/







































































































































































































































































































































































































































































































































































































































































Author: Рудой Е.Ф.
Tags: сельское хозяйство лесное хозяйство охота рыбное хозяйство обработка металлов железные дороги
Year: 1954
Similar




Text
ТЕХНИЧЕСКИЙ
СПРАВОЧНИК
JKE ЛЕ 3 НОДОРОЖН И КА
ТЕХНИЧЕСКИЙ
СПРАВОЧНИК
ЖЕЛЕЗНОДОРОЖНИКА
РЕДАКЦИОННАЯ КОЛЛЕГИЯ
В. И. ВЛАСОВ, А. Н. ЕГОРНОВ,
Н. П. ЗОБНИН, Е. Ф. РУДОЙ,
А. В. СОКОЛОВ
Главный редактор
Е. Ф. РУДОЙ
*
ГОСУДАРСТВЕННОЕ ТРАНСПОРТНОЕ
ЖЕЛЕЗНОДОРОЖНОЕ ИЗДАТЕЛЬСТВО
о с к (Е а 4 у 5 4-
ТЕХНИЧЕСКИЙ
СПРАВОЧНИК
ЖЕЛЕЗНОДОРОЖНИКА
Том 12
ОБРАБОТКА МЕТАЛЛОВ
НА ПРЕДПРИЯТИЯХ
ЖЕЛЕЗНОДОРОЖНОГО
ТРАНСПОРТА
Ответственный редактор
проф., доктор технических наук
Н. П. ЗОБНИН
м*’-.
х
Тех я1*, х •
4.Л<.
„..Oil г
ГОСУДАРСТВЕННОЕ ТРАНСПОРТНОЕ
ЖЕЛЕЗНОДОРОЖНОЕ ИЗДАТЕЛЬСТВО
о с к в а 1 у 5 ¥
АВТОРЫ ТОМА
В. А. БРАВИЧЕВ, доц., канд. техн, наук; Н. В. БРОДОВИЧ, канд. техн,
наук; В. И. ВЛАСОВ, канд. техн, наук; А. Н. ЕГОРНОВ, проф.; Н. П. ЗОБНИН,
проф., докт. техн, наук; Д. Г. ИВАННИКОВ, доц., канд.' техн, наук; В. Г. КИР-
КИН, проф., докт. техн, наук; О. К. КОТОВ, канд. техн, наук; Л. М. МАРИЕН-
БАХ, проф., докт. техн, наук; П. А. МАШОНИН, инж.; С. А. РУБИНШТЕЙН,
инж.; М. Л. РУДОЙ, инж.; Д. Л. ЮДИН, доц., канд. техн. наук.
*
РЕЦЕНЗЕНТЫ ТОМА
Литейное производство: А. Н. ЕГОРНОВ, проф. Кузнечное производство: В. И. ВЛАСОВ,
канд. техн, наук; Н. И. ПЕТРОВ, инж.; С. И. СИДОРОВ, инж.; И. Г. СОКОЛОВ, канд, техн,
наук. Сварка в паровозном а вагонном хозяйстве: Е. И. БЕРЕСТОВОЙ, инж.; П. Н. ДОРОХИН,
канд. техн. наук. Термическая и химика-термическая обработка: С. Л. РУСТЕМ, доц., канд.
техн. наук. Резание металлов: М. Н. ЛАРИН, лауреат Сталинской премии, проф., докт. техн,
наук; А. В. СОКОЛОВ, инж. Металлорежущие инструменты: П. П. ТРУДОВ, лауреат Ста-
линской премии, доц., канд. техн. наук. Металлорежущие станки: Л. Л. ДОННЕР, инж.;
Н. П. ЗОБНИН, проф., докт. техн. наук. Накатывание роликами: Н. В. БЕЛАВЕНЦЕВ, инж.;
Б. П. СЫЧЕВ, доц. Наклепывание дробью: Б. П. СЫЧЕВ, доц.; Л. М. ШКОЛЬНИК, канд.
техн. наук. Допуски и посадки: Д. В. ЛОБАНОВ, доц., канд. техн, наук; П. А. МАШОНИН.
инж. Измерительные инструменты: Д. В. ЛОБАНОВ, доц., канд. техн, наук .
*
РЕДАКТОРЫ ТОМА
Литейное производство—А. Н. ЕГОРНОВ, проф. Кузнечное производство—В. И. ВЛАСОВ,
канд. техн. наук. Сварка в паровозном и вагонном хозяйстве—А. В. ОБУХОВ, ннж. Термическая
и химико-термическая обработка—С. Л. РУСТЕМ, доц., канд. техн. наук. Резание металлов—
Д. Г. БЕЛЕЦКИЙ, доц., канд. техн. наук. Металлорежущие инструменты—П. А. МАШОНИН,
инж. Металлорежущие станки—Д. Л. ЮДИН, доц., канд. техн. наук. Накатывание роликами —
И. А. ОДИНГ, член-корреспондент АН СССР. Наклепывание дробью — А. Н. ЕГОРНОВ. проф.
Измерительные инструменты, допуски и посадки — Д. В. ЛОБАНОВ, доц., канд. техн. наук.
Графический материал — В. С. ЛЕВИЦКИЙ, доц., канд. техн. наук.
*
СОДЕРЖАНИЕ
От редакции......................
ЛИТЕЙНОЕ ПРОИЗВОДСТВО (проф., докгп.
техн, наук Л. №. Мариенбах и канд.
техн, наук В. И. Власов) ......... 9
.Краткий исторический обзор (проф.А.Н.Игор-
ное) .................................... 9
Гопливо ......................... ..... И
Огнеупорные и изоляционные материалы . . И
Шихтовые материалы ..................... 15
•классификация, свойства и назначение ли -
тейных сплавов.......................... 33
Формовочные материалы................... 4 3
Модельно-опочный инвентарь.............. 48
Специальные виды литья ................. 53
Технологические процессы литья деталей
подвижного состава ..................... 64
Сушка форм и стержней................... 99
Плавильные агрегаты литейного производ-
ства .................................. 10b
Оборудование литейных цехов ............ И 4
Брак в литейном производстве .......... 132
Техника безопасности ............. .... 139
КУЗНЕЧНОЕ ПРОИЗВОДСТВО (инж.
м. л. Рудой) ................. 143
Общие сведения ..........-............ 143
Нагрев стали для ковки и охлаждение поко ••
вок....................................146
Нагревательные устройства..............150
Расход топлива . . . .'............... 166
Подбор кузнечного оборудования ....... 169
Технология свободной ковки ......... . 180
Горячая штамповка на молотах...........209
Обрезка заусениц ..................... 227
Безоблойная штамповка на молотах......230
Штамповка на горизонтально-ковочных ма-
шинах . ...............................232
Штамповка на фрикционных винтовых прес-
сах ...................................243
Холодная высадка ..................... 244
.Чистовая штамповка....................245
Брак и дефекты поковок ................247
Техника безопасности ................. 250
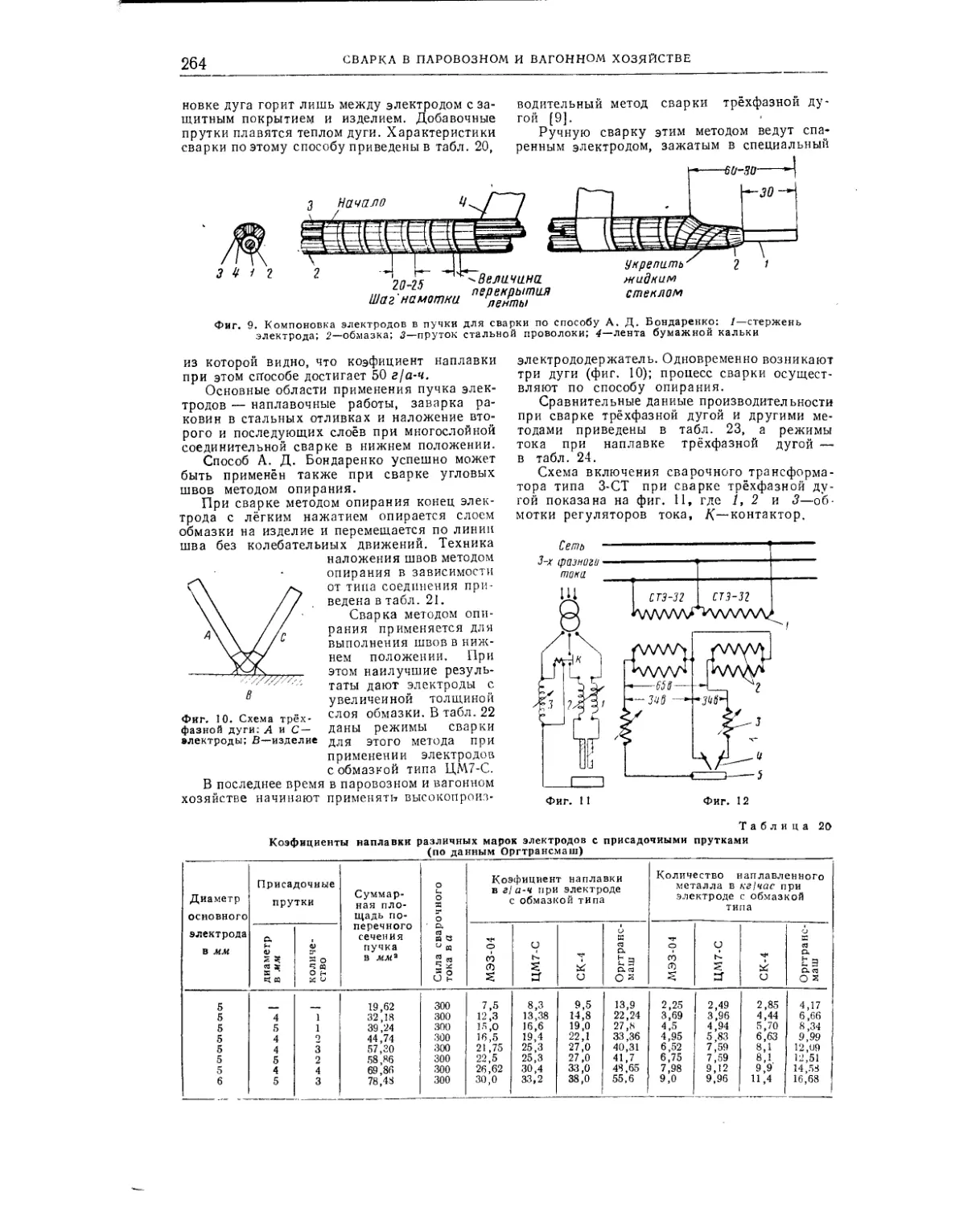
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ
ХОЗЯЙСТВЕ (канд. техн, наук И . В. Бро-
дович) ............ - ........... 253
Дуговая сварка ...................... 253
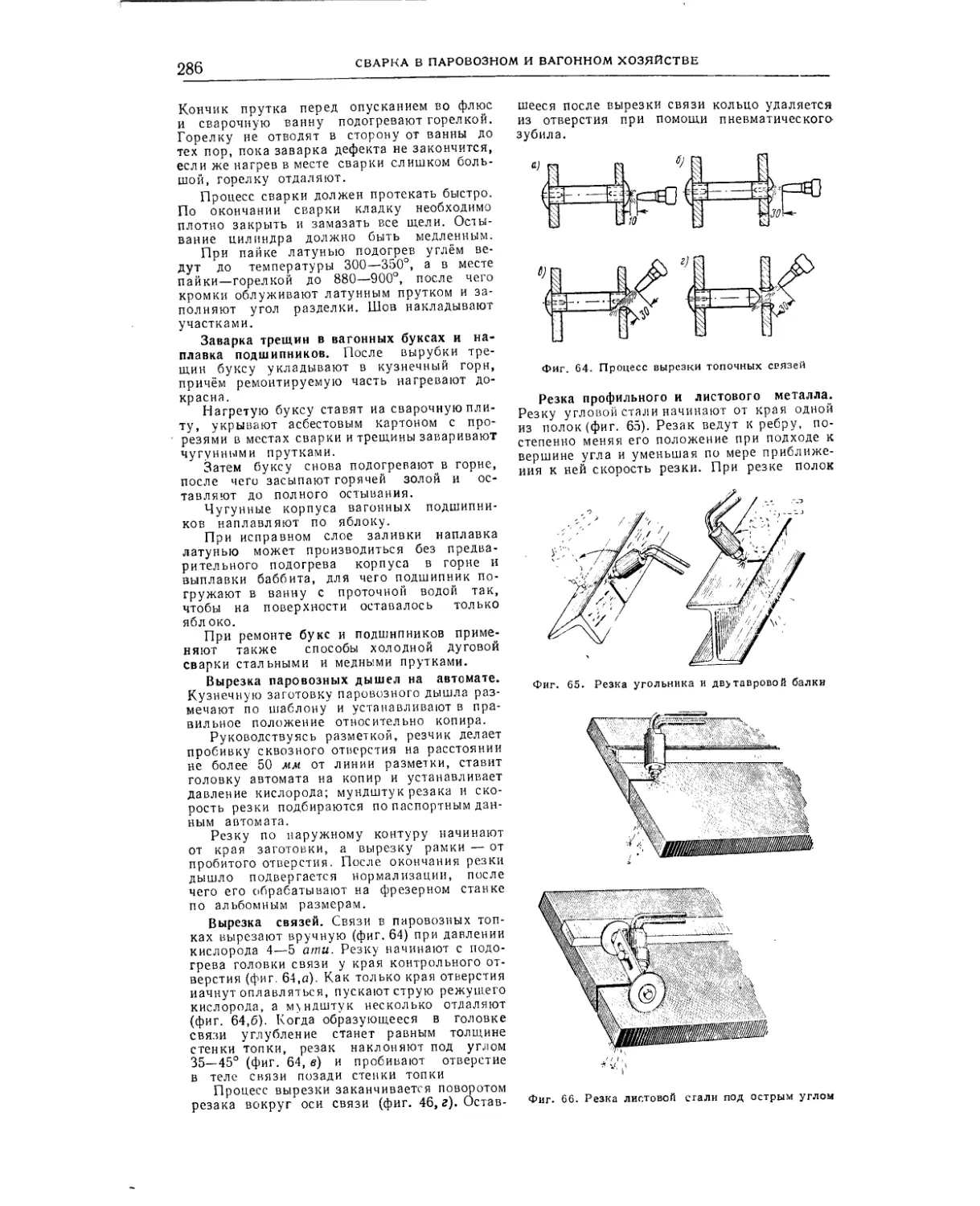
Газовая сварка и резка ............... 280
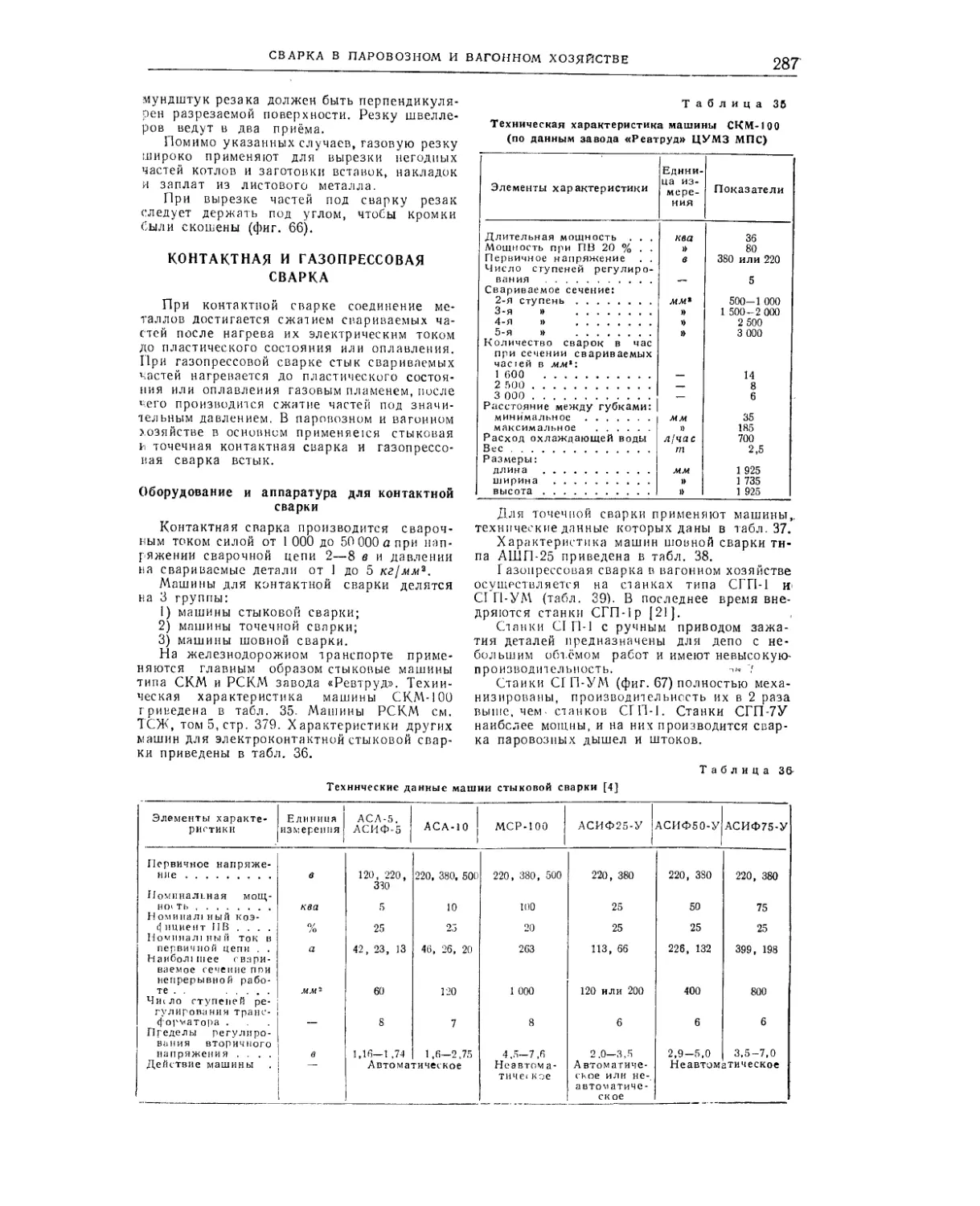
Контактная и гчзопрессовая сварка .... 287
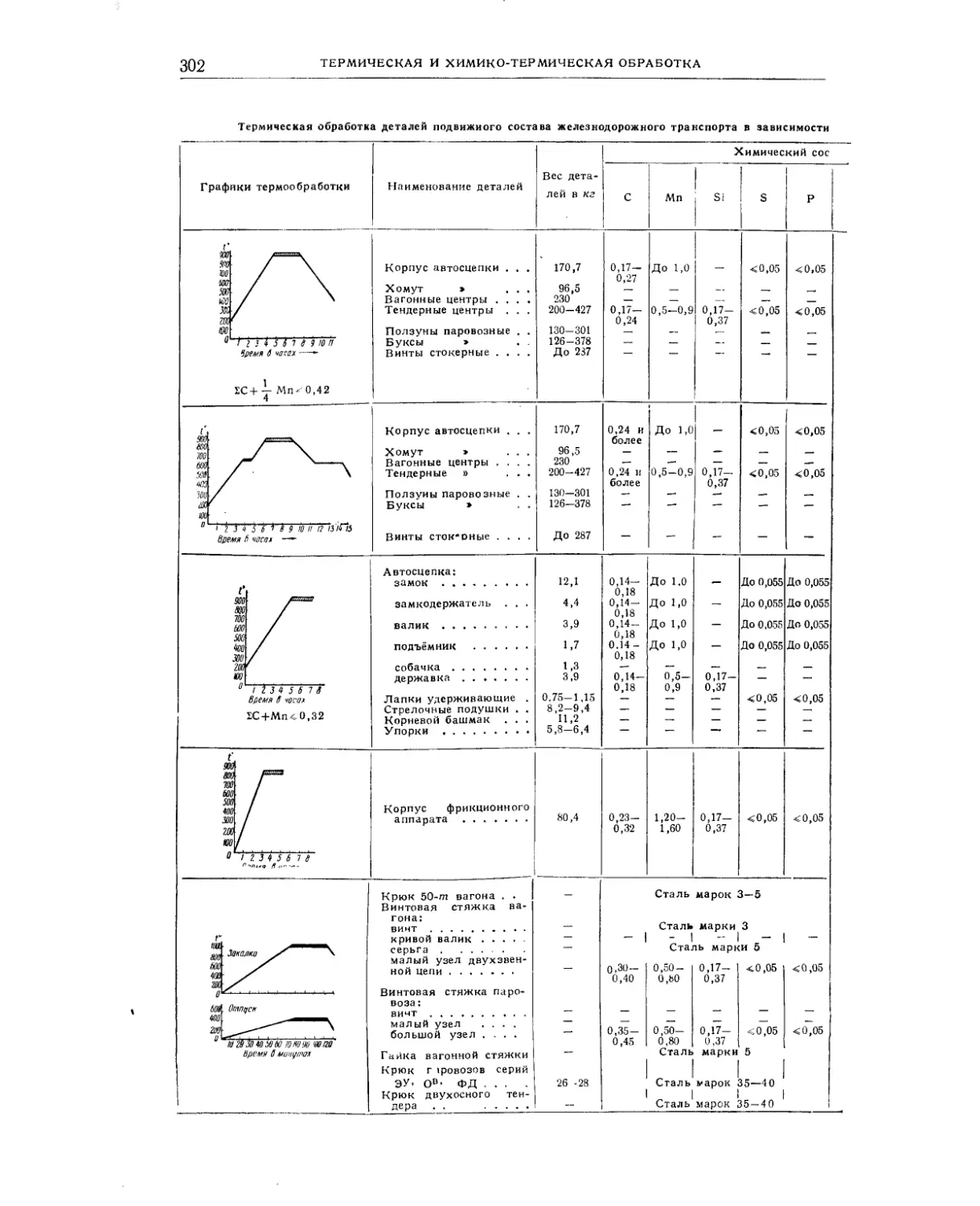
термическая и химико-термиче-
ская ОБРАБОТКА .....................‘. 293
Термическая обработка (канд. техн, наук
В. И. Власов и инж. М. Л. Рудой) .... 293
Виды термической обработки ............293
Печи для термической обработки.........293
Стр.
Ихнологические процессы термической обра-
ботки деталей подвижного состава и ин
етрументов........................... 301
Поверхностная закалка токами высокой ча-
стоты (канд. техн, наук О. К. Котов) . . . 301
Химико-термическая обработка (канд. техн,
наук О. К. Котов)......................309
Цементация стали ..................... 310
Азотирование стали .................... 315
Цианирование стали.................... 316
Стали, применяемые при цементации, азоти-
ровании и цианировании ............... 320
Тормодиффузионное хромирование.........32 0
РЕЗАНИЕ МЕТАЛЛОВ (проф., докт. техн.
наук Н. П. Зобнин и доц., канд. техн,
наук Д. Л. Юдин) .............. 322
Краткий исторически и обзор........... 322
Общие сведения....................... . 323
Точение и строгание .................. 329
Сведения о точении резцами с пластинами из
минералокерамическпх материалов ...... 340
Сверление, рассверливание, зенкерование,
развёртывание .......................342
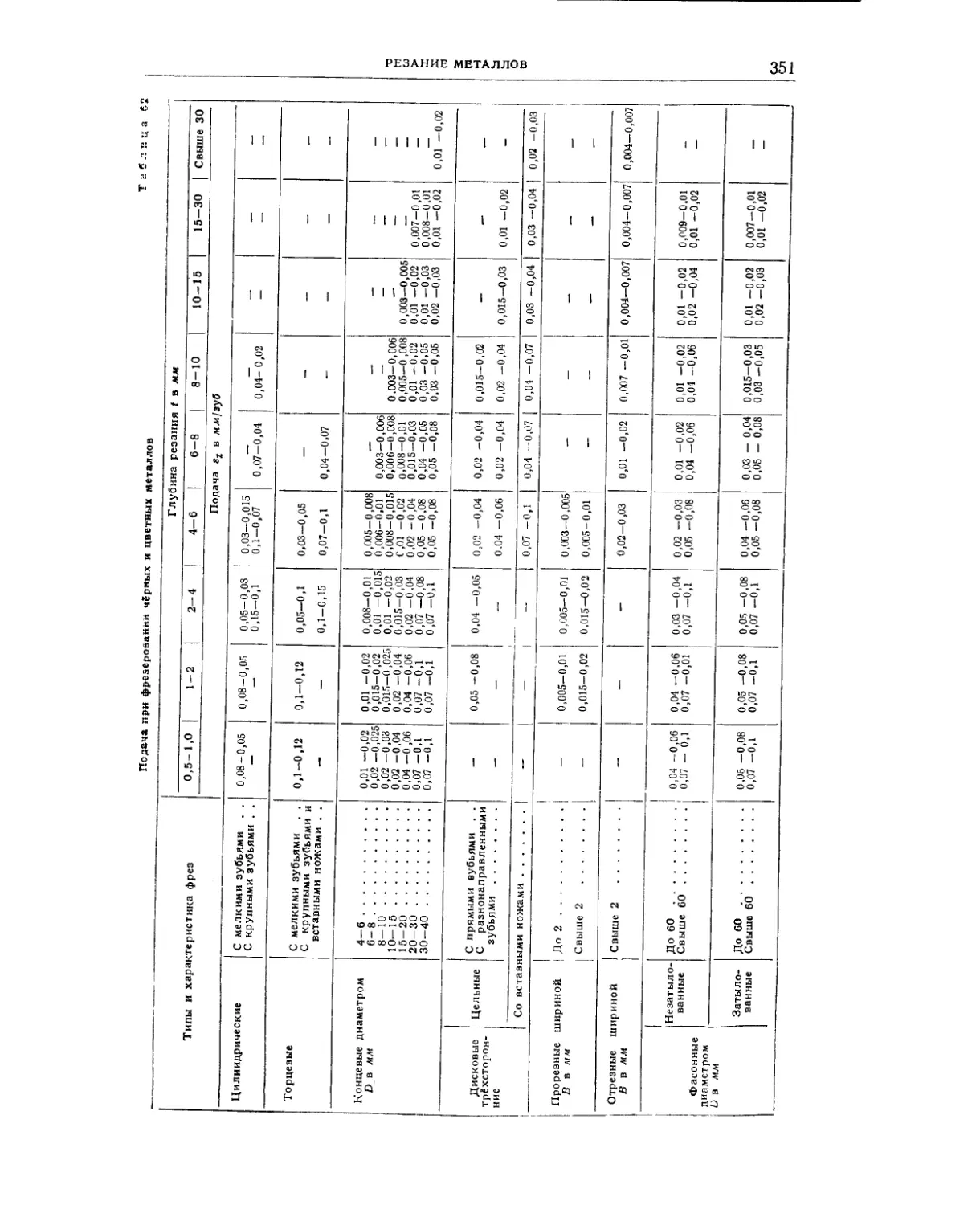
Фрезерование ......................... 348
Зубофрезерование ......................359
Резьбонарезание..................... • 362
Протягивание ......................... 366
Шлифование и доводка ................ 370
Основы методики расчёта режимов резания
металлов ири обработке деталей подвижного
состава................................379
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
(инж. С. А. Рубинштейн)........... 393
Материалы режущих инструментов......393
Резцы ..............................396
Фасонные резцы...................... . 408
Заточка и доводка резцов (инж. П. А. Машо-
нин) .............. ........ 413
Протяжки.......................... 415
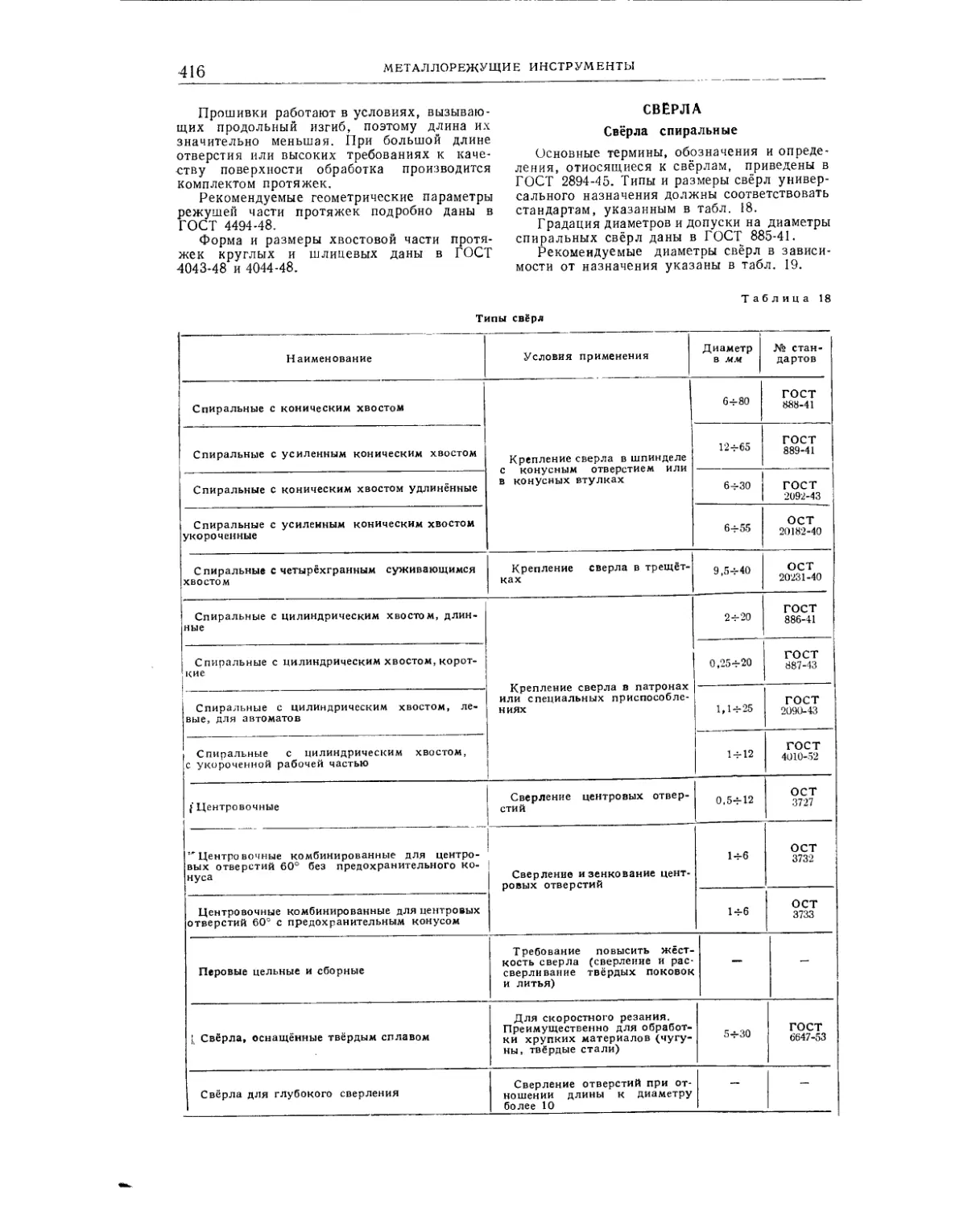
Свёрла............................416
Зенкеры...........................422
Развёртки.........................4 27
Фрезы............................. 437
Резьбонарезной инструмент ......... 453
Зуборезный инструмент............. 463
Абразивный инструмент ............ 467
Чистота поверхностей режущих инструментов 474
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ............. 476
Универсальные станки (доц., канд. техн,
наук В. А. Бравичев)............... 476
Специализированные и специальные станки
железнодорожного транспорта (проф..
докт. техн, наук Н. П. Зобнин, доц., канд.
техн, наук Д. Л. ЮДИН и доц., кана.
техн, наук В. А. Бравичев) ........ 506
6
СОДЕРЖАНИЕ
Стр.
Гидравлические приводы станков (доц.,
канд. техн, наук, В. А. Бравичев) ...540
Модернизация станков для перевода на
скоростное резание (проф., докт. техн,
наук Н. П. Зобнин) ............. 548
Краткие справочные данные по паспорти-
зации станков (доц., канд. техн, наук
В. А. Бравичев) .............. 559
Техника безопасности при работе на металло-
режущих станках......................562
НАКАТЫВАНИЕ РОЛИКАМИ (проф., докт.
техн, наук Н. П. Зобнин) ......... 563
Общие сведения ......................563
Инструмент для накатывания деталей по-
движного состава.....................564
Приспособления для накатывания деталей
подвижного состава и других машин . . . 565
Станки для накатывания деталей подвижного
состава и других машин железнодорожного
транспорта ..........................565
Режим накатывания осей, пальцев и других
деталей подвижного состава и железно-
дорожных машин.......................566
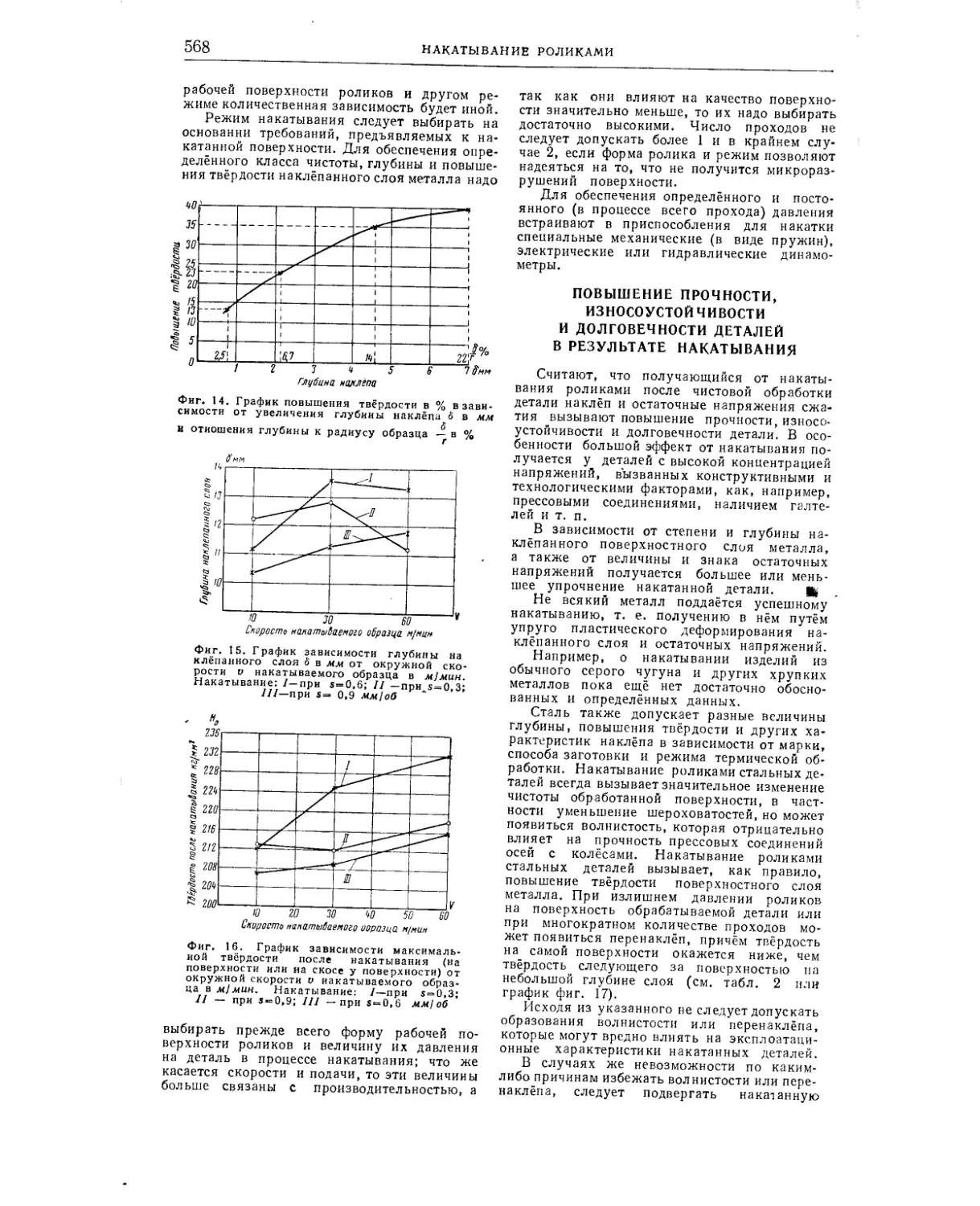
Повышение прочности, износоустойчивости
и долговечности деталей в результате на-
катывания ...........................568
НАКЛЁПЫВАНИЕ ДРОБЬЮ (доц., канд.
техн, наук Д. Г. Иванников) .........575
Общие сведения ......................575
Оборудование для дробеструйного наклёпа . 577
Дробь для дробеструйного наклёпа ... 582
Контроль процесса дробеструйной обработки 583
Упрочнение изделий в результате дробеструй-
ного наклёпа ........................583
Стр.
Применение дробеструйного наклёпа на же-
лезнодорожном транспорте..............587
ДОПУСКИ И ПОСАДКИ (проф., докт.
техн, наук В. Г. Киркин)..............592
Общие сведения .......................592
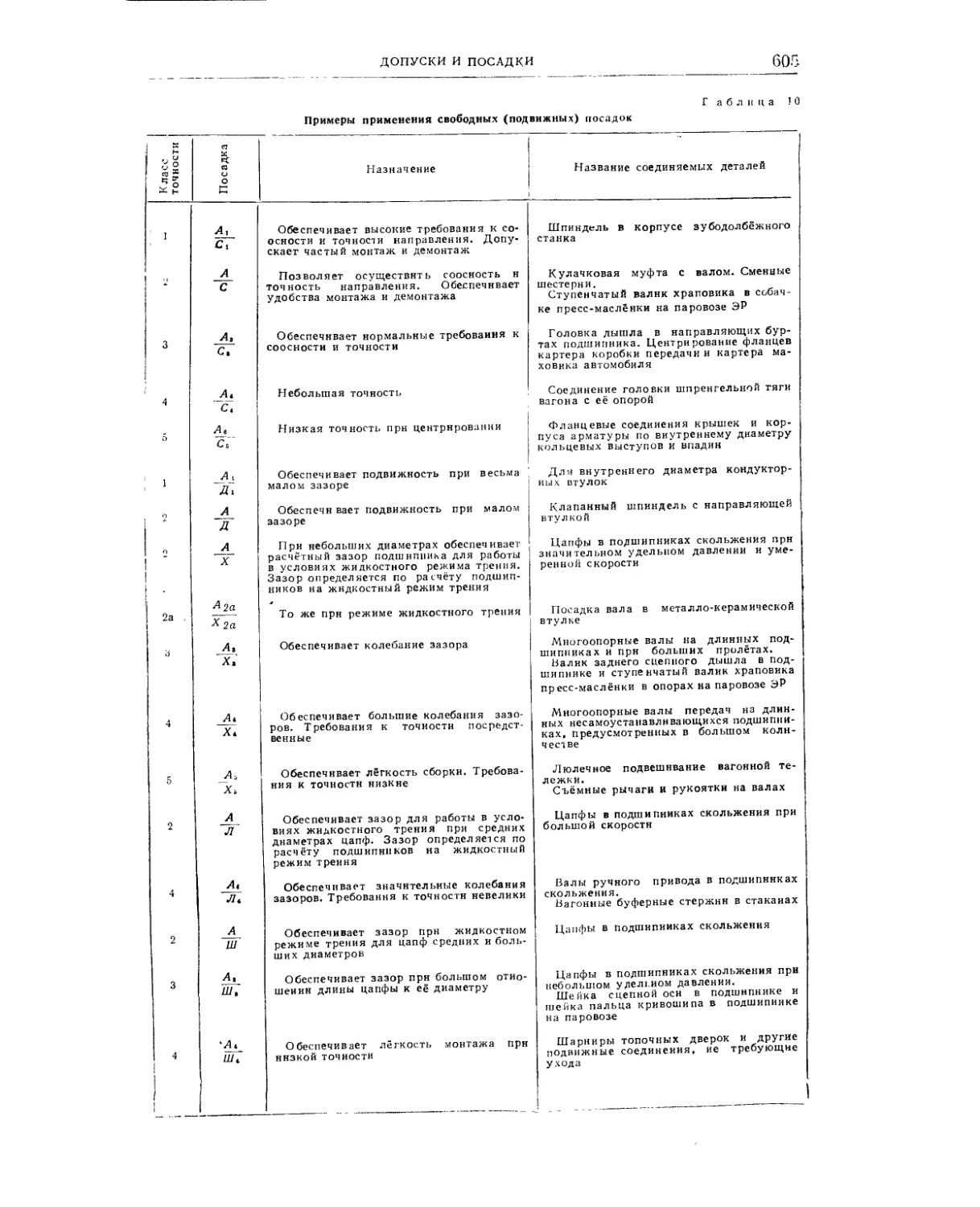
Посадки...............................593
Селективная сборка .................. 612
Международная система допусков и поса*
ДОК ISA...............................613
Обозначение предельных отклонений разме-
ров на чертежах по ГОСТ 3457-46 ..... 613
Предельные отклонения формы и располо-
жения поверхностей по ГОСТ 3457-46 . . . 62!
Соединения с гарантированным натягом . . . 621
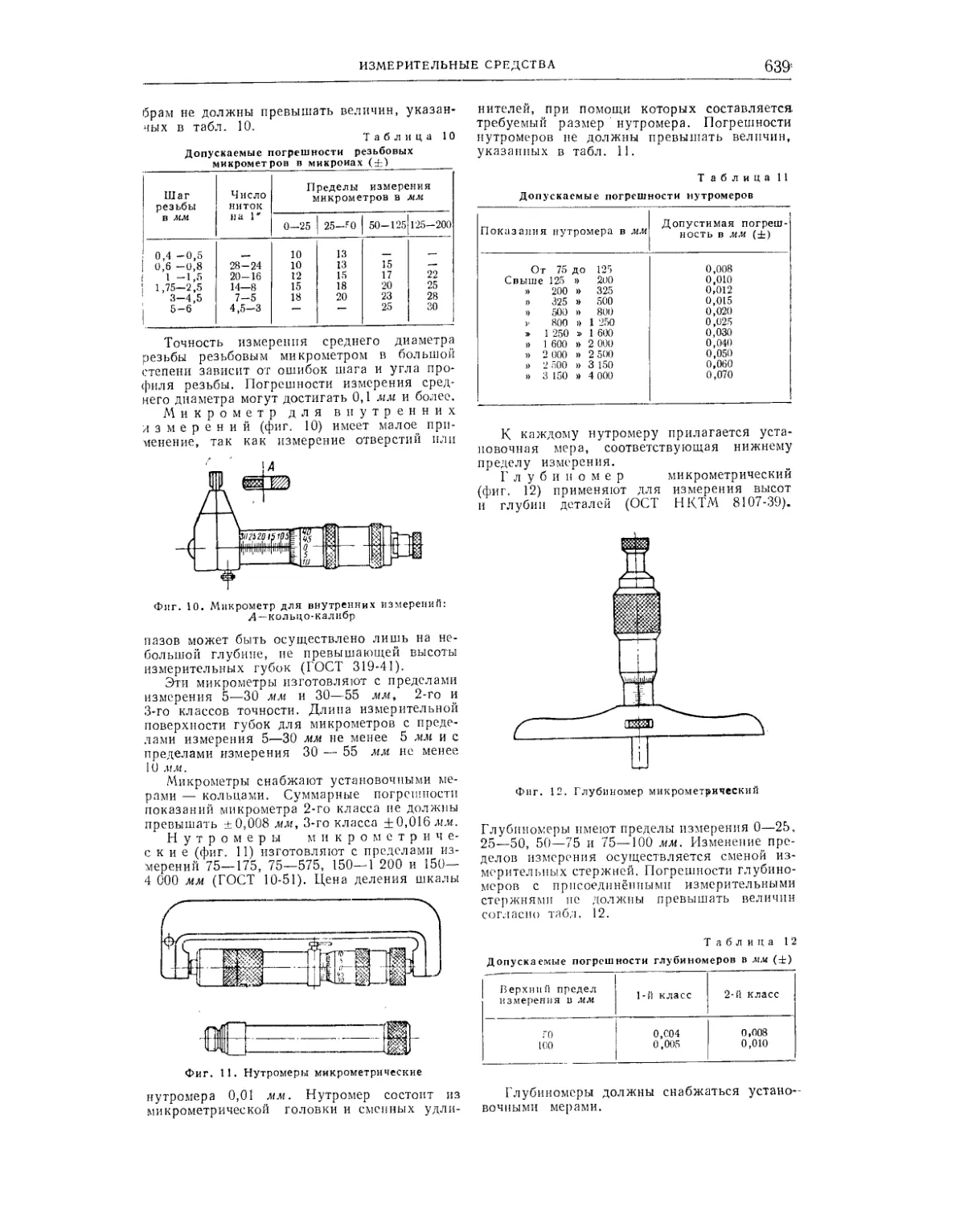
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ (инж.
П- А. Машонин) ............... 630
Краткие сведения о технике измерений в ма-
шиностроении .........................630
Меры длины ...........................6 30
Методы измерений......................630
Основные метрологические термины и опре-
деления ..............................631
Погрешности средств и методов измерения . 632
Измерительные средства ...............633
Выбор и назначение измерительных средств. 633
Универсальный измерительный инструмент . 635
Оптические измерительные приборы......652
Калибры ............................ 652
Контроль чистоты поверхностей и приборы
для её измерения .....................G63
Выбор класса чистоты поверхности......663
Приборы для измерения чистоты поверхности 665
АЛФАВИТНЫЙ УКАЗАТЕЛЬ..................667
ОТ РЕДАКЦИИ
Директивы XIX съезда Коммунистической партии Советского Союза по пятому
пятилетнему плану развития СССР на 1951—1955 годы, решения пятой сессии Вер-
ховного Совета СССР (май 1953 г.) и сентябрьского Пленума Центрального Коми-
тета Коммунистической партии Советского Союза, направленные на крутой подъём
благосостояния советского народа, а также последующие постановления партии и
правительства по железнодорожному транспорту обязывают железнодорожников
обеспечить непрерывное возрастание перевозок, в особенности товаров на-
родного потребления.
Рост эксплоатационной деятельности железных дорог требует дальнейшего улуч-
шения работы заводов, депо и мастерских Министерства путей сообщения по изго-
товлению запасных частей и по ремонту (текущему, среднему и капитальному) подвиж-
ного состава и оборудования, максимального использования производственных мощ-
ностей, систематического улучшения методов производства, снижения себестоимости
и внедрения прогрессивной технологии производства.
Выпуская впервые для железнодорожников систематизированный справочник
по обработке металлов, редакция стремилась наиболее полно осветить специфиче-
ские элементы технологии, которые имеют место в железнодорожных предприятиях
при обработке деталей подвижного состава. Однако 12-й том ТСЖ не может полностью
заменить машиностроительных и технологических справочников. В томе приведены
основные справочные данные, которые должны помочь командному составу железных
дорог и предприятий МПС при проверке и разработке технологических процессов,
а отчасти при подборе технологического оборудования и инструментов, применя-
емых при обработке металлов.
Показатели, помещённые в настоящем томе, характеризующие производитель-
ность оборудования, расход материалов и топлива, нормы времени и т. п., являются
примерными и могут быть превзойдены в результате дальнейшего развития техно-
логии металлообработки, внедрения научных достижений и использования опыта
новаторов производства.
Раздел «Литейное производство» начинается с характеристики топлива и применя-
емых для строительства печей огнеупорных материалов. Далее приведены сведения
о шихтовых материалах. Затем приведены сведения о формовочных материалах,
формовочных и стержневых смесях для основных групп отливок, о моделях, опо-
ках и инвентаре, применяемом при безопочной формовке. Специальным видам литья
(под давлением, центробежному и в металлические формы) посвящены отдельные
статьи. Описаны примеры отливки ряда детален для железнодорожного транспорта
по опыту литейно-механического завода имени Л. М. Кагановича и некоторых депо.
В отдельной главе приведены основные сведения о сушке форм и стержней, конст-
рукции сушил и плавйльных агрегатов, об оборудовании литейных цехов. В заклю-
чении раздела приведены классификация литейного брака, его причины и способы
устранения, а также основные положения по технике безопасности.
Раздел «Кузнечное производство» начинается краткой статьёй, дающей общие
сведения о влиянии химических элементов на свойства стали, о влиянии ковки на ме-
ханические свойства и структуру стали, о влиянии температуры на структуру стали
при ковке. Далее приведены справочные данные по режимам и продолжительности
нагрева кузнечных заготовок. Для выбора необходимых нагревательных устройств
и кузнечного оборудования приведены технические характеристики, а также соответ-
ствующие расчётные формулы. По свободной ковке приведены характеристики основ-
ных операций и применяемых инструментов, даны указания по выбору кузнечных за-
готовок для ряда деталей подвижного состава. Значительное место уделено прогрес-
сивному методу обработки металлов давлением—штамповке, которую следует широко
внедрять на предприятиях МПС. Отдельная глава посвящена основным правилам
техники безопасности в кузнечном производстве.
В разделе «Сварка в паровозном и вагонном хозяйстве» приведены основные све-
дения о применении дуговой, газовой, электроконтактной и газопрессовой сварки
и кислородной резки при ремонте деталей подвижного состава. Даны технические
8
ОТ РЕДАКЦИИ
характеристики сварочных машин, аппаратуры и материалов, приведена технология
выполнения сварки и резки, которая поясняется конкретными примерами ремонта
деталей паровозов и вагонов.
Раздел «Термическая и химико-термическая обработка» содержит справочные
данные по термической обработке инструментальной стали, штампов для обработки
деталей давлением в холодном и горячем состоянии, а также ряда деталей подвижного
состава. Приведены сведения о химико-термической обработке деталей машин: цемен-
тации, азотированию, цианированию и диффузионному хромированию, применение
которых позволяет увеличить долговечность деталей подвижного состава.
Раздел «Резание металлов» содержит сведения о процессе резания металлов, яв-
лениях, возникающих в этом процессе, и классификации чистоты обработанных по-
верхностей. В этом разделе приведены необходимые справочные данные, формулы
и таблицы для определения режимов резания; скорости резания, подачи, глубины ре-
зания, числа проходов при точении, строгании, сверлении, зенкеровании, развёрты-
вании, фрезеровании, зубофрезеровании, резьбонарезании, протягивании, шлифо-
вании и отделочной обработки (доводка брусками, притирка, отделка колеблющимися
брусками). Эти материалы включают также режимы резания при скоростном точении
и фрезеровании. В разделе приведены также необходимые формулы и справочные дан-
ные для определения усилий крутящих моментов, мощностей и основного технологи-
ческого времени при указанных способах резания металлов. Для основных типов ре-
жущих инструментов приводятся допустимые величины износа. В конце раздела даны
основы методики расчёта режимов резания металлов.
Раздел «Металлорежущие инструменты» включает сведения, необходимые для
выбора нормальных, а также конструирования некоторых специальных режущих
инструментов, широко применяемых предприятиями железнодорожного транспорта
при ремонте подвижного состава.
В разделе «Металлорежущие станки» вначале рассмотрены станки общего назна-
чения, имеющие применение на железнодорожном транспорте. Даны сведения о спе-
циализированных станках железнодорожного транспорта, используемых для обработки
осей, бандажей, колёсных пар, кулис, дышел и др. Далее приведены основные све-
дения для выполнения необходимых расчётов при модернизации металлорежущих
станков в связи с переводом на скоростные режимы резания металлов. В заключении
раздела даны краткие указания по технике безопасности при обработке металлов
резанием.
Обработке металлов без снятия стружки с целью упрочнения деталей машин по-
священы две статьи: «Накатывание роликами» и «Наклёпывание дробью». В них рас-
смотрены новые методы упрочняющей технологии на основе опытов, проведённых
МЭМИИТ и заводами МПС. Даны соответствующие технологические рекомендации
применения этих видов обработки для упрочнения деталей подвижного состава: осей,
пальцев, рессор, пружин и т. п.
Раздел «Допуски и посадки» даёт краткие сведения о взаимозаменяемости, классах
точности, допусках и посадках. По всем видам посадок даются примеры выбора посадок.
Рассмотрен селективный метод сборки деталей, позволяющий использовать грубые
классы точности обработки в точных сопряжениях. В разделе дан метод расчёта прес-
совых соединений осей и валов.
В разделе «Измерительные инструменты» приведены понятия об основных метро-
логических определениях, методах измерения и их погрешностях. Даны характеристи-
ки основных средств для технических измерений и контроля обработанных поверхно-
стей деталей машин.
Редакция просит всех читателей направлять свои замечания и пожелания в
Трансжелдориздат для использования их в дальнейшей работе над материалами
Технического справочника железнодорожника.
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
КРАТКИЙ
Совокупность знаний о способах и сред-
ствах проведения производственных процес-
сов составляет учение, называемое техноло-
гией. Это же наименование присвоено и науч-
ной дисциплине, изучающей как средства и
способы производства металлов из их при-
родных соединений, так и последующее изго-
товление из металлов готовых изделий; сюда
же включается и изучение машин-орудий, осу-
ществляющих технологический процесс.
Как производственная область техники
технология металлов ведёт своё начало с пер-
вых шагов применения человеком металла;
как научная дисциплина технология металлов
развилась на основе работ русских учёных и
изобретателей начиная с XVIII столетия.
Современные исторические знания позво-
ляют установить не только раннее знаком-
ство народов территории России с метал-
лами и их обработкой, но и высокое ма-
стерство наших предков. Очень многие из-
делия домашнего обихода и вооружения слу-
жили предметами вывоза в зарубежные
страны.
Археологические находки образцов желез-
ных и стальных изделий подтверждают са-
мостоятельный характер развития металло-
обрабатывающей техники в Древней Руси. Под-
вергнутые металлографическому и рентгено-
структурному анализу, эти образцы дают све-
дения о высоком техническом уровне познаний
наших предков, освоивших многие, относи-
тельно сложные процессы и хорошо владев-
ших практикой обработки металлов.
Глубокие и классические научные обоб-
щения и научное обоснование совершаемых
технологических процессов ведут своё начало
от нашего великого соотечественника Михаила
Васильевича Ломоносова (1711 — 1765 гг.).
Если даже не касаться крупнейших и важней-
ших работ Ломоносова в области химии и фи-
зики, несомненно имевших прикладное значе-
ние и для технологии металлов того времени,
и обратить внимание лишь на одну его книгу
«Первые основания металлургии или рудных
дел», то выпуск этого труда необходимо при-
знать историческим событием: здесь впервые
широко освещены металлургические процессы,
как физические и химические процессы, вме-
сто простого описания приёмов работы, как
это имело место во всех предшествующих ра-
ботах. Эта книга представляла своеобразную
энциклопедию в области металлургии и гор-
ного искусства идо конца XVIII в. оставалась
единственным и постоянным учебником для
ИСТОРИЧЕСКИЙ ОБЗОР
всех изучавших указанные дисциплины.
М. В. Ломоносов также создал теорию
движения газов в рудниках и печах, основы
которой до сих пор остаются незыблемыми.
Академик В. М. Севергин (1765—1826 гг.)
написал ряд трудов по технологии материа-
лов, химической технологии, минералогии,
пробирному искусству; он был первым глав-
ным редактором «Технологического журнала»,
издававшегося русской Академией наук.
Своими трудами В. М. Севергин много спо-
собствовал развитию русской научной терми-
нологии.
А. А. Мусин-Пушкин (1760 — 1805 гг.)
способствовал внедрению пудлингового про-
цесса на отечественных заводах; исследуя во-
просы амальгамирования платины, он создал
оригинальный метод производства ковкой
платины—прообраза современной порошковой
металлургии.
Достойным продолжателем работ Мусина-
Пушкина в области исследования соединений
платины и её технологии был член-корр.
Академии наук П. Г. Соболевский (1781 —
1841 гг.). Его научный труд по порошковой
(металлокерамической) металлургии (1827 г.)
был первым в мире трудом в этой области.
Плодотворная деятельность акад. В. В. Пет-
рова (1761 — 1834 гг.) в области эксперимен-
тальной физики, открытие им явления элек-
трической дуги способствовали созданию и
развитию ряда металлургических и техноло-
гических процессов; современные электроме-
таллургия в дуговых печах и дуговая электро-
сварка целиком базируются на основах,
заложенных В. В. Петровым.
Русские учёные, постоянно связанные с
производством, продолжали успешно разви-
вать науку о металлах, современное состоя-
ние которой в весьма большой степени обяза-
но трудам наших предков — русских учё-
ных, инженеров и новаторов производства.
Очень крупную роль в деле развития
металлургии стали и её последующей обработ-
ки сыграл горный инженер Павел Петрович
Аносов (1799 — 1851 гг.), 30 лет проработав-
ший на Златоустовском оружейном заводе
(Урал). Ему принадлежит приоритет в работах
по выплавке качественных сталей («булат»),
по исследованию влияния легирующих при-
месей (Si, Мп, Сг, Ti, Al и др.) и по изуче-
нию влияния состава шлака на свойства ста-
ли. Русской науке, в лице П. П. Аносова,
принадлежит приоритет применения микро-
скопа для изучения строения стали, а также
10
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
открытий преимущества закалки в горячей
среде и газовой цементации стали. Работая
над открытием «тайны булата», П. П. Аносов
имел в виду широкие перспективы:
«... скоро наши воины вооружатся булат-
ными мечами, наши земледельцы будут обра-
батывать землю булатными орудиями, наши
ремесленники будут выделывать свои изделия
булатными инструментами...»
На Златоустовском заводе были предпри-
няты и первые попытки отливки стальных
орудий, однако освоение этого нового вида
производства произошло несколько позднее
в Петербурге и связано с именем горного
инженера П. М. Обухова (1823 — 1869 гг.)
и, особенно, инженера-технолога Дмитрия
Константиновича Чернова (1839 — 1921 гг.).
Величайшая заслуга Д. К. Чернова кроется
не в самом факте освоения этого производст-
ва, а в проведённых им исследованиях стали.
К моменту начала работ Д. К- Чернова
были уже известны работы А. С. Лаврова и
Н. В.Калакуцкого, работавших на Златоустов-
ском заводе и обнаруживших явления ликва-
ции стали в процессе затвердения стальных
слитков.
Наблюдения Н. В. Калакуцкого (1831 —
1889 гг.) над образованием трещин в слитках
вызвали его интерес к научному обоснованию
механизма возникновения внутренних напря-
жений в отливках и поковках, результатом
чего явился выдающийся труд Н. В. Кала-
куцкого «Исследование внутренних напряже-
ний в чугуне и стали» (1887 г.).
Впервые в мире Д. К- Чернов открыл кри-
тические точки в стали, связанные со структур-
ными превращениями, и указал на их громад-
ное значение в практике термической обработ-
ки и ковки стали. Позднейшие работы Чернова
касались кристаллизации стального слитка и
общих основ кристаллизации, а также изотер-
мической обработки. Наконец, Д. К. Чернову
принадлежит заслуга в разработке русского
оригинального метода получения стали путём
продувки воздухом жидкого чугуна (1872 г.).
За свои работы в области металловедения
Д. К- Чернов признаётся всеми «отцом метал-
лографии».
С 1870 г. началась выплавка мартенов-
ской стали (Сормово—А. А. Износков и
Н. И. Кузнецов; Воткинский завод—В. Е. Хо-
лостое). Начатые в 90-х годах братьями Го-
ряйновыми работы над рудным процессом
плавки стали в пламенных печах получили
окончательное разрешение в 1905 г.; в на-
стоящее время большое количество стали во
всём мире выплавляется этим способом, заслу-
живающим наименования «русского».
Многогранная творческая деятельность
Д. К- Чернова совпала во времени с периодом
плодотворной работы другого гиганта науч-
но-технической мысли, величайшего русского
химика Д. И. Менделеева (1834 — 1907 гг.).
Значение работ Менделеева для развития
науки о металлах следует не только из всеобъ-
емлющего характера периодического закона;
громадное теоретическое и прикладное значе-
ние имеет для металловедения и понимания
многих металлургических процессов разра-
ботанная Менделеевым теория растворов.
Корифеи русской металлургической науки,
несмотря на неблагоприятные условия рабо-
ты в дореволюционной России, оставили
великое научное наследие.
После Великой Октябрьской социалисти-
ческой революции благодаря постоянным
заботам Коммунистической партии и Совет-
ского правительства в СССР созданы неогра-
ниченные возможности и исключительные
условия для роста и процветания науки и
техники. В стране организованы многочи-
сленные научно-исследовательские учрежде-
ния,превратившиеся в мировые научные центры
соответствуют,их отраслей науки. Советские
учёные в содружестве с работниками произ-
водства обогатили науку, добились огромных
успехов и важнейших открытий, в том числе
и в области технологии металлов.
Исключительно большое значение для
развития металловедения имеют работы про-
должателей учения Д. К- Чернова и прежде
всего работы академиков Н. С. Курнакова,
А. А. Байкова и др. Н. С. Курнаков
(1860 — 1941 гг.) исследовал связи физиче-
ских свойств растворов и металлических
сплавов с химическим составом, результатом
чего явилось графическое отображение этой
связи в диаграммах «состав — свойства».
Среди других металловедов старшего по-
коления необходимо указать проф. М. Г. Еван-
гулова (1870 — 1942 гг.) — автора книги
«Сплавы» и проф. Н. А. Бартельса (1877 —
1936 гг.) автора классического учебника
«Металлография». М. Г. Евангулову принад-
лежит также ряд трудов, посвящённых воп-
росам литейного производства.
Проф. А. Л. Бабошин (1872—1938 гг.) был
одним из активнейших работников так назы-
ваемой «Рельсовой комиссии», в сферу деятель-
ности которой, помимо рельсов, входили такие
важные объекты, как оси вагонные и паровоз-
ные, бандажи, центры колёсные и т. д. Из
числа работ А. Л. Бабошина надлежит осо-
бенно отметить его 3-томный труд «Металло-
графия и термическая обработка чугуна,
железа и стали».
Исключительно плодотворна и многогран-
на была научная деятельность акад. Алек-
сандра Александровича Байкова (1870 —
1946 гг.), являвшегося признанным авторите-
том в области металловедения и теории метал-
лургических процессов. Среди металловед-
ческих работ Байкова следует особенно от-
метить его доказательство реального сущест-
вования аустенита, как твёрдого раствора
углерода в железе. А. А. Байкову принадле-
жит честь выработки специальной низколе-
гированной хромомедистой стали марки ДС.
И. И. Беляев (1877 —1921 гг.) — создатель
п руководитель большой Центральной ла-
боратории Кировского завода (Ленинград),
ставшей буквально научным центром по
выплавке специальных сталей. Ему же
принадлежит идея и создание крупнейшего
завода для производства качественных сор-
тов стали («Электросталь»). Большой инте-
рес представляет его работа «Макрострукту-
ра стали в связи с кристаллизацией»
(1910г.).
Проф. Н. А. Минкевич (1883 — 1942 гг.) —
автор ряда работ по специальным сталям и осо-
бенно по изысканию малолегированных быстро-
режущих сталей.
Проф. М. Г. Окнов (1872 — 1942 гг.) —
топливо
11
автор классического труда «Металлография
чугуна», выдержавшего несколько изданий.
Проф. Н. В. Гевелинг —автор контактного
метода поверхностной электрозакалки.
Члсн-корр. Академии наук В. П. Вологдин
(1881 — 1952 гг.) — автор метода поверхно-
стной закалки при нагреве токами высокой
частоты, получившей большое применение.
Особенно надлежит отметить работы члена-
корр. Академии наук С. С. Штейнберга
(1872 — 1940 гг.), автора ряда работ, посвя-
щённых вопросам структурных превращений
в стали при термической обработке. Эти ра-
боты посвящены главным образом кинетике
превращений в переохлаждённом аустените
и имеют громадное теоретическое и практи-
ческое значение.
Большой вклад в металлургию чугуна внес-
ли проф. И. А. Соколов (1867 — 1947 гг.), вы-
дающийся металлург-доменщик М. К. Курако
(1872 — 1920 гг.) и акад. М. А. Павлов (род.
1863 г.), работы которого имеют мировое
значение.
Великая заслуга открытия методов элек-
трической сварки неоспоримо принадлежит
нашим соотечественникам И. И. Бенардосу
(1842—1905 гг.) и И. Г. Славянову (1854—
1897. гг.); оба метода в их исходном виде и в
видоизменениях получили колоссальное рас-
пространение как в пашей стране, так и за
границей.
Очень многие наши современники—акаде-
мики И. П. Бардин, Г. В. Курдюмов,
И. Т. Гудцов, А. А. Бочвар, В. Н. Никитин;
члены-корр. АН СССР И. А. Одинг, К. К.
Хренов и др. с успехом продолжают развивать
науку о производстве и обработке металлов,
так блестяще представленную их учителями.
ТОПЛИВО
В литейном цехе для плавильных, нагре-
вательных и сушильных печей применяют твёр-
дое, жидкое и газообразное топливо.
Данные о всех видах топлива приведены
в томе 2 ТСЖ, стр. 695—707.
Специфическими для плавильных печей
являются искусственное твёрдое топливо:
кокс, термоантрацит и др.
Каменноугольный кокс получается при
нагревании углей марок ПЖ, ПС, К без до-
ступа воздуха в специальных печах (коксо-
вальных).
В зависимости от назначения кокс делится
на два класса: кокс металлургический, при-
меняемый главным образом в доменных пе-
чах при получении чугуна из руд, и кокс ли-
тейный, применяемый в вагранках.
Классификация по маркам и технические
условия приёмки определяются следующими
ГОСТ: кокс металлургический из углей До-
нецкого бассейна — ГОСТ 513-41; кокс ме-
таллургический из углей восточных райо-
нов — ГОСТ 2014-47; кокс литейный — ГОСТ
3340-46; кокс каменноугольный губахин-
ский — ГОСТ 3132-46.
Кроме определения химического состава
и теплотворной способности, кокс испытывает-
ся ещё на прочность и содержание мелочи.
Мелочью считаются куски меньше 25 мм для
металлургического и меньше 40 мм для литей-
ного кокса.
Прочность кокса характеризуется согласно
техническим условиям так называемой «ба-
рабанной пробой». Хороший кокс по проч-
ности имеет барабанную пробу 300-7-320 кг,
плохой 280-7-265 кг. Донецкий кокс обычно
имеет барабанную пробу выше, чем кокс во-
сточных районов.
Содержание мелочи в коксе определяется
пропусканием пробы через грохот с соответ-
ствующим размером ячеек. Предельные ми-
нимальные размеры кусков и содержание ме-
лочи указаны в ГОСТ. Для кокса литейного
и металлургического из углей Донецкого бас-
сейна содержание мелочи не должно превы-
шать 4,0%, для кокса из углей восточных
районов 3,5—10% в зависимости от марки.
Для вагранок лучшими топливами явля-
ются литейный и пекотощий коксы и термо-
антрацит (табл. 1).
ОГНЕУПОРНЫЕ И ИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
КЛАССИФИКАЦИЯ ОГНЕУПОРОВ
Огнеупорами в технике называются мате-
риалы, которые, подвергаясь воздействию вы-
соких температур и влиянию расплавленных
шлаков, не теряют своей строительной проч-
ности. Огнеупорные изделия разделяются на
два вида: штучные и порошкообразные.
Штучные: кирпич, фасонные и обтё-
санные или пилёные огнеупорные изделия
употребляются для кладки различного типа
печей, дымовых боровов, для футеровки стл-
леразливочных ковшей, наборки стопоров
и для изготовления литниковых систем при
отливке крупных деталей.
Порошкообразные огнеупорные
материалы находят применение при футеров-
ке малых ковшей, вагранок, набивке подин
печей и при выполнении различного рода
кладки из штучных огнеупорных материалов
как связующие или уплотняющие вещества.
В соответствии с химико-минералогиче-
ским составом все огнеупорные материалы
делятся на группы и подгруппы, которые
определяются классификацией по ГОСТ
4385-48 (табл. 2).
СВОЙСТВА ОГНЕУПОРНЫХ МАТЕРИАЛОВ
Огнеупорность —основное свой-
ство огнеупорных изделий—зависит главным
образом от химико-минералогического состава
и определяется огнеупорностью исходного
сырья. Определение огнеупорности произво-
дится по ГОСТ 4069-48.
Механическая прочность
определяет способность огнеупоров выдержи-
вать различные усилия от нагрузок как при
нормальных, так и при высоких температу-
рах.
12
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Характеристика искусственных видов твёрдого топлива
Я
S
Ч
хо
я
Ь
Размер кусков в мм I 50—100 ! 100—200 60—120 80—120 >25 >25 >40 50—120 100—200 60-180
Бара- банная проба в кг 320—350 300—365 290 -320 280—300 275—310 300-320 2. 0—320
Сопротив- ление раз давлива- нию по- перёк во- локон в кг] см2 10—20 30—50 100-150 150—200 100—140 100-120 100—135 300-650 220 1
f.w[ey н ээа цнниэч.9О 100—200 200—450 450—500 500 450 400-450 400—450 850-950 900—1 000
% а чхэохэнбоц 70—85 40—45 25—35 50—55 50-55 47- 50 2—5 1-2
О о а ЕИНЭНЭНИГГПЭОН BdXxvdauwaj, 250—300 250—2 ч0 650—700 700-800 500—600 500—600 500—600 630—640 540—550 220—280
Ми ни- мальный объём продуктов горения ^пр. гор в м3]кг 9,09 7.24 । 7,62 7,37 8,35 7,72 7,24 7,02 7,70 8,26 8,16 4,95 6,68
Теорети- чески необходи- мое коли- чество воздуха Ve в м3]кг 9,16 6,85 7,38 7,26 8,22 7,62 7,14 6,94 7,65 8,22 8,06 4,44 6,36
Теплот- ворная способ- ность в ккал]кг 6 640 6 170 6 450 6 220 7 500 6 870 I 6 460 6 300 ! 6 900 7 500 7 300 1 3 750 ) 5 610 '
% 3 Лк ЭЯИ1ГПОХ WahOQEd Я ИХ •Bira SHHEyndaf оэ 9,0 8,0 5,0 4,0 3,0 4,0 6,0 3 ,0 4,0 1 ,5 з.о 28,0 15,0
% я 5у еашгио! oj -ОхХэ ЧХЭОИЧ1ГО£ 1,2 - 1.3 9,0 13,0 4,0 9,0 13,0 17,0 9,0 6,0 6.0 10,0 13 ,0
% а г[т ъъуък yahoidoj а хииЛх -air эинвжбэДоэ 7,0 12,0 6,0 1,5 2,0 2,0 1,7 2,0 1,8 1,5 3,5 55,0 4,0
Состав горючей массы в % О 9,1 6,7 6,2 0,5 0,7 0,5 0,5 0,5 0,6 0,2 1,0 21,6 1,8
0,5 0,5 1,6 1.3 1.4 1.3 1.4 1.4 1.4 0,7 1,5 1.5 1.2
0,2 1,0 1,0 1,5 0,5 2,5 1,7 0,8 1,7 3,5 1.0
*? 2,4 3,8 3,5 0,7 1,4 0,7 0,8 0,7 0,8 о,з 1,5 5,4 i 0.5
О 88,0 79,0 88,5 96,5 95,5 96,0 96,8 94,9 95,5 98,0 94,3 68,0 95,5
Внд топлива, сорт и марка о .....х. *«..«.к: «=••••£•« £ 2« • •о • S • • • ’37 Х с « а х s а г ил.® X . 5 % « я- о * X - s ° 2 "" ’ н °-«) о и. § 3 д»« • я и я *- 2 я О s * О = о «з та я s *= и £ • £ х х а_ х 5 хчйч.хзтая^я «♦К Ч_4)ХюО«>»О СО .Q. О 4s=««3oSUOO V н S М а^ а оО*иХф>,азщЯ>чО
Таблица
Огнеупорные материалы
Наименование групп огнеупорных материалов Подгруппы
Кремнекислые Динасовые
Полукислые Кварце-глинистые, шамотные полукис- лые, кварце-шамот- ные
Глинозёмистые Шамотные высоко- глииозёмистые
Магнезиальные Магнезитовые, до- ломитовые, талько- вые, галько-маг- незитовые, хромо- магнезитовые
Углеродосодержащие . . Карборундовые, углеродистые
Определение предела прочности при сжа-
тии производится по ГОСТ 4071-48, а опре-
деление деформации под нагрузкой при вы-
соких температурах — по ГОСТ 4070-48.
Термическая устойчивость
характеризует способность огнеупорных из-
делий выдерживать резкие колебания тем-
пературы, не растрескиваясь и не разрушаясь.
Постоянство объёма. При на-
гревании и охлаждении огнеупорные изделия
претерпевают изменение объёма в связи с из-
менением размеров при расширении или сжа-
тии, а также от усадки или роста и от дефор-
мации под нагрузкой.
Г азопроницаемость. Все огне-
упорные материалы являются в той или иной
степени проницаемыми для газа. Газопрони-
цаемость их измеряется количеством газа
определённого давления, прошедшего через
определённое сечение и толщину в единицу
времени.
Шлакоустойчивость огнеупор-
ных материалов обусловливается их шлако-
разъедаемостыо и шлакопроницаемостью и
зависит: от температуры, состава огнеупорных
материалов и шлака, вязкости шлака, структу-
ры огнеупорных материалов, характера и сре-
ды рабочего пространства и теплового агре-
гата.
Наиболее интенсивно огнеупоры разру-
шаются шлаками при температурах свыше
1200°, причём для большинства огнеупоров
это является главнейшей причиной быстрого
их разрушения. Интенсивному разрушению
подвергаются огнеупоры тогда, когда воздей-
ствующие на них шлаки противоположны по
своим химическим свойствам, а именно: кис-
лые материалы (динас) интенсивно разрушают-
ся основными шлаками, а основные — кис-
лыми шлаками с большим содержанием SiO2.
Шамотные изделия, близкие по своей природе
к кислым материалам, энергичнее взаимодей-
ствуют с основными шлаками и быстрее раз-
рушаются при соприкосновении с ними.
В плавйльных печах на огнеупорные из-
делия оказывают влияние также печные газы,
несущие с собой частицы различных окислов.
В мартеновской печи износ свода, насадок
и других частей печи, построенных из динаса,
происходит в значительной степени от воз-
действия печных газов, насыщенных пылью
и парами окислов железа и кальция. Шлако-
Основные данные об огнеупорных изделиях
Таблица 3
Название огнеупора Объёмный вес в кг 1дм* Удельный вес Огнеупор- ность, °C Прочность на сжатие в кг]см* Начало деформа- ци й под нагрузкой 2 кг]см*, °C Макси- мальная рабочая темпера тура, °C Удельное сопротивле- ние ом-мм3]м • 1 0* при температуре Удельная теплоёмкость в ккал]кг °C Коэфициент теплопроводи мости ккал/м°С час
800°С 1200°С 1600°С
Кирпич шамотный 1,8-1,9 2,54—2,62 1710-1750 100-200 1300—1400 1350—1450 7-15 1,0-1,5 0,6 0,21+0,055x10—3 * ср 0,72+0,5х 10“3 tcp
» динасовый 1,9-1,5 2,38-2,5 1710—1760 200-400 1640—1700 1700 200 . 9 1,5 0,2+0,06x10—3 *ср 0,8+0,6x10“3 tcp
» магнезитовый . . . 26-28 3,0-3,2 2000 200-400 1450—1520 1650-1700 1000 100 0,25+ 0,07x10—3 tcp 4,04-1,5х 10~3 t Ср
» плавленый магне- зитовый 2,6-2,3 3,5—3,6 2800 300-500 1600-1700 1850 4000 100— 200 1,0—2,0 — —
То же хромомагнезитовый 2,75—2,85 3,7-3,8 1700 200-500 1450 1700 — — - — 1,6—1,7 (0+600°С)
» термостойкий хро- момагнезитовый 2,8-2,9 3,7—3,8 2000 300—500 1470 1750 - — - 2,0—2,9 (0-г609сС)
То же хромитовый 3,0—3,1 3,8-4,2 1850 300—700 1570—1650 1650-1700 3 0,5—1,0 0,05-0,01 0,2+0,07x10—3 * Ср 1,1+0,35хЮ-3 tcn
Изделия силлиманитовые (муллитовые) ....... 2,2-2,4 2,9—3,0 1780-1850 400—800 1500—1650 1650 180 11,5 3,5 0,2+0,06x10“3 ... 1,45+0,2x10-3 tcp\
То же из плавленого мул- лита ' . . 2,1-2,4 3,0 1800-1850 1500- 3000 1700 1750 — — 0,22 +0,06х 10“3 * ср —
То же гкорундовые (алун- довые) 2,3—2,6 3,7-3,9 1800- 2000 200—800 1550-1680 1600—1700 1000 100 5,2—4,0 0,16+0,1x10“3 * ср 1,8+1,6х10-3 tcp
То же цирконовые .... 3,3 4,5-5,0 2600 1000—2000 1550—1600 1750—1800 1000 1,0-1,5 — 0,13+0,03x10—3 ‘ ср 1,12+0,55х10—3 tcp
» цирконовые 3,2—3,3 4,0—4,5 2000—2400 150-400 1550—1650 1600—1700 - — — 0,15+0,03x10—3 *ср —
» карборундовые (кар- бофокс) ’ 2,3-2 ,6 3,1-3,2 2000-2200 400—900 1550-1650 1400-1500 800 40 8,0—0,8 0,23 +0,035x10“3 * ср 18+9 х 10—3 t ср
То же угольные 1,35-1,6 1.8-2,1 2500 150-350 1900 2000 — - — 0,2 20+ЗОхЮ—3 t cp (до 10 00°C)
» графитовые ..... 1,6 2,2 2000 200—300 1 00 2000 — — — 0,2 140 + 35X10—3 tsp
ОГНЕУПОРНЫЕ И ИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
14
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
разъедание огнеупорных материалов сокра-
щает срок их службы, снижает производст-
венные показатели и ухудшает качество про-
дукции.
В практике известно, что вследствие боль-
шого разъедания шамотных изделий при раз-
ливке металла увеличиваются неметалли-
ческие включения в стали. Шлакоустойчивость
огнеупорных изделий определяется по ОСТ
НКТП 3270.
Теплопроводность. В боль-
шинстве случаев огнеупорные материалы яв-
ляются ограждением рабочего пространства
печей от окружающей среды, поэтому жела-
тельно, чтобы они обладали наименьшей тепло-
проводностью во избежание больших потерь
тепла, а значит, и топлива.
Исключение представляет применение
огнеупорных материалов для муфелей, реторт
и тиглей в соответствующих печах, где при
плохой теплопроводности ухудшаются усло-
вия передачи тепла металлу.
Теплопроводность огнеупорных изделий за-
висит от состава, природы материала, его об-
работки и рабочей температуры. Теплопро-
водность в большей степени зависит от пори-
стости. При повышении пористости тепло-
проводность изделий понижается, но вместе
с этим понижается и удельное сопротивление
нагрузкам.
Испытание пористости, объёмного и удель-
ного веса производят по ГОСТ 2409-44 и
ГОСТ 2211-43.
Теплоёмкость. Теплоёмкость раз-
личных огнеупоров зависит от их природы
и температуры, при которой они работают. Учи-
тывается она при расчёте: насадок регенера-
торов, разогреве печей и т. д. С ростом тем-
пературы теплоёмкость повышается в среднем
от 0,20 до 0,35 ккал/кг в интервале температур
от 200 до 1200° С.
Отклонения в размерах допускаются по
ГОСТ 390-41 и ГОСТ 1566-50, ГОСТ 3272-46,
ГОСТ 5040-49, ГОСТ 5500-50, ГОСТ 4689-49
в пределах 1,04-3%.
Важнейшие свойства огнеупоров приве-
дены в табл. 3.
ОГНЕУПОРНЫЕ НАБИВНЫЕ МАССЫ
Составы набивных масс для футеровки по-
дин плавйльных электропечей:
основных — магнезитовый порошок круп-
ностью зёрен 2—6 мм 4- 20% смолы камен-
ноугольной обезвоженной, смешанной с песком
(на одну часть смолы десять частей песка);
кислых — кварцевый песок 10% мелкой
железной руды 4- небольшое количество
огнеупорной глины;
составы набивных масс для днищ вагранок;
шамотный порошок 97%, смола каменно-
угольная обезвоженная 3%;
составы масс для кладки торцевых стен
мартеновских печей: хромистая руда 45%,
магнезитовый порошок 45% и смола каменно-
угольная обезвоженная 10%.
Состав по объёму массы для набивки днищ
бессемеровских конвертеров:
кристаллический кварц крупностью зё-
рен до 7 мм — 60%, огнеупорная глина1—
27%, шамотный порошок1 —3%, коксик1—
речной песок 1 — 2%; влажность мас-
сы — 6%.
Состав массы для футеровки плавильного
пояса вагранок: огнеупорная глина 5—25%;
кварцевый песок (крупность зёрен 0,75—
1,5 мм) 95—75% или каолин 5—7%; кварцит
(крупностью зёрен 0,75 — 5 мм) 95 — 93%.
Для повышения механической прочности
двух последних масс можно добавлять 1,5—
2,5% жидкого стекла (38° Б). Влажность масс
не должна превышать 5%.
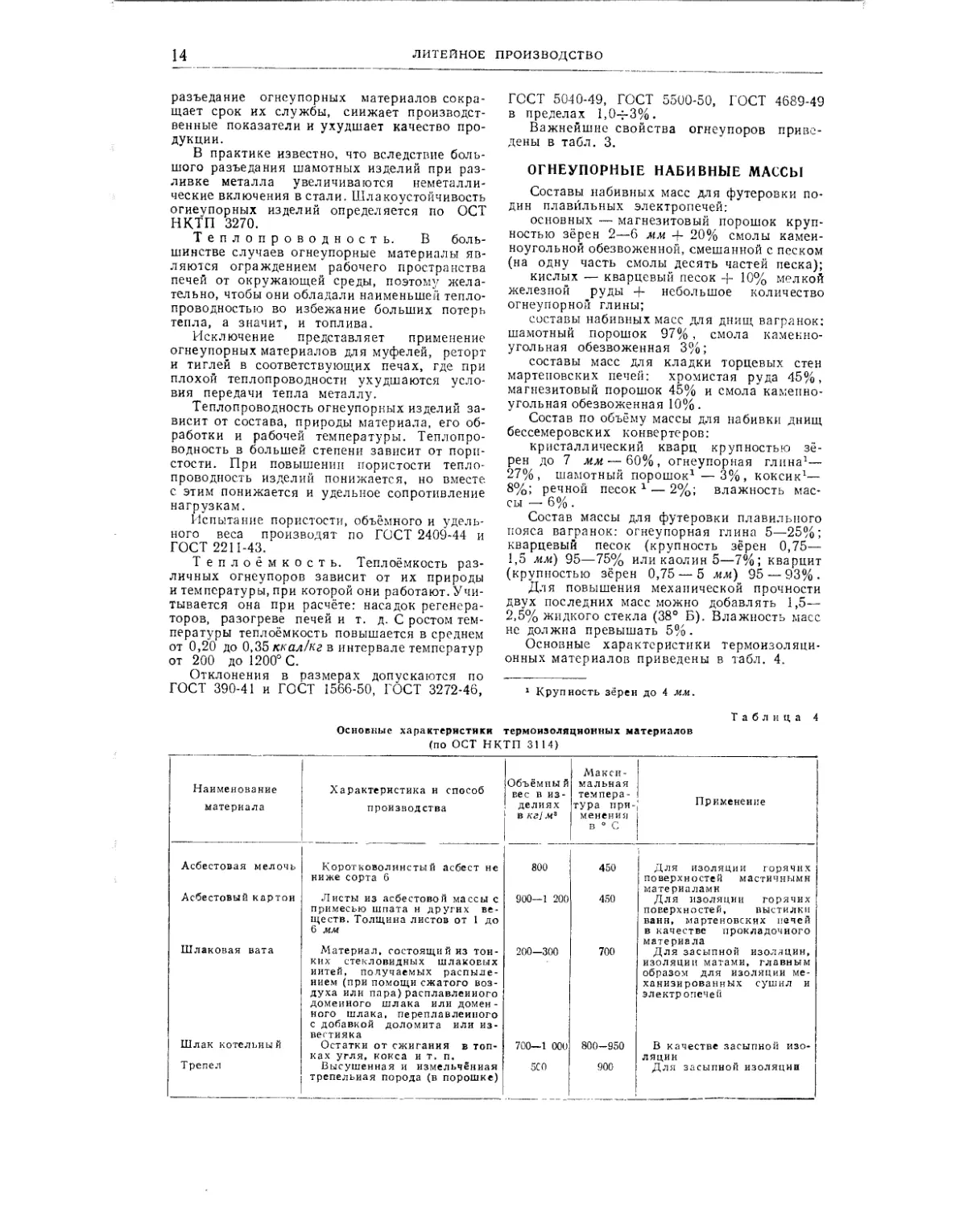
Основные характеристики термоизоляци-
онных материалов приведены в табл. 4.
1 Крупность зёрен до 4 мм.
Таблица 4
Основные характеристики термоизоляционных материалов
(по ОСТ НКТП 3114)
Наименование материала Характеристика н способ производства Объёмны й вес в из- делиях в кг]м* Макси- мальная темпера- тура при- менения в ° С Применение
Асбестовая мелочь Коротковолннстый асбест не ниже сорта 6 800 450 Для изоляции горячих поверхностей мастичными материалами
Асбестовый картон Листы из асбестовой массы с примесью шпата н других ве- ществ. Толщина листов от 1 до 6 мм 900—1 200 450 Для изоляции горячих поверхностей, выстилки ванн, мартеновских печей в качестве прокладочного материала
Шлаковая вата Материал, состоящий из тон- ких стекловидных шлаковых нитей, получаемых распыле- нием (при помощи сжатого воз- духа или пара)расплавленного доменного шлака или домен- ного шлака, переплавленного с добавкой доломита или из- вестняка 200—300 700 Для засыпной изоляции, изоляции матами, главным образом для изоляции ме- ханизированных сушил и электр опечей
Шлак котельный Остатки от сжигания в топ- ках угля, кокса и т. п. 700—1 000 800-950 В качестве засыпной изо- ляции
Трепел Высушенная и измельчённая трепельная порода (в порошке) 5С0 900 Для засыпной изоляции
ШИХТОВЫЕ МАТЕРИАЛЫ
15
ШИХТОВЫЕ МАТЕРИАЛЫ
ШИХТОВЫЕ МАТЕРИАЛЫ
ДЛЯ ВЫПЛАВКИ СТАЛИ И ЧУГУНА
При плавке чёрных металлов для литья
употребляют чушковый чугун, стальной скрап
и лом, ферросплавы, раскислители и моди-
фикаторы, железную руду и флюсы. В табл.
5—12 приведены данные о химическом со-
ставе доменных чугунов.
Таблица 5
Чугун передельный древесноугольный чушковый
(ГОСТ 4831 -49)
Обозначение । марки Содержание элементов в % 1
кремний . марганец фосфор класс сера категория
А (не более) Б (не ; более) I II
МД1 . МД 2 . 0,76—1,25 0,15—0,75 1,20 0,70 } о ,21) 0,30 0,03 0,04
Металлы чёрные вторичные (шихтовые).
В соответствии с ГОСТ 2787-44 стальной скрап
в зависимости от плавйльных агрегатов под-
разделяется па лом для вагранок, электри-
Таблица 6
Чугун литейный древесноугольный чушковый
(ГОСТ 4833-49)
Обозна- ние марки Содержание элементов в %
кремнии марганец фосфор | сера не боле е
ЛД1 . . . ЛД2 . . . лдз. . . | 1=1 СГ5 ! с.) 1 сп 0,70—1,20 0,50 — 1,00 0,3 । 0,02 * 0,03
ческих печей, мартеновских печей и делится
на категории, группы и классы (табл. 14).
Ферросплавы. Для раскисления и легиро-
вания чёрных металлов применяются ферро-
силиций, ферромарганец, силикомарганец, зер-
кальный чугун, феррохром, ферровольфрам,
ферромолибден, феррованадий, ферротитан,
силикокальций, феррофосфор (табл. 15—’20).
Феррофосфор изготовляют следующего со-
става: около 1,2% углерода, не более 2,2%
кремния, не более 6% марганца, фосфора
14—18% и серы не более 0,5%. Куски не
менее 25 мм и весом не более 10 кг.
Чугун литейный коксовый чушковый
(ГОСТ 4832-49)
Таблица 7
, Содержание элементов и %
Обозначение м арки 1 кремний марганец фо сфор сера
группа асе категория
- I II 0,91-1,30 1 л гематито- вый (не более) 1 0,10 ь обы чны й 1 0,11—0,3!) В Г фосфористый I | II не более
лкоо . . . . лко ЛК1 ЛК2 лкз ЛК4 3,76-4,25 3,26—3,75 2,76—3,25 2,26-2,75 1,76-2,25 1 ,25-1 ,75 | 0,5—0,9 | 0,31—0,7 { 0,71—-1,20 1 0,02 0,02 0,02 ,03 0,03 0,04 0,03 0,03 0,03 0,04 0,04 0,05
Чугун литейный специальный чушковый
(ГОСТ 4834-49)
Таблица 8
Содержание элементов в %
Обозначение марки кремний марганец фосфор ие б сера олее хром Назначение чугуна
к к КД1 КД2 ВК1 BR2 ВД1 ВД2 чк Л КА 1,00—1,50 0,71—1 ,.50 0,15—0,70 0,50-1,00 | 0,10—0,-5<) f 0,81-1 .30 1 0,30—0,So [ 0,50—1,00 2,76-3,75 0,20—0,60 0,01—0,40 1 0,10—0,30 | 0,20—0,60 ОДО—ОДО 0,50-1,00 0,50—0,90 0,10 0,15 0,40 0,40 0,20-0,35 0,60—0,90 0,03 0,03 0,03 0,06 0,07 0,025 0,01 0,04 0,04 0,04 0,10 Для отливок ковкого чугуна коксовы ц Для отливок ковкого чугуна древесноугольны й Для валков прокатных ста- нов -коксовы и Для валков прокатных ста- нов—древесноугольны й Для колёс с отбелённым обо- дом Для авиационной промыш- ленности
Таблица 9
Чугун передельный высококачественный древесноугольный
Содержание элементов в%
Обозначение марки креминй марганец фосфор сера
класс категория
А (не более) ° В Г д 1 не более ш
ПВД1 • ПВД2 пвдз 1,21-1,75 0,61—1,20 0,10—0,60 1,5—2,75 1,0—2,5 1,0-2,0 0,020 0,020 0,020 0,021-0,025 0,026- 0,030 0,031-0,045 0,046—0,060 0,015 0,020 0,025
Таблица 10
Чугун передельный коксовый чушксзый
(ГОСТ 805-49)
Содержание элементов в %
марганец I фосфор сера
Обозначение марки группа чугуна класс чугуна категория чугуна
кремний А 1 Б 1 в I II Ill
I II III 1 не более не более
Ml 0,91—1,50 1,20-2,50 2,51—3,50 3,51 0,15 0,20 0,30 0,03 0,05 0,07
М2 0,30—0,90 1.50—2,50 2,51—3,50 3,51 ' 0,15 0,20 । 0,30 0,03 0,05 0,07
Б1 0,90-1,60 0,60-1,20 __ 0,07 | — — — 0,06
Б2 1,60—2,00 0,60—1,50 __ J 0,07 __ 0,04 —
Т1 0,20—0,60 0,80-1,30 • — — » 1,60—2,0 1 — 1 — — — 0,03
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Таблица 11
Передельный коксовый высококачественный чугун
Обозначение марки Содержание элементов в %
кремний марганец фосфор сера
класс чугуна категория чугуна
А (не более) i 1 в 1 » Г Д 1 1 11 1 III
не более
ПВК1 1,21—1,75 1,50—2,75 0,020 0,021—0,0-5 0,026—0,030 0,031—0,045 0,046- 0,060 0,015 0,020 0,025
ПВК2 0,61—1,20 1,00-2,50 0,020 0,021—0,025 : 0,026—0,030 0,031-0,045 0,046-0,060 0,015 0,020 0,025
пвкз До 0,60 1,00—2,00 0,020 0,021—0,025 1 0,026—0,030 0,031-0,045 0,046—0,060 0,015 0,020 0,025
I а й л и ц а
Природно-легированные чугуны
Содержание элементов в %
Наименование чугуна Марка 1 кремний 1 марга- нец фосфор не более 1 сера не более । хром никель ванадий титан медь
I кате- гория II кате- гория ; I I класс 1 II класс Ш класс
Х-ром0Щ1ке * X - < п t Ж о * X >тевый коксовый ЕЛК2 ЕЛКЗ ЕЛК4 ЕЛК5 2,26 и более 1,76—2,25 1,26—1,75 0,75—1 ,25 Не более 1,30 1 0,30 0,03 0 ,04 0 ,04 0,045 0,04 0.045 0,045 0,050 0,50—1 ,00 1,01—1,4) — 0,70—1 ,30 1 1 : i ’ i i
* ж fcj П у г1 Хр оможй£ё ^.х j^hSob-c * 1евый коксовый сий ! i ХЧ 1 : хч2 ХЧЗ ХЧ4 2.76—3,35 2,26—2,75 1,76—2,25 1,25—1,75 1 1 i । о,го— 1 .со । о,зо i 0,03 0,03 0,04 0,04 0,04 0,04 0,05 0,05 1 1 i 1,41—2,10 : 2,11—2,80 1 1 I ! ! i 1 ; i 2,81—3.80 10.70—1,30; — > — j — 1 ;
Хромсникелевы й древесно- угольны й ЕЛД2 ЕЛДЗ ЕЛД4 ЕЛД5 2,26—2,75 i 0,50—1.00 1,76—2,25 1,26—1,75; 0,76—1,25 i 0,50 0,025 : 0,030 0,040 0,040 - — : 0,80—1,40 10,70—1,30 i i 1 ! До о.2о I — : _
Титановый литейный | 1 БТЛ 3 БТЛ4 БТЛ 5 1,76—2,25 1,26—1,75 0,75—1,25 1 1 0,40—1,00 0,30 • ; । о,оз ! - _ 0,04 | 0,04 1 1 i До 0,50 — — 0,60—1,10
Тита но-мед истый литейный бтмлз БТМЛ4 БТМЛ5 1,76—2,25 1,26—1,75 0 ,76—1,25 1 ! 0.40—1,00 ] 0.3J 0,03 ' — 0,04 1 0,04 । — До 0,50 i 1 — — 0,60—1,10 Не ме- нее 2,0
ШИХТОВЫЕ МАТЕРИАЛЫ
Таблица 13
Сравнительная характеристика механических свойств различных видов чугуна
Материал Предел прочно- : сти при растя- жении в кг]мм* Предел упруго- сти в кг 1мм* Предел текуче- сти в кг 1мм* Удлинение в % Предел прочности при изгибе в кг/мм* Стрела прогиба в мм Предел проч- ности прн ис- пытании ме- тодом сдавли- вания клинья- ми в кг] мм8 Предел прочно- сти при сжатии в кг/мма Предел прочно- сти при кручении в кг! мм2 Модуль упру- гости при растяжении Е в кг/мм* Ударная вязкость в кг]см* Предел j усталости Циклическая вязкость в % Твёрдость Нg в кг!мм*
при изги- бе гладко- го образца в кг/мм* при изги- беобразца с надрезом в кг 1мм*
Серый чугун ; , 15—20* — Практи- чески отсутст- вует 20—35** До 2 ,5 До 35 60—90 До 35 6 000—9 000 3,2—0 ,5* ** 6—8 До 8 До 30 145—225
Ста л истый (перлитный) чугун 20—30 — — То же 30—50 До 4,0 — по — До 13 000 До 0,1 До 14 » 12 » 12 145—225
Модифицированный чугун 23—40* — — » 50—65** До 4,5 До 44 До 140 До 46 » 16 000 » 1,1*** » 15 » 14 » 45 145—225
Ковкнй чугун перлитный До 50 — 21—30 4 — — » 35 140 » 55 16 000—17 000 » 3,0 » 20 — — 201
Ковкнй чугун ферритный » 40 — 18—28 До 15 — — 34—40 130 40 15 000-17 000 » 3,0 » 14 — — 149—163
Сверхпрочный чугун (чу- гун со сфероидальной фор- мой графита) перлитный:
полученный в производст- венных условиях (при вы- плавке в вагранках) .... 45—70* 32—45 20—50 » 6 70—120** 4,6 55—85 170—220 50—60 13 000—16 000 » 3,5*** 15—25 10—20 4—5 217—285
полученный в лаборатор- ных условиях (при выплав- ке в электропечах) До 90* До 50 До 55 » 6 До 150** До 8 55—85 170—22G 50—60 13 000—16 000 » 4,5*** До 32 До 26 4-5 217—285
Сверхпрочный чугун фер- 37—45 40—50 7—20 » 120** 8—12 66—74 180-210 — 14 000—16 000 » 4,10**** 24—26 — 4—5 180—229
Сверхпрочный чугун с игольчатой структурой ме- таллической основы и сфе- роидальным графитом (со- держание Мо = 0,8 —1,0%) . 85—95* 18—83 2-5 150—165 6—8 80—35 200—22С — 14 000—16 000 5—7*** 302—321
Стальное литьё (после от- жига) 45—60 — 21—30 20—30 — — — J 42—44 20 000—21 000 До 15 23 16 2 112—170
* Испытаниям на растяжение подвергались образцы с /“10 мм»
Испытаниям на изгиб подвергались образцы с / = 300 мм и </=30 мм,
*** Испытаниям на ударную вязкость подвергались образцы с поперечным сечением 20x20 мм без надреза.
**** Испытаниям на ударную вязкость подвергались образцы с поперечным сечением 10x10 мм без надреза.
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ШИХТОВЫЕ МАТЕРИАЛЫ
19
Таблица 14
Классификация вторичных металлов
____ (по ГОСТ 2787-44)
№ групп Наименование и назначение Класс Условное обозначе- ние по ти- повой но- менкла- туре
Лом и отходы нелегированных
металлов (категория А)
1 Лом и отходы стальные для вагранок. I Л-1 A2-I
2 Лом и отходы стальные для электрических печей I
3 Лом н отходы стальные для мартеновских печей I 11 АЗ-1 АЗ-11
III АЗ-111
6 Лом и отходы ковкого чугуна для вагранок I A6-I A-7-B-I
7 Лом и отходы чугунные для I
изложниц II A-7-B-II
III A-7-B-II1
Лом и отходы мало- и средне-
легированной стали для
мартеновских и электрических
печей (категория Б)
1 Лом и отходы стали хроми- К I -I
стой, хромокреминстой и дру- JJ Б1 -П
гих сталей, содержащих хром III Б1-Ш
Лом и отходы высоколегирован- ной стали для электрических
печей
22 Лом и отходы стали марган» I Б22-1
цовистой с высоким содержа - II Б22-11
нием марганца (Гадфильда) III Б22-1П
Таблица 15
Ферросилиций
(ГОСТ 1415-49)
Содержание элементов в %
Обозначение марки крем- ний I марга- нец । Хром 1 о о сера
не более
Си 90 Си 75 Сн 45 87—95 72-78 43—50 0,5 0.7 0.8 0,2 0,5 0,5 0,04 0,05 0,05 j 0,04
Таблица 16
Ферромарганец
(ГОСТ 4755-49)
Г руппа ферромарган- ца Обозначе- ние марки Содержание элементов в %
марганец не менее основные примеси
; угле- 1 ' род I Ж S фос- фор С5 СХ 0)
не более
Малоуглеро- дистый Среднеугле- родистый Углероди- стый Мн 0 Мн П Мн 2[ Ми 3 Мн 4 80,0 80,0 78,01 76,0/ 0,5 1,0 1,5 7,0 2,0 2,0 2,5 2,0 0,30 р,зо 0,38 0,38 0,03 0,03 |о,оз
Кроме ферросплавов, для раскисления
стали применяют алюминий первичный (ГОСТ
Таблица 16а
Ферромарганец доменный
(ГОСТ 5165-49)
Обозначение марки Содержание элементов в %
марганец крем- ний фосфор сера
группа
А Б
Мн 5 . . . . Мн 6 .... 75,10 и более 7 ,00—75,00 2,00 0,35 0,45 0,03
Таблица 1;7
Ферросилиций доменный чушковый
(ГОСТ 51 63-49)
Обозначение марки Содержание элементов в %
кремни й марганец |фосфор| сера ।
не более
Сл15 . . . . СлЮ . . . . 13,10 н более 9,00-13,00 3,00 3,00 0,20 0,20 0,40 , 0,40
Таблица 18
Чугун зеркальный чушковый
(ГОСТ 5164-49)
Обозначение марки Содержание элементов в %
марганец кремний |фосфор| сера
не более
34—1 . . . . 34—2.... 34—3 . . . . 20,10—25,00 15,10—20,0(1 10,10—15,00 1 0,22 (2,00 0,20 1 0.18 }о,оз
3549-47) и вторичный (ГОСТ 1583-47) и сплав
АМС. Состав сплава АМС: 5% алюминия,
10% марганца, 10% кремния, 2% углероду,
остальное железо.
В качестве модификаторов и раскислителе,!
для чугуна применяют силикокальций (ГОСТ
4602-49); ферросилиций (ГОСТ 1415-49);
алюминий и графит с содержанием влаги
1,0%, летучих 1,0%, золы не более 20%.
Остаток на сите 140 — не более 10%
Флюсы. При выплавке чёрных металлов
флюсами служат: известняк металлургиче-
ский, плавиковый шпат, апатит и шлак мар-
теновских печей (табл. 21 и 22).
Апатито-нефел и новая руда
(ОСТ 18234-39) применяется для насыщения
фосфором чугуна при выплавке его в вагран-
ках. Эта руда представляет собой минерал,
имеющий химический состав, отвечающий
формуле ЗСа3РО4 -2CaF2.
Апатию-нефелиновая руда должна содер-
жать не менее 28,5%P2OS (в пересчёте на
абсолютно сухое вещество), влаги—не более
3%. Размер кусков от 100 до 25 мм.
Шлак основной мартеновский употребляет-
ся в дроблёном виде. При выплавке в ва-
гранке применяется основной шлак марте-
новских или электрических печей следую-
щего состава; SiO2 не более 25%, СаО+
+MgO не менее 40%, FeO + МпО не менее
20%, Р2ОВ не более 2%, CaS не более 1%.
2*
20
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Таблица 19
Феррохром
(ГОСТ 4757-49, применяется в качестве присадки)
Группа феррохрома Обозначенне марки Содержание элементов в %
хром не менее углерод фосфор кремний, классы сера
низко- кремни- стый средне- кремни- стый крем- нистый
не более
Безу г лер эди ci ый Хр 0000 1 Хр 000 1 Хр 00 -- 65,0 60,0 0,06 0,07—0,10 0,11—0,15 0,06 1,0 1,5 — 0,04
Малоуглероди- стый Сргднеуглеро- днстый Хр 0 Хр 01 60,0 0,16-0,25 0,26—0,50 0,06 0,10 1,5 2,0 3,0 0,04
Хр 1 Хр 2 Хр 3 60,0 0,51—1,0 1,1 —2.0 2,1 —4,0 — 2,5 3,0 0,04
Углеродистый Хр 4 Хр 6 65,0 4,1 —6,5 6,6 -8,8 0,07 2,0 3,0 5,0 0,04
Таблица 20
Силикокальций
(ГОСТ 4762-49 применяется в качестве,
раскислителя)
Таблица 22
Плавиковый шпат
Сорт Химический состав в % Удельны Й вес Примечание
CaF, не менее SiOa не более
1 92,0 5 При выплав- к е магние- вых сплавов н бронз
2 1 85,0 Не норми- руется 3,18 Прн выплав- ке стали н чугуна
3 75,0 20 То же
Таблица 21
Известняк металлургический
П р и м е ч а и и е. Кускова гость для руч-
ного дробления от 25 до 200 мм не менее 98%:
для механического от 25 до 130 мм не менее
97%.
В шлаке не допускается кристаллический
или стекловидный излом и красная или зе-
лёная окраска. Шлак в изломе должен быть
серым камневидным.
ШИХТОВЫЕ МАТЕРИАЛЫ
ДЛЯ ЦВЕТНЫХ СПЛАВОВ
При плавке цветных сплавов для литья
применяют: чушковые первичные и вторич-
ные цветные металлы, первичные и . вторич-
ные сплавы, лом н отходы цветных сплавов;
лигатуры, флюсы.
При плавке цветных сплавов для литья,
как правило, применяются хлористые и фто-
ристые соли (табл. 23).
В табл. 24 приведены основные характе-
ристики чушковых цветных металлов (ГОСТ,
марка, химический состав, маркировка и на-
значение), в табл. 25—27—бронз вторичных,
в табл. 28—силумина в чушках, в табл. 29—
лигатур алюминиевых и в табл. 30—лигатур
медных.
ТИПОВЫЕ СОСТАВЫ ШИХТ
Составы шихт с примерным соотношением
составных частей для различных сплавов
приведены в табл. 31—34.
ШИХТОВЫЕ МАТЕРИАЛЫ
21
Таблица 23
Флюсы
Наименова- ние солей Характеристика Применение в качестве флюса Наименова- ние солей Характеристика Применение в качестве флюса
Хлористый 1-й сорт > 98% При плавке ма- Хлористый Сорт «Экстра» При плавке
барий ВаС1в-2Н3О 2-й сорт > 94% ВаС13-2НвО гниевых и алю- миниевых спла- вов и броиз натрий 99,2% NaCl Высший сорт 98% NaCl магниевых и алюминиевых сплавов и для
Хлористый магний Хлористы й кальций ; 46% Mg'-Cla 67%СаС13 При плавке магниевых спла- вов Прн плавке магниевых н алю- миниевых спла- вов и броиз и в качестве приса- док при плавке кальциевых баб- битов Фтористый кали й Фтористый натрий Криолит 1-й сорт 97,5% NaCl 2-й сорт 96,5% NaCl ' 98 % KF В масле С >94% NaF В масле 1>92% NaF 1-й сорт 53% F, модифицирова- ния силумина То же Прн изготовле-
Хлористый марганец Хлористый цинк МпС1, 4Н3О> 99 % Сорт жидкий >20%Zn Сорт твёрдый >41%Zn При изготовле- нии магниево- марганцовистых лигатур Для рафиии- ровк и а л ю м и н и я н его сплавов, баббитов и оло- вяннстых полуд Фтористые 1 2,8%А1, 31,3% Na, 2-й сорт 51 % F, 14,3% А1, 31% Na 3-й сорт 42% F, 1 1,0% Al, Na не мар ки руется 61 ,5%F, 23-25% нни алюминиево- титановых лига- тур Для рафини-
Хлористы й калий Содержание КС1 не меиее 98,8% При плавке магниевых и алюм иииевых сплавов н бронз присадки Апатито-нефе- линовая руда NH. ровки алюминия, его сплавов и баб- битов При выплавке медных сплавов
Таблица 24
Чушковые цветные металлы
Наименова- ние металла Стандарт Марка Химический состав в % Маркировка Назначение
Алюминий первичный Медь ГОСТ 3549-47 ГОСТ 859-41 АВ1 АВ2 А00 АО А1 А2 АЗ МО А199.9 Fe<0,060 Si <0,060 Fe + Si<0,095 Cu<0,005 Всего примесей 0,10 А1>99,85 Fe<0,10 Si<0,080 Fe + Si- 0,142 Cu + 0,008 Всего примесей 0,15 Al>99.7 Fe<0,16 Si <0,16 Fe + Si< 0,26 Си 0,01 Всего примесей 0,30 А1>99,6 Fe<0,25 Si<0,20 Fe + Sic0,36 Си <0,01 Всего примесей 0,40 А1>99,5 Fe + 0,30 Si <0,30 Fe+Si-<0,45 Cu-<0,015 Всего примесей< 0,a0 Al>99,0 Fe<0,50 SU0.50 Fe+Si<0,90 Cu<0.02 Всего примесей - 1,0 Al>98,0 Fe<l,10 Si + 1,0 Fe + Si 1,8 Cu<0,03 Всего примесей 2,0 Меди ие меиее 99,95 Всего примесей не более 0,05 Одна голу- бая полоса Две голу- бые полосы Одна белая полоса Одна белая полоса Одна крас- ная полоса Две крас- ные полосы Три крас- ные полосы Для химической аппаратуры и для специальных целей Для специальных сплавов Для высококаче- ственных сплавов То же » Для обычных ли- тейных сплавов Для неответствен- ных сплавов и для раскисления стале й и чугунов Для сплавов высо- кой чистоты
22
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Продолжение табл. 24
Наименова- ние металла Стандарт Марка Химический состав в % Маркировка Назначение
Медь Ник .71, Олово Свинец Алюминий (вторичный) Магний Марганец металличе- ский ГОСТ 349-4 1 ГОСТ 860-41 ГОСТ 3778-47 ГОСТ 295-47 ГОСТ 804-49 ОСТ НКТП 2948-1937 Ml М2 М3 М4 Н1 Н2 ИЗ Н4 01 02 03 04 СВ СО С1 С2 СЗ С4 АЧ1 АЧ2Ф АЧ2 АЧЗ ММ Мг2 Мр 1 Мр2 Mp3 Mp4 Медн не менее 99,9 Всего примесей не более 0,1 Медн не менее 99,7 Всего примесей не более 0,3 Меди ие менее 99,5 Всего примесей не более 0,5 Меди не менее 99 Всего примесей ие более 1 Никеля не менее 99,5 В том числе кобальта (Со) не более 0,6 Никеля не менее 98,9 В том числе кобальта (Со) не более 1 Никеля не меиее 98,5 В том числе кобальта (Со) не более 1 Никеля не меиее 97,5 В том числе кобальта (Со) не более 1 Олова не менее 99,9 Всего примесей ие более I Олова не менее 99,56 » » » 98,35 » » » 96,25 Свинца не менее 99,992 Свинца не менее 99,99 > » » 99,98 » » > 99,95 » » > 99,9 » » » 99,5 Л1 ;>96,5 Всего примесей<3,5 А1>92 Всего примесей<8 А1>91 Всего примесей<9 А] >87 Всего примесей <13 Магния не менее 99,9 Всего примесей ие более 0,9 Магния не меиее 99,85 Всего примесей не более 0,15 Марганца не менее 96,0 Всего примесей не более 4 Марганца не менее 93,0 Всего примесей не более 7 Марганца не менее 90,0 Всего примесей не более 10 Марганца не менее 88 Всего примесей не более 12 Одна белая полоса Одна синяя полоса То же Одна зелё- ная полоса Две зелё- ные полосы Две зелё- ные полосы и одна чёрная полоса Три зелё- ные полосы Для высококаче- ственных цветных сплавов Для оловяннстых бронз Для литейных бронз неответствен- ного назначения Для высокосорт- ных и цветных спла- вов Для высокосорт- ных легированных сталей Для нормальных легированных ста- лей То же Для высококаче- ственных бронз и припоев Для баббитов Б83 и стандартных бронз и припоев Для баббитов Б15, Б10, сплавов с 5% олова и припоев Для малоответст- венных сплавов и припоев Для особо ответ- ственных отливок и сплавов для аккуму- ляторов Для кислотоупор- ных сплавов Для литейных сплавов Для малоответст- венных сплавов Для раскисления сталей, чугуна, для литья Для алюмотермии (производство фер- ротитана, металли- ческого марганца) Для раскнслеиня стали и специаль- ных чугунов для производства тер- мита Для раскисления стали и чугуна, для термитных смесей для подшихтовки алюминиевых спла- вов Для ответствен- ных сплавов Для обычных сплавов Для сплавов <ман- ганнн> Для алюминиево- марганцевых бронз и латуней То же Для алюминиевых деформируемых н литейных сплавов
ШИХТОВЫЕ МАТЕРИАЛЫ
23
Продолжение табл. 24
Наименова- ние металла Стандарт Марка Химический состав в % Маркировка Назначение
Цинк Кремний кристалличе- ский Бериллий металличе- ский Висмут Кадмий Сурьма ГОСТ 3640-47 ГОСТ 2169-43 ТУ Главред- мета НКЦМ ТУ Главред- мета нкцм № 5 а-40 ГОСТ 1 467-42 ГОСТ 1089-41 Цв ЦО Ш Ц2 Цз Ц4 КрО Кр1 Кр2 КрЗ Бер-1 Бер-2 Бер-3 Ви-1 Ви-2 КдО Кд1 Кд2 КдЗ СуО Cyl Су2 СуЗ Су4 Цинка не менее 99,99 » » > 99,96 » » » 99,94 >' » >-> 99,9 » » » 98,7 » » » 9 7,5 Кремния не менее 99,0 » » » 98,0 » » » 97,0 » » » 95,5 Бериллия не менее 96,0 » » » 92.0 > » » 88,0 Висмута не менее 99,5 » » » 96,0 Кадмия не менее 99,95 » » » 99,9 » » » 99,79 » » > 99,38 Сурьма и свинец в сумме не менее 99,85 В том числе свинца 0,7 Сурьма и свинец в сумме не менее 99,65 В том числе свинца 1 Сурьма не менее 99,5 В том числе свинца 2 Сурьма не менее 99,4 В том числе свинца 0,4 Сурьма ие менее 98,8 В том числе свинца 0,8 Одна чёр- ная полоса Две крас- ные полосы Одна крас- ная полоса Одна зелё- ная полоса Одна жёл- тая полоса Одна синяя полоса Одна крас- ная полоса Одна белая полоса Одна синяя полоса Одна чёр- ная полоса Для лнтья под давлением То же Для качественных латуней Для типографских сплавов Для обычных ла- туней антифрик- ционных сплавов н припоев Для высококачест- венных алюминие- вых и медиых спла- вов Для силуминов н алюмнниевокрем- нистых сплавов Для обычных ли- тейных алюминие- вых сплавов Для силнкотерми- ческих процессов Для эксперимен- тальных сплавов Для медно-бернл- лиевых лигатур Для алюминиево- бериллиевых лига- тур Для химически стойких сплавов Для литейных сплавов Для анодов Для сплавов акку- муляторов Для баббитов, при- поев и различных кадмиевых сплавов Для сплавов акку- муляторов Для типографских сплавов Для баббитов вы- сокое ловя нистых Для низкооловя- нистых баббитов Для малоответст- венных сплавов
Бронзы оловянные вторичные в чушках
(ГОСТ 614-50)
Таблица 25
Марка Химический состав в % Шихтовый мате- риал для бронзы марки
основные компоненты . сурьма ! примеси
олово циик свинец никель медь железо 1 алюминий кремний всего примесей
Бр ОЦСН 3-8-4-1 . 2,5—4.5 7,0—10,0 3,0—6,0 0,5—1,5 0,5 0,40 0,02 0,02 1,1 Бр ОЦСН 3-7-5-1
Бр ОЦС 3-13-4 . . . 2,0—4,0 10,0—16,0 3,0—6,0 — — 0,- 0,40 0,02 0,02 1,1 Бр ОЦС 3-12-5
Бр ОЦС 5-6-5 .... 4,0— 6,0 4,5- 7,0 4,0—6,0 — Осталь- ное 0,5 0,40 0,05 0,05 1,1 Бр ОЦС 5-5 5 и Бр ОЦС 4-4-17
Бр ОЦС 6-7-3 . . . . 5,0—7,0 6,0— 9,0 2,0—4,0 — 0.05 0 ,40 0,05 0,0 1,1 Бр ОЦС 6-6-3
Бр ОЦС 4-8-5 .... 3,5—5,0 6,5 -10,0 4,0—6,0 — — 0,5 0,40 0,05 0,05 1,1 Бр ОЦС 3,5-6-5
Таблица 26
Бронзы оловянные вторичные литейные
(ГОСТ 613-50)
Марка Химический состав в % Вид литья Механические свойства Примерное назначение
основные компоненты примеси предел прочности при растя- жении в кг!мм* относи- тельное удлине- ние в % твёрдость по Бринеллю
ОЛОВО ЦИНК свинец никель медь сурьма железо алюми- ний кремний всего примесей
не более
Бр ОЦСН 3-7-5-! 2,5—4,5 6,0—3,5 3,0—6,0 0,5—1,5 ное 0,5 0,4 0,02 0,02 1,3 землю кокиль 18 21 8 60 60 Арматура, работа- ющая в условиях морской и пресной воды, а также пара и давления до 25 кг[см1
Бр ОЦС 3-12-5 2,0—4,0 3,0—15,0 3,0-6,0 — л ч «а 0,5 0,4 0,02 0,02 1,3 землю кокиль 18 21 8 5 60 60 Арматура, работа- ющая в условиях пресной воды и пара и давления до 25 K2jcMi
Бр ОЦС 5-5-5 4,0—6,0 4,0-6,0 4,0—6,0 - о 0,5 0,4 0,05 0,05 1,3 {вВ землю кокиль 15 18 6 4 60 60 Антифрикционные детали
Бр ОЦС 4-4-17 3,5—5,5 2,0—6,0 14,0—20,0 — 0,5 0,4 0,05 0,05 1,3 в землю 15 5 60 То же
Бр ОЦС 3,5-6-5 3,0—4,5 5,0-7,0 4,0—6,0 - 0,5 0,4 0,05 0,05 1.3 {В землю кокиль 15 18 6 4 60 60 Детали для трак- торов
Бр ОЦС 6-6-3 5,0—7,0 5,0—7,0 2,0—4,0 — 0,5 0,4 0,05 0,05 1,3 {вВ землю кокиль 15 18 6 4 60 60 Антифрикционные детали
— — " ' —' - - !.
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ШИХТОВЫЕ МАТЕРИАЛЫ
25
Бронзы и латуни (специальные)
Химический состав в % (ГОС! 1019-47 и 493 41)
Марка медь^ алюминий о м 0) Ч 0) я марганец свинец циик о в о ч о кремний сурьма |
ЛАЖМц 66-6-3-2 64—68 С—7 2—4 1,5-2,5 1.0 41 о X X 1,0 0,1
ЛМцС 8-22 лкс 80-3-3 О г- UC сю 1 1 1? 1 ,о 0,8 1,5—2,5 1,5-2,5 2,4-0 Оста; 0,5 2,5—4,5 0,1
Бр АЖ9-4 г сталь- ное 8—10 2—4 — — — —
Бр АЖМц 1, -3-1,5 Бр КМц-3-3 То же » 9—11 2—4 1—2 1—1,5 — 2,75— 3,5 —
Вид литья Предел прочности , при растяжении в кг]мм* Относительное удлинение в % Твёр- дость по Бри- неллю Примерное назначение
Кокиль 65 7 160—200 Машино - строительное литьё
1 Песок 1 Кокиль 60 35 7 8 160 —200 70—90 То же
) Песок 25 10 70—90 Для арма-
| Песок 25 7 95 туры и дета- лей, рабо- тающих на трение
। Кокиль 30 15 90—100 Машино-
{ Кокиль 50 10 120 строительное
55 12 110 литьё
| Песок 1 Кокиль 40 50 10 20 110 12 То же
1 Песок 40 10 110 Для арма-
J Кокиль 35 25 90 туры и дета- лей, рабо- тающих на трение
Таблица 28.
Силумин в чушках
(ГОСТ 1521-50) ______
Химический состав в %
Марка Основные элементы Примесей не более На значение
А! Si Fe Си + Zn Са Mg Ti
Сил-0 Оста ль- 10,0—13,0 0,35 0,15 0,10 0,1 0,1 Для специальных литейных
ное сплавов и для сплавов А14 при отливке деталей в землю
Сил-1 То же 10 ,С—13,0 0,50 0,15 0,10 0,5 0,15 Для изготовления литейных сплавов для деталей, отливаемых в землю и кокиль
Сил-2 )> Ь>,С—13,0 (>,70 0,20 0,20 0,05 0,20 Алюминиево-магниевые сплавы
обычного назначения
Алюминиевые лигатуры
Таблица 29
Наименование ли гату ры Марка X имически й состав в О/ /о Темпера- тура плавления в °C
к г ем- кий медь я*2 S S S3 «з s ж j берил- ( ли й X . Ч X 4) X £ желе-, 30 1 X Я X хром алюми- ний
Алюмиииево-крем- иистая Алюмиииево-медная Алюмнниево-магние- вая Алюминиево-марган- цовистая Алюминиево-берил- А К -1 5 AM-5 0 АМ-10 AM-10 12—15 4.—35 9—11 9—11 — 620—660 570- 600 560—640 770—830
лиевая Алюминиево-нике ле- АБ-2,5 — — — — 2—3 — — — — о X 600—660
вая Алюмин ие во-желе- АН-10 — — — — — 9—11 — — — Ч Я 680-730.
зистая Алюмиииево-титани- стая ........ Алюмин ие во-мед но- АЖ-10 АТ-3 — — — 9—11 2—4 — О 800—350 800—1000
никелевая Алюминиево-медно- маргаицевая . . . АМН- 40—20 АММн- 4 0 — 10 35-45 35—45 — 9-11 — — — — 700—740 630—670
26
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Лигатуры медные
ч
Примерное назначение В качестве раскисли- теля для проводниковой меди Для сплавов лнтейиых н обрабатываемых дав-1 леннем ! То же I л Для раскисления и ли- [гатуры сплавов нз не- скольких компонентов Для литейной латуни Для оловяно-цннково- свинцовистых бронз Для бронзы Для алюминиево-же- лезо-никелевых броиз
ээ[год эн и элэ KHdu оаэзд © 1О о со ©’ © © гг‘г 1 SI'l I Ке
СО 0,002 £00‘0 0,002 1 1 1 1 1 1
ш ф а» CJ о о 1 0,005 1 i 0.02 1 1 1 1
о не бол 1 1 1 1 о 1,5 1,5 0,1
СО (М о о 1 0,005 01‘ 0 ©’ 0,1 0,1 0,002
<1/ 0,14 о © 1 1 ©
CU 1 1 1 1 <0,05 | ©_ V/ 4-7 4-7 «0,1
Z Sl‘ 0 ; 0,25 1 1 1 I 12—18 Гм Т4 О OS — О' СЧ
в % 41 0,07 © o' 1 1 0,3 0,05 3,0
са h О и е бол< I 1 1 0,05 1 1 1 1 1
5 X U о 5 см 1 if-
О' 2 ЭЭ1ГОр эн UZ 1 1 1 1 1 со о ©, -^
Mg 1 1 111 Illi
о. 1 1 0,002 >12,0 1 1 1 1 1
с 1 I 25—30 1 1 см LO LO о о © —•
СО 15—17 С-1 4 сч 1 1 1 1 1 1
□ О ЭОНЧ1ГВ1ЭО
Ст а н - дарт i OCT нктп: 3135 : I То же: 1 1 А А 1 1 | ост , !нктп: 1 4283 ! ГОСТ 1067-41 1 То же »
Марка MK-16 МК-25 ' WW 1 МФ МЕМАГ-10 МН-15 I МН-18 МН-25 МН-33
Наименова- ние лигатур Медио-крем- нневая То же Медно-мар- I ганцовнетая Медно-фос- фористая Медно-маг- ииевая Медио-нике- 1 1 левая То же > >
РАСЧЁТ ВАГРАНОЧНОЙ ШИХТЫ
Основным элементом, по которому ведёт-
ся расчёт шихты ваграночной плавки, является
кремний. Подобранную по кремнию шихту
проверяют на марганец, серу, фосфор н угле-
род. Иногда одновременно рассчитывают на
кремний и марганец или на кремний в соче-
тании с наиболее важным для данного вида
отливок элементом.
Данными для расчёта шихты являются:
требуемый химический состав отливок, хи-
мический состав шихтовых материалов (чу-
гуна, лома и ферросплавов) и угар элементов
при соответствующем режиме плавки. Для
предварительных расчётов можно принять
угар кремния 10—15%, марганца— 15—
20%, хрома—• 10—20%. Фосфор практи-
чески не выгорает. Количество серы увели-
чивается на 40—50%. Содержание углерода
в ваграночном металле при обычных режимах
плавки (без применения стали в шихте) при-
ближается к эвтектическому (при этом сле-
дует учесть влияние кремния и фосфора
на точку эвтектики).
Расчёт металлической шихты аналитиче-
ским методом. Составить шихту для чугунной
отливки с содержанием 1,9% Si и 0,65% Мп
из 3 сортов доменных чугунов и чугунного
лома. Доменные чугуны содержат: 1) 2,1% Si
и 0,92% Мп; 2)2,3% Si и 0,95% Мп; 3) 2,2%
Si и 0,8% Мп. Чугунный лом содержит
в среднем 2,0% Si и 0,7% Мп. Шихта дол-
жна быть составлена из 60% доменного чу-
гуна и 40% чугунного лома. Угар для крем-
ния 10% и марганца — 20%.
Расчёт ведётся на '100 кг шихты. Учиты-
вая принятые нормы угара, необходимо иметь
в шихте:
1,9 100
100 _ ю ~ ’ * кг кремния
и
0,65 100
УвО__20 = ^’8 кг маРганЧа-
Количества каждого из 3 сортов домен-
ного чугуна определяются из следующей си-
стемы уравнений:
X 4- У + Z = 60; (1)
2,1 X + 2,3 У + 2,2 Z + 40 • 2,0 =100-2,1; (2)
0,9 X % 0,95 У + 0,8 Z + 40 • 0,7 =
= 100 • 0,8, (3)
где X, У и Z — весовые количества в кг
входящих в шихту 3 сортов доменных чугу-
нов.
Решение приведённой системы даёт Х = 28,
У=8 и Z=24. Таким образом, шихта с за-
данным содержанием компонентов (Si + Мп)
должна быть составлена из 28% доменного
чугуна 1-го сорта, 8%—2-го сорта, 24%—3-го
сорта и 40% чугунного лома.
Практический метод подбора металличе-
ской шихты. Подобрать шихту (табл. 35)
для чугунной отливки с содержанием 3,1%С;
2,36%, Si; 0,85% Мп; 0,18% Р и 0,11% S из
3 сортов литейных коксовых чугунов (45%
от веса шихты), оборотного лома чугуна
(35%), стального лома (16%) и специальных
присадок (ферросплавов).
Средние типовые шихты бронзового литья для промышленных предприятий Министерства путей сообщения
1 а б л и ц а
Наименование литья Технико-экономиче- ские показатели в % к металлоза- валке Средний типовой состав шихты в %
свежие металлы лом, стружка и лнтннки (возврат)
цинк свинец медь паспортная бронза всего свежего металла всего лома в том числе
выход год- ного литья (вчерне) л итейиый возврат (отходы) возвратные потери (в том! числе угар) 1 о 0) в том чис ле фосфористая никель процент J марка 1 лом и i стружка । литники марка бронзы лом и стружка марка бронзы
Бронза ОЦС 3-12'5 (Запасные части подвижного со- става, машин и паро-водяиая арма- тура) Средняя типовая шихта В том числе:
68 27 5 3,6 — 1 1 — 23,6 Бр. ОЦС 3-13-4 28,2 71,8 44,8 27 Бр. ОЦС 3-12-5 —
для заводов ЦУМЗ 68 27 5 3,6 — 1 1 — 40 3-13-4 44,6 55,4 28,4 27 3-12-5 — ——
для заводов ЦТР и ЦВР . . . Бронза ОЦС 5-5'5 (Детали подвижного состава и ма- шин: подшипники, вкладыши, наличники, шайбы н прочее машинное литьё) 68 27 5 3.6 1 1 20 8-13-4 24,6 75,4 48,4 27 3-12-5
Средняя типовая шихта В том числе: 78,5 17,5 4 1,2 0,25 1 1 27,35 Бр. ОЦС 5-6-5 29,8 70,2 52,7 17,5 Бр. ОЦС 5-0-5 — — •
для заводов 80 16 4 1,2 0,35 1 1 30,41 5-6- 5 32,96 67,01 51,04 16 5-5-5 — .—
для депо для армнровки вагонных под- 80 16 4 1,2 — 1 1 15,35 5-6-5 1" ,00 82,45 65,95 16 5-5-5 и,5 Бр. СН 60-2 ,5
шипников 65 31 4 1,2 — 1 1 — 32,8 5-6-5 35 65 34 31 5-5-5 — ——
для электродов Бронза ОЦС 4-4-17 65 31 4 1,2 1 1 20,8 5-6-5 32 68 35 31 5-5-5 2 Бр. СН 60-2 ,5
Плавающие втулки паровозов . . Бронза СН60-2,5 Уплотняющие кольца сальников 80 16 4 1 4 1 ,2 1,2 22,8 Бр. ОЦС 5-6-5 29 71 51 16 Бр. ОЦС 4-4-17 4 Бр. СН 60-2,5
паровозов Бронза ОЦСНЗ-7-S-l 78 13 9 33 16 1,2 1 50 50 37 13 Бр. СН 6.-2,5
Тепловозные запасные части . . . Примечания. 1. 68 Данны 28 типов яе 4 ши> 1 сты яв 1,5 1 ляютс 1 я сре 1 дними норм 68,5 ами рас Бр. ОЦСН 72 3-8- 4-1 1 хода цветных мета 28 ллов в металл 28 эзавалк Бр. ОЦСН 3-7-5-1 е. — —
2. Отнесение запасных частей подвижного чертежей или другой технической документации состава и деталей машин к с оответствующим маркам бронзы производится на основании альбомных
ШИХТОВЫЕ МАТЕРИАЛЫ
Таблица 32
Средние типовые шихты на чугунное литьё для промышленных предприятий Министерства путей сообщения
Наименование литья Технико-экономические показатели в % к металле завалке Средний типовой состав шихты в °/э
выход годного (вчерне) литейный возврат (отходы) безвоз- вратные потери (в том числе угар) чугун ли- тейный чугун пе- редельный чугун зеркальный ферросили- ций домен- ный ферросили- ! ций 75 %-ный магний феррофосфор лом сталь- ной лом чугунный
о с» в в том чис ле литей ный воз- врат
Машинное литье разное: вагонные буксы, башмаки, подшипники, детали тур- богенераторов и др 70 24 6 47 0,6 2 5 45,4 24
машинное литьё повышенного качества (цилиндро- вое) 70 24 6 45 — 2 о — — 15 36 24
Вагонные и тендерные тормозные колодкн: для заводов 80 14 6 28 11,5 1 0,8 — — — 10 48,7 14
для депо 80 14 6 25 11,5 1 0,8 — — 10 51,7 14
Колосники и прочее необрабатываемое литьё 74 20 6 28 10 — 1 — —• — 10 51 20
Паровозные унифицированные тормозные колодки . . 80 14 6 28 10 3 — — — 10 49 14
Трубы водопроводные и части к ним 70 24 6 40 10 __ 1 - — — — 49 24
Лнтьё радиаторное, ребристые вагонные печи и дета- ли СЦБ (тонкостенные) 66 28 6 45 __ ) 1 — 52 28
Трубы канализационные н части к ним 70 24 6 45 — — 1 — — 1 — 53 24
Чугун модифицированный (8 26 6 30 15 3 — 0,8* — — 25,2 26 26
Чугун сверхпрочный 55 39 6 49,5“ — — 10 0,8 0,7 — - 39 33
Чугун ковкий 50 40 10** 18 10“ — 2 — — 30 40 40
Чугун листовой 50 40 1(Г** 58 20*** — 2 — — — 20 — —
Чугун антифрикционный (сальниковые кольца парово- зов н другие детали). 70 24 45**** — 1 2 — - — 15 37 24
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
* Ферросилиций 75°/0-ный для модифицированного чугуна может быть заменён силикокальцием в том же количестве.
* * Для отливки деталей из сверхпрочного, ковкого чугуна и чугунного листа применять чугун марок КК, КД1 или литейный чугун с ограниче-
нием по фосфору, сере и марганцу.
* ** С учётом потерь металла при отжиге листа в печн.
* *** В том числе 30% халиловского (природно-легированного) чугуна.
Средине типовые шихты на стальное литье для промышленных предприятий Министерства путей сообщения I
Техник о-экономические показатели в % к метал- лозавалке Среднетиповой соста в металлической шихты в % 1
3 Г лом стальной . 3 73
Наименование литья выход годного (вчерне) литейный возврат (отходы) безвоз- вратные потери (в том чис- ле угар) I чугун 1 передельн чугун зеркальнь о си д в том чис- ле литни- ки н скрап ферросилг ций доме! н ы й 1 ферросилу ций 45%-i ферромар! нец домен и ы й с| ерромар- ганец электро- печной алюминий
Мартеновское фасонное углеродистое литьё:
для заводов ЦТР 61 32,0 7,0 35 — 6'2,2 32,0 1 0,9 0,9 — 0,1
для заводов ЦУМЗ 66 « 7,0 35 — 6'2.2 27,0 1 0,9 6,9 0.1
Мартеновское фасонное литьё:
среднемарганцовнстое 65 28,П 7,0 40 0.5 55.0 28 .0 1 0,9 2,6 0,1
высокомарганцовнстое 63 29.0 8,0 30 0,5 50,С 29,0 1 1,0 14,5 2.5 0,15
Мартеновские слитки (болванка) fli 6 6,0 35 0,5 (1,6 1 0,9 1,о — 0,1
Элвктрофасонное углеродистое литьё:
для заводов ЦТР и ЦВР 6'2 33 5,0 3,5 - 94,7 33 — 0,8 1 ,0 - 0,1
для заводов ЦУМЗ 66 29 5,0 3,5 __ 94,7 29 0,8 1,0 — 0,1
Электрофасонное литьё:
среднемарганцовистое 30 5,0 3,5 — 92.9 30 1 2,6 __ 0,1
высокомарганцовистое 63 31 6,0 3,5 — 7’ ,0 31 1,5 13,5 2, г» 0,45
Бессемеровское фассовное литьё 53 30 17,0 49,3 1,0 40,3 30 6,0 1 ,4 0,1
ШИХТОВЫЕ МАТЕРИАЛЫ
Примечания. 1. В шихту мартеновской печи давать светлую стальную стружку в количестве 5—8%.
2. При производстве бессемеровского фасонного литья для обессеривания чугуна предусмотреть норму расхода кальцинированной соды в количе-
cite 1,0% или отходов металлического магния в количестве 0,5% к металлозавалке.
3. Выпуск мартеновского высокомарганцовистого литья предусмотрен только на Нижнеднепровском стрелочном заводе Главного управления за-
весами железнодорожного машиностроения.
Таблица 34
Средние типовые шихты латунного н алюминиевого литья для промышленных предприятий Министерства путей сообщения
Наименование литья Технико-эконо- мические пока- затели в % к металлозавалке Средний типовой состав в %
свежие металлы вторичные ме- таллы
выход год- ного (вчерне) я О cq -3 Ь СО < s о о Ч Ю X безвозвратные потери (в том числе угар) свинец цинк 1 1 медь кремний кристалли- ' ческий марганец никель магний чушковая латунь алюмини й литники и лом
процент марка процент марка процент марка
Латунное литьё Латунь ЛК 80-ЗЛ Латунь ЛС-59-1Л ..... Латунь ЛМцС 58-2-2 .... J Алюминиевое литьё Алюминиевый сплав ПС-1 2 Алюминиевый сплав А-1 (ГОСТ 3549-47) Алюминиевый сплав АЛ-2 (ГОСТ 2685-44): для новых машин н изде- лий для деталей при ремонте Алюминиевый сплав АЛ-6 ГОСТ 2685-44 Алюминиевый сплав АЛ-7 ГОСТ 2685-44 Алюминиевая бронза АЖ9-4 (ГОСТ 493-48) . . 70 65 65 45 85 65 65 60 70 65 24 27 29 48 10 30 30 35 25 29 6 8 6 7 5 5 5 5 5 6 1 1 1 1 1 'I 1 •= 1 2 2 0,7* 0,1* 0,1* 0,1* 0,1* 0,1* “1 III 1 1 1 № ♦ 1 1 1 1 1 1 III 0,45 1 1 III 1 Ill 0,85 57 57 35 70 лк лс ЛМцС Бр. В-АЖ 44,5 89,9 60 40 64,9 50 СИЛ-1 ГОСТ 1521-5 0 А-1 ГОСТ 3549-47 АЛ-20 ГОСТ 1 583-47 То же АЛ-24 ГОСТ 1583-47 АЛ-2 6 ГОСТ 1583-47 39 40,5 65 48 10 39,9 59,9 35,0 49,9 29 ЛК-80-ЗУ ЛС-59-lV ЛМцС 58-2-2 ПС-1 2 А-1 АЛ 2 АЛ-6 АЛ-7 АЖ-9-4
Примечания. 1. При отсутствии лома для марки ЛМцС 58-2-2 таковой должен быть заменён чушковой латунью марки ЛМцС по ГОСТ 1020-48.
2. Отнесение запасных частей подвижного состава и деталей машин к соответствующим маркам латунного и алюминиевого литья производится
на основании альбомных чертежей или другой технической докумеитацнн.
* Хлористый цинк.
** Медь фосфористая.
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ШИХТОВЫЕ МАТЕРИАЛЫ
31
Содержание элементов в каждой из вхо-
дящих в шихту составляющих указано в
табл. 35. Угар для кремния 12% н марган-
ца — 20%, пригар для углерода 10% и серы—
Г>0%, фосфор не выгорает.
Учитывая принятые нормы угара и при-
гара, определяем, сколько в 100 кг шихты
должно содержаться каждого из элгментов:
3,1 . 100
”i00 + 10' = 2,8 кг УглеР°Да;
2,36 . 100
~ 1 оо~— 72 = кг кРемния;
0,85 100
~Юо _ 20 = кг MaPraH4a;
0,11 100
-100Т50 = °’07 кг серы-
Имеем в шихте элементов (см. табл. 35) на
100 кг шихты: углерода 2,65 кг, кремния
2,45, марганца 0,76 и серы 0,024.
Недостающее количество кремния (0,25 кг)
и марганца (0,30 кг) восполняется вводом
в состав шихты специальных присадок: фер-
росилиция с содержанием 12% Si в коли-
честве 2,5 кг и ферромарганца с содержанием
14%Мп в количестве 2,5 кг.
Расчёт шихты пламенной печи (отража-
тельной). При применении пламенной печи в
среднем угар элементов следует принимать в
пределах: для углерода при нормальной ра-
боте печи от 20 до 15%, для кремния от 20
до 35% и для марганца от 40 до 60%. Сера
и фосфор практически не выгорают.
Пример подбора шихты чугуна, полу-
чаемого в отражательной печн, дан в табл. 36.
Прежде всего подбирается штыковой чугун.
Для данного примера в шихту штыкового
чугуна идёт 53%.
Следующим материалом для загрузки яв-
ляется возврат своего производства: литннк,
брак, скрап и т. д., допускаемый в шихту от-
ражательных печей в количестве до 50%.
В данном примере взяты 45% возврата.
Кроме перечисленных материалов, в загрузку
идёт также железный лом. Количество лома,
загружаемого в печь, обычно не превышает
10%. В данном расчёте взято 2% железных
обрезков.
В графах 4, 6, 8, 10 и 11 табл. 36 проста-
влено процентное содержание кремния, мар-
ТаблицаЗб
Пример подбора
шихты вагранки
Исходные материалы % к весу шихты Углерод Кремний Марганец Фосфор Сера
% вес в кг х 1 00 °/ /о ве с в ягх100 % вес в кгх 100 % вес в кгхЮ ’.% вес в кехЮО
Чугун литейный коксовый: марки ЛК-00 то же ЛК-0 » лк-1 Оборотный лом чугуна Стальной лом Ферросилиций доменный Св-10 .... Зеркальный чугун ЗЧ-З 15 15 15 35 16 2 2 3,6 3,6 3,6 2,8 0,3 3,5 4,0 54 54 54 9S 5 7 8 4,0 3,5 з,ои 2,36 0,3 12 0,5 60,0 52,5 45,7 83,0 4,8 24,0 1,0 1,0 0,8 0,8 0,85 0,5 1,0 14,0 15,0 12 12 29,8 8,0 2,0 28,0 0,15 0,20 о.зо 0,18 0,04 0,15 0,18 2,25 3,0 4,5 6,3 0,64 0,30 0,36 0,03 0,03 0,03 0,13 0,03 0,04 0,03 0,45 0,45 0,45 4,60 0,48 0,08 0,06
Всегов шнхте в % Угар н пригар в % 100 + 10 2,80 0,2' — 12 2,70 0,34 —20 1,06 0,21 — 0,18 +50 0,07 0,035
Всегов литье по расчёту в % - __ 3,10 — 2,36 — 0,85 - 0,18 — 0,105
Таблица 36
Пример подбора шихты пламенной печи
Наименование чугуна Марка 13 а вал- ка в % 1 Крем ний М хрган ец Фосфор Сера Углерод
о/ /О ягхЮО О/ /о ягхЮО % кгхЮО % кгхЮО % кгхЮО
Чугун литейный коксовый II категории ЛК-1 3 3,25 9,75 0,60 1,80 0,10 0,30 0,01 0,09
То же ЛК-2 10 2,75 27,50 0 ,60 6,00 0,10 1,00 0,04 0,40 — —
лк-з 10 '2 . '2h 22,50 0,60 6,00 0,10 1,00 0,04 0,40 —— —-
Л К-4 10 1,75 17, 50 0,60 6,00 0,10 1,00 0,05 0,50 3,6 190,80
Чугун литейный коксовый I категории лк-з 6 2,25 13,50 0,80 4,80 0,10 0,60 0,03 0,18 — —
1 о же ЛК-4 10 1,75 17,50 0,8 8,00 0,10 1,00 0,04 0,40 — —
Чугун литейный специальный КД-2 4 0,50 2,00 0,25 1,00 0,12 0,48 о.оз 0,12 —— —
Брак и литник 45 1,10 5,60 0,25 11,50 0,12 5 ,52 0,03 1,35 2,4л 110,20
Железные обрезки — 2 0,20 0,40 0,3( 0,60 0,04 0,08 0.03 0,06 ) ,3 0,6
Итогов шихте в % .. 100 1 ,60 0,48 0,47 0,11 — 0,035 — 3,02
Угар в % — — —30 —40 0,19 — — — — —20 0,60
Анализ металла к разливке по расчёту в % — — 1 ,12 - 0.28 — 0,11 0,035 — 2,42
32
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ганца, фосфора, серы и углерода для каждого
сорта чугуна в металлической завалке. В гра-
фах 5, 7, 9 и 12 даны соответствующие коли-
чества этих элементов в пересчёте на кило-
граммы. Так же заполнены все графы по ос-
тальным элементам. По горизонтальной линии
в графе «Итого» в шихте проставлены в про-
центах количества каждого элемента, вхо-
дящего в металлическую завалку.
За вычетом угара получается задаваемый
анализ плавки.
Нередко при составлении шихты заданный
химический анализ не может быть получен
подбором соответствующих сортов штыко-
вого чугуна. Тогда возможно добиться не-
обходимого анализа добавкой в чугун специ-
альных присадок. В этом случае присадка
вводится в шихту и подсчитывается вместе
с остальными элементами. Добавки следует
давать строго по расчёту, так как только таким
путём можно обеспечить необходимый состав.
Таким же способом ведётся подбор шихты и
для высококачественного перлитного чугуна.
Содержание каждого элемента даётся в за-
висимости от требований, предъявляемых к
металлу.
РАСЧЁТ ШИХТЫ ДЛЯ ЦВЕТНОГО
литья
Все встречающиеся случаи расчёта шихты
можно подразделить на четыре группы:
1) расчёт шихты из свежих металлов; 2) из
ломов и вторичных металлов совместно со
свежими; 3) с применением лигатур; 4) из
одних ломов и вторичных металлов.
Расчёт шихты при составлении сплава из
свежих металлов. Предположим, что нам нуж-
но рассчитать 250 кг шихты бронзы, которая
должна иметь 88% меди, 10% олова и 2% цин-
ка. Достаточно определить количество толь-
ко двух металлов — цинка и меди; количество
третьего метал па находят как разность.
Цинк определяется из соотношения:
250 к.г—Ю0%, X—2%, откуда
250 . 2
X _ 1U(J = о кг.
Точно так же вычисляется количество ме-
ди, — оно составит 220 кг. Количество олова
определяют вычитанием из общего веса ших-
ты, веса меди и цинка:
250 — 5 — 220 = 25 кг.
Необходимо сделать поправку на угар
цинка и олова, который соответственно па-
вен 4 и 1,5% . н
Рассчитанные 5 кг цинка должны содер-
жаться в уже отлитом металле, т. е. после
угара. Но фактически после угара осталось
96% цинка. Следовательно, для загрузки в
печь требуется 5,2% кг цинка. Такой же расчёт
применительно к олову даёт 25,4 кг.
Таким образом, для получения 250 кг
жидкого металла требуемого состава необхо-
димо ввести в шихту меди 220 кг, олова
25,4 Кг и цинка 5,2 кг.
Расчёт шихты при составлении сплава из
ломов и вторичных металлов совместно со
свежими. Шихту гораздо чаще составляют
из вторичных металлов (отходов своего за-
вода, всевозможного лома и т. д.). При рас-
чёте нужно определить, сколько следует до-
бавить чистых металлов, чтобы получить
определённое количество сплава требуемого
состава.
Пример. Даётся 120 кг томпака, состоящего из
95% меди и 5% цинка, и 300 кг латуни, которая
содержит С7% меди и 33% цинка. Сколько нужно
добавить чистых меди и цинка, чтобы получить
600 кг латуни с 62% меди и 38% цинка?
В 600 кг латуни должно содержаться 372 кг
меди. Тогда цинка будет: 600—372 = 228 кг. В 120 кг
томпака 6 кг цннка и 1 14 кг меди, а в 300 кг
латуни — 99 кг цинка и 20 1 кг меди. Всего из от-
ходов пойдёт в шихту (в кг): медн 315, в том числе
114 из томпака и 201 из латуни; цинка 105, в том
числе из томпака 6 и латуни 99. Свежей меди тре-
буется: 372 — 315 = 57 кг и свежего цинка 22 8 —
— 105 = 123 кг. С поправкой на угар (примем его
равным 3%) цинка должно быть не 228, а 235 кг.
Так как избыток цинка, идущий на пополнение
угара, должен войти в шихту в виде чистого метал-
ла. то нужно навесить чистого цинка 123 + 7=130 кг.
Для составления 600 кг сплава требуемого со-
става необходимо дать в шихту свежих металлов.-
меди 57 кг, цинка 130 кг.
Из приведённых рассуждений видно, что
расчёт шихты, составляемой из вторичных
металлов совместно со свежими, распадается
на три части: 1) определение веса каждо-
го из металлов, входящих в сплав,
при этом расчёт ведётся, как при составлении
шихты из чистых металлов; 2) определение ве-
са каждого из металлов, которые с о-
держатся в отходах; 3) определе-
ние количества свежих металлов
для добавления в шихту.
Подобным же образом ведётся расчёт для
сплавов, состоящих из трёх и более металлов.
Расчёт шихты с применением лигатур.
Этот расчёт является вариантом предыду-
щего.
Пример. Составить 90 кг сплава, состоящего из
5,0% сурьмы. 3% магния. 2,5% марганца и 69,5%
алюминия. Марганец должен войти в сплав в виде
лигатуры состава: 40% марганца и 60% алюминия,
а остальное—свежие металлы.
Прежде всего надо определить, сколько в сплаве
должно быть каждого металла. Расчёт с помощью
пропорций даёт следующий результат: магния тре-
буется 2,7 кг, марганца—2,25 кг и сурьмы—4,5 кг.
Количество алюминия определяют по разности —
80,55 кг. Лигатуру нужно ввести в таком количе-
стве, чтобы она содержа; а в себе как раз потребные
2,25 кг марганца. Но так как лигатура содержит
только 40% марганца, то её необходимо дать в сплав
5,625 кг. Алюминия в лигатуре (за вычетом марган-
ца) 3,375 кг. Тогда чистого алюминия нужно доба-
вить 77,175 кг. Следоватёльио, чтобы получить
сплав требуемого состава, надо взять без учёта
угара: алюминия 77,175 кг, магния 2,7 кг, сурьмы
4,5 кг и лигатуры 5,625 кг.
Из примера видно, что расчёт шихты с при-
менением лигатур распадается на четыре
части: 1) определение веса каждого ме-
талла, входящего в сплав; 2) опре-
деление необходимого количества лигатур;
3) определение количества каждого ме-
талла, входящего в лигатуры и во
вторичные металлы (последних
может и не быть); 4) определение добавки
каждого свежего металла.
После того как произведены эти расчёты,
делают поправку на угар.
Расчёт шихты из вторичных металлов.
Составление шихты из вторичных металлов
имеет одну особенность, которая несколько
изменяет порядок расчёта. Здесь нель-
КЛАССИФИКАЦИЯ, СВОЙСТВА И НАЗНАЧЕНИЕ ЛИТЕЙНЫХ СПЛАВОВ
33
зя делать позднейшую поправку на угар, так
как мы не можем ввести в сплав добавочного
количества угораемого металла в чистом виде:
среди исходных материалов
его и е т. Если же ввести этот металл в со-
став какого-либо сплава, то в шихту будет
добавлено некоторое количество другого ме-
талла, избыток которого в процессе плавки не
удалится. В результате готовое изделие не
будет иметь нужного состава.
В рассматриваемом случае, чтобы не пере-
считывать шихту заново, необходимо сна-
чала внести поправку на угар. Увеличивая
согласно поправке количество одного из ме-
таллов, тем самым несколько изменяют ве-
совые, а стало быть, и процентные соотноше-
ния в сплаве.
Пример. Надо составить 350 кг латуни с содер-
жанием 68% меди и 32% цинка. В качестве исход-
ных материалов даиы два медио-цинковых сплава:
1) 85% меди и 15% цинка; 2) 62% меди и 38% цинка.
Угар цинка равен 3%.
Определив, сколько в сплаве должно быть меди
и цинка по весу, делают ту же поправку на угар.
Меди требуется 238 кг, цинка—112 кг, а с поправ-
кой на угар—115,464 кг. Количество цинка, таким
образом, увеличилось на 3.464 .кг, соответственно
увеличился вес всей шихты (353,464 кг). Только
весовое количество меди осталось неизменным. Сле-
довательно, мы получили пример с новыми усло-
виями. Его можно решить двумя способами.
Первый способ. Сначала надо узнать,
сколько килограммов меди будет содержать шихта,
если составить её только из первого сплава. В ре-
зультате расчёта с помощью пропорций получаем
300,444 кг. Избыток меди составит 300,444 —
— 238 — 62,444 кг. Далее определяем, на сколько
уменьшится количество меди в шихте при замене
1 кг первого сплава 1 кг второго: 0,85 —0,62 =
— 0,23 кг. Затем находим, сколько килограммов
первого сплава нужно заменить вторым, чтобы по-
низить содержание меди в шихте на величину ее
избытка: 62,444 : 0,23 = 271,5 кг Таким образом,
первого сплава останется: 353,444—271,5 =
= 81,944 кг.
Второй способ. Найденные весовые соот-
ношения меди и цинка нужно перевести в процент-
ные согласно первоначальным условиям задачи.
Здесь удобно применить алгебраический метод.
Даны два сплава: 1) 75% меди и 25% никеля;
2) 50% меди и 50% никеля. Сколько нужно взять
того и другого сплава, чтобы получить 80 кг нового
сплава с содержанием 60% меди и 40% никеля?
Обозначим необходимое количество первого спла-
ва через X, второго — через Y. Процентный состав
каждого из них известен, так что из X кг первого
сплава получим 0,75 X кг меди, а из Y кг второго—
ещё 0,50 Y кг. Всего же в шихте должно содержать-
ся меди 0,60 • 80 кг. Составляем уравнение:
0,75 X + 0.50 У « 0,60 • 80 = 48 кг и иа основании
первоначальных условий—второе уравнение Х4-К»
“ 80. Совместным решением этих уравнений полу-
чаем, что Х = 32, У —48. Следовательно, для состав-
ления 80 кг сплава требуемого состава необходимо
дать 32 кг первого сплава и 48 кг второго.
КЛАССИФИКАЦИЯ, СВОЙСТВА И НАЗНАЧЕНИЕ ЛИТЕЙНЫХ СПЛАВОВ
КЛАССИФИКАЦИЯ, СВОЙСТВА
И НАЗНАЧЕНИЕ ОТЛИВОК
Классификации чугунных отливок. Отлив-
ки из серого чугуна, характеризующиеся на-
личием графита и отсутствием структурно-
свободного цементита, делят иа:
1) отливки специальные (с ферритной
структурой);
2) отливки малой прочности (со смешанной
ферритно-перлитной структурой);
3) отливки средней прочности (со смешан-
ной ферритно-перлитной структурой);
4) отливки повышенной прочности (с пер-
литной структурой);
5) модифицированные чугуны;
6) высокопрочные чугуны (со сфероидаль-
ным графитом);
7) антифрикционные чугуны;
8) отливки из серого чугуна с мартенсит-
ной структурой;
9) отливки из серого чугуна с аустенитной
структурой.
Отливки из белого чугуна, характеризую-
щиеся наличием структурно-свободного це-
ментита и отсутствием графита, бывают:
1) с перлитной структурой;
2) с мартенситной структурой.
Отливки из отбелённого чугуна, характе-
ризующиеся наличием структурно-свободного
цементита в местах, охлаждающихся с наи-
большей скоростью, и графита в местах,
охлаждающихся с наименьшей скоростью;
они подразделяются на отливки:
1) с перлитной структурой;
2) с мартенситной структурой.
Отливки из ковкого чугуна (белого до
отжига), характеризующиеся отсутствием сво-
бодного цементита и наличием графита (угле-
рода отжига), бывают: с ферритной структу-
рой — графитизированные (чёрносердечиые).
с перлитной структурой — обезуглерожен-
ные (белосердечные) и с перлитной структу-
рой — графитизированные.
Классификация стальных отливок. Разли-
чают отливки из стали: углеродистой, низко-
легированной, среднелегированной, высоко-
легированной, графитизированной.
Классификация цветных отливок. Эта груп-
па отливок производится из сплавов: магние-
вых, алюминиевых, медных (оловянистые
бронзы, специальные бронзы, латунь), цинко-
вых и баббитов.
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
• Свойства отливок из серого чугуна опре-
деляются их структурой, зависящей от со-
става чугуна и скорости остывания отливки;
на последний фактор влияют размеры и кон-
структивная форма отливок, условия заливки
и технология формы. В связи с этим состав
чугуна необходимо назначать применительно
к толщине рабочего сечения отливки, опре-
деляющей скорость её остывания.
Таблица 37
Классификация отливок
Отливка Форма
Статическая В землю по су- хому В землю по сы- рому В полупостоян- ные формы В металлические формы Песчано-глини- стая сухая Песчано-глини- стая сырая Шамотовая Металлическая
Центробежная Песчано-i линистая или металличе- ская
Под давлением Металлическая
3 Том 12
34
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Отливки классифицируют в зависимости
от условий заливки и технологии формы.
Классификация отливок дана в табл. 37.
Механические качества отливок из серого
чугуна в соответствии с действующим
ГОСТ 1412-48 приведены в табл. 38.
Таблица 38
Механические качества отливок из серого чугуна
Марка
чугуна
Предел
прочности
в кг (мм*
не менее
Стрела про-
гиба В мм
при расстоя-
нии между
опорами в мм
5 *
5 =
600 300
СЧ 00
СЧ 12-28
СЧ 15-32
СЧ 1 8-36
СЧ 21-40
СЧ 24-44
СЧ 28-48
СЧ 32-52
СЧ 35-56
СЧ 38-60
Не испытываются
50
65
70
75
85
100
ПО
120
130
6
8
8
9
9
9
9
9
9
2
2,5
2,5
3
3
3
3
3
3
143-7-229
163~229
1704-229
1704-241
1704-241
1704-241
1274-248
1974-248
2074-262
Отливки из серого чугуиа с ферритной
структурой. Получение ферритной структуры
в отливках обусловливается высоким содер-
жанием кремния, замедленным охлаждением
или массивностью деталей. Твёрдость (НБ)
таких чугунов не выше 140.
Механические свойства соответствуют мар-
ке чугуна СЧ 12-28, отливки обладают вы-
сокой магнитопроводностью.
Отливки малой прочности (ферритно-пер-
литная структура). Марки СЧ 00 и СЧ 12-28,
относящиеся к чугунам с малой прочностью,
предназначаются для изделий простой конфи-
гурации, необрабатываемых или подвергаемых
незначительной механической обработке (стой-
ки и опоры, подкладки, грузы). Отливки бы-
вают неоднородной и смешанной структуры,
причём последняя имеет крупный пластин-
чатый графит. Литьё производится в сырые
формы. Для железнодорожного транспорта из
чугуна марки СЧ 12-28 отливают корпуса под-
шипников двухосных грузовых вагонов, баш-
маки тормозных колодок для двухосных ва-
гонов и тендеров и другие детали.
Отливки средней прочности (ферритно-
перлитная структура). Отливки ферритно-
перлитного класса обладают очень хорошей
обрабатываемостью. Сопротивление износу от-
ливок этого класса, при прочих равных
условиях, растёт с увеличением в структуре
количества перлита. Химический состав от-
ливок определяют с учётом хорошей запол-
няемости формы и получения структуры без
следов отбеливания на обрабатываемой по-
верхности. С уменьшением толщины стенок
отливок содержание углерода, кремния и
фосфора повышается, а содержание марганца
и серы снижается.
Марка СЧ 15-32 — наиболее ходовая для
отливок.
Шихтовка допускает множество вариантов
с. использованием любых сортов металла (чуш-
ковых чугунов, скрапа, лома и т. п.). Кон-
троля химического состава может и не быть.
Структура металла характеризуется нали-
чием крупных включений графита. Для же-
лезнодорожного транспорта из чугуна этой
марки отливают чугунные буксы вагонов,
корпуса подшипников и другие детали.
Марку СЧ 18-36 применяют для отливок,
используемых при работе с нагрузками,
в условиях обеспеченного смазкой трения,
но без особых требований к износоустойчи-
вости.
Шихтовка должна проводиться более тща-
тельно, часто с введением в состав шихты
определённых сортов исходного материала.
Необходим контроль химического состава от-
ливок и исходных материалов. Структура
металла — с явным преобладанием перлита;
графит обычно средней величины. Для же-
лезнодорожного транспорта отливаются кор-
пуса и диафрагмы турбины вентилятора,
корпуса перепускного клапана турбины вен-
тилятора, корпуса турбины дымососа, под-
шипники турбины дымососа, корпуса и крыш-
ки перепускного клапана турбины дымососа
н другие детали.
Отливки повышенной прочности (перлит-
ная структура). Из марки СЧ 21-40 отливают
детали специального назначения которые
обладают высокой прочностью с повышенным
сопротивлением износу.
Перлитная структура отливок при мелких
включениях графита обеспечивает достаточ-
ную плотность, необходимую для работы от-
ливок в условиях гидравлического и газового
давления. Шихта, как правило, содержит
большое количество стального лома соответ-
ствующего качества и разделки. Для же-
лезнодорожного транспорта отливаются ба-
рабаны (заготовки) колец поршневых и зо-
лотниковых, головки соединительных рука-
вов и другие детали.
Марка СЧ 24-44 по характеру структуры
и условиям изготовления аналогична марке
СЧ 21-40, если отливки не очень большого
веса н толщина их стенок не очень велика.
Для отливки этой марки наиболее часто
применяют легирование, благодаря чему обес-
печивается постоянство структуры и меха-
нических свойств.
Марки СЧ 28-48, СЧ 32-52, СЧ 35-56
и СЧ 38-60 соответствуют отливкам особо-
высококачественным (прочным, износоустой-
чивым и ростоупорным, при хорошей обра-
батываемости).
Для получения отливок повышенной проч-
ности (но не далее марки СЧ 32-52) широкое
распространение получили два способа.
При первом способе содержание углерода
в металле должно быть в пределах 2,7—3,2%
и кремния—около 2%. В шихту вводится
стальной лом, а жидкий чугун перегревается.
При втором способе, при том же количестве
кремния, содержание углерода снижают до
2,6—2,9, при повышении содержания мар-
ганца-—до 1,5%. Сумма С + Si = 4,7—4,8%.
Отливки получают с перлитной структурой
и мелкими выделениями графита. Иногда,
чтобы изменить структуру, отливки этих ма-
рок термически обрабатывают. При этом
перлитную структуру отливок переводят ча-
стично или полностью в сорбитообразную*
КЛАССИФИКАЦИЯ,СВОЙСТВА И НАЗНАЧЕНИЕ ЛИТЕЙНЫХ СПЛАВОВ
35
или даже мартенситовую. Термическая обра-
ботка заключается в закалке в масле при
850° С и отпуске. Закаливать можно отливки
только простой конфигурации во избежание
коробления и трещин. Добавка в чугун 1%
никеля резко смягчает термический удар при
закалке, расширяя применение последней.
Вообще ввод в состав шихты природно-леги-
рованного чугуна облегчает получение чугун-
ного литья этой марки.
Модифицированные чугуны. Модифициро-
ванный чугун отличается от обычного повы-
шенной степенью графитизации при одинако-
вом содержании графитизирующих элементов
и равных условиях остывания.
Модифицирование чугуна заключается в
обработке его в жидком состоянии неболь-
шими количествами графитизирующих при-
садок (силикокальция, ферросилиция, сили-
коалюминия, магния и др.). При этом харак-
терно, что без существенного изменения хими-
ческого состава чугуна наблюдаются значи-
тельные изменения его структуры, а также
физических и механических свойств (табл. 39).
Таблица 39
Механические свойства отливок
из модифицированного чугуна
Марка
чугуна
МСЧ 28-48
МСЧ 32-52
МСЧ 35-56
МСЧ 38-60
Предел
прочности
в кг/мм*
не менее
Стрела про-
гиба при
расстоя-
нии между
опорами в мм
6 5
я) s
s £
г-. ±
28
32
35
38
о
Е
Е
48
52
56
60
*
S S
90
100
по
120
600
Ло
«Б
9
9
9
9
3
3
1704-241
1704-241
1974-218
1974-262
Серый чугун модифицируют для получе-
ния наиболее высоких показателей прочности
в сочетании с хорошей обрабатываемостью,
износоустойчивости, плотности, однородности
и коррозиоустойчивости.
Марку МСЧ 28-48 применяют для отливок
особо сложной конфигурации, с резкими пе-
реходами в сечениях, с минимальной толщи-
ной 6—8 мм (рамы быстроходных двигателей).
Сталь в шихте составляет около 30%. Состав
чугуна: углерода 3,0—3,3; кремния до мо-
дифицирования 1,4—1,7, после модифициро-
вания 1,6—1,9; марганца 0,8—1,0.
Марку МСЧ 32-52 применяют для отливок
сложной конфигурации, разностенных, с ми-
нимальной толщиной сечений 10 мм (ци-
линдры, малые коленчатые валы, шестерни
и т. п.).
В шихте применяется до 40% стали. Со-
став чугуна: углерода 2,9—3,2; кремния —
до модифицирования 1,2—1,5, после моди-
фицирования 1,4—1,7; марганца 0,8—1,1%.
Марки МСЧ 35-56 и МСЧ 38-60 исполь-
зуют для отливок простой конфигурации
< незначительными переходами в сечениях
и минимальной толщиной 20 мм (корпуса
насосов гидроприводов, втулки, крупные ко-
ленчатые валы, катки, звёздочки, колёса
и т. п.). Для марки МСЧ 35-56 употребляют
шихту с содержанием до 60% стали. Состав
чугуна следующий: углерода 2,8—3,1; крем-
ния до модифицирования 1,0—1,3, после
модифицирования 1,2—1,5%; марганца 1,0—
1,3. Для марки МСЧ 38-60 применяют шихту,
содержащую до 70% стали. В состав чугуна
входят: углерод 2,7—3,0; кремний до мо-
дифицирования 0,7—1,0, после модифициро-
вания 1,0—1,3; марганец 1,0—1,3%.
Модифицированные чугуны могут подвер-
гаться термообработке (закалка при темпера-
туре 850° в масле с отпуском при темпера-
туре в пределах от 200 до 500° С). При этом
имеет место повышение предела прочности
при растяжении до 40—50 кг/мм2.
Высокопрочные чугуны со сфероидальным!
графитом. Новый высокопрочный чугун, раз-
работанный в СССР, получается без специаль-
ного легирования и термообработки. В зави-
симости от химического состава он может в ли-
том состоянии иметь структуру металличе-
ской массы: перлитную, перлитно-ферритную
и ферритную, при сфероидальной форме гра-
фитовых включений. Это обеспечивает чугуну
высокие показатели прочности, повышенную
ударную вязкость и пластичность.
По предложению ЦНИИТМаш, высоко-
прочный чугун делится на следующие марки:
марка СПЧ-П45 — обладает прочностью
при растяжении 45—54 кг/мм2, удлинением
1,5—3% и ударной вязкостью 1,5—3 кгм/см2-,
марка СПЧ-П55 — имеет прочность при
растяжении 55—64 кг[мм2, удлинение 1,5—3%
и ударную вязкость 1,5-—3 кгм/см2',
марка СПЧ-Ф5 — обладает прочностью
при растяжении 45—55 кг/мм2, удлинением
5—9% и ударной вязкостью 3—5 кгм/см2',
марка СПЧ-Ф10 — имеет прочность при
растяжении 40—50 кг/мм2, удлинение 10—
20% и ударную вязкость 5—10 кгм/см2.
Показатели последней марки получают за
счёт отжига перлитно-ферритного СПЧ при
температурах интервала перлитного превра-
щения.
Высокопрочные чугуны могут быть реко-
мендованы для отливок букс, опорных балок,
кронштейнов, деталей парораспределительных
устройств, золотниковых втулок, диафрагм,
цилиндров низкого давления и клапанных
коробок.
Для получения в чугуне графита со сфе-
роидальной формой включений применяется
последовательный ввод в жидкий чугун при-
садок:
а) магния или его сплавов типа «электрон»
или лигатуры магния (с медью, ферросили-
цием и др.);
б) обычного графитизирующего модифика-
тора (ферросилиция, силикокальция и др.).
Магний добавляется от 0,3 до 1% (тем
больше, чем толще отливки) и Fe-Si от
0,8 до 1%.
В чугунах должно быть определённое со-
держание углерода и кремния (в зависимости
от толщины отливок), марганца в пределах
0,5—0,8, фосфора не более 0,10—0,20, серы
до 0,14. Для получения высокопрочного чугуна
с преимущественно ферритовой структурой
необходимо снижение содержания марганца
до 0,4% и фосфора до 0,1% в исходном чугуне.
Антифрикционные чугуны. Их применяют
для изготовления деталей машин и станков
3*
36
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
в качестве заменителей антифрикционных
сплавов из цветных металлов. Согласно
ГОСТ 1585-42 для этой цели рекомендуют
серый низколегированный чугун с перлито-
вой структурой, без свободного цементита и
крупных включений фосфидной эвтектики.
Структурно-свободный цементит и твёрдые
включения фосфидной эвтектики ведут к за-
диру и повышенному износу.
Химический состав антифрикционного чу-
гуна приведён в табл. 40.
Никель и хром в эти чугуны вводят в виде
природно-легированных чугунов; хром, ста-
билизируя перлит, резко снижает износ. До-
бавка меди повышает сопротивление окисле-
нию и улучшает износоустойчивость.
Антифрикционные чугуны удовлетвори-
тельны как в отношении стойкости против
износа, так и коэфициента трения (примерно
как у латуни в паре со сталью), но при работе
неопределённых условиях эксплоатации (смаз-
ка, чистота поверхности, точность сопряже-
ния поверхности трения, небольшое удельное
давление при малых скоростях).
Пределом применения чугунных подшип-
ников можно принять Pv = 20—25 кгм/смгсек
при v до 5 м/сек.
Отливки из серого чугуна с мартенситной
Структурой. Отливки с мартенситной структу-
рой применяют в тех случаях, если, помимо
высокой прочности, к ним предъявляют требо-
вания повышенной твёрдости и высокой со-
противляемости износу. Временное сопроти-
вление разрыву колеблется от 25 до 50 кг/мм2
в зависимости от состава металла и характера
термообработки. Предел усталости составляет
10—20 кг/мм\ Твёрдость колеблется в пре-
делах 350—500 Нб, обрабатываемость отли-
вок пониженная.
'• Отливки из серого чугуна с аустенитной
структурой. Высоколегированные отливки из
серого чугуна с аустенитной структурой от-
личаются немагнитностью, жаростойкостью,
коррозиоустойчивостью, ростоустойчивостью,
крипоустойчивостью и износоустойчивостью.
' К чугунам этого типа относятся специаль-
ные чугуны: номаг, монель, нирезист, никро-
силал и др.
Все эти чугуны представляют высоколеги-
рованные железоуглеродистые сплавы, нали-
чие графита в которых, при аустенитной
структуре основной металлической массы, от-
личает их от аустенитных сталей.
Основным легирующим элементом является
никель, частично заменяемый в ряде чугунов
другими элементами (табл. 41).
ОТЛИВКИ ИЗ БЕЛОГО ЧУГУНА
Отливки из белого чугуна с перлитной
структурой. По своей структуре белый чугун
в основном состоит из перлита и цементита,
причём эти структурные составляющие могут
иметь место в виде сохранившейся эвтек-
тики — ледебурита.
Твёрдость является главным показателем,
характеризующим технологические и эксплоа-
тационные качества белого чугуна — износо-
стойкость, абразивные свойства и пр. Нб
обычного белого чугуна колеблется в преде-
лах 330—400.
Для железнодорожного транспорта из бе-
лого чугуна отливаются вставки тормозных
колодок для паровозов (утюжки и полуме-
сяцы). Состав чугуна: углерода 2,8—3,2;
марганца 2,5—3,5; кремния 0,2—0,4; серы
и фосфора меньше 0,1; твёрдость чугу-
на Нб = 400.
Отливки из белого чугуна с мартенситной
структурой. При введении легирующих при-
садок (бора и никеля) твёрдость белого чу-
гуна значительно повышается за счёт полу-
чения мартенситной структуры. Для прида-
ния металлу вязкости одновременно с бором
в металл вводится никель. Структура бо-
ристо-иикелевого чугуна — мартенсит и це-
ментит.
При 3% никеля и 1% бора твёрдость
повышается до Нб — 1 000. Из такого металла
отливают сопла пескоструйных машин, гиль-
зы нефтяных насосов, втулки и другие износо-
упорные детали.
Таблица 40
Химический состав антифрикционного чугуна в %
Марка чугуна с Si Мп р S не более Сг N# Си А1
СЧЦ 1 и СЧЦ 2 3,24- 3,6 2,24- 2,4 0,64- 0,9 0,154- 0,25 0,12 0,204- 0,35 0,34- ОЛ 0,24- 0,3 0,104- 0,15
Примечание. В чугуне марки СЧЦ 2 медь и алюминий отсутствуют.
Таблица 41
Химический состав специальных серых чугунов в %
Название чугуна С Ссвяз С?раф Si Мп Ni S Р Сг
Номаг 2,65 0,16 2,49 2,54 5,88 9,42» 0,034 1,1
Монель 2,64-3,0 — 1,5 —— — — — —
Нирезист 2 ,754-2,85 — .— 2,5 2,25 10,2 0,06 0,15 4,35
Никроснлал 1,75 0,28 1,47 5,84 0,68 17,72 0,039 0,045 2,1
* 2 части никеля на 1 часть меди.
КЛАССИФИКАЦИЯ. СВОЙСТВА И НАЗНАЧЕНИЕ ЛИТЕЙНЫХ СПЛАВОВ
37
Кроме того, применяют белые чугуны,
легированные хромом (содержание хрома от
12 до 20% и углерода 2—2,8%). Такой чугун
обладает высоким сопротивлением разрыву
при повышенных температурах и высокими
антикоррозионными свойствами. Из него от-
ливают сёдла клапанов моторов, отжигатель-
ные горшки, желоба для печей и прочее печное
литьё.
Чугун с содержанием 22—28% хрома и
2—2,6% углерода хорошо сопротивляется
окислению и противостоит коррозии при
высокой температуре.
Высокохромистый чугун с содержанием
28—35% хрома теплоустойчив и сохраняет
свои механические свойства до температуры
600° С. Высокохромистый чугун (32—35%
хрома) обладает большой кислотоупорностью
и щёлочноупорностыо. Во всех перечисленных
случаях применения высокохромистых чугу-
нов, при требовании высокой ударной вяз-
кости, предпочитают высокохромистые и
хромоникелевые стали.
ОТЛИВКИ ИЗ ОТБЕЛЁННОГО ЧУГУНА
Довольно широкое распространение полу-
чили отливки с отбелённой (закалённой) по-
верхностью и структурой серого чугуна в
остальных частях.
Колёса чугунные с отбелённым ободом с
перлитной структурой для вагонов железных
дорог отливали согласно ОСТ 7886-40.
ОСТ давал следующую регламентацию их
производства: «Колёса должны быть изгото-
влены из чугуна такого состава, который при
застывании в земляной части формы обеспечи-
вал бы получение чисто серого излома, ха-
рактеризующегося структурой: перлит + гра-
фит Ч- феррит, и при застывании в кокиле —
в рабочей части обода (поверхности катания)
и реборды — обеспечивал бы получение бе-
лого чугуна, характеризующегося структурой
излома: цементит + перлит, с плавным пе-
реходом в серую часть».
Между зонами отбела и основной массой
серого чугуна располагается половинчатая
зона — перлит, цементит и выделения графита.
Механические свойства подобных отливок
во всех трёх зонах различны и соответствуют
свойствам белого, половинчатого и серого
чугуна.
Химический состав чугунных вагонных
колёс следующий: углерода 3,2—3,3; кремния
1,65—1,8; марганца 0,6—0,7; фосфора 0,3—
0,35 и серы не более 0,1.
Залитые колёса ещё горячими выбивались
из формы и подвергались замедленному охла-
ждению в специальных колодцах для сня-
тия внутренних напряжений.
отливки из ковкого ЧУГУНА
Согласно ГОСТ 1215-41 отливками из ков-
кого чугуна называют отливки, изготовлен-
ные из белого чугуна и подвергнутые про-
цессу отжига (томления) для вызова гра-
фитовыделения и изменения структуры для
устранения хрупкости и твёрдости, а также
придания им вязкости, ковкости и легкой
обрабатываемости (см. табл. 42 и 43).
Занимая по своим механическим свойствам
промежуточное положение между серым чу-
гуном и сталью, ковкий чугун является не-
хорошим конструкционным материалом при
производстве отливок, главным образом мел-
ких, тонкостенных, а также сложных по кон7
фигурации, от которых требуется механиче-
ская вязкость при значительной прочности
(например головки и наконечники соедини-
тельных рукавов воздушного тормоза).
Таблица 42
Механические свойства ковкого чугуна
с ферритной структурой
Марки ков-
кого чугуна
Временное
соп ротивле-
ние разрыву
в кг!мм*
Относитель-
ное удлине-
ние на образ-
це 0 16 мм
я °'
ь /О
не менее
37 12 149
149
149
163
Таблица 43
Механические свойства ковкого чугуна
с перлитной структурой
Временное
сопротив-
ление
разрыву
в кг!ммг
Относительное
удлинение в °
образцы образцы
0 16 мм 0 12 мм
не менее
КЧ 40-3
КЧ 35-4
40 3
35 4
30 3
4 201
5 201
4 201
Отливки из ковкого чугуна с ферритной
структурой графитизированные (чёрносердеч-
ные). Отливки ковкого чугуна, подвергну-
тые отжигу (томлению) в нейтральной среде
(песок), характеризуются бархатистым чёрным
изломом, с тонкой наружной серой каймой
и структурой, состоящей преимущественно из
феррита и углерода отжига.
Средний состав ковкого ферритного чугу-
на: углерода 2,2—2,8%; кремния 0,8—1,3%;
марганца 0,4—0,6%; серы ие более 0,12%;
фосфора не более 0,20% и кремния ие более
0,1%.
Отливки из ковкого чугуна с перлитной
структурой обезуглероженные (белосердечные).
Отливки из ковкого чугуна, подвергнутые
отжигу (томлению) в окислительной среде
(руда), характеризуются серебристым изло-
мом и структурой, состоящей преимущест-
венно из перлита с включением углерода
отжига.
Средний состав ковкого перлитного чугу-
на: углерода 2,8—3,4%; кремния 0—0,8%;
марганца 0,3—0,4%; фосфора и серы не
более 0,2%.
Отливки нз ковкого чугуна с перлитной
структурой графитизированные. При отжиге
с укороченной выдержкой в нейтральной
38
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
среде во время второй стадии графитизации
получается, в зависимости от времени вы-
держки, перлитный ковкий чугун с различ-
ным количеством перлита в структуре типа
«бычий глаз» и с различными механическими
свойствами. Состав металла близок к составу
чёриосердечного чугуна с ферритной струк-
турой, с той лишь разницей, что содержание
марганца повышается до 0,7—1,6%.
Другим типом перлитного графитизиро-
ванного ковкого чугуна является ковкий
чугуи со структурой сфероидизированного
цементита, получаемый из металла с со-
держанием марганца от 0,7 до 1,2% при
специальном режиме отжига. Особенностью
процесса отжига является длительная вы-
держка при температуре ниже критической
точки (690—670° С) для сфероидизации це-
ментита из перлита.
Для повышения механических свойств,
ударной вязкости, антикоррозионности и дру-
гих качеств металла применяется легирова-
ние металла молибденом, медью, ванадием
и другими элементами.
Применяется также: хромоникелевый ков-
кий чугун с содержанием никеля до 0,7—
1,35% и хрома 0,3—0,4%, имеющий в изломе
мелкозернистое строение; хромисто-кремни-
стый ковкий чугун с содержанием 1,6%
кремния и 0,7—0,9% хрома.
В табл. 13 приведены сравнительные ха-
рактеристики механических свойств различ-
ных видов чугуна.
СТАЛЬНЫЕ ОТЛИВКИ
Все виды фасонного литья, производимого
в настоящее время, можно разделить на сле-
дующие группы: углеродистое, низколегиро-
ванное, среднелегированное, высоколегиро-
ванное фасонное стальное литьё и литьё из
графитизированной стали.
Почти все перечисленные виды литья тер-
мически обрабатывают. Медленное охлажде-
ние в результате термической обработки сни-
мает внутренние напряжения отливок. По-
этому предписание технических условий обыч-
но относится к литью, прошедшему термиче-
скую обработку. В основном для углероди-
стого фасонного литья применяют нормали-
зацию или отжиг. Для легированных сталей
применяют более сложную термическую об-
работку (улучшение).
Отливки из углеродистой стали. В настоя-
щее время в СССР действует ГОСТ 977-53
на углеродистые стальные отливки (табл. 44 и
45).
Таблица 44
Рекомендуемый химический состав стали в %
Марки стали С Мп Si
15 Л 0,12—0,20 0,35—0,65 0,17—0,37
20 Л 0,17—0,25 0,35-0,65 0,17—0,37
25 Л 0,22-0,30 0,5-0,8 0,17-0,37
30 Л 0,27—0,35 0,5-0,8 0,17-0,37
35 Л 0,32-0,40 0,5-0,8 0,17-0,37
40 Л 0,37-0,45 0,5—0,8 0,17-0,37
45 Л 0,42—0.50 0,5—0,8 0,17-0,37
50 Л 0,47—0,55 0,5—0,8 0,17-0,37
55 Л 0,52-0,t0 0,5-0,8 0,17-0,37
Таблица 45
Механические свойства отливок из углеродистой
стали
Марки стали Предел текучести в кг[мм* 1 Предел прочно- сти в £ а о X О тельное удлине- ние в % 5 О X О тельное ! сужение в % Ударная , вязкость в кгм!см*
15 Л 20 40 24 35 5,0
20 Л 22 42 23 35 5,0
25 Л 24 45 19 30 4,0
30 л 26 48 17 30 3,5
35 Л 28 50 15 25 3,5
40 Л 30 53 14 25 3,0
45 Л 32 55 12 20 3,0
•гю л 34 58 11 20 2,5
55 Л 35 60 10 18 2,5
По содержанию серы и фосфора отливки
из углеродистой стали делятся на три груп-
пы; I—отливки нормального качества, II—от-
ливки повышенного качества, III—отливки
особого качества.
Сталь может быть изготовлена в мартенов-
ской или электрической печи (кислой или
основной) или же в конвертере с боковым
дутьём и т. п. Рекомендуемый химический
состав стали указан в табл. 44.
Наивысшее допустимое содержание фос-
фора и серы должно соответствовать требо-
ваниям табл. 46.
Таблица 4G
Содержание фосфора и серы в отливках различных
групп
Группа отливок Р j S
Способ выплавки стали
1 основной i КИСЛЫЙ бессеме- ровский I 1 основной | кислый бессеме- 1 ровский 1
Нормального качества . Повышенного качества . Особого качества .... 0,05 0,04 0,04 0,06 0,06 0,05 0,09 0,08 0,05 0,045 0,045 0,06 0,06 0,05 0,07 0,06
г Из углеродистой стали отливают различ-
ные необходимые для железнодорожного транс-
порта детали:
паровозные крейцкопфы из стали марок
25Л (для паровозов ФД и ИС) и 15Л (для
паровозов остальных серий);
буксы паровозные из стали марок 20Л
и 25Л;
корпуса питательного клапана инжектора
из стали марок 15Л и 25Л;
башмаки тормозных колодок для вагонов
из стали марок 15Л, 20Л и 25Л;
спицевые колёсные центры вагонные из
стали марок 15Л и 25Л;
пятники и подпятники из стали марок
15Л и 25Л;
литые стальные буферные стаканы из
стали марок от 15Лдо 45Л (при этом отливки
марок 35Л, 40Л и 45Л обязательно отжигают);
башмаки тормозных колодок для тендеров
из стали марок 15Л и 25Л;
КЛАССИФИКАЦИЯ. СВОЙСТВА И НАЗНАЧЕНИЕ ЛИТЕЙНЫХ СПЛАВОВ
39
Таблица 47
Химический состав стали для деталей автосцепки в %
Труп- па Способ плавки стали С Мп не более Si S Р
не более
I Сталь кислая ...... » основная .... 0,17-0,27 0,17-0,27 1 ,о 1,0 0,25—0,35 0,25-0,35 0,055 0,055 0,<'55 0,0-5
II Сталь кислая , » основная » бессемеровская . 0,17—0,32 0,17-0,32 0,17—0,32 1,0 1 ,0 1,0 0,25-0,35 0,25-0,35 0,25—0,35 0,06 0,055 0,07 0,06 0,055 0,06
фрикционные аппараты автосцепки из ста-
ли марки 35Л.
Кроме того, широкое применение нашло
стальное литьё ‘для производства деталей
автосцепки (табл. 47 и 48).
Таблица 48
Механические свойства стали для деталей
автосцепки
Труп- па Времен- ное со- противле- ние раз- рыву в кг{мм* Относи- тельное удлинение в % не менее Предел текучести в кг} мм* не менее Сужение площади попереч- ного се- чения в %
I 42-50 22] 25 30
11 Более 50 20 27 27
Детали автосцепки делят на две группы:
первая группа — корпус автосцепки (го-
ловка), тяговой хомут и паровозная розетка;
вторая группа — замок, замкодержатель,
собачка, подъёмник замка, валик подъёмника,
упорные угольники, упорная плита, центри-
рующая балочка и вагонная (тендерная) ро-
зетка.
Детали автосцепки первой группы изго-
товляют из мартеновской стали или электро-
стали. Детали второй группы, кроме упор-
ных угольников, изготовляют также и из
бессемеровской стали.
Отливки из легироваииой стали. Литьё
с высокой прочностью или со специ-
альными свойствами получают за счёт
введения легирующих элементов и комбини-
рованной термической обработки этих сталей;
нормализации с отпуском, закалки в воде,
масле или на воздухе с последующим от-
пуском и пр. Основными легирующими эле-
ментами являются: хром, никель, марганец,
молибден, кремний, ванадий, медь, вольфрам
и титан. В последнее время начинают вводить
колумбий, азот, селен, цирконий и др., не-
большие количества которых оказывают бла-
готворное влияние на литьё.
Под низколегированным сталь-
ным литьём подразумевают литьё с со-
держанием ведущего легированного элемента
до 2% или суммарно всех легирующих эле-
ментов в пределах 3—5%. В основном низко-
легированное стальное литьё имеет перлит-
ную структуру при условии сравнительно
медленного охлаждения иа воздухе. Стали
этого типа преимущественно конструкцион-
ные; при закалке с высоким отпуском разви-
вается сорбитообразная структура, обладаю-
щая высокой прочностью.
На железнодорожном транспорте приме-
няют низколегированные марганцовистые и
хромистые стали (табл. 49) для отливки
крестовин сердечников и корпусов фрикцион-
ного аппарата.
Таблица 49
Химический состав низколегированных
марганцовистых и хромистых сталей в %
Сталь С Мп Si Сг Р S
Марганцови- стая . . . Хромистая . 0,224- 4- 0,32 0,22-:- ~ 0,32 1,24- 4-1,6 0,5-? 4-1,0 0,174- 4-0,37 0,37 <0,40 0,5ч- 4- 0,8 <0,055 <0,055 <0,05 <0,05
Эти стали подвергают нормализации или
закалке с отпуском. Механические свойства
стали при этом получают:
при нормализации предел прочности на
разрыв 57 кг/мм2, предел текучести 35-л:г/лглг2,
удлинение 8%, Нб 190—200;
при закалке с отпуском предел проч-
ности на разрыв 65—85 кг)мм2, предел те-
кучести 45 кг/мм2, удлинение 10%, сужение
20%, НБ 190—200, ударная вязкость 5 кгм/см2.
При содержании ведущего элемента от
2% или суммарно до 8—10%, как следует
из большинства тройных диаграмм состояний
(Fe—Me—С)*, сталь принадлежит к мартен-
ситно-трооститиому классу и относится к
среднелегированным сталям.
Обычно эти стали обладают очень высокими
механическими свойствами, равномерными в
самых массивных отливках. Они одновременно
обладают и какими-либо специальными физи-
ческими (высокое сопротивление износу) или
химическими (сопротивление коррозии) свой-
ствами.
К числу среднелегированных сталей от-
носятся хромистые (5% хрома), хромоволь-
фрамовые (5% хрома и 1% вольфрама),
кремнистые (4% кремния), марганцовистые
(2,5—4% марганца), никелевые (5% никеля),
хромоникелевые (4—4,5% хрома н 2—2,5%
* Здесь через Me [условно обозначают^легирую-
щнй элемент.
40
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
никеля) и ряд других сталей. Эти стали обла-
дают специальными особыми свойствами: проч-
ностью при высоких температурах, устой-
чивостью против газового воздействия и кор-
розиоустойчивостью.
Под высоколегир о в а п н ы м
стальным литьём подразумевают
литьё, содержащее более 5% ведущего ле-
гирующего элемента, а суммарно выше 8—
10% легирующих добавок. Основным свой-
ством сталей этого типа является устойчи-
вость против коррозии и действия высоких
температур. К числу таких сталей относятся
хромоникелевые (18% хрома и 8% никеля),
хромистые (20% хрома) и ряд других.
Некоторые марки обладают специальными
свойствами; так, например, сталь с высоким
содержанием марганца (10—15%) обладает
высокой устойчивостью против истирания
при ударной нагрузке или больших удельных
давлениях. Этим объясняется применение
данной марки стали для сердечников и кре-
стовин, зубьев баггера, щёк дробилок и др.
Отливки из графитизированной стали. Гра-
фитизированная сталь в литом состоянии
служит в качестве заменителей ковкого чу-
гуна, цветных сплавов и некоторых марок
легированных сталей.
Литая графитизированная сталь является
высокоуглеродистой с повышенным содержа-
нием кремния и углеродом в форме графита.
Химический состав сталей: углерода 1,45;
кремния 0,80; марганца 0,5; серы 0,06; фос-
фора 0,04.
Графитизированная сталь благодаря на-
личию свободного графита обладает высокой
износостойкостью, высокой усталостной проч-
ностью и хорошей обрабатываемостью.
В табл. 50 приведены данные о графитизиро-
ванной стали в исходном состоянии. В табл. 51
приведены данные о графитизированной стали
после отжига при температуре 870—880°
с выдержкой 5 час. и последующим охлаж-
дением по 10°/час до 820°, далее по 5°/час
до 650° и затем на воздухе.
Исследования литой графитизированной
стали показали, что в целом ряде случаев
она приближается по износоустойчивости
к стали с большим содержанием марганца.
ЦВЕТНЫЕ ОТЛИВКИ
Цветными (нежелезными) называют ме-
таллы, в которых основными (количественно
преобладающими) компонентами являются лю-
бые металлические элементы, кроме железа.
Простые цветные металлы (монометаллы) для
фасонного литья применяют очень редко, —
основное значение имеют сплавы цветных
металлов. *
Физические свойства отдельных компонен-
тов цветных сплавов приведены в табл. 52
В настоящее время для фасонного литья
находят применение главным образом сплавы,
основой которых служат магний, алюминий,
медь и цинк. Меньшее применение для фасон-
ного литья находят металлы на основе никеля,
серебра, олова и свинца. В ближайшее время
можно ожидать распространения сплавов на
основе марганца.
Отливки из медных сплавов. Отливки из
медных сплавов используют для изготовления
арматуры, подшипников и других деталей,
работающих на трение, а также для изготов-
ления деталей, устойчивых против коррозии.
Сплавы меди с другими металлами (исключая
цинк) носят название б р о и з. В зависимости
от легирующих добавок бронзы бывают оловя-
нистые и безоловянистые, которые чаще всего
называют специальными бронзами.
Таблица 5ц
Данные о графитизированной стали в исходном состоянии
Способ отливки Содержание графита1 В % ИБ Микроструктура Предел проч- ности на разрыв в кг/мм*
В песчаную форму В металличе- скую форму 0,08 0,03 320—340 330-350 Мелкопластинчатый перлит, цемент в виде сет- ки и отдельных игл. Графит не обнаружен Дендритное строение; оси дендритов состоят из перлита, междуосные пространства—из скоплений цемента и пластинчатого перлита. Графит не об- наружен 78,4 95,0
1 Установлено при помощи химического анализа.
Таблица 51
Данные о графитизированной стали после отжига
Отливка в форму " Предел ^текучести ^Предел проч- ности на разрыв Удлинение В % Микроструктура
в к г/ммг
Металличе- скую 207 41,9 72,4 Зернистый и частично пластинчатый перлит. Цементит в виде отдельных глобулей. Не- большое количество крупных включений графита и феррита
Песчаную 170 36,8 64,8 11,6 Пластинчатый перлит. Феррит в виде остатков сетки и отдельные включения гра- фита отжига
Физические свойства компонентов цветных 'плавов
Таблица 52
Атомные номера Элемент Химический символ Атомный вес Удельный вес в г 1см* Температура в °C Коэфициент линейного расширения Теплоём- кость в твёрдом состоянии в ккал/кг град Температур- ный коэфици- ент теплоём- кости Скрытая теплота плавления в ккал/кг Теплоёмкость в жид- ком состоянии в ккал/кг град Скрытая теплота ис- парения в ккал!кг Теплопроводность в калием сек.град _ Температур- ный коэфи- циент тепло- проводности Твёрдость по Бринеллю в кг!мм*
плавления кипения 1 1
13 4 Алюминий Бериллий А1 Be 26,97 9,02 2,7 1,85 660 1 280 1 800 1 500 0,0000238 0,000017 0,222 0 ,3756 4-0,00005 +0,00106 100 30,5 0,308 2 227 4 520 0,3426 + 0,0005356 20 140
83 Висмут Bi 209,0 9,8 271 1 450 0,000013 0,0285 + 0,00002 12,5 0,363 188 0,0177 -0,000735 9
74 Вольфрам W 183,92 19 ,3 3 367 6 700 0,000004 0,0368 + 0,0000029 38 — — 0,35 __ 290
26 Железо Fe 55,84 7,86 1 530 2 450 0,000012 0,11012 +0,000025+ +0,0000000547 33 0,22 1 595 0,1665 -0,000228 50
48 Кадмий Cd 112,40 8,64 321 770 0,000030 0,0546 + 0,000012 13,7 0,062 216 0,2200 — 0,000705 20
19 Калий к 39,096 0,86 63,5 762 0,000083 0,1858 + 0,00008 15,7 0,23 592 — — 0,04
20 Кальций Ca 40,08 1,55 851 1 240 0 ,000025 0,148 +0,0000094 52,6 — 868 — — 30
27 Кобальт Co 58,94 8,8 1 490 2 900 0,000013 0,1058 ( + 0,0000029 + + 0.000000022) 68 0,201 1 240 — 125
14 Кремний Si 28,06 2,40 1 414 2 400 0,00000054 0,17 + 0.00009 127,7 •— 1 262 0,170 — —
3 Литий Li 6,939 0,53 180 1 336 0,00056 0,7854 + 0,0005860 73 0,975 2 540 0,170 — —
12 Магний Mg 24,32 1 ,74 650 1 120 0,000027 0,240 +0.6000652 58 — 1 315 0,376 — 2o
25 Марганец Mn 54,93 7,44 1 260 1 900 0,000022 0,1211 +0.0000328 37 — 910 — — 20
29 Медь Cu 63,57 8,93 1 083 2 360 0,000018 0,0939 + 0,00001778 43 0,13 858 0,7189 + 0,000051 35
33 Мышьяк As 74,91 5,72 816 630 0 ,600006 0,0609 +0.0000319 — — 56 — — 150
И Натрий Na 22.997 0,97 97,7 880 0,000072 0,2932 +0,00019 31 ,7 0,333 1 015 0,365 — 0,1
28 Никель Ni 58,69 0,9 1 455 2 340 0,000014 0,1081 + 0,00002233 65 0,161 1 040 0,142 -о,оооз1 60
50 Олово Sn 118,70 7,28 231,9 2 275 0,000022 0,0560 + 0,000044 13,8 0,613 271 0,1528 —0,000687 5
82 Свинец Pb 207,22 11,34 327 1 540 0,000029 0,0292 + 0.000019 5,37 0,041 201 0,0836 -0,000861 4
47 Серебро Ag 107,88 10,5 960,5 1 950 0,000020 0,0555 + 0,00000943 24 0,076 397 1,096 -0,00017 25
51 Сурьма Sb 121,76 6,69 630 1 440 0.000011 0,0486 + 0,0000084 40 0,06 359 0,0442 —0,001041 30
22 Титан Ti 47,90 4,31 1 800 2 7C0 — 0,0978 +0,000137 £0,8 — 1 425 .— — —
15 Фосфор p 31,02 2.2 250 280 0,000125 0,1785 + 0,0000147 5,03 0,2045 287 — — —
24 Хром . Cr 52,01 7,1 1 765 2 200 0,000090 0,1039 +0,00000008 32 — 1 095 — — 90
30 Цинк Zn 65,38 7,14 419 907 0,000026 0,0906 +0,000014 23 0,1275 425 0,2653 -0,00015 30
КЛАССИФИКАЦИЯ. СВОЙСТВА И НАЗНАЧЕНИЕ ЛИТЕЙНЫХ СПЛАВОВ
Примечания. 1. Коэфициент линейного расширения - в таблице указаны средние значения от 0° С до температуры плавления.
2. Теплоёмкость дана при (FC.
3. Теплопроводность приведена для 0‘С.
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
42
Сплавы меди и цинка называют лату-
нями. Литейные латуни содержат допол-
нительные легирующие добавки и имеют
общее название специальных латуней. При-
мерами литейных латуней могут служить
кремнистая и марганцовистая латуни.
Оловянистые бронзы представ-
ляют собой сплавы меди с оловом, а также
более сложный сплав с добавками цинка,
свинца, фосфора, никеля и др.
Специальными (безоловяни-
стыми) бронзами называют двойные
или многокомпонентные сплавы на медной
основе, содержащие в качестве добавок иные
(взамен олова) элементы. Дефицитность и
дороговизна олова, а также изыскание более
качественных и экономичных заменителей
значительно сократили использование оловя-
нистых бронз и расширили применение спе-
циальных бронз.
Медн о-цинковые сплавы —
латуни являются самыми распространён-
ными в машиностроении. Добавки к двойным
медно-цинковым сплавам олова, алюминия,
иикеля и др. придают этим сплавам повышен-
ную прочность, твёрдость, коррозиоустой-
чивость. Характеристики медных сплавов
см. в ТСЖ, т. 2, стр. 668—673.
Алюминиевые и магниевые сплавы. Алю-
миниевые и магниевые сплавы не имеют в на-
стоящее время достаточного применения на
железнодорожном транспорте.
Некоторые характеристики этих сплавов
см. в ТСЖ, т. 2, стр. 674—675.
Отливки из цинковых сплавов. Из сплавов
на цинковой основе наибольшее распростра-
нение получили сплавы цинка с алюминием
и медью (табл. 54 и 55). Эти сплавы применяют
для лнтья под давлением и изготовления под-
шипниковых сплавов.
Баббиты оловянистые и кальциевые (по
ГОСТ 1320-41 и 1209-50). Баббитами оловяни-
стыми называют сплавы на оловянной основе,
или свинцовой основе с добавкой олова, пред-
назначенные для заливки подшипников и их
вкладышей (табл. 53).
Баббит кальциевый —БК сплав
свинца с кальцием и натрием. Применяют его
для заливки подшипников механизмов с мак-
симальным удельным давлением 200 кг/см2
(табл. 56). Для тонкослойных заливок под-
шипников тепловозов на железнодорожном
транспорте применяют баббит Б-2 (табл. 57).
По своей структуре баббиты представляют
пластичную основу с равномерно распреде-
лёнными в ней твёрдыми структурными со-
ставляющими. Например, микроструктура баб-
бита Б-83 состоит из следующих элементов:
1) твёрдого скелета из игл CuSn с температу-
рой плавления 375°; 2) твёрдых кубиков
CuSb с температурой плавления 278°; 3) вяз-
кой основы твёрдого раствора сурьмы и меди
в олове с температурой плавления около
240°.
Благодаря подобной микроструктуре обес-
печивается приработка мягкой (пластичной)
основы, в то время как твёрдые составляющие
создадут микрорельеф, на который и будет
опираться вращающаяся часть; зазор между
последней и мягкой основами обеспечит до-
статочную и равномерную смазку трущихся
поверхностей.
S
5S
я
S
о
я
S
S
3
X
I Примерное назначение Для заливки подшипников и вкладышей под- шипников паровых турбин, турбокомпрессоров, турбонасосов, компрессоров мощностью более 500 л. с., дизелей быстроходных, паровых машин морских судов дальнего плавания,судовых и стаци- онарных паровых машин мощностью более 1 200 л.с. Для заливки шатунных коренных и головных подшипников двигателей внутреннего сгорания, опорных подшипников паровых турбин электромо- торов мощностью 250—750 кв Для заливки шатунных и коренных подшипни- ков тракторных и автомобильных моторов Для заливки верхних половинок опорных подшипников паровых турбин локомобилей, лесо- пильных рам гидротурбин, электровозов Для заливки подшипников нефтяных двигате- лей, подшипников металлообрабатывающих стан- ков, трансмиссий, вентиляторов, дымососов
Примесей не более в % 1 HoawHdu ээа 0,55 0,4 0,6 0,6 0,4
S Го Го Го Го 90‘0
£ 0,35
с N 0,03 i 0,15 0,15 0,15 0,15
< Го Го Го
о О ф О Ф
Основные компоненты сплава в % 1 £ | ЭОНЧ1ГВХЭ О
С W 1 1 Осталь- ное 9-11 9-11 15-17 5-6
V Е- 0,05— 0,2 1 1
СЛ < 0,5—0,9 0,6—1,0
2 0,75— 1,25
•о о 1,25- 1,75 1,75- 2,25
3 о 5,5—6,5 1,5-2,0; 0,7-1,1 1,5-2,0 2,5-3,0
10-12 13-15 14-16 15-17 14-16
xodew эинэьвнеодо 2 х ь S ? Д и и д и
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
43
Таблица 54
Состав и свойства цинковых сплавов для литья под давлением
Химический состав в % физико-механические свойства
А1 Си Mg Zn предел проч- ности при растяжении в кг 1мм* удлине- ние в % Иб ударная вязкость в кгм/см* удельный вес верхняя критическая точка в °C
4 3 0,03 91,07х 29-35 2—7 90—ПО 5-8 6,75 400
4 1 0,03 98,071 2 27-32 2-6 30-100 6-11 6,68 390
4 0-0,5 0,04 99,5—99,1® 25-30 2-6 60—90 7—12 6,65 389
1 Отливки максимальной прочности.
2 Отливки средней прочности.
8 Отливки с устойчивыми размерами.
Таблица 55
Химический состав и свойства подшипниковых сплавов на цинковой основе
95,484 486 ,95 95.474 2,545,0 4 2 4 8 0,541 0,024 4 0,05 0,03 30 20-25 1-1 .5 0,6-1,2 80-110 80-100 0,6-2,5 7-10 26-30 27-30 0,22-0,25 0,22-0,24 1,2-1,6 6,8-7,1 6,7 390-500 390
-г 94,77
89,174 4 >8 ,47 10 0,541 0,03 28—32 0,7-1 ,5 90-105 1,0-1 ,2 10-12 27-30 0 23-0,24 — 6,2 420
85 10 о —- 28--30 0,5-1,5 95 - 100 0,5-1,0 27 0,21 1,0 6,3 395
Таблица 57
Баббит
’ Таблица 56
Баббит кальциевый
i Обозна- ! ч е н и е | Основные компоненты в % Примеси не более в %
Са ( Na РЬ Bi | Sb [Mg | про- чие
БК 0,75-1,1 0,65-0,95 ост ! । 1 1 0,1 0,25' 0,li 1 । 1 0,3
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Различают исходные формовочные мате-
риалы, формовочные смеси и вспомогательные
материалы. Исходные формовочные материа-
лы (песок, глина, стержневые крепители),
смешанные между собой или с оборотной
(горелой) землёй, образуютформовочные сме-
си. Последние в зависимости от назначения
разделяют на собственно формовочные и стер-
жневые. К вспомогательным материалам от-
носятся формовочные краски, припылы и дру-
гие материалы, необходимые для изготовле-
ния и отделки форм и стержней.
ИСХОДНЫЕ ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Формовочные пески классифицируют
(ГОСТ 2138 51) по количеству содержащейся
в них глины и по крупности кварцевых зёрен
(табл. 58).
Естественные материалы, содержащие бо-
лее 50% глины, относят к категории глин.
Крупность кварцевых зёрен устанавливают
просеиванием отмытого от глины песка через
сито с отверстиями стандартной величины
(по ГОСТ 2138-51).
44
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Таблица 58
Классификация формовочных песков
Наименование песка Класс Содержание глины в %
Кварцевый к До 2,0
Тощий т 2,0-10,0
Полужирный .... п 10 ,0-20,0
Жирный ж 20,0-30,0
Очень жирный . . . ож 30,0—50,0
В зависимости от крупности зёрен основной
фракции пески делят по группам (табл. 59).
Таблица 59
Классификация песков
Наименование песка Группа Номера сит смеж- ных размеров, на которых остаются зёрна основной фракции
Грубый 20/ 40 20- 30- 40
Очень крупный . . . 30/ 50 30- 40— 50
Крупный 40/ 70 40- 50— 70
Средний 50/100 50— 70—100
Мелкий 70/140 70-100—140
Очень мелкий .... 100/200 100-140-200
Тонкий 14(1/200 140-200-270
Пылевидный 200/270 200—270—тазик
Согласно ГОСТ 3226-49 глины делят на
формовочные обыкновенные (Ф) и формовоч-
ные бентонитовые (Б). Последние в свою
очередь подразделяют на жирные — для сы-
рых форм и стержней и отощённые (ФО) —
для сухих форм и стержней; по связующей
стойкости — на малосвязующие М, средне-
связующие — С, прочносвязующие—П и вы-
сокопрочные— В; в зависимости от терми-
ческой устойчивости — на высокоустойчивые,
среднеустойчивые и низкоустойчивые.
Например, глина марки ФЖ1С означает
глину формовочную жирную, I группы, по
термической устойчивости среднесвязующую.
К бентонитам относятся высококачествен-
ные глины, отличающиеся высокой дисперс-
ностью.
Бентониты делятся на два сорта — Б1 и
БП; коллоидность сорта Б1^>95%, сорта
БН > 90%. Каждый процент бентонита заменя-
ет 2—3% обычной формовочной глины. При
замене глины бентонитомодновременно может
быть сильно снижена влажность формовочной
смеси, что улучшает качество формы. Свой-
ства песчано-бентонитовых смесей позволяют
во многих случаях заменить отливку деталей
в сухие формы отливкой в сырые формы.
Связующие материалы классифицируют по
следующим основным признакам:
по природе материала — на органические
и неорганические, а также водные и неводные
связующие материалы;
по характеру затвердевания — на необ-
ратимо затвердевающие материалы, промежу-
точные и обратимо затвердевающие;
по прочности стержневых смесей (удельная
прочность).
Под удельной прочностью подразумевают
величину общей прочности, сообщаемой свя-
зующим материалом сухому образцу смеси,,
делённую на число процентов этого связую-
щего материала, введённого в смесь (разра-
ботана А. М. Ляссом).
По величине удельной прочности стержни
делятся на 3 группы;
1-я группа—с удельной прочностью боль-
кг/см2
ше 5 ~1%~
2-я группа — с удельной прочностью
кг! см2
3-5 1% :
3-я группа — с удельной прочностью ме-
кг!см2
нее 3 —•
В табл. 60 приведена классификация свя-
зующих материалов.
Сравнение свойств различных связующих
материалов показывает, что все растительные
масла могут быть заменены материалами, не
содержащими пищевых продуктов; главней-
шими из них являются;
рематол — специально обработанный рас-
твор минерального масла в уайт-спирите;
крепитель П—раствор в уайт-спирите окис-
ленного бакинского петролатума;
крепитель 4ГУ(в)— раствор в уайт-спи-
рите высыхающего растительного масла и
канифоли;
крепитель 4ГУ(п) — раствор в уайт-спи-
рите полувысыхающего растительного масла
и канифоли;
бифталь — коллоидальный раствор слож-
ной композиции, содержащий масло, глице-
рин, канифоль, битум, фталевый ангидрид и
уйат-спирит;
крепитель ГТФ — тяжёлая фракция слан-
цевой смолы, побочный продукт газогенера-
торных установок;
крепитель КТ и КД — комбинированные
крепители, содержащие торфяной пек (КТ)
или древесный пек (КД), глину и сульфитно-
спиртовую барду;
крепитель КП-1 — комбинированный кре-
питель, содержащий журинский каменно-
угольный пек, барду и глину;
крепитель КП-4 — комбинированный кре-
питель, содержащий черемховский каменно-
угольный пек, барду и глину;
древесный пек;
торфяной пек;
крепитель МФ-17 и М — мочевинно-
формальдегидные смолы;
кислые воды — концентрат промывных
вод, получаемых при очистке генераторных
смол.
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ СМЕСИ'
Требования, предъявляемые к формовоч-
ным смесям, зависят от характера и типа от-
ливок, для которых эти смеси предназна-
чаются. Смеси рекомендуется составлять так,
чтобы их показатели соответствовали дан-
ным табл. 61 и 62.
Для проверки качества смесей необходим
регулярный контроль основных показателей
(газопроницаемость, прочность и влажность).
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
45
Важнейшими материалами, входящими в
стержневые смеси, являются песок и связую-
щие материалы (крепители).
Для правильного использования связую-
щих материалов и, в частности, заменителей
растительных масел необходимо установить,
какие именно связующие материалы для ка-
ких стержней следует применять. Это решает-
ся при использовании классификации стерж-
ней, разработанной И. Б. Куманиным и пре-
дусматривающей деление основных стержней
на пять классов.
I класс. Стержни сложной конфигура-
ции с очень тонкими сечениями, сильно
Таблица 60
Классификация связующих материалов
I Группа связующих Удельная прочность ; в кг/см2} \ % Класс А Класс Б Класс В
органические неводные материалы органические водные материалы неорганические водные материалы
характер затверде- вания подгруппа и связующие материалы примерная величина удельной прочности характер затверде- вания подгруппа и связующие материалы л S &5S ° S ® л 9 X к I S О S Q. Я S О CLf- Е I 5” X С о характер зат вердева- ; ния подгруп- па и свя- зующие мате- риалы примерная величина удельной прочности
1 -я Боль- ше 5 Необ- рати- мый А-1 Льняное масло Олифа Рематол Крепитель П Масло С Крепитель 4ГУ(в) 6,0 5,7 5,0 6,5 5,5 5,5 Необ- рати- мый Б-1 МФ-17 М 15 6,0 Необ- рати- мый В-1 Жидкое с текло 7,0
2-я 3,5 Проме- жуточ- ный А-2 Крепитель 4ГУ (п) Бифталь Крепитель ГТФ 4,0 4,0 3,5 Проме- жуточ- ный Б-2 Кислые воды Декстрин жёлтый и палевый Декстрин белый Пектиновый клей 4,0 4,0 3,0 3,0 Проме- жуточ- ный В-2
З-я Мень- ше 3 Обра- тимый А-3 Крепитель КТ и КД » КП-1 » КП-4 Пек торфяной » древесный Канифоль 1 ,5 1,5 1,5 1 ,о 1.0 1,0 Обра- тимый Б-3 Патока кор- мовая Сульфитно- спиртовая барда 2,0 0,5 Обра- тимый В-3 Цемент Глина формо- вочная
Таблица 61
Характеристика смесей для различных случаев литейной практики
Характер формовки Вес от- ливки в кг Содержа- ние глины в % Газопроницае- мость в сыром виде в см/мин не менее Прочность Влажность В %
на сжатие в сыром виде в кг/см2 на разрыв в сухом виде в кг/см2
Для чугунное о литья
В сыр ую . . » » » сухую . . До » » » 20 200 2 000 10 000 8—10 8-10 8-12 15—20 30 50 70 80 0,3 -0,5 0,3 -0,5 0,5 —0.65 0,55-0,75 0,8—1,2 4,5-5,5 4.5-5,5 4,5-5,5 7,0-8,0»
В сырую ... 1 » сухую ... 1 До » 500 5 00 0 ! 10-12 I 12-15 1 Для стально 100 1 70 | го литья 0,3 -0,5 0,4 —0,55 1 ,0-1,5 4-5 5-7»
В сырую . . . » сухую . . . Для бр онзового и латунного литья 8-12 1 30 1 0,3 -0,5 10—15 1 30 | 0,4 -0,6 0,8-1 ,2 4,5-5,5 5 ,5—6,5*
В сырую . . . » сухую . . . = 1 8-10 I 8-12 | Для алюминиевого литья 30 I 0,3 --0,5 30 [ 0,3 —0,5 1 0,8-1,2 4-5 5-6*
* Влажность до сушки,
46
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
омываемые металлом, имеющие малочислен-
ные узкие знаки, образующие в ответствен-
ных отливках необрабатываемые внутренние
полости.
II класс. Стержни, имеющие наряду с
компактной или даже массивной частью очень
тонкие выступы, рёбра или перемычки, обла-
дающие более развитыми знаками, чем стержни
I класса, и образующие в ответственном литье
полностью или частично необрабатываемые
поверхности.
III класс. Различные центровые стерж-
ни с конфигурацией средней сложности, обра-
зующие внутренние необрабатываемые поверх-
ности, требующие наряду со средней проч-
ностью в сыром и сухом состояниях высоких
поверхностных качеств.
IV класс. Стержни несложной конфи-
гурации, образующие внутренние обрабаты-
ваемые полости в отливках или габаритные
стержни средней и малой сложности.
V класс. Массивные стержни, образую-
щие большие внутренние полости в тонкостен-
ном крупном литье. Стержни должны обладать
высокой податливостью.
Сравнивая классификацию связующих ма-
териалов с приведённой классификацией стер-
жней, легко установить, что связующие ма-
териалы I-й группы (А-1) следует применять
для изготовления стержней I класса, связую-
щие материалы 2-й группы (А-2) — для из-
готовления стержней II класса, связующие ма-
териалы 3- й группы (А-3) — для стержней
III класса.
Для изготовления стержней IV и V клас-
сов следует применять водные материалы,
например сульфитно-спиртовую барду. Ти-
повые составы стержневых смесей, разрабо-
танные А. М. Ляссом, И. Б. Куманиным, при-
водятся в табл. 63.
Для быстросохнущих стержневых смесей
может быть применён целый ряд как органи-
ческих, так и неорганических связующих ма-
териалов; однако наилучших результатов
достигают, применяя мочевинно-формальде-
гидную смолу МФ-17, технология изготовления
которой разработана НИИЭЗ МХП СССР.
Применение смолы МФ-17 по технологии
ЦНИИТМаш обеспечивает резкое ускоре-
ние процесса сушки стержней, а также ис-
ключительно высокую прочность сухих стерж-
ней. Рекомендованные составы и свойства
Исходные материалы
в формовочных смесях
Таблица 62
Характер отливки Вес от- ливки Состав в весовых % по весу Влажность в %
отрабо- танная смесь (старая) свежие гли- нистые пески сульфит- ный щё- лок, уде льный вес 1 ,20-г 1 4*1,30 древесные опилки каменный уголь мазут
в кг
Для чугунного литья
В сырую . » » сухую . До 20 » 200 2 000 » 10 000 75—90 50-90 50—70 40—60 22—8,0 45—8,0 42-25 57-38 3,0-2,0 QO СП со । ттг СП to to till 4,5-5,5 4,5-5 ,5 4,5—5,5 7,0—8,0*
Для стального литья
В » сырую . сухую . д»° |500 5 000 50-75 50-75 49,5-24,5 49,5-24,5 0,5 0,5 - I 4-5 5—7*
Для бронзового или латунного литья
в » сырую . сухую . 60-80 60-70 39,0-18,5 40-30 = 1 = 1,0-1,5 4,5—5,5 5,5—6,5*
Для алюминиевого литья
в » сырую . сухую . 60-80 60—80 40-20 39,5-19,5 = 4—5 5—6*
* Влажность до сушки.
Т а б л и ц а 63
Составы и свойства стержневых смесей с крепителем МФ-17
Клас- сы стерж- ней Песчано-глинистая часть смеси в % по весу Связующие материалы в % к песчано-гли- нистой части Общее глиносо- держание в % Предел прочно- сти в кг}см* Газопрони- цаемость бо лее Влажность в %
песок квар- цевый отра- ботан- ная смесь глина формо- вочная крепи- тель МФ- 17 сульфит- но-спир- товая барда на сжа- тие во влажном состоя- нии на раз- рыв в сухом состо- янии
I 100 1,5-2,5 До 2 0,03-0,07 25-35 180 2-3
II 97 — 3 2,0-2,5 2,0-2,5 3.0-5,0 0,15-0,18 До 30 150 2,5-3,5
III 95 — 5 2,0-2 ,5 2,5—3,0 5,0-7,0 0,17-0,22 18-25 130 2,5-3,5
IV 55-95 0-4 0 5 2,0-2,5 2,5-3,0 5,0-7,0 0,18-0,25 15—22 100 3-4
V 50-70 30—50 0-3 2,5-3,0 3,0-3,5 5,0-7,0 0,22-0,27 12-18 70 3-4
Типовые составы стержневых смесей
Таблица 64
Дозировка Характеристика смеси
горелая земля 1 со кварце- | g ВЫЙ 2 1 песок 3 1 5и 4 ть смес весу ие мате глина глими- - m Cl W СТЫИ песок Е Связун невод 1-й груп- пы А-1 ощие матер зерновой ч гые (в рас1 основу) 2-й труп - пы А-2 налы в % асти смеси 1ёте на 3-й груп- пы А-3 к весу води ые сульфит- но-спир- товая барда (уд. вес 1,27) Опилки о W В /о К весу зер- новой части смеси Зе рновая основа Газопрони- цаемость во влажном состоянии в единицах не менее Влаж- ность о О/ ь /о Глиносодержание в % Про<- на сжатие во влаж- ном состо- янии в кг 1см9 ность на раз- рыв в су- хом со- стоянии в кг/см9 Требуемая темпер а- тура сушки в *С
1 О О о О 2 3 । । ГП in УТ’ । । ГТ д == 100 97 96-97 100 97 ’6—97 56- 95 Г -3-— 7^- 109 97 96-97 3 3-4’ - 3 3-4 4-9 7-10 - 3 3-4 4--. о О 3 ы । । нм 1 ХУ। । ! I । ? । i । 1 V I 1 : I у ’и 4/ Ъ- I о О О СМ с7 (-'4 1 N 1 | Д | 1 1 ! tu 1 1 кэ КЗ to 1 111 1 1111 1 1 111 1 2,0-4,0 2,5-3,5 1,5-3,0 2,0-3,0 2,0-4,0 2,5-3,5 2,3-3 ,0 2,0-3,0 2,0—4,0 2,5-3,5 2,0-3,0 2,0—3,0 Чугунное До 3 Сталън С—3 Медное лип 9—3 литьё 50/1004-100/50 50/100 50/100 50/1004-70/40 50/1004-40/70 ое литьё 50/100 50/100 30/100 50/1004-70/40 50/1004-40/70 и>ё 50/1004- 70/140 50/1004-100/50 50/1004-100/50 50/100 50/1004-70/40 130 100 100 70 70 1-2 3—5 3-6 5—9 7-10 До 2% (же- лат, до 1%) 3—5 3-6 5-9 7-10 24-3 34-4 3,04-4,5 4,04-5,5 54-6 130 100 100 70 70 120 90 90 70 60 14-2 34-5 34-6 54-9 74-10 2-3 3—4 3,0-4,5 4,0-5,5 5,0—6,0 2-3 3-4 3,0-4 ,5 4,0-5,5 5,0-6,0 0,03-0,06 0,06-0,10 0,10—0,16 0,16—0,25 0,20—0,35 0,03-0,05 0,05-0,10 0,10-0,16 0,15-0,25 0,20—0,35 0,03-0,06 0,06-0,10 0,10-0,16 0,15—0,25 0,20-0,35 6-9 5-7 3,5—6,0 2-3 0,8-1,5 7-10 5-7 3.5-6,0 2,0-3,0 0,8—1,5 7-10 5—7 3,5-6,0 2,0—3,0 0,8-1,5 Рематол 2204-240 2004-220 2204-240 1604-180 1604-180 Рематол 2204-240® 2204-240 2204-240 1604-180 1604-180 Рематол 2204-210 2004-220 2204-240 1604-180 1604-180
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
1 С учётом глины, содержащейся в кварцевом песке.
2 С учётом растворителя следует вводить в смеси: крепитель 4ГУ(в)2,0—3.0%; рематол 1,3 —2.0%; масло С 1,3—2,0 °/0 и т. д.
3 С учётом растворителя следует вводить в смеси: крепитель 4ГУ(п) 3,0 —4,6%; бифталь 2,5—3,8% и т. д.
1 Допускается применение связующих материалов типа А-1, которые вводятся в смесь в несколько уменьшенном количестве без учёта растворителя и без
воды, содержащейся в эмульсии. При употреблении крепителей КТ, КД и КБ следует учитывать наличие в них неводных (пеки, битум) и водных ( суль-
фитно-спиртовая барда) материалов. Для стержней III класса допускается применение связующих материалов типов А-1 и А-2, которые вводятся в смесь в
уменьшенных количествах.
6 Сульфитно-спиртовая барда во всех смесях может быть заменена другими водными материалами (Б-2, Б-3), однако в большинстве случаев это эконо-
мически нецелесообразно.
° С учётом растворителя следует вводить в смеси: крепитель 4ГУ (в) 2.4—3,0%; рематол 1,6—2,0% или масло С 1,6—2,0%.
7 Или кварцевый песок и глина по расчёту.
8 В остальных случаях 2004-220.
в Или глинистый песок по расчёту.
48
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Таблица 65
Стержневые смеси с жидким стеклом
Песчано-глинистая смесь в % по весу Жидкое стекло в % к весу песчано- глинистой смеси зут в % к чано-глнни- й смеси Едкий натр (10%-ный раствор) в % к ве- су песча- но-глини- стой ча- сти Общее глиносо- держание в % Предел прочности в кг/см2 Газопро- ницае- мость более Влаж- ность в %
песок квар- цевый отра- ботан- ная смесь глина формо- вочная на сжатие во влаж- ном со- стоянии на разрыв в сухом состоянии
я “
97-95 3-5 5-6 0,5 1 3-7 0,20-0.35 15-20 150 3,5-4,5
70 30 0-2 5—6 0,5 1 3-7 0,25-0,40 15-20 100 3,5-4,5
Таблица 66
Формовочные краски
Марка Состав в % Удельный вес пасты при её упо- треблении Область применения
графит кокс уголь куз- нечный маршалит тальк j бентонит водный св язую- щий мате- риал (в рас- чёте на основу) вода
СТ - — 73,5-75,5 - 3,5 2—3 20 1,4 —1,5 Для форм стального литья
ГБ 51,5-53,5 — — — — 3,5 3-5 40 1,35-1,4 Для крупных чугунных ОТЛИВОК
кмг 17 17 — 31,5-34,0 3,5 3,5 -6 25 1,4 —1,45 То же средних
кмгу 9 17 9 31,5-34,0 — 3,5 3,5 -6 24 1,4 -1,45 » малых
ТБ — —. — 60 4,0 — 35 1,25 Для цветного литья
БСС — — — 66 — — МФ. 17-12 22 1,45-1,5 Быстросохнущая для форм стального литья
БСЧ 91 — — — — 9 — 1,45-1,5 То же для чугунного литья
стержневых смесей с крепителем МФ-17 при-
ведены в табл. 64.
Сушка стержней, изготовленных из быстро-
сохнущих смесей, осуществляется в печах
обычных конструкций.
Режим сушки сокращён в 8—15 раз по
сравнению с обычным. Мелкие стержни вы-
сушиваются’вр5 мин., средние в 30 мин., круп-
ные в 1—2 часа. Температура сушки 200—250°.
Для изготовления сухих форм (облицовоч-
ный слой), стержней V класса и внешнегаба-
ритных (наружных) стержней целесообразно
использовать единую быстросохнущую смесь
с жидким стеклом.
Рекомендуемые составы и свойства смесей
с жидким стеклом приведены в табл 65.
ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Для устранения пригара применяют про-
тивопригарные средства в виде красок.
Припылы из каменного угля марки ПЖ,
графита или цементита применяют для при-
пыливания форм чугунного литья.
Формовочные краски применяют при литье
в сухие формы для устранения пригара и
получения гладкой поверхности литья. Ти-
повые составы красок приведены в табл. 66.
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
ОБЩИЕ СВЕДЕНИЯ
В основной модельный инвентарь включают:
модели, модельные плиты, стержневые ящики
и прочую оснастку, непосредственно участ-
вующую в образовании рабочих очертаний
форм и стержней.
В состав вспомогательных формовочных
и стержневых приспособлений входят:
1) опочный инвентарь (опоки, подопечные
плиты, жакеты);
2) сушильный инвентарь (сушильные пли-
ты и сушильные вкладыши);
3) прессующие приспособления (подпрес-
совочные плиты, прессовые головки, обжимы);
4) приспособления для вентиляции форм
и стержней;
5) приспособления для контроля форм и
стержней.
Модели и стержневые ящики изготовляют
из дерева, металла (табл. 67), цемента, гипса
и других материалов.
Вспомогательный инвентарь обычно изго-
товляют металлическим (из чугуна, алюми-
ниевого сплава или стали), за исключением
опок, подоночных плит и некоторых при-
способлений, изготовляемых иногда из дерева.
При конструировании моделей и стержне-
вых ящиков размеры их должны приниматься
с учётом величины усадки и припусков на
МОДЕЛЬНО-ОПОЧНЫЙ ИНВЕНТАРЬ
49
Таблица 67
Материалы для изготовления металлических моделей и стержневых ящиков
Химический соста в в % я
С плавы Си Sn Zn РЬ Al Fe Si Sb Bi Mg Усадк ! в % Назначение
। Алюминиевые 1 1 7—9,0 8 1,5-3 ,5 3,5—4 ,5 - 10 0,5 Никель <0,5 Остальное 1,3 Макс. 0,8 2 0,5-13 4,0—6,0 2,5-3,5 1 I 1 1 1 l 1 1 1 1 1 J ,2—0,8 1,2 1 Л 1 ,2 0,9 1,0 1,0 \ Для массивных и j средних моделей , Для стержневых ящиков
Медные Остальное 5 4,5 4,5 5 10 Макс. 0,35 1,0 4,5 - - - 1,3 1.4 1,5 Для небольших мо- делей сложной конфигурации, имеющих тонкие ребра и выступаю- щие тонкие части
Свинцово-сурь- мяные — 5 S0 71 45 - - 111 1 15 15 14 55 — 0,3 2 Для моделей мелко- серийного произ- водства
Чугуны СЧ 12-28 и СЧ 15-32 ГОСТ 1412-48 — — — — — — — — — — Для моделей машин- ной формовки при набивке опок пес- комётом и для мо- делей, требующих увеличенного со- противления изно- су
Таблица 68
Классификация моделей
Характеристика моделей Формовка
ручная машинная
По размеру Крупные Средние Мелкие По характеру формовки Неразъёмные Разъёмные По конструкции Полные Неполные Скелеты контурные Шаблоны формовочные и стер- жневые По сложности Сложные Средней сложности 1 !ростые Более 1 500 мм 5004-1 500 мм До 500 мм Для формовки с подрезкой или фальшивкой На два и более разъёма, с отъём- ными частями На весь контур отливки С шаблонами и кусками Для земляных моделей Протяжные и заточные Криволинейного контура с боль- шим числом стержневых ящи- ков Простого контура с большим чис- лом стержневых ящиков Прямолинейного контура с про- стыми ящиками Более 500 мм До 150-8500 мм До 1 50 мм Односторонние и двусторонние с «болваном» Двусторонние Массивные—мелкие Пустотелые—облегчённые Пустотелые, крупные с ручной и станочной обработкой и с боль- шим числом стержневых ящи- ков Мелкие ручной и станочной обра- ботки с ящиками Обрабатываемые в основном на универсальных станках
-1 Тим I 2
50
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
механическую обработку отливки. Кроме того,
при конструировании должно предусматри-
ваться максимально возможное облегчение
веса самой модели.
МОДЕЛИ
В зависимости от способа изготовления
литейной формы модели бывают ручные и
машинные.
Машинные модели отличаются от ручных
простотой и определённой направленностью
рабочих поверхностей для равномерного уп-
лотнения формовочных смесей и свободной
выемки модели. Упрощения контура машин-
ных моделей достигают применением поверх-
ностных стержней с необходимой формой зна-
ков, упрощающих контуры модели. Отъёмных
частей в машинных моделях не делают.
Классификация моделей дана в табл. 68.
Формовочные уклоны. Рабочим поверхно-
стям моделей и стержневых ящиков при из-
готовлении придают формовочные уклоны для
обеспечения лёгкого извлечения моделей из
форм или освобождения стержневых ящиков
от стержней. При наличии в деталях кон-
структивных уклонов выполнять формовоч-
ные уклоны не требуется. Формовочные укло-
ны указывают в миллиметрах или в градусах
(табл. 69).
Таблица 69
Формовочные уклоны
(по ГОСТ 3212-46)
Модели
деревянные
формовка формовка
машинная ручная
высота в льи I формовочные уклоны
। а в гра- дусах ю <3 а в гра- дусах гг со <3 а в гра- дусах
20 3° 1,0 3* 1,0 3°
20-50 1°15' 1,5 1°30' 1,5 1°30'
50—100 0°45' 2,0 1°15' 2,0 1°15'
100-200 0°30' 2,5 0°45' 2,5 0°45'
200-300 0°30' 3,0 0°30' 3,0 0°30'
300-500 0°30' 4,0 0°30' 4,0 0°30'
500-800 —- 5,0 0°30'
800—1 000 .... — — 6,0 0в30'
1 000-1 200 . . . —- —- 7,0 0°30'
1 200 и более . . — — — 8,0 0°30'
Формовочные уклоны в зависимости от
характера поверхностей отливок (обрабатывае-
мых или необрабатываемых), условий работы
(сопряжение с другими деталями), а также
величины допускаемых отклонений по раз-
мерам отливки выполняются по схемам, при-
ведённым на этой странице.
Для необрабатываемых поверхностей фор-
мовочные уклоны рекомендуется принимать:
<в плюс» при толщине боковых стенок до
8 мм;
«в плюс — минус» при толщине боковых
стенок от 8 до 12 мм;
«в минус» при толщине боковых стенок
больше 12 мм.
Для обрабатываемых поверхностей формо-
вочные уклоны принимают «в плюс».
Для поверхностей моделей, образующих
в литейных формах болваны, а также при
изготовлении форм по глине величину фор-
мовочных уклонов рекомендуют увеличивать
на 50—100%, но не превышая 3°.
Схемы формовочных уклонов в моделях: а — уклон
на увеличение толщины стенки («в плюс»); б —уклон
отливки на увеличение и уменьшение (<в плюс—ми-
нус»); в —уклон на уменьшение толщины стенки
(«в минус»
При изготовлении стержневых ящиков раз-
меры стержневых знаков рекомендуют при-
нимать по табл. 70—72.
Таблица 70
Размеры вертикальных стержневых знаков
(для деревянных моделей)
Высота знака Зазор в знаков мм
в мм
Диаметр стержня о о с с
в мм о ф
я п- CQ X
й X Ci g X ©.
в> С и
х CJ к© со
До 30 25—30 15—20 1 1
31-50 30—40 20-25 1 2
51-100 40-50 25-30 2 3
101-200 50—бе 35—40 2 4
201-400 60-90 40-50 2 5
Таблица 71
Размеры круглых горизонтальных стержневых
каков
Диаметр стержня в мм Диаметр зна- ка в мм Зазор знаков в мм
по диа- метру торцевой
До 25 15-20 0,5 0,5 1
26—30 20-25 1
31—40 20-30 1 1
41-50 25-35 2
51—75 30-40 О 2
76-100 40-50 2 2
101-125 40-60 1. 2
126—130 50-70 9 2
151-200 60—80 3 3
Припуски на усадку. Модельный инвентарь
изготовляют с припусками на усадку. Вели-
чину усадки простых отливок принимают оди-
наковой по всем направлениям. В сложных
отливках возможна неодинаковая усадка в
различных направлениях вследствие неоди-
наковой скорости их охлаждения и разноге
сопротивления формы и стержней.
МОДЕЛЬНООИОЧНЫП ИНВЕНТАРЬ
51
Таблица 72
Размеры прямоугольных горизонтальных
стержневых знаков
Размеры в мм Зазор знаков в мм
высота знака (от- до) В ММ длина знака в мм нижний и боковой 1 верхний торцевой
До 25 2Г> 1 2 1
J6— 1U 30 1 1
41- КО 35 . 4 к
>1 Ml 40 4 7!
<1 — 10'1 50 3 <; 2
04- 125 60 (,
; о 150 70 4 fj 1
1 ;Я - 200 80 4 8 •1
В табл. 73 приведены величины линейной
усадки деталей, отливаемых из основных ли-
тейных сплавов.
При изготовлении моделей для ручной
формовки необходимо учитывать также и
влияние расталкивания модели при её извле-
чении из формы, уменьшая соответственно раз-
меры модели («отрицательный припуск»). Ве-
личины отрицательных припусков в зависи-
мости от размеров модели могут колебаться от
0,5 до 5 мм и более. Необходимость в отри-
цательном припуске может встретиться также
в ряде случаев при массовых вертикальных
стенках в отливке в сырую форму для компен-
сации раздутия стенок отливки; при этом ве-
личина отрицательного припуска в каждом от-
дельном случае устанавливается эксперимен-
тально.
Таблица 73
Припуски на усадку отливок основных
литейных сплавов
Материал отливки Размеры отливки Линейная усадка н %
Серый чугун Мелкие Средние Круппые 0,8—1,2 0,6- 1 ,0 0 ,4—0,8
Сталь Мелкие Средние Крупные 1,8—2,2 1,6—2 1,4-1,8
Медные сплавы Мелкие Средние Крупные 1,4-—1 ,(1 1 ,0—1 ,4 0,8—1 ,2
Алюминиевые и маг- ниевые сплавы Мелкие Средние Крупные 0,8- 1 ,2 0,5-1 ,0 U,8-0,8
Примечание. Нижние пределы при-
пусков принимают для деталей с затруд-
нённой усадкой, отливаемых в сухие фор-
мы.
Размер припусков для чугунного литья
подбирают по ГОСТ 1855-45, а для стального
литья по ГОСТ 2009-43.
Класс точности моделей характеризует со-
оой допустимые отклонения их размеров от
номинальных размеров по чертежу с учётом
усадки. В соответствии с классом точности
отливок по ГОСТ 1855-45 и ГОСТ 2009-43
деревянные модели рекомендуют изготовлять
трёх классов точности с предельными откло-
нениями размеров согласно табл. 74.
Таблица 74
Предельные отклонения размеров моделей в мм
Измеряемый Класс точности моделей при производстве
размер модели в мм крупно- серийном серийном индиви- дуальном’
1 11 III
До 50 От 50 100 » 100 » 10(1 » 2ОО » 300 » 3()0 » 5<Ю » 50D »> 800 » 800 » 1 200 » 1 200 » 1 8OQ » 1 80(> » 2 600 Свыше 2 600 . . ±0,2 ±0,3 !0,4 ±0,5 -!-() ,6 Г 0,8 ± 1 ,о -1 ,() -hl ,0 + 0,3 ±0,4 ±0,5 ±0,8 ±0,8 4-1,0 --1,0 ±1,5 ±2,0 ±2,0 ±0± •'-0,5 ±0.8 ±1,0 ± 1 ,5 -1 ,5 ±2.<> с 3 ,0 ±3,0 ±3,0
П римеч ание. Точность первого класса рекомендуют для деревянных моде- лей машинной формовки. Для моделей ме- таллических точность увеличивается и до- пускаемые отклонения уменьшаются вдвое.
ОТЛИЧИТЕЛЬНЫЕ ОКРАСКИ
И МАРКИРОВКА ДЕРЕВЯННЫХ МОДЕЛЕЙ
В качестве основного цвета окраски де-
ревянных модельных комплектов согласно
ГОСТ 2413-44 устанавливают:
красный цвет — для моделей отливок из
чёрных металлов;
желтый цвет — для моделей отливок из
цветных металлов.
Отдельные части поверхности моделей дол-
жны окрашиваться согласно табл. 75.
Таблица 75
Окраска частей моделей
Назначение поверхности Окраска
Поверхности отливок, подвергающиеся меха- нической обработке Стержневые знаки Места установки отъём- ных частей Рёбра жесткости модели Чёрные округлые пят- на по основному фо- ну окраски (красно- му или жёлтому) Чёрная сплошная ок- раска Окантовка чёрной по- лосой Чёрные косые полосы
Прибыли, приливы для испытаний Места постановки холо- дильников (кокилей) Отделяются от основно- го тела отливки чёр- ной полосой Белая сплошная окрас- ка •
Чёрные округлые пятна должны закрывать
не менее 10% площади окрашиваемой поверх-
ности. Размеры пятен, принимаемые в со-
ответствии с. размерами окрашиваемой по-
верхности, не должны превышать по диа-
метру 50 .щи.
4»
52
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Ширина чёрных полос при окантовке при-
нимается в соответствии с размерами окраши-
ваемой поверхности, но не менее 10 мм.
Ширина чёрных полос принимается не
менее половины просвета между ними.
ИНВЕНТАРЬ ДЛЯ БЕЗОПОЧНОЙ
ФОРМОВКИ
Опоки для безопочной формовки
Для безопочной формовки рекомендуется
применять съёмные опоки пирамидальной
формы с уклоном стенок, равным 5°. Съём-
ные опоки (табл. 76) изготовляют из алюми-
ниевого сплава и из твёрдых пород дерева.
Разъёмные опоки являются менее совершен-
ными по конструкции и применяются редко.
Опоки центрируют с помощью направляющих
одинарных или двойных штырей.
Для поддержания земли в опоке рекомен-
дуется в плоскости иметь передвигающиеся
стальные планки (ножи).
Таблица 76
Основные размеры съёмных опок в мм
Размеры опок в разъёме Высота Размеры опок в । разъёме Высота
верха низа
верха низа
400 x 250 90 90 100 115 125 75 90 100 115 125 450x250 90 90 100 125 1^0 95 90 100 125 150
400x300 90 90 100 115 125 150 90 100 115 125 150 450x300 500x250 90 90 100 115 125 150 90 90 115 125 150 75 90 100 115 125 150 75 90 115 125 150
400x350 90 90 100 115 125 150 75 90 100 115 125 150 500x300 90 90 100 115 125 75 90 100 115 125
Жакеты для безопочной формовки
Жакеты служат для предохранения от раз-
рушения формы, изготовленной в пирамидаль-
ной опоке.
Жакеты (табл. 77) могут изготовляться из
дерева, свариваться из листовой стали и от-
ливаться из серого или ковкого чугуна.
Таблица 77
Основные размеры жакетов в мм
Тип Номинальные размеры опок (длина, ши- рина) Длина Ширина
верха низа верха низа
Сварные 400x250 400 х 300 450 х 250 450 х 300 375,8 387,8 437,8 437,8 412,2 412,2 462,2 462,2 237,8 287,8 287,8 287,8 262,2 312,2 216,2 312,2
Наилучшими в эксплоатации являются
сварные и так называемые пружинные жаке-
ты. Пружинные жакеты собирают из литых
стенок с установкой в углах болтов с пружи-
нами.
Подоночные и подпрессовочные плиты'
Подопечные плиты изготовляются из ли-
стовой стали (сваркой) из дерева и литыми из
алюминиевых сплавов.
Они так же, как и обычные подопечные
плиты, снабжаются отверстиями для про-
хода газов.
Отверстия делаются круглые (конической
формы) диаметром 8 мм.
Размеры подопечной плиты принимаются
в соответствии с размерами опоки.
Подпрессовочные плиты рекомендуется из-
готовлять из алюминиевых сплавов.
Длина и ширина плиты должны быть на
13—15 мм меньше соответствующих размеров
верха опоки.
Модельные плиты
Для безопочной формовки можно при-
менять односторонние (обычные) и двусто-
ронние модельные плиты. При двусторонних
плитах формуются обе половинки опок без
смены плиты, и поэтому двусторонние плиты
являются самым распространённым типом
модельных плит. Полуформы, полученные
при двусторонних плитах, надёжно взаимно
фиксируются.
Модельные плиты изготовляют из твёр-
дого дерева, листовой стали толщиной от 4
до 6 мм и литыми из алюминиевого сплава.
Направляющие втулки для модельных плит
безопочной формовки применяют одношты-
ревые (обычные) или двухштыревые. Двух-
штыревые втулки обеспечивают более точное
и плавное отделение плиты от формы, чем
одноштыревые.
Модель на плите фиксируется контроль-
ными штифтами и крепится к ней винтами с по-
тайной головкой, подобным же образом кре-
пится к плите и литниковая система.
опоки
Опоки литейные — это коробчатые при-
способления, необходимые для удержания пе-
счаных литейных форм при изготовлении, за-
ливке и транспортировании. К опочным при-
способлениям относятся также подопочные
плиты, жакеты для безопочных форм и жа-
кеты для сборки форм из стержней.
Классификация опок. Опоки делят:
по литейной форме—на постоянные, пред-
назначаемые для опочных форм, и съёмные
(разъёмные) — для форм безопочных;
по способу изготовления — на цельноли-
тые (табл. 78), свёртные, сварные металли-
ческие и вязаные деревянные;
по контуру в свету (конфигурация) —
на прямоугольные, круглые, фасонные; пря-
моугольные опоки универсальные, а круглые
и фасонные относятся к специальным;
по номинальному внутреннему объёму —
на мелкие ручные объёмом до 12 л; малые руч-
ные объёмом от 13 до 25 л, средние крановые
СПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
53
Таблица 78
Опоки литейные цельнолитые
(ГОСТ 2529-44)
Элементы характеристики Ручные Крановые
2 малые 1 средние а Л о ю От 151 до 1 75U Более 60 Более 240 Болес 300 Ес гь Нет Есть 30 36
Объём опоки в л Ориентировочный вес пустой опоки а кг ........ О риентировочный вес земли в кг Ориентировочный вес заформован- ной опоки в кг Рёберная клетка Ручки Цапфы Диаметры штырей в мм: для индивидуаль- ного и мелко- серийного про- изводства . . . для массового и крупносерийно- го производства До 12 » 10 в 20 » 30 Нет Есть Нет 18 24 13-25 До 16 в 48 ft 64 Есть » Нет 18 и 20 24 До 150 » 60 » 240 » 300 Есть » ft 20 и 24 30
объёмом до 150 л, большие крановые объёмом
от 151 до 1 750 л и крупные крановые объёмом
свыше 1 750 л;
по соотношению размеров — на обычные и
обычные низкие при отношении ширины к дли-
не 1:1 4- 1:2 , узкие 1:2 -4 1:4, широ-
кие—более 1:1; низкие — при отношении вы-
соты к длине (диаметру) опок мелких, малых,
средних и больших 1:44-1:8 и опок круп-
ных 1:54-1:10; высокие — более 1:2 для опок
мелких, малых, средних и больших;
опоки широкие и высокие считаются спе-
циальными;
по положению при заливке—на горизон-
тальные и вертикальные. Вертикальные опоки
при заливке стоят на боку, поэтому их стенки
должны быть гладкими; в верхних стенках
они имеют отверстие для устройства литнико-
вой системы;
по количеству отдельных опок в опочном
комплекте—на одиночные (кроющие), при-
меняемые при закрытой почвенной формовке,
парные п сборные из трёх опок и более.
Материалы для опок. Из серого чугуна ма-
рок СЧ 15-32 и СЧ 18-36 изготовляют литые
п свёртные опоки любых размеров. Недостат-
ками чугунных опок являются их большой
вес и поломка от ударов при выбивке. Цельно-
литые стальные опоки вдвое дороже чугунных
и оправдывают себя при крупносерийном и мас-
совом производствах; они на 20 — 25% легче
чугунных при стойкости, большей в несколько
раз. Для стальных опок пригодна сталь
любой марки по ГОСТ 977-53. Опоки стальные
сварные применяют редко, так как для них
требуется специальный профиль проката. При
машинной формовке оправдывают себя ручные
опоки из алюминиевых сплавов. Из дерева
(ель, сосна) постоянные опоки целесооб-
разно делать лишь при почвенной формовке.
Стандартные размеры литейных опок (дли-
на, ширина, высота) указаны в ГССТ 2133-43.
СПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
ЛИТЬЁ ПОД ДАВЛЕНИЕМ
Литьё под давлением состоит в том, что
жидкий металл с силой под давлением, превы-
шающим атмосферное, вгоняется в стальную
форму, называемую пресс-формой, со стерж-
нями, сделанными также из стали.
Литьё под давлением находит всё более
и более широкое применение во всех областях
техники при изготовлении изделий, преиму-
щественно массового характера, от которых
требуется точность и однородность выпол-
нения, при минимальной механической обра-
ботке или совершенно без обработки.
Конфигурация таких изделий самая раз-
нообразная — от простейших до очень слож-
ных; габариты от нескольких миллиметров до
десятков сантиметров (например 850 х 425 х
X 165) при толщине тела отливки от 0,75 мм
и выше (обычно в пределах 1,5—2,5 мм).
Точность изготовления в пределах от ±0,01
до ±0,35 мм.
Литьё под давлением осуществляется при
помощи устройства, состоящего из следующих
элементов:
1) пресс-формы со стержнями;
2) механизма, называемого литейной ма-
шиной, осуществляющего подачу жидкого
металла к форме, заполнение формы жидким
металлом и вынимание из неё готового ли-
того изделия;
3) агрегата для расплавления металла,
который в некоторых установках объединяет-
ся с литейной машиной, в других слу-
чаях представляет собой отдельную еди-
ницу.
Пресс-формы, стержни и части литейной
машины, соприкасающиеся с жидким металлом,
делаются из стали, хорошо сопротивляющейся
разъедающему действию металла при темпе-
ратуре заливки.
При изготовлении пресс-форм обращается
особенное внимание: на устройство литниковой
системы, которая должна обеспечивать хоро-
шее заполнение форм жидким металлом и пол-
ное вытеснение из формы воздуха через спе-
циальные вентиляционные каналы, обычно
нанесённые в плоскости разъёма формы для
устранения образования воздушных карманов
и, следовательно, во избежание недоливов;
на удобство быстрого вынимания стержней
из отливки и самой отливки из формы (вытал-
киватели); на правильный разъём формы,
облегчающий быстрое и своевременное уда-
ление из неё готовой отливки.
Литейные машины (табл, 79) должны
обеспечивать минимальное окисление металла
в процессе плавления и запрессования его в
форму, чистоту металла от примесей и шлака,
быстроту заливки и вынимания отливки из
формы, удобство смены и установки пресс-
формы.
54
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Таблица 79
Типы машин, применяемых для литья под давлением
Тип машины Принцип действия и конструктив- ные особенности Применение и эксилоатацнонные даниые
Поршневая с вертикальным цилиндром Поршневая с горизонтальным цили ядром. Подача жидкого металла в фор- му осуществляется поршнем ци- линдра Для литья из сплавов с низкой точкой ила вления (свинцовые, оловянные и цинковые). Машины удобны в эксплоатации и производительны
Компрессорная машина с за- крытой санной и мундштуком Подача жидкого металла в форму осуществляется сжатым воздухом Для литья из сплавов с относи- тельно низкой температурой пла- вления (как и поршневые ма- шины). Недостатки: большое окисление металла и большой расход сжатого воздуха. Не обеспечивают получе- ния высокого качества литья
Компрессорная машина с чер- паком Подача жидкого металла в фор- му осуществляется сжатым воз- духом, но расплавленный металл подаётся в форму при помощи осо- бого черпака Для литья из сплавов с относи- тельно низкой температурой плав- ления. Производительны и не име- ют недостатков, которые присущи машинам такого же типа, но с закрытой камерой
Компрессорная машина с хо- лодной камерой В форму металл впрессовы- вается в тестообразном состоянии прн помощи поршня цилиндра. Металл в цилиндр подаётся по необходимости порциями (ложкой или из малого ковша Для литья из различных сплавов, имеющих относительно высокие 'температуры плавления. Надежны в работе и производительны. Допу- скают применение повышенных давлений до 200 ат, что делает такие машины наиболее примени- мыми для сплавов, имеющих тем- пературу лнтья до 950°С
Производительность литейных машин-
автоматов достигает 700 съёмов в час.
Литьё под давлением применяется для из-
готовления изделий преимущественно из спла-
вов белых металлов и латуней, реже из бронз,
ещё реже из чугуна и совершенно не приме-
няется для стальных изделий.
Сплавы для литья под давлением должны
обладать минимальной способностью раство-
рять в себе газы при плавке, не вступать в ре-
акцию со стенками тигля и не смешиваться
со шлаком.
Прочность литых изделий, изготовленных
под давлением, на 20—30% выше прочности
таких же изделий, отлитых в песчаные формы,
и в некоторых сплавах достигает прочности
стали (35кг/с.и2). Брак при налаженном произ-
водстве вдвое ниже, чем при отливке в песча-
ные формы.
КОКИЛЬНОЕ ЛИТЬЁ
Литьё, получаемое с применением постоян-
ных металлических форм, называется кокиль-
ным. Литьё в кокиль отличается от литья
под давлением тем, что жидкий металл вво-
дят в форму не под искусственным, повы-
шенным давлением, а как в обычном литье,
т. е. под действием силы тяжести.
При производстве отливок из легкоплав-
ких алюминиевых и магниевых сплавов в боль-
шинстве случаев не только кокильная форма,
но и стержни делаются металлическими (чистое
кокильное литьё). При отливке деталей из
чёрных металлов вследствие высоких темпера-
тур жидкого металла делается металлической
только форма, а стержни — земляные. При
стальном литье широко применяется для круп-
ных отливок так называемое полукокильное
лит ьё, которое заключается в том, что отливка
делается не в металлическую форму (кокиль),
а в песчано-глинистую форму, нанесённую
на литой стальной или чугунный жакет.
Толщина песчано-глинистой формы берёт-
ся 30 150 мм в зависимости от массивности
отливки; форма выполняется формовщиком с
применением модели, шаблона или косяков.
Внутренние части таких полу кокильных форм
выполняются стержнями из обычного песчано-
глинистого стержневого состава.
При кокильном литье большое значение
придаётся стойкости металлических форм и
стоимости их изготовления, так как это часто
определяет рентабельность и область приме-
нения данного вида литья.
Кокильный способ во всех случаях обес-
печивает получение отливок с высокими ме-
ханическими свойствами, а при массовом про-
изводстве и правильной организации работ
значительно снижает себестоимость литья.
Стойкость кокилей во многом зависит от
способа подвода металла в кокиль и от
конструкции литниковой системы в целом
(табл. 80).
Для обеспечения высокой стойкости коки-
лей необходимо:
а) литниковую систему иметь такой, чтобы
поступление металла в форму происходило
спокойно, ровно и без образования брызг;
б) в тех случаях, когда невозможно обес-
печить спокойное поступление металла в фор-
му, принимать меры, обеспечивающие воспри-
СПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
55
Стойкость чугунных постоянных форм (кокилей)
Таблица 80
Вид металла иль сплава Вид литья Характер отливки Ориентировочная стойкость металли- ческой формы (штук отливок)
Легкоплавкие сплавы (алю- миниевые, магниевые, цинко- вые) Чугунные отливки Стальные отливки Кокильное или кокиль- ное с песчаными стерж- нями Кокильное с песчаными стержнями Кокильное с песчаными стержнями а) Малые по весу б) Средние и круп- ные а) Мелкие и сред- ние б) Крупные а) Мелкие по весу б) Средние в) Крупные г) Весьма крупные Сотни тысяч Десятки тысяч От 1 000 до 5 000 От 250 до 1 000 400—600 100—300 15-100 15—50
ятие ударов металла самой литниковой си-
стемой или стержнями;
в) при производстве стальных отливок в ко-
киль обязательно устраивать литниковую си-
стему в песчаной части формы и не допускать
попадания струи металла на выступающие
части металлической формы.
Необходимо обеспечивать правильное спа-
ривание частей формы и избегать появления
больших заливов, так как они резко сокра-
щают срок службы кокиля.
Температура подогрева металлической фор-
мы для чугунных отливок (с обрабатываемой
поверхностью) в каждом случае должна при-
ниматься в зависимости от характера и назна-
чения отливки и находиться в интервале тем-
ператур от 250 до 400°С.
Практикой установлено, что при темпе-
ратурах менее 250° поверхность отливки
может получать отбел, а при температурах
более 400° может иметь место быстрый износ
кокиля.
Принципы конструирования постоянных
форм. Конструкция постоянной формы долж-
на обеспечить получение здоровой отливки
требуемой точности при высокой стойкости
формы и минимальной её стоимости. Рекомен-
дуемые толщины стенок кокиля приведены
в табл. 81.
Таблица 81
Рекомендуемая толщина стенок кокиля
Виды отливок
। Стальные тонко-
1 стенные отливки
। Стальные отливки
1 со средними и мас-
сивными стенками
Чугунные отливки
малой и средней
толщины
То же для массив-
ных отливок
Алюминиевые и
медные сплавы
Рекомендуемая тол-
щина стенок
1,25—2,5 толщины I
стенки отливки
1,0—1,5 толщины стен-
ки отливки
1,0 —1,5 толщины стен-
ки отливки
Иногда свыше 1,5 тол-
щины стенки; чаще по
конструктивным соо-
бражениям
2,5 —3,0 толщины стен-
ки отливги, но не ме-
нее 15 льи
Наиболее простыми, дешёвыми и надёж-
ными в эксплоатации являются неразъёмные
кокили. При конструировании разъёмных ко-
килей главным условием является обеспе-
чение чистой поверхности в местах разъёма,
без образования больших заусениц (заливов).
Отвод газов может быть осуществлён путём
устройства выпоров в верхней части формы,
вентиляционных каналов в местах разъёма
и в теле формы, где возможно скопление га-
зов. При сложных отливках необходимо
применять все указанные способы вентиляции
формы (табл. 82).
Таблица 82
Рекомендуемые размеры выпоров
и вентиляционных каналов
Способы вентиляции формы Размеры в мм
тол- щина ши- рина диа- метр
Выпоры1 Каналы в местах разъёма’- ........ Каналы в местах ско- пления газов 2—3 Глу- бина 0,2—0,4 15—20 0,25
1 Рекомендуется овальная форма.
Е Рекомендуется располагать по направлению
основного потока расплавленного металла в форме.
Для получения качественных отливок и
обеспечения высокой стойкости металлической
формы необходимо подводить расплавленный
металл через стержень, так как такой метод
способствует удлинению срока службы ко-
киля.
При высоких и тонких отливках рекомен-
дуется применять вертикальные щелевые
питатели.
При отливке в кокиль деталей несложной
конфигурации металл следует заливать в фор-
му сверху через прибыль или литниковую
чашу, устанавливаемую сбоку на уровне
прибыльной части.
Для предохранения внутренней поверх-
ности кокиля от непосредственного воздей-
ствия расплавленного металла и увеличения
срока службы металлической формы, для за-
медления охлаждения наружных зон отливок,
что даёт возможность уменьшать или устра-
нять появление отбела при производстве чу-
гунных отливок, необходимо внутреннюю
поверхность кокиля облицовывать изолирую-
щими материалами в виде паст или красок.
56
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Таблица 83
Классификация способов центробежного литья
Название способа Особенности н принцип действия Типы применяемых машин Характер отливаемых деталей Внд литья
Центробеж- ный Центробежная сила передаётся металлу в результате вращения металлической формы вокруг своей оси Центробежные ма- шины горизонталь- ного действия. То же вертикаль- ного действия Детали, представляю- щие собой тела враще- ния (трубы, втулки, ци- линдры, кольца и т. д.). На горизонтальных ма- шинах отливаются, как правило, детали, у ко- торых диаметр меньше их длины. Детали, имеющие диа- метр больше длины, мо- гут отливаться на ма- шинах с вертикальной осью вращения Все виды литья (цвет- ное, сталь- ное» чугун- ное
Полу цен тробежный Принцип центробеж ного литья, но конфи- гурация детали полу- чается не только цен- тробежной силой, но, и прн помощи стержней Машины с верти- кальной и горизон- тальной осью враще- ния Детали, представляю щие собой тела враще- ния, но имеющие отно- сительно сложную кон- фигурацию, а также различные фасонные де- тали Все виды лнтья (цвет- ное, сталь- ное, чугун- ное)
Центрифу- гирование Жидкий металл подаёт- ся через стояк, а цен- тробежная сила исполь- зуется для подачи его в форму Машины с верти- кальной осью вра- щения н столом для установки полупо- стояниых или зем- ляных форм Детали сложной кон- фигурации, как имею- щие, так и не имеющие оси вращения (колёса, шестерни, звёздочки и ДР-) Все виды лнтья
Машины для литья в кокиль. Ручные ко-
кильные станки рекомендуется применять
во всех случаях, так как они облегчают труд
рабочего по разъёму формы, удалению от-
ливки и способствуют повышению произво-
дительности.
Пневматические кокильные станки необ-
ходимо применять при отливке крупных де-
талей, а карусельные машины — только прн
массовом производстве кокильного лнтья.
ЦЕНТРОБЕЖНОЕ ЛИТЬЁ
При центробежном способе отливки де-
талей жидкий металл заливают во вращаю-
щуюся обычно металлическую форму, в ко-
торой он затвердевает, подвергаясь действию
центробежных сил, развивающихся прн вра-
щении формы.
Основные преимущества центробежного спо-
соба литья:
1) увеличивается резко выход годного;
2) сокращается до минимума брак отливок;
3) резко сокращаются припуски на меха-
ническую обработку;
4) полностью исключаются формовочные
и во многих случаях и стержневые работы,
сокращаются операции по обрубке отливок,
в связи с чем трудоёмкость и себестоимость
литья резко снижаются.
Себестоимость изготовления центробеж-
ного литья в 7—8 раз меньше стоимости из-
готовления литья в обычных земляных фор-
мах;
5) улучшается использование производ-
ственных площадей;
6) представляется возможным получать
высококачественное литьё из цветных сплавов.
В зависимости от конфигурации детали, её
назначения, сложности и материала отлнвкн
изготовляют по одному из трёх способов цент-
робежного лнтья (табл. 83).
Технология отливки деталей из стали. Во
избежание появления горячих трещин в интер-
вале температур 1260—1450° необходимо за-
ливку металла производить как можно быст-
рее, а охлаждение детали замедлять. Для за-
медления охлаждения применяют вставные
гильзы и теплоизоляционные покрытия
(табл. 84).
Таблица 84
Примерные составы теплоизоляционных покрытий
№ смесей Состав Коли- чество Примечание
1 Сурик Масло машинное Керосин 1 сп со со ! « ♦ 1 Сурик дол- жен бытьтща- тельно рас- тёрт
2 Графит Масло Керосин 8 час- тей 2,5 части 1,5 части
3 Смесь № 1 ... . » № 2 ... . 4,5 части 0,5 час ги
Технология отливки деталей из чугуна.
При литье чугуна в металлические формы
в зоне непосредственного соприкосновения
чугуна с материалом формы происходит от-
бел, что делает чугун твёрдым и плохо обра-
батываемым на станках. Отливкн с отбелён-
СПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
57
ной поверхностью перед механической об-
работкой часто приходится отжигать.
Для получения отливок, свободных от от-
белённого слоя, формы (изложницы) необ-
ходимо покрывать теплоизоляционной кра-
ской и затем перед заливкой металла подо-
гревать до 200—250° С.
Примерные составы красок
Маршалит.............. 200 г
Жидкое стекло.........40 — 50»
Вода ................... 1л
Краска наносится на поверхность формы,
нагретую до 80—100° С, затем покрывается
ацетиленовой копотью.
Технология отливки медных сплавов. От-
ливка сплавов, не склонных к большой лик-
вации, производится обычным способом.
При отливке свинцовистых бронз, склонных
к ликвации, необходимо строго соблюдать
температурный режим и обеспечивать интен-
сивное охлаждение.
При центробежном литье из медных спла-
вов необходимо применять краски и обмазки
следующего примерно состава.
При литье бронз (в %)
Зелёное мыло.................50 I
Растительное масло ......... 50 (
Г рафит .....................50 I
Растительное масло ......... 50 f
Обезвоженная нефть.........60 I
Графит ......................40 [
Краска № 1
Краска № 2
Краска № 3
При литье латуней (в %)
Минеральное масло..........50 1
Животный жир...............30 ! Краска № 4
Графит ....................20 I
Технология отливки алюминиевых спла-
вов. Алюминий и алюминиевые сплавы, при-
меняемые для отливки деталей, необходимо
предохранять от окисления. С этой целью
снижают до возможного предела температуру
металла и сокращают высоту падения струи
при заливке.
Для предупреждения приваривания ме-
талла к форме необходимо применять следую-
щие покрытия.
Порошкообразный мра-
мор ................
Жидкое стекло.......
Вода ...............
Мел ................
Жидкое стекло.......
Вода ...............
Голландская сажа . . .
Тальк порошкообразный
Жидкое стекло.......
200-250 г „
50—70 » ( Покрытие № 1
1 л J
100 г )
125» Покрытие № 2
5 л J
45% ч
50% 1 Покрытие №3
5% I
Смесь разводится до концентрации, удоб-
ной для нанесения её на поверхность формы
пульверизатором.
МЕХАНИЧЕСКИЕ СВОЙСТВА ДЕТАЛЕЙ,
ОТЛИТЫХ В МЕТАЛЛИЧЕСКИЕ ФОРМЫ
На заводах МПС и в литейных депо в ме-
таллические формы отливаются детали не-
сложной конфигурации и небольшого развеса:
подпятники, корневые мостики, плиты авто-
сцепки, цилиндры домкратов, буферные ста-
каны, втулки, тормозные колодки, подшипни-
ки и др.
При отливке деталей, особенно из бронзы
и стали, в металлические формы значительно
улучшаются механические свойства. Детали,
залитые в стационарные металлические фор-
мы, имеют равномерное, более мелкозернистое
и плотное строение, что обеспечивает одно-
родные и более высокие механические свой-
ства литых изделий. Сопротивление удару,
особенно при температурах ниже нуля, у де-
талей из среднемарганцовистой и углероди-
стой стали, отлитых в металлические формы,
значительно выше, чем у таких же деталей,
отлитых в сырые песчаные формы. Кристал-
лизация металла, залитого в металлическую
форму, протекает значительно быстрее, чем
кристаллизация металла, залитого в песчаную
форму. Средняя линейная скорость затвер-
девания со стороны металлической формы
в 3—5 раз больше, чем со стороны песчаной
части формы. Детали с небольшой толщиной
стенок, залитые в стационарные металли-
ческие формы, имеют мелкозернистое, безраз-
лично ориентированное строение, что не до-
стигается при отливке в песчаные формы.
Величина действительного зерна оказывает
наибольшее влияние на ударную вязкость.
У мелкозернистых сталей ударная вязкость
гораздо выше, особенно при низких темпера-
турах (20—40° С).
Детали с малой и средней толщиной сте-
нок, залитые в стационарные металлические
формы, имеют более высокие показатели удар-
ной вязкости, чем этн же детали, залитые
в песчаные формы. У деталей с большой тол-
щиной стенки ударная вязкость и другие ме-
ханические свойства будут на наружной по-
верхности значительно выше, чем на внут-
ренней. Отливка таких деталей в металли-
ческие формы рассматривается как своеобраз-
ный метод поверхностного упрочнения. Де-
тали, особенно крупные, с большой массой
металла, залитые в песчаные формы, очень
медленно охлаждаются, что ведёт к развитию
крупной видманштетовой структуры.
Последняя не образуется в деталях, за-
литых в стационарные металлические формы
(особенно с. небольшой толщиной стенки). На-
чало образования видманштетовой структуры
связано со слиянием структурно-свободного
феррита с ферритом перлита. С увеличением
скорости охлаждения (измеряемой толщиной
стенки и материалом формы) происходит од-
новременно изменение зёрен феррита и общее
уменьшение его поля. Количество перлита
увеличивается, а углерода в перлите стано-
вится меньше. В отливках из среднемарган-
цовистой стали с толщиной стенок, равной
20 мм, количество феррита колеблется в пре-
делах 1—3%,в то время как в этих же от-
ливках, залитых в сырые песчаные формы,
количество феррита колеблется в пределах
3—9%.
Прочность. Изменение предела текучести
и предела прочности в зависимости от тем-
пературы подогрева металлической формы,
а также значение этих показателей для литья
из среднемарганцовистой стали до термо-
обработки представлены на фиг. 1.
Колебания предела прочности у сырых об-
разцов, залитых в металлические формы,
58
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
наибольшие и составляют в пределах одной
плавки примерно 5 кг/мм2. Нормализованные
образцы, взятые от отлитых деталей, по сравне-
нию с сырыми имеют повышенный предел
номерность изменения предела прочности и
предела текучести в зависимости от материала
формы остаётся в силе и с изменением процент-
ного содержания углерода и марганца (фиг. 3).
Температура подоереба степок металлической
формы
Фиг. 1. Изменение механических
свойств среднемарганцовистойстали в
сыром состоянии в зависимости от тем-
пературы подогрева металлической
формы. При отливке в сырую пес-
чаную форму эта же сталь имела
зпч — 48 кг/мм2, — 35 кг!мм2; с6 —
5,6%; 5,8%; ак— 0,58 кгм]см2
Фиг. 2. Изменение механических свойств
среднемарганцовистой стали после термо-
обработки в зависимости от подогрева метал-
лической формы. При отливке в сырую пес-
чаную форму эта же сталь имела апч—
5 2 кг]мм1; cs — 36,5 кг]ммг; Ss —10,0%;
ф — 1 7,8%; ак — 3,4 кгм]смг
.прочности и несколько пониженный предел
текучести. Отношение предела текучести к
%
пределу прочности составляет, как пра-
пч
вило, больше 60%, что указывает на зна-
чительно лучшую пластичность этой марки
стали после нормализации.
Колебания предела прочности и предела
текучести после нормализации при разных
температурах стенки металлической формы
в пределах одной плавки составляют всего
несколько кг/мм2. Изменение предела
прочности и предела текучести в зависимости
от температуры нагрева металлической фор-
мы, а также значения этих показателей для
литья из средпемарганцовистой стали после
термообработки представлены па фиг. 2.
Предел текучести и предел прочности термо-
обработанной стали с повышением темпера-
туры подогрева стенок металлической формы
незначительно возрастает.
Степень подогрева формы в пределах
20—500° не оказывает существенного влияния
на предел прочности и предел текучести от-
ливок из углеродистой и среднемарганцови-
стой стали. При установлении теплового
режима металлических форм и при проверке
качества металла только по этим показателям
следует руководствоваться в основном сообра-
жениями срока их службы. Указанная зако-
СаЗе/ачание (D*'Л Пи) ) %
Фиг. 3. Зависимость прочности от материала фор-
мы и химического состава стали: а—предел проч-
ности; б — предел текучести
Во всех случаях эти показатели остаются зна-
чительно выше этих же показателей стали,
залитой в песчаные сырые формы.
СПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
59
Сравнительная характеристика механи-
ческих свойств чугуна золотниковых втулок,
отлитых различными способами, приведена
в табл. 85.
Таблиц а 85
Сравнительная характеристика механических
свойств золотниковых втулок
Отливка золотниковых Предел прочности в ко] мм-
втулок в формы при рас- тяжении прн сжатии
Песчаные стационарные Металлические стацио- нарные Песчаные вращающиеся 25,7 34—37 27,2 79,5 86—98 93,9
Чугунное литьё, полученное отливкой в ме-
таллические формы, имеет значительно луч-
шие пределы прочности при сжатии и растя-
жении. Такая закономерность установлена на
отливках, не имеющих отбелённой поверх-
ности. Для устранения отбела, особенно при
тонкостенном литье, требуется вводить тепло-
изоляционное покрытие или высокий подогрев
формы. Как в том, так и в другом случае ско-
рость охлаждения резко изменяется, прибли-
жаясь к отливкам в песчаные формы. В таких
случаях при выборе литья в металлические
формы следует руководствоваться только эко-
номическими соображениями.
Пластичность. Наибольшая разница меж-
ду сужением и удлинением при заливке в пес-
чаные и металлические формы наблюдается
при нагреве последних до температуры 50”,
г. е. при одноразовой заливке. С повышением
температуры стенок металлической формы от
20 до 500”, т. е. при многоразовой заливке,
пластичность стали (удлинение ц сужение)
уменьшается (см. фиг. 4 п 5).
Падение пластических свойств, связанное
е увеличением температуры нагрева металли-
ческой формы, наблюдается как у сырого,
гак и у нормализованного металла, с той толь-
ко разницей, что значение сужения и удли-
нения нормализованного металла выше, чем
сырого. Общая направленность кривых удли-
нения и сужения указывает, что процессы
первичной кристаллизации влияют как па
строение, так и на физические и технологи-
ческие свойства металла после вторичной кри-
сталлизации. В процессе термообработки прн
кристаллизации зерно резко измельчается
и при одном и том же режиме термообработки
более мелкое зерно образуется там, где было
мельче зерно первичной кристаллизации.
Увеличение содержания углерода и мар-
ганца не изменяет направленности кривых
удлинения и сужения. Показатели удлинения
и сужения во всех случаях остаются выше,
чем при отливке металла в земляные формы
(фиг. 4).
При отливке бронзы (ОЦС-5-5-5; ОСЦ-
.3-11-5 и др.) в металлические формы удли-
нение увеличивается более чем в два раза.
Весьма рациональной является отливка в
стационарные металлические формы изделий,
которые по условиям эксплоатации должны
иметь повышенные пластические свойства
(табл. 86).
Таблица 86
Механические свойства бронзы при отливке
в стационарные металлические формы
Отливка в формы Предел п рочности в кг]мм2 Удли- нение в % Твё р- дость НБ
Песчаные сырые Металлические ста- 18 8 60
цпонарные .... °2 16 80
Значительное увеличение твёрдости брон-
зы при заливке в металлические формы объяс-
няется более плотным строением металла,
чем при отливке, в песчаные формы. Айеталл
же отливок, получаемых в песчаных формах,
в большей степени поражён микропори-
стостью.
Содрр'кпние (С*1/ь Мч) 5 %
Фиг. ‘1. Зависимость пластичности от матеоиала
формы и химического состава стали: а — относитель-
ное удлинение; б—относительное сужение
Ударная вязкость. С повышением темпе-
ратуры подогрева металлической формы сни-
жается ударная вязкость отливаемой детали.
Ударная вязкость стали, залитой в металли-
ческие формы при температурах их стенки
200, 300, 400 и 500”, находится ниже пока-
заний ударной вязкости стали, залитой в сы-
рые песчаные формы.
У термически обработанной стали удар-
ная вязкость значительно возрастает и тем
больше, чем ниже температура стенок метал-
лической формы. С повышением температуры
стенок металлической формы наблюдается
снижение ударной вязкости. Это снижение
при температурах металлической формы 350—
400° достигает 50% от показателей ударной
вязкости стали, залитой в металлические фор-
мы, с температурой их стенки 20° (случай
одноразовой заливки).
Снижение ударной вязкости с повышением
температуры нагрева стенок металлической
формы объясняется более крупнозернистым
строением, неблагоприятным сочетанием раз-
меров и форм неметаллических включений,
60
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
а также меньшей плотностью строения
металла.
При повышении температуры нагрева ме-
таллической формы ударная вязкость настоль-
ко снижается, что при температуре формы
350—400° кривая средней ударной вязкости
термообработанной стали пересекает пока-
затели средней ударной вязкости металла,
залитого в песчаные формы (см. фиг. 1).
Сталь, залитая в металлические формы,
подогретые выше 350—400°, имеет сопротив-
ление удару значительно ниже, чем эта же
сталь, залитая в песчаные сырые формы,
причём с повышением температуры подогре-
ва стенок формы продолжает понижаться
и сопротивление удару.
При производстве таких изделий, к кото-
рым по условиям эксплоатацин предъявля-
ются повышенные требования по ударной вяз-
кости, технология отливки в стационарные
металлические формы может быть эффектив-
ной только в том случае, когда температура
подогрева стенок металлической формы будет
ограничена и не будет превышать 20Сг для угле-
родистой и среднемарганцовнстой марок ста-
лей. Это достигается только прн одно- нли
двухразовом заполнении металлической формы
в течение разливки одной плавки. Многора-
зовая заливка одной формы в течение разлив-
ки одной плавки с нагревом не более 200°
может быть осуществлена только при водяном
или воздушном их охлаждении.
Углеродистая и среднемарганцовистая
сталь относятся к группе хладноломких ме-
таллов, теряющих ударную вязкость в ин-
тервале температур, лежащих выше 0° (фнг. 5).
Фиг. 5. Температурные кривые удар-
ной вязкости средне марганцовистой
стали
Мелкозернистое железо при понижении
температуры менее склонно к хрупкому из-
лому, чем крупнозернистое.
Сталь, заливаемая в металлические фор-
мы, с понижением температуры испытания
имеет тем лучшее сопротивление удару, чем
ниже температура подогрева стенок металли-
ческой формы. С понижением температуры
испытания и с повышением температуры по-
догрева стенок металлической формы удар-
ная вязкость резко снижается. Особенно рез-
кое падение ударной вязкости наблюдается
в интервале температур испытания от 20
до —20° и при максимальной температуре
подогрева стенок металлической формы 500—
600° (фиг. 6).
Фиг.6. Зависимость ударной вязкости
от температуры испытания и стеиок
металлической формы при отливке
При производстве деталей, эксплоатируе-
мых в условиях низких температур и больших
ударных воздействий, отливки в металли-
ческие стационарные формы будут тем эффек-
тивнее, чем ниже температура подогрева
стенок металлической формы (желательно
не выше 20°). Это осуществимо при одноразо-
вой залнвке и в формы, охлаждаемые водой.
Изменение содержания углерода и марган-
ца не изменяет направленности кривой удар-
ной вязкости. Показатели ударной вязкости
во всех случаях остаются значительно выше,
чем при отливке в песчаные формы (фиг. 7).
Фиг. 7. Зависимость ударной вязкости от мате-
риала формы и химического состава стали
С повышением температуры испытания
ударная вязкость в обоих случаях увеличи-
вается. Увеличение ударной вязкости наблю-
дается при нагревании до 100". При дальней-
шем повышении температуры испытания за-
метного изменения показателей ударной вяз-
кости не наблюдается.
СПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
61
Показатели ударной вязкости при различ-
ных повышенных температурах испытания,
имея в обоих случаях одинаковый характер
направления кривых, характеризующих из-
менение ударной вязкости, ниже во всех слу-
чаях у стали, залитой в песчаные формы.
Испытание на ударную усталость. Сопро-
тивление разрушению от ударной усталости
металла во всех случаях выше у стали, зали-
той в стационарные металлические формы.
С повышением температуры подогрева ме-
таллической формы усталостное разруше-
ние от ударных воздействий наступает при
значительно большей работе (большем чис-
ле ударов груза).
Влияние температуры подогрева металли-
ческой формы на ударную усталость при ис-
пытании повторными ударами отливок из
среднемарганцовистой стали представлено
ыа фиг. 8.
Фиг. 8. Влияние температуры формы
на прочность при испытании повтор-
ными ударами
Сопротивление усталостному разрушению
тем больше, чем выше температура подогрева
металлической формы.
При производстве деталей, эксплоатируе-
мых в условиях ударно-повторных воздей-
ствий, отливка должна производиться в ме-
таллические формы, предварительно нагретые
до температуры 300°; при этом перегрев не
должен быть выше 500—600°, что легко до-
стигается применением воздушно-водяного ох-
лаждения путём пульверизации рабочих по-
верхностей формы.
Твёрдость. Твёрдость по сечению стенки
размером до 70—80 мм углеродистой и мар-
ганцовистой стали существенного различия
при отливке в металлические и песчаные фор-
мы ие имеет (фиг. 9).
Твёрдость при отливке деталей из серого
чугуна в металлические и песчаные формы раз-
лична. При отливке в металлические формы
твёрдость снижается от наружной поверх-
ности, получаемой стенкой металлической
формы, до внутренней поверхности, получа-
емой песчаным стержнем. У деталей же из
серого чугуна, отлитых в песчаные формы,
наименьшие показания твёрдости находятся,
как правило, в термическом центре, т. е. в
средней зоне сечения отливки.
При производстве чугунных деталей, к
которым по условиям эксплоатации предъяв-
ляется повышенная твёрдость наружной по-
верхности, отливка производится в метал-
лические формы.
Влияние температуры подогрева и мате-
риала формы на износостойкость. На износо-
стойкость стальных деталей (углеродистая
Температура кокиля 500° С
Отлр&ка 8 пгскачут форму
7 5 Ю !5 20 25
Толщина стенки корпуса 8 мм
Фиг. 9. Твёрдость по поперечному сечению
стальных отливок при заливке в песчаные и
подогретые до разной температуры метал»
лические формы
и средпемарганцовистая сталь) оказывает
влияние материал формы и температура по-
догрева металлической формы.
Результаты испытания в условиях мокро-
го трения на машине Шкода — Савина об-
разцов, залитых^в различные формы, пред-
ставлены на фиг.* 10, а.
ОтлиОка 8 на -
гретый 0o200i
Фиг. 10. Результаты испытания на износ: а—на ма-
шине Шкода -Савина (средние значения) в условиях
мокрого трения; б—на машине Амслера в условиях
сухого трения
Отпила 8 м- Халиль
62
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
При эксплоатации деталей в условиях су-
хого трения независимо от применяемых ви-
дов термообработки детали, залитые в песча-
ные формы, более износоустойчивы по сравне-
нию с деталями, залитыми в металлические
формы.
Результаты испытания в условиях сухого
трения на машине Амслера представлены на
фиг. 10, б. Разница в износостойкости объяс-
няется различием пластических свойств ста-
ли, а также количественным и качественным
распределением феррита в микроструктуре.
Наблюдается прямая зависимость между тем-
пературой подогрева формы и износостой-
костью. Чем холоднее металлическая форма,
тем больше износостойкость как в условиях
сухого, так и мокрого трения. Наиболее из-
носостойкими • оказываются детали, залитые
в песчаные сырые формы. При производстве
стальных деталей, эксплоатируемых в усло-
виях сухого и мокрого трения, отливка долж-
на производиться в металлические формы,
предварительно подогретые до температуры
не менее 250—270°.
Если это осуществить невозможно, отлив-
ка производится в песчаные формы.
При отливке чугунных деталей, работаю-
щих в условиях сухого и полусухого трения,
структура чугуна, получающаяся в процессе
его охлаждения в форме последующей термо-
обработкой, хотя и изменяется, но не в сто-
рону повышения износостойкости.
При отливке чугуна в металлические фор-
мы, подогретые до температуры 300°, и при
различных скоростях охлаждения с темпера-
туры 950“ размеры и форма графитовых вклю-
чений в структуре примерно одинаковы,
в слоях со стороны металлической формы —
включения очень мелкого графита «псевдо-
эвтектического» характера с междендритной
их ориентацией, во внутренних слоях — вклю-
чение мелкопластинчатого графита преимуще-
ственно розеточного характера. Глобулярные
включения графита встречаются во все.х се-
чениях отливок.
Скорость охлаждения чугуна при отливке
его в металлические формы в интервале тем-
ператур от начала кристаллизации и до 1000—
950“ затрудняет формирование средних и круп-
ных пластинок графита за счёт эвтектического
и мелких его включений, образовавшихся
в результате распада ледебурита.
Поле зрения структуры чугунных деталей,
отлитых в металлические формы, покрывает-
ся густой сеткой мелких, часто соединяющих-
ся друг с другом графитовых включений, что
нарушает сплошность металлической основы
чугуна. Этого не наблюдается у чугуна пер-
литного класса, отлитого в песчаные формы.
У деталей, отлитых в металлические фор-
мы при различных скоростях охлаждения,
начиная с 950°, существенно различных ре-
зультатов износостойкости чугуна не обна-
ружено.
Чугун, залитый в металлические формы,
в основном имеющий перлитную структуру
металлической основы, обладает неудовлетво-
рительной износостойкостью, более низкой,
чем чугунов перлитного класса, отлитых в
песчаные формы.
При производстве деталей, работающих
в условиях сухого и полусухого трения, не-
обходимо применять чугуны перлитного клас-
са с включениями средних и крупных по
длине пластинок графита.
Для получения в структуре чугуна, от-
ливаемого в металлические формы, пластин-
чатого графита, по размерам и форме соответ-
ствующего включениям графита в чугуне,
отливаемом в песчаные формы, необходимо
искусственным путём резко уменьшать ско-
рость охлаждения отливаемых деталей, до-
биваясь приближения скорости охлаждения
к условиям песчаной формы. Достигнуть
этого можно путём покрытия металлических
форм толстым слоем термоизоляционных ма-
териалов.
Газовая пористость. При отливке деталей
в стационарные металлические формы наблю-
дается образование поверхностной газовой
пористости. Наибольшая пористость образует-
ся при отливке бронзовых и чугунных деталей
и меньше при отливке стальных деталей. Осо-
бенно заметно образуется поверхностная га-
зовая пористость при заливке в холодные,
неподогретые, металлические формы. Чем
выше температура перегрева формы,
начиная с 300—500“, тем в большей степени
образуется газовая пористость. Это обстоя-
тельство является иногда непреодолимым пре-
пятствием к осуществлению многократной
заливки одной и той же металлической формы.
Природа образования подкорковых газо-
вых пузырей в отливках, получаемых в ме-
таллических формах, различна. В одном слу-
чае, т. е. когда заливка ведётся в холодную,
неподогрстую форму, на её внутренней по-
верхности адсорбируются газы и влага, по-
следняя при заливке металла в форму пре-
вращается в пар, который, прорываясь в ме-
талл, образует открытые газовые раковины.
Открытые поверхностные газовые раковины
могут быть и результатом недостаточной про-
сушки облицовочной краски, под слоем ко-
торой остаётся незначительная влажность,
испаряющаяся при нагревании, образуя поры
и раковины. В этом отношении более опасны
краски, приготовленные на водном рас-
творе и имеющие в своём составе органи-
ческие составляющие. Хорошие результаты
даёт нанесение копоти на поверхность формы
без облицовки красками. При покрытии ко-
потью, как правило, отливки имеют меньшую
поверхностную пористость.
Окислы, расположенные на поверхности
формы и особенно в образуемых трещинах
разгара, также могут являться источником
образования открытых газовых раковин на
поверхности отливок. Покрытие окислившей-
ся поверхности или трещин разгара краска-
ми или облицовка формы такими красками,
под которыми возможно окисление стенок
формы, не спасает от образования поверх-
ностной газовой пористости.
Точно так же предварительный подогрев
формы не может служить полной гарантией
получения отливок без подкорковых пузырей,
так как даже при залнвке в шлифованные
и протравленные металлические формы, на-
гретые до 700°, детали хотя н в меньшей сте-
пени, но поражались поверхностными газо-
выми раковинами.
Поэтому при отливке в металлические-
формы с целью предотвращения образования.
СПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
63.
газовой пористости необходимо: заливку про-
изводить в предварительно подогретую форму
до температуры, при которой не адсорбирует-
ся влага; окраску облицовочными красками
производить лучше всего после первой или
второй заливки; систематически очищать внут-
реннюю поверхность формы от окислов; 'не
допускать в работу формы с трещинами раз-
гара. При небольших размерах трещин раз-
гара должна производиться заделка их спе-
циальной пастой (не на водном растворе).
В другом случае образование подкорковой
газовой пористости может вызываться пере-
гревом металла в печи или каким-либо другим
обстоятельством, при котором в металле рас-
творяется большое количество газов. Чем выше
температура перегрева металла, тем больший
процент газов растворяется в металле. В пе-
риод затвердения растворимость газов в ме-
талле с понижением температуры уменьшает-
ся. Поэтому находящийся в растворе газ на-
чинает выделяться. Интенсивность выделения
газов зависит от разности между внешним
и внутренним парциальным давлением га-
зов. Чем больше разность этих давлений, чем
больше растворено газов в металле, тем 6o.ni-
ше возможностей к образованию подкорковых
пузырей.
При повышении содержания водорода в
стали с 0,0007 до 0,0010% давление вы-
деляющегося молекулярного водорода пре-
вышает внешнее давление, т. е. становится
больше 1 ат. Выделившийся из раствора во-
дород будет стремиться в атмосферу, по быстро
затвердевшая корка металла воспрепятствует
этому. В результате пузырьки водорода об-
разуют подкорковую газовую пористость,
или так называемую ситовость.
В тех частях формы, где происходит более
медленное образование поверхностной корки
металла, например, в местах подвода пита-
телей или в других местах местного перегрева,
газы прорывают медленно образующуюся
корочку и создают поверхностную газовую
пористость. Поэтому в технологии плавки
металла должны быть строго соблюдены все
условия, необходимые для минимального рас-
творения газов и особенно водорода в метал-
ле. Количество водорода в стали при произ-
водстве фасонного литья должно быть ниже
0,001%, а при заливке в металлические формы
водорода должно быть в металле ещё меньше.
И, наконец, в третьем случае, когда заливка
ведётся в сильно перегретую форму до тем-
пературы выше 500—600°, жидкий металл,
заливаемый в форму, нагревает её внутреннюю
поверхность до ещё более высокой температу-
ры, при этом происходит интенсивное выде-
ление газа из металла формы; газ прорывает
тонкую плёнку затвердевшего металла и об-
разует поверхностную пористость.
Скорость выделения газа из чугунной фор-
мы при нагреве до 400° невелика и не вызывает
образования поверхностной газовой пористо-
сти по этой причине. При нагреве же формы
до температуры 750° скорость выделения газов
из чугуна достигает максимума. При этой тем-
пературе газа выделяется в 1,2 раза больше
объёма металла.
Для предотвращения образования газовой
поверхностной пористости за счёт выделения
газов из металла формы не следует перегре-
вать внутренние стенки последней выше
400—5004
При многократной заливке в течение раз-
ливки одной плавки это легко достигается
искусственным воздушным или водяным
охлаждением.
Примером отливки в металлические формы
может служить отливка колеса для вагонов
метрополитена (фиг. 11) на Октябрьском
ВРЗ в Ленинграде.
4
Фиг. 11 . Разрез собранной формы колеса: 2 — метал-
лическая форма; 2—стержень; 3—центровой стер-
жень; 4 н 5—стержень; 6—крышка; 7—воронка j
Сборка форм производится в следующем
порядке: в металлическую форму 1 устанав-
ливают стержень 4, затем — стержни 5 и 2.
На стержень 2 устанавливают центровой
стержень 3. После этого собранную форму
накрывают верхней металлической крышкой 6,
в отверстие которой вставляется литниковая
воронка 7.
Форму заливают через воронку 7 и стояк,
прорезанный в центровом стержне. Для пре-
дохранения металлической формы от размы-
вания струёй жидкого металла на дно формы
устанавливают стержень 4. Указанный стер-
жень одновременно перекрывает отверстие
в форме, через которое выбивается отливка
в случае её задержки в форме при опрокиды-
вании последней вниз разъёмом.
Установка стержней 2, 5 и 3 предназначе-
на для обеспечения свободной нестеснённой
усадки. При установке песчаных стержней 2,
5, 3 в отливке не образуется внутренних на-
пряжений, могущих вызвать образование го-
рячих трещин.
Металлическая форма 1 цапфами устанавли-
вается па специальные металлические стойки.
При помощи цапф и стоек форма легко может
Фиг. 12. Разрез собранной формы поддона для бу-
ферного стакана: /—центровой стержень; 2—стер-
жень: д —металлическая форма; 4—литниковый стер
жень; 5- выталкиватель; 6 — холодильник
64
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
поворачиваться вокруг оси цапф. При уста-
новке стержней форма устанавливается вверх
разъёмом, в таком же положении производит-
ся заливка. Для удаления отливки из формы
она поворачивается на 180° и устанавливает-
ся вниз разъёмом. В металлические формы
производится отливка буферных стаканов,
шпинтонов, поддонов для буферных стаканов
Фиг. 13. Разрез собранной неразъёмной формы
переднего вкладыша подшипника сцепного пальца
паровоза серии СУ : / — металлическая форма;
2-центровой стержень; з—литниковая воронка;
4-—планка с выпором; 5—груз
и других подобных деталей на многих ва-
гоноремонтных заводах.
Эскиз собранной формы для отливки под-
дона для буферного стакана показан на фиг. 12.
Форма поддона при помощи цапф устанавли-
вается на металлические стойки. Сборка фор-
мы производится в следующем порядке: сна-
чала устанавливается выталкиватель 5, на
который укладываются литниковый стержень 4
и центровой стержень 1.
Заливка формы производится через стояк,
прорезанный в центровом стержне. При такой
схеме литниковой системы, когда подвод метал-
ла в форму производится снизу, поверхность
отливки получается значительно чище, чем
при отливке сверху. При сифонной заливке
стойкость металлической формы заметно вы-
ше, чем при подводе металла сверху.
В литейных мастерских депо и литейных це-
хах ПРЗ широкое распространение получил
способ отливки бронзовых деталей в металли-
ческие формы.
В металлические формы отливают рамоч-
ные дышловые подшипники паровозов серий
Су, Э, Эм , Еа > СО, втулки и другие детали.
Отливка рамочных дышловых подшипни-
ков всех серий паровозов производится в
неразъёмные и разъёмные металлические
формы.
Разрез собранной неразъёмной формы для
отливки переднего вкладыша подшипника
сцепного пальца паровоза серии Су представ-
лен на фиг. 13.
Фнг. 14. Разрез разъёмной металлической формы
клиновой половинки подшипника передней головки
поршневого дышла паровоза серин Эм : 7 —литни-
ковая воронка; 2—центровой стержень; 3—планка
с выпором; 4 н 7—боковая часть формы; 5—средняя
часть формы; б—стержень-компенсатор; £н 7 0—руч-
ка формы; 9 — штифт; /7 — литниковая воронка;
/2—выпор
Разрез разъёмной металлической формы
для отливки клиновой половинки подшипника
передней головки поршневого дышла паро-
воза серии Эм представлен на фиг. 14.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ ДЕТАЛЕЙ
ПОДВИЖНОГО СОСТАВА
Ниже приведены технологические про-
цессы литья ряда стальных, чугунных и
бронзовых деталей подвижного состава же-
лезнодорожного транспорта (по данным
литейно-механического завода имени Л. М.
Кагановича в г. Люблино).
Расход формовочных материалов на тон-
ну (в среднем) годного литья деталей подвиж-
ного состава указан в табл. 87.
Примерный состав и физические свойства
стержневых и формовочных красок, формовоч-
ных и стержневых смесей приведены в табл.
88-91.
Нормы расхода шихтовых материалов для
стального, чугунного и бронзового литья при-
ведены в табл. 92—94, расход металла на
единицу изделия — в табл £5. Эти таблицы—
пример практического использования обоб-
щённых данных, приведённых выше.
ЧУГУННОЕ ЛИТЬЁ
Паровозная тормозная колодка
Срок службы тормозной паровозной ко-
лодки увеличился примерно вдвое за счёт
отбела поверхности на концах колодки до
Лб=350-4-450 и за счёт вставок, отливаемых
из белого чугуна с ,Нs не ниже 400.
С увеличением твёрдости чугуна возрастает
хрупкость его, а следовательно, и колодок.
Во избежание аварий от разрушения колодок
и попадания кусков последних под бандаж
во время движения паровоза в тело колодки
заливают штампованный каркас из мягкой
стали, который заранее вкладывают в форму
при её изготовлении.
Материал колодки должен отвечать требо-
ваниям марки СЧ 12-28 по ГОСТ 1412-48;
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
65
Таблица 87
Расход формовочных материалов в кг на тонну
годного литья
'Наименование отливок О Сл С 2 о я х Облицо- вочной смеси Наполни- тельной смеси Стержне- вой смеси
Стальное литьё . . . 625,0
Чугунное » ... 545.3 —
Бронзовое » ... 520,0 —
Корпус автосцепки . — 151,0 67.5,0 97,0
» фрикционно- го аппарата .... — 117,0 43,0 26,0
Девятиспицевы й ко- лёсный центр . . . 22(1.0 575,0 14,8
Ползун — 350,0 1 086,0 49,0
Корпус крана Эвер- ластинга 43,4 24,6
Винт стокера .... — 1 2(Х) ,0 742,0
Башмак тормозной . — 40,0 58,0 3,51
1оловка тормозного рукава 91,4 0,50
Корпус инжектора . — 85,0 36,0 11,30
Паровозная колодка 118-46 114,0 0,175
Подшипник НТВ . . — 68,3
Втулка золотнико- вая ФД ... 150,0 170,0 66,0
Букса 50-т вагона . — __ 123,0 42,82."
» НТВ (С-1) . . — 85,2 21,920
поэтому для отливки колодок применяют
чугун следующего состава: углерода 3,3%,
марганца 0,9%, кремния 1,8—2,0%, углерода
связанного 0,90%, серы 0,12%, фосфора
0,5% (ГОСТ 963-41).
Получаемая твёрдость тела колодки между
вставками должна быть не ниже Нв=210. Дли-
на распространения отбела концов колодки по
рабочей поверхности должна быть в пределах
50 — 60 мм. Отбел концов колодок и полу-
чение высокой твёрдости на концах достигает-
ся за счёт установки в форме наружных
холодильников около будущих концов ко-
лодки.
Формовку колодок производят на формо-
вочных машинах 266 (ВФ-17) или 231 (ВФ-20).
Одновременно формуются две колодки в опоке.
Разрез собранной формы дан на фиг. 15.
Формовку ведут по разъёмной металличе-
ской модели в двух опоках. Разъём модели
сделан по продольной оси.
Сначала формуется нижняя половинка
формы, в которую затем устанавливают боко-
вые холодильники, предназначенные для отбе-
ла концов, и вставки (утюжки и полумесяцы),
заранее отлитые из белого чугуна. Затем фор-
муется верхняя половинка формы, в которую
вставляется штампованный каркас (фиг. 16);
каркас крепится при помощи шпилек или
гвоздей.
Перед установкой каркаса устанавли-
ваются скоба и сухой стерженёк под скобу,
который крепится двумя шпильками диамет-
ром 2 мм и длиной 80 мм.
Заливка собранной формы производится
через стояк диаметром 30 мм и воронку
диаметром 50 мм из чайникового ковша ём-
костью 180 — 160 кг.
Температура заливки не выше 1270°, время
заливки одной опоки 10 сек. Время охлажде-
ния в форме 5 мин., после заливки колод-
ки выбивают и разбрасывают в один ряд для
охлаждения. При остывании колодок в общей
куче скорость охлаждения уменьшается, что
снижает твёрдость тела колодки. Съём с па-
ры станков за 8 час. составляет до 300 форм.
Вставки для паровозных колодок отливают
из специального чугуна (белого) в сырые пе-
счаные формы, без стержней.
Одновременно в одной опоке формуют 60
утюжков или 60 вставок, причём последние
по МЛ1
Фиг. 15. Эскиз собранной формы паровозной тормоз-
ной колодки. Разрезы по линиям MN и ABCDEF.
Виды но разъёму верхней и нижней полуформ:
/—чугунные вставки-полумесяцы (5 шт.); 2 — с*оба;
3 _ каркас; 4 — чугунные вставки-утюжки (5 шт.);
5 —стержень под скобу; 6 — площадки под встав-
ки-утюжки (5 шт.); 7 — гнездо под холодильник;
8 - холодильник; Р — метки под вставки-полумесяцы;
/У -шпильки 0 2 мм, мм (2 шт.)
формуют по неразъёмным моделям и форму за-
ливают через один стояк. Соотношение эле-
ментов литниковой системы для полумеся-
цев:
v г г ; _
—‘ пишите ль Lr шлаковика стояка —
= 1 : 0,47 : 0,46,
где /'—площадь поперечного сечения.
Том 1 2
66
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Соотношение элементов литниковой систе-
мы для утюжков:
2" р • *2 р ’ Р • v р
пит * сил. п* ш. ст • 1 ст
= 1 : 0,597 : 0,495 : 0,389.
Твёрдость вставок в изделии согласно тех-
ническим условиям должна быть не ниже
//£=400.
Выплавку белого чугуна для вставок
производят в вагранке, где обычно выплав-
ляют серый чугун.
При переходе от плавки серого к плавке
специального белого чугуна даётся коксовая
пересыпка в размере 240 кг при производи-
тельности вагранки 5 m в час, затем вагранку
Фиг. 16. Штампованный каркас гребневой паровозной
колодки
загружают металлической колошей. Вес ра-
бочей топливной колоши 60 кг. Через каждые
8 — 10 металлических колош, кроме основной
топливной, пересыпают 120 кг кокса, в том
числе 60 кг очередной топливной колоши.
Флюс (известняк) присаживается в коли-
честве 25 — 30% топливной колоши.
Температура металла на жёлобе должна
быть не ниже 1410%
Разрез собранной формы и сечение эле-
ментов литниковой системы указаны на
фиг. 17 (утюжки) и фиг. 18 (полумесяцы).
Примерный состав и физические свойства формовочных и стержневых смесей для чугунного литья
Таблица 89
Наименова- ние отливок Дозировка в % по объёму и по весу
Общее коли- чество заме- са песок любе- рецкий горелая зем- ля чугуноли- тейного цеха горелая зем- ля сталели- тейного цеха, просеянная через 5-л«л< сито уголь марки МК молотый, просеян- ный через l-мм сито глина огне- упорная, про- сеянная через 1-мм СИТО эмульсия глиняная удель- ного веса 1,35 опилки дре- весные про- сеянные пек древесно- угольный, просеянный через 1-мм сито влажность в % наименьшая газопро- ницаемость в см/мин крепость на разрыв по сухому крепость на сжатие в кг/см2
вёдер кг кг/вёдер % кг/вёдер % кг/вёдер % л % кг/вёдер % С5. чв а % <г> О' /О кг/вёдер % сырого образца сухого образца
Формовочные смеси -
Буксы, под-
шипники и
колодки . . 50 800 80/5 10/10 о/ / ,5/33 72,8/70 120/3 15/16 о 2 — — 16,2/1 2/2 — — — 4-5 100 0,35—
0,45
Золотниковые
втулки . . 29 450 2 <12 17/11 ,.ч — 222/14 49/48,2 — 15/1 3,1/3,5 — 13,2/2 2,9/7,0 5.5- 80 2-3 0,35-
6,5 0,45
То же .... 50 800 8f/5 10/10 557/32 69,7/34 120/8 15/16 — -- — - 32,4/2 4/4 10,6/3 1,3/6,0 — — 4-5 100 0,5— 0,45- 2,5-
1 ,00 0,55 3,5
-><
Стернь 1звые смеси
Буксы .... 30 442 200/12 45,2/40 - — 222/14 эо,.:/4в ,6 - — — -- __ 7,2/2 1,6/6,7 13,2/2 2,9/6,7 5,5— 1< К) 2—3 0,12- 10—14
6,5 0,14
Соединитель-
ные головкн 30 456 400/24 87,7/80 — — — — — — 30/2 6,6/66 — — — 26,4/4 5,7/13,4 5,5- 80 25 0,20- 18
6,5 0,25
Золотниковые
втулки . . . 31 465 200/12 43/38,4 — — 222/14 47 ,7/44 ,8 — — 23/1,5 4,9/4 — — — — 13,2/2 2,8/6,4 5,5- 80 0,5- 0,25- 2,5-
6,5 1,00 0,35 3,5
Прочие дета-
ли 25 380 135/8 35/32 — — 222/14 59/56 — — — — __ — — — 23/3,5 6/12 5,5- 100 4-5 0,20— 14
6,5 0,25
Пр и м е ч н и я. 1. В числителе — вес в <г и % то весу; в зн амена теле—о( 5ъём в бёдрах % по объё му.
2. Люберецкий песок з десь и цалее относится к классу 6.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
Таблица ,90
Г Назначение формовочной смеси 1 Облицовочная: для корпуса автосцепки . . . для хс-мута и фрикционного аппарата для ползуна Наполните тьная Стержневая: для корпуса автосцепки . . . для паровозных букс и дру- гих деталей для корпуса фрикционного аппарата для мелких стержней авто- сцепки •Л 1 |С' О’ рГ £ С- s ] уияПэЗэдоцг моээи J. ' ' । о Cl J, X об 1 — t"— со “ L 1 £ уз -.у смесь люберецкого । st | I 1 [ 1 Г Т" 1 песка 50% и горелой ( п go g земли 50% ° „1 УЗ сл W _ Cj глина огнеупорная мо- я I 51 । 1 1 I i лотая, просеянная че- s * у’ Т'4 ° 00 t3 рСЗ 1--M.W СИТО ,0. "1 4U х W о £ £ горелая отработанная ® 1 1 1 1 с 1 1 1 формовочная смесь £ X ю о “ Я е свойс Доз И о о с Сырая Сухая Сырая, сухая твв формов ировка в % шамот мо- лотый , просеян- ный через, 2-мм сито 1 i 1 о/ <У /0 2-3 5 -8 1 - i - i i эчных и сте по объёму пек дре- весно- угольный , просеян- ный через 0,5-AfAf сито 1 о % “ 1 S 1 ! 2 5 1,5 | 4,3 1,1) 2,9 - 1 ,5 4 ,3 зжневых смесей для стального литья | Физически 1 ОПИЛКИ 1 1 [ £ сульфит- I древес- 1 1 о ный ще- ! ные. про- 1 олифа 1 ц! лок удель-1 сеянные | натураль- 1 ©5 ного веса I через | пая 1,25-1.30 10-.и_и 1 [влажность u J СИ!О 1 i «V i ‘ I B /o . 3 л 1 1 ' I 1 1 . X S 1 o. i „ O, c. ' js o : % 1 d о , о ; - - 1 I f , f ' Гу 1 1 ' i [ ' , i , i ! _ 4,5-5,5 1W i i ! _ 1 _ _ 4 — 5 ! 120 1 ! i _ - - 1 - - -- 5-6,5 j 100 _ i - - 4,2-5,0 ' 120 1,5 4,3 j - - - - 5,5—6,5 W0 j,(, ) . - - 5-5,5 W0 1 2,9 6 17,1 — — 4,5-5,0 100 _ _ — _ . — — 4-5 W0 свойства крепос на ока в к?1с с ырого образца 0,4 -0,5 0,4-0,5 0,5-0,б 0,35—0,50 0/2—0,25 0,2-0,25 0,2-0,3 0,2-0,3 1 | *| — о s ’ CTcrWgo ' 1 1 7 1 7 7 5 7 О) „ ОЛОХЛЭ 1 «5 ос оо t- ££^ !
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Таблица 91
Примерный состав и физические свойства формовочных и стержневых смесей для бронзового литья
Назначение формовочной смеси Дозировка в % по объёму и по весу Физи ческие с войства
Величина замеса Г орелая земля, просеян- ная через 5~мм сито Песок лю- берецкий К7О/14О просеянный Песок ре- пинский п олужир- ный Дек стрин Олифа Древес- ный пек Мазут Сульфит удельного веса 1,25-:-1,30 влажность в % i 1 наймем ьшая газопроницае- мость в см/мин крепость сыро- го образца на сжатие в кг/см2 на сжатие, в кг/смг gn* епость /хих разцов и 2Й es и я 3 * I си и
X X 1 ч Ф X I Q носилки О'- X X 1 о X I и -,о о - X » ч 0 X X с* - о О'- ~ ~-О Ч О' вёдер - о О' " 1 S вёдер О О'
Облицовочная: для армировки и дета- лей инжектора для корпуса инжектора Стержневая: для корпуса инжектора для армировки для деталей инжектора Наполнительная для всех деталей При ме ч а н 9 8 5 ,5 10 1 6 16,5 и е. 435 390 268.6 492 290 312 В чр i L 1 I 1 Со Сл 55,1/65,0 36.0/37,0 57,1/58,5 100 ггеле — 3 3 4 4 о ПС зз,1/зз,з 36,0/37,0 70П1.3 65,9/66,5 76,1/75,5 объёму 1,5 4 2 1,5 в 3 11,0/11,2 24,0/24,5 26 ,5/26,8 38,1/39,0 32,9/33,0 22,8/23,0 иаменате 1 2,5 2.-5 ле 1 1 3 1 О О 1 с О ... Д2-Г 1 1 Ю1 1 । IS 3,0/1.5 - у. 1 1 4,0/1.5 3,0/1,5 1 2,5 р,89/0,50 ~ i - II 1“1 1 1 1 1 0/1,3 1 Сп СлСл си сл сл . С СП Сл СЛ 'со О 1 1 1 1 1 1 1 1 СЛ Фэ СП СП ~i осп i Сл О ОСЛ Сл сл 20 30 30 30 30 30 30 0,40—0,50 0,40-0,50 0,17-0,20 0,30-0,35 0,22—0,27 0,16-0,20 0,20—0,40 6-7 6-8 •а—7 7-9 7-9 1,5-2,1 1,5-2,5 1,5-2,11 2,0-2.5 2,0-2,5 1 1
Г аблица 9 2
Примерные нормы расхода шихтовых .материалов для отливки стальных деталей подвижного состава на 1 т годного литья
Наименование компонентов, входящих в состав металлической шихты Марка Стандарт Мартеновское углеродистое литьё—крейцкоп- фы, корпус авто- сцепки и другие паровозные и вагонные детали Мартеновское среднемарган- цовистое литьё- корпус фрикци- онного аппарата Электроуглеро- дистое литьё- замок. замкодер- жатель, собачка, клин, конус, плита и другие детали Электросред- немарганцо- вистое литьё —кор- пус фрикци- онного аппа- рата Бессемеровское углеродистое литье- замок. замкодержатель. кронштейн, балочка и др. Слитки—дыш- ла паровоз- ные и другие детали
кг % кг О/ /0 кг кг °С1 кг °L> кг о
Чугун передельный » зеркальный Лом стальной Ферросилиций доменный . . . » 45%-ный ... . Ферромарганец Алюминий М-2 3-2-3 Разный ФС-2 Си-45 Мн-1 А1-3 ГОСТ 805-49 ГОСТ 805-41 ГОСТ 2787-44 ГОСТ 805-41 ГОСТ 1415-49 ГОСТ 4755-49 ГОСТ 295-41 514,5 22 883 17 14,7 17,3 1 ,5 35,0 1,5 60,1 1,2 1 ,о 1,2 0.1 617 22 759,5 17 14,7 38.3 1,5 42 1,5 51,7 1,2 1,0 - .6 0,1 53,8 1 442,7 15.4 9.2 18,1 1.5 3,5 93,7 1,0 0,6 1,2 0,1 154 1 303 15,4 15,4 50,7 1,5 10 84.7 1,0 1.0 3,3 0.1 1 200 640 86 40 34 2 60 32 4,3 2,0 1.7 0,1 411 18 706 14 12 14 1,2 35 1,5 60,1 1 ,2 1,0 ОД
Итого — 1 470 100 1470 100 1 540 100 | 1 540 100 2 000 | 100 1 175 100
Пр имеча н ие. При производстве металла в бессемеровской реторте вместо передельного чугуна марки М-2 применяется передельный чугун марки Б-1 ,
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
j СП
«5
Таблица 93
Примерные нормы расхода шихтовых материалов для отливки чугунных деталей подвижного состава на 1 т годного литья
Наименование компонентов, входящих в состав металлической шихты Марка Стандарт Вагонные буксы, подшипники и др. Чугун марок: СЧ 15-32; СЧ 18-36 Паровозные цилинд- ры, втулки цилинд- ровые и др. Чугун марок: СЧ 21-40; СЧ 28-48 Тормозные колодки, колосники, грузы. Чугун марки СЧ 12-28 Для отливок из модиф ицированного чугуна Водопровод- ные трубы и детали к ним
кг % кг о/ /о кг % кг о/ /о кг %
Чугун литейный »> зеркальный » хромоникелевый .... Ферросицилий доменный .... Лом чугунный » стальной ЛК-0-1-2 ЗЧ-2-З Си-Ю Ра зный » ГОСТ 4832-49 ГОСТ 5164-49 ГОСТ 5163-49 ГОСТ 2787-44 ГОСТ 2787-44 713 22 29 559 147 48,5 1,5 2 38 10 572 36 114 36 457 215 40 2,5 8 2.5 32 15 463 19 13 625 125 37,5 1,5 1,0 50,0 10 588 44 73 7 383 375 40 3 5 0,5 26 25,5 985 16 16 468 78 63 1 1 30 5
Итого Примечание, вместо доменного феррос Для торм илиция пр — | 1 470 | 100 | 1 430 | 100 | 1 250 1 1СЭ 1 1 470 озных колодок вместо чугуна марки ЛК-0-1 применяется чугун марки ЛК-3-4 и для моди вменяется 75%-ный ферросилиций. 100 1 1 563 [)ицированного чу 100 гуна
Таблица 94
Примерные нормы расхода шихтовых материалов для отливки бронзовых деталей подвижного состава на 1 т годного литья
Наименование компонентов, входящих в состав металлической шихты Марка Стандарт Паровозная паро-водяная арматура Подшипники паровозные и армировки Электроды ОЦС 5-5-5 Буксовые под- шипники н/с ФД и ИС Плавающие втулки н/с ФД, ИС, со Уплотняющие кольца сальников
кг о/ /О кг о/ /о кг о/ /о кг % кг % кг О' /О
Олово 04 ГОСТ 860-41 1,5 0,10 1,25 0,10 1,7 0,10 20 1,6 25 2,0
Цинк Ц2 ГОСТ 3640-47 58 4,0 12,5 1,0 16,7 1,0 — — — — — —
Фосфористая медь МФ-7 ОСТ 3135 19,5 0,70 12,5 1,0 16,7 1," 1,9 15 1,2 15 1,2 14,6 1,20
Мель М4 ГОСТ 859-41 47,0 3.2 23,75 1,9 31,7 205 16,4 178,5 14,3 252,5 20,70
Чушковая бронза — ГОСТ 614-47 735 50,0 500 40,0 950 57,0 200 16,0 350 28,0 — —
ГГлм ы птуппы бппняы ..... — В том числе скпап 603 41 .0 687.5 55,0 633.5 38.0 625 50.0 56.3 45.0 451.5 37.0
Свинец С4/СЗ ГОСТ 3778-47 15 1,6 12,5 1,0 16,7 1,0 175 14,0 112 9,0 488 40,0
Никель Н2 ГОСТ 849-41 — — — — — 10 0,8 6,25 0,50 13,4 1,10
Итого * . - - 1 470 100 1 250 100 1 667 100 1 250 100 1 250 100 1 220 100
Примечание. Лом и отходы применяются одноимённых марок с отливаемым марками) ломом и отходами своего производства. изделием. Чушковая бронза может заменяться (одноимёнными
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИГЬЯ
71
Фиг. 17. Экю собранной формы и сечение элементов литниковой системы вставки-
утюжки для пароле зной тормозной колодки
Соотношение литниковой тпстемы
s^пит : ^шл. пит : - шл. ст ' ст = 3 900 : 2 329 : 1932: 1 520 =
= 1 : 0,597 : 0,495 : 0,389.
Таблица 95
Выход годного и расход металла на единицу изделия при изготовлении литых деталей
подвижного состава
Наименование отливок Вес н кг Выход годного в % от ме- талличе- ской шихты
Чёрный вес (годное) Возврат- ные отходы В том числе Пробы ] (испытание) 1 Жидкий 1 металл | Угар । Мета лличе- ская шихта
литники ! и прибы-• ли । с С—
Корпус автосцепки 170,70 45,10 31,20 9,80 1,60 217 ,40 16,40 233,80 73,20
Замок > 12,10 6,75 5,30 1,05 0,08 18,93 1,00 19,93 61,10
Корпус фрикционного ап
парата 80,40 11,88 5,48 4,20 0,96 93,24 7,02 100,26 80 ,40
Клин фрикционный . ... 3,05 1,15 0 ,86 0 ,23 0,02 4,22 0,22 4,44 68 ,60
Хомут тяговый 82,00 21,88 16,28 4,70 0,80 104,86 5,52 110,38 74,50
Башмак 50-т вагона . . . . 8,20 3,53 2,45 0,66 0,04 11,77 0,62 12,39 65,70
Колодка горочного башма-
ка .3,80 2,35 1,96 0,34 0.03 6,18 0,38 6,51 58,40
Корпус крана Эверластинга 13,40 8,88 7,16 1 ,01 0,22 22,50 1,95 24,45 54,80
Ползун паровоза серии:
СУ -106 130,00 112,10 90,80 10,70 6,90 249,00 18,70 267,70 48,80
ФД 301,80 225,70 177,30 24,00 8 ,60 535 ,30 40,30 575,60 52,40
Буксы паровоза серии:
СУ-76 378,00 209,06 150,00 26,70 5,70 593,30 45,60 633,90 59,30
» Эм -56 131,00 158,20 138,00 13,20 3,90 293,10 22,10 315,20 41,80
Промежуточная часть-винт
стокера 14,00 26,43 24,2 1 ,83 16,6 0,25 40,68 3,07 43,75 32,00
Центр 111 типа 230,00 134,70 110,3 5 ,3 370,00 27,90 397 ,90 57 ,50
Армировка НТВ 0,900 0,293 0,216 0,051 0,046 1 ,275 0,054 1,329 65,00
» 20-т вагона 1 ,172 0,620 0,509 0,075 0,067 1,869 0 ,078 1,947 60,СО
Подшипник 50-гп вагона 2,620 0 ,897 0,668 0,148 0,133 3,692 0,1 4 3,846 68,00
Корпус инжектора № 11 41,400 15,864 8,833 2,431 2.190 60,792 3,200 63,992 65,00
» » А801 49,200 26,219 17,577 3,175 2 ,857 79,365 3,125 82,490 60,00
Вставка (полумесяц) ко
лодки 0.07 0,13 0,11 0,01 — 0,20 0,01 0,21 33,30
Вставка (утюжки) колодки 0,15 0,12 0,10 0,01 — 0,27 0,02 0,29 51,70
; Колодка паровозная . . . 16,38 1 ,89 1,03 0,65 0,18 18,45 1,18 19,63 83,30
Буксы НТВ 35,50 3,70 1,66 1 ,38 0,20 39,40 с,97 42,37 84,00
I » 20-т вагона . . . 40,20 5,08 2,24 1,59 0.23 45,51 2,90 48,41 83,30
» 50-/7? вагона . . . 68,50 8,05 3,23 2,69 0,38 76,93 4,91 81,84 83,90
Подшипник НТВ 2,55 0,80 0,52 0,12 0,02 3,37 0,2 3,59 72,70
» 20-т вагона . 4,10 0,84 0,49 0,17 0,02 4,96 0,32 5,28 78,00
Колодка вагонная тормозн 16,00 4,61 3,03 0,73 0,10 20,71 1,32 22,03 72,50
Башмак вагонной тормоз
ной колодки . 12,00 2,41 1,26 0,51 0,07 14,48 0,93 15,41 78,00
72
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Фиг. 18. Эскиз собранной формы и сечение элементов литниковой системы вставки-
полумесяца для паровозной тормозной колодки
Вагонная тормозная колодка
Технологический процесс отливки тормоз-
ных колодок в «металло-керамические» формы
предложил и разработал инж. Зеленский Д. Т.
Постоянные металло-керамические формы уст-
раняют основной недостаток металлических
форм — высокую теплопроводность и акку-
муляционную способность, но в то же время
сохраняют их преимущество — высокую
стойкость.
Первый слой металло-керамической формы
набивается составом смеси, имеющим тепло-
проводность не выше, чем теплопроводность
сырой песчаной формы.
Второй слой делается более теплопровод-
ным с тем. чтобы за счёт этого отводилось тепло
от первого слоя и не допускался его перегрев.
Это обеспечивает более продолжительный срок
службы металло-керамической формы.
Рекомендуемый состав чугуна для отливки
тормозных колодок в металло-керамические
формы следующий: С =3.2—3,5%; Si = 0,8—
1,2%; Мп = 0,8—1,2%; Р не более 0,4 и
S не более 0,18%. Сумма углерода и кремния
в чугуне должна быть в пределах 4,4%.
При отливке колодок в металлические фор-
мы содержание кремния держится в преде-
лах 1,6—2,0%, в случае уменьшения кремния
ниже нижнего предела в отливаемых колод-
ках появляются отбелённый слой, продоль-
ные и поперечные трещины и усадочные ра-
ковины.
При отливке колодок в металло-керамиче-
ские формы из серого чугуна с пониженным со-
держанием кремния достигается перлитная
структура с пластинчатой формой графита.
Явления образования структурно свободного
феррита не наблюдаются.
Конструкция металло-керамической формы.
Металло-керамическая форма состоит из чу-
гунной опоки, двух металлических обойм ос-
нования, двух металлических обойм цент-
ровых и чугунных боковин, в которые встав-
ляются песчаные стержни ушка колодки.
Металлические обоймы конструктивно вы-
полняют в виде решётки по рабочей поверх-
ности, ячейки которой заполняют максималь-
но плотно металло-керамическим материалом.
Стойкость такой конструкции обойм дости-
гает 200—400 заливок. После набивки обоймы
подвергают сушке при температуре 600—
700сС. Стойкость чугунной опоки 4 000 за-
ливок.
Набивка металло-керамики в обойму может
производиться несколько раз.
Стальные обоймы выдерживают более 2 000
заливок.
Сборка, заливка и выбивка металло-кера-
мических форм производятся в таком же по-
рядке, как и металлических форм, на спе-
циальном конвейере или вручную.
1. Смесь для поверхностного рабочего слоя
обоймы, соприкасающегося с расплавленным
металлом: мелкой чугунной стружки по объ-
ёму 40—50%, асбеста волокнистого 20—25%,
графита серебристого 10—15% и глины огне-
упорной 15—20%. К 100% твёрдых составляю-
щих смеси добавляется 7—8% жидкого стекла.
Наилучшее уплотнение металло-керамической
облицовочной смеси получается при влаж-
ности 7—8%.
2. Смесь для наполнительного нерабочего
слоя обоймы: мелкой чугунной стружки по
объёму 75—80% и глины огнеупорной 20—
25%; на 100% твёрдых составляющих добав-
ляется 4—5% жидкого стекла. Влажность
приготовленной смеси 7—8%. Глину следует
применять такую, которая имеет температуру
спекания не выше 1000°, температуру плав-
ления не ниже 1600°. Спекание огнеупор-
ной глины можно увеличить добавлением
2—3% поваренной соли в воду, применяемой
для увлажнения металло-керамической сме-
си. Перед употреблением предварительно про-
сушенная глина размалывается в бегунах
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
73
и просеивается через сито с отверстиями раз-
мером не более 1 мм.
Чугунная стружка также дробится в бе-
гунах и просеивается через сито с отверстиями
1,5 мм. Употреблять стружку можно только
свежую, не окисленную и без наличия смазы-
вающих масел. Для наполнительного слоя
чугунная стружка может не размалываться,
но просеивание через сито с отверстиями 3 —
4 мм желательно.
Подготовленные твёрдые составляющие
тщательно перемешивают в бегунах, после
добавления жидкого стекла и воды перемеши-
вание продолжается в течение 25—35 мин.
до получения однородной металло-керамиче-
ской смеси.
Набивка обойм и сушка металло-керамики.
После набивки рабочий слой формы армирует-
ся проволокой диаметром 5—4 мм и длиной
35—45 мм. При армировании концы проволоки
не должны выходить на рабочую поверх-
ность. Не допускается армирование гвоздями
со шляпками.
Сначала набивают рабочий облицовочный
слой, а затем наполнительный. После набивки
обоймы со стороны рабочей части в центре каж-
дой клетки обоймы молотком вбивают куски
проволоки на глубину ниже поверхности ра-
бочего слоя на 1 мм. После армирования
поверхность металло-керамики тщательно за-
глаживают и окрашивают графитовой краской
следующего состава: графита серебристого по
объёму 50%, молотого шамота 35% и глины
огнеупорной 15%. Плотность краски 1,35—
1,45.
Металло-керамику в металлических обой-
мах провяливают (сушат) на воздухе в течение
2 суток в тёплом и сухом помещении.
После этого обоймы поступают в сушиль-
ную камеру, в которой медленно поднимают
температуру до 250—300°, при этой темпера-
туре выдержка в течение 3 час., затем
снова медленный нагрев в течение 5—6 час.
до 600—700° и выдержка при этой температуре
5 час.
Охлаждение производится вместе с пе-
чью до температуры 200—250°, после чего
тележку с обоймами выкатывают из печи,
а рабочую поверхность обоймы окрашивают
графитовой краской.
Рабочий слой облицовки металло-керами-
ческих обойм толщиной 20—30 мм во время
сушки имеет усадку не более 0,2%. Тепло-
проводность облицовочного слоя металло-
керамики не выше теплопроводности сырой
песчаной формы. При нагревании облицовоч-
ного слоя до 1200—1250° во время заливки
в форму чугуна поверхность рабочего слоя
не растрескивается и не приваривается к от-
ливкам.
После удаления из формы отливок при тем-
пературе 800—900°, охлаждения формы на
воздухе до 150—200° и окрашивания жидкой
краской рабочей поверхности при этой тем-
пературе металло-керамика после неодно-
кратных заливок не растрескивается.
Металло-керамические формы заливают ме-
таллом, выпущенным из вагранки с темпера-
турой 1300—1350° и охлаждённым в ковше
до 1180—1220° (по Пиропто без поправки).
Заливка при указанных температурах чу-
гуна приведённого химического состава обес-
печивает получение тормозных колодок с по-
вышенной износостойкостью и И Б— 19U-y
-4-241 без усадочных раковин.
Износ колодок, отлитых в различные фор-
мы, указан в табл. 97.
Таблица 97
Сравнительные данные об износе колодок,
отлитых в различные формы
Тип
коло
ДОК
Тип формы
Отношение износа
данной колодки (в г
иа 1 000 км) к изно-
су колодки II типа
Металло-керамиче -
скал..............
Песчаная (М. Ф.)
Металлическая . . .
Металлическая с
земляной облицов-
кой ..............
Если судить по полной заводской себестои-
мости, наиболее выгодным технологическим
процессом, при котором получается наиболее
дешёвая колодка, является отливка в метал-
лические формы.
На этом основании и получил широкое
распространение этот вариант технологии.
На самом же деле, если учесть коэфициент из-
носа, наиболее выгодным технологическим
процессом, при котором получается наиболее
низкая приведённая стоимость, является от-
ливка в песчаные сырые формы, машинный
способ формовки.
Таким образом, отливка чугунных деталей,
работающих в условиях сухого или полусу-
хого трения, должна производиться из чугуна
с перлитной структурой металлической основы
и пластинчатой формой графита крупных и
средних по длине включений.
Включения мелкопластинчатого, особен-
но сетчатого и глобулярного графита, пони-
жают износостойкость чугуна.
Поэтому для чугунных деталей цилиндро-
вой группы паровозов и тормозных коло-
док технология отливки в металлические
формы не может быть рекомендована как не
обеспечивающая высокой износостойкости
чугуна, а следовательно, и больших пробегов
паровозов и вагонов.
В случае применения технологии отливки
таких деталей в металлические формы следует
направить внимание прежде всего на изыска-
ние долговечных, высокоэффективных термо-
изоляционных покрытий, обеспечивающих ско-
рость охлаждения и теплопроводность иден-
тичными сырой песчаной форме. Положитель-
ное решение этой задачи достигнуто на ВРЗ
им. Войтовича путём отливки тормозных ко-
лодок в металлические формы с внутренней
песчаной футеровкой толщиной 20 мм.
При выборе материала—состава и струк-
туры чугуна для колодок, а также технологи-
ческого процесса их производства следует
руководствоваться не только тем, чтобы полу-
чить износостойкую тормозную колодку,
но необходимо иметь при этом коэфициент
трения, обеспечивающий нормальный тормоз-
ной путь и незначительный равномерный из-
нос бандажа.
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Золотниковые втулки и барабаны
для золотниковых колец
Золотниковые втулки по механическим ка-
чествам должны быть не ниже марки
СЧ 21-40 по ГОСТ 1412-48. Отливаются они
на заводе имени Л. М. Кагановича из серого
остальную часть опоки заполняют наполни-
тельной формовочной землёй. Составы формо-
вочной смеси приводятся в табл. 91.
По всей форме делают по 30 — 40 на опоку
наколов душником диаметром 5 мм, глубиной
до самой модели. В сыром виде форма окраши-
вается из пульверизатора графитовой краской.
Фиг. 19. Монтаж модели золотниковой втулки паровозов серий ФД и СО: 7 - под-
модельная плита; 2 -модель; 3 -литниковая система; 4— выпор; 5—стояк; в—конт-
рольная шпилька
чугуна следующего химического состава в %:
углерода 3,0—3,3; кремния 1,4—1,6; мар-
ганца 0,70 — 0,90; фосфора 0,30 — 0,50;
серы 0,10; никеля 0,15—0,30; хро-
ма 0,40 — 0,80.
Расход шихтовых материалов на выплавку
чугуна представлен в табл. 93. После отливки
твёрдость втулки должна быть Нб=190—'229.
Втулки термически обрабатывают, т. е.
подвергают закалке с последующим высоким
отпуском. После термической обработки
И б = 270 — 310.
Втулки формуются на машине 232 (ВФ-13)
по разъёмной модели, смонтированной на
подмодельной плите с литниковой системой,
стояком, выпором и прибылью (фиг. 19); обе
половины формы изготовляют по одной мо-
дели.
Втулки и барабаны для золотниковых ко-
лец, отлитые в футерованные изложницы по
способу, разработанному на Полтавском ПРЗ
(фиг. 20), обеспечивают хорошее качество от-
ливок в отношении срока службы их в экс-
плоатации.
Слой облицовочной смеси при обычной
формовке составляет примерно 30 — 40 мм;
Сушку форм производят в камерном сушиле
при температуре 300°С в течение 6 час.
Фиг. 20. Продольный разрез центробежной машины
Полтавского ПРЗ: 7 — шкив; 2 — нажимной валик;
3 — изложница; 4 — ось нажимного ролика; 5 — вы-
движной жёлоб; 6—пробка
Для образования внутренней полости в
форму устанавливают стержень, который очень
плотно набивают, так как он сушится верти-
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
75
кально и при неплотной набивке может осесть,
не давая точных размеров внутренней полости
при отливке втулки. Обычно стержень изго-
товляют пустотелым. Для этого в стержень
наформовывают металлическую трубу диамет-
ром 115 — 120 мм, которую затем вынимают
перед раскрытием стержневого ящика. Сырой
стержень перед сушкой красят 2 раза, а после
сушки натирают пастой из серебристого гра-
фита. Составы краски, пасты и стержневых
смесей приведены в табл. 90 и 91. Сушится
стержень в вертикальном положении в тече-
ние 6 час. при температуре 250°С.
Правильность геометрических размеров
стержня и его установку в форме при сборке
проверяют шаблоном. Во избежание ухода ме-
талла по разъёму формы края её перед накры-
тием формы обмазывают тестообразной гли-
ной. Опоки скрепляют четырьмя болтами, пос-
ле чего собранную форму вертикально уста-
навливают под заливку. Перед заливкой на
форму ставят чаши стояка и выпора. Время
заливки одной формы 25—30 сек. Собранная
форма показана на фиг. 21.
Фиг. 21. Эскиз собранной формы и сечение элементов
литниковой системы золотниковой втулки: 7—выпор;
2—стояк; 3 — асбестовый шнур диаметром 3 мм или
тонкий слой глины; 4 — питатель № 1; 5 — пита-
тель № 2; 6—стержень № 1
Соотношение литниковой системы:
~РПит - ^Ршл-Рст - 758 : 1 012 : 1 017 -
= 1 : 1,33 : 1,47.
Иногда отливку золотниковых втулок и
барабанов для золотниковых колец произво-
дят центробежным способом1 во вращающиеся
около горизонтальной оси металлические из-
ложницы. Отливку центробежным способом
в металлические изложницы выполняют с тон-
ким слоем присыпки в подогретые до темпера-
туры 300 — 400° и в футерованные изложницы.
1 Центробежная отливка золотниковых втулок
и барабанов для золотниковых колец в изложницы
с иолупостоянной формой. Информационное письмо
ЦНИИ № 182, 1950.
Отлитые центробежным способом барабаны
для золотниковых колец в металлическую
изложницу с тонким слоем присыпки и
интенсивно охлаждаемую водой имеют неудо-
влетворительную слоистую макроструктуру с
точечной и глобулярной формой графита.
Для устранения отбела при отливке таким
способом барабанов для колец применяют чу-
гун с высоким содержанием кремния, что при-
водит к появлению в отливках структурно-
свободного феррита. Между тем, отливки с на-
личием структурно-свободного феррита и то-
чечной формой графита имеют пониженную
износостойкость по сравнению с отливками
в стационарные песчано-глинистые формы.
В связи с отмеченными недостатками отливка
втулок и колец в металлические (нефутеро-
ванные) изложницы запрещена.
Определённая этими исследованиями от-
носительная износостойкость золотниковых
колец характеризуется величиной пробега
паровоза (табл. 98).
Таблица 98
Относительная износостойкость золотниковых
колец
Серия и № паровоза Сторона I паровоза 1 Способ от- л ивки колец Пробег па- ровоза в км Пр ичина смены колец
КУ 1 Лева я 7 948 Расточка втулки
СУМ 217-47 Правая 3 1 042 Износ колец
КУ 26 » к о 1© 986 Поломка ко- лец
С Ум 217-57 Л ев а я о н 17 434 Износ колец
КУ 1з 1 [равая Цен 15 356 Расточка втулки
СУ“ 217-47 Левая 16 772 Поломка ко- лец
СУ“ 277-52 Правая 25 309 Продолжает работать
СУ“ 217-47 » 46 348 Т о же
С 219-50 Правая и левая [ Стационар | ный в пес» 1 но-глинист форму 38 000 »
В депо Юдино Казанской ж. Д. для улучше-
ния качества барабанов золотниковых колец
при отливке в металлические изложницы про-
изводился предварительный подогрев излож-
ниц до температуры 300 — 400°.
Замедленное охлаждение отлитых бараба-
нов производилось в ямах, выложенных кир-
пичом и закрываемых крышками.
При отливке в подогретые изложницы про-
межуток времени от начала заливки до оста-
новки машины возрос с 2,5—3 до 4,5 —6 мин.
Чугун применялся с меньшим содержанием
кремния (в среднем 1,3 — 1,6%), причём
отбелённой поверхностной корки не по
лучалось.
Лабораторными исследованиями установ-
лено, что центробежные отливки, изготовлен-
ные депо Юдино, имеют слоистую макрострук-
туру. Графит имел преимущественно пластин-
76
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
чатую форму с заметно увеличенной толщиной
пластинок. Структурно-свободный феррит на-
блюдался только у внутренней поверхности
барабанов.
При сравнении после испытания колец
завода имени Л. М. Кагановича, отлитых в
стационарные песчано-глинистые формы, и
отливок, полученных центробежным способом
с присыпкой (без футеровки), отливки депо
Юдино, по данным Н.Н. Иньшакова, заняли
промежуточное положение, причём резуль-
таты испытания оказались различными, что
указывает на неоднородность свойств чугуна
этих отливок.
На Полтавском ПРЗ отливку втулок и зо-
лотниковых колец производят центробежным
способом в футерованные изложницы. Для
набивки изложниц применяют порошкообраз-
Механические свойства чугунных золотни-
ковых втулок, отлитых центробежным спо-
собом, и таких же отливок в стационарные
песчано-глинистые формы приведены в табл.99.
Таблица 99
Механические свойства золотниковых втулок
Способ отливки Предел прочности в кг/мм*,
при рас- тяже нии при сжатии НБ
Центробежная Пол- тавского ПРЗ . . . В стационарные пес- чано-глинистые формы 27,2 25,7 93,9 79,5 210, Н4,5
Фиг. 22. Эскиз собранной формы и сечение^элементов литниковой системы головки
соединительного рукава: 7-стержень-сетка; 2 —стержень основаниях® 1; 3—стер-
жень центровой № 2; 4 —газоотводы диаметром 5—6 мм
Соотношение литниковой системы:
рпит- Ршл-Рсетки'Рст-455 -. 500: 537 : 706 = 1,0 : 1,1 : 1,18 : 1,55.
Сеч nobb
н ую смесь, состоящую из 85% шамота и 15%
огнеупорной глины; в указанную смесь до-
бавляют 10—12% воды. Толщина футерован-
ного слоя 60 мм. После изготовления форму
провяливают, а затем сушат при температуре
350 — 400°втечение 10 час. Далее окраши-
вают в горячем состоянии краской следующе-
го состава: молотого кокса 40%, молотого
каменного угля 20%, чёрного гра-
фита 35%, сульфитного щёлока 5%. Полу-
постоянная футеровка при хорошем качест-
ве первоначальной набивки, тщательном ис-
правлении повреждений и окраске после каж-
дой заливки выдерживает 15 —• 20 заливок.
Головка соединительного рукава
Головку соединительного рукава отливают
из чугуна, причём отливка должна отвечать
марке СЧ 21-40 по ГОСТ 1412-48.
Соединительная головка формуется на
станке типа 266 (ВФ-17) по восьми деталей
в форме. Формовку выполняют по разъёмным
металлическим моделям. Уплотнение формо-
вочной смеси в опоке происходит за счёт
встряски и подтрамбовки при помощи сжатого
воздуха. Заформованные опоки снимают со
станка; нижнюю опоку поворачивают на 180J
и устанавливают на деревянный щиток.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
77
Перед установкой стержней в нижней фор-
ме прокалывают газоотводы для вывода газа
из вертикальных знаковых частей централь-
ного стержня душником диаметром 4 — 5 мм.
В верхней опоке прокалывают по два газо-
отвода в каждом гнезде будущей детали:
один диаметром-1,5 —• 2 мм и один из гори-
зонтальной знаковой части диаметром 4 —
5 мм.
В нижнюю форму устанавливают сначала
стержень основания 2 (фиг. 22), затем стержень
центровой 3. Правильность установки стерж-
ней проверяют шаблоном, после чего нижнюю
форму накрывают по штырям верхней фор-
мой. Для улавливания шлака перед накрытием
нижней формы устанавливают сетку.Применя-
емая формовочная смесь и её свойства указаны
в табл. 9L
После этого стержневой ящик раскрывают и
стержень выкладывают на фигурную плиту.
Стержни сушатся при температуре 180° в те-
чение 1 ч. 30 м. Просушенный центровой
стержень очищается от заусениц по разъёму
ящика и натирается вручную графитовой
пастой (состав этой пасты приведён в табл.90).
Стержни, в которых газоотводы вышли
на поверхность, бракуют, так как в
случае их использования по назначению
в отлитых деталях образуются раковины.
Головку соединительного рукава испытывают
под воздушным давлением 6 ат, поэтому
даже незаметные раковины не допуска-
ются.
После натирки стержней их вновь про
сушивают и затем направляют на сборку
формы.
Стержни соединительной головки центро-
вой 3, основания 2 и сетки 1 изготовляют в ме-
таллических ящиках из стержневой смеси
на пеке (табл. 91).
Центровой стержень изготовляют в одно-
местном металлическом ящике (фиг. 23).
Набивку стержня производят через воронку 7
и через вертикальный знак размером 29,5 мм.
После набивки со стороны знаков счищается
лишний слой земли; воронка 7 предварительно
снимается. Торцы знаков стержня, находя-
щегося ещё в ящике, заглаживают гладилкой,
со стороны знаков прокалывают газоотводы
.'.ушником диаметром 4 — 5 мм с таким рас-
чётом, чтобы газоотводы не выходили на по-
верхность стержня, заливаемую металлом.
Стержень основания п стержень-сетку из-
готовляют в металлических ящиках из та-
кого же стержневого состава; они проходят
такой же режим сушки, как и центровой
стержень.
Расход материала на изготовление одной
детали и выход годного указаны в табл 93,
94 и 15.
Заливку формы осуществляют через литни-
ковую систему — стояк, сетку, шлаковик
и питатели—со следующим соотношением се-
чений элементов;
Ц F Ц F • У F • Ц F
пит • шлак ' сет ‘ ст
401 : 507 : 537 : 6G0 = 1,0 : 1,22 : 1,34 : 1,62 .
78
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Польстерно-подбивочная букса для оси
типа С-2
Буксу типа С-2 относят к чугунному литью
марки СЧ 15-32, её формуют по металличе-
ской разъёмной модели в двух опоках. Фор-
мовку производят на формовочных станках
типа 266 (ВФ-17). На одном станке формуется
низ опоки, а на другом верх, причём формовку
производят одновременно.
Вентиляция формы осуществляется за
счёт газопроницаемости формовочной смеси и
газоотводов, прокалываемых душниками диа-
метром 4 — 5 мм как со стороны набивки до
снятия формы с модели, так и со стороны разъ-
ёма в знаковых и выступающих частях верх-
ней формы. Стержни устанавливают как в ниж-
нюю, так и в верхнюю формы. В нижней фор-
ме размещают центровой стержень, состоя-
щий из двух половинок (1 и 6'). В верхней
форме устанавливаются стержень-кругляш 3
и стержень-ушко 2. Стержень под ушко кре-
пят двумя шпильками. Для получения точ-
ных размеров буксы стержни при установке
в знаки не должны качаться.
Половинки центрового стержня 1 и 6
промазываются по шву графитовой пастой,
в противном случае газы могут прорваться
в тело буксы и образовать в ней газовые ра-
ковины, что приводит к браку букс.
Накрытие опок производят по длинным
и строго точным штырям; это предохраняет
формы от перекоса и обвала. Разрез собран-
ной формы показан на фиг. 24. Соотношение
сечений отдельных элементов литниковой си-
стемы принято как
1,0 : 1,22 : 1,25,
или
Vр .ур . Vf =
= 1 008 : 1 232 : 1 256,6.
При таком соотношении отдельных эле-
ментов литниковой системы получается наи-
лучший результат в отношении качественных
показателей.
Половинки 1 и 6 центрового стержня из-
готовляют в открытых металлических стерж-
невых ящиках на формовочных станках.
Стержень-кругляш 3 и стержень-ушко 2 из-
готовляют по металлическим стержневым ящи-
кам вручную. Состав применяемой стержне-
вой смеси дан в табл. 91.
В стержни при их изготовлении устанавли-
вают каркасы (прутки или трубки), причём
последние не должны выходить на поверх-
ность стержней. Для облегчения центрового
стержня и увеличения податливости его делают
пустотелым, но с добавлением в стержневой
состав опилок.
После встряски землю сверху уплотняют
деревянными молотками; излишек земли со
стороны набивки счищают прямой линейкой.
Затем вынимают баклуши и на ящик устанав-
ливают сушильную плиту. При помощи опро-
кидывающего механизма станка стержневые
ящики переворачивают на 180°, вниз плитой.
При обратном движении станка стержни ос-
таются на сушильных плитах.
Сушка центрового стержня происходит при
температуре 270° в течение 2 час. Стержни 2
и 3 сушатся при температуре 200° в течение
40 мин. Высушенные стержни по линии разъ-
ёма формы точно притирают в специальных
кондукторах на карусельном шлифовальном
станке.
Прежде чем приступить к притирке по-
верхностей разъёма половинок центрового
стержня, рейку, образующую пылевую шайбу,
Сеч по СС \
печ по ин
Фиг. 24. Эскиз собранной формы и сечение элемен-
тов литниковой системы буксы С-2: 7 —стержень № 2;
2 — стержень № 4; 3 — стержень № 3; 4 —газоотвод;.
5—каркас в стержне; 6—стержень № 1
Соотношение сечений литниковой системы:
- пит - s• ~^ст ** * 008 : 1 232 : 1 256,6 =
= 1 : 1,22 : 1,25,
поверхность зеркала и боковины окрашивают
графитовой краской. После окраски готовые
стержни просушивают (стержни не просу-
шиваются, если их окраска производилась
в горячем состоянии).
Букса С-2 не подвергается механической
обработке. Поэтому отформованный стержень-
кругляш вытряхивают в драйер, так как суш-
ка стержней на фигурных плитах обеспечи-
вает нх высокую точность и прямолинейность,
что в свою очередь способствует отливке точ-
ных деталей по чертёжным размерам.
Перед началом заливки на опоку устанав-
ливают груз весом 70 кг.
Заливку букс производят из чайникового
ковша через носок, чугун выплавляют
в вагранке. Оптимальная температура за-
ливки 1290 — 1315°; продолжительность за-
ливки одной формы 15 сек. После заливки
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
79
деталь в форме остывает в течение 5 мин.,
затем её выбивают.
СТАЛЬНОЕ ЛИТЬЁ
Отливка ползунов на паровозоремонтных
заводах осуществляется по следующему тех-
нологическому процессу: низ формы наби-
вается на встряхивающих формовочных
30 — 40 мм; остальную часть опоки засы-
пают наполнительным составом.
Состав облицовочной и наполнительной
смеси приведён в табл. 91.
Чтобы избежать размывания формы, под-
вод металла к детали делается снизу, что осу-
ществляется при помощи литниковой системы
из сифонных кирпичей С-40 (2=200); С-40
(2=300); С-33 (2=300); С-35 (2 = 200), которые
Фиг. 25. Кривые для определения мелового заряда а и толщины стенки патрона б
машинах; верх формы набивается пневмати-
ческой набойкой. Окрашивается форма два
раза до сушки и после сушки в горячем со-
стоянии. В прибыль в шамотном патроне уста-
навливается меловой заряд весом 25 г. Во из-
бежание прорыва газов в верхней части при-
были устанавливается холодильник. Патрон
с зарядом устанавливается на расстоянии 15 мм
от верхней поверхности прибыли — холо-
дильника. Вес мелового заряда и начало его
действия могут быть определены по кривым
(фиг. 25).
По технологии паровозоремонтных за-
водов МПС вес отливки ползуна паровоза:
серии Эу 180 кг, вес прибыли и литников
54 кг, серии Эу —соответственно 160 и 55 кг.
Технология формовки ползуна паровоза
серии Эу и размеры прибыли под газовым дав-
лением представлены на фиг. 26.
Продолжительность заливки одной формы
на два ползуна 40—45 сек. Оптимальная тем-
пература металла при заливке формы пол-
зуна 1480 —1490°. Время остывания залитых
деталей в форме не менее 14 мин. Отжиг де-
талей производится по режиму: нагрев в те-
чение 5 час. до 900°, выдержка в течение 3 час.
при температуре 900—930'.
Ползун паровоза серии ФД
Ползун паровоза серии ФД формуется
как вручную, так и на формовочных машинах
по разъёмной металлической модели; обе по-
ловины модели совершенно симметричны. Раз-
рез собранной формы ползуна паровоза се-
рин ФД представлен на фиг. 27.
Во время формовки модели в опоке засы-
пают облицовочной формовочной смесью на
заформовывают в опоках. Для получения бо -
лее плотного металла в теле отливки питание
в конце заливки осуществляют самым горя-
чим металлом, поступающим в прибыль через
дополнительный специально прорезанный
питатель в верхней части формы.
Фиг. 26. Технология формовки ползуна паровоза
серии ЭУ и размеры прибыли под газовым давле-
нием: / — прибыль; 2—холодильник; 3—патрои с ме-
ловым зарядом; 4—модель; 5—стояк
80
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Формы набивают плотно и равномерно. Для
создания нормальной свободной усадки метал-
ла и предотвращения образования трещин
у горловины, для образования пустоты в фор-
ме ползуна у прибыльной части ставят
баклушу. Баклуши ставят как в верхней, так
и в нижней опоках.
Из заформованных опок вынимают моде-
ли и деревянные баклуши, которые образуют
пустоту под прибыльной частью. Формы про-
шпиливают шпильками длиной 80 мм через
30 мм по всей поверхности формы.
При изготовлении форм не допускают за-
круглений верхней части прибыли (как ука-
зано пунктиром на фиг. 27). В случае образо-
вания указанных закруглений происходит
зависание отливки и затрудняется усадка,
Фиг. 27. Эскиз собранной формы ползуна паро-
воза серии ФД: 7 — шпильки ( = 80 мм; 2 -пустоты;
J — стержень № 2; 4 — стержень № 1; 5-газоотворы
0 8 мм (8 шт.); 6 — жеребейки h = 25 мм (6 шт.):
7—газоотводы 0 8 мм (2 шт.) на клетку; 7- газоот-
вод 0 12 мм; 8 - кирпич С-40, ( = 300; 9—кирпич С-33,
( = 300; 10—кирпич С-33, ( = 200; 11 — питатель
что может вызвать образование горячих тре-
щин на детали. Вентиляция формы осущест-
вляется за счёт газопроницаемости формовоч-
ных составов и газоотводов, выполняемых
душниками диаметром 8 мм, прокалываемых
на обеих половинках формы, а также и за
счёт открытой прибыли.
После отделки и прошпиливания формы
окрашивают маршалитовой краской, состав
которой указан в табл. 88.
Формы сушат при температуре 320 — ЗбО21
в течение 8 час.
Для изготовления ползуна ФД применяют
два стержня, изготовляемых из стержневой
смеси, состав которой указан в табл. 90.
Перед набивкой стержневой смеси в ящик по-
следний смазывают тонким слоем керосина.
При набивке стержней проставляют каркасы
из проволоки. Стержни окрашивают маршали-
товой краской сейчас же после выемки из
ящика и отделки.
При набивке основного стержня 4 для боль-
шей его податливости в середину стержня на-
сыпают гарь с таким расчётом, чтобы толщина
стенки стержня была не меньше 30 — 35 мм,
а также прокладывают соломенный жгут,
чтобы газы выводились в место, заполненное
гарью. Эта мера способствует отливке здоро-
вых, без наличия горячих трещин деталей.
После выемки стержня из ящика душником
диаметром 8 — 7 мм прокалывают газоот-
воды в количестве 10 —-12 шт. со стороны
знака.
Стержни сушат при температуре 180 —
200° в течение 4 час.
После просушки форм последние проду-
вают и устанавливают вверх разъёмом. Ос-
новной стержень 4 крепится шестью жеребей-
ками 6 высотой 25 мм каждая.
Опоки накрывают и крепят болтами. За-
тем собранную форму устанавливают вверх
прибылью вертикально, далее ставят литни-
ковую воронку, после чего форму выставляют
под заливку.
Продолжительность заливки одной формы
30 — 35 сек.; заливка ведётся через стакан-
чик диаметром 35 — 40 мм. Оптимальная
температура заливки 1465 — 1440° по опти.
ческому пирометру без поправки. Время
остывания детали в опоке 3 часа.
Пробы для механических испытаний от-
ливают вместе с деталью (приливные пробы)
и термически обрабатывают.
Ползуны отливают как с обычными откры-
тыми прибылями, так и с прибылями под
давлением.
При отливке ползунов с прибылями под
Фиг. 28. Эскиз собранной формы и сечение элемен-
тов литниковой системы ползуна с установкой
закрытой прибыли под газовым давлением: 7—газо-
отводы 0 5-- б мм; 2—меловой заряд; 3 -холодиль-
ник: 4—холодильник 0 26 мм, 1= 170; 5 — толевые
гвозди; 6—холодильник; 7—холодильник 95x55 х 5
(2 шт.); 8 — газоотвод по разъёму; 9 —холодильник
0 220 мм, h^lO; 10—стояк
Сеч. стояка
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
81
давлением расхода металла на единицу изде-
лия заметно снижается. Так, при отливке
ползуна паровоза серии Л с прибылью под
газовым давлением с меловым зарядом тео-
ретический выход годного составляет 67,4%.
При отливке такого же ползуна с обычной
открытой прибылью выход годного равен
57,0%.
Формовку ползуна с установкой прибыли
под газовым давлением производят по разъ-
ёмной модели в двух опоках; форму заливают
в горизонтальном положении. Прибыль не-
посредственно примыкает к телу ползуна,
а питание осуществляют в полость прибыли.
Металл, необходимый для заполнения всей
формы, проходя через прибыль, разогревает
её, в результате чего металл в прибыли за-
твердевает значительно позже, чем создаётся
благоприятное условие для питания тела от-
ливки. Сечение питателя между стояком и
прибылью должно быть таким, чтобы металл
в нём затвердевал в первую очередь.
Для быстрого образования затвердевшей
прочной корочки на поверхности прибыли,
в верхней её части, где создаётся наибольшее
давление и может произойти прорыв газов,
устанавливают металлический холодильник
(фиг, 28).
Башмак тормозной колодки
Башмак 50-т грузового вагона отливают
из углеродистой стали марок 15Л, 20Л и
25Л ГОСТ 977-53. Формовку производят по
разъёмной металлической модели на станках
231 (ВФ-20) по две детали в форме. Форму
набивают только наполнительным составом,
без облицовки. После окончания уплотнения
на станке верхней и нижней половин форм
в них прокалывают газоотводы диаметром
й хм на всю глубину формы (15 — 20 наколов
на опоку).
Форму снимают со станка при помощи про-
тяжных плит. Для выполнения присоедини-
тельной части тормозного башмака в полном
соответствии с фигурой и требуемой точностью
эту часть выполняют при изготовлении формы
стержнем, который устанавливают в нижнюю
опоку.
Эскиз формы и стержней дан на фиг. 2 J.
Такой технологический процесс формовки
тормозных башмаков распространён в меха-
низированных литейных, при заливке форм
на рольгангах, конвейерах или в литейных
шлах при наличии достаточных площадей.
В условиях литейных мастерских депо
и вагоноремонтных заводов при недостаточ-
ности свободных площадей и отсутствии роль-
гангов и конвейеров применяется технология
заливки форм в стопку.
На фнг. 30 показан эскиз стопки, состоя-
щей из 4 двойных форм.
При заливке деталей в стопку требуется
значительно меньше площадей. При таком
варианте заливки расход металла на литни-
ковую систему значительно меньше, чем в пер-
вом случае.
При заливке башмаков тормозной колодки
в стопку на Дарницком вагоноремонтном
отноде расход металла на литник одной
детали составляет 1 кг, а выход годного —
72,0% .
6 Том 12
и
Фиг. 29. Эскиз собранной формы и сечение элемен-
гов литниковой системы башмаков тормозной колодки
четырёхосного грузового вагона: 1 — стержень № 2,-
2 _ стержень № 1 (2 шт.); 3 — газоотводы 0 8 мм;
4 — крючок; 5 — шпильки, I « 100 мм
Фиг. 30. Схема формовки башмака тормозной
колодки в сюпку го способу Дарницкого завода
82
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
При таком же споссбе формовки, но при
заливке не в стопку на заводах имени Л.М. Ка-
гановича и на Канашском ВРЗ расход метал-
ла на литник одной детали соответственно
2,45 и 2,1 кг, а выход годного — 65,7
и 68,0%.
На вагоноремонтном Дарницком заводе
в стопку заливают ряд деталей: башмак тор-
мозной колодки, корпуса подшипников для
вагонных осей всех типов и другие детали.
Способ Дарницкого вагоноремонтного за-
вода заливки деталей в стопку может быть
рекомендован для многих литейных мастер-
ских депо и литейных цехов заводов МПС.
Особенно этот способ должен получить
распространение в условиях недостаточности
площадей в литейных залах цехов и мастер-
ских.
Паровозные буксы
Паровозные буксы отливают из углеро-
дистой стали повышенного качества марок
20Л и 25Л 111 группы (ГОСТ 977-53).
Буксы небольшого развеса формуют на
машинах 232 (ВФ-13) по 2 шт. в опоке; слож-
ные по конфигурации и большие по раз-
весу — на ручном плацу.
Большую часть поверхности букс после
отливки механически обрабатывают, поэтому
для получения более качественной и чистой
отливки все буксы отливают в сухие формы с
сухими стержнями. Примером машинной фор-
мовки букс служит букса паровоза серии СО.
Разрез собранной формы представлен на
фиг. 31. Формовку ведут по неразъёмной мо-
дели в одной опоке следующим образом: между
моделями устанавливают стояк из шамотной
трубки, модели засыпают облицовочной сме-
сью и уплотняют. Когда уровень уплотнённой
формовочной смеси дойдёт до верхнего кон-
тура модели, производят укладку литниковой
системы из сифонного шамотного кирпича С-35
и С-40, после чего опока набивается наполни-
тельной смесью доверху.
В верхней опоке формуются только при-
были и стояк. Перед выемкой модели из уп-
лотнённой формы в ней делаются вентиля-
ционные каналы через каждые 100 —150 мм
душником диаметром 6 мм как в нижней, так
и в верхней опоке.
Во избежание подсосов и утяжин в изги-
бе уха к телу буксы во время формовки па
модель устанавливаются круглые холодиль-
ники диаметром 20 мм, которые заформовы-
ваются вместе с моделью и остаются в форме
при заливке.
При сборке формы после её сушки в опоку
ставятся стержни 13,4 и /(два последних по
две штуки на деталь). Опоки скрепляются
четырьмя скобами и форма передаётся на за-
ливку.
Стержни паровозных букс изготовляются
из стержневой смеси.
Сушка форм производится в разобранном
виде в камерной печи на вкатной тележке.
Режим сушки следующий: нагрев до темпера-
туры 320 — 350° и выдержка при этой темпе-
ратуре 8 час.
Сушка стержней также производится в ка-
мерной печи на тележке. Перед сушкой стерж-
ни окрашиваются маршалитовой краской.
Удельный вес краски 1,6 — 1,8. Температура
сушки 180 — 200° с выдержкой при- этой
температуре в течение 4 час.
Заливка букс производится через стакан-
чик диаметром 35 — 40 мм при температуре
металла не выше 1485° по пирометру без по-
правки. Продолжительность заливки 23 —
25 сек. Залитые буксы должны остывать в
форме не менее 2 час., после чего формы по-
ступают на выбивку.
После заливки, отрезки литников и прибы-
лей буксы подвергают термической обработке
по режиму, зависящему от химического со-
става металла букс.
Каждая букса имеет приливной образец
для механических испытаний. После терми-
ческой обработки буксы очищают от окалины
на дробеструйной установке.
Фиг. 31. Эскиз собранной формы паровозной буксы:
7 — стержень; 2-сифокный кирпич С-33; J —газоот-
воды 0 6 aim; 4 — с;ержень № 2; 5 — жеребейки
Л <=50 мм (2 шт.); 6— жеребейки Л = 50 мм (4 шт.);
7 — газоотводы в знаках 0 6 мм; 8—сифонный кир-
пич С-35; 9 — сифонный кирпич С-40; 10—холодиль-
ник; 11 — пустоты ЗООх 130; 72-шпильки; 73-сгер-
жень № 1
При отливке букс с прибылями под газо-
вым давлением форму изготовляют или на
встряхивающей формовочной машине или вруч-
ную. После отделки форму пульверизируют
краской, затем сушат и в горячем состоянии
вторично пульверизируют формовочной кра-
ской
Сборка формы и установка стержней
производятся после полного остывания.
Газовый заряд в прибыли создаёт повышен-
ное давление, вследствие чего расход металла
на прибыли значительно меньше, чем при обыч-
ных открытых прибылях.
В качестве газового заряда для прибыли,
употребляют мел (СаСО3) или углекислый
барий (ВаСО3).
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
83
Вес мелового заряда в г:
1 000Q ер Р\
М = 100 1ж 889 ’
где Q — вес отливки в кг;
— объёмная усадка для стали 6%;
Р— задаваемое давление в ат;
1ж—удельный вес жидкой стали, рав-
ный 7,0;
889 <ъи3—объём СО2, выделяемого одним грам-
мом мела при температуре 1400°С
и при разложении 2/3 мела.
Схему отливки букс всех серий и размеры
прибыли на Ростовском ПРЗ см. нафиг. 32
Меловой заряд при отливке паровозных
букс с прибылями под газовым давлением
определён в 25 г.
Расход металла на прибыли при отливке
под давлением букс разных серий приведён
в табл. 100.
Т а б л и ц а 100
Расход металла на литьй букс
Наименование буксы Серия ; паровоза Вес в /са Расход метал- ла на при- быль В %
отлив- ки прибы- ли
Букса сцепной оси . СО 1 10 14,5 13,2
» ведущей » СО 156 14,5 9,3
» » » СУ 150 14,5 9,7
» задней сцеп- ной оси СУ НО Н,5 10,4
Букса сцепной оси . 52 1 05 14,5 13,8
» ведущей » . 52 150 14,5 9.7
Фиг. 32. Технология формовки буксы и размеры
прибыли под газовым давлением: /—холодильник;
2— патрон с меловым зарядом; 3 — прибыль; мо-
дель буксы; 5—стояк
Конус и шайба фрикционного аппарата
Существующая технология отливки дета-
лей по неразъёмной модели основывается
обычно на формовке в одной опоке с исполь-
зованием верхней опоки под литниковую
систему и для удержания стержней от подъёма
во время заполнения форм металлом. Нерацио-
нальность подобной технологии заключается
в недостаточном использовании машинного
оборудования, так как на одном станке из
пары вырабатывают не формы для отливки
деталей, а лишь опоку-перекрышу для удер-
жания стержней.
Для увеличения производительности мно-
гие детали, формующиеся по неразъёмной
модели, могут быть переведены на двухъ-
ярусную формовку. Примером двухъярусной
формовки может служить технологический
процесс отливки конуса и шайбы фрикцион-
ного аппарата. Конус и шайбу отливают из
по ЛЁСП
Фиг. 33. Эскиз собранной формы и сечение элемен-
тов литниковой системы конуса и шайбы фрикцион-
ного аппарата: 1 — газоотводы 0 4 — 6 мм; 2 - стер-
жень № 1 (1 2 шт .); 3-газоотводы 0 4— 5 мм (3 шт.);
4 —стержень № 1а (8 шт.); 5—гвозди для крепления
стержней I == 125 мм, 0 4 — 5 мм
углеродистой стали следующего химического
состава в %: углерода 0,38 — 0,50, марганца
0,50 — 0,80; кремния 0,15 —0,30; серы
0,05; фосфора 0,05. Конус и шайбу корпуса
фрикционного аппарата отливают в песчаные
6*
84
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
сырые формы с сухими стержнями; формовку
производят по неразъёмной модели в одной
паре опок на станках типа 266 (ВФ-20).
В верхней опоке формуют 8 конусов, в ниж-
ней — 12 шайб.
Все детали заливают через один стояк
диаметром 45 мм.
Перед постановкой стержней в формы душ-
никами прокалывают каналы в знаках формы
(в верхней и нижней опоках) для отвода га-
зов и воздуха. В форме конуса делают три на-
кола по треугольнику в его выступающей
части.
Затем в верхнюю и нижнюю опоки устанав-
ливают стержни шайбы и конуса, которые
Технико-экономические показатели двухъ-
ярусной формовки очевидны, так как,
кроме повышения производительности труда,
снижается также расход формовочных мате-
риалов и металла на одну деталь.
Качественные показатели с переходом на
двухъярусную формовку полностью сохра-
няются.
Стокерные винты
Примером формовки в стержнях деталей
для железнодорожного транспорта могут
служить винты стокерные, а также корпус
и крышка крана Эверластинга. Винты сто-
керные для паровоза серии ФД и других се-
По А В СВ
!Фиг. 34. Эгкиз собранной формы и сечение элементов литниковой системы винта стокера:
7 —литниковая воронка; 2-прибыльная нарыцалка; 3 —стержень № 9в; 4—стержень Ns 8s; 5—
стержень № 7в (б шт.); 6—стержень № бв (5 шт.); 7—стержень № 5в; 8—стержень № 4в;
Р — стержень № Зв (2 шт.); /О—стержень № 2в; 77—стержень № 1в; 12 —стержень № 1н;
13—стержень № 2н; 14 стержень № Зн; 15 — стержень № 4н; 16 — стержень № 5а (б шт.);
17 — стержень № бн (5 шт.); 18 — стержень № 7н; 7Р — стержень № 8н; 20 — крючки для
крепления стержней:’27 — полосы железа (4 шт.), 7*«1;2ОО мм
в верхней'Ъпоке крепят двумя гвоздями~дли-
пой 125 мм. После этого форму собирают по
штырям, опоки скрепляют двумя скобами и
на тележках по рельсовому пути направляют
под заливку.
Перед заливкой устанавливается литни-
ковая воронка, которая во избежание ухода
металла обсыпается и обжимается формовоч-
ной землёй.
Собранная форма с литниковой системой
и с системой вентиляционных каналов пред-
ставлена на фиг. 33.
При изготовлении форм соблюдают сле-
дующие правила:
1) для обеспечения чистой поверхности де-
талей форму набивают крепче, плотнее;
2) при формовке применяют только напол-
нительную смесь;
3) перед сборкой форму тщательно проду-
вают сжатым воздухом;
4) отделку и починку надрывов в рабочей
части формы не допускают.
После отливки указанные детали проходят
термообработку— нормализацию и весь по-
следующий цикл очистки в барабанах, песко-
струйных камерах и на наждаках для уда-
ления пригара, окалины, заусениц и пр.
рий, а также корпус и крышку крана Эверла-
стинга отливают из стали марок 15Л, 20Л
и 25Л по ГОСТ 977-53.
Получение формы для винта стокера осуще-
ствляется при помощи серии стержней (фиг.34),
изготовляемых в металлических ящиках. На-
бивка должна быть плотной и равномерной.
Для облегчения стержней и меньшего расхода
стержневого состава в середине каждого стерж
ня делают вырез глубиной 50 — 60 мм и шири
ной 70 — 80 мм. Затем каждый стержень на-
калывают от 10 до 15 раз. После изготовления
стержни покрывают краской.
Разъем стержней осуществляют; по гори-
зонтали — вдоль оси и по вертикали — по
линии витка. Таким образом, формы винта
собирают из верхних и нижних стержней в опо-
ке на ровной простроганной плите или на
двух рельсах. Сначала укладывают нижний
ряд стержней, причём укладка должна быть
плотной, без зазоров между соседними стерж-
нями; проверяется это по шаблону. После
этого укладывают верхний ряд стержней со
строгим соблюдением точности совпадения
витков и направленности ствола. После сбор-
ки стержней для крепления их сверху наклады,
вают два рельса по длине опоки, которые кре.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
_85
пятся при помощи крючков к нижней плите
или нижним рельсам. Во избежание поднятия
стержней при заливке просвет между стерж-
нями и рельсами ие допускается.
Собранные стержни засыпают формовоч-
ной наполнительной землёй. Затем устанав-
ливают воронку литника 1 и прибыльную
наращалку 2, после чего форма готова под
заливку. Форма опоки и способ крепления,
а также размеры литниковой системы показаны
на эскизе собранной формы.
Из эскиза формы видно, что для сборки
низа используют всего 23 стержня восьми
различных размеров. Отдельные стержни по-
вторяются несколько раз. Верх собирают и <
23 стержней 9 различных размеров, некоторые
также повторяются несколько раз.
Стержни сушат в камерных печах с выкат-
ной этажеркой.
Для лучшего заполнения форму устанав-
ливают с наклоном. Заливку производят
через стаканчик диаметром 35 — 40 'мм.
Наилучшие результаты получают при темпе-
ратуре металла 1485 — 1450° и скорости за-
ливки 18 — 20 сек. Время остывания винта
в форме 5 час.
Во избежание образования трещин и боль-
ших внутренних напряжений на каждом стерж-
не по галтели витка нарезают по 2 — 3 реб-
ра толщиной 2 мм и глубиной 15 — 20 мм;
после заливки через 8 — 10 мин. опоку
необходимо раскреплять.
После очистки от стержневой смеси, об-
рубки и слесарной обработки указанные де-
тали проходят термообработку.
После отжига винты подвергают холодной
правке, так как возможны случаи поводки и
незначительного изгиба в процессе литья и
термообработки.
Корпус и крышка спускного крана
Корпус и крышку спускного крана топки
заливают в формы из сухих стержней. Стержни
изготовляют по алюминиевым ящикам.
Состав стержневых смесей, режим сушки и
состав краски те же, что и для винта стокера.
Сборку формы для корпуса и крышки крана
производят в стопку по шесть стопок в опоке,
а в каждой стопке собирают пять гнёзд для
корпуса или 12 гнёзд для крышки.
Заливку осуществляют через один стояк
снизу; одновременно в одной форме заливают
30 корпусов или 72 крышки крана Эверла-
стинга. Отливка этих деталей в сухих стерж-
нях обеспечивает их получение без наличия
земляных включений, что очень важно, так
как эти детали подвергаются гидравли-
ческому испытанию при давлении 25 ат.
Стержни (формы) для корпуса крана соби-
рают следу ющ им образом (фиг. 35): на глад-
кий поддон устанавливается керамическая
шамотная шестиходовая звёздочка 1 марки
С-24, к которой присоединяются концевые
кирпичи 2 марки С-40 длиной 300 мм каждый
с диаметром отверстия 40 мм. Перед присо-
единением концевых кирпичей к звёздочке тор-
цы киопичей смазывают тестообразной гли-
ной. Затем устанавливают круглую опоку и
набивают обычной наполнительной землёй.
После набивки опоки её поворачивают на
180’, устанавливают вторую такую же опоку
и первую стопорную трубку С-6 длиной 300 мм,
диаметром 56 мм, после чего стержни 5 уста-
навливают в стопки по 4 шт., а опоку, т. е.
пространство между стопками стержней, на-
бивают формовочной землёй.
После набивки второй опоки устанавливают
третью, в которой также укладывают стопки
по четыре стержня, ставят вторую стопорную
трубку 6 и опоку набивают формовочной
землёй и т. д.
В последнюю, пятую, опоку устанавливают
прибыльные надставки и литниковую воронку,
как указано на эскизе собранной формы
(фиг. 35). Все опоки скрепляют. В каждую
Фиг. 35. Эскиз собранной формы и сечение элемен-
тов литниковой системы корпуса продувочного крана
по способу завода имени Л. М. Кагановича: / — ше-
стиходовая звёздочка марки С-24; 2 — концевой
кирпич марки С-40, I — 300 мм (6 шт.); 3 — стер-
жень № 1 на стопку (5 шт.); 4 — стержень № 2 на
стопку (5 шт.); 5—стержень № 3 на стопку (5 шт.)
6 — трубки шамотные марки С-24, /=300 мм (4 шт.)
стопку устанавливают 15 стержней трёх ти-
пов, следовательно, в трёх стержнях получают
одну деталь.
Крышка крана формуется и отливается
по такому же принципу, как и корпус в сухих
стержнях, с той лишь разницей, что в стопке
собирают 12 деталей, т. е. в каждом стерж-
не получается деталь. Разрез собранной фор.
мы крышки крана представлен на фиг. 36.
На Ворошиловградском паровозострои-
тельном заводе корпус и крыш ку продувочного
крана формовали и заливали не в стопку,
а в один ряд: по восемь кр ышек (фиг. 37)
и по шесть корпусов (фиг. 38) в опоке.
Формовку корпуса и крышки продувочного
крана производили по неразъёмной модели ь
двух опоках с применением стержней и уста-
новкой питающих прибылей ни к аждой детали.
86
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ПО Ав
Фиг. 36. Эскиз собранной формы и сечение
элементов литниковой системы крышек про-
дувочного крана по способу завода имени
Л. М. Кагановича
Фиг. 38. Эскиз собранной формы и сечение
элементов литниковой системы корпуса проду-
вочного крана по способу Ворошиловградско-
го паровозостроительного завода: 1 — стер-
жень № 2; 2—газоотводы; 3 — стержень № 1,
4 — шпильки
по ABCDEF
ООО-------------—
Фиг. 37. Эскиз собранной формы и сечение элементов
литниковой системы крышек продувочного крана по
способу Ворошиловградского завода
Фиг. 39. Эскиз собранной формы для
заливки бронзовой армировки на кор-
пус подшипника:/ — литниковая чаша;
2-металлический или песчэпый стер-
жень № 1; 3—обмвзка из формовочной
смеси; 4 — стержень № 2; .5 - корпус
подшипника; 6—асбестовая прокладка;
7—металлическая пластина
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
87
При отливке указанных деталей по способу
Ворошиловградского завода расход металла
на литниковую систему и прибыли на одну
крышку составлял 8,4 кг и на один корпус
16,6 кг, в то время как по технологии завода
имени Л. М. Кагановича соответственно 0,53
и 6,8 к,г.
Подшипник 50-/И грузового вагона
Корпус указанного подшипника отливают
из стали марки 25Л по I ОСТ 977-53 или
штампуют.
Заливка бронзовой армировки на стальной
корпус подшипника протекает по следующему
технологическому процессу. Корпуса подшип-
ника предварительно очищают в пескоструй-
ных камерах от ржавчины, масла и окалины.
Затем места подшипника между корпусом
и бронзовой армировкой (шейка и задний бур-
тик), которые должны заливаться баббитом,
смазывают сульфитным или декстриновым
клеем и заделывают обычной формовочной
смесью (фиг. 39).
После этого корпуса поступают в сушило
для просушки указанной обмазки из клея и
формовочной смеси.
Форму под заливку собирают в такой по-
следовательности: два стержня № 1 устанав-
ливают на гладкую плиту; к стержням с обеих
сторон ставят по одному заранее подготовлен-
ному и просушенному корпусу подшипника,
которые специальными металлическими пла-
стинами и струбцинами прижимаются к стерж-
ням; между металлическими пластинами и
корпусом прокладывают асбестовый лист,
который препятствует уходу металла из формы
через отверстия подшипника; после этого уста-
навливают стержень литниковой воронки и
груз. Вид собранной формы показан на
фиг. 39.
На заводе имени Л. М. Кагановича стерж-
ни № 1 заменены металлическими со сквоз-
ными отверстиями для установки стержней №4.
Металл по собранным формам разливают
из чайникового ковша ёмкостью 50 кг. Бронзу
раскисляют фосфористой медью непосредст-
венно в ковше; количество раскислителя
составляет 0,3% от веса металла в ковше.
Заливка форм производится при температуре
бронзы 1120 — 1140%.
После заливки и выбивки приступают к
очистке от песка и обрубке корпусов от литей-
ных заусениц, а подшипники направляют
под заливку. Баббит заливают по такому же
технологическому процессу, как и для под-
шипников 20- и 16-zn вагонов.
Подпятники поясной тележки
Подпятник отливают в одноместные и
двухместные металлические формы.
Конструкция одноместной формы пред-
ставлена на фиг. 40. Заливку форм произво-
дят сверху через литниковую воронку, кото-
рая одновременно является прибылью. В
нижней части формы предусмотрена знаковая
выемка диаметром 291 мм, в которую устанав-
ливают сухой стержень-лепёшку 2. Стержень
предохраняет форму от размывания струёй
падающего металла. Для удобства выбивки
залитых деталей в нижней полуформе пре
дусмотрено отверстие диаметром 45 мм.
Формы при помощи цапф устанавливают
на специальные стойки Центр тяжести формы
за счёт приливов а и цапфы в, расположенных
на одной стороне, смещается, в результате
-5SD-
Фиг. 40. Эскиз собранной одноместной ме-
талличсско» формы для отливки подпятника
тележки ЬО-m вагона: / — крышка формы; 2 —
стержень; 3—металлическая форма
чего форма принимает вертикальное положе-
ние. Однако прилив б, имеющийся на противо-
положной стороне, не позволяет форме занять
вертикальное положение, так как он упи-
рается в специальную планку.
После установки стержня-лепёшки форму
накрывают крышкой, в центре которой рас-
точено отверстие, в которое устанавливают
сухой стержень литника. Диаметр литника,
являющегося также и прибылью, 60 мм и
вполне обеспечивает получение отливки без
усадочных раковин в самой массивной части
изделия.
После заливки и затвердевания металла
в форме снимают крышку и форма очень легко
поворачивается на 180J на цапфах; деталь
выпадает из формы или её выбивают кувалдой
через отверстия диаметром 45 мм.
Эскиз двухместной формы представлен на
фиг. 41. В форму также устанавливают стерж-
ни-лепёшки по одному на гнездо. Для пре-
дохранения форм от размывания их струёй
металла ставят два стержня для подвода ме-
талла к деталям, стержни имеют удлинён-
ную форму. На крышку устанавливают и
обсыпают формовочной смесью два стержня
для прибылей, после чего крышку ставят в
форму и закрепляют клиньями. После сбор-
ки форма должна быть установлена в гори-
зонтальном положении.
Стержни изготовляют с каркасами из
проволоки диаметром 5 мм. Со стороны на-
бивки в стержнях накалывают газоотводы
в количестве 10 — 16 шт. Сушат стержни
при температуре 160 — 180°С в течение 2 час.
88
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Оптимальная температура заливки по оп-
тическому пирометру без поправки 1470°;
выбивку производят через 8 — 10 мин. после
окончания заливки.
При проектировании формы толщина её
стенки взята в 1,5 раза больше тол-
щины тела отливки. Стойкость металличе-
ских форм для отливки подпятников (двух-
местных) несколько выше, чем для отливки
других деталей, что следует объяснить мень-
шей массой заливаемого металла в формы и
наличием ребра, разделяющего форму на два
гнезда.
по ABCD
Фиг. 41. Эскиз собранной двухмест-
ной металлической формы для отливки
подпятника тележки 50-ш вагона: 1 -
крышка формы; 2 — стержень № 4;
3 — стержень-воронка; 4 — стержень
№ 3; 5 — стержень № 2; 7 — металли-
ческая форма; 8 —стержень
Формы выходят из строя по причине обра-
зования сетки разгара и трещин, но не сквоз-
ных, так как в форме отсутствуют квадрат-
ные знаковые отверстия.
Стойкость форм подпятника — до 200 за-
ливок. Стойкость одноместной формы подпят-
ника 300— 400 заливок. Каждый из описан-
ных технологических процессов имеет свои
преимущества.
Одноместная форма имеет лучшую стой-
кость. В двухместной форме не всегда исполь-
зуют каждое гнездо, поэтому возможны брак
и преждевременный выход из строя одного
гнезда, из-за чего приходится выбрасывать
всю форму. Это вызывает перерасход чугуна
на единицу изделия и удорожание литья.
Но с точки зрения металлоёмкости формы
(расход металла на одноместный подпятник
составляет 43,5 кг) одноместная форма пред-
ставляет собой неудобный вариант при заливке
стали. Требуется большое количество откры-
тий стопора, что вызывает излишние потери
на всплески и скрап. Двухместная форма имеет
большую металлоёмкость, что уменьшает ко-
личество необходимых открытий стопора и
потери металла на скрап; в ней несколько
сокращается расход металла на литники, но
зато стойкость её снижается почти в 2 раза.
ЦВЕТНОЕ ЛИТЬЁ
Корпус всасывающего клапана водяного
насоса
Корпус всасывающего клапана водяного
насоса паровоза серии СО отливают из бронзы
ОЦС 3-12-5 согласно ГОСТ 613-50. Отливка
корпуса производится в сырые песчаные фор-
мы со стержнями. Формы изготовляют на
встряхивающих машинах с допрессовкой типа
266. В одной форме обычно устанавливают
четыре модели корпуса.
Для поддержания физических свойств
наполнительную смесь освежают песком
К 70/140 или полужирным. Нижнюю опоку
наполняют облицовочной смесью, верхнюю—
наполнительной.
Набивка должна быть плотной и равномер-
ной по всему сечению. По окончании уплотне-
ния форму накалывают душником диаметром
3 — 4 мм в количестве 4 — 6 наколов против
каждой модели, затем вместе с моделью форму
поворачивают на 180°, снимают модель, ус-
танавливают стержни по одному в каждую
полость и накрывают.
Собранную форму (фиг. 42) устанавливают
на подопечную деревянную плиту и вместе
no АШЕР
вид nsризъвму
Фиг. 42. Эскиз собранной формы
корпуса всасывающего клапана водя-
ного насоса паровоза серии СО
с ней по рольгангу отправляют на конвейер,
где и производят заливку.
При изготовлении стержней каркас по
контуру стержня не ставится. Болванчики,
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
89
образования
в дне
служащие для
лых отверстий
Фиг. 4 3. Общий вид стерж-
невого ящика корпуса вса-
сывающего клапана водя-
ного насоса паровоза
серии СО
мелких круг-
отливки, в количестве
12 шт. (фиг. 43) при-
шпиливают шпилька-
ми диаметром 2 мм
(/=80 мм), по одной
шпильке па каждый
болванчик.
Перед заливкой
верхнюю опоку па
гружают плитой-гру-
зом. Заливка собран-
ной формы произво-
дится при темпера-
туре 1160 — 11804
Процесс заливки от-
нимает обычно 8 сек.
на одну форму с че-
тырьмя отливаемыми
корпусами.
Чтобы пары свин-
ца и цинка не попада-
ли в атмосферу цеха,
заливку форм произ-
водят непосредственно на конвейере, снабжён-
ном вытяжным зонтом.
Отливки находятся в форме не менее
20 мин., после чего их выбивают и корпус
очищают при помощи пневматического ин-
струмента и пескоструйного аппарата.
Корпус инжектора
Корпус инжектора В-250 отливают из брон-
зы марки ОЦС 3-12-5 (ГОСТ 613-50).
Металл корпуса инжектора В-250 выплав-
ляют в электропечи ДМК-0,5 и печи Геор-
гадзе. Расход шихтовых материалов на 1 т
жидкой бронзы для деталей инжектора В-250
представлен в табл. S4. Металл в печи
раскисляют фосфористой медью с содержа-
нием фосфора 12%; раскислителя даётся
0,7%, или 7 кг на 1 т жидкой бронзы.
Корпус инжектора В-250 отливают в пе-
счаные сухие формы с сухими стержнями.
Корпус формуют вручную по разъёмной
металлической модели в трёх опоках (фиг. 44).
Опоки-стальные литые.
Процесс формовки протекает следующим
образом.
На нижнюю часть модели устанавливают
отъёмную модель фланца 16, затем модель
кладут на щит по разъёму II—II, после чего
накладывают опоку так, чтобы между стен-
ками последней и моделью было расстояние,
равное со всех сторон.
На модель засеивается облицовочный со-
став слоем 3—5 см, который тщательно уплот-
няют набойкой под фланцем 16, добавляют
наполнительной земли и ровно пробиваюг
набойкой. Излишек земли со стороны набив-
nt CD-
3} IS 21 23 IS
Фиг. 44. Эскиз собранной формы корпуса
инжектора свежего пара В-250: 7 — выпор
0 25 мм; 2—вата; 5-стержень № 5; 4-лит-
никовая воронка; 5-каркас в стержне Ns 5
0 1,5 мм; 6 —стержень № 3; 7-газоотвод
в стержне 0 3 мм; 8 — газоотвод в стержне
0 6 мм; 5 - жеребейка лагунная 6x35x1;
70-каркас 0 6 мм; 77 - литниковый ход;
72-каркас 0 7 мм; 13—газоотвод 0 12 мм;
14—стержень № 1; 15 — стержень; 16 — фла-
нец а; 77-стержень № 4; 18 -стержень № 4;
79-штырь; 20-стержень № 2; 27-стержень
№ 1; 22-газоотвод 0 12 мм; 23 — шпильки
(2-3 шт.); 24—каркас 0 4 мм; 25-литни-
коеая система; 26 — стояк; 27 —газоотводы
0 6 лци; 25-каркас 0 4 -6 мм; 20 -каркас
0 4 мм; 50—газоотводы 0 6 лглг; 31 — газо-
о'тполы 0 6 мм; 32 - выпор; 53 — газоотвод
0 12 ,ич; 34 — каркас 0 4 мм; 55—плита
При указанной технологии формовки
(принимая угар при плавке 5%) практиче-
ский выход годного литья составляет в завод-
ских условиях 68,5%. Отливка по указанном)
технологическому процессу производится па
заводе имени Л. М. Кагановича.
ки сч ищают линейкой, за гл а жив ают гладил кой
и припиливают разобщительным песком.
На первую опоку накладывают металли-
ческую плиту 35 с отверстием для стержне-
вого" знака со стороны фланца. Заформо-
ванную опоку вместе с плитой переверты-
90
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
вают на 180°, разъём //—II заглаживают гла-
дилкой и припиливают разобщительным пес-
ком, после чего аналогично заформовывают
верхнюю часть модели. В верхнюю опоку за-
формовывают также модели выпора, стояка
и знака стержня пожарного штуцера.
По всей площади формы на расстоянии
40—50 .и .и душником диаметром 4—5 мм на-
калывают газоотводы.
По окончании формовки вынимают модели
стояка, выпора и знака стержня пожарного
штуцера.
Разъём формы производят следующим обра-
зом. Снимают сразу две опоки— третью (верх-
нюю) и вторую (среднюю), поворачивают на
180°, т. е. так, чтобы третья форма (верхняя)
легла на подопочный щиток; далее отвёртыва-
ют болт, скрепляющий отъёмную часть модели
во второй опоке. При этом форму слегка
смачивают водой по контуру модели. Высту-
пающие части формы прошпиливают шестью
шпильками длиной 80 мм, а место под фланцем
водяной коробки прошпиливают шпильками
того же размера в количестве 6 шт.
После этого модель корпуса и модель лит-
ника по разъёму II—II во второй форме слег-
ка расталкивают и вынимают. Края формы
заглаживают гладилкой; дополнительно про-
шпиливают тремя шпильками болван под флан-
цем водяной коробки; три газоотвода прока-
лывают в верхней части малого парового флан-
ца. Затем снимают вторую опоку и поворачи-
вают её на 180°. Повернув, устанавливают её
на первую опоку, покрытую в местах сопри-
косновения клеёнкой, далее расталкивают и
вынимают вторую отъёмную часть модели по
разъёму III — III из второй опоки, срезают
или заглаживают земляные заусеницы и за-
диры, после чего прошпиливают шпильками
междузнаковый выступ.
Расталкивают и вынимают модель из треть-
ей (верхней) опоки по разъёму III—Ill,
форму отделывают и со стороны знака трубкой
диаметром 12 мм прорезают газовый канал
для вывода газа из стержня № 4 стойки;
газоотводы диаметром 2 мм прокалывают: на
площадке товарного клейма 6 шт., на по-
жарном штуцере 6 шт., на площадке водяной
коробки 3 шт., на фланце водяной коробки
3 шт. и па фланце вестового рукавчика 5 шт.
Вторую опоку убирают с нижней. Растал-
кивают и вынимают часть модели из первой
опоки, производят отделку и подправку фор-
мы, по разъёму II—II шпильками длиной
30 мм прошпиливают в пять рядов переход
в количестве 50 шт. от камеры дополнитель-
ного питания к полости установки паровых
и водяных конусов. С двух сторон прошпи-
ливают переход у вестового клапана шпиль-
ками в количестве 20 шт. с каждой стороны;
заглаживают места прошпиловки, срезают
острые углы.
Первую опоку снимают с плиты и ставят
на торец, вынимают модель фланца. Форму
подправляют, отделывают и все три опоки
окрашивают (состав краски приведён
в табл. 66 и 88).
Весь комплект форм корпуса инжектора
В-250 подают на тележку сушильной ка-
меры.
Форму литниковой воронки заформовы-
«вают, окрашивают, а выпоры из облицовоч-
ного состава окрашивают и также подают
в сушильную камеру. Сушка форм производит-
ся по режиму, указанному на фиг. 45. Внут-
ренние полости корпуса образуются проста-
новкой стержней. Количество и конфигура-
ция стержней, устанавливаемых в форму,
представлены на фиг. 46.
Для упрочнения круглых стержней при
их изготовлении в стержневых ящиках
Фиг. 45. Режим сушки форм и стержней
рля корпуса инжектора
устанавливают каркасы из мягкой проволоки
различного диаметра •— от 2 до 8 мм.
Все стержни корпуса инжектора В-250
изготовляют вручную. Перед набивкой
стержневых ящиков последние протирают
керосином.
Стержни при их изготовлении обяза-
тельно должны быть плотно набиты.
Во всех стержнях по их разъёму проре-
зают каналы для выхода газов, образующихся
в большом количестве при заполнении формы
металлом; все газоотводы должны выходить
в знаки. В случае недостаточной вентиляции
формы и стержней или неправильного вы-
вода газоотвода газ может попадать в ме-
талл и, оставаясь в нём, давать брак по газо-
вым раковинам. В центровой стержень и в
стержень рукавчика (фиг. 46) прокладывают
фитиль.
Во избежание пригара и осыпания стерж-
ней их окрашивают высокоогнеупорной
краской.
Все стержни проходят определённый ре-
жим сушки. После сушки стержни очищают
от заусениц, окрашивают и вторично ста-
вят в сушку.
Формы собирают в такой последователь-
ности. Металлическую плиту (фиг. 46) укла-
дывают горизонтально на разровненную зем-
ляную постель. На плиту в углубление
для стержня кладут стержень-лепёшку, затем
накрывают первую опоку, очищенную от
пыли и прилипшей земли.
Очищают от земли и заусениц, проверяют
и укладывают в опоку центровой стержень
вестового рукавчика. Ст*ержни должны быть
сухими, окрашенными ровным слоем и не
иметь трещин и вмятин.
После укладки стержней проверяют щу-
пом размерность толщины тела между стерж-
нем и формой, последнюю продувают возду-
хом.
Для предохранения ухода металла из
формы и заливки газоотводов у стержня по
краю знаков стержней укладывают валик
из теста. Очищают, продувают и проверяют
отпечаток формы во второй опоке, которой
по штырям накрывают первую опоку.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
91
На ленту стержня отверстия дополни-
тельного питания устанавливают жеребейку
высотой 6 мм для сохранения требуемого
размера тела. Устанавливают по знакам
форм стержень стойки и щупом диаметром
6 мм проверяют толщину тела инжектора
во второй опоке. Пространство между стерж-
нями и формой тщательно закрывают чистой
ватой.
металла в выпоре заливку ведут малой
струёй.
После заливки форма остывает не менее
3 час., затем её выбивают из опоки. Далее
приступают к процессу ошуровки и очистки
от формовочной земли при помощи пневмати-
ческих молотков и пескоструйного аппарата
и слесарной обработки и только после этого
проверяют давлением воды в 25 ат.
Фиг. 46. Эскиз стержней корпуса инжектора свежего пара В-250: а—стержень № 1: 7 —газоотвод 0 6 мм;
2— каркас 0 5—7 мм; 3 — газоотвод 0 1 2 агат; 4 —каркас 0 4 мм; 5 -- восковой фитиль 0 5 мм; б—стержень
.№ 2: 7 —газоотвод 0 12 мм; 2 —каркас 0 4 мм; е — стержень № 3: 7 —каркас 0 5 — 7 мм; 2-газоотвод —
восковой фитиль; 3 — каркас 0 4 о; 4—газоотвод 0 12 мм; г — стержень № 4: 7 — каркасы 0 4 — 5 мм;
2--газоотвод 0 6 мм; 3—газоотвод—восковой фитиль; д — стержень № 5: 7—каркас 0 2 мм; 2—газоотвод
0 3 мм; е—стержень № 6: 7 —газоотвод 0 4 мм; 2—каркас 0 4 мм
Очищают, продувают и проверяют отпе-
чаток третьей формы, а также стержень по-
жарного штуцера. Перекрывают верхней
(третьей) опокой собранные две опоки.
Для проверки верхнюю опоку снимают
и проверяют знаки стержней и водяной ко-
робки на обжим и на смещение стержней.
Осторожно продувают пыль и вынимают вату
из полости форм. На торцы знаков стерж-
ней стойки и водяной коробки укладывают
валик из теста диаметром 4—6 мм и снова
покрывают верхнюю опоку по штырям. Уста-
навливают стержень пожарного штуцера 3.
Устанавливаются уже очищенные и продутые
воронки литника и выпора. Собранную форму
нагружают грузами и заливают.
Температура заливки бронзы 1170—
l!90J. Время заполнения одной формы IS-
IS сек. В процессе заливки шлак в ковше удер-
живают специальной счищалкой. Струю
металла к концу заливки постепенно
уменьшают, поэтому с момента появления
Подшипники 16- и 20-т вагонов
Указанные подшипники представляют трёх -
слойную деталь, состоящую из баббита, брон-
зы и чугуна.
Производство каждого слоя осуществляет-
ся способом литья в формы по следующему
технологическому процессу.
Первоначально отливают в сырые песча-
но-глинистые формы бронзовую армировку;
последнюю отливают из бронзы марки
ОЦС 5-5-5 согласно ГОСТ 613-50. Выплавку
металла для армировки производят в пламен-
ных печах системы Георгадзе, или, как на за-
воде имени Л. М. Кагановича, в электро-
печах ДМК-450. Продолжительность плавки
в печах ДМК-450 равна 1,5 часа. Плавка
ведётся без предохранительного покрова; ме-
талл раскисляют фосфористой мелью. Для
предохранения металла от окисления послед-
ний после раскисления покрывают слоем
древесного угля. Металл раскисляют в ковше
92
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
и там же покрывают его слоем древесного
угля.
Заливку форм ведут при температуре брон-
зы 1120—1180°. Продолжительность заливки
одной формы с четырьмя армировками 20-т
вагона и с восемью армировками 16-т вагона
6 сек. Металл из печи по формам разливают
ковшами ёмкостью 50—80 кг каждый. Таким
образом, выпуск металла одной плавки из печи
осуществляют не одновременно, а с переры-
вами, равными продолжительности разливки
металла из одного ковша. При разливке од-
ним ковшом выпуск металла одной плавки из
печи продолжается от 20 до 30 мин.
При плавке бронзы, и особенно при её
разливке по формам, большое внимание уде-
ляют вопросам вентиляции. Рабочий-плавиль-
щик и разливщик должны быть максимально
половинкой формы при помощи штырей.
Собранную форму направляют в разливочный
пролёт под заливку. Перед заливкой формы
нагружают грузами, а после, примерно через
5 мин., выбивают и при помощи пескоструй-
ного аппарата приступают к очистке арми-
ровок с последующей зачисткой на наждаках.
При указанном технологическом процессе
выход годного металла на армировке для 20-т
вагона составляет 60%, а 16-т вагона 65%.
Обработанную и проверенную по шаблону
армировку направляют в чугунолитейный
цех, где на армировку заливают чугун. Та-
ким образом, получают корпус подшипника
с предохранительным антифрикционным слоем
бронзы в 7—8 мм.
Заливку корпусов вагонных подшипни-
ков на бронзовую армировку производят
по A8CD
Фиг. 47. Эскиз собранной формы и сечение элементов литниковой системы
армировки 20-т вагона
Соотношение литниковой системы:
-Fcm ' = 706,85 : 520,0; '-ГшЛ : Я?пит = 520.0 : 152x8 = 520,0 : 1 216.
защищены от той среды, в которой произво-
дят плавку и разливку бронзы. Предельно
допустимое содержание окиси цинка (ZnO)
не должно быть выше 0,005 мг на 1 л воздуха,
а свинца и его неорганических соединений —
не более 0,00001 мг на 1 л. Такая концентра-
ция указанных окислов в воздухе может быть
гарантирована соответствующим вентиля-
ционным обустройством.
Как уже указывалось выше, отливку брон-
зовых армировок для 16- и 20-т вагонов про-
изводят в сырые песчано-глинистые формы
без стержней. Формы для армировок вагон-
ных подшипников изготовляют на встряхи-
вающих формовочных машинах с подпрес-
совкой типа 266 (ВФ-17) и ВФ-14; в одной
форме обычно размещают четыре модели арми-
ровки для подшипника 20-т вагона (фиг. 47)
и восемь моделей для 16-т вагона (фиг. 48).
По окончании уплотнения и подпрессовки
формовочной смеси нижнюю половинку формы
поворачивают на 180° и устанавливают разъ-
ёмом вверх, после чего её накрывают верхней
в сырые песчано-глинистые формы без стерж-
ней. Формы изготовляют на встряхивающих
машинах типа 266 (ВФ-17), в одной форме по-
мещают четыре модели корпуса подшипника
16-т вагона (фиг. 49) и три корпуса подшип-
ника 20-т вагона (фиг. 50).
Изготовление форм ведут в следующем
порядке: сначала на модели корпуса подшип-
ника, смонтированной на подмодельной плите,
устанавливают бронзовые армировки, кото-
рые не должны качаться. Затем ставят опоку
на протяжную плиту станка, здесь же произ-
водят формовку. По окончании уплотнения
и подпрессовки формовочной смеси нижнюю
половинку формы с заформованными в ней
бронзовыми армировками поворачивают на
1803 и устанавливают разъёмом вверх на сбо-
рочный рольганг. Далее заделывают формо-
вочной смесью конические отверстия в брон-
зовой армировке для баббита в уровень с по-
верхностью армировки и только после этого
накрывают их верхней половинкой формы.
В верхней опоке накалывают газоотводы диа-
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛЧ"ЬЯ
метром 5 мм в количестве не менее 5 шт.
над каждым подшипником, располагая их по
окружности над яблоком подшипника.
Собранную таким образом форму направ-
ляют в заливочное отделение под заливку.
Корпус подшипника отливают из чугуна
марки СЧ 15-32 по ГОСТ 1412-48. Выплавка
указанной марки чугуна осуществляется
в 5-т вагранках с копильником. Чугун из
копильника выпускают в барабанный ковш
ёмкостью700 кг и транспортируют на разли-
вочный участок, где переливают в чайниковые
ковши ёмкостью по 140 кг каждый.
Из ковшей через носок производят заливку
формы при температуре чугуна 1280°. При
более низкой температуре получают повышен-
ный брак по «недоливу» форм, при более высо-
кой — повышенный брак вследствие того,
что подплавляют или расплавляют армиров-
ку. Продолжительность заливки одной формы
с четырьмя подшипниками для 16-т вагона
и с тремя подшипниками 20-/п вагона 6—8 сек.
по АВСШ
по KLMN
Фиг. 48. Эскиз собранной формы и сечение элементов литниковой системы армировк
16-zn вагона
ио
Сеч по ос
Фиг. 49. Эскиз собранной фопмы и сечение элемен-
тов литниковой системы корпуса чугунного
подшипника 1 Q-rn вагона
Соотношение литниковой системы:
2 Fnum • “ ^шл : = 53 2:616 : 638"
= 1 : 1,16 : 1.2.
по ABCDFF
Фиг. 50. Эскиз собранной формы и сечение элемен-
тов Ямщиковой системы корпуса чугунного подшип-
ника 20-т вагона
Соотношение литниковой системы:
Fftum ’ “ шл : ^ст = 380 : 47 5 : 490 =
= 1 : 1,25 : 1,29
94
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Перед заливкой с поверхности металла
в ковше счищают шлак.Во время заливки лит-
ник держат полным, а расстояние носка
ковша над литниковой воронкой должно
быть не более 150 мм.
Продолжительность остывания подшип-
ников в форме после заливки 10 мин., а затем
следует выбивка на выбивных решётках.
Выбитые из форм подшипники очищают
в барабанах пескоструйными аппаратами,
а затем направляют в механический цех
для обработки армировки, после чего подшип-
ники заливают баббитом.
Подшипники должны заливаться каль-
циевым баббитом марки БК по ГОСТ 1209-41,
причём сплав, залитый в подшипники, дол-
жен содержать не менее 0,80% кальция (Са)
и 0,57% натрия (Na).
Температура расплавленного баббита в
тигле перед заливкой должна быть для под-
шиппиК' В IG-m вагона 520—550°С, а для
подшипников 20- и 50-т вагонов 540—570°.
Перед заливкой подшипники вместе с собран-
ной формой нагревают до температур: 150—
180° при заливке баббита в подшипник
16-т вагона, 200—250° при заливке 20-/п
вагона и 250—300° при заливке 50-т вагона.
Шихту составляют на основании химиче-
ского анализа и твёрдости исходных мате-
риалов. В качестве исходного материала ис-
пользуют отходы производства и переплав.
Чтобы предохранить баббит от окисления,
поверхность расплавленного металла в тигле
покрывают слоем мелкого сухого древесного
угля толщиной 30 мм, просеянного через сито.
Однако величина зёрен угля не должна быть
менее 5—10 мм в поперечнике; употребле-
ние угольного порошка и пыли не допу-
скается. к »
Повышение температуры расплавленного
баббита выше 570° влечёт за собой излишнее
выгорание в баббите
кальция и натрия и
образование раковин
в отливках. Темпе-
ратуру расплавлен-
ного баббита изме-
ряют пирометрами.
Для получения
однородного сплава
расплавленный баб-
бит в тигле переме-
шивают железным
ломиком, в против-
ном случае подшип-
ники первой заливки
получаются с боль-
шим содержанием
натрия (Na) и каль-
ция (Са). В то же
время в заливаемые
последними подшип-
обеднённый указан-
ие подшипники по-
казывают худшие эксплоатационные данные.
Перемешивают баббит только во время раз-
ливки, во время плавки этого делать нельзя,
так как это приводит к увеличенному угару.
Ниже температуры 475° разливать баббит
запрещено, так как при более низкой темпера-
туре металл имеет недостаточную жидко-
текучесть.
Фиг. 51. Форма и разме-
ры тигля для плавки
баббита
иики попадает баббит,
ными элементами
Расплавление баббита в плоских тиглях-
чашах не практикуется, так как это ведёт
к большому угару. Наилучшей формой тигля
для плавки баббита является показанная на
фиг. 51.
В случае отливки корпусов подшипника
из стали заливку бронзовой армировки произ-
водят на стальные корпуса с применением
металлических стержней № 1 со сквозными
отверстиями для установки стержней № 4
(фиг. 39). Эта технология обеспечивает по-
лучение точных (без заливов) гнёзд, заливае-
мых баббитом.
Подшипники дизелей тепловозов1
Баббит для заливки тонкослойных под-
шипников не должен иметь резко выражен-
ного неоднородного строения, а тем более круп-
ных кристаллов твёрдой составляющей в ви-
де неравномерно расположенных скоплений
(как это часто наблюдается в сплаве марки
Б-83); микроскопическое строение антифрик-
ционного сплава не должно подчиняться так
называемому «правилу Шарли».
В тонкослойных подшипниках может быть
использован однофазный сплав.
Антифрикционный сплав для заливки тон-
кослойных подшипников должен обладать
твёрдостью в пределах 15—20 Н б; при такой
твёрдости сплав толщиной меиее 1 мм выдер-
живает допустимые удельные нагрузки; твёр-
дость баббита в пределах 25—40 И б является
недопустимой.
Для обеспечения лучшей работоспособ-
ности необходимо иметь прочное соединение
антифрикционного сплава с корпусом подшип-
ника. Слой полуды, наносимый на корпус
подшипника, должен обладать высоким сопро-
тивлением усталостному разрушению под
действием циклических нагрузок.
Наиболее полно удовлетворяют перечис-
ленным требованиям баббиты на свинцовой
основе со щелочными и щелочно-земельными
металлами.
Одним из лучших является баббит Б-2,
состоящий из олова — 1,5-у-2,0%, кальция —
0,24-0,45%, натрия —0,15-4- 0,4%, маг-
ния до 0,1%, остальное до 100% свинец.
Заливка тонкослойных подшипников баб-
битом Б-2 осуществляется центробежным спо-
собом.
Перед заливкой подшипников баббитом
производится их лужение. В качестве припоя
пользуются сплавом, состоящим из 20% оло-
ва и 80% свинца.
Перед лужением корпус подшипника под-
вергается обезжириванию в 10%-иом растворе
щёлочи, подогретой до температуры 80—90°С.
Затем корпуса промывают в горячей воде,
травят в 7—8%-ном растворе соляной кислоты
в течение 10—15 сек., затем их подвергают
нейтрализации в 8%-ном растворе щёлочи.
После нейтрализации корпуса подшип-
ников промываются и покрываются слоем
флюса — водным раствором хлористого цин-
ка и хлористого аммиака.
Покрытый слоем флюса подшипник на-
гревают в электропечи до температуры 150—
> По материалам ЦНИИ МПС.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
95
200°С и погружают в ванну с расплавленной
полудой.
Полуда в ванне нагревается до темпера-
туры 330—350°. Выдержка подшипников в рас-
плавленной полуде длится 3—4 мин.
Подготовленные таким образом корпуса
подшипников зажимаются при помощи при-
способления в планшайбе центробежной ма-
шины, вращающейся со скоростью 580—
700 об/мин.
Заливка производится со скоростью 2 —
3 кг/сел. Температура баббита 530—550°С.
Залитые подшипники вращаются в машине
15—20 сек., после чего производится следую-
щая заливка.
Как показали испытания, продолжитель-
ность работы подшипников, залитых баббитом
БТ, составляет 300 час., баббитом Б-83 —
600, а баббитом Б-2 — свыше 3 000 час.
Отливка втулок из свинцовистой бронзы
ОЦС-4-4-17
При отливке втулок в металлические ста-
ционарные и металлические вращающиеся
формы значительно уменьшается ликвация
и одновременно повышаются механические
свойства сплава.
Втулки отливают из указанной бронзы,
содержащей свинца 20, олова — 7, цин-
ка— 3 и меди — 70%; распределение свин-
ца по сечению отливки указано в табл. 101.
Таблица 101
Ликвация свинца при отливке втулок
со стенками толщиной 25 мм в металлические
формы
X арактеристика формы Темпе- ратура Окружная ско- рость в м] сек Содержание РЬ в % в зоне
формы то са я Ч С ! наруж- ! ной средней внутрен- ней |
Стационарная 50 980 19,90 19,62 19,77
( 50 1 0&) 6 22.71 20,80 50,05
Вращающаяся . { 20 1 050 6 8 8- 20,48 17 ,85
1 20 1 020 6 17,50 19,80 18,97
Механические свойства образцов, выре-
занных из втулок, имеют следующие показа-
тели:
Временное сопротивление
при растяжении ..........15—20 л-г/л/лт*
Otiioi ител! ное удлинение 12—15%
Ударная вязкость.........2—4 кгм! см*
Твердость Нg ............ 56—62
Отливка втулок на заводах МПС и в депо
производится в металлическую форму на цент-
робежных машинах с горизонтальной осью
вращения консольного типа конструкции
ЦПИИТМаш (фиг. 52).
Число оборотов металлической формы
5 520
или п = ,
У Я К
где /( —|коэфиииснт, зависящий от состава
сплава; для сплавов с большим со-
держанием свинца К = 2 7004-:! 000;
г—радиус отливки в см\
R—внутренний радиус отливки в см;
7 — удельный вес сплава в ijcM3.
Машины, на которых производится отлив-
ка втулок, имеют следующие числа оборотов
шпинделя:
п — 615, 1 050 и 1 450 об/мин.
При отливке сплавов, содержащих боль-
шое количество свинца и склонных к ликва-
ции, температура металлической формы долж-
на быть в пределах 50—75°; для сплавов,
не склонных к ликвации, — в пределах 150—
250°.
При значительном перегреве металлических
форм отливки поражаются поверхностными
Фиг. 52. Металлическая форма для
центробежной отливкн втулок
газовыми раковинами—ситовостью — за счёт
выделения газов из материала — металла
формы.
Для уменьшения степени ликвации свинца
бронзу ОЦС-4-4-17 и другие свинцовистые
марки сплавов следует заливать при низкой
температуре.
Вращающиеся формы охлаждают водой.
Для удлинения срока службы металлической
формы и во избежание приваривания распла-
ва к телу формы внутренняя поверхность по-
следней окрашивается.
Для окраски формы при отливке свинцо-
вистых сплавов рекомендуется смазка, содер-
жащая 98% растительного масла и 2% сажи.
Хорошие результаты даёт покрытие формы
ацетиленовой копотью или натирка сухим
порошком графита.
Fla качество отливаемой детали оказывает
большое влияние скорость заливки. Бронзу
ОЦС-4-4-17 следует заливать во вращающиеся
металлические формы со скоростью не менее
3,0 кг/сек. и до 7 кг/сек—больших втулок
весом 50 кг.
При скорости заливки менее 3,0 кг/сек
на поверхности отливки обнаруживаются ра-
ке ины, неслитины и другие дефекты.
Линейная скорость наращивания слоя от-
ливки А при скорости заливки g в кг/сек
определяется по следующей формуле:
?, г. г
/.= — = — ,
т Ч
где 5 — толщина стенки отливки;
Q — нес отливки в гг\
т — продолжительность заливки сплава
в форму:
О
о
96
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
При заливке вращающихся форм скорость
наращивания слоя отливки X должна быть
в оптимальных пределах, т. е. несколько
превышать скорость образования затвердев-
шего слоя отливки.
При значительном увеличении скорости
наращивания явления сегрегации становятся
заметнее. Уменьшение скорости наращивания
вызывает образование поверхностных дефек-
тов.
ДВУХЪЯРУСНАЯ ФОРМОВКА
В 1938—1939 гг. инж. Семкиным И. С. был
предложен способ двухъярусной формовки
по неразъёмной модели с дополнительным пе-
рекрывающим форму стержнем и полезным
использованием объёма верхней и нижней
полуформ.
Предложенный способ двухъярусной фор-
мовки даёт возможность использовать под
формовку объём нижней и верхней опок,
что приводит к увеличению количества де-
талей в форме почти вдвое. Коэфициент
использования формовочных машин резко
повышается, а расход воздуха и электро-
энергии на единицу изделия заметно сни-
жается.
Для снижения трудоёмкости изготовления
отливок, повышения производительности тру-
да следует использовать объём верхней опоки
для формовки второго ряда деталей как с пе-
рекрываемыми стержнями, так и без стержней;
детали без стержней обычно формуют в верх-
ней опоке вместе с такими деталями, которые
располагаются в нижней опоке и перекрыва-
ются стержнями.
Можно также располагать модели в шахмат-
ном порядке на верхней плите и формован,
одновременно в верхней и нижней опоках
детали без стержней.
Двухъярусный метод формовки широко
применяют при формовке и неодноимённых
деталей в верхней и нижней опоках.
На заводах и в мастерских депо ряд де-
талей, ранее формуемых по разъёмной мо-
дели в двух опоках, переведён на формовку
в одной опоке по неразъёмным моделям с пере-
крытием их стержнями. Эго позволило уве-
личить количество деталей вдвое водной фор-
ме за счёт использования объёма верхней
опоки.
Благодаря повышению производитель-
ности труда трудоёмкость формовочно-стерж-
невых работ на единицу изделия заметно сни-
жается .
Сочетая формовку в нижних опоках дета-
лей, перекрываемых стержнями, с деталя-
ми, формуемыми в верхней опоке без стерж-
ней, можно добиться значительной экономии
средств, металла, энергии и материалов.
При двухъярусной формовке распола-
гается вдвое больше деталей, чем при одно-
ярусной, что приводит к значительному
снижению расхода металла на литниковые
системы.
Цетесообразность и простота двухъярус-
ной формовки особенно сказываются при фор-
мовке небольших деталей на машинах с га-
баритами опок в свету 510 х 415 и 750 х
X 650 мм.
Двухъярусная формовка деталей,
не перекрываемых стержнями
Примером двухъярусной формовки деталей,
не перекрываемых стержнями, может являть-
ся изготовление ушек буксы (фиг. 53 и 54).
Фиг. 53. Схема формовки ушка в горизонталь-
ном положении с разьёиом по плоскости. 16 дета-
лей в форме
Раньше эти детали формовали в нижней
опоке по 16 моделям; в верхней располагали
элементы литниковой системы, стояк и лит-
никовый ход. При двухъярусной формовке
этой дета ли, увеличивая расстояние между ося-
ми моделей до 75 мм и сохраняя тот же разъ-
ём, размещают в верхней и нижней опоках
по 12 моделей. В результате при тех же за-
тратах производительность формовщиков и
коэфициент использования оборудования по-
высились на 50%. При изменении разъёма
и переходе на вертикальную формовку и за-
ливку (фиг. 55) удалось на одной плите раз-
местить 36 моделей, а введением дополнитель-
ного перекрывающего стержня стало возмож-
ным формовать в два яруса 72 детали. Таким
образом, при тех же затратах рабочей силы на
формовке производительность труда и коэ-
фициент использования оборудования уве-
личились вдвое. Изготовление дополнитель-
ных стержней, перекрывающих формы, не
повлияло на увеличение трудоёмкости.
Увеличение количества моделей на одной
нижней плите до 64 шт. также не исключает
возможности применения двухъярусной фор-
мовки с размещением в форме 128 отливок.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛИТЬЯ
97
11 в этом случае производительность труда
формовщика и коэфициент использования
оборудования возрастают вдвое по сравнению
о формовкой в один ярус по 64 отливки в
форме.
Фиг. 54. Схема формовки ушка в горизонталь-
ном положении с разъёмом по плоскости в два яру-
са. 24 детали в форме
Двухъярусная формовка несимметрично
расположенных деталей
В некоторых случаях при несимметричном
расположении моделей возможно применять
двухъярусную формовку без дополнительных
перекрывающих стержней. Так, например,
конструктивные особенности колодки гороч-
ного башмака (фиг. 56) с расположением ру-
коятки не по линии разъёма вынуждают фор-
мовать эту деталь только в одной нижней опо-
ке со стержнем, перекрывающим рукоятку.
При таком способе формовки в нижней опоке
размещаются четыре отливки (фиг. 57). При
симметричном расположении моделей в верх-
ней и нижней полуформе двухъярусная фор-
мовка колодки горочного башмака произво-
дилась при полном перекрытии всей формы
[ополнительным стержнем. Для формовки
колодки горочного башмака в два яруса без
применения дополнительных перекрывающих
стержней необходимо модели на верхней пли-
те располагать таким образом, чтобы рукоят-
ка верхней полуформы совпадала с неперекры-
чаемои частью отливки нижней полуформы.
Производительность труда формовщиков и
коэфициент использования формовочного обо-
рудования возрастают при таком способе
формовки.
Паровозный тормозной башмак формовал-
ся по разъёмной модели в двух опоках,
причём плоскость прилегания башмака
к тормозной колодке (R = 454, 451 и
375) выполняется при помощи стержня.
Разрез по М-бб
Фиг. 55.* Схема формовки ушка в вертикальном
положении с разъёмом по оси втулки. 64 детали
в форме
Изменили эту технологию, и башмак стали
формовать не горизонтально по разъёмной
модели в двух опоках, а вертикально в одной
нижней опоке; основной стержень № 1 обес-
Том 12
98
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
печивает соприкосновение башмака с колодкой
и одновременно выполняет роль перекрываю-
щего стержня. Это позволило использовать
объём верхней опокн для формовки второго
Разрез по Яй-ььно
Фиг. 57. Схема формовки горочного башмака
Разрез по д о
Фиг. 58. Схема формовки тормозного паровозно-
го башмака
циснт использования оборудования, значи-
тельно снижает расход металла на литниковую,
систему и формовочных материалов.
Бесспорно целесообразна и выгодна двухъ-
ярусная формовка в случаях применения до-
полнительных, перекрывающих форму, стерж-
ней, не требуемых при обычной одноярусной
формовке. Трудоёмкость изготовления допол-
нительных стержней обычно компенсируется
снижением трудоёмкости за счёт повышения
производительности труда.
Двухъярусная формовка: дополнительным
(стержнем, перекрывающим форму
В качеств епримера формовки детали с при-
менением дополнительного, перекрывающего
форму, стержня может служить валик подъём-
ника автосцепки, который первоначально
формовался по разъёмной модели в двух
опоках.
Изготовлением дополнительного стержня,
перекрывающего одновременно гнёзда в фор-
ме, стало возможным формовать валнк подъ-
ёмника по неразъёмной модели в два яруса
с использованием объёма верхней и нижней
опок. При этом размещаются 22 детали в фор-
ме (вместо 12); производительность формов-
щиков в связи с этим увеличилась на 80%,
а трудоёмкость изготовлении формы на одну
детал) сократилась почти вдвое.
Разрез пода
Фиг. 59. Схема формовки подъёмника по неразъём-
ной модели в два яруса
яруса (или других деталей) без изготовления
дополнительного перекрывающего стержня
(фиг. 58).
Такой вариант двухъярусной формовки уве-
личивает производительность труда и коэфи-
Подъёмник (фиг. 59) формовался на маши-
не типа 266 (ВФ-17) в опоках размерами в
свету 510 х 315 х 150. При формовке подъ-
ёмника по разъёмной модели в один ярус ис-
пользуются обе опоки, максимальное коли-
СУШКА ФОРМ И СТЕРЖНЕЙ
99
Таблица 102
Технико-экономические показатели формовки в один н два яруса
Наименование отливок Количе- ство моде- лей на подмо- дельной плнте Формовка в один ярус Формовка в два яруса
Расход формовоч- ных сме- сей на 1 деталь в кг Расход металла на литни- ковую систему на 1 де- таль в кг Выход годно- го в % Расход формовоч- ных сме- сей на 1 деталь в кг Расход ме- талла на лит- никовую сис- тему на 1 деталь в кг Выход годно- го в %
Горочный башмак 4/8 22,5 1,25 67,3 11,3 0,75 74,6
Тормозной » 2/4 49,0 2,2 70,3 24,5 1,35 76 ,5
Подъёмник 6/12 16,4 3,1 32,0 8,2 1,85 43,2
Валик подъёмника 12/22 16,7 2,5 54,5 9,1 1,63 63,3
Коиус 8/16 56,0 1,53 71,5 37,5 1,19 75,0
Клин фрикционного аппарата 12/24 33,4 1,1 0,79 70,5 16,7 0,66 77 ,0
» » » 1К/36 22,2 77,7 11,1 0,47 80,5
Шайба 12/22 36,7 1,02 59,2 20,0 0,42 72,7
/ 16/24 6,3 0,34 40 4,2 0,20 52,0
Ушко буксы J 36/72 3,05 0,17 55 1,53 0,12 62,3
1 64/120 1.6 0,10 68,1 0,85 0,06 71,8
Клнн фрикционного аппарата 9/18 44,4 1,5 63,2 22,2 0,90 73,4
П римечание. Брак — 1% по всем деталям; ушко — 2%; угар - 4,5%; пробы и скрап — 5,5%.
чество деталей в форме было 6. С переходом
на формовку в два яруса с дополнительным
стержнем, перекрывающим гнёзда формы,
количество деталей в форме увеличилось
вдвое.
Третьим примером формовки по неразъём-
ной модели с дополнительным стержнем, пе-
рекрывающим гнёзда формы, является клин
для шестигранного корпуса фрикционного
аппарата, который первоначально формовался
по разъёмной модели в двух опоках с внутрен-
ними размерами 510 х 415 х 150 по 4 шт.
в одной форме.
Впоследствии клин фрикционного аппара-
та с горизонтальной формовки и заливки был
СУШКА ФОРМ
ПРОДОЛЖИТЕЛЬНОСТЬ И ТЕМПЕРАТУРА
сушки
Продолжительность сушки (фиг. 60) тем
меньше, чем выше температура сушки. Мак-
симальные температуры сушки определяются
свойствами высушиваемых материалов, т. е.
составом формовочных и стержневых смесей.
Продолжительность сушки зависит как от
температуры сушки, так и от размеров форм
и стержней.
Длительность сушки форм обычно колеб-
лется от 6 до 12 час. и более; для мелких форм
цветного и чугунного литья она сокращается
до 3—6 час.
Данные о режиме сушки форм приведе-
ны в табл. ЮЗ, а коэфициенты заполнения
сушил и продолжительность сушки стерж-
ней в камерных сушилах — в табл. 104.
Периодически действующие сушила слу-
жат как для сушки форм, так и для высуши-
вания стержней. Одновременно вести сушку
тех и других нельзя, так как режимы времени
сушки для форм и стержней различны. По
конструктивным признакам периодические су-
шила подразделяют: с выдвижными, полками,
с выкатными этажерками, с выкатными те-
лежками. Первые два типа сушил применяют
переведён на вертикальную по неразъёмной
модели. Введением дополнительного стержня
для перекрытия гнёзд формы и выполнения
контура деталей клин стали формовать в два
яруса в опоках с внутренними габаритными
размерами 750 х 650 х 300. При таком ме-
тоде формовки в форме размещалось 24 де-
тали. Изменением конструкции дополнитель-
ного стержня для перекрытия гнёзд формы
на три детали удалось их количество в од-
ной форме увеличить до 36 при тех же
внутренних размерах опоки и при той же тру-
доёмкости изготовления стержня.
Технико-экономические показатели обоих
способов формовки представлены в табл. 102.
И СТЕРЖНЕЙ
для высушивания стержней, а третий — для
форм.
Непрерывно действующие сушила приме-
няют главным образом для сушки стержней^
но иногда в них высушивают также и формы,
причём в течение всего периода сушки формы
и стержни находятся в движении.
По конструкции непрерывные сушила де-
лят на вертикальные и горизонтальные. Пер-
вые служат для сушки мелких и средних
стержней, вторые—для стержней всех разме-
ров.
Переносные сушила резко отличаются от
предыдущих как конструктивно, так и по
способу применения. Их используют для суш-
ки больших тяжёлых опок и почвенных форм,
устанавливая на высушиваемые формы.
Характеристики сушил (фиг. 61—70) при-
ведены в табл. 105—110.
В литейных для сушки песка и глины
используют специальные сушила (108—110).
Для нагрева сушил пригодны все виды
топлива: твёрдое, жидкое, газообразное и пы-
левидное. В последнее время на некоторых
заводах применяются также сушила, которые
нагреваются электричеством, и сушила, в ко-
торых используется тепло отходящих газов
других печей.
7*
100
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
В табл. 105 приведены основные размеры
горизонтальных конвейерных сушил для
стержней.
В табл. 106 даны основные данные нормали-
зованных камерных сушил Гипромеза. Рас-
ход топлива в этой таблице предусмотрен ис-
ходя из загрузки 20% объёма сушила и 10%
влажности формовочной массы.
Таблица 103
Режим сушки форм при опочной и почвенной формовке
Средние Серый чугун и цветные металлы Стальное литьё Сушка пере- носными су- шилами при почвенной формовке 1
Перв шная с /шка Подсушка после ремонта Первр шная сушка Подсушка после ремонта
внутренние о X св э Q а и X св а о а Q а
размеры та св о. у СО со со m
опок в м J3 CQ св -Q св J3 со св л св J3
при опочной О X О X X Е х xS О * I О * х Е ?* X <-> тур ° X S3 си S3
св Л о е; ь Си о. •0 св =: у св си се си
формовке Ф - 4> н со Е 1) ' Е <у <у ь ® <У Е 4) Н ® 4) Е 4) Ь ш
х ь П О е; S S <У X е; s S х ь П О X г; х X d * S X е; х
ь ЕЦО d X ь d а d ю d X d * d X
От 0,5 хО,6 до 1 ,2 х 0 ,8 400 4-5 6-8 180 0,5 450 6-7 8-12 200 0,5 400 8
От 1,2x0,9 до 3,0x2,0 400 6-7 8—12 200 1-1,25 450 7-8 16-20 250 1.5 409 12
От 3,5x2,0 до 5,5 х4,0 450 8-9 16-21 200 1-0,5 500 8-9 18—24 250 1,5 450 24
От 5 ,0x3,5 до 5,5x4 ,0 450 10-11 24-36 200 2-4 550 10-11 24—36 250 2-4 450 36
Свыше 5,5x4,0 450 12—15 36—48 2)0 3-8 550 12-15 36-48 250 6-8 450 48
1 Длительность поверхностной подсушки пои почвенной формовке на глубину 30 —40 мм от 1, j
до 3 час.
Таблица 104
Коэфициенты заполнения сушил и продолжительность сушки стержней
Размеры форм и стержней Расчётный коэ- фициент запол- нения сушил, считая на раз- рыхлённую смесь Температура сушки в °C Продолжительность цикла сушки (без учёта времени на загрузку и раз- грузку сушил) в часах В том числе в ремя топки в ч асах
Объём: до 1 дм* от 1 до 15 дм* . . . » 15 до 25 дм* . . более 25 дм* .... Стержни с органически 0,04-0,08 0,08-0,10 0,10-0,12 0,12-0,15 1ми связующил 175-250 1U мате риал ами 1-1,25 2-2,50 3-3,75 4-5,0 1-1,25 2-2,50 3—3,75 4-5,0
Толщина стенки: до 200 мм от 200 до 500 мм . более 500 мм .... Стержни 0,12-0,15 0.15-0,18 0,18-0,20 песчано-глинистые 300-350 7$ 1 9*0 4,0 ?:о
Стержн л для изложниц
В среднем 0,18-0,20 210-300 8—10 6-8,0
Пр имечание. Продолжительность загрузки и разгрузки сушил принимается:
1) стержневых этажерных сушил, обслуживаемых электрокарами, от 10 до 15 мин., обслу-
живаемых ручными подъёмными тележками—от 1 5 до 30 мин.;
2) камерных тележечных сушил, оборудованных электрическими передаточными тележками
(трансбордерами), — от 0,5 до 1 часа;
3) прочих камерных тележечных сушил в зависимости от их размера и количества форм
от 1 до 2,5 часа.
СУШКА ФОРМ И СТЕРЖНЕЙ
101
Фиг. G0. Зависимость времени сушки
от температуры
Фиг. 61. Сушила с секторными
полками, построенные из кирпича
~Wlr-
Фиг. 62. Сушильные шкафы с выдвижными полками
х-азаааооооаааооо ‘
Фиг. 63. План горизонтального сушила: / -разгруз-
ка; 2-натяжной ролик; 3 — привод; 4 спуск; 5— вер-
стаки для стержней; 6 подвесные этажерки;
7 подъём
Фиг. 64. Номограмма для расчёта
расхода топлива в камерных сушилах
Фиг. 6 5. Схема горизонтального сушила
102
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Таблица 105
Горизонтальные конвейерные сушила для стержней
Наименование сушила Количество ' полок на । этажерке 1 Общая пло- щадь полок в м* Производи- тельность в т/час Длина Шири- на Высота Топливо
в м
Трёхходовое . 5 98,0 1,2 2,35 27,0 8,0 5,6 Генераторный газ
То же 5 140,0 34,0 13,5 7,0 То же
Четырёхходовое 5 243,0 3,0 — — — Мазут
Двухходовое 5 100,0 2,5 — — — Электроэнергия
Конвейерное тоннельное для . подсушки стержней . . . , , 4,5 — 6,0 2,0 3,55 Генераторный газ или мазут
Таблица 106
Типовые камерные сушила для сушки форм н стержней конструкции Гипромеза
ъём камеры в м* 1СЛО топок 1 Ширина камеры 1 Длина камеры Высота камеры 1 Ширина садки i Длина садки । Высота садки >ъём заполнения оками и стерж- ми в м3 Вес формовоч- ной массы Вес металла Время работы топ- ки в часах Принятое напряже- ние колосниковой решётки в кг/м’час Площадь колосни- ковой решётки в мъ >щий расход ка- нного угля за емя сушки в кг !Сход каменного ля в кг/м’ св е; Ж 3 мпература сушки ’С
О 7 в м X с к О о ж в т о о. О S со а. >. >> Н <а
11 1 2,00 2,60 2,22 1,18 2,4 1,48 2,2 3,5 2,5 5-6 47 0,64 166 15 350
37 2 3,45" 4,25 2,5 2,3 4,15 1,5 7,4 11,0 7 5-6 68 1,95 620 17 450
60 2 4,23 5 2,8 3 4,9 1,62 12,0 18,6 13 5-6 80 2,64 1 050 17 450
90 2 4,23 5 4,3 3 4,9 3,22 18,0 27,5 19 5-6 75 4,3 1 520 17 450
Таблица 1 07
Тилевые вертикальные конвейерные сушила СКВУ, СКВМ, СКВГ и СКВЭ 1
(по материалам Союзтеплостроя)
Тип ’ 1 Размеры камеры в м Габа- р иты суши- ла в м Рабочие размеры этажерок в м В спомогательные размеры в м Сушиль- ная пло- щадь в ма при коли- честве по- лок на этажерке . Количество этажерок i в рабочей зоне i Оптимальная производи- I тельность в т!час Длительность сушки в часах пла в ольные, де) Установленная мощность моторов в кет (сушила электрические)
Часовой расход те т!ккал (сушила уп мазутные и газовь
длина | ширина 1 высота над уровнем пола длина | ширина глубина зало- । жения сушила 1 длина ширина | я о 3 и от уровня пола । до окна загрузки. высота рабочего окна ширина рабоче- го окна । от уровня пол ало
нижней пло-| шапки второй ПЛО- 1 щади и । основной выхлопной трубы верхней площадки одной двух трёх |
1 2,75 2,55 7,3 4,75 5,3 1,5 1,6 0,5 0,65 0,6 1,26 2,25 0,8 3,3 4,75 5,9 7,5 15,0 22,5 9 0,8 0,35 — 2,0 240 5,5
2 2,75 2,55 10,45 4,75 5,3 1,5 1,6 0,5 0,65 0,6 1,26 2,25 0,8 4,0 6,0 9,0 12,5 25 37,5 15 1,3 0,5— 3,0 0,5— 3,0 240 6,5
3 3,5 2,68 10,75 5,69 5,44 1,82 1,8 0,7 0,7 0,6 1,26 2,38 2,3 5,0 7,3 9,07 17,5 35 52,5 14 1,75 400 7,7
4 3,5 2,68 15,25 5,69 5,44 1,82 1,8 1 0,7 0,7 0,6 1,26 2,38 2,3 6,5 9.2 13,5 27,5 55 82,5 22 2,5 0,75- 4,5 400 12,7
1 Буквы У, М, Г и Э соответственно означают; сушило угольное, мазутное, газовое и электри-
ческое.
8 На типы 1, 2, 3 и 4 подразделяются сушила каждой марки.
Фиг. 66. Схема современного вертикального
сушила
Фиг. 67. Схема движения газов в вертикальном
сушиле: 1 кожух печи; 2 —нефтепровод для подачи
нефти к форсункам; 3—вентиль для запирания маги-
страли; 4 — воздухопровод для подачи воздуха
к форсункам; 5—вентилятор для дутья; б—дымовая
труба; 7—трубопровод для отвода продуктов горения;
8 — вентилятор для циркуляции газов; 9 — воздухо-
провод для возврата рециркулирующих газов;
10 —шибер для регулировки рециркулирующих газов;
11 — этажерка; 12, 13, 14—шиберы для регулировки
отходящих газов; 15— цепь
I и-------д---------
Фиг. ь8. Вертикальные конвейерные сушила
СУШКА ФОРМ И СТЕРЖНЕ!"!
О
00
104
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Расход топлива (в условных единицах на
1 м" сушила за период сушки) в ка-
мерных сушилах в зависимости от темпе-
ратуры рассчитывают по основной номограм-
ме фиг. 64. Данные взяты применительно к
сушке форм с 10% влаги. При ином содер-
жании влаги полученные результаты сле-
дует умножить на коэфициент К, значения
Таблица 108
Сушильные шкафы для сушки стержней
с секторными полками
(по материалам Союзтеплостроя)
Отопление Марка Количество i полок Общая пло- । щадь полок в ма Производи- тельность в кг/час
Газовое (генера- торный газ) СШСГ-1 СШСГ-2 СШСГ-3 СШСГ-4 5 4 6 5 2,0 ] 3,0 ( 2,5 ) 200-300
Мазутное П р и м е ч а имеют одинак ширина — 0,9 СШСМ-1 СШСМ-2 СШСМ-3 СШСМ-4 н и е. Ш овые раз* м, высота 4 3 4 кафы «еры: - 2,03 2,0 ) 2,5 1 1,5 ( 2,0 ) всех 1лина — м. 120- 200 марок 1 м,
которого приведены в верхней номограмме
фиг. 64.
Расчётный объем заполнения сушила опре-
деляют исходя из размеров опок:
Размеры опок в м
До 0,7x0,7 ........
От 0,7x0,7 до 2 х1,5 .
» 2x1,5 до 3x2,5 . .
Свыше 3x2,5 . . . .
Заполнение
в %
15-18
18-20
20—25
25
Расход топлива в конвейерных сушилах
в пересчёте на нефть составляет 20—30 кг
на 1 т высушенных стержней. Длительность
сушки колеблется от 2 до 4 час., в зависи-
мости от размеров стержней, и регулирует-
ся скоростью движения конвейера.
Таблица 109
Вертикальные печн для сушки песка
S Л о h аз о « бная )СТЬ Длина Шири- на Высо- та
X = £ о от ре 0ЩН( кет в м
С и и С S и
( 0,5 1,5 1,84
Твёрдое . . . <* 2,5 2,2 2,4 2,0 7,6
1 2,5 2,6 2,5 2,3 6,3
Генераторный
газ 2,0 — 3,8 3,4 10,28
Дрова и ма-
зут, 1,5—2,0 — 2,0 1 ,8 6,0
Таблица НО
Барабанные сушила для песка и глины
Марка Ра змеры барабана в м Производи- тельность сушил по су- хой продук- ции в т/час Расход тепла в тысячах ккал/час Расход топлива в кг/час или в м3/час Макси- мальное давление воздуха Расход воздуха на уста- Установ- ленная мощность электро -
диа- метр длина глина песо к глина песок глина песо к в мм вод. ст. новку в м3/час двигателя в кет
СОБУ-1 СОБМ-1 СОБГ-1 0,8 4,0 0,25 о,6 89 120 13,5—36,0 9,0 70,0 184-47,0 12,0 95,0 — 1 000 —
СОБУ-2 СОБМ-2 СОБГ-2 1,2 6,0 0,75 2,0 268 358 414-107,0 25 200,0 54-F144 35 280 100 430 150 3 000 5,3 6,8 5,4
СОБУ-З СОБМ-3 СОБГ-3 1,4 7,0 1,2 3,1 410 550 78,04-180 38 ,0 320,0 90-?250 53 430 1 1 1 4 500 —
СОБУ-4 СОБМ-4 СОБГ-4 1,6 8,0 1,75 4,7 594 614 914-243,0 55,0 470,0 1214-330 90 650 100 430 150 6 500 16.5 18,2 18,2
СОБУ-5 СОБМ-5 СОБГ-5 2,0 10,0 3,45 9,2 1 по 1 560 1704-450,0 110,0 890,0 2304-630 165 1 250 100 430 150 12 000 28,5 34,3 27,5
Примечания. 1. СОБУ—на угле, СОБМ—на мазуте, СОБГ — на генераторном газе.
2. Мощность указана с учётом дутьевой установки и дымососа. Сушила изготовляют
по чертежам Союзтеплостроя.
СУШКА ФОРМ И СТЕРЖНЕЙ
105
В цехах тяжёлого и среднего литья, пе-
решедших на поточный метод производства,
применяются горизонтальные тоннельные су-
шила для подсушки форм.
Формы передвигаются в печи с помощью
пластинчатого транспортёра. Длительность
нахождения форм в печи 2—3 часа. Печи ра-
ботают на газе и мазуте.
Преимущества тоннельных сушил — рав-
номерная подсушка форм, быстрая оборачивае-
мость опок и экономия топлива.
Сушку форм на месте осуществляют че-
тырьмя способами: 1) при помощи жаровен и
коробов; 2) газом, сжигаемым при помощи го-
релки без искусственной подачи воздуха; 3) га-
зом, сжигаемым в специальной горелке с
искусственным дутьём; 4) переносными су-
шилами. Первый способ — примитивный
и несовершенный. Второй и третий способы
можно осуществить, если в цехе или на за-
воде имеется газовая установка.
Для сушки форм можно применять любой
горючий газ: генераторный, светильный,
коксовальный и т. д. Если искусственного
дутья нет, то газ подводится по трубе в горел-
ку, представляющую собой рамку, сваренную
из труб, в которых пробиты отверстия для
выхода газа наружу. Рамка имеет очертания,
близкие к очертаниям нижней части формы.
Газ зажигают у отверстий и перекрывают
нижнюю часть формы верхней опокой, лежа-
щей на низких подставках. При этом остаётся
небольшой зазор для прохода воздуха к го-
релке и выхода из формы продуктов горения.
Последние частично выводятся также через
литник и выпоры.
Четвёртый способ сушки почвенных форм
также нашёл применение в литейных.
Фиг. 69. Переносное сушило типа ИЯЛ-1
По методу подачи воздуха переносные су-
шила делят на две группы: с подачей воз-
духа от вентилятора и с подачей воздуха от
компрессора. Для переносных сушил целесо-
образнее применять воздух повышенного дав-
ления (4—5 ат), чем работать от отдельных
вентиляторов, которые обеспечивают дутьё-
давлением всего 100—200 мм вод. ст.
Сушило И£1Л-1 (фиг. 69) представляет со-
бой цилиндрический железный кожух, вы-
ложенный внутри огнеупорным кирпичом.
Диаметр шахты в свету 500 мм, высота шахты
колосниковой решётки 700 мм. Колоснико-
вая решётка состоит из плиток с кониче-
скими отверстиями. Топливо (антрацит АК
или мелкий кокс) загружают сверху через-
окно, которое закрывают футерованной крыш-
кой, легко отводимой в сторону. Сушило при-
способлено для работы сжатым воздухом при
давлении 5—6 а/п. Сжатый воздух частично
используют также в инжекторе, засасываю-
щем атмосферный воздух и подающем его
в поддувало.
Расход сжатого воздуха составляет при-
близительно 0,5 мя!мин при давлении 5 ат.
Фиг. 70. Переносное сушило типа ИЯЛ-П
Сушило ИЯЛ-П (фиг. 70) имеет такие
же основные размеры, как и сушило ИЯЛ-1.
Сбоку шахты установлен небольшой венти-
лятор системы Косточкина. Вентилятор полу-
чает движение от мотора посредством ремён-
ной передачи трапецоидальной формы. Воз-
дух подводят снизу в поддувало и сверху —
к смесительной камере. Расход электроэнер-
гии — 0,8 квт-ч.
Сушила ИЯЛ-1 и ИЯЛ-П рассчитаны на
часовой расход 10—15 кг топлива (антрацит
А К или мелкий кокс).
ПОВЕРХНОСТНАЯ СУШКА ФОРМ
ИНФРАКРАСНЫМИ ЛУЧАМИ
Для поверхностной сушки форм с успехом-
применяют также инфракрасные лампы.
В СССР такие лампы мощностью 250 и 500 вт
выпускает Московский электроламповый за-
вод. У этих ламп внутренняя поверхность
колбы, имеющая параболическую форму, по-
крыта тонким слоем серебра и служит отра-
106
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
жателем. В фокусе зеркала помещена воль-
фрамовая нить. Температура её накала 2500°К
{абсолютная температура). Длина волны мак-
симального излучения 7тах=1,‘О5 ммк. Основ-
ное излучение даёт участок спектра с длина-
ми волн X = 0,8 — 3 ммк. К. п. д. лампы
равен 0,7. Срок службы достигает 10 000 час.
Габариты лампы: длина 250 мм, диаметр
176 мм.
Подсушивание форм инфракрасными лу-
чами имеет ряд преимуществ. Основные из
них: получение равномерно сухой поверх-
ности, четырёхкратное удешевление стоимости
сушки по сравнению с поверхностной под-
сушкой газовыми или керосиновыми горелка-
ми, отсутствие надобности в разогреве сушил.
Последнее даёт весьма заметную экономию
электроэнергии сравнительно с сушкой форм
в электрических сушилах. Применение ин-
фракрасных ламп, кроме того, способствует
общему улучшению условий труда в литей-
ных.
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
КЛАССИФИКАЦИЯ ПЛАВИЛЬНЫХ ПЕЧЕЙ
По источнику тепла плавйльные печи делят
на три группы: печи, нагреваемые теплом сго-
раемого топлива; печи, в которых источником
тепла является составная часть нагреваемого
металла; печи, нагреваемые электрическим то-
ком. Первая группа может быть подразделена
на три подгруппы: печи, в которых нагревае-
мый металл не соприкасается ни с топливом,
ни с продуктами горения (тигельные); печи,
в которых нагреваемый металл соприкасается
с продуктами горения топлива (пламенные);
печи, в которых нагреваемый металл сопри-
касается как с топливом, так и с продукта-
ми горения (шахтные).
Вторая группа включает в себя бессемеров-
ские и томасовские конвертеры, из которых
в литейном производстве получили распростра-
нение малые бессемеровские конвертеры (с бо-
ковым дутьём).
Третью группу печей делят на четыре под-
группы: дуговые (нагреваемые электриче-
ской дугой) —• однофазные и трёхфазные;
сопротивления (нагреваемые пропусканием
тока через тело, обладающее большим элек-
тросопротивлением) тигельные и ванного типа;
индукционные с сердечником; индукционные
•без сердечника (нагреваемые вихревыми
токами, возникающими в массе плавя-
щегося металла).
Характеристики плавйльных печей и их
классификация приведены в табл. 111—422.
Таблица 111
Характеристика работы различных печей
Печи Температура отходящих газов в °C К. п. д. печи в %
Тигельные Пламенные ..... Конвертеры Шахтные (ваг- ранки) Электрические . . . 14004-1600 1300—1400 4504-500 Сл Ю О О сл оосл -I- С: сл ы сл СЛ СП С №
ВАГРАНКИ
При непрерывной разливке металла мож-
но применять вагранки без копильников.
Вагранки с копильниками (стационарного
или барабанного типа) рассчитаны на сту-
пенчатую разливку и особенно для примене-
ния в тех случаях, когда требуется накапли-
вать металл для заливки тяжёлых деталей.
Вагранки производительностью выше 3—5 т
загружают специальными кранами. Основ-
ные размеры вагранок (фиг. 71—73) приведе-
Фиг. 72. Схема вагранки с
копильником
ны в табл. 114, а основные размеры фурм (для
вагранок с трёхрядными фурмами) — в
табл. 115.
Вагранки должны быть обязательно снаб-
жены искрогасителями (фиг. 74 и 75).
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
107
Таблица 112
Классификация плавильных печей лнтейиых цехов по их применению
Печи Цветные сплавы Чугун Сталь
Тигельные: с металлическим тиглем Баббиты, цинковые, алю- миниевые и магниевые сплавы - -
с шамотным или графитовым тиг- лем Все сплавы (при эпизо- дических отливках) При эпизодических от- ливках При эпизодических отливках
Отражательные Бронзы в поворотных пе- чах типа «Мечта», а также (в небольших литейных) в малых отражательных пе- чах. Бронзы (для крупных отливок) в больших отра- жательных печах. Алюминий—в отражатель- ных печах Ковкий чугун при непо- точном производстве в от- ражательных печах, иногда серый чугун в отражатель- ных печах (для валков) Для среднего и тяжё- лого литья (мартенов- ские печи)
Вагранки Медные сплавы (в от- дельных случаях) Серый чугун; реже —ков- кий чугун, а также ковкий чугун при дуплекс-процес- се с электропечью или пла- менной печыо При триплекс-п роцес- се с коивертером и элек- тропечью и дуплекс- процессе с конвертером
Конвертеры - Мелкое литьё (малые бессемеровские конвер- теры)
Электропечи: дуговые однофаз- ные Бронзы, иногда алюми- ний (ДМК) В небольшом производ- стве (ДМК) —
трёхфазные — Для рафинировки жид- кого чугуна и плавки на твёрдой закалке, а также при дуплекс-процессе (ДЧМ) Стальное литьё (ДСН и ДСО)
Сопротивления ти- гельные и камер- ные Алюминиевые и магние- вые—в тигельных и алю- миниевые сплавы-в камер- ных печах — —
Индукционные: с сердечником Бронза, латунь, алюми ний, иногда магний — —
без сердечника 1 — Для большинства спла- вов —
Дуговые качающиеся электропечи для медных сплавов ДМК
Таблица 113
Наименование 1 п 1 Единица 1 измерения ДМК-0,1 ДМК-0 ,25 Д МК-0,5 ДМК-1 ,0
Ёмкость печи кг 101) 250 500 1 000
Допускаемая перегрузка о/ /ч Г) и 20 20 20
Мощность трансформатора ква 125 175 250 400
Напряжение низкой стороны н Н)) 100 110 110
Максимальная сила тока низкой стороны .... а 1 250 1 750 2 300 3 640
Диаметр графитового электрода мм 75 100 150
Размер плавйльного пространства 180x600 500x840 700x1 100 830x1 140
Глубина ванны » 120 150 190 235
Продолжительность расплавления мин. 3J-40 35-45 40—50 60
Расход энергии на расплавление (на 1 т твёр- дой завалки) при круглосуточной работе . . , квт-ч 425 325 300 290
Часовая производительность при круглосуточ- ной работе кг 125 250 450 700
Средняя продолжительность службы футеровки плавки 3)0 До 3.5 400 500 500
Расход электродов на 1 т металла кг 3 ,5 3,0 3,0 3,0
Расход воды м3/час 2 2 ,5 5,0
Ход электродов мм 37.) 375 590 650
Размер загрузочного окна » 270x 220 270x220 400 х 250 360x270
Вес металлической конструкции кг 1 2)0 1 2bU 1 800 2 420
Площадь печи в плане мм 2 910x1 400 3 180x1 400 3 970x1 650 4 520x1 800
Наибольшая высота над полом » 1 400 1 400 1 505 1 620
Основные размеры вагранок ________Таблица 114
Производи- тельность Q в т/час Размеры 1 в м L в м d в м dt в м h в м
D в м 3 в мм Dt в м Dz в м т в мм Н в м А в м В в мм С в мм
без ко- пильника С КОПИЛЬ- НИКОМ без ко- пильника с копиль- ником без ко- пильника С КОПИЛЬ- НИКОМ
1,0-1,5 0,5 5-6 0,9 1,4 700 3-3,5 0,6 1,1 200 250—350 150-200 0,4 3,65-4,25 4,05-4,6 0,5 0,9 0,8
1,5-2,5 0,6 5-6 1,0 1,5 700 3,5-4 0,75 1,25 200 250-350 150—200 0,5 4,2-4,8 4,6-5,15 0,6 1,0 0,9
2,5-3,5 0,7 5-6 1,2 1,8 800 3.5—4,5 0,75 1,35 200 300-400 150 - 200 0,5 4,25—5,35 4,7-5,75 0,7 1,2 1 ,0
3,5-4,5 0,8 7-8 1 ,з 2,0 800 4-5 0,85 1,50 200 200—400 150—200 0,5 4,85-5,95 5,35-6,4 0,75 1 ,25 1,1
4,5-5,5 0,9 7-8 1.4 2,1 800 4-5 0,85 1,55 200 350-450 200—250 0,85 4,55-5,65 5,15-6,15 0,8 1 .3 1,2
5,5-7,0 1,0 7-8 1,5 2,2 800 4-5 0,9 1,75 250 350-450 200—250 0,85 4,65—5,75 5,ЗЬ--6,4 0,85 1,35 1.3
7,0-8 ,5 1,1 9-10 1,6 2,3 900 4,5—5,5 1 ,1 1 ,75 250 400-500 200-250 0,85 5.4-6,5 5,85—6,9 0,9 1,4 1.4
8,5-10 1,2 9-10 1,7 2,4 900 4,5—5,5 1,1 1,75 250 400-500 200—250 0,85 5,4-6,5 5,85-6,9 0,95 1,4о 1,5
10-12 1,3 9-10 1.8 2,5 1 000 4,5—5,5 1,2 1,95 250 450-550 200-250 0,85 5.55-6,65 6,05-7,1 1,0 1,5 1,6
12—14 1,4 11-12 2,0 2,7 1 000 5-6 1 ,2 1,95 250 450-550 200-250 0,85 6,05—7,15 6,55-7,6 1,1 1,6 1,7
14-16 1,5 11-12 2,1 2,8 1 000 5—6 1,2 — 300 500—600 0,85 6,15-7,25 — — —
16-18 1,6 11-12 2,2 2,9 1 000 5-6 1,3 — 300 500-600 — 0,9 6,2-7,3 — ,— — —
18-20 1,7 11-12 2.3 3,0 1 100 5-6 1,3 — 300 500—600 — 0,9 6,2—7,3 — — —
20-22 1,8 11-12 2,4 3,1 1 100 5-6 1,3 —. 300 500—600 0,9 6,2-7,3 — .— —
22-25 2,0 11—12 2,6 3,3 1 100 5—6 1,4 300 500—60 J 0,9 6,3-7,4 —
Таблица 115
Основные размеры фурм и данные о дутье
Вагранки Фурмы основного ряда Фурмы дополнительных рядов о о С. 5? Л BS
о общ ' 100 F в % Требуемое
D в м й Q в т/час п а у b в мм / В м‘ Vi в V! - юс F в % п •О 5- X 5- Л=/в в м3 Е/ а — -/1 В М2 Va+Va в м3 4- - S © ' и I о я £ О а> X 2 о У >%£ О-s ь е: ст х ° о ф С х и и Диаметр воздухе вода в - давление в мм вод. СТ.
0,5 0.196 1-1,5 4 70 х 140 0,010 0,040 20 4 30x40 0,0012 0,0049 0,0098 5 25 2 000 200 300—400
0,6 0.7 0,283 1,5—2,5 4 70 х 200 0,014 0,056 20 4 40x45 0,0018 0,0072 0,0142 5 25 3 000 250 400-500
0,334 2,5-3,5 4 80 х 240 0,019 0,077 20 4 40x60 0,0024 0,0096 0,0192 5 25 4 000 300 400-500
0,8 0,502 3,5—4,5 6 70x240 0,017 0,100 20 6 40 х 50 0,0021 0,0125 0,02'0 5 25 5 000 350 400- 00
0,9 0,636 4,5-5,5 6 80 х 260 0,021 0,127 20 6 40x65 0,0025 0,0159 0,0318 5 25 6 500 400 500-700
1,0 1,1 0,785 5,5-7,0 6 90x200 0,026 0,157 20 6 40x80 0,0033 0,0196 0,0392 5 25 8 000 400 500—71-0
0,950 7,0-8,5 8 80x300 0,024 0,190 20 8 40x75 0,0030 0,0238 0,0475 5 25 9 500 450 500--700
1,2 1,131 8,5-10 8 90x310 0,028 0,226 20 8 40x90 0,0035 0,0278 0,0557 5 25 И 500 450 500—700
1,3 1,330 10-12 8 100x330 0,033 0,266 20 8 50x80 0,0040 0,0332 0,0664 5 25 13 500 500 500—700
1,4 1,540 12-14 10 100x300 0,030 0,308 20 10 50x75 0,0038 0,0385 0,0770 5 25 15 500 550 700—1 000
1,5 1,762 14-16 1 и 110 х 330 0,035 U ,352 20 10 60x75 и,0044 0,0440 0,0880 ,) 2 о 1 С ЛДП IO 'JO'J 550 QPO
1,6 2,000 16-18 10 120x330 0,140 0,400 20 10 60 х 85 0,0050 0,0500 0,1000 5 25 20 000 600 700—1 000
1.7 2,270 18-20 12 130x300 0,038 0,454 20 12 70x70 0,0048 0,0570 0,1140 5 25 23 000 600 700—1 000
1,8 2,550 20—22 12 140x300 0,042 U ,510 20 12 70x75 0,0053 0,0640 0,1280 5 25 25 500 650 700—1 000
2,0 3,140 22—25 12 150x350 0,052 0,628 20 12 80x80 0,0065 0,0785 0,1570 25 31 500 650 700-1 000
Обозначения: D —внешний диаметр вагранки; F—площадь сечения вагранки в свету; Q —производительность вагранки; и—число фурм
в ряду; / с соответствующими индексами—площадь выходного сечения одной фурмы первого, второго и третьего рядов; X/—площадь сечения всех фурм
данного ряда соответственно индексам; общая площадь сечения фурм всех рядов: а—высота: Ь—ширина фурм первого ряда; Qi—высота, -ши-
рина фурм второго и третьего рядов.
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕПНОГО ПРОИЗВОДСТВА
109
Вентиляторы для вагранок выбирают:
1) по количеству воздуха, подаваемого в
единицу времени, зависящему от площади
поперечного сечения вагранки и расхода кок-
са; 2) по необходимому давлению, зависящему
от высоты вагранки, её диаметра и плотности
шихты. Обычно принимают для расчёта мак-
симальный расход 150 лГ/.и2 поперечного
К АЗ
Фиг. 73. Расположение фурм в многорядной
вагранке
Фнг. 74. Водяной искрогаситель для вагранки:
/ кольцо зонта; 2 -фартук; 5—зонт; 7 — разбрызги-
ватель; 5—газовая труба 1,5"; 6 —дверцы; 7—кожух;
у-сливное окно; 9 — сливная труба; 10 — спускной
клапан
сечения вагранки в 1 мин., или 8 400 щ3/д<3
в 1 час. Необходимое давление определяют
по формуле [6]:
Др — (100— 120) (Н + 0,250) мм вод. ст.,
где Н — полезная высота вагранки в м;
О--диаметр вагранки в м,
или по следующим данным практики:
Производительность ваг-
ранок в т/час ....... 1,5 4,5 12 25
. Давление в мм вод. ст. . 500 600 700 1 000
Для вагранок применяют обычно центро-
бежные вентиляторы высокого давления
«Сирокко,) или системы Косточкина. Лучши-
ми являются вентиляторы с автоматическим
Фиг. 75. Камерный искрогаситель для вагранки
регулированием подачи воздуха по весу. Ре-
комендуемые диаметры воздухопроводов при-
ведены в табл. 1 16.
Таблица 116
Диаметры воздухопроводов к вагранке
Длина воздухопровода в м Диаметр ВЫХОДНОГО
отверстия вентилятора
9 18 27 36 45 в мм
НО 120 130 136 145 100
140 150 155 171 180 125
165 180 195 205 215 150
195 210 225 240 255 175
220 240 257 275 290 200
2 >5 275 290 307 325 225
289 300 325 345 360 250
305 330 350 375 397 280
335 360 390 410 430 305
390 420 450 480 500 355
4 45 480 517 545 575 400
500 545 578 610 648 460
5G0 ООО 645 710 720 500
Для уменьшения расхода кокса и увели-
чения температуры ваграночного металла на
ряде заводов осуществляют подогрев воздуха,
подаваемого в воздушную коробку, теплом
отходящих ваграночных газов. Для исполь-
зования тепла самопроизвольно догорающих
ваграночных газов устанавливают рекупера-
но
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
тор в трубе вагранки. Для лучшего исполь-
зования тепла отходящих газов про-
изводится их дожигание в специальной
топке. В первом случае воздух подогревают
до 200—2503С, при этом экономят до 15—20%
кокса или повышают температуру металла
на 15—20°; во втором случае воздух подо-
гревают до 300—400°С, экономии кокса до-
стигают 30—35% или повышают температуру
металла на 40—60°.
Лучшие результаты получают при подо-
греве воздуха в специально отапливаемом
рекуператоре ВИСХОМ. Температура подо-
грева воздуха доходит до 600°, повышение
температуры металла на 60—100°, экономия
топлива до 50%.
Имеются данные о применении для ваг-
ранок газового топлива. Природный вы-
сококалорийный газ, введённый в холостую
коксовую колошу, позволяет снизить расход
кокса до 6—7%. Силикатная колоша из кис-
лых или нейтральных огнеупоров даёт воз-
можность вести плавку не только иа природ-
ном газе или мазуте, но также и на генера-
торном газе. В последнем случае обяз гг'.лен
подогрев воздуха и газа. Положительные
результаты в отношении экономии кокса
и увеличения температуры металла дали
плавки с введением в вагранку воздуха,
обогащённого кислородом.
ЭЛЕКТРИЧЕСКИЕ ПЕЧИ
В литейном производстве применяют элек-
трические дуговые печи типов ДМК (фиг.76),.
для медных сплавов, ДСН—для стали и ДГМ—
для чугуна (табл. 117—119), печи сопро-
Фиг. 76. Электропечь типа ДМК
Таблица 117
Дуговые сталеплавйльные наклоняющиеся электропечи ДСН
Наименование Единица измерения ДСН-0.25А ДСН-0.5А VS'I-HOtf ДСН-ЗА ДСН-5А 1 ДСН-10Б ДСН-ЗОА
Ёмкость Допускаемая перегрузка Мощность трансформатора Напряжение низкой стороны Максимальная сила тока низкой сто- роны Диаметр комбинированного электрода . > распада электродов > плаайльного пространства . . . » зеркала ванны на уровне порога Глубина ванны по порога Размер загрузочного окна Продолжительность расплавления .... Расход энергии на расплавление 1 т твёрдой завалки Средняя продолжительность службы пода: при основном процессе при кислом процессе Средняя продолжительно сть службы свода: при основном процессе при кислом процессе Расход электродов на 1 000 квт-ч .... Расход воды1 Ход кареток Вес металлоконструкций . т % ква в а мм » )> » » час квгп-ч, плавка » » » кг м3/час мм кг 0,25 20 225 160/92 815 125 350 855 770 195 280 х 200 1,5 675-830 250 500 26 50 25 2 800 4 200 0,5 20 400 190/110 1 200 150 480 1 100 1 012 216 360x300 1,5 600—750 350 700 35 75 23 3 1 000 5 200 1,5 20 1 000 200/115 2 600 225 680 1 600 1 480 275 520x380 1.5 550-615 450 800 40 100 22 6 1 100 10 450 3,0 20 1 500 210/127 4 100 300 800 2 000 1 830 340 650x465 1,5 500-550 550 1 000 45 100 21 8 1 200 14 000 5,0 20 2 250 220/127 5 900 350 900 2 400 2 282 430 780x600 1,5 475-510 550 1 000 45 100 21 10 1 300 16 500 10 20 3 500 220/127 9 200 400 1 100 2 920 2 840 430 680 x 940 2,0 480 550 1 000 45 100 20 20 1 500 49 400 30 15 8 000 240/180 19 250 Графит 400 1 300 3 950 3 850 675 960 x 800 2,35 430-450 550 1 000 40 100 Графит 9 20 1 800 92 400
Без учёта потребления воды комбинированными электродами.
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Ш
тивления для плавки алюминия и его спла-
вов, индукционные печи бессердечниковые
(фиг. 77, табл. 120) и со стальным сердечни-
ком (фиг. 78) для плавки латуни, мельхиора,
бронз и алюминиевых сплавов.
Фиг. 77. Индукиионь ая
бессердечниковая печь
Фиг. 78. Индукционная печь со сильным
сердечник ом
В СССР производят индукционные элек-
трические печи типа ИЛО-0,3, ИЛО-0,6,
ИЛД-1,2 и ИЛД-2,0 ёмкостью соответственно
0,3; 0,6; 1,2 и 2,0 т. Буквы обозначают:
И — индукционная, Л — плавка латуни,
О — однофазные, Д — двухфазные.
Кроме того, применяют индукционные печи
ВИП 250-150/30-90 ёмкостью до 750 кг, а так-
же бессердечниковые печи.
Таблица 1 IS
Печь сталеплавйльная с откатывающимся котлом
ДСО-5А
Наименование
= V
± °-
X V
s S х
ч и X
щ х X
а
ет
а -
*5
Ёмкость .......................
Допустимая перегрузка .........
Мощность трансформатора . . .
Напряжение низкой стороны . . .
Максимальная сила тока низкой
стороны .......................
Диаметр угольного электрода . .
» распада электродов . .
» плавйльного простран-
ства .......................
Диаметр зеркала ванны на уров-
не пог ога....................
Глубина ванны до порога . . .
Размеры загрузочного окна . . .
Продолжительность расплавления
Расход энергии на расплавление
1 т твёрдой завалки ........
Средняя продолжительность служ-
бы пода:
при основном процессе . . . .
при кислом процессе .......
Средняя продолжительность служ-
бы свода:
при основном процессе ....
при кислом процессе .......
Расход электродов на 1 000 квт-ч
Расход воды ...................
Ход колонок ...................
Скорость перемещения колонок .
Вес металлических конструкций
т 5
/а 20
ква 2 250
в 220/127
а 5 900
мм 350
» 900
» 2 400
» 2 330
» 400
» 650x500
час 1,5
квт-ч 475
плавка 550
» 1 000
» 40
» 90
кг 21
м*/час 20
мм 1 500
м/мин 1
кг 35 000
Таблица 119*
Печь ДЧМ для подогрева и рафинирования чугуна
Наименование Единица измере- ния Показа- тели
Ёмкость т 10
Допустимая перегрузка % 20
Мощность трансформатора . . . ква 2 000
Напряжение низкой стороны . . . в 180/104
Максимальная сила тока низкой
стороны а И 100
Диаметр угольно-металлических
электродов мм 350
Диаметр распада электродов . . . » 900
» плавйльного пространст-
ва » 2 410
Диаметр зеркала ванны на уров-
не завалочного окна » ? 345
Глубина ванны до порога » 612
» » от уровня метал-
ла 587
Размеры загрузочного окна . . . » 780 х600
Расход энергии на 1 т металла . квт-ч 140
» электродов на 1 000 квт-ч кг 20
» воды м' ;ччс
Ход кареток мм 1 200
Вес метал личе ских конструкции кг 20 000
Производительность:
1 выдача ml час 10
2 выдачи >> 9
4 » » 8
112
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Таблица 120
Бессердечниковые индукционные электропечи ПО
Тип Ёмкость пе- чи в кг (по , стали) Мощность : однофазного генератора в кеа Мощность возбудителя постоянного тока в кет о Е !_ Ф л о а (— X гп о tn Ш о 05 05 X -G-Q, 4X0 S&s
ПО-50-1 ПО-150М ПО-600-1 ПО-600-V ПО-650-2Т1 ПО-1200 50 125 1 000 1 400 2 000 4 000 50 150 650 650 + 650 0,65 0,65 22 22 + 22 70 185 800
ТИГЕЛЬНЫЕ ПЕЧИ
Для плавки металла применяют графито-
вые, шамотные и металлические тигли. Свер-
ху тигель закрывают крышкой, защищающей
металл от окислительного действия атмосфе-
ры печи. Размеры тиглей — по ОСТ 20154-39
и 20155-39. В литейном производстве чаще
всего применяют тигли ёмкостью от 50 до
120 кг (иногда до 300 кг).
Хорошую стойкость для плавки алюми-
ниевых сплавов (до 100 плавок) показали
тигли из чугуна с количеством хрома 0,55%
и никеля 0,27—0,37%:
Ёмкость тигля в кг . . 150
Время плавки в мину-
тах .................. 50
Расход мазута в % к
весу металла......... 13
225 300
60 70
12 И
ПЛАМЕННЫЕ ПЕЧИ
Печь системы Георгадзе используют
для плавки медных сплавов (фиг. 79).
Печь работает на мазуте. Удельный расход
мазута около 9%, а на первую плавку
(включая разогрев печи) около 12%. Угар
бронзы около 3%.
Печь типа «Экономплав» (фиг. 80) при-
меняют для плавки медных сплавов, а
иногда и чугуна. Ёмкость печи 160,320 и 800 кг,
При плавке медных сплавов удельный расход
мазута 12—15% на первую плавку и 7-10%
на последующие. Продолжительность плав-
ки 1 —1,5 часа. При плавке чугуна расход
топлива повышают до 25—30%,, а время плав-
ки до 1,5—2,5 часа. Угар металла (меди и
чугуна) составляет в среднем 7%.
Фиг. 80. Пламенная печь 1'Зкономплав»: 7 —камера сгорания; 2—ванна; 3—форсунка; i—рабочее окне;
5—легка; 6—дымоход
ПЛАВИЛЬНЫЕ АГРЕГАТЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
113
МАРТЕНОВСКИЕ ПЕЧИ
В фасоносталелитейных цехах заводов
железнодорожного транспорта применяют
мартеновские печи сравнительно небольшой
ёмкости — до 80 т (табл. 121). Топливо —
мазут или генераторный газ. Возможно так-
же применение доменного и коксовального
газов.
КОНВЕРТЕРЫ С БОКОВЫМ
ДУТЬЕМ
Типичная конструкция конвертера с бо-
ковым дутьём показана на фиг. 81 (табл. 122).
Фиг. 81. Мало-
бессемеровский
конвертер
Таблица 121
Основные размеры мартеновских печей*
ЁМКОСТЬ Т ( в tn 1 Ширина печи 8 В М Длина печи L в м Площадь хода 5 = = L хе в ма Глубина ванн h в м Отношение L ** с Коэфици- ент ёмкос- „ v ти Высота свода от уровня порога до основания свода N Средне- часовая произво- дитель- ность в т Расход топлива в 10е кал jm Высота трубы в м
10 2,0 4,75 9,5 0.450 2,37 0,378 1,4 1,5—2 1,75 40
20 2,5 6,0 15 0,530 2,4 0,38 1,8 3—4 1,65 50
30 2,9 7,0 20,3 0,600 2,42 0,384 1,95 4-5 1,60 55
40 3,2 7,8 25 0,660 2,44 0,387 2,1 5—6 1,50 60
50 3,4 8,4 28,6 0,720 2,47 0,39 2,25 6-7 1,50 63
60 3,6 8,9 32 0.760 2,48 0 ,394 2,1 7-8 1,45 65
70 3,75 9,35 35 0,810 2,50 0,398 2,45 8-9 1,42 67
80 3,9 9,8 38,2 0,850 2,52 0,4 2,5 9—10 1,40 70
* Эти данные относятся к мартеновским печам фасонолитейных цехов, работающим скрап-процессом.
** Отношение —— приведено для печей, работающих на подогретом генераторном газе. При работе
па мазуте оио должно быть увеличено до 3, для того чтобы факел не достигал головок печч.
Таблица 122
Основные размеры и показатели работы малых бессемеровских конвертеров
Наименование Единица измере- ния Ёмкость в т Наименование СЗ S " к £ К S к < m х UJ S X Ё мкость в т
1 1,5 2 1 1,5 2
Диаметр рабочего 800 Высота кожуха кон-
пространства d . . Толщина кладки в мм 700 900 вертера Н Отношение виутрен- ММ 2 200 3 000 3 300
цилиидриче ской 300 ней высоты кожу-
части а ...... » 250 300 ха к диаметру ци-
Толщина кожуха е . » 15 15 20 линдрической час-
Внешний диаметр т и — 2,7 3,25 3,25
цилиндрической части £)j » 1 250 1 460 1 570 Количество сопел . Диаметр сопел . . . шт. 6 25/30 6 6
Толщина кладки у мм 30/35 35/40
фурм b ....... » 450 50J 500 Длина сопел .... » 450 550 550
Толщина кладки по- Общая площадь со-
да CJ » 250 360 360 пел си» 31 48,5 68.0
Диаметр горловины 300 Отношение площади
в свету » 250 300 рабочей части кон-
Внешний диаметр 650 вертера к площади
горловины D2 . . . » 700 700 сопел __ 10,5 9,0 7,0
Высота от пода до плоскости оси Расход воздуха . . м3/мин 60 0,2 70 80
цапф Л, » 450 525 боо Давление дутья . . Продолжительность ат 0,3 0,4
Высота горловины » 500 500 600 продувки мин. 15 20 25
Глубина ванны h . . » 400 475 550 Вес футеровки с за-
Высота от пола цеха сыпкой т 2,7 4,5 6
до плоскости оси цапф Ну » *1 200 1 500 1 500 Вес кожуха п 1 1,6 2
8 Том 12
114
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
ПОДЪЁМНОТРАНСПОРТНОЕ
ОБОРУДОВАНИЕ
В открытых шихтовых складах литейных
цехов применяют:
1) краны железнодорожного типа, пере-
двигающиеся по рельсам; 2) краны на гусе-
ничном ходу; 3) вагонетки; 4) электрокары.
В закрытых шихтовых складах применяют
краны (обычно грузоподъёмностью 5 т),
имеющие электромагнитные шайбы для подъ-
ёма грузов (табл. 123) или грейферы (табл. 124).
Для центральной загрузки вагранок при-
меняются шаржирные краны (табл. 125).
Кран литейного цеха представлен на фиг. 82.
При разливке металлов применяются руч-
ные ковши (табл. 126), крановые конусные
(табл. 127) или барабанные (табл. 128).
Таблица 123
Электромагнитные шайбы
Элементы харак- теристики Едини- ца из- мере- ния
М-2 М-3 М-4
Диаметр шайбы мм 750 900 1 150
Высота подвеса . 800 1 000 1 100
Потребная мощ- КОСТЬ кет 2,75 3,5 7.5
Вес магнитной шайбы кг 650 1 050 1 800
Подъёмная сила магнитов для: болванок и плит т 6,0 9,0 16,0
шара для дроб- ления шихты 3,5 4,0 6,5
крупного скра- па 0,25 0,35 0,6 0
машинного чу- гунного литья 0,2 0,25 0,65
мелкого скра- па » 0,18 0,22 0,4
стальной стружки . , . 0,09 0,1 1 0,2
Таблица 124
Грейферы (фиг. 82а)
ЁМКОСТЬ 1 в м3 Вес грей- фера В Длина хо да троса в м Основные размеры в мм (фиг. 82а)
А с D В Е а Ь d
1,5 f ,65 5,6 2 200 2 150 2 620 2 760 1 250 130 365 14,5
2,5 ) л 8,5 2 550 2 560 3 020 3 280 1 490 150 420 16,0
5.0 4, i 8,6 3 130 3 210 3 825 4 020 2 220 210 530 22,5
Таблица 125
Габаритные размеры шаржирных кранов (фиг. 82)
Размеры в мм
L И а 1 ! ь । с
8 200 11 000 1 550 950 5 850
7 000 15 000 2 240 1 120 4 480
4 700 11 100 1 800 950 2 350
Таблица 126
Ручные ковши
о *4 2 * Диаметр в мм К! з CQ 03 Приблизитель- ный вес в кг
верх- ни й ниж- ний ковша вилки
20 210 150 230
50 300 231 320 8 18
75 350 260 350 И 20
100 350 290 360 14 22
150 380 300 400 17 23
Таблица 127
Конусные крановые ковши
ЁМКОСТЬ в кг Диаметр в мм Высота в мм Прибли- зительны й вес в кг
верх- ний нижний
500 550 450 550 150
750 650 500 650 180
1 000 700 550 700 200
1 500 800 650 800 300
2 000 850 750 860 35! >
2 500 900 800 900 400
3 000 950 850 950 500
4 000 1 050 950 1 000 650
5 000 1 100 1 000 1 050 750
Таблица 128:
Барабанные ковши
Ем- кость в кг Диа- метр Дли- на Вес с фу- теровкой в кг ЁМ- КО СТЬ в кг Диа- метр Длн- на i Вес с фу- теровкой 1 в кг
в мм в мм
500 500 400 325 2 500 800 750 1 100
750 500 600 375 3 000 800 900 1 300
1 000 600 550 475 4 000 950 85) 1 650
1 500 2 000 700 7С0 600 800 650 875 5 000 950 1 050 2 (.00
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
Бункеры с затворами, питателями и до-
заторами. В большинстве случаев для земли,
применяют бункеры, склёпанные или сва-
ренные из листовой стали. Угол наклона сте-
нок бункера должен быть для сухой земли не-
менее 45°, для влажной формовочной земли —
не менее 60°.
Наименьшие размеры выходных отверстий
бункеров:
Для сухой земли ..........150x150 мм
» песка из карьера .... 450x450 »
» увлажнённой формовочной
земли в больших бункерах 600x600 »
То же для расходных бунке-
ров формовочных машин 300x375 »
Для старой (горелой) земли ЗОохЗОО »
Для предупреждения зависания земли на
стенках расходных бункеров у формовочных
машин часто ставят вибраторы, которые дол-
жны приводиться в действие при открытом
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
115
затворе бункера. Бункеры рекомендуется де-
лать круглого, а не прямоугольного сечения,
придавая им возможно меньшую конусность.
Расходные бункеры для стержневой земли ре-
комендуется выполнять отнюдь не сужающи-
мися, а одинакового сечения по высоте
(в виде труб) или даже слегка расширяющи-
мися книзу.
Хм тележки с
Фиг. 82а. Грейфе;)
Если подача земли из' бункера требуется
непрерывная и равномерная в определённом
количестве в каждую единицу времени, то
вместо затворов под выходными отверстиями
бункеров ставят питатели. Основные типы пи-
тателей схематично показаны на фиг. 83.
Если из бункера требуется брать материал
периодически, но каждый раз в определённом
количестве, то применяются дозаторы. В ка-
честве дозатора можно применить питатель
любой системы, но строго ограничив время его
действия. Чаще применяются специальные
дозаторы.
Фиг. 83. Питатели: п—звёздчатый; б—шпеков:.'Гг, е—лотковый; г —пластинчатый; д—тарельчатый
8*
116
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Барабанные сита применяются главным
образом для отделения от материала посто-
ронних примесей и для просеивания ста-
рой (горелой) земли. Число оборотов барабан-
ного сита
где п — число оборотов барабана в 1 мин.;
R—радиус барабана в м.
Длина барабана берётся от 2 до 2,5 диа-
метра барабана, причём приближённо счи-
тают, что на 1 т просеиваемой земли тре-
буется от 20 до 30 дл2 поверхности барабан-
ного сита.
Качающиеся плоские сита имеют несколь-
ко больший к. п. д. просеивания, чем барабан-
ные сита, но также применяются для круп-
ного просеивания (с отверстиями от 3 мм
и выше).
Вибрационные сита, на которых возможно
тонкое просеивание, имеют наибольший к. п. д.
просеивания.
Характеристика сит приведена в табл. 129.
Таблица 129
Просеивающие машины
№ сита 1 Линейный размер j отверстия в мм 1 Диаметр проволо- ки в мм Допускаемое отклонение Допу- скаемое превыше- ние раз- мера наиболь- ших кле- ток над средними в %
разме- ра от- вер- стия диаметра проволоки
с> о/ в /о
6 12 20 40 70 100 140 200 270 3,36 1,68 0,84 0,42 (’,21 0,149 0,105 0,074 0,053 1,02 0,69 0,42 0,25 Г, 14 0,102 0,074 0,053 0,041 ±3 ±3 ±5 ±5 ±6 ±6 ±8 ±8 ±8 От -15 До+30 » - 15 » Ч-ЗО » - 15 » Ч-ЗО » - 15 » 4-35 » —15 » 4-55 » -15 > -t-35 »> - 1 > » 4-35 » —15 » Ч-35 » —15 » 4-35 10 10 25 25 40 40 60 60 9('
Дробильные машины Отношение размера
куска материала, входящего в дробильную
машину, к размеру куска, выходящего из неё,
называется кратностью дробления. Количе-
ство энергии, затрачиваемое дробилкой на 1 т
раздробляемого материала, приблизительно
пропорционально кратности дробления.
Установочные проклавки
Фиг. 84. Вальцовая дробилка
Вальцовые дробилки с гладкими валь
цами (фиг. 84) применяют главным образом
лишь для разминания комьев земли, выбива-
емой из опок, для дробления же угля, глины
и других материалов применяются зубчатые
или рифлёные вальцовые дробилки. Крат-
ность дробления прн гладких вальцах от 3
до 5, при зубчатых вальцах она может быть
доведена до 8.
Размалывающие машины. Размалываю-
щие бегуны (табл. 130) применяют для раз-
малывания глины, шамота и иногда угля.
Таблица 130
размалывающие бегуны
Размеры катков в мм Ремённые шкивы Мощ- ность вл. с. Производи те ль- 1 ность в м31час Вес в кг
диа- метр ширина 1 диаметр В ММ | 1 ширина | j В мм j число об/мин.
600 200 500 100 90 1,5 1,0 1 700
850 230 600 125 70 2,5 2,5 3 000
1 000 300 900 150 60 3,5 4,0 4 200
Шаровые мельницы применяют главным
образом для размалывания угля н реже —
глины.
Шаровые мельницы с ситами, требующие
частой прочистки сит при мелком просеивании
угля и глины, применяют лишь для неболь-
шой производительности (до 150 кг/час).
Шаровая мельница с ситами в исполнении
завода Красная Пресня имеет барабан 0 550
и шириной 450 мм и даёт производительность
75 кг/час молотого угля при потребляемой
мощности мотора 2,5—3,5. л. с.
Шаровые мельницы, в которых размолотый
материал увлекается проходящим сквозь ба-
рабан током воздуха, применяются для зна-
чительно ббльших производительностей.
Помимо шаровых мельниц, для размалыва-
ния угля и глины применяются мельницы и
других систем, из которых имеют наибольшее
применение молотковые мельницы-.
Машины для сепарации металлических
частей. Для кусковых материалов применяют
магнитные сепараторы с лотковым питателем,
для земли применяют главным образом лен-
точные магнитные сепараторы (табл. 131).
Толщину слоя земли, направляемой через
барабан, регулируют в пределах 25—30 мм;
для мелкокускового угля толщина слоя бе-
рётся вдвое и может доходить до 60—70 мм.
При применении этих сепараторов для земли
производительность их (ввиду меньшего слоя
земли) следует считать вдвое меньшей.
Смешивающие машины. Лопаточные сме-
шиватели представляют собой корыто, в ко-
тором вращается один или два параллельных
вала с насаженными на них лопатками. Как
одновальные, так и двухвальные смешиватели
бывают периодического или непрерывного
действия. Первые применяют главным обра-
зом’для стержневых смесей, вторые в меха-
низированных непрерывно действующих зем-
леделиях для приготовления наполнительных
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
117
Таблица 131
Магнитные сепараторы с лентой
Ширина лен- ты в мм i Энергия для электромаг- нита в вт Мощность привода В Л. с. 1 Производи- I Q о § я -X «а « * Ч о ь со Ширима лен- ты в мм Энергия для электромаг- ; иита в вт । Мощность 1 привода в л- с- Производи- тельность в м3[час
Магнитный шкаф 0 300 мм при 50 об/мин. Магнитный шкаф 0 450 мм при 40 об/ мин.
300 330 ¥г 25 300 625 1 50
350 330 14 27 350 625 1 58
400 330 и 32 400 625 1 70
450 440 Уг 36 450 795 1 77
500 440 14 40 500 795 1 8 >
600 590 % 50 600 970 114 105
750 715 % 66 750 1 175 2 135
900 845 1 76 900 1 365 2 160
1 050 970 I 90 1 050 1 560 214 1 900
1 200 1 160 114 1 070 1 200 1 750 3 2 200
смесей для формовки по сырому. Диаметр ло-
пастных валов берётся 400—800 мм, число
оборотов 20—50 в 1 мин., потребная мощ-
ность для среднего размера смешивателей
около 1 л. с. на каждый мЧчас производи-
тельности.
Смешивающие бегуны (табл. 132)
вследствие высокого качества смешивания яв-
ляются наилучшими смесителями для полу-
чения всех сортов формовочных и стержневых
смесей. Однако вследствие периодичности
своего действия (работы отдельными замесами),
весьма большой требуемой мощности и гро-
моздкости этих машин их следует применять
для более ответственных стержневых и фор-
мовочных смесей, в которых связующие до-
бавки должны быть очень тщательно переме-
шаны с песком.
Таблица 132
Смешивающие бегуны
Элементы
характеристики
Г аба рпгы:
длина ...............
ширина ......... .
высота ............
Число об/мин. верти-
кального вала . . . .
Размеры чаши:
диаметр ..........
глубина ...........
Размеры катков:
диаметр ..............
ширина ...........
Вес катка............
Норма загрузки чаши .
Производительность . .
Единица измере- ния Марки бегунов
111 112
мм 3 620 4 550
2 040 2 685
» 1 630 1 920
— 25 20
мм 1 820 2 405
» 590 690
» 755 900
» 150 275
кг 320 800
м3 0,2—0,3 0,4-0,6
м3 [час 2-5 4—8
Разрыхляющие машины. Дезинте гра-
торами (табл. 133) называются машины,
в которых земля пропускается через ряд штиф-
тов, насаженных на вращающихся дисках.
Их применяют для сравнительно небольших
производительностей (не свыше 15 мЧчас).
Число оборотов дисков берётся так, чтобы
Фиг. 85. Дезинтегратор
Дезинте!раторы (фиг. Я">)
Таблица 13.';
№ Произво- дитель- ность в м31 час Требуемая мощность В Л. с. Чи об/ 1ИН. 1 1 Размеры в мм к II
С 1 1> Е
о 3,5 4 -5 450 и 5')) 29 1 26J 21 । 631 1 090 795 1 2Р 640
3 5 6—7 320 и 350 410 339 235 880 1 350 1 050 1 361 800
8 5 6 -7 320 н 350 — 362 235 - 1 389 1 050 1 240 800
118
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
окружная скорость наружных штифтов была
15—22 м/сек.
Аэраторами называются разрых-
ляющие машины, в которых с помощью вра-
щающегося (750 об/мин.) вала с лопатками
бросают землю на несколько рядов верти-
кальных железных прутьев или на вертикально
висящие цепи и таким образом разрыхляют
её. Завод Красная Пресня изготовляет аэра-
торы двух типов. Первый тип — с цепями
производительностью 10 л(3/час имеет мотор
в 4 кет-, второй тип — с прутьями произво-
дительностью 30—40 мя/час.
Передвижные разрыхляю-
щие машины бывают весьма разнооб-
разных систем. Завод Красная Пресня из-
готовляет такие машины под маркой 121 про-
изводительностью до 8 м°/час при мощности
мотора 2 кет и линейной скорости ленты
4,7 м/сек. Габариты такой машины: длина
1 715, ширина 948 и высота 1 080 мм,
вес 380 кг.
МЕХАНИЗАЦИЯ ФОРМОВКИ
И СТЕРЖНЕВЫХ РАБОТ
Классификация формовочных машин. Фор-
мовочные машины классифицируются: 1) по
способу уплотнения земли и 2) по способу
выемки модели из формы.
По способу уплотнения земли машины
делятся на: 1) ручные (с уплотнением трам-
бовками), 2) прессовые, 3) встряхивающие
и 4) пескомёты.
По способу выемки модели различают два
основных типа машин: 1) машины, в которых
во время выемки модели опока находится
наверху, а модель внизу под ней: а) со съём-
ной опокой, б) с штифтовым или рамочным
подъёмом и в) протяжные, и 2) машины, в ко-
торых при выемке модели опока находится
в перевёрнутом положении так, что модель
помещается вверху опоки: а) с поворотной
плитой и б) с поворачивающимся (или пере-
кидным) столом.
Кроме того, формовочные машины делятся
по способу приведения их в действие на руч-
ные, механические, гидравлические, пневма-
тические и электромагнитные.
Характеристики формовочных машин при-
ведены в табл. 134—144.
Таблица 134
Ручные прессовые машины со съёмной опокой
Элементы j
характеристики । Размеры в мм
Рас стояние между стойками траверсы 600 750 850 950
Глубина стола . . . 430 460 500 510
Ширина стола . . . Наибольший размер опоки: 250 300 475 600
длина 250 550 650 750
ширина 400 450 500 500
высота 200 250 250 250
Высота стола .... 675 700 700 700
Длина рычага . . . 500— 500— 500 - 500—
Переменное расстоя- ние от стола до 1 ооо 1 000 1 000 1 000
Траверсы 125—350 125—400 125—400 125— 400
Таблица 135
Пневматическая прессовая машина ПФ-3
Элементы характеристики Единица измерения Показа- т е л и
Собственный вес машины . кг 3 200
Габариты с откинутыми столами: длина мм 3 740
ширина » 1 750
высота » 2 400
Высота вад уровнем пола . » 1 500
Высота стола над полом >' 716
Размеры подмодельной плиты » 720 х 540
Наибольшее расстояние от плоскости подъё МНОГО стола до нижней плоско- сти опоки » 70
Наибольшая глубина вы- тяжки модели » 55
Расстояние от прессовой плиты до планок стола, равное высоте опоки . . . » 70—120
Расход всасывающего воз- духа на одну формовку . м3 0,15
Наибольшая сила прессова- ния т 12
Производительность маши- ны при полной механиза- ции полуопок 100 120
Число рабочих в час 2-4
Диаметр прессового цилин- дра ММ 525
Ход прессового поршня . . 70
Диаметр подводящего воз- духопровода » 20
Т а б л и ц а 136
Встряхивающая машина со съёмной опокой
Элементы характеристики СЗ , 5 - 4, 5 S к 4ms И s а Показатели
Габариты: длина мм 1 300
ширина » 640
высота » 1 550
Высота стола над полом . . » 745
Расстояние между прессо- вой плитой и столом . . . » 2Ш ,330,380 и 430
Р азмеры встряхивающего стола » 520x415
Наибольшие размеры форм: длина >> 400
ширина » 300
высота » 200
Ход прессового поршня . . » 125
Подъёмная сила встряхи- вающего стола кг 100
Расход всасывающего воз- духа на одну формовку . м3 0,2
Наибольшая сила прессо- вания пг 3
Производительность маши- ны (полных форм в час) . — Около 25 - 40
Число рабочих ’ . — 1
Диаметры цилиндров: прессового ....... мм 254
встряхивающего .... )> 75
Диаметр подводящето воз- духопровода » 15
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
119
Таблица 137
Встряхивающие машины с поворотной плитой
Элементы характеристики Единица измере- ния Модель
ВФ-9 1 1 ВФ-9а 1 ВФ-10 Вф- । 10а
Вес машины Габариты: 1 650 1 750 2 350 2 200
длина мм 1 950 2 150 1 940 1 760
ширина » 830 830 990 990
высота » 2 375 2 375 2 520 2 520
Высота над полом . Высота рольганга » 1 600 1 600 1 600 1 600
над полом » 445 445 325 325
Ход вытяжки .... Наибольши й ход » 250 250 300 300
прессового поршня Наибольшие внеш- ние размеры опок: » 294 294 338 338
длина » 1 020 1 210 1 300 1 120
ширина » 650 650 800 800
высота Подъёмная сила сю- » 250 250 300 300
ла при 6 ат . . . Производительность кг 340 340 645 645
машины опок/ Око- Око- Око- Око-
час л о 80 ло 80 ло 80 ло 80
Число рабочих . . . Диаметр пр ессового — 2 2 2 2
цилиндра Диаметр встряхи- мм 410 410 480 480
вающего цилиндра Диаметр поворот ио- » 180 180 230 230
го цилиндра .... Диаметр воздухе- » — — 180 180
провода » 20 20 25 25
Таблица 140
Встряхивающие машины
1 Элементы характеристики Единица 1 измере- 1 ния БФ-14 I ВФ-1 1
Вес машины Габариты: кг 2 100 2 850
длина мм 1 190 1 250
| ширина » 1 708 1 840
высота 1 _ „ Размеры п одъе мной » 1 730 1 925
рамы в свету . . . » 865x405 1 016x486
Ход вытяжки .... Н аибольши й ход прессового порш- » 160 210
ня Расстояние от прес- совой плиты » 235 281
до стола .... Наибольшие разме- ры опок в свету: » 640 725
длина » 600 850
ширина 390 470
высока Подъёмная сила встряхивающего » 200 250
стола . ' к г 450 900
Сила прессования . Расход воздуха (в пересчёте па 1 ат) на одну фор- tn 7 9,5
мовку Диаметр подводяще- м3 Около 1,2 Около 1,’>
го воздухопровода мм 2а
Таблица 138
Размеры машин ВФ-14 и ВФ-11 в мм (фиг. 86)
е е
CQ 32
а 410 480 g 3J0 436 n 1 190 1 250 t
b 200 h. 640 725 0 1 730 1 925 V
с 150 150 i 710 762 p 853 964 D
d 865 1 016 k 888 952 <7 510 584 X
е 762 914 l 1 208 1 320 r 330 380 У
f 405 486 m 500 520 s 290 305
930 978
235 280
30 35
76 76
160 210
Таблица 139
Встряхивающие машины ВФ-7 (фиг. 86а)
Элементы характери- сти к и Единица измерения Показатели
Размеры стола мм 1 460x1 060
Ход вытяжки » 460
Расстояние между штиф- тами » 1 500x660
Производительность при полной механиза- ции опок,час 35- 10
Максимальная подъём- ная сила т о
Расход воздуха на од- ну формовку м3 1,2
Вес машины кг 7 422
Таблица 141
Встряхивающие машины
Элементы характерпегнки Единица ! измере- j НИЯ j ВФ-3 Модель
ВФ-17 ВФ-4
Вес машины кг 1 280 2 250 2 600
Габариты при отки- нутой на 60° тра- версе: длина мм 1 450 1 620 1 700
ширина ..... » 1 500 1 675 1 760
высота » 1 575 2 230 1 950
Протяжное окно рамки » 400 х 680 450x 820 526x814
Наибольши й ход прессового поршня » 207 340 300
Наибольший размер опок: длина » 520 650 650
ширина 380 450 500
высота » 200 300 2о0
Подъёмная сила встряхивают его стола кг 225 270 400
Наибольшая сила прессования . . . т 5 7 8
Производит ельность (опок в час) .... — 80 80 80
Расход воздуха (в пересчёте на 1 ат) на одну^опоку м3 0,6 0,75
Число рабочих . . . — 2 2 2
Диаметр встряхива- ющего поршня . . мм 150 180 200
То же прессового поршня » 350 430 460
То же подводящего воздухопровода » 25 25 30
120
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
121
Раз-
мер
Т а б л и ц а 142
Размеры машин ВФ-3, ВФ-17 и ВФ-4 в или (фиг. 87)
4 i~~ 4 со 4 CQ Раз- мер ВФ-3 ВФ-17 ВФ-4 Раз- мер ВФ-3 ВФ-17 ВФ-4
350 430 46 Q 120 105 125 г 310 300 300
150 180 200 h 690 1 472 1 480 S — 1 370
676 820 810 i 465 550 570 t 580 760 480
396 450 522 k 655 736 800 и 355 320 475
[400 895 600 I 650 700 760 V 1 575 2 230 2 950
\350 845 550 т 420 430 525 0 207 340 300
1зоо 795 500 п 600 650 710 У 900 1 025 2 050
735 910 835 Q 410 500 670 D 20 25 25
Отверстия под
болты В
!только для В-94)
'Фиг. 87. Встряхивающая машина ВФ-3
122
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Таблица 143
размеры машин ВФ-9, ВФ-9а, ВФ-10 и ВФ-10а в мм Гфиг. 88)
а b 410 180 410 180 480 230 480 230 1 *
с 294 294 338 333 l
d 270 270 330 330 1 m
е 130 130 180 180 1 п
f 95 95 90 sc О
g 1 056 1 250 1 160 1 310 р
h 680 680 685 685 я
4
CQ
СЗ
4
CQ
со а
сз о
О- 2
©
со
4
со
С5
СО
е
CQ
4
со
4
со
I
200
215
445
810
600
435
395
835
200
215
445
810
600
435
395
93U
224
236
325
945
1 600
450
380
820
224
236
325
945
1 600
450
380
900
г
S
t
и
V
W
I
II
1 120
1 340
1 5.0
900
740
2 375
1 010|
2001
1 220
2 530
1 570
1 080
815
2 375
1 200
200
940
2 340
1 570
1 045
780
2 520
1 070
152
1 040
2 530
1 570
1 225
855
2 520
1 250
152
III
IV
V
А
В
D
Е
280
45
35
1 190
310
600
845
280
45
35
1 380
310
600
845
342 |
25
1 320
305
656
835
342
38
25
1 503
305
656
835
Фиг. 88. Встряхивающая машина с поворотной плитой
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
123
Таблица 144
Встряхивающие машины с поворачивающимся
столом
j Элементы характеристики 56 5 °* -S' л К « X щ х х Модель
232 (ВФ-13 233 (ВФ-12)
Вес машины Габариты: кг 3 000 5 000
длина мм 2 340 3 250
ширина . • » 1 956 2 900
высота . . Расстояние от перевёрнуто- го стола до рольганга или » 2 400 3 125
приёмных планок . , . Размеры поворотного сто- ла: » 876 860
длина » 1 240 1 000
j ширина Размер рольганга приёмно- го стола: » 660 1 500
длина » 1000
ширина » 560
Длина прижимных планок Расстояние между прижим- £ —- 1 200
ными планками Наибольшие размеры опо- ки : » — 470
длина » 1 000 1 250
ширина » 600 1 000
высота Подъемная сила стола при » 450 430
5,5 ати Диаметр встряхивающего кг 650 1 350 j
цилиндра 1о же, поворотного ци- мм 190 3,30 |
линдра io же, съёмного цилинд- » 460 380 и : 254
ра Высота подъёма встряхи- » 150 20 ।
вакпцего стола Число ударов в мин. » 30—70 40-60 |
__ 1 i00—130 100—190
вибраторы (50-лл!) . . Диаметр подводящего воз- шт. 5
духопровода мм 25 30 1
Пескомёты. Производительность нормаль-
ной головки центробежных пескомётов различ-
ных типов равна 10—12 м3 уплотнённой земли
в час при непрерывной его работе. Наиболее
распространёнными типами пескомётов яв-
ляются: 1) стационарного типа с ситом и с
лентой; 2) переносного типа; 3) консольного
и передвижного типов (табл. 145—147).
Таблица 145
Стержневая поршневая машина С-1 (фиг. 89)
Р азмер в мм
Таблица 146
Размеры в мм ручных встряхивающих машин
для стержней (фиг. 90)
Размер Модель Размер Модель
с-з С-4 с-з С-4
а 410 515 i ... 675 825
b 310 370 /г ... 820 1 035
с 735 650 1 . . . 390 560
2'10 250 /н , . . 265 315
360 400 п . . . 648 815
[ 278 0 . . . 456 600
g 1С 40 р . . . 560 640
л 860 760 Н . . . 1050 1020
I кскодувные машины применяют для набив-
ки стержней сложных конфигураций. Из изго-
товляемых заводом Красная Пресня пескодув-
ных машин С-6 и С-7 первая является более
совершенной и имеет большее применение.
тМашпна С-6 применяется для ящиков, име-
ющих горизонтальную плоскость разъёма,
максимальный размер ящика 900 х 450,
Фиг. 89. Стержневая пор гневая машина С-1
124
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
высота 300 мм, максимальный объём стерж-
ня 25 дм3. Производительность 250 — 500
стержней в час и в большей мере зависит от
правильной организации рабочего места и сте-
Фиг. 90. Ручная встряхивающая машина для стержней
Таблица 147
Техническая характеристика машин С-3 и С-4
Элементы характеристики Модель Элементы характеристики Модель
С-З С-4 С-З С-4
Наибольшие внешние раз- меры в мм стержневого ящика: длина ширина высота Наибольший ход вытяжки в мм 400* 300 200 200 560 36}** 200 200 Наибольший вес стержне- вого ящика с землёй и сушильной плитой в кг . Размеры поворотного стола в мм ............ Длина приёмных планок и расстояние между их ося- ми В мм ......... . Диаметр вибратора в мм . Около 15-20 310x410 360x318 25 30 370 x 515 400x105 25
* Длина может быть увеличена за счёт свешивающейся плиты иа столе.
•* За счёт установки плиты можно довести размер до 1 000x450 мм.
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
125
лени механизации всех подсобных операций по
изготовлению стержня.
Для массового изготовления стержней про-
стой формы с вертикальным разъёмом ящика
завод Красная Пресня изготовляет автомати-
ческую карусельную пескодувную машину
БЗЧ-6.
ОБОРУДОВАНИЕ ДЛЯ ВЫБИВКИ
И ОЧИСТКИ литья
Оборудование для выбивки литья и стерж-
ней. Характеристика оборудования приве-
дена в табл. 148—150.
Таблица 148
Вибраторы
Диаметр вибратора в мм Размеры опок в мм
при сухой формовке при сырой формовке
50 600x600x300 900 x 900 x 450
60 900 x 900 x 300 900x1 200 x 450
75 900x1 200x300 1200x1 200 x 450
100 1200x1 200x300 1200x1 500 x 450
125 1500x1 500x300 1500x1 800x450
150 1800x2 400x300 2400x3 000x450
200 2500x3 500x350 3500x4 000x450
Таблица 149
Вибрационные траверсы (фиг. 91)
Элементы характеристики Модель
O-9 (454) O-l 0 (455) O-l 1 (456)
Грузоподъёмность в т . . . 1 2 3
Диаметр плунжера вмбра-
тора в мм 75 100 125
Вес в кг . . 150 210 280
Диаметр подводящего
шланга в мм ....... 20 25 30
Размеры в мм:
анаиб 1 400 1 750 2 300
ь 50 75 100
с 560 670 745
d 100 210 250
f 825 1 075 1 450
g 865 1 370 1 730
h ............. 880 1 150 1 325
i ............ 200 240 275
k ............. 20 30 40
m 1 650 2 150 2 900
x ....... ...... 40 40 40
Фю , 91, Вибрационные траверсы
Таблица 150
Пневматические вибрационные решётки
Элементы характеристики яз и . S Ф ~ а 5 ф „ « s R S Ш Я я Модель
0-12 0-13 0-20 (431)
Грузоподъёмность . т 2 3 2
Длина решётки . . мм 2 650 3 650 1 400
Ширина решётки Высота решётки над » 1 230 1 365 1 200
полом Расстояние между планками решётки » 300 300 400
в свету Количество вибра- » 60 59 54
торов Диаметр плунжера шт. 2 2 -
вибраторов . . . . Диаметр подводя- щего воздухопро- мм 125 150 125
вода » 40 40 30
Пневматические вибрационные решёт-
ки (табл. 151) применяются для выбивки
крупных опок при массовом и крупносерий-
ном производстве. Делаются с одним, двумя
и четырьмя цилиндрами.
Специальные выбивные устройства для
безопасных форм изготовляют двух типов:
1) в виде вращающегося наклонного цилиндри-
ческого барабанного сита, внутрь которого
сталкиваются безопочные формы, и 2) в виде
инерционной механической решётки в ком-
бинации с особым устройством для автомати-
ческого подъёма плит у заливочного конвейера
на месте выбивки для сбрасывания с этих плит
безопочпых форм на решётку.
Таблица 151
Пневматические стержневые выбивные машины
Элементы характеристики Единица i измере- ния Модель
0-15 0-14 (411)
Г абариты: длина мм 1 400 2 400
ширина * 600 66 5
высота 1 230 975
Высота центра бабок над полом 1 075 770
То же над рамой 210 610
Наибольшее расстояние между бабками » 300 500
Ход прижимной бабки . . . » 150 250
Наибольшая сила прижима кг 200 800
Диаметр прижимного ци- линдра мм 75 140
Диаметр вибратора . . . . » 60 125
Диаметр подводящего воз- духопровода 20 25
Оборудование для очистки и обрубки
литья. Круглые барабаны применяются для
очистки мелкого простого литья. Квадратные
барабаны применяются для литья более слож-
ной конфигурации. Количество загруженных
с литьём звёздочек (из белого чугуна) около
400 кг на 1 м объёма барабана, или 30—35%
от веса литья.
Барабаны непрерывного действия приме-
няют для очистки литника, а также для мел-
кого однородного и несложного литья. Имеют
126
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
устройство для автоматического возврата звёз-
дочек. Продолжительность очистки регулирует-
ся изменением угла наклона оси барабана к
горизонту.
Пневматические песко- и дробеструйные
аппараты. Аппараты, работающие по системе
всасывания, иногда применяют для очистки
свободной струёй песка в пескоструйных ка-
мерах. Аппараты, работающие по гравита-
ционной системе, применяют в пескоструй-
ных и дробеструйных барабанах, круглых
вращающихся столах и проходных столах.
Аппараты, работающие по системе давления,
применяют для очистки песком и дробью сво-
бодной струёй в камерах, а также для бара-
банов круглых и проходных столов. При этом
обычно применяют двухкамерные аппараты
системы давления с автоматическим перепуском
песка илн дроби, допускающие непрерывную
Таблица 152
Расход воздуха и эффективной мощности
пескоструйным соплом ________________
Диаметр Давление воздуха в ат
сопла в мм 2 3 4 5 1 6
4 0,44 2,3 0,59 3,6 0,75 4,9 0,90 6,8 1,05 8,4
5 0,69 3,5 0,94 5,8 1,16 8,0 1,42 10,5 1,62 13,0
6 0,99 5,1 1,33 8,3 1,68 11,3 2,04 15,0 2,32 18,6
7 1,35 7,0 1,81 и,о 2,28 16,0 2,77 20,5 3,16 25,3
8 1,75 9,0 2,36 14,5 2,97 20,0 3,62 26,5 4,12 33,0
9 2,33 11,5 2,99 18,3 3,75 26,0 4/8 34,5 5,22 42,0
10 2,75 14,3 3,69 22,5 4,63 32,0 5,65 41,8 6,44 52,0
и 3,33 17,2 4,47 27,5 5,61 38,0 6,84 50,5 7,99 64,0
12 3,96 20,5 5,31 32,3 6,67 45,5 8,14 60,5 9,27 74,0
13 4,65 24,0 6,24 38,0 7,83 54,0 9,55 71,0 10,90 87,5
14 5,39 27,8 7,24 44,5 9,03 62,0 11,8 82,0 12,62 101,0
15 6,18 32,0 8,30 51,0 10,53 69,0 12,72 94,0 14,49 115,0
Примечания. 1. Первая цифра — расход воздуха в ма] мин, вторая цифра — мощность в л. с. 2. Для гравитационной системы и систе- мы всасывания расход воздуха и мощности находится по таблице с прибавкой 15—20%, причём вместо диаметра рабочего (песчано- воздушного) сопла берётся диаметр воздуш- ного сопла.
работу. Давление воздуха при работе с песком:
2—3 ат, при работе с дробью 5—6 ат.
Сопла для пескоструйных и дробеструйных
аппаратов. Применяют литые сопла из белого
обыкновенного и хромистого (1 —1,5% Сг)
чугуна, сопла с вставками из победита и дру-
гих твёрдых сплавов и сопла целиком из твёр-
дых сплавов. Победитовые сопла при работе
с песком стоят не менее 250 час., сопла из кар-
бида вольфрама 800—900 час.
Внутренний диаметр d сопел 4 -у 16 мм.
Длина сопла равна в среднем 10 d. По по-
следним данным рекомендуется длина сопла
10 — 12 d для d < 8 мм и 14 — 15 для d =
= 8 — 13 мм.
Расход воздуха указан в табл. 152. Про-
изводительность сопла — в табл. 153.
Таблица 153
Производительность сопла при работе с чугунной
дробью
Давление воздуха в ат Производительность в см*[мин очищае- мой поверхности прн диаметре сопла в мм
5 6 8 10
1 1 143 167 200 226
2 255 300 362 433
3 362 435 520 618
4 456 570 665 810
5 551 665 841 1 000
6 643 800 1 000 1 140
Расход (потеря) песка в пескоструйных
пневматических аппаратах составляет 50—
100 кг на 1 т литья. Расход чугунной дроби
2,4—3,5 кг иа 1 т литья при надлежащей
вентиляции агрегата (отсутствие уноса дроби)
и герметизации его.
Пескоструйные барабаны применяются для
очистки песком или дробью мелкого литья.
Работают по системе давления и гравитацион-
ной системе.
Пескоструйный барабан 0-3 завода Крас-
ная Пресня работает по гравитационной си-
стеме. Очистка песком попеременно включа-
ющимися соплами; общее число сопел 12, од-
новременно работают 4; диаметр рабочих со-
пел 9 мм, воздушных — 3 мм; число оборотов
барабана в мин.—2; диаметр барабана в свету
900 мм, длина 1 125 мм; загрузка и выгрузка
литья через торцевую дверку. Габариты уста-
новки: длина 1 970 мм, длина с открытой
дверкой 2 825 мм, ширина 2 360 мм, высо-
та 1 800 мм. Мощность мотора 1,4 кв.
Пескоструйные круглые вращающиеся сто-
лы применяют для очистки песком или дро-
бью мелкого и среднего литья. Работают по
системе давления и гравитационной системе.
Делаются с тремя или одним вращающимися
соплами. Диаметр столов берётся от 750 до
2 400 мм.
Пескоструйные проходные столы приме-
няют для очистки песком или дробью массо-
вого среднего литья, имеющего плоскую фор-
му, например радиаторов для водяного и па-
рового отопления. Литьё транспортирует-
ся мимо качающихся сопел, работающих
по системе давления или гравитационной.
Проходные столы делаются с соплами, рас-
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
127’
положенными не только над транспортёром,
но и под ним, для очистки одновременно верх-
ней и нижней стороны отливок, и в таком слу-
чае имеют по два пластинчатых транспортёра
с разрывом в зоне действия сопел.
Пескоструйные шкафы представляют собой
небольшие камеры или ящики на ножках
с решётчатым дном и резиновыми занавеска-
ми или двумя отверстиями для рук, через
которые рабочий, находящийся вне шкафа,
направляет внутрь камеры сопло. Работают
ио системе всасывания и давления, в послед-
нем случае возможна очистка также дробью.
Применяются для мелкого и среднего литья
сложной формы.
Пескоструйные камеры с поворачивающим-
ся столом применяют для очистки сред-
него литья песком или дробью и работают по
системе давления. На одней половине стола,
находящейся в камере, производится очистка
литья, а на другой, находящейся вне камеры,
раскладываются отливки. Стол поворачивает-
ся вручную.
Пескоструйные камеры для крупного ли-
тья (табл. 154) изготовляют: 1) с вращающим-
ся приводным кругом, на который завозится
тележка с литьём, и 2) без вращающегося кру-
га. В последнем случае рабочий (в специаль-
ном костюме и респираторе) находится внутри
камеры. Очистка производится песком или
дробью, работа — по системе давления.
I
II
III
IV
Таблица 154
Пескоструйные камеры с вращающимся кругом
СЧ о и Поворот- Вес каме- Вес в кг
иыи круг ры в кг
К 5; 5 о я
К О о л
X Ф t . О. 1- л О с
X Z Е о >> о о. _ X
ф и о. ° S ь д
о. ф Я «ф ® 1й л О X £П О S о а: е о ф СЧ X о сх л о я
д СЗ Ц Ч о X с 3 3 О Ф я са >» ц о а о
□2 и Е Ф Ф X о х с ~ m
2,5 1 200 3 3 000 2 500 850 900
2,5 1 500 6 4 000 3 800 900 1 100
3 2 100 8 6 500 4 900 9,50 1 800
3,5 2 400 10 9 500 8 000 98) 2 050
Механический аппарат для генерации струи
чугунной дроби для очистки литья представ-
ляет собой центробежное ленточное колесо
с приспособлением для питания его дробью.
Нормальный диаметр колеса 400 мм, число
оборотов в минуту 2 250, мощность мотора
15 л. с., производительность около 130 кг
выбрасываемой дроби в 1 мин. Для направ-
ления струи дроби на отливки у колеса уста-
навливаются отражатели. Стойкость различ-
ных деталей колеса по данным автозавода ЗИС
следующая: диски колеса из мягкой стали
служат 3 мес., литые лопатки из хромистого,
;.1,:алённого в масле белого чугуна до 2 недель,
без термообработки 2 смены; коробка шпа-
тельного аппарата из хромистого белого чу-
гуна от 15 до 120 дней: импеллер (крыль-
чатое колесо питателя) и отражатели из
того же материала соответственно 25—30
и 10 дней; резина, которой выстлан внутри
защитный кожух колеса, 2 недели. При под-
боре комплекта сменных лопаток последние
должны иметь отклонение по весу не свыше
3 г для обеспечения балансировки колеса. Ос-
новным преимуществом лопаточного дробе-
струйного колеса перед пневматической дробе-
струйной очисткой является экономия в
потребляемой мощности.
Дробеструйные ленточные барабаны с дро-
беструйными колёсами применяют для очистки
мелкого литья. Расход дроби по данным за-
вода-изготовителя 2—3 кг на 1 т литья. Ци-
линдрическая часть барабана образована пла-
стинчатым транспортёром, движение которо-
го при очистке литья показано стрелками на
схеме фиг. 91а. Загрузка литья производится
Фиг. 91а. Ленточный
пескоструйный барабан .
скиповым подъёмником. Для выгрузки ЛИТЬЯ"
снимается крышка, пластинчатый транспортёр»
пускается в обратном направлении и отлив-
ки выпадают из барабана в подставленный
ящик (схема й). Дробеструйное колесо уста-
навливается над барабаном так, что пло-
скость колеса вертикальна и находится в .
плоскости оси барабана.
Завод Красная Пресня изготовляет подоб-
ный барабан, имеющий диаметр в свету
1 200 мм, длину 1 000 мм с ёмкостью загрузки
0,45 л3.
Пескоструйные и дробеструйные камеры .
непрерывного действия применяют для мас-
сового среднего и крупного литья. Движение
отливок через камеры обычно цепным транс-
портёром.
Наждачные станки для зачистки мелкого .
литья применяют стационарные, обычно с дву-
мя шлифовальными кругами диаметром 500—
600 мм или 300—350 мм с приводом от транс-
миссии или с индивидуальным мотором. Для
среднего и крупного литья применяют маятни-
ковые станки с кругами диаметром 300—350 до >
600 мм. Для крупных отливок применяются:
1) переносные станки с гибким валом, приво-
димым от электромотора, с кругами диаметром
до 300 мм; 2) переносные электрические стан-
ки с мотором, монтированным вместе с кругом,
подобные электродрели; диаметр кругов обыч-
но до 150 мм; 3) пневматические переносные
станки с пневматическим двигателем (давле-
ние воздуха 6 ат), монтированным вместе с
кругом.
Пневматические зубила применяют для
обрубки среднего и крупного литья (табл. 155).
СТАНКИ И МАШИНЫ ДЛЯ ОТЛИВКИ
ДЕТАЛЕЙ В МЕТАЛЛИЧЕСКИЕ ФОРМЫ
Ручные станки Нижнеднепровского сгре-
лсчнэго ku:ot:i. На (риг. 92 показан станок <_
ВИНТОВЫМ зажимным устройством, при ПОМОЩ1 ,
которого вручную производятся сборка и раз-
борка форм.
128
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Таблица 155
Пневматические зубила
Марка молотка Назначение молотка । Общая длина 1 в мм Вес молотка в кг Ударник Среднее чис- ло ударов в мнн. Диаметр шланга в свету в мм Расход вса- 1 сывающего I воздуха j в м*1мин j
диаметр в мм длина | в мм 1 f'J к » и а
РК-41 РК-42 РК-43 РК-44 РК-45 Лёгкая чеканка и обрубка Лёгкая обрубка, средняя чеканка Средняя обрубка, тяжёлая чеканка, клёпка горячих заклёпок диаметром 1 0 мм Средняя обрубка, клёпка горячих заклёпок диамет- ром 1 2 мм ......... Тяжёлая обрубка, клёпка горячих заклёпок диа- метром 1 4 мм ....... 260 295 340 380 410 4,5 4,8 5,4 5,8 6,3 28 28 28 28 23 50 70 90 • 105 120 0,2 0,3 0,4 0,47 0,54 2 500 2 000 1 500 1 200 1 100 1 1 S 1 1 1 1 о- 1 1
Примечание. Расход воздуха указан для давления 5,5 ат. При меньшем давлении
расход воздуха уменьшается, но соответственно понижается и мощность молотка.
Процесс сборки и разборки форм произ-
водится вручную, детали этого станка (винт,
гайка и др.) требуют механической обработки,
что удорожает его стоимость. На фиг. 93
показан более усовершенствованный вариант
крепления металлических форм на станке без
винтового устройства. Такая конструкция
станка проста и удобна в’ эксплоатации,
она обеспечивает надёжное крепление метал-
лических форм, быструю сборку перед залив-
кой и разборку после заливки, снижает трудо-
ёмкость и облегчает труд сборщиков. Вслед-
ствие жёсткого крепления металлических форм
все детали стрелочной группы имеют точные
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
129
размеры и без механической обработки по-
ступают на сборку крестовин. Один рабочий
обслуживает 8 таких станков и заливает ме-
таллом 20 форм. При необходимости на станке
этого типа может быть осуществлена много-
через обе крышки цилиндра 3. На концах'што-
ка укреплены плиты 4 к 5 для крепления по-
ловин формы, которые связаны между собой
штангами 6'. При движении штока крепёжные
плиты для крепления полуформ перемещаются
Фиг. 93. Станок с ручным
приводом н клиновым кре-
плением: /—корпус ста
нины; 2—плита станины;
3—кокиль;^—фигурная пли
та; 5 — болты; 6 — валик;
7—рейка; 8—шестерня; 9—
клин; Ю — ось шестерни;
11—направляющая планка.
Зацепление эвольвентное,
шаг 25,12 мм, рабочая вы-
сота зуба 17,58 мм, мо-
дуль — 8
кратная заливка в течение разливки одной
плавки.
Станок представляет собой металлическую
форму 3, которая состоит из двух половинок
и имеет симметричную линию разъёма.
Металлическая форма устанавливается на
станине 1. Половинки форм подвешиваются на
станке при помощи крепёжных фигурных
плит 4 и валиков 6. Крепёжные плиты кре-
пятся к половинкам форм болтами 5 диамет-
ром 15 мм. Крепление формы осуществляется
при помощи рейки 7, цилиндрической шестер-
ни 8, насаженной на ось 10, и жёстко закреп-
ляется клином 9. Для разгрузки рейки по
бокам устанавливаются направляющие разгру-
зочные планки 11.
Г* На станках указанной конструкции на
Нижнеднепровском заводе отливают коро-
мысла переводного механизма, противовесы,
обоймы фонарей стойки, вкладыши, перекрёст-
ные переводы и другие.
Пневматические станки двустороннего дей-
ствия. Пневматические станки для отливки
в металлические формы получили значительно
большее распространение, чем станки с руч-
ным приводом. Особенно хорошие результаты
достигаются при применении пневматических
станков двустороннего действия конструкции
ЦЛ № 1 (фиг. 94).
На указанном станке устанавливается две
формы (4 половинки), разъём форм произво-
дится попеременно при помощи одного ци-
линдра и поршня /. Шток поршня 2 проходит
9 Том 12
по направляющим 7 и 8. К поверхности кре-
пёжных плит крепятся подвижные полуфор-
мы 9 и 10. Неподвижные половинки полу-
форм 11 и 12 укрепляются на торцевых стой-
ках 13 и 14. При перемещении поршня вправо
происходит закрытие правых полуформ и од-
Фиг. 94. Пневматический станок двустороннего
действия: /—поршень; 2—шток поршня; 5—крышки
цилиндра; 4 и 5—плиты для крепления полуформы
6 -штангн; 7 и 8—направляющие; 9 и 10—подвиж-
ные полуформы; 11 и 12—неподвижные полуформы;
13 и 14—торцевые стойки; 15 и 16—гяги; 17—пли-
та; 18—направляющие
130
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
повременное раскрытие после заливки левых
полуформ. После заливки правой закрытой
формы поршень перемещается влево, проис-
ходит открытие правой и закрытие левой
формы; такое попеременное открытие и за-
крытие производятся после каждой заливки.
Отливки выбивают при помощи парно распо-
ложенных толкателей в каждой полуформе.
Для этой цели имеются тяги 15 и 16, которые
с одной стороны связаны с плитой 17. Плита
17 может перемещаться по направляющим 18-
Па концах тяг 15 и 16 помещаются пружины
21. При перемещении крепёжной плиты 5
и закреплённой на ней полуформы в сторону
неподвижно стоящей плиты с укреплёнными
на ней толкателями 22 и происходит вытал-
кивание залитых деталей из гнёзд передвига-
ющихся полуформ. В это же время плита 17
тягами 16—15 перемещается влево в сторону
стойки 14. Толкатели 22, укреплённые на
плите 17, выталкивают отливки из под-
вижно установленных половинок полуформ.
Положительной стороной пневматическо-
го станка двустороннего действия является
экономия времени на процесс открытия, ко-
торое осуществляется одновременно с закры-
тием противоположных половинок форм, а
также экономия сжатого воздуха. Указанные
станки применимы для отливки цветных и
чёрных металлов. Применение указанных ма-
шин даёт возможность сравнительно легко осу-
ществить многократную заливку, особенно
при отливке деталей несложной конфигура-
ции. При отливке деталей из цветных сплавов,
вследствие применения печей небольшого тон-
нажа, а также сравнительно невысоких тем-
ператур разливаемого металла, охлаждения
металлических полуформ не предусматривает-
ся. По такому принципу производится от-
ливка бронзовых деталей на заводе имени
Л. М. Кагановича. Также не следует преду-
сматривать искусственного охлаждения по-
луформ и при отливке чёрных металлов в слу-
чае редкого использования их в течение раз-
ливки одной плавки, когда не наблюдается
значительного перегрева полуформ, а проме-
жутка времени между двумя заливками одной
формы достаточно для естественного охлаж-
дения. Таким способом на этих станках^ от-
ливают чугунные детали на Московском тор-
мозном заводе.
Карусельные литейные машины , для от-
ливки деталей в металлические формы пред-
ставляют собой блок нескольких станков
механического или пневматического действия,
установленных на круглом вращающемся
механизме. Назначение таких машин заклю-
чается также в своевременном закрывании
и раскрывании металлических форм. Вращаю-
щийся стол создаёт такие условия заливки,
при которых ковш всегда находится в одном
и том же положении, т. е. передвижение ковша
заменяется движением карусели. Это имеет
большое положительное значение при отливке
деталей мелкого развеса.
Карусельная машина с механическим при-
водом конструкции инж. Сидельникова
(фиг. 95) имеет вращающуюся карусель, на ко-
торой расположено 12 металлических форм.
Каждая форма состоит из двух полуформ, при-
чём неподвижные полуформы расположены на
наружном неподвижном кольцеобразном столе.
На внутреннем вращающемся столе помещён
копир в виде жёлоба определённой формы.
Подвижные — передвигающиеся в радиаль-
ном направлении — полуформы на своих кон-
цах имеют вращающиеся ролики, входящие
в жёлоб копира. При вращении центральной
части копира подвижные полуформы будут
Фиг. 9 5. Карусельная машина
передвигаться в радиальном направлении,
закрывать полуформы перед заливкой и
открывать их в другой части окружности
после заливки и затвердения отливок. Ско-
рость вращения стола равна 10—12 оборотам
в час, т. е. каждая форма заливается примерно
через 5 мин. При таком обороте полуформ
требуется воздушное охлаждение.
При отливке деталей с полостями, выпол-
няемых при помощи стержней, установку их
приходится производить после каждой залив-,
ки в горячие полуформы, что крайне неудобно
и затруднительно; уже после 5—10-й заливки
полуформы даже при воздушном охлаждении
нагреваются до 400—500°. При отливке же
бесстержневых деталей, т. е. форм без стерж-
ней, такие машины очень удобны и могут
дать большую производительность труда.
Карусельная автоматизированная машина
Главсантехпрома, предназначенная для от-
ливки арматуры в металлические формы, со-
стоит из отдельных самостоятельно действую-
щих станков, производящих операции сборки,
и разборки форм. Машина предназначена для
отливки чугунной арматуры для соединения
канализационных труб (тройники, сифоны,
патрубки и др.), хотя с успехом эту конструк-
цию машины можно применять и для отливки
других деталей небольшого развеса.
Применение этой машины для отливки чу-
гунной арматуры повышает производитель-
ность в 10 раз, снижает трудоёмкость в 8,4 ра-
за и уменьшает расход металла на единицу
отливки на 30%. При этом съём литья с 1 .ч2
производственной площади возрастает в два
раза, брак снижается до 2—3%, а себестои-
мость — примерно в 9 раз.
Отливка деталей на указанной машине
производится в чугунные формы с сырыми
стержнями. Вес одной детали 4 кг.
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
131
Пневматические машины с проходной пли-
той. Вышеперечисленные станки и машины,
предназначенные для отливки деталей в ме-
таллические формы, имеют один общий не-
достаток, особенно заметный при многократ-
ной заливке и при отливке деталей из чёрных
металлов, т. е. когда внутренние стенки ме-
таллической формы нагреваются до высокой
температуры. При отливке средних и особен-
отстаёт от разливки, приходится устанавливать
большее количество станков и производить
более редкую заливку в одну форму. Для
устранения указанного недостатка и лучшего
использования металлических форм работ-
никами ЦЛ № 1 и работниками завода
имени Л. М. Кагановича была спроектиро-
вана пневматическая литейная машина с си-
фонной проходной плитой (фиг. £6).
Фиг. 96. IЫегуатическая литейная машина с проходной плитой
•ю крупных деталей рабочий должен находить-
( я, в случае необходимости постановки стерж-
ней, между двумя полуформами; расстояние ме-
жду ними, как правило, не более 800—900 мм.
Вследствие большого теплоизлучения между
1'Олуформами создаются потоки горячего воз-
духа и уже после третьей или четвёртой за-
ливки работать становится невозможно.
Температура на поверхности стенок форм при
отливке деталей весом 80 пг с толщиной стенки
05 мм после третьей заливки без применения
искусственного охлаждения достигает 300’,
а после пятой — 700° и выше. Е результате
установка стержней затягивается и сборка
В отличие от ранее описанных станков
и машин на литейной машине с проходной си-
фонной плитой сборку стержней и литниковых
каналов производят на проходной плите вне
машины, благодаря чему труд рабочих зна-
чительно облегчается и процесс ускоряется.
Если сборка стержней и литниковых каналов
длится значительно больше, чем технологиче-
ское время между двумя заливками одной
формы, то вся сборка и установка стержней
могут производиться в промежутках времени
меа^ду плавками. В течение же разливки плав-
ки производится только операция заливки
с необходимыми кратковременными опера-
9*
132
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
циями закатки проходной плиты в машину,
закрытия полуформ, заливки форм, раскры-
тия полуформ и выкатки проходной плиты
с отлитыми деталями из машины.
На такой машине можно отливать детали
больших размеров и веса. При отливке кор-
пуса фрикционного аппарата весом 80,4 кг
одновременно через один сифон заливалось по
4 шт.
До выпуска плавки производится сборка
проходных плит 1, установка в каналы си-
фонных трубок 2, стояка 3 и центровых стерж-
ней отливаемой детали. Собранные проходные
плиты располагают с одной стороны машины
на специальных передвигающихся тележках
с такими же рольгангами, как и рольганг 4
машины. На каждой тележке устанавливается
пять проходных плит. При передвижении
тележки вдоль машины рольганги тележки
при её остановке совпадают с рольгангом ма-
шины, на которых и передвигается собранная
проходная плита в процессе разливки или,
наоборот, с рольганга машины передвигается
на тележку проходная плита с залитыми де-
талями. При помощи цилиндров 5 и 6, пор-
шней 7, штока 8 происходит передвижение
плиты 9 и металлических полуформ 10. В ре-
зультате при движении вперёд закрывается
машина под заливку (левая сторона), а при
движении назад открывается машина (пра-
вая сторона) для выкатки и закатки проход-
ной плиты.
Для устранения заеданий, перекоса в ци-
линдрах и прогиба штоков крепёжные плиты
опираются на ролики 11, которые, передвига-
ясь по направляющим 12, поддерживают кре-
пёжные плиты и металлические полуформы
в строго вертикальном положении, чем и до-
стигается плотность соединения по разъёму
полуформ. В каждом гнезде полуформы имеет-
ся два толкателя 13, которые при помощи пру-
жин 14, упирающихся в плиты 15, произ-
водят одновременно выталкивание залитых
деталей из обеих половинок формы.
БРАК В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
Важнейшим условием получения качествен-
ных отливок является правильно и тщатель-
но разработанный и точно соблюдаемый тех-
нологический процесс, а также применение
кондиционных исходных материалов.
Технология литья складывается из ряда
самостоятельных процессов. Этими процес-
сами являются: приготовление формовочных
и стержневых смесей, изготовление моделей и
стержневых ящиков, производство форм и
стержней, сборка форм, плавка металла, за-
ливка и выбивка форм, очистка и термиче-
ская обработка отливок и, наконец, оконча-
тельный контроль и сдача годной продукции.
Обязательным условием является также
контроль качества выполнения работы как на
промежуточных, так и на окончательных эта-
пах производства.
Правильно организованный и технически
подготовленный контроль должен гарантиро-
вать высокое качество отливок и во-время
вскрывать причины брака и понижения каче-
ства литья.
Годной продукцией литейного цеха счи-
тается та, которая выполнена в пределах норм,
установленных по техническим условиям
ГОСТ, чертежам и специальным соглашениям
между производственным предприятием и пот-
ребителем литья.
Бракованной продукцией литейного цеха
считается такая, которая имеет дефекты или
отклонения от норм. Однако незначительные
дефекты поверхности в виде неглубоких и не-
больших раковин являются причиной забра-
ковки лишь в том случае, если детали с та-
кими дефектами показывают неудовлетвори-
тельную службу в эксплоатации. В техниче-
ских условиях на литьё в каждом случае
должны быть оговорены все допустимые де-
фекты. Бракованное литьё в зависимости от
возможности его исправления или примене-
ния отливки с дефектами без исправления
подразделяется на три вида:
1. Окончательный брак. К эЛму
виду относится литьё, которое в процессе из-
готовления получило значительные дефекты
или отклонения от установленных требований
и исправить его невозможно или экономически
невыгодно. Такое литьё может пойти только
в скрап на переплавку.
2. Исправимый брак. Литьё с де-
фектами, которые можно устранить, после че-
го оно становится годным. Без устранения
дефектов литьё на дальнейшие операции об-
работки не допускается.
3. Условный брак. Литьё имеет от-
клонения от установленных технических норм,
но может быть допущено к эксплоатации
только в тех случаях, когда дефекты его не
могут ухудшить работы детали в механизме
или влияют только на внешний вид, ио не
на прочность детали. Такое литьё не исправ-
ляют, а пускают на дальнейшую обработку
только по согласованию с заказчиком.
Характеристика дефектов в литейном
производстве, меры их предупреждения и
способы исправления приведены в табл. 155,
на стр. 133—139.
Брак литья по месту его обнаружения
разделяют на:
1) внутренний — все виды брака, обнару-
женные в литейном цехе;
2) внешний, происшедший по вине литей-
ного цеха, но обнаруженный в других цехах
завода, главным образом в процессе последую-
щей обработки отливок.
Для правильного определения дефектов
отливок и их причин применяют классифика-
тор дефектов, построенный иа базе стан-
дартных классификаторов:
1) ГОСТ 2612-44 «Отливки из серого чугу-
на — терминология и классификация дефек-
тов»;
2) ГОСТ 3287-46 — то же для ковкого
чугуна;
3) ГОСТ 4009-48 — то же для стального
литья.
Единство классификации обеспечивает
сравнимость данных о браке по разным заво-
дам и облегчает обмен опытом.
БРАК В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
133
Таблица 155
Дефекты в литейном производстве, меры их предупреждения и способы исправления
Шифр1 и виды дефек- тов, их характеристика и способы обнаружения Причины Меры предупреждения Способы исправления
0 | 32 | 53 Заливы Неопределённой фор- мы рёбра, выступы и другие приливы на теле отливки, образовавшие- ся в местах разъёма опок или в зазорах между отдельными ча- стями формы Внешний осмотр чёр- ной отливки Недостаточная нагружен- ность формы или слабое крепление формы при за- ливке Искривление опок, а так- же неисправность втулок Небрежная формовка и сборка Несовпадение размеров знаков у модели и ящика Расчёт груза, правильная укладка груза, улучшение крепления опок Прострожка опок, смена втулок, проверка по кон- дуктору Усиление контроля сбор- ки и инструктаж Проверка моделей и ящи- ков Обработка и очи- стка
02 | 38 j 44 Коробление Изменение размеров и контура отливки под влиянием усадочных напряжений Внешний осмотр отлив- ки до или после меха- нической обработки. Измерение, разметки Неравномерное остывание отдельных частей отливки вследствие её нерациональ- ной конструкции Неправильный подвод ме- талла, ухудшающий равно- мерность остывания Чрезмерно высокая тем- пература заливки Неправильная укладка при отжиге Неправильная термообра- ботка Исправление конструк- ции отливки (установка рёбер, галтелей, изменение толщины стенок и взаим- ных переходов) Подвод металла в более тонкие и концевые части отливки Уменьшение температуры заливки Равномерная плотная ук- ладка деталей Изменение режима термо- обработки Правка: вручную, под молотами и прессами; выдержи- вание в печи под грузом при /=«750° С
03 | - 44 Корольки Небольшие, независи- мо от отливки застыв- шие металлические ша- рики в открытых или закрытых раковинах отливки Внешний осмотр от- ливки до и после меха- нической обработки Просвечивание Неправильная подача ме- талла в литниковую систе- му в начале заливки, об- разование всплесков Неправильное устройство литниковой системы, спо- собствующее образованию брызг Переувлажнение формы Инструктаж заливщика Изменение литниковой системы Уменьшение влажности смеси, меньшее смачивание формы Газовая или элек- трическая за вар к а; ввёртывание пробки
04 | 43 | 15 Наросты Различной формы и различных размеров об- разования на поверхно- сти отливок, состоящие из металла с прослойка- ми или включениями формовочного материала или шлака Внешний осмотр чёр- ной отливки Недостаточная прочность формы вследствие малой крепости формовочной сме- си Неравномерная набивка формы и стержней Неправильный подвод жидкого металла, вызыва- ющий удары струи о форму Плохая, с задирами по- верхность формы Изменение состава фор- мовочной смеси в сторону увеличения крепости Более равномерная на- бивка формы и стержней Изменение конструкции литниковой системы, обес- печивающее более спокой- ное заполнение формы ме- таллом Тщательная отделка фор- мы Механическая об- работка
05 | 34 | 41 Недолив (неполная отливка) Неполностью выпол- ненные конфигурации и размеры отливки вслед- ств ие недостаточного заполнения металлом литейной формы Внешний осмотр чёр- ной отливки Недостаточное количест- во металла в ковше Низкая температура за- ливки Недостаточная жидкоте- кучесть металла вследст- вие неправильного химиче- ского состава или по при- чине окислённости металла Уход металла из формы вследствие небрежной сбор- ки Засорение и пережимы питателей при сборке Нерациональная конст- рукция отливки (слишком тонкие стенки) Перерасчёт количества металла при заливке, уве- личение температуры ме- талла, выпускаемого из пе- чи, приближение мест за- ливки к печи, улучшение системы заливки Изменение химического состава металла, улучше- ние процесса плавки Улучшение качества сборки Инструктаж сборщиков и контроль сборки Изменение конструкции отливки, утолщение стенок Газовая или элект- рическая заварка; ввёртывание пробки
4 В первой клетке слева шифр для брака отливок из серого чугуна, во второй — ковкого чугуна,
в третьей — стали.
134
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Продолжение табл. 155
Шифр1 и виды дефек- тов, их характеристика и способы обнаружения Причины Меры предупреждения Способы исправления
06 | - | - Отбел Наличие в разных ча- стях отливки твёрдых, не поддающихся меха- нической обработке мест со светлой лучистой по- верхностью излома, обусловленных присут- ствием в чугуне струк- турно-свободного це- ментита Испытание твёрдости и обрабатываемости Определение связанно- го углерода химическим анализом Исследование микро- структуры Неправильный химиче- ский состав металла Чрезмерно быстрое сни- жение температуры метал- ла в форме вследствие пе- реувлажнения формовочной смеси Нетехнологичность кон- струкции (резкое колеба- ние толщин стенок, не поз- воляющее подобрать пра- вильную шихту и режим заливки) Изменение химического состава в сторону увеличе- ния графитизирующих элементов Уменьшение влажности формовочной смеси Изменение кон струкции отливки Термическая об- работка
07 | - | 31 Пригар Грубая, шероховатая поверхность отливки, образовавшаяся в ре- зультате сплавления формовочных материа- лов с металлам Недостаточная огнеупор- ность формовочных мате- риалов Недостаточное количест- во угля в формовочной мас- се Неравномерность свойств формовочного материала вследствие его плохой пе- реработки Применение чрезмерно крупного песка, образую- щего в форме или стержне большие поры, в которые проникает жидкий металл; при затвердевании обра- зуется корка из зёрен пе- ска, сваривающихся с ме- таллом (механический при- гар) Недостаточно плотная набивка Плохое припыливание формы или плохое качество припыла Плохое окрашивание фор- мы или плохое качество краски Заливка слишком горя- чим металлом Плохая очистка отливок Увеличение огнеупорно- сти формовочных и стерж- невых смесей Увеличение содержания каменного угля в формо- вочной массе Инструктаж земледелов. Усиление контроля Изменение состава фор- мовочных смесей (примене- ние более мелких песков) Увеличение плотности на- бивки форм. Инструктаж и контроль Улучшение качества при- пыла. Инструктаж формов- щиков Улучшение качества кра- ски. Инструктаж формов- щиков Выдержка металла в ков- ше. Заливка более холод- ным металлом Инструктаж и контроль очистки Обрубка и обдир- ка на абразивных кругах
08 | 21 | 11 Раковины газовые Открытые (наружные) или закрытые (внутрен- ние) пустоты в теле от- ливки, обычно с чистой и гладкой поверхностью Внешний осмотр отли- вок после механической обработки, просвечива- ние Большое содержание га- зов в металле Нераскислённый металл Пониженная газопрони- цаемость формовочных или стержневых смесей Повышенное содержание газообразующих веществ в формовочных и стержневых смесях Чрезмерное местное сма- чивание формы при выта- скивании модели или ис- правлении повреждения Недостаточная в ентиля- ция форм и стержней Недостаточная просушка форм или стержней Плохая окраска формы или стержня Применение менее окис- ленной шихты, изменение дутьевого режима Раскисление металла Изменение состава фор- мовочной и стержневой сме- си в сторону повышения газопроницаемости. Умень- шение плотности набивки Уменьшение содержания угля и других газообразую- щих веществ в формовоч- ных или стержневых сме- сях Инструктаж формовщи- ков и сборщиков Улучшение вентиляции форм и стержней Улучшение сушки форм и стержней. Усиление кон- троля. Инструктаж фор- мовщиков и стерженщиков Газовая или элект- рическая заварка; ввёртывание пробок; при небольших раз- мерах дефекта — ме- таллизация, т. е. покрытие исправля- емой поверхности слоем металла
БРАК В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
135
Продолжение табл. 155
Шифр1 и виды дефек- тов, их характеристика и способы обнаружения Причины Меры предупреждения Способы исправления
Перерыв струи во время заливки Применение грязных ли- бо окисленных жеребеек или кокилей Низкая температура за- ливаемого металла, затруд- няющая выход из него га- зов Неправильное устройство литниковой системы и не- правильные размеры (или отсутствие) выпоров, в ре- зультате чего форма быст- ро заполняется металлом и газы не успевают удалить- ся из неё Усиление контроля за равномерностью окраски Улучшение качества краски Инструктаж заливщиков и контроль заливки Контроль за качеством лужения жеребеек и чисто- той кокилей Повышение температуры заливки Изменение литниковой системы и выпоров с расчё- том увеличить торможение металла или ускорить вы- ход газов
09 | - | - Местное разрушение и засорение формы при сбор- ке Недостаточная прочность формовочной и стержневой земли или краски Задиры поверхностей формы из-за неисправности моделей Недостаточное крепле- ние выступающих частей формы Слабая, а также неравно- мерная набивка формы и стержней Долгое выдерживание сы- рой формы до заливки, вы- зывающее осыпание под- сохнувших и выступающих частей Пережог стержней или формы Несоответствие размеров знаков стержней и знаков моделей,что приводит к об- жиму формы и её засоре- нию во время сборки Неправильная установка стержней, вызывающая подрыв формы Неправильная литнико- вая система, вызывающая размыв формы или стержня Обвал формы при уста- новке груза Нетехнологичность кон- струкции отливки (непроч- ные тонкие выступы и ост- рые углы формы) Инструктаж сборщиков, усиление контроля сборки Улучшение качества фор- мовочной и стержневой земли и красок Проверка и исправление моделей Улучшение крепления вы- ступающих частей формы Улучшение плотности и равномерности набивки формы и стержней. Усиле- ние контроля Улучшение организации сборки и заливки, умень- шение простоя форм перед заливкой Усиление контроля за сушкой, инструктаж Проверка и исправление знаков моделей и стержне- вых ящиков Инструктаж сборщиков, контроль Изменение конструкции литниковой системы, умень- шение напора металла Инструктаж сборщиков и заливщиков Изменение конструкции отливки — уменьшение или ликвидация резких высту- пов и острых углов формы Газовая или элек- трическая заварка; ввёртывание пробок; при небольших раз- мерах дефекта — ме- таллизация, т. е. покрытие исправля- емой поверхности слоем металла
Раковины земляные Открытые или закры- тые пустоты в теле от- ливки, полностью или частично заполненные формовочным материа- лом Внешний осмотр отли- вок до и после механи- ческой обработки. Про- свечивание
10 | 22 | 13 Неправильная конструк- ция отливки (утолщения и местные скопления метал- ла) Неправильное питание от- ливки жидким металлом в процессе её затвердевания (неправильное расположе- ние прибылей, выпоров и литников) Неправильные размеры или неправильная установ- ка холодильников или не- достаток холодильников (кокилей) Изменение конструкции отливки для уменьшения скоплений металла и утол- щений Изменение литниковой системы, расположения и размеров выпоров и прибы- лей для улучшения питания жидким металлом мест, склонных к образованию усадочных пустот, и для обеспечения направленно- сти затвердевания Увеличение числа холо- дильников (кокилей) или изменение их конструкции То же
Раковины усадочные Открытые или закры- тые пустоты в теле от- ливки, имеющие шеро- ховатую поверхность с грубокристаллическим строением Внешний осмотр отли- вок до и после механи- ческой обработки. Про- свечивание
136
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Продолжение табл. 155
Шифр1 и виды дефек- тов, их характеристика и способы обнаружения Причины Меры предупреждения Способы исправления
Повышенное содержание элементов, способствующих усадке, и пониженное со- держание элементов, пре- пятствующих усадке Чрезмерно высокая тем- пература заливки, увели- чивающая усадку Изменение химического состава в сторону, способ- ствующую уменьшению усадки Уменьшение температуры заливки То же
11 'j 23 | 13 Раковины шлаковые Открытые или закры- тые пустоты в теле от- ливки, полностью или частично заполненные шлаком Внешний осмотр отли- вок до и после механи- ческой обработки. Про- свечивание Применение окисленной и загрязнённой шихты, за- грязнённых флюсов,нестой- ких огнеупоров, способст- вующих образованию шла- ков Низкая температура и низкая жидкотекучесть ме- талла, препятствующие от- делению шлака из металла в ковше и в литниковой системе Неправильная литнико- вая система, не отделяю- щая шлака Разрушение фильтроваль- ной сетки вследствие не- прочности стержневой сме- си или неправильной сушки сетки Нерациональное устрой- ство ковшей, не способст- вующее отделению шлака Плохая очистка металла в ковше от шлака и не- брежная, вместе со шлаком, заливка в формы Заливка иераскислённого металла Применение менее ржавой шихты и соответствующих кондициям флюсов Применение качественных огнеупоров Повышение температуры металла и его жидкотеку- чести Изменение литниковой системы, усиление её шла- коотделительной способно- сти Изменение состава мате- риала сетки и изменение режима сушки Изменение конструкции ковшей, установка шлако- отделительной перегородки Инструктаж заливщиков. Выдержка металла в ков- ше перед заливкой Сгущение шлаков в ковше Улучшение раскисления металла То же
12 | 25 | 14 Рыхлота и пористость Явно повышенная крупнозернистая и не- плотная структура ме- талла Осмотр обработанной поверхности. Гидравли- ческое или воздушное испытание См. «Раковины усадочные и газовые» То же То же и пропитка или подчеканка
13 | 31 | 32 Спай Сквозные или поверх- ностные с закруглённы- ми краями щели и уг- лубления в теле отлив- ки, образованные не- слившимися потоками преждевременно застыв- шего металла Внешний осмотр от- ливок до и после меха- нической обработки Недостаточная темпера- тура заливки Недостаточная жидкоте- кучесть металла вследст- вие неправильности хими- ческого состава Неправильная литнико- вая система, обусловли- вающая слишком медлен- ное заполнение формы Перерыв струи при низ- кой температуре металла Засорение или пережим питателей Повышение температуры заливки Увеличение жидкотекуче- сти металла изменением химического состава Изменение литниковой системы с целью увеличе- ния скорости заливки Инструктаж заливщиков, усиление контроля заливки Инструктаж сборщиков, Усиление контроля сборки Газовая или элек- трическая заварка
14 | 11 | 21 Трещины горячие Прямолинейные или извилистые разрывы (сквозные трещины) и надрывы (несквозные трещины) тела отливки Неправильная конструк- ция отливки; резкий пе- реход от толстых к тонким сечениям Изменение конструкции отливки — смягчение пере- ходов различных сечеиий. Устройство галтелей рёбер на моделях То же
БРАК В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
137
Продолжение табл. 155
Шифр1 и виды дефек- тов, их характеристика и способы обнаружения Причины Меры предупреждения Способы исправления
Поверхность металла по трещине окислена (имеет цвет окалины) Внешний осмотр от- ливки до и после меха- нической обработки Сопротивление форм и стержней нормальной усад- ке металла из-за чрезмер- но плотной набивки, не- правильного состава формо- вочных и стержневых сме- сей, неправильного распо- ложения рёбер опок или каркасов в стержнях Уменьшение плотности набивки, изменение соста- ва формовочных или стерж- невых смесей. Изменение расположения и конструк- ции рёбер опок или карка- сов стержней
15 \ 12 j 22 Трещины холодные Прямолинейные илц извилистые разрывы и надрывы тела отливки. Поверхно сть металла по трещине не окислена (может иметь цвет побе- жалости) Внешний осмотр от- ливки до и после меха- нической обработки Неправильный химич е- ский состав — повышенное содержание элементов, уве- личивающих доперлитовую усадку или уменьшающих временное сопротивление при высоких температурах Преждевременная выбив- ка Заливка чрезмерно горя- чим металлом, увеличиваю- щая усадку Неправильный подвод ме- талла, ухудшающий равно- мерное остывание отдель- ных частей отливок Неправильное расположе- ние холодильников Плохое раскисление ме- талла Изменение химического состава металла для умень- шения усадки и повышения временного сопротивления при высоких температурах Изменение времени вы- держки перед выбивкой. Устранение сквозняков в помещении выбивки Понижение темп ературы заливки путём выдержки металла в ковше И вменение литниковой системы, обеспечивающее равномерное остывание от- дельных частей отливки Установка или изменение конструкции холодильни- ков (кокилей) Улучшение раскисления металла Газовая или элек- трическая заварка
16 | 13 | 33 Ужимины Неглубокие узкие и ^длинные вмятины в теле [отливки, прикрытые слоем металла (соединён- ного с отливкой ♦литни- ковым» швом), отделён- ного от тела отливки прослойкой формовоч- ного материала Внешний осмотр от- ливки до и после меха- нической обработки j Наличие слоистости и тре- щин иа поверхности формы Недостаточная газопро- ницаемость и вентиляция формы, приводящие к мест- ному вспучиванию слоя земли вследствие повышен- ного газового давления и отжима вспученного слоя металла во время заливки Повышенная газотворная способность материала формы Инструктаж формовщи- ков Усиление газопроницае- мости формовочной массы и вентиляции формы, рав- номерная плотность набив- ки. Хорошая подготовка формовочной смеси Уменьшение органических добавок и снижение влаж- ности формовочной смеси То же
17 | 51 | 51 Несоответствие метал- ла стандартам или техническим условиям по химическому составу Неправильный хими- ческий состав Химический анализ отливок обычными, а также спектроскопиче- скими методами 1 Неправильный расчёт угара при составлении шихты Применение материалов без проверки их состава в химической лаборатории Взвешивание на непра- вильных весах или приме- нение материала без веса Ошибки при загрузке (например не дано добавок ферросплавов) Неправильное ведение плавки Ошибки зкспресс-анали- зов Проверка правильности р асчёта шихты Усиление контроля хими- ческого состава шихтового материала Проверка и исправление весов, контроль за взвеши- ванием Инструктаж закидчиков, контроль Инструктаж плавильщи- ков, контроль Инструктаж лаборантов. Дублирование контрольных проб Неисправимо
138
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Продолжение табл. 155
Шифр1 и виды дефек- тов, их характеристика и способы обнаружения Причины Меры предупреждения Способы исправления
18 | 52 | 81 Неправильный химиче- ский состав Неправильная температу- ра заливки Недоотжиг Изменение химиче ского состава металла Изменение температуры заливки Изменение времени или температуры отжига Термическая обра- ботка
Несоответствие метал- ла стандартам или техническим условиям по микроструктуре Неправильное соотно- шение структурных со- ставляющих чугуна. Отступления по величи- не, форме, строению или по распределению составляющих Микроанализ
19 | 53 | 61 Неправильная термиче- ская обработка: неправиль- ный нагрев или охлажде- ние, недостаточная макси- мальная температура и ма- лая выдержка, высокая температура и чрезмерная выдержка Окисление металла во время термической обработ- ки Конструкция детали, не позволяющая получить не- обходимую структуру во всех её частях Неправильно взята проба Изменение режима терми- ческой обработки. Усиле- ние контроля Изменение режима терми- ческой обработки (отжига) Улучшение обмазки гор- шков. Введение засыпки Изменение конструкции детали для достижения бо- лее равномерного охлажде- ния в различных её частях Инструктаж лаборанта и контролёра Только в отдель- ных случаях терми- ческая обработка
Несоответствие метал- ла стандартам или техническим условиям по физико-механическим свойствам Пониженные по сравне- нию с нормами механи- ческие свойства чугуна. Недостаточная его маг- нитопроводность , анти- магнитность, коррозне- устойчивость, жаро- стойкость и т. д. Механические испы- тания. Специальные ис- пытания на магнитопро- водность, коррозиоустой- чивость, жаростойкость, износоустойчивость и ДР
20 | 35 | 45 Неправильное изготовле- ние или ремонт моделей и ящиков Неправильный монтаж моделей на плитах Плохое состояние опоч- ного парка — износ штырей и втулок Неправильная формовка и небрежный выем моделей Нетехнологичность кон- струкции отливки Проверка и ремонт моде- лей и ящиков Проверка монтажа моде- лей, перемонтаж Ремонт опок — замена штырей и втулок Проверка технологии Инструктаж формовщи- ков, усиление контроля И зменение констр укции отливки Только в отдель- ных случаях меха- ническая обработка, газовая или элект- рическая заварка; заварка жидким ме- таллом
Несоответствие разме- ров и конфигурации отливок чертежам Отклонения в размерах отливки, перекосы, сме- щение центров или от- дельных частей, разно- стенность и т. д. Внешний осмотр, раз- метка
21 39 | 35 Несоответствие веса отливок стандартам или техническим условиям Отклонения в весе от- ливки от заданного в недопустимых пределах Взвешивание Неправильная простанов- ка стержней и накрытие формы Недостаточно жёсткий каркас стержней, вызыва- ющий их изгиб во время заливки Изгиб стержней во время сушки Плохое укрепление стерж- ней жеребейками «Закатка» отливок в очи- стном барабане Переточка наждаком Инструктаж сборщиков, усиление контроля Ужесточение конструкции каркасов стержней Применение сушильных плит или подсыпки во время сушки Усиление креплепи я стержней. Инструктаж сборщиков, усиление конт- роля Инструктаж барабанщи- ков, контроль Инструктаж наждачни- ков, контроль То же
ТЕХНИКА БЕЗОПАСНОСТИ
139
Продолжение табл. 155
Шифр1 и виды дефек- тов, их характеристика и способы обнаружения Причины Меры предупреждения Способы исправления
22 | 41 | — Механические повреж- д ения Нарушение целостно- сти отливки при выбив- ке,транспортировке или очистке Внешний осмотр от- ливки Нерациональная конст- рукция литниковой систе- мы (чрезмерно толстые по сравнению с телом отлив- ки, питатели, прибыли и выпоры), приводящая к вы- лому тела при удалении литников, выпоров и при- былей Отбивка литниковой си- стемы, выпоров и прибылей без предварительной под- рубки Падение отливки Неполная загрузка очи- стных барабанов или со- вместная загрузка тонко- стенных и тяжёлых отли- вок Изменение конструкции литниковой системы, уменьшение промежуточ- ных сечений между телом Отливки и литниковой си- стемой, выпором и прибы- лями. Изменение места под- вода литников и установ- ки прибылей Инструктаж обрубщика, контроль Инструктаж выбивщиков и транспортировщиков Инструктаж баранбанщи- ков, контроль Только в отдель- ных случаях меха- ническая обработка, газовая или элект- рическая заварка; заварка жидким ме- таллом
ТЕХНИКА БЕЗОПАСНОСТИ
1. Во всех пролётах и на всех производ-
ственных площадях литейного цеха должны
быть устроены свободныеи безопасные проходы
как для транспорта, так и для доступа к обо-
рудованию и к рабочим местам. Оснастка, ра-
бочий инструмент, материалы и т. д. должны
распределяться по рабочим местам так, чтобы
исключалась возможность загромождения их
и проходов к ним.
2. Для поддержания чистоты воздуха в ли-
тейных цехах большое значение имеет непре-
станная очистка полов на рабочих участках,
своевременное удаление всех отходов произ-
водства и содержание в чистоте рабочих
мест.
3. Удаление вредных газов, пыли и излиш-
него тепла из литейных цехов осуществляется
ноевременным открытием и закрытием окон
и тех или иных фонарей цеха, а также посред-
ством вентиляции. В холодный период окна
в цехе следует открывать на высоте 5,5—6,0 м
от пола во избежание сквозняков. В летнее
время температура воздуха в производствен-
ных помещениях литейного цеха не должна
превышать температуры наружного воздуха
в тени более чем на 5°.
4. Участки и пролёты цеха, где удаление
пыли, газов и излишка тепла не может быть
достигнуто проветриванием, необходимо снаб-
жать приточно-вытяжной вентиляцией. Ме-
ста же и агрегаты, где выделение или скопле-
ние газов и пыли достигает больших размеров,
должны быть отделены от производственных
участков цеха и снабжены усиленной вытяж-
ной механической вентиляцией.
5. Все рабочие места и проходы литейного
цеха должны быть обеспечены естественным
светом по нормам ГОСТ 3291-46 и искусст-
венным освещением по ГОСТ 3825-47. Кроме
общего и местного освещения, в литейных
цехах должно быть предусмотрено аварий-
ное освещение, которое должно давать света
не менее 10% нормального, установленного
ГОСТ.
Для получения отражённого света стены,
шотолки, колонны и т. д. должны периоди-
чески краситься краской светлого тона не
реже двух раз в год. Промывка окон и фо-
нарей должна производиться регулярно, не
реже одного-двух раз в месяц.
Очистка окоп и стен, крепление стёкол в ок-
нах и фонарях должны производиться с со-
блюдением особых мер предосторожности как
в отношении лица, занятого па этой работе,
так и в отношении людей, находящихся по-
близости и ниже места производства указан-
ной работы.
Крепление и замазка стёкол в световых
верхних фонарях должны быть абсолютно на-
дёжными.
6. Подъёмные механизмы и вспомогатель-
ные приспособления (стропы, тросы, цепи,
крючки, подъёмы) независимо от их назначе-
ния должны использоваться при условии стро-
жайшего соблюдения всех правил и инструк-
ций Котлонадзора.
7. Рационализация транспорта и транспорт-
но-подъёмных средств в литейных цехах —
одна из важнейших мер борьбы с несчастными
случаями, так как значительный процент
всех несчастных случаев в литейных цехах
падает па работы по подъёму и транспортиров-
ке тяжестей; для устранения их необходимо
выполнять следующие требования техники
безопасности:
а) не перегружать крапы и другие подъём-
ные приспособления и транспортные сред-
ства;
б) твёрдо помнить, что групповая работа
с грузами без команды опасна и что дисцип-
лина в этом случае есть основа безопасности
труда;
в) правильно зацеплять, укладывать и под-
вешивать груз при подъёме краном и поль-
зоваться только вполне исправными и про-
веренными палочными приспособлениями;
г) использовать подъёмно-транспортные
приспособления только по своему прямому
назначению;
д) не допускать в работу краны и другие
подъёмные, механизмы, находящиеся в явно
неудовлетворительном состоянии и не соот-
140
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ветствующие требованиям техники безопас-
ности;
е) краны, предназначенные для перемеще-
ния ковшей с расплавленным металлом, про-
верять особенно тщательно перед пользова-
нием, а самое перемещение производить под
надзором лица, отвечающего за исправное
состояние крана;
ж) перед пользованием ковшом для рас-
плавленного металла удостовериться в исправ-
ном действии поворотного механизма и сто-
порного устройства.
8. Процессы выгрузки, загрузки и переме-
щения формовочных и шихтовых материалов,
топлива и флюса должны быть механизиро-
ваны, так как, что было отмечено выше, боль-
ше всего несчастных случаев имеет ме-
сто на этой категории работы в силу широкого
применения на ней ручного труда.
9. Опоки должны храниться в специальном
складе или под навесом, оборудованным
подъёмно-транспортными средствами. Высота
укладки в штабели мелких и средних опок до-
пускается до 1,5 м, а крупных — до 2,0 м.
Отступление от этого правила в сторону уве-
личения высоты укладки допустимо только
по особому разрешению ОТБ и под ответ-
ственностью заведующего складом и мастера
по подготовке производства.
10. Не рекомендуется укладывать шихто-
вые материалы (штыковой чугун, скрап) в гру-
ды и штабели высотой свыше 700 мм.
Ширина проходов в шихтовом складе дол-
жна быть не менее 1,0 м и проходы не должны
пересекаться с транспортными путями грей-
фера электромагнитной плиты и другими транс-
портно-погрузочными устройствами склада
шихтовых материалов.
Разбивка негабаритного скрапа и ломка
штыкового чугуна должны вестись при стро-
гом соблюдении правил техники безопасности,
при самой полной и возможной механизации
(применение чушколомов, копров, склизов,
магнитных плит и т. д.).
И. Приготовление формовочной и стерж-
невой земли должно производиться по схеме,
вывешенной в отделении цеха.
Важнейшей мерой борьбы с несчастными
случаями в современных механизированных
земледельных отделениях является огражде-
ние движущихся и вращающихся механизмов
и снабжение их рабочими площадками, обес-
печивающими безопасное обслуживание их.
Переходы от механизма к механизму, располо-
женные на разной высоте от пола цеха, долж-
ны быть снабжены прочными барьерами и ог-
раждениями, обшитыми по высоте не менее
чем на 150 мм. Настилы переходов и площа-
док должны быть плотными, не допускающими
проникания через них земли и пыли, которые,
падая вниз, засоряют помещения и попадают
на рабочих.
Пусковое устройство бегунов и смесителей
должно быть блокировано с ограждением так,
чтобы исключить возможность пуска их,
когда внутри находится рабочий, производя-
щий очистку, смазку или ремонт.
При конвейерах должны быть предусмот-
рены в определённых местах переходные
мостики. Все механизмы землезаготовитель-
ного отделения должны снабжаться остановоч-
ными приспособлениями с кнопкой «стоп»,
расположенными непосредственно на рабочих
местах, и так, чтобы ими можно было легко
воспользоваться в момент опасности.
Механизированная земледелка должна
иметь двустороннюю звуковую и световую си-
гнализацию для предупреждения работающих
о пуске и остановке механизмов.
12. Сушила для сушки форм и стержней с
выдвижными платформами, полками и этажер-
ками должны снабжаться плотно закрываю-
щимися дверками и смотровыми окнами, чтобы
топочные газы не могли проникать в помещение
цеха, а над дверями должны устанавливаться
вытяжные зонты. Отдых рабочих и длитель-
ное пребывание их у дверей сушил категори-
чески воспрещается. Подсушка форм жаров-
нями с коксом и углём, а также пользование
переносными сушилами разрешается: при од-
новременном с сушкой проветривании поме-
щения, при наличии достаточно мощной вы-
тяжной вентиляции, в нерабочее время при
недостаточно сильной вентиляции и если не
удаётся осуществить проветривание в рабо-
чую смену.
13. При изготовлении форм не следует де-
лать каких-либо исправлений формы, висящей
на кране, особенно подлезать под неё. От не-,
значительного толчка или вследствие недоста-
точного уплотнения земли форма может обва-
литься и придавить рабочего. Для исправле-
ния поднятой формы её нужно поставить на
надёжные подставки или же перевернуть на
180°, после чего делать исправление, находясь
над опокой.
Не следует продувать форму ртом, так как
это может засорить глаза. Следует пользовать-
ся ручными мехами или сжатым воздухом.
Формовку в почву следует вести, учитывая
уровень грунтовых вод и с таким расчётом,
чтобы дно ямы (твёрдой постели) было на
1,5 м выше наивысшего уровня грунтовых вод.
Проникновение грунтовой воды в форму
в почве может вызвать взрыв при заливке
с весьма тяжёлыми последствиями для лиц,
принимающих участие в заливке или находя-
щихся поблизости.
Радикальным средством предохранения от
такой аварии является формовка в железном
или железобетонном кессоне. Формовку и из-
готовление стержней следует также механи-
зировать, применяя для этого формовочные
машины. Землю в форму из бункеров следует
подавать при помощи конвейера из землеза-
готовительного отделения. К работе на меха-
низированных формовочных машинах допу-
скаются только специально обученные ра-
бочие.
14. Несчастные случаи в плавйльном от-
делении литейного цеха связаны с загрузкой
печей (вагранок и электропечей) и самим про-
цессом получения жидкого металла, его транс-
портировкой и разливкой по формам.
Вырвавшийся из рук рабочего тяжёлый
кусок металла при загрузке может раздро-
бить ступню ноги, кусок с острыми кромками
может повредить руку и т. д., а поэтому не-
обходимо следить за тем, чтобы при ручной
загрузке отдельные металлические куски ших-
ты имели размер и вес, удобные для загрузки.
Наилучшим способом облегчения работы
и достижения безопасности при загрузке ваг-
ранки является механизация этого процесса.
ТЕХНИКА БЕЗОПАСНОСТИ
141
путём применения скиповых или бадейных
загрузочных устройств.
При обслуживании вагранки на нижнем её
уровне, т. е. при фурмах и при выпуске ме-
талла и шлака, необходимо следить за тем,
чтобы смотровые окна были снабжены быстро
открывающимися крышками на случай вне-
запного прекращения или перерыва дутья.
С той же целью иа трубе, подводящей дутьё
к кольцевому воздухопроводу, должен быть
шибер для быстрого отделения вагранки от
воздухопровода и воздуходувки, чтобы пред-
отвратить проникновение из вагранки в воз-
духопровод окиси углерода и образование в
нём гремучей смеси; последняя неизбежно
приводит к взрыву с тяжёлыми последст-
виями для работников, обслуживающих ва-
гранку.
Для смягчения взрыва на кольцевом возду-
хоотводе вагранки необходимо ставить пре-
дохранительный клапан особой конструкции.
Диаметр лётки следует выдерживать в пре-
делах 15—25 мм при глубине её около 40 мм.
Площадка под вагранкой должна быть вы-
ложена сухой землёй во избежание взрыва
при попадании на неё расплавленного чугуна
и шлака при выбивке вагранки.
Вагранки должны иметь сухую аварий-
ную яму перед выпускным жёлобом и под ним
и по своим размерам достаточную для ковша
наибольшего размера.
Вдоль фронта вагранки должно быть сво-
бодное пространство шириной не менее 5 м.
Небрежно или неумело проведённый ре-
монт вагранки может вызвать обвал футеров-
ки во время плавки в зоне плавления, и жид-
кий чугун проест кожух вагранки и будет
с силой выбрасываться газами наружу. При
таком состоянии вагранки дутьё должно быть
немедленно остановлено и вагранка выбита.
Всякая работа у ковша с жидким металлом
и при работе у фурм должна вестись сухим
инструментом, не имеющим ржавчины. В про-
тивном случае это может повести к небольшому
взрыву, и брызги металла могут причинить
ожоги рабочему, пользующемуся неисправ-
ным инструментом.
15. При электропечах, помимо всего того,
что следует исполнять при загрузке вагранки
и о чём было сказано выше, необходимо соблю-
дать следующие меры предосторожности. При
временном прекращении подачи воды в уплот-
нители и электроде держатели необходимо сра-
зу же выключить ток и закрыть вентили для
воды. Подачу воды в электрододержатели и
уплотнители производят постепенно, во избе-
жание большого парообразования.
Отходящие от печи газы удалять от электро-
печи вытяжной вентиляцией. Все приборы
управления высокого напряжения распола-
гать в особом помещении и иметь двусторон-
нюю и двойную сигнализацию между печью
и пусковыми приборами. При осмотре печи,
загрузке и розливе металла и при установке
электродов выключать ток. Все металлические
части электропечи должны быть заземлены.
16. Для борьбы с ожогами считается не-
допустимым:
1) ставить на работу к печи случайных,
необученных рабочих;
2) иметь сырой и заржавленный инстру-
мент;
3) пользоваться непроверенными подъём-
ными и транспортными средствами для раз-
ливочных ковшей всех размеров и конструк-
ций, включая и ручные ковши;
4) переполнять ковши металлом до краёв.
Металл в ковше не должен достигать края
ковша примерно на одну восьмую высоты его
обмазки или футеровки;
5) наращивать ковши даже временно на
одну плавку при помощи одной кирпичной
кладки;
6) Примерять плохо просушенные ковши;
7) Иметь неисправный поворотный меха-
низм ковша или неисправное стопорное уст-
ройство;
8) мокрый пол в местах выпуска металла
шлака и в местах заливки форм;
9) сливать шлак в сырые ямы или в сырые
коробки;
10) допускать плохо просушенное вы-
пускное отверстие (лётку);
11) забрасывать в расплавленный металл
заржавленные или сырые и непрогретые куски
металла и других материалов;
12) иметь загромождённые пути и проходы
при транспортировке жидкого металла;
13) заливать металл в плохо просушенные
или плохо вентилируемые формы;
17. При специальных видах литья основ-
ными мерами борьбы с ожогами являются:
1) периодический контроль за состоянием
агрегатов;
2) при установке нескольких машин для
литья под давлением последние должны быть
экранизированы и иметь достаточное расстоя-
ние одна от другой;
3) место, где производится смазка специаль-
ной оснастки, должно иметь вытяжную искус-
ственную вентиляцию;
4) центробежные машины должны иметь
надёжные ограждения;
5) при отливке деталей методом центрифу-
гирования недопустимо находиться в котло-
ване, где работает машина;
6) при заливке необходимо пользоваться
очками и другими защитными и предохраняю-
щими средствами и спецодеждой, которые
предусматриваются цеховыми инструкциями.
18. При обслуживании различных типов
печей при изготовлении сплавов цветных ме-
таллов большую опасность для рабочих пред-
ставляют окись цинка и пары свинца.
Необходимо:
1) загрузочные отверстия печей снабжать
зонтами с вытяжкой газов из-под зонта;
2) отделять эти агрегаты от других участ-
ков литейного цеха;
3) снабжать хорошей приточной и вытяж-
ной вентиляцией;
4) строжайше соблюдать все правила по
охране труда и технике безопасности, которые
определены цеховыми инструкциями.
19. Следует принимать ряд мероприятий
для предупреждения профессиональных за-
болеваний, которые вызываются: 1) пылью,
вредными газами и парами, выдсляющи
мися при некоторых производственных про-
цессах; 2) резкими колебаниями темпера-
туры окружающей среды, а ири ручной фор-
мовке на полу и в почве—повышенной влаж-
ностью формовочных материалов, особенно в
сочетании с низкой их температурой.
142
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Ниже приведено допустимое количество
вредных газов и пыли в литейных цехах:
Сернистый газ (SO8) .... 0,02 мг]л
Окись углерода (СО) .... 0,03 »
Хлор (С1)...............0,001 »
Хлористый водород (НС1) . 0,01 »
Фтористый водород (HF) . 0,001 »
Окись цинка (ZnO) ...... 0,005 »
Окись магния (MgO) .... 0,004 »
Сероводород (H2S).......0,01 *
Акреолин ............... 0,002 »
Пыль ................... 0,002 »
Для обеспечения нормального состава
воздуха в цехе необходимо удалять из поме-
щений испорченный воздух и подавать свежий.
20. Температура в литейных цехах долж-
на быть:
а) при температуре наружного воздуха
менее 4-Ю°С—10—15°;
б) при температуре наружного воздуха
более 4-Ю°С—не более чем на 5° выше на-
ружной.
21. Процессы, связанные с насыщением воз-
духа пылью илн вредными газами, а также
участки, где имеет место значительное выде-
ление лучистой теплоты, должны быть лока-
лизированы и снабжены хорошей вентиляцией
для освежения воздуха.
Рабочие места должны быть обеспечены
хорошим освещением, вентиляцией, снабже-
ны, где требуется, защитными приспособле-
ниями и ограждениями, не быть загромож-
дёнными опоками, отливками, землёй и от-
ходами производства.
Рабочий персонал должен снабжаться
спецодеждой и приспособлениями, достаточ-
но надёжно защищающими его от ожогов,
осколков, от попаданий- в организм пыли и
вредных паров и газов при дыхании.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Андреев В. М. Основы изготовления дере-
вянных и металлических моделей. Машгиз,
М. - Л., 1946.
2. Б е р г П. П. Основы учения о формовочных
материалах. Машгнз, М., 1948.
3. Е г о р е н к о в И. П. Справочник формовщика-
литейщика. Трудрезервиздат, М., 1 950.
4. Кума нин И. Б. и Л ясс А. М. Связующие
материалы для стержней. Оборонгиз, М., 1949.
5. Л о ж и ч е в с к и й А. С. Металлические мо-
дели. Машгиз, М., 1 948.
6. Лурье М. К). Сушильное дело. ГОНТИ.
М. — Л., 1938.
•7. Л я с с А. М. и Куманин И. Б. Новая тех-
нология скоростного изготовления литейных
стержней и форм. ЦНИИТМаш, М., 1950.
8. Марне н бах Л. М. Применение инфра-
красных лучей для поверхностной сушки форм.
Вестник машиностроения, № 7 - 8, 1946.
9. М а р и е и б а х Л. М. Печное хозяйство литей-
ных цехов, ч. I. Сушила. ОНТИ, М., 1934.
10. М а р и е и б а х Л. М. Печное хозяйство ли-
тейных цехов, ч. II. Плавильные печи. ОНТИ,
М. — Л., 1936.
11. Мильм-ан Б. С. Инструкция по техно-
логии изготовления сверхпрочного чугуна.
ЦНИИТМаш, М., 1 950.
12. Окороков И. В. Электроплавильные печи
чёрной металлургии. Металлу ргиздат, М.,
1 950.
13. Стеб а ков Е. С. Модельно-опочиый инвен-
тарь. В кн.: Машиностроение. Энциклопеди-
ческий справочник, т. 6. Машгиз, М., 1948.
14. КузелевМ. А., Скворцов А. Я. и
Смеляков Н. И. Справочник мастера ли-
тейщика. Машгиз, М.—Свердловск, 1950.
15. Власов В. И. Стальное литьё в металличе-
ские формы. Машгиз, М., 1951.
16. Дубинин Н. П. Влияние температуры на-
грева металлической формы на образование бра-
ка по газовой пористости. «Литейное дело» №12
19 51.
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
ОБЩИЕ СВЕДЕНИЯ1
Кузнечно-штамповочное производство за-
нимает в ремонте подвижного состава весьма
большое место. В кузницах производят как
полуфабрикаты — детали, дополнительно об-
рабатываемые на металлорежущих станках
до сборки (дышла, втулки, скалки, стержни
буферные, хомуты, контркривошипы осей,
пииты, подлюлечные балки, подвески, на-
кладки, пальцы и пр.), так и отдельные
крепёжные и другие детали, идущие на сборку
без дополнительной обработки.
Характеристики кузниц паровозе- и ваго-
норемонтных заводов и депо и данные об их
производительности см. ТСЖ т. 7, стр. 88—99,
)96, 207, 299, 356, 357, 371, 430, 436.
Понятие о ковке и штамповке
Металлы обладают пластичностью, т. е.
способностью (свойством) частиц металла под
действием извне приложенной силы переме-
щаться в разных направлениях без наруше-
ния сцепления между частицами. Состояние,
при котором металлы приобретают это свой-
ство, называется пластическим. Пластичность
металла определяется скоростью деформации,
формой, химическим составом, температурой
1 агрева и другими условиями. Область пла-
стических деформаций для данного металла
находится между пределом упругости и вре-
менным сопротивлением.
Ковкой и штамповкой называют такие
способы механической обработки давлением
металлов, при которых кусок металла, обла-
дающий свойством пластичности и текучести,
изменяет свою форму и размеры под действием
удара или нажима.
При ковке металл подвергается внешней
(или геометрической) деформации, когда про-
исходит изменение формы и размеров заго-
товки, и внутренней (физической) деформа-
ции, когда происходит изменение структуры
металла и его физических свойств.
Поковку хорошего качества можно полу-
чить, только выбрав целесообразный и эконо-
мичный технологический процесс, 1'.с. наилуч-
ший режим ковки, под которым надо по-
нимать правильный выбор материала для ков-
1 При составлении раздела «Кузнечное произ-
водство» использованы литературные источники
((Машиностроение» т. 6 и 8, Справочник проек-
танта машиностроительных заводов и др.), а также
нормативы заводов, проектных организаций и ин-
ститутов.
ки, температур обработки, скорости деформа-
ции, времени и числа нагревов, веса падаю-
щих частей молота и тоннажа пресса.
Влияние химического состава
на свойства стали
Углерод С, кремний Si, марганец Мп,
никель Ni, хром Сг, молибден Мо, ванадий V
и вольфрам W повышают прочность, упру-
гость п твёрдость стали.
Углерод, вольфрам, молибден, ванадий
п никель оказывают влияние в сторону из-
мельчения зерна.
Углерод, вольфрам, марганец, молиб-
ден, хром, никель и ванадий способствуют
углублению закалки стали и самозакаливае-
мости её при охлаждении на воздухе.
Сера S и фосфор Р являются вредными
примесями в стали, так как они понижают
прочность металла. Сера делает сталь красно-
ломкой. Это значит, что нагретый металл при
ковке или прокатке даёт трещины и может
развалиться на куски. Повышенное содержа-
ние фосфора способствует хладоломкости ста-
ли, т. е. сообщает металлу при низких тем-
пературах хрупкость. Содержание серы и
фосфора в углеродистой стали допускается
не более 0,050% каждой примеси.
Чем меньше примесей содержится в ме-
талле, тем лучше он куётся. Чистые металлы
более ковки, чем сплавы. Наилучшей ков-
костью обладает чистое железо. Различные
примеси оказывают на ковкость одного и
того же сплава, а также на скорость и на
выбор температуры нагрева различное вли-
яние.
С повышением содержания углерода сни-
жаются показатели пластических свойств ста-
ли, повышается её хрупкость, а следова-
тельно, ухудшается ковкость.
Примесь кремния более 2,0% ведёт к уве-
личению зерна; повышенное содержание крем-
ния даёт понижение пластичности и вязкости
после термообработки.
При содержании в среднеуглеродистой
стали более 1,5% Мп снижается пластич-
ность.
При содержании марганца до 1% замет-
ного понижения ковкости стали не наблю-
дается. При большем содержании марганца
сталь можно хорошо ковать лишь при на-
греве более высоком, чем для обыкновенной
стали. При содержании же марганца свыше
7% сталь хорошо куётся при более низкой
температуре, чем в предыдущем случае.
144
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Ni повышает прочность, пластичность и
вязкость. При содержании не выше 3%
никель не оказывает заметного влияния на
ковкость стали.
Содержание в стали 1,5% и менее хрома
не снижает пластичности. Более высокое со-
держание хрома ухудшает ковкость стали,
причём это ухудшение увеличивается соот-
ветственно повышению содержания углерода.
Ванадий в пределах 0,5 4- 2,0% не пони-
жает ковкости стали.
Содержание в стали 0,6% и ниже молибдена
повышает прочность и пластичность.
того чтобы обеспечить нужную крепость,
волокна должны располагаться по направле-
ниям радиусов шестерни; это достигается
осадкой заготовки на торец, благодаря чему
Фиг. 3. Направление волокон в шестерне
Влияние способа кузнечной обработки;
иа волокнистость стали
Необходимо добиваться следующих ка-
честв у слитков, предназначенных для ковки:
1) однородного химического состава;
2) возможно меньшей ликвации;
3) мелкозернистости структуры;
4) возможно менее развитой дендритной
структуры.
Ковка должна обеспечить волокнистость
кованой стали. Волокнистость увеличивает
прочность стали в направлении этих воло-
кон.
При вытяжке механические качества стали
повышаются в продольном направлении и
ухудшаются в поперечном. Предварительная
осадка слитка улучшает механические ка-
чества стали в поперечном направлении. Во-
локна металла должны следовать по очерта-
ниям изделия; направления волокон должны
совпадать с направлением наибольших нор-
мальных напряжений, возникающих при экс-
плоатации. На фиг. 1 показано направление
Фиг. 1. Направление волокон в коленчатом
вале, изготовленном вырубкой
волокон в коленчатом вале, изготовленном
вырубкой, —волокна разрезаны; на фиг. 2
показано направление волокон в коленчатом
волокна выгибаются и принимают направле-
ние, совпадающее с направлением радиусов.
Необходимое направление волокнистости
обеспечивается ковкой с высокой степенью
деформации.
Для создания волокнистой структуры в
области столбчатых кристаллов требуется ббль-
шая степень деформации, чем для получения
такой же структуры в зернистой области
слитка.
Волокнистость зависит также от способов
горячей обработки давлением, машины и
инструментов (табл. 1).
Т^а б л и’ц а 1
Направление волокон при различных способах
обработки давлением
Способ обработки
Направление волокон
Свободная ковка}
Под молотом
Под прессом
Штамповка
В закрытых штам-
пах
Под молотом в от-
крытых штампах из
фасонных заготовок
Направление волокон мо-
жет значительно откло-
няться от направления те-
чения металла при вытяж-
ке
Волокна отклоняются от
направления течения ме-
талла значительно меньше,
чем при ковке молотом
Направление волокон сле-
дует по геометрической фор-
ме изделия
Направление волокон мо-
жет отклоняться от геомет-
рической формы изделия
Фиг. 2. Направление волокон
в откованном коленчатом вале
Влияние ковки на механические свойства
и микроструктуру стали
Механические свойства кованого металла
зависят от степени деформации заготовки
(слитка) или степени уменьшения её сечения
при ковке. Степень деформации кованого
металла
вале, изготовленном ковкой (гибкой), —• во-
локна не разрезаны и направлены по кон-
туру вала.
На фиг. 3 схематически показаны разрез
шестерни и процесс осадки заготовки; при ра-
боте шестерня находится под действием силы,
направленной перпендикулярно радиусу. Для
Отношение наименьшего размера исход-
ного поперечного сечения заготовки (слитка)
к наибольшему конечному поперечному сече-
нию откованной заготовки называют уковкой:
у = •
у F
1 кон
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
145
Влияние степени деформации на механи-
ческие свойства кованой стали см. в табл. 2.
Таблица 2
Влияние степени деформации на механические
свойства кованой стали
Продольный образец 1 Поперечный 1 образец
Механические Кратность уковки
свойства 2-1 О 2-6 6-10
повышение в % понижение в %
Сужение поперечно- го сечения 104-20 204-30 404-50
Относительное удли- нение 6 104-20 20 30
Ударная вязкость ак 104-20 204-40 .50-г 60
Предел усталости . . Равномерное 6 15
Предел текучести . . 34-6 —
Временное сопротив- ление 34-6 -
Из этой таблицы видно, что ковка и штам-
повка с повышением кратности уковки ока-
зывают слабое влияние на пределы усталости,
текучести, предел пропорциональности и вре-
менное сопротивление, а на сужение попереч-
ного сечения, относительное удлинение, пре-
дел выносливости и ударную вязкость —
весьма значительное влияние. При этом в про-
дольных образцах (т. е. вдоль волокон)
с повышением степени уковки (до 10) меха-
нические качества повышаются по сравне-
нию с поперечными образцами (поперёк во-
локон).
Если сравнить механические свойства в
различных частях поперечного образца, то
в центральной части они будут ниже:
удлинение до 20%, сужение площади на
2025%, ударная вязкость на 10% [14]
Степень уковки до 5 — 6 рекомендуется,
когда можно обеспечить направление волок-
на, мало отличающееся от направления наи-
больших нормальных напряжений. Степень
укогжи 3—4,5 можно устанавливать в тех
случаях, когда невозможно обеспечить направ-
ление волокон по геометрической ферме из-
делия с направлением наибольших нормаль-
ных напряжений при эксплоатации изде-
лия [14].
При ковке изделий из проката степень
уковки снижается.
Способ кузнечной обработки также влияет
на выбор степени уковки. Ковка и штам-
повка на молотах происходят при неравно-
мерной температуре деформируемого металла,
неравномерными обжатиями и с очень боль-
шой скоростью деформации, что создаёт так-
же неравномерную деформацию. Эти недо-
статки значительно смягчаются прн ковке и
штамповке на кузнечных прессах и других
машинах с меньшими скоростями деформации.
Достижению необходимой степени уковки
способствует предварительная осадка (про-
ковка) слитка (заготовки).
Техническими условиями на поковки же-
лезнодорожного транспорта для литой стали
углеродистой и для проката обыкновенного
качества степень уковки при протяжке ре-
комендуется брать не менее 3, а при осадке —
не менее 2,5.
Влияние ковки на величину зерна сталей
Строение литой стали крупнозернистое.
Сталь с крупнозернистой структурой обладает
низкими механическими качествами и плохой
вязкостью.
Макроструктура литой стали изменяется
от степени уковки. При ковке слитка зёрна
стали благодаря ударам или нажатиям не
только вытягиваются, но и раздробляются;
крупнозернистое строение слитка превращает-
ся в мелкозернистое.
Прокатка слитка вытягивает зёрна стали.
При ковке прокатанных заготовок вытянутые
зёрна как бы смешиваются между собой и
раздробляются.
Таким образом, благодаря горячей ковке
зёрна раздробляются, становятся более мел-
кими и однородными. Мелкозернистость по-
вышает механические свойства поковки. Ве-
личина зерна стали, рекристаллизованного
во время горячей обработки давлением, зави-
сит от степени, температуры и скорости де-
формации. При этом следует учитывать, что
иногда ковка заканчивается с большой сте-
пенью и скоростью деформации при темпера-
турах, более низких, чем температура рекри-
сталлизации, что отражается на степени
упрочнения металла. На отдельных участках
поковки следует осуществлять степени дефор-
мации, которые не являются критическими.
Влияние температуры нагрева на структуру
стали при ковке
При определении температурного интер-
вала ковки и штамповки следует учитывать
усилия, степень и скорость деформации, а
также руководствоваться диаграммой состоя-
ния (см. фиг. 1 на стр. 293).
При нагреве в металле происходят струк-
турные изменения и рост зерна. В холодном
состоянии структура доэвтектоидной углеро-
дистой стали состоит из феррита и перлита.
Прн нагревании до точки Ас1, т. е. до
723° С, структура стали не меняется (если
до этого она не подвергалась холодной обра-
ботке или закалке). При 723° С перлит пере-
ходит в аустенит. От точки Ас1 сплав будет
состоять из феррита и аустенита. При даль-
нейшем нагревании феррит растворяется в
аустените и при переходе за точку Ас3 слиток
будет состоять из мелких зёрен одного только
аустенита.
Вблизи температуры плавления ковкость
быстро падает вследствие ослабления связей
между зёрнами. Перегретый крупнозернистый
металл или пережжённый металл с окислен-
ными границами зёрен при деформации весьма
часто разрушается с образованием погранич-
ных трещин. Пограничное залегание суль-
фидных эвтектик в углеродистых сталях или
карбидных эвтектик в хромистых и быстро-
режущих сталях во время горячей штампов-
ки может привести к разрушению металла.
При нагреве выше Ас3 (линия GOS для
доэвтектоидных сталей) аустенитная структура
HI Том 12
146
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
не меняется. В интервале температур от Р
до Л’ происходит лишь рост отдельных зёрен
аустенита. Однако температура нагрева не
должна быть выше той, прн которой уже
начинается интенсивный рост зёрен. Эта тем-
пература называется критической
температурой роста зерна при на-
греве (табл. 3).
Таблица 3
Критические температуры роста зерна сталей
при нагреве [14]
Название и марки стали Критическая темпе- ратура роста зерна при нагреве в °C
Углеродистая с содержа- нием С 0,12% 1300
Углеродистая с содержа- нием С 0,394-0,45% . . . 1150
Хромистая низколегирован- ная Х4 . 1150
Хромистая низколегирован- ная 20Х, 40Х 10504-1100
Хромоникелевая 11004-1150
Хромомолибденовая 38XMIOA 1100
Хромомарганцевомолибде- новая Ж275 1150
Хромоникелевольфрамовая 18ХНВА (Э-16, Э-18) . . 1200
Дальнейший нагрев приведёт к перегре-
в у, обусловливающему крупнозернистую
структуру поковки. При нагреве, близком
к температуре плавления, наступает пере-
жог, который приводит к неисправимому
браку поковки. Далее, при повышении тем-
пературы сталь начинает расплавляться и
при достижении линии АВС она окончательно
расплавится, перейдёт в жидкое состояние.
Поэтому температура нагрева стали должна
быть ниже температуры плавления на 100—
150°С, т. е. ниже линии АЕ (фиг. 1 на стр. 203).
Так, например, для стали с содержанием
углерода 0,3% нагрев до 1200° С пережога
не даст.
При высокой температуре металл увели-
чивает свою текучесть и нужно меньшее
усилие для его деформирования, т. е. нужна
меиьшая мощность механизма для того, чтобы
отковать поковку. Деформация в холодном
состоянии металла или при низких темпера-
турах создаёт большие внутренние напря-
жения, приводящие к появлению трещин в
металле.
Ковка, произведённая ниже точки Агг,
называется «холодной к о в к о й» в от-
личие от законченной вблизи точки Аг3,
называемой «горячей ковко й». Ме-
ханические качества стали после холодной
ковки пониженные. При холодной ковке
зерно не раздробляется, а только вытяги-
вается по направлению ковки. При этом
прочность стали значительно возрастает, ме-
талл приобретает наклёп, но зато появ-
ляется хрупкость.
Сталь при температурах ниже 550° С ко-
вать нельзя, так как она при этой температуре
обладает значительной хрупкостью.
Заканчивать ковку следует при темпера-
туре не выше 800—900° С, иначе произойдёт
образование крупнозернистой структуры; сле-
довательно, для обеспечения мелкозернисто-
сти при горячей ковке следует соблюдать
температурные интервалы ковки.
Повторные нагревы откованных участков
поковки вызывают новый рост зёрен, по-
этому в случае необходимости повторных на-
гревов (при ковке крупных деталей) следует
применять промежуточный отжиг.
Мало- и среднеуглеродистые, низко- и
среднелегированные стали являются высоко-
пластичными, хорошо поддающимися ковке;
они ие обнаруживают хрупкого состояния при
горячей ковке в интервале 800—1200° С.
Чем больше содержание углерода в стали,
тем она твёрже, тем выше её сопротивление
деформации.
Температурные интервалы ковки и штам-
повки приведены в табл. 4.
Таблица 4
Температурные интервалы ковки и штамповки
Металл Температура ковки в °C
начало конец
Углеродистая сталь:
1,5% С 1000 800—850
1,45 4- 0,9% С 1050-1000 800-850
0,9 4- 0,5% С НПО—1050 800-850
0,5 н- 0,3% С . . . . ; . 1150—1100 800—850
0,3% С 1200-1100 800-850
0,2 4- 0.1% С 1200-1150 800-850
Инструментальная сталь
У7 и У7А, У8 и У8А . . 1150 800-840
То же У9 4- У13 и У9А .4-
4- У13А 1120 820-870
Быстрорежущая сталь . . . 1200 925
Низколегированная сталь . 1100 825-850
Среднелегированная сталь 1100-1150 850-875
Высоколегированная сталь 1150 875-900
Алюминиевые сплавы:
АК-2, АК-4, АК-6 . . . 490 380
АК-8 470 400
Дюралюминий 470 350
Магниевые сплавы:
МА-1 и МА-2 440 350
МА-3 400 300
МА-5 375 300
Латунь:
ЛТ-90 850 700
Л-68 800 650
Л-62 780 630
Э-59 и ЛС-59 750 600
Латуни специальные:
ЛМЦ. ЛАЖ, ЛТМ,
ЛЕЖ-59 720 600
ЛМ-62 750 600
Алюминиевая бронза . . . 900 750
Бериллиевая бронза .... 800 700
Мельхиор, нейзильбер . . . 850 700
БРАЖ-9 850 770
БРАЖ МЦ 10-3-1,5 и
БРАЖ К 10-4-4 850 700
НАГРЕВ СТАЛИ ДЛЯ КОВКИ
И ОХЛАЖДЕНИЕ ПОКОВОК
Условия иагрева в печи
Выбор скорости нагрева является важным
моментом и с точки зрения экономич-
ности техноло»ии и с точки зрения правиль-
ного нагрева стальных заготовок (справоч-
ные данные по вопросам теплопередачи см.
ТСЖ, т. 1, раздел Теплота).
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
147
Допустимая скорость нагрева зависит от
металла (степени его однородности, хими-
ческого состава, теплопроводности, теплоём-
кости, температуропроводности) и от условий
передачи тепла (тип и конструкция печи,
форма и размеры заготовок, их расположение
на поду печи).
Чем выше в стали содержание углерода,
кремния, марганца и других составляющих,
тем ниже её теплопроводность.
Значения температуропроводности, тепло-
емкости, теплопроводности и удельного веса
стали см. ТСЖ, т. 2, стр. 640 и 647.
Основные условия правильного процесса
। агрева кузнечных заготовок [9, 11]:
I. Мелкие заготовки диаметром до 150 мм
гз конструкционной стали можно загрузить
в печь, температура которой близка к на-
чальной температуре ковки или на 100—
IGO"1 С выше необходимой температуры ковки.
2. Температура печи в месте посадки хо-
лодных заготовок из легированной стали с низ-
кой температуропроводностью, заготовок боль-
шого сечения, а также крупных холодных
слитков должна быть значительно ниже тем-
пературы ковки: для слитков до 2 т из угле-
родистой стали эта температура (в месте
посадки) 700 4- 900°, из высоколегированной
стали 450 4- 600°, для больших слитков
всех марок стали 200 4- 300° С. Такие за-
готовки лучше нагревать в методических пе-
чах. В месте посадки заготовки нагреваются
в течение примерно 60—70% всего времени
нагрева. Температура сварочной части печи
должна быть выше начальной температуры
ковки на 100—200°.
3. Металл следует нагревать постепенно,
но после достижения температуры 700—800°
скорость нагрева должна быть большей
во избежание усиленного роста зёрен, обез-
углероживания поверхности и образования
(ШИЛИНЫ.
4. Необходимо обеспечить наибольшую
равномерность температуры по сечению и дли-
не заготовки, наименьшее обезуглероживание
поверхности заготовки и целостность нагре-
ваемого металла.
5. Слой окалины должен быть возможно
меньшим.
6. Горючее должно наилучшим образом
смешиваться с воздухом и сжигаться с мини-
мальным избытком воздуха, обеспечивающим
полноту горения.
7. Печь не должна засасывать холодного
воздуха через щели. Печь должна обладать
спокойным ходом.
Угар
В процессе нагрева на новерхноеш ме-
талла непрерывно образуется окалина. Про-
исходит это следующим образом: содержа-
щийся в отходящих газах избыток кисло-
рода соединяется с железом, образуя ока-
лину. Верхний слой окалины отпадает и
соединяется с материалом пода печи, пре-
вращаясь в сварочный шлак; последний
в свою очередь при соприкосновении с на-
греваемым металлом растворяет имеющуюся
на его поверхности окалину; металл ого-
ляется, подвергается действию печных газов,
л следовательно, и избыточного кислорода;
в результате снова образуется окалина.
Во время ковки заготовка соприкасается
с воздухом и под действием кислорода также
образуется окалина; потери металла вслед-
ствие окисления и ошлакования в процессе
нагрева составляют печи ой угар, а по-
тери при окислении во время ковки — угар
при ковке.
Количество окалины зависит от режима
нагрева, продолжительности пребывания ме-
талла в печи при наибольшей температуре и
от состава газов в печи. Чем дольше ме-
талл находится в печи после его нагрева до
требуемой температуры, тем быстрее растёт
величина угара.
Быст рый нагрев стали способствует умень-
шению её окисления.
В расчётах общие потери металла от
угара при одном нагреве принимают: при
индукционном нагреве до 1%, электропечи
до 1,5%, газовой или угольной печи до 3%,
нефтяной печи до 3,5%.
Окалина, вдавливаемая при ковке в ме-
талл, снижает качество поковки и часто ве-
дёт к полному браку. В общем угар приводит
к большому перерасходу металла.
Для уменьшения угара следует:
1) улучшить процесс горения путём усо-
вершенствования конструкции печей и горе-
лок, а также регулирования горения;
2) уменьшить время пребывания заготовок
в печи при высоких температурах, ускорить
режимы нагрева;
3) вести нагрев с наименьшим избытком
воздуха;
4) нагревать сталь в контролируемой ат-
мосфере;
5) загружать плотнее печь, сохраняя не-
обходимое оптимальное давление газа в печи;
6) выкладывать подину печи из основного
огнеупорного материала, который не образует
с окалиной сварочного шлака.
Время nai рева кузнечных заготовок
и слитков
Для расчёта требуемого времени на-
грева обычно пользуются формулой проф.
II. Н. Доброхотова, по которой время нагре-
ва в часах:
для мягкой углеродистой стали
i = IODIZ'D;
для высоколегированной стали
t = 20 D /Ь .
Время нагрева высоколегированных
сталей:
от 0 до 85о'
t = 13,3 D /D ;
от 850 до 1200°
t = 6,7 D yD .
В формулах D — диаметр круглой или сто-
рона квадратной заготовки в м.
Время нагрева мягкой стали от 0 до 850'
равно времени нагрева от 850 до 1200°.
Время нагрева горячих слитков при тем-
пературе подсаживаемых слитков не ниже
5('0°С равно приблизительно половине вре-
мени нагрева холодных.
10*
148
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Влияние расположения стальных заго-
товок в печи на скорость их нагрева показа-
но на фиг. 4.
Таблица 5
Продолжительность нагрева (в мин.) заготовок
из углеродистой стали
Фиг. 4. Влияние расположения стальных заготовок
в печи на скорость их нагрева
Формула Чижикова для опре-
деления времени нагрева слитков и заго-
товок качественных сталей в методических
печах:
t == kD час.,
где D — диаметр или сторона квадрата слит-
ка в см\
к—коэфициент, равный 0,25 -у 0,30 для
быстрорежущей стали (и её замени-
телей) и высоколегированной,
0,175 -г 0,200 для всех остальных
углеродистых и легированных ста-
лей.
Совершенствование печной техники, ис-
пользование опыта кузнецов-новаторов и ре-
зультатов научно-исследовательских работ
привели к тому, что время нагрева, полу-
чаемое по указанным формулам, во многих
передовых кузницах значительно перекры-
вается.
В табл. 5—7 в известной мере учтены все
эти достижения. Однако при пользовании
ими необходимо делать проверку исходя из
местных условий.
В табл. 5 приведены режимы нагрева
заготовок из углеродистой стали (по мате-
риалам БТН НКСС). В табл. 6 приведены
режимы нагрева холодных слитков из угле-
родистых и легированных сталей, рекомендуе-
мые инж. В. В. Керекеш. В табл. 7 приведено
время индукционного нагрева стальных заго-
товок.
Ускорение нагрева кузнечных заготовок
является одним из элементов работы пере-
довиков-кузнецов, позволивших им достигнуть
высокой производительности труда. Их вни-
мание в этой области привлекает не только
вопрос о ликвидации потерь на ожидание
нагрева заготовок, но и вопрос о повышении
скорости нагрева.
Проведённые в СССР исследования пока-
зали практическую возможность увеличения
Профиль заготовки
круглый
квадратный
Ь асполсжение заготовок в печи
От 15 до 1200° (при температуре рабочего
пространства печи 1300°)
10 2,0 2,0 3,0 4,0 2,5 3,5 4,5 8,0
20 3,0 3,5 5,0 7,0 4,5 6,0 8,0 13,0
30 5 ,0 5,5 7,0 10,0 6,0 8,5 11,0 19,0
40 6.5 8,0 9,5 13,0 8,0 И ,0 14,0 25,0
50 8,0 9,5 12,0 16,0 10,5 14,5 17,5 32,0
60 9,5 11,5 14,0 19,5 12,5 17,5 21,0 38,0
70 11,0 13,5 16,5 22,5 14,5 20,5 25,0 44,0
80 13,0 15,5 19,5 26,0 17,0 23,5 28,5 52,0
90 15,0 18,0 23,0 31 ,0 19,5 27,0 33,5 62,0
100 18,0 21,5 27,0 36,0 23,0 32,5 40,0 72,0
От 15 до 1250° (при температуре рабочего
пространства печи 1300°)
10 ‘2,0 2,5 3,0 4,0 3,0 3.5 5,0 8,0
20 4,6 4,5 5,5 7,5 5,0 6,5 9,0 15,0
20 6,0 7,0 8,5 12,0 8,0 10,5 13,5 25,0
40 8,0 9,5 12,0 16,0 10,5 14,5 18,0 32,0
F0 10 ,5 12,0 15,5 20,5 13,5 18,5 23,0 41,0
60 12,5 14,5 18,5 25,5 16,0 22,0 27,0 50,0
70 14,5 17,5 22,0 29,0 19,0 26,0 32,0 5.8,0
80 16,5 20,0 25,0 33,0 22,0 30,0 37,0 66,0
90 19,9 22,5 28,0 37,5 24,5 34,0 42,0 76,0
1 00 21,0 25,5 31,5 42,0 27,5 38,0 46,0 84,0
От
15 до
12 00° (при температуре
пространства печи 1400°)
10
20
ао
40
го
со
70
80
90
1,5
2,0
3,0
3,5
4,5
F ,0
0,о
7,0
8,0
9,0
2,0 |
2,5
4*5
5,5
0,0
Кб
9,5
10,5
2,5
3,0
4,5
5,5
6,5
8,0
1 ,0
10,5
11,5
13,0
3,0
4,0
5,5
7,5
9,0
10,5
14J)
15,5
17,5
2,0
2,5
3,5
4,5
К 5
7,5
9.0
10,0
11,5
2,5
3,5
5,0
С, 5
8,0
9,5
1Ц0
12,5
14,0
15,5
рабочего
I
3,S R.0
5,0 8,0
6,5 И,о
8,0 15,0
10,0 18,0
12,0 21,0
13,5 24,0
15,5 2\о
17,0 31,о
19,0 35,о
П римеч ан ля. 1. Время нагрева
малолегированной стали можно брать рав-
ным времени нагрева углеродистой стали.
2. Для углеродистых инструментальных
и с рсднелегированных сталей время нагрева
надо увеличивать на 25 — 50%.
3. Для высоколегированных сталей время
нагрева увеличивается против данных таб-
лицы на 50—100%.
4. Количество одновременно нагреваемых
в печи заготовок для бесперебойной работы
ковочного механизма подсчитывается по
формуле
Таен + Т6сп
где N — число заготовок;
Т — время нагрева заготовки в мин.;
Таен и Твсп — основное и вспомогательное вре-
мя ковки или штамповки в мин.
5. При определении времени нагрева сле-
дует учитывать длину заготовки. Для этого
данные табл. 5 умножают на коэфициент С.
принимаемый в зависимости от отношения
длины заготовки I к линейному размеру
сечения и:
1{и........... 3 2 1.5 1,0
С.............. 1 ,0 0,98 0,92 0,71
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
149
Таблица 6
Продолжительность нагрева холодных слитков [11]
Диаметр слитка в мм Вес слитка в т Макси- мальна я темпера- тура печи при посадке в °C Выдержка при темпе- ратуре посад кд в час. Нагрев до 650и С в час. Выдержка пои 650° С в час. Н агрев до темпера- туры ковки в час. Выдержка при темпера- туре ковки в час. Итого часов
верхний | нижний
Из углеродистой ста ли марш: 10, 15, 20, 25. 30. 35. 40, 45, 50
455 385 1,2 900 1,0 — 3,5 1 ,о 5.5
550 470 2,1 900 1,0 — -1,5 1,5 7,0
! 630 530 зд 800 1 ,0 — 6,0 2,0 9,0
! 630 545 3,8 800 1,0 — 6 5 2,0 9,5
| 690 595 4,9 700 1 ,5 — 6,5 2,5 10,5
795 695 6,1 700 1,5 9,5 3,0 14,0
895 785 8,7 600 2.0 ~ (। 1 4,5 р 5 16,0
1 000 915 12,3 600 I! (1 2,0 5,0 4.0 19,5
1 070 9Ш 15,0 500 о (' о 2,0 4,5 21 ,0
1 135 1 040 18,0 500 2 ,5 7,5 2,5 5,5 5,0 23,0
Из легированной стали марок 15Х, ЗОХ, 35Х, 35СГ, 35ХСГ, 50С Г, 31 45Х. ЗОН, 40Н, 27ХМ, ОХМ 7АСЛ4, Г2ХНГ, 40ХН , 45Г, 30 Г2,
455 385 1 ,2 7G0 1,0 — — 3 ,5 2,0 6,5
550 476 2,1 700 1,0 — — о ,5 2,0 8,5
630 530 3,1 600 1 ,3 .1,0 0.5 3,0 2,5 10,5
630 ,545 3,8 600 1 ,3 3,0 0,5 3.5 2 ,5 11,0
690 595 4,9 500 1,5 3,5 0,5 4,0 3,0 12,5
795 695 6,1 500 2,0 .5 ,0 1 ,о 4,5 3,5 16,0
895 735 8,7 450 2 ,5 5,5 1,5 5,0 4 ,0 18,5
1 000 915 12,3 450 2 5) 7 5 2,а 5,0 4,5 22,0
Из высоколегированной ст ала марок 55ХНМ. ОХ МФ, ЭЯ! СХ8, ОХН2М, ОХНЗМ, 0ХН4М ЭЯ 2, немагншпн ой
630 545 3,8 450 2,0 4,0 1 ,0 4,0 2,5 13,5
690 595 4,9 400 2.5 5,0 1 ,о 4,0 3,0 15,5
795 695 6,1 490 2 5 7,0 1,0 5,5 3,5 19,5
895 785 8,7 350 2,5 8,5 1 ,5 6,5 4,0 23,0
1 000 915 12,3 350 3,0 10,0 2 ,-э 7,0 5,0 27,5
Примечания. 1. Температура слитков при посадке в нсчь должна быть туре цеха. 2. Выдержка при посадке производятся с выключенными горелками. 3. Все слитки в печи укладываются иа подкладках. 4. Максимальная температура нагрева слитков из высоколегированной стали остальных слитков 1170-? 1250°С. равной темпера- 1150 ж 1180°С,
скорости нагрева стальных заготовок в
пламенных кузнечных печах. Скоростной
нагрев кузнечных заготовок ведёт к сокра-
щению времени нагрева в несколько раз,
увеличению удельной производительности пе-
чей, экономии металла в связи со снижением
потерь на образование окалины и на при-
пуски, улучшением условий работы печей,
штампов и т. п.
Скоростной нагрев применим главным об-
разом в массовом производстве (при изго-
товлении более или менее 'тонких поковок
пранильной формы).
Печи под скоростной нагрев должны
быть механизированы.
При установлении времени нагрев;’ сталь-
ных заготовок следует помнить, что чем
выше температура печи, тем быстрее нагре-
вается сталь. Как установлено исследова-
ниями, тепловое напряжение в нагрева-
емых изделиях не вызывает разрушений
металла.
Для ориентировочного
мени скоростного нагре-
ва круглых и квадрат-
ных заююгок до темпера-
туры 1200'С можно пользо-
ваться графиком, приве-
дённым на фиг. 5.
Охлаждение поковок
Для уст ранения напря-
жений, воз алкающих при
охлаждении поковок, и
образования в связи с
этим трещин применяем
медленное ом л аждепие:
1) охлаждение на воз-
духе — поковки лежат па
определения вре-
Фиг. 5. График для-
подсчёта продолжи
тельности с корнет-
ного нагрева сталь
ных заготовок
стеллаже в один ряд;
2) охлаждение на воз-
духе — поковки лежат в
штабелях;
150
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 7
Ориентировочное время индукционного нагрева
стальных заготовок из углеродистой и легирован-
ной стали под ковку при частоте тока
1 000-2 500 гц [7,25]
Диаметр заготовки в мм Продолжи- тельность нагрева в сек. Диаметр заготовки в мм Продолжи- тельность нагрева в сек.
20 104-50 100 1754-280
40 144-105 1 123 2254-340
60 704-165 140 2804-405
80 120-?210 I
Примечание. Продолжительность нагрева заготовок из немагнитной высоколе- гированной стали на 20% больше.
3) охлаждение в ящике или в колодце —
Поковки укладывают по мере их отковки;
4) охлаждение на воздухе до 600°С, а за-
тем в ящике с засыпкой песком, золой, шла-
ком и т. д.
Ниже приведены режимы охлаждения
поковок и штамповок из сталей различных
марок после ковки и штамповки:
В штабелях на воздухе—марки стали: У7,
У8, У10, У12, У13, ЗОХ, 40Х, 45Х, 35Х,
35ХМЮА, 38ХМЮА, Ж1, Ж2, СХЗ, СХ8,
СХ12, Я1, Я2, Я1Т, Н25, Н36, Н42, ХН25,
Н12ХГ, ХН60.
В штабелях, защищённых от сквозняков,—
марки стали: ШХ6, ШХ9, ШХ12, ШХ13, X,
7Х, 9Х, 7X3, ЭЕХЗА, ХГ, 9ХС, 4ХС.
В термостатах (мелкие размеры) и подо-
греваемых колодцах выгрузка при температу-
ре не выше 150°С — марки стали; ХВГ, В2,
ЖЗ, Ж4, ЭИ 107.
НАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
На паровозо- и вагоноремонтных заводах
и в депо применяют для нагрева заготовок
при машинной ковке, как правило, печи; при
ручной ковке мелких деталей применяют так-
же горны. Характеристику огнеупорных ма-
териалов, применяемых при кладке печей,
см. на стр. 11.
Горны. Характеристика некоторых при-
меняемых на паровозо- и вагоноремонтных
заводах и в депо горнов (фиг. 6, 7 и 8) приве-
дена в табл. 8.
В горне можно производить местный на-
грев металла, т. е. любой части поковки.
Для равномерного нагрева поковку сле-
дует постоянно поворачивать: в горн перио-
дически подбрасывают влажный уголь.
Недостатки угольного горна:
1) нагрев металла происходит при не-
посредственном соприкосновении топлива с ме-
таллом; при высокой температуре сера топ-
лива проникает в металл н ухудшает его
механические свойства; во избежание этого
явления поковку кладут в горящий уголь,
когда большая часть серы из топлива уда-
лилась с дымом;
2) неполное сгорание углерода топлива
и связанная с этим потеря теплотворной
способности;
3) большой процент выброса несгоревшего
угля при очищении горна от золы и шлака
во время усиления огня;
4) невозможность использования продук-
тов сгорания топлива, уходящих с высокой
температурой;
5) низкий коэфициент полезного действия
при горении;
6) большой расход топлива.
Печи. Кузнечные печи классифицируют:
но источнику тепла: 1) пламен-
ные — тепло получается за счёт сжигания
Таблица 8
Кузнечные горны для заводов и депо МПС
(но материалам Трансзаводпроекта)
На значение горнов Тип горна Диаметр пода j Колосни- ковая решётка ! Производительность в кг{час Отвод продуктов горения Количество отходя- щих газов в нм3/час Напряжение колос- никовой решётки в кг{м*час Средний расход 1 топлива в кг{час | Расход вентилятор- ного воздуха в At3 {час Размеры гор- на над полом в мм Вес горна в кг j
длина ширина площадь I 1 В At2 1
в м
К прессу 100 т • Вращающийся на 40 очков - - - 0,1 100 Под ЗОНТ 185 180 18 145 0615, Н = 1 330 0,5
» » 60 » . . Для мелких загото- То же на 50 о чков — — — 0,1 80 )> )) 155 150 15 175 0615, Н = 1 250 0,5
вок Открытый двухогневой — — — 0,036 20 » » 100 200 10 90 2370x1062x800 0,7
То же Открытый одноогневой — — — 0,018 10 }> » 50 200 5 45 1 300x1062x800 0,4
Для котельных бот ... ра- То же 1,88 0,8 0,7 0,56 554-60 » » 325 60 34 310 02 080x730 2,9
Для медницких бот ра- » 1,56 0,6 0,6 0,36 354-40 » » 220 65 23 210 0 1 740 x 730 3,0
То же » 1,26 0,45 0,46 0,21 204-25 » 140 70 14,5 135 01 460x730 2,2
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
151
1852
Фиг. 6. Кузнечный двухогневой горн на твёрдом топливе: 7—каркас горна; 2—плита, 3 — корпус под-
дувала; 4 — фурма; 5 — патрубок; 6 — рычаг груза; 7—конус; Л’— груз; Р—колено; 10 — задвижка
152
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
топлива, 2) электрические, источник тепла—
электрическая энергия;
по виду сжигаемого топлива:
1) угольные, 2) нефтяные, 3) газовые;
по распределению темпера-
туры: 1) камерные — температура при-
мерно одинакова по всему объёму; 2) мето-
дические — температура по длине рабочего
пространства неодинакова: она повышается
в направлении от места загрузки заготовок
к месту их выдачи;
Фиг. 8. Металлический горн: 7 — горновое
гнездо; 2 — фурма; 3 — шаровая груша; 4—проти-
вовес; 5—клапан
по способу загрузки: 1) пе-
риодические — камерные с периодической за-
грузкой и выдачей; 2) непрерывные методи-
ческие — с непрерывной загрузкой и вы-
дачей; I
по способу предварительно-
го подогрева воздуха: 1) реку-
перативные — воздух, необходимый для сго-
рания топлива, проходит по каналам, омы-
ваемым с наружной стороны отходящими из
печи газами, где нагревается, и поступает
затем в печь; 2) регенеративные —• воздух
или газ нагревается, протекая через камеры-
регенераторы, предварительно разогретые
отходящими газами.
Основные характеристики кузнечных печей
на твёрдом топливе, рекомендуемых Транс-
заводпроектом дл.я паровозо- и вагоноремонт-
ных заводов и депо, приведены в табл. 9.
Некоторые типы камерных кузнечных на-
гревательных печей показаны на фиг. 9—12.
В настоящее время всё шире начинают
внедрять в кузнечном производстве механизи-
рованные печи, которые облегчают труд на-
гревальщиков, ускоряют нагрев, улучшают
качество нагрева, снижают стоимость печей,
увеличивают производительность цеха.
К механизированным печам относятся:
толкательные, перекатные (фиг. 14), карусель-
ные кольцевые и тарельчатого типа, кон-
вейерные.
Производительность механизированных
толкательных и карусельных печей состав-
ляет 500—550 кг1м-час, а щелевых печей 350—
450 кг1м?час.
На фиг. 13 представлена печь с вращаю-
щимся верхом (конструкции Стальпроекта)
для нагрева перед ковкой или штамповкой за-
готовок различной формы. Температура на-
грева металла 1150 — 1200°С. Напряжение ак-
тивного пода достигает 500 кг/м2 и выше.
Удельный расход тепла при нагреве от 0°С
практически колеблется от 700 ккал/кг до
2 000 ккал/ьг в зависимости от температуры
подогрева воздуха, температуры нагрева ме-
талла и напряжения пода. Печь может рабо-
тать на газообразном или жидком топливе.
Электрические нагревательные печи и при-
боры всё больше внедряются в кузнечно-
штамповочное производство. Следует отметить
новый тип кузнечного цеха, полностью обо-
рудованного электрическими индукционными
нагревателями (вместо пламенных печей).
Этот цех, являющийся выдающимся достиже-
нием советской техники, оборудован также
механическими ковочными прессами вместо
паровых молотов. Характеристики некоторых
электропечей приведены в табл. 10, харак-
теристика высокочастотных установок — в
табл. 10а.
Электропечи предназначены: серия Н—для
нормализации, отжига, цементации, нагрева
под закалку, нагрева для ковки и штамповки;
серия Г—для нагрева изделий из высоколе-
гированной стали; серия Ш—для нормализа-
ции, отжига и нагрева под закалку.
Электропечь для нагрева вагонных рес-
сор изображена на фиг. 15; мощность пе-
чи 40—25 кет, число тепловых зон 1,
рабочая температура 950—550°С, производи-
тельность печи 125 кг [час. Для соблюде-
ния технологического процесса в рессорном
цехе должны работать две печи: для нагрева
под гибку и закалку на режиме 40 кет,
для отпуска на режиме 25 кет. Габариты
печи 1 285 X 1 960 X 1 800 мм.
На фиг. 16 представлена печь с индиви-
дуальным газогенератором.
Наиболее целесообразно в кузнечных и тер-
мических печах применять форсунки низкого
давления, которые работают при давлении
воздуха 300 мм вод. ст. и выше.
В табл. 11 (фиг. 17) приведены размеры фор-
сунок низкого давления конструкции Сталь-
проекта; в табл. 12 (фиг. 18)—характеристики
и размеры двухступенчатых форсунок низко-
го давления большой производительности
(ФДБ) конструкции Союзтеплостроя.
Давление мазута перед форсункой 1,5—
2,0 ат. Температура подогрева мазута 60—70°.
При одной форсунке на агрегате устанавли-
вается один фильтр, при большем количе-
стве— один фильтр на группу форсунок.
Для сжигания газового топлива применяют
газогые горелки:
1. С регулируемой длиной пламени для
средних кузнечных и термических печей.
2. Предварительного смешения—для гор-
нов, мелких и средних кузнечных и терми-
ческих печей.
3. С частичным смешением газа и воздуха
в горелке и с частичным смешением по вы-
ходе из неё для мелких и средних печей.
В табл. 13 (фиг. 19) приведены размеры
газовых турбулентных горелок низкого
Основные характеристики некоторых кузнечных печей на твёрдом топливе для предприятий МПС
(по материалам Трансзаводпрсекта)
1 ' Тип садочной Назначение печи печи Размеры пода Размеры колос- никовой решётки Произво- дитель- ность в кг'час Отвод продуктов горения Разрежение у ши- бера В ММ ВОД. ст. Количество отхо- дящих газов в пл:3/ час Напряжение колос- никовой решётки в к г /м2 час Средний расход топлива в кг/час Расход венти- ляторного воздуха в .м3/члс Габариты печи над полом в мм Общий вес печи в т
длина шири- на ощадь в л«г| длина шири- на площадь в №j
пер- вич- ный вто- рич- ный длина ширина высота
в м Е в л:
К молоту: 0.15- 0.2 т . . . ; Однокамерная 0.3-0.4 . . . 0.5 ........ о. 5 ; » 0,75 >' 0.75 » 1.0 » 1.0 >• 2.0 . . Двухкамерная 2.0 . Однокамерная 3,0 ! » 3,0 , ,Т \ >, к а мсрна я Для рельсовых пр)- ТИЕ'С\ГТ’НОВ .... )> Для прутков перед завивкой ... . О-накамерная Для хомутов перед обжимкой » Для хомутов пеое„- обжимкой » К ковочной машине: 1 3 — 4" » 2" Щелевая 2' » 1-1.5" » Для прутков перед ! оттяжкой > Для завивки ушков рессорных листов . >, Для концов жара- - вых и дымогарных труб ; » 1 1 0,6 0,8 0,9 1,0 1,15 1.15 1,4 1,2 1 Д ~ 2.1 ,6х. 0,88 0,7 1,43 1 Д 1 Д 0,7 0J 0,65 0,6 0,6 0,6 0,8 0.7 0,8 0,8 1.15 0,9 U,9x2 1,2 1,44 1 Дх2 1,95 0,6 0,6 0,6 0,6 0,45 0,45 0,45 0,45 0,4 0,46 0,36 0,4' од? 0,92 0,92 1Д 1,08 5’.^ ЗД~ 1,2 1,89 0,42 0,86 0,43 0,45 0,32 0,32 0,26 0.27С 0,6 0.6 0,8 0,7 0.8 0,7 (0,7х 0.9 (0,6 > 1,2 1.2 (С,6х (0,45х (0,45 у ОД ОД 0.7 О',6 0,6 0,46 0,4 0,4 0,4 0,4 0,45 0,45 0.4 0,6 0.6 >.46)2 0,6 1 .2)2 0,8 0.8 0,7)4 9,46)2 1,69)3 0,4 0,35 0,6 0,45 0,45 0,45 0,45 0,45 ОД ) ,24 :),27 0,36 0,28 0,48 0,42 0,64 0,54 1,44 0.96 0Д6 1 Д 0,4 0,93 0,24 0,21 0,42 0,27 0,27 0,21 0,18 0,18 0,24 90 145 140 180 180 300 21 о 430 450 600 65 J 175 570 130 110 175 100 100 60 65 Жаровых 75, дымогар- ных 120 Под зонт » )> В боров в » » » » ?> » '> » » » » >» » В * В » В » » в » В Под зонт В бг ров в в Под зонт » » » » » >> » в 4,5 4 ,2 4.8 4.3 4.75 4.6 5. и 4,Ь 4,75 4,7 4 2 3,75 3,5 .... 205 335 .то 380 380 670 450 9-00 9-40 1 350 16Л <-59 220 1 с>5 400 230 250 130 150 130 2«) 100 100 10.) во 100 150 юз 1 lll J 10 100 1L‘O ICO 10J so 80 90 36 3’ 45 45 73 105 110 14’ 3U г ( 24 21 4'7 25 25 15 16 14 21 115 135 220 195 250 250 450 зоо 600 610 585 1 ибо 5C-J 145 130 269 160 140 85 100 85 119 1 50 бо У5 85 110 110 2Ю 95 240 55 115 60 60 35 40 40 i 2 G45 2 770 3 2 О 3 . mJO 3 870 3 245 5 ОТО 4 3/° 5 З.Ю 3 930 4 500 2 930 2 695 3 650 2 930 3 090 1 790 2 050 2 -100 I 960 1 802 1 80U 2 00U 1 1 00 2 425 2 925 Дй 2 700 2 48” 2 17'- 3 059 2 500 1 706 1 800 1 580 1 980 1 520 1 500 1 350 1 320 1 780 2 795 3 53i 2 953 2 95л 3 02- 3 028 2 -580 3 0SO 3 080 3 Л8 3 1ч0 2 850 2 900 3 145 2465 2 545 3 010 2 940 2 980 2 908 3 255 ИД 14 Д 29,6 41,л, 2'1,0! 23. Д 4-1,0-' 219? 51,4 44.6 47,” 53,8 33,2 - ч .О' 16,2; 12,6 17J 18,3 13,0 5,3 7,4 7,7 10,53
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
I ы
154
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Электропечи
Таблица 10
Элементы характеристики Единица измерения Электропечи
каме рные шахтные
Н-15 Н-30 Н-45 Н-60 Н-75 Г-30 Г-50 Ш-35 Ш-55
Номинальная мощность . . кет 15 30 45 60 75 30 50 35 55
Число фаз Максимальная рабочая тем- — из 1/3 3 3 3 3 3 1/3 1/3
пература °C 950 950 950 950 950 1 300 1 300 950 950
Мощность холостого хода . кет 5 + 10% 4+10% 11 ±10% 14 + 18% 17—10% 12 13 10 15
Производительность .... Время разогрева холодной кг]час 50 125 200 275 350 50 130 125 230
печи час. 5 6 7 8 10 — — —
Габариты:
ширина . мм 300 450 600 750 400 300 450 300 300
длина > 650 950 1 200 1 500 1 800 400 700 300 300
высота 250 450 500 550 600 250 350 1 200 2 0(0
Вес печи с футеровкой . . . т 1,2 2,3 3,2 4,8 6,6 2,3 2,3 3,6 4,6
Таблица 10а
Высокочастотные серийные установки [7,26]
ей Номи- нальная мощность в кет Наиболь- шая мощность, потребля- емая на сети, в кет Ориенти- ровочная произво- дитель- ность в кг/час Пределы диаметров нагревае- мы X стальных заготовок в мм л Номи- нальная мощность в кет Наиболь- шая мощность, потребля- емая на сети, в кет Ориенти- ровочная произво- дитель- ность в кг]час Пределы диаметров нагревае- мых стальных заготовок в мм
О о
ей
У 3* = в-
К ей QJ к Л «а ЕГ
S О G3
’У Ж ей о
Си ° CU н
8 000 100 250 165 365 200 500 20 <-60 1 000 500 650 1 000 65-7-170
2 500 50 80 100 50 Промышленная час- 150+350
100 250 150 350 200 500 40-7-115 тота — заводская силовая сеть
Форсунки низкого давления конструкции Стальпроекта
Таблица 11
Диа- метр фор- сунки в мм Размеры в мм Вес одной фор- сунки в кг
А Б В Г д Е ж И к Л М И л Р С Т У ф X ц Ш ш Э А' Б' В' Г' Д'
38 260 80 82 180 Т2 42 40 38 7 10 5 2 50 40 78 85 150 по 21 - 6 18 4,9
65 328 120 104 203 105 72 75 65 10 12 8 95 75 118 128 250 201 40 30 3 13 18 140 2()8 80 6,9
100 406 165 136 241 145 100 110 100 10 15 8 2 135 110 163 173 280 2 X 61 52 4 21,6 22 185 241 — 120 14,8
125 485 205 176 280 150 125 по 125 10 15 8 о 140 НО 203 213 280 22С 75 __ 5 25 22 225 280 120 25,4
150 495 205 176 290 150 125 160 150 18 25 15 3 190 150 203 220 360 28С 95 __ 5 32 26 40,1
200 560 240 206 320 200 160 180 200 — — — — — — — - — - 125 4 42 — — — — — — 56,0
Таблица 12
Форсунки низкого давления типа ФДБ
Тип фор- сунки Диаметр воздушной трубы в дюймах Давление воздуха в мм вод. ст. Вес всей установ- ки форсунки в кг р азмеры в мм
450 550 600 700 А В с Е К
Расход
мазута в кг]час воздуха в нм*] час мазута в кг]час воздуха в нм3 ]час мазута в кг]час 1 воздуха в нм*/час мазута в кг]час воздуха в нм* ]час мазута в кг]час
ФДБ-1 . . 2 5 180 20 200 22 220 24 230 25 43 181 190 90 110 236
ФДБ-2 . . 3 8,5 280 30 310 34 340 37 360 40 44 187 190 90 ПО 244
ФДБ-3 . . 4 13,5 430 48 480 52 520 56 550 60 51 209 210 95 по 280
ФДБ-4 . . 5 20 730 76 750 82 810 89 880 95 63 238 210 105 140 320
Турбулентные горелки низкого давления конструкции СтальпроекТа
1 а б л и и а 13
№ го- релки Размеры в :,1М Производи- тельность в нм3/час
д Дг Дв А Б В г Е ж и * л м 1" 1 0 Р т d3 d, ds а b 1 с m п
Для газа 900— 1 400 ккал/нм3 Газ 1 400 ккал/нм3
1 50 65 65 100 95,5 115 120,5 375 220 135 60 199 250 по 130 по 130 50 38 40 34 75 13 8 5 33 15 35/70
2 60 75 75 110 100,5 125 132,5 405 220 150 70 190 250 128 150 128 150 60 45 48 40 90 15 10 6 40 18 507100 |
3 75 100 100 125 125 155 155 490 220 190 95 190 250 148 170 148 170 75 56 60 50 112 19 12 8 50 23 807160
4 100 125 125 140 140.5 185 183,5 570 280 230 Г2и 250 310 178 200 178 200 100 75 80 68 150 25 16 10 66 30 1407230
5 125 150 150 170 160 210 213 645 320 270 140 290 350 202 225 202 225 125 94 100 85 188 31 20 13 83 38 220/450
6 150 200 200 190 190 260 255 770 420 350 190 400 460 258 2S0 258 280 150 ИЗ 120 100 225 33 24 15 100 45 320/650 1 1
7 200 250 250 235 220 310 312 910 540 420 240 520 580 312 335 312 335 200 150 160 135 300 50 32 20 132 60 550/1 100
Для газа 1 400 — 2200 ккал/нм3 Газ 2 200 ккал/нм3
8 50 50 65 100 90 110,5 120,5 365 220 135 6 ) 190 250 90 110 110 130 48 38 40 35 75 13 8 5 33 15 30/60
9 60 65 75 110 95,5 120 132,5 395 220 150 70 190 250 110 130 123 150 57 45 48 42 90 15 10 6 40 18 40/80
10 75 75 100 125 99,5 140,5 155 450 220 190 95 19) 250 128 150 148 170 71 56 60 53 112 19 12 8 50 23 70/130
11 100 100 125 14) 125 170,5 183,5 540 280 230 120 250 310 148 170 178 200 95 75 80 70 150 25 16 10 66 30 120/230
12 125 125 150 170 139,5 200,5 213 615 320 270 140 290 350 178 200 202 225 К9 94 100 88 188 31 20 13 83 38 190/3S0
13 159 150 200 190 160 235 255 715 420 350 190 400 460 232 225 253 280 142 113 120 105 225 38 24 15 100 45 270/550
14 200 200 250 235 190 285 812 855 540 420 210 520 580 258 280 312 335 190 150 160 140 300 50 32 20 132 60 450/900
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
noli
Фиг. 9. Камерная кузнечная печь (к 0,3 — 0,4-т молоту): 7 —каркас печи; 2—механизм подъёма заслонки топочного окна- J-ibnorr топочного о
нового окна; 4- кс-.оекик плитчатый; 5, б-балка подколосниковая; 7-лист; «-патрубок: 9-коллектор; 70-фронт“ рабочего окн? /ЛехЛом ®°ЛЬНИ'
----Установка термопары; 14, 75—термопара; 76- сопло для разбавления дымовых газ^Г"3
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
157
По П-и
по т-ш
Фиг. 10. Двухкамерная кузнечная печь (к 2-т молоту): 7-каркас печи; 2—механизм
подъёма заслонок топочных окон; 3- фронт топочного н зол^никовогэ окна; 4-колос-
ник плитчатый; 5, 6 - балка подколосниковая; 7-лист; 5-патрубок; Р-коллектор;
10-хомут; 11- механизм подъёма заслонки рабочего окна; 12 фронт рабочего окна;
13—шибер футерованный; 7 4 — вертикал? пая установка термопары; 75—термопара
158
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Фиг. 11. Щелевая кузнечная печь (к 1 — 1,5* горизонтально-ковочной машине): 7 —каркас печи; 2—ме-
ханизм подъёма заслонки топочного окна; 3—фронт топочного и зольникового окон; 4—колосник плитча-
тый; 5, 6—балка подколосниковая; 7—лист; 8— патрубок; 9—коллектор; 10 — хомут коллектора; 7 7—сопле*
для разбавления дымовых газов; 72—рекуператор; 13, 14, 75—термопара
Фиг. 12. Щелев я кузнечная печь для нагрева жаровых и дымогарных труб перед подкаткой и раздачей/
/—каркас печи; 2 —фронт топочного и зольникового окна; 3 — механизм подъёма заслонки топочного окна,
4—колосник плитчатый; 5, О’—балка подколосниковая; 7—лист; 8—патрубок; 9—рамка рабочего окна; 10—
щиток рабочего окна; 71 —рекуператор; 12 — коллектор; 13 — хомут коллектора; 14, 15, 16—установка
термопары
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
159’
~-гооь
Разрез по А А
AW -
Фиг. 13. Нагревательная кузнечная щелевая печь
с вращающимся верхом
Фиг. 14. Перекатная печь
для нагрева коротких за-
готовок: 7 — подвод воды;
2 -- нагреваемые изделия:
3, 6—трубы с водой; 4—газ;
5 — горячий воздух; 7—от-
»од воды
Фиг. 15. Электрическая печь для нагрева рессор: 7 —дверца; 2 —механизм подъёма дверцы:
5—футеровка; 4— боковой нагреватель; 5—подовый нагреватель; о'—поддон; 7 — установка термопары
I
I
I
160
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Фиг. 16. Кузнечная печь с индивидуальным газо-
генератором: 7 —патрубок; 2—зольник; 3 — колос-
никовая решётка; 4 камера; 5—щели топливника;
6—газосбогник; 7—труба футерованная; 8—крышка;
9 — водяной затвор; 10 — генератор: 7 7 - шлаковые
отверстия для очистки от золы и шлака: 72, 75,
77, 18—каналы; 13—трубы; 74-патрубок; 76- го-
релки; 19 — воздухоподогреватель
давления конструкции Стальпроекта. Мини-
мальное давление газа перед горелкой 100 мм
вод ст., воздуха—150 жл» вод. ст.
В табл. 14 (фиг. 20) приведены размеры
турбулентных горелок низкого давления
конструкции Союзтеплостроя. Диаметр от-
верстия dj дроссельной шайбы выбирают из
расчёта получения в основании газового
сопла давления газа, не превышающего 80 мм
вод ст.
В табл. 15 (фиг. 21) приведены размеры ин-
жекционных горелок для газа 900—2 200
ккал/нм2 конструкции Стальпроекта. Диа-
метр газового сопла de определяется расчё-
том. Охлаждение горелок по фиг. 21, а—воз-
душное, по фиг. 21, б и 21, в—водяное.
Для сжигания пылеугольного топлива при-
меняют специальные горелки с давлением воз-
духа 2~.О—300 мм вод. ст.
На фиг. 22 представлена широко распро-
странённая конструкция горелки типа «труба
в трубе» производительностью по угольной
пыли 850—1 100 кг]час.
Тепловой баланс печи [23]
Тепловой баланс печи состоит из двух
равных частей: суммы приходных статей
тепла и суммы расходных статей тепла.
Тепловые балансы относят либо к единице
топлива (1 кг, 1 м3), либо к единице нагре-
ваемого металла (т, кг), либо к единице
времени (сек., час.).
Приход тепла состоит из:
1) тепла горения топлива;
2) физического тепла, вносимого топливом;
3) физического тепла, вносимого воздухом
или паром;
4) физического тепла, вносимого металлом;
5) тепла, выделяющегося при окислении
(угаре) металла.
Фиг. 17. Форсунки низкого давления конструкции Стальпроекта
Разрез по I i
(горизонтальны установка^
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
161
конструкции Союзтеплостроя
Фиг. 18. Форсунки низкого давления
Воздушный фланец
Фиг. 19. Турбулентные газовые горелки низкого давления конструкции Стальпроекта
162
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Фиг. 20. Турбулентные газовые горелкн низкого давления конструкции Союзтеплостроя
a) S)
-------------------Б-----------------
Вид по стрелке I Разрез
по Iff IF
Фиг. 21. Инжекционные газовые горелки
i
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
163
Таблица 14
Турбулентные горелки низкого давления конструкции Союзтеплостроя
Обозначения размеров Тип горелки
ГН-1 ГН-2 гн-з ГН-4 ГН-5 ГН-6 ГН-7 ГН-8
р а з м рыв ям
А 228 265 334 594 429
В 202 230 304 364 399 459 527 587
С 90 100 130 150 175 200 225 240
Е 58 62 96 12 । 120 165 170 155
М 100 120 142 170 145 208 2аэ о15
к по 130 180 210 240 265 310 350
Х1 145 180 240 270 310 335 •80 420
Дн 65 80 115 135 160 190 220 250
Ден 21 30 44 62 78 36 115 130
130 140 160 190 210
Д, 100 ПО 130 150 170 170 2С0 225
d,t М12 ЛИ 2 М12 М16 М16 М16 М16 М16
При теплотворности 4 000 9 12 15 21 28 33 40 46
газа ккал!нм3 ? 9и<’ 12 17 21 30 40 50 61 70
1 с00 — — 26 36 48 58 72 83
Д„ 45 75 100 125 145 170 200
d, 13 15 19 19 23 23 23 23
При теплотворности 4 000 42 45 58 75 80 100 ПО 135
газа кк.ал1нм* 2 000 42 48 62 80 98 110 123 147
1 300 — — 64 84 105 115 139 158
Ден 40 50 70 80 100 100 125 150
Дг 100 110 1 0 15о 170 170 260
41 130 140 160 190 210 210 240 265
а4 1," 15 13 19 19 , 19 19 19
b 26 26 30 30 30 — — —
При теплотворности 4 000 I* 1 2" 2" 2 1/а" 3" 4*
1 газа ккал}нм3 2 000 г р/." 2 4." 3" 3" 4" 5"
1 300 — • - 4" 4" 5* 6"
_____ Фо 50 60 1)0 по 120 150 170
Таблица 15
Инжекционные газовые горелки для газа 900 — 2 200 ккал}ня* конструкции Стальпроекта
Фигура Диаметр го- релки в мм 41 Д2 41 4а Л э |4i 4. JI в Диам. подво- 1 да газа в мм А Б Трубная резьба в дюймах в £ Ж И к л м н Р с В ес в кг оизводи- IbHOCTb кал}час1
cS к я
21 ,а 1.5 19 15 28 60 31 1 3 16 3 19 24? 999 и по 92 __ 4 17
21,а 21 26 20 36 84 46 4 22 4 25,4 326 296 .— 10 — 18 1 0 70 114 —_ 8 34
21,а 24 30 20 36 96 52 5 1\5 4 25,4 318 314 i 100 18 140 70 114 — 8 45
21, а 28 36 34 51 112 58 6 28 Л 31,7 404 3651 — 100 _— 18 НО 80 150 11.3 61
21,а 32 40 34 48 128 66 7 32 6 38,1 433 388;' — 10' .— 18 140 80 15» —_ __ 13 80
21,а 37 46 34 35 148 74 7 37 6 38,1 473 423 i 110 — 18 150 90 150 __ 14 ПО
21,а 42 52 50 57 168 86 10 42 8 50,8 495 43.-,' 125 18 165 100 20и __ 16 140
21,а 48 60 50 56 192 98 12 48 10 50,8 540 47O| 145 18 185 115 20а __ 19 180
21, а 56 70 60 53 224 115 12 56 12 50,8 595 5151 145 — 18 185 130 200 — 23 250
21,6 65 81 65 62 260 133 12 64 14 65,5 685 5551 Ча 74 43 105 16 160 220 22 330
21,6 i а 94 75 72 300 156 14 75 16 76,2 784 6341 ча 74 43 1 05 18 160 240 29 440
21,в 86 108 96 83 344 180 15 86 13 100 1010 840| '/2 84 4 8 120 г,5 180 __ 320 220 180 18 57 580
21 .в 100 125 96 95 400 205 20 10!) 20 100 1115 915| 90 > 1 130 95 200 320 220 180 18 63 790
21 ,в 116 145 116 104 464 238 25 116 20 125 1260 102 ) “Л 110 65 160 25 240 365 250 210 18 91 1 100
21, в 134 167 140 120 536 270 30 134 ‘Н-1 150 1500 1210 1 110 6р 160 ‘>5 240 440 285 240 130 1 400
21,в 154 192 140 140 616 316 34 152 25 150 1668 1378 1 150 75 200 30 300 440 285 240 99 157 1 900
21 ,в 178 222 190 [62 712 360 45 178 30 200 1 [980 1580 1 150 75 2(Ю 1)0 00 560 340 295 2 276 2 500
21,в 205 256 190 185 820 418 50 205 30 200 2200|1740 1 1 170 80 225 30 33 ) — 560 340 295 22 315 3 100
1 При напряжении горелки 10 тыс. ккал!см~.
11*
164
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
вторичный 6озду1
Фиг. 22. Пылеугольная
горелка
Расход тепла состоит из:
1) тепла нагрева металла (полезного тепла),
2) физического тепла отходящих газов,
3) химической неполноты горения,
4) потери тепла во внешнюю среду через
кладку и окна,
5) потери тепла с охлаждающей водой.
Коэфициент полезного действия печи (в %)
т = ----^К~С.Н^-.------. J00
1 А (И +Cmim + mCete)
где Ск — средняя темплоёмкость металла при
температуре конца нагрева;
tK — температура металла в конце
нагрева;
С„—средняя теплоёмкость металла при
температуре начала нагрева;
tn — температура металла в печи в на-
чале нагрева;
.1 — расход топлива на 1 кг посаженного
в печь металла;
И—теплотворная способность топлива;
С,„ — средняя теплоёмкость топлива при
температуре топлива, вносимого
в печь;
tm — температура вносимого в печь топ-
лива;
т — расход воздуха на 1 кг или 1 xt3
топлива;
Се — средняя теплоёмкость, воздуха при
температуре воздуха вводимого
в печь;
te — температура вводимого в печь воз-
духа.
Контроль температуры нагрева
Выше говорилось о влиянии температу-
ры нагрева на качество поковок. Поэтому
чрезвычайно важным является правильное
назначение её и поддержание необходимого
теплового режима печи в процессе нагрева
(и подогрева) заготовок, соблюдение соответ-
ствующего температурного интервала ковки.
Для контроля температур нагрева и ковки
необходимо пользоваться пирометрическими
установками (с автоматическим управлением)
и оптическими приборами для измерения
температур (см. ТСЖ, т. 2, стр. 719—735).
Лишь в крайнем случае при отсутствии пи-
рометров можно весьма ориентировочно опре-
делить температуру по цвету каления ме-
талла (табл. 16).
Таблица 16
Цвета каления металла
Цвет
Темпе-
ратура
в °C
Бурый (начало свечения)..........
Красноватый (тёмнобурый) ........
Тёмнокрасный.....................
Вишнёво-красный..................
Светлокрасиый....................
Густооранжевый (жёлто-красный) . .
Оранже во-жёлтый ................
Соломенно-жёлтый ................
Белый............................
Белый с жёлтым оттенком............
Молочно-белые пятна и яркие полосы
Яркобелый........................
500
550
650
700
800
S00
1000
1160
1200
1300
Сварочный
жар
1400
Расчёт размеров печи [22]
Число заготовок, одновременно находя-
щихся в печи (фиг. 23):
nt
г = 60 ’
Площадь пода Fa в м2 определяют по сле-
дующей общей формуле:
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
165
Таблица 17
Средняя удельная производительность кузнечных печей для свободной ковки
на различных видах топлива [22J
Наименование печи Производительность 1 л<3 площади пода печи
Мазут 10 000 Газ 1 800 Уголь 6 000 Генераторный газ
1 500 1 200
ккал/кг ккал/кг ккал/кг ккал/кг ккал/кг
в кг/м* час
Камерные печи с закрывающимися окнами . . . Печи щелевого типа » полуметодического типа Методические печи Примечания. 1. Приведённые в табг ней сложности при индивидуальном и серийном 2. Температура рабочего пространства печи 3. Средняя производительность печей для методических 250 — 500 и камерной 350 -500 «г/л 450 — 600 45i)_550 З.Ч)-450 300-400 ине данные производст 1300° с. штамповк 1*час. 450 -550 350- 500 300- 400 300-350 относятся ве. и при тех 300-450- 3(Ю-400 250—350 250-300 к случаю ке условия 300-450 250-400 250-350 200-300 нагрева поь х нагрева 200—250 200—250 200-250 150 200 овок сред- оставляет:
где пг — вес нагреваемого металла в кг/час,
f—вес в кг нагретого металла с 1 м-
пода печи в час (удельная произво-
дительность печи или напряжён-
ность пода).
Размер пода небольшой кузнечной камер-
ной печи для свободной ковки следует опре-
делять по этой формуле и на основе опытных
данных (см. табл. 8, 9, 10 и 17). ,
Ширина активного пода щелевой печи для
нагрева мерных заготовок под штамповку
z(d+k) , nt(d + k)
Ша = - к =------------- к (в мм);
Га = cl (с — 1) т (в мм);
Fa = ШаГа: \0а (ъ м2);
nG
fa=-p- (в кг[м2час);
* а
Ча
где d —диаметр или сторона квадрата попереч-
ного сечения заготовки в мм;
к — расстояние между заготовками в мм;
с—число рядов заготовок;
I—длина заготовки в мм;
п — число заготовок, нагреваемых в час;
t—продолжительность нагрева одной
заготовки в мин.;
Га — глубина активного пода печи в мм;
т — расстояние между торцами смежных
рядов заготовок в мм;
Fa—площадь активного пода печи в м2;
]а—удельная производительность печи
в кг/м2час, отнесённая к активной
площади пода;
G — вес заготовки в кг;
La — длина пода методической печи с тол-
кателем (при однорядном расположе-
нии заготовок поперёк пода) в мм;
s—размер сечения заготовки в направ-
лении, перпендикулярном направле-
нию её продвижения, в мм (при квад-
ратном сечении г—s);
г — размер сечения заготовки в направле-
нии продвижения её в печи в мм.
Конструктивные размеры пода по ширине
и длине берут больше размеров активного
пода на 100—200 мм в зависимости от раз-
меров заготовок.
Фиг. 23. К расчёту размеров пода печи
Расход воздуха
Данные для выбора вентиляторов при-
ведены в табл. 18—20.
Формулы для определения объёма дымо-
вых газов и расхода воздуха приведены в
табл. 21.
Таблица 18
Вентиляторы типа «Сирокко»
№ Максима ль- Полный напор в мм вод.ст. Расходуемая мощность в кет Производи- тельность в м\час
ные габариты в мм
5 605 <541 х675 175-350 0,505—1,25 800—2 000
6 726 > -560x780 300—400 1 ,915—2,92 2 000—2 5<Ю
848x712x920 300—450 1,915-3,40 1 500--2 000
8 958: < 720x 1047 250-500 3,29-4,86 2 000-3 000
9 1093x 741 х 1186 250-600 2,833-i 2,56 2 5.00-7 500
10 2212 1040 х1316 400—700 6,8—22,8 3 500-9 000
11 328х 1600 X 1446 550-700 10,2-25,5 4 000- 10 000
12 1451 х 1670 x 1571 700 20,1—40,3 8 000-12 000
166
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 19
Вентиляторы системы инж. Косточкина
№ Мощность в л. с. Полный напор в мм. вод. ст. Производи- тельност ь в м3/мин
1 0,50—1,51 100—300 7,55—10,50
2 0,71—3,80 100—300 9,75—17,00
3 1,00—9,65 100—450 13,50—28,90
4 1,29—14,80 100—500 17,50—40,00
5 1,55—17,50 100—500 21,00—47,20
6 1,81—20,40 100—500 24,80—55,00
7 2,89—36,90 100—500 39,00—86,00
8 4}05—44,80 100—500 54,30—121,00
9 5,07—56.10 ЮО—500 61,50—152,00
10 6,21—90,00 100—500 84,00—190,00
Таблица 20
Размеры центробежных вентиляторов высокого
давления системы инж. Косточкина
№ Длина в мм Ширина в мм я ° 3 - S Л CQ аз Вес в кг № Длина в мм Ширина в мм я о 3 « 5 -Q 02 аз Вес в кг
1 350 360 409 28 5 634 461 746 145
о 422 361 492 48 6 699 525 817 190
3 497 367 570 70 7 845 594 977 250
4 567 418 661 100 8 996 708 1136 400
Таблица 21
Формулы для определения объёма дымовых газов
и теоретического расхода воздуха
Род топлива Теоретиче- ский объём И дымовых газов в мл /кг или м3/м3 Теоретиче- ский расход воздуха L в м3/кг или м3/м3
Твёрдое Жидкое Газ бедный (Qp до 0.89 р +1'6fi 'O’.qP 1 000 45 H °- 5 “ хо. X О' о = |1ф
3 000 ккал/м3) . . Газ богатый (QP до 0,725 p Tou“o%+1’° 0.875 р 1 000 Vh
4 000 ккал/м3 и выше) 1 ТшРн +0-25 1,09 ~р +0-25
Действительный расход воздуха Lo = aL,
где а—коэфициент избытка воздуха, прини-
маемый:
Для топлива твёрдого............1,3 -4-1,6
» » пылевидного .... 1,1 -4-1,2
» » жидкого.............1,1 -4-1,2
» » газообразного .... 1,05-4- 1,1
Действительный объём дымовых газов
определяют при условиях полного горения
по формулам:
при 0° и 760 мм рт. ст.
Vd = V + (a— 1)7.
при температуре t°
Vf.d ~ Vd О + = Vo ^1 + 273 J
Значения Lo и Vd можно брать по табл. 22.
Величину + 27з ^можно брать по табл.23.
Электронагрев
Преимущества электронагрева:
1) значительное сокращение времени на-
грева (в 15—20 раз по сравнению с пламен-
ными печами);
2) уменьшение потерь металла с окали-
ной;
3) возможность автоматизации подачи и вы-
дачи заготовок;
4) возможность повышения температуры
начала ковки;
5) улучшение условий труда, уменьшение
пожарной опасности;
6) экономия производственных площа-
дей;
7) постоянная готовность к пуску.
Данные о способах электронагрева при-
ведены в табл. 24.
РАСХОД ТОПЛИВА
1. Для горнов употребляют уголь марки
ПЖ (спекающийся, горящий сравнительно
коротким пламенем), иногда кокс.
Для печей употребляют угли разных ма-
рок и антрациты (марки AM, АРШ).
Содержание серы в угле должно быть
минимальным, не более: в коксе— 1,2%,
в углях марки Т — 2,3%, ПЖ — 2,0%,
в антрацитах — 2,7%.
Недостатки твёрдого топлива для печей:
сложность доставки к отдельным печам;
необходимость специальной площади около
печи для хранения запаса угля на смену;
увеличенный габарит печи в связи с устрой-
ством топки; загрязнение цеха топливом,
пылью от нею и золой.
2. Пылевидное топливо может с успехом
применяться в кузнечных печах. Оно даёт
20- 30% экономии.
3. Мазут является хорошим топливом для
печей.
Недостаток его — необходимость подогре-
ва, иногда даже в летнее время.
4. По экономическим соображениям по-
требление мазута как топлива в кузнечных
цехах в настоящее время уменьшается. Его
заменяет газ, получаемый от индивидуаль-
ных газогенераторов или от общезаводской
установки.
Величины удельного расхода топлива при-
ведены в табл. 8, 9 и 17.
В среднем для методических печей можно
принимать расход топлива 74-9% от веса
нагреваемого металла, а для камерных пе-
чей—10 4- 17% от веса нагреваемого ме-
талла.
В горнах расход каменного угля 604-80%,
расход’ древесного угля 504-70% от веса
металла.
На ряде предприятий МПС (заводах, депо)
расход топлива в зависимости от объёма ра-
боты составляет 3154-515 кг на 1 т годной
поковки и 4,9—5,0 кг на 1 час работы куз-
нечного горна.
На основе материалов обследований ряда
печных установок паровозо- и вагоноремонт-
ных заводов и депо Л. К. Кистьянц (ЦНИИ)
разработал метод нормирования расхода топ-
лива [10].
1 а б л и ц a 2 2
Рабочая теп-
лотворная
способность
топлива в
ккал1кг или
для газового
топлива
в ккал1м*
Действительный расход воздуха и объем газов
Наименование Коэфициент избытка воздуха
1,0 1,2 1,4 1,6 1,8 1,0 1,2 1,4 1,6 1,8 1,0 1,2 1,4 1,6 1,8
Твёрдое топливо Газообразное топливо Жидкое топливо
1 000 Количество воздуха . — — — — — 0,9
Объём газов — — — — — 1,7
Теплосодержание газов — — — — — 588
2 000 Количество воздуха — — — — — 1,7
Объём газов — — — — — 2,4
Теплосодержание газов — — — — — 834
3 000 Количество воздуха 3,5 4,2 4,9 5,6 6,3 2,6
Объём газов 4,2 4,9 5,6 6,4 7,1 3,1 968
Теплосодержание газов ...... 712 613 536 467 422
4 000 Количество воздуха 4,5 5,4 6,3 7,2 8,1 8,9 4,1
Объё м газов 5,2 6,1 7,0 7,9 4,8
Теплосодержание газов 770 656 572 506 450 834
5 000 Количество воздуха 5,5 б,е 7,7 8,8 9,9 5.2
Объём газов 6,1 7,2 8,3 9,4 10,6 5,9
Теплосодержание газов 820 695 603 529 471 848
6 000 Количество воздуха ........ 6,5 7,8 9,1 10,4 И,7 6,3
Объём газов 6 ,95 8,3 9,6 И ,0 12,3 7,1
Теплосодержание газов 864 723 623 с.45 487 845
7 000 Количество воздуха 7,5 9,0 10,5 12,0 12,5 7,3
Объём газов 7,85 9,4 10,85 12,5 14,0 8,1
Теплосодержание газов 892 745 645 560 510 865
8 000 Количество воздуха . . 8.5 10,2 11,9 13,6 15,3 —
Объём газов 8,75 10,5 12,2 14,0 15,7 —
Теплосодержание газов 915 761 655 571 510 —
9 500 Количество воздуха — — — — — —
Объём газов — — — — —- —
Теплосодержание газов — — — — — —
10 000 Количество воздуха — — — — — —
Объём газов — — — — — —
Теплосодержание газов — — — — —
10 500 Количество воздуха — — — — 1 —
Объём газов — — — — i -
Теплосодержание газов — — — — I — :
11 000 Количество воздуха — — — — — |
Объём газов — — — — '
Теплосодержание газов — — — — 1
Примечав и е. Количество воздуха при и 760 мм рт. ст., нс обходи *ое для
1 ,08
1,9
526
2,0
2,8
715
3,1
3,6
833
4,9
5,6
715
6,2
7,0
715
7,6
8,3
723
8,8
9,6
729
1,26
2,1
476
2,4
646
3,6
4,2
715
5,7
6,4
625
8,0
6_5
8,8
9,6
625
10,2
11,0
636
в л8. Объем дымовых газов при 0° и 760 мм рт. ст., получаемых от сгорания 1 м5 газообразного
жание в kkqaJm* °C.
1,44
2,3
435
2,7
3,5
573
4,7
638
6,55
545
8,3
9,0
5о6
10,1
10,9
11,7
12,5
560
1,62
2,5
400
3,10
3,95
520
4,7
5,4
556
7,4
494
9,36
10,1
495
11,3
12,0
500
13,1
14,0
500
10,0
10,6
897
10,4
И,1
902
10,9
897
11,3
12,2
902
12,0
754
12,5
13,2
757
13,1
13,8
761
13,6
14,5
759
14,0
14,6
651
14,5
15,3
653
15,3
16,0
657
16,8
655
16,0
16,6
572
16,0
17,4
575
17,4
18,2
577
18,1
19,1
577
18,0
18,6
511
18,7
19,5
513
19,6
20,4
515
20,4
21,4
514
кг жидкого или твёрдого) топлива,
1 л/3 газообразного (1 ____ _ _ ... ...
(1 кг жидкого или твёрдого) топлива, в м*. Теплосодер-
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
168
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 23
Значение величины (1 Т~-^)
1+273 t° 1 +273 1 +273
25 1,09 425 2,56 1100 5,03
50 1,18 450 2,65 1150 5,21
75 1,27 475 2,74 1200 5,40
100 1,37 500 2,83 1250 5,58
125 1,46 550 3.01 1300 5,76
150 1,55 000 3,20 1350 5,95
175 1,64 650 3,58 1400 6,13
200 1,73 700 3,56 1450 6,31
225 1,82 750 3,75 1500 6,49
250 1,92 800 3,93 1550 6,68
275 2,01 850 4,11 1600 6,86
300 2,10 900 4,30 1650 7,04
325 2,19 9.50 4,48 1 1700 7,23
350 2,28 10; )0 4,66 1750 7,41
375 2,37 1(130 4,85 1800 7,59
400 2,47
В" — удельный расход топлива в кг^т
для печей с площадью пода более
3 Л42;
Вн— удельный расход натурального жид-
кого топлива в кг/т;
Ву — удельный расход условного топлива
в кг/т;
£F— сумма площадей теплоотдающих по-
верхностей нормируемого цеха;
— сумма площадей подов печей норми-
руемого цеха.
В щелевых печах (горнах), у которых
щели расположены непосредственно над ко-
лосниковой решёткой, вместо площади пода
подставляют площадь колосниковой решётки,
а высоту h при подсчёте F измеряют от уровня
колосниковой решётки до свода.
Кривые для определения коэфициента b
(&н—в натуральном топливе, Ьу — в услов-
ном топливе) приведены на фиг. 24.
Таблица 24
Способы элсктронагрева стальных заготовок
в зависимости от размеров их поперечного сечения
Диаметр заготовк и в мм Способ электронагрева
10 -40 В электролите постоянным током 200 - 300 в
20-70 Контактный нагрев токами промыш- ленной частоты (50 гц)
60-200 Индукционный нагрев токами про- мышленной частоты
20-200 Индукционный нагрев токами повы- шенной частоты (5004-10 000 гц)
До 20 Индукционный нагрев токами высо- кой частоты (100 0004-1 000 000 гц)
Фиг. 24. Кривые для определения коэфициента b
при нормировании расхода топлива в кузнечных
печах
Формулы, положенные в основу этого ме-
тода, приведены в табл. 25.
В этих формулах:
В' — удельный расход топлива ькг1т для
печей с площадью пода менее 3 Л42;
При расчёте F и f следует руководство-
ваться следующими формулами:
если камера сгорания обособлена (фиг. 25),
то
f= hlz
Таблица 25
Формулы нормирования расхода топлива [10]
Продол- житель- ность ра- боты печи в час. Твёрдое топливо Жидкое топливо Природный гаэ
8 В' = b (1,5 + 0,865 \ / / I Р\ В* = Ь 1,5 4- 0 ,505 — \ J / X F Вн = 82,904-38,54 — J v F Ву = 110,554-51,59— Л * J I F Вн = 94,5 + 44 ,1 — Ву = 108 + 50,4
16 В' = 6 (1,5 + 0,645 В" = 5 (1,5 + 0,38 Вн = 82,90+29,76 -^4 * J Ву = 110,55+39,80^ X F Ви = 94,5 4- 34,02 — * J X F Ву= 108 4-38,88 —
22 В' = 6 (1,5 + 0,445 -5-^1 В’ - b ( 1,5 + 0,26 Вн = 82,90 +22,35 v F Ву =110,554-29,92--- Вн = 94,5 4- 25,58-^у X F Ву = 108 4- 29,23 —
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
169
если сгорание топлива (жидкого и газооб-
разного) осуществляется непосредственно в
рабочей камере (фиг. 26), то
f=0,8 73/г Л1г;
при площади пода не выше 3 лг2
F = /Ц + 2/г (Ц + /) л2.
Фиг. 25. Схема печи, работающей на
твердом топливе (с площадью пода ниже
3 .и2)
Фиг. 26. Схема печи, работающей на жидком
топливе
Для кузнечных и термических печей с
площадью пода более 3 м* (фиг. 27)
= F + Fт = /Ц + 2Л Щ + /) + /Г1 1Т +
+ hT + 2/г) л2
Фиг. 27. Схема печи,
работающей иа твёр-
дом топливе (с пло-
щадью пода более 3 л')
Для облегчения подсчётов ЦНИИ реко-
мендует таблицу удельных расходов топлива
для печей распространённых габаритов (см.
табл. 26) в железнодорожных депо и за-
водах.
При подсчёте норм принято:
1. Теплотворная способность топлива
3 0004-4 400 ккал/кг-, при переходе на работу
с углями теплотворной способностью ниже
4 400 ккал/кг удельные нормы расхода топ-
лива снижаются.
2. Площадь пода ниже 3 м2.
3. Эксплоатация печей происходит с на-
пряжённостью пода 150 кг/м2 час готовой про-
дукции.
4. Нормы составлены в кг условного топ-
лива на 1 m годных поковок.
ПОДБОР КУЗНЕЧНОГО ОБОРУДОВАНИЯ
В депо большей частью применяют пнев-
матические двухцилиндровые молоты.
Для депо, обслуживающих мощные па-
ровозы типов ФД и ИС, можно рекомендо-
вать пневматические молоты с весом пада-
ющих частей 350—400 кг, для других локо-
мотивных и вагонных депо—с весом падаю-
щих частей 250 кг. Коэфициент полезного
действия пневматического молота 10-4-12%,
паро-воздушного молота 2%.
Производительность молота типов КК-350
и М-415 — 155—175 кг/час, молота типов
КК-250 и М-412 — 1154-130 кг/час.
На паровозоремонтных и вагоноремонт-
ных заводах применяется кузнечное обору-
дование разных видов: молоты паро-воздуш-
ные, пневматические и падающие, горизон-
тально-ковочные машины, гидравлические,
фрикционные и эксцентриковые прессы и пр.
Подбор ковочного оборудования
Расчёт усилия молота для осадки и число
ударов [8]. 1. Потребная энергия удара
паро-воздушного молота
где Лк — работа деформации за последний
удар;
—коэфициент, принимаемый равным
0,8-0,9.
Работа деформации за последний удар
Ак = штипчекУ (в кгм), (2)
где ш — скоростной коэфициент, принимаемый
по табл. 27;
т — коэфициент, зависящий от трений и
соотношения размеров заготовки,
принимаемый по формуле (3);
а„ч—предел прочности стали в кг/мм2
(см. табл. 28);
г? — степень деформации в кг/мм2. Для ста-
ли можно принимать еЛ=0,0254-0,060-
(в кг/мм2)-,
V — объём в см3.
Коэфициент т находят по формуле
iid
+ (3)
где р. — коэфициент, который берут по
табл. 29;
d — конечное среднее значение диаметра
заготовки;
h—конечное значение высоты осадки
заготовки.
Средний диаметр осаженной заготовки
d=d° Vw ’ (3a)
где d0—начальный диаметр заготовки в мм\
h0 — начальная высота заготовки в мм.
2. Число ударов паро-воздушного молота,
потребное для осадки:
170
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
где Д—работа деформации за весь процесс,
равная
Д = шт^пчУ,
где т1 — коэфициент, зависящий от размеров
заготовки, который находят по фор-
муле
mi = ln7T + '9 -F0L|/ (л)-1 ’ (6)
где Ло и d0 — начальные высота и диаметр за-
готовки в мм.
Расчёт усилия пресса для осадки. Потреб-
ное усилие гидравлического и паро-гидрав-
лического пресса для осадки
Р = m°mF' <7)
где т — по формуле (3);
апч_предел прочности материала при
температуре осадки, принимают по
табл. 28;
F — площадь поперечного сечения заго-
товки в .и.и2.
Ориентировочные данные для выбора гид-
равлических прессов, паро-воздушных и пнев-
матических молотов приведены в табл. 30—32.
Удельные нормы расхода
условного топлива в кг 1т
Таблица 26
£ F X 4> S и и Твёрдое топливо Q э ц ккал/кг Е Ф ф «2 X st о 3
т? Число работь сутки 6 800 6 600 6 400 6 200 6 000 5 600 от 5 200 ДО 4 400 4 200 4 000 3 800 3 600 3 400 3 200 3 000 X Е( X К 2 11 и ХЙ.5 Е О' О о. X о. Е газ
3,6 3,6 3,6 1 2 3 475 393 319 498 413 335 526 435 353 544 451 366 553 453 372 558 466 378 563 470 381 432 357 290 489 405 329 535 443 360 576 478 387 609 504 409 641 531 431 682 565 459 296 254 218 289 248 213
3,8 3,к 3,8 493 407 328 517 427 344 546 450 364 565 466 376 574 474 383 584 482 389 589 486 392 448 370 298 507 418 338 555 458 370 598 493 398 631 521 421 665 549 443 708 585 472 306 262 224 2)9 256 219
4,0 4.0 4,0 1 3 510 420 337 535 440 354 565 465 373 585 481 387 г95 489 393 605 498 400 610 502 403 464 381 307 432 347 575 473 380 631 510 410 665 538 433 700 567 455 734 603 485 317 270 230 310 263 225
4,2 4,2 4,2 1 3 529 433 347 555 454 363 586 480 384 606 496 397 616 505 4 )4 627 513 411 632 517 414 430 394 315 544 446 357 595 488 390 641 526 421 677 555 445 713 585 463 759 6'22 493 327 278 236 320 271 231
4,4 4,4 4,4 1 3 516 446 356 573 458 373 605 444 394 626 512 403 636 520 415 647 529 422 652 533 425 496 406 323 562 460 366 615 503 401 663 542 432 700 572 456 737 603 480 785 642 511 337 236 242 330 279 237
4,6 4,6 4 ,6 1 2 564 460 365 592 482 383 624 509 404 646 5'27 418 657 536 425 668 545 432 674 549 436 513 418 332 580 473 377 635 518 412 685 558 444 723 589 469 761 621 494 811 661 525 348 294 248 340 287 242
4,8 4,8 4,8 1 2 3 582 473 374 610 486 392 644 514 414 667 532 429 678 541 436 689 550 443 695 555 447 529 430 340 599 487 385 655 533 422 706 574 454 746 606 480 785 639 505 836 680 538 358 301 254 350 295 248
5,0 5,0 5,0 1 3 600 496 383 629 520 402 664 548 424 687 568 439 700 578 447 710 587 454 716 592 458 545 450 348 617 510 395 675 558 432 728 602 465 767 635 491 809 669 517 862 712 551 368 310 260 360 302 254
5,2 5,2 5,2 1 3 617 509 3J3 648 534 412 683 563 434 707 583 450 720 593 457 732 603 465 738 603 469 561 462 357 635 524 405 695 573 443 749 618 477 792 652 504 834 687 531 888 731 565 379 317 266 370 310 260
5,4 5,4 5,4 1 2 3 - - — - - - - - - — — — — 3J0 325 272 380 318 265
Пр ДЯЩИХ имечание. Если печь работает с подогретым воздухом (за счёт использования газов), то данные таблицы следует уменьшить примерно на 15%; более точно см. тепла [Ю]. отхо-
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
171
Таблица 27
Скоростной коэфициент <о (по Губкину С. И.)
Скорость хода машины в см/сек
100 и более
I
Ударное воз-
'действие сил
Значение коэфициента ш
1,6-2,0 2,5
Таблица 28
Предел прочности стали (по Панкрандту)
Коэфициент внешнего трения для железоуглероди-
стых сплавов (по Губкину С. И.)
Характер деформации
Скорость деформа- ।
ции в Mjсек
Подбор гидравлического пресса
для штамповки
Потребное усилие для штамповки (про-
шивки) пустотелого изделия (осадка, раз-
дача материала пуансоном в стороны с ча-
стичным подъёмом материала вверх) подсчи-
тывается по формуле
р = с апч= ГСзпч (в Кг1
где d — наибольший диаметр прошивного пу-
ансона в мм;
С — коэфициент, подбираемый по кривой
фиг. 27а и устанавливаемый в зависи-
мости от отношения d : а (а — толщи-
на стенки прошиваемого изделия);
апч—предел прочности в кг/мм2 при дан-
ной температуре.
С нагревом при температу-
рах:
(0,84-0,95) Тпл* ** . . . .
(0,54-0,8) Тпл...........
(0,3-0,5) Тпл............
Без нагрева со смазкой . .
0,35
0,40
0,30
* Также при ударном воздействии сил.
** абсолютная температура плавления.
В зависимости от качества смазки и со-
< юяния поверхности деформирующего инструмента.
Технические характеристики гидравли-
ческих четырёхколонпых прессов приведены
в табл, 33, ориентировочные данные об их
производительности — в табл. 34 и 35.
Технические характеристики ковочных мо-
лотов приведены в табл. 36—38, ориентиро-
вочные данные об их производительности —
в табл. 39, средний расход пара—в табл. 40.
Фиг. 27а. Значение коэфициента С
Потребное усилие для
определить по формуле
протяжки можно
1’ - (J'-, — /„) 1п д апч[ 1 И- ;х (ctg а +
+ tg а)] (в кг),
Таблица 30
Вес падающих частей ковочного молота в зависимости от веса поковок [4]
Вес падаю- [• щпх частей : молота в m I Вес поковки фасонная поковка кг макси- мальный для гладких валов Макси- мальное сечение заготовки (сторона квадрата) в мм Вес падаю- щих частей молота в m Вес поковки фасонная поковка & кг макси- мальный для гладких валов Макси- мальное се чение заготовки (сторона квадрата) В ММ
средний макси- мальный средний макси- мальный
0,1 0,15 0,2 0,3 0,4 0,5 0,5 1,5 2 3 G 8 4 6 10 18 25 10 15 45 60 100 50 60 70 85 100 115 0,75 1 ,о 2,0 3,0 5,0 12 20 60 100 200 40 70 180 320 700 140 250 500 750 1 500 135 160 225 275 350
172
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
где Т7! — площадь поперечного сечения про-
шитого изделия в мм2;
F„— площадь поперечного сечения про-
тянутого изделия в л«л«2;
/1 — площадь поперечного сечения про-
шивного пуансона или внутреннего
диаметра прошитого изделия в мм2;
— площадь поперечного сечения про-
тяжного пуансона или внутреннего
диаметра протянутого изделия в мм2;
~пч—предел прочности при данной тем-
пературе, принимаемый с учётом ко-
эфициента скорости от 1,1 до 1,5;
р. — коэфициент внешнего трения, равный
0,2 — 0,4;
а — угол захода протяжного кольца, рав-
ный 15—25°.
Ориентировочно можно принимать давление
пресса (тоннаж) для протяжки равным поло-
вине давления (тоннажа), необходимого для
прошивки данной заготовки.
Подбор гибочной машины
Необходимое давление для гибки:
Р=^пчР,
где F— площадь проекции изделия на плос-
кость, перпендикулярную направле-
нию движения пуансона, в мм2.
Подбор тоннажа штамповочного молота
Для подбора штамповочного молота при
горячей штамповке можно пользоваться
формулами Оргаметалла, приведёнными в
табл. 41.
Технические характеристики паро-воздуш-
ных штамповочных молотов и их средняя
производительность приведены в табл. 42.
Подбор тоннажа обрезного пресса
Необходимое для обрезки заусеницы дав-
ление обрезного пресса
Р = Sn 5зпч (в кг),
где Sn — периметр поковки по линии разъёма
в см;
s — толщина заусеницы в мостнке в см;
апч — предел прочности при температуре
обрезки в кг/см2.
Технические характеристики механических
прессов и их средняя производительность
приведены в табл. 43 — 45, ножниц — в
табл. 46, кузнечно-прессовых автоматов— в
табл. 47—50.
Таблица 31
Тоннаж ковочного пресса в зависимости от веса
слитка
Давление пресса в т Наибольший вес слитка в кг
для осадки для вытяжки
500 3 000 2 । 00
800 5 500 8 000
1 000 8 000 13 000
1 200 11 000 18 000
1 500 17 000 24 000
2 000 28 000 36 000
Таблица 32
Вес падающих частей пневматического молота
в зависимости от размера заготовки
Вес падающих частей молота в кг Сторо {а квадра- та или диаметр исходной заго- товки в мм Вес падающих частей молота в кг Сторона квадра- та или диаметр исходной заго- товки в мм
наимень- ший наиболь- ший наимень- ший наиболь- ший
50 75 100 150 200 10 20 30 40 50 55 80 90 ПО 120 300 400 500 600 65 75 80 100 140 160 180 300
Таблица 33
Гидравлические ковочные четырёхколонные
прессы
Номинальное усилие в т Наибольший I ход в мм | Наибольшее расстояние меж- ду столом и подвижной по- перечиной Расстоя- ние между осями колонн Вес в т Наибольший вес отковываемых слитков в т
в мм
500 700 1550 1 400x1 100 50 2,0
600 800 1 700 1 500 х 1 100 65 3,0
800 900 1 850 1 800 х1 200 90 3,5
1 000 1 000 2 100 2 000 X1 250 ПО 8,0
1 200 1 200 2 400 2 050 х 1 400 130 11.0
1 500 1 400 2 800 2 500 х 1 600 170 17,0
2 000 1 600 3 200 2 750 х 1 750 250 28,0
2 500 1 800 3 500 3 000 х1 800 320 _.
3 000 2 000 3 800 3 500X2 000 400 50,0
4 000 2 200 4 100 4 000x2 200 600 —
5 000 2 400 4 500 4 500x2 400 850 —
Таблица 34
Средняя производительность паро-гидравлических прессов в т/час
Характер поковки Наибольшее давление пресса в т
600 800 1 000 1 200 1 500 2 000 з оо
Средней сложности С учётом протяжки 0,590 0,782 0,738 0,950 0,877 1,122 1,027 1,302 1,185 1,498 1,392 1,764 1,610 2,192
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
173
Таблица 35
Ориентировочные данные о производительности гидравлических ковочных прессов в зависимости
от сложности конфигурации поковки (при ковке без манипулятора) [22]
Таблица 36
Стандартные размеры ковочных паро-воздушных молотов двойного действия арочного типа
(по ГОСТ 4730-49)
>’ Элементы характеристики Единица измерения Вес падающих частей (поршня, штока и бабы) в кг
1 0(10 1 500 2 000 3 000 4 000 5 000
Эффективная кинетическая энергия падающих частей при полном единичном ударе (не менее) кгм 3 шо 5 250 7 000 10 000 14 000 17 000
Наибольший ход бабы мм 1 сио 1 150 1 260 1 450 1 600 1 700
Расстояние между стойками в свету » 1 800 2 11)0 2 300 2 700 3 000 3 200
Расстояние между направляющими в свету . . . 430 500 550 630 690 750
Расстояние от зеркала нижнего бойка до на- правляющих » 500 570 630 720 800 850
Расстояние от зеркала нижнего бойка до уровня пола » 750 750 750 740 730 730
Ширина бойка 410 470 520 590 650 710
Длина бойка 230 260 290 33J 370 400
Вес шабота гп 15 22,5 30 45 60 75
Таблица 37
Молоты паро-воздушные ковочные двойного действия [15]
Элементы характеристики Единица измерения Модель
М132 М133 Ml 34
Вес падающих частей кг 1 300 2 000 3 610
Наибольший ход бабы мм 90Э 1 200 1 350
Диаметр цилиндра » 330 430 550
» штока » 110 140 180
Расстояние от зеркала нижнего бойка до на-
правляющих » 450 600 760
Расстояние между стойками в свету » 1 700 2 500 2 700
» » направляющими в свету . . . » 431 500 630
Размер зеркала бойка (верхнего и нижнего) . . Давление пара: » 200x360 300X425 300 х 600
впуска ат 74-9 74-9 74-9
выхлопа » 14-1,5 14-1,5 14-1,5
Габарит молота: 5 100
ширина мм 1 500 1 700
длина » 3 760 4 600 2 630
наибольшая высота над уровнем пола 4 550 5 660 6 ЗоО
Вес молота без шабота кг 15 400 29 о60 31 000
» шабота 11 800 30 400 47 000
174
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 3 8
Молоты пневматические приводные [15]
Элементы характеристики | Единица измерения Модель 1 М75О
М411 М412 М414 | М415
Вес бабы (без бойка) кг 75 150 300 400 750
Ход бабы мм 350 410 670 700 835
Число ударов в минуту Расстояние от зеркала нижиего бойка до нижней кромки направляющей — 200 180 130 125 100
бабы мм 250 370 485 530 670>
Расстояние от оси бабы до станины Размер зеркала бойка (верхнего и » 300 350 —• 520 750
нижнего) Электродвигатель трёхфазного тока: » 65 х 145 85x200 — 100 x265 130x345 '
тип — АД 51/4 МА202 1/4 — МА204 2/6 32 МА911/4
мощность кет. 7,8 1 500 13 25,5 55
число оборотов Габарит молота: об/мин. 1 500 — 1 000 1 300
длина мм 1 980 2 230 ——• 2 965 1 450
ширина наибольшая высота над уровнем » 880 1 000 — 1 500 4 405
пола » 1 790 2 135 2 770 3 210
Вес молота без шабота кг 2 650 4 000 — 9 000 18 540
» шабота » 1 280 2 286 7 550 5 715 1 10 960
Управление молотом Рукояткой или ножной педалью От руки
Таблица 39
Ориентировочные данные о производительности молотов свободной ковки в зависимости от сложности
конфигурации поковок (22]
Группа слож- ности поко- вок Часовая производительность в кг при весе падающих частей молотов в т
ОД 0,15 0,2 о,3 0,4 0,5 | 0,75 1 - 3 5
I II III IV V VI VII VIII IX 3,5 (5 9 12 14 20 28 85 4 ,5 9^ 11 15 19 25 32 95 6 9 12 14 18 25 32 40 115 9 15 19 26 32 42 50 60 155 13 25 30 40 52 68 75 90 200 17 38 45 60 75 98 105 120 250 26 65 80 105 133 155 170 210 370 37 97 115 145 165 200 225 300 465 83 160 220 235 ' 265 320 370 555 915 115 210 295 310 350 430 5(Ю 715 1 200 155 250 380 410 500 580 650 920 1 500
Т а б л и ц а 4 О
Средний расход пара молотами
Вес па- дающих частей молота в т Средний расход пара Средний расход пара
на работу штамповочно- го молота в кг!час на обдувку штампов в % от расхода на работу молота на работу молота сво- j бедной ковки в кг;час Вес па- дающих частей молота в т на работу штамповоч- го молота в кг/час на обдувку штампов в % от расхода на работу молота на работу молота сво- бодной ковки в кг/час
U, 25 0,5 ; 0,75 1 .0 1 .5 2 ,0 з’о* 160 639 800 920 1 080 1 480 1 700 14 14 14 8 8 215 380 550 660 870 1 ОСЮ 1 380 1 600 4,0 :,о 6,0 7,0 8,0 9,0 2 000 2 250 2 5(0 2 700 2 900 3 100 8 5 5 5 5 II и g?
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
175-
Таблица 41
выбор кузнечного оборудования при горячей штамповке
Способ штамповки
j Примечание
I
Штамповка осад-
кой в торец
I Штамповка фигур-
'ных изделий
i
| Штамповка
кой в торец
осад-
I Штамповка
!ных изделий
фигур-
Штамповочные молоты простого действия
g ^o.ois FkQh,mu6225
<Г1
Г2 /
G = O,OO75_A?1»«"U'( 6Л „„„„
<7а X
4-300 кг
Штамповочные молоты двойного действия
F* <^наиб
G=0,012 ------ -4150 кг
я-
Коэфициенты (0,018;
0,0075; 0,012; 0,05) в /сг/см3;
1'п —площадь проекции
поковки на плоскость разъ-
ёма в см2;
Q — вес заготовки в кг;
<?—вес поковки в кг (без
заусеницы);
Лнаиб"наибольшая высо-
та (толщина) поковки в
направлении удара в см;
наименьшая высо-
та поковки в см
Таблица 42
Паро-воздушные штамповочные молоты
Элементы характеристики & S £ г к Ш s I Вес падающи к частей молота в кг 12 (J00
1 000 2 000 3 000 4 000 4 000 9 000
Длина хода Расстояние между на- мм 1 150 1 150 1 000 1 250 1 250 1 250 1 360
правляющими » 485 630 690 700 880 1 100 1 165
Длина бабы Наименьшая высота » 400 700 <800 900 1 000 1 200 1 400
штампов Площадь, занимаемая » 260 300 350 440 500 440 —
молотом Наибольшая высота над мм2 2 500 х1 250 3 100x1 500 3 340 х 1 800 3 0x2 (ХЮ 4 200x2 880 3 500 х 2 300 —
уровнем пола » 5 130 5 500 6 090 6 425 6 710 6 750 —
Число ударов в минуту — 00 80 80 70 65 55 —
Вес молота т 10,0 18,5 27,5 31 ,0 47.0 66,0 75,5
» шабота Средняя производитель- ность в производстве: » 22 ,3 44.5 65,0 78.0 175,0 200,0 265,5
массовом т/час 0,5 1 Л 1 7 2,2 2,2 4,1 7
крупносерийном . . . » 0,4 0,8 1 2 1 ,с> 1.6 2,9 5,0
среднесерийном .... » 0.3 0,6 0,8 1 ,1 1 3 2,1 3,5
'Г а С> л иц а 13
Табл и ц а 44
Средняя производительность кривошипных и эксцентриковых прессов в т/час Средняя производит ельность ; hi/час обрезных прессов
Характер произ- водства Чи ело ходов в мин шее давление 1 /нанболь- j в т j Характер ироиз- ВиДСТВ.1 Число ходов в мин большее давление ./на в II и-
150/35 70/115 ] 0 ’о i№ 1 о 1 10/ 1СЮ0| к i S0/120 ' 60;300 ; 45/400 [ 35/500 1 28/600 24/700 20/800
Массовое Крупносерийное Среднесерийное . 0,8 0,6 0,4 0,9 0.6 0,5 1,8 1 ,3 0,9 С” 1.2 3,0 2,1 1,5 3,3 Кб 1 1.0 к М. сс >,:<!(' Кр> пноссрикное . . Среднесерийное . . . 0,8 0,6 0,4 1,7 ок 3,0 2,1 1.5 4,3 3,0 2,1 4,8 3,4 2,4 5,5 3,9 2,8 4 J 2,9
Таблица 45
Прессы механические [15]
Элементы характеристики Единица измере- ния Модель
однокривошипный откры- тый наклонный кривошипный одностоечный с регу- лируемым ходом ползуна кривошипный двустоечный за- крытого типа винтовой фрикционный
кню К231 К232 К232А изо ЭР35 ЭР50 КИ5 К116 К117 К 262 К273 Ф122 ФА133 ФА125 Ф127
Давление пресса в конце хода Ход ползуна т м м 10 50 10 45 15 55 15 55 30 10—80 35 104-70 50 104-70 50 104-90 70 104-100 1С0 104-100 150 130 200 170 60 250 100 300 180 350 300 400
Число ходов ползуна в ми- нуту — 120 140 120 120 140 100 95 120 85 75 30 28 27 27 20 15
Регулирование длины ша- туна мм 40 40 45 55 65 65 75 75 75 85 100 120 - - — —
Расстояние между столом и ползуном в его нижнем положении при наимень- шей длине шатуна .... )» 110 200 220 180 i 260 255 265 270 275 320 500 540 - - -
Расстояние наибольшее между столом и ползуном в его верхнем положении — — — - - - - - — - - 425 500 600 700
Расстояние от оси ползуна до станины » 130 130 160 150 210 1>,0 215 235 265 315 560 620 — — — —
Расстояние между направ- ляющими в свету - - - - - - - — — - - — 325 380 460 560
Габарит пресса: длина ширина » 855 С65 880 680 955 820 930 750 1 350 1 175 1 270 1 020 1 335 1 128 I 410 1 260 1 705 1 340 1 835 1 430 2 355 2 575 1 650 1 900 1 230 1 600 1 250 1 710 1 640 1 985 1 550 2 550
Наибольшая высота над уровнем пола . » 1 635 1 650 2 190 2 090 2 3С0 2 268 2 3£0 2 435 2 540 2 748 4 400 5 050 3 030 3 120 3 685 4 295
Вес пресса (без электро- двигателя) к г 460 475 740 690 2 050 2 135 3 460 3 350 4 625 5 070 12 250 21 500 3 430 3 750 6 000 14 000
Примечания. 1. Пресс К231 имеет подачу валковую, причём наибольшая
большая скорость подачи — 0,4 м/сек, наибольший шаг подачи — 200 мм.
2. Пресс К232 имеет револьверную подачу, причем диаметр диска по окружности
сти — 8 мм, диаметр гнёзд — 90 мм.
ширина ленты 150 мм» наибольшая длина ее 3 мм, наи-
расположения гнёзд - 280 мм, количество гнёзд по окружно-
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
12 Том 12
Ножницы [15]
Таблица 46
Элементы характеристики М о дель
ручные Н940 НЭИ НА911 Н913 НА913 арматур- ные Н212 сортовые Н135 аллига- торные Н313 листовые гильотинные Н462 высечнъ е нгзз
Размеры разрезываемого профиля в мм: круг (диаметр) квадрат полоса Ход ножа в мм Число ходов ножа в минуту Габарит ножниц: в плане (при поднятой рукоятке) » (при опущенной рукоятке) наибольшая высота над уровнем пола при поднятой рукоятке . • Вес ножниц в кг Предел прочности стальной заготовки в кг} мм* 1 590x2 300 1 240 480 45 16 14x14 5x50 14 и 26 200x480 200x1 660 1 645 112 45 16 14x14 5x50 14 и 26 200x470 200 х 1 630 1 656 90 45 25 22x22 8x100 20 390x570 390x1 395 1 590 370 45 25 22x22 8x100 20 365x610 365x1 490 1 690 240 45 32 28x28 18x60 120* 42 615 х 1 415 1 280 1 000 45 60 52 х52 120x120x12 42 30 1 770x985 2 095 3 510 50 60 50x50 25x150 40 3 500x1 820 1 580 10 000 52 6 х 1 500 х 500 70»** 45 2 170x2 075 2 130 3 970 50 7 1 200 и 85( 1 874 х 630 1 995 990 45
♦ Электродвигатель трёхфазного тока АД 22/4, мощность 1,5 кет, 1 500 об/мин.
*♦ Электродвигатель трёхфазного тока МА 202-2/6, мощность 11,8 кет, 1 000 об/мин.
*** Р42-4, 5,8 кет, 1 450 об/мин.
Т„'а блица 47
Автоматы кузнечно-прессовые [15]
Элементы характеристики Единица измере- ния М о Д е Л ь
холодно-высадочный обрезной для бол- I ТОО Д231 гвоздил ьный универсально-гибочный резьбо- 1 цавиль- 1 ный А911
А110 А111 А120 А121 А123 А124 А713 А910 А912 А913
Наибольшие размеры стержня изделия: диаметр мм 3 6 3 6 12 16 64-10 484-3 3,54-6 0,3 2 3 204-100
длина (ширима ленты или высота изделия) » 25 50 25 50 100 130 164-120 154-70 404-200 5x50 18x150 25 40
Длина заготовки (отрезаемой автоматом): наименьшая » 10 17 10 16 50 65
наибольшая » 29 57 31 72 140 175 — •— — — — — —
Наибольший диаметр изготов- ляемого кольца » — — — — — — — — — 350 200 200
Количество изготовляемых из- делий в мин шт. 325 225 225 110 70 60 95 420 200 — 150 54
Габарит автомата: ширина мм 880 1 230 890 1 270 2 320 2 740 1 210 1 210 2915 950 1 250 1 380 970
длина » 1 625 2 060 1 580 2 075 5 255 5 810 2 560 1 725 1 840 716 1 630 1 830 1 100
наибольшая высота над уров- нем пола » 1 175 1 305 1 230 1 290 12 000 1 870 1 725 1 325 1 390 1 227 1 140 1 180 1 015
Вес автомата (без электродвн- гателя) • • • кг 970 2 190 ♦ 125 3 230 11 600 8 330 3 500 1 000 3 700 210 575 870 320
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
178
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 48
Рессорный молот (модель М611) [ 15]
Элементы характеристики Единица измере- ния Показа- тели
Вес бабы Ход (наибольший) бабы .... Регулировка хода бабы .... Число ударов в минуту .... Расстояние от зеркала нижнего бойка до нижней кромки на- правляющей Расстояние от оси бабы до ста- НИНЫ Размер зеркала бойка: верхнего нижнего Электродвигатель трёхфазного тока: тип мощность число оборотов в минуту . . Габарит молота: ширина длина наибольшая высота над уров- нем пола Вес молота без шабота .... Вес шабота . Примечание. Упрае производится педалью через лик. кг мм » мм » )) кет мм » » кг » ление натяж 30 150 0-150 300 170 235 120x35 120x35 АД 22/4 1,5 1 500 830 1 570 1 385 830 470 молотом ной ро-
Таблица 49
Автомат А453 для изготовления пружинных шайб[15]
Элементы • характеристики Единица измере- ния Показа- тели
Расчётное сечение шайбы: наименьшее мм 6x6
наибольшее » 12x12
Количество изделий в ми- нуту: для шайбы 6x6 мм . . . шт. 400
» » 12x12 мм . . • » 200
Число оборотов оправки в минуту: для шайбы 6x6 мм . • об/мин. 400
» » 12x12 мм . » 200
Число оборотов главного вала в минуту » 133
Количество ножей в рез- цовой головке: для шайбы 6x6 мм . . шт. 12
л 12x12 мм . . » 6
Расстояние между верх- ним и нижним диском . мм 450
Электродвигатель трёх- фазного тока: тип . . . - МА 203 1 /6
мощность кет 15,2
число оборотов в минуту об/мин. 1 0^0
Габарит автомата: ширина мм 2 055 3 025
длина »
наибольшая высота над уровнем пола » 1 775
Вес автомата (без элек- тродвигателя) ..... кг 8 000
Таблица 50
Характеристика автомата для изготовления
железнодорожных костылей[15]
Элементы характеристики Единица измерения Показа- тели
Число оборотов коленчато- го вала Количество изготовляемых об/мин. 85
изделий в минуту Электродвигатель трехфаз- шт.
ного тока:
тип — МА 2СГ 1/6
мощность кет 40
число оборотов в мину- ту об/мин. 1 000
Габарит автомата:
длина мм 4 500
ширина наибольшая высота над 4 000
уровнем пола » 2 590
Вес автомата кг 25 400
Определение усилий при штамповке на
фрикционных винтовых прессах
Необходимое усилие для штамповки
P^10an4F,
где зпч — предел прочности данного материа-
ла при данной температуре в кг) мм2;
F— площадь проекции поверхности по-
ковки в JUJU2,
Число ходов: для штамповки болто-
заклёпочных изделий, как правило, один-
два, для штамповки фасонных изделий —
не менее двух-трёх.
Усилие штамповки на механических прес-
сах можно брать по формулам Оргаметалла,
но в тоннах.
Подбор горизонтально-ковочной машины
Необходимое усилие для высадки
Р = кэпч F,
где F—площадь проекции поковки на пло-
скость, перпендикулярную направле-
нию движения пуансона;
к—коэфициент, зависящий от характера
операции и отношения наиболее тон-
кого элемента поковки S к диаметру
прутка d (табл. 51).
Можно определить размер горизонтально-
ковочной машины в дюймах (исходя из про-
филя заготовки) по формуле инж. Шарапнна:
d" и 28j или d"— 317 >
где F — площадь проекции поковки в мм2;
D — диаметр проекции поковки круглой
формы В ММ',
апч — предел прочности материала поковки
в холодном состоянии в кг!мм2.
Результат вычисления d" округляется
до целого в большую сторону и проверяется
по размерам матриц. Если в них нельзя раз-
местить необходимое количество ручьёв, бе-
рут машину следующего большего размера.
Технические характеристики горизонталь-
но-ковочных машин и их средняя производи-
тельпость приведены в табл. 51а.
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
179
Таблица 51
Необходимые усилия для штамповки на горизонтально-ковочиых машинах (по В. И. Залесскому)
Тип опера- ций Наименование операций _ Кривые для выбора Формулы ДЛЯ определения усилии коэфициента кх
Высадка в конусной полости,
расположенной в пуансоне
= кОасглч кг; D— диаметр основания в
мм; епч — предел прочности в кг}мм*
при температуре штамповки t°
Высадка фланца плоским
пуансоном
~ кг; D—диаметр выса-
женного фланца в мм; к—коэфи-
S
циент, зависящий от — - (S — толщина
d
фланца; d—диаметр прутка); пре-
дел прочности в кг/мм2 при /°
Высадка с одновременным вда-
вливанием штемпеля, имею
щего диаметр, примерно
равный диаметру прутка
itD*
Р = —к?пч~Ркзпч кг; D -- диаметр вы-
садки в мм; к—коэфициент, завися-
щий от толщины S фланца; апч—пре-
дел прочности в кг/мм* при f°
..J- □
Т j
□
2±± г g
4 a 1Z f6 ZQSmai
Прошивка, сопровождающаяся раздачей материала пуансо- ном в стороны. Фланец под- готовлен в предыдущем ручье d । р р
-D2
-—^-^пч=Ркзпч Кг> О — диаметр вы-
садки в мм; к—коэфициент, завися-
щий от наименьшей толщины S стенки;
стпч—предел прочности в кг}мм* при t°
К
6
4
zo
4-
12 !6 203 ММ
Сквозная прошивка, сопрово-
ждающаяся срезом
1,4 ПЬзпч кг; П — периметр срезаемого
контура в мм; Ь-высота срезаемой ча-
сти в мм; — предел прочности в
кг!мм* при t°
Высадка тонкостенных стака-
нов или чашек
D — диаметр вы-.
s 4 Кзпч~17Кь'пч
садки в мм; к — коэфициент, завися-
щий от —— (S—наименьшая толщина
стенки; d —диаметр прутка); алч—пре-
дел прочности в кг {мм* при t°
12*
180
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 51а
Горизонтально-ковочные машины [15]
Элементы характеристики Предельное конечное усилие высадки в т
50 125 200 [400 650 850 1 100 1 500
50
145
125
240
150
270
75
190
100
230
175
295
Наибольший диаметр высаживающего
прутка в мм ................
Полный высаживающий ход в мм........
Открытие матриц в мм при неподвижной
правой щеке (нормальные машины) . . .
То же при отодвигаемой правой щеке
(специальные машины) ..............
Размер матриц в мм:
длина .............................
высота.............*•.............
ширина ...........................
Число ходов в минуту................
Ориентировочная часовая производитель-
ность в т в производстве:
массовом ..........................
крупносерийном ...................
среднесерийном....................
25
100
53
180
180
115
95
0.4
0,3
0,2
38
120
68
260
285
145
75
0,6
0,4
0,3
90
325
325
156
60
1,2
0,8
0,6
120
200
455
435
180
45
2,2
1,6
156
250
546
610
194
35
3,5
2,5
1,8
175
280
630
700
205
30
4,4
210
320
655
796
280
27
5,8
4,1
2,9
250
360
750
920
280
25
6,5
4,6
3,3
Автомат для изготовления железнодорожных
костылей (табл. 50)
Костыли размером 16x16x165 мм изго-
товляют из нагретого прутка. Все операции:
подача материала, заострение конца костыля,
отрезка, переноска к матрице, высадка го-
ловки н выталкивание готового изделия, пол-
ностью автоматизированы.
Материал заготовки — сталь марки
Ст. 1—3 с пределом прочности до 47 кг/мм2.
Манипуляторы
Для механизации всех перемещений по-
ковки при ковке на гидравлических прессах
применяют краны и манипуляторы.
Грузоподъёмность манипуляторов подби-
рают в зависимости от силы обслуживаемого
пресса:
Сила пресса в т Грузоподъёмность манипулятора в т
600 24-3
800 З-т-5
1 0004-1 200 54-10
1 500 104-15
2 000 154-20
2 ОООч-З 000 304-50
3 0004-6 000 754-100
Основные качественные требования при
разработке технологического процесса — при-
дание необходимой волокнистости и мелко-
зернистости, соблюдение правильного на-
правления волокон (см. стр. 144), обеспече-
ние наибольших механических качеств, наи-
меньшего количества отходов, наименьшей
трудоёмкости как в процессе ковки, так и
в процессе механической обработки данных
поковок.
Исходя из этих требований для свобод-
ной ковки назначают детали с простыми,
симметричными, прямыми и гладкими фор-
мами, с плоскостными и цилиндрическими
поверхностями. Следует избегать при сво-
бодной ковке конических и клиновых форм
(особенно с малыми наклонами) (фиг. 28,о),
двусторонних выступов, ребристых сеченищ
пересечения цилиндрических поверхностей
между собой и с призматическими поверх-
ностями (фиг. 28,6).
Нельзя назначать для свободной ковки
рёбра жёсткости (фиг. 24,в), бобышки и вы-
ступы на основном теле поковки, детали
со значительной разницей в размерах по-
перечных сечений, детали с выступами внутри
развилки (фиг. 28,г и д) [19].
О резке заготовок см. стр. 211.
ТЕХНОЛОГИЯ СВОБОДНОЙ ковки
Свободной ковкой в кузницах депо, па-
ровозоремонтных и вагоноремонтных заво-
дов изготовляют очень много деталей подвиж-
ного состава, как-то: подлюлечные балки,
подвески, проушины, валики, шайбы, бук-
совые челюсти, серьги, винты, скобы, клинья
втулки, дышла, кулисы, маятники кулисы,
скалки, хомуты, тяги, струнки и т. п.
Свободная ковка даёт возможность полу-
чить поковки как мелкие (весом от несколь-
ких десятков граммов), так и крупные (ве-
сом до 150 т и больше). Свободная ковка-
экономически выгодна в единичном и мелко-
серийном производстве: для средних серий
следует делать сравнительный анализ себе-
стоимости со штамповкой.
Основные операции свободной ковки
Осадка. Основное назначение осадки:
уменьшение высоты исходной заготовки при
одновременном увеличении площади её по-
перечного сечения (фиг. 29). Если осаживают
не всю заготовку, а лишь какую-либо её
часть или конец, то операцию часто назы-
вают высадкой.
Вытяжка. Назначение операции: увели-
чение длины заготовки за счёт уменьшения
площади её поперечных сечений (фиг. 30).
Интенсивность вытяжки увеличивается:
1) при работе узким инструментом, т. е. при
уменьшении ширины бойка;
2) при уменьшении величины подачи;
3) при улучшении качества поверхности
бойков;
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
181
Правильно Нежелательно
Правильно Нежелательно
Фиг. 28.
Схемы ковки
Фиг. 29. Схема осадки заготовки: а — без хвостовика; б — с хвостовиком;
e—под плитами с отверстиями; г—разгонкой при помощи раскатки; д—при
помощи бойка; в—в подкладном штампе
J 82
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
4) в вырезных, закруглённых бойках или
сбжимках.
Когда при воздействии всей поверхно-
стью бойка сила удара молота или на-
ширины заготовки за счёт уменьшения её
высоты.
Необходимую длину исходной заготовки
Lo для получения поковки заданной длины
Фиг.30. Вытяжка свободной ковкой: а—схема двусторонней кантовки; б- Схема четырёх-
сторонней кантовки; в —подача при вытяжке «от себя»; г- подача при вытяжке «на себя»;
д — схема разгонки; е — схема вытяжки на конус; ж — схема вытяжки с оправкой;
а — схема раздачи на оправке
жатия пресса недостаточна для деформации,
для ускорения процесса вытяжки кладут
узкую стальную полосу на поковку и эта
полоса передаёт силу удара молота на не-
большой участок.
При вытяжке заготовки кантуют (фиг.
30,а,б). Крупные заготовки вытягивают по
направлению к кузнецу «от себя», а мелкие
заготовки «на себя» (фиг. 30,в,г).
Разгонкой называют протяжку (с се-
редины с помощью раскатки), при которой
заготовка увеличивается в ширину больше,
чем в длину (фиг. 30, <?).
Вытяжка на конус придаёт за-
готовке конусность (фиг. 30, е).
Вытяжка (раздача) с оправ-
кой имеет целью увеличение длины пусто-
телой поковкн за счёт уменьшения толщины
её стенок (фиг. 30, ж, з). Оправка в рабо-
чей части должна иметь конусность 1/150—
1/100 со стороны большего диаметра.
Расплющиванием называют опе-
рацию, при которой происходит увеличение
LK при раздаче можно ориентировочно оп-
ределить по графику Морозевича и Доро-
хова (фиг. 31).
Фиг. 31. График для определения длины заготовки
под раздачу для поковок диаметром: I—до 1 500,
II—до 2 000, III—до 3 000 мм
Оттяжку хвоста (отковку конца
заготовки) производят для надевания па-
трона или клещей. Хвост обычно оттяги-
вается со стороны прибыльной части (слит-
ка). Длина хвоста приблизительно в 2 ра-
за больше его диаметра или стороны квадрата.
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
183
Обкатка придаёт многогранной за-
готовке цилиндрическую форму.
Заковка конца имеет целью пол-
ную или частичную заковку отверстия в пу-
стотелой заготовке.
Наметку применяют для образования
на заготовке углублений, которые определяют
размеры отдельных участков для последую-
щих операций (пережим, образование усту-
пов и выемок).
Образование уступов и вые-
мок. Уступы (фиг. 32) и выемки (фиг. 33)
производят после предварительной наметки
и пережима.
Фиг. 32. Схема получения: а —двустороннего усту-
па бойками; б—одностороннего уступа установкой
бойков накрест
Фиг. 35. Схемы прошивки: а—с подкладным коль-
цом; б—сплошным прошивнем без подкладного коль-
ца; в— пустотелым прошивнем
Фиг. 33. Схема получения выемки: и — плоской
раскаткой; б—односторонней раскаткой
Фиг. 36. Диаграмма для определения
отношения Н/Но
После прошивки
Пережим (перебивка) имеет целью
увеличение углубления, образованного на-
меткой, для получения на заготовке участка
заданной толщины (фиг. 34).
Фиг. 34. Схема пережима: а — круглой раскаткой;
б—двусторонней треугольной пережимкой; в—одно-
сторонней треугольной пережимкой; г и д — фасон-
ными пережимками
DHaa6= 1.13]/'1я5[Т + /(Я-Л)]-О,5То,
где V — объём заготовки в мм3;
[— площадь поперечного сечения про-
шивня в мм2;
Fo — площадь поперечного сечения за-
готовки в мм2;
Н,h и d — в мм..
Потребное усилие для открытой прошивки
Р = mzn4f,
где т— коэфициент, определяемый по формуле
т = 1 + ту ( 1 + 1,15 In
1 1 Зп / ( 1 d
Проглаживание и отделку
применяют для устранения неровностей по-
верхности поковки после ковки.
Прошивка. Прошивку применяют для об-
разования отверстий и глубоких выемок
в заготовке (фиг. 35).
Уменьшение высоты заготовки Но до И
зависит от её исходного диаметра D, диамет-
ра отверстия d и толщины перемычки Л. От-
ношение Н : Но может быть ориентировочно
определено по диаграмме на фиг. 36.
Рубка. Рубка—операция, имеющая целью
отделение (полное) одной части заготовки
от другой (фиг. 37).
Разновидностями рубки являются:
Разрубка или прорубка — не-
полное отделение одной части заготовки от
другой.
Обрубка — отделение части заготовки
по наружному контуру.
Вырубка — отделение части заготов-
ки по внутреннему контуру.
1S4
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Отсечка — отсечка заусениц.
Резку заготовок см. стр. 211.
Гибка. Гибка — операция, при которой
заготовке придаётся изогнутая форма по
заданному контуру (фиг. 38 и 39).
Фиг. 37. Схемы рубки и отсечки: а—рубка с одной
стороны; б — рубка с двух сторон без перемычки;
в—отсечка заусеницы зубилом; г—отсечка заусеницы
топором
Для того чтобы получить в месте изгиба-
ния точно заданное сечение и избежать
утяжки (неполноты формы), заготовке в этом
месте предварительно придают увеличенные
поперечные размеры (путём высадки).
Закручивание. Закручивание — повёр-
тывание одной части заготовки по отноше-
нию к другой под определённым углом вокруг
общей оси (фиг. 40). Утяжку можно также
уничтожить последующей осадкой в месте
изгиба.
Потребное усилие при закручивании
М
P = R ’
где Л4— крутящий момент в «гг.ч;для круг-
лого сечения М=0,79г3 <?пч, для пря-
моугольного М = 0,8зпч ab -j/ а2 + Ь2
(а н Ь — стороны прямоугольной
заготовки в см; г— радиус круглого
сечения в см);
R — плечо приложения силы в см.
Передача. Передача — ковочная опера-
ция, при которой производят смещение од-
ной части заготовки по отношению к другой
с сохранением параллельности осей (фиг. 41).
Кузнечная сварка. Кузнечным способом
сваривают мелкие поковки из стали с содер-
жанием углерода 0,15—0,30%.
Основные приёмы кузнечной сварки
(фиг. 42) — внахлёстку, вразруб, встык и
врасщеп для тонкой стали.
Фиг. 38. Схемы ручной гибки: а—при’помощи скобы;
б—при помощи вилки; в —на оправке прямоугольной;
г—вокруг колодки; д—кувалдой на роге; е—в нижни-
ке; ж—на плите рычагом; з-предупреждение утяж-
ки при изгибе по радиусу; и—предупреждение утяж-
ки при изгибе под прямым углом; к—уничтожение
утяжки высадкой
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
185
Фиг. 39. Схемы гибки под молотом: с—кувал-
дой; б — краном; в — раскаткой в подкладном
штампе; г—в штампе; д— в приспособлении
Фиг. 40. Схемы закручивания: а—вручную
вилкой; б — вручную воротком с квадратом;
в—изогнутой вилкой; г—с люнетом
фиг. 41. Схемы передачи: а — в одной плоскости; б—небольшой заготовки; в—крупной заготовки
(Отдельные части подставки во время ковки постепенно вынимаются)
186
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Фиг. 42. Схемы кузнечной сварки: а — внахлёстку;
б—вразруб; в—встык
Правка. Правку поковки производят пос-
ле ковки для устранения искривлений по-
ковки или отдельных её участков.
Ковка в подкладных штампах
Очень часто при свободной ковке целе-
сообразно применять подкладные штампы,
которые ограничивают течение металла и дают
ему нужное направление. С этой точки зре-
ния для улучшения технологического про-
цесса целесообразно применение подкладных
штампов в индивидуальном производстве.
Вместе с тем ковка в подкладных штампах
имеет ряд технико-экономических преиму-
ществ, присущих вообще горячей штам-
повке (см. стр. 201'). Поэтому этот метод
ковки является выгодным в мелкосерийном
производстве, и его следует рекомендовать
для депо. В серийном производстве ковка
в подкладных штампах допустима лишь в
том случае, если в кузнице отсутствует
специальное штамповочное оборудование. Под-
кладные штампы должны применяться только
при условии их экономичности.
В подкладных штампах можно произво-
дить: 1) осадку; 2) высадку в обечайке;
3) прожим и обжим; 4) протяжку в каталке
для образования круглого сечения, протяжку
втулки на оправке; 5) выглаживание круг-
лых поковок; 6) формовку головок; 7) гибку;
8) прошивку отверстий; 9) отделку.
Примеры ковки в подкладных штампах
приведены на стр. 201.
Инструменты для свободной ковки
Данные о кузнечных инструментах приве-
дены в табл. 52—54; мерительный инструмент
показан на фиг. 43.
Определение веса и размеров заготовки
Вес поковки. Для определения веса по-
ковки последнюю разбивают на части с эле-
Фиг. 43. Мерительный инструмент: а-кронцир-
куль одинарный; б—кронциркуль двойной; в -крон-
циркуль тройной; г —нутромер; д — калибр; е, ж,
з—шаблоны; и—угольник; к—малка
Таблица 52
Размеры кубиков для ковочных бойков в мм
Вес падающих Верхний боёк Нижний боёк
rt 1 05
частей молота X о. о X X о. о
в гп X nJ Ч X
ЕС Э X со h Е( а х
0,1 200 85 170 220 85 170
0,15 220 90 180 240 90 180
0,25 250 95 200 270 95 200
0,35 300 ПО 250 320 11!) 250
0,5 310 110 250 360 110 250
0,75 340 265 300 4Ю 265 300
1 393 290 375 465 290 375
2 505 365 450 645 365 4'0
3 555 415 550 850 415 550
4 695 415 600 925 415 600
5 720 415 650 925 415 650
7 770 465 680 1 025 465 680
8 825 465 750 1 025 465 750
10 100 520 870 1 075 520 870
мептарными геометрическими формами и под-
считывают их объём V с индексами по соот-
ветствующим формулам.
Размеры черновых поковок выше номи-
нальных чертёжных размеров готовой де-
тали на величину припусков, напусков и
пробных брусков. Последние две величины
учитывают в случае надобности.
Для чистовых поковок в чертежах ста-
вится только размер допуска (положитель-
ный и отрицательный).
Вес поковки
GnoK^(V1+V,+ Va+...+ Vn_,+ V„) ,
где f—удельный вес металла, принимаемый
для конструкционной, углеродистой и
малолегированной стали равным
7,85 г/см3-, для легированных сталей
он повышается до 7,88.
Таблица 53
Инструменты для машинной ковки
Эскиз
Наименование Назначение Примечание
Z h а ъ D
«/ гЛ г) Топор: а — двусторон- ний. б - односторонний, в—угловой, г—фасонный 750-900 500— 3 000 30—150 5—15 10—50 - Рубка заготовок, рубка поковок, об- сечек и т. п. Ручки вставные и тянутые
fl Подбойка: а — верхняя, б—нижняя 150—200 100—150 40—60 40-60 - - Ускорение вытяж- ки Радиусы выпу- клости 10—25 мм
0 Гладилка - - 100—200 50—100 30-40 - Сглаживание не- ровностей поверхнос- ти поковок при от- делке Отверстие под ру- коятку 30x20 мм
\ V ff) Обжимки: а—круглые, б —квадратные, в —фасонные 1С0—150 — 100—200 100—200 40—150 3,5-5 50—100 75 100 10-50 Подкатка и отдел- ка поковок различ- ных сечений Ручки вставные и тянутые, пружинные
1 Обозначения в таблице: L—длина инструмента; /—длина ручки; h—высота инструмента; а и Ь — соответственно ширина внизу и вверху инструмента’
О—диаметр инструмента. J у ’
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Продолжение табл. 53
Эскиз Наименование Ориентировочные размеры1 в мм Назначение Примечание
L 1 h а ь D
в ж fl f® N шлэ \jr жО? Прошивень: а—сплошной цилиндри- ческий, б — сплошной конический «-клиновидный, «-пу- стотелый 50--200 200-500 - 50 -200 300—500 - - - Прошивка отвер- стий Пустотелый проши- вень применяют для отверстий более 400 мм
$ С $ Оправка калибровочная: а—бочкообразная, б—коническая - 50-200 - - 50/40- 130/115 Отделка отверстий -
1 L 1 IS Надставка: а—сплош- ная, б—пустотелая Наружный диаметр меньше на 10 мм соответственно прошивке Надставка на про- шивень при прошив- ке глубоких отвер- стий —
4 Квадрат 200 -50С 500 — 1 500 - - - - - -
Разгонка 200— 500 500— 1 500 30-100 - - - -
00
00
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Продолжение табл. 53
Эскиз Наименование Ориентировочные размеры1 в мм Назначение Примечание
L 1 Л а Ъ D
Угольник 150—600 500— 1 500 30-150 — 30—150 - -
в) Оправка разгоночная: а—цилиндрическая, б—коническая, в — ком- бинированная - - — - - - Ковка пустотелых поковок и отделка отверстий Для вытяжки ко- нические, для раз- дачи цилиндрические
а) , $ ?) /^) // //*) // /г А U 1 рдУ |^r CSz Сж i Раскатка: а—плоская, б— круглая, в — оваль- ная, г—фасонная 11’5—600 500—SOU - Разметка поковок, ускорение вытяжки, расплющивание, об- разование углубле- ний Ручки вставные и тянутые, односторон- ние и двусторонние
<5> S) о Пережимка: а — пря- мая, б—фасонная 400—600 1 000- 1 500 50-100 Образование уг- лублений (пережи- мов) на поковках Ручки вставные и тянутые
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
190
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 54
Инструмент для перемещения, вращения, захвата и удержания заготовок и поковок
Наименование Эскиз Назначение Примечание
Клещи продольные с губками: а — прямо- угольными, б—квадрат- ными, в—круглыми Клещи поперечные с губками: а — плоскими, б — прямоугольными, в — квадратными, г—круглыми л 0} й гкА 0? 0 и 4» 0 I Для захвата, удержания и пе- ремещения заго- 1 толок и поковок Размеры кле- щей зависят от размеров и фор- мы заготовок или концевой части поковок )
Клещи продольно-по- перечные с губками: а-плоскими, б —остры- ми, в—плоско-круглыми Ч) . $ I 5
Клещи специальные 1 1 1 и
Вилка Для закручивания колен поковок Длина вилок за- висит от величины сечения закручива- емой заготовки и угла закручивания
Патрон Для захвата по- ковки путём надева- ния на её хвосто- вик. захвата, удер- жания и перемеще- ния Применяется глав- ным образом для слитков до 5—15 m
Кантователь: а~ руч- ной, б—механический а) б) А_ййи Т ( °'Чеи1 Ч31 \ 00|ЛИ Для вращения по- ковок вокруг гори- зонтальной оси Подъёмная сила ручного кантователя до 10 т, механиче- ского— до 200 m
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
191
Эскиз
Инструмент для ручной конки
Таблица 55
Наименование Размеры в мм и вес в кг Назначение
Наковальни: а—безрогая , б -одноро- гая, в двурогая, г—шперак Высота до 800, ширина до 120, длина до 400, вес 104-400 Опора при руч- ной ковке
Ручник:
а-с шарообразным зад-
ком, б с поперечным
задком,в - с продольным
задком
Длина рукоятки
350ч-600
(из березы, ясе-
ня, клёна, ря-
бины),
вес 0,5-г2,0
Нанесение ударов
при ковке и ука-
зание молотобой-
цу о месте удара
кувалдой
Кувалда:
а —с поперечным задком,
б-с продольным зад-
ком, в-с двумя плоски-
ми бойками
Длина рукоятки
750 4-900
(из берёзы, ясе-
ня. клёна,
рябины).
а-504-80,
/=1 0004-1 250,
вес 2-? 10
Нанесение ударов
при ковке
Подсечка: Длина лезвия
а —прямая, б—фасонная 404-50
Ускорение рубки,
вырубки и пере-
бивки полос и
поковок
б) «) ') б) Зубило: а—прямое для горячей Длина лезвия 35-50; Рубка, вырубка и отсечка загото
LJ 1 Л In) «И 1 1 ' о рубки, б-прямое для холодной рубки, в—по- лу круглое, г—фасонное, д -одностороннее длина зубила 1 504-200; ширина бойка 304-40; отверстие под рукоятку 30 х 20 вок, полос и поковок
I 11
Пробойник:
н-круглый, б-квадрат-
ный, в—плоский, г—фи-
гурный
Длина
1 = 1804-200,
ширина бойка
b -304-40,
отверстие под
рукоятку 30 х 20,
ширина ударной
части 30
Пробивка от-
верстий
192
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Продолжение табл. Б5
Эскиз Наименование Размеры в мм и вес в кг Назначение
4) - 0 ' JL ДВ кВ Обжимка: а—круглая, б —квад- ратная, в—фасонная Размеры выемок соответственно сечениям подкат- ки от 5 до 6 0 Подкатка и от- делка поковок
! \ч м Подбойка: а—плоская, б—полу- круглая Радиусы выпук- лости lO-j-26 Ускорение вы- тяжки
а] <р j _ -<5и “— ? —j AsMIH 'г Гладилка: а—простая, б-специ- альная а=50-г100 , /=120-г160, 0 = 304-40,1 отверстие под рукоятку 30x20 Сглаживание неровностей при отделке поковок
БЯГЗ Гвоздильня: а—простая, б —много- рядная — Высадка головок гвоздей
Н [А © ♦ • < о в / у • ® • • < Форма Вес до 50 Получение отвер- стий в поковках и вы гяжка сечений
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
193
При подсчёте веса поковки учитываются
припуски.
Г.сли допуски односторонние плюсовые,
ю учитывают н дрпуска.
Припуском в поковке называется
предусмотренное увеличение размеров по-
ковки против указанных на чертеже готовой
детали, обеспечивающее после механической
обработки поковки (строгание, фрезерова-
ние, точение и т. п.) получение детали требуе-
мых размеров и надлежащей чистоты поверх-
ности.
Помни а л ь н ы м и р а з м е р а м и
поковки являются размеры чистой готовой
детали плюс размеры припусков па меха-
ническую обработку.
Допуском на кузнечную обработку
называется обусловленное чертежом допу-
скаемое отклонение размеров готовой по-
ковки от номинальных размеров её, постав-
ленных на чертеже.
П а п у с к о м называется излишек ме-
талла в поковке по сравнению с готовой де-
талью, который добавляется для упроще-
ния конфигурации поковки по технологиче-
ским соображениям, когда невозможно ковкой
обеспечить переход, углубление, отверстие
и т. и.
табл. 5(5 -61 приведены величины припус-
ков и допусков (по материалам ЦТ-43 и др.).
Определение веса заготовки. Важнейшая
задача кузнецов при назначении веса и раз-
меров заготовки — добиваться экономии ме-
талла путём максимального уменьшения прп-
нм'ков, допусков, прочих доходов, а также
разработки наилучшего технологического про-
цесса п температурных режимов нагрева и
ковки.
Таблица 50
Припуски и допуски на поковку гладких круглых
и шестигранных деталей
Дна негр Д 3 мм
Длина детали до 32 33-40 41-50 51—65 66-30 81-100 101-125(126-160 1 161-200 201-250 251—300
Величина припуска а с допусками в .мл!
До 250 4 +1 4 +2 4 Н2 62’2 6+2 8 +2 8i2 10 ±3 юз-з 10±3 ю±з
251- 400 ..+2 6-0 «-1 1 “г О (О 8±2 10±3 10 ±3 10±3 12 + 3
401- 700 6±2 6±2 6 ±2 8±2 8 ±‘2 8+2 10 ±3 10±3 12±3 12±3 12±3
701—1 000 6±2 6±2 6±2 8±2 8±2 8 +2 10 + 3 10±3 12±3 12 3 14 ±4
1 001-1 600 — «±2 8 ±2 8±2 8±2 10 ±3 10±3 12 ±3 12 ±3 14±4 14±4
1 601—2 500 — — — 8±2 10 _ 3 12±3 12±3 14±4 14±4 14+4
2 501-3 200 — — — 10±3 12±3 12 ±3 14±4 14±4 14+4
Таблица 57
Припуски и допуски на поковку гладких прямоугольных
и квадратных деталей
Ра змеры сторон А и В в мм i - !
Длина детали до 32 33 -50 51-65 66-80 81-100 101-125 126-160 161-250 251-300 1
в мм Величина припуска а с допусками в мм
До 250 4 + ‘ 4 + 2 6-2 6+2 У2 8±2 8 ±2 10 + 3 10 ±3
251— 400 4 4 4+2 6+2 6+2 6+2 8±2 10 ±3 10±3 12±3
401- 700 4 + 1 6 + 2 8'12 8-2 8+2 10±3 10± 3 12 + 3 12 + 3
701—1 000 б+2 6+2 8±2 8±2 8±2 10±3 10±3 12±3 14±4
1 001-1 600 — в+2 8±2 8±2 10 3 10±3 12±3 12 3 14J-4
1 601-2 500 10±3 ю±з 12±3 12+3 14 ; 4 14+4
2 501 -3 200 — — — 10±3 12 ±3 12±3 14 + 4 16+4
1 I 1< м 12
194
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 58
Припуски и допуски на поковку круглых
деталей с уступами
Длина детали в мм Диаметр Д в мм
33-40 41-50 51-65 66-80 81-100 101-125 126-160 161-300
Величина припуска а с допусками в мм
До 250 251- 400 401- 700 701-1 000 1 001—1 600 1 601-2 500 2 501-3 200 6+2 6+2 8±2 8±2 8±2 6+2 6+2 8±2 8±2 10±3 10±3 8±2 8+2 10 + 3 10±3 10±3 10+3 8 + 2 8±2 10 13 10 + 3 10±3 ю±з 12±3 10 + 3 ю±з ю±з ю±з 12±3 12±3 14 + 4 10±3 10 + 3 12±3 12±3 12 ±3 14+4 14±4 12±3 12±3 12±3 12+ 3 14±4 14±4 14 + 4 12±3 12±3 14 + 4 14±4 14±4 16 ±4 16± 4
Таблица 59
Припуски и допуски на поковку прямоугольных
деталей с уступами
Длина детали в мм А в мм
33-40 41-50 51-65 66-80 81-100 101-125 126-160 161—300 301-400
Величина припуска а с допусками в мм
До 250 251— 400 401- 700 701-1 000 1 001—1 600 1 601-2 500 2 501—3 200 3 201—4 000 6+2 6+2 8±2 8±2 8±2 6+2 6 + 2 8 + 2 8± 10±3 10±3 8+2 8+? ю±з Ю + З 10 + 3 10±3 8±2 8 + 2 10±3 10±3 10±3 10±3 12±3 10±3 10 + 3 10±3 10±3 12±3 12±3 12±3 14 + 4 10±3 10±3 12±3 12±3 14±4 14±4 14±4 16±4 12+3 12±3 12 ±3 12±3 14±4 14±4 14±4 16±4 12±3 12± 3 14±4 14±4 16±4 16±4 16±4 18 ±4 14 + 4 14+4 14±4 16±4 16 + 4 16+4 18±4 2О±5
Таблица 61
Таблица 60
Припуски при свободной ковке фланца
Припуск Диаметр фланца в мм
150— 200 201- 250 251 — 320 321- 400 401 - 500 501 - 650
а —по диамег- РУ О СО 1+ 1+ 26±8 32±П 29±9 35±12 32 + 11 39± 13 35±12 43 ±14 39±13 47± 14
Ь—по толщине 33±11 38±13 43+14 46 + 16|52±17|59+ 18
Припуски для свободной ковки шайб, колец,
обечаек раскатанных
Примечания. 1. Верхние цифры—для
однофланцевых валов, нижние—для много-
фланцевых и коленчатых»
2. Толщина фланца не более 0,25 его ди-
аметра, который в свою очередь не менее
1.75 диаметра прилегающей цилиндрической
части. Угол скоса не более 10°.
Припуск Диаметр кольца в мм
150— 200 201 - 250 251- 320 321 - 400 401- 500 501- 650
а — по диамет- ру 23 + 8 26 ±9 30± 10 34±11 38 + 12 42±14
Ъ — по толщине 18±5 20±6 23 ±7 26±8 29±9 32 + 10
Приме ны для всех ляемых путё? каткой при сс Д>0,5 мм; И 4 а н и шайб, л прои OTHOIL е. Пр Konei □ ивки ениир жпусь 1, обе с да >азмер и дей 4аек, пьней! ов: Д :твите и згог вей р 2 50, ль- ов- ае- чм-
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
195
Количество отходов на угар и обсечку в % от веса поковки
Таблица 62
Тип поковок Переходы ковки Количество отходов
Фланцы глухие: круглые, овальные, квадратные: пластины, кубики, бруски Осадка и обкатка или проглаживание 1,5-2,5
Фланцы с отверстием, хомуты, подвес- Осадка, ковка в размер, прошивка, 2% +объём
ки, гайки и т, п. правка высечки
Шестерни глухие Осадка, обкатка, обсечка, расширение поля, обкатка, оправка кольцом, правка Осадка, прошивка, раскатка 8—10
Раскатные кольца, втулки, обечайки 2,5% +объём высечки
Сварные кольца, обечайки, муфты, втулки Гибка, сварка, правка 3-5
Валы, валики, бруски квадратные, ше- стигранные и прямоугольные, кубики в Протяжка, обрубка, правка 5-7
Валы и валики с уступами или фланца- ми, болты с круглой или квадратной го- ловкой, башмаки, траверсы, шпонки Протяжка, обсечка, обрубка, правка 7-10
Валы и валики с двусторонними усту- пами или с буртиками, шпиндели, скобы, направляющие, прямоугольные бруски с уступами, тяги Протяжка, обсечка, двусторонняя об- рубка, правка 10-12
Гаечные ключи, шатуны Протяжка, насечка, формовка и отделка головок, правка 15—18
Рычаги прямые, сложные шатуны, кри- вошипы Протяжка, обрубка головки фасонным топором, штамповка головки в подклад- ном штампе 18-25
Коленчатые валы, рычаги кривые и двуплечие Протяжка, обжимка, гибка, обрубка, правка 25—30
Вес катаной заготовки (с учётом отходов
на угар Gy? и обсечек Gogc)
G3ae = GnoK + G уг + G обе
Отходы на угар считают на первый нагрев
2—3% и на каждый подогрев 1 —1,5%.
Суммарный процент отхода на угар и об-
сечку (к весу поковки) при ковке на моло-
гах см. в табл. 62.
Если заготовкой служит слиток, то при-
бавляют вес отхода с прибыльной части Gnp
I с донной части GdaH слитка (табл. 63).
где «/ — диаметр прошивня;
h — высота прошиваемой заготовки;
(1д — диаметр отверстия прошивня.
Определение размеров заготовки. 1. Слиток
подбирается по сортаменту на основании вы-
численного веса заготовки (табл. 641.
2. Размеры катаной заготовки для изго-
товления поковки осадкой подбирают следую-
щим образом.
По вычисленному весу определяют объём V,
диаметр d круглой и сторону а квадратной
заготовки:
Таблица 63
Отходы иа прибыльную и донную части слитка в %
Вид стали Прибыльная часть Донная часть
с утепля- ющей над- ставкой без утеп- ляющей надставки
Углеродистая . . Конструкционная легированная . Инструменталь- ная легирован- 20-25 ) 25-35 ) 35-40 5-7
ная — 50-60 7-10
v.™ = ~; d3a? = (0,8 4-1,0) Узаг;
3,—
азаг = (0,75 —0,90) |/ V заг .
Если Изаг— высота заготовки, то должно
быть
1,25 d3as h3a? < 2,5 d3az.
Длина заготовки
. Gaae = Узог
зпг Gi F ,
Если предусматривается прошивка поков-
и, то прибавляют вес «выдры».
Вес «выдры» при прошивке с подкладным
ольцом:
G„ « 7 (0,554-0,60) </2Л;
при прошивке без подкладного кольца
Ge say (0,15 -г 0,20) d2 h;
при прошивке слитков на прессе пусто-
:лым прошивнем
Ge я ( (0,80 ~ 0,86) dlh,
где G, — вес 1 ног. м проката;
F — площадь поперечного сечения за-
готовки.
В табл. 65—67 приведены размеры заго-
товок для некоторых вагонных и паровоз-
ных деталей. В каждом конкретном случае
следует вносить поправки на основе опыта
передовых рабочих и технологов в их борьбе
за экономию металла.
Отходы при резке и иа немерность. По-
тери при резке: на ножницах — не свыше
0,5%, автогеном, бензорезкой — не свыше
1%, иа холодных пилах—не свыше 2%; от-
ходы на немерность материала —• не свыше
1.0%.
13*
196
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 64
Сортамент стальных слитков
Вес в кг || Вес в кг
£ о ||
Форма >Х X 3 иной сти СС «J =Г X X О « = с I оа L । Форма ii >х X Я =Х О X X h « о
<С ° О 03 Си? ! ю о ф Л
L
Я= 5
i Круглая 538 427 G61 270 250 8-гранная 3 000 2 295 2 827 600 510
! 8-гранная 700 553 850 312 270 6-гранная 3 000 2 325 —. 580 1 800
1 Круглая 860 650 1116 350 330 8-гранная 3 500 2 734 3 058 628 440
'8-гранная 900 710 1 007 340 290 4 000 3 149 610 1 926
Круглая 1 000 730 1 288 370 250 8-гранная 4 400 3 400 3 717 725 600
8-гранная 1 150 897 1 333 403 ззо - 5 000 3 740 670 2 096
1 6-гранная 1 200 925 — 409 1 410 । 1 2-гранная 6 000 4 820 4 231 720 580
12-гранная 1 400 1 090 1 640 440 380 , 6 000 4 557 — 723 2 266
11-гранная 1 700 1 330 - 1 895 470 380 8-гранная 8 000 6 138 5 608 870 700
б-гранная • 2 000 1 435 -- 500 1 610 9 000 6 961 — 825 2 527
12-гранная 2 100 1 810 2 197 530 446 8-гранная 10 000 7 637 6 866 970 850
12-гранная 2 500 1 987 2 471 540 410
Таблица 65
Выбор размеров кузнечных заготовок для некоторых вагонных деталей
Сечение заготовок в мм
Наименование детали 90x90 о о о 130х 130 Диаметры заготовки
52 65 120 130 140 1 145 150 155 160 165 170 180
Длина заготов ки в мм
Унифицированная подлю-
лечная балка безбалансир- ной тележки 565 615 530 490 460 430 410 380 360 320
То же тележки Пульмана Унифицированная нижняя 750 670 — — — 570 490 460 430 400 375 350 330 300
подвеска безбаланснрной тележки 176 160 135 115 110 100 95 90 85
То же тележки Пульмана Унифицированная сред- — 165 — — — 145 125 110 100 95 90 85 — — —
няя подвеска люльки . , . — 210 540 — .— 185 160 135 125 120 ПО 105 100 95 —
Унифицированная верх-
няя проушина люльки те- лежки ЦВТК 175 155 130 115 105 100 95 90 85
То же тележки Пульмана Верхняя проушина люльки — 130 125 — — — 115 100 85 80 75 70 65 — — —
безбаланснрной тележки — — — — 110 95 ,80 75 70 65 — — — —-
Унифицированный верх- ний валик люлечного под- вешивания по — — —
Унифицированный ниж- ний валик люлечного под- вешивания __ 130
Унифицированная гайка подлюлечной балки .... — — 115 — — — — — — __ — — — —
Нажимная шайба буфер- ной пружины — — 130 — — — — — — — — —
Опорный наконечник те- лежки Пульмана — 175 — — 155 135 115 105 100 95 90 85 — —
Буксовая челюсть безба- лансирной тележки .... 145 130, ПО 95 90 85 80 75 70 — —
Натяжной рессорный болт 14-х вагона 215 — 190 165 140 130 125 115 ПО 100 95 —
Внутренняя подвеска башмака 14-х вагона . . 160 — — — 145 125 105 100 95 85 80 75 — —
Наружная подвеска баш- мака 14-х вагона -- 150 - - - 135 115 100 95 90 85 - - - -
Выбор длины кчзнечных заготовок для некоторых
Л
£
ч ва,онных деталей в зависимости от профиля материала’
(по данным Бакинского ВРЗ)------------------------------------
Диаметр заготовки
I Сторона квадрата
I заготовки
Наименование детали
” о
* 5
а
7ГТТГ ЬГЬ00 Г 20 | 126 ) ПО I 136-h^i - i 75 *4^425X125
Хвостовик однодырный
I Хвостовик двудырный
Муфта соединительная
Муфта соединительная
Болт аппаратный НТВ
Гайка буферная стержня
Гайка упряжная пружины НГВ .
Направляющая тягового крюка
НГВ..........................
Кривой валик стяжки объединён-
I ного чипа.....................
I Серьга стяжки объединённого типа
I Винт стяжки объединённого типа
! Гай|<а - - - •
! ного
। Скоба
Гайка
ного
Чека соединительная муфты НГВ
Нажимная " ----
жины 50
Нажимная
жины 20
Проушина
бруса Фетте . ................
Серьга рессорного подвешивания
' Серьга рессорного подвешивания
20—25 т вагона..................
Державка рессорная НГВ . . •
I Буксовый клин 16,5 — 18 т вагона
1 Буксовый клин 20 т вагона ....
I Буксовый клин 25 т вагона . . . .
1 Болг для буксы поясной тележки
I Болт для колонки поясной тележки
| Шкворень поясной тележки . . .
длинная
короткая
Ct. 3
To же
Ст. 5
To же
Сл. 2—3
Ст. 5 !
Ст. 3
з !
То же j
большой стяжки объединён-
тила .....................
сгяжки объединённого типа
малая сгяжки объединён-
типа........... . . . . , .
шайба буферной пру.
шайба буферной пру-
т вагона .........
к подвеске качаюш
Ci.
О
; Ст. 5
; То же !
। 111 tv ISO pc H t- и v7> vMvn I C J1 C/t'. tv J
* Подушка поясной тележки
| Затяжка вертикального
20 tn вагона .............
Затяжка вертикального
четырёхосной цистерны
Затяжка вертикального
25-т цистерны ..........
Кронштейн концевой тяги
цистерны .................
Кронштейн скобы мёртвой точки
кривошипного тормоза ...........
рычага
рычага
рычага
50-гп
Ст. О !
То же j
Ст. 3 j
То же j
Ст. 4
Ст. 1 I
Ст. 3
То же
Ст. 4
Сг. 3
Ст.З —;
7,4
2,6
7,5
5.6
5.5
8,5
1.0
0.9
7,82
20,84
12,0
6,8
5.70
8,0 1 010 240
21 2 730 — 630
14.8 1 924 — —
8,4 1 092 — —
6 .5 845 299 195
1,0 1.-0 46 30
10 ,6 1 378 487,6 318
4.1 533 188.6 123
5.9 767 271 .4 177
6.2 , 8156 275.2 186
8.6 ! 1 118 395.6 258
7.3 ; 949 । 335.8 219
7.6 ! 988 1 349,6 ] 228
4.5 ! 585 ’ 207 1 135
1 .0 ’ 130 ; 46 30
3,0 390 | 138 90
3,0 1 390 ! 133 90
45
195 .
168
441
310,8
176,4
136.1
21 ।
222.6!
86.И
132 1 92 84
346,5’ 241 ,5 220
244 ,2 170.2 155.4
138.6 96.6 88,2
107.2! 74.7 68.2
16.51 11,5 10,5
17 4,9 121,9 111,3
67.6 47.1 43
97,4
67,81
71,3
93,9
! 123,9!
180*6]
153.3!
159,6!
94.5!
21 ;
63
63
141 ,9
120.4
125.4|
74,21
16.5;
83,9!
87 ,7|
11.5)
31
49
34
7.36'
6.5
4,0
5,0
4,0
3,28{
9,4 ;
2.3 ।
7.5’|
4.2 ,
5.3
58,0
3.4
9.5
8 .7
60,0
299 1
975 i
546 j
689 I
533 !
442 1
1 235 ;
1 131 )
7 840 1
11,0
И ,3
1 469 !
22,0
23,0
2 990 |
11 .0
6.5
345
69
86.2;
17,2',
78.7
15,7
105,8
345 f
193.2
243,8 I
188,6
156,4 '
437 :
400,2
276 )
519,8
1 456 ;5 152
845 j 299
."90 I 138
69
225
126
159
123
;о2
261
1 800
339
690
336
195
90
48.31
157.5'
83,2)
37.91
123,7.
69.3]
87,41
67.6
56.1J
156,7;
143,5]
I 86,1
I 71
199,51
! 182.71
, 1 260 | 990
26.41
86,2!
48.3
60,9
47,1
38.9
109,2
100
690
237,3
186.41
129,9
4г 3
235,2
379.5j
184,й|
264
136,5] 107.2>
63 j
Длина заготовки в мм на 1 деталь
47,2)
105
76, б|
79,8!
61,9
65.11
90,3!
89 72 64 60 so 44
210 189 168 157.5 136 115,5
148 133,2 118.4 111 96.2 81,4
84 75,6 67,2 63 54,6 46,2
65 58.5 52 44,7 42,2 35,7
10 9.0 8.0 7,5 6.5 о, Ь
106 95.4 84,8 79.5 68,9 58,3
41 36.9 32.8 30,7 26,6 22.5
59 47.2 44.2 1 зз.з 32,4
62 55. Ч 49.6 46.5 1 40.3 34.1
86 77,4 | 68,8 64,5 | 55,9 47.3
73 ! 58.4 51." , 47.4 40.1
76 63.4 60.8 а/ , 49.4 1 41,8
45 1 40." I 36 1 33.’ ’ 29,.’ ] 24,7
10 1 9.1 8.0; 7 .51 6.5; -->.5
19.5'
30
24
24.1
78,7
44,1
55,6
43
99.71
91,3
630 !
118,6
241,5
128,9' 117.6
74,7i 68,2
31,5
30
24
22
19,5!
75
67.51
13.51,
60
12
48.7;
16,5;
41.2;
40 188 104 68
105 493,5 273 178,5
74 347.8 192,4 125,8
42 197,4 109,2 71,4
32,5 152,71 84,5 55,2
5,0 23.5 13 8,5
53 249,1 137,8 90,1
20,5 96,3 53,3 34,8
29,5 138,6 76,7 50,1
31 145,7 80,6 52,7
43 202,1 111,8 73,1
36.5 ; 171.2 94,9 62
38 173,6 98.8 64.6
22.5 105,7 58.5 38,2
5.С 23.5 , 13 ' 8.5
15 ! 70,5 | 99 25,5
15 70,5 | 39 | 2,’-°
37. >' 176,2 97.5 1 63.7
7.5 35,2 19,5 ; 12,7
29,9
X
S
о
га
23 I
75 |
42 I
53 I
41 1
34 ,
95 I
87
600 !
20.71
67 .5!
37.8|
47,7)
36,9
30 ,б'
85,5]
78,7!
18.4
60 !
33,61
42,4
32,8
27,2
76
69,6
17 .2
56,2
31,5
25,5
71.2
65,2
14,9'
48.7'
27.3|
34,4
26,6
22,1
61,7
56,5
390
41.2!
23.11
29.1'
22.5’
18,7,
52,2
47 ,8
330 !
176.2
98,7
124,5
96,3
37.5
21
26,5
20,5
17.0! 79,9
47,6; 223,2
43.5) 204,4
300 ' -
54,6
68,9
53,3
44,2
123,5
113,1
113
230
112
30 |
101,7
90,4
84,7
73,4
62.1
56,5 265,5
146,9
63,7
35,7 ,
45 !
34,8 !
28,9
80,7 i
73.9 '
510
96 I
207
184
172,5
149,5
126
1 540,5
299
195
100.8
89.6
84 j
43.7|
22,5]
72,8
61,6
56 ! 263,2
145 ,6
952
42,2
19,5
16,5]
32,5; 151,7
15 | 70,5
84,5
39
25,5
следует проверить расчётом по формулам, приведённым на стр. 220 224.
Наименование детали
ва-
ва
Ди
Затяжка горизонтального рычага
четырёхосной цистерны . .
Тяга распорная поясной тележки
Распорная тяга тормозная четырёх-
осной цистерны . ....
Винт ручного тормоза 20-т
гона . . . .........
Винт ручного тормоза 16,5-т
гона ...
Винт ручного тормоза 25-т
стерны ...............
Винт ручного тормоза четырёх-
осной цистерны ................
I Державка винта ручного тормоза
четырёхосной цистерны
Вал ручного тормоза канадской
цистерны ....................
Подвеска тележки Фетте ........
Клин фрикционного аппарата . . .
Клин усилителя ...........
Винт стяжки узкоколейного вагона
Клин тягового хомута ..........
Скоба стяжки узкоколейного ва-
гона ...................... • .
i Тормоз тяги канадских цистерн
Тяга ручного тормоза канадской
цистерны ........................
Тормозная тяга’ 50-т цистерны . .
» » 50-т » • •
Тяга тормозная четырёхосной ци-
стерны ........................
Крюк сигнального фонаря • • .
Стержень к винту цистерны К • •
Ручка крана водяного чана . . . .
Винт штанги Утешинского ....
Подвеска тормозного башмака
поясной тележки................
Гайка под штангу сливного при-
бора Утешинского...............
Вичт к запорному клапану
Валик подвески поясной тележки
Державка винта ручного тормоза
нгв . .
Коромысло
стерны
Коромысло
Коромысло
Коромысло
То же . .
Стержень к винту цистерны КД
люка малое 50-т ци-
люка 50-zn цистерны
люка 25-т цистерны
люка цистерны . . .
Марка стали Вес поковки в кг Вес заготов- ки в кг Объём заго- товки в сма
60 1 75
Ст. 3 То же » » ! » » » Ст. 0 Ст. 5 То же » » » » Ст. 3 То же » » » » » Ст. 2 Ст. 3 Ст. 2 Ст. 3 Ст. 3—5 Ст. 3 То же » » » » » 27 ,2’ 17,5 19,0 11,8 И ,2 11,2 14,0 2,8 7,6 11,0 3,0 6,0 3,5 7,8 1,9 12,0 14,5 12,3 12,3 29,0 1,6 10,0 2,2 6,3 4,0 0,8 1,9 4,2 2,8 3,9 5.5 6,5 4,35 3,1 9,6 £ •27,6 18,0 20,0 12,3 13,1 11,7 14,7 3,0 8,0 11,5 3,4 6,5 4,0 8,1 2,0 13,0 15,0 13,0 13,2 30,3 1,7 10,8 2,9 7,0 4,2 0,8 2,0 4,5 3,1 4,7 6,4 7,5 5,5 4,3 10,0 3 588 2 340 2 600 1 599 1 703 1 521 1 911 з:о 1 040 1 495 442 845 Г 20 1 053 260 1 690 1 950 1 €90 1 716 3 939 221 1 401 377 910 546 104 260 585 403 611 832 975 715 559 1 300 1 269,6 828 920 565,8 602,6 538,2 676,2 138 368 529 156,4 299 184 372,6 92 593 690 598 607,2 1 393,8 78,2 495,8 133,4 322 193,2 36,8 92 207 142,6 216,2 294,4 345 153 197,8 460 823 j 540 600 369 393 351 441 90 240 345 102 195 120 243 60 390 450 390 396 909 51 324 87 210 126 24 €0 135 ' 93 141 192 212,5 165 199 300
Продолжение табл. 66
Диаметр заготовки Сторона’ квадрата заготовки
90 | 100| 120 | 126 | 130 | 136 145| 150 164 | 178 182 75х75|100х100|125х 125
О
00
Длина заготовки в мм на 1 деталь
579,6 ь7б 455,4 >97 317,4 207 289,8 189 276 180 248,4 162 220,8 144 207 135 170 }4 1П7 151,8 99 138 90 , 64,8 423 4 '358,8 234 234.6 153
420 330 , 230 210 200 180 160 150 130 110 100 47 260 170
258,3 202 ,9 141,4 129,1 123 110,7 98,4 92,2 79,9 67,6 61,5 28,9 159,9 104,5
275,1 216,1 150,6 137.5 131 117,9 104 ,8 98,2 85,1 72 65,5 307,8 170,9 111,3
245,7 293 134,5 123 117 105,3 93,6 87,7 76,0 64,3 58,5 275 152,1 99,4
30,7 232,5 169 154,3 147 132,3 117,6 110,2 95,5 80,8 73,5 345 191,1 124.9
63 49,5 34,5 31,5 30 27 22,5 19,5 19,5 16,5 15 70,5 39 25,5
168 132 92 84 80 72 64 60 52 44 40 188 104 68
241,5 189,7 132,5 120,7 115 103,6 92 86,2 74,7 63,2 57,5 270,2 149,5 97,7
71,4 56,1 39,1 35,7 34 30,6 27,2 25,5 22,1 18,7 17,0 79,9 44,2 28,9
136,5 107,2 64,7 68,2 65 58,5 52 48,7 42 ,2 35,7 32,5 152 84,5 55,2
84 66 46 42 4U 36 32 30 26 22 20 94 52 34
170,1 133,6 93,1 85 81 72,9 64,8 60,7 52,6 44,5 40,5 190,3 105,3 68,8
42 330 23 21 20 18 16 15 13 11 10 47 26 17
273 214,5 149 136,5 130 117 104 97,5 84,5 71,5 65 305,5 169 110,5
315 247,5 172,5 157 150 135 120 112,5 97,5 82,5 75 352 195 127,5
273 214,5 149 136 130 117 104 97,5 84,5 71,5 65 305,5 169 110,5
277,2 217,8 151,8 138,6 132 118,8 105,6 99 85,5 71,5 66 310,2 171,6 112,2
636,3, 499,5 348,4 318,1 303 272,7 242,4 227,2 196,8 166,6 151,5 712,0 393,9 257,5
35,7 28 19,5 17,8 17 15.3 13,6 12,7 11,0 9,8 8,5 4,0 22,1 14.4
226,8 178,2 124,2 113,4 108 97,2 86,4 81 70,2 59,4 54 254 140,4 91,1
60,9 47,8 36,3 3U.4 29 26,1 23,2 21,7 18,8 15,9 14,5 68,1 37,7 24,7
147 115,5 10,5 73,5 70 63 56 52,5 45 38,5 35 164 91 59,5
88,2 69,3 48,3 44,1 42 37,8 33,6 31,5 27,3 23,1 21 98,7 54,6 35,7
16,8 13,2 9,2 8.4 8 7,2 6,4 6 5,2 4,4 4,0 18,8 10,4 6,8
42 33 23 21 20 18 16 15 13 11 10 47 26 17
94,5 74,2 51,7 47,2 45 40,5 36 33,7 2d,2 24,7 22,5 105,7 58,5 38,2
65,1 51,1 35,6 32,5 31 27,9 24,8 23,2 20,1 17 15,5 72,8 40,3 26,3
98,7 77,5 54 49,3 47 42,3 37,6 35,2 30,5 25,8 23,5 110,4 61,1 39,9
134,7 105,6 *73,6 67,2 64 57,6 51,2 48 41,6 35.2 32 150,4 83,2 54,4
157,5 123,7 86,2 78,7 75 67,5 60 56,2 48,7 41,2 37,5 115,5 97,5 63,7
115,5 90,7 63,2 57,7 55 49,5 44 41,2 35,7 30,2 27,5 129,2 71,5 46,7
90,3 70,9 49,4 45,1 43 38,7 34,4 32,2 27,9 23,6 21,5 101 55 ,8 36,5
210 165 115 105 100 £0 80 /о 65 55 50 235 130 85
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
199
Таблица 67
Ориентировочные размеры и веса кузнечных заготовок для некоторых деталей паровозов
Наименование деталей Серия паровоза Марка стали Раз то X а s « Н = мер з зки в сЗ © 5 Н 3 аго- мм aS X X ч и Е чистый Jec в ё p заго- товки Альбом
Валик переднего и заднего сцепных дышел Валик среднего и заднего сцепных дышел Валик 3-го сцепного дышла » 1-го и 4-го сцепных дышел Валик дышловой сцепных дышел Валик переднего и заднего сцепных дышел Валик 3-го сцепного дышла » 3-го » » » 1-го и 4-го сцепных дышел Валик переднего сцепного дышла Винт переводной » » » » » » . » » » » Винт стяжной двойной . . . Гайка винта стяжки между паровозом и тендером . . Втулка запрессованная дышла ведущего Втулка сцепного второго дышла Втулка сцепных 1, 2, 3, 4-го дышел Втулка конического 3-го сцепного дышла Втулка коническая 1-го и 4-го сцепных дышел . . . Втулка коническая разрез- ная Втулка коническая перед- него и заднего сцепных дышел Втулка коническая 3-го сцепного дышла Втулка коническая дышло- вая Диск золотниковый .... » » .... Дышло ведущее » сцепное первое и четвёртое Дышло второе » третье » переднее >- среднее (заднее) . . » четвёртое » заднее » переднее » поршневое » » Камень кулисы » » » » » » Клин золотникового пол- зуна Клин задней головки сред- него сцепного дышла . . . То же Клин поршневого дышла Клин переднего сцепного дышла 1Ц ЭР ЭВ/И,СО (I вып.) СО (11 вып.) ЭВ/И,СО (1 вып.) ЭР ФД СО ( 11 вып.) ФД СУ Щ Ов СУ Эм , ЭР Э со эм эм ФД с с с с с Эм , ЭУ , Эг эм эу , ЭГ С Эм СУ ФД ФД ФД ФД Эв/И. кроме Эм 3м Э“ с СУ С, су СУ ФД Эм , Эг , ЭУ с су ЭР щ СУ СУ су Ст. 2 То же » » » » » » » » Ст. 5 То же » » » » » » » Ст. 2 То же » » » Ст. 5 То же » » »> Ст. 5 нов. То же » » » » о !> » » Ст. 2 То же >> i> Ст. 5 То же » »> » 100 100 100 100 100 120 100 100 100 100 100 75 75 75 75 125 120 200 200 200 75 75 75 75 75 175 150 150 150 200 250 250 200 200 200 250 250 250 250 100 75 75 Из 75 75 75 100 100 100 100 100 120 100 100 100 100 100 75 75 75 125 120 200 200 200 75 75 75 175 150 150 250 200 25п 250 200 200 200 250 250 250 250 100 75 отход 75 75 75 87 100 98 70 64 127 101 106 86 400 360 742 662 662 669 312 191 320 137 60 245 170 45 125 145 278 231 725 1 2U5 582 450 496 450 714 462 8(18 685 160 ИЗ 122 135 ов 177 121 265 138 О tc | >-• И 1 1 1 1 1 1 1 1 II 1 1 | | I | I | j I 1 1 5 О) QO С» | | Ji j I | СО -u | | СП | tC Ji О to О CO -J —J Ji О Ji Ji to to I—* СЛ СП to Ji. — Cn 6,6 7,55 7,0 5,31 4,83 13,9 7,9 8,1 6,54 29,7 26,8 31,0 27,6 27,6 27,9 35,3 20,1 55 40 17 8 5 1,5 3,8 5,5 42,7 36,5 825 1'20 508 243 118 123 118 302 196 340 283 11,5 4,5 4 г 1.65 7,4 5,1 11,1 5,8 6,8 7,75 7,8 5,48 5,0 14,3 8,1 8,3 6,7 31,2 28,1 32,6 29,0 29,0 29,4 37 ,5 21,2 100 43 19 10,8 7,5 2 5,5 6,3 6 48,0 40,0 949 5~5 282 136 154 136 346 224 392 330 12,5 5 5,4 6 1 ,75 7,8 5,3 11,56 6,03 ( ПКБ ЦТР МПС-52 ЦТ МПС-43 1 ПКБ ЦТР / МПС-52 ЦТ МПС-43 ) ПКБ ЦТР МПС-52
200
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Продолжение табл, 67
Наименование деталей Серия паровоза Марка стали товки в мм Альбом
шири- на 1 1 тол- щина длина 1 ЧИСТЫЙ ПОКОВ- КИ S О * 5 аз 2 © СО н
Клин переднего и заднего
сцепных дышел и перед-
ней головки сцепного
дышла Щ Ст. 5 75 75 116 4,75 ", 1 j
Клин передней головки зад-
него сцепного дышла . . . СУ То же 75 75 210 4,92 8,78 9 2
Клин поршневого дышла Эм . ЭР » 75 75 326 8,26 13,5 14J3
» переднего сцепного
дышла эм » 75 75 198 4,0 8,3 8 7
Клин среднего и переднего
сцепного дышла ЭР 75 75 184 4,5 7,67 8 10
Клин ведущего дышла . . . щ » 75 75 • 280 12,3 12 9
Клин буксовый ведущей оси СУ , Эм , ЭУ , » 75 75 283 2 33,8 35 ,5
ЭР . э
» » сцепных осей эм , эУ , ЭР , » 75 75 <283 — 26,2 27.5 ПК Б
э, со
» » ведущей оси со » 75 75 <283 20.7 30,7 32,2 ЦТР
» осевых букс ов » 75 75 <283 — 20,9 21,9
» » » Щ » 75 75 <283 33,8 35 5 МПС-52
» передней сцепной оси СУ » 75 75 736 20.8 30,4 31 ^9
Кулиса Щ Ст. 2 150 150 570 75,0 99 9
» ов То же 150 15и 418 — 57 ,6 73,3
» эм » 125 125 558 30,3 54,6 67,0
» СУ » 150 150 520 34,8 78,5 90,0
Маятник СУ Ст. 5 75 75 612 11,2 23,82 26,4
» Щ То же 125 125 547 48 66 5
Параллель эм » 200 200 935 195,8 263,9 290
» СУ » 125 125 1 165 96,2 135,0 140,0
» Щ » 150 150 1 050 168,7 185,0 J
Накладка подвесной рессо-
ры эм , эг Ст. 2 050 — 77 1,08 1 18
Нож рессорных подвесок Эм , Э1' , ЭУ То же 50 50 97 — 1,8 1,9
Палец передней сцепной оси СУ Ст, 5 125 125 245 — 26 29
пов.
» 2-й. 4-й, 5-й сцепных
осей (поковка на 4 штуки) ФД То же 125 125 1 363 150 164
Палец 1-й сцепной оси (по-
ковка на 5 шт.) ФД » 125 125 1 413 160 170
Палец отжимного контр-
кривошипа для ведущей Ц1
оси Эв/и> кроме Эм 250 250 262 115 127
Палец 1-й, 2-й, 4-й, 5-й МПС-43
сцепных осей ведущего ко-
леса СУ » 250 250 334 — 144 162
Палец отжимного контр-
кривошипа для ведущей
оси ЭМ » 250 250 325 — 145 157
Палец 1-й, 2-й, 4-й, 5-й
сцепных осей Эм » 250 250 363 168 176
Палец ведущего колеса . . С » 200 200 391) — ПО 121
» задней сцепной оси СУ » 125 125 265 — 29 32 1
Подвеска кулисной тяги . . Щ » 100 100 410 — 23,2 32,0
» рессорная 1-й оси СУ » 100 100 416 16,4 29,9 32^0 1
» рессорная веду-
щей и 3-й сцепной осей . СУ » 100 100 272 9,3 19,3 21,1 ПК Б ЦП
Подвеска рессорная длин- | МПС-52
ная эм Ст. 4 60 60 570 11,07 15,2 16,0
Подвеска рессорная корот- j
кая эм То же 60 60 423 6,59 11,3 11,9
Поршень продувательного 1
клапана цилиндра .... ФД » — 050 78 — 1,0 1,2
Пробка к чашечке связи 0
«Мета» ФД Ст. 3 — 35-7-40 40 — 0,2 0,408
Прокладка задняя среднего ЦТ
сцепного дышла ЭГ Ст. 5 75 75 134 — 5,6 5,9 1
Серьга к балансиру .... ФД Ст. 4 75 75 204 — 8,5 9,0 МПС-43
» к раме ФД То же 75 75 181 — 7,5 8,0
» рессорная ведущей
оси Эм , Эг ЭУ » 100 100 212 — 15 16,5
Скалка поршневая щ Ст. 5 125 125 1 420 — 158,4 175,0
» » ЭМ То же 130 130 1 400 111 167,8 182,5
» » СУ » 125 125 1 350 107 ,3 111,5 165,0
Скоба стяжки между паро- ПКБ
возом и тендером эм 100 100 358 23,36 25 ,Л 27,5 ЦТР
То же эм » 100 100 347 20,9 22,7 26,7 МПС-52
Стержни буфера правый и
левый эм С г. 0 125 125 283 — —- —
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
201
Продолжение табл. (57
j Наименование деталей Струнка буксовая передней тележки Струнка подбуксовая сцеп- ных осей Струнка подбуксовая ве- дущей оси Струнка осевой буксы (тен- дерная) Струнка бегунковой и зад- ней поддерживающих осей Струнка ведущей и задней сцепных осей Струнка передней сцепной оси । Струнка подбуксовая зад- ней поддерживающей оси Струнка подбуксовая перед- । ней сцепной оси Тяга к маятнику ! » к маятнику » эксцентриковая . . . » золотниковая .... Хомут подвесной рессоры , <> » » » передней и задней те- лежек Хомут подвесной рессоры ведущей и задней сцепных । осей , Хомут передней стяжной рессоры ) Хомут задней упряжной • рессоры ! Хомуг подвесной рессоры 1 сцепной оси j Шток золотниковый .... ! 1’о же । Щека кулисы левая .... I » » правая . . . 1 » » » . . . » » » . . . 1 » » » . . . ! Чека скобы к балансиру . | Шайба подвесной рессоры тендера (нижняя) Шайба рессорной подвески » рессоры Шкворень запасной .... » главной серьги Примечани но применять марки Сери я паровоза ФД ФД ФД ФД с с с СУ СУ СУ щ Щ ов Э" щ СУ СУ эм эм су эм СУ СУ СУ эм ов Щ Эм . Эг , ЭУ эм Эм , Эг , ЭУ эм су су е. Марки стали— Ст. 10 и Ст. 45. Марка стали 1 _ С г. 3 С г. 5 То же С г. 3 Ст. 2 То же » » » Ст. 5 То же » » Ст. 3 То же » » » » » Ст. 5 То же » » » » » Ст. 2 Ст. 3 То же С г. 5 То же » по ГОС Рас го X о. S ГО 31 150 150 150 150 100 125 125 125 125 75 100 125 100 125 125 125 125 125 125 125 100 100 100 100 125 100 100 0” 05 05 05 11)0 [ i Т 38 мер заго- вки в мм го 1 I * Shih 1 1 150 115 150 721 150 779 150 i 172 100 । 260 125 22-1 125 246 125 257 125 42-1 75 116 100 277 125 720 100 600 125 327 125 317 125 292 125 293 Г25 400 125 383 125 112 160 590 100 740 100 139 100 120 125 271 100 376 100 423 0 270 2 57 I 2 60 2 87 75 336 100 ' 423 0-50. Для чистый 2.05 15,2 11 ,38 16,5 21,34 13,7 12,0 30 ,0 34.4 7,25 7,25 15,2 валико Вес в 1 31 1 ё * 18 119 129 45 17 24 26 27 45 4,65 19,8 76,93 41,0 19,0 19,2 19,0 21,07 28,9 21,0 12.0 45,5 51 ,4 9 ,9 8 ,6 29 ,5 26,6 30.04 4.0 0.90; 0,9 1 Д 13,5 28,5 1 в вме кг заго- товки 20 Г25 135 30 20,3 30 31 51 5,0 21,7 88,5 47,0 39,8 38,5 35,0 35,2 48,0 34,0 27,5 53,0 57,0 10,9 9.4 32,5 29,3 33,0 4 .2 0,95 1,0 1,45 14,5 33,0 сто мар Альбом __ ( ЦТ МПС-43 । ! ПКБ ЦТР МПС-52 1 ЦТ МП С-43 ки С г. 2 мож-
Примеры свободной ковки деталей
подвижного состава
Ковка в подкладных штампах цепи рас-
цепного привода автосцепки. Материал—Ст. 2
или Ст. 3; вес заготовки 0,06 кг; при конке
отходы на угар весьма незначительны, поэ-
тому вес поковки практически также счита-
ют 0,06 кг.
Размер заготовки: диаметр 8 мм, длина
Ы5 мм.
Переходы: / — резка прутка на нож-
ницах; 2—нагрев в печи до температуры на-
чала ковки 1000°С; 3 — укладка заготовки
на молот (или наковальню) и загиока сред-
ней части заготовки (фиг. 44,в); 4—подшбка
концов (фиг. 44, г); ,5—доводка концов; б —
заводка звеньев и правка (фиг. 44,е).
Штамп показан на фиг. 45.
Ковка может производиться вручную на
наковальне или на молоте с весом падающих
частей 150 кг. Штамповка звеньев может
производиться в холодном или горячем со-
стоянии.
После заводки звенья цепи заваривают
(сварка газовая или дуговая) (фиг. 44, ж).
В цепи четыре разводных звена и три
неразводных; последние заваривают до за-
водки.
202
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Работа выполняется: 1-я операция прес-
совщиком; 2-я нагревальщиком; 3—7-я куз-
нецом 5-го разряда и подручным 3-го разря-
да; 8-я сварщиком.
•Фиг. 44. Ковка звеньев цепи расцепного привода
автосцепки: а-эскиз поковки; б~резка заготовки;
.^--гибка средней части заготовки; г— педгибка кон-
цов; д—сварка;^е—заводка звеньев и правка; ж—за-
варка цепи
На Дарницком вагоноремонтном заводе хо-
муты изготовляют штамповкой (см. стр. 243).
Материал заготовки хомута — сталь
марок 10 и 15 (ГОСТ 1050-52) или МСт. 2 и
МСт. 3 (ГОСТ 380-50), профиль 10 X 90 мм,
длина 320 мм.
Вес заготовки 2,25 кг, угара — 0,05 кг
(2%), обсечки — 0,6 кг (2,9%); вес поковки
2,14 кг.
Заготовки нагреваются в печи, находя-
щейся на расстоянии 6 м от молота. Загру-
жает заготовки в печь и вынимает их из
печи молотобоец вручную.
К началу работы к рабочему месту должны
быть поданы мерная заготовка, исправный
инструмент и приспособления: клещи, ниж-
ник, топор, скоба, оправка, молоток, шаблон,
шаблон-калибр.
До начала работы необходимо смазать
молот и укрепить болты.
За 30 мин. до начала работы бригада
должна загрузить в печь 20 заготовок.
Хомуты изготовляются партией в 4 шт.,
что даёт значительную экономию времени
на вспомогательные операции.
На изготовление четырёх хомутов в 1952 г.
бригада Короткова—Коньшина затрачивала
409,5 сек. (машинного времени 232 сек. и
вспомогательного 177 сек.). Фактическая
производительность составляла 245 хомутов
за 8 час.
Технологический процесс, приведённый в
табл. 68, состоит в следующем:
1—3. Молотобоец берёт клещами четыре
заготовки, закладывает их в печь, а из печи
вытаскивает четыре нагретые заготовки.
4—6. Кузнец берёт нижник и устанавлива-
ет его на боёк, затем берёт топор и шаблон.
Молотобоец кладёт заго-
Фиг. -4 5. Штамп для ковки звеньев цепи расцепного привода
автосцепки: a — нижний штамп; б — оправка; в — накладка;
г — верхний штамп; д — рукоятка
товку на нижник, а кузнец
накладывает шаблон.
7. Кузнец накладывает то-
пор, машинист нажимает ру-
коятку и производит удар.
Затем молотобоец перевёрты-
вает заготовку, кузнец накла-
дывает шаблон и топор, а
машинист снова производит
удар. Этот переход повто-
ряется 4 раза.
Фиг. 46. Хомут рессоры Галахо-
ва четырёхосного пассажирского
вагона
Кевка хомута рессоры Галахова четырёх-
осного пассажирского вагона (опыт передо-
виков завода имени Войтовича). Изготовление
хомутов рессоры Галахова (фиг. 46) произ-
водится на паро-воздушном молоте с весом
падающих частей 0,5 (0,75)т.
8—9. Молотобоец снимает нижник, берёт
скобу и устанавливает её на боёк.
10. Молотобоец укладывает заготовку на
скобу, кузнец берёт накладку, устанавливает
её на заготовку, а машинист нажимает на
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
203
Таблица 68
Ковка хомута
Q. О С Наименование переходов Температурный режим в С°
С начало конец
2 ковки ковки
1 Загрузить заготовку в печь
2 Нагрев 1200 - i
3 Вынуть заготовку из печи .
4 Подать заготовку к молоту
5 Установить нижник на бой- ки
6 Положить заготовку наниж- ник, наложить шаблон .
7 Срубить фаски с двух кон- цов (4 шт.) 1150 1100
8 Снять нижник —
9 Установить скобу
10 Прогнуть заготовку (4 шт.) 1050 ' 930 ;
11 Снять скобу |
12 Подогнуть концы и выпра- вить хомут на оправке (4 шт.) ! 950 1 800
13 Поправить молотком, про- верить по шаблону и от- бросить хомут в сторону (4 шт.) i 1
Исполнитель
Молотобоец
»>
Кузнец
Молотобоец
Кузнец
То же
Молотобоец
»
Кузнец
Молотобоец
Кузнец
»
Эскиз поковки
рукоятку и производит удар. Этот переход
повторяется 4 раза.
11. Молотобоец снимает скобу.
12. Молотобоец кладёт прогнутую заго-
ловку на боёк, кузнец накладывает оправку,
а машинист нажимает на рукоятку и про-
изводит удар. Затем кузнец подгибает оба
конца и, поворачивая оправку с хомутом,
выправляет последний. Переход повторяется
4 раза.
13. Кузнец проверяет хомут шаблоном,
доводит (молотком) до чертёжного размера
и отбрасывает.
Ковка буферного стержня 50-иг грузового
вагона (опыт передовиков Канашского завода).
Буферный стержень изготовляют две бригады.
Одна бригада из трёх человек — заготови-
тельная, другая из пяти человек—штамповоч-
ная.
К началу работы исходные заготовки
должны быть нагреты до необходимой ко-
вочной температуры. В дальнейшем нагрев
происходит параллельно с работой бригад,
чю даёт возможность ликвидировать потери
времени на ожидание нагрева заготовок.
Загрузку и подачу заготовок для штам-
повки осуществляет молотобоец штамповоч-
ной бригады при помощи манипулятора
и консольного крана.
Штамповочная бригада работает парал-
лельно с заготовительной.
На Канашском заводе в 1952 г. на изго-
товление стержня штамповочная бригада тра-
тила в среднем 2,16 мин., а заготовитель-
ная —• 3,44 мин.
Для обеспечения бесперебойной работы
по штамповке необходимо иметь запас за-
готовок или включить в работу дополнитель-
ную бригаду для ковки заготовок на другом
молоте.
Схема организации рабочего места по
изготовлению буферного стержня в кузнице
Канашского завода представлена на фиг. 47.
Технологический процесс приведён в
табл. б1.).
Ковка буферного стержня двухоёного ва-
гона (опыт передовиков завода имени Войто-
вича). Ковка буферного стержня производится
на паровом молоте с весом падающих ча-
стей 2 т, оттяжка хвоста — на 0,75-т
паровом молоте. Материал — сталь марки
Ст. 3—4—5, размер заготовки 265 X 140 мм.
Вес. заготовки 32 иг.
Угар при ковке заготовки стержня 0,96 кг,
при ковке тарелки — 0,31 иг, при оттяжке
хвостовика — 0,4 кг, отход на заусеницы
0,33 кг. Вес поковки 31,04 кг, вес чистой
детали 27,1 кг.
Эскиз поковки буферного стержня пред-
ставлен на фиг. 48.
Затраты времени (оперативное, вспомо-
гательное и прибавочное) в 1952 г. приведены
в табл. 70.
Технологический процесс приведён в
табл. 71.
Ковка тяги машины паровоза Су . Эскиз
поковки тяги показан на фиг. 49.
Материал—сталь марки Ст. 5. Размеры за-
готовки 75 х75 х 420 мм. Вес заготовки
18,5 кг, вес поковки 17 кг.
^04
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Фиг. 47. Организация рабочего места при ковке буферных стержней (Канашский завод)
Таблица 69
Таблица 70
Технологический процесс по изготовлению буферных
стержней 50-п? грузового вагона
Бригада | 1 Наименование операции Оборудование
Заготовительная Принять горячую заготов- ку на бойки и закрепить клещами -
Оттянуть хвостовик бу- ферного стержня по черте- жу, обрубить по длине и закатать конец 1-п? молот со штампом
Уложить горячую вторич- ную заготовку на специаль- ный стеллаж Вручную
Штамповочная । Принять поданную заго- товку и наложить разгонку1 Консольный кран с мани- пулятором
Отштамповать тарелку бу- ферного стержня 2-т молот со штампом
Вынуть отштампованный стержень из штампа и по- дать его к прессу Вручную
Уложить стержень в об- резной штамп, обрезать заусеницу и снять её Пресс 325-ш
Уложить стержень на стеллаж и выправить хво- стовик Вручную
Откатить стержень на инс- пекторскую площадку Вручную
Приёмка и клеймение инс- пектором отк
Затраты времени на изготовление буферного
стержня
Фиг. 48. Эскиз поковки буферного стержня
а — с плоской тарелкой; б — с выпуклой тарелкой
в —оттяжка хвостовика
1 Загрузка горячих заготовок в печь и пода-
ча в штамп осуществляются молотобойцем 2-й
бригады одновременно с работой бригады и в графике
не отражены.
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
20з
№ по пор.
Ковка буферного стержня двухосного вагона
Таблица 71
Наименование переходов Темпер решил начало КОВКИ атурный в °C конец ковки Штампы и приспособ- ления Эскизы переходов
3 а готовка буферного стержня
1 1 3 Загрузить заготовку в печь Нагрев Взять заготовку' из печи . — 1100 - Вручную Клещи
4 Подать заготовку на бойки — —
Отмерить размер заготовки на тарелку7 Л—145 мм . . — —
6 7 Протянуть хвостовик 0 75 -.1 Отмерить длину7 хвостовика 0 75 мм, 1 =-270 мм . . . 1080 юоо Бойки и под- катка
8 Сделать заплечико и пред- варительно протянуть хвостовик размером rf--=70 мм 995 900 Накладки
U Отложить поковку в сторо- ну - - Бойки
Штамповка выпуклой тарелки буферного стержня
1 Загрузить заготовку в печь (головой) Нагрев 1200
3 Взять заготовку из печи и подать её к молоту № 6 . —
4 Уложить заготовку в штамп —
д Разогнать тарелку, повора- чивая штамп кругом . . . 1100
6 Вынуть поковку7 из штампа —
7 Отставить стержень в спе- циальное место для термо- обработки и надеть коло- кол —
1
3
4
5
6
7
8
9
кюо
Вручную
Клещи
Сферический
боёк, матрица
и разгонка
Ломики,
клещи
Клещи.
колокол
тарелки буферного стержня
Штамповка плоской
Загрузить поковку на бу- ферный стержень в печь (головой) Нагрев 1200 - Вручную
Взять заготовку из печи и подать её к молоту № 6 . — - Клещи
Уложить заготовку в штамп — -
Разогнать тарелку, повора- чивая штамп кругом . . . 110() ЮОО Плоский боек,
Наложить на тарелку бу- ферного стержня два по- лукольца — ш гамп, разгонка Клещи
Обрезать заусеницу .... 940 900 Штамп и но-
Вынуть поковку из штампа -- лукольца Ломик,
Отставить стержень в спе- циальное место для тер- мообработки. надеть ко- локол - клещи Клещи.
206
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Продолжение табл. 71
№ по пор. Наименование переходов
Температурный
режим в °C
начало конец
ковки ковки
Штампы и
приспособ-
ления
Эскизы переходов
Оттяжка хвостовика
буферного стержня
3 Загрузить поковку хвосто- виком в печь Нагрев Взять буферный стержень из печи 1100
4 Подать к бойку —
5 Уложить хвостовик буфер- ного стержня в ручей бой-
ка ——
6 Оттянуть хвостовик от раз-
мера d = 70 до 0 49x340 мм 1000
7 Отрубить конец хвостовика
в приспособлении 870
8 Уложить буферный стер-
жень в нижник —
9 Выправить хвост (15 уда-
ров) 850
10 Вынуть поковку из нижни-
ка —
11 Проверить поковку —
12 Отставить буферный стер- жень в сторону и надеть
колокол . . . —
j Вручную
Вручную,
клещи
То же
900
850
800
Ручьевые
бойки
Приспособле-
ние для рубки
Клещи
Клещи,
накладка,
нижник
Клещи
Молот — паро-воздушный, тоннаж — 1 т.
Ковка производится с двух нагревов: 1-й
нагрев для операций 1—8 (ковка одного
конца), 2-й нагрев для операций 9—15
(ковка второго конца).
Фиг. 49. Эскиз поковки тяги паровоза
серии СУ
Степень уковки равна 4.
Головка тяги куётся в подкладном штампе.
Технологический процесс приведён в
табл. 72.
Ковка струнки тендер-конденсатора. Эскиз
поковки показан на фиг. 50. Материал—сталь
марки Ст. 5. Размеры заготовки 90 X 90 х
Фиг. 50. Эскиз поковки струнки
тендер-конденсатора
X 420 мм. Вес заготовки 27,4 кг, вес поковки
21,8 кг.
Молот — паро-воздушный, тоннаж —
0,75 т, степень уковки равна 2.
Технологический процесс приведён в
табл. 73.
|‘ Ковка тяги тендер-конденсатора Эскиз по-
ковки показан на фиг. 51. Материал—сталь
марки Ст. 4. Размеры поковки 100 х 100 X
X 120 мм. Вес заготовки 9,4 кг, вес поковки
Фиг. 51. Эскиз поковки тяги тендер-
конденсатора
8,7 кг. Степень уковки равна 2,5. Угар —
0,28 кг (3%), отсечки—0,42 кг (5%).
Ковка производится с одного на-
грева.
Технологический процесс приведён в
табл. 74.
Ремонт рессор двухосного грузового ваго-
на (без термической обработки). Материал —
рессорная сталь по ГОСТ 1050-52, профиль
76 х 13 мм, вес изделия 76,1 кг.
В табл. 75 указаны длина и вес отдель-
ных листов.
Рессора показана на фиг. 52,а.
Технологический процесс заключается в
следующем:
1) выварка и очистка рессор в выварочной
ванне;
2) съёмка хомута на прессе с помощью
молотка и зубила;
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
207
Таблица 73
Технологический процесс ковки струнки тендер-
конденсатора
Таблица 72
Технологический процесс ковки тяги машины
паровоза Су
Переход Эскиз
Загрузить заготовку в печь Нагреть заготовку Вынуть нагретую заго- товку из печи и подать ее на боек молота -
| Протянуть половину
, заготовки с квадрата
75 мм на прямоугольное
сечение 60x40x300 мм
Протянуть от головки
на прямоугольное сече-
ние 25 х 50 мм
Скруглить радиус го-
ловки
Обрубить головку
Штамповать головку
(толщиной 30 мм, диа-
метром 80 мм)
Протянуть середину
на прямоугольное сече-
ние 20 х 60 мм
Обрезать заусеницу
Промерить шаблоном
Загрузить заготовку в
печь другим концом
Нагреть заготовку
Вынуть заготовку из
печи
Подать заготовку на
боёк молота
Протянуть заготовку
по размеру
Промерить по шаблону
Обрубить излишек ма-
териала
Прогнуть конец на реб
ро по шаблону
Подогнать по размеру
Промерить по шаблону
Уложить поковку на
место
Переход Эскиз
Загрузить заготовку в печь Нагреть заготовку Вынуть заготовку из печи Подать заготовку на боек молога, наложить клещи и закрепить коль- цом [<• L, 42.0
Протянуть на прямо- угольное сечение 80х х 70x350 мм Засечь два заплечика одного конца Править с ребра после засечки
Протянуть накладкой замок между заплечика- ми Обрубить конец по раз- меру 120 j И— а*
Засечь два заплечика от середины Снять клещи, нало- жить их на второй конец , /-ПО-,
Протянуть на прямо- угольное сечение 80 х х 70 х 250 мм 1
Засечь два заплечика от конца Править с ребра после засечки Протянуть накладкой замок между заплечика- ми Обрубить конец по раз- меру
Засечь два заплечика от середины Протянуть середину по ра змеру Подогнать по размеру Промерить шаблоном Снять клещи и уло- жить на место
3) осмотр рессорных листов (на плите);
4) сборка рессоры. Операция состоит из
смазки листов маслом с графитом и сборки
листов на шпильку с расклейкой головки
(производится на прессе);
5) насадка и обжимка хомута. Операция
состоит из переходов: а) нагрева хомута
в нагревательной печи до температуры 1050—
1150°, б) надевания хомута (на плите),
в) обжимки хомута на рессоре (на специаль-
ном прессе);
6) испытание рессоры (на прессе), приёмка
и клеймение;
7) окраска рессоры.
Ремонт рессор двухосного грузового ваго-
на (со сплошной термической обработкой).
Материал — сталь марки 55 по ГОСТ
1050-52, профиль 76 X 13 мм, вес изде-
лия 68,3 кг.
Длина и вес отдельных листов указаны
в табл. 76.
Рессора показана па фиг. 52, б.
Технологический процесс ремонта рес-
соры со сплошной термической обработкой
состоит в следующем:
1) выпарка и очистка рессор (в вывароч-
ной ванне);
2) съёмка хомута (на прессе);
3) осмотр листов;
4) отжиг годных листов в печи, темпера-
208
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
тура отжига 800—850°С в зависимости от
марки стали 750JC;
5) обрезка новых листов по длине (на
пресс-иожпицах). Операция состоит из пе-
Та б л и ц а 7 1
Технологический процесс ковки тяги тендер-
конденсатора
Переход
Загрузить заготовку в
печь
Нагреть заготовку
Выдать заготовку из
печи
Подать заготовку из
печи на боёк молота
Оправи гь торцы
Протянуть на прямо-|
угольное сечение 100 < |
х 45 з/ 240 мм i
I
Наложить клещи
Протянуть конец на
круглое сечение диамет-
ром 50 х 180 мм
реходов: а) резки коренных листов, б) резки
наборных листов;
6) нагрев концов рессор (порознь) корен-
ного листа в щелевой печи до температуры
Таблица 7о
Длина и вес листов 13-листовой вагонной рессоры
№ листа Длина листа в мм i Вес листа в кг № листа Длина листа в мм ТО и S q о "С - CQ й
1 1 310 _3 10,09 8 640 ±3 5,00
9 1 070 _3 8,30 9 560-3 4,35
3 1 050:'_3 8,10 10 480±3 3,70
4 960 ^3 7,45 11 400 j 3 здо
5 880 -.3 6,85 12 320 3 2,50
6 800 ±3 6,20 1 13 240 . 3 1 ,85
7 720 ±3 5,60 i
Наложить клещи на j
круглый конец ;
Установить сподок I
Проштамповать голов- (
ку j
Снять сподок
Оправить наплоско
Обрубить заусеницы на
головке
Править головку после
обрубки
Наложить клещи на
головку
Протянуть конец на
круглое сечение диамет-
ром 50 ж 1 50 мм 1
I
Фиг. 52. Рессоры грузовых вагонов: а— 13-лисговая
двухосного вагона; б — 12-листовая двухосного
вагона
Прокатать конец в
каталке
Прожать галтель от
головки
Прожать галгель от
конца
Протянуть середину на
диаметр 34x350 мм
Прокатать в каталке
Промерить шаблоном
Обрубить конец по раз-
меру
Подогнать по размеру
Снять клещи
Уложить поковку на
место
Таблица 76
Длина и вес листов 12-листовой вагонной рессоры
№ листа Длина листа в мм о: q ° £ и * СО и № листа Длина листа в мм Вес листа в кг
1 1 260±3 9,71 7 6905 3 5,05
2 1 070_3 8,30 8 600 .3 4,40
3 1 050 ±3 7.65 9 510 3 3,75
4 960 ±3 7,00 10 420 _3 3,10
5 870 .-3 6,35 11 330 .3 2,40
6 780-_3 5.70 12 240 3 1,80
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
209
не выше 980JC и завивка концов (поршень)
на специальном станке;
7) резка по трапеции новых (наборных)
листов на эксцентриковом прессе;
8) сверловка и зенковка новых листов (на
вертикальном сверлильном станке);
9) гибка листов. Операция состоит из
переходов: а) нагрева листов в печи до темпе-
ратуры 950°С, б) рихтовки новых листов па
ребро (на рихтовочном станке), в) гибки
листов (на гибочном станке);
10) закалка листов (в ванне), температура
закалки 780—830°С;
11) отпуск листов (в нагревательной печи),
температура отпуска 450—480 'С;
12) ладка 1—3 листов с подбором набор-
ных листов;
13) смазка всех листов маслом с графитом,
затем сборка листов (на прессе или струб-
цинке) на шпильку с расклёпкой головки и
надеванием временного хомута;
14) испытания рессоры с временным хому-
том (на специальном прессе);
15) насадка и обжимка постоянного хо-
мута. Операция состоит из переходов: а) на-
грева хомута в печи до температуры 1050—
1150гС, б) скрепления временного хомута
(на прессе или струбцинке) и надевания по-
стоянного хомута, в) обжимки хомута на
рессоре (на прессе);
16) испытание рессоры с постоянным хому-
том;
17) окраска рессоры.
Контроль производят после операций 5-й,
6-й, 10-й и 16-й.
Ремонт рессор четырёхосного пассажир-
ского вагона (с частичной термической обра-
боткой). Материал — рессорная сталь 55С2
по ГОСТ 2052-43, профиль 76 X 10 мм, вес
изделия 294,26 кг.
Размеры отдельных листов и их вес ука-
заны в табл. 77.
Рессора показана на фиг. 53.
Таблица 77
Длина и чес листов рессоры пассажирского вагона
№ листа Длина листа В Л4.М 03 о X о к 4> CQ СО № листа Длина листа в мм та н и X о <и CQ а
1 1 £67+3 6,30 [4 636 ч 3 3,39
л 9Н)+3 5, <5 5 464+3 2,37
3 808 + 3 4,42 6 292 3 1,14
Технологический процесс заключается в
следующем:
1) выварка рессор в выварочной ванне
и очистка скребками и металлическими щёт-
ками;
2) расклёпка наконечника на плите пнев-
матическим зубилом и молотком;
3) съёмка хомута (на прессе);
4) осмотр рессорных листов;
5) резка новых листов; операция состоит
из переходов: а) резки коренного листа по
длине (на пресс-ножницах) и б) резки на-
борных листов по длине (на пресс-нож-
ницах);
6) прошивка концевых отверстий корен-
ных листов. Операция состоит из переходов:
а) нагрева концов листа (порознь) до темпера-
туры 900°С в щелевой печи, б) прошивки
концевых отверстий в листе (на эксцентри-
ковом прессе);
7) резка по трапеции новых наборных
листов (на эксцентриковом прессе);
Фиг. 53. Рессора 6-листовая четырёхосного
пассажирского вагона
8J сверловка и зенковка центральных
отверстий в новых коренных и наборных
листах (на сверлильном станке);
9) гибка листов. Операция состоит из
переходов: а) нагрева листов в печи до 950°С,
б) рихтовки новых листов на ребро (на рих-
товальном станке), в) гибки листов (на ги-
бочном станке);
10) закалка листов (в закалочной ванне),
температура закалки 850—880°С;
11) отпуск рессорных листов (в печи
или соляной ванне), температура отпуска
400—510’0. Твёрдость термически обработан-
ного листа должна быть //£=363 —432;
12) ладка 1—3 листов с подкладкой, всех
листов (на плите или наковальне);
13) сборка рессорных листов на шпильки.
Операция состоит из переходов: а) смазки
всех листов (маслом с градиром), б) сборки
листов на шпильку с расклёпкой головки;
14) насадка и обжимка хомута. Опера-
ция состоит из переходов: а) нагрева хомута
в печи до температуры 1050— 1150°, б) на-
садки хомута, в) обжимки хомута (на
прессе);
15) сборка рессоры в комплект. Опера-
ция состоит из переходов: а) нагрева заклё-
пок в электрогорне до температуры 1200°С,
б) приклёпки наконечника к секциям рес-
сор (па пневматическом прессе);
16) испытание рессор (на прессе);
17) окраска рессоры.
Контроль производится после операций
5-й, 6-й, 10-й и 15-й.
ГОРЯЧАЯ ШТАМПОВКА НА МОЛОТАХ
Общие сведения
Методом горячей штамповки в депо и на
машиностроительных, паровозоремонтных и
вагоноремонтных заводах изготовляют ряд
деталей подвижного состава, как-то: двух-
звенную цепь, ссрьгу, скобу, стяжки, голов-
ку сцепного крюка и т. п.
14 Том 12
210
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Горячая штамповка имеет перед свободной
ковкой следующие преимущества (см. также
стр. 230 — 232):
1) возможность штамповать детали слож-
ной конфигурации;
2) более высокие показатели механиче-
ских качеств;
3) значительное (иногда в несколько
десятков раз) повышение производитель-
ности;
4) экономия металла благодаря уменьше-
нию отходов (припусков, обсечек, заусениц
в случае штамповки на ковочных машинах),
а часто и полному отсутствию отходов (за
исключением угара), если поковка идёт
прямо на сборку или является готовой де-
талью;
5) значительное повышение коэфициента
полезного действия кузнечного оборудова-
ния;
6) возможность применения рабочей силы
средней квалификации;
7) большая рентабельность (особенно в
крупносерийном и массовом производстве).
Технологические и технико-экономические
преимущества делают штамповку прогрес-
сивным методом обработки металлов давле-
нием, который широко применяется не толь-
ко на машиностроительных заводах с массо-
вым производством, но и на ремонтных за-
водах МПС.
Штамповка (благодаря уменьшению рас-
хода металла и уменьшению объёма механи-
ческой обработки) становится рентабельной
и при небольшой серийности.
Этот способ кузнечной обработки яв-
ляется целесообразным при технико-экономи-
ческой оправданности и в железнодорожных
депо даже в случае отсутствия специализи-
рованного оборудования.
Наиболее простым и выгодным с точки
зрения организации производства и труда
в кузнице является способ штамповки в од-
ном штампе — одноручьёвом или много-
ручьёвом, только па одном штамповочном
молоте.
Существует также способ горячей штампов-
ки на молотах фасонных заготовок, при ко-
тором на ковочных молотах заготовке при-
дают форму, близкую к конфигурации за-
проектированной поковки, а затем штампов-
кой на штамповочных молотах в штампах
с одним или двумя ручьями заготовке при-
дают окончательную форму и размеры.
Весьма рентабельной является штамповка
из проката фасонного профиля.
При разработке технологических про-
цессов горячей штамповки на молотах и
проектировании штампоз следует соблюдать
некоторые общие правила [6,П|:
1. Геометрические формы поковок должны
быть наиболее просты, предпочтительны фор-
мы вращения.
2. Для возможности выемки поковки из
штампа её боковые поверхности должны
иметь так называемые штамповочные укло-
ны (см. табл. 83). Уклоны задавать симметрич-
ные и равнобедренные во избежание возник-
новения неуравновешенных боковых уси-
лий, а также перекосов.
3. Избегать резких перепадов в размерах
поперечных сечений детали, все переходы от
одной плоскости (поверхности) к другой
должны быть закруглены.
4. Избегать в деталях очень тонких се-
чений, примыкающих к заусеницам, высоких
рёбер, бобышек, выступов.
5. Задавать длину отверстий в поковках
не более трёх диаметров.
6. В целях экономии металла рекомен-
дуется штамповка без клещевины; также пред-
почтительна штамповка из прутка нескольких
поковок из одной заготовки в одном штампе,
двух поковок с поворотом заготовки.
Разъём штампов располагать:
1) так, чтобы облегчить выемку поковки
из штампа;
2) по плоскости, а не по фигурной поверх-
ности (фиг. 54, а);
3) так, чтобы углубление в теле поковки
шло по направлению удара (фиг. 54, б);
Фиг. 54, Схемы штамповки
4) по наибольшему диаметру или по плос
кости симметрии, но не по ломаной линии
5) по вертикальным стенкам (с учётоа
штампоночных уклонов), а не по наклонный
(фиг. 54, в);
6) в плоскости двух наибольших габарит
ных размеров детали [чтобы полости штамп;
имели наибольшие глубину и ширин;
(фиг. 54, г, д, е) ];
7) так, чтобы контур полости в верхне.»
и нижнем штампах по поверхности разъём
был одинаков (фиг. 54, ж);
8) чтобы заусеница находилась по дет
поковки, а не по кромке;
9) так, чтобы облегчить обрезку зг
усениц (фиг. 54, к) и контроль сдвига осе
верхней и нижней половинок штамп
(фиг. 54, л).
При штамповке заготовки следует ка:
товать при переносе из ручья в ручей сс
гласно табл. 78.
Технологический процесс горячей штапшо:
кн состоит из следующих основных операции
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
211
Т а о л и ц а 7 8
Кантовка заготовок в ручьях штампов
В ручье или при
переносе из ручья
Из формовочного
» гибочного
в пережи много
В пережимном
» протяжном
Из предварительного(если
фигура имеет трудно за-
полняемые выдавлива-
нием формы, например
тонкие высокие рёбра)
Поворот заготовки
вокруг её оси
На 90
» 90"
Нет поворота
На 90' после каждо-
го удара
На 90° после каждо-
го удара; смещение
заготовки после
каждого удара
вдоль оси протяж-
ки
На 180
|) резка заготовок; 2) нагрев заготовок:
3) штамповка; 4) обрезка заусениц; 5) правка
поковки; 6) очистка от окалины; 7) кон-
троль поковок.
Резка заготовок
Первой операцией в кузнице является
резка прокатанных болванок и прутков,
поступающих в заготовительное отделение
длиной 3 — 5 м, на мерные заготовки опре-
делённой длины, с расчётом возможности
изготовления из иих одной или нескольких
поковок (в зависимости от метода штамповки).
Чаще всего мерные заготовки всех сечений
нарезают на ножницах, реже—на диско-
вых пилах. Характеристики ножниц при-
ведены в табл. 46.
Конструкция и материал ножей для рез-
ки заготовок зависят от профиля разрезае-
мого материала; примерные конструкции но-
жей показаны на фиг. 55. Ножи съёмные
для разных сечений изготовляют из стали
марки 7X3 со следующим химическим со-
ставом (в %): С — 0,6 н- 0,7; Si — 0,3; Мп—
0,24-0,4; Сг — 3,2 3,8; S — 0,03; Р —
0,03.
Рубку материала (большого сечения) под
молотом можно производить лишь при от-
сутствии соответствующего специального
оборудования. В этом же случае целесо-
образнее применить газовую резку мате-
риала.
Правка поковок
Правка под молотом производится одним,
редко двумя, ударами молота или в оконча-
тельном штамповочном ручье, или в специаль-
ном правочном ручье, или в правочном штампе.
Следует указать, что более целесообразно
править на прессе, так как этим освобож-
дается молот от загрузки дополнительной
операцией.
Правка на прессе производится вслед за
штамповкой, штамповщик от молота пере-
даёт поковку (в горячем состоянии) прессов-
щику, который обрезает заусеницы и потом
правит в специальном штампе.
Мелкие детали правят в холодном состоя-
нии также после обрезки заусениц. При
правке п обрезке поковок из легированной
стали (хромистые, хромоникелевые) реко-
мендуется предварительно подогревать их
до 200—300°С во избежание появления тре-
щин и сильных напряжений в месте реза.
Виды ручьёв штампов
и их расположение
Многоручьёвые штампы предназначены как
для подготовки самой заготовки, так и для
окончательной отделки её, т. е. для прида-
ния поковке нужной конфигурации.
В многоручьёвых штампах различают
два вида ручьёв—заготовительные и штам-
повочные.
Основные правила расположения ручьёв
следующие:
а) первый заготовительный ручей должен
быть справа от сопла обдувки;
б) ручьи располагать в порядке техноло-
гического процесса;
в) первый заготовительный ручей должен
быть со стороны печи;
г) в случае передачи поковки сразу на об-
резной пресс окончательный ручей должен
быть ближе к прессу;
д) центр штамповочного ручья (если штам-
повка без предварительного ручья) должен
совпадать с центром штампа;
е) при наличии предварительного ручья
центр штампа должен находиться между цент-
рами штамповочных ручьёв, на одной трети
расстояния от окончательного ручья.
Проектирование штампов [2, 3, 9]
Молотовые штампы изготовляют из ле-
гированной стали марок 5ХГМ, 5ХНМ 4ХС
и др.; стойкость их приведена в табл. 90 и 91.
Выбор размеров штампа. При работе на
паро-воздушных молотах высота штампов
ограничивается ходом поршня, крайним верх-
ним и крайним нижним положениями его.
Наименьшая высота штампов паро-воздушных
молотов приведена в табл. 79.
Па ширину и длину штампа влияют формы
и размеры штампуемого изделия, количество
ручьёв, расстояние между направляющими
молота, а также тоннаж молота.
Ориентировочные размеры кубиков для
изготовления штампов приведены в табл. 80.
14*
2J2
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 79
Наименьшая высота штампов для паро-воздушных
молотов
Вес падаю- щих частей молота в кг Наимень- шая высота Н в мм Вес падаю- щих частей молота в кг Наимень- шая высота /7 в мм
7Ы) 260 2 000 350
1 030 260 3 750 400
1 250 020 5 000 400
1 500 320 6 000 450
1 750 350 7 000 450
Таблица 80
Размеры кубиков для молотовых штампов в мм
I - £ о « " Ширина Длина Высота Вес в кг
макси- I мальная X ГС X X X X X гс Ж 5 макси- мальная мини- j мальная макси- мальный мини- 1 j мальный ।
Вес пада) щих част молота в макси- ; мальная ГС 1 X X Л х X X ГС 5 5
0.5 275 225 350 225 250 210 190 84
0.75 350 225 500 225 300 250 410 100
1 400 250 800 250 350 270 880 135
2 550 300 900 300 400 325 1 550 230
3 600 350 1 000 350 450 375 2 120 360
4 65и 375 1 100 375 475 400 2 663 440
5 650 425 1 100 425 500 425 2 800 610
7 800 475 1 100 475 550 475 3 800 850
9 1 000 525 1 200 525 6J0 525 5 650 1 150
13 1 200 600 1 500 600 600 575 9 150 1 660
15 1 300 650 1 800 650 750 625 13 750 2 075
Фиг. 56. График для определения толщины
стенок штампа
Указание в табл. 80 о тоннаже молота также
является примерным.
Для прочности штампа большое значение
имеет также толщина стенки штампа (рас-
стояние от внешней грани штампа до вну-
тренней грани).
Толщину стенки штампа можно принимать
в зависимости от глубины полости крайнего
ручья по графику фиг. 56.
Центр штампа. Центр штампа—точка пере-
сечения оси хвоста с осью шпонки (фиг. 57,а);
Фиг. 57. Центр штампа
при наличии замка центр штампа смещают
в сторону, противоположную замку, на 0,2—
0,4 высоты последнего (фиг. 57,6).
Таблица 81
Ориентировочные размеры канавок заусениц
Тоннаж Размеры в мм
молота
в кг a h г 1 11
500 0,3 9 1,0 8 20
750 0,3 3 1,0 8 20
1 000 0,8 3 1,5 8 25
1 200 1,0 4 1,5 10 30
1 500 1,5 г 1,5 10 35
2 000 2 6 2,0 12 40
4 000 8 3,0 12 40
Заусеницы при штамповке. Значение за
усеницы (табл. 81, фиг. 58):
а) для обеспечения полного заполнения
металлом полости ручья объём заготовки
должен быть несколько больше объёма по-
лости; в заусеницу собирается избыток
мт: алла;
б) заусеница смягчает
удар верхнего штампа
о нижний;
в) заусеница не до-
пускает вытекания ме-
талла на всю плоскость
разъёма и тем самым
обеспечивает заполнение
металла плоскости
при раооте молота
Фиг. 58. Канавки
заусениц
от-
при
ручья.
Выемки под клещевину. Выемки под кле-
щевину делаются для каждого штамповоч-
ного ручья в
дельности,
этом толщина пе-
ремычки между
обеими выемками
ft
Фиг. 59. Клещевина
не должна превышать 20 мм, в противном
случае делается одна общая выемка для
обоих ручьёв (табл. 82, фиг. 59).
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
213
Окончательный штамповочный ручей.
Этот ручей представляет точный отпечаток
штампуемой поковки, причём все размеры
Таблица 82
закруглений внутренних (входящих) углов
должны быть больше (на 25—50%) радиусов
закруглений наружных (исходящих) углов).
Пример выполнения штампа с одним
штамповочным ручьём приведён на фиг. 60.
Размеры выемки под клещевину в мм
,До 15
16- 24
25- 33
34- 42
43- 50
51- 6J
8
10
12
15
15
20
90
100
ПО
120
140
55
60
65
70
80
* £1—диаметр, сторона квадрата исходной за-
I отовки (оттянутого под клещевину конца заготов-
ки) или размер перемычки при штамповке по две
поковки с переворотом.
Таблица 84
Радиусы закруглений штамповок в зависимости
от глубины полости
Глубина полости штампа в мм Радиус закруг- ления в мм Глубина полости штампа в мм Радиус закруг- ления в мм
10-19 1,5 90-100 5,0
20—29 2,0 100 — 115 5,5
39—35 2,5 115—130 6,0
35-59 3,0 130-150 6,5
50-70 4,0 150—170 7,0
70-90 4,5 170—200 8,0
полости фигуры увеличиваются на величину
усадки металла (1 -у 1,2% для длинных и
гонких сечений и до 1,5% для остальных).
Следует стремиться, чтобы ось окончатель-
ного ручья совпадала с осью штока молота
или была возможно ближе к ней.
Штамповочные уклоны приведены в
1абл. 83.
Таблица 83
Штамповочные уклоны
Форма выступа или выемки Отношение высоты h выступа к его ширине b Штамповоч- ный уклон
Рёбра прямые или криволинейные До 2 2-3 3-4,5 4,5-6 7° 10° 12° 15°
Конические выступы До 1,7.5 1 ,75—2,75 2,75-4 4-5 7и 10° 12° 15°
Пирамидальные вы- ступы СО КЗ >-» cnLi сп^ 1 1 1 ° со ьа —1 'спел Сл Ъ1 7° 10° 12° 15°
Конические выемки До 0,25 0,25—0,5 0,5—0,75 0,75—1,0 7° 10° ]2° 15°
Достигнутое на многих заводах большее
уменьшение штамповочных уклонов на-
ходится в пределах от 2’ для простых дета-
лей до 7° для деталей средней сложности,
а для деталей из лёгких сплавов 2 — ЗС
Обычно углы наклона полости верхнего
штампа делаются несколько больше, чем
нижнего. Уклоны внутренних стенок долж-
ны быть несколько больше (на 1—2°) наруж-
ных .
Радиусы закруглений наружных углов
штамповок приведены в табл. 84. Радиусы
Фнг. G0. Штамп с одним штамповочным ручьём
Предварительный штамповочный ручей.
Этот ручей отличается от окончательного
более грубой фигурой:
а) штамповочные уклоны (фиг. 61) де-
лают от линии разъёма, они должны быть
более плавными и увеличены на 2 — 3°
за счёт уменьшения внутренних размеров
полости штампа;
Окончательный. Предварительный
Правильно Неправильна
Фиг. 61. Штамповочные уклоны
б) в случае штамповки высоких рёбер
даётся напуск А, равный по объёму В
(фиг. 62), на который полость уменьшается
по отношению к размерам в окончательном
ручье;
214
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
в) в случае штамповки с гибкой делают
завал кромок ручья по линии разъёма ра-
диусами (фиг. 63, а) или скосами (фиг. 63, б);
г) обтекаемые
круглений должны
Фиг. 62. Напуск для
высоких рёбер
металлом радиусы за-
быть не менее 3 мм;
д) невысокие высту-
пы, а также намётки
не делают.
Рассекатель на раз-
вилине (фиг. 64) де-
лается в том случае,
когда главная ось штам-
па находится не под
полостями окончатель-
ного ручья, а между
ними (например, при
штамповке скоб, вилок
и подобного типа по-
ковок).
Фиг. 63. Завал кромок: Фиг. 64. Рассекатель
а—радиусами; б —ско-
сами
Формовочный ручей [3]. Некоторые про-
стые поковки штампуются в ручьях:
заготовительном — формовочном (фиг. 6й)
и штамповочном. Это бывает возможным
лишь тогда, когда поковку можно образо-
вать без значительных перемещений метал-
ла вдоль её оси, когда происходит незначи-
Фиг. 65. Формовочный ручей
тельное изменение размеров площадей
поперечных сечений.
Ширину и глубину ручья принимать по
табл. 85 и 86.
Размеры перехода в клещевине
h = O,2DI1CX + 6,
R = 0,1 £>„„ + 6,
где DUCi — диаметр исходной заготовки в мм.
Гибочный ручей [3]. Высота гибочного
ручья должна равняться диаметру или
высоте исходной заготовки; изогнутая зато-
Фиг. 66. Гибочный ручей
товка должна перекрывать окончательный
ручей (фиг. 66).
Радиусы закруглений наибольшие. В
случае необходимости делают специальный
упор S для конца заготовки.
Зазор Д между стенкой одной половины
штампа и выступом гибочного ручья на
другой половине штампа рекомендуется де-
лать от 4 до 10 мм в зависимости от веса
падающих частей молота.
Подкатной ручей [3]. Подкатной ручей
служит для распределения металла в за-
готовке соответственно сечениям поковки.
Все переходы в подкатном ручье от од-
ного сечения к другому надлежит закруг-
лять и делать постепенными.
Ширина подкатного ручья зависит от
ширины поковки; она должна быть такой,
чтобы заготовка полностью вмещалась в
полости ручья.
Чем больше сечение поковки, тем боль-
ше глубина соответствующего сечения под-
катного ручья (табл. 85 и 86).
Подкатные ручьи бывают (фиг. 67):
Фиг. 67. Подкатной ручей
1) открытые, которые служат для пере-
мещения небольшого объёма металла из
области стержня в область головок;
2) закрытые постоянной ширины;
3) смешанного типа (в области стержня
закрытый, в области головки открытый),
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
215
Т а б л и ц а 85
Ширина штамповочных ручьёв |3|
Ручей | Условия штамповки Ширина р учья b в мм Обозначения (размеры в мм)
Гибоч- ный Формовоч- ный Гибка круглого сечения F исх ^наим + (10 15) FllCx площадь попереч- ного сечения исходной за- готовки (или после про- тяжки); F j оу п --площадь со- огветс гвующих поперечных сечений поковки, включая заусеницы; наименьшая глу- бина ручья; Ducx ~ Диаметр (или сто- рона квадрата) исходной заготовки; hK — высота ручья в месте перехода стержня в го- ловку; Fnp площадь попереч- ного сечения протянутой части заготовки
Гибка квадратного сече- ния 4 (-» < 30) ,1иаим I'licx -7 + (10 20) “найм
Подкат- ной (фиг. 67) Без предварительной про- тяжки Открытый Закрыгый рисх
h 1 I (l.'Ja пнаим । Ьцаим | щ),0|)1 Л i 1гнаим1 I
..... 1 1р0ТЯЖ- 11 о и С предварительной про- тяжкой Прямое расположение руч ья Ducx ; 40 ЛЛ ^исх - ' Л/Л/ ^исх + I0, но 11 к пр ле менее 1- 1гнаим -<- К) 1,3 Du 1 ,25 D j цех \ х(1,25 - 0,001 X цех ! СХ + 30 UCX + 1 1 1
(фиг. 68) Расположение ручья под углом Ducx • 40 80 мм !,4 Ducx + 20 1 >2 DUCX + 30
применяемые для получения бочкообразных
головок с осями, перпендикулярными глав-
ной оси поковок.
В конце подкатного ручья во избежа-
ние заката делают канавки размерами по
табл. 87.
Протяжной ручей. Протяжной ручей
служит для предварительной вытяжки за-
готовки; преимущественно его располагают
с левой стороны штампа. Ручьи эти бывают
о(крытого или закрытого типа с уклоном
боковых граней в 20 — 30J и с плавными
переходами.
Закрытый тип рекомендуется применят!,
пои длинной протяжке.
Глубину или ширину ручья можно реко-
мендовать по табл. 85 и 86, высота ручья
а — 0,45 h 0,27/ или > 0,2/7.
Протяжные ручьи бывают:
1) прямые (а = 0") — для предотвра-
щения прогиба протянутой части и для про-
тяжки по размеру до упора (фиг. 68, а);
2) под углом в 12 -у 30° к основной грани
штампа в зависимости от расположения дру-
гих ручьёв и длины протягиваемой части; от-
тянутый конец не должен упираться в ста-
нину молота (фиг. 68, б);
Фиг 68. Протяжной ручей: а— с расположением под
углом; 6—с прямым расположением; и — тол-
щина и длина бсбышкина конце протянутого стерж-
ня; 1С — длина протянутого стержня
216
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Т а б л и ц а Я 6
Глубина штамповочных ручьёв [3J
Ручей Условия штамповки Глубина в мм Обозначения (размеры в мм)
Формовочный По контуру поковки в плос- кости разъёма й • ЛГ Fucx лтт>|/ —з— Контур поковки должен перекрывать контур ручья на 1 — 2 мм на сторону, в местах пережима до 5 мм рнаим'~ площадь наимень- шего поперечного сечения поковки с заусеницей на участке, соответствующем протянутому участку заго- товки;
Пережимной В местах пережима Л1>2 п = (0,73-гО,85)1 Fn F п — площадь соответ- ствующего сечения поковки; FUcx~~площадь поперечно- го сечения исходной заго- товки;
В местах набора металла А],2 п =(1,2-М,25)Г/Т?7
Подкатной РП < FUCX> DUCX > 60; Ducx 30 А 1,2 п=°.8 УFucx Al,2 zi =0.9 F Fucx V с и 1с —соответствен- но объём и длина про- тянутого участка заготовки;
(фиг. 67) Fn > Fucx Л1,2 n= !>13 у Fn Ducx ~ исходный диаметр заготовки;
Для полости набора головки, находящейся у клещевины A = 1,2 VFn Л1 2 ... п~ глубина раз- личных участков полости штампа
Протяжной } без последующей | подкатки Л=(0,8-0,9) I F^~M
j с последующей ( подкаткой />=(0,84-0,9) 13*
(фиг. 68) При протяжке конца заго- товки йх=2й
При оставлении на конце го- ловки толщиной Ai = l,2 hQ , но не менее 2 й
1 Спереди = Ducx + ^
* При 1С > 500 принимают коэфициент 0,8; при
1С < 200 принимают коэфициент 0,9.
3) закрытого типа (фиг. 68, вид по
стрелке .4), когда
1с ...
аг > 10-
где ас — сторона квадрата протянутой заго-
товки .
Радиусы закругления (фиг. 68)
R = 0,25 Си = 2,5 С,
где С = 1,5 Ducx -р (5 —10).
Таблица 87
Канавки в подкатном ручье
D мм । Р 1 т
30 8 15
30-70 12 20
Свыше 70 16 25
Площадка для оттяжки хвоста. Площадку
конструируют по фиг. 69, радиусы закругле-
ний — по табл, 88.
Фиг. 69. Площадка для оттяжки хвоста: а — между
ручьями; б — на углу штампа при наличии направ-
ляющих
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
217
Таблица 8Я
Радиусы закруглений
®исх I Г j
----------------------------------------------1
До 30................................ 10
30—60 ............................... 15
60-100 .............................. 20
Свыше 100............................ 25
Плошадка для подсадки [3]. 1. Срез замка
в верхнем штампе до толщины SHailv.
2. е и п определяются графически с тем,
чтобы была обеспечена укладка подсаженной
заготовки диаметром d на расстоянии 15 мм
от сторон угла штампа и вплотную к подре-
занному замку верхнего штампа (фиг. 70).
Фиг. 70. Площадка для подсадки
Отрезной нож. Ширину отрезного ручья
принимают равной 30—60 мм. При этом
надо, чтобы рубка происходила на расстоя-
нии не менее 15 мм от края ножа, а при
выборе угла надо учитывать, что поковка
не должна доходить до станины молота.
Отрезной ручей делают под различными
углами 1=15 у- 20° с учётом удобства отрубки
и в зависимости от расположения остальных
ручьёв.
На фиг. 71 обозначено:
D — диаметр или сторона квадрата
исходной заготовки:
b и Ь, — размеры поковки для заусеницы;
f—наибольший выступ поковки по
высоте со стороны штампа;
С — наибольший выступ поковки
в плоскости разъёма.
Перемычки под прошивку. Толщина пере»
мычки (фиг. 72) (3J
S = 0,45 / D5 + 0,6 /Л.
Если d — 1,25/? >26, то smirl = 0,65 s и
Г35 s> причём d1»0,12d + 3.
_ I h \
Перемычка для низких поковок j<0,07
рекомендуется' по форме, показанной на
б)
Фиг. 71. Отрезной нож: а-передний; б-задний
фиг. 73; толщина такой перемычки 5=0,4^D',.
радиус 7?! = 5/г, радиус /?., подбирают;, гра-
фически .
Фиг. 72. Перемычка под прошивку
Фиг. 73. Перемычка под прошивку
Уравновешивание сдвигающих усилий. Во
избежание возникающих сдвигающих усилий
при штамповке некоторых деталей, например
имеющих изогнутую ось, применяют несколь-
ко способов.
1. Штамповка сразу двух поковок (фиг. 74).
2. Выбирают разъём таким образом, чтобы
крайние точки поковки находились на одной
горизонтальной плоскости по линии разъёма
218
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
(фиг. 75). В этом случае угол наклона фигуры
ручья определяют из уравнения tg т == —..
Этот способ применяют лишь в случае, когда
1 <7°.
3. Устраивают в штампе специальные на-
правляющие:
Фиг. 74. Штамповка двух поковок
в одном штампе
1) упорный зуб (фиг. 76). Высота Л опре-
деляется конфигурацией поковки (но не ниже
Хвосты штампов. Угол наклона граней
хвоста 5 — 10э; высота хвоста 50 — 80 мм,
но не менее 1/в высоты штампа; ширина хво-
ста для молотов с весом падающих частей до
по аь
Фиг. 77. Кольцевые направляющие
На одной Высоте
Фиг. 75. Уравновешивание сдвигающих
усилий по линии разъёма
Фиг. 78. Шпо-
ночные долевые
направляющие
Фиг. 79. Шпоноч-
ные поперечные
направляющие
15 мм); толщина зуба b > 1,5 h; угол наклона
а в зависимости от высоты:
h мм а
До 20 ..................... 7
От 2 0 до 50................ 5
» 50 » 100................ 3
100......................... 1
Зазор S = 0,2 Ч- 0,4 мм; радиусы за-
круглений: внутренние г - 0,15, наружные
R « т + 2;
Фиг, 7G. Упорный зуб
2) кольцевые направляющие (фиг. 77);
3) шпоночные долевые направляющие
(фиг. 78);
4) шпоночные поперечные направляющие
(фиг. 79);
5) шпоночные крестовые направляющие
(фиг. 80);
6) шпоночные боковые направляющие
(фиг. 81).
Фиг. 80. Шпоноч-
ные крестовые
направляющие
Фиг. 8 1. Шпоноч
ные боковые на-
правляющие
Фиг. 82. Хвост штампа
1,5 т 125 — 200 мм, до 3 т 200 — 300 мм,
более тяжёлых 300 — 350 мм, во всяком
случае не менее половины ширины штампа
(фиг. 82).
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
219
Крепление молотовых штампов
Штампы крепятся при помощи ласточ-
кина хвоста посадкой на хвост, а не на
днище (фиг. 83). Ласточкин хвост верхнего
штампа вставляется в гнездо бабы молота,
а нижнего— в гнездо штамподержателя, в
которых штампы закрепляются клином и
шпонкой.
верхний штамподержатель
Фиг. 83. Крепление штампа при помощи ласточкина
хвоста: л—упор на днище; б—упор на хвост
В табл. 89 приведены данные о размерах
клиньев, в табл. £0 — о размерах шпонок.
Шпонки изготовляют из стали марки
(л. 5, твёрдость НБ ~ 285 241.
Переходные штамподержатели
Ход бабы молота обеспечивает штамповку
лишь при известной высоте штампов. По-
этому перестрожка штампов допустима
лишь до установленной наименьшей высоты.
Для удлинения срока службы штампа п
после этого предела были предложены
в 1933 г. переходные штамподержатели
(фиг. 84).
нормали
Фш . 8 1. Переходной штамподержатели
Размеры клиньев крепления для молотовых штампов
Тоннаж ( молота —
и, 5
0,75
1,6
о
2
3
4
5
6
8
10
12
15
Таблица 89
h Размеры в мм
к 1
45-45 32,7-33,8 4-50- 800
50-50 38 —39 530- 750
50-50 38,2-39,3 580- 800
50-50 39 - 39,8 730- 900
50-50 39,5-40,3 830-1 000
65- 65 49,5-50,3 830-1 000
65—65 50 -50,8 930—1 100
65-65 50,5—31,3 1 070-1 200
(>5-65 51 -51,8 1 130-1 300
65-65 51 -51,8 1 130-1 300
«0-80 61 ,5—62,3 1 230-1 400
80-80 62 -62,8 1 330-1 500
80-80 63 -63,3 1 530-1 600
10—80 (13,5—63,8 1 030-1 700
Примечания. 1. Материал С г. 5, -285- 241, концы закалить на -388 —341.
2. Острые кромки затупить радиусом 2 мм.
3. Длина I клина должна быть больше длины кубика не менее чем на 75 мм. Поэтому
для штампов, имеющих длину больше длины бабы и подштамповой подушин на шаботе и
которые требуют специального по длине клина, длину последнего брать на 75 мм больше длины
штампа, а размер К определять расчётом.
4. Вторые числа относятся к нижнему клину.
220
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Размеры шпонок для крепления штампов
Таблица 90
Для той же цели удлинения срока служ-
бы штампов применяют и вставки ручьёв
(фиг. 85).
Фиг. 85. Вставки: а~штамповочного ручья; б—ма-
лого гибочного ручья; а —большого гибочного ручья
Меры повышения стойкости молотовых
штампов
1. Подбор наиболее стойкой стали для
штампов.
2. Установление наилучших норм твёр-
дости.
3. Повышение качества термической об-
работки.
4. Повышение качества отделки поверх-
ности ручьёв, в особенности окончательного.
5. Своевременный оперативный уход за
молотом (регулировка направляющих, вы-
сококачественный ремонт, непрерывное на-
блюдение за местами крепления штампов и
ремонт их).
6. Правильный нагрев и повторный подо-
грев штампа.
7. Предупреждение перегрева штампов
во время штамповки, своевременное их
охлаждение со смазкой и очистка от окалины
(обдувание воздухом, обрызгивание водой,
насыщенным раствором поваренной соли
и мазутом, очистка древесными опилками,
охлаждение водой, циркулирующей по спе-
циальным канавкам в штампе).
8. Уменьшение нагрузки на окончатель-
ный ручей путём устройства и совершенст-
вования предварительного и заготовитель-
ных ручьёв.
9. Внедрение двухштучной и многоштуч-
ной штамповки.
10. Строгое наблюдение за температурным
режимом, не допуская штамповки охлаждён-
ных заготовок.
И. Применение переходных штампо-
держателей, сварки и наплавки в ручь-
ях.
12. Своевременная зачистка штампов (в
процессе работы) и профилактический ре-
монт их.
Стойкость молотовых штампов для ряда
деталей подвижного состава приведена в
табл. 91, а в табл. 92 даны некоторые об-
щие признаки для определения стойкости
штампов.
Определение размеров заготовки
для штамповки
1. Объём заготовки
V заг = Vi.ok + Vjayc + Vyt-
2. Объём поковки Vnol( подсчитывается по
поковочному чертежу по стереометрическим
формулам.
3. Объём заусеницы
^'заус — ПnOkbh,
где Ппок — периметр поковки по линии разъ-
ёма ;
Ь — средняя ширина заусеницы;
h — средняя высота заусеницы.
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
221
4. Сечение заготовки
5. Длина заготовки
где Озаг — диаметр заготовки;
.4заг — сторона квадрата заготовки;
т— коэфициент, принимаемый от 1,5
До 2,5.
Таблица 91
Ориентгровочиые нормы стойкости некоторых
молотовых штампов (из стали марки &ХНМ)
для деталей подвижного состава
Наименование штампуемой детали Съём поковок в шт. со штампа | Чигло возобнови 1 леями j
до перво- го возоб- новления фигуры до пол- ного износа
Крюк (вагонный, паро-
возный) 6 500 15 000 3
Крюк тендерный . . . 5 000 17 000 3
Серьга стяжки .... 6 000 24 000 4
Гайка стяжки .... 5 500 16 500 3
Валик стяжки .... 4 000 14 000 3
Малый узел стяжки
(заводка) вагона . . 20 000 50 000 )
I о же паровоза . . . 10 000 25 000 2
Скоба стяжки паро-
воза 3 000 8 000 2
Гайка стяжки паро-
воза 3 000 8 000 2
То же вагона 4 500 17 000 3
Двукзвениая цепь (1-я
операция) 1 500 4 000 2
То же (2-я операция) 5 000 18 000 3
Кулачок двухзвеииой
цепи 2 500 7 000 9
Предохранительный
зуб двухзвенн ой
цепи 10 000 40 000 3
Клин хомута авто-
сцепки 5 000 18 000 3
Маятник автосцепки . 5 000 18 000 3
Вставке триаигеля . . 4 000 10 000 9
Рычаг спускного кра-
на 2 500 9 000 3
Чека тормозной ко-
лодки паровоза . . . 6 000 20 000 3
Корпус подшипника
буксы вагона .... 4 500 13 000 2
Хомут паровоза . . . 2 000 5 500 9
.
где Fucx—поперечное сечение заготовки.
Количество отходов на заусеницы дано
в табл. 93.
Припуск на поковки, штампуемые под
молотом или на горизонтально-ковочных ма-
шинах, можно принимать исходя из веса по-
ковки [6]:
припуск на обдирку на одну сторону поковки
з—
Р = У G мм,
припуск под чистовую обточку
3,- —
Р, = 0,5 + у G мм,
припуск нод шлифование
Р2 — 0,75 +]/ G мм,
i;ie G — вес поковки в кг.
При высадке полых тонкостенных деталей
вес поковки следует считать без учёта отхо-
де! на «выдру», т. е. как сплошной детали.
В табл. 14 приведены припуски поковок,
разработанные исходя из соотношения сторон
поковки [2,22]. В табл. * 5 приведены допуски
(разработанные В. И. Глушковым исходя из
веса поковки), применяемые в транспортном
машиностроении.
Ниже приводится методика определения
площади сечения заготовки и количества
распределяющих ручьёв молотовых штампов
(по нормали Министерства транспортного
машиностроения). В нормали приняты сле-
дующие обозначения:
V — расчётный объём металла, расходуемый
в чистом ручье штампа, состоящий из
объёма поковки, с учётом половины
положительных допусков, объёма всех
вырезаемых частей, объёма расчётной
заусеницы и объёма на угар в размере
3% ст суммы всех перечисленных
объёмов;
l'g—расчётный объём большей головки по-
ковки;
Стойкость молотовых штампов из легированной стали
Таблица 92
Тип изделия Характерные признаки Нормальная производи- тельность до первого возобновле- ния в шт. Число возоб- новлений
Шатуны, рычаги, валы Глубина залегания фигуры до 15 мм; вес из- 8 000
Вилочки, барашки, не- большие рычаги делия до 14 кг; форма изделия удлинённая . . . Глубина залегания фигуры до 5 мм; изделия мелкие (габаритом до 20 - 100 мм), штамповка 4
। Крышки подшипников, шатунов и т. п. по 2 шт. и больше одновременно Глубина залегания фигуры до 35 мм; фигура ступенчатая; штамповка по 1 и 2 шт. одно- 12 000 5
временно 8 000 4
Стержиевые изделия Шестерни, штампуемые Глубина залегания фигуры до 10 мм Глубина залегания фигуры до 10-20 мм; фи- 20 000 5
осадкой по торцу Поворотные кулаки, чаш- гура круглая диаметром до 200 мм Глубокое залегание фигуры изделия больших 5 000 4
ки диференциала Оси, поперечины габаритов (до 250x250), вес до 25 кг Большие изделия весом 15-г50 кг, длиной 4 000 2
1 | Коленчатые валы свыше 700 мм ................... Сложный гибочный ручей, вес изделия свыше 2 500 2
। 40 кг 3 000 3
222
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
L — длина поковки в плоскости разъёма
и длина подкатного ручья для поковок
с прямой осью;
L6 — длина наборной полости в подкатном
ручье для наибольшей головки по-
ковки;
LM— длина наборной полости для наимень-
шей головки поковки;
1а — длина полосы поставляемого проката;
I—вся длина расчётной заготовки;
I—-длина участка исходной заготовки,
учитываемая как клещевой отход;
/к = 0,3-М,3^;
1п — длина участка исходной заготовки,
подвергаемого протяжке или подкатке;
dp — расчётный диаметр исходной заготовки;
F д — площадь поперечного сечения исходной
заготовки;
Fc — расчётная площадь поперечного сечения
стержня, принимаемая на длине, равней
высоте конца стержня или диаметра
его. При отсутствии второй меньшей
головки вместо L„ берётся ^Fc;
Q — полный расход металла на одну поков-
ку в кг;
а—сторона квадрата исходной заготовки,
выбранная по стандарту проката;
В — наибольшая ширина поковки в пло-
скости разъёма штампа;
п—целое число заготовок из полосы
проката;
И—полная глубина наборной полости под-
катного ручья для наибольшей голов-
ки поковки;
р — эмпирический коэфициент, получаемый
из отношения размеров наборной по-
лости подкатного ручья для большей
головки;
а—отношение глубины наборной полости
Н к расчётному диаметру заготовки dp,
устанавливаемое в зависимости от коэ-
фициента 3 по графику фиг. 86;
К— отношение, по которому устанавли-
вается необходимое количество подкат-
ных ручьёв.
Штамповка осадкой. По графику
на фиг. 87 выбирают d# заготовок, объём V
которых не превышает 5 830 см3, а по графику
на фиг. 88 размер стороны квадрата а загото-
вок, имеющих объём V свыше 5 830 см3.
В зависимости от способов резки длину
заготовок выбирают таким образом, чтобы
отношение l/d^ или //а находилось в пре
делах 1,4 -у 2,2.
При резке на пиле Z/d$ принимают ближе
к верхнему пределу; при резке на ножницах
или рубке в холодном состоянии — ближе к.
нижнему пределу.
Фиг. 86. График для определения коэфи-
циента а в зависимости от 3 =0,816
Штамповка с подкаткой. П ри
/./В >3,5 требуются протяжной и подкат-
ной ручьи, при Z./B <3,5 количество распре-
деляющих ручьёв принимают в зависимости
от величины
0,75 d^ (Л - LM)
При значении 7\ не более единицы доста-
точно применять один подкатной ручей, в
противном случае нужно применять протяж-
ной и подкатной ручьи.
В этой формуле Л, LM и V заданы; йф бе-
рут в зависимости от dp\
Н
а
dp —
И = 1,38 1/ р7.
Г L6
Таблица 93
Количество отходов на заусеницы при горячей штамповке в % от веса поковки
(по материалам БТН НКСС)
Ширина заусеницы в мм Отношение объёма штам- повки в см3 к периметру кон- тура в плоско- сти разъёма штампа в см Толщина заусеницы в мм Ширина заусеницы в мм Отношение объёма штам- повки в см3 к периметру кон- тура в плоско- сти разъёма штампа в см Толщина заусеницы в мм
4 6 8 10 4 6 8 10
10 6 9 12 15 10 10 15 20 25
15 15 20 25 4 6 8 10 25 15 6,7 10 13,3 16,7
3 2,4 4,5 3,6 6 4,8 7,5 6 20 25 5 4 7,5 6 10 8 12,5 10
20 10 15 8 5,3 12 8 16 10 7 20 13,3 10 15 12 8 16 12 24 16 28 21
20 4 6 8 10 30 20 6 9 12 14
25 3,2 4,8 6,4 8 25 4,8 7,2 9,6 12
Фиг. 87. График для нахождения диаметра заготовки
Л-p/i апнзтоншц
Фиг. 88. График для нахождения размера квадратной заготовки
КУЗНЕЧНОЕ ПРОИЗВОДСТВО 223
Припуски на поковки серийного производства, штампуемые под молотом, в мм
Таблица 94
Наибольшая длина поковки
О м до 50 1 51—150 151-300 1 3 01—500 1 501-700 i 7 01-1 000 1 001 — 1 500 1 501—2 ООО
Наибольшая i Отношение размеров длины к высот
о t=c 2—5 более 5 о i 1 С"1 более 5 ДО 2 s—3 более 5 до 2 2 — 5 более 5 i ДО 2 2—5 боле е 5 ДО 2 | ю 1 более 5 1 о К 2-5 1 более 5 1 С-4 О t=c 2-5 1 ! более 5 •
Припуски на сторону по высоте поковки
До 20 1,75 1,5 1,5 2,0 1,75 1,5 2,0 1,75 1,5 2,25 2,0 1,75 — — — — — — — — - - — —
21—40 2,0 1,75 1,5 2,0 1,75 1,5 2,25 2,0 1,75 2,5 2,25 2,0 2,75 — — — — — — — — — — —
41—60 — — — 2,25 2,0 1,75 2,5 2,25 2,0 2,5 2,25 2,0 3,0 2,75 2,5 3,25 3,0 2,75 3,5 3,25 3,0 — — — J
61—80 — — — 2,5 2,75 2,0 2,5 2,25 2,0 2,75 2,5 2,25 3,о 2,75 2,5 3,25 3,0 2,75 3,5 3,25 3,0 — — — J
81-100 — — — — — — 2,75 2,5 2,25 З.о 2,75 2,5 3,25 3,0 2,75 3,5 3,25 3,о 3,75 3,5 3,25 — —
101—130 — — — — — 2,75 2,5 2,25 3,0 2,75 2,5 3,5 3,25 3,0 3,75 3,5 3,25 4,0 3,75 3,5 4,0 3/5 3,5
131-160 - — — — — - 3,25 3,0 2,75 3,25 3,0 2,75 3,5 3,25 3,0 4,0 3,75 3,5 4,0 3,75 3,5 4,0 3,75 3,5
161-200 — — - - - - — - 3,5 3,25 3,0 3,75 3,5 3,25 4,0 3,75 3,5 4.25 4,0 3,75 4,25 4,0 3,75
До 20 2,0 1,75 1,5 2,5 2,25 2,0 2,5 2,25 При 2,0 пуски 2,75 на ст 2,5 ~>рону 2,25 0 дли! ie пок )вки — — — —. —
21-40 2,25 2,0 1,75 2,5 2,25 2,0 2,75 2,5 2,25 3,0 2,75 2,5 3,25 — — — — — — — —
41—60 - — 2,5 2,25 2,0 3,0 2 ,75 2,5 3,0 2,75 2,5 3,5 3.25 3,0 3,75 3,5 3,25 4,0 3,75 3,5 — — — 1
61-80 — — 3,0 2,75 2,5 3,о 2,75 2,5 3,25 3,0 2,75 3,5 3,25 3,0 3,75 3,5 3,25 4,0 3,75 3,5 — —
81—100 — - — — — — 3,25 3,0 2,75 3,5 3,25 3,0 3,75 3,5 3,25 4,0 3,75 3,5 4,25 4,0 3,75 — — —
101—130 — — — - 3,25 3,0 2,75 3,5 3,25 3,0 4 ,0 3,75 3,5 4,25 4,0 3,75 4,5 4,25 4,0 4,5 4,25 4,0
131-160 — — — -- — — 3,75 3,5 3,25 3,75 3,5 3,25 4,0 3,75 3,5 4,5 4,25 4,0 4,5 4,25 4,0 4,5 4,25 4,0
161-200 — — — — — — — 4,0 3,75 3,25 4,25 4,0 3,75 4,5 4,25 4,0 4,75 4,5 4,25 4,75 4,5 4,25
Примечания. 1. Припуски устанавливать исходя из габаритных размеров поковки.
2. Для круглых сечений припуск по длине брать как для высоты.
3. Прн назначении припусков на поковки крупносерийного производства табличные данные уменьшать на 0,5 мм, а для массового производст-
ва-на 0,75 мм.
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
225
В случае применения одного подкатного
ручья без предварительной протяжки
F3 ---- 0,785 <1'2ф.
При штамповке с предварительной про-
т яжкой
4
Участок исходной заготовки, подвергае-
мый распределению:
V
f:
Число ударов при штамповке
на молотах
Формулы для подсчёта числа ударов при-
ведены на стр. 164. В табл. 96 — 99 приведены
ориентировочные показатели числа ударов,
подсчитанные на основании многочислен-
ных исследований [12].
Время одного удара при оттяжке хво-
ста, при протяжке и при подкатке брать рав-
ным 0,8 времени одного удара молота.
Таблица 96
Расчётная длина заготовки
Число ударов при заготовительных операциях
1 — ln+lK
Полный расход металла в кг на одну по-
ковку (с учётом плюсового допуска на резку,
и ирины рсза при резке на пиле и иекратпости
ио.|осы проката)
Q = 7,85 .
Найденное значение II и </,„ округляеюя
.о ближайшего большего диаметра (обозна-
чаемого в формуле d(fl) по стандарту для
।чрячекатанного металла.
Т а б л и ца 95
Наимено-!
ваиие ! Характеристика
Число
ударов
I Изгиб не более чем в трёх
точках, толщина изделия
I до 50 мм
Гибка । --------------------------
! Изгиб более чем в трёх
точках, толщина изделия
! свыше 50 мм
| Пережим
!.
' Orpyoffa
Допуски на штамповочные поковки, применяемые
в транспортном машиностроении (В. Н. Глушков)
Допуск в мм
Таблица 97
Вес на педо- штампов- на из- нос
исков- к У штампа
к и
-6 —
До 3 0,7 0,5 0,7 0,5
0 ,3—1 1,0 0,5 1,0 0,5
1—3 1,5 0,7 1,5 0,7
3—5 1 ,7 1 ,о 1 ,7 1,0
5—12 2Д 1,0 2,0 1,0
12—25 2 .5 1,0 2,5 1 ,о
25—40 3,0 1,0 3.0 1,0
|и—60 3 ,5 1,5 3.5 1,5
60—100 4,0 1 ,5 4,0 1,5
100—150 4,5 2,0 4,5 1.5
ГЛ-200 5,0 2,0 5 0 2,0
‘..’00—21)0 5,5 2,0 5,5 2,0
Примечания.
0,5
0,6
0,7
1,0
1,2
1 Д
1 .5
1 ,7
2,0
2,5
3,0
3,0
на \садку |
--------- ю
длина,
ширина или диа- метр по- ковки в мм * Допуск
До 100 0,15
100—200 0,00
200—300 0,45
300—400 0,60
400—500 0,75
1. Для поковок, полу-
ченных под штамповочным молотом, допуски
* 11а каждые до-!
бавочпые 100 мм\
свыше 500 мм I
прибавляется
0,15 мм, I
Число ударов при оттяжке хвоста, подсадке
заготовки на торец и протяжке заготовки
О стяжка хвоста Подсадка на торец Протяжка заготовки
Диа- Число метр зато- уда- тов к и в мм Р°в Вес заго- товки в кг Число ударов Отноше- ние длины заготовки после про- тяжки к первона- чальной длине Число ударов
51 1 3 Ы) 4 хо 5 ПК) 6 1Ю 7 150 8 16 20 L0 2 3 4 6 1,2 1Д 1 Д 1,8 2Д 3,0 4,0 3 4 7 8 12 14
Таблица 97 а
на недоштамповку распространяются на все
размеры, перпендикулярные липин разъёма
штампа.
2. Для поковок, полученных па ковочных
машинах, допуски на недоштамповку распро-
страняются на все размеры, параллельные
направлению движения главного ползуна.
3. Допуски на длину и ширину поковки
определяются одинаково и составляются из
допуска на износ штампа и усадку.
4. Допуски на длину и ширину поковки,
полученной иод молотом, применяются к раз-
мерам, измеряемым в плоскости, параллель-
ной линии разъёма штампа.
5. Допуски на длину и ширину поковки,
полученной на ковочной машине, применяют-
ся к размерам, перпендикулярным движению
главного ползуна.
6. Допуски на внутренние размеры брать
с обратными знаками.
7. Допуски па износ и усадку отдельно
не применяются; суммарный допуск при-
нимается округлённо до 0,5 или в целых еди-
ницах миллиметров.
Число ударов при подкатке
Том 12
226
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 9S*
Число ударов при штамповке на паровом молоте
Характеристика приёма Вес поковки в кг
1 2 3 10 15 20 30 40 60 80 100
Штамповка в одном штамповочном ручье 2 3 3 4 5 6 7 3 10 11 12
Штамповка в предварительном и оконча- тельном ручьях 2 4 4 4 6 7 7 8 9 10 11)
Таблица 99-
Штамповка на фрикционном молоте в предварительном и окончательном ручьях
Вес поковки в кг.......................
Число ударов..................... . .
Примеры горячей штамповки на молотах
Штамповка скобы стяжки паровоза серии Эм.
Материал сталь Ст. 35— 40. Размер за-
готовки 70 X 70 X 672 мм. Количество
штук от прутка 6 — 8. Вес заготовки
25,9 кг, вес поковки 22,3 кг. Угар 1 кг
(4%). Отходы: в заготовительном отделении
0,3 кг, в кузнечном 3,6 кг. Резка загото-
вок на пресс-ножницах 400 т. Нагрев в ка-
мерной печи до температуры 1180°. Протяж-
ка и штамповка на паровом штамповочном
молоте 2,5 т. Обрезка заусениц иа эксцен-
триковом прессе 100 т. Штамп представлен
на- фиг. 89.
Штамповка головки крюка. На фиг. 90 пред-
ставлен молотовой штамп для головки крюка.
Ш тамповка серьги объединённого типа.
Материал сталь Ст. 45. Размер заготовки
70 X 70 X 160 мм. Количество штук от прут-
ка 37. Вес заготовки 6,1 кг, вес поковки
5,2 кг. Угар 0,79 кг (1,2%). Отходы: в
заготовительном отделении 0,037кг, в кузнеч-
ном 0,9 кг.
Резка на ножницах 250 т. Нагрев в
камерной печи до 1250%. Штамповка на
паро-воздушном молоте 1,5 — 2,0 т. Об-
резка заусениц в горячем состоянии на прес-
се 75 т. Правка на молоте 1,5 т. Штампы,
показаны-' на фиг. 91.
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
227
Фиг. 90. Молотовой штамп для головки крюка
>:еч по 5N
Т50-М
по^гз
крюки
Н78-17.7
Крюк
Фиг. 91. Штамп для
серьги объединённого типа
обрезка заусениц
Заусеницы у крупных поковок (штампуе-
мых на молотах с весом падающих частей
выше 1,5 т) обрезают в горячем состоянии,
а у мелких—обычно в холодном. В первом
случае обрезка производится немедленно
после штамповки на прессе, стоящем рядом
с молотом, во втором случае — после
охлаждения поковок, ие обязательно тотчас
за штамповкой, на соответствующем по
тоннажу прессе.
Холодная обрезка заусеницы выгоднее го-
рячей по следующим соображениям: при
15*
228
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
горячей обрезке производительность обрез-
ного пресса зависит от производительности
молота; обрезка заусеницы производится за
один ход пресса, а штамповка — за не-
сколько ходов, поэтому пресс простаивает
в ожидании поковки. Зато при горячей штам-
повке требуется пресс меньшей мощности,
чем при холодной. В каждом отдельном слу-
чае следует проанализировать преимущества
того или иного способа обрезки заусеницы.
Штампы
Обрезку производят при помощи штам-
пов, состоящих из обрезной матрицы и пуан-
сона.
Матрицу закрепляют в башмаке, уста-
навливаемом на столе пресса, пуансон - -
непосредственно на ползуне пресса или при
помощи державки (пуансонодержателя).
Часто при обрезке заусениц прошивают
одновременно и отверстия.
Марки сталей, из которых изготовляют
обрезные штампы, и твёрдость их приведены
в табл. 100.
Матрицы выполняют цельными или состоя-
щими из двух или нескольких секций (в
зависимости от конфигурации поковки).
Пуансоны выполняются цельными. Конфи-
гурация отверстия матрицы должна точно
соответствовать контуру поковки по разн-
ому ковочного штампа, контур цельных мат-
риц подгоняют наваркой и заточкой.
Обрезной пуансон должен иметь фигуру
поковки: по центрирующим контурам — без
зазора, по нецентрирующим—с зазором, рав-
ным на сторону половине положительного
допуска на соответствующий размер плюс
0,3 0,5 мм.
Т а б л и ц а 1 0 о
Марки сталей и нормы твёрдости обрезных
штампов
Наименование де- тали штампа Марки сталей
Матрицы: горячей обрезки . » прошивки 4ХВС, 7X3, 5ХГМ, 5ХНМ ахгм. бхнм, 7X3 268-415 321—368
» правки . . холодной обрезки » прошивки 5ХНМ,5ХГМ Х12М. 5ХВС, УЮА, У9А, У8А ахгм, ахнм, 7X3 388-444 444-518 321-368
» правки Пуансоны: горячей обрезки . 5ХВС, Х12М 5ХГМ, 7X3, 4ХС, 4ХВС 555-601 321-368
» прошивки холодной обрезки ЗХВ8, 7X3 ахгм, 7X3, 4ХС, 5АВС 477-555 368-415
» промывки X 12М. ЗХВС 477-555
Плитка под пуансон Подставки под пуан- 40Х , УЮА, 4ХС 415-514
сон и матрицу . . 45 368—416
Съёмник 45 285—321
Болты к съёмнику . Выталкиватель . 45 40Х, 4ХС, УЮА 285-321 321—368
Тяга выталкивателя Направляющий су- 45, 40Х 285-321
харь . У7А, У8А 321-368
Скоба, коромысло 45 229-285
Таблица 101
Размеры зазоров в мм
h или D
Tun I
До о
Свыше 5 до 10
» 10 » 19
» 19 о 24
» 24 » 30
» 30
Тип II
До 20
Свыше 20 до 30
» 30 48
» 48 » 59
» 59 » 70
» 70
S = 0,2 D + 1
Тип III
3,3-0.03 а
По контуру обрезки пуансон пригоняют
по матрице с зазором за счёт пуансона. За-
зор можно установить по табл. 101.
Матрицы укрепляют с помощью винта
и клиньев (табл. 102),
Крепление пуансона возможно клином,
шлицем, прижимной планкой или зажим-
ными колодками.
Высота штампа зависит от рабочего хода
пуансона при обрезке; ход этот колеблется
в пределах 3 5 толщин заусеницы.
Типовая матрица из двух секций пред-
ставлена на фиг. 92.
Стойкость обрезных штампов приведена
в табл. 103.
Нормали на державки, клинья и съём-
ники приведены в табл. 104—107.
Таблица 102
Нормаль винта* крепления и болта регулировки
матрицы (размеры в мм)
Эскиз d di h R a
КУЗНЕЧНОЕ ПРОИЗВОДС1 во
229
Таблица 103
Стойкость штампов для горячей обрезки
Наименование Марка стали Характерные признаки Произво- дится ь- ность до первого возобно- вления в шт. i Число возоб-! 1 новлений
Матрицы У7А Контур про- стой .... 10 000 3
7X3 Контур сред- ней слож- ности . . . 8 000
7X3 Контур слож- ный . . . 6 000 1
Пуансоны У7А Гравюра про- стая .... 15 000 2
7X3 Г равюра слож- ная .... 10 000 1 1
Таблица 10 4
Нормаль державки с креплением в ползуне цилинд-
рическим хвостовиком (размеры в мм)
Фиг. f,2. Типовая обрезная матрица:
2а толщина канавки для заусеницы на чер-
теже молотового штампа; I—по размеру
ширины мостика канавки для заусеницы на
чертеже молотового штампа
Таблица 106
Нормаль державки с креплением пуансона на
винтах (размеры в мм)
Примем ание. b, h и — по характе-
ристике пресса. /1 = Ь+{20-?40). где L-длина
поковки. Материал—Ст. 35. Твёрдость Hg »
- 255:-207._________________________
Нормаль клиньев для крепления пуансонов и матриц (размеры в мм)
Таблица 105
К державке башмаку
LK 1 " ki 1
100 23,4 430 21,1 220 23,2
230 23,1 480 20,6 240 23,0
19,6 270 22,7
280 22,6 580
310 22,3
330 28,1 680 18,6 360 21,8
380 21,6 480 20,6
580 19,6
230
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Таблица 107
Нормаль съёмника прошивного штампа
Значения Н, S и D взять из чертежа поков-
ки. Значения b определяются конструктивно:
I « ь + d, + (54-8);
d — h (подобрать по размеру ближайший из
ряда 12, 16, 20, 22 и 24);
dt* 1,5 4 + 1,5;
/1-0,5 S+0,1 D+0,02 I +8;
f« 1,2 h.
а следовательно, снижает себестоимость
продукции кузнечных цехов.
При этом методе заготовку проектируют
без излишка металла на облой, а штамп
конструируется закрытым, в силу чего весь
объём заготовки уходит на заполнение ручье-
вой полости штампа.
Методом безоблойной штамповки можно
изготовлять поковки любой сложности,
имеющие форму вращения, за исключением
тех, которые в сечении вертикальной пло-
скостью имеют форму круга.
Поковки, которые изготовляются
в обычных штампах с большим расходом
металла, целесообразно предварительно
штамповать безоблойным методом, что также
даёт экономию металла.
При безоблойном методе штамповка
может производиться по сравнению с обыч-
ным методом на молотах с меньшим весом
падающих частей.
Подробные указания о проектировании
штампов разработаны Т. А. Михиным и
Е. М. Эйфиром.
Для безоблойного штампования вес па-
дающих частей штамповочного молота (в кг):
простого действия
Примеры обрезных штампов
1. Штамп для обрезки заусеницы у по-
ковки цельноштампованных звеньев пе-
реходной цепи автосцепки (фиг. 93).
2. Штамп для обрезки заусеницы у по-
ковки серьги объединённого типа (фиг. 94).
паро-воздушного двойного действия
А
Q = 0,8 -п--- ,
!! Наиб
где А — работа деформации при последнем
ударе в кгм;
Фиг. 93. Штамп для обрезки заусеницы у поковки цельноштамповачной переходной цепи
автосцепки: 7—нижняя подушка; 2-державка пуансона; 3—плита; 4 —коромысло; 5—матрица;
6—пуансон; 7 —выталкиватель; 8-колонка-нож; 0—прокладка; 10—нож; 13—скоба; 14—шпиль-
ка; 16—21— болты; 22—пружина; 23 — контрштифт; 24—гайка; 25, 27 — болт; 26—обойма
БЕЗОБЛОЙНАЯ ШТАМПОВКА
НА МОЛОТАХ
На некоторых заводах уже внедрён метод
безоблойной штамповки на молотах. Это —
прогрессивный метод, так как имеет ряд
преимуществ по сравнению с обычной штам-
повкой: даёт экономию металла, сокращает
технологический цикл изготовления поковок,
Ннаив— наибольший ход бабы молота в м.
Для молотов простого действия Ннаиб —
= 1,4 м, для молотов двойного действия
Ннаиб = 1,2 Л.
Д = г К а Уш ,
где а — относительная степень деформации
поковки при последнем ударе, опре-
деляемая по графику фиг. 95;
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
231
Фиг. 94. Обрезной штамп для обрезки
заусеницы у поковки серьги: 7—держав-
ка; 2—матрица левая; 3 — матрица пра-
вая; 4,5 — планка; 6 — пуансон; 7—дер-
жавка пуансона; 8 —штифт; 9 — винт;
10-лист подкладной; 77—подушка
Фиг. 95. График для нахождения коэфициент» е
к — сопротивление деформации при по-
следнем ударе в кг/мм2;
а — коэфициент, учитывающий работу
деформирования торцевой заусеницы
(для поковок с тонкими полотнами
а= 1,5, для прочих поковок а=1,2);
Vul—объём штамповки в см2.
Коэфициент к определяют по формуле
к = <о J/ гх<зтк,
где <•> — скоростной коэфициент (см. стр. 169);
по данным ряда исследователей
« = 2,5;
И — коэфициент, учитывающий объёмно-
напряжённое состояние, принимае-
мый равным 2;
г — коэфициент, учитывающий неравно-
мерность напряжённого состояния;
т— коэфициент, учитывающий размеры
поковки;
атк — предел текучести металла прн тем-
пературе штамповки (см. ниже).
где hHau6— наибольшая высота поковки в елг;
F—площадь проекции поковки на
горизонтальную плоскость.
При безоблойном штамповании объём за-
готовки
V3az = Уш + 1%г,
где Уш — объём поковки, подсчитанный по
наибольшим вертикальным разме-
рам и наименьшим горизонтальным
размерам;
Ууг — обьём металла на угар.
Предел текучести металла принимают
для стали;
атк в кг!мм*
Конструкционная углероди-
стая, С до 0,25% .... 5,5
Конструкционная углероди-
стая, С более 0,25% . . . 6,0
Конструкционная низколе-
гированная, С до 0,25% . 6,0
Конструкционная низколе-
гированная, С более 0,25% 7,0
Инструментальная углеро-
дистая ................... 9,5 — 10,0
Высоколегированная конст-
рукционная .................. 10—12
При проектировании штампов глубокие
полости следует выполнять в верхнем штампе;
при штамповании поковок типа стаканов
глубокие полости располагают в нижнем
штампе, который должен быть снабжён
выталкивателем.
Пример 1. Штамповка шестерни
Материал поковки — сталь марки 20Х,
Штамповочные уклоны 3°.
Не указанные закругления R 2 мм. Усад-
ка учтена 1,2%.
232
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Размеры заготовки: диаметр 90 мм,
длина 140 мм. Вес заготовки 7 кг, вес по-
ковки 6,86 кг, вес угара 0,14 кг.
Печь пламенная, закладывается одновре-
менно 30 — 35 шт. Температура печи
1180— 1200 °C.
Штамповка на 1,5-т молоте. Температур-
ный интервал 1180—-800 °C.
Штамповка производится двумя перехо-
дами: а — осадка до высоты 75 — 80 мм,
б — окончательная штамповка. Материал
штампов—сталь марки 5ХНСВ, твёрдость
штампов ИБ ~ 363 4- 444.
Штамп показан на фиг. £6.
Фиг. 96. Штамп: / — верхний; 2—нижний
Фиг. 97. Предварительный штамп:
Г—нижний штамп; 2—верхний штамп;
3—вставка; 4—выталкиватель; 5—пу-
ансон; 6 и 7—клип; 8—рычаг
Пример 2. Штамповка колпака
Материал поковки: сталь марки 40ХНМА.
Размеры заготовки: диаметр 120 мм, дли-
на 200 мм. Вес заготовки 18,025 кг, вес
поковки 17,5 кг, вес угара 0,525 кг. Печь
пламенная, закладывается одновременно 30—
35 шт. Температура печи 1150 °C.
Штамповка на 3-т штамповочном мо-
лоте. Температурный интервал штамповки
1150 — 850 °C.
Штамповка производится в двух штампах—
предварительном и окончательном (фиг. 97
и 98).
Фиг. 98. Окончательный штамп: /-нижний
штамп; 2 — верхний штамп; 3 — вставка;
4—выталкиватель; 5 —пуансон; 6 и 7—клин;
8 — рычаг
Штампы изготовлены из стали марки
5ХНВС, рычаг и клин Ст. 45, выталкива-
тель 7X3.
Твёрдость штампов НБ = 363—444; ры-
чага и клина HD = 38 — 42, выталкива-
RC
теля Н„ = 45 — 50.
Rc
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-
КОВОЧНЫХ МАШИНАХ
В железнодорожных предприятиях на
горизонтально-ковочных машинах высажи-
вают ряд деталей, как-то: связи, анкерные
болты, колпаки элементов пароперегрева-
теля, валики рессорные, кулисные н ды-
шловые.
Штамповка на горизонтально-ковочных
машинах имеет следующие преимущества
по сравнению со штамповкой на молотах:
1) более высокие механические каче-
ства;
2) чистота поверхности поковки;
3) незначительные потери металла на
заусеницы (не более 1%) и на штамповочные
уклоны;
4) незначительные припуски на механи-
ческую обработку;
5) более высокая производительность;
6) возможность штамповки и таких де-
талей, которые на молоте штамповать
нельзя;
7) возможность прошивки отверстий в по-
ковке.
Штамповка на горизонтально-ковочных
машинах производится или от прутка или
из нарезанных мерных заготовок.
В первом случае после штамповки пер-
вой поковки и её отрезки пруток продви-
гается до упора н далее операции повторя-
ются. Из одного прутка штампуются 2 —
6 поковок и более.
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
233
Материал и нормы твёрдости для высадочных штампов
Таблица 108
Наименование деталей штампа Марки сталей основные | заменители Твёрдость после закалки и отпуска
Кб Hn
Матрицы: с вставками без вставок Вставки: формующие зажимные прошивные пережимные отрезные (ножи) обрезные Пуансоны: формующие наборные прошивные обрезные (проталкивающие) Державки Пуансонодержатели Крепление Прокладки . 45 5ХГМ, 5ХНМ ЗХВ8 5ХГМ.5ХИМ ЗХВ8 ЗХВ8 5ХГМ, 5ХНВ 5ХГМ, 5ХНМ 5ХГМ, 5ХНМ 5ХГМ. 5ХНМ ЗХВ8 45 WXH 45 40 45 Ст. 6 50Г 5ХГМ.5ХНМ 7X3 5ХГМ,5ХНМ 5ХГМ,5ХНМ 7X3 45, Ст. 6 (с наплав- кой сормайтом) 7X3 7X3, 50Г 5ХГМ, 5ХНМ, 7X3 Ст. 6 45. Ст. 6 Ст. б Ст. 6 гэ tote 1 1 1 ? ' 1 1 1 1 II 1 1 м to о to сл to со 1 tx ,£х «£х .ix о. Ох со Ох СС О* О О О СЛ ©ООООСЛСл 1111 + + t 1 1 ОС СО СЛ СО 00 00 СЛ ОС ел со
Во втором случае каждая штамповка
штампуется отдельно. При этом большое зна-
чение во избежание брака имеют чистота
и перпендикулярность среза конца заго-
товки.
Штампы для горизонтально-ковочной машины
Марки сталей, применяемые для высадоч-
ных штампов, указаны в табл. 108. В этой
же таблице приведены нормы твёрдости для
иих после закалки и отпуска.
Фиг. 99. Пуансонодержатель трёхручьёвый
для 2" горизонтально-ковочной машины
Штампы для высадки на горизонталь-
но-ковочных прессах состоят из следующих
основных частей: матриц (подвижной и не-
подвижной) и пуансонов.
В зависимости от количества операций
матрицы делают одноручьёвые и многоручьё-
вые; последние могут быть цельными или
составными. Для удлинения срока службы
матриц зажимные части ручьёв делают часто
вкладными.
Пуансоны делают отдельно для каждой
операции.
Крепят пуансоны в пуапсонодержателях,
которые также могут быть цельными или со-
ставными.
На фиг. 99 показан пуансонодержатель по
нормалям ЦТР для трёхручьёвого штампа.
Стойкость высадочных, гибочных и
чеканочных штампов приведена в табл. 109.
Таблица 109
Стойкость штампов
Марка стали Характерные признаки штампов Нормаль- ная произ- водитель- ность до первого возобнов- ления в шт. Число возоб- новлений
7X3 Высадочные штампы Матрицы простой гра- вюры 7 500 3
7X3 Матрицы сложной гра- вюры 5 000 2
7X3 Вставки в матрицы простой гравюры . . 7 500
4ХВС Вставки в матрицы сложной гравюры . , 5 000 —
4ХВС Пуансон сложный . . . 5 000 —
7X3 » простой .... 10 000 1
7X3 Гибочные штампы Горячие 15 000 4
У8А Холодные 25 000 6
ЗХВ8 Чеканочные штампы Плоскостная чеканка . 30 000 4
3XBS Объёмная чеканка . . . 5 000 3
234
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Правила высадки
1. Длина высаживаемой (незажатой) за
один переход части прутка не должна пре-
вышать трёх его диаметров: / < 3 d, иначе
возможны искривления, смещения металла
в сторону и зажимы (фиг. 100, а). Если срез
заготовки не строго перпендикулярен, луч-
ше брать I < 2,5 d.
2. Высадка за один переход заготовки
с длиной осаживаемой части более трёх диа-
метров (Z > 3d) возможна при условии, если
диаметр полости в пуансоне или матрице не
превышает 1,5 диаметра заготовки: d1<l,5d
<фиг. 100,6). Длина заготовки между пуансо-
ном и матрицей к началу высадки должна
’быть равна диаметру заготовки (/ = d), при
этом отверстие матрицы (или пуансона)
.dt < 1,5 d; если же dt < 1,25 d, то I < 1,5 d.
g- Высадка I матрице
Высадка д луансояе
Фиг. 100 . Схема высадки: а—по правйлу 1; б—по
правйлу 2; в — конической заготовки; г — набор ме-
талла в матрице с круга на квадрат и с квадрата на
круг; д—набор металла в матрице в ручье с кониче-
ским уширением
3. Если при высадке за один переход
больший диаметр конического пуансона
= 1,5 d, то длина заготовки между пуансоном
и матрицей !г -2d; если больший диаметр
полости пуансона dt = 1,25 d, то I < 3d
(фиг. 100, б). Меньший диаметр полости пер-
вого конического пуансона рекомендуется
брать равным 1,2 d.
4. Если требуемый набор материала в ко-
нической полости пуансона происходит за
один переход в несколько ходов машины,
причём длина осаживаемой части равна трём
средним диаметрам полости пуансона, то
длина заготовки между пуансоном и матри-
цей должна равняться среднему диаметру
полости пуансона (фиг. 100, в).
Если высадка при необходимости набора
большого объёма материала невозможна за
один переход, то штамповка происходит
в нескольких ручьях. При этом, если набор
происходит в матрицах, то для уменьше-
ния количества ручьёв следует применять
способ чередующейся высадки с круга на
квадрат (в первом наборе сторона квадрата
О] = 1,5 d при к — d и = 1,25 d при
к= 1,5 d); во втором наборе d^l.5 t при к =
= t и dj = 1,25 t при к = 1,5 t и т. д.) и с
квадрата на круг и т. д. Сторона квадрата
полости пуансона может быть в 1,5 раза
больше исходного диаметра заготовки. Диа-
метр фигуры последующего ручья штампа
или полости пуансона может быть в 1,5 раза
больше диагонали предыдущего квадрата
(фиг. 100, г и д).
5. Число переходов должно быть воз-
можно меньше. Переходы должны быть вы-
полнены по радиусам не менее 1,5 мм.
6. Набор металла лучше производить
в конической части пуансона; набор метал-
ла в матрице с коническим уширением в кон-
це цилиндрической части полости также
способствует уменьшению числа переходов
(фиг. 100, д).
7. Штамповочные уклоны: на цилиндри-
ческих участках поковки, высаживаемых
в полости пуансона на сторону, на бурти-
ках, формуемых в матрицах, — не менее
0,5°, на стенках глубоких несквозных отвер-
стий, прошиваемых пуансоном, 0,5 4- 3°.
8. Объём высаживаемого фланца не дол-
жен превышать объёма стержня данного диа-
метра длиной I = (10 4- 12)d.
9. Избегать выемок и хвостовиков ко-
нической формы.
10. Отверстие в поковке лучше проши-
вать с одновременной раздачей металла.
Толщина стенок высаживаемых деталей с от-
верстиями должна быть больше 0,15 на-
ружного диаметра детали.
11. Заусеницу следует располагать в наи-
более крайних местах, чтобы удобнее было
её удалять.
12. Пруток должен быть зажат в матрицы
настолько, чтобы при высадке не произошло
выталкивания.
Определение размеров заготовки
1. Диаметр прутка следует выбирать
так, чтобы он был немногим больше диа-
метра прошиваемого отверстия.
2. Для поковок, штампуемых глубокой
прошивкой, лучше брать заготовки квадрат-
ного сечения.
3. Объём заготовки определяют по ве-
личине объёма в последнем формующем
ручье. К этому объёму следует прибавить
1,5 — 2,0% на угар при одном нагреве и
2,0 — 2,5% при дополнительном подогре-
ве. На заусеницу прибавляют до 1%.
Припуски и допуски приведены в табл. НО.
Припуски и допуски при штамповкё на горнзонтально-ковочных машинах [16]
Таблица ИО
Диаметр изделия или ВЫ- Длина или диаметр изделия в мм
25—50 | 51-100 | 101—150 151—200 201—250 | 251-300
Припуск на сторону и допуск на размер в мм
сота в мм Пр5 Доп. I Доп. II Пр. | Доп. I Доп. II Пр. Доп. I Доп. II Пр. Доп. I Доп. II Пр. Доп. I Доп. II Пр. Доп. I Доп. II
До 20 0,5 4-0,5 —0,25 4-0,5 0,75 4-0,75 —0,25 4-0,75 1,0 + 1,0 -0,5 + 1,0 1,25 + 1,25 —0,5 + 1,25 1,5 + 1,5 -0,75 + 1,5 1,75 + 1,5 —0,75 +2,0
21—40 0,75 4-0,75 —0,25 4-0,5 1,0 4-1,0 —0,5 + 1,0 1,25 + 1,25 —0,5 + 1,25 1,5 + 1,5 —0,75 + 1,5 1,75 + 1,75 —0,75 + 1,75 2,0 + 1,75 —0,75 + 2,25
41—60 1,25 4-1,25 —0,75 4-1,25 1,5 + 1,5 —0,75 + 1,5 1,75 + 1,75 —0,75 + 1,75 2,0 + 2,0 —1,0 + 2,0 2,25 + 2,25
61—80 1,5 4-1,5 —0,75 + 1,5 1,75 + 1,75 —0,75 + 1,75 2,0 + 2,0 —1,0 + 2,0 2,25 + 2,25 —1,0 + 2,25 2,5 + 2,25 —1,0 + 2,5
81—100 1,75 4-1,75 —0,75 4-1,5 2,0 + 2,0 —1,0 + 2,0 2,25 + 2,25 — 1,0 + 2,25 2,5 + 2,5 —1,0 + 2,5 2,75 + 2,75 —1,0 + 2,75
101—120 1 2,25 + 2,25 1 -1,0 . + 2,25 2,5 +2,5 I —1,0 | 1 + 2,5 2,75 + 2,75 —1,0 + 2,75 3,0 +2,75 —1,0 + 3,0
121—140 1 j -,55 + 2,5 -1,0 + 2,5 2,75 + 2,75 -1,0 + 2,75 3,0 + 3,0 —1,0 + 3,0 3,25 +3,0 —1,0 + 3,25
141—160 2,75 + 2,75 —1,0 + 2,75 3,0 + 3,0 -1,0 + 3,0 3,25 +3,25 —1,0 +3,25 3,5 +3,25 —1,0 + 3,50
161—180 I i ! 1 i I 3,0 | 4-3,0 I 4-3,0 I 3,2о I 4-3,25 I 4-3,25 1 3,5 1 4-3,5 I 4-3,5 1 3,75 1 4-3,5 I 4-3,75 1111 —1,0 — 1,0 I -1,0 ~1,0 1 Примечания. 1. При определении допусков и припусков для деталей типа шестерён и ступиц параметрами должны быть выбраны высота изделия и наибольший диаметр. 2. При определении припусков и допусков типа шестерён с цилиндрическим хвостом и полуосей параметрами должны быть размер обрабаты- ваемой поверхности и длина высаживаемой части изделия. 3. Допуски на отклонение размеров по длине длинных поковок можно определить по этой таблице, приняв величины первой горизонтальной графы для ft = 20 и значение допусков по вертикальной колонке Доп. II в зависимости от длины изделия. Допуски в этом случае должны быть взяты со знаком ±. 4. Припуски и допуски для отверстий должны быть взяты с обратным знаком. Допуски на разностенность отверстий надлежит принимать рав- ными допуску на износ штампа по колонке Доп. II. 5. Доп. I—допуск в направлении хода основного ползуна машины, Доп. II—допуск в направлении, перпендикулярном к ходу ползуна машины. 6. Величины припусков этой таблицы относятся к штамповке для первой степени точности (V) механической обработки; для второй степени точности (vv) следует к этим величинам прибавлять 0,5 мм, а для третьей степени точности (w v )—прибавлять 0,75 мм. Величины допусков одинаковы для всех степеней точности.
СО
СП
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
236
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Установка и эксплоатация штампов
горизонтально-ковочной машины
Зазоры между стенками ручьёв матриц и
пуансонами должны быть везде одинаковы
на всех длинах пуансонов.
Проверку зазоров производить щупами.
Подвигая пуансонодержатель вперёд или
назад, отрегулировать по чертежу штампа
заход пуансонов в ручьи матриц при крайнем
переднем положении главного ползуна.
Положение пуансонодержателя регули-
ровать при помощи упорного винта, регу-
лировочного клина и подкладок. Поло-
жение матриц регулировать подкладками.
Более двух подкладок с любой стороны
пуансонодержателя (или матриц) не сле-
дует применять, так как чем больше про-
кладок, тем больше пружинение их и тем
больше ослабление крепления пуансонодер-
жателя (или матриц).
При обнаружении перекоса поковки в
результате смещения подвижной матрицы
отрегулировать штамп при помощи под-
кладок.
Окончательно проверку правильности
установки производят путём повёртывания
вручную маховика на 1 — 2 оборота.
Перед началом штамповки проверить
крепление пуансонов и матриц и подтя-
нуть, если ослаблено. Провёртывая махо-
вик вручную на полный ход машины, убе-
диться, что упор поднимается своевременно
и при движении ползуна вперёд пуансоны
не задевают упора.
Смазать пуансоны и ручьи матриц ма-
зутом.
Закладывать в матрицы достаточно на-
гретый материал.
Очищать пруток от окалины перед за-
кладкой в матрицы и отбивать окалину от
поковки после каждого ручья.
Внимательно следить за креплением пуан-
сонов и матриц во время работы машины и
время от времени подтягивать ослабшие
винты и болты у пуансонодержателя и при-
хватов матриц.
Периодически смазывать мазутом ручьи
матриц и пуансоны, в особенности высту-
пающие части пуансонов.
Внимательно следить за охлаждением
матриц и пуансонов.
Пустить воду на матрицы и пуансоны так,
чтобы ббльшая часть её попадала на наиболее
нагревающиеся части пуансонов, которые
при высадке поковок не должны нагревать-
ся выше 50°С.
При застревании поковок в ручьях оста-
новить машину, тщательно проверить штамп
и зачистить матрицы в тех местах, где по-
ковки застревали.
Проверять периодически рабочие размеры
штампо в.
Некоторые правила проектирования
штампов ГКМ [5]
Матрицы. 1. Высота, длина и толщина
матриц являются постоянными для данной
машины и соответствуют размерам мест
крепления.
2. Положение матрицы относительно пуан-
сона регулируется прокладками, для чего
толщину матриц уменьшают на 2 — 3 мм.
3. Оси ручьёв (по высоте матриц) должны
соответствовать осям гнёзд для пуансонов
в штамподержателе.
4. Длина формирующей части матрицы
1ф — 1,025 /0,
где /0 — длина высаженной поковки в холод-
ном состоянии.
При температуре
коэфициент умень-
шают на 0,003 на
каждые 100J.
5. Ручьи для наи-
более тяжёлой опе-
рации высадки рас-
полагают, как пра-
вило, внизу штампа.
6. Формирующие
и высаживающие ча-
сти штампов можно
делать сменными.
Применение вставок
удлиняет срок служ-
бы штампов.
7. Зажимную
часть матрицы де-
лают с поясками, а
для работы с под-
ставным или кле-
щевым упором—глад-
кой. Длина гладкого
высадки ниже 1200°С
Фиг. 101. Зажимная
часть ручья
ручья (фиг. 101) L — 2,5 d + 50 мм, при
штамповке от прутка у штампа с пережим-
ными вставками длина зажима Lm > 2 d.
Пуансоны. Глубина полости матрицы при
высадке в полости пуансона (фиг. 102, а)
Нр + 3 а,
где I — длина осаживаемой части поковки;
/7р — глубина полости пуансона;
а — ширина фаски, принимаемая от 2 до
5 мм.
Глубина направляющего отверстия в ма-
трице
1,5 £> ± 12 мм,
где D — диаметр поковки в мм.
Между пуансоном и матрицей должны
оставаться незначительные зазоры.
Между пуансоном и дном матрицы в кон-
це хода высадки должен оставаться зазор
6 = а = 2 v 5 juju.
Меньший диаметр полости пуансона
di == d (0,5 4- 3) мм.
Радиус пуансона при высадке с последую-
щей прошивкой R = 1 мм.
Схема прошивной части штампа представле-
на на фиг. 102, б, обрезной части (для об-
резки заусениц) — на фиг. 102, в, располо-
жения заусениц — на фиг. 102, г.
Отрезные ножи. Схема отрезной части
штампа п форма отрезных вставок показаны
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
237
на фиг. 103. Ножи ставятся в последнем
формовочном или специальном ручье.
Если диаметр поковки меньше 30 мм,
отрезку производят в одном ручье, если же
Фиг. 102. Схемы пуансонов
диаметр поковки больше 30 мм, - ю в двух
ручьях с надрезом в первом.
К фиг. 103: а) пруток отодвигается впра-
во, отрезка в два приёма или, если пруток
Фиг. 103. Схемы отрезных ножей
юнкий, — в один приём; б) пруток остаётся
на месте, отрезка в один приём.
Примеры штамповки паровозных деталей
на горизонтально-ковочных машинах
Штамповка болта соединения элементов
с коллектором (фиг. 104). Материал — про-
кат, сталь марки Ст. 5; профиль 0 26 +
J-0,3 ami; нее поковки 0,563 кг, отходов на
угар 0,017 кг (3%). Заготовки нарезаются на
ножницах иа каждую поковку. Нагрев в
щелевой печи одновременно 6 шт. Размер
ГКМ— 2". Штамп одноручьёвый. Темпе-
ратурный интервал ковки 1250 — 950JC.
Нафиг. 105,в: 1—пуансон; 2—вкладыш; 3—ма-
трица неподвижная; 4—губки клещей; 5—кле-
щи; 6- - матрица подвижная.
Штамповка корончатой гайки сцепного
заднего дышла паровоза серии СО. Ма-
териал — прокат повышенной точности,
сталь марки Ст. 3; профиль 036 % 7 мм;
вес: заготовки 0,883 кг, поковки 0,78 кг,
отходов иа угар 0,026 кг (3%) и на концы
0,077 кг (8,5%). Температурный интервал
ковки 1250- 950 С. Штамповка производится
5
ог прутка длиной 1 526-з мм. Нагрев в ще-
левой печи одновременно 8 прутков на 17
поковок. Размер машины 2". Штамп трёх-
ручьёвый.
Нафиг. 105, з представлен штамп для вы-
садки гайки. Детали штампов: подвижная
матрица 1; неподвижная матрица 2; пуан-
соны 3, 4, 5; прошивень в; вкладыши 7, 8;
нож .9; хвостовик пуансонодержателя 10;
гайка И; винт 12, 13; вкладыш направляю-
щий 14.
Операции следующие:
1-я - предварительная формовка детали;
2-я - окончательная высадка;
3-я-прошивка отверстия.
После высадки: операционный контроль,
очистка от окалины, зачистка заусениц,
окоичател ьиый контроль.
Штамповка болта натяжного для буксовой
направляющей ведущей оси паровоза серии СО
(фиг. 106). Материал — прокат повышенной
точности, сталь марки Ст. 3; профиль 037 Д
• 0,1 мм, длина 245+3 мм. Вес: заготовки
2,03 кг, поковки 1,972 кг; отходов: на
угар 0,008 кг (1%), на заусеницы 0,03 кг
(18%). Нагрев в щелевой печи с подклад-
кой одновременно 8 шт. Заготовки для каж-
дой поковки нарезаются на ножницах. Размер
машины 2". Штамп трёхручьёвый. Тем-
пературный интервал ковки 1250 — 900JC.
Нафиг. 106,u; 1—матрица неподвижная;!?—ма-
трица подвижная; 3—пуансон 1-й операции;
/--пуансон 2-й операции; 5—пуансон 3-й опе-
рации.
Операции следующие:
1-я—набор металла;
2-я -окон чате л ьная высадка;
3-я—обрезка заусеницы.
После высадки поковка проверяется, за-
гем подвергается нормализации, очистке от
окалины и зачистке заусениц.
Штамповка колпачка элемента паро-
перегревателя системы Шмидта (фиг. 107).
Материал прокат повышенной точности,
сталь марки Ст. 2; профиль 34 4- 0,4 мм,
i.iiiii:! 1 500 .% иа 10 заготовок; вес: зато-
238
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
товки 1,09 кг (на одну поковку), поков-
ки 0,92 кг, отходов: на угар 0,03
(3%) и концы 0,143 кг (13%).
Нагрев в щелевой печи одновременно
12 шт. Температурный интервал ковки
1300—900°С. Штамповка от прутка. Размер
машины 3". Штамп трёхручьёвый.
Операции следующие:
1-я—предварительная формовка;
2-я—вторая предварительная формовка;
3-я—окончательная высадка;
4-я—отделение поковки от прутка.
После высадки операционный контроль,
очистка от окалины, зачистка заусениц по
разъёму и торцу, окончательный контроль.
Высадка клина хомута автосцепки СА-3-48.
Материал Ст. 5, полосовая с закруглён-
ными краями; размер заготовки 32 х
X 95 х 355 мм. Количество штук из штан-
ги 14. Вес: заготовки 7,6 кг, поковки
7,25 кг, угара 0,15 кг (2%); отходов:
в заготовительном отделении 0,2 кг, в
кузнице 0,35 кг. Нарезка заготовок на
пресс-ножницах. Нагрев в камерной щеле-
вой печи, температура ковки ИЗО —
850°С. Высадка на горизонтально-ковоч-
ной машине 500 т. Правка на паро-воз-
душном 1 -т молоте. Зачистка заусениц на
наждачном станке. Штамп представлен
на фиг. 108.
Штамповка валика среднего и заднего
сцепного дышла. Материал — сталь марки
Ст. 2. Профиль — круг 70 ± 1 мм, длина
заготовки на три поковки 1 198 ± 5 мм.
Вес заготовки (на одну поковку) 12 кг, по-
ковки —8,7 кг.
Отходы: на угар 0,36 кг, иа заусеницы
0,04 кг, на концы 2,9 кг.
в)
Фиг. 104. Штамповка болта соединения элементов с коллекторе;.;; л -ескиз иисм
с коллектором; б — эскиз горячей поковки (усадка учтена 5%); в—штамп в собранном
неподвижная: <•—вкладыш; е—пуансон
?Г?СК113 бола соединения элементов
r . виде; г—матрица
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
239
Ж Остальное
Фиг. 1 05. Штамповка гайки корон-
чатой: а —пуансон 2-й операции;
б—пуансон 1-й операции; е— вкла-
дыш 1-й операции; г—прошивень
2-Й операции; д— прошивень 3-й
операции; е--вкладыш 2-й опера-
ции; ж—нож; з—штамп в собран-
ном виде
240
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
о)
Фиг. 100, Штамповка болта натяжного: а—штамп в собранном виде; 6-матрица неподвижная;
в— матрица подвижная
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
241
Фиг.’ 107. Штамп для колпачка элемента пароперегревателя Шмидта: 1— матрица неподвижная;
2--матрица подвижная; 3—матрица 4-й операции подвижная; 4—матрица 4-й операции непо-
движная; 5— пуансон 1-й операции; 6— пуансон 2-й операции; / -пуансон 3-й операции; 5-вкла-
дыш 1-й операции пережима; 9-вкладыш 2-й операции пережима; 70—вкладыш к3-й операции;
7 7 —нож отрезной; 12, 13 —винты; 14 — шпонка
Фиг. 108. Штамп для высадки клина хомута автосцепки СА-3-48: 7—матрица неподвижная;
^—матрица подвижная; 3—вкладыш обрезной; 4, 5—болты; 6—вкладыш формовочный; 7—клин;
3—пуансон формовочный; 9~пуаисонодержатель верхний; 1 о— пуансон обрезной; 7 7 —прокладка
п ромежуточная; 12—пуаисонодержатель нижний; 13—прокладка
1 ' Том 12
242
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Фиг. 109. Штамп для высадки
валика среднего и заднего
сцепного дышла: 1 —матрица
неподвижная; 2—матрица по-
движная; 3—пуансон 1-й опера-
ции; 4—пуансон 2-й операции;
5—вкладыш пережимной 1-й
операции; 6—вкладыш пере-
жимной 2-й операции; 7—нож
отрезной; 8—плита подкладная
Фиг. 110. Штамп для высадки упорной шайбы
рессорной подвески паровоза серии СУ : 1—
матрица неподвижная; 2-магрица подвиж-
ная; 3—вставка 1-й операции; 4—вставка 2-й
операции; 5—вставка прошивная 3-й опера-
ции; б—вставка направляющая 3-й операции;
7—формовочный пуансон 1-й операции; 8 —
формовочный пуансон 2-й операции; 9—про-
шивной пуансон 3-й операции; 10—хвостовик
пуансона 3-н операции; //—гайка пуансона
3-й операции
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
243
Нагрев заготовки в щелевой печи до тем-
пературы 1250° С. Температурный интервал
1250—950° С. В печи одновременно находится
15 заготовок. Штамповка от прутка. Размер
машины 4". Штамп трёхручьёвый. Переходы:
1-й — набор конуса, 2-й —• окончательная
высадка, 3-й — отрезка поковки от прутка.
Последующие операции: контроль, норма-
лизация, очистка от окалины, Зачистка заусе-
ниц, окончательный контроль.
Штамп показан на фиг. 109.
Штамповка упорной шайбы. Материал —
прокат повышенной точности, сталь марки
Ст. 2. Профиль заготовки: диаметр 50±0,5 мм,
длина 1 500 мм на 31 поковку. Вес заготовки
(на одну поковку) 0,745 кг, вес поковки
0,63 кг. Отходы: иа угар 0,022 кг, на концы
0,093 кг.
Нагрев — в щелевой печи, одновременно
в печи находится 8 заготовок. Температур-
ный интервал ковки: 1250— 950° С. Штам-
повка от прутка. Размер машины 3".
Штамп трёхручьёвый. Переходы следую-
щие: 1-й— предварительная формовка, 2-й —
окончательная высадка, 3-й—прошивка отвер-
стия с одновременной отрезкой поковки от
прутка.
После последнего перехода — операцион-
ный контроль, затем очистка от окалины
травлением, зачистка заусениц, окончатель-
ный контроль.
Штамп показан на фиг. НО.
ШТАМПОВКА НА ФРИКЦИОННЫХ
ВИНТОВЫХ ПРЕССАХ
На ремонтных заводах в депо на фрик-
ционных винтовых прессах штампуют раз-
ного вида гайки, болты, заклёпки, шпиль-
ки, клапаны двигателей и прочие мелкие
изделия.
Достоинства этих прессов следующие:
высокая производительность при штампов-
ке названных изделий, штамповка с неболь-
шими заусеницами и даже без заусениц,
возможность получать чистые поковки без
припусков на механическую обработку.
Основные недостатки прессов — отно-
сительно плохое заполнение рёбер и высту-
пов в поковках, сравнительно много окали-
ны при штамповке фасонных деталей.
Штампы
На фрикционных прессах обязательна
правильная соосность штампов, для чего
устраивают в них направляющие (круглые,
угловые, крестовые замки) или колонки.
В штампах для болтозаклёпочных из-
делий, поковок типа клапанов, поковок
с буртиками и отростками обязательно
устройство выталкивателей.
Для изготовления штампов применяют
марки сталей 5ХГМ, 5ХНМ, С-40, С-60,
У7А и др. Для штампов болтозаклёпочных
изделий лучшим (в отношении стойкости) ма-
териалом является хромомолибденовольфра-
мовая и хромовольфрамовая сталь (5-у-10 тыс.
деталей с одной матрицы).
Общая длина выталкивателя зависит от
верхнего положения выталкивающего при-
способления пресса и желательной высоты
подъёма поковки.
Примеры штамповки
Штамповка крышки польстерно-подби-
вочной буксы Сг и С,. Материал Ст. 2.
Размер заготовки 3 х 220 х 236 мм. Вес за-
готовки 1,25 кг, вес поковки 1,20 кг. Пере-
ходы: 1-й—резка на гильотинных ножницах;
2-й — вырезка на эксцентриковом прессе;
штамп показан нафиг. 111; 3-й—штамповка
в холодном состоянии на фрикционном прес-
Фиг. 111. Штамп для вырезки заготовки крышки
польстерно-подбивочной буксы С, и Ct: 7 — пуансоно-
держатель; 2, 6, 12, 16, 78 —болты; 3 — пуансон;
4-нож правый; 5—нож левый; 7 —гайка; 8 —упор;
9-валик упора; 70—пружина; 7 7 —винт пружины;
13—стойка упора; 14—боковой упор; 75—регулиро-
вочный болт; 77—прижимная планка; 19-втулка;
20—направляющая колонка; 27—державка
се; штамп показан на фиг. 112; 4-й—заточка
заусениц на наждачном станке. Контроль
ОТК пооперационный.
Штамповка шайбы. Из листовой стали
нарезаются па ножницах полосы шири-
ной 90 и толщиной 4 Л7Л7. Затем на механи-
ческом (фрикционном или эксцентриковом)
прессе вырубается шайба и просекается от-
верстие. Эскизы штампа и детали показаны
на фиг. 113.
Штамповка рессорного хомута. Операция
изготовления хомута: 1-я — резка заготовок
на пресс-ножницах; 2-я — снятие фасок на
пресс-ножницах для образования замка под
сварку; 3-я — горячая штамповка хомута;
4-я —электросварка хомута на сварочном
полуавтомате.
16*
244
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Фиг. 112. Штамп для изготовления крышки поль-
стерно-подбивочной буксы Cj и С,: 7 — державка;
2 —матрица; 3 — пуансон; 5—упор левый; 6—валик
выталкивателя; 7 —пружина; 8 — рычаг;
13, 74-штифты к деталям 7, 2, 4, 5
Фиг.
113. Штамп для изготовления шайбы
Штамп (фиг. 114, «), имеющий два гибочных
ручья, сконструирован Е. А. Гетманом (Дар-
ницкий вагоноремонтный завод). Заготовку
укладывают в первый ручей матрицы 1, уста-
новленной в крайнее левое положение. После
нажатия (гибки) пуансоном 2 заготовка полу-
чает форму, показанную на фиг. 114, б.
Затем матрицу при помощи пары шестерён 5,
зубчатых реек 6 и направляющих валиков 4
перемещают на плите 3 в крайнее правое
положение. Заготовку укладывают во второй
ручей и производят окончательную гибку
хомута. Зазор (1 —1,5 мм) между втулками
матрицы и валиками облегчает перемещение
матрицы и предохраняет от возможных пере-
косов и заклинивания матрицы во время
работы.
В штампе можно штамповать хомуты всех
рессор, кроме эллиптических. Это достигается
перестановкой в пуансон соответствующего
количества закладок 9, находящихся за ще-
кой 7 матрицы.
Фиг. 114. Штамповка рессорных хомутов: а —штамп;
б—заготовка после первой гибки
Для штамповки хомута эллиптической
рессоры в конструкцию штампа добавляется
шарнирная опора 5 для предохранения от
изгиба пуансона (фиг. 115).
Фиг. 115. Штамп для изготовления эллиптических
рессор тележек грузовых вагонов: /—матрица; 2—
пуансон; J—нлита; 4—направляющий клин; 5 -шар-
нирная опора
ХОЛОДНАЯ ВЫСАДКА
Способом холодной высадки можно из-
готовлять ряд крепёжных изделий (болтов,
винтов, заклёпок, гаек и т. п.). Холодная
высадка имеет перед обработкой резанием
ряд преимуществ:
1) незначительный отход металла, а
часто и полное его отсутствие;
2) повышение производительности в не-
сколько десятков раз;
3) повышение механических качеств (проч-
ности, твёрдости) металла.
Для холодной высадки применяют угле-
родистые легированные стали (35Г2, 20Х,
40Х, 40ХН, 20ХФ, 40ХФА, ЗОХМА, ЗОХГС,
ШХ9, ШХ15, ЭЯ1, ЭИ319, ЭЖ1, ЭН36 и
др.), форалюмин (ДЗП, ДУП, Д1), латунь
(Л68, ЛС59), бронзу БрА5, медь и пр.
Металл применяется в виде проволоки
(ГОСТ 5663-51) и прутков (ГОСТ 2590-44).
При холодной высадке не следует допу-
скать в деталях острых углов между голов-
кой и стержнем илн между частями ступен-
чатого стержня; при каждом переходе вы-
садки обеспечить определённый радиус за-
кругления (не менее 0,2 мм); головка детали
должна быть наиболее простой формы.
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
245
В качестве инструмента для холодной
высадки служат штампы, состоящие из мат-
риц (цельных или разъёмных) и пуансонов.
Необходимые усилия для холодной вы-
садки можно подобрать по графику па
фиг. 116(17]; конечное усилие можно также
определить по ориентировочной формуле
Р = 0,6з,„(1 4- 0,05
где ст — в кг]мм2 (для стали от = 30);
F — площадь проекции высаживаемой
детали в см2.
I ----4
F -------Н V - j j---Ь
Фиг. 116. График для рас-
чёта усилий для холодной
высадки
Ориентировочно для стали можно при-
нимать Р = 17,3 т.
Высадка шестигранной гайки на гайко-
высадочном автомате. Переходы при высадке
следующие (фиг. 117); 1-й удар— отрезка
заготовки 1 и образование фаски 2; 2-й
Фиг. 117. Переходы при высадке шестигранной
гайки
удар — высадка бочкообразной формы 5;
3-й удар—образование наружных и внут-
ренних фасок 4; 4-й удар — просечка отвер-
стия 5.
Высадка болта.
Переходы при вы-
садке на ковочной
машине следующие
(фиг. 118); 1 — по-
дача материала до
упора; 2 — отрезка
заготовки; 3 — пред-
варительная высад-
ка; 4 — окончатель-
ная высадка; 5—об-
резка граней и су-
жение стержня; 6—
подрезка под голов-
кой стержня и сня-
тие фаски на кон-
це; 7 — накатывание
резьбы.
Переходы высад-
ки болта на гайко-
высадочном автомате
показаны на фиг. 119.
Фиг. 11 8. Переходы при
высадке болта на ковоч-
ной машине
а1
1-я операция
Фиг. 119. Переходы при высадке болта на гайко-
высадочном автомате. 1-я операция: а—подача
материала до упора; б—отрезка заготовки ножом;
в—предварительная высадка; а—окончательная вы-
садка; 2-я операция: обрезка граней и суже-
ние стержня; 3-я о п е р а ц и я: подрезка под го-
ловкой стержня и снятие фаскн на конце; 4-я опе-
рация; накатывание резьбы
ЛИСТОВАЯ ШТАМПОВКА
В табл. 111 приводятся основные формулы
для определения усилий при листовой штам-
повке. В этих формулах; S — толщина мате-
риала в мм; п — угол скоса ножа в градусах;
т — сопротивление срезу штампа (принимае-
мое по табл. 112); L — периметр вырубки в
мм; F—площадь сечеиия стенки детали в мм2;
<з — напряжение при вытяжке, равное папч в
кг/мм2; п — коэфициент, принимаемый по
табл. 113 в зависимости от коэфициента вы-
246
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
тяжки; dH — наружный диаметр вытянутой
детали в мм; dM — диаметр протянутой части
детали в мм; —радиус гибки в леи; В—ши-
рина изгибаемого материала в мм; X —число
изгибаемых углов; Рприж — сила прижима
Таблица 111
Потребная сила для листовой штамповки
Род штамповки Необходимая сила в кг
Разрезка на листо- вых ножницах S2 Р=0,3— т tga
Разрезка на диско- ы вых ножницах P=0,32S“cos0 ,5 а-
Вырубка плоскими рабочими торцами P = LSz
Вытяжка пустотелой детали P=Fan
Вытяжка цилиндри- ческой детали P=nS(dH — S)a
Протяжка P-=nas (Sn_1-S„)X K[dM +( Sn-1—sn )]
Гибка с правкой ударом p=FnpP
Гибка (без прижима и без правки) ns2 p.0,7 °пчХ
Гибка с прижимом (без правки) BSm P=0,7 a . с °ПЧХ + кг + рприж
в кг; Fпр— площадь проекции изгибаемой
детали с пуансоном или матрицей в лии2.
Марки сталей, применяемых для изготов-
ления отдельных деталей штампов для холод-
ной штамповки, приведены в табл. 114.
Таблица 112
Значения " и апч для различных металлов
Металл х в кг/мм* апч
отожжён- ный наклё- панный отожжён- ный наклё- панный
Свинец 2-3 2,5-4 —
Алюминий .... 7 13 8 17
Дюралюмин . . . 22 38 26 48
Медь 18 25 22 30
Латунь 22 35 28 50
Бронза 32 50 40 60
Сталь: 0,1 %С . . 25 32 32 40
> 0,2% С . . 32 40 40 50
» 0,3% С . . 36 48 45 60
» 0 ,4% С . . 45 56 56 72
» 0 ,6 % С . . 56 72 72 90
» 0,8% С . . 72 90 90 110
. 1,0% С . . 80 105 100 130
Нержавеющая . . 52 56 65-70 —
Таблица 113
Значения коэфициента п, определяющего усилие
вытяжки
/ГЦ 0,55 0,57 о,бо 0,62 0,65 0,67 0.70 0,72 0,75|0,77 0,80
п 1.0 0,92 0,86 0,79 0,72 0,66 0,60 0,55 0,50 0,45 0,40
тп п 0,70 1,0 0,72 0,95 0,75 0,90 0,77 0,85 0,80 0,80 0,85 0,70 0,90 0,60 0,95 0,50
Примечание. Значения вытяжки: на первом переходе d. ®заг на последующих переходах d8 d. = - d —; = —— и т. д.; диаметр заготовки
Таблица 114
Материал деталей штампов для холодной штамповки
Наименование детали Характеристика детали Основные марки Замени- тели Твёрдость PRe
Пробивные, вырезные и обрезные штампы
Пуансоны С заплечиком и быстросменные У10А Х12 56—58
» Простой формы для материала толщиной У10А Х12 56—58
до 3 мм
» То же свыше 3 мм Х12М Х12 56—58
> Сложной формы Х12М Х12 56—“0
Матрицы С заплечиком и быстросменные У10А Х12 58—60
» Простой формы для материала толщиной У10А Х12 58-60
до 3 мм
» То же свыше 3 мм Х12М Х12 58—60
» Сложной формы Х12М XI2 56-80
Режущие секции Простой контур У10А Х12 58—60
» » Сплошной контур, крупный штамп для Х12М Х12 58 60
Ножи материала толщиной свыше 6 мм Для резки отхода У10А XI2 58—60
Державки 40 45 40—45
> Быстросменные 15 20 58 - 62*
Плитки — У8А 410А 56—60
Цементировать.
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
247
Продолжение табл. 114
Наименование детали Характеристика детали Основные марки Замени- тели Твёрдость "Яс
Пуансоны и матрицы Гибочные» формовочные и вытяжные штампы С увеличенной износоустойчивостью, а Х12М Х12 58-60*
Прижимы н выталкиватели также для вытя-кных штампов Штампы средних габаритов УЮА У8А 52—54
Колонки н муфты Штампы крупных габаритов 5ХНМ 15 5ХНТ 20 75—48 58 -62**
Муфты для колонок, хво- Для всех видов штампов 40 45
стовики, толкачи, шпиль- ки буферные Шпонки упорные» шпильки ^5 40 .
Шпильки резьбовые — 45 40
Болты —— 35 45 30—35
Винты С потайной головкой 35 45 30-35
Для съёмников 40Х 45 30-32
Съёмники и ограничители — 20 40 —
Штифты — 15 40 —-
Шпильки толкачей У8А УЮА 45—50
Упоры __ У8А УЮА 50—55
Ловители УЮА Х12 56—58
Пружины — 65Г — 40-45
Направляющие планки — УЮА — 56—58
• Азотировать.
•• Цементировать.
БРАК И ДЕФЕКТЫ ПОКОВОК
В табл. 115 дана основная характеристи- Анализ причин брака даёт возможность при-
ка брака в кузнечном производстве [6]. нять меры к его предупреждению.
Таблица 11S
Наименование брака Основная характеристика Причины
Риски Волосовины Закаты Плёны Шлаковые ' включения Флокены Расслоение Несоответствие марки или хими- ческого состава стали Несоответствую- щие размеры про- филя материала Срез, скол Косой срез Брак от исходного Царапины на поверхности поковки глубиной 0,24-0,5 мм Тонкие трещины на поверхности поковки глубиной 0,54-1,5 мм Складки глубиной более 1 мм Отслаиваются с поверхности, тол- щина плен до 1,5 мм Инородные включения на поверх- ности и внутри поковки Мелкие трещины (чаще всего в легированной стали); обнаруживают- ся: при закалке, при снятии при- пуска, при механической обработке, при поломке детали Расслоение покозок на две части по плоскости разъёма штампов Обнаруживаются при штамповке Брак при резке Вырыв металла Торец заготовки наклонён к её оси материала Закатанные заусеницы Брызги жидкой стали, застывшие на по- верхности слитка, раскатанные при прокатке в виде плёнок Шамотины, песочины и пр., попадающие в жидкую сталь при её плавке и разливке Трещины по середине заусеницы заготовок Недостаточный вазор^ между ножами в ножни- цах Неправильный профиль вырезов в ножах, подача разрезаемого материала под несоответ- ствующим углом к передней плоскости иожей
248
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Продолжение табл. 115
Наименование брака Основная характеристика Причины
Затаскивание заусеницы Затаскивание части заготовки в про- странство между ножами Большой зазор между ножами
Торцевые тре- щины Сминание металла, переход кругло- го сечения в эллипс, трещины Большое удельное давление под ножом; сильные внутренние напряжения; трещины обна- руживаются иногда через 2—3 часа после резки; окончательный брак
Несоответствие заготовки по дли- не или весу Неправильная установка упоров; нежёсткое крепление упоров; неточное продвижение зато- товки до упора при резке
Брак при нагреве
Перегрев Крупнозернистая структура, иголь- чатое строение феррита, низкая удар- ная вязкость Неправильный нагрев
Пережог Значительное искривление; при осадке заготовка разваливается, из- лом крупнозернистый; при протяжке в пережжённом месте заготовка над- рывается; места пережога вытрав- ливаются кислотой
Поверхнос гный пережог Глубина до 1 мм; трещины не обна- руживаются; на рёбрах и фланцах поверхность растрескивается. При травлении появляется сетка крупных зёрен
Ок алина Длительный нагрев при температуре выше 1250°
Дефекты при свободной ковке и штамповке
Волосовина Очень мелкие трещины Слишком быстрое охлаждение поковки леги- рованной стали
Свищи и пусто- ты («скворечни- ки») Ковка круглых поковок под плоскими бой- ками без перехода на квадрат, когда вытяжка велась сразу на круг
Рванины Ковка (первое обжатие) слитка при низкой температуре; недоброкачественность слитка, пережог. Вдавливание окалины. Ковка на неис- правных бойках
Изгиб заготов- ки и косогран- ность Длина осаживаемой части больше 2,5 диа- метра её, при осадке заготовка не повёртыва- лась вокруг своей оси, удары по торцу наноси- лись не по середине, а по краям; заготовка не была хорошо прогрета по всему сечению; в процессе осадки при небольшом искривлении заготовка не выпрямилась, а продолжалось её осаживание
Зажимы (склад- ки) Односторонняя протяжка без поворачивания заготовки
Трещины (на- ружные и внут- ренние) Правка сильно погнутой заготовки Осаживание заготовки, неравномерно нагре- той по всему сечению
Перерезание ко- ло кон Снижение механических свойств Глубокий пережим раскаткой нлн подбойкой
Нажим — Неправильное наложение инструмента
Осевые трещи- ны, вогнутость Неравномерная и слабая проковка по толщине, удлинение только на- ружных слоёв металла Протяжка круглой или квадратной заготов- ки сразу на круг
Наклёп трещи- ны Поверхностные, а иногда и внут- ренние, поперечные и продольные Ковка при низкой температуре; продолжи- тельная ковка холодного металла; недоброка- чественный слиток; неправильное охлаждение поковок; неправильные приёмы ковки
Неправильное отверстие с за- тянутыми краями Проши вка толстой заготовки сразу же на всю толщину
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
249
Продолжение табл. 1 1 5
Наименование брака Основная характеристика Причины
Смещение от- верстия Неправильная установка бородка после по- ворота на 180°
Заусеницы Диаметр отверстия в наковальне, форме и подкладном кольце намного больше, чем диа- метр прошиваемого отверстия
Рванины или трещины по кра- ям отверстия Пробивка или прошивка холодной или не- достаточно нагретой заготовки
Разрыв металла при гибке Гибка остывшей или недостаточно нагретой заготовки
Утяжка метал- ла при гибке Утонение места изгиба Гибка без предварительной осадки высажи- ваемого места
Неполная про- парка 9 Окалина на поверхности свариваемых кон- цов
Непровареиная середина При сварке встык, когда концы свариваемых кусков металла не закруглены и в середине их остаётся шлак
Сечение в месте сварки меньше требуемого Свариваемые концы прутков предварительно не были высажены
Пережог при сварке Свариваемые концы нагреты до очень высо- кой темпера гуры
Вмятин ы Следы окалины глубиной до 3 мм Заштампованная ок?лина, затем обитая или вытравленна я
Забоина Механическое повреждение горячей поковки Неправильная укладка поковки в оконча- тельный ручей; неосторожное извлечение поков- ки из полости штампа; небрежное сбрасывание поковки; обрезка в неисправном штампе
Неполнота фи- гуры Несоответствие (уменьшение) чер- тёжным размерам Незаполнение передних и задних торцов поковок, у которых проши- ваются на горизонтально-ковочной машине отверстия Недостаточный нагрев; недостаточное число ударов; недостаточная мощность молота; износ штампа; несоответствие размеров или профиля заготовки
Недоштамповка Увеличение всех размеров поков- ки в направлении, перпендикуляр- ном основной плоскости разъёма То же
Перекос Смещение верхней части поковки относительно нижней (по плоскости разъёма) Неисправность оборудования; неисправность штампов, плохое крепление штампов; непра- вильная конструкция штампов
Кривизна Отклонение осей и плоскостей по- ковки от их правильного геометри- ческого положения При обрезке заусениц или при остывании поковок
Несоответствие размеров Отклонение от чертёжных размеров; отклонение от допуска на размер, ко- торый не поддаётся исправлению из-за недостатка металла; отклоне- ния по длине в связи с температур- ной усадкой или от неправильной установки упоров (на горизонтально- ковочной машине) Изнссы ручьёв,- неправильная конструкция штампа; сработанность штампа (уменьшение его в ысоты)
Заусеница Несрезанный остаток заусеницы Плохая подгонка обрезного штампа
Зажим, закаты Заштампованная складка в резуль- тате неправильного наполнения фи- гуры металлом; закатывание заусе- ниц, полученных в заготовительных ручьях Неправильные приёмы штамповки; непра- вильная укладка заготовки в ручей; несоответ- ствие предварительных ручьёв окончатель- ным; резкие удары по заготовке в подкатном ручье
250
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
Исправление дефектов
Заусеницы, волосовины, закаты и зажимы
исправляются заточкой на наждачном станке
или вырубкой зубилом, кривизна — правкой,
перегрев—нормализацией, недостаточная или
повышенная твёрдость—повторной термиче-
ской обработкой.
Главное внимание должно быть обращено
на предупреждение брака до начала ковки и
в процессе нагрева заготовки и самой ковки:
правильная, установка ножей и упора при
резке, подогрев легированной и высокоугле-
родистой стали перед резкой до 300—350°;
строго следить за температурой нагрева, со-
блюдать предписанный температурный режим
(пределы) ковки, хорошо прогревать заго-
товку по всему сечению; правильно устанав-
ливать бойки, штампы и другой инструмент;
во время протяжки поворачивать заготовку
на 180° через каждые 1—3 удара; протяжку
вести быстро, частыми и сильными ударами;
начисто очищать заготовку от окалины.
Неполноту фигуры и перекос при штам-е
повке иногда удаётся исправить перештам-
повкой.
Контроль качества поковок осуществляет-
ся в цехе путём: а) проверки геометрических
размеров поковки после определённых пере-
ходов, заранее намеченных, и после окон-
чательного изготовления поковки; б) выявле-
ния трещин; в) проверки механической проч-
ности поковки.
ТЕХНИКА БЕЗОПАСНОСТИ
Общецеховые мероприятия
1. Правильное размещение оборудования.
2. Устройство хорошей вентиляции.
3. Устройство правильного и хорошего
-освещения (искусственного и естественного).
4. Постановка предохранительных огра-
ждений и приспособлений у оборудования.
5. Систематическая проверка состояния
оборудования, ручного инструмента, штам-
пов, бойков и предохранительных ограждений.
6. Планово-предупредительный ремонт обо-
рудования и всех инструментов.
7. Рациональная организация труда и ра-
бочих мест.
8. Совершенствование технологии основ-
ного производства, ремонтных и вспомога-
тельных работ.
9. Снабжение рабочих спецодеждой и сред-
ствами защиты (очками, рукавицами).
10. Систематическое обучение и инструк-
таж рабочих как в отношении кузнечных
приёмов, так и в отношении знания правил
техники безопасности.
11. Систематическое обеспечение чистоты
рабочих мест и всего цеха.
12. Строгое соблюдение правил техники
безопасности при эксплоатации транспорта
и транспортно-подъёмных средств (не пере-
гружать краны, правильно зацеплять, уклады-
вать, подвешивать груз, проверять чалочные
приспособления и т. п.).
Общие указания
1. При несчастном случае необходимо ие-
м едленно:
а) потерпевшему оказать медицинскую по-
мощь;
б) в случае тяжёлого состояния потерпев-
шего вызвать скорую медицинскую помощь;
в) заявить мастеру, табельщику;
г) составить акт о всех обстоятельствах,
при которых произошёл несчастный случай.
2. Перед работой нужно проверить исправ-
ность всех частей молота, пресса, машины.
3. Пуск молотов, прессов, машин разре-
шается только специально обученным и на-
значенным для работы на них квалифициро-
ванным рабочим.
4. Смазку молотов, прессов, машин должен
производить только смазчик или кузнец (штам-
повщик), если он специально обучался этому,
на тех машинах-орудиях, где нет центра-
лизованной смазки; заправлять маслёнки над-
лежит только после полной остановки машины
и её выключения.
Все трущиеся части молота, пресса, маши-
ны, требующие смазки, должны быть смазаны
до пуска в ход.
До начала работы должны быть проверены:
а) исправность приборов для смазки и
маслопроводы;
б) правильность установки бойков, штам-
пов на наковальне, обрабатываемой детали;
в) исправность державок (клещей), при
которых должен быть набор патронов или
колец разной величины для зажимания обра-
батываемых деталей.
5. Ремонт молотов, прессов, машин во
время их работы запрещается.
6. Инструмент:
а) надлежит складывать в порядке иа ра-
бочем месте в специальных ящиках; по ми-
новании надобности относить, причём тяжё-
лый не класть высоко;
б) употреблять только вполне исправный,
прочный, незамасленный. сухой, с ровной,
не избитой поверхностью головок;
в) молоток и кувалда должны быть плотно
насажены на рукоятку;
г) должен иметь соответствующую назна-
чению форму (губки клещей должны быть
подогнаны к профилю заготовки или форме
хвостовика поковки).
7. Исправление и ремонт в процессе ковки
молота, пресса, машины должны выполнять
только назначенные для этого слесаря.
8. Воспрещается:
а) во время работы молота, пресса, ма-
шины производить ремонт, уборку окалины
и обрезков, чистку и установку штампа;
б) ходить и работать под грузом, передви-
гаемым или поднятым краном;
в) оставлять висеть груз на кране, талях
или подъёмном блоке;
г) обливать водой горячие поковки или
класть их в сырое место;
д) ковать холодный или пережжённый
металл.
9. Обрубки и окалину надлежит удалять
с наковальни или штампа металлической
щёткой, метлой или обдувкой воздухом.
10. Воспрещается очищать наковальни
или штампы от окалины руками, даже в
рукавицах.
11. Воспрещается разбрасывать горячие
поковки и обрубки по цеху, их следует скла-
дывать в определённых местах.
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
251
12. Кузнецы, штамповщики, молотобойцы,
подсобные рабочие должны работать с предо-
хранительными очками, в спецодежде и рука-
вицах.
13. Рабочие места, проезды и проходы не
должны загромождаться материалом, заготов-
ками, обрубками, отрезанными заусеницами
и инструментом.
14. Выбивать клинья «соколом» надлежит
под руководством мастера; на пути движения
«сокола» никого не должно быть; клин при
забивке удерживают клещами; цепь, приме-
няемая при забивке «соколом», должна быть
предварительно испытана на прочность.
При выбивании клиньев с противополож-
ной стороны не должно быть никого на близ-
ком расстоянии.
Забитый клин не должен выступать более
чем на 75—150 мм.
15. О всяких неисправностях, обнаружен-
ных вовремя работы молота, пресса, машины,
кузнец (штамповщик) обязан немедленно за-
явить мастеру или наладчику и требовать их
указаний и исправлений.
16. Молотобойцы и подсобные рабочие
должны слушать команду кузнеца и строго
её выполнять.
Ковка вручную
1. Следить за тем, чтобы молотки, кувалды,
топоры и другой инструмент были плотно на-
сажены на рукоятки.
2. Следить за чистотой рабочего места.
3. Не допускать расклёпа головки зубила.
4. Место удара кузнец должен показывать
молотобойцу инструментом.
5. Во время рубки запрещается стоять
против отрубаемой части металла по пути
возможного её полёта; с этой стороны необхо-
димо устанавливать переносный оградитель-
ный щит.
6. Зубило необходимо ставить на заготовку
вертикально (не наклонно), а при рубке с под-
сечкой — против последней.
Работа на молотах и прессах свободной ковки
1. Наковальни молотов должны иметь нор-
мальную высоту (от 650 до 750 мм).
2. Верхний и нижний бойки должны быть
одинаковой ширины, плотно прилегать друг
к другу и быть хорошо заклинены.
3. Поковку нужно держать посредине на-
ковальни.
4. При рубке следить за правильным поло-
жением топора; остывший металл разрешается
рубить лишь при наличии специальных при-
способлений.
5. До начала работы необходимо удалить
конденсационную воду из цилиндра; сальники
должны быть хорошо набиты, так как кон-
денсационная вода во время удара молота
может разбрызгаться и обжечь рабочих.
6. Пускать пар нужно постепенно для про-
грева золотниковой коробки, затем холостыми
ударамн «прокачать» цилиндр.
7. Боёк и шток должны быть до работы
прогреты (особенно в зимнее время) до темпе-
ратуры 50—100° С.
8. Необходимо своевременно подбивать
клинья у бойков.
9. Нельзя допускать холостых ударов верх-
него бойка по нижнему.
10. Педаль (при ножном управлении) долж-
на быть так ограждена, чтобы не было слу-
чайного нажатая.
11. Кузнец должен:
а) о начале и конце обработки большого
изделия под молотом или прессом сделать
предупреждение сигналом;
б) следить за правильностью нагрева;
в) клещи и заготовку держать во время
ковки сбоку, а не перед собой;
г) тяжёлые поковки подавать специальны-
ми приспособлениями;
д) чтобы удержать бабу в верхнем положе-
нии, подводить под неё подставку иа самом
тихом ходу молота.
12. При неисправных гидравлических или
воздушных манометрах воспрещается рабо-
тать.
Работа на штамповочных молотах, прессах
и ковочных машинах
1. Во время осмотра установки н зачистки
штампов и при других работах в зоне дви-
жения бабы наладчик обязательно должен
закрывать вентиль пуска пара, а бабу за-
креплять на подставке с прямыми срезами
на концах.
2. Штамповщик перед началом работы
обязан:
а) проверить правильность прогрева штам-
пов, бабы и штока и состояние защитных
приспособлений;
б) спустить конденсационную воду через
продувочные краны цилиндра;
в) испробовать молот вхолостую;
г) проверить исправность и надёжность
закрепления штампов.
3. Штамповщик во время работы обязан:
а) следить за своевременной смазкой па-
раллелей и штока, за подачей смазки в ци-
линдр;
б) следить за исправностью пускового ме-
ханизма;
в) держать клещи при ковке так, чтобы
рукоятки их были сбоку туловища;
г) не вводить губки клещей в зону дви-
жения верхнего штампа;
д) при застревании поковок в штампе
требовать замены и исправления штампа, но
отнюдь не пользоваться подкладками;
е) при обрубке концов полосы металла по-
следние удары наносить слабо;
ж) следить за исправностью тормоза;
з) применять приспособления для безопас-
ной укладки заготовок, продвижения их и
снятия после штамповки;
и) проверять соответствие диаметра прутка
диаметру матриц;
к) очищать нагретую часть прутка от
окалины;
л) следить, чтобы клещи или патрон не
попадали между штампами (матрицами);
4. Штамповщик не должен:
а) допускать обработки остывшего, пере-
гретого или пережжённого металла;
б) производить удары штампов один по
другому без упругой прокладки, допуская
их лишь в отдельных случаях прн забнвке
клина;
252
КУЗНЕЧНОЕ ПРОИЗВОДСТВО
в) допускать удары штока о верхнюю и
нижнюю крышки цилиндра;
г) вводить руки в пространство между
матрицами.
Работа на обрезных прессах
1. При осмотре матрицы или пуансона на-
ладчик должен обязательно ставить под пол-
зун надёжную подставку; клип не должен
выступать за пределы ползуна более чем
на 50 мм.
2. Прессовщик должен пускать пресс толь-
ко после того, как поковка правильно
уложена на матрицу и клещи выведены из
опасной зоны (за пределы движения пол-
зуна).
3. При установке поковки на матрицу, а
также при снятии заусениц прессовщик дол-
жен держать клещи у конца рукояток, чтобы
рукн находились за пределами движения
ползуна.
4. Во время работы (хода) пресса:
а) руки прессовщика не должны нахо-
диться в зоне движения ползуна;
б) воспрещается класть поковку на матри-
цу, поправлять поковку или матрицу,
снимать поковку и заусеницы.
5. При снимании с пресса поковки и заусе-
ниц нога рабочего не должна находиться на
пусковой педали.
6. В случае опускания ползуна пресса
без включения его прессовщик должен не-
медленно остановить работу и заявить об
этом мастеру.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Борц М. Г. Расчёт подкатных ручьёв
в ковочных штампах. Оргаинформация № 3,
1935.
2. Б р ю х а н о в А. И. и РебельскийА.В.
Горячая штамповка на молотах. Конструи-
рование и расчёт штампов. Машгиз, М.»
1952.
3. Брюханов А.И. Штамповка на молотах.
Энциклопедический справочник «Машино-
строение», т. 6. Машгиз, 1948.
4. Гипроавтопром. Справочник проектанта ма-
шиностроительных заводов. Книга 1. Маш-
гиз, 194(5.
5. Гирш И. И. Штамповка иа горизонталь
но ковочных машинах. Энциклопедический
справочник «Машиностроение», т. 6. Маш-
гиз, 1948.
6. Гостев В. И. Качество штампованных
поковок. Машгиз, 1947.
7. ГранниковЯ.Я. Скоростной метод на-
грева металла под ковку и штамповку то-
ками повышенной и промышленной частоты.
МОНИТОмаш. Скоростные методы обрабсп -
кн металлов. Машгиз, 1949.
8. Губкин С. И. Теория обработки металлов
давлением. Металлургиздат, 1947.
9. Игнатов А. А. и Рудой М. Л. Горя-
чая штамповка на молотах. Машгиз, М.,
1938.
10. Инструктивные указания по нормированию
расхода топлива для стационарных устано-
вок железнодорожного транспорта. Транс-
желдорнздат, 1953.
11. Керекеш В. В. Нагрев стальных загото-
вок и охлаждение поковок. Энциклопедиче-
ский справочник «Машиностроение», т. 6.
Машгиз, 1948.
12. Керекеш В. В. н Рудой М. Л. Нор-
мативы времени по горячей штамповке.
Бюро технических нормативов НКСС, 1943.
13. Копытов В. Ф. Механизированные к у з -
нечпые печи. Машгиз, Киев — М., 1952.
14. Корнеев Н. И. Деформация металлов
ковкой. Оборонгиз, 1947.
15. Кузнечно-прессовое оборудование. Каталог
ЦБТИ Министерства станкостроения, 1 949.
1G. Любовный Ю. С. и Фалки н Л. А.
Экономия металла в кузнечных цехах. Маш-
гиз, 1939.
17. М исожн иковВ.М. иГ ринбергМ.Я.
Технология холодной высадки. Машгиз,
М., 1951.
18. Рудой М. Л. Кузнечные штампы в ра-
боте. Вестник металлопромышленности № 6,.
1935.
19. Сторожев М. В. Свободная ковка и
объёмная штамповка. Справочник машино-
строителя, т. 11. Машгиз, М., 1951.
20. Сторожев М. В. Технология свободной
ковки. Энциклопедический справочник «Ма-
шиностроение», т. 6, Машгиз, 1948.
21. Соколов И. Г. Ковка и штамповка дета-
лей подвижного состава. Трансжелдорнздат,
1 948.
22. Хржановский С. И. Проектирование
кузнечных цехов. Машгиз, 1949.
23. К о п ы т о в В. Ф. и др. Печи для нагрева
металла. Под редакцией Н. Н. Доброхотова.
Машгиз, М., 1941.
24. Томлёнов А. Д. Теория пластических
деформаций металлов. Машгнз, М., 1951.
25. Шепел яковски й К. 3. Производст-
венное оборудование для индукционного-
нагрева в кузнечных цехах. «Вестник маши-
ностроения», № 3, 1949.
26. Атлас по общему курсу «Металлургические
печи». Под научной редакцией проф., док-
тора техн, наук М. А. Глинкова. Метал-
лургнздат, М., 1952.
СВАРКА В ПАРОВОЗНОМ
И ВАГОННОМ ХОЗЯЙСТВЕ
В настоящем разделе приведены справоч-
ные данные по сварке в паровозном и вагон-
ном хозяйстве. В других томах Техническо-
го справочника железнодорожника освещены
следующие вопросы сварочного производства:
расчёт сварных соединений — во 2-м томе,
i тр. 241 —245; организация сварочных ра-
бот и характеристики электросварочных ма-
шин и аппаратов при строительстве железно-
дорожных зданий—в 3-м томе, стр. 526 —
528; электросварка в мостостроении—в 4-м
юмс, стр. 188— 190; сварочно-наплавочные
работы в путевом хозяйстве — в 5-м томе,
с гр. 378—409; сварные соединения элементов
вагонов — в 6-м томе, стр. 730 и 731; орга-
низация сварочных работ в паровозном хо-
зяйстве— в 7-м томе, стр. 188; организация
'варочных работ при ремонте вагонов—в
7-м томе, стр. 430, 432, 461; сварка пропо-
ров связи — в 8-м томе, стр. 121, 122 и 226.
Из известных в настоящее время способов
сварки в паровозном и вагонном хозяйстве
наиболее широко применяется электродуго-
гая (дуговая) сварка. Способ дуговой сварки
был впервые предложен в 80-х годах прош-
лого века русскими инженерами И. И. Бе-
нардосом (сварка угольным электродом) и
И. Г. Славяновым (сварка металлическим
электродом).
Развитию и внедрению дуговой сварки
при ремонте подвижного состава во многом
способствовали работы, проведённые лауреа-
том Сталинской премии Д. А. Дульчевским.
Наряду с дуговой сваркой широко при-
меняется газовая сварка и резка, контактная
и газопрессовая сварка. Дуговая резка [15]
применяется редко.
На предприятиях железнодорожного транс-
порта электрическая сварка производится
как па постоянном, так и на переменном
токе.
Как видно из табл. 1, сварка переменным
гиком значительно экономичнее сварки посто-
янным током.
ДУГОВАЯ СВАРКА
При дуговой сварке соединение металлов
достигается без применения механических
ус илий путём местного нагрева свариваемых
частей до плавления теплом сварочной дуги,
горящей между угольным или металличе-
ским стержнем (электродом) и изделием.
В паровозном и вагонном хозяйстве при-
Таблица 1
Удельный расход электроэнергии при различных
методах сварки
Метод сварки
Расход элеК'
троэнергии
в квт-ч!кг
Однопосговая сварка постоянным
током ........................
Многопостовая сварка постоян-
ным током низкого напряжения
Однопостовая сварка однофазным
переменным током .............
Однопостовая сварка трёхфазным
током ........................
Многопостовая сварка перемен-
ным током ...........
5,0 -6,5
5,0 —5,5
3,5 —3,8
2,65—3,0
2,5 —2,8
меняется, как правило, дуговая сварка ме-
таллическим электродом.
Сварочное оборудование и аппаратура
для дуговой сварки
Для сварки на переменном токе в паровоз-
ном и вагонном хозяйстве применяют сва-
рочные трансформаторы типа СТЭ, а в по-
следнее время СТН (табл. 2).
Фиг. I. Принципиальная схема транс-
форматоров СТЭ: 7 — сварочный транс-
форматор; 2 — регулятор (реактор);
3 - свариваемое изделие
Трансформаторы СТЭ (фиг. 1) имеют регу-
ляторы (реакторы) для плавного регулирова-
ния сварочного тока и создания плавней
внешней характеристики.
Трансформаторы СТН (схема акад. В. П.
Никитина) являются однокорпусными, у них
трансформатор и реактор объединены в од-
ной конструкции (фнг. 2).
254
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Таблица 2
Технические характеристики трансформаторов типов СТЭ и СТН
Типы и серии трансформаторов
в; о о
Элементы характеристики о о
S = си СЧ СЧ СЧ со X X СТ-АН-1
Е СП СП со СП СП
« п Н Н Н Н н н н
Щ S О О О О о о о
Габариты трансформатора: 314 390
ширина мм 311 325 370 410 429 520
длина 610 668 646 668 690 796 71'6 870
высота » 682 670 660 678 660 840 840 800
Габариты регулятора:
ширина » 276 311 320 317 320 —
длина » 597 679 594 710 669 —
высота » 567 585 545 622 545 — — —
Первичное напряжение .... в 120/220, 220/3-Q0 220,380 220 или 220, 380 220 или 220 или 220 или 220 или
или 500 380 или 500 380 380 380 380
или 500
Вторичное напряжение при холостом ходе Повторно кратковременный ре- » % 65 65 65 65 65 60 65 60 60 60—70
65
жим работы—ПВ 65 65 65 60 65
Мощность ква 15,0 19,5 22,75 29 30 30 42 22
Сварочный ток а 230 300 350 450 500 500 700 330
Пределы регулирования сва- рочного тока » 70- 300 50-440 70-500 100—700 150-700 150-700 225-900 60-480
К. п. д. (для трансформатора и регулятора) % 74 83 83 85 85 87 85 83
Cos? (для трансформатора и регулятора) 0,62 0,50 0,52 0,48 0,52 0,55 0,66 0,52
Вес трансформатора кг 117 145 140 185 200 270 3to —
» регулятора » 63 90 90 130 120 — « — —
Встречающиеся иногда трансформаторы
СТ-АН-1 имеют три стержня. На одном из
крайних стержней расположена первичная
обмотка и часть вторичной; на другом крайнем
стержне расположена другая часть вторичной
обмотки.
Средний сердечник трансформатора пере-
мещается при вращении маховичка.
Такое расположение части вторичной
Фиг. 2. Принципиальная
схема трансформаторов
СТН: 1—первичная обмотка;
2 — вторичная обмотка;
3— реактивная обмотка
обмотки даёт возможность использовать её
в качестве реактивной катушки для создания
требуемой формы внешней характеристики
трансформатора.
При помощи среднего стержня регулирует-
ся сварочный ток.
Осциллятор—генератор тока высокой часто-
ты, накладываемого на сварочный ток нормаль-
ной частоты для повышения устойчивости
горения дуги при сварке на переменном токе.
Для этой цели он иногда применяется при
работе от сварочного трансформатора.
Основные параметры осцилляторов даны
в табл. 4,
Для сварки на постоянном токе в основном
применяются однопостовые сварочные агре-
гаты типов СМГ, СУГ н САК (табл. 3).
Генераторы постоянного тока этих агрега-
тов изготовляют по ГОСТ 304-51.
В качестве двигателя служат асинхронные
электромоторы или двигатели внутреннего
сгорания.
Пределы регулирования сварочного тока
установлены следующие: при номинальном то-
ке до 100 а—отношение максимального тока
к минимальному—6:1 н при номинальном
токе свыше 100 а — 4 : 1.
Напряжение холостого хода однопостовых
сварочных генераторов должно быть не более-
90 в.
Наиболее распространённым типом сва-
рочного генератора постоянного тока являет-
ся генератор типа СМГ-2.
Генератор СМГ-2 отличается от генератора
СМГ-1 тем, что имеет внешнюю характеристику
с большей крутизной.
Регулировка силы тока производится при
помощи смещения системы щёток (грубая ре-
гулировка) н при помощи регулятора возбуж-
дения (точная регулировка).
Сварочный агрегат типа СУГ-2р состоит
из генератора типа СМГ-2г-П и электродви-
гателя МА-202-1/4, соединённых муфтой.
Сварочный агрегат типа САК-2г-Ш состо-
ит из установленного на одной раме свароч-
ного генератора типа СМГ-2г-1П и бензино-
вого двигателя типа ГАЗ-МК.
Технические характеристики сварочных агрегатов постоянного тока
i а б л и ц а 3
Элементы характеристики Единица измерения Типы и серии агрегатов
СМГ-1 СМГ-2 СМГ-2а СМГ-26 СУГ-2а СУГ-26 СУГ-2р САК-2-1 САК-2-II САК-2г1П
Генератор
Номинальная длительная мощность кет 3,75 7,75 10 6,25 10 6,25 7,5 6,25 6,25 7,5
Напряжение в 25 40 40 25 40 25 30 20-25 20-25 30
Сила тока:
при ПВ —100% а 150 250 250 250 250 250 250 250 250 250
при ПВ—50% 230 310 350 350 350 3,50 320 350 350 320
Пределы регулирования сварочного тока .... - - - - — 70-360 45-320 - 75—3 00 45-320
Двигатель
Тип - МТ-61/4 (ПН-68) — ТА К-42/4 МТ-62/4 (ПН-100) МКФ-29/4 МКФ-29/4 МА-202-1/4 ГАЗ-К Универсаль ГАЗ-МК
Мощность кет ю (6,4) 14,5 14,5 12 (15) 11,5 11,5 13 20,6 14,72 —
Напряжение в 220/380 220/380 220/380 220/380 220/380 220/380 220/380 — — —
Род топлива — — - — — — - — Бензин Керосин Бензин
Число оборотов об/мин. 1 430 1 430 1 430 1430 1 430 1 430 1 430 1 250 1 250 1 430
Габариты:
длина мм 1 511 1 618 1 618 1 575 (1 618) 1 270 1 270 1 620 2 340 2 340 2 120
ширина » 625 808 808 803 526 526 626 9С0 900 820
высота 562 575 575 575 1 150 1 150 1 080 1 320 1 320 1 750
вес кг 570 750 750 750 550 550 550 1 050 1 050 900
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
256
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Агрегат может быть установлен на прице-
пе автомашины; для подъёма и переноса кра-
ном он имеетспециальные отверстия для строп.
Меньшее распространение получил пере-
движной агрегат типа ПАС-400-1, который ис-
пользуется для подводной сварки и для ра-
боты на воздухе.
В качестве источника сварочного тока у
него применяется генератор типа СГП-3-1,
соединённый с автомобильным двигателем ти-
па ЗИС-120.
Для полуавтоматической сварки под флю-
сом при сварочных работах по ремонту дета-
лей паровозов и вагонов применяются шлан-
говые полуавтоматы (табл. 5). Полуавтомат
ПШ-5 (фиг. 3) состоит из подающего механиз-
ма 2 с кассетой 1, переносного шланга 3
длиной 3,5 м и держателя 4. Питание свароч-
ным током осуществляется от сварочного
трансформатора с регулятором 5. Универ-
сальный держатель ДШ-5 имеет трубчатый
мундштук с рукояткой и воронку для флюса
с сеткой.
Для вварки связей паровозных котлов
применяется держатель ДШ-6, который для
вращения мундштука вокруг связи снабжён
ручным приводным механизмом.
Для наплавки подрезанных гребней бан-
дажей паровозных и вагонных колёсных пар
применяются двухдуговые автоматы ДАН-3
(табл. 6). Для автоматической сварки под
флюсом в паровозном хозяйстве применяют-
ся сварочные автоматы (тракторы) ТС-17
(табл. 7).
Фиг. 3. Схема установки для шланговой полуавтоматической сварки
Технические данные осцилляторов [15]
Таблица 4
Элементы характеристики Единица измерения МРЗ-ТУ-77 МРЗ-ТУ-177 МРЗ-ТУО-З М-2 м-з
Первичное напряжение . . в 654-220 654-220 65 1104-220 404-65
Вторичное напряжение. . . » 1 500 2 500 3 700 2 600 2 500
Потребляемая мощность кет. 1 ,0 0,4 0,225 0,14 0,75
Конденсатор мкф 1,005 0,005 0,005 0,0045 0,0025
Катушки Емкость блокировочного мгн 0,097 0,097 0,097 0,005 -0,16
конденсатора мкф 0,5 0,5 0,5 0,5 1-2
Вес К 2 25 20 20 20 15
Таблица 5
Техническая характеристика шлангового полуавтомата ПШ-5
Тип держателя Сила сварочного тока в а Диаметр элек- тродной проволоки в мм Вес держа- теля в кг Скорость подачи электродной прово- локи в м(час Источник питания
ДШ-5 1504-650 1,64-2,0 2 794-600 Сварочные транс- форматоры СТЭ или агрегаты СМГ
ДШ-6 2504-400 1,64-2,0 4 126 4-191
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
257
Техническая характеристика автомата ДАН-3
Таблица 6
Дуга Сила сварочного тока в а Диаметр элек- тродной прово- локи в мм Скорость подачи электродной проволоки в м!члс Скорость сварки в м/час Источник питания Тип электродви- гателя и мощ- ность в квпт
I 160-200 1,6-2,2 12b 21 СУГ-26 МАГ-2; 0,18
и 280-300 1,6-2,2 208 24 СУГ-26
Таблица 7
Техническая характеристика сварочного трактора ТС-17
Н азначение Диаметр электрод- ной про- волоки в мм Сила сва- рочного тока в а Скорость подачи электрод- ной про- волок и В MjMUH Скорость сварки в л</час Колея и база те- лежки в мм Габариты в мм Вес (без флюса и проволо- ки) в кг Тип электро- двигателя
Для сварки стыковых швов и угловых «в ло- дочку» 4,5 и 6 500-1 000 0,66-1,5 20-43 257 и 324 730x348x530 42 МАГ-2, асин- хронный 100 вт, 1 450 об/мин.
Электроды
Сварочная проволока для электродов. При
ремонте стальных деталей подвижного со-
става используют электроды, изготовленные
из углеродистой сварочной проволоки по
I ОСТ 2246-51 диаметром от 3 до 7 мм (табл. 8).
Марки проволоки Св-1; Св-IA; Св-1Г;
<.в-1ГА используют также для автомати-
ческой и полуавтоматической сварки под
слоем флюса.
Электроды для сварки стали. Т о н к о-
покрытые электроды. Механиче-
ские свойства металла, наплавленного тонко-
покрытыми электродами, невысоки и мало
отличаются от механических свойств металла
ива, наплавленного голыми электродами.
Гонкие покрытия увеличивают только стабиль-
ность горения дуги.
Из различных марок тонкопокрытых элек-
тродов при ремонте подвижного состава
применяют иногда электроды с меловой об-
мазкой типа Э34 по ГОСТ 2523-51.
Технические характеристики электродов
с меловой обмазкой следующие:
Механические свойства
металла шва:
предел прочности на рас-
тяжение ................
относительное удлинение
ударная вязкость свар-
ного соединения ....
угол загиба сварного
соединения .............
Коэфициент наплавки . . .
» потерь . . . .
Толщина покрытия.........
Состав покрытия:
мел......................
растворимое стекло . . .
коэфициент веса покры-
тия ...................
>34 кг}мм1
6-10%
0,5—2,0 кгм[см*
>30°
7,4 г/а-ч
20-25%
0,15 — 0,25 мм
75—70% по весу
25-30% » »
1-2%
Электроды с защитными по-
крыт и я м и. Для повышения механических
свойств сварных швов применяют электроды
с защитными покрытиями специального со-
става (табл. 9 и фиг. 4).
Таблица 8
Химический состав углеродистой сварочной проволоки (ГОСТ 2246-50
Марка Содержание элементов в % не более
проволоки стали с Мп Si Cr N1 S Р
Св-1 Св-1 0,1 0,35-0,G0 0,03 0,15 0,30 0,04 0,04
Св-I А Cb-IA 0,1 0,35-0,60 0,03 0,10 0,25 0,03 0,03
Св-1 Г Св-1Г 0,1 0,8 — 1,1 о,оз 0,15 0,30 0,04 0,04
Св-1ГА Св-1ГА 0,1 0,8 - 1,1 0,03 0,10 0,25 0 ,03 0,03
Св-П Св-П 0,11-0,18 0,35-0,6 0,03 0,20 0,30 0,04 0,04
Св-ПГ Св-ПГ 0,11—0,18 0,8 -1,1 0,0.3 0,20 0,30 0,01 0,04
17 Том 12
258
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Таблица 9
Характеристики электродов с защитными покрытиями [15]
Элементы характеристики Назначение для сварки и наплавки | Для специальных наплавочных
Тип обмазки ' Тип электоода по ГОСТ 2523-51 Род тока. Полярность Положение сварки Предел прочности металла шва в кг/мм2 Относительное удлинение металла шва в % .... Ударная вязкость сварного соединения в кгм/см2 . . Твёрдость наплавки Н & Коэфициент веса покрытия В % Коэфициент наплавки в г{а-ч Коэфициент потерь в % . . Длина электрода: диаметром 3,5 — 4 мм . . » 5 мм и выше . ОММ-5 Э42 Пос пер ЛюС 46-? 50 21 4- 28 104-12 304-40 6,5-7,2 15-20 400-?451 450 ЦМ7 Э42 ГОЯННЬП еменны 'Я м ая ое2 414-53 184-30 84-11 424-49 11 10 4004-45С 450 ЦМ-7С Э42 и й1 Ниж- нее 414-44 184-21 84-11 504-60 и выше 11,5- 12,5 4004-451 450 УОНИИ 13/45 Э42А Постт Обр Лю 434-45 284-32 25.30 304-40 9,8 -4,8 4004-451 450 УОНИИ 13/55 Э50А 7ЯННЫЙ атная бое2 504-55 254-30 254-30 304-40 9,8 -4.8 400-?450 450 03H-2503 ЭНХ-25 ПОСТОЯ1 250± 25 394-44 9 4004-450 450 ОЗН-ЗОО1 ЭНХ-30 1ный и пер Обратная Н ижнее 300--: 25 394- 44 9 4004-450 450 Т-293 ЭНР-62 гменный 6004-630 4004-450 450
1 Данные приведены для сварки иа переменном токе.
8 Сварка электродами диаметром более 5 мм в вертикальном и потолочном положении затрудни-
тельна.
8 По данным опытного сварочного завода ЦНИИ МПС.
-------- Оснэ&ной. металл
--------Металл. палла5ленкЬ1й электродами. типа Э-М
--------- Металл, наплабленн&й злектродами mans
Фиг. 4. Показатели прочности основного и наплавленного металлов при сварке
и зависимость их от температуры
Защитные покрытия содержат газо- и
шлакообразующие компоненты и раскисли-
тели, а иногда и легирующие компоненты.
Электроды для сварки чугуна. Для горя-
чей снарки чугуна используют чугунные
прутки марок А и Б по ГОСТ 2671-44 (табл.10).
Для удаления посторонних включений из
ванны расплавленного металла при горячей
сварке применяют флюс из толчёной переплав-
ленной буры.
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
259
Таблица 10
Химический состав прутков для сварки чугуна (ГОСТ 2671-44)
Марка С Si Содержание элемент S более ов в % Сг | N1 не более Н азначение
Мп н
А 34-3,6 3-?3,5 0,5-гО ,8 0,08 *‘,-'4-0,5 0,05 0,3 Для газовой сварки и для с«ержней электродов при горячей сварке
Б 34-3,6 3,6-54,8 0,5-е-0,8 0,08 0,3-0,5 0,05 0,3 Для стержней электродов при горячей, полугорячей и холодной сварке
При дуговой полугорячей сварке чугуна
и отдельных случаях применяются чугунные
электроды, представляющие собой прутки мар-
ки Б, покрытые обмазкой (табл. 11).
Таблица 11
Состав покрытия чугунных электродов
для дуговой полугорячей сварки
Тип обмазки
Состав обмазки в % ОМЧ-1 I УЗТМ !цниивт
Мел, .мрамор .... 13
Полевой шпат .... 25 -
Графит 41 45 17
Карборунд - - — 65
Ферромарганец . . . 9 —
Окись магния .... — 9
Титановая руда . . . —- 16
Алюминий ...... — 4 15
Кварцевый песок . . — 6 —
Поташ — 7
Углекислый барий . Толщина слояобмаз- — — 3
КИ В Л1.Ч 1-1,5 1-1,5 1-1,5
Для холодной дуговой сварки чугуна в па-
ровозном и вагонном хозяйстве в тех слу-
чаях, когда не требуется высокой плотности
шва и механической обработки места сварки,
применяются преимущественно электроды
с меловым покрытием. В паровозном хозяйстве
при заварке трещин в ответственных деталях
применяются железо-медные электроды, пред-
ставляющие собой прутки из проволоки
красной меди марки М-1, с покрытием
УОНИИ-13/55, в состав которого дополни-
тельно введён железный порошок.
В паровозном и вагонном хозяйстве в по-
следнее время применяются также комбиниро-
ванные пучки электродов, предложенные свар-
щиком А. Г. Назаровым; они составлены
из стального электрода марки ОММ-5,
1/ОНИИ-13/45 или УОНИИ-13/55 и одного или
нескольких прутков из проволоки красной
меди марки М-1.
Для лучшей газовой защиты наплавляе-
мого металла шва пучки, в состав которых
входят электроды ОММ-5, обвёртываются бу-
магой на жидком стекле в 2—3 слоя (табл. 12).
Электроды для сварки бронзы. Для вы-
полнения наплавочных работ на бронзовых
деталях дуговой сваркой применяют бронзо-
вые электроды, отлитые из бронзы того же
состава, что и ремонтируемая деталь. В ка-
честве флюса используют толчёную переплав-
ленную буру.
Таблица 12
Характеристика комбинированных пучков
электродов для холодной дуговой сварки
чугуна (10 J
Состав пучка1 * * * * * * Способ сборки пучков8 Н азначение
Сталь- ной элект- род Медные сте ржни
j d = 4 мм । | d — 5 мм а- со II I WK t = р 5 а- ю И 13
1 2 •ое l-йслойпри свар-
КС встык
1 — — 1 — о© 1-й слой при
сварке встык
1 — 3 — ©5» 2-й и последую- щие слои при
& сварке встык и для наплавки поверхностей
1 — — - — Для всех случаев
1 3 — — Л Для всех случаев,
кроме 1 -го слоя, при сварке
— 1 — 2 __ •О» встык Для всех случаев
— 1 —- 3 —- А Т олько для на-
плавки поверх- ностей
1 — — 1 о© 1-й слой при сварке встык
- - 1 — — 2 •Ов 2-й и последую-
щие слои при сварке встык и для наплавки поверхностей
— 2 - - —• 2 22 Только для на-
99 плавки поверх- ностей
— 2 — — 1 2-Й слой при на-
плавке поверх- ностей
1 К любому из указанных пучков электродов ре-
комендуется присоединять латунный пруток или
полоску сечением 5—7 ммя.
а Светлые кружки — стальной электрод с толстой
обмазкой, зачернённые кружки — голые медные
стержни.
Флюсы для автоматической сварки. Роль
флюса при автоматической сварке та же, что
и защитных покрытий при ручной дуговой
сварке.
Флюс представляет собой зёрна опреде-
лённого состава и грануляции в зависимости
от назначения. Толщина слоя флюса иа по-
верхности свариваемой детали зависит от тол-
щины основного металла (табл. 13).
17*
260
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Таблица 13
Необходимая толщина слоя флюса
на поверхности свариваемого металла [15]
Толщина свари-
ваемого металла
в мм
Вылет элект-
родной проволо-
ки из мундштука
в мм..........
Толщина слоя
флюса в мм . .
23—40
40-50
i
40—45 45—60
50—60 60—75
Основными типами флюсов, применяемых
при ремонте деталей подвижного состава
автоматической и полуавтоматической свар-
кой, являются ОСЦ-45 и АН-348Ш. Грану-
ляция флюса должна быть 0,15—2,5 мм.
Технология электродуговой сварки
Подготовка кромок и размеры швов. Под-
готовка кромок и размеры сварных швов
при ручной дуговой сварке должны соответ-
ствовать ГОСТ 5264-50.
При разделке трещин по их концам до-
полнительно просверливают отверстия диа-
метром, равным толщине металла.
Прн сварке внахлёстку величина пере-
крытия листов должна быть не меньше 5S,
где S—толщина более тонкого элемента [16].
При сварке втавр размер катета шва выби-
рают равным толщине более тонкого листа.
Режимы сварки. Сила сварочного тока
при ручной дуговой сварке выбирается в за-
висимости от диаметра и марки электрода,
положения сварки, типа сварного соединения.
Силу тока выбирают в каждом конкретном
случае таким образом, чтобы кратер имел
глубину 1,5—4 мм, в основном металле не
образовывалось подрезов, электрод не пере-
гревался и не было сильного разбрызгивания
металла. Ориентировочные данные для тон-
копокрытых электродов приведены в табл. 14.
При применении электродов с защитным
покрытием рекомендуется соотношение между
диаметром применяемых электродов и тол-
щиной основного металла сохранять то же,
что и для тонкопокрытых электродов, силу же
тока устанавливать для электродов диаметром:
4 мм 140—200 а, 5 мм 190—280 а и
6 мм 240—350 а.
Режимы автоматической и полуавтомати-
ческой сварки под слоем флюса для некоторых
случаев применения при ремонте подвижного
состава приведены в табл. 15—17.
Техника наложения швов. В зависимости
от типа применяемых электродов, условий
выполнения сварки и квалификации сварщика
техника управления электродом при дуговой
сварке может быть различной.
На фиг. 5 показаны углы наклона элек-
трода при различных положениях шва в про-
странстве.
При выполнении сварки в вертикальном
или наклонном положении электрод пере-
мещается снизу вверх. Во избежание глубо-
кого проплавления при сварке тонкого ме-
талла иногда перемещают электрод сверху
вниз. Однако при таком способе шлак легко
может задержаться в наплавленном металле,
Фиг. 5. Наклон электрода при сварке в различных
положениях: а—с защитным покрытием; б—тонко-
покрытого
что приведёт к образованию шлаковых вклю-
чений в шве.
В табл. 18 показаны положения электрода
при наложении однослойных и многослойных
угловых швов электродами с защитным
покрытием.
Помимо угла наклона, при наложении
широких валиков также имеет значение форма
поперечных колебаний конца электрода. Раз-
личные виды поперечных колебаний электро-
да показаны на фиг. 6.
Фиг. 6. Различные виды поперечных колебаний элект-
рода при сварке; а — при наплавке уширенного
валика; б — для усиления прогрева краёв валика;
в—для усиления прогрева одного края валика; г—для
усиления прогрева середины валика
Длйна дуги, особенно при сварке тонко-
покрытыми электродами, влияет на качество
наплавленного металла: дуга должна быть
возможно более короткой.
Дефекты шва при неправильной технике
его наложения показаны на фиг. 7.
При автоматической и полуавтоматической
сварке под слоем флюса при увеличении на-
клона электрода от вертикали в сторону
направления сварки несколько увеличивается
глубина провара, при увеличении наклона
электрода в противоположном направлении
глубина провара резко уменьшается, а ши-
рина валика увеличивается. При сварке по
наклонной поверхности сверху вниз глубина
проплавления меньше, чем при сварке снизу
вверх. С увеличением вылета электрода из
мундштука повышается коэфициент расплав-
ления, а глубина проплавления уменьшается.
CBAPKAJB ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
261
Таблица 14
Ориентировочные данные для выбора силы сварочного тока и диаметра электродов
в зависимости от толщины основного металла [16]
Толщина сваривае- мых ли- стов В „М-М 3 5 6 8 10 12 14 16 18 20 и больше
Сварка 70—ВО 100-120 120-140 140—160 160-180 180—200 200—220 210- -230 220—210 230—250
встык со СКОСОМ кромок 3 3- 1 3—4—5 4-5 4—5 5 -6 5 -6 -6 5-6 6
Сварка 140—160 180-210 200—220
встык без ско- са кро- мок . . . 4 о о
Сварк а 90—110 130-150 160—180 180-200 200-220 220-240 240-260 260 -280 280—300 300—320
—,— 6-7-8
внахлё- стку и втавр 3 4 — 5 4-5 5—6 5-6 5-6 6 6- -7 7-8-9
На- плавка . 75—90 110—130 140-160 160-180 180-200 200-220 220—240 230-250 250—280 250—280 250—300 260-300 300-350
3 3-4 4-5 4-5 5—6 5-6 5-6 5-6 6-7 6-7 6-7-8 7-8 8-9-10
Зав ар- 110-130 130-170 160—180 180-200 200—220 220-240 240— 250 26 1-280 280—300 300-320 320—350 350-380
ка от- верстий в ниж- нем по- ложении 4 4-5 4-6 5-6 5-6 6 6-7 6~ 7 7-8 8-9 9—Ю 10-11-12
Примечание. В числителе указана сила тока в а, в знаменателе—диаметр электрода в мм.
Таблица 15
Режимы автоматической сварки стыковых швов под слоем флюса
с ручной подваркой корня шва
Толщина листов в мм Подготовка кромок Диаме гр электрод- ной про- волоки в мм Сила гока в а Напряже- ние дуги в в Скорость сварки в м(час Скорость подачи электрод- ной про- волоки в м)час
угол раздел- ки в градусах притупле- ние кром- ки в мм глубин а подварки в мм
6 Без разделки 6 2 5 550—600 32-36 60 38-42
8 То же 8 3 £ 700—750 30—32 45 51-57
10 » 10 4 5 750-800 32-34 35 64-70
12 30 4 4 5 800-850 32-34 30 70-75
14 30 5 5 5 900 -950 34-36 25 85-90
16 30 6 6 5 900-950 34—36 20 90—95
18 40 6 6 5 950—1 000 34-36 16 90—95
Таблица 16
Режимы обварки под слоем флюса топочных связей паровозных котлов
и наплавки гребней бандажей колёсных пар
Показатели режима
Наименование работ диаметр электрод- ной про- волоки в мм сила тока в а напря- жение дуги в в полное время сварки на единицу в мин. тип флюса тип аппарата
Обварка связей . . . 1.6—2,0 400 30-34 U ,2- 0,3 (для связи d = 19 мм) АН-348 Полуавтомат ПШ-5 с держателем ДШ-6
Наплавка гребней бандажей: I дуга II» 1,6-2,2 1,6-2,2 160-180 250-280 35-36 35—36 18 (для диаметра бандажа 1 050 мм при наплавке в 2 прох ода) АН-348 Двухдуговой автомат ДАН-3
262
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Таблица 17
Режимы сварки шланговым полуавтоматом ПШ-5 с держателем ДШ-5 на переменном токе
Тип шва Толщина листов в мм Диаметр электрода в мм Сила тока в а Напряже- ние дуги в в Скорость сварки в м!час Скорость подачи прово- локи в м1час
Стыковой двусторонний 4 2 220-240 32-34 18—24 101
5 2 275-300 32-34 18—24 156
8 о 450-470 34-36 18-24 306
12 2 500- 550 36—40 18—24 378
Угловой (тавровое соединение) . 4 2 220-240 32-34 24-30 101
ГТ 2 275-300 32-34 24-30 156
8 2 330-420 34—38 18-24 250
Примечание. Тип флюса во всех случаях АН-348А.
Таблица 18
Положение электрода при наложении угловых сварных швов электродами с защитным покрытием
Если угол наклона электрода в направлении сварки
меньше 60®, наплавляемый металл стекает, если
угол больше 60\ шлак затекает вперёд и попадает
в шов.
Примечания: 1. Подрезы и контур шва в первую очередь зависят от угла наклона
электрода к горизонтальной поверхности углового шва (см. эскизы сечения по ДА).
2. При наложении первого и последнего слоёв козырёк обмазки должен быть на расстоя-
нии 1 — 2 мм от основного металла или шва. Большее расстояние способствует подрезу в В,
нажатие—подрезу в А.
3. L—требуемый катет шва; R — не больше 2 мм.
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
* 263
Укрупнение грануляции флюса приводит к
уменьшению глубины проплавления, увели-
чению ширины шва и улучшению формы по-
верхности шва.
Непровар Вершины Чрезмерное проплав-
пение вершины
Непровар вершины
Фиг. 7. Дефекты при неправильной технике
наложения швов
Высокопроизводительные способы ручной
цуговой сварки. Новаторы-сварщики Бессонов,
Задорский и др. применили на железнодорож-
ном транспорте ряд способов иовышенияпроиз-
иодительности ручной дуговой сварки. Сюда
относятся способы сварки на повышенных
режимах тока, электродами больших диамет-
ров, с присадкой дополнительного прутка,
пучком электродов, пульсирующей дугой и
методом опирания.
Помимо сварки на повышенных режимах
юка, которая в настоящее время получила
всеобщее распространение, в паровозном и
вагонном хозяйстве также применяют свар-
ку пучком электродов и методом опирания.
Процесс сварки пучком электродов отли-
чается от сварки одиночным электродом лишь
тем, что колебательных движений пучком
>бычно не делают.
Различают два способа компоновки пучков.
По способу В. С. Володина (НИИ Строй-
нефть) концы электродов со стороны зажатия
в электрододержатель прихватываются евар-
Таблица 19
Характеристики сварки пучком стальных электро-
дов по сравнению со сваркой одиночным
электродом [11]
Количе- Коэф ициент
ство н рас- «3 Г, cf Сила сва-
положе- &“о
ние элек- расплав- наплавки о Q, рочного
гродов в пу ч не ления в г/а-ч в г[а-ч 1 Диал злею в мм тока в а
Меловая обмазка
< 4 160
о 8.60 7,30 5 205
6 240
4 170
оо 9,25 8,10 5 245 30)
4 210
9,80 8,70 5 265
6 315
4 225
10,30 9,25 5 280
6 335
Обмазка ОММ-5
4 165
о 9,25 7,35 6 210 250
4 175
оо И',20 8,20 6 245 300
4 205
10,90 9,10 5 260
& 6 310
4 225
оо 11,4 10,0 280
со 6 335
наплавки и снижения расхода электроэнергии.
Характеристики сварки пучком стальных
электродов даны в табл. 19.
По способу, предложенному А. Д. Бон-
даренко (Оргтранс.маш), пучок составляется
из электрода с защитным покрытием СК-4
Компоновка
Смешанная компановка
Фиг. 8. Компоновка электродов в пучки для сварки
по способу В. С. Володина
кой (фиг. 8). В процессе сварки дуга автома-
тически перебегает с одного электрода на дру-
гой, что создаёт условия для лучшего исполь-
зования тепла дуги, повышения коэфициента
и изолированных от него голых стальных
прутков из проволоки марки Св-I или Св-П
по ГОСТ 2246-51 и скрепляется лентой из
бумажной кальки (фиг. 9). Прн такой компо-
264
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
новке дуга горит лишь между электродом с за-
щитным покрытием и изделием. Добавочные
прутки плавятся теплом дуги. Характеристики
сварки поэтому способу приведены в табл. 20,
водительный метод сварки трёхфазной ду-
гой [9].
Ручную сварку этим методом ведут спа-
ренным электродом, зажатым в специальный
Фиг. 9. Компоновка электродов в пучки для сварки по способу А. Д. Бондаренко: 1—стержень
электрода; 2—обмазка; 3—пруток стальной проволоки; 4—лента бумажной кальки
из которой видно, что коэфициент наплавки
при этом способе достигает 50 г/а-ч.
Основные области применения пучка элек-
тродов — наплавочные работы, заварка ра-
ковин в стальных отливках и наложение вто-
рого и последующих слоёв при многослойной
соединительной сварке в нижнем положении.
Способ А. Д. Бондаренко успешно может
быть применён также при сварке угловых
швов методом опирания.
При сварке методом опирания конец элек-
трода с лёгким нажатием опирается слоем
обмазки на изделие и перемещается по линии
шва без колебательных движений. Техника
Фиг. 10. Схема трёх-
фазной дуги: А и С —
электроды; В—изделие
наложения швов методом
опирания в зависимости
от типа соединения при-
ведена в табл. 21.
Сварка методом опи-
рания применяется для
выполнения швов в ниж-
нем положении. При
этом наилучшие резуль-
таты дают электроды с
увеличенной толщиной
слоя обмазки. В табл. 22
даны режимы сварки
для этого метода при
применении электродов
с обмазкой типа ЦМ7-С.
В последнее время в паровозном и вагонном
хозяйстве начинают применять высокопроиз-
электрододержатель. Одновременно возникают
три дуги (фиг. 10); процесс сварки осущест-
вляют по способу опирания.
Сравнительные данные производительности
при сварке трёхфазной дугой и другими ме-
тодами приведены в табл. 23, а режимы
тока при наплавке трёхфазной дугой —
в табл. 24.
Схема включения сварочного трансформа-
тора типа 3-СТ при сварке трёхфазной ду-
гой показана на фиг. 11, где 1, 2 и 3—об-
мотки регуляторов тока, Д'—контактор.
Фиг. 1 1
Фиг. 12
Таблица 20
Коэфициенты наплавки различных марок электродов с присадочными прутками
(по данным Оргтрансмаш)
Диаметр основного электрода в мм Присадочные прутки Суммар- ная пло- щадь по- перечного сечения пучка в мм* Сила сварочного тока в а Коэфициент наплавки в г) а-ч при электроде с обмазкой типа Количество наплавленного металла в кг!час при электроде с обмазкой типа
диаметр в мм | количе- ство МЭЗ-04 ЦМ7-С 1 СК-4 Оргтранс- маш ю-eew । ЦМ7-С 1 1 СК-4 Оргтранс- маш
5 5 5 5 5 5 5 6 4 5 4 4 5 4 5 1 1 3 2 4 3 19,62 32,18 39,24 44,74 57,30 58,86 69,86 78,48 300 300 300 300 300 300 300 300 7,5 12,3 15,0 16,5 21,75 22,5 26,62 30,0 8,3 13,38 16,6 19,4 25,3 25,3 30,4 33,2 9,5 14,8 19,0 22,1 27,0 27,0 33,0 38,0 13,9 22,24 27,8 33,36 40,31 41,7 48,65 55,6 2,25 3,69 4,5 4,95 6,52 6,75 7,98 9,0 2,49 3,96 4,94 5,83 7,59 7,59 9,12 9,96 2,85 4,44 5,70 6,63 8,1 8,1 9,9’ 11,4 4,17 6,66 8,34 9,99 12,09 12,51 14,58 16,68
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
265
Техника наложения швов прн сварке методом опирания
Таблица 21
1 а=0,154-0,18 3. При увеличении угла а провар уменьшается. В точке А нажим электродом в
направлении, указанном стрелкой.
8 Нажатие электродом в направлении, указанном стрелками, одновременно в точках А и В. Нажа-
тие только в одной точке (Л или В) способствует образованию подреза.
3 1 мм при S «б мм; а<2 мм при 3>б мм.
Таблица 22’
Режимы сварки методом опирания электродами с обмазкой ЦМ7-С (по данным ЦНИИ МПС)
Тип шва Показатели Толщина металла в мм
5 6 8 10 12 16 18
Стыковой односторон- ний без скоса кромок Диаметр электрода в мм . I Сила сварочного тока в а 5 220—250 5 250-300 5 300—350 - -
Стыковой двусторон- ний без скоса кромок Диаметр электрода в мм . Сила сварочного тока в а Зазор в мм - - - 5 300-340 1-1,5 5 340-3SO 1,5-2,0 6 440-470 1,5-2,0 8 550 -620 2,0—2,5
Угловой «в угол» и «в лодочку» Диаметр электрода в мм . Сила сварочного тока в а Катет шва в мм ...... 5 6 300-350 350—400 5-6 |5,5-6 ,7 6 7 425-470 425-470 7-8 1 7-8 8 475-550 8-10 -
Таблица 23
Сравнительные данные о производительности процесса ручной сварки одно- н трёхфазной дугой
__________________________________(по данным М Э М И И Т)
Способ сварки Род тока Тип обмазки Производитель- ность дуги в %
Сварка одиночным электродом Сварка одиночным электродом по методу опирания Сварка пучком электродов (по методу В. С.Володина) Сварка трёхфазной дугой Примечание. Сравнение производилс вых диаметрах электродов. Однофазный » » Т рехфазный сь при нормальны ЦМ7 ЦМ7-С ЦМ7 ЦМ7 х режимах тс 100 190 217 330 >ка и одинако-
266
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Таблица 24
Режимы тока при наплавке трёхфазной дугой (по данным МЭМИИТ)
Типы электродов Диаметр электро- да в мм Толщина стенки наплавляемой детали в мм Сила св арочного тока по шкале регулято- ров трансформатора типа 3-СТ в а
Электроды со стабилизирующей обмазкой . Электроды с толстой обмазкой До 20 От 20 до 4 0 До 20 От 20 до 40 400—450 500—550 450—550 650—700
Схема включения двух сварочных транс-
форматоров типа СТЭ-32 при сварке трёх-
фазной дугой приведена на фиг. 12, где /—пер-
вичная обмотка; 2 — вторичная обмотка;
3—регулятор тока; 4—электрод; 5—изделие.
Сварка трёхфазной дугой осуществляется в
нижнем положении.
Напряжения и деформации при сварке
Остаточные напряжения, возникающие при
сварке, зачастую являются причиной по-
явления трещин в сварных швах или значи-
тельного коробления детали.
Чем жёстче закреплены свариваемые части,
тем больше опасность появления трещин при
остывании сварного шва и меньше коробление.
С этой точки зрения сварные соединения
делят иа нежёсткие, полужёсткие, жёсткие
и закреплённые.
У нежёстких соединений напряжения,
возникающие при сварке, проявляются глав-
ным образом в линейном смещении или
В целях уменьшения напряжений и пре-
дупреждения появления трещин необходимо
избегать скопления и пересечения швов; в жё-
стких и закреплённых соединениях и при мно-
Фиг. 14. Полужёсткое сварное соединение
(характер распределения остаточных
напряжений показан штриховкой)
Hout сборки
Смещение и прогиб злвнентоб
Фиг. 13. Нежёсткие сварные соединения. Кромки
перед сваркой показаны пунктиром, после сварки —
сплошными линиями (характер распределения оста-
точных напряжений показан штриховкой)
Фиг. 15. Жёсткое сварное соединение
(характер распределения остаточных
напряжений показан штриховкой)
прогибе соединяемых элементов (фиг. 13), у по-
лужёстких—в угловом смещении кромок шва
в направлении сварки (фиг. 14), у жёстких—в
параллельном перемещении кромок (фиг. 15).
У закреплённых соединений (фиг. 16)
прогибы и смещения элементов исключены,
и величина напряжений зависит в первую
очередь от пластичности основного и наплав-
ленного металла, формы и последовательности
наложения швов, качества сборки и обработки
соединений (механической н термической).
При таком типе соединений остаточные на-
пряжения максимальны.
гослойных швах применять электроды, дающие
наплавленный металл с удлинением не менее
20%. В соединениях с большой жёсткостью
каждый наплавленный валик и слои, кроме
первого, положенного в вершине, и наружного
слоя в многослойных швах, следует проковы-
вать.
Угол разделки и величина зазора стыко-
вых швов у соединений с большой жёст-
костью должны быть минимальными.
Сварку следует производить в такой по
следовательности, чтобы жёсткость соединений
не возрастала по мере наложения швов и не
образовывалось замкнутых контуров. На-
пример, продольные швы частей котла за-
варивают раньше поперечных,, сварку длин-
ных швов выполняют обратно-ступенчатым
способом, от середины к краям.
Большое значение имеет предварительный
подогрев перед сваркой, резко снижающий
напряжения в наплавленном металле и пере-
ходной зоне, а иногда и коробление деталей.
При ремонте ответственных частей подвиж-
ного состава: поршневых штоков, дышел,
сварка в паровозном и вагонном хозяйстве
267
оалансиров, люлечных балок, упряжных крю-
ков и других, места сварки предваритель-
но подогревают до температуры 300°.
Ч
Фиг. 16. Закреплённые сварные соединения: «--сме-
щение кромок или поверхностей исключено; б—сме-
щение кромок или поверхностей исключено, если
валиковые швы х наложены раньше стыковых;
в перемещение кромок возможно только после
разреза или подогрева параллельного участка или
после механического расклинивания: 1 — параллель-
ные участки подогревают или распирают механиче-
скими средствами; 2 — параллельные участки подо-
гревают; 3 — параллельные участки подогревают
или разрезают. Если элементы небольшой длины и
находятся близко друг от друга, то при применении
1ермитной сварки параллельный элемент обычно
разрезают и одновременно сваривают два шва
Предварительный подогрев до температу-
ры 30—100° предупреждает появление тре-
щин после сварки в вагонных рамах, изго-
товленных из конвертированной стали. Ши-
роко применяется подогрев для уменьшения
напряжений и предотвращения образова-
ния хрупких закалочных структур при ре-
монте сваркой брусковых паровозных рам.
Фиг. 17. Порядок наложения многослойного
сварного шва
При сварке частей с большим поперечным
сечением напряжения и деформации могут
быть снижены наложением многослойных
швов по фиг. 17.
Методы контроля качества сварки
Из известных методов контроля качества
сварки (фиг. 18) при ремонте подвижного
состава наибольшее распространение полу-
чили: контроль заготовки и режимов сварки,
текущий осмотр и обмеры швов в процессе
их наложения и проверка квалификации
сварщиков, внешний осмотр и обмеры закон-
ченных выполнением сварных швов, гидравли-
ческие и механические испытания отремонти-
рованных деталей и дефектоскопирование.
Соответствие подготовки деталей к сварке
и режимов сварки карте технологического
процесса проверяют на рабочем месте в ходе
выполнения работы. В частности проверяют:
надлежащую очистку детали (внешним осмот-
ром), соответствие размеров детали чертежу
(обмером),разделку швов (шаблонами)(фиг. 19),
применяемые электроды (по сертификату),
силу сварочного тока (измерительными при-
борами) и т. п.
На железнодорожном транспорте действуют
Правила испытания электросварщиков и газо-
сварщиков, введённые Главной государствен-
ной инспекцией Котлонадзора и утверждённые
30 октября 1949 г. Министерством электро-
станций СССР, с дополнениями, учитываю-
щими характер работы в отдельных отраслях
железнодорожного транспорта и использо-
вание электродов, не применяющихся на
объектах Котлонадзора (приказ МПС 24/ЦЗ
от 20 января 1953 г.). Этими правилами,
помимо теоретических испытаний сварщиков,
предусматриваются испытания сваренных ими
образцов (фиг. 20), которые по основным
видам испытаний должны удовлетворять
нормам, приведённым в табл. 25.
Внешний осмотр законченных сварных
швов позволяет выявить внешние дефекты:
подрезы (допускаются обычно до 0,5 мм),
наплывы, поры, поверхностные шлаковые
включения, трещины и т. п.
Для обнаружения неполномерных швов
производится их обмер шаблонами (фиг. 21,
а и б).
Гидравлическое испытание производится
после ремонта сваркой паровозных котлов,
котлов цистерн, а также различных резер-
вуаров. В зависимости от назначения и ус-
ловий эксплоатации сосуда гидравлическое
испытание может производиться наливом или
под давлением. Критерием удовлетворитель-
ного качества сварного шва при гидрав-
лическом испытании является его непрони-
цаемость для жидкости.
Иногда гидравлическое испытание заме-
няют пневматическим. В этом случае испы-
туемый сосуд (тормозной резервуар и т. п.)
опускают в воду и нагнетают в него воздух
пли у сосуда, находящегося под давлением,
покрывают сварные швы мыльным раство-
ром. Отсутствие выступающих пузырьков
воздуха служит признаком удовлетворится> -
ного качества сварных швов.
У большинства деталей подвижного со-
става, работающих на растяжение, качество
сварки проверяется путём их испытания на
разрывном прессе. Сюда относятся тяговые
крюки и стяжки винтовой упряжи, тормоз-
ные тяги, подвески, триангели и тормозные
балки, буксовые и колоночные болты тележек,
шпренгельные тяги и т. п. Нагрузка при
испытании на прессах обычно устанавли-
вается из расчёта 12 Кг}ммг сечения детали.
Под нагрузкой места сварки остукивают мо-
лотком, а после испытания осматривают
для выявения пороков.
268
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Методы испытаний сварных
соединений и конструкций, и
методы контроля сВароч —
ног о процесса
Внешний осмотр и обмеры
сварных швов и конструкций
Гидравлический и другие
методы испытаний избе -
леи на плотность
Механические испытания _
сварных образцов и изделий
Металлографические
исследования
Просвечивание
сварных швов
Химические методы I
(анализ химсостава металлы
и коррозионные испытания) i
Фиг. 18. Схема классификации методов контроля качества сварки
Дефектоскопирование производят магнит-
ным дефектоскопом, причём места сварки
обычно посыпают специальным порошком,
Фиг. 19. Шаблоны для проверки правильности раз-
делки V- и Х-образных стыковых швов: а—мини-
мальный; б—максимальный
задерживающимся на детали в местах по-
роков. Испытываются дефектоскопами оси
колёсных пар, балансиры тележек пассажир-
ских вагонов, буферные стержни, а также
большинство деталей, подвергающихся испы-
танию на разрывных прессах.
Организация рабочего места
при дуговой сварке
При ремонте сваркой деталей, снимаемых
с подвижного состава, работы обычно прово-
дят в сварочных кабинах.
Фиг. 20. Схема сварки пластин для образцов при
испытании сварщиков: о—образец для технологиче-
ской пробы; б — схема технологической пробы; в —
схема сварки и вырезки образцов для механических
испытаний
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
269
Нормы основных испытаний сварщиков
Таблица 25
Форма образца Назначение образца Тип электрода или прутка Нормы, которым должен удовлетворять образец при испытании
Фиг. 20, а Технологическая проба при дуговой и газовой сварке 934 или 94 2 ГОСТ 2525-5 1 Отсутствие подрезов глубиной более 0,5 мм. После разрушения образца от- сутствие крупных дефектов: раковин, пузырей, шлака и т. п., удовлетвори- тельный провар по всему контуру
Фиг. 20, в Испытание на растяже- ние при дуговой свар- ке То же 334 ГОСТ 2523-5 1 34 2 ГОСТ 25 23-5 1 Предел прочности (среднее значение) з 1 кг 1мм2 11 редел прочности (среднее значение) не ниже нижнего предела прочности основ- ного металла
Испытание на растяже- ние при газовой свар- ке Св-1 и Св-11 ГОСТ 224 <’,-5 1 Нрсчсл прочности ('реднее значение, пре- дусмотренное Правилами испытания свар- щиков) не ниже нижнего предела основ- ного металла [19]
Фиг. 20, в Испытание на загиб при дуговой сварке То же 934 ГОСТ 2523-51 942 ГОСТ 2523-51 5’1 ол загиба (среднее значение) для пла- стин толщиной до 15 мм—30°, для пла- < 1 нн толщиной от 15 до 20 мм—25° Угол загиба (среднее значение) для пла- стин толщиной до 15 мм—120°, для пла- стин толщиной от 15 до 20 мм—100°
Испытание на загиб при газовой сварке Св-1 и Св-11 ГОСТ 2240-51 ) Угол загиба (среднее значение) 100°
Фиг. 21. Шаблоны для обмера швов: а—набор шаб-
лонов; б—универсальный шаблон системы инж. Кра-
совского: /-общий вид шаблона; 2 - изме[ение уг-
лового шва таврового соединения; 3—измерение шва
л ахлёсточного соединения; 4—измерение стыкового
шва; 5—измерение величины зазора разделки шва
Полезная площадь кабины не допускается
менее 4 ж2, высота стен 2 ж. Стены могут ие
доходить до пола на 50 мм. Вход загораживают
ширмой. Стены и ширма должны быть огне-
стойки и для лучшего поглощения и рассеи-
вания лучей дуги окрашены в тёмный мато-
вый цвет. Пол может быть торцовым на не-
сгораемом основании. Кабину оборудуют сва-
рочной плитой, винтовым стулом или тренож-
ником, зонтом с принудительной вентиляцией,
подъёмно-транспортными устройствами (при
сварке деталей весом более 30 кг), инстру-
ментами и электроприборами (рубильник, из-
мерительные приборы и т. п.). Временная
кабина для выполнения сварочных работ
в крупных цехах может быть составлена из
щитов (фиг. 22). Во избежание поражения лу-
чами дуги глаз у работников, находящихся
вблизи сварщика, ограждают щитами также
сварочные работы, выполняемые непосредст-
венно па подвижном составе. При сварке в
котлах (паровозов, цистерн) необходимо при-
нять меры по ограждению сварщика от пора-
жения током (резиновые коврики, диэлектри-
ческие галоши, устройства, автоматически от-
ключающие сварочную цепь при обрыве дуги,
и т. п.) и по надлежащей вентиляции (пода-
ча воздуха в зону дыхания сварщика, уси-
ленная общая вентиляция и т. п.).
Не допускается выполнение сварочных
работ на котлах цистерн без их тщательной
очистки от перевозимого груза, пропарки и
промывки; точно так же не допускается свар-
ка или огневая резка вблизи свежеокрашен-
ных мест вагонов или на вагонах, загружен-
ных легкогорючими или взрывоопасными
материалами.
270
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
При выполнении сварки на парковых пу-
тях место работ должно быть ограждено сиг-
налами остановки, а со стороны манёвров
также тормозными башмаками.
Фиг. 22. Временная кабина
Ремонт котлов
Основные работы при ремонте паровоз-
ных котлов: вварка лент, вставок; при-
варка новых частей огневой коробки и ко-
жуха топки; заварка трещин во всех частях
топки; вварка связей и анкерных болтов; при-
варка буртов дымогарных и жаровых труб.
Трещины на цилиндрической части паро-
возного котла завариваются с последующей
постановкой наружной накладки толщиной
12—15 мм на заклёпках.
При ремонте котлов цистерн чаще всего
производится смена частей обечаек и днищ
и заварка трещин. На фиг. 23 показан по-
рядок приварки полустенка к огневой короб-
ке топки.
накладывают швы, соединяющие ленту с бо-
ковыми стенками или полубарабаном камеры
догорания. Работы заканчиваются подрубкой
и подваркой шва в доступных местах со
стороны воды.
Замкнутые вставки в частях топки не
должны быть меньше чем на три ряда связей
по ширине и высоте, причём нижний шов не
Фиг. 24. Приварка ленты к потолку
огневой коробки
должен быть расположен ниже чем между
первым и вторым рядом связей, считая от
топочной рамы.
Перед вваркой вставки негодную часть лис-
та вырезают, вокруг образовавшегося от-
верстия удаляют дополнительно одни ряд
связей, а кромки листа скашивают под углом
30—35°.
Форму вставки выбирают в зависимости
от размеров дефектного места, причём контур
её должен проходить посредине между свя-
зями, углы должны быть закруглены, а кром-
ки скошены под углом 30—35°. Вставку
. Участок 1-го сварщика Участок 2-го сварщика.
Фиг. 23. Порядок приварки полустенка к огневой
коробке паровозной топки
Фиг. 25. Вварка вставки в огневой коробке
Приварка ленты к потолку огневой ко-
робки показана на фиг. 24. Сварной шов рас-
полагается здесь не ближе чем между первым
и вторым рядами неподвижных анкерных
болтов.
После удаления негодной части потолка
заготовленную ленту пригоняют встык и
укрепляют сборочными планками и прихват-
ками сваркой. Приваривают её вначале по
направлению от середины к краям, после чего
подгоняют встык к скошенным также под
углом 30 — 35° кромкам выреза в листе
и укрепляют на сборочных планках, после
чего накладывают сварные швы обратно-
ступенчатым способом (фиг. 25).
Порядок приварки задней решётки огне-
вой коробки к шинельному листу показан
на фиг. 26. При выполнении этой работы
старая решётка вырезается газовым резаком
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
271
после удаления заклёпок по топочной раме
и связей со стороны смычного листа. На ши-
нельном листе удаляют один ряд поставлен-
ных на резьбе связей и анкерных болтов,
прилегающих к сварному шву. Новую решётку
Фиг. 26. Приварка задней решётки
пригоняют встык и приваривают с наложением
сварного шва обратно-ступенчатым способом.
На паровозах с давлением пара свыше
13 ати приварка решётки сопровождается
постановкой дополнительного ряда связей
по фланцу решётки.
Аналогично производятся работы и по
приварке других частей топки.
Трещины в листах огневой коробки и ко-
жуха топки заваривают после удаления свя-
зей по месту прохождения трещины и по
одному ряду с каждой стороны, с V-образной
разделкой трещины и засверловкой её кон-
цов (фиг. 27). Применяются и другие спо-
собы [14].
Массовой работой при ремонте паровозных
котлов является вварка связей.
В табл. 26 приведены различные типы
вварных связей и их размеры.
При вварке связей и анкерных болтов на
паровозах серий ФД и ИС предусматривают
следующий порядок выполнения работ.
Котёл поворачивают таким образом, чтобы
топка была в положении на боку, и прихваты-
вают анкерные болты потолка и связи лобового
и смычного листов. Затем котёл поворачивают
топочной рамой вниз и производят вварку
анкерных болтов со стороны кожуха (сектор 1
фиг. 28) и связей на лобовом и смычном листах
кожуха топки (секторы 2 и 3). Одновременно
с этим набирают и прихватывают связи на
боковых стенках топки.
Далее котёл ставят топочной рамой вверх
и приступают к вварке анкерных болтов в по-
юлок огневой коробки (сектор 6 фиг. 26).
При выполнении этой операции заканчивают
набор и прихватку связей на боковых стен-
ках топки.
Затем котёл поворачивают снова набок
и вваривают связи на боковой стенке кожуха
(сектор 4 фиг. 28) и противоположной боко-
вой стенке oi невой коробки (сектор 7 фиг. 29),
а также в камере догорания (сектор Та)
и на задней стенке и смычном листе огневой
коробки (секторы 9 и 10).
Окончив эти операции, котёл поворачи-
вают на 180° на другой бок, вваривают связи
иа второй боковой стенке кожуха (сектор 5
фиг. 28) и противоположной стенке огневой
коробки (сектор 8 фиг. 29), а также заканчи-
вают вварку связей в камере догорания на
талией стенке и смычном листе огневой ко-
робки.
Затем котёл снова поворачивают топочной
рамой вверх и ведут вварку анкерных болтов
на сопряжениях (секторы 11 и 12 фиг. 29).
Далее котёл ставят топочной рамой вниз
п вваривают последние ряды связей в камере
догорания (сектор 13).
В последнее время начинают применять
полуавтоматическую вварку связей под слоем
флюса в нижнем положении на аппаратах
типа ПШ-5 с держателями ДШ-G и других
типов; последовательность вварки связей ос-
таётся такой же, как и при ручной сварке.
Приварка буртов дымогарных и жаровых
труб к трубным решёткам паровозных котлов
является обязательной операцией при всех
видах ремонта паровозов.
При выполнении этой работы подготовка
к сварке должна производиться особенно
тщательно. Отверстия для труб в решётке
Фиг. 37. Заварка трещин в листах топки
окончательш' обрабатывают развёрткой с при-
менением мыльной эмульсии. Поверхность
решётки вокруг отверстий зачищают до ме-
талл пчеекого блеска на ширину 10—12 мм.
Вальцовка труб с применением масла не до-
пускается. Перед приваркой буртов котёл
наполняется тёплой водой (30—40 ) и поверх-
ность решётки обмывается горячей водой
и насухо вытирается. Приварку осуществляют
ио рядам сверху вниз, причём в каждом ряду
272
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Сектор I-
.О©”’
,°ооу
.а.
I
g
Е=
Сектор У
Участок 4 -го сварщика Участок 2 -го сварщика
/чисток з -го сварщика. \ —^-----^77773
)О Ov ооо
>000-« о о *
р ооооо<
ЭООООО&
дрро 0004
Участок з w сборщика
ООО 01^0 ° “ doOOO \ J
0.00.00 • of> ОМГОХ
0 0 9 0 0 0 0,0 о]о ®?Х
оо • о о * о ° *^ООООО
ооооооо оftfo ООООО
оо*оо* оро• о ООООО
оооооооо O'JOOOOO
оо*оо*оо «ОООООО
оооо oio о 9,0000000
оо*о о?* 900000000
о ooto olaoooooonoa
90»О обООООСОООП
Сектор!'
Участок i-п сварщика]
Участок!-га сварщика
У част ок! -го сВарщиха
ООО OQ ОООО
ООООООООО
ООО О ООО оо
Участок V
4-г. сварщихЬ
——ХаО^®0000
°2о<’2ооо° •
о о °л0©0000 о
л OOQOOOо
, ООООО*
о ООООО о
. ООООО о
I о ОООО•
\ © ООООо
I •ООО О о
ОООО о
I
wooo<
юоош
/оооо<
рОООООООООООООООООООООООс ООО Го о о ОООО
>00000000000000000 оооооооОоО О О О О О ООО
/«О ОООООО)
P/ООО ООоОО<
а/оооооде-б'
>000000
>«00000
<ЛООООО
0Ю0ООО
о (ООООО
^ооооо
-участок
2-еосварщи!
ООООО О
ООООО•
/0-в°0Оооо°
о.Оп8°ООООо
OOogOOOOO•
О
©
Обозкачекия
жесткие связи и анкер-
ные Нолты
крепительные жесткие,
связи и анкерные биты
поМижныервязи и tu-
------/- ~ _"“°вц '777——керкые болты
Участок 3 -го сварщика Участок ч -го сборщика участок г-го сварщика
Сектор 5
ЙиЗ со стороны кожуха
Участок!-го сварщика УчастокС-госварщим
Фиг. 28. Порядок вварки связей в кожух паровозной топки
Сектор 7
вад со стороны огнеИой коробки.
Фиг. 29. Порядок вварки связей в огневую коробку паровозной топки
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
273
|рубы сначала привариваются через одну
!фиг. 30).
На фиг. 31 показан порядок наложения
сварных швов при приварке дымогарных
'.I жаровых труб.
Сварку широко применяют также при ре-
монте гарнитуры котла и других его частей.
В стальных коллекторах пароперегревате-
лей заваривают дуговой сваркой трещины и
производят наплавку стенок разработанных
отверстий под конусы Рязанцева. Перед раз-
делкой под углом 60—70и концы трещин
рассверливают. Заварку осуществляют элек-
тродами типа Э42 по ГОСТ 2523-51.
I
i
i
Фиг. 30. Порядок приварки дымогарных
и жаровых труб
Фиг. 31. Приварка дымогарных и жаровых труб:
а—порядок наложения шва при приварке дымогар-
ной трубы; б—порядок наложения шва при приварке
жаровой трубы
Таблица 26
Конструкция вварных связей и анкерных болтов паровозных топок [7]
Конструкция связи или анкерного болта Размеры Назначение
D, | D | d, | d, | d
Связи
23±0 ,5
24±0,5
20±0,5
21±0,5
24 + 0,5
27+0,5
30 ±0,5
33±0,5
36±О, 5
39±0,5
42 ±0,5
19±0,51
20 + 0+1
I
21±0,5
19±0,5
20 ±0,5
Анкерные болты
23±0,5
26±0,5
29 ±0,5
32±0,5
35 ±0,5
38±0,5
41±0,5
23 + 0,5
24±О,5
25 ±0,5
При новой ог-
невой коробке и
новом кожухе
топки
© © ©
Et cl I© S св I© При н свой
L© e: © i© 5±0 I© © +1 огневой ке или короб- новых ее
+ CM +1 04 частях и старом
CM x x © s © кожухе топки
Et 03 EJ
© I© © •q I©
s s
01 К I©" +1 cn К I© +1
m +1 04 m и +1 04
c tj 04
24 ±0,5 27±0,5 30±0,5 33 + 0,5 36±0,5 39±0,5 42±0,5 23 + 0,5 26+0,5 29 + 0,5 32+0,5 35±О,5 38±0,5 41 ±0,5 - 24±0,5 27±0,5 30±0,5 33±0,5 36±0,5 39 + 0,5 23±0,5 26 ±0,5 29 ±0,5 32±0,5 35±0,5 38±0,5 При смене на- резных связей или анкерных болтов, а также при смене ввар- ных, поставлен- ных без разделки стенок огневой коробки
24±0,5 23±0,5 36±0, 5 25±1 23±0,5 При смене ввар-
27±0,5 26±0,5 39±0,5 28 + 1 26±0,5 ных связей или анкерных болтов,
30±0,5 29±0,5 42±0,5 31 + 1 29±0,5 поставленных с
33±0,5 32 ±0,5 45 ±0,5 34+1 32±0,5 разделкой стенок
36±0,5 35.+0,5 48±0,5 37+1 35±0,5 огневой коробки, а также при сме- не обваренных
39±0,5 38±0,5 51 ±0,5 40 + 1 38±0,5
42±0,5 41 ±0,5 связей
13 Том {о
274
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
При наличии трещин на' внутренних пере-
городках коллектора вырезают части наруж-
ной стенки его с последующей (после заварки
трещин) вваркой вставки. После заварки
трещин в местах, подверженных действию
пара, коллектор подвергают гидравлическому
испытанию.
Наплавленные стенки отверстий под ко-
нусы Рязанцева механически обрабатывают.
Регуляторный вал с износами не свыше
10% от альбомных размеров наплавляют
с последующей механической обработкой. Ду-
говой сваркой восстанавливают также раз-
работанные. отверстия регуляторной ручки,
поводков и отверстия в тягах и рычагах „глав-
ного запорного клапана паровозов серий ФД
и ИС, а также заваривают трещины в сег-
менте и собачке регулятора.
Зольник восстанавливают путём вварки
вставок (при капитальном ремонте не более
четырёх), заварки трещин в листах и уголь-
никах и наплавки изношенных поверхностей
деталей его привода.
При вварке вставок повреждённые места
вырезают, пригоняют вставку и приваривают
Фиг. 32. Котёл парового отопления, отремонтиро-
ванный сваркой: а—приваренные флаицы; б и в—на-
плавленные выедины; г—заваренные раксвины;
д — заваренные /рещины; е — вваренные бортовые
заплагы; ж — приваренные заплаты возле люковых
отверстий; з—заплаты, вваренные в цилиндрическую
часть; и—вваренная круговая лента; к—заваренные
заклёпочные отверстия
её электродами диаметром ие более 4 мм
(во избежание прожогов).
Производят также приварку фланцевых
колец и вварку отдельных частей при ре-
монте труб, заварку трещин и раковин в ды-
мовых трубах и т. п.
Котлы цистерн ремонтируют сваркой
после их очистки, пропарки и промывки.
Перед заваркой трещин по их концам рас-
сверливают отверстия диаметром 8—10 мм,
кромки трещин скашивают под углом
60—70° и производят зачистку поверхности
листов на 10—15 мм от шва. Заварка ведётся
обратно-ступенчатым способом с подрубкой
и подваркой сварного шва внутри котла. На-
ложенные швы перекрывают усиливающими
кусковыми накладками.
Трещины угловых сварных швов в местах
приварки броневого листа и колпака вырубают
и вместо удалённых участков шва наклады-
вают новые.
Новые части обечаек и днищ приваривают
после удаления негодных. Заготовленные но-
вые части пригоняют встык и приваривают
V-образными швами с подрубкой, подваркой
и последующим усилением кусковыми на-
кладками.
На котлах индивидуального отопления
вагонов производят работы, указанные на-
фиг. 32 и 33, причём заварку трещин и вварку
Фиг. 33. Части котла водя-
ного отопления, отремонти-
рованные сваркой: А — рас-
ширитель; Б — кожух; В —
орневая коробка котла;
а — сварной шов вваренной
круговой ленты; б — зап-
лата; в — вваренная лента;
а—наплавленные поверхно-
сти; д — заваренные трещи-
ны; е—приваренные фланцы;.
ж — заваренные отверстия.
для заклёпок
заплат ведут электродами типа Э42 по*
ГОСТ 2523-51. Кроме того, производят за-
варку трещин и наплавку поражённых кор-
розией поверхностей шуровочных и обвязоч-
ных колец, вварку кипятильных труб, при-
варку новых частей дымогарных труб, за-
варку в них раковин, наплавку разъеденных,
мест и т. д.
Ремонт паровозных и вагонных рам
На фиг. 34 приведены основные виды-
трещин, встречающихся в брусковых рамах
паровозов.
Фиг. 34. Часто встречающиеся трещины в
брусковых рамах паровозов
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
275
Ремонт брусковых рам с трещинами ведут
в следующем порядке.
Снимают части, мешающие выполнению
работ, и при необходимости выкатывают
колёсные пары.
Проверяют правильность расположения
свариваемых частей и производят скашивание
кромок трещин газовой резкой с последующей
очисткой и подрубкой неровностей. После
этого принимаются меры по уменьшению оста-
точных напряжений (подогрев и расклини-
вание) и производится заварка трещины.
На фиг. 35 приведён пример ремонта брус-
ковой рамы с трещиной типа 1 (фиг. 34).
Фиг. 35. Заварка трещины в брусковой раме:
о-i ретина, подготовленная к заварке; б—место
подогрева; в—порядок наложения валиков первым
сварщиком; д — порядок наложения валиков вторым
сварщиком; г—после заварки зазора варят одновре-
менно два сварщика, накладывая валики верти-
кально снизу вверх
В этом случае выкатывают колёсную пару,
удаляют передние болты первого скрепления
рамы и опускают скрепление. После выкатки
колёсной пары ставят на место буксовую
струнку, а раму подпирают домкратами.
Трещину разделывают Х-образно (см. а на
фиг. 35), зачищают поверхность реза от шлака,
окалины и натёков, сравнивают все неровности
путём обрубки пневматическим зубилом и по-
догревают нижний участок рамы (см. б на
фиг. 35) до температуры 300—400°.
Трещину заваривают одновременно с обеих
сторон разделки два сварщика. Если ра-
ботает один сварщик, то после наложения
3 -4 валиков с одной стороны он переходит
на противоположную сторону. В процессе
сварки положение переднего конца рамы
контролируют по фиксатору. При обнаруже-
нии прогиба рамы по горизонтали сварку
ведут только с выпуклой стороны рамы до её
выправления.
По окончании сварки, не допуская охлаж-
дения рамы, во всех доступных местах подо-
гревают место сварки до температуры 600 —
650°, после чего медленно охлаждают, за-
крыв его асбестовым картоном.
Заварка трещин в листовых рамах связа-
на с меньшими затруднениями. Вместо пред-
варительного подогрева здесь обычно огра-
ничиваются расклиниванием трещины при
помощи домкрата (фиг. 36), который должен
быть снят как только сварка закончится. В
случаях заварки двух трещин в буксовом
вырезе или одной трещины длиной более
100 мм буксовый вырез усиливается наклад-
кой, поставленной на болтах или заклёпках.
Фиг. Зв. Завар-
ка трещины в ли-
стовой раме па-
ровоза (цифрами
указан порядок
наложения свар-
ного шва)
Трещины, встречающиеся в вагонных ра-
мах, разнообразны. Чаще всего они образуют-
ся в буферных брусьях, распространяясь
радиально от отверстий для буферных стерж-
ней, в боковых швеллерах двухосных вагонов
над рессорными кронштейнами и хребтовых
балках четырёхосных вагонов в местах соеди-
нений с буферным брусом и шкворневыми
балками.
После заварки трещин в швеллерах про-
изводится усиление накладками (фиг. 37).
Ремонт колёсных пар
При ремонте колёсных пар (фиг. 38) про-
изводят заварку трещин в спинах и ободе ко-
лёсных центров и надрывов в дисковых
центрах, а также вварку перепон.
Широкое распространение имеют напла-
вочные работы: наплавка наружных буртов
шеек вагонных осей и пальцев кривошипов
паровозных центров, наплавка стенок отвер-
стия в ступице центров и т. д.
Помимо указанных работ, как в паровоз-
ном, так и в вагонном хозяйстве ведут на-
плавку подрезанных гребней бандажей. При
выполнении этой работы ручной дуговой свар-
кой высокая производительность достигается
применением пучка из 3—4 электродов диа-
метром 4—5 мм. Для этого колёсная пара уста-
навливается в наклонное положение (фиг. 39).
В последнее время начинает внедряться
наплавка гребней бандажей под слоем флюса
на автоматах ДАН-3 Института электро-
сварки АН УССР. При таком способе наплав-
ки колёсную пару устанавливают вертикаль
но, верхний гребень тщательно очищают
и к бандажу прикрепляют флюсоудерживаю-
шее приспособление. На колесо устанавли-
вают автомат, хомут которого надевают на
шейку оси, производят заправку электродной
проволоки, засыпают флюс и автомат пускают
в действие.
18*
276
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Гип 6
Размер № швеллера 1
20-с 24-d 26 30-е зо-Г 36 примечание
а . . . 80 65 70 80 55 70 Для швеллеров мень-
b , . . 66 80 90 110 115 146 ших номеров, чем ука-
5 6 7 7 5 12 зано в таблице, наклад-
1 . . . 200 200 200 200 200 200 ки только типа А <5=0,85.
L . . . 400 400 400 400 400 400 1 и Ьдля наклонных
о . . . 8 8 9 8 10 трещин увеличиваются на величину наклона
Фиг. 37. Усиление накладками трещин в швеллерах вагонных рам (на нижней фигуре слева
цифрами указан порядок наложения сварного шва)
Фиг. 38. Ремонт сваркой ко-
лёсных пар: а—заварка трещин
в ободе: б — заварка трещин
в спицах; в—вварка перепой;
г—наплавка буртов; д—наплав-
ка стенок отверстия ступицы;
е — наплавка по ободу
Фиг. 39. Установка для наплавки гребней бандажей
колёсных пар пучком электродов: 7—контргайка;
2 — гайка; 3 — нажимной винт; 4 — верхний центр;
5 — колёсная пара; б —раскос; 7 — нижний центр;
8 — корпус стенда; 9 — оправка нижнего центра;
10 — анкерные болты; 7 7 —бетонный фундамент
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
277
На фиг. 40 показана схема установки
;,ля автоматической наплавки гребней бан-
дажей под слоем флюса.
Ремонт литых боковин и надрессорных
балок тележек
Трещины в нижних углах центрального
выреза литых боковин тендерных теле-
жек типа Т-1, уменьшающие сечение не более
тем на 20%, заваривают электродами типа Э42
го ГОСТ 2523-51 после разделки трещин и
местного подогрева боковины до 300—350°.
У литых боковин грузовых вагонов тре-
щины можно заваривать, если после рас-
сверливания отверстий в их концах и раз-
делки поперечное сечение уменьшается не
более чем на 25%.
Заварка трещин в заштрихованных зонах
(фиг. 41) не допускается.
Сварочные работы по восстановлению над-
рессорных балок (фиг. 42) с трещинами вы-
полняют аналогично указанному выше для
Фиг. 42. Литая надрессорная балка тележки, отре-
монтированная сваркой: а—заваренные трещины;
б—наплавленный борт паза; в—заваренное отверстие
боковин. Наплавка изношенных поверхностей
направляющих пазов может производиться
электродами типа Э34 по ГОСТ 2523-51.
При наличии на литых боковинах и над-
рессорных балках маркировки буквами «НЛ»
заварка трещин в этих деталях не допу-
скается.
Ремонт деталей движущего и парораспредели-
тельного механизма паровозов
Большинство деталей движущего и паро-
распределительного механизма паровозов ре-
монтируется дуговой сваркой. На фиг. 43 по-
качаны основные работы, выполняемые при
ремонте паровозных дышел, а на фиг. 44—
Фиг. 4 3. Паровозное дышло, отремонтированное
сваркой
Фиг. 41. Литая боковина тележки с трещинами
Перед заваркой боковину устанавливают
I, удобное положение и при наличии сквозной
трещины после наложения сварного шва под-
рубкой его со стороны вершины угла разделки
(корня шва) удаляют пороки и подваривают
контрольным швом.
Предварительный подогрев боковин ваго-
нов производится при наличии среди знаков
маркировки буквы «С», которая указывает
на повышенное содержание углерода в стали.
Помимо заварки трещин, на литых бокови-
нах восстанавливают наплавкой изношенные
поверхности направляющих буке и шквор-
невой балки и производят приварку втулок,
запрессованных в разработанные отверстия
для валика подвески тормозного башмака.
v г о l мчал? смерить хрпм- нЕры оста-
ни чшовогй втОбрстил hrm rwH.-ibid клин
Фиг. 44. Схема наплавки головки поршневого
штока
наплавка головки поршневого штока паровозов
малых серий, которая должна производиться
после предварительного подогрева головки
до 300—400°.
278
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Ремонт деталей автосцепки
Фиг. 4 5. Корпус автосцепки, от ремонтировании й
сваркой: а-заварка трещин; б—наплавка по конту-
ру зацепления; e-наплавка шейки уха; г—наплавка
отколов и износов буртика уха; д — наплавка ниж-
ней перемычки; е — наплавка упора; ж — наплавка
поверхности прилегания к хомуту; а—наплавка
шипа; и—зона допускаемых к заварке пороков
в хвостовике
Трещины в корпусе после их разделки
завариваются электродами типа Э42 по
ГОСТ 2523-51. Заварка пороков, выходящих
за пределы заштрихованной зоны (см. фиг. 45),
не допускается. Не допускаются к заварке
трещины сверху и снизу в углах, образован-
ных внутренней ударной и боковой стенками
корпуса, а также боковой стенкой и тяговой
стороной большого зуба, выходящие за верх-
нюю и нижнюю горизонтальные плоскости
наружных рёбер большого зуба.
Трещины в верхних углах окна для замка
и замкодержателя могут завариваться, если
не выходят на верхнюю горизонтальную по-
верхность головы автосцепки или за верхнее
ребро большого зуба. Длина трещин в ниж-
них углах окна не должна превышать 20 мм.
В хвостовике корпуса допускается заваривать
трещины, если после их вырубки сечение хво-
стовика уменьшается не более чем на 25%.
Из наплавочных работ наиболее трудо-
ёмкой является восстановление изношенных
поверхностей большого и малого зубьев кор-
пуса. Эту работу электросварщик И. Ф. Ма-
каров (вагонное депо станции Ховрино) вы-
полняет с присадкой добавочного прутка
(фиг. 46), что повышает производительность
на 30%. Ещё большего повышения произ-
Фиг. 46. Процесс дуговой наплавки с присадкой
добавочного прутка:/—электрод с толстой обмазкой;
2 -голый стальной стержень; 3 — основной металл;
4 —шлак; 5— наплавленный металл
водительности можно достигнуть, применяя
для наплавки вместо одиночного электрода
пучок, состоящий из электрода, покрытого
качественной обмазкой СК-4, и добавочных,
изолированных от него голых стальных
стержней (см. выше раздел «Высокопроиз-
водительные способы ручной дуговой сварки»).
Для получения износостойкого наплавлен-
ного металла применяют электроды типа
ЭНХ-25 по ГОС! 2523-51 с покрытием сле-
дующего состава (в % по весу): ферромарга-
нец 45, гранит или полевой шпат 26,
гематит 26, крахмал 3, жидкое стекло
25 от веса сухих компонентов (обмазка
МЭМИИТ). Электроды с указанной обмазкой
при коэфициенте покрытия 40—50% позво-
ляют получить беспористый наплавленный
металл твёрдостью 240—280 Нб при наплавке
как на малоуглеродистую сталь, так и на ме-
талл, наплавленный ранее электродами со
стабилизирующими покрытиями.
Корпус автосцепки с трещиной или изло-
мом полочки для верхнего плеча собачки
механизма автосцепки восстанавливают при-
варкой новой полочки, предварительно уста-
новленной в корпусе при помощи специального
приспособления (фиг. 47). Этот способ пред-
ложен электросварщиком А. Г. Лозбеневым
Фиг. 47. Приспо-
собление для при-
варки полочки в
корпусе автосцеп-
ки: 1—центриру-
ющий валик; 2—
зажимной винт;
3-рукоятка уста-
новочного приспо-
собления
(вагонное депо станции Ленинград-сортиро-
вочный Московский). Кроме этого, произво-
дят восстановление деталей механизма, на-
плавочные работы на тяговом хомуте, центри-
рующей балочке, маятниковых подвесках и
деталях расцепного привода.
Ремонт деталей автоматических тормозов
Дуговая сварка широко применяется при
восстановлении деталей автоматических тор-
мозов, насосов, триангелей, балок, башма-
ков, подвесок, предохранительных скоб, тяг,
рычагов, валиков,* головок соединительных
рукавов и т. п.
Заварка трещин в чугунных корпусах
тормозных насосов и их крышках произво-
дится газовой сваркой с присадкой чугунных
прутков марки Б по ГССТ 2671-44. На тор-
мозных триангелях и балках производится
наплавка изношенных мест, забоин, заварка
трещин и разработанных отверстий (фиг. 48).
Стальные тормозные башмаки с изношен-
ными не более чем на 5 мм перемычками
средних выступов восстанавливают дуговой
наплавкой. У чугунных башмаков наплавка
осуществляется газовой сваркой.
сварка в паровозном и вагонном хозяйстве
279
Подвески тормозных башмаков и предо-
хранительные скобы с износами во избежа-
ние подрезов целесообразно восстанавливать
газовой наплавкой.
ангелей: б наплавлен-
ный хвостовик; в зава-
ренные забоины; г-за-
варенная трещина
Головки соединительных рукавов с изно-
шенными гребнями, пазами и отбитыми ушка-
ми также подвергаются восстановлению
Фиг. 49. Головка соединительного рукава автотор-
моза, отремонтированная сваркой: а-наплавленный
гребень; б—наплавленная канавка; в—восстановлен-
ное ушко
(фиг. 49). Гребни наплавляют электродами ти-
па Э34 по ГССТ 2523-51 диаметром 3 мм
при силе тока 120 а. Заварка паза и восста-
новление отбитых ушек допускаются только
газовой сваркой.
У тормозных тяг и рычагов наплавляют
вытертые места, заваривают отверстия и за-
боины. При заварке отверстий большого диа-
метра для повышения производительности
труда целесообразно под отверстие подкла-
дывать планку из красной меди, а в отверстие
класть чистые обрезки из отходов стали или
стальную стружку. При таком способе за-
варки необходимо устанавливать повышенную
силу сварочного тока и следить, чтобы доба-
вленный металл был в процессе сварки пол-
ностью расплавлен.
Ремонт тендеров
Прн ремонте тендерных баков (фиг. 50) Про-
изводится заварка трещин в листах (при
капитальном ремонте при длине трещин не
более 150 л<Л4 и на площади не более 1 мг)
Фиг. 50. Сварочные работы, встречающиеся при
ремонте тендерных баков: а—вваренная вставка;
б—заваренная трещина; в —наплавленные выедины;
г—заваренная трещина в угольнике
и угольниках, а также в сварных швах, на-
плавка поражённых коррозией мест (при ус-
ловии, что оставшаяся толщина металла не
менее 3 мм), приварка накладок и вварка
вставок (прн капитальном ремонте не более
одной на площади 1 м2).
Перед заваркой по концам трещин про-
сверливают отверстия диаметром 6 мм, тре-
щины разделывают V-образно и изнутри бака
под трещины подводят накладки. После при-
варки накладок заваривают трещины и швы
зачищают заподлицо с поверхностью листа.
Трещины в угольниках бака после заварки
усиливают приваренными планками. Дефект-
ные сварные швы вырубают, после чего на
вырубленные места накладывают новые швы.
Места, поражённые коррозией, должны
быть тщательно протёрты для удаления влаги
и зачищены до металлического блеска, после
чего их заваривают электродами диаметром
4 мм. Перед вваркой вставок дефектное место
листа или угольника вырезают, вместо него
пригоняют вставку с закруглёнными углами,
которую приваривают встык. После того как
вставка вварена в лист бака, снаружи свар-
ной шов зачищают заподлицо с основным
металлом.
Рамы тендеров ремонтируют, как указано
выше (см. «Ремонт паровозных и вагонных
рам»).
Трещины в листовых рамах тележек тен-
деров чаще всего появляются в углах буксо-
вого выреза (фиг. 51). Для уменьшения на-
пряжений перед заваркой таких трещин раму
распирают домкратом. После заварки тре-
щин домкрат снимают и усиливают место
сварки накладкой (при наличии одной тре-
280
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
щины длиной до 100 мм—кусковой, а при боль-
шем количестве или длине—П-образной).
Фиг. 51. Листовые рамы с заваренными трещинами
Литые рамы тележек тендера ремонти-
руют, как указано в разделе «Ремонт литых
боковин и надрессорных балок тележек» (см.
стр. 277).
Прочие работы
Помимо указанных выше случаев, дуго-
вую сварку применяют при ремонте паровоз-
ных цилиндров, деталей экипажной части
паровоза, стокера, конденсационного обо-
рудования и других деталей паровоза, а
также при ремонте деталей рессорного под-
вешивания вагонов, вагонных букс, ударных
приборов и т. п.
При заварке трещин и наплавке чугунных
деталей представляют интерес способы холод-
ной сварки: электросварщика А. Г. Назарова
(сварка комбинированным пучком электродов)
и доц. Зеленова (сварка с применением грану-
лированной шихты).
Наплавку изношенных поверхностей чу-
гунных буксовых клиньев паровоза серии Л
и челюстей тележек типа ЦВТК пассажир-
ских вагонов по способу т. Зеленова [6] осу-
ществляют после их формовки массой из
асбестовой крошки, кварцевого песка и жид-
кого стекла или в ящике с песком (фиг. 52).
Фиг. 52. Чугунная челюсть тележки
пассажирского вагона, заформованная
перед наплавкой: 7—ящик; 2—песок;
3—асбестовая прокладка; 4—челюсть
Формовка должна производиться таким обра-
зом, чтобы наплавку можно было произвести
с припуском по 10 мм на сторону. Наплавку
ведут по слою толщиной 6—7 мм гранули-
рованной шихты состава (в весовых частях):
чугунной стружки 45, стальной стружки 6,
ферросилиция 12. Электроды применяются
диаметром 10 мм из чугуна марки СЧ 15-32
по ГОСТ 1412-48, покрытые слоем меловой
обмазки (75% мела, 25% жидкого стекла)
толщиной 0,75 мм. Сила тока 450—500 а.
После наплавки детали помещают в сухой
песок или золу для медленного охлаждения.
Твёрдость наплавленного слоя 195—220 И б.
ГАЗОВАЯ СВАРКА И РЕЗКА
При газовой сварке соединение металлов
осуществляется без применения механиче-
ских усилий путём местного нагрева сваривае-
мых кромок до плавления газо-кислородным
пламенем.
В паровозном и вагонном хозяйстве при
ремонте чугунных деталей и деталей из цвет-
ных металлов и сплавов главным образом
применяют ручную газовую сварку ацети-
лено-кислородным пламенем.
Газовая (кислородная) резка основана на
принципе сжигания металла в струе кисло-
рода. При ремонте подвижного состава при-
меняют как автоматическую, так и ручную
кислородную резку стали. В качестве горючих
для подогрева служат ацетилен, пары керо-
сина, бензина и другое горючее.
Оборудование и аппаратура
Кислород (ГОСТ 5583-50) для сварки и
резки (чистота не ниже 99% по объём})
получают из воздуха по методу глубокого
охлаждения на имеющихся в паровозном и
вагонном хозяйстве кислородных станциях.
В большинстве случаев получаемый кис-
лород транспортируется в стальных балло-
нах ёмкостью 40 л, которые при давлении
150 ати вмещают 6 м3 кислорода. Пустой
баллон весит 67 кг. Длина его корпуса
равна 1 300 мм, наружный диаметр 219 мм,
толщина стенки 8 мм (ГОСТ 949-41). Снаружи
кислородные баллоны окрашивают в голубой
цвет с чёрной надписью «Кислород».
В крупных цехах ремонтных заводов
с большим объёмом работ по газовой сварке
и резке иногда применяют холодные гази-
фикаторы (фиг. 53), питаемые жидким кисло-
родом, от которых газообразный кислород
транспортируется к месту работ по трубо-
проводам.
Ацетилен получают путём разложения
водой карбида кальция (ГОСТ 1460-46) в аце-
тиленовых генераторах.
Технические характеристики переносных
ацетиленовых генераторов, имеющих наи-
более широкое применение в паровозном и
вагонном хозяйстве, приведены в табл. 27.
Устройство современного переносного ге-
нератора среднего давления ГВР-1,25 по-
казано на фиг. 54.
Постоянное рабочее давление кислорода
при сварке (3—3,5 ати) и резке (до 12—15 ати)
автоматически поддерживают при помощи
редуктора, присоединяемого к кислородному
баллону.
Характеристики современных баллон-
ных кислородных редукторов приведены в
табл. 28, а схемы их действия—на фиг. 55.
Для газовой сварки при ремонте подвиж-
ного состава применяется инжекторная го-
релка типа СУ-48 (фиг. 56). Она пред-
назначена для сварки металла толщиной от
0,5 до 30 мм. Горелка поставляется с комплек-
том наконечников № 2, 3, 4 и 6, но может
быть доукомплектована также наконечниками
№ 0, 1,5 и 7.
Эксплоатационная характеристика горелки
дана в табл. 29.
сварка в паровозном и вагонном хозяйстве
281
Фиг. 53. Холодный газификатор
Фиг. 54. газогенератор ГВР-1,25: 1 — рабочая
камера (реторта); 2 — камера вытеснения воды;
3 — бачок с запасом воды; 4—регулятор подачи
воды; 5 — азосборник; 6—предохранительный во-
дяной затвор; 7—регулятор давления ацетилена;
8— манометр; 9— мембрана предохранительного
клапана
Фиг. 55. Схемы действия редукторов: а—прямого
действия; б -обратного действия; 7 - обратная
пружина; 2-клапан; 3—вход газа; 4—стойка;
5 —выход газа; б —мембрана; 7 — нажимной диск;
8 — главная пружина
Фиг. 56. Горелка типа СУ-48
282
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Ручная кислородная резка производится
резаками типа УР(фиг.57), характеристика
которых приведена в табл. 30, а также керо-
синорезами (фиг. 58, табл. 31).
Автоматическая резка (например вырез-
ка головок паровозных дышел) ведётся по
копирам на автоматах типа АС.
Автомат типа АС является универсальным
и может применяться для резки по любой
кривой. Максимальная толщина разрезаемого
Таблица 27
Характеристики переносных ацетиленовых генераторов fl 5]
Марка генера- тора Принцип действия (система) Произво- дитель- н ость в л/час Единовременная загрузка карбида кальция в кг Грануляция карби- да кальция в мм Давление газа в корпусе в мм вод.. ст. или в ати К. п. д. в % Количество воды в генераторе в л Вес генератора без воды и карбида в кг Вы- сота Ди а- метр Примерный расход мате- риалов на 1 м9 ацетилена
нормаль- ная макси- мальная в им карбида в кг воды в л гератоля в г 1
РА «Вода на кар- бид» .... 1 000 1 200 2x2 15x25 25 х50 50x80 140 75-92 65 50 1 280 455 5 14 30
МГ То же .... 2 000 2 500 2x2,5 25 х 50 50x80 300-350 90-95 180 65 1 135 590 4,5 16,5 30
ГВР-1.25 «Вытеснение
воды» в со- четании с «вода на 1 250 4 25x50 0,15- 86 52 50 935 480
карбид» . . 50x80 0,3 ати
ГВР-3 То же . - . . 3 000 — 2x4 25 х50 50x80 0,15-0,3 » — 107 ПО 1 260 630 — — —
Таблица 28
Характеристики кислородных редукторов
Тип редуктора Пропускная способность в м91час при давлении в ати 3 | 12 | 15 Число ступе- ней (камер) редуцирова- ния Наибольшее рабочее дав- ление в ати Чувствитель- ность в ати на 1 оборот винта Действие
рдс РК-48 24 70 60 2 1 12 15 6 5 Прямое Обратное
Таблица 29
Эксплоатационная характеристика горелки типа СУ-48 [8]
Элементы характеристики Номер наконечника
0 1 2 3 4 5 6 7
Толщина свариваемого металла в мм .... Часовой расход ацетилена вл » » кислорода »» 0,3-1 75 85 1-2 150 165 2—4 300 330 4-6 500 550 6-9 750 825 9-14 1 200 1 320 14-20 1 700 1 870 20-30 2 500 2 750
Таблица 30
Эксплоатационнаяхарактеристика резака типа УР-49
Элементы характеристики Толщина разрезаемого металла в мм
5 25 50 100 200 300
№ наружного сопла 1 1 1 2 2 2
№ внутреннего сопла .... 1 2 3 4 5 5
Рабочее давление кислорода в ати ............. 3 4 6 8 11 14
Скорость резки в мм/мин .................. 550 370 260 165 95 80
Расход кислорода в м’/час 2,6 5,2 8,5 18,5 33,5 42
» ацетилена » » 0,8 0,9 1.0 1,0 1,1 1,2
Примечание. Данные таблицы соотв при чистоте кислорода не ниже 99%. етствук т резке среднеуглеродистой стали
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
283
Фиг. 58. Керосинорез
Таблица 31
Техническая характеристика керосинореза [15]
Элементы
Толщина разрезаемой стали
в мм
Для лучшего перемешивания ванны рас-
плавленного металла и правильного формиро-
вания шва обычно горелкой и прутком де-
лают колебательные движения поперёк шва
характеристики
10 | 25 | 50 | 100 | 200
№ внутреннего
сопла .........
Давление кис-
лорода в ати . .
Давление в бач-
ке с горючим в
ати ...........
Скорость резки
в мм/мин ....
Расход кисло-
рода (суммарный)
в mz ;час......
Расход кероси-
на в г (час ....
Приме
1 1
3 4
0,5 0,5
450 225
2,6 3,2
900 900
ч а н и
ориентировочными и
углеродистой стали
99%.
2
7
1
130
10
200
3 4
9 14
1,5 2
100 75
16 36
1 500 2 000
е. Данные
относятся к
при чистого кислорода
являются
резке мало-
этим автоматом металла 300 мм. Применяют
ацетилено-кислородный резак или керо-
синорез.
а.-Угол наклона горелки
Толщина материала
Технология газовой сварки и резки
Для газовой сварки стали применяются
прутки, изготовленные из проволоки марок
Св-1, Св-IA, Св-11 по ГОСТ 2246-51. В прак-
тике газовой сварки применяют правый и
левый способы сварки (фиг. 59).
При левом способе горелку перемещают
справа налево, присадочная проволока нахо-
дится впереди горелки; при правом способе го-
релка движется слева направо и присадочная
проволока находится между швом и горелкой.
Левая сварка.
Фиг. 59. Техника управления горелкой
и прутком при газовой сварке
284
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
(фиг. 60). При этом пруток движется в на-
правлении, обратном перемещению горелки.
Правую сварку применяют при толщине
свариваемого металла более 5 мм. При пра-
вой сварке механические свойства сварного
соединения выше, чем при левой, использова-
ние тепла лучше, вследствие чего увеличи-
вается производительность (до 25%) и сокра-
щается расход горючего (до 20%).
При сварке в наклонном положении го-
релка должна быть расположена под углом
45° к поверхности де-
тали. Направление
сварки может быть
как снизу вверх, так
и обратное.
Сварка чугуна.
При ремонте чугун-
ных деталей подвиж-
ного состава часто
Фиг. бо. Виды поперечных применяют ацетилено-
движений горелки
и прутка
кислородную сварку.
Состав прутков при-
ведён в табл. 10.
Перед сваркой кромки свариваемых частей
скашивают под углом 80—90° н в необхо-
димых случаях производят формовку места
сварки.
Сложные отливки с различной толщи-
ной стенок, приливами и рёбрами предвари-
тельно равномерно подогревают до темпера-
туры 650—700°. Наконечник горелки выби-
рается в соответствии с расходом ацетилена,
который должен составлять 125—150 л/час
на каждый миллиметр толщины свариваемых
частей.
Пламя горелки должно быть нормальным
или с небольшим избытком ацетилена. В про-
цессе сварки в качестве флюса применяют
переплавленную толчёную буру.
При пайке латунью скос кромок 90—95°.
Предварительный подогрев детали может быть
ограничен температурой 300—350°. Прутки
включают (в %): Zn 38—40; Sn 0,9—1,1;
Fe 0,5—1,0; Мп 0,4—0,8; Си — остальное
(латунные прутки марки Л-59).
Процесс заполнения шва ведётся участками
н заключается в подогреве кромок шва го-
релкой в месте пайки до 880—900°, облужива-
нии кромок и заполнении шва по возможности
за один проход.
При облуживании графит выжигают слегка
окислительным пламенем (отношение кисло-
рода к ацетилену 1:3). Наконечник горелки
подбирается с учётом расхода ацетилена
60—75 л/час на 1 мм толщины детали в месте
пайки.
После газовой сварки и пайки сложные
отливки медленно и равномерно охлаждают.
Сварка цветных металлов и сплавов. При
ремонте подвижного состава приходится вос-
станавливать сваркой детали из бронзы (па-
ровозные подшипники) и из алюминия (де-
тали цельнометаллических пассажирских ва-
гонов).
Трещины в бронзовых деталях заваривают
обычно латунной проволокой (Си — 60% и
Zn — 40%) после подогрева до 350—400°.
В качестве флюса употребляют толчёную
переплавленную буру. Разделка трещин—как
и при дуговой сварке стали. Пламя горелки
поддерживают нормальным. Номер наконец
ника выбирается из расчёта 120—170 л/час
ацетилена на 1 мм толщины детали.
Для растворения плёнки окислов при
сварке алюминия в ванну расплавленного
металла добавляют флюс (табл. 32).
Таблица 32
Флюсы для сварки алюминия [18J
Состав флюса в % по весу
KCI NaCl LIC1 KE NaFI
45 33 15 7
30 45 10 15
48 35 8 9
стали в кислороде (1050—
режущую струю кислорода,
как режущая струя пробьёт
толщину, начинают продви-
направ-
Направление
резки
Величина, отставания
Фиг. 61 .Схема отстава-
ния в прорезании ниж-
них слоёв металла
В качестве прутка используют алюминие-
вую проволоку.
Кислородная резка. Кислородная резка
стали с содержанием углерода до 0,7% про-
изводится без затруднений; при большем со-
держании углерода, так же как при резке
чугуна, применяют специальные приёмы и
аппаратуру [20].
Поверхность разрезаемой стали должна
быть очищена от грязи н ржавчины. Когда
край детали, от которого начинается резка,
подогрет пламенем резака до температуры
воспламенения -
1150°), пускают
и после того
металл на всю
гать резак в
лении резки.
При резке с середины
листа режущей струёй
кислорода пробивают
отверстие. При толщине
листа свыше 20 мм от-
верстие рекомендуется
предварительно просвер-
лить.
Расстояние от мунд-
штука до поверхности
металла может быть
определено по формуле
I—длина ядра пламени резака. Положение
мундштука при резке обычно вертикальное.
Скорость резки ограничивается отставани-
ем в прорезании нижних слоёв металла
(фиг. 61).
В табл. 33 приведены величины «отстава-
ния» при резке малоуглеродистой стали.
L = I +1,5 мм, где
Таблица 33
Зависимость величины «отставания» от толщины
разрезаемого металла при кислородной резке
Толщина металла в мм Приблизи- тельная вели- чина «отста- вания» в мм Примечание
13 25 50 50—150 2,4 5,5 5,6 6,5 Предполагается, что кромка реза пер- пендикулярна ли- нии перемещения резака
Ориентировочные данные о нормальной
ширине реза и глубине бороздок (неровностей}
при газовой резке по прямой приведены в
табл. 34.
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
285
Таблица 34
Ширина реза и глубина бороздок [15]
Способ резки Толщина стали в мм Параметры реза в мм
ширина глубина бороздок
Ручная 5- 25 3-4 0,5-1,0
25- 50 4-5 1,0-1,5
50-100 5-6 1,5-2,0
100—200 6-8 2,0-3,0
200-300 8-10 3,0-4,0
Антоматиче- 5- 25 2-3 0.1-0,2
ская 25 — 50 3-4 0,2—0,3
50—100 4-5 0,3-0,4
100-200 5-6,5 0,4-0,6
200-300 6,5-8 0,6—0,8
В последнее время ВНИИ Автоген раз-
работал метод кислородной резки с накло-
ном оси мундштука в сторону, обратную на-
правлению резки. При этом существенно
повышается скорость резки.
Газовая сварка и резка при ремонте
подвижного состава
Организация рабочего места. Рабочее ме-
сто сварщика должно удовлетворять условиям
удобной и безопасной работы.
В помещениях, предназначенных специаль-
но для газопламенной обработки, на каждое
рабочее место отводится не менее 4 м2, кроме
площади, занимаемой оборудованием, и про-
ходов. Ширина проходов должна быть не
менее 1 м, а высота помещения не менее 2,5 м.
Помещение должно удовлетворять требо-
ваниям пожарной безопасности: стены оби-
ваются кровельным железом по асбесту, пол
должен быть огнестойким и т. п. В закрытых
помещениях обязательно устройство вентиля-
ции, достаточной для предупреждения обра-
зования взрывоопасных и опасных для здо-
ровья концентраций газов.
Рабочий стол должен иметь высоту 500—
800 мм. Стул желательно иметь винтовой.
У рабочего места должен всегда находиться
сосуд с водой для периодического охлаждения
наконечника горелки или резака и стойка
с крючком, на который горелку или резак
вешают при перерывах в работе. Целесо-
образна установка непосредственно возле ра-
бочего места вентиля, перекрывающего под-
вод газов.
При систематическом ремонте деталей боль-
шого веса рабочее место оборудуют соответ-
ствующим подъёмным устройством.
Баллоны со сжатыми газами вблизи рабо-
чего места должны быть надёжно укреплены
у стен или колонн, на тележке и т. п. верти-
кально или в наклонном положении венти-
лями вверх. Расстояние баллонов от нагре-
вательных приборов должно быть не меньше
I л, а от источников тепла с открытым огнём
н от работающего сварщика или резчика не
менее 10 м.
Из часто встречающихся работ, выполня-
емых газовой сваркой и резкой при ремонте
паровозов и вагонов, необходимо отметить
следующие.
Ремонт паровозных чугунных цилиндров.
Паровозный цилиндр с различными поврежде-
ниями, отремонтированный газовой сваркой,
показан на фиг. 62.
Перед сваркой кромки трещин скашивают,
отбитые части пригоняют по месту и прихва-
тывают дуговой сваркой холодным способом.
Кромки в местах пригонки также скашивают.
Цилиндр устанавливают на кирпичи (под-
ложенные в различных местах под цилиндром)
фиг. 62. Паровозный цилиндр, отремонти-
рованный газовой сваркой
во избежание коробления от собственного веса
при нагреве. В необходимых случаях произво-
дят формовку места сварки.
Вокруг цилиндра выкладывают кладку из
огнеупорного кирпича. Если дефект имеется
в верхней части, то Кирпичи до половины
цилиндра укладывают вплотную к его стен-
кам, а далее на расстоянии 60 мм от них. Если
имеется дефект также внизу, то расстояние
60 мм выдерживают по всей
высоте цилиндра. В местах
выполнения сварки в сте-
нах кладки оставляют от-
верстия, временно закла-
дываемые кирпичами.
Пространство между
кладкой и цилиндром за-
полняют древесным углём
и накрывают асбестовым
картоном и листовым же-
лезом. Уголь зажигают
сверху,и после того,как он
разгорится, все неплотно-
сти кладки замазывают
глиной, смешанной с асбе-
СТИТОМ. Фиг. 63. Составной
При наличии дефектов чугунный пруток:
в нижней части цилиндра
КЛаДКу выкладывают ПОД 2 —Прихватка свар-
цилиндром, в бочку кото- кой; J-чугунный
рого насыпают немного пруток державки
древесного угля.
Нагревание должно быть медленным и рав-
номерным. При температуре 600—700° при-
ступают к сварке.
Для удобства манипулирования чугунный
пруток приваривают к державке (фиг. 63).
286
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Кончик прутка перед опусканием во флюс
и сварочную ванну подогревают горелкой.
Горелку не отводят в сторону от ванны до
тех пор, пока заварка дефекта не закончится,
если же нагрев в месте сварки слишком боль-
шой, горелку отдаляют.
Процесс сварки должен протекать быстро.
По окончании сварки кладку необходимо
плотно закрыть и замазать все щели. Осты-
вание цилиндра должно быть медленным.
При пайке латунью подогрев углём ве-
дут до температуры 300—350°, а в месте
пайки—горелкой до 880—900°, после чего
кромки облуживают латунным прутком и за-
полняют угол разделки. Шов накладывают
участками.
Заварка трещин в вагонных буксах и на-
плавка подшипников. После вырубки тре-
щин буксу укладывают в кузнечный горн,
причём ремонтируемую часть нагревают до-
красна.
Нагретую буксу ставят иа сварочную пли-
ту, укрывают асбестовым картоном с про-
резями в местах сварки и трещины заваривают
чугунными прутками.
Затем буксу снова подогревают в горне,
после чего засыпают горячей золой и ос-
тавляют до полного остывания.
Чугунные корпуса вагонных подшипни-
ков наплавляют по яблоку.
При исправном слое заливки наплавка
латунью может производиться без предва-
рительного подогрева корпуса в горне и
выплавки баббита, для чего подшипник по-
гружают в ванну с проточной водой так,
чтобы на поверхности оставалось только
ябл око.
При ремонте букс и подшипников приме-
няют также способы холодной дуговой
сварки стальными и медными прутками.
Вырезка паровозных дышел на автомате.
Кузнечную заготовку паровозного дышла раз-
мечают по шаблону и устанавливают в пра-
вильное положение относительно копира.
Руководствуясь разметкой, резчик делает
пробивку сквозного отверстия на расстоянии
не более 50 мм от линии разметки, ставит
головку автомата на копир и устанавливает
давление кислорода; мундштук резака и ско-
рость резки подбираются по паспортным дан-
ным автомата.
Резку по наружному контуру начинают
от края заготовки, а вырезку рамки — от
пробитого отверстия. После окончания резки
дышло подвергается нормализации, после
чего его обрабатывают на фрезерном станке
по альбомным размерам.
Вырезка связей. Связи в паровозных топ-
ках вырезают вручную (фиг. 64) при давлении
кислорода 4—5 ати. Резку начинают с подо-
грева головки связи у края контрольного от-
верстия (фиг. 64,а). Как только края отверстия
начнут оплавляться, пускают струю режущего
кислорода, а мтндштук несколько отдаляют
(фиг. 64,6). Когда образующееся в головке
связи углубление станет равным толщине
стенки топки, резак наклоняют под углом
35—45° (фиг. 64, в) и пробивают отверстие
в теле связи позади стенки топки
Процесс вырезки заканчивается поворотом
резака вокруг оси связи (фиг. 46, г). Остав-
шееся после вырезки связи кольцо удаляется
из отверстия при помощи пневматического-
зубила.
Фиг, 64. Процесс вырезки топочных связей
Резка профильного и листового металла.
Резку угловой стали начинают от края одной
из полок (фиг. 65). Резак ведут к ребру, по-
степенно меняя его положение при подходе к
вершине угла и уменьшая по мере приближе-
ния к ней скорость резки. При резке полок
Фиг. 65. Резка угольника и дв>тавровой балки
Фиг. 66. Резка листовой стали под острым углом
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
287
мундштук резака должен быть перпендикуля-
рен разрезаемой поверхности. Резку швелле-
ров ведут в два приёма.
Помимо указанных случаев, газовую резку
широко применяют для вырезки негодных
частей котлов и заготовки вставок, накладок
и заплат из листового металла.
При вырезке частей под сварку резак
следует держать под углом, чтобы кромки
были скошены (фиг. 66).
КОНТАКТНАЯ И ГАЗОПРЕССОВАЯ
СВАРКА
При контактной сварке соединение ме-
таллов достигается сжатием свариваемых ча-
стей после нагрева их электрическим током
до пластического состояния или оплавления.
При газопрессовой сварке стык свариваемых
частей нагревается до пластического состоя-
ния или оплавления газовым пламенем, после
чего производится сжатие частей под значи-
тельным давлением. В паровозном и вагонном
хозяйстве в основном применявши стыковая
и точечная контактная сварка и газопрессо-
вая сварка встык.
Оборудование и аппаратура для контактной
сварки
Контактная сварка производится свароч-
ным током силой от 1 000 до 50 000 а при нап-
ряжении сварочной цепи 2—8 в и давлении
на свариваемые детали от 1 до 5 кг/мм1.
Машины для контактной сварки делятся
на 3 группы:
1) машины стыковой сварки;
2) машины точечной сварки;
3) машины шовной сварки.
На железнодорожном транспорте приме-
няются главным образом стыковые машины
типа СКМ и РСКМ завода «Ревтруд». Техни-
ческая характеристика машины СКМ-100
приведена в табл. 35. Машины РСКМ см.
ТСЖ, том 5, стр. 379. Характеристики других
машин для электроконтактной стыковой свар-
ки приведены в табл. 36.
Таблица 35
Техническая характеристика машины СКМ-100
(по данным завода «Ревтруд» ЦУМЗ МПС)
Элементы характеристики Едини- ца из- мере- ния Показатели
Длительная мощность . . . ква 36
Мощность при ПВ 20 % . . » 80
Первичное напряжение . . в 380 или 220
Число ступеней регулиро- вания 5
Свариваемое сечение: 2-я ступень мм* 500-1 000
3-я » » 1 500-2 000
4-я » »> 2 500
5-я » » 3 000
Количество сварок в час при сечении свариваемых частей в мм*: 1 600 14
2 500 8
3 000 — 6
Расстояние между губками: минимальное мм 35
максимальное » 185
Расход охлаждающей воды л1ча с 700
Вес т 2,5
Размеры: длина мм 1 925
ширина » 1 735
высота >> 1 925
Для точечной сварки применяют машины,,
технические данные которых даны в табл. 37.
Характеристика машин шовной сварки ти-
па АШГ1-25 приведена в табл. 38.
Г азонрессовая сварка в вагонном хозяйстве
осуществляется на станках типа СГП-1 и
СТ П-УМ (табл. 39). В последнее время вне-
дряются станки СГП-1р [21].
Станки СТ П-1 с ручным приводом зажа-
тия деталей предназначены для депо с не-
большим объёмом работ и имеют невысокую-
производительность.
Стаики СГП-УМ (фиг. 67) полностью меха-
низированы, производительность их в 2 раза
выше, чем. станков СГП-1. Станки СГП-7У
наиболее мощны, и на них производится свар-
ка паровозных дышел и штоков.
Таблица 36-
Техннческие данные машин стыковой сварки [4]
Элементы характе- ристик и Е л и н и и я измерения АСА-5. АСИФ-5 АСА-10 МСР-100 АСИФ25-У АСИФ50-У АСИФ75-У
Первичное на пряже-
ние Номинальная мощ- в 120, 220, 330 220, 380, 500 220, 380, 500 220, 380 220, 3S0 220, 380
HOiTb Номинал! ный коэ- ква 5 10 1оо 25 50 75
с} нциент ПВ . . . . Номинал! ный ток в а/ /о 25 25 20 25 25 25
первичной цепи , . Наибол! шее свари- ваемое сечение при непрерывно й рабо- а 42, 23, 13 46, 26, 20 263 113, 66 228, 132 399, 198
те . . Чигло ступеней ре- гулирования транс- 60 120 1 000 120 или 200 400 800
форматора . Пределы регулиро- вания вторичного 8 7 8 6 6 6
напряжения .... в 1,16—1 .74 1,6—2,75 4.5-7 ,6 2.0—3,5 2,9—5,0 3,5-7,0
Действие машины i Автоматическое Неавтома- тиче< кое Автоматиче- ское или не- автоматиче- ск ое Неавтом атическое
288
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Т абли ца 3 7
Технические данные машин точечной сварки [4]
Элементы характеристики Единица измерения АТП-10 АТП-25 АТП-50 АТП-75 МТМ-50
Первичное напряжение в 220, 380 220 , 330 220, 330 220, 380 220, 380
Номинальная мощность ква 10 25 50 75 50
Номинальный коэЛициеит ПВ .... % 30 25 12,5 12,5 12,b
Номинальный ток в первичной цепи . Число ступеней регулирования транс- а 45, 26 115, 85 230, 131 345, 197 230, 131,
форматора - . . . Пределы регулирования вторичного — 8 6 6 8 6
напряжения холостого хода .... Максимальный сварочный ток при в 1,6—2,6 2,0—3,5 2,9—5,0 3,5-7,0 2,5—5,0
номинальной мощности а -6 000 -9 000 -11 500 -14 000 -10 000
Число сварок в час 1 000—2 000 800—2 000 800—2 000 800 —2 000 450 -2 000
Таблица 38
Технические данные машин шовной сварки
типа АШП-25
Элементы характеристики Едини- ца из- мере- ния Показатели
Первичное напряжение . . в 380
Номинальная мощность . . Н оминальный коэфициент ква 25
ПВ Номинальный ток в пер- О ' /О 50
вичной цепи Число ступеней регулиро- а 66
ваиия трансформатора . . Пределы регулирования вторичного напряжения — 8
холостого хода . . в 2,2—4,5
Скорость сварки Максимальный сварочный ток при номинальной м] мин 0,75—3,0
мощности Максимальная толщина а «8 000
свариваемых деталей . . Мощность электродвигате- мм 1-М
ля кет 0,07
В зависимости от формы и размеров сва-
риваемых частей пользуются различными го-
релками (табл. 40).
Горелки для газопрессовой сварки отли-
Фиг. 68. Многопламеиная горелка для газопрессо-
вой сварки стержней диаметром 40-52 мм: 7—ство-
лы горелки; 2—многопламенные наконечники;
3— сопла; 4—водоподводящие трубки; 5 -кожухи;
6—шаровая рукоятка
Фиг. 67. Станок типа СГП-УМ для газопрессовой сварки
При газопрессовой сварке концы сваривае-
мых частей нагревают специальными ацетиле-
но-кислородными многопламенными горел-
ками.
чаются от горелок для газовой сварки формой
и конструкцией наконечников. Они имеют
много сопел, более мощны и снабжены во-
дяным охлаждением (фиг. 68).
сварка в ПАРОВОЗНОМ и вагонном хозяйстве
289
Т а б л и ц а 39
1ехнические данные станков для газопрессовой сварки
। Элементы характеристики Единица измерения Тип станка CI П 7У
СГП-1 СГП-УМ
Привод зажатия деталей Ручной 1 Гидропневмаги ’ Пневматический
Привод осадки Пневматический j ческий
Давление воздуха в магистрали ати 4—5 4—5 6
Максимальиое усилие зажатия деталей т 20 35 40
Максимал! ное усилие осадки 10 14 17
Максимальное свариваемое сечение мм* 4 500 6 000 11 000
Рабочий ход подвижной каретки Габариты: мм До 50 До 50 До 60
длина » 1 540 1 750 1 630
ширина » 600 1 гю 1 150
высота » 1 350 1 410 1 330
Начальное расстояние между зажимиы-
ми колодками Вес » 330 От 50 до 400 400
кг 800 1 500 2 200
Таблица 40
Технические данные горелок для газопрессовой сварки деталей подвижного состава
1 1 ип горелки Расход аце- тилена в ,г]час Расход кис- лорода в л'3час Числи инжек- торов и их иомера Форма на- конечника Число сопел 1 Диаметр вы- ходного от- верстия соп- ла в мм Вес горелки в кг Назначение горелки
МГ-75 ЛИ'-5 2 МГ-40 МГ-Р мг-д ! V Г-100 2х 2 300 2х 1 700 lx 1 700 lx 1 900 2х 3 500 2х 3 900 2х 2 500 2х 1 900 lx 1 900 1x2 100 2x 3 850 2х 4 290 2 нестандарт- ных 2 № 6 1 № 6 1 нестандарт- ный 2 нестандарт- ных 2 нестандарт- ных Полукруглая » » Прямая Специальная (F-образиая) Полукруглая 2х 23 2x12 2x15 2x19 2x42 2x26 0,8 0,9 0.6 0,6 0,7 4,9 4,8 3,3 2,4 6,5 6,6 Сварка стержней диа- метром 65—75 мм Сварка стержней диа- метром 40—52 мм Сварка стержней диа- метром 25 — 35 мм Сварка полосовой ста- ли 13x100 мм Сварка паровозных ды- шел Сварка паровозных штоков
Таблица 41
Припуски иа оплавление и осадку стальных заготовок круглого и квадратного сечения
при контактной сварке (на 2 детали)
Размеры за- Сторона квадрата . • 12 16 20 25 32 40 50
ГО 1 ивок в мм Диаметр () ю 14 18 22 28 36 45 55
величина при- Ручная сварка . . . 6 8 12 14 18 22 24
пуска в мм Автоматическая сварка (1 12 18 22 28 34 40
Технология контактной и газопрессовой
сварки
Стыковая контактная сварка по методу
оплавления. При неавтоматической сварке
торцы деталей могут обрабатываться любым
способом. Наличие местных зазоров в стыке
цс 10% суммарного припуска на оплавление
на результаты сварки не влияет. При ав-
томатической сварке местные зазоры в стыке
свыше 0,5 мм не допускаются и торцы дол-
жны быть механически обработаны.
Неавтоматическая сварка ведётся с пре-
рывистым подогревом, который осуществляют
повторным замыканием путём сближения сва-
риваемых частей до соприкосновения и разве-
дения на некоторое расстояние.
19 Том 12
Через определённое время после возник-
новения процесса непрерывного оплавления
свариваемые части сжимают, а сварочный
ток выключают.
Автоматическая сварка может произво-
диться без прерывистого подогрева с непре-
рывным оплавлением.
Припуски на оплавление и осадку при
контактной сварке приведены в табл. 41.
Удельная мощность при сварке может
колебаться в пределах 0,С8—0,2 ква/мм2 в за-
висимости от скорости сварки
Выпуск из губок машины для заготовок из
малоуглеродистой стали равен 0,75 d, где
d — диаметр заготовок, для заготовок из
углеродистой стали (0,45%С) — 0,5 d, а при
290
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
сварке малоуглеродистой стали с углероди-
стой соответственно 1,0 d и 0,5 d.
Удельное давление осадки при ручной
сварке 3—5 кг/мм2, при автоматической
6—7 кг/мм2.
Точечная сварка. При точечной сварке
поверхности листов в месте сварки тщательно
очищают (травлением, пескоструйным аппа-
ратом и т. п.) от окалины, ржавчины, грязи
и жира.
Время сварки одной точки около 1 сек.
на каждый миллиметр толщины свариваемых
листов.
Сила тока 80—160 а на квадратный милли-
метр контактной поверхности электрода. Диа-
метр контактной поверхности электрода
= 2S 3 мм.
где S — толщина более тонкого листа в мм.
Удельное давление 2 — 6 кг)мм2'. Диаметр
ядра точки
d = (1,0-г 1,25) da.
Газопрессовая сварка. При сварке в пла-
стическс мссстоянии торцы свариваемых частей
очищают от ржавчины, грязи, жира и ока-
лины и хорошо пригоняют друг к другу.
Нагрев стыка до сваренной температуры осу-
ществляется путём колебаний горелки по обе
стороны стыка. Амплитуда колебаний равна
примерно (0,8-? 1,0)d, где d— диаметр свари-
ваемых частей, частота 50 -80 колебаний
в минуту. Начальное удельное сжатие (около
1 кг/мм2) после иагрева до сварочной темпера-
туры (1200 — 1250°) увеличивается до 2,5—
3 кг/мм2 и выдерживается, пока осадка не ста-
нет равной 0,3—0,4 диаметра свариваемых
частей. Утолщение в месте сварки обычно
проковывают, в результате чего размер сва-
ренной детали по длине сохраняется равным
сумме начальных размеров заготовок.
При комбинированной газопрессовой свар-
ке с оплавлением [22| способ подготов-
ки торцов свариваемых частей не имеет
существенного значения, не требуется так-
же тщательной зачистки и пригонки сва-
риваемых частей. Торцы свариваемых час-
тей вначале могут соприкасаться (без дав-
ления), но при достижении сварочного жа-
ра их разводят на расстояние 8—20 мм
(в зависимости от сечения заготовок) и на-
грев продолжают до равномерного оплав-
ления. Затем следует сжатие и осадка при
удельном давлении 3—3,5 кг/мм2 для мало-
углеродистой стали и 4—5 кг/мм2 для угле-
родистой (0,5 — 0,6% С). После сварки
деталь выдерживают в течение 1—2 мин.,
затем обрезают грат (выступившие окислы
и шлак) и стык проковывают в нагретом
состоянии. Общий припуск на оплавление
и осадку принимается 10—20 мм.
Контактная и газопрессовая сварка
при ремонте деталей подвижного состава
В паровозном хозяйстве стыковая контакт-
ная сварка имеет массовое применение для
приварки концов дымогарных и жаровых
труб. При выполнении этой работы негодный
конец трубы отрезают и приваривают новый.
Для обеспечения надёжного электрического
контакта свариваемые трубы в местах зажатия
в губки машины очищают.
Зажатые трубы сваривают встык по мето-
ду оплавления с прерывистым подогревом.
При ручном процессе после нескольких за-
мыканий начинают оплавление, продолжаю-
щееся несколько секунд, после чего делают
осадку.
Находящийся внутри трубы грат удаляют
после сварки, пока стык находится в разо-
гретом состоянии. Для этого со стороны
привариваемого конца в трубу вводят сталь-
ной стержень диаметром на 1—2 мм меньше,
чем диаметр трубы, с укреплённым на его
конце дорном с заострёнными краями. Грат
срезается ударами по дорну. Снаружи грат
зачищают наждачным кругом.
В вагонном хозяйстве для приварки но-
вых головок упряжных крюков применяют
стыковую контактную сварку с оплавлением
и газопрессовую сварку.
Процесс контактной сварки протекает в
следующем порядке: негодную головку отре-
зают илн обрубают (кузнечным способом),
чтобы остающаяся штанга имела припуск
на оплавление и осадку (20—25 мм). Конец
штанги и новую головку зачищают с торцов
и в местах зажатия губками машины. При
установке путём подкладок производят цен-
трирование зажимаемых частей.
Зажатые заготовки сваривают по методу
оплавления с прерывистым подогревом. Когда
неровности торцов оплавятся и в стыке воз-
никнет сплошное искрение, свариваемые части
постепенно сближают, а через небольшой про
межуток времени сжимают и осаживают.
Выдавленные иа поверхность окислы обруба-
ют, после чего место сварки проглаживают
под механическим молотом.
Помимо указанных работ, при ремонте
подвижного состава производится электро-
контактная сварка сцепных паровозных ды-
шел, различных тяг, валов, рычагов, а также
рессорных листов, аппаратных болтов, буфер-
ных стержней, колоночных и буксовых болтов
тележек и т. п. Контактную точечную сварку
иногда применяют для сварки флюгарок,
пепельниц и других мелких деталей пассажир-
ских вагонов.
Газопрессовую сварку применяют при не-
достатке электроэнергии.
В табл.42 и 43 приведены операционные кар-
ты газопрессовой сварки буферных стержней
грузовых вагонов в пластическом состоянии
и комбинированной с оплавлением.
Газопрессовую сварку рессорных листов
производят после их обрубки по заданным,
размерам под молотом в нагретом состоянии.
При комбинированной газопрессовой сварке'
обрубка их может производиться без нагрева.
При сварке рессорных листов на станках
С.ГП-1 применяют специальные вкладыши
(фиг. 69), так как расстояние между зажим-
ными колодками у этих станков велико и
может произойти смещение листов во время
осадки.
При сварке на станках СГП-1рп и СГП-УМ
расстояние между каретками можно регулиро-
вать, поэтому вкладышей не требуется. После
сварки удаляют грат, а утолщение ппоко-
Таблица 42
Операционная карта тазопрессавой сварки в пластическом состоянии
буферного стержня в толстой части
№ опе- раций ) Наименование операций Эскиз детали Необходимое оборудование
1 Обрезка под сварку 1 МтРч MecmoK Ml Мес mo + излома. вазреза Ножовочный или токарный станок
2 Заготовка хвостовика ("*-4^7 j Ножовочный или токарный станок
3 Подсадка заготовки хвостовика аос/is осадки Газопрессовый станок
4 Обрезка после под- садки 43 /Обточка й& f Торцсдка ♦ Токариый станок
5 Приварка к буферному стержню Ju ZS4 -1 oiecmc сдарки Газопрессовый станок
6 Нормализация после сварки Mi =3_y^ Зона нормализации Газопрессовый стаиок
7 Механическая обработ- ка йр" "****»•» tfa[)KU Токарный станок
Т а б л и ц a 43
Операционная карта комбинированной газопрессовой сварки буферного
стержня в толстой части
i№ опе- | раций Наименование операций Эскиз детали Необходимое оборудование
1 Обрезка под сварку Место Де» Итт* ofpafomnu L . z//g станке v излома. ’ Токарный станок
2 Заготовка хвостовика £*~46в ♦ Газовый резак
3 1 Приварка к буферному стержню h* 740 —-4 J S’! ^Mecmo 4^ ’ tlapw Газопрессовый । станок *
4 Обрезка грата i место cfapw после обрезки грата Газовый резак
5 Подсадка хвостовика ЙА * Место сбарксг после мдбадпи Газопрессовый станок
6 Механическая обработ- ка •-<??/»*' сварки Токарный станок
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
292
СВАРКА В ПАРОВОЗНОМ И ВАГОННОМ ХОЗЯЙСТВЕ
Фиг. 69. Вкладыши для газопрессовой сварки
рессорных листов на станках СГП-1
вывают в штампе. Затем лист сгибают и тер-
мически обрабатывают.
Газопрессовая сварка паровозных дышел
и поршневых штоков. В последнее время
газопрессовая сварка начинает применяться
для восстановления паровозных дышел и што-
ков.
Для этой цели используются станки типа
СГП-7У (см. табл. 39) и многопламенные
горелки типов МГ-Д (для дышел) и МГ-100
(для штоков) (см. табл. 40).
Часть дышла или штока, имеющая тре-
щины, отрезается на ножовочном станке
перпендикулярно оси, годная оставшаяся
часть дышла или штока и заранее изготовлен-
ная заготовка новой головки зажимаются
в захваты станка и центрируются. Сварку
производят в пластическом состоянии ме-
талла, причём вначале для защиты места
соединения от окисления горелке сообщают
небольшие колебания. Когда свариваемые
концы нагреются и под влиянием осевого
усилия осадки их торцы плотно соединятся,
амплитуду колебаний горелки увеличивают
до нормальной и нагрев продолжают до мо-
мента, когда осадка достигнет заданной вели-
чины и произойдёт сварка. В течение всего
процесса нагрева пламя поддерживают с не-
большим избытком ацетилена.
Оптимальные режимы сварки ведущих ды-
шел и поршневых штоков паровозов серии Э
даны в табл. 44.
После сварки производится нормализация
стыка при помощи повторного нагрева горел-
кой и обработка до альбомных размеров.
Таблица 44
Оптимальные режимы газопрессовой сварки поршневых штоков и ведущих дышел
паровозов серии Э [21 ]
Наименование деталей паро- возов Среднее по- перечное <е- чеиие в мм* Удельное oiе- вое давление при сварке в кг!мм* Ход горелки Величина осадки Средний рас- ход ацетилена иа 1 стык В .2 Среднее вре- мя сварки в мин.
в мм
Ведущие дышла . 0 750 1,5 ы) 1 20 610 340
Поршневые штоки 7 850 1,5 100 30 1 373 660
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Алов А. А. Электроды для дуговой сварки и
наплавки. Машгиз, Свердловск—М., 1947.
2. Владимирский Т. А. и НикитииМ. С.
Технология газопрессовой - сварки. Машгиз, М.,
1950.
3. Владимирский Т. А. и др. Новое обору-
дование для газопрессовой сварки. Журнал
«Автогенное дело» № 2, Машгиз. М.» 1953.
4. Гельман А. С. Технология контактной
электросварки. Машгиз, М., 1952.
5. Журавлёв В. С. и Мадатов Н. М.
Оборудование для электродуговойсварки. Изд.
Наркомречфлота, М., 1 944.
6. Зеленое А. И. Холодная электросварка чу-
гуна чугунными электродами с гранулирован-
ной шихтой. Журнал «Автогенное дело» № 4,
Машгиз, М., 1953.
7. Инструкция го производству сварочных работ
при ремонте паровозов. Трансжелдо риздат, М.,
1942.
8. К л е б а н о в Н. Н. Технология газовой сварки
н резки металлов. Машгиз, М., 1947.
9. Михайлов Г. П. Сварка трёхфазной дугой.
Машгиз, М. —Свердловск, 1950.
10. Назаров А. Г. Холодная сварка чугуна
комбинированным пучком электродов. Транс-
желдориздат. М., 1951.
11. Обухов А. В., Вельнинл. А. и Бро-
до вич Н. В. Электродуговая сварка пучком
электродов. Траисжелдориздат, М., 1949.
12. Погодин-Алексеев Г. И. и др. Методы
испытаний сварных соединений и конструкций.
Машгиз, М., 1952.
13. Севбо И. И. Аппараты института электро-
сварки для автоматической и полуавтоматиче-
ской сварки под флюсом. Изд. АН УССР,
Киев, 1951.
14. Сороковский В. Е. Новый метод заварки
котлов. Гостехиздат Украины, Киев—Львов,
1949.
15. Справочные материалы для сварщиков. Машгиз,
М.. 1951.
16. Технические условия на производство сварочных
работ при ремонте вагонов. Траисжелдориздат,
М., 1953.
17. Технические указания по газопрессовой сварке
вагонных деталей. ЦНИИ МПС, М., 1 949.
18. Фалькевич А. С. и Черняк В. С.
Сварка и обработка металллов газокислородным
пламенем. Машгиз, М., 1950.
19. Хренов К. К. и БортМ.М. Прочность
металла шва при газовой сварке малоуглероди-
стой стали. Журнал «Автогенное дело» № 6,
Машгиз, М.« 1953.
20. Гузов С. Г. и Спектор О. Ш. Кислородно-
флюсовая резка чугуна. Журнал «Автогенное
дело». Машгиз, М., 1951.
21. Владимирски й Т. А. Газопрессовая свар-
ка деталей подвижного состава. Трансжелдор-
издат, М», 1953.
22. Л о з б е не в А. Г., БродовичН. В. Ком-
бинированный метод газопрессовой сварки метал-
лов. Траисжелдориздат, М., 1952.
ТЕРМИЧЕСКАЯ
И ХИМИКО ТЕРМИЧЕСКАЯ ОБРАБОТКА
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Виды термической обработки и их главные
характеристики указаны в табл. 1. На фиг. 1
представлена диаграмма состояния «железо-
углерод», которая 1рафически изображает со-
стояние сплава железа с углеродом при раз-
личных температурах в условиях равновесия.
ПЕЧИ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Для термической обработки применяют ка-
мерные печи, работающие на твёрдом, газо-
вом и жидком топливе, а также электриче-
ские печи и ванны. Подробнее о нагреватель-
ных печах см. стр. 150—168.
Характеристики термических печей на
твёрдом топливе приведены в табл. 2. В
табл. 3 приведены данные о составах соля-
ных нагревательных ванн. На фиг. 2—6
представлены типы этих печей.
Характеристики форсунок и газовых горе-
лок приведены на стр. 154—163 в табл. 11— 15.
Характеристики электрических печей при-
ведены на стр. 154 в табл. 10. Электриче-
ская печь для нагрева рессор под закалку
показана на стр. 159 на фиг. 15.
Таблица 1
Виды термической и химико-термической обработки (см. фиг. 1)
№ по 1 1 пор. Наименование термообработки Температура нагрева в °C Способ охлаждения Применение Выдержка в печи (в ванне) Структура Назначение
1 Отжиг Полный (нор- мальный) На 30—50° вы- ше Aq Медленное вместе с печью (в горячем песке, горячей золе) или до 400—500° Для доэвтектоидиых угле- родистых и легированных ста- лей При температу- ре нагрева Мелкопластин- чатый перлит с мелкими зёрнами феррита Понижение твёр- дости, уменьшение структурной неодно- родности
2 Неполный (нор- мальный) Между ACt— Ас, То же Для заэвтектоидных сталей и для сортового проката и поко- вок из доэвтектоидиых сталей При температу- ре нагрева Мелкопластин- чатый перлит с зёрнами феррита или с зёрнами це- ментита Снятие внутренних напряжений
3 Низкий Ниже Aq . до 680 — 700° На воздухе Для эвтектоидных и заэвте- ктоидных сталей Длительная Зернистый пер- лит • Снятие внутренних напряжений и на- клёпа, восстановле- ние пластичности и вязкости
4 Диффузион- ный (гомогениза- ция) До 1000-1100° Медленное с печью ни- же Аг (700-680°) Для стальных слитков или фасонных литых деталей 12— 15 час. и нормальный от- жиг Крупное зерно Выравнивание химической неодно- родности зёрен твёр- дого раствора
5 Изотермиче- ский Как в п. 1 Медленное с печью до 700—600°, выдержка, мед- ленное с печью или на воз- духе Для легированных сталей При температу- ре наименьшей устойчивости ау- стенита до полно- го его распада (-600-700’С) Диференциро- ванный перлит и зёрна феррита или цементита —
6 Светлый Как в п. 1,2 или 3 — Для листов или деталей, упакованных в ящики, нагре- ваемых в печах с нейтральной атмосферой, т. е. в среде газов, не образующих оксидных плё- нок на поверхности — __
7 Нормализация На 30—50° вы- ше Aq На воздухе - - Более мелко- зернистая, чем прн полном от- жиге Несколько большее повышение проч- ности, чем при пол- ном отжиге
8 Закалка Полная На 30-50° вы- ше Aq* Быстрое, с различной ско- ростью в различных охлаж- дающих средах Для доэвтектоидных сталей - Мартенсит Повышение твёр- дости и прочности стали
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Продолжение’ табл. 1
№ по пор. Наименование термообработки Температура нагрева в °C Способ охлаждения Применение Выдержка в печи (в ванне) Структура Назначение
9 10 11 а к а л к а Неполна я Между Ас, и ЛС. Быстрое Для заэвтектоидных сталей Мартенсит + карбиды Получение- высокой твёрдости
Изотермиче- ская На 30-50° вы- ше Aq Ускоренное, в нагретых средах с температурой вы- ше начала мартенситного превращения Для деталей с небольшим се- чением из легированных и вы- соколегированных сталей 1. При темпера- туре нагрева. 2. При темпера- туре охлаждаю- щей среды до полного распада аустенита Игольчатый троостит Получение лучшей однородности струк- туры, меньших внут- ренних напряжений. высокой твёрдости
Ступенчатая Как в п. 10, выдержка в этой среде для выравнивания температуры по всему сечению, затем окончательное (медленное) охлаждение Для сложных изделий из уг- леродистой и легированной ста- ли диаметгом R - 1 5 мм Меньшая, чем в п. 10 Мартенсит
12 13 со Поверхностная Как в п. 10, но только на по- верхности Быстрое в воде или эмульсин с применением душирующнх устройств На небольшой глубине (0,5-? 5 мм) детали из углероди- стой стали Мартенсит (в закалённом слое) Получение высокой твёрдости на поверх- ности
Патентирова- ние Как в п. 1 0 Как в п. 10 Для проволоки - Улучшение обраба- тываемости при во- лочении
15 16 Отпуск Низкий 150 - 180° С любой скоростью Для режущих инструментов или цементуемых деталей При температу- ре нагрева - v Уменьшение внут- ренних напряжений ж
Средний 300—350° для уг- леродистой стали и 550е для рессор- ной — Для рессор и пружин То же i Троостит Уменьшение твёр- дости и внутренних напряжений
Высокий 500-550° С требуемой скоростью Для деталей, работающих на изгиб, кручение, удар, со зна- копеременными нагрузками То же Троостит или сорбит Уменьшение твёр- дости и внутренних напряжений, повы- шение вязкости
17 Полный (улуч- шение) 600-650° Для улучшения обрабатывае- мости (режущим инструментом) стали Сорбит Уменьшение твёр- дости и внутренних напряжений, возник- ших при закалке, по- вышение вязкости
ТЕРМИЧЕСКАЯ ОБРАБОТКА
NO
Ю
Си
Продолжение табл. 1
। № по 1 пор. j Наименование ) термообработки Температура нагрева в °C Способ охлаждения Применение Выдержка в печи (в ванне) Структура Назначение
18 1 Цементация 890-?930 в на- углероживаю- щей среде На воздухе до полного охлаждения, после чего на- грев для закалки илн непо- средственная закалка пос- ле цементации Для деталей из малоуглеро- дистых и сталей с 0,1 4-0,25% С (марки: 10, 15, 20, 25, 15Х. 15ХФ. 15НМ, 12ХН2, 12ХНЗ. 12Х2Н4, 15ХА, 12ХН2А, 12ХНЗА, 12ХН4А, 12ХНВА) После цемента- ции необходима закалка с 900°, вторая закалка с 750° и отпуск при 1504-170° Перлит 4-цемен- тит после мед- ленного охлажде- ния; крупноиголь- чатый мартенсит после непосредст- венной закалки; мелкоигольчатый мартенсит после двойной закалки Науглероживание поверхностного слоя детали до 0,84-0.9% С. Повышение преде- лов прочности при растяжении и изгибе, усталостной прочно- сти, твёрдости и из- носоустойчивости
19 Цианирование: высокотемпературное низкотемпературное 7504-850 500 4- 560 На воздухе до 780°, за- тем закалка с охлаждением в воде Для деталей машин из конст- рукционной стали 10, 20, 35, 40Х, 45Х, 15ХФ, 40ХН Для режущих инструментов из быстрорежущей стали Продолжитель- ность выдержки в зависимости от требуемой глуби- ны цианирования. После цианиро- вания закалка, затем отпуск при 1504-170° Цианилование быстрорежущей стали производят после закалки - Насыщение поверх- ностного слоя (до 0,3 .ч.м) стали угле- родом (частично азо- том) до 0,8%С. Повышение преде- лов прочности при растяжении и изгибе усталостной прочно- сти и износоустой- чивости
20 Газовое циани- рование 5004-850 - Для деталей из углеродистой и легируемой цементируемой и улучшаемой стали 14-8 час. Насыщение поверх- ностного слоя сталь- ной детали углеро- дом и азотом в газо- вой среде
21 г А зотирование 4804-650 (про- пускается аммиак) Предварительная закалка с последующим отпуском; при температуре 550° ох- л аждение медленное Марки стали 35ХЮА, 35ХМЮА 34-90 час. (в зависимости от требуемой глуби- ны азотированно- го слоя) - Получение большей поверхностной твёр- дости при вязкой сердцевине. Повышение износо- устойчивости, уста- лостной прочности и коррозиеустойчиво- сти
22 Старение 1504-180 | На воздухе Нагрев закалённых изделий , 54-25 час. — Улучшение качеств мерительных инстру- ментов и снятие внут- ренних напряжений
23 Хромирование 1 диффузионное) 900-:-1053 - Для поверхностного насыщения хромом - Повышение корро- зиеустойчивости и износоустойчивости
,241 Алитирование j 900-:-1050 | 1 __ ! — 1 Повышение жаро- сто йкости
25 Силицирование 9504- 1100 1 1 1 _ 1 - Повышение жаро- стойкости, кислото- упорности и износо- устойчивости
296 ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Таблица 2
Основные характеристики некоторых термических печеЛ на твёрдом топливе для предприятий МПС
(по материалам Трансзаводпроекта)
Назначение печи Тип печи Размеры пода Размеры колос- никовой решётки Прои зво- дитель- ность печи в кг/ час Отвод продуктов гор ения Разргжение у ши- бера в мм вод. ст. Количество отхо- дящих газов в мм3/час Напряжение колос- никовой решётки в кг(мгчас Средний расход топлива в кг/час Расход венти- ляторного воздуха в м*[час Габариты печи над полом в мм Вес печи в т j
длина шири- на площадь в м* длина шири- на площадь в мг
1 ! первич- ный вторич- ный
в м в м
Однокамерная
тупиковая с вы-
Т ермообра ботка движным подом (1,25 4.155 5,2 0,64 0,45 1,24 875 В боров 5,0 1 050 93 115 700 300 5 800x3 550x3 510 86,4
<1,5 2,0 3,0 2 (0,8x0.6) 0,96 400 » » 5,0 490 60 53 320 140 4 050x3 500x3 410 6о,4
изделий и отливок! 11,25 1,61 2,0 2 (0,61x0,45) 0,62 300 » » 5,0 370 65 40 195 85 3 3.0х3 550x3 410 46,8
Однокамерная
1 садочная с вал-
ковым подом /1.7 1,0 1,7 1 .2 0.6 0,72 210 » » 4,3 370 00 40 240 ПО 4 865x3 075x3 400 34.4
1 1,3 0,95 1,25 0,9 0,4 0,36 150 » » 4,3 260 80 28 170 70 4 3г0х 2 600 х3 308 26,8
Подогрев и нормали- Двухкамерная с
зация автосцепок валковым подом (1,3x0,95)2 2,47 0,9 0,4 0,36 170 » » 4.6 295 90 32 __ 3800x3300x3 308 30,0
Нагрев рессорных Двухкамерная
листов под закал- садочная . . . ((1,9х 1,0)2 3,8 (0.60x0 ,6)2 0,726 340 » » 4,5 500 80 59 282 188 4 560x3 460x3 150 56,0
ку и отпуск <(1,44 X. 1,0)2 2,88 1,21 0,6 0,726 320 >> » 4,5 470 75 5 265 175 4 350x3 000x3 150 47.88
1 (1 ,44 <0.7)2 2,0 (0,45z 0,6) 2 0,54 200 » » 4.6 ЗеО 65 35 245 105 4 050 x 3 000 x 3 100 54,0
Нагрев деталей до и Двухкамерная
после электросвар- с одним муфе-
ки лем 1,47 0 ,9 0,6 0,54 160 » >> 5 ,0 325 Do 35 215 95 3 900 x 2 460 x 3 088 38,0 |
,1,47 0.6 0 ,4 0,6 160 » » 5,0 325 60 35 215 95 4 100x2 530x3 088 39,0
Нагрев пружин для Однокамерная
отпуска проходная . . 2,35 1,035 2,43 (0,7x0,4)3 0,84 3004-350 » » 4,7 295 57 32 195 85 3 800x2 460x3 020 31,6
Термообработка ин- Однокамерная
струмента и мел- рекуператив-
ких деталей ная 0,7 0,9 0,63 0,4 0,45 0,1 100 Под зонт 115 75 13,5 65 45 2 950х 1 970x3 317 15,3 |
Отжиг концов жаро- Щелевая . . . . 0,6 0,6 0,36 0,4 0,6 0,24 Жаровых » » — 180 80 19 100 65 2 120x2 200x3 255 10,8 1
вых и дымогарных 75, 1
труб дымогар-
ных 120
Нагрев резцов под Очковая на 6
наварку и закалку очков Очко 65 х65 мм 0,4 0,45 0,18 30 » » 140 85 15 85 35 2 380 х 1 340 х 2 858 6,33
ТЕРМИЧЕСКАЯ ОБРАБОТКА
298
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
i
i
ТЕРМИЧЕСКАЯ ОБРАБОТКА
Фиг. ;
зольникового ( ж т __________________
слонок топочных окон; 70-фронт рабочего окна; 7 7—механизм подъёма заслонок рабочего
кальная установка термопары
3. Термическая двухкамерная печь на твёрдом топливе для нагрева рессорных листов под закалку и отпуск: 7-каркас печи- 2-фронт топочного и
икового окна полугаз.вых топок; 3-колосник плитчатый; 4, 5-балки колосниковые; б - лист; 7-коллектор; 8 - патрубок- P-механизм подъёма за
-----tKIV. ntzn„. nafinuprn nt/uo- 1 1 _ ч a v о о .. л „ Z, c S ’ v MCXdHHJM иидъема ЗЯ-
окна, 14 — шибер футерованный; 13 — термопара; 14—верти-
300
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Фиг. 4. Термическая печь с выдвижным подом для отжига и нормализации деталей подвиж
ного состава: 7-каркас печи; 2- механизм подъёма заслонок топочных окон; 3-фронт то
почного и золотникового окна; 4- колосник плитчатый; 5, 6-балки i одюлосниковые; 7-
листы; 8 — патрубок; 9 — воздуховод; 10- коллектор; 11 — шибер футерованный; 72-меха
низм подъёма заслонки рабочего окна; 13- фронт рабочего окна; 14-тележка; 75—верти-
кальный блок выдвижения пода; 16—коробка песочного затвора; 77-шпала-швеллер; 18—
рельс; 19, 20 — установка термопары
ТЕРМИЧЕСКАЯ ОБРАБОТКА
301
Таблица 3
Состав соляных и металлических нагревательных
ва нн
Состав в % по весу
55% KNO3 +45 %NaNO,
55% NaNOj+4 5 %NaNOa
5 5 % NaNOa + 45 % К NOa
5 5 % К NO, + 4 5 % NaNOa
NaNO8
К NO,
28% NaCl+72% CaCl,
50% Na,CO, +50 % KC1
50% NaCl + 50% K,CO,
35% NaCl + 65% Na,CO,
50% CaCl,+ 50% BaCl,
22% NaCl+78% BaCl,
44% NaCl+56% KC1
NaCl
BaCl,
3 3,3% CaCl, -t-
+ 33,3% BaCl,5
+ 33,3% NaCl
Pl
Температура
в °C
плав- приме
ления нения
Назначе-
ние
137
221
2 8
218
317
337
150-500
230—550
230-550
230 - 550
325— СПО
350—600
500
560
560
620
600
654
663
803
960
570
540—870
580 — 820
580—820
650-820
650—900
675—900
700—470
850 —
1100
1100—
1350
600—371
327
55% Sn + 3S,6%Pb + + 9.4% Cd 150 160—601
50,5% Sn + 47,0% РЬ + 175 185—606
+ 2,5% Cd
40,5% Sn+59,5% РЬ 200 210-60(
32,5% Sn + 67,5% Pb 225 235 -601
15% Sn+85% Pb 2«0 >90—601
ПОВЕРХНОСТНАЯ ЗАКАЛКА
ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
Сущность метода поверхностной закалки
токами высокой частоты заключается в том,
что закаливаемую деталь помещают, как пра-
вило, внутри спирали индуктора, по кото-
рому пропускается ток высокой частоты.
В детали индуктируется ток, который концен-
трируется преимущественно на поверхности
детали в силу так называемого «погерхност-
ного эффекта» и резко спадает при проник '
новенин в глубь детали. Поверхность детали
нагревается за очень короткий промежуток
времени до температур выше верхней крити-
ческой точки Ас ; при последующем быстром
охлаждении происходит закалка поверхност-
ных слоёв стальных изделий. Глубина закалки
зависит от глубины проникновения тока.
Глубина проникновения тока в на:реваемую
деталь зависит ст частоты тока и равна
где р — удельное сопротивление;
•>— магнитная проницаемость;
/— частота тока.
Для практических целей пользуются при-
ближённой формулой
„ 500
6= -т=. ММ',
V Г
6 ориентировочно принимается равной глу-
бине закалки.
Из предыдущего следует, что чем выше ча-
стота, тем меньше глубина прогрева. Глуби-
на проникновения тока для стали при 850°С
при частоте тока 2 000 гц равна 14 мм,
10 000 гц — 6,5 мм, 20 000 гц — 1,4 мм и
1000 000 гц — 0,6 мм.
Наиболее распространённым видом обору-
дования для поверхностной высокочастотной
закалки являются ламповые генераторы. Лам-
повые генераторы мощностью 5—1 0С0 кет
с диапазоном частот 10 000—10 000 С00 гц при-
меняют для закалки деталей сложной формы
на глубину 3—5 мм. Ламповый генератор
типа ГЗ-46 (60 кет) получил широкое примене-
ние в депо и паровозоремонтных заводах. Не-
которые заводы приобретают и машинные ге-
нераторы.
В табл. 4 приведены характеристики вы-
сокочастотных генераторов. Эти генераторы
мощностью 20—500 кьт с диапазоном частот
500—10 С00 гц применяют для закалки на
глубину 2 мм и выше деталей, имеющих фор-
му тела вращения.
Таблица 4
Машинные высокочастотные генераторы
_____для поверхностной закалки_______
Тип генера- тора Мощность в кет Напряже- ние в в Рабочая ча- стота / в гц
МГЗ-52 50 375/750 2 500
МГЗ-102 100 3757750 2 500
МГЗ-108 100 375/750 8 000
МГЗ-252 250 750/1 500 2 500
Для поверхностной закалки токами высо-
кой частоты рекомендуют среднеуглеродн-
стые стали марок Ст. 40 и Ст. 45, а также
ле!ированные стали марок 40Х, 45Х. ЦНИИ
МПС разработал режимы высокочастотной за-
калки деталей паровоза, изготовленных из
стали с быкиовениогс. качества марки Ст. 5.
В депо Москва-ссртировочная М.-Рязан-
ской ж. д. производится поверхностный на-
грев токами высокой частоты иа ламповом
генераторе ГЗ-46(60 кет) ряда деталей, из-
готовленных из Ст. 5. На ламповом гене-
ратс ре типа ГЗ-46(60 кет) можно обрабатывать
детали диаметром до 60 — 70 мм. В депо под-
иер1аются поверхностной закалке около со-
рока различных деталей паровоза (валики и
втулки ресс< рного подвешивания, валики
тормозной передачи и др.).
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ
ПОДВИЖНОГО СОСТАВА
И ИНСТРУМЕНТОВ
В табл. 5 приведены типовые режимы тер-
мическсй i бработки ряда деталей подвижного
состава железнодсрожного транспорта в за-
висимости от химического состава и веса дета-
лей, в табл. 6—данные об охлаждающей спо
<?< внести различных жидкостей при закалке,
в табл. 7 — 12—типовые режимы термической
обработки инструментов и штампов.
Химический состав приводимых в таблицах
марок сталей указан в ТСЖ, том 2-й, раздел
«Материалы» (стр. 640—676).
302
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Термическая обработка деталей подвижного состава железнодорожного транспорта в зависимости
Химический сое
Графики термообработки Наименование деталей Вес дета- лей в кг С Мп Si S р
t* та? юо 600 500 № №. юо О'- 1 г з i i 1 т е i io it время 0 часах —* SC4-i-Mn^0,42 4 Корпус автосцепки . . . Хомут > ... Вагонные центры .... Тендерные центры . . . Ползуны паровозные . . Буксы » Винты стокерные .... 170,7 96,5 230 200-427 130-301 126-378 До 237 0,17— 0,27 0,17- 0,24 До 1,0 0,5—0,9 0,17— 0,37 <0,05 <0,05 <0,05 <0,05
1/^ ° ' 2 3 4 S 6 i i 9 to II isifli время 6 часах —► Корпус автосцепки . . . Хомут > ... Вагонные центры .... Тендерные » ... Ползуны парово зные . . Буксы > • Винты стокЛоные .... 170,7 96,5 230 200-427 130-301 126—378 До 287 0,24 и более 0,24 и более До 1,0 0,5-0,9 0,17- 0,37 <0,05 <0,05 <0,05 <0,05
Г 900 8Q0 700 600 500 400 300 200 ЮО 0 / i 3 9 5 6 7 S Время 6 часах 1С+Мп<0,32 Автосцепка: замок замкодержатель . . . валик подъёмник собачка державка Лапки удерживающие . Стрелочные подушки . . Корневой башмак . . . Улорки 12,1 4,4 3,9 1,7 1,3 3,9 0.75-1,15 8,2-9,4 11,2 5,8-6,4 0,14— 0,18 0,14- 0,18 0,14- 0,18 0.14 - 0,18 0,14— 0,18 До 1.0 До 1,0 До 1,0 До 1,0 0,5- 0,9 0,17- 0,37 До 0,055 До 0,055 До 0,055 До 0,055 <0,05 До 0,055 До 0,055 До 0,055 До 0,055 <0,05
t 90t 80t та 60 50 40 30 2Д Ю1 0 Г ? ? 7 И / г з 6 7 е Корпус фрикционного аппарата 80,4 0,23— 0,32 1,20— 1,60 0,17- 0,37 <0,05 <0,05
Г tua т 600 408 20L 0 608 400 200 0 Отпуск Ш 29Я « 5060 тяня tuao Время в минутах Крюк 50-т вагона . . Винтовая стяжка ва- гона: винт кривой валик серьга малый узел двухзвен- ной цели Винтовая стяжка паро- воза : винт малый узел .... большой узел .... Гайка вагонной стяжки Крюк г фовозов серий ЭУ’ О6, ФД ... Крюк двухосного тен- дера . . 26 -28 - - 0,30- 0,40 0,35 — 0,45 Сталь Сталь - Ста 0,50- 0,80 0,50— 0,80 Сталь Сталь Сталь марок марки пь марь 0,17— 0,37 0,17- 0,37 марки марок марок 3-5 3 - и 5 <0,05 <0,05 5 35—4 0 35-40 <0,05 <0,05
ТЕРМИЧЕСКАЯ ОБРАБОТКА
303
Таблица 5
от химического состава и размеров (веса) деталей (по данным завода имени Л« М. Кагановича)
тав Механические свойства Вид тер- мообра- ботки Режим термообработки
N1 Сг Va Зпч в кг/мм* в кг /мм2 Ой в % + в % ! zWj/wzm a vd "б темпера- I тура на- 1 грева в °C J3 К h fl аз о из и О о о о. а о о ь гс £ гс 9* О X ! выдержка в час. условия охлаж- дения темпера- тура от- пуска
- 1 III III • ! 1 IM III 42-50 40 50 40 45 45 40-45 >25 20 23 23 20-23 >22 20 18 24 22 22 24-22 >30 1 III III - | Отжиг 1 900-920 140 3 1 До 550—620® вместе с печью, затем на воздухе —
¥ 1 II 1 1 1 1 1 1 1 42-50 или 50 и более >25 >27 Остал >22 >20 ьное то S VV » “й । 1 । I что в первом t 1 ! ч 1 ( Отжиг 1 случае 880-900 125 до 700°, затем вы- держка 1 час и 150 до 900° 4 До 680° вместе с печью, затем на воздухе -
Illi II 1 1 1 1 Illi II 1 1 1 1 i 1 1 1 II 1 1 I 1 Illi II 1 1 1 1 Illi II 1 1 1 1 1 1 1 1 11 1111 Illi II 1 1 1 1 1 1 1 1 1 1 1 I 1 1 Нормали- зация 120-940 140 3 На воздухе —
__ - - 57,0 35,0 8,0 180 Нормали- зация 850-880 240 2 На воздухе -
1 1 1 1 1 1 1 1 1 1 1 Illi Illi I 60 60 1 Illg II? 1 15 15 50 6 6 170-217 170--217 Закалка и отпуск 30—860 625 625 625 1 250 720 720 560 560 560 560 625 720 0,70 0,70 0,70 0,35 0.61 0,60 0.8'1 0,80 0 ,К( । 0,80 0,70 0.6П Закалка в воде при 15- 30®. Охлаждение после отпуска на воздухе 600- ( 660 !
304
термическая и химико-термическая обработка
Графики термообработки
Наименование деталей
Оси диаметром:
« от 135 до 168 мм
» 180 » 188 »
» 199 » 207 »
» 210 » 218 »
Листы из кремнистой
стали 55С2 для паро-
возных и вагонных
рессор ... ...........
То же из стали 60С2 . .
Химический со
Вес дета-
лей в кг с Мп Si S р
— 0,30- 0,34 0,5- 0,8 0,17— 0,37 <0,05 <0,05
— 0,35- 0,38 0,5— 0,8 ($17— 0,37 <0,05 <0,05
— 0,39 и больше 0,5- 0,8 0,17- 0,37 <0,С5 <0,05
— 0,50- 0,60 0,60- 0,£0 1,50— 2,0 <0,045 <0,040
0,55— 0,60 0,60- 0,90 1,5- 2,0 0,040 0,040
Наружная пружина ав- тосцепки 0 36 мм Внутренняя пружина автосцепки 0 19 мм Тележка 50-т вагона: наружный диаметр ЗОлглг внутренний » 16 » Безбалансирная тележ- ка: наружный диаметр 33 мм внутренний >> 19 » наружная упряжь диа- метром 40 мм внутренняя упряжь диаметром 25 мм вагонный замок диа- метром 30 мм 0,55— 0,65 0,60- 0,80 0,40- 0,60 <0,05 -•'0,45
Пружина переднего поршневого сальника диаметром 7 — 8 мм То же заднего диамет- ром 10 мм Секционные кольца диа- метром 10 мм 0.45— 0,55 0,40— 0,80 0,17— 0,37 <0,025 <0,03J
Олемя 6 часе»
Дышла поршневые:
паровоза » серии Л . » СО . . 7701 600
» » ЭУ . . 590
» » Эм . . Дышла сцепные: 5501
па ровоза серии Л . . 400
» » ЭУ . , . 150
» » ФД . . 175
» » эм :.. 115
» » со . . . 140J
Г 23Q 680 Ц99 100 1 1 1 Золотниковые втулки . 3,0-3,3 0,7-0,9 1,2-1,6 <0,10 0,2-0,5
Отпуск Золотниковые кольца ',2-0,5
099 гоч 0 Ю UX4X6thitSS№nlllifl3t воемя в мини/пох системы Трофимова 3,0-3,3 0,7-0,9 1,2—1/ <0,10
i о СП сл 1 1 1 1 1 -- i 1 1 о 1 0,50 0,50 1 1111 Z став
0,25- 0,50 0,25- 0,50 Mill о । м 0,7- 1,10 1 <0,30 <0,30 1111 о -t
1 1 1 1 М 1 1111 0,18- 0,25 1 1 1 1111 <
1 1 50—53 54—57 >58 — ” 1 1 1 1 130 , 130 ; 1111 * 1е з Зе д | Механические свойства
1 1 V У V | | 1 ьэ 1'0 1'0 [ I [ со QO ао 11 1 1 120 120 1111 кг/мм*
1 1 V V V II I L to ЬЭ 1 II О О 1'С 1 1 >5,5 1 Сла> 1111 ч.О О» О'* «<
1 ! 1 1 1 1 1 1111 1 1 Ю СО Сл оэ 1 1 II 6?
1 1 11 Ж с, 1 11 1 1 й 1 1111 ак, кгм/см*
270 - 310 277- 310 М, М 1 1111 400-450 1 1 1 1111 й
Закалка и отпуск Нормали- зация Закалка и отпуск Закалка и отпуск Закалка и отпуск Нормали- зация Вид тер- мообра- ботки
830-850 i 330—850 1 870-890 790-820 ао со 1 350—870 830—850 810—830 темпера- тура на- грева в °C 1 Режим термообработки |
610—820 610-820 1 1 1 1 1 300 260 210 190 часовая скорость нагрева
0,6 0,15 1 1 1 1 1 GO СО to ю сг. Ъ Ъ со выдержка в час.
Закалка в масле до t = = 1504-200°, t масла не выше 50°, охлажд. по- сле отпуска на воздухе 1 Охлаждение в мас- ле, охлаждение по- сле отпуска в воде Закалка в воде при t = = 154-40°, охлаждение после отпуска на воздухе Закалка в масле при t =» = 154-40°, охлаждение после отпуска на воздухе На воздухе условия охлаж- дения
520-540 520-540 i 1 1 410-450 400—450 400-510 1 темпера- тура от- пуска
ТЕРМИЧЕСКАЯ ОБРАБОТКА
306
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
По Ш~Ш
Фиг. 5. Термическая печь с выдвижным подом для отжига и' нормализа-
ции деталей подвижного состава (разрез по III—III)
Ле Ц-Ц
и
Фиг. 6. Термическая камерная полумуфельная печь на твёрдом топливе для нагрева пружин под
отпуск: 1 — каркас печи; 2—механизм подъёма заслонок топочных окон; 3—фронт топочного и золь-
никового окон; 4-колосник плитчатый; 5-балка подколосииковая передняя; 6 — балка подколос-
никовая; 7 — лист; 8, 9—патрубки; 10 — коллектор: 11 -фронт рабочего окна; 12— механизм подъ-
ёма заслонки рабочего окна; 13—шибер; 74—вертикальная установка термопары; 15—термопара;
7<5, 77—листы рифлёные
ТЕРМИЧЕСКАЯ ОБРАБОТКА
307
Таблица 6
Охлаждающая способность различных жидкостей при закалке
Охлаждающая жидкость Скорость охлажде- ния в°С/сек. в интер- вале Охлаждающая жидкость Скорость охлажде- ния в°С/сек. в интер- вале
550-650 200-300 550—650 | 200-300
Вода: при 18’ 600 270 Раствор в воде 18°: 10% едкого натра .... 1200 300
» 26’ 500 270 10% поваренной соли . . 1100 300
» 50° 100 270 10% соды 800 270
» 74’ 30 200 10% серной кислоты . . . 750 300
дистиллированная .... 250 200 Эмульсия масла в воде . . 70 200
Мыльная . . 30 200 Масло минеральное машин- ное . . * Масло трансформаторное . 150 125 30 25
Таблица 7
Типовые режимы термической обработки углеродистых инструментальных сталей
Марка стали Темпера- тура отжига в °C Темпера- тура на- грева при закалке в °C Охлаж- дающая среда и её темпе- ратура Марка стали Темпера- тура отжига в °C Темпера- тура на- грева при закалке в/С Охлаж- дающая среда и её темпе- ратура
У7, У7А .... уза, уяга . . У8, УНГ .... У9, У9А .... 6«0—720 680—720 680—720 680—720 800—830 790—820 790—820 780—810 Вода при 20сС 1 У10ГА, У10А, У10Г У12Л, УГ2, У13А. У13 . . . 680—720 680—720 770—800 760-790 Вода при 20°С л
Таблица 8
Типовые режимы термической обработки инструментов, изготовляемых из легированных сталей
Ма рка стали Отжиг Темпера- тура в °C Закалка Охлаждающая среда ИКС н е ниже Отпуск Темп ерат}ра в °C
Температура в °C НБ
Х12 780—800 или я 50—870 269—217 900- 950 870—910 Масло или струя воздуха 60 60 220—26(1
Х12М То же 255-207 1000—1030 Спокойный воздух или масло 58 400
хг 780—800 или 710-730 241 -197 800-850 780—800 Масло 62 62 170—200 170—200
X 7^0 -800 или 710—730 299—187 820-840 » 62 170—200
9Х 780—800 или 710—730 217-179 820-840 Масло или вода 64 Кипячение в масле
Х05 780-800 241-197 760—780 Вода 61 Кипячение в воде (для во- лочильных матриц)
9ХС 820—840 229—187 840-860 Масло 62 150—260
IX С 840-860 207—170 850—870 890—920 Вода Масло 6‘ * } 220
ф 760—780 или 680—720 217-179 790—810 Вода 63 150—200
В1 780-800 или 680—720 229—187 780—820 820—860 » Масло 63 150—180; для плашек — 220—240
В2 780—800 или 700—720 255—207 77О—80О 800—830 Вода Масло 65 63 150—180; для ножовок- 240—260
ХВБ 780—800 или 730-750 285—229 800—820 Вода Масло 65 62 150-170
хвг 780-800 или 700—720 255—207 790—8'20 » 63 190—210
ВХФ 750—780 207—170 800—840 Вода 61 220-260
ЗХВ8 730-750 или 780 - 800 255—207 1070—1120 Масло или струя воз- духа 46 600- 650
ХВ5 730—750 321-255 780—800 Вода, тонкие инст- рументы в масле 6<» Для простых инструментов кипячение в воде, для сложных — в масле при 150®
4ХВС 700—720 или 750—780 217—179 i 1 । । co to 4л О О о Масло Вода 53 2о0° для инструментов при холодной обработке, 450е для инструментов при горячей обработке
5ХВС и 6ХВС 700—720 или 750—780 255—207 285—229 850—900 Масло 55 57 для пил 220
ХВГ 700-720 или 760—790 255—207 800-830 » 6'2 220—300
9ХВГ 700—720 или 760-790 241-197 800-830 » 62 200—260
5ХВГ 730—750 или 800 217—179 850—900 » Ориенти- ровочно 57 200-260
sCBM 720—750 или 800 255—207 880—920 » 62 180—260
308
термическая и химико-термическая обработка
Таблица 9
Типовые режимы термической обработки инструментов, изготовляемых из быстрорежущей стали
Марка стали Отжиг Закалка Отпуск Цианиро- вание
Темпера- тура в °C Температура в °C Охлаждаемая среда HRc не ниже Темпера- тура в °C . Число отпу- сков не ниже Темпера- тура в °C
резцов фасонного инстру- мента
Р18 870—890 1290—1310 1260- 1280 Масло до тем пературы ннстру мента 20’—25и®, 62 550-570 2—3 63 550-560
Р18 870—890 1240—1260 1230—1250 далее на воздухе 1 Селитра при 62 5 ”0—570 2—3 63 550-560
РК5 850-870 1280-1320 1260—1280 М50—550°, далее ) иа воздухе 60 550-570 3 62 550—560
РКИО 850-870 1280-1320 1260-1280 Охлаждение в масле или в 60 550-570 3 62 550-560
Р9 . 870—900 Прим 1230-1270 е ч а н и я. 1220-1260 1. Отжиг: кали йной селит- ре 450—600° нагрев до темпера 62 туры 87 560 0—890® в те 2-3 1еиие 3— 62 -5 час., выдержка
3—4 часа, охлаждение до 750° в течение 3—5 час. и от 75и до 600° в течение 5—7 час. и далее на воздухе. 2. Изотермический отжиг: нагрев и выдержка, как указано в примечании 1, охлаждение до 720е со скоростью 20—5о°С в час, выдержка 1,5—2 часа и далее охлаждение на воздухе. 3. Закалка: подогрев до 600—650° (температура печи —650°), подогрев во второй камере от
600 до 900° (температура в камере 900° (чаще всего в соляной ванне). 4. Выдержка при однократном каждого отпуска 1 час. ), затем ускоренный нагрев от 90и® до температуры закалки отпуске 3—6 час., при многократном — продолжительность
Таблица 10
Типовые режимы термической обработки штампов
Марка стали Отжиг Закалка Отпуск
Темпера- тура в °C НБ Темпера- тура в °C Охлаж- дающая среда Темпера- тура в °C Я«С
Штампы для обработки давлением заготовок в холодном состоянии
У10 680-720 163-217 770-800 Вода 200—360 60-44
X 770—790 187—229 820-840 Масло 200—260 59—53
9ХС 790-810 197- 241 820-850 » 275—320 55—60
6ХС 760- 780 <241 840—860 » 180—200 56—54
хг 790-810 197—241 850 » 200-260 58—55
4ХВС 760-780 207—285 860-890 > 240-270 58-54
5ХВС 760—780 207—285 860 - 890 > 220-260 48—41
Ф 740-780 179—217 790-810 Вода 240—260 55-52
5ХВГ . 790 179—217 850-900 Масло 400—450 50-47
Х12 860 217—269 950—1000 ;> 400-525 60-57
Х12М 860 207—255 1025-1050 » 400-525 60-57
Штампы для обработки давлением заготовок в горячем состоянии
У7А 680—720 >207 800—830 Вода 260—420 600—321
6ХВС 760 229—285 880—900 » 550—600 375—321
5ХВС 760 207-255 860—880 » 550—600 364—311
4ХВС 760 179-217 850—900 » 550—600 351—302
4ХС 800 174-207 890—900 » 600—660 311—277
4ХНВ 660 229-285 840—870 Воздух 450—550 464—332
35ХГСА 820 187-255 900—940 Масло 650—670 311—277
7X3 760 187—2.:9 860—880 » 480—550 418—364
8X3 760 207-255 820—860 » 480—550 444—387
5ХВГ 790 197—211 810—830 » 540—600 418—321
ЗХВ8 820 187—229 1050—1100 » 600—620 477—364
5ХНМ 700 197-241 820—860 » 500 418—364
6ХНМ 700 207-255 820—860 » 525 387—340
5ХГМ 700 1 197-241 <820-850 » 540 418—364
Примечаии е. При отжиге штампов для горячей обработки охлаждение со скоростью
50° в час до 350—400° далее—на воздухе.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
309
Таблица И
Типовой технологический процесс термической обработки молотовых штампов
Марка стали Количество загружаемых блоков или штампов в печь Температура в °C Продол- житель- ность на- грева в мин. Выдержка в мин. Охлаждение
печи иагрева
Отжиг штамповых блоков
5ХГМ .... 5ХНМ .... В зависи- мости от раз- меров бло- ков То же Холодная То же 850—860 850—860 2й (0,7 — 0,8) h Вместе с печыо со ско- ростью 50° в час до 300 — 400°С, далее на воздухе
То же
5ХГМ .... 4—8 600—650 Закалка 6-5<5 штампов 1,2/z Воздух до 750—7П0°С, затем
5ХНМ .... 5ХГМ .... 4—8 4—S 600—650 250—300 810—830 65 1 810—83?! Отпуск 250—300 о ,:/> 1 ,2А 0,1/1 штампов о, и. А 0,th. (0,5+0 ,f)/i масло до 200—1пивС медленный перенос пускную печь То же и не- в от-
5ХНМ .... 4—8 250—300 525—550 250—300 (0 ,54-0 ,7) й (0,5+0,6)Л Воздух
п римечаиия 1. Печь 550—575 камерная - (0,54-0,7) й нефтяная газовая или Воздух электрическая.
2. Термическая обработка штампов: для тяжёлых молотов производятся до механической
обработки штампов; для средних молотов — после грубой механической обработки; для лёгких
молотов — после полной механической обработки.
3. Расстояние между штампами в печи должно быть не менее 150—200 мм.
4. Прн нагреве под закалку штамп загружают фигурой вниз на поддон с отработанным
карбюризатором и замазывают смесью шамотной глины с 10—10% молотого асбеста.
5. Размер h — высота штампа в мм.
6. Температура отпуска >25—550°С определена для лёгких штампов, для средних её подни-
мают до 55')—575°С, а для крупных —до 575—6Оо°С.
7. Хвостовику штампа даётся дополнительный отпуск, для чего штамп ста вят хвостовиком
вниз на плиту, температура которой должна быть 700—720°С, выдержка 1—2 часа .
8. Твёрдость штампа после отпуска: для стали марки 5ХГМ = 364 4- 418; для стали мар-
ки 5ХНМ Н = 340 -г 387.
Ь
Твёрдость хвостовика после отпуска И 255 4- 500.
ь
Таблица 12
Термическая обработка деталей штампов для холодной штамповки
Марка стали Температура в вС Среда закалк и Твёрдость пос ле отпус к а HRc
ковки закалки 1 цемента- ции отпуска
10 и 15 1200—950 760—780 8'80—900 160—180 Вода 62
20 1200—930 760—7 Ю 880—900 160—180 » 62
35 1159—900 830— *60 200—350 Вода, масло 40—45
1100—850 820—8 к) — 300— 550 » > 40—45
4JX 1103—850 840—*6» 400—500 Масло 40—45
6’Г П5О—9ОЭ 800—820 460—475 » 40—48
Х12М 1050—850 KH0— ю W — 220—525 » 58—63
5ХНМ 1Ы0—900 830—86 1 — 600 » 44—47
5ХГМ 1150—950 820—860 — 450 46—19
200 44—47
ЭИ19Э ПОЗ—9()0 8' 0—83 0 220 53—55
ЭИ 103 1100—900 860— <s0 36 '—550 » 46—35
У* и У8А 1050— юо 760—7*0 ___ 180—2'20 Вода би—64
УЮ и У10А 1000—800 763—78 0 — 160—180 > 62—64
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Химико-термической обработкой называет-
ся такой процесс, при котором происходит
насыщение поверхностных слоёв стальных де-
талей элементами, улучшающими свойства
деталей в эксплоатации. Этот процесс распа-
дается на три стадии: 1-я—реакция в окру-
жаю цей стальную деталь среде; 2-я — ре-
акция на границе раздела стальной детали
с внешней насыщающей средой; 3-я-—диф-
фузия (проникновение) насыщающего элемен-
та в глубь стальной детали. Все три стадии
процесса тесно связаны между собой и за-
висят от температуры процесса, времени вы-
держки и концентрации насыщаемого эле-
ме нта.
Процессы химико-термической обработки
310
ТЕРМИЧЕСКАЯ и ХИМИКО-ТЕРМИЧЕСКАЯ обработка
в зависимости от насыщаемого элемента назы-
ваются: при насыщении углеродом — цемен-
тацией, азотом — азотированием, хромом —
хромированием алюминием—алитированием,
кремнием — силицированием. В табл. 1
приведена классификация наиболее распро-
странённых в промышленности процессов
химико-термической обработки стали.
ЦЕМЕНТАЦИЯ СТАЛИ
Сущность процесса цементации заклю-
чается в том, что поверхностные слои сталь-
ных деталей насыщаются углеродом. Этот
процесс осуществляется в среде углеродо-
содержащих смесей (карбюризаторах) при
температуре выше верхней критической точки
для данной стали (практически при темпера-
туре 900—950°).
Различают цементацию: в твёрдом карбю-
ризаторе газовую и жидкостную (цементацию
в жидких углеродосодержащих расплавленных
средах).
Цементация применяется для получения
высокой поверхностной твёрдости, износо-
стойкости и повышения механических свойств:
предела прочности при растяжении и изгибе,
а также и усталостной прочности. Эти свой-
ства достигаются насыщением поверхностного
слоя стали углеродом и последующей термиче-
ской обработкой. Цементации подвергаются
ответственные детали машин (шестерни, ва-
лики, втулки и Др.).
Цементация твёрдым
карбюризатором
В настоящее время считается общепризнан-
ной теория, по которой процесс науглерожива-
ния производится через газовую фазу при
всех случаях цементации. При цементации
в твёрдом карбюризаторе за счёт имеющегося
воздуха происходит соединение углерода с
кислородом.
При этом возможны следующие реакции:
С + Og = СО2,
СО2 + С = 2СО,
2СО J Сат + СО2.
В результате последней реакции выде-
ляется активный атомарный углерод, который
поглощается поверхностными слоями стали.
При цементации карбюризатором, состоящим
из угля, насыщение поверхностного слоя
углеродом недостаточно, процесс идёт мед-
ленно.
Для ускорения процесса и увеличения кон-
центрации углерода в цементованном слое
к углю прибавляются ускорители (интенсифи-
каторы). Наиболее распространёнными уско-
рителями являются углекислые соли ВаСО3
(углекислый барий), Na2CO3 (углекислый
натрий).
При высокой температуре происходят сле-
дующие реакции солей:
Na.CO3 = Na8O 4- GO2,
ВаСО3 — BaO + CO2,
CO2 + C= 2CO,
2CO J Cam + CO2.
При добавках солей процесс цементации
идёт быстрее, а концентрация углерода в по-
верхностном слое детали может достигать
значения, намного превышающего эвтектоид-
ное за счёт дополнительно выделившегося
большого количества атомарного углерода.
Твёрдые карбюризаторы должны обладать:
1) способностью выделять атомарный угле-
род в достаточном количестве при выбранной
температуре цементации:
2) высокой теплопроводностью;
3 малой усадкой, т. е. способностью со-
хранять первоначальный объём в процессе
цементации;
4) достаточной прочностью;
5) отсутствием серы, фосфора и других
вредных примесей.
В табл. 13 приведены наиболее распро-
странённые составы твёрдых карбюризаторов.
Таблица 13
Состав твёрдых карбюризаторов
Составляющие
Количе-
ство в %
по весу
Древесный уголь ...............
Na,CO, (сода) .................
Древесный уголь ................
ВаСО, (углекислый барий)........
Д ревесный уголь ...............
Кокс ...........................
ВаСО, (углекислый барий)........
Na,CO, (сода)...................
СаСО, (углекислый кальций)......
Патока .........................
Древесные опнлки ................
Обрезки кожи ....................
K,Fe (CN), (железосинеродистый ка-
лий) ............................
Шелуха подсолнуха..................
Na ..СО, (сода)....................
85—80
15—20
70
30
На многих паровозоремонтных заводах и
в депо южных районов страны (Днепропетров-
ский и Полтавский паровозоремонтные заво-
ды, депо Волноваха и Др.) применяется
в качестве карбюризатора шелуха от подсол-
нуха (семечек) в смеси с содой, добавляемой
в количестве от 20 до 30%.
В этом карбюризаторе отсутствует, равно-
мерное распределение составляющих и при
достаточно плотной упаковке при цементации
скопляющиеся в ящике (трубе) газы выбивают
замазку (крышку) из ящика и тем самым
нарушают течение процесса.
Наиболее приемлемым карбюризатором
считается смесь древесного угля зернистостью
5—7 мм с ускорителями (углекислыми соля-
ми). При этом необходимо тщательно смеши-
вать уголь с содой, углекислым барием и Др.
В настоящее время промышленность выпу-
скает готовый карбюризатор (Бондюжского
и Редьковского заводов). В этих карбюриза-
торах к углю уже добавлены ускорители.
Химический состав готового карбюризатора
по ГОСТ 2407-44 приводится в табл. 14.
ХИМИКО-ТЕРМИЧЕСКАЯ обработка
311
Таблица 14
Химический состав готового карбюризатора
Состав карбюризатора в о/ /О
Сорт , каобюри- j затора ВаСО, СаСО, s SIO, клан лету- чих Be- nt еств
не более
j Первый . Второй 20—25 20—25 3,5 5,0 0,06 од 0,5 1,5 5,0 5,0 3,0
Эти карбюризаторы приготовляют путём
пропитывания угля раствором углекислых
солей с последующей просушкой. Этот спо-
соб, называемый мокрым, выгодно отли-
чается от механического способа приготовле-
ния, при котором ускорители неравномерно
распределены в карбюризаторе; они очень
часто при упаковке в цементационные ящики
просыпаются на дно и служат причиной не-
равномерной цементации.
Детали, находящиеся на дне ящика, имеют
более глубокие слои цементации по сравне-
нию с другими деталями.
Учитывая всё вышеизложенное, необхо-
димо рекомендовать применение для цемен-
тации в депо и паровозоремонтных заводах
готового карбюризатора.
Процесс цементации в твёрдом карбюри-
заторе производится следующим образом.
Стальные детали упаковываются в ящики
(трубы). На дно ящика засыпается слой кар-
бюризатора толщиной 15—20 мм, после чего
укладываются детали, потом снова насы-
лается слой карбюризатора и укладываются
детали и т. д. Расстояние между деталями
оставляется в пределах 5—10 мм. Верхний
слой карбюризатора должен быть несколько
большим — до 30—50 мм во избежание оголе-
ния деталей при усадке карбюризатора. После
упаковки деталей ящики закрываются асбе-
стовым листом, крышкой и замазываются
огнеупорной глиной. Температура цемента-
ции 920 ± 10°. Выдержка в зависимости от
глубины слоя определяется из расчёта 0,1 мм
глубины в час. Глубина слоя контролируется
ло образцу-свидетелю, закладываемому вместе
с деталями. Свидетель изготовляется из стали
той же марки, что и детали, подлежащие це-
ментации.
Для цементации в твёрдом карбюризаторе
применяют, как правило, электропечи
(табл. 15). В этих печах имеется возможность
поддерживать постоянную температуру, не-
обходимую при цементации, в пределах 900—
950°. В пламенных печах регулирование тем-
пературы осуществляется труднее, часто тем-
пература бывает выше, чем требуется, и
вследствие этого глубина слоя за тот же
промежуток времени цементации, что и в
электропечах, получается большей.
Газовая цементация
В настоящее время получает всё большее
распространение газовая цементация. Сущ-
ность газовой цементации состоит в насыще-
нии поверхностного слоя стали углеродом
в среде углеродосодержащих газов (СО, СН4,
С„Н,„ и др.).
Метод газовой цементации в настоящее
время широко применяется в промышлен-
ных предприятиях Министерства путей сооб-
щения.
Преимущества этого метода в основном сво-
дятся к следуй щему:
1) сокращается продолжительность про-
цесса и снижается себестоимость производства;
2) представляется возможность регулиро-
вания как концентрации углерода в цементо-
ванном слое, так и глубины слоя;
3) устраняются пыль и грязь, сопутствую-
щие цементации в твёрдом карбюризаторе;
4) сокращается необходимая производствен-
ная площадь, устраняется необходимость в
специальном помещении для приготовления
цементующей смеси и хранения ящиков
для цементации.
Газовая цементация была впервые разра-
ботана и применена русским металлургом
П. П. Аносовым ещё в 1837 г. Он применял
газовую цементацию для получения из же-
леза литой булатной стали. Цементующими
газами, получившими применение в промыш-
ленности при цементации стальных деталей,
являются: природный и светильный газы,
Таблица 15
Характеристика электропечей для цементации твёрдым карбюризатором
Тип печи Мощность в кет Напряже- ние в в Число фаз Размеры рабочего про- странства печи в мм Г абаритиые размеры (площади) в м Макси- мальная темпера- тура в °C Назначение
ширина или диаметр длина высо-
Н-14 14 120 1 200 400 180 - 1 150 Нормализа- ция, отпуск, нагрев под закалку
Н-15 15 380/220 1/3 300 650 268 1,0 х1,36 900 Нормализа- ция от цемен- тации, нагрев под закалку и отпуск
н-зо 30 380/220 1/3 464 1 000 500 1,65x2,32 950 I о же
Н-45 45 380/220 3 600 1 463 500 950 »
Н-60 60 380/220 3 760 1 500 600 950 >
Н-75 75 380/220 3 920 1 870 600 2,63x3,3 950 »
312
термическая и ХИМИКО-ТЕРМИЧЕСКАЯ обработка
Таблица 16
Химический состав газовых карбюризаторов
Название газа со СО, сл на п о, н, сн. N,
Естественный (саратов- ский) Светильный Пиролизный 14—15 До 1,0 0,4 6—8 До 1,0 0,8—2,0 9—11 25 0,2—1,0 0,4—0,8 До 1,0 0,4—0,7 28—32 27 92-96 21—22 40—50 1—8 15—18 3
а также газы, приготовляемые путём пиро-
лиза керосина в специальных установках.
Состав этих газов приводится в табл. 16.
Автомобильный завод ЗИС (Москва) про-
изводит газовую цементацию на саратовском
газе. Другие заводы производят цементацию
пиролизным газом, имея громоздкие уста-
новки для пиролиза керосина. Более удобным
методом является цементация в специальных
шахтных печах при непосредственной подаче
жидкого карбюризатора в печь, где происхо-
дят одновременно пиролиз (испарение жидко-
сти и разложение образующихся газов) и
процесс цементации.
Наиболее распространённым карбюриза-
тором при этом методе цементации является
пиробензол, который даёт наилучшие резуль-
таты. Помимо пиробензола применяют бензол
и керосин, дающие также удовлетворительные
результаты при цементации.
Всесоюзным научно-исследовательским ин-
ститутом железнодорожного транспорта раз-
работан метод газовой цементации, при кото-
ром в качестве карбюризатора используют ве-
ретённое масло марки «3». Это масло дешевле
пиробензола и керосина, доступно любому депо
и паровозоремонтному заводу и показало хо-
рошие результаты при цементации стали ма-
рок Ст. 2, Ст. 3, Ст. 4 и Ст. 5, которые широ-
ко применяются для изготовления деталей
железнодорожного транспорта.
Оборудование для газовой цементации
должно удовлетворять следующим основным
условиям:
1) обладать полной герметичностью;
2) обеспечивать нагрев до 900—950° и дли-
тельное поддержание указанной температуры.
Этим условиям удовлетворяют электриче-
ские печи треста «Электропечь» типа Ц-35,
а именно шахтные печи с нихромовыми нагре-
вателями. Они поставляются со щитами упра-
вления и позволяют поддерживать постоян-
ную заданную температуру в пределах от
100 до 950°.
Характеристика печей для газовой цемен-
тации приводится в табл. 17.
На фиг. 7 приведён схематический разрез
печи Ц-35. Такая печь установлена в паро-
возном депо Москва-сортировочная. Особен-
ность конструкции печей этого типа состоит
в том, что они имеют вертикальную реторту 1
из жаростойкого сплава с плотно прилегаю-
щей к ней крышкой 2, которая привинчи-
вается болтами. Электродвигатель 3 смонти-
рован на крышке реторты и предназначен
для привода в действие вентилятора 4, находя-
щегося в камере печи и служащего для по-
стоянного перемешивания образующегося при
подаче карбюризатора (масла) цементую-
щего газа. Внутри камеры устанавливается
Таблица 17
Характеристика печей для газовой цементации
Тип печи Потребная мощность в кет Т емпература нагрева в °C Диаметр корзины 1 в мм Глуби- на корзи- ны в мм Габариты в м
Ц- 25 25 950 300 450 1,4x1,8x2,0
Ц- 35 35 950 300 600 1,4x1,8x2,1
Ц- 60 60 950 450 600 1,6x2,0x2,2
Ц- 75 75 950 450 900 1,6x2,0x2,6
Ц- 95 95 950 600 900 1,8x2,2x2,7
Ц-105 105 950 600 1 200 1,8x2,2x3,0
корзина 5, изготовленная из жаростойкого
сплава, в которую закладываются детали для
цементации.
При газовой цементации деталей железно-
дорожного транспорта, когда в качестве кар-
бюризатора применяется веретённое масло,
Фиг. 7. Схематический разрез печи для
газовой цементации: / — реторта; 2—крышка;
3—электродвигатель; 4—вентилятор; 5— корзина
наилучшие результаты по механическим свой-
ствам и структуре цементованного слоя и
сердцевины обеспечивает следующий режим:
температура нагрева 930—950°, подача масла
60—70 капель в минуту, выдержка при тем-
пературе цементации в зависимости от тре-
буемой глубины—для получения глубины
слоя 1,0—1,2 мм выдержка 3—4 час.., для
глубины 1,3—1,5 мм выдержка 6—7 час.
Максимальные механические свойства це-
ментованных деталей, согласно последним дан-
ным различных исследователей [8], наблюдают-
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
313
ся в том случае, когда концентрация углерода
в цементованном слое будет находиться
в пределах 0,7—1,1%. Повышение концен-
трации углерода обусловливает появление в
цементованном слое структурно свободного
цементита, который нежелателен, особенно,
если он располагается в виде сетки по стыкам
зёрен. Подобная структура снижает меха-
нические свойства — предел прочности при
растяжении и изгибе, а также предел уста-
лостной прочности.
Содержание углерода по глубине слоя после
газовой цементации на веретённом масле пред-
ставлено на фиг. 8.
«г 0.6 0,8 1.0 1,2
** Глубина слоя иемемта-
паи 6 мм
Фиг. 8. Содержание углерода по
глубине цементованного слояАпос
ле газовой цементации
Предел прочности при изгибе образцов
стали марок Ст. 2, Ст. 3 и Ст. 5, подвергав-
шихся цементации на глубину слоя 1,2 мм
и затем нормализации, закалке и отпуску при
температуре 200°, характеризуется диаграм-
мой, приведённой на фиг. 9.
Фиг. 9. Предел прочности при изгибе образцов ста-
ли марок Ст. 2, Ст. 3 и Ст. 5 в зависимости от ме-
тода цементации и последующей термообработки
Режим термической обработки после газо-
вой цементации заключается в непосредствен-
ной закалке из цементационной печи с под-
стуживанием до температуры 820—800°| и
отпуске при температуре 200°.
Сравнительная диаграмма значений пре-
дела прочности при растяжении и предела
текучести для стали Ст. 3 и Ст. 5 приводится
нафиг. 10. Из этой диаграммы следует, что ме-
и предел текучести цементированных образ-
цов в зависимости от метода цементации и
последующей термообработки
ханическне свойства стали после газовой цемен-
тации с последующей закалкой непосредст-
венно после выдачи из цементационной печи
превосходят механические свойства после це-
ментации в твёрдом карбюризаторе и двой-
ной термообработки.
Изменение предела прочности при растя-
жении образцов из стали Ст. 3 и Ст. 5 после
газовой цементации, закалки и отпуска на
различные температуры приведено нафиг. 11.
Фиг. 11. Предел прочности при растяжении
стали Ст. .4 и Ст. 5 после цементации и
закалки в зависимости от температуры отпуска
Предел усталости Ст. 3 представлен на
фиг. 12.
Износостойкость при трении качения с
10%-ным проскальзыванием (фиг. 13) и предел
прочности при изгибе при различных темпе-
ратурах отпуска (фиг. 14) свидетельствуют
о высоком упрочнении, получаемом при при-
менении этого метода цементации.
Газовая цементация с применением вере-
тённого масла в качестве карбюризатора
имеет значительное распространение на пред-
приятиях железнодорожного транспорта.
314
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Так, например, детали цепей эскалатора
(валики, ролики и втулки) на механическом
заводе Московского метрополитена в тече-
ние 3 лет цементуются в шахтных печах
Ц-35 и Ц-75 производства Бийского завода.
Фиг. 12. Кривые предела усталости стали Ст. 3: /—
после нормализации; 2—после газовой цементации,
закалки и отпуска прн 350°; 3—после газовой це-
ментации, закалки и отпуска при температуре 175°;
диаметр образцов 15 мм
Фиг. 13. Кривая износа цементированных и
закалённых образцов в зависимости от тем-
пературы отпуска. Испытание производилось
на машине Амслера
Если при цементации этих деталей в твёр-
дом карбюризаторе в электрической печи для
получения цементованного слоя 1,3—1,5 мм
затрачивалось 14—15 час., то при газовой
цементации на веретённом масле такая глу-
бина достигается за 7 час. В депо Москва-
сортировочная М.-Рязанской ж. д. печь Ц-35
работает уже в течение трёх лет и производит
цементацию валиков рессорного подвешива-
ния, валиков тормозной передачи, втулок
и других деталей, что значительно увеличи-
вает их износостойкость и надёжность в экс-
плоатации.
На Воронежском паровозостроительном
заводе, помимо цементации деталей паровозов,
производится также цементация напильников
в печи Ц-35. В этой печи обрабатываются
от температуры отпуска
напильники всех сортов и размеров. Печь
типа Ц-35 по своей мощности, производи-
тельности и габаритным размерам очень под-
ходит для цементации деталей паровозов
в условиях депо, особенно тех депо, где про-
изводится подъёмочный ремонт.
Цементация в жидкой среде
Цементация в жидкой среде разделяется
на цементацию в жидких расплавленных со-
лях, содержащих цианистые соединения и
не содержащих их.
Последнему методу посвящено много работ
ЭНИМС (Морозова, Бобров), а также Инсти-
тута стали (А. Н. Минкевич). Этот вид цемен-
тации проводится в смеси расплавленных
солей, состоящих из соды Na2CO3, поваренной
соли NaCl и карбида кремния SiC, который
добавляется в размолотом виде до величины
зёрен 0,5—1,0 мм.
При цементации в нейтральных расплав-
ленных солях с добавкой цианистых соеди-
нений, помимо насыщения стали углеродом,
происходит насыщение и азотом. Этот метод
цементации называется также цианированием.
Он нашёл применение при цементации деталей
автомобилей, мотоциклов (шестерён, болтов,
пальцев), изготовленных из углеродистых и
легированных марок сталей.
При цементации в жидкой среде возможно
производить непосредственную закалку после
цементации без дополнительного нагрева.
При этом получается меньшая деформация
и отсутствует окалина и обезуглероживание
на закалённых деталях. Состав ванн, содер-
жащих цианистые соли и не содержащих их,
приводится в табл. 18.
Однако надо заметить, что широкого при-
менения метод цементации в жидкой среде,
не содержащей цианистых соединений, пока
ие получил из-за недостатков при работе
с солями — быстрое истощение карбюриза-
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
315
Таблица 18
Состав ванн для цементации в жидкой среде (наименование компонентов в %)
Состав ванн
содержащих цианистые соединения не содержащих цианистые соединения
BaCl а NaCl NaCN Ca(CN)a NaCl I1CI | NaOH СаС, NaaCO, SIC
35—55 15-25 20—28 40 40 10 10
5—90 — 7—15 15 10 75
70—80 10—20 —— 1—2 15 75 10
— — — 80 — 10 — 10
тора, частые выбросы солей при загрузке
деталей и другие дефекты.
В ваннах с цианистыми солями достига-
ются хорошие результаты и высокая произво-
дительность. Но эти соли ядовиты и работа
с ними создаёт целый ряд неудобств, связан-
ных с их хранением. Кроме того, требуется
установка соответствующей вентиляции.
АЗОТИРОВАНИЕ СТАЛИ
Сущность процесса азотирования состоит
в насыщении поверхностных слоёв стальных
деталей азотом. Азотирование разделяется на
газовое и в жидкой среде. Газовое азотиро-
вание осуществляется в потоке аммиака, ко-
торый при нагреве разлагается по следую-
щей реакции:
2NH3 -> 2Nflm -j- ЗН2.
Выделяющийся при этой реакции атомар-
ный азот поглощается стальными деталями и
происходит образование нитридов железа по
следующей схеме:
2mFe+ 2N =2FemN.
Процесс азотирования применяется с двумя
целями: 1) для увеличения износостойкости
трущихся деталей (шестерни, гильзы ци-
линдров, клапаны моторов) и 2) для увели-
чения предела выносливости (усталости) дета-
лей, работающих в сложнонапряжённом со-
стоянии (коленчатые валы и другие детали).
Для изготовления деталей, подлежащих
азотированию, требуются легированные сорта
сталей. Ранее была наиболее распространён-
ной сталь марки 38XMIOA, легированная
алюминием, хромом и молибденом. Помимо
стали 38ХМЮА, азотированию также успешно
подвергаются хромомолибденовые и неко-
торые хромоникелевые стали. В настоящее
время для азотирования применяют легиро-
1анные стали, не содержащие молибдена.
Процесс азотирования практически ведётся
в среде диссоциирующего аммиака в интер-
вале температур 480—620°.
Твёрдость азотированной стали, содержа-
щей алюминий, достигает 1 100—1 200 единиц
по Виккерсу. Твёрдость азотированного слоя
?.тали, не содержащей алюминия, несколько
ниже и находится в пределах 700—900 еди-
ниц по Виккерсу. Перед азотированием для
улучшения механических свойств детали под-
вергают закалке и отпуску. Процесс азотиро-
вания весьма длителен: для получения слоя
глубиной 0,3 мм требуется выдержка при
температуре азотирования в течение 30 час.
После азотирования ие требуется никакой
последующей термической обработки, азоти-
рованные детали подвергаются только шли-
фовке.
Антикоррозионное азотирование
Азотирование, преследующее цель предо-
хранить изделия от коррозии, называется
антикоррозионным. Основное отличие про-
цесса антикоррозионного азотирования от
обычного заключается в кратковременной вы-
держке и в расширенном диапазоне темпе-
ратур при азотизации. Азотированный слой
получается небольшой глубины.
Антикоррозионное действие азотированно-
го слоя устойчиво в атмосфере пресной воды
(дождя, снега) и неустойчиво при всех дру-
гих видах коррозии. Глубина слоя, обеспечива-
ющая повышение антикоррозионных свойств,
получается при выдержке 2—2,5 часа при
низких температурах азотизации (500—550°).
С увеличением температуры азотирования
время выдержки сокращается. При темпера-
турах азотирования 600—700° выдержка со.
кращается до 25—60 мин. Однако повышение
температуры азотирования влечёт за собой
уменьшение концентрации азота и уменьше-
ние стойкости против коррозии. Лучшим сред-
ством, предохраняющим от коррозии, являет-
ся получение структурной составляющей
Е-фазы. Эта структурная составляющая весьма
устойчива против разъедающего действия ат-
мосферных реагентов. Однако практически
получить беспористую плёнку нитридов при
кратковременной выдержке очень трудно, и
антикоррозионное азотирование часто не до-
стигает своей цели.
Антикоррозионному азотированию могут
подвергаться углеродистые и легированные
марки сталей, причём поверхностный слой,
устойчивый против коррозии в атмосфере
влажного воздуха, может быть получен у низ-
коуглеродистых сталей в довольно широком
интервале температур. Азотирование при низ-
ких температурах порядка 500—550° даёт
глубину слоя 0,01—0,03 мм и обеспечивает
стойкость против коррозии.
Азотирование в жидкой среде
Азотирование в жидкой среде производится
в расплавленных солях. Для этой цели при-
менялись раньше преимущественно ванны,
содержащие цианистые соли. При низких тем-
пературах происходит насыщение главным
образом азотом, особенно если через ваину
пропускается аммиак. Благодаря пропуска-
нию аммиака в ванне (подводимому при по-
316
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
мощи трубок) для антикоррозионного азоти-
рования происходит насыщение азотом в
несколько раз больше, чем углеродом. До-
казана возможность азотирования в ваннах,
не содержащих цианистых соединений (хло-
ристый калий, хлористый натрий и др.), через
которые непрерывно пропускается аммиак.
Однако при этом имеет место корродирующее
действие расплавленных солей.
Для устранения этого недостатка
ЦНИИТМаш предложил способ электрохи-
мической защиты от корродирующего дей-
ствия этих солей, заключающийся в том, что
сталь включается в цепь постоянного тока
в качестве катода.
ЦИАНИРОВАНИЕ СТАЛИ
Сущность процесса цианирования заклю-
чается в одновременном насыщении поверх-
ностных слоёв стальных деталей углеродом
и азотом.
Процессы одновременного насыщения ста-
ли углеродом и азотом разделяются на два
основных вида: в жидкой среде (в расплавлен-
ных цианистых слоях) и газовое (в газовых
средах). И тот и другой вид цианирования
в зависимости от температуры процесса раз-
деляется на:
1) низкотемпературное цианирование в рас-
плавленных цианистых солях при темпера-
туре 540—560°;
2) высокотемпературное цианирование в
расплавленных солях при температуре 800—
860°;
3) низкотемпературное цианирование газо-
вое (в газовых средах) при температуре
530—560°;
4) высокотемпературное цианирование га-
зовое в газовых средах — нитроцементация
при температуре 720—930°.
Процесс высокотемпературного газового
цианирования называется также нитроцемен-
тацией. Он имеет ряд преимуществ перед
высокотемпературным цианированием в рас-
плавленных солях, а именно: удешевление
процесса, так как цианистые соли обходятся
дороже аммиака, масла или пиробензола, слу-
жащих для приготовления цементующего га-
за. Содержание аммиака в газовой смеси на-
ходится в пределах 25—35% по объёму.
Большее количество аммиака нежелательно,
так как при этом может образоваться е-фаза.
Низкотемпературное цианирование произ-
водится для режущего инструмента. Цель,
преследуемая цианированием, заключается в
повышении режущих свойств быстрорежущей
стали и её заменителей. Температура этого
вида цианирования должна быть не выше
температуры отпуска быстрорежущей стали
во избежание разложения мартенсита, а сле-
довательно, и возможного снижения режущих
свойств по этой причине.
Низкотемпературное цианирование может
осуществляться как в жидких расплавленных
цианистых солях, так и в газообразных
средах.
Продолжительность цианирования в рас-
плавленных солях, содержащих около 50—
60% NaCN или KCN, и при температуре ци-
анирования 550—560° для некоторых видов
инструмента даётся в табл. 19.
Таблица 19
Продолжительность низкотемпературного цианиро-
вания для инструментов из быстрорежущей стали
Наи менование инструмента Размер в мм Выдержка в мин.
Резцы 6x10 10
10x16 12
20x30 17
ЗОх 45 25
Свёр ла, развёртки 5—10 8
и зенкеры 15—20 12
20—30 15
30—40 18
Метчики с шагом 6—10 5
резьбы до 1 мм 15—20 7
20—30 8
30—40 10
Глубина планированного слоя после низко-
температурного цианирования быстрорежущей
стали находится в следующих пределах: при
выдержке 5 мин. — 0,008—0,006 мм, при
выдержке 15 мин,—0,020—0,015дм:; выдержка
в течение 30 мин. обеспечивает получение
глубины слоя до 0,035 мм.
Твёрдость планированного инструмента из
быстрорежущей стали — в пределах 950—
1 100 единиц по Виккерсу.
Низкотемпературное ведение процесса
(530—550°) не даёт возможности применить
соли с высоким процентом содержания циа-
нистого натрия, температура плавления кото-
рого выше (560—580°). Поэтому к чистому
цианистому натрию добавляют соли, пони-
жающие температуру плавления; кроме того,
при добавке других солей истощаемость (лету-
честь) цианистых солей уменьшается, что
очень важно, учитывая дороговизну этих со-
лей. Наиболее употребительной является сле-
дующая смесь солей: 25—50% NaCN, 20—
40% Na2CO3 и 10—20% NaCl.
При низкотемпературном цианировании
быстрорежущей стали происходит насыщение
не только азотом, как это предполагалось
раньше, но и углеродом.
Однако высокая стоимость цианистых со-
лей, их значительный расход и ядовитость
этих солей, требующая оборудования вен-
тиляционных установок, заставляют воздержи-
ваться от этого процесса и перейти на метод
газового цианирования.
Газовое цианирование
Сущность этого метода заключается в том,
что стальные детали насыщаются с поверх-
ности углеродом и азотом в среде углеродо-
содержащих газов и аммиака. Смесь газов
состоит из цементующего газа, которым
может служить природный (естественный) газ,
светильный и пиролизный, служащие для
насыщения углеродом, а для насыщения азо-
том служит аммиак, который добавляется к
цементующему газу до 30—40% по объёму.
Преимущество низкотемпературного газового
цианирования перед цианированием в рас-
плавленных цианистых солях заключается
главным образом в устранении вредности
химико-термическая обработка
317
процесса для рабочих, соприкасающихся с циа-
нистыми солями. Кроме этого, достигается
удешевление процесса ввиду того, что аммиак
и науглероживающие газы обходятся де-
шевле цианистых солей.
Технология газового цианирования режу-
щего инструмента очень проста. Инструмент из
быстрорежущей стали после окончательной
термической обработки, шлифовки и заточки
загружается в печь, нагретую до температуры
процесса. После этого пускают газ и аммиак.
Продолжительность выдержки зависит от раз-
меров инструмента и колеблется от 1,0 до
2,0 час. Выдержка при температуре процесса
хотя и более продолжительна, чем в циани-
стых расплавленных ваннах, но в печь может
одновременно закладываться гораздо больше
инструмента и поэтому производительность
не меньше, чем при цианировании в рас-
плавленных ваннах.
Высокотемпературное газовое
цианирование (нитроцементация)
На паровозоремонтных, вагоноремонтных
заводах н в депо внедрение процесса высоко-
температурного газового цианирования при-
обретает важное значение. У деталей, под-
по-
вергнутых газовому цианированию.
Фиг. 15. Схема установки высокотемпе-
ратурного газового цианирования: /—вы-
хлоп газов; 2 — реометр; 3 — маслопровод;
•/-бак с веретённым маслом; 5—редук
тор; 6—баллон с аммиаком; 7—газопровод
пытается поверхностная твёрдость, износо-
стойкость и предел усталости, что позволяет
увеличить пробег паровозов между ремон-
тами, сэкономить значительное количество
металла и увеличить безопасность движе-
ния поездов.
Процесс газового цианирования осущест-
вляется в тех же печах, что и газовая це-
ментация (см. табл. 18). Для насыщения стали
углеродом и азотом употребляется также
веретённое масло, которое подаётся в печь
в количестве 60—70 капель в минуту; кроме
того, в печь добавляется аммиак в количестве
0,5—1,0 л!мин. Температура газового циа-
нирования 930—950°. Помимо веретённого
масла, в качестве карбюризатора могут при-
меняться пиробензол, бензол и газы, указан-
ные в табл. 16. На фиг. 15 приведена схема
установки, работающей на механическом за-
воде метрополитена и в депо Москва-сорти-
ровочная М.-Рязанской ж. д. В этой уста-
новке имеется баллон с аммиаком, редуктор
к нему и реометр.
Последний служит для измерения коли-
чества подаваемого в печь аммиака.
Реометр необходим в пределах измерения
от 0,5 до 4,0 л)мин.
Аммиак из баллона через реометр посту-
пает в печь через одно отверстие, а через
другое — поступает масло. Масло разлагается
с образованием газов, которые смешиваются
с аммиаком. В печи происходят реакции,
при которых выделяются активные атомы
углерода и азота, поглощаемые поверхност-
ными слоями стальных деталей. На фиг. 16
приведены кривые насыщения стали Ст. 3
и Ст. 5 углеродом в зависимости от темпера-
туры газового цианирования и глубины слоя,
а на фиг. 17 — кривые насыщения азотом.
Оптимальный режим высокотемпературного
цианирования, обеспечивающий оптимальное
содержание углерода и азота, состоит в сле-
дующем.
Температура газового цианирования 930—
950°, подача веретённого масла 60—70 капель
в минуту и аммиака 0,5—1,0 л в минуту.
Длительность выдержки в зависимости от
требуемой глубины.
318
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Глубина, слоя 8 мм
Фиг. 16. Насыщение стали углеродом по
глубине слоя в зависимости от режима
цианирования
Фиг. 19. Влияние температуры отпуска на
предел прочности при растяжении и твёрдость
стали 12Х2Н4А после цементации и газового
цианирования с последующей закалкой
Фиг. 17. Насыщение гстали ^азотом в
зависимости от режима^цианирования
Износ после азойой ценен/пации.
Фиг. 20. Износостойкость образцов
после газового цианирования и
газовой цементации с последующей
закалкой
Длительности) ки^рааементаиаи. И^ас^7
Фиг. 18. Зависимость глубины циаиирован-
ного слоя от времени выдержки и темпера-
туры процесса
Фиг. 21. ’Предел усталости стали Ст. 3.
Верхняя ^кривая получена на образцах с
глубиной слоя 1,0 мм, а нижияя — 1,7 мм\
диаметр образцов 15 мм
химико-термическая обработка
31&
На фиг. 18 приведены кривые зависимости
глубины цианированного слоя от длитель-
ности выдержки. За 4 часа цианирования
при температуре 950° глубина слоя дости-
гает 1,45 мм, а при температуре 860°—0,75 мм.
Значения предела прочности и твёрдости
стали 12Х2Н4А после цементации и газового
цианирования в зависимости от температуры
отпуска представлены на кривых фиг. 19.
Из этих кривых следует, что, несмотря иа
снижение поверхностной твёрдости, предел
прочности не изменяется до температуры
отпуска 400°.
Сравнительная диаграмма износостойкости
цементованных образцов и образцов после
газового цианирования стали Ст. 3 н Ст. 5
представлена на фиг. 20. Результаты иссле-
дования получены при испытании трения
скольжения на машине Шкода-Савина. На
фиг. 21 приведены кривые усталости стали
Ст. 3 после газового цианирования. Верхняя
кривая построена по результатам испытания
образцов, подвергавшихся газовому циани-
рованию при температуре 950° с глубиной
слоя 1,0 мм, а нижняя кривая — при глу-
бине слоя 1,7 мм. Следовательно, увеличение
глубины слоя увеличивает предел усталости
только до определённого значения. В этом
случае надо учитывать отношение глубины
слоя к диаметру образца. При цементации это
отношение должно быть в пределах 0,1—0,2.
При газовом цианировании это отношение
по исследованиям ЦНИИ МПС должно быть
меньше, а именно — 0,05—0,10.
Структура цианированных сталей
На фиг. 22 представлена структура образ-
ца стали Ст. 3 после нормально проведённого
процесса газового цианирования. На фиг. 23
представлена структура стали 12Х2Н4Л с бе-
лой нетравящейся каёмкой карбонитридной
ь-фазы на поверхности. Эта структура яв-
ляется нежелательной, так как она хрупка
и свидетельствует о том, что при газовом
цианировании поступало слишком большое,
количество аммиака. На фиг. 24 представлена
структура цианированного слоя стали
12Х2Н4А, полученная при непосредственной
закалке из цементационной печи. В структуре
имеется большое количество аустенита, кото-
рый не превратился при закалке в мартен-
сит. Твёрдость такого слоя колеблется в пре-
делах 48— 54 Rc. Для получения более
высокой твёрдости эта сталь подвергается
такой обработке: газовое цианирование, бы-
строе охлаждение до температуры ниже ЛГ1
и повторный нагрев до 780 — 800° и закал-
ка в масле, отпуск при температуре 200J.
При таком режиме твёрдость цианирован.
кого слоя находится в пределах 57—63 //дс.
Экономический эффект, получаемый при
газовом цианировании, выражается в том,
что при добавлении аммиака увеличивается
производительность до 20%. Следовательно,
прн одних и тех же затратах электроэнергии
и рабочей силы удешевляется производство
1 т цианированных изделий. Дополнитель-
ные затраты на приобретение аммиака очень
незначительны. Если принять себестоимость
цианирования в твёрдом карбюризаторе одной
Фиг. 22. Нормальная структура образца стали
Ст. 3 после газового цианирования
Фиг. 23. г-фаза^иа поверхности циапированиого
образца
х S00
Фиг. 24. Структура стали I2X2H4A после
газового цианирования н непосредственной
закалки из цементационной печи
320
ТЕРМИЧЕСКАЯ и ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
тонны мелких изделий за 100, то себестои-
мость готовой цементации составит 40%, а
газового высокотемпературного цианирова-
ния — 34%.
К недостаткам метода газового цианирова-
ния относится громоздкость установок вслед-
ствие необходимости ставить дополнительно
баллон с аммиаком и реометр; кроме того,
требуется более тщательный контроль самого
процесса.
СТАЛИ, ПРИМЕНЯЕМЫЕ ПРИ
ЦЕМЕНТАЦИИ, АЗОТИРОВАНИИ
И ЦИАНИРОВАНИИ
Основное назначение процесса химико-
термической обработки заключается в повы-
шении твёрдости поверхностного слоя сталь-
ных деталей ,.при вязкой сердцевине после
термической обработки. Поэтому для цемен-
тации применялись низкоуглеродистые стали,
в которых содержание углерода не превышало
0,20%. Однако в настоящее время на осно-
вании целого ряда экспериментальных данных,
полученных разными исследователями, и опы-
та промышленности для цементации приме-
няют стали, содержащие повышенный про-
цент углерода, вплоть до 0,35—0,37%.
В табл. 20 приводятся наиболее распро-
странённые стали, применяемые для изгото-
вления цементуемых деталей железнодорож-
ного транспорта.
ТЕРМОДИФФУЗИОННОЕ ХРОМИРОВАНИЕ
Сущность процесса термодиффузионного
хромирования состоит в поверхностном насы-
щении деталей хромом.
Диффузионное хромирование деталей паро-
воза применяется в целях увеличения корро-
зионной стойкости против действия агрессив-
ных сред. Некоторые депо (Красноармейское,
Волноваха, Ясиноватая и др.) применяют для
питания паровозных котлов воду, содержащую
значительное количество солей. Детали паро-
воза (связи, анкерные боЛты и др.), соприка-
сающиеся с такой водой, подвергаются кор-
родирующему действию и очень быстро
выходят из строя.
Существует три основных способа диффу-
зионного хромирования: твёрдое, газовое и
жидкое.
Твёрдое хромирование. При этом способе
хромирования детали упаковываются в хро-
мизатор — смесь, состоящую из измельчён-
ного в порошок феррохрома и глины (каоли-
на) или шамота. К этому составу добавляется
хлористый аммоний (нашатырь) или соляная
кислота для образования хлоридов хрома.
При взаимодействии хлоридов хрома с по-
верхностью стальных деталей выделяется
атомарный хром, поглощаемый сталью.
Газовое хромирование. При газовом хро-
мировании детали нагревают до температуры
950—1100° в атмосфере паров хлорида хрома
СгС12, получаемого пропусканием водорода
с парами соляной кислоты НС1. Образующийся
хлорид хрома реагирует с поверхностью
стальных деталей, в результате чего полу-
чается активный атомарный хром, который
поглощается сталью.
Жидкое хромирование. Существует два
метода жидкого хромирования. При первом
методе детали нагревают в ванне с распла-
вленными солями, в которую добавляется
тонкий порошок феррохрома.
По второму методу в расплавленные соли
добавляется хлористый хром. По этому мето-
ду Минкевич А. Н. рекомендует к смеси из
80% хлористого бария и 20% хлористого
кальция добавлять от веса солей 10—15%
хлористого хрома.
Этот процесс, по литературным данным,
очень удобен и производителен. Качество из-
делий получается хорошим. Но этот метод
применим для получения очень тонких слоёв.
При хромировании на большую глубину
этот метод преимуществ не имеет.
На железнодорожном транспорте в настоя-
щее время большое распространение полу-
чает метод диффузионного хромирования в по-
рошкообразных смесях, т. е. твёрдое хроми-
рование.
Химизм процесса диффузионного хроми-
рования. Насыщение стали хромом осущест-
вляется преимущественно через газовую фазу.
Газовая фаза образуется за счёт распадения
(диссоциации) хлористого аммония по реакции
NH4C1->NH34-HC1,
2НС1 + Сг->СгС12 + Нг
и далее
СгС12 + Fe = FeClj + Сг;
образовавшийся атомарный хром диффунди-
рует в поверхностные слои стальных деталей.
Таблица 20
Стали для цементации
Марка стали Химический состав в %
С Мп Si Сг №' s Р Прочие
Ст.2 0,09—0,15 0,3 —0,5 Следы . 0,05 0,05
Ст.З 0 ,14—0,21 0,3 —0,5 0,17—0,37 — — 0,055 0,05 —
Ст.5 0,24—0,37 0,58—0,80 0,17—0,37 — — 0,055 0,05 —
10 0,05—0,15 0,25—0,50 0,17—0,37 —— —— — — —
20 0,15—0,25 0,25—0,50 0,17—0,37 — — — — —
15Х 0,10—0,15 0,3 —0,6 0,17-0,37 0,7—1,0 <0,4 — —- —
12Х2Н4А 0,11—0,17 0,3 —0,6 0,17—0,37 1,25—1,75 3,25—3,75 — — —
12ХНЗ 0,17—0,25 0,3 —0,6 0,17—0,37 0,6—0,9 2,75—3,25 0,035 0,035 —
18ХГ1* 0 .16—0,24 0,8 —1,1 0,17—0,37 1,0—1,4 <0,4 0,035 0,035 Ti 0,08—0,15
Новая.
химико-термическая обработка
321
Коррозиеустойчивость хромированного
слоя. Хромированный слой очень длительное
время противостоит коррозии в воде, влажном
зоздухе и в 3%-ном растворе поваренной
соли. Он также проявляет высокую стой-
кость в 25'—30- и 50%-ном растворе азотной
кислоты. При диффузионном хромировании
средне- и высокоуглеродистых сталей очень
сильно возрастает твёрдость хромированного
слоя и увеличивается износостойкость (см.
табл. 21).
Таблица 22
Состав смесей для диффузионного хромирования
Состав смеси
Количество
по весу в %
Состав № 1
Феррохром ..................
Каолин .....................
Хлористый аммоний...........
Таблица 21
Износостойкость стали после диффузионного
хромирования
Состав М 2
Металлический хром ............. 65
Каолин ......................... 30
Хлористый аммоний................ 5
Вид обработки
Твёр-
дость
по
Вик-
керсу
Износ
в мм3
Ю"3
Состав з
Феррохром ..................
Шамот ......................
Хлористый аммоний...........
30
2
1) Хромирование в течение
5 час.......................... 191 148,7
Хромирование в течение
15 час.................... 313 81,7
Состав № 4
Феррохром........................ 65
Белая глина ..................... 30
Соляная кислота (уд. вес 1,19) . . 5
Хромирование в течение
5 час................... 587
Хромирование в течение
15 час.................. 1 030
растворе азотной кислоты показали исключи-
тельно высокую стойкость.
Структура хромированного слоя стали Ст.2
представлена на фиг. 25.
У10
Хромирование в течение
5 час................... 930
Хромирование в течение
15 час.................. 1 380
Технология процесса хромирования. Смесь
для хромирования состоит из молотого порош-
ка феррохрома с добавлением к нему инерт-
ных веществ в виде порошка каолина, ша-
мота и др., которые служат для предотвраще-
ния спекания. Помимо этого, добавляется
I- смесь хлористый аммоний в количестве от
2 до 5% по весу.
Вместо хлористого аммония можно при-
бавлять соляную кислоту. Все компоненты
размалываются на шаровой мельнице, про-
сеиваются через сито и подсушиваются.
Наиболее употребительные смеси приве-
дены в табл. 22.
Составом № 3 при температуре 1150° было
произведено хромирование 3 000 связей для
паровозов серии ФД. Качество слоя получи-
лось вполне удовлетворительным. Связи имели
серебристый цвет и при испытании в 30%-ном
хЮО
Фиг. 25. Структура
хромированного слоя
ЛИТЕРАТУРА И ИСТОЧНИКИ
I . Горбунов Н. С., Юдин И. Д. Диффузион-
ные хромовые покрытия. Изд-во Акад, наук
СССР, М.-Л., 1946.
2. Гуляев А. П. Металловедение. Оборопгиз,
М., 1948.
3. К о и т о р о в и ч И. Е. Термическая обработка
стали и чугуна. Металлургиздат, М. , 1950.
4. Котов О. К. Информационное письмо № 202.
Газовая цементация деталей подвижного соста-
ва ЦНИИ, М., 1951.
5. М и н к е в и ч А. Н. Химико-термическая обра-
ботка стали. Машгиз, М.—Л., 1950.
G. 11оверхностное упрочнение стали методами хи-
мико-термической обработки. Сборник. Машгиз,
М.—Л., 1 949.
7. Машиностроение. Энциклопедический справоч-
ник, т. 7, Машгиз, М., 1948.
8. Чириков В. Т. Газовое цианирование кон-
струкционных сталей. М.—-Л., 1949.
21 Том 12
РЕЗАНИЕ МЕТАЛЛОВ
КРАТКИЙ ИСТОРИЧЕСКИЙ ОБЗОР
Главной задачей процесса резания метал-
лов является получение изделий высокого
качества при минимальных затратах времени
и средств на их обработку. Основными усло-
виями, влияющими на ведение рационального
процесса резания при обработке данной де-
тали, являются: 1) качество материала обра-
батываемой детали с точки зрения способности
подвергаться обработке (т. е. обрабатывае-
мости); 2) способ резания металла; 3) тип,
конструкция и качество режущего инструмен-
та; 4) тип и модель металлорежущего станка;
5) режим резания металла; 6) квалификация
станочника; 7) организация и оснащённость
рабочего места.
Русские мастера-ремесленники ещё в XII в.
при изготовлении оружия применяли сверле-
ние и обтачивание на станках с ручным при-
водом и переменным вращательным движе-
нием. В XIV—XVI вв. приводы переменного
движения были заменены более совершен-
ными—непрерывными с использованием водя-
ных колёс вместо мускульной силы человека.
В 1645 г. в Москве на р. Яузе стрелец Иван
Осипов построил предприятие — «ствольную
мельницу», водяные колёса которой приво-
дили в движение сверлильные и токарные
станки оригинальных конструкций. В 1712 г.
мастер М. В. Сидоров построил первый Туль-
ский оружейный завод, на котором обработка
деталей оружия велась на таких станках,
конструкции которых далеко опередили кон-
струкции станков, описанных в 1783 г. во
французской энциклопедии Дидро.
Методы обработки ружейных стволов на
агрегатных станках, которые создал и при-
менил в России Яков Батищев в самом
начале XVIII в., в США начали применять
только спустя 200 лет.
Коренное усовершенствование процесса
обработки металлов было произведено рус-
ским новатором-инженером А. К. Нартовым
(1680—1756 гг.). А. К. Нартов создал первый
в мире токарный станок с самоходным суп-
портом, приводимым в движение вначале
с помощью зубчатого колеса и рейки (1712 г.),
а затем от ходового винта (1729 г.).
Гениальный русский учёный М. В. Ломо-
носов разработал и применил оригинальный
процесс обработки сферических поверхностей.
Большой вклад в дело развития металло-
обработки внесли И. И. Ползунов, И. И. Ку-
либин, академик В. М. Севергии и др.
Основоположником теории (кинематиче-
ского расчёта) металлорежущих станков яв-
ляется русский академик А. В. Гадолин
(1829— 1892 гг.). В 1876 г. А. В. Гадолин
создал теорию построения ряда чисел оборо-
тов шпинделей станков и доказал, что рас-
положение этого ряда по закону геометри-
ческой прогрессии даёт станку наилучшую
эксплоатационную характеристику.
Научные основы процесса резания метал-
лов заложил русский учёный проф. И. А. Ти-
ме, который в своих работах (опубликован-
ных начиная с 1870 г.):
1) установил, что процесс резания пред-
ставляет собой последовательное скалывание
частиц срезаемого слоя, а направление ска-
лывания мало зависит от угла резания и
обрабатываемого металла;
2) выявил зависимость усилия резания от
размеров среза, угла резания и сопротив-
ления обрабатываемого материала скалыванию;
3) дал классификацию стружки и показал
условия, при которых возникает тот или дру-
гой тип стружки, а также открыл ряд других
физических явлений процесса резания.
И. А. Тиме не только заложил основы
учения о резании металла, но и, выступая
против лженаучных теорий, отстоял и за-
крепил за русской наукой приоритет в этой
области.
Научные исследования И. А. Тиме про-
должил проф. К- А. Зворыкин. Он впервые
в 1893 г. исследовал силы, действующие в
процессе резания, установил аналитическую
зависимость максимального усилия резания
от различных факторов, указал путь тео-
ретического определения плоскости скалыва-
ния и, наконец, своими тщательно поставлен-
ными опытами установил зависимость усилия-
резания Рг от ширины b и толщины а среза.
К. А. Зворыкин впервые разработал и при-
менил динамометр для определения усилий
резания.
Исследование тепловых явлений процесса,
резания также впервые начал русский иссле-
дователь Я. Г. Усачёв. Он первый в 1914—
1915 гг. применил металлографический метод,
исследования процесса резания, определил
температуру резания, сконструировав термо-
пары для определения температуры резца,
объяснил образование нароста на резце и ряд.
других физических явлений процесса ре-
зания.
Наиболее высокого уровня развития наука,
о резании металлов достигла в нашей стране-
РЕЗАНИЕ МЕТАЛЛОВ
323
после Великой Октябрьской социалистической
революции.
Коммунистическая партия и Советское пра-
вительство проявляют неустанную заботу
о развитии машиностроения и металлообра-
ботки.
Уже к концу первой пятилетки было ос-
воено 40 новых типо-размеров металлорежу-
щих станков, к концу второй пятилетки —
270, а в одном лишь 1941 г. было освоено
свыше 500 типо-размеров станков.
В послевоенный период советское станко-
строение получило новое развитие. За период
с 1946 по 1950 г. было освоено более
! 250 новых типов металлорежущих станков,
26 автоматических станочных линий и авто-
матический завод по изготовлению автомо-
бильных поршней.
Большой вклад в дело развития науки о
резании металлов, режущем инструменте и
конструировании станков сделали советские
учёные А. И. Челюсткин, И. М. Беспрозван-
1ЫЙ, В. Д. Кузнецов, В. А. Дикушин и
1ногие другие.
Советские учёные, инженеры и новаторы
развили далее науку о резании, внесли много
нового и ценного в теорию и практику резания
металлов: наивыгоднейшие режимы резания
125, 26], влияние толщины и ширины среза на
<илу резания [39, 40], деформирование по-
верхностных слоёв при резании металлов [19],
физические явления при резании и геометрия
режущего инструмента [1,3,20,21 и др.], теп-
ловые явления при резании металлов [8, 38],
кинематика резания [6], качество обработан-
ной поверхности [И, 15, 17].
Десятки лучших институтов и заводских
; абораторий под руководством комиссии по
резанию металлов приняли участие в разработ-
ке новых нормативов на основе новаторского
опыта и научно-исследовательских данных.
В 1936 — 1938 гг. советскими инженерами
впервые были разработаны скоростные методы
резания металлов, которые благодаря содру-
жеству учёных и новаторов производства —
скоростников [4, 5, 9, 18, 22, 27, 32 и др.]
всё шире развиваются и внедряются на
металлообрабатывающих предприятиях про-
мышленности и железнодорожного транспор-
та, способствуя поднятию производительности
труда и повышению качества обработанных
изделий.
В директивах XIX съезда партии по пя-
тому пятилетнему плану развития СССР на
1951—1955 годы предусмотрено новое мощное
увеличение производства продукции машино-
строения и металлообработки за пятилетие
примерно в 2 раза. Производство крупных
металлорежущих станков увеличится в 2,6
раза, производство станков повышенной точ-
ности — в 2 раза.
ОБЩИЕ СВЕДЕНИЯ
Явления, возникающие при резании
металлов
В процессе резания в основном происхо-
дят:
1) упругая и пластическая деформация в
срезаемом слое металла, отходящем в виде
стружки;
21*
2) упругая и пластическая деформация ме-
талла за линией среза в обработанной де-
тали;
3) трение срезаемого слоя металла (струж-
ки) о переднюю грань резца;
4) трение задних граней резца об обраба-
тываемую деталь.
Эти явления вызывают изменение свойств
металла в поверхностном и срезаемом слоях,
теплообразование (нагрев изделия и инструмен-
та), износ инструмента и т. п.
Исследования И. А. Тиме показали, что
отделение элементов стружки происходит под
определённым углом к линии среза (фиг. 1, а).
Этот угол г, составляющий 140— 155° с
направлением перемещения резца, называется
углом скалывания.
Кроме плоскостей скалывания, как пока-
зал Я- I'. Усачёв, имеются ещё плоскости
сдвига частиц элементов стружки (фиг. 1,6) под
углом (сдвига) к плоскости скалывания от Одо
30э в зависимости от вязкости металла. Чем
больше вязкость металла, тем больше этот
угол и наоборот. У чугуна он равен 0°.
Степень деформации срезаемого слоя ме-
талла характеризуется усадкой стружки, т.е.
изменением её размеров по длине, ширине
Фиг. 1. Схема образования:
ния: и <7—плоскостей сдвига
Фиг. 2. Схема усадки
стружки
режущей части резца
и толщине. Из фиг. 2, видно что длина
пути, пройденного резцом /, больше длины
стружки Zt, измеренной по её стороне, сопри-
касавшейся с резцом,
а толщина стружки аг
больше толщины сре-
заемого слоя метал-
ла а.
Данные советских
исследователей пока-
зывают, что величина
усадки зависит от ка-
чества обрабатывае-
мого металла, режима
резания, геометрии
и т. д. При этом усадка уменьшается с умень-
шением вязкости металла, увеличением ско-
рости резания и уменьшением угла резаиия В.
Согласно классификации И. А. Тиме су-
ществует три вида стружки: сливная, скалы-
вания и надлома (фиг. 3).
Тот или другой вид получается в зависи-
мости от следующих основных факторов: ^ре-
жима резания, 2) геометрических параметров1
режущего инструмента, 3) качества обрабаты-
ваемого металла. Стружка скалывания обра-
зуется при большей деформации по сравне-
нию со сливной стружкой,
При резании в поверхностном слое обрабо-
танной детали возникают наклёп (повышение '
твёрдости), внутренние остаточные напряже-
324
РЕЗАНИЕ МЕТАЛЛОВ
ния и изм( нения структуры. Это влияет на
прочность поверхностного слоя, а следова-
тельно, и на прочность детали в целом, на её
износоустойчивость и выносливость признако-
переменных нагрузках в эксплоатации.
Например, по исследованиям МЗМИИТ
после чистовой обработки осей подвижного
состава твердосплавными резцами при скоро-
Фиг. 3. Виды стружек: а—сливная; б—скалывания;
в—надлома
стях резания до 140 м/мин твёрдость Нд по-
верхностного слоя увеличивается приблизи-
тельно от 150-М60 до 1754-185 [12].
Глубина наклёпанного слоя при этом h «
ss 300 4- 600 микрон. При шлифовании тех
же осей глубина наклёпа значительно
ниже: h х 50 4- 60 микрон, II д доходит до
160 4- 165.
Величина и знак внутренних остаточных на-
пряжений, возникающих в поверхностном слое
при резании металла, зависят от метода и ре-
жима обработки. В целях борьбы с усталост-
ными явлениями (например в поверхностном
слое подступичных частей осей подвижного
состава) следует иметь остаточные напряже-
ния со знаком минус, т. е. сжимающие. Одним
из методов получения сжимающих напряже-
ний является накатка роликами.
В процессе резания при определенных
условиях на передней грани резца образуется
так называемый нарост (фиг. 4)—скопление
Фиг. 4. Стадии образования нароста на резце
уплотнённых частиц металла. Этот нарост
защищает режущую кромку от разрушения и,
увеличивая передний угол резца, облегчает
стружкообразование. Однако при наличии на-
роста ухудшается чистота обработанной по-
верхности.
На появление нароста влияют качество
обрабатываемого металла, скорость резания,
геометрия режущего инструмента и условия
работы. При обработке хрупких металлов при
любых режимах резания, а также при обработ-
ке любых металлов с прерывистым резанием
(фрезерование, строгание) иарост отсутствует,
В зависимости от образования нароста при то-
чении среднеуглеродистой стали имеется че-
тыре зоны скорости резания : а)весьма низкие
до 5 м/мин)—нароста ие образуется; б) низкие
(54-40 м/мин)—нарост возникает и быстро ра-
стёт, достигая м&ксимальной величины при
скорости резания около 40 м1мин; в) средние
(504-80 м/мин)—нарост с увеличением скоро-
сти резания начинает уменьшаться; г) высо-
кие (804-100 м/мин и выше)—нарост исчезает.
Аналогично этому в зависимости от скорости
резания изменяется и высота неровностей об-
работанной поверхности, т. е. при отсутствии
нароста в зоне весьма низких, а также в зоне
высоких скоростей неровности имеют мини-
мальную величину, а при наибольшей вели-
чине нароста (в зоне низких скоростей)—мак-
симальную. Таким образом, внедрение высо-
ких скоростей резания в производство не толь-
ко повышает производительность, но и даёт
высокую чистоту обработанных поверхностей,
что позволяет увеличить срок службы деталей
подвижного состава и других машин и меха-
низмов железнодорожного транспорта.
Всё это создаёт возможность повышения
безопасности движения поездов.
Чистота обработанной поверхности в
основном зависит от скорости резания, по-
дачи, радиуса закругления резца при верши-
не, вспомогательного угла резца в плане,
качества обрабатываемого материала, степени
затупления резца, характера охлаждающе-
смазывающей жидкости, жёсткости станка и
крепления детали.
Практически мало влияют на чистоту обра-
ботанной поверхности глубина резания и пе-
редний угол резца (в той зоне резания, где
на резце образуется нарост).
Впервые определение высоты неровностей
для случая фрезерования было проведено в
1873 г. в России проф. В. Л. Чебышевым,
который показал, что высота неровностей за-
висит от подачи, радиуса фрезы, скорости ре-
зания и угла контакта фрезы с изделием.
В настоящее время для определения чисто-
ты обработанной поверхности в СССР сущест-
вует ГОСТ 2789-51 (взамен ГОСТ 2789-45),
по которому за критерий оценки приняты:
1) среднеквадратическое отклонение микро-
неровностей Нск и 2) средняя высота микро-
неровностей Иср.
Среднеквадратическое отклонение микро-
иеровностей определяется так:
1/1 CL
г\ d>
J о
или приблизительно как квадратный корень из
среднего квадрата расстояний точек профиля
поверхности до средней линии профиля, т. е.
до линии, делящей профиль таким образом,
что площади по обеим сторонам этой линии
до контура профиля равны между собой
(фиг. 5):
271 4- Г „ +... 4-Ал=314 Sa + • • +^„,
ск A:j/~ ~ ( /lj 4-/(2 +^3 4- •••+ /'к),
где /Zj, Л2 и т. д.—ординаты точек профиля;
к — число ординат.
Средняя высота микронеровностей опре-
деляется как среднеарифметическое высот
микронеровностей И от гребня до дна впади-
ны (фиг. 5). При определении Нср отдельные,
PE3AH1IE МЕТАЛЛОВ
325
явно выпадающие из ряда значения Н не
учитываются;
К ер ~ (^1 + ^2+ •••+//,;),
t-де п — число замеренных И.
- L
Фиг. 5. Профиль сечения обработанной поверхности
В табл. 1 представлены значения Иск в Пс/1
для всех классов чистоты по ГОСТ 2789-51.
Оценка каждого класса чистоты по Пск
пли Нср зависит от того, какой из этих кпи-
териев оценки может быть определён с по-
мощью имеющихся приборов.
Большое влияние на процесс резания ме-
талла оказывает теплообразование, на кото-
рое затрачивается почти вся работа ре-
зания.
Возникающая теплота может создавать такие
температуры, при которых инструмент теряет
свою режущую способность. Общее количе-
ство теплоты QoCut состоит из частей, уходя-
.цих: в стружку Qt, в режущий инстру-
мент Q„, в обрабатываемую деталь Q, и в
окружающую среду и станок Q4:
Qoffui = Qi + Q2 + Q:1 + Q4.
В свою очередь
Qi = 41 + ?2’
где — теплота, отводимая через тело ин-
струмента;
72 — теплота, аккумулирующаяся в режу-
щей части инструмента и постепенно
повышающая его температуру.
Qi > Q2 > Qs > Q4; для точения с низкими
скоростями Qx «80% от Q06u^ ПРИ работе
другими режущими инструментами состав-
ляющие части теплоты имеют другие значе-
ния; например, при сверлении в сверло ухо-
дит теплоты больше, чем в стружку, а при
фрезеровании и протягивании зубья этих
инструментов нагреваются весьма мало, так
как они периодически выходят из зоны ре-
зания.
С увеличением скорости резания часть теп-
лоты, уходящая в стружку, возрастает, доли
других составляющих уменьшаются.
Температура процесса резания при прочих
равных условиях зависит от скорости реза-
ния, глубины резания и подачи:
Г° -- / = Cv't-'s2,
причём
1 > X > Z > у.
В результате проведённых исследований
[8,26] вы'1-лсно, что:
1) с увеличением скорости резания темпе-
ратура у режущей части резца увеличивает-
ся, но медленнее, чем сама скорость;
2) температура у режущей части резца
выше при обработке стали, чем при обработ-
ке чугуна;
3) с увеличением подачи температура у ре-
жущей части резца увеличивается, но мед-
леннее, чем сама подача;
4) с увеличением глубины резания темпе-
ратура у режущей части резца весьма мало
увеличивается (значительно меньше, чем это
имеет место при увеличении скорости резания
и иодачи).
Кроме того, указанная температура пони-
жается с уменьшением углов в плане и с уве-
личением переднего угла резца.
Износ резца, происходящий в процессе
резания, в основном зависит от качества
обрабатываемого материала, материала и гео-
метрии режущей части резца, режима и усло-
вий резания (скорость резания, толщина и ши-
Фиг. 6. Вилы износа резцов: а — передней грани;
б — задней грани; в—одновременно передней
и задней граней
рина среза, охлаждение и т. п.). При этом
различают следующие виды износа резца
(фиг. 6): а—передней грани, б—задней грани
ив— передней и задней граней одновременно.
Таблица 1
Характеристики классов
чистоты обработанных поверхностей
№ клас- са чи- стоты Обозна- чение по ГОСТ Н в мк СК Н Ц в МК № клас- са чи- стоты Обозна- чение по ! ГОСТ н с в мк ч И в мк ср
1-й V 1 Свыше Г2Г до 200 S- й 7 7 V S Свыше 0,1 до и.ч Свыше 1,6 до 3.2
2-й v 2 — » 63 » 125 0-и v '7 9 » 0,2 » 0,4 » 0,А » 1,6
3-й v 3 » 40 » 63 К.-и 7 7 v V10 » 0,1 - 0,2 » 0,5 » 0,8
4-й VV 4 » 20 » 40 11-й V 7 V V 1 1 » 0,05 » 0,1 » 0,25 » 0.5
5-й | 6-й | 7-й П г W 5 V V 6 VVV 7 и м е ч а Свыше 3,2 до 6,3 » 1,6 » 3,2 » 0,8 » 1,6 н и е. Значения Н » > для ср 10 6.3 3.2 5— » 20 » 10 » 6.3 2 клас 12-й 13-й 1-1-й сов—пр 7 у v V12 VVW13 V V V V 14 1ближсш » 0,05 ы е. 0,1'25 до >> 0,12 » 0,25 » 0,06 » 0,12 До 0,06
326
РЕЗАНИЕ МЕТАЛЛОВ
В зависимости от указанных выше факторов
имеет место тот или другой вид износа.
Признаки, показывающие начало износа
(затупления) резца:
1) появление блестящей полоски на об-
работанной поверхности и ухудшение чистоты
последней;
2) резкое возрастание сил резания;
3) резкое возрастание температуры реза-
ния;
4) возрастание интенсивности износа;
5) возрастание вибраций, сопровождаю-
щееся выкрошиванием режущей кромки, и др.
График изменения элементов износа
резца по исследованию проф. И. М. Бес-
прозванного [ 3 ] показан на фиг. 7, где
по ординатам отложен тот или иной вид
износа (фиг. 6), а по абсциссе—время работы.
Время работы режущего инструмента от
одной переточки до другой называется стой-
костью. Это время следует устанавливать до
начала появления интенсивного износа, что
характеризуется крутым перегибом кривых
износа (фиг. 7) для данного инструмента и
с учётом получения максимальной производи-
тельности, снижения себестоимости и повы»
шения качества обработанных изделий.
Бюро технических нормативов Министер-
ства станкостроения разработаны нормы допу-
стимых величин износа режущего инструмен-
та за период его стойкости в зависимости от
условий обработки.
Допустимые величины износа режущей
части резцов из твёрдых сплавов и быстроре.
жущей стали приведены в табл. 2 и 3.
Таблица 2
Допустимые величины износа режущей части
резцов из твёрдых сплавов
Типы резцов . Тип твёрдо- го сплава Обрабаты- ваемый материал я ж 5/3 _ <с s X © "Г 5“ —. = « Ч Щ к а Допусти- мая вели- чина износа 6 в мм
Токарные тк Сталь «0,3 0,8—1,0
>0,3 1,5-2,0
вк Серый чугун /0,3 1,4—1,7
>0,3 0,8—1,0
Строгаль- ные вк Сталь и чугун .<0,4 1 ,5-2,0
>0,4 1,0—1,2
Таблица 3
Допустимые величины износа режущей части
резцов из быстрорежущей стали
Типы ре зцов Обработка стали, стального литья и ковкого чугуна Обработка серого чугуна
условия обработки допусти- мая вели- чина износа 6 в мм условия обработки допусти- мая вели- чина износа £ в мм
Токарные Проходные, подрез- ные я расточные С охлаждением 1,5-2,0 Грубое точение 3,0—4,0
Без охлаждения 0,3—0,5 Получистовое точение 1 ,5-2,0
Прорезные и отрез- ные С охлаждением 0,8—1,0 На токарных станках 1,5—2,0
Без охлаждения 0,3—0,5
Строгальные Проходные и под- резные Без охлаждения 1,5—2,0 На продольнострогальных станках 3,0—4,0
На поперечнострогальных станках 1,5—2,0
Поперечные отрез- ные Без охлаждения 0,8-1,0 На строгальных станках 1,5—2,0
Долбёж- ные Проходные Прорезные и от- резные Без охлаждения Без охлаждения 0,3-0,5 0,8—1,0 На долбёжных станках 0,8—1,0 1,5-2,0
Фасонн ые С охлаждением | 0,4—0,5 — -
Резьбовые С охлаж- дением Черновое нарезание 2,0 - —
Чистовое нарезание 0,3 —
РЕЗАНИЕ МЕТАЛЛОВ
327
Геометрия режущей части инструмента
Геометрия режущей части инструмента ха-
рактеризуется следующими основными пара-
метрами: формой передней грани, передним
углом, формой режущей кромки, задними
углами, углами в плане, радиусом при верши-
не (сопряжения задних граней) и углом
наклона главной режущей кромки. Определе-
ние и конкретные значения указанных пара-
метров для различных условий обработки
металлов приведены в разделе «Металлорежу-
щий инструмент».
Изменение углов (» и у) в процессе резания
В процессе обточки резцами положение
плоскости резания (плоскость, проходящая че-
рез главную режущую кромку касательно к
поверхности резания) изменяется вследствие
движения резца относительно изделия по вин-
товой линии, а также в случае расположения
точек режущей кромки ие в плоскости, прохо-
дящей через ось изделия параллельно ос-
новной плоскости (практически, в случае уста-
новки резца не по центру). От обеих этих
причин главный задний и передний углы из-
меняются соответственно на углы р и т, как
показано на фиг. 8.
Фиг. 8. Изменение заднего и переднего
углов в процессе резания при установке
резца выше и ниже оси изделия
При расположении режущей кромки выше
оси (фиг. 8, а) действительный задний угол
изменяется так; су = а—т — р, а действитель-
ный передний угол так: = -у -|- т + р.
Прн расположении точек режущей кромки
ниже оси (фиг. 8, б)
“5 = а + ? — р, а уа = I — т + р.
При расточке влияние установки резца
будет обратным по сравнению с обточкой.
В приведённых формулах: т—угол наклона
плоскости резания при опускании или подъ-
ёме режущей кромки относительно осевой
линии; р—угол наклона плоскости резания (и
соответственно плоскости, перпендикулярной
к плоскости резания) вследствие наличия
винтовой линии в относительном движении то-
чек режущей кромки резца.
Практически стараются установить резцы
так, чтобы середина действующей части ре-
жущей кромки находилась на линии центров,
и тем самым избегают значительного измене-
ния углов а и у от угла т, незначительное же
их изменение от угла р серьёзного влияния
на работу не оказывает.
Усилия резания
При резании металлов определяют уси-
лия, действующие в вертикальном (Р2), ради-
альном (Pv) и осевом (Рх) направлениях,
а общее усилие является равнодействующей
этих усилий (фиг. 9):
Р = К Р2 + Р* + Ру ’
где Рх— осевое усилие резания, или усилие
подачи—воспринимается в станке механизмом
подачи; Pv—радиальное усилие резания—стре-
мится оттолкнуть резец от обрабатываемого
Фиг. 9. Схема усилий, действующих
на резец при продольном точении
изделия и воспринимается резцедержателем и
суппортом; реакция этого усилия вызывает
прогиб обрабатываемой детали; Р2—верти-
кальное (тангенциальное) усилие резания —
создаёт крутящий момент, который должен
быть преодолён крутящим моментом, переда-
ваемым на шпиндель станка от электродвига-
теля. По усилию Р2 рассчитывается мощ-
ность, потребная на резание.
Между указанными составляющими (при то-
чении иезатупившимся резцом с прямолиней-
ной режущей кромкой) имеет место следующее
приближённое соотношение:
Р2 : Рх : Ру = 1 : 0,25 : 0,40.
328
РЕЗАНИЕ МЕТАЛЛОВ
По мере затупления резца все усилия
растут и указанные соотношения меняются.
На усилие резания Р2 влияют следующие
основные факторы: 1) толщина и ширина
среза (подача и глубина резания); 2) ско-
рость резания; 3) геометрия режущей части
резца; 4) качество обрабатываемого материа-
ла; 5) охлаждающе-смазывающая жидкость
и др.
Толщина среза а и ширина среза b
(или подача s и глубина резания t) влияют
иа усилие резания в разной степени, причём
глубина резания влияет на усилие резания Р2
в большей степени, чем подача. Из указанно-
го следует, что с точки зрения получения
минимального усилия резания выгодно рабо-
тать с большими подачами и меньшими глу-
бинами резания.
При невысоких скоростях резания влияние
скорости резания на усилие резания Р2 ма-
ло и его не учитывают. При повышенных
скоростях (при прочих равных условиях) на-
блюдается снижение усилий резания.
Влияние геометрии режущей части резца
на усилие резания весьма значительно. С
увеличением переднего угла 7 деформация и
усадка стружки уменьшаются, а следова-
тельно, усилие резания снижается.
С уменьшением главного угла в плане -₽
происходит увеличение ширины среза Ь,
уменьшение толщины среза а и изменение
усадки стружки.
Усилие резания аналогично усадке имеет
минимальное значение при главном угле в
плане <р=45 -4-60°, и при отклонениях от этой
величины Р2 увеличивается.
Увеличение радиуса г при вершине резца
вызывает увеличение усилия резания.
Качество обрабатываемого металла, т. е.
химический состав, структура и механические
свойства, оказывает влияние на усилия реза-
ния, причём последние будут тем выше, чем
больше величины а,!ч и (при обработке ста-
ли) или Н Б (при обработке чугуна).
Охлаждающие жидкости типа обычных
эмульсий практически не влияют на усилия
резания. Применение смазывающих жидкостей
в виде различных сортов масел снижает уси-
лия резания соответственно смазывающей спо-
собности масла.
Советские учёные—академик П. А. Ребин-
дер [29] и член-корр. Академии наук СССР
Б. В. Дерягин—исследовали и обосновали ак-
тивное действие смазывающих жидкостей в
процессе резания и показали их влияние на
снижение усилий резания.
Формула для определения усилия резания
и значения показателей степени и коэфициен-
тов влияния различных факторов на усилие
резания Р2 даны ниже.
Для определения усилий резания приме-
няются следующие приборы:
а) гидравлические динамометры, которые
основаны на передаче усилий резания через
гидравлическую систему на регистрирующие
устройства типа манометров;
б) электроконденсаторные с осциллографом,
основанные на изменении ёмкости конденсато-
ра, расстояние между пластинами которого из-
меняется под действием усилий резания;
в) электроиндукционные, основанные иа
принципе изменения силы индуктируемого тока
в результате изменения воздушной прослойки
между сердечниками обмоток первичного и
индуктируемого токов под действием усилий
резания;
г) пьезоэлектрические, основанные на воз-
буждении электрического тока благодаря дав-
лению резца иа кристаллы из определённых
материалов.
Помимо указанных приборов, иногда поль-
зуются методом приближённого определения
усилия резания Р2 (путём замера расхода мощ-
ности, потребляемой станком, с помощью ватт-
метра или амперметра и вольтметра) по фор-
муле
Р,и
N = ПзГ квт>
откуда
75-60-1,36 W
р _ --------------- кг
Z у >
где v — скорость резания в м[мин.
Скорость резания
Скорость резания, допускаемая инструмен-
том, является одним из главнейших факторов
процесса резания металлов. От скорости ре-
зания зависят деформация и механические
свойства поверхностного слоя обрабатываемого
металла, стойкость инструмента и износ его ре-
жущей части, чистота обработанной поверхно-
сти, основное технологическое время обработки
изделия н др.
Выражение скорости резания v=rJ^M/MUH
позволяет подсчитать существующую её вели-
чину при точении, сверлении, фрезеровании,
шлифовании и других процессах с главным
вращательным движением. Здесь D — диаметр
в мм изделия при точении или инструмента
при обработке вращающимся инструментом
(фреза, сверло, шлифовальный круг), а п—чи-
сло оборотов шпинделя станка в минуту.
При заданной скорости резания и и диа-
метре D находят потребное число оборотов в
минуту на данном станке:
1 000 v
п = ~Z~£>— об/мин.
В основном на скорость резания, допуска-
емую резцом, влияют следующие факторы:
1) стойкость резца, т. е. время его работы
от переточки до переточки (в мин.);
2) глубина резания и подача; 3) геометрия
режущей части резца; 4) качество материала,
из которого сделан резец; 5) качество обраба-
тываемого металла; 6) охлаждение и др.
В настоящее время имеются нормативы, по
которым можно установить влияние всех фак-
торов на скорость резания при конкретных
условиях работы (см. ниже).
При определённых постоянных условиях
резания при определённой скорости vx по-
лучается определённая стойкость Тг, при ско-
рости н2—стойкость Т2 и г. д., причём
2'1 = ( JGV"
1’2 Tj ’
РЕЗАНИЕ МЕТАЛЛОВ
329
где т—показатель относительной стойкости
т<1; Т™ = v2Т%
= С,
т. е. произведение скорости резания на соот-
ветствующую ей стойкость в определённой
степени является постоянной величиной.
Отсюда
_ С
у — уот >
где С — постоянная величина, зависящая от
указанных выше факторов.
Графическая зависимость скорости резания
от стойкости показана на фиг. 10. При по-
строении графика на координатах откладывают-
ся логарифмы соответствующих величин v и Т.
lsr
фиг. 10. Графическая зависимость
скорости резания от стойкости
резца в логарифмических коорди-
натах
Из формулы и графика видно, что чем
меньше величина т, тем более пологой будет
линия u—f(T) и, следовательно, тем больше
будет уменьшение стойкости при определён-
ном увеличении скорости резания, т. е тем
более чувствителен будет резец к изменению
скорости. Это происходит вследствие различ-
ного изменения величины износа резца при
разных скоростях.
При малых скоростях резания, когда из-
менения величины износа и стойкости с повы-
шением скорости невелики, показатель сте-
пени т стремится к единице (работа фасонны-
ми резцами, резьбонарезание плашками и т.п.).
При высоких скоростях резания, когда износ,
а следовательно, и стойкость с увеличением
скорости резания изменяются сильно (износ
растёт, стойкость падает), величина показа-
теля т будет малой.
При работе резцами из быстрорежущей ста-
ли т х 0,125 (при обработке стали) и тх 0,10
(при обработке чугуна).
При работе резцами с пластинами из твёр-
дых сплавов т х 0,2 (при обработке стали с
ПО кг/мм- и чугуна).
Практически стойкость режущего инстру-
мента выбирают в зависимости от конкретных
условий резания (см. ниже). При этом
должна быть обеспечена высокая произво-
дительность и экономичность обработки.
Глубина резания и подача влияют на ско-
рость резания в разной степени. С увеличе-
нием глубины резания допускаемая резцом
(при определённой стойкости) скорость реза-
ния снижается значительно меньше, чем с
увеличением подачи, т. е. при условии посто-
янного сечения снимаемого слоя наибольшая
допускаемая резцом скорость может быть по-
лучена при большей глубине резания и мень-
н ей подаче. Такое явление объясняется улуч-
шенными условиями теплоотвода от режущей
кромки резца при относительно больших глу-
бинах резания.
Из всех геометрических параметров режу-
щей части инструмента наибольшее влияние
на скоростьрезания оказывают углы в плане,
форма режущей кромки и передний угол.
С изменением главного угла в плане у из-
меняются ширина и толщина срезаемого слоя
металла. Так, при уменьшении главного угла
в плане (при постоянных значениях t и з)
ширина среза увеличивается, поэтому улуч-
шается теплоотвод, а следовательно, увели-
чивается стойкость и создаётся возможность
увеличить скорость резания.
С уменьшением вспомогательного угла в
плане tfj увеличивается угол при вершине рез-
ца в плане г, благодаря чему также улуч-
шается отвод тепла. Таким образом, этот угол
следует выбирать минимальным.
С увеличением радиуса при вершине г
стойкость резца повышается и скорость
резания может быть увеличена (в случае
отсутствия вибраций).
С уменьшением переднего угла увеличи-
вается деформация снимаемого слоя и бла-
годаря этому усиливается теплообразование,
а последнее отрицательно влияет на стойкость.
Вместе с этим уменьшение переднего угла при
постоянном заднем угле а увеличивает угол
заострения [); тем самым улучшается теплоот-
вод и упрочняется режущая часть резца.
Заточка передней грани резца с образова-
нием фаски вдоль режущей кромки с углом уф,
меньшим, чем передний угол т, даёт воз-
можность (за счёт увеличения угла заостре-
ния) несколько улучшить теплоотвод и уве-
личить прочность режущей части резца. В по-
следнее время двойной передний угол находит
всё большее распространение у резцов из твёр-
дых сплавов при скоростном резании сталей.
За основу характеристики качества металла
с точки зрения его обрабатываемости прини-
мают его структуру, химический состав, ме-
ханические свойства и др.
Влияние материала резца на скорость ре-
зания учитывается коэфициептами, которые-
даются в нормативах.
Применение обильного охлаждения в про-
цессе резания порядка 20 л в минуту повышает
стойкость резцов и позволяет на 20 -? 25%
увеличить допустимые скорости резания при
обдирке стали. При точении чугуна резцами
из быстрорежущей стали охлаждение повы-
шает стойкость примерно на 15%.
ТОЧЕНИЕ И СТРОГАНИЕ
Элементы резания при точении, строгании
и долблении показаны на фиг. 11.
Глубиной резания t при точении, строгании
и долблении называют расстояние между об-
рабатываемой и обработанной поверхностями
(фиг. 9), измеряемое перпендикулярно по-
D—d
следней. При продольной обточке t=—%— мм
(фиг. 11). Подачей s при точении называет-
ся перемещение резца в мм за один оборот
изделия, а при строгании—перемещение изде-
лия (или резца) в мм за один двойной ход рез-
ца (или соответственно изделия).
.330
РЕЗАНИЕ МЕТАЛЛОВ
Толщина среза
а — s sin ср.
Ширина среза
Ь = ^.
Sin СО
Номинальная площадь сечення среза
f _ ab — ssin ср = st мм2.
Фиг. 11. Элементы резания при обработке
резцами: а—наружное обтачивание; б—от-
резание или прорезание канавки; в—под-
резание торца; г—растачивание; б—стро-
гание; е—долбление
Основное технологическое время То за-
висит от технологических факторов: скорости
резания и (числа оборотов или числа двой*
ных ходов в минуту п), подачи s и числа
проходов к.
Число оборотов (или число двойных ходов)
ограничивается стойкостью инструмента и ки-
нематикой станка, а подача и число прохо-
дов—прочностью и жёсткостью системы де-
таль—инструмент—станок (при обдирке) или
заданной чистотой обработанной поверхности
(при чистовой обработке). Число проходов
зависит также от величины припуска на об-
работку.
При точении Т0 = —к мин.,
ns
где L — длина прохода резца в мм.
При строгании вместо L будет 2$ (ширина
строгания).
Величины подач следует выбирать по
табл. 4—9.
Таблица 4
'Подачи при грубом точении незакалённых сталей,
стального и чугунного литья
V *5= аз- ей Глубина резания в мм
< 5 5-8 8-12 12—30
« = Е( Подача s в мм[об
18 До 0,25
30 0,2-0,5 —
50 0,4-0,8 0,3-0.6
80 0,6-1,2 0,5—1,0 __
120 1,0-1,6 0,7-1 ,3 0,5-1,0
180 1,4-2,0 1,1-1,8 0,8-1,5
260 1.8-2,6 1,5-2,0 1,1-2,0 1,0—1,5
360 2,0-3,0 1,8—2,8 1,5-2,5 1,3-2,0
Свыше
360 — 2,5—3,0 2,0-3,0 1,5-2,5
Таблица 5
Подачи прн грубом точении закалённых сталей
резцами с пластинами из твёрдых сплавов
Предел проч- ности а в кг [мм* пч до Твёрдость по Роквеллу Rc д0 Подача s в мм/об
160 49 0,1-0,3
180 54 0,07-0,2
200 58 0,05-0.15
Та блица 6
Подачи при грубом растачивании на токарных станках
е;
2
5
2
3
£
X
св
X
X
Диаметр круглого сечения резца в мм
10 | 12 | 16 | 20 | 25 | 30 | 40
Вылет резца в мм
50 | 60 j 80 | 100 | 125 | 150 | 200
Подача резца в мм/об
<0,08 0,08—0,12 <0,08 -<0,10 <0.08 0,12-0,20 0,08-0,12 <0,08 Сталь и 0,08-0,21 <0,12 <0,08 0,25-0,40 0,15-0,25 0,08-0,12 стальное лит 0,15-0,40 0,10-0,25 <0,10 Чугун 0,50—0,80 0,30-0,50 0,15-0,25 0,25-0,70 0.15-0,40 0,03—0,20 0,90—1,50 0,50—0,80 0,25-0,50 0,50—1,0 0,20-0,50 0,12-0,30 0,90—1,20 0,50-0,70 0,25—0,60 0,13-0,40 0,60-1,0
РЕЗАНИЕ МЕТАЛЛОВ
331
Таблица 7
Подачи при получистовой обработке стали
Классы чистоты по ГОСТ 2789-51 Радиус Скорость резания м{мин
— при вер- шине 30 40 50 6l> 70 80 90
значе- ния Нск вмк резца Подача s в мм{об
w 4 12,3-6,3 ( 0,5 < 1,0 1 2,0 0,40-0,31 0.53—0,44 0,69-0,57 0,42—0,34 0,57-0,46 0,69-0,62 0,46-0,35 0,60-0,49 0,69-0,65 0,48—0,38 0,(13—О ,53 0,69-0,65 0,52-0,42 0,65—0,57 0,69-0,66 0,54-0,46 0,65—0,57 0,69-0,67 0,55-0,48 0,65-0,57 9,69-0,67
/ J 5 6,3-3,2 ( 0,5 < 1,0 1 2,0 0,21—0,17 0,27-0,22 0,38-0,30 0,22-0,18 0,30-0,23 0,40-0,32 0,23—0,20 0,32-0,25 0,43—0,35 0,25-0,20 0,34-0,28 0,46-0,37 0,26-0,22 0,37-0,29 0,52-0,40 0,29—0,23 0,40-0,31 0,52—0,44 0,31-0,25 0,45-0,35 0,53-0,47
'/V 6 3,2-1,6 ( 0,5 { 1.0 1 2,0 0,14 0,18-0,16 0,15-0,11 0,19-0,16 0,11 0,16-0,12 0,22—0,17 0,12 0,17-0,14 0,2.3-0,18 0,14 0,19-0,15 0,25-0,19 0,15—0,11 0,21-0,16 0,28—0,21 0,16-0,13 0,22—0,17 0,30-0,23
Продолжение табл. 7
Примечания. 1. Значения
подач рассчитаны на обработку
стали с пределом прочности —
•- 704-90 кг/мм*. При обработке
стали с другими значениями а
табличные значения подач умно-
жать на поправочный коэфициент
% ч в кг {мм* До 50 До 70 До 90 До 110
0,7 0,75 1,0 1,25
2. Приведённые подачи дейст-
вительны для случаев, когда фак-
тически применяемый вспомога-
тельный угол в плане Ci больше
некоторого его значения «хч рас-
чётное», приведённого в табл. 8 .
Классы чистоты I Скорость резания в м/мин
по ГОСТ 2789-51 1
обо- значу- ск. в мк НИЯ 1 100 1 по 120 изо
1 ! Подача S в мм {об
V/ 4 12,5-6,3 Й1 0,55—0,49 0,65-0,57 0,69-0,67 I 0,55-0,49 0,65-0,57 0,69—0,67 0,55-0,49 0,65-0,57 0,69-0,67
. \ 5 6,3-3,2 /0,34—0,29 0,46-0,38 (о,54—0,-18 0 ,39—0,34 0,46-0,41 0,54—0,48 0,41—0,37 0,46-0,42 0,54—0,48
7 V 6 3,2- -1 .6 <0,18—0, И 0,21 — 0.19 Ц) ,32—0.25 0,20-0,16 0,25-0,21 0 ,35—0,28 0,22—0 ,18 0,30—0,24 0,38-0,32 I ГТ?
Большие значения подач допустимы при
заботе незатупленным резцом, меньшие—для
отупленных резцов с износом задней грани
до 1,5—2,0 мм. Если фактически применяе-
мый угол Ci меньше найденного значения
ll?i расчётное» (табл. 8), то определённая ра-
чее подача s должна быть увеличена умноже-
нием на поправочный коэфициент из табл. 9.
В табл. 14 приведены нормативные дан-
ные МСС по стойкости резцов.
Скорость резания, допускаемая резцом,
подсчитывается по упрощённым формулам:
а) для точения, строгания, растачивания
.и нарезания резьбы на проход
С ,
V М/мин;
I v v
б) для прорезки, отрезки и фасонного то-
чен ия
v = -у— м]мин.
Величины Cv,xv и yv выбирают по табл. 10
при работе резцами из быстрорежущей стали
и по табл. 19 при резцах из твёрдого сплава.
Результат, полученный по вышеприведён-
ным формулам, необходимо умножить на со-
ответствующие поправочные коэфициенты для
изменённых условий резания: KvM< Kv3; KVu'
Kvjy Крф’ KVr, Kz’T1
Таблица 8
Величины поправочных коэфициентов по
данным МСС при работе резцами из быстроре-
жущей стали приведены в табл. И-—13 и
15—18, а при работе резцами из твёрдых
сплавов— в табл. 20—24 [30, 31].
В производственных условиях величины
t, s и и для заданных условий обработки
часто берут непосредственно из таблиц со-
ответствующих нормативов по режимам реза-
ния [30, 31].
При определении режима резания по фор-
мулам для облегчения вычислений следует
пользоваться табл. 133 на стр. 378 (числа в
дробных степенях) [37].
332
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 9'
Значения коэфициента К
X Q. С К. о О X 5 СХ со “ио Си ш а § . £ о а> t- <и X о 2 X £ X <и >. Ь S X X >х & с г Подача з в мм1об
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
Поправочные коэфициенты К
1.0 1,17 1,45 1,76 2,02 2,5 2,8 3,4
10 1,0 1г0 1,1 1,2 1,4 1,6 1,74 2,1
0,5 15 1.0 1,0 1,0 1,07 1,14 1,23 1 ,33 1,6
20 1,0 1,0 1,0 1,0 1,04 1,08 1,15 1,07 1,33
25 1,0 1,0 1,0 1,о 1,02 1,05 1,2 —
30 1,0 1,0 1.0 1,0 1,0 1,01 1,03 —
1,0 1.0 1,02 1,15 1,31 1,48 1,62 1,76 1,9
1,0 10 1,0 1,0 1,0 1,0 1,04 1,11 1,17 1,21 1,27
15 1,0 1,0 1,0 1,0 1 ,о 1,0 1,03 1,08 1,10
>20 1,0 1,0 1 ,0 1,0 1,0 1,0 1,0 1,0 1,02
1,0 1,0 1,0 1,0 1,06 1,07 1,11 1,17 1,22
2,0 >10 1.0 1.0 1,0 1.0 1,0 1,0 1,0 1,0 1,01
Таблица 10
Величины С , х и у для определения скорости резания резцами из быстрорежущей
V V V
стали
Характеристика обрабатываемого металла Вид обработки Характер обработки (з в мм!об) Условия работы
с охлаждением без охлаждения
Коэфициенты и юказатели степени
С X v С V X V У»
Наружное точение и рас-! s < 0,25 49,9 0,25 0,33 30,4 0,25 0,50
Сталь углеро- тачивание 1 3 > 0,25 31,6 0,25 0,66 24,3 0,25 0,66
дистая Прорезка и отрезка — 6,77 — 0,66 — — —
а =75 кг/мм9 пч Фасонное точение 5,40 0,50
т, предвари- s •' 2 8,8 0,10 0,30
Нарезание тельное
Н _ — 21 о резьбы на то Же s > 2 20,5 0,60 0,25 —
проход окончатель- —. 22,5 0,45 0,30 — — —
ное
Чугун ковкий Наружное точение и рас-1 $ < 0,25 65,0 0,20 0,25
Н Б = 150 тачивание 1 S > 0,25 46,0 0,20 0,50 — — —
Прорезка и отрезка 13,4 0,50
Чугун серый Наружное точение и рас-1 Получистовая 24,7 0,15 0,30
Н Б = 190 тачивание 1 Грубая — — — 23,6 0,15 0,40
Прорезка и отрезка 9,78 0,40
Бронза сред- Наружное точение и рас- S < 0,2 93,0 0,12 0,25
ней твёрдости тачивание s > 0,2 — — — 63,0 0,12 0,50
БрАЖ 9-4
РЕЗАНИЕ МЕТАЛЛОВ
333
Таблица 11
Поправочные коэфициенты на скорость резания» учитывающие обрабатываемый материал
; Обрабатываемый материал к с м
| Группа Марки НБ пч в кг[мм*
1 3 4 Сталь углеродистая конст- рукционная (С < 0,6%) 10; 15; 20; 25; 30; 35; 40; 45; 50; 55; 60; Ст. 0; Ст. 1; Ст. 2; Ст. 3; Ст. 4; Ст. 5; Ст. 6 107-138 138-169 169-200 200-230 230-262 40-50 50-60 60—70 70—80 80—90 2,20 1,69 1,29 1,00 0,81
j (i 8 9 10 Сталь углеродистая инстру- ментальная и конструкционная Трудно обрабатываемая (С>0,6%) Ст. 7; 65; 70; У7; У8; У8Г; У9; У10; УЮГ; У12; У13 169-200 200-230 230-262 262—288 288-317 60—70 70-80 80-90 90-100 100—110 1,03 0,80 0,65 0,53 0,44
11 12 13 14 15 16 Сталь инструментальная быстрорежущая Р18 Р9 174-203 203-230 230-260 260-288 288-317 317-345 60—70 70—80 80-90 90—100 100-110 110-120 0,71 0,60 0,51 0,44 0,39 0,30
17 18 19 20 21 22 23 24 Сталь марганцовистая 15Г; 20Г: ЗОГ; 40Г; 50Г; 60Г; 65Г; 7оГ; ЗОГ.; 3.5Г..; 40Г.; 45Г,; sor2 160-200 200—233 233—260 260-275 275-286 286-292 292-317 317-345 40—50 50—60 60—70 70—80 80—90 90—100 100—110 110-120 1,68 1,25 0,96 0,80 0,64 0,56 0,48 0,40
25 26 28 29 30 31 Сталь хромистая I5X; 20Х; ЗОХ; 35Х; ЗЗХА; 40Х; 45Х; 50Х 116—146 146-174 174—203 203-230 230—260 260—288 288-317 40—50 50-60 60—70 70—80 80—90 90-100 100-110 2,08 1,44 1,10 0,85 0,69 0,56 0,47
32 33 34 35 36 37 38 39 Сталь хромоникелевая 20ХН; 40ХН; 43X14; 60ХН; 12ХН2; 12ХН2А; 12X113; 12ХНЗА; 20ХНЗА; 30XH3; 37XH3A; 12Х2Н4; 12Х2Н4А; 20Х2Н4; 20Х2Н4А 116—146 146-174 174-203 203-230 230-260 260-288 288-317 317-345 40—50 50-60 60—70 70—80 80-90 90-100 100—110 110-120 2,00 1,48 1,14 0,95 0,70 0,66 0,57 0,47
40 41 4' 43 44 45 46 Чугун серый СЧ00; СЧ12-28; СЧ15-32; СЧ18-36; СЧ21-40; СЧ24-44; СЧ28-48; СЧ32-52 120-140 140—160 160-180 180—200 200-220 •_ 20-240 240-260 — 1,51 1,21 1,00 0,85 0,72 0,63
47 43 49 50 51 Чугун ковкий КЧ30-6; КЧЗЗ-8: КЧ35-10; КЧ32-12; КЧЗО-З; КЧ35-4; КЧ40-3 100-120 120—140 140—160 160-180 180-200 — 1,76 1,28 1,00 0?80 0,66
53 Бронзы и латуни Высокой твёрдости БрАЖН 11-6-6; БрАЖН 10-4-4; БрАЖМц 9-3-1.6 150-200 — 0,7
Средней твёрдости БрАЮ; БрАЖ 9-4; БрАМц 9-2; ЛМц НЖ 52-2-2-1; ЛМцЖ 52-4-1; ЛАЖМц 70-6-3-1; БрОЮ; БрОЦ 10-2; БрОЦ 8-4; ЛА 67-2,5; лк 80-3; БрОФ 10-1 100- 140 — 1,0
334
РЕЗАНИЕ МЕТАЛЛОВ
Продолжение табл. И
Обрабатываемый материал НБ а пч в кг{мм* Я
g Группа Марки
54 Медные сплавы Гомогенные сплавы БрКЦ 4-4; БрКЦ 3-9; БрКЗ; БрКМцЗ-1; БрА7; БрА5; БрОФ 6-0,1; БрОФ 6-0,4; БрОЦ 4-3; БрО4; БрКН 1-3 60-90 2,0
55 Сплавы с содержанием свинца ниже 10% при основ- ной гомогенной структуре БрКС 3-4; БрКС 3-6; БрКЦС 3-15-6; БрОЦС 6-6-3; ЛОС 65-1-2; БрОЦС 4-4-2,5; БрОЦС 4-4-4 60-80 - 4,0
56 57 Свинцовистые сплавы при основной гетерогенной структуре БрОСН 10-2-3; БрОС 10-10; БрОС 8-12; БрАЖС 8-2-2; БрАЖС 7-1,5-1,5; ЛКС 80-3-3; ЛМцС 58-2-2; ЛМц ОС 58-2-2-2 70-90 - 1,7
Сплавы с содержанием свинца выше 15% , БрОЦС 4-4-17; БрОС 7-17; БрМцС 8-20; БрОС 5-25; БрС 30 35-65 12,0
58 Медь М3; М4 80-70 - 8,0
59 Алюминий, литейные алюми- ниевые сплавы и силумин1 - 7-30 6,0-4,0
60 Д юралюмин1 - - 20—50 6,0—4,0
1 Для этих групп материалов поправочный коэфициент берётся в отношении скорости резания,
полученной для углеродистой конструкционной стали С < 0,6% = 70 80 кг/мм-').
Таблица 12
П оправочные коэфициенты на скорость резання в зависимости от состояния поверхности, термической
обработки и характера заготовок (для резцов нз быстрорежущей стали и твёрдых сплавов)
Состояние стали Характер заготовки и состояние поверхности
прокат термооб- работан- ные Обработка без корки или по травленой корке Обработка по корке1
нормализа- ция отжиг 1 1 улучшение сталь чугун и медные сплавы Твёрдость по Бри- неллю Н „ D сталь чугун и медные сплавы
холод- нотя- нутая горя- чека- танная прокат, поковка отлив- ка отливка прокат горячека- танный поков- ка от- ! ливка отлив- ка отливка
Значения коэфициента Значения коэфициента Kv аз Значения коэфициента Я V3
1,1 1_Д 0,95 0,9 0,8 1,0 0,9 1,0 <160 160-200 200 0,9 0,9 0,9 0,75 0,80 0,85 0,75 0,80 0,85 0,70 0,75 0,80 0,90 0,90 0,95
1 При обработке по корке, загрязнённой песочными и тому подобными литейными
К = 0,5-?0,6 для стального литья и чугуна и К =
^2 Та
Таблица 13
Поправочные коэфициенты иа скорость резания
в зависимости от марки инструментальной стали
Марка стали резца Р18, Р9 9ХС У10А, У12А
Значение коэфи- циента К . . . ии 1J) 0,6 0,5
Для фасонных резцов из быстрорежущей
включениями,
0,7-гО,8 для литья из медиых сплавов.
Таблица 14-
Средние стойкости резцов из быстрорежущей
стали и твёрдых сплавов1
Материал режущей ча сти Сечение державки
10x10 12x20 15x15 I 20x30 । О X ю СЧ 30x45 X 60x90
Твёрдые сплавы . . . 60 75 90 120 150 180
Быстрорежущая сталь — 60 — 90 120 150
стали стойкость принимают 120 мин.
РЕЗАНИЕ МЕТАЛЛОВ
335
Таблица 15
Поправочные коэфициенты на скорость резания резцами нз быстрорежущей стали с различным
сечением державок
Обрабатываемый металл Сечение державки резца в мм
6x6 10x10 010 012 12x12 10x16 16x16 12x20 016 20x20 16x25 020 025 20x30 25x25 03J 30x30 25 X 40 040 30x45 40x40 40x60 60x90
Значения коэфициента /<
Сталь и стальное литьё . . 0,80 0,87 0,90 0,93 0,97 1,0 1,04 1,08 1,12 1,19
Чугуны и медные сплавы . 0,89 0,93 0,95 0,97 1 ’, 98 1Д 1,02 1,04 1,06 1,09
Таблица 16
Поправочные коэфициенты на скорость резания резцами из быстрорежущей стали с разными
геометрическими параметрами
Форма передней грани резца
Плоская Радиусная | Плоская или радиусная с фаской
Значения коэфициента %
1 ,0 1.05 1,15
Главный угол в плане :>
Характеристика обрабаты- ваемого металла Подача s в мм]об Значения <р°
30 45 | 60 90
Значения коэфициента К
Сталь, стальное литьё, алюми- ниевые и магниевые сплавы . ; 0,25 1,16 1.0 0,84 0,66
Чугун >0,25 1,20 1,0 0,88 0,73
Медные сплавы — — 1,13 1.0 0,83
Вспомогательный угол в плане -1
Характеристика обрабаты- ваемого металла Значения
до 10 | 15 | 20 | 30 | 45
Значения коэфициента К
Для всех металлов 1 ,и 0,97 0,94 0,91 0,87
Радиус при вершине резца г
Значения г в мм
Характеристика обрабатываемого металла Характер обработки 1 1 “1 3 1 5 Значения коэфициента К
Сталь, стальное литьё, алюминиевые и магние- вые сплавы Грубая Получистовая 0,91 0,86 J Д 1 .и 1,03 1 ,09 1,21
Чугун Грубая Получистовая 0,90 0,94 1,06 1,03 1,07
336
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 17
Поправочные коэфициенты на скорость резания резцами из быстрорежущей стали в зависимости
от периода стойкости
Характе- ристика об- рабатывае- мого металла Типы резцов Уеловия работы Показа- тели от- носитель- ной стой- кости т Период стойкости Т мин.
30 | 60 | 90 120 | 150 210 3G0
Значения коэфициента К vt
Сталь, сталь- ное литьё, ковкий чу- гун Проходные, подрезные и расточные Прорезные и отрезные Фасонные Резьбовые С охлаж- дением 0,125 0,250 0,30 0,08-0,13 1,09 1,19 1,0 1,0 0,95 0,90 1,09 1,04 0,92 0,83 1,0 1,0 0,90 0,79 0,93 0,98 0,85 0,71 0,81 0,83 0,80 0,64 0,72 0,89
Чугун серый Проходные, подрезные и расточные Прорезные и отрезные Без охлажде- ния 0,10 0,15 1,07 1,0 1,0 0,96 0,94 0,93 0,90 0,91 0,87 0,87 0,81 0,84 0,76
Медные спла- вы Все типы, кроме фасон- ных 1 Без [ охлажде- J ния 0,23 1,16 1,0 0,91 0,84 0,80 0,73 0,66
Алюминиевые и магниевые сплавы 0,30 1,23 1,0 0,88 0,81 0,75 0,66 0,58
Таблица 18
Поправочные коэфициенты на скорость резаиия резцами нз быстрорежущей стали в зависимости
от величины износа задней грани
Характеристика обрабатываемого Величина износа задней грани в мм 1
Типы резцов 0,5 1,0 | 1,5 2,0 2,5 3,0 3 ,5 4,0
металла Значения коэфициента /<т1 "S
Сталь, стальное литьё, ковкий Проходные, подрезные и расточные 0,93 0,95 0,97 1,0 — — — —
чугун Прорезные и отрезные 0,85 1,0 — — — — — —
Проходные — — — 0,93 0,94 0,95 0,97 1,0
Серый чугун Подрезные и расточ- ные 0,94 0,96 0,97 1,о — — — —
Прорезные и отрезные 0,85 0,90 0,95 1,0 — — — —
Таблица 19
Величины С , х и у для определения скорости резаиия резцами из твёрдого сплава при
скоростных методах резаиия чугуна и стали
Характеристика обрабатываемого металла Вид и характер обработки С д X -о
Сталь конструкционная углеродистая и легиро- ванная незакалённая а =75 кг/мм* пч ' Наружное продольное точе- ние без охлаждения (твёр- дый сплав Т15К6) s < 0,3 мм/об s > 0 ,3 » 170 141.5 0,18 0,18 0,20 0,35
Чугун серый Н _ = 190 Б Наружное продольное то- чение без охлаждения (твёрдый сплав ВК8) $ < 0,4 мм/об s > 0,4 » 77,4 68,5 0,13 0,20 0,20 0,40
РЕЗАНИЕ МЕТАЛЛОВ
337
Таблица 20
Поправочные коэфициенты иа скорость резаиия резцами из твёрдых сплавов в зависимости
от периода стойкости Т
Характеристика лбря батываемого] Стойкость резца Т мин.
20 30 45 60 75 90 120 150 180 240 | 360
металла Значения коэфициента К "т
Г Незакалённая сталь, чугун .... Закалённая сталь 1,33 1,15 1,24 1,11 1,15 1,08 1,08 1,04 1,04 1,02 1,0 1,0 0,94 0,97 0,91 0,95 0,87 0,93 0,82 0,92 0,76 0,88
Таблица 21
Поправочные коэфициенты на скорость
резаиия в зависимости от марки твёрдого сплава
(приближённо)
Марки твёрдых сплавов Обработка стали Обработка чугуна
Т30К4 I Т15К6 Т5КЮ ВК8 ВК6 вкз
Значения коэ- фициента kVu . . 1,4 Ll° 0,65 ь° 1,2 1,4
Таблица 22
Поправочные коэфициенты иа скорость резания
резцами из твёрдых сплавов в зависимости
от формы передней грани
Наименование формы передней грани Значения коэфи- циента Kv$
Плоская или радиусная с фаской с положительным значением главного перед- него угла у 1 ,00
Плоская двойная или оди- нарная с отрицательным передним углом у . 1,05
Таблица 23
Поправочные коэфициенты на скорость резаиия
резцами из твёрдых сплавов в зависимости
от главных углов в плане ср
Характеристика обрабатываемого металла Значения главного угла
10 20 | 30 | 45 | S0 | 70 90
Значения коэфициента Къ
Сталь незакалён- ная и закалённая . . 1,55 1,30 1,13 1,0 0,92 0,86 0,81
Таблица 24
Поправочные коэфициенты иа скорость резаиия
резцами из твёрдых сплавов в зависимости
от принятой величины износа задней грани
Величина износа в мм Значение коэфи- циента К
0,8-1,0 1,5-2,0 1 1,0 1,33
Поправочные коэфициенты Kt, для опре-
деления скоростей резания при обработке твер-
досплавными резцами металлов с различными
механическими свойствами необходимо опре-
делять по формулам:
для стали
где апч — принятый в табл. 10 предел прочно-
сти, равный 75 кг!ммг-,
апч—предел прочности данной обраба-
тываемой стали в
НБ—принятая в табл. 10 твёрдость по
Бринеллю, равная 190;
/7^ — твёрдость по Бринеллю данного об-
рабатываемого серого чугуна;
п„—показатель степени.
Для конструкционных углеродистых и ле-
гированных незакалённых сталей = 1,50;
для закалённой стали «^=2,00; для серого чу-
гуна nv = 1,45.
Поправочные коэфициенты Л'од> Kv.fl и Kvr
при работе резцами из твёрдых сплавов не вво-
дите я.
Усилие резания определяется по следующей
упрощённой формуле:
Рг = CptxP s УР .
Результат, полученный по указанной фор-
муле, необходимо умножить на соответствую-
щие поправочные коэфициенты для изменённых
условий резания:
Рз’ Кр-[’ «Рг Крг< Крф> KpS-
Значения этих поправочных коэфициентов,
а также величины С„, хр и ур по данным МСС
приведены в табл. 25—32 [30, 31].
Крутящий момент при точении
PZD
Мкр— 2 000 кгм’
где Рг— усилие резания в кг;
D — диаметр обрабатываемой поверхности
изделия в Л4Л4.
22 том 12
338
РЕЗАНИЕ МЕТАЛЛОВ
Эффективная мощность резания Потребная мощность электродвигателя
РгУ Мэ~75 1,36 квт- станка N = ' потр > где т] —к. п. д. станка. Таблица 25
Величины Ср , Хр и ур для определения усилия резания при работе резцами из быстрорежущей
стали
Характеристика обрабатывае- мого металла Вид обработки СР Хр Ур
Сталь углеродистая, апч «75 кг!мм*, НБ “ 215 Наружное точение и растачивание Фасонное точение Прорезка и отрезка 200 212 247 1,0 1,0 1,0 0,75 0,75 1,0
Чугун ковкий Hg = 150 Наружное точение и растачивание Прорезка и отрезка 100 138,7 1,0 1,0 0,75 1,0
Чугуи серый НБ = 190 Наружное точение и растачивание Прорезка и отрезка 114 158 1,0 1,0 0,75 1,0
Бронза средней твёрдости БрАЖ 9-4 Наружное точение и растачивание 55 0,66
Таблица 26
Поправочные коэфициенты на усилие резания при
точении резцами из твёрдых сплавов незакалённой
стали в зависимости от формы передней грани
резца
Форма передней грани Значения козфи- циента Кп_. ИФ
Плоская или радиусная с фаской при положитель- ном переднем угле Плоская двойная или одинарная с отрицательным передним углом 1,0 1,2
Таблица 27
Величины Ср , Хр и ур для определения усилия
резания при скоростном точении стали м чугуна
резцами из твёрдых сплавов
Характеристика обрабатываемого металла Вид обработки ср ХР Ур
Углеродистые и легированные стали, горячека- танные, кон- струкционные, алч>=75 кг/мм*, НБ = 215 Наружное продольное точение и рас- тачивание . , 191 1,0 0,75
Чугун серый Наружное продольное точение и рас- тачивание . , 92 1,0 0,75
Примечание. Поправочные коэфициен- ты для определения усилия резания при ско- ростном резании стали и серого чугуна можно брать по соответствующим данным табл. 26, 28 и, кроме того, из табл. 30 — 32.
Таблица 26
Поправочные коэфициенты на усилие резания при
обработке разных групп металлов
Металлы Значения коэфи циента Кп из
Холоднотянутые стали .... Горячекатанные отожжённые, нормализованные, термооб- работанные (закалка с высо- ким отпуском) стали, а так- же алюминиевые и магниевые 0,80
сплавы 1,0
Алюминий и силумин Дюралюмин апч = 25-г 0,20
-т-35 кг/мм* 0,30-0,55
Электрон апч = 16 кг/мм1 . . . 0,15
Таблица 29
Поправочные коэфициенты на усилие резания при
различном износе задней грани резца из быстрорежу-
щей стали
Характеристика обрабатываемого металла Величина износа задней грани резца в мм
4,0 | 2,0 | 1,0 j 0,5
Значения коэфициента Кр$
Сталь, стальное литьё и ковкий чу- гун Серый чугун . . . 1,0 1 ,0 0,95 0,83 0,82 0,93
Таблица 30
Поправочные коэфициенты на усилие резания при
точении незакалённой стали резцами из твёрдых
сплавов с разным износом задней грани
Величина износа задней грани резца в мм Значения козфици- ента Кп
0,8-5-1,0 1,0
1,5-=-2,0 1,05
РЕЗАНИЕ МЕТАЛЛОВ
339
Таблица 31
Поправочные коэфициенты на усилие резания при обработке металлов с различными механическими
свойствами
Сталь и стальное литьё
Предел прочности апч в кг1мм* 30—40 40-50 50-60 60-70 70-80 80-90 90-100 100-110 110-120
Значения коэфициента Кр м 0,69 0,76 0,82 0,89 1 ,о 1,10 1,18 1,28 1,36
Ковкий чугун
Твёрдость по Бринеллю . 100—120 120-140 140-1 СО 160-180 180—200
Значения коэфициента Крм • 0,84 0,92 J ^0 1,07 1,14
Серый чугун
Твёрдость по Бринеллю Нjg 140-160 160-180 180-200 i 200-220 220-240 240—260 260-280
Значения коэфициента 0,88 0,94 1,0 1,06 1,12 1,17 1,22
Медные сплавы (бронзы и латуни)
Гете рогенные Свинцовистые при основной гетерогенной структуре Гомогенные С содержанием свинца ниже 10% при основной гомогенной структуре Медь С содержани- ем свинца выше 15%
твёрдые средней твёрдости
Значения коэфициента Крм
0,75 1,0 0,62 1,8-2,2 0,65-0,70 1,7—2,1 0,25—0,45
Таблица 32
Поправочные коэфициенты на усилие резания при’различных геометрических параметрах режущей
части резца
Влияние переднего угла -(
Передний /гол т°
Характеристика обрабатываемого металла 8 12 20 25 30
Значения коэфн- циента Кп
Сталь и сталь- ное литьё при апч в кг/мм* <50 50-8Q 80-100 100—120 1,06 1,0 1,10 1,0 0,94 1,06 1,0 0,91 1,0 0,94 0,94
Чугун и медные сплавы при Н. f 150 J 150-200 | 200—260 1,06 1,0 1,10 1,0 0,94 1,0 0,91 — —
Влияние формы режущей кромки фасонных резцов
при обработке стали оценивают для следующих
пример ов
Форма режущей кромки I : 1
Значения коэфи- циента Кп . • . . к 0,85 0,90 _hp 1,05
Влияние главного угла в плане ?
Характеристика обрабатываемого металла Главный угол в плане и®
10 20 30 45 60 75 90
Значения коэфициента Кр <Р
Сталь, стальное литьё, алюминиевые и магниевые сплавы Чугун Медные сплавы . . 1,32 1,16 1,08 1,05 1,0 1,0 1,04 0,98 0,96 1,0 1,03 0,94 0,98 1,08 0,92 0,96
Влияние радиуса при вершине резца г
Характеристика обрабатываемого металла Радиус при вершине г мм
0,5 1,0 2,0 3,0 5,0
Значения коэфициентов Кр
Сталь и стальное литьё Чугун 0,87 0,91 0,93 0,95 1,0 1,0 1,04 1,03 1,10 1,07
22*
340
РЕЗАНИЕ МЕТАЛЛОВ
СВЕДЕНИЯ О ТОЧЕНИИ
РЕЗЦАМИ С ПЛАСТИНАМИ
ИЗ МИНЕРАЛОКЕРАМИЧЕСКИХ
МАТЕРИАЛОВ
В 1932 г. в СССР на фарфоровом заводе
им. Ломоносова впервые начали применять
для обработки металлов резанием минерало-
керамические материалы.
Эти материалы имеют по сравнению с ме-
таллокерамическими твёрдыми сплавами ряд
преимуществ, а именно: полное отсутствие
в них вольфрама, титана и кобальта, имею-
щих важное значение для промышленности,
значительно меньшая стоимость (в десятки
раз), возможность в ряде случаев допускать
бдлыпие скорости резания.
Следует, однако, отметить меньшую проч-
ность минералокерамических материалов по
сравнению с металлокерамическими твёрдыми
сплавами.
Средине значения некоторых физико-меха-
нических свойств минералокерамических
материалов:
Теплоёмкость .... С ~ 0,2 кал!г-град
Теплопроводность . X ~ 0,009 кал!см-сек'град
Удельный вес .... 7 ~ 3,75 г 1см'
Коэфициент лиией-
иого расш прения . “(20—800°) " 9'10 °
Твёрдость.................. 88 4. по
Предел прочности на
изгиб........... айэг ~ 30 кг/мм'
Предел прочности на
сжатие.......... а сж ~ 180 кг/мм'
Создание новых минералокерамических
инструментальных материалов и усовершен-
ствование технологии их изютовления осуще-
ствлялось ВНИИАШ и МХТИ им. Менделеева
совместно с ЦНИИТМаш, а исследования
их режущих свойств и установление режимов
резания — лабораториями резания металлов
ЦНИИТМаш и ВНИИ.
Практикой работы ряда крупных заводов
показана целесообразность применения рез-
цов с пластинами из минералокерамических
материалов при получистовой обработке чу-
гунов, сталей, а также при обработке цвет-
ных металлов.
Лучшими марками минералокерамических
материалов в настоящее время являются
ЦМ-332 и ТВ-48.
На Институт машиноведения Академии
наук СССР возложена координация всех
работ по исследованию инструментов с
пластинами из минералокерамических мате-
риалов.
Резцы с пластинами из минералокера-
мических материалов изнашиваются в основ-
ном по задней грани, на передней же грани
наблюдаются только следы от соприкоснове-
ния со стружкой.
Величина конечного износа колеблется в
пределах от 0,5 до 1,0 мм (в зависимости от
толщины среза) и характеризуется сколом
режущей кромки.
В табл. 33 приведены примерные допусти-
мые величины износа задней грани резцов,
оснащённых пластинами из минералокерами-
ческих материалов, при обработке стали [ 14].
Таблица 33
Допустимые величины износа задней грани резцов
с пластинами из минералокерамических
материалов
Передний угол в градусах Передний угол фаски в градусах Ширина фаски Допустимый износ в мм
— 10 0,84-0,9
+10 —5+—10 1s До 0,6
В табл. 34 приведены ориентировочные,
величины подач при обработке стали и чу-
гуна, а в табл. 35—при обработке различных
конструкционных сталей [14].
Таблица 34
Подачи при точении стали и чугуна резцами
с пластинами из минералокерамических
материалов
с е-
ч в 5
fcf S —.
30 | 45 | 60 | 90
Обраба-
тываемый
материал
Главный угол в
плане в градусах
Ев и
Подача в мм [Об
Сталь . .
Ч угуи . .
Таблица 35
Подачи при точении конструкционных сталей
резцами с пластинами из минералокерамических
материалов
(? = 45°)
Предел прочности апч в кг[мм* 65 80 120 160
Подача $ в мм}об . 0,45 0,35 0,25 0,15
Подачи, приведённые в табл. 34 и 35,
установлены с учётом работы резца в усло-
виях жёсткости системы и при величинах
износа согласно табл. 33.
По данным ВНИИ [7], в табл. 36 приве-
дены коэфициенты относительной стойкости
минералоксрамических материалов по сравне-
нию с твёрдым сплавом при обработке стали
45 (v == 2С0 м/мин; t = 3 мм; s = 0,3 MMjo6)
резцами с главным углом в плане ^=45°.
Таблица 36
Коэфициенты относительной стойкости резцов
с пластинами из минералокерамических материалов
и твёрдых сплавов
Материал режущей части резца Толщина пластин в мм Количе- I ство | опытов Средняя сто йкость в минутах Коэфи- цнеит относи- тельной стойкости
Т15К6 4,5 3 23,5 1,о
ЦМ-332 4,0—4,6 5 64,4 2,7
ТВ-48 5,5 5 50,0 2,1
РЕЗАНИЕ МЕТАЛЛОВ
341
По данным ЦНИИТМаш и ВНИИ, уве-
личение стойкости резцов с минералокерами-
ческими пластинами по сравнению с твёрдым
сплавом ВК8 при обработке чугуна твёрдо-
стью НБ= 180^-200 кг]мм1 доходит до 3 раз.
Скорости резания, допускаемые минералоке-
рамическим материалом ЦМ-332 при наруж-
ном продольном точении конструкционных
сталей и чугуна (Н Б = 220) [14, 16], при-
ведены в табл. 37 н 38, а поправочные ко-
эфициенты на (корость резания (по тем
же данным) — в табл. 39 и 40.
для обработки чугуна
217
Таблица 37
После определения скоростей резания по
приведённым формулам следует ввести по-
правочные коэфициенты на скорость реза-
ния по табл. 39 и 40.
Таблица 40
Поправочные коэфициенты на скорость резания
при наружном продольном точении резцами
с пластинами из минералокерамического материала
марки ЦМ-332 в зависимости от главного угла
в плане
Обрабатываемый Главный угол в плане в градусах
материал 30 | 45 | 60 | 90
Значение коэфициента Ку
Скорости резания при наружном продольном
точении конструкционных сталей ?лч = 65 кг/ мм*
резцами с пластинами из минералокерамического
материала марки ЦМ-332
5 к 11 од а ч а в MMlOO
6 ® as 0,15 | 0,20 | 0,25 | 0,30 0.40 | 0,50 1 0,60 | 0,70
X
Ф 1— О. ® Скорость резания в м]мин
0,5 467 420 386 360 _______
1,0 410 36/ 340 316 — — __
1,’ 380 341 314 293 264 — —
2,0 360 322 303 277 250 230 — —
2.5 345 3'9 236 267 240 221 206 —
3,0 334 295 275 257 231 213 199 188
Таблица 38
Скорости резания при наружном продольном
точении чугуна (Нд = 220 кг} мм*) резцами
с пластинами из минералокерамического материала
марки ЦМ-332
Назакалённая сталь 1,0 1,0 0,65
Чугун 0,95 1 ,0 0,86 0,51
Примечание. Величина износа зад-
ней грани при обработке стали соответствует
0,5—1,0 мм, а при обработке чугуна 0.6—
0,9 мм.
Подача в мм[об
0,15 | 0,20 | 0,25 | 0,30 | 0,40 | 0,50 | 0,60 | 0,70
Скорость резания в м]мин
0,5
1 ,0
1,5
2 ,0
2,5
3,0
342 327
299 2 *6
269 257
259 248
248 238
240 230
317
275
248
240
230
221
234
226
217
209
216
207
200
200 -
193 187
Таблица 39
Поправочные коэфициенты на скорость резания
при наружном продольном точении резцами
с, пластигами из минералокерамического материала
марки ЦМ-332 в зависимости от периода стойкости
Обра- баты- ваемый мате- риал Стойкость резца Т мин.
20 | 30 | 45 | 60 | 75 | 90 | 12 | 180| 24О| 360
Значение коэфициента Хр
Незака- лён ная сталь . . Чугун 1,52 1,89 1,36 1,60 1,22 1,34 1,11 1,18 1,05 1.Ю 1,0 1 ,0 0,92 0,91 0,8 0,76 0,78 0,66 0,69 0,58
Для определения скоростей резания при
наружном продольном точении можно также
пользоваться формулами, полученными
ЦНИИТМаш [16]:
для обработки стали
203
уЭ0 — s0,37 ^0,19 М1 мин<
Теплопроводность минералокерамических
материалов—во много раз более низкая,
чем теплопроводность металлокерамического
твёрдого сплава и быстрорежущей стали. Это
является причиной возникновения внутрен-
них напряжений и трещин в пластинах из
минералокерамического материала при быст-
ром их нагреве и охлаждении.
Учитывая особенности минералокерами-
ческого материала, при работе резцами, осна-
щёнными минералокерамическими пластина-
ми, рекомендуется соблюдать следующие
условия их эксплоатации [7, 14]:
1) избегать работы при наличии вибраций
системы станок —деталь — инструмент;
2) обрабатывать детали без радиального
врезания;
3) продольную обточку производить после
предварительной подрезки торца;
4) производить по мере износа резца
периодическую доводку его, не снимая со
станка, сначала оселком (из зелёного карбида
кремния зернистостью 100—120 и твёрдо-
стью См), а затем чугунным бруском с пастой
(из карбида бора или зелёного карбида крем-
ния зернистостью 220— 260);
5) обработку можно производить без при-
менения охлаждающе-смазывающей жидко-
сти; если по имеющимся технологическим
условиям охлаждение необходимо, то должна
быть обеспечена обильная подача охла
ждаюше-смазывающсй жидкости на пластину
ещё до врезания режущей кромки в обрабаты-
ваемый материал;
6) во избежание возникновения сильных
ударов по пластине ко возможности не обра-
батывать прерывистых поверхностей;
7) в случае обработки деталей сложной
формы следует распределять работу между
резцами, оснащёнными пластинами из мине-
ралокерамических и из мечалло-керамиче-
ских твёрдых сплавов (учитывая особенности
и свойства указанных материалов).
342
РЕЗАНИЕ МЕТАЛЛОВ
СВЕРЛЕНИЕ, РАССВЕРЛИВАНИЕ,
ЗЕНКЕРОВАНИЕ, РАЗВЕРТЫВАНИЕ
Сверление и рассверливание
Элементы резания при сверлении и рас-
сверливании показаны на фиг. 12.
Подачей при сверлении s мм!об
называется величина перемещения сверла
вдоль своей оси за один оборот сверла.
Фиг. 12. Элементы резания: а — при сверлении
в сплошном материале; б—при рассверливании
На каждую из двух главных режущих кромок
сверла приходится половина величины подачи:
s
sz ~ ~2 ’
За глубину резания t мм при
сверлении в сплошном материале прини-
мают половину диаметра сверла, т. е.
D
1 ^ ‘2
Толщина среза на одну режущую кромку:
s
az == sz sin ? = s'n
где ?—половина угла при вершине сверла.
Ширина среза b мм равна длине глав-
ной режущей кромки, находящейся в сопри-
косновении с обрабатываемым материалом.
При сверлении в сплошном материале
(фиг. 12,а)
_ D
2 sin ? *
При рассверливании, т. е. при сверлении
материала с уже имеющимся отверстием
диаметром d (фиг. 12,6), элементы резания
определяются по следующим формулам:
D—d D — d
t -= _-2- мм- Ъ = мм.
Скорость резания при сверлении
т. D п
v = Тбоб“ ’
где п—число оборотов сверла (или изделия
при сверлении на токарном станке) в
минуту.
Основное технологическое время
L
То = ns >
где L — длина прохода сверла в мм;
Е = I + /1 + /2 (фиг. 13),
где I — глубина сверления в мм;
/1 — величина врезания сверла в мм;
12 —перебег сверла, равный 1 3 мм.
Фиг. 13. Величины
врезания и
перебега сверла
При сверлении в сплошном материале свер-
лом с одинарной заточкой
1г к 0,3 П;
при сверлении в сплошном материале свер-
лом с двойной заточкой
/t^0,4 D;
при рассверливании
Zx » 0,3(0 — d).
Характер износа режущей части спираль-
ных свёрл и его допустимые величины пока-
заны в табл. 41 [30, 31].
Таблица 41
Характер и допустимые величины износа режущей части спиральных свёрл
Обрабатываемый материал Материал режущей
и условия работы части
Характер износа
Допустимая величи-
на износа д в мм
Сталь (с охлаждением)
Чугун (без охлаждения)
Быстрорежущая
сталь
Твёрдый сплав
ВК8
Быстрорежущая
сталь
Твёрдый сплав
ВК8
Задняя грань
1,04-1,2
Задняя грань
0,44-1,3
Уголки 0,54-1,2
Задняя грань
0,44-1,3
РЕЗАНИЕ МЕТАЛЛОВ
343
Допустимая подача при сверлении
s = CSD0,6 мм/об,
где Cs — коэфициент, характеризующий меха-
нические свойства и технологические
факторы обрабатываемого материала.
Величины коэфициента Cs (при сверлении
с L<3D) и поправочные коэфициенты на пода-
чу при L>3D приведены в табл. 42 и 43 [23].
Таблица 42
Величины коэфициента Cs для определения подачи
при сверлении
Обрабатываемый материал Группа подач
группа твёрдость «Б I 11 III
Значения КОЭфИ! ;иента
<160 0,085 0,063 0,042
160-240 0,063 0,047 0,031
Сталь 240—300 0,046 0,038 0,023
>300 0,038 0,028 0,019
Чугун <170 0,130 0,097 0,065
>170 0,078 0,058 0,039
Цветные Мягкие 0,170 0,130 0,085
металлы Твёрдые 1,130 0,097 0,005
Таблица 43
Поправочные коэфициенты на подачу в случае
сверления» зенкероваиия и развёртывания
глубоких отверстий
Длина L Поправочные коэфициенты
(3-J-5) D 0,90
(54-7) D 0,80
(74-10) D 0,75
Группа I подач принимается для случаев
глухого сверления: без допуска; по 5-му клас-
су точности; под последующее рассверливание;
под последующую обработку двумя или тремя
инструментами (зенкером или резцом и раз-
вёртками или расточной пластиной); под наре-
зание резьбы метчиками при условии обработ-
ки отверстия после сверла зенкером, резцом
или расточной пластиной.
Группа II подач принимается для случаев
сверления глухого и на проход: в деталях не-
достаточной жёсткости (тонкостенные детали,
детали коробчатой формы, тонкие выступающие
части деталей и т. п.); под последующее наре-
зание резьбы метчиками; под последующую
обработку отверстия одним зенкером с нор-
мальной глубиной резания или двумя развёрт-
ками.
Группа III подач принимается для свер-
ления глухого и на проход точных отверстий
при последующей обработке одним зенкером
с малой глубиной резания или одной развёрт-
кой.
Подачи при рассверливании следует при-
нимать в 1,5—2,0 раза больше, чем при свер-
лении в сплошном материале, так как глубина
резания при рассверливании сверлом того же
диаметра меньше, чем при сверлении.
Скорость резания, допускаемая по стойко-
сти свёрл, определяется по формуле
П -------— А4 / МПЫ
Скорость резания при рассверливании
cv d2v
v = ' syv~ м/мин.
В приведённых формулах T — период стой-
кости сверла в минутах, т. е. время его рабо-
ты до затупления (от переточки до переточки).
Средние стойкости свёрл Т приведены в
табл. 44 [30].
Величины Cv, m, zv, уи и xv приведены
в табл. 45 [30].
Скорости резания, подсчитанные по выше-
приведённым формулам для определённых
условий обработки, надо умножать на попра-
вочные коэфициенты, приведённые в табл. 46,
47, 48, 49 [10, 30].
В табл. 44 поправочные коэфициенты при-
ведены для тех же групп материалов, которые
даны в табл. 11.
В табл. 50 приводятся рекомендуемые ре-
жимы резания при сверлении отверстий
в закалённых сталях свёрлами диаметром
10-4-30 мм с напаянными пластинами твёрдого
сплава марки Т15К6 [31].
В процессе резания сверло работает на про-
дольный изгиб и сжатие от осевого усилия
р=2Рг и на кручение от момента М, созда-
ваемого силой Рг (фиг. 14).
Таблица 44
Средние величины стойкости свёрл
Диаметр сверла в мм
Обрабатываемый Матерна .режущей > СЧ СЧ 1 3 3 1 3 | т о> LO 1 I сл |
материал части 1 СЧ 1 1 LO 1 8 1 ю СЧ го LO ГО о г*
Стойкость сверла в минутах
Сталь Быстрорежущая сталь 6- 12 10- 18 12- 24 18— 30 25- 36 30- 42 35— 55 60- 80 75- 95 90— 120 120— 150 140- 180 200— 270
Чугун Твёрдый сплав марки ВК8 .... - — 22- 30 30— 36 36- 45 60- 70 70- 80 — - - — —
344
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 45
Величииы Cv , т, zv , yv и xv для определения скорости резаиия при сверлении и рассверливании
свёрлами из быстрорежущих сталей
Обрабатываемый материал Предел проч- ности олч в кг/мм* “б Вид обработки Подача $ в мм/об со т 2 W У»
Сталь углеро- дистая конструк- ционная 75 215 Сверление. <0,2 >0,2 5,0 7,0 0,2 0,2 0,4 0,4 0,7 0,5 —
Рассверливание - 11,6 0,2 0,4 0,5 о,2
Чугун серый — 190 Сверление. . . <0,3 >0,3 10,5 12,2 0,125 0,125 0,25 0,25 0,55 0,4 -
Рассверливание — 16,7 0,125 0,25 0,4 0,1
Чугун КОВКИЙ — 150 Сверление . . <0,3 >0,3 15,6 18,1 0,125 0,125 0,25 0,25 0,55 0,4
Рассверливание - 24,8 0,125 0 ,25 0,4 0,1
Бронза БрАЖ 9-4 — 100-140 Сверление <0,3 >0,3 23,4 27,2 0,125 0,125 0,25 0,25 0,55 0,4
Рассверливание - 37,2 0,125 0,25 0,4 0,1
Таблица 46-
Поправочные коэфициенты на скорость резаиия, учитывающие марки стали инструмента
Материал инструмента Марки стали
Р18, Р9 9ХС У10А, У12А твёрдый сплав ВК8
Поправочный коэфициент 1,00 0,65 <0,5 2,2
Область применения Сталь и чугун НБ >230 Сталь и чугун НБ = 200-г 230 Сталь и чугун НБ =1504-180 Чугун любой твёрдости
Таблица 47
Поправочные коэфициенты на скорость резания,
учитывающие длину обрабатываемого отверстия
Длина отверстия до <3D 4D 5D 6D 8D 10D
Поправочный коэфициент . . 1,00 0,85 0,75 0,7 0,6 0,5
Таблица 48
Поправочные коэфициенты на скорость резания,
учитывающие состояние обрабатываемой стали
Состояние стали Холодно- тянутая Горячена- тайная Нормали- зованная Отожжён- ная Г 3 У >» о? я
Поправочный коэфициент 1,1 1,0 0,95 0,9 0,8
Таблица 49'
Поправочные коэфициенты иа скорость резания,
учитывающие обрабатываемый материал
№ мате- риала (по табл. 11) Попра- вочный коэфици- ент № мате- риала (по табл. 11) Попра- вочный коэфици- ент № мате- риала (по табл. 11) Попра- вочный коэфици- ент
1 1,03 21 0,63 41 1,35
2 1,32 22 0,57 42 1,15
3 1,14 23 0,54 43 1,00
4 1,00 24 0,47 44 0,85
5 0,90 25 1,34 45 0,77
6 0,91 26 1,12 46 0,69
7 0,80 27 0,97 47 1,50
8 0,72 28 0,85 48 1,20
9 0,65 29 0,76 49 1,00
10 0,61 30 0,69 50 0,85
11 0,68 31 0,65 51 0,73
12 0,60 32 1,42 52 0,67
13 0,54 33 1,19 53 1,00
14 0,49 34 1,03 54 2,00
15 0,46 35 0,90 55 4,0
16 0,40 .36 0,81 56 1,67
17 1,01 37 0,73 57 12,0
18 0,92 38 0,69 58 8,0
19 0,80 39 0,60 59 4,0—6 0
20 0,70 40 1,63 60 4,0—6
РЕЗАНИЕ МЕТАЛЛОВ
345
Таблица 50
Режимы резания при сверлении закалённой стали
свёрлами с пластинами из твёрдого сплава Т15К6
с охлаждением
"Яс Подача з в мм/об Скорость резания V в м/мин
До 40 0,04—0,05 60
40 0,03 55-60
55 0,025 55
64 0,02 50 1
Фиг. 14. Усилия,
действующие при
сверлении
Осевое усилие и кру-
тящий момент, возникаю-
щие при сверлении, опре-
деляют соответственно по
следующим формулам:
Р = CpDs°’SKe;
М = См DI,9s0,8 кгмм.
Осевое усилие и кру-
тящий момент при рас-
сверливании можно опре-
делять по следующим фор-
мулам [37]:
при обработке сталей,
цветных металлов и лёгких
сплавов
Р = Ср s°’7 Р’3о°475 кг;
М = C'MDs°'8 /°’9 fa1 кгмм;
при обработке чугунов и бронзы
Р = С'р s0,4 кг-,
М = С'м Ds°-S Л75//9’6 кгмм.
Ср-, С’р; Ся; С'м — по табл. 51 [30, 37].
Таблица 51
Величины Ср, Ср, См и См для определения
осевых усилий и крутящих моментов при
сверлении и рассверливании
Обрабатываемый
материал
Сталь углеро-
дистая конструк-
ционная .......
Чугун серый .
» ковкий .
Бронза БрАЖ
9-4............
С i
а)
75
С с
ч °
2?
Твёрдость по Бринеллю "в с р СР ?М См
215 84,7 1,35 33,8 3,8
190 60,5 0,92 23,3 3,16
150 52,5 0,92 20,3 3,16
100—140 31,5 — 12,2 -
В табл. 52 [30] приведены поправочные коэ-
фициенты на осевые усилия и крутящие момен-
ты при сверлении для групп материалов, со-
ответствующих приведённым в табл. 11, в зави-
симости от их механических свойств.
Эффективная мощность при сверлении
и рассверливании
Мп
Nэ = 71б1бб“- 1,36 Квт’
где М — крутящий момент в кгмм.
Зенкерование и развертывание
Зенкерование применяется для получисто-
отверстий, полученных при-
штамповке, а также
вой обработки
литье, ковке или
для увеличения диа-
метра ранее просвер-
ленного отверстия.
Развёртывание при-
меняется для прида-
ния правильной фор-
мы, точных разме-
ров и высокой чисто-
ты поверхности отвер-
стиям в пределах
заданного допуска.
На фиг. 15 пока-
заны элементы реза-
ния при зенкерова-
нии и развёртывании.
Глубина резания
Фиг. 15. Элементы реза-
ния при зенкеровании
н развёртывании
D — d
I = —q— мм.
Ширина среза
, D — d
О = 7»:-- ММ.
2. Sin у
Подача на один зуб
s
S- =---.
- г
Толщина среза для каждого зуба
аг = s~ sin <? мм.
Скорость резания
к Dn
v = ТббО м1мин.
Основное технологическое время при работе
зенкером или развёрткой определяется так же,
как и для сверла (см. стр. 342).
Величины врезания \ определяются по
табл. 53 [37].
Характер и допустимые величины износа
режущей части зенкеров и развёрток приве-
дены в табл. 54 [30, 31].
Подача при зенкеровании на проход
s = Cs D0,6 мм!об.
Подача при развёртывании на проход
s= Cs D0,1 мм/об.
В табл. 55 приведены величины коэфи-
циента Cs при зенкеровании и развёртыва-
нии [23].
Технологическими факторами, определяю-
щими группу подач при зенкеровании, яв-
ляются следующие.
Но группе! подач зенкеруются отверстия:
литые или прокованные без допуска; литые
346
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 52
Поправочные коэфициенты на осевые усилия н крутящие моменты
Сталь Предел прочно- сти <зпч в кг/мм1 30-40 40—50 (колёсные центры) 50-60 (оси) 60-70 70-80 80-90 (бандажи) 90-100 100—liojlio—120
Поправочный коэфициент 0,57 0,67 0,79 0,89 1,0 1.1 1,18 1,28 1 ,36
н Б 120—140 140-160 160-180 180-200 200—220 220—240 240-260 260 —280
Чугун серый Поправочный коэфициент 0,8 0,87 0,94 1,0 1,06 1,13 1,18 1,21
Н Б 100-120 120 -140 140-160 160-180 180 —200
Чугун ковкий Поправочный коэфициент 0,83 0,92 1,0 1,08 1,15
Бронзы, латуни и медь Группа Гетерогенные Гомогенные сплавы Сплавы с со- держанием свинца ниже 10% при основной го- могенной структуре Свинцовистые сплавы при основной ге- терогенной структуре Сплавы с содержа- нием свинца выше 15% Медь
высокой твёрдости средней твёрдости
Поправочный ^коэфициент 0,75 1,0 1,8-2,2 0,65-0,7 0,62 0,25-0,45 1,7-2,1
Таблица 53
Величины врезания при зенкерованнн н развёртывании
Диаметр инструмента D в мм 3-4,5 5-6 7-8 9-10 11—16 17-21 22—32 ’35—50 52-75 78-100
Величина врезания при зенкеровании - — - - — 3 5 5 6 6
Величина врезания ( г=»15° 4 4 5 5 5 6 7 8 9 10
при развёртывании | 5° 4 5 6 7 8 9 11 12 15 17
Таблица 54
Характер н допустимые величины износа режущей части зенкеров н развёрток
Наименование режу- щего инструмента Обрабатываемый мате- риал и условия работы Характер износа Допустимая величина износа 6 в мм
Зенкеры из быстроре- жущей стали Сталь с охлаждением Износ 1 уголки U 1 /Г (Л Износ | ( V? задней 60 гл/ Тр храни Задняя грань 0,24-1,5
Чугун без охлаждения Уголки 0,84-1,5
' Зенкеры из твёрдых .сплавов Сталь незакалённая и чугун Задняя грань 1,04-1,6
Сталь закалённая Задняя грань 0,7
Развёртки из быстро- режущей стали Сталь с охлаждением н чугун без охлаждения Задняя грань 0,640,8
Развёртки из твёрдых сплавов Сталь незакалённая и чугун Сталь закалбнная /г 3*0 с грс зоб т*и ней Задняя грань 0,440,7 Задняя грань 0,340,35
РЕЗАНИЕ МЕТАЛЛОВ
347
Таблица 55
Величины коэфициента Cs для определения
подачи при зенкеровании и развёртывании
1 1 j । Вид обработки Обрабатыва- емый материал Группа по- дач , опреде- ляемая тех- нологическими факторами
группа твёрдость по Бринеллю I II III
Зенкерование j Развёртывание Сталь До 160 0,191) 0,200 0,140 0,150 0,095 0,100
Зенкерование Развёртывание 160-240 0,140 0,105 0,160 0,120 0,070 0,080
Зенкерование Развёртывание 240-300 0,105 0,120 0,079 0,090 0,052 0,060
Зенкерование Развёртывание Свыше 300 0,085 0,120 0,063 0,090 0,042 0,060
Зенкерование Развёртывание Чугун До 170 0,25010,190 0,33010,250 0,125 0,160
Зенкерование Развёртывание Свыше 1 70 0,150 0,200 0,113 0,150 0,075 0,100
Зенкерование Развёртывание Цветные металлы Мягкие 0,330 0,200 0,250 0,150 0,170 0,100
Зенкерование Развёртывание Твёрдые 0,250 0,330 0,190 0,250 0,125 0,16и
или прокованные при условии обработки
после чернового зенкера двумя или тремя
инструментами (чистовым зенкером или резцом
и развёртками или расточной пластиной);
предварительно обработанные сверлом или
резцом с последующим применением двух
развёрток; литые или прокованные под по-
следующее нарезание резьбы метчиками или
резцом при условии обработки отверстия после
чернового зенкера чистовым зенкером или
расточной пластиной.
По группе II подач зенкеруются отверстия:
литые или прокованные под последующее
нарезание резьбы; литые и прокованные, об-
рабатываемые по 5-му классу точности; литые
или прокованные для последующей обработки
двумя развёртками; предварительно обрабо-
танные (сверлом или зенкером) с последующим
применением одной развёртки.
По группе III подач зенкеруются литые
или прокованные отверстия для последующей
обработки их одним зенкером с малой глуби-
ной резания или одной развёрткой.
Технологическими факторами, определяю-
щими группу подач при развёртывании, яв-
ляются следующие.
По группе I подач развёртываются отвер-
стия после сверла или зенкера под последую-
щее чистовое развёртывание.
По группе II подач производится чистовое
развёртывание отверстий: по 2-му классу
точности после чистового резца или чистовой
расточной пластины; по 2-му классу точности
после чернового развёртывания.
По группе III подач производится: чисто-
вое развёртывание под полирование или хо-
нингование; развёртывание отверстия одной
развёрткой по 3-му классу точности.
При обработке глухих отверстий, особенно
при одновременной обработке дна отверстия,
подачи берутся в пределах 0,1 4- 0,5 мм/об.
Скорость резания, допускаемая зенкером
или развёрткой:
С D~v
V = ------z—-— М мин,
Тт t v sVv
где Cv, т, za, xv,у.и—по табл. 56 [30]
Таблица 56
Величины Cv, т, z^, ху и у^ для определения скорости резания при зенкеровании и развёртывании
инструментами из быстрорежущей стали
Обрабатываемый материал Предел прочности °пч в кг[мм* Твёрдость по Бри- неллю Н g Вид обработки Си т 2и х v
^Сталь углеродистая конструкционная 75 215 Зенкерование Развёртывание .... 16,31 10,5 0,3 0,4 0,3 0,3 0,2 0,2 0,5 0,65
Чугун серый .... — 190 Зенкерование Развёртывание .... 18,8» 15,6 0,125 0,3 0,2 0,2 0,1 0,1 0,4 0,5
Чугун КОВКИЙ . . . 150 Зенкерование Развёртывание .... 27,9’ 23,2 0,125 0,3 0,2 0,2 0,1 0,1 0,4 0,5
Бронза БрАЖ 9-4 - 100-140 Зенкерование Развёртывание .... 41,8* 34,8 0,125 0,3 0,2 0,2 0,1 0,1 0,4 0,5
1 Для насадных зенкеров Со = 146. * Для насадных зенкеров Со = 16,9. s Для насадных зенкеров Cv _ 25. ‘ Для насадных зенкеров Со = 37,5.
348
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 57
Средние стойкости зенкеров и разверток из инструментальных сталей
Обрабатыва- емый материал Наименование инструмента Диаметр инструмента в мм
15- 19 20-25—2э| 30—34, 35-3э| 40—4ч| 45-49 5О-54| 55-59 60-69)70-79
Стойкость инструмента в мин.
Сталь Зенкеры цельные Зенкеры насадные . Развёртки цельные и насадные .... 12 24 18 30 24 36 42 24 42 48 30 50 60 55 72 60 72 70 72 90 84 по 84 130 84
Ч у гун Зенкеры цельные Зенкеры насадные . Развёртки цельные и насадные .... 30 48 30 54 42 60 72 48 70 84 54 65 84 130 120 150 120 170 150 180 150 200 150 280 150
Средние стойкости зенкеров и развёрток
из инструментальных сталей приведены
в табл. 57 [30].
В табл. 58 [37] приведены средние стойкости
зенкеров с пластинами из твёрдого сплава
марки ВК8 при обработке чугуна.
Таблица 58
Средние стойкости зенкеров с пластинами
из твёрдого сплава марки ВК8
Наименование зенкеров Диаметр зенкера в мм
20-24 25—29 30—34 35-39
Стойкость зенкера в мин.
Цельные Насадные 120 120 120 120 150 120 180
Поправочные коэфициенты на скорость ре-
зания при зенкеровании и развёртывании в
зависимости от различных факторов приведе-
ны в табл. 46 — 49.
Осевое усилие и крутящий момент при зен-
керовании и развёртывании могут быть опре-
делены соответственно по следующим фор-
мулам:
Р = Ср DZP I*Р syP кг-,
М = Си DZm tXM еУм кгмм;
Ср, ся, гр, Хр, Ур, zM, хм, ум—по табл. 59 [30].
Эффективная мощность при зенкеровании
и развёртывании
Мп
^“ 716 200- 1,36 Квт’
где М — крутящий момент в кгмм.
ФРЕЗЕРОВАНИЕ
Фрезерование фрезами из быстрорежущей
стали
На фиг. 16 показаны элементы резания при
фрезеровании.
Подачей при фрезеровании на-
зывается поступательное перемещение обра-
батываемого изделия относительно фрезы.
При фрезеровании различают:
а) подачу в минуту (минутную подачу) —
мм)мин;
б) подачу на один оборот фрезы — s0 мм/об;
в) подачу на один зуб фрезы — s2 мм/зуб.
Таблица 59-
Величины Ср zpt хр, ур, Си> гЛ1 хм н ум для определения осевого усилия и крутящего
момента при зенкеровании и развёртывании
Обрабатываемый материал Вид обработки Ср 2Р ХР Ур См ZM хм Ум
Сталь всех сор- тов Зенкерование Развёртывание 3,5 8,0 0,5 0,7 0,95 1,0 0,7 0,72 105 88 1 ,о 1,15 0,74 0,64 0,75 0,85
Чугун Зенкерование Развёртывание 2,0 10,0 0,65 0,61 1,0 0,88 0,55 0,4 72 23 1,0 1 /12 0,74 0,74 0,70 0,79
РЕЗАНИЕ МЕТАЛЛОВ
349
Подача на один зуб фрезы — это переме-
щение изделия за время поворота фрезы на
360°
угол —— , где г — число зубьев фрезы.
Между указанными подачами существует
следующее соотношение:
= soti — szzn,
.где п —- число оборотов фрезы в минуту.
Фиг. 16. Фрезерование цилинд-
рической фрезой с винтовыми
зубьями
Глубиной резания при фрезе-
ровании (t мм) в большинстве случаев
называется толщина слоя металла, снимаемого
за 1 проход фрезы, измеряемая между обра-
батываемой и обработанной поверхностями
перпендикулярно к последней.
Шириной фрезерования (В мм)
называется ширина обрабатываемой поверх-
ности в направлении, параллельном оси фрезы,
перпендикулярно направлению глубины ре-
зания.
На фиг. 17 показаны величины t и В
для различных типов фрез.
Толщиной среза (а мм) назы-
вается расстояние между поверхностями ре-
зания, образованными двумя последователь-
ными положениями режущей кромки зуба
фрезы в направлении, нормальном к первона-
чальной поверхности резания. Таким образом,
толщина среза измеряется по линии радиуса
фрезы (фиг. 18).
Толщина среза — величина переменная.
При фрезеровании «против подачи» в момент
врезания зуба: а — 0; в момент выхода зуба:
а ~ амакс ~ sz S'" Ф,
где ф— угол контакта, т. е. центральный
угол, соответствующий дуге сопри-
косновения фрезы с обрабатываемым
изделием, измеряемый в плоскости,
перпендикулярной оси фрезы
, .
СО8 ф = 1 — р •
Для любого положения зуба по дуге реза-
ния толщина среза будет
а — sz sin S,
где о — угол, соответствующий положению
данного зуба фрезы по дуге резания
(фиг. 18).
Шир и но й среза (Ь мм) называется ве-
личина линии соприкосновения зуба фрезы
с обрабатываемым изделием, измеренная вдоль
режущей кромки.
У фрез с прямыми зубьями b = В. У фрез
с винтовыми зубьями (фиг. 19)
Ь s
360 • cos о> ’
где ад — угол наклона винтовых зубьев.
Фиг. 17. Ширина фрезерования В и глубина
резания t для различных типов фрез
Фиг. 18. Элементы резания при
работе цилиндрической фрезой
с прямыми зубьями
350
РЕЗАНИЕ МЕТАЛЛОВ
Скорость резания при фрезеровании
г. Dn
v = ”1 ооо м!мин>
где D — наибольший диаметр фрезы в мм.
Фиг. 19. Соотношение'между
шириной фрезерования В и ши-
риной среза b при работе ци-
линдрической фрезой с винто-
выми зубьями
Основное технологическое время
где I — длина фрезеруемой поверхности де-
тали в мм;
— величина врезания в мм;
lt — перебег фрезы в мм;
sz— подача на один зуб фрезы в мм!об;
к— число проходов.
Для цилиндрической фрезы (фиг. 20,а)
= Vt (D ~ t) мм.
Для торцевой фрезы (фиг. 20, б)
1г = 0,5 (Г> — /Да — Да) мм.
Величина перебега фрезы принимается
в зависимости от её диаметра
/'s = (0,03 — 0,05)0 мм.
Рекомендуемые величины подач иа один
зуб фрезы (зг) при фрезеровании различных
металлов в зависимости от глубины резания,
типа и размера фрезы приведены в табл. 62
[23].
Фиг. 20. Определение величины врезания при фре-
зеровании: с—цилиндрической и б—торцевой фрезой
Поправочные коэфициенты на подачу’в за -
внсимости от обрабатываемого материала и
условий обработки приведены в табл. 60 и 61
[10, 23].
Характер н допустимые величины износа
режущей части фрез разных типов, изготовлен-
ных из быстрорежущей стали, показаны в
табл. 63 [23, 30].
Таблица 60
Поправочные коэфициенты на подачу,
учитывающие обрабатываемый материал
Обрабатываемый материал Сталь, латунь Чугун, бронза Лёгкие сплавы
Поправочный коэфициент 1,0 1,25-1,5 1,5-2,0
Таблица 61
Поправочные коэфициенты на подачу, учитывающие условия обработки
Условия работы Черновая обра- ботка перед по- следующим чистовым про- ходом Обработка устойчивых деталей на про- дольнофрезер- ных станках Обработка устойчивых деталей на стай- ках типа 615, 6Г83 и более жёстких Обработка на станках типа 6Г82, 6Г81 .Обработка дета- лей неустойчивых и в нежё- стких приспособлениях на всех станках
Поправочный коэфи- циент 1,5-2,0 1,25-1,5 1,0 0,5-0,75
Подача при фрезеровании чёрных и цветных металлов
Т а б л и ц а 62
Типы и характеристика фрез Глубина резания t в мм
0,5-1,0 1-2 2—4 | 4-6 6-8 8-10 , 10-15 | 15-30 Свыше 30
Подача в2 в мм/зуб
Цилиндрические С мелкими зубьями . . С крупными зубьями . . 0,08-0,05 0,08-0,05 0,05-0,03 0,15-0,1 0,03-0,015 0,1-0,07 0,07-0,04 0,04- С,02 - — —
Торцевые С мелкими зубьями . . С крупными зубьями и вставными ножами . . 0,1-0,12 0,1-0,12 0,05-0,1 0,1-0,15 0,03-0,05 0,07-0,1 0,04-0,07 - — — —
Концевые диаметром D в мм 4-6 6-8 8-10 10-15 15-20 20-30 30-40 0,01 —0,02 0,02 —0,025 0,02 —0,03 0,02 -0,04 0,04 -0,06 0,07 -0,1 0,07 -0,1 0,01 —0,02 0,015-0,02 0,015-0 ,025 0,02 —0,04 0,04 -0,06 0,07 —0,1 0,07 -0,1 0,008—0,01 0,01 -0,015 0,01 —0,02 0,015-0,03 0,02 -0,04 0,07 —0,08 0,07 —0,1 0,005-0,008 0,006-0,01 0,008-0,015 С,01 -0,02 0,02 -0,04 0,05 -0,08 0,05 -0,08 0,003-0,006 0,006 -0,008 0,008-0,01 0,015—0,03 0,04 -0,05 0,05 -0,08 о о оо о ео©2 <2 1 1 1 1 1 1 1 оо о о о О О О Q О Си СП ЬЭ о о со О 0,003—0,005 0,01 —0,02 0,01 —0,03 0,02 -0,03 0,007-0 ,01 0,008-0,01 0,01 —0,02 0,01 —0,02
Дисковые трёхсторон- ние Цельные С прямыми вубьями . . С разнонаправленными зубьями - 0,05 -0,08 0,04 -0,05 0,02 —0,04 0.04 -0,06 0,02 -0,04 0,02 -0,04 0,015-0,02 0,02 -0,04 0,015—0,03 0,01 -0,02 —
Со вставными ножами - - - 0,07 -0,1 0,04 -0,07 0,04 -0,07 0,03 -0,04 0,03 —0,04 0,02 -0,03
Проревные шириной В в мм До 2 Свыше 2 ; 0,005—0,01 0,015-0,02 0,005—0,01 0,015-0,02 0,003-0,005 0,005-0,01 1 1 — — i
Отрезные шириной В в мм I Свыше 2 - — - 0,02-0,03 0,01 -0,02 0,007 -0,01 0,001-0,007 0,004- 0,007 0,004- 0,007
фасонные диаметром U в мм Незатыло- ванные 1 До 60 1 0,04 -0,06 Свыше 60 । 0,07 — 0,1 0,04 -0,06 0,07 —0,01 0,03 -0,04 0,07 —0,1 0,02 -0,03 0,05 -0,08 0,01 -0,02 0,04 -0,06 0,01 -0,02 0,04 -0,06 0,01 -0,02 0,02 -0,04 0,009-0,01 0,01 -0,02 —
Затыло- ванные До 60 Свыше 60 0,05 -0,08 0,07 —0,1 0,05 -0,08 0,07 -0,1 0,05 -0,08 0,07 -0,1 0,04 -0,06 0,05 -0,08 0,03 - 0,04 0,05 - 0,08 0,015-0,03 0,03 —0,05 0,01 —0,02 0,02 —0,03 0,007-0,01 0,01 -0,02 —
РЕЗАНИЕ МЕТАЛЛОВ
сл
352
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 63
Характер и допустимые величины износа режущей части фрез из быстрорежущей стали
Типы фрез Обрабатыва- емый материал Характер обра- ботки Характер износа Допустимая вели- чина износа 6 мм
Цилиндрические Сталь Грубая Получистовая 0,4 —0,6 0,15-0,25 0,5-0,8 0,2-0,3
Чугун Грубая Получистовая
Торцевые Сталь и чугун Грубая Получистовая Cevl-I 1,5-2,0 0,3-0,5
Концевые D<15 мм Р>15 » £><15 мм D>15 » Сталь и чугун Грубая Получистовая 0,15-0,2» 0,3 -0,5 0,10-0,15»» 0,20—0,25
Дисковые трёхсторон- ние Сталь и чугун Грубая Получистовая г? К 0,4-0,6 0,15-0,25
Прорезные и отрезные Сталь и чугун - 0,15-0,2
Фасонные незатыло- ванные Сталь Грубая Получистовая 1 0,6-0,7 0,2-0,3
Фасонные затылован- ные Сталь Грубая Получистовая М3 is 0,3-0,4 0,2
♦ При В < 1 мм 5=0,14-0,15 мм.
*♦ При В < 1 мм 5=0,1 мм.
Скорость резания, допускаемая фрезой:
v =
Cv D4v ___
тт(х„5Уг1:13г» г“°
М/МиН,
где sz — подача на один зуб фрезы в мм/зуб',
В — ширина фрезерования в мм.
Средние стойкости фрез Т приведены
в табл. 64 [30].
Величины Cv, m, qv, xv, yv, rv и uv для
определения скорости резания при фрезерова-
нии материалов без корки приведены
в табл. 65 [30].
В табл. 66—69 [30] приводятся поправочные
коэфициенты на скорость резания.
i а б л и ц а Ь4
Средние стойкости фрез
Диаметр фрезы в мм
Типы фрез Обрабатываемый материал 1 До 8j 12 16 1 1 20 30 40 1 45 50 60 75 90 ИС j 13э| 15С 1 ' 175 j 2Оо| 22б] 250 3Oo| 400 1
Стойкость фре зы в мин.
Цилиндрические с мел- Сталь и ковкий чугун . . . 1 — — 1 __ __ — 60 90 120 180 j 240 I 1 1 1 ! -
ними зубьями Серый чугун 1 — — — 90 — 120 180 240 360 — — — i - — 1 - - i
; Цилиндрические'со Сталь и ковкий чугун . . . 1 1 90 120 150 180 210 240 240 270
f вставными ножами и ' сборные составные Серый чугун 150 180 210 240 270 300 360 420 — — — —
Торцевые цельные 1 Сталь и ковкий чугун . . . Серый чугун — 1 !20 180 150 210 1S0 240 210 300 240 360 ЗОЭ 450 i — 1 ,1 - — - — i “ - -
I — - । Торцевые со вставными Сталь и ковкий чугун . . . - 1 1 — 90 90 120 150 1 180 210 240 270 300 360 i 480
ножами 1 Серый чугун ' — 1 — — — 120 120 150 180 240 1 270 300 360 i 420 f 48<! ! goo I
Концевые с цилиндри- Сталь и ковкий чугун . . . 13 21 зо j - — — 1 _
’ ; веским хвостовиком Серый чугун 24 30 45 4 ' - 1 1 — — •— — — 1 — -
1 Концевые с коническим Сталь и ковкий чугун . . . 45 43 60 90 120 —
' хвостовиком i Серый чугун - 60 120 - 150 —
1 Дисковые цельные Сталь и ковкий чугун . . . Серый чугун 1 1 - 5 - - - 150 210 180 240 210 270 240 300 - — - - - — - -
Дисковые со вставными Сталь и ковкий чугун . . . — — — — — 90 90 120 120 150 180 210 270
ножами Серый чугун — — - — — — — — 120 120 150 180 210 240 270 360 — — —
Прорезные Сталь и ковкий чугун . . . Серый чугун - 1 Z 1 45 60 — - 60 90 75 100 — - - — — I -
Отрезные Сталь и ковкий чугун . . . Серый чугун - — - - - — - 75 90 75 90 — 90 120 - 150 210 __ 210 ЗОЭ - - - -
Фасонные двухугловые Сталь - - - _ 1 — — 60 - 90 120 180 — —
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 65
Величины С„, т, qv, xv, yv, rv и uv для определения скорости резания при фрезеровании материалов без корки
Типы фрез Пода- чи sz в мм/зуб Обрабатываемые материалы НБ = 1004-140
Сталь углеродистая конструк- ционная 75 кг!мм* Чугун серый H& «190 Чугун ковкий НБ = 150 Бронза БрАЖ 9-4;
т Qv yv rv uv Cv m Qv Vv Cv m 4v Vv xv rv «V Cv m yv rv «V
Цилиндрические . > 0,1 ч0,1 35,4 55 0,33 0,45 0,4 0,2 0,3 0,1 0,1 27 57,6 0,25 0,7 0,6 0,2 0,5 0,3 0,3 49,5 77 0,33 0,45 0,4 0,3 0,1 o,l 74,3 115,5 0,33 0,45 0,4 0,2 0,3 0,1 0,1
Концевые Все 49 0,33 0,45 0,2 0,3 0,1 0,1 72 0,25 0,7 0,2 0,5 0,3 0,3 68,5 0,33 0,45 0,2 0,3 o.l 0,1 103,0 0,33 0,45 0,2 0,3 0,1 0,1
Торцевые >0,1 <0,1 41 64,7 0,2 0,25 0,4 0,2 0,1 0,15 0,1 42 0,15 0,2 0,4 0,1 0,1 0,1 57 ,4 90,5 0,2 0,25 0,4 0,2 0,1 0,15 0,1 86,2 136 0,2 0,25 0,4 0,2 0,1 0,15 0,1
Дисковые цель- ные с прямым зу- бом Все 68,5 0,2 0,25 0,2 0,3 0,1 0,1 72 0,15 0,2 0,4 0,5 0,1 0,1 95,8 0,2 0,25 0,2 0,3 0,1 0,1 144 0,2 0,25 0,2 0,3 0,1 0,1
"Дисковые со встав- ными ножами >0,1 <0,1 4Q.5 75,5 0,2 0,25 0,4 0,2 0,3 o.l 0,1 85 0,15 0,2 0,4 0,5 0,1 0,1 68 105,8 0,2 0,25 0,4 0,2 0,3 0,1 0,1 102 158,5 0,2 0,25 0,4 0,2 0,3 0,1 o.l
Прорезные'и отрез- ные Все 53 0,2 0,25 0,2 0,3 0,2 0,1 30 0,15 0,2 0,4 0,5 0,2 0,1 74 0,2 0,25 0,2 0,3 0,2 0,1 111,3 0,2 0,25 0,2 0,3 0,2 0,1
Фасон- ные радиусные выпуклые Все 53 0,33 0,45 0,2 0.3 0,1 0,1 -
радиусные вогнутые и угловые Все 44 0,33 0,45 0,2 0,3 0,1 0,1 -
РЕЗАНИЕ МЕТАЛЛОВ
РЕЗАНИЕ МЕТАЛЛОВ
355
Таблица 66
Поправочные коэфициенты на скорость резания, учитывающие обрабатываемый материал
№ материала (по табл. 11) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Поправочный коэфициент . . 1,08 1,32 1,14 1,00 0,90 0,91 0,80 0,72 0,52 0,42 0,69 0,60 0,53 0,37 0,31 0,25 1,34 1,09 0,92 0,80
№ материала (по табл. И) . . . 21 22 23 24 25 26 z7 28 29 30 31 32 33 34 35 36 37 38 39 40
Поправочный коэфициент . . 0,70 0,50 0,41 0,34 1,78 1,32 1,06 0,85 0,71 0,53 0,43 1,57 1,33 1,08 0,90 0,79 0,56 0,46 0,38 1,40
№ материала (по табл. 11) . . . 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60
Поправочный коэфициент . . 1,23 1,10 1,00 0,90 0,83 0,76 1,30 1,12 1,00 0,90 0,83 0,7 1.0 2,0 4,С 1,7 12,0 8,0 4,0-6,0 4,0-6,0
Таблица 67
Поправочные коэфициенты на скорость резания» учитывающие характер заготовки и состояние её
поверхности
Характер поверхности заготовки Отсутствие корки или травленая корка Наличие корки
Наименование обрабаты- ваемого материала сталь чугун, бронза, латунь сталь чугун бронза и латунь
Метод получения заготовки прокат, поковка отлив- ка отливка прокат горяче- катанный поков- ка отлив- ка отливка отливка
Попрано чный коэфициент при Н Б <160 160-?200 >200 1,0 0,9 1 0,9 1,0 ; 0,9 °,9 0,8 0,85 0,9 0,75 0,80 0,85 0,7 0,75 0,8 0,9 0,9 0,95
Примечание. При обработке по корке, загрязнённой литейными (песочными и т. п.)
включениями, поправочный коэфициент при обработке стального и чугунного литья следует
принимать равным 0,5—0,6, а при обработке бронзового и латунного литья 0,7- 0,8.
Таблица 68
Поправочные коэфициенты] на скорость резания»
учитывающие материал фрезы
Материал фрезы Быстрорежущие инструменталь- ные стали Инструмен- тальн ые стали
Р18 Р9 9ХС У10А, •У12А
Поправочный коэфициент . . 1,0 Ъ0 0.6 <0,5
Таблица 69
Поправочные коэфициенты на скорость резания»
учитывающие угол в плане торцевых фрез (при ра-
боте с глубиной снимаемого слоя» не превышающей
высоту угловой кромки)
Обрабатываемый материал Угол в плане 10“
90° 601 ! 45° 3(Г 15 J
Сталь 0,89 1,00 1,05 1,18 1,34 1,5
Чугун 0,85 1,00 1,14 1 ,38 1,85 2,25
Усилия резания при фрезеровании дейст-
вуют на каждый зуб фрезы, находящейся в
соприкосновении с обрабатываемым материа-
лом. На фиг, 21, а показано разложение этих
Фиг. 21. Усилия резания при работе цилиндриче-
ской фрезой с прямыми зубьями: а — усилия, дей-
ствующие на отдельные зубья; б—усилия, действую-
щие на фрезу в целом
усилий при работе цилиндрической фрезы
с прямыми зубьями, а на фиг. 22, а — с вин-
товыми зубьями.
При работе фрезы с прямыми зубьями
составляющими являются радиальные уси-
23*
356
РЕЗАНИЯ МЕТАЛЛОВ
лия Р , Ру и т. д. и тангенциальные уси-
лия Р. , Р. 2 и т. д.
' При работе фрезы с винтовыми зубьями к
ним добавляются осевые усилия Р01 , Ро*
и т. д.
На фиг. 21, б и 22, б соответственно по-
казаны равнодействующие этих сил: Ру, Рг
и Ро. Усилие Ру называется радиальным уси-
Фиг. 22. Усилия ре-
зания при работе
цилиндрической фре-
зой с винтовыми зубь-
ями: а—усилия, дей-
ствующие на отдель-
ные зубья; б —усилия,
действующие на фре-
зу в целом
лием (оно стремится оттолкнуть фрезу от
обрабатываемого изделия). Усилие Рг назы-
вается окружным, или тангенциальным, уси-
лием. Оно создаёт крутящий момент, который
необходимо преодолеть шпинделю станка.
Усилие Ро называется осевым усилием. Не-
обходимо, чтобы усилие Ро было направлено
в сторону, шпинделя станка. Равнодействую-
щая сил Ру и Рг вызывает изгиб оправки.
Эта равнодействующая (фиг. 21, б):
Усилие р2 для простоты обозначается
простор? и определяется по формуле
: i P \^qptXp в'р zsyzp D4p кг.
Эффективная Мощность при фрезеровании
"N = Cn 10~5 txN nBrNzsiNDqN квт.
Величины Ср и CN приведены в табл. 70,
а величины хр, rp, ур\ qp; xN; rN-, yN; qN —
в табл. 71 [30].
Таблица 70
Величины Ср и цля определения окружного усилия и эффективной мощности при фрезеровании
Типы фрез Сталь Чугун ковкий Бронза Чугун серый
Ср CN Ср CN Ср CN Ср CN
Цилиндрические и концевые 68,2 3,5 30 1 ,54 ; 22,5 1,55 30 1,54
1 Торцевые 82 ,4 4,22 50 2,57' 37,5 1 ,УЗ 50 2,57
Дисковые, прорезные и от- резные 68,3 3,5 30 1 .54' 22,5 1,55 30 1,54
Угловые 38,9 2,0 — — — — —
Фасонные полукруглые, вы-
пуклые и вогнутые 47,0 2,42 — — —
Примечание. Данные приведены с учётом нормального затупления фрез.
Таблица 71
Величины хр ; rp; ур ; qp xN; rN; yN. qN для определения окружного усилия н эффективной
мощности при фрезеровании
Обрабаты- ваемый мате- риал Типы фрез Показатели степени в формуле
для окружного усилия для зффекти зной мощности
Хр ГР 1 Ур «р rN Ум 7 А'
Сталь, чу- гун ковкий, бронза Цилиндрические и конце- вые Торцевые Дисковые, прорезные и от- резные Угловые Фасонные полукруглые, вы- пуклые и вогнутые . . . 0,86 0,95 0,86 0,86 0,86 1,00 1,10 1,00 1,00 1,00 0,72 0,80 0,72 0,72 0,72 —0,86 -1,10 —0,86 —0,86 -0,86 0,86 0,95 0,86 0,86 0,86 1,00 1,10 1,00 1,00 1,00 0,72 0,80 0,72 0,72 0,72 0,14 -0,10 0,14 0,14 0,14
Чугун се- рый Цилиндрические и конце- вые Торцевые Дисковые, прорезные и от- резные 0,83 0,90 0,83 1,00 1,14 1 ,00 0,65 0,7? 0,65 -0,89 -1,14 -0,83 0,83 , 0,90 0,83 1 ,00 1,14 1 ,00 0,65 0,72 0,65 0,17 -0,14 0,17
П римечание. Данные приведены с учётом нормального затупления фрез
РЕЗАНИЕ МЕТАЛЛОВ
357
Фрезерование фрезами, оснащёнными
твёрдыми сплавами [10, 31]
Признаком затупления фрез, оснащённых
твёрдыми сплавами, является износ задней
грани, допустимые величины которого для
торцевых и дисковых фрез приведены в
табл. 72. ,
Таблица 72
Допустимые величины износа задней грани фрез,
оснащённых твёрдыми сплавами
Типы фрез Незакалённые стали с пределом прочно- сти апч в кг/мм* 1 - Закалённые ! стали ! Серый чугун
60-80 1 80-100 100-110
Торцевые Дисковые 0,8-1,0 GO-1,5 1 1,5-2,5 1,0 2
Величины подачи при черновом фрезе-
ровании торцевыми фрезами с пластинами
из твёрдых сплавов и поправочные коэфи-
циенты к ним приведены в табл. 73 и 74.
Следует иметь в виду, что уменьшение
угла у вызывает увеличение длины рабочей
части режущей кромки и, как следствие,
увеличение диаметра фрезы. Поэтому работа
фрезами с малыми углами в плане реко-
мендуется при глубине резания не свыше
3—4 мм.
Подачи S, при фрезеровании дисковыми
фрезами с пластинами из твёрдых сплавов при
обработке пазов приведены в табл. 75.
Чистота поверхности при фрезеровании
определяется величиной подачи на один оборот
фрезы s„.
В табл. 76 приведены величины подач на
один оборот фрезы (s0 мм/об) для фрезерова-
ния торцевыми фрезами в зависимости от
требуемой чистоты обработанной поверхности
и характера обрабатываемой стали.
Приведённые в табл. 76 значения подач
обеспечивают соответствующую чистоту по-
верхности при следующих условиях: торцевое
биение фрезы до 0,02 мм, вспомогательный
угол в плане cpj = 5°, износ задней грани
б = 0,8 4- 1,4 мм. При <?!= 2° подачи могут
быть взяты в 2 раза больше. В начальный
период работы фрезы (до износа задней грани
6 =-. 0,2 -у 0,3 мм) чистота обработанной поверх-
ности снижается примерно на один класс.
С.редние стойкости фрез с пластинами из
твёрдых сплавов приведены в табл. 77.
Подачи sz при фрезеровании торцевыми
Таблица
фрезами с пластинами из твёрдых сплавов
73
Марка твёрдого сплава Сталь Чугун серый
незакалённая | закалённая
« Предел прочности алч кг/мм*
до 60 60-80 80-101) 100-110 >110
Т15К6 0,18-0,2 0,12-0,18 0,10-0,13 0,07—0,1 0,03—0,09 .
Т5К1О 0,22—0,24 0,16-0,22 0,12—0,16 0,08—0,12
ВКб ВК8 } - — - - — 0,2-0,6
Таблица 74
Поправочные коэфициенты на подачу,
учитывающие 1лавиый угол в плане
Главный угол в плане 60° 45° 30° 15°
Поправочный коэ- фициент 1,00 1,25 1,75 3,35
Таблица 75
Подачи s2 при фрезеровании дисковыми фрезами
с пластинами из твёрдых сплавов
Марка твёр- дого сплава Сталь конструкци- онная углеродистая и легированная Чугун серый
Т15К0 .... ВК8 0,05—0,15 0,1-0,2
Таблица 76
Подачи sQ при фрезеровании торцевыми фрезами с пластинами из твёрдых сплавов в зависимости
от требуемой чистоты обработанной поверхности
Класс чистоты по ГОСТ 2789-51 Сталь незакалёнмая Сталь закалённая
кг/мм- 110
Предел прочности зпч в
обозначение Н в мк СК 70 90 |
Подача х в мм/об
w 5 6,3-3,2 0,5 -0,35 ,6-0,4 ! 0,75—0,5 0,9 —0,6
w 6 3,2-1,6 0,35-0,2 0,4 —0,25 1 0,5 -0,3 0,6 -0,35
wv 7 1,6—0,8 0,2 -0 ,15 0,25-0,15 । 0,3 -0,2 0,35-0,22
V W 8 0,8-0,4 0,15 0,15 । 1 0,20—0,15 0,22—0,15
358
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 77
Средние стойкости фрез, оснащённых твёрдыми сплавами
Типы фрез Диаметр фрезы
75 90 ПО 130—150 175-200 200 225 250 ; 300 350 400
Торцевые 150 240 300 360 480 600 720 900 960
Дисковые — 180 180 240 300 — 360 — — — —
Значения величин Cv , xv , yv , qv , rv
Таблица 78
Обрабатываемый материал Предел проч- ности апц в кг[мм1 "б Марка твёрдого сплава Пределы подач sz в мм/зуб Су х0 Ур Чр rv
Сталь углеродистая конструкционная и легированная незакалённая . . 75 215 Т15К6 f 0,04-1-0,08 1 0,084-0,2 228,5 107 0,1 0,1 0,1 0,4 0,2 0,2 0,2 0,2
Чугун серый .... — 190 ВК8 Все применяе- мые подачи 52,9 0,15 0,4 0,2 0,2
Значения величин Сщ, xN, у/у, q, rjq
Таблица 79
Обрабатываемый материал Предел прочности в кг 1мм* НБ Марка твёрдого сплава фрезы Пределы подач sz в мм;зуб Пределы глубин резания t I в мм CN XN yN' qN ГЫ
Сталь углероди- стая конструк- ционная и ле- гированная . . 75 215 Т15К6 1 ) >»,12 •<3 : з 0,035 0,01 1,о 1,0 1,42 0,79 1,00 1,00 1,2 1,2
Чугун серый . . - 190 ВК8 Все применяемые подачи и глуби- ны резания 2,57 х IO-5 0,9 0,72 —0,14 1,14
Скорости резания, допускаемые торцевыми
фрезами с пластинами из твёрдых сплавов
при обработке сталей и чугунов, определяют-
ся по формуле
С7,
t’oQQ ~ y v г м!мын
3 t v Syzv Вv
(при принятом периоде стойкости Т =300 мин.).
Эффективная мощность при фрезеровании
торцевыми Срезами подсчитывается по сле-
дующим формулам:
для фрезерования сталей
JVe = CN tXN SyN p0’9 z°^3BrNDgN кет;
для фрезерования чугунов
CN tXN syzNnzBTN D4n кет.
В приведённых формулах:
S2 — подача на один зуб фрезы
в MMjsyO;
V—фактическая скорость резания
в м[мин.
Величины Cv, xv, yv, qv, rv приведены
в табл. 78, а величины CN, xN, yN, qN,
rN — в табл. 79.
В табл. 80—84 приведены поправочные
коэфициенты на скорость резания и эффек-
тивную мощность при фрезеровании стали
торцевыми фрезами, оснащёнными твёрдыми
сплавами.
Таблица 80
Поправочные коэфициенты на скорость резания н
эффективную мощность при фрезеровании стали
торцевыми фрезами, оснащёнными твёрдыми спла-
вами, учитывающие обрабатываемый материал
Предел прочно- сти для стали алч в кг/мм* До 60 60-80 80—100 100-120 120-141
Поправочный коэфициент на скорость реза- ния и эффектив- ную мощность 1,2 1,0 0,7 0,52 0,4
При обработке чугуна фрезами, оснащён-
ными твёрдым сплавом марки В Кб, скорости
РЕЗАНИЕ МЕТАЛЛОВ
359
Таблица 81
Поправочные коэфициенты на скорость резвния и
эффективную мощность при фрезеровании стали и
чугуна торцевыми фрезами, оснащёнными твёрды-
ми сплавами, учитывающие ширину фрезерования
Отношение фактической ширины фрезерования к нормативной Вф /Вн 0,25 0,50 0,75 1,00 1,25 1,50
Поправоч- ный КОЭ- фициент На скорость резания . . На эффектив- ную мощ- ность . . . 1,33 0,33 1,15 0,57 1,07 0,8 1 ,0 1,0 0,96 1,21 0,02 1,4
Поправочные коэфициенты на скорость резания и
эффективную мощность при фрезеровании стали
торцевыми фрезами, оснащёнными твёрдыми спла-
вами, учитывающие стойкость фрезы
Стойкость фрезы в мин. 120 180 240 300 450 боо|1000
Поправочный коэ- фициент на скорость резания и эффектив- ную мощность . . . 1,26 1,14 1,06 1,0 0,9 0,84 0,74
Таблица 83
Поправочные коэфициенты на эффективную
мощность при фрезеровании стали торцевыми фре-
зами, оснащёнными твёрдыми сплавами, учитываю-
щие передний угол фрезы
Передний угол фрезы -1L° 0” 10°
Поправочный коэфициент на эффективную мощность 1,0 0,9 0,8
Таблица 84
Поправочные коэфициенты на скорость резвния и
эффективную мощность при фрезеровании чугуна
торцевыми фрезами, оснащёнными твёрдыми спла-
вами , учитывающие обрабатываемый материал
140- 160— 180- 200—
160 к.0 200 220
Твёрдость
чугуна по
Бринеллю Нg
резания и эффективные мощности, рассчитан-
ные для сплава ВК8, следует умножать на
коэфициент 1,1.
Скорости резания, допускаемые дисковыми
фрезами, оснащёнными пластинами из твёрдого
сплава марки Т15К6 при обработке углеро-
дистой конструкционной стали (апч = G0 4-
4-80 кг/ммг), и поправочные коэфициенты
к ним приведены в табл. 85 и 86.
При фрезеровании чугуна (Н Б —160-4-180)
дисковыми фрезами, оснащёнными пластина-
ми твёрдого сплава марки ВК8, применяет
5. 0,1 4- 0,2 мм/зуб и v = 90 4- 120 м[мин.
Таблица 85
Таблица 82
Скорости резания при фрезеровании угле-
родистой конструкционной стали
(?пч—60-г80 кг/мм*) дисковыми фрезами,
оснащёнными пластинами Т15К6
Ширина па- за В в мм Диаметр фрезы D в мм Число зубьев фрезы z Глубина паза t в мм
6 8 | 10
Подача sz в мм/зуб
О,О5|о,О8|о ,О5|о ,Оз|о,О5|о ,08
12-20 110 130 \ 150 1 175 / 200 ) 225 6 8 10 287 302 315 333 345 360 230 242 254 ,67 277 288 248 266 274 288 300 310 200 210 220 231 240 250 253 267 278 206 215 223
Таблица 86
Поправочные коэфициенты на скорость резания
при фрезеровании стали дисковыми фрезами, осна-
щёнными пластинами твёрдого сплава, учитываю-
щие стойкость фрезы
Стойкость фрезы Т в мин. 120 180 240 360 450
Поправочный коэфициент . 1,3 1,13 1,00 0,86 0,71
ЗУБОФРЕЗЕРОВАНИЕ [30]
Зубофрезерование производится двумя ме-
тодами— копированием и обкаткой.
Зубофрезерование копированием произво-
дится дисковыми модульными или пальцевыми
модульными фрезами. Зубофрезерование об-
каткой производится червячными модульными
фрезами.
Характер и допустимые величины износа
режущей части дисковых и червячных мо-
дульных фрез приведены в табл 87.
Величины подач при фрезеровании диско-
выми модульными фрезами и поправочные
коэфициенты к ним приведены в табл. 88 и 89.
Скорости резания, допускаемые дисковыми
модульными фрезами при обработке различ-
ных материалов, и поправочные коэфициенты
на скорость резания приведены в табл. 90 и 91.
В табл. 93 приведены величины подач при
фрезеровании червячными модульными фре-
зами. Поправочные коэфициенты на подачу те
же, что и для дисковых модульных фрез
(табл. 8Р).
Скорость резания, допускаемая червячны-
ми модульными фрезами, определяется по
формуле
„ С- Mxv
о
где М—модуль зубчатого колеса в мм;
s0—подача на один оборот заготовки в
мм [об (табл. 93);
Т—период стойкости в мин.
Средние стойкости червячных модульных
фрез приведены в табл. 12, а величины С„,
гп, хг>, Уг>—в табл. 94 и 95.
360-
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 87
Характер и допустимые величины износа режущей части дисковых и червячных модульных фрез
Наименование ре- жущего инструмента Обрабатываемый материал и условия работы Характер износа Допустимая величи- на износа 6 в мм
Фрезы дисковые модульные Сталь и чугун Черновая обработка 0,8-1,0
Чистовая обработка 0,2—0,4
Фрезы червячные модульные ( галь Черновая обработка 1,0—1,5
Чистовая обработка 0,2-0,4
Чугун Черновая обработка 0,6—0,8
Чистовая обработка 0,2—0,4
Таблица 88
Псдачи s mmImuh при зубофрезеровании
дисковыми модульными фрезами
О бр абатыв аем ы й материал
сталь марки сталь марки
п, М в мм 45 40 X 2 X , 12ХНЗ чугун серый 45 40Х 20Х, 12ХНЗ чугун серый
С т гики
$ о горизонтально-фре- зерные с дели тель- ной головкой зубофрезерные с автоматическим циклом деления
2,0 190 130 76 284 — — —
2,5 170 116 68 253 240 195 105 310
3,0 155 106 62 230 220 180 10Э 290
3,5 143 98 57 214 200 160 90 270
4,0 134 92 54 200 185 140 85 250
4,5 126 86 51 190 150 120 75 235
5,0 120 82 48 180 120 100 65 220 ;
6 100 75 44 165 100 85 60 205
7 90 70 41 150 90 75 55 191
8 90 65 ?8 14) 90 75 18J
Таблица 89
Поправочные коэфициенты на подачу при ззбофре-
зеровании, учитывающие угол наклона зубьев обра-
батываемого зубчатого колеса
Угол наклона зубьев 15° 20° 25° 30° 40е 45° 50° 60°
Поправочный коэфициент . . 0,96 0,94 0,9 0,86 0,77 0,70^0,64 0,50
Таблица 90
Скорости резания при зубофрезеровании дисковыми
модульными фрезами
Характер обработки Обр абатываемый материал
сталь марки чугун серый бронза средней твёрдости и латунь
45 40Х 20 X , 12ХНЗ
Черновая . . 32 30 22 25 40
Чистовая . . 40 37 27 32 50
Таблица 91
Поправочные коэфициенты на скорость резания
при зубофрезеровании дисковыми модульными
фрезами, учитывающие материал фрезы
Ма териал фрезы (марки стали) Р 1 8, Р9 XI 2М 9ХВГ, хвг 9ХС У1 2А, УЮА
Поправочный коэфициент 1,0 0,77 0,6 о,6 0,55
Т а б л и ц а 9 2
Средние стойкости червячных модульных фрез
Модуль М в мм Принятое в расчёт число передвижек фрезы Средний период стой- кости Т в мин. при обработке
черновой чистовой
Доз 2 240 120
4 2 300 150
5 1 480 240
6 1 600 300
8 1 720 360
10 1 960 480
Поправочные коэфициенты на скорость ре-
зания при зубофрезеровании червячными мо-
дульными фрезами приведены в табл. 96.
РЕЗАНИЕ МЕТАЛЛОВ
361
Таблица 93
Подачи sn в мм!об при зубофрезеровании червячными модульными фрезами
Обрабатывае- мый материал Характер обработки Модуль М в мм Число зубьев, нарезаемых на зубчатом колесе
25 40 70 120
Чистовое нарезание 1,5—2,0 2,5 и выше 0,4--0,6 0,6—0,9 1 0,5—0,8 0,8—1,0 0,6—0,9 1 ,U— 1 ,2 0.6—0,9 1,0—1,2
Стали 45 и 40Х Черновое нарезан ие 2,5—3 3,5 4 4,5 6 7 8 3,0—4,0 3,0—4,0 3,0—4,0 2,7—3,5 2,2—3,0 1,5—2,5 1,1-2,2 0,7—1,2 3,0—4 ,0 3,0—4,0 3,0—4,0 2,9—3,5 2,3—3,2 1,7-2,7 1,2—2,4 0,8— 1,4 3,0—4,0 3,0—4 ,0 3,0—4,0 3,0—3,5 2,5—3,5 1,8—3,2 1,3—2 ,5 0,9—1,5 3,0—4,0 3,0—4,0 3,0—4,0 3,0—3,5 2,5—3,5 1,9—3,5 1,4—2,5 1,0—1,6
Чистовое нарезание 1,5-2,0 1 2,5 и выше 0,3-0.5 0,6-0 ,ч 0,5-0 ,8 0,8-1,0 0.6-0,9 о,8-1,2 0,6-0,9 0,3-1 ,2
Стали 20Х и 12ХНЗ Че рновое наре зани е 3 3,5 4 4,5 6 7 8 3,0-4,0 3,0-1,0 2,5 -3,5 2,2-3,0 1,8-2,6 1 ,2-2,2 0,8—1,8 0,6-1,0 з,о—1,0 3.е-4,0 2,(>-3,5 2,3 -3,0 1,8-2,8 1.3-2, 0.9 -1 ,9 0,7-1,1 i 1 О су.о S, ? 1 СД О_ м ( оосЪ’-гл хе — t UJ-U-il
Чистовое нарезание 1,5—2,5 3,0 и выше 0,6—1 ,0 0,8—1,2 1 ,0—1 ,2 1,2—1,4 1 ,0—1,2 1.4—1 ,8 1,0—1,2 1,4—2.0
Чугун серый Черновое нарезание 3,5 4 4,5 6 7 8 3,5—1,5 3,5— 1.5 3,2—4,0 2,9—4,0 2,0—3,6 1,5— ’,8 1.0—2,0 —‘ *-* to CS SC СО | ГППН ОС ~ С СЛ Сл is г, с о sei '< 3,5—4,5 3,5—4,5 3.2—4,0 3,2—4,0 2,5—4,0 1,7—3,2 1.3-2,1
———
Таблица 94
Величины С для определения скорости резания при з>бофрезсропалии червячными модульными фрезами
Характер обработки Обраба тываем ый материал Сталь 4 5 Чугун Сталь 4 5 Чугун Модуль М в мм Число заходов фрезы ! 2 | 3
Нарезание за один проход Чистовое Черновое 1,0-2,9 1.0-2,5 700 152 — —
2,5-7,0 3,0-8,0 285 198 200 139 142 99
Нарезание за два прохода Первый черновой Второй черновой Сталь 45 Чугун 7-16 8 -16 285 198 200 139 142 99
Сталь 45 Чугун 7-16 8- 16 400 278 280 )95 200 139
Таблица 95
Величины in, xv и yv для определения скорости
резания при зубофрезеровании червячными
модульными фрезами
Характер обработки J3 3 П ct со о
Чистовая, проход без предвари- тельной
черновой . . 1,0-2,5
Черновая . . 2—16
С таль 4э Н Чугун серый Б" 190
Э; Ус т х„ у,;
0,5 0,5 0,85 0,3 0,4 0,4
0,25 -0,25 0,5 0,2 -0,15 0,3
Таблица 96
Поправочные коэфициенты на скорость резания
при зубофрезеровании червячными модульными
фрезами, учитывающие марку обрабатываемой стали
Марка стали 45 40Х 2ОХ и 12ХНЗ
Поправочный коэфициент . 1,0 0,9 0,7
Эффективная мощность при зубофрезеро-
ваиии червячными модульными фрезами
CNvsy0N Мх N К
ТюЛЬТаГ~ квт’
362
РЕЗАНИЕ МЕТАЛЛОВ
где СN — коэфициент, зависящий от обраба-
тываемого материала; .
s0 — подача на один оборот заготовки
в мм/об;
М—модуль зубчатого колеса в мм;
К—число заходов фрезы;
К1—число проходов.
Величины СN, xN и yN приведены в
табл. 97.
Таблица 97
Величины Сдг, йгдг, для определения эффектив-
ной мощности при зубофрезероваиии червячными
модульными фрезами
Обрабатываемый материал
сталь чугун
45 40Х 20Х н 12ХНЗ
CN VN с N XN yN CN хдг VN CN XN VN
30 1.0 0,75 24 1,0 0,75 30 1,0 0,75 11.3 1,25 0,80
РЕЗЬБОНАРЕЗАНИЕ
Нарезание резьбы может производиться
резцами и гребёнками (призматическими
и круглыми), вращающимися головками
с резцами («вихревое» нарезание), метчиками,
круглыми плашками, резьбонарезными само-
открывающимися головками (с круглыми
гребёнками или тангенциальными плашками)
и резьбовыми фрезами. В зависимости от кон-
струкции детали резьба нарезается в упор
или свободно — на проход.
Характер и допустимые величины износа
режущей части основных резьбонарезных
инструментов показаны в табл. 98 [30].
Нарезание резьбы резцами
В табл. 99—101 [30] приведены числа прохо-
дов при нарезании наружных и внутренних
крепёжных (метрических и дюймовых) и
трапецеидальных резьб.
Скорости резания при нарезании резцами
из стали Р9 в упор и на проход различных
резьб (при принятом периоде стойкости Т —
= 120 мин.) приведены соответственно в
табл. 102 и 103 [30].
Таблица 98
Характер и допустимые величины износа режущей части резьбонарезных инструментов
Наименование режу- щего инструмента Обрабатываемый материал и условия работы Характер износа Допустимая величина износа 5 в мм
Резьбовые резцы и гребёнки Черновое нарезание — 2,0
Чистовое нарезание 0.3
Метчики машинные Сталь 0,125d*
Чугун 0,07 с?
Метчики гаечные Нарезание просверленных заготовок 6 0,05d
Метчики гаечные автоматные Нарезание горячештампо- ванных гаек 0,125с/
Нарезание холодноштам- пованных и горячештам- пованных травленых гаек 0,05/
Плашки круглые Сталь 6- 0,1а'0.5
* d — номинальный диаметр нарезаемой резьбы в мм.
РЕЗАНИЕ МЕТАЛЛОВ
363
Поправочные коэфициенты на скорость
резания [30] при нарезании резцами резьб в
упор (по табл. 102), учитывающие условия
работы, приведены в табл. 104. В табл. 105
приведены поправочные коэфициенты на ско-
та б л и ц а 99
Числа проходов при нарезании наружных
транецоида.явных резьб
бы S Углеродистая сталь Легирован- ная сталь, стальное Чугун, бронза
ли тьё
СП Число проходов
Q.
черно- чисто- черно- чисто- черно- чисто-
вых вых вых вых вых вых
3 7 4 8 5 6 4
4 7 4 8 5 6 4
5 8 5 10 6 7 4
6 8 5 10 6 4
8 10 6 12 7 9 5
10 12 7 14 8 10 5
12 13 8 16 10 11 6
16 15 8 18 10 13 7
20 17 10 20 12 15 8
рость резания при нарезании резцами резьб
в упор и на проход (по табл. 102 и 103),
учитывающие материал резца.
Таблица 100
Числа проходов при нарезании внутренних
трапецеидальных резьб
Шаг резьбы 3 в мм Углеродистая сталь Легированная сталь, сталь- ное литьё Чугун, бронза
Число проходов
черно- [чист о- вых вых черно- вых чисто- вых черно- вых чисто- вых
3 4 5 6 8 10 12 16 20 л P Р вг 8 8 10 10 12 14 16 18 20 При ще расе >ЗЬбЫ. I ззьб ук ЮТСЯ Нс 5 5 6 6 7 8 10 10 12 меча читаны 1ри нар азанные 1 —2 п 10 10 12 12 14 16 18 21 24 кие для нар езании числа дохода 6 6 7 7 9 10 12 12 13 4исла г езания двух- и прохо для кая 7 7 8 8 10 12 14 16 18 рохопа одноза? многох дов ув< <дого 3 5 5 5 5 6 6 7 8 10 в таб- содной одных личи- зхода.
Таблица 101
Числа проходов при нарезании наружных и внутренних крепежных резьб (метрических и дюймовых)
Углероди- стая сталь Легиро- ванные стали и стальное литьё Чугун, бронза, латунь Углероди- стая сталь Легиро- ванные стали и стальное литьё Чугун, бронза, латунь
зьбы Шаг резьбы s в мм Число проходов
Тип ре: и число ниток на 1 дюйм черновых чистовых черновых чистовых черновых! чистовых черновых X 2 а и S У черновых чистовых черновых чистовых
Нарезание наружной резьбы Нарезание внутренней резьбы
к со 1,25- 1 ,5 мм .... 4 5 3 4 2 г 3 6 4 5 3
а 1,75 мм ....... 5 3 6 4 О 3 6 3 7 4 6 3
о 3- 2.0-3,0 мм 6 3 7 4 6 3 7 4 9 5 7 3
S Q. 3.5-4,5 » 7 4 9 5 6 3 9 4 11 6 7 3
5,0—5,5 1> 8 4 10 5 6 4 10 5 12 7 8 4
6,0 » 9 4 12 5 6 4 12 5 15 7 8 5
12-14 ниток .... 4 3 5 4 3 3 5 4 6 5 4 4
(К а 10 — 11 » .... 5 3 6 4 4 3 6 4 7 5 5 4
2 3S 7-9 » 6 » 6 4 4 7 7 5 5 4 4 3 3 6 8 5 7 10 6 6 о ‘б 4 4
2 Ц 4—5 » 7 4 8 5 5 3 9 5 12 6 6 4
3,5 нитки 8 4 10 5 6 4 10 5 12 6 8 5
3,0 » 9 4 12 6 6 4 12 5 14 7 8 5
Примечания. 1. Числа проходов в таблице указаны для нарезания резьбы по 3-му
классу точности.
2. Для точных резьб, кроме указанного в таблице числа проходов, необходимо приме-
нять 1 — 3 зачистных прохода при скорости резания 4 м/мин.
3. При нарезании резьбы на ответственных деталях, испытывающих переменные динами-
ческие нагрузки, числа проходов могут быть увеличены в зависимости от технологических
условий изготовления резьбы.
4. При черновом нарезании крепёжиой регьбы для резьб с шагом более 2 мм следует
нарезание резьбы производить с врезанием резца путём перемещения верхней части суппорта,
установленной под углом.
364
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 102'
Скорости резания при нарезании резьбы резцами из стали Р9 на стали 45 в упор (при принятом периоде
стойкости 7=120 мин.)
Резьба метриче- ская по ОСТ 32 Диаметр резьбы d в мм .... Шаг резьбы $ в мм ...... Скорость реза- ния V В Ml мин 18—22 2,5 7,6—9,2 24 7,5 -27 3,0 -8,5 30—33 3,5 10,8—11,8 36—39 4,0 11,4—13 4 42—4 4,5 J-1 5 6 15 48-52 5,0 -16,5 56— 5,5 5,7— 0 7 64-68 6,0 17—18
Резьба метриче- ская по ОСТ 271 Диаметр резьбы d в мм .... Шаг резьбы s в мм ...... Скорость реза- ния V в м/ мин 14 5,8 -22 1,5 —9 24—33 2,0 10-14 36—52 3.0 11,4-16,5 56-80 4,0 17,6-25 85— 10о 4,0 22-26
Резьба дюймовая по ОСТ 1260 Диаметр резьбы d в дюймах . . Число ниток на 1 дюйм .... Скорость реза- ния V в м^чин 7* 10 7,7 т 9 8 7 ,0 1 8 7,5 17* 7 9,7 1Ча 6 11,2 17* 13,6 4 14 1 2Ч3 4 15,3 3 3,5 16,3 1 ЗЧа 4 3,25 j 3 Г/, 8 ( 19 !
Резьба труб пая по ОСТ 266 Диаметр резьбы d в дюйма'’ . . Число ниток на 1 дюйм . . . Скорость реза- ния V в м/мин 4z--4t 14 9,5—13 8 1—2 11 15- 3 3 1. 3— 11 29— 4 87 »
Резьба трапецеи- дальная по ОСТ 2410 Диаметр резьбы d в мм .... Шаг резьбы s в мм . ... . Ширин а канавки f в мм ... Скорость реза- ния V В MlMUH . 22— 5 6 4,2-5,3 28 10 7-8,8 39- 8 6,3-8,8 -Z G 2 12 9,4- 13 з, 44— 8 10 7—12 60 16 14—19 1 12 1,7“ 62- 1 15,4 -S2 0 16 15,5—20,5 14 15,5— 85 — 7 18,3 1оС 18 20—23,5
Таблица 102
Скорости резания г в м]мин при нарезании резьбы резцами из стали Р9 резьб на стали 45 на проход
(с охлаждением сульфофрезолом и при принятом периоде стойкости Т = 1 20 мин.)
Наружная резьба
Крепёжная метрическая по ОСТ 32, 271 и 272 Шаг нарезаемой резьбы s в мм |до 2,5 3,0 3,5 | 4,0 | 4,5 5,0 5,5 6,0
Скорость резания при прохо- дах: черновых чистовых зачистных 36 64 4 31 56 4 30 50 4 48 4 25 44 4 24 42 4 41 4 22 1 38 4
Крепёжная дюймовая по ОСТ 1260 н 266 Число ннток на 1 дюйм нарезаемой резьбы 11 | 10 9 8 7 6 5 4,5 4 3,5 3
Скорость резания при про- Ходах: черновых чистовых зачистных 40 65 4 38 58 4 35 °4 31 55 4 28 49 4 27 47 4 25 42 4 23 39 4 21 37 4 1 20 j 19 34 ' 31 4 ! 4
Трапецеи- дальная Шаг нарезаемой резьбы 5 в мм ;\о 5 | 6 1 -ч 10 12 16 ) 20
Скорость резания при про- ходах: черновых чистовых зачистных 37 64 4 64 4 64 4 21 64 4 18 64 4 15 °4 14 52 4 13 5
Внутренняя резьба
Крепёжная Шаг нарезаемой резьбы s в мм До 2,5 3,0 3,5 4,0 4.5 5, 0 | 5,5 ! б,о
метрическая по ОСТ 32, Скорость резания при про- ходах: черновых 29 25 24 09 20 19 17 17
271 и 272 чистовых 51 45 40 38 33 32 ; 30
зачистных 4 4 4 4 4 4 -1 1 4
РЕЗАНИЕ МЕТАЛЛОВ
365
Продолжение табл. 103
Крепёжная дюймовая оо ОСТ 1260 и 266 Число ниток на 1 дюйм нарезаемой резьбы 11 10 1 9 8 | 7 6 5 4,5 4 3,5 3
Скорость резания при проходах: черновых чистовых зачистных 32 1 30 1 ‘28 52 \ -Hi 45 11 4 -1 44 4 39 4 21 37 4 20 34 4 18 31 4 17 29 4 16 27 4 15 25 4
Грапецои- дальная Шаг нарезаемой резьбы s в ММ Д” > 1 « i * 10 12 16 20 | 24
Скорость резания при про- ходах: черновых чистовых зачистных 4 | -1 20 1 М 17 51 4 14 51 4 12 41 4 1 4 10 41 4
Таблица 107
Та б л и ц а 10 1
Поправочные коэфициенты на скорость резания при
нарезании резцами резьб в упор, учитывающие
условия работы
Вид обработки Нарезание ! наружной I резгбы Нарезание внутренней резьбы Нарезание 1 рез» бы с ручным от- водом рези а Нарезание резьбы с ав- томатическим отводом резца шаг резьбы <3 мм'1, -3 мм
Поправочный коэфициент 1,0 0,8 _1,0 1,5 2.0
Таблица 105
Поправочные коэфициенты на скорость резания
при нарезании резьб в упор и на проход, учитыва-
ющие материал резца
Марки стали режущей части резца Р18, Р9 Х12М, 9ХВГ, ХВГ i V12A, УЮА
Поправочный коэфициент . . 1,0 0,7 [ 0.5
Скорости резания при нарезании наружной
резьбы на токарно-винторезных станках рез-
цами, оснащёнными твёрдыми сплавами, при-
ведены в табл. 106 и 107 [10].
Таблица 106
Скорости резания v в м/мин при нарезании
наружной резьбы в упор резцами, оснащёнными
твёрдыми сплавами
При нарезании внутренней резьбы резцами,
оснащёнными твёрдыми сплавами, скорость
резания определяется путем умножения ско-
рости резания, взятой по табл. 106 или 107,
на коэфициент 0,8.
Скоростное нарезание резьбы вращающимися
резцовыми головками («вихревое» нарезание)
«Вихревое» нарезание резьбы произво-
дится на токариых станках специальными
вращающимися головками с несколькими
резцами, оснащёнными твердым сплавом. Этот
метод характеризуется применением преры-
Скорости резания v в м1мин при нарезании
наружной резьбы на проход резцами, оснащёнными
твёрдыми сплавами
Обрабатываемый материал Диаметр резьбы в мм
30-45 45-80 80-300
Стали конструк- ционные углеро- дистые и ' 75 кг!мм2 пч 1 57-80 85-100 100—110
j 75 кг/мм* пч 57-80 80-90 80-100
Стали конструкционные легированные 57-70 70-80 70-80
вистого процесса резания, что достигается
смещением оси вращения резца относительно
оси вращения детали (фиг. 23).
Деталь закрепляется в патроне или в цент-
рах и вращается с небольшим числом оборо-
вид по етрмю К
Фиг. 23. С?.ома «аихревого» нарезания наружной
резьбы
тов 34-30 об/мин. Резец закрепляется в резце-
держателе, жёстко связанном с корпусом
вращающейся резцовой головки.
Резцовая головка надевается на шпиндель
быстроходного приспособления, который по-
лучает вращение от отдельного электродви-
гателя, установленного на плите, смонтиро-
ванной на поперечном суппорте токарно-вин-
торезного станка. Число оборотов головки
1 000 — 3 000 в минуту.
Режимы резания при «вихревом» нареза-
нии резьбы приведены и табл. 108 [10].
366
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 108
Режимы резания при «вихревом» нарезании
резьбы
Характер резьбы Обрабатываемый материал Шаг резьбы s в мм Скорость реза- ния V В MjMUH Круговая подача детали для одно- резцовой голов- ки в мм
Наружная Сталь Н „ < 200 О °ПЧ 7° < 4 > 4 270-310 230-270 0.9-1,1 0,7-0,9
Сталь Н > 200 Б я >70 кг[мм* пч V А 200-230 180-200 о о О) 1 1 О ° СО
Внутрен- няя Сталь < 4 > 4 190 175 0,6-0,7
Величина подачи на 1 оборот детали
nDtid
s° = ~П^Г ММ/°6’
где D—наружный диаметр резьбы в мм;
п$—число оборотов детали в мин.;
пр — число оборотов резца (головки) в мин.;
г—число резцов в головке.
Из приведённой формулы можно опреде-
лить число оборотов детали:
«5 = — об/мин.
н число оборотов головки
1 000 V
пр = ---— об/мин.,
' ир
rR&Dp — диаметр траектории резцов, который
определяется по следующим форму-
лам:
для наружных резьб
Dp — (1,4 4- 1,5) DH мм,
где DH — наружный диаметр резьбы в мм;
Для внутренних резьб
Dp — (0,50 4- 0,55) De мм,
где Dg — внутренний диаметр резьбы в мм.
Основное технологическое время
где — длина нарезаемой резьбы в мм;
s — шаг нарезаемой резьбы в мм;
пд — число оборотов детали в мин.
Нарезание резьбы метчиками и плашками [30]
Скорости резания, допускаемые метчиками
иилашками, подсчитываются по формуле
С DZv
'-'V L' ,
V =------— м мин,
Тт
где D—наружный диаметр резьбы в мм;
s —подача резьбонарезного инструмента
в мм]об (численно равна шагу
резьбы).
Средние стойкости метчиков и плашек и
величины C.v, т, zv и yv приведены соот-
ветственно в табл. 109 и ПО.
Таблица 109
Средние стойкости метчиков и плашек в мин.
Обрабатываемый материал Тип резьбонарезного инстру- мента
метчики машинные метчики гаечные плашки круглые
Сталь 90 150 90
Чугун 60 150 90
Крутящий момент и эффективная мощ-
ность при нарезании резьбы метчиками и
плашками определяются соответственно по
формулам:
М = CmDZms1,5 кгсм;
Величины См , zM, CN, ZN, yN и m приведе-
ны в табл. 111.
Поправочные коэфициенты на скорость
резания и зффективную мощность для изме-
нённых условий приведены в табл. 112 и 113.
ПРОТЯГИВАНИЕ [23, 30]
В массовом и серийном производстве точ-
ная обработка сквозных отверстий и наруж-
ных поверхностей разных профилей часто
производится методом протягивания.
Протягивание не только является более
производительным методом, чем зенкерование,
развёртывание, фрезерование, долбление, но
и даёт хорошее качество обработанных по-
верхностей и высокую точность обработки.
Сущность процесса внутреннего протяги-
вания состоит в том, что режущий инстру-
мент—протяжка—протягивается через пред-
варительно подготовленное отверстие, в ре-
зультате чего последнему придаются требуе-
мая форма и соответствующие размеры.
В зависимости от профиля получаемого
отверстия протяжки подразделяются на ци-
линдрические, квадратные, прямоугольные,
шпоночные, шлицевые и специальные (для
других профилей).
Элементы резания при протягивании мож-
но видеть на примере работы шпоночной про-
тяжки (фиг. 24).
РЕЗАНИЕ МЕТАЛЛОВ
367
Таблица 110
Величины Cv, т, z^ и для определения скорости резания при нарезании резьбы
метчиками и плашками
Тип резьбонарезного инструмента Марка инст- рументальной стали Охлажда ю- щая жидкость Обрабатываемый материал т Z V
Метчики машинные со шлифованным профи- лем Р9 Керосин Чугун серый Н „ 190 ъ 6,2 0,6 1,2 0,9
Метчики гаечные со шлифованным профи- лем Р9 Сульфо- фрезол Сталь углеродистая конструкционная з = 75 кг!мм* пч 53,0 0,9 1,2 0,5
Метчики гаечные авто- матные со шлифован- ным профилем Р9 Сульфо- фрезол 41,0 0,9 1,2 0,5
Плашки круглые У12А и'9ХС Эмульсия 27,0 0.5 1,2 1.2
крутящих
Таблица 111
моментов и эффективной мощности
Величины См , гм , Сдг, £дг, Удг н т для определения
при нарезании резьбы метчиками н плашками [19]
Тип резьбонарезного инструмента Обрабатываемый материал 2JK Сдг ZN УМ т
Метчики машинные со шлифованным профилем Чугун серый НБ = 190 1,57 1,4 0,05 1,6 0,6 0,6
Метчики гаечные со шли- фованным профилем Сталь углеродистая конструкционная 75 кг(мм* 0,41 1,7 0,097 1,9 1,0 0,9
Метчики гаечные автомат- ные со шлифованным про- филем 0,25 2,0 0,045 2,2 1,0 0,9
Плашки круглые 4,5 1,1 0,06 1,3 | 0,3 0,5
Таблица 112
Поправочные коэфициенты иа скорость резаиия и эффективную мощность, учитывающие
обрабатываемый материал
Обрабатываемый материал Предел п рочности апч в кг/мм2 Твёрдость по Бринеллю нб Поправочный коэфициент на скорость резания Поправочный коэфициент на эффективную мощность
метчики плашки метчики плашки
Сталь конст- рукционная Углеродистая 40—50 50—60 60 - 70 70-80 107-138 138—169 169-200 200—230 0,7 1,0 1 ,0 1,0 0,6 0,7 1,0 1,0 0,6 1,3 1,0 1,0 0,4 0,6 0,9 1,0
Легированная - <2(;0 200-230 0,9 0,8 0.9 0,8 0,9 0,8 1,1 0,9
Чугун серый - <180 180—200 200-230 1,43 1,0 0,7 — 1 Л 1 ,о —
Чугун ковкий - 2,1_ - 2,0 -
Бронза, латунь - - 2,9 | - - -
368
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 113
Поправочные коэфициенты на скорость резания, учитывающие шаг и тип резьбы
Тип резьбо- нарезного инструмента Обрабаты- ваемый материал Тип резьбы по ГОСТ Диаметр резьбы в мм или дюймах
6 1 /<* 8 6/< 10 s/e* 12 16 6/8* 20 ’/ г 24 1" 30 I1/./ 36 -
1
Поправочные коэфициенты на скорость резания
Метчики и плашки - 32 1,0 1,0 1,0 1,0 1,0 1.0 1,0 1,0 1,0
271 1,15 1,13 1,22 1,18 1,15 1,30 1,22 1,33 1,15 1,41
Сталь 272 — — — — — 1,42 1,52
Метчики 1 260 0,95 0,94 0,94 0,88 0,94 0,95 1,05 1,05 1,05
271 1,30 1,21 1,43 1,35 1,30 1,60 1,43 1,65 1,30
Чугун 272 — —. — — — — 1,89 2,1 1,83
1 260 0,86 0,88 0,89 0,89 0,87 0,92 1,00 1,02 1,02
271 1,42 1,30 1,63 1,48 1,40 1,70 1,63 1,56 1,40
Плашки Сталь ' / г — — — — — — 1,67 1,56 1,50
1 260 0,80 0,87 0,88 0,83 0,86 0,90 0,98 1,01 1,01
Фиг. 24. Схема резания шпоночной протяжкой:
7-протяжка; 2—изделие
i—число зубьев протяжки, находящихся
одновременно в работе I t = у-, где
t—шаг зубьев протяжки
Характер и допустимые величины износа
режущей части протяжек приведены в
табл. 114.
Толщина среза (а мм)—это разница в вы-
соте двух соседних режущих зубьев протяжки
(или «подъём» на один зуб).
Подача на один зуб (sz мм) численно равна
толщине среза.
Ширина среза—это длина соприкосновения
зуба протяжки с обрабатываемым изделием.
Основное технологическое время при про-
тягивании
hl\K
ни-
где h — припуск на сторону, снимаемый про-
тяжкой за полный её проход, в дсп;
I—длина протягиваемой поверхности
в мм;
т,— коэфициент, учитывающий длину ка-
либрующей части протяжки (обычно
Г| = 1,17 -у- 1,25; у протяжек без ка-
либрующей части т = 1);
К—коэфициент, учитывающий обратный
ход протяжки (обычно К = 1,14-т-1,5);
v—скорость резания (скорость движе-
ния протяжки при рабочем ходе) в
м/мин;
s2 — подача (подъём на один зуб режущих
зубьев протяжки) в мм.
Таблица 114
Характер и допустимые величины износа режущей
части протяжек при обработке стали и чугуна
Величины подач 5гпри протягивании при-
ведены в табл. 115.
Скорость резания при протягивании
_____ср _ ,
резание металлов
369
Подачи (,.) при протягивании
Обрабатываемый материал Механические свойства Тип протяжек
твёрдость предел проч- ности в кг1мма До 70 70—80 Свыше 80 цилиндриче- ские шлицевые шпоиочиые
подача sz в мм
Сталь углеродистая конструк- ционная До 200 200—230 Свыше 230 0 ,1)2—0,03 0,02—0,05 0,02—0,03 0,04—0,06 0,04—0,08 0,03—0,05 0,04—0,07 0,07—0,12 0,04—0,07
Сталь легированная конструк- ционная До 200 200—230 Свыше 230 До 70 70—S0 Свыше 80 0,02—0,03 0,02—0.04 0,02—0,03 0,03—0,05 0,04—0,06 0,03—0,05 0,03—0,06 0,06—0,10 0,04—0,07
Чугун серый 200 -200 — 0,04—0,08 0,06—0,10 0,03—0,06 0,04—0,08 0,08-0,15 0,07—0,12
। де Cv — коэфициент, зависящий от обрабаты-
ваемого материала и типа протяжки;
Т— период стойкости протяжки в мин.;
sz — подача в мм;
m —показатель относительной стойкости;
yv — показатель степени.
Поправочные коэфициенты на скорость
[езания и величины C.v, m и yv приведены
в табл. 116 и 117.
Средние стойкости протяжек приведены
в табл. 118.
Таблица 116
Поправочные коэфициенты иа скорость резания,
учитывающие марку инструментальной стали,
из которой изготовлена протяжка
Марка инструментальной стали Р18, Р9 хвг*
Поправочный коэфициент . 1 0,6
* Применяется при отсутствии быстрорежущей
стали для протяжек несложного профиля.
Таблица 117
Величины Cv
m п yv для определения
скорости резания при протягивании
Обрабатывав' мый материал Механические свойства Применяемое охлаждение Тип протяжек
твёрдость предел прочности ^пч в кг] мм* цилиндри- ческие шлицевые шпоночные
Cv m yv Cv m yv sz 0,07 мм sz : >0,07
\cv m Vv С о m yv
Сталь углеро- До 200 До 711 16,8 0,62 0,62 15.5 0,6 0,75 9,8 0,87 1.4 7,7 0.87 1,4
дистая кон- 200—230 7U—80 15,5 0,62 0,62 14,0 0,6 0,75 8,8 0,87 1,4 7,0 0,87 1,4
струкционная Свыше 230 Свыше 80 Сульфофре- 11,2 0,62 0,62 10,0 0,6 0,75 6,3 0,87 1,4 5,0 0,87 1,4
Сталь легиро- До 200 До 71) зол 15,5 0,62 0,62 14,0 0,6 0,75 8,8 0,87 1,4 7,0 0,87 1,4
ваииая кон- 200—230 70—80 11,2 0,62 0,62 10,2 0,6 0,6 6,3 0,87 1,4 5,0 0,8/ 1,4
струкционная Свыше 230 Свыше 80 9,8 0,77 0,8 7,7 0,5 0,6 4,8 0,87 1,4 3,8 0,87 1,4
Чугуи серый До 200 Без охлаж- 14,0 0,5 0,6 17,5 0.5 0,6 6,2 0,6 0,95 6,2 0,6 0,95
Свыше 200 — дения 11,5 0,5 0,6 14,7 0,5 6,6 5,1 0,6 0,95 5,1 0,6 0,95
Средние стойкости протяжек Т (мни.)
Таблица 118
Обрабатывае- мый материал Цилиндрические протяжки Шлицевые протяжки Шпоночные протяжки
Диаметр D в мм ширина шпоночного паза В в мм
10 20 30 40 50 28 | 32—52 60—70 78—82 5 10 20
Сталь .... 90 120 180 270 360 270 420 600 900 90 120 200
Чугун .... 150 180 270 420 600 420 600 900 1 300 120 180 300
24 Том 12
370
РЕЗАНИЕ МЕТАЛЛОВ
Таблица 119
Величины Ср и для определения усилия резания при протягивании
Обрабатываемы й материал Твёрдость НБ Предел прочности <зпч в кг 1мм* Приме- няемое охлажде- ние Тип протяжек
цилиндриче- ские шлицевые шпоночные
СР Ур СР Ур ср УР
До 200 До 70 700 0,85 212 0,85 177 0,85
Сталь углеродистая 200—230 70-80 762 0,85 230 0,85 202 и , 85
конструкционная Свыше 230 Свыше 80 Сульфо- фрезол 842 0,85 284 0,85 250 0,85
Сталь легирован- До 200 До 70 762 0,85 230 0,85 202 0,85
иая конструкцион- 200—230 70—80 842 0,85 284 0,85 250 0,85
иая | Свыше 230 Свыше 80 1 000 0,85 315 0,85 282 0,85
Чугун серый До 200 — Без ох- 300 0,73 152 0,73 115 0,73
j Свыше 200 — лаждения 354 0,73 215 0,73 137 0,73
Усилие резания при протягивании:
для цилиндрических протяжек
Р = CpSTp dz кг-,
для шлицевых протяжек
Р = CpsyzP Ъпг кг-,
для шпоночных протяжек
Р = CpsyP Ьг кг.
В приведённых формулах:
Ср — коэфициент, зависящий от обрабатывае-
мого материала и типа протяжки;
sz — подача в мм;
D—диаметр протяжки в мм;
г—число одновременно работающих зубь-
ев протяжки;
Ь—ширина шлица или шпоночного паза
в мм;
п — число шлицев.
В табл. 119 приведены величины Ср и ур.
В табл. 120, 121 и 122 приведены попра-
вочные коэфициенты на усилие резания, учи-
тывающие геометрию режущей части про-
тяжки, износ и состояние её режущих кро-
мок, а также вид охлаждения (при протяги-
вании стали).
Таблица 120
Поправочные коэфициенты иа усилие резаиия,
учитывающие геометрию режущей части протяжки
Передний угол Задний угол
10—12* 6-8* 0—2* 2—3* <1* | 2—3* | <1*
обрабатываемый материал
сталь чугун
Поправочный коэфициент
1,0 1,13 1,35 1,0 1,2 1,0 1,12
Эффективная мощность при протягивании
определяется по формуле
Pv
= 60 102 квт>
где Р — усилие резания в кг;
v — скорость резания в м]мин.
Таблица 121
Поправочные коэфициенты на усилие резания»
учитывающие износ и состояние режущих кромок
протяжки
Состояние режущих кромок Острые Затупленные
Величина износа о в мм — 0,3 До 1,0
Поправочный коэфи- циент 1,0 1,15 1,75
Таблица 122
Поправочные коэфициенты на усилие резания,
учитывающие вид охлаждения (при протягивании
стали)
Вид охлаждения С охлаждением Без охлажде- ния
сульфо- фрезолом 10%-ной эмульсией
Поправочны й коэфициент . 1,0 1,13 1,34
ШЛИФОВАНИЕ И ДОВОДКА
Шлифование кругами и сегментами
Шлифовальный круг, состоящий из абра-
зивных зёрен и связующего вещества (связки),
подобен фрезе с громадным числом зубьев.
Однако в отличие от зубьев фрезы режущие
зёрна шлифовального круга расположены про-
извольно и имеют в общем случае отрицатель-
ный передний угол (фиг. 25), вследствие чего
каждое зерно соскабливает с обрабатываемой
поверхности небольшую стружку при относи-
тельно высоких температурах и давлениях.
Высокие скорости, с которыми производится
шлифование, также способствуют повышению
температуры в поверхностном слое.
Так как зёрна шлифовального круга весьма
незначительно выступают из связки, то слой
материала, снимаемый с изделия (t мм}, имеет
очень малую толщину, и сечение среза
при шлифовании очень мало.
Существуют следующие основные способы
шлифования:
РЕЗАНИЕ МЕТАЛЛОВ
371
1) круглое наружное шлифование с попереч-
ной подачей на каждый одинарный или
двойной ход стола станка (фиг. 26) или вре-
занием, т. е. без продольного перемещения
детали (фиг. 27);
2) круглое внутреннее шлифование при
вращении изделия и шлифовального круга
(фиг. 28) или при неподвижном изделии и
планетарном вращении шлифовального круга
(фиг. 29);
Фиг. 25. Схема работы зёрен шлифовального
круга
3) плоское шлифование периферией (фиг. 30)
или торцом (фиг. 31) шлифовального круга
(шлифовальных сегментов);
Фиг. 29. Круглое внутреннее шли-
фование при неподвижном изделии
и планетарном вращении шлифо-
вального круга
I) 'круглое бесцентровое шлифование
на проход или врезанием (фиг. 32).
В принципиальных схемах различных
способов шлифования, показанных на фиг. 26—
32, даны следующие обозначения:
Фиг. 26. Круглое наружное шли-
фование с поперечной подачей на
одинарный или двойной ход стола
Фиг. 30. Плоское шлифование пери-
ферией шлифовального круга на стан-
ке с прямоугольным столом
Фиг. 27. Круглое наружное шлифование
врезанием
Фиг. 31. Плоское шлифование торцом
шлифовального круга на станке с
прямоугольным столом
Фиг. 28. Круглое внутреннее шлифование,
при вращении изделия и шлифовального
круга
Фиг. 32. Круглое бесцентровое шлифование
24*
372
РЕЗАНИЕ МЕТАЛЛОВ
vK — окружная скорость вращения шлифо-
вального круга в л/сек;
vu— окружная скорость вращения или
скорость прямолинейного движения
изделия в м/мин-,
t — поперечная подача (или глубина шли-
фования) в мм;
s — продольная подача, задаваемая в до-
лях ширины шлифовального круга,
в мм на 1 оборот детали;
d~ диаметр шлифуемой поверхности из-
делия в мм;
D — диаметр шлифовального круга в мм;
v вк~- скорость (окружная) ведущего круга
(прн бесцентровом круглом шлифова-
нии);
“ шк — скорость (окружная) шлифующего
круга (при бесцентровом круглом шли-
фовании);
В — ширина шлифовального круга в мм;
I — длина шлифуемой поверхности изде-
лия в мм;
Основное технологическое время при шли-
фовании определяется по следующим форму-
лам.
1. При круглом наружном шлифовании
цилиндрических поверхностей:
а) При поперечной подаче на каждый оди-
нарный ход стола
L TtdLh
Т° = n^s‘K = 1 000 vust К МИН-’
где пц— число оборотов изделия в мин.;
L—длина продольного хода стола (или
шлифовального круга) в мм;
i—число проходов;
К— коэфициент, учитывающий точность
шлифования и износ круга.
При шлифовании с выходом круга в обе
стороны
L = / — (1 — 2m) В,
где m — выход круга за пределы шлифуемой
поверхности в долях ширины круга
(0,3 4- 0,5);
с выходом круга в одну сторону
L = I — (1 — т) В ;
без выхода круга
L = I — В.
h
г!исло проходов 1 = —, где h — припуск на
обработку (на сторону) в мм.
Для предварительного шлифования К =
= 1,2 — 1,4, для окончательного шлифования
К = 1,3 4- 1,7.
б) При поперечной подаче на каждый
двойной ход стола
в) При шлифовании врезанием
h
T°=7^tK мин-
Для предварительного и окончательного
шлифования К = 1,2 4- 1,3.
2. При круглом внутреннем шлифовании.
2Lh
То = -^ТК МИН-
Для предварительного шлифования К ~
= 1,2 4- 1,5.
Для окончательного шлифования К ~
= 1,3 4- 1,8.
3. При плоском шлифовании:
а) Периферией круга на станках с прямо-
угольным столом при поперечной подаче на
каждый одинарный ход стола
И HLh
Т°=^ iK = 1 000^ к мин-’
где И— величина поперечного хода круга
в мм; Н = Ви + В+ 5 мм;
Ви — полная ширина изделия в мм;
пс — число одинарных ходов столав мин.;
vu— скорость движения изделия (стола)
в м/мин;
г—число одновременно шлифуемых из-
делий.
Д = / + (10 4- 20) мм.
Для предварительного шлифования Л' ~
= 1,15 4- 1,35.
Для окончательного шлифования К —
= 1,25 4- 1,50.
б) Периферией круга на станках с пря-
моугольным столом при поперечной подаче
на каждый двойной ход стола
2Н . 2HLh
Т° ~ ncszlK = 1 000 'u;'z stz К м,ж-
в) Торцом круга на станках с прямоуголь-
ным столом
Lh
Т°- 1000vutz К мин'>
L = I + D +(10 4- 15) мм.
Для предварительного шлифования К =
= 1,2 4- 2,0.
Для окончательного шлифования К =
= 1,2 4- 1,5.
г) Торцом круга на станках с круглым
столом
Для предварительного шлифования К ~
= 1,2 4- 2,0.
РЕЗАНИЕ МЕТАЛЛОВ
373
Для окончательного шлифования Л =
= 1,2-4 1,5.
4. При круглом бесцентровом шлифовании:
а) При шлифовании на проход
lz + В
где z — число изделий в партии, шлифуемых
непрерывным потоком,
sM — минутная (продольная) подача в
мм/мин;
su — т.1)„ п.,, sin ат мм/мин,
где DeK — диаметр ведущего круга в мм;
пдк—число оборотов ведущего круга
в мин.;
а — угол поворота ведущего круга в гра
дусах;
т, — коэфициент, учитывающий проскаль-
зывание изделия относительно ве-
дущего круга:
т, = 0,90 -г 0,95;
г' — число проходов, осуществляемых
без изменения режима резания.
Для предварительного и окончательного
шлифования К = 1,05 4- 1,20.
Подача на один оборот шлифуемого изде-
лия
s0 = nd tg а мм/об.
б) При шлифовании врезанием
где — радиальная подача на один оборот
изделия в мм/об;
пг — число оборотов изделия в минуту до
прекращения искрения (при шлифо-
вании, происходящем без подачи):
п± ss 12 оборотов.
Число оборотов шлифуемого изделия в ми-
нуту
пвк-1 000
пи =----22— *1 об/мин.
Режимы шлифования
('.тонкость шлифовального кру-
га— это промежуток времени его работы ме-
жду правками.
Стойкость шлифовальных кругов прини-
мается в пределах 3—15 мин. (в зависимости
от типа круга).
В отличие от других видов резания метал-
лов при увеличении окружной скорости вра-
щения шлифовального круга его стойкость по-
вышается, так как при этом толщина струж-
ки, снимаемой каждым режущим зерном,
уменьшается, а следовательно, уменьшается и
нагрузка на зерно. Однако увеличение окруж-
ной скорости круга лимитируется условиями
техники безопасности.
Наибольшие допустимые окружные ско-
рости вращения шлифовальных кругов при-
ведены в табл. 123 [23].
Глубина шлифования t мм, продольная
подача в долях ширины круга s и скорость
вращения или прямолинейного перемещения
изделия ии выбираются по табл. 124 -127 [36].
Таблица 123
Наибольшие допустимые окружные скорости вращения шлифовальных кругов
(по ГОСТ 3881-47)
Наименование шлифовальных кругов Обозначе- ние формы Подача шлифовального круга или обрабатываемой детали Окружные скорости шлифо- вального круга vK в м/сек на связках
керамиче- ской бакелито- вой вулкани- товой
Плоские, прямого профиля Т о же То же скоростные Для обди- рочно-шлифовальных опера- ций Плоские, 40°, конического про- филя Плоские, 45°, конического про- филя Плоские, с малым углом, ко- нического профиля (не более 30е) Плоские с выточкой Плоские с выточками в виде ласточкина хвоста Круги-диски Круги-кольца н круги-кольца с выточкой Круги-чашки цилиндрические Круги-чашки конические Круги-чашки цилиндрические Круги-чашки конические Круги-тарелки Круги-тарелки Для шлифования зубьев зуб- чатых колёс Для доводки развёрток Сегментные ПП пп ПП 211 ЗП [ 4 II ПВ пвл д 1К и 2 к ЧЦ 1 чк г ЧЦ 1 ЧК ( IT, 2Т зт III р Ручная Механическая или автома- тическая Ручная Механическая или автома- тическая Автоматическая Механическая или автома- тическая Ручная Ручная или механическая Механическая Ручная Механическая Ручная Механическая или автома- тическая Ручная или механическая Ручная Механическая или автома- тическая 30 35 35 30 35 30 25 25 30 30 25 25 30 40 40 50 35 35 35 40 50 30 30 35 30 30 30 ЙЙ I й 1 SISI I 1 11 I I1
374
РЕЗАНИЕ МЕТАЛЛОВ
Таблиц а 124
Режимы резания при круглом наружном шлифовании
Характер шлифования Скорость изделия vu в м/мин Глубина шлифова- ния t Продольная подача s в долях шири- ны круга
Предварительное с про- дольной подачей стола (длинные поверхности) С подачей на каждый ход стола С подачей на двойной ход стола 12-25 20-30 0,01-0,025 мм 0,015—0,05 » 0,3—0 ,7 0,3—0,7
Чистовое с продольной подачей стола (длинные поверх- ности) 15-55 0,005-0,015 мм 0,2—0,4
Врезанием Предварительное Чистовое 30-50 20-40 0,025—0,075 мм/об 0,001-0,005 * -
Таблица 125
Режимы резания при круглом внутреннем шлифовании
Тилы станков Характер шлифования Скорость изделия vu в м/мин Глубина шлиф ования t в мм Продольная подача s в долях шири- ны круга
Простые Предварительное Чистовое 20—40 0,005—0,02 0,0025-0,01 0,40-0,70 0,25-0,40
Полуавтоматические Предварительное Чистовое 50-150 0,0025—0,005 0,0015—0,0025 0,40—0,75 0,25—0,40
Таблица 126
Режимы резаиия при плоском шлифовании периферией круга
Типы станков Характер шлифования Скорость изделия vu в м/мин Глубина шлифов ания t в мм Продольная подача з в долях шири- ны круга
Инструментальные Предварительное Чистовое 3—8* 3-8* 0,05-0,15 0,01-0,015 1—2 мм/дв. х 1-1,5 мм /дв. х
Серийного производства Предварительное Чистовое 8-30 15-20 0,015-0,04 0,005—0,015 0,4-0,7 0,2—0,3
С круглым столом Предварительное Чистовое 20-60 40-60 0,005-0,015 0,005-0,10 0,3—0,6 0,2-0,25
* Меньшие величины выбираются для изделий толщиной до 3 мм.
Таблица 127
Режимы резаиия при плоском шлифовании торцом круга
Типы станков Характер шлифования Скорость изделия vu в м/мин Глубина шлифова- ния t в мм
С плоским столом Предварительное Чистовое 4-12 2-3 0,015-0,04 0,005—0,01
Простые с круглым столом Предварительное Чистовое 10-40 0,015—0,030 0,0Э5
Полуавтоматические с круглым столом Предварительное Чистовое 2-3 0,10-0,15 0,005
РЕЗАНИЕ МЕТАЛЛОВ
375
Эффективную мощность при шлифовании
определяют по следующим формулам:
а) при шлифовании периферией шлифо-
вального круга
N3 = CN vuN t N s N кет;
5) при шлифовании торцом шлифовального
круга
\'э = CNvraN tNBN кет.
Величины CN, rN, xN, yN, qN и zN приве-
дены в табл. 128 [23].
Таблица 128
Величины Сдг, r^, х^, у^, q^ и z^ для определения эффективной мощности при шлифовании
Характер шлифования Обрабатывае- мый материал Характеристика шлифовального круга С\Г rN VN 9N 2n
абразив- ный материал связка зернистое гь твёр- дость
Круглое наруж- ное с попереч- ной подачей на двойной ход стола Незакалённая и закалён- ная сталь Элект ро- корунд Керами- ческая 36 46 •16 СМ, смх см2 1,3 1,2 1 ,4 0,75 0,85 0 ,7 - -
Круглое наруж- ное с попереч- ной подачей на каждый ход стола То же '1 о же То же 36 46 46 см. см( Ct о о 2 Л 2,7 0,5 0,5 0,5 - -
Круглое вреза- нием »> 36 с, 0,14 0,8 0,8 - 1,0
Бесцентровое Незакалённая ста ль 46 46 60 60 с, CTt см.. стх 0,10 0,10 0 ,075 0,10 0,85 0,6 0,7 0,5 —
на проход Закалённая сталь » 4(5 16 60 60 смх С2 см, С1 0,26 0,29 0,32 0,35 0,6 0,6 0,5 0,5 -
Бесцентровое врезанкем Незакалённая и закалён- ная сталь » » 46 46 смх Ct 0,07 0,6о|0 ,65 - 0,5 1,0
Неза калён- ная сталь >> 315 46 смх Сх 0,20 0,27 0,5 0,4 0,4 0,3 -
Круглое внут- реннее Закалённая сталь Корракс » 36 46 60 см, Сх СМ1 0,36 0,36 0,3 0,35 0,4 0,4 о,з —
Чугун Карбид кремния 46 СМ! 0,81 0,55 1 ,о 0,7 0,3
Плоское перифе- рией круга на станках с пря- моугольным столом Незакалён- ная сталь Электро- корунд 36 36 36 стх Сх см3 0,68 0,59 0,52 1,0 0,8 0,8 - —
Плоское пери- ферией круга на станках с То же То же » ! 46 > 36 36 СМ 2 Мз 0,53 0,53 0,8 0,65 0,7 -
1 круглым СТО' .ЮМ Закалённая сталь i ; 46 36 СМх м3 ! 0,71 0,69 0,7 0,5 0/ —
376
РЕЗАНИЕ МЕТАЛЛОВ
Продолжение табл. 128
Характер шлифования Обрабатыва- емый материал Характеристика шлифовального круга CN rN XN yN qN ~N
абразив- ный материал связка зернистость твёр- дость
Плоское торцом круга на стан- ках с прямо- угольным сто- лом Незакалён- ная сталь Электро- корунд Бакелито- вая 16 16 16 М2 Сх СТХ 0,17 0,39 0,59 0,7 0,5 - - 0,6
Незакалён- ная сталь То же Керами- ческая 36 (кольцевой) 36 (сегментный) 24 (кольцевой) сма м, м. 2,01 1,31 1,81 0,5 0.5 - — 0,6
Плоское торцом круга на стан- ках с круглым столом Закалённая сталь л То же 36 (кольцевой) 36 (сегментный) 24 (кольцевой) 24 (сегментный) сма м, Mt М3 4,8 3,4 5,6 4,01 0.3 0,25 - 0,3
Чугун Карбид кремния 36 (сегментный) 36 (кольцевой) 24 (кольцевой) сма см, см. 2,60 4,03 3,92 0.4 0,4 - - 0,45
Отделочные операции
Фиг. 33. Схема ра-
боты головки с до-
водочными брус-
ками
Доводка брусками (хонингование). Довод-
ка брусками является одним из видов отделоч-
ного шлифования наружных и внутренних
поверхностей. Эта операция выполняется спе-
циальной головкой с укреплёнными на ней
несколькими регулируемыми абразивными
брусками. В процессе ра-
боты головка совершает од-
новременно вращательное и
возвратно - поступательное
движения (фиг. 33). При-
пуск на обработку: для
стали 0,01-7-0,12 мм, для
чугуна 0,018 -? 0,25 мм.
Чем больше диаметр об-
рабатываемого отверстия,
тем больше берётся при-
пуск.
Зернистость и твёрдость
брусков выбираются по табл.
129, а режимы резания при
доводке брусками — по
табл. 130 [23].
Доводка брусками производится при обиль-
ном охлаждении (50 л/мин и более под дав-
лением до 5 ат), назначение которого —
уменьшить нагревание изделия и непрерыв-
но смывать с обрабатываемой поверхности
стружку и частицы выкрошившегося абра-
зива. Составы применяемых при доводке
брусками охлаждающих жидкостей приведены
в табл. 131 [23].
Таблица 129
Характеристика брусков для доводки
Характер обработки Зернистость Т вёрдость
В одну операцию 230-270 325-400 М, - Ci Mi — с,
Предварительная 100—170 200-270 М. - с, ма - с,
Окончательная 325—400 500—600 мх - сма
Таблица 130
Режимы резания при доводке брусками
Обрабатываемый материал Скорость в м!мин Радиальная подача брусков за 1 двойной ХОД в мм
• i ¥ S Q. h ЯЗ X « et о «J u К К a о s аз a x x x « C g M f- О - ОТ О u К 0 0 0 2 a c x x
Сталь закалённая . . , » незакалённая . . Чугун и бронза 20-35 45-60 60-75 5—10 10-15 15-20 0,05-0,15 0,1 —0,2 0,06—0,2
Доводка брусками может обеспечить 1-й
и 2-й классы точности и 8-й — 12-й классы
чистоты по ГОСТ 2789-51.
РЕЗАНИЕ МЕТАЛЛОВ
377
Таблица 131
Составы охлаждающих жидкостей, применяемых
при доводке брусками
Обрабатывае-
мый мате-
риал
Состав охлаждающей жидкости
Чугун . .
Сталь . . .
Бронза . .
I
а) Керосин; б) смесь керосина
(80—90%) с машинным маслом
(20-10%)
а) 3 части керосина и 1 часть (по
объёму) ЦЛС-3*; б) керосин
с парафином; в) 5%-ная эмуль-
сия
Вода или всухую
* Состав ЦЛС-3: 1,5 л осернённого (до 22%
в готовом растворе) хлопкового масла, Юл авиа-
масла СО и 6—8 мг нитробензола.
Притирка. Притирка является одним из
видов отделочных операций, при котором
небольшой припуск удаляется при помощи
абразивного порошка и жёсткого притира,
имеющего форму обрабатываемой поверхности.
Притирку производят также деталью по
детали. Поверхность притира, более мяг-
кого, чем обрабатываемый материал, насы-
щается (шаржируется) абразивным порошком.
Притиры делаются из красной меди, свинца,
мягкого серого чугуна. Притирка может быть
ручной (на неподвижной плите, на вращаю-
щемся диске или в патроне токарного станка)
или механической (на специальных станках).
Припуск на притирку (на диаметр) состав-
ляет 0,005 4- 0,012 мм для предварительной и
до 0,005 мм— для окончательной отделки
изделий с круглым сечением. Для плоских из-
делий припуск лежит в пределах 0,004
4- 0,008 мм на сторону.
В качестве притирочных средств применя-
ются корундовые и наждачные тонко измель-
чённые порошки (зернистостью 80 4- 120 для
предварительной и 140 -у 230 для оконча-
тельной притирки), а также окись хрома,
крокус и в особенности пасты ГОИ, состоящие
из окиси хрома, стеариновой и олеиновой кис-
лот. В качестве связующего вещества приме-
няют керосин, бензин, растительные масла
и т. п.
Скорость резания при притирке на станка.-;
вручную Ю-уЗО м/мин и при механической
притирке на станках — до 100 м/мин.
Притирка может обеспечить точность по
1-му классу и чистоту поверхности до 10—14-го
класса по ГОСТ 2789-51.
Притирка широко применяется также и для
доводки режущей части резцов.
Отделка колеблющимися брусками (супер-
финиш). Отделка колеблющимися брусками
является чисто отделочным процессом, при
котором с обрабатываемой поверхности уда-
ляются микронеровности без изменения фор-
мы самой поверхности. Эта операция произ-
водится с помощью мелкозернистых брусков
при относительно малых их скоростях и давле-
ниях.
Схемы отделки колеблющимися брусками
наружной и внутренней поверхностей пока-
заны на фиг. 34.
В процессе отделки абразивным брускам
и обрабатываемому изделию сообщаются дви-
жения в разных направлениях и с разными
скоростями, — чаще всего возвратно-посту-
пательное (колебательное) движение брусков
и вращательное движение обрабатываемого
Фиг. 34. Схемы процесса отделки поверхностей ко-
леблющимися брусками: а—наружной поверхности;
б — внутренней поверхности
изделия. Съём металла при отделке колеб-
лющимися брусками составляет 0,005 4-
0,015 мм на диаметр. Бруски изготовляются
из электрокорунда или карбида кремния на
керамической или бакелитовой связке. Зерни-
стость брусков — от 320 до 600. Для обра-
ботки закалённой стали применяют бруски
твёрдостью Mj 4- М3 и для обработки мягких
материалов М3 4- СМ2.
Режимы резания при отделке колеблю-
щимися брусками приведены в табл. 132 [23].
Таблица 132
Режимы резаиия при отделке
колеблющимися брусками
Обрабат ываемый
материал
Закалённая
сталь . . . 3—-5 450—600 3,5 15—35
Другие мате-
риалы ......... 2,5—6,5 350—1 200 2—6 3—40
Давление брусков на изделие устанавли-
вается в пределах 0,5 — 3 кг]см* (чем твёрже
обрабатываемый материал, тем давление долж-
но быть больше).
Для создания масляной плёнки и смыва-
ния с обрабатываемой поверхности частиц
металла и абразива при доводке колеблющи-
мися брусками применяется смазывающая
жидкость — керосин с добавкой веретённого
масла № 2 (10%), либо веретённого масла
№3 (5 — 25%), либо турбинного масла Л
(10%). Отделка колеблющимися брусками
может обеспечить 11 — 14-й классы чистоты
по ГОСТ 2789-51.
378
РЕЗАНИЕ МЕТАЛЛОВ
Числа, возведённые в дробную степень
Таблица 133
Показатели степеней
Числа 0,20| 0,25 0,30(0,35 0,40 0,45 0, 50 0,55 0,60 0,65 0,70 0,75 0,80 0,85 0,90 0,95 1.2
0,001 0,002 0,0025 0,003 0,005 0,01 0,015 0,02 0,025 0,03 0,04 0,05 0,06 0,07 0,08 0,10 0,12 0,15 0,20 0,30 0,40 0,50 0,751 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 22 24 26 28 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 ПО 120 130 140 150 160 170 180 190 200 210 220 230 240 250 260 270 280 290 300 0,252 0,288 0,302 0,312 0,346 0,398 0,432 0,458 0,478 0,495 0,525 0,550 0,570 0,586 0,605 0,631 0,654 0,684 0,725 0,786 0,833 0,871 0,944 1,0 1,15 1,25 1,32 1,38 1,43 1,48 1,52 1,55 1,59 1,62 1,64 1,67 1,70 1,72 1,74 1,76 1,78 1,80 1,82 1,86 1,89 1,92 1,95 1,97 2,04 2,10 2,14 2,18 2,22 2,26 2,30 2,34 2,38 2,40 2,44 2,46 2,48 2,52 2,56 2,60 2,64 2,68 2,72 2,76 2,80 2,82 2,86 2,88 2,91 2,94 2,96 3,0 3,02 3,04 3,06 3,09 3,11 3,13 0,178 0,212 0,224 0,234 0,266 0,316 0,350 0,376 0,398 0,416 0,447 0,473 0,495 0,514 0,532 0,562 0,589 0,622 0,669 0,740 0,795 0,840 0,930 1,0 1,19 1,32 1,41 1,50 1,57 1,63 1,68 1,73 1,78 1,82 1,86 1,90 1,93 1,97 2,0 2,03 2,06 2,09 2,12 2,17 2,21 2,26 2,30 2,34 2,44 2,52 2,59 2,66 2,72 2,78 2,84 2,89 2,94 2,98 3,04 3,08 3,12 3,16 3,24 3,31 3,38 3,44 3,50 3,56 3,61 3,66 3,71 3,76 3,81 3,85 3,89 3,94 3,98 4,02 4,05 4,10 4,12 4,15 0,126 0,155 0,166 0,175 0,204 0,250 0,284 0,310 0,330 0,350 0,380 0,408 0,430 0,450 0,468 0,502 0,529 0,565 0,625 0,695 0,760 0,810 0,915 1,0 1,23 1,39 1,52 1,62 1,71 1,79 1,87 1,93 2,0 2,06 2,10 2,16 2,20 2,26 2,30 2,34 2,38 2,42 2,46 2,53 2,59 2,66 2,72 2,78 2,90 3,02 3,14 3,24 3,32 3,42 3,50 3,58 3,66 3,72 3,80 3,86 3,92 3,98 4,10 4,20 4,30 4,40 4,50 4,58 4,67 4,75 4,83 4,90 4,97 5,04 5,11 5,18 5,24 5,30 5,35 5,42 5,48 5,55 0,089 0,114 0,123 0,131 0,157 0,200 0,230 0,254 0,274 0,294 0,324 0,350 0,374 0,394 0,412 0,445 0,476 0,515 0,568 0,655 0,725 0,785 0,904 1,0 1,27 1,47 1,62 1,76 1,87 1,98 2,08 2,16 2,24 2,31 2,39 2,45 2,52 2,58 2,64 2,70 2,75 2,80 2,85 2,95 3,04 3,13 3,21 3,29 3,47 3,64 3,79 3,93 4,07 4,19 4,31 4,42 4,53 4,64 4,74 4,83 4,92 5,01 5,18 5,34 5,49 5,64 5,78 5,91 6,04 6,15 6,27 6,39 6,50 6,61 6,71 6,82 6,91 7,0 7,10 7,19 7,28 7,35 0,063 0,034 0,091 0,098 0,120 0,159 0,186 0,210 0,228 0,246 0,276 0,302 0,324 0,345 0,364 0,398 0,428 0,468 0,525 0,618 0,693 0,758 0,891 1,0 1,32 1,55 1,74 1,90 2,05 2,18 2,30 2,41 2,51 2,61 2,70 2,79 2,87 2,95 3,03 3,11 3,18 3,25 3,30 3,44 3,57 3,68 3,79 3,90 4,15 4,38 4,58 4,78 4,97 5,16 5,31 5,45 5,62 5,75 5,91 6,05 6,18 6,31 6,56 6,80 7,01 7,22 7,40 7,62 7,80 8,0 8,16 8,35 8,49 8,65 8,80 8,95 9,10 9,25 9,41 9,53 9,66 9,79 0,045 0,061 0,068 0,073 0,092 0,126 0,151 0,172 0,199 0,206 0,234 0,260 0,282 0,302 0,320 0,354 0,385 0,426 0,485 0,582 0,660 0,730 0,880 1,0 1,37 1,64 1,87 2,06 2,24 2,40 2,56 2,69 2,82 2,94 3,06 3,17 3,28 3,38 3,48 3,58 3,67 3,76 3,86 4,02 4,18 4,33 4,48 4,62 4,95 5,25 5,55 5,82 6,07 6,30 6,54 6,75 6,98 7,20 7,38 7,60 7,76 7,96 8,28 8,60 8,94 9,24 9,55 9,81 10,09 10,40 Ю.60 10,90 11,10 11,32 11 ,56 11,80 12,0 12,21 12,44 12,63 12,83 13,0 0,032 0,045 0,050 0,055 0,071 0,100 0,123 0,141 0,158 0,173 0,200 0,224 0,245 0,265 0,283 0,316 0,346 0,387 0,447 0,548 0,63з 0,707 0,86б 1,0 1,41 1,73 2,0 2,24 2,46 2,65 2,83 3,0 3,16 3,32 3,46 3,61 3,74 3,87 4,0 4,12 4,24 4,36 4,47 4,69 4,90 5,10 5,29 5,48 5,92 6,35 6,71 7,05 7,42 7,75 8,06 8,37 8,66 8,94 9,22 9,49 9,75 10,0 10,49 10,95 11,40 11,83 12,25 12,65 13,04 13,42 13,78 14,14 14,49 14,83 15,17 15,49 15,81 16,12 16,43 16,73 17,03 17,32 0,022 0,033 0,037 0,041 0,054 0,079 0,099 0,116 0,131 0,145 0,170 0,193 0,213 0,232 0,249 0,282 0,312 0,352 0,413 0,516 0,604 0,683 0,854 1,0 1 ,46 1,83 2,14 2,42 2,68 2,92 3,14 3,35 3,55 3,74 3,92 4,10 4,27 4,44 4,59 4,75 4,90 5,05 5,19 5,47 5,74 6,0 6,25 6,49 7,07 7,61 8,11 8,60 9,06 9,51 9,93 10,35 10,75 11,14 11,51 11,88 12,24 12,59 13,27 13,92 14,54 15,15 15,73 16,30 16,86 17,39 17,92 18,43 18,93 19,42 19,90 20,38 20,84 21,29 21,74 22,18 22,61 23,03 0,016 0,024 0,028 0,031 0,042 0,063 0,081 0,096 0,109 0,122 0,145 0,166 0,185 0,203 0,220 0,251 0,280 0,320 0,381 0,486 0,576 0,660 0,842 1,0 1,52 1,93 2,30 2,64 2,94 3,21 3,48 3,74 3,98 4,22 4,45 4,65 4,88 5,08 5,28 5,47 5,67 5,85 6,03 6,39 6,73 7,06 7,38 7,70 8,45 9,15 9,8 10,5 11,10 11,7 12,24 12,80 13,30 13,92 14,33 14,91 15,37 15,90 16,82 17,73 18,64 19,39 20,21 21,01 21,79 22,62 23,83 24,0 24,73 25,43 26,12 26 ,8 27,46 28,12 28,80 29,40 30,02 30,6 0,011 0,018 0 ,020 0,023 0,032 0,050 0,065 0,079 0,091 0,102 0,123 0,143 0,161 0,178 0,194 0,224 0,252 0,291 0,351 0,458 0,551 0,637 0,830 1,0 1,57 2,04 2,46 2,85 3,20 3,54 3,86 4,17 4,47 4,75 5,03 5,30 5,56 5,81 6,06 6,31 6,55 6,78 7,01 7,46 7,89 8,31 8,72 9,12 10,08 ч.о 11,87 12,72 13,83 14,32 15,08 15,82 16,55 17,26 17,96 18,63 19,30 19,93 21,23 22,44 23,67 24,83 25,97 27,08 28,17 29,24 30,28 31,31 32,32 33,31 34,29 35,25 36,20 37,13 38,06 38,96 39,86 40,75 0,00/9 0,013 0,015 0,017 0,025 0,040 0,053 0,065 0,076 0,086 0,105 0,123 0,140 0,155 0,171 0,200 0,227 0,267 0,324 0,431 0,527 0,616 0,818 1,0 1,62 2,16 2.64 3,09 3,51 3,91 4,29 4,66 5,01 5,36 5,69 6,02 6,34 6,66 6,96 7,27 7,56 7,86 8,15 8,70 9 25 9,78 10,30 10,81 12,05 13,23 14,36 15,46 16,53 17,6 18,58 19,6 20,54 21,49 22,41 23,33 24,23 25,12 26,85 28,60 30,18 31 ,79 33,40 34,90 36,42 38,0 39,37 40,80 42,22 43,62 45,0 46 .5 47,71 49,03 50,,50 51,64 52,93 54 ,20 0,0056 0,0094 0,0112 0,013 0,019 0,032 0,043 0,053 0,063 0,073 0,089 0,106 0,121 0,136 0,150 0,178 0,204 0,241 0,299 0,406 0,503 0,595 0,806 1,0 1,68 2,28 2,83 3,34 3,83 4,30 4,76 5,20 5,62 6,04 6,45 6,85 7,24 7,62 8,0 8,37 8,74 9,10 9,46 10,16 10,84 11,51 12,17 12,82 14,39 15 ,39 17,38 18,81 20,2 21,56 22,89 24,20 25,49 26,75 27,99 29,22 30,43 31,63 33,97 36,26 38 ,50 40,70 42,86 44,99 47,08 49,14 51,18 53,18 55,17 57,12 59,06 60,98 62,87 64,75 66,61 68,45 70,28 72,08 0,0040 0,007 0,0033 0,0096 0,0144 0,0252 0,035 0,044 0,052 0,061 0,077 0,091 0,105 0,119 0,133 0,158 0,183 0,218 0,276 0,382 0,480 0,572 0,791 1,0 1,74 2,41 3,03 3 62 4,19 4,74 5,28 5 80 6,31 6,81 7,30 7,78 8,26 8,73 9,19 9,65 ю,ю 10,55 11,0 11,86 12,71 13,55 14,38 15,20 17,21 19,13 21,02 22,87 24,68 26,46 28,21 29,93 31,62 33,4 34,96 36,6 38,2 39,8 42,97 46,00 49,11 52,10 55,0 57,98 60,86 63,50 66,53 69,0 72,07 74,81 77,51 80,0 82,86 85,5 88,0 90,73 93,31 96,0 0,0028 0,0051 0,0061 0 0072 0,011 0,020 0,028 0,036 0,043 0,051 0,065 0,078 0,092 0,104 0,117 0,141 0,165 0,199 0,255 0,359 0,459 0,555 0,783 1,0 1,80 2,54 3,24 3,93 4,59 5,23 5,86 6,47 7,08 7,68 8,26 8t85 9,42 9,99 10,56 11,11 11,67 12,21 12,76 13,84 14,90 15,95 16,99 18,00 20,53 23,0 25,42 27,8 30,15 32,47 34,75 37,01 39,25 41,46 43,65 45,83 47,98 50,12 54,35 58,52 62,64 66,71 70,74 74,73 78,68 82 ,90 86,48 90,34 94,16 97,96 101,7 105,5 109 ,2 112,9 116,6 120,2 123,9 127,5 0,002 0,0037 0,0045 0,0055 0,0085 0,016 0,023 0,030 0,036 0,043 0,055 0,067 0,079 0,091 0,103 0,126 0,148 0,186 0,235 0,338 0 438 0,536 0,722 1,0 1,87 2,69 3,48 4,26 5,02 5,76 6,50 7,22 7,94 8,62 9,36 10,06 10,75 11,44 12,1 12,8 13,5 14,2 14,8 16,15 17,46 18,77 20,07 21,41 24,62 27,60 30,80 33,81 36,84 39,8 42,82 45,8 48,7 51,5 54,51 57,50 60,25 63,0 68,75 74,35 79,90 85,22 90,88 96,32 101,7 107,1 112,4 117,7 123,0 128,3 133,5 138,7 143,9 149,1 154,0 159,4 164,5 170,0 0,0014 *),0 )27 0,0034 0,004 0,0065 0,01.6 0,019 0,024 0,030 0,036 0,047 0,058 0,069 0,080 0,091 0,112 J.133 0,165 0,216 0,318 о,419 0.48 0,779 1,0 1,93 2,84 3,74 4,62 5,48 6,35 7,20 я, 05 8,90 9,75 10,6 П,4 12,30 13,10 18.90 14,8 15,6 16,4 17,2 18,85 20.47 22,09 23,71 25.20 29,40 33,20 37,20 41,20 45,01 48,89 52,76 56,61 60,44 64,26 68,07 71,87 75,65 79,44 86,96 94,45 101,9 109,4 116,8 124,2 131 ,5 138 ,9 146,2 153 ,4 160,7 168 ,0 175,2 182,5 189,7 196,9 204,1 211,3 218,4 225,6 0,0002 0,0006 0,0008 0,0009 0,0017 0,0040 0.0065 0,0091 0,0120 0,0149 0,0210 0,0275 0,0342 0,0411 0,0483 0,0631 0,0785 0,103 0,145 0,236 0,333 0,435 0.718 —
РЕЗАНИЕ МЕТАЛЛОВ
379
ОСНОВЫ МЕТОДИКИ РАСЧЁТА
РЕЖИМОВ РЕЗАНИЯ МЕТАЛЛОВ
ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ
ПОДВИЖНОГО СОСТАВА
Основные определения
Технологическим процессом (при обработке
металлов резанием) называют совокупность
непосредственных действий, направленных
на изменение формы и свойств материала
от момента поступления заготовки до полу-
чения детали машины.
Каждый технологический процесс делится
на части—операции.
Операцией называют законченную часть
технологического процесса обработки детали,
выполняемую на одном рабочем месте (на-
пример на одном станке).
Переходом называют часть операции, вы-
полненную без изменения поверхности обра-
ботки, инструмента и режима резания.
Проходом называют ча^ть перехода, свя-
занную со снятием одного слоя металла
с данной заготовки._
Исходные данные для расчёта режима^
резания при обработке деталей
подвижного состава
Для расчёта рационального режима обра-
ботки необходимо иметь:
а) рабочий чертёж (или образец детали),
имеющий соответствующие номинальные раз-
меры с допусками и отклонениями, а также
с указанием класса чистоты каждой обрабо-
танной поверхности;
б) программу производства данных де-
талей (на год, месяц и т. п.);
в) технические условия на обрабатываемую
деталь;
г) сведения об имеющемся на данном
предприятии оборудовании и о возможности
приобретения необходимого оборудования;
д) сведения об имеющихся па данном пред-
! риятии инструментах (режущих, меритель-
ных, крепёжных и др.) и приспособлениях,
о возможности приобретения их или изго-
товления вновь, а также и о системе восста-
новления инструмента.
Иногда, кроме указанного минимума исход-
ных данных, необходимо знать специальные
условия, обусловливающие обработку данных
деталей подвижного состава, например, срок
обработки данной детали и срок выхода из
пемонта локомотива или вагона и т. п.
Предварительная подготовка заготовок
для обработки резанием
Заготовками в машиностроении называют
материалы, как правило, сходные по форме
; деталью, которую в дальнейшем получают
обработкой резанием.
Форма и способ получения заготоьок
в основном зависят от конструкции детали,
поэтому при конструировании деталей, кроме
эксплоатационных требований, следует учи-
тывать и технологичность, т. е. возможность
изготовления её наиболее производительными
способами
Технологичность достигается в основном
стандартизацией и унификацией изделий,
узлов и деталей, правильным выбором ма-
териалов и заготовок, уменьшением при-
пусков на обработку, упрощениями механиче-
ской обработки, улучшающими технологию,
и другими мероприятиями, обеспечивающими
высокое качество обработанных поверхностей
и повышение производительности труда.
Припуск на обработку. Припуском на
обработку называют толщину слоя металла,
который необходимо удалить с заготовки в
процессе обработки с целью получения необ-
ходимых форм, размеров и качества обрабо-
танных поверхностей готовой детали.
Общий припуск на обработку иногда раз-
деляют па части, снимаемые при соответ-
ствующих операциях, и тогда эти части на-
зывают межоперациопными припусками на
обработку.
Величина припуска на обработку в основ-
ном зависит от материала и способа получе-
ния заготовки, размеров заготовки, сложно-
сти формы детали, требуемой точности обра-
ботки, требуемой чистоты обработанных по-
верхностей и сложности методов обработки.
Разметка. В мелкосерийном и индивидуаль-
ном производстве заготовки подвергают раз-
метке, которая ведётся для проверки размеров
и соответствия формы заготовки форме дета-
ли по чертежу, а также для нанесения на
заготовке границ обработки с правильным
распределением припусков на обработку.
В массовом, крупносерийном и серийном
производстве разметку не применяют, а обра-
ботку ведут в соответствующих приспособ-
лениях.
Выбор баз. Базой называют такую поверх-
ность (детали или её заготовки), которая
служит для установки детали на станок
и ориентирует её относительно режущего
инструмента.
Базы бывают основные и вспомогательные;
последние выбирают в процессе работы вре-
менно для выполнения определённых функ-
ций, а затем такие базовые поверхности сре-
заются.
Основные базовые поверхности остаются
на детали в эксплоатации и ориентируют
деталь при работе относительно других
деталей.
Эти базовые поверхности следует выби-
рать но условиям более точной установки и
обработки детали на станке, ориентировки по
ней режущего инструмента и с учётом воз-
можности отказа от вспомогательных баз.
Базирующие поверхности выбирают так,
чтобы обеспечить наименьшую деформацию
детали от усилий резания и зажима, возможно
ббльшую простоту установки и закрепления
детали на станке.
Выбор порядка обработки t
В начале составления технологического
процесса и расчёта режимов резания при
обработке данной детали локомотива, вагона
п т. п. рекомендуется установить порядок
процесса обработки, обычно называемый
«технологическим маршрутом». При индиви-
дуальном и мелкосерийном производстве
380
РЕЗАНИЕ МЕТАЛЛОВ
часто разработку технологических процессов
ограничивают составлением технологических
маршрутов на обработку детали с установ-
лением основных данных обработки (типов и
номеров станков, штучного времени на опера-
цию и т. п.).
Для крупносерийного и массового произ-
водства технологические процессы разраба-
тывают весьма подробно с установлением всех
элементов процесса.
Схема установления порядка обработки
может быть принята следующая:
1) изучение чертежа и технических усло-
вий обработки;
2) выбор черновых (вспомогательных),
а затем и чистовых баз (чистовыми базами
могут быть основные базы);
3) составление принципиального порядка
обработки (первые операции получаются из
установления черновых баз, а последние — из
установления чистовых баз).
После составления порядка операций
уточняют требуемые для каждой операции
станки, инструмент, приспособления; вслед
ствие этого возможна корректировка состав-
ленного порядка операций. Затем производят
расчёт режимов резания и нормирование
времени с установлением квалификации рабо-
чих и, наконец, составляют технологическую
карту обработки, в которую заносят рассчи-
танные и определённые данные.
Расчёт и выбор режима резания
Основными условиями выбора режима ре-
зания при обработке деталей подвижного со-
става и других машин являются следующие:
1) высокая производительность, 2) низкая
себестоимость обработки, 3) высокое качество
обработанных поверхностей детали и 4) вы-
сокая точность обработки.
Производительность при обработке детали
на металлорежущих станках зависит от
скорости резания, подачи и глубины реза-
ния, а также от степени оснащённости и
уровня организации рабочего места, цеха,
предприятия. Наибольшая производитель-
ность имеет место при обоснованно целесооб-
разном сочетании указанных трёх элементов
режима резания и конкретных организацион-
ных и технико-экономических условиях про-
изводства. В конечном итоге минимальное
штучное время Тшт получается при мини-
мальных,- основном технологическом времени
То, вспомогательном времени ТвСп и времени
на обслуживание рабочего места Торм. По-
следние два слагаемых (Тесп и ТоРм) зависят
от оснащённости, механизации и организации
рабочего места, а первое (То)— от режимов
резания.
Схема определения рационального режима
резания металла при обработке детали может
быть принята следующая:
1. Определение глубины реза-
ния из условий припуска, причём надо стре-
миться к тому, чтобы припуск на предвари-
тельную обработку снимался за один проход.
2. Определение максимальной
технологически допустимой по-
дачи. При предварительной обработке—по
нормативам или аналитически по формуле
С
макс
pz
г макс . ,
-----т— мм/об,
Cpt р
где Рг — усилие резания, допустимое
макс прочностью данного станка
(берётся из паспорта).
Иногда максимально допустимую подачу
проверяют из условий прочности и жёсткости
детали и инструмента, пользуясь соответст-
вующими формулами сопротивления мате-
риалов.
При чистовой обточке максимально до-
пустимая подача определяется исходя из
условия получения требуемого класса чисто-
ты. Для ориентировки имеется следующая
зависимость [23]:
с и ун г^н
Сн Нср г
S= — ---—-— мм об,
, н н * н
где Сн —коэфициент;
— средняя высота микронеровности
поверхности в мк;
г—радиус при вершине резца в мм;
t — глубина резания в мм;
© и tfj — главный и вспомогательный углы
резца в плане в градусах.
Значения Нср выбираются из таблиц
ГОСТ 2789-51 по заданному классу чистоты.
Значения коэфициента Сн и степеней ун
ин, хн> гн выбирают из таблицы:
Обрабатываемый материал S в мм] об С н X н Ун Z н и н
Сталь и стальное литьё <1,75 >1,75 0,008 0,170 0,30 0,12 1,40 0,60 0,35 0,15 0,70 0,30
Чугун II р и м е ч ствуют зату о =0,5 мм зн 25 — 35%. <1,60 >1,60 а и и е. плению тения С 0,045 0,290 Вели рези н УЕе 0,25 0,12 4ИНЫ а 6 личи 1,25 0,60 Сн = 2 вают 0,50 0,25 COOTI мм; ся в 0,75 0,35 ет- три а
Практически берётся значение подачи,
ближайшее к рассчитанному (из имеющихся
на станке — по паспорту).
3. Определение скорости реза-
ния. Фактическую скорость резания необ-
ходимо выбирать такой, которая соответст-
вует допускаемой стойкости резца и имею-
щейся возможности по числам оборотов (или
двойным ходам) на станке.
Расчёт допускаемой резцом скорости ре-
зания ведут по упрощённой формуле
< = м>мин'
причём значения коэфициентов Cv , Kv и сте-
пеней xv и yD выбирают для данных усло-
вий по табл. 10 — 24 (Kv = KVm х х
X ••• )•
РЕЗАНИЕ МЕТАЛЛОВ
381
Затем необходимо приравнять найденную
допускаемую резцом скорость резания vp к
скорости резания на выбранном для данной
операции станке
л Dn
vcm = Тобо~ м1мин-
где D — диаметр обрабатываемого изделия
в мм-
ii — число оборотов в минуту.
Таким образом, получим;
л Dn
vp = vcm = Тооо .
а отсюда найдём число оборотов
v„ 1 000
л — —г——— об/мин.,
или, подставляя вместо скорости резания vp
её значение, получим:
1 000 Са Kv
п = ------~-------об/мин.
r.Dt v sJ
Практически выбирают значение, ближай-
шее к подсчитанному из имеющихся на дан-
ном станке.
Полученной таким образом ступени чис-
ла оборотов соответствует определённый
крутящий момент на шпинделе станка
/Ист«/(л)]; на основании этого проверяют
возможность резания при данном режиме по
моменту станка, т. е. должно быть;
D
М ст ~^> Р z 9 ’
где Pz =Ср tXp “р
В случае несоответствия Мст необходи-
D
мому моменту резания Рг~ выбирают дру-
гую ступень, где момент станка равен или
больше момента резания. Для того чтобы
число оборотов(производительность) в подоб-
ных случаях не снижалось, часто приходит-
ся производить модернизацию станка.
Наивыгоднейшей ступенью работы (при
данном значении t) будет такая, при кото-
рой произведение л на s будет максимальным.
Мощность, потребную на резание, опре-
деляют по формуле
Pzv<fi
N3~ 75 • 60 1,36 Квт’
где Pz и vjj — фактические усилие и скорость
резания.
Потребная мощность электродвигателя
N3
N________
"потр—
чет
где г,ст — к- п- А-', подсчитывается по факти-
ческому состоянию данного станка
(обычно от 0,7 до 0,85).
Пример 1. Расчёт режимов резания при
обточке подступичной части вагонной оси
под запрессовку
Заготовкой в данном случае является по-
ковка из осевой стали марки Ст. 5, пов. в
нормализованном состоянии. По ГОСТ 4008-48
эта заготовка должна иметь следующие меха
нические свойства: предел прочности апч =
= 50 ч- 62 кг/мм2, относительное удлинение
образца (при I = 5d) 23 — 20%, среднее зна-
чение ударной вязкости (для 4 образцов)—от
6 до 3,5 кем/см*.
Размер заготовок осей предусматривается
ГОСТ 4007-48. Для грубо обработанных заго-
товок припуск на сторону по подступичной
части для всех типов осей равен 2 мм,
а длина обточки для осей I и II типов равна
300 мм. Грубо обработанные заготовки осей на
торцах должны иметь центровые отверстия,
изготовленные в соответствии со стандартом
на них.
К окончательно обработанной поверхности
предъявляются следующие требования;
не допускаются овальность более 0,05 мм,
конусность более 0,1е мм, причём больший
диаметр допускаемой конусной подступичной
части должен быть обращён к середине оси;
чистота обработанной поверхности должна
быть в пределах 4 — 6 классов.
Обработку подступичной части оси необхо-
димо разбить на два вида — получистовую
и чистовую.
Станки для этих видов обработки оси при-
меняют разные, как специализированные осе-
токарные различных моделей, так и универ-
сально-токарные, например модели 1Д63
завода «Красный пролетарий». Рассмотрим
процесс обработки указанной поверхности оси
па станке модели 1Д63 как процесс, в неко-
торой степени типичный и для других подоб-
ных деталей.
Основная характеристика станка 1Д63:
1) высота центров над станиной — 300 мм;
2) расстояние между центрами 1 500
или 3 000 мм;
3) количество чисел оборотов шпинделя
в минуту 18: 10, 12, 15, 19, 24, 30, 38, 48,
60 , 75 , 95, 120, 150, 190 , 240 , 300 , 380 , 480;
4) количество подач в мм/об— 35: про-
дольные—от 0,15 до 2,65, поперечные—от
0,05 до 0,9;
5) мощность главного электродвигателя
в квт — 7,8.
Резцы — из твёрдого сплава Т15К6 соот-
ветствующей геометрической формы (см. раз-
дел «Металлорежущий инструмент»).
Получистовую и чистовую операции в ус-
ловиях заводов железнодорожного транспорта
осуществляют обычно на разных станках,
а в некоторых колёсных мастерских и депо—
на одном станке (последний способ рекомен-
довать не следует).
Общий припуск 2 мм следует распределить
следующим образом.
На получистовую обточку следует при-
нять 1,8 мм, а на чистовую—оставить 0,2 мм.
Получистовую обточку надо вести за один
проход (глубина резания будет равна
припуску на обработку).
Обточенная поверхность после получисто-
вой обточки может иметь чистоту по четвёрто-
му классу (vv 4), для обеспечения чего
выбираем (из табл. 7) подачу, равную
0,5 мм/об (исходя из условия, что выбран-
ный резец имеет радиус при вершине 0,5 мм
и что скорость резания будет выше 100 м/мин,
подача может быть взята в
п р е д е л а х 0,49 — 0,55 мм/об).
382
РЕЗАНИЕ МЕТАЛЛОВ
Cv Kv
7) = ---------,
р tXv
где Cv — коэфициент, зависящий в основном
от обрабатываемого металла и ма-
териала режущей части резца;
xv и yv — показатели степени соответственно
при глубине резания и подаче
По табл. 12 и 19—24 находим коэфициен
ты и показатели степени:
Со = 141,5; xv =0,18; yv =0,35.
Кг,~Кг/я Х’г, фКрфКг, Kv J ,
где Kr —поправочный коэфициент, завися-
щий от механических свойств обра-
батываемого материала;
Кг,3 — поправочный коэфициент, завися-
щий от способа получения заго-
товки;
Kv —поправочный коэфициент, завися-
щий от марки материала инстру-
мента;
Л'ц.,—поправочный коэфициент, завися-
щий от главного угла резца в пла-
не ср;
Kv ,— поправочный коэфициент, зазися-
щий от формы передней грани
резца;
Kv,~—поправочный коэфициент, завися
щий от износа задней грани резца;
KvT — поправочный коэфициент, завися-
щий от периода стойкости резца.
Хг„ = J: Кг,т--= 1; Кг^ = 1; К„и =1;
X^ = i; Х*=1.
Подставляя найденные значения коэфи-
циентов и степеней и пользуясь табл. 133,
получим
141,5 - 1,36
vp — j go, 18 . q 5 о,35 = 218 л/лт«;
л Dn
VP = "ст = 1 000
Преобразовывая это выражение относи-
тельно п, получаем потребное число обо-
ротов.
Для оси типа II диаметр подступичной
части будет равен 165 мм. С учётом припуска
на обработку (2 мм) диаметр заготовки в
подступичной части будет равен 169 мм.
Тогда
1 000 vp 1 000-218
п— = ЗД4.169 —411 об/мин.
На принятом станке 1Д63 имеются близ-
кие п : 380 об/мин. и 480 об/мин. Можно при-
нять для данного случая п =380 об/мин.
Вследствие этого фактическая скорость ре-
зания
r.Dn 3,14.169 - 380
= 1 ооо' = юоо = 202 м!мин-
Эффективная мощность
_________________Рг^ф
N* ~ 75 - 60 1,36 кет’
где Оф = 202 м/мин-,
Рг = Ср txP suP Кр,
где Ср — коэфициент, зависящий в основ-
ном от обрабатываемого ме-
талла;
Хр и ур — показатели степени соответст-
венно при глубине резания
и подаче.
По табл. 25—32 находим коэфициенты и
показатели степени:
Ср= 191; Хр = 1; ур~ 0,75 (см. табл. 22).
Кр= Кр Кр Кр Кр КР Кр Кр. Кр '
где Кр — поправочный коэфициент, зави-
Л1 сящий от механических свойств
обрабатываемого материала;
Кр — поправочный коэфициент, зави-
3 сящий от способа получения
заготовки;
Кр — поправочный коэфициент, зави-
сящий от переднего угла рез-
ца у;
Кр — поправочный коэфициент, зави-
f сящий от главного угла резца
в плане у;
Кр — поправочный коэфициент, зави-
к сящий от формы режущей
кромки;
Кр — поправочный коэфициент, зави-
г сящий от радиуса при вершине
резца;
Кр —поправочный коэфициент, завн-
сящий от формы передней грани
резца;
Кр. — поправочный коэфициент, зави-
0 сящий от износа задней грани
резца.
Х^=0,89; КР,; =1; КРф=К, КР. = К,
Кр3 — 11 Кр? == 1; Крг = 1; Крк = 1
Подставляя найденные значения в фор-
мулу усилия резания и пользуясь табл. 133,
получим:
Pz = 191 • 1,8 . О,50,75 - 0,89 = 184 кг;
184 . 202
N’ = 75 . 60 1,36 = 6,1 квт-
Потребная мощность главного электро-
двигателя станка
6>J
Кпотр - - 0 85 ~ 7,6 квт-
Коэфициент использования мощности станка
„ _ Кпотр _ 974
Дет — - 7;8 “
Проверка полученного режима по крутя-
щему моменту даёт следующие результаты.
Потребный крутящий момент иа шпинделе-
PZD 184-169
Мкр^ 2 000"~ 2 000 - 15>5кгл4-
РЕЗАНИЕ МЕТАЛЛОВ
383
Крутящий момент на данной ступени
станка
м л 6 63
Л!ст = ът 716,2 = 716,2 =
= 12,5 кгм.
Как видно, крутящий момент па станке
оказывается меньше крутящего момента, по-
требного на резание при указанных выше
условиях. Вследствие этого принимаем пре-
дыдущую ступень, где и — 300 об/мин.
Крутящий момент на этой ступени Мст =
6,63
= 'Tqq 716,2 = 15,9 кгм, как видно, несколько
превышает необходимый на резание.
В результате этого фактическая скорость
314 • 169 • 300
резания =----------г-тгтт- = 159 яяин;
•г 1 иии
мощность, потребная на резание, будет =
184 • 159
= —gg— = 4,7 кет. Потребная мощность
главного электродвигателя станка в этом
4,7
случае Nпотр =(у-^=5,53 кет.
Коэфициент использования мощности стан-
ка теперь получится более низким: Кст =
5,53
= yg-=0,71. Для проверки возможности
наиболее рационального использования станка
можно получить ещё вариант режима резания
путём снижения потребного крутящего момен-
та резания за счёт уменьшения подачи до
9,4 об/мм. В результате этого получим
Рг = 191 • 1,8 • 0,4°’75 • 0,89 = 155 кг; Мкр =
155 • 169
.=—9 QQQ = 13 кгм. Если принять этот вари-
ант то получим следующие результаты.
155-202
Эффективная мощность будет
= 5,17 кет, а потребляемая станком N потр=
5,17
= = 6,1 кет; коэфициент использования
6,1
= =0,78, т. е. несколько боль-
/ ,о
предыдущем варианте.
основного технологического вре-
мени ведётся по формуле
То = К’ L= 1+
I = 300 мм; /j = 2 мм; к = I.
Подставляя полученные значения п и s,
получим для обоих вариантов:
302
= 300-0,5 = 2’01 мип':
302
То. = 380 • 0,4 2-00 мин-
Из этого сравнения видно, что оба эти
варианта практически одинаковы, но так как
последний всё-таки даёт некоторую перегрузку
по крутящему моменту (0,5 кгм), необходимо
принять тот, при котором п = 300 об/мин.
и s = 0,5 мм)об.
станка Кст
ше, чем в
Пример 2. Расчёт режимов резания при
расточке бандажа сцепной колёсной пары
паровоза серии Л
Расчёт режимов резания производим для
расточки бандажа на карусельном станке
модели 1553.
Станок имеет 3 суппорта, из них 2 верти-
кальных и один боковой.
Мощность главного электродвигателя
37 кет и число оборотов его 1 470 в минуту.
Числа оборотов планшайбы в минуту: 2,2,
2,8; 3,5; 4,5; 5,5; 7; 8,8; 11,2; 14; 17,7; 22 2;
28; 35; 45; 56; 71.
Подачи суппортов (горизонтальные и вер-
тикальные): 0,1; 0,14; 0,20; 0,28; 0,40; 0,55;
0,80; 1,12; 1,57; 2,25; 3,15 и 4,5 мм]об.
Черновая расточка внутренней поверхности
бандажа
Черновую расточку внутренней поверх-
ности бандажа производим скоростным мето
дом с использованием больших подач резцом
конструкции В. А. Колесова (см. раздел «Ме-
таллорежущий инструмент»), так называе-
мым «силовым методом резания металлов».
Определение общего припуска на обработку.
Исходя из технологии прокатки заготовок
бандажей общий припуск на обработку даётся
в размере ho6ul — 7 мм.
Распределение припуска на обработку. Ис-
ходя из заданной чистоты внутренней поверх-
ности бандажа (VV 5) требуется чистовой
проход. Поэтому
!гобщ — ^черн 4" h4UCm,
где h4epH — припуск на черновую обработку
в мм;
ЬЧист — припуск на чистовую обработку
в мм.
Оставляем на чистовую обработку h4UCm—
= 1 мм, что соответствует рекомендуемым
данным. Тогда h4epH = ho6ui — h4UCm = 7—1 =
= 6 М.
Выбор глубины резання. Учитывая значи-
тельную величину подачи, предусматриваемую,
современным методом скоростного резания
металлов резцом указанной конструкции, чер-
новую обработку ведём в два прохода, т. е.
К,(ерн=2, где Кчерн—число черновых проходов.
Тогда глубина резания
Выбор подачи. В соответствии с практикой
силового метода резания металлов принимаем
подачу из имеющихся в паспорте станка
s=3,15 мм/об.
Так как при черновой расточке бандажа
на карусельном станке наличные числа обо-
ротов его планшайбы дают возможность уста-
новить скорость резания, допускаемую по
резцу, определим вначале Р г и Мкр.
Определение усилия резання:
рг — ср tXp зУр Кр;
А'Р = кря кр3 КР'? Крг КрФКРо кг'
Находим значения коэфициентов и пока-
зателей степени (по табл. 22 — 28):
384
РЕЗАНИЕ МЕТАЛЛОВ
Ср =191; =1,0; ур = 0,75;
КР = 1,0; Крз = 1,0; КРт = 1,06; =1,0;
Крк=0,85; КРг =0,93
(так как принятый резец не имеет закругления
при вершине, берём Крг для имеющейся
у этого резца переходной режущей кромки
b = 1 мм); Крф= 1,0; Кро' = 1,0 (ДЛЯ нор-
мального износа S = 0,8 = 1,0 мм).
Общий поправочный коэфициент Кр =
= 1 . 1 . 1,06 • 1 • 0,85 • 0,93 . 1 - 1 = 0,84.
Тогда
Р/ = 191 • 3,15 • З0,75 • 0,84 а: 1 100 кг.
По данным В. А. Колесова и сделан-
ной лабораторной проверке при резании стали,
фактическое усилие резания будет ниже
теоретического. Поэтому, считая фактическое
усилие резания равным 80% от теоретиче-
ского, окончательно будем иметь
рг = 1 ЮО • 0,8 = 880 кг.
Определение потребного крутящего момента:
P,D
мкр= 2 000 кгм’
где D—диаметр после черновой расточки
внутренней поверхности в мм;
880 • 1 348
Л4 = 2000— = 593 кгм
Производим подсчёт крутящих моментов
для всех чисел оборотов планшайбы.
Крутящий момент на планшайбе
М планш 716,2 кгм,
где Nпланш — мощность на планшайбе в л. с.;
п — число оборотов планшайбы
в минуту;
К планш = г.д ^ст-
Принимая ricm яа 0,75, получим:
Wпланш = 37 • 1,36 • 0,75 38 л. с.;
-7 1с л N планш т,с п 33
МПяанш= 716,2------- = 716,2 — =
27 200
—-----— кгм.
п
Отсюда для имеющихся на станке чисел
оборотов планшайбы в минуту (см. выше)
будем иметь следующие крутящие моменты:
п в об/мии. 2,2 2,8 3,5 4,5 5,5 7,0 8,8 11,2
Л/ ™ планш в кгм 12500 9 750 7 750 6 000 4 950 3 900 3 100 2 45.
Продолжение
п в об/мин. 14,0 17,7 22,2 28,0 35,0 45,0 56,0 71,0
м планш в кгм 1 950 1 550 1 225 975 775 600 485 380
* При работе с подачами большими, чем глубина
резания, следует в формулах для Рг и v менять
местами I и s.
Принимаем по станку крутящий момент
на планшайбе ближайший больший к подсчи-
танному выше (Л4 = 593 кгм):
М планш ~ 600 кг.
Этому крутящему моменту соответствует
число оборотов планшайбы:
п = 45 об/мин.
Определение фактической скорости резания:
itDn _ 3,14 • 1 348 • 45
~ 1 000 ~ 1 ООО '= 190 м1мин-
Определение допускаемой скорости ре-
зания
К& — Кр Кр3 Кр КррКр. Кр К:,
м 3 и Ф V о
Находим значения коэфициентов и пока-
зателей степени по табл. 12 и 19—24:
Cv = 141,5; Хр = 0,18; yv = 0,35;
Крм= КО; К„3 = 1,0;
Кг,!(=1,0 (так как резец Колесова осна-
щён пластинкой из твёрдого сплава Т15К6);
Кр =1,0; Кр = 1,0; Кр.. = 1,0; Кг, =1,0.
f ф ио’’сТ
Общий поправочный коэфициент
Кг. = 1,0.
Тогда
_ 141,5
3,150,lfi • З0,35 ‘ ~
141,5
~ 1~2з . j 5 1 = 76,6 м!мин.
Потребное чис.то оборотов
1 000 и 1 000 • 76,6
п = ~ИГ “3,14-1348 = 18
Принимаем по паспорту станка
п = 17,7 об/мин.
Тогда
3,14 • 1 348 • 17,7
t-ф =-------Гобб------=75 м1мин-
Определение коэфициента использования
мощности станка:
где N3— эффективная мощность (мощность
потребная на резание);
Кпланш—мощность на планшайбе;
Рг va 880 - 75
75 • 60 ~ /5 • 60 = 14,(1 л' с-’
планш — 38 Л. с.\
14,6
Кст= 100% = 38,а (необходимо данный
переход совместить с другим переходом).
Определение фактической стойкости резца:
РЕЗАНИЕ МЕТАЛЛОВ
385
где Тф — фактическая стойкость резца в мии.;
m — показатель относительной стойко-
сти, равный примерно 0,15;
75 = SO0’5
76,6 = 7-0,15 ;
1 Ф
^•15 = ^ 9°0-15; 'Лр~104 мин.
Определение основного технологического
времени:
где L — длина обработки (с учётом величины
врезания) в мм;
К—число проходов;
115
Т» “ 17,7 . 3,15 2 = 4>1 мин-
Сравнение режимов резания. Для сравне-
ния режима резания при черновой расточке
внутренней поверхности бандажа резцом кон-
струкции Колесова с режимом резания, рас-
считанным для обычно принятых резцов,
приведём следующие расчёты для последнего
случая:
h-общ 7 мм, кцррц 6 мм, I6 мм.
В соответствии с рекомендуемыми режи-
мами резания при черновой расточке и прак-
тикой расточки бандажей на карусельных
станках принимаем s=0,75-j-l,0 мм/об.
По паспорту s = 0,8 мм/об.
Рг = Ср txP s«p Kp=Vj\.^ О,80,75 х
X 0,84 == 191 . 6 .0,85 • 0,84 и 820 кг;
P,D 820-1 348
Мкр~ 2 000 — 2 000 ~ 550 кгм‘
Принимаем по станку А1плянш = 600 кгм.
Этому крутящему моменту соответствует
п«= 45 об/мин.:
тс Dn 3,14 - 1 348 -45
= 1 000" = Гобо = 190 М!МШС
Сг, ,z 141,5
tx«s^Kv~ 60,18 • О,80,35
141,5
= 1 4.0 91 ‘ м/мин.
Потребное число оборотов
1 000 о 1 000 . ПО
п = ~тГ1Д = ЗД4-1 348 = 26 об/“ин-
По паспорту станка принимаем
п = 22,2 об/мин.
Тогда
3,14 . 1 348 • 22,2
= j-goQ-------------=94 м/мин.
Основное технологическое время в этом
случае будет
L 115 ... .
Т° ~ ns к = 22,2 - 0,8 1 = 6>5 мип-
25 Том 12
Таким образом, повышение производитель-
ности при принятом нами силовом методе
резания металлов (см. выше) составит
6 5
100% = 160%.
Чистовая расточка внутренней поверхности
бандажа
Чистовая расточка внутренней поверхно-
сти бандажа производится резцом, оснащён-
ным пластиной из твёрдого сплава марки
Т15К6. Конструкция резца и геометрия его
режущей части предложены кафедрой «Обра-
ботка металлов резанием» МЭМИИТ [13].
Выбор глубины резания:
1цист = h-чист = 1 ММ.
Выбор подачи. Расчёт величины подачи
производим исходя из требуемой чистоты
внутренней поверхности бандажа после чи-
стовой расточки
txH угн
Для 5-го класса чистоты, который должен
быть получен после чистовой расточки внут-
ренней поверхности бандажа по ГОСТ 2789-51,
имеем
77 = 3,2 4- 6,3 мк,
где Нск—среднеквадратичное отклонение мик-
ронеровностей поверхности в мк.
Принимаем Нск = 6,3 мк, учитывая, что
чистовая расточка производится при высокой
скорости резания (см. ниже), способствующей
получению чистой обработанной поверхности.
Для определения Нср воспользуемся со-
ответствующими данными из ГОСТ 2789-51
(см. табл. 1).
Класс 5-Й 6-й 7-й 8-й
нср в мк 104-20 6,34-10 3,24-6,3 1,64-3,2
Продолжение
Класс j 9-й 10-й 1 1-й 12-й
ИСр в мк • |о,8-г1,6 0,54-0,8 0 ,254-0,5 0,124-0,25
Принимаем Ис,, = 20 мк;
г = 1 мм; ср = 60’ и срх = 15°;
7 — 1чист ~ 1 мм;
Сн = 0,008; хн = 0,3; ун = 1,4;
гк = 0,35; ин = 0,7.
Величина Сн взята для случая износа
резца 3 = 2 мм; при нормальном износе
(о = 0,5 мм) величину Сн можно увеличивать
на 25—35%.
386
РЕЗАНИЕ МЕТАЛЛОВ
Имеем s = 0,068 • 1,35»0,1 мм/об. Однако
практика внедрения в производство скорост-
ного резания металлов показывает, что при
высоких скоростях резания (100 м/мин и
более) требуемая чистота поверхности обес-
печивается при чистовой расточке с пода-
чами порядка 0,64-0,8 мм)об [13].
Поэтому принимаем по паспорту станка s =
= 0,55 мм]об.
Определение допускаемой скорости резания:
V»O =“ txv si/0 Kv.
Для работы резцами с пластинами из
твёрдого сплава марки Т15К.6 прн s<
< 0,3 мм)об'.
Со = 170; х0= 0,18; {/о=’0,20;
с учётом, что при <р = 60* Ка == 0,92, будем
иметь
170
и»о — ]0,18 . о 550,2 0,92 =
170
= —j—q gg- 0,92 = 178 mJ мин.
Определение фактической скорости резания:
Потребное число оборотов
1 OOOv
г. D
1 000 • 178
3,14-1 350
= 42 об/мин.
По паспорту станка принимаем п =
= 45 об/мин (Этому числу оборотов соответ-
ствует крутящий момент на планшайбе
Мпланы ~ 600 кгм.)
Тогда фактическая скорость резания будет
it Dn 3,14-1 350-45 ,
v$ = 1 000 = 1 000 — ПО л/лин.
Определение усилия резания:
Pz = Ср ixP syPКр кг.
Суммарный поправочный коэфициент Кр
подсчитывается так же, как и при черновой
расточке, но некоторые входящие в него по-
правочные коэфициенты будут несколько
отличаться от найденных выше.
Так, вместо 1,06 (для 7 =8°) будет
0,91 (для 7 = 20°), Кру вместо 1,0 (для ср = 45°)
будет 0,98 (для ср = 60°).
Таким образом:
„„ 1,06-1,0
Кр — 0,84 0.91 . о.д8 = 1,0.
Тогда
Рг = 191 - I1 - 0,55°-75 - 1,0=191-0,63=120 кг.
Определение потребного крутящего момента:
PZD 120 • 1 350
Мкр 75 • 60 ~ 75 -60 ~ 36 кгм’
что вполне обеспечивается крутящим момен-
том на планшайбе станка при п=45 об/мин.
(.Мпланш — 600 кгм — см. выше).
Определение коэфициента использования
мощности станка:
„ N* л/ _ _ 120 ' 190 _
Nпланы' ~ 75 - 60 ~ 75-60 -
= 5,0 л. с.',
5,0
Kcm= -^g 100% = 13,3%.
Определение фактической стойкости резца:
7-0,15 _ £wC00,15 = 22? оП0,15_ , g4.
Тф « 58 мин.
Определение основного технологического
времени:
L 115
Го== ns К ~ 45 - 0,55 1 = 4>6 мнн-
Расчёт режимов резания на остальных
переходах обработки бандажа
Расточка по упорному бурту и обточка
внутренней торцевой грани производятся при
том же режиме резания, что и черновая рас-
точка внутренней поверхности бандажа (так
как на этих переходах также применяется
силовой метод резания металлов).
Прорезка выточки под укрепляющее коль-
цо, а также подрезка упорного бурта про-
изводятся при режимах, рекомендованных
МЭМИИТ [13].
Сводим режим резания н другие данные
в таблицу.
№ перехода Наименование перехода Максимальный диаметр обра- ; боткн 1 Расчётная длина обработки Режим резания п в об/мин. к Рг в кг Мкр в кгм nj Si чо o'- Е Q
t в мм S в мм] об U0 в м1мин
1 Расточка по упорному бурту ; 1 330 25 3 3,15 74 17,7 2 880 585 14,5 38 0,9
3 Обточка внутренней ториевой грани 1 550 100 2 3,15 86 17,7 1 585 455 11,2 29 1,8
5 Прорезка выточки под укрепляющее кольцо . 1 370 13 84-Й 0,26 и ручн. 76 17,7 2 920 630 15,5 41 5,3
6 Подрезка упорного бурта на «ласточкин хвост» 1 350 25 10 0,4 75 17,7 1 860 580 14,4 38 3,5
РЕЗАНИЕ МЕТАЛЛОВ
387
Подсчёт крутящих моментов:
880 • 1 330
ААкр! 2 QQQ ~~ 585 кгм,
585 • 1 550
AfKps = 2000— 455 кгм’
920 • 1 370
Мкр, = 2ооб— = Ь3° Кгм’
860 • 1 350 Гп
MKPt = -—2~qqq— = 580 кгм.
Подсчёт эффективной мощности:
880 • 74
N^ = 75 • 60 = 14,5 л’ «;
585 • 86
^3= 75 • 60 “ 11.2 л. с.;
920 • 76
75 • ЬО = 15,5 л’ С’’
860.75
Wa.= 75-60 = 14,4 л' с'
Подсчет коэфициента использования мощ-
ности станка:
кст = 100% = 38%;
КСт,= ЗГ 100% “ 29%:
Кст.=Ю°% = 41%;
14,4
Кст= ~зГ Ю0% = 38%.
Подсчёт основного технологического вре-
мени:
25
7^, — 17 7 • 3 15 2 — 9,9 мин.,
юо
Т°. = Птттзпг 1 = ’>8 «”;
13
— 17,7 . 0,28 2 — 5.3 мин.;
25
Л>. = , Q 4 1 = 3,5 мин.
Из полученных выше коэфициентов
использования мощности станка видно, что
ряд переходов можно совместить друг с дру-
гом для повышения производительности
труда.
Совмещаем переходы 1, 2 (черновая рас-
точка внутренней поверхности) и 3. Тогда
£ Кст на этих переходах будет
2 «ст = 38% + 38,5% + 29% = 105,5%,
что допускают наши советские электродви-
гатели.
Совмещаем переходы 5 и 6. Тогда v Кст На
этих переходах будет
v Кст = 41% + 38%= 79%.
Переход 4 (чистовая расточка внутренней
поверхности) выполняется отдельно
(Кст= 13,3%).
Определение основного технологического
времени на обработку бандажа:
Для несовмещённых переходов:
S То = Тох + То^ + Тог + Tot +
+ о5 4~ 70< = 0,9 + 4,1 -|- 1,8 мин. -|-
переходы совмещаются
+ 4.0 + 5,3 4- 3,5 = 19,6 мин.
переходы
совме-
щаются
С учётом совмещения переходов
S То = 4,1 + 4,0 + 5,3 = 13,4 мин.
Для определения полного времени обра-
ботки бандажа (Тшт) необходимо к основно-
му технологическому времени (То) доба-
вить подготовительно-заключительное время
Ги.,). вспомогательное время (Тв) и время
на обслуживание рабочего места (Тд р м )•
Пример 3. Расчёт режимов резания при
обработке 3-го сцепного дышла паровоза
серии ФД
Фрезерование штанги дышла цилиндри-
ческой фрезой (1-й вариант). Для работы
выбираем фрезу с режущей частью из быстро-
режущей стали марки Р18 с числом зубьев
12, диаметром D = 150 мм.
Ширина фрезерования В= 140 мм.
Принимаем глубину резания равной по-
ft
ловине припуска на обработку f = = 4 мм .
По табл. 62 в зависимости от типа и раз-
мера фрезы, а также глубины резания нахо-
дим подачу па один зуб фрезы:
S, = 0,15 мм]зуб.
По табл. 64 находим стойкость фрезы
Т = 240 мин.
Скорость резания, допускаемая фрезой:
C,,Dq° ,, ,
V = ------------------- Ко м мин,
Tm ixv firo 2й °
где Ко—общий поправочный коэфициент на
скорость резания, равный произве-
дению отдельных поправочных коэ-
фицпентов, взятых из табл. 66—69.
По табл. 65 в зависимости от типа фрезы,
величины подачи на зуб и обрабатываемого
материала находим коэфициент Со и все по-
казатели степени:
С„ = 35,4; qv = 0,45; m = 0,33;
xv ~ 0,3; Уо = 0,4; r^ = 0,l; uv •= 0,1.
35,4 • ISO0'45 „
L' —-------------’---------------------Д„,.
240°'33 • 4и’33 0,150,4 • 14O0’1 12й’1
Используя для подсчёта табл. 133, имеем
35,4 - 9,55
0= 6 - 1,55-0,468 - 1,8 • 1,3^=33>4 м1мин-
Вносим поправочные коэфициенты иа ско-
рость резания по табл. 66—69:
25*
388
РЕЗАНИЕ МЕТАЛЛОВ
Kv = кг,м к„3 kv„ Kv.f ,
где Kv — поправочный коэфициент, учиты-
м вающий обрабатываемый материал;
Кг, —поправочный коэфициент, учиты-
вающий характер заготовки и со-
стояние её поверхности;
Kv —поправочный коэфициент, учиты-
вающий материал фрезы;
К„—поправочный коэфициент, учиты-
¥ вающий угол в плане зуба фрезы
(вводится только для торцевых
фрез).
По табл. 66 находим Кг,л|=1,32 (так как
дышла изготовляются из стали марки Ст. 5
повышенного качества, имеющей апч =
= 50 + 62 кг/мм2).
По табл. 67 и 68 находим K&3 = 1,0 и
^и=1.0
Тогда Kv = 1,32 • 1,0 • 1,0 = 1,32. Оконча-
тельно v = 33,4 - 1,32 = 44 м]мин.
Потребное число оборотов шпинделя
1 OOOu 1 000 • 44
------VD~ = W150 = 93’5 О6/МИН‘
Для обработки дышла используем про-
дольно-фрезерный станок модели А662В.
Характеристика этого станка следующая.
Мощность главного электродвигателя
6 кет.
Пределы продольных подач 37,5 —
475 ммIмин.
Количество продольных подач 12.
Пределы чисел оборотов шпинделя в ми-
нуту 30-375.
Количество чисел оборотов шпинделя в ми-
нуту 12.
Для того чтобы выбрать ближайшее
к потребному число оборотов по станку, на-
до определить промежуточные числа оборо-
тов шпинделя в минуту и найти знаменатель
геометрической прогрессии ряда, образуемого
различными числами оборотов шпинделя
в минуту:
г~х Г’пмакс
= -/ (см. раздел «Металлоре-
I/ миН жущие станки»);
Получаем таблицу чисел оборотов шпин-
деля в минуту.
п. п, п, Пв пв я» Пц п„
30 37,8 47,5 60 75,5 95 120 150 190 240 300 375
Работу ведём при п = 95 об/мин.
Тогда минутная подача
Sj, = szzn = 0,15 • 12 • 95 = 170 мм/мин.
Для того чтобы выбрать ближайшую
к потребной подачу по станку, необходимо
определить значения промежуточных подач
на станке:
Получаем таблицу значений минутных
продольных подач станка:
Si s, S, St st S« ST se s, «10 S11 Sil
37,5 47,5 60 75,5 95 120 150 190 240 300 375 475
Работу ведём при = 150 мм/мин.
Тогда фактическая подача на зуб
— 95 - 12 ~ 132 мм/зуб.
Определяем мощность, потребную для
фрезерования (эффективную мощность):
N, = CjylO-5 txNnBrNzsvN D^N квт.
г
По табл. 70 и 71 в зависимости от типа
фрезы и обрабатываемого материала на-
ходим
Сдг = 3,5; xN — 0,86; гN =
= 1,0; ^=0,72; ^ = 0,14.
Тогда
(V3 = 3,5 • 10~5 • 40,86 . 95 • 1401 -° • 12Х
хО,1320,72 • 15O0’14 /5 кет.
Считая к. п. д. станка г1ст = 0,75, имеем
потребную мощность главного электродвига-
теля
Na 5
Wnomp - ^ст - 0>75 - б.9 квт-
Коэфициент использования мощности
станка
N Q
100% = /к 100% = 98,5%.
N». д
Как видно, станок работает с хорошим
коэфициентом использования мощности.
Основное технологическое время
То = (1+ /1+ /.) К мин.;
I » 900 мм; = /«(£> — () = /4(150—4) =
= /584 ж 24 мм;
Z, = 0,04 D = 0,04 • 150 = 6 мм;
900 + 24 + 6 930
Т° = ’ 150 2 = ~15СГ 2 ~ 12,5 мин'
Скоростное фрезерование штаиги дышла
торцевой фрезой (2-й вариант). Для работы
выбираем фрезу с режущей частью из твёр-
дого сплава марки Т15К6.
Диаметр фрезы D= 1,3В [23], где В—шири-
на фрезерования;
D = 1,3 • 140 = 182 мм.
Принимаем D = 200 мм.
Для фрез диаметром 150 + 250 мм число
зубьев г = 6 + 8. Принимаем z = 8.
РЕЗАНИЕ МЕТАЛЛОВ
389
Снимаем весь припуск за один проход,
т. е. t = Л = 8 мм.
По табл. 73 в зависимости от материала
режущей части фрезы и обрабатываемого ма-
териала находим подачу на один зуб фрезы
sz — 0,12 -j- 0,18 мм]зу6.
Принимаем sz = 0,15 з«л1/з1/б.
Принимаем главный угол в плане у встав-
ных зубьев (ножей, резцов) <р = 60°.
Тогда поправочный коэфициент на подачу
Ks - 1,0 (табл. 74).
Скорость резания, допускаемая фрезой:
» = ----"----- Кг, M/MUH,
txv syz^ Br° ' ;
где Kv— общий поправочный коэфициент на
скорость резания, равный прбизве-
дению отдельных поправочных коэ-
фициентов, взятых из табл. 67—69.
По табл. 78 находим величины Со , q0 ,
х„ , Uv и г0 ;
Cv=107; ^=0,2; хг,= 0,1; //^=0,4; го==0,2;
107 • 200° ’2
' V~ 80,1 • 0,15°’4 • 1400,2 '
Используя для подсчёта табл. 133, имеем
107-2,88
о = у-?,-; .0,468-2,68 ®195** м1мин.
Вносим поправочные коэфициенты на ско-
рость резания из табл. 80—83:
где Кг, — поправочный коэфициент, учитыва-
ющий обрабатываемый материал;
KvB—поправочный коэфициент, учитыва-
ющий ширину фрезерования;
Кгу—поправочный коэфициент, учитыва-
ющий стойкость фрезы;
Кг, —поправочный коэфициент, учитыва-
' ющий передний угол фрезы.
По табл. 80 Кг.л= 1,2.
По табл 81 Кг, “1,0 (так как скорость
В
резания определяем по фактической ширине
фрезерования).
По табл. 82 Кг,0,9 (так как по табл. 77
стойкость фрезы 7=480 мин.).
По табл. 83 KV1 = 1 (так как принимаем
7 = - 10°).
Тогда Kj,= l,2 • 1 • 0,9-1 = 1,08.
Окончательно:
v = 195 . Kv = 195 • 1,08»210 м/мин
Потребное число оборотов шпинделя
1 000v 1 000 . 210
n = = -3jl4 ; 26o ~340 обМин.
Для обработки дышла используем скорост-
ной вертикально-фрезерный станок модели
6А54 (см. раздел «Металлорежущие станки»).
Станок имеет 16 различных чисел оборо-
тов шпинделя в минуту (от 40 до 1 250) и
16 продольных и поперечных подач в преде-
лах от 60 до 2 000 мм/мин.
Мощность главного электродвигателя
N3. д = 40 кет.
Определяем знаменатели рядов чисел обо-
ротов и подач аналогично тому, как это де-
лалось в предыдущих примерах:
15 /Г2т0 • 15 /2000
? = j/ [/ -б(Г^1,26.
В результате получаем числа оборотов
шпинделя в минуту и минутные подачи
станка (см. таблицы ниже).
Принимаем по паспорту согласно прове-
дённому расчёту число оборотов шпинделя
п — 320 об/мин.
Фактическая скорость резания
nDn 3,14 200 . 320
v “ 1 000 = 1 ООО ' = 200 м1мин-
Минутная подача
sM = s2zn = 0,15 • 8 • 320 = 383 мм/мин.
Принимаем по паспорту
sM — 380 мм {мин.
Тогда фактическая подача на зуб
380
sz = ”nz = 320Т8 = °-149 мм!3Уб-
Определяем мощность, потребную для
фрезерования:
N3=Cn txN v0’3 г0'93 BrN D4n кет.
Находя по табл. 79 значения коэфициента
CN и показателей степени, имеем:
Числа оберотов шпинделя в минуту
Л г «4 Лв л, лв лв п10 Лц п12 «13 «14 п15
40 50 63 80 100 126 160 200 254 320 400 508 635 800 1 010 1 250
Минутные подачи станка
«1 s« $4 s5 $4 $4 s, Sio S11 Si 2 S is Si 4 Sis Sit
60 75 95 120 150 190 240 300 380 490 620 765 990 1 250 1 570 2 000
390
РЕЗАНИЕ МЕТАЛЛОВ
Na = 0,01 • 81 • O.1490’79 • 2ОО0,9 - 80,93 X
X 1401’2 • 200“1 = 0,01 • 8 • 0,222 - 117,7 X
Х7 • 375 goo = 27,6 квт.
Считая к.п.д. станка t\cm — 0,75, имеем
потребную мощность главного электродвига-
теля
N:. 27,6
Nnomp — Г)ст — о,75 ~'-7 квт-
Коэфициент использования мощности
станка
Кет = 100% = 100% = 92,5%.
Nэ. д ‘
Основное технологическое время
Принимая / — 1 800 мм,
= 0,5 (D— - В2) = 0,5 (200-
— /200й — 1402) = 28 мм
н 12 = 6 мм (см. выше), будем иметь
900 + 28 + 6 934
Т» =-----Зйб----1 = ШГ~2’5 мин-
Сопоставляя фрезерование штанги дышла
цилиндрической фрезой с режущей частью
из быстрорежущей стали марки Р18 на стан-
ке А662В (1-й вариант) со скоростным фре-
зерованием той же поверхности торцевой
фрезой, имеющей режущую часть из твёрдо-
го сплава марки Т15К6 на станке модели
6А54 (2-й вариант), видим, что второй вари-
ант значительно производительнее первого.
Это видно из сопоставления основных техно-
логических времён:
TOl _ 12,5
То, =~2j=0-
Следовательно, применение скоростного
фрезерования даёт сокращение основного
технологического времени в 5 раз.
Сверление в дышле отверстия диамет-
ром 60 мм. Сверление отверстия диаметром
60 л.и часто производится в 3 операции: свер-
ление отверстия диаметром 15 мм, рассверли-
вание его до диаметра 40 мм и последующее
рассверливание отверстия с диаметра 40 до
60 мм (после чего производится дальнейшая
обработка).
Сверление отверстия диаметром 151ИЛ. Про-
изводим сверление сверлом с режущей частью
из быстрорежущей стали марки Р9.
Подача s=CsD0,6 К мм/об, где К — по-
правочный коэфициент на подачу, учитываю-
щий длину сверления.
По табл. 42 имеем СЛ=0,085 (для группы
подач I—под последующее рассверливание).
Поправочный коэфициент К — 0,8 ^так
£ 107 \
как р = -j5«7j .
Тогда 3=0,085-15°-6 - 0,8=0,085-5,08-0,8=
=0,435-0.8 = 0,348 мм/об.
Сверление производим на радиально-свер-
лильном станке, имеющем 12 чисел оборотов
шпинделя в пределах 30— 1 300 об/мин. и
12 подач в пределах 0,03 — 1,0 мм/об.
Мощность главного электродвигателя
станка Nt. д = 3,2 квт.
Определяя знаменатели геометрических
прогрессий <р и <pj по указанному выше спо-
собу, получаем числа оборотов шпинделя
в минуту и подачи станка;
П1 Па Ла п4 и, «7 Л8 И, Л1в Лц Лц
30 42,5 59,5 84 118 167,5 236 333 470 660 931 1300
S. S, S, Sa st Sio sn Sia
0,03 0,041 0,057 0,08 О,11|о,15 0,21 0.29 0,4 0,55 0,76 l.o
Принимаем по паспорту станка подачу
s=0,29 мм/об.
Скорость резания v = _?----- Kv м/мин,
Tmsx<>
где Ко— общий поправочный коэфициент на
скорость резания.
Средняя стойкость сверла из быстроре-
жущей стали по табл. 44: 7’=12+24 мин.
Принимаем 7=18 мин.
Коэфициент Cv и показатели степени на-
ходим по табл. 45.
Тогда
7 • 150,4 7 - 2,95
18о,2-О,29о,5^:'~ 1,78 • 0,548
Кр — Kv Kv Кр К, ,
« Г- 3 м
где Kv — поправочный коэфициент, учиты-
“ вающий марку стали сверла;
Kvl—поправочный коэфициент, учитыва-
ющий длину просверливаемого от-
верстия;
Кр. — поправочный коэфициент, учитыва-
3 ющий состояние заготовки;
Kv — поправочный коэфициент, учитыва-
* ющий обрабатываемый материал.
По табл. 46 находим Kv= 1,0 (Для свёрл
из быстрорежущих сталей марок Р18 и Р9).
Потабл. 47 — 49 имеем:
/ L 107 \
KVL =0,7 так как р = +у~7 ) ;
Ко3= 0,95 (так как поковки дышел перед
механической обработкой проходят нормали-
зацию);
К = 1,32 (для стали марки Ст. 5, пов.).
Тогда Ко =1 • 0,7 • 0,95 - 1,32 = 0,88.
Окончательно v = 21,2КО = 21,2 • 0,88 =
— 18,6 м/мин
Потребное число оборотов шпинделя
1 ОООи 1 000 • 18,6 п
" = -^р- = ^ + 5- = 395 об/мин-
РЕЗАНИЕ МЕТАЛЛОВ
391
По паспорту станка принимаем число обо-
ротов шпинделя п=333 об/мин.
Тогда фактическая скорость резания
3,14 - 15 . 333 ,
= —Гобо--------= 15’7 м!мин-
Основное технологическое время
То — 77' L=l+l1+lt.
Толщина дышла в месте сверления
/«107 мм; считая, что сверление производит-
ся сверлом с двойной заточкой, величина
врезания стерла /1=0,4П=0,4 .15 = 6 мм; пе-
ребег сверла /2 = 2 мм.
Тогда
107+6 + 2
То = '—333 - 0 4 ' = 0,83 мин- ~ 82 сек-
Потребный крутящий момент при сверле-
нии
М = CMD1,9 s0,s Км кгмм,
где Км—поправочный коэфициент, учитыва-
ющий обрабатываемый материал.
Из табл. 51 имеем Сж=33,8, а из табл. 52
Км = 0,89.
Тогда М = 33,8 - 151’9 • 0,4°’8 - 0,89 »
= 2 850 кгмм.
Имеющийся крутящий момент на шпинде-
ле станка (при п=333 об/мин.):
Мст=716 200 кгмм,
где — мощность на шпинделе станка;
шп. ~ Nэ. д т‘ст>
где Na d —мощность главного электро-
двигателя;
Ticm~~ к-п.Д. станка.
Принимая rcm=0,8, будем иметь
Wwn=3,2 • 0,8=2,56 квт=3,5 л.с.
Тогда
3,5
Мст = ^16 200 тт5«7 500 кгмм,
т. е. Мст > М.
Коэфициент использования мощности
станка может быть определён по соотноше-
нию М И Мст
М 2 850
К.Ст = Мст = 7 500 166%=37,5%.
Как видно, мощность станка при работе
сверлом диаметром 15 мм используется непол-
ностью.
Поэтому для данной операции станок мо-
жет быть принят лишь в том случае, когда
иметь два станка невозможно, а на выбран-
ном станке необходимо производить также
и другую работу, дающую возможность бо-
лее полно использовать мощность станка.
Такой работой в нашем примере является
рассверливание полученного отверстия с
диаметра 15 мм до диаметра 40 мм.
Рассверливание отверстия диаметром 15 мм
до диаметра 40 мм. Материал режущей
части сверла тот же, т. е. быстрорежущая
сталь марки Р9.
Подача
s = Cs D°'q К 1,5* = 0,085 - 40°’6 • 0,8х
X 1,5«0,93 MMjo6.
По паспорту станка принимаем подачу
з = 0,76 MMfo6.
Скорость резания
CvDzv Kv
где Kv— общий поправочный коэфициент на
скорость резання.
По табл. 44 находим Т—60 -? 80 мин.
Принимаем Т=70 мин., /(=0,88 (см. выше).
Глубина резания
D — d 40—15
t — 2 2 = 12,5 мм.
Коэфициент Ст, и показатели степени на-
ходим по табл. 45.
Тогда
v = П'6 ' 40°’4 • °-88 =
70°’2 - 12,50,2- О,760,5
11,6 • 4,38 -0,88
= 2,34^65 • 0,87 м!*ин.
Потребное число оборотов шпинделя
1 ОООп 1 000 . 13,5
п = ~^D~ = 3,14-40 ~ 108 об/мин-
Из паспортных данных стайка принимаем
число оборотов шпинделя п— 118 об/мин. (при
этом получаем некоторое снижение стойко-
сти сверла относительно расчётной).
Тогда фактическая скорость резания
3,14 - 40 - 118
«35=---“Гобо-------=14,8 м[мин.
Основное технологическое время
То = ns ’ 7- = 7 + /1 + /а!
I = 107; « 0,3 (D — d) = 0,3 (40 — 15) =
= 7,5 мм; ,
12 — 3 ММ .
Тогда
107 + 7,5+3
Tq — 118-0 76 ~ >3 мин. — 78 сек.
Потребный крутящий момент при рассвер-
ливании
М = c'mDs°’r t°’9 кгмм,
где Км — поправочный коэфициент, учитыва-
ющий обрабатываемый материал.
Из табл. 51 имеем Сл= 3,8.
Из табл. 52—Км — 0,89.
* Так как подачу при рассверливании следует
принимать в 1,5-е-2,0 раза больше, чем при сверле-
нии в сплошном материале (см. выше).
392
РЕЗАНИЕ МЕТАЛЛОВ
Тогда М==3,8-40 . 0,76-0,8 - 12,5о,9-6О017 х
ХО,89 = 3,8 • 40 - 0,8 - 9,6 - 17,6 • 0,89 ~
~ 18 350 кгмм.
Имеющийся крутящий момент на шпинде-
ле станка (при п=118 об/мин.)'.
Мст --= 716 200 = 716 200 nf я
П 1 1о
21 200 кгмм, т. е. Мст > М
Коэфициент использования станка по мо-
менту
Кст = мст = 21 200 100%~87%.
Расчёт режима резания при рассверлива-
нии отверстия с диаметра 40 до диаметра
60 мм производится аналогично рассмотрен-
ному примеру расчёта режима резания при
рассверливании отверстия с диаметра 15 до
диаметра 40 мм.
ЛИТЕРАТУРА
И ИСТОЧНИКИ
1. Аваков А. А. Некоторые вопросы стойкости
резца. Сборник трудов ТбИИЖТ № 24. Транс-
желдориздат, М., 1951.
2. Белецкн й Д. Г. Технология чистовой обра-
ботки. Машгиз, М., 1949.
3. Беспроэванн ы й И. М. Основы теории
резаиия металлов. Машгиз, М., 1948.
4. Борткевич Г. С. Поиски нового. Сборник
«На высоких скоростях». Профиздат, М., 1949.
5. Быков П. Б. Путь к счастью. Профиздат, М.,
1951.
6. Грановский Г. И. Режущий инструмент и
процесс резания. Справочник машиностроителя,
т. П. Машгиз, М., 1952.
7. Трудов П. П., Цыганова М. П. Керамиче-
ские резцы. Трудрезервиздат, М , 1952.
8. Даниелян А. М. Резание металлов и инстру-
мент. Машгиз, М.» 1950.
9. Диков Ю. Наш комплексный метод скорост-
ной обработки металлов. Изд. «Правда», 1951.
10. Долматовский Г. А. Справочник техно-
лога. Машгиз, М., 1950.
11. Дьяченко П. Е, и Якобсон М. О. Ка-
чество поверхности при обработке металлов реза-
нием. Машгиз, М.» 1951.
12. Зобнин Н. П. Качество обработанных по-
верхностей и прочность прессовых соединений
осей. Сборник трудов МЭМИИТ № 58. Транс-
желдориздат, М ., 1949.
13. Зобнин Н. П., ЮдинД. Л.,Хапко В. У.
Скоростные методы обработки элементов колёс-
ных пар. Сборник трудов МЭМИИТ № 61.
Траисжелдориздат, М., 1952.
14. Инструкция и нормативные материалы по из-
готовлению и применению керамических резцов
при обработке металлов резанием. Машгнз, 1952.
15. Исаев А. И. Процесс образования поверхно-
стного слоя прн обработке металлов резанием.
Машгиз, М.» 1950.
16. Исаев А. И.. ЗоревН. Н., Кучма Л. К.
Резание металлов керамическим инструментом.
Машгиз. М., 1952.
17. Каширин А. И. Технология машинострое-
ния. Машгиз, М.. 1949.
18. Колесов В. А. Новые пути. Профиздат. М.,
1953.
19. Кривоухов В. А. Деформирование поверх-
ностных слоёв металла в процессе резания.
Машгиз, М. —Свердловск, 1945.
20. Кузнецов В. Д. Физика твёрдого тела,
т. III. Томск, Изд. «Красное знамя», 1944.
21. Ларин М. Н. Основы фрезерования. Маш-
гнз, М., 1947.
22. М а р к о в А. П. Опыт скоростного резания ме
таллов. «Московский рабочий», М., 1950.
23. Машиностроение. Энциклопедический справоч-
ник, т. 7. Машгиз, М.» 1948.
24. Опыт внедрения новых режимов резания. Рабо-
та бригады отдела науки МГК ВКП(б) на заво-
де «Можерез» под рук. Н. П. Зобнина. Траисжел-
дориздат, М., 1936.
25. Нанкин А. В. Основные вопросы наивы-
годнейшего резания металлов. Машгиз» М.»
1948.
26. Панкин А. В. Основные предпосылки для
теории и практического определения стой-
кости _ режущих инструментов. Сборник трудов
ТбИИЖТ № 24. Траисжелдориздат, М., 1951.
27. Писарев Н. Г. Скоростные методы обработ-
ки металлов резанием. Опыт работы токаря
С. В. Подорожияка, М.—Л., 1949.
28. Прогрессивная технология машиностроения.
Под ред. А. П. Соколовского, ч. 1 — 2, Машгиз,
М.—Л., 1951-1952.
29. Р е б и н д е р П. А. Влияние активных смй •
зочно-охлаждающих жидкостей на качество по-
верхности при обработке металлов резанием и
давлением. Изд. АН СССР, М.— Л., 1946.
30. Режимы резания металлов инструментами из
быстрорежущей стали. Машгнз, М., 1950.
31. Режимы скоростного резания металлов, вып. I
и II. Машгиз. М., 1950—1951.
32. С е м и н с к и й В. К. Скоростное резание ме-
таллов, Машгиз, М., 1951.
33. Скоростные методы обработки металлов. Под
ред. В. Г. Люльченко. Машгиз, М., 1949 .
34. Скоростные методы обработки металлов. Под
ред. А. П. Соколовского. Машгиз, М.—Л.,
1948.
35. Скоростное резание металлов (стенограмма пуб-
личной лекции Ларина М. Н.). Изд. «Правда».
М., 1950.
36. Справочник нормировщика, вып. IX. Машгиз,
М.» 1949.
37. Толчёное Т. В. Техническое нормирова-
ние станочных и слесарно-сборочных работ.
Машгиз, М., 1950.
38. Усачёв Я. Г. Явления, происходящие при
резании металлов. Известия Петроградского
Политехнического Института, том XXIII, 1915.
39. Челюсткин А. Н. Теория резаиия металлов.
Госмашметиздат, 1932.
40. ЧелюсткииА. Н. Влияние размеров струж-
ки на усилие резания металлов. Изд. В. Т. А.
РККА. Л., 1925.
41. Зворыкин К. А. Работа и усилия, необхо-
димые для отделения металлических стружек.
М., 1893.
42. Тиме И. А. Сопротивление металлов и дерева
резанию, 1870.
43. Тиме И. А. Мемуар о строганин металлов,
1877.
44. Тиме И. А. Основы машиностроения, 1883.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
МАТЕРИАЛЫ РЕЖУЩИХ ИНСТРУМЕНТОВ
Для изготовления режущей части инстру-
ментов применяют:
1) твёрдые сплавы (ГОСТ 3882-53);
2) инструментальные стали: а) углеро-
дистые (ГОСТ В1435-42); б) легированные
(ГОСТ 5950-51); в) быстрорежущие (ГОСТ
5952-51).
Твёрдые сплавы в настоящее время явля-
ются основными режущими материалами, так
как обеспечивают наиболее высокую произ-
водительность.
Для обработки сталей применяют титано-
вольфрамовые сплавы.
Для обработки чугунов, цветных металлов
и неметаллических материалов применяют
вольфрамовые сплавы.
Выбор марки твёрдого сплава производят
согласно табл. 1.
В случаях выкрошивания титановых спла-
вов при обработке сталей вследствие тяжёлых
условий работы возможно применение воль-
фрамовых сплавов.
Сортамент на пластинки твёрдых сплавов
приведён в ГОСТ 2209-49. Технические усло-
вия — в ГОСТ 4872-52. Сравнительные данные
режущей способности твёрдых сплавов при-
ведены в разделе «Резание металлов».
Инструментальные стали применяют:
а) при невозможности полного использова-
ния режущих свойств твёрдых сплавов в свя-
зи с малой мощностью и быстроходностью
станка, несбалансированностью детали и др.;
б) для сложных и фасонных инструментов;
в) для инструментов, работающих на низ-
ких скоростях резания (например при ручных
работах).
Быстрорежущие стали марки Р18 рекомен-
дуется применять для обработки материалов
повышенной прочности (сталей зпч >85 кг/мм2,
чугунов ИБ > 220 кг/мм2).
Легированные стали, незначительно дефор-
мирующиеся при термической обработке, мож-
но рекомендовать для фасонных инструмен-
тов сложной конфигурации, работающих на
низких скоростях резания, а также при не-
шлифованном профиле.
Таблица 1
Выбор марки твёрдого сплава для изготовления режущих инструментов
Обрабатываемый материал
Вид инструмента сталь машино- поделочная, легированная и стальное литьё чугун серый, отбелённый и ковкий бронза и цветные металлы неметаллические материалы: пластмасса, фибра, стекло, фарфор и др.
Резцы токарные для точения: обдирочного с ударной нагрузкой . . обдирочного с переменной нагрузкой обдирочного полуобдирочного чистового тонкого Резцы строгальные: обдирочные чистовые фрезы: обдирочные чистовые Резцы резьбовые Резцы резьбовые к вращающимся го- ловкам Свёрла Зенкеры Развёртки T5KI0, Т5К7 Т5К10, Т5К7, Т14К8, Т15К6, Т5К10, Т5К7, Т14К8, Т15К6, Т15К6 Т15К6, Т30К4 Т30К4, Т60К6 Т5К10, Т5К10, Т5К7 Т15К6, Т14К8, Т5К7, Т5К10 Т15К6 Т15К6, Т30К4 Т15К6 Т5КЮ, ВК8 Т15К6, Т14К8, Т5К1О Т15К6, Т30К4 ВК8, ВКб ВКб, ВК8 ВКб ВКб, ВКЗ ВКЗ.ВК2 ВК2 ВК8 ВКб ВКб, ВК8 ВКб ВКб. ВКЗ, ВК2 ВКб ВКб, ВК8 ВКб, ВКЗ, ВК2, ВКЗ, ВКб ВКб, ВК8 ВКб ВКб ВКЗ ВКЗ, ВК2 ВК2 ВК8 ВК8 ВКб ВКб ВКб, ВКЗ. ВК2 ВКб ВКб ВКб ВК2. ВКЗ, ВКб ВКб ВКб, ВКЗ ВКб, ВКЗ ВКб, ВКЗ ВКб, ВКЗ, ВК2 ВКЗ, ВК2 ВКб, ВКЗ ВКб, ВКЗ ВКб, ВКЗ ВКб ВКб, ВКЗ ВКб ВК2, ВКЗ
394
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Углеродистые стали можно применять для
инструментов, работающих на низких скоро-
стях резания, в частности для мелких и руч-
ных инструментов.
Рекомендуемое назначение наиболее упо-
требительных марок инструментальных ста-
лей приведено в табл. 2.
Сортамент на инструментальные стали го-
рячекатанные и кованые предусматривает
прутки круглого и квадратного сечения (ГОСТ
1133-41) и полосовую сталь прямоугольного
сечения (ГОСТ 4405-48).
Сортамент быстрорежущей стали приведён
в ГОСТ 5650-51.
Для нерабочих частей инструментов реко-
мендуются стали марок: 45 (ГОСТ 1050-52),
МСт. 6 (ГОСТ 330-50), 40Х, 40ХФА (ГОСТ
4543-48) и ШХ15 (ГОСТ 801-47).
В последнее время получил применение
новый режущий минерало-керамический мате-
риал — термокорунд.
Твёрдость термокорунда 89—91 Hra , пре-
дел прочности на изгиб до 30 кг{ммг, красно-
стойкость около 1200°С.
Таблица 2
Рекомендуемые марки инструментальных сталей
Обрабатываемые материалы
Наименование инструмента Стали Н Б до 230 кг/мм‘, апч до 85 кг/ммг Чугуны Hg до 220 кг!мм* Стали н Б свы’ ше 230 кг[мм*о апч свыше 85 кг!мм* Чугуны Hjj свыше 220 кг/мм*
Резцы токарные, строгальные и долбёжные Резцы фасонные Протяжки Свёрла Зенкеры Зенковки Развёртки Фрезы с острозаточёнными зубь- ями (в том числе угловые) Фрезы с затылованными зубь- ями, резьбовые фрезы . . . . Резцы и гребёнки резьбовые . . Метчики . . Плашки круглые Плашки к резьбонарезным голов- кам Плашки резьбонакатные Фрезы червячные т<8; шеверы Фрезы червячные т>8 Долбяки. зуборезные гребёнки, зубострогальные резцы . . . . Примечание. ственно сталями марок Р Р9; УЮА; У12А Р9 Р18,- Р9; ХВГ Р9; 9ХС; УЮА; У12А Р9; 9ХС 9ХС; УЮА; У12А Р9; 9ХС; УЮА; У12А Р9; 9ХС Р9 Р9; 9ХС; У12А Р9; 9ХС; УЮА 9ХС; УЮА; Р9 Р9 Х12М; 5ХНМ Р18 Р9 Р9 Быстрорежущие 18М и РЭМ. Р9; УЮА; УЮА Р9 Р18; Р9; ХВГ Р9; 9ХС; УЮА; УЮА Р9; 9ХС 9ХС; УЮА; УЮА Р9; 9ХС; УЮА; УЮА Р9; 9ХС Р9 Р9; 9ХС; УЮА Р9; 9ХС; УЮА 9ХС; УЮА; Р9 Р9 ХЮМ; 5ХНМ Р18 Р9 Р9 тали марок Р18 Р9 Р18; Р9 Р18; Р9 Р18; Р9 Р9 Р9; 9ХС Р9 Р9 Р18; Р9 Р18; Р9 Р9 Р9 Р18 ХЮМ; 5ХНМ Р18 Р18; Р9 Р18 и Р9 могут быть з Р9 Р18; Р9 Р18; Р9 Р18; Р9 Р9 Р9; 9ХС Р9 Р9 Р18; Р9 Р18; Р9 Р9 Р9 Р18 ХЮМ; 5ХНМ Р18 Р18; Р9 Р18 аменены соответ-
Таблица 3
Основные типы резцов
Прониной
отогнутый
Г0СТ2381-У>
Подрезной
ГОСТ2922-45
Расточной
ГОСТ2384-44
Фасочный
Канадочный
Чистобой
Чашечный
Подрезной
торпедой
ГОСТ2921-45
Чистобой
лопаточный
ГОСТ2383-44
н
Со
Ок
Я
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
СО
С£>
Сп
396
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Таблица б-
Выбор конструктивных элементов передней грани быстрорежущих резцов
Угол шозкительный
у, = 0° — для токарных резцов;
-[•,= 5° — для строгальных и долбёжных резцов
f — (0,84-1,0) s — для работы с подачами s > 0,2 мм на один
оборот или двойной ход; для резцов, предназначенных для
работы с подачами s 0,2 мм, режущие кромки надлежит
притупить оселком, не допуская образования при этом фаски
шириной более 0,2 мм
R = (104- 1 5) s — для токарных проходных и расточных рез-
цов;
= (304-40) s — для строгальных и долбёжных резцов;
= (504-60) s — для прорезных и отрезных резцов, но не
менее R = 3 мм;
Ь = 2R sin ([—/,)
• Благодаря высокой твёрдости и красно-
стойкости термокорунд можно использовать
на более высоких скоростях резания по срав-
нению с твёрдым сплавом, но вследствие по-
вышенной хрупкости и малой прочности на
изгиб термокорунд рекомендуется применять
лишь на чистовых и получистовых операциях
без ударной нагрузки и при жёсткой систе-
ме станок — деталь — инструмент.
Опыт применения термокорундовых резцов
ца предприятиях железнодорожного транс-
порта показал, что ими можно выполнять
большое количество операций по обработке
деталей подвижного состава и особенно опе-
раций с большим машинным временем обра-
ботки.
РЕЗЦЫ
Основные понятия и определения, относя-
щиеся к резцам, приведены в ОСТ 6897—6898.
Элементы и обозначения геометрических пара-
метров резца представлены на фиг. 1. В за-
висимости от вида оборудования резцы раз-
деляют иа токарные, строгальные и долбёж-
ные, по направлению подачи относительно
обрабатываемого изделия—иа правые и левые.
Основные типы резцов, различающиеся по
виду и характеру обработки, представлены
в табл. 3.
Выбор геометрических параметров
режущей части
Формы заточки передней грани резцов,
оснащённых твёрдым сплавом, приведены в
табл. 4, а резцов из быстрорежущих сталей—
в табл. 5. Выбор конструктивных элементов
передней грани быстрорежущих резцов при-
ведён в табл. 6.
Табл. 4, 5 и 6 взяты из действующих нор-
мативов. На основании научных и производ-
ственных работ МВМИ, ВНИИ, Станкинпро-
ма, ЗИС, МВТУ и др. возможна боль-
шая детализация элементов передней грани
(табл. 7).
Плоская форма наиболее проста и удоб
на в изготовлении и при переточках.
Эта форма рациональна для обработки
хрупких материалов. Её также следует при-
менять при обработке высокопрочных материа-
лов, прерывистой или ударной работе, для
отделочных работ с тонкими стружками и фа-
сонных резцов со сложным профилем.
Плоская с фаской форма позволяет
увеличить передний угол при сохраиеиии
необходимой прочности режущей части.
Уменьшение при этом деформации стружки
позволяет при обработке вязких материалов
Фиг. 1. Элементы головки и геометрические пара-
метры резца: а-задний угол; у — передний угол;
о—угол резания; 3 — угол заострения; — вспомо-
гательный задний угол; yj —вспомогательный перед-
ний угол; Si—вспомогательный угол резания; р, —
вспомогательный угол заострения; <р—главный угол
в плане; '^—вспомогательный угол в плане; X—угол
наклона главной режущей кромки
повысить скорость резания при понижении
усилий резания.
Радиусная форма позволяет аналогично
повыситьскоростьрезания, понизить усилия ре-
зания, а также облегчает отвод стружки, имею-
щей в этом случае небольшой радиус витка.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
397
Рекомендуемые величины передних и зад-
них углов приведены в табл. 8 для резнов,
оснащённых твёрдым сплавом, и в табл. 9 для
быстрорежущих.
При обработке сталей всухую быстроре-
жущими резцами следует задние углы умень-
шить на 2—3°. Задние вспомогательные углы
у проходных и подрезных резцов ах = а.
У отрезных и прорезных otj = 1—2°. Главный
угол в плане ср следует выбирать по возмож-
ности меньше, так как при этом повышается
стойкость резца и улучшается чистота обра-
ботанной поверхности. Однако вследствие
того, что с уменьшением угла возрастает
радиальное усилие, вызывающее прогиб изде-
лия и вибрации, меньшие углы в плане
следует брать при большей жёсткости систе-
мы станок—изделие—резец. Значения угла <р
в зависимости от условий работы приведены
в табл. 10.
Таблица 7
Выбор формы передней грани
1 Фор- I । ма j Параметры передней грани Применение Выбор параметров передней грани
Плоская (III) 1 Г"7 1 1 J 1. Фасонные резцы со сложным про- филем. 2. Резцы всех типов при обработке хрупких материалов, а также вяз- ких при s < 0,25 мм/об. 3. Твёрдосплавные резцы с отрица- тельными передними углами при обработке стали <^пч> 80 кг/мм* и достаточной жёсткости и вибро- устойчивости детали. 4. Резцы для прерывистой и ударной работы ВГ = (0,24-0,25)77— для обработки вязких материалов. ВГ= (0,14-0,15) Я — для обработки хруп- ких материалов. Н — высота державки резца
[плоская с фаской (п)| к. Токарные проходные и подрезные резцы при обработке вязких мате- риалов с s > 0,25 мм/об. Работа в условиях, не требующих струж- козавивания, или со стружкоот- водными устройствами 1. / = (0,84-1) S мм. 2. ь = 04—5». 3. В р—как для резцов с плоской формой передней грани
Радиусная (I) | ( 1 I А, Резцы всех типов (кроме фасонных со сложным профилем) для обра- ботки вязких материалов при s > X- 0,25 мм/об 1. / = (0,84-1) s мм. 2. -г, = 04- - 5°. 3. т = 5°. 4. Вв = (10—4s) s мм при s = 0,254- 1,5 мм/об. Вв 5. 7? = f-~.—- -мм. 2sin (т-у.) 6. he — R [1 —cos (у — -fo)l ММ
Таблица 8
Выбор передних и задних углов у твердосплавных резцов
Группа Обрабатываемый металл а0 ..О
Величина подачи s Форма передней грани
s>0,3 s < 0,3 I и II III
1 Стали конструкционные углеро- дистые и легированные аПч <1Ю кг/мм1 . 8 12 15 —5
2 апч > 1 Ю кг/ммп- - 12 - -10
3 Чугун серый НБ' 220 6 10 12 -
4 НБ > 220 () 10 8 -
5 | Чугун ковкий Примечание, а' =- а Н 5'. Яд- 140-1 50 . . 8 12 15 —
398
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Таблица 9
Выбор передних и задних углов у быстрорежущих резцов
Труп- па Обрабатываемый металл а® Т°
Форма передней грани
»>0,2 s<0,2 I и II III
1 2 3 4 5 Алюминиевые и магниевые лёгкие сплавы. Крас- ная медь Стали углеродистые н легированные (с содержанием углерода С <0,2%), НБ <140 и алч<50 кг}ммг; латунь вязкая Стали и стальное литьё углеродистые, легирован- ные и инструментальные (сырые и термообрабо- танные), =140—230 и аПч = 504-80 кг/мм2; серый чугун и ковкий чугун, <160 ... Стали и стальное литьё углеродистые, легирован- ные и инструментальные (сырые и термообрабо- танные), = 2304-340 и апч =804-120 кг }мм*; серый чугун и ковкий чугун, = 160 4- 220; бронза и латунь хрупкие Чугун, //£>220 Примечание. При обработке прерывистых при работе строгальными и долбёжными резцами в назначать соответственно 20 и 12°. 10 8 8 8 8 поверхносп место пер 15 12 12 12 12 гей и литья едних угле 30 30 25 25 с коркой, в 254-30° 25 25 18 12 5 а также и 184-25°
Вспомогательный угол в плане tp, также
желательно по возможности уменьшать. При
работе без врезания = 5 4- 10°. Для отрез-
ных, прорезных и пазовых резцов cpj = 1 4- 2°.
При работе, с врезанием у отогнутых резцов
и твердосплавных резцов кубиков ср1==304-45°.
Для отделочных твердосплавных резцов ср, =
=04-5°. Переходная режущая кромка обычно
принимается радиусной (фиг. 2,а). Для твер-
досплавных резцов г =0,54-2 мм в зависимости
Фиг. 2. Форма переходной режущей
кромки: г — радиус при вершине резца;
/л —длина переходной режущей кромки;
<р0—угол в плане переходной режущей
кромки
от размера резца. Для быстрорежущих рез-
цов г = 1 4- 3 мм при обдирке и 1,5 4- 5 мм
при отделке. Для твердосплавных резцов
можно применять прямолинейную переход-
ную режущую кромку (фиг. 2, б), при кото-
рой легче достигается постоянство задних
углов при заточке.
Длина =1,0 4- 2,0 мм, угол ср0 = ~ .
Угол наклона главной режущей кромки
следует принимать X = 0 4- 5°. Для работы
быстрорежущими резцами в нежёстких усло-
виях 1 = — 15 4--20°.
Для дробления стружки твердосплавными
резцами, имеющими 7 = —54— 10° и =604-
4- 70°, берут X = 10 4- 12°. При неравномерном
припуске, ударной и прерывистой работе
Таблица 10
Выбор главного угла в плане ср
Условия работы
Обработка чистовая твердосплавными
резцами в жёстких условиях .....
Обработка резцами с у > 25° в жёстких
условиях ............ .............
Обработка в жёстких условиях при от-
ношении длины изделия к диаметру
менее 6............................
Обработка в нежёстких условиях при
отношении длины изделия к диаметру
в пределах 64-12. Многоинструмен-
тальные работы ....................
Обработка длинных тонких валов; мно-
гоинструментальные работы; для от-
резных и прорезных резцов; при одно-
временном проходе и подрезке торца,
при работе в упор (отсутствии выхода)
10-20
30
45
604-75
90
7=10 4- 30°. У отрезных и прорезных рез-
цов X = 0°. Допуски угловых параметров мож-
но принимать согласно табл. 11
Таблица 11
Допуски угловых параметров резцов
Величина угла со о о •I- со о со •1- О : Свыше 30°
Допуск +1° ±1“ ±2° ±3°
Выбор элементов конструкции
Размеры сечения державки рассчитывают
в зависимости от вертикального усилия реза-
ния Рг и вылета резца I (фиг. 3) по фор-
мулам:
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
399-
6Р?1 ,
ВН*= ~— (державки прямоугольного се-
чения);
6 Рг1 ,
/З3 =-----(державки квадратного сечения) и
10 Р2 I
d3 =—-— (державки круглого сечения),
где <та — допускаемое напряжение на изгиб
материала державки.
Фиг. 3. Схема к расчёту державки
Полученные размеры сечения державки
уточняют в соответствии со стандартами и ус-
ловиями работы. В случае ударных нагрузок
размеры поперечного сечения державок сле-
дует увеличить в 1,25—1,5 раза. Длина рез-
ца берётся соответственно резцедержателю
станка или крепёжному приспособлению.
Смещение вершины проходного прямого
резца (фиг. 4,а) берётся в долях ширины дер-
жавки в зависимости от угла в плане:
1„ = (0,2 4- 0,3) В
In = (0,3 4- 0,4) В
In = (0,4 4- 0,5) В
1п = (0,6 4- 0,7) В
при = 30°;
при у = 45°;
при у = 60°;
при у = 75°.
Длина заточенной части l3^Q,7 В. Отогну-
тость головки в плане берётся (фиг. 4, б):
1Я = (0,5 4- 0,6) В у проходных резцов, 1Я =
==(0,25 4- 0,4) В у подрезных, /о=(0,34-0,4) В
у подрезных торцевых и 1д = (0,4 4- 0,5) d у
расточных.
Ширина режущей части у отрезных резцов
(фиг. 4, в):
Во ~ 4 VD ,
«J
где D—диаметр изделия.
Отогнутойь строгальных резцов (фиг. 4, г)
. в
оерется пс > •
Для чернового и получистового строгания
в случае, если возможна работа с малым вы-
летом, следует применять прямые резны.
Технические условия на токарные и стро-
гальные резцы с напаянными пластинками
твёрдого сплава указаны в ГОСТ 5688-51.
Пластинки выбираются по ГОСТ 2209-49,
ГОСТ 4872-52 (твёрдосплавные) и ГОСТ
2379-44 (быстрорежущие). Задние углы дер-
жавки для облегчения заточки следует при-
нимать а' = а 5°.
Угол установки пластинки 73=т + (Ю4-20°).
Твёрдость режущей части стальных термиче-
ски обработанных резцов должна лежать в
пределах = 60—64.
Стружкоотводные устройства
При обработке вязких металлов с высо-
кими скоростями резания возникает необхо-
димость в дополнительных мерах для удобного
и безопасного дробления и отвода стружки.
Это осуществляется специальным подбором
геометрических параметров, образованием по-
рожков, наваркой стружколомателей, уста-
новкой накладных стружколомателей.
Дробление стружки имеет место у резцов
с углами заточки т = — 54—10°, А. = 10 4- 12°
и у = 60 4- 70°. Применение передней грани
радиусной формы также обеспечивает благо-
приятный отвод стружки, имеющей при этом
небольшой радиус витка. К данным методам
следует прибегать, когда указанная геоме-
трия обеспечивает также высокую производи-
тельность.
(. тружкодробящие' порожки (фиг. 5) имеют
размеры: /г„=0,4 4-0,6 мм, г„=(0,6 4- 0,8) hn\
тп = 5 4- 10°; = 90 4- 110°. Ширина порожка
выбирается в зависимости от скорости резания
и подачи по табл. 12.
Таблица 12
Выбор ширины порожка
Подача s в мм}об Скорость резания в mJ мин
40 50 60 70 80 90 100
Ширина порожка в мм
0,14 3,5 3,0 2,75 2,25 2,0 1,5 1,2
0,21 3,75 3,5 3,0 2,5 2,25 1,75 1,5
0,28 4,0 3,75 3,3 3,0 2,5 2,0 1,75
0,35 4,5 4,0 3,75 3,25 2,75 2,5 2,0
0,42 4,75 4,5 4,0 3,75 3,25 2,75 2,5
0,5 5,0 4,75 4,25 4,0 3,5 3,25 2,75
0,6—0,8 6,0 5,75 5,25 5,0 4,5 4,25 3,75
Наварной стружколоматель (фиг. 6) пред-
ставляет собой пластинку из инструменталь-
ной стали, термически обработанной для по-
лучения твёрдости Нис не менее 55. Также
возможно применение сырых сталей, наплав-
ленных сормайтом.
Размеры наварных стружколомателей:
/г,. 5 4- 8 .ил (в зависимости от размеров,
резца); \с = 5°; ес = 105° (при s < 0,5 жлг/об)
и е(.= 115° (при s>0,5 мм/об).
400
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Величина Вс зависит от формы передней
грани и размеров среза. При размерах среза
£ = 14-6 мм и 5 = 0,24-0,6 мм величина
Вс = 3 4- 7 мм (при 7=12 4- 15°) и Вс — 44-7
(при 7 = —5°). Большие значения Вс следует
выбирать при ббльших сечениях среза.
Сеч. по AW
Фиг. 5. Резец со струж-
коломателем-порожком:
— ширина порожка;
— высота порожка;
еи— угол порожка;
'п — угол порожка в
плане; Гп _ радиус
порожка
Фиг. 6. Резец с навар-
ным стружколомателем:
Вс — ширина передней
грани; hc — высота
стружколомате ля;
ес — угол стружколо-
мателя; тс —угол струж-
коломателя в плане;
Lc —длина стружколо-
мателЯ
Вследствие того что ширина порожка ВП
и ширина передней грани Вс зависят от ре-
жимов резания, стружкодробящие порожки и
наварные стружколоматели рациональны
лишь при операционной работе.
Накладные стружколоматели в отличие от
наварных можно регулировать и устанавли-
вать в соответствии с условиями обработки.
Их применяют в индивидуальном и мелко-
серийном производстве.
Конструкции накладных стружколомате-
лей весьма разнообразны.
На фиг. 7 приведён стружколоматель завода
«Борец», укрепляемый в резцедержателе то-
карного станка винтом 7, одновременно за-
крепляющим резец. Под давлением пружины 3
пластинка твёрдого сплава, припаянная к дер-
жателю 2, прижимается к передней грани
резца. Держатель устанавливают в требуемое
положение и закрепляют стопором 10.
На фиг. 8 приведён накладной стружко-
ломатель ВНИИ, корпус 1 которого крепится
к резцедержателю станка при помощи вин-
тов 8. Положение сменного держателя 4 от-
носительно вершины резца регулируется вы-
движением горизонтальной оси 2. Для устра-
нения возможного перемещения горизонталь-
ной оси при работе на ней снята лыска под
углом 2°, осуществляющая заклинивание с
винтом 7. Держатель 4 стружколоматели кре-
пится винтом 6. Вследствие того что при ус-
тановке возможны как вертикальное переме-
щение, так и поворот держателя 4, уступ
стружколомателя самоустанавливается по
передней грани, обеспечивая плотное приле-
гание при различных передних углах 7 и
углах наклона главной режущей кромки X.
На фиг. 9 и 9а приведены конструкции дер-
жателей для резцов с углом в плане = 4о°
и <? = 90°.
При скорости резания v >60 м]мин и зна-
чительной глубине резания надёжное струж-
кодробление позволяет получить накладной
стружколоматель конструкции инж. А. Ф. Ан-
тонова (фиг. 10). Стружка, сходя с передней
грани, упирается в дуговой экран. Конец
стружки скользит по дуге экрана, и стружка,
прогнувшись, ломается слабо искривлёнными
кусками длиной 10—60 мм.
С увеличением глубины резания, подачи
и скорости резания надёжность .дробления
стружки возрастает.
Фиг. 7. Накладной стружколоматель
завода «Борец»: 7 —корпус; 2 —держа-
тель; 3 —пружина; 4 — гайка; 5—гай-
ка; 6 — гайка; 7 —винт; 8 — гайка;
9 — шайба; 10 — стопор; 11 — шайба;
72—гайка; 13—стружкоотводная
пластинка
Положительным свойством данного
стружколомателя является уменьшение уси-
лий и мощности, потребных на ломание
стружки, вследствие того, что стружка изги-
бается на шероховатую сторону. Установоч-
ные параметры а, б и в стружколомателя
приведены в табл. 13
Таблица 13
установочные параметры стружколомателя
конструкции А. Ф. Антонова
Режим резания Установочные параметры в мм
s в мм] об V В MlMUH t в мм а б «
со со Л V 654-150 804-300 54-15 5 4-15 2-?5 54-10 44-8 84-10 104-15 204-30
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
401
Фиг. 8. Накладной стружколоматель ВНИИ:
/—корпус; 2—горизонтальная ось; з — вертикальная
ось; 4 — держатель; 5 — шпоика; б — винт; 7—винт; •
8—крепёжный винт; 9, 10—гайки ,
Фиг. 9а. Держатель к стружколома-
телю ВНИИ для резцов с углом
в плане <р=90°
ТУ 5 О стальное
Фиг. 10. Стружколоматель кон-
струкции инж. А. Ф. Антонова
Фиг. 9. Держатель к стружколомателю
ВНИИ для резцов с углом в плайе <р=45°
'?6 Том* 12
402
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Механическое крепление пластинок
твёрдого сплава
Механическое крепление пластинок по
сравнению с припайкой снижает расход твёр-
дого сплава и повышает виброустойчивость
резца в связи с отсутствием напряжений в
плоскости спая.
На фиг. 11 приведена конструкция крепле-
ния пластинки у отогнутого резца, применяе-
мая рядом заводов. Державка имеет просвер-
ленное и нарезанное отверстие под шпильку.
Фиг. 11. Резец с механическим креплением
пластинки твёрдого сплава
Пластинка должна быть тщательно пригнана
к поверхности гнезда. В данном случае роль
стружколомателя выполняет прижимная план-
ка, имеющая для регулирования продольную
прорезь.
В некоторых случаях пластинку затачи-
вают по всем четырём граням и при затуплении
грани пластинку поворачивают в державке.
На фиг. 12 приведена конструкция резца
завода «Фрезер». Прижимная планка имеет
уступ для упора пластинки и переставляется
по рифлям. Рифлёную поверхность выполняют
параллельно опорной плоскости пластинки.
Фиг. 12. Резец с механическим креплением
пластинки твёрдого сплава завода «Фрезер»
Необходимо, чтобы просвет между пластинкой
и прижимной планкой был направлен от ре-
жущей кромки.
Хорошие результаты показала конструк-
ция проходных резцов с креплением пласти-
нок усилиями резания (фиг. 13). Для пере-
становки и переточки пластинка может быть
Фиг. 13. Резец с креплением пластинки
твёрдого сплава усилиями резания
легко вынута из гнезда. При подводе и от-
воде резца пластинка удерживается в гнезде
воздействием пружины, а во время работы
усилиями резания, прижимающими пластинку
к нижней и задней плоскостям гнезда.
Для использования сточенных пластинок
применяют набор державок с различными
глубинами гнёзд.
Особенно рекомендуется механическое
крепление минерало-керамических пластин;
крепление припайкой хотя и осуществимо,
но даёт большой брак из-за растрескивания
их в процессе припайки.
На фиг. 14 приведена конструкция крепле-
ния пластинки, разработанная ЦНИИТМаш.
Данная конструкция обладает хорошей жёст-
костью и предназначается для тяжёлых работ.
Фиг. 14. Резец с механическим креплением
пластинки твёрдого сплава конструкции
ЦНИИТМаш: 1 — корпус; 2—опорная планка;
3 —пластинка; 4 — стружколоматель; 5 — шайба;
6 —болт; 7—упор; 8 —опорная подкладка; Р — винт
/0—стопорный винт
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
403
Хорошие условия работы достигаются тем,
что вся конструкция крепления пластинки
и стружколомателя 4 располагается в пазу
корпуса 1. Регулирование производится пе-
рестановкой упора 7 по рифлям. Для приле-
гания стружколомателя 4 к пластинке 3
упор 7 выполняется наклонным. Наличие
опорной подкладки 8, снабжённой рифлением,
обусловлено технологическими соображения-
ми, так как изготовление рифлений непосред-
ственно в пазе державки было бы затрудни-
тельным.
На фиг. 15 представлен твердосплавный
резец-кубик квадратного сечения. Кубики
Фиг. 15. Твёрдосплавный резец-кубик
выполняются обычно целиком из твёрдого
сплава. После затупления кубик повёрты-
вается на 90°, и- работа выполняется новой
режущей кромкой; после четырёхкратного
использования кубик переворачивается и ещё
раз используется четырёхкратно. Кубикидолж-
иы быть тщательно пригнаны к гнёздам дер-
жавок. Переточка ведётся по передним гра-
ням. Когда длина кубика станет менее 12 jmai,
рекомендуется его припаять к стальному
чвостовику с целью использования до пол-
ного износа.
Резцы-кубики позволяют в ряде случаев
уменьшать расход твёрдого сплава по срав-
нению с резцами, имеющими припаянные
пластинки, примерно в 1,5—3 раза.
Фиг. 16. Твёрдосплавный резец-ку-
бик с положительными передними
х глами
К недостаткам твердосплавных резцов-
кубиков следует отнести наличие отрицатель-
ных передних углов в связи с тем, что перед-
няя грань перпендикулярна оси кубика. В тех
случаях, когда рационально работать с поло-
жительными передними углами, возможна
специальная подточка канавок на передней
1 рани (фиг. 16).
На фиг. 17 представлена конструкция рез-
ца с. механическим креплением минерало-
керамической пластинки, разработанная
Стапкоипетрумептальпым институтом имени
И. В. Сталина. Пластинка 2 затачивается
Фиг. 17. Резец с механическим креп-
лением минерало-керамической пла-
стинки: /—дер.кавка; 2—-пластинка ми-
нерало-керамическая; 3 — клин;
4 —винт зажимной; 5—винт упорный;
б'—штифт
с боковых сторон под углом 20° и устанавли-
вается в паз державки 1. Прижим пластинки
к опорным поверхностям паза выполняется
винтом 4 и клипом 3.
Хорошие результаты показал резец с ме-
ханическим креплением минерало-керамиче-
ских пластинок конструкции С. Т. Полякова
(фиг. 18). Державка 1 (фиг. 19) имеет паз
Фпг. 18. Резец с механическим креплением
минерало-керамической пластинки конструкции
Е. Т. Полякова (завод им. Орджоникидзе):
/—державка; 2—подкладка; 3—упор; 4—минера-
ло-керамическая пластинка; j — стружколома-
тель; 6 —впит
с рифлями на опорной плоскости. Подкладка 2
(фиг. 20) имеет мерный паз для установки
пластинки размерами 14x12x6 мм, которая
прижимается к упору 3 (фиг. 21) усилием ре-
зания.
Зажим осуществляется винтом 6 через
стружколоматель 5 (фиг. 22) независимо от
крепления державки на станке.
26* :
404
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
w 5 Остальное
w 5 Остальное
Фиг. 20. Подкладка резца конструкции
С. Т. Полякова (деталь 2)
Фиг. 19. Державка резца конструкции'С. Т. По-
лякова (деталь /)
Фиг. 21. Упор
резца конструк-
ции С. Т. Поля-
кова (деталь 3)
Фиг. 22. Струж-
коломатель к
резцу конструк-
ции С. Т. По-
лякова (деталь 5)
Фиг»
24. Державка резца завода [шлифо-
вальных станков (деталь 1)
Фиг. 23. Резец с механическим креплением мине- Фиг. 25. Подкладка резца завода шли
рало-керамической пластинки завода шлифоваль- фовальных станков (деталь 2)
ных станков
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
405
Для широкого внедрения рекомендованы
также минерало-керамические резцы завода
шлифовальных станков (фиг. 23, 24 и 25).
Державка 1 (фиг.
Фиг. 26. Стружколома-
тель резца завода шли-
фовальных станков
(деталь 4)
24) имеет также рифли
на опорной поверх-
ности и прорезь для
зажатия пластинки 3.
Пластинка 3 раз-
мерами 14 х 12 х 6 мм
(форма 0225) уста-
навливается вместе
с подкладкой 2
(фиг. 25) на необхо-
димый вылет.
Зажим пластинки
3 и стружколомателя
4 (фиг. 26) выпол-
няется болтом, крепя-
щим одновременно
резец на станке.
Для разжатия державки при смене резца
используются пружинная втулка 5 и пружи-
на 6, закрепляемая штифтом 7.
Резцы с виброгасителями
Вибрации вредно сказываются на стойкости
резца, вызывают поломку пластинок твёрдо-
го сплава, ухудшают качество обработанной
поверхности.
Для уменьшения интенсивности вибра-
ций применяются виброгасители ударного
действия, рассеивающие энергию колебаний
Фиг. 27. Резец с вибро-
гасителем конструкции
Д. И. Рыжкова; Г—кор-
пус; 2 —втулка; 3 — болт;
4—пружина; 5—г ереход-
иый штуцер
за счет соударении
державки или оправ-
ки резца с виброгаси-
телем. На фиг. 27
представлен проход-
ной резец с виброга-
сителем конструкции
Д. И. Рыжкова.
Виброгаситель
устанавливается на
головке резца путём
ввёртывания в резьбу
переходного штуцера
5 или струбцины или
Фиг. 28. Принадлеж-
ности виброгасителя:
а— переходный штуцер;
б —струбцина
же в резьбу, нарезанную непосредственно
в державке резца.
Болт виброгасителя 3 должен ввёрты-
ваться свободно от руки. Настройка вибро-
гасителя производится путём соответствую-
щего натяга пружины.
На фиг. 28 показаны применяемые для
установки виброгасителя переходный штуцер
(фиг. 28,а) и струбцина (фиг. 28,6), устанавли-
ваемая на резце.
На фиг. 29 приведена оправка 1 расточ-
ного резца 3, снабжённая виброгасителем 2.
Фиг. 29. Оправка расточного
резца с виброгасителем:
1— оправка; 2 — виброгаси-
тель; 3 — резец; 4 — пробка
Виброгаситель представляет собой цилин-
дрический стержень, помещённый в полость
оправки с зазорами по диаметру и торцам.
Пробка 4 предотвращает выпадение виброга-
сителя из оправки. Гашение вибраций дости-
гается ударами виброгаентеля о стенки
оправки.
Резцы специального назначения
Для выполнения тяжёлых обдирочных ра-
бот при достаточной жёсткости детали часто
применяют галтельные и чашечные резцы,
позволяющие за счёт большого радиуса режу-
щей кромки повысить стойкость их. Твёрдо-
сплавные галтельные резцы армируются пла-
стинками формы № 16 по ГОСТ 2209-49.
Диаметр чашечного резца (фиг. 30):
Оц — В 4- 2 Нц tg л 4" (2 -?• 6) мм.
Фиг. 30. Чашечный резец
На предприятиях железнодорожного транс-
порта чашечные резцы преимущественно
применяют для обработки бандажей колёсных
пар на колёсно-токарных станках. Диаметр
бандажных чашечных резцов зависит от про-
филя обрабатываемого бандажа и кинематики
копирпого устройства колёсно-токарного стан-
ка. Наиболее распространены бандажные рез-
цы диаметром 30,6 и 45,5 мм (фиг. 31).
406
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Для получения заданного переднего угла
чашечного резца диаметр заточного круга
берётся по условию DK— • При f < 0°
заточка передней грани выполняется плоской
шлифовкой, а заданный угол у получается
путём установки в наклонной державке.
Крепление чашечных резцов выполняется
при помощи цилиндрических и конических
Фиг. 31. Режущая часть чашечных резцов
для обработки бандажей
штифтов, а при малых размерах чашка снаб-
жается коническим хвостовиком. Для арми-
рования чашечных резцов твёрдыми сплавами
применяются пластинки формы 12 по ГОСТ
2209-49. Твёрдосплавные резцы конструкции
МЭМИИТ приведены на фиг. 32. Цифрой 1
обозначена форма передней грани с отрица-
тельной фаской и положительным передним
углом. Цифрой 2 обозначена передняя грань
с отрицательным передним углом.
Фиг. 32. Твердосплавные чашечные резцы
конструкции МЭМИИТ для обработки бандажей:
а—для обработки гребня; б—для обработки по-
верхности катания
г На фиг. 32а приведён чашечный резец
конструкции ВНИИ с механическим крепле-
нием пластинки твёрдого сплава силами ре-
зания.
Фиг. 32а. Чашечный резец конструкции ВНИИ
с механическим креплением пластннкн силами
резания: /-державка; 2 - режущая пластин-
ка твёрдого сплава; 3 — стружколоматель;
4 — стержень; 5—втулка; б —пружина;
7 — втулка разжимная
На фиг. 33 представлен бандажный резец
col стружколомателем в виде наплавленного
сормайтом колпачка и с отрицательным пе-
редним углом.
Фиг. 33. Чашечный резец с наплавленным
стружколомателем
На фиг. 34 представлен сборный резец
конструкции А. В. Акимова (ВНИИ), служа-
щий для работы на тяжёлых токарных и ка-
русельных станках.
Фиг. 34. Резец сборный со стружколомате-
лем для тяжёлых работ: /—корпус; 2 — нож;
3—пластинка резца; 4 — стружкоотводная
пластинка; 5 — держатель; б—винт; 7 —винт;
8—упорная шпилька
Опорные плоскости уступа корпуса 1 и но-
жа 2 расположены под углом 75°, что обес-
печивает хороший прижим под действием сил
резания.
Шпилька 8, запрессованная в отверстие
корпуса, препятствует перемещению ножа
вдоль паза.
Принятое крепление является жёстким
и виброустойчивым. Положение стружкоот-
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
407
водной пластинки 4 регулируется перемеще-
нием вдоль паза держателя 5.
При отделке сталей (в частности закалён-
ных) высокую производительность обеспечи-
вает резец КБЕК (фиг. 35), разработанный
проф. В. А. Кривоуховым и др.
Данный резец характеризуется малым глав-
ным углом в плане (у = 10°) и отсутствием
переходной режущей кромки (г — 0).
Резцы конструкции Г. С. Борткевича
(фиг. 36) позволяют достичь высоких скоро-
стей резания (400 -у 700 м/мин) при чистовой
Фиг. 36. Резец конструкции Г. С. Борткевича
и получистовой обработке стали и коротких
циклах резания.
На фиг. 37 представлен резец В. А. Ко-
лесова, оснащённый твёрдым сплавом Т15К6.
Данные резцы позволяют значительно по-
высить производительность при получистовой
и чистовой обработке за счёт применения
больших подач (s = 1,5 4-3 мм). Наличие
вспомогательной режущей кромки с углом в
плане <j>! = 0° позволяет при значительных
подачах достигнуть чистоты поверхности
W 5 4- VV 6.
На фиг. 38 представлен подрезной резец
В. А. Колесова, имеющий также вспомога-
тельный угол в плане «р1=0°. Длину вспомо-
гательной режущей кромки возможно в от-
дельных случаях увеличить до 2,5 S.
Па стрелке Я
№
Шпротина mSepSoeo сплаОа Т/5Н6
формы 0229 поГОСТ2209-^9
2Лрямолинейнхгги режущей
кромки 1,19 Оыдержийается
по лекальной линейке
Фиг. 37. Резец В. Л. Колесова
В последнее время широко применяются
отрезные резцы, оснащённые твёрдым спла-
вом (фиг. 39).
Наряду со сплавом марки Т15К6 рекомен-
дуются также Т14К8 и Т5К10.
При установке в державке (фиг. 40) углы
заточки следующие: у = 10° и а = 12°. Реко-
мендуется заточка (фиг. 41) с переходными
режущими кромками длиной 0,4 мм под
408
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Фиг. 39. Твёрдосплавный отрезной резец. Пла-
стина твёрдого сплава Т15К6 по ГОСТ 2209-49
формы 1305. Материал державки—сталь.40Х.
Головку калить и отпустить Н fig *=* 40-?45
углом 30° и наличием побочек на передней
грани.
С целью повышения прочности припайки
пластинок рекомендуется приварка гребешков
(фиг. 42, о) или врезка пластинок под углом
“==60 или 90° (фиг. 42, б). Гребешки выпол-
няются из закалённой стали 50 или ШХ15
и способствуют также завиванию стружки.
ФАСОННЫЕ РЕЗЦЫ
Фнг. 40. Углы отрезного резца
прн установке в державке
По конструкции фасонные резцы различа-
ют призматические и круглые.
Призматические резцы более точны и про-
изводительнее круглых, но последние более
просты в изготовлении.
На предприятиях железнодорожного транс-
порта фасонные резцы призматического типа
имеют широкое применение для обработки
профиля бандажей на колёсно-токарных стан-
ках.
По типу станка и конструкции резцедер-
жателя профильные резцы различаются габа-
ритными размерами, а в зависимости от про-
филя обрабатываемого бандажа — конфигура-
цией режущей кромки.
На фиг. 43, 44, 45 изображены резцы для
паров озных гребневых бандажей, применяемые
Фнг. 41. Заточка твердосплавного
Фиг. 43. Резец для обработки бандажей
паровозных колёсных пар
Фиг. 44. Резец для обработки бандажей
паровозных колёсных пар
Фиг. 45. Резец для
обработки бандажей
колёсных пар по
уклону 1 : 7
отрезного резца
Фиг. 42. Отрезные резцы с повышенной прочностью
припайки пластинки путём: а—приварки гребешка;
б—врезки пластинки под углом о»
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
409
на распространённых колёсно-токарных стан-
ках в паровозном хозяйстве. *
Для безгребневых бандажей применяются
такие же резцы, но с контуром режущей
грани, соответствующим контуру безгребне-
вого бандажа.
Типовые резцы, применяемые в дорожных
мастерских для обработки вагонных колёсных
пар, изображены на фиг. 45а и 46.
Фиг. 45а. Резец для 'обработки бандажей
вагонных колёсных пар
Фиг. 46. Резец для ’обработки бандажей
вагонных колёсных пар
Двусторонние профильные резцы, пред-
ставленные на фиг. 43, несколько экономич-
нее используют материал резца по сравнению
с односторонними монолитными, изображён-
ными на фиг. 44. Однако по мере износа
и переточки крепление двусторонних резцов
становится ненадёжным.
_ Для экономии быстрорежущей стали и на-
дёжности крепления резца в последнее вре-
мя на паровозоремонтных заводах широко
применяют односторонние резцы с корпусом
из углеродистой инструментальной стали,
Фиг. 47. Унифицированный резец для обра-
ботки бандажей паровозных гребневых колёс-
ных пар. Тип 1 (левый)
к которому приваривают пластинку из быстро-
режущей стали.
Приварка пластинок осуществляется мето-
дами, применяемыми для обычных резцов.
Унифицированные бандажные резцы с при-
варенными пластинками из быстрорежущей
стали приведены па фиг. 47—53.
Помимо чистовых профильных резцов, при-
меняют профильные резцы для предваритель-
ной обдирки гребня бандажа (фиг. 54 и 55).
Фиг. 48. Унифицированный резец для
обработки бандажей паровозных без-
гребневых колёсных пар. Тип I (левый)
Фиг. 49. Унифицированный резец для обра-
ботки бандажей вагоио-теидерных колёсных
пар. Тип I (левый)
Фиг. 50. Унифицированный резец для
обработки бандажей паровозных греб-
невых колёсных пар. Тип II (левый)
Фиг. 51. Унифицированный
резец для обработки бандажей
паровозных безгребневых ко-
лёсных пар. Тип II (правый),
410
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Фиг. 52. Унифицированный резец
для обработки бандажей вагоно-
тендерных колёсных пар. Тип II
(левый)
Фиг. 54. Резец для
предварительной об-
дирки гребня бан-
дажей паровозных
колёсных пар(левый)
Фиг. 53. Унифици-
рованный резец для
обработки бандажей
колёсных пар по ук-
лону ^1 : 7 (правый)
Таблица 14
Допустимая ширина фасонных резцов
Диаметр детали в мм
Подача s о е( « О 4) ю 4) 4) СЧ СЧ 4)
со 3 et 3 о 3 4 цсч а сч а со
в мм)об ю J3 ю а - 41 С& Q ао 3 а о 3 а о
о и ''Г и о ЕС о ЕС
Допустимая ширина резца в мм
До 0,03 . . . . 4,5 8,0 13,0 24,0 42,0 75,0
Свыше 0,03 до 0,06 . . . . 3,5 6,0 10,0 18,0 32,0 55,0
Свыше 0,06 до 0,1 2,5 4,5 7,5 13,0 24,0 42,0
При обработке старых бандажей с большим
припуском по гребню во избежание раскли-
нивания и поломки предварительного резца
следует профиль его симметрично расширить
на 1,5—2,5 мм.
Шаблоны для заточки профильных резцов
по контуру режущей грани должны соответ-
Фиг. 55. Резец для
предварительной об-
дирки бандажей ва-
гонных и тендерных
колёсных пар (левый)
ствовать профилю обрабатываемого бандажа,
утверждённому Министерством путей сооб-
щения.
В целях дальнейшей экономии быстроре-
жущей стали разрабатывается новая конст-
рукция унифицированных резцов с приварен-
ной штампованной пластинкой из узкой по-
лосы быстрорежущей стали сечением 20x8 жл.
Конструктивные элементы фасонных резцов
Допустимая ширина резца Вр (фиг. 56)
ограничивается главным образом жёсткостью
детали и проверяется по табл. 14.
Диаметр оправки don (у круглых резцов)
ориентировочно можно принять
dOn = 61/В2|/ s ,
где В — ширина обработки;
s — подача в мм/об.
Далее величина don уточняется в соот-
ветствии с условиями работы и ГОСТ 4020-48
(диаметры оправок и отверстий в инструмен-
тах).
14аружный диаметр резца
d-ц = DH DeH + 2 don,
где DH — наружный диаметр детали;
DeH — внутренний диаметр детали.
В случае расточки следует соблюсти так-
же условие dH < 0,75 DgH; если данное усло-
вие затрудняет изготовление отверстия для
оправки надлежащего размера, то следует
резец выполнить цельным или сварным. Глу-
бина передней грани
7Д В>вн
Q =
9
+ 0,25 don .
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
411
Толщина призматического резца
7Д — DeH
А = - + (0,25 -у 0,5) В„ + а .
Размеры ласточкина хвоста в зависимости
от ширины резца приведены в табл. 15.
Таблица 15
Размеры ласточкина хвоста для крепления
призматических резцов
Ширина резца Размеры ласточкина хвоста в мм
а 1 b
64-10 1,5 4,5
114-14 2 6
154-20 3 9
214-28 4 12
294-40 6 18
414-56 8 24
Применяют и другие методы крепления, при
которых ласточкин хвост отсутствует.
Из-за наличия углов а и Y глубины про-
филя резца в сечении, нормальном к задней
грани, обычно уменьшены по сравнению
с глубинами профиля изделия: tp<tu (фиг. 57).
По ширине профиль резца не искажается.
Поэтому ширины резцов равны ширинам де-
тали илн же несколько больше их для пере-
крытия заготовки. В качестве номинальных
Рабочая длина передней грани Тс:
для обточки (фиг. 57, а)
Vcos (г —«v) —7Г
Т. = —-----------------
COS -f ’
где
DeH
sin = -р-sin y ;
для расточки (фиг. 57, б)
DH Dc
2 ’ 2 c°s (“с l)
у ... ___________________
с cos у ’
где
Dn .
sin ыс = p— sin y ;
для строгания (фиг. 57, с)
Переточка фасонных резцов выполняется
по передней грани; после заточки передняя
грань доводится.
Выбор геометрических параметров
режущей части фасонных резцов
Для станков универсального назначения
задние углы радиальных резцов (фиг. 56) для
точки, лежащей на уровне центров, берутся
размеров детали, служащих для определения
профиля резца, обычно принимают размеры,
соответствующие серединам полей допусков.
Глубина профиля:
призматических резцов
tp = Тс cos (а + y) ;
круглых резцов
4 = ~ V(т/* " d'< C0S + Т)
а = 10-- 12° у круглых И а = 12—15°
у призматических. Передние углы для той же
точки а можно выбирать по табл. 9 и 8 и за-
тем уменьшать путём умножения на коэфи-
циент 0,8 — 0,9 для призматических резцов
и 0,75 0,85 для круглых. Углы резания
в других точках профиля будут отличаться
от углов а и Y в зависимости от смещения
рассматриваемой точки относительно линии
центров и угла в плане.
Для точки с (фиг. 56) в случае призма-
тического резца
' । / Рен .
-‘с = а + y — arc sin sin y
412
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Для точки с в случае круглого резца
ас = arc sin
^81П(а4-0
— arc sin
В„
циентом одновременности J(o= ~, где Вр—
ширина резания, а В — ширина обрабатывае-
мого профиля. Обычно коэфициент одновре-
менности принимается в пределах Ко = 0,54-
-г 0,33, угол в плане (фиг. 58) определяется
по формуле
Задние углы в нормальном сечении
aNc « ас sin <fe.
Длина прохода (без учёта перебегов)
Желательно, чтобы колебание передних
и задних углов вдоль режущих кромок было
незначительным и наименьший задний угол
aN > 2°-
найм
Для обеспечения при переточке и установ-
ке круглых резцов запроектированных углов
необходимо выдержать размеры Н и h, опре-
деляемые по формулам:
Н = ~2~ sin (a + 7) ; A = -7J- sin a.
Величину допуска на глубину профиля
резца ltp берут в зависимости от допусков
иа глубину профиля изделия S/u:
6/р = [(0,25 — 0,35) В/а — 0,005] ~ мм.
Величина допуска на ширину профиля
резца:
ЪВр = (0,5 — 0,7) SBU,
где ЬВи—допуск на размер ширины профиля
детали.
Допуски на углы а и 7:
[(0,25 — 0,35) 8/и — 0,005] К
~ ®Т ~ ^(4,75+ 0,38 1+ 0,00018 73)'
Коэфициент К — 103 (для круглых резцов)
и К = 1,25 • 103 (для призматических резцов).
Допуск наружного диаметра круглых резцов
рекомендуется принимать по посадке С5 для
деталей 3-го класса точности и по посадке
В7 для деталей меньшей точности.
Допуски технологических параметров h
и Н-.
<+ — + 2 °« ММ
и
± У Sa Л‘М>
значение Sa выражается в радианах.
Тангенциальные резцы
Применяются главным образом при обра-
ботке длинных и нежёстких деталей, при по-
вышенных требованиях к точности обработки,
а также при работе на маломощном оборудо-
вании. Тангенциальные резцы профилируют
деталь последовательно, причём указанная
последовательность характеризуется коэфи-
УЪ2 — D2 R
’ н «И , D
2 +tg7 •
Фиг. 58. Призматический тангенциальный резец
Задние углы a = 3 -у 8°.
Передний угол берут из условия, чтобы
он в начале работы не имел отрицательного
значения
DeH
аге sin у?—
1->н
При обработке твёрдых материалов угол 7
в начале работы может быть —5°. По мере
продвижения резца передний угол возрастает,
а задний убывает.
Следует проверить получившийся угол за-
острения р.
Наименьшее допустимое значение fl = 45е'
для обработки твёрдых материалов (сталей
и чугунов) и 3 = 35° для мягких (цветных
металлов).
Конструкция тангенциальных резцов обыч-
но призматическая. Габаритные размеры вы-
бирают аналогично радиальным резнам.
Глубины профиля резца tp меньше соот-
ветствующих глубин профиля изделия tu и оп-
ределяются по уравнению
_ cos (a + 7)
*Р cos 7
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
413
ЗАТОЧКА И ДОВОДКА РЕЗЦОВ1
Абразивная заточка
Абразивная заточка резцов из быстрорежу-
щей, легированной и углеродистой сталей
может производиться на специальных заточных
станках-полуавтоматах, на универсально-
заточных и на обычных заточных точилах
кругами плоского прямого профиля и чашеч-
ными с ручной подачей резца.
Твердосплавные резцы рекомендуется зата-
чивать с ручной подачей, так как при заточке
твёрдого сплава на станках с автоматической
подачей часто имеют место случаи образова-
ния трещин на поверхности пластин, завалы
и зазубрины режущих кромок.
Устранение этих явлений может быть до-
стигнуто за счёт снижения режимов заточки
и, следовательно, значительного увеличения
времени заточки, что неэкономично.
Фиг. 59. Черновая заточка задней
грани резца периферией плоского
прямого круга на поворотном под-
ручнике
Для получения заданных углов заточки
станки оборудуются поворотными подручни-
ками и угольниками (фиг. 59 и 60).
Фиг. 60. Чистовая заточка передней
грани резца торцом чашечного круга
с установкой резца на заданный угол
при помощи подвижного поворотного
угольника
Во избежание захватывания кругом зата-
чиваемого резца последний должен быть рас-
положен иа подручнике так, чтобы режущая
кромка находилась несколько выше (на 1 —
1 Материалы по заточке и доводке резцов и по
специальным инструментам, применяемым при ре
монте подвижного состава, составлены инж. 11. А.
Машониным.
2 мм') оси круга, а между подручником и кру-
гом был зазор не более 2—3 мм (фиг. 61).
При заточке вращение абразивного круга
должно быть направлено на пластину (фиг.61),
при доводке на чугунном диске—от пластины.
Фиг. 61. Установка резца и подручника
относительно шлифовального круга
Обдирку стержня резца и черновую заточку
пластины следует производить периферией
плоского прямого круга (фиг. 59), чистовую
заточку—торцом чашечного круга (фиг. 60).
Для заточки резцов из инструментальных
сталей применяют круги корундовые на кера-
мической связке, для заточки твердосплав-
ных резцов — круги из карбида кремния зе-
лёного на керамической связке. Чёрный кар-
бид кремния с содержанием карбида не ме-
нее 97% также может быть использован для
заточки твердосплавных резцов.
Для доводки резцов из инструментальных
сталей применяют пасты ГОИ, для доводки
твердосплавных резцов — пасту из карбида
бора зернистостью 170—230 на парафиновой
связке. Рекомендуемый состав пасты: карби-
да бора 70% (по весу), парафина 30%.
Для изготовления доводочного диска при-
меняют серый мелкозернистый чугун перлит-
ной структуры твёрдостью 120—140 Н Б.
В процессе эксплоатации резца между
переточками рекомендуется для увеличения
стойкости резца заправлять его абразивными
брусками из электрокорунда для резцов из
инструментальных сталей и из карборунда зе-
лёного для твёрдосплавных резцов.
Характеристика абразивных материалов
и режимы заточки и доводки приведены
в табл. 16.
Заточку резцов рекомендуется производить
с охлаждением непрерывной струёй жидкости
в количестве 12—15 л]мин.
Заточка с охлаждением увеличивает про-
изводительность, снижает расход шлифоваль-
ных кругов, улучшает качество заточки резца
и устраняет вредное влияние абразивной
пыли на рабочего-заточника.
Хорошей жидкостью для охлаждения
при заточке является 5—10%-ная эмульсия.
Можно также применять содовый раствор
5—10%-ной концентрации.
При заточке всухую в целях предупреж-
дения перегрева резца необходимо чаще от-
водить резец от абразивного круга.
Категорически запрещается охлаждать на-
девшийся резец погружением в воду или
поливанием водой вручную.
414
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Характеристика заточных абразивных материалов и режимы заточки
О
X
ю
га
Заточку фасонных резцов производят на
универсально-заточных станках с применени-
ем установочных приспособлений. При этом
для удобства наблюдения за процессом за-
точки охлаждение обычно не применяется.
Фасонные резцы рекомендуется затачивать
с автоматической подачей.
Заточку керамических пластин производят
кругами зелёного карборунда на керамиче-
ской связке зернистостью 60—80, твёрдостью
CMj—Mt, со скоростью вращения круга 11 —
14 м/сек, при обильном охлаждении содовым
раствором. Для керамических пластин обяза-
тельна доводка пастой карбида бора зерни-
стостью 200 — 320 при скорости вращения
чу гу иного доводочного диска 1,5—2,5 м/сек.
Фиг. 62. Угломер для проверки
углов заточки резца
Контроль углов заточки резцов производят
листовыми шаблонами или более удобным уни-
версальным прибором (фиг. 62).
Электрозаточка
Приоритет в открытии и разработке элек-
трических методов обработки металлов при-
надлежит Советскому Союзу.
Известны три основных метода электро-
заточки — анодно-механический, электроиск-
ровой и электроконтактный—первый, пред-
ложенный лауреатом Сталинской премии
В. Н. Гусевым, получил в настоящее время
преимущественное распространение.
Сущность анодно-механической заточки
основана на комбинированном химическом и
тепловом воздействии электрического тока на
затачиваемую поверхность резца и механиче-
ском удалении продуктов разложения материа-
ла резца.
Процесс заточки осуществляется в среде
электролита, представляющего раствор жидко-
го стекла в воде плотностью 1,34—\,31г/см\
Электродами являются затачиваемый ин-
струмент (+) и заточной диск (—). Схема
станка для анодно-механической заточки пред-
ставлена на фиг. 63.
Электрическая схема состоит из цепи по-
стоянного тока, питаемой от источника на-
пряжением 24—26 в.
Для регулирования силы тока и напряже-
ния цепи вводятся сопротивления.
Шпиндель 1 электрически изолирован от
корпуса станка и имеет на переднем конце
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
415.
рабочий диск 2, а на противоположном—кон-
тактное кольцо 3 для съёма тока.
Шпиндель может иметь продольное пере-
мещение в пределах 8—10 мм.
Для обеспечения необходимого постоянно-
го давления рабочего диска на затачиваемый
Фиг. 63. Схема станка для анодно-механической
заточки резцов: 7 — шпиндель; 2 — рабочий диск;
3 — контактное кольцо; 4 —пружина; 5 — виш;
6 —шкив; 7—сопло
резец на задний конец шпинделя давит пру-
жина 4, усилие которой регулируется вин-
том 5. Рекомендуемое давление диска 0,15 —
0,5кг на 1 см2 площади затачиваемого резца.
Шпиндель приводится во вращение от
электродвигателя через шкив 6. Скорость
вращения рабочего диска 14—15 м/сек.
Электролит подводится непрерывно от на-
соса через сопло 7 в количестве 15—20 л/мин.
Для контроля электрического режима
в цепь введены амперметр и вольтметр.
На предприятиях железнодорожного транс-
порта имеются анодно-механические станки
промышленного изготовления (типы АМЗР,
4352, 4362), а также построенные самостоя-
тельно предприятиями.
Анодно-механическая заточка имеет по
сравнению с абразивной следующие преиму-
щества:
1) повышается качество заточки благодаря
отсутствию микротрещин, обычно появляю-
щихся на резце при абразивной заточке из-за
перегрева затачиваемой поверхности резца;
2) на аиодно-механическом станке легко
осуществляются все три операции заточки:
обдирка, шлифовка и доводка пластины, без
перестановки резца со станка.
При абразивной заточке эти операции вы-
полняют на отдельных станках, но вследст-
вие их продолжительности часто ограничи-
ваются лишь одной чистовой заточкой, что
также снижает качество заточки;
3) при анодно-механической заточке исклю-
чается расход ценных и дефицитных материа-
лов—карбида кремния зелёного и карбида
бора.
Производительность анодно-механического
станка 60—80 резцов в смену при заточке по
трём граням.
При заточке резцов рекомендуются режимы,
приведённые в табл. 17.
ПРОТЯЖКИ
Протяжками обрабатывают сквозные отвер-
стия, пазы и наружные поверхности.
Протяжки разделяют в зависимости^от ха-
рактера обработки на:
1) протяжки для внутреннего протягивания
отверстий (круглых, шлицевых прямых и
спиральных, многогранных фасонных, глубо-
ких) и пазов (шпоночных, прямоугольных,
эвольвентных, фасонных);
2) протяжки для наружного протягивания.
По конструкции протяжки разделяют на:
1) цельные (фиг. 64) и 2) сборные (фиг. 65).
Сборные конструкции применяют для
сравнительно крупных протяжек (П5 >.50)
с целью экономии режущих материалов.J
Фиг. 64. Основные элементы протяжки: 7—хвостовая
часть; 2- передняя направляющая часть; 3 — режу-
щая часть; калибрующая часть; 5-задняя на-
правляющая чаечь; о-цапфа
Фиг. 65. Сборные протяжки
В случае, если обработку производят про-
талкиванием инструмента, последний назы-
вается прошивкой.
Таблица 17
Режимы заточки резцов
Обдирочный Чистовой Доводочный
TOf< | рабочий короткого ток замыкания | напряже- ние в в ток короткого замыкания рабочий ток напряже- ние в в ток короткого замыкания рабочий ток напря- жение в в
в а в а в а
110 30—40 19-20 25 10-15 | 18-19 12 4-G 10- 14
-416
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Прошивки работают в условиях, вызываю-
щих продольный изгиб, поэтому длина их
значительно меньшая. При большой длине
отверстия или высоких требованиях к каче-
ству поверхности обработка производится
комплектом протяжек.
Рекомендуемые геометрические параметры
режушей части протяжек подробно даны в
ГОСТ 4494-48.
Форма и размеры хвостовой части протя-
жек круглых и шлицевых даны в ГОСТ
4043-48 и 4044-48.
СВЕРЛА
Свёрла спиральные
Основные термины, обозначения и опреде-
ления, относящиеся к свёрлам, приведены в
ГОСТ 2894-45. Типы и размеры свёрл универ-
сального назначения должны соответствовать
стандартам, указанным в табл. 18.
Градация диаметров и допуски на диаметры
спиральных свёрл даны в ГОСТ 885-41.
Рекомендуемые диаметры свёрл в зависи-
мости от назначения указаны в табл. 19.
Таблица 18
Типы свёрл
Наименование Условия применения Диаметр в мм № стан- дартов
Спиральные с коническим хвостом Крепление сверла в шпинделе с конусным отверстием или в конусных втулках 64-80 гост 888-41
Спиральные с усиленным коническим хвостом Г2-~65 ГОСТ 889-41
Спиральные с коническим хвостом удлинённые 64-30 ГОСТ 2092-43
Спиральные с усиленным коническим хвостом укороченные 64-55 ост 20182-40
Спиральные с четырёхгранным суживающимся хвостом Крепление сверла в трещёт- ках 9,54-40 ост 20231-40
Спиральные с цилиндрическим хвостом, длин- ные Крепление сверла в патронах или специальных приспособле- ниях 24-20 гост 886-41
Спиральные с цилиндрическим хвостом, корот- кие 0,254-20 ГОСТ 887-43
Спиральные с цилиндрическим хвостом, ле- вые, для автоматов 1,1-25 ГОСТ 2090-43
। Спиральные с цилиндрическим хвостом, с укороченной рабочей частью 14-12 ГОСТ 4010-52
1 Центровочные Сверление центровых отвер- стий 0,54-12 ост 3727
г<” Центровочные комбинированные для центро- вых отверстий 60° без предохранительного ко- нуса Сверление и зенкование цент- ровых отверстий 14-6 ОСТ 3732
Центровочные комбинированные для центровых отверстий 60° с предохранительным конусом 14-6 ОСТ 3733
Перовые цельные и сборные Требование повысить жёст- кость сверла (сверление и рас- сверливание твёрдых поковок и литья) — -
Свёрла* оснащённые твёрдым сплавом Для скоростного резания. Преимущественно для обработ- ки хрупких материалов (чугу- ны, твёрдые стали) 54-30 ГОСТ 6647-53
Свёрла для глубокого сверления Сверление отверстий при от- ношении длины к диаметру более 10 - -
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
417
Назначение свёрл (по ГОСТ 885-41—приложение)
Таблица 19
Диаметры свёрл в мм
Номинальный ряд диаметров сверление на проход сверление под зенкер | сверление под раз- вёртку или шли- фовку сверление под резьбу
точная сборка грубая сборка шплинты основи, метрич. 1-ю мелкую 2-ю мел- кую 3-ю мел- кую 4-ю мелкую дюй- мовую трубную j Бриггса
болты, винты. шпильки заклёпки болты, винты, шпильки । заклёпки 1 I II I II I II I II I II
0,8 1,0 — _-
1,0 1,3 1,2 — — — — 0,75 0,75 0,8 0,8
1 2 1,5 — — •— — — — 0,95 0,95 1,0 1,0
1,3 — — 1,5 •— — — — —. — — —
Ь4 1,7 1,6 — — — — — 1.1 1 Л 1,- 1,2
1,5 — — — — — 1,4 — — — — — — — —~ — — — — —
1,6 1,8 — —— — — — — —- — — — — — — —- —
1.7 2,0 — — — — — 1,35 1,35 1,5 1,5 — —
1,8 — —• 2,0 — 1,7 — —- — — — —
2,0 2,4 2,2 — — — — 1,9 1,6 1,6 1,75 1,75 — — — — —• — — — —
2 2 .—. 2,5 2,1 — — —— — — -— — — —~ — — —
' 2Д 2,8 2,5 — — — 1,9 1,9 2,05 2,05
2,5 —— __ — — — 2,4 — —- — — — — — —— — — — — —
1 2,6 I 2,7 3,15 2,8 — — 3,0 — 2,15 2,15 2,25 2,25
1 2,8 — — — — 2,7 — — — — — — — — — — — —— —
1 зд 1 1/в" 3,5 3,3 — — 2,9 2,5 2,65 2,65 — — — — — __ — 8,8 8,5
3,5 3,6 4,0 3,8 — — 4,0 — 3,4 2,9 2,9 3,15 3,15 —
4,0 4,5 4,2 . — — 3,9 з,з 3,3 3,5 4,0 3,5
4,5 4,6 5 0 5,0 — — — - 4,0 3,7 3,7
— 5,0 — — — — — — —• — — — — — —
’/1/ 5,3 .—. — —— — — — — — — а. — — —— — — — — —
1 5,0 5,5 5,5 — — — 4,9 4,1 4,2 4,5 4,5
— — 5,0 5,<)
5 6 6,0 — — — — — — — — — — —
* м 6,5 7,2 6,5 — — —’ 5,8 4,9 5,0 5,2 5,2 5,5 5,5 5,1 5,1 П.7 11
j 7.0 7,5 7,5 — 8,0 — 6,7 5,9 6,0 6,2 6,2 6,4 6,5 — — — — — — —
8,5 — — —• — — — — — 6,4 6,5 — —
, 8.0 8,5 10,5 11,5 12,5 — — 7,7 6,6 6,7 6,8 6,9 7,1 7,2 7,4 7,5 — — — — —
9,0 9,5 ЧГ 10 10,3 10,5 10 11 — 10 8,7 9,7 7,6 8,3 7,7 8,4 7,8 8,8 7,9 8,9 8,1 9,1 8,2 9,2 8,4 9,4 8,5 9,5 8,6 9,6 7,8 7,9 15,2 14,3
11 .0 i 7/ie" 11,5 12 Чз* 12' 12 12,5 14 12 14 14 14^5 16 12 — 10,7 11,7 9,3 10 9,4 10,1 9,8 10,6 9,9 10,6 10,1 10,8 10,2 10,9 10,4 11,2 10,5 11,2 10,6 11,5 9,2 10,4 9,2 10,5 18,9 17,7
13 13,5 — — 12,7 — — — — — — — — — — — —
13,5 14 8/1Г 14,5 15,5 14 17~ 18,5 — 13,7 11,7 11,8 12,3 12,4 12,8 12,9 13,2 13,2 13,5 12 12,1 — —
15 5 / 8* । 16 1 16,5 16,5 16,5 16,5 17,0 19~" 19,0 - — 14,3 14,7 15,6 13,7 13,8 14,3 14,4 14,8 14,9 15,2 15,2 15,5 13,3 13,5 20,8 —
! 17 18 19 — 21~ — — 15,3 16,3 16,6 17,6 15,1 15,3 16,3 16,4 16,8 16,9 17,2 17,2 17,5 — — — —
19 ’/г 20 21 21 21 23 24 — 16,6 17,6 18,6 19,6 17,1 17,3 18,3 18,4 18,8 18,9 19,2 19,2 19,5 16,3 16,4 24 ,S 23
21 22 ’/в" 23 24 23 26 27 - — 18’,6 19,6 20,6 21,6 19,1 19,3 20,3 20,4 20,8 20,9 21,2 21,2 21,5 19,1 19,3 28,1 —
23 24 25 — 28 — — 20,6 21,6 22,6 23,6 20,6 20,7 21,7 21,8 22,3 22,3 22,9 22,9 23,2 — — — —
25 1" 27 26 31 — 22,6 24,6 — - — — — 21,9 22 30,5 29
26 27 28 — 32 — 23,6 24,6 25,6 26,6 23,5 23,7 24,7 24,8 25,3 25,3 26 26 26,2 — - —
28 Р/в" 32 29 35 — 25,6 27,6 — — — 24,6 24,7 35,2 —
29 30 31 31 36 26,6 27,6 28,6 29,6 26 26,1 27,7 27,8 28,3 28,3 29 29 29,2 — — — —
31 р/г' 33 32 37 — — — — — — — — — — — — 27,8 27,9 39,2 37,6
32 33 34 34 35 38 - — 29 30 31 31,5 32,5 33,5 29 29,2 30,7 30,8 31,3 31,3 32 32 32,2 — — 41,6 —
р/.' i 37 — 40
27 Том 1 2
418
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл.
Диаметры свёрл
36
37
38
основн.
сверление под резьбу
1-ю
метрич. мелкую
2-ю
мел-
кую
З-ю
мел-
кую
I II
Примечания. 1. Диаметры свёрл под резьбу, указанные в графе I, предназначаются для
сверления в материалах хрупких (чугун, бронза), не дающих большого подъёма витка резьбы, и
в графе II—для сверления в материалах вязких (сталь, латунь), дающих повышенный подъём витка
резьбы.
2. Для неответственных резьб в целях сокращения номенклатуры свёрл допускается произ-
водить сверление отверстий в чугуне и бронзе свёрлами, предназначенными для сверления в вязких
материалах (сталь, латунь).
При изготовлении спиральных свёрл дли-
ну рабочей части 10 принимают 1(, = 1с-~
+ 3d, где 1С—глубина сверления, a d— диа-
метр сверла (фиг. 66). Длину шейки сверла
берут по стандарту, если она не зависит от
Фиг. 66. Конструктивные элементы сверла
высоты кондукторной втулки, конфигурации
изделия и т. д. Размеры конического хвоста
берут по ГОСТ 2847-45, диаметр сердцевины
do на расстоянии а берут по стандарту.
Общая длина сверла получается как сумма
отдельных длин-
При ремонте паровозов специальные длин-
ные спиральные свёрла применяются для
сверления отверстий в котельных связях па-
ровозов, в пальцах кривошипов, в планках
контркривошипов, в штоке тандем-насоса .
Угол наклона винтовой канавки ю для
сверл универсального назначения при d = 104-
4- 80 мм рекомендуется 30°; при меньших
диаметрах угол ш несколько уменьшается.
Для обработки латуни, мягкой бронзы, эбо-
нита, бакелита и целлулоида (« = 8 4-12°,
мрамора и других хрупких материалов 10 4-
4-15°, красной меди и алюминия 35 4- 45°.
Меньшие значения даны для малых свёрл,
большие—для крупных.
Угол при вершине сверла 2? (удвоенный
угол в плане) выбирается по табл. 20.
Шаг винтовой канавки
Н = nd etg <«.
Диаметр сердцевины do должен равномерно
увеличиваться к хвостовику на 1,4 4-1,8 мм
на 100 мм длины рабочей части.
Таблица 20
Значение угла 2?
Обрабатываемый материал
2?
в градусах
Сталь, чугун, твёрдая бронза . . . .
Латунь, мягкая бронза ...........
Алюминий, дюралюмин, силумин,
электрон, баббит .................
Красная медь ....................
Эбонит, целлулоид ...............
Мрамор и другие хрупкие материалы
118
130
140
125
85—90
80
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
419
Угол наклона поперечной кромки ф бе-
рётся в пределах 50—55°.
Геометрические параметры режущих частей
спиральных свёрл даны в ГОСТ 2322-43.
Главные углы сверла (фиг. 66) передний -[х
и задний ах являются переменными и зависят
от диаметра dx. С увеличением dx угол -щ
увеличивается, a av уменьшается.
Величины углов в любой точке режу-
цей кромки могут быть определены по фор-
муле
С tg <0 COS и.
а ,л S1H у — I. tg u> COS 9 Sin у.
где
d v d
C = - j ; y. = arc sin j- •
Если пренебречь незначительным влия-
нием угла у, то
tg ш
ь Sin
Задние углы зависят и от формы заточки.
С келью стабилизации угла заострения вдоль
режущей кромки, а также для получения не-
обходимых задних углов при работе рекомен-
дуется принимать задние углы на периферии
в соответствии с табл. 21.
Для уменьшения трения сверло снабжается
вспомогательным углом в плане, вследствие
iero диаметр по направлению к хвостовику
уменьшается.
Уменьшение диаметра на 100 мм длины
составляет для свёрл диаметром 1 -у 6 мм —
0,03 у- 0,07 мм, диаметром 6 4- 18 мм — 0,04-?
0,08 мм и диаметром 18-у 80 мм—0,05 у-
0,10 мм.
С целью повышения стойкости и произво-
дительности спиральных свёрл улучшают фор-
му заточки путём: 1) выполнения двойной
заточки, 2) подточки перемычки и 3) подточки
ленточки.
Двойная заточка позволяет повысить стой-
кость сверла и скорость резания, в особен-
ности при обработке чугуна. Угол дополни-
тельной заточки 2у0 (фиг. 67) берётся 70 у-
У- 75’. Подточка перемычки уменьшает длину
поперечной режущей кромки.
Фиг. 67. Элементы заточки и подточек сверла
Подточка ленточки выполняется вблизи
вершины сверла для уменьшения трения.
Значения элементов заточки и подточек сверла
приведены в табл. 21.
Технические условия на спиральные свёрла
представлены в ГОСТ 2034-43. Допуски на
диаметр берут согласно табл. 22.
Допуски на длину L н /0 должны быть в
пределах удвоенных допусков 9-го класса точ-
Таблица 21
Элементы заточки и подточек сверла
1 i । Диаметры свёрл Заточка Подточка перемычки Подточка ленточки
длина вторичной кромки задний угол длина подточенной поперечной кромки длина подточки длина подточки ширина фаски задний угол
d мм В мм aJ А мм 1 мм /, мм /1 мм °- 1
. От 0,25 до 12 . . .
Свыше 12 » 15 . . . 2,5 } 14—11 1,5 3 1,5
» 15» 20 . . . 3,5 ) 2 4 1,5
» 20 » 25 . . . 4,5 У 124*9 2,5 5 2
» 25 » 30 . . . 5,5 1 3 6 2 0,24-0,4 6-8
» 30» 40 . . . 1 4 3,5 7
» 40 » 50 . . . 9 i 4 9 3
» 50 » 60 . . . 11 У 114-8 0 »ч> 11 4
» 60 » 70 . . . 13 6,5 13 4
» 70 » 80 . . . 15 ) 7,5 15 4
П р и м е ч а и е. Предельные отклонения размеров В, А, 1 и Zi+0,5 мм.
Таблица 22
Допуски на диаметр сверла
Диаметры свёрл в мм З-гб 6 4-10 104-18 184-30 304-50 504-80
Допуски в мм -0,чЗ -0,036 -0,043 -0,052 —0,062 -0,074
27*
420
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
ности (ОСТ 1010) с симметричным расположе-
нием поля допуска.
Биение по диаметру не должно превышать:
для свёрл с цилиндрическим хвостом диа-
метром от 3 до 20 мм —-0,08 мм;
для свёрл с коническим хвостом диамет-
ром до 20 мм — 0,12 мм;
для свёрл с коническим хвостом диаметром
свыше 20 До 50 мм — 0,15 мм;
для свёрл с коническим хвостом диамет-
ром свыше 50 мм — 0,18 мм.
Отклонение угла ш — 2°; угла 2<р ± 2°;
угла 2?04-5°.
Твёрдость. Твёрдость термически обрабо-
танных свёрл по фаскам на длине 2/3 рабочей
части, начиная от вершины, должна лежать
в пределах по Нцс: а) для свёрл из быстро-
режущей и малолегированной быстрорежущей
стали 60 4- 64 при d. = 1 4- 5 мм и 62 4- 65 при
d > 5 мм; б) для свёрл из углеродистой и
легированной стали 59 4- 63 при d = 0,25 4-
4- 10 мм и 61 4- 64 при d > 10 мм.
Твёрдость лапки конуса у сварных свёрл
после термообработки должна быть в преде-
лах 30 4- 45 Hrc. Корпуса свёрл, армирован-
ных пластинками твёрдого сплава, термически
обрабатываются до твёрдости 40 4- 45 по Нцс.
Заточка. Сверлозаточиые станки и приспо-
собления образуют у сверла заднюю грань в ви-
де конуса (фиг. 68) с углом при вершине 2₽.
Величина заднего угла будет зависеть так-
же от установочных параметров Xft и Х/г.
Фиг. 68. Схема заточки сверла
Зависимость между задним углом и уста-
новочными параметрами выражается форму-
лой
sin,, = S±^
tg? ' 2Х + ’
2ХЛ+ d
где Х^— расстояние от вершины конуса за-
точки до плоскости, проходящей че-
рез ось сверла параллельно режу-
щим кромкам;
ХА—расстояние от вершины конуса за-
точки до плоскости, проходящей че-
рез ось сверла перпендикулярно
проекциям режущих кромок иа осе-
вую плоскость.
Установочные параметры берут по ин-
струкциям к сверлозаточным станкам. Обыч-
но [1= 13°, ХА =i/15 иХл = 1,9.
Рекомендуемые характеристики заточных
кругов (ГОСТ 2424-52): Э, 46 4-60, СМХ— СМ2,
К (для крупных свёрл) и Э, 60 4-80, М2—СМЪ
К (для мелких свёрл), для подточки пере-
мычки круг Э, 60 4- 80, СМ1( Б.
Свёрла, армированные пластинками
твёрдого сплава
Твёрдосплавные свёрла преимущественно
применяют для сверления хрупких материа-
лов—-чугуна, бронзы, твёрдых сталей, тех-
нические условия по ГОСТ 5756-51. Пла-
стинки для армирования свёрл—по ГОСТ
2209-49.
Сверло, армированное твёрдым сплавом,
представлено на фиг. 69. Длину рабочей части
у твёрдосплавных свёрл берут меньшей, чем
у быстрорежущих вследствие того, что пер-
вые допускают меньшее количество переточек.
Фиг. 69. Сверло, армированное твёрдым сплавом
Рекомендуется длину винтовых канавок при-
нимать в пределах /„ = (4 4-5,5) d, причём
меньшие значения берут для больших диамет-
ров, что способствует повышению жёсткости
и виброустойчивости свёрл в связи с их
малыми вылетами из шпинделя.
С целью увеличения жёсткости и вибро-
устойчивости диаметр сердцевины увеличи-
вают по сравнению с быстрорежущими свёр-
лами до dc = 0,27 d.
По направлению к хвостовику сердцевина
должна увеличиваться от 1,4 до 1,8 мм на
100 мм длины.
Пластинки применяются из твёрдого спла-
ва ВК8. В качестве материала для корпу-
сов рекомендуется сталь 9ХС и 40Х. На-
пайку с целью повышения прочности ре-
комендуется выполнять при помощи много-
слойной фольги (красная медь + обезуглеро-
женное железо). Основные размеры твёрдо-
сплавных свёрл для обработки чугуна при-
ведены в табл. 23.
Размеры f и </, как у обычных свёрл.
Элементы подточки приведены на фиг. 70.
Твёрдосплавные свёрла (фиг. 69) имеют
возле режущей кромки прямые канавки на
длине /, что необходимо для обеспечения за-
точки. Длина прямолинейного участка из
условия выхода шлифовального круга берётся
/ = (1,1 —1,4) d, причём меиьшие значения
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
421
Таблица 23
Размеры твердосплавных свёрл для обработки
чугуна с усиленным хвостовиком
Таблица 24
Выбор углов 2f и у для твердосплавных свёрл
Конус
Морзе
Обрабатываемый материал
2? | Т
в град,
12—12,4
12,5—12,9
13—13,3
13,5—13,8
14—14,4
14,5—14,9
15—18,9
Чугун твёрдостью 77 g—200 кг/мм2
То же ЗОО-т-400 кг/мм2 ......
Стальное литьё, легированная
сталь ........................
Инструментальная и марганцо-
вистая сталь .................
Фосфористая бронза............
120
140
120
140
130
19—19,7
20—20,9
21—21,9
22—22,9
23—26,9
220
*225
[230
27—27,9 260 112
28-28,8 I
29-29,6 Г1® 118
25,8
26,8
27,8
30 270 122
I
I
№ 4
)
берут для больших диаметров. Далее канавка
выполняется винтовой, причём рекомендуется
брать угол таким же, как и для обычных
спиральных свёрл. Можно также применять
н прямые канавки.
Для глубоких отверстий при наличии дроб-
ления стружки рекомендуется угол о> увели-
чить до 45 -г 60°.
Выбор углов 2<р и у для разных обрабаты-
ваемых материалов производят по табл. 24.
Фиг. 71. Твердосплавное
сверло с двойной заточкои
Фиг, 70. Сверло с подточкой попереч-
ной режущей кромки
Перовые свёрла
Перовые свёрла применяются при обработке
твёрдых поковок и литья, где требуется вы-
сокая жёсткость, для ступенчатых и фасонных
отверстий, а также иногда в индивидуальном
и мелкосерийном производстве при отсутствии
спиральных свёрл.
Режущая часть перовых свёрл (фиг. 721
выполняется в виде пластинки, утолщающейся
к хвосту. Тело цилиндрической формы обес-
Поперечную режущую кромку едодус! снаб-
жать подточкой. Уменьшение диаметра свер-
ла на длине пластинки берётся в пределах
0,05 — 0.08 мм. Для обработки чугуна ре-
комендуется двойная заточка под углом
70° шириной 0,2 d (фиг. 71).
печивает более высокую жёсткость, нежели
у спиральных свёрл, ослабленных винтовыми
канавками. Толщина пластинки берётся b =
= 0,25d (при d = 6 4- 12), 0,2d (при d = 12 —
4-65) и 0,15Д (при d > 65 леи). Длину рабо-
422
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
чей части можно принимать для мелких сверл
Z = (1,5 4- 2) d, а для крупных / = d, если её
размеры не связаны с отводом стружки. Углы
2<р п Ь берут как для спиральных свёрл.
Размер фаски берут как для спиральных
свёрл. Обратный конус 0,05 — 0,1 мм на всю
длину режущей части. Задний угол а= 104-15°.
Для облегчения работы следует выполнять
выемку на передней грани, при этом получаем
7 = 4 4-5°. С целью улучшения работы реко-
мендуется выполнять двойную заточку по
задней грани. Элементы двойной заточки (В и
2<р0) можно брать как и для спиральных свёрл.
Задний угол подточки ленточки берут at — 54-
4-8°. Для понижения деформации стружки
рекомендуется выполнять стружколоматели по
задней грани в шахматном порядке.
Свёрла для глубокого сверления
Специальные конструкции свёрл для глу-
бокого сверления обеспечивают высокую точ-
ность получаемого отверстия (2—3-й класс
точности), прямолинейность оси и цилиндрич-
ность отверстия на всей длине.
Широкое распространение получили пушеч-
ные свёрла (фиг. 73). Данное сверло является
Фиг. 73. Пушечное стерло
круглым стержнем, срезанным почти на поло-
вину диаметра. Во избежание заедания перед-
няя грань выполняется выше центра на 0,24-
4- 0,5 мм в зависимости от диаметра. Режу-
щая кромка направлена под прямым углом
к оси сверла, переходит на 0,5 мм через ось
и далее отклоняется под углом 10°. Вершину
следует закруглять радиусом Z? = 1 4- 1,5 мм.
Вдоль рабочей части для уменьшения трения
срезается лыска под углом 30 4- 45°. Задний
угол п. = 8 4- 10’. Обратный конус принимается
Фиг. 74. Сверло спиральное для глубокого
сверления
0,03 4 0,05 мм на 100 мм длины. На паровозо-
ремонтных заводах пушечные свёрла приме-
няются иногда для сверления глубоких отвер-
стий в котельных связях паровозов серии Л,
а также в инструментальном деле для свер-
ления стволов пневматических молотков. Для
глубокого сверления также применяются спе-
циальные спиральные свёрла (фиг. 74). Дан-
ные свёрла имеют четыре ленточки, образую-
щие каналы для подвода охлаждающей жид-
кости под большим давлением (4—20 am).
Омывая задние и передние грани, жидкость
уходит по внутренне-
му каналу в штангу,
удаляя при этом
стружку. Такие свёр-
ла обязательно долж-
ны снабжаться струж-
коломателя ми для
дробления стружки.
В случае больших
диаметров (свыше
75 мм) могут приме-
няться головки коль-
цевого сверления с
одним или нескольки-
ми резцами (фиг. 75).
При таком способе
сверления сохраняет-
ся материал сердце-
Фиг. 75. Головка кольце-
вого сверления:
7 —корпус; 2-резцы; 3—на-
правляющие кулачки
вины детали.
На фиг. 76 представлена головка для вы-
резки отверстий в решётках котлов паровозов
под жаровые трубы.
Винтами 2 державки 5 с резцами /Смогут
быть установлены для вырезки отверстий раз-
ного диаметра.
Фиг. 76. Головка для вырезки отверстий под жаро-
вые трубы в решётках котлов паровозов: /-травер-
са— 1 шт.; 2 — винт-— 2 шт.; 3- планка—2 шт.; 4 - шай-
ба-2 шт.; 5 —державка —2 шт.; б —оправка—1 шт.;
7—гайка М18 —2 шт.; 8 -винт М12хЗ-2 шт.; Р-винт
М6х15-4 шт.; 10 —резец—2 шт.
Для лучшего центрирования головки в
решётке предварительно сверлится отверстие
диаметром 18 мм. В это отверстие входит
направляющий конец оправки головки.
ЗЕНКЕРЫ
Цилиндрические зенкеры предназначаются
для расширения отверстий с получением 4 —
5-го класса точности, а также для предвари-
тельной обработки отверстий под последующее
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
423
развёртывание, шлифование и др. При диамет-
ре обрабатываемого отверстия до 25 мм реко-
мендуется зенкеры выполнять хвостовыми,
свыше 25 мм — насадными.
Фиг. 77. Элементы зенкера
Основные размеры зенкеров (фиг. 77) при-
нимают по ОСТ НКТП 3G77, ГОСТ В 1G76-42
и ГОСТ 2255-51 (табл. 25). Размеры оправок
для насадных зенкеров принимают по ОСТ
НКТН 3678.
В случае если зенкер предназначается для
установки в быстросменном патроне, то хвост
оформляется по ГОСТ 3009-45.
Технические условия на зенкеры цельные,
насадные и с коническим хвостом даны в
ГОСТ В 1677-42.
Передние углы у твердосплавных зенкеров
берут 1 = 0 ---5° для обработки сталей апч <
< 90 кг/мм'1; у = — 5 4—10° для сталей апч>>
90 кг/мм2; 7 = 04-5° для чугунов и бронзы.
Угол наклона спирали для быстрорежущих
зенкеров выбирают согласно табл. 26; перед-
ний угол -fx в любой точке режущей кромки
определяется так же, как и у свёрл.
Углы в плане о — 30 4- 60°, причём боль-
шее значение принимают при обработке твёр-
дых материалов. Для твердосплавных зенкеров
при нежёстких условиях работы ср = 75°.
Задние углы образуются так же, каку свёрл
заточкой по конической поверхности на
сверлозаточных станках или же на универ-
сально-заточных с помощью специальных
приспособлений. Для режущей части задний
угол я принимают 8 4- 10°, для калибрующей
5 -у 6°.
Таблица 25
Типы зенкеров
Наименование Применение размер № стандартов
Зенкер с коническим хвостом Для увеличения отверстии в заготовках или после сверления Диаметр 124-35 ГОСТ В 1676-42
Зенкер насадной, цельный Диаметр 254-80 ОСТ НКТП 3677
Зенкер сборный, регулируемый, насадной Диаметр 39,754-200 ГОСТ 2255-51
Зенкер с пластинками из твёрдого сплава ГОСТ 2231-46
Зенковка 60° центровочная про- стая Для обработки центровых отверстий в изделиях, обрабатываемых в цент- рах: зацентровки перед сверлением Диаметр 8; = 60' ОСТ 3728
Зенковка 60° центровочная для центровых отверстий без предо- хранительного конуса Диаметр 24-22; 2'4 = 60° ОСТ 3729
Зенковка 60° центровочная для центровых отверстий с предо- хранительным конусом Диаметр 24-22; 2 р=.3()°; 2Р;- 120° ОСТ 3730
Зенковка центровочная с кониче- ским хвостом Диаметр 22; 32; 24=60° ОСТ 3731
Зенкер конический Для снятия фасок; обра- ботки углублений под винты с потайной и полу- потайной головкой и др. 2р =75; 90 и др. —
Зенкер с направляющей цапфой Для обработки углублений под головки и шейки вин- тов -
Зенкер торцевой Для зачистки торцевых по- верхностей - -
Зенкер фасонный (комбинирован- ный) Для обработки фасонных (ступенчатых) отверстий —
424
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Таблица 26
Углы наклона спирали у зенкеров
Обрабатываемый материал
Алюминиевые и магниевые сплавы,
стали углеродистые и легированные
Hg<140 и зпч '5и кг/мм3, латунь
вязкая ...........................
Стали и стальное литьё, углероди-
стые, легированные и инструмен-
тальные Н £ = 140—340 и зпч = 50 4-
4-120 кг/мм-; чугун и козкий чугун
Нв<220 ...........................
Бронза и латунь хрупкие. Чугун
Н5>220 ............................
Заточку четырёхпёрых зенкеров под углом а
(фиг. 78) производят как на режущей, так и
на калибрующей частях лишь на небольшом
Фиг. 78. Задние углы у четырёхпёрых зенкеров:
а—режущая часть; б—калибрующая часть
участке шириной 0,6 4- 1,5 мм в зависимости
от размера зенкера.
На режущей части оставляется цилиндри-
ческая ленточка шириной 0,05 4- 0,06 мм, а
на калибрующей 0,8 4- 2 мм.
Профиль спинки у четырёхпёрых насадных
зенкеров выполняется в виде окружности
радиусом R или по прямой под углом 20 —
4-30°.
Глубина канавки h = 0,1250 (при D=
= 20 4-48); й = 0,10 (при D > 48).
Угол X = 0 4-5° у быстрорежущих зенке-
ров н 12 4- 15° у твердосплавных (фиг. 79).
Величина обратного конуса 0,04 4- 0,1 мм иа
100 мм длины. Число зубцов у хвостовых
зенкеров 3, у насадных 4. Ширина канавки
у хвостовых зенкеров равна ширине пера.
Диаметр сердцевины берётся d0 = 0,5D (при
О = 12 4- 16 мм) и d0 = 0,40 (при 0=17 4-
4- 35 .'(.и). Переходная режущая кромка у
быстрорежущих зенкеров выполняется по
окружности г = 1 4- 2 мм, а у твёрдосплавных
прямолинейной под углом <so=3O°, длиной
0,8 4- 1,2 мм.
Зенкеры сборной конструкции применяют
в целях экономии режущего материала.
Зенкер на фиг. 80 имеет в корпусе пазы,
расположенные под углом 5° в радиальном на-
правлении и под углом 3° в продольном. Ножи
и клинья снабжены продольными рифлениями.
Размеры рифлей по ГОСТ 2568-44.
Зенкер приведённой конструкции позво-
ляет двоякое регулирование: а) перестанов-
кой ножей вдоль паза и б) перестановкой в
радиальном направлении.
Длина стачивания M = L—(ЗК + т).
При установке ножей после переточки
следует выдерживать размер К), обеспечиваю-
щий надёжный отвод стружки.
Размеры хвостовых зенкеров с пластинками
твёрдого сплава приведены в ГОСТ 3231-46.
Фиг. 79 Зенкер с пластинками твёрдого сплава
Пластинки для зенкеров берут по ГОСТ
2209-49. Для увеличения жёсткости твердо-
сплавные зенкеры можно изготовлять хвосто-
выми до D = 70 мм. Диаметр сердцевины
do = O,5P.
Пластинку устанавливают под углом 10°,
при этом переход к поверхности спиральной
Фиг. 80. Зенкер сборный регулируемый:
7 —корпус; 2—подкладка; J—вставной нож
канавки, имеющей ш = 154-20°, делается плав-
ным для облегчения схода стружки. Длина
передней грани берётся f,, = 2 4- 5 мм в за-
висимости от размера зенкера и обрабаты-
ваемого материала. Для облегчения выхода
стружки рекомендуется на передней грани
выполнять стружколомную канавку аналогич-
но резцовым порожкам. Доводка задней грани
выполняется на длине 0,5 4- 1,5 мм.
Основные размеры корпусов для насадных
твердосплавных зенкеров принимают как для
быстрорежущих.
Допуски на диаметры зенкеров берут по
табл. 27.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
425
Таблица 27
Допускаемые отклонения диаметра зенкера
Номинальный диаметр в мм Обработка под развёр- тывание Окончатель- ная обработка
отклонения в микронах
верх- нее ниж- нее верх- нее ниж- нее
До 18 —150 -.'00 60 +20
Свыше 18 до 30 . —200 —250 ;• 70 +20
» 30 » 50 . —240 —300 + 90 +30
» 50 ... . - 29U -зол + 105 +30
Биение направляющей ленточки, измеряе-
мое возле заборного конуса, должно быть
в пределах (при установке зенкера в шпин-
деле): при D до 18 мм—0,06 мм; при D свы-
ше 18 до 30 мм— 0,08 мм; при D свыше
30 мм — 0,1 мм.
Допуск на длину рабочей части устанав-
ливается по 9-му классу точности с симметрич-
ным расположением поля допуска.
Заточка задней грани производится на
сверлозаточных станках или на универсаль-
но-заточных со специальным приспособлением.
Приспособление осуществляет заточку по
винтовой поверхности, обеспечивая одновре-
менно с вращением зенкера также осевое
перемещение. Характеристика заточного круга
Э, 46 4-60, СМ1 —СМ2, К.
Твёрдость термически обработанных зен-
керов по ленточкам или на торце не далее
5 мм от режущих кромок должна быть в пре-
делах по Hrc: у зенкеров из углеродистой
пли легированной стали 60 4-63; у зенкеров
из малолегированной быстрорежущей стали
61 4- 65.
Лапка конуса у зенкеров с коническим
хвостом должна иметь твёрдость И=304-45.
Корпуса составных зенкеров термически
обрабатываются до твёрдости IIк с = 40 4- 45
Зенковки
Зенковки применяют однозубые (фиг. 81,я),
двузубые (фиг. 81,6) и многозубые (фиг. 81,в).
Для лучшего использования материала
центровочные зенковки выполняют двусто-
ронними. Углы в плане 2? берут в соответ-
ствии с обрабатываемым конусом.
Иногда в качестве зенковок используются
короткие свёрла, заточенные с соответствую-
щим углом 2 ср.
Задние углы у центровочных зенковок
однозубых и двузубых образуются путём за-
тылования; у многозубых зенковок задние
углы образуются заточкой на универсально-
заточных станках. Величины задних углов
1.4-8°. Для предотвращения разбивки отвер-
. гия и для повышения чистоты обработки
рекомендуется оставлять на режущей части
(Раску 0,054-0,06 мм. Передний угол у зен-
ковок общего назначения обычно принимают
О’. Длина задней грани берётся / = 0,64-1,2 лиг.
Для соблюдения постоянства величины /
вдоль зуба необходимо угол дна зуба т (угол
установки делительной головки) выбирать по-
формуле
-г =6! — е2,
где
360°
tg (=! = cos—tg?;
360°
sin e2= tg —2 " ctg 9 s'n '?•
При ремонте паровозов широко применяют
конические зенковки для отверстий под винты
и заклёпки с потайной головкой, а также
специальные зенковки для обработки мест
присоединения арматуры и труб на проклад-
ном линзовом кольце (фиг. 82 и 83).
Прочие типы зенкеров
Зенкер с направляющей цапфой (фиг. 84)
служит для получения соосных отверстий,
например, для углубления под цилиндриче-
ские головки или шейки винтов. Цапфа слу-
жит для направления зенкера. Такие зенкеры
преимущественно изготовляют хвостовыми.
Крепление цапфы обычно осуществляется при
помощи конуса. У мелких зенкеров цапфа
изготовляется за одно целое с корпусом. Угол
наклона винтовой канавки зенкера ш = 10 4-
4- 15°. Задние углы а = 8 4- 10° на ширине
пера 1 4- 1,5 мм. Спинка выполняется прямо-
линейной код углом 30°, впадина—под углом
90°. спинка по торцу выполняется под углом
204-25°, а впадина угловой фрезой с углом
30°.
426
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Dx 38- 44 52-66 82-97 109 no- us 168- 174 202 228 213 278-308
D 50 70 109 130 160 190 220 270 330
L 153 153 165 165 165 18) 180 190 190
di 20 20 24 24 24 32 32 32 32
Число зубьев . . 16 20 24 26 30 34 40 42 50
3° 54° 56°30' 59°30' 60J 61° 62° 62° 62°30' 63°30'
н 25 25 30 30 30 35 35 40 40
h ...... 6,5 8 10 15 15 20 20 20 20
Фиг. 82. Зенковка с углом 135° для обработки мест присоединения арматуры и труб
20—35 35-50 53-64 70-74 88-100 112-122
D ...... 45 60 80 90 110 130
L ....... 173 173 178 188 188 200
Число зубьев 14 16 18 20 22 24
5 20° 21°30' 22°30' 23°30' 24° 25°
Н ...... . 55 55 59 60 60 70
h 30 33 35 42 42 50
di ....... 20 20 20 20 20 24
Фиг. 83. Зенковка с углом 60° для обработки мест присоединения арматуры и труб
Зенкеры торцевые служат для зачистки
торцевых поверхностей и имеют режущие
зубья лишь по торцу. Обычно такие зенкеры
изготовляют насадными, причём они могут
иметь зубья на обоих торцах. Для облегче-
ния работы на зубьях могут вышлифовывать-
ся стружколоматели.
Зенкеры фасонные и комбинированные слу-
жат для обработки отверстий сложной конфи-
гурации, в частности ступенчатых. Примене-
ние подобных зенкеров при совмещении
нескольких операций (переходов) позволяет
сократить время обработки и использовать
простое оборудование.
Фиг. 84. Зенкер с направляющей цапфой
Фиг. 85. Зенкер торцевой для зачистки мест поста-
новки накладных люков паровоза серии ФД
При ремонте паровозов торцевые зенкеры
(шарошки) применяют для зачистки мест
в котлах под приварку связей, труб жаровых
и дымогарных, для зачистки мест постановки
накладных люков (фиг. 85).
На фиг. 86 приведён двухступенчатый
зенкер, имеющий чередующиеся зубья для
одновременной обработки по двум диаметрам
ступенчатого отверстия.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
427
Фиг. 86. Двухсту-
пенчатый зенкер
РАЗВЁРТКИ
Основные понятия, обо-
значения и терминология
элементов развёртки уста-
новлены ОСТ 11KTI1 -2937.
В зависимости от формы
получаемого при развёрты-
вании отверстия развёртки
разделяют на цилиндриче-
ские и конические.
Цилиндрические
развёртки
Цилиндрические раз-
вёртки по характеру
применения разделяют на
ручные (ОСТ 2512-39 и ГОСТ 3599-47), машин-
ные (ГОСТ В 1672-42), котельные.
По конструкции развёртки могут быть
цельными, насадными (ОСТ НКТП-3676), со
вставными зубьями (ГОСТ 883-46, 884-46 и
1523-42), регулируемые, составные.
Фиг. 87. Развёртки машинные
Па фиг. 87 приведены цельная развёртка
а и насадная б.
Поминальный диаметр рабочей части раз-
вёртки D берётся в соответствии с обрабаты-
ваемым отверстием. Ручные развёртки стан-
дартизованы для диаметра 3-4-50 мм, машин-
ные цельные для диаметра 3-4-32 мм, насадные
для диаметра 25-4-80 мм и со вставными но-
жами для диаметра 25-4-100 мм. Допуски
располагаются согласно фиг. 88 и опреде-
ляются (у повой развёртки):
верхнее отклонение О А = А— РНаиб>
нижнее отклонение ОВ — & —- Рнаиб—N.
Фиг. 88. Расположение допусков на диаметр раз-
вертки: А — допуск отверстия; Рцаиб ~ наибольшая
величина разбивки; Рнаим ~ наименьшая величина
Газбивки; N—допуск на неточность изготовления
развёртки; М -допуск на износ развёртки; О А — верх-
нее отклонение диаметра развёртки; ОВ —нижнее
отклонение диаметра развёртки
Предельный размер диаметра Du изношен-
ной развёртки может быть меньше номиналь-
ного на величину наименьшей разбивки
отверстия Рнапм.
Принимают Рнаим = 5 мк. Значения вели-
чин Рна!,(, и N приведены в табл. 28.
Элементы допусков
на диаметры развёрток
Таблица 28
Элементы допусков Номинальный диаметр развёртки в мм
с выше 3 до G свыше 6 до 10 свыше 10 £О 18 свыше 18 до 30 свыше 30 до 50 свыше 50 до 80 свыше 80 до 120 свыше 120 до 180 свыше 180 до 260
величина допусков в мк
Наибольшая величина разбивки Рнаиб 9 11 12 1 1 16 18 20 23 26
Допуски на неточность изготовления посадки А 4 5 5 б • 10 12 13 15
Г 5 6 7 7 9 10 11 12 13 15
Н 5 6 9 10 11 12 13 15
А. 8 9 И 13 16 19 22 25 28
А, 20 25 30 35 40 45 55 65 75
428
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Углы заточки машинных развёрток при-
ведены в табл. 29. Ширина ленточки на ка-
либрующей части / = 0,05 4- 0,3 мм в зависи-
мости от размера развёртки = 0°.
Таблица 29
Таблица 30
Выбор шага зубьев
Число
зубьев
Угол поворота
Угол
Углы заточки развёрток
Условия применения
58°О2'
42°
33°
27°30'
59°53'
44°
34°30'
28°3iJ'
62°05'
46°
36°
29°30
48°
37°30
30°30
39° —
31°30' 32°30'
Сквозные
отверстия
Для вязких мате-
риалов
Примечание. Диск делительной го-
ловки должен иметь 49 отверстий.
Для хрупких мате-
риалов 5
Для глухих отверстий.
Для сквозных отверстий по 3-му 45
классу точности и грубее
Для вязких материалов 5—7
Для хрупких материалов 0
Для всех материалов
Примечание. Большие значения зад-
них углов а принимать для развёрток мень-
ших диаметров
У ручных развёрток для облегчения ввода
в отверстие берут tp = 0,5 4- 1,5°. Меньший
диаметр режущей части берётся меньше диа-
метра развёртки на 1,3 4-1,4 припуска под
развёртывание.
На конце режущей части снимается фаска
длиной т « 1,5 4- 4 мм (для D = 10 4- 80 мм)
под углом 45°.
Длина калибрующей (цилиндрической)
части берётся /2 = (0,25 4- 0,3) D.
Для уменьшения трения на длине /3 вы-
полняется обратный конус. Уменьшение диа-
метра составляет 0,04 4- 0,06 мм у машинных
развёрток и до 0,005 мм у ручных. В случае
работы развёрток в качающихся державках
следует величину падения диаметра увели-
чить до 0,064-0,1 мм.
Число зубьев принимают Z — 1,5)/Р +
+ (2 4-4), где D — диаметр развёртки в мм.
Большее число зубьев берут при повы-
шенных требованиях к чистоте поверхности.
Для упрощения промера диаметра развёрт-
ки обычно берут чётное число зубьев.
В случае обработки отверстий, прерываю-
щихся по длине или имеющих продольные
пазы, необходимо применять развёртки с вин-
товыми зубьями. Угол наклона канавок <>
берут: 7 4-8° (для серого чугуна и твёрдой
стали), 12 4-20“ (для ковкого чугуна и стали)
и 35 4-45° (для алюминия и лёгких сплавов).
Для повышения чистоты обработанной по-
верхности (предупреждения от появления
продольных рисок) делают неравномерное
распределение зубьев по окружности. Раз-
бивку зубьев рекомендуется выполнять по
табл. 30.
Впадина выполняется прямолинейной
(фиг. 89, а) или же радиусной (фиг. 89, б).
Развёртки сборной конструкции (со встав-
ными зубьями и разжимные) отличаются
уменьшенным числом зубьев. Можно при-
нимать Z = 6 (для D = 16 4- 42), Z = 8 (для
Р = 44 4- 65); Z = 10 (для D = 65 4- 125) и
Z — 12 (для О = 130 4- 150). Углы заточки,
режущая и калибрующая части принимаются
такими же, как у цельных развёрток.
На фиг. 90 представлена развёртка руч-
ная, разжимная (ГОСТ 3509-47), позволяю-
щая восстановить размер I) после перето-
Фиг. 89. Профиль канавки: а — прямолинейная
канавка; б—радиусная канавка
чек. Регулирование производится установоч-
ным винтом 2, воздействующим на шарик <3,
который, перемещаясь вдоль конической части
отверстия корпуса 1, производит разжим по-
следнего. Для обеспечения разжима корпус
выполняют разрезным.
При ремонте паровозов для калибровки
цилиндрических отверстий в дышлах приме-
няют двухпёрые регулируемые развёртки,
так называемые плавающие резцы. Плавающие-
резцы обеспечивают точность обработки от-
верстий по 3-му классу точности.
На фиг. 91 представлен плавающий резец
для диаметров расточки от 50 до 188 мм и на
фиг. 92—для диаметров расточки от 260 до
314 мм. Для равномерности усилий резания
обоих резцов окончательную заточку следует
производить в собранном виде на универ-
сально-заточном станке, а углы в плане конт-
ролировать шаблонами.
Метод подсчёта допусков на установку
плавающих резцов аналогичен методу для
цилиндрических развёрток.
Плавающие резцы применяют в специаль-
ной оправке (фиг. 93). Резец, находясь в пазу
оправки, зажимается в продольном направ-
лении сухарём 2, на который давит конусом
винт 3. Зажим регулируется так, чтобы ре-
зец имел лёгкое скольжение в поперечном
направлении (как бы «плавал») Благодаря
этому резец самоустанавливается в предвари-
тельно грубо расточенном отверстии. Вслед-
ствие скольжения резца биение оправки и
шпинделя станка менее сказывается на раз-
бивке отверстия.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
429
Do | А Б а S 8, к 1 7° f с
50-54 55-60 60-66 80-86 88-95 100-108 110-118 140-148 148-154 '168-176 180-188 50 16 25 7 6 45 49 54 72 80 92 102 132 140 160 172 7 7 14 13 12 10 9 8 8 7 7 6 6 0,2 1,5
8 7 0,25 2
9 8 0,3
60 20 28 10 8 2,5
9 9
0,4 0,4
10 10 3
0,5
Фиг. 91. Развёртка с плавающими резцами для диаметров расточки от 50 до 188 мм:
7 —обойма—1 шт.; 2—резец—2 шт.; 3 — клии —2 шт.; 4—винт крепления резца — 2 шт.;
5—винт крепления клина - 2 шт.; 6- винг подачи клина — 2 шт.
430
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Фиг. 92. Развёртка с плавающими резцами для диаметров расточки от 260 до 314 мм:
7—обойма— 1 шт.; 2 — винт для укрепления резца—4 шт.; 3 — винт для подачи резца — 2шт.;
4 —резец — 2 шт.
Фиг. 93. Оправка для плавающих резцов; 7—корпус
оправки; 2—сухарь; 3—винт; 4—плавающий резец
Сеч по
0,15-гв,25
{иилинВри,- ~
четкая часть)
Се ч по NN «
f-OBrOS (Влина Мойки)
Фиг. 94. Развёртка, армированная твёрдым сплавом
Сеч. по АВ
Фиг. 95. Котельная развёртка
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
431
Обозначение раз- мера развёртки 23 25 23 27 23 29 23 31 23 33 23 35 25 27 ‘.5 29 31 33 25 35 27
Dt 23,3 25,3 27,3 29,3 31,3 33,3 35,3 25,3 27,3 29,3 31,3 33,3 35,3 27,3
D, — —. .—. 23 ,3 — __ — 25,3 .—. — 27,3
D» — 23 24 26 28 30 32 —. 25 25 28 30 32 .—
d4 — — — 20 — - 22 —. —— —. 24
21 23 27 27 27 32 32 23 27 27 27 32 32 27
d. — — — 20 — __ 22 — —— 24
d, —- — — 17 — .— 19 — — 21
a ........ 18 18 22 22 22 26 26 18 22 22 22 26 26 22
h ........ 21 21 2d 25 25 29 29 21 25 25 25 29 29 25
Продолжение
Обозначение раз- мера развёртки 29 27 31 27 33 27 35 27 29 31 29 33 29 35 29 31 33 31 35 31 33 35 33 35
Dt 29,3 31,3 33,3 35,3 29,3 31,3 33,3 35,3 31 ,3 33,3 35 ,3 33,3 35,3 35,3
D, — .— 27,3 ___ __ 29,3 31,3 33,3 35,3
D, 27 28 30 32 29 30 32 31 32 33 —
Di —. — 24 — — _— 26 — 28 — 30 32
dt 27 27 .39 32 27 27 32 32 27 32 32 32 32 32
d........ — — 24 — — — 26 — — 28 __ —. 30 32
ds — 21 .—. ___ 23 — 25 27 29
a 22 22 26 26 22 22 26 26 22 26 26 26 26 26
h 25 25 29 29 25 25 29 29 25 29 29 29 29 29
Фиг. 96. Развёртка ступенчатая для отверстий под вварные распорные связи
Обозначение
размера
развёртки
D,
d
| Квадр.
35
29
31
33
21
23
27
21,3 23,3 25,3 27 ,3 29 ,3 31,3 33,3 35,3
19 20 22 24 26 28 30 32
21 21 23 27 27 27 32 32
21 21 21 25 25 25 29 29
18 18 18 22 22 22 26 26
Фиг. 97. Развёртка односторонняя для отверстий под вварные распорные связи
432
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Развёртки, армированные твёрдым сплавом
Для армирования развёрток твёрдым спла-
вом служат пластинки по ГОСТ 2209-49,
форма 26. Основные размеры корпусов могут
быть взяты такими же, как для развёрток из
инструментальных сталей.
Во избежание засаливания шлифоваль-
ного круга при заточке развёртки длину ра-
бочей части берут равной длине пластинок
(фиг. 94). Диаметр £>х=£>—(2-4-4 мм). Задний
угол а = 8 4- 12°. На режущей части зуб то-
чится (заостряется) и доводится на длине
/ = 0,34-0,5 мм, а далее затачивается под
углом 12 4- 15°.
На калибрующей части оставляется ци-
линдрическая фаска /х = 0,15 4- 0,25 мм. Зад-
ний угол ах на калибрующей части берётся
таким же, как на режущей. Передние углы
зависят от угла наклона канавки ы.
При прямой канавке f = 0°. Обычно ка-
навка выполняется прямой или под углом
ш = 3 4- 5°. Направление канавки—обратное
направлению резания, поэтому передние углы
на режущей части отрицательные. Для обра-
ботки твёрдых металлов возможно увеличение
угла <» до 8 4- 12°.
Технические условия приведены в ГОСТ
5735-51.
Котельные развёртки
Котельные развёртки применяют для раз-
вёртывания отверстий под заклёпки. Для
работы котельными развёртками обычно поль-
зуются пневматическими и электрическими
сверлильными машинами. С целью облегче-
ния работы, что необходимо при ручной по-
даче, заборную часть развёртки /х (фиг. 95)
делают удлинённой с углом [)а;1,54-3°.
Для устранения заедания канавки выпол-
няют спиральными с углом ш = 25 4- 30° и
направлением, обратным направлению реза-
ния. Диаметр D уменьшают к хвосту на 0,054-
4- 0,06 мм на 100 мм длины.
В связи с тем, что развёртка рассчитана
на удаление значительного слоя металла,
передний угол берётся f = 5 4- 10° с целью
облегчения работы. Задний угол а = 6 4- 8°.
D
Длина задней грани Р = -уу .
Для устранения биения и лучшего направ-
ления оставляется цилиндрическая ленточка
0,24-0,3 мм. Число зубьев принимают обычно
44-6, глубина зуба t = 0,25 D (при Z = 4).
Размеры котельных развёрток (при Z = 4)
приведены в табл. 31.
Таблица 31
Размеры котельных развёрток в мм
К котельным развёрткам относятся также
развёртки для отверстий под распорные и
потолочные связи котлов паровозов. По раз-
мерам и конструкции они существенно отли-
чаются от нормальных котельных развёрток.
На фиг. 96 и 97 представлены ступенчатая
и односторонняя развёртки под вварные рас-
порные связи, применяемые при ремонте
котлов паровозов. Аналогичные развёртки
применяют и для потолочных связей. Для
предупреждения значительного искривления
в процессе закалки развёрток для потолочных
связей ввиду их большой Длины (до 1 000 мм)
их иногда делают составными.
Соотношения длин цилиндрической, кони-
ческой и направляющей частей развёртки
определяются в зависимости от наибольшего
и наименьшего расстояния между стенками
котла
Конические развёртки
В зависимости от назначения конические
развёртки различают:
1) для конусов Морзе (ОСТ 2513-39);
2) для метрических конусов (ОСТ 2514-39);
3) штифтовые, конусность 1 :50 (ОСТ
2515-39);
4) инструментальные, конусность 1 : 30
(ОСТ 2516-39);
5) для кранов, конусность 1 :7 или 1 : 10;
6) для отверстий под конические резьбы
(ГОСТ 6226-52) и др.
Диаметр переднего торца развёртки рас-
считывают таким образом, чтобы передний
конец развёртки выходил из отверстия на
величину (0,15-4- 0,25) Dlt где Ох — меньший
диаметр отверстия; для бол ьших диаметров
следует принимать меньшие значения коэфи-
циента при Рх. Длина рабочей части склады-
вается из длины развёртываемого отверстия,
выхода переднего торца и запаса на переточку
развёртки.
Прочие параметры можно выбирать, как
и для цилиндрических развёрток.
Конические развёртки выполняют также
в форме 3-, 5- и 8-гранной пирамиды, рёбра ко-
торой являются режущими кромками. Иногда
конические развёртки выполняют винтовыми
с одним или двумя зубьями.
При наличии больших припусков развёр-
тывание' может выполняться комплектом из
двух илн трёх развёрток.
Фиг. 98. Черновые конические развёртки
Для облегчения развёртывания за счёт
дробления стружки у предварительных раз-
вёрток профиль зуба делают пилообразным
(фиг. 98, а) или в виде прямоугольной резьбы
(фиг. 98, б). Канавки для дробления струж-
ки располагают по винтовой линии.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
433
Конические 'развёртки имеют широкое
применение при ремонте паровозов.
Развёртка коническая для отверстий под
рамные и цилиндровые болты паровоза серин
ФД представлена на фиг. 99.
При изготовлении болтов и отверстий гра-
дационных ремонтных размеров по калибрам
развёртка снабжается ограничителем (де-
Фиг. 99. Развёртка коническая для отверстий под
рамные и цилиндровые болты паровоза серии ФД:
1 развёртка конусная; 2-ограничитель; 3 —винт
М3 х 12; 4-медная прокладка
таль2), который при развёртывании по дости-
жении заданного диаметра отверстия ограни-
чивает дальнейшую подачу развёртки. После
каждой переточки развёртки ограничитель
устанавливают по калибру на заданный раз-
мер отверстия и стопорят винтом (деталь 3).
Аналогичные развёртки применяются при
обработке отверстий по градациям ремонтных
28 Том 12
размеров в тягах кулисного механизма под
конические валики. Конусность развёрток под
кулисные валики 1:25.
Нафиг. 100 и 101 представлены 8-гранные
пирамидальные развёртки, применяемые при
ремонте паровых и водяных конусов инжек-
торов.
Развёртка с конусностью 1 : 12 для отвер-
стий в котлах паровозов под шпильки представ-
лена на фиг. 102.
Для обработки конических отверстий
в дышлах паровозов под шарнирные валики
применяют конические развёртки (фиг. 103)
или конические расточные пластины
(фиг. 104).
Конические развёртки более долговечны
в работе и позволяют обрабатывать отверстия
с большим припуском, а также при наличии
в отверстии шпоночного паза, но смена раз-
вёртки для обработки противоположного
отверстия дышла занимает относительно мно-
го времени.
Расточная коническая пластина требует
более частой переточки и неприменима при
наличии шпоночного паза в растачиваемом
отверстии.
Пластина удерживается в пазу расточной
оправки сухарём, подобно плавающим резцам,
и смена её занимает немного времени.
Конические расточные пластины рекомен-
дуется применять при обработке новых дышел
из поковки. Обработку заваренных отверстий,
а также отверстий со шпоночным пазом луч-
ше производить развёрткой. При заточке ко-
нусных развёрток и пластинок конус прове-
ряют специальным калибром.
На фиг. 105 представлена развёртка для
отверстий под контрольные пробки котлов
паровозов.
Для получения требуемого диаметра от-
верстия для градационного размера резьбы
развёртывание производят с ограничительным
кольцом соответствующего диаметра.
Заточка
Развёртки затачивают на универсально-
заточных станках, переднюю грань затачи-
вают тарельчатым кругом (ГОСТ 2424-52),
D
смещённым (фиг. 106) на величину h— ^ sin у.
При спиральном зубе заточка производится
конической поверхностью круга, смещённой
(фиг. 101) на величину
D sin (у + К)
Л 2 V cos2(|+B) +sin2(y + 8) cos2 ш
где о> — угол наклона зуба развёртки.
Заднюю грань затачивают дисковым
(фиг. 108, а) или чашечным (фиг. 108, 6) кру-
гом (ГОСТ 2424-52).
При заточке дисковым кругом смещают ось
развёртки ниже оси круга на величину h =
йКр .
sin т, а при заточке чашечным кругом
D
выше на величину И = % sin а.
434
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Размеры развёрток для инжектора В-170
Назначение развёрток D d S 1 h L Конус- ность 1 :х а ’
Для входного конуса центрального парового сопла . . 16,23 15 12 106 15 160 1:30 0°52'18"
Для выходного конуса центрального парового сопла 14,87 15 12 45 15 80 1:6 4°43'52*
Для входного конуса кольцевого соплд . . . . . . • 37,16 20 16 45 19 80 1:3 9°13' 3*
Для выходного конуса кольцевого сопла 28.91 15 12 36 15 70 1:6 4°43'54*
Для 3-го конуса конденсационного водяного сопла . . 28,2 15 12 108 15 155 1:10 2°51• J9*
для 4-го конуса конденсационного водяного сопла . . 20,38 15 12 91 15 215 1:12 2°22'54*
Для конуса промежуточного сопла 16,10 15 12 66 15 105 1:12 2°’22'54*
Для входного конуса нагнетательного сопла 13,80 12 8 43 12 91 1:10 2°51'19*
Для выходного конуса нагнетательного сопла .... 19,95 15 12 103 15 143 1:10 2°51'19*
Размеры развёрток для инжектора В-250
Назначение развёрток D d S 1 1. L Конус- ность 1 :х а°
Для входного конуса центрального парового сопла . . 18,5 15 12 150 15 205 1:30 0°52'1к*
Для выходного конуса центрального парового сопла 21 15 12 45 15 80 1:6 4° 43'52*
Для входного конуса кольцевого сопла 40 20 1б 45 19 80 1:3 9°13' 3'
Для выходного конуса кольцевого сопла 32 20 16 42 19 /7 1:6 4°43'52*
Для 3-го конуса конденсационного водяного сопла . . . 32 20 16 135 19 175 1:10 2°51•19*
Для 4-го конуса конденсационного водяного сопла . . 23 15 12 102 15 215 1:12 2°22'54*
Для входного конуса нагнетательного сопла 18.5 15 12 48 15 '01 1:6 4°43'52*
Для конуса промежуточного сопла 17,5 15 12 72 15 107 1:12 2°22'54*
для выходного конуса нагнетательного сопла .... 23 15 12 125 15 160 1:10 2°51'19*
Размеры развёрток для инжектора Н-400
Назначение развёрток D d S / ll L Конус- ность 1:х aIJ
Для входного конуса главно| о парового сопла .... 27 15 12 16 15 226 1:26 1° 6' 6*
Для выходного конуса главного парового сопла . . 23.30 15 12 4< 15 100 1:6 4°15'46"
Для входного конуса сопла оазряжения 49,27 21 16 4> 19 90 1:4.188 6°48'с0"
Для выходного конуса сопла разряжения 45,44 20 16 42 9 90 1:6,25 -РЗ 1'26*
Для 1-го конуса верхней части смесительного сопла 2-го конуса верхней части смесительного сопла 6> 20 16 36 19 70 1:2 14°02• 10
Для 53.83 20 16 58 19 100 1:2,944 9°38'54"
Для выходного конуса верхней части смесительного
сопла ... 45,49 20 16 153 19 200 1:1М1 2°45'О*
Для конуса средней части смесительного сопла . . . 32,9) 2) 16 121 19 16 ) 1:12,028 2° ’2'50"
Для конуса нижней части смесигзл-ного сопла • . . 25,32 15 12 110 15 145 1:15/26 1 °.52 '35*
Для входного конуса нагнетателъчого сопла 24,85 15 12 88 15 130 1:10 2°51'45*
Для выходного конуса нагнетательного сопла 22,22 15 12 110 15 145 1:9,937 2°52'50*
Фиг. 100. Развёргки для проверки конусов инжекторов типов В-170, В-250 и Н-400
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
435
Размеры развёрток с направлением для инжектора В-170
Назначение развёрток D 7
Для 1-го конуса конденсационного
водяного сопла Для 2-го конуса конденсационного 47,04 25
водяного сопла 32,61 42
ll L Конусность 1 :х а® d 7 а
65 130 1/0,866 30° 21,6 40
45 125 1:3 9°13'3” 21,6 40
Размеры развёрток с направлением для инжектора В-250
Назначение развёрток D Z L Конусность 1:х а® d 1,
Для 1-го конуса водяного сопла Для 2-го конуса водяного сопла конденсационного конденсационного 50 42 18 51 100 7J 153 156 1/0,866 1/3 30° 9°13'3* 24,5 24,5 45 45
Фиг. 101. Развёртки с направлением для проверки конусов инжекторов типов В-170, В-250:
7-развёртка; 2—втулка направляющая
Фиг. 102. Развёртка для отверстий в котлах под шпильки
1 Номинальный диа- 1 метр резьбы шпилек в мм D d Квад- рат й Число зуб! ев
। От 15 до 18 15,5 13 10 13 8
, » 19,5 » 22,5 .... 20 18 14,5 17 10
| » 24 •> 27 .... 24,5 22 18 21 10
| » 28,5 » 31,5 ... . 29 27 22 25 10
Фиг. 103. Конические развёртки для конических отверстий в дышлах под шарнирные валики паровозов
серий ФД, Э, СО. Развёртку праворежущую делать с левой спиралью, леворежущую—с правой спиралью.
Угол подъёма спирали 10°
D d а ь / Z й
80 40 42 65 12,4 13 3 8 7
96 50 52 75 16,4 15 3,5 10 7
103 ‘0 52 75 16,4 15 3,5 12 8
133,5 50 52 75 16,4 15 4 12 10
28*
436
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
D а. D а ’
81,5 97,5 11'47' 9°53' 106 136 9°30' 7°07*
Фиг. 104. Конические расточные пластины для кони-
ческих отверстий в дышлах под шарнирные валики
1 паровозов серий ФД. Э, СО
Фиг. 108. Заточка за дней грани развёрток:
а—дисковым кругом; б—чашечным кругом
Фиг. 105. Развёртка коническая для
отверстий под контрольные псобки котлов
паровозов; число зубьев — 1 2; D — 35-?45
Фиг. 106. Заточка передней
грани развёрток
0>иг. 109. Геометрически? параметры режущей
части фрезы
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
437
Недостатком заточки дисковым кругом
является вогнутая форма задней грани.
При заточке заборной части и обратного
конуса следует стол станка повернуть на
соответствующий угол. Характеристика круга
Э, 46 — 60, СМХ—СМ2, К (для развёрток из
инструментальных сталей) и КЗ, 60 4-80,
< Мх— СМ2, К (для твердосплавных развёр-
ток). Для доводки передних и задних граней
развёрток рекомендуются круги КЗ, 220,
С2, Б.
Доводку цилиндрической части произво-
дят разрезными чугунными притирами с па-
стами ГОИ 10 мк. Твердосплавные развёртки
доводят карбидом бора.
Твёрдость
Твёрдость рабочей части развёрток должна
быть по Н#(,'
а) из углеродистой и легированной ’ стали
диаметром З4-8 мм 594-63, диаметром свыше
8 мм 604-64;
б) из быстрорежущей и малолегированной
быстрорежущей стали 62 4- 65.
Твёрдость квадратов и лапок хвостовиков
у сварных развёрток НRc 30 4- 45. Корпуса
твёрдосплавных развёрток термически обра-
батываются до твёрдости 40 4- 45.
ФРЕЗЫ
В зависимости от назначения фрезы разли-
чаются для обработки: а) плоскостей, б) па-
зов и шлицев, в) фасонных поверхностей
и г) для разрезания.
Типы фрез приведены в табл. 32.
Размеры фрез должны соответствовать
стандартам, указанным в табл. 32. Размеры
отверстий с продольным шпоночным пазом
соответствуют ОСТ 1489. У фрез для тяжё-
лых работ берут торцевой шпоночный паз
размерами по ОСТ 2874. Хвостовикй кон-
цевых фрез выполняют по ГОСТ 2847-45
(размеры) и ГОСТ 2848-45 (допуски).
Технические условия на фрезы приведены
в стандартах: ГОСТ 1671-42 (дисковый трёх-
сторонние и торцевые насадные со вставными
ножами), ГОСТ 1695-48 (цилиндрические,
торцевые насадные, дисковые трёхсторонние
и пазовые), ГОСТ 4049-48 (концевые торце-
вые), ГОСТ 4050-48 (угловые), ГОСТ 4051-48
(полукруглые вогнутые и выпуклые), ГОСТ
1127-48 (отрезные и прорезные), ГОСТ 4676-49
(концевые обдирочные), ГОСТ 5808-51 (ди-
сковые со вставными твердосплавными но-
жами).
Выбор геометрических параметров
режущей части
Геометрические параметры торцевой фрезы
приведены на фиг. 109.
Рекомендуемые величины углов заточки
приведены в табл. 33.
Рекомендуемые геометрические параметры
быстрорежущих фрез различных типов при-
ведены в ГОСТ 2321-43. Задние углы для
основных типов фрез приведены в табл. 34.
Передние углы в зависимости от обрабаты-
ваемого материала для основных типов фрез
приведены в табл. 35.
На задней грани фрез (кроме шлицевых
и отрезных) оставляется круглошлифованная
ленточка шириной не более 0,1 мм.
При выборе направления спирали зубьев
следует учитывать условия отвода стружки
и направление осевых сил.
Для фрезерования плоскостей концевыми
фрезами на вертикально-фрезерных станках—
левое направление зубьев при правом враще-
нии фрезы. Для фрезерования глухих па-
зов—правое направление зубьев при правом
вращении фрезы.
При работе цилиндрическими фрезами на
горизонтально-фрезерных станках—левое на-
правление зубьев при правом вращении.
Углы в плане торцевых и дисковых дву-
сторонних фрез в условиях мелкосерийного
и индивидуального производства берутся:
<р = 60° и ?„ = 30°. Если производится обра-
ботка взаимно перпендикулярных плоскостей,
то у = 90° и = 45°. При крупносерийной
обработке в жёстких условиях рационально
применять торцево-конические фрезы, зуб
которых характеризуется (фиг. НО) малыми
углами в плане ^=204-30°; такие фрезы сни-
мают весь припуск наклонными режущими
кромками.
Длина переходной режущей кромки f =
= 0,5 4- 2 мм в зависимости от типо-размера
фрезы. При затруднительном изготовлении
можно переходные кромки не делать, но это
обстоятельство приведёт к понижению произ-
водительности.
Вспомогательные углы в плане <fx берутся
по табл. 36. Большие значения углов <рх
берутся для фрез больших размеров.
Для получения хорошего качества по-
верхности при больших подачах применяют
Фиг. 110. Зуб торцево-
конической фрезы
Фиг. 111. Зачистной
зуб
фрезы с зачистным зубом. Зачистной зуб сни-
мает припуск лишь по торцу, выступая на
0,05 4- 0,06 мм (фиг. 111). Вспомогательный
угол в плане <рх зачистного зуба берётся 0° для
обработки чугуна и 6 4- 12' для обработ-
ки стали. Длина I > 30 мм.
Фрезы, армированные твёрдыми сплавами
Эти фрезы наиболее широко применяются
для скоростного торцевого фрезерования.
Диаметр торцевых фрез для скоростного
резания выбирают из условия D _- (1,24-1,4)В,
где В— ширина заготовки.
Число зубьев у твёрдосплавных фрез для
обработки сталей 2*0,04 7) (при £)<200 мм)
и г *0,04 D — 2 (при D > 200 мм)-, для обра-
ботки чугуна z*0,10 у малых фрез с
Типы фрез
Цилиндрические
Таблица 32
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 32
С коническим хвостом и вставными ножами ГОСТ 2637-44
Насадные со вставными ножами
ГОСТ 3876-47
Оснащённые твёрдым сплавом ГОСТ 3879-47
В мм
L мм
110
125
D
мм
D
мм
О----
35
40
45
50
50
60
125
150
150
250
300
350
400
450
500
550
600
60
60
65
65
65
65
70
70
D мм
L
мм
20('
225
250
300
350
400
8С
80
£0
8(
100
100
100
D мм
L
мм
75
90
ПО
130
150
160
200
200
210
210
насадные
с коническим хвостом
Дисковые и пазовые
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ 43g
Пазовые затылованные ОСТ 20194-40
D мм В мм
50 | 4, 5, 6
60 i 5, 6; 7, 8
-4 5 !—
Полукруглые выпуклые ГОСТ 3962-47
D мм R мм
45 1,5; 2
55 2,5; 3
60 4; 5
65 6; 7
75 8
80 9
85 10
90 12
Продолжение табл. 32
Трёхсторонние, оснащённые твёрдым сплавом, ГОСТ 5348-50
Фасонные
Полукруглые вогнутые ГОСТ 3963-47
440 МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
D мм R мм
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
441
Угловые
Продолжение табл. 32
Для канавок затылованных фрез
с прямым зубом ГОСТ 3965-47
D мм
60 18, 22 25, 30
75 18, 22 25, 30
18, 22
25, 30
Отрезные и прорезные
Отрезные (пилы круглые) ГОСТ 2679-44
Прорезные (шлицевые) ГОСТ 2680-44
D мм В мм
0,5; 0,6; 0,8;
1,0; 1 ,2; 1,5;
2,0
1,0; 1.2; 1Л
2,0
2,5; 3,0; 4,0;
5,0
Концевые с цилиндрическим хвостом ГОСТ 3958-47
D мм
3, 4, 5, 6
8, 10, 12,
И, 16,
18 и 20
।
* L
г —
Концевые
Продолжение табл. 32
Концевые обдирочные ГОСТ 467 5-49
Концевые с коническим хвостом ГОСТ 3959-47
D мм L мм 1 мм D мм L мм 1 мм
150 48 225 70
25 185 82 45 270 115
215 112 315 160
180 55 225 7и
30 210 85 50 270 115
245 120 315 160
185 60 235 80
35 220 95 60 315 160
255 130 1 355 200
190 65
40 225 100
265 140 1
D мм
14,16, 18, 20,
22, 25, 28,
30, 35 , 40,
45, 50
Шпоночные
С цилиндрическим хвостом ОСТ НКТП 3942 С коническим хвостом ОСТ НКТП 3943
D мм
3, 4, 5,6, 8,
10, 12, 14,
16, 18, 20
D мм
16, 18, 20,
24, 28, 32,
36, 40
442 МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Для шпонок сегментных ОСТ НКТП 20135-39
В мм
2, 3, 4, 5, 6,
8 и 10
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
443
Таблица 33
Углы заточки твердосплавных торцевых фрез
Обрабатываемый материал Углы заточки ножей в сборе в градусах
а а' Y Т* X <Р ’fn
Сталь j 11Оке/лтл<8 пч » с >110 кг/ммй Чугун серый Примечания. 1. у = + мощности и жёсткости станка. 2. Задние углы вспомогател1 ному заднему углу о, = а = а. 15 20 12 5’ при »ной н 20 17 обрабо тереход +54—5 -10 + 5 тке стали 4ОЙ режущ 10-0 -5 + 10 приме их крол 15 15 О-е-15 няется юк бер 60 60 60 при н утся р 30 30 30 едостат авными 5 5 эчной глав-
Задние углы быстрорежущих фрез
Таблица 34
Наименование фрезы Характеристика фрезы и её размеры Задние углы в гра- дусах
а а1
Цилиндрические и торцевые С мелкими зубьями 16 8
С крупными зубьями и со вставными ножами 12
Шпоночные D 16 мм 20 8
D > 16 мм 16
D 10 мм ................ 25
Концевые с цилиндрическим или кони- ческим хвостом D < 20 мм 20 8
D > 20 мм 16
С прямыми мелкими зубьями 20
Дисковые двух- и трёхсторонние С прямыми крупными или со вставны- ми зубьями 16 6
С наклонными мелкими зубьями .... 16
С наклонными крупными или со вставными зубьями 12
Дисковые пазовые незатылованные 20 -
Шлицевые (прорезные) 30 -
i Отрезные (пилы) 20 —
1 Угловые 16 8
444
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Таблица ЗБ’
Передние углы быстрорежущих фрез в градусах
Обрабатываемый метериал
при ширине В мм
Алюминиевые и магниевые сплавы . . . .
Стали углеродистые и легированные
< 60 кг/мм*, латунь вязкая . . . .
Стальное литьё, стали углеродистые, ин-
струментальные и легированные д =
= 60-г 100 кг}мм*, чугун серый и ковкий
Н- < 150 ........................
Ь
Стальное литье, стали углеродистые,
легированные и инструментальные
> 100 кг/мм*, чугуи серый и ков-
кий Н > 150, бронза, латунь хрупкая
Б
с крупным
зубом
Дисковые односторонние и
прорезные (шлицевые)
фрезы
с мелким
зубом
Фасонные и
В 3
В > 3
в > з[ В < 3
54-30 10 25 — — 20
20 — — 5 10 15
15 - - 5 10 15
10 - 5 10 10
Таблица 36
Вспомогательные углы в плане у фрез
Типы фрез <?1
1 ~ 2®
О® на длине (4 4- 6) So
далее 2®
Торцевые, концевые, ди-
сковые и пазовые(при
грубых допусках паза)
Торцевые чистовые . . .
Торцевые и концевые
без торцевых зубьев
(при а, « 0°)........
Дисковые и пазовые для
точных и чистовых
работ ...............
Шлицевые.............
Пилы (отрезные) . . . .
Шпоночные
8 4- 10®
30' 4- 1°
30' 4- 1°30'
15х 4- 1®
4 4-6®
припаянными зубьями и г = (0,07 -у 0,08) L)
у крупных фрез с механическим крепле-
нием ножей. Для удобства замера z берётся
чётным.
Вылет зубьев не должен превышать ши-
рины их, а в случае механического крепле-
ния пластинки твёрдого сплава вылет допу-
скается не более 2 — 3 мм.
Методы крепления вставных зубьев приведе-
ны на фиг. 112. Крепление а наиболее простое,
но при этом неудобна регулировка и возможно
повреждение поверхности зубьев при много-
кратном зажиме.
Для облегчения регулировки возможно
применение конструкции с тремя опорными
винтами б.
Крепление клином в позволяет также
удобное регулирование и обеспечивает проч-
ное закрепление, но требует точной пригонки
угла клиньев. На фиг. 112,г представлено
крепление клиновой втулкой и винтов, реко-
мендуемое ГОСТ 3879-47.
Нафиг. 112, д представлено крепление при
помощи клиновой втулки и диференциаль-
ного винта. Разность шагов на диаметрах
t/i и d рекомендуется — t — 0,5 мм. Креп-
Фиг. 112. Крепление вставных зубьев
ление клиновой втулкой обеспечивает высс -
кую жёсткость и виброустойчивость фрезы.
Конструкция с диференциальным винтом,
кроме того, устраняет возможность заедания
втулки и применяется для механического креп-
ления пластинок твёрдого сплава (фиг. 112, е).
Данный метод применяется также для кон-
цевых, дисковых и фасонных фрез. Пла-
стинки у фрез малых размеров обычно кре-
пятся путём припайки непосредственно к кор-
пусу.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
445
Крепление вставных зубьев у торцевых
фрез на рифлях (ГОСТ 2568-44) следует ре-
комендовать главным образом для быстро-
режущих фрез, так как заточка при этом
креплении должна производиться в собранном
виде, что может вызвать излишний расход
твёрдого сплава и, кроме того, размеры пазов
недостаточны для обеспечения необходимой
жёсткости при скоростном резании.
, , На фиг. 113 и 114 приведены нормали ВНИИ
на твердосплавные фрезы для обработки
чугуна.
коми-
наль-
ный
допуск
номи-
наль-
ный
60 1 27 8 40 +0,8 20
75 ост 32 8 45 +0,8 24
90 1 1010 32 10 50 +0,8 26
ПО 40 12 60 + 'о,99 30
Фиг.113. Твердосплавная фреза для обработки чугу
на. Матеоиал корпуса Ст. 40 (ГОСТ 4543-48); ка-
лить до Н=*35 -г 40.
Пластинки твёрдого сплава марки ВК8.
Допуск на d и размеры шпоночной канавки по
ОСТ НКТП 2874.
Биение зубьев по диаметру, по торцу и по фа-
ске при контроле в центрах не должно превышать
0,03 мм
У фрез малых диаметров (фиг. 113) с целью
увеличения числа зубьев производится при-
пайка пластинок. У крупных фрез (фиг. 114)
вставные ножи 2 крепятся в пазах корпуса 1
попарно при помощи клиньев 4, затягиваемых
гайками 7. Наличие сферических шайб 5 и С
обеспечивает самоустанавливаемость клиньев.
На фиг. 115 приведена нормаль на вставные
ножи, а на фиг. 116—на клинья. У новых но-
жей гспом нательная задняя грань с целью
облегчения заточки выполняется под углом
ri = 20° на длине &0 По мере перето-
чек Ьо достигает значения Ь. На фиг. 117
приведены фрезы с механическим креплением
ножей для обработки стали.
В последнее время армирование твёрдым
сплавом широко применяется не только для
фрез торцевых, но и других типов. На фиг. 118
и 119 приведены дисковые трёхсторонние
фрезы, оснащённые твёрдым сплавом. Фрезы
(фиг. 118) имеют вставные ножи 2 с при-
паянными пластинками твёрдого сплава, за-
крепляемые в корпусе 1 при помощи клинь-
ев 3. У фрез на фиг. 119 крепятся непо-
средственно пластинки твёрдого сплава, что
позволяет увеличить число зубьев
В качестве опоры для пластинок (ножей
2 и 3) используются рифлёные клинья 6.
На фиг. 120 приведены нормали ВНИИ на
концевые фрезы, оснащённые твёрдым спла-
вом, а на фиг. 121 — на шпоночные фрезы.
Летучие фрезы
Летучие фрезы применяются для обработки
плоскостей. Имеют 1 —3 зуба. Эти фрезы по-
зволяют широко применять скоростное резание
на маломощном оборудовании в индивидуаль-
ном и мелкосерийном производстве; отличаются
значительной простотой и дешевизной при
изготовлении, наладке и эксплоатации, но
в сравнении с многозубыми эти фрезы менее
производительны.
Применение цилиндрических корпусов
(фиг. 122, о) с отверстиями для резцов, распо-
ложенными на различных радиусах, позволяет
повысить универсальность этих фрез. В част-
ности, возможна настройка на одновременную
обработку двух и большего числа плоскостей
(фиг. 122, о), а также на ступенчатое фрезе-
рование (фиг. 122, в), позволяющее работать
со значительными подачами.
При ступенчатом фрезеровании главной
режущей кромкой становится ториевая и по-
этому припуск, снимаемый каждым зубом, вы-
бирают исходя из рациональной толщины
среза а. Количество зубьев z= .
Концевые обдирочные фрезы
Применяются для обработки плоскостей
при значительных припусках на обработку.
Размеры берутся по ГОСТ 4675-49, а тех-
нические условия по ГОСТ 4676-49.
Режущие кромки снабжают стружкораз-
делительными канавками особого профиля
(фиг. 123).
446
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Фиг. 114.
Твёрдосплавная
торцевая фреза
для обработки
чугуна: / — кор-
пус; 2 —нож; 3 —
пластинка; 4 —
клин; 5.6-ша йбы
сферические;
7—гайка
> £
£ Л
2 Ч
О ГС
- £
250
300
400
500
60U
85
85
85
1
115
20 252
100 1Ь
100 21
333 30
405 40
505 40
19 —
19 —
19 —
30 10
30 10
110,76
135,76
185,76
231,64
281,64
14
14
14
16
16
28
28
28
32
32
40
40
40
45
45
При
превышать 0,05 мм.
2. Сопряжённые плоскости ножей/клин! ев и
друг к другу. Щуп 0,04 мм не должен проходить.
3. Допускается изготовление hopnj i а 4 J езы нз лнтой стали и модифипиговаииого чугумя
4, Допуск на размер Н в пределах одного корпуса 0,03-0,05. в разГы^ корпусах ±0,7^'.
меча
НИЯ. 1
. Биение по главным и вспомогательным режущим кромкам не должно
пазов корпуса должны плотно прилегать
7W 8 Остальное
Основные
размеры
резца
№ формы и
размеры пластин
Фиг . 115. Нож к торцевым фрезам
== £
250
300
400
500
6с0
т
п
20
85 1015 20
105 1021 30
Примечания. 1. При заточке и кон-
троле за базовую плоскость принять плос-
кость АР.
2. Заточку под углом производить в
собранном виде.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
447
После окинчаггельнай
с. £ 3 «= m s £ Ч-е А в L d d, d. л lo /1 а Ц j 0 (I b Количе- ство штук в ком- плекте
250 с 00 4L0 52 23,0 22 22,3 56 58 58 М12х1 .75 8 12 8 18 16 26 19 4°50' 4°00' 3°00' 18° 15° 11°15' 13.3 13,5 13,3 10 12 16
5С0 600 66 23,3 24,3 80 80 М14х2 1 10 14 10 20 2()|з2 ,7 30 2°40' 2°18' 10° 6°34' 11 ,9 13,1 18 21
Фиг. 116. Клин к торцевым фрезам
D мм d мм Bj мм Z число ножей К мм
поми- на пь- ный допуск номи- наль- ный допуск
130 -1,6 69.83 +0,03 60 5 5
150 -1,6 69,832 + 0,03 60 о о
2D0 -1,9 88.88 4-0.03 60 8 5
250 -1,9 123,57 4-0.01 70 8 8
300 -2,2 128.57 +о .01 70 10 8
350 -2.2 128,57 4-0,01 70 12 8
400 -2,5 128,57 4-0,04 70 14 8
Фмг. 117. Твердосплавная фреза для об-
работки стали; 1 корпус; 2 нож; 3 - клин;
4 винт с внутренним шестигранником.
Биение относительно диаметра d при
прижатии к опорному торцу по режущим
кромкам нс должно превышать 0,03 мм.
Размеры шпоночного паза и по-
садочного отверстия к шпинделю по
ГОСТ 836-47.
Твёрдый сплав Т15К6
448
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
В зависимости от размера фрез элементы
канавки берут следующими:
гг = 1 -у 1,5 мм, rs = 0,6 1,2 мм,
S = 6 4- 10 мм, h — 6 4- 12 мм
и ₽=30н--45°.
Профиль каждого последующего зуба
(фиг. 123) смещён на величину
S
Такая конструкция способствует пониже-
нию деформации стружки.
Изготовление зубьев рассматриваемых фрез
производится на затыловочных станках путём
«косого» затылования. Угол поворота суппор-
°азрез по^й 66
Ф|.г. 118. Фрезы дисковые трёхсторонние
та т, обеспечивающий движение затыловочного
резца перпендикулярно линии центров станка,
выразится:
_ S
л D tg а
При обработке головок дышел паровозов
по контуру применяют специальные обдироч-
ные и чистовые концевые фрезы (фиг. 124
и 125).
Эти фрезы отличаются от стандартных
большей длиной, а также наличием замка,
предотвращающего проворачивание фрезы
при больших нагрузках.
Фрезами по фиг. 126 и 127 обрабатывают
проушины дышел по всей ширине за один
проход
Этими же фрезами выполняют ряд других
тяжёлых фрезерных операций
D в d Z
номи- наль- ный допуск номи- наль- ный допуск номи- наль- ный допуск
90 8-26 32 6
110 8—26 32 6
+ 2 10-18 8
130 —1 20—26 40 +0,027 6
12—18 10
150 20—30 +0,2 50 8
12-32 10
175 24-30 50 8
12—22 12
200 24—30 60 10
225 12—30 60 4-0,03 12
250 12-30 60 14
Нормальный ряд ширины фрез В в ям: 8;
10; 12; 14; 16; 18; 20; 22; 24; 26; 28; 30
для скоростного фрезерования: /—корпус; 2—нож; 3—клин
Фиг. 119. Фреза дисковая трёхсторонняя с механическим креплением пластинок твёрдого сплава:
/—корпус;? нож правый; 3 — нож левый; 4-винт; 5—клин; 6 —клин рифлёный левый; 7—клии
рифлёный правый. Биение зубьев при контроле в центрах иа оправке с буртиком не должно
превышать 0,03 мм по диаметру, торцам и фаске. Пластинин по ГОСТ 2209-49, форма 0207
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
449
Фасонные фрезы
Обычно применяются с зубьями, затыло-
ванными по Архимедовой спирали (фиг. 128).
Затылование выполняют на затыловочных
станках и на токарных со специальными при-
способлениями.
Перетачивают такие фрезы лишь по пе-
редней грани.
Задний угол на периферии а = 10 -? 14°.
TtD
Падение затылка К. = g и далее уточ-
няется в соответствии с имеющимся набором
кулачков.
Задний угол в произвольной точке про-
филя
D
tg = tg a COS ср .
Желательно выдержать условие tgnaoaall>2c.
i Примечания. 1. Материал корпуса — сталь 4 ОХ (ГОСТ 4543-48) или сталь 50
(ГОСТ В 1050-41). Калить до Ядс - 384-45, хвостовик Ядс ~ 304-40.
I 2. Материал пластинок—твёрдый сплав марки Г15К6 или ВК6.
| 3. Размеры пластинок по ГОСТ 2209-49, форма 21.
। 4. Размеры центровых отверстий (</„) по ОСТ 3725.
I 5. Биение зубьев по торцу допускается в пределах 0,03 мм .
6. Биение зубьев относительно хвостовика не должно превышать 0,03 мм.
Фиг. 120. Фрезы концевые, оснащённые твёрдым сплавом
’Л) Том 12
450
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
L
DB, dc. номи- наль- ный допуск (±0,55 /,±0,5 £>,±0,1 di в, R (,±0,3 (,±0,3 (,±0 ,5 JN8 пластинок по ГОСТ 2209-49
8 10 8 10 45 50 ±0,8 12 12 30 30 7,3 9,2 6,8 8 5 5 2,0 2,5 2,5 3,0 2,0 3,0 2101 2101 2103 2103
12 14 16 12 16 16 60 65 70 ±0,65 15 20 20 36 36 40 11,2 13 15 10 12 14 6 7,5 7,5 3,0 3,5 4,0 3,5 4,0 4,5 3,5 3,5 4,5 2105 2109 2109 2107 2113 2113
18 20 20 20 75 85 ±1,10 1 20 20 40 45 17 19 16 18 9 10 4,5 5,0 5,5 6,0 4,0 5,0 2111 2111 2115 2115
Примечания. 1. Материал корпуса — сталь 40Х (ГОСТ 4543-48) или У7 (ГОСТ В 1 435-42). Калить до Ндс = 404-45. хвостовик Ндс = 30-j-40. 2. Материал пластинок—твёрдый сплав марки Т15К6 или ВКб. 3. Размеры пластинок по ГОСТ 2209-49, форма 21. 4. Размеры центровых отверстий <(„ по ГОСТ 3725. 5. Биение зубьев относительно хвостовика не должно превышать 0,03 мм. 6. Биение зубьев по торцу допускается в пределах 0,03 мм. 7. Эксцентричность и овальность корпуса относительно хвостовика — в пре- делах допуска на размер.
Фиг. 121. Фрезы шпоночные, оснащённые твёрдым сплавом
МЕТАЛЛОРЕЖУЩИЕ инструменты
Диаметр
фрезы D
Конус Число
Морзе зубьев
<и° \ к R S Н h
250 130
275 130
275 130
340 160
340 160
60 3 1 6 5
60 3 1 6 6
60 3 1,5 9 7
45 4 1 ,5 9 8
45 4 1,5 9 9
Фиг. 124. Фреза концевая обдирочная для обработки дышел по контуру
Диамет р
фрезы D
210
260
275
340
340
12
Конус Число
Морзе зубьев
№ 3 6 3,5
№ 4 6 4,5
№4 6 5,5
№ 5 8 7,5
№ 5 8 8
Фиг. 125. Фреза концевая чистовая для обработки дышел по контуру
ос,*
452
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Диаметр
фрезы D
Конус Число
Морзе зубьев
R S
h
42
46
52
360 200
390 230
400 200
6 60 . 3
6 60 4
7 Й5 4
1,5 9
1,5 9
1,5 I 9
7 3
8 4
8 4
Фиг. *26. Фреза концевая обдирочная с направлением'для обработки проушин дышел
Сеч. по АВ
Диаметр фрезы D L 1 1, d 1 Конус | Морзе Число зубьев /
46 360 200 35 № 4 л 6,5 1
50 390 230 35 •21 1 , № 4 1 8 7,5 1
58 400 200 45 32 1 ;№5 8 8 1.2
Фиг. 127. Фреза концевая чистовая с направлением для обработки проушин дышел
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
453
В случае, если задние углы на некоторых
участках получаются весьма малыми, увели-
чение их может быть выполнено путём уве-
личения периферийного заднего угла а, вы-
полнения косого затылования Или подточки.
Высота зуба
Н х К 4- t и 4- г >
где tu— глубина профиля изделия;
г — радиус 'закругления впадины, бе-
рётся 14-5 мм в зависимости от размеров
фрезы в соответствии с ОСТ НКТП 3654.
мильном
сечении.
Фиг. 128. Элементы фасонной фрезы
Диаметр фрезы соответствует: £>=(],9 4-
~ 1,6) d 4-2 Д, где d — диаметр оправки.
Угол впадины '> = 18 4- 30° (в соответствии
с ОСТ НКТП 3654), причём большие значе-
ния для больших подач.
В случае, если = 0°, профиль затыло-
вочного резца, установленного в осевом се-
чении фрезы, совпадает с профилем изделия.
Если ; ф 0°, то глубины профиля затыловочно-
го резца (или фрезы в нормальном сечении):
_ А?
‘ф — iu — зад !J ’
где
D si п (
Iх = агс sin Ц^2Ги
По ширине искажений нет:
‘Чф = Ви.
С целью перекрытия профиля изделия
принимают Вф = Ви + (1 4- 3) мм.
В связи с тем, что при переточках могут
возникнуть искажения профиля, для точных
изделий рекомендуется выбирать у < 10“.
Задний угол затыловочного резца
KZ
= arc fg к [р _ 2 (^ + К)] + (3 С- 5“).
Заточка фрез
Вставные ножи твердосплавных фрез за-
тачивают так же, как резцы. В случаях,
когда конструкция сборной фрезы не позво-
ляет точно регулировать ножи, окончатель-
ная заточка и доводка выполняются в со-
бранном виде. Заточка цилиндрических фрез
выполняется так же, как заточка цилиндри-
ческих развёрток.
Фасонные затылованные фрезы затачивэют
по передней грани тарельчатыми кругами.
Допуски
Допуски на конструктивные элементы ()рез
приведены в стандартах иа технические усло-
вия.
Допуски на геометрические параметры
принимать как для резцов. При '4! < ГЗО'
допуск составляет 4-10 4-4-15'. Допуски раз-
меров профиля фасонных фрез берут в соот-
ветствии с допусками изделия.
Твёрдость
Твёрдость термически обработанных фрез
из углеродистой и легированной стали Нц ~
= 614-64; быстрорежущей стали ИJ/ =62 4- 65.
Твёрдость термически обработанных кор-
пусов сборных фрез Н=404-45.
Твёрдость хвостовиков у сварных фрез
11ЛС =304-45.
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
Метчики
В зависимости от назначения различают
следующие основные типы метчиков:
а) ручные—для нарезания резьбы вручную;
б) машинные — для нарезания резьбы на
станках;
в) гаечные—для нарезания резьбы гаек;
г) плашечные и маточные — для нарезания
и калибрования резьбы плашек;
д) конические — для нарезания конических
резьб.
Типы стандартных метчиков указаны в
табл. 37.
Основные понятия, обозначения и терми-
нология элементов метчиков приведены в
ОСТ НКТП 2936, технические условия — в
ГОСТ 3449-46.
Диаметр заборной части d„ (фиг. 129) для
удобства ввода в отверстие выполняют мень-
Фиг. 129. Конструктивные элементы метчика
ше теоретического внутреннего диаметра резь-
бы гайки на 0,1 4- 0,15 мм при dH < 18 мм;
0,2 4- 0.25 при dH = 20 4- 39 мм и 0,34-0,35 мм
при dH = 45 4- 52 мм.
Длину режущей части следует принимать
по возможности меньшей.
Рекомендуемые длины режушей части в за-
висимости от типа метчика и условий работы,
выраженные в количестве шагов резьбы, при-
ведены в табл. 38.
454
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Таблица 37
Типы метчиков
Наименование Размер Источник
Ручные для метрической резьбы по ОСТ НКТП 32 и 94 Ручные для мелкой метрической резьбы по ОСТ НКТП 271, 272, 4120 и 4121 Ручные для дюймовой резьбы по ОСТ НКТП 1260 Ручные для трубной резьбы ОСТ НКТП 266 . - 2 4- 52 мм 3 4- 52 » i/4 .1. 9" 1/в + 4* ГОСТ 1602-43 ост НКТМ 20128-39 ГОСТ 1603-43 ОСТ НКТМ 4094
Машинные для метрической резьбы Резьба по _ост_ "НКТП 94,32 и 271 . 272 4120 и 4121 . -1- -1- GT СП СП to to to - 9 -5 * ГОСТ 3266-46
Машинные для дюймовой резьбы по ОСТ НКТМ 1260 */. -Г 2~ ГОСТ 3267-46
Гаечные короткие для метрической резьбы по ОСТ НКТП 32 и 94 2 4- 52 мм ГОСТ В 1604-42
Гаечные короткие для дюймовой резьбы по ОСТ НКТП 1260 . . . ГОСТ В 1605-42
Гаечные длинные для метрической резьбы по ОСТ НКТП 32 ... 6 4- 52 мм ГОСТ В 1606-42
Гаечные длинные для мелкой метриче- ской резьбы Резьба по ОСТ НКТП 271 и 272 . . 4120 и 4121 . 6 4- 52 мм 8 4* г’2 » ОСТ НКТМ 20130-39
Гаечные длинные для дюймовой резьбы по ОСТ НКТП 1260 . . . >/. = 2" ! ГОСТ В 1607-42
Гаечные станочные для метрической резьбы по ОСТ НКТП 32 . . 6 -Г 52 ОСТ 2510-40
Гаечные станочиые для дюймовой резьбы по ОСТ НКТП 1260 . . Ч. -5- 2' ОСТ 2511-40
Для конических резьб по ГОСТ 6111-52 и 6211-52 4w = 2' ГОСТ 6227-52
Таблица 38
Выбор отношения —$—
Тип метчика
S
Ручные:
черновой
средний
чистовой
6 4-7
3 4- 3,5
‘ ' 2
На калибрующей части /2 с целью умень-
шения трения выполняют обратный конус.
Уменьшение наружного и среднего диамет-
ров на 100 мм длины составляет 0,10 мм (при
S = 0,2 4- 1 мм), 0,08 мм (при s = 1,25 -р 2,5)
и 0,05 (при s = 3 4-5 мм).
Число перьев г для ручных, машинных и
гаечных метчиков рекомендуется выбирать
согласно табл. 39.
Таблица 39
1,5
Машинные:
для глухих отверстий . .
для сквозных отверстий .
2
5 -г 6
Гаечные
11 ~ 12
Плашечные
40 -5- 4(5
Угол в плане ’f определяется из условия
tg ?
Выбор числа перьев метчиков
Размер резьбы в мм
8 4- 20 22 4- 24 27-1-36 39 = 52
Число перьев
3 3 или 4 4 6
Диаметр сердцевины dc, обеспечивающий
необходимую прочность, и ширина пера р,
позволяющая выполнить достаточное число
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
455
переточек, при незначительной длине тру-
щейся части выбираются по табл. 40.
Таблица 40
Выбор диаметра сердцевины и ширины пера
(в долях диаметра метчика)
Число перьев 3 4 6
Диаметр серд- цевины .... 0,40 4-0,45 0,45+0,50 0,554-0,60
Ширина пера . 0,32ч-0,35 0,224-0,25 0,17+0,20
Угол р берётся 82 4- 85°. Профиль канавки
обычно очерчивается двумя радиусами, что
облегчает сход стружки и уменьшает опас-
ность появления трещин при термообработке.
Для улучшения отвода стружки метчики
можно изготовлять с винтовыми канавками.
Угол ш = 8 4г 15°.
При нарезании глухих отверстий направ-
ление канавки совпадает с направлением ре-
зания для отвода стружки вдоль метчика.
При нарезании сквозных отверстий направ-
ление канавки обратное направлению резания
для отвода стружки в направлении подачи мет-
чика; в этом случае возможно также отвести
стружку при прямой канавке за счёт подточ-
ки передней грани под углом л = 5 4- 6°
(фиг. 130). Величина стачивания пера h =
= (0,5 4- 0,7) р.
При сквозном нарезании резьбы в лёгких
сплавах, цветных металлах и вязкой стали
рационально применять укороченную канавку
(фиг. 131), нарезанную надлине 1К я, 2/,. В этом
Фиг. 131. Метчик
~ с укороченной
канавкой
случае передний угол в начале режущей ча-
сти берётся на 5—8° больше, чем обычно, а
каиавка выполняется под углом <11=84-12°.
Направление канавки обратное направле-
нию резьбы.
Дно канавки составляет с осью метчика
угол <0=84- Ю° для уменьшения глубины по на-
правлению к хвосту.
Выбор геометрических параметров
режущей части
Рекомендуемые величины переднего угла
в зависимости от обрабатываемого материала
приведены в табл. 41.
Передний угол метчиков универсального
назначения 7 = 64- 10°.
Задний угол а на режущей части образует-
ся путём затылования по наружному диаметру.
Таблица 41
Рекомендуемые передние углы метчиков
Обрабатываемый материал 1°
Чугун серый, ковкий и'бронза . . Сталь твёрдая . ... .' » средней твёрдости и латунь » мягкая Алюминий, силумин, электрон . . 5 4-8 5 8-5-10 12 4- 15 30
Обычно затылование выполняется по Архи -
медовой спирали и величина его опреде-
ляется по формуле
где Z — число перьев. Рекомендуемые задние
углы для ручных метчиков а = 6 4-8°; при
обработке глухих отверстий 3 4- 4°; для ма-
шинных и гаечных 8 4- 12°.
Большие значения углов а следует брать
для вязких материалов.
У шлифованных метчиков для уменьшения
трения выполняется затылование калибрующей
части, начиная с 1/3 пера. Обычно в этом
случае затылование производится по всему
профилю на незначительную величину (0,02 4-
4- 0,08 мм в зависимости от размера). В слу-
чае затылования лишь по наружному диамет-
ру задний угол на калибрующей части бе-
рётся ~ 30'.
Размеры резьбы
Исполнительные размеры резьбы одноком-
плектных и чистовых метчиков берут по
ОСТ ВКС 7217 (для метрических резьб) и
ОСТ ВКС 7218 (для дюймовых резьб). В зави-
симости от требуемой точности метчики изго-
товляются шлифованными по профилю резьбы
(С — повышенной и D — обычной точности) и
нешлифованными (Е — обычной и Н — пони-
женной точности).
Метчики типа С позволяют изготовить
резьбу 1-го класса, типов D иЕ—2-го класса
и типа Н—3-го класса.
У предварительных метчиков средний и
наружный диаметры уменьшают согласно фор-
мулам, приведённым в табл. 42 (для метчиков
диаметром 124-52 мм).
При этом уменьшается и внутренний Диа-
метр, наименьший размер которого ие огра-
ничен.
Допуски
Допуски резьбы метчиков берут по
ОСТ ВКС 7217—7218.
Допуск для конструктивных элементов
метчиков берут согласно ГОСТ 3449-46. Откло-
нения длин соответствуют 9-му классу точно-
сти. Допуски на диаметр хвоста ручных и
гаечиых метчиков соответствуют 7-му классу,
станочных—5-му классу точности.
Биение рабочей части допускается в зави-
симости от размера: для шлифованных метчи-
ков 0,02 4- 0,03 мм-, для нешлифованных
машинных и станочных 0,044-0,05, гаечиых
0,05 4- 0,07 и ручных—0,084-0,10 мм.
456
МЕТАЛЛОРЕЖУЩИЕ инструменты
Размеры резьбы предварительных метчиков
Таблица 42
Наименование метчиков Диаметр Количество метчиков в комплекте 3 2
Черновой Средний . . а = а -о,об71Л s - 2 д cPt ср d - d - 0,12 S CPi ср
Наружный . d ~ d - 0,52 $ Hi Н d - d„-Q.4s Г7 i Г1
Средний Прим Д - 0.0 Средний . . d = d - 0,067 VS - Д cp2 ср
Наружный . е ч а н и е. Вс 7 для d = 12 п dHrdH'°'WS e диаметры, входящие в формулы, — наименьшие. т 15; Д = 0,084 для d = 18 4- 27 и Д « ОД для d =30-? 52. п п
Твёрдость
Термически обработанные метчики должны
иметь твёрдость рабочей части согласно
табл. 43.
в) под арматуру на резьбе—разных раз-
меров.
Плашки
Таблица 43
Твёрдость рабочей части метчиков
Материал режущей части Размер метчика
до 6 мм 6-5-15 мм свыше 15 мм
Твёрдость Hr £
Углеродистая и леги- рованная сталь . . Быстрорежущая и малолегированная быстрорежущая сталь 5/4-60 584-62 614-64 59-г 63
Твёрдость квадрата Н^с=30 4- 40.
Заточка
Фиг. 132. Заточка
передней грани
метчика
Заточка по передней гра-
ни выполняется на универ-
сально-заточном станке.
Круг тарельчатый или дис-
ковый с профилем, соответ-
ствующим впадине(фиг,132),
и характеристикой Э, 46 4-
4-80, С1 — СМ2, К.
Для получения необхо-
димого переднего угла круг
смешается на величину
h = 0,0С88 Dy° мм.
Конические метчики
Конические метчики применяются преиму-
щественно для нарезания специальных резьб.
При ремонте паровозов имеют применение
конические метчики:
1 ?2 котельные шпильки, конусность
б) под контрольные пробки, конусность 1:6;
К основным типам плашек для нарезания
или калибрования наружной резьбы относятся
плашки: а) круглые, б) трубчатые, в) слесар-
ные и г) для резьбонарезных головок.
Круглые плашки. Основные размеры круг-
лых плашек (фиг. 133) стандартизованы по
Фиг. 133. Конструктивные элементы плашки
ГОСТ 2173-51. Технические условия — пс-
ГОСТ В 1679-42.
В табл. 44 даны габаритные размеры пла-
шек для резьб метрических, дюймовых и труб-
ных.
Передний угол берётся: 7=10 4-15° для
обработки твёрдых материалов, 1=15 4- 20°
для материалов средней твёрдости, а также-
для плашек универсального назначения и
1 = 204-25° для мягких материалов.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
457
Габаритные размеры круглых плашек (по ГОСТ 2173-51)
Таблица 44
Диаметр резьбы 1 О (X.) Н для резьбы по ОСТ НКТП (В,)
метриче- ской дюймовой трубной 94 и 32 271 272 4120 i 1 4121 и 4122 1260 266
6 ! ! 20 7 7
7 Ь ! ! 1 б — 25 9 9 7 —
8 SA. — 25 9 9 7 9
9 »/.. —— 25 9 9 7 7 7
10 а /. — 30 11 11 8 8 8 11
11 4, 30 11 И 8 8 8 11 8
12 ‘5 11л 38 14 14 10 10 10 14 10
14 * /1 в — 38 14 14 10 10 10 14
16 1 а а/. 45 18 14 10 10 10 18 14
18 ч, 3 / в 45 18 14 10 10 10
20 •п 4, — 18 14
22 ‘ / в Ч, 55 22 16 12 12 12 22 16
24 1 3 !л 55 22 16 12 12 12 22 16
27 14. — Ь.э 25 18 14 14 14 25 —
30 I1/. ’/« 65 25 18 14 14 14 25 18
33 — 1 65 25 18 14 14 14 — 18
36 1’/. — — — 20 — 25 .—
39 р/а VI, 75 30 20 16 16 16 30 20
42 1‘/. VI, 75 30 16 16 16 30 20
45 1“/л 1’/. <0 36 оо В 18 18 36 22
48 1’/. — 90 36 оо 18 18 18 36 _ -
52 2 1’ / а 90 36 90 18 18 18 36 22
56 —- — 105 —. ‘>5 25 20 20 — —
60 -- 105 —• 95 9^ 20 20 — —
64 —— — 120 — 30 ',>~1 25 20 —— —
68 —- — 120 —. 30 25 25 20 —. —
72 —• — 120 — 30 25 25 20 — —
76 — 120 — 30 25 25 20 .— —
80 — 135 — 30 9 25 20 —• —
85 — — 135 —-. 30 25 25 20 — —-
90 —- — 135 — 30 25 25 25 — —
95 — — 150 — 30 95 25 25 — —
100 —. — 150 30 25 25 25 — —
105 — — 170 —. 30 25 25 25 — __
по —. 170 — 30 25 25 —
115 — — 170 30 25 25 25 —
120 — — 170 зо 25 25 25 __ —
125 — — 200 30 25 25 25
130 200 30 25 25 25 —
135 — 200 — 30 25 25 25 — —
Передний угол 7,, в плоскости, перпенди-
кулярной к образующей режущей части, оп-
ределяется по формуле
tg fn = tg т cos ер.
Задний угол берётся а = 7 -р 9°. Затыло-
вание выполняется по Архимедовой спирали
(только на режущей части) и величина его
определяется по формуле
~deH
К =—у tga,
где d„H — внутренний диаметр резьбы. Число
перьев Z в зависимости от размера резьбы
брать по табл. 45.
Режущая часть в целях рационального
использования платки выполняется с двух
сторон. Обычно угол 2<р = 40-?60°; при на-
резании резьбы в упор 2; = 90°. Для отвода
стружки в направлении подачи плашки реко-
мендуется подточка передней грани под уг-
лом л. Подточка выполняется зенковкой 20°,
устанавливаемой под углом 15° к оси плашки,
или же сверлением под углом стружкоотвод-
ных отверстий.
Диаметр режущей части d2 = dH + 2а1; где
аг = (0,15 -? 0,40) мм. Длина режущей части
1г = ((„ -j- аг) ctg 4, где /2 — теоретическая вы-
сота резьбы.
Длина калибрующей части /2 — 3 4-б вит-
ков, причём меньшие значения берутся для
более точных резьб.
У план ек ме, ких размеров, а также для
мелких резьб с целью уменьшения длины ка-
либрующей части выполняется с одной сто-
роны выточка диаметром Da = 2R0 4- 2г 4- (0,54-
4- 1,0) мм и глубиной 2 4- Ь мм в зависимости
от размера.
Выбор числа перьев у плашек
Таблица 45
Диаметр резьбы в мм До 6 6-rlii 184-27 зоч-зз 364-48 52-7-64 (84-72 764-80 85 90 ! 954-115Д204-130 1
Число перьев 3 .! . 6 7 8 К) 12 13 12 “ “
458
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Ширина пера
Р — Sin
180 т
Ш1 = -j- . j т .
О>1
Величину т = -- принимают обычно 0,65-:-
4-0,7; у плашек для резьб мелких размеров с
целью лучшего центрирования возможно уве-
личить т до 0,9 4- 1,0.
Форма передней грани может быть прямо-
линейной (фиг. 134, а) или криволинейной
<(фиг. 134,6). Более употребительна прямоли-
Фиг. 134. Схемы образования формы передней
грани плашки
нейная, так как она более удобна при изго-
товлении и имеет стабильность передних уг-
лов.
1 Длина прямолинейного участка берётся
X = (1,2 4- 1,5) ta.
Радиусы стружкоотводных отверстий г и
.расположения центров их Ro выразятся:
sin о> 4- X sin (ш + y)
r ~ cos (ш + -[) ’
dgli
j\q s 12 cos -f- X cos (co 7) +
4- r sin (ш 4- y),
180 1
где ш = -5- •,—:----.
Z 1 4- m
В случае криволинейной формы передней
грани
dRH sin w
r ~ 2 cos (ш 4- 7) ’
Ro= [cosш 4- sin u> tg(u»4-Y)J-
Проверка получающейся толщины тела
плашки е производится по формуле
D
е = 2 — (Яо + г)-
Полученное значение е должно находиться
в пределах:
е = (0,15 4- 0,11) D при Z = 3 4- 5
и е = (0,104-0,08) D при Z = 6 4- 8.
Для регулирования размера изношенной
плашки предусмотрен паз под центральный
винт шириной <> = 3 4-16 мм с углом 60°;
при этом разрезается перемычка толщиной
а = 0,54-1,5 мм. Сжатие плашки осущест-
вляется двумя винтами, упирающимися в
зенковки с углом 90°, смещённые относитель-
но оси на величину с = 0,5 4- 2,0 мм. Для
установки плашки в воротке (ГОСТ 2175-43)
в ней выполняется ещё 2 зенковки (или одна
для размеров до 6 лии) под углом 60°.
Размеры резьбы метчиков плашечных и ма-
точных (для калибровки плашек) принимают по
ГОСТ 2174-43. Допуски на основные размеры
плашек установлены по ГОСТ В 1679-42.
Твёрдость перьев у режущих кромок дол-
жна быть в пределах Д/?с=584-62. Твёрдость
перемычки противолежащей прорези (или
двух перемычек при нечётном Z) должна быть
Нцс =30 4- 45.
Заточка передней грани плашек выполняет
ся на специальном станке конструкции завода
«Фрезер». Круг штифтовый цилиндрический
(ГОСТ 2447-52) с характеристикой Э, 60,
СТ2, К.
Размеры круглых плашек для нарезания
конических резьб по ГОСТ 6111-52 и 6211-52
принимаются по ГОСТ 6228-52.
Плашки других типов. Трубчатые плашки
(прогонки) (фиг. 135) снабжаются 3 — 4 перь-
ями и цилиндрическим отверстием. По срав-
нению с круглыми облегчают регулировку,
Фиг. 135. Трубчатая плашка
заточку и отвод стружки, поэтому применяются
главным образом на револьверных станках и
автоматах. Габаритные размеры стандартизо-
ваны по ОСТ НКТП 6313/299. Длина режу-
щей части /j = 2 4-2,5 витка, а нарезан-
ной / = 74-8 витков. Длина канавки
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
459
Регулирование размера производится при по-
мощи установочных колец (GCT НКТП
5314/300).
Слесарные плашки применяют в виде на-
бора из двух штук (фиг. 136). Размеры
стандартизованы по ОСТ 4259.
Нарезаются метчиком диаметром, превы-
шающим номинальный на две глубины резьбы.
В процессе нарезания резьбы слесарные
плашки сближаются между собой перед каж-
дым проходом до получения резьбы нужных
размеров.
Плашки для резьбонарезных головок бы-
вают радиального и тангенциального типа.
Фиг. 136. Плашки слесарные
Конфигурация и размеры плашек зависят
от конструкции и размеров головки. Элемен-
ты плашки радиального типа представлены
на фиг. 137.
Фиг. 137. Плашка радиального типа
к резьбонарезной головке
Угол в плане ср — 15 4- 20°. При нарезании
в упор г = 35 ж 40°. Длина режущей части
= (1 4- a) etg , где t — глубина резьбы, a =
.-= 0,2 -у 0,5 мм.
Длина калибрующей части должна быть не
менее 3 4- 4 шагов резьбы.
Для получения равных условий резания
на правых и левых режущих кромках прини-
мают л = т, где т — угол подъёма резьбы.
Вспомогательный угол в плане берут —
->=154- 20'.
Задний угол берут а — 12 4- 15°.
Передний угол выбирают по табл. 46.
Для правильной установки плашки отно-
сительно детали необходимо при заточке вы-
держивать высоту первого зуба калибрующей
части
Н = у — -у sin а.
Величина Н маркируется на плашках. До-
пустимое отклонение величины Н составляет от
—0,03 до —0,05 мм в зависимости от размера.
Таблица 46
Передние углы у радиальных плашек
Обрабатываемый материал Передний угол у0
Литая или твёрдая сталь 0
Мягкая сталь 15-25
Твёрдый чугун 0
Мягкий » 5
Ковкий » 10—15
Фосфористая бронза 2-3
Латунь 12-15
Медь ...» 15-20
Алюминий 20-25
Плашки применяют комплектом из четырёх
штук и, следовательно, резьба каждой плашки
смещена на г/4 шага относительно резьбы
смежных.
Заточка производится: а) по передней гра-
ни и б) по задней грани на заборной части.
Для облегчения заточки возможно угол Л
увеличить до 10°.
Основные размеры, а также размеры резь-
бы тангенциальных плашек (фиг. 138) по
ГОСТ 2287-43.
Угол в плане рекомендуется <р = 20°; при
нарезании в упор <р = 30 4- 35°. У плашек
универсального назначения f -f- а = 22°. В за-
висимости от обрабатываемого материала пе-
редний угол выбирают по табл. 47. Длина
заборной части /г ss (Z2 + 1) etg <р, где 72 — вы-
сота резьбы. Заточка передней грани может
выполняться на заборной части или на всей
длине.
Таблица 47
Передние углы у тангенциальных плашек
Обрабатываемый материал
Передний
угол f°
Малоуглеродистая сталь........
Латунь литая..................
» катаная .................
Бронза........................
Медь..........................
Алюминий......................
22-25
0-5
22
0-10
20
28-33
Тангенциальные плашки для нарезания
трубной конической резьбы стандартизованы
по ГОСТ 6229-52.
Резьбовые резцы и гребёнки
Резьбовые резцы применяют как призма-
тического типа (фиг. 139), так и круглого.
Передний угол выбирают по табл. 8 и 9
и уменьшают умножением на коэфициент-
0,75 — 0,9. Задний угол берётся а = 12 4- 15°.
Для многозаходных резьб необходимо также
проверить наличие задних углов на боковых
кромках aj по условию atg— т > 2°, где
т — угол подъёма резьбы. Если данное усло-
вие не удовлетворяется, то с целью получения
необходимых вспомогательных задних углов
аг возможно несколько увеличить угол а, вы-
брать на обеих режущих кромках различные
460
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
углы а также установить резец под углом
наклона резьбы.
Глубина профиля резца tp определяется
в зависимости от углов а, у и tu так же, как
и у фасонных резцов (хотя при этом вследст-
вие винтовой поверхности изделия возникает
некоторая погрешность).
диаметром 40 и 50 мм. Часто их выполняют
в виде двух зубьев, причём 1-й является
предварительным.
Хорошие результаты при скоростном резь-
бонарезаиии показал резец конструкции
В. М. Бирюкова (фиг. 140). Данный резец
имеет отогнутую головку увеличенных раз-
Фиг.
В рабочем положении,
на станке
138. Плашки тангенциальные к резьбонарезным головкам
С целью упрощения изготовления резца
обычно профиль его принимают прямолиней-
ным; угол находят по уравнению
tgl£ =
2 tp 2
угол профиля по передней грани — по фор-
муле
tgy = Гр tg-2 cos ')•
Фиг. 140. Резьбовой резец
конструкции
В. М. Бирюкова
При у < 5° возможно допустить
при этом ошибка обычно не превышает 15'.
Для отделки точных резьб с целью уменьше-
ния искажений возможно применение резцов
с 7 = 0°. Круглые резцы обычно применяют
меров. Так как при высоких скоростях про*
исходит разбивание угла резьбы, следует угол
Зр уменьшать на величину разбивки. Ориен-
тировочно уменьшение составляет 30' 4- 1°30',
причём большее значение соответствует более
вязким обрабатываемым материалам. Рекомен-
дуется при резьбе с S > 2 мм предваритель-
ное нарезание выполнять черновым резцом
с углом = 69° для метрических резьб и
sp = 63° для дюймовых резьб. Рекомендует-
ся переднюю грань у вершины на длине
точки передней гра-
ни резьбового резиа
0,7 мм заточить с углом 7 = — 5 4---------8°
(фиг 141).
Резьбовые гребёнки в отличие от резцов,
снабжаются несколькими зубьями. Преиму-
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
461
щественго распространены круглые гребёнки
с винтовой резьбой, работающие, как круг-
лые резцы, но с меньшим числом проходов.
Для нарезания правой наружной резьбы
и левой внутренней применяются гребёнки
. левой резьбой. Для нарезания левой на-
ружной резьбы и правой внутренней гребён-
ки имеют правую резьбу. Профиль резьбы
гребёнки (фиг. 142) имеет режущую часть
длиной = (1,5 < 3i S (или короче при на-
резании в упор), срезающую резьбу по вы-
Фиг. 142. Профиль резьбы гребёнки
соте обычно до dc„. Длина калибрующей
части /, = ,2 4 3) S.
Конструктивное оформление и габаритные
размеры, как у фасонных резцов.
Допуски элементов резьбы по ГОСТ 1336-47,
как у резьбовых фрез. Твёрдость режущей
части должна быть в пределах Нд ,-=614-64.
Резьбовые фрезы
Резьбовые фрезы разделяются на дисковые,
гребёнчатные и летучие.
Дисковые фрезы (фиг. 143) применяют глав-
ным образом для нарезания трапецеидальной
Фиг. 143. Дисковая резьбовая фреза
резьбы. Зубья остро заточенные с прямолиней-
ным профилем, что вызывает искажение про-
филя нарезаемой резьбы. Искажение возра-
стает с ростом угла наклона резьбы и умень-
шением угла между боковыми сторонами. При
нарезании крепёжных резьб и червяков с yi-
лом подъёма меньше КП обычно искажением
возможно пренебречь, в противном случае
профиль выполняется криволинейным. Зубья
смещены на х/2 шага и несколько перекрывают
друг друга с целью уменьшения колебаний
сил резаиия.
Для удобства контроля фреза снабжается
одним полным зубом.
Размеры профиля И, В иг берут в соот-
ветствии с нарезаемой резьбой.
Диаметры D и d берут, как у затылованных
фрез. Число зубьев берётся из условия
где 6°—половина угла контакта; при этом од-
новременно находится в работе не ме-
нее двух зубьев.
Гребенчатые фрезы (фиг. 144) применяют
главным образом для нарезания остроуголь-
ных коротких резьб.
Основные размеры, профиль резьбы и до-
пуски по ГОСТ 1336-47. Для обработки внут-
ренних резьб D берётся равным 0,8 4-0,9 от
диаметра отверстия.
Фиг. 144. Гребенчатая резьбовая фреза
Резьба фрезы двух степеней точности Е и И.
Отклонения по шагу для фрез точности Е ±
1 0,01 мм на 1 виток.
Передний угол рекомендуется выбирать
в зависимости от обрабатываемого материала
в пределах -' = 04-10°. Задний угол а=84-10®.
Канавки выполняются прямыми или с углом
<,> = 5 -у 8°. Направление канавки совпадает
с направлением резьбы. Направление зубьев
кольцевое. Шаг канавки определяется Т =
= -£)ctgw. При шлифованном профиле для
выхода шлифовального круга затылование
выполняется двойным:
г.1)
К = Т tg 7
АД 1,5 К.
Число зубьев обычно принимается чётным,
гпеигироночно выбирается по формуле
Z « 1,75 VD.
462
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Технические условия по ГОСТ 1336-41
Допуски размеров h и Н: ± 0,01.
Допуски размера т: — 0,008 на толщину зуба
н + 0,013 на ширину впадииы.
Материал корпуса сталь 40Х.
Твёрдость после термообработки
Яо = 45 Ч- 50.
Фиг. 145. Фреза резьбовая со вставными гребёнками
из быстрорежущей стали: /—корпус; 2 —нож;
3—сферическая шайба; 4—прокладка
Для облегчения выхода шлифовального
круга при шлифовке затылков размеры впа-
дины увеличиваются: 8 = 30 4-45° и г =
= 2,5 4- 4,5мм.
Ширина фрезы L выполняется больше дли-
ны резьбы изделия на 2—3 шага.
С целью упрощения изготовления профиль
зубьев фрез принимается прямолинейным;
угол профиля находится из уравнения
zd>p tu е
tg5r = ^M •
где tu — глубина профиля нарезаемой резьбы;
— глубина профиля зубьев фрезы;
е—угол профиля нарезаемой резьбы.
' С целью экономии режущих материалов
резьбовые фрезы могут выполняться со встав-
ными гребёнками (фиг. 145).
Летучие фрезы применяют для нарезания
наружных резьб (фиг. 146, а)
(фнг. 146, б). Они могут быть
и внутренних
с одним зубом
Фиг. 146. Нарезание резьбы летучей фрезой
(резцом) и несколькими, но при этом одно-
временно работать должен лишь один. Для
наружных резьб диаметр фрезы D = (1,4 4-
4- 1,6) dH, для внутренних D = (0,5 4- 0,55) dH.
Сечение резцов рекомендуется от 10 х 10 до
16 X 16 мм в зависимости от шага резьбы.
Передний угол берут от 4-3 до—5° в за-
висимости от качества обрабатываемого мате-
риала, задний угол а = 12° для наружных
резьб и а = 16° для внутренних. Угол при
вершине резца следует уменьшить против его
номинального значения на 30' 4- 1°.
При нарезании резьб с большим шагом ось
вращения резцовой головки устанавливается
под углом (обычно 30°) к оси вращения из-
делия.
МЕТАЛЛОРЕЖУЩИЕ инструменты
463
Плашки резьбонакатные
В зависимости от типа резьбонакатного
станка плашки бывают плоские и круглые.
Основные размеры, профиль резьбы и допу-
ски плоских плашек (фиг. 147) стандартизо-
ваны по ГОСТ 2248-43.
1Фиг. 147. Плоская резьбонакатная плашка
Круглые резьбонакатные плашки (фиг. 148)
позволяют получить большую точность и чи-
стоту обработанной поверхности.
Средний диаметр Dcp находится по фор-
муле
Dcp ~ &ср G
где dcp — средний диаметр накатываемой
резьбы;
i — число заходов накатной плашки.
Размеры резьбы (фиг. 148а) определяются
по наибольшим размерам резьбы изделия:
dcD+d>H \—0,025 »
СР-2 - + 0,04 s) ;
Фиг. 148а. Профиль
резьбы резьбонакат
ной плашки
где зазор С = 0,025 s. Наибольшее значе-
ние hp не регламентируется.
Площадки вершины и впадины определяют-
ся: s „ е s п, > . е
Д1= 2 —2Л„ tg-2 ; 2««tg 2-
Площадка аг может быть заменена закруг-
лением.
Наружный диаметр
= Dcp + 2/гв .
Соответствие полученных диаметров обо-
рудованию проверяется по условиям:
^наиб > + dcp + Sj
и
^наим Dcp dcp ^г>
где LHaufi и LHauM — наибольшее и наимень-
шее расстояния между шпинделями. Величи-
ны Sj (зазор при установке) и (деформация
системы станок—изделие —инструмент) можно
принять 0,5 — 2 juju. Направление резьбы
берётся обратным направлению резьбы изде-
лия. Ширина накатной плашки берётся на
(2-? 3) s больше, чем длина резьбы изделии,
а при коротких резьбах ширина накатной
плашки удваивается для двустороннего ис-
пользования.
Уменьшение диаметров плашек при восста-
новлении допускается до 3%.
ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
Фасонные зуборезные фрезы
Фасонные зуборезные фрезы дисковые и
пальцевые применяют для нарезания цилин-
дрических зубчатых колёс (прямозубых, косо-
зубых и шевронных) и реек.
По характеру обработки разделяются на
черновые и чистовые. Фасонные фрезы в силу
простоты изготовления, дешевизны и возмож-
ности применения на универсальных станках
обычно используются в индивидуальном и
мелкосерийном производстве. Пальцевые фре-
зы преимущественно применяются при изго-
товлении крупномодульных зубчатых колёс.
Точность зубчатых колёс, нарезанных фасон-
ными фрезами, не превышает IV класса.
Элементы конструкции дисковых фрез опре-
деляются так же, как у обычных фасонных
фрез. Наименьший задний угол на боковых
режущих кромках допускается аа 1°20'.
В случае шлифования профиля затылование
выполняется двойным, причём падение 2-го за-
тылка К., берётся Кг = (1,2 4- 1,5) Кг. С целью
устранения искажения профиля после пере-
точек у чистовых фрез передний угол у = 0°.
Для предварительной прорезки впадин мо-
гут применяться черновые фрезы, имеющие
профиль в виде.трапе-
ции (фнг. 149, а), со
ступенчатым профи-
лем (фиг. 149, б),
а также прорезные
(фиг. 149, в).
Размеры дисковых
(модульных) фрез
приведены в ОСТ
20181-40. Технические
условия приведены в
ГОСТ 1678-42.
а) 6) в)
Фиг. 149. Профили чер-
новых дисковых зубо-
резных фрез
Пальцевые фрезы
(фиг. 150) обычно крепят на оправке при по
мощи резьбы.
464
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Для точной установки в отверстии фрезы
выполняется направляющая выточка. Перед-
ний угол у чистовых фрез 7 = 0°, а у черно-
Фиг. 150. Пальцевая фреза
вых 7=84-10°. Заточка выполняется по перед-
ней грани. Затылование рекомендуется вы-
полнять под углом 15° к оси.
Задний угол в осевой плоскости на произ-
вольном диаметре Da определяется по формуле
Z К (cos 15° tgo„ + sin 15°)
tg «а =------------------------------
Рекомендуемые числа зубьев для фрез диа-
метром D = 50 -у 70 Z =4; для D = 75 — 140
Z = 6 и D = 150 4- 220 Z = 8
Канавки наклонены к оси фрезы под углом
0 = — (4 4-7°).
Касательная Т — Т проводится так, что-
бы расстояния от неё до крайних точек про-
филя были одинаковыми.
Отклонение профиля от шаблона~(просвет)
в мм допускается 0,002 от величины модуля
m на рабочем участке эвольвенты зубчатого
колеса.
Биение по профилю при креплении фрезы
8 включительно и набор из 15 фрез для бдль-
ших модулей. Для более точных работ при-
меняется набор из 26 фрез.
Червячные зуборезные фрезы
Эти фрезы применяют для нарезаиня ци-
линдрических и червячных зубчатых колёс на
зубофрезерных станках. Их преимущество пе-
ред фасонными фрезами в том, что могут быть
использованы при нарезании цилиндрических
колёс с любым числом зубьев при заданном
модуле.
Фрезы разделяются: 1) по роду обработки
на черновые (однозаходные, многозаходные,
специальные) и чистовые (нормальные н по-
вышенной точности); 2) по конструкции на
цельные, насадные и сборные. Фрезы также
различаются в зависимости от контура исход-
ной рейки (угла и высоты зуба) и системы
зацепления.
Фрезы червячные чистовые (фиг. 151) стан-
дартизованы по ГОСТ 3346-46. Технические
условия по ГОСТ 2973-45. Стандартизованные
фрезы изготовляются трёх классов точности:
А, В и С.
Фрезы классов А и В, предназначаемые
для колёс III и IV классов точности, должны
быть изготовлены со шлифованным профилем.
Фрезами класса А возможно нарезание ко-
лёс II класса при модуле до 4.
Колёса II класса при m > 4 могут быть на-
резаны червячными фрезами повышенной точ
ности.
Фрезы класса С, предназначаемые для ко-
лёс ниже IV класса точности, могут быть
изготовлены с нешлифованным профилем.
Фрезы повышенной точности имеют увели-
ченный диаметр (табл. 48).
Фиг.
151. Чистовая червячная фреза с профилем прямолинейным в осевом сечении
на оправке не должно быть больше 0,04 мм
для модуля m = 10 4- 16; 0,05 мм для т =
= 18 4-30 и 0,07 мм для m = 36 4- 50 мм.
Для черновых фрез предельное отклонение
профиля возможно увеличить в 2 раза, а бие-
ние — в 1,5 раза.
Теоретически для каждого числа зубьев
колеса требуется отдельная фреза, но для
снижения номенклатуры инструмента обычно
применяют набор из 8 фрез для модуля до
Применяются также чистовые фрезы с
углом профиля, уменьшенным до 7° по сравне-
нию со стандартными.
Отверстия под оправку у фрез всех клас-
сов должны быть отшлифованы, а у фрез
класса А доведены.
Черновые фрезы выполняются с передним
углом 7 = 54- 10°.
Для повышения производительности их
часто делают двух- и трёхзаходными. Хоро-
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
465
Таблица 48
Наружные диаметры фрез повышенной точности
Модуль 4 4/25 4,5 5 5,5 6 6,5 , 1 8 9 10 11 12 13 14
De в мм 85 90 95 105 115 125 135 155 170 190 210 230 250 260
шие результаты показали черновые фрезы с
различной высотой зубьев. У данных фрез
толщина среза, снимаемая периферийными ре-
жущими кромками, колеблется незначительно,
а поэтому при работе ими возможно значи-
1ельно увеличить подачи.
Заточка
Заточка червячных фрез выполняется по
передней грани и может производиться как
на специальном оборудовании, так и иа уни-
версально-заточных станках со специальными
приспособлениями.
вляется от руки при помощи шестерни 5 и
рейки.
Алмаз устанавливается в осевой плоскости
при помощи шаблона 6. Оправка устанавли-
вается в центрах заточного станка и получает
движение как затачиваемая фреза. В процессе
правки алмаз придаёт шлифовальному кругу
форму, необходимую для образования ра-
диальной передней грани у затачиваемой да-
лее фрезы.
Характеристики заточных кругов: Э, 60,
С, — СМЬ К (для быстрорежущих фрез), ЭБ,
60, СМ2 — CMj, К (для малолегированных
Фиг. 152. Приспособление с копиром для-заточки червячных фрез
Нагфиг. 1:2 приведено заточнсе приспо-
собление, имеющее винтовой копир. Число
и шаг канавок копира и фрезы должны быть
одинаковыми.
С целью устранения завала передней грани
заточку необходимо выполнять конической по-
верхностью круга формы IT, 2Т или ЗТ
(ГОСТ 2424-52). При больших углах подтема
канавок (/.ам > 10°) следует выполнять специ-
альную заправку шлифовального круга. При-
способление^ для правки (фиг. 153) состоит
быстрорежущих фрез) и КЗ, 80, М3 — СМП К
(для фрез с гребёнками из твёрдого сплава).
Зуборезные долбяки
Долбяки (фиг. 154) применяются на зубо-
долбёжных станках для нарезания цилиндри-
ческих зубчатых колёс с прямыми, косыми
и шевронными зубьями. Преимущественное
применение получили при изготовлении колёс
внутреннего зацепления, блочных зубчатых
ФигТ153. Схема приспособления для правки заточного круга
из оправки 1 с насаженной втулкой, в которой
перемешается движок 3, несущий державку 4
с алмазом. Перемещение движка осущест-
колёс и колёс с выступающими фланцами. Чис'
товые долбяки могут обеспечить точность обра'
ботки зубчатых колёс по II классу точности,
30 Том 12
466
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
В зависимости от типов нарезаемых колёс
различаются долбяки для: 1) прямозубых ко-
лёс внешнего зацепления; 2) косозубых и
шевронных колёс внешнего зацепления; 3) те-
Фиг. 154. Зуборезный долбяк
Гребёнки разделяются на: прямозубые, слу-
жащие для нарезания прямозубых, косозубых
и шевронных колёс, имеющих канавку между
шевронами; косозубые, служащие для нареза-
ния шевронных колёс без канавки.
Прямозубые гребёнки разделяются на чи-
стовые, служащие для окончательного нареза-
ния колёс; черновые, служащие для предва-
рительной обработки, и
шлифовочные, предназ-
наченные для нарезания
зубчатых колёс, подле-
жащих далее термиче-
ской обработке и шли-
фовке. Чистовые гребён-
ки выполняются: класса
А — для нарезания ко-
лёс II класса точности
и класса Б — для наре-
зания колёс III и IV
классов точности. Гребёнка устанавливается
под углом к торцу заготовки (фиг. 156); при
этом углы резания = 6°30'; тв = 5°30'.
Зубострогальные резцы
Зубострогальные резцы (фиг. 157) приме-
няются для нарезания конических колёс'с
вронных колёс без канавки; 4) прямозубых
колёс внутреннего зацепления и 5) косозубых
колёс внутреннего зацепления. По типу креп-
ления долбяки различают: 1) дисковые, при-
меняемые преимущественно для колёс внеш-
него зацепления; 2) чашечные, применяемые
для зубчатых колёс, форма которых препят-
ствует прохождению гайки, крепящей долбяк;
3) втулочные, применяемые для зубчатых ко-
лёс внутреннего зацепления и мелкомодуль-
ных наружного зацепления; 4) хвостовые для
колёс внутреннего зацепления.
Основные сведения и конструктивные раз-
меры долбяков приведены в ГОСТ 321-41 и
ГОСТ 322-41 (дисковые прямозубые); ГОСТ
323-41 и ГОСТ 324-41 (чашечные прямозубые);
ГОСТ 325-41 (втулочные прямозубые); ГОСТ
326-41 (хвостовые прямозубые); ГОСТ 327-41
и ГОСТ 328-41 (дисковые косозубые); ГОСТ
329-41 и ГОСТ 330-41 (хвостовые косозубые).
Зуборезные гребёнки
Зуборезные гребёнки (фиг. 155) предназна-
чаются для нарезания цилиндрических зубча-
Фиг. 155. Зуборезная гребёнка прямозубая
Фиг. 157. Зубострогальный резец
прямым зубом на зубострогальных полу-
автоматах.
Данные резцы закрепляются в откидных
державках (фиг. 158) таким образом, чтобы
Фиг. 158. Установка зубострогалыюго
резца в державке
тых колёс внешнего зацепления на зубостро-
альных станках.
главная режущая кромка, профилирующая
боковые стороны зуба нарезаемых колёс, была
МЕТАЛЛОРЕЖУЩИЕ инструменты
467
расположена перпендикулярно образующей
конуса впадин заготовки. Угол необходимо
строго выдержать при заточке.
Передний угол = 10 22° в зависимо-
сти от обрабатываемого материала. Для рез-
цов универсального назначения ав — 12° и
7„ = 20’. Заточка производится лишь по пе-
редней грани.
Продолжение табл. 49
Тип и форма
инструмента
св
X
х
Применение
О
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
Характеристика и типы
К абразивным инструментам относятся:
шлифовальные круги, головки, бруски и
сегменты. Кроме того, применяют абразив-
ные шлифовальные шкурки и пасты.
К основным характеристикам, определяю-
щим свойства абразивных инструментов, от-
носятся: форма и размер инструмента, мате-
риал зёрен, связка, зернистость, твёрдость,
способ изготовления и структура. Правиль-
ный выбор характеристики круга обеспечивает
получение высокой производительности, само-
затачивание круга, получение заданного ка-
чества поверхности.
Форма и размеры абразивного инстру
мента стандартизованы по ГОСТ 2424-52,
ГОСТ 2447-52, ГОСТ 2456-52 и ГОСТ 2464-5'2.
Выбор формы приведён в табл. 49 и 50.
Шлифовальные шкурки стандартизованы
по ГОСТ 6456-53.
Плоская обдирка
деталей на специаль-
ных станках
Таблица 49
Выбор шлифовальных кругов (ГОСТ 2424-52)
Круглое наружное,
внуч реннее и бес- 1
центровое шлифова- I
ние; плоское шлифо- !
вание периферией j
круга, заточка рез- |
цо в 1
Круглое шлифова-
ние, когда зажимные
фланцы могут поме-
шать подводке круга
к месту обработки
ПВД, применяют
также для ведущих
кругов бесцентро-
вого шлифования
Круглое шлифова-
ние с подрезкой тор-
ца обрабатываемой
детали
Плоская обдирка [
деталей иа специаль- I
пых станках
пн
Плоское шлифова-
ние торцом круга
2К
ЧЦ
ЧК
Плоское шлифова-
ние торцом круга
Заточка инстру-
ЗТ I Шлифование зубьев
| долбяков и шестерён
2П Шлифование зубьев шестерён и гребёнок
ЗП Заточка пил
4П Шлифование зубьев шестерён, заточка инструмент а
д Отрезание, проре- зание пазов
с Шлифование ка- либрованных скоб
— —
и Заточка иголок
м Разрезание мине- ралов
Не Заточка ножей ко- силок
30*
468
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 50
Таблица 50
Выбор абразивных головок» сегментов и брусков
Тип и форма инструмента Обозна- чение Применение
Головки (ГОСТ 2447-52)
Тип и форма
инструмента
Применение
БТ
Для различных
ручных работ
ГСв
ГК
гш
гшц
Г60‘
Для обработки фа-
сонных поверхностей
штампов, отливок,
сварных соединений
и др. ГЦ применяют
также для внут-
реннего шлифования
вместо мелких круж-
ков
Сегменты с(ГОСТ 2464-52)
СП
1С
2С
ЗС
4С
5С
Для наборных кру-
гов в зависимости от
типа станка и кон-
струкиии сегментной
головки
5 р у с к и (ГОСТ 245G-52)
Бкв
Для различных
ручных работ
БП
БКр
ВПК
Для хонингования
и суперфиниша
Выбор материала зёрен абразивных ин-
струментов приведён в табл. 51.
Кроме того, для изготовления паст приме-
няются также карбид бора, кварц, окись же-
леза, окись хрома и др.
Таблица 51
Материалы зёрен абразивных инструментов
Наименование абразивного материала Обо- значе- ние Область применения
Электроко- рунд нор- мальный э Шлифование сталей: ма- шиноподелочных, углеро- дистых, легированных, чу- гуна ковкого перлитной структуры; бронзы твёрдой
Электроко- рунд белый ЭБ Профильное шлифование и заточка фасонного сталь- ного инструмента. Резьбо- и зубошлифование. Отелоч- ное шлифование тонкостен- ных сталсных деталей
Корунд ес- тественный Е Ведущие круги бесцентро- вого шлифования. Оконча- тельное шлифование зака- лённых шариков. Пасты для лекальных работ
Карборунд чёрный кч Шлифование чугунов бе- лого, О|беленного и серого; мягкой бронзы; меди: алю- миния: неметаллических ма- териалов — эбонита, фибры, бакелита, фарфора и др.
Карборунд зелёный КЗ Заточка инструмента из твёрдых сплавов. Доводка режущего инструмента из инструментальных сталей
Электрокорунд нормальный содержит
86 4- 91% А1гО3.
Электрокорунд белый (корракс) содержит
96 4- 9. % А12О3.
Карборунд зелёный содержит не менее
97% SiC, а карборунд чёрный —не менее
95% SiC.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
469
Таблица 52
Основные типы связок абразивных инструментов
Наименование связки Обозна- чение Характеристика Изготовляе- мые инстру- ме нты
Область применения
Керамическая к Отличается высокой водо- и огнеупорностью. Хорошо со- храняет профиль круга. Круги чувствительны к изгибающим и ударным нагрузкам. Возможно появление прижогов шлифуе- мой поверхности Шлифоваль- ные круги, сегменты, бруски и го- ловки Все виды шлифования, за исключением операций раз- резки и прорезки узких па- 30 в
Бакелитовая Б Бакелитовые круги отлича- ются высокой прочностью и упругостью. Имеют понижен- ное теплообразование, что спо- собствует отсутствию прижо- гов. В случае применения ще- лочных охлаждающих жидко- стей требуют пропитки пара- фином Круги, сег- менты и брус- ки для хонин- гования Разрезка и прорезка уз- ких пазов. Фасонное шли- фование. Заточка профиль- ного инструмента. Резьбо- шлифование, хонингование
Вулканитовая В Вулканитовые круги более упруги и менее огнестойки, чем бакелитовые. При темпера- туре выше 150°С связка раз- мягчается и зёрна в неё вдав- ливаются. Вулканитовые круги непригодны для снятия боль- ших припусков вследствие зна- чительной плотности Плоские кру- ги, головки. Т вёрдость СМ, С, СТ и т Разрезка, прорезка и шлифование узких пазов. Шлифование сферических поверхностей. Чистовое фа- сонное шлифование. Веду- щие круги бесцентрового шлифования
Корунд естественный сорта Семиз-Бугу
содержит до 95% А13О3. Твёрдость корунда
по 10-балльной шкале (твёрдость алмаза соот-
ветствует 10, а рубина 9) в зависимости от
содержания А12О3 составляет 9,254-9,5, твёр-
дость карборунда — примерно 9,75.
Связка
Основные типы связок и область примене-
ния их приведены в табл. 52.
Для сухого шлифования применяют также
связки силикатовую и магнезиальную. В ка-
честве связки для паст применяют парафин,
стеарин, масло машинное и др. Для закреп-
ления абразивных зёрен на полотне, бумаге
и поверхности эластичных кругов (войлочных
или фетровых) применяются клеи мездровый,
костяной, казеиновый, а также лаки.
Зернистость
Зернистость абразивных материалов харак-
теризуется по ГОСТ 3238-46 длиной зерна /
(при I > 40 мк) или полусуммой длины и ши-
рины зерна (при I < 40 мк).
Дроблёные абразивные материалы, идущие
для производства инструментов, включают
зёрна различных размеров и характеризуются
номерами зернистости в зависимости от грану-
лометрического состава.
Гранулометрический состав в свою очередь
характеризуется (по ГОСТ 3347-47) пятью
размерными фракциями (группами) зёрен и
относительным весом (в процентах) зерна
в них.
Классификация абразивных материалов
в зависимости от зернистости приведена в
табл. 53.
Крупнозернистые абразивы (до № 36) на-
значаются для обдирочных работ.
Для чистовых операций с незначительной
Таблица 53
Классификация абразивных материалов по их
зернистости
Г руппа материалов Номер зерни- стости Размерная характери- стика зерна основной фракции в мк
Шлифоваль- 10 2 3004-2 000
ные зёрна 12 2 0004-1 700
14 1 7U0---1 400
16 1 400—1 200
20 1 2004-1 000
24 8504- 700
30 7004- 600
36 600 ч- 500
46 4204- 355
54 3554- 300
60 3014- 250
70 2504- 210
80 2104- 180
90 1804- 150
Шлифоваль- 100 1504-125
ные порошки 120 1254-105
150 1054- 75
180 854- 63
220 754-53
240 634-42
280 534-28
320 424-20
Микро- М28 284-20
порошки М20 204-14
MI4 144-10
мю 104- 7
М7 74- 5
М5 54-3,5 1
глубиной резания принимается зернистость от
№ 46 до № 120. Для отделочных операций
применяют шлиф и микропорошки размера-
ми, начиная от № 150.
Твёрдость
Под твёрдостью абразивного инструмента
понимается сопротивляемость связки отделе-
нию зёрен с поверхности под воздействием
внешних усилий.
470
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Шкала степеней твёрдости абразивных ин-
струментов приведена в табл. 54.
Твёрдость определяют согласно ГОСТ
3751-47. Для круглой и плоской шлифовки
преимущественно применяют круги твёрдо-
стью М8 4- С2.
Для” обдирочных работ, зачистки литья
поковок и мест сварки, снятия заусениц и
других работ с неравномерным припуском
рекомендуется твёрдость CTj-fCTu, для от-
резных и прорезных работ С24-СТ3, для
шлифовки и заточки инструмента М34- СМ2.
Таблица 54
Шкала твёрдости абразивных инструментов
Наименование твёрдости Обозначение подраз- делений твёрдости
Мягкий Срепнемягкий Средний Среднетвёрдый Твёрдый Весьма твёрдый Чрезвычайно твёрдый . . . М„ М-, М, см,, см. С:. С2 СТ,, СТ,, СТз т,, т. ВТ,, ВТз ЧТ,, ЧТ3
Круги ЧТ применяют для шлифовки шари-
ков и для правки абразивных инструментов
(взамен алмазов).
Закалённые стали' следует обрабатывать
менее твёрдыми кругами, нежели сырые. Цвет-
ные металлы (алюминий, бронза, медь, латунь
и др.) обрабатываются более мягкими круга-
ми, чем сталь. При прерывистом резании,
значительном и неравномерном припуске сле-
дует твёрдость круга повышать. Большие
сплошные поверхности и тонкостенные детали
следует обрабатывать мягкими кругами.
Для точных работ твёрдость круга следует
повышать.
Для фасонного шлифования следует при-
менять более твёрдые круги, чем для
обычных работ.
Структура
Структура абразивного инструмента выра-
жает количественное соотношение между аб-
разивными зёрнами, связкой и порами.
Структуры обозначают номерами от 0 да
12, причём чем меньше номер, тем плотнее
расположены абразивные зёрна. Различают
3 группы структур: плотные (№ 0, 1, 2 и 3),
среднеплотные (№ 4, 5 и 6) и открытые (№7,
8, 9, 10, 11 и 12).
Круги на керамической связке плотных
структур обычно не изготовляются.
Круги с плотной структурой рекомендует-
ся применять при тяжёлых грубых работах,
где высокие усилия резания обеспечивают ц
этих случаях процесс самозатачивания.
Для отделочных работ рекомендуются от-
крытые структуры.
Структуры № 7, 8, 9 применяются длц
плоского шлифования торцом круга, отрезки!
заточки твёрдосплавного инструмента, № 5,
6 — для круглого (наружного, внутреннего и
бесцентрового), плоского шлифования пери-
ферией круга и заточки режущего инструмен-
та; № 3, 4 — для профильного шлифования и
тяжёлых работ.
Выбор круга
Выбор кругов для различных видов шли-
фования приведён в табл. 55—60.
Т а б л и ц а 55
Выбор шлифовального круга для наружного круглого шлифования в центрах
Шлифуемый материал Абразив Связка Зернистость Т вёрдость Структура
Сталь иезакалённая .... Корунд Керамическая 36-46 см,—с, 5
Сталь закалённая Корунд; корракс То же 1 36-46 ) 46-60 см,—м, 5
Сталь быстрорежущая . . . . То же » J 36-46 ) 46-60 см,-см,
Чугун Карборунд » 36-46 см,—м. 5
Алюминий То же » 36-46 CMj— 5
Латунь и бронза мягкая . » » 36-46 см,—см', 5
Бронза твёрдая Корунд » 36-46 см,-см, 5
Примечание. При работе на маломощных станках с целью снижения расхода мощности
следует применять более мягкие круги.
Зернистость 4 6—60 применять при чистовом шлифовании.
Таблица 56
Выбор шлифовального круга для бесцентрового наружного круглого шлифования
Шлифуемый материал Абразив Связка Зернистость Твёрдость Структура
Незакалёииая сталь .... Корунд Керамическая 46-60 с,—см, 5
Закалённая сталь То же То же 60-80 см,—м, 5
Быстрорежущая сталь . . . » 60-8) см,—м, 5
Чугун Карборунд » 46-60 CM.-CMi 5
Латунь и мягкая бронза То же 36-46 с,-с, 5
Бронза твёрдая » 46—60 см, -м, 5
Алюминий и его сплавы . • » » 36-46 см,—м, 5
Примечание. Ведущие круги достыо CTB-Tj, зернистостью 80—120. применяются корундовые на вулканитовой связке твёр-
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
471
Т а б л и ц а 57
Выбор шлифовального круга для внутреннего шлифоваиия
Шлифуемый материал Абразив Связка Зернистость Твёрдость Струк- тура
Сталь незакалённая Корунд Керамическая 36-46 СМ,-М, 5
Сталь закалённая Корунд; корракс То же 46-60 СМх—Мх 5
Сталь быстрорежущая То же » 46—60 см,—м, 5
Чугун Карборунд » 36—46 СМх-СМа 5
Алюминий То же >> 36— 16 CMj-CMj 5
Латунь и бронза мягкая . . . » » 46 -61) см,-см, 5
Бронза твёрдая Корунд 46—60 см,—см, 5
Таблица 58
Выбор шлифовального круга для плоского шлифоваиия периферией круга
Шлифуемый материал Абразив Связка Зернистость Т вёрдость Структура
Сталь незакалённая Корунд Кера мическа я 36—46 СМ2—М8 8
Сталь закалённая То же Го же 36—46 м3—мх 8
Сталь быстрорежущая .... » » 46—60 м3—м. 8
Чугун Карборунд » 36-46 см,— м. 8
Хромоникелевая сталь .... Корунд » 36-46 CMj-м, 8
'Г а б л и ц а 59
Выбор шлифовального круга для плоского шлифования торцом круга
Шлифуемый материал Тип станка Абразив Зерни- Т в ёр- Связка ст ость дость Струк- тура
Закалённая сталь С круглым столом пол уавтомат Корунд Силикатная 80 см, 8
С круглым столом нормального типа Корунд Керамическая 36 м, 8
Незакалённая сталь С круглым столом Корунд Керамическа я 24—36 Мх —СМх 8
С прямоугольным столом Корунд Бакелитовая Керамическая 16—24 Ю-24 Мв-Сх Мз-СМ, 8
Закалённая сталь С круглым или прямоугольным столом Корунд Корунд Бакелитовая Керами ческа я 24-36 24—36 Мх-СМх Мх-СМх 8
Быстрорежущая сталь закалённая Силикатная 24—46 м3—м, 8
Чугун серый К арборунд Бакелитовая 1 Керамическая 1 16-24 16—24 М.-СМ, м,-с, 7
Ковкий чугун Карбор унд j Керампче. кая 16-36 Мх—см. 7
Латунь н мягкая бронза Карборунд Керамическая 24—36 j м,-м, 8
Алюминий Корунд Ке рлмическая 24-36 см,-см, 8
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
472
Таблица 60
Выбор шлифовального круга для шлифования резьб
Шаг шлифовальной резьбы Предвари- тельное шлифование Окончатель- ное шлифова- ние
в мм ио чис- лу ни- ток на 1* Характеристика круга
До 0,5 0,5—0,9 1,0—1,25 1,5-2,5 2,5-4 4,5-5,5 6 Более 6 При ческая; а карбору»и 48-40 32-26 24-14 12—10 9-7 м е ч а и эразивн V М28 СТ,- М28 С, 320 С, 240 С, 220 СМ,- 220 СМ, 180 СМ,— 180 СМ, 150 СМ, 120 СМ, 120 СМ, и е. Связка к ые материалы М20 СТ,— М20 С, М28 СТ, - М28 Са 320 С, 280 С, 220 СМ,— 220 СМ, 180 СМ,— 180 СМ, 150 СМ, 120 СМ, эугов керами" — корракс или
Правка кругов
Круги правят путём удаления с их поверх-
ности затупившихся абразивных зёрен для
восстановления режущей способности круга и
придания кругу нужной формы.
Правка выполняется: а) алмазами, б) аб-
разивами, в) металлическими роликами, г) ша-
рошками наборными и цельными.
Алмазная правка применяется при про-
фильном и резьбовом шлифовании и при отдел-
ке деталей высокой точности.
Алмазы должны прочно закрепляться в
державках. Державка с алмазом устанавли-
вается ниже центра круга на 1,5 4- 2 мм и
под углом 1520° в направлении вращения
круга (фиг. 159).
щими из алмазной крошки весом 4- 4- ка-
3 100
рата, цементированной сплавом из 704-80%.
вольфрама, 19 4- 28% меди и 0,9 4-2% алю-
миния. Характеристика карандашей приведена
в ГОСТ 607-52.
Правка абразивами может выполняться
путём обкатки или шлифованием.
При правке методом обкатки правящий
инструмент укрепляется на свободно вращаю-
щейся оправке приспособления (фиг. 160)
Фиг. 160. Правка методом обкатки цилиндрическим
кругом
Фиг. 159. Алмазная правка
Правка'1 должна выполняться с механиче-
ской подачей при нормальной рабочей скоро-
сти и обильном и непрерывном охлаждении.
По мере затупления кромок алмаза державку
следует поворачивать. При алмазной правке
недопустимо малейшее биение шпинделя. Ре-
жим правки: глубина 15 4- 20.ИК, продольная
подача 2004-300 мм)мин.
Алмазная правка может выполняться также
алмазно-металлическими карандашами, состоя-
под углом 54-6° к оси круга. Также возмож-
на правка коническим кругом (фиг. 161).
Правка методом шлифования выполняется
при принудительном вра-
щении правящего круга.
При наружном круглом
шлифовании правящий круг
устанавливается в центрах
на оправке,а при внутрен-
нем шлифовании—в патроне.
Круги для правки при-
меняются карборундовые
на керамической связке.
Диаметр правящего кру-
га ориентировочно прини-
мается 0,2 4- 0,35 от диа-
метра рабочего круга.
Твёрдость должна быть
иа 2 4-5 степеней выше
твёрдости рабочего круга,
причём при правке обкат-
кой применяют более
Фиг. 161. Правка
метопом ебкатки
коническим
кругом
твёрдые круги.
Зернистость правящего круга должна быть
при правке методом обкатки на 2—3 номера,
а при правке методом шлифования на 1—2 но-
мера выше, чем зернистость рабочего круга.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
473
При работе правящий круг выводится за
пределы рабочего круга лишь на 0,75 своей
ширины, глубина снимаемого слоя 0,05-?
4-0,12 мм при грубом шлифовании и
0,025 -4-0,05 мм при отделочном шлифовании.
Продольная подача 0,5-? 1 м/мин при грубом
шлифовании и 0,25-4-0,5 м/мин при отделоч-
ном шлифовании.
Правка металлическими роликами (фиг. 162)
с наплавленной крошкой из твёрдого сплава
D
60 50
80 60
80 66
150 134
а b
20 5-10
20 8-15
37 8-15
65 10-20
Данные диски крепятся в специальной дер-
жавке. Продольная подача 0,5-? 1,5 м/мин,
глубина 0,01 -? 0,04 мм. Число проходов 8,
причём 2 последних прохода без поперечной
подачи.
Правка дисками (твердосплавными и АЗ)
производится с обильным охлаждением. Оси
диска и круга во время правки параллельны.
Правка наборными шарошками применяется
в основном для кругов, выполняющих грубые
работы.
Из наборных шарошек получили широкое
распространение: а) с гофрированными диска-
ми (фиг-165), с зубчатыми дисками (фиг. 166).,
Фиг. 162. Ролик с наплавленной крошкой из твёр-
дого сплава
Фиг. 164.
Диск АЗ
Фиг. 165. Гофрированный-
днск наборной шарошки
обеспечивает хорошее качество поверхности
выправляемого круга. Выполняется методом
обкатки.
Размеры роликов обычно колеблются: D =
= 60-4- 150 мм, Ь = 5 -4- 20 мм. Глубипа сни-
маемого при правке слоя составляет 0,08 -?
4-0,25 мм. Продольная подача 0,7-?1,2 м1мин.
Широко применяется правка методом об-
катки твердосплавными дисками (ГОСТ
4802-53).
На фиг. 163, а представлен твёрдосплавный
цельный диск, а на фиг. 163,6 крепление его
в державке.
Диск 1 устанавливается в твёрдосплавных
подшипниках 2, расположенных в отверстии
державки 3. Регулировка производится при
Диски шарошек изготовляются из малоугле-
родистой стали, цементируются и калятся иа
твёрдость Н^с=50-?60. Ширина наборной ша-
рошки обычно берётся равной ширине подле-
жащего правке круга.
Цельные шарошки имеют продольные пазы
с неравномерным шагом. Применяются для
прав-ки мелкозернистых и твёрдых кругов.
Для правки профильных кругов (в частности
резьбовых многониточных) применяются фа-
сонные шарошки из инструментальных сталей,
Фиг. 163. Твёрдосплавный диск
помощи винтов 4, закрепляемых гайками ,5.
Материал дисков ВК.З и ВК.6, подшипников—
ВК6 и ВК8.
При предварительной правке продольная
подача 0,4-4-0,6 м/мин, глубина 0,03-4-0,05 мм;
при окончательной правке — продольная по-
дача 0,2 -4- 0,3 м/мин, глубина 0,024-0,03 мм.
Число проходов 7—8, причём 2—3 последних
прохода выполняются без поперечной подачи.
Хорошее качество правки обеспечивают
диски АЗ (ГОС'1\6565-53) из, термокорунда
(фиг. 164).
имеющие после термической обработки твёр-
дость = 62 -? 64.
Правка шарошками производится при глу-
бинах 0,06 -? 0,08 мм и продольных подачах.
S = 0,7 -? 1,2 м[мин.
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
474
ЧИСТОТА ПОВЕРХНОСТЕЙ РЕЖУЩИХ
ИНСТРУМЕНТОВ
Чистота поверхностей режущих инстру-
ментов не стандартизована. Рекомендуемая
чистота посадочных и торцевых поверхностей
насадного инструмента приведена (по данным
ВНИИ) в табл. 60, а чистота поверхности
цилиндрических и конических хвостовиков
у хвостового инструмента в табл. 61. Чисто-
та рабочих поверхностей у основных видов
режущих инструментов приведена в табл. 62.
Опорные поверхности резцов рекомендует-
ся выполнять по 5-му классу.
Таблица 61
Чистота посадочных и торцевых поверхностей насадного режущего инструмента в зависимости
от точности его изготовления
Допуск на изготовление посадочного отверстия инструмента в мм + 0,005 + 0,008 + 0,015 + 0,025 и выше
Чистота по- верхности по ГОСТ 2789-51 На поверхности посадочного отверстия VW + 10 7 . V10 vv v9 v v v8
На поверхности базирующего торца V V V V 10 7vv9 '7 V v8 v'W7 в
Таблица 62
Чистота поверхности цилиндрических и конических хвостовиков у хвостового инструмента
в зависимости от точности его изготовления
Допуск на изготовление основного диаметра хвостового инструмента в мм 0,05 0,06—0,10 0,10—0,25
Чистота поверхности по ГОСТ 2789-51 V 7 8 8 v v v 7 в v v + 7 в
Примечание. Хвостовики развёрток изготовляют с чистотой поверхности по 8-му классу.
Таблица 63
Чистота рабочих поверхностей режущего инструмента
И нструмент Наименование поверхности Чистота поверх- ности по ГОСТ 278 9-51
Наименование Материал режу- щей части Размер в мм
Резцы Инструменталь- ная сталь 20x30 Передняя и задние грани v V V7
Твёрдый сплав От 10x10 до 40x60 Передняя грань Фаски на передней н задних гра- нях Вспомогательная задняя грань . 777? V V V8—9 77V?
Свёрла спиральные Инструменталь- ная сталь 10-52 Передняя грань" Задняя грань и поверхность на- правляющей ленточки 777? 777? в
Твёрдый сплав 6—30 Передняя грань Задняя грань и поверхность на- правляющей ленточки V V v7 7778
Зенкеры Инструменталь- ная сталь 12-35 Передняя грань Задняя грань н поверхность на- правляющей ленточки 777? 77V8
Твёрдый сплав Передняя грань Фаски на передней н задней гра- нях и поверхность направляю- щей ленточки 777? 7778
Развёртки цилин- дрические Инструменталь- ная сталь 10—50 Передняя и задняя грани . . . . Поверхность направляющей лен- точки 7 778 I 7778
Твёрдый сплав 10—50 Передняя н задняя грани . . . Поверхность направляющей лен точки 7 7VS 7778
Развёртки кониче- ские Инструменталь- ная сталь Для конусо! № 1-г5 п Передние и задние грани .... 7778
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
475
Продолжение табл. 63
। Инструмент Чистота поверх- ности по ГОСТ 2789-51
Наименование Материал режу- щей части Размер в мм Наименование поверхности
Фрезы цилиндриче- ские | Фрезы торцевые Фрезы дисковые Инструменталь- ная сталь 60-150 10—110 60—110 Передние и задние грани (на ци- линдрических, торцевых, угло- вых и боковых сторонах) . . . . v V V 7 в
Фрезы торцевые 150-400 Передняя грань Фаски на передней и задних гра- нях V W7 VVV8
•Фрезы концевые Фрезы дисковые Твёрдый сплав 10—50 75-150
Протяжки круглые Протяжки шлице- вые Протяжки шпоноч- ные Инструменталь- ная сталь 10—S0 16-80 3—20 Передние и задние грани Поверхность направляющих . . . » хвостовика V V V8 в—9 VW8 v v v7
Метчики ручные с нешлифованным профилем Инструменталь- 6-52 Передняя грань Затылочная поверхность на за- борной части • Поверхность профиля резьбы . . VW7 в 7W7 W6 в
Метчики гаечные с шлифованным профилем пая сталь 6—36 Передняя грань Затылочная поверхность на за- борной части Поверхность профиля резьбы . . V VV8 V W9
, 1латки круглые Инструменталь- ная сталь 6—36 Передняя грань Затылочная поверхность на за- борной части Поверхность профиля резьбы . . Торцы и наружная поверхность . VW7 v v v7 W6 в VW7 в
Фрезы резьбовые гребенчатые Инструменталь- ная сталь Шаг 1-гЗ Передняя грань Поверхность профиля резьбы . . V W8 В V V V9
Резцы резьбовые Твёрдый сплав От 12x20 до 20 хЗО Передняя и задние /рани . . . . 7W9
Фрезы червячные чистовые класса А Инструменталь- пая сталь М = 1-гЮ Передняя грань Задние грани наружные » » боковые V W8 в V V V8 VVV9
Долбякн чистовые класса А Гребёнки зуборез- ные чистовые Инструменталь- ная сталь М---0,8--8 M^l-?10 Передняя грань Задние грани наружные и боко- вые V W9 в v v V9 в
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Аваков А. А. Некоторые вопросы стойкости
резца. Сборники трудов ТБИИЖТ, 1947, № 2,
1948, 3—4; 1951, № 5, Траисжелдориздат, М.
2, Алексеев Г. А., Аршинов В. А.,
Смольников Е.А. Расчёт н конструирова-
ние режущего инструмента. Машгиз, М., 1951.
3. Альбом котельного инструмента и приспособле-
ний, применяемых при текущем ремонте парово-
зов. Траисжелдориздат, 1949.
4. Альбом приспособлений, применяемых при теку-
щем ремонте паровозов. Траисжелдориздат, 1949.
5 Трудов П. П. и Цыганова М. П. Приме-
нение керамических пластинок при чистовом и
получистовом точении. Центр, бюро технической
информации, М., 1952.
«.Трудов II. П., Волков С. И.~ н Хар-
ламов М. С. Режущие свойства твёрдых спла-
вов при фрезеровании. Центр, бюро технической
информации, 1953.
7, Даниелян А. М. Резание металлов и инстру-
мент. Машгиз, М., 1950.
8. Долматовский Г. А. Справочник техно-
лога. Машгиз, М.» 1950.
9. К а м е и к о в и ч С. Л. Режущий инструмент
высокой производительности. «Московский рабо-
чий», 1 94 7.
10. Конструкции твердосплавного инструмента.
Сборник нормалей. Машгиз, М., 1952.
И. Пекарский М.Д., Лернер А. С., К ли
м о в В. И. и Смирнов Л. Н. Металлорежу-
щие инструменты. Справочник конструктора.
Машгиз, Свердловск—М., 1947.
1 2. С е м е и ч е н к о И. И. Режущий инструмент,
т. I —IV. Машгиз, М.—Л., 1936 — 1 944.
13. Типовые тех нологические процессы термической
обработки инструмента. Оргавиапром, М., 1942.
14. Томилин Г. Н., Мясников В. П. и
Журавлёв С. А. Инструменты для скоро-
стного резания металлов. Машгиз, М.—Л.»
1950.
15. Труды МЭМИИТ, вып. 61. Скоростные методы
резани я металлов. Траисжелдориздат, 1952.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
*
Советская станкостроительная промышлен-
ность выпускает станки всех известных в на-
стоящее время типов, причём по каждому типу
станка производится выпуск ряда типо-раз-
меров (разных моделей). В настоящем разделе
приведены данные о характерных станках
каждого типа, имеющих или могущих найти
применение на металлообрабатывающих пред-
приятиях железнодорожного транспорта.
УНИВЕРСАЛЬНЫЕ СТАНКИ
Токарно-винторезные станки
Токарно-винторезные станки предназначе-
ны для выполнения различных токарных ра-
бот, включая нарезание резьбы.
На этих станках обрабатываются различ-
ные детали подвижного состава: дышловые
валики, валики рессорного подвешивания,вин-
ты винтовых стяжек, буферные стержни, зо-
лотниковые втулки и др.
Общий вид токарно-винторезного станка
1Д62М со спецификацией рукояток управле-
ния показан на фиг. 1.
Передача движения к шпинделю станка
осуществляется с помощью коробки скоростей
(фиг. 2) на 18 ступеней в пределах от 12 до
600 об/мин.
График чисел оборотов коробки скоростей
с указанием чисел зубьев сцепляющихся зуб-
чатых колёс дан на фиг. 3.
Методику построения графиков—см.
«Краткие справочные данные по паспорти-
зации станков» (стр. 559).
Кинематика механизмов подачи станков
1Д62М и 1А62 аналогична, для последнего
этот механизм разобран ниже. Станок 1А62
(фиг. 4) отличается увеличенной мощностью
и повышенными числами оборотов шпин-
деля, что даёт большие возможности для
рационального использования инструментов
из твёрдых сплавов. Коробка скоростей стан-
ка позволяет получить 21 различное число
оборотов шпинделя (в пределах от 12 до
Фиг. 1. Общий вид токарно-винторезного станка 1Д62М: 1 — рукоятка для установки числа оборотов
шпинделя; 2 —рукоятка для увеличения шага резьбы; 3 — рукоятка для установки числа оборотов шпинде-
ля; 4-рукоятка для настройки станка на нарезку резьб метрической и дюймовой; 5-рукоятка конуса
зубчатых колёс; 6, 7 —рукоятки для настройки шага резьбы; 8 —рукоятка для включения ходового винта
или валика; 9 — рукоятка для включения и реверсирования станка; 10 — рукоятка трензеля; 11 - ма-
ховичок для ручного перемещения каретки; 12 — рукоятка для переключения продольной и поперечной
подачи; 13 — рукоятка для включения подачи и для включения после автоматического останова; 74-ру-
ксятка для включения гайки ходового винта; 15 — рукоятка для включения и реверсирования
станка; 76 —рукоятка для поперечной подачи супорта вручную; 77 —рукоятка для закрепления рез-
цовой головки; 18— оукоятка для подачи резцовых салазок; 79-рукоятка для крепления пиноли-
20 —маховичок для перемещения пиноли; 27—кнопочная станция ’
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
477
1 200 об/мин.)для прямого и 12 (до 1 520об/мин.)
для обратного вращения.
В коробку скоростей станка 1А62 введено
дополнительное звено непосредственной пере-
дачи на шпиндель с вала, имеющего тройной
Риг. 2. Кинематическая схема коробки скоростей
токарно-винторезного станка 1Д62М
передвижной блок (50 : 50). Это даёт возмож-
ность получить три дополнительных повышен-
ных числа оборотов шпинделя (для прямого
вращения): 770, 960 и 1 200 об/мин.
От шпинделя станка движение передаётся
к механизму подачи или непосредственно или
через звено увеличения шага для получения
резьб с увеличенными шагами против нор-
мальных в 4 и 16 раз.
Числа оборотов шпинделя станка 1А62
Для прямого вращения
12; 14,5; 19; 24; 30; 37; 46; 58; 76; 93; 120; 150;
184; 230; 305; 375; 460; 600; 770; 960 и 1 200 об/мин
Для обратного вращения
18; 30; 48; 73; 121; 190; 295; 485; 591; 760; 970;
1 520 об/мин.
Коробка подач состоит из основной ко-
робки с конусным набором на 8 цилиндри-
ческих зубчатых колёс и умножающей ко-
робки на 4 варианта передаточных отношений:
• _ * 28 ' 23 _ £ . _ 28 •42 _ £
4 “ 56 • 56 " 4 ’ '2 “ 56 • 42 ~ 2 ’
28 . 42-56
'3“28“1; '4“ 42-28 “2‘
Основная коробка спроектирована как с ве-
дущим, так и с ведомым конусом, благодаря
чему получаются следующие резьбы: дюймо-
вые—от 16/в до 24 ниток на 1", метрические —
< шагом 0.8-?12 мм, модульные—с модулем
0,2-^3,0 мм и питчевые — с диаметральным
шагом 96-?6,5.
На станке можно получить резьбы повы-
шенной точности путём прямого включения хо-
дового винта (без коробки подач), для чего
на гитару устанавливаются необходимые смен
ные зубчатые колёса в зависимости от требуе-
мого шага резьбы.
Для нарезания метрических и дюймовых
резьб на гитаре ставятся сменные зубчатые
колёса 42 : 100, которые легко найти из урав-
нения кинематического баланса от шпинделя
до ходового винта; уравнение составлено для
наибольшего шага метрической резьбы
__ 50-50-38-42-25-48-25-42-56-12 =Х2мм
'50750-38-100-36.28-25-42-28
Для нарезания модульных и питчевых
резьб из аналогичного уравнения для наиболь-
шего модуля т = 3 имеем сменные зубча-
тые колёса 32 : 97.
Фиг. 3. График чисел оборотов шпинделя
токарно-винторезного станка 1Д62М
В табл. 1 н 2 приведены метрические, мо-
дульные, дюймовые и питчевые резьбы, кото-
рые могут быть нарезаны на станках 1Д62М
и 1А62, и подачи при соответствующих на-
стройках. В указанных таблицах; t—шаг
в мм, т — модуль в мм, а — число ниток на 1",
Р— питч., sn/log — продольная подача в мм/об
и &попер—поперечная подача в мм)об.
В табл. 3 и 4 приведены основные данные
токарно-винторезных станков завода «Крас-
ный пролетарий».
На фиг. 5 показана кинематическая схема
токарного станка для патронных работ мо-
дели МК-163.
В цепи главного движения станка
поставлена коробка скоростей в сочетании
с гитарой сменных зубчатых колёс. Такая
конструкция позволяет производить обра-
ботку деталей мелких серий без перена-
стройки гитары скоростей, пользуясь для из-
менения чисел оборотов шпинделя переклю-
чением передвижных блоков коробки (3 X 2 X
X 2 = 12 ступеней чисел оборотов).
В то же время имеется возможность сме-
щать весь ряд чисел оборотов шпинделя вверх
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
479
Фиг. 5. Кинематическая схема токарного станка МК-163
480
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
или вниз путём перенастройки гитары.
В связи с этим числа оборотов шпинделя
распределяются по двум следующим рядам:
При сменных Число оборотов
колёсах в мин.
26 : 70 4,5; 6,5; 9; 12; 17; 23,5;
37; 51; 70; 97; 135; 186
48 : 48 12,5; 17,5; 24; 33; 46;
64; 101; 141; 194; 266; 371; 510
Таблица 1
Электродвигатель для быстрого переме-
щения каретки и супорта: станка МК-163
тип АФ 31/4; А=2,2 квт-, п=1 440 об/мин.;
насос охлаждения: тип П-45А; А=0,15 квт;
п=2 800 об/мин.
В коробке скоростей станка поставлен пере-
бор, передаточное отношение которого
_ 24 • 22 1
‘>‘еР — 48 • 88 — 8 '
Метрические и модульные резьбы и подачи
(при соответствующей настройке) токарно-
винторезных станков 1Д62М и 1А62
1 ММ snрод мм/об snonep мм/об ™мм
12 1.205 0,4
11 1 ,106 0,367
10 1 ,'.02 0,334 —
9.5 0,9 6 0,317 3
9 0.9J5 0,3 2,75
8 0,804 0,266 2,5
7 0,705 0,239 2,376
6,5 0,652 0,216 2,25
6 0,602 0,2 2
5,5 0,552 0,184 1,75
5 0,5)1 0,166 1,62
4,75 6,475 0,158 1,5
4,5 0,45 0,15 1,32
4 0,4 0,134 1,25
3,5 0,35 0,117 1,1*8
3,25 0,325 0,108 1,125
3 0,301 0,102 1
2,75 0,276 0,092 0,875
2,5 0,251 0,084 0,818
2,37 0,238 0,079 0,75
2,25 0,226 0,075 0,687
о 0,202 0,069 0,625
1,75 0,176 0,058 0,594
1,625 0,163 0,054 0,562
1,5 0,151 0,05 0,5
1,375 0,138 0,046 0,437
1,25 0,125 (>,042 0,406
1,187 0,119 0,04 0,375
1,125 0,113 0,038 0,343
1 0,101 0,033 0,312
0,875 0,0 >8 0,029 0,297
0,812 0,082 0 ,'.27 0,281
0,25
__ 0,218
— — — 0,2-3
Таблица 2
Дюймовые и питчевые резьбы и подачи
(при соответствующей настройке) токарно-
винторезных станков 1Д62М и 1А62
а snpod мм/об snonep мм/об Р
!•/, 1,57 0,522 —
1% 1,46 0,484 —
2 1,28 0,424 ——
2 У, 1,13 0,377 6,5
2s / 2/2 1» '7 1 ,02 0,357 0,34 7 8
2% 0,93 0,308 9
3 0,35 0,213 9,5
3% 0,785 0,261 10
3/а 0,73 0,242 11
4 0,64 0,212 12
4‘/2 0,565 0,188 13
4% 0,535 0,179 14
5 0,51 0,17 16
5/, 0,465 0,154 18
6 0,425 0,142 19
6 У, 0,392 0,13 20
7 0,365 0,121 22
8 0,32 0,105 24
9 0,232 0,094 26
9JZ, 0,268 0,089 28
10 0,255 0,085 32
11 0,232 0,077 36
12 0,212 0,071 38
13 0,196 0,065 40
14 0,182 0, 6 44
16 0,16 0,05 48
18 0,142 0,047 :.2
19 0,134 0.044 56
20 0,128 0,ь42 64
22 0,116 0,038 72
24 0,106 0,035 76
80
__ 88
— — — 96
Таблица 3
Токарно-винторезные станки завода «Красный пролетарий»
Элементы характеристики станка Единица измерения М о д е л ь
1Дбз 1Д63А 1Д64 1Д65
Высота центров Наибольшее расстояние между центрами .... Наибольший диаметр точения Количество чисел оборотов шпинделя Пределы чисел оборотов шпинделя Пределы продольных подач Пределы шагов метрических резьб Пределы дюймовых резьб Пределы шагов модульных резьб Мощность главного электродвигателя Г абариты: длина . ширина высота . . , Вес » » об/мин. мм/об мм нитки на 1* мм квт мм » » кг 300 1 50 1-3 000 350 18 9,6—480 0,15—2,65 1 — 14 28-2 ),25 —3,5 5,2-3 ,2 3 595/5 095 1 ЗЮ 1 352 3 110/3 430 330 1 5034-3 000 345 18 14—753 0,15-2,65 1—224 28-2 0,25-56 10 5 ПО 1 685 1 275 3 920 4Ю 3 009 500 12 8-362 0,22-3,15 1-14 28-2 0,25—3,5 11—13 5 350 1 850 1 449 7 500 500 3 000-г 5 0С0 620 12 4,25-194 0,22-3,15 1-14 23-2 0,25-14 20 6 015 2 785 1 620 8 5’10
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
481
Станки токарной группы
Таблица 4
Элементы характеристики станка Единица измерения Модель
1Д62М 1А62 МК-163 1620
Высота центров мм 200 202 500 225
Наибольшее расстояние между центрами .... 750; 1 ООО; 1 500 750; 1 000; 1 500 700 1 000
Наибольший диаметр точения 400 400 1 000 400
Пределы чисел оборотов шпинделя об/мин. 12-600 12-1 200 5-510 18-3 000
Пределы продольных подач мм1об 0,08—1,6 0,08-1,6 0,66-2,44 0,06-1,43
Пределы поперечных подач » 0,03-0,5 0,03-0,5 0,04-1,72 0,06-1,43
Пределы шагов метрических резьб мм 0,8—12 0,8-12 1—56 1-240
То же модульных » 0,2—3 0,2-3 0,25—14 0,25-60
Скорость быстрого перемещения каретки . . . м/мин — — 3,45 3,8
Мощность главного электродвигателя Габариты: кет 4,5 7-8 17 13
длина мм 2 400 2 400 3 850 3 180
ширина » 1 580 1 580 2 620 1 300
высота » 1 200 1 210 1 630 1 250
Вес кг 2 300 2 200 9 55 J 3 500
При работе станка без перебора зубчатое
колесо z = 66 включается в z = 66, давая
/ = 1.
Движение от шпинделя станка может пере-
даваться двояко:
. __ 56 . _ 88^36 _
11~ 56=1 и '2 ' 22 • 36 ’
За счёт следующего двойного передвижно
го блока с передаточными отношениями
24 _ j_ 36 _
48 2 и 36 ~ 1
дополнительно получаем от шпинделя:
н
Следовательно, подачи за 1 оборот шпин-
деля могут быть или уменьшены в 2 раза или
увеличены в 2 и 4 раза.
Для реверсирования движения супорта по-
ставлен трензель, имеющий передаточное от-
I ошение
• _ 36 _ 36 • 22
{,ЛР ~ 36 — 1 ’ или тР ~ 22’- 36 ~ 1 ’
За трензелем следует гитара подачи, слу-
жащая для передачи движения к коробке
подач. Через муфту движение передаётся
непосредственно или с перебором, используе-
мым для мелких подач.
. _ 33 • 28 _ п
1™Р ~ 51 • 56 - °'324’
Коробка с конусным набором зубчатых
колёс даёт 6 ступеней,а дополнительная умно-
жающая коробка даёт 4 ступени:
42 . 21 • 42 _ 1
'1 = 42- !: '2 = 84 .42"“ 4 :
42 • 28 __ 1 . 21 28 _ 1
‘3 ~ 42 • 56 ~ 2 ’ '1 ~ 84 • 56 " 8 '
31 Том 12
Следовательно, различных подач (без пере-
бора) может быть 6 х 4 = 24.
При нарезании модульных резьб на ги-
таре ставятся сменные зубчатые колёса 66 : 84.
Конструктивная особенность супорта
станка состоит в том, что он установлен на
подвижной (в продольном направлении) ка-
ретке.
Конструкция супорта с удлинённой по-
воротной средней частью позволяет переме-
щать его механически в разных направле-
ниях.
На фиг. 6 показана кинематическая схема
универсального токарно-винторезного элек-
трокопировального станка модели 1620 Мос-
ковского завода «Красный пролетарий», пред-
назначенного для обточки и расточки цилин-
дрических и конических поверхностей, на-
резания различных резьб и торцевыхспиралей,
сверления диаметром до 60 мм, электрокопи-
ровальных работ с помощью электрощупа по
шаблону и образцу.
Станок конструктивно выполнен с раз-
делённым приводом главного движения. Та-
кой привод уменьшает вибрации и повышает
точность работы станка, позволяя осущест-
влять передачу вращения на шпиндель в диа-
пазоне высоких скоростей короткой кине-
матической цепью, чем значительно повы-
шается к. п. д. станка при высоких числах
оборотов.
В цепи главного движения станка по-
ставлен механический бесступенчатый фрик-
ционный привод (вариатор) системы Свето-
зарова. Преимущество такого привода в том,
что он позволяет поддерживать постоянную
скорость резания при поперечной обработке
изделий (отрезке, торцевой обточке и т. п.)
за счёт непрерывного автоматического уве-
личения числа оборотов шпинделя и допу-
скает регулирование скорости на ходу станка.
Передаточные отношения бесступенча-
того привода могут быть различными за счёт
поворота промежуточной шайбы, изменяющей
расчётные диаметры ведущего и ведомого сфе-
рических дисков.
00
NO
Ф125
58 00 31 Й 60 15
1=6 мм
SO
2*3
переключения
10*35
21 5ч 42 88
18
38
Для вмазки
мин
V 80мм
и
Фиг. 6. Кинематическая схема универсального токарно-винторезного электрокопировального станка 1620
78
Ф55
18
38
14=13 кВт
п=1460 чЬ/мии
3 [ з С „„
Ч? i i ^70
2С Э'Г
® 24№\'
г Тормоз
60
Диск чисел оОор.'тоВ
I шпинделя
и
«уЧ 1-В
N=1 кВт
п=1410 °"/мин
Тормоз
t~Z»60
32.
Рукоятки Оля Выбора
системы резьбы или
! подачи I
t=5MM |
< 20
Рукоятка для установки,
•{3 Величины резьбы или
s_m=< квачи |
—: ^^валики Оля ОискоОого
56
48 36
t=12MM
И* 40
ВеОомый
сферически
Buck
Ве1ущий
сферический
Зиск ~
Промежуточ-
ная шайба
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
483
Из фиг. 6 имеем:
I = 0,99
(0,99—коэфициент скольжения);
г — а — хг и R = а — х.,,
где
xi = ru cos (* -h ?); *2 = ro cos (2 — z>).
Тогда
а — ra cos Д 4- а)
/ =t, О 99--------!-
’ а — r0 cos (а — if) ’
т. е. с изменением угла поворота у промежу-
точной шайбы изменяются передаточные от-
ношения бесступенчатого привода.
Передачи этой системы имеют высокий
к. п. д. (в пределах 0,95—0,97).
В станке отсутствуют рукоятки управле-
ния, и изменение чисел оборотов шпинделя
осуществляется толчковыми кнопками. Для
более быстрого изменения числа оборотов
шпинделя коробка скоростей смонтирована
с электромагнитными муфтами.
Диапазон регулирования чисел оборо-
тов шпинделя станка от 18 до 3 000 об/мин.
При диапазоне от 750 до 3 000 об/мин. враще-
ние приводного шкива передаётся непосред-
ственно шпинделю без участия зубчатых ко-
лёс (фиг. 6).
Диапазоны чисел оборотов 187—750, 47—
187 и 18—72 об/мин. достигаются включе-
нием переборов через зубчатые колёса с пере-
даточными отношениями, равными:
36-27 1 36 • 44 15 - 27 __ 1
72 • 54 “ 4 ’ 72 • 44 • 60 • 54 ' 16
и
36-24-15-27 1
72 - 64-60-54 = 42,6
Для недопущения перегрева прн высо-
ких числах оборотов на станке у передней
опоры шпинделя установлен тепловой ком-
пенсатор, через который воспринимают осе-
вую нагрузку радиально-упорные подшип-
ники.
Благодаря жёсткости конструкции и точ-
ности изготовления на станке возможно по-
лучение изделий по 2-му классу точности и
с чистотой поверхности по 8-му классу.
Коробка подач закрытого типа получает
движение от коробки главного движения ио
трём кинематическим цепям:
1) непосредственно от шпинделя через кли-
норемённую передачу и зубчатые муфты А
и 5; при этом осуществляются продольная
и поперечная подачи и подача верхней части
супорта;
2) непосредственно от шпинделя через зуб-
чатые колёса 60 : 96; 52 : 65; 60 ; 60 и зубча-
тые муфты В и Г (при этом осуществляются
гее три рода подач; эта же цепь используется
и при нарезании резьб с нормальным шагом);
3) от переборного вала через зубчатые ко-
лёса 60 : 48; 52 : 65; 60 : 60 и те же зубча-
тые муфты Ви Г (для нарезания резьб с уве-
личенным шагом).
Станок имеет следующие продольные и
поперечные подачи: 0,055; 0,06; 0,07; 0,075;
0,08; 0,09; 0,095; 0,1; 0,11; 0,12; 0,14; 0,15;
0.16; 0,18; 0,19; 0,2; 0,22; 0,24; 0,27; 0,3;
0,33; 0,35; 0,38; 0,41; 0,44; 0,49; 0,55; 0,61;
0,66; 0,7; 0,76; 0,82; 0,94; 1,1; 1,22 и 1,43.
Движение каретки и супорта осущест-
вляется управлением от одной рукоятки по-
средством электромагнитных муфт.
Обточка и расточка крутых коротких ко-
нусов производятся поворотом верхней части
супорта на требуемый угол, при этом подача
резца происходит от дополнительной кине-
матической цепи. При обточке пологих ко-
нусов необходима настройка на одновремен-
ную подачу каретки и супорта.
Нарезание многозаходных резьб, имеющих
2. 3, 4, 5. 6, 10, 12, 15, 20, 30 и 60 заходов,
происходит путём соответствующих после-
довательных поворотов шпинделя, для чего
на шпинделе и валу перебора закреплены
зубчатые колёса с числом зубьев, равным 60.
Перемещение пиноли задней бабки при
сверлении изделий осуществляется через чер-
( 1 '1
вячную передачу (j = .
Токарно-револьвериые станки
Токарно-револьверные станки предназна-
чены как для обработки отдельных деталей,
закреплённых в патроне, так и для обработ-
ки деталей из прутка.
На фиг. 7 показана кинематическая схема
токарно-револьверного станка 1А36 Мос-
ковского завода имени Орджоникидзе. Станок
предназначен для прутковых и патронных
работ. Шпиндель станка получает вращение
от коробки скоростей. График чисел оборо-
тов шпинделя станка показан на фиг. 8.
Станок имеет два супорта — передний и
револьверный—и две коробки подач, которые
по конструкции аналогичны. Продольные по-
дачи супортов следующие: 0,12; 0,16; 0,22;
0,3; 0,4; 0,5; 0,7; 0,9; 1,17; 1,6; 2,1; 2,9 и
3,9 мм/об. Поперечные подачи переднего
супорта меньше продольных в 2 раза.
Станок 1В36 в отличие от станка 1А36
снабжён механизмом управления с предвари-
тельным выбором скорости (преселективиое
управление).
В управление коробкой скоростей входят
две рукоятки. При вращении за крестовую
рукоятку через зубчатую передачу про-
исходит поворот дисков (барабанов), на ок-
ружности которых имеются выступы и впа-
дины. Для получения требуемого числа оборо-
тов шпинделя основные рычаги должны за-
нимать определённое положение соответствен-
но выступам и впадинам на барабане. После
тоге как крестовая рукоятка будет постав-
лена на нужное число оборотов шпинделя, для
закрепления в этом положении основных ры-
чагов следует повернуть фиксирующую руко-
ятку. Через зубчатые колёса, а также кру-
говые рейки произойдёт давление выступов
на указанные рычаги и тем самым фрикцион-
ные муфты будут поставлены в желаемую
позицию.
График чисел оборотов шпинделя этого
станка представлен на фиг. 9.
В производстве находят также применение
револьверные станки модели 1К36 Алапаев-
ского станкостроительного завода.
31*
484
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Основные данные станка 1К36
Высота центров .... 210 мм
Наибольшее расстояние
от шпинделя до ре-
вольверной головки . 1 170 *
Наибольший диаметр
точения.................. 440 »
Пределы чисел оборо-
тов шпинделя в мину-
ту .................. 44—1 090
Пределы продольных по-
дач .................0,07—2,3 мм}об
Пределы поперечных
подач .... ... 0,03—1,0 »
Мощность главного
электродвигателя . . 10 квт
Габариты:
длина.................... 3 200 мм
ширина .............. 1 780 »
высота............... 1 450 »
Вес...................... 3 0J0 кг
Фиг. 9. График чисел оборотов шпинделя
токарно-револьверного станка 1В36
П
38*3,?5
"28x3,25
39x2,25
1x3.5
них барабанов
Станки имеют
Токарно-лобовые и токарно-карусельные
станки
винт однозшдный.
1= 6 мм \
50
Ю
J!iO !
20*0?Л И
35x3,25
35x2,25
токарно-револьверного станка 1А36
Фиг. 7. кинематическая схема
U"53
20x9,25
21x2,25-
18x3.25
Токарно-лобовые станки предназначены
для обработки детален больших диаметров, но
относительно коротких (узких); они также
иногда используются при обработке чугун-
для поршневых колец и т. п.
вертикально расположенную
34x2,25
I 34
\ / 29
^35
-чз'^\
Лх 3,25,
17x2,5
иих2.25
Числа.
ПЧ0-1Ч5-2? — 350^/мин. шинОш
Фиг. 8. График чисел оборотов шпин-
деля токарно-револьверного станка 1А36
планшайбу для крепления обрабатываемого
изделия и не имеют задней бабки.
В настоящее время лобовые станки вслед-
ствие ряда недостатков (неудобство крепления
детали, значительные нагрузки на подшип-
ники шпинделя и др.) нашей промышлен-
ностью не производятся и вытесняются более
удобными и производительными карусель-
ными станками.
Наиболее распространёнными универсаль-
ными карусельными станками являются стан-
ки Краснодарского завода имени Седина. На
фиг. 10 дана кинематическая схема кару-
сельного одностоечного станка модели 152.
Станок имеет горизонтально расположен-
ную планшайбу диаметром 845 мм, а также
револьверный и боковой супорты, благо-
даря которым можно производить обточку,
расточку, подрезку и другие операции.
Револьверная головка револьверного су-
порта имеет пять гнёзд для режущих инстру-
ментов; боковой супорт имеет четырёхгран-
ную поворотную головку.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
485
Сменные шестерни. 3'i
Фиг. 10. Кинематическая схема карусельного станка 152
486
МЕТАЛЛОРЕЖУЩИЕ.СТАНКИ
Обрабатываемое изделие закрепляется
в четырёхкулачковом патроне или в зажим-
ном приспособлении.
График чисел оборотов планшайбы (фиг. 11)
а
составлен для сменных зубчатых колёс =1.
а 4'2
При -£- = эд = 1,4 наибольшее, число оборо-
тов планшайбы будет равно
95 X 1,4 = 134 об/мин.
Станок имеет следующие рабочие подачи
супортов: 0,25; 0,4; 0,6; 0,95; 1,5; 2,4; 3,8 и
6,0 мм/об.
Наибольшая рабочая подача супортов
согласно кинематической схеме (фиг. 10;
113 • 36 • 18 - 25 • 25 • 55 • 27 • 44 • 10
s 18 • 30 • 42 • 35 • 35-35 • 86 “ 6(Г =
-= 6 мм/об.
Супорты могут быстро перемещаться
с одинаковой скоростью от электродвигателя
мощностью 1,3 кет.
Скорость быстрой подачи супортов
940-28-28-28-48-44-44-2-3,14-3,5-15
- 56 . 33 • 33 - 62 - 60 • 44 • 33 П’ОО'сГ^
— 2 м/мин.
Скорость быстрого подъёма или опускания
поперечины
940-30-4-10 „ ,
vnnnep —1 75 - 35-1 000 — 0,43 м/мин.
Карусельный одностоечный станок модели
153 характеризуется увеличенным (по срав-
нению со станком 152) диаметром планшайбы
и повышенной мощностью главного электро-
двигателя.
Основные данные карусельных станков мо-
делей 152 и 153 приведены в табл. 5.
Таблица 5
Основные данные карусельных станков 152 н 153
Элементы характе- ристики станка с S Z § s 5 S и и S Ш s I Модель
152 153
Диаметр планшайбы Наибольший диаметр ММ 845 1 030
изделия . Наибольший допускав- » 1 000 1 250
мый вес изделия . . Количество чисел обо- кг 2 000 2 000
ротов планшайбы . . Пределы чисет оборо- — 12 12
тов планшайбы .... Пределы вертикаль- ных и горизонтальных об/мин. 8—134 7,5-150
подач супортов . , . Скорость быстр >й по- мм/об 0,25-6 0,23-8,4
дачи супортов .... Мощность главного м/мин 2 2
электродвигателя . . . Габарит станка: кет 17 22
длина мм 2 080 2 350
ширина » 2 010 2 185
высота Вес станка(орнентиро- » 3 475 3 815
вочно) кг 8 000 10 000
Фиг. 11. График чисел оборотов шпин-
деля карусельного станка 152
Вертикально-сверлильные станки
Сверлению подвергаются многие детали
подвижного состава: цельнокатаиные колёса,
пальцы кривошипов, валики рессорного под-
вешивания и т. п.
Фнг. 12. Кинематическая схема вертикально-
сверлильного станка 2150
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
487
На фиг. 12 дана кинематическая схема
о.чношпиндельного вертикально-сверлильного
танка модели 2150 Одесского завода имени
Ленина. Наибольший диаметр сверления
50 мм. Шпиндель станка получает вращение
от электродвигателя через коробку скоро-
тей. График чисел оборотов шпинделя станка
приведён на фиг. 13.
Фиг. 13. График чисел оборотов
шпинделя вертикально-сверлильного
станка 2150
Механизм вертикальной подачи шпинделя
состоит из коробки со скользящей шпонкой
на 5 вариантов и двойного передвижного
блока, благодаря чему станок имеет 10 раз-
личных подач: 0,15, 0,18; 0,22; 0,28; 0,36’
0,44; 0,57; 0,7; 0,9; 1,2 мм/об.
В табл. 6 приведены основные данные
вертикально-сверлильных станков завода
имени Ленина. Новой моделью этой груп-
пы станков является 2А150.
Этот станок отличается от аналогичного
станка 2150 (см. табл. 6) более широким
диапазоном чисел оборотов и подач шпинделя.
Коробка скоростей станка позволяет получить
12 ступеней чисел оборотов шпинделя в пре-
делах от 32 до 1 400 об/мин. Коробка подач
станка даёт девять различных вариантов
подач шпинделя в пределах от 0,125 до
2,6 мм/об. Мощность главного электродви-
гателя 7 квт.
Радиально-сверлильные станки
Радиально-сверлильные станки предна-
значены для сверления, зенкерования, раз-
вёртывания и нарезания резьбы преимущест-
венно в тяжёлых, крупногабаритных изде-
лиях, без перестановки последних (решётки
паровозного котла, цилиндровые блоки и т. Д.).
В табл. 7 приводятся основные данные
радиально-сверлильных станков.
Таблица 6
Основные данные вертикально-сверлильных станков завода имени Ленина
Элементы характеристики станка се . s ° £ °- X (У SgR tl со X Щ х х Модель
2118 2125 2135 2150 2175
Наибольший диаметр сверления мм 13 35 50 75
Номер конуса Морзе ! 9 з 4 6 6
Количество чисел оборотов шпинделя 6 9 6 6 6
Пределы чисел оборотов шпинделя об/мин. 7 4—730 70—9 35 5;—500 46—475 32—323
модификация Н 1 » 101 — 1 422 —
» III * 136-1 921 —
» IV 1 19з 2 721 . —
Количество подач 3 9 8 10 10
Пределы подач мм/об 0,2- 0,31 0,1-0,81 0,1—1,11 0,15-1,2 0,15-1,2
Мощность главного электродвигателя квт 1,85 2,2 5,2 8,2 15
Габарит станка:
длина мм 1 100 940 1 210 1 420 1 420
ширина » G Ю 750 9Ю 850 850
высота » 2 310 2 3'5 2 835 3 035 2 590
Вес станка кг 000 750 1 550 2 220 2 80)
Таблица 7
Радиально-сверлильные станки
Элементы характеристики станка Единица измере- ния 25 Наибольший диаметр сверления
35 50 75 100
Диаметр шпинделя мм 25-30 ЗО—ЧО 40-50 60-70 75-85
Наибольшее расстояние от оси шпин- деля до гильзы » 80'1 1 200 80) 1 200 1 000 1 500 2 0 )0 2 500 2 500 3 000
1 500 2.00 3 000 —
Наименьшее расстояние от оси шпин- деля до гильзы . г> 200—3'0 250-350 300-450 400—500 400-500
Наибольшее перемещение шпинделя . Диаметр гильзы » 275 175-200 ;:оо 250-300 350 350—4 0 450 450-550 600-700
Номер конуса Морзе Пределы чисел оборотов шпинделя . . Пределы подач об/мин. мм/об 3 63—2 0 )0 О 03 — 1,0 4 45-1 500 0,03-1,0 2,2-3,5 30-1 500 0,3-1 ,2 16-1 50) 0,03-3,0 5,8-10 12-1 500 0,1-3,0
Мощность главного электродвигателя квт 1,5-2,2 3,5—5,8
488
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Новой моделью является станок 257.
Конструктивной особенностью этого станка
является наличие механизма управления
с предварительной установкой (выбором)
режимов резания. Механизм работает от
гидросистемы с шестеренным насосом и ак-
кумулятором, накапливающим необходимый
объём масла в гидросистеме. Последняя имеет
пять цилиндров, предназначенных для пере-
ключения блоков коробки скоростей.
Станок имеет также механизм выключения
подачи на установленной глубине с точностью
до 0,05 жж. Выключение достигается рас-
цеплением червяка и червячного колеса в ме-
ханизме подачи.
Основные данные станка 257
Наибольший диаметр
сверления............ 75 мм
Наибольшее расстояние
от оси шпинделя до
колонны ............. 2 ОСО мм
Конус шпинделя .... №6
Количество чисел обо-
ротов шпинделя ... 22
Пределы чисел оборотов
шпинделя в минуту . 11—1400
Количество подач ... 18
Пределы подач......... 0,03—2 мм) об
Мощность главного
электродвигателя . . 7,8 кет
Г абарнты:
длина.................... 3 (00 мм
ширина ............... 1 550 >
высота................ 3 870 »
Вес....................... 11 00) кг
Горизонтально-расточные станки
tx в—шаг ходового винта шпинделя
(Zx в = 10 мм).
Отдельные типы расточных станков снаб-
жают специальным поперечным суп ортом,
помещённым на планшайбе станка. При таком
дополнительном механизме представляется
возможным производить на станке попереч-
ную обточку, совмещая её с продольным
движением шпинделя.
Универсальный горизонтально-расточный
станок модели 262А (фиг. 14) снабжён таким
супортом с планетарной передачей для его
радиальной (поперечной) подачи. Конструк-
тивная особенность этого механизма заклю-
чается в том, что движение от шпинделя станка
к поперечному супорту (фиг. 15) передаётся
с двух сторон. С одной стороны оно передаётся
непосредственно от шпинделя через зубчатые
колёса с постоянным передаточным отноше-
za
иием — для вращения поводка. При этом
зубчатые колёса z3 и z2 совершают планетар-
ное движение, приводя во вращение зубчатое
колесо z4 для передачи движения к супорту.
С другой стороны движение к механизму
подачи передаётся от шпинделя через коробку
подач. Указанные движении суммируются и
передаются через зубчатые колёса z5, ze, а
также дополнительные зубчатые колёса к рейке
супорта.
Так как планетарный механизм суммирует
движения, то результирующее передаточное
отношение
Горизонтально-расточные станки предна-
значены для различной обработки отверстий
(сверление, расточка, развёртывание и т. п.)
в тяжёлых изделиях. Широко используемым
станком этой группы является горизонтально-
расточный станок модели Р-80 завода имени
Свердлова (диаметр шпинделя 80 лич) для
обработки изделий с растачиваемым диаметром
до 400 мм. Ниже приводятся числа оборотов
шпинделя и подачи станка Р-80.
Числа оборотов шпинделя в мин.
С перебором.............8; 11; 14; 19; 26; 35
Без перебора...........46; 62; 83; 111; 149; 200
Подачи в мм/об
0,03; 0,04; 0,07; 0,1; 0,16; 0,25; 0,4; 0,6; 0,95;
1,5; 2,3; 3,5; 5,5; 8,5; 13; 20
/ _ pi I ,
Рез ~ (z6 ±
* общ Z1
Z4
/2в ’
где t общ — общее передаточное отношение зуб-
чатых колёс цепи от планшайбы до
зубчатого колеса zx планетарной
передачи;
‘пл—передаточное отношение планетар-
ной передачи.
Передаточное отношение планетарной пере-
дачи (или диференциала — фиг. 14)
15 8
1 + 25 = -5 •
Кроме того, по конструкции узла супорта
зубчатые колёса za и Zq вращаются в одном
направлении. Следовательно, величина по-
перечной подачи
Кроме сверлильных и расточных работ, на
станке можно производить также нарезание
резцом различных резьб. Для этого имеется
гитара со сменными зубчатыми колёсами; на-
стройка её производится по формуле
. _ zi гз _ *н. Р
* СМ — 7 7 — 1 ’
*2М *х. в
где iCM — передаточное отношение смен-
ных зубчатых колёс гитары;
zi. z2, zs и z4 — числа зубьев сменных зубчатых
колёс гитары;
tH р — шаг нарезаемой резьбы в мм;
sПопер — (.1рез— 1) сп,
где сп— постоянная величина от зубчатого ко-
леса ze до рейки супорта в мм.
Подставляя значения согласно кинематике
станка, получим
/100-8.28 , io6ui 15-28
Snonep~ ^40.5 . 112 ± 25 - 112~~ =
‘общ 15-28 с;-
~ 25И12 •
Из кинематической схемы имеем
103 • 2 - 23 • тг - 3 - 23
Сп ~ 28-20-26 ~ 70‘
Фиг. 14. Кинематическая схема универсального горизонтально-расточного станка 262А
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ 489'
490
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Формула поперечной подачн тогда будет
_ 15-28-70__
5 попер — 25-112 —
При
119 • 25 • 39 • 76 • 29 • 24 • 4 • 50
23 . 72 . 59 • 22 • 39 • 30 -29-53 °’'53
величина наибольшей поперечной подачи су-
порта планшайбы равна
s попер = Ю,5 • 0,33 = 3,5 мм/об.
Заводом имени Свердлова выпускаются
также горизонтально-расточные станки моде-
ли 262Г.
Фиг. 15. Схема планетарной передачи универсаль-
ного горизонтально-расточного станка 262А
Станок 262Г по сравнению со станком 262А
•имеет более широкий диапазон чисел оборотов
шпинделя н подач. Этот станок также снаб-
жён поперечным супортом планшайбы н ги-
тарой со сменными зубчатыми колёсами для
нарезания резьб.
В табл. 8 приведены основные данные
станков моделей 262А н 262Г.
Кроме того, выпускается станок для глу-
бокого сверления и расточки модели 146, ко-
торый может обеспечить сверление или обра-
ботку отверстия диаметром до 100 мм н наи-
большую глубину сверления 1 000 мм.
На фнг. 16 дана кинематическая схема
станка 146 завода «Красный пролетарий».
Для увеличения диапазона чисел оборо-
тов шпинделя в скоростной цепи, кроме трой-
ного блока, поставлена гитара с тремя парами
сменных зубчатых колёс. Таким образом,
всего станок имеет девять различных чисел
оборотов шпинделя. Минимальное число обо-
ротов шпинделя будет
1 450 • 160 38 - 45 • 21 • 36 • 0,98
Л1~ 310 • 76 • 55" • 79 • 76 ~ ~
rj 38 об/мни.
Последующие восемь чисел оборотов можно
получить, заменяя взятое передаточное отно-
/38\ 47 57
шенне тройного блока на и , а
также подставляя вместо взятого передаточ-
й '21\
ного отношения сменных зубчатых колес ( yg j
33 59 7
два других: и ду (см. кинематическую схе-
му на фиг. 16).
Таблица 8
Основные данные горизонтально-расточных станков
Элементы характе- ристики станка Единица измерения Модель
262 А 262 Г
Диаметр шпинделя мм 80 S5
Внутренний конус шпинделя .... — № 5 № 5
Наибольшее переме- щение расточного шпинделя .... мм 600
Диаметр планшай- бы » (00 630
Наибольшее ради- альное перемеще- ние супорта планшайбы .... 170 170
Количество чисел оборотов шпинде- ля 12 18
Пределы чисел обо- ротов шпинделя . об/мин. 23—300 15—750
Пределы чисел обо- ротов планшайбы » 12—153 8—102
Пределы продоль- ных и поперечных подач стола . . . ММ 1об 0,12—3,3 0,03-8
Пределы подач су- порта планшай- бы » 0,12—3,5 0,03-8
Мощность главного электродвигателя кет 4 6,5
Габариты: длина мм 4 900 5 070
ширина .... » 2 215 2 250
высота » 2 700 2 755
Вес кг 7 000 12 000
Коробка подач получает движение от
шпинделя через цепную передачу. Механизм
коробки даёт шесть различных подач для
прямого и обратного ходов супорта. Су-
порт приводится в движение от коробки по-
дач через ходовой винт. Скалки различных
диаметров закрепляются в головке супорта
с помощью сменных вкладышей.
Супорт станка имеет следующие подачи:
для прямого хода — 0,06; 0,11; 0,2; 0,35;
0,64 и 1,18 мм/об;
для обратного хода — 0,07; 0,12; 0,23; 0,38;
0,7 н 1,32 мм/об.
Быстрое движение супорта осуществляет-
ся через ходовой винт от отдельного электро-
двигателя со скоростью
1 450 • 17 - 10
и быстр — 66-1 000 — 3,75 м/мин.
Фрезерные станки
Фрезерные станки предназначаются для
выполнения различных фрезерных работ.
Фрезерованию подвергаются многие де-
тали подвижного состава: буксы, параллели,
дышла и т. п.
Горизонтально- и универсально-фрезерные
станки
Горизонтально-фрезерные станки анало-
гичны универсально-фрезерным. Различие их
состоит лишь в том, что у горизонтально-
фрезерного станка стол не поворачивается
в горизонтальной плоскости.
Кинематическая схема универсально-фре-
зерного станка 6Б82 показана на фиг. 17.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
491
Фиг. 17. Кинематическая схема универсально-фрезерного станка 6Б82
492
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
График чисел оборотов шпинделя дан на
фиг. 18. В настоящее время станок модерни-
зируется путём изменения диаметра шкива
электродвигателя (204 мм вместо 114 мм).
Фиг. 18. График чисел оборотов шпин-
деля универсально-фрезерного станка
6Б82
Число оборотов приводного вала повышается
до
1 450 • 204
ппр =-----270---= 1 Ю0 об/мин.,
и шпиндель станка будет иметь следующи е
числа оборотов: 37; 51; 66; 85; 113; 150; 200;
265; 350; 455; 605 и 800.
Стол станка подаётся в продольном, по-
перечном и вертикальном направлениях и,
кроме того, может поворачиваться в гори-
зонтальной плоскости.
Коробка подач стола имеет передвижные
блоки зубчатых колёс и перебор с переда-
точным отношением
18-13
1пер— 40 .45 ~ °’13'
Стол станка имеет следующие подачи: 20,
27, 36, 53, 73, 100, 145, 210, 275, 400, 560 и
760 мм/мин.
Станок 6Б82 снабжён компенсирующим
механизмом (фиг. 19) для устранения зазо-
ра между гайкой и винтом продольной подачи
Фиг. 19. Компенсирующий механизм
универсально-фрезерного станка 6Б82
стола в результате ослабления при обработке
изделий методом фрезерования «по подаче»,
т. е. при одноимённом направлении вращения
инструмента (фрезы) и движения стола с из-
делием.
Для компенсации зазора применена ди-
ференциальная гайка.
Необходимым условием работы такого уст-
ройства является создание трения между вит-
ками ходового винта 1 и диференциальной-
гайкой 2, превосходящего трение между на-
ружной нарезкой на диференциальной гайке
и нарезкой гнезда. С этой целью конец гайки
сделан разрезным. Регулировка диференциаль-
ной гайки производится снизу стола посред-
ством кольца 4 и гайки 5. Зазор между вин-
том и гайками устраняется следующим обра-
зом. При увеличении тягового усилия увели-
чивается сила трения между винтом 1 и гай-
кой 2. Если эта сила трения превосходит
силу трения между наружной резьбой гайки 2
и нарезкой гнезда, гайка 2 поворачивается.
3 результате происходит относительное сбли-
жение гаек 2 и 3, а следовательно, и выборка
зазора между винтом и гайками.
В табл. 9 приведены основные данные-
станков 6Б82, 6Н82 и 6Н82Г. Последние два
станка характеризуются повышенной мощно-
стью, жёсткостью и более высокими числами
оборотов шпинделя. На этих станках мож-
но также производить и попутное фрезеро-
вание (фрезерование «по подаче») благодаря
наличию в механизме подачи компенсирую-
щего устройства для выбирания зазора меж-
ду гайкой и ходовым винтом.
Вертикально-фрезерные станки
Вертикально-фрезерный станок 6ЮБ
(фиг. 20) имеет в шпиндельной коробке ги-
тару со сменными зубчатыми колёсами.
Фиг. 20. Кинематическая схема вертикально-
фрезерного станка 61 ОБ
График чисел оборотов шпинделя модернизи-
рованного станка 610Б показан на фиг. 21.
В механизме подачи также установлена
гитара сменных зубчатых колёс, благодаря
которой можно получить следующие продоль-
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
493
ные подачи стола: 20; 25; 30; 38; 47; 60;
73; 95; 120; 153; 185; 230; 296; 375; 452 и
585 мм) мин.
Фиг. 21. График чисел оборотов
шпинделя модернизированного верти
кально-фрезерного станка 61 ОБ
На'фиг.22показан скоростной вертикально-
фрезерный станок модели 6А54 Горьковского
завода, предназначенный для скоростного
фрезерования^пл ос костей. Станок имеет мас-
сивную станину и снабжён двумя маховиками
иа шпинделе. Он имеет также гидравлический
механизм для зажима поперечных салазок,
червячно-реечный привод для продольной по-
дачи стола и устройство для быстрых переме-
щений стола и фрезерной бабки.
Конструктивной особенностью цепи по-
дачи станка является применение кониче-
ского диференциала, установка которого даёт
значительные удобства при переключении с ра-
бочих подач стола на быструю его подачу
и обратно. Из кинематической схемы видно,
что величина наименьшей продольной по-
дачи стола равна
$пРмиН
2960 • 28 • 22-24-25-20-43-2.30-22-3,14.8__
~ 67 • 44 • 48 • 50 • 64 • 54 • 32 • 30 • 22
= 60 мм[мин.
При этом передаточное отношение дифе-
ренциала равно единице, так как движение
передаётся с правого конического колеса ди-
ференциала на левое, минуя крестовину.
Быстрая подача стола осуществляется от
отдельного электродвигателя Д3.
В этом случае передаточное отношение ди-
ференциала равно 2, так как движение пере-
даётся с крестовины на коническое колесо.
Тогда
_ 1 450 -_2 ._3(Ь 22 ^3,14 •_ 8 _
snp быстр ~ 32 • 30 • 22 • 1 000 —
= 2,3 м!мин.
Фиг. 22. Кинематическая схема скоростного вертикально-фрезерного станка 6А54:
Д1—главный электродвигатель; -электродвигатель подач; Д,-'Электродвигатель
быстрого хода
494
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Шпиндель станка смонтирован в подвиж-
ной гильзе на подшипниках качения. В пе-
редней опоре установлено два радиально-упор-
ных роликоподшипника, в задней — один ша-
рикоподшипник. Шпиндель разгружен от из-
гибающих усилий. На нём и на втулке его
зубчатых колёс установлены маховики для
уменьшения неравномерности хода вращения
шпинделя.
Станок снабжён гидросистемой, которая
предназначена для переключения блоков зуб-
чатых колёс в коробке скоростей и подач,
для гидравлического зажима стола и по-
перечных салазок, а также для смазки всех
узлов станка. Система работает от шестерен-
ного насоса. Она состоит из сети низкого
давления в 1,5—2 кг) см2 (для смазки узлов)
и сети высокого давления в 10 кг/см2 (для
зажимов и переключения блоков коробок
скоростей и подач).
В гидросистеме установлены два мано-
метра и два реле для контроля давления.
Реле высокого давления включено в электро-
цепь фрезерной головки. При отсутствии не-
обходимого давления пуск шпинделя станка
невозможен.
Основные данные вертикально-фрезерных
станков 610Б, 6Н12 и 6А54 приведены в табл. 9.
Зубофрезерные станки
Зубофрезерные станки предназначаются
для изготовления цилиндрических зубчатых
колёс, а также червячных колёс, многоза-
ходных червяков и шлицевых валиков.
Из современных зубофрезерных станков
внимания заслуживают станки моделей 5А326
и 5327 Егорьевского завода «Комсомолец»
(табл. 10). Эти станки предназначены для
нарезания цилиндрических зубчатых колёс
с прямыми и винтовыми зубьями, а также
червячных колёс. Станки имеют неподвиж-
ный стол с жёстким креплением. Необходи-
мые поступательные движения совершаются
супортной стойкой. На фиг. 23 показана ки-
нематическая схема станка 5А326. Элект-
родвигатель привода станка установлен
непосредственно на фрезерном супорте,
благодаря чему достигнуто полное от-
сутствие подвижных соединений в кинемати-
ческой цепи главного движения. Кроме того,
количество передач в этой цепи сокращено
Основные данные фрезерных станков
Таблица &
Элементы характеристики станка Единица измерения Модель
6Б82 6Н82 6Н82Г 61ОБ 6Н12 6А54
Наибольшее расстояние от оси шпин- деля до поверхности стола мм 400 400 450
Размеры рабочей поверхности стола . » 1 250x300 1 250X320 1 250x320 750x225 L 250 х320 2 200x600
Наибольшее перемещение стола: продольное » 700 700 700 450 700 2 250
поперечное 250 25J 250 150 250 750
вертикальное 450 370 420 3 0 420 __
Количество чисел оборотов шпинделя — 12 18 18 8 18 16
Пределы чисел оборотов шпинделя . . об/мин. 20—425 30-1 500 30 1 500 47 —530 30—1 500 40-1 250
Количество подач — 12 18 18 16 18 16
Пределы продольных и поперечных подач mmImuh 20—760 19-950 19—9'0 20—585 19-950 60 — 2 000
Мощность главного электродвигателя квт 3,7 5,8 7 ,8 2,3 5,8 40
Габарит станка: длина мм 1 870 2 100 2 100 1 250 1 950 4 260
ширина )> 2 5G0 1 710 1 7 10 1 730 2 225 4 570
высота » 1 570 2 000 2 001 1 70 J 2 240 4 200
Таблица 10
Основные данные зубофрезерных станков
Элементы характеристики станка Единица измерения Модель
5А326 5327 5330
Наибольший модуль нарезаемого зубчатого колеса: по стали мм 10 10 1 15
по чугуну » — 12 20
Наибольший наружный диаметр нарезаемых зубчатых колёс 750 750 1 500
Наибольшая ширина обработки » ;-оо 300 500
Диаметр стола 650 650 1 175
Пределы чисел оборотов шпинделя фрезы . . об/мин. 37—157 37—157 16-100
Пределы вертикальных подач мм! об 0,5—4 0,5—3 0,3—5
Мощность главного электродвигателя .... квт 5,8 7 14
Г абариты: длина . мм 3 195 3 370 5 755
ширина » 1 605 2 040 2 680
высота > 2 235 2 235 3 560
Вес кг 7 300 9 000 30 000
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
495*
до трёх, причём последней передачей является
червячная с отношением 6 : 31. Червячная
пара даёт возможность избежать передачи
неравномерности вращения фрезы в делитель-
ную цепь, так как червяк этой передачи вос-
финимает только осевую нагрузку. С таким
же супортным устройством выполнен и ста-
нок 5327.
Конструктивная особенность этого станка
состоит в том, что он снабжается протяжным
супортом, используемым при нарезании чер-
вячных колёс методом осевой подачи.
Характерным по конструкции и своей
универсальности является станок модели 5330.
Ла нём можно нарезать, кроме прямозубых,
косозубых и червячных колёс, ещё и шев-
ронные колёса, применяя пальцевые фрезы.
При нарезании прямозубых зубчатых колёс
на зубофрезерном станке настраиваются три
|итары: 1) гитара скоростей, 2) гитара деле-
ния и 3) гитара подачи.
Для вывода формулы настройки гитары
скоростей составляется кинематическое урав-
нение между электродвигателем и шпинделем
червячной фрезы (фиг. 23)
1 450 • 93 1ГК 6
____ ск_______— п
282 -31 фр’
откуда
_ Пфр
1сн 92 ’
где iCK — передаточное отношение зубчатых
колёс гитары скоростей;
/г. —число оборотов червячной фрезы
в мин.
Для настройки гитары деления уравнение,
составленное с учётом необходимой связи
вращений фрезы и заготовки, будет
Пфр 31 • 50 • 40 1дел
(, • 50 • 62 • 80 пзаг>
откуда
п.тг
1дел ~~24 ,
ФР
где iЛел — передаточное отношение зубчатых
колёс гитары деления;
пзаг— число оборотов заготовки в мин.
фрезой и
червяч-
С другой стороны, связь между
заготовкой базируется на уравнении
ной передачи, т- е.
Пфр2фр = пз«ггзаг<
следовательно,
32x9
D<S2
а----90x3
Т-12 мм
6*9
левый
Гитара,
дифференциала 2,5
i
дел z ’
лаг
где гфр — число заходов червячной
2заг_ число зубьев нарезаемого
тою колеса.
Подачей на этих станках называется "вер-
тикальное перемещение фрезы (вместе с фре-
N ^22 к Вт
21x3
7x70
левый
фрезы;
зубча-
Ситара
велений 1,5'
Гитара подач 2,5
Фиг. 23. Кинематическая схема зубофрезерного станка 5А326
Гитара,
скоростей.
62x3
27x6
•496
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
зерным супортом) за один оборот заготовки.
Тогда соответствующее уравнение будет
1 об. заг • 80 inod • 42 5 • 12
= s мм[об,
50 • 42 • 30
откуда
_5s
‘под ~ 16 ’
где 1поэ — передаточное отношение зубчатых
колёс гитары подачи;
s — подача в мм]об-заг.
При нарезании зубчатых колёс с винто-
выми зубьями, кроме того, должна быть на-
строена гитара диференциала, связывающая
заготовку с винтом подачи супорта через
гитары деления и диференциала, т. е.
1 об. заг • 80 • 37 • 5 • 12
4 30 =
откуда
1диф = 30’8 '
где 1диф — передаточное отношение зубчатых
колёс гитары диференциала;
1
•у — передаточное отношение диферен-
циала при данном направлении
движения;
t — шаг винтовых зубьев нарезаемого
зубчатого колеса.
т. тп г ,1аг
Подставляя значение t = ’ sjn ц” ’ по'
лучим
где ₽ — угол наклона зубьев нарезаемого зуб-
чатого колеса;
т,г — нормальный модуль нарезаемого зуб-
чатого колеса.
Станки для нарезания конических
зубчатых колёс
Современными моделями станков для нареза-
ния прямозубых конических колёс являются
полуавтоматы 5П23 и 526, а для нарезания ко-
лёс с дуговыми зубьями—5П23А и 528.
Полуавтомат модели 526 предназначен для
нарезания конических зубчатых колёс двумя
резцами, совершающими возвратно-посту-
пательное движение. Пределы чисел двойных
ходов в минуту 79 — 462. Обработка осу-
ществляется методом обкатки с одновремен-
ным строганием обеих сторон каждого зуба,
после чего происходит поворот на одни зуб
и цикл автоматически повторяется.
В полуавтомате 528 нарезание конических
зубчатых колёс производится резцовыми го-
ловками, имеющими диаметр от 150 до 450 мм
и число оборотов от 21 до 300 в минуту.
Станки моделей 5П23 и 5П23А предназна-
чены для нарезания мелкомодульных кони-
ческих колёс. Конструктивная особенность
их по сравнению со станками 526 и 528
заключается в том, что они вместо гитары
обкатки имеют коромысло-линейку, благодаря
которой достигается повышенная частота ка-
чаний резцовой головки.
Строгальные станки
Строганию подвергаются многие детали
подвижного состава: ползуны, буксы и т. п.
Особенностью этой группы станков яв-
ляется то, что главное движение осущест-
вляется прямолинейно.
Поперечно-строгальные станки. Попереч-
но-строгальные станки предназначаются для
обработки деталей с длиной строгания обыч-
но до 900 мм. В поперечно-строгальных стан-
ках главное движение осуществляется с помо-
щью механизма качающейся кулисы (фиг. 24)
или гидравлической передачи. Распростра-
нённым поперечно-строгальным станком яв-
ляется станок модели 736 (фиг. 24 и 25).
Фиг. 24. Кинематическая'схема станка 730
(вид сбоку)
Фиг. 25. Кинематическая схема станка 736
(вид спереди)
На фиг. 26 дан график чисел двойных хо-
дов ползуна станка. Наибольшие скорости
рабочего н холостого (обратного) ходов пол-
зуна определяются в м!мин по формулам:
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
497
/?£х_ R'Ji
vраб.макс~ a +r 11 vхол.макс— а р >
где а—расстояние между осью качания ку-
лисы и центром вращения кривошипа;
R — длина кулисы;
— скорость вращения пальца криво-
шипа в м/мин\
г—радиус кривошипа.
Средине скорости рабочего и холостого
ходов резца в m/muh
360 Ln 360 Ln
V раб. ср — а И ихол. ср — ’
где L — длина хода ползуна (берётся в зави-
симости от длины строгания) в л;
п — число двойных ходов ползуна в мин.;
з и fl— соответственно углы рабочего и хо-
лостого ходов.
Фиг. 26. График чисел двойных х , ,ов
ползуна поперечно-строгально, и
станка 736
Поперечная подача стола станка осущест-
вляется от храпового механизма. Подача под-
считывается в зависимости от числа зубьев
л, на которое собачка поворачивает храповое
колесо за 1 двойной ход ползуна, шага винта
поперечной подачи стола (в и полного числа
зуоьев храпового колеса глр:
Snonep = Х^р «м1дв- ход-
Для станка 736 при х = 1, гхр = 36 и ta =
— 12 мм
12
snOnep = 36 = °’33 ММ1дв- Х°д-
Поперечно-строгальные станки моделей
/436 и 737 предназначены для обработ-
ки плоских и фасонных поверхностей и
имеют гидравлическое перемещение ползуна
и гидравлическую подачу стола (на каждый
двойной ход ползуна).
Характерным для станков является постоян-
ст: о скорости в процессе рабочего (а также
холостого) хода ползуна.
На фиг. 27 показан гидрофицированный
поперечно-строгальный станок модели 737.
Электродвигатель 1 вращает лопасти сдвоен-
ных лопастных насосов 2 постоянной произ-
водительности, от которых работает гидро-
система станка. Управление механизмами
станка осуществляется при помощи панели 3
с золотниковым распределением.
Станок имеет бесступенчатое регулирова-
ние скоростей движения ползуна и стола.
Благодаря применению гидропривода ско-
рость движения ползуна сохраняется постоян-
ной на всей длине резания.
Включение лопастных насосов 2 осущест-
вляется при помощи трёхскоростного золот-
ника-/. Масло, проходя золотник-/, поступает
через регулятор скорости 5 (клапан с дрос-
селем), реверсивный золотник 6 и золотник
управления 7 в правую полость рабочего
цилиндра 8. Масло, вытесняемое из левой
полости цилиндра, присоединяется к потоку
масла от насосов (так как цилиндр станка
диференциального типа — см. ниже, в главе
«Гидравлические приводы станков») и проис-
ходит обратный ход ползуна.
При прямом ходе ползуна масло от насосов
поступает в полость со штоком.
Рабочая подача стола осуществляется
следующим образом: масло поступает в ци-
линдр 9 с поршнем-рейкой, вращающей
зубчатые колёса г = 28. По возвращении
поршня-рейки в исходное положение колёса
(г — 28) поворачиваются в обратную сторону.
Дальнейшее движение к винтам стола пере-
даваться не будет, так как втулка обгонной
муфты 10 будет проскальзывать со своими
роликами внутри колеса г= 58.
Скорость быстрой горизонтальной подачи
стола от отдельного электродвигателя:
1 400 • 16 • 30 • 6
v = 58 • 26 • 1 000 = 2,6 м!мин-
В табл. 11 приведены основные данные
поперечно-строгальных станков моделей 736,
7А36 и 737.
Основные данные поперечно-строгальных станков
Таблица II
Элементы характеристики станка । Единица измерен ня 733 Модель 7 А 36 737
Наибольшая длина хода ползуна мм 650 700 900
. Рабочая поверхность стола: Наибольшее перемещение стола: » 650x450 700x450 60x450
гори зонталъное > (00 750 750
вертикальное 300 320 320
Пределы чисел двойных ходов ползуна . . . дв. ход,'мин. 10—59 — —
Пределы скоростей перемещения ползуна . . м ]мин — 3—37 3—37
Пределы горизонтальных подач стола .... мм/дв. ход. 0,3—3,3 0—5 0-5
Мощность главного электродвигателя . . . Габариты: квт 3,8 10 10
длина мм 2 .с30 2 830 3 280
ширина » 1 45D 1 700 1 710
высота > 1 750 1 750 1 750
Бес кг 1 850 4 0)0 4 500
32 Том 12
498
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
499
Продольно-строгальные станки. Продоль-
но-строгальные станки предназначаются для
обработки деталей с большой длиной стро-
гания (до нескольких метров). На фиг. 28
показана кинематическая схема распростра
Остальные скорости стола равны 13,5;
10,8 и 8,4 м!мин.
Число двойных ходов стола в минуту опре-
деляется из формулы потребного времени иа
рабочий и холостой ходы стола.
нённого продольно-строгального станка 713
завода имени Свердлова.
Станок имеет стол размером 830 X
X 3 000 мм с наибольшей длиной хода
3 300 мм, два вертикальных и два боковых
супорта.
Скорость рабочего хода определяется так
vox^J^!L.mImuh,
р-х 1 000
где п — число оборотов электродвигателя в
минуту;
i — передаточное отношение привода;
z — число зубьев колеса, сцепляющегося
с рейкой;
т — модуль рейкн.
Наибольшая скорость рабочего хода стола
равна
Обозначая отношение скоростей хол<>
стого Vxoa и рабочего VpaB ходов через К
(х=—— | и длину хода стола через L мм,
\ ираб'
имеем
L L ,
t - раб + {хол ~ Vpa6 + KvpaB
L / 1 \ 1
откуда число двойных ходов стола в минуту
vpa6
L
1 450 . 25 - 36 • 32.540.0,98 • 22 • 30 • 30- 36-3,14 • 8 • 66
vраб. макс ~ по - ™ - г.г. . <;л . ?я . . 1 ппп м1мин’
98 • 36 • 40 • 645 • 55 • 64 • 78 • 66 • 1 000
32*
500
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Из кинематики станка видно, что скорость
холостого хода стола станка постоянна и
равна 30 м)мин. Следовательно, наименьшее
значение коэфициента К
v раб.макс
В табл. 12 приводятся числа двойных хо-
дов стола в минуту в зависимости от длины
хода стола L и коэфициента К-
Таблица 12
Числа двойных ходов стола продольно-строгаль-
ного станка 713 в мин.
Длина хода стола L в мм 1 Значения К
3,6 2,9 2,3 1,8
3 000 2,2 2,6 3,1 3,6
2 000 3,3 3,9 4,6 5,35
1 000 6,6 7,8 9,3 10,7
500 13,2 15,7 18,5 21,4
Изменение направления движения стола
достигается электромагнитной муфтой.
Рабочие подачи супортов продольно-стро-
гального станка 713
xte 1
s = —------мм)дв. ход,
гхр
где 1 — передаточное отношение между валом
храпового колеса и винтом подачи.
Скорость быстрой подачи вертикальных
супортов
_ 1 450-25j 180-18^20 32 • 20-24^6 _
~ 98 • 240 • 30 • 24 • 20-20"• 24 -1 000 =
= 1,3 м/мин.
Новой моделью является двухстоечный
продольно-строгальный станок 7231А.
Основные данные станка 7231А
Наибол1шая длина строга-
ния . . -............ 3 000 мм
Наибольший вес обрабаты-
ваемого изделия • , . . . 5 000 кг
Размеры стола ........... 3 000x900 мм
Пределы скоростей стола . 5—75 м}мин
Скорость быстрого хода сто-
ла .......................... 75 »
Пределы горизонтальных
гсдач вертикальных су-
гсргсв . ..........0,5—35 мм (дв. ход)
Пределы вертикальных по-
дач вертикальных супор-
тов ......... . . . 0,12 — 8,75 мм (дв. ход)
Пределы подач боковых
супортов ’ ..............0,15 — 10,5 »
Мощность главного электро-
двигателя ................ 37 кет
Г абарнты:
длина.................... 7 080 мм
ширина............. .... 4100»
высота.................. 2 930 »
Вес станка ................... 22 000 кг
Характерным в конструкции станка 7231А
является то, что зубчатая рейка стола при-
водится в движение червяком, пометённым
под острым углом к направлению движения
стола. Благодаря этому достигается более
полное прилегание витков червяка к рейке
и обеспечивается спокойная, плавная работа
в процессе снятия стружки.
Перемещение супортов станка осущест-
вляется от отдельных электродвигателей, но
не при помощи обычного храпового устрой-
ства, а от фрикциона с разжимным кольцом.
Преимущество этого механизма состоит в том,
что он даёт бесступенчатость величин подач.
Долбёжные станки
Долбёжные станки предназначены для об-
работки плоских и фасонных поверхно-
стей, долбления пазов, шпоночных и других
канавок в разнообразных деталях, а также
для обработки штампов. Основные данные
этих станков приведены в табл. 13.
Кинематическая схема долбёжного станка
модели 741 показана на фиг. 29. Станок при-
водится в движение от четырёхскоростного
электродвигателя переменного тока с п=480,
720, S60 и 1 450 об/мин. (за счёт переклю-
чения числа пар полюсов) мощностью 1,84-
4-2,8 кет. Возвратно-поступательное движе-
ние осуществляется при помощи механизма
качающейся кулисы (фиг. 29).
Числа двойных ходов долбяка равны:
480- 100 • 0,98-20
«1 =------250~80----- ^48 дв' х°Д/мин->
п2 « 72 дв- ход/мин.,
п3 = 96 дв. ход/мин. и 'nt а: 145 дв. ход/мин.
Фиг. 29. Кинематическая схема долбёжного
станка 741
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
501
Стол станка имеет продольные, поперечные
и круговые подачи, осуществляемые от бара-
бана подачи и храпового механизма. Число
зубьев храпового колеса гхр = 72. При пе-
редаточном отношении от храпового колеса
до винта продольной подачи
. 36-28-25
' ” 28 • 35 • 40’ ~ 0,64
продольная подача на один зуб храпового
колеса
xti 0,64 -10
snPod = = —72~ = °’09 мм1дв' '
Круговая подача стола на один зуб хра-
пового колеса
_ 1 • 36 - 28 - 25 • 2 • 360°_ _
ь«р- 72 • 28 • 35 • 40 •“80" “ 0,08 ’
Новыми моделями являются гидрофи-
циронанные долбёжные станки 7430, 7450
и 745. Эти станки имеют бесступенчатое ре-
гулирование скоростей долбяка.
В пределах рабочего (и холостого) хода
скорость долбяка остаётся постоянной.
Некоторые данные об этих моделях стан-
ков приведены в табл. 14.
Станки шлифовальной группы
Основные данные станков приведены
'в табл. 15.
Круглошлифовальные станки. Круглошли-
фовальные станки предназначаются для шли-
фования наружных поверхностей тел враще-
ния. Гидрокинематическая схема универсаль-
ного круглошлифовального станка модели
313 (табл. 15) станкостроительного завода
имени Молотова показана на фиг. 30.
Таблица 13
Основные данные долбёжных станков
Элементы характеристики станка Единица измерения 74 I Модель
742 . 743 7417
Наибольший ход долбяка мм 200 320 300 160
Диаметр стола Наибольший продольный и поперечный ход — — 610 500
стола > 500 500 600 500
Пределы чисел двойных ходов дв. ход/мин. 48—145 23—67 19—77 30—120
Пределы подач стола мм1дв. ход 0,09-0,7 0,2-1,6 — 0,08-1,2
Поворот стола за 1 двойной ход град. 0’ОН—0,6 0,07-0,6 0,05-0,8
Мощность главного электродвигателя .... Габариты: квт. 2,8 5,2 5,2 3,4
длина мм 1 765 3 000 2 230 1 8~0
ширина > 1 220 1 550 1 650 1 300
Вес кг 2 000 3 600 3 000 2 000
Таблица 14
Данные о гидрофицнрованных долбёжных станках
Элементы характеристики Единица измерения Модель
7430 7450 745
Наибольший ход долбяка мм 3(Ю 500 900
пределы скоростей рабочего хода м (мин 5—16 5—16 3—32
Мощность главного электродвигателя квт 6 7 20
Шлифовальные и заточные станки
Таблица 15
Элементы характеристики станка Единицса измере- ния Модель
313 3151 316М 3740 ЗА64
Высота ценгроз мм 150 125 150 . 125
Расстояние межху центами » 750 750 1 000 — 650
Наибольший диаметр шлифэзачия .... » 250 1.5:) 250 400
Наибольипя длина (зыгога) шшфвшия Наибольший диаметр шлифоз дльного » 750 75U 1 000 175 —
круга Числа оборотов шпинделя для вращения » 500 600 750 350 300
изделия — 65—375 75-300 60-240 20-210* —
Пределы скоээсги движения стола .... Мощность электродвигателя шлифоваль- м! мин 0,4-8 о,оз-10 0,5-8 0,3-4 —
кого круга Габарит станка: квт 5,2 5,8 7,8 4,2 0,65
длина мм 2 100 2 260 2 800 2 250 1 730
ширина » 1 700 1 600 1 700 1 585 1 260
высота » 1 50U 1 770 1 500 1 900 1 450
Вес станка кг 2 500 3 900 4 000 3 700 1 200
* Числа оборотов стола.
502
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
503
Станок предназначен для шлифования на-
ружных и внутренних цилиндрических и ко-
нических поверхностей, а также торцов. Стол
станка может поворачиваться на ± 6°, а шли-
фовальная бабка — до 90°.
Шлифовальный круг может иметь два чи-
сла оборотов (за счёт смены ведущего шкива):
1 440 • 141 0,98 , ,
Пх =--------£--------да 1 оЗО об/мин.
II
п2 =
1440- 169у 0,98
133 — 1 830
об/мин.
Изделие получает вращение от отдельно-
го электродвигателя. Числа оборотов изде-
лия: 65, 95, 130, 190, 265 и 375 об/мин.
Гидравлическая система работает ог
третьего электродвигателя мощностью 0,8 кет
с шестеренным насосом постоянной произ-
водительности (Q = 28 л/мин) и давлением
6—8 кг/см*.
Гидросистема предназначена для продоль-
ной подачи стола, а также для поперечной
подачи шлифовальной бабки.
Масло от шестеренного насоса поступает
через золотник в правую полость рабочего
цилиндра, передвигая стол в левую сторону.
Из левой полости цилиндра масло уходит
через золотник и щелевый дроссель в бак.
Скорость движения стола регулируется ще-
левым дросселем. В конце хода стола упоры
переключают золотник в правое положение.
В этом случае масло от насоса будет направ-
ляться в левую полость рабочего цилиндра,
перемещая стол в правую сторону. Во время
рабочей подачи стола вспомогательный пор-
шень под давлением масла держит выключен-
ным зубчатое колесо (г = 17), и ручная по-
дача стола (через зубчатое колесо по рейке)
становится невозможной.
При необходимости ручной подачи стола
масло из-под вспомогательного поршня вы-
пускается через цилиндр дросселя в бак вве-
дением в зацепление через пружину зубча-
тых колёс: z = 17 и z = 31. Полости же глав-
ного цилиндра сообщаются между собой че-
рез ответвления между золотником и цилинд-
ром щелевого дросселя.
Поперечная подача шлифовальной бабки
осуществляется нажимом кулачка на осевой
пилот-золотннк. Масло производит давление
на поршень нижнего цилиндра, в результате
чего происходит поворот храпового колеса
г—200 на требуемое число зубьев. Величина
поперечной подачн на один двойной ход стола
xii 24-30-8 пппг.
snonep z - 200 - 80 -72 — 0,005 мм1дв’ ход’
хр
где х — число зубьев, на которое собачка
поворачивает храповое колесо (регу-
лируемая величина); расчёт, приве-
дённый ниже, дан для случая х= 1;
t — шаг винта поперечной подачи;
I — передаточное отношение от храпового
колеса до винта поперечной подачи;
— число зубьев храпового зубчатого
колеса.
В табл. 15 приводятся также основные
данные круглошлифовальных станков моде-
лей 3151 и 316М станкостроительного заво-
да имени Молотова.
Внутришлифовальные станки. Эти станки
предназначаются для шлифования внутрен-
них цилиндрических, конических и других
поверхностей тел вращения. Они разделяются
на два основных типа: 1) станки с вращением
изделия и шлифовального круга и 2) станки
с планетарным вращением круга при непо-
движном изделии.
Планетарные внутришлифовальные станки
применяют для обработки крупных деталей,
которые привести во вращение практически
неудобно. Станки строятся для обработки
отверстий диаметром от 25 до 1 500 мм, дли-
ной до 3 м и имеют мощность главного привода
до 15—20 кет.
31 дана гидрокинематическая
планетарного внутришлифовального
Станок снабжён диференциалом с
зубьев колёс z=24, предназначенным
На фиг.
схема
станка,
числом
для воспринятия суммарного движения в мо-
менты осуществления механической попереч-
ной подачи круга.
Передача к диференциалу осуществляется
по следующей кинематической цепи от элек
тродвигателя: ремённые передачи с переда-
155-170 155-130
точным отношением-j-gg-7-jgQ или -ygg—Г7СГ ’
70 100 20
затем или ygy, зубчатая передача -gg- и
21 г,
цепная передача уу-у . В результате вращает-
ся наружный цилиндр 2, на котором жёстко
закреплено колесо z=76, вращающее колесо
z = 38. Вал колеса г=38 является крестови-
ной диференциала с сателлитными колёсами
z = 24. При вращении крестовины диферен-
циала сателлитные колёса передают движе-
ние левому коническому колесу, соединён-
ному общей втулкой с цилиндрическим коле-
сом г = 38, вращающим колесо г — 152.
В процессе шлифования правое кониче-
ское колесо диференциала неподвижно и
в этом случае наружный цилиндр 2 вращает-
ся синхронно с установочным цилиндром 1,
так как
76 2_- 38 __
38 - 152” “ 1(
где 2 — передаточное отношение диференциала
(передача с крестовины на левое колесо).
Как только шлифовальный круг в конце
своего продольного хода выйдет из изделия,
то через реечную передачу и тягу произойдёт
воздействие защёлки на храповое колесо.
Это колесо, имеющее 200 зубьев, посажено
на общем валу с двухзаходным червяком,
вращающим червячное колесо г = 25.
Последнее сидит на общей втулке с пра
вым коническим колесом диференциала.
Общее передаточное отношение от храпо-
вого колеса до установочного цилиндра 1
2-38-63-2 „ „„„
1 общ '-= 95 . 152 • 15 • 64 — 0,026 ’
504
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
С другой стороны, соотношение между
углом 3 поворота храпового колеса и углом а
поворота установочного цилиндра
360°
200
= 1.8°,
а . „ 360°
y = W 1,0 3 =
следовательно, угол поворота установочного
цилиндра на 1 зуб храпового колеса будет
а ~ 10бщ ₽ = 0,026 • 1,8° - 3 600= 17".
От этого поворота установочного цилиндра
изменится эксцентриситет, т. е. расстояние
между осями изделия и круга, и тем самым
где Q — производительность в слг3/лшн;
d — диаметр поршней в см;
z — число поршней;
ft— радиус окружности поршней в см;
Р — угол наклона шайбы.
От гндромотора движение передаётся круг-
лому столу через зубчатую передачу с пере-
даточным отношением
25-35 1
35- 130j~ 5,2’
*.*А
Стол вращается с числом оборотов в преде-
лах 20—210 об/мин.
Фиг. 31. Гидрокинематическая схема планетарного внутришлифовального станка
осуществится радиальная (поперечная) по-
дача.
Продольная подача круга происходит
гидравлически от шестеренного масленого
насоса.
Плоскошлифовальные станки. Эти станки
применяются для шлифования поршневых и
золотниковых колец н других деталей по-
движного состава.
Гидравлический плоскошлифовальный ста-
нок модели 3740 Московского станкострои-
тельного завода (фиг. 32) имеет горизонтально
расположенный шпиндель н круглый стол.
Вращательное и поступательное движе-
ние стола осуществляется с помощью гидра-
влического привода от сдвоенного лопаст-
ного насоса производительностью 50/26 л/лшн,
с наибольшим давлением 65 кг/смг.
От насоса 1 (фиг. 32) масло через фильтр 2
и пусковой кран 3 поступает в гидромотор
аксиально-плунжерного типа с наклонной шай-
бой. Из гидромотора масло уходит через кран
За в бак. Вращательное движение вала гидро-
мотора происходит за счёт тангенциальных со-
ставляющих осевых сил плунжеров. Число
оборотов гндромотора (гидродвигателя)
2Q
п =; -жутп об/мин-’
От насоса 4 с фильтром 5 масло поступает
через дозирующий клапан 6 и кран 7 в ревер-
сивный золотник 8, откуда направляется в ле-
вую полость цилиндра 9 стола. Из правой по-
лости цилиндра масло через реверсивный зо-
лотник и пилот 10 уходит в бак. Направле-
ние движения стола изменяется с помощью
рычага реверса 11, а следовательно, н от из-
менения положения пилота.
От главной магистрали насоса 1 масло по-
ступает через распределительный золотник 12
в пусковой кран 13 поперечной подачи шли-
фовальной бабки. Для автоматической подачи
бабки поставлен сервомотор 14 с дросселем 15,
регулирующим скорость движения.
Рабочая подача шлифовальной бабки воз-
можна также за двойной и одинарный ход
стола. При регулировке на одни зуб храпо-
вого колеса (т. е. прн х = 1), шаге винта по-
дачи бабки te — 3 мм, числе зубьев храпового
колеса zr/)=150 н передаточном отношении
колёс от храпового колеса до вннта подачи
. 21 - 20
i — 55Т30 — 0,25 величина поперечной подачи
равна
xte i 3 • 0,25
Sпопер — г — iso — °’005 мм-
Фиг. 32. Гидрокинематическая схема плоскошлифовального станка 3740
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ 505-
506
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Заточные
станок ЗА64
станки. Универсально-заточный
завода имени Ильича (фиг. 33)
Фиг. 33. Кинематическая схема универсально-
заточного станка ЗА64
предназначен для заточки многолезвийных
режущих инструментов (фрез, развёрток, зен-
керов, метчиков и др.).
На станке с помощью специальных приспо-
соблений можно также производить круглое и
плоское шлифование. Элементы характеристи-
ки станка см. в табл. 15.
Шпиндель станка может иметь два различ-
ных числа оборотов:
2 900 • 120- 0,98
=-------go------яз 5 800 об/мин.
и
2 900 • 80 • 0,98
п2 =-------go------ « 3 800 об/мин.
’Шпиндель может подниматься попускаться
вручную со скоростью (за один оборот махо-
вика)
о = ^6 г- • 2 • 18 = 2,5 мм/об мах.
Продольная подача стола осуществляется
от рукоятки через планетарную передачу
•с обкатывающимися зубчатыми колёсами г =
= 19 н 18. Зубчатое колесо гх = 19 непо-
движно. Передаточное отношение планетарной
передачи
. _ 1 _ 21 г° _ 1 _ 19 ' 18 _ 1
пл ~ 1 г2 - 19 . 20 “ 10 '
Следовательно, за одни [оборот Грукоятки
.продольная подача:
snPod = • 2,5 • 14 = 11 мм/об Грук.
СПЕЦИАЛИЗИРОВАННЫЕ
И СПЕЦИАЛЬНЫЕ СТАНКИ
ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Осевые цеитровально-отрезные станки
Центровально-отрезные станки предназна-
чены для отрезки концов у заготовок осей,
зацентровки осей н прорезки в заготовках
канавок для ввода в них проходных резцов
при черновой обработке. Станки характерны
наличием двух приводных бабок с полыми
шпинделями для зажима и вращения обра-
батываемой оси. Станки снабжаются двумя
парами супортов с резцами для отрезки кон-
цов заготовок осей и прорезки канавок.
Для сверления и зенкования центров
оси служат две сверлильные бабки.
На фиг. 34 показана кинематическая схема
двустороннего центровально-отрезного станка
для вагонных осей модели 1830 завода «Крас-
ный пролетарий».
Обработка производится одновременно
двух концов оси по полуавтоматическому
циклу. Привод станка разобщённый: для
вращения изделия и рабочей подачи по-
перечных супортов—от центрального вала,
для зажима изделия — от двух реверсивных
электродвигателей и для каждой сверлиль-
ной головки — от отдельных фланц-моторов.
Шпиндель станка получает вращение от
электродвигателя постоянного тока. Плавное
изменение чисел оборотов изделия при отрез-
ке для сохранения постоянной скорости ре-
зания достигается регулированием электро-
двигателя в пределах от 325 до 1 200 в ми-
нуту. Это регулирование в указанном
диапазоне осуществляется благодаря уста-
новке шунтового электродвигателя постоян-
ного тока, регулируемого по системе Леонарда
(двигатель—управляемый генератор).
Предельные числа оборотов шпинделя со-,
гласно кинематической схеме станка будут:
325 • 20 • 23 • 22 23
п1 мин - “ 35 • 60 • 97 ~ ~ 42 60 -
= 16 об/мин.;
27
”2л<ин=42 5б = 20 об/мин.;
31
п3 мин = 42 52 = 25 об/мин-
Соответственно
п1макс~ 59 об/мин.;
п2 макс= 74 об/мин.;
п3мокс = ^ Об/мин.
Поперечные подачн отрезного супорта за
1 оборот шпинделя:
97.110.37.59-24.42.3-30.2-6
*1 попер- 22.110-92.70-54.44.36.38 ~
24
= 1,1 54 = 0,5 мм/об-,
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
508
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
s2 попер = hl 48 = °-7 мм/°й
И
37
s3 попер = 1>! 41 = 1^/06•
Прорезные резцы поперечного супорта
благодаря дополнительной рычажной системе
с отношением плеч рычагов 1 : 2 имеют умень-
шенные поперечные подачи:
s’] = 0,25 мм/об, s2 = 0,35 мм/об
и S3 ='0,5 мм/об.
Сверлильная головка, предназначенная для
зацентровки оси, получает движение от от-
дельного электродвигателя (N = 2,2 кет, п =
= 1 440 об/мин.).
В головке три шпинделя: для сверла,
фрезы и зенковки. Числа оборотов для сверла
и фрезы
1 440-23-41 ,,
псе = пфр =---76Т27— = 665 об/мин-;
для зенковки
1 440 • 23 21 „ , ,
пзен = ' 76.47---= 195 об/ми«-
Изменение величины продольной подачи
головки за оборот шпинделя осуществляется
перестановкой зубчатых колёс
Гг, = 24 и z3 = 16.
При 2j = 24 (и шаге кривой рабочего хода
иа кулачке t и 600 juju) величины продоль-
ных подач сверла и фрезы
1 440 23 24 • 600
S1 се = S1 <др= 76 56~4"1 38 ~
а: 72 мм/мин.
Подача на один оборот будет:
72
ggg = 0,-И мм/об.
При включении зубчатого колеса z2 = 16
подача на один оборот сверла или фрезы
’1 440 • 23 • 16 600
s2 се - s2 фр- 76 • 56 • 41 - 38 • 665 ==
= 0,07 мм/об.
Соответственно для зенковки подачи будут:
при z, = 24
8Д згн — 0,36 мм/об
и при z2 = 16
s2 зен = 0,24 мм/об.
Зажим обрабатываемого изделия (оси) про-
исходит с двух сторон от двух электродвига-
телей, передающих движение к самоцентри-
рующим патронам. Скорость перемещения
кулачков патрона равна
_ 1 440 4 • 22 • 24 Z __
изаэк — 32 24 • 196 =
= 510 мм/мин,
где t — шаг торцевой резьбы на кулачках.
Скорость быстрого перемещения кареток
1 445-38 • 4-г3 • 12 г
икар — 76 32 • 1 000 ~^3,2 м!мин-
Скорость быстрого перемещения сверлиль-
ной головки
1 440-23 /23^
игол = “76 36 • 38 • 1 000 = 4,4 м1мин>
где t— шаг кривой ускоренного хода на
кулачке.
Скорость быстрого перемещения попереч-
ных супортов
1 445 • 35- 3 - 30 • 2 • 6
veyn ~ 35 • 3:5,-38 • 1 000 = 1,14 м!мин-
Центровально-отрезные станки модели 1831
предназначены для отрезки прибылей и за-
центровывания поковок паровозных осей.
По своей конструкции эти станки аналогичны
станкам модели 1830.
В табл. 16 приводятся основные данные
станков моделей 1830 и 1831.
Таблица 16
Основные данные центровально-отрезных станков
1830 и 1831
Элементы характери- стики станка Единица измерения Модель 1831 | 1830
Габарит: длина ширина высота Высота центров над ста- ниной • Наибольший диаметр об- работки Наименьший диаметр обработки Длина поковки наиболь- шая Скорость быстрого пере- мещения сверлильной головки Скорость быстрого пере- мещения кареток . . . Числа оборотов изделия Поперечные подачи от- резного супорта . . . Число оборотов сверла и фрезы Число оборотов зенков- ки Подачи сверла и фрезы Подачи зенковки .... мм » » » » » м]мин » об/мин. мм] об об/мин. » мм] об » 8 900 2 400 1 650 400 285 210 2 000 4,15 3,25 12,5—G0 16-75 19-93 0,3; 0,45; 0,6 174 100 0,23; 0,34 0,4; 0,6 8 900 2 400 1 650 400 212 170 2 600 4,4 3,2 16—59 20-74 25-92 0,5; 0.7; 1,0 665 195 0,07; 0,11 0,24; 0,36
Токарно-осевые станки для обработки
концов осей
На фиг. 35 показана кинематическая схема
станка для предварительной обточки шеек
и подступичной части вагонных осей модели
172 завода «Красный пролетарий». Станок
с центральным приводом, двумя задними баб-
ками и двумя супортами. Правая задняя
бабка может перемещаться по станине для
удобства установки обрабатываемой оси.
Крепление обрабатываемой детали произво-
дится в патроне центрального привода и в цент-
Фиг. 35. Кинематическая_схема2станка модели 172 для предварительной обточки вагонных осей
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
510
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
pax задних бабок. Передние супорты имеют
продольные подачи от 0,465 до 1 мм/об-;
они могут также быстро перемещаться от
отдельного электродвигателя со скоростью
3 м/мин.
Токарно-многорезцовые станки завода
«Красный пролетарий» модели 183 предка
значены также для черновой обточкн поко-
вок вагонных осей.
Основные данные станка 183
Высота центров.................. 400 мм
Расстояние между центрами ... 2 800 >
Количество чисел оборотов шпин-
деля ............................. 3
Число продольных рабочих подач 3
Мощность электродвигателей:
главного привода...............48 квт
быстрого перемещения супортов . 3,2 »
задней бабки ................. 0,85 »
Габариты:
длина .........................б 300 мм
ширииа ....................... 2 300 »
высота........................ 1 650 »
Вес станка .....................19 100 кг
Аналогичную конструкцию имеют станки
модели 1833, предназначенные для чисто-
вой обточки концов паровозных осей.
Привод этого станка осуществлён от инди-
видуального электродвигателя переменного
тока мощностью 48 квт с числом оборотов в
минуту 1 470.
Кинематическая схема станка модели
1833 дана на фиг. 36.
Числа оборотов полого шпинделя с обра-
батываемым изделием равны:
1 470 0,98 • 280 • 23 22
’ 400 • 60 • 97 ~
23
~ 230 gQ = 90 об/мин.;
27
п2 = 230 gg = 112 об/мин.
и
31
п3 = 230 52 = 140 об/мин.
Продольная обточка производится резцами,
установленными на передних супортах.
Продольные подачи передних супортов за
1 оборот шпинделя равны:
97 • 37 • 35 • 24 • 26 • 3 • 2 . 12
«1 прод- 22 • 92 • 94 • 54 • 60 • 36 =
24
= 0,57 54 = 0,25 мм/об-,
А 30
s, проб — 0,57 — 0,35 мм/об
и
А 37
s3 прод — 0,57 41 — 0,51 мм/об>
Скорость быстрого продольного перемеще-
ния передних супортов
1 500 • 3 • 2 • 12
vneo — 36-1 000 ~ 3 м/мин.
Поперечные подачи задних супортов'за
1 оборот шпинделя
97 • 37 • 35 • 24 • 31 • 22 • Ы6ар
si попер - 22 • 92 • 94 • 54 • 47 • 27 • 54 ~
= 0,1 мм/об,
где tgap — шаг кривой барабана подачи;
$2иои£р~9,14 мм/об и 5здОЛ^ = 0,2 мм/об.
Скорость быстрого перемещения задних
супортов
1 470 • 30 • 3 t6ap
v3adH~ 50-54-1 000 ~ 1,2 м!мин-
Бабки, в центрах которых вращается обра-
батываемое изделие, снабжены массивными
пинолями со сменными вращающимися цент-
рами. Правая бабка снабжена отдельным
электродвигателем для её перемещения по ка-
ретке в направлении, перпендикулярном
к оси обрабатываемого изделия. Скорость бы-
строго перемещения правой задней бабки
равна
970 • 30 • 26 • 3 • 6
V6~ 96-94-1 000 ~ 1,55 м!мин-
Станок модели 183А завода «Красный про-
летарий» предназначен для чистовой обточки
по копирам шеек и подступичной части вагон-
ных осей резцами, закреплёнными в перед-
них и задних супортах.
Привод станка осуществляется от электро-
двигателя постоянного тока мощностью 50 квт
с регулируемыми числами оборотов (от 150
до 1 200 об/мин.).
Предельные числа оборотов центрального
привода равны соответственно:
150-20-23-22 ,
пмин — 22-60-97 = 11,9 об/мин.;
Таблица 17
Основные данные токарно-многорезцовых станков
моделей 183А н 1833
Элементы характе- ристики станка Единица измере- ния Модель
183А 1833
Высота центров .... мм 400 400
Расстояние между цент- рами » 2 800 2 860
Продольные подачи . . мм/об 0,35-0,7 0,25-0,51
Поперечные подачи (для подрезки торцов) » 0,15-0,3 0,1-0,2
Поперечные подачи (для зачистки галте- лей) » 0,05—0,1
Скорость быстрого пе- ремещения передних супортов м(мин 3 3
Скорость быстрого пе- ремещения задних супортов 1,2 1,2
Скорость быстрого пе- ремещения правой задней бабки .... » 1,55 1,55
Габарит станка: длина ... мм 5 950 6 250
ширина » 2 600 2 150
высота » 1 650 1 650
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
фиг. 36. Кинематическая схема станка модели 1833 для чистовой обточки концов паровозных осей
.512
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
_ 1 200 20 • 31 • 22
пмакс ~~ ’ 22 • 52 • 97
= 148 об/мин.
В табл. 17 приводятся основные данные
токарно-многорезцовых станков*моделей 183А
и 1833.
-Токарно-осевые станки для обработки осей
по всей длине
Токарные станки для обработки осей по
всей длине выполняются без центральной при-
водной бабки; этн станки имеют один или
два cynopia, аналогичных супортам тяжё-
лых токарных станков, применяемых в об-
щем машиностроении.
Эти станки приспособлены также к обточ-
ке конуса (что необходимо при обработке
средней части оси).
Многорезцовый полуавтомат модели
1832 завода «Красный пролетарий» пред;
назначен преимущественно для черновой
обточки паровозных осей, но возможна от-
дельная его наладка и на чистовые операции.
Полуавтомат образует замкнутую раму
с большим квадратным отверстием в середине
для схода стружки.
Кинематическая схема станка представлена
на фнг. 37, график чисел оборотов шпинделя —
*на фиг. 38.
Основные данные станка 1832
.’Максимальная длина обрабаты-
ваемого изделия........... 3 000 мм
Максимальный диаметр обраба-
тываемого изделия........... 350 »
Высота центров станка от пола I 200 »
Диаметр и длина передней шей-
ки шпинделя................. 280x390 мм
Диаметр и длина задней шейки
шпинделя.................... 240x320 »
Количество чисел оборотов
шпинделя.................... 10
Пределы чрсел оборотов шпин-
деля ......................... 6,5—
1 78 об/мин.
Мощность главного электродви-
гателя ..................... 105 кет
Число оборотов главного влект-
родвигателя................[1 460 об/мин.
Число кареток на станке ... 1
Пределы рабочих подач .... 1,26 —
150 мм/мин
Скорость быстрого перемеще-
ния каретки..................1,17 м/мин
Максимальное перемещение ка-
ретки от гидроцилиндра . . . 650 мм
Диаметр гидроцилиндра про-
дольной подачи супортов . . 320 »
Максимальный ход скалки гид-
роцилиндра.................. 650 »
Диаметр скалки гидроцилиидра 100 »
Число супортов на каретке . 3
Величина перемещения супор-
тов по копиру .............. 80 мм
Диаметр и шаг винта супорта 42x6
» гидравлического ци-
линдра толкателя изделия . . 180 мм
Максимальное перемещение
скалки толкателя изделия . . 220 »
Максимальное перемещение
задней бабки ............... 840 »
Диаметр гидравлического ци-
линдра пиноли............... 230 »
Максимальное перемещение пи-
ноли ....................... 350 »
Гидропривод (см. фиг. 82) . . завода «Гид-
ропривод»]
№ МГ 721
Мощность электродвигателя
гидропривода................ 3,5 кет
Число оборотов электродвига-
теля гидропривода .......... 960 об/мин.
Мощность электродвигателя
транспортёра................... 2,2 кет
Число оборотов электродвига-
теля транспортёра........... 1 440 об/мин.
Производительность насоса
охлаждения..................180 л’мин
Мощность электродвигателя
охлаждения.................... 0,65 кет
Число оборотов электродвига-
теля охлаждения..............2 800 об/мин.
Габариты:
длина .................. . . 6 975 мм
ширина .................... 1 975 »>
высота..................... 2 340 »
Вес сганка без патрона, резце-
держателей, копиров и
электрооборудования......... -*-33 т
Фиг. 37. Кинематическая схема полуавтомата 1832_для обточки паровозных осей
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
513
Фиг. 38. График чисел оборотов шпин-
деля полуавтомата 1832 для об-
точки паровозных осей
Осе-шеечные станки для обработки шеек
осей колёсных пар
Станки для обработки шеек осей вагон-
ных колёсных пар характерны тем, что вра-
щение колёсной пары осуществляется пре-
имущественно через ремённую передачу не-
посредственно на поверхность катания одного
из бандажей. Станки для обточки и накаты-
вания шеек осей колёсных пар имеют су-
порты, на которых предусмотрена установка
приспособлений с накатными роликами.
Токарно-накатный станок модели 1835
(МК.-177) завода «Красный пролетарий»
(фиг. 39) предназначен для обточки и нака-
тывания шеек осей вагонных колёсных пар.
Основные данные станка 1835
Высота центров над станиной . 320 мм
Наибольшее расстояние между
центрами бабок............ 2 900 »
Наибольший диаметр колёс по
кругу катания ............ 1 065 »
Диаметр накшного ролика . . 140 »
Числа оборотов колёсной пары 34; 71 н
138 об/мин.
1 ,18; 2,36 и
4,7 мм/об
Максимальное перемещение ка-
ретки ....................... 420
Мощность главного электродви-
гателя ...................... 7,8 квт
Число оборотов главного элект-
родвигателя ................. 1 455 об/мин.
Мощность электродвигателя
для подъёма изделия.......... 1,5 Квт
Число оборотов электродвига-
теля для подъёма изделия . 1 425 об/мин.
Мощность электродвигателя
для насоса охлаждения . . . 0,1 квт
Число оборотов насоса охлаж-
дения ....................... 2 800 об/мин.
Производительность насоса
охлаждения .................. 15 л/мин
Габариты:
длина.......................... 5 000 мм
ширина........................ 1 840 »
высота........................ 1 550 »
Вес станка..................... 7 800 кг
Вращение колёсной пары осуществляется
от шкива коробки скоростей; при этом колесо
пары используется как ведомый элемент.
Числа оборотов колёсной пары:
1 455 • 21 • 24 • 230 • 0,98
,'1~ 77 - 60-1065 ~34об/мии.;
1 455 21 • 38 • 230 - 0,98
77 - 46-1 065 ~ 71 °б/мии.;
& 138 об/мин.
1 455 • 21 • 52 • 230 • 0,98
"3 ‘ 77 -32-1 065
Коробка подач размещена внизу механизма
главного движения. На ведомом валу коробки
подач установлена звёздочка г = 14 с шагом
t = 19,05 мм для цепной передачи к су-
портам.
Каретки станка имеют передние и задние
супорты. На передних супортах помещены
четырёхпозиционные поворотные резцедер-
жатели и державки с роликами для накатки.
На задних супортах установлены накатные
ролики.
Передние и задние супорты могут пооче-
рёдно запираться (фиксироваться) в своих
крайних положениях в случае необходимости
работы от одного супорта.
Супорты станка снабжены падающими
червяками, предохраняющими механизм по-
дач от перегрузки.
Перемещение кареток происходит от ко-
робки подач с тройным передвижным бло-
ком. Величины подач:
S, =
1 035-24-36-14-28-25-36-6-20-20-3,14-5-12
" 230 -72-72 - 28 • 74 -77-36 -~48' • 52 - 58 ~
= 0,14 мм/оэ,
s2 = 0,29 мм)о5 и s, = 0,57 мм1»б.
Указанные подачи можно также увеличить
выключением перебора в цепи подачи, пере-
даточное отношение которого
• _28 : 25
‘пер - уф. 77
При этом s4 = 1,18 мм)об, s5 = 2,36 мм!о5
и se = 4,7 л.и/оЗ.
Ручное перемещение обоих супортов от
маховиков может производиться как в от-
дельности, так и одновременно в разных
направлениях.
Подъём домкратом может производиться
как вручную от маховика, так и от электро-
двигателя. Вращение маховика передаётся на
планетарную передачу с неподвижным зуб-
чатым колесом (г4 = 90). При этом зубча-
тые колёса с г., = 20, обкатываясь по зуб-
чатому колесу с г,, приводят во вращение
диск с резьбовой гайкой, соединённой с вин-
том домкрата (его шаг равен 10 мм).
Передаточное отношение планетарной пе-
редачи может быть определено методом раз-
ложения сложного движения (табл. 18).
По данным табл. 18 имеем
_ "диска_____1 * = 1 = £
‘лл — Пг ""
Следовательно,
1 425
v = 206 ”14 -"I 000 = м'мин-
Перемещение пинолей бабок станка про-
изводится вручную от маховика через кони-
ческую передачу 31 : 31 и винт (с шагом 6 мм).
Zt . УО
1 + 1 + 50
скорость подъёма
-20-5-10 . _
33 12
Рейки т=2
Винт леВый 1 зах-
С=5
Гайка 1=
№*2
Рейка m=2~t
:дл!|ДЬш|Я
77*2,5-^
р=13°31'праВая
Злектроддигатель 29*3
глабного прибоВа 60*3
N=7,8 кВт-----
0=1955 М/нм.
31*3,5 Гайка 6=6 Винт леВый l3axod;it=6
Винт леВый 1заходл6=6
36*2,5-
12*3.5 ----
ta
36*2.5—
26-----
30*2,5—*
26—----j
звхг.в-'
S X CtZ£5~~t- 20*3,5
20
98
/4'х 19,05
Рейка. -
т=2,5
Пневматический цилиндр
для подъема леникса
52*3 sgxi<s
Рейка m=2,5
\~38
Я
••да»
50x2,5
19*19,05
12*5
17*3 28*3
58*3,5—кй'ёЫ
20*3,5^W-
-28x19,05
21*2,5
Р=13°32'леВая
36*3
72—
58*2,5
»
черВяк леВый 6-и заходн. т-3,5
25*3 79*3
16*2
32
' [У'ОбхЗ
<*>
- ’ g
'36*3
ss ;|
esj,
Винт леВый 1зыоднЛ~6
Гайка, t=6
16*г
Рейка т=2
Гайка t=6
Вант праВый 1заходя. >0 /
31*3,5
’ s
20*2,5 3
z5 "~N=10 кВт
90*2,5 п=1925 §
Винт 1заходн. Г=10& „ „ Г
.52 * 3,5_
T1LP Л7Л
20*3,5-
08 *3,5 ^=^^5
ЧерВяк праВый 6-и заходняг^
т=3,5
Фиг. 39, Кинематическая схема токарио-накатного станка 1835
Рейка т=5 ХГ^ка t=6 J1*3,5
к,5 Винт леВый 1захойн0=8
- 36*2,5 и
36
26
Ж
^26
36
514 МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
515
Таблица 18
Данные для определения передаточного отношения
планетарной передачи
Рассмат- Числа оборотов
риваемые положе- ния диска Zi 2» Примечание
I II 1 0 1 -1 1 Включён палец между z3 и ди- ском Палец выключен
Результат 1 0 1+1г
Вставной центр вращается на шариковых
и роликовых подшипниках; осевое усилие вос-
принимается упорным подшипником. Под-
шипники регулируют резьбовыми кольцами.
Проектным бюро ЦУМЗ МПС разрабо-
тан переносный станок для обточки шеек
осей паровозных колёсных пар. Особенность
станка в том, что он устанавливается непо-
средственно на оси колёсной пары. Станок
имеет тележку-привод, на котором помещён
электродвигатель мощностью 1,6 кет и чис-
лом оборотов п = 1 440 в минуту.
Резцовая головка с двумя резцами, имею-
щая наибольшее число оборотов 43 в минуту,
совершает вращательное движение от зубча-
той передачи с внутренним зацеплением. При
наибольшем диаметре обтачиваемых шеек ко-
лёсных пар 270 мм
3,14 -270 • 43
и = ----ПоОО----= 36-5 mi мин.
Расчётное усилие резания равно:
1,36 • 75- 60 N 6 120-1,6-0,8
Р =---------v------=--------36,5----=214 кг-
Станок снабжается прибором для точного
центрирования при обточке шеек осей.
Основные данные станка
Пределы диаметров обтачивае-
мых шеек................... 180—270 мм
Наибольшая длина обтачивае-
мых шеек....................... 340 »
Глубина резания..................... 2 »
Подача реша................0,11 мм(об
Габариты станка:
длина ....................... 950 мм
ширина .................... 510 »
высота..................... 650 »
Вес станка .................... 90 кг
Карусельные станки для обработки колёсных
центров, колес и расточки бандажей
Для обработки колёсных центров и рас-
точки бандажей вагонных колёсных пар су-
ществует ряд моделей карусельных станков.
Наиболее современной из них является мо-
дель 1551 Краснодарского завода имени Се-
дина.
Основные данные станка 1551
Наибольший диаметр обра-
батываемого изделия ... 1 500 мм
Пределы чисел оборотов
шпинделя................от 3 до 96 об/мин.
, Количество чисел оборо-
тов планшайбы ... 16
Мощность главного электро-
двигателя ............. 28 кет
Этот станок имеет 16-ступенчатую коробку
скоростей, два вертикальных супорта и
один боковой; подача вертикальных супор-
тов осуществляется в пределах от 0,2 до
9,0 мм '1об с помощью коробок подач, установ-
ленных на торцах поперечины. Боковой су-
порт имеет установленную на нём отдельную
коробку подач. Вес станка — 21 т.
В вагонных колёсных мастерских при-
меняется тип станка, кинематическая схема
главного привода которого представлена на
стр. 559.
Для обработки колёсных центров и бан-
дажей можно применять также некоторые мо-
дели универсальных токарнс-карусельных
стан ков.
Для обработки колёсных центров и бан-
дажей локомотивов наряду с другими моде-
лями карусельных станков может служить
двухстоечный карусельный станок модели
1553 (фиг. 40), который является вторым типо-
размером станка модели 1551. Эти станки
сходны по конструкции и имеют много унифи-
цированных деталей.
Станок снабжён 11 электродвигателями,
из которых: 1 —для привода главного дви-
жения (вращения планшайбы) мощностью
37 кет и числом оборотов 1 470 об/мин.,
1 —для ускоренного движения поперечины
(N = 5,8 кет; п = 1 450 об/мин.), 1 —для
зажима поперечины (N = 1,5 кет; п =•=
= 1 425 об/мин.), 6—для перемещения супор-
тов (каждый из трёх супортов, помимо ра-
бочей подачи, получаемой от отдельного элек-
тродвигателя, имеет ускоренное движение
со скоростью 3 000 мм/мин также от отдель-
ного электродвигателя).
Мощность каждого электродвигателя для
привода супорта — 1,5 кет и число оборо-
тов — 1 425 об/мин. Кроме того, имеются
электродвигатели для привода маслонасоса
(N =1,0 кет; п = 1 425 об/мин.) и для при-
вода системы охлаждения (N = 0,15 кет;
п = 2 800 об/мин.).. Габаритные размеры
станка модели 1553:
Диаметр планшайбы .... 2 100 мм
Наименьший и наибольший
диаметры обточки револь-
верной головкой или ле-
вым вертикальным супор-
том . . ......... 0—2 300 мм
То же, расточки . . . 150—1 900»
Наименьший и наибольший
диаметры обточки; гори-
зонтальным супортом . . 900 — 2 100»
Диаметр зажатия изделия
кулачками ...... . 400—1 900»
Габариты:
длина ................... 4 000 мм
ширина.................... 5 625 »
высота.................... 4 250 »
Вес станка..................35 000 кг
Для управления всеми электродвигате-
лями на станке имеется подвесная кнопоч-
ная станция.
Шпиндель планшайбы, расположенный
в двух роликовых подшипниках и регули-
руемом подпятнике, приводится во враще-
ние от главного электродвигателя (N =37 кет;
п = 1 470 об/мин.). Коробка скоростей даёт
возможность получить 16 различных чисел
оборотов планшайбы.
Запись чисел оборотов планшайбы при
возможных вариантах зацеплений зубчатых
колёс будет
33*
Фиг. 40. Кинематическая схема двухстоечного карусельного станка модели 1553
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
517
. 248 „„„37 17 23 29 23 17 24 25 23
юГ*4™ 440 °’98 37 *43 *37 *37 *49*41*36 *32 "154°^ МИН'
30 30 33 43
зо’зо’зз *7Т
График чисел оборотов планшайбы пред-
c. гавлен на фиг. 41.
Фиг. 41. График чисел оборотов планшайбы
карусельного станка 1553
Электродвигатели для перемещения по-
перечины (N = 5,8 кет; п == 1 450 об/мин.)
и для её зажима и отжима (N = 1,5 кет;
п = 1 450 об/мин.) сблокированы так, что
перед началом перемещения поперечины сра-
батывает малый электродвигатель, отжимая
поперечину, и лишь только после этого она мо-
жет перемещаться. При остановке движения
поперечины включается малый электродвига-
тель, зажимая её. В крайнем верхнем поло-
жении ход поперечины автоматически вы-
ключается благодаря наличию концевого
выключателя.
Подача резцов осуществляется тремя су-
порта.ми, которые снабжены одинаковыми
коробками подач.
Левый вертикальный супорт расположен
н подвижной поперечине. Он состоит из
салазок (перемещающихся от ходового вин-
та вправо и влево), поворотной части (пово-
рачивающейся от 0 до 45° от вертикали)
и ползуна с четырёхгранным резцедержателем
(перемещающихся вверх и вниз посредством
р.;ечной передачи). Правый вертикальный
супорт также расположен на поперечине
и несёт на себе пятигранную револьверную
головку, которая может поворачиваться во-
круг своей оси на 360° и вместе с супортом
перемещаться вверх и вниз. Салазки правого
вертикального супорта могут перемещаться
вправо и влево вдоль поперечины. Горизон-
тальный (боковой) супорт расположен на
правой стойке станка и может перемещаться
вдоль неё вверх и вниз; ползун горизонт иль-
ного супорта имеет горизонтальное пере-
мещение (вправо и влево).
Изменение величин подач достигается пе-
рестановкой передвижных зубчатых колёс,
что даёт возможность получить для каждого
супорта следующий ряд из 12 вертикальных
или горизонтальных подач: 0,1; 0,14; 0,29;
0,28; 0,40; 0,55; 0,8; 1,12; 1,57; 2,25; 3,15
и 4,5 мм/об.
Включение и выключение подач может
быть произведено нажатием специальных кно-
пок на коробках подач, а также на под-
весной кнопочной станции.
В коробках подач предусмотрена блоки-
ровка, не дающая возможности одновременно
включать ускоренные и рабочие подачи.
На фиг. 42 показана кинематическая
схема карусельного станка-полуавюмата для
обработки колёсных центров.
Основные данные станка-полуавтомата
для обработки колёсных центров
Диаметр планшайбы............... 1 550 мм
Расстояние от центра планшайбы
до стойки......................... 860 »
Наибольший диаметр зажатия из-
делия кулачками . . .1 200 »
Наибольшее перемещение супор-
тов:
первого (по горизонтали) .... 400 »>
второго (по вертикали) ......... 300 »
третьего (по горизонтали и вер-
тикали) ......................... 300 »
четвёртого (по горизонтали и вер-
тикали) ......................... 300 »
Габарит станка 4 300 х 5 100 х 3 200 мм.
Предельные числа оборотов планшайбы:
_ 700 -30 • 22 у64 • 34 • Ю _
пмакс - 32 . 64 • 28 • 60 • 140 ~
= 40 об/мин.;
700 • 20 • 22 • 25 • 34 • 19
п""н == 42 • 64 67 • 60• 140 ~
= 3,2 об/мин.
На фиг. 43 дан график чисел оборотов
планшайбы станка.
Коробки скоростей карусельно-центро-
вых станков могут быть модернизирова-
ны в целях повышения числа оборотов
планшайбы до 80-У-130 об/мин. для получения
большей скорости резания и обеспечения
надлежащей чистоты поверхности отверстия
ступицы в процессе её расточки.
Величина горизонтальной подачи перво-
го и третьего супортов меняется от пере-
ключения муфты А (фиг. 42).
Постоянное передаточное отношение от
планшайбы до муфты Л
140 • СО • 34
'1== 19 • 60'• 34 - 7,3э*
Передточные отношения, изменяемые пе-
реключением муфты А
31 24
(2=48; '2 = 55 •
Постоянное передаточное отношение от вала
с зубчатыми колёсами 55 и 48 до винта (с ша-
гом 10 мм) горизонтального перемещения пер-
вого и третье!о супортов
48-30. 2-45 J9
90 • 34 • 38 18 • 44 ’
518
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Фиг. 42. Кинематическая схема карусельного станка-полуавтомата для обработки колёсных центров
Величины горизонтальных подач:
Sj = 0,64 • 7,35 • 0,027 • 10 = 1,25 лл</об;
= 0,44 • 7,35 • 0,027 • 10 = 0,86 MMjod.
Второй и четвёртый супорты переме-
щаются механически только в вертикальном
направлении, горизонтальная подача осу-
ществляется вручную.
Фиг. 43. График чисел оборотов планшайбы
карусельного станка для обработки колёсных
центров
Конструктивная особенность этих су-
портов состоит в том, что их подача про-
исходит от барабанов с винтовыми кулач-
ками; благодаря этим кулачкам супорт
после рабочей подачи возвращается в ис-
ходную позицию без включения дополнитель-
ных устройств.
Вертикальные подачи второго супорта
при шаге винтовой канавки 250 мм будут
равны:
24- 2 • 30 • 20 • 1 • 250
Sj = 7,35 “55ТзЬ’Лб74^- 40" — 2>5 мм100'
31 2 • 30 • 20 • 1 • 250 „ „
= щ35 48. зо . зо - 42 • 40 ~ 3,7 мм1°6'
На фиг. 44 показана кинематическая схема
двухсупортного карусельного станка-полуав-
томата для расточки бандажей.
Габаритные размеры станка
Диаметр планшайбы............. 1 700 мм
Расстояние от центра планшайбы
до стойки.....................1 000 »
Наибольшая высота изделия ... 175 »
Наибольший диаметр зажатия ку-
лачками ...................... 1 350 »
Наибольшее перемещение супор-
тов по вертикали................. 490 »
Габариты:
длина ........................ 4 300 »
ширина ..................... 4 200 »
высота...................... 3 600 »
Коробка скоростей по конструкции ана-
логична коробке станка для колёсных
центров.
Предельные числа оборотов планшайбы
равны:
750.30-22.64.24-19
пмакс- 32-64-28-66-140 = 27 об/мин.;
750-20-22-25-24-19 _
пмин= 42-64-67-66~140 = 2,3 об/мин.
Постоянное передаточное отношение от
планшайбы до коробки по. ач
140 • 66 • 66 • 20 • 22 _
'1 ™ст = 19 - 24 47 • 29 • 44 = 9’8,
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
519
Передаточные отношения коробки подач:
59 -24 62 • 24
= п 94- — л ок-
ОУ • 02 . 02 • М
'3 = 83~64 = 0,36: '4 ~ 8СЬ~64 ~ °’39'
Постоянное передаточное отношение от ко-
робки подач до барабана-копира правого су-
порта
_ 27 • 37 2 1 -_20 _
пост — gg . 7о . зб". 40 “ °.°036.
При шаге винтовой канавки барабана
I = 120 мм наименьшая вертикальная подача
равна
Sj = 9,8 • 0,24 • 0,0036 • 120 = 1 мм/об.
Аналогично подсчитываются и другие ве-
личины подач (при z2 = 0,26, z3 = 0,36 и «4=
= 0,39).
На головке левого супорта устанавли-
ваются подрезной и канавочный резцы для
подрезки упорного бурта и проточки канавки
под укрепляющее кольцо. Эта головка имеет
механическую подачу под требуемым углом.
Обдирочные и чистовые резцы укрепля-
ются на головках правого супорта, переме-
щающегося в вертикальном направлении от
барабана-копира.
Для сохранения полуавтоматического
цикла обработки бандажа на станке уста-
новлен диск управления супортами, за один
оборот которого кулачок и барабан-копир
делают также по обороту, т. е.
1 об. кул. 30-26
----14 Ап----~ = 1 об°Р°тУ Диска.
1 о • ои
Скорость быстрого перемещения супортов
в горизонтальном направлении
1 450 • 21 • 22 • 27 • 10
~ ’60 • 33 • 75 • 1 000 ’ ~ 1,2 м!мин-
Фиг. 44. Кинематическая схема двухсупортного
карусельного станка для расточки бандажей
На супортах станка помещаются три
резцовые головки, из которых одна на левом
и две на правом супорте. Головка левого
супорта перемещается в наклонном поло-
жении под углом 18,5°. Перемещение этой
головки достигается благодаря наличию ку-
лачка или эксцентрика, число оборотов
которого одАшково с числом оборотов бара-
бана-копира:
пкул- 30 • 26 • 20
1 ЗТзоТ4б = ПбаР’
откуда
пкул ~ пбар.
Колёсно-токарные станки для обточки
бандажей колёсных пар
Эти станки применяют для обточки по
профилю катания и подрезки внутренних
торцевых граней новых и изношенных бан-
дажей колёсных пар подвижного состава
железных дорог. Колёсно-токарные станки
строятся в основном трёх размеров: 1) для
вагонных и тендерных колёсных пар; 2) для
колёсных пар грузовых паровозов и 3) для
колёсных пар пассажирских паровозов.
По принципу работы станки делят на
два типа: 1) станки для обработки профиля
методом копирования и 2) станки для обра-
520
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ботки профиля широкими фасонными (про-
фильными) резцами.
В табл. 19 даются основные параметры
колёсно-токарных станков (средние значе-
ния).
Таблица 19
Колёсно-токарные станки
Назначение колёсных пар
Наибольши
диаметр обр
ботки по к
гу катани
I в мм
Для грузовых паровозов, элект-
ровозов и тепловозов ................. 1 720
Для пассажирских паровозов,
электровозов и тепловозов . . . 2 300
Для вагонов, тендеров и бегун-
ковых колёсных пар паровозов 1 050
Колёсно токарный станок модели 1838 Кра-
маторского завода тяжёлого станкостроения
предназначен для обточки по профилю ката-
ния новых и бывших в эксплоатации бандажей
колёсных пар всех типов для паровозов и
тендеров широкой колеи всех серий в диапа-
зоне диаметров по кругу катания от 900 до
2200 мм.
Кинематическая схема станка представлена
иа фиг. 45.
Станок имеет 6 электродвигателей обшей
мощностью около 80 кет.
В корпусе станины станка (узел № 1) уста-
новлен главный вал IV, служащий для при-
вода планшайб и коробки подач.
Передняя шпиндельная бабка (узел № 2')
неподвижно крепится к станине; задняя бабка
(узел № 2) перемещается от винта, приводя-
щегося в движение отдельным электродвига-
телем.
Крепление колёсной пары осуществляется
кулаками (уел № 3), перемещающимися
к торцам бандажей колёсной пары с помощью
поршней, на которые давит специальная гидро-
пластическая масса, подводящаяся по труб-
кам.
В радиальном направлении кулаки пере-
мешаются от системы зубчатых колёс.
На передней части станины установлена
коробка скоростей (узел № 4).
Коробка подач (узел № 5) установлена
в средней части станины.
Станок имеет четыре супорта, из которых
два копировальных (узлы № 9) для чашечных
резцов, обрабатывающих только гребневую
поверхность бандажа, и два основных
(углы № 7), имеющих поворотные резцовые
головки для проходных и фасонных (в том
числе полнопрофильного чистового) резцов,
обрабатывающих поверхности бандажа с укло-
нами 1:20 и 1:7, фаску и окончательный
профиль бандажа.
Все супорты установлены на специальных
постелях (узлы № 6 и 8).
Привод копировальных и основных су-
портов осуществляется через две распредели-
тельные коробки.
На коробке подач неподвижно укреп-
лён гидравлический пятитонный домкрат
(узел № 10).
Основные данные станка
Высота центров над станиной 1 220 мм
Количество чисел оборотов
шпинделя.................... 12
Числа оборотов шпинделя . . 0,58; 1,25;
1 ,6; 1,87; 2,0;
3,7; 4,0; 5,0;
6,3; 8,0; 10,0;
12,5 об/мин.
Количество подач .................. 8
Подачи при обточке по уклону
1 : 20 и обточке внутренней
торцевой грани..............0,75; 1,1; 1,5;
2,1; 3,0; 4,3;
6,0 и 8,6
мм) об
Средние подачи по копиру . . 0,36; 0,5; 0,7;
3,0; 4,0 мм/об
1,0; 1,5; 2,0;
Скорость перемещения задней
бабки:
ускоренного ..................915 мм/мин
замедленного .................147 . »
Скорость перемещения каждой
постели...................... 975 »
Скорость продольного и по-
перечного перемещений ос-
новных супортов и попереч-
ного перемещения копиро-
вальных супортов ........... 365 о
Допустимый вес обрабатывае-
мой колёсной пары........... 7 т
Габариты станка:
длина.......................... 9 200 мм
ширина...................... 6 090 »
высота общая............... 3 440 »
высота нац полом...... 2 840 »
Вес станка (расчётный) .... 107 т
Главный электродвигатель станка посред-
ством клиноремённой передачи вращает при-
ёмный вал коробки скоростей (узел № 4),
от которого через последующие два вала пе-
редаётся движение на главный вал IV и затем
на планшайбы шпинделей V.
На валу IV расположено также зубчатое
колесо 72x4, передающее движение на вал VI
коробки подач и далее на вал VII, втулку
VIII, от неё—валам IX и X, а от последнего—
распределительным коробкам основных и
копировальных супортов (узлы № 7 и 9).
Механизм распределительной коробки ос-
новных супортов (узел № 7) получает дви-
жение от зубчатого колеса 31x4, сидящего
на нижнем конце вала X.
Далее вращение передаётся иа вал XIII
через зубчатые колёса 38x4 и 37x4. При
правом включении муфты Г получает враще-
ние вал XIV, на концах которого имеются
соответственно правая и левая винтовые на-
резки с шагом 8 мм, входящие в гайки, за-
креплённые в основных супортах.
Поперечное перемещение верхних салазок
относительно нижних производится вручную
при помощи маховика, сидящего навалу XVI.
Для малого смещения салазок супортов
в поперечном направлении в процессе их
одновременного движения в продольном на-
правлении (с целью автоматического получе-
ния уклона 1:20 на профиле бандажа) суще-
ствует приспособление: рейки (т=3) соедине-
ны с винтовыми нарезками вала XIV (служа-
щими для продольного перемещения супор-
тов).
Рейки сцеплены с зубчатыми колёсами
34x3, укреплёнными на корпусах гаек винтов
XXII и ХХ111 (служащих для поперечного
перемещения салазок супортов).
Ускоренное перемещение основных супор-
тов осуществляется от специального элекгро-
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
521
Фиг. 45. Кинематическая схема колёсно-токарного станка 1838
522
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
двигателя, установленного на распределитель-
ной коробке копировальных супортов.
На станке имеется автоматизированное
приспособление с упорами для остановки
основных и копировальных супортов при их
продольном и поперечном перемещениях.
Распределительная коробка копировальных
супортов (узел X 9) получает движение от
зубчатого колеса 31x4, сидящего на верхнем
конце вала X. Валы XL и XLIV приводят
ных пар паровозов и других локомотивов
широкой колеи с диаметром поверхности
катания от 950 до 2 250 мм.
Основные данные станка: высота центров
станка 1 100 мм; наибольшее расстояние
между планшайбами 3 020 мм; общий вес
станка около 50 000 кг.
Принцип устройства станка можно уяснить
из рассмотрения его кинематической схемы
(фиг. 46).
Фиг. 46. Кинематическая схема главного привода и механизма подачи колёсно-токарного
станка ЗТСН-Н
в движение пальцы XLI и XLV, входящие
в вырезы копиров для гребневых поверхно-
стей. Эти пальцы соединены со специальными
резцедержателями, иа другом конце которых
крепятся чашечные резцы.
При перемещении пальцевого конпа резце-
держателя по копиру резец, закреплённый на
другом конце его, будет описывать профиль,
соответствующий гребню бандажа (резцедер-
жатель в его средней части опирается на
ползунок).
Для поперечного перемещения постелей
основных и копировальных супортов имеется
специальный механизм с приводом от от-
дельного электродвигателя.
После окончания настройки возможность
всех перемещений постелей и супортов лик-
видируется зажимами, работающими от соот-
ветствующих гидравлических устройств.
Колёсно-токарный станок модели ЗТСН-Н
предназначен для обточки бандажей колёс-
Запись чисел оборотов планшайбы при
возможных вариантах зацеплений зубчатых
колёс будет
, „„„ 24 34 20 50 30 2|
"пл-1 000 VO • 150 *90*166 °б/МИН’
33 40 50
59’118*50
43 60
49 40
1 -3 • 2 • 3 • 1 . 1 1 =18
График чисел оборотов планшайб показан
на фиг. 47.
Для перемещения передней и задней ба-
бок (с планшайбами) по станине служит
специальный электродвигатель мощностью
12 л. с. и 1 500 об/мин. С помощью повод-
кового привода в виде зубчатого сектора
планшайбы передают вращение колёсной паре.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
523
Колёсные пары паровозов устанавливаются
на центровых отверстиях оси, а тендерные
и подобные им зажимаются специальными
зажимными втулками (цангами), надеваемыми
на шейки оси. Для возможности установки
колёсных пар паровозов с пальцами криво-
шипов в планшайбах под углом 90° устроены
вырезы (выемки).
Станок имеет четыре супорта. Два из
них (обдирочные) несут проходные резцы,
Фиг. 47 График чисел оборотов план-
шайб колёсно-токарного станка ЗТСН-Н
подача ' которых возможна в продольном
и поперечном (в осевом и радиальном) на-
правлениях. Эти резцы служат для предва-
рительной обточки полотна, срезания гребней
по высоте (если нужно) и проточки внутрен-
них торцевых граней бандажей (для полу-
чения установленного расстояния между
торцами бандажей). Продольная подача каж-
дого обдирочного супорта осуществляется
параллельно части полотна бандажа с ук-
лоном 1 : 20 по направляющим. Обди-
рочные супорты получают движение от
главного привода с помощью зубчатых
колёс 21 Х12, имеющих эксцентрики (фиг. 45).
Через тяги движение передаётся на вал по-
дачи, а с последнего при помощи рычагов,
тяг и храповиков с собачками — на винты
продольного перемещения (t = 10 мм). Та-
ким же путём движение передаётся на косо-
зубые колёса 22 X 3,5 и 15 X 3,5 и далее
на винты поперечного перемещения (1 = 6 мм).
С помощью соответствующих штурвалов,
укреплённых на концах винтов t — 10 мм
и t = 6 мм, продольное и поперечное пере-
мещения обдирочных супортов можно осу-
ществить также и вручную.
На колёсно-токарных станках других мо-
делей (такого типа) для ускорения и облег-
чения труда станочника существует возмож-
ность механизированного перемещения су-
портов с помощью отдельных электродвига-
телей с соответствующими передачами на
указанные винты.
Два копировальных супорта, установ-
ленных на другой стороне станка, несут
в специальных резцедержателях чашечные
или полукруглые резцы. Копировальные су-
порты могут перемещаться вручную в про-
дольном и поперечном направлениях (что
используется при установке). Продольное
движение производится с помощью маховика,
расположенного сбоку, и червячной переда-
чи (1 х 7 и 28 X 7), а поперечное — от
винта (t = 12 мм), вращаемого с помощью
расположенного спереди маховика и зубча-
тых колёс 20 х 3 и 40 х 3. Кроме указанных
перемещений, существует ещё сложное меха-
ническое движение резцов (связанных с по-
мощью упомянутых специальных резцедер-
жателей с копирами,закреплёнными в корпусе
копировальных супортов) по соответствую-
щей кривой. Таким путём обеспечивается
окончательная обточка полного профиля
бандажа.
Указанное движение осуществляется так-
же от главного привода с помощью зубчатых
колёс 24 х 12 и 40 X 12, валов подачи колёс
с эксцентриками, тяг, рычагов, храповых
механизмов (г = 90). Далее с помощью чер-
вячных передач (червяки 1 х 7 и червячные
колёса 28 х 7) движение передаётся на ось
копира для обточки гребня, а с помощью
зубчатых колёс 19 х 8 и 41 X 8 — иа ось
копира для обточки полотна.
Величины механических подач супортов
зависят от длин соответствующих тяг, осу-
ществляющих качание соответствующих ры-
чагов механизма подачи и захвата собачкой
того или другого количества зубьев xpanoi
ного колеса.
В данном станке собачка может захваты-
вать от 1 до 7 зубьев храпового колеса, по-
ворачивая его на соответствующие углы. Та-
ким образом, подача обдирочных супортов
в продольном направлении может быть от
0,45 до 3,2 мм/об, а в поперечном — от 0,5
до 3,1 мм/об, подача же копировальных су-
портов — от 0,45 до 3,2 мм/об.
Радиус закругления гребневых резцов,
работающих по копиру, равен 16 мм.
Колёснотокарный станок модели 1937
Горьковского завода «Двигатель революции»
предназначен для обработки бандажей ко-
лёсных пар паровозов, тендеров и вагонов
по профилю катания.
От электродвигателя мощностью 22—25 квт
с числом оборотов 965 об/мин. (фиг. 48) с
полощыо зубчатого колеса 24 X 7 вращение пе-
речаётся на зубчатое колесо 110x7, сидящее
на конце приёмного вала коробки скоростей
(вне коробки). В коробке скоростей на при-
ёмном валу находятся два зубчатых колеса
30 х 8 и 22 х 8, сцепляющихся с одним
из зубчатых колёс следующего вала (40 X 8
или 48 X 8), откуда вращение передаётся
на третий вал (с помощью зубчатых колёс
20 х 9 и 52 X 9 или 40 X 8 и 41x8).
С третьего вала через зубчатые колёса 22 X 10,
104 X 10 и 92 X 10 вращение передаётся
на главный вал, от которого с помощью
зубчатых колёс 20 X 12 и 46 X 12 — на
промежуточный вал, а с последнего —через
зубчатое колесо 16 X 15 и зубчатый венец
96 х 15 на планшайбу передней бабки;
одновременно при помощи аналогичной пе-
524
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
редачи движение с главного вала передаётся
и на планшайбу задней бабки.
Таким образом, коробка скоростей станка
даёт возможность получить четыре различ-
ных числа оборотов планшайб в пределах
от 0,6 до 2,5 об/мин.
мощью храпового механизма и трёх зубчатых
колёс: 45 X 4, 49 X 4 и 45 х 4; зубчатые
колёса 45 х 4 сидят на концах специальных
винтов копировальных супортов (фиг. 50).
Один из винтов супорта имеет двойную
нарезку (левую 6 ниток на дюйм и правую
N=30 л. с.
и =965 oS/^h
Фиг. 48. Кинематическая схема колёсно-токарного станка модели 1937
Запись чисел оборотов планшайб при
возможных вариантах зацеплений зубчатых
колёс будет
24 30 40 22 20 16
ппл = 965 по ' 40 ’ 41 ‘ 92 ‘ 46 ‘ 96 об/мин-
22 20
48 ’ 52
1 • 1 • 2 - 2 • 1 - 1 . 1 =4
На фиг. 49 показан график чисел оборо-
тов планшайб станка.
Подача супортов осуществляется от глав-
ного привода с помощью храповых меха-
низмов. Задние супорты получают механи-
ческую поперечную подачу (при обточке
внутренних торцевых граней бандажей) с
помощью храпового механизма, пары кони-
ческих зубчатых колёс 21 х 5 и винтов
(4 нитки на 1"). Эти супорты могут пере-
мещаться и вручную: в поперечном направ-
лении с помощью указанных винтов и в
продольном направлении по станине с по-
мощью реечного зубчатого колеса и рейки.
Передние копировальные супорты получают
механическую подачу для обточки профиля
бандажа (каждый бандаж — двумя специаль-
ными закруглёнными или чашечными рез-
цами), так же как и задние супорты, с по-
фиг, 49. График чисел оборотов план-
шайб колёсно-токарного станка 1937
4 нитки на дюйм), которой соединяется'
с двумя резцедержателями для обточки по-
лотна и гребня. Второй винт имеет одну
нарезку с шагом 1/2" и соединён с копиром
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
525
для резцедержателя гребневого резца (копир
резцедержателя, несущего резец для обточки
полотна, неподвижен). Таким образом, с
помощью сложения двух одновременно про-
исходящих движений резцедержателя обеспе-
чивается перемещение резцов по нужному
профилю. Недостаточная жёсткость данной
ных супорта —• для окончательной обточки
профиля чашечными резцами.
Передняя (левая) бабка неподвижна и в ией
размещён привод главного движения; задняя
бабка—подвижна. На станине станка между
бабками находится домкрат, служащий для
установки колёсной пары.
-45 я 4
ф Нп 4^ ^Г“
Шаблон ш устаношш
рана
с нормальным гребнем х- 48 мм
Для ларобозной колесной, лары с нормаль-
ним гребнем я- 45,75мм
Для паробозпой бебущей колёсной пары
(без гребкя)л- 48мм
Фиг. 50. а—левый копировальный супорт колёсно-токарного станка модели 1937 (в поло-
жении перед началом обработки); б—установка шаблонов и резцов на копировальном
супорте
конструкции часто не даёт возможности
автоматически получать точный профиль, а
поэтому завод-изготовитель рекомендует за-
канчивать обработку применением фасонных
полнопрофильных резцов. Кроме механиче-
ской подачи, копировальные супорты могут
перемещаться в продольном и поперечном
направлениях и вручную так же, как и задние
супорты.
На станке можно получить следующие
величины механических подач (с помощью
храповых механизмов): на копировальных
супортах при обточке поверхности ката-
ния 0,846; 1,69; 2,54 и 3,38 мм/об, при
обточке гребня бандажа 0,56; 1,12; 1,68
и 2.24 мм/об и на задних супортах при
обточке торцевых граней бандажа 0,846;
1,69; 2,54 и 3,38 мм/об. Величины подач
зависят от того, сколько зубьев храпового
колеса захватывает собачка (1, 2, 3 или
4 зуба).
Станок модели 1937 имеет вес 28 т.
На фиг. 51 показана кинематическая схема
четырёхсупортного колёсно-токарного станка
модели 1936 Краматорского завода тяжёлого
станкостроения (КЗТС), работающего по ме-
тоду копирования.
Этот станок может быть использован не
только для обработки вагонных и тендерных
колёсных пар, но и для обработки бегун-
ковых колёсных пар паровозов.
Два задних супорта предназначаются
для обдирки профиля бандажей проходными
резцами и подрезки внутренних торцевых
граней бандажей, два передних копироваль-
Основные данные станка 1936
Высота центров . .......
Диаметр планшайбы . . . .
Наибольшее и наименьшее
расстояния между план-
шайбами . ..............
Пределы диаметров обраба-
тываемых бандажей (ко-
лёс) по кругу катания , .
Скорость быстрой попереч-
ной подачи обдирочных и
копировальных супортов
Скорость перемещения зад-
ней бабки ..............
Количество чисел оборотов
шпинделя................
Пределы чисел оборотов
шпинделя .........
Подачи обдирочных супор-
тов:
продольные .............
поперечные
Подачи копировальных су-
портов .................
Мощность главного элек-
тродвигателя ...........
Число оборотов главного
электродвигателя .......
Габариты:
длина ... ..............
ширина................
высота ...........• •
Вес станка .............
600 мм
1 300 »
3 000-1 800 мм
900-1 050 »
от 0.9 до
2,7 мм/об
от 1.9 до
5,2 мм/об
от 0.95 до
4,75 мм/об
32 кет
950 об/мин.
6 700 мм
3 400 »
2 200 »
27 т
680 мм/мин
1 930 »
12
0,75 — 9,5 об/мин.
Коробка скоростей изготовлена с одним
тройным и двумя двойными передвижными
блоками, благодаря которым шпиндель стан-
ка имеет 12 различных чисел оборотов. Пре-
дельные числа оборотов колёсной пары сле-
дующие:
526
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
527
950-24-24-20-23-24
пмин— 68-136-80-123-90 =°-75 об/мин.;
950-43-30-50-23-24
пмакс = ’ 49 J30'.50U23^90' = 9,5 об/мин-
График чисел оборотов шпинделя дан
на фиг. 52. Задние обдирочные супорты
имеют продольные и поперечные подачи.
В механизмах супортов имеются раздвиж-
ные рычаги и храповые устройства. Привод
Фиг. 52 График чисел оборотов шпинделя
колёсно'токарного станка 1936
их осуществляется от кривошипного зубча-
того колеса г = 22, вращающегося от зуб-
чатого колеса коробки скоростей г — 24.
Каждый обдирочный супорт снабжается
двумя автоматическими выключателями хра-
пового устройства.
Величина продольной или поперечной пре-
рывистой подачи супорта при повороте хра-
пового колеса на х зубьев, полном числе зубьев
храпового колеса zxp и шаге винта подачи
t мм определяется по формуле
xt I
s— ----- мм/об,
%хр
где i — передаточное отношение зубчатых
колёс от храпового колеса до винта
подачи.
Быстрое перемещение обдирочных су-
портов осуществляется по самостоятельным
кинематическим цепям от отдельных электро-
двигателей как для продольного, так и для
поперечного перемещения. Быстрая подача
может быть произведена и вручную от от-
дельных маховичков.
Копировальный супорт колёсно-токар-
ного станка модели 1936 (фиг. 53) располо-
жен на салазках 7. Обработка бандажа
производится чашечными резцами 8, движе-
ние которых складывается из вращательного
вокруг неподвижного центра и поступатель-
ного — по копиру относительно этого цент-
ра. Основными деталями копировального су-
порта являются: качающиеся резцедержатели
1 и 2 для обточки гребня и поверхности
катания, копиры 3 и 4 резцедержателей
1 и 2, ползушки (камни) кулис 5 резцедержа-
телей и неподвижные пальцы 6 ползушек.
Фиг. 53. Копировальный супорт
колёсно-токарного станка 1936
Привод рычагов копировальных] супор-
тов осуществляется от зубчатого колеса
г = 22 (аналогично передаче к обдирочным
супортам). Через тяги, храповсе устрой-
ство с гхр = 48 и червячную передачу 1 : 28
движение передаётся к зубчатым сегментам
с г = 12 и 20. Вращается ведущий диск
резцедержателей, в прорезях которых сколь-
зят ползуны. Последние ведут концы цапф
резцедержателей, снабжённых роликами, пе-
ремещающимися в копирах.
Фиг. 54. Разрез по правой шпиндельной бабке
колёсно-токарного станка 1936
На фиг. 54 дан разрез по правой шпин-
дельной бабке станка 1936: 1 — шпиндель
бабки; 2 — приводное зубчатое колесо
(г = 90); 3 — разрезная центрирующая втул-
ка; 4 — зажимная конусная втулка; 5 —
выталкиватель и 6 — поводковые кулачки
для зажима колеса.
528
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Станки для обработки пальцев
кривошипов колёсных пар и расточки
отверстий под пальцы кривошипов
Эти станки имеют горизонтальное испол-
нение. Колёсная пара устанавливается
в центрах, смонтированных в передней и
задней бабках. Шпиндели бабок пустотелые
.для обеспечения возможности обточки паль-
цев кривошипов большой длины (так как
по мере обточки последние входят в шпин-
дель). Режущий инструмент для обточки
пальцев кривошипа и накатные ролики уста-
навливаются в регулируемых державках, по-
мещённых на планшайбах передних концов
шпинделей. При расточке отверстий под
пальцы кривошипов применяются расточные
оправки, которые закрепляются в отверстиях
шпинделей.
Шпиндельные бабки по конструкции оди-
наковы. Вращение шпинделей осуществ-
ляется от электродвигателя через ремённую
передачу и червячную пару. Шпиндели име-
ют числа оборотов от 12 до 36 об/мин. Диапа-
зон рабочих подач 0,44-1,6 мм/об.
На фиг. 55 показана конструкция станка
Калужского машиностроительного завода,
предназначенного для обточки и подрезки
Фиг. 55. Общий вид станка для обработки пальцев
кривошипов у паровозов
пальцев кривошипов у паровозов без выпрес-
совки пальцев из колёсных центров и без
выкатки колёсных пар из-под паровоза.
Станок работает от электродвигателя мощ-
ностью 1,5 квт при числе оборотов 1 450
об/мин. Станок состоит из четырёх основных
час1ей. резцовой головки /, передней рамы
с коробкой скоростей 2, задней рамы 3, те-
лежки 4 и механизма переключений 5. От
электродвигателя вращение передаётся рез-
цовой обойме 6 через закреплённый в ниж-
неи раме ходовой валик 7 и зубчатое колесо 8.
Основной частью резцовой головки яв-
ляется стальная обойма 15 с ползушками,
которыми головка опирается на направляю-
щие 16. Обойма^ имеет центральную расточку
с впрессованной в неё конусной бронзовой
втулкой. Во втулку входит стакан с зубча-
тым колесом 17, вращающимся от валик>
привода через зубчатые колёса 18 и 19.
К обойме крепятся державки с резнями.
Установка резцов на стружку осущест-
вляется маховичком супорта. Для ручной по-
дачи супорта пользуются маховичком, по-
саженным на втулке с зубчатым колесом 18.
Подача инструмента происходит через
червячную передачу, смонтированную в ко-
робке скоростей, зубчатые колёса 10, И
и ходовой винт 9. Продольное перемещение
резцовой головки осуществляется винтом 12,
получающим движение от коробки подач.
Механическая подача достигается включе-
нием кулачковой муфты 13 и рычага 14.
В центральной части рамы станка поме-
щается передний плавающий центр. Продоль-
ная подача центра осуществляется винтовой
нарезкой, второй плавающий центр с на-
резанным хвостовиком так же, как и передний,
может перемещаться по двум взаимно пер-
пендикулярным осям. Сзади переднего центра
помещён на площадке электродвигатель
станка.
Рама тележки покоится на двух колёсах
для передвижения станка. При подводе стан-
ка к паровозу установка происходит на
двух домкратах.
Другой станок Запорожского машиностро-
ительного завода для обточки пальцев кри-
вошипов сцепных колёс паровозов (фиг. 56)
предназначен для устранения овальности и
конусности пальцев или задиров шеек, для
обточки пальцев после расплавления дышло-
вых подшипников и т. п.
Станок состоит из Г-образной станины,
механизма привода и супорта. Нижняя
опорная часть станины крепится через по-
перечину 1 крючкообразными болтами 19
к колесу паровоза. Базой для выверки устрой-
ства служат риски на торцах пальца. Парал-
лельность осей пальца и станка достигается
прижатием станины болтами 2 к торцевой
плоскости оси.
Станина станка представляет собой сталь-
ную отливку, переходящую вверху в направ-
ляющие 7, а внизу — в опорную часть 11.
Концы направляющих станины имеют вид
лапок, на которых устанавливается корпус 8
привода. Во втулках корпуса вращается
приводной валик 20, передающий движение
зубчатому колесу 18. Последнее может пере-
мещаться вместе с корпусом 5 супорта по
направляющим 7. Зубчатое колесо 18 нахо-
дится в зацеплении с зубчатым венцом, на-
резанным на обойме 4, вращающейся вместе
с венцом, в запрессованной в конус супор-
та втулке. По выступам обоймы перемещают-
ся два резцедержателя 3 с укреплёнными в
их пазах резцами. Подтягивание обоймы при
из-юсе её конической шейки производится
гьикой 6.
Корпус супорта может перемещаться по
направляющим 7. Подтягивание салазок су-
порта к направляющим осуществляется ре-
гулировочными планками 10. Подача, супор-
та производится винтом 16.
Для ручной подачи служит рукоятка 15.
Механическое переключение подач достигает-
ся вытяжной шпонкой с головкой 14 через
ряд зубчатых колёс, помещённых в корпусе 8
привода.
Валик 20, вращающий обойму супорта,
получает движение через приводной шкив
от вала тележки привода с числом оборотов
475 об/мин. Для вращения вручную обоймы
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
529
резцедержателей служит рукоятка 13, наде-
ваемая на квадратный конец приводного
валика 20.
Потребная мощность на приводном шкиве
станка 0.7—0,8 кет.
На фиг. 57 показана кинематическая
схема привода правой шпиндельной бабки
двухшпиндельного горизонтально-расточного
станка модели ЛР-15 завода имени Сверд-
лова. Станок предназначен для окончатель-
Станок состоит из трёх частей: правой,
левой и средней.
Правая и левая части (бабки) станка
изготовлены одинаково, средняя часть яв-
ляется установочным устройством.
Колёсные пары устанавливаются на станке
в центрах и зажимаются за бандажи электро-
гидропластическими зажимами. Для расточ-
ки отверстий под палец кривошипа приме-
няются многорезцовые скалки, а подрезка
ной расточки отверстий под палец кривошипа,
а также подрезки прилегающих к отверстиям
торцов у колёсных пар паровозов.
Основные данные станка ЛР-15
Высота осей шпинделей над направ
ляющими:
салазок ......................
станины .....................
Расстояние между шпиндельными
бабками (планшайбами):
наибольшее.................
наименьшее...................
Расстояние между зажимными
центрами:
наибольшее....................
наименьшее..................
Поперечное смещение осей шпин-
делей относительно осей центров:
наибольшее....................
наименьшее..................
280 мм
680 »
3 970 »
2 160 »
2 170 »
1 670 »
300,52 »
247,48 »
Диаметры колёсных пар по кругу
катания:
наибольший.................... 2 300 »
наименьший ................. 1 320 »
Радиусы кривошипа колёсных пар:
наибольший.................... 425 »
наименьший.................. 350 »
Диаметры растачиваемых отверстий:
наибольший...................... 250 г>
наименьший..................... 100 »
Диаметры подрезаемых торцов:
наибольший . *.................. 400 »
наименьший..................... 150 »
Скорость перемещения салазок
центров....................1,33 м/мин
Скорость перемещения напра-
вляющих люнетов............1,1 »
Наибольшее продольное пере-
мещение шпиндельных бабок 900 мм
Скорость быстрого переме-
щения .....................1,25 м[мин
Диаметр планшайб радиальных
супортов .................. 630 мм
Наибольшее перемещение ра-
диального супорта.........140 »
Скорость его оыстрого переме-
щения .....................0,95 м/мин
Грузоподъёмность домкрата . 7 т
Габариты:
длина...................... 7 940 мм
ширина.................... 2 960 »
высота.................... 1 660 »
Вес станка ................ 30 т
34 Том 12
Фиг. 56. Станок для обточки пальцев кривошипов
у паровозов
торцов осуществляется радиальными супор-
тами, установленными иа планшайбах стайка.
Шпиндельные бабки состоят из коробок
скоростей, привода подач бабок и радиаль-
ных супортов.
Привод подач осуществляется двухско-
ростным электродвигателем посредством кли-
поремённой передачи.
Согласно кинематической схеме (фиг. 57)
наибольшее рабочее число оборотов шпинделя
станка
1 460 • 168 -31-19-39-39
П^пмакс = 210 46 • 39 28 62 ~
« 336 об/мин.
Всего коробка скоростей даёт 8 различных
рабочих чисел оборотов каждого шпинделя:
34; 48; 68; 96; 120; 168; 240 и 336 об/мин.
Кроме того, каждый шпиндель может иметь
2 числа оборотов быстрого вращения (за счёт
дополнительной ремённой передачи, минуя
коробку скоростей):
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
531
/00 • 12/
//,„„ =----— = 530 об/мин.;
шпбыстр! 17о
п„,„ = 1 0G0 об/мин.
шпбыстр2
Наибольшее число оборотов планшайбы
1 460 • 168 • 31 - 19 - 39 -22
>плмакс 210 * 46 • 39 • 28 » 58
= 205 об/мин.
Всего каждая , планшайба может иметь
8 различных чисел оборотов: 20; 30; 40; 60;
70; 100; 145 и 205 об/мин.
Всего имеется 6 различных подач каждого
радиального супорта планшайбы: 0,34; 0,47;
0,65; 0,92; 1,32 и 1,88 мм/об-
На станке можно иметь, кроме того,
24 дополнительные подачи шпиндельных ба-
бок (при быстром вращении шпинделя) в
пределах от 0,017 до 0,454 мм/об.
Оригинальную конструкцию представляет
собой электро-гидропластический зажим ко-
лёсной пары (фиг, 58). Зажим состоит из
редуктора с электродвигателем и двумя ци-
линдрами 1 возбудителя давления. Полости
цилиндров возбудителя давления соединены
трубопроводом гидропласта с полостями ци-
линдров 2 зажимных кулачков по системе
сообщающихся сосудов.
Фиг. 58. Схема э.чектро-гидропластического зажима колёсной пары на станке модели ЛР-15
Наибольшая подача шпиндельных бабок за
един оборот шпинделя:
62-60-34.28.23-39.30-38.2-8
’ilt;маке "" "39-34-34М071-61 -70870 =
= 1,45 мм/об.
Всего имеется 6 различных подач каждой
шпиндельной бабки: 0,27; 0,38; 0,52; 0,74; 1,0о
и 1,45 мм/об.
Скорость быстрого перемещения шпиндель-
ной бабки:
1 450-31-29-30-38-2-8
vбыстр = 62^61 - 70 -70" 1 ООО '
1,25 м/мин.
Наибольшая подача радиального супорта
планшайбы за один её оборот:
^радмакс
58-60-34-28-23-39-30-20-24.116-3,14 -КПЗ
22.34~34.40-71-61.70.24.116-22~22 =
= 1,88 мм/об.
Червячное колесо 3 редуктора смонти-
ровано на гайке ходового винта-скалки
поршней цилиндров возбудителя давления.
От вращения колеса происходит осевое про-
дольное перемещение поршней возбудителя.
Выключение электродвигателя осуществ-
ляется автоматически — от тормозного реле
оборотов 4.
Гидропласт представляет собой полужид
кую так называемую желеобразную массу.
Основная особенность такой массы в том,
что при довольно значительных давлениях
она не вытекает через зазоры посадок А/С.
Перед заполнением системы гидропластом
труба нагревается до температуры 80—90°С
в термостате.
Проектным бюро ЦУМЗ МПС разработаны
новые типы переносных станков для обточки
пальцев кривошипов сцепных и ведущих ко-
лёсных пар паровозов.
Резцовая головка станка получает враща-
тельное движение от приводного вала через
зубчатую передачу.
В ней устанавливаются резцы с пластинами
из твёрдого сплава Т15К6. Наибольшее число
оборотов резцовой головки (при наибольшем
диаметре обтачиваемых пальцев кривошипов
ПО мм) равно 165 об/мин.
34;
532
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Продольная подача резцовой головки осу-
ществляется от ходового винта. Величина по-
дачи на один оборот резцовой головки рав-
на 0,1 мм.
В станке предусмотрено центрирующее
устройство. Регулировка по высоте произво-
дится в зависимости от радиуса кривошипа.
В табл. 20 даётся техническая характерис-
тика этих переносных станков.
Таблица 20
Основные данные переносных станков для обточки
пальцев кривошипов
Элементы характеристики станка Единица измерения Для колёс- ных пар
сцеп- ных веду- щих
Наибольший диаметр обта-
чиваемых пальцев кри-
вошипов мм ПО 230
Радиус кривошипа .... » 350, 3851350, 385
и 400 и 400
Наибольшая длина обта-
чиваемых пальцев . . . » 145 420
Мощность электрод в ига-
теля квт. 2,8 2,8
Число оборотов электро-
двигателя об/мин. 1 420 1 420
Габариты:
длина мм 520 595
ширина » 340 380
высота » 630 700
Вес кг 46,5 58
Внутришлифовальные станки
для обработки кулис
Для обработки кулис применяют два
типа специализированных станков: 1) станки
для фрезерования паза кулис и 2) станки
для шлифования паза кулис.
Кинематическая схема внутришлифоваль-
иого станка с планетарным движением шпин-
деля, предназначенного для шлифования па-
ровозных кулис, показана на фиг. 59.
Основные данные станка
Пределы диаметров шлифуемых
отверстий...................654-130 мм
Наибольший эксцентриситет . 22
Пределы радиусов копира . . . 6004-2 800 мм
Наибольшее перемещение стола 1 1 90 мм
Габариты верхнего стола:
длина....................... 900 »
ширина.................. . 300 »
Габариты нижнего стола:
длина.......................1 000 »
ширина ................... 500 »
Габариты станка:
длина ...................... 3 600 »
ширина .................... 3 500 »
высота..................... 2 750 »
Число оборотов шлифовального круга
согласно кинематической схеме равно
_ 950•235•41-203•230 _
228-51-88-63 “
= 6500 об/мин.
Скорость вертикального перемещения шли-
фовальной бабки
. 950-235-4-25-38-26г-3,17-24
v«~ 228-49-80-62-67 ” “
= 1 410 мм/мин.
Станок имеет три скорости поперечной
подачи стола:
950-103-31-28-80-20--18-4,23
253-72 • 63-80-90“
= 3900 мм!мин,
и2 = 5350 мм/мин
и
г;! = 7 150 мм/мин-
Для осуществления планетарного движе-
ния шлифовального шпинделя поставлена
планетарная передача с наружным зацепле-
нием.
Фиг. 59. Кинематическая схема внутришлифсваль-
ного станка с планетарным движением шпинделя
для шлифования паровозных кулис
Планетарная передача состоит из барабана,
внутри которого помещены зубчатые колёса
= 24; г2 = г'2 = 24; г3 = z'3 = 20 и г4 =28.
При вращении барабана от червячной пары
2 : 34 сателлитные колёса г2 = г2 и г3 = г'3
будут вращаться и обкатываться по непо-
движному колесу г,. Вследствие этого плане
тарного движения будет вращаться колесо г4,
от которого через передачу 35 : 100 придёт во
вращение цилиндр А.
Планетарная передача может работать и
как простое зубчатое зацепление при враще-
нии колёс 26 : 50. В этом случае передаточ-
г1 гз
ное отношение равно-------.
, г2 г4
Внутри цилиндра А с некоторым эксцен-
триситетом проходит свободно шпиндель шли-
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
533
фовального круга, который получает враще-
ние. от ре.мённой передачи (диаметры шки-
вов соответственно 230 и 63 мм). С другой
стороны, вследствие вращения цилиндра Л
шпиндель шлифовального круга будет совер-
шать планетарное движение вокруг обраба-
тываемого изделия.
Передаточное отношение планетарной пере-
дачи (при неподвижном зубчатом колесе zj
будет
zxz3 20 _ 2
' 1 — z2 z.t 1 — 28 ’ ’ 7 ‘
Число оборотов планетарного шпинделя
(или цилиндра А)
_ 950-235-41-203-26-24.20-35
пМ= 228-51-2O2-5O-24-28-100
= 96 об/мин.
При шлифовании цилиндр Л и зубчатое
колесо z = 108 вращаются синхронно, что
видно из соотношения
1 об.шп-100-28-24.27
35-20-24 .'108— =Ь
Для осуществления поперечной подачи
шлифовального круга производят вручную
поворот червяка, что вызовет поворот вокруг
своей оси зубчатого колеса га = 14; далее
движение передаётся через коническую и
червячную пары внутреннему цилиндру, бла-
годаря чему произойдёт увеличение установ-
ленного эксцентриситета и тем самым осу-
ществится поперечная подача круга.
Для обеспечения возможности шлифова-
ния радиусного паза кулисы стол станка
установлен на крестообразных направляю-
щих и шарнирно связан со штангой, нахо-
дящейся сзади станины станка.
Для изменения радиуса паза можно ре-
гулировать (с помощью винта) длину штанги.
Связь стола со штангой и поперечное движе-
ние стола дают возможность перемещения
его по дуге окружности с радиусом, равным
радиусу паза кулисы.
Фрезерные станки для обработки
паровозных дышел
Для фрезерования контура и плоскостей
паровозных дышел применяются продольно-
фрезерные копировальные станки. Г1ри фре-
зеровании на этих станках контура дышел
последние устанавливаются пакетом (фиг. 61).
Фрезерование головок дышел (снаружи и
внутри) производится на вертикально-фрезер-
ных станках.
На фиг. 60 показана кинематическая схема
продольно-фрезерного копировального станка,
применяющегося на ряде заводов МПС. По
двум стойкам 1 перемещается поперечина 2,
на которой расположен шпиндель 3, получа-
ющий вращение от главного электродвигателя
(М=24 кет; п= 1 450 об/мин.) через коробку
скоростей 4. Обработка пакета дышел произ-
водится набором фрез 5, установленных на
оправке 6. Последняя вставляется в шпиндель
и от него получает вращение.
Стол 7 получает продольное перемещение
от коробки подач 8. На столе устанавливается
пакет дышел и копир 9 с профилем в вер-
тикальной плоскости. При движении стола
копир воздействует на ролик 10, связанный
с поперечиной, и перемещает последнюю
в вертикальной плоскости вместе со шпинде-
лем и набором вращающихся фрез.
Предварительный подвод ролика до сопри-
косновения с копиром производится вруч-
ную при помощи червячной пары 4 : 22. Винт
11, жёстко связанный с роликом, входит
в гайку, расположенную внутри червячного
колеса z = 22, и при вращении последнего
получает вертикальное перемещение, прибли-
жая ролик к копиру.
Поперечина может перемещаться, кроме
того, вручную и от отдельного электродвига-
теля. Ручное перемещение производится через
конические зубчатые колеса 19 : 54, червяч-
ную пару 1 : 48, два реечных зубчатых колеса
с г =5 16 и две соответствующие рейки. Меха-
ническое (быстрое) перемещение поперечины
производится от электродвигателя (М=22 кет',
п = 1 410 об/мин.) через ремённую передачу
(шкивы имеют диаметры соответственно 90 и
270 мм), цилиндрические зубчатые колёса
21 : 70 и далее, как при ручном перемещении,
т. е. через червячную пару 1:48 и указанные
две реечные пары.
Уравновешивание поперечины произво-
дится гидравлически; величина хода поршня в
цилиндре 12 устанавливается через конические
зубчатые колёса 20 : 20, червячную пару 2 : 30,
две пары зубчатых колёс (14:44 и 63 : 25) п
круглую рейку 13.
Минимальное число оборотов шпинделя
будет
1 450-180-19 • 26 -36 - 20 - 18
"x== 480 • 39'^52 • 40 • 56 • 103 ”7оо/мин-
Остальные числа оборотов будут:
8,4; 11; 14; 18; 21; 28 и 36 об/мин.
Величины подач стола:
7,2; 9,6; 12,9; 17; 23; 30; 40,7; 53,5; 69,5;
92; 124 и 163 мм/мин.
Некоторыми заводами МПС станок модер*
визирован с целью увеличения чисел оборо-
тов шпинделя.
В табл. 21 приводятся основные данные
фрезерных станков, нашедших применение
на ряде заводов МПС для обработки дышел.
Горьковским заводом фрезерных станков
выпущен продольно-фрезерный быстроходный
станок модели ГФ-33 для скоростного фрезе
рования паровозных дышел.
Основные данные станка ГФ-33
Расстояние между стойками
Размеры рабочей поверхно-
сти стола . .......
Наибольшее перемещение
стола .................
Количество чисел оборотов
шпинделя ..............
Пределы чисел оборотов
шпинделя...............
Скорость быстрого переме-
щения стола при обратном
ходе .........
Мощность главного элек-
тродвигателя ..........
Габариты:
длина .................
ширина................
высота ...............
Вес....................
1 600 мм
4 250x1 2 о и мм
4 500 мм
18
11,8- 600 об/мин.
3 mJmiih
83 кет
11 850 мм
4 730 »
3 700 »
50 т
co
Фиг. 60. Кинематическая схема продольно-фрезерного копировального станка
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
535
Основные данные фрезерных станков для обработки дышел
Таблица 21
Элементы характеристики станка Единица измерения Наименование станка
продольно-фре- зерный копиро- вальный вертикально- фрезерный
Наибольшее расстояние от оси шпинделя до поверх-
иости стола мм 700 —
Наибольшее расстояние от торца шпинделя до поверх-
—— 700
Расстояние между стойками » 1 100 —
Расстояние от оси шпинделя до станины » 680
Наибольшее расстояние от поперечины до стола .... Наибольшее расстояние от задней кромки стола до » 800 £00
» —
Размеры рабочей поверхности стола .... Наибольшие перемещения стола: » 4 800 х 1 000 4 500 1 б£ 0-500 1 700
»
» —— 800
Количество чисел оборотов шпинделя . . . — 8 8
Пределы чисел оборотов шпинделя . Количество подач: об/ мин. 7—36 12,7—172
— 12 12
— 12
Пределы подач: поперечных * мм} мин » 7,2-163 4,6—103 4,75-106
Скорость быстрых перемещений стола: м]мин 11,6 (при обрат- ном ходе) 1,7
кет — 0,8
Мощность главного электродвигателя 22 7,36
Число оборотов главного электродвигателя об/мин. 1 450 1 420
Габариты: мм » » 7 800 3 300 2 700 4 000 3 000 3 000
Фнг. 61. Установка паровозных дышел
в пакете на продольно-фрезерном станке
для фрезерования контура
Станки для обработки цилиндров
паровозов
Для обработки поршневого и золотнико-
вого отверстий в цилиндрах паровозов при-
меняются специальные станки.
Станки для расточки поршневого и золот-
никового отверстий и подрезки соответству-
ющих торцов выполняются: 1) для одновремен-
ной обработки обоих отверстий и 2) для
обработки каждого из отверстий в отдель-
ности.
Специальный агрегат (фиг. 62) предназна-
чен для расточки в цилиндрах паровозов порш-
невого и золотникового отверстий (под втул-
ки и совместно со втулками), с одновременной
подрезкой торцов и снятием фасок с обеих
сторон.
Агрегат состоит из приспособления 1 для
установки и закрепления обрабатываемого
цилиндра, скалки 2 для расточки поршневого
отверстия и двух скалок 3 для расточки золот-
никовых отверстий. Станок снабжён комп-
лектом стоек 4, которые поддерживают и
направляют расточные скалки. В нём имеется
специальный механизм 5, служащий для
вытягивания скалки из расточных 6 и подрез-
ных 7 головок.
Схема устройства расточной и подрезной
головок показана на фиг. 63. Расточная
головка 6 (фнг. 62) начинает обработку с
середины цилиндра. Она имеет четыре резца
для обдирки и два резца для чистовой обра-
ботки, работающих попеременно. Врезание
резцов расточной головки производится пере-
мещением внутренней скалки относительно
наружной, которая при врезании не имеет
продольного перемещения.
Подрезные головки 7 связаны стойками 4
с двумя цилиндрическими колонками 8. Го-
ловки надеваются на скалку и входят в за-
цепление с круглой рейкой 1 (фиг. 63),
действующей через передачу на резцовую
каретку.
Подвод подрезных головок к обрабатывае-
мому цилиндру производится вручную от
штурвала 9. Автоматическое выключение рез-
цов подрезных головок регулируется переме-
щением пальца, входящего в спиральные ка-
навки круглой рейки. Подрезные и расточ-
ные головки работают одновременно и после
окончания работ отводятся в исходную по-
зицию.
Для расточки отверстий со втулками при-
меняют другие расточные головки.
Во всех расточных головках на черновых
и чистовых операциях в работе участвуют
одновременно 3 или 4 резца, вследствие чего
подача резцов на один оборот шпинделя уве-
личивается в 3—4 раза.
536
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Время на обработку сокращается также
и вследствие одновременной работы расточных
и подрезных головок.
Тяжёлый уникальный четырёхшпиндель-
ный горизонтально-расточный станок модели
ЛР-10 завода имени Свердлова предназначен
для двусторонней одновременной скоростной
расточки поршневого и золотникового отвер-
стий в цилиндре паровоза серии Л и проточки
прилегающих к отверстиям торцов.
Основные данные станка ЛР-10
Число шпиндельных бабок . . 4
Число шпинделей в каждой
бабке ................ 1
Расстояние между осями шпин-
делей ...................... 550—850 льм
Высота оси шпинделя над ос-
новной плитой . .......... 1 625 мм
Количество подвижных лю-
нетов ......................2
Количество главных электро-
двигателей .................4
Общая мощность главных элек-
тродвигателей ..............124 кет
Пределы диаметров поршневого
отверстия................... 5504-900 мм
Наибольшая длина расточки
поршневого отверстия .... 1 250 мм
Наибольшее перемещение
радиального супорта .... 100 »
Пределы диаметров золотнико-
вого отверстия.............. 290-7-470 мм
Наибольшая длина расточки
золотникового отверстия . . 1 600 мм
Наибольшее перемещение ра-
диального супорта........... 85 »
Диаметры расточных скалок в
месте расположения радиаль-
ного супорта поршневой ли-
нии ........................ 420 »
То же золотниковой линии 240 »
Скорость быстрого установоч-
ного перемещения шпиндель-
ных бабок . . .............. 1 200мм/мич
Габариты:
длина ...................... 16 920 мм
ширина .................... 6 065 »
высота..................... 2 190 »
Вес станка.................. 175 т
Станок состоит из двух линий — порш-
невой и золотниковой, каждая из которых
имеет самостоятельные шпиндельные бабки с
расточными скалками и бабки с полыми
шпинделями. Каждая бабка приводится в дви-
жение от отдельного электродвигателя.
Получение различных чисел оборотов
шпинделей золотниковой и поршневой линий
осуществляется отдельными коробками скоро-
стей. Различные числа оборотов шпинделей
Фиг. 63. Схема устройства расточной и
подрезной головок специального агрегата
для обработки цилиндров паровозов
могут быть установлены управлением от одной
рукоятки с помощью селекторного механизма.
Шпиндели поршневой группы станка
имеют 16 различных чисел оборотов: 6; 8;
10; 13; 15; 19; 25; 31; 38; 49; 62; 79; 92; 121;
154 и 200 об/мин.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
537
Шпиндели золотниковой группы стан-
ка имеют 16 различных чисел оборотов: 10;
13; 16; 21; 25; 32; 41; 52; 64; 80; 103; 131;
158; 202; 257 и 330 об/мин.
Наибольшее усилие резания для шпинделя
поршневой линии 4 000 кг, золотниковой ли-
нии — 3 000 кг.
Привод подачи каждой шпиндельной баб-
ки осуществляется от отдельного электродви-
гателя постоянного тока мощностью 4,4 квт.
С помощью электрического вариатора ста-
нок может обеспечить следующие рабочие
подачи шпиндельных бабок: 11,2; 14; 18; 22,5;
28; 35,5; 45; 56; 71; 90; 112; 140; 180; 225;
280; 355 мм/мин.
Также от электродвигателя постоянного
тока мощностью 2,4 квт с помощью электри-
ческого вариатора на станке получаются сле-
дующие рабочие подачи радиальных супор-
тов: 7,1; 9; 11,2; 14; 18; 22,5; 28; 35,5; 45;
56; 71; 90; 112; 140 мм/мин.
Шпиндельные бабки с расточными скал-
ками, а также бабки с полыми шпинделями
имеют быстрое установочное перемещение,
осуществляемое от отдельных электродвига-
телей мощностью каждый 8,9 квт и с числом
оборотов 1 500 в мин. Скорость перемещения
бабок
v,-,= 1 200 мм)мин.
. Зажим обрабатываемого изделия проис-
ходит с помощью четырёх электродвигателей
мощностью каждый по 1,5 квт. Скорость пе-
ремещения зажимных плит равна
= 1 160 мм[мин.
Всего па станке ЛР-10 45 электродвш а-
телей.
При ремонте цилиндров и обработке на
месте применяются расточные станки перс-
Фиг. 64. Станок для притирки крышек
цилиндра паровоза
носного типа. Станки изготовляются с элект-
рическим ремённым или пневматическим при-
водом. Пустотелая расточная скалка укреп-
ляется с одной стороны во фланце цилиндра,
а с другой — в подшипнике кронштейна, за-
креплённого на торце цилиндра.Подача произ-
водится от винта, проходящего внутри скалки.
На фиг. 64 показан станок для притирки
крышек цилиндра паровоза.
Крышка укрепляется на фланце 1 шпин-
деля 2, который вращается и имеет возврат-
но-поступательное движение (вверх и вниз).
Привод вращательного и возвратно-посту-
пательного движений шпинделя осуществ-
ляется от электродвигателя 3 через карданные
валы 4 и 5. Вращение шпинделю сообщает
карданный вал 5 через червячную передачу
15, 16. Возвратно-поступательное движение
шпинделя осуществляется от карданного ва-
ла 4 через червячную пару 6, 7 (с переменно-
вращательным движением промежуточного'
валика 8). На конце валика 8 сидит зубчатое
колесо 9, приводящее во вращение гайку 10,
а последняя трансформирует вращательное
движение в поступательное.
Реверсирование возвратно-поступательных
движений шпинделя происходит от элек-
трических выключателей 11. Благодаря
пальцу 13 и вертикальному пазу во втулке
14 крышка при вращении пришлифовывается
к цилиндру.
Копировально-фрезерные станки
На копировально-фрезерных станках про
изводится обработка различных пространст-
венных поверхностей.
Такие поверхности имеют дышла паро-
возов, шатуны двигателей, всевозможные-
штампы, пресс-формы и т. д.
На фиг. 65 показаны схемы копироваль-
ных станков с механическим управлением.
Вращение конической пары (фиг. 65, а) пе-
редаётся непосредственно заготовке 1 и ко-
пиру 3.
Фреза 2, жёстко связанная с копироваль-
ным пальцем (роликом) 4,при своём вращатель-
ном движении производит обработку цилинд-
рического винтового кулака соответственно
профилю плоского копира.
Основным недостатком подобных станков
является наличие больших усилий подач, дей-
ствующих на копиры. В мощных станках
эти усилия подачи достигают 2 000—5 000 кг,
в связи с чем требуются стальные термо-
обработанные копиры шириной 20—40 мм
(поданным станкостроительных заводов).
Показанное на фиг. 66 получение поверх-
ности с помощью жёсткого копира приме-
няется при изготовлении длинных изделий.
В этом случае форма изделия получает-
ся повёрнутой на 180° относительно копира.
Вес шпиндельной бабки станка должен быть
больше вертикальной слагающей силы реза-
ния в целях предотвращения отрыва копиро-
вального ролика 1 от копира 2.
Получение поверхности по копиру со сле-
дящим приводом, управляемым перемещения-
ми в двух взаимно перпендикулярных направ-
лениях, показано на фиг. 67, где дана прин-
ципиальная схема копировально-фрезерного-
станка для обработки кромок котельных ли-
стов огневых коробок. Стол 12 станка подаётся
ходовым винтом от электродвигателя 19. Ha-
столе размещены две планшайбы 11 и 13, одна
из которых предназначена для изделия, а дру-
гая—для шаблона. Планшайбы приводятся во
вращение через червячные пары от электро-
двигателя 10. По вертикальным направляю-
.538
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
щим перемещается поперечина 3 (через ходо-
вой винт, приводимый во вращение электро-
двигателем 1). На поперечине помещается
супорт 4, перемещающийся с помощью хо-
дового винта от электродвигателя 2. Супорт
несёт фрезерную головку 5 с фрезой 6, обраба-
тывающей кромку листа 7. По шаблону 15
скользят два ролика 16 и 17, принадлежащие
к копировальным приборам 14 и 18. Ролик
16 движется по кромке..шаблона и управляет
«Фиг. 65. Схемы копировальных станков с механи-
ческим управлением:
а —обработка цилиндрического кулака по вращаю-
.щемуся плоскому копиру: 7 — заготовка; 2 — фреза;
3 — копир; 4 — копировальный ролик;
б — схема копирования цилиндрических кулаков:
1 — фреза; 2 — заготовка изделия; 3 — копироваль-
ный палец; 4 — копир;
в — принцип копирования по жёсткому копиру:
7 — заготовка; 2 — фреза, 3 — копир; 4 — копиро-
вальный ролик; 5 — ось заготовки; 6 — стол;
7 — станина; 8 — ось копира; 9 — трос; 10 — груз;
г — обработка цилиндрического кулака по поступа-
тельно-перемещающемуся плоскому копиру: 7—фре-
за; 2 — заготовка изделия; 3 — зубчатый сектор;
4 — зубчатая рейка; 5 - копировальный ролик;
<5 — копир; 7 — стол
Фиг. 66. Схема устройства копировально-
фрезерного станка с жёстким копиром
Фиг. 67. Принципиальная схема устройства копи-
ровально-фрезерного станка для обработки кромок
котельных листов
процессом фрезерования по высоте, а ролик
17— по боковой поверхности и управляет
поворотом планшайб в те моменты, когда
фреза отходит от изделия. Управление кон-
тактными группами, воздействующими иа
электросхему управления, происходит через
рычаги 8 и 9, "благодаря чему обеспечивается
расположение оси фрезерной головки по
нормали к криволинейной кромке обрабаты-
ваемого листа.
На базе этой принципиальной схемы
спроектирован копировально-фрезерный ста-
нок, предназначенный для обработки кромок
штампованных котельных листов для паро-
возов.
Кинематическая схема станка показана
на фиг. 68.
Конструкция копировально - фрезерного
станка рассчитана на фрезерование котельных
листов паровозов любых серий.
Обрабатываемый лист 1 (фиг. 63) устанав-
ливается па приспособление с высотным ко-
пиром 2. Это приспособление закреплено на
круглом столе 3, приводимом через кардан-
ный вал от коробки подач 4. Траектория ра-
бочей фрезы 5 определяется копиром 2 и ро-
ликом 6.
Постоянное соприкосновение копирного
ролика 6 с листом 1 обеспечивается воздуш-
ным цилиндром 7, прижимающим два ролика 8.
Шпиндель для фрезы 5 вмонтирован в пол-
зун фрезерной головки 9. Прижим ролика
к копиру 2 осуществляется весом каретки 10,
перемещающейся в стойке 11. Подача фрезы
5 производится продольным перемещением
саней 12 стайка или вращением круглого
стола 3.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
539
Переключение продольной подачи саней 12
па вращение стола производится при помощи
конечного выключателя, действующего через
соленоид на пневматические цилиндры 13;
последние переключают зубчатые муфты.
осуществляется с прерывистой подачей путём
переключения золотника 5. При переключе-
нии этого золотника масло может направлять-
ся также по трубке 6 для быстрого переме-
щения салазок вверх.
Фиг. 68. Кинематическая схема копировально-фрезерного станка для обработки котельных листов
для паровозов: 1 — обрабатываемый лист; 2 копир; 3—стол круглый; 4—коробка подач; 5-фреза;
6 — ролик; 7—воздушный цилиндр; S-ролик; 9- головка фрезерная; 70—каретка; 77—стойка; 72—са-
ни станка; 13 — цилиндры пневматические
Основные данные станка
4исло ' электродвигателей ... 7
Эбщая мощность электродви-
гателей ....................14 кет
Скорость резания............34 м/мин
Рабочая подача.............. 200 мм/мин
Габариты:
длина.......................9 000 л<.«
ширина...............* . . . 5 000 »
высота.....................3 000 »
Вес станка .................18 т
Разные станки
Вертикально-расточный полуавтомат для
обработки пятника шкворневой балки вагона.
Профиль пятника шкворневой балки и схема
настройки резцового супорта полуавтомат
Уральского завода имени И. В. Сталина
показаны на фиг. 69.
Фиг. 69. Схема настройки резцового супорта вер-
тикально-расточного полуавтомата для обработки
пятника
Основным узлом полуавтомата (фиг. 70)
является резцовая головка 1.
Резцовая головка получает вращение
от электродвигателя 2 через червячную и
зубчатые передачи. Вертикальное перемеще-
ние салазок 3 головки осуществляется гид-
росистемой. При подаче масла в трубку 4
салазки опускаются вниз. Врезание резцов
От электродвигателя 8 производится по-
перечное перемещение резцового супорта 7
через червячный редуктор, зубчатые колёса
и реечные передачи. Включение электродви-
гателя 8 производится от упора 9 и реле
давления 10. Постоянный контакт между ро-
ликом п плоским кулачком обеспечивается
грузом 11, а уравновешивание салазок 3
с головкой —грузо м 12.
Поршневой насос 13 подаёт масло в ра-
бочий цилиндр. Для крепления тележки
с изделием к станку служат два пневматиче-
ских цилиндра 14. Подъём тележки осущест-
вляется четырьмя пневматическими цилинд-
рами 15.
Насос 13 имеет два поршня, из которых
один (16) для рабочих подач и другой (17)—
для холостых ходов. Гидросистема снабжена
двумя предохранительными клапанами: 18 —
при холостом ходе и 19 — при рабочем. Ско-
рость движения регулируется дросселями 20
с редукционным клапаном 22. Для автома-
тического выключения электродвигателя в
случае повышенного давления служит реле 21.
Основные данные полуавтомата
Мощность главного электро-
двигателя .................
Мощность электродвигателя по-
перечной подачи ...........
Число оборотов головки . . . .
Скорость резания при <1гол =,
= 346 мм ...........
Горизонтальная подача по-
перечного супорта .........
Габариты:
длина .....................
ширина ...................
высота....................
Вес полуавтомата............
11 кет
1,6 »
35 об/мин.
38 м/мин
1 мм! мин
2 000 мм
750 »
3 000 »
5 т
540
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Фиг. 70. Кинемати-
ческая схема верти-
кально-расточного по-
луавтомата для обра-
ботки пятника: / — го-
ловка резцовая; 2—
электродвигатель;
5 —салазки; 4-труб-
ка; 5—золотник; б —
трубка; 7—суиорт;
8~двигатель; Р—упор;4
10—реле давления;
1.1, 12—груз; 13—на-
сос; 14 — пневматиче-
ские цилиндры для
крепления тележки;
15 — пневматические
цилиндры для подъ-
ёма тележки; 16 — пор-
шень рабочих подач;
77—поршень холо-
стых ходов; 18—пре-
дохранительный кла-
пан насоса холостых
ходов; 19 -предохра-
нительный клапан;
20— дроссели; 2 7—ре-
ле к соленоиду; 22 —
редукционный клапан
Болторезный станок модели 9101Б. Станок
(фиг. 71) предназначен для нарезания правой
наружной резьбы на болтах, стержнях, тру-
бах и тому подобных изделиях тангенциаль-
ными плашками, закреплёнными в самооткры-
вающейся резьбонарезной головке.
Основные данные станка модели <Н0 11>
Пределы диаметров нарезаемых
резьб:
трубной...................... Ч 4н- 1Ч4*
дюймовой.................. »/
метрической..................6 4- 38 мм
Наибольшая длина нарезаемой
резьбы.......................... 280 »
Пределы диаметров изделий, за-
жимаемых в тисках супорта 8 70 »
Числа оборотов шпинделя ... 51, 78, 105
и 152 об/мин.
Число оборотов и мощность
главного электродвигателя . 960 об/мин.
и 2,7 квт
Габариты:
длина ................. 1 620 мм
ширина ................... 890 »
высота................. 1 250 »
Вес станка ................ 780 кг
Фиг. 71. Кинематическая схема болторезного
станка 9101Б
ГИДРАВЛИЧЕСКИЕ ПРИВОДЫ СТАНКОВ
Гидравлические приводы широко применяют
в современных металлорежущих станках. К
числу достоинств гидроприводов относятся:
возможность осуществлять бесступенчатое ре-
гулирование скоростей на ходу в пределах
большого диапазона, возможность развивать
значительные тяговые усилия, автоматически
предохранять механизмы станка от пере-
грузки, осуществлять полную автоматизацию
рабочего цикла простыми средствами.
Гидроприводы преимущественно применя-
ются в качестве механизмов прямолинейного
движения, например, в цепи подачи шлифо-
вальных, сверлильно-расточных, строгальных,
агрегатных и других станков. Гидравлические
механизмы вполне удовлетворительно рабо-
тают также и в приводе вращательных дви-
жений, в особенности для осуществления-
круговых подач, например, в плоскошлифо-
вальных, резьбошлифовальных, червячно-
шлифовальных и других станках.
Гидроприводы имеют также широкое при-
менение в различных механизмах управления
станков, например, для переключения пере-
движных блоков зубчатых колёс коробок ско-
ростей и подач, для переключения муфт,
тормозов ит. п. Гидроприводы получают
также применение в зажимных и блокирую-
щих устройствах станков, например, для1
крепления обрабатываемого изделия, для пре-
дохранения от одновременного включения
двух механизмов, что достигается гидравли-
ческой связью их между собой. Гидропривод
часто компонуется с пневматическими уст-
ройствами, образуя пневмогидравлические
механизмы, например, в пневмогидравличе-
ских силовых головках агрегатных станков
автоматических станочных линий станкострои-
тельных заводов (имени Орджоникидзе,
«Станкоконструкция» и др.).
Рабочей жидкостью в гидроприводах в
большинстве случаев служит минераль-
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
541
ное масло (веретённое, турбинное, машинное
или цилиндровое), которое обеспечивает смаз-
ку механизма, защиту от коррозии, хорошее
уплотнение направляющих поверхностей.
Минеральные масла, применяемые в ги-
дроприводах, имеют чаще всего условную
вязкость в пределах 2—6° Е60. Влияние
на вязкость масла оказывает давление и
в особенности температура. Вязкость масла
возрастает с понижением температуры и
повышением давления. С возрастанием вяз-
кости масла уменьшаются его утечки через
зазоры, но увеличиваются потери на гидрав-
лические сопротивления. Однако при работе
гидропривода с давлением до 50 Кс/г..;:2 эти
потери относительно малы.
Масло в гидросистеме станса находится
под определённым давлением и при работе
насоса подаётся к требуемому силовому орга-
ну (цилиндру, гидродвигателю и т. п.,. Цир-
куляция масла в системе может быть откры-
тая и замкнутая. В гидроприводах с откры-
|ои циркуляцией отработавшее масло уходит
в бак, откуда вновь подаётся в гидросистему
насосом.
Однако при открытой системе циркуляции
в выходной части (за рабочим цилиндром)
может создаваться пониженное давление и
без дополнительного противодавления почти
невозможно избежать проникновения воз-
духа в систему.
В системе с замкнутой циркуляцией отра-
ботавшее масло через ряд обратных клапанов
поступает, минуя бак, во всасывающую
трубу насоСа. Эта система затрудняет охлаж-
дение масла и требует хорошей фильтрации.
Г идронасосы
В станках большое, распространение по-
лучили насосы: шестеренные, лопастные и
поршневые. Наибольшая производительность
насосов 100—120 л{мин и наибольшее дав-
ление 60—65 кг]см~.
Фиг. 72. Шестеренный насос
Поршневые и лопастные насосы могут
быть регулируемыми и нерегулируемыми (ио
производительности), шестеренные насосы из-
готовляются только нерегулируемыми, т. е.
постоянной производительности.
Шестеренный насос (фиг. 72) состоит пз
двух сцепляющихся цилиндрических зубчатых
колёс, вращающихся в корпусе с весьма малым
зазором. При вращении колёс масло выталки-
вается из впадин между зубьями, так что
в местах выхода зубьев из зацепления обра-
зуется вакуум, вызывающий засасывание мас-
ла из бака. Для увеличения плавности работы
насоса и равномерности подачи масла применя-
ют косозубые и шевронные зубчатые колёса.
На фиг. 72 дана схема шестеренного на-
соса. Полости А, 7Ц и А2 соединены кана-
лом, вследствие чего давление в диаметрально
противоположных впадинах зубьев колёс вы-
равнивается и силы давления не передаются
па валы. Для этой же цели соединены ка-
налами полости В, Вх и В2.
На валы передаётся только усилие, воз-
никающее в точке зацепления колёс. Такое
уменьшение давления на валы позволяет
повысить давление в шестеренных насосах
до 50—60 кг/см*.
Производительность насоса с колёсами,
имеющими одинаковые числа зубьев, опре-
деляется приближённо по формуле
vdt(dH—dt)bn
Q —------joe----- Л[мин,
где (1^ ii —диаметры начальной и наруж-
ной окружностей в мм;
b—длина зуба в мм;
и — число оборотов колёс в мин.
В табл. 22 приведены данные о произво-
дителъности шестеренных насосов отсчест'
венного производства.
Таблица 22
Производительность шестеренных насосов
Элементы
характеристики
Показатели
Давление в ке]см& . 20 20 15 15 15 10 10
Объёмный к.п.д. . . Мощность электро- 0,76 0,78 0,82 0,84 0,86 0,86 0,9
двигателя в кет . Л р онзводитсльность шестеренных насо- 0,85 1,2 1,2 1,8 2,7 2,7 2,7
соь в л]мин .... 16 25 35 50 70 100 120
Вес насоса в кг . . 36 45 47 49 75 77 79
Лопастный насос двойного действия по-
стоянной производительности показан на
фиг. 73.
Насос имеет роторный диск 1 с наклон-
ными лопастями 2, вращающимися в ста-
торном кольце 3 эллиптического профиля.
Под лопасти через отверстие 4 подводится
масло.
При работе насоса лопасти прижаты дав-
лением масла к внутренней поверхности
статора 3. Это предупреждает перетекание
масла, но повышает износ лопастей и статора.
Ротор вращается между двумя бронзовыми
дисками. В левом диске имеются четыре
продольных отверстия, совпадающих с та-
кими же отверстиями в корпусе. Два из них
(5 и б) служат для всасывания, другие два
(7 и 8) для нагнетания. За один оборот ро-
тора лопасти дважды выдвигаются из пазов,
образуя камеры, в которые масло засасы-
вается, а затем нагнетается в систему.
542
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Производительность лопастного насоса
определяется по формуле
„ 2bn j 2 2 zs(rH — r„)| ,
Q = wp \rH~re) - - л/лия,
где rH и re — наружный и внутренний радиусы
лопастей в мм;
Ь и s — ширина и толщина лопастей
в мм;
п — число оборотов в минуту ро-
торного диска;
Z — число лопастей;
а — угол наклона лопастей, равный
около 13°.
Нормалью ЭНИМС предусматривается сле-
дующий ряд производительности этого типа
насосов: Q = 5; 8; 12; 18; 25; 35; 50; 70;
100 л/мин с давлением до 60—65 кг/см2.
Мощность электродвигателя, необходимая
для привода гидронасоса постоянной произ-
водительности, определяется по следующей
формуле:
pQ
N = 7.77;----кет,
612т]л7]0
где р — давление насоса в кг]см2;
Q— производительность в л/мин;
rUI, Vo— механический и объёмный к.п.д.
Конструкция осевого нерегулируемого пор-
шневого насоса дана на фиг. 74. Насос имеет
постоянный угол наклона шайбы 3, на ко-
торую производят давление поршни 2, раз-
мещённые вдоль оси насоса.
Поршни, находясь в корпусе 1, прижи-
маются к шайбе давлением масла, посту-
пающего из распределительного устройства.
В корпусе помещаются одиннадцать поршней
(плунжеров), расположенных равномерно по
окружности. Распределительное устройство
насоса состоит из дискового золотника 5 и
Разрез по А А
Фиг. 73. Лопастный насос двойного действия: 1 - роторный диск; 2 - лопасти; J-craioo’ (_кя„я
для подвода масла; 5 и //-отверстия для всасывания; 7 и 8-отверстия для нагнетания
Фиг. 74. Гидродвигатель с наклонной шайбой (поршневой насос): /-корпус- 5-поршнр-
./ — наклонная шайба; ./-приводной вал; 5-дисковый золотник
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
543-
каналов А, Б и В. Золотник насажен на
эксцентричный валец вала 4, от вращения
которого золотник приводится в колебатель-
ное движение.
Поршневой насос часто используется как
гидродвигатель в ряде станков: резьбошли-
фовальном, плоскошлифовальном, червячно-
шлифовальном и др.
Рассматривая поршневой насос как гидро-
двигатель, имеем следующую циркуляцию
масла. Из распределительного устройства
масло поступает в канал А, направляясь по
каналам Б и В к верхним (рабочим) поршням 2.
Поршни, перемещаясь вправо, образуют от
своих осевых давлений составляющие уси-
лия, касательные к окружности, которые
1риводят во вращение шайбу 3 с валом 4.
В это время нижние поршни будут двигаться
влево, вытесняя масло через каналы В и /:
и бак. По истечении первого пол-оборота
вала 4 наклон шайбы 3 изменится в проти-
воположную сторону (влево), соответственно
повернётся золотник 5, который теперь будет
направлять масло из канала А через Б и В
н нижние поршни. За вторые пол-оборота
вала 4 масло из верхних цилиндров через
каналы В и Г идёт на слив.
В результате за один оборот вала 4 каж-
дый поршень сделает один двойной ход (ра-
бочий и обратный).
Для того чтобы изменить направление
вращения вала 4, необходимо поменять ме-
стами подводящие А и отводящие Е и Г ка-
1 алы насоса. Это обеспечивается реверсивным
золотником гидросистемы станка, благодаря
которому масло от насоса будет направляться
через канал Е к нижним поршням рабочего
хода, а из верхних цилиндров масло будет
уходить на слив через каналы В, Б и А.
Число оборотов гидродвигателя опреде-
ляется по производительности Q„p, равной
nd2 Rzn tg ₽
Qnp — о
см2/мин,
Количество масла, поступающего от на-
соса в левую нли правую полость цилиндра,,
равно
Q = fvi = fo
где f и f0 — площади полостей цилиндра;
vx и и2 — скорости поршня вправо и*
влево;
^1__ fo
V2~ f ’
НО
fo f fuim.'
v 1 f fium , fium
f *
Если принять, например, для шлифоваль-
ного станка
= 1,2 цх,
тогда
f d2
'шт п “шт
ил и
^шт “ ОЛ
Для простых цилиндров диаметр штока 4ш,п
берётся в пределах 0,25—-0,4Д, где^с/— диа-
метр поршня
i ле R—радиус окружности центров порш-
ней в СМ’,
d—диаметр поршней в см;
z — число поршней;
р — угол наклона шайбы;
п—число оборотов гидродвигателя;
п ~d2Rztg'ii’
Фиг. 75.
штоком;
Поршни цилиндров: а — с двусторонним
б—с односторонним штоком; в—диферен-
циальный цилиндр
т. е. число оборотов вала гидродви-
гателя зависит от количества мас-
ла Qnp, поступающего через дроссель
(крап) подачи.
Рабочие цилиндры. Рабочие, или силовые,
цилиндры могут иметь поршни с односто-
ронним нли двусторонним штоком. При на-
сосе постоянной производительности в ци-
линдре с двусторонним штоком (фиг. 75, а)
скорости прямого и обратного хода поршня
одинаковы.
В цилиндре с односторонним штоком
(фиг. 75, б) скорости поршня будут неодина-
ковыми ввиду разных площадей в полостях
цилиндра со штоком и без штока.
При одностороннем штоке несмотря на
неравенство площадей в полостях цилиндра
можно сделать скорости прямого и обратного
хода поршня одинаковыми в том случае,
если площадь поршня будет равна двойной
площади штока, при этом полости цилиндра
должны сообщаться между собой (приходном
из ходов) (фиг. 75, в).
При ходе вправо производительность на.-
соса равна
QHae = Q — Qo = fv - fo v = vfu>m,
И '! If
Qhuc
rj = .
/ am
544
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
При ходе влево
сообщаются между собой. При подъёме порш
Отсюда для получения одинаковых скоро-
стей прямого и обратного хода необходимо,
чтобы
fuim — fo
или
f — fo + fшт ~ ‘Zfmm'
Такой рабочий цилиндр, у которого по-
лости могут сообщаться между собой, на-
зывается диференциальным цилин-
дром.
Если площадь штока будет значительно
меньше площади поршня, тогда при прямом
ходе масло поступает в полость со штоком и
скорость будет равна
_ О.нас
1,116 ~ f0 •
При обратном ходе полости цилиндра со-
общаются между собой
Qnac
vo6p = ~f-
/ шт
или отношение скоростей
vo6p fo f fium d2 j
vpa6 fuim f mm
Например, при d=100 мм n duim = 30 мм
скорость обратного хода больше скорости
рабочего хода приблизительно в 10 раз.
При диференциальном цилиндре соотноше-
ние между диаметрами d и (1шт определяется из
соотношения: f = 2/шт, т. е. d2 = 2d^m, или
duim = 0,7 d.
На фиг. 76 дана гндросхема диференциаль-
ного цилиндра притирочного вертикального
одношпнвдельного станка модели 383 завода
имени Ленина.
ня масло от насоса поступает в нижнюю по-
лость,' направляясь из верхней полости через
реверсивный золотник в бак.
Регулирующие устройства. Регулирующие
устройства предназначаются для регулирова-
ния давления масла в гидросистеме и регули-
рования скорости движения поршня. Скорость
движения поршня V, как видно из формулы
зависит
от
количества масла Q.
Регулирование скорости поршня при насосе
постоянной производительности осуществ-
ляется дросселем. Путём изменения проходно-
го отверстия дросселя достигается требуемая
скорость движения поршня.
Дроссельное регулирование в станках яв-
ляется наиболее распространённым вследствие
своей дешевизны и простоты. Регулирование
количества масла применяется в гидросистемах
с насосами постоянной производительности.
Поворотный дроссель щелевого типа по-
казан на фиг. 77. Сечение дросселя выпол-
нено в форме прямоугольника с острыми
Фиг. 77. Поворотный дроссель щелевого типа
кромками. Проходное сечение образуется про-
резью шириной в, сделанной в детали дроссе-
ля 1. Регулирование расхода масла происходит
в пределах угла поворота а.
Дроссель устанавливается как на входе
(перед рабочим цилиндром), так и на выходе
(за цилиндром). Дроссель на выходе обеспе-
чивает более равномерную скорость движения
поршня в особенности в случае малой ско-
рости подачи (до 1 м/мин).
Прн дроссельном регулировании общее
уравнение равновесия поршня с односторон-
ним штоком будет
Pf=Po fo + R,
где R — нагрузка (сопротивление стола) в кг;
f — площадь поршня в см2;
р — давление масла в рабочей полости
в кг/см2;
р0 — противодавление в нерабочей полости
в кг/см2.
fo f f шт.
При холостом ходе нагрузка R = 0, про-
тиводавление равно
Q
•Фиг. 76. Гидросхема с диференциальным цилинд-
ром: I — фаза подъёма поршня; //—фаза опускания
Гидропривод предназначен для осущест-
вления возвратно-поступательного движения
шпинделя станка. Одинаковая скорость дви-
жения шпинделя вверх и вниз достигается
диференциальным цилиндром, у которого /=
=2 }шт н при опускании поршня полости
Отсюда разница в противодавлениях будет
, R
Р° Po=fo'
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
545
Большая разница в противодавлениях
.тожет быть устранена путём установки ре-
уляторов или стабилизаторов скорости, обес-
печивающих постоянство перепада в дросселе.
Таким регулятором скорости является уст-
ройство, состоящее из дросселя с редукцион-
ным клапаном или дросселя с дозирующим
клапаном.
Современные регулирующие гидроустрой-
•тва или регуляторы скорости обеспечивают
равномерную скорость при расходе масла
не менее 70—80 см31мин.
На фиг. 78 показан регулятор скорости,
состоящий из дросселя 6 и редукционного
клапана 4. Масло из насоса 1 поступает в ци-
линдр 3. Вытесняемое из цилиндра масло
Фиг. 78. Регулятор скорости с редукцион-
ным клапаном конического типа и дроссе-
лем на выходе
проходит через щель а в камеру А редук-
ционного клапана 4, находящегося под дей-
ствием пружины 5. При нормальной работе
гидросистемы щель полностью открыта. При
увеличенном давлении редукционный кла-
пан, поднимаясь, сокращает щель а. Бла-
годаря этому давление ра в камере А будет
поддерживаться постоянным и пониженным
(1,5—2 кг)см3) независимо от изменения про-
тиводавления.
Дроссель будет пропускать в бак постоян-
ное количество масла, тем самым обеспечи-
вая равномерность хода поршня.
Насос 1 подаёт определённое количество
масла, однако для рабочей скорости требуется
обычно меньшее количество. Излишнее коли-
чество масла сливается через предохрани-
тельный клапан 2 в бак.
Преимущество редукционного клапана в
том, что время срабатывания его весьма не-
рачительно (0,02^-0,05 сек.), благодаря чему
он является весьма чувствительным.
Распределительные устройства. Наиболее
распространёнными распределительными уст-
ройствами являются золотниковые устрой-
ства, применяемые для направления потока
масла в те или иные гидромеханизмы. Распре-
35 Том 12
деление масла осуществляется плунжером,
перемещающимся в корпусе золотника и
соединяющим в нужных комбинациях кана-
лы, к которым подводится масло, направляе-
мое в цилиндр, гидродвигатель и пр.
В станкостроении в качестве распредели-
тельного устройства применяется цилиндри-
ческий золотник. В корпусе золотника имеется
несколько кольцевых проточек, соединённых
каналами в местах присоединения трубопро-
водов. Золотник (плунжер) также может
иметь кольцевые проточки для направления
масла из одних каналов в другие. Изменение
направления потока масла достигается осе-
вым перемещением золотника. Перемещение
золотника может осуществляться вручную,
гидравлическим, механическим нли электри-
ческим путём.
Простой реверсивный золотник с гидрав-
лическим управлением применяется для ре-
версирования поршня или вала гидродви-
гателя. Золотник может занимать два поло-
жения: правое и левое, соответствующие
двум направлениям движения поршня. Зо-
лотник переключается из одного положения
в другое давлением масла, которое подводится,
например, от золотника или пилота управле-
ния, поворотного крана и т. п.
На фиг. 79 показан реверсивный золотник
с гидравлическим управлением от осевого
пилота (золотника управления). Масло от
насоса поступает в золотник управления 3.
Фиг. 79. Схема гидравлического
реверсивного золотника'
Если последний установлен в правом поло-
жении, как показано на фиг. 79, тогда давле-
нием масла реверсивный золотник 2 пере-
ключается вправо. Следовательно, поток масла
от насоса будет направлен в левую полость
рабочего цилиндра 1, из правой полости
которого масло идёт через реверсивный зо-
лотник в бак (фаза I рабочего хода). После
передвижения золотника управления руко-
546
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
яткой А влево масло будет поступать в пра-
вую полость реверсивного золотника, пере-
мещая его в левую сторону. В этом случае
поток масла от насоса будет направлен в пра-
вую полость цилиндра, вытесняя масло из
левой полости в бак (фаза II обратного хода).
Гидросистема с двумя насосами
В ряде конструкций гидроприводов стан-
ков устанавливаются два насоса постоянной
производительности: один высокого давления
и низкой производительности, другой — низ-
кого давления, но высокой производитель-
ности.
Два насоса применяются в гидросистемах,
имеющих фазы быстрой и рабочей подачи.
При быстрой подаче требуется большое коли-
чество Q подаваемого масла, так как скорость
движения пропорциональна производительно-
сти. Рабочая подача осуществляется, при ма-
лом Q, но с высоким рабочим давлением
р
г пор
Р = ~Г'
где р — давление в гидросистеме в кг[см3;
РПог ~ полное давление в кг;
f — площадь поршня в см3.
Установка одного насоса была бы неце-
лесообразна, так как насос надо было бы
рассчитывать на наибольшее Q и наиболь-
шее р.
На фиг. 80 дана гидросистема с двумя на-
сосами постоянной производительности и ди-
ференциальным цилиндром.
Фиг. 80. Гидросистема с двумя насо-
сами постоянной производитсяiности:
/ — рабочий цилиндр; 2-дро<’< ель;
3 - реверсивный золотник; 4 - раздели-
тся! ный золотник; 5 — насос высокой
производитеЛ!пости; 6— насос низкой
производительности
Гидросистема рассчитана на четыре фазы
цикла: / — быстрый подвод, // — рабочая
подача, /// — быстрый отвод и IV — стоп.
При первой фазе никла масло от двух на-
сосов поступает в правую полость цилиндра I.
Масло из левой полости присоединяется к ко-
личеству масла от обоих насосов 5 и 6. Ско-
рость быстрого подвода равна
<21 + <2 г
v6 = —f,
/ шт
где и Q2— производительности соответст-
венно обоих насосов в л.
Для получения рабочей подачи (II фаза)
реверсивный золотникЗпереключается вправо.
Масло из левой полости рабочего цилиндра
принуждено идти через дроссель 2 в бак.
В системе повышается давление, поршни раз-
делительного золотника 4 перемещаются впра-
во, сжимая пружину, и насос высокой произ-
водительности работает на слив. Теперь в пра-
вую полость цилиндра масло поступает толь-
ко от насоса высокого давления. Наибольшая
скорость рабочего хода
Qi
иРабмакс f ’
При переключении реверсивного золотника
в положение 111 давление в системе пони-
жается и масло от двух насосов поступает
в левую полость цилиндра, осуществляя об-
ратный ход поршня. Скорость обратного хода
будет
Так как цилиндр диференциального типа
и {шт = }о' скорости быстрого прямого и об-
ратного ходов поршня будут одинаковы. Сле-
довательно, суммарная производительность
насосов должна быть больше v6fM:n или
<21 + <2 а иб!шт>
где Од— скорость быстрого хода поршня;
)шт — площадь штока.
Гидросистема с двумя насосами токарного-
многорезцового полуавтомата модели 1832
(фиг. 37) завода «Красный пролетарий» яв-
ляется типичной системой многорезцовых стан-
ков. Гидросистема предназначена для осу-
ществления поступательных движений при
обточке паровозных осей. Система работает
от сдвоенного лопастного насоса: один насос
низкого давления, но высокой производи-
тельности, другой — высокого давления, но
низкой производител ьности.
Гидросистемой осуществляются следующие
фазы цикла движений: I — быстрый подвод,
II — рабочая подача (первая), /// — рабо-
чая подача (вторая), IV — быстрый отвод и
V — останов.
При быстром подводе и отводе работают
одновременно оба насоса. Большое количе-
ство масла от насосов даёт наибольшую ско-
рость движения поршня. Как показано на
фиг. 81, через реверсивный золотник 1 масло
поступает от насосов 4 и 5 в левую полость
цилиндра. Из правой полости масло уходит
через золотники 1 и 2 в бак.
В конце быстрого подвода супортов
включается осевой пилот 3, управляющий
разгрузочным золотником 2. Поршень этого-
золотника под давлением масла ог насоса 4
прикрывает выход масла к золотнику /.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
548
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Масло из правой полости цилиндра направ-
ляется через фильтр 6, редукционный кла-
пан 7, дроссель А , осевой пилот 8 и золотник 1
в бак. Происходит первая рабочая подача
супортов. При переключении пилота 8 мас-
ло пройдёт второй дроссель Б для получения
второй рабочей подачи.
Во время рабочих подач гидросистема
работает только от насоса 4, так как от на-
соса 5 масло будет направляться сразу в бак
вследствие переключения вправо золотника 9,
работающего как разделительный золотник.
В конце рабочего хода супортов через
соленоид переключается золотник 1. Масло
от обоих насосов вследствие пониженного
давления в системе будет поступать через
золотник 1 в правую полость цилиндра. Из
левой полости оно направляется в бак (фаза
быстрого отвода супортов).
При нажиме на осевой пилот 1й давление
в левой полости предохранительного клапана
11 понижается и от насоса 4 масло направ-
ляется непосредственно в бак. Одновременно
с понижением давления масло от другого
насоса также идёт на слив (фаза останова).
На фиг. 82 показана гидросистема ци-
линдра пиноли задней бабки, для обслужива-
ния которого установлен от насоса 4 ревер-
сивный золотник 1 с гидравлическим пере-
ключением. В целях равномерного переклю-
чения этого золотника установлены два дрос-
селя А, Б с обратными шариковыми клапа-
нами В, Г.
Если осевой пилот 2 занимает 1-е положе-
ние, то масло от насоса 4, проходя пилот и
обратный шариковый клапан перемещает
реверсивный золотник 1 влево. В этом слу-
чае масло из левой полости золотника сли-
вается через дроссель А и пилот 2 в бак.
После того как реверсивный золотник 1
занял крайнее левое положение, поток масла
от насоса 4 направляется через этот золотник
в рабочий цилиндр 3, перемещая поршень
пиноли задней бабки. Из противоположной
полости цилиндра масло направляется через
золотник 1 в бак. Такой поток масла создаёт
гидравлический зажим изделия от пииоли
задней бабки станка.
МОДЕРНИЗАЦИЯ СТАНКОВ ДЛЯ
ПЕРЕВОДА НА СКОРОСТНОЕ РЕЗАНИЕ [5]
Основные сведения
Модернизация металлорежущих станков
для перевода их на скоростное резание про-
изводится с целью повышения производи-
тельности, улучшения чистоты обработанных
поверхностей и повышения точности обра-
ботки.
Основными требованиями, предъявляе-
мыми к станкам при скоростном резании,
являются:
1) наличие чисел оборотов шпинделя,
дающих необходимые скорости резания;
2) достаточная мощность на шпинделе
станка (её увеличение является следствием
повышения режима резания);
3) отсутствие слабых звеньев при работе
с повышенными числами оборотов и при уве-
личенной мощности резания;
4) достаточная жёсткость и виброустой-
чивость;
5) минимальная затрата времени на вспо-
могательные движения и управление станком;
6) безопасность работы на станке.
При работе на модернизированных станках
должна строго соблюдаться рекомендуемая
геометрия режущей части инструмента, чис-
тота граней и кромок.
Целесообразно применять принудительный
съём режущих инструментов с рабочих мест
для предупреждения потерь, возникающих
при работе инструментом дольше установ-
ленного для него износа.
Заточка и доводка режущих инструмен-
тов, а также доставка их к рабочему месту
должны быть централизованы.
Повышение быстроходности и мощности
Повышение быстроходности станка сопро-
вождается увеличением используемой мощ-
ности привода. Увеличение числа оборотов
осуществляется: при ступенчато-шкивном
приводе — увеличением диаметра ведущего
шкива на валу контрпривода, при индиви-
дуальном электроприводе — изменением диа-
метров шкивов: ведущего (на валу электро-
двигателя) и ведомого (на приводном валу
коробки скоростей), заменой электродвигате-
ля на более быстроходный или изменением
передаточного отношения коробки скоростей.
Последнее осуществляется или заменой на-
личных пар зубчатых колёс другими, имею-
щими ббльшее передаточное отношение, или
введением в коробку скоростей новых пар
зубчатых колёс.
Проверочный расчёт зубчатых колёс
Расчёту подвергают на каждом валу по
одному зубчатому колесу, имеющему наимень-
шее число зубьев и ширину при одинаковых
модуле и материале.
Максимально допустимая мощность мо-
дернизируемого главного привода из расчёта
на долговечность по контактным напряже-
ниям в зубьях:
кп ,7 Тв , пм 2
где NB—мощность главного привода до
модернизации в кет;
кп и кПм — коэфициенты, которые находятся
по графику (фиг. t3);
То — долговечность зубчатого колеса до
. модернизации в час,;
Тм—требуемая минимально допусти-
мая долговечность зубчатого коле-
са после модернизации в час.;
г.,, и п„ — соответственно числа збирэгов
шпинделя на одной и той же
ступени до и после модерниза-
ции.
При непрерывной работе принимают
Тм = 3 000 -т- 5 000 час.;
МЕТАЛЛОРЕЖУЩИЕ станки
549
„ 1.67-10' ,
где Т10 = —-------- (пмин—наименьшее число
•*'“« оборотов);
°у = Яконт (табл- 23);
Фиг. 83. График для определения коэфи-
циента k при расчёте зубчатых колёс
п на контактные напряжения
кп— коэфициент, характеризующий работу
зубчатого колеса до модернизации при разных
числах оборотов и зависящий от общего диа-
пазона чисел оборотов D, при которых рабо-
тает зубчатое колесо, и от диапазона чисел
оборотов D, при которых оно работает с по-
стоянным крутящим моментом (диапазон D'
покрывает числа оборотов шпинделя, при ко-
торых полная мощность станка не исполь-
зуется), D и D' понимаются как отношения
наибольшего числа оборотов к наименьшему
в пределах данной области чисел оборотов.
Если при модернизации станка предполагает-
ся, что использование полной мощности будет
происходить начиная с того же номера сту-
пени общего диапазона, что и в станке до
модернизации, токп — к„м, где к„м -- козфи-
цнент, характеризующий работу зубчатого
колеса после модернизации (фиг. 83);
lcN—коэфициент, характеризующий пред-
полагаемое использование мощности на стан-
ке; kN = 0,63 1,0.
Максимальное контактное напряжение на
рабочей поверхности зубьев в кг/мм* опреде-
ляется из следующего соотношения:
180 000 1 П ± f 1 , .
s -------------- I/ I. - ’ I. кг мм-
копт zm у lb П к '
Т а б л и ц а 23
Допустимые напряжения для зубьев зубчатых колёс
Материал Термическая обработка Механические свойства Допустимые напря- жения для зубьев зубчатых колёс
предел прочности при растя- жении апч в кг/мм* предел текучести в кг/мм* твёрдость изгибные в кг/мм* контакт- ные ^конт в кг/мм*
Сталь 45 Нормализация . . . 60-75 >34 НБ~ 170-217 12-15 45-55
Сталь 45 Улучшение Закалка 75-90 >100 42-52 >75 НБ -= 220-250 38-46 17-20 25-28 55-65 100-120
Сталь 50Г2 Закалка 95-100 70-<85 28-33 23-26 75-85
Сталь 40Х Улучшение Закалка )> 80—100 110-135 150-165 60-80 90-105 130-140 НБ = 230-260 35-42 45-50 OJ W (О -Ч О Ю 60-70 100-110 130-140
Сталь 20Х Цементация и за- калка 90 65 56—62 32—35 165—175
Сталь 12ХНЗ Цементация и за- калка 90 65 56-62 35-40 170-180
Сталь 18ХГМ Цементация и за- калка ПО 10() 56-62 40—45 170-180
Чугун СЧ1 5-32 15 Н,- = 163-229 5 50
Чугун СЧ21-40 21 НБ = 170-241 6 60
Чугун СЧ28-48 - 28 | НБ = 170-241 7,5 75
Текстолит — 1 4,2 | -
550
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Где z, т, Ь — число зубьев, модуль и ширина
зубчатого колеса в мм; знак плюс
берётся для наружного зацепле-
ния, знак минус берётся для
внутреннего зацепления.
Расчёт конических зубчатых колёс ведётся
по среднему модулю:
L - 0,5 b
тср = т ‘ L ---- ММ,
Где т — модуль на начальной окружности
в мм;
L — длина образующей начального конуса
(от начальной окружности до верши-
ны конуса) в мм.
Расчёт косозубых зубчатых колёс ведётся
по нормальному модулю и условному числу
зубьев 2;
2
z‘ — COS3 (3 ’
где fi—угол наклона зубьев к оси зубчатого
колеса;
I — отношение числа зубьев большего зуб-
чатого колеса к числу зубьев мень-
шего зубчатого колеса (для сцеплён-
ной пары, в которую входит рассчи-
тываемое зубчатое колесо);
N— максимальная мощность, передавае-
мая зубчатым колесом, в л. с.;
N = 1,36 No т),
где т] — коэфициент полезного действия кине-
матической цепи от электродвигателя
до рассчитываемого зубчатого колеса;
п — наименьшее число оборотов зубчатого
колеса в мин., при котором оно на-
чинает передавать полную мощность;
kv — скоростной коэфициент.
Для прямозубых цилиндрических и кони-
ческих зубчатых колёс
Р
к”~ Р+ Ub ’
где Р — окружное усилие на зубчатом колесе
в кг, равное—/^, v— окружная ско-
v ’
рость зубчатого колеса в м/сек, рав-
T.DnTl f,
ная 1 Мо—диаметр началь-
1 000 • 60 н
иой окружности в мм;
U = 0,025 v окружная слагающая
силы удара зубьев зубчатого колеса, от-
несённая к 1 мм ширины зуба, в кг/мм;
А — расстояние между осями зубчатых
колёс в мм (для конических зубчатых
колёс A = L —0,56); Д—ошибка в ша-
ге зубчатых колёс в р. (табл. 24).
Для прямозубых зубчатых колёс можно при-
нимать ориентировочно
с
kv = 7+~v •
здесь с = 6 — для нешлифованных зубчатых
колёс;
с = 9 — для закалённых и шлифованных
зубчатых колёс.
Таблица 24
Ошибки в шаге зубчатых колёс Д в и.
Модуль в мм Классы точности Модуль в мм Классы точности
1 11 III I 11 П1
До 2,25 11 17 28 8-10 17 28 56
2,25-4 11 21 35 10—14 — 35 64
4-6 6-8 14 14 25 28 42 5J 14-20 — 47 85
Для косозубых зубчатых колёс принимает-
ся k г, = 0,9.
Максимально допустимая мощность модер-
низируемого главного привода из расчёта на
прочность по изгибным напряжениям
,, пм Re
UMaxe^-j-- Квт,
где Re — допустимое напряжение изгиба
в кг/мм* (табл. 23);
тм — максимальное напряжение изгиба
в зубьях зубчатых колёс (до мо-
дернизации):
455 000 N
°* = m^bynkv кг/ммК
Здесь у— коэфициент формы зуба при нор-
мальном зацеплении (табл. 25).
Таблица 25
Коэфициенты формы зуба у
(высота зуба h = 2,2 m)
Расчётное число зубьев Z Характеристика профиля Расчётное число зубьев Z Характеристика профиля
« = 2О° а=15° « = 20° « =15°
12 0,078 0.Г67 27 0,111 0,099
13 0,683 0,071 I 30 0,114 0,101
14 0,0*8 0,075 1 34 0,118 0,104
15 0,092 0.678 38 0,122 0,Г 6
16 0,094 0,1 81 43 0,126 0,1 8
17 0,196 0,(84 50 0,13) с,110
18 0,098 0,186 60 0,134 0,113
19 0,100 0,188 75 0,138 0,115
2) 0,1 2 0,690 100 0,142 0,117
21 0.1С4 0.092 15Э 0,146 0,119
23 0,106 0,094 3 )0 0,15) 0,122
25 0,108 0,696 Рейка 0.154 0,124
Расчёт ремённых передач
При модернизации станков для перевода
их на скоростное резание в большинстве
случаев заменяют плоскоремённую передачу
на клиноремённую.
Мощность электродвигателя, допускаемая
клиновыми и плоскими ремнями,
Pv
N«= IQ2t/ квт’
где Р — полезное окружное усилие в кг;
v — скорость ремня в м/сек;
т; — к. п. д. передачи от электродвигате-
ля до ведомого шкива.
Для клиновых ремней
Р = гР0 kxk2,
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
551
где г — число клиновых ремней;
Ро—допускаемая полезная сила, переда-
ваемая одним ремнём, в кг (табл. 26);
и/г2—соответственно коэфициенты угла
обхвата малого шкива и скорости
(табл. 27 и 28).
Таблица 2 6
Расчётные данные для клиноремёниых передач
Сечение ремня в мм Минимально до-| 1 пустимый диа- j метр шкива в j гп a Сечение 1 ремня в мм Минимально до- пустимый диа- метр шкива в мм У а © О.
О Щ наиболь- 1 шая ши- | рина rj f- ° з и наиболь- шая ши- рина
1') 6 70 8 1 22 13,5 2Ю 40
13 3 [00 14 32 19 315 82
17 10,5 140 24 3} 23,5 5)) 120
Таблица 27
Коэфициенты угла обхвата ремнём малого шкива
fc.
Ремни Угол обхвата а в градусах
П 120 140 160 180 2 )и 22 24J
Плоские .... Клиновые . . . 0,74 0,83 ’,88 0,89 0,94 0,95 1 1 1.06 1 1,12 1 1,18 1
Таблица 28
где и £)2 — соответственно диаметры мало-
го и большого шкивов в мм:
А — расстояние между осями шки-
вов в мм.
Если окажется, что мощность электродви-
гателя Л'о меньше мощности NM электродви-
гателя главного привода, выбираемого при
модернизации, то необходимо усилить ремён-
ную передачу (или увеличить число ремней
или выбрать ремни с большими размерами
сечения).
Для плоских ремней
Р= RZF kr А3>
где Rz— допускаемое напряжение ремня на
растяжение в к^мм'1 (табл. 29);
F — площадь поперечного сечения ремня
В Л1Л42.
В табл. 29 S — толщина ремня в мм.
Таблица 29
Расчётные данные для плоскоремённых передач
Тип ремня Мини- мальное допусти- мое значе- ние Di <5 „ Di Отношение —— 0
25 | 30 | 40 | 60 100
Допускаемое пряжение Rz а-
в сг/мм2
Кожаный .... 9 к 0,17 0,19 0,21 0,24 0,26
Прорезиненный . Хлопчатобумаж- 30 — 0,20 0,21 0,22 0,22
ный: ш И 1 ы й .... 40 0,18 0,19 0.20
тканый .... 25 0,15 0,16 0,17 0,18 0,19
Шерстяной тка- 0,17
ный 20 0,12 0,13 0,15 0,16
Расчёт фрикционных муфт
Крутящий момент, передаваемый многоди-
сковой муфтой,
мкр = у~ — R-cp ip 'lkv кгсм’
где 3 — коэфициент запаса сцепления,
принимаемый в пределах от 1,25
до 1,5; •
R, г, Rep — соответственно наружный, внут-
ренний и средний радиусы поверх-
ностей трения в см;
i— число пар поверхностей трения;
р — удельное давление в кг! см2
(табл. 30);
— коэфициент трения (табл. 30);
kv — скоростной коэфициент(вводится
при v > 2,5 м)сек), где о—окруж-
ная скорость на среднем диаметре
поверхностей трения;
Таблица 30
Коэфициенты трения покоя р. и наибольшие
допускаемые удельные давления р в кг{см*
для фрикционных муфт
Материал поверхностей трения Р- р
для много- дисковых муфт для конус- ных муфг и муфт с разжим- ными кольцами
Масленые муфты Закалённая сталь по зака- лённой стали (шлифован- ные диски или нешлифо- ванные после приработки) 0,04 8—12
Чугун по чугуну или по за- калённой стали 0,1 5—6 8
Сухие муфты Прессованный асбест нли ферродо (медно-асбестовая прокладка) по стали . . . 0,3 2-2,5 3
Чугун по чугуну или по за- калённой стали Э, 15 2,5-3 3
552
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Мощность электродвигателя, допускаемая
имеющейся муфтой,
97 400 о ’
где п — число оборотов муфты в мин.;
т, — общий к. п. д. от электродвигателя
до муфты.
Если Na < NM, необходимо усилить муфту
увеличением числа дисков муфты или увели-
чением их площади.
Другие фрикционные муфты рассчитывают
аналогично, но крутящий момент, передавае-
мый ими, будет:
для конусных муфт
MKp = jr.RepbP^kv-,
для муфт с разжимными кольцами
2
мкр = J "Я2 bPi‘-kv,
где b — ширина поверхности трения в см.
Расчёт подшипников
Расчёт подшипников скольжения. При мо-
дернизации станка следует определять Удель-
ное давление (р в кг/см2) и окружную ско-
рость шейки вала в подшипнике (о в м[сек)
Р
P = dl’
где Р — усилие, действующее на подшипник
при наиболее тяжёлых условиях ра-
боты (обработка в патроне при макси -
мальном крутящем моменте), в кг;
d — рабочий диаметр подшипника в см;
I — длина подшипника в см;
r.dn
V = Г000 • 60 м1сек>
где п — число оборотов вала в мин. (при
расчётном усилии Р).
Режим работы подшипника характеризует-
ся произведением удельного давления на ок-
ружную скорость — pv. В табл. 31 приведены
предельно допустимые режимы работы под-
шипников скольжения.
Расчёт подшипников качения. Долговеч-
ность подшипника h в часах определяется из
формулы
(п/г)0'3 = ,
где h — определяется по таблицам каталога
подшипников качения (при известных
п, С и Q);
п — число оборотов вала, при котором
подшипник максимально нагружен;
С—коэфициент работоспособности (берёт-
ся по таблицам каталога подшипни-
ков качения);
Q — суммарная максимальная нагрузка на
подшипник в кг.
Для однорядных радиальных шарикопод-
шипников
Q = .P (при А <0,25 7’),
или
Q = 0,75 Р + А (при А > 0,25 Р).
Для конических роликоподшипников
Q = Р (при А < 0,3 Р),
или
Q = 0,6 Р + 1,55 А (при А > 0,3 Р),
где Р и А —соответственно максимальные ра-
диальная и осевая силы, дейст-
вующие на подшипник, в кг.
Расчёт валов
Валы коробки скоростей рассчитываются
на совместное действие изгиба и кручения.
Напряжение вала
М„п
кг!смг.
“ W ‘
Приведённый момент
Мпр = М^р кгсм
(определяется в опасном сечении для такого
включения передач, когда он становится мак-
симальным),
где Мизг и Мкр — соответственно суммарный
изгибающий и крутящий
моменты в кгсм (при рас-
чётном включении передач);
Таблица 31
Предельно допустимые режимы работы подшипников скольжения
Материал вкладыша Марка Шейка вала
гладко отделанная, закалённая незакалённая
р» в кгм/ см2 • сек ДО и в м{сек до pv в кгм! ем2 • сек до и в м!се к ДО
Бронза фосфористая БрОФ 10-1 100 8 60 5
Бронза оловянистая (вторичная) .... 1 Б рОЦС 5-7-12 | БрОЦС 6-6-3 J 80 6 50 4
Бронза алюминиево-железистая БАЖ 9-4 75-100 5 Не рекомендуется
Бронза свинцовистая БрСЗО 100 10 То Же
Алюминиевый сплав алькусин АМК 40-50 5
Цинковый сплав ЦАМ 10-5 90-100 2,5 40 2,5
Баббиты Б16, БН-б 150 10 100 6
Антифрикционный чугун — 15 4 10 2,5
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
553
Мизг = VМ2гор + М2ерт Кгсм<
где Мгор и Мверт — соответственно изгибаю-
щие моменты в горизон-
тальной и вертикальной
плоскостях от окружной
и радиальной сил Р и R
на зубцах зубчатых ко-
лёс в кгсм;
R = Ptg(a + <f),
где а — угол зацепления зубчатых колёс (20
или 15°);
— угол трения на зубцах зубчатых колёс.
Принимают 'f = 5°;
W —момент сопротивления в см3.
Для сплошных валов
W ~ 0,1 г/3,
где d — диаметр вала в см.
Для полых валов
, Г i'dt 4
где I — момент инерции сечения винта в см*к
равный
r.d* / d
—- 0,4 + 0,6 -
64 \ d.
d — наружный диаметр вннта в см-,
dt — внутренний диаметр резьбы винта-
в см;
Е = 2 000 000 — модуль упругости в кг [см*-,
п —запас устойчивости (для вертикаль-
ных винтов п = 3, для горизонталь-
ных п — 4);
I — расстояние между гайкой и опорой
(подшипником) винта, нагруженной
осевым усилием, в см;
для шарнирной опоры
(Х < 1,5) : k' 1,
I d I
для жёсткой опоры
I' \
где </х—диаметр отверстия в см.
Значение ац, полученное по приведённым
формулам, сравнивается с допускаемым на-
пряжением изгиба Re (табл. 32).
Расчёт элементов механизма подач
Тяговое усилие, допускаемое ходовым вин-
том из расчёта его на продольный изгиб, опре-
деляется по формуле
Ik' г- Е
Q = 'г.!- к-
Г — длина опоры (подшипника);
d'— диаметр опоры (подшипника).
Тяговое усилие, допускаемое гайкой из
расчёта её на удельное давление, определяет-
ся по формуле
q __ ^ср *1)аб к>
4 8
где р— удельное давление. Для бронзовых
гаек р< ПО кг/см-, для чугунных —
до 50 кг/см*-,
Допускаемые напряжения для расчёта стальных
Источник концентрации напряжений
Насаженная на вал деталь (зубчатое ко-
лесо, шкив) с острыми кромками
Насаженное кольцо подшипника качения
Ступенчатая форма с острыми внутренни-
ми углами —— <1,2
Ступенчатая форма со скруглёнными вну-
тренними углами ~= 0,05; -- <1,2
a d
Таблица 32
валов с учётом изгиба и кручения (R6 в кг/см1)
Диа- метр Марка стали и термическая обработка
Ст аль 35 Сталь 45 Стал ь 40Х
Эскиз
вала d X к — X
в мм s ® * 5 Й £ сх л а а :4> Е? Л —
° о 2 о е; Л 2
х СО >. = СО X
30 700 750 850 900 950
5() 650 700 800 850 900
100 600 650 750 800 850
30 900 1 000 1 150 1 200 1 300
50 850 950 1 050 1 100 1 200
100 750 850 1 000 1 000 1 100
ц 30 800 900 1 050 1 100 1 150
700 800 900 950 1 000
н 1 100 600 700 800 850 900
/ 1
30 1 100 1 150 1 350 1 400 1 500
50 950 1 000 1 150 1 200 1 300
<jU 1О() 830 900 1 000 1 050 1 100
назна-
валов у станков общего
Примечание. Учитывая переменность режима работы
чения, приведённые значения допускается увеличивать до 140%.
•554
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
1-l — длина гайки в см;
dcp — средний диаметр резьбы в см;
S — таг резьбы в см;
'tpae—рабочая глубина резьбы в см.
Тяговое усилие, допускаемое реечным зуб-
чатым колесом, из расчёта на изгиб его зубьев
определяется по формуле
Q = ~ ymbRe.
Коэфициенты формы зуба у, приведённые
в табл. 25, можно увеличивать на 20 — 30%,
а величины Re, приведённые в табл. 23,
на 60 — 70%, так как в работе одновременно
участвует вторая диаметрально противопо-
ложная пара зубьев реечного зубчатого ко-
леса и, кроме того, расчёт зубьев ведётся
только из условий статической прочности
вследствие медленного вращения реечного
зубчатого колеса.
За величину наибольшего допустимого
тягового усилия принимается наименьшее
из трёх значений Q, рассчитанных по приве-
дённым формулам для ходового винта, гайки
и реечного зубчатого колеса.
Наибольшее допустимое усилие подачи Рх
определяется по тяговому усилию с учётом
трения в направляющих:
кг,
где G—вес движущихся частей (супорта
с фартуком) в кг;
ki = jr' ~ 3;
Р- — усилие резания в кг;
р.— приведённый коэфициент трения;
Р ~ 0,15;
к2— коэфициент, учитывающий влияние
опрокидывающего момента; к2 « 1,15-
Способы усиления 'слабых звеньев станка
В случае, если приведённые выше расчё-
ты покажут, что мощности, максимально
допустимая тем или иным звеном станка,
меньше мощности, вновь установленной для
главного привода модернизируемого станка,
производится усиление слабых звеньев.
Наиболее простым способом является из-
готовление слабого звена из другого, более
прочного материала, но с сохранением
прежней формы и размеров, например: заме-
на чугунного зубчатого колеса стальным
или замена углеродистой стали легирован-
ной, а также применение закалённой стали
вместо незакалённой. Из других способов
усиления слабых звеньев можно указать на
следующие:
1) замена в зубчатых колёсах прямого
зуба винтовым (косым), увеличение ширины,
увеличение модуля при соответствующем
уменьшении числа зубьев (для сохранения
расстояния между валами), коррегирование
профиля (увеличение угла зацепления с 15
до 20° и применение укороченного зуба с
высотой головки h = 0,8 т);
2) увеличение ширины ремня и шкивов,
применение натяжного ролика для увеличе-
ния угла обхвата, замена плоскоремённой
передачи клиноремённой;
3) увеличение числа дисков (пластин) в
муфтах, чередование стальных пластин с
текстолитовыми для увеличения коэфициен-
та трения (сталь — текстолит); увеличение
размеров конусов в муфтах, приклёпывание
ленты ферродо на внутренний конус или
изготовление его из текстолита;
4) увеличение диаметра и длины подшип-
ников скольжения, улучшение смазки, за-
мена подшипниками качения; замена другим
номером или серией подшипников качения;
5) увеличение диаметров валов в зонах
опасных сечений;
6) увеличение диаметра нарезки винтовых
пар, удлинение гайки.
Повышение жёсткости и виброустойчивости
Для повышения жёсткости и виброуетой-
чивости станков рекомендуется при модерни-
зации проводить следующие основные меро-
приятия [5]:
1) балансировку быстровращающихся де-
талей (шкивы, патроны и т. п.);
2) расположение электродвигателей на
отдельном основании с изоляцией последнего
слоем шлака или золы;
3) применение бесконечных ремней вместо
соединяемых;
4) тщательное укрепление фундаментных
болтов (плавное затягивание гаек фундамент-
ных болтов производится только после за-
твердевания цемента, т. е. через 5—7 дней);
о) уменьшение вылетов резцов и пиноли
задней бабки;
6) введение дополнительных опор;
7) увеличение длины подшипников сколь-
жения;
8) улучшение пригонки вкладышей под-
шипников шпинделя к корпусу или увели-
чение плотности посадки колец подшипников
шпинделя;
9) применение вращающегося центра в виде
шпинделя, встроенного в заднюю бабку (пе-
редняя часть пиноли должна иметь увеличен-
ный диаметр для расположения подшипника
достаточной грузоподъёмности);
10) уменьшение числа стыков за счёт сокра-
щения дополнительных перемещений в
станках;
11) устранение зазоров в супортах с распо-
ложением регулирующих клиньев и планок
со стороны, противоположной нагружению;
12) повышение чистоты обработанных по-
верхностей и улучшение пригонки соприкаса-
ющихся поверхностей.
Механизация и автоматизация
вспомогательных движений и приёмов
управления станком
Эффективность скоростного резания ме-
таллов значительно повышается, если сниже-
ние машинного времени (в результате увели-
чения скорости резания) сопровождается од-
новременным проведением мероприятий по
сокращению вспомогательного времени.
К указанным мероприятиям относятся;
1) установка специальных электродвига-
телей с редуктором для увеличения скорости
холостых ходов супортов (у станков токар-
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
555
soft группы и карусельных станков) и стола
{у поперечно-строгальных станков и станков
фрезерной группы), увеличения скорости пере-
мещения поперечины (у карусельных, про-
дольно-строгальных и продольно-фрезерных
станков), рукава (у раднально-сверлильных
станков) и шлифовальной бабки (у шлифо-
вальных станков);
2) оснащение супортов большими лим-
бами для отсчёта длин;
3) введение приспособлений для автома-
тического выключения подачи;
4) устройство кнопочных станций с маг-
нитным пускателем для сокращения времени
на приём «пуск—остановка» главного дви-
жения;
5) применение пневматических патронов;
6) установка тормоза для быстрой оста-
новки шпинделя и изделия (например у
шеечно-накатных станков).
Таблица 33
Характеристика станка до и после
модернизации
Элементы характеристики Единица измерения Показатели
до модер- низации после мо- дерниза- ции
Электродвига- тель: мощность . . . число оборотов диаметр шкива Дмаме гр привод- ного шкива . . Числа оборотов шпинделя . . . Подачи л. с. об/мин. мм » об/мин. мм/об 25 950 235 850 25; 33; 45 0,45; 0,7; 1,0; 1,5 25 1 440 260 215 165; 220; 289 0,15; 0,23; 0,33; 0,50
ПРИМЕРЫ МОДЕРНИЗАЦИИ
СПЕЦИАЛЬНЫХ СТАНКОВ
ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА [3]
Модернизация осевого станка
На фиг. 84 и 85 показаны кинематические
схемы станка до и после модернизации; ре-
зультаты модернизации приведены в табл. 33.
Фиг. 84. Кинематическая схема осевого
чистового станка до модернизации
Фиг. 85. Кинематическая схема осеаого
чистового станка после модернизации
Расчёт зубчатого колеса. Усилие резания
при скоростном точении оси
Рг=Ср tXpsyP-,
принимая
t = 3 мм, s = 0,5 мм/об, апч= 52 62 кг/мм2,
= 165 4- 180, хр = 1, ур =- 0,8,
имеем
Р, = 165 • 3 0,5°’8= 270 кг.
Суммарное усилие при работе двумя су-
портами
р = 2Рг = 2 270 = 540 кг.
Крутящий момент
PD 540 • 180
'икр = 2 000 = ~2" 000 ~ = 49 КгМ
(D—диаметр оси в подступичной части).
Потребная мощность электродвигателя
v _Мкрп
где п — максимальное число оборотов шпин-
деля в минуту;
ricm—к. п- Д- станка (от электродвигателя
до шпинделя);
49 • 289
Nэ’д“ 974 . q g- == 17,2 квт = 23,3 л. с.
(имелся электродвигатель мощностью 25 л. с.).
Мощность, передаваемая рассчитываемым
зубчатым колесом,
Nz = 25qz = 21,3 л. с.,
где -q,— к. п. д. данного звена станка.
Модуль зубчатого колеса
25,4 25,4
т — —р— — —4 - = 6,35 мм,
где Р — питч.
Число оборотов зубчатого колеса
260
п = 1 440 gig 0,98 яа 1 740 об/мин.
Окружная скорость зубчатого колеса
-тгп 3,14 • 6,35 - 20 • 1 740
v = '60 • 1 000 = 60 • 1 000 =
= 11,5 м/сек.
556
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Допускаемая скорость для зубчатых колёс
II класса
vg0 l = 12 4-15 м)сек;
следовательно,
V < V ,
доп
Максимальное фактическое усилие, дейст-
вующее на зуб зубчатого колеса,
7^ = 71 620 ^,
где г—радиус зубчатого колеса;
г = 0,5 тг = 0,5 • 6,35 • 20 = 63,5 мм;
21 3
РФ ~ 71 620 63,5 • 1 740 ~ 14 кг'
Допускаемое усилие, которое может пере-
дать зубчатое колесо из расчёта на прочность
по изгибным напряжениям, подсчитывается
исходя из приведённой выше формулы
__ 455000 N
°" ~ m2zbynkv ’
Принимая
°и Re
и учитывая, что
.. Мп Рдоп гп
Л 71 620 ~ 71 620 ’
получим
__ 455 ООО/^оп гп
Рв ~ 71 620m2 zbynkv ’
откуда
71 620m2 zbyRekv
Рдоп - 455 000 . г ;
6 = 70 мм; у = 0,102;
Re — 35 кг/мм2;
kv~ Р~+ Ub ;
и = 0,025v jZ.
Подставляя соответствующие данные, по-
лучим:
mzj + mz, 6,35-20 + 6,35-52
Л - 2 - 2 - =
= 230 мм;
52
длят = 6.4-8; Д = 28; z = =2,6;
U-W25.11,5/5|3_
= 0,287 • 48,8 « 14;
138 138
kv ~ 138 + 14 • 70 ~ 1 1'18 ~ 0,124•
Подставляя найденные данные в формулу
Рдоп, получим:
71 620 • 6,352 • 20-70-0,102-35-0,124.
Р<)0>1 ~ 455 000 • 63,5 '
63 кг,
т. е.
Р<)оп = 63 кг > Рф — 14 кг.
Определим контактное напряжение на ра-
бочих поверхностях зубьев также по приве-
дённой выше формуле:
_ 180000 ~| /"ОПТ г.
Зконт~ гт f jb ’ п ' kv ’
180000 -j ЛгдГ+Т 217з Г~
’ копт - 20-6Д5 V 2,6 - 70 ’ 1 740 ' 0,124=
180 000
= 2р.д 35 0,044 = 64 кг/мм2.
Учитывая, что для зубчатых колёс, изго-
товленных из различных сталей,
RK0Hm = 45 + 180 кг/мм2,
имеем
Конт А Конт ’
Расчёт подшипника скольжения ведущего
патрона. Втулка подшипника скольжения ве-
дущего патрона (шпинделя) работала до мо-
дернизации со средним числом оборотов п =
— 33 об/мин. (при мощности электродвига-
теля Na.d = 25 л. с.).
После модернизации среднее число оборо-
тов увеличилось до 220 об/мин. при той же
мощности.
Давление на подшипник при условии пе-
редачи максимального крутящего момента
71 620У, 71 620-21,3
гп = '"21,5 • 220 =350,сг-
где N z •-= 'I I .3 // г.;
г — рабочий радиус подшипника в см.
Проекция опоры
dl = 43 28 = 1 200 см2,
где d — рабочий диаметр подшипника в см;
I — длина подшипника в см.
Удельное давление
Р 350
Р = W = Т2бб ~ 0,29 кг1см*-
Окружная скорость ведущего патрона
__r.dn г. 450 • 220
1 ООО'."6СГ= "ТббО^бО «4,9л/с<..'с-
pv — 0,29 • 4,9 = 1,42 кгм]см2сек.
По данным, приведённым в табл. 31, следует,
что для бронзовых вкладышей и незакалённых
стальных шеек допускается 0=44-5 м]сек и
pv= 50 4- 60 кгм)см2сск.
Это показывает, что данный узел допус-
кает нагрузку при новом режиме работы.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
557
Модернизация шеечно-иакатного
стайка
Главное движение (вращение колёсной
пары) на станке осуществляется от отдель-
ного электродвигателя. Обрабатываемая ко-
лёсная пара получает вращение при помощи
ремня, надеваемого непосредственно на по-
верхность катания бандажа.
Подача супортов осуществляется от дру-
(ого электродвигателя.
Благодаря наличию коробки подач су-
порты станка могут иметь 12 различных
подач (от 0,56 до 3 лл/об).
На станке производится обточка шеек
а лредподступичных частей оси вагонной
колёсной пары, а также накатка шеек и
галтелей роликами.
При модернизации станка (фиг. 86) были
проведены следующие мероприятия:
1) взамен электродвигателя главного дви-
жения мощностью 3,6 квт с числом оборотов
060 в минуту был поставлен новый мощностью
10 квт с числом оборотов 1 440 в минуту;
2) увеличен диаметр шкива электродви-
гателя со 130 до 220 лм.
Фиг. 86. Кинематическая схема модернизированно-
го шеечно-накатного станка
Проведеиие’указанных мероприятий позво-
лило повысить число оборотов колёсной пары
со 120 до 300 об/мин.
Кроме того, был спроектирован и установ-
лен специальный колодочный тормоз (фиг. 87)
Фиг. 87. Схема рабо-
ты тормоза для быст-
рой остановки ко-
лёсной пары после
окончания обработки
на модернизирован-
ном шеечно-накатном
станке
для ускорения остановки колёсной пары
после окончания обработки.
При осуществлении модернизации были
произведены необходимые расчёты слабых уз-
лов станка (подшипников вращающихся
центров, элементов механизма подачи и т. п.).
Ниже приводится расчёт подшипников
вращающихся центров.
Подшипник рассчитывается на долговеч-
ность работы по формуле
(и/г)0,3 = (см. выше).
На центр задней бабки действуют:
.. ., G
1) усилие от веса колесной пары ;
2) усилие резания Рг, а также радиальное
и осевое усилия Pv и Р v;
3) усилие от натяжения ремня Т;
4) усилие от нажатия пиноли при закреп-
лении колёсной пары на станке Рх.
Расчёт радиально-упорного подшипника
производится с учётом суммарной радиальной
силы Р и суммарной осевой силы А при числе
оборотов подшипника п = 300 об/мин.
Суммарная радиальная сила Р определяется
по известному правилу геометрического сло-
G
жения сил Рг, Ру, Т и :
Р ж 600 кг.
Суммарная осевая сила А равна сумме
сил Рх (усилие подачи) и Рх (нажатие пи-
ноли):
Л = Рх + Р’х.
Усилие подачи
= 0,25 • Рг макс= 180 кг;
/\ = 0,25 • 180 = 45 кг.
Усилие от нажатия пиноли Рх найдём из
уравнения
m~pi=px -^-tgo + p),
откуда
-f-tg(a+f) ’
где Р— усилие станочника, приложенное на
маховичке задней бабки;
I — плечо приложения силы станочника;
dep — средний диаметр резьбы винта пи
ноли;
а— угол подъёма винтовой линии (резь-
бы);
р— угол трения между винтом и гайкой.
Принимаем приближённо: Р = 10 кг, I =
— 200 мм, с!ср -- 46 мм;
S
где S — 6,5 мм — шаг резьбы;
7 = тЛб" = °’045’' “ = 2°35':
tg р = Р,
где ,j. _ коэфициент трения (для материалов
сопрягающихся деталей);
р == 63; tg (а + р) = tg8°35'= 0,15;
558
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
, Pl
~ dcp
tg («+ р)
_ J0' 200_
~ 23 • 0,15
= 580 кг.
Суммарная осевая нагрузка на подшипник
Л = Рх + Р'х = 45 + 580 = 625 кг.
Суммарная максимальная нагрузка на наи-
более нагруженный радиально-упорный под-
шипник (расположенный вблити горца пино-
ли) определяется по формуле
Q = 0,6? + 1,55.4 (см. выше);
Q = 0,6 • 600 + 1,55- 625 = 360+968 « 1 330 кг.
Коэфициент работоспособности
С =Q(nh)°’3= 1 330 (300-5 000)0’3 =
= 95 300.
На станке установлен подшипник серии
7315, имеющий С= 194 000, допускающий
условную нагрузку Q = 26 000 кг при п =
=350 об/мин. и долговечности /1 = 5 000 час.
Проведённые расчёты показывают, что
подшипник допускает работу на модернизиро-
ванном станке при п. — 300 об/мин.
Модернизация колёсно-токарного
станка
На фиг. 88 показана кинематическая схе-
ма главного привода колёсно токарного станка
Краматорского завода тяжёлого станкострое-
ния (КЗТС) модели 1933 (фиг. 51), предназна-
Фиг. 88. Схема модернизации колёсно-токарного
станка модели 1936
чаемого после модернизации для скоростной
обточки бандажей вагонных и тендерных ко-
лёсных пар по профилю катания.
Привод станка до модернизации осущест-
влялся от электродвигателя мощностью 32 квт
с числом оборотов 950 в минуту.
Станок имеет следующие 12 различных
чисел оборотов планшайб: 0,75; 0,95; 1,18;
1,58; 1,9; 2,35; 3; 3,75; 4,75; 6; 7,5; 9,5 об/мин.
При диаметре бандажей вагонных и тен-
дерных колёсных пар по кругу катания
1 050 мм максимальная скорость резания,
которая может быть получена при обточке,
составляет всего 31,3 м]мин.
Для обеспечения условий скоростного ре-
зания станок был модернизирован.
На фиг. 83 видно, в чём состояли изменения
механизма главного привода:
1) установлен электродвигатель мощностью
55 квт с числом оборотов 720 в минуту;
2) движение передаётся от электродвига-
теля не через коробку скоростей, а непосред-
ственно на зубчатое колесо главного вала
(123 х 10), а с этого вала обычным путём
через зубчатые колёса 24 х 12 на зубчатые
колёса, связанные с планшайбами станка
(90 х 12).
Единственной деталью, которую необхо-
димо изготовить вновь при модернизации
станка, является зубчатое колесо 14 х 10,
устанавливаемое на вал электродвигателя
и сцепленное с зубчатым колесом главного
вала (123 X 10). Последнее находится одно-
временно в зацеплении с зубчатым колесом
23 X 10, установленным на последнем валу
коробки скоростей (фиг. 51).
При скоростной обточке бандажей ко-
лёсных пар с использованием модернизиро-
ванной схемы главного движения зубчатые
колёса коробки скоростей (20 х 8 и 50 X 8)
должны быть установлены в нейтральное
положение.
Таким образом, число оборотов планшайб
модернизированного станка повышается до
22 об/мин., а скорость резания — до
72,5 м)мин.
Кроме того, за счёт уменьшения числа
зубчатых колёс, находящихся одновременно
в зацеплении, коэфициент полезного дейст-
вия станка после модернизации повышается
с 0,75 до 0,85.
В случае необходимости на станке можно
работать по старой кинематической схеме.
Результаты проведённых расчётов вновь
изготовленного зубчатого колеса, установ-
ленного на валу электродвигателя, а также
подшипников скольжения шпинделей план-
шайб, валов и т. п. свидетельствуют о том,
что режимы работы по модернизированной
схеме допустимы, а поэтому никакого уси-
ления эти звенья не требуют.
Новое зубчатое колесо (г = 14; т=10)
по расчётам имеет изгибные и контактные
напряжения, не превышающие допустимых
для сталей.
Использование существующих резервов
на станках
Для первого этапа перевода некоторых
станков на скоростное резание требуется
лишь постановка электродвигателя большей
мощности.
Подобным примером могут служить не-
которые карусельные станки, например для
расточки бандажей.
Учитывая значительный диаметр внутрен-
ней поверхности бандажей и их материал,
скоростная расточка может быть обеспечена
для вагонных и тендерных колёсных пар,
начиная уже с 25-1-30 оборотов планшайбы
в минуту и для бандажей локомотивов —
с 15-Г-20 об/мин.
Однако и в том случае, когда переведённые
на скоростное резание карусельные станки
работают при числах оборотов, не гревыша-
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
559
тощих паспортные, проведение поверочных
расчётов звеньев этих станков всё же необхо-
димо в связи с увеличением мощности резания.
Ниже приводится поверочный расчёт ма-
лого конического зубчатого колеса, передаю-
щего вращательное движение планшайбе ка-
русельного станка для расточки бандажей
(фиг. 89).
Окружная сила на зубьях зубчатого колеса
n 2М 2 (460 + 260) ,
Р = -р- =-------~ 1 110 кг;
1 110
1 110 + 2,55 • 150 -0,Ь'
Тогда
_ J80000 1/ 5,2 + 1_ _23,3j 1___ а
"конт~ 20-12 Г 5,2-150 ‘ 23,1-5,2-0,8 ~ ’ hl'1 м ’
Oct 'ruiamuauiu
Фиг. 89. К расчёту зубчатого колеса
Контактное напряжение на рабочих по-
верхностях зубьев:
__ 180 000-1/Г+~1 N 1
сконт~ гтср V lb ' п ' ’
к
р _ иь ,
А = L — 0,5b,
где Т —длина образующей начального ко-
нуса;
Таким образом, сК(Шт< RKo„m (см. табл- 23).
Напряжение изгиба
455 ОСО А
а“ ~ m‘‘zbynkv
Коэфициент формы зуба определяется по
условному числу зубцов Z/.
Для прямозубых конических колёс
Z 20 20
*''“cos т ~ cosll° ~ 0,981 ~ -z-
Тогда
455 000
щ ips . 20 - 150 • 0,105 Х
23-3 1 ,
х 23,1 • 5,2 ‘ 0,8 ~ 7,35 Кг1мм2’
(см. табл. 23).
Таблица 34
Усилие резания» крутящий момент и мощность
резания при обработке бандажа на карусельном
станке
3,14 • 1 300 • 23,1
Т000~- 60 ~ 1,-г8 лг/сек.
Учитывая, что зубья зубчатых колёс будут
больше всего нагружены в период совмещения
гереходов черновой расточки внутренней по-
верхности бандажа и проточки внутренней
ториевой грани, все данные для расчёта бе-
рутся исходя из указанного периода:
А = 730 — 0,5 • 150 = 655 мм\
Д = 35;
1 /г655~^35
U = 0,025 • 1,58 у л 2,55.
Для указанных переходов расточки банда-
жа имеем данные, приведённые в табл. 34.
Мощность, расходуемая на черновую
расточку внутренней поверхности, принята
исходя из числа оборотов планшайбы
23,1 об/мин.
Потребная мощность на два совмещённых
указанных перехода при л = 23,1 об/мин
будет:
N = 14,8 + 8,5 = 23,3 л. с.
Наименование
перехода
Pz в кг
в л. с.
Черновая расточка
внутренней поверх-
ности .............
Проточка внутренней
торцевой грани . .
КРАТКИЕ СПРАВОЧНЫЕ ДАННЫЕ
ПО ПАСПОРТИЗАЦИИ СТАНКОВ
Кинематический расчёт паспортизируемого
станка состоит из определения чисел оборо-
тов, чисел двойных ходов, скоростей главного
движения, величин подач, скоростей быстрых
перемещений, шагов нарезаемых резьб и дан-
ных настройки всех гитар. В динамический
и поверочный расчёты входят: определение
к. п. д. станка, расчёт полезных усилий,
крутящих моментов и мощности, определение
слабых звеньев станка и наибольших уси-
лий, допускаемых механизмом подачи.
Важнейшим разделом паспортизации яв-
ляется составление подробной кинематиче
ской схемы сганка с заполнением всех необ-
560
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ходимых для расчёта данных (размеров шки-
вов, ремней, числа зубьев зубчатых колёс,
заходности червяков, шагов винтов и т. п.).
При составлении паспортов станков сле-
дует пользоваться соответствующими посо-
биями.
Кинематический расчёт коробок скоро-
стей производят с помощью структурных се-
ток и графиков чисел оборотов (графиков п).
Графики чисел оборотов строят для реаль-
ных чисел оборотов шпинделя станка в ми-
нуту. Такие графики позволяют выбирать
оптимальные числа оборотов приводного и
промежуточных валов коробок скоростей,
а также оптимальные передаточные отноше-
ния отдельных зубчатых пар или других
передач.
Составление графиков основано на лога-
рифмировании геометрического ряда чисел
оборотов или подач. Если «j = пмцн, то
последующие числа оборотов будут:
n2 = «i?; «з = «2?=«1?а;
П4 = ns-f = и т. д.
Следовательно,
пмакс ' пмин ? ’
где z — число ступеней (скоростей)
коробки;
п и„и и п —наименьшее и наибольшее
числа оооротов шпинделя.
Таким образом, знаменатель геометриче-
ского ряда
п макс
пмин
С другой стороны, передаточное отноше-
ние пары зубчатых колёс кинематической це-
пи, построенной по геометрическому ряду,
можно выразить в зависимости от?. Например,
при needyui = n& и пведом = п.3, получим
Из _ ^1?“ 1
1 = "з ~ «Гг4 " ?
или в общем виде будем иметь для пони-
жающей и повышающей цепей:
1
мин tp-г " ‘макс Г >
где х—целое число.
В соответствии с этим нетрудно выразить
графически значения передаточных отношений
зубчатых колёс коробок скоростей.
При передаточном отношении пары зубча-
тых колёс i = 1 луч между ведущим и ведо-
мым валами в графическом виде должен быть
проведён горизонтально (при вертикальном
изображении валов). Если же i = (больше
единицы), луч будет направлен вверх, так как
число оборотов второго вала больше первого.
£
4х
При
(меньше единицы) луч пойдёт
вниз. Так, для двухваловой коробки скоростей
на 4 ступени (фиг. 90,а) проводим две верти-
кали соответственно двум валам на некотором
расстоянии (фиг. 91,а). На первой вертикали
имеем одну точку, а на другой — 4, соответ-
ственно 4 ступеням (расстояния между точками
по вертикали одинаковые, так как они рав-
ны 1g ср). Значения I в зависимости от z сле-
дующие.
Логари) мируя геометрический ряд чисел
оборотов, получим:
lgn2 = lg + 1g ср;
lgn3= lg «2 + lg?;
•g«4= lg «3 + lg? И т. Д-,
т. e. если в логарифмическом масштабе от-
кладывать п, то интервалы между соседними
числами оборотов будут постоянными и рав-
ными 1g ср.
28 _ 1 _ 1
'3“ 44 “1,57 у :
21 _ 1 1
'4 51 ~2,44 ~ сра •
Фит-. £0. Коробки
скоростей на 4 и 8 ступеней
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
561
Соответственно имеющимся значениям I
проводим лучи из точки первого вала к точкам
второго вала, причём один из них пойдёт по
горизонтали (i2= 1), второй — вверх (iL =
третий и четвёртый — вниз
1 • 1 \
гз - ? и 14 — .
Для построения графика чисел оборотов
коробки скоростей на 8 ступеней (фиг. 91)
находим / в зависимости от о, т. е:
___ 42 _
1макс 30 64 ~ 'f,
36_ 30_J__ 1
36 - 1; 42 ~ 1,4 ~ <?
24 _ Д _ J_ 45 _
48 ~ 2 = с-2 ’ 27 = 1,67
21_____1_____£
51 ~ 2,44 ~ -я '
Фиг. 91. Графики чисел оборотов для коро-
бок скоростей на 4 и 8 ступеней
Так как данная коробка скоростей имеет
три вала, проводим три вертикали на одина-
ковом расстоянии между ними (фиг. 91,6).
Между первым и вторым валами должны быть
проведены 4 луча, из которых один горизон-
тальный, другой — вверх (на <р) и два вниз
/ 1 1ч
( — и 1 . Между вторым и третьим валами
. 45
имеются два передаточных отношения: I
21
и ' = 51 '
Следовательно, из каждой точки второго
вала нужно провести два луча: один вверх и
один вниз соответственно имеющимся пере-
даточным отношениям
/45 __ 21 _ _1 \
\27 ? 11 51 ~
На фиг. 2 дана кинематическая схема ко-
робки скоростей станка 1Д62М. График чисел
оборотов шпинделя станка (фиг. 3) построен
следующим образом. Проведены шесть вер-
тикальных линий соответственно шести ва-
лам коробки скоростей.
36 Том 12
Построение графика для многоступенчатой
коробки скоростей удобнее начинать с послед-
них валов, охватывая сразу весь диапазон
ст}пеней.
Между валами VI и VII имеется пере-
32 1 1
дача = у = -j , откуда <рл=2. Так как зна-
менатель геометрической прогрессии ряда
чисел оборотов
то при с-1=2 имеем
____________________1g 2_
х ~ 1g f,26 ~
Следовательно, на валу V/ от нижней
точки откладываем три интервала и прово-
дим наклонную линию со значением
32 _ J_
1 = 64 = 2 = с?3.
Количество теоретических ступеней на каж-
дом валу коробки скоростей следующее: на
валу II — 1 ступень, на валу /// —2, на ва-
лу /I-' — 2x3 — 6, на валу V — 6х 2 = 12, на
валах VI и V1I — 12X2=24. Между вала-
ми IV и VI имеем не четыре, а три факти-
ческих передаточных отношения:
/ 20 1 . 20 - 50 1
Щ = 80 = 4 : 6= 8и . 50 = 4 :
50 . 20 20_J_\
,3 = 50 =1 11 '4= 80 ’ 80 — 16у ’
так как одно из них повторяется. По-
этому на валах VI и VII будет 6x3= 18 сту-
пеней.
Соответственно этому проводим 18 парал-
лельных линий между валами VI и VII со
1
значением I = .
Между валами V и VI имеем два переда-
точных отношения:
' 50 _ 20 _ £\ J_______1_
I/1 = 50 = 1 и *2 - 80 ~ 4 р 4 - v v ’
откуда tpv = 4 и
Так как на валу V имеем 12 ступеней, то на
соответствующей вертикали будет 12 точек,
из которых проводят 12 горизонтальных ли-
ний (z'i= 1) и 12 наклонных
[. _ 20 _ _1 \
р ~ 80 ~ ’
На валу IV имеем 6 ступеней, или 6 точек.
Передаточные отношения зубчатых колёс ме-
жду валами IV и V:
20 _ 52
М = 80 . г2= 5о •
562
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Соответственно этому проводят 6 горизон-
тальных и 6 наклонных линий
I-
^1- 80“ •
На валу Ill за счёт двойного передвиж-
ного блока имеем две ступени, т. е. соответ-
ственно две точки. Передаточные отношения
зубчатых колёс между валами III и IV:
36 28 _£ . 2° 1
11 = 36 = 1; = 44 = и 'з= 52 = ср4 '
Следовательно, из каждой точки вала III
проводят по три линии: горизонтальную
,. n А 1 \
(г1=*), наклонную ^za= —j и вторую на-
/ 1
клонную = -J
На валу // — одна ступень. Передаточные
отношения зубчатых колёс между валами II
и III:
51 _ . 56
zi ~ 39 ~ = 34 = сРа-
Поэтому из точки вала II линии передаточ-
ных отношений проведены вверх.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ
НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
При работе на металлорежущих станках
необходимо соблюдение следующих основных
условий техники безопасности производства
работ:
1) надёжное ограждение кожухами и экра-
нами быстровращающихся частей (изделия,
шкивы ремни, хомутики, режущие инстру-
менты и т. п.);
2) применение стружколомателей или
стружкозавивателей в виде специальных на-
кладок, уступов, канавок и т. п.;
3) надёжное закрепление обрабатываемых
изделий и режущих инструментов;
4) тщательное наблюдение за исправностью'
станка (не допускать чрезмерного нагрева
подшипников передней бабки, менять во-
время изношенные центры и т. п.);
5) проведение перед работой балансировки
несимметричных изделий;
6) проведение тщательного инструктажа
станочников.
Станочник, работающий на станке, в осо-
бенности при высоких скоростях резания,
должен:
а) производить соприкосновение режущего
инструмента с обрабатываемым металлом
осторожно, без удара, и только после сопри-
косновения включать самоход;
б) пользоваться очками или экраном для
защиты от стружки;
в) держать в чистоте рабочее место; си-
стематически убирать стружку, не допуская
её скопления на станке и около него;
г) удалять стружку крючком, а не ру-
ками;
д) останавливать станок при установке и
снятии детали и инструмента, при выводе
инструмента из-под стружки, при промерах
изделия, при чистке и смазке станка, а так-
же при уборке стружки;
е) привести в порядок одежду: завязать
рукава у кисти, закрыть длинные волосы
гладким головным убором; не носить одежды
нараспашку нт. п.;
ж) не тормозить руками шкив, патрон,
планшайбу, оправку, деталь и другие вра-
щающиеся части.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ачеркан И. С. Расчёт и конструирование
металлорежущих станков. Машгиз, М., 1952.
2. Д и к у ш и и В. И. Основные данные для проек-
тирования металлорежущих станков. «Машино-
строение». Энциклопедический споавочник, т. 9.
Машгиз, М., 1949.
3. Зобнин Н.П., Юдин Д.Л..Ханко В. У.
Скоростные методы обработки элементов колёс-
ных пар. Сборник трудов МЭМиИТ, вып. 61.
Траисжелдориздат. М., 1952.
4. «Машиностроение». Энциклопедический справоч-
ник, т. 9. Машгиз, М., 1949.
5. Модернизация и рациональное использование
станков для работы твёрдыми сплавами. Вып. 1 —
4. Машгиз, М., 1949.
6. «Паровозник» № 2, 1937.
7. Решетов Д. Н. Расчёт деталей станков.
Машгиз, М., 1 950.
8. Руководство по паспортизации металлорежущих
станков. Металлургиздат, М., 1948.
9. Специализированные станки в машиностроении.
Машгиз, М.—Л., 1949.
10. Хаймович Е. М. Гидроавтоматика копиров
вальных станков. Гостехиздат УССР, 1950.
НАКАТЫВАНИЕ РОЛИКАМИ
ОБЩИЕ СВЕДЕНИЯ
Накатыванием роликами деталей машин
называют процесс механической обработки
без снятия стружки при помощи стальных
закалённых роликов, находящихся в контак-
те с обрабатываемой поверхностью под опре-
делённым давлением и имеющих соответст-
вующую геометрическую форму рабочей
1ПСТИ.
На железнодорожном транспорте накаты-
вание роликами шеек вагонных осей подвиж-
ного состава с целью получения чистой по-
верхности применяют уже более чем 20 лет.
Простота процесса накатывания не тре-
бует значительных затрат на его внедрение и
позволяет применять его в депо, мастерских,
ремонтных и машиностроительных заводах
МПС, а также МТ н ТМ.
Накатывание роликами деталей подвиж-
ного состава железнодорожного транспорта
может осуществляться в основном по приве-
дённым ниже схемам одним, двумя, тремя
и четырьмя роликами (фиг. 1).
Фиг. 1. Схемы процесса накатывания посредством
одного, двух, трёх и четырёх роликов
Главное движение в этом процессе — вра-
щение накатываемой детали и вспомогатель-
ное движение — подача роликов вдоль оси
вращающегося накатываемого изделия, осу-
ществляются соответствующими механизмами
станка, на котором производится накатывание.
Сущность процесса накатывания роли-
ками в основном заключается в том, что по-
верхностный слой металла накатываемой де-
тали подвергается пластической деформации,
в результате которой в этом слое возникает
наклёп и остаточные внутренние напряжения,
а накатанная поверхность получает полиро-
ванный вид с чистотой 8—9-го класса.
Сочетание в поверхностном слое метал-
лической детали наклёпа, остаточных внут-
ренних напряжений и высокого класса
чистоты, полученных в результате накаты-
вания роликами, вызывает значительное по-
вышение усталостной прочности, износо-
устойчивости и долговечности деталей по-
движного состава.
Степень наклёпа, глубина наклёпанного
слоя металла и величина остаточных напря-
жений в накатанном слое зависят от качества
металла н формы поверхности накатываемой
детали, формы рабочей поверхности роликов
и режима накатывания.
Вследствие различных значений характе-
ристик наклёпанного слоя металла и остаточ-
ных внутренних напряжений, получаемых
от накатывания роликами, имеют место и
различные значения повышения прочности,
износоустойчивости и долговечности.
Несмотря на сравнительно большой пе-
риод, в течение которого применяется нака-
тывание роликами для получения чистой по-
верхности, достаточного теоретического обос-
нования явлений упрочнения, возникающего
в результате этого процесса, до сих пор ещё
нет. Проведённые исследования и опыты
ЦНИИ, ЦНИИТМаш, МЭМИИТ, литейно-
механического завода МПС, Пролетарского
паровозоремонтного завода, паровозострои-
тельных заводов и других организаций,
однако, дают возможность в известной степе-
ни выбирать необходимые данные процесса
накатывания деталей машин с целью получе-
ния высокого класса чистоты обработанной
поверхности, повышения усталостной проч-
ности, износоустойчивости и долговечности.
На железнодорожном транспорте накаты-
вание роликами может широко применяться:
1) как средство получения высокого
класса чистоты и высокой сопротивляемости
износу трущихся поверхностей деталей по-
движного состава, таких, как шейки осей,
пальцы, а также подобных поверхностей
других машин и механизмов;
2) как средство упрочнения деталей по-
движного состава и других машин, как сред-
ство повышения долговечности осей вагонов
и локомотивов, а тем самым и повышения без-
36*
'564
НАКАТЫВАНИЕ РОЛИКАМИ
опасности движения. Эти детали, как из-
вестно, работают с высокими степенями кон-
центрации напряжений, а иакатка в таких
условиях даёт ещё больший эффект упроч-
нения.
ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ
ДЕТАЛЕЙ ПОДВИЖНОГО СОСТАВА
Инструментом для накатывания является
ролик или несколько роликов, имеющих опре-
делённую форму, высокий класс чистоты,
достаточно высокую твёрдость и износоустой-
чивость рабочей поверхности.
В зависимости от цели накатывания форма
рабочей поверхности роликов может быть
разная.
В практике известно много разных конст-
рукций роликов для получения чистой по-
верхности шейки оси или вала. Принципиаль-
ные схемы некоторых, наиболее часто встре-
чающихся роликов приведены на фиг. 2.
Фиг. 2. Принципиальные схемы конструкций роли-
ков для накатывания
Диаметр ролика устанавливают исходя из
местных условий работы. Радиусы закруг-
ления выбирают в зависимости от радиусов
галтелей шеек осей, валов и пальцев криво-
шипа. При двух разных радиусах на одном
и том же ролике (с двух сторон) накатывают
две галтели шейки. Степень наклёпа и глу-
бина наклёпанного слоя галтелей, а также
цилиндрической поверхности шеек при этом
окажется разной.
В одном ролике таким образом сосредото-
чивают (фнг. 3) различные формы рабо-
чей поверхности, но это создаёт неравномер-
ное качество накатанной поверхности на всей
шейке. Поэтому накатывать галтели следует
дости и глубины наклёпанного слоя металла
обрабатываемой поверхности шейки оси и её
галтелей применяют ролики с малыми контур-
ными радиусами, а для получения более высо-
кого класса чистоты обработанной поверхно-
сти с помощью накатывания роликами необ-
ходимо применять ролики с большими кон-
турными радиусами.
Для повышения усталостной прочности и
долговечности детали (оси, пальпы кривошипа
и др.) накатывают роликами, рабочая поверх-
ность которых может иметь форму, указан-
ную на фиг. 4. При этом диаметр ролика D
Фиг. 4. Схема конструкции роликов для накатыва-
ния подступичных частей осей н подобных им дру-
гих деталей подвижного состава железных дорог
может быть близким диаметру накатывае-
мой детали (от 3/* D и до 1 D), а так называе-
мый контурный радиус R выбирают в зависи-
мости от требований к накатанной поверх-
ности (чистота, степень наклёпа, глубина
наклёпанного слоя). При исследовании на-
катывания вагонных и тендерных осей при-
менялись ролики 0=150 мм и контурный ра-
диус R =75 мм, т. е. рабочая поверхность тако-
го ролика представляла собой сферу диамет-
ром 150 мм.
Материалом для изготовления роликов
служит преимущественно легированная сталь
марок ШХ15, ХВГ, 5ХНМ и др., а также угле-
родистая инструментальная сталь У10А и
У12А, У10 и У12.
Ролики необходимо подвергать закалке
при соответствующей температуре с последую-
щим обычным отпуском. Затем рабочую по-
верхность роликов шлифуют и полируют до
Фиг. 3. Схемы конструкций
роликов для накатывания осей и других деталей
роликами специальной формы, чтобы чисто-
та, степень наклёпа (повышение твёрдости)
и глубина наклёпанного слоя были такими,
которые необходимы для повышения сопро-
тивляемости износу и усталостной прочности
(фиг. 5—7). Например, для повышения твёр-
иужных размеров. Твёрдость рабочей по-
верхности ролика должна быть в преде-
лах 60 — 65, а чистота рабочей поверхности
8—10-го класса по ГОСТ 2789-51.
Изготовленные таким образом ролики обес-
печивают длительную работу без заметного
НАКАТЫВАНИЕ РОЛИКАМИ
565
износа. Впоследствии, если ролик заметно
износился, его следует перешлифовать и
затем снова полировать. Такие перешлифовки
и полировки можно делать многократно.
Практически один комплект^ может служить
много лет.
ПРИСПОСОБЛЕНИЯ ДЛЯ НАКАТЫВАНИЯ
ДЕТАЛЕЙ ПОДВИЖНОГО СОСТАВА
И ДРУГИХ МАШИН
Для осуществления накатывания осей,
пальцев и других деталей указанные выше ро-
лики монтируют в специальных, достаточно
простых приспособлениях и державках.
Практически приспособления для накаты-
вания с целью получения высокого класса
чистоты применяют однороликовые (фиг. 5—7),
двухроликовые (фиг. 8 и 9) и трёхроликовые
(фиг. 10).
Фиг. 5. Однороликовая державка (МВТУ)
ИЗ
Фиг. 6. Одиоро-
ликовая держав-
ка, применяемая
при накатке шеек
осей
Фиг. 7. Однороликовая дер-
жавка, применяемая при
накатке галтелей
Фиг. 8. Схема приспособления для накатывания
посредством двух однороликовых державок,
закрепляемых в заднем и переднем супортах
Лучшие из них — трёхроликовыс приспо-
собления.
Однороликовые, а иногда и двухролико-
вые приспособления страдают недостатками,
заключающимися в том, что в процессе на-
катывания одним роликом или неправильно
установленными двумя роликами возникает
Ш резьба бравая резьба
Фиг. 9. Схема приспособления для
накатывания посредством двух
роликов
Фиг. 10. Схема приспособления для
накатывания шеек осей посредством
трёх роликов
значительная перегрузка центров, в которых
крепится накатываемое изделие, а при не-
достаточном диаметре его возникает и зна-
чительный прогиб, вследствие которого ухуд-
шается чистота накатанной поверхности.
Для повышения усталостной прочности и
долговечности желательно применять, как
правило, трёхроликовые приспособления
(фиг. II). Для накатывания галтелей допол-
нительно к приспособлению, приведённому
на фиг. И, применяют однороликовую дер-
жавку (см. фиг. 7).
Приспособления для накатывания осей,
пальцев и других деталей подвижного соста-
ва и машин железнодорожного транспорта
являются переносными; они могут и должны
закрепляться на любом токарном, достаточном
по высоте центров станке.
Некоторые из этих приспособлений явля-
ются стационарными, устанавливаемыми на
специальных шеечных токарно-накатных стан-
ках для накатывания шеек осей без выпрес-
совки последних из ступиц колёсных цен-
тров или колёс.
СТАНКИ ДЛЯ НАКАТЫВАНИЯ ДЕТАЛЕЙ
ПОДВИЖНОГО СОСТАВА И ДРУГИХ
МАШИН ЖЕЛЕЗНОДОРОЖНОГО
ТРАНСПОРТА
В вагонном хозяйстве применяют шееч-
но-токарно-накатные станки, приводимые в
движение от электродвигателя при помощи
ремня, надетого на бандаж колёсной пары, *
шейка оси которой должна обрабатываться.
Такие станки, как правило, используют-
ся одновременно и для предварительной об-
точки чистовыми резцами изношенной шейки
и для накатывания этой шейки после чисто-
вой обточки. Но для чистовой обточки ско-
566
НАКАТЫВАНИЕ РОЛИКАМИ
ростными методами необходимы соответст-
вующие, достаточно высокие числа оборотов
и мощность. Мощности и числа оборотов ис-
пользуемых на практике станков не всегда
отвечают этим требованиям.
При модернизации шеечно-накатных стан-
ков число оборотов увеличивается прибли-
зительно со 100 до 300. Необходимо устанав-
ливать тормозные приспособления для оста-
новки колёсных пар после обтачивания и после
Фиг. 11. Приспособление МЭМИИГ для накатывания осей: 1—щека нижней обоймы; 2—ролик ;
^—державка; 4—ось тяги; 5, 17—винтовая тяга; 6—траверса; 7—пружина; 8—упорная шайба;
9—планка рычага; 10—тяга; //—ось рычага; 12—ось верхнего ролика; 13—щека верхней
обоймы; 14—ось верхней обоймы; 15—упорная планка; 16—масштабная линейка для изме-
рения давления на ролик
Схема одного из существующих шеечно-
токарно-накатных станков, модернизирован-
ного работниками МЭМИИТ и вагонного де-
по, приведена па фиг. 12.
Фнг. 12. Кинематическая схема модернизированного
шеечно-токарно-накатного станка для повышения
скорости и мощности при предварительной обточке
шеек осей под накатку и для накатки
Модернизация может быть произведена у
каждого токарно-накатного станка при усло-
вии усиления слабых звеньев. Методику
расчёта и проведения модернизации станков
см. в разделе «Металлорежущие станки».
накатывания, так как без торможения колёс-
ная пара после обработки на вращающихся
центрах долгое время не останавливается,
что приводит к потере времени.
Торможение колёсной пары кустарным
способом запрещается, так как это может
привести к несчастным случаям и не обеспе-
чит быстрой остановки.
Накатывание осей, пальцев и других по-
добных деталей до запрессовки их в колёса
и втулки можно производить на тех же стан-
ках, на которых производилась чистовая об-
точка.
РЕЖИМ НАКАТЫВАНИЯ -ОСЕЙ, ПАЛЬЦЕВ
И ДРУГИХ ДЕТАЛЕЙ ПОДВИЖНОГО
СОСТАВА И ЖЕЛЕЗНОДОРОЖНЫХ МАШИН
Под режимом накатывания в данном слу-
чае подразумеваются скорость вращения
накатываемых изделий, продольная подача
роликов, число проходов при накатывании
роликами изделия, давление роликов на
накатываемую деталь и применение смазки.
Для ориентировки при выборе режима
накатывания можно пользоваться зависимо-
стями, приведёнными в табл. 1.
НАКАТЫВАНИЕ РОЛИКАМИ
567
Таблица 1
Ориентировочная характеристика влияния режима иа результаты накатывания деталей из
средне-углеродистой стали (при сферической поверхности ролика 0 — 150 мм)
Фактор режима Чистота накатанной поверхности Степень наклёпа (по- вышение твёрдости) Глубина наклёпан- ного слоя
Увеличений скорости вра- щения накатываемой де- тали от 10 до 60 м/мин Увеличение продольной по- дачи роликов относитель- но изделия от 0,3 до 1,0 мм Увеличение давления ро- лика на изделие от 20 до 5 000 кг Увеличение числа прохо- дов Увеличение диаметра н кон- турного радиуса ролика Практически не изменяет- ся Незначительно снижается Вначале повышается (в пре- делах одного класса чи- стоты), а затем не изме- няется Вначале (приблизнтел ьно до 2—3 проходов) не из- меняется, а затем может снижаться Повышается Незначительно повы- шается Практически не изме- няется Значительно повышает- ся Вначале (приблизитель- но до трёх проходов) повышается, а затем снижается (получает- ся перенаклёп метал- ла) Снижается Незначительно уве- личивается Незначительно уменьшается Значительно увели- чивается Вначале незначи- тельно увеличи- вается, а затем ос- таётся без измене- ния Уменьшается
Влияние смазки при накатывании сказы-
вается, главным образом, на чистоте поверх-
ности: известно, что чем активнее смазка, тем
хуже накатанная поверхность.
Смазывание рекомендуется вести обычным
машинным маслом.
Количественную характеристику влияния
режимов накатывания на степень наклёпа и
глубину наклёпанного слоя в осевой стали
образцов диаметром 155 мм при накатывании
в трёхроликовом приспособлении за 1 проход
при давлении 4 400 кг на ролик можно ви-
деть из табл. 2.
Чистота накатанной поверхности при этом
изменялась практически мало.
Наиболее мощным средством получения
значительной глубины наклёпанного слоя и
повышения твёрдости на поверхности являет-
ся рабочая форма ролика и давление ролика
на накатываемую поверхность детали.
При одинаковом качестве металла, оди-
наковом размере изделия и формы рабочей
поверхности с увеличением давления ролика
растёт глубина и степень наклёпа. Зависи-
мость глубины наклёпанного слоя от давле-
ния роликов со сферической рабочей поверх-
ностью диаметром 150 мм на оси диаметром
63 мм представлена на графике фиг. 13, а
зависимость повышения твёрдости от глубины
наклёпанного слоя — на графике фиг. 14.
Фиг. 13. График зависимости глубины наклёпан-
ного слоя от давления на ролик в образцах осей
диаметром 63 мм при накатывании в трёхроликовом
приспособлении с диаметром роликов 150 мм и сфе-
рической рабочей поверхностью
Графики фиг. 15 и 16 показывают зависимость
состояния наклёпанной поверхности от ре-
жимов накатывания у натурных осей
d— 155 мм, накатанных за один проход трёх-
роликовым приспособлением и давлением на
ролик, равным 4 400 кг.
При другом металле деталей, другой форме
Таблица 2
Глубина и твёрдость наклёпанного слоя после накатывания за один проход в натурных образцах
осей диаметром 155 мм в зависимости от режимов накатывания при давлении ролика 4 400 кг
№ образца Режим обработки Состояние поверхностного слоя после накатки Глубина наклёпан- ного слоя в % от ра- диуса об- разца
подача в мм/об скорость в м/мин глубина наклёпан- ного слоя в мм твёрдость в кг/мм* повышение твёр- дости в %
на поверх- ности на скосе у поверх- ности Иа скосе исходная иа поверх- ности на скосе у поверх- ности
1 0.3 10 12,2 207 212 157 34 38 15,8
4 0,6 30 13,5 209 209 164 27 27 17,5
0,3 30 12,9 208 9'>5 165 27 36 16,7
6 0,3 60 11,2 217 232 153 32 44 14 ,5
0,6 10 11,1 207 207 153 34 34 14,4
8 0,9 10 10,3 213 225 153 38 38 13,4
9 0,6 60 13,3 216 213 137 31 31 17,3
10 0,9 30 11,3 2i)7 21'2 148 34 37 14,7
11 0,9 60 11,8 218 218 154 41 41 15,3
568
НАКАТЫВАНИЕ РОЛИКАМИ
рабочей поверхности роликов и другом ре-
жиме количественная зависимость будет иной.
Режим накатывания следует выбирать на
основании требований, предъявляемых к на-
катанной поверхности. Для обеспечения опре-
делённого класса чистоты, глубины и повыше-
ния твёрдости наклёпанного слоя металла надо
Фиг. 14. График повышения твёрдости в % в зави-
симости от увеличения глубины наклёпа 6 в мм
и отношения глубины к радиусу образца — в %
Фиг. 15. График зависимости глубины на
клёпанного слоя в в мм от окружной ско-
рости v накатываемого образца в mJmuh.
Накатывание: /—при s=0,6; II —при s=0,3;
Ill—при s= 0,9 мм/об
Скорость накатыбиегчого иоразца м/мин
Фиг. 16. График зависимости максималь-
ной твёрдости после накатывания (на
поверхности или на скосе у поверхности) от
окружной скорости v накатываемого образ-
ца в mJmuh. Накатывание: 1—при s=0,3;
II — при s-=0,9; III — при s=0,6 мм/об
выбирать прежде всего форму рабочей по-
верхности роликов и величину их давления
на деталь в процессе накатывания; что же
касается скорости и подачи, то эти величины
больше связаны с производительностью, а
так как они влияют на качество поверхно-
сти значительно меньше, то их надо выбирать
достаточно высокими. Число проходов не
следует допускать более 1 и в крайнем слу-
чае 2, если форма ролика и режим позволяют
надеяться на то, что не получится микрораз-
рушений поверхности.
Для обеспечения определённого и посто-
янного (в процессе всего прохода) давления
встраивают в приспособления для накатки
специальные механические (в виде пружин),
электрические или гидравлические динамо-
метры.
ПОВЫШЕНИЕ ПРОЧНОСТИ,
ИЗНОСОУ СТОЙ чивости
И ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ
В РЕЗУЛЬТАТЕ НАКАТЫВАНИЯ
Считают, что получающийся от накаты-
вания роликами после чистовой обработки
детали наклёп и остаточные напряжения сжа-
тия вызывают повышение прочности, износо-
устойчивости и долговечности детали. В осо-
бенности большой эффект от накатывания по-
лучается у деталей с высокой концентрацией
напряжений, вызванных конструктивными и
технологическими факторами, как, например,
прессовыми соединениями, наличием галте-
лей и т. п.
В зависимости от степени и глубины на-
клёпанного поверхностного слоя металла,
а также от величины и знака остаточных
напряжений получается большее или мень-
шее упрочнение накатанной детали. Ж
Не всякий металл поддаётся успешному
накатыванию, т. е. получению в нём путём
упруго пластического деформирования на-
клёпанного слоя и остаточных напряжений.
Например, о накатывании изделий из
обычного серого чугуна и других хрупких
металлов пока ещё нет достаточно обосно-
ванных и определённых данных.
Сталь также допускает разные величины
глубины, повышения твёрдости и других ха-
рактеристик наклёпа в зависимости от марки,
способа заготовки и режима термической об-
работки. Накатывание роликами стальных де-
талей всегда вызывает значительное изменение
чистоты обработанной поверхности, в част-
ности уменьшение шероховатостей, но может
появиться волнистость, которая отрицательно
влияет на прочность прессовых соединений
осей с колёсами. Накатывание роликами
стальных деталей вызывает, как правило,
повышение твёрдости поверхностного слоя
металла. При излишнем давлении роликов
на поверхность обрабатываемой детали или
при многократном количестве проходов мо-
жет появиться перенаклёп, причём твёрдость
на самой поверхности окажется ниже, чем
твёрдость следующего за поверхностью на
небольшой глубине слоя (см. табл. 2 или
график фиг. 17).
Исходя из указанного не следует допускать
образования волнистости или перенаклёпа,
которые могут вредно влиять на эксплоатаци-
онные характеристики накатанных деталей.
В случаях же невозможности по каким-
либо причинам избежать волнистости или пере-
наклёпа, следует подвергать накатанную
НАКАТЫВАНИЕ РОЛИКАМИ
569»
деталь дополнительной чистовой обработке
резанием на . токарном или шлифовальном
станке со снятием дефектного поверхностного
слоя (0,1 — 0,5 мм), что при общей глу-
бине наклёпа до 15% от радиуса накатывае-
мой оси не вызывает понижения прочности.
ГлцВина. слоя 6микронах
Фиг. 17. График изменения твёрдости поверхност-
ного слоя осей при некоторых режимах накатывания
роликами [5]
Диаметр обработанной детали после на-
катывания уменьшается в зависимости от усло-
вий и режима. Для осевой стали, предва-
рительно обточенной и имеющей 5-й класс
чистоты, диаметр уменьшается в пределах
10 — 80 мк (в зависимости от давления на
ролик); если предварительная обработка бу-
деталей машин, причём для гладких образ-
цов, не имеющих концентрации напряжений,
на 20 — 30% по сравнению с усталостной
прочностью ненакатаиных образцов. В образ-
цах деталей, работающих с концентрацией
напряжений, например при прессовой посад-
ке ступицы колеса на ось, усталостная проч-
ность, по исследованиям МЭМИИТ (фиг. 18),.
повышается приблизительно на 50%. По
данным других исследований, повышение
усталостной прочности получается ещё
больше.
Долговечность (т. е. повышение количест-
ва циклов переменной нагрузки до излома,
или, что то же, количество оборотов — про-
бег колёсной пары при существующем напря-
жении) для накатанных образцов осей уве-
личивается в 13 раз, а для других накатан-
ных деталей, работающих в иных условиях,
долговечность по сравнению с ненакатаи-
ными увеличивается в десятки раз.
Как показали исследования советских учё-
ных И. А. Одинга и др., усталостная проч-
ность и долговечность от наклёпа вначале
увеличивается с ростом глубины и степени
наклёпа и достигает наибольшего значения
при определённой величине наклёпа, выше
которого эффект упрочнения не изменяется.
У исследованных образцов осей подвижного
состава и других подобных деталей машин
этот максимум повышения выносливости до-
стигается, если наклёпанный накаткой слой
будет иметь глубину, приблизительно равную-
15% радиуса накатываемой поверхности, а
повышение твёрдости металла на поверхно-
сти — приблизительно на 35 — 45%.
Последующее увеличение глубины, как
показывают исследования (фиг. 19), не даёт
кг/мм7
при различных
Фиг. 18. График усталостной прочности образцов осей d = 6.3 мм
видах обработки посадочных поверхностей
дет более грубая, то и уменьшение диаметра
будет больше.
Исследованиями установлено, что нака-
тывание повышает усталостную прочность
повышения предела выносливости. Дальней-
шее повышение степени наклёпа (повышение
твёрдости металла поверхности против ис-
ходного) накатыванием деталей, изготовлен-
'570
НАКАТЫВАНИЕ РОЛИКАМИ
ных из среднеуглеродистых сталей, практи-
чески затруднительно.
Возникающие после накатывания в по-
верхностном слое металла остаточные на-
пряжения сжатия благоприятно влияют на
динамическую прочность детали, компенси-
руя на некоторую величину эксплоатацион-
иые напряжения в растягивающихся волок-
нах, например в осях. В сжимающихся во-
локнах остаточные напряжения сжатия, ко-
нечно, прибавляются к эксплоатационным,
Фиг. 19. График изменения предела усталости
в зависимости от глубины наклёпанного слоя
образцов осей d = 63 мм
при сжатии значительно выше и такое добав-
ление остаточных напряжений не вызывает
перенапряжённое™.
Накатанная поверхность, кроме того,
лучше сопротивляется коррозии и, в част-
ности, коррозии трения, возникающей в край-
них зонах прилегания посадочных поверх-
ностей подступичной части оси и краёв сте-
иок отверстия ступиц колёс.
Некоторые детали, работающие в кор-
родирующей среде, с помощью накатки могут
значительно повысить предел выносливости.
Например, по данным И. А. Одинга, для вы-
сокопрочной стали накатанные образцы по
сравнению с ненакатанными при одинаковых
условиях испытания их в воде показали
увеличение предела выносливости более чем
в 4 раза.
Влияние иакатки на износоустойчивость
трущихся деталей также благоприятно.
По данным советских учёных, износо-
устойчивость пластически деформированной
стали увеличивается в том случае, если в по-
верхностном слое создаются остаточные де-
формации сжатия. На изнашивание влияют
также размеры, форма и направление штри-
хов в общем расположении неровностей, т. е.
шероховатостей, остающихся после механи-
ческой обработки поверхности деталей.
Часто сопряжение поверхностей вкладыша
подшипника и шейки, обработанных разными
методами механической обработки (например,
шлифование и накатывание, доводка колеблю-
щимися брусками, протягивание и т. п.)
позволяют иметь более высокое сопротивле-
ние износу.
Сравнительные исследования ЦНИИ на
изнашивание шлифованной и накатанной
роликами поверхностей шеек осей показали,
что накатывание влияет на увеличение сопро-
тивления износу.
Исследования МЭМИИТ трущихся поверх-
ностей натурных размеров у действующего
паровоза показали, что накатанные шейки
по сравнению со шлифованными шейками
изнашивались на 20 — 25% меньше.
Исследования ТЭМИИТ на образцах так-
же показывают, что накатывание образцов
снижает износ, причём с увеличением твёр-
дости накатанной трущейся поверхности её
изнашивание уменьшается. Снижение изна
шивания с увеличением твёрдости происхр-
дит до получения перенаклёпа.
Благодаря накатке, дающей возможность
получить чистые (от 7-го до 10-го класса)
поверхности с повышенной твёрдостью ме-
талла в поверхностном слое на 35 — 50%, иа
определённую глубину можно снизить износ
трущихся деталей подвижного состава и
других машин и значительно увеличить тем
самым их долговечность.
Некоторые предприятия накатанные по-
верхности зачищают наждачным полотном
и тем самым могут снижать положительное
влияние накатки на сопротивление изно-
су. Чистые и ровные поверхности от на-
катки для трущихся пар нужно получать из-
под роликов, что же касается поверхностей
для прессовых соединений, то после накатки
необходимо производить чистовую обточку
резцом на небольшую глубину при малых
подачах (0,2 — 0,3 мм/об) и при высоких
скоростях резания (не ниже 140 м/мин).
Оценка результатов накатывания может
быть произведена определением чистоты на-
катанной поверхности, твёрдости и глу-
бины наклёпанного поверхностного слоя
данного изделия. Чистота поверхности
должна определяться соответствующими при-
борами — профилометром Киселёва, различ-
ными типами профилографов или интерферо-
метром. Некоторые приборы могут быть взяты
непосредственно в цех (профилометр Кисе-
лёва), а для других необходимо вырезать об-
разец данной поверхности детали. Поэтому
следует предпочитать профилометр, а в слу-
чаях отсутствия его можно применить и ме-
тод слепков при помощи специальной плёнки
(целлулоид), размягчённой в обезвоженном
ацетоне, а затем отпечаток шероховатости
измерить на двойном микроскопе или на ин-
терферометре. Метод отпечатков описан в со-
ответствующих руководствах по определению
чистоты обработанной поверхности.
Физические свойства поверхностного слоя
пока практически определяются по вырезан-
ным образцам в виде косых срезов, по кото-
рым измеряют твёрдость на обычном приборе
типа Виккерса с помощью алмазной пирами-
ды или шарика минимального диаметра при
минимально возможной нагрузке (1—5 кг). Как
видно из фиг 20, твёрдость у поверхности
длиной 10 должна быть наибольшей, затем
на скошенной поверхности должна сни-
жаться в каждой точке измерения и чем
глубже эта точка лежит от поверхности,
тем ниже должна быть твёрдость; наконец,
когда кончится наклёпанный слой, твёрдость
ие будет изменяться, значит, получилось её
исходное значение. Заметив ту точку на
скосе, от которой твёрдость перестала изме-
няться, её расстояние от поверхности (глу-
бину) х легко подсчитать, имея размеры h, I,
НАКАТЫВАНИЕ РОЛИКАМИ
571
L на образце со скошенной поверхностью,
или
х = 1г sin а.
Этот метод применяется в МЭМИИТ
с 1940 г. и является достаточно надёжным.
Фиг. 20. Схема образца для определения глубины
наклёпанного слоя от накатывания
Степень наклёпа, т. е. повышение твёрдо-
сти металла на поверхности, по сравнению
с исходной определяется данными измеренной
твёрдости металла на поверхности и исход-
ного металла путём сравнения и вычисления
в процентах.
Метод определения остаточных напряже-
ний в наклёпанном накатыванием глубоком
(приблизительно 12 — 15 мм) слое описан в
специальной литературе Академии наук,
ЦНИИТМаш и др.
Предварительная обработка деталей под
накатывание роликами имеет существенное
значение на эффективность накатки. Попятно,
что накатывание роликами не снимает с обра-
батываемой поверхности какой-либо стружки,
и поэтому если на этой поверхности были де-
фекты в виде раковин, трещин, включений
и т. п., то они накатыванием не уничтожают-
ся. Предварительная механическая обработка
поверхностей деталей, предназначенных для
накатывания, должна производиться тщатель-
но, с соответствующей макро- и микрогеомет-
рией и так, чтобы на обработанной под на-
катку поверхности не оставалось никаких
дефектов и недопустимых неровностей. Испы-
танным и давшим положительные результаты
методом предварительной обработки поверх-
ностей деталей для осуществления на пь.х
накатывания является скоростная обточка
со скоростью резания 140 м/мин и выше при
подаче 0,2 — 0,3 мм/об и глубине резания
0,3 — 0,5 мм резцом из твердых сплавов
с радиусом закругления приблизительно
1 — 3 мм.
Шлифование менее желательно, так как
есть основание полагать, что при этом про-
цессе имеет место шаржирование в поверх-
ностный слой металла детали абразивных зё-
рен. Чистота поверхности после предваритель-
ной обработки должна быть не ниже 5-го клас-
са по ГОСТ 2789-51.
Итоговые данные о накатывании показы-
вают, что выносливость накатанных запрес-
сованных образцов осей (<7 = 63 мм) при базе
испытания 30 • 10е повышается более чем в
1,5 раза, а долговечность увеличивается в
13 и более раз.
Повышение выносливости и долговечности
образцов при одинаковых режимах накатки
зависит от типа стали (химического состава,
механических свойств, способа изготовления и
структуры).
При одной и той же стали повышение вы-
носливости и долговечности связано с глуби-
ной и степенью наклёпанного слоя металла,
вызываемых накаткой роликами. Испытан-
ные образцы подступичных частей осей диа-
метром 63 мм (база испытаний 30 • 106) с глу-
биной наклёпанного слоя поверхности, рав-
ной 0,82 мм, при увеличении твёрдости по-
верхностного слоя на 13% заметного повыше-
ния выносливости ие показали; испытания
образцов глубиной наклёпанного слоя, рав-
ного 2,15 мм, при увеличении твёрдости на
23% показали повышение выносливости при-
близительно на 20%; с увеличением глубины
наклёпанного слоя до 4,62 мм и увеличением
твёрдости на 35% повышение выносливости
получилось приблизительно на 50%. Даль-
нейшее увеличение глубины наклёпанного
слоя нс давало повышения выносливости.
Глубина и степень наклёпанного слоя при
одинаковых режимах обкатки роликами под-
ступичных поверхностей образцов осей зави-
сит от типа стали. Зависимость глубины на-
клёпанного слоя от давления роликов для
образцов осевой стали d — 63 мм при накаты-
вании тремя роликами сферической рабочей
поверхности I) = 150 мм за один проход в
исследованиях МЭМИИТ получилась следую-
щая (с приближением):
Давление Максимальное Глубина
ролика р удельное наклёпанного
а кг давление слоя 6 в мм
в кг]мм*
гмакс
3 000 400 7
1 250 300 4,62
160 150 2,15
20 75 0,82
Давление ролика в опытах выбиралось из
условия обеспечения значительного различия
глубины в отдельных партиях образцов,
а для этого требовалась ориентировка в зна-
чениях удельных давлений.
Максимальное удельное давление можно
вычислить ориентировочно по известной фор-
муле (приведённой в курсах сопротивления
материалов):
~42макс~' r.ab ’
где Р—давление ролика в кг;
а и Ь — полуоси эллипса площадки касания
ролика и образца в см.
После подстановки вычисленных по соот-
вет стп\ ющпм данным значений а и Ь полу-
чается для указанных выше условий следую-
щая зависимость максимального удельного
давления от общего давления ролика
2гмакс = К i кг/мм2. Для образцов диа-
метром d = 63 лг.и К — 28,0; d = 165 мм
К =20,9; d = 18'2 мм К =20,4.
Следует заметить, что удельные давления
практически вычислять нет необходимости;
в данном случае это было сделано и для
ориентировки в выборе режимов при пере-
ходе от образцов к натурным размерам.
572
НАКАТЫВАНИЕ РОЛИКАМИ
Чистота поверхности образцов, накатан-
ных с максимальным удельным давлением
°2д(ал.с=400 кг/мм2, соответствовала 9-му клас-
су (VV9), образцов, накатанных с максималь-
ным удельным давлением агмакс=75 кг/мм2,—
8-му классу (W8), а образцов с обточен-
ной поверхностью — 5-му классу (VV5) по
ГОСТ 2789-51.
Следует отметить тот факт, что образцы,
накатанные с максимальным удельным дав-
лением г2лаке= 75 кг{мм2 и глубиной наклё-
па 0,82 мм, по сравнению с обточенными не
дали заметного повышения выносливости не-
смотря на то, что они имели чистоту поверх-
ности, соответствующую 8-му классу, а об-
точенные— 5-му классу.
На основании известных данных о влия-
нии абсолютных размеров образцов на
выносливость можно считать, что с помощью
накатки роликами подступичных частей под
запрессовку долговечность натурных желез-
нодорожных осей и шеек может быть повыше-
на, при этом глубина наклёпанного слоя на
сторону должна быть приблизительно 15% от
радиуса накатываемой оси, пальца и другой
детали подвижного состава и машин железно-
дорожного транспорта.
Относительная прочность (под относитель-
ной прочностью понимается отношение рас-
прессовочного усилия к запрессовочному —
100%) образцов
Рз
прессовых
соединений
с накатанными посадочными поверхностями
осей без дополнительной обработки после
накатки оказывается ниже, чем относитель-
ная прочность с обточенными посадочными
поверхностями без накатки. Учитывая это,
следует внедрять накатку упрочняющих пояс-
ков, перекрывающих зону концентрации или
всей подступичной части, с последующей
обточкой на глубину 0,1—0,5 мм.
Выносливость образцов запрессованных
осей с накатанными при помощи роликов
посадочными поверхностями с последующей
обточкой их на глубину 0,1 мм по сравне-
нию с выносливостью накатанных поверхно-
стей при тех же режимах накатывания, но без
последующей обточки, не снижается.
Относительная прочность прессовых сое-
динений образцов осей с накатанными и за-
тем обточенными на глубину до 0,1 мм по-
ясками почти не отличается от относительной
прочности образцов с обточенной посадочной
поверхностью (без накатки) и получается выше
относительной прочности прессовых соеди-
нений с накатанными посадочными поверх-
ностями (без последующей обточки).
Выбор рационального режима накатывания
осей и подобных им деталей с целью повыше-
ния усталостной прочности и долговечности
можно осуществить по одобренной комис-
сией ЦТЕХ и МЭМИИТ опытной технологии,
приведённой в табл. 3. •
В результате осуществления приведённого
выше режима накатывания должна получить-
ся оптимальная глубина наклёпанного слоя,
соответствующая приблизительно 15% радиу-
са накатываемой детали, что означает для
шеек радиусом 70 мм глубину приблизитель-
но 10 мм, а для подступичных частей радиу-
сом 91 мм—глубину приблизительно 13 мм,
повышение твёрдости должно быть на 30 —
45%. Эти цифры могут меняться, так как.
металл осей отличается по химическому со-
ставу, по термообработке и по механическим
свойствам.
Обточка после накатывания предназна-
чается для снятия перенаклёпанного по-
верхностного слоя металла, который ха-
рактеризуется, в частности, тем, что имеет
несколько пониженную твёрдость по сравне-
нию с твёрдостью слоя металла, следующего
за поверхностью на некоторую небольшую
глубину. Хотя перенаклёпывание получается
не всегда и зависит от режима нака!ки, ка-
чества металла и других условий, однако из
опытных данных МЭМИИТ перенаклёп имел
место при накатке образцов осей диаметром
155 мм при режиме накатки, который являет-
ся оптимальным с точки зрения повышения
прочности и долговечности. Оставлять нака-
танные поверхности осей без последующей
обточки не рекомендуется и потому, что
при некоторых условиях (практически мо-
гущих иметь место) накатки получается
волнистость поверхности, отрицательно ска-
зывающаяся на прочности прессовых со-
единений. Обточка после накатки может дать.
5—6-й класс чистоты, накатка — 8—9-й класс
чистоты. Испытания крупных образцов осей
показали, что разницы в выносливости меж-
ду образцами, имеющими указанные выше
классы чистоты, не получается.
Для накатывания галтели шейки необхо-
димо применить однороликовую державку и,
зажимая в супорт станка эту державку с
Фиг. 21. Схема накатывания:
I—накатной ролик с контурным
радиусом (R«= 25); //—накатной
ролик с цилиндрическим пояс-
ком; I—длина обрабатываемой
поверхности, равная 2 45 мм
(ЦНИИ)
роликом, имеющим меньший контурный ра-
диус, чем радиус галтели, накатывать послед-
нюю при том же режиме, какой применялся
для накатывания цилиндрической части
шейки.
НАКАТЫВАНИЕ РОЛИКАМИ
573
Фиг. 23. Увеличение твёрдости шт
верхности накатываемой детали в за.
висимостп от усилия накатывания
(ЦНИИ)
Фнг. 22. Зависимость глубины нака-
тывания от усилия накатывания
(ЦНИИ)
Таблица
Технологический процесс накатывания подступичных частей и шеек осей
3
I
* Наименование и эскиз перехода
Инструмент и его геометрия
Режим обработки
Накатка стальными термически
обработанными (Н D =604-65) ро-
ликами
Перед накатыванием осей про
верить прибор на обкатке натур
иого образца с последующим из
мерением глубины и степени на-
клёпа
Материал роликов—сталь
ШХ15; рабочая поверхность
сферическая
/—корпус; 2—ролики; 3—
рычаг ролика; -/—рычаг пру-
жины; 5—пружина; 6, 7 — де^-
жавкн крепления
j Окончательная чистовая обточка
1 после накатывания
V В MfMUH
140 и
выше
Режим обточки
ю
о
и
Класс чи-
стоты по
ГОСТ
2789-51
ие ниже
0,2 0,1—0,5 W5
• Накатывание производить с обильной смазкой машинным маслом. В процессе накатки поверх-
ность подступичных частей не должна нагреваться до такой температуры, которую не выносит рука прн
•ощупывании вслед за проходом роликов. Давление на ролик должно осуществляться при помощи тариро-
ванной пружины 5, посредством рычагов 3 и 4 приспособления.
Накатывание подступичных частей осей можно производить иа том же станке, иа котором велась
•обточка, в связи с этим размеры державок 6 роликов следует увязывать с определённым станком.
574
НАКАТЫВАНИЕ РОЛИКАМИ
К этому следует добавить, что данная тех-
нология является первым ориентиром и что
практика внедрения накатки для упрочне-
ния осей, пальцев и других подобных деталей
может внести соответствующие коррективы
как в конструкцию приспособления, так и
в режим накатки.
Например, для накатывания шеек осей
с роликовыми подшипниками, находящихся
в эксплоатации и ранее выпущенных без
накатки, ЦНИИ составил технологию, схема
которой показана на фиг. 21. Режим нака-
тывания в этой технологии несколько отли-
чается от указанного в табл. 3 в связи
с тем, что эксплоатируемые шейки не
имеют припуска, хотя и небольшого, но
необходимого для процесса накатывания.
Глубина наклёпа и повышение твёрдости*
металла при этом показаны на фиг. 22 и
23. Давление на ролик в упомянутой техно-
логии рекомендуют 2 500 кг.
Следует заметить, что накатку шеек,
у скользящих подшипников надо осущест-
влять не только для получения чистоты, но
и для повышения износоустойчивости, а по-
следнее требует соответствующего физическо-
го изменения поверхностного слоя трущейся
шейки, т. е. получения необходимого наклёпа.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. В а с и л ь е в Н. А. Чистовая обработка поверх-
ностей обкаткой роликами. Сборник «Механи-
ческая обработка металлов» (опыт уральских
заводов). Машгиз, М., 1950.
2. Во й ш к о В. О. Холодная обработка металла,
упрочняющая с я калибрующим инструментом.
Машгиз, М.—Л., 1950.
3. Дьяченко П. Е. Исследование зависимости
микрогеометрии поверхности от условий механи-
ческой обработки. Изд. АН СССР, М., 1949.
4. Д ьячен ко П. Е. и др. Количественная
оценка неровностей обработанных поверхностей.
Изд. АН СССР, М., 1 952.
5. Зобнин Н. П. Обработка и запрессовка ко-
лёсных пар. Траисжелдориздат, М., 1944.
6. Зобнин Н. П. Влияние наклёпа от обкатки
роликами на выносливость прессовых соедине-
ний. Качество поверхностей деталей машин.
Сборник № 2 семинара по качеству поверхностей.
Изд. АН СССР, М., 1953.
7. Зобнин Н. П. Усталостная прочность за-
прессованных осей и их сопротивление распрес-
совке. «Вестник машиностроения» № 8. Машгиз,
М., 1951.
8. К и с л и к В. А. Износ деталей паровозов.
Труды ЦНИИ, вып. 24. Траисжелдориздат, М.,
1948.
9. Крагельский И. В. Трение и износ в ма-
шинах. Ин-т машиноведения. Сборник. Изд. АН
СССР, М. 1-1939; 11-1941, II1 — 1949.
10. Кудрявцев И. В. и др. Методы поверхност-
ного упрочнения детален машин. Машгиз, М.,
1949.
11. Кудрявцев И. В. Внутренние напряжения
как резерв прочности в машиностроении. Маш-
гиз, М., 1951.
12. Ма та ли п А. А. Шероховатость поверхности
деталей в машиностроении. Машгиз, М. — Л.».
1949.
13. М а х о в В. Н. и Иныиаков Н. Н. Оси повы-
шенной крепости. «Транспортное машинострое-
ние» № 4 (18), 1940.
14. МЭМИИТ. Сборник научных работ, выпуск 58.
Траисжелдориздат, М., 1949.
15. Новые исследования в области прочности
машиностроительных материалов. ЦНИТМаш,
кн. 49. Машгиз, М., 1952.
16. Одинг И. А. Допускаемые напряжения в
машиностроении и циклическая прочность ме-
таллов. Машгиз, М., 1947.
17. Пантелеев В. Н. Испытание иа усталость
железнодорожных осей. Сборник «Свойства к
термическая обработка транспортного металла».
Металлургиздат, М., 1947.
18. Повышение усталостной прочности деталей ма-
шин поверхностной обработкой. Под редакцией
С. В. Серенсена. Машгиз, М., 1952.
19. Рябченков А. В. Коррозпйно-усталостная
прочность стали. Машгиз, М., 1953.
20. Серенсен С. В. Сопротивление усталости и
конструктивные технологические методы повы-
шения прочности деталей. Сбооник «Повышение
прочности деталей машин», АН СССР, 1949.
21. Серенсен С. В., Коз лов Л. А., Катаев
В. П. Концентрация напряжений в деталях
машин. «Вестник машиностроения» Ns 10 и 11,
1949.
22. Щапов Н. П. Пластическая деформация как
средство повышения прочности металлов и спла-
вов. Повышение прочности деталей машин. (Тру-
ды совещания по методам повышения прочности
деталей машин). М. —Л.в АН СССР,1949.
НАКЛЁПЫВАНИЕ ДРОБЬЮ
ОБЩИЕ СВЕДЕНИЯ
Дробеструйный наклёп—один из методов
механического поверхностного упрочнения
металлов, значительно повышающий долго-
вечность изделий, работающих в условиях
высоких переменных нагрузок.
Дробеструйный наклёп не требует больших
затрат на оборудование и позволяет произ-
водить упрочнение самых разнообразных де-
талей сложной формы.
Сущность дробеструйного наклёпа заклю-
чается в том, что готовое изделие после меха-
нической и термической обработки подвер-
гается ударному действию потока дроби.
Поток дроби, выбрасываемый сжатым воз-
духом из сопла пневматического аппарата
или лопатками быстро вращающегося ротора
(фиг. 1) со скоростью 50 — 60 м/сек, произ-
Фиг. 1. Схема дробеструйного наклёпа
водит наклёп поверхности обрабатываемой
детали.
Под ударным действием потока дроби
поверхностный слой изделия пластически
деформируется, в результате чего увеличи-
вается его твёрдость и прочность. Одновре-
менно в поверхностном слое возникают оста-
точные напряжения сжатия. На изделии
остаются следы ударов дробинок, значитель-
но меняющих макро- и микрогеометрию его
поверхности.
Дробеструйный наклёп, так же как и дру-
гие методы поверхностного упрочнения, эф-
фективно повышает предел выносливости из-
делий, увеличивает их долговечность при пе-
ременных нагрузках, но не оказывает сущест-
венного влияния на статическую прочность.
Это явление объясняется повышенной чув-
ствительностью усталостной прочности к со-
стоянию поверхностного слоя изделия.
Поверхность изделия, подвергаемого воз-
действию повторяющейся нагрузки, вне за-
висимости от того, насколько она была чисто
обработана, подвержена явлению усталости
больше, чем внутренние слои, удалённые от
поверхности. Это может быть объяснено влия-
нием микроскопических трещин и царапин
на поверхности, а также тем, что поверхност-
ный слой с одной стороны совершенно открыт,
а кристаллиты металла с наружной стороны
ничем не удерживаются.
Дробеструйный наклёп уничтожает или
значительно снижает вредное влияние поверх-
ностных дефектов (волосовин, обезуглеро-
живания, забоин, рисок от резцов). Эффек-
тивность наклёпа поэтому более заметна при
обработке изделия с грубой поверхностью,
особенно проката, чем с высококачественной,
например, шлифованной поверхностью.
Наклёп значительно повышает прочность
и в тех случаях, когда детали не имеют суще-
ственных дефектов на поверхности. Это яв-
ляется следствием создания остаточных на-
пряжений сжатия в наклёпанном слое, зна-
чительно снижающих рабочие напряжения,
особенно при изгибе и кручении. При прило-
жении к наклёпанному образцу нагрузки
растягивающие напряжения в поверхностном
слое уменьшаются на величину предваритель-
но созданных наклёпом сжимающих напря-
жений. Поскольку изломы усталости в боль-
шинстве порождаются растягивающими на-
пряжениями в поверхностном слое, долго-
вечность изделия, в поверхностном слое ко-
торого наклёпом создаются сжимающие на-
пряжения, значительно возрастает.
На основании испытания цементованных
и азотированных образцов высказывается
мнение о преимущественном влиянии сжима-
ющих остаточных напряжений на повышение
предела выносливости. Это мнение основы-
вается на предположении о перенесении об-
ласти возникновения очагов разрушения с по-
верхности в подслойную область и устране-
нии благодаря этому влияния концентрации
напряжений в поверхностном слое.
576
НАКЛЁПЫВАНИЕ ДРОБЬЮ
Это положение может быть хорошо иллю-
стрировано с помощью диаграмм распреде-
ления напряжений в поперечном сечении
балки, лежащей на двух опорах, нагруженной
сосредоточенной нагрузкой (фиг. 2): в верх-
Напряжение
’О сжатия 6?
Фиг. 2. Схема распределения напряжений в
поперечном сечении бруса, наклёпанного с двух
сторон
6Р> -SPi-6C3iSPt^6P,
&* бСз бС2 >6Cf
нем сечении балки возникнут напряжения
сжатия, а в нижнем — растяжения.
Величина напряжения по нейтральной оси
•будет равна нулю. Величина растягивающих
и сжимающих напряжений будет пропорцио-
нальна величине удаления от нейтральной
оси бруса. На диаграмме эти напряжения бу-
дут характеризоваться диагональю CxPlt про-
ведённой через центр сечения бруса и бу-
дут соответственно равны и ар (фиг. 2, б).
Но эти рассуждения справедливы лишь
при абсолютной однородности металла и от-
сутствии пороков в поверхностном слое.
Практически реальная балка, изготовленная
любым технологическим способом, будет иметь
повреждения в поверхностном слое в виде
окислов, волосовин, надрывов и шерохова-
тостей. Эпюра напряжений в сечении изогну-
того бруса показана на схеме (фиг. 2,в), где
напряжения в поверхностных слоях сечения
больше на С\Са и PjPj по сравнению с теоре-
тическими.
В зависимости от чистоты обработки вели-
чина добавочного напряжения, характеризую-
щаяся отре.зками РгР3 и CjCz, будет меняться.
Она тем больше, чем грубее поверхность,
и тем меньше, чем лучше обработка; она до-
стигает минимального значения при хорошо
полированной поверхности. Однако величина
дополнительного напряжения PjPj совершен-
но не исчезает при самой идеальной обработ-
ке, и в поверхностном слое напряжение
всегда больше расчётного.
В случае наклёпа дробью в поверхностных
слоях бруса в ненагруженном состоянии по-
являются сжимающие напряжения. Эти по-
верхностные сжимающие напряжения вызы-
вают растягивающие напряжения в осталь-
ном сечении бруса и особенно в подповерх-
ностных слоях (фиг. 2, г). Отрезки аС3 и ЬС3
соответствуют величине предварительного
сжимающего напряжения, а отрезок Ь'Р3—
величине предварительного растягивающего
напряжения, уравновешивающего сжимающие
напряжения в поверхностных слоях. При на-
гружении наклёпанного бруса возникающие
напряжения от нагрузки повышают напряже-
ния сжатия в его поверхностных слоях верхней
половины сечения, работающей на сжатие. В
нижней же половине сечения, работающей
на растяжение, суммарные напряжения скла-
дываются алгебраически, т. е. предваритель-
ное напряжение сжатия, созданное наклёпом,
снижает величину растягивающих напряже-
ний, в результате чего их абсолютная вели-
чина значительно падает. Диаграмма распре-
деления напряжений в таком предварительно
напряжённом брусе под нагрузкой приведена
на фиг. 2,д. Действующее растягивающее на-
пряжение ор4 в поверхностном слое будет
меньше напряжения растяжения подповерхно-
стного слоя, где и может начаться разруше-
ние. Нейтральная ось в этом случае смещает-
ся относительно геометрической оси бруса.
Величина напряжения растяжения в под-
поверхностном слое нагруженного бруса, име-
ющего предварительно напряжённое состоя-
ние, меняется в зависимости от величины
предварительного напряжения сжатия и глу-
бины предварительно напряжённого слоя.
Очень важным фактором, объясняющим
явление упрочнения наклёпанных образцов,
является изменение физических свойств ме-
талла в поверхностном слое. Холодная пла-
стическая деформация упрочняет поверхно-
стный слой металла за счёт собственно наклё-
па металла и является одной из причин, по-
вышающих сопротивляемость усталости наклё-
панных дробью образцов.
Влияние наклёпа и остаточных напряже-
ний на прочность изделий впервые осветил
в 1887 г. русский учёный Н. В. Калакуц-
кий. Большое внимание упрочнению и, глав-
ным образом, методам определения остаточных
напряжений уделено в трудах Н. И. Дави-
денкова, И. А. Одинга и И. В. Кудрявцева.
Обширные исследования в области тех-
нологии поверхностного упрочнения методом
термической и химико-термической обработки
появились лишь за последние годы. К ним от-
носятся работы Н. А. Минкевича и В. И. Про-
свирина по цементации, И. Е. Канторовича,
С. В. Юрьева, Ю. М. Лахтина по азотиро-
ванию, В. П. Вологдина по технологии поверх-
ностной закалки нагревом токами высокой
частоты. Упрочнение путём накатки во мно-
гом получило освещение в работах Н. П. Зоб-
нина и М.М. Кобрина. Развитие и теорети-
ческое обобщение различных способов упроч-
нения получило в работах С. В. Серенсена,
Н. П. Щапова, И. В. Кудрявцева и др.
Теоретические основы процесса наклёпа
дробью впервые получили свою разработку
в СССР в работах М. М. Саверина. Практиче-
ское применение дробеструйного наклёпа
получило своё освещение в работах Карасёва,
Тарасова, Свешникова. Листгартена и др.
НАКЛЕПЫВАНИЕ ДРОБЬЮ
577
На железнодорожном транспорте впервые
изучением дробеструйного наклёпа начали
заниматься в ЦНИИ и в МЭМИИТ.
Для суждения о сопротивлении деталей
разрушению от часто повторяющихся пере-
менных нагрузок необходимо считаться с рас-
пределением напряжений -и свойством метал-
ла в наиболее нагруженных зонах, что тесно
связано с конфигурацией и размерами дета-
лей. В условиях поверхностного упрочнения
изучение конструктивной прочности должно
основываться на выяснении связи условий
разрушения с параметрами упрочнённого слоя
I его напряжённостью.
Благодаря дробеструйному наклёпу удаёт-
ся как повысить предельную нагрузку, без-
опасную для работы детали, так и увеличить
срок службы детали при сохранении старых
условий эксплуатации.
Дробеструйная обработка спиральных пру-
жин и листовых рессор может повысить их дол-
говечность в 10—20 и более раз, например:
спиральных пружин в 29, рессор автомо-
бильных и вагонных в 6, коленчатых ва-
лов автомобилей в 9, коленчатых валов
авиационных — в 29, шестерён коробок пе-
редач—в 5-6, шестерён заднего моста в 6 раз.
Номенклатура деталей, подвергающихся
дробеструйной обработке, с каждым днём рас-
ширяется и охватывает уже клапанные пру-
жины, шатуны и коленчатые валы авиацион-
ных, танковых и автомобильных двигателей,
шестерни и валы коробок передач и заднего
моста, поворотные кулаки, крестовины кар-
дана, полуоси, пружины подвесок и рессоры
гвтомобилей, пружины и рессоры и другие
детали подвижного состава железных дорог.
ОБОРУДОВАНИЕ ДЛЯ ДРОБЕСТРУЙНОГО
НАКЛЁПА
По принципу выбрасывания дроби приме-
няют оборудование двух типов. Первый тип —
дробь подаётся сжатым воздухом, второй тип —
дробь подаётся центробежной силой быстро
вращающегося ротора.
Кроме того, установки различаются по
типу конвейера для перемещения изделия под
струёй дроби, что определяется формой и раз-
мером наклёпываемых деталей.
Установка НИАТ (фиг. 3) работает
сжатым воздухом с давлением 4—5 ат. Дробь
засыпается в бункер, расположенный над ка-
мерой, и под действием собственного веса по-
даётся в сопло форсунки (фиг. 4). Воздух,
подведённый к средней части сопла форсунки,
захватывает дробь и выбрасывает её на обду-
ваемую деталь, расположенную под форсун-
кой. Дробь после обдувки ссыпается в ниж-
ний бункер камеры, откуда ковшами элеватора
подаётся в верхний бункер для последую-
щего использования. Деталь для обдувки
укрепляется в камере на оправке, которая
может поворачиваться вокруг своей оси н
перемещаться в продольном направлении, чем
обеспечивается обдувка по всей наружной
поверхности детали. Размер рабочей камеры
61)0 х 600 X 800 мм, расстояние от сопла до
оси оправок для крепления детали 270 мм,
наибольшая величина продольного перемеще-
ния шпинделей 500 мм.
3/ Том 12
Отсутствие в установке поперечного пе-
ремещения обдуваемого изделия компенси-
руется качанием форсунки вокруг горизон-
тальной оси.
Фиг. 3. Установка НИАТ для обдувки дробью,
основанная на принципе выбрасывания дроби ежа *
тым воздухом [14]
Фиг. 4. Форсунка для выбрасывания дроби [14J
Диаметр отверстия сопла форсунки 9 мм,
диаметр отверстия штуцера, подводящего воз-
дух, 5 мм. Давление воздуха может меняться
578
НАКЛЁПЫВАНИЕ ДРОБЬЮ
редукционным вентилем. В случае необходи-
мости увеличить поток дроби вместо обычной
форсунки устанавливают форсунку с несколь-
кими соплами.
Установки, работающие сжатым воздухом,
малопроизводительны, а главное они не
позволяют с должной гибкостью регулировать
основные параметры процессов наклёпа. Бо-
лее удобными и производительными являются
установки, в которых дробь подаётся центро-
бежной силой быстро вращающегося ротора.
движения наклёпываемой детали, что опре-
деляется скоростью конвейера. Скорость кон-
вейера берётся от 1 до 12 м/мин. Конструкция
и скорость конвейера обычно определяютс»
видом, формой и габаритом наклёпываемых
изделий.
Очень важной частью установки для на-
клёпа дробью является сепаратор для уда-
ления осколков дроби. Битая дробь, имея
острые углы, при наклёпе создаёт на наклё-
пываемой поверхности острые надрезы, вле-
В таких установках имеется возможность
в широких пределах регулировать скорость,
направление струи и расход дроби. В суще-
ствующих роторных установках ротор, вы-
брасывающий дроби до 150 кг)мин, имеет
диаметр 200—500 мм, ширину 45—130 мм
и работает при 2 200—3 500 об/мин. Расстоя-
ние от края ротора до наклёпываемого изделия
300—500 мм. В процессе наклёпа струя дроби
с большой скоростью, получаемой в роторе,
направляется на наклёпываемую деталь. Угол,
под которым струя дроби ударяет о наклё-
пываемую плоскость, может меняться путём
поворота питательного механизма ротора. Наи-
больший эффект наклёпа обычно получает-
ся, когда дробь имеет перпендикулярное на-
правление к плоскости наклёпа. В заводских
установках для массового производства на-
клёпываемые детали движутся по конвейеру
с постоянной скоростью под дробемётным ро-
тором. Интенсивность, или степень, наклёпа
зависит при прочих равных факторах от
времени действия дроби, или, иначе, скорости
кущие за собой снижение прочности изделия.
Внутренние стенки камеры рекомендуется об-
лицовывать толстой резиной, предохраняю-
щей дробь от раскалывания.
Установка для наклёпа дро-
бью рессорных листов (фиг. 5).
Она состоит из металлической сварной ка-
меры, через которую проходит конвейер 1
для передвижения рессорных листов. Конвейер
приводится в движение электродвигателем 2
мощностью 3,6 кет через передачу с вариато-
ром, позволяющим менять скорость конвейе-
ра в пределах 1,0—4,0 м)мин. На конвейере
установлены два роторных дробемётных ап-
парата 3, приводимых в движение через кли-
норемённую передачу электродвигателями 4
мощностью 23 кет каждый. Диаметр ротора
равен 500 мм, ширина — 80 мм. Во время ра-
боты ротор делает 2 350 оборотов и может вы-
брасывать 150 кг дроби в минуту. Дробь к
дробемётному аппарату подводится из бун-
кера 6 по трубам 5. В бункер 6 дробь подаёт-
ся нз приёмника 9 элеватором 7 производи,-
НАКЛЁПЫВАНИЕ ДРОБЬЮ
579
цельностью 5 м3/час. Лента элеватора приво-
дится в движение со скоростью 1,07 м/сек
электродвигателем 8 мощностью 1,75 квт. От-
работанная дробь ссыпается в корыто нижней
части корпуса и шнеком 10, вращающимся со
скоростью 50 об/мин. от электродвигателя
3,6 квт, подаётся в приёмник, откуда элева-
тором 7 снова подаётся в бункер 6. Таким
образом, дробь во всё время работы установки
циркулирует и многократно используется для
наклёпа. Так как при многократном употреб-
лении дроби последняя разрушается, в уста-
новке предусмотрено устройство (сепаратор)
для очистки дроби от осколков. Конструкция
сепаратора 11 основана на способности оскол-
ков дроби, имеющих некруглую форму, от-
деляться под действием струи сжатого воздуха.
Сжатый воздух для сепарирования дроби по-
даётся вентилятором 12, приводимым в дви-
жение электродвигателем мощностью 2,85 квт
с 1 600 об/мин., подающим 5 ОСЮ м3/час воз-
духа с давлением 50 мм вод. ст.
Так как в процессе наклёпа образуется
много пыли, установка оборудована мощной
вытяжной вентиляцией 14, отсасывающей пыль
из камеры наклёпа через трубы 1,3.
Роторный дробемётный ап-
парат (фиг. 6 и 7) выполнен в виде дисков
с радиально расположенными,, лопатками а.
Фиг. 6. Дробемётный аппарат
Ось ротора расположена горизонтально. Дробь
подводится к центру ротора и выбрасывается
ротором вниз на обрабатываемые изделия.
Направление потока дроби регулируется втул-
кой б, которая обеспечивает проход дроби
на лопатки через имеющееся в ней окно в.
К окну регулирующей втулки дробь подаёт-
ся нагнетателем г, представляющим собой
полый цилиндр с окнами. Нагнетатель г жёст-
ко скреплён с ротором и вращается с такой
же скоростью, как и последний. От лопаток
ротора он отделён регулирующей втулкой,
жёстко связанной с кожухом ротора.
Дробь, поступающая по трубопроводу,
попадает на вращающийся нагнетатель, на-
чинает с ним вращаться, попадает в окно на-
правляющей втулки, а затем на лопатки, ко-
торыми и выбрасывается с большой скоростью.
На фиг. 7 представлена примерная траек-
тория движения дроби. Дробь, попавшая по
наклонному трубопроводу в центр нагнета-
теля, падает вертикально по траектории ОА.
Встречая вращающийся нагнетатель в точке А
и попадая в его окна, дробь увлекается нагне-
тателем и вследствие развивающейся центро-
бежной силы движется по траектории АБ,
Фиг. 7. Схема ротора дробемётного аппа
рата и траектория движения дроби [11]
встречая на своём пути стенку регулирующей
втулки в точке Б. На участке Б В дробь, от-
брасываемая центробежной силой, скользит
по внутренней стенке регулирующей втулки,
пока не достигнет окна в. На участке ВГ
дробь под действием центробежной силы вы-
брасывается через окно регулирующей втул-
ки и попадает ца лопатки ротора. Попавшая
на лопатку ротора дробь увлекается послед-
ней и в точке Д выбрасывается на обрабаты-
ваемую деталь.
Абсолютная скорость, развиваемая дробью
при этом, слагается из радиальной скорости,
полученной под действием центробежной си-
лы, и окружной скорости:
v = Y vp + voKp •
Для применяемых роторных дробемётов
максимальная скорость дроби
VMaKC = 2 иокр. макс ’
где v.r„ —максимальная окружная ско-.
UKUt миль * *
рость ротора.
Иначе говоря, скорость дроби при сходе
с лопаток примерно в 1,4 раза больше окруж-
ной скорости ротора.
Для безопасности отверстия камеры для
входа и выхода конвейера завешены фарту-
ками из прочной листовой резины. Имеющие-
ся дверки в камере закрываются гермети-
чески, их запоры сблокированы с силовой
подводкой тока к моторам дробемётных аппа-
ратов так, что при открытых или неплотно
закрытых дверках аппараты не работают.
Производительность такой установки рав-
на 100—300 рессорных листов в час в зави-
симости от их длины.
Регулирование расхода дроби произво-
дится изменением отверстия, через которое
течёт дробь к дробемётному аппарату. Изме-
нение отверстия истечения дроби произво-
дится постановкой заслонок с калиброванным
отверстием на трубах, подводящих дробь
к дробемётный аппаратам из бункера.
37*
580
НАКЛЁПЫВАНИЕ ДРОБЬЮ
Установки для наклёпа мел-
ких деталей с конвейером ба-
рабанного типа (фиг. 8). Взамен лен-
точного конвейера, поступательно перемеща-
ющего деталь под потоком дроби, внутри ка-
меры этой установки размещён пластинчатый
транспортёр барабанного типа, на который
загружают детали, подлежащие наклёпу дро-
бью. Пластинчатый транспортёр имеет форму
полумесяца или открытого барабана, поэтому
при его движении детали, находящиеся на нём,
пересыпаются, получая вращательное дви-
жение. Над транспортёром на камере смон-
тирован роторный дробемётный аппарат, ко-
торый подаёт струю дроби на перемешиваю-
щиеся детали и производит их наклёп.
Отработанная дробь ссыпается вниз, отку-
да элеватором подаётся в верхний бункер,
проходя через сепаратор. Из верхнего бункера
дробь снова поступает на лопатки турбины.
Транспортёр этой установки может двигаться
в обоих направлениях. Движение транспор-
тёра в одном направлении является рабочим,
При заправке дробемёта дробь засыпается
в загрузочный бункер 1. С помощью ковше-
вого элеватора 2 она поднимается вверх и за-
полняет бункер 3 питателя ротора. Избыток
дроби поступает в бункер 4 (сепаратора), объ-
ём которого достаточен для размещения всей
Фиг. 9. Схема дробемётиой уста-
новки типа ДУ-1 ЦНИИТМаш
с вертикальной осью вращения
дробемётного аппарата [7]
Фиг. 8. Схема дробемётиой установки с конвейером
барабанного типа, работающей на автозаводе имени
И. В. Сталина: 1 камера; 2 барабан; 3 — цепной
конвейер; 4—привод конвейера; 5—дробемётиый ап-
парат; 6—привод дробемётного аппарата; 7—шнек;
в—элеватор; 9 — привод элеватора; 10 — сепаратор
а в противоположном направлении — раз-
грузочным. При разгрузке деталей после на-
клёпа конвейеру дают обратный ход, и обра-
ботанные детали из камеры высыпаются
в тару.
Одним из недостатков описанных установок
является трудность подвода дроби к центру
ротора, ось вращения которого расположена
горизонтально.
Установка ЦНИИТМаш типа
ДУ-1 с горизонтальным распо-
ложением ротора дробемёта
с вертикальной осью враще-
н и я (фиг. 9) не имеет указанного вы-
ше недостатка. Вертикальное расположение
оси вращения ротора облегчает подвод дроби
к ротору, упрощает конструкцию направляю-
щего устройства и снижает износ её деталей.
дроби (300 кг), загружаемой в установку.
Из бункера питателя при открытом дросселе
5 дробь поступает по вертикальному трубо-
проводу 6 в центр быстро вращающегося ро-
тора 7, укреплённого на вертикальном валу
и приводимого в движение электродвигате-
лем 8. Лопатками ротора дробь выбрасывает-
ся в горизонтальной плоскости на обрабаты-
ваемое изделие 9, помещённое в рабочей ка-
мере дробемёта. Определённое направление
выбрасывания дроби обеспечивается располо-
жением выходного отверстия сбоку в нижней
части вертикального трубопровода 6, имею-
щего возможность поворачиваться и фиксиро-
ваться в любом положении. После наклёпа
деталей дробь скатывается по наклонному
дну рабочей камеры и попадает вновь на эле-
ватор, совершая замкнутый цикл.
Установка снабжена вытяжным вентиля-
тором для отсоса загрязнённого воздуха из
рабочей камеры и очистки дроби от оскол-
ков. Вентилятор укреплён на боковой стен-
ке сепаратора и связан с ним приёмным патруб-
ком 10. В рабочую камеру воздух поступает
через отверстия 11, расположенные над ро-
тором, а в сепаратор — через окна 12 и 13.
Очистка дроби от осколков осуществляет-
ся пневматически. При открытом дросселе 14
дробь широкой струёй высыпается из бункера,
встречая на своём пути поперечный поток
отсасываемого из рабочей камеры воздуха,
который направляется на дробь специальным
диффузором, вставленным в окно 13. Оскол-
ки дроби увлекаются воздушным потоком и по-
падают в предназначенный для них бункер 15.
Полноценная дробь падает вниз, где сме-
шивается с дробью, поступающей из рабочей
камеры дробемёта на элеватор. Таким обра-
зом, сепарирование дроби осуществляется
параллельным потоком, что позволяет произ-
водить очистку дроби и при работающем и при
неподвижном роторе дробемёта.
Ротор дробемёта (фиг. 10) выполнен свар-
ным в виде двух дисков 1 и 2, соединённых паль-
цами 3 и закреплённых на ступице 4. Диски
имеют радиальные пазы, предназначенные для
установки восьми лопаток 5. Литые лопатки
НАКЛЁПЫВАНИЕ ДРОБЬЮ
581
из износостойкой стали крепятся в роторе
диском 6, который заходит в имеющиеся в них
пазы 7. Весь ротор укреплён на коническом
хвостовике вертикального вала 8, на про-
тивоположном конце которого монтируется
сменный шкив привода.
Вал имеет два радиальных подшипника 9,
нижний подшипник, помимо радиального,
5 «7
Фиг. 10 Обилий вид ротора установки
ДУ-1 с вертикальной осью вращения
также воспринимает осевую нагрузку. Весь
комплект собран в трубе 10, что облегчает
монтаж и технологию изготовления этого
узла. Собранный ротор крепится к корпусу
дробемёта болтами 11. Ротор приводится
в движение двигателем через клнноремён-
ную передачу.
Для перемещения изделий под потоком
дроби применяются конвейеры различных ти-
пов.
Вращающийся кольцевой конвейер для на-
клёпа рессорных листов дробью показан на
фиг. 11. Наклёпываемые рессорные листы
укладываются на ребро, а дробемётный аппа-
Фиг. 11. Схема дробемётной установки с кольце
вым конвейером для наклёпа рессорных листов
рат с вертикальной или наклонной осью вра-
щения располагается внутри кольца конвейе-
ра. Подобного типа установки обладают всеми
преимуществами установки с роторами, вра-
щающимися в горизонтальной плоскости, и
позволяют вследствие кольцевого конвейера
обслуживать этот конвейер одному рабочему.
На фиг. 12 приводится схема конвейера
для наклёпа валов длиной 1—2 м. Всесто-
Фиг. 12. Схема конвейера для на-
клёпа длинных валов [17]
ронняя обработка дробью поверхности ва-
лов достигается здесь одновременно по-
ступательным и вращательным их переме-
щением. Поступательно-вращательное дви-
жение обрабатываемых валов достигается
посредством вращающихся роликов, образую-
щих 2 конуса, сопряжённых вершинами и рас-
положенных под углом к направлению про-
дольного перемещения. Обрабатываемые ва-
лы при поступательном движении по роликам
вращаются вокруг своей оси благодаря тому,
что угол между их осями и осями вращаю-
щихся роликов меньше
Схема конвейе-
ра д.чя обработки
дробью спирал i.-
ных и цилиндриче-
ских пружин при-
ведена на фиг. 13.
На пальцы 1
конвейера 2 наде-
ваются пружины,
предназн ачен н ые
для наклёпа. При
продольном пере-
мещении конвейе-
ра под потоком
дроби пружины
встречают опору в
виде планки 3 и
начинают катить-
ся по ней, вра-
щаясь на всём про-
тяжении опорной
прямого.
Фиг. 13. Схема установки
для наклёпа пружин [7]
планки, т. е. под
потоком дроби они получают поступательное
и вращательное движение. При проходе
зоны действия дроби пружины встречают
упор 4, снимающий их с пальцев конвейера.
На фиг. 14 представлен вариант транспор-
тёра для наклёпа крупных спиральных пру-
жин. Он состоит из двух валов, расположен-
ных вдоль камеры установки, и резинового
ремня с металлическими шпорами, проходя-
щими между валами. Наклёпываемые пружины
укладываются на валы н получают от них
вращательное движение. Продольное пере-
582
НАКЛЁПЫВАНИЕ ДРОБЬЮ
мещение пружин производится шпорами,
прикреплёнными на ремне, который движется
между валами.
Фиг. 14. Схема установки для наклепа крупных
цилиндрических пружин
На фиг. 15 приводится схема установки
для наклёпа крупных коленчатых валов. На-
клёпываемый вал опирается концевыми шей-
ками на ролики. Эти ролики находятся в сцеп-
лении с колёсами тележкн. При поступатель-
ном движении тележки под потоком дроби
Фиг. 15. Схема установки для наклёпа ко-
ленчатых валов
от колёс ее передаётся вращательное движе-
ние роликам и опирающемуся на них обра-
батываемому валу.
ДРОБЬ ДЛЯ ДРОБЕСТРУЙНОГО
НАКЛЁПА
Для наклёпа поверхности изделий с. целью
их упрочнения применяется стальная или,
чаще, чугунная дробь диаметром от 0,4 до
1,5 мм. Более крупная дробь даёт более вы-
сокий наклёп. Дробь меньшего диаметра даёт
более гладкую поверхность после наклёпа.
Для чугунной дроби обычно применяется чу-
гун следующего химического состава: угле-
рода 3.45%, кремния 1,8%, марганца 0,55%,
серы 0,15%, фосфора 0,46%. Дробь долж-
на обладать возможно большей твёрдостью и
вместе с тем не должна раскалываться от
удара об изделие при наклёпе. Дробинка
диаметром 0,8—1,0 мм при испытании, не
должна разрушаться под нагрузкой 180 кг.
Получается чугунная дробь путём распы-
ления струи жидкого чугуна с помощью водя-
ной струи под большим давлением. Высуши-
вание дроби предохраняет её от коррозии.
После сушки дробь сортируется путём про
сеивания через сито с калиброванными ячей-
ками.
В процессе охлаждения в воде мелких ча-
стичек чугуна микроструктура дробинок по-
лучается цементитно-мартенситная с Н Б=
=6504-800. Такая твёрдость способствует рас-
калыванию дроби. Для обеспечения стой-
кости дроби рекомендуется её термически об-
рабатывать. Обработка состоит в нагреве до
полного или частичного разложения цемен-
тита и образования углерода отжига с после-
дующей закалкой и отпуском. Применяя раз-
личные режимы обработки, можно получить
дробь вязкую с 7/Б=2004-600. Большой рас-
ход чугунной дроби из-за раскалывания её
на части при ударе вследствие её низкой пла-
стичности значительно удорожает операцию
наклёпа. Практикой установлено, что расход
дроби вследствие её раскалывания на один
дробемёт роторного типа при скоростях вы-
брасывания дроби 70 м/сек достигает 30—
50 кг/час. Лучшие результаты даёт стальная
дробь. Средний расход стальной дроби в тех
же условиях составляет всего лишь 1,0 кг/час,
т. е. в 30—50 раз меньше, чем чугунной.
Производство для дробеструйного наклёпа
стальной литой дроби связано с трудностями
из-за низких литейных свойств стали по
сравнению с чугуном.
Московский автозавод им. Сталина в 1949—
1950 гг успешно применил дробь, полученную
путём рубки стальной проволоки. В готовом
виде такая дробь представляет собой цилинд-
рики, высота которых равна их диаметру.
При работе в дробемётном аппарате эти ци-
линдрические кусочки стальной проволоки
в результате пластической деформации при
ударе об упрочняемую поверхность изделия
приобретают форму, близкую к форме шара.
После длительной работы дробь сама на-
клёпывается, что сопровождается повышением
её твёрдости. Так, твёрдость дроби из канат-
ной проволоки, содержащей углерода 0,7%,
по истечении 40 часов работы повышается
с 36 до 44, а по истечении 300 час. работы до
50 единиц по Роквеллу.
Стальная дробь, проработавшая 400—
500 час., получает сильный наклёп, в резуль-
тате чего на дробинках появляются трещины
и дробь начинает раскалываться. В этом слу-
чае расход дроби увеличивается до 1,5 кг/час
на одни дробемётный аппарат.
Стоимость 1 кг стальной дроби, рублен-
ной из проволоки, в 4—5 раз дороже чугун-
ной, но применение её вследствие лучшей
стойкости и меньшего поэтому расхода об-
ходится дешевле.
При использовании для наклёпа стальной
дроби резко уменьшается износ лопаток ро-
тора дробемёта.
Чугунная дробь, в структуре которой со-
держатся весьма твёрдые частицы цементита,
при сбросе бороздит лопатки, неравномерно
и быстро их изнашивая.
При работе со стальной дробью износ ло-
паток происходит медленнее и равномернее
по всей плоскости.
Эффект упрочнения стальной круглой дро-
бью несколько выше, чем чугунной, так как
в последней всегда имеются осколки с остры-
НАКЛЁПЫВАНИЕ ДРОБЬЮ
583
ми краями. Эффект наклёпа дробью, рублен-
ной из проволоки, нескруглённой, несколь-
ко ниже, чем при применении чугунной дроби.
КОНТРОЛЬ ПРОЦЕССА ДРОБЕСТРУЙНОЙ
ОБРАБОТКИ
Глубина наклёпанного слоя и остаточные
напряжения в нём зависят от материала на-
клёпываемой детали, её термообработки,
•состояния наклёпываемой поверхности, раз-
мера и качества дроби, скорости дроби в
момент удара и количества выбрасываемой
дроби на единицу наклёпываемой поверх-
ности.
Такое многообразие факторов, влияющих
на степень наклёпа, вызывает необходимость
установления оптимального режима наклёпа,
обеспечивающего наибольшую прочность уп-
рочняемых изделий и сохранения стабиль-
ности установленного процесса в производ-
ственных условиях.
В настоящее время большое распростра-
нение получил метод, в основе которого
лежит измерение стрелы прогиба эталонной
пластинки, наклёпанной вместе с упрочняе-
мой деталью.
При пользовании этим методом одновре-
менно с обработкой детали или вместо неё
под поток дроби помещается эталонная пла-
стинка S, укреплённая четырьмя винтами на
специальной колодке В (фиг. 16). Односторон-
ний наклёп дробью этой пластинки вызывает
Фиг. 16. Колодка для крепления
^эталонных пластинок при их наклёпе
увеличение твёрдости металла наклёпываемо-
го слоя и создаёт в этом слое напряжения
сжатия. После освобождения от колодки пла-
стинка получает искривление. Стрела прогиба
пластинки, искривившейся вследствие её на-
клёпа дробью, принимается за критерий ин-
тенсивности процесса и степени наклёпа из-
делия .
Для измерения стрелы прогиба пластинки
используют специальное приспособление с ин-
дикатором (фиг. 17). Режим дробеструйного
наклёпа в производственных условиях обычно
контролируется периодически несколько раз
в смену.
Эталонные пластинки для контроля про-
цесса обычно изготовляют из стали марки
У7 или пружинной стали и подвергают терми-
ческой обработке для получения твёрдости
Няс =44—50.
В практике применяют два типа эталон-
ных контрольных пластинок (табл. 1). Пла-
стинки меньшей толщины применяют в том
случае, когда их стрела в результате наклёпа
не превышает 0,4 мм.
Таблица 1
Размеры контрольных пластинок в мм
Тип Длина Ширина Толщина
А С 76,2±0,38 76,2±0,38 19,05—0,13 19,05—0, 13 1 ,295±0,025 2,391±0,025
Стрела прогиба пластинки зависит от глу-
бины наклёпанного слоя и величины остаточ-
ных напряжений. Может иметь место одинако-
вая стрела при разном сочетании этих факто-
ров. Поэтому описанный метод надёжно обес-
печивает контроль стабильности установлен-
ного процесса. Интенсивность же наклёпа
Фиг. 17. Прибор для измерения кри
визны.контрольных пластинок после
наклёпа
он характеризует в степени, определяемой
взаимозависимостью между глубиной наклё-
па и величиной напряжений в изделиях, на-
клёпанных дробью по установленным прак-
тикой режимам.
Этот метод контроля стабильности процес-
са наклёпа практически с успехом может быть
применён при одностороннем дробеструйном
наклёпе рессорных листов путём замера изме-
нения кривизны самих наклёпываемых листов.
Для этого устанавливается оптимальное
изменение кривизны термически обработан-
ного рессорного листа от наклёпа дробью
и периодическими замерами кривизны таких
же листов перед наклёпом и после наклёпа
контролируется стабильность режима наклё-
па рессорных листов.
УПРОЧНЕНИЕ ИЗДЕЛИЙ В РЕЗУЛЬТАТЕ
ДРОБЕСТРУЙНОГО НАКЛЁПА
В поверхностном слое наклёпываемого из-
делия происходят микро- и макроскопические
изменения.
Поверхность детали при наклёпе дробью
становится неровной, причём неровность воз-
растает с увеличением размера применяемой
дроби.
584
НАКЛЁПЫВАНИЕ ДРОБЬЮ
На фиг, 18 приведена кривая зависимо-
сти неровностей поверхности от размера при-
меняемой дроби, а на фиг. 19 показана по
верхность наклёпанного образца.
Прирост твёрдости в результате наклёпа
тем резче, чем меньше твёрдость стали,до
наклёпа.
Фиг. 18. Зависимость между диаметром дроби
и неровностью поверхности
В поверхностном слое наклёпанного’изде-
лия в результате пластической деформации
можно наблюдать текстуру (фиг. 20) и линии
сдвига Чернова, последние особенно рельеф-
но проявляются при наклёпе высокомарган-
цевой закалённой стали (фиг. 21). Кроме
того, в результате возникновения больших
Фиг. 21. Микроструктура наклёпанной
зоны высокомарганцевой закалённой стали
Фиг. 19. Поверхность стального образца, наклёпанного дробью диаметром: а— 0,5 мм;
б— 0,8 мм; в — 1,4 мм
напряжений и высоких температур в по-
верхностном слое могут возникнуть фазовые
превращения, оказывающие большое влияние
на прочность изделия.
Фиг. 20. Микроструктура поверхности
наклёпанного образца
Твёрдость поверхностного слоя изделий,
наклёпанных дробью, повышается.
В результате"'наклёпа твёрдость повышает-
ся: у сталей марок 15—20 на 60—80%, у
среднеуглеродистых сталей на 18—20%, а у
инструментальных сталей и цементированных
изделий на 13—14%.
Увеличение твёрдости поверхности про-
исходит в первые 1—3 минуты дробеструй-
ной обработки. Последующее увеличение дли-
тельности" обработки не сопровождается её
заметным приростом. У изделия с обезуглеро-
женной поверхностью повышение твёрдости
происходит в течение более длительного пе-
риода (фиг. 22).
Приращение твёрдости от наклёпа дро-
бью распространяется на глубину 0,3—0,4 мм
с постепенным снижением (приближённо—по
линейному закону) по мере удаления от по-
верхности (фиг. 23).
Пластическая деформация поверхностного
слоя детали при дробеструйном наклёпе соз-
даёт в нём остаточные напряжения. Вели-
чина этих напряжений достигает предела теку-
чести.
НАКЛЁПЫВАНИЕ ДРОБЬЮ
585
В результате развития остаточных напря-
жений в поверхностном слое наклёпанная пла-
стинка получает искривление.
На фиг. 24 приводится зависимость тол-
щины сжатого слоя, величины искривления
контрольных пластинок и величины остаточ-
ных напряжений от длительности наклёпа.
Длительность обработки дробью
Фиг. 22. Зависимость между дли-
тельностью наклёпа дробью и твёр-
достью поверхностного слоя: 1 —
сталь 55С2, обезуглероженная на
глубину 0,15 мм’, 2 —то же после
шлифования; 3 — сталь 15Х цементо-
ванная; 4—сталь Р9; 5—сталь Р18 [12]
Данные, представленные этими кривыми,
получены экспериментальным путём на пла-
стинках размером 19 х 75x1,3 .им, изготов-
ленных из стали марки У7, термически обра-
ботанных (Н^с = 49—50).
Наклёп производился чугунной дробью
диаметром 0,4—0,6 мм при скорости 57 м/сек
с подачей НО кг/мин. Продолжительность
Фиг. 23. Изменение твёрдости по
глубине наклёпанного слоя стали
50ХГФ (длительность наклёпа:
7—5 сек.; 2-30 сек.; 5—60 сек.;
4—120 сек.; 5-300 сек.) [12]
наклёпа изменялась от 5 сек. до 10 мии. Оста-
точные напряжения определялись методом
удаления слоёв электролитическим страв-
ливанием.
Степень иаклёпа, кроме того, зависит от
скорости дроби в момент удара. Предельная
скорость обычно лимитируется прочностью
дроби.
Из диаграммы, приведённой на фиг. 25,
видно, что наиболее высокий предел вынос-
ливости получается при наклёпе дробью диа-
метром 0,4—0,6 мм.
Фиг. 24. Влияние длительности наклё-
па дробью стали У7 на толщину сжатого
слоя и на величину максимальных оста-
точных напряжений: 1—толщина сжатого
слоя; 2 — прогиб образца; 3 — остаточные
напряжения [12]
С уменьшением окружной скорости ротора
предел выносливости образцов также сни-
жается.
Па фиг. 26 приводится зависимость пре-
Фнг. 25. Зависимость предела выносливости
от диаметра дроби и скорости вращения ротора
дробемёта
дроби, выбрасываемой на наклёпываемые из
делия ротором дробемёта при скорости его
вращения 2 200 об/мин. и скорости конвейе
ра 2,6 м]мин.
Из этой диаграммы видно, что с увеличе-
нием подачи дроби предел выносливости ста -
Фиг. 26. Зависимость предела вынос-
ливости <sw от количества дроби, по-
даваемой в ротор дробемёта [15]
ли вначале резко возрастает. Последующее
увеличение подачи дроби даёт меньший эффект
который совершенно затухает при расходе
дроби больше 120 кг/м.
586
НАКЛЕПЫВАНИЕ ДРОБЬЮ
Расход дроби 0 кг 6 минуту
Это же явление можно видеть на схеме
(фиг. 27), где приводится величина искрив-
ления контрольных пластинок в зависимости
от расхода дроби.
При дробеструйной обработке большое
значение имеет время нахождения изделия
под струёй дроби. Последнее обычно регули-
руется скоростью поступательного движения
4 зон
§ гво
I 260
200
220
st 200
г *
ISO
*3
ISO
Н по
§ 120
юо
Фиг. 27. Зависимость искривления 'контрольных
пластинок от расхода дроби
конвейера, несущего наклёпываемую деталь,
или скоростью поступательного и вращатель-
ного движения изделия, если производится
наклёп изделия со всех сторон.
Непосредственным показателем эффектив-
ности наклёпа является увеличение^предела
. До обработки
---После дробеструйной
обработки
Фиг. 28. Влияние дробеструйной об-
работки на предел выносливости ста-
ли с различным содержанием угле-
рода
выносливости или увеличение долговечности
изделия.
Влияние дробеструйной обработки на пре-
дел выносливости стали с различным содер-
жанием углерода показано на фиг. 28, предел
выносливости в результате наклёпа дробью
повышается тем больше, чем больше угле-
рода в стали.
Наклёп повышает предел выносливо-
сти в большей степени для изделий, имеющих
Фиг. 29. Влияние твёрдости на пре-
дел выносливости после дробеструй-
ной обработки
Равным образом дробеструйный наклёп
даёт относительно большее упрочнение дета-
ли при наличии технологических и конструк-
тивных концентратов напряжения на ней в
виде надрезов или напрессованных втулок.
При тех же параметрах дробеструйного
наклёпа можно получить гораздо больший
эффект наклёпом изделия в напряжённом со-
стоянии. Так, например, в изогнутом рессор-
ном листе верхние волокна будут иметь на-
пряжение растяжения, а нижние — напря-
жение сжатия. По величине эти напряжения
должны быть не ниже тех, которые в рессоре
возникают в рабочем состоянии, или, лучше,
быть равными пределу текучести термически
обработанных рессорных листов. Эпюра ос-
новных напряжений по сечению листа будет
выражаться кривой АА (фиг. 30).
Если в таком напряжённом состоянии пла-
стически деформировать поверхность листа
дробеструйным наклёпом, то напряжения
Фиг. 30. Эпюра распределения
напряжений в образце [1]
по всей глубине h пластически деформирован-
ного слоя изменяются. На стороне растянутых
волокон взамен напряжения растяжения об-
разуются сжимающие напряжения, а на сто-
роне сжатых волокон рессорного листа напря-
жения сжатия значительно упадут и эпюра
напряжений получит вид кривой BCDE
(см. фиг. 30).
Как видно из эпюры рабочих напряжений,
на стороне растянутых волокон основной эпю-
ры появились напряжения сжатия в макси-
мально напряжённом состоянии листа, т. е.
при любых нагрузках на этот лист на его по-
верхности со стороны растягиваемых волокон
всегда будут напряжения сжатия.
Наклёп рессорных листов в напряжённом
состоянии со стороны сжатых волокон поз-
воляет получить остаточные напряжения рас-
НАКЛЕПЫВАНИЕ ДРОБЬЮ
587
тяжения и этим значительно снизить сжи-
мающие напряжения от рабочей нагрузки со
< тороны сжатых волокон.
Дробеструйный наклёп стальных деталей
значительно повышает их коррозийно-уста-
лостную прочность.
При одновременном воздействии на металл
циклически повторяющихся переменных на-
г ряжений и коррозийной среды коррозия со
временем сосредоточивается преимуществен-
I'o па участках, имеющих концентрацию на-
I ряжений.
Такими участками могут быть как перво-
начальные очаги коррозии, так и поверхност-
ные микродефекты.
По мере углубления коррозийного пора-
жения возрастает концентрация напряжений,
которая делает металл на этих участках
более химически активным.
В результате развивающегося электрохи-
мического процесса коррозии в условиях
переменных нагрузок возникают узкие глу-
бокие трещины коррозийной усталости, при-
водящие к излому детали.
Упрочнение поверхности стальных дета-
лей дробеструйным наклёпом придаёт им весь-
ма ценное свойство, заключающееся в резком
(иижении чувствительности к поверхност-
ным концентраторам. В связи с этим наклёп
дробью является очень эффективным для
повышения коррозийно-усталостной проч-
ности.
Экспериментально установлено, что шли-
фованные образцы из стали 45, имеющие пре-
дел выносливости на воздухе 23,5 кг/мм2,
при испытании в 3%-ном растворе поваренной
соли в воде снижают свою усталостную проч-
ность в 2,5 раза; последняя составляет всего
10,0 кг}мм2. Упрочнение тех же образцов
дробеструйным наклёпом повышает предел
1 ыносливости на воздухе до 29,7 кг1мм2.
Испытание тех же образцов в солёной воде
показывает повышение предела выносливости
до 20,2 кг, т. е. в 2 раза выше такового для
шлифованных и ненаклёпанных образцов.
Существенного повышения (до 95%) кор-
розийно-усталостной прочности можно до-
стигнуть в изделиях с электролитически хро-
мовым покрытием за счёт предварительного
поверхностного наклёпа дробью, особенно
предварительного наклёпа в напряжённом
состоянии.
ПРИМЕНЕНИЕ ДРОБЕСТРУЙНОГО
НАКЛЕПА НА железнодорожном
ТРАНСПОРТЕ
Упрочнение изделий дробеструйным на-
клёпом эффективно для деталей машин, ра-
ботающих в условиях переменных нагрузок.
На железнодорожном транспорте он может
быть широко применён для высоко напря-
жённых деталей из углеродистой стали и
особенно рессор и пружин подвижного со-
става.
На железнодорожном транспорте широкое
применение получила углеродистая сталь
Ст. 5. На фиг. 31 приводятся кривые вы-
носливости для этой стали, полученные на
образцах диаметром 15 мм. Повышение пре-
дела выносливости образцов, наклёпанных
дробью, по сравнению с полученным на об-
точенных образцах составляет 32%, а по срав-
нению со шлифованными образцами — 19%.
Значения ударной вязкости наклёпанных и не-
наклёпанных образцов из этой стали практи-
чески одинаковы. Гораздо больший эффект
Фиг. 31. Результаты испытания образцов
из стали Ст. 5, </ = 15 лл, упрочнённых дро-
беструйной обработкой [12]
наклёп дробью оказывает на увеличение пре-
дела выносливости и долговечность желез-
нодорожных пружин и рессор подвижного
состава.
Опыты, проведённые на плоских образцах
из рессорной стали марки 55С2 с поверхно-
стью в состоянии проката, имеющего обез-
углероживание на глубину 0,15 мм, показали
значительное увеличение предела выносли-
вости при симметричном знакопеременном
цикле испытания.
При этом, если предел выносливости для
ненаклёпанных термически обработанных об-
разцов, имевших твёрдость Н1<с = 38—40, ока-
Продолжительность никлепа д секундах
Фиг. 32. Характер нарастания
упрочняющего действия
от продолжительности наклёпа
зался равным 32 кг/мм2, то в результате наклё-
па он значительно увеличивается, особенно в
течение первых 30 сек. процесса. Так, при на-
588
НАКЛЁПЫВАНИЕ ДРОБЬЮ
клёпе чугунной дробью диаметром 0,4—0,6 мм
при 2 250 об/мин. ротора, его диаметре 500 мм
и расходе дроби 100—120 кг/м предел вынос-
ливости поднимается с 32 до 59 кг/мм2.
Характер нарастания упрочняющего дей-
ствия от продолжительности наклёпа приве-
дён на фиг. 32.
Число циклов Во разрушения
Фиг. 33. Результаты испытаний об-
разцов с желобом из рессорной ста-
ли марки 55С2 с чёрной поверхно-
стью: а—наклёп дробью в напряжён-
ном состоянии; б-наклёп дробью;
в—без наклёпа [1]
Исходя из этой кривой следует признать,
что при описанных условиях опыта экономи-
чески целесообразной является продолжитель-
ность наклёпа в течение 30 сек.
Дальнейшее увеличение времени до 2 мин.
даёт очень незначительный упрочняющий
эффект.
Данные, полученные на желобчатых пло-
ских образцах из стали марки 55С2 толщиной
13 мм, с поверхностью в состоянии поставки
при пульсирующем цикле, приведены на
фиг. 33.
Эти кривые получены на плоских образцах
прн испытании их при пульсирующем цик-
ле напряжения по схеме, приведённой на
фиг. 34.
Термическая обработка всех образцов за-
ключалась в закалке в масле и отпуске до
Hrc = 40.
Для наклёпа в напряжённом состоянии
образцы изгибались путём стягивания их
болтами по концам, с прокладкой между ни-
ми так, что они в среднем сечении имели на-
пряжение изгиба, равное примерно 80—
90 кг/мм*.
В таком напряжённом виде образцы под-
верглись наклёпу дробью со стороны растя-
нутых волокон. При испытании разруше-
ние образцов началось не со стороны растя-
гивающих, а со стороны сжимающих напря-
жений, т. е. первоначальные трещины обра-
зовывались на стороне сжатых волокон на
буртике образца.
Такие же испытания, проведённые на пло-
ских образцах толщиной 10 мм без желобка,
показали возможность увеличения предела
выносливости рессорной стали путём обыч-
ного наклёпа в продолжение 1 мин. до
70 кг)мм2 и наклёпа в напряжённом состоя-
нии до 85 кг/.и.м2 вместо 35 кг/лиг3 для образ-
цов в ненаклёпзнном состоянии (фиг. 35).
В железнодорожных рессорах от стати-
ческой нагрузки спокойно стоящего гружё-
ного вагона возникают напряжения до
70 кг!мм^. При движении вагона по неровно-
стям пути наблюдаются толчки, в результате
которых напряжение в рессорных листах
колеблется, меняясь на величину, примерно
равную±40-^50% от напряжений, вызванных
статической нагрузкой. Поэтому большой прак-
тический интерес представляет влияние на-
клёпа на предел выносливости при режиме
испытания, наиболее приближающемся к
условиям работы рессор под вагоном.
Испытание плоских образцов на машине,
схема которой приведена на фиг. 34, при
знакопостоянном цикле напряжения з = 70-
± Аз показало, что рессорная сталь марки
55С2 в ненаклёпанном состоянии имеет пре-
дел выносливости а = 70± 13 кг/л«л«3, в образ-
Фиг. 34. Схема машины и плоских образцов для испытания* на выносливость [J]
НАКЛЁПЫВАНИЕ ДРОБЬЮ
589
цах, наклёпанных дробью, он повышается до
70 ± 15 ksJmm2, а в образцах, наклёпанных
в напряжённом состоянии, он достигает 70 ±
26,5 кг)ммг.
Результаты этих испытаний приведены
на фиг. 36.
Фиг. 35. Зависимость предела вы-
носливости для плоских образцов стали
55С2 от наклёпа при пульсирующем
цикле напряжения: а - образцы, на-
клёпанные в напряжённом состоянии;
б — образцы, наклёпанные обычным
способом; в —образцы ненаклёпанпые
Число циллоб разрушения
Фиг. 36. Зависимость предела вы-
носливости для плоских образцов
стали 55С2 от наклёпа при знакопо-
стоянном цикле напряжения
± Да: а — наклёпанные в напряжен-
ном состоянии; б—наклёпанные обыч-
ным способом; в — образцы ненак.чё-
панные
Характерно, что кривые выносливости для
упрочнённых образцов и образцов шлифован-
ных пересекаются только при очень высоких
перегрузках (фиг. 37), а для упрочнённых
образцов и образцов обточенных, повидимому,
не пересекаются вовсе. Это говорит о том, что
положительное влияние дробеструйного на-
клёпа на долговечность образцов оказывается
до самых высоких перегрузок. Это положе-
ние подтверждается экспериментальными дан-
ными, приведёнными на фиг. 37. На этой фи-
гуре приведены, помимо кривых выносли-
вости, кривые повреждаемости, полученные
на образцах диаметром 15 мм для стали Ст. 5.
б
Фн) . 37. Результаты перегрузочных
испытан и й (сталь Ст. 5, d = 15 мм) образ-
цов, упрочнённых дробеструйной об-
работкой: /—наклёп, линия .выносли-
вости; 2-наклёп, линия повреждаемо-
сти; //-шлифование, линия выносли-
вости; 4— шлифование, линия повреж-
даемости [12]
Несмотря на то, что кривая повреждаемости
для упрочнённых образцов прошла почти
совершенно горизонтально, точка её пересе-
чения с кривой повреждаемости для неупроч-
нённых образцов отвечает очень высокому
перенапряжению. Области положительного
и отрицательного влияния дробеструйного
наклёпа, заштрихованные и отмеченные соот-
ветственно знаками плюс и минус, указывают,
что почти во всех сочетаниях величины на-
пряжения и повторности его приложения
действие дробеструйной обработки остаётся
положительным. Эксперименты, проведён-
ные на образцах рессорной стали 55С2, пока-
зали, что наклёп дробью, значительно повышая
предел выносливости этой стали, делает её
чувствительной к перегрузкам.
.zkzJmm2
510^8 10i 2 3 4 5 6 78410s 2 3 4510sN
Фиг. .38. Влияние перегрузок на усталостную *
прочность рессорной стали 55С2 [12]
На фиг. 38 приводятся кривые выносли-
вости (сплошная линия) и повреждаемости
(пунктирная линия), полученные эсперимен-
тально на плоских образцах рессорной стали
590
НАКЛЁПЫВАНИЕ ДРОБЬЮ
с наклёпанной поверхностью в состоянии
проката.
Для построения кривой повреждаемости
образцы при различных напряжениях выше
предела выносливости подвергались некото-
рому числу циклов напряжений, меньшему
того, которое вызывает разрушение. Затем
каждый из этих образцов испытывался на
усталость при напряжении, равном пределу
выносливости образца в его исходном состоя-
нии. Если такой образец при этом выдержи-
вал 5- 10е циклов напряжения, то считалось,
что предварительная перегрузка образец не
повредила.
Граница, отделяющая область допустимых
перегрузок, т. е. кривая повреждаемости,
на фиг. 38 показана пунктиром.
Серия таких же плоских образцов, наклё-
панных дробью, подвергшихся 5-кратной пе-
регрузке при напряжении 110 кг/мм2, при ис-
пытании показала снижение предела вынос-
ливости с 46 до 38 кг]мм2.
Следует отметить, что по абсолютному
значению предел выносливости образцов, на-
клёпанных дробью, и после перегрузки
(38 кг[мм2) выше предела выносливости об-
разцов в исходном состоянии без наклёпа
(32 кг/мм2).
Для изучения влияния наклёпа дробью на
долговечность железнодорожных рессор под-
вергались сравнительному испытанию 12-ли-
стовые рессоры 2-осного грузового вагона
[1], [2].
Рессоры изготовлялись из стали марки
55С2 и по своему качеству соответствовали
ГОСТ 1425-48. Часть рессор для испытания
была собрана из листов, упрочнённых дробе-
струйным наклёпом.
Наклёп листов производился чугунной
дробью диаметром 0,8—1,0 мм, при подаче
дроби 70 кг/мин при скорости конвейера
8 м/мин в три прохода.
Для испытания одновременно устанавли-
вались 8 рессор, которые подвергались оди-
наковой постоянной нагрузке 7 000 кг каждая.
При запуске машины каждая рессора проги-
балась дополнительно на 20 мм с частотой
колебания 80 циклов в минуту. При этом обыч-
ные 12-листовые рессоры выдерживали до
разрушения от 60 до 350 тысяч циклов и дали
в среднем из 16 показаний 154 тысячи циклов.
Те же рессоры, собранные из листов, упроч-
нённых дробеструйным наклёпом и конструк-
тивным упрочнением ушков, выдерживали до
разрушения от 650 до 1 300 тысяч циклов,
дали среднее значение из 8 показаний 935 ты-
сяч циклов, т. е. долговечность их по срав-
нению с обычными рессорами увеличивалась
в шесть раз.
Сравнительное испытание обычных и упроч-
нённых дробеструйным наклёпом наружных
пружин тележки 50-т вагона показывает
значительный эффект этого вида обработки.
Пружины, изготовленные из заготовки диа-
метром 30 мм стали марки 55С2 одной плавки,
испытывались в наклёпанном и ненаклёпан-
ном виде.
При испытании пружины предварительно
нагружались усилием 2 900 кг каждая и затем
прогибались на 20 мм с частотой 80 циклов в
минуту. При этом наибольшее усилие, действу-
ющее на каждую пружину, составляло 4 999 кг.
Испытание пружин прекращалось при раз-
рушении или по достижении 3 000 000 циклов.
Пружины ненаклёпанные до разрушения
выдерживали от 290 до 700 тысяч циклов,
среднее значение из 24 показаний 444 ты-
сячи. Пружины, наклёпанные дробью, выдер-
живали до разрушения или прекращения
испытания от 1 600 до 3 000 тысяч, среднее
значение из 24 показаний 2 378 тысяч циклов,
т. е. в 5—6 раз больше, чем пружины ненаклё-
панные.
Наклёп дробью для упрочнения пружин
и рессор подвижного состава с 1S54 г. вводится
как обязательная технологическая операция
(см. ГОСТ 1425-53).
Наклёп дробью может быть применён для
упрочнения рельсовых накладок, крестовин
из высокомарганцевой стали, сердечников
стрелочных переводов, штоков, дышел, под-
буксовых струнок, тормозных тяг и подвесок,
пружин польстерных букс и др.
При выборе оборудования для наклёпа
необходимо исходить из габаритов и формы
наклёпываемых деталей.
Для наклёпа рессорных листов можно ре-
комендовать установку, приведённую на
фиг. 5.
При наклёпе рессорных листов на этой
установке при одновременной работе двух
дробемётных аппаратов и подаче дроби 100—
120 кг/мин каждым скорость конвейера долж-
на быть от 2 до 4 м)мин.
При необходимости повысить производи-
тельность установки можно за счёт уширения»
ленты конвейера укладывать рессорные листы
в два ряда и этим увеличить пропускную-
способность установки в два раза, т. е. обес-
печить наклёп 200—600 листов в час.
Для контроля степени наклёпа можно при-
менять контрольные пластинки толщиной 1,3.
или 2,4 мм из стали У7 или из рессорной
стали марки 55С2, закалённые и отпущенные-
до твёрдости Нrc = 48 50. При достаточ-
ном наклёпе пластинка толщиной 1,3 мм на
хорде, равной 33 мм, должна иметь стрелу
прогиба около 0,3 мм. Пластинка толщиной
2,4 мм при тех же условиях должна иметь,
стрелу 0,18—0,19 мм.
При расчёте скоростей перемещения на-
клёпываемых изделий следует исходить из
того, чтобы каждая точка наклёпываемого
изделия находилась под действием дроби око-
ло 1 мин. и никак не меньше 30 сек.
Для наклёпа пружин подвижного состава
может быть использована также установка,
приведённая на фиг. 5, но при этом необхо-
димо заменить ленточный конвейер цепным,
обеспечивающим перемещение пружин путём
их перекатывания по нижнему полотну вдоль,
всей камеры. Но так как пружины при их
перекатывании под струёй дроби подвергают-
ся наклёпу лишь с одной стороны (сверху)-
и верхние витки защищают от попадания дро-
би внутренние части нижних витков, то ско-
рость движения конвейера должна быть сни-
жена до 0,5 — 0,8 м/мин. Пружина при
перекатывании должна сделать полный обо-
рот под струёй дроби. Для полного покрытия
пружины струёй дроби необходимо, чтобы
площадь покрытия дробью была в продольном'
направлении не меньше трёх диаметров пру-
НАКЛЕПЫВАНИЕ ДРОБЬЮ
591
жины, а в поперечном направлении — нс
меньше высоты пружины.
Для наклёпа пружин мелкого размера и
других изделий небольших габаритов может
быть рекомендована установка, приведённая
на фиг. 8.
Время наклепав этом случае должно быть
определено путём одновременного наклёпа
вместе с деталями контрольных пластинок.
Нормальный наклёп должен давать искривле-
ние пластинок на величину, указанную ранее
при контроле наклёпа рессорных листов.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Иванников Д. Г. Наклёп дробью как сред-
ство увеличения долговечности ж.-д. рессор.
«Вестннк машиностроения» № 10. Машгиз, М.,
1953.
2. И в а н н и к о в Д. Г. Увеличение срока службы
вагонных рессор. Сборник трудов Академии
ж.-д. транспорта, вып. II. Траисжелдориздат,
М., 1953.
3. К а р а с ё в Н. А. Дробеструйная обработка спи-
ральных пружин. Журнал «Автомобильная про-
мышленность» № 12. Машгиз, М., 1948.
4. Карасёв Н. А. Повышение сроков службы
рессор и спиральных пружин наклёпом дробью.
Журнал «Вестник машиностроения» № 1. Маш-
гиз, М., 1951.
5. Карасёв Н. А. Применение стальной дроби
из проволоки для наклёпа деталей. Журнал
«Автомобильная и тракторная промышленность»
№ 2. Машгиз, М., 1952.
6. К а р а с ё в Н. А. Наклеп дробью деталей, на-
ходящихся в нагруженном состоянии. «Бестник
машиностроения» № 8, 1953.
7. Козловский И. С. Обработка автомобиль-
ных деталей стальной дробью для повышения
сопротивления усталости. Журнал «Автомо-
бильная промышленность» № 3. Машгиз, М.,
1946.
8. Савер ии М. М. Обдувка дробью как способ
повышения усталостной прочности, в кн. Упроч-
нение машиностроительных сортов стали по-
верхностной обработкой. ЦНИИТМаш, Кн. 10
Машгиз, М., 1947.
9. СаверинМ. М. Исследование процесса дробе-
струйного упрочнения деталей, в ки. Исследова-
ние усталостной прочности конструкционных
сталей. ЦНИИТМаш. Кн. 24. Машгиз, М., 1949.
10. С а в е р и н М. М. Определение остаточных на-
пряжений, возникающих при дробеструйном на-
клёпе. Сб. трудов ЦНИИТМаш «Исследования
прочности стали». Кн. 40. Машгиз. М., 1951.
И. С а вер ин М. М. Движение дроби в роторе
дробемёта механического принципа действия в
сборнике статей. Новые исследования в области
прочности машиностроительных материалов.
Машгиз, М., 1952.
12. Сборник. Повышение усталостной прочности
деталей машин поверхностной обработкой.
Машгнз, М., 1 952.
13. Свешников Д. А. н Тарасов А.М. На-
клёп металла в статически напряжённом со-
стоянии. «Вестник машиностроения» № 8, Маш-
гиз, М., 1953.
I 4. С е м ё н о в И. Т. Обдувка поверхностей деталей
дробью. Оборонгнз, М.» 1948.
15. Тарасов А. М., Свешников Д. А. Опыт
применения чугунной дроби для повышения
усталостной прочности автомобильных деталей
методом дробеструйной обработки. Журнал
«Автомобильная и тракторная промышленностью
№ 2. Машгиз, М., 1952.
ДОПУСКИ И ПОСАДКИ
ОБЩИЕ СВЕДЕНИЯ
Действительный и номинальный размеры.
Взаимозаменяемость
Действительным размером
детали называется размер, полученный в ре-
зультате непосредственного измерения. Номи-
нальный размер детали есть её расчётный
размер.
Номинальные диаметры дета-
лей ради уменьшения номенклатуры инстру-
ментального хозяйства регламентируются ОСТ
6270 (табл. 1). Поэтому конструктор, прежде
чем принять окончательно размер обрабатыва-
емого элемента, увязывает его с указанным
стандартом.
Таблица 1
Нормальные диаметры
(по ОСТ 6270)
Нормальные диаметры общего назначения
0,5 4 15 28 48 78 115 175 270 390
0,8 4,5 16 30 50 80 120 180 2-Ю 400
1 5 17 32 52 82 125 185 290 410
1.2 6 18 34 55 85 130 190 300 420
1,5 7 19 35 58 88 135 195 310 430
1,8 8 20 36 60 90 140 200 320 440
2 9 21 38 62 92 145 210 ззо 450
2,2 10 22 40 65 95 150 220 340 460
2,5 11 23 42 68 98 155 230 350 470
2,8 12 24 44 70 100 160 240 3601 480
3 13 25 45 72 105 165 250 370 490
3,5 14 26 46 75 110 170 260 380 500
Нормальные диаметры специального
назначения
с 1,4 А 4,2 А 9,5 с 27 С 56
с 1,7 А 4,8 А 10,5 А 29 с 64
с 2,3 А 5,5 А 11.5 с 33 с 76
с 2,6 А 6,5 А 12,5 в 37 в 215
А 3,2 А 7,5 А 13,5 с 39 в 225
А 3.8 А 8,5 А 14,5 в 47
г р н м е ч а н и я. 1 Стандарт на нор-
малъные диаметры распространяется на все
диаметры деталей машиностроения которые
выполняются по общесоюзной системе ДО-
пусков н посадок.
2 . Рекомендуется отбирать из таблицы
диаметров общего назначения в первую оче-
редь диаметры, оканчивающиеся на 0, во
вторую—на 0 и 5 и в третью- -на 0 . 2. 5 н 8
1 / Тример. Первый ряд 20 — - — 30
Второй ряд 20 - - 25 — 30
1 Т рети й ряд 20 22 25 28 30
. А— точная механика, В—шапикопод-
ш и п н и к и (наружные диаметры), С- -метриче-
1 екая резьба.
Взаимозаменяемость пред-
усматривает изготовление деталей и узлов
машин с таким расчётом, чтобы действитель-
ные размеры их посадочных мест обеспечи-
вали возможность сборки без дополнительной
припасовки (подгонки) сопрягаемых поверхно-
стей.
Взаимозаменяемость находит также широ-
кое применение в ремонтном деле. При ремонте
узлов машин крупносерийного производства
взаимозаменяемость даёт возможность: зна-
чительно повысить производительность, сни-
зить стоимость ремонта, уменьшить расход
металла, повысить качество ремонта и пр.
После износа контактных поверхностей
сопрягаемых элементов ремонт их произво-
дится в соответствии с градациями ремонтных
размеров, которые устанавливаются специаль-
ным расчётом.
Изношенная поверхность одной детали об-
рабатывается до размера, соответствующего
парной детали, получаемой из запаса. Вторая,
изношенная, деталь ремонтируется и идёт
в запас.
В запас предназначаются детали с разме-
рами сопрягаемых элементов, предусмотрен-
ными градациями ремонтных размеров.
Основной базой, способствующей разви-
тию взаимозаменяемости, является:
1. Регламентация точности изготовления
деталей.
2. Разделение сопрягаемых элементов на
основные и подчинённые.
3. Диференциация посадок.
4. Рациональное использование больших
допусков в точных сопряжениях.
Перечисленные мероприятия соответствен-
но осуществляются:
1) реализацией наиболее подходящих клас-
сов точности, выбираемых из ряда стандарт-
ных классов;
2) выбором наиболее удобной системы (си-
стемы отверстия или системы вала);
3) использованием наиболее работоспособ-
ной посадки из серии подвижных переходных
или прессовых, предусматриваемых стан-
дартами;
4) применением селективного метода, ос-
нованного на разбивке партии изготовленных
деталей на отдельные группы с такими гра-
дациями их действительных отклонений, ко-
торые обеспечивают требуемую посадку, в
обычных условиях сборки достигаемую только
при использовании более высоких классов
точности.
ДОПУСКИ И ПОСАДКИ
593
Классы точности
ПОСАДКИ
Классы точности определяют степень точ-
ности обработки деталей. ОСТ предусматри-
вает 10 классов точности: 1, 2, 2а, 3, За, 4, 5,
7, 8 н 9. Ббльшую точность имеет первый
класс, далее точность понижается. Последние
три класса точности 7, 8 и 9 являются грубы-
ми классами, они предназначены преимуще-
ственно для несопрягаемых размеров.
Точность для данного диаметра определяет-
ся допуском размера, который является раз-
ностью между наибольшим предельным раз-
мером и наименьшим предельным размером
детали (фиг. 1).
Абстрактно величина допуска не характе-
ризует степень точности: допуск размера,
равный 25 микронам, является точным для
диаметра, равного 400 мм, а допуск в 20 мик-
рон грубее на три класса для диаметра, рав-
ного 3 мм.
Зависимость между допуском, диаметром
и классом точности
Исследование совокупности факторов, влия-
ющих на точность изготовления, а также свой-
ство допусков возрастать с ростом диаметров
по определённой закономерности дали воз-
можность установить зависимость между допу-
ском и диаметром:
В = а (о,5у3/ d ) ,
где В — допуск в микронах;
3.—
0,5 |/ d— единица допуска;
d—диаметр вала в мм\
а—коэфициент класса точности,
выражающий число единиц
допуска (табл. 2).
Таблица 2
Допуски по ОСТ и квалитеты ISA
Посадки по ОСТ 5 сл
а 5 отверстия валы СЗ « 2
7 г,—т,-н,—п,- 5
с.-в.-д,-
ПР1Х-ПР2Х
10 А>—Г,-Г,-Н,- Пр—Пл—Г —Т— 6
Пь-С,-Д, н—п—с—д—в
16 А—Пр—Пл—Г— / р Л / 2а 7
Т-Н-П—С-Д Г 2а~~Н 2а~~Я 2а~"
с2а~в2а
21 Гр-К Л —
25 7” 2а~ Т 2а~в2а~ Ш к
77 2а~~с 2а~А 2а
27 Л — ——
30 А.—Ш-С, ПР1,-ПР2,- —
ПРЗ,—С.—
пр,—В,
40 X, X, 9
50 Ш, Ш, —
64 А За1—С За & За За 10
100 А,-С,-Х,- в,-с,-х,- 11
Л,—Ш, Л,- ш.
160 — — 12
200 —
250 — 13
400 А, В7 14
640 В, 15
1 000 А, в, 16
38 Том 12
Основные данные, характеризующие
посадку
Предельные размеры, определяющие на
чертеже допуск, задаются отклонениями
(фиг. 1 и 2).
Фиг. i. Графическое изображение допусков
и отклонений для валов
Верхнее отклонение есть разность между
наибольшим предельным размером и номи-
нальным размером. Нижнее отклонение опре-
деляется разностью между наименьшим пре-
дельным размером и номинальным размером.
Отсюда следует, что отклонения могут иметь
положительные и отрицательные значения.
Графическое изображение допусков пред-
усматривает расположение образующей вала
Фиг. 2. Графическое изображение допусков и от-
клонений для отверстий
и образующей отверстия на одной прямой, по-
этому зазоры (фиг. 3) и натяги (фиг. 4) изобра-
жаются ^относительным расположением двух
НаиНалыиий зазор Наименьший зазор
Фиг. 3. Графическое изображение зазоров
валов и отверстий
Фиг. 4. Графическое изображение натягов]
валов и отверстий
594
ДОПУСКИ И ПОСАДКИ
других образующих. Принятый способ распо-
ложения образующих позволяет, оставляя на
графике только ту часть соединения, которая
характеризует посадку, представить её в боль-
шом масштабе. В качестве оси графика исполь-
зуется линия номинального диаметра, которую
Ь Тело отдерстил §
(оснодт demonic
Ндледал тит
Пот допуска
^отдерстил
Поле допуска
\ дала
> Тело бала '
'{рснодная деталь,
Фиг. 5. Графическое изображение поля допуска
вала и отверстия относительно нулевой линии
называют нулевой линией (фиг. 5). По-
ложительные отклонения откладываются над
нулевой линией, а отрицательные отклонения—
под нулевой линией. Сопряжение поверхно-
стей элементов соединяемых деталей образует
зазор или натяг, который определяет-
ся разностью действительных размеров. За-
зор есть положительная разность действитель-
ных размеров, натяг является отрицательной
разностью этих размеров. Зазор обеспечивает
относительную подвижность сопрягаемым де-
талям, натяг определяет их относительную
неподвижность.
При заданной посадке сопрягаемых раз-
меров зазоры и натяги колеблются в своих
пределах. Наибольшей зазор полу-
чается, когда отверстие изготовлено с наиболь-
шим предельным размером, а сопрягаемый
вал имеет действительный размер, равный
наименьшему предельному размеру. Наи-
больший натяг достигается при обработке
вала по наибольшему предельному размеру
и обработке отверстия — по наименьшему
предельному размеру. Наименьший за-
зор получается в результате обработки от-
верстия по наименьшему предельному раз-
меру и обработки вала—по наибольшему пре-
дельному размеру. Изготовление вала с наи-
меньшим предельным размером и расточка
отверстия с наибольшим предельным размером
образуют сопрягаемую пару с наименьшим
натягом. Колебание зазоров и натягов опре-
деляется допуском посадки, т. е.
разностью между наибольшим и наименьшим
зазорами, а также разностью между наи-
большим и наименьшим иатягами.
Допуск посадки равен сумме допусков
сопрягаемых элементов.
когда характер сопряжения достигается пу
тем изменения предельных размеров отвер-
стия. Первый способ определяет систему от-
верстия, которая обозначается А, второй спо-
соб определяет систему вала, которая обозна-
чается В. Индексы при А и В указывают класс
точности, отсутствие индексов указывает на
второй класс. В системе отверстия наименьший
предельный размер отверстия равен номиналь-
ному размеру, следовательно, допуск разви-
вается в тело детали. В системе вала наиболь-
ший предельный размер вала равен номиналь-
ному размеру, а допуск направлен также в те-
ло детали. Поле допуска отверстия при систе-
ме отверстия строится над нулевой линией,
а при системе вала поле допуска вала рас-
полагается под нулевой линией. Детали,
изготовленные с указанным расположением
поля допуска, иосят название основных
деталей.
В принятых стандартных системах ОСТ
поле допуска основных деталей имеет одно-
стороннее расположение относительно нуле-
вой линии, в соответствии с чем система от-
верстия и система вала называются асиммет-
ричными предельными системами.
В деталях машиностроения среди сопряга-
емых поверхностей преобладают цилиндри-
ческие поверхности, поэтому ради приведения
системы допусков и посадок к одному типу
принято называть вне зависимости от формы
поверхности все охватывающие поверхности
отверстие и все охватываемые — вал.
Группы посадок
Основные требования, предъявляемые к со-
пряжениям поверхностей соединяемых дета-
лей, определяют три типа посадок: прессовые,
переходные и свободные, или подвижные.
Кроме этого,’ большое разнообразие тре-
бований к прочности, плотности и подвиж-
ности сопрягаемых элементов деталей машино-
строения привело к большой диференциаиин
прессовых, переходных и подвижных посадок.
Каждая из этих групп посадок имеет свою
номенклатуру, крайние номера которой зна-
чительно отличаются своими отклонениями.
Выбор посадок производится на основе расчё-
та гарантированного минимального натяга или
зазора и сопоставления с аналогичными со-
пряжениями, проверенными на практике.
Характер сопряжения определяется клас-
сом точности, посадкой и принятой си-
стемой.
Пределы изменения натягов и зазоров оп-
ределяются величиной допусков сопрягаемых
элементов и характером относительного рас-
положения их полей допусков.
Система отверстия и система вала
Сопряжение поверхностей соединяемых эле-
ментов осуществляется при постоянных
предельных размерах диаметра охватывающе-
го элемента, когда характер сопряжения до-
стигается путём изменения предельных раз-
меров вала, либо при постоянных предельных
размерах диаметра охватываемого элемента,
Прессовые посадки
Прессовые посадки (табл. 3) применяют
для обеспечения относительной неподвиж-
ности сопрягаемых элементов деталей. Спо-
собность к воспринятию усилий сцепления кон-
тактной поверхности соединяемых элементов
устанавливается специальным расчётом по-
садок с гарантированным натягом. Данный
ДОПУСКИ И ПОСАДКИ
595
Посадки в системе ОСТ
Таблица 3
Наименование Посадки 1 (ОСТ 1011, 1021, 1041) 2 (ОСТ 1012. 1042, 1044, 1022) 2а (ОСТ 1016 и 1026) 3 (ОСТ 1069, 1013, 1023) За (ОСТ 1017 и 1027) 4 (ОСТ 1079, 1014, 1024) 5 (ОСТ 1015— 1025)
Система отверстия
о Прессовая 1-я . * ПРЦ — ПР1, —
3 Прессовая 2-я ПР2, — — ПР2* — — —
о Прессовая 3-я — — — ПРЗ, — —
<-> Горячая — Гр — — — — —
и Прессовая — ПР — — Пр, —
С Легкопрессовая — Пл — - —
0) S Глухая г, Г Г 2а — —
№
К О Тугая Tj Т Г 2а — — — —
К 0) Напряжённая н. н Н2а — - — —
0) С Плотная /71 п 1^2 а — — — —
4>
S X Скользящая Ci с с2а с. с3а с. с.
S Движения д. д — — —
X Ходовая X — — X, X,
к Легкоходовая — Л - — Л, —
о С Широкоходовая — ш — ш. — ш. —
Система вала
о>
3
О Горячая • -- Гр — — - — —
Прессовая — Пр — — — — —
С
о>
S
X t( Глухая г । г Г2а — — — —
о X Тугая т Г 2а — — —- —
0> сх Напряжённая Н1 н н2а — — — —-
0> с Плотная П. Л п2а — — — —
о
3 X Скользящая С 1 с ^2а с. с3а с. с.
£ Движения д. д — — — — —
X CQ Ходовая X —— X, — X, X,
К Легкоходовая . . . . ‘ —— Л II - — —— Ль —
О С Широкоходовая — ш — /Я, Ult
t
расчёт определяет искомый минимальный на-
тяг для подбора посадки, установление кото-
рого позволяет определить максимальный
натяг. Последний необходим для расчёта на
прочность соединяемых деталей. Кроме те-
оретического расчёта, который учитывает толь-
ко основные факторы, влияющие на силу сцеп-
ления, предусматривается опытная проверка.
Исключения в этом отношении составляют
случаи, когда сцепление от прессовой посадки
не предназначено для воспринятия основных
нагрузок и служит для фиксации соеди-
няемых деталей либо используется ради точ-
ного центрирования. При таком назначении
натяга выбираются лёгкие прессовые посад-
ки nPlt и Пл.
На прочность соединений, осуществляемых
прессовыми посадками, кроме основного фак-
тора натяга, также влияют материал, классы
чистоты сопрягаемых поверхностей, Длина
пути прессованйя, смазка и др. Примеры раз-
мещения полей допусков для прессовых по-
садок приводятся на фиг. 6'и 7, предельные
отклонения — в табл. 4, 5 и 11.
Детали с прессовыми посадками можно со-
бирать также посредством нагревания обхва-
тывающей; детали, охлаждения обхватываемой
детали или с применением обоих этих спо-
собов. t
При нагревании детали обращается особое
внимание на предупреждение: неравномер-
ности нагревания, коробления и изменения
структуры металла.
Примеры применения прессовых посадок
даны в табл. 6, а расчёт на стр. 623.
] Переходные посадки
Переходные посадки по ОСТ (табл. 3):
глухая Г, тугая Т, напряжённая Н и плот-
ная П. Основное назначение переходных по-
садок—обеспечение центрирования соединяе-
38*
СО
СП
Таблица 4
Предельные отклонения основных отверстий и валов прессовых посадок (в мк) для диаметров 1 — 180 мм
Система отверстия
Посадка Отклонение от 1 ДО 3 свыше 3 до 6 свыше 6 ДО Ю свыше 1 0 ДО 18 свыше 18 до 30 Номинальный диаметр в мм свыше 80 до 100 свыше 100 до 1 20 свыше 120 до 140 свыше 140'свыше 160
свыше 30 до 50 свыше 50 до 65 свыше 65 до 80
до 1 60 до 1 80
1-й класс точности (ОС Т HKM-104D
Л, Верхнее . . . + 6 + 8 + 9 + 11 +13 + 15 +18 + 18 + 21 +21 +24 + 24 +24
Нижнее . . . 0 0 0 0 0 0 0 0 0 0 0 0 0
ПР 11 Верхнее . . . + 17 +20 + 25 +31 +37 + 45 + 54 4-56 +66 +69 +81 + 83 +86
Ннжиее . . . + 12 + 15 + 19 +23 + 28 + 34 +41 + 43 + 51 + 54 +63 + 65 + 68
ПР21 Верхнее . . . + 20 +24 + 29 +36 +44 + 54 +66 + /2 +86 + 94 4-110 +118 + 126
Нижнее . . . +15 + 19 + 23 + 28 +3о + 43 + 53 +59 + 71 + 79 +92 +100 + 108
Таблица 5
Предельные отклонения отверстий и валов прессовых посадок (в мк) для диаметров 1 — 500 мм
Система отверстия и система вала
Номи- нальный диаметр в мм Отклонение Система отверстия Система вала
2-й класс точности 3-й класс 4-й класс 2-й класс
А валы А, валы А, вал ПР1 В ГР Пр
ГР ПР ПЛ ПР/, ПР2, ПРЗ,
ОСТ 1042 ОСТ 1043 ОСТ 1044 ОСТ 1069 ОСТ 1079 ОСТ 1142 ОСТ 1143
От 1 до 3 Верхнее . . . + 10 +27 + 18 + 16 0 -13 — 8
Нижнее . . . 0 + 17 +12 + 10 —— — — — — — - 6 —27 —18
Свыше 3 Верхнее . . . + 13 +33 + 23 +21 + 25 + 55 —— — — — 0 -15 —10
до 6 Ннжнее . . . 0 +20 + 15 + 13 0 + 30 — — — — 8 -33 —23
Свыше 6 Верхнее . . . +16 + 39 +28 +26 +30 + 65 + 70 + 100 — 0 -17 —12
ДО Ю Нижнее . . . 0 +23 + 18 + 16 0 +35 + 40 + 70 — -10 —39 -28
Свыше 10 Верхнее . . + 19 +48 +34 +32 +35 +75 - +80 + 115 + 120 + 230 0 -22 — 15
до 18 Нижнее . . 0 + 29 + 22 +20 0 -j-40 + 45 + 80 0 + 195 —12 —48 -34
ДОПУСКИ И ПОСАДКИ
Продолжение табл. □
Система отверстия Система вала
2-й класс точности 3-й класс ; 4-й класс 2-й класс
Номпиаль- валы валы
ный диаметр в мм Отклон ение А Гр ПР п., Л з ПР1, ПР2, ПРЗ, А, вал Пра В Гр ПР
ОСТ 1042 ОСТ 1043 ОСТ 1044 ОСТ 1069 ОСТ 1079 ОСТ 1142 ОСТ 1143
Свыше 18 Верхнее . . . +23 + 62 + 42 + 39 +45 + 95 + 100 + 145 + 140 +270 0 — 30 — 19
до 30 Нижнее . . . 0 + 39 + 28 + 25 0 + 50 + 55 + 103 0 +225 — 14 — 62 — 42
Свыше 30 Верхнее . . . +27 + 77 + 52 + 47 + 50 + 110 + 115 + 165 + 170 +320 0 - 40 — 25
до 40 Нижнее . . . 0 + 51 + 35 + 30 0 + 60 + 65 +115 0 +270 —17 — 77 — 52
Свыше 40 Верхнее . . . + 27 + 87 + 52 + 47 + 50 +110 + 125 + 175 + 170 +320 0 - 50 — 25
до 50 Нижнее . . . 0 + 60 + Зо + 31 0 + 60 + 75 + 125 0 +270 —17 — 87 - 52
Свыше 50 Верхнее . . . + 31 + 105 + 65 4- 55 + 60 + 135 + 150 +210 + 200 +380 0 — 65 — 35
до бь Нижнее . . . 0 + 75 + 45 + 35 0 + 75 + 90 + 150 0 +320 —20 —105 — 65
Свыше 65 Верхнее . . . 4 30 + 120 + 65 + 55 + 63 +135 + 165 + 225 +200 +380 0 - 80 — 35
; до во Нижнее . . . 0 + 90 + 45 + 35 0 + 75 + 105 + 165 0 + 320 —20 —120 — 65
Свыше 80 Верхнее . . . + 35 + 140 + 85 + 70 + 70 + 160 + 195 +260 +230 + 460 0 - 93 - 50
до 100 Нижнее . . . 0 + 105 + 60 + 45 0 + 93 + 125 + 190 0 + 393 —23 —14J — 85
Свыше 1 00 Верхнее . . . +35 + 160 + 95 + 70 +70 + 160 + 210 + 2S0 + 230 + 463 0 -ИЗ — 60
до 120 Нижнее . . . 0 + 125 + 70 + 45 0 + 90 + 140 +210 0 + 390 —23 — 160 — 95
Свыше 120 Верхнее . . . +40 + 190 +110 + 85 + 80 + 185 +245 +325 — — 0 -137 — 70
до 1 5 0 Нижнее . . . 0 + 150 + 80 + 58 0 +105 +165 + 245 — — —27 —190 —110
Свыше 150 до 180 Верхнее . . . +40 + 220 + 125 + 85 +80 +2с0 +275 +355 — — 0 —167 - 85
Нижнее . . . 0 + 180 + 95 + £8 0 + 120 + 195 +275 — — —27 — 220 —125
Свыше 180 Верхнее . . . +45 + 260 + 145 + 105 + 90 + 230 + 325 +410 — — 0 —200 —100
до 220 Нижнее , . . 0 +215 + 115 + 75 0 + 140 + 235 +320 — — —33 —260 —145
Свыше 220 Верхнее . . . +45 + 300 + 165 + 105 +90 + 250 +365 +450 — — 0 —243 —120
до 260 Нижнее . . . 0 + 255 + 135 + 75 0 + 160 +275 +360 — — —30 —300 —165
Свыш°26; Верхнее . . . + 50 +350 + 195 +135 + 100 +285 + 420 +515 — — 0 -285 —145
до 3 1 0 Нижнее . . . 0 + 300 +160 + 100 0 +185 + 320 + 415 — —35 —350 —195
Свыше 310 Верхнее . . . + 50 + 400 + 220 + 135 + 100 +305 +47) + 565 — — 0 —335 —170
до 36 0 Нижнее . . . 0 +350 + 185 + 100 0 + 205 +370 + 465 — — —35 —400 —220
Свыше 360 Верхнее . . . + 60 + 475 + 260 + 170 +120 +360 +о50 4-670 — — 0 —395 —200
1 до 440 Ннжнее . . . 0 +415 + 220 +130 0 + 240 +430 + 550 — — —40 —475 —260
IС^ыше 440 Верхнее . . . +6J + 545 +300 + 170 + 120 +395 +623 +743 — — 0 —465 —240
до 500 Нижнее . . . 0 +485 + 260 +130 0 +275 + 500 +620 — — —40 —545 —300
допуски и посадки 597
598
ДОПУСКИ И ПОСАДКИ
Таблица 6
Примеры применения прессовых посадок
Класс точно- сти Посадка Назначение Название сопрягаемых деталей
о Гр (горячая) Обеспечить прочность соедине- ния одной посадкой Несъёмные муфты на валах электромашин. Нониусная гильза микрометрического винта
1 ПР1к ПР2, (пргссовая Тоже, когда сила, действую- Втулка на валу ротора электро-
первая и прессовая щая на сцепление,невелика, или двигателя.
вторая) если она воспринимается другими деталями, когда имеется возмож- ность избежать значительных ко- лебаний натягов Седло клапана максимального давления по наружному диаметру в корпусе насоса иа паровозе ЭР
2 Пр (прессовая) Обеспечить прочность соединения одной посадкой; конструкция де- талей при сборке предусматри- вает воспринятие больших осевых усилий Подшипниковые щнты электро- двигателей моторных вагонов. Не- съёмные кондукторные втулки. Глухие муфты. Втулки в шестер- нях
3 ПР!ъ (прессовая) Обеспечить прочность соедине- ния одной посадкой; применяется, когда напряжения, возникающие от максимального натяга, ие влия- ют на работу деталей Золотниковая втулка в корпусе цилиндра на паровозе ЭР. Втулка в маятнике кулисы па- ровоза СО. Втулка механизма парораспре- деления паровозов
3 ПР2» (прессовая) Обеспечить прочность соедине- ния одной посадкой при больших усилиях; применяется при сильно колеблющейся нагрузке Втулка в головке шатуна трак- тора. Пятигранный подшипник в буксе паровоза. Шток с диском поршня паровоза СО
3 ПРЗ, (прессовая) То же с большим натягом Палец кривошипа в центре ве- дущего колеса паровоза СО
4 77Р* (прессовая) Обеспечить прочность соедине- ния одной посадкой при весьма значительных усилиях, действую- щих на сцепление -
2 Пл (легкопрессовая Обеспечить прочность сцепления Шестерни при небольшой тол-
посадка) посадкой, когда внешние усилия, вызывающие расцепление, неве- лики, или когда часть этих уси- лий воспринимается специальным креплением щине их стенок. Тонкостенные втулки, ступицы
мых деталей. Посадка Г\ постоянно обеспе-
чивает натяг. Сопряжения по остальным по-
садкам этой группы могут иметь относительно
небольшие натяги и зазоры.
Детали, осуществляющие передачу усилий
от одного сопрягаемого элемента другому по-
средством деталей крепления, а не натяга,
работают в различных условиях, которые
определяются: температурными колебаниями
(особенно когда коэфициенты линейного рас-
ширения неодинаковы), характером нагрузки,
относительным движением, повторностью мон-
тажных работ и пр. В одних случаях работо-
способность узла определяется плотностью
сопряжения, в других — подвижностью,
в третьих — главное значение при выборе
посадки придаётся условиям монтажа из-за
частой его повторяемости и т. д.
Это разнообразие условий определило
большое количество переходных посадок,
рациональный выбор которых должен произ-
водиться с учётом их особенностей. Величина
полей допусков сопрягаемых элементен и их
взаимное расположение должны учитывать
отмеченные выше условия. Поля допусков
переходных посадок изображены на фиг. 8
и 9, примеры применения переходных поса-
док даны в табл. 9, предельные отклонения
приводятся в табл. 7, 8 и 12.
Подвижные посадки
Группа подвижных посадок (табл. 3) пред-
усматривает посадку скольжения С, движе-
ния Д, ходовую X, легкоходовую Л и широко-
ходовую Ш.
Минимальный зазор посадки скольжения
равен нулю, максимальный — равен сумме
допусков сопрягаемых деталей. Сопряжение
двух основных деталей образует посадку
скольжения. Наибольший зазор подвижных
посадок равен сумме их допусков и минималь-
ного зазора. Основное назначение подвижных
посадок — обеспечить минимальный зазор,
который главным образом и определяет выбор
той или другой посадки. Увеличение мини-
мального зазора положительно влияет на
подвижность и отрицательно иа центрирова-
ние сопрягаемых детален.
Основными факторами, отрицательно
влияющими на работоспособность узла, яв-
ляются прогиб вала, температурные колеба-
ния, мнороопориость вала, большое расстоя-
ние между опорами, эксцентричность, дина-
мические нагрузки, обусловленные значи-
тельными зазорами, и др.
В сопряжениях скользящих пар со значи-
тельной скоростью скольжения, кроме от-
меченных соображений, величина зазора
должна определяться с учётом вязкости
смазки. Для обеспечения работоспособности
необходимо увеличивать зазор с увеличением
скорости и диаметра. Точный расчёт по опре-
делению минимального зазора при жидкостном
режиме трения производится на основе гидро-
динамической теории смазки.
Поля допусков подвижных посадок при-
водятся на фиг. 10 и И.
ДОПУСКИ и ПОСАДКИ
59S
Фиг. 9. Схема переходных посадок в
системе вала (для диаметров в интервале
50—80 мм)
Фиг. б. Схема прессовых посадок в
системе отверстия (для диаметров в
интервале 50—65 мм)
Фиг. 7. Схема прессо-
вых посадок в системе
вала (для диаметров в
интервале 50—65 мм)
Фиг. 10. Схема подвижных посадок в системе
отвепстия (для диаметров в интервале 50—80 мм)
в системе отверстия (для диаметров
в интервале 50—80 мм)
Фиг. 11. Схема подвижных посадок в системе вала
(для диаметров в интервале 50—80 мм)
Примеры применения свободных посадок
даны в табл. 10, предельные отклонения ука-
заны в табл 7, 8 и 13. Осуществление посадок
комбинированием классов по ОСТ 1020 реко-
мендуется:
и
/1 За
С 4 — Х4-Л4 —
и по ОСТ 1030:
Л а _________АЛд
7Г ’ с — д — х— л — д/'
______А________
Г 2а — Т — Н 2а
Д С 2а Са — Аз
в8 ’ X"’
Г 2g — П 2а Сц —
Bs * В$а
Т а б лица 7
Предельные отклонения основных отверстий и валов переходных и подвижных посадок (в мк) для диаметров 1—500 мм
Система отверстия
Посад- ка Отклонение Номинальный диаметр в мм
от 1 до 3 свыше 3 До 6 свыше 6 до 1 0 свыше 10 до 18 свыше 18 до 30 свыше 30 до 5 0 свыше 5 0 До 80 свыше 80 до 1 20 свыше 120 до 180 свыше 180 до 260 свыше 26 0 до 360 свыше 360 до 500
А1 верхнее + 6 + 8 1-й к/ 4- 9 асе точное 4-11 ти (ОСТ / + 13 (ДМ-1011) + 15 + 18 + 21 +24 + 27 + 30 +35
Нижнее 0 0 0 0 0 0 0 0 0 0 0 0
Г, Верхнее + 10 + 13 + 16 4-20 4-24 4-28 + 33 + 38 + 4о + 52 +58 + 65
Ннжнее + 6 + 8 + 9 + 11 + 13 + 16 + 19 +23 + 26 + 30 + 35 + 40
Г1 Верхнее + 8 + 10 + 12 4 15 + 17 4-20 +24 +28 + 32 + 36 +40 +45
Нижнее + 4 + 5 + 6 + 7 + 8 + 9 + 10 +12 + 14 +16 + 18 +20
Н1 Верхнее + 5 + 6 + 8 + 10 4-12 + 14 + 16 + 19 + 22 + 25 + 28 +32
Нижнее ......... + 1 + 1 + 2 + 2 + 2 + 3 + 3 + 4 + 4 + 4 + 5
/Л Верхнее + 2 + 3 + 4 + 5 + 6 + 7 + 8 + 9 + 10 + 11 + 13 + 15
Нижнее — 2 — 2 — з - 3 — 3 — 4 - 5 - 6 - 7 - 8 - 9 -10
Сх-В, Верхнее . , 0 0 0 0 0 0 0 0 0 0 0 0
Нижнее - 4 - 5 - 6 — 8 — 9 —11 — 13 — 15 - 18 -20 -22 -25
Дх Верхнее — 3 - 4 — 5 — 6 — 7 - 9 —10 -12 —14 -16 —18 - 20
Нижнее — 8 - 9 -11 -14 —16 -20 -23 —27 —32 -36 -40 —45
А Верхнее +10 + 13 +16 -й класс т 4-19 очности (С 4-23 >СТ 1012) + 37 +30 +35 + 40 +45 4-50 + 60
Нижнее 0 0 0 0 0 0 0 0 0 0 0 0
Г Верхнее + 13 +16 4-20 4-24 4-30 +40 + 52 +60 +70 +80
Нижнее + 6 + 8 4-10 + 12 + 15 + 18 + 20 +23 + 25 +30 +35 +40
Т Верхнее + 10 + 13 4-16 + 19 + 23 +30 +35 + 40 + 45 + 50 +60
Ннжнее + 4 4- 5 4- 6 + 8 + 9 + 10 + 12 + 13 + 15 + 15 +20
н Верхнее + 7 + 9 + 12 + 14 + 17 +20 + 23 + 26 + 30 + 35 +40 + 45
Ннжнее 4- 1 + 1 4- 2 + 2 + 2 + 3 + 3 + 3 4- 4 + 4 + 4 + 5
п Верхнее + 3 + 4 + 5 + 6 4- 7 + 8 + ю + 12 + 14 + 16 + 18 + 20
Нижнее - 4 — 5 - 6 — 7 — 8 —10 -12 —14 —16 —18 —20
с = в Верхнее в 0 0 0 0 0 0 0 0 0 0 0
Нижнее — 6 — 8 —10 — 12 —14 —17 —20 -23 —27 —30 -35 -40
д Верхнее — 3 • — 4 — 5 — 6 - 8 -10 — 12 —15 -18 —22 -26 —30
Нижнее — 9 -12 -15 -18 - 22 -27 -32 -38 —45 —52 —50 —70
X Верхнее — 8 — 10 — 13 — 16 —20 —25 —30 —40 —50 —30 —70 —90
Нижнее —18 -22 -27 —33 —40 —50 —60 —75 —90 — 105 —140
л Верхнее 1 9 -17 -23 —30 —40 —50 —65 —83 — 100 —120 —143 -170
Нижнее —25 -35 -45 -55 —70 —85 — 105 —125 -155 —1'0 —210 -245
ш Верхнее —18 —25 —35 —45 —50 —" / 0 -95 -120 —150 — 180 —210 —250
Нижнее -35 —45 -60 -75 -95 —115 —145 — 175 -210 —250 —29U -340
А2а Верхнее + 14 + 18 Дла + 22 сс точносп 4-27 и 2а (ОСТ 4-33 НК.М-101 +39 6) +46 +54 +63 + 73 +84 +95
Ннжнее 0 0 0 0 0 0 С 0 0 0 0 0
г2а Верхнее + 15 +20 + 25 4-30 + 36 + 42 + 50 + 58 +67 + 27 + 73 +90 + 102
Нижнее + 6 + 8 + 10 + 12 + 15 + 17 +20 + 23 + 31 +36 + 40
Т Верхнее — + 21 +25 + 29 +34 +41 +48 +55 + 64 + 74 + 85
Ннжнее — — + 6 + 7 + 8 + 9 + 11 + 13 + 15 + 17 + 20 + 23
ДОПУСКИ И ПОСАДКИ
Посад- ка Отклонение Номинальный диаметр в мм
от 1 до 3 свыше 3 до 6 свыше 6 до 1 0 свыше 10 до 18 свыше 18 до 30 свыше 30 до 5 0 свыше 50 до 80 свыше 80 до 120 свыше 120 до 1 80 свыше 180 до 2 60 свыше 260 до 360 свыше 360 до 500
»2а Верхнее + 16 + 19 + 23 + 27 +32 + 38 + 43 +51 +53 +67
Нижнее — — + 1 + 1 + 2 + 2 + 2 + 3 + з + 4 + 4 + 5
п2а Верхнее + 7 + 9 + 10 +12 + 13 + 15 + 13 + 20 +22 + 24 + 27 +31
Ннжнее — 2 — 3 — 5 — 6 — 8 — 10 —12 -15 —18 —23 —21 —31
С 2а^ Верхнее 0 0 0 0 0 0 0 0 0 0 0 0
= ^2а Нижнее — 9 —12 —15 —18 -21 —25 —30 —35 -40 —47 —54 —62
3-й класс г точности ( ОСТ 1013)
А, Верхнее + 20 + 25 + 30 +35 + 45 + 50 +60 + 70 +зо +90 + 100 + 120
Ннжнее 0 0 0 0 0 С 0 0 0 0 0 0
'"-, = 13, Верхнее 0 0 0 0 0 0 0 0 0 0 0 0
Ннжнее —20 —25 -30 —35 —45 —50 —60 -70 -80 —90 —100 —120
X, Верхнее - 7 —11 -15 —20 -32 -40 —50 -60 -75 —90 —105
Нижнее —32 —44 -55 —70 —35 —100 —120 — 140 -165 — 195 —225
ш, Верхнее —17 -25 -35 -45 —60 -75 —95 —1Л —150 —180 —210 —250
Ннжнее —50 -65 —85 —105 —130 —160 — 195 -235 —235 —330 —330 -440
Класс точности За {ОСТ НКМ-1017)
'Зл Верхнее , + 40 + 48 + 58 + 70 + 84 ) +100 1 +120 I +140 + 160 + 185 + 215 + 250
Нижнее 0 0 0 0 0 0 1 ° 0 0 0 0
За= Верхнее 0 0 0 0 0 1 0 1 0 0 0 0 0
= ;за Нижнее 1 —40 —48 -58 -70 —84 ! —юо —120 i -но -160 -185 -215 -250
•й класс точности (ОСТ 1014)
A t Верхнее + 60 + 80 +100 + 120 + 140 + 170 + 200 + 230 + 260 + 300 + 310 + 380
Ннжнее 0 0 0 0 0 0 0 0 0 0 0 0
С,=-В4 Верхнее 0 0 0 0 0 0 0 0 0 0 0 0
Нижнее —60 —80 —100 —120 —140 —170 -200 -230 —260 —300 -340 —380
X, Верхнее —30 —40 —50 -60 —70 —80 —100 — 120 — 130 —150 —170 — 190
Нижнее —90 -120 —150 — 180 -210 —250 —300 —ЗоО -100 —450 —500
.71 Верхнее —60 —80 —100 —120 — 140 —170 —200 —230 —260 —300 —340 —380
Ннжнее —120 —160 -200 —240 —280 —340 —400 —460 —530 —600 —680 —760
Ш 4 Верхнее —120 —160 -200 —240 —280 —340 —400 —460 —530 —600 —680 —760
Нижнее —180 —240 —300 —360 —420 —500 -600 —7Э0 —300 —900 —1 000 -1 100
5-й класс точности (ОСТ 1015)
А 5 Верхнее + 120 + 160 + 200 + 240 + 280 +340 + 400 + 460 +530 + 620 + 680 + 760
Нижнее , . 0 0 0 0 0 0 0 0 0 0 0 0
с, = в„ Верхнее 0 0 0 0 0 0 0 0 0 0 0 0
Нижнее —120 —160 —200 —240 —280 —340 -400 —460 —530 —600 —680 —760
X, Верхнее < — 60 - 80 —100 —120 -140 —170 -200 —2 Ю —260 —300 -340 —380
Нижнее -180 —240 —300 -360 —420 —500 —600 —700 —800 —900 —1 000 —1 100
Основные отверстия 7» 8 и 9-го классов точности
А, Верхнее +250 +300 + 360 + 430 +520 + 620 + 740 + 870 + 1 000 + 1 150 +1 350 + 1 550
Нижнее 0 0 0 0 0 0 0 0 0 0 0 0
Де Верхнее +400 +480 + 580 +70Э +840 + 1 000 + 1 200 + 1 400 + 1 600 + 1 900 -г 2 200 +2 500
Ннжнее 0 0 0 0 0 0 0 0 , 0 0 0 0
А» Верхнее +600 +750 + 900 + 1 100 + 1 300 + 1 600 + 1 900 + 2 200 + 2 500 + 2 900 + 3 300 + 3 800
Нижнее 0 0 0 0 0 0 0 0 0 0 0 0
Примечание. Для В,, В, и В» нижние отклонения соответственно равняются верхним отклонениям А ,, А, и А» но с обратным знаком.
ДОПУСКИ И ПОСАДКИ
о
Таблица б
П редельиые отклонений осногкых налов и отверстий переходных и подвижных посадок (в мк) для диаметров 1-500 мм
Система вала
-— — Номинальный диаметр в мм
Посад- ка Отклонение от до 3 свыше 3 до 6 свыше 6 ДО 10 свыше 10 ДО 18 свыше 18 до 30 свыше 30 до 5 0 свыше 50 до 80 свыше 80 до 120 свыше 1 20 до 1 80 свыше 180|Свыше 260 до 260 до 360 свыше 360 до 500
1-й класс точности (ОСТ НКМ-1021)
в, Верхнее 0 0 0 0 8 * 0 — 9 0 —11 0 —13 0 -15 0 —18 0 —20 0 —22 0 -25
Нижнее э — 6 —16 § 10 —12 —14 —17 —20 —23 —27 —30
Верхнее Нижнее — 4 —10 -— 5 —13 —20 -24 —28 5 —33 — 5 —38 — 6 -45 — 7 -52 — 8 -58 - 9 —65 —10
Тх Верх л ее . — 2 12 15 —17 — 20 —24 —28 —32 —36 —40 —45
Н ижнее «... Верхнее -t 1 + i +’i 4- 1 10 4- 2 12 + 2 —14 + 2 -16 + з —19 + 3 —_2 + 3 —25 + 4 —28 + 5 —32
С^Л, Нижнее Верхнее Нижнее Верхнее -1 4 — 2 + 6 + 5 — 3 4- 8 + 6 — 4 + 9 + 7 — 5 + 11 + 8 — 6 + 13 0 + 9 — 7 + 15 0 . +10 — 8 + 18 0 + 12 — 9 + 21 0 + 14 —10 + 24 0 +16 —11 + 27 0 +18 —13 +30 0 +20 -15 +35 0
Дг Нижнее Верхнее Нижнее 0 + 10 + 3 + 12 + 4 + 14 + 5 + 17 + 6 +20 + 7 + 25 + 9 + 29 + 10 +34 + 12 + 39 + 14 + 43 + 16 +48 + 18 +55 +20
2-й класс точности (ОСТ 1022)
в Верхнее 0 0 0 10 0 12 0 —14 0 —17 0 -20 0 -23 0 —27 0 —30 0 —35 0 —40
Ннжнее 5 — 6 — 7 - 8 — 0 —12 -15 —18 — 20
г Верхнее Нижнее -13 —16 -20 —24 -30 —35 0 —40 0 0 —52 0 —60 0 -70 0 —80 0
Т Верхнее 0 16 19 —23 —27 —30 —35 -40 —45 -50 —60
н Ннжнее Верхнее + з + 4 + 4 12 + 5 + 6 —17 + 7 —20 + 8 —23 + 9 —26 + 10 —30 +11 -35 + 12 —40 4 15 —45
п Нижнее Верхнее + ? + 9 +ii 5 + 13 6 + 16 7 + 18 — 8 +20 —10 +23 —12 + 27 —14 +30 —16 +35 -18 +40 —20
С=А Ннжнее Верхнее +10 + 13 +16 + 19 +23 0 + 27 0 +30 0 +35 0 +40 0 +45 0 + 50 0 +60 0
д Нижнее Верхнее 0 + 13 0 + 17 +21 1 к + 25 + 6 4-30 4- 8 4-35 + 10 +42 + 12 +50 + 15 4-60 + 18 + 70 + 22 +80. +26 +90 + 30
X л ш Нижнее Верхнее . Нижнее Верхнее . . Нижнее Верхнее . Нижнее + з + 22 + 8 +30 + 12 +38 + 18 + 4 + 27 + 10 + 40 + 17 + 50 + 25 + о + 33 + 13 +50 +23 +65 +35 + 40 + 16 + 60 +30 + 80 4-45 4-50 +20 + 80 4-40 + 105 +60 +60 + 25 + 95 +50 + 125 + 75 +70 +30 + 115 +65 + 155 +95 + 90 + 40 + 140 4-80 + 190 +120 + 105 +50 + 170 + 1С0 + 230 + 150 + 120 ' +60 +200 + 120 + 270 + 180 + 140 +70 + 230 + 140 +310 +210 + 160 + 80 +270 + 170 +365 + 250
Класс точности 2а (ОСТ НКМ-1026)
В 2а Верхнее 0 Q 0 19 0 15 0 18 0 —21 0 —25 0 -30 0 -35 0 —40 0 —47 0 -54 0 - 62
7" 2а Ннжнее Верхнее — 1 1 С —*2 — 3 25 — 3 —30 - 3 -36 — 3 -42 — 4 —50 — 4 -58 — 4 -67 — 5 —78 — 6 —99 — 7 — 102
Нижнее ц_ 1 + 2 + 4 + 5 + 5 + 6 + 8 + 9 + 10 + 10
Т 2а Верхнее Нижнее • — —21 —25 —29 —34 -41 —43 —55 —64 —74 —85
ДОПУСКИ И ПОСАДКИ
Продолжение табл. 6
Посад- ка Номинальный диаметр в мм
Отклонение от 1 до 3 свыше 3 до 6 свыше 6 ДО 10 свыше 10 До 18 свыше 1 8 дб 30 свыше 30 до 50 свыше 50 до 80 свыше 80 до 1 20 свыше 120 до 1 80 свыше 180 до 260 свыше 260 до 360 свыше 360 до 500
S'C cq" II. х 5 Ч щ «. х 9 <q X •ч с Ч | у U ||_ с ц Верхнее Нижнее Верхнее ... Нижнее Верхнее Нижнее Верхнее Нижнее Верхнее Нижнее Верхнее Нижнее Верхнее Ннжнее Верхнее Нижнее Верхнее Нижнее Верхнее Нижнее Верхнее ......... Нижнее Верхнее Нижнее Верхнее Нижнее Верхнее Нижнее . Верхнее Нижнее Верхнее Нижнее Верхнее Нижнее +7 —7 4-14 0 0 -20 4-20 0 4-32 4- 7 4-50 4-17 0 -40 4-40 0 0 -60 4-60 0 4-90 н-зо 4-120 4- 60 4-180 4-120 0 — 120 4-120 0 4-180 4- 60 4-9 —9 4-18 0 0 -25 4-25 0 4-44 4-И 4-65 + 25 0 -48 + 48 0 0 - 80 + 80 0 4-120 4- 40 4-160 + 80 4-240 4-160 0 —160 4-160 0 +240 4- 80 Класс 4- 6 -16 + 12 -10 + 22 0 3- 0 —30 4-30 0 •Р5 + 15 +85 4-35 Класс 0 -58 + 58 0 4- 0 —100 + 100 0 + 150 + 50 + 200 4-100 +300 4-200 5 0 — 200 + 200 0 +300 + 100 точности + 8 -19 + 15 -12 + 27 0 й класс то 0 —35 +35 0 + 70 + 20 + 105 +45 точности 0 -70 +70 0 й класс то 0 -120 + 120 0 + 180 + 60 + 240 + 120 +360 + 240 й класс тс 0 —240 +240 0 + 360 + 120 2а (ОСТ + ю —23 + 20 —13 + 33 0 {ности (ОС 0 -45 + 45 0 +85 +25 + 130 + 60 За (ОСТ 0 —84 + 84 0 чности (0 0 1 —140 ! + 140 0 + 210 + 70 + 280 + 140 +420 + 280 ччости (О 0 —280 + 280 0 + 420 + 140 НКМ-1026 + 12 — 27 + 24 -15 + 39 0 1023) 0 -50 + 50 0 +100 + 32 + 160 +75 НКМ-1027 о —100 + 100 0 СТ 1024) 0 -170 + 170 0 + 250 + 80 +340 + 170 + 500 + 340 СТ 1025) 0 —340 +340 0 +500 + 170 + 14 —32 + 28 —18 +46 0 —60 + 60 0 + 120 + 40 + 1у5 +95 ) 0 -120 + 120 0 0 —200 + 200 0 +300 + 100 + 400 + 200 +600 +400 0 -400 +400 0 +600 + 200 + 16 -38 + 34 -20 + 54 0 0 -70 +70 0 + 140 +50 +235 + 120 0 -140 +140 0 0 -230 +230 0 +350 + 120 +460 + 230 + 7(0 +460 0 —460 +460 0 + 700 4-230 +20 -43 +41 -22 + 63 0 0 —80 +80 0 + 165 + 60 + 285 + 150 0 -160 + 160 0 0 —260 +260 0 +400 + 130 + 53) + 260 —800 +530 0 —530 +530 0 +800 +260 +22 —51 +49 —24 +73 0 0 -90 +90 0 + 195 +75 +330 + 180 0 —185 + 185 0 0 —300 + 300 0 +450 + 150 +600 +300 +900 + 600 0 —600 +600 0 +Р00 +300 +26 -58 +57 —27 +84 0 0 —100 + 100 0 +225 +ю + 380 +210 0 —215 +215 0 0 -340 +340 0 + 500 + 170 + W0 +340 + 1 000 +680 0 —680 + 630 0 + 1 000 +340 +28 -67 + 64 -31 + 95 0 0 -120 + 120 0 +255 + 105 +440 + 250 0 —250 +250 0 -380 +380 0 +570 + 190 +760 + 380 +1 100 + 760 0 -760 +760 0 +1 1С0 +380
П римечание. Отклонения основных валов и отверстий 7,
8 и 9-го классов точности приводятся в табл. 7.
ДОПУСКИ И ПОСАДКИ
604
ДОПУСКИ И ПОСАДКИ
Примеры применения переходных посадок
Таблица 9
Класс точности Посадка Назначение Название соединяемых деталей
1 2 2а 1 2 н 2а 1 2 2а 1 2а г, В, А Г А 2а At Ti А и А2а 'т т2а А, Н, А Н А2а А, /71 А П А2а п2а Обеспечивает гарантию небольшого на- тяга без подбора деталей и значительный натяг при подборе Обеспечивает при подборе как натяг, так и небольшой зазор То же, но несколько ббльшие зазоры и натяги В большинстве случаев даёт небольшой иатяг и только подбором деталей весьма малый зазор То же, но зазор может быть значи- тельно больше Обеспечивает хорошее центрирование и лёгкость монтажа Обеспечивает достаточное центрирова- ние и лёгкость монтажа То же при средней точности Обеспечивает лёгкость монтажа, сборки и хорошую плотность Обеспечивает удобства монтажа при достаточной плотности Обеспечивает удобства монтажа Поршневой шток и поршень трак- тгрного двигателя Постоянные кондукторные втулки в корпусах. 'Съёмная плита в кондук- торе для сверления отверстий на фланце Грундбуксы в крышке цилиндра па- ровой машины Шестерни на валах точных передач Шестерни на валах, поршневые пальцы и установочные шестерни в своих гнёздах Шток тормозного насоса с диском ,vp / А \ на паровозе Э ^посадка - j Шестерни на валах точных передач Шестерни на валах передач. Вкла- дыш в подшипниках электромашин Крейцкопфный валнк в отверстиях вилок шатуна компрессора Конусная втулка в передней опоре шпинделя токарного станка Сменные шестерни иа валах. Под- шипниковые стаканы в картере и крышке редуктора Крышка в цилиндре паровой ма- ши ны
Выбор системы и класса точности
Ряды зазоров и натягов, предусмотренные
стандартом, позволяют конструктору вы-
брать способ сопряжения, который в данных
конкретных условиях будет являться наи-
более рациональным со всех точек зрения:
прочности, долговечности, стоимости обра-
ботки, качества, простоты монтажа, удоб-
ства эксплоатации, способности к восприня-
тою заданных температурных колебаний и пр.
Если с точки зрения работоспособности
узла выбор оптимальной посадки является
наиболее важным, то выбор основной детали
(системы) и отыскание наиболее грубого
класса, обеспечивающего работоспособность
узлу, с экономической стороны является
совершенно необходимым.
Произвольный выбор системы может при-
вести к непроизводительным затратам.
Система отверстия, имея для заданного
диаметра отверстия предельные размеры по-
стоянными для всех типов посадок, обуслов-
ливает широкую номенклатуру калибров для
валов и узкую номенклатуру калибров и
развёрток для отверстий.
Предельные размеры для заданного вала
остаются постоянными при системе вала, а для
отверстия эта система предусматривает осо-
бые предельные размеры для каждой посад-
ки. Поэтому номенклатура калибров для ва-
лов при системе вала получается узкой, а
для отверстий номенклатура калибров и раз-
вёрток получается широкой.
Стоимость калибров-пробок, служащих для
измерения отверстий, значительно выше стои-
мости калибров-скоб, служащих для измере-
ния валов. Кроме того, измерение внутренних
размеров сложнее наружных размеров. На-
конец, количество дорогостоящих развёрток
при системе вала по отношению к их потреб-
ному количеству при системе отверстия уве-
личивается пропорционально числу применя-
емых посадок.
Таким образом, система отверстия поз-
воляет иметь значительно меньшие затраты
на калибровое и инструментальное хозяйство.
Однако система отверстия, как увидим ниже,
не может иметь права на исключительное
применение.
Когда имеется возможность использовать
светлотянутый калиброванный вал, приме-
нение системы вала освободит от необходи-
мости обработки его посадочных мест и ожи-
даемая экономия на обработке вала может
дать большой эффект, вследствие чего пре-
имущества будут на стороне системы вала.
Стандартные детали, выпускаемые для раз-
ДОПУСКИ И ПОСАДКИ
605
Примеры применения свободных (подвижных) посадок
Г а б л и ц а ! 0
Класс
точности
Назначение
Название соединяемых деталей
К
1
1 А, Обеспечивает высокие требования к со- Шпиндель в корпусе зубодолбёжного
С, осности и точности направления. Допу- скает частый монтаж и демонтаж станка
А Позволяет осуществить соосность н Кулачковая муфта с валом. Сменные
С точность направления. Обеспечивает удобства монтажа и демонтажа шестерни. Ступенчатый валик храповика в собач- ке пресс-маслёнки на паровозе ЭР
А. Обеспечивает нормальные требования к Головка дышла в направляющих бур-
О С, соосности и точности тах подшипника. Центры рование фланцев картера коробки передачи и картера ма- ховика автомобиля
4 А, С. Небольшая точность Соединение головки шпренгельной тяги вагона с её опорой
Ав Низкая точностх, прн центрировании Фланцевые соединения крышек и кор-
о с5 пуса арматуры по внутреннему диаметру кольцевых выступов и впадин
А, Обеспечивает подвижность при весьма Для внутреннего диаметра кондуктор-
Д1 малом зазоре ных втулок
А Обеспечн вает подвижность при малом Клапанный шпиндель с направляющей
Д зазоре втулкой
А При небольших диаметрах обеспечивает Цапфы в подшипниках скольжения прн
X расчётный зазор подшипника для работы в условиях жидкостного режима трения. Зазор определяется по расчёту подшип- ников на жидкостный режим трения значительном удельном давлении и уме- ренной скорости
2а . А%а ^2а То же прн режиме жидкостного трения Посадка вала в металло-керамической втулке
А, Обеспечивает колебание зазора Многоопорные валы на длинных под-
0 X. шипниках и прн больших пролётах. Валик заднего сцепного дышла в под- шипнике и ступенчатый валик храповика пресс-маслёнки в опорах на паровозе ЭР
Ai Обеспечивает большие колебания зазо- Многоопорные валы передач на длин-
*+ X. ров. Требования к точности посредст- венные ных несамоустанавлнвающихся подшипни- ках, предусмотренных в большом коли- честве
5 Ai Обеспечивает лёгкость сборки. Требова- Люлечное подвешивание вагонной те-
X. ния к точности низкие лежки. Съёмные рычаги и рукоятки на валах
2 А Обеспечивает зазор для работы в уело- Цапфы в подшипниках скольжения при
Л виях жидкостного трения при средних диаметрах цапф. Зазор определяется по расчёту подшипников на жидкостный режим треиня большой скорости
4 А, Обеспечивает значительные колебания Валы ручного привода в подшипниках
Л* зазоров. Требования к точности невелики скольжения. Вагонные буферные стержни в стаканах
2 А Ш Обеспечивает зазор прн жидкостном режиме трения для цапф средних и боль- ших диаметров Цапфы в подшипниках скольжения
з А, Обеспечивает зазор прн большом отио- Цапфы в подшипниках скольжения при
Ш. шеиин длины цапфы к её диаметру небольшом удельном давлении. Шейка сцепной оси в подшипнике и шейка пальца кривошипа в подшипнике на паровозе
'Ai Обеспечивает лёгкость монтажа прн Шарниры топочных дверок и другие
4 Шв низкой точности подвижные соединения, ие требующие ухода
606
ДОПУСКИ И ПОСАДКИ
Таблица 11
Предельные отклонения валов и основных отверстий прессовых посадок (в мк) для диаметров
свыше 500 до 3 150 мм
Система отверстия
Номинальный диаметр в мм Отклонение Посадка
2-й класс точности класс точности 2а
А валы А2а валы
пл ПР ПР1 ПР 2а ПР12а ПР22а ПРЗяа
Свыше 500 до 560 Верхнее . . Ннжнее . . + 70 0 +215 +170 . +345 +300 +475 +430 + 110 0 +370 +300 + 500 + 430 + 630 + 560 + 760 + 690
» 560 » 630 Верхнее . . Ннжнее . . +70 0 + 215 + 170 +375 +330 + 525 +480 + 110 0 +400 +330 + 550 + 480 + 700 +630 +850 + 780
» 630 » 710 Верхнее . . Нижнее . . +80 0 + 270 +220 +420 + 370 +500 + 540 + 120 0 +450 +370 +620 +543 +790 +710 + 960 +880
» 710 > £00 Верхнее . . Нижнее . * +80 0 +270 + 220 + 470 +420 +660 +610 + 120 0 4-500 + 420 +690 + 610 + 830 +800 + 1 080 + 1 000
» 800 > 9С0 Верхнее . . Ннжнее . . + 90 0 +340 +285 +525 + 470 +735 +680 +130 0 +560 +470 +770 +630 +990 +900 + 1 200 + 1 110
» 900 » 1 000 Верхнее . Н нжнее +90 0 + 340 +285 +585 +530 + 815 + 760 + 130 0 + 620 +530 +850 + 760 + 1 090 + 1 000 + 1 330 + 1 240
» 1 000 » 1 120 Верхнее . Нижнее . . + 100 0 +410 + 350 +650 +59о + 910 . +850 + 150 0 +690 + 590 + 950 +850 + 1 220 + 1 120 + 1 480 +1 380
» 1 120 » 1 250 Верхне е . . Ннжнее . . + 100 0 + 410 +350 +710 + 650 + 1 010 + 950 + 150 0 + 750 +650 + 1 050 + 950 + 1 350 +1 250 + 1 640 + 1 540
» 1 250 » 1 400 Верхнее Нижнее +110 0 +500 +435 +800 +735 + 1 125 + 1 060 + 170 0 +845 + 735 +1 170 + 1 060 + 1 510 + 1 403 +1 830 + 1 720
» 1 400 » 1 600 Верхнее . Нижнее + 110 0 +500 +435 + 885 +820 + 1 265 + 1 200 +170 0 + 930 +820 + 1 310 + 1 200 + 1 690 + 1 580 + 2 050 + 1 940
» 1 600 » 1 800 Верхнее Ннжнее + 120 0 +600 +525 + 1 000 + 925 + 1 425 + 1 350 + 190 0 + 1 045 + 925 + 1 470 +1 350 + 1 900 + 1 780 + 2 320 +2 200
» 1 800 » 2 000 Верхнее Нижнее + 120 0 +600 +525 +1 100 + 1 025 + 1 575 + 1 500 + 190 0 + 1 145 + 1025 + 1 620 + 1 500 +2103 + 1 9£0 +2 570 +2 450
» 2 000 » 2 240 Верхнее . Нижнее +130 0 + 1 225 + 1 140 + 1 755 + 1 670 +210 0 + 1 270 +1 140 + 1 800 + 1 670 + 2 330 + 2 200 + 2 860 + 2 730
» 2 240 » 2 500 Верхнее . Ннжнее + 130 0 — + 1 355 +1 270 + 1 955 + 1 870 +210 0 + 1 400 + 1 270 + 2 000 +1 870 + 2 580 4-2 450 +3 170 +3 040
» 2 500 > 2 800 Верхнее Нижнее . . +150 0 + 1 500 + 1 400 4-2 200 +2 100 +230 0 + 1 550 + 1 400 +2 250 + 2 100 + 2 900 + 2 750 1 • +3 550 +3 400
» 2 800 » 3 150 Верхнее Нижиее + 150 0 — + 1 700 + 1 600 +2 450 +2 350 + 230 0 + 1 750 + 1 600 +2 $00 + 2 350 +3 250 + 3 100 +4 000 +3 850
Таблица 12
Предельные отклонения валов и основных отверстий переходных и свободных посадок (в мк} для диаметров свыше 500 до 10 000 мм
Система отверстия
Посадка Отклонение Номинальный диаметр в мм
свыше -500’ до 630 свыше 630 до 800 свыше 800 до 1 000 свыше 1 000 до 1 250 свыше 1 25 0 до 1 600 свыше 1 600 до 2 000 свыше 2 000 до 2 500 свыше 2 500 до 3 150 свыше 3 150 до 4 000 свыше 4 000 до 5 000 свыше 5 000 до 6 300 свыше 6 300 до 8 000 свыше 8 000 до 10 000
А Верхнее . . . Ннжнее . . +70 0 +80 0 +90 0 + 100 0 2-й к + 110 0 ласс точно +120 0 сти + 130 0 + 150 0 + 170 0 + 190 0 + 220 0 +260 0 + 300 0
Т Верхнее . . . Нижнее . . . + 70 + 25 + 81 +30 +90 + Зэ + 100 + 40 + 110 + 45 + 120 + 45 + 130 + 45 + 150 + 50 — — — —
И Верхнее . . . Нижнее . . . + 45 0 +50 0 + 55 0 +60 0 + 65 0 +75 0 + 85 0 + 100 0 — — —
п Верхнее . . . Нижнее . . . + 23 —22 + 25 —25 + 28 -27 + 30 —30 +33 —32 + 38 -37 +43 -42 + 50 -50 — — — — -
с Верхнее . . . Нижнее • . . 0 -45 0 —50 0 —55 0 —60 0 —65 0 —75 0 -85 0 —100 __ — — — —
Класс точности 2а
л 2а Верхнее . . . Нижнее . . . + 110 0 + 120 0 + 130 0 + 150 0 + 170 0 + 190 0 + 210 0 + 230 0 + 260 6 +300 0 +350 0 +400 0 + 450 °
Г 2а Верхнее . . . Нижнее . . . + 120 + 50 + 135 + 55 + 150 + 60 + 165 + 65 + 180 + 70 + 200 + 80 + 220 + 90 +250 + 100 — — —
^2а Верхнее . . . Нижнее , . . + 35 —35 + 40 —40 + 45 —45 +50 —50 +55 —55 + 60 —69 + 65 —65 + 75 -75 — — — — —
С 2а Верхнее . . . Нижнее . . . 0 —70 0 —80 0 -90 0 -100 0 -НО 0 -120 0 -130 0 —150 0 -170 - — -
*2а Верхнее . . . -Нижнее . . . -100 —170 -110 —190 -120 —210 —130 -230 -150 -260 —170 -290 —190 —320 —210 -360 —240 -410 — - — -
ДОПУСКИ И ПОСАДКИ 507
Продолжение табл. 12
Посадка Отклонение Номинальный диаметр в мм
свыше 500 до G30 свыше 630 до 800 свыше 800 до 1 000 1 свыше | 1 000 до 1 250 свыше 1 250 до 1 600 свыше 1 600 до 2 000 свыше 2 000 до 2 500 свы ше 2 500 до 3 150 свыше 3 15 0 до 4 000 свыше 4 000 до 5 000 свыше 5 000 до 6 300 свыше 6 300 до 8 000 свыше 8 000 до 10 000
3 -й класс точности
А, Верхнее . . . Нижнее . . . + 140 + 150 ° + 170 ° +200 ° + 220 0 250 0 + 280 0 + 300 0 +350 ° +400 0 +450 ° + 500 0 +600 0
С, Верхнее . . . Ннжнее . . . 0 -140 0 -150 0 -170 0 —200 0 —220 0 —250 0 —280 0 -300 0 —350 0 —400 0 -450 0 —500 0 —600
х, Верхнее . . . Нижнее . . . —120 —260 -130 -280 -150 —320 —170 —370 —1£0 —410 —210 —460 —230 -510 —260 —560 —300 —650 —350 —750 —400 -850 -4'0 —950 — 500 —1 100
л. Верхнее . . . Нижнее . . . —190 -330 —210 —360 -240 -410 —270 -470 —300 —5'20 —340 —590 —380 —660 —420 -720 -4с0 —830 -540 -940 — 600 —1 050 - 700 — 1 200 - 800 —1 400
Клас с точност и За
А За Верхнее . . . Нижнее . +280 0 + 300 0 +350 0 +400 0 + 450 0 +500 0 +550 0 + 600 0 + 700 0 + 800 0 +900 0 + 1 000 0 + 1 200 0
С За Верхнее . . . Нижнее . . . 0 —280 0 -300 0 —350 0 —400 0 -450 0 —500 0 -550 0 —600 0 -700 0 -800 0 —900 0 — 1 000 5 -1 200
Ш3а Верхнее . , . Нижнее . . . -280 -560 -300 -600 —35) -700 -400 —800 —450 —9'0 - 500 -1 000 — 550 -1 100 — 600 —1 200 — 700 - 1 400 - 800 -1 600 — 900 -1 800 —1 000 —2 000 — 1 200 — 2 400
4-й класс точности
А. Верхнее . . . Нижнее . . . +450 0 +500 0 + 550 0 +600 0 + 6“0 + 750 ° + 900 0 М ооо 0 4 1 100 0 + 1 200 0 + 1 400 0 + 1 600 0 + 1 8С0 °
с4 Верхнее . . . Нижнее . . . 0 -450 0 -500 0 - -т-550 0 -600 0 - 650 0 -750 0 —900 0 —1 000 0 —1 100 0 —1 200 0 —1 400 0 -1 600 0 -1 800
608 ДОПУСКИ И ПОСАДКИ
39 Том 12
Продолжение табл. 12
сЗ К аЗ О С Отклонение Номинальный диаметр в мм
свыше 500 до 630 свыше 630 до 800 свыше 800 до 1 000 свыше 1 000 до 1 250 свыше 1 250 до 1 600 свыше 1 600 до 2 000 свыше 2 000 до 2 500 свыше 2 5 00 до 3 150 свыше 3 150 до 4 000 свыше 4 000 до 5 000 свыше 5 000 до 6 300 свыше 6 300 до 8 000 свыше 8 000 до 10 000
X, Верхнее . . . Нижнее . . . -230 —680 —250 —750 -280 —830 -300 —900 —330 —980 — 380 — 1 130 — 450 —1 350 — 500 -1 500 — 550 —1 650 — 600 -1 800 — 700 —2 100 — 800 —2 400 - 900 —2 700
л, Верхнее . . . Нижнее . . . —450 -900 — 500 -1 000 — 550 —1 100 — 600 -1 200 — 650 —1 300 — 750 —1 500 — 900 —1 890 -1 000 -2 000 -1 100 -2 200 —1 230 —2 400 —1 400 —2 800 -1 600 -3 200 -1 800 -3 600
ш, Верхнее . . . Ннжнее . . . — 900 —1 350 —1 000 -1 500 -1 100 -1 650 —1 200 —1 800 -1 300 -1 950 — 1 500 -2 250 — 1 800 —2 700 —2 000 -3 000 -2 200 —3 300 —2 400 —3 600 —2 800 —4 200 —3 200 — 4 800 —3 600 -5 400
* 5-й кл асе точности.
As Верхнее . . . Нижнее . . . +900 0 + 1 000 0 + 1 100 0 + 1 200 0 +1 300 0 + 1 500 0 +1 800 0 + 2 000 0 + 2 200 0 +2 500 0 + 2 800 ° +3 200 0 + 3 500 °
С, Верхнее . . . Нижнее , . . 0 -900 0 —1 000 0 —1 100 0 —1 200 0 —1 300 0 -1 500 0 -1 800 0 —2 000 0 -2 200 0 —2 500 0 -2 800 0 -3 200 0 -3 500
Ха Верхнее . . . Нижнее . . . - 450 -1 350 — 500 -1 500 - 550 -1 650 — 600 -1 800 — 650 -1 950 - 750 -2 250 - 900 -2 700 -1 000 —3 003 -1 100 -3 300 — 1 200 —3 750 -1 400 —4 200 —1 600 -4 800 —1 750 —5 250
Основные отверстая 7, 8 и 9-го классов точности1
Л 7 Верхнее . . . Нижнее . . . + 1 800 0 + 2 000 0 + 2 200 0 + 2 400 0 + 2 600 0 +3 000 0 +3 500 0 +4 000 ° + 4 500 0 +5 000 0 + 5 500 0 +6 500 0 +7 000 0
Л а Верхнее . . . Нижнее . . . +2 800 0 +3 000 0 + 3 500 0 +4 000 0 +4 500 0 +5 000 0 +5 500 0 +6 0G0 0 + 7 000 0 + 8 000 0 + 9 000 0 +10 000 0 + 12 000 0
Л» Верхнее . . . Нижнее . . . +4 500 0 + 5 000 0 +5 500 0 + 6 000 0 +6 503 0 +7 000 0 +8 000 0 + 9 000 0 + 10 500 0 + 12 000 0 4-14 000 0 + 16 000 0 + 18 000 0
ДОПУСКИ И ПОСАДКИ
1 Для В5, В-,, Вл и Be нижние отклонения соответственно равняются верхним отклонениям Л6» Л7, А9 и Л», но с обратным знаком.
Таблица 13
Предельные отклонения отверстий и основных валов переходных и свободных посадок (в мк) для диаметров свыше 500 до 10 000 мм*
Система вала
Посадка Отклонение Номинальный диаметр в мм
свыше 5 00 до 630 свыше 630 до 800 свыше 800 до 1 000 свыше 1 000 до 1 250 свыше 1 250 до 1 600 свыше 1 600 до 2 000 свыше 2 000 до 2 500 свыше 2 500 до 3 150 свыше 3150 до 4 000 свыше 4 000 до 5 000 свыше 5 000 до 6 300 свыше 6 300 до 8 000 свыше 8 000 до 1 0 000
2-й класс точности
в Верхнее . . . Нижнее . . . 0 -55 0 -6.1 0 —65 0 -75 0 -85 0 -100 0 -ПО 0 -120 0 -14) 0 -160 0 —180
Т Верхнее . . . Нижнее . . . 0 -70 0 -80 0 -90 0 — 100 0 —ПО - — - - — — — —
н Верхнее . . . Нижнее . . . 4-25 —45 +30 —50 + 35 -55 +40 —60 + 45 -65 — — — - — - - -
п Верхнее . . . Нижнее . . . +48 —22 + 55 -25 +62 -28 + 70 —30 +80 —30 — — — - - — —
с Верхнее . . . Нижнее . . . + 70 0 +80 0 +90 0 +100 0 + 110 0 + 120 0 +130 0 + 150 0 — - — -
X Верхнее . . . Нижнее . . . + 170 + 100 + 190 + 110 + 210 + 120 +230 + 130 +260 + 150 + 290 +170 +320 +190 +360 +210 — - — — —
Класс точности 2а
В2ч 1 Верхнее . . . Нижнее . . . 0 -70 0 -80 0 —90 0 —100 0 -ПО 0 -120 0 —130 0 —150 0 —170 0 — 190 0 -220 -2“ 0 -300
С 2а Верхнее . . . Нижнее . . . + 110 0 + 120 0 +130 0 + 150 0 + 170 0 + 190 0 + 210 0 + 230 0 +260 0 — — — —
3-й класс точности
в. Верхнее . . . 0 0 1 0 и 0 0 0 0 0 0 0 0 0
Нижнее . . . -140 -150 1 -170 -200 — 22) —250 —280 —300 -350 —400 —450 -500 —600
ДОПУСКИ И ПОСАДКИ
Продолжение табл. 13
Посадка Отклонен ие Номинальный диаметр в мм
свыше 500 до 630 свыше 630 до 800 свыше 800 до 1 000 свыш е 1 000 до 1 250 свыше 1 250 до 1 600 свыше 1 600 до 2 000 свыше 2 000 до 2 500 свыше 2 500 до 3 150 свыше 3 1 50 до 4 000 свыше 4 000 до 5 000 свыше 5 000 до 6 300 свыше 6 300 до 8 000 свыше 8 000 до 10 000
С» Верхнее . . . Нижнее . . . 4*140 0 4-150 0 + 170 0 + 200 0 +220 0 + 250 0 + 280 0 +300 0 +350 0 +400 0 + 450 0 +500 0 +600 0
Ха Верхнее . . . Нижнее . . . + 260 + 120 4-280 + 130 +320 + 150 + 370 + 17) + 410 + 190 + 460 + 210 + 510 + 230 + 560 + 260 +6’0 +300 + 750 +350 + 850 + 400 +950 + 450 + 1 100 + 500
л3 Верхнее . . . Нижнее . . . 4-330 4-190 +360 +210 + 410 + 240 +470 + 270 + 520 + 300 +590 +340 +660 + 380 + 720 +420 + 830 + 480 + 940 +540 + 1 050 + 600 + 1 200 + 700 + 1 400 + 800
Клас с точности 8а
в3а Верхнее . . . Нижнее . . . 0 —280 0 —300 0 -350 о -400 0 — 450 0 —500 0 —550 0 -600 0 —700 0 -800 0 —900 0 —1 000 0 —1 2с0
С за Верхнее . . . Ннжнее . . **? +300 0 + 350 0 4-400 0 +450 0 + 500 0 +550 и + 600 и +700 0 + 800 0 + 900 0 + 1 000 0 + 1 200 0
Шза Верхнее . . . Нижнее . . . 4- 5С0 + 2<0 +600 4-300 +700 + 350 + 800 4-400 +900 + 410 + 1 000 + 500 + 1 100 -t- 550 + 1 200 + 600 +1 400 + 700 + 1 600 + 80’ + 1 800 + 900 +2 000 +1 ооо + 2 400 + 1 200
4-й класс точности
В, Верхнее . . . Нижнее . . . 0 —450 0 -500 0 —550 0 —600 о -630 0 — /50 -900 0 —1 000 0 — 1 100 0 —1 200 0 -1 490 6 -1 (00 0 —1 800
Ct Верхнее . . . Нижнее . . . + 4~0 и + 500 ° + 550 0 + 600 0 + 650 0 + 750 ° + 9 ’О 0 + 1 000 0 + 1 100 0 + 1 2G0 0 + 1 400 0 +1 600 0 + 1 800 0
X. Верхнее . . . Ннжнее . . . 4-680 4-230 + 750 + 250 +830 + 230 + 900 + 300 + 980 +330 + 1 130 + 380 + 1 350 + 450 + 1 500 + 500 + 1 650 + 550 +1 800 -т- 600 + 2 100 + 700 1 +2 400 + 800 + 2 700 + 900
л. Верхнее . . . Нижнее . . . -4-ЭХ) 4-450 1 + 1 000 + 500 + 1 100 + 550 + 1 200 + 600 + 1 300 + 650 + 1 500 + 750 + 1 800 + 900 + 2 000 + 1 000 + 2 200 + 1 100 + 2 400 + 1 200 + 2 80) + 1 40 J +3 200 + 1 600 + 3 600 + 1 800
Hit Верхнее . . . Нижнее . . . + + 1 + 1 5С0 + 1 000 + 1 6'0 -hl 100 + 1 801 + 1 200 + 1 950 + 1 3(0 +2 250 + 1 500 + 2 700 + 1 800 + 3 000 + 2 000 +3 300 + 2 200 +3 630 +2 400 + 4 200 +2 800 +4 800 + 3 200 + 5 400 +3 600
Отклонения основных валов и отверстий 5, 7, 8 и 9-го классов точности приводятся в табл. 12.
ДОПУСКИ И ПОСАДКИ
612
ДОПУСКИ и ПОСАДКИ
личных сопряжений (на неизвестного потреби-
теля), должны предусматривать: валы — си-
стему вала, отверетия — систему отверстия.
Такой порядок позволит потребителю обеспе-
чить нужную посадку.
Выбирая класс точности, следует ориенти-
роваться на наиболее низкий класс, если он
будет отвечать назначению проектируемого
узла.
Чем определённее характер сопряжения
(меньше колебания натяга и зазора), тем
выше класс точности. Однако последнее не
является единственным средством; селектив-
ный метод подбора деталей даёт возможность,
используя низкий класс, получить необхо-
димый зазор или натяг с колебаниями, при-
сущими высоким классам точности.
Первый класс точности применяется
в приборостроении и моторостроении. Классы
точности 2, 2а и 3 применяются в станко-
строении, краностроении и сельскохозяй-
ственном машиностроении. В паровозострое-
нии и вагоностроении преимущественно при-
меняются 3, За, 4 и 5-й классы точности.
СЕЛЕКТИВНАЯ СБОРКА
Использование полной взаимозаменяе-
мости при монтаже готовых деталей при-
водит к тому, что в партии собранных
узлов могут иметь место неоднородные по-
садки. У одних реализован допуск посадки
и, следовательно, они имеют наибольшие на-
тяги или наибольшие зазоры. В других узлах,
наоборот, посадка может оказаться с наимень-
шим натягом или с наименьшим зазором.
Таким образом, на практике при полном ис-
пользовании взаимозаменяемости собранные
узлы имеют неоднородные посадки. Разница
в зазорах и натягах тем больше, чем ниже
класс точности. Большая неоднородность
посадки не всегда может соответствовать тре-
бованиям конструкции, а применение высо-
кого класса точности иногда вызывает произ-
водственные затруднения. В таких случаях
организуют сборку узлов из готовой партии
деталей так, чтобы получить посадку в пол-
ном соответствии с требованиями конструк-
ции. Проведение ряда мероприятий, тре-
бующих особых затрат на сортировку деталей
по группам, позволяет достигнуть высокой
точности при низком классе точности. Спо-
соб предварительной сортировки деталей
по группам с диференцированием их действи-
тельных размеров ради получения однотип-
ных сопряжений носит название селективной
сборки. При этом способе допуск вала и от-
верстия делится на несколько равных частей
(фиг. 12); из деталей одинаковых номеров
составляются группы деталей, сопряжения
которых дадут более однородные посадки,
обеспечивающие в полной мере заданную точ-
ность при сравнительно слабых производст-
венных возможностях.
Если допуски отверстия и вала не равны,
то и допуски посадок групп при селективной
сборке будут несколько отличны. Положим,
наибольший допуск имеет вал Вв> а отвер-
стие имеет наименьший допуск (фиг. 12).
Тогда группа деталей 1 образует сопря
жения с самыми большими групповыми по-
садками, а группа Z — с самыми малыми
групповыми посадками.
Больший допуск при селективной сборке
Од
Б (’)
и меньший
Фиг. 12. График допусков при
селективной сборке
Наименьший зазор составит:
д.« = д„ + (Z — 1) /И, (3)
или
Дл1 = ~^п + —Л4, (4)
откуда
М = + Д„ — Дл. (5)
Наибольший зазор
^Б ~~ '‘Б + дл + Л4- (6)
Таким образом, имея заданным наимень-
ший зазор Дд или наибольший зазор Д£ ,
пользуясь уравнением (4) или (6), легко найти
меньший допуск М при селективной сборке
и далее по уравнению (1) или (2) опреде-
ляется число групп Z.
Пример 1. Используя селективный метод сборки
деталей, требуется для деталей диаметром (50~80).ил
А За
—— определить наименьший и наибольший зазо-
ры при числе групп Z = 4.
Из табл. 7 имеем: для А$а верхнее отклонение—
120 мк и для Xt е. о—100 мк и нижнее отклонение-
300 мк.
Отсюда получаем:
наибольший допуск
<3£ - 300 — 100 = 200 мк,
наименьший допуск
SM = 1 20 мк
и наименьший зазор по стандарту
Дл = 100 мк.
Пользуясь уравнениями (2), (4) и (6), последова-
тельно определяем:
наименьший допуск
М = = 30 .и/с,
4
наименьший зазор
ДЛ4 100 + 120 — 30 - 190 лга
ДОПУСКИ И ПОСАДКИ
613
и наибольший зазор
ДБ - 200 + 100 + 30 - 330 мк.
Допуск посадки при селективной сборке, равный
5 с - Дб — Лм .
•составит
6С = 330 - 190-1 40 мк.
Стандартный допуск посадки значительно выше:
б - 120 + 200 - 320 мк.
Пример 2. В пределах 3-го класса точности для
диаметра (50 + 80)дм«, пользуясь селективным ме-
тодом сборки, выбрать посадку вала, которая бы
•обеспечила наименьший предельный зазор •-
85 мк и наибольший предельный зазор ЛБ -«135 мк
при числе групп Z = 4 и системе отверстия.
Верхнее отклонение (Я8) равняется 60 мк. До-
пуск вала при подвижных посадках всегда больше
или равен допуску отверстия, следовательно, будем
«иметь:
наименьший допуск
60 мк
и наименьший допуск прн селективной сборке
60
М — — = 1а мк.
4
Поэтому согласно уравнению (6) нижнее откло»
мнение вала
6 Б + дп = д Б —м
будет
& Б 4“ Д— 135 — 15 1 2 0 мк.
Такое ннжнее отклонение предусматривается
у посадки X». Верхнее отклонение 40-мк должно
равняться Дп (ДП“Л4+ДЛ< — дм =1 5 + 85—6О=«4О мк).
Следовательно, заданное условие полностью соот-
Л9
ветствует посадке .
>
Допуск посадки при селективной сборке
Д — Д^= 135 — 85 = 50 мк,
л стандартной посадки для он составляет 1 40 мк.
При решении вопроса применения селек-
тивной сборки необходимо иметь в виду её
недостатки, к которым следует отнести: 1) до-
полнительные затраты по сортировке деталей;
2) необходимость задела и организация
его хранения; 3) значительное увеличение
калибрового хозяйства; 4) затраты по ликви-
дации сверхзадела; этот недостаток особен-
но чувствителен при громоздких деталях,
так как их стоимость велика и издержки на
транспорт и хранение весьма большие: 5) на-
рушение принципа полной взаимозаменяе-
мости.
МЕЖДУНАРОДНАЯ СИСТЕМА ДОПУСКОВ
И ПОСАДОК ISA
Основной системой допусков и посадок
является система ОСТ, которую следует при-
менять во всех случаях.
При ремонте деталей, посадки которых
предусмотрены по ISA, следует назначать
соответствующие посадки по ОСТ.
Выбор заменяющих посадок производится
в соответствии с табл. 14.
В особых, исключительных случаях, когда
посадки ISA не могут быть заменены посад-
ками ОСТ, они могут быть оставлены.
В системе допусков ISA точность изготов-
ления регламентируется квалитетами: IT1,
IT2, IT3, IT4, . . . ,1Т16.
Первые четыре квалитета предусмотрены
для использования при изготовлении особо
точных деталей. Точность пятого квалнтета
соответствует точности 1-го класса ОСТ,
а точность последнего, шестнадцатого квали-
тета соответствует нашему 9-му классу точ-
ности. Основные данные, характеризующие
посадку в системе ISA: «номинальный раз-
мер», «отверстие», «вал», «отклонения», «до-
пуск», «зазор», «натяг», — те же, что и в си-
стеме ОСТ. Система ISA является так же, как
и система допусков ОСТ, асимметричной пре-
дельной.
Здесь также основание системы пред-
усматривает систему отверстия {И) или си-
стему вала (А). При этом верхнее откло-
нение отверстия (Н) и нижнее отклонение
вала (А) для одинаковых квалитетов одина-
ковы и отличаются только знаками. Посадки
валов и отверстий обозначаются, как указано
в табл. 14. Принадлежность посадки к ква-
литету определяется по числовому показа-
телю. Например, диаметр 50//,/gB показывает
//, — систему отверстия для шестого квали-
тета и gB показывает посадку g для пятого
квалитета. Посадка He/gs находится в полном
соответствии с посадкой Aj/Дг по ОСТ. По-
садка //8/Л7 предусматривает систему вала и
соответствует посадке Сга/Вга по ОСТ.
В системе ISA допуски у большинства
одноимённых посадок при равных квалитетах
одинаковы.
В табл. 15 приводятся отклонения от-
верстий и валов ISA, посадки которых со-
ответствуют посадкам по ОСТ 1011 — 1015
(в системе отверстия) и по ОСТ 1021 — 1025
(в системе вала).
Из сопоставления отклонений посадок
следует: 1) посадки 2а и За классов точности
полностью вошли в систему ISA, 2) посадки
А-ДДх не отличаются от посадок//,/gB, а все
остальные посадки ISA, указанные в табл. 12,
только приближённо соответствуют посад-
кам ОСТ. Схемы посадок для системы ISA
приводятся на фиг. 13 и 14.
ОБОЗНАЧЕНИЕ ПРЕДЕЛЬНЫХ
ОТКЛОНЕНИЙ РАЗМЕРОВ НА ЧЕРТЕЖАХ
ПО ГОСТ 3457-46
Предельные отклонения указываются на
чертежах непосредственно после номиналь-
ного размера условными обозначениями по
общесоюзным стандартам на допуски и по-
садки или числовыми величинами (табл. 16).
В виде исключения допускается указывать
наряду с условными обозначениями числовые
обозначения отклонений.
При простановке размера в разрыве размер-
ной линии обозначения отклонений или число-
вые их величины проставляются также в раз-
рыве размерной линии. Числовые величины
отклонений проставляются одно иад другим,
верхнее — над нижним.
При простановке размера над размерной
линией обозначения отклонений или число-
вые их величины проставляются также над
размерной линией. Размер шрифта буквенных
обозначений такой же, как для простановки
размеров, а цифровые величины отклонений
указываются более мелким шрифтом.
614
ДОПУСКИ И ПОСАДКИ
Фиг. 13. Посадка в системе отверстий по ISA
Фиг. 14, Посадка в системе вала по ISA
Фиг. 15. Изображение посадки
и размера иа сборочном чертеже
Фиг. 16. Простановка посадок и отклонений
на сборочных чертежах
ДОПУСКИ И ПОСАДКИ
615
Если наряду с условными обозначениями
указываются также и числовые величины
отклонений, то последние рекомендуется про-
ставлять в скобках уменьшенным (в сравнении
с номинальным размером) шрифтом.
Отклонение, равное нулю, на чертежах
не проставляется.
При симметричном расположении поля до-
пуска величина отклонения проставляется
со знаками ± рядом с размером и одинако-
вым с ннм шрифтом.
Предельные отклонения размеров деталей,
изображённые на чертеже в собранном виде,
указываются в виде дроби' в числителе про-
ставляются обозначения или числовые ве-
личины отклонений отверстий (охватывающей
детали), а в знаменателе — обозначения или
числовые величины отклонений вала (охва-
тываемой детали).
При указании числовых величин откло-
нений допускаются надписи, поясняющие,
к какой из деталей относятся отклонения.
Допускается вместо одной проводить две
размерные линии (фиг. 15) и отдельно ука-
зывать отклонения вала и отверстия с
надписями, к какой детали относятся откло-
нения.
При простановке номинального размера
соединения в разрыве размерной линии черта,
разделяющая отклонения отверстия и вала,
может быть слита с размерной линией, т. е.
отклонения отверстия проставляются над раз-
мерной линией, а вала — под ней.
Если на чертеже соединения в собранном
виде необходимо указать предельные откло-
нения только одной из сопрягаемых поверх-
ностей, то это поясняется надписью, к ка-
кой детали относятся отклонения (фиг. 16).
Посадки ISA, соответствующие посадкам по ОСТ
Система отверстия
Система вала
Таблица 14
Посадки по ОСТ ISA Посадки по ОСТ ISA
1-й класс Ах/Г. А,/Г, А,/Н, АППг АДС. Нб/п 5 Н61т 5 Нб/k 5 Н6Ц 5 H6lh 5 1-й к ласс Г а в. TJB. Н,1В. пнв1 СП в. Н6 IhS MSIhg K6/h5 16 Ih5 H6lh5
Ai[Dl H6IS 5 Г1В H7lh6
2-й класс А1Г AIT AIH Al П Al C А1Д AIX А!Л А1Ш Н7/п 6 Н7/т 6 H7Ik 6 Н7Ц 6 Н7/К 6 H7/g б Н7/ f 7 Н7/е 8 / H7/d 8 1 H7/d 10 2- й к ласс TIB Н[В П [ В CIB в XI в Л/В Ш1В M7/h6 K7/h6 F7jh6 H7lh6 G7lh6 1 F7/h6 i (F7lh7‘) 1 E8lh6 1 E8lh7 I D8lh6 { D9ih6 I D8/h7
Класс 2а A->a I A‘2a 1Т‘2а Ала A%a fn2a A 2 a f^2a H8!n 7 Н8!т7 H8/k 7 Н8Н 7 HS.Ih 7 Класс 2а Г-lalBla Т ‘2а 1 В‘2а ТПа 1В2а П-2а IB2a С‘2а 1В2а H8/b7 M8/h7 K8/h7 18/h7 H8/h7
3-й класс A,1C, A.IX. AJIIl, 1 H8jh 8 I H8/h 9 H8le 9 H8/d 10 3- й класс С./В. Аа/ В3 ШЯ1В3 1 H8lh8 1 H8!h9 J E9,h8 ) E9/h9 1 D10th8 | D10/h9
Класс А За 1 Сза HlO/hU
За Класс За С За^ & За HlO/hlo
AtlCt Hl 1 Ihll
4-й класс по ди A4/X* ( ДО 1 0 MM (свыше 10 до AtjJIi I iso мм V свыше 180 мм ( до 10 мм AJUh |свыше (Одо "1180 мм ( свыше 180 мм Примечание. П гадки классов точности зметров до 180 мм. Оста HlHdll HU tell Н1ЦЫ1 Н1ЦС11 Hlllbu Hlhall HUIbll осадки A i /ZTx пол а и За cooTBCTcTi льные посадки О 4- й класс ностью со уют указа £Т прибли? с./в. Аа/ Bi г до 10 мм гт id 1 свыше 10 до 1/71 lBi 180 мм 1 свыше 180 мм Ш,1В. ( ДО >0 J свыше 10 | до 1 80 мм 1 свыше 180 мм ответствуют указанным иным в табл. 15 посадкам сённо соответствуют пос HU Ihll DU/hU Cl 1 Ihll BU/hU ClUhll BU/hU AU Ihll BU/hU посадкам ISA. a ISA только для адкам ISA.
616
ДОПУСКИ И ПОСАДКИ
Система ISA Таблица 15
Отклонения валов и отверстий переходных и подвижных посадок (в мк)
Система отверстия______________________
Посадка Отклонение Номинальные диаметры В мм
от 1 до 6 свыше 3 до 6 свыше 6 до 10 свыше 1 0 До 1 8 свыше 18 до 30 1 свыше 30, 1 до 50 | свыше 50 до 80 свыше 80 до 120 свыше 120 до 180 свыше 180 до 250 свыше 250 до 31 5 свыше 315 до 400 свыше 400 до 500
Отверстие Нб Верхнее . . . Нижнее . . . + 7 0 + 8 0 + 9 0 +П 0 +13 0 +16 0 +19 0 +22 0 +25 0 +2Э 0 +32 0 +36 0 +40 0
п5 Верхнее . . . Нижнее . . . +11 + 6 +13 + 8 +16 + 10 +20 + 12 +24 + 15 +28 +17 +33 +20 +38 +23 + 45 +27 + 51 + 31 +57 +34 + 62 +37 + 67 + 40
tn 5 Верхнее . . . Нижнее , . . + 7 + 2 + 9 + 4 + 12 + 6 + 15 + 7 + 17 + 8 +20 + 9 +24 +11 +28 + 13 + 33 + 15 +37 +17 4 42 + 19 +46 + 21 + 50 +23
S кб Верхнее . . . Нижнее . . . — + 7 + 1 + 9 + 1 +11 + 2 + 13 + 2 + 15 + 2 + 18 + з + 21 + 3 +24 + 4 + 27 + 4 +29 + 4 + 32 + 5
ВАЛ 15 Верхнее . . . Нижнее . . . + 4 — 1 + 4 — 1 + 4 — 2 + 5 — 3 + 5 - 4 + 6 - 5 + 6 - 7 + 6 — 9 + 7 -11 + 7 —13 + 7 —16 + 7 —18 + 7 —20
h5 Верхнее . . . Нижнее . . . 0 — 5 0 - 5 0 - 6 0 - 8 0 — 9 0 —11 0 -13 0 —15 0 -18 0 -20 0 —23 0 —25 0 —27
go Верхнее . . . Ннжнее . . . - 3 — 8 — 4 — 9 - 5 —И — 6 -14 — 7 -16 - 9 —20 —10 —23 -12 —27 —14 —32 —15 —35 —17 —40 —18 —43 —20 —47
Отверстие Н7 Верхнее . . . Нижнее . . . + 9 0 + 12 0 + 15 0 + 18 0 +21 0 +25 0 +30 0 + 35 0 + 40 0 +46 0 + 52 0 +57 0 + 63 0
Пб Верхнее . . . Нижнее . . . + 13 + 6 +16 + 8 +19 + 10 + 23 + 12 +28 +15 +33 +17 +39 +20 +45 +23 +52 +27 +60 + 31 +66 +34 +73 +37 +80 +40
тб Верхнее . . . Нижнее . . . + 9 + 2 + 12 + 4 + 15 + 6 + 18 + 7 + 21 + 8 +Л + 9 +30 +11 + 35 + 13 +40 + 15 +46 + 17 + 52 + 20 +57 + 21 + 63 +23
Кб Верхнее . . . Нижнее . . . — +10 + 1 + 12 + 1 + 15 + 2 + 18 + 2 +21 + 2 +25 + 3 +28 + 3 +33 + 4 +36 + 4 + 40 + 4 +45 + 5
is Верхнее . . . Нижнее . . . + 6 — 1 + 7 — 1 + 7 — 2 + 8 — 3 + 9 — 4 +11 - 5 + 12 - 7 +18 — 9 +14 -11 + 16 —13 + 16 -16 + 18 -18 + 20 —20
л ы не Верхнее . . . Нижнее . , . 0 — 7 0 - 8 0 - 9 0 — 11 0 — 13 0 —16 0 -19 0 —22 0 -25 0 -29 0 -32 0 -36 0 -40
В А gS Верхнее . . . Нижнее . . . — 3 —10 — 4 —12 — 5 —14 — 6 —17 - 7 -20 — 9 —25 —10 -29 —12 —34 —14 —39 —15 —44 -17 -49 —18 -54 —20 —60
i7 Верхнее . . . Нижнее . . . — 7 —16 -10 -22 -13 —28 -16 —34 -20 -41 —25 -50 -30 -60 -36 —71 —43 —83 —50 —56 - 56 —108 - 62 -119 — 68 -131
e8 Верхнее . . . Нижнее . . . —14 —28 —20 —38 -25 —47 —32 —59 -40 -73 -50 —89 — 60 —106 — 72 — 126 - 85 —148 —100 —172 —110 —191 —125 —214 —135 —232
ds Верхнее . . . Нижнее . . . -20 —34 -30 —48 —40 —62 —50 -77 -65 —98 - 80 —119 —100 —146 —120 —174 —145 -208 —170 —242 —190 —271 —210 —299 —230 —327
ds Верхнее . . . Нижнее . . . —20 —45 —30 —60 —40 —76 -50 -93 — 65 -117 — 80 — 142 —100 —174 —120 —207 —145 -245 —170 —285 — 190 —320 —210 —350 -230 -385
Отверстие Н8 Верхнее . . . Нижнее . . . +14 0 +18 0 +22 0 +27 0 +33 0 +39 0 +46 0 +54 0 + 63 0 +72 0 +81 0 +89 0 +97 0
CQ m Верхнее . . . Ннжнее . . . + 15 + 6 +20 + 8 +25 +10 +30 1-12 +36 + 15 +42 + 17 + 50 +20 +58 +23 +67 +27 +77 +31 + 86 +34 +94 +37 + 103 + 40
ДОПУСКИ И ПОСАДКИ
617
Продолжение табл.*15'
Посадка Отклонение Номинальные диаметры в мм
от 1 ДО 3 свыше 3 до 6 свыше 6 до 10 свыше 10; до 1 8 свыше 18 до 30 свыше 30 до 50 свыше 50^ , до 80 | свыше 80 до 120 свыше 120 до 1 80 свыше 180 до 250 свыше 250 до 31 5 1 свыше 315; до 400 свыше 400' до 500
В Л л ы ш7 Верхнее . . . Нижнее . . . — — + 21 + 6 + 25 + 7 + 29 + 8 +34 + 9 J 41 -1+1 +48 + 13 + R5 + 15 +63 + 17 + 72 + 20 +78 + 21 + 86 +23
k7 Верхнее . . . Нижнее . . , — — +16 4- 1 +19 + 1 + 23 + 2 + 27 + 2 + 32 + 2 + 38 + 3 + 43 + 3 + 50 + 4 +56 + 4 + 61 + 4 +68 + 5
17 Верхнее . . . Нижнее . . . + 7 — 2 + 9 — 3 +10 — 5 + 12 — 6 +13 — 8 4 -15 -10 + 18 —12 + 20 -15 + 22 — 18 +25 —21 +26 —26 +29 —28 +31 —32
h.7 Верхнее . . . Нижнее . . . 0 - 9 0 — 12 0 — 15 0 —18 0 —21 0 0 -30 0 —35 0 —40 0 —46 0 -52 0 -57 0 -63
>18 Верхнее . . . Нижнее . . . 0 —14 0 -18 0 —22 0 -27 0 —33 0 —39 0 —46 0 —54 0 —63 0 —72 0 —81 0 —89 0 -97
h9 Верхнее . . . Нижнее . . . 0 —25 0 -30 0 -36 0 -43 0 0 —62 0 —74 0 -87 0 -100 0 —115 0 — 130 0 —140 0 -155
е9 Верхнее . . . Нижнее . . . —14 —39 -20 -50 -25 —61 -32 -75 —40 —92 — 50 —112 — 60 — 134 — 72 -159 — 85 —185 -ЮС -215 -ПО —240 —125 —265 -135 —290
dlo Верхнее . . . Нижнее . . . -20 -60 —30 —78 -40 —98 - 50 —120 - 65 —149 — 80 -180 —100 -220 —120 -260 —145 —305 -17С —35£ —190 —400 —210 —440 —230 —480
Отверстие НЮ Верхнее . . . Ннжнее . . . +40 0 + 48 0 + 58 0 +70 0 +84 0 + 100 0 + 120 0 + 140 0 + 160 0 +185 С +210 0 +230 0 + 250 0
Вал hl 1 Верхнее . . , Нижнее . . . 0 -60 0 -75 0 -90 0 —110 0 —130 0 -160 0 —190 0 -220 0 —250 0 -290 0 -320 0 -360 0 —400
Отверстие НИ Верхнее . . . Нижнее . . . +60 0 +75 0 +90 0 + 110 0 + 120 0 + 160 0 + 190 0 +220 0 + 250 0 +29С 0 +320 0 +360 0 + 400 0
Вал dll Верхнее . . . Нижнее . . . —20 —80 — 30 — 105 — 40 —130 - 50 -160 — 65 -195 — 80 -240 —100 —290 —120 —340 —145 —395 -17С —46С —190 —510 —210 —570 —230 -630
Посадка Отклонен не Номинальные диаметры в мм
от 1 до 3 свыше 3 до б свыше 6 : до 10 свыше 10 до 18 свыше 18; до 30 свыше 30 до 4 0 свыше 4 0 до 50 свыше 50 до 65 л свыше 65 до 8 0 свыше 80 до 10 0 свыше 100 до 120 свыше 120 до 1 4 0
| ВАЛЫ ; Ы1 Верхнее . . . Нижнее . . . —140 -200 —140 — 215 —150 —240 -150 -260 —160 —290 —170 —330 -180 —340 -190 —380 —200 -390 —220 —440 —240 —460 -260 -510
Cl 1 Верхнее . . . Ннжнее . . . — 60 — 120 - 70 -145 — Н) — 170 — 95 —203 — НО —240 - 20 80 —130 -290 — 140 —330 —150 —340 — 170 —390 -180 -400 —200 —450
Посадка Отклонение Номинальные диаметры в мм
от 140 до 160 ! свыше 160 до 180 свыше 180 до 200 <и —, 5^ й о О ct свыше 220 до 250 свыше 250 до 280 свыше 280 до 315 свыше 315 до 355 свыше 355 до 400 свыше 400 до 450 свыше 450; до 500 |
ВАЛЫ । Ы1 Верхнее . . . Нижнее . . . - 280 —530 -ЗК —56( -340 —630 —380 —670 —420 -710 —480 —800 —540 —860 —600 —960 - - 680 -1 040 — 760 -1 160 — 840 - 1 240
сП Верхнее . . . Нижнее . . . -210 —460 — 231 —48С - 240 —530 -260 —550 -280 - 570 -300 -620 -330 —650 —360 —720 -400 -760 —440 —840 —480 —880
618
ДОПУСКИ И ПОСАДКИ
Продолжение табл. 15
Система вала
О уклонение Номинальные диаметры в мм
Посадка от 1 до 3 свыше 3 до 6 свыше 6 до 10 свыше 10 до 18 свыше 18 до 30 свыше 30 до 50 свыше 50 до 80 свыше 80 I до 120 свыше 120 ДО 180 свыше 180 до 250 свыше 250 до 315 свыше 315 до 400 свыше 400 до 500
Вал h5 Верхнее . . . Нижнее . . . 0 -5 0 - 5 0 - 6 0 — 8 0 - 9 0 -11 0 —13 0 —15 0 —18 0 —20 0 -23 0 -25 0 —27
1 ОТВЕРСТИЯ I N6 Верхнее . . . Ннжнее . . . — 4 — 11 - 5 -13 - 7 -16 - 9 —20 —11 -24 -12 —28 —14 -33 -16 —38 -20 —45 —51 -25 -26 —62 -27 -67
Мб Верхнее . . . Нижнее . . . - 7 _ 1 — 9 — 3 -12 — 4 — 15 — 4 — 17 - 4 -20 - 5 —24 — 6 -28 — 8 —33 — 8 —37 —10 -42 —10 -46 —10 —50
Кб Верхнее . . . Нижнее . . . — — + 2 - 7 + 2 — 9 + 2 — 11 + 3 -13 + 4 -15 + 4 -18 + 4 -21 + 5 -24 + з -27 + 7 —29 + 8 -32
16 Верхнее . . . Нижнее . . . + 3 — 4 + 4 — 4 - 4 + 6 - 5 + 8 - 5 + 10 - 6 + 13 — 6 +16 — 6 + 18 — 7 +22 — 7 +25 — 7 + 29 +33 - 7
Нб Верхнее . . . Нижнее . . . + 7 0 + 8 0 + 9 0 + 11 0 +13 0 +16 0 + 19 0 + 22 0 +25 0 + 29 0 +32 0 + 36 0 +40 0
Вал h6 Верхнее . . . Нижнее , . . 0 - 7 0 — 8 0 - 9 0 -11 0 -13 0 -16 0 -19 0 —22 0 —25 0 —29 0 —32 0 —36 0 -40
ОТВЕРСТИЯ N7 Верхнее . . . Нижнее . . . — 4 -13 - 4 -16 — 4 -19 - 5 —23 - 7 -28 - 8 —33 - 9 —39 —10 —45 -12 -52 —14 —60 —14 —66 —16 —73 —17 -80
М7 Верхнее . . . Нижнее . . . 0 — 9 0 —12 0 —15 0 —18 0 —21 0 —25 0 -30 0 -35 0 —40 0 -46 0 -52 0 —57 0 -63
К7 Верхнее . . . Нижнее . . . — - + 5 —10 + 6 -12 + 6 —15 — 18 + 9 -21 + 10 —25 + 12 -28 + 13 —33 + 16 —36 + 17 —40 + 18 -45
F 7 Верхнее . . . Нижнее . . . 4-16 + 7 + 22 + 10 + 28 + 13 + 34 + 16 + 41 +20 + 50 + 25 +60 +30 +71 +36 + 83 +43 +96 + 50 + 108 + 56 + 119 + 62 + 131 + 68
Н7 Верхнее . . . Нижнее . . . + 9 0 + 12 0 + 15 0 Ф18 0 +21 0 +25 0 +30 0 +35 0 + 40 0 + 46 0 +52 0 +57 0 +63 0
07 Верхнее . . . Нижнее . . . + 12 + 3 +16 + 4 +20 + 5 +24 + 6 +28 4- 7 +34 + 9 + 40 + 10 + 47 +12 + 54 + 14 +61 + 15 +69 + 17 +75 + 18 + 83 + 20
Е8 Верхнее . . . Нижнее . . . 4-28 + 14 + 38 + 20 + 47 + 25 + 59 + 32 +73 +40 + 89 +50 +106 + 60 +126 + 72 + 148 + 85 + 172 + 100 + 191 + 110 + 2Н +232 + 135
D8 Верхнее . . . Нижнее . . . +34 + 20 + 48 +30 + 62 + 40 + 77 +50 + 98 + 65 + 119 + 80 + 146 + 100 + 174 + 120 -t-208 + 145 + 242 + 170 + 271 + 190 + 299 + 210 +327 + 230
D9 Верхнее . . . Нижнее . . . + 45 + 20 +60 + 30 + 76 +40 + 93 4-50 + 117 + 65 + 142 + 80 + 174 + 100 + 207 + 120 +245 + 145 +285 + 170 + 320 + 190 +350 +210 +385 + 230
Вал /17 Верхнее . . . Нижнее . . . 0 — 9 0 —12 0 -15 0 —18 0 —21 0 —25 . 0 —30 0 —35 0 —40 0 —46 0 —52 0 -57 0 —63
I ОТВЕРСТИЯ N8 Верхнее . . . Нижнее . . . -15 — 2 —20 — 3 —25 — 3 -30 — 3 —36 — 3 —42 — 4 —50 — 4 —58 - 4 -67 - 5 —77 — 5 -86 — 5 —91 - 6 -103
М8 Верхнее . . . Нижнее . . . — — + 1 -21 +9- + 4 —29 + 5 —34 + 5 -41 + 6 —48 + 8 -55 + 9 —63 + 9 -72 + 11 -78 + 11 —86
Кв Верхнее . . . Нижнее . . . — — + 6 -16 + 8 —19 +10 —23 + 12 —27 + 14 -32 +16 —38 +20 —43 +22 —50 + 25 -56 + 28 —61 + 29 -68
ДОПУСКИ И ПОСАДКИ
619
Продолжение табл. 15
Номинальные диаметры в мм
Посадка Отклонение от 1 ДО 3 свыше 3 до 6 свыше 6 до 10 свыше 10 ДО 18 свыше 18 до 30 свыше 30 до 50 свыше 50 до 80 свыше 80 до 120 свыше 120 до 180 свыше 180 до 250 свыше 250 до 315 свыше 315 до 400 свыше 400 до 500
I ОТВЕРСТИЯ 18 Верхнее . . . Нижнее . . . + 7 - 7 + 9 — 9 +12 —10 + 15 —12 +20 —13 +24 —15 + 28 — 18 + 34 —20 +41 —22 +47 —25 +55 —26 +60 —29 +66 —31
из. Верхнее . . . Нижнее . . . + 14 0 + 18 0 +22 0 +27 0 +33 0 +39 0 + 46 0 +54 0 +63 0 +72 0 +81 0 + 89 0 +97 0
Вал h8 Верхнее . . . Нижнее . . . 0 —14 0 —18 0 —22 0 —27 0 —33 0 -39 0 —46 0 —54 0 -63 0 —72 0 —81 0 -89 0 -97
ОТВЕРСТИЯ Е9 Верхнее . . • Нижнее . . . +39 + 14 +50 +20 +61 +25 +75 +32 +92 + 40 + 112 + 50 + 134 + 60 + 159 + 72 +185 + 85 +215 + 100 +240 + 110 +265 +125 +290 + 135
DIO Верхнее . . . Нижнее . . . + 60 +20 +78 +30 +98 +40 + 120 + 50 + 149 + 65 +180 + 80 + 220 + 100 + 260 + 120 +305 + 145 +355 + 170 +400 +190 +440 +210 +480 +230
Вал ftp Верхнее . . . Ннжнее . . . 0 —25 0 -30 0 —36 0 -43 0 —52 0 —62 0 —74 0 -87 0 —100 0 —115 0 —130 0 —140 0 —155
Вал hlO Верхнее . . . Нижнее . . . 0 —40 0 —48 0 —58 0 —70 0 —84 0 —100 0 —120 0 —140 0 —160 0 —185 0 —210 0 -230 0 —250
Отверстие НЮ Верхнее . . . Нижнее . . . +40 0 +48 0 +58 0 +70 0 +84 0 +100 0 + 120 0 +140 0 +160 0 +185 0 +210 0 +230 0 +250 0
Вал hl 1 Верхнее . . . Нижнее . . . 0 —60 0 —75 0 —90 0 —110 0 — 130 0 —160 0 —190 0 —220 0 —250 0 -290 0 —320 0 -360 0 —400
tx X О НИ Верхнее . . . Нижнее . . . +60 0 +75 0 +90 0 +110 0 + 130 0 +160 0 + 190 0 +220 0 +250 0 +290 0 +320 0 +360 0 +400 0
ш CQ О Dll Верхнее . . . Ннжнее . . . +80 +20 +105 + 30 + 130 + 40 +160 + 50 + 195 + 65 +240 + 80 +290 +100 + 340 + 120 +395 + 145 +460 + 170 +510 +190 +570 +210 +630 +230
Посадка Отклонение Номинальные диаметры в мм
от 1 до 3 свыше 3 ДО 6 свыше 6 до 10 свыше 10 до 18 свыше 18 до 30 свыше 30 до 4 0 свыше 40 до 50 свыше 50 до 65 свыше 65 до 80 свыше 80 до 100 свыше 100 до 120 свыше 12о' до 140 1
Верхнее . . . +200 +215 +240 +260 + 290 + 330 +340 +380 +390 +440 +460 +510
U11 Нижнее . . . + 140 +140 +150 +150 + 160 + 170 + 180 + 190 +200 + 220 +240 +260
ТВЕРСТИЯ
СП Верхнее . . . Нижнее . . . + 120 + 60 +145 +70 +170 +80 +205 +95 +240 + 110 +280 + 120 +290 +130 +330 +140 + 340 +150 +390 + 170 +400 +180 +450 +200
АП Верхнее . . . Нижнее . . . + 330 +270 + 345 +270 +370 + 280 +400 +290 + 430 +300 +470 +310 +480 +320 +530 +340 +550 +350 + 600 + 380 +630 +410 +710 +460
Примеры простановки отклонений
Примечания. 1. Табл. 15 предусматривает отклонения только для посадок, указан- ных в табл. 1 4. 2. НИ предусматривает также: hll» Ы1, СП для размеров от 1 до 10 мм и свыше 1 80 мм и all — для размеров свыше 10 до 180 мм. 3. h7 предусматривает также: Fl, Е8 и D8. 4. h9 предусматривает также: Н8» Е9 и Dl(h 5. hll предусматривает также: В11, СП для размеров до 10 мм и свыше 180 мм и Al 1 — свыше 1 6 до 180 мм. ОТВЕРСТИЯ Посадка 1
АП СП ви
Верхнее . . . Нижнее . . . Верхнее . . . Нижнее . . • Верхнее . . . Нижнее . . . Отклонение
+770 +520 4-4- to о- о § 4* 4* to СП оо со оо свыше 140 до 160 Номинальные диаметры в мм 1
СЛ 00 g g 4-4- to COQO oie+ 09S+ свыше 160 до 180
4* 4* сл со gg 4- 4- to сл g g 4-4- со сл g g свыше 180 до 200
4- + м о g g to СЛ 83 4* 4* СО сл оо -о ф ф свыше 200 до 220
++ СЮ I-* О Ф 4- 4- to сл В о it ф ф свыше 220 до 250
++ с© to g g 4- 4* СО сл О to Ф Ф 4- 4- 4^ оо оо о фф свыше 250 до 280
+ + g g 4-4- со сл со Сл фф 4- 4- СЛ со £8 свыше 280 до 315
++ to сл ф g оэе+ 0Zi+ 009+ 096+ свыше 315 до 355
ose i+ OU l + +760 +400 + + О'. о g g свыше 355 до 400
4* 4* СЛ 88 4-840 4-440 1 +i свыше 400 до 450
4-4- to СЛФ о о 4-4- .U00 СЮ 00 ф ф ^"t oo to свыше 450 до 500
ьо
ДОПУСКИ И ПОСАДКИ
ДОПУСКИ И ПОСАДКИ
621
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ФОРМЫ
и расположения поверхностей
ПО ГОСТ 3457-46
Допустимые отклонения формы и распо-
ложения поверхностей в случае необходи-
мости их контроля следует оговаривать в тех-
нических условиях и на свободном поле чер-
1ежа либо указывать на изображении детали
с использованием приведённых в табл. 17
условных знаков и пояснительных надписей.
Продолжение табл. 17
Обозначение чистоты поверхности
по ГОСТ 2789-51
Таблица 17
Предельные отклонения формы и расположения
поверхностей
Наименование
отклонений. Обозна-
чения и надписи
на чертеже детали
Примеры записей иа поле
чертежа
Наименование откло-
нений. Обозначения
и надписи на
чертеже детали
Примеры записей на поле
чертежа
0,01 I
ЕдЗ|
и
Непрямолинейность
Отклонение от прямоли-
нейности образующих по
0 25 В не более 0,01 мм на
всей длине.
Просвет при контроле ле-
кальной линейкой образую-
щих по 0 10 не более
0,005 мм
QDZ100
А Г-------------
777777777777777*77
Пеплос костность
Отклонение от плоскост-
ности поверхности А ие бо-
лее 0,02 мм на длине! 00 мм.
Для поверхности А допу-
скается вогнутость не более
0,02 мм на длине 1 000 мм.
Для поверхности А допус-
кается вогнутость не более
0,02 мм иа длине I 000 мм
н не более 0,01 мм по в ей
ширине
Непараллельность
Овальность
Конусность
Конусность
Отклонение от параллель-
ности плоскости А относи-
тельно опорной плоскости
В не более 0,02 мм.
Отклонение от параллель-
ности А к В ие более 0,02 мм
на длине 300 мм
Непараллельность осей 1
и 2 не более 0,02 мм
Овальность по 0 25 В не
более 0,07 мм
Конусность не более
0,05:100,
Разность диаметров шей-
ки в крайних сечениях не
более 0,01 мм', допускается
только уменьшение диамет-
ра в направлении к торцу.
Стрелка указывает, в ка-
ком направлении диаметр
может уменьшаться
Биение при контроле в
центрах иа участках А и С
ие более 0,1 мм, на участке
В не более 0,2 мм
Биение наружной поверх-
ности относительно внут-
ренней не более 0,2 мм
Радиальное биение
Торцевое биение
о о.ош'
Неперпендикуляр-
ность
j Эксцентриситет
zj.008
hut
МГН
L \ i Р ^ЗДООЗ
IIесимметричпость
Биение поверхностей Д и
С относительно В не более
0,05 мм
Биение торца А при про-
верке на оправке в центрах
ие более 0,05 мм
Отклонение от перпенди-
кулярности В к А по уголь-
нику не более 0,01:100
Отклонение от соосности
(эксцентриситет) отверстий
не более 0,02 мм
Отклонение от соосности
(эксцентриситет) ступеней
относительно диаметра D:
di не более 0,008 мм,
d2 не более 0,006 мм,
d& не более 0,005 мм,
di не более 0,003 мм
Отклонение от симметрич-
ного расположения паза от-
носительно цилиндра не бо-
лее 0,1 мм
СОЕДИНЕНИЯ С ГАРАНТИРОВАННЫМ
НАТЯГОМ
Основные предпосылки, определяющие
развитие посадок с натягом
Соединение деталей с гарантированным
натягом имеет применение во всех областях
современного машиностроения.
На железнодорожном транспорте ходовые
части подвижного состава скрепляются пре-
имущественно посредством прессовых посадок.
Соединения осей и пальцев кривошипов с ко-
622
ДОПУСКИ И ПОСАДКИ
лесными центрами осуществляются на прес-
сах, а соединения колёсных центров с бан-
дажами достигаются посадкой с натягом, про-
изводимой нагреванием бандажей.
Посадка с гарантированным натягом имеет
назначение обеспечить неподвижное соедине-
ние сцеплением контактирующих частиц со-
прягаемых элементов. Соединение этого вида
должно обладать способностью сопротивлять-
ся осевыми окружным смещениям от усилий,
действующих на соединение при заданном
силовом и температурном режиме.
Процесс сборки сопрягаемых деталей со-
единения с натягом может быть силовой (прес-
совый) или свободный, осуществляемый за
счёт изменения посадочных размеров путём
создания температурного перепада у сопря-
гаемых элементов.
В соответствии с принципом, положенным
в основу метода сборки, первый способ сбор
ки называется силовым, а второй термиче-
ским.
Термический способ в период осуществле-
ния сопряжения должен предусматривать сво-
бодное движение охватываемой детали отно-
сительно охватывающей. Технологическая
подвижность сопрягаемых элементов регламен-
тируется посадкой скольжения или посадкой
движения.
Превращение посадок (прессовой в подвиж-
ную) на период сборки деталей соединения
рассматриваемым способом может быть достиг-
нуто нагреванием охватывающего элемента,
охлаждением охватываемого элемента или
комбинированным способом, предусматриваю-
щим одно и другое мероприятие.
Силовой натяг легко осуществляется, когда
усилие запрессовки невелико. В этом случае
сборка производится простыми приспособле-
ниями; усилие запрессовки в них достигается
с помощью рычага, винта или посредством
гидравлического пресса с ручным приводом.
Когда усилие запрессовки составляет десятки
или сотни тонн, процесс сборки становится
сложным, требующим применения специаль-
ных мощных прессов.
Советское машиностроение выпускает обо-
рудование н машины с расчётом использова-
ния их в форсированных условиях. Деталям
машин приходится работать главным образом
при максимальной нагрузке, максимальной
скорости, и, кроме этого, иногда детали ра-
ботают непрерывно. Поэтому в основу проек-
тирования деталей принимается режим нагруз-
ки и в случаях циклической нагрузки оценка
конструкции соединения производится не по
способности к восприятию статической на-
грузки, а по выносливости. Пос леднее обычно
и принимается в основу проектирования дета-
лей вращения. Соединение, осуществляемое
посредством прочного натяга, рассчитанное
только на надёжность сцепления, без учёта
усталостной прочности, может оказаться не-
долговечным. По этой причине конструкция
соединения должна создаваться с учётом
полного комплекса всех факторов, влияющих
на долговечность.
Совокупность физических явлений, проис-
ходящих в контактной зоне сопрягаемых
элементов, в большой степени обусловливает-
ся технологией подготовки и сборки сопря-
гаемых деталей.
Технология подготовки сопрягаемых деталей
к запрессовке
К технологическим мероприятиям, повы-
шающим выносливость охватываемой детали,
можно отнести упрочнение поверхностного
слоя посадочных поверхностей роликовой на-
каткой. Однако роликовая накатка, повышая
усталостную прочность, несколько снижает
эффект сцепления, н распрессовка соединения
с накаткой иногда сопровождается зади-
ром посадочных поверхностей [4]. Проф.
Зобнин Н. П. в результате глубокого исследо-
вания и широкого испытания крупных образ-
цов осей нашёл мероприятие, устраняющее-
последние недостатки. Это мероприятие за-
ключается в снятии со всей упрочнённой
поверхности части наклёпанного слоя, полу-
ченного обкаткой, посредством повторной
чистовой обточки. (Режим этой обработки
см. ТСЖ, т. 12, стр. 566—573.)
От организации производства процесса
запрессовки зависят как предотвращение за-
дира посадочных поверхностей в период за-
прессовки н распрессовки соединений, а также
величина усилий, необходимых для осущест-
вления этих операций. При этом следует иметь
в виду, что основным критерием в оценке
сцепления является коэфициент надёжности
сцепления.
Коэфициент надёжности сцепления есть
отношение усилия распрессовки к фактиче-
скому (илн расчётному) усилию запрессовки.
Усилие распрессовки может быть определено-
из произведения действительного усилия за-
прессовки на отношение усилия распрессовки
к усилию запрессовки.
Усилие запрессовки получается нз инди-
каторной диаграммы, а относительная проч-
ность устанавливается испытанием серии
натурных образцов. Таким образом, диаграм-
ма позволяет судить о прочности полученного
соединения. Неудовлетворительная запрессов-
ка бракуется и соединение распрессовывается.
Для предупреждения коррозии и заеда-
ния сопрягаемых поверхностей посадочные
места перед запрессовкой смазываются. Луч-
шими маслами являются растительные—льня-
ное, конопляное и подсолнечное [11], [12],[13];
хуже — машинное масло, плохой смазкой яв-
ляются свинцовые белила.
Растительные масла употребляются в сы-
ром виде или подготовленные посредством
варки. Варёные растительные масла быстро
засыхают. Опыты ЦНИИМаш [ 15] показывают,
что, если прочность запрессовки при смазке
посадочных поверхностей льняным варёным
маслом принять за 100%, то при замене его
цинковыми белилами прочность достигнет
116%, применение сырого подсолнечного мас-
ла повысит прочность до 120%, льняное сырое,
но свежее масло повышает прочность до 133%.
Варка растительных масел преследует цель
их очистки. Процесс варки следует вести при
постепенном повышении температуры до 140—
160°С и должен длиться в течение 2 — 3 час.
По окончании варки через двое суток негод-
ная мутная часть масла оседает на дно сосу-
да и отделяется при переливании.
Скорость запрессовки влияет на усилие
запрессовки и прочность соединения; чем ни-
же эта скорость, тем выше прочность.
ДОПУСКИ И ПОСАДКИ
623
По данным Мордвинцева, с повышением
скорости запрессовки с 2 до 20 мм/сек усилие
запрессовки уменьшается на 50%, а прочность
понижается до 20%. Следовательно, с повы-
шением скорости запрессовки натяг должен
быть соответственно увеличен.
Чистота поверхности имеет влияние на
прочность прессового соединения деталей.
Однако повышение чистоты поверхности для
деталей диаметром до 60 мм должно ограни-
чиваться 8—10-м классом чистоты посадоч-
ных поверхностей, так как дальнейшее повы-
шение чистоты не повышает коэфициента
сцепления и способствует заеданию при прес-
совых операциях. Для посадочных поверх-
ностей осей подвижного состава, по исследо-
ваниям МЭМИИТ, рекомендуется 5—6-й класс
чистоты поверхности [14].
Угол конуса приёмной фаски оказывает
существенное влияние на запрессовку. Умень-
п ение этого угла способствует уменьшению
усилия запрессовки и увеличивает прочность
соединения. Оптимальное значение угла ко-
нуса приёмной фаски составляет около 10°.
Запрессовка должна производиться при
соблюдении строгой соосности сопрягаемых
деталей.
В практике общего машиностроения для
обеспечения лучшего направления на внут-
ренней кромке охватывающей детали пред-
усматривается фаска с углом 30—45°. С этой
же целью, а также для повышения выносли-
востиосей внутренние кромки ступиц колёсных
центров и колёс подвижного состава закруг-
ляются согласно инструкции МПС.
В общем машиностроении при проектиро-
вании прессовых соединений следует преду-
сматривать возможность распрессовки, не ме-
няя направления усилия запрессовки; вход
охватывающей детали следует предусмотреть
с одного конца охватываемой детали, а выход
с другого конца. Это предупреждает сбразо-
в; ние задира посадочных поверхностей в пе-
риод распрессовки соединения.
В качестве основных отрицательных сторон
силового метода необходимо отметить слож-
ность и большие начальные затраты, связан-
ные с установкой прессового оборудования.
Термический способ сборки соединения не
имеет указанных недостатков, но контроль по
достигнутому сцеплению менее точен, так как
эффект сцепления не замеряется непосредст-
венно, а определяется расчётным путём по
натягу.
Технология подготовки и сборки сопрягаемых
деталей при термическом способе
осуществления натяга
Соединение деталей, отличающихся своей
громоздкостью, а также соединение деталей,
не способных к восприятию значительных
осевых сил вследствие малой их жёсткости,
и.жет быть осуществлено применением тер-
мического способа сборки.
Когда невозможно получить натяг посред-
ством одного нагревания охватывающей де-
тали, а конструкция сопрягаемых деталей не
предусматривает возможности запрессовки или
когда отсутствует для этого специальное прес-
совое оборудование, применяют комбинирован-
ный термический способ. Комбинированный
способ подготовки к сборке сопрягаемых де-
талей осуществляется посредством одновре-
менного проведения двух операций: нагрева-
ния охватывающей детали и охлаждения
охватываемой детали. Комбинированный спо-
соб также применяется, когда производство
соединений с натягом носит случайный ха-
рактер.
Среди различных способов расширения
охватывающей детали путём нагревания ус-
пешно применяется электроиагревание. На
железнодорожном транспорте имеют широкое
применение электрогорны. С помощью элект-
рогорнов производится нагревание бандажей
при снятии их с колёсных центров и надева-
нии на колёсные центры (см. ТСЖ, т. 7,
стр. 457).
Формирование узлов общего машинострое-
ния, предусматривающее термический способ
осуществления посадки с натягом, произво-
дится с помощью различного вида электро-
нагревателей. Они так же удобны, как и бан-
дажные электрогорны, и вследствие простоты
конструкции часто изготовляются предприя-
тиями, их использующими.
Охлаждение охватываемой детали произ-
водится жидким азотом [6] или сухим
льдом.
Жидкий азот имеет температуру испарения
—126°, а сухой лёд —79°С. Поэтому жидкий
азот является более сильным средством в
осуществлении сборки, однако его применение
допустимо при соблюдении специальных тре-
бований техники безопасности.
Расчёт на прочность
Прочность соединения, достигнутая за счёт
натяга, предназначенная для восприятия осе-
вой силы, оценивается сопротивлением осе-
вому сдвигу от статической нагрузки
1\. = г. dlf'p [кг], (7)
где d — номинальный диаметр сопрягаемых
элементов в см;
I — длина посадочной части ступицы в см;
f — коэфициент сцепления;
р—удельное давление на контактной
поверхности в кг/см2.
Сцепление при вибрационной нагрузке по-
нижается примерно на 30%
Сопротивление трения при запрессовке Р
меньше Ре, так как коэфициент трения f мень-
ше коэфициента сцепления /':
Р = - dl f р [кг].
При расчёте соединений ходовых частей
подвижного состава, отличающихся высокими
удельными давлениями (р ® 1 000 кг/см2), зна-
чения коэфициента трения следует принимать
по данным проф. Н. 11. Зобнина (табл. 18 и 19).
При проектировании соединений общего ма-
шиностроения значения для указанных коэфи-
циентов следует выбирать по табл. 20 [3].
В таблице приняты обозначения: /—коэ-
фициент трения при запрессовке; /„-коэфи-
циент трения при распрессовке, соответст-
вующий моменту расцепления деталей, и/' —
коэфициент трения, соответствующий периоду
распрессовки при установившейся скорости
вьшрессовки.
624
ДОПУСКИ И ПОСАДКИ
Таблица 18
Результаты испытаний прочности прессовых соединений образцов из стали марки Ст. 5 с внутренним
диаметром оси 62 мм и наружным диаметром втулки 130 мм
! № образца Обработка Запрессо- вочное усилие р3 в кг Распрес- совочное усилие Р р в кг Относи- тельная прочность соедиие- н ия в % (Рр : : Р3)1 00 Коэфициент трепня Состояние по- верхности после ра спрессовки
при за- прессовке при рас- прессовке
1 Посадочные поверхности И 300 30 700 272 0,0966 0,262 Без задиров
обточены (v= 1 41 м!мин', 10 700 40 000 374 0,081 0,303 Средний задно
3 s=0,25 мм}об и t = 6,Ъмм) 13 600 33 000 243 0,099 0,24 Малый задир
4 13 500 31 иоо 236 0,103 0,243 х То же
5 11 40) 47 000 412 0,081 0,334 I
6 12 800 44 200 345 0,0972 0,335 > Без задира
8 11 300 29 000 267 0,103 0,265 J
Среднее 12 085 36 500 306 0,0945 0 ,283 —
32 Посадочные поверхности 18 360 46 800 256 0 ,140 0,357
33 оси в зонах, подверженных 19 720 47 520 2 12 0 ,149 0,359
34 концентрации напряжений, 13 600 43 200 319 0 ,104 0,331
35 обкатаны с последующей 16 920 46 70') 276 0,129 0,356 • Малый задир
36 обточкой посадочной по- 16 560 53 100 321 0 ,126 0,104
37 верхности (режим обточки 19 800 44 700 225 () ,151 0,341
38 указан в 1-й части табли- 19 080 59 400 311 0,145 0,451
цы). Давление на ролик—
1 250 кг, диаметр сфериче-
ского ролика 150 мм
| Среднее . . . 17 720 ! 44 800 । 279 I 0,135 | 0 ,371
Примечания. 1. Посадочные поверхности при запрессовке смазывались варёным
растительным маслом.
2. Удельное давление на контактной поверхности эколо 1 000 кг! сл*.
3. Данные для f' получены после испытания образцов иа выносливость.
Таблица 19
Коэфициенты трения при запрессовке и распрессовке восьмиспицевых вагонных колёс иа оси
диаметром 155 мм в зависимости от натяга и обработки
Натяг в мк [ Обработка
Коэфициент трения f 1 20 1 70 220 320 405 Центр точёный, ось точёная Центр точёный, ось шли- фованная Центр точёны й, ось нака- тана Центр шлифо- ванный, ось точё- ная
f — при запрессовке 0,077 0,087 0,077 0,0305 0,026 0,076 0,070 0,0729 0,058
при распрессовке 0,148 0,167 0,164 0,0665 0,059 0,112 0,099 0,095 0,099
Продолжение табл. 19
Коэфициент трения f Обработка Примечание
Центр шлифо- ванный, ось шли- фованная Центр шлифо- ванный, ось нака- тана Центр пуансо- ннрован, ось точёная Центр пуан- соннрован, ось шлифо- ванная Центр пуан- сонирован, ось накатана
f — при запрессовке 0,052 0,064 0 ,065 0 ,064 0,0625 Натяг 1 20 мк
f'—при распрессовке 0,104 0,091 0,101 0,0885 0,0901 То же
Удельное давление на контактной поверх-
ности
Р
Р = "nd If (кг/см*).
Прочность соединения с гарантированным
натягом, предназначенным для восприятия
крутящего момента, оценивается крутящим
моментом от сопротивления окружному сдви-
гу при статической нагрузке
r.d4f'cp
Мс= ------й---(кг/см), (8)
где fc — коэфициент сцепления при провёр-
тывании от статической нагрузки
ДОПУСКИ И ПОСАДКИ
625
Коэфициенты трения (сцепления) при посадках с гарантированным натягом
Сопротивление запрессовки прн переда-
ваемом крутящем моменте Мк равняется
2A-L
р = ~dT (ке)-
Соответственно удельное давление на кон-
тактной поверхности
2МК
Р = ^dUf (кг1см2)-
Расчётный натяг, соответствующий упру-
гим деформациям, равняется
То же при изготовлении сопрягаемых де-
талей из однородного металла
Д= Ю4
Е
(мк). (10)
Для соединения при сплошном поперечном
сечении охватываемой детали и однородном
металле
ДА — j- /J ,2|
4-U) I
где dj — внутренний диаметр охватываемой
детали в см;
d—-номинальный диаметр сопрягаемых
элементов в см;
dt — наружный диаметр охватывающей де-
тали в сл;
£1—модуль упругости материала охва-
тываемой детали в кг/см2;
Е3 — модуль упругости материала охва-
тывающей детали в кг/см2;
ixj — коэфициент Пуассона охватываемой
детали;
р, — коэфициент Пуассона охватывающей
детали.
Коэфициент Пуассона
для стальных деталей
л = 0,3 и Е = 2,1 • 10е кг]см2;
для чугунных деталей
|Л= 0,25 и £ = 1,05- 10« кг! см1.
Натяг определяется с учётом смятия не-
ровностей сопрягаемых деталей по формуле
Д„ =Д -р 1,2 (/ii -р Л3).
Значения hx и h2 приводятся в табл. 21
10 Том 12
626
ДОПУСКИ И ПОСАДКИ
Таблица 21
Наибольшая условная глубина неровностей hi
и Ла при различных классах чистоты
Класс чистоты Обозначение hi и й9 в мк
5 VV5 9,6ч-18,9
6 VV6 4,84-9,6
7 VVV7 3,24-6,4
8 VVV8 1,64-3,2
9 VVV9 0,84-1,6
10 VVVV10 0,54-1,0
11 VVVV11 0,254-0.5
12 VVVV1'- 0,1254-0,25
По Д„ подбирают посадку с расчётом по-
лучения минимального натяга
Дпнп д + 1
Выбранная посадка позволяет определить
максимальный натяг Дтах и минимальный
иатяг Amin • Чем больше разница Дтах —
—Д;1П тем менее однородны будут посадки,
тем меньше компактность и больше собствен-
ный вес проектируемого узла.
Чем меньше допуск посадки, тем однород-
нее посадки и тем равнопрочнее проектируе-
мые объекты.
Однородность посадки достигается также
применением селективного метода сборки де-
талей. Применение селективного метода сбор-
ки деталей позволяет увеличить прочность
сцепления в несколько раз. Свойство селек-
тивного метода сборки состоит в приближе-
нии наибольшего и наименьшего иатягов к
расчётному натягу, необходимому для осуще-
ствления сцепления, соответствующего задан-
ной нагрузке. Использование этого свойства
позволит значительно уменьшить напряжения
и деформации.
Максимальный расчётный натяг, прини-
маемый в основу расчёта на прочность сопря-
гаемых элементов, равняется
Дтах = Дтах 1>2(Л1 + Л2).
Минимальный расчётный натяг, используе-
мый при проверке прочности сцепления, со
ответственно составит
Максимальный натяг будет иметь место,
когда отверстие охватывающей детали будет
обработано по наименьшему предельному раз-
меру, а охватываемая деталь будет иметь
посадочный размер, соответствующий наи-
большему предельному размеру. В этом част-
ном случае контактная поверхность будет
испытывать максимальное удельное давление
(Ртах), определяемое по уравнению (9), (10)
или (11).
Наибольшее напряжение для охватываемой
детали будет у внутренней поверхности:
2Ртах
(кг/с.ч2). (12)
‘-И
Наибольшее напряжение для охватываю-
щей детали будет у контактной поверхности
~раст —
Ртах (К^/СЭИ2). (13)
Пластические деформации будут иметь
место, когда
При проектировании часто встречается не-
обходимость в определении изменения диа-
метров элементов соединения после запрес-
совки. Для этой цели необходимо иметь дан-
ные о деформации.
Уменьшение внутреннего диаметра охва-
тываемого элемента при упругих деформациях
составит
Adi
2• Ю*•Л1Ртах
(мк).
(14)
Увеличение наружного диаметра охваты-
вающей детали после запрессовки достигнет:
д^ = (15>
-'I
В последних двух формулах диаметры
d, dl и d„ в см.
Учитывая эти изменения, запрессовку вен-
цов зубчатых и червячных колёс производят
до нарезки зубьев.
Как было указано, термический способ
достижения иатяга предусматривает сборку
деталей с относительным движением посадоч-
ных элементов, регламентируемым зазорами'
в пределах посадки скольжения либо посадки'
движения, что достигается за счёт темпера-
турного перепада.
Температурный перепад сопрягаемых эле-
ментов должен быть
Лтах + Лу
‘ ~ 1 00 ad
(16)
где —технологический зазор в мк\
а — коэфициент линейного расширения.
Расчёт на усталостную прочнссть
Концентрация напряжений в охватываемых
деталях обусловливается резким изменением
силового воздействия, имеющего место у кро-
мок ступицы.
Как известно, зоны, подверженные кон-
центрации напряжений, при переменных на-
пряжениях являются очагами развития уста-
лостных трещин, появление которых в боль-
шинстве случаев предопределяет долговеч-
ность.
Основным критерием в оценке способности
деталей сопротивляться появлению усталост-
ных трещин является предел выносливости.
Предел выносливости при изгибе определён-
ной конкретной детали есть то наибольшее
напряжение изгиба, которое способна выдер-
жать эта деталь при весьма длительном дей-
ствии переменных напряжений рассматривае-
мого цикла.
Если долговечность детали задана, то
расчёт следует вести по пределу выносливо-
сти для заданного числа циклов.
ДОПУСКИ И ПОСАДКИ
627
Основные факторы, влияющие на предел
выносливости охватываемой детали, учиты-
ваются эффективным коэфициентом концент-
оации напряжений. К этим факторам отно-
сятся конструкция сопрягаемых элементов,
величина внутреннего диаметра ступицы,
характер нагрузки, технология, материал и
величина удельного давления. Среда (отри-
цательно влияющая иа предел выносливости)
также при расчёте должна быть учтена особым
коэфициентом.
Эффективный коэфициент концентрации
напряжений К, вызванный посадкой с натя-
гом, можно рассматривать как отношение
предела выносливости полированного образ-
ца— '-1, свободного от натяга, к пределу
выносливости того же образца (3._i)qh, но
испытывающего натяг:
Если предел выносливости определялся
при испытании полированного образца диа-
метром 10 мм, то эффективный коэфициент
концентрации напряжения для образца, под-
верженного натягу, будет
Условимся параметры (3_]) и К для поли-
рованного образца диаметром 10 мм далее
писать без индекса 10:
С увеличением диаметра предел выносли-
вости уменьшается по определённой зависи-
мости, установленной экспериментально. На
эту зависимость влияет также материал.
Оценка влияния изменения выносливости
детали от изменения материала и абсолютных
размеров производится посредством масштаб-
ного фактора е:
’’Де (3_])з — предел выносливости рассматри-
ваемой детали, свободной от
натяга.
Масштабный фактор детали, подверженной
концентрации напряжений от натяга,
_ (3-1Щ 7<(3-|)^
(3-1)« ~ 3_! ’
откуда
(a-i)a« = g-i (1Э)
где (3_[)dH — искомый предел выносливости
детали, испытывающей натяг.
Пользуясь определением для эффективного
коэфициента концентрации напряжений, мо-
жем написать
_ (J-l)d _
(з-,и- (з_,и •
откуда
(3-iU = ^ °-1- (20)
Из уравнений (19) и (20) имеем
£д ^дн
или
= (21)
~<!н
Эффективный коэфициент концентрации
не является постоянным при одном и том же
возбудителе концентрации напряжений. Новое
технологическое или конструктивное меро-
приятие влияет на величину коэфициента Кб .
Определение его может быть произведено на
модели, отличающейся от образца, поэтому
необходимо иметь зависимость между эффек-
тивными коэфициентами концентрации напря-
жений модели — Км и К для того, чтобы
определить Кд .
Согласно определению эффективного коэ-
фициента концентрации напряжений напишем:
Перепишем уравнение (21) для модели
но
гд
едн
Поэтому эффективный коэфициент концен-
трации напряжений для детали, испытываю-
щей натяг, при данном Км может быть опре-
делён по уравнению
$мн гд
~м ~дн
(22)
В соответствии с этим предел выносливо-
сти согласно уравнению (20)
, ч ”дн
1'м мн
^дн
или, обозначая —------ через s, имеем
гмн
(g-ib« -/<и g-i
К данным К„ (табл. 23) для модели диа-
метром 50 мм найдём значения приведённого
масштабного фактора г (табл. 22). В резуль-
тате при любой конструкции соединения [9]
(табл. 23) с помощью последнего уравнения
легко определяется предел выносливости
охватываемой детали.
Чем выше предел прочности, тем выше
эффективный коэфициент концентрации на-
пряжения.
Предел выносливости для деталей, изго-
товленных из стали с пределом прочности
40*
628
ДОПУСКИ И ПОСАДКИ
Значения масштабных факторов
Т а б л и ц а 22
Фактор Материал Диаметр образца в мм
15 20 25 30 35 40 50 60 80 100 150 200
£Л1 Углеродистая сталь .... Легированная сталь = == 1 004-1 20 кг!мм2) . . . 0,98 0,96 0,95 0,92 0,92 0,88 0,9 0,84 0,88 0,82 0,86 0,79 0,83 0,74 0,8 0,7 0,74 0,64 0,7 0,6 0,6 0,55 0,53
&мн нли Едн Углеродистая сталь .... Легированная сталь (^пч^ = 100-4 120 кг[ммй) и угле- родистая сталь при зна- чительной концентрации напряжений (К >2) .... 0,96 0,9 0,92 0,83 0,88 0,77 0,84 0,73 0,82 0,68 0,79 0,64 0,74 0,58 0,7 0,54 0,64 0,5 0,6 0,55
S (£ только прн модели 0 50 мм) Углеродистая сталь .... Легированная сталь (злч = = 1004-120 кг]мм2) . . . 1,07 1,14 1,03 1,05 0,98 0,98 0,94 0,93 0,92 0,86 0,89 9,81 0,83 0,74 0,78 0,68 0,72 0,63 0,67 0,62 —
Таблица 23
Значения эффективных коэфициентов концентрации напряжений при изгибе образца диаметром 50 мм
Констру ктив - ное мероп рия- тие или нагрузка Конструктивное мероприятие отсутствует, наружный диаметр втулки 2 d I Втулка испытывает на- грузку от радиальной си- лы и изгибающего момен- та
Втулка на- грузку не передаёт (тип А) Втулка испы- тывает на- грузку от ра- диальной си- лы (тип Б)
При отношении длины втулки к диаметру
0,4| 0 ,б| 1,2 1,4 0,4| 0,8| 1,2 1,4
^Эффективный коэфициент концентра- ции напря- жений 1 ,2 1 Л 1,48 1,8 1,28 1,6 1,8 2,0 2,15
Характер конструктивного мероприятия
Втулка имеет закруглённые внутренние кромки ра- диусом 0.06J. Наружный диаметр втул- ки 2d Втулка имеет лобо- вые кольцевые про- точки при ширине, спадающей до ну- ля, глубиной 0,14 d, наружном диаметре 1,3 d и внутреннем диаметре 1,1 d. Наружный диаметр втулки 2 d, длина 1,2 d Втулка имеет длину 1,5 d и заканчивает- ся утоненны- ми концами с наружным диаметром 1,5 d
«л на 20% ниже Км для на- грузок А и Б 1,35 1,5
Примечания. 1. Для деталей с пределом прочности о,1ч = 50 +1 20 кг/мм> вводится
коэфициент] пересчёта J у = 1+0,012 (зпч—50).
2. Коэфициент пересчёта на материал втулки (М) принимают: мягкая сталь —М = 1,
цементованная и закалённая сталь — Л1 — 1,25, бронза — М = 0,75.
апч = 50+-120 кг/мм2 (согласно примечанию 1
к табл. 23) определится по уравнению:
(а-1Ьи = кТта-1, (23)
С! применением нового конструктивного
мероприятия, оценённого путём определения
эффективного коэфициента концентрации
напряжения на модели диаметром, неравным
50, мм, масштабный фактор выбирается не
по табл. 22, а подсчётом по уравнению
Эффект применения упрочнения поверх-
ностного слоя подступичиой части валов,
испытывающих натяг, посредством роликовой
иакатки по данным [3] при внутренних диа-
метрах ступицы d=10+-20 мм ориентировочно
оценивается коэфициентом [1=1,4-+2 и для
d — 40 мм р=1,4-+1,8.
По данным, полученным проф. Н. П. Зобни-
ным, на стальных образцах диаметром 62,5мм
при обкатке с последующей обточкой, как
было указано, коэфициент 8 составил 1,5.
Уменьшение удельного давления р на
контактной поверхности положительно влияет
на выносливость охватываемой детали, что
следует учесть коэфициентом который при
р — 0 принимается равным 0,65 и р =
= 150 кг/см2 0,82. При удельном давлении
от 300 кг/см2 и выше влияние С иа выносли-
вость не учитывается [3].
Таким образом, при действии последних
мероприятий [1 и С предел выносливости для
охватываемой детали, испытывающей изгиб
при симметричном цикле, напряжение будет
(»-1Ьн= °-i' <25'
ДОПУСКИ И ПОСАДКИ
629
Следовательно, запас прочности по сопро-
тивлению усталости для симметричного цикла
напряжений
ей
П — ’ Т--ч--> (26)
где ъа— амплитуда напряжений.
Запас прочности охватываемой детали
с асимметричным циклом напряжений
, (27)
где cim — среднее напряжение [9].
Коэфициент ф3 определяется по формуле
а-1
ф, = 2----------------- — 1,
где а0 — предел усталости при пульсирую-
щем цикле.
Если данные для ~0 отсутствуют, то для
углеродистых сталей при 35-.- 55 /^г/л/лг-
можно принять
ф3 ~ 0,05.
Когда предел выносливости на изгиб для
углеродистой стали отсутствует, его можно
для расчёта определить по формуле
0,4 апч + 2 кг/мм2.
При учёте всех факторов, влияющих на
выносливость, минимальный запас по сопро-
тивлению усталостной прочности принимают
и — 1,3.
Если факторы, влияющие на выносливость,
учтены недостаточно точно, то /г — 1,5 — 2,5.
Большее значение принимается в наиболее
ответственных случаях работы охватываемой
детали.
Запас прочности охватываемой детали по
сопротивлению пластическим деформациям
проверяется в том случае, если
ЛИТЕРАТУРА
1. А п а р и н Г. А. и Городецкий И. Е.
Допуски и технические измерения. Машгиз,
1 950.
2. Выбор допусков и посадок в машиностроении.
Сборник под ред. кроф. Саверина М. А.
Машгиз, М., 1946.
3. Детали машин. Кн. I и II под редакцией
проф. Ачеркана Н. С. Машгиз, М., 1 953.
4. Зобнин Н. П. Влияние наклепа от обкатки
роликами на выносливость прессовых соедине-
ний. «Качество поверхности деталей машин»,
сборник 2. Издательство Академии Наук СССР,
М., 1953.
5. 3 о б и и и Н. П. Обработка и запрессовка ко-
лёсных пар. Траисжелдориздат, М., 1944.
6. К а р п и н А. О. Применение жидкого азота
при запрессовке крупногабаритных деталей
«ОРГТЯЖМАШ», Машгиз, М., 1953.
7. Машиностроение. Энциклопедически й справоч-
ник, т. 2. Машгиз, М., 1948.
8. Машиностроение, Энциклопедический справоч-
ник, т. 5. Машгиз, М., 1947
Рассматриваемый запас прочности
°Т
п =-------- .
za “г zm
Пример 1. Определить предел усталости для
вала диаметром 60 мм, изготовленного из стали 35,
испытывающего натяг от запрессованной втулки,
на которой предусмотрены утонённые концы с на-
ружным диаметром 150 мм и при длине втулки
90 мм. Поверхность подступичной части вала
упрочнена роликовой накаткой. Удельное давление
на контактной поверхности р—150 кг/см2.
Предел усталости рассматриваемого вала соглас-
но уравнению (25)
Здесь имеем: приведенный масштабный фактор
(табл. 22) s (',78; коэфициент поверхностного
упрочнения р -1,5; коэфициент удельного давления
;--Щ,82; эффективный коэфициент концентрации на-
пряжении (табл. 2 3) Км = 1,5 117=1. Предел вы.
носливости для стали 35 о_। = 22 кг/мм2.
Таким образом, предел выносливости вала со-
с та вит:
0 78 • 1 5
(’-0а« - 77-5—.S2- 22 = 21 кг1ммг-
Пример 2. Испытанием стальной модели диамет-
ром 30 мм с. новым конструктивным мероприятием
получен эффективный коэфициент концентрации
напряжений Км =1,8. Определить предел усталости
для детали из стали 50 диаметром 80 мм, испыты-
вающей натяг, если опа имеет конструктивное меро
приятие, аналогичное с моделью.
Предел выносливости определится по уравне-
нию (23):
Здесь имеем: масштабный фактор для модели
диаметром 30 мм (табл. 22) ем ~ 0,9, для детали
диаметром 8 Олле, испытывающей натяг, e^w == 0,64;
для модели диаметром 30 мм ъмн “ 0,84. Предел вы-
носливости для стали 50 a_j = 27 кг1мм3 и предел
прочности апч = 63 кг/мм3.
Искомый предел выносливости будет
0,9 • 0,64 • 27
(’-Ф« -0784“. 1,8 [1 Ч-~оЛо72 (63 — 50)1
~ 9,2 кг/льи2.
И ИСТОЧНИКИ
9. Энциклопедически й справочник «Машиностро-
ение», т. I, кн. 2. Машгиз, М., 1947.
10. Э й лилов В. Я. Соединение деталей с гаран-
тированным натягом. «Справочник машинострои-
теля», т. III. Машгиз, М., 1951.
И. Инструкция по освидетельствованию, форми-
рованию и ремонту вагонных колёсных пар.
Траисжелдориздат, М., 1945.
12. Инструкция по освидетельствованию и ре-
монту колёсных пар паровозов и тендеров ши-
рокой колеи. Траисжелдориздат, М., 1942.
13. Инструкция по освидетельствованию, форми-
рованию и ремонту колёсных пар электровозов
и электровагонов. Траисжелдориздат, М., 1947.
14. МЭМИИТ. Сборник научных работ, выпуск
58. Траисжелдориздат, М., 1 9 49.
15. Мордвпнцсв Л. А. Исследование запрес-
совки вагонных осей. «Транспортное машино-
строение», научно-технический сборник № 2(16),
Машгиз, М., 1939.
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
КРАТКИЕ СВЕДЕНИЯ О ТЕХНИКЕ
МЕРЫ ДЛИНЫ
Измерения являются неотъемлемым эле-
ментом производственного процесса изгото-
вления и ремонта машин и механизмов.
Развитие машиностроения неразрывно свя-
зано с развитием измерительной техники.
Современные требования к точности изго-
товления и взаимозаменяемости частей машин
и механизмов вызвали потребность в значи-
тельном усовершенствовании измерительной
техники и строгого соблюдения единства мер.
В СССР единство мер обеспечивается уза-
коненной стройной системой последователь-
ной передачи размеров от образцовых мер и
образцовых измерительных приборов до ка-
либров и изделий включительно.
Согласно определению ГОСТ 1453-42 об-
разцовые меры и образцовые измерительные
приборы предназначаются для воспроизведе-
ния и хранения единиц измерений и для
проверки и градуировки мер и измерительных
приборов.
Образцовые меры подразделяются на эта-
лоны и образцовые меры ограниченной точ-
ности.
Эталонами называют образцовые меры, слу-
жащие для воспроизведения и хранения еди-
ниц измерений с метрологической точностью.
Метрологической точностью называется
наивысшая достижимая при данном состоя-
нии измерительной техники точность изме-
рения.
Образцовыми мерами ограниченной точ-
ности называют меры, имеющие установлен-
ную меньшую, чем метрологическая, точность
и служащие для практических работ по про-
верке и градуировке мер и измерительных
приборов.
Основным первичным государственным эта-
лоном (прототипом) мер длины является ме-
таллический платино-иридиевый штриховой
метр, хранимый во ВНИИМ Комитета по
делам мер и весов при Совете министров СССР.
При изготовлении эталона прототипа
(1889 г. Международное бюро мер и весов.
Франция) за единицу длины — метр — была
принята длина одной десятимиллионной части
четверти длины дуги Парижского меридиана.
Последующее развитие физических наук
дало возможность найти более удобную и точ-
нее воспроизводимую, независимую естествен-
ную единицу в виде длины световой волны
красного излучения паров кадмия.
ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Согласно ОСТ ВКС 7762 длина волны
красной линии кадмия принимается, при
условии нормальной температуры (20° С),
нормальном давлении и влажности воздуха,
соответствующей 10 мм упругости водяного
пара, равной 0,64385033 мк.
При интерференционных методах измере-
ния плоскопараллельных концевых мер эта
величина является эталоном длины.
МЕТОДЫ ИЗМЕРЕНИЙ [6]
В зависимости от принципа определения
размера измеряемого объекта принята сле-
дующая классификация методов измерения.
Абсолютные измерения — та-
кие, в результате которых определяется пол-
ное значение измеряемого размера непосред-
ственно из показаний (отсчёта) прибора (ин-
струмента).
Примером таких измерений могут слу-
жить измерения с помощью микрометров,
штангенинструментов, измерения концевых
мер на интерферометре абсолютным методом.
Относительн ые (сравни тел ь-
н ы е) измерения такие, в результате
которых искомый размер определяется как
алгебраическая сумма отклонения прибора
и значения исходной меры.
Примером относительных измерений мо-
жет служить контроль диаметра отверстия
индикаторным нутромером, настроенным по
блоку концевых мер, или измерение калибра-
пробки миниметром, также установленным по
блоку концевых мер.
Следует отметить, что разделение методов
измерения на абсолютные и относительные
(сравнительные) является в известной мере
условным, так как всякий процесс измерения
представляет собой сравнение измеряемой
величины с другой, принятой за единицу.
Кроме того, приборы, предназначаемые
в основном для относительных измерений,
могут быть использованы для абсолютных
измерений в тех случаях, когда значение
измеряемой величины не превышает предела
измерения по шкале прибора. Например,
индикатор, предназначаемый в основном для
относительных измерений, при проверке вала
в центрах на биение даёт абсолютную меру
эксцентриситета вала относительно центров
или при поверке параллельности плоскостей
указывает абсолютную меру непараллель-
ности.
КРАТКИЕ СВЕДЕНИЯ О ТЕХНИКЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
631
Прямые измерения — непосред-
ственное определение искомой величины (или
отклонений от неё) по показаниям прибора
(инструмента) в самом процессе измерения.
Косвенные измерения — такие
измерения, при которых определение искомой
величины (или отклонения от неё) произво-
дится на основании прямых измерений вели-
чин, связанных с искомой определённой за-
висимостью; например, определение конус-
ности хвостовика инструмента путём измере-
ния двух диаметров конуса и расстояния
между ними.
Прямые и косвенные измерения могут быть
абсолютными и относительными.
В зависимости от характера контакта из-
мерительного прибора с поверхностями, огра-
ничивающими измеряемый размер, методы из-
мерения классифицируются на контактные
и бесконтактные.
Контактные измерения — это
такие измерения, при которых результаты
определяются при непосредственном сопри-
косновении измерительных поверхностей при-
бора (инструмента) с поверхностями, ограни-
чивающими определяемый размер.
Различают точечный контакт (например,
при измерении нутромером), линейный
контакт (при измерении микрометром, ка-
либром-скобой цилиндрической детали) и по-
верхностный контакт (при измерении микро-
метром, штангенциркулем плоской детали).
Бесконтактные измерения
определяют искомый размер без механическо-
го контакта с поверхностями, ограничиваю-
щими измеряемую величину.
Бесконтактные измерения осуществляются
с помощью оптических приборов — проекто-
ров, микроскопов, автоколлиматоров, а также
приборов, действующих по принципу пнев-
матики и электротехники.
ОСНОВНЫЕ МЕТРОЛОГИЧЕСКИЕ
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ [8]
Мера — вещественное воспроизведение
единицы измерения либо сё кратного или
дробного значения.
Измерение — процесс сравнения из-
меряемой величины в количественном отноше-
нии с другой величиной, принятой за едини-
цу, или с образцом повышенной по отноше-
нию к измеряемой величине точности.
Измерительные приборы —
устройства, служащие для прямого или кос-
венного сравнения измеряемой величины с
единицей измерения.
Номинальное значение ме-
ры — значение, указанное на мере или опре-
деляемое на основании технических данных
её изготовления.
Действительное значение
меры — значение данной меры, определяе-
мое образцовыми мерами или образцовыми
измерительными приборами.
Показание прибора — значение
измеряемой величины, устанавливаемое по
отсчёту прибора.
Действительное показание
прибора — показание прибора, опреде-
ляемое образцовыми мерами или образцовыми
измерительными приборами.
Действительное значение
измеряемой величины — значе-
ние, определяемое действительным значением
меры или действительным показанием изме-
рительного прибора.
Пределы измерения прибо-
ра — значения измеряемой величины, огра-
ничивающие область, внутри которой погреш-
ности показаний прибора не превышают ве-
личин, установленных нормами.
Шкала — совокупность отметок, распо-
ложенных вдоль какой-либо линии, которые
изображают ряд последовательных чисел, со-
ответствующих значениям измеряемой вели-
чины.
Деления шкалы — линейный про-
межуток между осями или центрами двух
смежных отметок.
Цена деления шкалы — значе-
ние измеряемой величины, соответствующее
одному делению шкалы.
Постоянная прибора — вели-
чина, на которую должен быть умножен от-
счёт (показание прибора), чтобы получить
значение измеряемой величины.
Чувствительность измери-
тельного прибора — отношение ли-
нейного или углового перемещения указателя
к изменению значения измеряемой величины,
вызвавшему это перемещение.
Для приборов со шкалой чувствительность
обратно пропорциональна цене деления шкалы.
Порог чувствительности из-
мерительного прибора — наи-
меньшее значение измеряемой величины, спо-
собное вызывать малейшее изменение пока-
заний измерительного прибора.
Чувствительность прибора является функ-
цией кинематической схемы прибора; порог
же чувствительности зависит от качества
изготовления прибора, т. е. от величины за-
зоров, наличия трения, инерции в элементах
конструкции прибора. Последние факторы
снижают способность прибора реагировать
на изменение измеряемой величины до неко-
торого определённого значения изменения по-
рога чувствительности.
Измерительные усилия — это
усилия, возникающие в процессе измерения
при контакте измерительных поверхностей
прибора или инструмента с контролируемым
объектом.
Вариация меры или прибо-
ра — наибольшая (полученная эксперимен-
тально) разность между отдельными значе-
ниями меры или повторными показаниями
измерительного прибора, соответствующими
одному и тому же действительному значению
измеряемой величины при неизменных внеш-
них условиях.
Точность меры или точность
измерительного прибора — оп-
ределяется предельными погрешностями зна-
чения меры или предельными погрешностями
показаний прибора. Погрешности отсчёта,
а также погрешности, вносимые внешними
условиями измерения при определении точ-
ности меры или измерительного прибора,
должны быть исключены.
Точность отсчёта — степень воз-
можности глазомерной оценки доли деления
шкалы; зависит от качества выполнения шка-
632
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
лы и указателя, освещённости шкалы и ин-
дивидуальных качеств наблюдателя.
Точность отсчёта зависит также от парал-
лакса — видимого смещения сличаемых штри-
хов (илн указателя н штриха на шкале), рас-
положенных в разных плоскостях. Ошибки
от параллакса возрастают по мере увеличе-
ния угла зрения при отсчёте и с увеличением
расстояния между плоскостями расположения
штрихов (или штриха на шкале и указателя).
Точность метода измерения —
определяется на основе суммарной погреш-
ности измерения, включающей погрешность
показаний прибора, погрешность концевых
мер, по которым установлен или проверен
прибор, погрешность отсчёта, погрешности,
зависимые от внешних условий измерения
(нарушение температурного режима, чистоты
поверхности измеряемого объекта и др.).
ПОГРЕШНОСТИ СРЕДСТВ И МЕТОДОВ
ИЗМЕРЕНИЯ [6]
Погрешностью измерения на-
зывается разность между результатами из-
мерения величины и её действительным зна-
чением.
Погрешности по своему характеру раз-
деляются на следующие три основные группы:
1) погрешности систематические;
2) погрешности грубые, называемые иногда
промахами;
3) погрешности случайные.
К систематическим погреш-
ностям относят погрешности, входящие
во все результаты измерений постоянной ве-
личиной с постоянным знаком (постоянные
погрешности) или изменяющиеся по опреде-
лённому закону, например, систематическая
постоянная погрешность будет иметь место
при измерении штангенциркулем, у которого
при сомкнутых губках нулевые штрихи но-
ниуса и основной шкалы совпадают недоста-
точно точно.
Примером систематической погрешности,
изменяющейся по определённому закону, мо-
жет служить погрешность углов, построенных
с помощью синусной линейкн, у которой рас-
стояние между роликами определено недоста-
точно точно.
Систематические ошибки, как правило,
могут быть исключены из результатов изме-
рений путём введения поправок, установлен-
ных при исследовании прибора или метода
измерения, нли путём применения таких
приёмов измерения, при которых системати-
ческая погрешность входит один раз со зна-
ком плюс, а прн повторном измерении — со
знаком минус. В этом случае результат из-
мерения определяется как среднее арифмети-
ческое двух измерений.
Грубые погрешности по абсо-
лютной величине далеко превосходят другие
погрешности данного метода измерения и
обычно явно искажают результаты измере-
ний.
Причиной появления грубых погрешностей
может являться нарушение условий, в которых
производятся измерения (толчкн, резкое из-
менение температуры н др.), неисправность
и неверность измерительных средств, ошибки
в отсчётах, в составлении блока плиток.
Результаты измерений, при которых до-
пущена явная грубая погрешность, не учи-
тываются как недостоверные. В сомнительных
случаях производятся контрольные измерения
с обеспечением условий, исключающих грубые
ошибки.
Случайными погрешностями
называют погрешности, неопределённые по
величине и знаку, но которые в массе своей
обладают следующими свойствами:
1) погрешности большие по абсолютной
величине появляются реже погрешностей
меньших по абсолютной величине;
2) погрешности со знаком плюс столь же
вероятны, как н равные им по абсолютной
величине погрешности со знаком минус;
3) с увеличением количества измерений
среднее арифметическое из случайных по-
грешностей стремится к нулю;
4) для данного метода измерения случайные
погрешности практически не превосходят по
абсолютной величине некоторого предела, за
которым уже лежит область грубых погреш-
ностей.
Случайные погрешности являются след-
ствием разнообразных причин — колебаний
измерительного усилия, деформаций деталей
приборов, состояния поверхности измеряе-
мых объектов и др.
Влияние случайных погрешностей на ре-
зультат измерения может быть учтено путём
математической обработки ряда повторных
измерений по законам теории вероятности.
Для этого определяют среднюю квадрати-
ческую погрешность сг ряда измерений по-
формуле
Д?+ А* + . . . +
п ’
где Д — разность между действительным зна-
чением измеряемой величины и от
дельными значениями её, получен-
ными прн измерениях (т. е. погреш-
ность отдельного измерения);
п—число измерений данного ряда.
В тех случаях, когда действительный раз-
мер измеряемой величины неизвестен, для
определения средней квадратической погреш-
ности а пользуются следующей формулой:
где v — разность между средним арифметиче-
ским и отдельными значениями, по-
лученными при измерениях (остаточ-
ная погрешность);
п— число измерений данного ряда.
При числе измерений свыше 10—15 раз-
ница в величинах, подсчитанных по первой
и второй формулам, практического значения
не имеет.
Случайные погрешности измерения в боль-
шинстве случаев подчиняются нормальному
закону распределения (закону Гаусса), на
основании которого установлено, что прн
большом количестве измерений приблизи-
тельно в 67 случаях из 100 погрешности не
превышают по абсолютной величине значения
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
633
средней квадратической погрешности, а в 99,7
случаях из 100 погрешности измерений не
превышают по абсолютной величине утроен-
ной средней квадратической погрешности.
Утроенная средняя квадратическая по-
грешность 3 гт принимается в качестве пре-
дельной и обозначается Alim.
Предельная погрешность ДИт = 3<т прак-
тически является максимальной погрешностью
данного метода измерения, за пределами ко-
торой лежит область грубых погрешностей.
Средняя квадратическая погрешность а и
предельная погрешность Alim характеризуют
точность одного измерения из ряда измерений.
Для оценки точности результата ряда изме-
рений определяют среднюю квадратическую
погрешность среднего арифметического М. по
формуле
<т
Л1 = ~ .
V п
Соответственно предельная погрешность
среднего арифметического будет равна
« и.»«.
В практике промышленных измерений
часто имеют место измерения, когда искомая
величина определяется по результатам из-
мерений других величин.
Например, при измерении калибра на опти-
метре или миниметре размер его Z опреде-
лится как сумма двух размеров—X и Y:
Z= X+Y,
где X — размер концевой меры, а
Y — разность размеров концевой меры и
калибра, показанная прибором.
Если средние квадратические погрешности
X и / будут соответственно и <Ту, то по
теории суммирования случайных величин
средняя квадратическая погрешность значе-
ния Z будет
^z= / <4+ '4-
Если распределение случайных погрешно-
стей величин X и Y следует нормальному
закону, предельная погрешность определится
по формуле
A limZ j/" Al ini X 4- Alim Г’
Для производственных условий обычно
нет необходимости прибегать к многократным
измерениям объектов контроля (деталей, ка-
либров и др.) и производить оценку точности
ряда измерений путём вывода средней квадра-
тической погрешности.
Определив однажды точность данного ме-
тода измерения, в дальнейшем полагают, что
погрешность каждого отдельного измерения
не превышает предельной погрешности дан-
ного метода.
Определение точности м е т о-
д а и з мере и и я может быть произведено
непосредственно определением суммарных по-
грешностей путём математической обработки
большого ряда измерений аттестованного об-
разца изделий или путём выявления и рас-
чёта отдельных слагаемых погрешностей,
зависящих от различных факторов, и затем
суммирования их по правилам суммирования
случайных величин.
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
Одним из важнейших условий обеспечения
качества промышленной продукции машино-
строительных предприятий — заводов и депо
железнодорожного транспорта — является
обязательный контроль размеров выпускае-
мых изделий и частей ремонтируемого по-
движного состава.
Для этих целей предприятия должны рас-
полагать необходимым комплектом измери-
тельного инструмента, обеспечивающего тре-
буемую точность измерений при межопера-
ционной и окончательной приёмке деталей
и узлов.
В .разделе представлены измерительные
инструменты: а) универсального типа, б) глад-
кие калибры, в) резьбовые калибры и г) спе-
циальные калибры, характерные для пред-
приятий железнодорожного транспорта.
ВЫБОР И НАЗНАЧЕНИЕ
ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
При выборе измерительных средств в ма-
шиностроении и при ремонте стремятся:
а) к тому, чтобы действительные размеры
изделий не выходили за предельные, пред-
усмотренные стандартами;
б) к возможно большему расширению про-
изводственных допусков, остающихся за вы-
четом величин, компенсирующих погрешно-
сти измерений;
в) к максимальному снижению затрат на
измерительные средства и содержание орга-
нов технического контроля.
Контроль размеров изделий можно про-
изводить универсальными измерительными
средствами и калибрами.
Погрешности измерений изделий калибра-
ми регламентированы системой ОСТ на ка-
либры.
Погрешности методов измерения универ-
сальными измерительными средствами приве-
дены в табл. 1.
При назначении универсальных измери-
тельных средств для контроля размеров изде-
лий следует руководствоваться следующим.
Допуски па изготовление изделий, уста-
новленные действующими стандартами, долж-
ны включать погрешность средств контроля.
Однако при затруднении разрешается переход
за пределы стандартных допусков на вели-
чину, допускаемую при поверке изделий пре-
дельными калибрами.
В табл. 2 даны предельно допустимые по-
грешности измерений гладких изделий.
Приведённые в табл. 2 погрешности пре-
вышают величины предельных отклонений
изношенных рабочих калибров.
Однако при применении универсальных
измерительных средств переход размеров из-
делий за Гранины стандартных допусков прак-
634
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Предельные погрешности методов измерения длин
Таблица 1
Наименование приборов и инструментов Концевые меры Интервалы размеров в мм
применяемые по разрядам ! применяемые по классам точности 1-10 10-50 50-80 80- 120 120- 180 180- 260 260 — 360 360- 500
Предельные погрешности измерений в микронах (£)
Оптиметры горизонтальный и вертикальный (при измере- нии наружных размеров) Оптиметр горизонтальный (прн измерении внутренних разме- ров) Миниметр с ценой деления 0,001 мм Миниметр с ценой деления 0,002 мм Миниметр с ценой деления 0,005 мм Индикатор с ценой деления 0,002 мм (при работе с учё- том погрешностей по атте- стату) Индикаторы с ценой деления 0,01 мм: 0-го класса точности (при ра- боте в пределах нормиро- ванного участка шкалы) 0-го класса точности (при ра- боте в пределах одного обо- рота стрелки) и 1-го клас- са точности (при работе в пределах нормированного участка шкалы) 2-го класса точности(при ра- боте в пределах нормиро- ванного участка шкалы) . . 1-го класса точности (при ра- боте в пределах одного обо- рота стрелки) 2-го класса точности (при ра- боте в пределах одного обо- рота стрелки) Индикаторный нутромер типа завода «Калибр»: с индикатором 0-го класса точности (при работе в пре- делах одного оборота стрелки) с индикатором 1-го класса точ- ности (при работе в преде- лах одного оборота стрелки) Скоба рычажная с ценой деле- ния 0,002 мм Скоба рычажная с ценой деле- ния 0,005 мм ......... Скоба рычажная с ценой деле- ния 0,01 мм .......... Микрометр чу ветвите л ьн о-ры- чажный . Микрометр 0-го класса точно- сти Микрометр 1-го класса точно- сти Микрометр 2-го класса точно- сти Глубиномер микрометрический 1-го класса точности Глубиномер микрометрический 2-го класса точности Нутромер микрометрический 1-го класса точности . . . Нутромер микрометрический 2-го класса точности Штангенциркуль с отсчётом 0,02 мм: при измерении наружных размеров при измерении внутренних размеров I ( 3 { 4 1 3 1 3 и |4 н 1 4 М н 6 6 (i 6 6 6 6 б г 5 1 о 6 б 0 1 б 1 2 0 1 2 3 1 3 2 3 3 3 3 3 3 3 3 3 2 3 3 3 j 0,35 0,4 0,7 0,5 0,6 0,7 1,0 1,0 1,2 1,4 2,0 2,2 3,0 8 10 12 15 20 11 16 3 3 7 3 4,5 7 12 14 22 40 0,5 0,6 1,0 0,9 1 ,о 1 ,4 0,7 0,8 1,0 1,5 1,2 1,5 1,8 .2,’5 3,0 8 10 12 15 20 11 16 3 3,5 7 4 5,5 8 13 16 25 40 50 0,6 0,8 1,3 1,1 1,3 1,8 0,8 1,0 1,4 2,0 1,4 1,8 2,5 2,5 3,0 3,5 9 10 13 15 20 12 17 3,5 4 7,5 6 9 14 18 30 18 20 45 60 0,8 1,0 1,6 1,3 1,6 2,0 0,9 1,2 1,8 2,5 1,5 2,0 3,0 2,5 3,5 4 9 11 13 15 20 12 17 3,5 4,5 7,5 7 10 15 22 35 20 25 45 60 0,9 1,2 1,8 1.4 1,8 2,2 1,0 1.4 2.0 3,0 1'6 2,8 3,5 3,0 4,0 5 9 11 14 15 13 18 6 8 8 12 18 22 30 45 65 1,2 1,8 2,5 1 ,8 2,3 3,1) 1 ,2 2,0 2,5 4,5 2.2 3,0 5,0 3,5 5 G 10 12 15 16 22 14 19 10 15 20 35 50 70 1,4 3 >5 1 ,5 2,5 3,5 6,0 3,0 4,0 6,5 4,0 6,5 7 10 12 16 16 22 14 19 12 20 30 40 60 80 1.8 3,0 4,5 1.8 3,0 4,5 8 3,5 5 8 5 8,5 8,5 11 13 17 16 22 15 20 15 25 35 35 45 70 90
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
635
Продолжение табл. 1
Наименование приборов и инструментов Концевые меры Интервалы размеров в мм
применяемые по разрядам 1 применяемые по классам точности 1-10 10—50 50 — 80 80- 120 1 20 — 180 180— 260 260— 360 360- 500
Предельные погрешности измерений в микронах (±)
Штангенциркуль с отсчётом .ктч
0,05 мм:
при измерении наружных раз- меров ф 80
при измерении внутренних размеров ф
Штангенциркуль с отсчётом 0,1 мм: при измерении наружных раз- меров - я о 150
при измерении внутренних размеров . .• Штангенглубиномер с отсчётом 0,02 мм ............ ф 2 ф 3 х СО
Штангенглубиномер с отсчётом 0,0 5 мм £ 100
Штангенглубиномер с отсчётом 1), 1 мм ............. о 200
Универсальный микроскоп . . 1,0
Инс трументальвый микроскоп Инструментальный микроскоп 5 * 2,5
80 90 100 100 100 110 110
100 130 130 150 150 150 150
150 160 170 190 200 210 230
200 232 260 280 300 300 300
60 СО 60 60 60 СО —
100 150 150 150 150 150 150
250 300 300 300 300 300 300
2 2,5 2,5 3 3,5 — —
— —— — — —
о,5 — — — — — —
Таблица 2
Допустимые предельные погрешности измерений гладких изделий
Интервалы размерен в мм
Квалитеты 10 — 18 18 — 30 50-80 80— 1 20 — 1 80- 260— 360—
ISA 1-3 3—6 6 — 10 30—50 120 180 2 60 360 500
Допустимые предельные погрешности измерений в микронах (±)
3 4 4 4,5 6 6,5
6 3 3 4 4 5 6 6 8 10 12 15 18
1 5 6 6 8 8 10 11 13 16 17 20 25
8 6 6 7 9 10 12 13 16 19 20 25 30
9 7 8 9 11 12 15 16 19 21 25 30 35
10 9 10 1 1 13 15 18 20 23 25 30 35 40
11 11 12 13 17 20 21 31 38 45 55 65 75
18 24 зи 35 42 ; 0 (0 70 80 90 100 110
14 со 35 40 50 60 с 5 85 100 120 130 150
15 40 50 60 70 80 100 120 140 160 180 210 250
16 СО /э 90 100 130 150 190 220 250 290 330 380
Допустимые погрешности измерений изделий 5-го класса точности.
тически не будет превышать отклонений из-
ношенных рабочих калибров.
Руководствуясь табл. 2 в части предельно
допустимых погрешностей измерений, можно
выбрать по табл. 1 наиболее соответствующий
тип измерительных средств.
УНИВЕРСАЛЬНЫЙ ИЗМЕРИТЕЛЬНЫЙ
ИНСТРУМЕНТ
Измерительные линейки
Линейки стальные измери-
тельные (ГОСТ 427-41) изготовляют жёст-
кие и упругие с пределами измерения: жёст-
кие — 100, 150, 200, 300, 500, 750 и 1 000 мм-,
упругие — 150, 200, 300 и 500 мм.
Суммарные погрешности линеек на всей
длине не должны превышать:
Для лннсек с пределами Погреш-
измерения ность
100 и 150 мм.......±0,1 мм
200 и 300 »........±0,12 »
500 мм ........... ±0,15 »
750 »..............±0,18 з>
1 000 мм .......... ±0,20 »
Погрешности расстояния любого штриха
от начала или конца шкалы не должны пре-
вышать указанных выше величин. Погреш-
ности в сантиметровых делениях шкалы не
должны превышать ±0,1 мм. Погрешности
в миллиметровых делениях шкалы не должны
превышать ±0,05 мм.
Инструменты с линейным нониусом
(штангенинструменты)
Штангенциркуль (фиг. 1) приме-
няют для наружных и внутренних измерений
и для разметки.
636
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Штангенциркули изготовляют с верхним
пределом измерения: 125, 150, 200, 300, 500,
600, 800, 1 000, 1 500, 2 000 мм и по особому
заказу до 3 000 и 4 000 мм. Величина отсчёта
по нониусу 0,1; 0,05 и 0,02 мм.
При проверке штангенциркулей суммар-
ные погрешности их как при незатянутом, так
и при затянутом зажиме рамки не должны
выходить за пределы, указанные в табл. 3.
Таблица 3
Допускаемые суммарные погрешности
штангенциркулей в мм ( г)
Штангенрейсмасе (фиг. 2) приме-
няют для разметки и для измерения высот
(ГОСТ 164-41). Для этих целей штангенрейс-
масс имеет соответствующие сменные ножки:
А — разметочную, Б — измерительную. От-
клонение размера S измерительной ножки от
указанного маркировкой на штангенрейсмассе
не должно превышать величин, указанных
в табл. 4.
Таблица 4
Допускаемые отклонения высоты измерительной
ножки штангенрейсмассов
Величина отсчёта по нониусу в мм Допускаемое отклоне- ние размера 5 в мм (±)
0,02 0,01
0,05 0,02
0,1 0,03
Штангенрейсмассы изготовляют с предела-
ми измерения, приведёнными в табл. 5.
Таблица Е-
Пределы измерения штангенрейсмассов
Пределы измерения в мм
нижний не свыше
верхпи й
0
30
40
60
60
200
300
500
800
1 000
Суммарные погрешности штангенрейсмас-
сов не должны выходить за пределы, указан-
ные в табл. 6.
Таблица 6.
Допускаемые суммарные погрешности
штангенрейсмассов в мм (±)
Верхний предел измерения в мм Величина отсчёта по нониусу в мм
0,02 0,05 0,1
200 0,02 0,05
300 0.03 0,05 с,1 0,1
500 0,04 0,05
800 —— 0,1
1 ооо — — 0,1
Штангенглуби номер (фиг. 3)
предназначается для измерения глубин и вы-
сот (ГОСТ 162-41).
В настоящее время промышленность вы-
пускает штангенглубиномеры с верхним пре-
делом измерения согласно табл. 7.
В этой же таблице указаны допустимые
суммарные погрешности штангенглубиноме-
ров как при затянутом, так и при отпущенном:
зажиме рамки.
Таблица 7
Допускаемые суммарные погрешности
штангенглубиномеров
Предел измерения в мм Величина отсчёта по нониу- су в мм Суммарная погреш - кость в мм (±)
До 150 включительно . . . » 300 » ... > 500 » ... 0,02 0,05 0,1 0,02 0,05 0,15
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
637
Штанге и зубомер (фиг. 4) приме-
няют для измерения толщины зубьев ци-
линдрических н конических зубчатых колёс
(ГОСТ 163-41). При этом высотная линейка
устанавливается на расчётную величину вы-
соты h головки зуба, а подвижная губка
указывает толщину зуба S по хорде началь-
ной (делительной) окружности.
Штангензубомеры изготовляются двух раз-
меров: для измерения зубчатых колёс с мо-
дулями от 1 до 18 мм и от 5 до 35 мм. Отсчёт
по нониусу 0,02 мм.
Суммарная погрешность штангензубомера
(как для губок для измерения толщины зуба,
так и для высотной линейки) не должна пре-
вышать 0,02 мм.
Микрометрические инструменты
Микрометры (фиг. 5) применяют для
точных наружных измерений (ОСТ НКМ
20027). Действие микрометра основано на
принципе работы микрометрической пары,
т. е. преобразовании вращательного движения
в линейное.
Фиг. 5. Микрометр
Для предупреждения значительных оши-
бок за счёт разгиба скобы в процессе измере-
ния и для стабилизации измерительного давле-
ния микрометры снабжают специальным
устройством — трещоткой или фрикционом.
Трещотка должна обеспечить измерительное
давление в пределах 700 ± 200 г. Разгиб
скобы при измерении не должен превышать
величин, указанных в табл. 8.
Микрометры выпускают для измерения
размеров от 0 до 1 000 мм, при этом для
размеров до 300 мм с интервалом измерений
25 мм и от 300 до 1 000 мм с интервалом
измерений 100 мм.
Для микрометров установлено три класса
точности: 0, 1, 2. Погрешности в показаниях
микрометра при проверке его концевыми ме-
рами при измерительном давлении, создавае-
мом трещоткой, не должны превышать вели-
чин, указанных в табл. 8.
Изгиб скобы микрометра проверяется при
усилии в 3 кг и пересчитывается на 1 кг.
Микрометр для измерения
толщины листового материа-
ла (фиг. (’>) отличается от обычных гладких
Фиг. 6. Микрометр для измерения
толщины листового материала
микрометров бблыпим вылетом скобы и на-
личием специального циферблата, закреплён-
ного на стебле. Наличие циферблата улучшает
видимость отсчётов при измерении в недоста-
638
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Таблица 8*
Допускаемые погрешности микрометров
Верхние пределы измерения в мм Суммарная погрешность микрометров в микронах (±) Допустимая непараллель- ность в микронах измери- тельных поверхностей микрометра Изгиб скобы в микронах при усилии в 1 кг
Класс Класс 0 Классы 1 и 2
0 1 2
15 и 25 2 4 8 1,5 2 2
50 2 4 8 1,5 2,5 2
75 и 100 2 4 8 1,5 3 3
125 и 150 2,5 5 10 2 4 4
175 и 200 3 6 12 3 6
225—300 3,5 7 14 4 8 6
325—40q 4 8 16 5 10 8
425—500 5 10 20 6 12 10
525—600 6 12 24 7 14 12
625-700 7 14 28 8 16 14
725—800 8 16 32 9 18 16
825—900 9 18 36 10 20 I8 1
925—1 000 10 20 40 11 22 20 :
точно освещённых местах (складах, цехах).
Микрометры циферблатные изготовляют с пре-
делами измерений 0—10 и 0—25 мм и точ-
ностью 0-го, 1-го и 2-го классов.
Измерительные поверхности микрометров
плоские или сферические.
Суммарные погрешности микрометра не
должны превышать для микрометров 0-го клас-
са ±0,002 мм, 1-го класса ± 0,004 мм и 2-го
класса ±0,008 мм.
Микрометр для измерения
толщины стенок труб (фиг. 7
изготовляют для предела измерения 0—25 мм.
Фнг. 7. Микрометр для измерения толщины
стенок труб
Неподвижная пятка микрометра имеет сфе-
рическую форму. Технические условия такие
же, как для обычных микрометров.
Этот микрометр удобен также для опреде-
ления разностенности (эксцентричности диат
метров) цилиндрических втулок.
Микрометр резьбовый (фиг. 8)
применяют для измерения среднего диаметра
Фиг. 8. Микрометр резьбовый; Л—призматическая
вставка; Б—коническая вставка; В—концевая меоа
резьб метрических, дюймовых н трапеце-
идальных (ГОСТ 4380-48).
Микрометры поставляют вместе с набором
вставок для измерения метрических резьб
согласно табл. 9 и с установочной мерой,
соответствующей нижнему пределу измерения’
данным микрометром.
Таблица S
Наборы вставок к резьбовым микрометрам
для измерения метрических резьб
Пределы измерения микрометра в мм Количе- ство пар вставок 1 Шаг измеряемых резьб в мм
0—25 25—ГО; 50—75 75—100; 100—125; 125-150; 150—175 171-21 0; 200-225 225-250; 250-275 и т. Д. до 325—330 5 4 4 3 0,4-'),Г; 0,6—0,8; 1—1,5; 1,75—2,5; 3—4,о 0,6-0,8; 1-1,5; 1,75- 2.5; 3-4,5 1-1 ,5; 1,75-2,5; 3— 4,5; 5—6 1,75-2,5; 3-4,5; 5-6 3—4,5; 5—6
Вставки для дюймовой и трапецеидальной
резьб и установочные меры к ним поставляют
по Особому заказу.
Для дюймовых резьб комплект вставок
состоит из шести пар, для числа ниток на 1
28 — 24, 20—16, 14—11,
10—8, 7—5 и 4,5—3.
Для трапецоидальных
резьб вставки поставляют
парами для каждого шага
резьбы.
Для специальных изме-
рений по особому заказу
поставляют также вставки
плоской и шаровой формы
(фиг. 9). Радиус шаровых
поверхностей вставок 0,5,
1, 1,5, 2 и 2,5 мм. Диаметр
плоской вставки 12 мм.
Фиг. 9. Вставки
к микрометрам
Погрешности микрометров со вставками’
для метрической и дюймовой резьбы при по-
верке их по аттестованным резьбовым кали-
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
639'
брам не должны превышать величин, указан-
ных в табл. 10.
Таблица 10
Допускаемые погрешности резьбовых
микрометров в микронах (±)
Шаг резьбы в мм Число ниток на 1* Пределы измерения микрометров в мм
0—25 25—с0 50-125 125-200
0,4 — 0,5 10 13
0,6 -0,8 28-24 10 13 15
1 -1,5 20-16 12 15 17 22
1,75—2,5 14—8 15 18 20 25
3-4,5 7-5 18 20 23 28
5-6 4,5-3 — — 25 30
Точность измерения среднего диаметра
резьбы резьбовым микрометром в большой
степени зависит от ошибок шага и угла про-
филя резьбы. Погрешности измерения сред-
него диаметра могут достигать 0,1 мм и более.
Микрометр для внутренних
измерений (фиг. 10) имеет малое при-
менение, так как измерение отверстий пли
Фиг. 10. Микрометр для внутренних измерений:
А—кольцо-калибр
пазов может быть осуществлено лишь на не-
большой глубине, не превышающей высоты
измерительных губок (ГОСТ 319-41).
Эти микрометры изготовляют с пределами
измерения 5—30 мм и 30—55 мм, 2-го и
3-го классов точности. Длина измерительной
поверхности губок для микрометров с преде-
лами измерения 5—30 мм не менее 5 мм и с
пределами измерения 30 — 55 мм не менее
10 лгл.
Микрометры снабжают установочными ме-
рами — кольцами. Суммарные погрешности
показаний микрометра 2-го класса не должны
превышать ±0,008 мм, 3-го класса ±0,016 лги.
Нутромеры микрометриче-
ские (фиг. И) изготовляют с пределами из-
мерений 75—175, 75—575, 150—1 200 и 150—
4 000 мм (ГОСТ 10-51). Цена деления шкалы
Фиг. 11. Нутромеры микрометрические
нутромера 0,01 мм. Нутромер состоит из
микрометрической головки и сменных удли-
нителей, при помощи которых составляется,
требуемый размер нутромера. Погрешности
нутромеров не должны превышать величин,
указанных в табл. 11.
Т а б л и ц а 11
Допускаемые погрешности нутромеров
Показания нутромера в мм Допустимая погреш- ность в мм (±)
О т 75 ДО 125 0,008
С в ы ш 125 » 200 0,010
» 200 » 325 0,012
» 325 » 500 0,015
» 500 800 0,020
800 » 1 250 0,025
» 1 250 1 600 0,030
» 1 600 » 2 000 0,040
» 2 000 » 2 500 0,050
» 2 500 » 3 150 0,060
» 3 150 » 4 000 0,070
К каждому нутромеру прилагается уста-
новочная мера, соответствующая нижнему
пределу измерения.
Глубиномер микрометрический
(фиг. 12) применяют для измерения высот
и глубин деталей (ОСТ НКТМ 8107-39)»
Фиг. 12. Глубиномер микрометрический
Глубиномеры имеют пределы измерения 0—25,
25—50, 50—75 и 75—100 мм. Изменение пре-
делов измерения осуществляется сменой из-
мерительных стержней. Погрешности глубино-
меров с присоединенными измерительными
стержнями не должны превышать величин
согласно табл. 12.
Таблица 12
Допускаемые погрешности глубиномеров в мм (±)
Верхний предел измерения в мм 1-й класс 2-й класс
ГО 0,С04 0,008
100 0,005 0,010
Глубиномеры должны снабжаться устано-
вочными мерами.
640
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Индикаторные и рычажные приборы
Индикатор часового типа с
ценой деления 0,01 мм (фиг. 13) имеет широкое
Фиг. 13. Индикатор
часового типа
применение в лаборатор-
ных и производственных
условиях для измерения
наружных и внутренних
размеров, высот, экс-
центричности, прямо-
линейности и парал-
лельности (ГОСТ 577-49).
Индикаторы применяют
в сочетании со специаль-
ными приспособлениями
и измерительными при-
борами. Индикаторы из-
готовляют с пределами
измерения 0—5 и 0—
10 мм, нормальная мо-
дель с диаметром кор-
пуса 60 мм и 0—2 или
0—3 мм, малогаба-
ритные с диаметром
корпуса 42 мм. Цена
деления шкалы индика-
тора 0,01 мм.
Погрешности индикаторов не должны пре-
вышать указанных в табл. 13.
Таблица 13
Допускаемые погрешности индикаторов в микронах
Индикаторы с пределами
измерения в мм
Клас-
сы
точ-
ности
всех
индикаторов
Предел измерения
Весь интервал
Один
оборот
На паровозоремонтных заводах и в депо
индикаторы применяют в специальных при-
борах и стендах для проверки угла и длин
радиусов кривошипов колёсных пар паровозов.
Нормальные приспособления к индикато-
рам включают: стойку с круглым или с прямо-
угольным столиком для проверки калибров
грубых классов точности и небольших изде-
лий, стойку с призматическим основанием
для проверки взаимного расположения дета-
лей машин и станков в собранном виде и
приспособление для проверки в центрах на
биение инструментов и изделий.
Нутромер индикаторный
(фиг. 14) применяют для измерения диаметров
отверстий и проверки их отклонений от за-
данной конусности и овальности. Он удобен
для измерения глубоких отверстий, а также
применим для измерения расстояний между
параллельными плоскостями. Нутромер снаб-
жён центрирующим мостиком, благодаря чему
прибор автоматически устанавливается в диа-
метральной плоскости отверстия. При изме-
рении отсчёт производят по «минимуму», т. е;
при покачивании прибора в диаметральной
плоскости отмечают наименьшее показание по
индикатору. Нутромер снабжён индикатором
часового типа с ценой деления 0,01 мм.
Индикаторные нутромеры выпускают для
интервалов измерений согласно табл. 14.
В этой же таблице указаны перемещение
измерительного стержня и возможная глубина
Фиг. 14. Нутромер индикаторный
производства измерений. Регулирование ну-
тромера на требуемые размеры в пределах
интервала измерения производится при по-
мощи сменных измерительных вставок.
В условиях ремонтных предприятий же-
лезнодорожного транспорта индикаторные
нутромеры следует применять для измерения
отверстий для точных посадок, в первую оче-
редь для прессовых соединений, например,
для измерения отверстий в ступицах под за-
прессовку осей и пальцев колёсных пар,
в цилиндрах паровозов под запрессовку ци-
линдровой и золотниковой втулок, цилиндри -
ческих отверстий под рамные и цилиндровые
болты.
Глубиномер индикаторный
(фиг. 15) применяют для измерения глубины
и высоты деталей. Благодаря постоянству из-
мерительного давления точность измерений
повышается.
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
641
Таблица 14
Интервалы измерений, перемещение измерительного стержня и возможная глубина
измерений индикаторными нутромерами
Интервалы измерений в мм 6-10 10-18 18-35 35-50 50-100 100-160 160-250 250- 450 450-700 700— 1 000
Наименьшее перемещение из- мерительного стержня в мм ±0,3 ±0,4 2:0,75 + С5 ±2 - 3 ±2 --4 +2 -4 + 2 -4 10 10
Возможная глубина производ- ства измерений в мм . . . . 50 130 135 ISO 200 300 400 500 Не ог- ра ни- чено Не ог- рани- чено
Глубиномеры снабжаются индикатором ча-
сового типа.
I Пределы измерения от 0 до 100 мм. Погреш-
ности показаний глубиномеров, не включая
погрешностей индика-
тора, не превышают
+ 0,05 мм.
Микрометр ры-
чажный (фиг. 16)
отличается от обычного
наличием подвижной
пятки, связанной с ры-
чажным механизмом,
заключённым в скобе
микрометра (ГОСТ 4381-
48). Такое устройство
обеспечивает постоян-
ство измерительного дав-
ления и тем самым
повышает точность из-
Фиг. 15. Глубиномер мерения.
индикаторный Величины перемеще-
ний пятки отсчитыва-
ются по шкале рычага с ценой деления
||,002 мм. Пределы измерения и погрешности
показаний микрометров приведены в табл. 15.
Фиг. 16. Микрометр рычажный
Таблица 15
Пределы измерения и допускаемые погрешности
рычажных микрометров в мм (±)
Скобы рычажные (фиг. 17) так же,
как и рычажные микрометры, имеют подвиж-
ную пятку, связанную с рычажным механиз-
мом, заключённым в корпусе скобы (ГОСТ
4731-49) , и отличаются от микрометров тем, что
микрометрический винт заменён переставной
41 Том 12
пяткой. Скобы применяют взамен калибров
для относительных измерений изделий высо-
ких классов точности (1-го, 2-го). Цена деле-
ния шкалы 0,002 мм, пределы измерения
по шкале 0,08 мм. Скобы изготовляют двух
размеров для диапазона измерений: 0—25 и
Фиг. 17. Скоба рычажная
25—50 мм; в ближайшее время намечен вы-
пуск рычажных скоб для размеров до 150 мм
с интервалом 25 мм.
Погрешности показаний скоб не должны
превышать в пределах 10 делений от нулевого
штриха , 0,001 мм и 40 делений +0,002.
Скобы индикаторные (фиг. 18)
изготовляют для диапазонов измерений 0—50,
50 — 100 и далее с интервалом через 100 мм
до 1 000 мм (ГОСТ 5701-51). Скобы снабжают
Фиг. 18. Скоба индикаторная
индикатором часового типа с ценой деления
шкалы 0,01 мм 1-го класса точности. Вели-
чина рабочего хода подвижной пятки должна
быть не менее 3 мм. Скобу настраивают по
эталонам, по контрольным калибрам или по
плоскопараллельным концевым мерам.
Суммарные погрешности скобы, включая
погрешности индикатора, на всём пределе
перемещения подвижной пятки не должны
превышать указанных в табл. 16.
642
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Таблица 16
Допускаемые погрешности индикаторных скоб
Верхние пределы Суммарные погрешно- |
намерения в мм сти в мм (±)
50 и 100
200
300 и 400
500 и 600
Свыше 600 до 1 000
0,01
0,0’2
0,015
0,020
0,025
В условиях ремонтных предприятий же-
лезнодорожного транспорта индикаторные ско-
бы следует применять для контроля размеров
деталей под прессовые посадки, как, напри-
мер, подступичной части осей и пальцев
кривошипов колёсных пар.
Миниметры (фиг. 19) применяют в
качестве измерительных устройств в точных
Фиг. 19. Миниметры: Л—узкошкальный;
Б—широкошкальиы й
контрольных приспособлениях. В соединении
со специальной стойкой миниметр приме-
няется для проверки калибров и точных
изделий (ОСТ НКМ 20102).
На фиг. 20 представлена операция изме-
рения калибра-пробки миниметром. Пределы
измерения широкошкальными миниметрами,
цена деления шкалы и погрешности показа-
ний приведены в табл. 17.
Таблица 17 Пределы измерения широкошкальными миниметрами, цена деления шкалы и погрешности показаний
Цена деления шкалы в мм ........ 0,01 0,005 0,002 0,001
Предел измерения в мм ......... 0,6 0,3 0,12 0,06
Погрешность показа- ний в мм (±) . . , 0,0025 0,002 0,001 0,0005
На паровозоремонтных заводах миниметры
применяют в специальных стендах для про-
Фиг. 20. Измерение миниметром калибра-пробки
верки положения пальцев кривошипов колёс-
ных пар.
Угломерные инструменты
Угломеры с нониусом (фиг. 21)
предназначаются для измерения углов из-
делий с отсчётом по угловому нониусу.
Угломеры изготовляют двух типов (ГОСТ
5378-50). Тип I для измерения наружных уг-
лов от 0 до 180° и тнп II для измерения наруж-
ных углов от 0 до 180° и внутренних от 40
до 180°. Цена деления шкалы корпуса—1°, а
величина отсчёта по нониусу—2' и 5'.
Погрешность показаний угломера для лю-
бого угла в пределах всего диапазона изме-
рений не должна превышать +2' у угломе-
ров с отсчётом по нониусу 2' и ±5' у угло-
меров с отсчётом по нониусу 5'.
Угловые меры (плитки) пред-
ставляют собой стальные пластины с опре-
делёнными величинами двухгранных углов
между измерительными поверхностями и с от-
верстиями для крепления пластин в державке
(ГОСТ 2875-45).
На фиг. 22 представлен набор угловых
мер в футляре. Угловые меры применяют
для проверки угловых калибров, шаблонов,
для проверки и градуировки угломерных
приборов и инструментов, для проверки уг-
лов изделий. В зависимости от требующейся
номинальной величины проверяемого угла
применяют либо отдельные угловые меры,
либо блоки из нескольких мер, собираемых
в специальном приспособлении. Для получе-
ния углов дополнительных до 180° к набору
мер прилагается специальная линейка с плос-
кой измерительной поверхностью.
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
643
Тип И
Фиг. 21. Угломеры с нониусом
Фиг. 22. Набор угловых мер в футляре
Предельные отклонения рабочих углов не
должны превышать для мер 1-го класса ± 10*;
2-го класса ±30*.
Угловые меры поставляются наборами из
94 и 36 шт.
Набор из 94 шт. позволяет собирать блок
из меньшего количества плиток, чем при
наборе из 36 шт.
Синусныелннейки (фиг. 23) при-
меняют для проверки углов калибров н из-
делий при контрольных и лекальных рабо-
Фиг. 23. Синусная линейка
тах. Синусные линейки изготовляют узкие
и широкие (ГОСТ 4046-48).
Основные размеры линеек приведены в
табл. 18.
Таблица 18
Основные размеры синусных линеек в мм
Конструкция линеек выполняется доста-
точно жёсткой, чтобы на них можно было
производить шлифовку изделий. С помощью
синусной линейки могут быть измерены углы
в пределах от 0 до 80°.
Для установки рабочей поверхности ли-
нейки под заданным углом а к плоскости
плиты, на которой установлена линейка, под
один из роликов подкладывают блок плоско-
параллельных концевых мер, размер кото-
рого b подсчитывают по формуле b = L sin а.
Погрешности построения угла с помощью
синусной линейки при условии учёта попра-
вок на размер L и на непараллельность по
размеру Н составляют: ±1,5" для углов до
4°, ±2" для угла 10°, ±3,5" для угла 30°
и ±6" для угла 45°.
У голь ники 90° (ГОСТ 3749-47) при-
меняют для проверки и разметки прямых уг-
лов, для контроля взаимно перпендикуляр-
ного расположения деталей при ремонте и
монтаже подвижного состава и оборудования.
Угольники изготовляют шести типов, че-
тырёх классов точности и с размерами сторон
согласно табл. 19.
41*
644
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Таблица 19
Размеры угольников
Форма угольника
ж
специальным заказам.
Форма угольника
Размеры I <у
сторон | «
_________' «у
, И
Н В , и =
(125
160
(200)
250
315
63
(SO)
100
(SO
(90)
(100)
по
125
(50)
63
(80)
100
(125)
160
(200)
63
(80)
100
(125)
160
(200)
250
315
400
(500)
Угольники,
Размеры
сторон
в мм
(32)
40
(50)
63
(80)
100
(125)
63
(80)
100
125
160
(200)
250
(315)
40
(50)
63
80
100
(125)
160
(200)
40
(50)
63
40
(50)
63
(80)
100
(125)
160
200
250
(315)
63 40
СО (30) (50)
— 100 63
сч (125) (50)
—ш (160) (100)
- (200) (125)
о 250 .60
315 200
со 400 250
Ня (500) (315)
сч 630 400
(800) (500)
1 000 630
1 250 | 800
1 600 1 000
(2 000) (I 250)
размеры которых отмечены скобками, изготовляются по
В
Таблица 20
Допускаемые погрешности рабочих элементов угольников
2? Предельные отклонения в мк (±)
:я га от взаимой перпен- от перпенди- кулярности от плоскостности от плоскостно- от СТР параллельно- пабочнх гпа-
О £ к S X к S л дик рон а И улярности сто- рабочих углов й на длине Н боковых пло- скостей к опорной по* и прямолинейно- сти рабочих гра- ней длинной сти рабочих гра- ней короткой ней короткой стороны УГОЛЬ- НИКОВ ПО П.ПННР
О верхности на стороны стороны R
длине Н
и i Для классов точности
53 о а, — 0 1 2 31 0 и 1 2 и 3 0 1 2 3 ° 1 1 3 0 1 2 3
50 И 63 3 6 13 25 50 150 1 1,5 3 6 1 2,5 5 12 2 16 30
80 3 7 14 25 50 150 1 1 »5 3 6 1 2,г> 5 13 2 9 18 40
100 3 7 15 30 50 150 1 1,5 3 7,5 1,5 2,5 5 13 3 9 18 40
125 3 8 17 30 60 180 1 1,5 3 7,5 1,5 1,5 3 6 13 3 10 20 40
160 4 8 18 35 60 180 1 1.5 3 8 3 6 14 3 10 20 40
200 4 9 20 40 70 200 1 2 4 10 1,5 3 6 15 3 12 25 50
250 5 10 20 40 80 2ч0 1 2 4 10 1,5 3,5 7 17 3 12 30 60
315 5 11 25 50 80 240 1.5 2,5 5 10 2 4 8 18 4 14 30 60
-.00 —- 13 30 60 100 300 — 3 6 15 4,5 10 20 16 4U 80
500 15 35 70 100 300 3,5 7 15 5 10 25 20 40 80
630 18 40 80 130 400 4 8 20 6 12 25 __ 24 50 100
800 —- 20 50 100 160 500 5 10 20 7 1о 30 __ 30 60 120
1 000 —. 25 60 120 190 600 —- 6 12 25 — 8 16 Зо 35 70 140
1 250 — __ 70 140 700 — 15 30 20 45 90 200
1 600 90 180 800 — 20 3^ 25 50 _— 100 200
2 000 — — 100 220 — 1 000 — — 25 45 — — 30 60 — — 120 250
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
645
Погрешности рабочих элементов угольни-
ков не должны выходить за пределы, указан-
ные в табл. 20.
Уровни рамные (фиг. 24) и сле-
сарные (фиг. 25) применяют для проверки
горизонтального и вертикального положения
поверхностей при монтаже и проверке стан-
ков и других видов оборудования.
Фиг. 24. Рамный уровень
На паровозоремонтных заводах рамные
уровни (ГОСТ 3053-45) применяют также для
проверки установки рамы при монтаже паро-
воза в вертикальной плоскости в поперечном
направлении рамы и в горизонтальной плос-
кости в продольном направлении рамы.
Слесарные уровни (ГОСТ 3308-46) при-
меняют при монтаже паровоза для проверки
положения котла относительно рамы.
Уровни рамные изготовляют с размерами
сторон: 200 X 200 мм н 300 х 300 мм.
Уровни изготовляются четырёх групп точ-
ности.
Цена деления основной ампулы в мм на
1 м 1-й группы от 0,02 до 0,05; 2-й группы
от 0,06 до 0,10; 3-й группы от 0,12 до 0,020
и 4-й группы от 0,25 до 0,3.
У слесарных уровней 4-й группы цена де-
ления основной ампулы от 0,25 до 0,50 мм
на 1 м.
Уровни слесарные изготовляют с непо-
движно установленной ампулой, а также с ре-
гулировкой положения ампулы относительно
основания корпуса.
Уровни каждого типа изготовляют с дли-
ной рабочей поверхности корпуса 200 и 300 мм.
Для установки в вертикальной плоскости
рамные и слесарные уровни имеют установоч-
ные (поперечные) ампулы.
Инструменты для проверки плоскостности
и прямолинейности
Линейки поверочные (табл. 21)
предназначены для проверки прямолиней-
ности и плоскостности (ОСТ НКТМ 20126-39)
по одному из следующих методов:
методу световой щели «на просвет»;
методу линейных отклонений, определяе-
мых с помощью щупов или плиток;
методу «на краску».
Нормы точности поверочных линеек ука-
заны в табл. 22, 23.
Нормы плоскостности и качества’шабровкн
рабочих поверхностей угловых линеек (клинь-
ев) для 1-го класса — 25 пятен, для 2-го клас-
са — 20 пятен.
Допускаемые отклонения угла между ра-
бочими поверхностями угловых линеек (клинь-
ев) в минутах для 1-го класса + 5', для 2-го
класса 10'.
Плиты поверочные н разме-
точные (фиг. 26). По точности рабочей
поверхности плиты разделяются на 4 класса:
0-й, 1-й, 2-й и 3-й (ОСТ НКТМ 20149-39).
Плиты 0-го, 1-гои 2-го классов относятся
к поверочным и предназначаются для поверки
плоскостности по методу пятен «на краску»
и для использования в качестве вспомога-
тельного приспособления при контрольно-
поверочных работах.
Плиты 3-го класса относятся к разметоч-
ным н предназначаются для работ по раз-
метке деталей.
Размеры плнт приведены в табл. 24.
Рабочие поверхности у поверочных плит,
предназначенных для работы по методу пятен
«на краску», должны быть шаброваны. Ра-
бочие поверхности у плит, предназначенных
для иных целей, шаброваны, шлифованы
или притёрты. Разметочные плиты могут быть
чисто строганы. Направление штрихов у шли-
фованных и строганых плит должно быть
продольным.
Погрешности плоскостности рабочих по-
верхностей плит не должны превышать ве-
личин, указанных в табл. 24.
При поверке плоскостности и качества
рабочих поверхностей шаброванных плит ме-
тодом «на краску» число пятен в квадрате
со стороной 25 мм должно быть:
а) для поверочных плит 0-го и 1-го клас-
сов — не менее 25;
646
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Таблица 21
Типы и размеры поверочных линеек и методы проверки ими изделий
1 | Типы 1 линеек Виды линеек
i к -- \
4 Ж '1
Наименование видов линеек Размеры линеек в мм
С односторонним 75.
скосом 125,
С двусторонним 175.
скосом 225,
Трёхгранные 300,
Четырёхгранные (400), (500)
1 — Стальные пря- моугольного сече- ния 500 750 1 000 1 500 2 000
С=) C=D Стальные дву- таврового сечения 500 750 1 000 1500 2 000 2 500 3 000 4 000 (5 000) (6 000)
Чугунные дву- таврового сечения 500 750 1 000 1 500 2 000
I ^2^ Чугунные мо- стики 500х 40 750х 45 1 000 х 50 1 500 х 60 2 000 х 70 2 500х 80 ЗОООх 90 4000x110
Преимуще- ственный метод проверки Примечания
Методом световой щели Линейки трёх- и четы- рёхгранные могут изго- товляться с ручками
/Методом
линейных
отклонений.
Методом
«на краску»
Линейки стальные
двутаврового сечения
могут изготовляться с
вырезами, размеры и ко
личество которых не
нормируются
1
Трёхгранные
250
500
750
Трапецеидальные 1 000
Методом
«на краску»
Клинья могут изготов-
ляться без ручек, а так-
же облегчёнными. По
особому заказу угол
может иметь любую Дру-
гую величину
II р и меча ни с. Размеры в скобках — по особому заказу.
Таблица 22
Допускаемые отклонения от прямолинейности для лекальных линеек в мк
Длина линеек в мм Линейки лекальные 1 Длина линеек в мм Линейки лекальные
с односторонним и двусторонним скосом трёх- и четырёх- I гранные с односторонним и двусторонним скосом трёх- н четырёх- гранные
Классы точности Классы точности
11 i ' 0 1 1 0 1 0 1
75 125 175 0,5 2 1 3 225 300 1 3 2 5
400 500 2 5 3 7
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
647
Таблица 23
Нормы плоскостности и качества шаброванных поверхностей и допускаемые отклонения рабочих
поверхностей и углов между узкими и широкими гранями для линеек с широкой рабочей поверхностью
Нормы плоскостности и качества шаброванных поверхностей в пятнах Допускаемые отклонения рабочих Допускаемые от-
поверхностей в мк
клонення углов
в квадрате 25 x25 мм между узкими н
Длина от прямолинейности | от параллельности широкими гранями
линеек способ проверки (±)
в мм методом «на краску» методом линейных отклонений
Классы точности
1 1 1 2 | 3 1 ) 2 | 3 1 2 1 3
500 7 14 70 7 15 153 10 10 30
750 Не менее Не менее 10 18 100 10 20 200 10 ю 30
1 000 25 пятен 20 пятен 12 24 120 12 25 250 10 10 30
1 500 16 34 180 16 1 35 350 10 10 30
2 000 22 44 220 22 45 450 10 10 зо
2 500 Не менее Не менее 23 54 280 28 55 550 10 10 30
3 000 20 пятен 15 пятен 32 64 320 32 65 650
4 00 ' 42 80 400 42 80 800
(5 000) — 100 500 — 100 1 000 30
(6 000) — 120 000 — 120 1 200
Т а б л и ц а 2 1
Нормы плоскостности рабочих поверхностей плит
Разме- ры плиты в мм Отклонения в микронах (±) Ра зме ры плиты в мм Отклонения
в микрон; (±) X
Класс точности Класс ГОЧНОСТ1
0-й| 1-й 2-й|3-й 0й 1-й 2- й 3-й
100x200 200x200 200x300 300x300 300x400 3 3 3,5 3,5 3,5 6 6 7 7 7 12 12 12,5 13 14 30 30 35 35 35 400 х 400 450х 600 500 х 800 750x1 000 1 000x1 500 3,5 4 4 5 6 7 8 8 10 12 14 16 18 20 25 40 40 45 50 60
б) для поверочных плит 2-го класса -
не менее 20;
в) для разметочных плит 3-го класса —
не менее 12.
Меры длины концевые плоскопараллельные
Меры длины концевые плоскопараллель-
ные (ОСТ 85000-39) являются основным сред-
ством сохранения единства мер в машино-
строении и служат для передачи размера от
эталона длины до изделия (табл. 25).
Таблица 25
Градации размеров и номинальные размеры
концевых мер
Гряда- ции в мм Номинальные Града- ци и в мм тл Номинальные размеры в мм
размеры в мм
25 От 100 до 200 0,001 От 1 до - 1,01
50 » 50 » 300 0,01 » 1 » 1,5
100 » 100 » 1 000 0,1 » 0,3 » 2
0,001 » 0,99 » 1 0,5 » 0,5 » 10
0,01 » 0,9 » 1 10 » 10 »> 100
1 р и м е ч а 1 и е. Специальный ряд- -града-
ЦНЗ 0,01 мм для оазмеров от 0,4 до 0,5 мм. Сне-
циальная плитка — 0,4 05 мм.
Концевые меры применяют для воспроиз-
ведения и хранения единиц длины, для про-
верки и градуировки мер, измерительных
приборов и инструментов, для проверки контр-
калибров и калибров, для точного установле-
ния размеров при изготовлении инструмента,
приспособлений и изделий, а также для особо
точных разметочных работ, наладк'и станков
и т. п.
Концевые меры по форме представляют
собой стальные плитки или стержни прямо-
угольного или цилиндрического сечения, для
определения значения (размера) которых слу-
жат две взаимнопараллельные плоскости.
Комплектование концевых мер в наборы
стандартом не установлено. Наиболее рас-
пространёнными являются наборы из 87 пли-
ток (из них 4 защитные), из 42 плиток (из
них 4 защитные), из 9 плиток от 1,001 до
1,009 мм с градацией 0,001 мм, из 9 плиток
от 0,991 до 0,999 с градацией через 0,001 мм,
из 10 плиток с размерами 125, 150, 175, 200,
250, 300, 400 и 500 мм и две защитные плитки.
Отдельная концевая мера длиной 1 000 мм.
Плитки от 125 мм и выше изготовляют с
отверстиями для крепления их специальны-
ми стяжками.
На фиг. 27 представлен набор концевых
мер из 87 шт. в деревянном футляре.
Фиг. 27. Набор концевых мер в футляре
648
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Плоскопараллельные концевые меры дли-
ны разделяются: по предельным погрешностям
определения срединной длины на шесть раз-
рядов: 1, 2, 3, 4, 5 н 6; по предельным откло-
нениям срединной длины на пять классов:
О, 1, 2, 3 и 4.
Срединной длиной плитки называется длина
перпендикуляра, опущенного из пересечения
диагоналей верхней измерительной поверхно-
сти на плоскость, к которой плитка притёрта
своей нижней измерительной поверхностью.
Концевые меры в зависимости от требую-
щегося номинального размера применяют
в виде отдельной концевой меры либо в виде
блока из нескольких концевых мер, притёр-
тых друг к другу. Концевые меры в зави-
симости от технико-экономнческнх условий
применяют как с учётом поправок к их номи-
нальным размерам — по разрядам, так и без
учёта этих поправок— по классам.
Назначение концевых мер по разрядам и
классам указано в табл. 26 и 27.
Таблица 26
Назначение концевых мер для поверки
измерительных приборов и инструментов
Концевые меры, приме- няемые < Поверяемые приборы и инструменты
по раз- рядам по клас- сам
2 Ультраоптиметры
3 0 Оптиметры Миниметры с ценой деления 0,001 мм Измерительные машины с ценой деления 0,001 мм Микроскопы универсальные
4 1 Миниметры с ценой деления 0,002 мм Индикаторы с ценой деления 0,0 01 мм Микрометры рычажпо-чувствитель- ные Микрометры класса 0 Скобы рычажные с ценой деления 0,002 мм
5 » Миниметры с ценой деления 0,005 и 0,01 мм Индикаторы с ценой деления'0,002 и 0,01 мм класса 0 Скобы рычажные с ценой деления 0,005 и 0,01 мм Микроскопы инструментальные Микрометры класса 1 Микрометрические нутромеры класса 1
6 3 Индикаторы с ценой деления 0,01 мм классов 1 и 2 Микрометры класса 2 Микрометрические глубиномеры классов 1 и 2 Микрометрические нутромеры класса 2 Штангенциркули с отсчётом 0,02 и 0,05 мм Ш та нген глубин ом еры с отсчётом 0,02 и 0,05 мм
4 Штангенциркули с отсчётом 0,1 мм Штангенглубиномеры с отсчётом 0,1 мм
Разряды н классы концевых мер, необхо-
димые учреждениям и предприятиям для
производства поверочных работ при передаче
размера от основных мер до изделия, и поря-
док их подчинения устанавливаются повероч-
ными схемами.
По положению в поверочной схеме учреж-
дения или предприятия концевые меры раз-
деляются на основные и подчинённые.
Основными концевыми мерами (основными
наборами) учреждения или предприятия на-
зываются меры (нли соответственно наборы),
занимающие высшее место и имеющие высший
разряд относительно всех других концевых
мер (или соответственно наборов) поверочной
схемы данного учреждения или предприятия.
Остальные концевые меры (нли наборы)
поверочной схемы называются подчинёнными.
Поверочные схемы учреждений н пред-
приятий согласовываются с соответствующими
органами Комитета по делам мер и измери-
тельных приборов при Совете Министров
(Коммерприбор).
Для удобства применения концевых мер,
а также для производства точных разметоч-
ных работ изготовляют специальные принад-
лежности к ним (ГОСТ 4119-49).
В набор принадлежностей входят держав-
ки, плоскопараллельные боковики, радиусные
боковики, чертильный боковик и трёхгранная
линейка. В дополнительный разметочный на-
бор входят основание, центровой и чертиль-
ный боковик. В набор для больших плиток
с отверстиями входят пять стяжек н два за-
жимных сухаря.
Шаблоны резьбовые (фнг. 28)
представляют собой набор пластин с зубцами,
Фиг. 28. Шаблоны резьбовые
соответствующими по размерам профилям
резьб (ГОСТ 519-41). Резьбовые шаблоны пред-
назначаются для определения шага резьбы
при отсутствии данных о шаге и профиле
проверяемой резьбы.
Шаблоны изготовляют наборами для ме-
трических (набор № 1) и дюймовых (набор К» 2)
резьб.
Шаблоны радиусные (фиг. 29)
применяют для проверки радиусов кривизны
выпуклых и вогнутых поверхностей (ГОСТ
4126-48).
Шаблоны выпускаются тремя наборами
для радиусов: от 1 до 6,5 мм, от 7 до 14,5 мм
и от 15 до 25 мм.
На ремонтных предприятиях железно-
дорожного транспорта применяются также
самостоятельно изготовляемые радиусные шаб-
лоны для больших величин радиусов и с дли-
ной дуги измерительной поверхности,соответ-
ствующей углам 90 и 180°.
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
64&
Таблица 27
Назначение концевых мер для измерения калибров и изделий
Измерительные средства Измеряемые объекты
концевые ме- ры, приме- няемые приборы и ин- струменты*, по- грешности пока- заний кото- рых не превы- шают номинальные разме- ры в мм калибры рабочие калибры контрольные изде- лия квали- тетов ISA
по раз- рядам по клас- сам Для отверстий для валов
3 4 0 1 0,0003 мм J\q 500 — | 1
0,0003 мм До 500 Для всех отверсти й 1 -го класса точности Для всех валов 1-го класса точности в, Гр, Пр, Пл, Г, Т, Н, п, с, д, х, л, ш, г2а, т2а> н2а- П2а> ^2а’ в2а, В,. Са, Пр 1 з, Пр2,, ПрЗз, Пр.
5 2 0,0003 мм До 50 А, Гр, Пр, Пл. Г, Т, Н, П, С, Д, X в, Гр, Пр, Пл, Г, Т, Н, П, С, Д, X, Л, ^2а» ^2а> П2а> ^2а, в2а х„ ш„ в3а, с3а. л., ш„ в,, С., X. 3
0,0005 мм Свыше 50 до 500
5 > 0 ,0005 мм До 18 Л, Ш, Аоа, ^2а* ^2а* ^2а» ^2а» ^2а’ Аз • С, Ш, В., С,, Пр1,, Пр28, ПрЗ,. Пр. в5. с., хв, в» 4
0,001 мм Свыше 18 до 120
0 ,002 мм Свыше 120 до 500
- 0,001 мм До 30 Ш8, Аза» Сда £В » о Е В,, в, 5
0,002 мм Свыше 30 до 180
0,003 мм Свыше 180 до 500
6 3 0,001 мм До 6 А., С., X., Л., Ш,, А. , Cs, X,, А, В., С., X, , л., ш., в., с„, х„, в, 6 и 7
0,002 мм Свыше 6 до 80
0,003 мм Свыше 80 до 260
0,005 мм Свыше 260 до 500
6 3 0,003 мм До 50 А 8, А о в„ в. 8
0,005 мм Свыше 50 до 120
0 ,007 мм Свыше 120 до 360
0,01 мм Свыше 360 до 500
Примечания. 1. Классы точности и посадки ОСТ приравниваются к соответст- вующим им по точности квалитетам ISA. 2. Допустимые отклонения температуры измерения от нормальной температуры (20°С) указаны в табл. 28. 3. Методика измерения приборов, инструментов, калибров и изделий устанавливается специальными инструкциями Коммерприбор. 4. Приборы и инструменты применяются совместно с концевыми мерами.
650
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Таблица 28
Допустимые отклонения температуры измерения
от нормальной температуры 20°С (±)
Фиг. 33. Шаблон для полуокружности
вогнутый
В табл. 29—32 даны размеры соответст-
вующих шаблонов. Толщина шаблона S бе-
рётся от 1,5 до 3 мм, а ширина измерительной
кромки от 0,5 до 1 мм в зависимости от
размера шаблона.
Фиг. 30. Шаблон радиусный выпуклый
Таблица 29
Размеры радиусных выпуклых шаблонов в мм
Радиусы г Размеры
с л
До 1° 30 5
Свыше г 1 0 до 15 45 о
» 15» 20 50 7
» 20 » 25 55 8
» 25 » 30 60 10
» 30 » 35 65 12
» 35 » 40 75 15
» ‘.0 » 45 85 18
» -5 » 50 ь5 20
Фиг. 31. Шаблон радиусный вогнутый
Таблица 30
Размеры радиусных вогнутых шаблонов в мм
Радиусы г Размеры
ь с и
До 10 15 8 10 5
Свыше 10 до 15 20 10 12 6
» 15 » 20 25 12 16 8
» 20 » 25 30 14 20 10
» 25 » 30 35 16 22 10
» 30 » 35 40 18 25 10
» 35 » 40 45 20 28 15
» 40 » 45 50 22 30 15
» 45 « 50 50 24 32 15
Фиг. 32. Шаблон для полуокружности
выпуклый
На фиг. 30 представлен радиусный выпук-
лый шаблон, на фиг. 31—радиусный вогнутый
шаблон, на фиг. 32—шаблон для полуокруж-
ности выпуклый и на фиг. 33— шаблон для по-
луокружности вогнутый.
Таблица 31
Размеры шаблонов для полуокружности выпуклых
в мм
Радиусы г Размеры
с
До 10 30
Свыше 10 ДО 15 30
» 15 » 20 30
» 20 » 25 30
» 25 » 30 40
» 30 » 35 40
» 35 » 40 40
» 40 » 45 50
» 45 » 50 50
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
651
Таблица 32
Размеры шаблонов для полуокружности вогнутых
в мм
Размеры
Радиусы R. b 1 с | г
От 5 до 10 30 30 <>
Свыше 10 до 15 35 40 2,5
> 15 » 20 45 55 3
» 20 > 25 5.5 65 3,5
> 25 » 30 65 80 4
> 30 » 35 75 90 4,5
» 35 » 40 85 100 5
» 40 » 45 95 НО 5,5
> 45 » 50 100 120 6
Проволочки и ролики для измерения среднего
диаметра резьбы
Проволочки и ролики для
измерения среднего диаметра
резьбы (фиг. 34) предназначаются для
точных измерений резьб по среднему диаметру
(ГОСТ 2475-44). Сущность метода измерения
где S — шаг резьбы;
а — угол профиля резьбы;
d— диаметр проволочки.
Наивыгоднейший диаметр проволочки
2 cos "2
В ГОСТ 2475-44 даиы таблицы размеров
проволочек и роликов, соответствующие ша-
гам резьб метрических, дюймовых, трапеце-
идальных и упорных.
Проволочки и ролики изготовляются двух
классов точности:
класса 0 — для измерения резьб с допус-
ком среднего диаметра от 4 до 8 микрон и
класса 1 — для измерения резьб с допус-
ком среднего диаметра более 8 микрон.
Щупы
Щупы (фиг. 36) представляют собой на-
боры пластин с параллельными измеритель-
ными поверхностями и предназначаются для
Фиг. 36. Щупы
Фиг. 34. Проволочки и ролики для
измерения среднего диаметра резьбы
проверки зазоров между поверхностями
(ГОСТ 882-41).
Щупы изготовляют классов точности 1 и 2
и комплектуют в наборы согласно табл. 33.
проволочками среднего диаметра резьбы за-
ключается в том, что три проволочки равных
диаметров закладывают во впадины резьбы
(фиг. 35) и измеряют величину М при помощи
гладкого микрометра или оптиметра.
Фиг. 35. Измерение среднего диаметра
резьбы с помощью трёх проволочек
Величина размера среднего диаметра резьбы
Таблица 33
Наборы щупов
Наборы
№ 1 № 2 № 3 № 4 № 5 № 6 № 7
Толщина пласт! н в мм
0,03 0,03 0,03 0,03 0,05 0,05 0,05
0,04 0,04 0,01 0,04 0,06 0,06 0,55
0,05 0,05 0,05 0,05 0,07 0,07 0,6
0,06 0,06 0,06 0,06 0,08 0,08 0,65
0,07 0,07 0,07 0,07 0,09 0,09 0,7
0,08 —- 0,08 0,1 0,1 0,75
0,09 0,09 0,09 0,15 0,15 0,8
0,10 0,1 0,1 0,2 0,2 0,85
— — 0,15 0,15 0,25 — 0,9
— 0,2 0,2 0,3 — 0,95
— 0,25 — 0,4 0,4 1,о
— .— 0,3 0,3 0,5 ——
— — 0,35 0,75 0,75 —
— — 0,4 0,4 1 ,о 1 ,о —
— 0,45 — — ——
— — 0.5 0.5 — — —
Примечая и е. В наборе № 2 должно
быть двойное количество щупов с номиналь-
ными размерами: 0,03; 0,04.
/ 1 ч 2
dcp = М — d I 1 + а \ + 2
\ Й’П2/
Допускаемые отклонения в толщине щу-
пов на длине ®/4 пластины, считая от свобод-
ного конца, не должны превышать указан-
ных в табл. 34.
652
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Таблица 34
Допускаемые отклонения толщины щупов
Номинальные раз-
меры щупов в мм
Допускаемые отклонения
в мм (±)
1-й класс
2-й класс
циям ремонтных размеров с применением
калибров. Депо пользуется некоторыми го-
товыми деталями и узлами, поставляемыми
полностью обработанными как взаимозаме-
няемые или с припуском на пригонку лишь
по одному-двум размерам.
Важнейшим условием взаимозаменяемости
От 0,03 до 0,06 . . .
Свыше 0,06 до 0,10 .
» 0,10 » 0,18 .
> 0,18 » 0,30 .
» 0,30 » 0,50 .
> 0 ,50 » 0,80 .
> 0,80 » 1,00 .
0,005
0,006
0,008
0,009
0,011
0,013
0,015
0,008
0,010
0,012
0,014
0,017
0,020
0,025
ОПТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ
ПРИБОРЫ
Оптические измерительные приборы приме-
няют для проверки калибров гладких и резь-
бовых, резьбонарезного инструмента и для
других точных измерений,
К наиболее употребительным оптическим
измерительным приборам относятся оптиметры
вертикальный и горизонтальный, микроскопы
инструментальные малой и большой модели,
универсальный микроскоп и проектор.
Для каждой контрольно-измерительной ла-
боратории и инструментального цеха номен-
клатура, типы и количество оптических из-
мерительных приборов зависят от объёма и
характера выполняемых контрольно-измери-
тельных операций.
Характеристика оптических измеритель-
ных приборов приведена в табл. 35.
является наличие на ремонтных предприятиях
калибрового хозяйства. При ремонте подвиж-
ного состава применяют калибры гладкие,
резьбовые и специальные.
Типы гладких калибров представлены
в табл. 36 (ГОСТ 1775-42 и ГОСТ 2216-43).
Обозначение, правила применения и до-
пуски гладких калибров даны в ОСТ 1201—
1205, 1207 — 1209, 1213 —1216 и 1219—1221.
Технические условия—по ГОСТ 2015-43.
На ремонтных предприятиях железнодо-
рожного транспорта, для которых характерно
мелкосерийное производство, благодаря нали-
чию градационных ремонтных размеров де-
талей номенклатура калибров широка, а
использование каждого калибра относительно
невелико. Поэтому для ремонтных предпри-
ятий во многих случаях следует рекомен-
довать применение взамен калибров универ-
сальных средств измерения — индикаторных,
рычажных и микрометрических.
Взамен жёстких скоб следует применять,
скобы регулируемые.
Калибры листовые для из-
мерения глубин и высот ус-
тупов разнообразны по форме, зависящей
от конфигурации проверяемого элемента де-
тали. Наиболее распространёнными из них
являются глубиномеры предельные двусторон-
ние (фиг. 37) и уступо-
Таблица 35
Характеристика оптических измерительных
приборов
Наименование прибора и марка Цена деления шкалы для измерения длин в мм Перемеще- ние пред- метного столика
Микроскопы: универсальный УИМ-21 большой инструменталь- ный БМИ инструментальный И! . . Большой проектор БП . . 0,001 0,005 0,005—0,01 0,005 100x200 50x150 25x75 50x150
Оптиметры: вертикальный ИКВ. . . . горизонтальный ИКГ . . 0,001 0,001 Пределы измерения по шкале в мм 0,1 0,1
Фиг. 37. Глубино-
меры предельные
двусторонние
меры предельные двусто-
ронние (фиг. 38).
У рабочих предель-
ных листовых калибров
для проверки глубин и
Фиг. 38. Уступе-
меры предельные
двусторонние
КАЛИБРЫ
Взаимозаменяемость — основа современ-
ного машиностроительного производства.
В ремонтном деле взаимозаменяемость
также является прогрессивным методом и в
последние годы получает широкое распростра-
нение при ремонте подвижного состава на
ремонтных заводах и в депо.
На паровозоремонтных заводах детали
дышел, кулисного механизма, поршневые и
золотниковые кольца, рамные болты и др.
изготовляют как взаимозаменяемые по града-
высот уступов сторона, соответствующая наи-
большему предельному размеру изделия, обоз-
начается буквой Б, сторона, соответствующая
наименьшему предельному размеру изделия,
обозначается буквой М.
Допуски на калибры для глубин и высот
установлены ГОСТ 2534-44 (рекомендуемый).
Поля допусков размеров Б и М калибров
располагаются симметрично относительно со-
ответствующих предельных размеров изде-
лия (фиг. 39).
Предельные отклонения калибров новых п
изношенных устанавливаются в зависимости от
допусков изделий по табл. 37 и отсчитываются
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
653
Типы гладких калибров
Таблица 36
Наименование
Применение
Калибры для отверстий - пробки рабочие и приёмные
Пробки гладкие двусто-
ронние с цилиндрическими
вставками (проволочками)
Для размеров от
1 до 3 мм
Пробки гладкие двусто-
ронние с вставками с конус-
ными хвостовиками
/(ля размеров от 1 до 50 мм
Пробки гладкие двухпре-
дельные односторонние
Для измерений неглубоких
сквозных отверстий размером от,
6 до 50 мм, имеющих глубину не
более длины проходной стороны,
пробки
Пробки гладкие двусто- Для размеров от 30 до 100 мм.
ронние с цилиндрическими Из-за сра рннтельно большого веса
насадками часто заменяются неполными
пробками
Пробки гладкие неполные однопредельные, Проход- ные и непроходные с руч- ками Для размеров от 50 до 150 мм
Пробки гладкие неполные однопредельные. Нрохо д- ные и непроходпые с на- кладками Для размеров от 150 до 360 мм. Пробки с накладками благодаря меньшим габаритам позволяют при измерении отводить инструмент от изделия на меньшее расстояние
Пробки гладкие предель- ные двусторонние листовые Для измерений отверстий и па- зов размером от 1 до 100 мм. Для отверстий точностью выше 4-го класса применять не рекомендует- ся
Н утромеры
Проходные и
сферические.,
непроходн ые|
Проходные для размеров от 250
до I 000 мм. Ненроходные для
размеров от 75 до 1 000 мм. (Не-
проходные нутромеры размером
ДЬ 250 мм применяются в комби-
нации с проходными пробками)
Калибры для валов -скобы
рабочие и приёмные
Скобы листовые односто-
ронние круглые
Для размеров от 1 до 180 мм.
Предприятия-потребители само-
стоятельно изготовляют листовые
скобы дли размеров до 350 мм
654
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Продолжение табл. 36
Тип ! Наименование Применение
Скобы листовые односто- ронние прямоугольные Для размеров от 1 до 70 мм
Скобы листовые двусто- ронние Для размеров от 1 до 50 мм. Применяются преимущественно для измерений толщины буртов и в иных случаях, когда проходная сторона скобы не может пройти до конца измеряемой поверхности детали
j——
Скобы штампованные односторонние Для размеров от Здо150лл. Скобы для размеров до 50 мм из- готовляются без ручек
0 0-
Скобы литые со вставны- ми губками односторонние Для размеров от 100 до 325 мм
к
J 0 п то то Скобы регулируемые гладкие Для размеров от 1 до 330 мм
Скобы регулируемые
гладкие для наружных из-
мерений длин
Для размеров от 100 до 1 ООО л?л
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
655
Продолжение табл. 36
Для размеров от 100 до 1 000 мм
Применение
Таблица 37
Предельные отклонения размеров Б и М рабочих калибров в зависимости от допусков изделий
Номинальные размеры в мм Допуски изделий и предельные отклонения калибров в микронах
Ряды
1 2 3
Допуски издели й Предельные отклонения калибров Допуски изделий Предельные отклонения калибров Д спуски изделий Предельные отклонения калибров
2 и о я изношен- ных новых изношен- ных новых изношен- ных
От 1 до 3 Свыше з до 6 > 6 » 10 » 10 » 18 » 18 » 30 » 30 » » 50 » 80 » 80 » 120 » 120 » 180 » 180 » 260 » 260 » 360 » 360 »500 Свыше 5 * до 80 » 60 > 100 » 75 >125 » 90 » 150 > ПО » 180 » 130 >210 » 150 >250 » 180 >300 » 210 >350 » 240 » 400 » 280 >450 » 320 >500 ± 3 ± 4 ± 4 ± 5 ± 6 ± 8 ± 9 ±11 ±12 ±14 ±16 ±19 ± 5 ± 6 ± 8 ± 9 ±11 ±13 ±15 ±18 ±20 ±24 ±27 ±31 Свыше 80 до 130 » 100 » 170 » 125 » 210 » 150 > 250 » 180 » 300 » 210 > 350 » 250 > 420 » 300 » 480 » 350 » 550 » 400 » 625 » 450 » 700 » 500 » 800 ± 4 ± 6 ± 7 ± 9 ±10 ±12 ±15 ±17 ±20 ±23 ±27 ±31 ± 7 ± 9 ±11 ±14 ±17 ±20 ±23 ±27 ±32 ±37 ±42 ±48 Свыше130до200 > 170» 250 210 » 300 » 250 » 350 » 300 » 420 > 350» 500 » 420 » 600 » 480 » 700 » 550 » 800 » 625 » 950 » 700 >1100 » 800 »! 300 ± 7 ± 9 ±11 ±13 ±16 ±19 ±23 ±27 ±31 ±16 ±42 ±17 ±13 ±15 ±18 ±22 ±26 ±31 ±37 ±44 ±50 ±59 ±67 ±78
Продолжение табл. 37
Номинальные размеры в мм Допуски изделий и предельные отклонения калибров в микронах
Ряды
4 5 6
Допуски изделий Предельные отклонения калибров Допуски изделий Предельные отклонения калибров Допуски изделий Предельные отклонения калибров
X 3 я о я изношен- । ных
сс о Я а а т -а новых изношен- ных
От 1 до 3 Свыше до 6 » 6 » 10 » 10 » 18 » 1S » 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 » 180 » 260 » 261» 360 » 360 » 500 Свыше 200 до 320 > 2 SO » 400 » 300 » 48( » 350 » 550 » 420 » 700 » 500 » 850 > 600 » 1 0(0 » 700 » ' 100 » 800 » 1 300 » 950 » 1 500 » 1100» 1800 » 1 300 » 2 100 ±12 ±15 ±1 ±21 ±26 ±31 ±37 ±43 ±50 ±58 ±67 ±77 ± 20 ± 24 ± 29 ± 35 ± 42 ± 50 ± 60 ± 70 ± 80 ± 92 ±107 ±125 Свыше 320 до 500 » 400 » 600 » 480 » 700 » 550 » 900 » 700 » 1100 » 850 » 1 3(,0 » 1 000 » 1500 » 1 100 » 1 800 » 1 00 >2100 » 1 500 » 2400 » 1 800 » 2800 » 2 100 » 3 200 + 20 ± 24 ± 29 ± 35 ± 42 ± • 0 ± 60 ± 70 ± 80 ± 93 ±108 ±125 ± 30 ± 37 ± 45 ± 55 ± 65 ± К) ± 95 ±110 ± 125 ±145 ±165 ±190 Свыше 500 » 600 » 750 » 900 » 1 100 » 1 300 » 1 500 » 1 800 » 2 100 » 2 40 » 2 800 > 3 200 ± 30 ± 38 ± 45 ± 55 ± 65 ± 80 ± 95 ±110 ±125 ±145 ±165 ±190 ± 45 ± 60 ± 75 ± 90 ±105 ±125 ±150 ±175 ±200 ±235 ±270 ±310
__—— — ~
656
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
от соответствующих предельных размеров из-
делий.
Принятые в табл. 37 6 рядов интервалов
допусков изделий соответствуют: 1-й ряд до-
пускам изделий 4-го класса точности, 2-й
ряд — 5-го класса, 4-й ряд — 7-го класса,
5-й ряд — 8-го класса и 6-й ряд — 9-го класса.
Q изготовление
износ
Фиг. 39. Расположение полей допусков у калибров
листовых для измерения глубин и высот
Резьбовые калибры. Типы резь-
бовых калибров (ГОСТ 1774-42, 1985-43 и
3841-47) для резьб метрических, дюймовых и
трубных цилиндрических представлены в
табл. 38.
Технические условия—по ГОСТ 2016-43.
Допуски, наименования, обозначения н
правила применения калибров для резьб:
Метрических и дюймовых .... по ГОСТ 1623-46
Трубных цилиндрических ... » ГОСТ 2533-44
» конических........... » ОСТ 20009-38
Бригса...................... » ОСТ 2001 1-38
Трапецеидальных,............ » ОСТ 20151-39
Специальные калибры, приме-
няемые при ремонте подвижного состава,
разнообразны по конструкции и назначению.
На предприятиях, ремонтирующих подвиж-
ной состав, из специальных калибров наи-
более распространены шаблоны плоскостные
и пространственные, а также конусные ка-
либры.
Шаблоны для ответственных деталей, как-
то для профиля бандажей паровозных и
вагонных, для контура деталей автосцепки,
узаконены приказами и соответствующими
инструкциями Министерства путей сообщения.
Конусные калибры применяют для боль-
шинства конических сопряжений деталей па-
ровозов таких, как конические рамные и
цилиндровые болты, конические валики ку-
лисного механизма, дышловые валики, со-
единения поршневой скалки с кулаком и др.
В табл. 39 приведены данные о комплектах
калибров и контркалибров для конусных эле-
ментов деталей шарнирных соединений дышел;
в табл. 40 — для конических рамных и ци-
линдровых болтов.
Конструкция последних позволяет при-
менять два метода обеспечения взаимозаме-
няемости рамных и цилиндровых болтов.
В первом случае болты и отверстия под
болты по базовому диаметру изготовляют
с повышенной точностью (допуск + 0,025 мм)
в пределах первой ступени калибров — про-
бок и втулок (фиг. 40 и 41). При этом непо-
средственно обеспечивается требуемый натяг
болта под запрессовку.
Во втором случае болты и отверстия из-
готовляют в пределах первой и второй сту-
пени калибров с допусками ±0,025 мм, т. е.
Фиг.40. Болт'конусный, изготовленный по первой
ступени калибра-втулки
в два раза большими (фиг. 42 и 43). В этом
случае для обеспечения требуемого натяга
необходимо производить подбор болтов по
Фиг. 4 1. Отверстие конусное, изготовленное по пер-
вой ступени калнбра-пробки
отверстиям, т. е. осуществлять селективную
сборку.
При этом для рассортировки болтов и
отверстий по базовому диаметру на две гра-
дации пользуются теми же рабочими калиб-
рами.
Для отверстий, изготовленных по диа-
метру в пределах первой ступени калибра-
Фиг. 42. Болт конусный, изготовленный в пределах
первой и второй ступени калибра-втулки
пробки, отбирают болты, изготовленные в пре-
делах первой ступени калибра-втулки.
Фиг. 43. Отверстие конусное, изготовленное в преде-
лах первой и второй ступени калибра-втулки
Для отверстий, изготовленных в пределах
второй ступени калибра-пробки, отбирают
болты, изготовленные в пределах второй сту-
пени калибра-втулки.
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
657
Таблица 38
Типы резьбовых калибров
Типы, наименование и пределы измерения
[Назначение
Пробки резьбовые со вставками с ко-
нусным хвостовиком
Пробки резьбовые с насадками
Двусторонние
Комплектно, рабочие
проходные и непроход-
ные стороны (Р-ПР и
Р-НЕ) или приёмные
проходные и непроход-
ные стороны (П-ПР и
П-НЕ)
[Односторонние с полным профилем
Рабочие проходные
стороны (Р-ПР)
Приёмные проходные
стороны (П-ПР)
Установочные проход-
ной стороны (У-ПР)
Установочные иепро-
ходной стороны (У-НЕ)
Коитркалибр непро-
ходной стороны (К-НЕ)
Контркялибр износа
непроходной стороны
(КИ-НЕ)
Для резьб метрических по ОСТ НКТП-273
от I до 100 мм, дюймовых по ОСТ НКТП
1 260 от Чц до 4", трубных по ОСТ НКТП
266 от Че ДО З1 */-*
Для резьб метрических по ОСТ
НКТП 273 ' от 52 до 100 мм, дюй-
мовых но ОСТ НКТП 1 260 от 2 до
4*, трубных по ОСТ НКТП 266
от 2 до ЗЧ2*
Рабочие непроходиые
стороны (Р-НЕ)
Приёмные иепроход-
ные стороны (П-НЕ)
Контркалибр износа
проходной стороны
(К-И)
Контркалибр проход-
ной стороны (К-ПР)
Контркалибр приём-
ной проходной стороны
(К-П)
Нерегулируемые
Кольца резьбовые
I
!
Непроходиые рабочие
(Р-НЕ) и приёмные
(П-НЕ)
Проходные
Проходные рабочие
(Р-ПР> и приёмные
(П-ПР)
i Для резьб метрических по ОСТ ПКТН 273 от Пдо 1 06 мм, дюймовых по ОСТ
НКТП 1 260 от 3/i« до 4", трубных по OCT НКТП 266 от 1/8 Д° З1/."
42 Том 1 2
658
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Продолжение табл. 38
Типы, наименование и пределы измерения
Назначение
Скобы резьбовые роликовые закрытого
типа
Скобы резьбовые роликовые
открытого типа
Для наружных метрических резьб с шагом от 0,5 до 3 мм и
диаметром от 6 до 52 мм
Рабочие и приёмные
Примечание. Скобы открытого типа применяются преимущественно для проверки
резьб, нарезанных до упора.
Таблица 30
Калибры конусные к узлу шарнирных соединений дышел паровозов
Тип I—неполная iFtM- Глубина / ft—1 р '—j—If* проточек 0,3 li 1 ' IB Конусность/ **—‘ 1 " 1 > S 1 „ -x/l . Пробки конусные для проверки конусности Тип II—с вырезом и диаметра отверстий в дышлах под конус (позволяет осуществ- валика и под конусную втулку лятъ проверку, не выво- дя расточной борштан- ги из отверстия) П'25 JSr с (ti^ j i Конусность-'' 1
Назначение Для номи- нальных градаци- онных диаметров отверстий D Н S±0,05 R £>,±0,02 £>2±0,02 D, +0,02 £>*±0,02 D, ±0,02
Паровоз серии фд 1-е и 4-е сцепные дышла 98; 99; 100; 101; 102 103,45 56 1,1 30 97,95 98,95 99,95 100,95 101,95
3-е сцепное дышло 129;130;131; 132; 133 134,45 60 1 ,25 35 128,95 129,95 130,95 131 ,95 132,95
Паровоз серии Э всех индек- сов 1-е и 4-е сцепные дышла 75; 76; 77; 78; 79 80 ,45 56 0,95 25 74,95 75,95 76,95 77,95 78,95
3-е сцепиое дышло 91,5; 92,г; 93,5; 94,5; 95 ,5 93,95 59 1,1 30 91,45 j 92,45 93,45 94,45 95,45 [
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
659
П родо л ж ение табл. 39
Кольца конусные для проверки конусности
и большего диаметра конуса валиков
Назначение Di j Оа И S Градационные раз меры колец
Для номинального градационного диаметра конуса валика
1-е и 4-е сцепные дышла 98,5 | 99,5 | 100,5 j 101,3 | 102,5
© 155 112 21 0,7±0 ,03 D ± 0,02
р 98,54 ; 99,51 | 100,54 1 К'1,54 | 102,54 ,
и Для HOMi налъного градационного диаметра конуса валика
СП о СО 3-е сцеп- 29 0,8±0 ,03 129,5 130,5 131,5 | 132.5 | 133,5
О ное дышло 190 145 /) 0,02
- 129,55 ) 130,.>5 131,55 | 132,55 | 133 ,55
всех Для коми /ильного градационного диаметра конуса валик а
1-е и 4-е сцепные дышла 75,5 76,5 77,5 1 78.5 1 7.) 5
СП со 125 90 24 0,6±0,03 D ± 0,02
о Ем Сй СХ ф 75,53 | 76,53 77.53 j 78,53 | 79 ДЗ
Ф ЕС и 33 Для коми нальяого градационного диаметра конуса за.лика
co S О 3-е сцеп- 148 106 27 0,7±0,03 92 93 , 94 1 95 1 96
о ное дышло D ± 0,02
СО 92,04 1 93,04 | 94,04 I' 95,04 | 96,04
Кольца конусные для проверки конусности и большего диаличгца
конических втулок
Назначение °' о, Н S | Градационные размеры колец
Для номинальных градационных диаметров конической втулки
и ФД 1-е и 4-е сцепные дыш- ла 98,9 | 99,9 100,9 101,9 102,9
155 112 25 1,1 ±0,05 D ± 0,02
S й) 98,96 | 99,96 | 100,96 | 101,96 102,96
п О сэ Для номинальных градационных диаметров конической втулки
о 3-е сцепное 190 145 30 1,25 ±0,05 130 I 131 | 132 | 133 | 134
Д ы ш Ли D ± 0,02
130,07 | 131,07 | 132,07 | 133,07 | 134.07
Для номинальных градационных диаметров конической втулки
й) a 1-е и 4-е сцепные дыш- ла 75,9 76,9 | 77,9 78,9 | 79,9
СП д 125 90 25 0,95±0,03 D 0 ,02
= о 75,95 76,95 | 77.95 78,95 | 79.95
ф У 5 О “ С “ И о Для номинальных градационных диаметров конической влулки
3-е сцепное 148 105 28 1,1±0,05 92,4 93,4 | 94,4 | 95,4 | 96,4
CJ дышло D -|; 0,002
92,46 93,16 | 91,46 | 95,46 | 96,46
42*
660
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Продолжение табл. 39
Контркалибр-втулка для проверки конусности калибров-пробок,
а также развёрток для конусных отверстий в дышлах
Назначение D Dr D„ н
Паровоз серии ФД 1-е и 4-е сцеп- ные дышла 104 147 140 65
3-е сиепное дышло 135 178 170 70
Паровоз серии Э всех индексов 1 -с и 4-е сцеп- ные дышла 81 124 117 65
3-е сцепное д ышло 97,5 140 133 70
Контркалибры-пробки для проверки конусности и большего диаметра
конуса новых и изношенных калибров-колец
Назначение Для номиналь- ных градацион- ных диаметров валиков и втулок D н л
£>!±0,02 Da±0,02 £>3±0,02 Dt ±0,02
Паровоз серии Э всех _ _
индексов Паровоз серии ФД
1-е и 4-е сиепные дышла 98,5; 99,5; 100,5; 101,5; 102,5 104,04 131 56 98 ,54 99,54 100,54 101,54 102,54
98,9; 99,9; 100,9; 101,9; 102,9 104,46 133 58 98,96 99,96 100,93 101,96 102,96
3-е сцепное дышло 1 129,5; 130,5; 131 ,5; 132,5; 133,5 135,05 135 60 129,55 130,55 131,55 132,55 133,55
130; 131; 132; 133; 134 135,57 137 62 130,07 131,07 132,07 133,07 134,07
1 -е и 4-е сцепные дышла 75,5; 76 ,5; 77,5; 78,5; 79,5 81,03 131 56 75,53 76,53 77,53 78,53 79,53
75,9; 76,9; 77,9; 78,9; 79,9 81,45 133 58 75,95 76,95 77 ,95 78,95 79,95
3-е сцеп- ное дышло 92; 93; 94; 95; 96 97,54 135 60 92,04 93,04 94,04 95,04 96,04
92,4; 93,4; 94,4; 95,4; 96,4 97,96 135 60 92,46 93,46 94,46 95,46 96,46
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
661
Таблица 40
Калибры конусные для конических рамных и цилиндровых болтов паровозов
Втулка рабочая конусная для проверки конусности
и диаметра конусных рамных и цилиндровых болтов
Размер Тип
1 11 III
D 92 82 72
D j 70,5 60 49
в, 72 62 56
L 120 120 100
1 88 88 68
А 65 58 48
1 Тнп I Для номинального градационного диа- метра болта 41 41,5 43 43,5 44 41.5 45
4+0,007 41,018 41,518 42,018 42,518 43,018 43,518 44,018 44,518 45,018
Тип II Для номинального градационного диа- метра болта 34 34,5 35 35 ,5 36 36,5 37 37,5 38
^4-0,007 34,018 34,518 35,018 35,518 36,018 36, 18 37,018 37,518 38,018
Тип III Для н ом и н а л ьн ого градационного диа- метра болта 27 27,5 28 28,5 29 29 ,5 ,30 33,5 31
^+0,006 27,019 27,519 28,019 28,519 29,019 29,519 30,019 30,519 31,019
Пробка рабочая конусная для проверки конусности
и диаметра конусных отверстий под рамные
и цилиндровое болты
Конусность / 209
Т ип
Размер I II III
d 28 26 22
di 26 24 20
L 21 > 210 180
I 110 110 90
h 95 90 85
Тип I Для номинального града- ционного диаметра отвер- стия П-0,007 41 И ,032 41,5 42 42,5 43 43,' 44 44,5 45
41,532 42 ,032 42,532 43,032 43,532 44,032 44,532 45,032
Тип II Для номинального града- ционного диаметра отвер- стия 34 3 1,5 35 35,5 36 36,5 37 37,5 38
°—0,007 34 ,032 34,532 35 ,032 35,532 36,032 36,532 37,032 37,532 38,032
Тип Ill Для номинального града- ционного диаметра отнер-, стия 27 27,5 28 28,5 29 29,5 30 30,5 31
— 0,006 27,031 27,531 28,031 28,531 29,031 29 ,531 30,031 30,531 31,031
662
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Продолжение табл. 40
Втулка контрольная для конических рабочих пробок, а также для проверки конических развёрток для отверстий поо рамные и цилиндровые болты
Размер D Di L I Тип
Допуск износа рабочего кал Допуск на изготобление рабе- ибра пробки ееы калибра пробки I tl/±\ ~ — “hfI # г I 72 68 105 20 И 64 60 105 20 III Г 6 53 85 15
ix -I- Конусность / ZOO ни L
1х J.
Тип I Для номинального града- ционного диаметра отвер- стия 41 41 ,5 42 42,5 43 43,5 44 44,5 47
й + 0,03 41,042 41,542 42,042 42,542 43,042 43,542 44,042 44,542 45,042
Тип II Для номинального града- ционного диаметра отвер- стия 34 34,5 35 35,5 36 36 ,5 37 37 ,5 38
</±0,003 34,042 34 ,542 35,042 35,542 36,042 36,542 37,042 37,542 38,042
Тип HI Для номинального града- ционного диаметра отвер- стия ...» 27 27 ,<5 28 28,5 29 29,5 30 30,5 31
D + 0.003 27,041 27 .Ml 28,041 28,541 29,041 29,541 30,041 30,541 31,041
Пробка контрольная для рабочих калибров-втулок Диусв м ипотобмн*
Размер Тип
I II III
, реоочеео яелиорд [Lggeyw w износ рабочего калибра d di L I 28 26 215 110 95 22 20 180 90 85
- • д П о 11_- - ——— HyjRi
1 Кеяусноаг* 1 ZOO — I
L
Тип I Для номинального града- ционного диаме гра болта . 41 41,5 42 42,5 43 43 ,5 44 44,5 45
D±U,003 - . . . 41,035 41,535 42,035 42,535 43,035 43 ,535 44,035 44,535 45,035
Тип II Для номинального града- ционного диаметра болта . 34 34,5 35 35,5 36 36,5 37 37,5 38
DtO.OO? 34,035 34,535 35,035 35,535 36,035 36,535 37,035 37,535 38,035
Тип Ш Для номинального града- ционного диаметра болта . 27 27,5 28 28,5 29 29,5 30 30,5 31
zJ±0,003 27,035 27,535 28,035 28,535 29,035 29,535 30,035 30,535 31,035
>КОНТРОЛЬ ЧИСТОТЫ ПОВЕРХНОСТЕЙ И ПРИБОРЫ ДЛЯ ЕЁ ИЗМЕРЕНИЯ
663
КОНТРОЛЬ ЧИСТОТЫ ПОВЕРХНОСТЕЙ И ПРИБОРЫ
ДЛЯ ЕЕ ИЗМЕРЕНИЯ
ВЫБОР КЛАССА ЧИСТОТЫ
ПОВЕРХНОСТИ
С повышением чистоты поверхности, как
правило, значительно улучшаются показате-
ли статической и динамической прочности
изделия, сохраняется в процессе эксплоата-
ции характер заданных посадок.
Классификация и обозначения чистоты
поверхности определены по ГОСТ 2789-51
(см. стр. 324 и 325).
Среднее квадратическое отклонение не-
ровностей должно определяться приборами,
дающими непосредственный отчёт Нсх. Допус-
кается подсчёт Нси по профилограммам по
инструкциям Комитета по делам мер и изме-
рительных приборов.
Обозначения степеней чистоты по классам
ограничивают только верхний предел Нск
или Нср- например, v V V 8 обозначает по-
верхность с Нск ие более 0,8 микрона. В тех
случаях, когда чистота должна быть в пре-
делах одного или нескольких классов или
разрядов, в обозначении должны указывать-
ся два номера классов или разрядов, огра-
ничивающих допустимую чистоту, например:
обозначение v v v 9—9 указывает, что чи-
стота должна быть в пределах класса 9
(Нск должно быть более 0,2 и не более 0,4
микрона).
Поверхности, к которым не предъявляет-
ся особых требований в отношении чистоты,
обозначаются знаком ~.
В случае необходимости допускается к
обозначению чистоты добавлять указание о
способе её получения.
Примеры:
Развёртывание Хонингование Опиловка
v v v 9 v v v v И w 6
Чистота поверхности изделия зависит от
вида и характера механической обработки,
параметров режущей части инструмента, ре-
жимов резания, материала изделия, рода
смазывающе-охлаждающей жидкости и дру-
гих факторов.
Рекомендуемые вид и характер механи-
ческой обработки в зависимости от требуе-
мой чистоты поверхности приведены в табл. 41
(по данным ВНИИ).
Рекомендации по выбору чистоты поверх-
ности в зависимости от класса точности и
посадки приведены в табл. 42.
В табл. 43 приведены классы чистоты, ре-
комендуемые ЦНИИ МПС для основных дета-
лей паровозов.
Повышение эксплоатационных требований,
применение иных марок материалов, модерни-
зация деталей и узлов паровозов могут внес-
ти отдельные коррективы в данную таблицу.
Контроль чистоты при помощи измери-
тельных приборов производят в направле-
нии, которое даёт наибольшее значение Нск
или Нср, если в технических условиях на
данное изделие не указано определённое
Таблица 41
Рекомендуемые вид и характер механической
обработки в зависимостн от требуемой чистоты
поверхности
Вид механической обработки Характер обработки
черно- вая ч исто- вая тон- кая
Кла по ССЫ ЧИС верхнос тоты ти
Наружное точение и рас- точка 3—4 5- 7 7— 9
Наружное круглое шли- фование методом продоль- ной подачи 6 7— 8 8- 9
То же скоростное 6—7 7— 9 9—10
Наружное круглое шли- фование методом попереч- ной подачи (врезное) . . . 5—6 7— 8 8- 9
То же скоростное 6-7 8— 9 9—10
Шлифование бесцентровое 6—7 7— 8 8- 9
То же скоростное 7—8 8- 9 9-10
Шлифование бесцентровое врезное 5—6 7— 8 8— 9
Го же скоростное 6—7 8— 9 9—10
Сверление — 3- 5 —-
Зенкерование 3—4 4— 5 —
Развёртывание 5 5— 7 7— 9
Протягивание внутреннее — 5— 7 —
Продавливание шариком . — 6— 9 —
Шлифование внутреннее . 6—7 7- 8 —
Доводка абразивной раз- жимной головкой (хонинго- вание) 7—9 8—11
Подрезка торца точением 3—4 4— 6
Строгание 3—4 4— 6 6— 8
Фрезерование цилиндри- ческое 4—5 5— 7
То же торцевое 4—5 5- 7 7-8
То же торцевое скорост- ное — 6— 8
Плоское шлифование пе- риферией круга 7— 8 8— 9
То же скоростное 6—7 8— 9 9—10
То же торцом круга . . . 5—7 7— 8 —
Шабрение 4—5 5— 6 6— 7
Полирование 8—10 10—12
Нарезание резьбы круг- лыми планками 5— 6
Нарезание резьбы резьбо- нарезными головками . . . 5- 7
Нарезание резьбы резцами 4—5 6— 8 —
Накатывание резьбы ро- ликами . .. 7— 9
То же полированными ро- ликами 8—11
Шлифование резьбы . . . — 7—10 —
Слесарная опиловка . . . — 3- 6 —
Долбление — 5
Зубофрезерование .... 5—6 6— 7 —
Зубодолбление 5-6 6— 7 —-
Шевингование — 7— 9 —
направление измерения микронеровностей.
При этом должно быть исключено влияние
«волнистости», т. е. закономерно повторяю-
щихся неровностей поверхности с шагом волн,
значительно превышающим расстояния между
микронеров.чостями.
Длина, на которой производятся измере-
ния Нск или Не должна охватывать ие
меиее пяти гребней и должна быть при чи-
стоте:
По классам 1— 4.............не менее 3 мм
» » 5-7................» » 2»
» » 8—12...............» » 1»
664
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Таблица 42
Рекомендуемая чистота поверхности деталей в зависимости от класса точности и посадки
Классы точности Допуск на отверстие | и посадки сопрягае- мых поверхностей деталей Диаметры деталей в мм
1-10 10-30 30—80 80-120 120- 260 260—500
Классы чистоты
1 Отверстие Л, Вал Г], Тх, Н„ П, .... » С, » Д1 v v v 9 V V V 710 V V V V10 VVV 9 VW 9 7 7 V7 10 V7V 9 777 8 7 9 7 8 7 7 7 9 777 8 77V 8 •: < < < < < < о - ) х оо оо 1 7 7 .’77 8 / V V 8 -7 V 7 7 77 7 v v v 7 w v 7 V V 7 7
2 Отверстие А Вал Пр, Г, 'I . И, П .... » С » Д. х 777 8 w v 9 777 9 VVV 8 7 77 7 V V V 8 777 8 V V V 7 777 7 w v 7 7 '7 V 8 v v j 7 V V 6 7 7 6 V '7 V 7 777 7 V '7 6 7V 6 7 '77 7 7'7 6 W 6 77 6 7 7 6 V V 6
3 Отвер( тие А, Вал Пр 3t ......... . » С,, X, v v v 7 77V 8 v w 8 777 7 V V V 7 779 7 V7 6 '7 V 6 V V 6 '7 V 6 V V 6 V '7 5 V 7 6 VV6 V 7 5 77 6 77 6 77 5
4 Отверстие Л< Вал С4 » X., л. 77 6 777 7 v w 7 97 6 9V 6 77 6 W 5 7V 6 77 5 VV 5 77 5 V7 5 77 4 77 4 7 7 4 77 4 V7 4 7V 4
j Отверстие Ав ] Вал Са, Х6 f 77 5 77 5 77 4 77 4 7’ 3 v 3
Таблица 43
Рекомендуемые классы чистоты поверхностей паровозных деталей [3]
Наименование деталей и типы поверхностей Классы чистоты рекомен- дуемые Наименование деталей и типы поверхностей Классы чистоты рекомен- дуемые
Трущиеся поверхности Цилиндровая втулка внутри .... 7 7 5 Упорная золотниковая шайба .... Притирочная лента упорной шайбы Золотниковый кулачок . V V 6 '7 V 6 7 V 6
Поршневое кольцо по наружному диаметру v v 5 Направляющая золотникового ку- лачка V V 6
Поршневое кольцо по внутреннему диаметру 7 / 4 Дышловые подшипники и плаваю- щие втулки 77 6
Поршневое кольцо со стороны при- легания стенки ручья v v 5 Стальная втулка под плавающую Валик сочленения дышел V V 6 777 7
Поршневое кольцо, поверхность со стороны прилегания к кольцу .... 7 7 6 Втулка сочленения дышел Проушина дышла V V 6 V V 6
Золотниковая втулка j . 7) Хвостовик дышла V V 6
Золотниковое кольцо (наружный диаметр) 7 7 6 Тело кулисы (рабочая часть) .... Камень кулисы 777 7 VVV 7
Золотниковое кольцо (боковые по- верхности) 7 7 6 Отверстие в кулисном камне .... Втулки кулисного механизма .... V V V 7 V • ' 6
Золотниковое кольцо (внутренняя поверхность) 7'7 4 Валики » » .... Цапфа кулисной щеки ........ V V 7 7 VVV 7
Валик кулака 5' / v 7 Втулка кулисной цапфы 7 7 6
Подшипник кулака Вкладыш кулака VV 6 7 7 5 Проушины тяг и подвесок кулисно- го механизма 77 6
Параллель V V V 7 Бандаж по кругу катания ...... W 4
Поршневая скалка 979 7 Пальцы кривошипов 777 7
Контрскалка 777 7 Шейка паровозной оси 7 V V 7
Боковые поверхности ручьёв диска V V 6 То же при накатке роликом 797 8
Дно ручья поршневого диска .... Золотниковая скалка 7 7 4 7 7 7 7 Торцевая поверхность ступицы с внутренней стороны . 97 6
Золотниковый диск (внутренняя по- верхность) 77 6 Наружная торцевая поверхность ступицы пальпа кривошипа 7? 6
Стенки ручьёв золотникового диска VV 6 Шейка тендерной оси 7 99 7
Притирочная лента в золотниковом диске 7V 6 То же при накатке роликом .... Заплечик шейки тендерной оси . . V W 8 799 7
Поверхность по наружному диамет- ру золотникового диска Уплотняющее кольцо сальников пор- шневого и золотникового 7 7 5 V V V 7 Пальцы контркривошнпа Торцевая внутренняя поверхность шайбы контркривошипа Буксовый подшипник 999 7 77 6 77 6
КОНТРОЛЬ ЧИСТОТЫ ПОВЕРХНОСТЕЙ И ПРИБОРЫ ДЛЯ ЕЁ ИЗМЕРЕНИЯ
665
Продолжение табл. 43
Наименование деталей и типы поверхностей Классы чистоты рекомен- дуемые Наименование деталей и типы поверхностей Классы чистоты рекомен- дуемые
Торцевая шайба (сторона прилега-
ния к центру) ...................
Буксовые наличники .............
» челюсти...................
Буксовый клин...................
Буксовая накладка ..............
Втулки рессорного подвешивания
Валики рессорного подвешивания .
Ножи рессорного подвешивания . .
Призмы рессорного подвешивания .
Валики тормозной рычажной пере-
дачи ...............•.............
Втулки и отверстия тормозной ры-
чажной передачи .................
Поверхности паро-воздушного насо-
са:
а)
б)
VV 6
•.’V 5
• 6
5
Палец под запрессовку...........
Вырезы в балансире под призму .
Втулки рессорного подвешивания
Места под втулки рессорного под
вешивания . . . .......
Втулки тормозной передачи ....
Места под втулки тормозной пере
Поверхности под специальные
с on ряжения
6
4
6
5
5
4
плоский золотник .............
поверхности под плоский и разно-
поршневой золотник ...........
вертикальный золотник.........
место под вертикальный золотник
паровой и воздушный цилиндры .
уплотняющие кольца............
, . 8
в)
г)
Д)
е) .
Поршенёк пресс-маслёики..........
Цилиндр пресс-маслёнки под порше-
нёк ..............................
Притирочная поверхность крана
котла под заслонку ...............
Заслонка крана котла ...........
Внутренняя поверхность водяного
конуса инжектора .................
Внутренняя и наружная поверх-
ности парового конуса инжектора . .
Притирочные поверхности пробок,
клапанов, седел
арматуры котла
Притирочные
машиниста и воздухораспределителя
и корпусов кранов
поверхности крана
Поверхности под запрессовку
Цилиндр под втулку .............
Цилиндровая втулка . ...........
Золотниковая » ...........
Место под запрессовку золотнико-
вой втулки ....... ...............
Поршневая скалка под запрессовку
Отверстие в диске под скалку . .
Дышловые втулочные подшипники
Отверстия в дышлах под втулки . .
Дышловые стальные втулки (под
плавающие) .......................
Втулки сочленения дышел ........
» кулисного механизма . . . .
Отверстия кулисного механизма
(под втулки) .....................
Букса (место под запрессовку под-
шипника) .........................
Буксовый подшипник .............
Баидаж под центр ...............
Центр под бандаж................
Отверстие в центре под ось......
» » » » палец . . .
Ось под запрессовку ............
V 7
8
• 9
9
7
8
8
4
4
4
4
6
6
6
5
6
6
6
5
4
4
4
5
6
11ривалочная поверхность цилинд-
ра к раме .......................
Конус скалки ...................
Горловина кулака ...............
Конус валика кулака ..........
Конические отверстия в кулаке
под валик .......................
Рамочные дышловые подшипники .
Рамка дышла.....................
Конические отверстия в проушинах
дышел ...........................
Конусы валиков сочленения дышел
Отверстия в проушинах золотнико-
вых тяг и подвесок кулисного меха-
низма ..............
Буксовые струнки
Притирочная лента
цилиндровых крышек
Притирочная лента корпуса крана
котла ...........................
Поверхность пальца под насадку
контркривошипа . . ............
Отверстие в контркривошмпе под
насадку ............ ... ...
Отверстие под болт в контркриво-
шипе .........
Болт для крепления контркриво-
шипа .........................
Место на контркривошипе под шай-
бу ...............................
Отверстие шайбы контркривошипа .
Буксовая шайба .................
Цилиндровые болты ..............
Болты междурамиого крепления , .
цилиндров и
Свободные поверхности
Дышла (кроме выемок)
Дышла в выемках . .
Маятник.............
Эксцентриковая тяга
Золотниковая тяга
Поводок маятника . .
Подвеска ...........
Внутренняя грань бандажа .......
Средняя часть золотниковой скалки
Поршневой диск по наружному
диаметру ........................
Средняя часть оси ..............
77
4
6
6
7
6
6
7
6
6
7
8
5
5
5
6
5
5
4
6
6
6
5
6
6
6
6
б
6
3
5
5
4
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ЧИСТОТЫ
ПОВЕРХНОСТИ
Приборы для измерения чистоты поверх-
ности— профилографы и профилометры — по
принципу действия разделяются на контакт-
ные и бесконтактные.
Профилометры служат для характеристики
чистоты поверхности одним из числовых
параметров: средней квадратической, средне-
арифметической или наибольшей высотой
неровностей профиля.
Профилографы дают изображение профи-
ля поверхности в масштабе, что позволяет
непосредственно измерить элементы про-
филя.
Контактные приборы построены по прин-
ципу ощупывания контролируемой поверх-
ности стальной, сапфировой или алмазной
иглой. Запись или наблюдения колебаний
ощупывающей иглы осуществляются через
передаточное устройство, которое бывает
оптическим (профилограф Левина), электриче-
ским (электродинамический профилометр Ки-
селёва) и пьезоэлектрическим.
В бесконтактных приборах чувствительным
элементом большей частью являются свето-
вые лучи. Бесконтактные приборы бывают
'666
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
также пневматические, электрические и реф-
лектометрические.
Из числа многих типов приборов для оцен-
ки чистоты поверхности наибольшее распро-
странение получили следующие.
Профилограф Левина ИЗП-17—
малогабаритная модель, предназначаемая для
использования как в лабораториях, так и
в цехах. При необходимости исследовать по-
верхность крупной детали прибор может быть
снят со штатива н установлен непосредственно
на деталь.
Прибором можно исследовать плоскости
и внешние цилиндрические поверхности в на-
правлении их образующей
Прибор осуществляет фотографическую
запись микрогеометрии поверхности в масшта-
бе увеличения по вертикали 250—5 000х и по
горизонтали 25—50х, а также даёт возмож-
ность производить визуальное определение
//max. Измерение прибором охватывает шкалу
чистоты поверхности от 1-го до 12-го класса
включительно.
Электродинамический про-
филометр Киселёва КВ-4 удо-
бен для цеховых условий. Устройство при-
бора позволяет применить его для исследо-
вания поверхности деталей различных кон-
фигураций и габаритов.
Прибор показывает по шкале среднее
квадратическое значение микронеровностей
проверяемых поверхностей в пределах от
5-го до 14-го класса чистоты включительно.
Двойной микроскоп Линн и-
к а МИС-11 основан на принципе светового
сечения исследуемой поверхности, предна-
значается для контроля поверхностей наибо-
лее распространённых классов чистоты от
3-го до 9-го.
С помощью прибора определяется Ятах
визуальным наблюдением или обмером фо-
тографий профиля, полученных на приборе.
Масштаб увеличения — 80, 145 и 240.
Микроинтерферометр Лин-
ника ИЗК-46 основан на принципе яв-
лений интерференции света и является наи-
более точным прибором для измерения микро-
неровности поверхностей. Величина неров-
ностей Ятах определяется по искривлению
интерференционных полос. Отсчёт произ-
водится визуальным наблюдением или по
фотографии профиля исследуемой поверх-
ности.
Масштаб увеличения микроскопа от 40
до 1 100.
Прибор применяется для контроля поверх-
ностей от 7-го до 14-го класса чистоты.
Для систематического контроля чистоты
поверхностей изделий на рабочих местах и
при приёмке наиболее простым, быстрым и
экономичным и в то же время достаточно точ-
ным для цеховых условий является метод
глазомерного сравнения чистоты поверхностей
изделий с соответствующими образцами, обра-
ботанными и аттестованными по классам чи-
стоты ГОСТ 2789-51. Отражающая способность
материала (сталь, чугун, цветные металлы
и др.) оказывает влияние на глазомерную
оценку чистоты поверхности. Поэтому образцы
следует изготовлять из тех же материалов,
из которых изготовлены изделия, подлежа-
щие контролю по чистоте поверхности.
Внешний вид поверхностей, полученных
различными видами механической обработки
(точение, фрезерование, шлифование и др.),
бывает различный для одних и тех же клас-
сов чистоты.
Поэтому набор образцов общего назначе-
ния должен содержать образцы, полученные
теми же видами механической обработки,
которые применяются на предприятиях, ис-
пользующих образцы. Для конкретных от-
ветственных деталей и операций механической
обработки целесообразно иметь образцы чи-
стой поверхности в виде самой обрабатыва-
емой детали или части её.
Образцы общего назначения изготовляют
по наибольшему пределу интервала, соответ-
ствующего данному классу чистоты.
Такой образец характеризует одновременно
нижний предел следующего, более грубого
класса чистоты.
Для удобства обращения и лучшей сохран-
ности образцы укрепляют в специальных
держателях. Держатели с образцами должны
храниться в футлярах.
ЛИТЕРАТУРА
1. Апарин Г. А. и Городецкий И. Е. До-
пуски и технические измерения. Машгиз, М, 1953.
.. Д ь я чей к о Н. Е.. Во йнштейн В. Э., Ле-
вин Б, М., БерновичЕ. С. и Коломий-
цев Т. С. Современные приборы для измерения
неровностей поверхности деталей машин. Изд.
АН СССР, 1950.
3. Л ар ин Т. В. Классы чистоты для паровозных
деталей. ЦНИИ МПС, 1949.
I. Л есохив А.Ф. Допуски и технические изме-
рения. Машгиз, М, 1951.
и источники
5. Руд ыкии Г. А. Техника измерения размеров
в машиностроении, Машгиз, М.» 1953.
6. Сборник материалов н инструкций. Контроль
средств измерения в машиностроении.
Комитет по делам мер и измерительных прибо-
ров при СНК СССР, 1948.
7. Справочник инструментальщика, Машгиз, М.,
1949.
8. ГОСТ 3951-47. Основные метрологические тер-
мины н определения.
9. ГОСТ 1 453-42. Образцовые меры и образцовые
измерительные приборы.
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
При пользовании настоящим указателем
следует иметь в виду, что каждое название
упоминается один раз и, как правило, не
повторяется в перестановке слов.
В указателе упоминается вначале (за ред-
ким исключением) основное слово, а потом
его определение, например: «Бруски шлифо-
вальные», а не «Шлифовальные бруски».
В большинстве случаев, когда формула,
определение, уравнение, метод, способ и пр.
носят название по фамилии учёного, инженера,
новатора производства, в указателе приводится
лишь фамилия (без сопровождающего термина),
например: «Назаров А. Г.», а не «Способ
Назарова А. Г.» и ие «Назарова А. Г.
способ».
А
Автоматы кузнечно-прессо-
вые 177, 178
— сварочные 257
Агрегаты плавильные 106
— сварочные 255
Азотирование 296, 315
Акимов А. В. 406
Алитирование 296
Алюминий 21, 22
Аносов П. И. 9, 311
Антонов А. Ф. 400
Б
Баббиты 43
Бабошин А. Л. 10
Байков А. А. 10
Баланс печи тепловой 160
Бардин И. П. 10
Бартельс Н. А. 10
Батищев Я. 322
Бегуны смешивающие 117
Беляев Н. И. 10
Бенардос Н. Н. 10, 253
Бериллий 23
Беспрозванный И. М. 323,
326
Бирюков В. М. 460
Бондаренко А. Д. 263, 264
Борткевич Г. С. 407
Бочвар А. А. 10
Брак в литейном производ-
стве 132
— и дефекты поковок 247
Бронзы 23, 24, 25
Бруски шлифовальные 468
В
Вагранка 106, 108
Вал 594
Ванадий 143, 144
Вариации измерительных
мер 631
— — приборов 631
Взаимозаменяемость 592
Вентиляторы 165, 166
Вес заготовок 193, 196, 197,
199
— поковок 186
Виброгаситель 405
Висмут 23
Влияние ковки на механи-
ческие свойства стали
144
— — на величину зерна
стали 145
— температуры нагрева на
структуру стали при
ковке 145
— химического состава на
свойства стали 143
Вологдин В. П. 10
Володин В. С. 263
Волокнистость стали 144
Вольфрам 143
Время нагрева заготовок
147, 148, 149
Выбор измерительных ин-
струментов 633
— марки твёрдого сплава
для изготовления режу-
щих инструментов 393
— системы и классов точ-
ности 604, 664, 665
Высадка холодная 244
Вытяжка 180
Г
Гадолин А. В. 322
Газопроницаемость 12
Гевелинг Н. В. 10
Генераторы ацетиленовые
282
Геометрия режущей части
инструмента 327
Гибка 184
Гидравлические приводы
станков 540
Глина формовочная 44
Глубиномер 639
— индикаторный 640
Головки шлифовальные 468
Горелки газовые 152
— сварочные 282
Гори 150
Гребёнки 460, 466
Грейфер 114
Группы посадок 594
Гусев В. Н. 414
Д
Дезинтегратор 117
Действительное значение
измеряемой величины 631
Деление шкалы 631
Дерягин Б. В. 328
Деформации при сварке 266
Диаграмма состояния «же-
лезо — углерод» 293
Диаметр номинальный 592
Дикушин В. А. 323
Доброхотов Н. Н. 147
Доводка металл jb 370, 376,
413
Долбяки 465
Долговечность накатанных
деталей 568
Допуск посадки 594
Допуски 593
Допуски и посадки 592
----, международная си-
стема 613
— иа поковки 193, 223, 224,
235
Дробеструйный наклёп 575
Дробь для дробеструйного
наклёпа 582
Дульчевский Д. А. 253
668
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
Е
Евангулов М. Г. 10
Ж
Жакеты 52
Жидкости охлаждающие
329, 377
3
Зависимость между допу-
ском, диаметром и клас-
сом точности 513
Заготовка кузнечная 18G
—, выбор баз 379
—, подготовка для обра-
ботки резанием 379
—, припуск на обработку
379
—, разметка 379
Закалка 294, 307
— поверхностная 301
Закручивание 184
Заточка режущих инстру-
ментов 413
Зворыкин К. А. 322
Зеленое А. Н. 280
Зенкероваиие 345
Зенкеры 422
Зенковки 424
Зобнин Н. П. 622, 623
Зубофрезерование 359
И
Известняк металлургиче-
ский 20
Износков А. А. 10
Измерения 630
— абсолютные 630
— бесконтактные 631
— контактные 631
— косвенные 631
— относительные 630
— прямые 631
— технические в машино-
строении 630
Износ режущей части гре-
бёнок 362
—------зенкеров 346
------- метчиков 362
— — — плашек 362
— — — протяжек 368
------- развёрток 346
—------резцов 326
------- свёрл 342, 343
------- фрез 352
Износоустойчивость нака-
танных деталей 568
Индикатор часового типа
640
Инструменты абразивные
467
— для накатывания ролика-
ми 564
— для свободной ковки 186
— доводочные 376
— измерительные 633
— металлорежущие 393
Инструменты измеритель-
ные универсальные 635
---, оптические 652
Интервалы ковки темпера-
турные 146
К
Калибры гладкие 652
— конусные 658
— листовые для измерения
глубин и высот уступов
652
— резьбовые 656
— специальные 656
Калакуцкий И. В. 10
Керекеш В. В. 148
Классификация отливок 33
Классы точности 5(. 3
Классы чистоты поверхно-
стей 324, 325, 663
Ковка в подкладных штам-
пах 186
— горячая 146
— холодная 146
Колесов В. А. 383, 407
Конвертеры ИЗ
Контроль качества сварки
267
— процесса дробеструйной
обработки 583
— размеров изделий 633
— температуры нагрева 164
— чистоты поверхностей
663
Краны шаржирные 114
Краски отличительные 51
— формовочные 48
Кремний 22, 143
Кривоухов В. А. 407
Круги шлифовальные 467,
470
Кузнецов В. Д. 323
Кузнечно-прессовые автома-
ты 177, 178
Кузнечные заготовки 186,
193, 197, 199
Кулибин И. И. 322
Куманин И. Б. 45, 46
Курдюмов Г. В. 10
Курников И. С. 10
Л
Лавров А. С. 10
Лигатура алюминиевая 25
— медная 26
Линейки измерительные 635
---стальные 635
— поверочные 645
• — синусные 643
Линия нулевая 594
Литьё в металлические фор-
мы 57
— кокильное 54
— под давлением 53
Литьё стальное 79
— цветное 88
— центробежное 56
Литьё чугунное 64
Ломоносов М. В. 9, 322
Лясс А. М. 44, 46
М
Магний 22
Манипуляторы 180
Марганец 22, 143
Марки инструментальных
сталей 394
Маркировка деревянных мо-
делей 51
Материалы абразивные изо-
ляционные 14
— металлокерамические 340
— связующие 45
— формовочные 43
— шихтовые 15
Машины для сепарацищме-
таллических частей 116
— горизонтально-ковочные
178, 180
— дробильные 116
— просеивающие 116
— размалывающие 116
— разрыхляющие 117
— смешивающие 116
— формовочные 118
Медь 22
Менделеев Д. И. 10
Мера 630, 631
—, действительное значе-
ние 631
—, номинальное значение.
631
Меры длины 630
---концевые 647
— концевые для измерения
калибров 649
--- — поверки измери-
тельных приборов и
инструментов 648
— образцовые 630
— угловые 642
Металлы цветные 21, 41
Методы измерений 630
Метчики 453
Микрометр 637
— для измерения толщины
листового материала 637
— — — — стенок труб 638
— резьбовой 638
— рычажный 641
Миниметры 642
Микропорошки для доводки
металлов 377
Минкевич А. Н. 320
Минкевич Н. А. 10
Модели литейные 48, 49
Модернизация станков для
перевода на скоростное
резание 548
---, использование суще-
ствующих резервов 558
---колёсно-токарных 558
Модернизация станков осе-
вых 555
---, повышение быстро-
ходности и мощности 548
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
669
Модернизация станков, по-
вышение жёсткости н
виброустойчивости 554
----, проверочный расчёт
зубчатых колёс 548
----, расчёт валов 552
— —, расчёт подшипников
552
— —, расчёт ремённых пе-
редач 550
— —, расчёт фрикционных
муфт 551
— —, элементы механизма
подач 553
----, способы усиления
слабых звеньев станка
554
— — шеечно-накатных 557
Молибден 143
Молоты ковочные 169, 171,
173, 174, 175
— рессорные 178
— штамповочные 175
Мусин-Пушкин А. А. 9
Н
Нагрев заготовок 147, 148,
149
— стали для ковки 146
Назаров А. Г. 259, 280
Накатывание роликами 563
----, инструменты 564
— —, прочность накатан-
ных деталей 568
----, режим 566
----, станки 565
Наклёпывание дробью 575
----, дробь 582
----, контроль 583
— —, оборудование 577
----, упрочнение изделий
583
Напряжение при сварке 266
Нартов А. К. 322
Натяги 594
Никель 22, 143
Никитин В. П. 10, 254
Нитроцементация 317
Ножницы 177
Нутромер индикаторный 640
Нутромеры микрометри-
ческие 639
О
Обозначение предельных от-
клонений размеров на
чертежах 621
Оборудование для выбивки
и очистки литья 125
----дробеструйного на-
клёпа 577
— кузнечное 169
— литейных цехов 114
— сварочное 253, 280, 287
Обрезка заусениц 227
Обухов П. М. 10
Огнеупоры 11
Одинг И. А. 10, 569
Окнов М. Г. 10
Олово 22
Опоки литейные 52
Оптические измерительные
приборы 652
Осадка 180
Осипов Ц. 322
Осциллятор 256
Отверстие 594
Отделка колеблющимися
брусками 377
Отжиг 294
Отклонения предельные
формы и расположения
поверхностей 621
Отливки из белого чугуна 36
------ ковкого чугуна 37
---отбелённого чугуна 37
— — серого чугуна 33
— стальные 38
— цветные 40
Отпуск 295
Охлаждение поковок 149
П
Павлов М. А. 10
Паспортизация станков 559
Паста шлифовальная 467
Передача 184
Пескомёты 123
Песок формовочный 44
Петров В. В. 9
Печн 112, 150, 293
— для термической обра-
ботки 293, 297
— дуговые 110
— кузнечные 150, 153, 164
— литейные пламенные 112
— мартеновские 113
— тигельные 112
— электрические 107, ПО,
111
Пирометры 164
Пластинки минералок; ра-
мические 340
— твёрдого сплава 402
Пластичность 143
Плашки 456, 463
Плитки 642
Плиты поверочные н разме-
точные 645
— подопочные 52
— модельные 52
Плоскость скалывания 323
Погрешности гл убиномсров
639
— грубые 632
— для внутренних измере-
ний 639
— измср1 ний 632
- - — гладких изделий 635
- - индикаторных скоб 642
— индикаторов 640
- - методов измерений длин
634
- микрометров 638, 639
---рычажных 641
Погрешности нутрометров
639
— систематические 632
— случайные 632
— угольников 644
— штангенглубиномеров
636
— штангенрейсмассов 636
— штангенциркулей 636
Посадки 593
— в системе ОСТ 595
— переходные 595
— подвижные 568
— прессовые 594
----, предельные отклоне-
ния 596
Показание прибора измери-
тельного 631
Ползунов И. И. 322
Поляков С. Т. 404
Порог чувствительности из-
мерительного прибора
631
Постоянная измерительного
прибора 631
Правка поковок 211
Пределы измерения прибо-
ра 631
Прессы ковочные 170, 171,
172
— механические 176, 178
— обрезные 172
Приборы для измерения чи-
стоты поверхностей 665
— измерительные оптиче-
ские 652
Приводы станков гидравли-
ческие 540
-------, гидронасосы 541
-------, гидросистема с
двумя насосами 546
------ —, рабочие цилиндры
543
-------, распределитель-
ные устройства 545
-------, регулирующие
устройства 544
Припуски литейные 50, 51
— на механическую обра-
ботку 193, 220, 224, 225
— на усадку 50
Приспособления для нака-
тывания роликами 565
Притирка 377
Проволочки для измерения
среднего диаметра резь-
бы 651
Производительность куз-
нечных печей 153, 165
— литейных печей 107, 109,
111
— кузнечного оборудования
172, 173, 174, 175
Протягивание 366
Протяжки 415
Прошивка 183
Профилограф Левина 664
— электродинамический
Киселёва 666
Прочность накатанных де-
талей 568
670
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
Р
Развёртки 427
— конические 432
— котельные 432
Развёртывание 345
Размер действительный 631
Рассверливание 342
Расход воздуха в кузнечных
печах 153, 166
— пара 174
— топлива 166
Расчёт размеров печи 164
— режимов резания метал-
лов 379
Ребиидер П. А. 328
Резание металлов 322
-----, геометрия режущей
части инструмента 327
-----, изменения углов в
процессе резания 327
— —, расчёт и выбор ре-
жима 380
— — , скорость резания 328
— —, стойкость резца 326,
328, 334
— —, усилия резания 327
— •—, явления, возникаю-
щие при резании, 323
Резка газовая 280, 283
— заготовок 211
Резцы 394, 396
— для обточки бандажей
408
— резьбовые 459
—- с виброгасителем 405
— специального назначения
405
— тангенциальные 412
— фасонные 408
— чашечные 405
Резьбоиарезание 362
Ролики для измерения сред-
него диаметра резьбы 651
----- накатывания 565
Рубка 183
Рубцов Н. Т. 10
Рыжков Д. И. 405
С
Сборка селективная 612
Сварка в паровозном и ва-
гонном хозяйстве 253
— газовая 280, 283
— газопрессовая 290
— дуговая 253, 260
— кузнечная 184
— электроконтактная 287
Сверление 342
Свёрла 416, 420, 421
Свинец 22
Севергин В. М. 9, 322
Сегменты шлифовальные 468
Сёмкин И. С. 96
Сера 143
Сидоров М. В. 322
Силикокальций 20
Силицирование 296
Силумин 25
Система вала 594
— отверстия 594
Скобы индикаторные 641
— рычажные 641
Скорость резания 328
Славянов Н. Г. 10, 253
Смеси стержневые 44, 46,
47, 48
— формовочные 44
Соболевский П. Г. 9
Соколов И. А. 10
Сталь графитизированная 40
Станки 476
— вертикально-сверлиль-
ные 486, 487
— вертикально-фрезерные
492, 494
— внутришлифовальные 503
— гидравлические приводы
540
— горизонтально-расточные
488
— горизонтально-фрезер-
ные 490, 494
— для накатывания роли-
ками 565
----нарезания конических
зубчатых колёс 496
---- обработки кулис 532
-------пальцев кривоши-
пов колёсных пар и рас-
точки отверстий под
пальцы кривошипов 528
-------паровозных дышел
533
----— цилиндров парово-
зов 535
— •— отливки деталей в ме-
таллические формы 127
— долбёжные 500, 501 •
— заточные 501
— зубофрезерные 494
— карусельные для обра-
ботки колёсных центров,
колёс и расточки бан-
дажей 515
— колёсно-токарные для об-
точки бандажей колёс-
ных пар 519, 520, 523
— копировально-фрезерные
537
— круглошлифовальные
501
— металлорежущие 476
— осевые центровально-от-
резные 506, 508
— осе-шеечные для обработ-
ки шеек осей колёсных
пар 513
—, паспортизация 559
— плоскошлифовальные 504
— поперечно-строгальные
496, 497
— продольно-строгальные
499
— радиально-сверлильные
487
— специализированные для
железнодорожного
транспорта 506
— строгальные 496
Станки токарно-винторез-
ные 476, 480, 481
— токарно-карусельные
484, 486
— токарно-лобовые 484
— токарно-многорезцовые
510
— токарио-осевые для об-
работки концов осей 508
------------- осей по всей
длине 512
— токарно-револьверные
483
— универсально-фрезерные
490, 494
— фрезерные 490
— шлифовальные 501
Старение 296
Стойкость зенкеров 348
— метчиков 366
— плашек 366
— протяжек 369
— развёрток 348
— резцов 328, 334, 340
— свёрл 343
— фрез 353, 358, 360
—штампов высадочных, ги-
бочных 233
----молотовых 220, 221
----обрезных 229
Строгание 329
Стружка 323
Стружколоматель 329
Сурьма 23
Сушка форм и стержней 99,
105
Сушила 100, 102, 104
Т
Тепловой баланс печи 160
Термическая обработка 293
Техника безопасности в куз-
нечном производстве 250
----в литейном производ-
стве 139
---- при работе на метал-
лорежущих станках 562
------- резании металлов
562
—------сварке металлов-
269
Тиме И. А. 322, 323
Топливо для кузнечных пе-
чей 166
— — литейных печей 11, 12
Точение 329
Точность измерительного
прибора 631
— меры 631
— метода измерения 632
— отсчёта 631
Трансформаторы сварочные
254
У
Угар 147
Углерод 143
Угломеры 642
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
671
Угольники 643
Уклоны формовочные 50
— штамповочные 213
Упрочнение изделий в ре-
зультате дробеструйного
наклёпа 583
Уровни рамные и слесарные
645
Усачёв Я. Г. 322, 323
Усилия измерительные 631
— резания 327
Устройства стружкоотвод-
ные 399
Ф
Ферромарганец 19
Ферросилиций 19
Феррохром 20
Флюсы 19, 21
Формовка 64
— двухъярусная 96
Формовочный ручей 214
Форсунки 152
Фосфор 143
Фрезерование 348, 357 .
Фрезы 437
— зуборезные 463
— концевые обдирочные 445
— летучие 445
— резьбовые 461
— фасонные 449
X
Холодная высадка 244
Холостое В. Е, 10
Хренов К. К. 10
Хром 143
Хромирование 296, 320
Ц
Цвета каления 164
Цементация 296, 310, 320
Цена деления шкалы 631
Цианирование 296, 316,319
Цннк 23
Ч
Чебышев В. Л. 324
Челюсткин А. Н. 323
Чернов Д. К. Ю
Чижиков Ю. М. 148
Число ударов при штампов-
ке на молотах 169, 225
Чистота обработанной по-
верхности 324, 325
— поверхностей режущих
инструментов 474
Чувствительность измери-
тельного прибора 631
Чугун 15, 33
Ш
Шаблоны для полуокружно-
стей вогнутых 650
— — — выпуклых 650
— радиусные 648, 650
---- вогнутые 650
---- выпуклые 650
— резьбовые 648
Шайбы электромагнитные
114
Шихта 20, 21
Шихта, расчёт 26, 32
Шкала 631
Шкурки шлифовальные 467
Шлакоустойчивость 12
Шлифование 370
Шпат плавиковый 20
Штамповка листовая 245
— на гидравлических прес-
сах 171
— — горизонтально-ковоч-
ных машинах 232
---- молотах 209
— — — безоблойная 230
— — фрикционных прессах
243
Штамподержатели 219
Штампы для горизонтально-
ковочных машин 233
— — обрезных прессов 228*
— молотовые 211
Штангенглубиномер 636
Штангензубомер 637
Штангенрейсмасс 636
Штангенциркуль 635
Штейнберг С. С. 10
ш
Щупы 651
Э
Электронагрев 166
Электропечи 152, 154, 166J
Эталон мер 630
Техн, редактор Д. М. Юдзт
Переплёт худ. Б. В. Шварц
Сдано в набор 1/VII 1953 г.
Редактирование тома закончено 27/XI 1953 г.
Подписано к печати 29/1 1954 г.
Бумага 70х 1081/1 е = 21 бумажных —57,54 печ. л
Уч.-изд. 84,42 л. ЖДИЗ 76526. Зак. 1 422.
Т 0113 4. Тираж 1 О ООО экз.
1-я тип. Трансжелдориздата МПС
Б. Переяславская ул,, л. 46
ОПЕЧАТКИ
Стра- ница Колонка Строка Напечатано Должно быть
45 табл. 60 3 графа Характер затвердевания «Обрати-
мый» относится к канифоли
57 правая 31 сверху (20 — 40) (—20 •? —40)
79 на фиг. 2 5, б — — Кривые обозначают давление газа
в ат, снизу вверх: 1, 2, 3. 4, 5,
6, 7, 8, 9. 10, 12, 15 и 20
1 1 0 правая 1 5 сверху (фиг. 7 6) (фиг. 76, табл. 1 13)
127 фиг. 91а —— Ленточный пескоструйный барабан Ленточный дробеструйный балабан
178 правая 29 снизу Оргаметалла, Оргаметалла для молотов,
‘1 79 табл. 51 4 графа Ki к
193 правая 1 6 сверху доходов отходов
212 » 1 3 снизу металла плоскости металлом полости
215 левая 11 н 10 снизу 86, высота ручья а*=0,45 ft>0,2Zf 86.
или >0,2 D
236 правая 1 7 снизу -f- —
29 0 » 4 снизу СГП-1рп СГП-lp
292 табл. 44 — время сварки в мин. время сварки в сек.
331 правая 1 0 снизу в табл. 20—24 в т абл. 12 и 20—2 4
337 20 » 1,45 1,75
343 12 » в табл. 44 в табл. 49
350 левая 6 » мм] об мм] зуб
367 табл. 111 Заголовок плашками [19] плашками
381 правая 26 снизу в кет — 7,8 в л.
382 » 1 3 сверху табл. 22 табл. 27
382 5 снизу ф® = 0,974
7,8 7,8 0,736
383 левая 21 сверху тХймзб “°’96
383 » 16 снизу лГ°'78 б-i , 7,8 • 0,736“ ’°5
383 правая 3 снизу kps кг-
383 1 » табл. 22—28 табл. 25—32
389 левая 1 7 сверху табл. 67—69 табл. 80—83
523 20 снизу фиг. 45 фиг. 46
Зак. 142