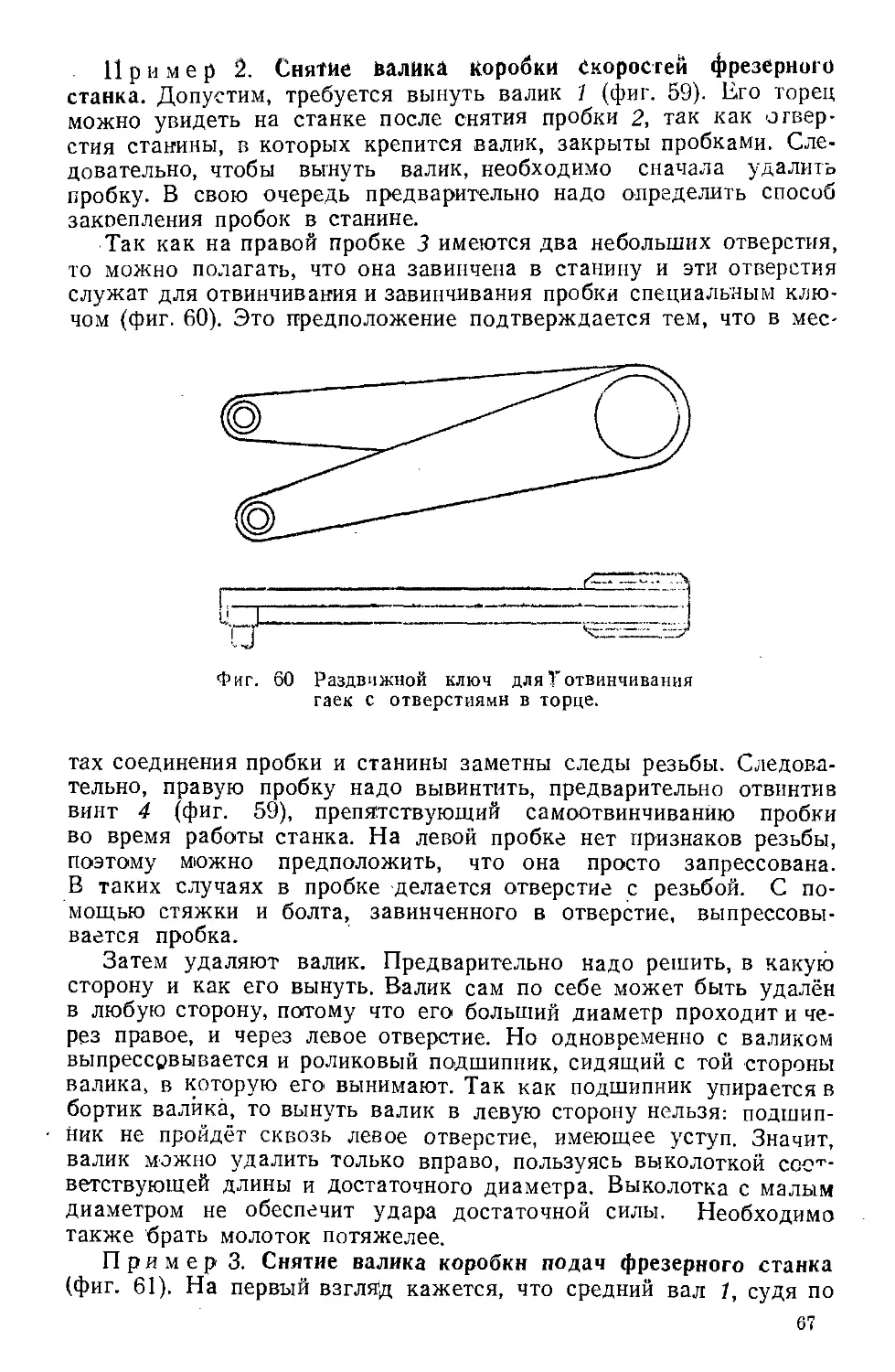
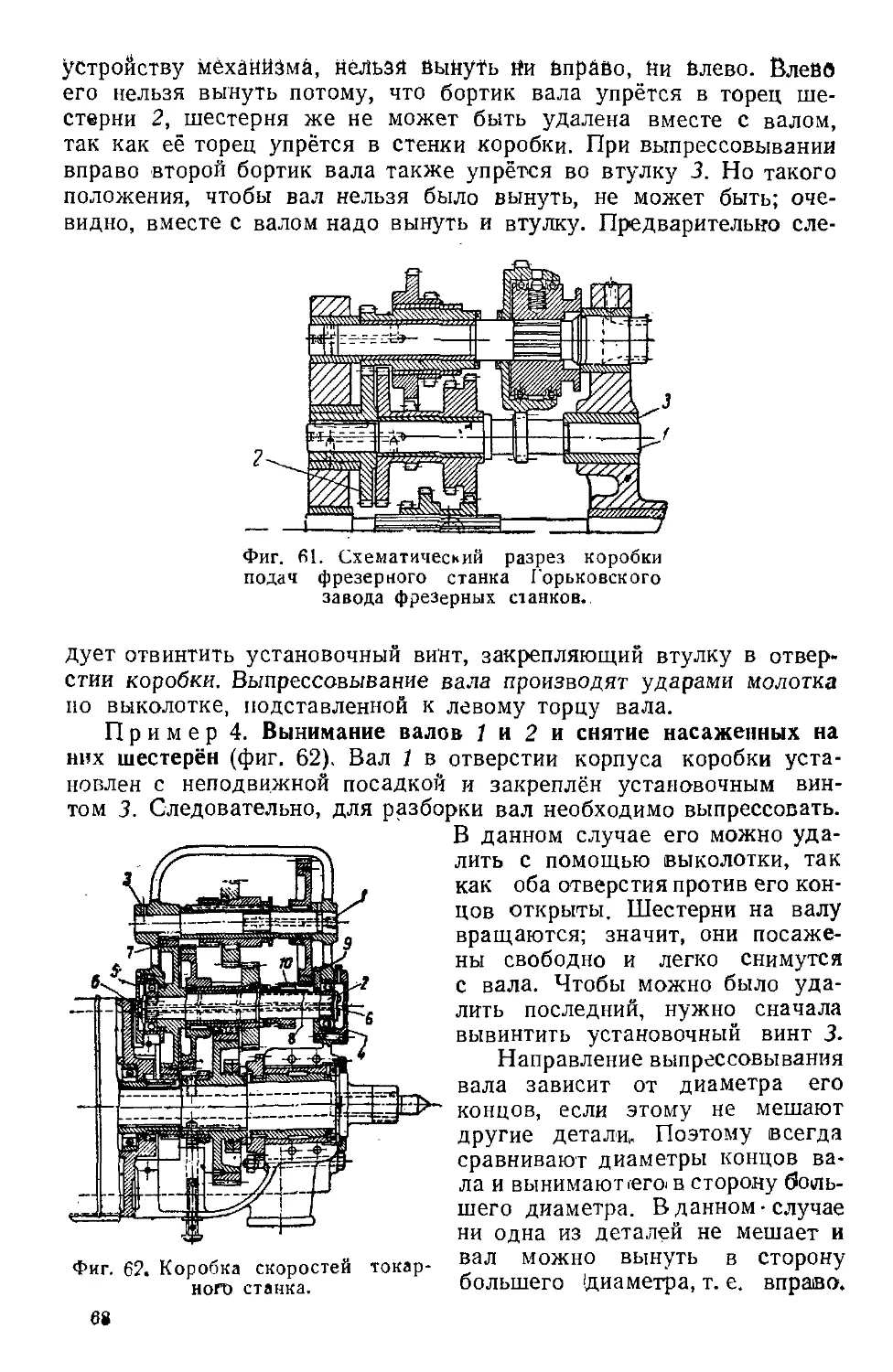
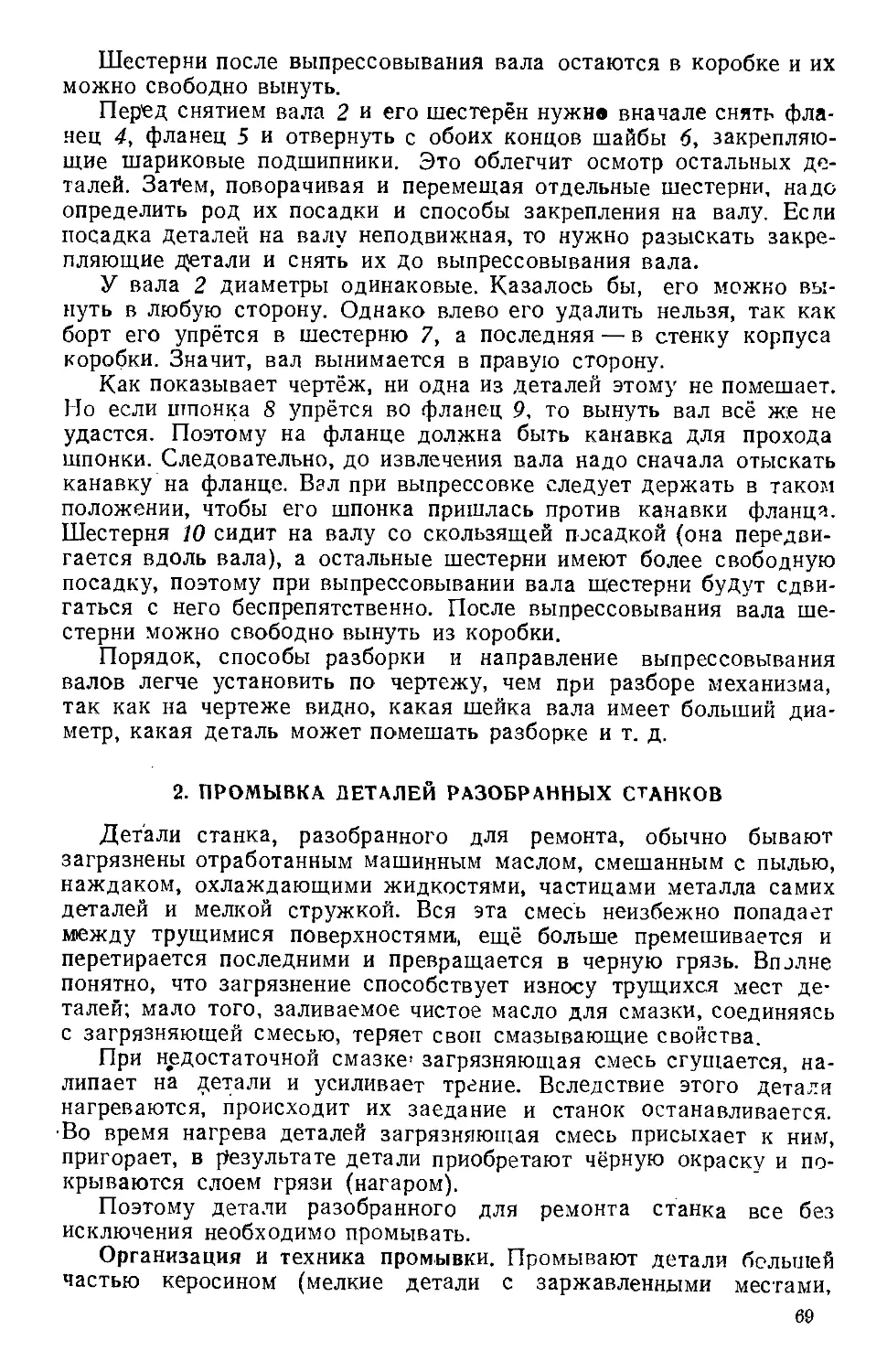
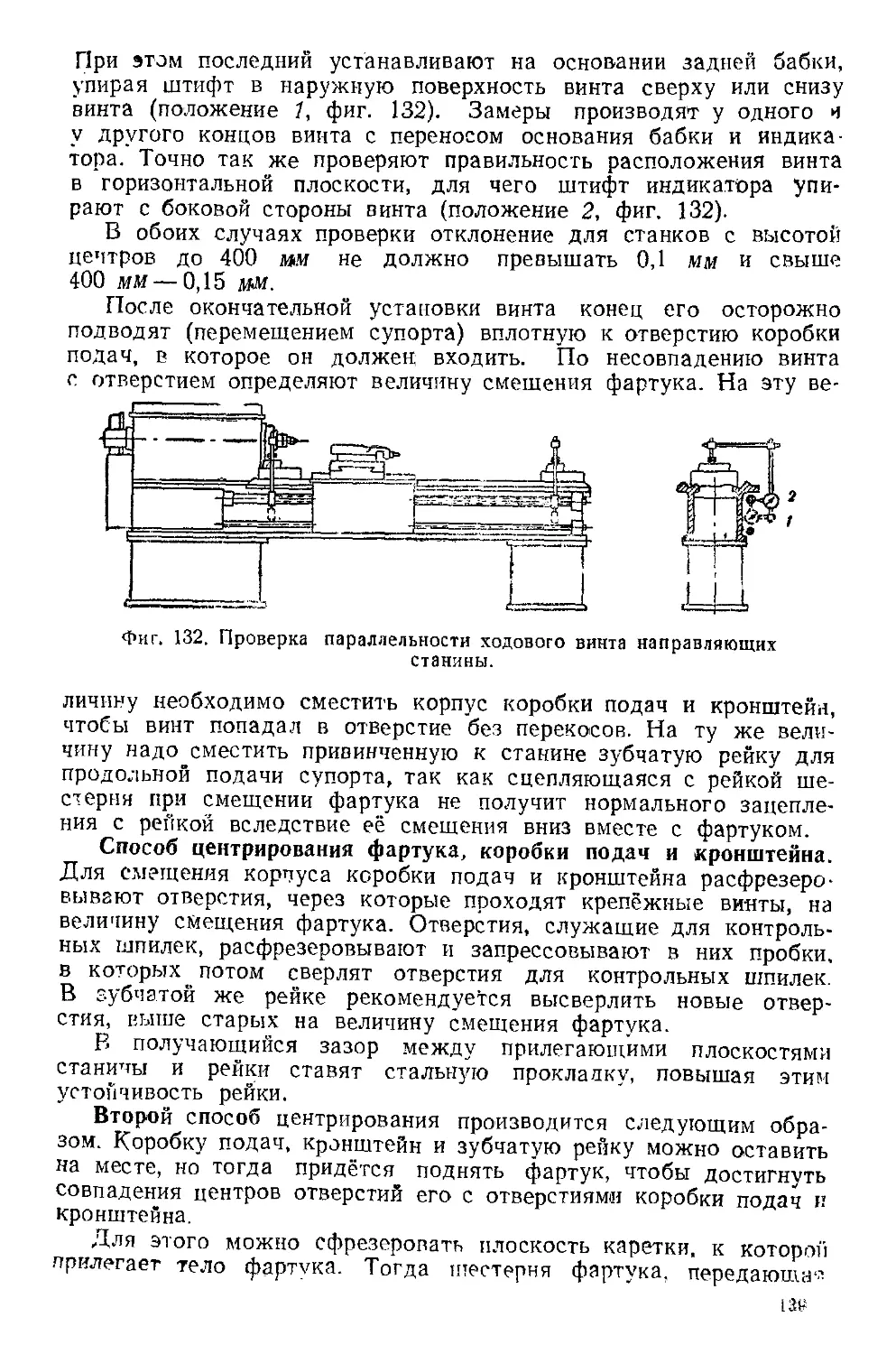
/






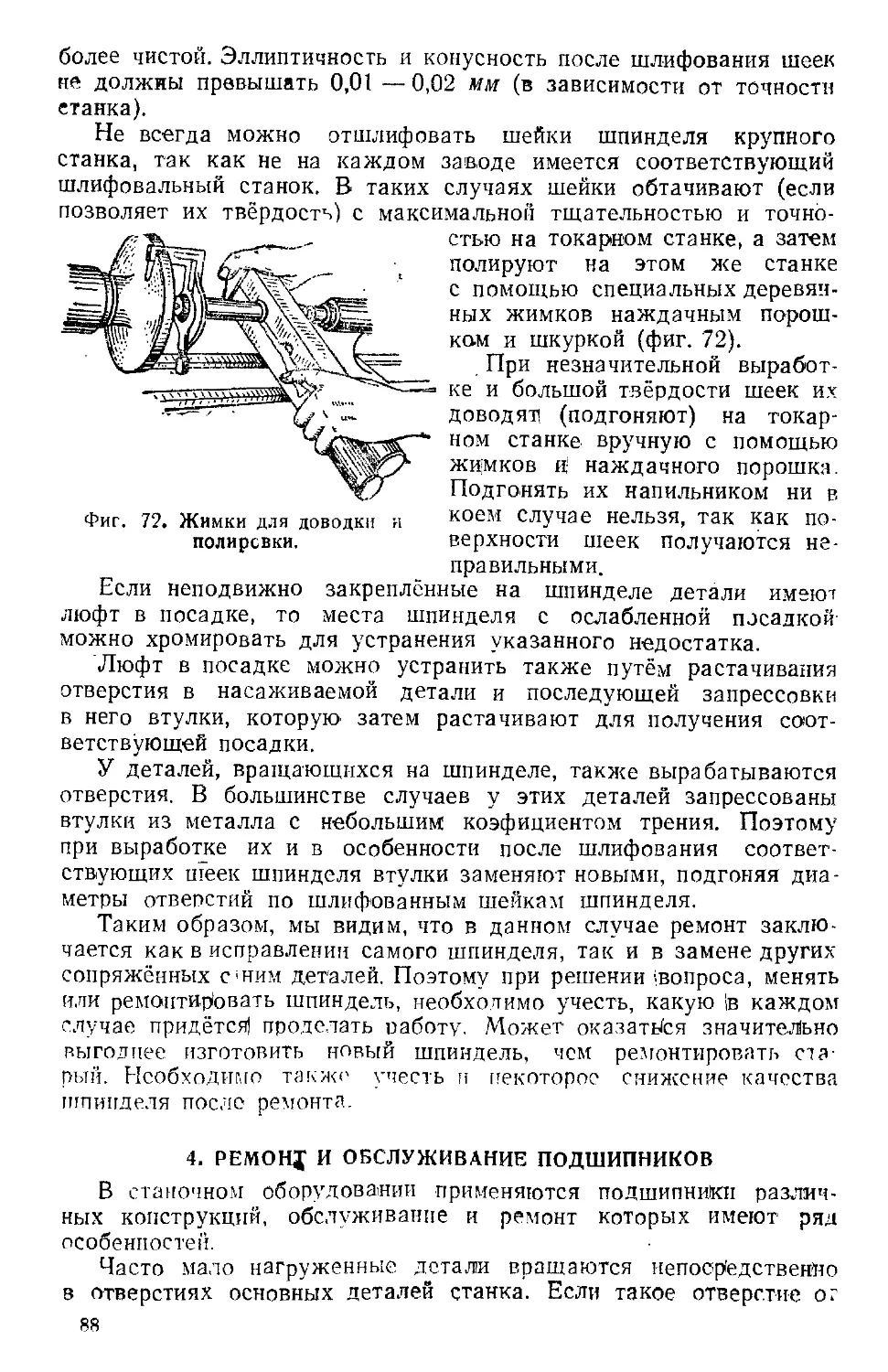
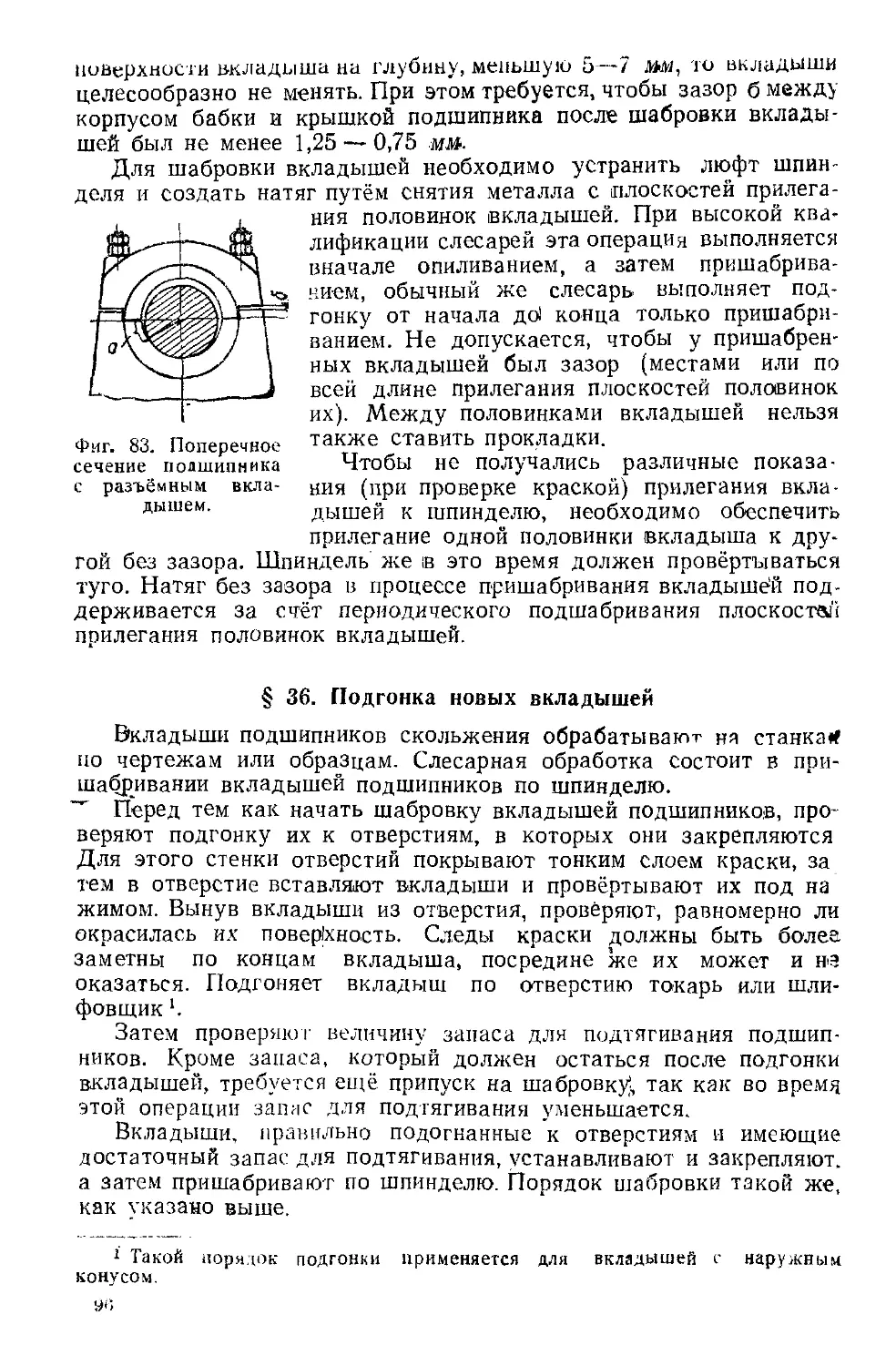
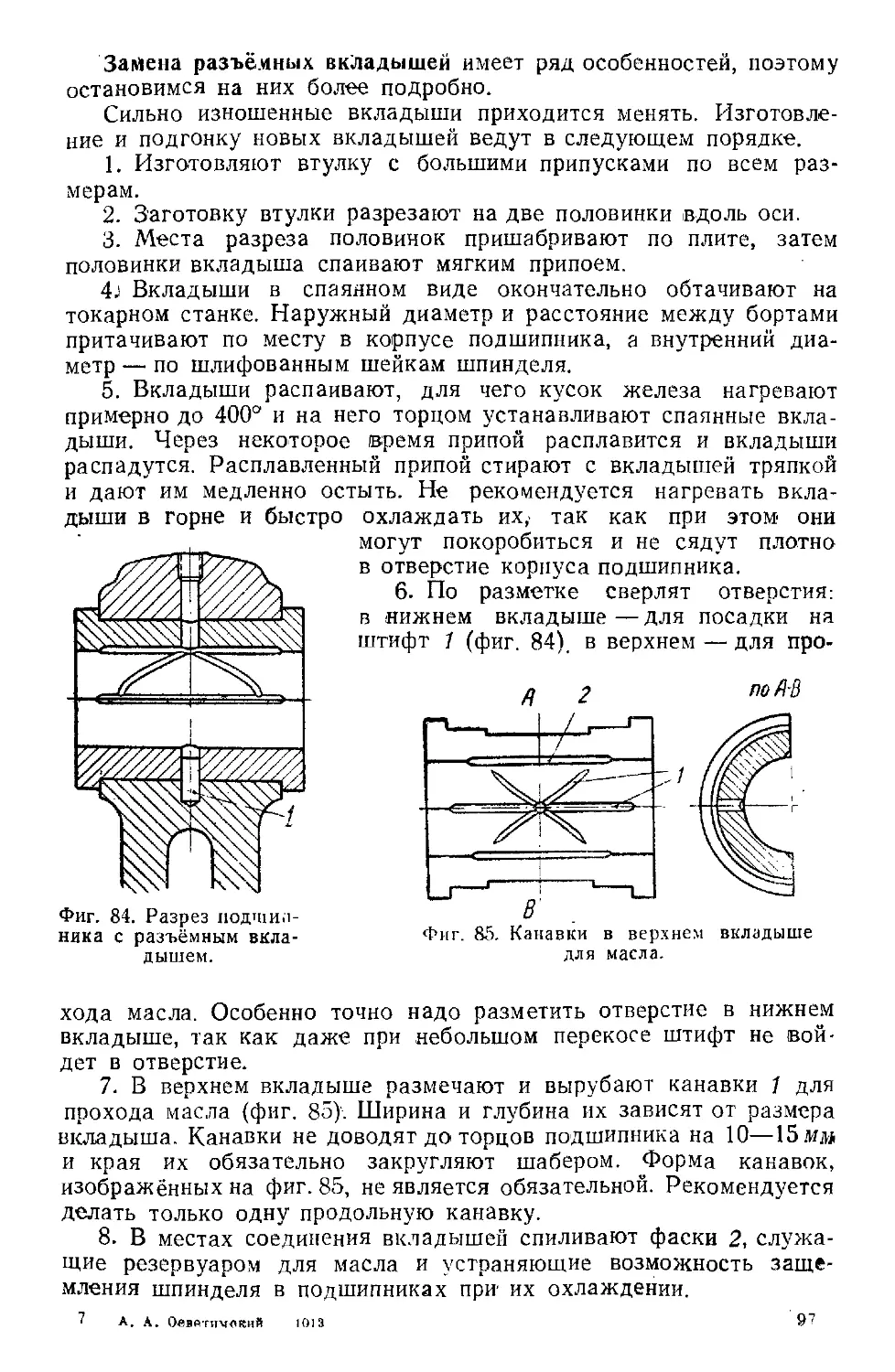
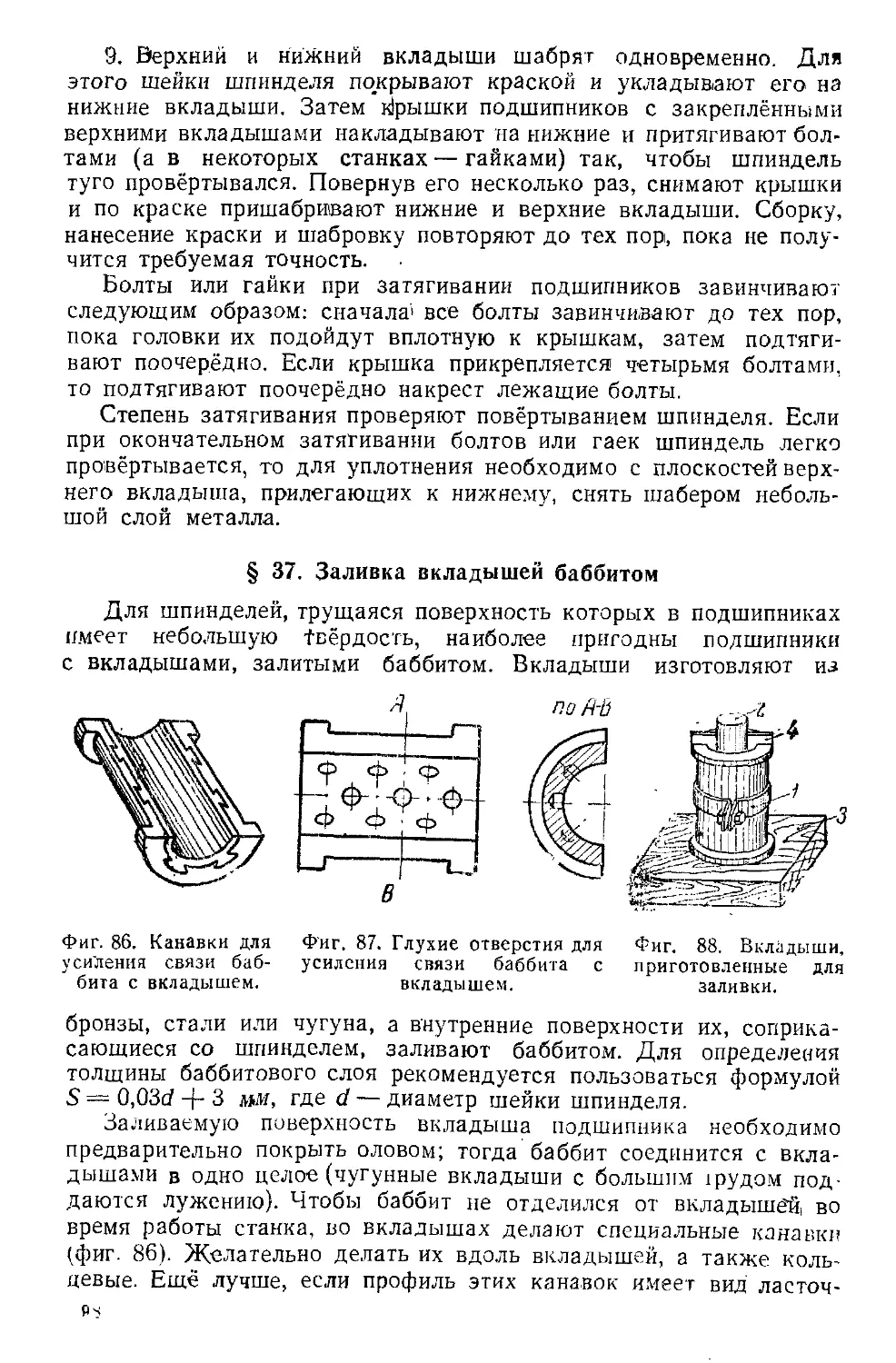



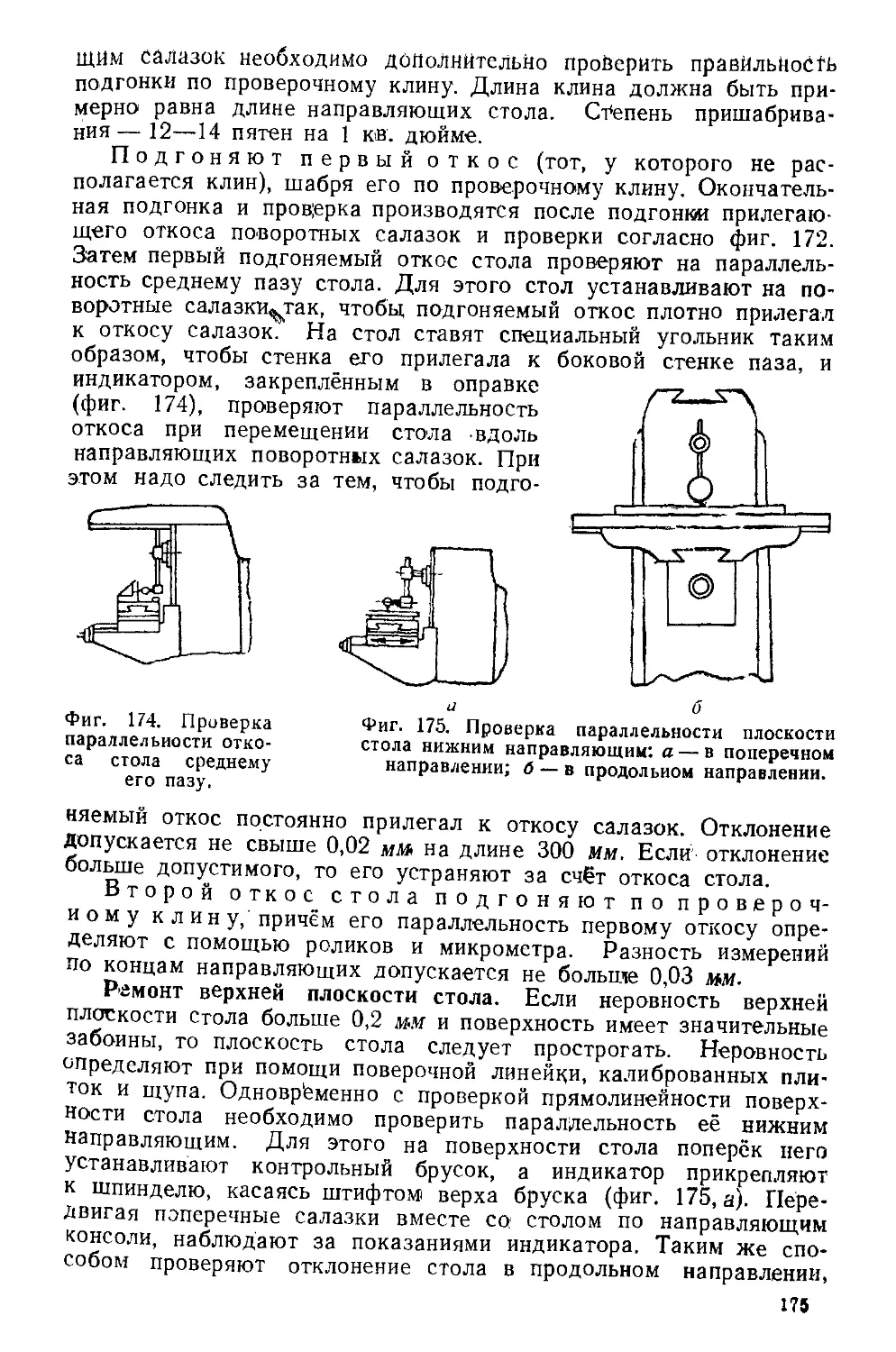
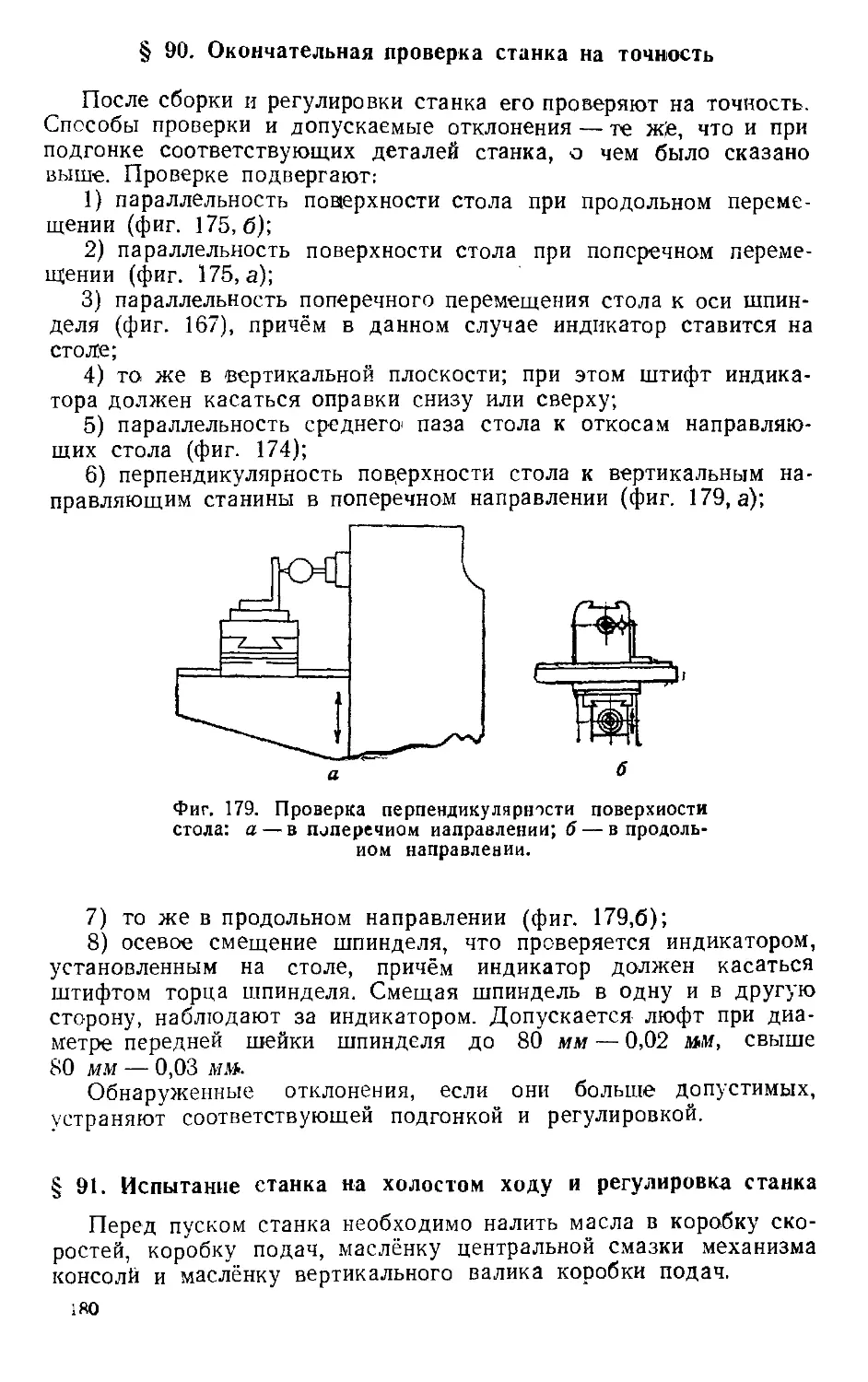
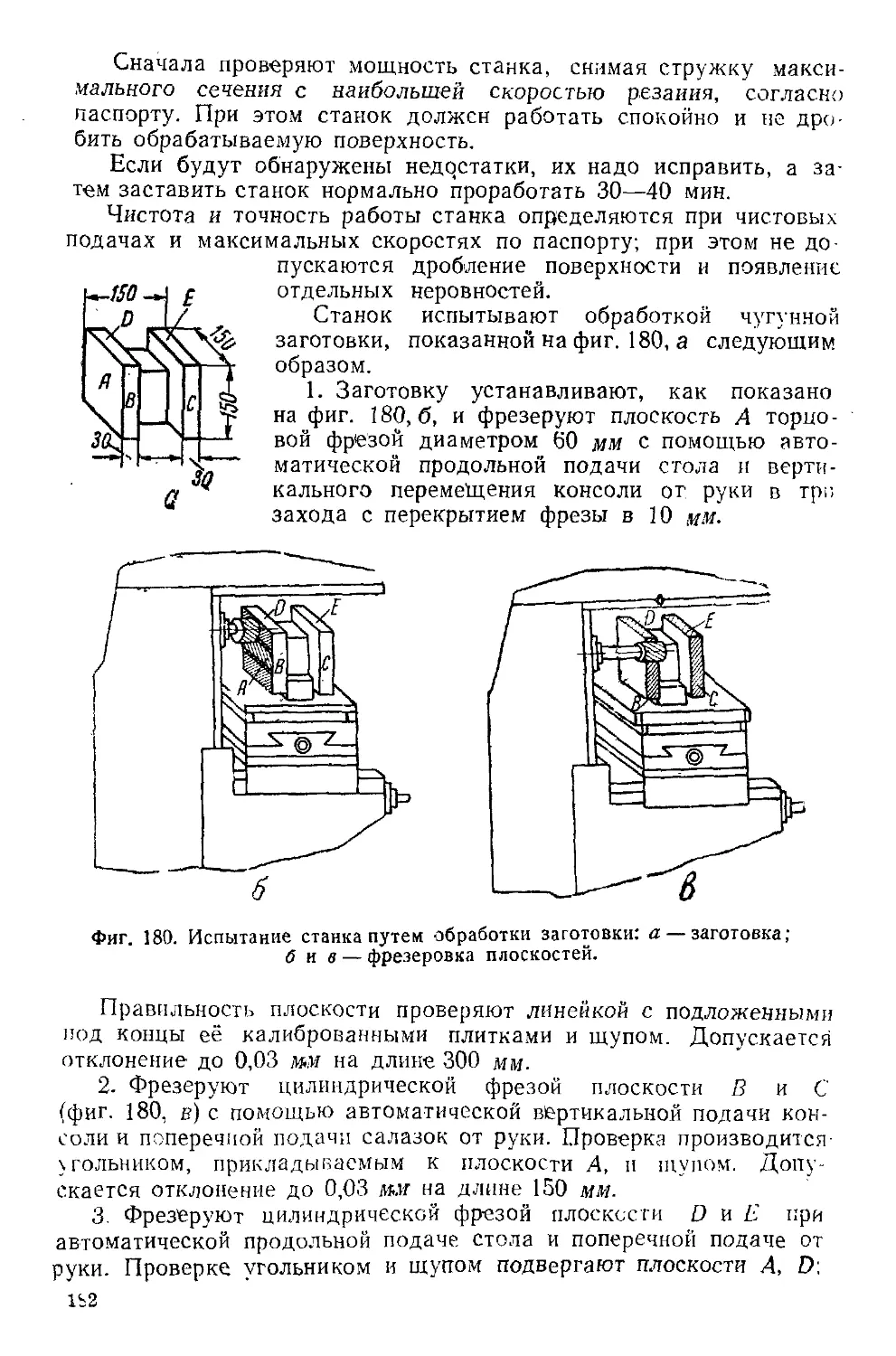







Text
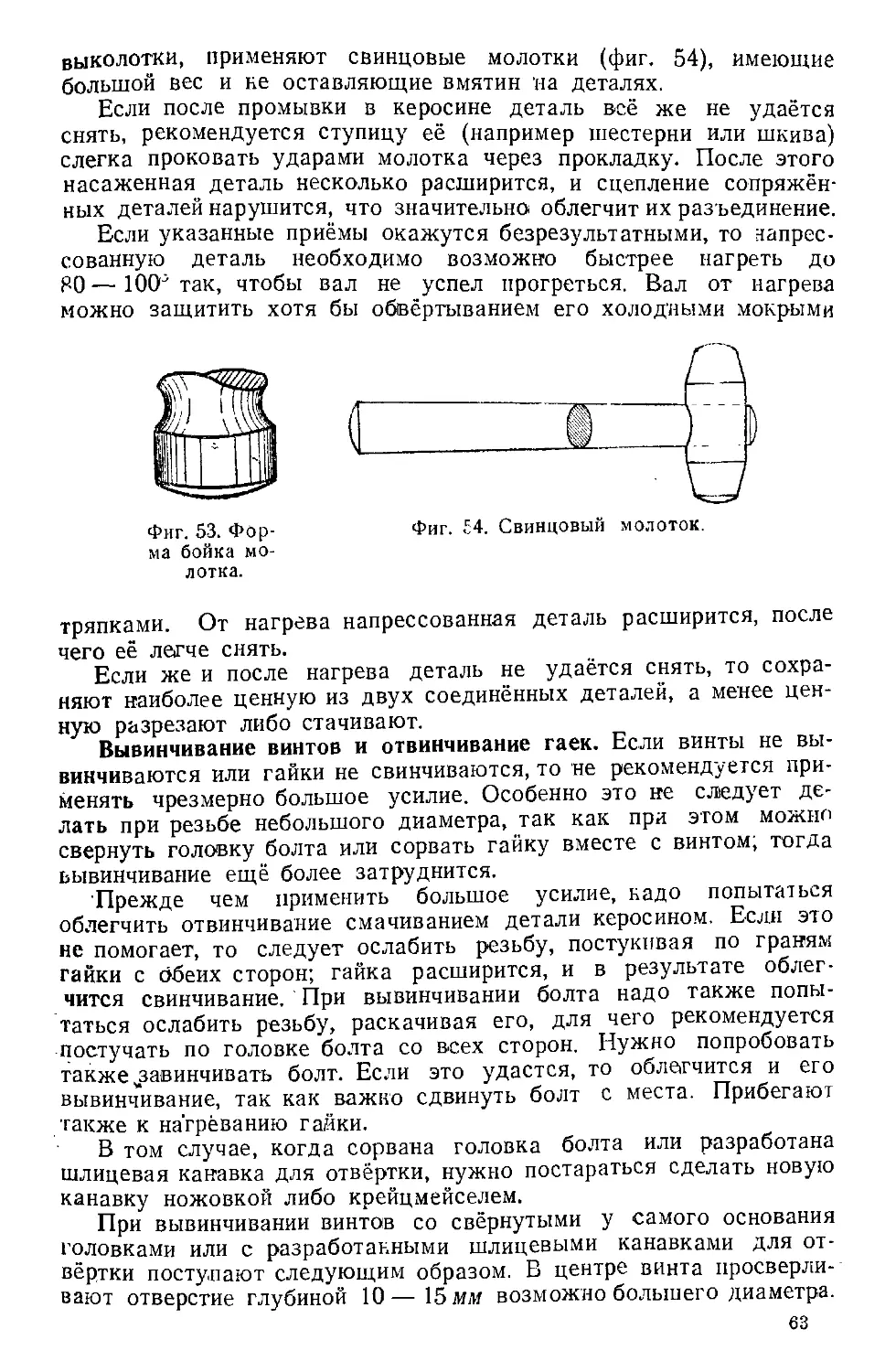
МИНИСТЕРСТВО ТРУДОВЫХ РЕЗЕРВОВ СССР
А. А. ОСВЕТИМСКИЙ
РЕМОНТ МЕТАЛЛОРЕЖУЩИХ
СТАНКОВ
Утверждено учебно-производственным советом Министерства трудовых резервов СССР в качестве учебного пособия для ремесленных училищ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1947
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр.
Строка
Напечатано
Должно быть
По чьей вине
21-я сверху а гайка при вращении при вращении Ред
38 19-я снизу На фиг. 41 На фиг. 41п Авт.
38 16-я ОТ он Тип.
38 4-я . По фиг. 41 а, представляющий станок, показанный на фиг. 41, По фиг. 41, представляющей станок, показанный на фиг. 41п Авт.
51 15-я сверху К — с — п — О — к — о — л — О — Тип.
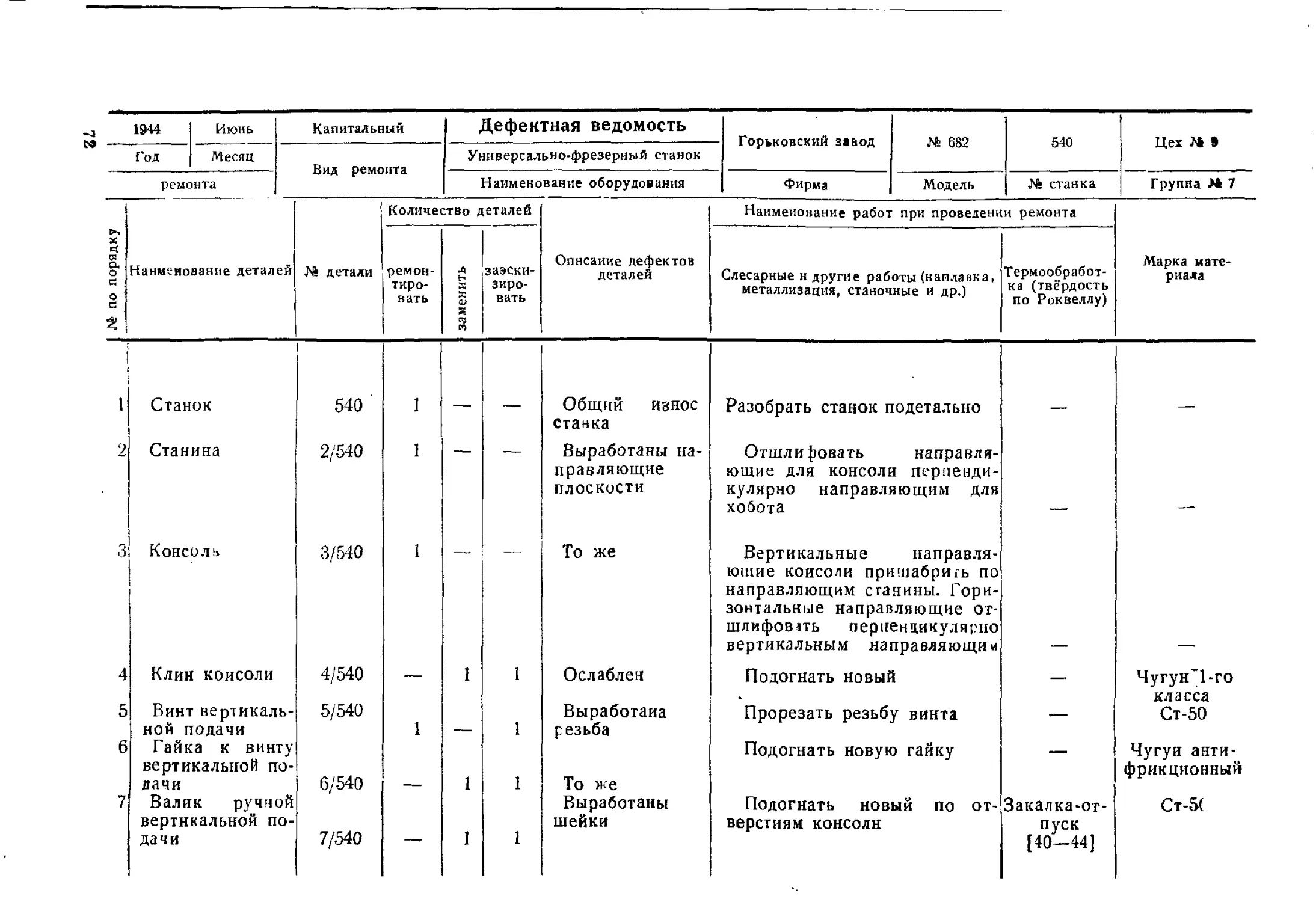
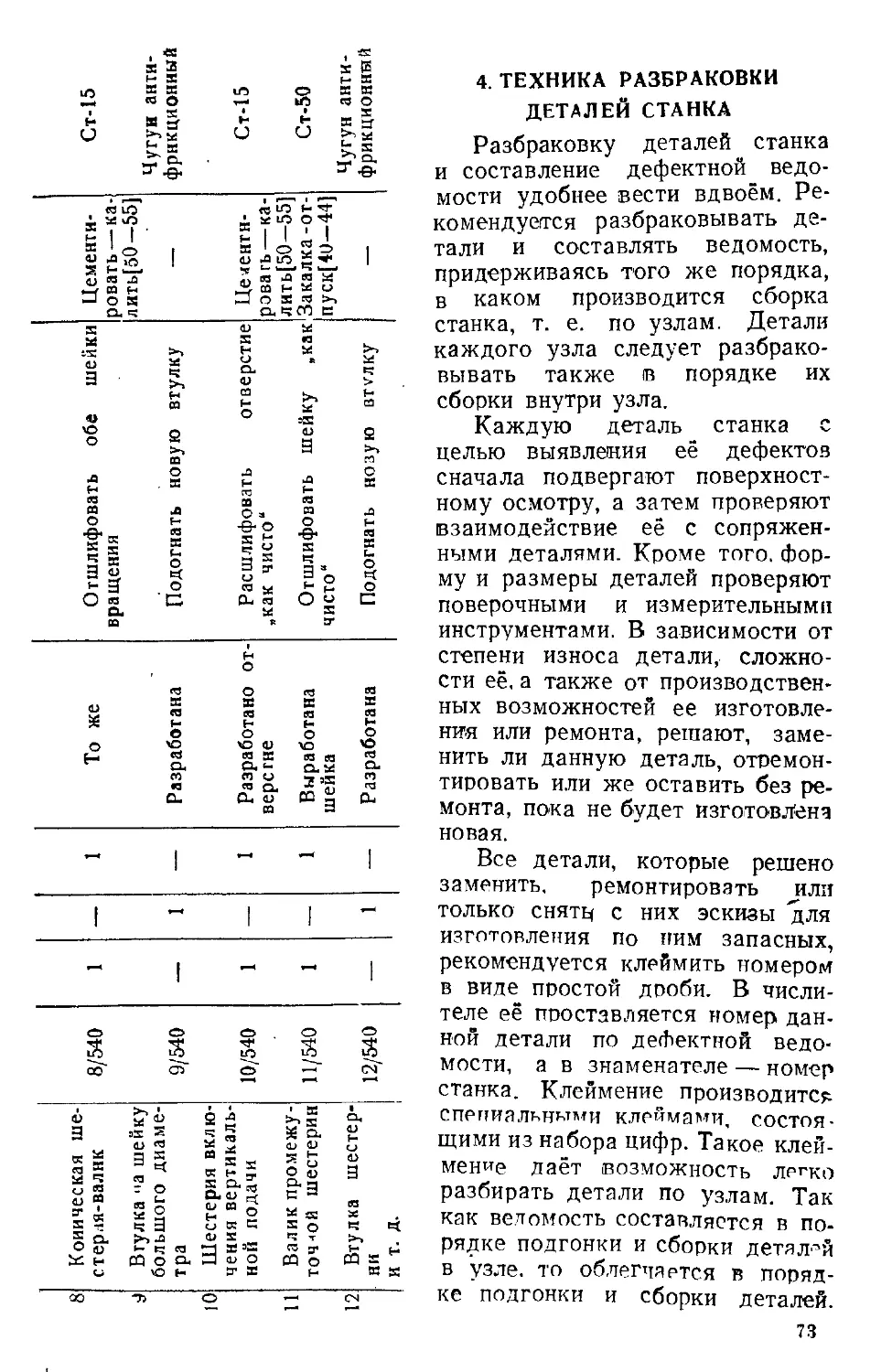
73 1—2-я снизу облегчается в порядке подгонки и сборки деталей облегчается подбор деталей, соединяемых между собой Авт.
111 .3-я и втулку 29. и втулку. Авт.
134 9-я на месте на место К opi
143 24-я сверху оснований основания Авт.
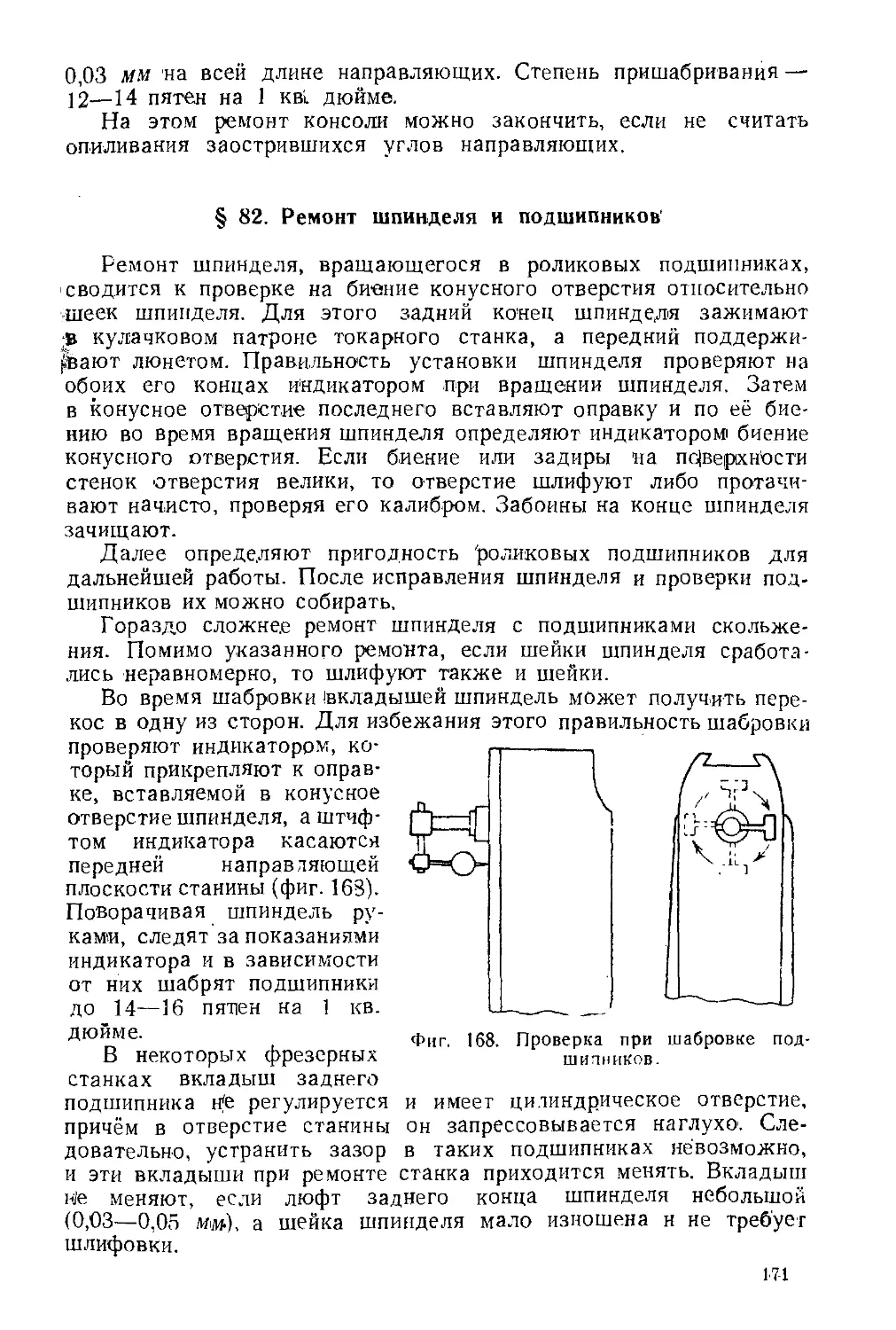
172 6-я надо насадить должен насаживаться ’’
А. А. Осветимский. Ремонт металлорежущих станков. Зак. 10;з.
ПРЕДИСЛОВИЕ
В выполнении • нового пятилетнего плана восстановления и развития народного хозяйства СССР особо важная роль принадлежит ремонтникам машин и оборудования.
За годы Отечественной войны промышленное оборудование, обеспечивая фронт колоссальным количеством боеприпасов и вооружения, работало с большим напряжением и подверглось значительному износу. Особенно больших ремонтно-восстановительных работ требует оборудование заводов и фабрик районов, подвергшихся оккупации, а также оборудование, перевозившееся в глубь страны в связи с эвакуацией.
Если учесть, что за время войны было эвакуировано свыше 1300 крупных предприятий, за годы новой пятилетки предстоит восстановить 18 станкостроительных, большое количество металлургических, судостроительных заводов, предприятий сельскохозяйственного машиностроения и др., а в 1950 г. превысить выпуск промышленной продукции в сравнении с довоенным годом на 48%, станет понятно, какие большие и ответственные задачи ложатся на ремонтников в восстановлении и развитии народного хозяйства страны.
Для того чтобы выполнить грандиозные задачи, поставленные перед страной партией и правительством, необходимо значительно пополнить ряды ремонтников и особенно повысить их квалификацию. Ремонтники должны владеть хорошим знанием устройства оборудования и условий его работы, а, также совершенными методами ремонта механизмов — шлифованием, хромированием, наращиванием изношенных мест износоустойчивыми металлами путём наварки, металлизации; научиться лучше подбирать металл для изготовления тяжело нагруженных и быстро изнашиваемых деталей и шире применять различные методы термической обработки; уметь максимально механизировать трудоёмкие операции.
Много внимания придётся уделять рационализации ремонтных работ, совершенствуя технологию ремонта и улучшая организацию труда. Важнейшая задача ремонтников — добиваться увеличения срока бесперебойной работы оборудования, обращая особое внимание на качество ремонта и улучшение ухода за оборудованием.
Настоящее учебное пособие окажет существенную помощь в изучении оборудования, методов его ремонта и обслуживания, а также в усвоении производственного процесса ремонта и организации груда.
Автор
3
Глава 1
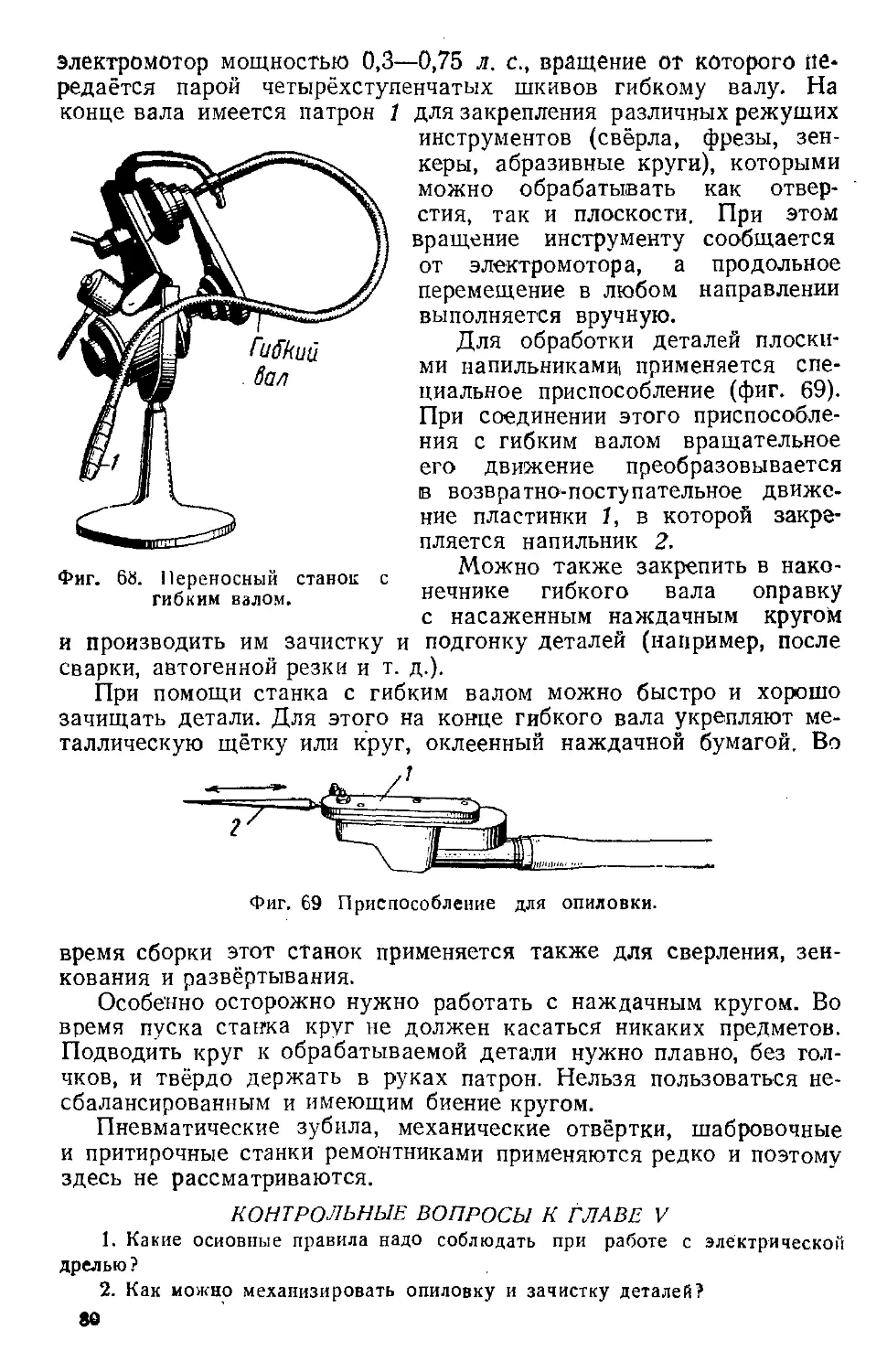
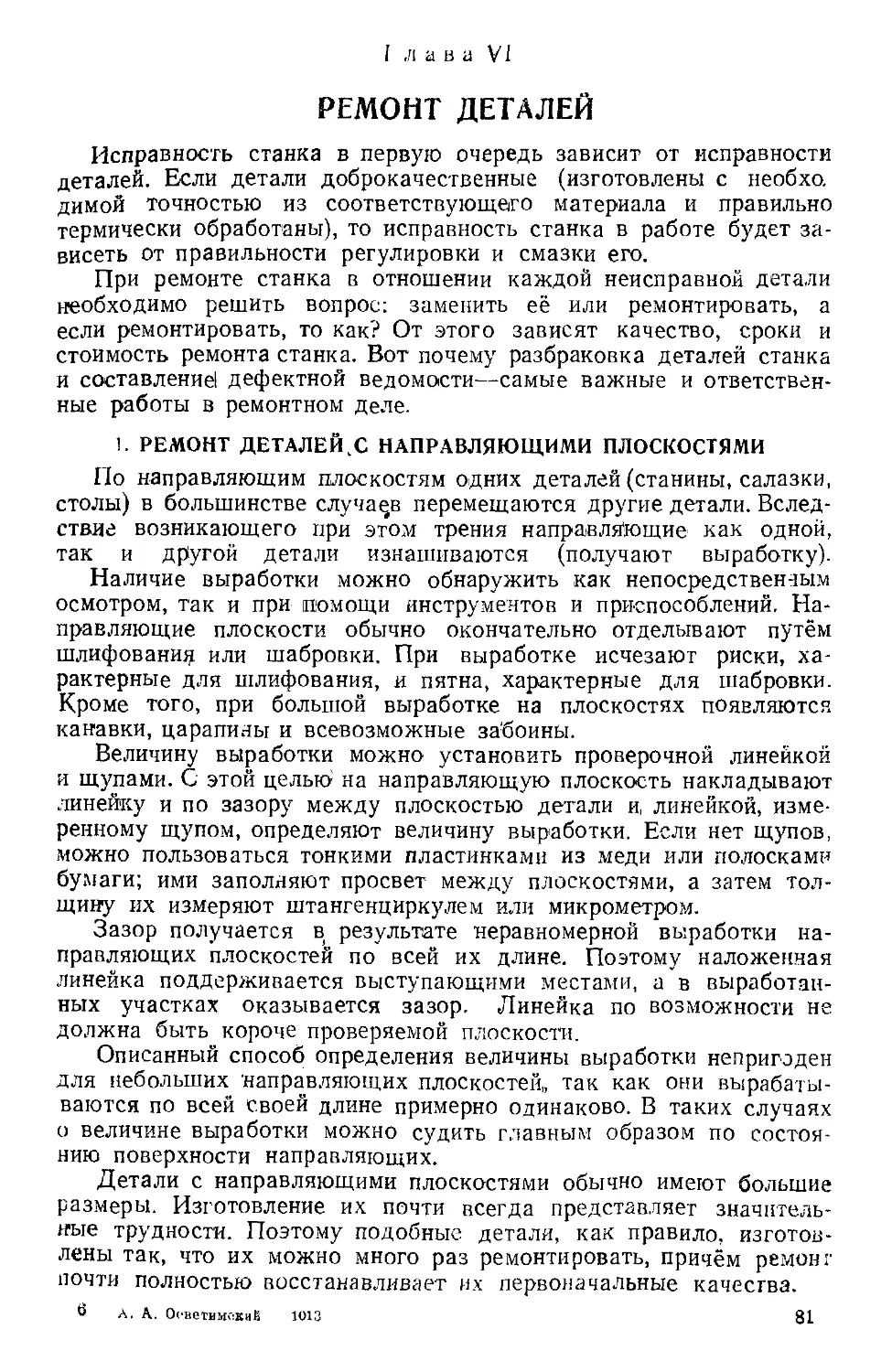
УСТРОЙСТВО И РАБОТА СТАНКОВ
Ещё первобытный человек в борьбе за своё существование начал изготовлять орудия производства. Вначале они напоминали органы человеческого тела, причём некоторые) орудия сохранили такую форму до наших дней. Так, например, ножи и скребки имели форму ногтей и зубов, молоток — кула!ка, грабли, вилы, лопата — кисти руки и пальцев в различных положениях.
Усовершенствование первоначальных орудий производства, а также применение бронзы и железа позволили людям увеличить производительность труда. В качестве движущей силы стали применять силу жйвоТных. Однако ручной труд и ручной способ изготовления изделий ещё в XV веке имели решающее значение.
В дальнейшем развитие техники, распространение машин и дороговизна изготовления их ручным способом вызвали необходимость производства машины машиной. Техника того времени уже не могла примириться с тем, что валы для Машин' изготовлялись при помощи зубила и напильника, отверстия сверлились вручную, неровности, литья сглаживались напильником.
В силу того1 что наибольшую трудность представляли собой вытачивание валов и сверление отверстий, прежде всего возникла потребность в создании токарного станка.
Первый ручной токарный станок был изобретён в XV веке знаменитым учёным Леонардо да-Винчи. Этот станок, усовершенствованный в XVI—XVIII вв. всё же не мог удовлетворять предъявляемым к нему требованиям. Станок приводился в движение от паровой машины, и человек, держа рукой резец, уже не был в состоянии справиться с возникавшими скоростями и сопротивлениями во время резания.
Появление! в 1807 г. самодвижущегося супорта. сконструированного английскими конструкторами Рамсденом. Бентами и Моудсли, заставило инструмент и изделие принуждённо двигаться друг относительно друга, и токарный станок' стал удовлетворять требованиям техники того времени.
Изобретённый Леонардо да-Винчи первый сверлильный станок был построен в 1775 г.
В 20-х годах XIX в. Ричардом Робертсом был сконструирован первый строгальный станок.
В 1815 г. появляется первый фрезерный станок, а в 1860 г.— первый шлифовальный станок.
Таким образом, в середине XIX в. обработка различных поверхностей деталей могла производиться уже на станках.
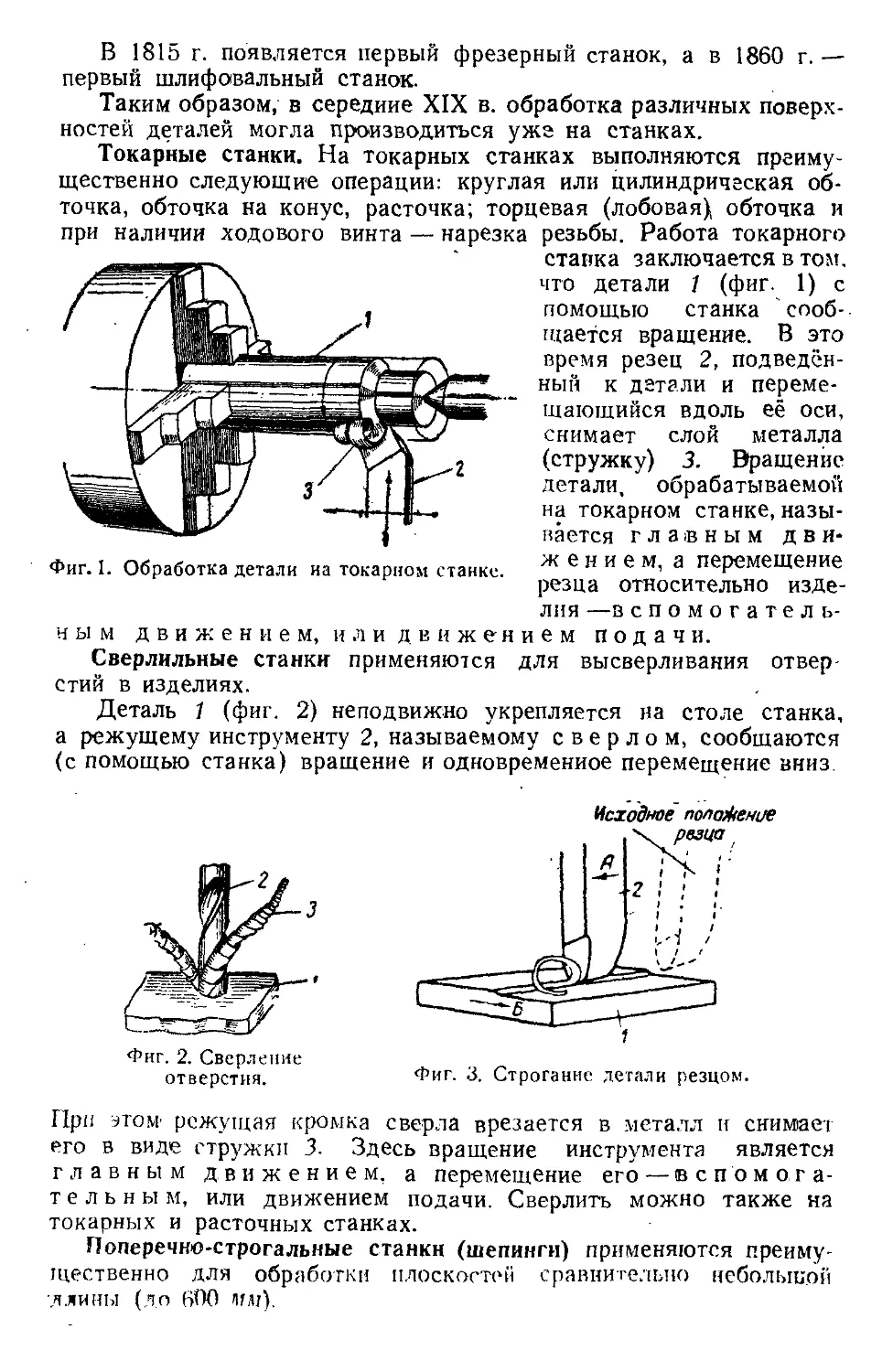
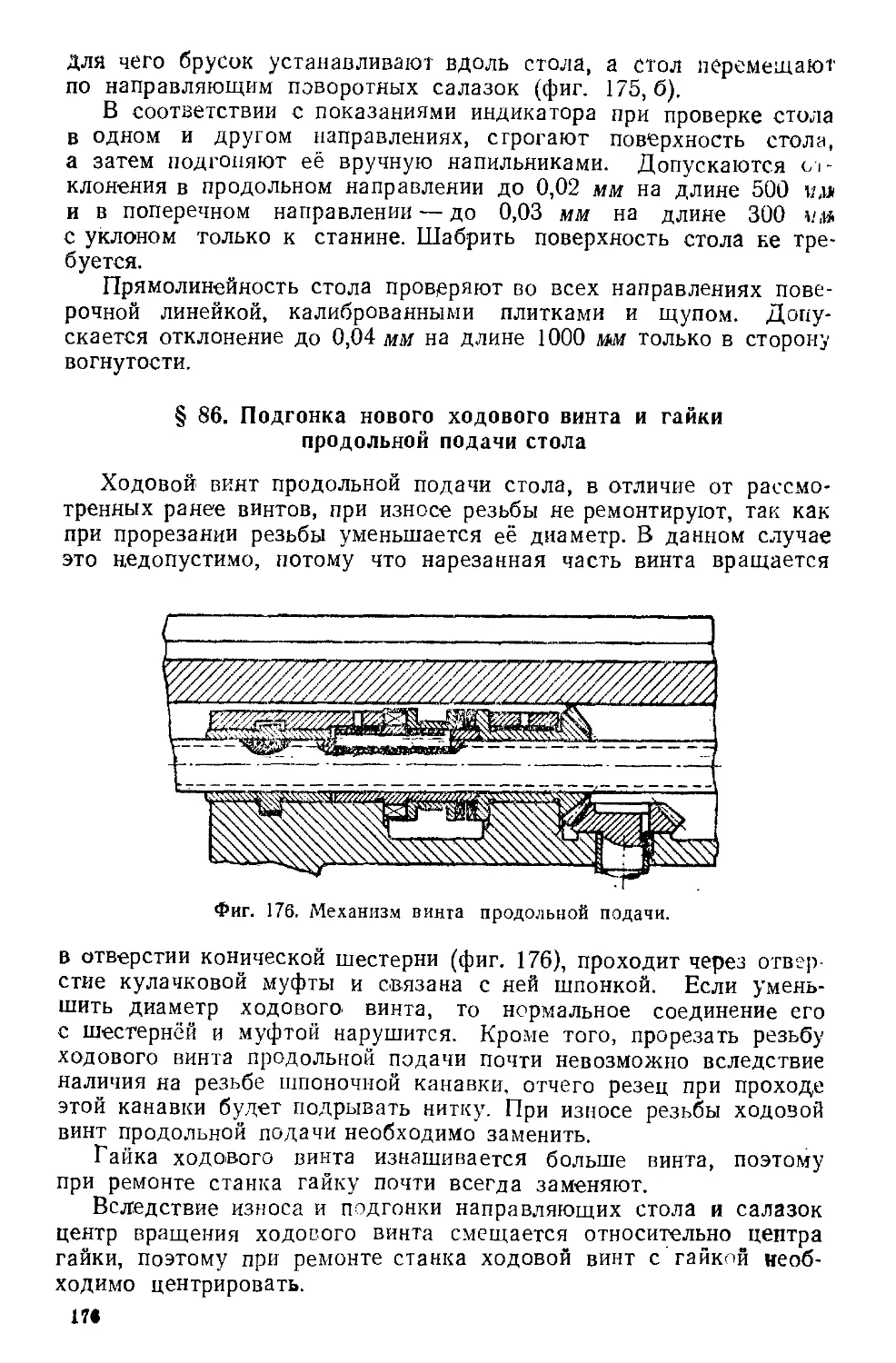
Токарные станки. На токарных станках выполняются преимущественно следующие операции: круглая или цилиндрическая обточка, обточка на конус, расточка; торцевая (лобовая) обточка и при наличии ходового винта — нарезка резьбы. Работа токарного
ставка заключается в том. что детали 1 (фиг. 1) с помощью станка сообщается вращение. В это время резец 2, подведённый к детали и перемещающийся вдоль её оси, снимает слой металла (стружку) 3. Вращение детали, обрабатываемой на токарном станке, называется главным д в и-
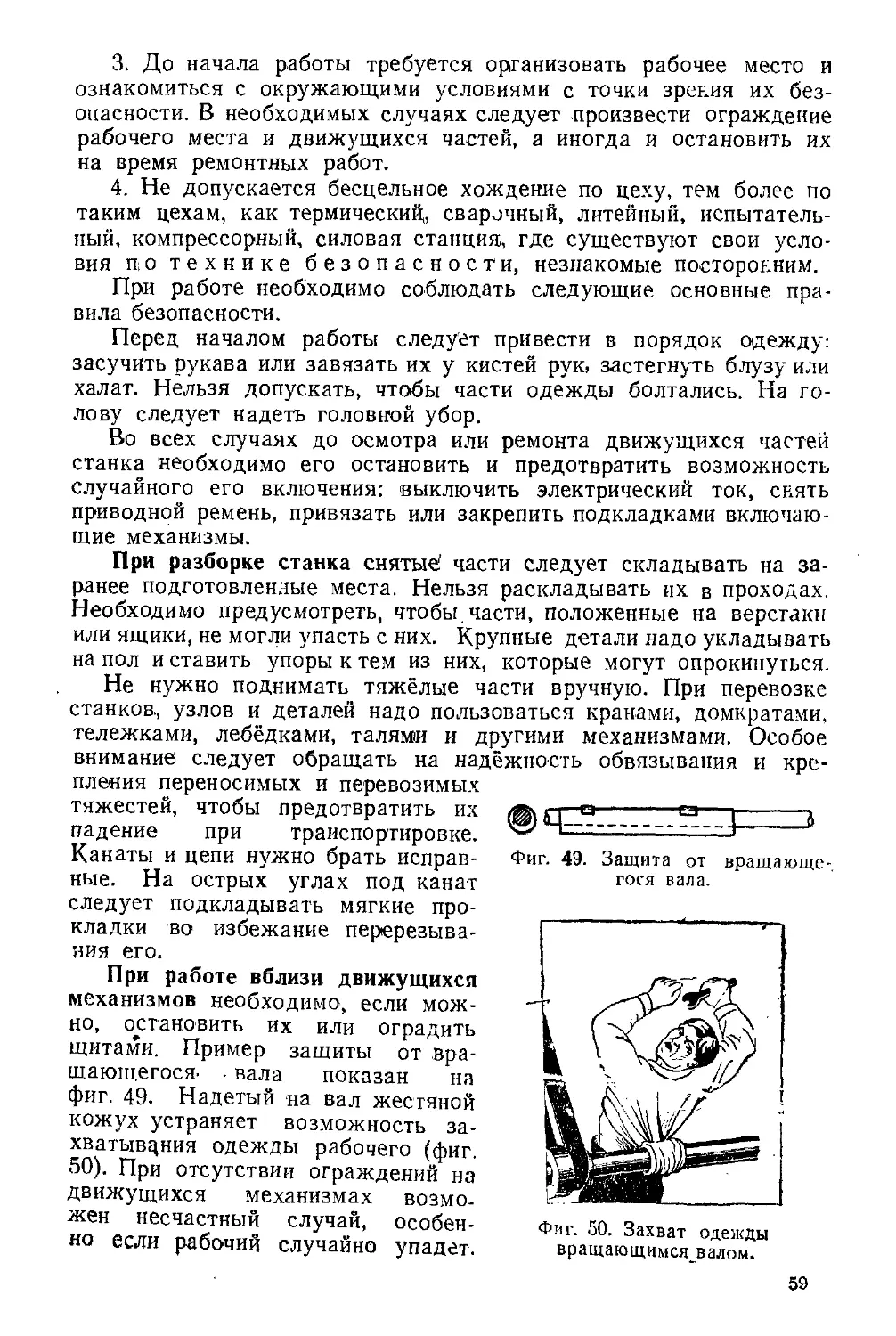
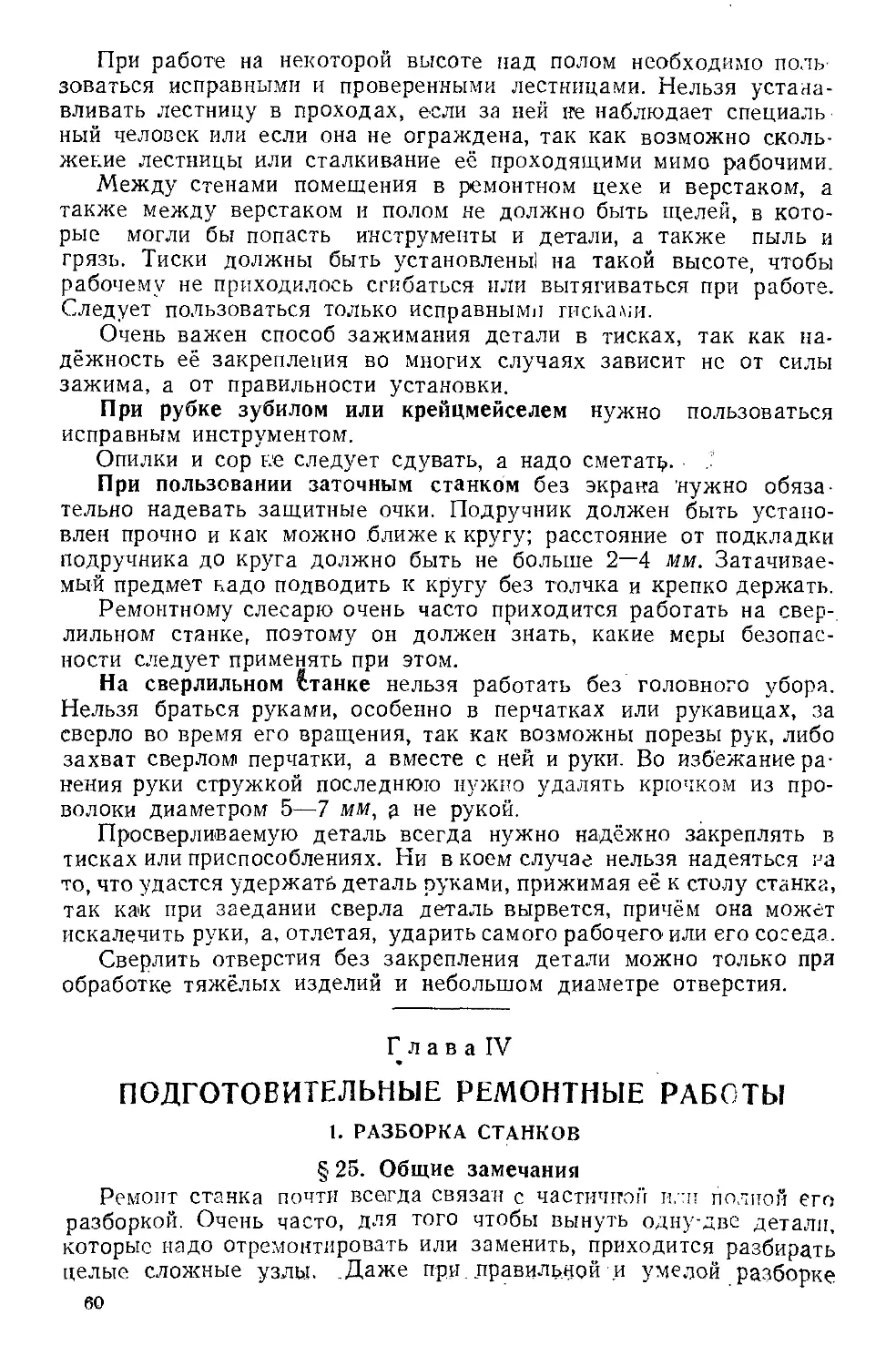
Фиг. I. Обработка детали иа токарном станке.
ж е н и е м, а перемещение резца относительно изде
лия —в спомогате л ь-
н ы м движением, илидвижением подачи.
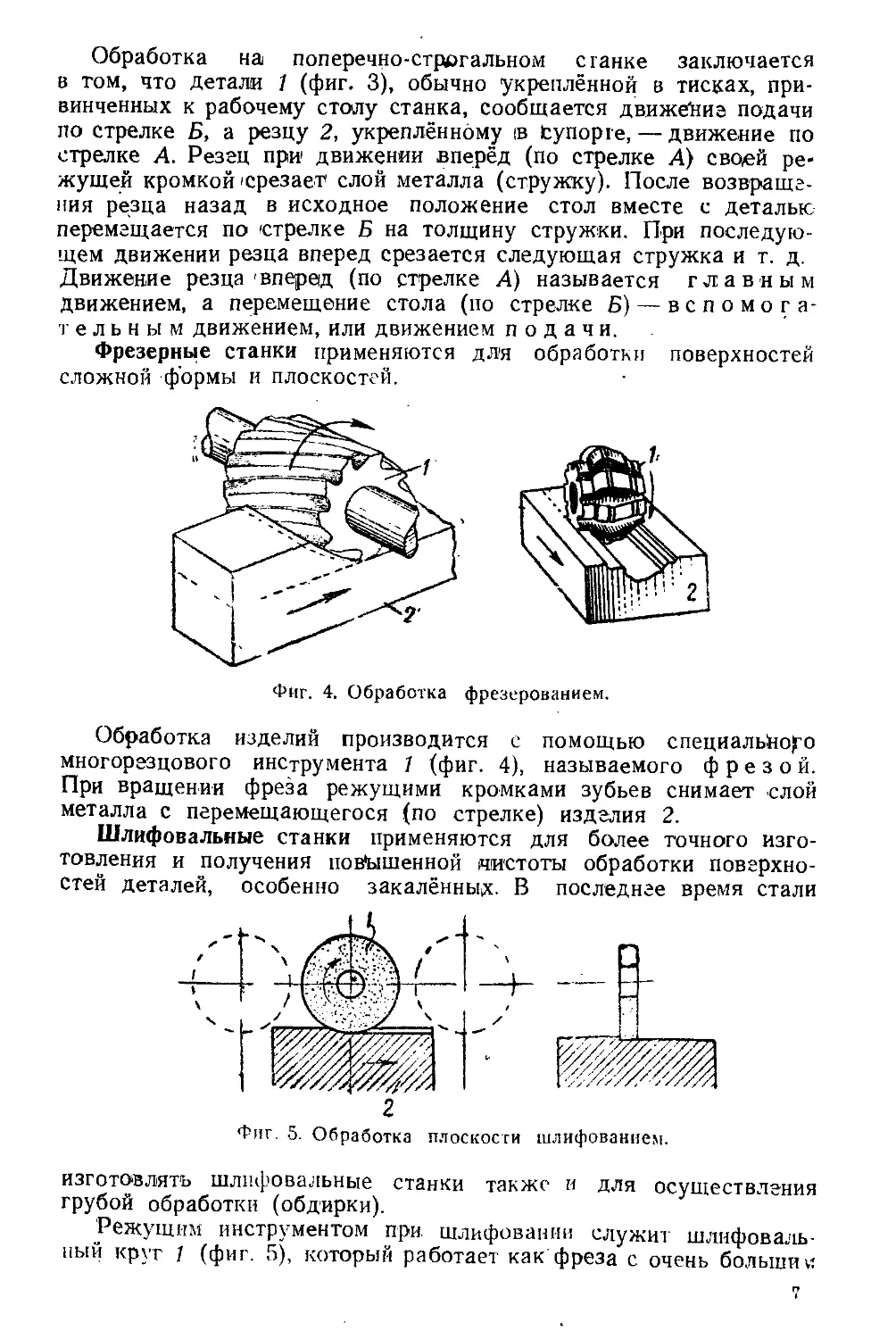
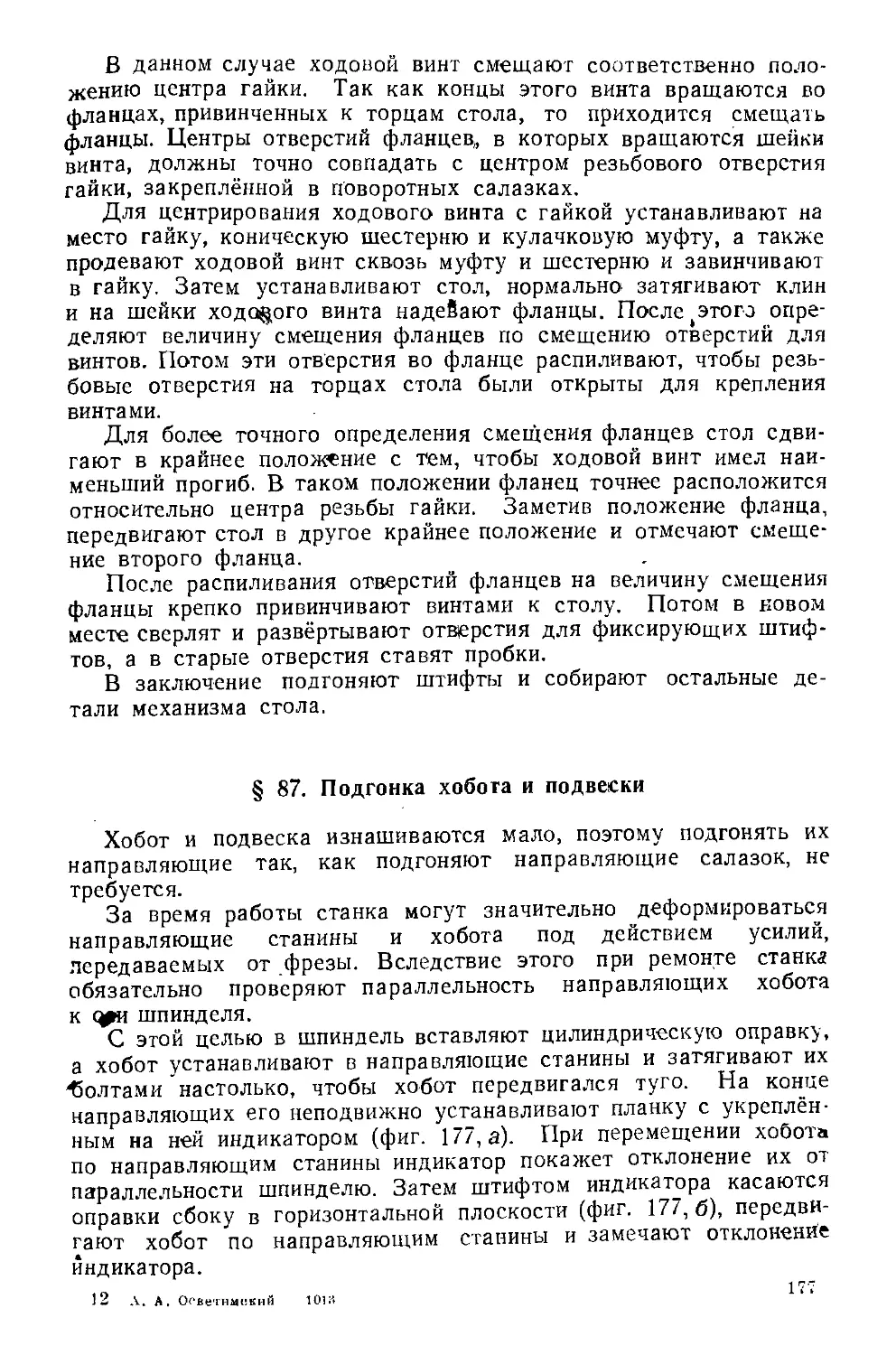
Сверлильные станки применяются для высверливания отверстий в изделиях.
Деталь 1 (фиг. 2) неподвижно укрепляется на столе станка, а режущему инструменту 2, называемому сверлом, сообщаются (с помощью станка) вращение и одновременное перемещение вниз.
Фиг. 2. Сверление
отверстия.
Фиг. 3. Строгание детали резцом.
При этом1 режущая кромка сверла врезается в металл и снимает его в виде стружки 3. Здесь вращение инструмента является главным движением, а перемещение его — вспомогательным, или движением подачи. Сверлить можно также на токарных и расточных станках.
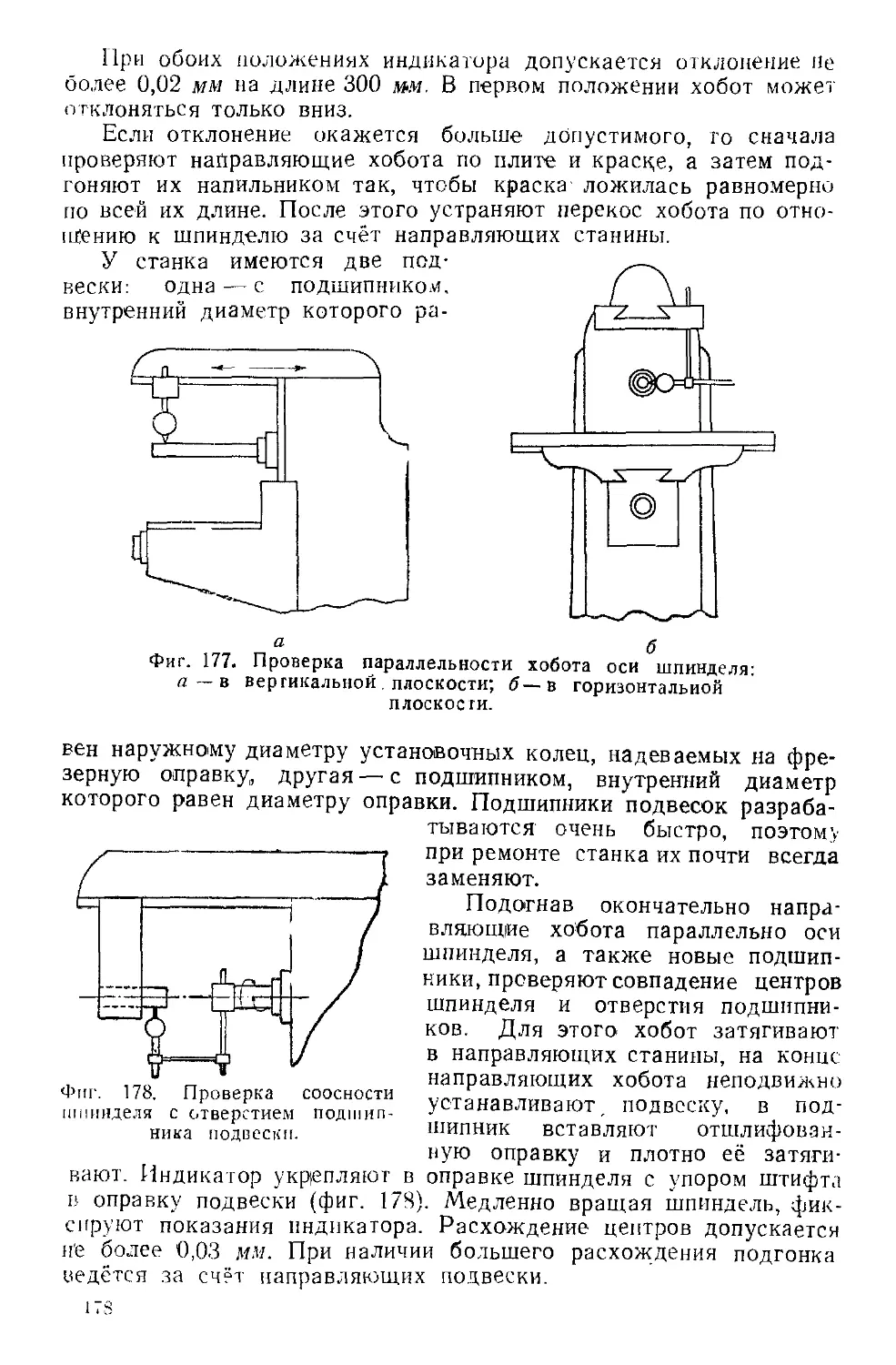
Поперечно-строгальные станки (шепинги) применяются преимущественно для обработки плоскостей сравнительно небольшой длины (до 6D0 мм).
Обработка на поперечно-строгальном с ганке заключается в том, что детали 1 (фиг. 3), обычно укреплённой в тисках, привинченных к рабочему столу станка, сообщается движение подачи по стрелке Б, а резцу 2, укреплённому <в tynopre, — движение по стрелке А. Резец при движении вперёд (по стрелке А) своей режущей кромкой /срезает слой металла (стружку). После возвращения резца назад в исходное положение стол вместе с деталью перемещается по 'стрелке Б на толщину стружки. При последующем движении резца вперед срезается следующая стружка и т. д. Движение резца'вперед (по стрелке А) называется главным движением, а перемещение стола (по стрелке Б) — вспомогательным движением, или движением подачи.
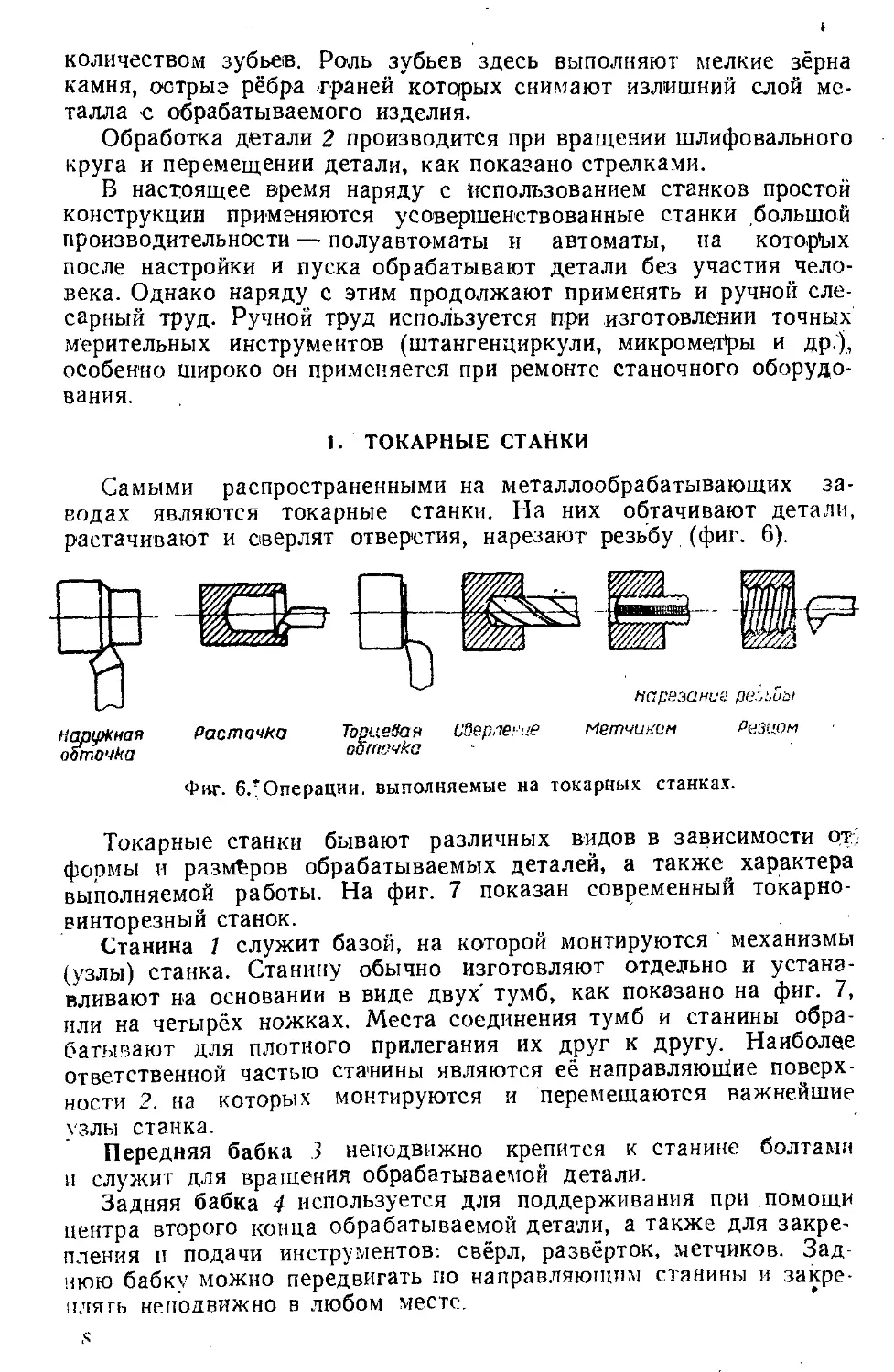
Фрезерные станки применяются для обработки поверхностей сложной формы и плоскостей.
Фиг. 4. Обработка фрезерованием.
Обработка изделий производится с помощью специального многорезцового инструмента / (фиг. 4), называемого фрезой. При вращении фреза режущими кромками зубьев снимает слой металла с перемещающегося (по стрелке) изделия 2.
Шлифовальные станки применяются для более точного изготовления и получения повышенной чистоты обработки поверхностей деталей, особенно закалённых. В последнее время стали
2
Фиг. 5. Обработка плоскости шлифованием.
изготовлять шлифовальные станки также и для осуществления грубой обработки (обдирки).
Режущим инструментом при. шлифовании служит шлифовальный круг / (фиг. 5), который работает как фреза с очень больший
количеством зубьев. Роль зубьев здесь выполняют мелкие зёрна камня, острые рёбра граней которых снимают излишний слой металла с обрабатываемого изделия.
Обработка детали 2 производится при вращении шлифовального круга и перемещении детали, как показано стрелками.
В настоящее время наряду с Использованием станков простой конструкции применяются усовершенствованные станки большой производительности — полуавтоматы и автоматы, на которых после настройки и пуска обрабатывают детали без участия человека. Однако наряду с этим продолжают применять и ручной слесарный труд. Ручной труд используется при изготовлении точных мерительных инструментов (штангенциркули, микрометры и др.'), особенно широко он применяется при ремонте станочного оборудования.
1. ТОКАРНЫЕ СТАНКИ
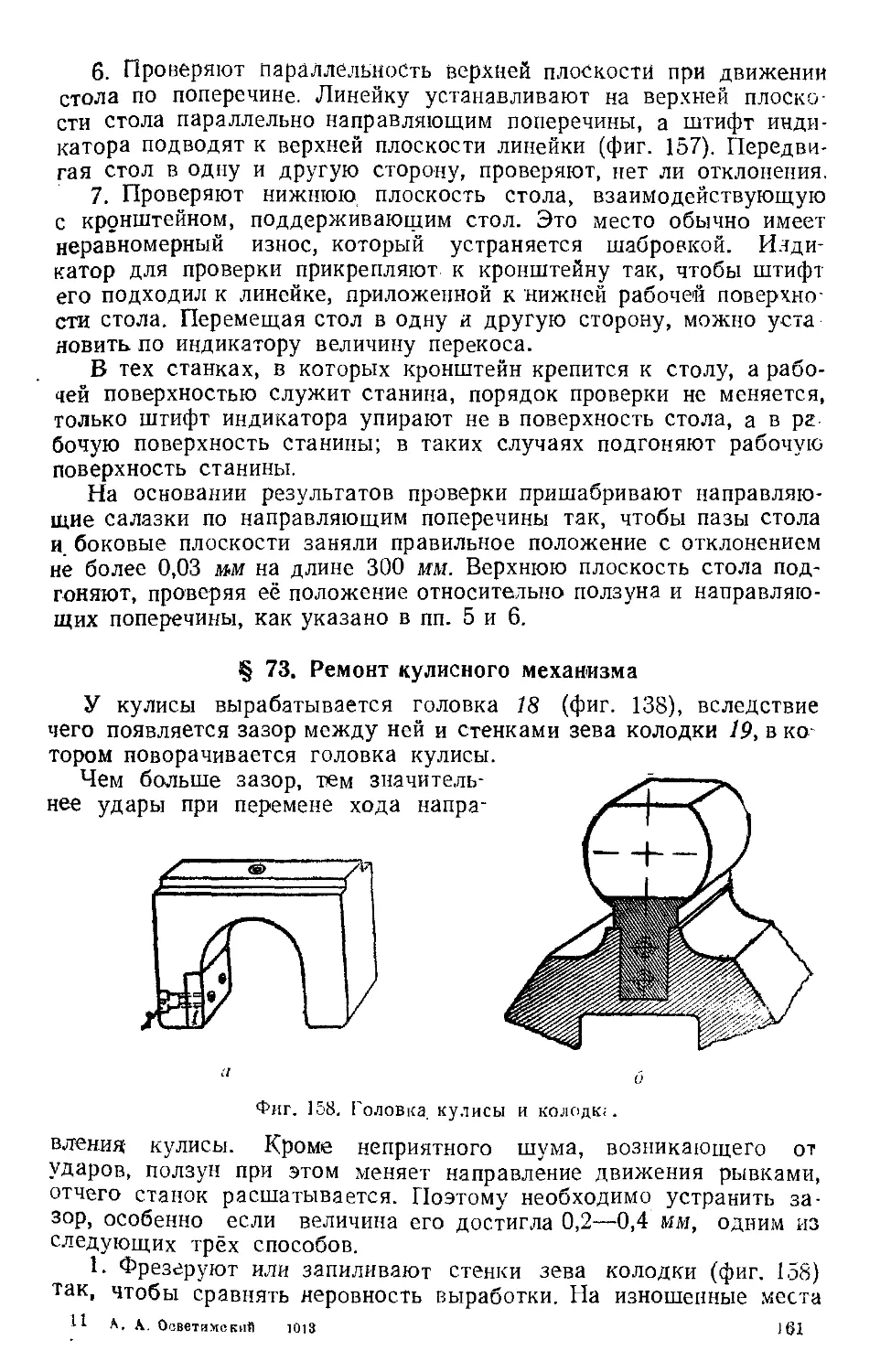
Самыми распространенными на металлообрабатывающих заводах являются токарные станки. На них обтачивают детали, растачивают и сверлят отверстия, нарезают резьбу (фиг. 6).
Фиг. бЛОперации. выполняемые на токарных станках.
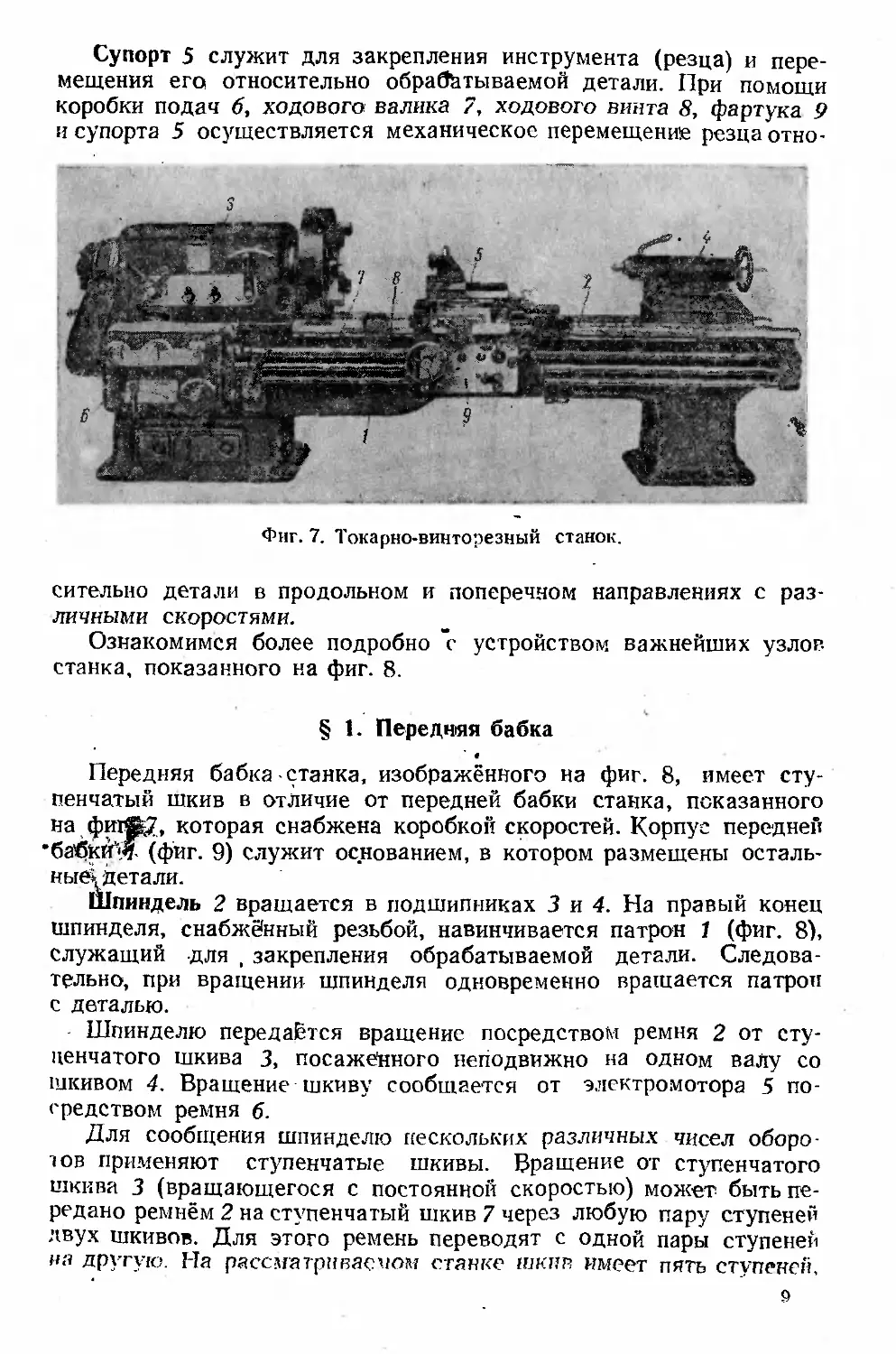
Токарные станки бывают различных видов в зависимости от' формы и размеров обрабатываемых деталей, а также характера выполняемой работы. На фиг. 7 показан современный токарновинторезный станок.
Станина 1 служит базой, на которой монтируются механизмы (узлы) станка. Станину обычно изготовляют отдельно и устанавливают на основании в виде двух тумб, как показано на фиг. 7, или на четырёх ножках. Места соединения тумб и станины обрабатывают для плотного прилегания их друг к другу. Наиболее ответственной частью станины являются её направляюпХие поверхности 2. на которых монтируются и перемещаются важнейшие узлы станка.
Передняя бабка 3 неподвижно крепится к станине болтами и служит для вращения обрабатываемой детали.
Задняя бабка 4 используется для поддерживания при помощи центра второго конца обрабатываемой детали, а также для закрепления и подачи инструментов: свёрл, развёрток, метчиков. Заднюю бабку можно передвигать по направляющим станины и закреплять неподвижно в любом месте.
Супорт 5 служит для закрепления инструмента (резца) и перемещения его относительно обрабатываемой детали. При помощи коробки подач 6, ходового валика 7, ходового винта 8, фартука 9 исупорта 5 осуществляется механическое перемещение резца отно-
Фиг. 7. Токарно-винторезный станок.
сительно детали в продольном и поперечном направлениях с различными скоростями.
Ознакомимся более подробно ”с устройством важнейших узлов станка, показанного на фиг. 8.
§ 1. Передняя бабка
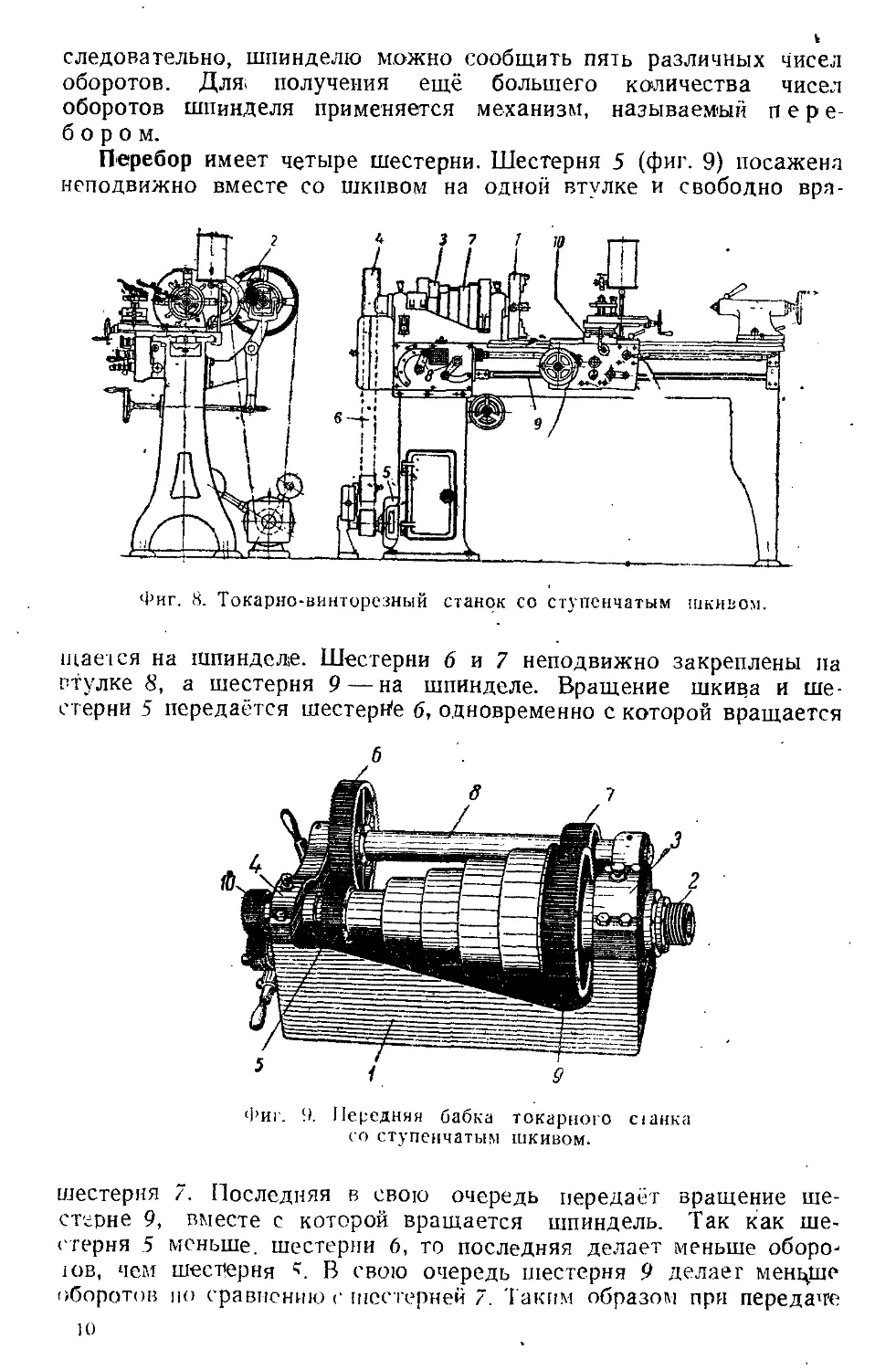
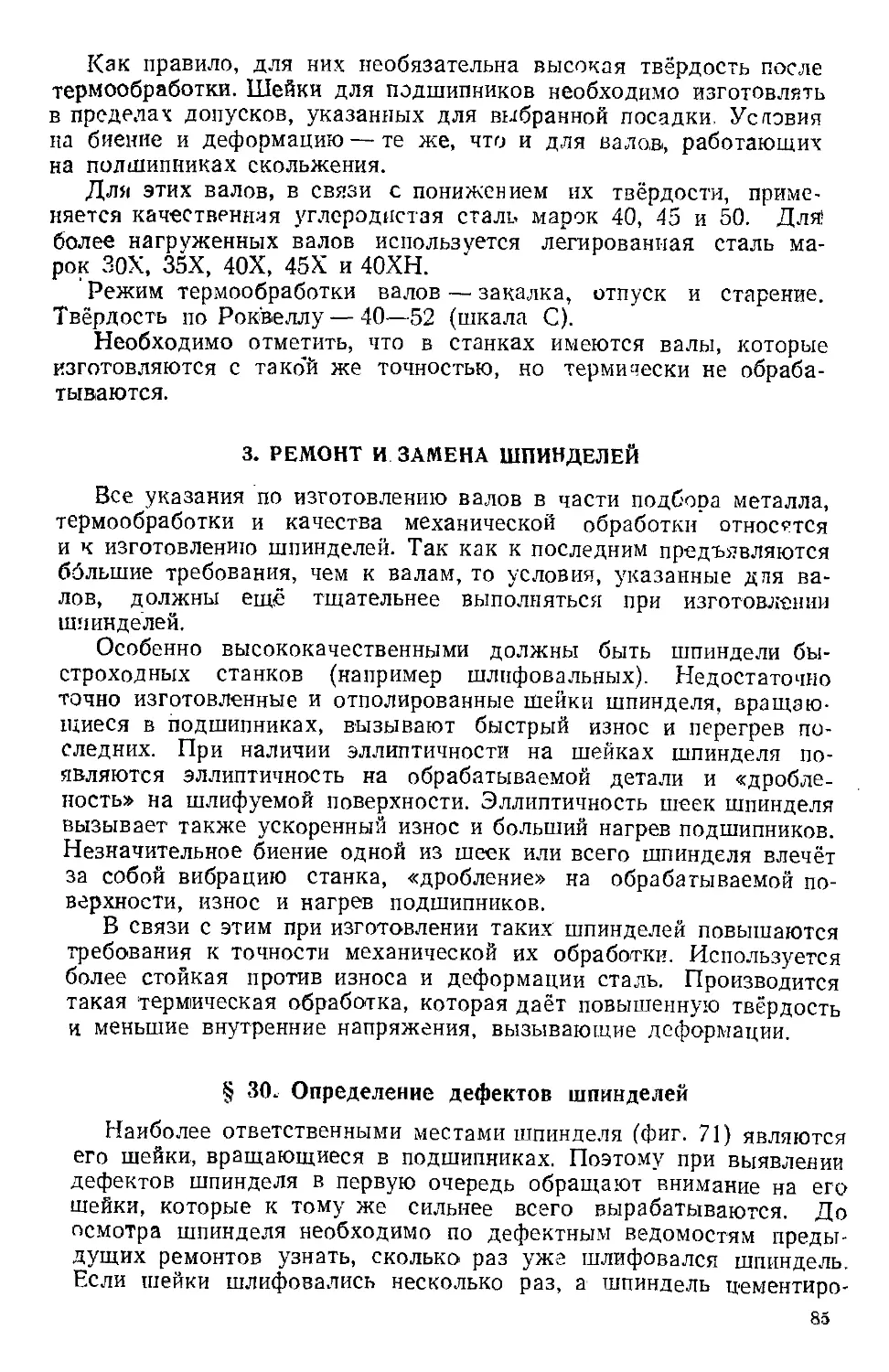
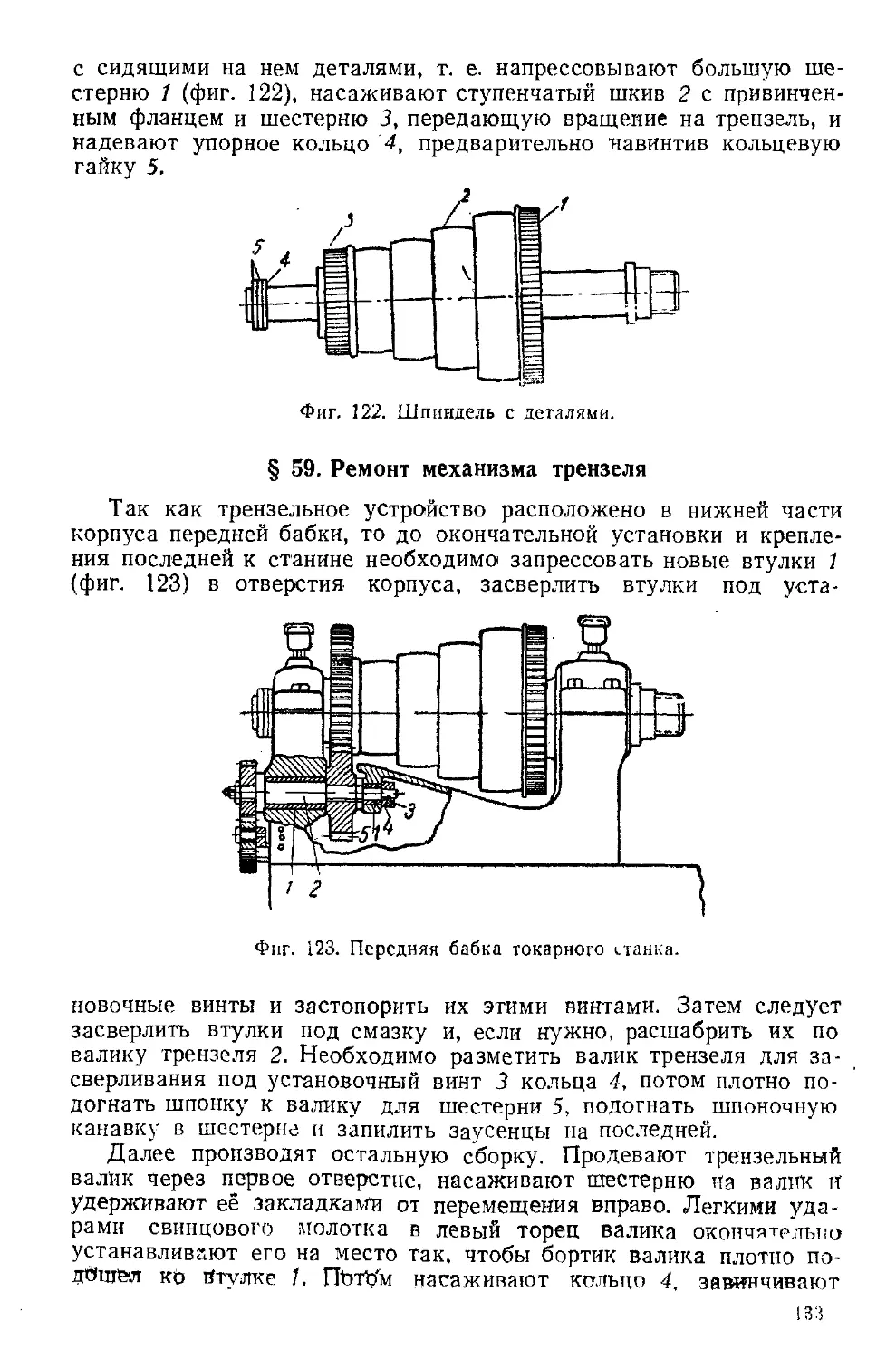
Передняя бабка станка, изображённого на фиг. 8, имеет ступенчатый шкив в отличие от передней бабки станка, показанного на фитЖу, которая снабжена коробкой скоростей. Корпус передней •бабки''Ф(фиг. 9) служит основанием, в котором размещены остальные) детали.
шпиндель 2 вращается в подшипниках 3 и 4. На правый конец шпинделя, снабжённый резьбой, навинчивается патрон 1 (фиг. 8), служащий для , закрепления обрабатываемой детали. Следовательно, при вращении шпинделя одновременно вращается патрон с деталью.
Шпинделю передается вращение посредством ремня 2 от ступенчатого шкива 3, посаженного неподвижно на одном валу со шкивом 4. Вращение шкиву сообщается от электромотора 5 посредством ремня б.
Для сообщения шпинделю нескольких различных чисел оборотов применяют ступенчатые шкивы. Вращение от ступенчатого шкива 3 (вращающегося с постоянной скоростью) может быть передано ремнём 2 на ступенчатый шкив 7 через любую пару ступеней двух шкивов. Для этого ремень переводят с одной пары ступеней на другую. На рассматриваемом станке шкив имеет пять ступеней.
9
следовательно, шпинделю можно сообщить пять различных чисел оборотов. Для- получения ещё большего количества чисел оборотов шпинделя применяется механизм, называемый перебором.
Перебор имеет четыре шестерни. Шестерня 5 (фиг. 9) посажена неподвижно вместе со шкивом на одной втулке и свободно вря-
Фнг. 8. Токарно-винторезный станок со ступенчатым шкивом.
щаеася на шпинделе. Шестерни 6 и 7 неподвижно закреплены па втулке 8, а шестерня 9 — на шпинделе. Вращение шкира и шестерни 5 передаётся шестерйе 6, одновременно с которой вращается
‘Риг. $). Передняя бабка токарного оанка со ступенчатым шкивом.
шестерня 7. Последняя в свою очередь передаёт вращение шестерне 9, вместе с которой вращается шпиндель. Так как шестерня 5 меньше, шестерни 6, то последняя делает меньше оборо-job, чем шестерня В свою очередь шестерня 9 делает менцше оборотов по сравнению с шестерней 7. Таким образом при передаче
ю
через переборные шестерни вращение от шкива к шпинделю замедляется.
Если путём передвижения ремня с одной пары ступеней на другую можно сообщить шпинделю пять различных чисел оборотов, тс после подключения реребора можно получить ещё пять чисел оборотов шпинделя, но замедленных. Таким образом станок
с пятью ступенями на шкиве и перебором обеспечивает получение десяти различных чисел оборотов шпинделя.
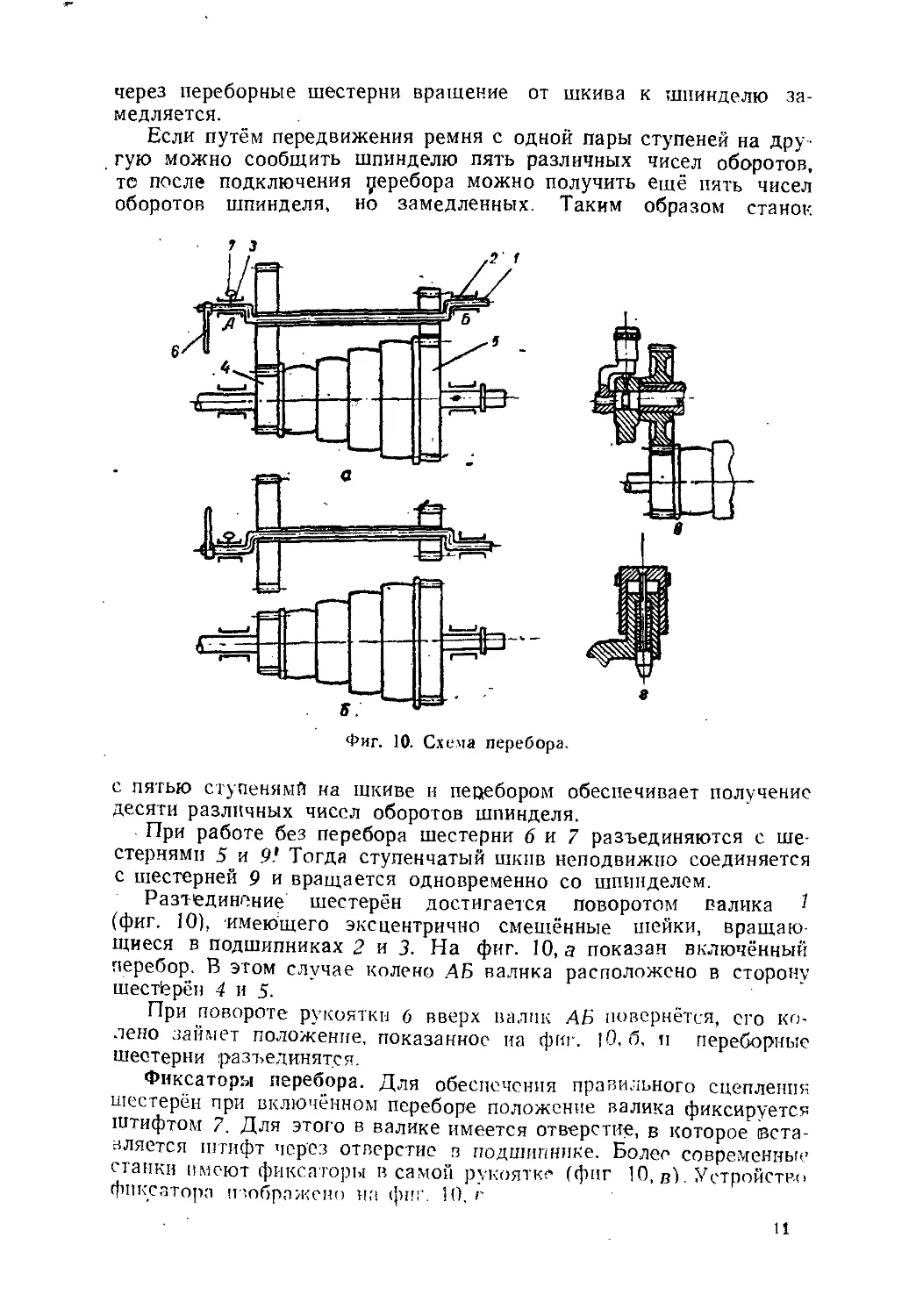
При работе без перебора шестерни 6 и 7 разъединяются с шестернями 5 и 9! Тогда ступенчатый шкив неподвижно соединяется с шестерней 9 и вращается одновременно со шпинделем.
Разъединение шестерён достигается поворотом валика ? (фиг. 10), имеющего эксцентрично смещённые шейки, вращающиеся в подшипниках 2 и 3. На фиг. 10, а показан включённый перебор. В этом случае колено АБ валика расположено в сторону шест!ерён 4 и 5.
При повороте рукоятки б вверх валик АБ повернётся, его колено займет положение, показанное на фиг. 10, б, и переборные шестерни разъединятся.
Фиксаторы перебора. Для обеспечения правильного сцепленш; шестерён при включённом переборе положение валика фиксируется штифтом 7. Для этого в валике имеется отверстие, в которое вставляется штифт через отверстие в подшипнике. Более современные станки имеют фиксаторы в самой рукоятке (фиг 10, в) . Устройство фиксатора изображено на фиг. 10. г
Соединение ступенчатого шкива с шестерней достигается штифтом 7 (фиг. 11), который под действием пружины 2 (фиг. 11, а) входит в сухарь 3 фланца 4, неподвижно соединённого со ступенчатым шкивом. При разъединении шестерни со ступенчатым шкивом штифт 1 вытаскивают за головку 5 и, повернув, устанавливают так, чтобы шпилька 6 легла в мелкую прорезь втулки 7 (фин. И, б).
5
Фиг. 11. Разрез перебора.
На фиг. 11 показана конструкция деталей переборного механизма: эксцентрикового валика, переборных шестерён и ступенчатого шкива.
§ 2. Передача движения от шпинделя к супорту
Как уже было сказано, шпиндель, а с ним и закреплённая в патроне или центрах деталь, получают вращательное движение. В это время резец, перемещаемый относительно обрабатываемой детали, срезает стружку в требуемых местах.
Движение супорту и закреплённому в нём резцу передаётся от шпинделя посредством нескольких механизмов. Первым таким механизмом является трензель.
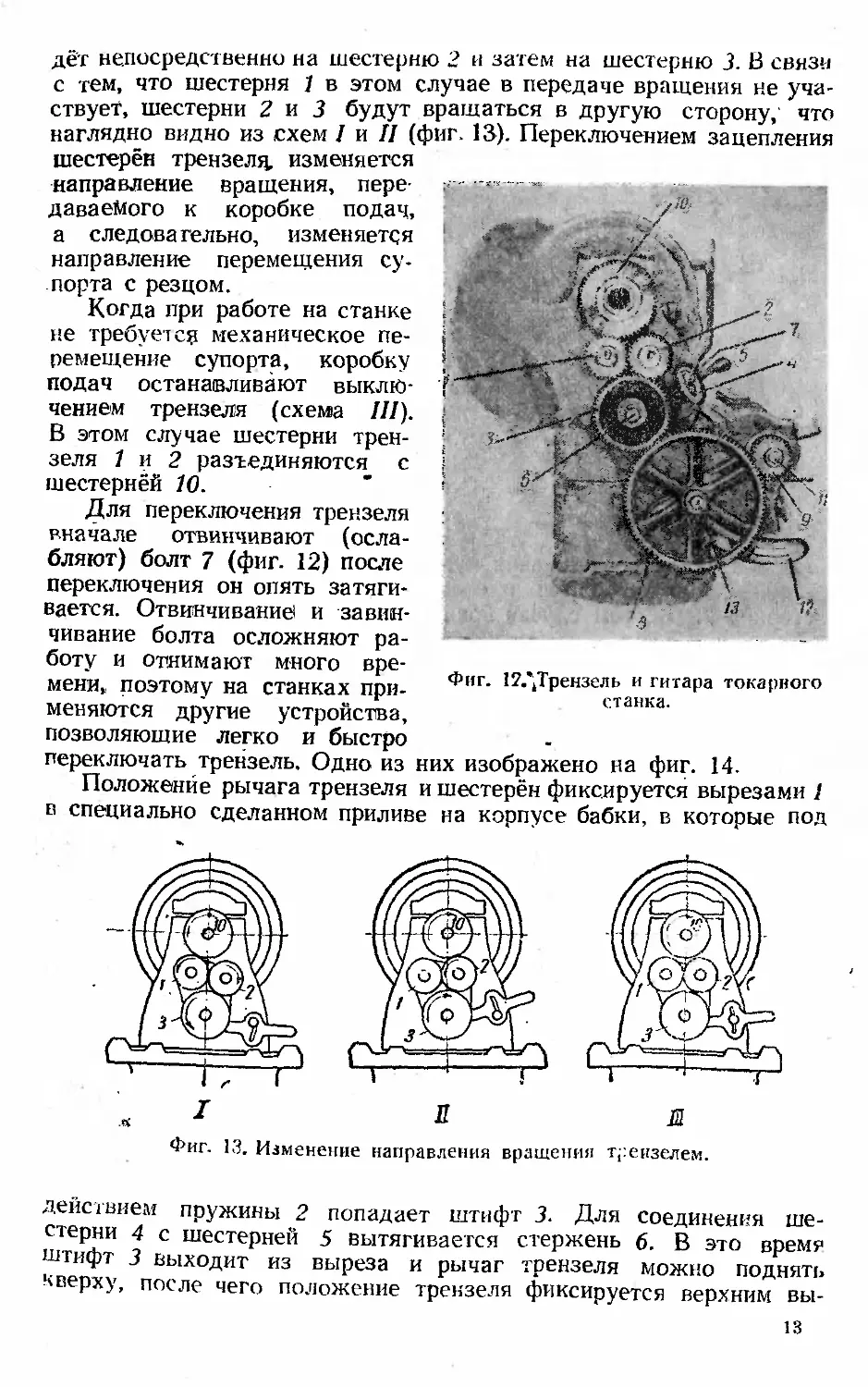
Трензель. Трензель служит для изменения направления перемещения супорта. Механизм трензеля состоит из шестерен 7, 2 и 3 и рычага трензеля 4 (фиг. 12). Вращение от шпинделя передаётся шестерней 10 (фиг. 9) на шестерню 7 (фиг. 72) и дальше на шестерни 2 и 3. Шестерни 7 и 2 свободно вращаются на пальцах, неподвижно закреплённых на рычаге трензеля 4.
За рукоятку 5 рычаг трензеля можно поворачивать относительно пальца 6. При повороте рычага кверху шестерня 70 выйдеч из зацепления с шестернёй 7 и соединится с шестерней 2. В этом случае передача от шестерни 70, закреплённой на шпинделе, пой
дет непосредственно на шестерню 2 и затем на шестерню J. В связи с тем, что шестерня 1 в этом случае в передаче вращения не участвует, шестерни 2 и 3 будут вращаться в другую сторону, что наглядно видно из схем I и II (фиг. 13). Переключением зацепления
шестерён трензеля, изменяется
направление вращения, передаваемого к коробке подач, а следова гельно, изменяется направление перемещения су-порта с резцом.
Когда при работе на станке не требуете? механическое перемещение супорта, коробку подач останавливают выключением трензеля (схема III). В этом случае шестерни трензеля 1 и 2 разъединяются с шестерней 10.
Для переключения трензеля вначале отвинчивают (ослабляют) болт 7 (фиг. 12) после переключения он опять затягивается. Отвинчивание и завинчивание болта осложняют ра
боту и отнимают много вре-
мени, поэтому на станках при- Фиг' 1?ДТрензель и гитара токарного меняются другие устройства, позволяющие легко и быстро
переключать трензель. Одно из них изображено на фиг. 14.
Положение рычага трензеля и шестерён фиксируется вырезами 1 в специально сделанном приливе на корпусе бабки, в которые под
Фиг. 13. Изменение направления вращения трензелем.
действием пружины 2 попадает штифт 3. Для соединения шестерни 4 с шестерней 5 вытягивается стержень 6. В это время штифт 3 выходит из выреза и рычаг трензеля можно поднять кверху, после чего положение трензеля фиксируется верхним вы-
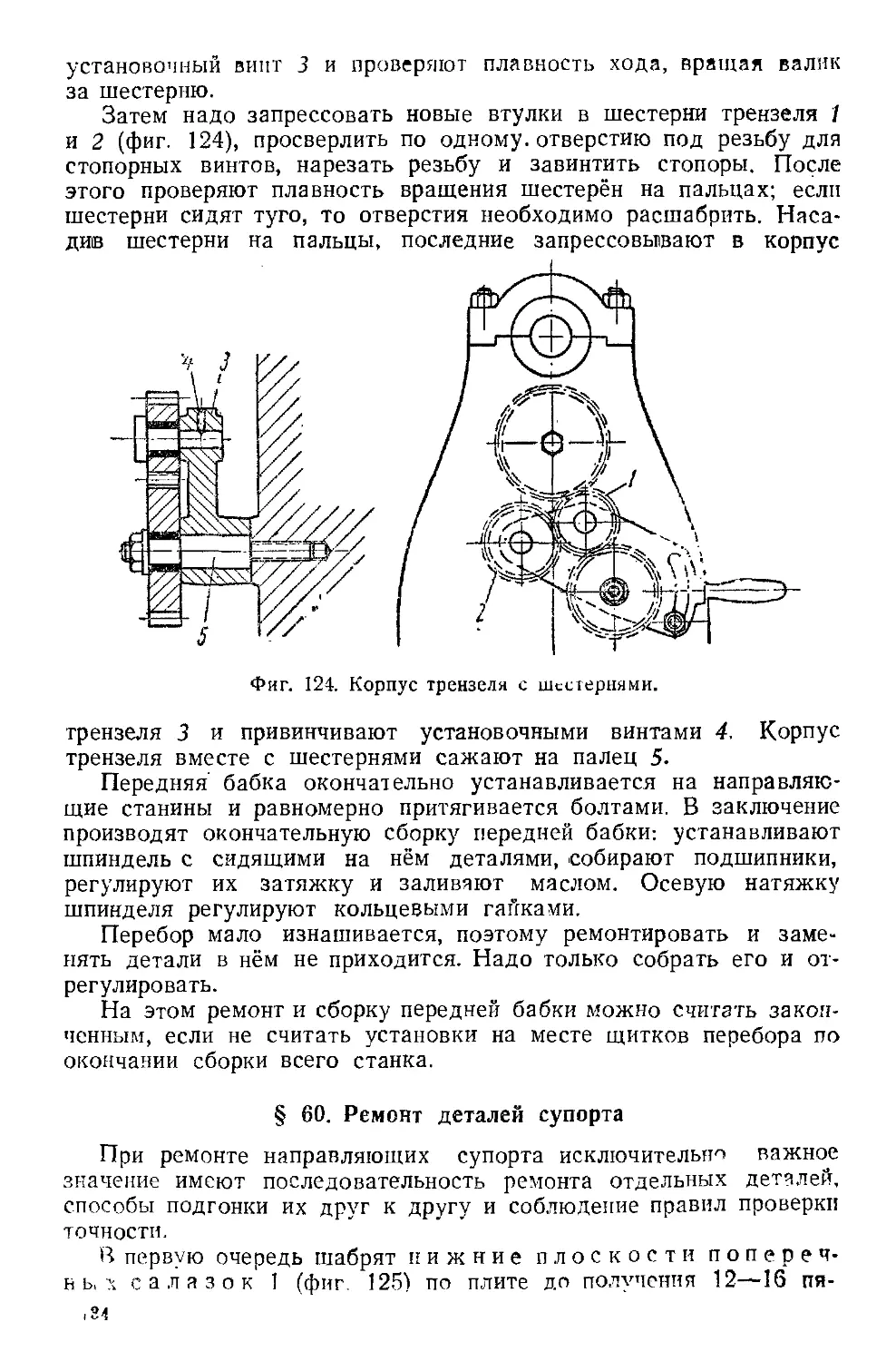
разом. Для присоединения шестерни 7 к шестерне 5 рычаг опускается вниз и штифт переводится в нижний вырез.
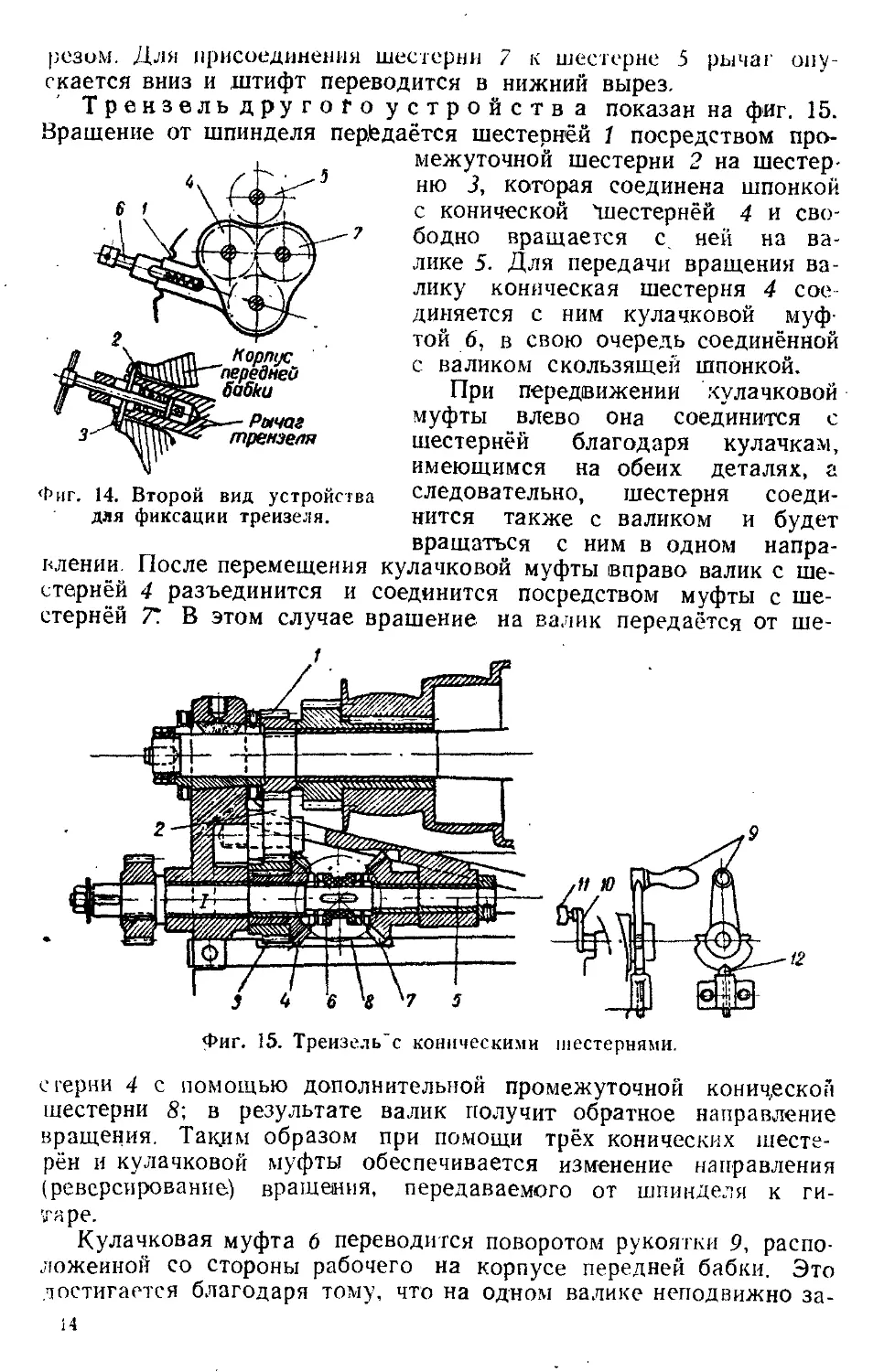
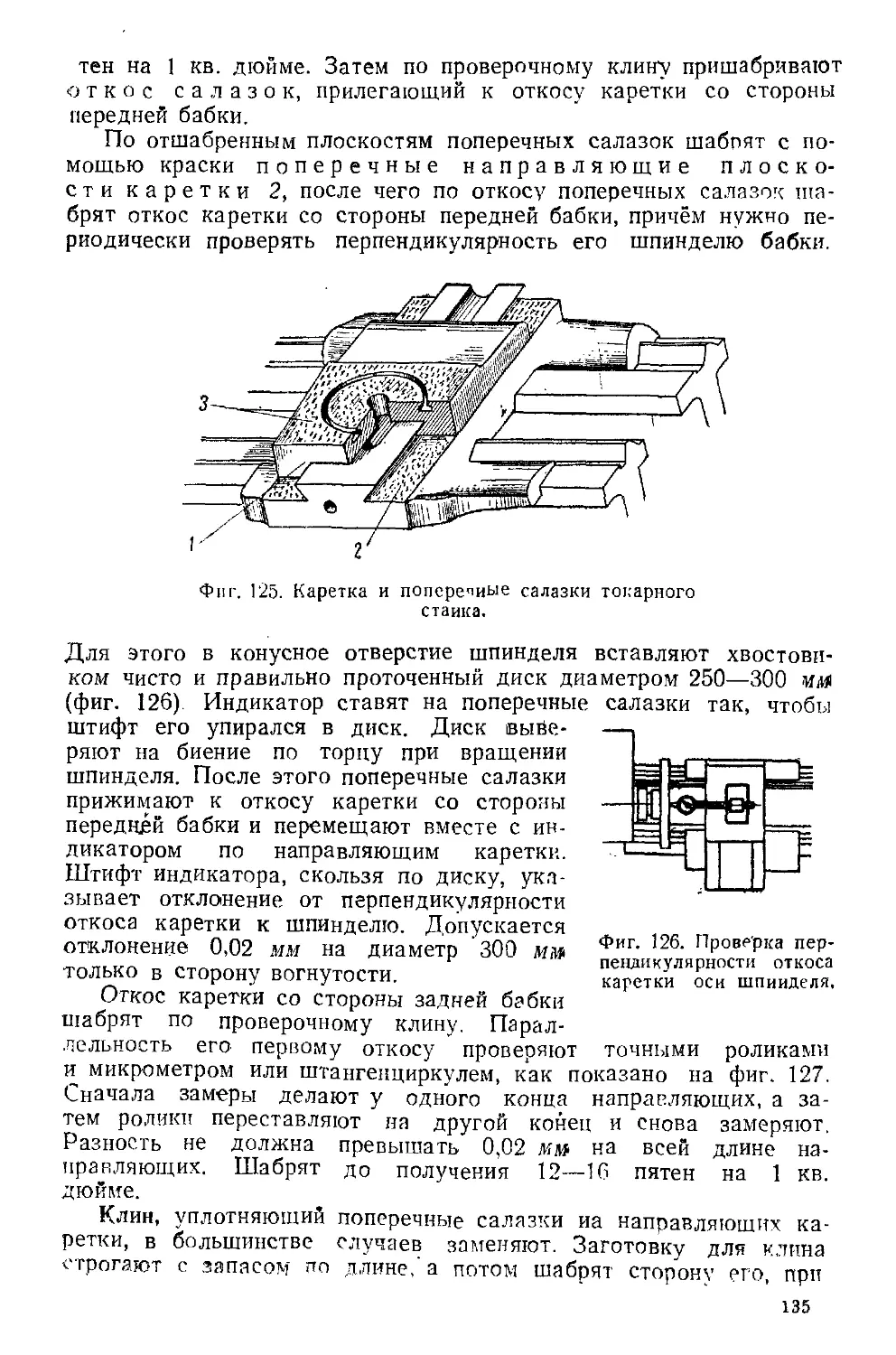
Трензельдругого устройств а показан на фиг. 15.
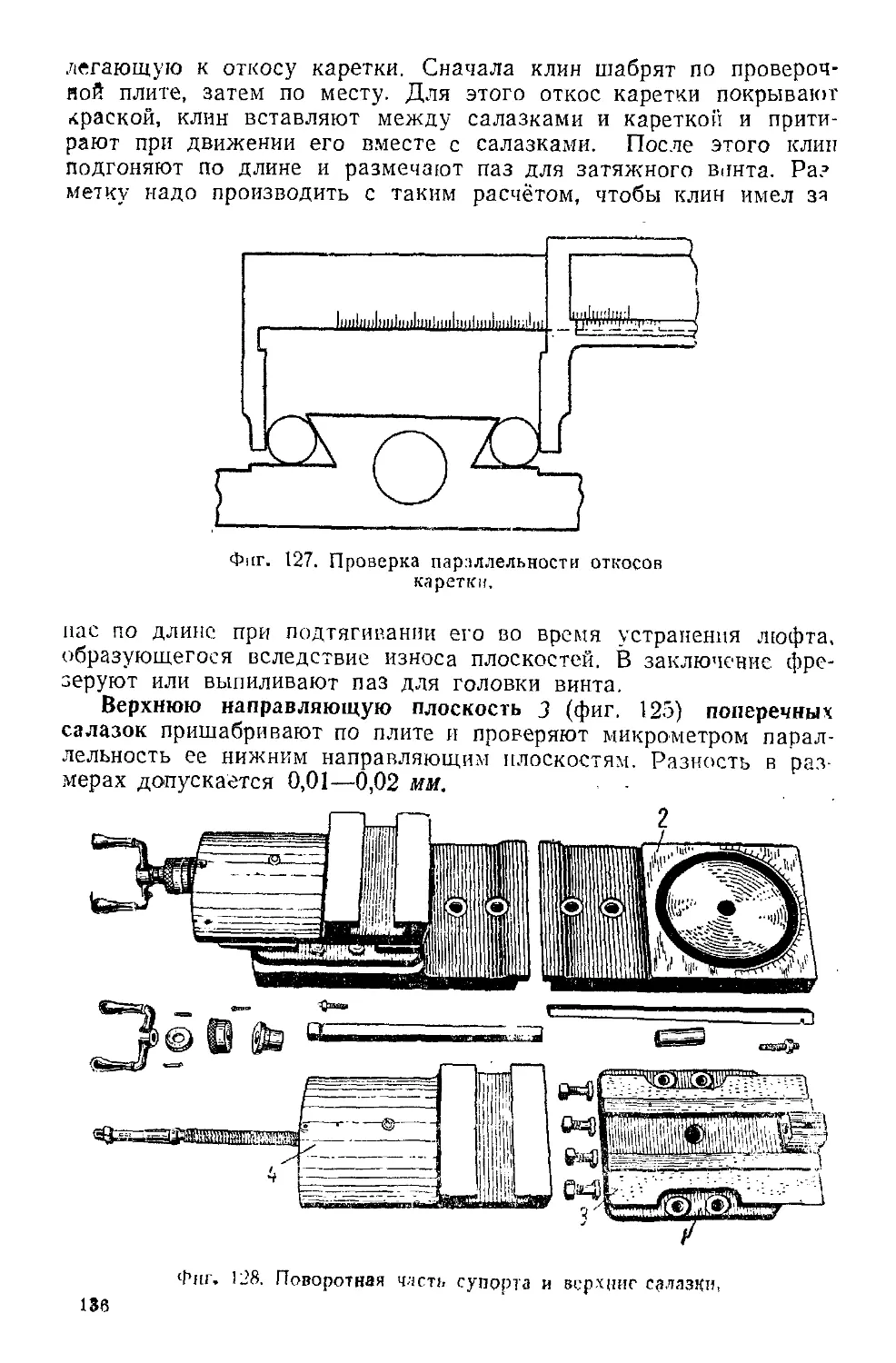
Вращение
шпинделя передаётся шестерней 1 посредством промежуточной шестерни 2 на шестерню 3, которая соединена шпонкой с конической Тдестернёй 4 и свободно вращается с ней на валике 5. Для передачи вращения валику коническая шестерня 4 сое диняется с ним кулачковой муфтой 6, в свою очередь соединённой с валиком скользящей шпонкой.
При передвижении кулачковой муфты влево она соединится с шестернёй благодаря кулачкам, имеющимся на обеих деталях, а следовательно, шестерня соединится также с валиком и будет вращаться с ним в одном напра-После перемещения кулачковой муфты вправо валик с 4 разъединится и соединится посредством муфты с 7'. В этом случае вращение на валик передаётся от
от
вид устройства
Фиг. 14. Второй для фиксации трензеля.
передней бабки
Рычаг трензеля
нлении. стернёй стернёй
ше-ше-ше-
Фиг. 15. Треизель'с коническими шестернями.
с серии 4 с помощью дополнительной промежуточной конической шестерни 8; в результате валик получит обратное направление вращения. Таким образом при помощи трёх конических шестерён и кулачковой муфты обеспечивается изменение направления (реверсирование) вращения, передаваемого от шпинделя к гитаре.
Кулачковая муфта 6 переводится поворотом рукоятки 9, расположенной со стороны рабочего на корпусе передней бабки. Это достигается благодаря тому, что на одном валике неподвижно за-
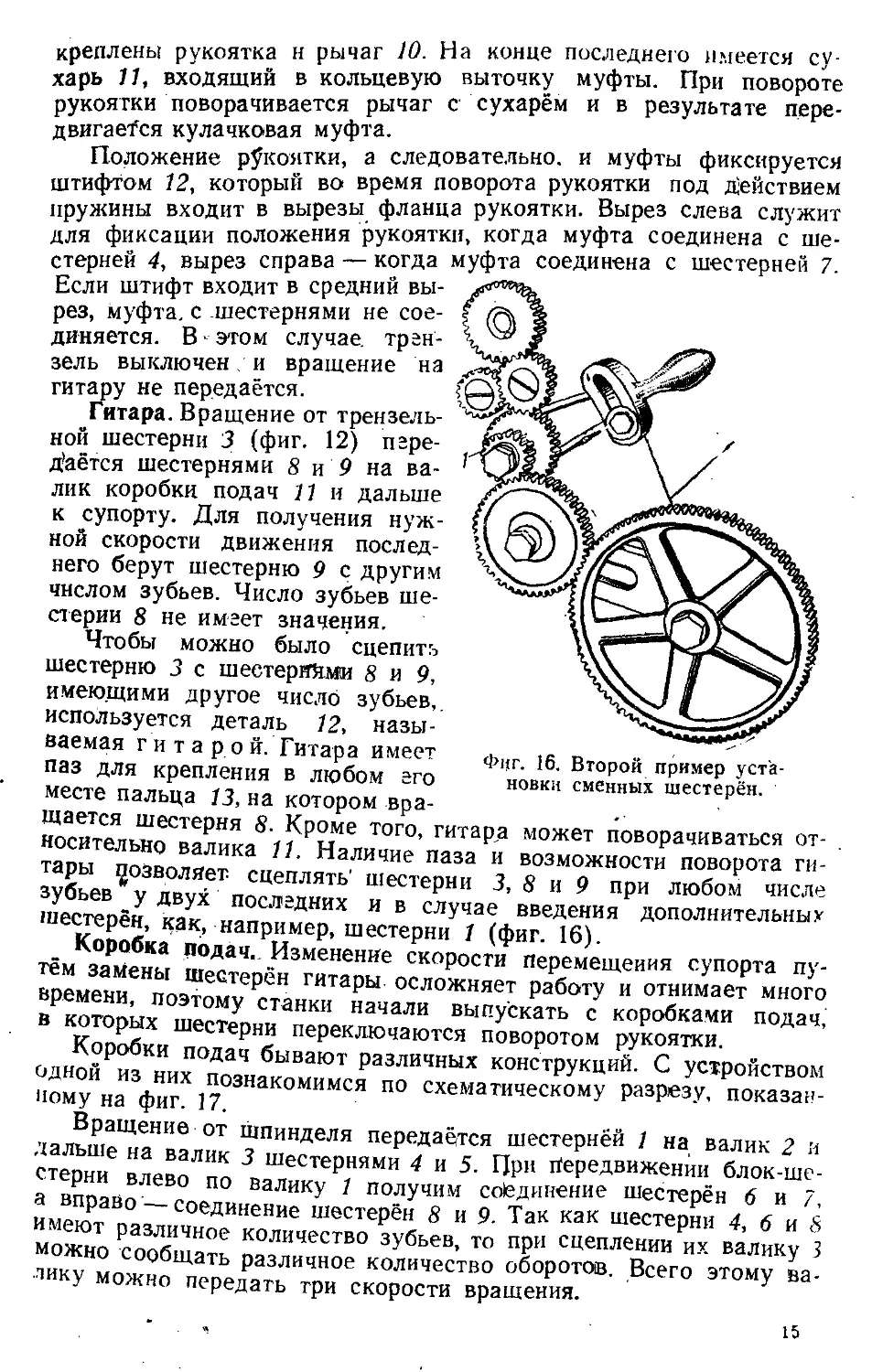
Фиг. 16. Второй пример установки сменных шестерён.
креплены рукоятка н рычаг 10. На конце последнего имеется сухарь 11, входящий в кольцевую выточку муфты. При повороте рукоятки поворачивается рычаг с сухарём и в результате передвигаемся кулачковая муфта.
Положение рукоятки, а следовательно, и муфты фиксируется штифтом 12, который во время поворота рукоятки под Действием пружины входит в вырезы фланца рукоятки. Вырез слева служит для фиксации положения рукоятки, когда муфта соединена с шестерней 4, вырез справа — когда муфта соединена с шестерней 7. Если штифт входит в средний вырез, муфта, с шестернями не соединяется. В этом случае, трензель выключен _• и вращение на гитару не передаётся.
Гитара. Вращение от трензельной шестерни 3 (фиг. 12) передаётся шестернями 8 и 9 на валик коробки подач 11 и дальше к супорту. Для получения нужной скорости движения последнего берут шестерню 9 с другим числом зубьев. Число зубьев шестерни 8 не имеет значения.
Чтобы можно было сцепить шестерню 3 с шестернями 8 и 9, имеющими другое число зубьев,, используется деталь 12, называемая гитарой. Гитара имеет паз для крепления в любом его месте пальца 13, на котором вращается шестерня 8- Кроме того, гитара может поворачиваться относительно валика 11. Наличие паза и возможности поворота гитары дозволяет сцеплять' шестерни 3, 8 и 9 при любом числе зубьев .у двух последних и в случае введения дополнительных шестерён, как, например, шестерни 1 (фиг. 16).
_ Коробка подач.. Изменение скорости перемещения супорта путем замены шестерён гитары осложняет работу и отнимает много времени, поэтому станки начали выпускать с коробками подач, в которых шестерни переключаются поворотом рукоятки.
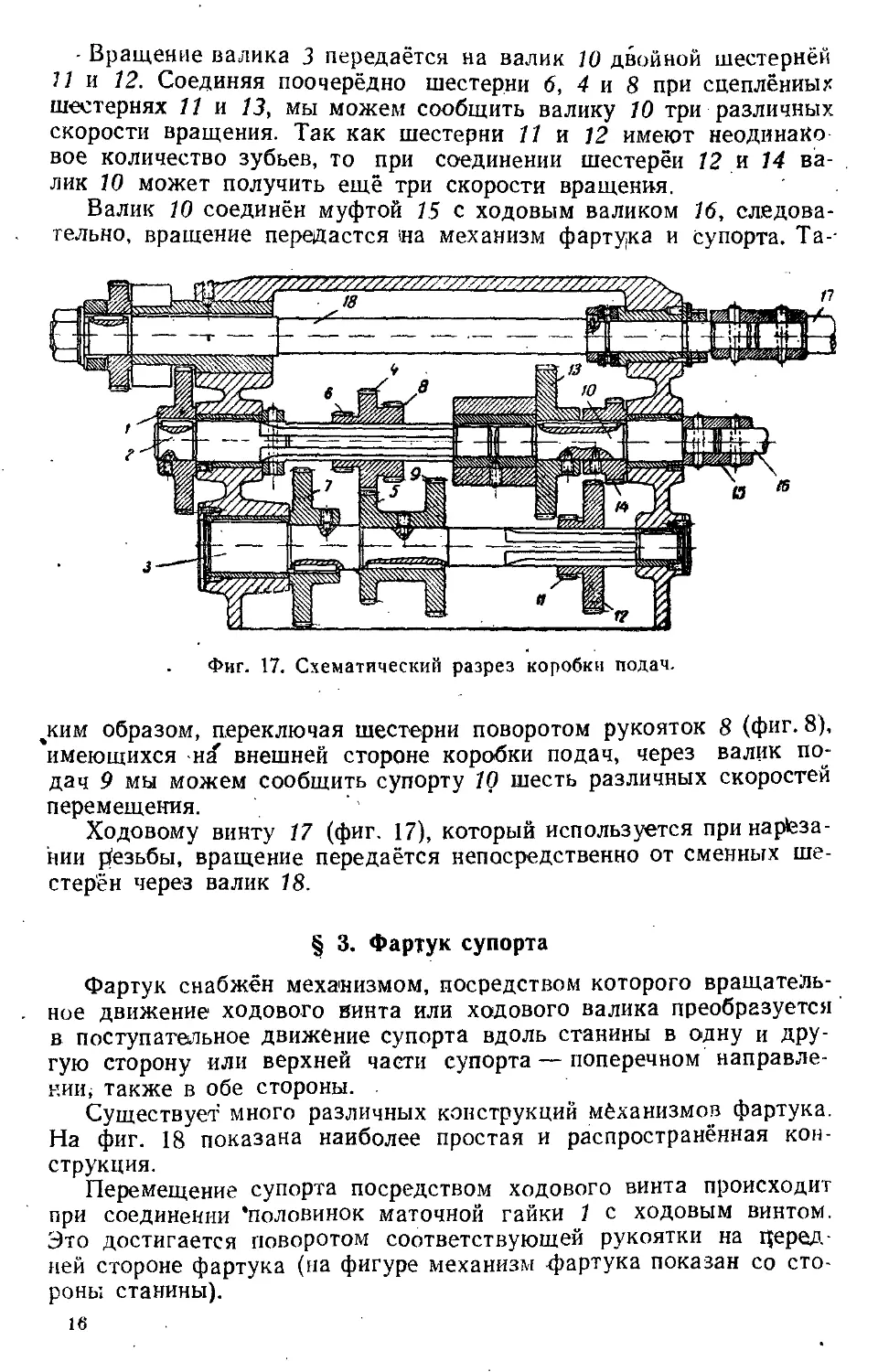
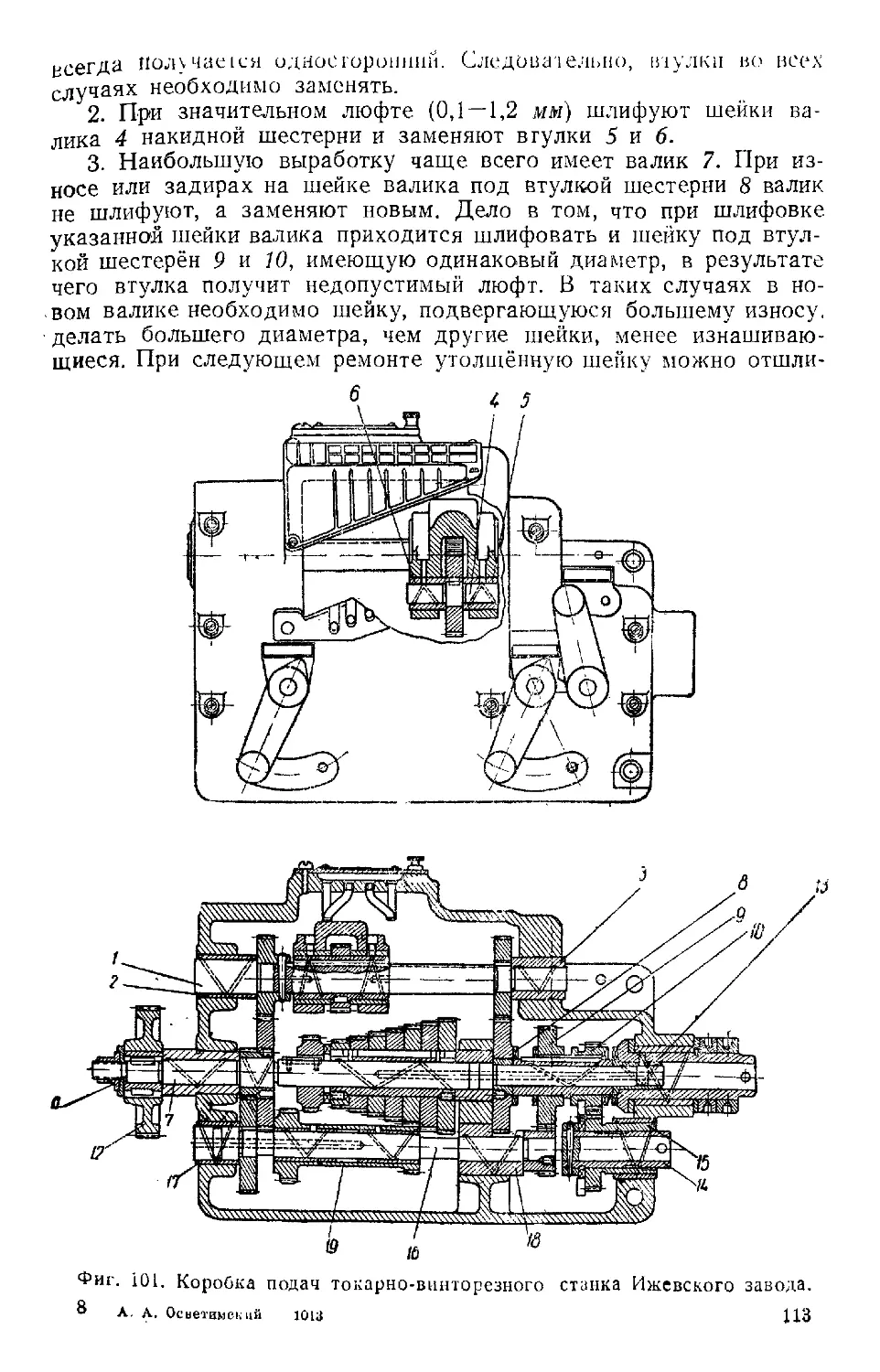
Коробки подач бывают различных конструкций. С устройством одной из них познакомимся по схематическому разрезу, показанному на фиг. 17.
Вращение от шпинделя передаётся шестерней 1 на валик 2 и дальше на валик 3 шестернями 4 и 5. При Цередвижении блок-ше-стерни влево по валику 1 получим соединение шестерён 6 и 7, а вправо — соединение шестерён 8 и 9. Так как шестерни 4, 6 и 8 имеют различное количество зубьев, то при сцеплении их валику 3 можно сообщать различное количество оборотов. Всего этому валику можно передать три скорости вращения.
Вращение валика 3 передаётся на валик 10 двойной шестерней Ни 12. Соединяя поочерёдно шестерни 6, 4 и 8 при сцепленных шестернях 11 и 13, мы можем сообщить валику 10 три различных скорости вращения. Так как шестерни 11 я 12 имеют неодинаКо вое количество зубьев, то при соединении шестерён 12 и 14 валик 10 может получить ещё три скорости вращения.
Валик 10 соединён муфтой 15 с ходовым валиком 16, следовательно, вращение передастся на механизм фартука и супорта. Та--
Фиг. 17. Схематический разрез коробки подач.
^ким образом, переключая шестерни поворотом рукояток 8 (фиг. 8), 'имеющихся н/ внешней стороне коробки подач, через валик подач 9 мы можем сообщить супорту 10 шесть различных скоростей перемещения.
Ходовому винту 17 (фиг. 17), который используется принар!еза-нии резьбы, вращение передаётся непосредственно от сменных шестерён через валик 18.
§ 3. Фартук супорта
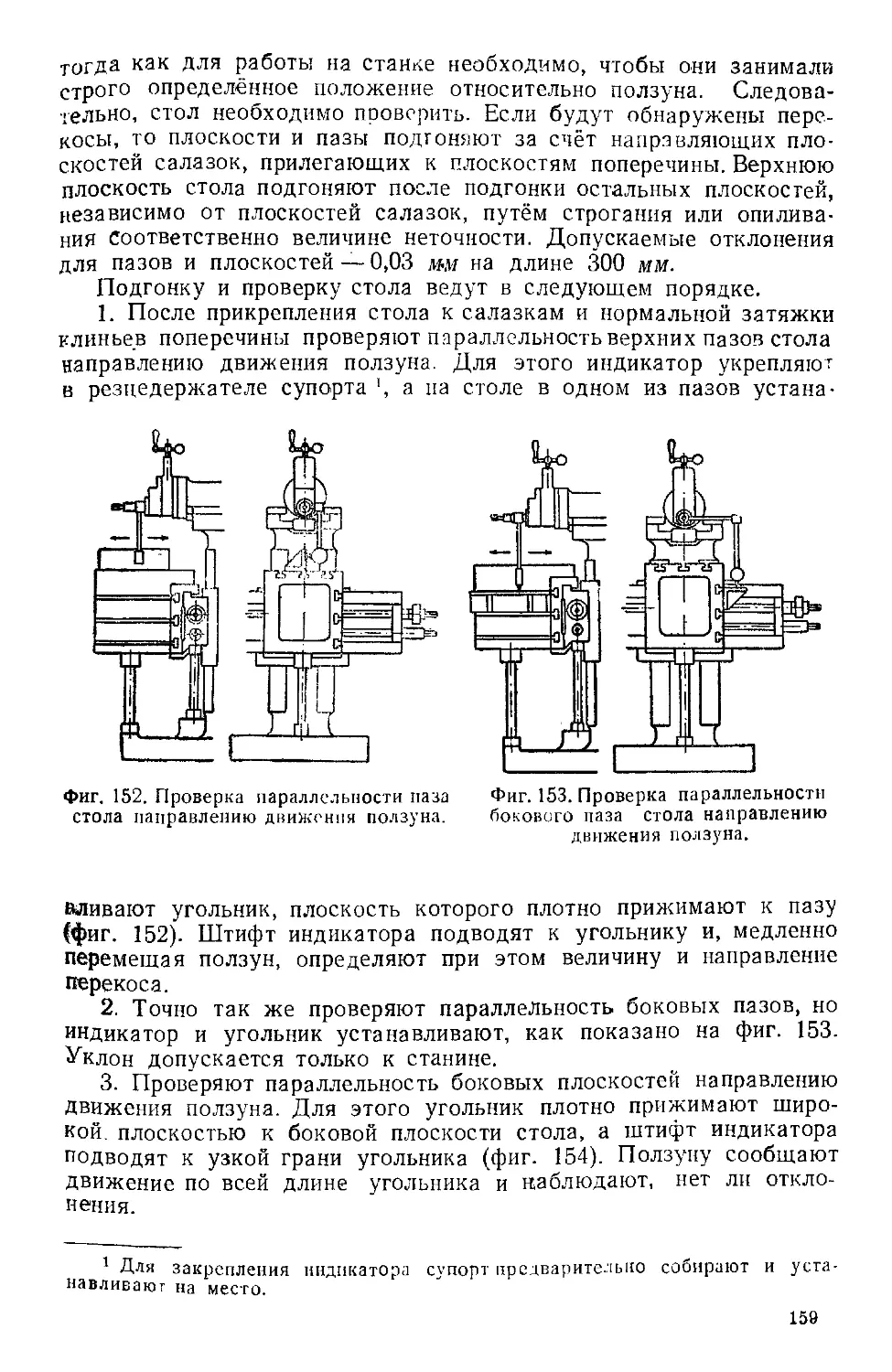
Фартук снабжён механизмом, посредством которого вращательное движение ходового винта или ходового валика преобразуется в поступательное движение супорта вдоль станины в одну и другую сторону или верхней части супорта — поперечном направлении; также в обе стороны.
Существует много различных конструкций механизмов фартука. На фиг. 18 показана наиболее простая и распространённая конструкция.
Перемещение супорта посредством ходового винта происходит при соединении ’половинок маточной гайки 1 с ходовым винтом. Это достигается поворотом соответствующей рукоятки на передней стороне фартука (на фигуре механизм -фартука показан со стороны станины).
Маточная гайка делается из двух частей, для того чтобы .'можно было путём их раздвигания разъединять винт с гайкой и 'таким образом останавливать движение супорта — выключать самоход.
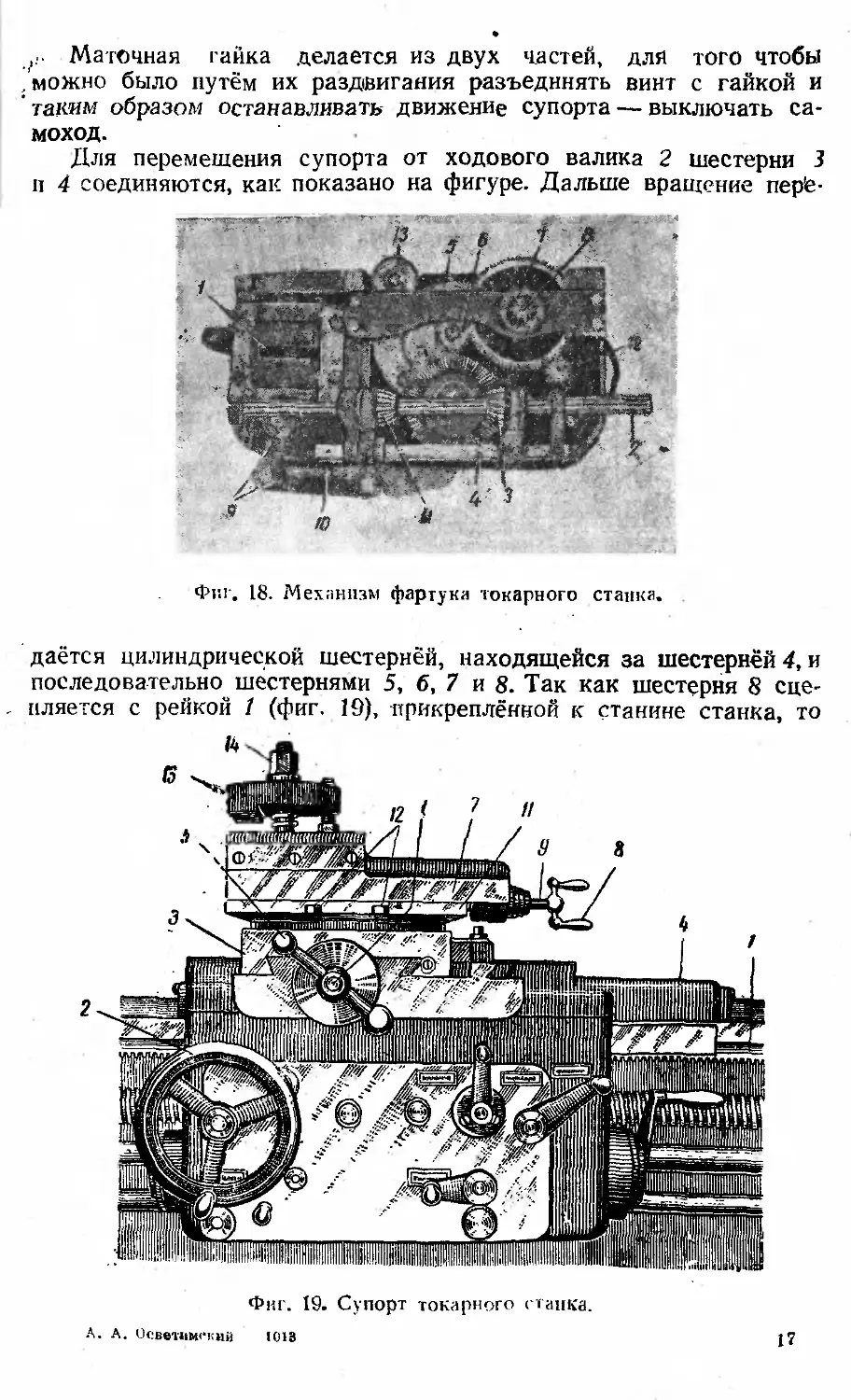
Для перемещения супорта от ходового валика 2 шестерни 3 п 4 соединяются, как показано на фигуре. Дальше вращение пер'е-
Фиг. 18. Механизм фартука токарного станка.
даётся цилиндрической шестерней, находящейся за шестерней-#,и последовательно шестернями 5, б, 7 и 8. Так как шестерня 8 сцепляется с рейкой 1 (фиг. 19), прикреплённой к станине станка, то
Фиг. 19. Супорт токарного станка.
А. А. Осветимский
1013
17
при вращении эта шестерня катится по рейке и одновременно с ней по станине перемещается супорт. Так осуществляется механическая продольная подача супорта и закреплённого в нем резца.
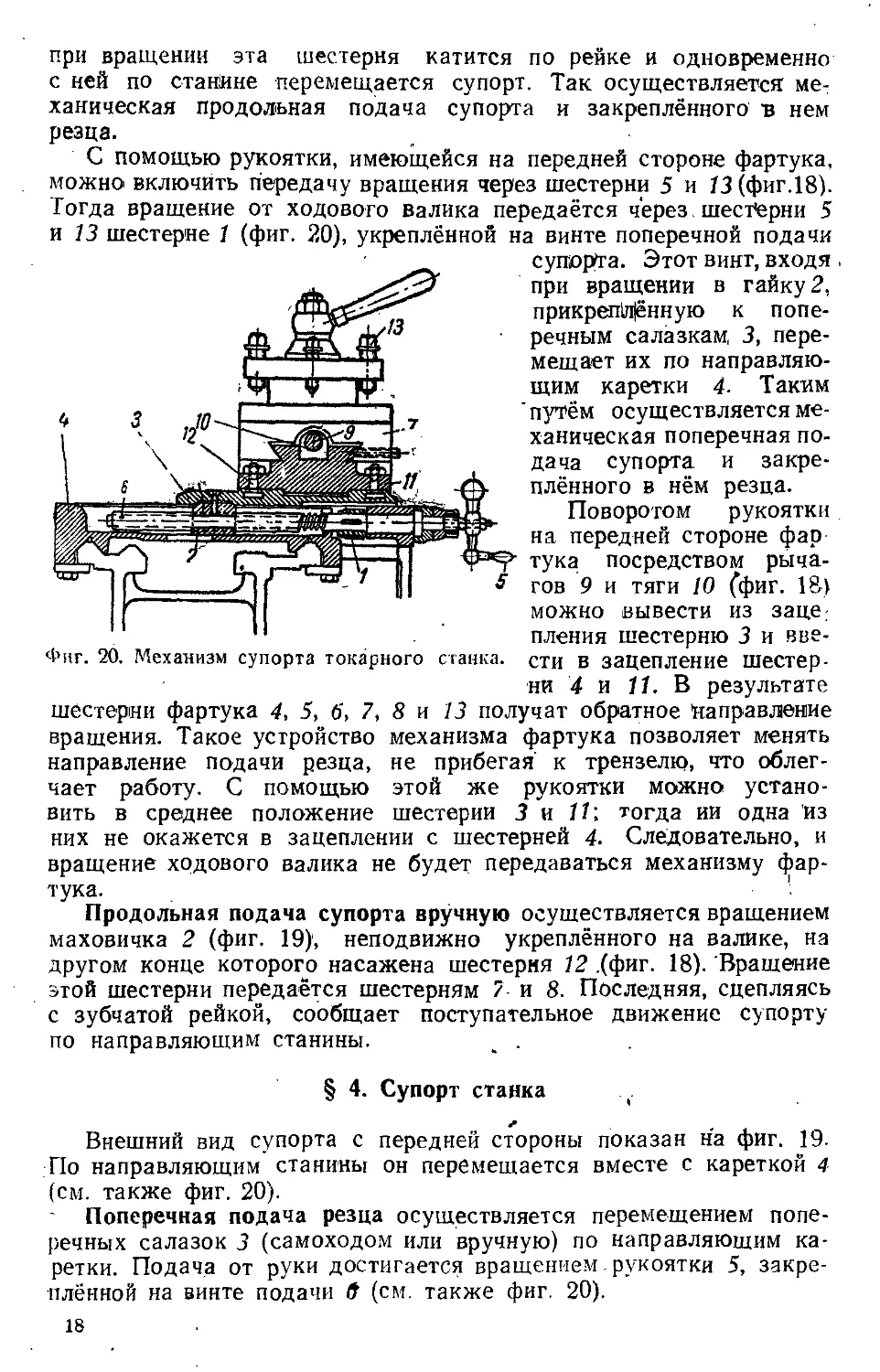
С помощью рукоятки, имеющейся на передней стороне фартука, можно включить передачу вращения через шестерни 5 и 13 (фиг.18). Тогда вращение от ходового валика передаётся через шестерни 5 и 13 шестерне 1 (фиг. 20), укреплённой на винте поперечной подачи супорта. Этот винт, входя при вращении в гайку 2, прикрепленную к поперечным салазкам, 3, перемещает их по направляющим каретки 4. Таким путём осуществляется механическая поперечная подача супорта и закреплённого в нём резца.
Поворотом рукоятки на передней стороне фар тука посредством рычагов 9 и тяги 10 {фиг. 18) можно вывести из заце пления шестерню 3 и вве-
Фиг. 20. Механизм супорта токарного станка, сти в зацепление шестерни 4 и 11. В результате шестерни фартука 4, 5, б, 7, 8 и 13 получат обратное Направление вращения. Такое устройство механизма фартука позволяет менять направление подачи резца, не прибегая к трензелю, что облегчает работу. С помощью этой же рукоятки можно установить в среднее положение шестерни 3 и 11'. тогда ии одна из них не окажется в зацеплении с шестерней 4. Следовательно, и вращение ходового валика не будет передаваться механизму фартука. ’
Продольная подача супорта вручную осуществляется вращением маховичка 2 (фиг. 19), неподвижно укреплённого на валике, на другом конце которого насажена шестерня 12 .(фиг. 18). Вращение этой шестерни передаётся шестерням 7 и 8. Последняя, сцепляясь с зубчатой рейкой, сообщает поступательное движение супорту по направляющим станины. _ .
§ 4. Супорт станка
Внешний вид супорта с передней стороны показан на фиг. 19. По направляющим станины он перемещается вместе с кареткой 4 (см. также фиг. 20).
Поперечная подача резца осуществляется перемещением поперечных салазок 3 (самоходом или вручную) по направляющим каретки. Подача от руки достигается вращением, рукоятки 5, закреплённой на винте подачи б (см. также фиг. 20).
Фиг. 21. Задняя бабка.
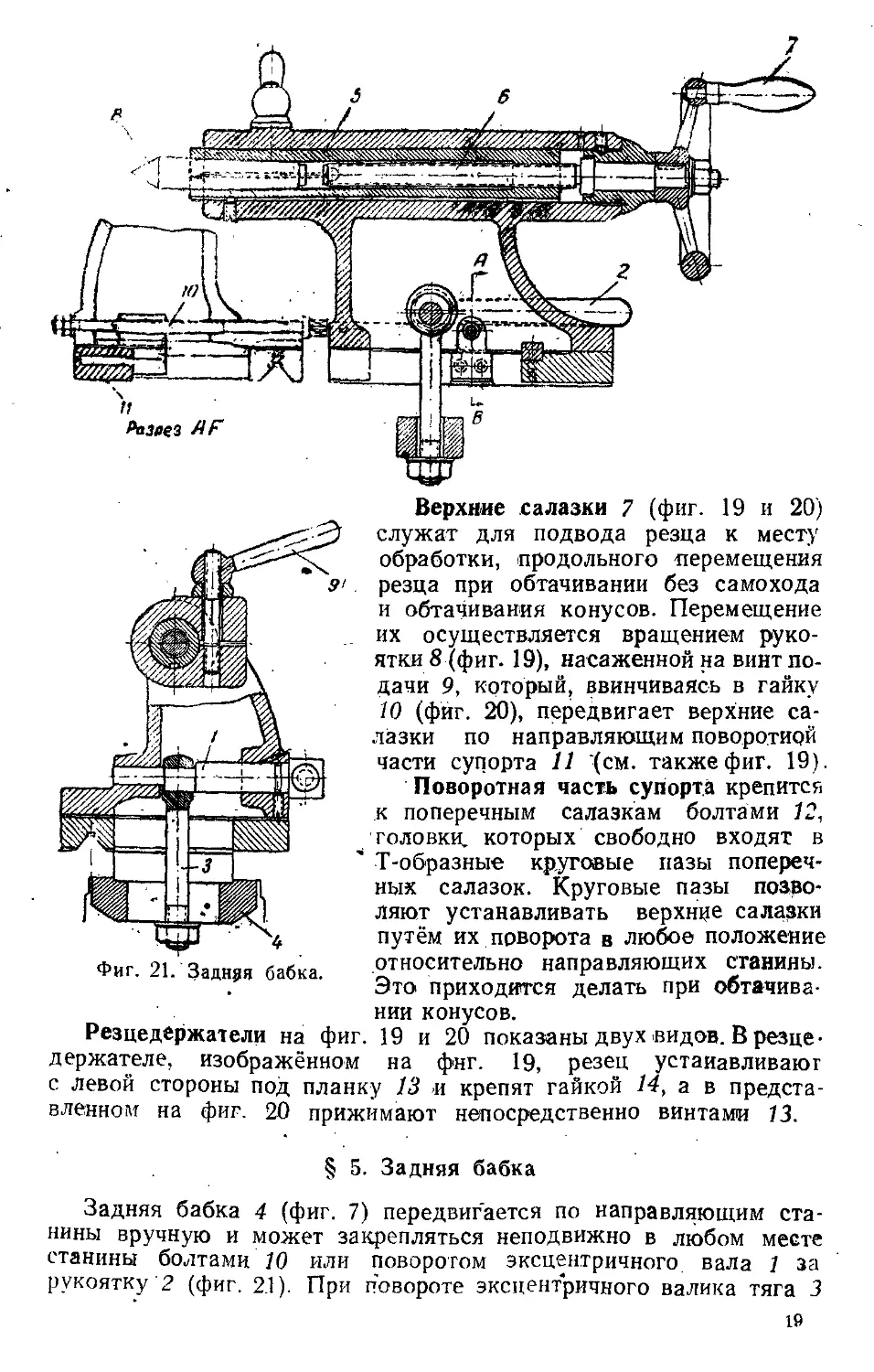
Верхние салазки 7 (фиг. 19 и 20) служат для подвода резца к месту обработки, продольного перемещения резца при обтачивании без самохода и обтачивания конусов. Перемещение их осуществляется вращением рукоятки 8 (фиг. 19), насаженной на винт подачи 9, который, ввинчиваясь в гайку 10 (фиг. 20), передвигает верхние салазки по направляющим поворотной части супорта 11 (см. также фиг. 19).
Поворотная часть супорта крепится к поперечным салазкам болтами 12, головки, которых свободно входят в Т-образные круговые пазы поперечных салазок. Круговые пазы позволяют устанавливать верхние салазки путём их поворота в любое положение относительно направляющих станины. Это приходится делать при обтачива-
нии конусов.
Резцедержатели на фиг. 19 и 20 показаны двух видов. В резцедержателе, изображённом на фнг. 19, резец устанавливают с левой стороны под планку 13 и крепят гайкой 14, а в представленном на фиг. 20 прижимают непосредственно винтами 13.
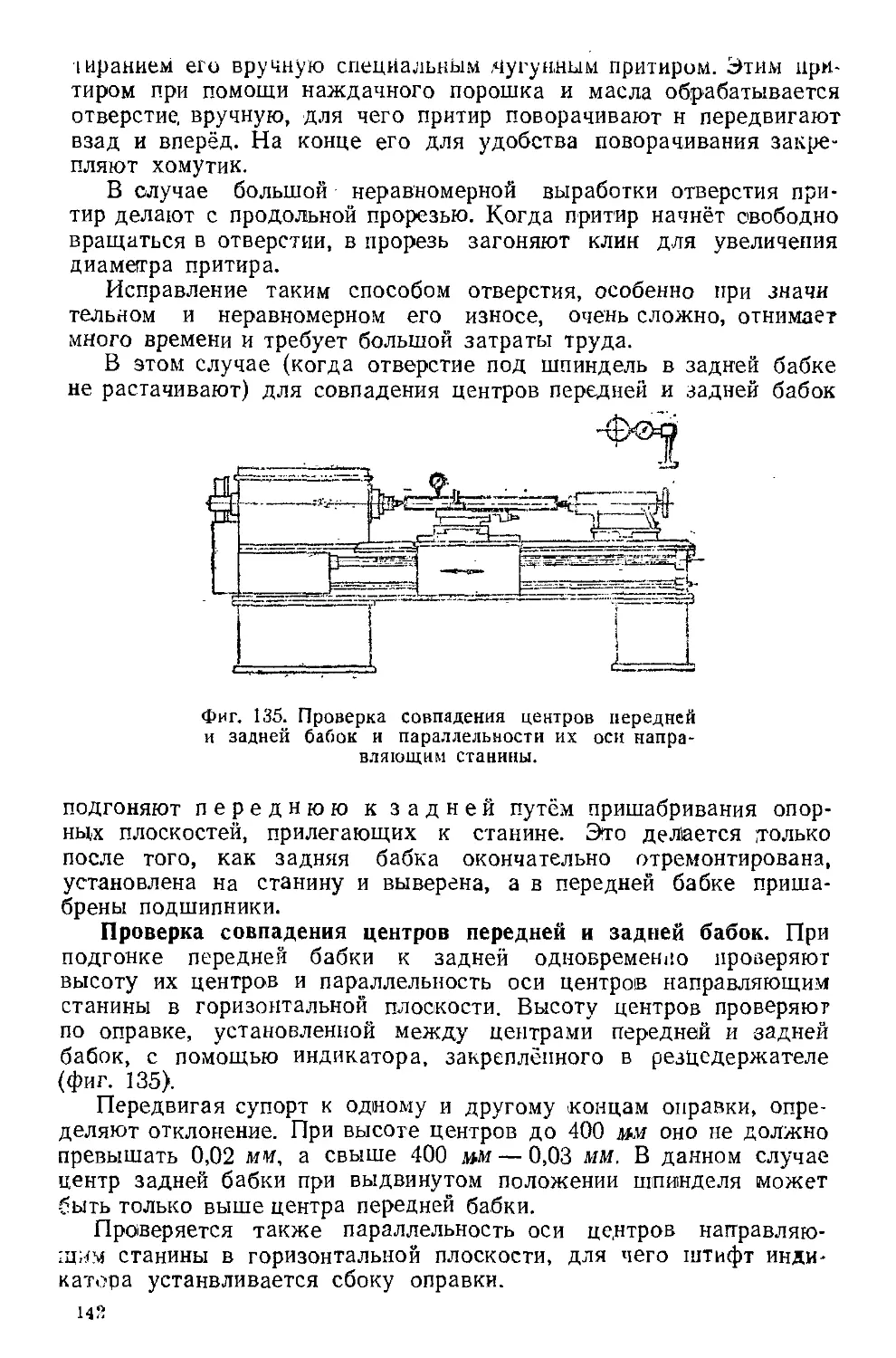
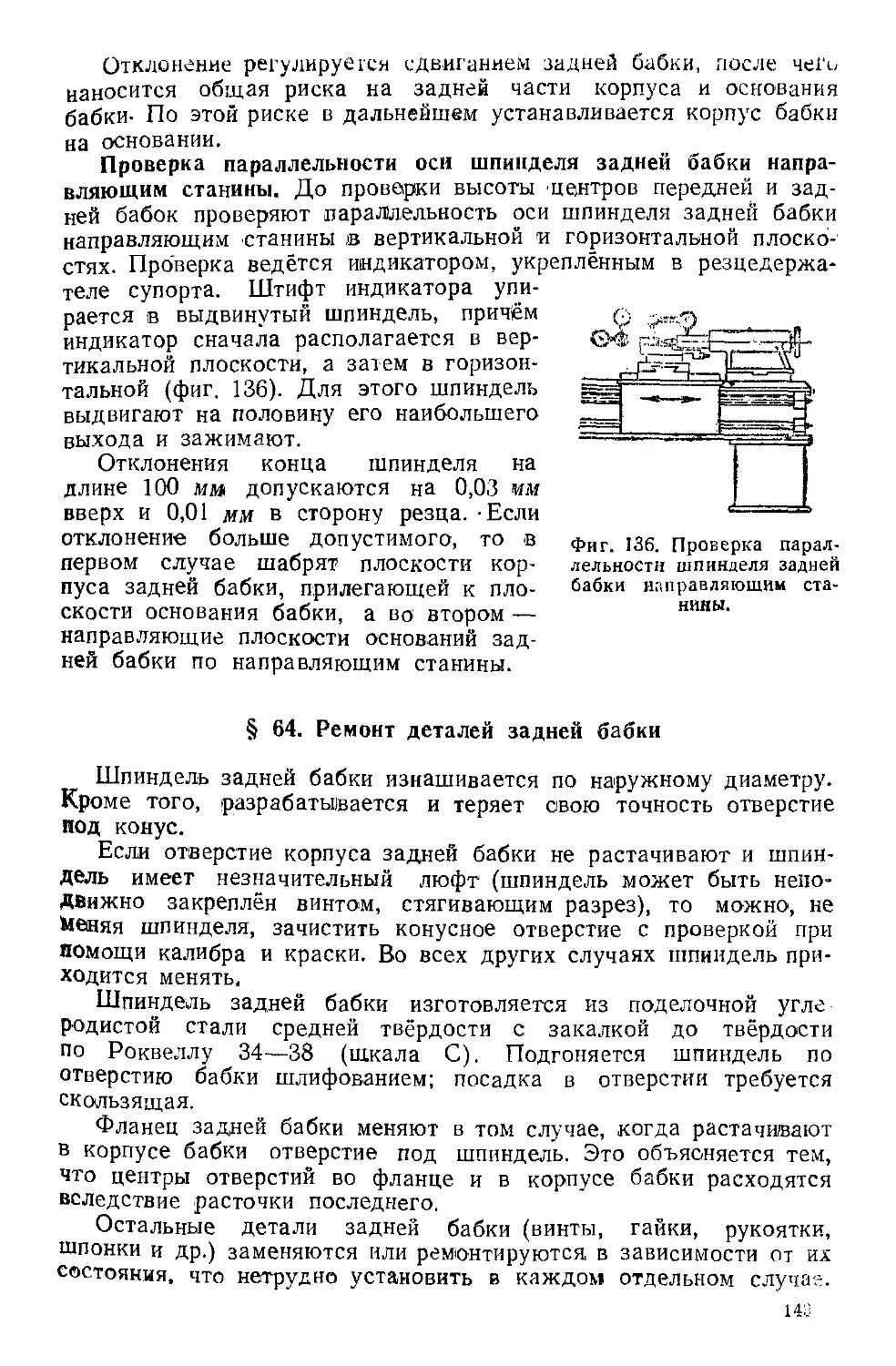
§ 5. Задняя бабка
Задняя бабка 4 (фиг. 7) передвигается по направляющим станины вручную и может закрепляться неподвижно в любом месте станины болтами 10 или поворотом эксцентричного вала 1 за рукоятку 2 (фиг. 2.1). При повороте эксцентричного валика тяга 3
прижимает планку 4 снизу к направляющим станины и тем самым закрепляет бабку.
Шпиндель 5 выдвигается из корпуса бабки вывёртыванием винта 6 (за рукоятку маховичка 7). из резьбы в правом конце шпинделя. Это необходимо в тех случаях, когда требуется поддержка обрабатываемой детали центром 8, или при сверлении, развёртывании и других операциях, когда соответствующие инструменты поддерживаются и подаются с помощью задней бабки. Для большей устойчивости (при точении) шпиндель закрепляется неподвижно рукояткой 9 путём затяжки прорези на корпусе бабки. В случае центрирования передней и задней бабок и при точении конусных деталей поворотом винта 10 (разрез по линии АБ) заднюю бабку можно сдвигать в поперечном направлении по основанию бабки 11.
§ 6. Основные виды токарных станков
Рассмотренные выше станки и механизмы к ним относятся к группе токарно-винторезных станков. -Кроме того, применяются
Фиг. 22. Простейший карусельный станок.
специализированные токарные станки— лобовые, карусельные.
Лобовые станки предназначены -для точения крупных деталей небольшой длины, но значительного диаметра (например, планшайбы, . маховики, шкивьь крупные зубчатые колёса). Эти станки изготовляются с большой высотой центров (расстояние от станины до центра шпинделя), усиленным поперечным супортом, станиной небольшой длины и, как правило, без ходового винта и задней бабки.
Карусельные станки (фиг. 22) не похожи на обычные токарные. Они предназначены для обработки таких же деталей’, как и на лобовых станках, но отлича-
ются рт лобовых станков тем,/ что шпиндель у них располагается вертикально и обрабатываемая деталь устанавливается на планшайбу, расположенную горизонтально.
Это облегчает установку и выверку тяжёлых деталей и улучшает условия обработки.
§ 7. Кинематика токарных станков
По общему виду станка нельзя установить, как передаётся вращение qt приводного вала внутри коробки скоростей на шпиндель, а от шпинделя — на коробку подач, фартук и супорт. Не видно, какие детали участвуют в передаче движения, нет возможности определить числа оборотов шпинделя, ходового винта и других деталей.
Для выяснения, какие детали участвуют в передаче движения, а также для подсчёта числа оборотов отдельных деталей или скоростей их перемещения условились изображать механизмы станка, передающие движение, схематически, не показывая их конструктивно. Например, валик изображается отрезком прямой линии, шестерня — прямоугольником с обозначением цифрой количества зубьев, подшипник — чё/рточками по обеим сторонам вала и т. д. Такие изображения механизмов называю^ кинематическими схемами.
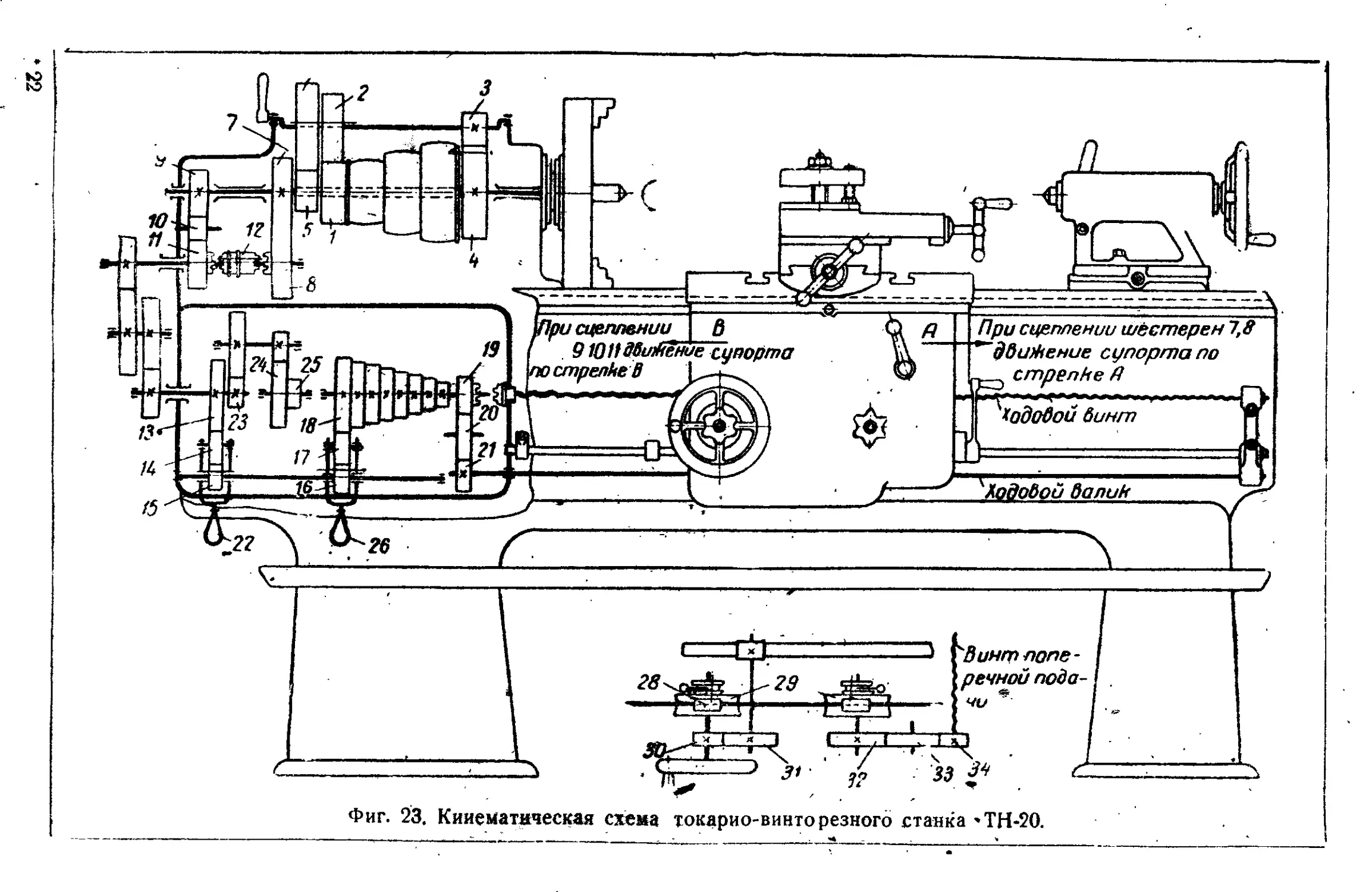
Ознакомимся с кинематикой токарных станков по схеме токарно-винторезного станка ТН-20 (фиг. 23). Вращение от контрпривода передаётся станку посредством ремня на трёхступенчатый шкив. Следовательно, переводя ремень со ступени на ступень, мы можем сообщить шпинделю станка три различных скорости вращения. ' '
На станке имеется двойной, перебор, поэтому при' включении первого перебора (шестерни 1—2 и- 3—4) количество различных чисел оборотов шпинделя удвоится, а при включении второго перебора (шестерни 5—6 и 3—4)—• утроится. Всего, таким образом, шпинделю можно сообщить девять различных чисел оборотов.
Шестерни 7, 8, 9, 10 и 11 служат для передачи вращения от шпинделя к сменным шестерням. Кроме того, они реверсируют движение. Шестерня 7 на шпинделе закреплена шпонкой, что указывается крестиком. Шестерня 8 не имеет крестика, значит, она на валу враща'ется свободно, но может соединяться с ним зубчатой муфтой 12, которая соединена с валом скользящей шпонкой (обозначается параллельной чёрточкой выше оси). При передвижении муфты 12 вправо шестерня 8 соединится с валом и вращение передастся на механизм коробки подач и фартука. В результате супорт передвинется вправо, как. показано стрелкой А. (При передвижении муфты 12 влево с валом соедишгтся шестерня 11. В этом случае вращение от шпинделя к сменным шестерням будет передано шестернями 9, 10 и 11 в обратном направлении вследствие ввода так называемой паразитной шестерни 10, и супорт станет передвигаться влево в направлении стрелки В.
Дальше сменными шестернями (на фигуре показаны четыре шестерни, которые меняются при настройке станка для нарезания резьбы) вращение передаётся механизму коробки подач и затем на ходовой винт и ходовой валик.
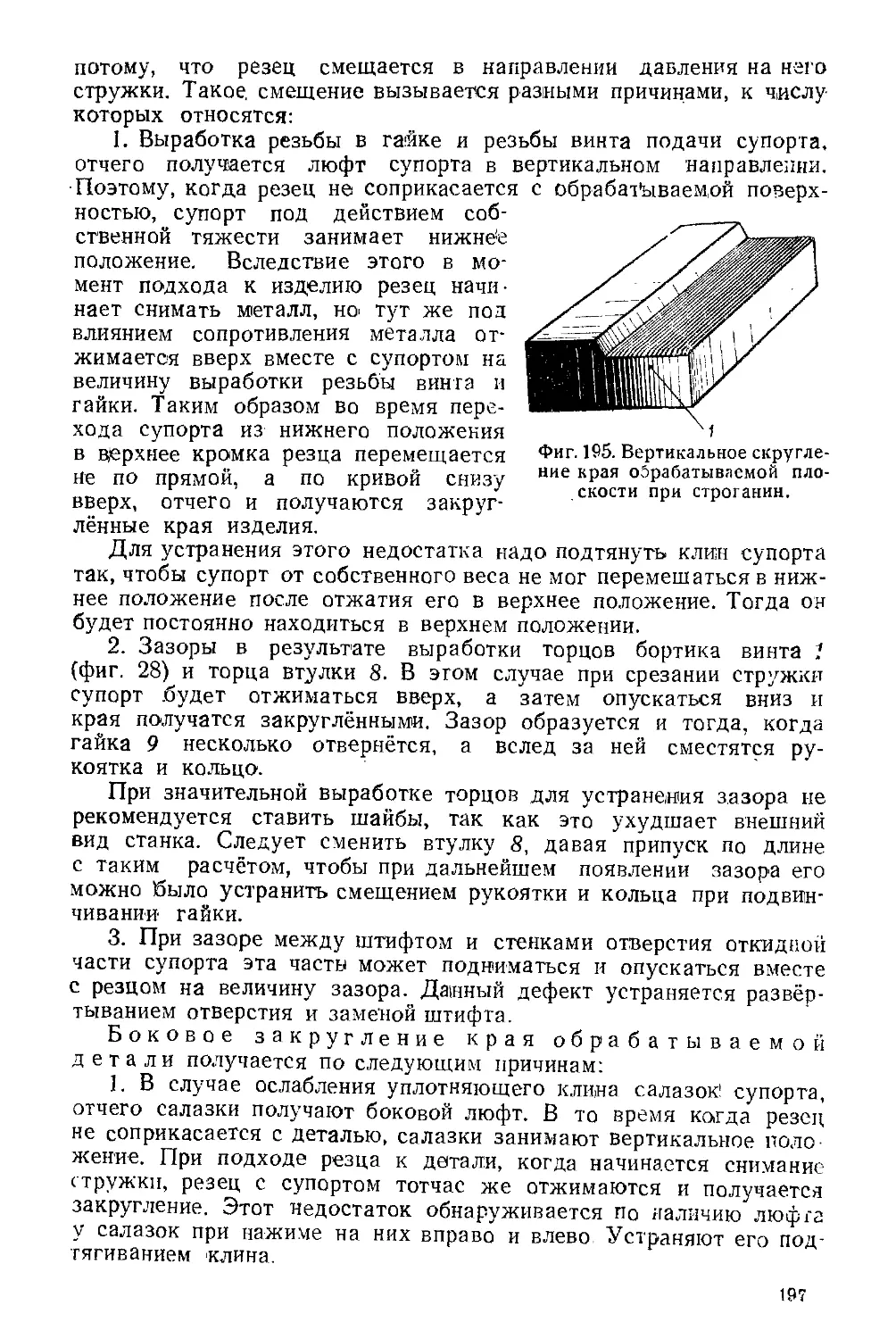
Вращение к ходовому валику в коробке подач передаётся последовательно шестернями 13, 14, 15, 16, 17, 18, 19, 20 и 21. Передвигая рукояткой 22 шестерни 14 и 15 вдоль валика, их можно по-. 21
5
r-6
15
^22
33
13
14
сцеплении о
91Q If движение супорта стрелкеВ
Фиг. 23. Кинематическая схеиа токарио-винторезного станка -ТН-20.
25
18
17
При сцеплении шестерен 7,8 дбиЖение супорта по стрелке Й
Ходобой бинт
кодобой Валик
''Винт none- I речной пода-\ . чи “
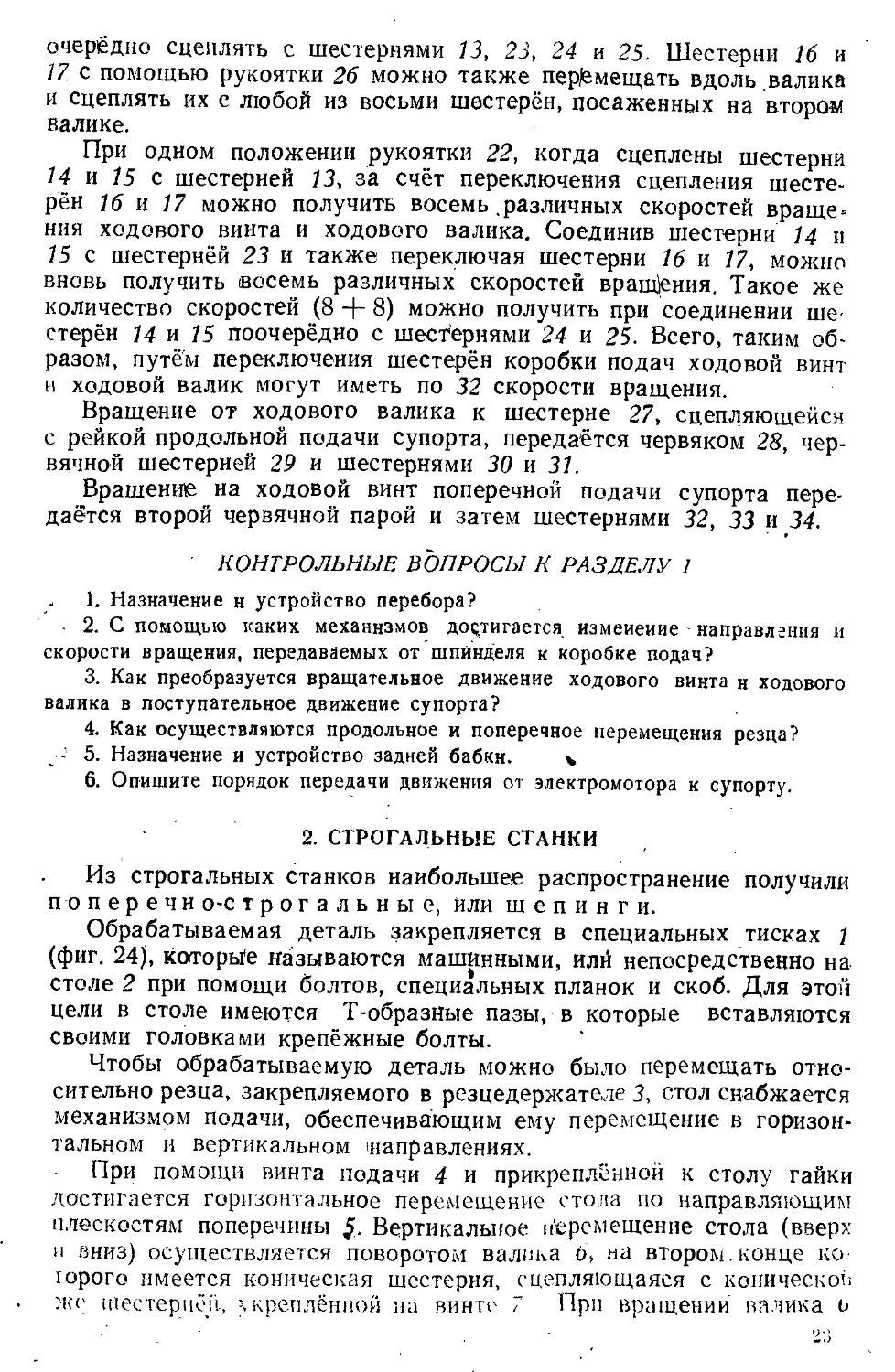
очерёдно сцеплять с шестернями 13, 23, 24 и 25. Шестерни 16 и 17. с помощью рукоятки 26 можно также перемещать вдоль .валика и сцеплять их с любой из восьми шестерён, посаженных на втором валике.
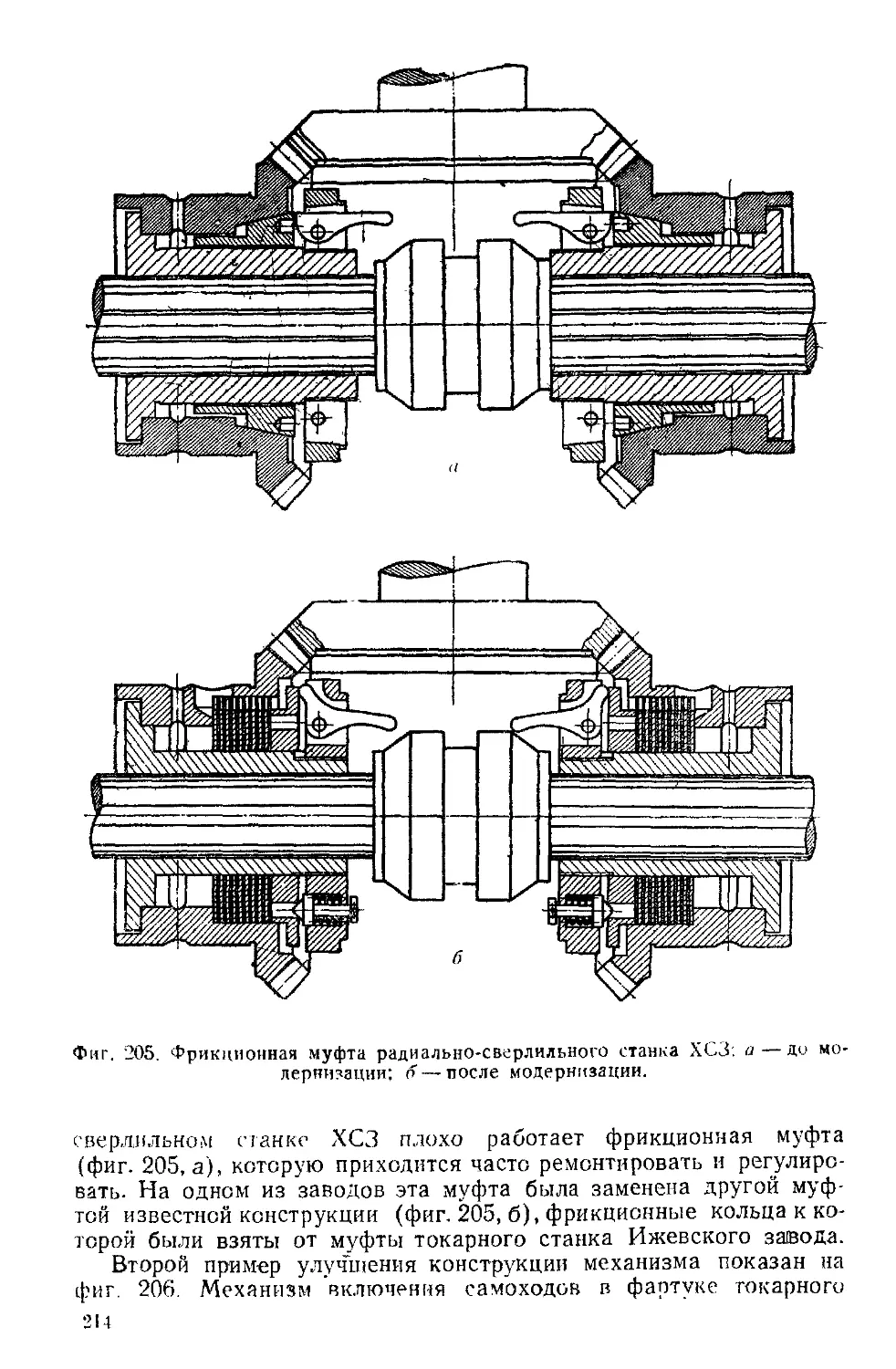
При одном положении рукоятки 22, когда сцеплены шестерни 14 и 15 с шестерней 13, за счёт переключения сцепления шестерён 16 и 17 можно получить восемь .различных скоростей вращения ходового винта и ходового валика. Соединив шестерни 14 и 15 с шестернёй 23 и также переключая шестерни 16 и 17, можно вновь получить восемь различных скоростей вращения. Такое же количество скоростей (8 + 8) можно получить при соединении шестерён 14 и 15 поочерёдно с шестернями 24 и 25. Всего, таким образом, путём переключения шестерён коробки подач ходовой винт и ходовой валик могут иметь по 32 скорости вращения.
Вращение от ходового валика к шестерне 27, сцепляющейся с рейкой продольной подачи супорта, передаётся червяком 28, червячной шестерней 29 и шестернями 30 и 31.
Вращение на ходовой винт поперечной подачи супорта передаётся второй червячной парой и затем шестернями 32, 33 и 34.
КОНТРОЛЬНЫЕ ВОПРОСЫ К РАЗДЕЛУ J
. 1. Назначение н устройство перебора?
2. С помощью каких механизмов достигается изменение направления и скорости вращения, передаваемых от шпинделя к коробке подач?
3. Как преобразуется вращательное движение ходового винта н ходового валика в поступательное движение супорта?
4. Как осуществляются продольное и поперечное перемещения резца?
- 5. Назначение и устройство задней бабкн. ъ
6. Опишите порядок передачи движения от электромотора к супорту.
2. СТРОГАЛЬНЫЕ СТАНКИ
Из строгальных станков наибольшее распространение получили поперечно-строгальные, или шепинги.
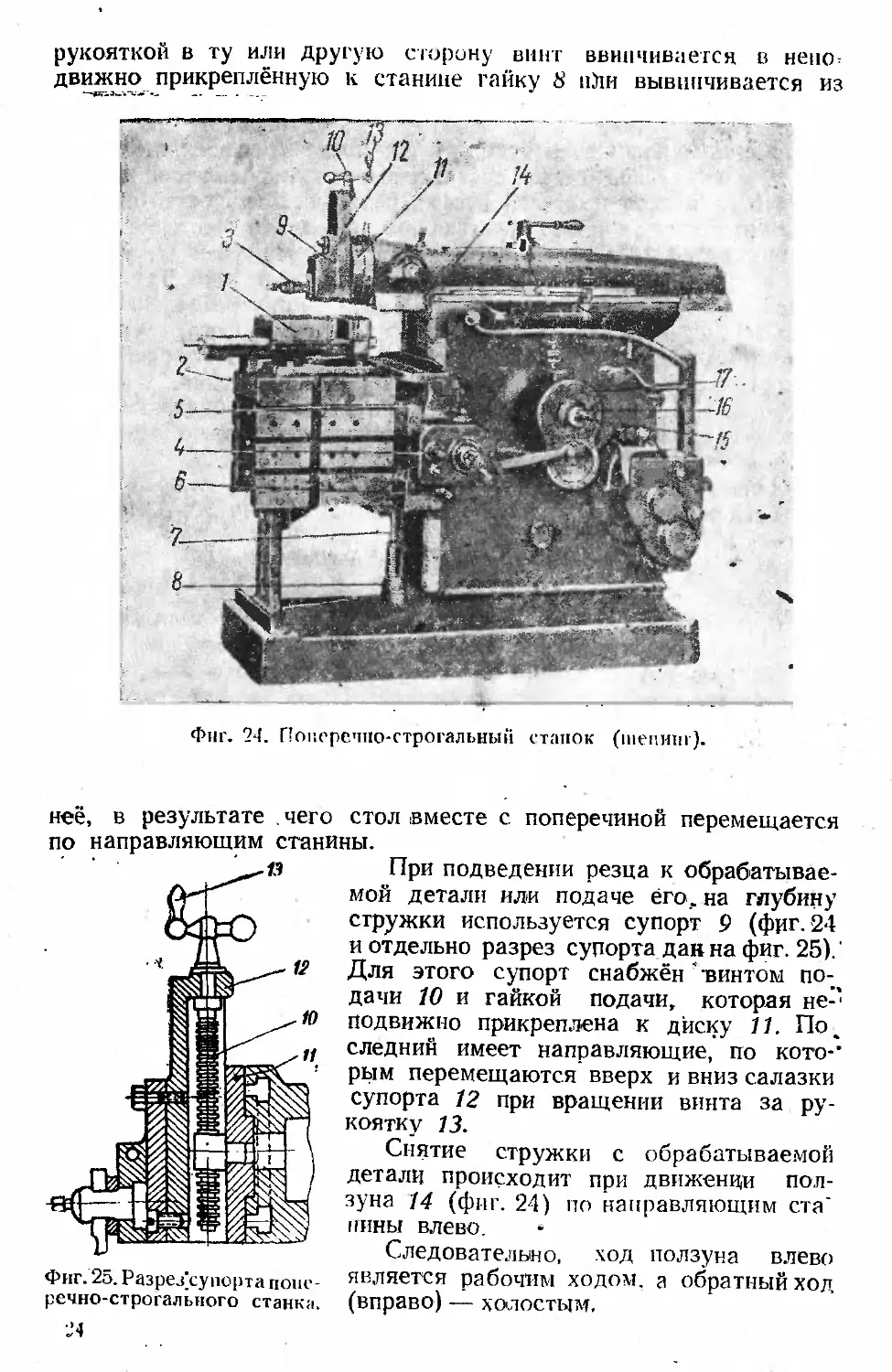
Обрабатываемая деталь закрепляется в специальных тисках 1 (фиг. 24), которые на!зываются машинными, илн непосредственно на столе 2 при помощи болтов, специальных планок и скоб. Для этой цели в столе имеются Т-образные пазы, в которые вставляются своими головками крепёжные болты.
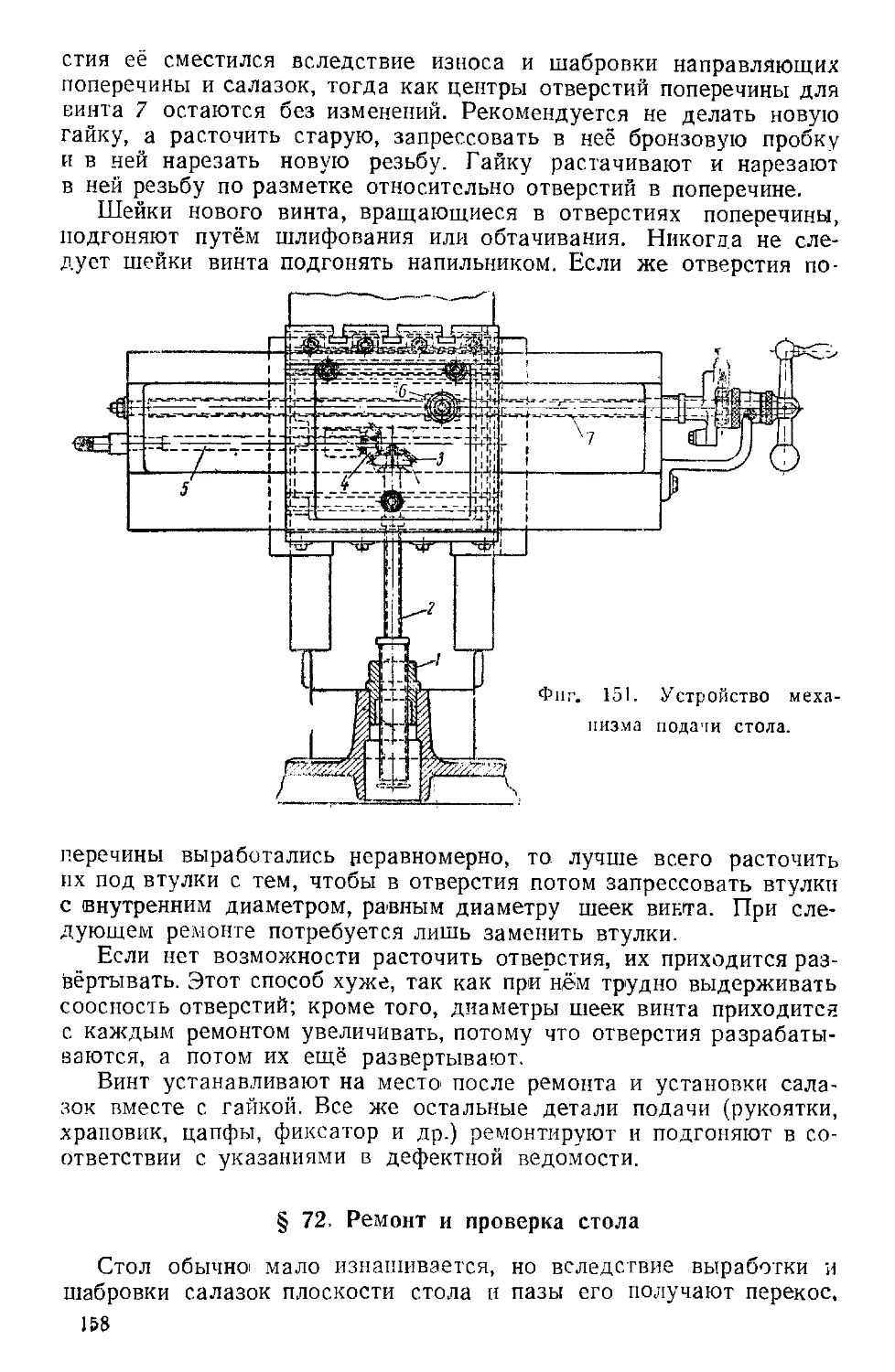
Чтобы обрабатываемую деталь можно было перемещать относительно резца, закрепляемого в резцедержателе 3, стол снабжается механизмом подачи, обеспечивающим ему перемещение в горизонтальном и вертикальном 'направлениях.
При помощи винта подачи 4 и прикреплённой к столу гайки достигается горизонтальное перемещение стола по направляющим плоскостям поперечины $. Вертикальное перемещение стола (вверх и вниз) осуществляется поворотом валика 6, на втором, конце ко юрого имеется коническая шестерня, сцепляющаяся с конической же шестернёй, \ креплённой на винте 7 При вращении валика о
рукояткой в ту или другую сторону винт ввинчивается в непо^ движно прикреплённую к станине гайку 8 пДи вывинчивается из
Фиг. 2*1. Поперечно-строгальный станок (тенит).
1!
неё. по
Ю и
Фиг. 25. Разрез супорта поперечно-строгального станка.
, в результате . чего стол вместе с поперечиной перемещается направляющим станины.
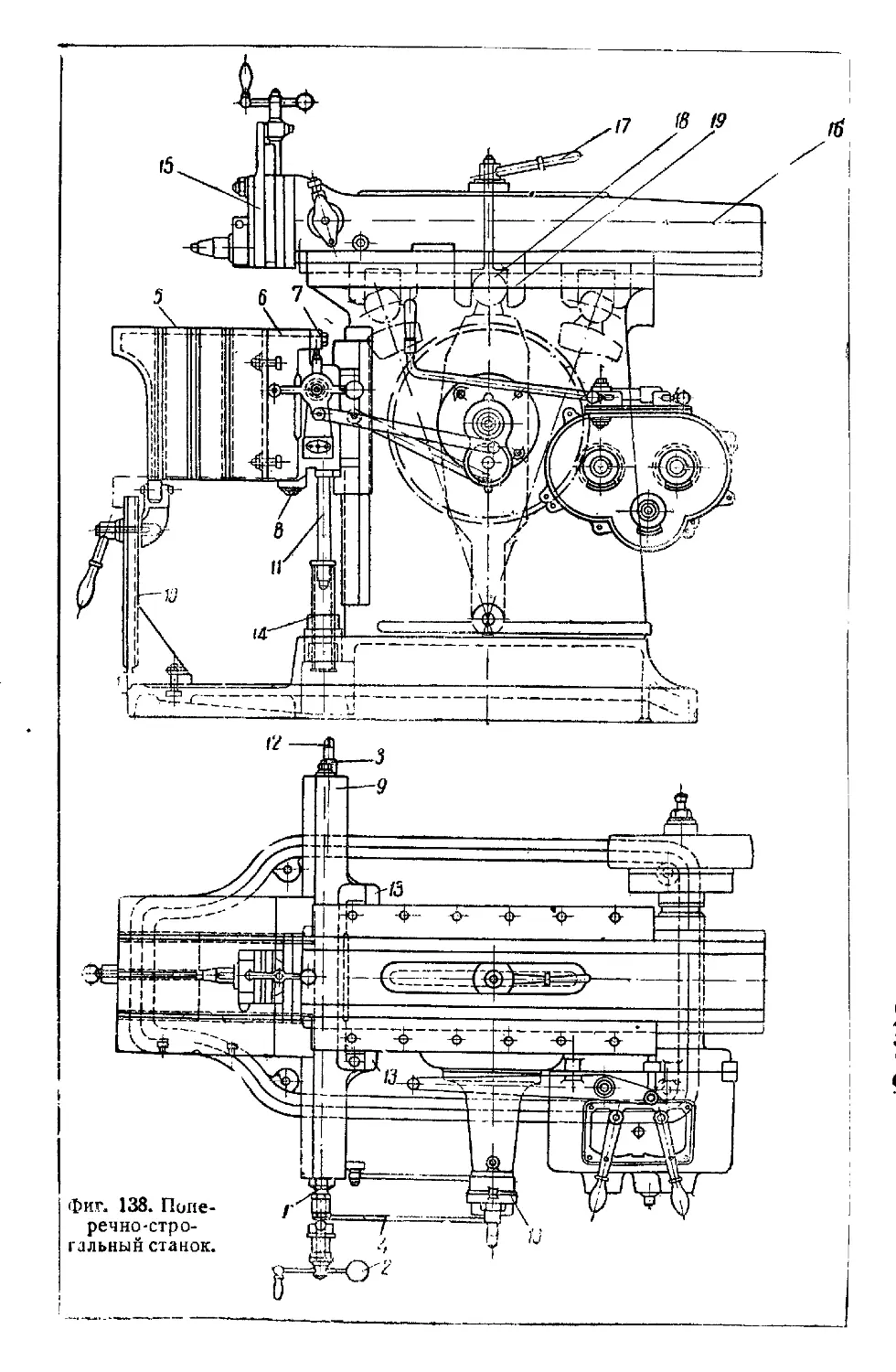
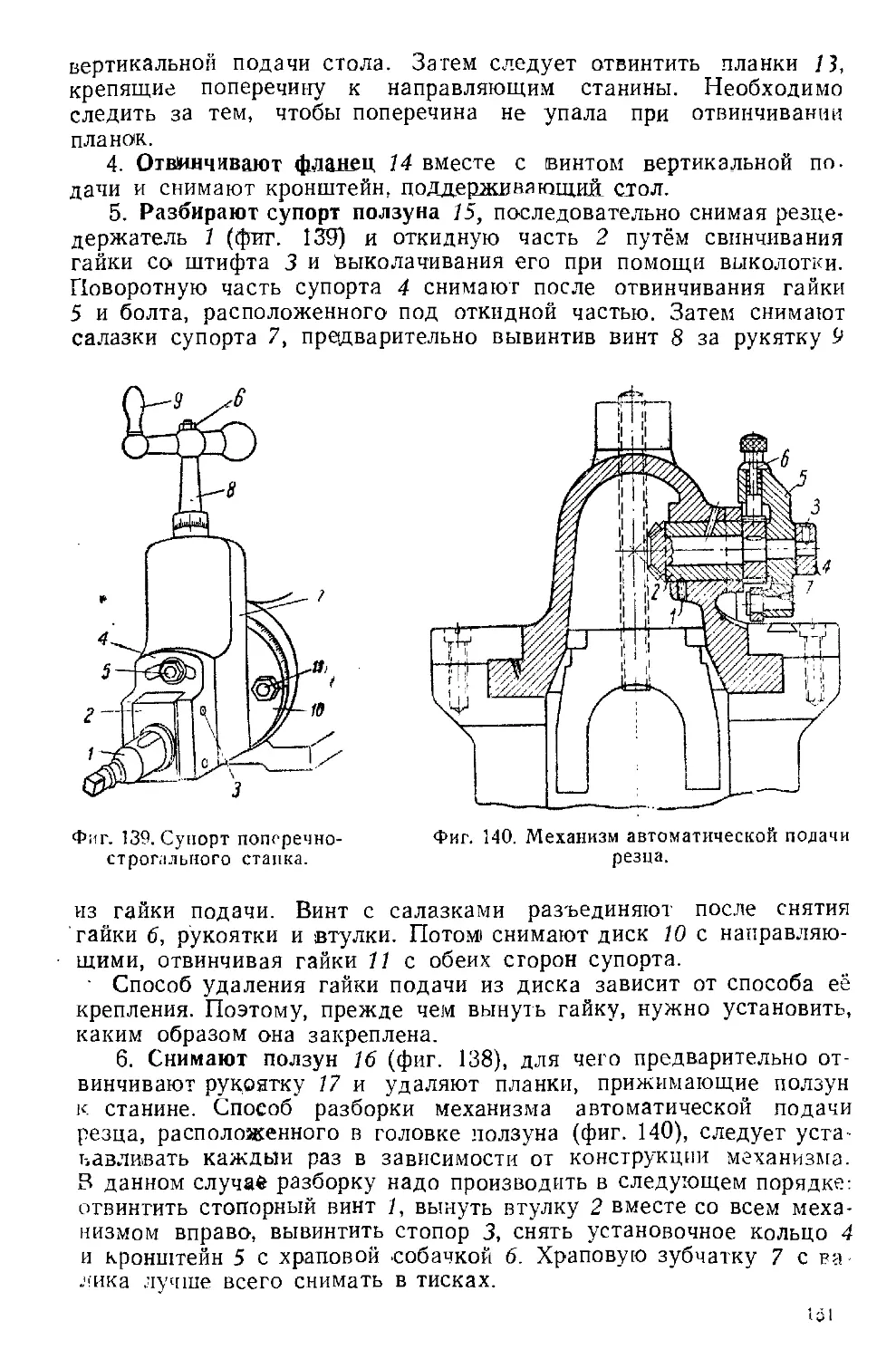
При подведении резца к обрабатываемой детали или подаче его,на глубину стружки используется супорт 9 (фиг. 24 и отдельно разрез супорта данна фиг. 25).' Для этого супорт снабжён '"винтом по-, дачи 10 и гайкой подачи, которая не-’ подвижно прикреплена к диску 11. По. следний имеет направляющие, по кото-’ рым перемещаются вверх и вниз салазки супорта 12 при вращении винта за рукоятку 13.
Снятие стружки с обрабатываемой детали происходит при движении ползуна 14 (фиг. 24) по направляющим ста' пины влево.
Следовательно, ход ползуна влево является рабочим ходом, а обратный ход (вправо) — холостым.
§ 8. Механическая подача стола
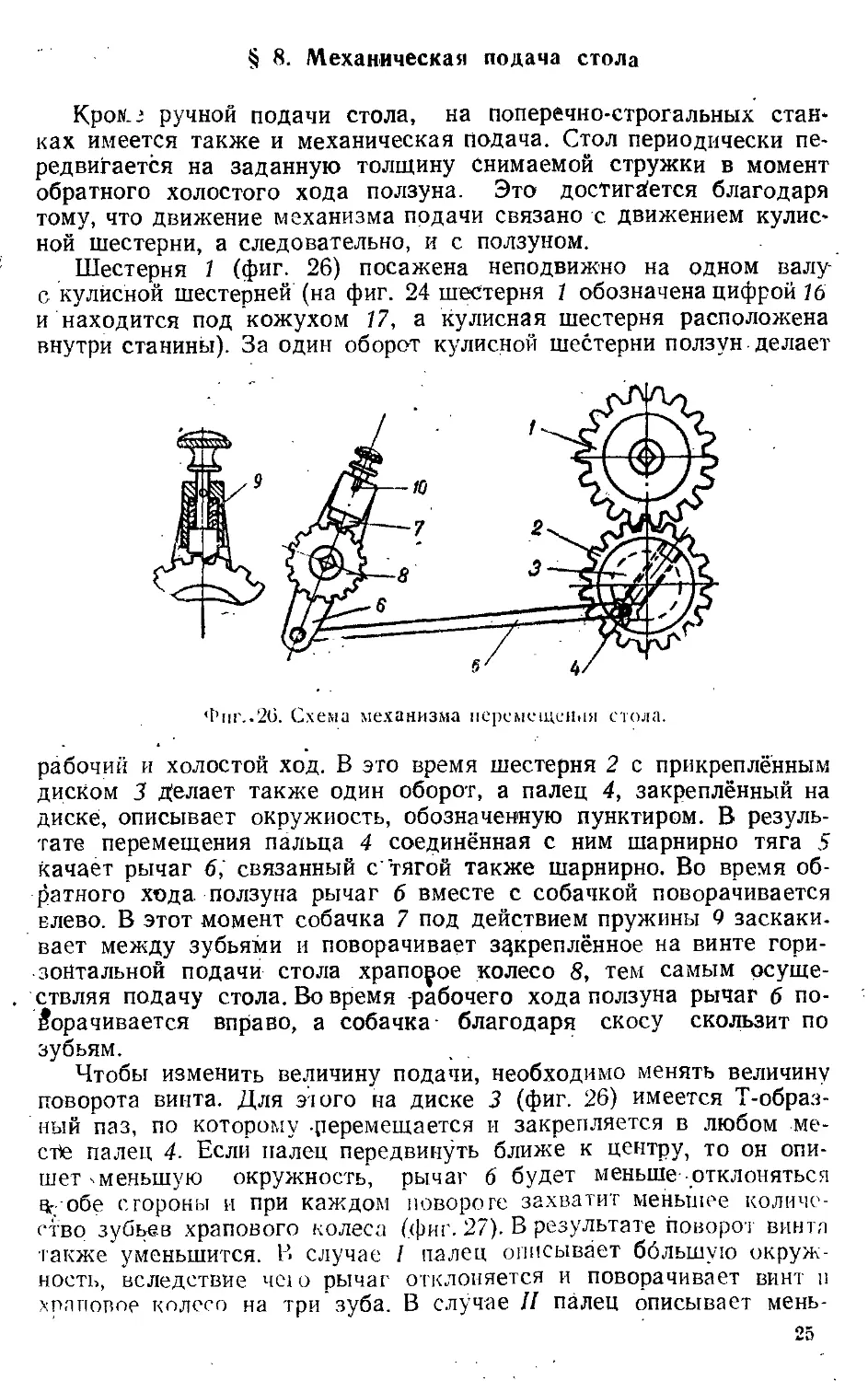
Крой, г ручной подачи стола, на поперечно-строгальных станках имеется также и механическая подача. Стол периодически передвигается на заданную толщину снимаемой стружки в момент обратного холостого хода ползуна. Это достигается благодаря тому, что движение механизма подачи связано с движением кулисной шестерни, а следовательно, и с ползуном.
Шестерня 7 (фиг. 26) посажена неподвижно на одном валу-с кулисной шестерней (на фиг. 24 шестерня 7 обозначена цифрой 76 и находится под кожухом 77, а кулисная шестерня расположена внутри станины). За один оборот кулисной шестерни ползун делает
Фиг..26. Схема механизма перемещения стола.
рабочий и холостой ход. В это время шестерня 2 с прикрепленным диском 3 Делает также один оборот, а палец 4, закреплённый на диске, описывает окружность, обозначенную пунктиром. В результате перемещения пальца 4 соединённая с ним шарнирно тяга 5 качает рычаг б,' связанный с'тягой также шарнирно. Во время обратного хода ползуна рычаг б вместе с собачкой поворачивается влево. В этот момент собачка 7 под действием пружины 9 заскаки. вает между зубьями и поворачивает закреплённое на винте горизонтальной подачи стола храповое колесо 8, тем самым осуществляя подачу стола. Во время рабочего хода ползуна рычаг б поворачивается вправо, а собачка- благодаря скосу скользит по зубьям.
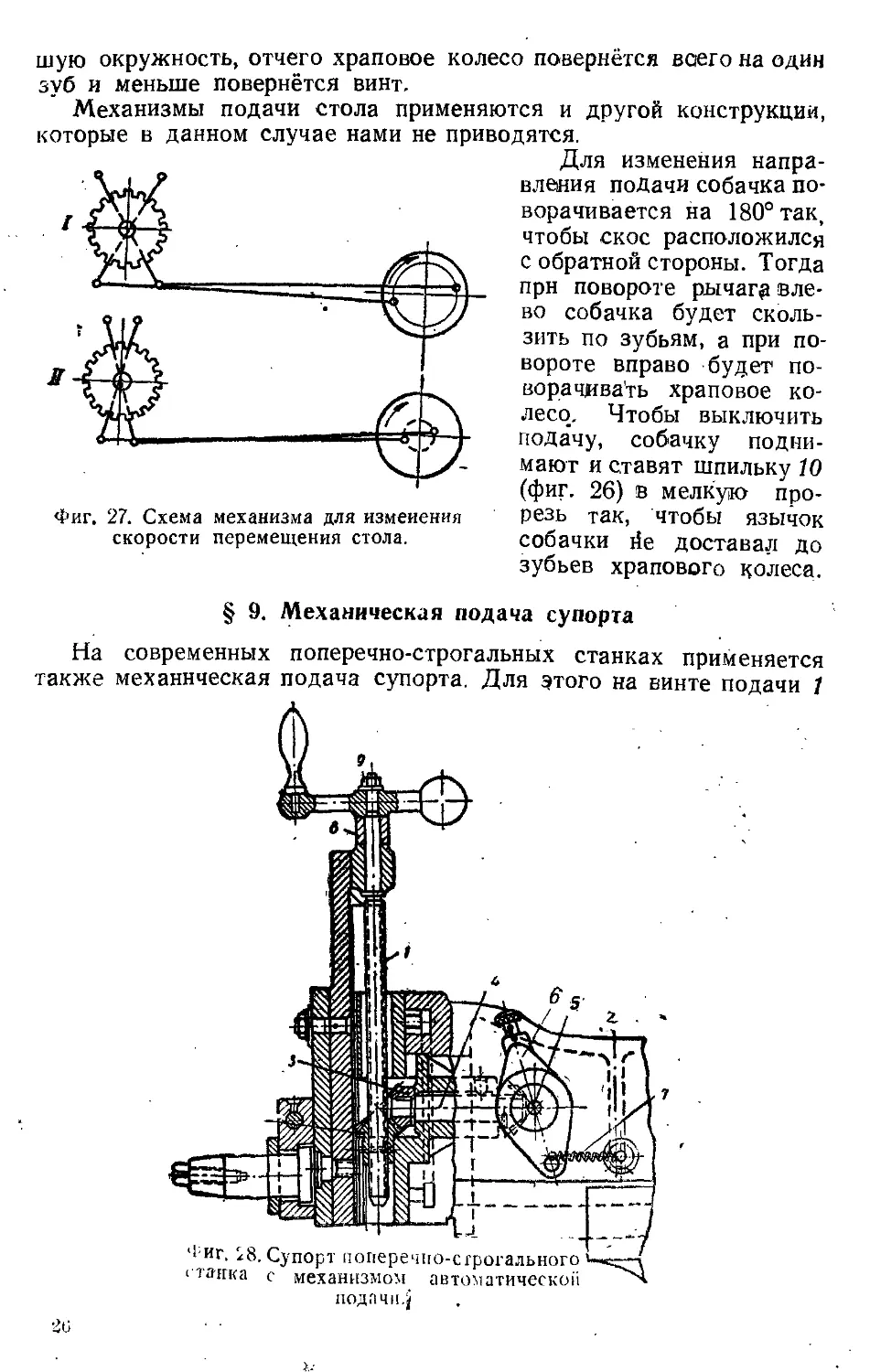
Чтобы изменить величину подачи, необходимо менять величину поворота винта. Для этого на диске 3 (фиг. 26) имеется Т-образный паз, по которому перемещается и закрепляется в любом ме-cite палец 4. Если палец передвинуть ближе к центру, то он опишет меньшую окружность, рычаг 6 будет меньше отклоняться Вт обе стороны и при каждом повороте захватит меньшее количество зубьев храпового колеса (фиг. 27). В результате поворот винта также уменьшится. В случае I палец описывает бблыдую окружность, вследствие чет о рычаг отклоняется и поворачивает винт и хпаповое колесо на три зуба. В случае II палец описывает мень-25
Фиг. 27. Схема механизма для изменения скорости перемещения стола.
шую окружность, отчего храповое колесо повернётся всего на один зуб и меньше повернётся винт.
Механизмы подачи стола применяются и другой конструкции, которые в данном случае нами не приводятся.
Для изменения направления поДачи собачка поворачивается на 180°так, чтобы скос расположился с обратной стороны. Тогда прн повороте рычагу влево собачка будет скользить по зубьям, а при повороте вправо будет поворачивать храповое колесо. Чтобы выключить подачу, собачку поднимают и ставят шпильку 10 (фиг. 26) в мелкую прорезь так, чтобы язычок собачки йе доставал до зубьев храпового колеса.
§ 9. Механическая подача супорта
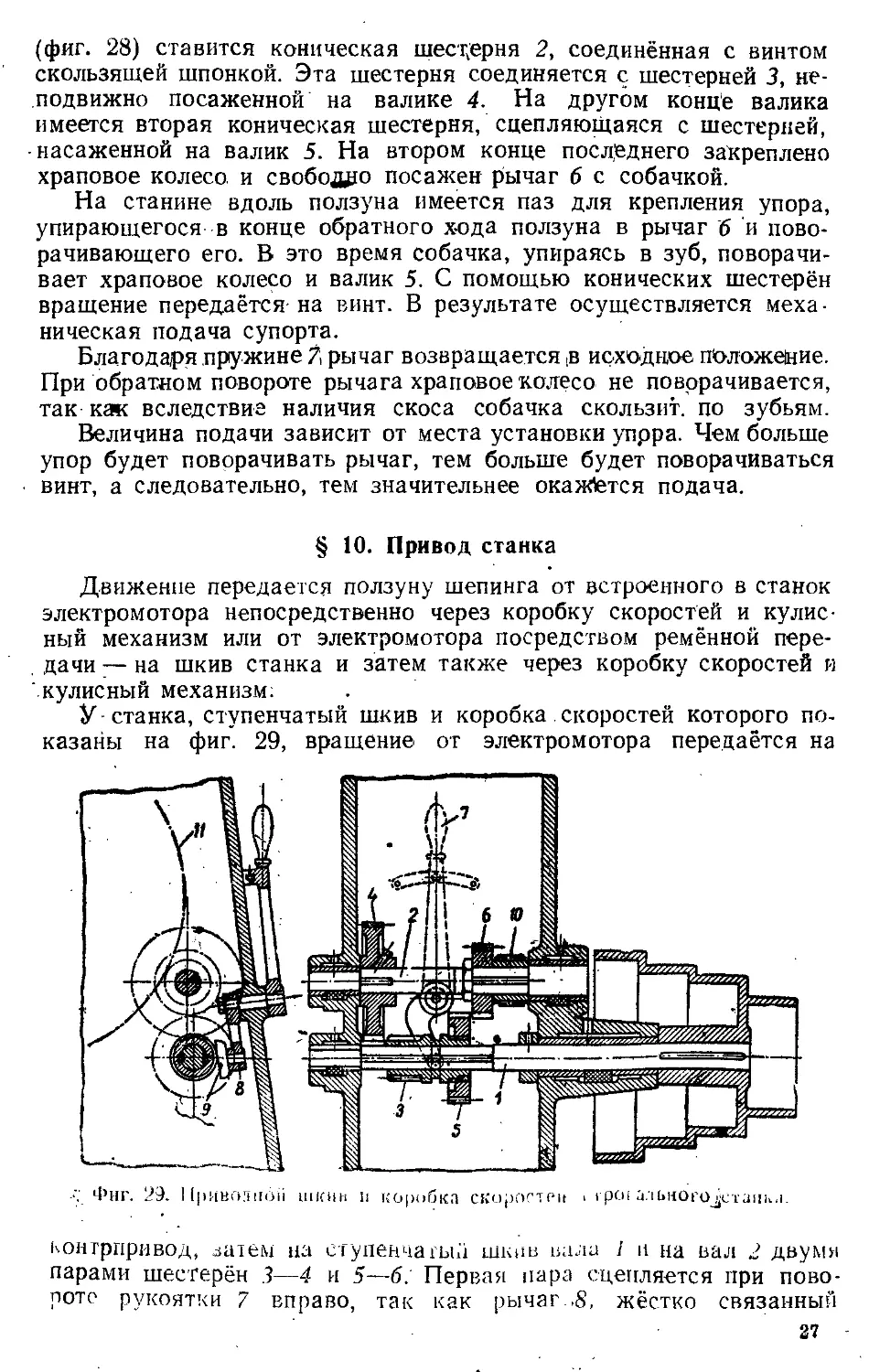
На современных поперечно-строгальных станках применяется также механическая подача супорта. Для этого на винте подачи 1
(фиг. 28) ставится коническая шестерня 2, соединённая с винтом скользящей шпонкой. Эта шестерня соединяется с шестерней 3, неподвижно посаженной на валике 4. На другом конце валика имеется вторая коническая шестерня, сцепляющаяся с шестерней, насаженной на валик 5. На втором конце последнего закреплено храповое колесо, и свободно посажен рычаг б с собачкой.
На станине вдоль ползуна имеется паз для крепления упора, упирающегося в конце обратного хода ползуна в рычаг 6 и поворачивающего его. В это время собачка, упираясь в зуб, поворачивает храповое колесо и валик 5. С помощью конических шестерён вращение передаётся на винт. В результате осуществляется механическая подача супорта.
Благодаря пружине 7 рычаг возвращается в исходное положение. При обратном повороте рычага храповое колесо не поворачивается, так как вследствие наличия скоса собачка скользит, по зубьям.
Величина подачи зависит от места установки упрра. Чем больше упор будет поворачивать рычаг, тем больше будет поворачиваться винт, а следовательно, тем значительнее окаж!ется подача.
§ 10. Привод станка
Движение передается ползуну шепинга от встроенного в станок электромотора непосредственно через коробку скоростей и кулисный механизм или от электромотора посредством ремённой передачи — на шкив станка и затем также через коробку скоростей и кулисный механизм;
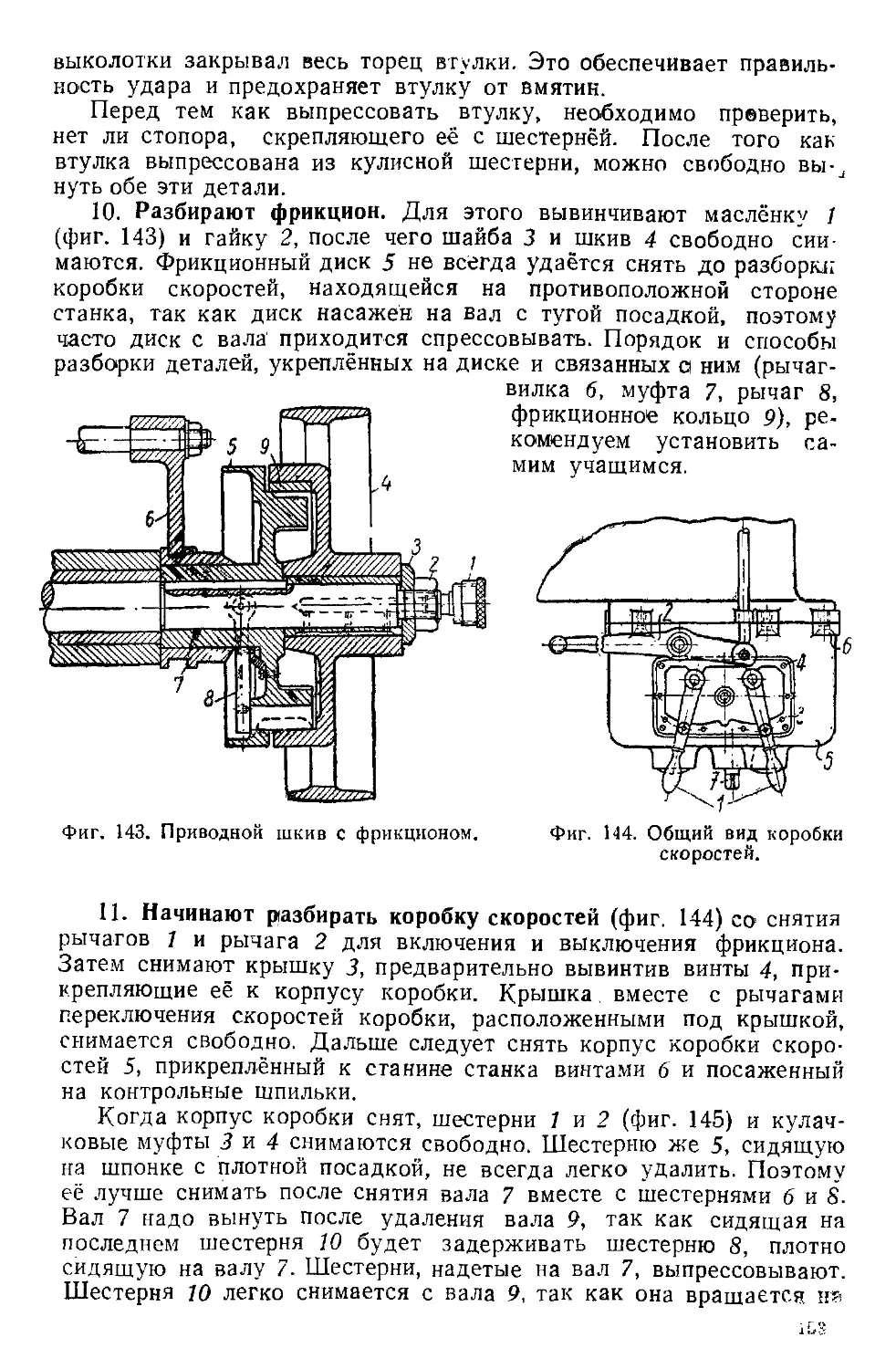
У станка, ступенчатый шкив и коробка скоростей которого показаны на фиг. 29, вращение от электромотора передаётся на
Фиг. 29. Привозной шкни и коробка скоростей > rpoi ального^стапь.!
контрпривод, затем на ступенчатый шкив вала 1 и на вал 2 двумя парами шестерён 3—4 и 5—6: Первая пара сцепляется при повороте рукоятки 7 вправо, так как рычаг.8, жёстко связанный 27
с рукояткой, передвигает с помощью сухаря 9 шестерни 3—5 влево. Поворотом рукоятки влево разъединяются шестерни 3—4 и сцепляются шестерни 5-^-6. После этого вращение от вала 1 передаётся на вал 2 через указанную пару шестерён 5—6. Таким образом валу 2 можно сообщить восемь различных чисел оборотов: четыре ' при помощи ступенчатого шкива переводом ремня при сцепленных шестернях 3—4 и четыре также путём перевода ремня по ступеням, по при сцепленных шестернях 5—6. Вращение от вала 2 передаётся шестерней 10 на кулисную шестерню 11, показанную на фигуре пунктиром.
§ 11. Кулисный механизм
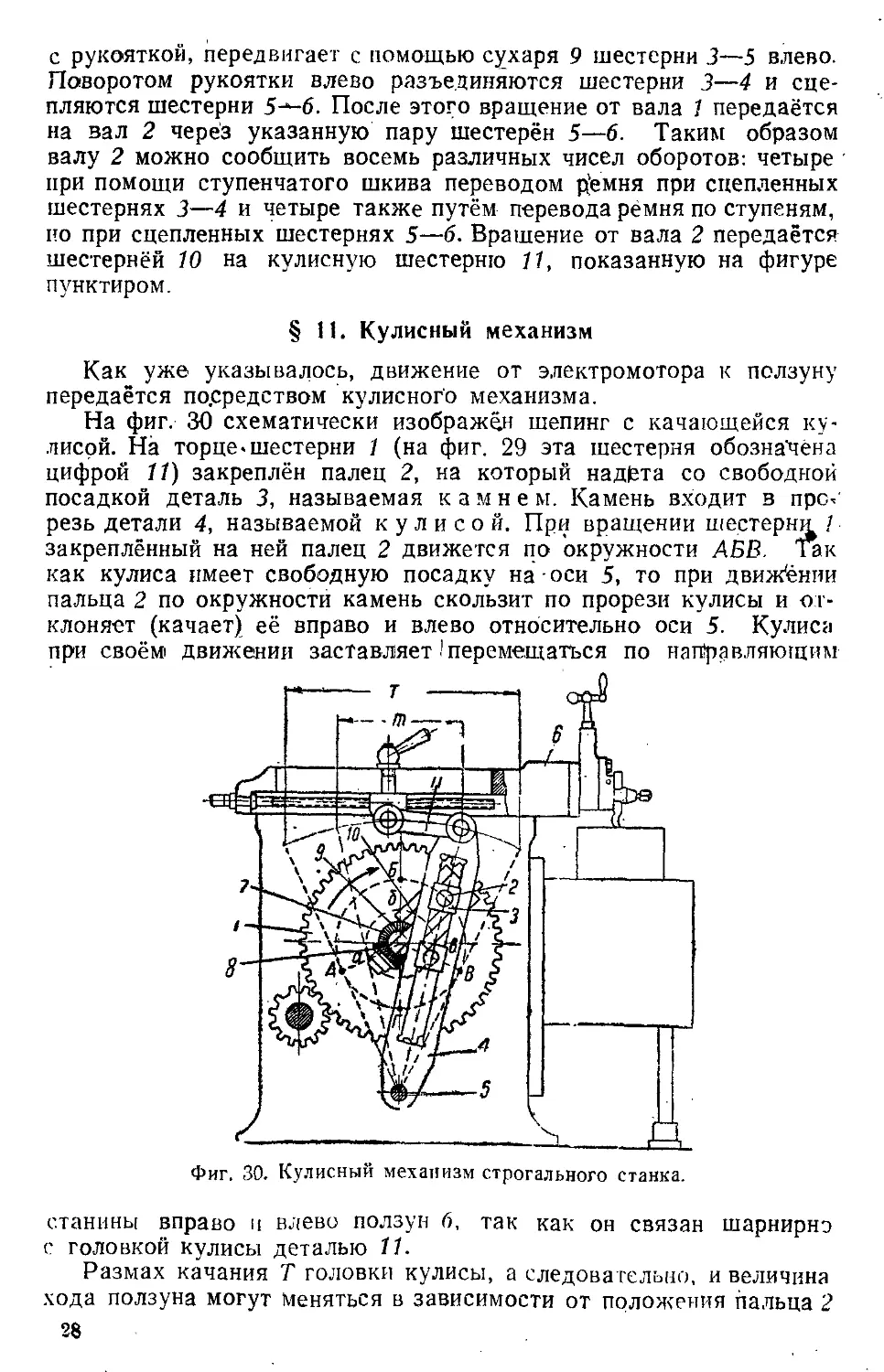
Как уже указывалось, движение от электромотора к ползуну передаётся посредством кулисного механизма.
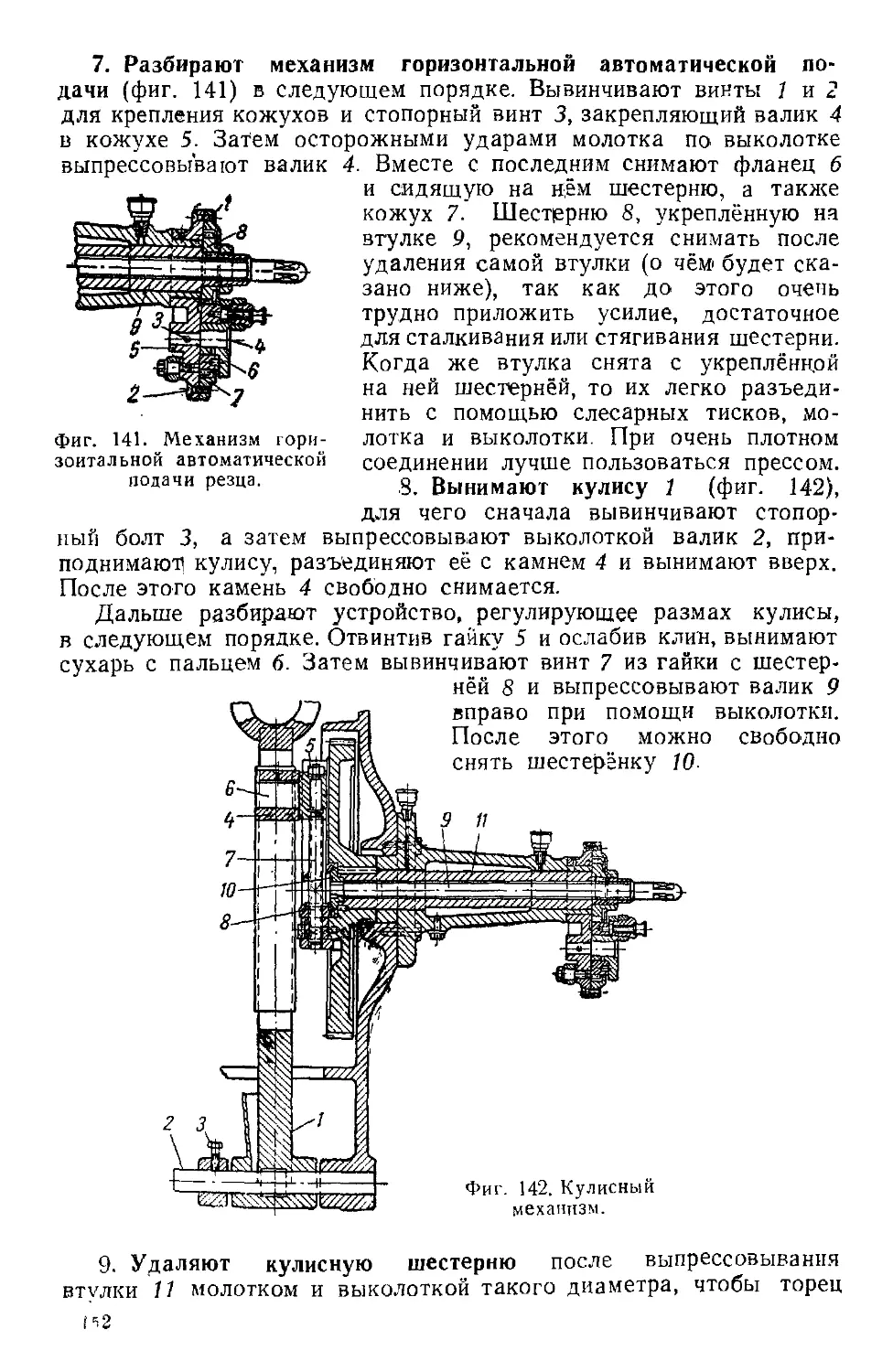
На фиг. 30 схематически изображён шепинг с качающейся кулисой. На торце*шестерни 1 (на фиг. 29 эта шестерня обозначена цифрой 11) закреплён палец 2, на который надета со свободной посадкой деталь 3, называемая камнем. Камень входит в про/ резь детали 4, называемой кулисой. При вращении шестерни / закреплённый на ней палец 2 движется по окружности АБВ. Так как кулиса имеет свободную посадку на - оси 5, то при движении пальца 2 по окружности камень скользит по прорези кулисы и отклоняет (качает) её вправо и влево относительно оси 5. Кулиса при своём движении заставляет Iперемещаться по направляющим
Фиг. 30. Кулисный механизм строгального станка.
станины вправо и влево ползун б, так как он связан шарнирно с головкой кулисы деталью 11.
Размах качания Т головки кулисы, а следовательно, и величина хода ползуна могут меняться в зависимости от положения пальца 2 28
ця шестерне 1. При* приближении пальца к центру размах кулисы и ход ползуна будут уменьшаться; наоборот, при удалении пальца 't-т центра шестерни размах кулисы и ход ползуна увеличатся. Так, при окружности АБВ, описываемой пальцем, размах качания головки кулисы равен Т, а при окружности абв размах меньше и равняется т. Соответственно с этим меняется длина хода ползуна.
Положение пальца можно менять, вращая находящийся сбоку станка валик 15 (фиг. 24), на другом конце которого посажена коническая шестерня 7 (фиг. 30), сцепляющаяся со второй конической шесгернёй 8, жёстко посаженной на винт 9. Этот винт, ввёртываясь в резьбу сухаря с пальцем 2, заставляет последний перемещаться по направляющим 10 шестерни
Длина хода ползуна устанавливается немного больше длины обрабатываемой поверхности так, чтобы резец выходил за деталь с обеих сторон.
§ 12. Кинематика поперечно-строгальных станков
Фиг. 31. Кинематическая схема поперечно-строгального станка.
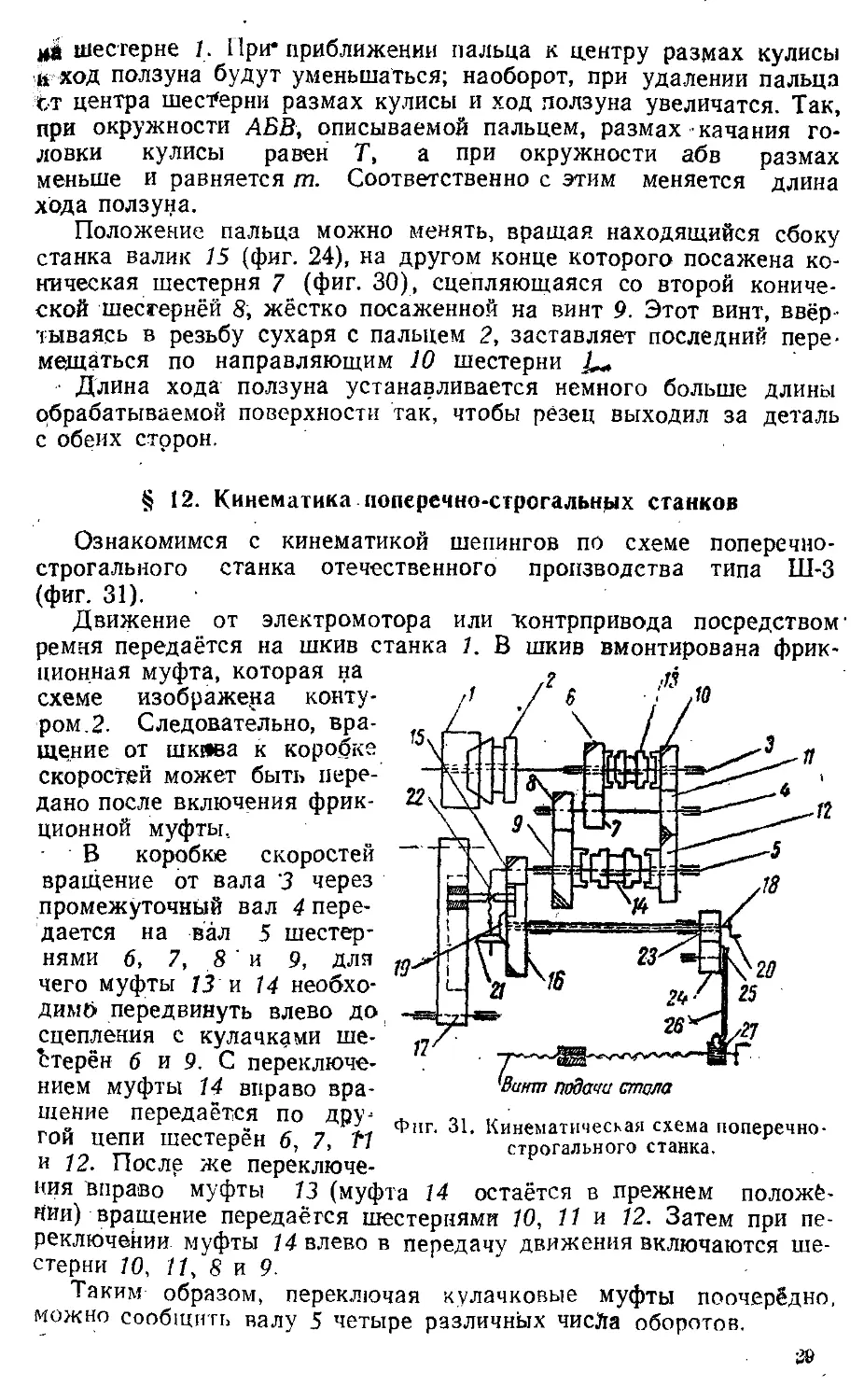
Ознакомимся с кинематикой шепингов по схеме поперечно-строгального станка отечественного производства типа Ш-3 (фиг. 31).
Движение от электромотора или "Контрпривода посредством' ремня передаётся на шкив станка 1. В шкив вмонтирована фрикционная муфта, которая на схеме изображена контуром.?. Следовательно, вращение от шкива к коробке скоростей может быть передано после включения фрикционной муфты,
В коробке скоростей вращение от вала '3 через промежуточный вал 4 передается на вал 5 шестернями 6, 7, 8 ' и 9, для чего муфты 13 и 14 необхо-димб передвинуть влево до сцепления с кулачками шестерён 6 и 9. С переключением муфты 14 вправо вращение передаётся по другой цепи шестерён 6, 7, tl и 12. После же переключе
ния вправо муфты 13 (муфта 14 остаётся в прежнем положении) вращение передаётся шестернями 10, 11 а 12. Затем при переключении муфты 14 влево в передачу движения включаются шестерни 10, 11, 8 и 9.
Таким образом, переключая кулачковые муфты поочерёдно, можно сообщить валу 5 четыре различных числа оборотов.
Вращение вала 5 передаётся на кулисную шестерню 16, которая посредством пальца, закреплённого на её торце, качает кулису и сообщает движение ползуну 17.
Внутри полого вала кулисной шестерни проходит вал 18, нз одном конце которого насажена коническая шестерня 19, а на другом — рукоятка 20. При вращении вала 18 за рукоятку вращаются шестерня 21 и винт 22, на который эта шестерня насажена неподвижно. При помощи винта 22 перемещается палец кулисы, в результате чего меняется длина хода ползуна.
Вращение от шестерни 23 (посаженной неподвижно на однбм валу с кулисной шестерней) передаётся шестерне 24, имеющей на своем торце эксцентрично расположенный палец 25. С • пальцем шарнирно соединена тяга 26. Последняя качает рычаг с собачкой, взаимодействующей с храповым колесом 27, насаженным на винт горизонтальной подачи стола. Таким образом вращение от кулисной шестерни передаётся шестерне 24, движение от которой посредством храпового механизма передаётся на ходовой винт. В результате осуществляется механическая горизонтальная подача стола.
§ 13. Виды строгальных станков
Поперечно-строгальные станки обычно . применяются для деталей с длинрй обрабатываемой поверхности до 500 мм, реже до 750 мм. Для обработки поверхностей, длина которых превышает 750 мм, применяются продольно-строгальные станки. Рабочее движение в них осуществляет стол с закреплённой на нём обрабатываемой деталью, а супорт подает резец для снятия новой «стружку, т. е. осуществляет движение подачи. По устройству и габаритам продольно-строгальные станки резко отличаются от шепингов. .
КОНТРОЛЬНЫЕ ВОПРОСЫ К РАЗДЕЛУ 2
1. Как достигается горизонтальное н вертикальное перемещение стола вручную?
2. С помощью какого механизма подводится резец к обрабатываемой детали н как устроен этот механизм?
3 3. Назначение и устройство кулисного механизма?
4. Как достигается и' как регулируется механическая горизонтальная подача стола?
5. Опишите порядок передачи движения от электромотора к ползуну.
3. ФРЕЗЕРНЫЕ СТАНКИ
Фрезерные станки применяются для обработки различных поверхностей деталей: для фрезерования плоскостей, пазов, кана вок, спиралей, зубьев шестерён, червяков и т. д. В зависимости от характера выполняемых операций употребляются горизонтально>-фрезерные или вертикально-фрезерные станки.
зо
§ 14. Горизонтально-фрезерные станки
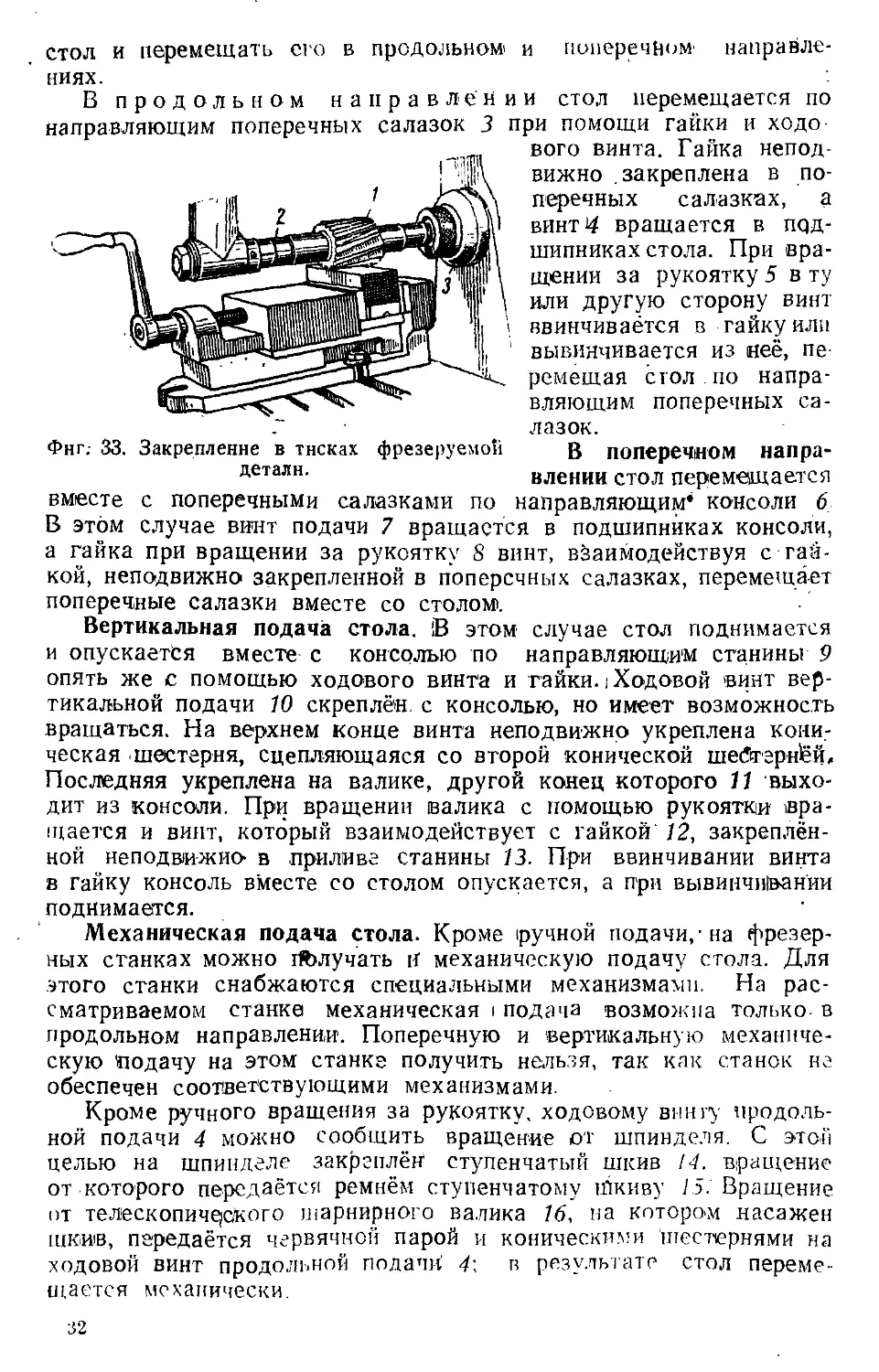
На фиг, 32 показан горизонтально-фрезерный станок простейшей конструкции. Обрабатываемая деталь закрепляется на столе 1 при-помощи болтов, планок или скоб. Для установки болтов на столе имеются Т-образные пазы, в которые вставляются головки болтов. Часто- обрабатываемые детали закрепляются г в . тисках (фиг. 33), устанавливаемых на столе и прикрепляемых к нему.
Режущий инструмент 1, называемый фрезой, закрепляется на оправке 2. Последняя одним конном устанавливается в отверстие шпинделя станка 3, а. второй конец поддерживается и вращается в подшипнике* прдвески 4, которая закреплена на хоботе станка 5 (фиг. 32). Для большей устойчивости подвеска поддерживается стойками б-При вращении шпинделя вращается и оправка с закреплённой фрезой. Последняя при вращении срезает своими зубьями металл на обрабатываемой детали.
Скорости вращения шпинделя. При обработке деталей требуется различное количество оборотов фрезы. Для этого станки снабжены ступенчатыми шкивами или коробками скоростей. Рассматриваемый станок (фиг. 32) имеет шкив 2 с четырьмя ступе-
нями; следовательно, шпин- Фиг^2. Горизонтально-Фрезерный станок делю можно сообщить че- простейшей конструкции,
тыре различных скорости вращения.
Ручная подача стола. Для того чтобы закреплённую на столе обрабатываемую деталь можно было подводить К| фрезе, станок снабжён механизмом, который позволяет поднимать и опускав
стол и перемещать его в ниях.
В продольном на направляющим поперечных
продольном^ и поперечном' направле-
ФНГ; 33.
фрезеруемой
правлении стол перемещается по салазок 3 при помощи гайки и ходо вого винта. Гайка неподвижно закреплена в поперечных салазках, а винт 4 вращается в подшипниках стола. При вращении за рукоятку 5 в ту или другую сторону винт i ввинчивается в гайку или ' вывинчивается из неё, перемещая стол.по направляющим поперечных салазок.
В поперечном направлении стол перемещается направляющим* консоли 6
Закрепленне в тисках детали.
с поперечными салазками по i
случае винт подачи 7 вращается в подшипнйках консоли,
вместе В этом а гайка при вращении за рукоятку 8 винт, взаимодействуя с гайкой, неподвижно закрепленной в поперечных салазках, перемещает поперечные салазки вместе со столом>.
Вертикальная подача стола. В этом случае стол поднимается и опускаетёя вместе с консолью по направляющим станины 9 опять же с помощью ходового винта и гайки. । Ходовой винт вертикальной подачи 10 скреплён, с консолью, но имеет возможность вращаться. На верхнем конце винта неподвижно укреплена коническая -шестерня, сцепляющаяся со второй конической шедгэрнёй. Последняя укреплена на валике, другой конец которого 11 выходит из консоли. При вращении валика с помощью рукоятки вращается и винт, который взаимодействует с гайкой' 12, закреплённой неподвижно в приливе станины 13. При ввинчивании винта в гайку консоль вместе со столом опускается, а при вывинчн1вании поднимается.
Механическая подача стола. Кроме ручной подачи,-на фрезерных станках можно йЪлучать й механическую подачу стола. Для этого станки снабжаются специальными механизмами. На рас
сматриваемом станке механическая । подача возможна только-в продольном направлении. Поперечную и вертикальную механическую подачу на этом станке получить нельзя, так как станок не обеспечен соответствующими механизмами.
Кроме ручного вращения за рукоятку, ходовому винту продольной подачи 4 можно сообщить вращение от шпинделя. С этой целью на шпинделе закреплён1 ступенчатый шкив 14. вращение от которого передаётся ремнём ступенчатому Шкиву 15. Вращение от телескопического шарнирного валика 16, на котором насажен шкив, передаётся червячной парой и коническими 'шестернями на ходовой винт продольной подачи 4; в результате стол перемещается механически.
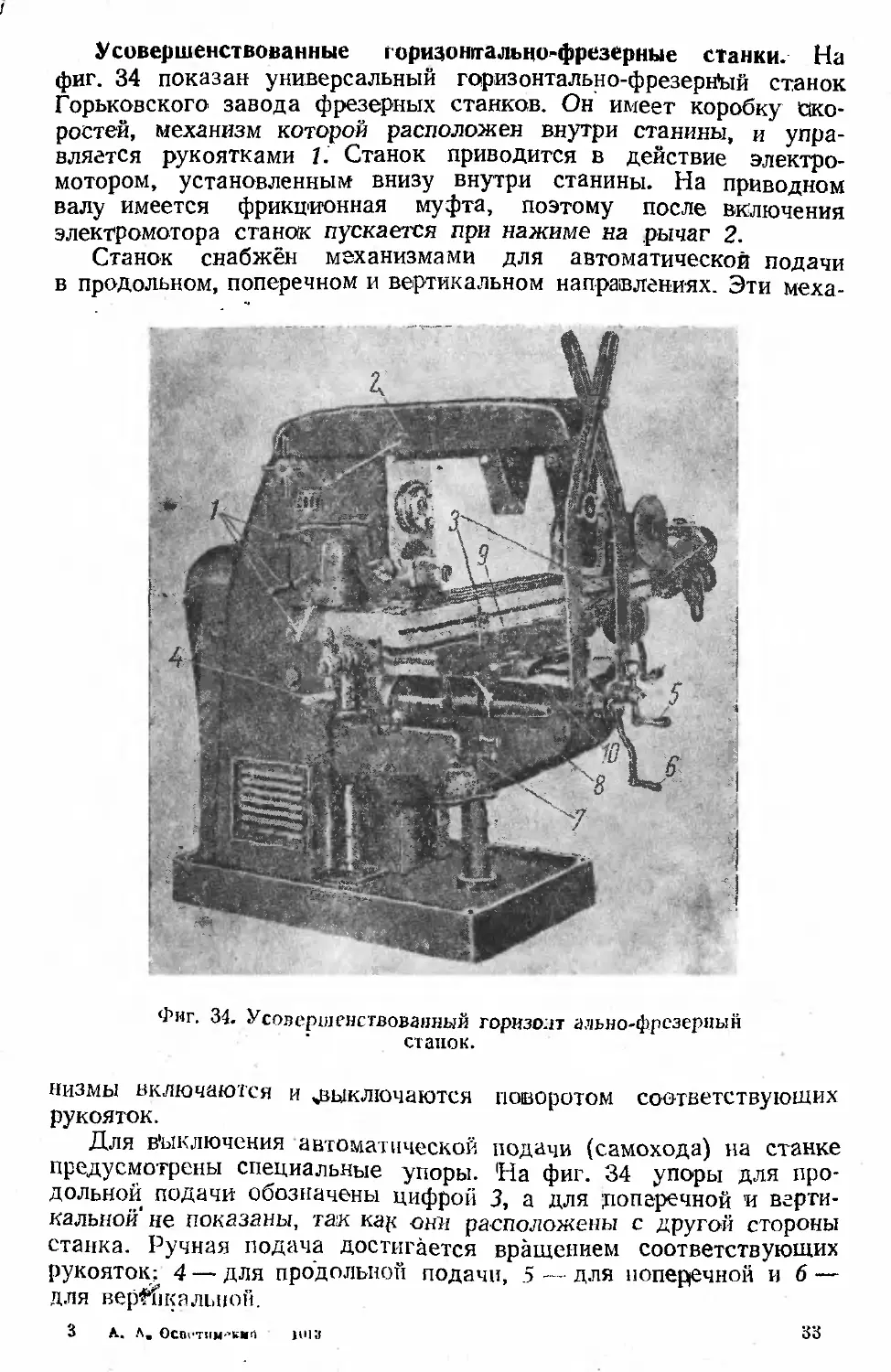
Усовершенствованные горизонтально-фрезерные станки. На фиг. 34 показан универсальный горизонтально-фрезерный станок Горьковского завода фрезерных станков. Он имеет коробку скоростей, механизм которой расположен внутри станины, и управляется рукоятками /. Станок приводится в действие электромотором, установленным внизу внутри станины. На приводном валу имеется фрикционная муфта, поэтому после включения электромотора станок пускается при нажиме на рычаг 2.
Станок снабжён механизмами для автоматической подачи в продольном, поперечном и вертикальном направлениях. Эти меха-
Фиг. 34. Усовершенствованный горизонт ально-фрезериын станок.
низмы включаются и ^выключаются поворотом соответствующих рукояток.
Для выключения автоматической подачи (самохода) на станке предусмотрены специальные упоры. На фиг. 34 упоры для продольной подачи обозначены цифрой 3, а для допаренной и вертикальной' не показаны, так кар они расположены с другой стороны станка. Ручная подача достигается вращением соответствующих рукояток; 4 — для продольной подачи, .5 — для поперечной и 6 — для вертикальной.
3 А. Л. Осаетим^кмп
КПЗ
33
Изменений подачи (скорости перемещения) стола достигается при помощи коробки подач 7, смонтированной на 1консоли 8.
Станок снабжён дополнительными поворотными салазками 9, которые поворачиваются на поперечных салазках 10 относительно вертикальной оси. Это даёт возможность устанавливать стол под нужным углом к оси шпинделя или оправки, что требуется нри выполнении таких работ, как нарезка спиралей. Такой станок, называется универсальным.
§ 15. Вертикально-фрезерные станки .
Вертикально-фрезерные станки (фиг. 35) применяются для фрезерования отверстий разных форм, пазов, канавок и углублений, а также плоскостей. На вертикально-фрезерных станках в каче-
Фиг. 35. Вертикально-фрезерный станок.
Фиг. 36. Устройство фрезерной головки.
стве инструмента применяется концевая или торцевая фреза 1, которая своим хвостовиком (закрепляется в отверстии шпинделя 2,-а концом, имеющим1 зубья (рабочей частью), осуществляет фре-» зерование.
Вращение от электромотора передаётся ремнём 3 на вал с закреплённым шкивом 4 и дальше через коробку скоростей на шпиндель. Изменение скоростей вращения шпинделя достигается поворотом рукоятки 5 коробки скоростей, расположенной внутри станины. -
От вала коробки скоростей вращение на шпиндель 1 (фиг. 36) передаётся парой конических шестерён 2. Шпиндель вращается в подшипниках подвижной головки 3, перемещающейся вверх и вниз по направляющим станины. Перемещение достигается при пэмощи рейки, прикреплённой к головке, и шестерни, насажен
ной на валик. На другом конце валика закреплён маховик 4, при вращении которого перемещается головка. Вместе с головкой перемещается шпиндель; он скользит в отверстии шестерни, вращающейся в подшипнике 5. Подшипник скреплён со станиной неподвижно.
Устройство остальных частей станка (стол, поперечные салазки, консоль и механизмы их перемещения) такое же, как в горизонтально-фрезерных станках.
КОНТРОЛЬНЫЕ ВОПРОСЫ К РАЗДЕЛУ 3
1. В каких направлениях можно перемещать обрабатываемую деталь, закрепляемую на столе фрезерного станка?
2. Устройство механизмов, с помощью которых достигается перемещение вручную стола, поперечных салазок и консоли.
3. Назначение и устройство хобота, подвески и стоек в фрезерном станке.
4, Какие применяются механизмы для изменения числа оборотов шпинделя подачи стола? ' -
5. Чем отличается вертикально-фрезерный станок от горизонтальяо-фре-зерзого?
4. ШЛИФОВАЛЬНЫЕ СТАНКИ
На .шлифовальных станках обрабатываются главным образом детали механизмов, к которым предъявляются повышенные требования в отношении точности или чистоты ;поверхности. Применяются также шлифовальные станки и для обдирочных работ. Существует ряд шлифовальных станков, различающихся между . собой по размерам и конструкции.
В зависимости от характера обработки и назначения, применяются круглощлифовальные, плоскошлифовальные и внутришлифо-вальные станкц. Есть также шлифовальные станки специального назначения.
§ 16. Круглошлифовальные станки
На фиг. 37 показан простейший вид универсального кругло-шлифовального станка. Станина станка /(неподвижно прикреплена к чугунной массивной тумбе 2. Сверху станины имеются направляющие, по Которым стол 3 может перемещаться вдоль станины в обе сторона. На столе 3 укреплён поворотный стол 4, имеющий сверху направляющие и Т-образный паз для укрепления передней бабки 5 и задней 6. Обе бабки, перемещаются вдоль поворотного стола и неподвижно закрепляются на нём в любом месте. Место установки бабок зависит от величины обрабатываемой детали, которая закрепляется в .центрах для шлифования.
Позади стола установлена шлифовальная бабка 7 с шлифовальным кругом 8. Она укреплена на салазках 9, которые перемещаются по направляющим, расположенным перпендикулярно столу. Таким образом бабку с шлифовальным кругом можно подводить к обрабатываемой детали и отводить от неё по направляющим.
Передняя бабка. Передняя бабка служит для закреплёния и вращения обрабатываемой детали. Последняя обычно закре-
* 35
нляется для шлифования между центром 1U передней бабки и центром 11 задней. Для крепления в центрах на торцах детали делаются центровые углубления.
Вращение обрабатываемого изделия обеспечивается поводковой планшайбой 12, палец которой захватывает за' хомутик, укреплённый на изделии. Планшайба на шпинделе посажена свободно, а вращение ей передаётся от контрпривода ремнём' 13.
Фиг. 37. Универсальный круглошлифовальный станок.
Когда обрабатываемая деталь закрепляется в кулачковом патроне, тогда снимается поводковая планшайба и на конец шпинделя навинчивается кулачковый патрон. В этом случае ремень 13 перешивается на шкив 14, который на шпинделе посажен неподвижно. ’
При шлифовании конуёов передняя бабка устанавливается под углом относительно направляющих стола, что достигается' поворотом корпуса бабки на её основании 75.
Задняя бабка. Задняя бабка поддерживает второй конец обрабатываемой детали при шлифовании её в центрах. Бабка передвигается вдоль стола после её открепления, что достигается поборотом рычага 16 кверху.
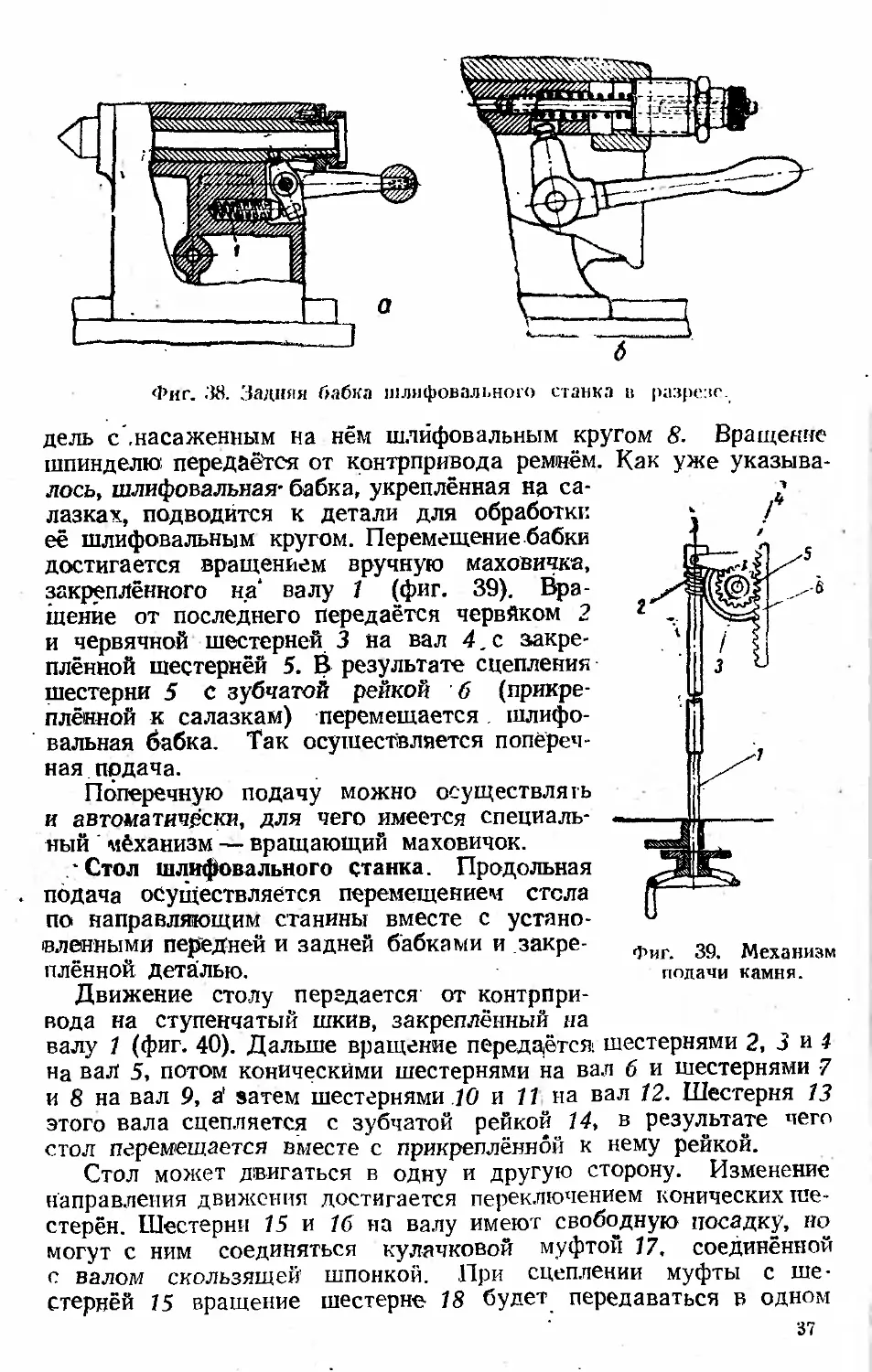
В отличие от задней бабки токарного станка, у шлифовального станка шпиндель выдвигается из корпуса под действием пружины 1 (фиг. 38, а), которая прижимает центр задней бабки и удерживает деталь во время- шлифования. При установке и снятии детали центр отводится рычагом (на фиг. 37 рычаг обозначен цифрой 17). У станков этой конструкции пружина надета на хво-, стовик шпинделя задней бабки (фиг. 38,6).
Шлифовальная бабка. Б корпусе шлифовальной бабки 7 (фиг. 37) крепятся подшипники 18, в которых вращается шпин-36
ЖЖ:
Фиг. .38. Задняя бабка шлифовального станка в разрезе.
уже указыва-
Фиг. 39. Механизм подачи камня.
дель с',насаженным на нём шлифовальным кругом 8. Вращение шпинделю: передаётся от контрпривода ремнём, лось, шлифовальная- бабка, укреплённая на салазках, подводится к детали для обработки её шлифовальным кругом. Перемещение бабки достигается вращением вручную маховичка, закреплённого на' валу 7 (фиг. 39). Вращение от последнего передаётся червяком 2 и червячной шестерней 3 на вал 4. с закреплённой шестернёй 5. В результате сцепления шестерни 5 с зубчатой рейкой 6 (прикреплённой к салазкам) перемещается шлифовальная бабка. Так осуществляется поперечная подача.
Поперечную подачу можно осуществлять и автоматически, для чего имеется специальный мёханизм — вращающий маховичок.
-Стол шлифовального станка. Продольная
. подача осуществляется перемещением стола по направляющим станины вместе с установленными передней и задней бабками и закреплённой Деталью.
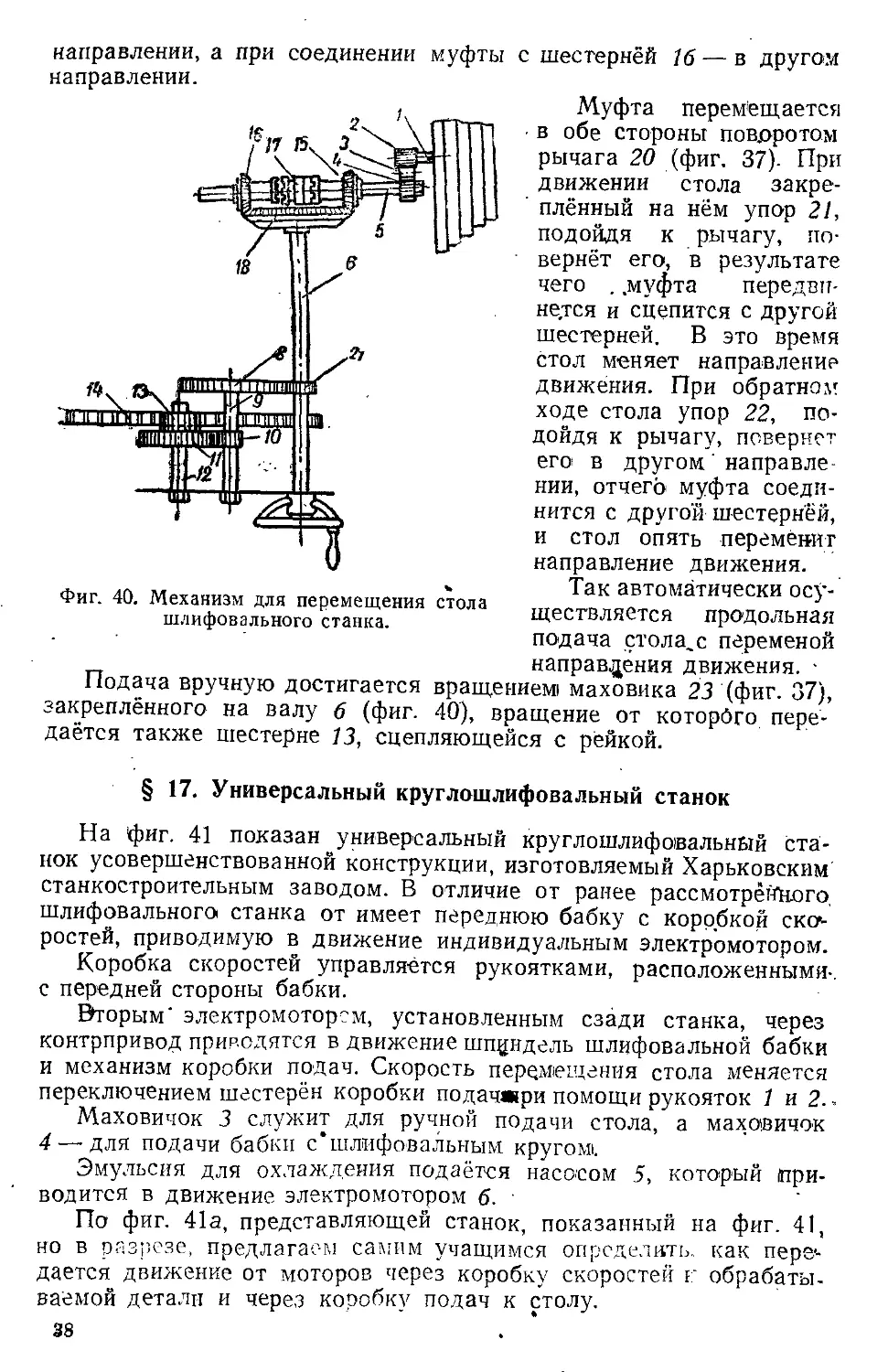
Движение столу передается от контрпривода на ступенчатый шкив, закреплённый на валу 7 (фиг. 40). Дальше вращение передаётся шестернями 2, j и 4 на вал 5, потом коническими шестернями на вал 6 и шестернями 7 и 8 на вал 9, а' затем шестернями 10 и 77 на вал 72. Шестерня 13 этого вала сцепляется с зубчатой рейкой 74, в результате чего стол перемещается вместе с прикреплённой к нему рейкой.
Стол может двигаться в одну и другую сторону. Изменение направления движения достигается переключением конических шестерён. Шестерни 15 и 16 на валу имеют свободную посадку, но могут с ним соединяться кулачковой муфтой 17, соединённой с валом скользящей шпонкой. При сцеплении муфты с шестернёй 15 вращение шестерне 78 будет передаваться в одном 37
направлении, а при соединении муфты с шестерней 16 — в другом
направлении.
Фиг. 40. Механизм для перемещения стола шлифовального станка.
Муфта перемещается в обе стороны поворотом рычага 20 (фиг. 37)- При движении стола закреплённый на нём упор 21, подойдя к рычагу, повернёт его, в результате чего . .муфта передвинемся и сцепится с другой шестерней. В это время стол меняет направление движения. При обратном ходе стола упор 22, подойдя к рычагу, повернет его в другом' направлении, отчего муфта соединится с другой шестерней, и стол опять переменит направление движения.
Так автоматически осуществляется продольная подача стола,с переменой
направления движения.
Подача вручную достигается вращением! маховика 23 (фиг. 37), закреплённого на валу 6 (фиг. 40), вращение от которого передаётся также шестерне 13, сцепляющейся с рейкой.
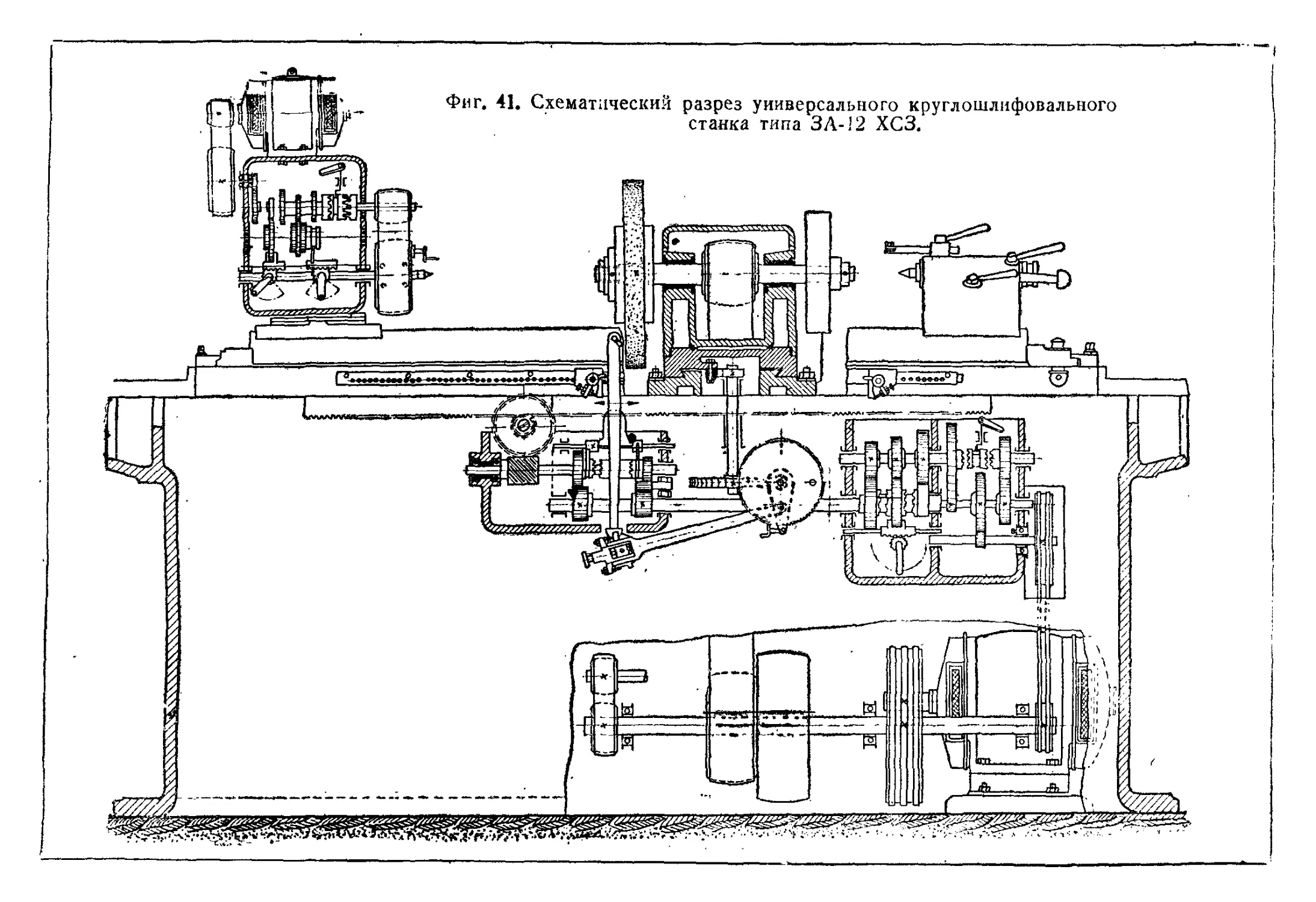
§ 17. Универсальный круглошлифовальный станок
На фиг. 41 показан универсальный круглошлифовальный станок усовершенствованной конструкции, изготовляемый Харьковским станкостроительным заводом. В отличие от ранее рассмотренного, шлифовального станка от имеет переднюю бабку с коробкой скоростей, приводимую в движение индивидуальным электромотором.
Коробка скоростей управляется рукоятками, расположенными-, с передней стороны бабки.
Вторым’ электромотором, установленным сзади станка, через контрпривод приводятся в движение шпиндель шлифовальной бабки и механизм коробки подач. Скорость перемещения стола меняется переключением шестерён коробки подачжри помощи рукояток 1 и 2. >
Маховичок 3 служит для ручной подачи стола, а маховичок 4 — для подачи бабки с’шлифовальным кругом!.
Эмульсия для охлаждения подаётся насосом 5, который приводится в движение электромотором б. •
По фиг. 41а, представляющей станок, показанный на фиг. 41, но в разрезе, предлагаем самим учащимся определить, как neps'-даётся движение от моторов через коробку скоростей к обрабатываемой детали и через коробку подач к столу.
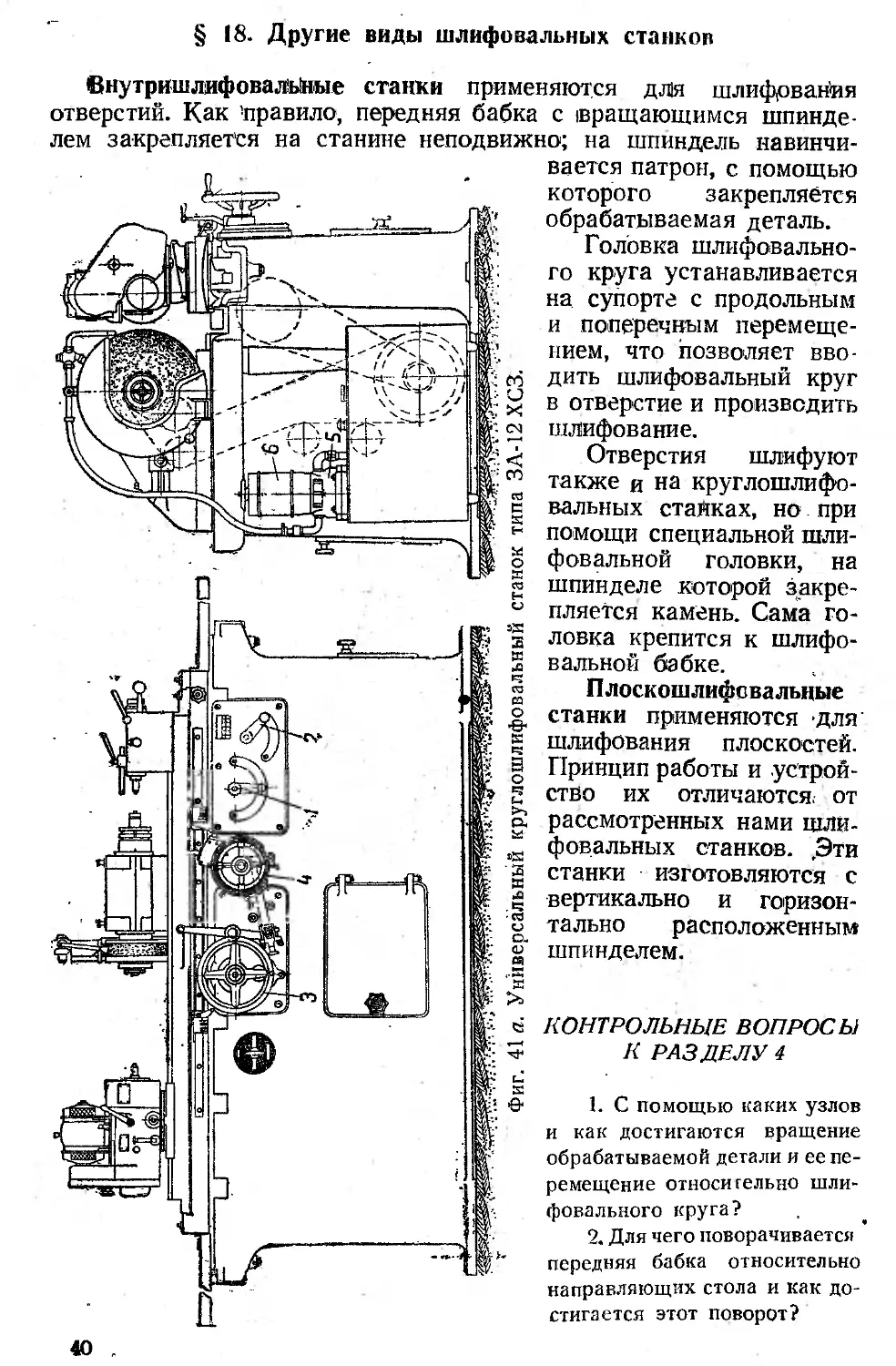
§ 18. Другие виды шлифовальных станков
(ВнутришлифовальНые станки применяются длй шлифования отверстий. Как 'правило, передняя бабка с вращающимся шпинделем закрепляется на станине неподвижно; на шпиндель навинчи-
вается патрон, с помощью которого закрепляется обрабатываемая деталь.
Головка шлифовального круга устанавливается на супорте с продольным и поперечным перемещением, что позволяет вводить шлифовальный круг в отверстие и производить шлифование.
Отверстия шлифуют также и на круглошлифовальных станках, но при помощи специальной шлифовальной головки, на шпинделе которой закрепляется камень. Сама головка крепится к шлифовальной бабке.
Плоскошлифовальные станки применяются -для шлифования плоскостей. Принцип работы и устройство их отличаются, от рассмотренных нами шлифовальных станков. .Эти станки изготовляются с вертикально и горизонтально расположенным шпинделем.
КОНТРОЛЬНЫЕ ВОПРОСЫ К РАЗДЕЛУ 4
1. С помощью каких узлов и как достигаются вращение обрабатываемой детали и ее перемещение относительно шлифовального круга?
2. Для чего поворачивается передняя бабка относительно направляющих стола и как достигается этот поворот?
3. В чем отличие задней бабки шлифовального стайка от задней бабки токарного станка?
- 4. Как подводится шлифовальный круг к обрабатываемой детали?
5. Чем различаются шлифовальные станки, показанные на фиг. 37 и 41?
5. ПОНЯТИЕ О ДРУГИХ ВИДАХ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Нами рассмотрены основные виды металлорежущих станков общего назначения, на которых можно обрабатывать почти все детали машин. Такими станками в основном' оборудованы цехи заводов.
Развитие массового производства, а также необходимость изготовления для сложных механизмов очень точных деталей потребовали создания HoiBtix видов специальных станков. Эти станки являются в основном дальнейшим развитием рассмотренных нами типов, но разнятся от них устройством отдельных узлов и механизмов.
Револьверные станки отличаются от токарных устройством? супорта, на котором устанавливается- специальная головка, называемая револьверной, для одновременного закрепления нескольких режущих инструментов (фиг. 42). Это даёт возможность обрабатывать деталь, вводя инструменты в работу поочерёдно без перестановки.
Токарные полуавтоматы представляют собой дальнейшее развитие револьверных станков,- Они имеют дополнительные механизмы, с помощью которых инструмент вводится в работу автоматически, без участия рабочего. Роль' рабочего сводится лишь к закреплению и снятию обработанных деталей.
Токарные автоматы, кроме того, имеют механизм для автоматического зажима и освобождения обрабатываемой детали, действующий согласованно с механизмом управления инструментом. Станок после наладки и пуска работает автоматически без участия человека.
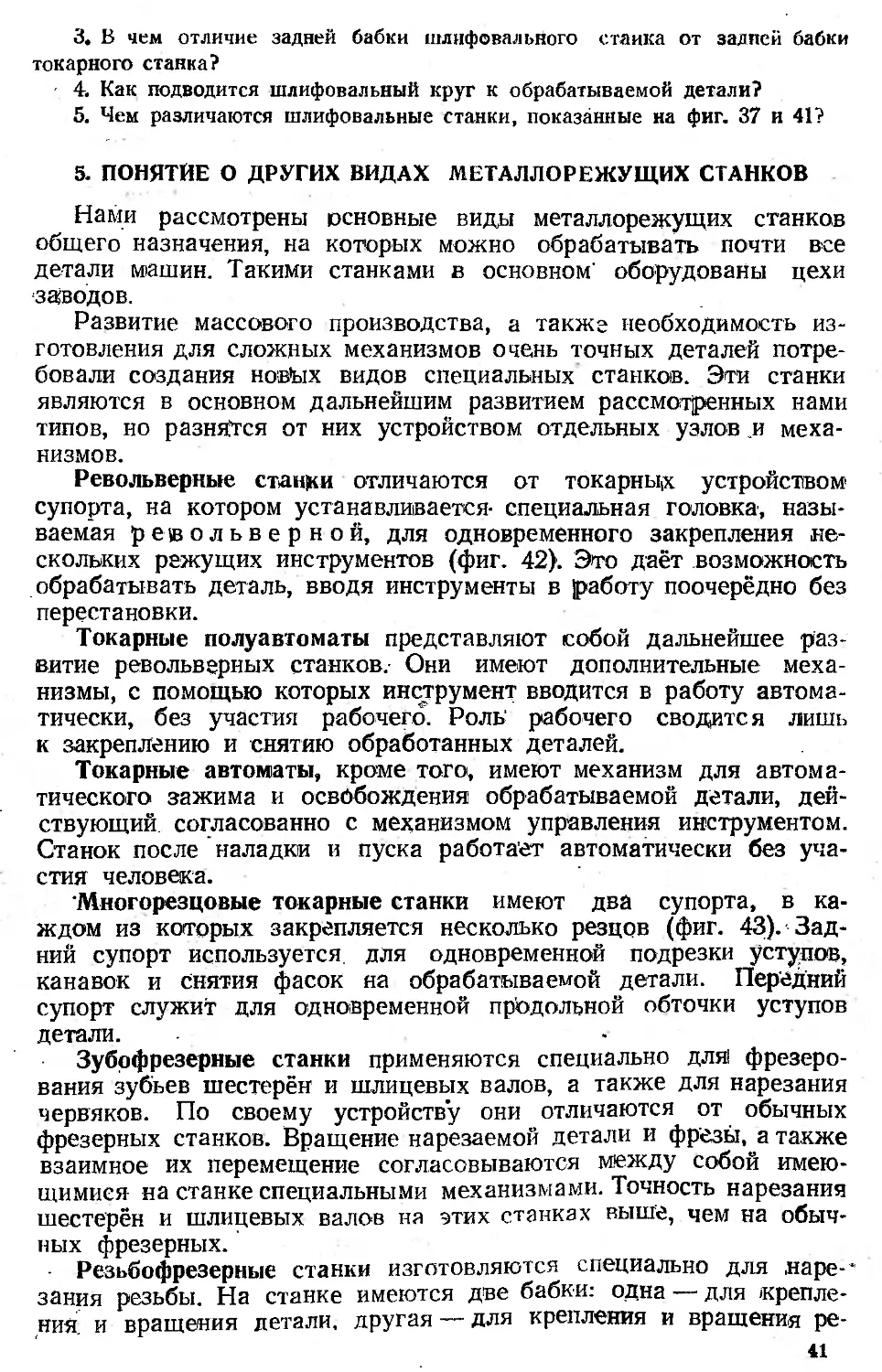
Многорезцовые токарные станки имеют два супорта, в каждом из которых закрепляется несколько резцов (фиг. 43). Задний супорт используется для одновременной подрезки уступов, канавок и снятия фасок на обрабатываемой детали. Передний супорт служит для одновременной продольной обточки уступов детали.
Зубофрезерные станки применяются специально для! фрезерования зубьев шестерён и шлицевых валов, а также для нарезания червяков. По своему устройству они отличаются от обычных фрезерных станков. Вращение нарезаемой детали и фрезы, а также взаимное их перемещение согласовываются между собой имеющимися на станке специальными механизмами. Точность нарезания шестерён и шлицевых валов на этих станках выше, чем на обычных фрезерных.
Резьбофрезерные станки изготовляются специально для нарезания резьбы. На станке имеются две бабки: одна — для крепления и вращения детали, другая — для крепления и вращения ре-
жущего инструмента — фрезы. Резьба нарезается при взаимном согласованном вращении и перемещении детали и фрезы.
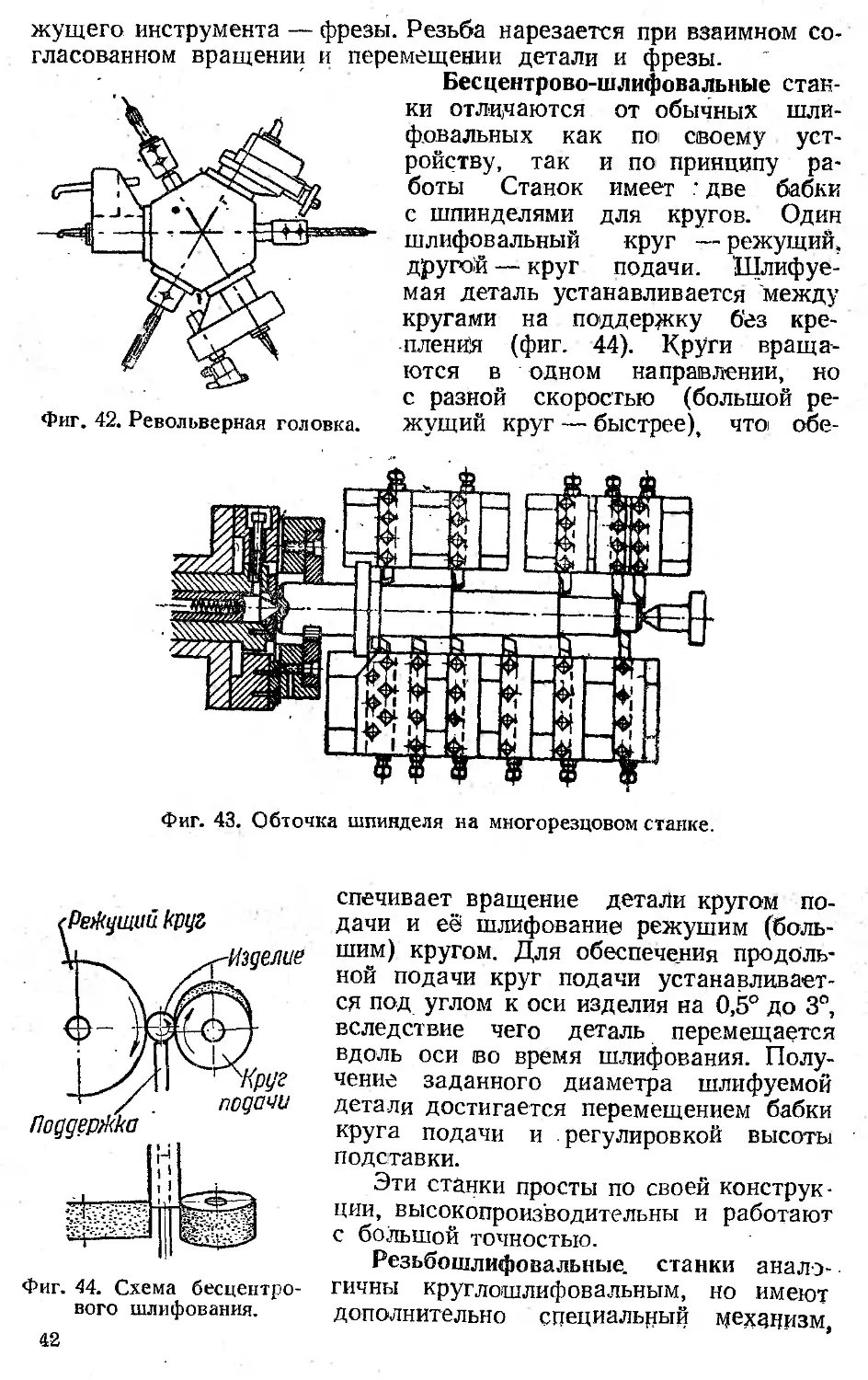
Бесцентрово-шлифовальные станки отливаются от обычных шлифовальных как по своему устройству, так и noi принципу работы Станок имеет • две бабки с шпинделями для кругов. Один шлифовальный круг — режущий, другой — круг подачи. Шлифуемая деталь устанавливается между кругами на поддержку без крепления (фиг. 44). Круги вращаются в одном направлении, но с разной скоростью (большой ре-
фиг. 42. Револьверная головка. жущий круг — быстрее), что обе-
Фиг. 43. Обточка шпинделя на многорезцовом станке.
Фиг. 44. Схема бесцентрового шлифования.
спечивает вращение детали кругом подачи и её шлифование режушим (большим) кругом. Для обеспечения продольной подачи круг подачи устанавливается под углом к оси изделия на 0,5° до 3°, вследствие чего деталь перемещается вдоль оси во время шлифования. Получение заданного диаметра шлифуемой детали достигается перемещением бабки круга подачи и регулировкой высоты подставки.
Эти станки просты по своей конструкции, высокопроизводительны и работают с большой точностью.
Резьбошлифовальные, станки аналогичны круглошлифовальньгм, но имеют дополнительно специальный механизм,
с помощью которого вращение детали согласуется с перемещением стола. Для шлифования резьбы требуется, чтобы за один оборот детали стол перемещался на расстояние, равное шагу резьбы. Резьба шлифуется кругом, заправленным По. её профилю.
6. СТАНКИ С ГИДРОПРИВОДАМИ
В посл!е‘дние десятилетия начали применяться гидроприводы для вращения шпинделей, например, у токарных^и других станков. Особенно успешно гидроприводы работают в механизмах подач, где требуется возвратно-поступательное движение.
Гидромеханизм’ы ‘возвратно-поступательного движения сравнительно просты в изготовлении, износоустойчивы, лщко регулируются на любую скорость, обеспечивают плавность и равномерность хода, а . также плавность в переключении направления движения и имеют ряд других 'преимуществ. Поэтому они особенно часто применяются в механизмах подач на шлифовальный станках. - -
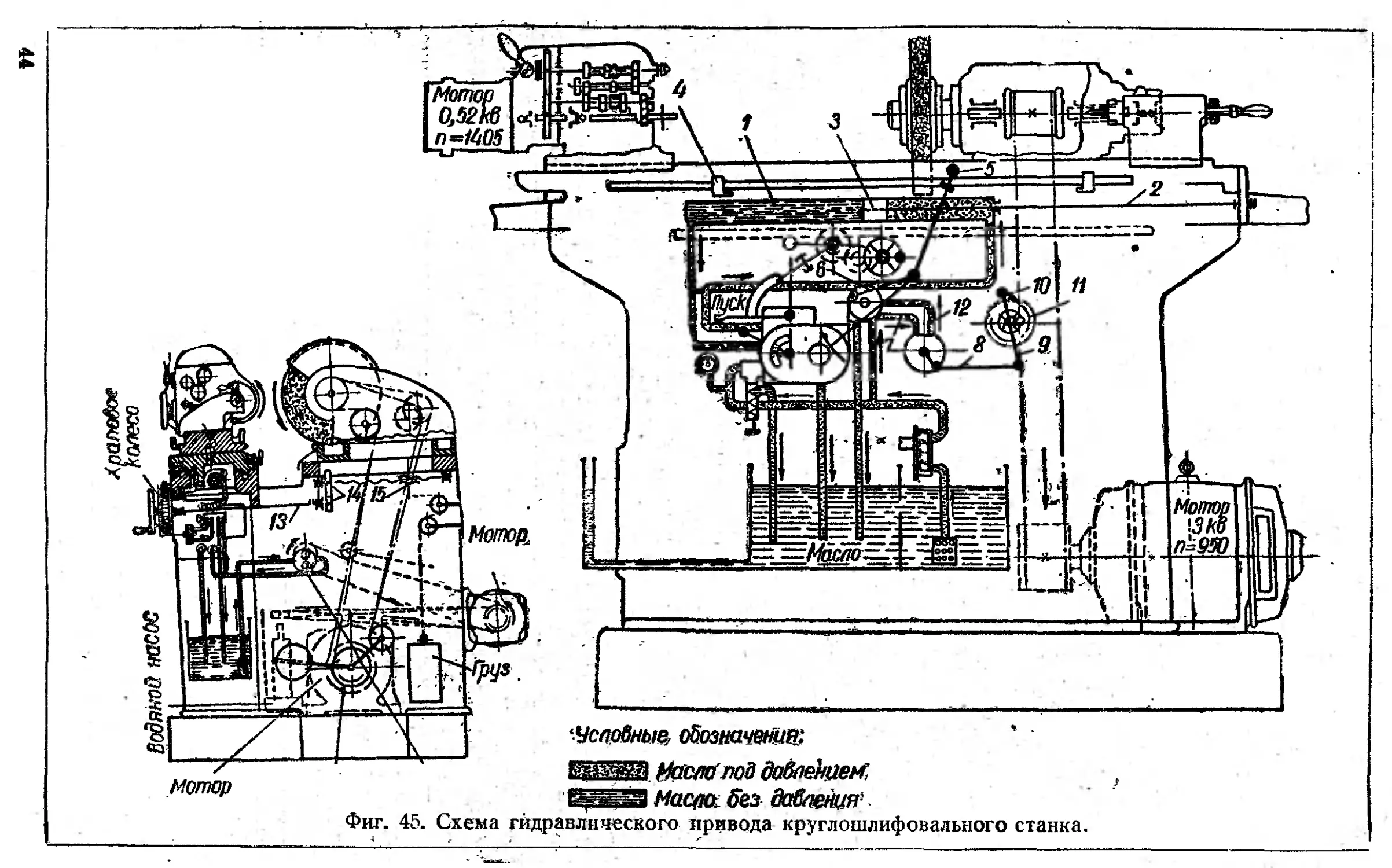
Ознакомимся с работой гидромеханизма и принципом его устройства по схеме круглошлифовального станка ЗГ-12 (фиг. 45).
С помощью насоса, приводимого в движение мотором или контрприводом, масло подаётся под давлением в цилиндр 7 справа й слева попеременно. Цилиндр крепится-неподвижно к станине, а шток 2 поршня-3— к ст!олу. На фигуре показан момент, когда масло, под давлением находится с правой (стороны поршня (см. «Условные обозначения»); следовательно, в данном случае поршень и стол будут перемещат’ься влево.. В это время масло, Находящееся с левой стороц^ы поршня, будет свободно выливаться в резервуар. После переключения путём поворота рычага масло под давлением, будет поступать с левой стороны штока; поэтому' стол вместе с поршнем будет двигаться вправо, а масло, имеющееся с правой стороны, будет свободно выливаться в резервуар. ;Такйм образом путём переключения поступления масла в цилиндр до вправо, то влево столу можно сообщать возвратно-поступательное 'движение.
; При движении стола переключение поступления масла осуществляется автоматически упорами 4, закреплёнными на столе. Упираясь в рычаг 5, эти упоры поворачивают его, чем и достигается переключение.
Одновременно с поворотом рычага 5 поворачивается рычаг б, переключающий масло в золотнике подачи шлифовального круга. При подаче масла под давлением в трубку 7 (как показано на фигуре) маятник поворачивается влево, и одновременно с hhmi при помощи шарнирно соединенной тяги 8 поворачивается вфво рычаг 9. В это время собачка 10 отходит обратно по зубьям храпового колеса 11.
При подаче масла в трубку 12 маятник и рычаг 9 повернутся вправо,, причём собачка, упираясь в зубья, повернёт храповое колесо. Рдновременно с последним поворачиваются валик 13, ше-
Водянов насос
Фиг. 45. Схема гидравлического привода круглошлифовального станка.
и винт 11оДачи шлифовального круга. Винт, ввинчиваясь Bi .гайку 15, перемещает бабку шлифовального круга, к которой прикреплена гайка 15.
, Изменение скорости перемещения стола достигается поворотом рукоятки регулятора скорости. Последняя меняется' в результате изменения размера отверстия, через которое поступает масло в цилиндр. В. связи с уменьшением отверстия входа^масла в цилиндр избыток масла, нагнетаемого насосом, под действием усилившегося давления уходит через предохранительный клапан в ма-еляный бак. .
Пуск й остановка движения стола достигаются также поворо-Шрм рукоятки, перекрывающей „или открывающей отверстие для иасла, поступающего в цилиндр.
Для предотвращения чрезмерных усилий от давления масла применяется предохранительный клапан, который при большом давлении спускает масло в резервуар. Давление масла в системе контролируется манометром.
КОНТРОЛЬНЫЕ ВОПРОСЫ К РАЗДЕЛУ 6
1. Для каких целей чаще всего применяются гидроприводы?
2. Объясните по схеме (фиг. 45), как подается масло от насоса в цилиндр и почему перемещается стол?
3. Как достигается изменение направления перемещения стола?
4. Как регулируется скорость перемещения стола?
5< Как предохраняется гидромеханизм от перегрузки?
7. ЭЛЕКТРООБОРУДОВАНИЕ СТАНКО8
развитием техники оборудование металлообрабатывающих Ждав всё больше й больше электрифицируется. Если в конце мЙилого века редко можно было встретить станки с индивиду-таьными электромоторами, то в настоящее время, наоборот, ред-Жйтью являются станки с трансмиссионными приводами. Широко ЖаКже внедряется пускорегулирующая электроаппаратура. Пуск станка, остановка, переключение на обратный ход, включение nd-дач—- часто осуществляются нажатием кнопки.
Вот почему слесарь ремонтник обязательно должен иметь основные сведения по электрооборудованию и знать правила обращения с ним.
§ 19. Электродвигатели
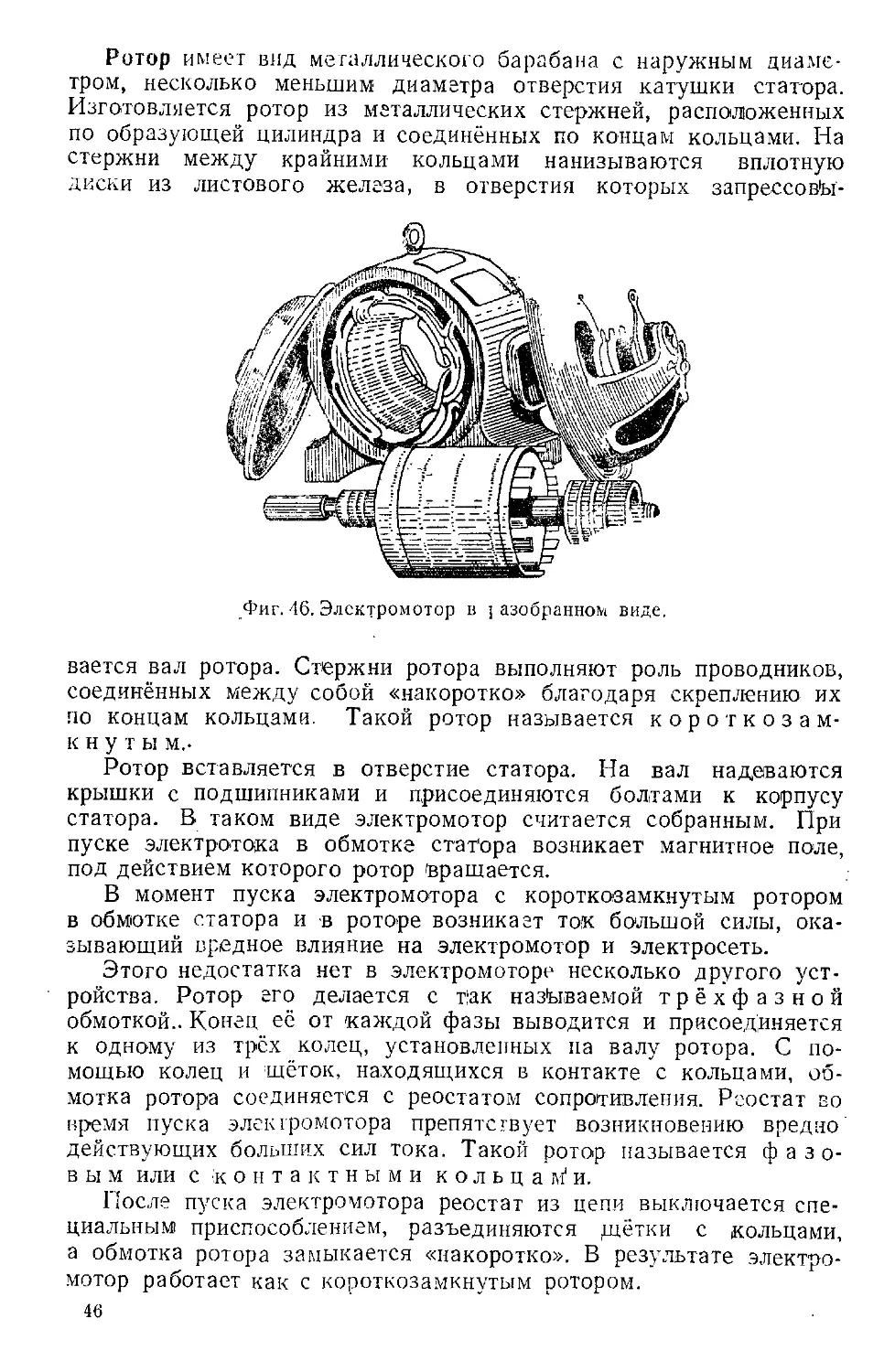
Во всяком электродвигателе (электромоторе) основными частями являются статор и ротор (фиг. 46).
Статор представляет собой чугунный полый корпус, внутри которого неподвижно устанавливается специально (намотанная катушкй'из изолированного электропровода. Концы провода через отверстия в корпусе выводятся наружу для присоединения к электросети.
Ротор имеет вид металлического барабана с наружным диаметром, несколько меньшим диаметра отверстия катушки статора. Изготовляется ротор из металлических стержней, расположенных по образующей цилиндра и соединённых по концам кольцами. На стержни между крайними кольцами нанизываются вплотную диски из листового железа, в отверстия которых запрессовЫ-
Фиг. 46. Электромотор в разобранном виде.
вается вал ротора. Стержни ротора выполняют роль проводников, соединённых между собой «накоротко» благодаря скреплению их по концам кольцами. Такой ротор называется короткозамкнуты м..
Ротор вставляется в отверстие статора. На вал надеваются крышки с подшипниками и присоединяются болтами к корпусу статора. В таком виде электромотор считается собранным. При пуске электротока в обмотке статРра возникает магнитное поле, под действием которого ротор вращается.
В момент пуска электромотора с короткозамкнутым ротором в обмотке статора и в роторе возникает ток большой силы, оказывающий вредное влияние на электромотор и электросеть.
Этого недостатка нет в электромоторе несколько другого устройства. Ротор его делается с рак называемой трёхфазной обмоткой.. Конец её от каждой фазы выводится и присоединяется к одному из трёх колец, установленных па валу ротора. С помощью колец и щёток, находящихся в контакте с кольцами, обмотка ротора соединяется с реостатом сопротивления. Реостат во время пуска электромотора препятствует возникновению вредно действующих больших сил тока. Такой ротор называется фазовым или с контактными кольцам1 и.
После пуска электромотора реостат из цепи выключается специальным! приспособлением, разъединяются щётки с кольцами, а обмотка ротора замыкается «накоротко». В результате электромотор работает как с короткозамкнутым ротором.
§ 20. Пуск в ход электромоторов с короткозамкнутым ротором
Электромоторы небольшой мощности (до 4 квт) можно включать непосредственно рубильником. Более мощные электромоторы, на которых вредно сказывается большая пусковая сила тока, включаются с помощью дополнительных приспособлений: перекидных рубильников, переключателей, трансформаторов.
Электромотор можно присоединить к электросети двумя способами: «звездой» или «треугольником». При подключении по первому способу напряжение и сила тока, поступающие в обмотку статора, понижаются, что и требуется в момент пуска. В качестве пускового приспособления в подобных случаях применяются перекидные трёхполюсйыэ рубильники. Вначале ножи рубильнийса соединяются с контактами, соединёнными «звездой», а когда ротор достигает нормальной скорости вращения, ножи рубильника перекидываются на /другие контакты, соединённые с электросетью «треугольником».
Для включения электромоторов с короткозамкнутым ротором большой мощности применяются специальные автотрансформаторы, понижающие напряжение тока.
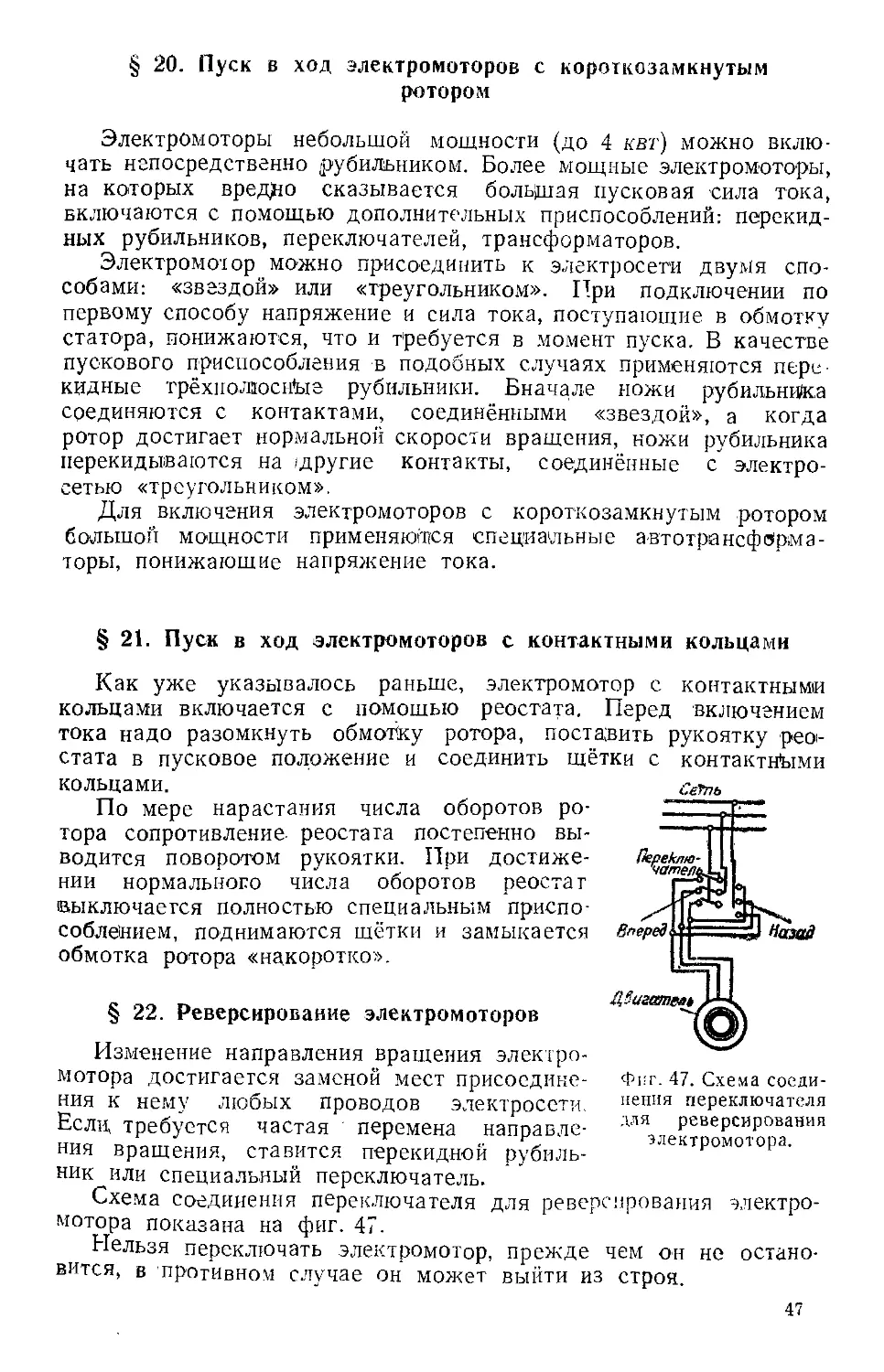
§ 21. Пуск в ход электромоторов с контактными кольцами
Как уже указывалось раньше, электромотор с контактными кольцами включается с помощью реостата. Перед включением тока надо разомкнуть обмотку ротора, поставить рукоятку рео-стата в пусковое положение и соединить щётки с контактЫыми
Cetnb
Фиг. 47. Схема соединения переключателя для реверсирования электромотора.
кольцами.
По мере нарастания числа оборотов ротора сопротивление- реостата постепенно выводится поворотом рукоятки. При достижении нормального числа оборотов реостат выключается полностью специальным приспособлением, поднимаются щётки и замыкается обмотка ротора «накоротко».
§ 22. Реверсирование электромоторов
Изменение направления вращения электромотора достигается заменой мест присоединения к нему любых проводов электросети. Если, требуется частая перемена направления вращения, ставится перекидной рубильник или специальный переключатель.
Схема соединения переключателя для реверсирования электромотора показана на фиг. 47.
Нельзя переключать электромотор, прежде чем он не остановится, в противном случае он может выйти из строя.
з )
6 5
§ 23. Защита элекгромоюров oi чрезмерно большою тока
По многим причинам в электросети может возникнуть ток большой силы, что представляет опасность для обмотки электромотора. Для предупреждения этого применяются предохранители.
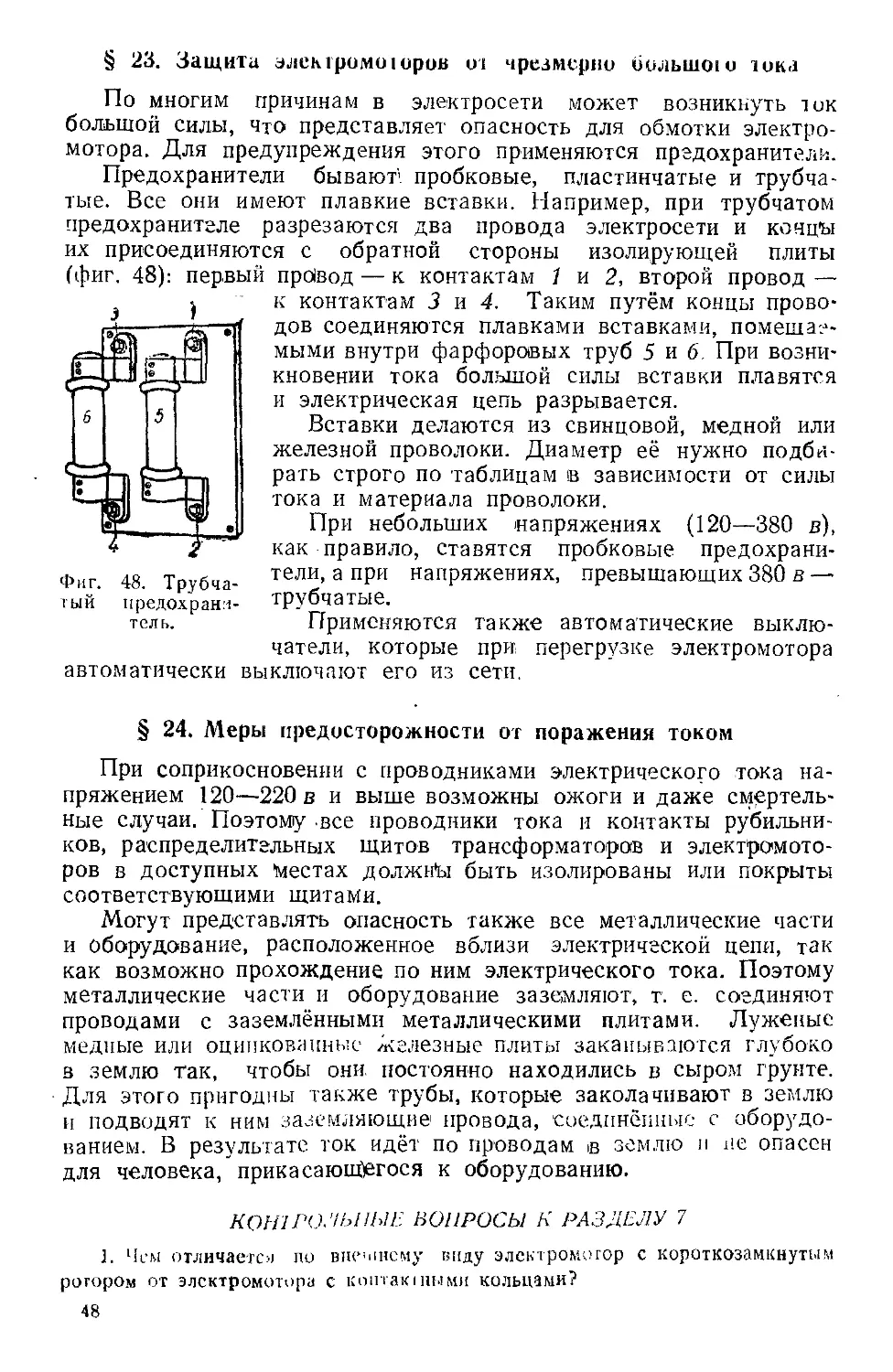
Предохранители бывают пробковые, пластинчатые и трубчатые. Все они имеют плавкие вставки. Например, при трубчатом предохранителе разрезаются два провода электросети и концы их присоединяются с обратной стороны изолирующей плиты (фиг. 48): первый прОвод — к контактам 1 и 2, второй провод — к контактам 3 и 4. Таким путём концы проводов соединяются плавками вставками, помещаемыми внутри фарфоровых труб 5 и 6. При возникновении тока большой силы вставки плавятся и электрическая цепь разрывается.
Вставки делаются из свинцовой, медной или железной проволоки. Диаметр её нужно подбирать строго по таблицам в зависимости от силы тока и материала проволоки.
При небольших напряжениях (120—380 в), как правило, ставятся пробковые предохранители, а при напряжениях, превышающих 380 в — трубчатые.
Применяются также автоматические выключатели, которые при перегрузке электромотора
автоматически выключают его из сети,
Фиг. 48. Трубчатый предохранитель.
§ 24. Меры предосторожности от поражения током
При соприкосновении с проводниками электрического тока напряжением 120—220 в и выше возможны ожоги и даже смертельные случаи. Поэтому все проводники тока и контакты рубильников, распределительных щитов трансформаторов и электромоторов в доступных Местах должн'ы быть изолированы или покрыты соответствующими щитами.
Могут представлять опасность также все металлические части и оборудование, расположенное вблизи электрической цепи, так как возможно прохождение по ним электрического тока. Поэтому металлические части и оборудование заземляют, т. е. соединяют проводами с заземлёнными металлическими плитами. Луженые медные или оцинкованные железные плиты закапываются глубоко в землю так, чтобы они постоянно находились в сыром грунте. Для этого пригодны также трубы, которые заколачивают в землю и подводят к ним заземляющие провода, соединённые с оборудованием. В результате ток идёт по проводам в землю и не опасен для человека, прикасающегося к оборудованию.
КОНТРОЛЬНЫЕ ВОПРОСЫ К РАЗДЕЛУ 7
1. Чем отличается по внесшему виду электромотор с короткозамкнутым ротором от электромотора с коптах шыми кольцами?
2. Почему нельзя включать при помощи’рубильнш-а мощные моторы с ко роткозамкнутым ротором?
3. С помощью каких дополнительных приспособлений включаются мощны» электромоторы с короткозамкнутым ротором?
4. Как включаются электромоторы с контактными кольцами?
5. Как достигается реверсирование электромоторов?
6. Почему опасно прикосновение к незаземленному оборудованию и в чем заключается заземление?
Г л а в а II
ОСНОВНЫЕ СВЕДЕНИЯ ПО ОРГАНИЗАЦИИ РЕМОНТА
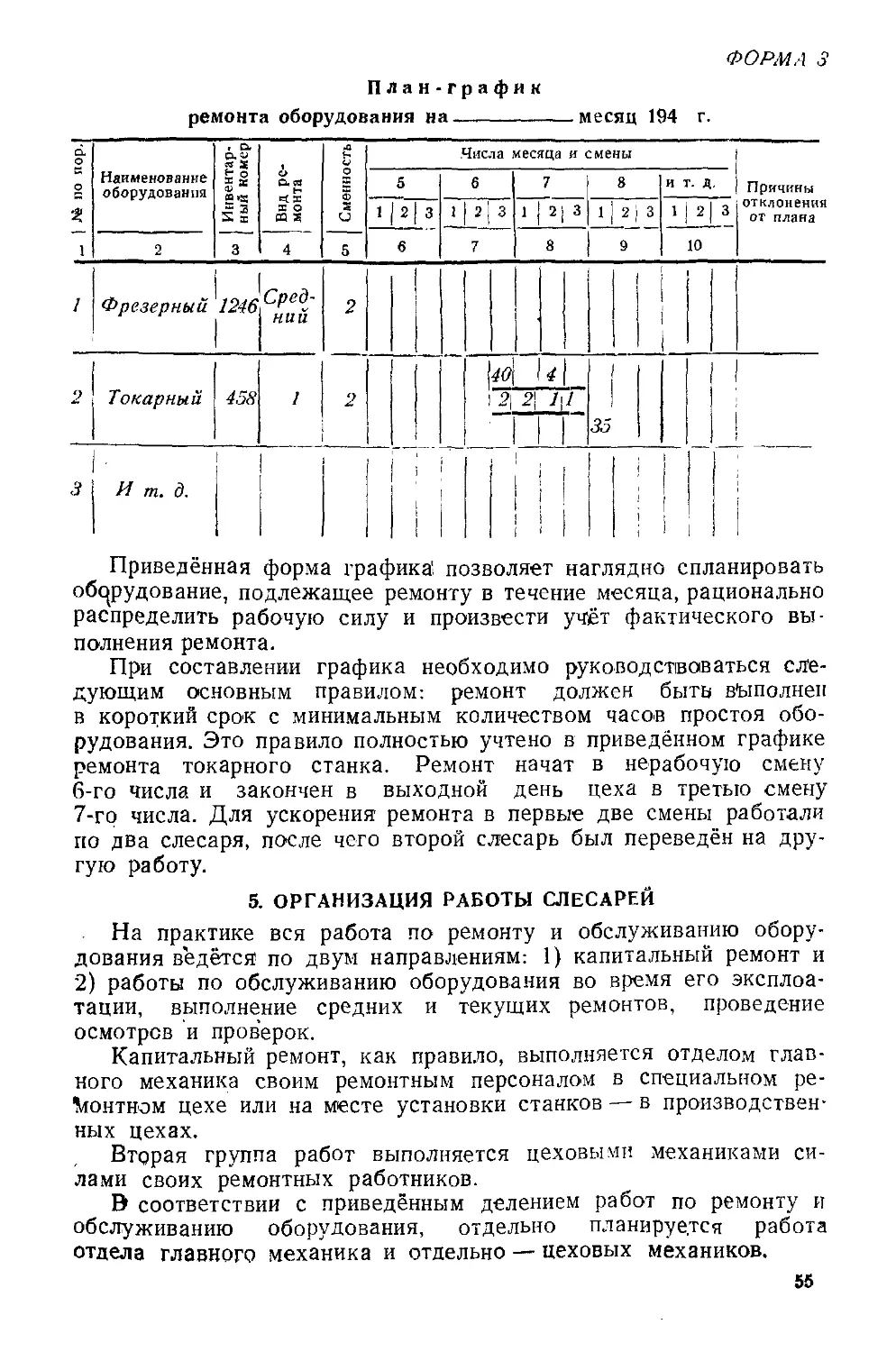
Оборудование цехов во время работы непрерывно изнашивается. Износ станка в целом определяется состоянием'отдельных его деталей. Следовательно, станок может считаться исправным в том случае, когда износ его< деталей или случайные их дефекты не влияют на качество его работы.
Однако станок (может плохо работать или выйти из строя и по другой причине — вследствие «разладки», т. е, когда детали сместятся со своих нормальных положений или нарушатся нормальные соединения их между собой. Это может быть вызвано рядом причин: непрочным или неправильным соединением деталей, дефектами их (плохая резьба, неплотное! прилегание, несоответствие посадок); ненормальной эксплоатацией станка (перегрузка, неправильное управление, плохая смазка), а также недостатками его конструкции.
Своевременное устранение появившихся в станке дефектов, независимо от их характера, имеет важное значение. Допускать, чтобы работал неисправный станок, это значит в лучшем случае вызвать преждевременный износ его и быстрое нарушение наладки станка, а в худшем случае — поломку механизмов и выход станка Из строя на продолжительное время.
Для предупреждения «случайной» поломки оборудования, ускорения ремонта и улучшения его качества применяется система планово-предупредительного ремонта, . предусматривающая ряд мероприятий не только по ременту оборудования, но и по его обслуживанию. В эти мероприятия входят несколько видов ремонта, проверка и осмотры, которые проводятся по истечении установленного срока работы станка и чередуются между собой в определённом порядке.
1. ВИДЫ РЕМОНТА И ИХ ОПРЕДЕЛЕНИЕ
Продолжительность службы оборудования без ремонта определяется временем, в течение которого детали, входящие в механизм, могут работать, не уменьшая (вследствие износа) производительности и точности станка ниже установленных пределов. Срок службы детали, после которого необходимо её менять или ремон-
4 А. Л. ОоветпмгкиП 1013 4й
тировать, зависит от условий работы. Этот срок не одинаков для различных деталей.
В зависимости от продолжительности работы деталей без ремонта или замены, их можно разделить на несколько групп. К первой группе относятся наибол1ее быстро изнашивающиеся детали; срок их службы определяет период, в течение которого станок должен работать от одного ремонта до другого. Если остальные детали механизма, которые приходится ремонтировать или менять, в состоянии нормально проработать два, три или четыре таких периода, то сменные и ремонтируемые детали можно классифицировать по скорости их износа на четыре группы: первую, вторую, третью и четвёртую.
После пуска в эксплоатацию нового или капитально отремонтированного станка первый раз приходится ремонтировать его при замене либо ремонте быстро изнашивающихся деталей первой группы, второй раз — при замене и ремонте деталей первой и .второй групп, третий раз — при замене и ремонте деталей первой и третьей групп и четвёртый раз — при износе деталей первой, второй и четвёртой групп.
При первом ремонте, который называется первым текущим ремонтом, кроме исправления и замены деталей первой группы, регулируют также взаимодействие механизмов и проверяют исправность смазывающей системы.
Второй ремонт называется средним; его назначают по истечении одного периода посла первого ремонта. В этом случае разбирают все узлы станка, промывают детали, ремонтируют и меняют изношенные, зачищают и пришабривают (по мере надобности) трущиеся поверхности втулок, клиньев, направляющих кареток и других деталей. При сборке выверяют правильность расположения и перемещения деталей и частей станка, устраняя недопустимые отклонения. В заключение станок окрашивают.
Третий по порядку ремонт, при котором проверяют все механизмы станка, ремонтируют и меняют изношенные детали, называется также вторым текущим ремонтом.
Следующий ремонт, четвёртый, называется капитальным. Его назначают через один период после предыдущего ремонта и через четыре периода после пуска в эксплоатацию нового или капитально отремонтированного станка.
При капитальном ремонте 'станок полностью разбирают, промывают детали, шлифуют или шабрят все направляющие станины, кареток, салазок и других деталей, добиваясь соответствующих норм, точности их взаимного расположения, ремонтируют или заменяют изношенные и дефектные детали. В заключение станок шпаклюют и окрашивают.
Период между двумя капитальными ремонтами называется ремонтным циклом.
Более сложное оборудование в промежуток между очередными ремонтами подвергается осмотрам и проверкам.
Осмотр проводится для предупреждения поломок и разладки станка. Проверяются состояние деталей и их взаимодействие в механизме!. С этой целью механизмы вскрываются и подвергаются частичной разборке. Во время осмотра производится мелкий ремонт, механизмы промываются, регулируются и смазываются. В зависимости от их состояния, установленного при осмотре, уточняются сроки очередного ремонта, уточняется и список деталей, подлежащих замене. В случае необходимости при осмотре с деталей снимаются эскизы.
Проверке на точность подвергаются оборудование, нарушение точности которого вследствие износа, разладки и деформаций отражается на качестве выпускаемой продукции.
Все виды ремонта, осмотры и проверки, предусматриваемые системой планово-предупредительного ремонта, изображаются следующей схемой: к — с — п — о —т — о — п — о — с — о — п — о — т — о — п — о — к, где к — капитальный ремонт, п — проверка, о — осмотр, т — текущий ремонт, с — средний ремонт.
Кроме того, системой планово-предупредительного ремонта предусматривается необходимость постоянного наблюдения за работой оборудования и правильностью его использования. Обнаруженные при этом дефекты в работе оборудования устраняются дежурными слесарями путём регулирования механизмов и профилактического ремонта.
2. КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯ ПО СКОРОСТИ ЕГО ИЗНОСА И ОПРЕДЕЛЕНИЕ МЕЖРЕМОНТНЫХ ПЕРИОДОВ
Всё заводское оборудование в зависимости от скорости его износа обычно подразделяют; на следующие десять групп:
I — пескоструйные аппараты, барабаны для очистки литья и др.;
П — транспортёры и элеватор^! для подачи земли;
III — большинство формовочных машин;
IV — шлифовальные и заточные станки;
V — большинство металлорежущих станков;
VI — прессы и фрезерные станки;
VII — расточные и карусельные станки;
VIII — зуборезные станки;
IX — медленно работающие станки;
X — медленно работающие прецизионные станки (например координатно-расточные и др.).
Периоды, в течение которых оборудование должно работать от одного ремонта до другого, устанавливают на основании данных наблюдения за оборудованием. Эти периоды могут быть неодинаковыми для различных предприятий. На заводах, где производится регулярный высококачественный ремонт и оборудование правильно эксплоатируется, промежутки между ремонтами можно значительно увеличить.
В среднем! для оборудования I группы период между очередными ремонтами можно принять в 600 рабочих часов, а между
капитальными ремонтами — в четыре раза больший, т. е. 2400 час. Соответствующие показатели для другой группы оборудования определяются умножением периода для группы I на номер группы, для которой требуется определить интервал между ремонтами. Так, например, период между очередными ремонтами для оборудования III группы равен периоду между очередными ремонтами по группе I (600 час.), умноженному на 3 (номер группы III), что составит 1800 час. работы оборудования. Аналогично этому период между капитальными ремонтами для оборудования ПТ группы составит 2400 час. (период для I группы), умноженные на 3 = = 7200 час.
3. НОРМИРОВАНИЕ РЕМОНТНЫХ РАБОТ
Все заводское оборудование в зависимости от сложности ремонта можно подразделить на ряд групп. Если группы сложности ремонта установить в зависимости от объёма ремонтных работ, то нормы времени на ремонтные работы выразятся несколькими цифрами, изменяющимися пропорционально номеру группы сложности ремонта
К первой группе относятся простейшие по характеру ремонта станки, в частности, сверлильные на колонке с ручной подачей и со ступенчатым шкивом. Нормы времени на ремонт данного станка (установленные на основании опыта) приняты за единицу. Поэтому нормы времени для любого другого 'Станка, отнесённые к другой группе сложности, можно определить путём умножения норм, принятых за единицу, на номер группы станка.
За единицу приняты следующие нормы времени:
Слесарные Станк0.часы чел.-часы
Капитальный ремонт........... 35 20
Средний ....................• . 20 12
Текущий „ ............. 5 3
Осмотр...........•................ 1 0,5
Чтобы определить норму времени для ремонта, например, станка ДИП-200, отнесённого '(условно) к десятой группе сложности ремонта, необходимо приведённые нормы умножить на 10. Таким образом для капитального ремонта этого станка нормы времени составляют 35-10 = 350 слесарных чел.-час и 20-10 = 200 стапко-час.
4. ПЛАНИРОВАНИЕ РЕМОНТА
Если оборудование цеха или завода распределено по группам скорости износа, установлены периоды между ремонтами и осмотрами, произведена классификация оборудования по группам сложности ремонта и установлены нормы времени на ремонт, легко составить годовые или месячные планы ремонта. Эти планы составляет отдел главного механика на основании предварительных планов цеховых механиков: годовые — в разрезе кварталов
с разбивкой ориентировочно по месяцам, уточнённые квартальные — в месячном разрезе.
Годовой план составляется по форме 1.
ФОРМА 1
План
Приведённые примеры наглядно показывают порядок заполнения формы. Периоды между ремонтами выражены в месяцах, в данном случае — при работе оборудования в три смены. В числителе проставляются слесарные человеко-часы, в знаменателе — станко-часы. Цифры или буквы перед дробью обозначают вид ремонта.
При составлении годового плана принимаются во внимание:
1) группа сложности ремонта агрегата;
2) норма времени по видам ремонта;
3) дата приёмки агрегата из последнего ремонта и
4) периоды между ремонтами; как правило, эти периоды ежегодно пересматриваются и изменяются в большую или меныиую сторону в зависимости от условий работы агрегата, качества ремонта и обслуживания.
При составлении плана необходимо выдержать установленные периоды между ремонтами и осмотрами, а также обеспечить одинаковый объём ремонтных работ по кварталам и месяцам. Для достижения равномерности объёма ремонтных работ по месяцам приходится в отдельных случаях изменять установленные периоды между ремонтами в зависимости от фактического состояния отдельных единиц оборудования.
Квартальный план ремонта оборудования составляется цеховым механиком, согласовывается с начальником цеха и утвер
ждается отделом главного механика завода. Ниже приводится форма 2 квартального плана и для примера показано, как следует её заполнять.
ФОРМА 2
План
Цех 7
ремонта оборудования на 111 квартал 194 г.
О Е
О С
S'
1
1
।
По плану
Фактически
Фрезерный 1246 Горьковский I I завод
Средний
220
132
202
с jjg 6/ IX
Токарный
458 Хиндей
4x8"
1 текущий
40
24
8 | 9 10
35 ,
3 11 т. д.
В графах 11, 12 и 13 этой формы учитывается выполнение плана. Значком перед дробью отмечается, по какому виду фактически был выполнен ремонт, а после дроби указывается дата окон чания ремонта. В числителе отмечаются затраченные слесарные человеко-часы, в знаменателе — станко-часы. В графе 14 указываются причины отклонения от плана по затраченному времени.
Для составления квартального плана необходимо иметь следующие данные:
1) годовой план ремонта;
2) акт приемки агрегата из последнего ремонта;
3) фактически отработанные агрегатом после ремонта часы;
4) результаты последнего осмотра и проверки агрегата на точность;
5) фонд времени в человеко-часах, которым располагают ремонтники;
6) план остановки оборудования для ремонта с указанием месяца, утверждённый начальником цеха.
Месячный план-график составляется цеховым механиком по форме 3. Графиком предусматривается месяц, число и смены как начала, так и окончания ремонта. Первая цифра над чертой обозначает норму в слесарных человеко-часах, вторая — количество смен, необходимых для ремонта станка. Цифрами под чертой указывается, сколько слесарей одновременно должно работать в каждую смену. Второй! чертой отмечается фактическое выполнение ремонта, а цифрой за чертой — затраченное время.
ФОРМА 3
ПЛан-график ремонта оборудования на-----------месяц 194 г.
Приведённая форма графика позволяет наглядно спланировать оборудование, подлежащее ремонту в течение месяца, рационально распределить рабочую силу и произвести учёт фактического выполнения ремонта.
При составлении графика необходимо руководствоваться следующим основным правилом: ремонт должен быть выполнен в короткий срок с минимальным количеством часов простоя оборудования. Это правило полностью учтено в приведённом графике ремонта токарного станка. Ремонт начат в нерабочую смену 6-го числа и закончен в выходной день цеха в третью смену 7-го числа. Для ускорения ремонта в первые две смены работали по два слесаря, после чего второй слесарь был переведён на другую работу.
5. ОРГАНИЗАЦИЯ РАБОТЫ СЛЕСАРЕЙ
На практике вся работа по ремонту и обслуживанию оборудования ведётся по двум направлениям: 1) капитальный ремонт и 2) работы по обслуживанию оборудования во время его зксплоа-тации, выполнение средних и текущих ремонтов, проведение осмотров и проверок.
Капитальный ремонт, как правило, выполняется отделом главного механика своим ремонтным персоналом в специальном ремонтном цехе или на месте установки станков — в производственных цехах.
Вторая группа работ выполняется цеховыми механиками силами своих ремонтных работников.
В соответствии с приведённым делением работ по ремонту и обслуживанию оборудования, отдельно планируется работа отдела главного механика и отдельно — цеховых механиков.
Форма организации работы слесарей по капитальному ремонту б ремонтном цехе отдела главного механика мало чем отличается от формы организации работ |в основных производственных цехах. Что же касается слесарей цехозых механиков, то они работают в иных условиях и выполняют другие задачи. На их обязанности лежит:
1) обеспечение исправности и бесперебойности работы оборудования;
2) выполнение плана периодических ремонтов;
3) сокращение времени простоя оборудования в ремонте;
4) увеличение гарантийных сроков работы оборудования после ремонта.
Выполнению этих требований и должна отвечать организация работы ремонтных слесарей цехового механика.
Практика показывает, что лучшей формой организации работы слесарей цехового механика является бригадная. За бригадой рекомендуется закрепить группу оборудования от 75 до 100 единиц, возложив на эту бригаду текущий ремонт, дежурное обслуживание, осмотры и проверки. Руководство работой бригады дол-' жен осуществлять неосвобожденный бригадир — опытный, инициативный слесарь высокой квалификации.
Рекомендуются постоянное закрепление оборудования за бригадой и постоянный состав бригады, что обеспечивает глубокое знание оборудования, тщательное его' обслуживание, высокую производительность в работе и хорошее качество ремонта.
Состав бригады, закреплённой за оборудованием )в 75—100 единиц, колеблется от 5 до 8 человек/ Количество человек в бригаде определяется расчётом на основании объёма работ, предусматриваемых планом, в человеко-часах и фонда рабочего времени одного человека.
Внутри бригады должна производиться наибольшая специализация,- На группу оборудования (75—100 единиц), закреплённого за бригадой для дежурного обслуживания при двухсменной работе, необходимо выделить двух слесарей 5-го разряда. В промежутках, когда не приходится устранять неотложные дефекты в- работе оборудования, дежурные слесари проводят осмотры и проверки станков по плану.
Как известно, проверка и осмотр оборудования выполняются инспектором отдела главного механика, а в обязанности слесарей входит выполнение необходимых разборочных и сборочных работ. Осмотры и проверки должны выполняться во время простоев оборудования, в нерабочие смены и в выходные дни.
Остальные члены бригады используются на плановом ремонте. При распределении между ними работ необходимо также придерживаться специализации. Отдельным членам бригады следует да вать в ремонт по возможности однотипное оборудование, а при работе на одном станке — специализировать их на ремонте узлов и на выполнении отдельных операций (например ремонт коробок, шабровка подшипников и т. д.). Кроме глубокого изучения меха-56
низмов и приобретения высокой техники в выполнении ремонта при специализации, последняя порождает рационализаторские предложения в части упрощения технологии ремонта, применения приспособлений, механизации работ, усовершенствования и упрощения обслуживаемых механизмов.
Однако при излишней специализации и проведении параллельных работ возможны потери времени отдельными рабочими на простоях и снижение ответственности за качество работы.
При распределении работ бригадир должен учитывать наклонности и навыки отдельных членов бригады. Если для выполнения работы требуются два или больше рабочих, то один из них, наиболее квалифицированный, выделяется как ответственный. В ка' ждую группу должен входить один высококвалифицированный слесарь, а остальные — средней и низкой квалификации.
Подсобные ремонтные работы должны выполняться специальными рабочими, а не общецеховыми. В периоды отсутствия подсобных работ прикреплённые рабочие должны помогать слесарям в выполнении менее ответственных операций. При такой организации труда подсобные рабочие будут более заинтересованы выполнять свою работу и смогут приобрести квалификацию ремонтников.
Распределяя работы, бригадир должен заблаговременно установить порядок их*‘выполнения, подготовить необходимый материал, инструмент, приспособления, продумать организацию рабочего места. Только после этого следует давать задание бригаде и объяснить порядок его выполнения.
Для повышения качества ремонта и производительности труда Поручаемая работа от начала до конца должна выполняться одним составом рабочих.
Форма оплаты труда слесарей также должна быть подчинена выполнению указанных выше четырёх задач. Ремонтников 'необходимо материально заинтересовать в результатах их работы. Важ нейшими показателями их работы являются сокращения простоев оборудования во время планового ремонта и из-за его неисправности, что вызывает внеплановые ремонты. Первый показатель (сокращение простоя оборудования во время планового ремонта) указывает на наличие организации и налаженности в работе ремонтников. Простой оборудования из-за его неисправности характеризует недоброкачественность планового ремонта, невыполнение гарантийных сроков работы оборудования после ремонта и плохое качество профилактического ремонта. За сокращение простоев оборудования в ремонте ремонтникам необходимо выплачивать премии.
КОНТРОЛЬНЫЕ ВОПРОСЫ К ГЛАЕЕ I!
, 1. По каким причинам оборудование может плохо работать?
4) Почему применяется несколько видов ремонта оборудования, осмотры сто и постоянное обслуживание дежурными слесарями?
3. Назначение отдельных видов ремонта и как они чередуются между собой ?
J 4. Как определяется период работы оборудования от одного ремонта до другого?
5. Как определяются слесарные человеко-часы и станко-часы на ремонт оборудования?
6. Как составляются квартальные и месячные планы ремонта оборудования?
7. Опишите обязанности бригады по ремонту и обслуживанию оборудования.
Г л а в а III
ТЕХНИКА БЕЗОПАСНОСТИ
Ремонтному слесарю приходится ремонтировать различное оборудование в весьма разнообразных условиях: и у рабочего места на ремонтной базе, и непосредственно у механизмов в производственных цехах. Иногда при спешном выполнении аварийных работ условия производства заставляют ремонтника работать вблизи движущихся механизмов, в узких проходах между машинами и станками, на подмостках и в иной неудобной обстановке.
Ремонтному слесарю необходимо знать правила по технике безопасности при исполнении различных работ, так как ему приходится на рабочем месте токаря, фрезеровщика; -шлифовщика, крановщика, машиниста, кузнеца пускать, управлять и останавливать при испытании соответствующие -станки и машины.
Прежде всцго ремонтный слесарь всегда должен быть осторожным и предусмотрительным. Перед началом работы при всех обсго-тельствах необходимо сначала организовать своё рабочее месте и по возможности обезопасить его, т. е. поставить ограждения около движущихся частей рядом работающих механизмов и даже в отдельных случаях на время ремонта остановить их. Всякие рабочие движения в опасных местах, все операции по управлению механизмами и их ремонту надо производить спокойно) и обдуманно.
На территории предприятия возможны несчастные случаи, так как там движутся транспортные машины, поезда, вагонетки, производятся погрузочно-разгрузочные операции и т. д.
На заводской территории необходимо соблюдать предусмотрительность и осторожность. Не следует посещать места, не связанные с выполнением какого-либо задания. При переходе железнодорожных линий надо остерегаться поездов, вагонеток, движущихся грузов на подвесных путях и кранах. Надо также внимательно следить за движением внутризаводского транспорта на проездах. При неосторожности можно попасть в открытые колодцы или траншеи.
В цехах предприятия надо соблюдать следующие правила.
1. По приходе в цех необходимо отыскать ответственное лицо, с которым связано выполнение порученной ремонтной работы, и заявить ему о цели своего прихода.
2. Нельзя приступать к работе, не получив предварительно подробного объяснения о характере неисправности подлежащего исправлению механизма.
3. До начала работы требуется организовать рабочее место и ознакомиться с окружающими условиями с точки зрения их безопасности. В необходимых случаях следует произвести ограждение рабочего места и движущихся частей, а иногда и остановить их на время ремонтных работ.
4. Не допускается бесцельное хождение по цеху, тем более по таким цехам, как термический,, сварочный, литейный, испытательный, компрессорный, силовая станция, где существуют свои условия по технике безопасности, незнакомые посторонним.
При работе необходимо соблюдать следующие основные правила безопасности.
Перед началом работы следует привести в порядок одежду: засучить рукава или завязать их у кистей рук, застегнуть блузу или халат. Нельзя допускать, чтобы части одежды болтались. На голову следует надеть головной убор.
Во всех случаях до осмотра или ремонта движущихся частей станка необходимо его остановить и предотвратить возможность случайного его включения: выключить электрический ток, снять приводной ремень, привязать или закрепить подкладками включаю
щие механизмы.
При разборке станка снятые' части следует складывать на заранее подготовленные места. Нельзя раскладывать их в проходах. Необходимо предусмотреть, чтобы, части, положенные на верстаки или ящики, не могли упасть с них. Крупные детали надо укладывать
на пол и ставить упоры к тем из них, которые могут опрокинуться.
Не нужно поднимать тяжёлые части вручную. При перевозке станков, узлов и деталей надо пользоваться кранами, домкратами, тележками, лебёдками, талями и другими механизмами. Особое внимание следует обращать на надёжность обвязывания и крепления переносимых и перевозимых тяжестей, чтобы предотвратить их /Ж д а-----------~тз—-д —
падение при транспортировке. Нг~~-т_~-д.
Канаты и цепи нужно брать исправ- Фиг. 49. Защита от вращающе-. ные. На острых углах под канат гося вала-
следует подкладывать мягкие прокладки во избежание перерезыва- ‘
ния его.
При работе вблизи движущихся механизмов необходимо, если можно, остановить их или оградить щитами. Пример защиты от вращающегося- • вала показан на фиг. 49. Надетый на вал жестяной кожух устраняет возможность захватывания одежды рабочего (фиг. 50). При отсутствии ограждений на движущихся механизмах возможен несчастный случай, особенно если рабочий случайно упадет.
Фиг. 50. Захват одежды вращающнмся_валом.
При работе на некоторой высоте над полом необходимо пользоваться исправными и проверенными лестницами. Нельзя устанавливать лестницу в проходах, если за ней не наблюдает специаль ный человек или если она не ограждена, так как возможно скольжение лестницы или сталкивание её проходящими мимо рабочими.
Между стенами помещения в ремонтном цехе и верстаком, а также между верстаком и полом не должно быть щелей, в которые могли бы попасть инструменты и детали, а также пыль и грязь. Тиски должны быть установлены! на такой высоте, чтобы рабочему не приходилось сгибаться или вытягиваться при работе. Следует пользоваться только исправными тисками.
Очень важен способ зажимания детали в тисках, так как надёжность её закрепления во многих случаях зависит не от силы зажима, а от правильности установки.
При рубке зубилом или крейцмейселем нужно пользоваться исправным инструментом.
Опилки и сор не следует сдувать, а надо сметать.
При пользовании заточным станком без экрана нужно обязательно надевать защитные очки. Подручник должен быть установлен прочно и как можно ближе к кругу; расстояние от подкладки подручника до круга должно быть не больше 2—4 мм. Затачиваемый предмет надо подводить к кругу без толчка и крепко держать.
Ремонтному слесарю очень часто приходится работать на сверлильном станке, поэтому он должен знать, какие меры безопасности следует применять при этом.
На сверлильном Станке нельзя работать без головного убора. Нельзя браться руками, особенно в перчатках или рукавицах, за сверло во время его вращения, так как возможны порезы рук, либо захват сверлом! перчатки, а вместе с ней и руки. Во избежание ранения руки стружкой последнюю нужно удалять крючком из проволоки диаметром 5—7 мм, а не рукой.
Просверливаемую деталь всегда нужно надёжно закреплять в тисках или приспособлениях. Ни в коем случае нельзя надеяться на то, что удастся удержато деталь руками, прижимая её к столу станка, так как при заедании сверла деталь вырвется, причём она может искалечить руки, а, отлетая, ударить самого рабочего1 или его соседа.
Сверлить отверстия без закрепления детали можно только при обработке тяжёлых изделий и небольшом диаметре отверстия.
Г л а в а IV
ПОДГОТОВИТЕЛЬНЫЕ РЕМОНТНЫЕ РАБОТЫ
1. РАЗБОРКА СТАНКОВ
§ 25. Общие замечания
Ремонт станка почти всегда связан с частичной п,:п полной его разборкой. Очень часто, для того чтобы вынуть одну-две детали, которые надо отремонтировать или заменить, приходится разбирать целые сложные узлы. .Даже при.правильной и умелой разборке 60
часто приходиться гораздо больше времени тратить на разборку, чем на ремонт или замену дефектных деталей. Если же требуется полный ремонт станка, его разбирают подетально.
Перед разборкой станка неизвестной конструкции необходимо сначала ознакомиться с его устройством: осмотреть отдельные узлы, установить их назначение и взаимодействие, уяснить себе конструкции отдельных узлов, запомнить расположение и взаимодействие наиболее характерных деталей. Внутреннее устройство узлов необходимо изучать в процессе их подетальной разборки.
Если же при осмотре трудно разобраться в конструкции станка, то надо ознакомиться с его паспортом, литературой по данному станку или аналогичным ему, а в некоторых случаях прибегнуть к консультации.
Прежде чем приступить к разборке станка или отдельных его узлов надо сперва установить порядок и способы разборки, так как для снятия одного узла часто требуется предварительно снять ряд других узлов.
Точно так же перед подетальной разборкой отдельных узлов следует сначала хорошо изучить внутреннее их устройство и способы крепления отдельных деталей, а также установить порядок и способы разборки. До этого ни в коем случае нельзя приступать к выпрессовке, разборке деталей и вывинчиванию винтов во избежание ошибочного выпрессовывания не в ту сторону, в какую вынимается деталь. Да и при правильном направлении выпрессовки могут остаться невывинченными стопорные винты, невыколоченные штифты и другие детали креплений, в результате чего узел не удастся разобрать. Применение же больших усилий может повлечь за собой порчу и даже поломку сложнейших деталей.
При разборке станка детали необходимо аккуратно складывать в ящики, не нагромождая одну на другую во избежание их деформации и повреждений. Кроме того, беспорядочное складывание деталей в ящик затрудняет их отыскивание.
Ящики для хранения деталей должны иметь крышки, чтобы защищать детали от пыли и грязи особенно после промывки.
Рекомендуется складывать детали в отдельные ящики по одному или несколько узлов. При складывании в один ящик деталей нескольких узлов надо так комбинировать их, чтобы вместе лежали детали узлов, не имеющие сходства между собой. Например, части.передней бабки токарного станка, супорта и задней бабки можно складывать в один ящик, а детали остальных узлов токарного станка — в другой.
Мелкие детали (штифты, шайбы, шпонки, нормальные гайки, винты, болты) следует складывать в отдельный ящик. Крупные части (корпус, передней бабки, консоль фрезерного станка, столы) надо складывать на полу или на низких столах в удобном месте, вблизи ремонтируемого станка.
Перед разборкой и в процессе разборки особо сложных и ответственных узлов станка желательно делать соответствующие схемы и зарисовки, а также наносить метки на деталях. В дальнейшем это облегчит подбор деталей и сборку станка.
§ 26. Разборка трудно разъединяемых соединений
Снимание туго насаженных деталей. Шкивы, шестерни, муфты и другие части станка, неподвижно насаженные на валы, относятся к туго насаживаемым деталям. Разборка этих деталей, особенно если она производится редко и станки запущены, часто представляет трудности.
В тех случаях, когда не удаётся снять детали обычными приёмами, т. е, с помощью выколоток (фиг. 51) и молотка, а также
Фиг. 51. Выколотка.
стяжек (фиг. 52), прибегают к другим приёмам и средствам. В первую очередь надо попробовать смочить соответствующее соединение керосином так, чтобы он прошёл между деталями.
Для этого детали помещают в сосуд с керосином, а если они
Фиг. 52. Снятие стяжкой шкива с вала.
большого размера, то места их соединений обвязывают тряпками, смоченными в нём. Иногда после этого достаточно нескольких минут, чтобы детали легко разъединялись, иногда же для этого требуется несколько часов. Керосин не только легко проникает в малейшие зазоры, но является также смазкой, уменьшающей трение металлических поверхностей при их разъединении, и растворяет загрязнения.
. Правильная установка деталрй при распрессовывании имеет большое значение. Для разъединения деталей с помощью выколотки их нужно устана
вливать на массивные металлические под-
ставки или на тяжёлые тиски. На деревянных или немассивных металлических подставках детали снимаются очень плохо. Нужно стремиться к тому, чтобы опора равномерно поддерживала деталь в нескольких точках; это облегчит разъединение и предохранит деталь от поломки.
Выколотку необходимо подбирать возможно толще и короче, стараясь устанавливать её на торец в'ала так, чтобы её центр и центр вала совпадали. Молоток должен быть тяжёлым. Ударять надо резко, задерживая боёк (фиг. 53) на выколотке. Силу удара, разумеется, необходимо соразмерять с устойчивостью деталей, чтобы не испортить их. Важно сдвинуть деталь с места: после чего разъединение идёт легче.
В тех случаях, когда удобнее наносить удары по сколачиваемой или выпрессовываемой детали непосредственно молотком без
выколотки, применяют свинцовые молотки (фиг. 54), имеющие большой вес и не оставляющие вмятин на деталях.
Если после промывки в керосине деталь всё же не удаётся снять, рекомендуется ступицу её (например шестерни или шкива) слегка проковать ударами молотка через прокладку. После этого насаженная деталь несколько расширится, и сцепление сопряжённых деталей нарушится, что значительно облегчит их раз ьединение.
Если указанные приёмы окажутся безрезультатными, то запрессованную деталь необходимо возможно быстрее нагреть до 80—100" так, чтобы вал не успел прогреться. Вал от нагрева можно защитить хотя бы обвёртыванием его холодными мокрыми
Фиг. 53. Форма бойка молотка.
Фиг. 54. Свинцовый молоток.
тряпками. От нагрева напрессованная деталь расширится, после чего её легче снять.
Если же и после нагрева деталь не удаётся снять, то сохраняют наиболее ценную из двух соединённых деталей, а менее ценную разрезают либо стачивают.
Вывинчивание винтов и отвинчивание гаек. Если винты не вывинчиваются или гайки не свинчиваются, то не рекомендуется применять чрезмерно большое усилие. Особенно это не следует делать при резьбе небольшого диаметра, так как при этом можно свернуть головку болта или сорвать гайку вместе с винтом; тогда вывинчивание ещё более затруднится.
Прежде чем применить большое усилие, надо попытаться облегчить отвинчивание смачиванием детали керосином. Если это не помогает, то следует ослабить резьбу, постукивая по граням гайки с обеих сторон; гайка расширится, и в результате облегчится свинчивание. При вывинчивании болта надо также попытаться ослабить резьбу, раскачивая его, для чего рекомендуется постучать по головке болта со всех сторон. Нужно попробовать также „завинчивать болт. Если это удастся, то облегчится и его вывинчивание, так как важно сдвинуть болт с места. Прибегают также к нагреванию гайки.
В том случае, когда сорвана головка болта или разработана шлицевая канавка для отвёртки, нужно постараться сделать новую канавку ножовкой либо крейцмейселем.
При вывинчивании винтов со свёрнутыми у самого основания головками или с разработанными шлицевыми канавками для отвёртки поступают следующим образом. В центре винта просверливают отверстие глубиной 10—15 мм возможно большего диаметра.
В это отверстие заколачивают стержень, запиленный трёхгранником. Грани стержня врежутся в стенки отверстия, после чего, вращая стержень, можно вывернуть винт. Когда и это не помогает, то в виде крайней меры высверливают остаток винта полностью, причём сверло берут под резьбу следующего большего диаметра (например, резьбу М10Х 1,5 высверливают сверлом под резьбу М12Х1>75). Затем нарезают новую и ставят новый винт большего диаметра, чем предыдущий.
Для высверливания сломанного закалённого винта его, необходимо предварительно отжечь. В случае, когда винт расположен внутри механизма, разобрать /-тх z-N
который не удаётся из-за это- ____Г Л
го же винта, отжиг бывает за- rH“i Y-—г
трудней. Тогда для отжига | I
Фиг. 55. гСломанный винт с приваренным для его вывертывания электродом
Фиг. 56. Соединение деталей штифтом.
необходимо применять паяльную лампу или автогенную горелку, предохраняя по возможности окружающие детали от нагрева.
Избегать прогрева деталей нужно для того, чтобы устранить их коробление (в результате чего возможен перекос отверстий), биение вращающихся деталей и отпуск закалённых.
Для отвинчивания сломанных винтов с испорченными шлицами можно применить электросварку. К торцу винта приваривают электрод, затем конец электрода загибают под прямым углом (фиг. 55) и, вращая его, вывинчивают винт.
Удаление штифтов. При разборке двух деталей, скреплённых штифтом (фиг. 56), сначала выколачивают штифт при помощи бородка. Диаметр бородка должен быть немного меньше диаметра штифта; если же бородок будет значительно тоньше диаметра! штифта, то последний расклепается. Удары молотком надо наносить сильные и1 резкие, чтобы сдвинуть штифт с места, после чего выколачивание идёт легко. •
Необходимо помнить, что штифты бывают цилиндрические и конические. Прежде чем выколачивать штифт, нужно проверить его диаметр с обеих сторон. Если диаметры окажутся неодинаковыми, то это значит, что штифт — конический, и выколачивать его можно только в направлении большего диаметра.
От действующих усилий на скреплённые детали штифты иногда прогибаются или частично срезаются (фиг. 57). В таких случаях до
выколачивания штифта его необходимо' выпрямить, осадив закреплённую деталь в обратном направлении. Прогиб и срез штифта можно обнаружить по сдвигу закреплённой детали со своего места. Чаще всего штифт срезается или изгибается тогда, когда деталь насажена на вал со свободной посадкой.
Фиг. 57. Нарушенное соединение штифтом.
§ 27. Характерные примеры разборки механизмов
При разборке сложных узлов (например, коробки скоростей или коробки подач), состоящих из нескольких валиков, многих шестерён, рычагов и других деталей, подчас трудно определить порядок разборки и направление выпрессовки или снятия отдельных деталей, а также выбрать способ разборки. Рассмотрим на примерах, как следует поступать в таких случаях.
Пример 1. Разборка механизма консоли фрезерного станка Горьковского завода. Из фигуры 58 видно, что для снятия шестерни 1 вниз сначала надо снять шестерни 2 и 3, так как они расположены ниже шестерни 1 и мешают её удалению.
Шестерню 3 можно снять только в правую сторону, потому что шестерня 1 препятствует её сниманию влево.
Для снятия шестерни 3, имеющей своим продолжением цапфу 4, вначале надо вынуть втулку с фланцем 5, в которой вращается цапфа шестерни. Предварительно винт 6, закрепляющий втулку, Должен быть вывинчен. После удаления втулки шестерня 7 и шестерня с цапфой вынимаются вправо без труда, так как последняя свободно вращается во втулке 8.
Валик .9, на котором вращается шестерня 10, запрессован в отверстие консоли. Следовательно, вынуть его можно только выпрес-совыванием. ’Так как с левой стороны отверстие глухое, то выпрес-совать валик при помощи выколотки нельзя. Для выпрессовывания таких валиков в торце их делается отверстие с резьбой (в данном случае на правом конце валика). В это отверстие завинчивают болт и, захватывая головку его с помощью стяжки, вытаскивают валик. Предварительно необходимо проверить, нет ли установочного винта, закрепляющего валик в консоли; если такой винт имеется, то его надо вывинтить до выпрессовки валика.
0 А. А. Ооветвмсиий 1013 дк
Фиг. 58. Разрез механизма консоли фрезерного станка.
Фиг. 59. Часть механизма коробки скоростей фрезерного станка Горьковского завода фрезерных станков.
Пример 2. Снятие ьалика коробки скоростей фрезерного станка. Допустим, требуется вынуть валик / (фиг. 59). Его торец можно увидеть на станке после снятия пробки 2, так как отверстия станины, в которых крепится валик, закрыты пробками. Следовательно, чтобы вынуть валик, необходимо сначала удалить пробку. В свою очередь предварительно надо определить способ закрепления пробок в станине.
Так как на правой пробке 3 имеются два небольших отверстия, то можно полагать, что она завинчена в станину и эти отверстия служат для отвинчивания и завинчивания пробки специальным ключом (фиг. 60). Это предположение подтверждается тем, что в мес-
Фиг. 60 Раздвижной ключ для Г отвинчивания гаек с отверстиями в торце.
тах соединения пробки и станины заметны следы резьбы. Следовательно, правую пробку надо вывинтить, предварительно отвинтив винт 4 (фиг. 59), препятствующий самоотвинчиванию пробки во время работы станка. На левой пробке нет признаков резьбы, поэтому мюжно предположить, что она просто запрессована. В таких случаях в пробке делается отверстие с резьбой. С помощью стяжки и болта, завинченного в отверстие, выпрессовы-вается пробка.
Затем удаляют валик. Предварительно надо решить, в какую сторону и как его вынуть. Валик сам по себе может быть удалён в любую сторону, потому что его больший диаметр проходит и через правое, и через левое отверстие. Но одновременно с валиком выпрессрвывается и роликовый подшипник, сидящий с той стороны валика, в которую его вынимают. Так как подшипник упирается в бортик валика, то вынуть валик в левую сторону нельзя: подшипник не пройдёт сквозь левое отверстие, имеющее уступ. Значит, валик можно удалить только вправо, пользуясь выколоткой соответствующей длины и достаточного диаметра. Выколотка с малым диаметром не обеспечит удара достаточной силы. Необходимо также брать молоток потяжелее.
Пример 3. Снятие валика коробкн подач фрезерного станка (фиг. 61). На первый взгля!д кажется, что средний вал 1, судя по
устройству мёхаййЗма, нельзя вынуть йи вправо, Ни Влево. Плеве его нельзя вынуть потому, что бортик вала упрётся в торец шестерни 2, шестерня же не может быть удалена вместе с валом, так как её торец упрётся в стенки коробки. При выпрессовывании вправо второй бортик вала также упрётся во втулку 3. Но такого положения, чтобы вал нельзя было вынуть, не может быть; очевидно, вместе с валом надо вынуть и втулку. Предварительно сле-
Фиг. 61. Схематический разрез коробки подач фрезерного станка Горьковского завода фрезерных станков.
дует отвинтить установочный винт, закрепляющий втулку в отверстии коробки. Выпрессовывание вала производят ударами молотка по выколотке, подставленной к левому торцу вала.
Пример 4. Вынимание валов 1 и 2 и снятие насаженных на них шестерён (фиг. 62). Вал 1 в отверстии корпуса коробки установлен с неподвижной посадкой и закреплён установочным винтом 3. Следовательно, для разборки вал необходимо выпрессовать.
Фиг. 62. Коробка скоростей токарного станка.
В данном случае его можно удалить с помощью выколотки, так как оба отверстия против его концов открыты. Шестерни на валу вращаются; значит, они посажены свободно и легко снимутся с вала. Чтобы можно было удалить последний, нужно сначала вывинтить установочный винт 3.
Направление выпрессовывания вала зависит от диаметра его концов, если этому не мешают другие детали,. Поэтому всегда сравнивают диаметры концов вала и вынимаютгего! в сторону большего диаметра. В данном • случае ни одна из деталей не мешает и вал можно вынуть в сторону большего Диаметра, т. е. вправо.
Шестерни после выпрессовывания вала остаются в коробке и их можно свободно вынуть.
Перед снятием вала 2 и его шестерён нужна вначале снять фланец 4, фланец 5 и отвернуть с обоих концов шайбы б, закрепляющие шариковые подшипники. Это облегчит осмотр остальных деталей. ЗаГем, поворачивая и перемещая отдельные шестерни, надо определить род их посадки и способы закрепления на валу. Если посадка деталей на валу неподвижная, то нужно разыскать закрепляющие детали и снять их до выпрессовывания вала.
У вала 2 диаметры одинаковые. Казалось бы, его можно вынуть в любую сторону. Однако влево его удалить нельзя, так как борт его упрётся в шестерню 7, а последняя — в стенку корпуса коробки. Значит, вал вынимается в правую сторону.
Как показывает чертёж, ни одна из деталей этому не помешает. Но если шпонка 8 упрётся во фланец 9, то вынуть вал всё же не удастся. Поэтому на фланце должна быть канавка для прохода шпонки. Следовательно, до извлечения вала надо сначала отыскать канавку на фланце. Вал при выпрессовке следует держать в таком положении, чтобы его шпонка пришлась против канавки фланца. Шестерня 10 сидит на валу со скользящей посадкой (она передвигается вдоль вала), а остальные шестерни имеют более свободную посадку, поэтому при выпрессовывании вала шестерни будут сдвигаться с него беспрепятственно. После выпрессовывания вала шестерни можно свободно вынуть из коробки.
Порядок, способы разборки и направление выпрессовывания валов легче установить по чертежу, чем при разборе механизма, так как на чертеже видно, какая шейка вала имеет больший диаметр, какая деталь может помешать разборке и т. д.
2. ПРОМЫВКА ДЕТАЛЕЙ РАЗОБРАННЫХ СТАНКОВ
Детали станка, разобранного для ремонта, обычно бывают загрязнены отработанным машинным маслом, смешанным с пылью, наждаком, охлаждающими жидкостями, частицами металла самих деталей и мелкой стружкой. Вся эта смесь неизбежно попадает между трущимися поверхностями, ещё больше премешивается и перетирается последними и превращается в черную грязь. Вполне понятно, что загрязнение способствует износу трущихся мест деталей; мало того, заливаемое чистое масло для смазки, соединяясь с загрязняющей смесью, теряет своп смазывающие свойства.
При недостаточной смазке’ загрязняющая смесь сгущается, налипает на детали и усиливает трение. Вследствие этого детали нагреваются, происходит их заедание и станок останавливается. Во время нагрева деталей загрязняющая смесь присыхает к ним, пригорает, в результате детали приобретают чёрную окраску и покрываются слоем грязи (нагаром).
Поэтому детали разобранного для ремонта станка все без исключения необходимо промывать.
Организация и техника промывки. Промывают детали большей частью керосином (мелкие детали с заржавленными местами,
а также присохшей и нагоревшей грязью, промывают бензином) Керосин наливают в специальный железный ящик и в него погружают промываемый части механизмов.
Рекомендуется иметь два ящика,- один—для предварительной промывки (в нём остаётся почти вся грязь) и другой — для окончательной. В последнем ящике керосин довольно долго остаётся сравнительно чистым.
Ящики Хелают из листового железа размером примерно 800 V X 500 X 400 мм. На них кладут по две передвижные планки из полосового железа для поддерживания промываемых деталей над керосином. Чтобы ящики были безопасны в пожарном отношении и керосин (или бензин) лучше сохранялся, их снабжают крышками. После отмачивания в керосине (бензине) присохшую грязь стирают и смывают с деталей металлическими, волосяными или другими
Фиг. 63. Щетка для промывки деталей.
щётками (фиг. 63). Затем детали окончательно промывают в ящике с чистым керосином и протирают насухо тряпками или концами.
Для промывки углублений, прорезей, глубоких канавок и отверстий, куда нельзя проникнуть щётками, необходимо иметь набор металлических стержней и пластинок. Обмотав их тряпками, можно хорошо промыть и протереть малодоступные места.
3. ОСНОВНЫЕ ТРЕБОВАНИЯ К РАЗБРАКОВКЕ ДЕТАЛЕЙ СТАНКОВ И К СОСТАВЛЕНИЮ ДЕФЕКТНЫХ ВЕДОМОСТЕЙ
Разбраковку деталей и составление дефектной ведомости можно производить после того, как станок подетально разобран, детали промыты и насухо протёрты, подобраны и собраны по узлам. Окончательно собирать узлы не требуется. Не нужно соединять детали, имеющие тугие посадки. Нет надобности окончательно свинчивать детали, полностью вставлять штифты и собирать другие соединения, сборка и разборка которых представляют трудности и отнимают много времени.
Сборка отдельных узлов станка после промывки деталей и последующая разборка их при составлении дефектной ведомости окупаются тем, что промытый и собранный станок можно быстро разбраковать и правильно составить дефектную ведомость. Кроме того, на чистых деталях легко обнаружить изъяны (выработку, трещины и др.). Предварительная сборка и разборка «на свежую память», сразу после разборки станка, осуществляются быстро; при этом лучше запоминается расположение деталей, что потом облегчает окончательную сборку станка.
Перед разбраковкой деталей и составлением дефектной ведв-мости необходимо! ознакомиться с устройством станка, его назначением, условиями работы отдельных узлов и предъявляемыми к ним требованиями. Надо знать также основные недостатки станка до ремонта, чтобы устранить их.
Сведения о дефектах станка до ремонта и о его назначении после ремонта необходимо получить из цеха, в котором станок работал. Эти сведения должны записываться в акте передачи станка в ремонт.
Кроме того, перед разбраковкой и составлением ведомости требуется:
1) выяснить по паспорту станка, какие имеются дополнительные части и приспособления к станку; ремонт должен быть построен так, чтобы эти приспособления и дополнительные части могли быть использованы на отремонтированном станке;
2) узнать по аварийным актам и записям текущего ремонта, какие были аварии и их причины;
3) узнать, какие детали были поставлены временно при текущих ремонтах и авариях, с тем, чтобы их заменить при ремонте станка; установить, какие детали часто менялись при предыдущих ремонтах, с тем, чтобы улучшить качество этих деталей и условия их работы;
4) по ведомостям предыдущих ремонтов станка установить, когда и какие производились ремонты, когда менялись отдельные детали и какой получился износ их. Учитывая степень износа и срок работы деталей, установить, хорошо ли был подобран для них материал и правильно лн проводилась их термическая или иная обработка. Следует также установить, не был ли износ вызван плохой смазкой или другими недостатками. При ремонте нужно устранить всё, что вызывало быстрый износ отдельны?;: деталей.
При разбраковке и составлении дефектной ведомости необходимо предусмотреть наилучшее качество ремонта станка. Другими словами, станок после ремонта должен давать точную, чистую обработку и не требовать регулировки или исправлений из-за плохого состояния отдельных деталей.
Отремонтированные и заменённые детали должны работать как можно дольше. Наконец, одни детали не должны способствовать износу и разрушению других, особенно сложных (такой износ возможен при неточном изготовлении деталей и плохой взаимной их подгонке, а также вследствие неправильного подбора материала). При замене одной изношенной шестерни следует менять и сцепляющуюся с ней.
Нельзя ставить две трущиеся детали из одинакового материала и одинаковой твёрдости, так как в этом случае возможно заедание.
Технологический процесс необходимо строить так, чтобы ремонт был высококачественным, недорогим и по возможности кратковременным.
_4 1944 Июнь Капитальный Дефектная ведомость
Год Месяц Вид ремонта Универсально-фрезерный станок
ремонта Наименование оборудования
1 № по порядку 1 Наименование деталей № детали Количество деталей Описание дефектов деталей
ремонтировать заменить заэски-зиро-вать
1 Станок 540 1 Общий износ
станка
2 Станина 2/540 1 — — Выработаны на-
правляющие
плоскости
3 Консоль 3/540 1 — — То же
4 Клин коисоли 4/540 — 1 1 Ослаблен
5 Винт вертикаль- 5/540 Выработана
ной подачи 1 — 1 резьба
6 Гайка к винту
вертикальной по-
дачи 6/540 — 1 1 То же
7 Валик ручной Выработаны
вертикальной по- шейки
дачи 7/540 — 1 1
- Горьковский завод № 682 540 Цех 24 »
Фирма Модель № станка Группа М 7
Наименование работ при проведении ремонта Марка материала
Слесарные н другие работы (наплавка, металлизация, станочные и др.) Термообработка (твёрдость по Роквеллу)
Разобрать станок подетально — —
Отшлифовать направля- ющие для консоли перпендикулярно направляющим для хобота — —
Вертикальные направля- ющие консоли пришабрить по направляющим станины. Горизонтальные направляющие отшлифовать перпендикулярно вертикальным направляющий
Подогнать новый — Чугун~1-го
класса
Прорезать резьбу винта — Ст-50
Подогнать новую гайку — Чугун антифрикционный
Подогнать новый по от- Закалка-от- Ст-5(
верстиям консолн Пуск [40—44]
IS Я к
i
к eg
•«ч
о
00 “Л О — CN
4. ТЕХНИКА РАЗБРАКОВКИ ДЕТАЛЕЙ СТАНКА
Разбраковку деталей станка и составление дефектной ведомости удобнее вести вдвоём. Рекомендуется разбраковывать детали и составлять ведомость, придерживаясь того же порядка, в каком производится сборка станка, т. е. по узлам. Детали каждого узла следует разбраковывать также в порядке их сборки внутри узла.
Каждую деталь станка с целью выявления её дефектов сначала подвергают поверхностному осмотру, а затем проверяют взаимодействие её с сопряженными деталями. Кроме того, форму и размеры деталей проверяют поверочными и измерительными инструментами. В зависимости от степени износа детали, сложности её, а также от производственных возможностей ее изготовления или ремонта, решают, заменить ли данную деталь, отремонтировать или же оставить без ремонта, пока не будет изготовлена новая.
Все детали, которые решено заменить. ремонтировать или только снятье с них эскизы для изготовления по ним запасных, рекомендуется клеймить номером в виде простой дроби. В числителе её проставляется номер данной детали по дефектной ведомости, а в знаменателе — номер станка. Клеймение производите? специальными клеймами, состоящими из набора цифр. Такое клеймение даёт (возможность легко разбирать детали по узлам. Так как ведомость составляется в порядке подгонки и сборки деталей в узле, то облегчается в порядке подгонки и сборки деталей.
С этой целью при ремонте сложного станка, когда имеются опасения, что подбор деталей при окончательной сборке окажется сложным, детали, не требующие ремонта, также клеймят и записывают в ведомость.
По клейму и ведомости конструкторы дают наименования деталям на чертежах. Номер станка, помещённый в знаменателе клейма, устраняет возможность смешивания деталей разных станков, разобранных для ремонта.
Все детали, подлежащие замене, ремонту и снятию эскизов (кроме громоздких, как, например, столы), складывают в отдельный ящик. Заменяемые детали рекомендуется хранить до конца сборки и пуска станка; они могут понадобиться при подгонке новых деталей или для выяснения различных недоразумений.
5. СОСТАВЛЕНИЕ ДЕФЕКТНОЙ ВЕДОМОСТИ
Дефектная ведомость составляется на специальном бланке вс время разбраковки деталей. Простейшая форма дефектной ведомости, отвечающая основным требованиям, и пример её заполнения приводятся на стр. 72—73.
В заглавной части ведомости даются необходимые сведения о станке: название его, фирма, тип, инвентарный номер и место, нахождения — цех, группа. В первых трёх колонках слева отмечаются время и вид ремонта.
Вторую графу ведомости «Наименование деталей» необходимо заполнять полными названиями ремонтируемых частей. Нельзя ограничиваться названием «винт», «винт подачи», так как винт подачи в станке не один, а винтов ещё больше. Название «винт вертикальной подачи» даёт полное представление о месте нахождения винта и его назначении. Такое название этой детали должно проходить всюду: на чертеже, в технологической карточке, на ярлычках у готовых деталей и т. д.
Необходимость трёх граф в ведомости под общим названием «Количество деталей» оправдывается рядом соображений. При проведении учётной и оперативной работы по ремонту станка по этим графам легко установить количество заменяемых, ремонтируемых и подлежащих эскизированию деталей, а также легко отыскивать детали для передачи их в ремонт, на эскизирование и подобрать новые детали вместо изношенных.
Следующая графа «Описание дефектов деталей» должна заполняться возможно подробнее и точнее. В ней фиксируется определение «болезни» детали. По этой графе определяются нужные ремонтные операции и подбирается марка металла заменяемой детали, что отмечается в последующих графах ведомости.
В графе «Слесарные и другие работы» излагается технология ремонта станка, поэтому в ней не следует записывать технологию ремонта деталей. Например, в случае выработки резьбы ходового винта при его ремонте записывается только: «Прорезать резьбу винта», а как прорезать и последовательность операций
при прорезке указывать не надо. При замене детали, например, в случае выработки резьбы в гайке подачи, записывается «подогнать новую гайку». Не отмечаются операции по изготовлению гайки и по её подгонке.
В графе «Термообработка» указываются вид термообработки (цементация, закалка и др.) и требуемая твёрдость. В связи с большим влиянием термообработки на износоустойчивость деталей эта графа должна особо тщательно заполняться как технологом, составляющим дефектную ведомость, так и производственниками, производящими термическую обработку.
Назначение графы «Марка материала»» ясно без объяснений.
6. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Слесарно-ремонтные работы по своему характеру можно под разделить на два вида:
1) работы, связанные с обслуживанием оборудования с ц,елью предупреждения аварий и устранения неполадок путём регулирования и мелких ремонтов;
2) работы по ремонту оборудования.
При обслуживании оборудования работы выполняются, ктк правило, у ремонтируемого станка отдельными слесарями. Это определяет особенности рабочего места ремонтного слесаря: оно не связано с постоянной территорией и в каждом отдельном случае должно быть организовано в соответствии с расположением станка и характером предстоящего ремонта.
Подготовку рабочего места начинают с того, что подготовляют место для инструмента и укладывания деталей разобранных механизмов. Обеспечивают доступ к ремонтируемым частям оборудования, если они загораживаются различными предметами. Принимают меры для обеспечения безопасности работы (защита от движущихся механизмов, от поражения электрическим током). Для раскладывания инструмента и деталей разобранных механизмов нужно использовать шкафчик или ящик, которые имеются при станке. Все лишние предметы с тумбочек и ящиков, а также лежащие у станков следует по возможности удалить.
Только после этого можно приступить к выполнению работ по ремонту. Если неполадки в станке могут быть устранены путём одной регулировки, указанные подготовительные работы являются лишними; следовательно, перед подготовкой рабочего места надо сначала выявить характер ремонта.
При ремонте оборудования рабочее место организуется на ремонтной базе. Последняя необходима для разборочных и сборочных работ при ремонте отдельных узлов, для ремонта и для изготовления и хранения деталей станков и инструмента. На базе хранят часто сменяемые детали и небольшой запас нормалей (винтов, гаек, штифтов и др.), а также и постоянно применяемые инструменты и приспособления.
База должна быть оборудована верстаком со слесарными тисками, количество которых зависит от числа работающих слесарей,
сверлильным станком средней мощности и точильным станком. Верстаки должны иметь два-три ряда выдвижных ящиков для раздельного хранения инструментов каждого слесаря. Нормализованные детали и различные материалы надо хранить в особых ящиках или на стеллажах.
Строгий порядок в ящиках и на стеллажах позволит правильно использовать рабочее время и не тратить его на разыскивание нужных частей механизмов, материалов >тли инструментов. Надо также учесть, что беспорядок отрицательно сказывается на психике работающего (вызывает большую утомляемость, нервность) и, как следствие, понижает производительность труда.
Слесарный верстак на ремонтной базе рекомендуется располагать в хорошо освещённом (желательно естественным светом) месте. Рабочее место у тисков не должно загораживать свободный доступ к стеллажам и ящикам, а также вход и выход из базы.
Чаще всего употребляемый инструмент (гаечные ключи для круглых и гранёных гаек различных размеров, шаберы, напильники различных видов и размеров, свинцовый и стальной молоток, выколотки, зубила) следует хранить в наиболее удобно и близко расположенных ящиках. Не надо различные инструменты класть на
одну полку: лучше всего хранить их на отдельных полках или в ячейках со специальными шаблонированными углублениями.
Во время работы требуется особенно аккуратно располагать проверочные, измерительные и разметочные инструменты. Им необходимо отводить отдельные чистые полки со специальной ячейкой для каждого инструмента. Это даёт возможность запоминать места расположения инструментов и при надобности находить их автоматически, не теряя времени и энергии на поиски. Кроме того, в таких условиях инструмент хорошо сохраняется.
Более громоздкие инструменты (специальные ключи, угольники, проверочные плиты, линейки, рейсмусы) надо хранить в особых
Фиг. 64. Переносный инструментальный ящик.
меняемые реже — дальше.
крытых стеллажах или ящиках. Такие инструменты обычно не закрепляют за отдельными слесарями, поэтому за сохранностью и исправностью их следят бригадир или работники инструментально-раздаточной кладовой цеха.''
До начала работы всегда необходимо определить весь потребный для неё инструмент. Его подбирают из наличного запаса, а недостающий берут из раздаточной кладовой цеха. Ин-
струменты раскладывают у места выполняемой работы так, чтобы наиболее часто употребляемые инструменты лежали ближе, а при-
При выходе к стайку «о вызову для устранения неполадок слесарь должен брать с собой инструменты для разборки и регулировки, в первую очередь ключи, отвёртки, молотки, выколотки. После того, как полностью будет выявлен характер данной работы, определяют, какие инструменты потребуются дополнительно.
Для удобства переноски инструментов и деталей рекомендуется иметь специальный ящик с полками для отдельных видо& инструментов и деталей (фиг. 64).
Для работ, выполняемых у ремонтируемого! станка, рекомен-дуется иметь специальные установленные на низких колёсах передвижные одноместные верстаки с тисками и ящиками для инстру-
Фиг. 65. Передвижпой’верстак.
мента (фиг. 65). Это облегчает работу, позволяет иметь запас деталей и инструментов вблизи рабочего места и избавляет от необходимости ходить к тискам на базу.
Большое удобство в работе при сборке узлюв представляют также Специальные низкие верстаки высотой 600—800 мм и площадью 800 X 800 мм. Они делаются из углового железа с настилом из толстых досок или полностью деревянные. Эти верстаки должны быть устойчивыми и настолько прочными, чтобы выдерживать тяжёлые узлы станков.
Особенно большое значение для производительной 1работы имеют правильная система и порядок хранения деталей разобранного ремонтируемого станка.
КОНТРОЛЬНЫЕ ВОПРОСЫ К ГЛАВЕ IV
1. Для чего и как производятся смачивание и подогрев деталей при рас-прессовке?
2. Какими способами вывинчиваются винты с сорванными головками?
3. Как вывинчиваются сломанные закаленные винты?
4. Какие Применяются штифты для скрепления деталей и что Необходимо принимать во внимание при выколачивании штифтов?
5. В чем заключается подготовка станка для разбраковки?
6. Что необходимо учитывать при разбраковке деталей?
7. Как должен организовывать рабочее место слесарь по обслуживанию оборудования? ___________
Глава V
МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ
В машиностроении операции по изготовлению деталей механизированы и выполняются на станках. Сборка механизмов осуществляется без подгонки, так как детали изготовляются взаимозаменяемыми. В практике ремонта механизмов при изготовлении деталей и при сборке часто приходится выполнять ряд работ вручную. При ремонте нет серийных, а тем более массовых операций; все работы, как правило, выполняются на одном объекте, поэтому часто отдельные операции по изготовлению деталей и сборке выгодно выполнять на универсальных станках и ручным способом. При проведении ремонта желательно применение механизированного инструмента, так как это ускоряет и облегчает работу.
Дрели. При ремонте оборудования часто применяются дрели. Во время разборки ими пользуются при высверливании сломанных или не поддающихся вывёртыванию винтов, а также для засверли-вания отверстий в деталях, не поддающихся выпрессовке. Во время сборки дрель часто применяется для засверливания уже в собранном механизме отверстий под установочные винты, штифты и в других случаях. С помощью дрели с закреплёнными на её шпинделе металлическими или волосяными щётками легко, и быстро полируются и зачищаются от ржавчины, наплывов и загрязнений детали станков.
Дрели бывают ручные, электрические и пневматические. Более распространены электрические дрели.
выключатель
большая
Фиг. 66. Электрическая дрель.
Электрические дрели изготовляются различных размеров для сверления отверстий до 8, до 15, до 23 л/лл.
На фиг. 66 показана дрель для сверления малых отверстий. Внутри корпуса её помещается электромотор, на оси якоря кото-78
рого закреплена малая шестерня, передающая вращение большой шестерне и валику. На втором конце валика насажен патрон для крепления сверл. Пуск и остановка дрели осуществляются выключателем, смонтированным на её рукоятке.
Работают дрели как на переменном трёхфазном токе, так и на однофазном переменном или постоянном токе с напряжением 120 и 220 в.
.При работе с электрической дрелью необходимо соблюдать следующие правила:
1. Электрические дрели рассчитаны на кратковременную периодически повторяющуюся нагрузку. При продолжительной непрерывной работе дрель может перегреться и выйти из строя. Нагрев её свыше 50° (предельная температура, воспринимаемая рукой без ощущения ожога) не допускается.
2. Дрелью можно сверлить только такие отверстия, диаметр которых не превышает максимально допустимого размера. Нельзя также перегружать дрель чрезмерным нажимом на неё.
3. При значительном искрении или нагреве изоляции дрель необходимо отдавать в электроремонтный цех для проверки.
4. Во избежание поражения током работать с электрической дрелью надо в резиновых перчатках, причём дрель обязательно должна быть заземлена. Всякие исправления её можно производить только после отсоединения её от сети. Провода, подводящие ток от сети к дрели, должны быть заключены в резиновый шланг и защищены от повреждений.
5. Обрабатываемую деталь необходимо надёжно закреплять.
6. Дрель следует хранить в сухом отапливаемом помещении и не подвергать её резким колебаниям температуры.
Пневматические дрели (фиг. 67) хорошо работают при сверлении отверстий малых диаметров. Сжатый до 5—6 ат
Лопатка
, Редуктор
Шпиндель J н
Латроп
Статор
Ротор
Фиг. 67. Пневматическая
дрель.
к ХВОСТО-
воздух подводится шлангом вику рукоятки дрели. Через клапан воздух поступает в статор, действует на лопатки ротора и сообщает ему вращение. Вращение от ротора через ре-
дуктор передается на шпиндель с патроном для сверла.
Механическая опиловка и зачистка деталей осуществляется с помощью переносного станка (фиг. 68). В стойке закрепляется
электромотор мощностью 0,3—0,75 л. с., вращение от которого передаётся парой четырёхступенчатых шкивов гибкому валу. На конце вала имеется патрон 1 для закрепления различных режущих
Фиг. 68. Переносный станок с гибким валом.
инструментов (свёрла, фрезы, зенкеры, абразивные круги), которыми можно обрабатывать как отверстия, так и плоскости. При этом вращение инструменту сообщается от электромотора, а продольное перемещение в любом направлении выполняется вручную.
Для обработки деталей плоскими напильниками применяется специальное приспособление (фиг. 69). При соединении этого приспособления с гибким валом вращательное его движение преобразовывается в возвратно-поступательное движение пластинки 7, в которой закрепляется напильник 2.
Можно также закрепить в наконечнике гибкого вала оправку
с насаженным наждачным кругом и производить им зачистку и подгонку деталей (например, после сварки, автогенной резки и т. д.).
При помощи станка с гибким валом можно быстро и хорошо зачищать детали. Для этого на конце гибкого вала укрепляют металлическую щётку или круг, оклеенный наждачной бумагой. Во
Фиг. 69 Приспособление для опиловки.
время сборки этот станок применяется также для сверления, зенкования и развёртывания.
Особенно осторожно нужно работать с наждачным кругом. Во время пуска станка круг не должен касаться никаких предметов. Подводить круг к обрабатываемой детали нужно плавно, без толчков, и твёрдо держать в руках патрон. Нельзя пользоваться несбалансированным и имеющим биение кругом.
Пневматические зубила, механические отвёртки, шабровочные и притирочные станки ремонтниками применяются редко и поэтому здесь не рассматриваются.
КОНТРОЛЬНЫЕ ВОПРОСЫ К ГЛАВЕ V
1. Какие основные правила надо соблюдать при работе с электрической дрелью ?
2. Как можно механизировать опиловку и зачистку деталей?
I лава VI
РЕМОНТ ДЕТАЛЕЙ
Исправность станка в первую очередь зависит от исправности деталей. Если детали доброкачественные (изготовлены с необхо. димой точностью из соответствующего материала и правильно термически обработаны), то исправность станка в работе будет зависеть от правильности регулировки и смазки его.
При ремонте станка в отношении каждой неисправной детали необходимо решить вопрос; заменить её или ремонтировать, а если ремонтировать, то как? От этого зависят качество, сроки и стоимость ремонта станка. Вот почему разбраковка деталей станка и составление! дефектной ведомости—самые важные и ответственные работы в ремонтном деле.
1. РЕМОНТ ДЕТАЛЕЙ.С НАПРАВЛЯЮЩИМИ ПЛОСКОСТЯМИ
По направляющим плоскостям одних деталей (станины, салазки, столы) в большинстве случаев перемещаются другие детали. Вследствие возникающего при этом трения направляющие как одной, так и другой детали изнашиваются (получают выработку).
Наличие выработки можно обнаружить как непосредственным осмотром, так и при помощи инструментов и приспособлений, Направляющие плоскости обычно окончательно отделывают путём шлифования или шабровки. При выработке исчезают риски, характерные для шлифования, и пятна, характерные для шабровки. Кроме того, при большой выработке на плоскостях появляются канавки, царапины и всевозможные забоины.
Величину выработки можно установить проверочной линейкой и щупами. С этой целью на направляющую плоскость накладывают линейку и по зазору между плоскостью детали и, линейкой, измеренному щупом, определяют величину выработки. Если нет щупов, можно пользоваться тонкими пластинками из меди или полосками бумаги; ими заполняют просвет между плоскостями, а затем толщину их измеряют штангенциркулем или микрометром.
Зазор получается в результате неравномерной выработки направляющих плоскостей по всей их длине. Поэтому наложенная линейка поддерживается выступающими местами, а в выработанных участках оказывается зазор. Линейка по возможности не должна быть короче проверяемой плоскости.
Описанный способ определения величины выработки непригоден для небольших направляющих плоскостей,, так как они вырабатываются по всей своей длине примерно одинаково. В таких случаях о величине выработки можно судить главным образом по состоянию поверхности направляющих.
Детали с направляющими плоскостями обычно имеют большие размеры. Изготовление их почти всегда представляет значительные трудности. Поэтому подобные детали, как правило, изготовлены так, что их можно много раз ремонтировать, причём ремонт почти полностью восстанавливает их первоначальные качества.
б А. А. Оеветимйвав 1013 81
§ 28. Способы ремонта направляющих плоскостей
Ремонтировать направляющие плоскости станины, столов, салазок и других деталей после их выработки можно двумя способами: шлифовкой на станке или подгонкой вручную (опиловкой и шабровкой). При большой выработке перед опиловкой и шабровкой направляющие прострагивают. Первый способ безусловно легче, дешевле и отнимает меньше времени ’, но пользоваться им не всегда возможно, так как в одних случаях нет соответствующего оборудования, в других это нецелесообразно или трудно выполнимо.
При ремонте двух сопряжённых деталей направляющие плоскости одной из них рекомендуется шлифовать, а плоскости другой подгонять вручную путём припиливания и пришабривания их по направляющим первой, детали, как по плите, с помощью краски Шлифуют направляющие той детали, у которой их трудно подогнать вручную и в особенности проверить правильность подгонки. Например, нижние направляющие каретки токарного станка целе сообразно пришабрить по отшлифованным направляющим станины. Верхние направляющие плоскости каретки легче отшлифовывать, гак как при подгонке вручную трудно выдержать их перпендикулярность шпинделю и параллельность направляющим станины. Перед шлифованием верхних направляющих каретки нижние необходимо вначале пришабрить по направляющим станины, иначе во время шабровки нижних направляющих может нарушиться перпендикулярность отшлифованных верхних по отношению к шпинделю.
У фрезерного станка лучше отшлифовать направляющие стола, чем прилегающие к ним плоскости поперечных салазок, так как плоскости стола больше и поэтому потребуется больше времени для их подгонки вручную. Кроме того, одновременно со шлифованием направляющих стола можно отшлифовать верхнюю плоскость. У поворотных же салазок можно отшлифовать только верхние направляющие. Нижние круговые направляющие трудно отшлифовать ввиду наличия и центре их цилиндрического выступа.
Шлифовать направляющие плоскости нецелесообразно и в том случае, если размеры их невелики или выработка незначительна.
Нередки случаи, когда прошлифованные направляющие плоскости оказываются совершенно неправильными: имеют вогнутость, выпуклость или перекос. Это может случиться, если шлифовщик неодинаково закрепил деталь в различных местах её прилегания к столу станка — местами сильнее, местами слабее — и, кроме того, допустил большой нагрев её при шлифовании, пт) вызвало коробление направляющих плоскостей и всей детали.
Ручная подгонка направляющих плоскостей состоит из пропиливания и окончательной шабровки. Если же направляющие плоскости имеют значительные размеры и большую выработку, то и\ вначале строгают, а затем припиливают и шабрят.
1 На основании личного опыта и наблюдения автор утверждает, что от шлифованные направляющие всегда получают более твердую поверхность чем шабреные, и лучше противостоят износу.
§ 29. Проверка точности направляющих плоскостей
Положение направляющих плоскостей детали должно быть строго согласовано как между собой, так и с направляющими плоскостями сопрягаемых деталей. Поэтому при ремонте направляющих плоскостей надо проверять правильность их расположения. Порядок подгонки плоскостей при ремонте, а также способы
проверки их расположения зависят от конструкции станка и ремонтируемой детали. Проверка правильности расположения на-
правляющих приводится в главах по ремонту станков.
При ручной подгонке, в частности при шабровке, можно достигнуть различной степени точности. Качество шабровки опре деляют по равномерности расположения пятен краски и по числу их в 1 кв. дюйме. Поэтому для направляю-
щих различных деталей точность шабровки задают определённым количеством пятен, которые необходимо получить, например, 12—14 пятен на 1 кв. дюйм. Это значит, что меньше 12 п»ген не допускается, а свыше 14 не рекомендуется делать., Для получения большего количества пятен требуется больше времени для шабровки, что увеличивает стоимость ремонта.
Количество пятен удобно измерять
Я’иг. 70. Шаблон для опре деления количества пятен при шабровке.
с помощью шаблона
(фиг. 70) с отверстием! в 1 кв. дюйм. Накладывая его в отдельных
местах отшабренной плоскости, можно быстро определить коли-
чество пятен.
2. РЕМОНТ И ЗАМЕНА ВАЛОВ
При ремонте станков валы с наличием дефектов, в зависимости от ряда условий, приходиться или менять, или ремонтировать. При этом учитываются характер дефекта, конструктивные особенности вала, предъявляемые к нему требования в отношении точности п износоустойчивости, материал, из которого необходимо изготовить вал, и условия изготовления последнего.
В шлицевых валах, как правило, вырабатываются шейки, вращающиеся в подшипниках скольжения, или появляется люфт в посадке подшипников качения. Часто встречаются сорванная или изношенная внутренняя резьба в торцах вала или наружная резьба на его шейках. Наблюдаются также износ и повреждение шлиц, погнутость вала и другие дефекты.
Изготовление точных шлицевых валов при отсутствии шлице-фрезерных станков исключительно сложно ц дорого, поэтому та кие валы всегда стараются ремонтировать.
При ремонте вначале необходимо проверить вал на биение, и если биение имеется, устранить его правкой.
Если подшипники скольжения, в которых вращается вал, меняются, то ремонт вала с изношенными шейками сводится к шлифованию их. Когда же требуется устранить люфт вала в подшип-
* 83
никах, диаметр шеек вала увеличивается путём хромирования, металлизации или, в крайнем случае (если позволяет конструкция), проточки шеек, напрессовывания втулок и последующего протачивания и шлифования их под размер.
Описанные способы увеличения диаметра шеек вала можно использовать и в случае ослабления посадки подшипников качения. Слабая посадка последних и люфт вала в подшипниках скольжения не допускаются. Большей частью стараются при подшипниках скольжения отремонтировать подшипники или сделать новые по размерам отремонтированного вала.
При порче или износе внутренней резьбы в торцевой части вала резьбу можно перерезать на следующий, больший стандартный размер или расточить отверстие, запрессовать пробку и в ней нарезать резьбу. В этом случае необходимо учесть допустимость ослабления вала в связи с его растачиванием.
При износе наружной резьбы протачивается шейка и нарезается новая резьба следующего, меньшего размера или протачивается шейка и напрессовывается втулка, на которой потом нарезается резьба прежнего размера.
При разбраковке длинных валов (например ходовых валов токарных станков) приходится учитывать возможности их изготовления, В некоторых случаях целесообразно оставлять старый вал, исправив его дефекты. Характерным недостатком таких валов является разработанность шпоночной канавки на небольшой длине. В таком случае допускается прорезание канавки по всей длине вала шириной, равной месту наибольшей выработки. Выработанные шейки ремонтируются ранее описанными способами. После устранения дефектов вал зачищается шкуркой на станке при вращении.
Нужно внимательно подходить к рассмотрению дефектов тяжело нагруженных валов, особенно работающих с большим числом оборотов на подшипниках скольжения. К этим валам предъявляются следующие требования.
Л 1. Биение в любом месте при вращении вала длиной до 1000 мл» не должно превышать 0,02—0,06 мм в зависимости от точности сганка.
2. Рабочие шейки вала должны быть шлифованы и полированы. Не допускаются риски и раковины.
3. Твёрдость поверхности рабочих шеек должна быть в пределах 52—62 по Роквеллу (шкала С). Эта поверхность должна быть тем твёрже, чем менее качественен материал подшипников.
4. Для быстроходных и точных станков надо применять металл и режим обработки, допускающие наименьшие деформации. Лучше всего такие валы цементировать и закаливать. Материалом для них может служить углеродистая качественная стать марок 15 и 20, а для более нагруженных валов — легированная сталь марок 15Х, 20Х, 12ХН2 и 12НХЗ.
К валам, работающим в указанных условиях, но на подшипниках качения, предъявляются другие требования.
Как правило, для них необязательна высокая твёрдость после термообработки. Шейки для подшипников необходимо изготовлять в пределах допусков, указанных для выбранной посадки. Условия на биение и деформацию — те же, что и для валов, работающих на подшипниках скольжения.
Для этих валов, в связи с понижением их твёрдости, применяется качественная углеродистая сталь марок 40, 45 и 50. Для1 более нагруженных валов используется легированная сталь марок ЗОХ, 35Х, 40Х, 45Х и 40ХН.
Режим термообработки валов — закалка, отпуск и старение. Твёрдость по Роквеллу — 40—52 (шкала С).
Необходимо отметить, что в станках имеются валы, которые изготовляются с такой же точностью, но термически не обрабатываются.
3. РЕМОНТ И ЗАМЕНА ШПИНДЕЛЕЙ
Все указания по изготовлению валов в части подбора металла, термообработки и качества механической обработки относятся и к изготовлению шпинделей. Так как к последним предъявляются большие требования, чем к валам, то условия, указанные для валов, должны ещё тщательнее выполняться при изготовлении шпинделей.
Особенно высококачественными должны быть шпиндели быстроходных станков (например шлифовальных). Недостаточно точно изготовленные и отполированные шейки шпинделя, вращающиеся в подшипниках, вызывают быстрый износ и перегрев последних. При наличии эллиптичности на шейках шпинделя появляются эллиптичность на обрабатываемой детали и «дробле-ность» на шлифуемой поверхности. Эллиптичность шеек шпинделя вызывает также ускоренный износ и больший нагрев подшипников. Незначительное биение одной из шеек или всего шпинделя влечёт за собой вибрацию станка, «дробление» на обрабатываемой поверхности, износ и нагрев подшипников.
В связи с этим при изготовлении таких шпинделей повышаются требования к точности механической их обработки. Используется более стойкая против износа и деформации сталь. Производится такая термическая обработка, которая даёт повышенную твёрдость и меньшие внутренние напряжения, вызывающие деформации.
§ 30. Определение дефектов шпинделей
Наиболее ответственными местами шпинделя (фиг. 71) являются его шейки, вращающиеся в подшипниках. Поэтому при выявлении дефектов шпинделя в первую очередь обращают внимание на его шейки, которые к тому же сильнее всего вырабатываются. До осмотра шпинделя необходимо по дефектным ведомостям предыдущих ремонтов узнать, сколько раз уже шлифовался шпиндель. Если шейки шлифовались несколько раз, а шпиндель цементиро-
г,энный, то надо проверить пробой напильником или испытанием на приборе Роквелла, не снят ли цементированный слой. Если окажется, что шейки мягкие, шпиндель необходимо сменить.
Следует иметь в виду, что шпиндели применяются также калёные без цементации, причём твёрдость закалённой поверхности шпинделей, вращающихся с небольшой скоростью, может быть п незначительной — примерно 40—45 по Роквеллу (шкала С). По твёрдости нужно браковать шпиндели только быстроходных станков.
Наружным осмотром шеек шпинделя проверяют чистоту их поверхности и равномерность их выработки. Часто в результате не-
Фиг. 71. Шпиндель токарного станка.
равномерной выработки шейки шпинделя получают эллиптическую форму, что обнаруживают путём измерения диаметра шейки шпинделя микрометром.
Надо проверять степень выработки шеек, на которые насаживаются шестерни, шкивы и другие детали со свободной посадкой. Проверяется также посадка деталей, закрепляемых на шпинделе неподвижно.
У конусного отверстия шпинделя проверяют степень выработки и чистоту поверхности. Неравномерность выработки может быть замечена и невооружённым глазом, но точнее определяется при помощи калибра. Перед проверкой последним поверхность конусного отверстия надо зачистить шабером и шкуркой, чтобы удалить небольшие забоины и приставшие частицы металла, мешающие проверке.
Калибром пользуются следующим образом. На поверхности его вдоль оси наносят мелом или карандашом линии. Затем калибр вставляют в конусное отверстие и поворачивают его от руки. При этом выступающие места отверстия стирают нанесённые на калибре линии. Если последние стёрты в двух-трёх местах — значит отверстие необходимо исправить. Когда же линии стираются равномерно по всей длине конусного отверстия или с небольшими интервалами, то отверстие исправлять не нужно.
Проверяя резьбу шпинделя, надо обращать особое внимание на резьбу, предназначенную для навинчивания патрона; она не должна быть задрана пли смята.
Часто бывает, что наружный диаметр резьбы в результате вы работки к концу шпинделя идёт на конус. Этот дефект обнаруживается путём измерения штангенциркулем диаметра резьбы' у конца её и у бортика. Конусность резьбы неблагоприятно отражается при работе с патроном или планшайбой, так как резьба <$(?
патрона прилегает к резьбе шпинделя не по всей поверхности. В этом случае патрон плохо закрепляется, а усилия, возникающие во время работы, заставляют его вибрировать, что вызывает дробление на обрабатываемой поверхности.
§ 31. Ремонт шпинделей
Изготовление шпинделей, особенно для быстроходных и больших станков, дорого и сложно, поэтому такие шпиндели при их износе следует стремиться ремонтировать, а не заменять новыми Это тем более возможно, что устройство шпинделей и взаимодействующих с ними деталей позволяет ремонтировать шпиндели несколько раз, не ухудшая их качества.
Порядок и правила ремонта шпинделя заключаются в следующем:
I. Конусное отверстие шпинделя исправляют путём шлифования. Для этого шпиндель закрепляют в патроне шлифовального станка и люнете. Правильность установки проверяют по невырабо-танным местам шпинделя. Биение больше 0,02 мм не допускается. Правильность шлифования отверстия проверяют по калибру. Там, где нет соответствующего шлифовального станка, отверстие можно прошлифовать на токарном станке или же аккуратно проточить резцом.
Со стенок отверстия нельзя снимать значительный слой металла, потому что в отверстие вставляют центры стандартных размеров. При большой выработке, требующей снятия толстой стружки, отверстие растачивают настолько, чтобы можно было поставить переходную втулку. Отверстие последней делается по калибру для центра соответствующего номера.
2. После исправления конусного отверстия шпинделя в него с обеих сторон вставляют стальные пробки с центровыми углублениями и, если нужно, прорезают резьбу. Резьбу для патронов можно прорезать только в исключительных случаях, когда это действительно необходимо. После прорезания резьбы планшайба и патрон данного станка: уже не подойдут к шпинделю (резьба на конце шпинделя для патрона делается стандартной), поэтому их придется менять. Прорезание резьбы лишает также возможности пользоваться патронами от других станков. По указанным соображениям шпиндель с таким дефектом обычно стараются заменить новым, а не ремонтировать. Вопрос о ремонте или замене шпинделя при наличии такого дефекта резьбы решается в зависимости от размеров и сложности шпинделя, а также возможности его изготовления. Если, кроме того, шпиндель имеет и другие дефекты, то его следует заменить.
3. Неравномерно выработанные шейки шпинделя (т. е. имеющие бороздки, эллиптичность или конусность), шлифуют. При этом надо снимать возможно меньший слой металла, чтобы закончить шлифование, как только исчезнут неравномерность и следы выработки. Поверхность отшлифовае.ных шеек должна быть возможно
более чистой. Эллиптичность и конусность после шлифования шеек не должны превышать 0,01 — 0,02 мм (в зависимости от точности станка).
Не всегда можно отшлифовать шейки шпинделя крупного станка, так как не на каждом заводе имеется соответствующий шлифовальный станок. В таких случаях шейки обтачивают (если позволяет их твёрдость) с максимальной тщательностью и точно-
стью на токарном станке, а затем полируют на этом же станке с помощью специальных деревянных жимков наждачным порошком и шкуркой (фиг. 72).
При незначительной выработке и большой твёрдости шеек их доводят, (подгоняют) на токарном станке вручную с помощью жцмков и наждачного порошка. Подгонять их напильником ни в
Фиг. 72. Жимки для доводки и коем случае нельзя, так как по-полирсвки. верхности шеек получаются не-
правильными.
Если неподвижно закреплённые на шпинделе детали имеют люфт в посадке, то места шпинделя с ослабленной насадкой
можно хромировать для устранения указанного недостатка.
Люфт в посадке можно устранить также путём растачивания отверстия в насаживаемой детали и последующей запрессовки
в него втулки, которую затем растачивают для получения соответствующей посадки.
У деталей, вращающихся на шпинделе, также вырабатываются отверстия. В большинстве случаев у этих деталей запрессованы втулки из металла с небольшим: коэфициентом трения. Поэтому при выработке их и в особенности после шлифования соответствующих шеек шпинделя втулки заменяЕот новыми, подгоняя диаметры отверстий по шлифованным шейкам шпинделя.
Таким образом, мы видим, что в данном случае ремонт заключается как в исправлении самого шпинделя, так и в замене других сопряжённых с шим деталей. Поэтому при решении ^вопроса, менять или ремоптировать шпиндель, необходимо учесть, какую (в каждом случае придётся) проделать работу. Может оказаться значительно выгоднее изготовить новый шпиндель, чем ремонтировать старый. Необходимо также учесть и некоторое снижение качества шпинделя после ремонта.
4. PEMOHJ И ОБСЛУЖИВАНИЕ ПОДШИПНИКОВ
В станочном оборудовании применяются подшипники различных конструкций, обслуживание и ремонт которых имеют ряд особенностей.
Часто мало нагруженные детали вращаются непосредственно в отверстиях основных деталей станка. Если такое отверстие ог 88
трения вращающейся детали быстро разрабатывается и замена данной детали затруднительна, это отверстие растачивают на больший диаметр и запрессовывают в него сменную втулку. Замена разработанной втулки экономичнее и проще, чем замена детали.
Втулки имеют тот недостаток, что вследствие их быстрого износа вращающейся детали приходится работать при всё увеличивающемся зазоре и люфте. Поэтому для таких деталей, как шпиндели, которые могут t работать только при определённом и минимальном зазоре и люфте, обычные втулки непригодны. В этом случае используются специальные втулки различных конструкций, позволяющие регулировать величину зазора.
В технике принято > называть регулируемую втулку'в к л а д ы-ш е м, а опору вращающейся детали вместе с устройством для крепления вкладыша подшипником. Подшипник с вкладышем называется подшипником скольжения.
§ 32. ‘Регулирование подшипников
Фиг. 73. Подшипник с вкладышем, имеющим конус m наружной поверхности.
после подвинчивания гайку 4 надо слегка
Зазоры, образующиеся в результате выработки между вкладышами и шпинделями, устраняются регулированием подшипников, которые должны иметь соответствующее устройство, позволяющее производить регулировку. Новые подшипники изготовляются с определённым запасом (припуском) для регулирования, уменьшающимся по мере выработки шпинделя и подшипников. Запас для подтягивания (устранения зазора) вкладышей разных конструкций определяется различно.
Пример 1. У вкладышей с наружным конусом (фиг. 73) этот запас 'определяется расстоянием между торцом детали 7, запрессованной в корпус бабки 2 и концом резьбовой части вкладыша. У новых подшипников запас для подтягивания должен быть не менее 3—5 мм.
Величину зазора (люфта) шпинделя в подшипниках такой конструкции регулируют гайками 3 и 4, навинченными на концы вкладыша. Чтобы устранить люфт шпинделя в подшипнике, отвинчивают гайку 3 и подвинчивают гайку 4. В результате вкладыш перемещается по конусному отверстию корпуса и сжимается, устраняя этим люфт шпинделя в подшипнике. Степень затягивания последнего проверяют провёртыванием шпинделя вручную. Если гайки 4 шпиндель провёртывается туго, то
повернуть обратно и затем затянуть гайку 3 до отказа. Из сказанного ясно, что расстояние б является запасом для подтягивания вкладыша: если этого запаса нет, то гайку 4 подвинтить нельзя.
И р и м е р 2. У подшипников с внутренним конусом (фиг. 74) зазор устраняют путём перемещения шпинделя в подшипниках вдоль оси влево. В данном случае при подвинчивании гайки / шпиндель перемещается влево и благодаря конусности своей шейки устраняет люфт.
Запас для! подтягивания с целью устранения люфта в подшипнике рассматриваемой конструкции определяется длиной резьбы на шпинделе для дальнейшего подвинчивания гайки вправо. Этот запас, как видно из чертежа, можно увеличить за счёт утолщения кольца 2. Из чертежа также ясно, что для перемещения шпинделя
Фиг. 74. Подшипник с вкладышем, имеющим внутренний конус.
Фиг. 75. Подшипник более совершенной конструкции с внутренним конусом.
влево (чтобы устранить образовавшийся зазор) необходимо уменьшить толщину кольца 3 или длину вкладыша 4 за счет правого торца.
Пример 3. Подшипник более совершенной конструкции с внутренним конусом во вкладыше показан па фиг. 75. Запас для подтягивания таких подшипников определяется расстояниями Bi и 82- В новых подшипниках эти расстояния рекомендуется делать не меньше 3 м.м. Чтобы устранить люфт шпинделя в подшипнике, ослабляют гайки / и 2 и подтягивают гайки 3 и 4. В результате вкладыш 5 и упорное кольцо 6 смещаются вправо, устраняя люфт. После того как последний отрегулирован, расконтрнвают гайки 3 и 4 и затягивают гайку 7. Этим регулировка оканчивается.
После ремонта старых вкладышей расстояния В[ и в2 должны быть не меньше 1.5 — 2 ши. Для увеличения расстояния st при достаточной величине в? можно подрезать торец вкладыша.
Пример 4. Регулировка подшипников токарно-винторезного станка ДИП представляет некоторую особенность. Вкладыши подшипников имеют наружный конус, причём для плотного прилегания их к корпусу и неподвижности посадки служат расклинивающие сухари 1 (фиг. 76). При подтягивании их вверх винтами ’ продольный разрез вкладыша расширяется, отчего. диаметр вкладыша увеличивается. Это обеспечивает плотнею посадке в корпусе подшипника.
по
При регулировке подшипников в первую очередь ослабляют пинты 2 и гайки 3. Затем, ослабляя правую гайку 4 и подвинчивая левую гайку 5. регулируют затяжку вкладыша подшипника.
Степень подтягивания проверяют поворачиванием шпинделя рукой за шестерню 6 при выключенном переборе. Если подшипник затянут сильно (шпиндель вращается туго), ослабляют гайку 5 и подвинчивают гайку 4- Когда подшипник отрегулирован, завинчивают до отказа винты 2 и попеременно гайки 4 и 5. В заключение для проверки регулировки проворачивают шпиндель вручную.
Фиг. 76. Подшипники токарно-вннторезного станка ДИП.
После этого регулируют затяжку упорных шариковых подшипников гайками 3.
Устройство заднего подшипника — такое же, и его регулируют таким же образом. Разница заключается лишь в том, что в нём нет упорных шариковых подшипников и имеется один расклинивающий сухарь.
Подшипник' нельзя отрегулировать, если вся резьба на левом конце вкладыша выйдет из корпуса подшипника. Необходимо также, чтобы шариковый упорный подшипник упирался торцом не в гайку 4, а в торец вкладыша. С этой целью даётся зазор щ, который уменьшается при подтягивании вкладыша. Для подтягивания его даётся также запас по резьбе, который в новых подшипниках должен быть не меньше 3 м№-
Упорные' шариковые подшипники нельзя отрегулировать, если гайки 3 дойдут до своего крайнего правого положения. Запас резьбы определяется расстоянием в3 от конца резьбы до торца упорного подшипника. В1 новых подшипниках этот запас также должен быть не меньше 6 л»м.
Пример 5. У подшипников с разъёмным вкладышем, со стоящим из двух половинок, запас для устранения люфта шпинделя определяется расстоянием я (фиг. 77) между крышкой / подшипника w корпусом бабки 2. Это расстояние после шабровки вклады -
шей должно быть не меньше 0,75—1,25 д®м. Если такого запаса для устранения люфта шпинделя не остаётся, то вкладыши при ремонте станка необходимо заменить новыми.
При выработке торцов вкладышей 3 осевой люфт торцов шпинделя 4 и кольца 5 устраняют подвинчиванием гаек 6
Фиг. 77. Подшипник с разъемным вкладышем.
§ 33. Смазка подшипников
Хорошая работа подшипников и продолжительность их службы зависят от своевременности смазки и качества применяемых смазочных масел. Регулярность поступления масла в подшипники в требуемых количествах в значительной степени определяется конструкцией применяемых маслёнок.
Виды масленок. На тихоходных станках часто устанавливаются маслёнки в виде простых резервуаров (фиг. 78) с отверстием для поступления масла в подшипник.
Шерстяные нитки, положенные над выво- » дящим отверстием маслёнок, предохраняют iTi от попадания в подшипник песка, опилок и Ъ=-—
Фиг. 79. Фитильная масленка.
Фиг. 78. Простая масленка.
Фиг. 80. Капельная масленка.
других загрязнений. Количество подачи масла в подшипник регулируется количеством ниток и плотностью их набивки: чем больше ниток и плотнее набивка, тем меньше масла проникает в подшипник.
Маслёнка, показанная на фиг. 79, называется фитильной, так как масло в подшипник попадает с помошью фитиля.
Такой конструкции маслёнки улучшают очистку масла иг загрязнений.
Недостаток обеих маслёнок — трудность регулировки количества подаваемого масла. Поэтому для смазывания быстроходных станков, требующих хорошей регулировки количества подаваемого масла, применяются капельные маслёнки (фиг. 80). Стеклянный резервуар даёт возможность следить за наличием масла и его расходом. В. шейке маслёнки помещена стеклянная трубка, через которую можно наблюдать за частотой падения капель масла. Частота падения капель регулируется путём подвинчивания за головку 1 иглы, прикрывающей своим концом выходное отверстие маслёнки.
Широко применяется кольцевая смазка (фиг. 81). В этом случае внутри подшипника на валу устанавливается метал-
Фиг. 81. Подшипник с кольцевой смазкой.
лическое кольцо, нижняя часть которого погружена в масло, находящееся в резервуаре, специально сделанном в нижней части
подшипника. При вращении вала вращается и кольцо, увлекая за собой масло, смазывающее вал.
Применяется также смазка при помощи фетра 1 или сукна, набиваемого в прорезь вкладыша 2 (фиг. 82). Масло постоянно находится в резервуаре 3 подшипника и попадает на шейку вращающегося вала через фетр. Проходя через последний, оно очищается от примесей.
Применение масел. Выбор масла для смазки подшипников имеет особо
Фиг. 8?. Подшипник со смазкой через фетр.
важное значение. Точные быстроход-
ные станки (например шлифовальные) на вязком масле вообще работать не могут, — происходит перегрев и заедание подшипников, а для тихоходных тяжело нагруженных станков не годится лёгкое, маловязкое масло. Поэтому масло надо подбирать в зависимости от условий работы подшипников.
Для смазки подшипников скольжения шлифовальных, заточных и других станков с числом оборотов шпинделя в минуту более 3000 применяются следующие масла: веретённое 2, вазелиновое п как заменитель — соляровое, велосит.
Для шлифовальных станков с числом, оборотов шпинделя до 3000 в минуту употребляется масло веретённое 3 и в качестве заменителя — смесь из 50% машинного Л и веретенного 2 либо машинного Л и вазелинового.
Для смазки подшипников токарных, фрезерных, сверлильных, револьверных, строгальных и других станков со средним числом оборотов шпинделя и средней нагрузкой пригодны масла машинное Л и как заменитель — смесь из разных частей веретённого 3 и машинного С или машинного С и веретённого 2. Для этих же станков со средним числом оборотов шпинделя и большой нагрузкой применяются масло машинное С и как заменитель — смесь н.3 разных частей масел веретённого 3 и автола 10. •
Для тихоходных и тяжело нагруженных станков идёт машинное масло СВ, которое можно заменить машинным С или автолом 6,
§ 34. Ремонт подшипников без замены вкладышей
Определение дефектов. Не всегда при ремонте станка приходится менять вкладыши. Когда они проработали хотя и недолго, но рабочие поверхности их, а также шпинделя стали матовыми, получили неравномерный износ или даже задиры, то и при отсутствии других дефектов их рекомендуется менять.
В том же случае, если вкладыши и шпиндель после продолжительной работы без замены и сопрягающиеся рабочие их поверхности имеют равномерный и чистый износ без задиров (это бывает при удачном подборе материала шпинделя и вкладышей), нужно избегать замены указанных деталей и ограничиться устранением прочих их дефектов.
При оставлении старых вкладышей необходимо соблюдать следующее основное правило: запас для подтягивания подшипников после шабровки вкладышей должен быть не меньше половины запаса, рекомендуемого для новых вкладышей.
Пример ремонта подшипника (фиг. 75). Разбраковывая детали подшипника, в первую очередь обращаем внимание на состояние поверхности шейки шпинделя. В данном случае поверхность шейки чистая, но имеет износ, значит, шейку необходимо шлифовать и полировать.
Состояние вкладыша характеризуется следующими данными: имеется люфт вкладыша в отверстии корпуса подшипника; поверхность отверстия чистая, без задиров; запас для подтягивания (расстояние Bi) равен 2 лш; вкладыш после гайки 2 выступает на размер вз, равный 1 мл»: левый торец вкладыша выработан и имеет шероховатость.
Вкладыш с такими деф<лтамп необходимо ремонтировать, т. е. подрезать его на 2,5 мм для увеличения запаса на подтягивание В[, и зачистить левый торец путём проточки, хромировать по верхность вкладыша, чтобы увеличить его диаметр для получения плотной посадки в отверстии корпуса подшипника, пришабрить вкладыш по шейке шпинделя.
Кольцо 6 имеет качку на шейке шпинделя, шероховатую с бороздками поверхность по торцу, низкую твёрдость (48 по Роквеллу, шкала С). Такое кольцо необходимо заменить
Установочные гайки 2, 3 и 4 имеют забоины на поверхности п шлицах; резьба хорошая. Гайки эти надо оставить, зачистив их поверхности и запилив шлицы.
Гайка / имеет забоины и изношенный вид; её следует заменить.
Винт 9 дефектов не имеет.
Поверхность щитка 10 покрыта царапинами и забоинами. В таких случаях щиток требуется отполировать на станке.
Шариковый упорный подшипник имеет неравномерный ход it даёт шум при вращении; канавки получили заметный износ; от дельные шарики — с изъянами по поверхности. Такой подшипник необходимо заменить.
Аналогично разбраковываются и ремонтируются детали второго подшипника, в данном случае заднего.
Пришабри в!ание вкладышей переднего и заднего производится одновременно после их ремонта и ремонта шпинделя.
Остальные детали можно ремонтировать в любое время с условием, чтобы они были готовы к моменту сборки.
Оба вкладыша (передний и задний) устанавливаются на свои места и закрепляются. В данном случае вкладыш притягивается винтом 9 (фиг. 75), а расположение его вдоль оси устанавливается гайкой 2. Вынимать вкладыши во время шабровки и после неё не рекомендуется.
Шабровка производится в следующем порядке. На шейку шпинделя наносится тонким равномерным слоем краска, после чего он вставляется в подшипники. Разрезные вкладыши затягиваются поочерёдно так, чтобы шпиндель пров,ёртывался туго, затем его несколько раз провёртывают в одном и другом направлениях. В данном случае, при конусной шейке шпинделя, провёртывание его производится с нажимом вдоль оси влево. Вынув шпиндель, пришабривают вкладыши по следам краски. Краску наносят на вкладыши с' помощью шпинделя и пришабривают их до тех пор, пока следы краски не расположатся равномерно по всей поверхности вкладышей. Количество пятен на поверхности 1 кв. дюйма для вкладышей должно быть от 10 до 18 в зависимости от точности станка.
§ 35. Особенности ремонта разъёмных вкладышей
Пригодность разъёмных вкладышей для ремонта определяется величиной боковых зазоров между вкладышем и шпинделем. Если этот зазор а (фиг. S3) после шлифования шпинделя проходит по
поверхности вкладыша на глубину, меньшую 5—7 Л*м, то вкладыши целесообразно не менять. При этом требуется, чтобы зазор б между корпусом бабки и крышкой подшипника после шабровки вкладышей был не менее 1,25 — 0,75 мм.
Для шабровки вкладышей необходимо устранить люфт шпинделя и создать натяг путём снятия металла с плоскостей прилега-। ния половинок вкладышей. При высокой ква-лификации слесарей эта операция выполняется вначале опиливанием, а затем пришабрива-| нием, обычный же слесарь выполняет под-
V—! гонку от начала до! конца только пришабри-j J I ванием. Не допускается, чтобы у пришабрен-
I | ных вкладышей был зазор (местами или по
L. _______-J всей длине прилегания плоскостей половинок
их). Между половинками вкладышей нельзя
Фиг. 83. Поперечное также ставить прокладки.
сечение подшипника Чтобы не получались различные показа-с разъёмным вкла- ния (при проверке краской) прилегания вкладышем. дышей к шпинделю, необходимо обеспечить
прилегание одной половинки вкладыша к другой без зазора. Шпиндель же в это время должен провёртываться туго. Натяг без зазора в процессе пришабривания вкладышей поддерживается за счёт периодического подшабривания плоскост&й прилегания половинок вкладышей.
§ 36. Подгонка новых вкладышей
Вкладыши подшипников скольжения обрабатывают на станка* но чертежам или образцам. Слесарная обработка состоит в при-шабривании вкладышей подшипников по шпинделю.
Перед тем как начать шабровку вкладышей подшипников, проверяют подгонку их к отверстиям, в которых они закрепляются Для этого стенки отверстий покрывают тонким слоем краски, за тем в отверстие вставляют вкладыши и провёртывают их под на жимом. Вынув вкладыши из отверстия, проверяют, равномерно ли окрасилась их поверхность. Следы краски должны быть болеа заметны по концам вкладыша, посредине же их может и нэ оказаться. Подгоняет вкладыш по отверстию токарь или шлифовщик *.
Затем проверяют величину запаса для подтягивания подшипников. Кроме запаса, который должен остаться после подгонки вкладышей, требуется ещё припуск на шабровку!, так как во время этой операции запас для подтягивания уменьшается.
Вкладыши, правильно подогнанные к отверстиям и имеющие достаточный запас для подтягивания, устанавливают и закрепляют, а затем пришабривают по шпинделю. Порядок шабровки такой же, как указано выше.
1 Такой порядок подгонки применяется для вкладышей с наружным конусом.
ус,
Замена разъёмных вкладышей имеет ряд особенностей, поэтому остановимся на них более подробно.
Сильно изношенные вкладыши приходится менять. Изготовление и подгонку новых вкладышей ведут в следующем порядке.
1. Изготовляют втулку с большими припусками по всем размерам.
2. Заготовку втулки разрезают на две половинки вдоль оси.
3. Места разреза половинок пришабривают по плите, затем половинки вкладыша спаивают мягким припоем.
4j Вкладыши в спаянном виде окончательно обтачивают на токарном станке. Наружный диаметр и расстояние между бортами притачивают по месту в корпусе подшипника, а внутренний диаметр — по шлифованным шейкам шпинделя.
5. Вкладыши распаивают, для чего кусок железа нагревают примерно до 400° и на него торцом устанавливают спаянные вкладыши. Через некоторое время припой расплавится и вкладыши распадутся. Расплавленный припой стирают с вкладышей тряпкой и дают им медленно остыть. Не рекомендуется нагревать вкладыши в горне и быстро
охлаждать их,' так как при этом они могут покоробиться и не сядут плотно в отверстие корпуса подшипника.
6. По разметке сверлят отверстия: в нижнем вкладыше—для посадки на штифт 1 (фиг. 84). в верхнем — для про-
Фиг. 84. Разрез подшипника с разъёмным вкладышем.
Фиг. 85. Канавки в верхнем для масла.
no A-В
вкладыше
хода масла. Особенно точно надо разметить отверстие в нижнем вкладыше, так как даже при небольшом перекосе штифт не войдет в отверстие.
7. В верхнем вкладыше размечают и вырубают канавки / для прохода масла (фиг. 85). Ширина и глубина их зависят от размера вкладыша. Канавки не доводят до торцов подшипника на 10—15 мм и края их обязательно закругляют шабером. Форма канавок, изображённых на фиг. 85, не является обязательной. Рекомендуется делать только одну продольную канавку.
8. В местах соединения вкладышей спиливают фаски 2, служащие резервуаром для масла и устраняющие возможность защемления шпинделя в подшипниках при их охлаждении.
7 А. А. Оавй-гпчакий 1013 97
9. Верхний и нижний вкладыши шабрят одновременно. Для этого шейки шпинделя покрывают краской и укладывают его на нижние вкладыши. Затем к!рышки подшипников с закреплёнными верхними вкладышами накладывают на нижние и притягивают болтами (а в некоторых станках — гайками) так, чтобы шпиндель туго провёртывался. Повернув его несколько раз, снимают крышки и по краске пришабривают нижние и верхние вкладыши. Сборку, нанесение краски и шабровку повторяют до тех пор, пока не получится требуемая точность.
Болты или гайки при затягивании подшипников завинчивают следующим образом: сначала' все болты завинчивают до тех пор, пока головки их подойдут вплотную к крышкам, затем подтягивают поочерёдно. Если крышка прикрепляется четырьмя болтами, то подтягивают поочерёдно накрест лежащие болты.
Степень затягивания проверяют повёртыванием шпинделя. Если при окончательном затягивании болтов или гаек шпиндель легко провёртывается, то для уплотнения необходимо с плоскостей верхнего вкладыша, прилегающих к нижнему, снять шабером небольшой слой металла.
§ 37. Заливка вкладышей баббитом
Для шпинделей, трущаяся поверхность которых в подшипниках имеет небольшую Твёрдость, наиболее пригодны подшипники с вкладышами, залитыми баббитом. Вкладыши изготовляют из
Фиг. 86. Канавки для усиления связи баббита с вкладышем.
Фиг. 88. Вкладыши, приготовленные для заливки.
Фиг. 87. Глухие отверстия для усиления связи баббита с вкладышем.
бронзы, стали или чугуна, а внутренние поверхности их, соприкасающиеся со шпинделем, заливают баббитом. Для определения толщины баббитового слоя рекомендуется пользоваться формулой S' = 0,03с/ + 3 мм, где d — диаметр шейки шпинделя.
Заливаемую поверхность вкладыша подшипника необходимо предварительно покрыть оловом; тогда баббит соединится с вкладышами в одно целое (чугунные вкладыши с большим 1рудом поддаются лужению). Чтобы баббит не отделился от вкладышей, во время работы станка, во вкладышах делают специальные канавки (фиг. 86). Желательно делать их вдоль вкладышей, а также кольцевые. Еще лучше, если профиль этих канавок имеет вид ласточ-
PS
кина хвоста. Вместо канавок .можно высверлить глухие отверстия (фиг. 87).
После лужения плоскости соединения вкладышей пришабривают и скрепляют хомутиком 1 (фиг. 88). В таком виде вкладыш устанавливают торцом на плоскость и заливают баббитом. Плавить баббит можно в обыкновенном кузнечном горне или в печи при 240—300°.
Чтобы не заливать сплавом отверстие вкладыша целиком, в него вставляют деревянный стержень.2, прикрепляемый к доске 3 гвоздём. Диаметр стержня выбирают с учётом припуска для растачивания. Для обеспечения свободного разъединения вкладышей после заливки между вкладышами прокладывают металлические пластинки 4 с упором в стержень. Дальнейшая работа по подгонке вкладышей с баббитом после растачивания аналогична описанной выше. 1 ।
Так же заливаются вкладыши подшипников других конструкций (неразрезиых).
Сказанное относится и к заливке вкладышей баббитом непосредственно 1в корпусе бабок,, кронштейнов и в других деталях. Заливаемые отверстия желательно располагать вертикально, заделывая их снизу. При горизонтальном же их положении следует устраивать сверху литники, располагая воронку на некотором расстоянии от заливаемого отверстия. Это позволит избежать появления раковин.
Перед заливкой баббитом корпус подшипника и вкладыши необходимо подогреть до 180—240°. Заливать надо непрерывной струёй во избежание слоистости. После заливки подшипник следует быстро охладить, лучше всего струёй воздуха, чтобы предотвратить расслоение сплава баббита на составляющие металлы. Охлаждение расплавленного баббита водой недопустимо, так как это может вызвать взрыв и, следовательно, несчастный случай.
3. РЕМОНТ ХОДОВЫХ ВИНТОВ И ГАЕК ПОДАЧ
Почти все движения подачи обрабатываемых деталей и режущего инструмента в станке осуществляются при помощи ходовых винтов и гаек. В некоторых станках подача производится зубчатой рейкой и шестерней. В последнее время начинают применять в станках гидравлическую подачу. Вследствие быстрого износа ходовых винтов и гаек, широкого их применения и высокой стоимости, к разбраковке этих деталей нужна подходить особенно серьёзно. В каждом отдельном случае надо решать, заменить ли ходовой винт или гайку, ремонтировать ли их либо поставить старые без ремонта, если это, разумеется, нс отразится отрицательно на работе станка.
При выявлении дефектов ходового винта в первую очередь проверяют его резьбу. В зависимости от степени выработки резьбы определяют его пригодность. Ходовые винты, как правило, дела-
югся с трапецеидальной или прямоугольной резьбой. Ходовой винт с незначительно выработанной трапецоидальной резьбой (т. е. при уменьшении толщины нитки резьбы примерно на 0,1 её нормальной толщины) целесообразно ремонтировать. Ремонт заключается в том, что канавку резьбы углубляют настолько, чтобы сравнялась выработка; в результате глубина резьбы становится больше нормальной. На фиг. 89 показан профиль нормальной резьбы а, выработанной — б и после углубления —в.
Величина диаметра резьбы особого значения не имеет. Поэтому, чтобы получить резьбу нормальной высоты после её углубления, ходовой винт снаружи протачивают; тогда резьба полу-
Фиг. 89. Профили резьбы.
чится нормального профиля и нормальной глубины. Такой способ ремонта ходовых винтов часто применяют на заводах, так как он сравнительно прост, а отремонтированный винт работает почти как новый.
Перед прорезанием резьбы необходимо выяснить, не прогнулся ли ходовой винт и правильна ли посадка шеек его в отверстиях. Если винт погнут, то его надо сначала выправить и проверить индикатором. Работу эту обычно выполняет токарь, прорезающий резьбу винта. Однако правка винта не всегда удаётся, особенно если он погнут зигзагообразно.
Если шейки ходового »инта, вращающиеся в отверстиях, износились так, что получился люфт больше 0,15 мм, то прорезать резьбу винта целесообразно только в том случае, когда можно устранить люфт.
Трение шейки ходового винта часто воспринимается втулкой, запрессованной в отверстие стола, каретки или иной детали. В таком случае разработанную втулку удаляют и запрессовывают новую с отверстием, соответствующим отшлифованной или обточенной шейке винта. Последнюю обтачивают одновременно с прорезанием резьбы. При отсутствии втулки отверстие необходимо расточить под втулку даже тогда, когда это окажется сложнее и дороже, чем изготовление нового винта. Это облегчит ремонт в дальнейшем, так как впоследствии придётся менять только втулку и протачивать шейку винта. К сожалению, растачивание те всегда удаётся из-за конструктивных недостатков детали и отсутствия на некоторых заводах соответствующего оборудования.
Изношенный профиль прямоугольной резьбы (фиг. 90) восстановить не удаётся, поэтому выработанные ходовые винты с прямоугольной резьбой обычно заменяют новыми,
ИХ)
Невозможно также ремонтировать ходовые винты, имеющие вдоль по резьбе шпоночную канавку, хотя профиль резьбы такого винта и трапецеидальный. Это объясняется тем, что такой винт выполняет роль ходового валика, который передаёт вращение другим деталям, посаженным на него и соединённым с ним шпонкой.
Поэтому уменьшение диаметра ходового винта (что неизбежно после прорезания резьбы) нарушает нормальную посадку сопряжённых с ним деталей. Ходовые винты со шпоночной канавкой нельзя ремонтировать ещё и потому, что резец во время прорезания, пройдя шпоночную канавку повреждает выступ резьбы — нитку. Прорезать резьбу таких винтов удаётся лишь при очень внимательной работе и на хорошо
Фиг. 90. Профиль прямоугольной резьбы.
отрегулированном станке, не имеющем мертвых ходов.
Ремонт длинных ходовых винтов. Одной из наиболее пенных деталей станка являются длинные ходовые винты. Поэтому, прежде чем заменить такой винт, надо сначала убедиться в невозможности ремонта его. В большинстве случаев у длинных ходовых винтов (например винтов токарного станка) резьба вырабатывается на небольшом участке*—обычно около патрона станка, так как подавляющая масса изделий, обрабатываемых на станке с нарезкой резьбы, имеет небольшую длину. В таких случаях при ремонте станка ходовые винты можно «перевернуть», т. е. левый конец с выработанной резьбой расположить справа; тогда конец с малоизношенной резьбой окажется в том месте, где резьба больше всего вырабатывается. Таким путём срок службы ходового винта
можно увеличить.
При перевёртывании ходового винта приходится выполнять некоторые токарные и слесарные работы. Приводим описание способа ремонта ходового винта токарного станка Хендей (по данным одного из наших заводов).
Цлина резьбовой части ходового винта токарного станка Хендей (фиг. 91) равна 1730 мм. При использовании станка на инстру-
Фиг. 91. Спосо ремонта ходосого винта.
ментальных, а также разных мелких и средних работах резьба вырабатывается не больше, чем на длине 500 — 700 мм. Следова-
вается оольше, чем у
твльн®, ходовой винт можно отремонтировать. Для этого с левого конца отрезается часть ходового винта Л, затем обтачивается часть винта /2 по диаметру отверстия правого подшипника, в котором-поддерживается и вращается правый конец винта. Отрезанную левую часть Л заменяют новым отрезком /5 с отверстием в торце длиной /4. В это отверстие потом вставляется после обтачивания конец винта Ц, вращавшийся до ремонта в правом под шипнике. После соединения частей винта сверлятся отверстия 1 и 2, в которое запрессовываются штифты. Этим' заканчивается ремонт ходового винта.
Ремонт гаек ходовых винтов. Резьба у гаек обычно вырабаты-винтов. При ремонте станка гайки чаще всего заменяют новыми, так как ремонтировать их невозможно. С целью экономии бронзы, из которой обычно изготовляются гайки, а также для упрощения работы при замене их, старую гайку с выработанной резьбой растачивают и в отверстие запрессовывают втулку с резьбой, нарезанной по винту (фиг. 92). При износе резьбь? в дальнейшем ремонт сводится к замене резьбовой втулки.
Такой способ ремонта можно применить к большим гайкам, например, гайкам у поперечно-строгальных станков, к винту
поперечной подачи токарных станков, и вообще ко всем тем гайкам, которые можно растачивать под резьбовую втулку.
В связи с расхождением центра винта подачи с центром резьбы гайки вследствие выработки направляющих и их подгонки при ремонте, отверстие под резьбу во втулке растачивают по разметке. Для этого сначала изготовляют на токарном станке бронзовую пробку и запрессовывают её в старую расточенную гайку. Затем гайку с пробкой устанавливают на место и через отверстие, в котором вращается винт, на торце вновь запрессованной пробки размечают центр будущей резьбы. По разметке отверстие растачивают и нарезают в нём резьбу.
Для устранения провёртывания резьбовой втулки в отверстии старой гайки втулку скрепляют с гайкой установленным винтом, завинченным с упором в резьбовую втулку.
Фиг. 92. Отремонтированная гайка механизма подачи.
к винту подачи стола
В. РЕМОНТ ДЕТАЛЕЙ ЗУБЧАТОГО зацепления
К деталям зубчатого зацепления относятся шестерни, зубчатые рейки, а также различные зубчатые секторы.
Условия работы этих деталей, особенно шестепён в станочном оборудовании, резко различаются между собой. В связи-с этим к ним предъявляются различные требования в смысле точности изготовления, устойчивости износу и восприятия больших усилий.
1®2
§ 41. Ремонт блокшестерён
Описанными выше способами нельзя ремонтировать закалённые шестерни, в особенности блокшестерни (несколько шестерён, изготовленных из одного куска стали), а при поломке зубьев жела-
Чиг. 98. Способ ремонта деталей зубчатого зацепления.
тельно заменять их новыми. Однако во многих случаях ремонт блокшестерни является единственным выходом, так как для изготовления новых нужны специальные зубострогальные
станки-
При поломке зубьев шестерни I (фиг. 98) следует отжечь всю блокшестерню, затем сточить шестерню / со сломанными зубьями до диаметра di на длину Л, отфре- j
зеровать шпоночную канавку, закалить и вновь изготовить шестерню / с внутренним диаметром di. Чтобы обеспечить хорошую посадку, надо от-веостие шестерни / и полученную ступицу диаметром di шестерни II отшлифовать.
В случае поломки зубьев шестерни II ремонт производят точно так же, но стачивают шестерню II до диаметра di и на длину 12.
На фиг. 99 показан блок, состоящий из трёх шестерён, причём зубья могут сломаться в любой из них. При поломке шестерни I рекомендуется производить ремонт так, как указано выше, протачивая её до диаметра di на длину 1\. Шестерню I изготовляют вновь с диаметром отверстия di.
» *иг; 9Э. Способ ремонта деталей зубчатого зацепления.
При поломке зубьев шестерни // рекомендуется стачивать шестерни I и И до диаметра d2 на длину Д>, после чего отдельно изготовить шестерни / и II и насадить их на полученную ступицу шестерни III с креплением шпонками.
При поломке зубьев шестерни III рекомендуется отрезать её по линии АВ, а шестерни 1 и II расточить до диаметра затем шестерню III изготовить со ступицей, на которую насадить шестерни / и 11.
При выборе способа ремонта необходимо добиваться надлежащей прочности отремонтированных деталей, так как ослабленные ремонтом детали легче ломаются и, кроме того, могут вызвать поломку других деталей.
КОНТРОЛЬНЫЕ ВОПРОСЫ К ГЛАВЕ V1
1. Какими способами ремонтируются детали с направляющими пло ко стами?
2. В каких случаях перед шабровкой направляющие нужно строгать?
3. Какие требования предъявляются к быстроходным и тяжело нагруженным валам?
4. Опишите характерные дефекты и способы ремонта валов?
5. На что следует обратить внимание при определении дефектов шпинделя?
6. При каких условиях вкладыши подшипников можно не менять?
7. Какие применяются конструкции маслёнок, их преимущества и недостатки?
8. Какие применяются масла в зависимости от условий работы механизма?
9. Какой принят порядок операций при подгонке новых разъемных вкладышей?
10. Почему новые гайки к ходовым винтам нельзя подгонять по старым гайкам?
11. Какие предъявляются требования к быстроходным и тяжело нагруженным шестерням?
12. Как можно ремонтировать шестерни в случае поломки двух-трех зубьев? _______,_
Глава VII
РЕМОНТ УЗЛОВ
Металлорежущие станки имеют отдельные узлы, которые можно ремонтировать независимо от станка и других узлов. Например, в токарных и револьверных станках к таким узлам можно отнести коробку скоростей, коробку подач, механизм фартука, во фрезерных станках — коробки скоростей и подач, детали и механизмы вертикальной, поперечной и продольной подач, в строгальных станках—ползун, супорт ползуна, кулисный механизм. Станины всех станков ремонтируются независимо от остальных частей.
По своему устройству и характеру ремонта одноимённые узлы различных <танков имеют между собой много общего- Например коробки скоростей отличаются друг от друга только несколько большим или меньшим количеством деталей не совсем одиняко-
вым их расположением и сочетанием, а также различиями во внешнем их виде и размерах, но это почти не влияет на приёмы и характер ремонта.
Во всех коробках скоростей и подач детали должны быть исправны, установлены на свои места, надёжно закреплены и должны правильно взаимодействовать между собой. Валы должны вращаться свободно, но без осевого и радиального люфта. Необходимо, чтобы шестерни хорошо сцеплялись между собой (на полный зуб и без люфта) и имели соответствующую посадку на других деталях. Различные крепёжные и установочные винты и болты должны нормально завинчиваться, иметь соответствующую длину и надёжно закреплять детали. Все остальные детали (муфты, втулки, кольца, части механизмов переключения) также должны быть исправны сами по себе и находиться в правильном взаимодействии с другими деталями механизмов. Это же относится и к другим узлам станков.
Различные по своему устройству, внешнему виду и назначению механизмы ремонтируются в основном одинаково. Вначале исправляются дефектные детали и подгоняются новые, после чего собираются узлы с обеспечением указанных выше требований. Приведём несколько примеров ремонта узлов.
1. РЕМОНТ МЕХАНИЗМА КОРОБОК СКОРОСТЕЙ
Ремонт коробок скоростей рассмотрим на примере коробки токарно-винторезного станка Ижевского завода, схематический разрез которой показан на фиг. 100.
§ 42. Определение дефектов деталей и их ремонт
Определение дефектов деталей и установление способов их ремонта условимся вести в порядке кинематики механизмов и по сборочным единицам. Остановимся только на тех деталях, которые подвергаются износу, хотя при р'емонте необходимо тщательно осмотреть все без исключения детали, чтобы выяснить, нет ли в них внешних дефектов и правильно ли они соединены с другими деталями.
Сначала' рассмотрим состояние приводного вала 1. Характерные дефекты его и способы их устранения уже были указаны в предыдущей главе, поэтому здесь на них останавливаться не будем.
Проверяется состояние шариковых подшипников. Если они износились (шарики имеют люфт между кольцами, издают шум при вращении), их заменяют новыми- Проверяется посадка подшипников в корпусе.
'Вследствие трения между собой изнашиваются фрикционные кольца 2. На торцах их появляются шероховатость,'задиры и бороздки. Незначительный износ колец устраняется шлифованием, при наличии же больших задиров и шероховатостей кольца приходится заменять новыми.
Вырабатываются конусные поверхности тормозного диска J и стакана 4. Эти детали ремонтируются путём протачивания на токарном станке. При значительном износе и больших задирах на поверхностях протачивают конус стакана, а диск заменяют новым.
У тормозной муфты 5 и шестерни 6 от трения сухарей вырабатываются кольцевые канавки под сухари. Если износ их невелик, то канавки протачивают или шлифуют (когда их не берёт резец), а сухари заменяют с подгонкой по ширине канавок. В случае большого износа, когда проточить канавки уже нельзя, эти детали надо заменить.
Проверяется состояние валор 7 и 8 и подшипников, на которых они вращаются. Так же, как в шестерне 6, проверяются кольцевые выточки под сухари в шестернях 9 и 10. Исправность шестерён определяется одновременно с другими деталями сборочных единиц. Определение дефектов шестерён и способы их ремонта были рассмотрены нами выше.
Подвергаются также износу упорное кольцо 11 и торец шестерни, трущейся о кольцо. При незначительном их износе зачищают торец шестерни и шлифуют кольцо, а при значительном износе кольцо заменяют, пригоняя его толщину по месту.
§ 43. Сборка коробки скоростей
Поело того как отремонтированы все дефектные детали и подогнаны новые взамен изношенных, механизм коробки собирают в следующем порядке.
1. Гайкой 12 свинчивают тормозной диск 3 с муфтой 5 и насаживают их на вал 1. Нагоняют шариковый подшипник 13 на муфту 14 и притягивают его гайкой 75, после чего собранные детали насаживают на вал. Затем поочерёдно устанавливают внутренние и наружные фрикционные кольца и надевают шайбу 16 и чашку 17.
На втулку 19 нагоняют шариковый подшипник 18 и соединяют втулку с муфтой 14 напрессовкой на шариковый подшипник 13. Вставляют на место пружину 20, нагоняют на вал шариковый подшипник 21 и затягивают! его гайкой 22. В заключение насаживают Стакан '4, привинчивают кольцо 23 с новой сальниковой набивкой И напрессовывают шкив. На этом сборка фрикционного механизма заканчивается.
Запрессовывают шариковый подшипник 24 и завинчивают гайку 25, после чего вал 1 с собранным фрикционным механизмом устанавливают на место; одновременно надевают кольцо 26 и насаживают шестерню 6. Потом привинчивают стакан 4 болтами 27 и, наконец, нагоняют и закрепляют крайний правый шариковый подшипник.
2. В отверстие с левой стороны вставляют вал 7 и одновременно насаживают кольцо 28, шестерни и втулку 29. На левый конец вала напрессовывают шариковый подшипник и закреплю ’ шайбой и винтом 30, после чего кольцо 28 со щитком 31 скрепля-
it'.
винтами, а шестерни на валу — установочными винтами. В заклю-чение с правой стороны запрессовывают шариковый подшипник, насаживают шестерню 32 и закрепляют шайбой и гайкой.
3. Точно так же собирают вал 8 с деталями, т. е., продевая вал, насаживают кольцо 33, блок шестерен 9, шариковый подшипник, напрессованный на втулку 34 и привинченный гайкой 35, после чего надевают собранную двойную шестерню 10. По окончании напрессовывания я закрепления левого подшипника окончательно устанавливают средний подшипник и фиксируют его положение винтом 36. Наконец, запрессовывают правый подшипник и закрепляют его шайбой и винтом 37.
4. Собирают шпиндель с деталями, для чего его аккуратно вставляют с правой стороны через передний подшипник. Подшипники шпинделя* предварительно должны быть пришабрены и неподвижно закреплены в корпусе коробки. Насаживают поочерёд то кольцо 11, шестерни 38 и 39 и гайки 40 с упорным подшипником. Регулируют осевой люфт шпинделя, насаживают шестерню 41 и завинчивают винты 42 и 43.
У всех сборочных единиц проверяют плавность и лёгкость движения, отсутствие люфта, а также правильность взаимодействия деталей и механизмов.
2. РЕМОНТ МЕХАНИЗМА КОРОБОК ПОДАЧ
Механизмы коробок подач по своему устройству аналогичны механизмам коробок скоростей и ремонтируются точно так же. Для примера рассмотрим основные дефекты и порядок ремонта коробки подач упомянутого выше токарно-винторезного станка Ижевского завода (фиг. 101).
В коробке подач этого станка трение воспринимается втулками в отличие от рассмотренной коробки скоростей, где все детали вращаются на подшипниках качения. В связи с этим в коробке подач сильнее всего изнашиваются шейки валиков, вращающихся во втулках, и самц втулки. Точно так же вырабатываются втулки вращающихся шестерён на валиках. В результате получается излишний люфт валиков во втулках и у шестерён на валиках, а также появляется шероховатость (неровность) выработанных поверхностей. Всё это ухудшает работу механизма и ускоряет износ остальных деталей коробки. Следовательно, при ремонте надо устранить излишние люфты и обеспечить получение гладких трущихся поверхностей.
§ 44. Определение дефектов деталей и их ремонт
1. Шлифуют выработанные крайние шейки валика 1 и заменяют втулки 2 и 3, внутренние диаметры которых делают по шлифованным шейкам валика с ходовой посадкой. Если же валик имеет другие дефекты (износ шпоночных канавок, глубокие задиры отдельных мест, низкую твёрдость), то его следует заменить. Подгонять диаметры шеек нового валика по старым втулкам не рекомендуется, особенно если они сильно износились, так как износ почти
всегда Пол\чае1ся односторонний. Следовательно, bivjikii во всех случаях необходимо заменять.
2. При значительном люфте (0,1 —1,2 мм) шлифуют шейки валика 4 накидной шестерни и заменяют вгулки 5 и 6.
3. Наибольшую выработку чаще всего имеет валик 7. При износе или задирах на шейке валика под втулкой шестерни 8 валик не шлифуют, а заменяют новым. Дело в том, что при шлифовке указанной шейки валика приходится шлифовать и шейку под втулкой шестерён 9 и 70, имеющую одинаковый диаметр, в результате чего втулка получит недопустимый люфт. В таких случаях в новом валике необходимо шейку, подвергающуюся большему износу, делать большего диаметра, чем другие шейки, менее изнашивающиеся. При следующем ремонте утолщённую шейку можно отшли-
Фиг. 101. Коробка подач токарно-винторезного станка Ижевского завода.
8 А. А. Осветимекий 1013 113
фовать, не меняя валика или общей втулки шестерён 9 и 10, что значительно выгоднее.
Валик 7 приходится менять, если сорвана резьба под гайку 77 и невозможно нарезать её под резьбу меньшего диаметра. Валик меняют также, когда ослаблена шейка для посадки сменных шестерён 12 (требуется скользящая посадка). Если же валик не имеет других дефектов и его трудно изготовить, то шейку под сменные шестерни целесообразно нахромировать до соответствующего диаметра.
4. Вырабатываются также шейки муфты 13 соединения с ходовым винтом, муфты 14 соединения с ходовым валиком и ступица 75 шестерни. При наличии люфта и неравномерном износе шеек муфт и шестерён их шлифуют или обтачивают, а втулки, в которых они вращаются, заменяют новыми. Если же диаметр выработанной шейки муфты равен диаметру резьбы, то муфту заменяют новой.
5. В валике 16 изнашиваются шейки, вращающиеся во втулках 77 и 78, а также места под втулками, запрессованными в двойную шестерню 19. В данном случае при значительном износе (люфт до 0,2 мм.) валик целесообразно шлифовать (так как по своей конструкции он допускает многократное шлифование), а втулки заменять. Такой валик меняют при большом износе, задирах на шейках и ослаблении шеек, неподвижно соединяемых с другими деталями.
Заменяя втулки, надо обращать особое внимание на наличие в новых втулках правильно сделанных смазочных канавок. Отверстия во втулках для впуска масла необходимо так засверлить, чтобы они выходили в смазочную канавку. Если отверстие не попало в канавку (чего нельзя допускать), то его нужно соединить с последней вырубанием канавок крейцмейселем.
Во избежание провёртывания запрессованных втулок в отверстиях корпуса их надо закреплять в корпусе установочными винтами.
После запрессовки втулки несколько сжимаются. В результате в эти втулки часто нельзя вставить детали, которые должны в них вращаться. Такие втулки приходится развёртывать, если имеется соответствующая развёртка, в противном случае отверстия втулок расшабривают.
6. В случае незначительной выработки кулачков шестерён, а также кулачков муфт кулачки запиливают или затачивают. При большой выработке незакалённые кулачки можно наварить, а затем запилить. Если же кулачки закалены, то шестерни и муфты приходится заменять новыми. Слесарная работа при замене этих деталей заключается в подгонке штифтов, опиловке кулачков (чтобы они совпадали с кулачками другой детали) и подгонке шпоночных канавок. Последние две операции отпадают, если детали яаготовлены точно.
7. Необходимость ремонта или аамены отдельных шестерён определяется в каждом отдельном случае. Характерные примеры
дефё^тбй шестерён, способы ремонта и случаи их замены нами разобраны выше,
8. Изношенные сухари переключения шестерён и муфт при значительном люфте (до 0,4 мм) заменяются или наплавляются и затем подгоняются по месту после проточки канавок.
9. В зависимости от износа, назначения и других признаков устанавливают необходимость ремонта или замены новыми остальных деталей коробки подач: рычагов переключения, колец, установочных винтов, шпонок.
§ 45. Сборка коробки подач
После ремонта и подгонки заменяемых деталей производится сборка отдельных сборочных единиц, начиная с тех, которые не мешают сборке других сборочных единиц. В данном случае вначале следует собрать валик 1 (фиг. 101) с деталями, затем валик 7 с деталями и наконец валик 16. Если же сначала собрать валик 7 с деталями, то будет затруднён доступ к деталям при сборке валика 1.
Правильность посадки деталей и их взаимодействие проверяются при ремонте и подгонке, при сборке и по окончании сборки всего узла.
После -сборки необходимо проверить чёткость переключения на различные подачи согласно таблице, лёгкость и равномерность вращения механизма во всех случаях переключения подач при вращении вручную ведущего валика1, а также исправность маслёнок, маслопроводов и поступления масла к местам трения.
3. РЕМОНТ МЕХАНИЗМА КОНСОЛИ ФРЕЗЕРНОГО СТАНКА
Особенности ремонта механизма консоли рассмотрим на примере консоли горизонтально-фрезерного станка Горьковского завода.
У винта и гайки вертикальной подачи вырабатывается резьба. Как правило, гайку надо заменить, а в винте прорезать резьбу. Новую гайку 11 (фиг. 58) запрессовывают в колонку и закрепляют установочным винтом.
Далее собирают шестерню 1 с деталями и устанавливают винт подачи 12 после прорезки резьбы. На винт навинчивают гайку с колонкой.
Подгоняют новый валик 13 для ручной вертикальной подачи с деталями. Шейки валика, вращающиеся в отверстиях консоли, шлифуют по отверстиям её. Затем валик с деталями устанавливают на место, закрепляют детали и проверяют валик на плавность вращения и продольный люфт.
У шестерён 7 и 14 включения механической поперечной и вертикальной подач разрабатываются отверстия. Если износ зубьев невелик, эти шестерни ремонтируются. Для этого расшлифовывают отверстия шестерён и меняют втулки, подгоняя их наружные размеры по расшлифованным отверстиям. Если же зубья сильно сра
ботались (т. е. когда они тоньше нормальных на 0,1—0,2 модуля), шестерни приходится менять.
Втулки 5 и 75 нет смысла ремонтировать, их обычно заменяют новыми.
У валика промежуточной шестерни 10 шлифуют шейку, выработанную втулкой, и меняют последнюю. Валик заменяют, когда поверхность шейки глубоко задрана, недостаточно тверда или уже несколько раз подвергалась шлифованию.
Если у валика шестерни 4 механической вертикальной подачи зубья изношены немного, а шейки износились, то такой валик целесообразно ремонтировать, т. е. отшлифовать изношенные шейки и заменить втулки, причём внутренние диаметры их должны соответствовать шлифованным шейкам валика-шестерни.
Сухари для включения и выключения автоматической поперечной и вертикальной подач при зазоре в выточках шестерён больше 0,2—0,4 лш следует заменить или наварить и затем подогнать.
Винт поперечной подачи 16 меняют, если резьба сильно вырабо тана (т. е. нитка стала тоньше нормальной на 0,2 её толщины). При небольшом же износе резьбы винт целесообразно отремонтировать, т. е. прорезать резьбу и заменить только гайку.
У винта поперечной подачи рассматриваемой конструкции изнашивается также шейка для рукоятки. В этих случаях шейку обычно шлифуют или обтачивают, после чего меняют втулку в рукоятке. Такой способ устранения указанного дефекта выгоднее, чем замена винта.
Кулачковую муфту сцепления с рукояткой оставляют или заменяют, в зависимости от степени износа её кулачков.
§ 46. Замена гайки поперечной подачи
К замене гайки необходимо отнестись очень внимательно по следующим соображениям. Центр вращения винта поперечной подачи при износе не смещается, тогда как центр отверстия в кронштейне, в который запрессовывают гайку, смещается в результате выработки направляющих консоли и направляющих поперечных салазок. Смещение ещё более увеличивается при ремонте этих направляющих в связи с дополнительным удалением слоя металла.
По мере выработки направляющих, а также при ремонте поперечные салазки опускаются вниз; вместе с ними опускается и кронштейн, так как он привинчен к салазкам.
В результате износа откосов консоли и поперечных салазок между ними появляется люфт, устраняемый подтягиванием клина. Вследствие этого салазки при каждом подтягивании клина смещаются на величину зазора, образовавшегося между откосами, в ту сторону, на которой расположен клин. Поэтому гайку нельзя изготовлять по образцу, так как ось винта не будет совпадать с центром резьбового отверстия гайки.
Вначале вытачивают заготовку гайки, запрессовывают её в отверстие кронштейна и последний привинчивают к салазкам.
Затем салазки устанавливают на место, нормально затягивают клином и передвигают так, чтобы кронштейн расположился возможно ближе к отверстию консоли, через которое проходит винт. Через это отверстие специальной чертилкой на торце заготовки для гайки наносят окружность. Центр её будет точно совпадать с осью вращения винта.
После разметки замечают положение заготовки в кронштейне, чтобы по окончании нарезания резьбы гайку можно было запрессовать в таком положении. Затем заготовку выпрессовывают для сверления в ней отверстия и нарезания резьбы согласно разметки. Резьбу гайки нарезают по винту после его прорезки, а в случае замены винта — по новому винту.
Нарезанную гайку запрессовывают в отверстие кронштейна и закрепляют установочным винтом. Затем собирают рычаги включения и выключения автоматической вертикальной и поперечной подач; консоль вместе с механизмом прикрепляют к направляющим станины и привинчивают колонку для гайки вертикальной подачи-
§ 47. Ремонт остальных деталей консоли
Винт поперечной подачи с деталями устанавливают одновременно с гайкой, закреплённой в кронштейн, а кронштейн привинчивают к поперечным салазкам после их установки на место.
У шлицевого валика 17 (фиг. 58), передающего вращение столу, обычно вырабатывается шейка, вращающаяся во втулке, и образуются забоины на шлицах. В большинстве случаев этот валик ремонтируют, т. е. шлифуют выработанную шейку и зачищают забоины. Втулку, в которой вращается валик, заменяют новой с внутренним диаметром по отшлифованной шейке валика.
Исправленный валик с деталями устанавливают на место, соответствующим образом укрепляют и проверяют лёгкость и плавность его вращения с другими связанными деталями консоли. На этом заканчивается ремонт механизма консоли.
Глава VIII
РЕМОНТ СВЕРЛИЛЬНЫХ СТАНКОВ
Особенности ремонта сверлильных станков рассмотрим на примере ремонта станка, показанного на фиг. 102.
1. РАЗБОРКА СТАНКА
Перед разборкой станок необходимо осмотреть, так как в собранном станке легче обнаружить недостающие детали и определить основные дефекты. Эти детали н дефекты следует записать в общую дефектную ведомость.
Последовательность разборки станка на узлы и детали может меняться, но во многих случаях наивыгоднейший порядок разборки
117
бывает только один. Разборка данного станка производится в такой последовательности.
Снимается рукоятка 1, затем стол 2, для чего отвёртывают планку, прикрепляющую стол к направляющим станины. Приэтэм под стол ставят подставку и поддерживают его руками, чтобы он не упал. Если же стол тяжёлый, то его подвешивают с помощью
Фиг. 102. Вертикальносверлильный с ганок.
Фиг. 103. Верхняя часть сверлильного станка.
тали краном или на козлах и затем спускают на пол. Сняв стол, вынимают валик и шестерню подъёма стола.
Снимают колонку со всеми смонтированными на ней деталями, для чего отвинчивают болты, прикрепляющие колонку 3 к станине 4. Ослабив затяжной, винт 5, снимают вниз по направляющим колонки шпиндельную бабку вместе со шпинделем 6. С последнего свинчивают гайку 7 (фиг. 103), после чего шпиндель свободно вынимается.
Вывинчивают установочный ibhht 7 из кольца 2 (фиг. 104), затем ударами выколотки удаляют валик с шестерней 3, потом снимают наружный и внутренний кожухи 5 и 8.
11Я
юших шпиндельной бабки и колонки, а положение отверстия в колонке осталось без изменения. Поэтому шпиндель не будет параллелен направляющим колонки, что недопустимо.
Для устранения этого дефекта шпиндельную бабку устанавливают на направляющих колонки возможно ближе к верхнему отверстию, затем оба отверстия растачивают при одной установке параллельно направляющим колонки. В результате шпиндель также окажется параллельным направляющим колонки.
§ 52. Ремонт механизма подачи шпинделя
Выше было сказано, что отверстие в шпиндельной бабке под гильзу 6 (фиг. 104) растачивается. Следовательно, у станков с подвижной шпиндельной бабкой гильзу приходится менять во всех случаях, независимо от степени её износа. Диаметр новой
Фиг. 111. Определение расстояния между центрами отверстий под гильзу и шестерёнчатый валик.
гильзы подгоняется шлифовщиком по отверстию шпиндельной бабки после её расточки.
Фрезеровать зубья на новой гильзе так, как они были нарезаны на старой гильзе, нельзя в связи с изменением диаметра и смещением отверстия в бабке под гильзу. Размер лыски, которая снимается для нарезания зубьев, определяется путём замера и под счётов. Измеряется расстояние между центрами отверстий в бабке для .гильзы (после растачивания) и для шестерёнчатого валика. Указанные отверстия заделываются свинцом и на нём наносят центры. Затем бабку устанавливают на плите, как показано на фиг. 111. После этого рейсмусом замеряют расстояние от плиты до центров
отверстий под гильзу и под шестерёнчатый валик. Разность этих двух замеров равна расстоянию между центрами отверстий.
Расстояние d от центра гильзы до лыски можно определить по формуле
d = а _ b 4- 2М,
где а — расстояние между центрами
Фиг. 112. Определение размера лыски.
этому отверстию.
отверстий (фиг. 112); b—половина наружного диаметра шестерни валика; М.— модуль шестерни.
Для разметки лыски заделывают торец отверстия гильзы и осевыми линиями намечают его центр. От центра откладывают размер d и проводят линию для снятия лыски. После фрезеровки лыски нарезанные зубья дадут правильное сцепление с шестерней валика.
В валике с шестерней вырабатываются зубья, шейки. вращающиеся во втул-
ках, и отверстие под рычаг-рукоятку. При значительном износе зубьев валик заменяется, в других же случаях ремонтируется.
Если рычаг-рукоятка имеет большой люфт в отверстии валика,
то отверстие развёртывают, а рукоятку меняют с подгонкой по
§ 53. Ремонт зубчатой рейки для подъёма стола
В рейке вырабатываются зубья (как правило, в верхней её части). Верхняя сторона зубьев изнашивается сильнее, так как шестерня давит на зубья сверху при подъёме стола. При опускании стола, когда шестерня давит на зубья рейки снизу, давление получается незначительным и почти не отражается на износе зубьев. В связи с этим при большом износе- последних, когда они становятся тоньше на 0,1—0,15 нормального размера, рейку рекомендуется не менять, а перевернуть, поставив нижним концом, на котором зубья не выработаны, кверху.
При ремонте станка рейку (независимо от того, старая она или новая) надо подгонять относительно шестерни в столе, с которой она сцепляется. Это необходимо потому, что в результате износа направляющих плоскостей стола и станины, а также после их ремонта, когда дополнительно снимался слой металла, расстояние между рейкой и центром шестерни уменьшается. Поэтому без подгонки рейки нормальное сцепление её с шестерней после ремонта невозможно. Подгоняется рейка за счёт уменьшения её толщины путём строгания задней плоскости,
3. СВОРКА СТАНКА
Фиг. ИЗ. Проверка параллельности гнльзы направляющим колонки.
Сборка станка производится в такой последовательности,
1. В отверстие колонки запрессовывают новую втулку шкива. Собирают шкив с шариковыми подшипниками. В подшипники набивают мазь (солидол). Шкив с подшипниками насаживают на втулку. Проверяют вручную плавность вращения шкива.
2. Собирают шпиндельную бабку в следующем порядке: в валике с шестерней укрепляют рукоятку. В левое отверстие запрессовывают и закрепляют втулку 7 (фиг. 104). Ставят кожух с пружиной и крепят валик с шестерней. Проверяют вращение валика и действие пружины.
3. Собирают шпиндель с гильзой, смазывают и проверяют плавность их вращения и величину продольного люфта. Гильзу со шпинделем устанавливают в шпиндельную бабку и сверху на гильзе закрепляют упорное кольцо. Проверяют лёгкость и плавность подачи гильзы со шпинделем при вращении за рукоятку, а также действие пружины. Устанавливают затяжной винт и проверяют его действие.
4. Шпиндельную бабку вместе с гильзой и шпинделем устанавливают на направляющих колонках, а шпиндель пропускают в отверстие шкива, после чего проверяют плавность перемещения шпиндельной бабки по направляющим колонки и равномерность вращения шпинделя при вращении шкива вручную.
5. Закрепляют шпиндельную бабку на направляющих колонки. Последнюю вместе с бабкой и шпинделем устанавливают на станину и
кальность направляющих колонки проверяют по рамному ватерпасу, прикладывая его к передней направляющей плоскости и к откосам. Отклонения не должны превышать 0,1 мм на длине Ю00 М'М:
6. Проверяют параллельность гильзы направляющим колонки по рамному ватерпасу, прикладывая его: 1) с передней стороны гильзы (фиг’. ИЗ,а), причём допускается наклон нижнего конца гильзы в сторону колонки 0,25 мм на длине в 1000 мм; 2) с боковой стороны гильзы (фиг. 113,6), где допускается отклонение 0.16 мм на длине 1000 мм.
7. Привинчивают к станине зубчатую рейку.
8. Устанавливают на место шестерню подъёма стола, вставляют валик и закрепляют его. Насаживают храповую зубчатку и
закрепляют болтами. Верти-
привинчивают к столу запорную собачку с пружиной. В заключение устанавливают и привинчивают стол винтами, равномерно затягивая их настолько, чтобы стол передвигался свободно, но без люфта.
9. Проверяют, совпадает ли ось .конического гнезда шпинделя с осью вращения шпинделя. Для этого в гнездо плотно вставляют тщательно отшлифованную оправку, на стол ставят индикатор (фиг. 114) и штифт его подводят сначала к одному концу цилиндрической части оправки, потом к другому. В это время шпиндель медленно вращают и следят за отклонением стрелки индикатора. Для станков с конусом Морзе до № 2 включительно
Фиг. 114. Проверка совпадения оси конического отверстия шпинделя с осью вращения шпинделя.
Фиг. 115. Проверка верхней плоскости стола.
допускается биение 0,03. мм на длине 100 мм, а для станков с конусом Морзе выше № 2—0,05 мм на длине 300 мм.
После того как шпиндельная головка собрана, установлена и выверена, а также поставлен и выверен шпиндель, подгоняют верхнюю плоскость стола. Эту плоскость проверяют индикатором, прикреплённым - к шпинделю или оправке, с упором штифта в поверхность стоЛа (фиг. 115). При вращении шпинделя следят за стрелкой индикатора и устанавливают разность отклонений. Если эта разность больше 0,2—0,3 мм и вдобавок плоскость стола имеет забоины, то рекомендуется данную плоскость до шабровки профрезеровать или прострогать соответственно полученным отклонениям. Плоскость стола шабрят по краске и проверяют индикатором описанным выше способом. Допускается отклонение в продольном направлении 0,1 мм на диаметре, описываемом штифтом индикатора, в 300 мм. Наклон допустим только в сторону колонки. Степень шабровки — 8—12 пятен, на 1 кв. дюйме.
10. Собирают кронштейн с натяжными шкивами и устанавливают на место. Сборку шкивов производят с новыми шариковыми 12*
подшипниками (согласно дефектом ведомости) и также набивают мазью (солидолом).
11. Устанавливают винт с маховичком для натягивания ремня.
12. Собирают кронштейны с приводным валиком и шкивами. В собранном виде кронштейны привинчивают к станине. Вручную проверяют лёгкость и плавность вращения. Шариковые подшипники набивают мазью и закрывают фланцами.
13. Собирают и устанавливают устройство для-перевода ремня.
4. РЕГУЛИРОВКА И ИСПЫТАНИЕ СВЕРЛИЛЬНЫХ СТАНКОВ
Собрав станок, смазывают все его трущиеся части, надевают приводные ремни и пускают станок вхолостую для обкатки. При этом необходимо непрерывно следить за быстро вращающимися и трущимися деталями (шпиндель, валики, шкивы), регулярно давать обильную смазку и наблюдать за нагревом трущихся мест.
При сильном нагреве надо остановить станок, выявить причину ненормального нагрева и устранить её, а затем снова пустить станок.
На ходу и при остановке станка проверяют взаимодействие деталей, рабочие движения шпинделя, шпиндельной бабки, стола, включение и выключение станка. Одновременно производят окончательную регулировку станка.
Обкатку делают на всех скоростях, причём на большой скорости — не меньше 3 час.
Испытание и проверка на точность в работе производятся для выяснения, может ли отремонтированный станок работать при максимальных нагрузках с достаточной точностью.
Согласно ОСТ/НКТП 7881/843 испытание заключается в следующем. В шпиндель устанавливают новое хорошо заточенное сверло наибольшего для данного типа станка диаметра и в куске стали марки Ст-5 сверлят им с максимальной подачей отверстие глубиной до 100 мм. При этом ось просверленного отверстия должна быть перпендикулярна поверхности стола. Отклонение допускается для станков с конусами Морзе: до № 2—0,25 мм на длине 100 мм, до № 4 — соответственно 0,22 мм и свыше № 4 — 0,2 мл*.
Проверку производят по четырём: противоположным сторонам отверстия следующим образом. В отверстие шпинделя вставляют оправку с укреплённым на ней индикатором со штифтом специального устройства для проверки внутренней поверхности. Штифт индикатора подводят к стенке просверленного отверстия. Перемещая шпиндель вертикально вверх и вниз по всей длине отверстия, наблюдают за показаниями индикатора.
Если при испытании будут обнаружены какие-либо дефекты (отклонение оси отверстия больше допустимого, остановка стан ка при максимальной подаче, дробление и т. п.), то выявляют причины их, устраняют все недостатки и снова испытывают •таНок.
КОНТРОЛЬНЫ!: ЬОНРОСЫ Е ГЛАНЕ VH1
1. Изложите порядок ремонта станины.
2. Как проверяется параллельность откосных направляющих колонки между собой и по отношению к направляющим станины?
3. Почему требуется растачивать отверстия под шпиндель в колонке и в передвижной шпиндельной бабке?
4. Как производится подгонка верхней плоскости стола?
5. Как испытывается сверлильный станок вхолостую и под нагрузкой?
Г л >а в а IX
РЕМОНТ ТОКАРНЫХ СТАНКОВ
1. РЕМОНТ ДЕТАЛЕЙ И УЗЛОВ
После разборки станка, промывки деталей и составления дефектной ведомости ремонтируют детали и узлы станка.
§ 54. Ремонт станины
У станины вырабатываются направляющие плоскости, по которым перемещаются супорт и задняя бабка. При капитальном ремонте станка эти плоскости всегда шлифуются или шабрятся. Шлифование — наиболее простой и дешёвый способ ремонта, но если он почему-либо невозможен, то станину шабрят.
Фиг. IЩ. Проверка параллельности направляющих станины.
Фиг. 117. Призма для проверки угла между направляющими плоскостями станины.
При большом износе станины, когда просвет в наиболее выработанных местах превышает 0,3 мм, рекомендуется направляющие плоскости перед шабровкой прострогать.
Вначале пришабривают направляющие для задней бабки: приз магическую направляющую 1 (фиг. 116), а потом плоскую направляющую 2. Чтобы не произошло искажения угла между плоскостями призмы, его проверяют призмой (фиг. 117) по краске. Одновременно плоскости проверяются на изогнутость и перекос одной направляющей относительно другой. Проверка осуществляется при помощи основания' задней бабки и уровня, как показано на фиг. 118. Передвигая по направляющим станины основание суров-128
нем, следят за отклонением последнего. Для станков с высотой центров до 400 мм' отклонение не должно превышать 0,02 .мм на длине 1 м, 0,05 мм —’ на всей длине направляющих до 3 м,
6,06 мм — на длине направляющих до длине направляющих (5 л* и более). При высоте центров больше. 400 мм эти отклонения соответственно могу г быть увеличены на 0,01 мм.
В зависимости от размеров и точности станка направляющие шабрят до получения 10—16 пятен на 1 кв. дюйме.
После исправления направляющих для бабки переходят к шабровке на- :: правляющих плоскостей для каретки. ;
5 м и 0,07 мм — на всей
Фиг. 118. Проверка направляющих плоскостей станины на изогнутость.
При их подгонке необходимо обеспечить их параллельность друг другу, а также направляющим для бабки. Параллельность проверяется инди-
кагором при помощи основания задней бабки (фиг. 119, а!
после шабровки основания по исправленным
станины.
направляющим
Отклонение допускается на всей длине, направляющих для станков с высотой центров до 150 мм — 0,01 лш, от 150 до 300 мм — 0,02 мм и выше 300 мм — 0,03 мм.
Фиг, 119. Проверка параллельности направляющих плоскостей станины для каретки: « — верхних; б — нижних
Затем шабрят нижние направляющие плоскости, по которым скользят прижимные планки каретки.
При подгонке этих плоскостей проверяют индикатором их параллельность верхним направляющим (фиг. 119,6).
Отклонение от параллельности не должно превышать 0,02 мм на длине 1000 мм, 0,04 мм на всей длине направляющих 0 3 л* и более-
Степень пришабривания — 8—12 пятен на 1 кв. дюйме.
9 Л. А. Осветпмский 1U13 129
§ 55. Ремонт каретки
После станины переходят к ремонту нижних й верхних направляющих каретки. Нижние направляющие подгоняются к направляющим станины шабровкой с помощью краски.
Часто направляющие каретки имеют перекос (с одной стороны одна направляющая прилегает к станине плотно, а другая — с зазором). Поэтому всегда до шабровки каретки необходимо проверить, нет ли перекосов.
Проверка производится путём измерения щупами зазоров между направляющими плоскостями станины и каретки. При больших перекосах (когда зазор равен 0,2—0,4 им) сначала устраняют зазор опиливанием, а затем направляющие каретки шабрят до получения 8—12 пятен на 1 кв. дюйме.
Верхние поперечные направляющие каретки лучше eceroi прошлифовать. Если же это не удаётся, то их ремонтируют вручную после подгонки шпинделя, так как правильность шабровки проверяется относительно оси шпинделя.
§ 56. Подгонка корпуса передней бабки
После ремонта направляющих станины корпус передней бабки может недостаточно хорошо прилегать к головной части станины. Иногда это вызывается деформацией корпуса. Поэтому при ремонте станка корпус бабки всегда пришабривается к станине.
Необходимо помнить, что пятна краски у концов плоскости корпуса должны быть чаще, тогда как посредине они могут располагаться очень редко. У некоторых станков посредине делается даже выемка, что повышает устойчивость бабки и облегчает пришабривание её.
Когда отверстие для шпинделя в корпусе задней бабки не растачивают, то переднюю бабку подгоняют к станине после при-шабривания подшипников шпинделя (после ремонта и проверки задней бабки). В этом случае центрируют переднюю бабку по задней осаживанием первой за счёт её пришабривания, так как центр задней бабки до ремонта всегда бывает ниже переднего.
§ 57. Ремонт шпинделя и подшипников
Остановимся на некоторых особенностях ремонта шпинделя и подшипников токарных станков.
При ремонте шпинделя в отверстия с обоих концов его вставляют стальные пробки, с помощью которых он проверяется в центрах на биение и шлифуется. Передняя пробка делается с выступающим цилиндрическим концом длиной 300 мм и диаметром 45—60 мм. В дальнейшем она используется как оправка для проверки правильности шабровки подшипников, а также при испытании станка в работе. Передняя оправка шлифуется одновременно со шпинделем как можно точнее, причем конусность и эллиптичность не допускаются.
При шабровке подшипников проверяют индикатором параллельность шпинделя направляющим станины. Индикатор устанавливают на верхних направляющих каретки так, чтобы штифт его касался верха оправки (фиг. 120). Каретку передвигают к одному из концов оправки и индикатор перемещают по направляющим каретки так, чтобы штифт его прошёл через верх оправки. Заметив
Фиг. 120. Проверка параллельности ’оси шпинделя направляющим станины в вертикальной плоскости.
отклонение, показанное индикатором, передвигают каретку к другому концу оправки и таким же образом определяют его отклонение. Разница показаний индикатора у обоих концов оправки не должна превышать на длине 300 м.м для станков с высотой центров до 400 мм — 0,04 мм, свыше 400 мм — 0,05 мм. Свободный конец оправки может быть только выше.
Затем штифт индикатора устанавливают на высоте центров с упором в оправку сбоку (фиг. 121) и, передвигая каретку от од-
Фиг. 121. Проверка параллельности оси шпинделя направляющим станины в горизонтальной плоскости.
ного конца оправки к другому, следят за показаниями индикатора. При этом допускается отклонение свободного конца оправки до 0,015 мм на длине 300 мм только в сторону резца. Подшипники шабрят, в зависимости от размеров и точности станка, до 10—18 пятен на 1 кв. дюйме.
Закончив шабровку подшипников, можно переходить к сборке механизма коробки скоростей. К этому времени детали коробки должны быть уже отремонтированы.
§ 58. Ремонт передней бабки со ступенчатым шкивом
Вследствие вращения шкива на шпинделе во время работы с перебором изнашиваются посадочные отверстия шкива. Обычно в этих отверстиях бывают запрессованы бронзовые втулки, кото рые воспринимают трение о шпиндель и поэтому разрабатываются. Такие втулки выпрессовывают и вместо них ставят новые с внутренним диаметром, равным диаметру шпинделя после шлифовки.
Запрессовав втулки в шкив, их необходимо застопорить, чтобы они не могли провёртываться в отверстиях шкива при тугом вра щении втулок на шпинделе.
После запрессовывания втулки обычно несколько сжимаются, отчего шкив туго надевается на шпиндель. В таких случаях втулки шабрят по шпинделю, пригоняя их по краске до ходовой посадки.
Отверстие фланца шкива, в которое входит штифт соединения шкива с передней шестернёй, с течением времени разрабатывается. Значительные размеры фланца делают его изготовление дорогим и длительным, поэтому его почти всегда ремонтируют следующим образом. Рассверливают разработанные отверстия до большего размера (по выработке), раззенковывают их с обеих сторон, вставляют в них пробки с припуском для расклёпывания и заклёпывают, а неровности зачищают напильником заподлицо с торцом фланца. Затем сверлят новое отверстие по разметке в другом месте фланца. Это отверстие размечают через отверстие втулки, ввинченной в шестерню, для чего шестерню и фланец насаживают на шпиндель и через отверстие втулки обводят чертилкой контур нового отверстия. Затем фланец снимают, отыскивают центр очерченной окружности и наносят керном центровое углубление, а сверлом с диаметром, равным диаметру штифта, точно по разметке просверливают отверстие.
Штифт, соединяющий шестерню со шкивом, всегда срабатывается, и его приходится заменять. Точно так же почти всегда заменяют пружину штифта.
Подогнав и установив на место штифт и пружину, необходимо проверить их взаимодействие в собранном виде. Для этого на шпиндель снова насаживают фланец и проверяют правильность фиксации, причём не должно быть самопроизвольного выключения. Штифт должен оттягиваться при достаточном усилии.
Зубья шестерни на шпинделе, передающей вращение на трензель, сильно срабатываются. Если они стали тоньше нормальных на 0,1—0,2 модуля, то их необходимо менять. Посадка новой шестерни на шпиндель должна быть плотной. Шпоночную канавку шестерни подгоняют. Заусенцы на зубьях, получающиеся при фрезеровании, запиливают.
При небрежной регулировке осевого люфта шпинделя в кольцевой гайке разрабатываются отверстия для ключа. В таких случаях кольцевую гайку обычно меняют. В новой гайке засверли-вают отверстия для ключа, нарезают резьбу для установочного винта и подгоняют новый винт. После этого собирают шпиндель
с сидящими на нем деталями, т. е. напрессовывают большую шестерню 1 (фиг. 122), насаживают ступенчатый шкив 2 с привинченным фланцем и шестерню 3, передающую вращение на трензель, и надевают упорное кольцо 4, предварительно навинтив кольцевую гайку 5.
Фиг. 122. Шпиндель с деталями.
§ 59. Ремонт механизма трензеля
Так как трензельное устройство расположено в нижней части корпуса передней бабки, то до окончательной установки и крепления последней к станине необходимо запрессовать новые втулки 1 (фиг. 123) в отверстия корпуса, засверлить втулки под уста-
Фиг. 123. Передняя бабка токарного панка.
новочные винты и застопорить их этими винтами. Затем следует засверлить втулки под смазку и, если нужно, расшабрить их по валику трензеля 2. Необходимо разметить валик трензеля для за-сверливания под установочный винт 3 кольца 4, потом плотно подогнать шпонку к валику для шестерни 5, подогнать шпоночную канавку в шестерне и запилить заусенцы на последней.
Далее производят остальную сборку. Продевают трензельный валик через первое отверстие, насаживают шестерню на валик и удерживают её закладками от перемещения вправо. Легкими ударами свинцового молотка в левый торец валика окончательно устанавливают его на место так, чтобы бортик валика плотно по-двшел кб Нтулке /, ПбтЬ'м насаживают кольцо 4, завинчивают
установочный винт 3 и проверяют плавность хода, вращая валик за шестерню.
Затем надо запрессовать новые втулки в шестерни трензеля / и 2 (фиг. 124), просверлить по одному, отверстию под резьбу для стопорных винтов, нарезать резьбу и завинтить стопоры. После этого проверяют плавность вращения шестерён на пальцах; если шестерни сидят туго, то отверстия необходимо расшабрить. Насадив шестерни на пальцы, последние запрессовывают в корпус
Фиг. 124. Корпус трензеля с шестернями.
трензеля 3 и привинчивают установочными винтами 4. Корпус трензеля вместе с шестернями сажают на палец 5.
Передняя бабка окончательно устанавливается на направляющие станины и равномерно притягивается болтами. В заключение производят окончательную сборку передней бабки: устанавливают шпиндель с сидящими на нём деталями, собирают подшипники, регулируют их затяжку и заливают маслом. Осевую натяжку шпинделя регулируют кольцевыми гаггками.
Перебор мало изнашивается, поэтому ремонтировать и заменять детали в нём не приходится. Надо только собрать его и отрегулировать.
На этом ремонт и сборку передней бабки можно считать закопченным, если не считать установки на месте щитков перебора по окончании сборки всего станка.
§ 60. Ремонт деталей супорта
При ремонте направляющих супорта исключительно важное значение имеют последовательность ремонта отдельных деталей, способы подгонки их друг к другу и соблюдение правил проверки точности.
В первую очередь шабрят нижние плоскости поперечных салазок 1 (фиг. 125) по плите до получения 12—16 пя
тен на 1 кв. дюйме. Затем по проверочному клину пришабривают откос салазок, прилегающий к откосу каретки со стороны передней бабки.
По отшабренным плоскостям поперечных салазок шабпят с помощью краски поперечные направляющие плоскости каретки 2, после чего по откосу поперечных салазок шабрят откос каретки со стороны передней бабки, причём нужно периодически проверять перпендикулярность его шпинделю бабки.
Фиг. 125. Каретка и поперечные салазки токарного станка.
Для этого в конусное отверстие шпинделя вставляют хвостовиком чисто и правильно проточенный диск диаметром 250—300
(фиг. 126). Индикатор ставят на поперечные штифт его упирался в диск. Диск выверяют на биение по торцу при вращении шпинделя. После этого поперечные салазки прижимают к откосу каретки со стороны передней бабки и перемещают вместе с индикатором по направляющим каретки. Штифт индикатора, скользя по диску, указывает отклонение от перпендикулярности откоса каретки к шпинделю. Допускается отклонение 0,02 мм на диаметр 300 М№ только в сторону вогнутости.
Откос каретки со стороны задней бабки шабрят по проверочному клину. Парал-
салазки так, чтобы
Фиг. 126. Проверка перпендикулярности откоса каретки оси шпинделя.
дельность его первому откосу проверяют точными роликами и микрометром или штангенциркулем, как показано на фиг. 127. Сначала замеры делают у одного конца направляющих, а затем ролики переставляют на другой конец и снова замеряют. Разность не должна превышать 0,02 мм на всей длине направляющих. Шабрят до получения 12—16 пятен на 1 кв. дюйме.
Клин, уплотняющий поперечные салазки иа направляющих каретки, в большинстве случаев заменяют. Заготовку для клина строгают с запасом по длине,’а потом шабрят сторону его, при
летающую к откосу каретки. Сначала клин шабрят по проверочной плите, затем по месту. Для этого откос каретки покрывают краской, клин вставляют между салазками и кареткой и притирают при движении его вместе с салазками. После этого клип подгоняют по длине и размечают паз для затяжного винта. Ра? метку надо производить с таким расчётом, чтобы клин имел за
Фиг. 127. Проверка параллельности откосов каретки.
нас по длине при подтягивании его во время устранения люфта, образующегося вследствие износа плоскостей. В заключение фрезеруют или выпиливают паз для головки винта.
Верхнюю направляющую плоскость 3 (фиг. 125) поперечных салазок пришабривают по плите и проверяют микрометром параллельность ее нижним направляющим плоскостям. Разность в размерах допускается 0,01—0,02 мм.
Фиг. 128. Поворотная часть супорта и верхние салазки,
Поворотную часть супорта 1 (фиг. 128) пришабривают по верхней плоскости поперечных салазок 2. Требуется, чтобы на наружной части плоскости пятна от шабровки были чаще (12—16 на 1 кв. дюйме).
Верхние направляющие 3 поворотной части супорта пришабривают к направляющим верхних салазок 4 после шабровки их по
плите.
При шабровке горизонтальных плоскостей 3 проверяют их параллельность шпинделю. Для этого поперечные салазки уста
навливают на каретку и уплотняют клином, а на поперечные салазки устанавливают поворотную часть супорта так, чтобы риска отсчёта совпала с нулевым делением салазок, и закрепляют болтами. Затем устанавливают верхние салазки и индикатор так. чтобы штифт его упирался в оправку шпинделя сверху (фиг. 129). Передвигая верхние салазки с индикатором вдоль оправки, определяют отклонение; оно
ч>иг. 129. Проверка параллель-
ности горизонтальных направляющих плоскостей поворотной части супорта к осн шпинделя.
случае индикатор ставится
не должно превышать 0,02 мм на длине 300 мм.
При шабровке первого откоса поворотной части супорта проверяется его параллельность шпинделю. В этом
с упором в оправку сбоку. Норма точности — та же. Второй откос шабрится с проверкой его параллельное ги первому при помоши ролика и штангенциркуля.
§ ы. ремонт механизмов фартука
При ремонте механизма фартука следует обратить особое вниманий на подгонку новой маточной гайки, так как приёмы и порядок работы при её замене имеют свои характерные особенности.
У заготовки маточной гайки (фиг. 130) до разрезания её на аве половины и нарезания резьбы следует пришабрить по плите нижнюю плоскость, прилегающую к направляющим фартука.
Фиг. 130. Заготовка маточной гайки после фрезеровки
Фиг. 131 Направляющие плоскости в корпусе фартука для маточной гайки.
Затем подгоняют боковые направляющие 1 (фиг. 131) фартука по контрольному бруску, проверяя их параллельность штангенциркулем. После этого подгоняют боковые плоскости гайки по месту, проверяя их по плите. По пришабренной плоскости гайки, как по плите, пришабривают нижние направляющие 2 фартука и, наконец, подгоняют верхние плоскости гайки, к которым прилегают прижимные планки 3 Параллельность их относительно нижней плоскости проверяют микрометром или точным штангенциркулем.
По гайке подгоняют прижимные планки. Для этого гайку устанавливают на место и верхние плоскости её покрывают краской. Затем прижимают планки винтами. При передвижении гайки в одну и другую сторону краска наносится на планки, которые затем шабрят. После этого размечают отверстия для штифтов, сдвигающих и раздвигающих половинки гайки; по этой разметке сверлят отверстия, нарезают резьбу и завинчивают штифты. Далее размечают гайку, растачивают отверстие и нарезают резьбу по ходовому винту, разрезают гайку на две половинки и запиливают выходы резьбы.
Для разметки отверстия под резьбу гайку устанавливают на место в фартуке вместе с диском, фиксирующим её положение, и закрепляют прижимными планками. После этого весь фартук вместе с гайкой привинчивают к каретке и придвигают к заднему кронштейну, в отверстии которого вращается конец ходового винта. Через отверстие специальной чертилкой на гайке наносят окружность, по которой устанавливают гайку, растачивают её и нарезают по ней резьбу.
§ 62. Ремонт коробки подач
Ремонт коробки подач необходимо всегда начинать с перестановки её корпуса относительно фартука. При износе направляющих станины и направляющих каретки последняя опускается вниз вместе с прикреплённым к ней фартуком. Это смещение ещё больше увеличивается после шабровки или шлифования направляющих станины и каретки. Вместе с фартуком перемещаются вниз и отверстия тех деталей его, через которые проходят ходовой винт и ходовой валик, тогда как отверстия в коробке подач, в которых вращаются левые концы винта и валика, а также отверстия правого кронштейна под ходовой винт и ходовой валик остаются на прежнем месте. Поэтому в тех случаях, когда фартук. переместился относительно отверстий коробки подач и кронштейна на значительную величину, необходимо на столько же смешать коробку подач и кронштейн.
Величину смещения определяют следующим образом. После ремонта и сборки механизма фартука его привинчивают к каретке. В фартук вставляют ходовой винт и точно устанавливают его относительно направляющих станины как в вертикальном, так ч горизонтальном направлениях при помощи индикатора'.
Винт предварительно проверяют индикатором на биение в специальных д.-шраг. или ч центрах другого токарного Станка.
При этом последний устанавливают на основании задней бабки, упирая штифт в наружную поверхность винта сверху или снизу винта (положение 1, фиг. 132). Замеры производят* у одного и у другого концов винта с переносом основания бабки и индикатора. Точно так же проверяют правильность расположения винта в горизонтальной плоскости, для чего штифт индикатора упирают с боковой стороны винта (положение 2, фиг. 132).
В обоих случаях проверки отклонение для станков с высотой центров до 400 л*.м не должно превышать 0,1 мм и свыше 400 мм — 0,15 мм.
После окончательной установки винта конец его осторожно подводят (перемещением супорта) вплотную к отверстию коробки подач, в которое он должен входить. По несовпадению винта с отверстием определяют величину смешения фартука. На эту ве
Фиг. 132. Проверка параллельности ходового винта направляющих станины.
личину необходимо сместить корпус коробки подач и кронштейн, чтобы винт попадал в отверстие без перекосов. На ту же величину надо сместить привинченную к станине зубчатую рейку для продольной подачи супорта, так как сцепляющаяся с рейкой шестерня при смещении фартука не получит нормального зацепления с рейкой вследствие её смешения вниз вместе с фартуком.
Способ центрирования фартука, коробки подач и кронштейна. Для смещения корпуса коробки подач и кронштейна расфрезеро-вывают отверстия, через которые проходят крепёжные винты, на величину смещения фартука. Отверстия, служащие для контрольных шпилек, расфрезеровывают и запрессовывают в них пробки, в которых потом сверлят отверстия для контрольных шпилек. В зубчатой же рейке рекомендуется высверлить новые отверстия, выше старых на величину смещения фартука.
В получающийся зазор между прилегающими плоскостями станины и рейки ставят стальную прокладку, повышая этим устойчивость рейки.
Второй способ центрирования производится следующим образом. Коробку подач, кронштейн и зубчатую рейку можно оставить на месте, но тогда придётся поднять фартук, чтобы достигнуть совпадения центров отверстий его с отверстиями коробки подач и кронштейна.
Для этого можно сфрезеровать плоскость каретки, к которой прилегает тело фартука. Тогда шестерня фартука, передающа^
вращение шестерне, насаженной на винт поперечной подачи, приблизится к ней, вследствие чего нарушится их нормальное зацепление.
При сильном опускании фартука с плоскости каретки приходится снимать значительный слой металла, что нарушит зацепление указанных шестерён вследствие уменьшения расстояния между их центрами-
В таких случаях уменьшают диаметр одной из шестерён за счёт уменьшения числа её зубьев. Таким путём! добиваются нормального зацепления шестерён.
Указанный способ центрирования отверстий фартука, коробки подач и кронштейна был бы хорош, если бы при этом не нарушалось передаточное число в механической поперечной подаче, после чего затрудняется нарезание спиралей на торцах.
Для токарных станков без механической поперечной подачи такой способ центрирования фартука, коробки подач и кронштейна наиболее прост и удобен, так как нет надобности смещать коробку подач, кронштейн и зубчатую рейку продольной подачи.
После центрирования коробки подач, фартука и кронштейна переходят к ремонту и сборке механизма коробки подач, на чём останавливаться не будем, так как ремонт механизмов нами рассматривался в соответствующей главе.
§ 63. Ремонт корпуса и основания задней бабки
Наибольшую трудность при ремонте задней бабки представляет центрирование её с передней, т. е. такая их подгонка, после которой центры их будут точно совпадать. Но так как передняя бабка при её ремонте установлена окончательно относительно на правляющих станины, то заднюю бабку устанавливают относительно передней так, чтобы центры их точно совпадали.
Задняя бабка в процессе работы перемещается по направляющим станины. Следовательно, направляющие бабки вырабатываются, центр её постепенно опускается и точность станка нарушается. Поэтому при ремонте задней бабки, наряду с исправлением и заменой отдельных износившихся деталей её, всегда приходиться центрировать так, чтобы центр её совпал с центром передней бабки. Это возможно несколькими способами.
Первый способ, наиболее совершенный, заключается в том, что отверстие для шпинделя задней бабки растачивают в соответствии с положением центра шпинделя передней бабки. Перед этим пришабривают направляющие основания задней бабки по станине, а верхнюю плоскость основания — по плите. При шабровке верхней плоскости основания необходимо следить, чтобы она была параллельна направляющим станины. Для проверки их параллельности устанавливают индикатор на направляющую плоскость станины так. чтобы штифт его упирался в плоскость основания (фиг. 133). Передвигая индикатор вдоль направляющих станины, следят за его показаниями.
Плоскость корпуса бабки, прилегающую к верхней плоскости основания, пришабривают по ней как по плите, добиваясь получения 8—10 пятен на 1 кв. дюйме.
После шабровки основание и корпус задней бабки монтируют на станине так, чтобы можно по ней передвигать бабку вручную. Правильность установки корпуса на основании проверяют по совпадению нанесённых сзади рисок.
Затем размечают растачиваемое отверстие, для чего к оправке шпинделя передней бабки при помощи хомутика прикрепляют чертилку так, чтобы конец её своим острие,mi упирался в торец у отверстия корпуса бабки. При вращении шпинделя юстрие чертилки опишет окружность на торце задней бабки вокруг отверстия (фиг. 134). Центр расточенного отверстия относительно этой
Фиг. 133. Проверка параллельности верхней плоскости основания задней бабки направляющим станины.
Фиг. 134. Разметка для растачивания отверстия под шпиндель задней бабки.
окружности .будет точно совпадать с центром шпинделя передней бабки.
Отверстие растачивают на специальном расточном станке, а при отсутствии его — на ремонтируемом станке. Для этого в отверстие шпинделя вставляют оправку с закреплённым на конце резцом. Длина оправки должна быть несколько больше длины отверстия задней бабки. Корпус последней устанавливают с левой стороны супорта, чтобы при помощи его, пользуясь продольным самоходом, можно было подавать бабку на резец. При таком! способе растачивания не надо размечать отверстия.
Чтоб'ы получить возможно более чистое отверстие, дают минимальную подачу и снимают очень тонкую стружку. Кроме того, при большей стружке оправка будет .отжиматься, отчего отверстие получится конусным. Растачивая отверстие, стремятся, с одной стороны, устранить расхождение центров шпинделей задней и передней бабок, а с другой стороны, придать отверстию для шпинделя задней бабки правильную форму (устранить конусность и эллиптичность), так как в процессе работы станка отверстие изнашивается неравномерно.
Второй способ центрирования. Устраняется неравномерность выработки отверстия под шпиндель в корпусе задней бабки при-
гиранием его вручную специальным чугунным притиром. Этим притиром при помощи наждачного порошка и масла обрабатывается отверстие, вручную, для чего притир поворачивают н передвигают взад и вперёд. На конце его для удобства поворачивания закрепляют хомутик.
В случае большой неравномерной выработки отверстия притир делают с продольной прорезью. Когда притир начнёт свободно вращаться в отверстии, в прорезь загоняют клин для увеличения диаметра притира.
Исправление таким способом отверстия, особенно при значи тельном и неравномерном его износе, очень сложно, отнимает много времени и требует большой затраты труда.
В этом случае (когда отверстие под шпиндель в задней бабке не растачивают) для совпадения центров передней и задней бабок
Фиг. 135. Проверка совпадения центров передней и задней бабок и параллельности их оси направляющим станины.
подгоняют переднюю к задней путём пришабривания опорных плоскостей, прилегающих к станине. Это делается только после того, как задняя бабка окончательно отремонтирована, установлена на станину и выверена, а в передней бабке пришабрены подшипники.
Проверка совпадения центров передней и задней бабок. При подгонке передней бабки к задней одновременно проверяют высоту их центров и параллельность оси центров направляющим станины в горизонтальной плоскости. Высоту центров проверяют по оправке, установленной между центрами передней и задней бабок, с помощью индикатора, закреплённого в резцедержателе (фиг. 135).
Передвигая супорт к одному и другому концам оправки, определяют отклонение. При высоте центров до 400 мм оно не должно превышать 0,02 мм, а свыше 400 мм — 0,03 мм. В данном случае центр задней бабки при выдвинутом положении шпинделя может быть только выше центра передней бабки.
Проверяется также параллельность оси центров направляющим станины в горизонтальной плоскости, для чего штифт индикатора устанвливается сбоку оправки.
Отклонение регулируется сдвиганием задней бабки, после чего наносится общая риска на задней части корпуса и основания бабки- По этой риске в дальнейшем устанавливается корпус бабки
Фиг. 136. Проверка параллельности шпинделя задней бабки направляющим станины.
на основании.
Проверка параллельности осн шпинделя задней бабки направляющим станины. До проверки высоты центров передней и задней бабок проверяют параллельность оси шпинделя задней бабки направляющим станины в вертикальной и горизонтальной плоскостях. Проверка ведётся индикатором, укреплённым в резцедержателе супорта. Штифт индикатора упирается в выдвинутый шпиндель, причём индикатор сначала располагается в вертикальной плоскости, а затем в горизонтальной (фиг. 136). Для этого шпиндель выдвигают на половину его наибольшего выхода и зажимают.
Отклонения конца шпинделя на длине 100 мл* допускаются на 0,03 мм вверх и 0,01 мм в сторону резца. - Если отклонение больше допустимого, то в первом случае шабрят плоскости корпуса задней бабки, прилегающей к плоскости основания бабки, а во втором — направляющие плоскости оснований задней бабки по направляющим станины.
§ 64. Ремонт деталей задней бабки
Шпиндель задней бабки изнашивается по наружному диаметру. Кроме того, разрабатывается и теряет свою точность отверстие Нод конус.
Если отверстие корпуса задней бабки не растачивают и шпиндель имеет незначительный люфт (шпиндель может быть неподвижно закреплён винтом, стягивающим разрез), то можно, не Меняя шпинделя, зачистить конусное отверстие с проверкой при помощи калибра и краски. Во всех других случаях шпиндель приходится менять.
Шпиндель задней бабки изготовляется из поделочной угле родистой стали средней твёрдости с закалкой до твёрдости по Роквеллу 34—38 (шкала С). Подгоняется шпиндель по отверстию бабки шлифованием; посадка в отверстии требуется скользящая.
Фланец задней бабки меняют в том случае, когда растачивают в корпусе бабки отверстие под шпиндель. Это объясняется тем, что центры отверстий во фланце и в корпусе бабки расходятся вследствие расточки последнего.
Остальные детали задней бабки (винты, гайки, рукоятки, шпонки и др.) заменяются или ремонтируются, в зависимости от их состояния, что нетрудно установить в каждом отдельном случае.
2. РЕГУЛИРОВКА И ИСПЫТАНИЕ ТОКАРНЫХ СТАНКОВ
§ 65. Регулировка станка после сборки
После того как станок окончательно собран, необходимо проверить взаимодействие деталей всех узлов и механизмов его и произвести их регулировку. Эту работу рекомендуется вести в порядке передачи движения от электромотора в такой последовательности.
1. Проверяют затяжку болтов, прикрепляющих переднюю бабку к станине.
2. Проверяют затяжку подшипников. Люфт определяют деревянным бруском, пользуясь им, как ломиком. Конец бруска подкладывают под передний конец шпинделя с упором на супорт. В это время индикатор, установленный на станине, должен касаться штифтом конца шпинделя сверху. Отклонение стрелки индикатора допускается не свыше 0,01 мм. Осевой люфт шпинделя проверяют путём передвигания последнего вправо и влево ib осевом направлении, причём штифт индикатора должен касаться торца шпинделя. Люфт допускается для станка с высотой центров до 400 мм—не больше 0,01 мм, свыше 400 мд*—не больше 0,02 мм.
3. Проверяют механизм передней бабки, лёгкость включения и выключения перебора, фиксацию установки его в крайних положениях (когда перебор .включён и выключен) и правильность зацепления переборных шестерён при включении перебора.
4. Если станок имеет коробку скоростей, то проверяют чёткость и лёгкость их переключения, а также лёгкость и плавность движения шпинделя при вращении его вручную за навинченный патрон. Необходимо иметь в виду, что и при нормальных условиях шпиндель на разных скоростях провёртывается не одинаково легко, причём на больших скоростях обычно его вращать труднее:
5. Проверяют чёткость включения и выключения трензеля, правильность сцепления шестерён при включении его в одном и другом направлениях, наличие маслёнок для смазки вращающихся шестерён на пальцах и смазки шеек трензельного валика. Проверяют передачу вращения коробке подач при включении трензеля на прямой и обратный ход, вращая шпиндель вручную.
6. Проверяют затяжку болтов, прикрепляющих коробку подач, а также переключение последней- Рукоятки должны переводиться легко и чётко устанавливаться на своих местах. На всех подачах проверяют лёгкость и равномерность вращения. Лёгкость провёртывания шпинделя без включенной коробки подач и с включённой коробкой при всех подачах не должна значительно изменяться.
7. Проверяют надёжность крепления фартука к каретке и затяжку планок, удерживающих каретку от подъёма вверх. Отсутствие люфта определяют приподыманием каретки. Требуется, чтобы не было люфта и в то же время каретка плавно перемещалась по станине. Супорт будет перемещаться тяжело и неравно-144
мерно, если планки слишком затянуты или шестерня неправильно сцепляется с зубчатой рейкой.
8. Проверяют включение и выключение маточной гайки и механической продольной и поперечной подач супорта,
9. Проверяют действие механизма, препятствующего одновременному включению продольной подачи ходовым винтом и ходовым валиком. Требуется, чтобы после включения подачи от ходового валика маточная гайка не включалась и, наоборот, чтобы после включения маточной гайки нельзя было включить подачу от ходового валика.
10. Проверяют затяжку клиньев поперечных и верхних салазок, величину люфта вдоль направляющих и мёртвый ход у винтов подачи поперечных и верхних салазок. Мёртвый ход винтов больше чем на V12 оборота не допускается. Салазки, должны перемещаться по направляющим равномерно и без особых усилий.
11. Проверяют надёжность крепления задней бабки к направляющим станины. Для этого между (центрами передней и задней бабок устанавливают заготовку и при выдвигании шпинделя задней бабки вращением за маховичок (обеими руками) наблюдают, не отодвигае.тся ли задняя бабка от передней. Требуется, чтобы задняя бабка легко откреплялась от'' станины и затем без усилий перемещалась по её направляющим. Устраняют все ненормальности, замеченные при проверке, после чего испытывают станок.
§ 66. Испытание станка на холостом ходу
Перед пуском станка необходимо залить масло в маслёнки подшипников шпинделя, ступенчатого шкива и переборных втулок. Если станок имеет коробку скоростей, то надо залить масло в картер коробки до определённого уровня. Затем следует налить масло в маслёнки валика трензеля, пальцев трензеля, гитары, ходового винта и ходового валика, в маслёнки фартука и коробки подач, смазать направляющие станины, каретки и салазок, винт поперечной подачи и верхних салазок. Когда все трущиеся места Станка смазаны, можно приступить к испытанию его вхолостую, Для чего надеть приводной ремень, выключить перебор, пустить станок и следить, чтобы не заело шкив на шпинделе и не получился перегрев.
После ремонта и замены отдельных деталей вновь собранный механизм вначале обычно нагревается, но через некоторое время, когда детали несколько притрутся, нагревание уменьшается.
Минут через пять с момента пуска станка необходимо остановить электромотор и включить перебор. Трензель в это время должен быть выключен. Проверив вращение шпинделя с перебором вручную за ремень, включают электромотор. Шум переборных шестерён должен быть. ритмичным и тихим.
Провёртывание механизма вручную обязательно при испытании его после ремонта,, иначе при неправильной сборке или неправильном переключении возможны поломки механизма после включения Ю А. А. Осветимокий 1013 145
электромотора. Провёртывание станка вручную позволяет своевременно обнаружить неправильности и устранить их.
Остановив станок, переводят ремень на другую ступень шкива и затем вновь пускают станок. Так проверяют его работу с перебором на всех ступенях шкива, примерно по 5 мин. на каждой ступени. Во время испытания станка с перебором необходимо следить за нагревом подшипников шпинделя, шкива и втулки, соединяющей переборные шестерни.
В течение всего времени работы шпинделя без перебора надо постоянно следить, чтобы подшипники не нагревались свыше 50° и хорошо смазывались.
Испытание станка с коробкой скоростей. Если станок имеет фрикцион и коробку скоростей, то испытание необходимо вести в следующем порядке.
1. Включить фрикцион (в том, что юн включён, убеждаются провёртыванием шкива вручную) и пустить электромотор, чтобы проверить работу фрикциона вхолостую.
2. Остановить электромотор, включить самую малую скорость коробки скоростей, пустить электромотор и включить фрикцион. Станку дают работать около 10 мин. В это время проверяют нагревание подшипников и фрикциона, а также правильность работы коробки скоростей. Шум в последней должен быть слабым и ритмичным. ;
В таком порядке, с обязательным выключением фрикциона и провёртыванием механизма вручную после переключения, испытывают работу станка вхолостую на всех скоростях.
Проверка работы станка с трензелем. Сначала включают малую скорость вращения шпинделя, провёртывают шпиндель с трензелем вручную за ремень и затем’ пускают станок. Чтобы избежать чрезмерного нагревания трензельного валика и пальцев трензеля, надо следить за их смазкой.
Станок заставляют работать с трензелем около 5 мин., затем выключают фрикцион и переключают трензель на другое направление, попрежнему следя за работой каждой его детали.
За работой шпинделя и механизма коробки скоростей необходимо следить в течение всего периода испытания станка. Нельзя допускать перегрева и ненормального шума в коробке скоростей. В случае появления резкого шума в коробке станок следует остановить и проверить механизм.
Затем проверяют работу трензеля при самой большой скорости вращения шпинделя. Для ^этого станок останавливают, включают большую скорость и Вновь пускают.
Проверка работы коробки подач. Сначала шпинделю сообщают медленное вращение и поочерёдно включают все подачи коробки. Для переключения подач станок надо остановить, а после переключения — провернуть (вручную. Ме.ханизм коробки должен работать спокойно, не вызывая излишнего напряжения в станке, что можно заметить по изменению шума в коробке скоростей и в механизме трензеля при включении и выключении коробки подач.
Автоматические подачи супорта в это время должны быть выклю чены. На каждой подаче станок должен работать 3—4 мин.
В таком же порядке проверяют коробку подач при быстром вращении шпинделя.
Проверка работы продольного и поперечного самоходов и подачи ходовым винтом. Коробку подач включают на малую подачу, так как при большой нужно очень внимательно следить за тем, чтобы супорт или поперечное салазки не передвинулись слишком быстро в крайнее положение (при большой подаче они быстро передвигаются и поэтому скоро приходят в крайнее положение, отчего возможны поломки станка)'. Проверяют чёткость включения и выключения самоходов. Требуется, чтобы самоход не останавливался при задерживании движения супорта или салазок усилием рук.
При проведении испытания станка необходимо обязательно проверить соответствие числа оборотов шпинделя и подач во всех случаях переключения паспортным данным или таблицам на станке.
Все замеченные недостатки в работе отдельных механизмов во время испытания станка необходимо устранить.
§ 67. Испытание станка в работе
Токарные станки испытывают на обточке цилиндрической и торцевой поверхностей. Для обточки цил|индра берут заготовку из стали марки 45 диаметром от 40 до 60 мм, зажимают её в патроне или протачивают конус и закрепляют в конусном отверстии шпинделя так, чтобы выступал конец её на 200—300 лиг (в зависимости от размеров станка).
Обтачивание конуса заготовки, а также подбор резца, на стройку станка и его испытание рекомендуется поручать опытному токарю.
Надёжно закрепив заготовку, чтобы ома не могла повернуться во время обработки, обтачивают её на всю длину цилиндрической части с максимальной подачей согласно паспортным данным станка и следят за чистотой обработанной поверхности.. Если же станок «не везёт» при максимальной подаче и даёт дроблёную поверхность, то его останавливают и регулируют, а потом опять испытЪшают. При регулировке необходимо проверить, правильно ли затянуты подшипники (нет ли в них люфта), нет ли люфта в соединениях деталей супорта, достаточно ли устойчиво закреплён резец, хорошо ли он заточен! и правильно ли установлен.
Проверка точности станка пр/И проточке цилиндра. Сняв при последнем проходе чистовую стружку с минимальной подачей, вместо резца устанавливают индикатор, касаясь штифтом заготовки на высоте центров. Продвиганием супорта с индикатором по пути резца определяют утолщение диаметра заготовки вследствие износа кромки резца при протачивании заготовки. Разность показаний индикатора при этом удваивают. Измеряя микрометром диа
метры заготовки по концам и вычитывая конусность, полученную от износа резца, определяют конусность, даваемую станком.
Конусность на длине 300 мм допускается 0,03 мм. Овальность для станков с высотой центров до 400 мм не должна превышать 0,01 мм, а выше 400 мм—0,02 мм.
Если при обтачивании цилиндра конусность получается больше допустимой, то подшабривают основание передней бабки по станине, чтобы шпиндель повернулся и занял положение, при котором конусность не была 'бы в*ыше допустимой.
Проверка точности станка при проточке торца. Для проверки точности станка при обтачивании торца берут планшайбу заготовку лучше всего из мягкого материала (например из алюминия), чтобы легче было обтачивать и меньше срабатывался резец. Диаметр планшайбы должен быть не меньше высоты центров станка.
Планшайбу закрепляют в патроне и обтачивают торец её с малой подачей и наименьшим числом оборотов шпинделя для уменьшения износа резца.
К проточенной поверхности прикладывают гранью проверочную линейку и полученный зазор измеряют щупом.
Допускается только вогнутость торца не больше 0,02 мм на диаметре 300 мм.
При отсутствии тонких щупов для измерения зазора по краям торца планшайб'ы под ’линейку подкладывают калиброванные) пластинки одного размера, отчего зазор увеличивается на толщину этих пластинок. По увеличенному зазору подбирается мерительный инструмент.
Проверка точности шага ходового винта. Между центрами передней и задней бабок зажимают точную оправку с резьбой. На оправку навинчивают разжимную гайку, вставленную в обойму
Фиг. 137. Проверка точности ходового винта по шагу резьбы.
с пазом. В резцедержателе укрепляют державку с индикатором и шариком на конце. ШариК вводят >в паз обоймы, а штифт индикатора подводят к её торцу (фиг. 137). Станок настраивают на шаг резьбы оправки. Пустив станок с включённой маточной гайкой, следят за показаниями индикатора. Такую проверку производят на нескольких участках ходового винта.
14Я
Допускается отклонение 0,03 мм на длине 100 мл и 0,05 на длине 300 мм для станков с высотой центров до 400 лк. Для станков с высотой центров больше 400 мм отклонение не должно превышать 0,05 мм на длине 100 м-м и 0,08 мм на длине 300 мм.
КОНТРОЛЬНЫЕ ВОПРОСЫ К ГЛАВЕ IX
1. В чем заключаются порядок ремонта направляющих станины и способы проверки правильности их подгонки?
2. Как проверяется правильность подгонки корпуса передней бабки к станине?
3. В чем заключаются порядок ремонта направляющих плоскостей каретки поперечных салазок, поворотной части супорта и верхних салазок, а также способы проверки правильности нх подгонки?
4. Как центрируются коробка подач, кронштейн и фартук?
5. Каков порядок подгонки новой маточной гайки?
6. Как проверяется параллельность шпинделя задней бабки направляю щим станины?
7. Как центрируются передняя и задняя бабки?
8. Как испытывается токарный станок в работе?
Глава X
РЕМОНТ ПОПЕРЕЧНО-СТРОГАЛЬНЫХ СТАНКОВ
1. РАЗБОРКА СТАНКОВ
Порядок разборки поперечно-строгальных станков проследим на примере разборки станка типа Ш-З отечественного производства. Разборка его производится в следующем порядке.
1. Вывинчивают винт 1 (фиг. 138) горизонтальной подачи стола из гайки, прикреплённой к столу, путём вращения рукоятки 2 Предварительно необходимо отвернуть (с противоположного конца винта) гайку 3, снять упорное кольцо и разъединить тягу 4 механизма автоматической подачи рабочего стола. Все детали, сидящие иа винте, также снимают. Только после удаления винта можно снять рабочий стол.
2. Снимают рабочий стол 5 с салазками 6, для чего отвинчивают прижимные планки 7 и 8, которыми стол прикреплён к поперечине 9. При этом необходимо следить за тем, чтобы стол не упал, особенно если он не опирается на поддерживающий кронштейн 10. Рекомендуется снимать стол вдвоём с тем, чтобы один человек отвинчивал крепёжные винты, а другой поддерживал стол. Затем разъединяют стол с салазками 6 путём отвинчивания скрепляющих болтов.
3. Снимают. поперечину, для чего предварительно её надо разъединить с винтом вертикальной подачи 11 и вынуть валик 12
вертикальной подачи стола. Затем следует отвинтить планки 13, крепящие поперечину к направляющим станины. Необходимо следить за тем, чтобы поперечина не упала при отвинчивании планок.
4. Отвинчивают фланец 14 вместе с винтом вертикальной по. дачи и снимают кронштейн, поддерживающий: стол.
5. Разбирают супорт ползуна 15, последовательно снимая резцедержатель 1 (фиг. 139) и откидную часть 2 путём свинчивания гайки со* штифта 3 и Выколачивания его при помощи выколотки. Поворотную часть супорта 4 снимают после отвинчивания гайки 5 и болта, расположенного под откидной частью. Затем снимают салазки супорта 7, предварительно вывинтив винт 8 за рукятку 9
Фиг. 139. Супорт поперечно-строгдльного станка.
Фиг. 140. Механизм автоматической подачи резца.
из гайки подачи. Винт с салазками разъединяют после снятия гайки 6, рукоятки и втулки. Потом* снимают диск 10 с направляющими, отвинчивая гайки 11 с обеих сторон супорта.
Способ удаления гайки подачи из диска зависит от способа её крепления. Поэтому, прежде чем вынуть гайку, нужно установить, каким образом она закреплена.
6. Снимают ползун 16 (фиг. 138), для чего предварительно отвинчивают рукоятку 17 и удаляют планки, прижимающие ползун к станине. Способ разборки механизма автоматической подачи резца, расположенного в головке ползуна (фиг. 140), следует уста ъавливать каждый раз в зависимости от конструкции механизма. В данном случае разборку надо производить в следующем порядке: отвинтить стопорный винт 1, вынуть втулку 2 вместе со всем механизмом вправо, вывинтить стопор 3, снять установочное кольцо 4 и кронштейн 5 с храповой собачкой 6. Храповую зубчатку 7 с валика лучше всего снимать в тисках.
7. Разбирают механизм горизонтальной автоматической подачи (фиг. 141) в следующем порядке. Вывинчивают винты 1 и 2 для крепления кожухов и стопорный винт 3, закрепляющий валик 4 в кожухе 5. Затем осторожными ударами молотка по выколотке выпрессовы’вают валик 4. Вместе с последним снимают фланец б и сидящую на нём шестерню, а также кожух 7. Шестерню 8, укреплённую на втулке 9, рекомендуется снимать после удаления самой втулки (о чём, будет сказано ниже), так как до этого очень трудно приложить усилие, достаточное для сталкивания или стягивания шестерни. Когда же втулка снята с укреплённой на ней шестерней, то их легко разъединить с помощью слесарных тисков, молотка и выколотки. При очень плотном соединении лучше пользоваться прессом.
8. Вынимают кулису 1 (фиг. 142), для чего сначала вывинчивают стопор
ный болт 3, а затем выпрессовывают выколоткой валик 2, приподнимают] кулису, разъединяют её с камнем 4 и вынимают вверх. После этого камень 4 свободно снимается.
Дальше разбирают устройство, регулирующее размах кулисы, в следующем порядке. Отвинтив гайку 5 и ослабив клин, вынимают сухарь с пальцем 6. Затем вывинчивают винт 7 из гайки с шестерней 8 и выпрессовывают валик 9
9. Удаляют кулисную шестерню после выпрессовывания втулки 11 молотком и выколоткой такого диаметра, чтобы торец
выколотки закрывал весь торец втулки. Это обеспечивает правильность удара и предохраняет втулку от вмятин.
Перед тем как выпрессовать втулку, необходимо преверить, нет ли стопора, скрепляющего её с шестерней. После того как втулка выпрессована из кулисной шестерни, можно свободно вьк нуть обе эти детали.
10. Разбирают фрикцион. Для этого вывинчивают маслёнку / (фиг. 143) и гайку 2, после чего шайба 3 и шкив 4 свободно снимаются. Фрикционный диск 5 не всегда удаётся снять до разборки коробки скоростей, находящейся на противоположной стороне станка, так как диск насажен на вал с тугой посадкой, поэтому часто диск с вала приходится спрессовывать. Порядок и способы разборки деталей, укреплённых на диске и связанных а ним (рычаг-вилка 6, муфта 7, рычаг 8, фрикционное кольцо 9), рекомендуем установить самим учащимся.
Фиг. 143. Приводной шкив с фрикционом. Фиг. 144. Общий вид коробки скоростей.
11. Начинают разбирать коробку скоростей (фиг. 144) со снятия рычагов 1 и рычага 2 для включения и выключения фрикциона. Затем снимают крышку 3, предварительно вывинтив винты 4, прикрепляющие её к корпусу коробки. Крышка вместе с рычагами переключения скоростей коробки, расположенными под крышкой, снимается свободно. Дальше следует снять корпус коробки скоростей 5, прикреплённый к станине станка винтами 6 и посаженный на контрольные шпильки.
Когда корпус коробки снят, шестерни 7 и 2 (фиг. 145) и кулачковые муфты 3 и 4 снимаются свободно. Шестерню же 5, сидящую на шпонке с плотной посадкой, не всегда легко удалить. Поэтому её лучше снимать после снятия вала 7 вместе с шестернями 6 и 8. Вал 7 надо вынуть после удаления вала 9, так как сидящая на последнем шестерня 10 будет задерживать шестерню 8, плотно сидящую на валу 7. Шестерни, надетые на вал 7, выпрессовывают. Шестерня 10 легко снимается с вала 9, так как она вращается н*
нём. В свою очередь вал свободно вращается во втулке 11. Чтобы снять вал 12, необходимо сначала свинтить гайку 13, а затем вы-прессовать вал из шестерни 14 при помощи выколотки. Когда вал снят, легко снимается и сидящая на нём шестерня 15.
Фиг. 145. Коробка скоростей в разрезе.
Втулки, в которых вращаются валы, выпрессовывают из станины и корпуса коробки молотком и выколоткой. На этом разборка станка заканчивается.
2. РЕМОНТ ДЕТАЛЕЙ И УЗЛОВ
Рассмотрим особенности ремонта, характерные для поперечно-строгальных станков.
§ 68. Ремонт станины
У станины изнашиваются её направляющие, поэтому весь ремонт её сводится к исправлению направляющих для поперечины и ползуна.
Наиболее быстро, просто и легко ремонтируются направляющие станины шлифованием, так как при этом нетрудно1 выдержать па раллельность и перпендикулярность одних направляющих другим, тогда как при шабровке это затруднительно. Если же нет возможности производить шлифовку, то ремонт ведут вручную.
В первую очередь пришабривают передние направляющие плоскости 1 (фиг. 146) для поперечины по плите. Затем по контрольному бруску пришабривают боковые направляющие плоскости 2 н задние 3. Для удобства работы рекомендуется снять станину с фундамента и повернуть её так, чтобы направляющие заняли го-
ризонтальное положение. Перпендикулярность боковых плоскостей к передней плоскости проверяют угольником. Параллельность задних плоскостей передней и боковых плоскостей между собой проверяют микрометром и, в крайнем случае, точным штангенциркулем. Перекос на всей длине направляющих больше 0,02 мм не направляющие допускается. Шабрят до по-
дпя ползуна лучения 10—12 пятен на 1 кв.
Фиг. 146. Станики поперечно-строг аль Фиг. 147. Поперечина
кого станка. строгального станка.
До установки станины на фундамент, пока направляющие за нимают горизонтальное положение, шабрят вертикальные напра-
вляющие поперечины 7 (фиг. 147) по пришабренным или шлифованным направляющим станины также до получения 10—12 пятен на 1 кв. дюйме.
Затем станину устанавливают на фундамент по рамному ватерпасу, после чего шабрят горизонтальные направляющие плоскости для ползуна и одну вертикаль-
Фнг. 148. Проверка перпендикулярности горизонтальных направляющих плоскостей станины вертикальным.
ную, у- которой не располагается клин. Шабровка производится по ползуну после его шлифовки или шабровки до получения 10—12 пятен на 1 кв. дюйме. Одновременно проверяют перпендикулярность горизонтальных плоскостей ползуна передним
вертикальным плоскостям станины по рамному ватерпасу (фиг. 148). Допускается отклонение до 0,06 мм на 1000 мм в сторону уменьшения прямого угла между передней плоскостью ста-
нины и плоскостью ползуна.
§ 69. Подгонка ползуна, клнна и прижимных планок
Ползун лучше всего шлифовать. Если же это. невозможно, то его приходится шабрить. В первую очередь шабрят нижние плоскости по плите, затем боковые плоскости по линейке, проверяя их параллельность микрометром. Отклонение не должно превышать 0,02 мм на всей длине ползуна. Перпендикулярность боковых гра-
ней нижним плоскостям проверяют угольником. Шабря, до 10— 12 пятен на 1 кв. дюйме.
Наконец, пришабривают верхние плоскости, проверяя их параллельность нижним с такой же точностью, как и боковые направляющие.
Клин подгоняют следующим образом: соприкасающуюся с ним плоскость ползуна покрывают краской, ползун кладут на место и вставляют клин так,чтобы ползун плотно передвигался. Его двигают 4—5 раз в одну и другую сторону на 150—200 мм, потом вынимают клин и шабрят до получения 10—12 пятен на 1 кв. дюйме.
Закончив шабровку клина, размечают его для фрезерования паза под натяжной винт.
Перед шабровкой трущейся плоскости клина надо проверить прилегание (Противоположной его плоскости к станине. Если при этом обнаруживаются зазоры, то плоскость клина вначале припиливают по станине так, чтобы краска равномерно ложилась по всей длине плоскости клина, и затем опиливают углы.
Так подгоняют клин независимо от того, старый он или новый. Если клин не имеет запаса для натяга, целесообразно приваривать к нему накладку со стороны толстого конца вместо того, чтобы менять клин.
Хорошие результаты дают электрическая стыковая сварка и сварка автогеном; можно также припаивать медью. Электрическая дуговая сварка не рекомендуется, так как место сварки получается столь твёрдым, что иногда его не берет напильник. Поэтому шабрить такой клин трудно и, что хуже всего, место сварки изнашивается меньше остальной поверхности и задирает ползун. Чтобы это место не шабрить, на нём в таких случаях делают канавку шириной около 8 мм и глубиной в 1,5—2 мм. На качество клина это практически не влияет.
Шабровку прижимных планок начинают с определения зазора между ними и ползуном, образовавшегося вследствие износа станины, ползуна и планок: Затем плоскости планок, прилегающие к станине, строгают на величину зазора и, кроме того, дополнительно снимают 0,1—0„15 мм с целью получения припуска для шабровки планок. Шабровка производится по ползуну. На планки краска наносится движением ползуна после привертывания планок
§ 70. Ремонт поперечины
Горизонтальные направляющие (фиг. 147) поперечины обычно шлифуют, устанавливая поперечину и проверяя положение её относительно вертикальных направляющих, которые перед этим пришабривают по направляющим станины. Если же направляющие нельзя шлифовать, то их шабрят.
Сперва шабрят передние плоскости поперечины по плите, проверяя перпендикулярность их нижним направляющим ползуна рамными ватерпасами или двумя угольниками и щупом (фиг. 149). Отклонение допускается до 0,06 мм на 1000 мм. При ремонте всегда обнаруживается перекос этих плоскостей относительно на-156
правляющих ползуна ввиду большого износа нижней плоскости и нижней части вертикальных направляющих, прилегающих к станине. Затем шабрят верхнюю горизонтальную направляющую по линейке и одновременно проверяют рамным ватерпасом (фиг. 150) перпендикулярность её боковым направляющим станины.
Нижнюю направляющую поперечины подгоняют параллельно верхней направляющей. Расхождение допускается не более 0,03 мм
Фиг. 149. Проверка перпендикулярности передней плоскости поперечины направляющим ползуна.
ка перпендикулярности верхней направляющей плоскости поперечины к направляющим станины.
на всей длине. Если нижняя направляющая находится под прямым углом к передней направляющей, то параллельность проверяют микрометром или, в крайнем случае, точным штангенциркулем. У тех станков, в которых нижняя направляющая находится под острым углом! к передней направляющей, параллельность проверяют при помощи специального приспособления и индикатора. Заднюю направляющую подгоняют по линейке, а параллельность её относительно передней направляющей проверяют микрометром. Отклонение допускается до 0,03 т на всей длине.
Планки и клин поперечины подгоняют такими же приёмами, как и для ползуна. Степень пришабривания — 10—12 пятен на 1 кв. дюйме.
§ 71. Ремонт и сборка деталей механизма подачи стола
Устанавливают новую гайку 1 (фиг. 151) вертикальной подачи и старый винт 2, в котором прорезают только резьбу (согласно дефектной ведомости). Посадку новой шестерни 3 на винте следует проверять до установки последнего (посадка должна быть плотной). Поэтому после установки винта на место шестерню на него надевают без затруднений. Затем подгоняют новую шестерню 4 к валику 5, а валик, также новый, шлифовщик подгоняет по предварительно развёрнутым отверстиям поперечины. После Этого устанавливают шестерню на место и вставляют в неё валик через отверстие поперечины. Закреплением шестерни на валике сборку механизма вертикальной подачи считают законченной.
Замена гайки горизонтальной.подачи. Подгонять новую гайку 6 по старой, как по образцу, нельзя, так как центр резьбового отвер-157
стия её сместился вследствие износа и шабровки направляющих поперечины и салазок, тогда как центры отверстий поперечины для винта 7 остаются без изменений. Рекомендуется не делать новую гайку, а расточить старую, запрессовать в неё бронзовую пробку и в ней нарезать новую резьбу. Гайку растачивают и нарезают в ней резьбу по разметке относительно отверстий в поперечине.
Шейки нового винта, вращающиеся в отверстиях поперечины, подгоняют путём шлифования или обтачивания. Никогда не следует шейки винта подгонять напильником. Если же отверстия по-
перечины выработались неравномерно, то лучше всего расточить их под втулки с тем, чтобы в отверстия потом запрессовать втулки с (внутренним диаметром, равным диаметру шеек винта. При следующем ремонте потребуется лишь заменить втулки.
Если нет возможности расточить отверстия, их приходится развёртывать. Этот способ хуже, так как при нём трудно выдерживать соосность отверстий; кроме того, диаметры шеек винта приходится с каждым ремонтом увеличивать, потому что отверстия разрабатываются, а потом их ещё развертывают.
Винт устанавливают на место после ремонта и установки салазок вместе с гайкой. Все же остальные детали подачи (рукоятки, храповик, цапфы, фиксатор и др.) ремонтируют и подгоняют в соответствии с указаниями в дефектной ведомости.
§ 72. Ремонт и проверка стола
Стол обычно мало изнашивается, но вследствие выработки и шабровки салазок плоскости стола и пазы его получают перекос, 158
тогда как для работы на станке необходимо, чтобы они занимали строго определённое положение относительно ползуна. Следовательно, стол необходимо проверить. Если будут обнаружены перекосы, то плоскости и пазы подгоняют за счёт направляющих плоскостей салазок, прилегающих к плоскостям поперечины. Верхнюю плоскость стола подгоняют после подгонки остальных плоскостей, независимо от плоскостей салазок, путём строгания или опиливания Соответственно величине неточности. Допускаемые отклонения для пазов и плоскостей —- 0,03 мм на длине 300 мм.
Подгонку и проверку стола ведут в следующем порядке.
1. После прикрепления стола к салазкам и нормальной затяжки клиньев поперечины проверяют параллельность верхних пазов стола направлению движения ползуна. Для этого индикатор укрепляют в резцедержателе супорта ', а на столе в одном из пазов устана
Фиг. 152. Проверка параллельности паза стола направлению движения ползуна.
Фиг. 153. Проверка параллельности бокового паза стола направлению движения ползуна.
вливают угольник, плоскость которого плотно прижимают к пазу (фиг. 152). Штифт индикатора подводят к угольнику и, медленно перемещая ползун, определяют при этом величину и направление перекоса.
2. Точно так же проверяют параллельность боковых пазов, но индикатор и угольник устанавливают, как показано на фиг. 153. Уклон допускается только к станине.
3. Проверяют параллельность боковых плоскостей направлению Движения ползуна. Для этого угольник плотно прижимают широкой. плоскостью к боковой плоскости стола, а штифт индикатора подводят к узкой грани угольника (фиг. 154). Ползуну сообщают движение по всей длине угольника и наблюдают, нет ли отклонения.
1 Для закрепления индикатора супорт предварительно собирают и уста-навливают на место.
4. Проверяют параллельность боковой плоскости стола направлению её движения при подъёме. Для этого угольник прижимают вертикально его широкой плоскостью к боковой плоскости стола (фиг. 155), а штифт индикатора подводят к узкой грани уголь-
Фиг. 154. Проверка параллельности Фиг. 155. Проверка параллельности бо-боковой плоскости -стола движению ковой плоскости стола направлению ползуна. движения стола при подъеме.
ника. Поднимая и опуская стол, определяют отклонение его пло скости.
5. Проверяют параллельность верхней плоскости стола направлению движения ползуна. На стол устанавливают линейку,
Фиг. 157. Проверка параллельности верхней плоскости стола направлению поперечины.
Фиг. 156. Проверка параллельности верхней плоскости стола направлению движения пвлзуна.
а к ползуну прикрепляют индикатор, штифт которого подводят к верхней плоскости линейки (фиг. 156). Медленно двигая ползун на расстояние около 300 мм>, проверяют по индикатору отклонение плоскости. Допускается только отклонение вверх наружного края стола.
6. Проверяют параллельность верхней плоскости при движении стола по поперечине. Линейку устанавливают на верхней плоскости стола параллельно направляющим поперечины, а штифт индикатора подводят к верхней плоскости линейки (фиг. 157). Передвигая стол в одну и другую сторону, проверяют, нет ли отклонения.
7. Проверяют нижнюю плоскость стола, взаимодействующую с кронштейном, поддерживающим стол. Это место обычно имеет неравномерный износ, который устраняется шабровкой. Индикатор для проверки прикрепляют к кронштейну так, чтобы штифт его подходил к линейке, приложенной к нижней рабочей поверхности стола. Перемещая стол в одну и другую сторону, можно уста новить по индикатору величину перекоса.
В тех станках, в которых кронштейн крепится к столу, а рабочей поверхностью служит станина, порядок проверки не меняется, только штифт индикатора упирают не в поверхность стола, а в рг бочую поверхность станины; в таких случаях подгоняют рабочую поверхность станины.
На основании результатов проверки пришабривают направляющие салазки по направляющим поперечины так, чтобы пазы стола и боковые плоскости заняли правильное положение с отклонением не более 0,03 мм на длине 300 мм. Верхнюю плоскость стола подгоняют, проверяя её положение относительно ползуна и направляющих поперечины, как указано в пп. 5 и 6.
§ 73. Ремонт кулисного механизма кулисы вырабатывается головка 18 (фиг. 138), появляется зазор между ней и стенками зева колодки 19, в ко
вследствие
У чего тором поворачивается головка кулисы.
Чем больше зазор, тем значительнее удары при перемене хода напра-
Фиг. 138. Головка, кулисы и колодк;.
вления кулисы. Кроме неприятного шума, возникающего от ударов, ползун при этом меняет направление движения рывками, отчего станок расшатывается. Поэтому необходимо устранить зазор, особенно если величина его достигла 0,2—0,4 мм, одним из следующих трёх способов.
1. Фрезеруют или запиливают стенки зева колодки (фиг. 158) так, чтобы сравнять неровность выработки. На изношенные места И А. А. Осветимскпй 1013 161
Головки кулисы б наваривают слой металла. После этого подгоняют юловку кулисы по зеву колодки.
2. Головку кулисы и одну рабочую сторону колодки опиливают или фрезеруют, а на второй рабочей стороне выфрезеровывают выемку для вставки 1. Затем подгоняют вставку так, чтобы не было люфта головки кулисы в зеве колодки, и привинчивают винтами 2.
3. Фрезеруют головку кулисы как показано на фиг. 158, б. Изготовляют новую головку с подгонкой её по зеву колодки и по форме паза в верхней части кулисы. Головку насаживают на кулису и закрепляют винтами или приваривают.
В каждом отдельном случае выбирают способ, наиболее легко осуществляемый в данных условиях и наиболее соответствующий конструкции кулисы.
Направляющие кулисы, по которым скользит камень, также вырабатываются, поэтому их шабрят. Шабровка производится по краске и контрольному бруску. При этом проверяется параллельность направляющих. Перекос допускается не больше 0,01—0,02 мм. на всей длине их, иначе на одном конце направляющих кулисы камень будет заклинивать, а на другом получится люфт.
Замена камня и способы его ремонта. Камень обычно заменяют, подгоняя его по месту со скользящей посадкой после шабровки направляющих кулисы. Перед заменой камня следует проточить палец 2 (фиг. 30) сухаря, на котором камень вращается, так как этот палец почти всегда изнашивается неравномерно. При замене камня надо не забывать просверлить отверстие для смазки пальца.
Иногда камень ремонтируют путём сострагивания боковой плоскости его на 3—5 мм, после чего привинчивают к этой плоскости пластинку из бронзы или меди большей толщины так, чтобы камень с пластинкой в направляющих кулисы имел скользящую посадку. В этом случае необходимо ставить винты впотай, чтобы поверхность пластинки выступала над ними не менее 0,5 мм, иначе головки винтов будут задирать направляющую плоскость кулисы, Из двух указанных способов рекомендуется применять первый.
При большом люфте камня на пальце сухаря протачивают палец, а отверстие в камне растачивают и в него запрессовывают втулку, с внутренним диаметром по диаметру прото ценного пальца сухаря.
Ремонт кулисной шестерни. В кулисной шестерне вырабатываются направляющие для перемещения сухаря. Они шабрятся по
контрольному клину. Вначале шабрятся направляющая плоскость (параллельная торцу шестерни) и один откос (фиг. 159). Степень 162
Фиг. 159. Проверка параллельности направляющей плоскости кулисной шестерни торцу обода.
прйшабривания—12—14 пятен на кв. дюйме. Другой откос, у Ко* торого располагается клин, шабрить не требуется.
Направляющие шестерни почти всегда имеют значительный износ и глубокие царапины, из-за чего приходится снимать большой слой металла; поэтому при шабровке направляющих они могут получить перекос относительно оси отверстия шестерни. Полагая. чт,о торцы последней перпендикулярны оси отверстия шестерни, проверяют правильность шабровки плоскости следующим образом: на контрольной плите устанавливают три призмы одинаковой вы соты и кладут на них шестерню направляющей плоскостью вверх; с помощью индикатора (фиг, 159) определяют перекос плоскости и соответствующим образом исправляют её.
Ремонт сухаря. Вначале протачивают палец сухаря «как чисто». Затем шабрят нижнюю его плоскость по плите, проверяя её
Фиг. 160. Проверка перпендикулярности пальца сухаря к нижней направляющей плоскости.
перпендикулярность пальцу сухаря (проточенного перед этим) при помощи угольника, установленного на бруске (фиг. 160). Просвет между угольником и пальцем должен быть одинаковой величины. После подгонки плоскости ша? ___________________
брят один из откосов сухаря по отшабренному откосу шестерни. При шабровке второго откоса проверяют его параллельность первому. В случае их не-параллельности плоскости откосов сухаря не будут полностью совпадать с плоскостями откосов шестерни и клина, в результате чего сухарь окажется недостаточно устойчивым.
Параллельность откосов проверяют индикатором, 'установленным! неподвижно на плите
Фиг. 161. Проверка параллельности направляющих сухаря.
или шестерне, а сухарь устанавливают в направляющих шестерни (фиг. 161). Прижав первый откос сухаря к отшабренному откосу шестерни и двигая сухарь вдоль направляющих её, наблюдают за показаниями индикатора. Отклонение допускается не свыше 0,02 мм на длине сухаря. Степень пришабривания—14—16 пятен на 1 кв. дюйме.
* lt>3
| 74. Ремонт коробки Скоростей
Ремонт коробки скоростей сводится к замене втулок, шлифовке выработанных шеек валов или замене последних (в зависимости от их износа), ремонту или замене шестерён, колец и других деталей. Все эти работы ничем существенным не отличаются от ранее рассмотренных, поэтому мы на них не останавливаемся. Учащимся рекомендуется самостоятельно установить последовательность разборки, способы ремонта, а также порядок сборки и регулировки коробки скоростей по фиг. 145.
§ 75. Ремонт супорта ползуна
Супорт можно ремонтировать только в строго определённом порядке, так как отступления от него замедлят работу, усложнят её и снизят её качество.
Вначале шабрятпо плите торцевую плоскость ползуна (фиг. 162, а), а з а т е м по ней, как по плите, — приле-
диска б. Обычно эти плоскости изнаши- фиг j 63. Салазки] ваются мало и шабровка их отнимает не- ^супорта ползуна/ много времени, тем более, что не приходится опасаться уводки плоскостей при шабровке. Поэтому дополни тельной проверки правильности шабровки йе делают. Степень
пришабривания — 10—12 пятен на 1 кв. дюйме.
Дальше переходят к подгонке задних направляющих плоскостей салазок (фиг. 163) по плите, доводя степень пришабривания до 14—16 пятен на 1 кв. дюйме.
Шабровка направляющих диска. По отшабренным плоскостям салазок, как по плите, шабрят сперва направляющие 1 (фиг. 162,6). затем откосы диска по клину, проверяя роликами и микрометром параллельность их между собой. Отклонение от параллельности допускается до 0,02 мм на длине откосов. Степень пришабривания направляющих диска доводится до 14—16 пятен на 1 кв. дюйме.
При шабровке откосов диска необходимо проверять их перпендикулярность верхней плоскости стола. Проверку перпендикулярности первого откоса, у которого не располагается клин салазок, производят следующим образом. К ползуну прикрепляют диск так, чтобы его нулевое деление точно совпало с риской на головке ползуна. Затем на плоскости стола устанавливают угольник одним концом вверх. К салазкам супорта прикрепляют индикатор так, чтобы штифт его упирался в узкую грань угольника в то время, когда индикатор вместе с салазками супорта установлен на направляющих диска (фиг. 164). Плотно прижимая откос салазок к про
веряемому откосу диска и двигая салазки
вдоль диска, определяют по индикатору отклонение, которое потом устраняют после дующей шабровкой. Точность подгонки должна быть не ниже 0,02 мм при передвижении салазок на длину направляющих диска. Во время проверки угольник нужно держать устойчиво, прижимая его к столу.
Если первый откос диска расположить перпендикулярно верхней плоскости стола, то1 второй откос, пришабренный параллельно первому, будет также перпендикулярен верхней плоскости стола. Если же это условие при шабровке не будет соблюдено и направляющие! диска не будут располагаться перпендикулярно к плоскости стола, то такой строгальный станок окажется недостаточно точным для выполнения ряда операций.
После того как окончательно отшабрены откосы диска, по одному из них (к которому
Фиг. 164 Проверка перпендикуляр югти откоса диска верхней плоскости стола.
не прилегает клин) шабрят откос салазок. Второй откос (к которому прилегает клин) шабрить не требуется. Степень пришабрп-вания—14—16 пятен-на 1 кв. дюйме.
Правила и техника подгонки клина изложены выше. Напомним лишь, что подогнанный клин должен иметь запас по длине в 10— 15 мм для подтягивания его винтом со стороны торца. При боковом способе подтягивания клина (планки) требуется, чтобы он располагался между салазками и диском без зазора.
Переднюю плоскость салазок, к которой прилегает поворотная часть супорта, также пришабривают по плите, проверяя параллельность этой плоскости задним направляющим салазок. Отклонение допускается не более 0,06 мм на всей длине плоскости. Степень пришабривания — 8—10 пятен на 1 кв. дюйме. Затем по передней плоскости салазок, как по плите, пришабривают прилегающую к ней плоскость поворотной части су
порта.
Передняя сторона поворотной части супорта с пазом, в котором располагается откидная часть, всегда изнашивается. Боковые плоскости паза являются направляющими для откидной части и удерживают её от бокового смещения под дей
ствием усилия на резей. Эти плоскости надо опиливать и затем шабрить, проверяя их взаимную параллельность. Надо также проверить их перпендикулярность задней плоскости поворотной части супорта.
'При замене винта и гайки супорта особое внимание следует обратить на их подгонку с тем, чтобы осевой люфт был возможно меньшим, в противном случае работа станка ухудшится.
3. РЕГУЛИРОВКА И ИСПЫТАНИЕ ПОПЕРЕЧНО-СТРОГАЛЬНЫХ СТАНКОВ
§ 76. Регулировка станка после сборки
До пуска станка проверяют вручную плавность и лёгкость пе ремещения стола и супорта ползуна, чёткость переключения рычагов коробки скоростей, включение и выключение фрикциона.
Прежде чем пустить электромотор, проверяют движение ползуна при вращении шкива за ремень рукой. Этим предупреждают поломку в случае неправильного соединения или неточной установки деталей. Затем проверяют смазку всех трущихся частей и заливают масло в коробку скоростей.
Все замеченные недостатки (излишний люфт, биение, чрезмерное трение, отсутствие плавцости и равномерности вращения и др.) следует устранить.
§ 77. Окончательная проверка точности станка
После того как станок полностью собран и отрегулирован, производят окончательную контрольную проверку его и затем испытывают в работе. Способы проверки и допускаемые отклонения — те же, которые приводились при подгонке соответствующих деталей станка. Окончательной проверке подлежат:
1) верхняя плоскость стола — на параллельность движению ползуна (см. выше «Ремонт и проверка стола»);
2) верхняя плоскость стола — на параллельность супорту пол зуна при перемещении стола по поперечине (см. там же);
3) перпендикулярность перемещения супорта ползуна относительно верхней плоскости стола, когда супортный диск стоит точно на нулевом делении (см. там же);
4) параллельность боковой плоскости стола направлению движения ползуна (см. там же);
5) параллельность боковой плоскости стола направлению её движения при подъёме стола (см. там же);
6) параллельность рабочего места нижней плоскости стола, трущегося по поддерживающему стол кронштейну (см>. там же).
Все замеченные отступления от допускаемых отклонений необходимо устранить.
§ 78. Испытание станка на холостом ходу и регулировка станка
Испытание станка на холостом ходу и регулировку его ведут н следующем порядке. Рукоятки коробки скоростей устанавливаю!
на холостой ход и включают сначала электромотор, а потом фрикцион. Включая и выключая последний несколько раз, определяют, достаточно ли чётко он работает. Если фрикцион включается не сразу или несвоевременно выключается, надо его отрегулировать. При выключении фрикциона включают коробку скоростей на самый медленный ход и проверяют движение ползуна, работу кулисного. механизма, коробки скоростей, а также работу фрикциона. Чёткость работы этих механизмов проверяют на всех скоростях, постепенно переходя от низшей к высшей.
После этого подвергают проверке работу механизма автоматической подачи стола на малой и большой подачах, а затем автоматическую подачу супорта ползуна, также на малой и большой подачах. При пуске автоматической подачи стола или супорта необходимо следить за тем, чтобы подачу выключить раньше, чем стол или супорт дойдут до своего крайнего положения, иначе может произойти авария.
Станку дают работать вхолостую несколько часов, в течение которых прирабатываются детали, причём в это время регулируют механизмы. При работе станка вхолостую надо постоянно следить чтобы к местам трения деталей поступало достаточное количество смазки и чтобы не получился их перегрев.
§ 79. Испытание станка под нагрузкой и на точность работы
Испытание рекомендуется поручить опытному строгальщику, который должен настроить станок, подобрать соотг ,'тствующий резец, закрепить и прострогать образец согласно требованиям испытания. Для этого берут чугунную заготовку шириной и длиной но больше поверхности стола и высотой, равной 4/з хода супорта. Заготовку строгают с автоматической подачей при наивысших режимах резания (согласно паспортным данным станка). Станок должен спокойно работать не менее получаса. Обработанная поверхность должна получаться без дробления. Затем снимают чистовую стружку и, повернув заготовку, обрабатывают начисто вторую сторону её.
Простроганную заготовку снимают'и проверяют на прямолинейность обработанных плоскостей с помощью линейки, калиброванных плиток и щупа (отклонение допускается до 0,02 мм на длине 300 мм), а параллельность этих плоскостей между собой проверяют микрометром (допускаемое отклонение — 0,03 мм на той же длине 300 мм).
Строгают боковую сторону (в вертикальном положении) с подачей резца супортом в два приёма. Сначала обрабатывают половину плоскости, затем супорт отводят в верхнее положение, а заготовку подводят вверх подъёмом стола по направлению станины и строгают вторую половину плоскости.
Прямолинейность проверяют также линейкой с калиброванными плитками и щупом. Угол проверяют угольником, калиброванными плитками и щупом. Допускается отклонение до 0,06 мм на длине 300 м.м.
КОНТРОЛЬНЫЕ ВОПРОСЫ К ГЛАВЕ X
1. Каков порядок ремонта направляющих ползуна, клина и прижимных планок?
2. Каков порядок ремонта направляющих поперечины и способы проверки правильности нх подгонки?
3. Какие применяются способы проверки плоскостей и пазов стола?
4. Как ремонтируются направляющие плоскости кулисной шестерни и сухаря?
5. Каков порядок ремонта направляющих, деталей супорта?
6. Ках испытывается станок на точность в работе?
Глава XI
РЕМОНТ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
1. РЕМОНТ ДЕТАЛЕЙ И УЗЛОВ
§ 80. Ремонт станины
Ремонт станины сводится к исправлению её направляющих плоскостей. В процессе эксплоатации станка консоль своими направляющими перемещается по направляющим плоскостям станины, отчего обе эти плоскости изнашиваются.
Наибольший износ направляющих станины наблюдается в средней их части. Если выработка превышает 0,15—0,2 мм, их следует шлифовать. Когда же отшлифовать их не удаётся, направляющие
ремонтируют вручную независимо от величины их износа.
Для удобства в работе станину снимают с фундамента и уста навливают так, чтобы направляющие занимали горизонтальное
Фиг. 165. Проверка перпендикулярности направляющих станины.
положение и были обращены вверх. При таком положении станины подгоняют также прилегающие к ней направляющие консоли.
Сначала припиливают, а затем шабрят по плите одновременно передние плоскости, потом поочерёдно откосы по клину.
Чтобы избежать перекоса, проверяют перпендикулярность этих плоскостей к направляющим для хобота. С этой целью станину точно устанавливают по ватерпасу так, чтобы направляющие хобота были горизонтальны. Перпендикулярность направляющих проверяют рам-
ным ватерпасом, прикладывая его к передним плоскостям и к откосу так, как показано на фиг. 165. Обнаруженные
отклонения исправляют.
Отклонения от перпендикулярности бывают незначительными, поэтому достаточно одной-двух таких проверок при подгонке пе-
редких плоскостей и одного откоса. Степень пришабривания передних направляющих плоскостей и откосов—10—12 пятен на 1 кв. дюйме. Второй откос подгоняют по клину и краске, проверяя параллельность его первому специальным приспособлением (фиг. 107) и индикатором. Отклонение допускается не больше 0.03 мм на длине направляющих.
При подгонке второго откоса нет надобности проверять ватерпасом перпендикулярность его направляющим для хобота, так как этот откос, подогнанный по индикатору параллельно первому откосу, будет также правилен и при проверке его по ватерпасу.
Направляющие станины для хобота шабрить не требуется, надо лишь проверить состояние их поверхностей и устранить обнаруженные неровности и задиры.
§ 81. Ремонт консоли
Вначале подгоняют направляющие консоли, прилегающие к направляющим станины. Подгонку производят вручную по отшабрен-ным плоскостям станины до установки её на фундаменте. Степень пришабривания—12—14 пятен на 1 кв. дюйме.
Закончив ремонт направляющих консоли, подгоняют клин, после чего станина устанавливается вертикально.
Верхние направляющие консоли шлифуют. Если это окажется невозможным, их подгоняют вручную. До подгонки верхних направляющих консоли вручную необходимо выполнить следующие работы.
1. Установить станину на фундаменте или просто в рабочем положении, проверив правильность установки по ватерпасу. Отклонение .допускается не больше 0,05 мм на длине 1000 мм.
2. Подогнать горизонтальные (нижние) направляющие плоскости поперечных салазок по плите.
3. Установить на место шпиндель с оправкой для проверки, если подшипники у шпинделя роликовые. При подшипниках же скольжения их следует пришабрить и затем установить шпиндель с оправкой на место.
После этого подгоняют горизонтальные направляющие консоли по пришабренным направляющим поперечных салазок, как по плите1. Правильность шабровки проверяют индикатором, прикреплённым к оправке шпинделя так, чтобы штифт его касался грани угольника, устанавливаемого вдоль и поперёк направляющих консоли (фиг. 166, а и б).
Поднимая и опуская консоль по направляющим станины и следя за стрелкой индикатора, определяют отклонение направляющих. Допускается отклонение в продольном направлении до 0,03 мм на длине 300 мм только с уклоном к станине и до 0,02 мм на той же длине в поперечном направлении. Степень пришабривания— 12 — 14 пятен на 1 кв. дюйме.
1 Горизонтальные направляющие поперечных салазок пришабривают по плите, а откос — по клину.
Откос консоли, не прилегающий к клину салазок, подгоняют по пришабренному откосу поперечных салазок. Правильность подгонки проверяют индикатором по оправке шпинделя с помощью поперечных салазок. Для этого на направляющие консоли ycia-навливают поперечные салазки так, чтобы откосы и,х плотно приле-
Фиг. 166. Проверка при подгонке горизонтальных направляющих консоли.
гали. На поперечных салазках ставят индикатор и штифт его подводят к оправке сбоку (фиг. 167). Двигая поперечные салазки вместе с индикатором по направляющим консоли, следят за показаниями индикатора. При передвигании поперечных салазок не
Фиг. 167. Проверка параллельности откоса консоли к оси шпинделя.
обходимо постоянно прижимать откос салазок к откосу консоли. Допускается отклонение не более 0,02 ми на длине 300 мм, притом для переднего конца направляющих только влево от оси шпинделя.
Второй откос консоли подгоняют по контрольному клину, проверяя параллельность его первому откосу роликами и микрометром. Отклонение от параллельности допускается не больше
0,03 мм на всей длине направляющих. Степень пришабривания — 12—14 пятен на 1 кв1 дюйме.
На этом ремонт консоли можно закончить, если не считать опиливания заострившихся углов направляющих.
§ 82. Ремонт шпинделя и подшипников'
Ремонт шпинделя, вращающегося в роликовых подшипниках, сводится к проверке на биение конусного отверстия относительно шеек шпинделя. Для этого задний конец шпинделя зажимают ;В кулачковом патроне токарного станка, а передний поддерживают люнетом. Правильность установки шпинделя проверяют на обоих его концах индикатором при вращении шпинделя. Затем в конусное отверстие последнего вставляют оправку и по её биению во время вращения шпинделя определяют индикатором! биение конусного отверстия. Если биение или задиры на поверхности стенок отверстия велики, то отверстие шлифуют либо протачивают начисто, проверяя его калибром. Забоины на конце шпинделя
зачищают.
Далее определяют пригодность 'роликовых подшипников для дальнейшей работы. После исправления шпинделя и проверки подшипников их можно собирать.
Гораздо сложнее ремонт шпинделя с подшипниками скольжения. Помимо указанного ремонта, если шейки шпинделя сработались неравномерно, то шлифуют также и шейки.
Во время шабровки (вкладышей шпиндель может получить перекос в одну из сторон. Для избежания этого правильность шабровки
проверяют индикатором, который прикрепляют к оправке, вставляемой в конусное отверстие шпинделя, а штифтом индикатора касаются передней направляющей плоскости станины (фиг. 168). Поворачивая шпиндель руками, следят за показаниями индикатора и в зависимости от них шабрят подшипники до 14—16 пятен на 1 кв. дюйме.
В некоторых фрезерных станках вкладыш заднего
Фиг. 168. Проверка при шабровке подшипников.
подшипника Ие регулируется и имеет цилиндрическое отверстие, причём в отверстие станины он запрессовывается наглухо. Следовательно, устранить зазор в таких подшипниках невозможно, и эти вкладыши при ремонте станка приходится менять. Вкладыш Не меняют, если люфт заднего конца шпинделя небольшой (0,03—0,05 mi»), а шейка шпинделя мало изношена н не требует шлифовки.
При замене вкладыш после запрессовки шабрят по шпинделю. Шабровку следует производить очень внимательно, чтобы не снять много металла с вкладыша, не достигнув надлежащей точности.
В неразредных вкладышах отверстия необходимо шлифовать или в крайнем случае чисто и точно их растачивать,- Перед шабровкой вкладыш надо насадить на шпиндель настолько плотно, чтоб*ы провёртывание происходило с трудом. Затем остаётся самая с.цржная задача — пришабрить вкладыш так, чтобы краска по всей его поверхности ложилась равномерно и получилась соответствующая посадка шпинделя.
§ 83. Ремонт поперечных салазок и клина
Исправление поперечных салазок начинают с подгонки нижних направляющих плоскостей по плите, а затем шабрят только один откос поперечных салазок—тот, у которого нет клина, добиваясь получения 12 — 14 пятен на 1 кв. дюйме. Дополнительной проверки не требуется.
Клин поперечных салазок подгоняют таким же образом и с той же точностью, как клин консоли.
Верхнюю направляющую плоскость поперечных салазок универсального фрезерного станка подгоняют по плите, проверяя параллельность этой плоскости направляющим плоскостям консоли следующим образом.
Фиг. 169. Проверка при шабровке верхней направляющей плоскости поперечных салазок.
На направляющую плоскость салазок устанавливают контрольный брусок, а к оправке шпинделя прикрепляют индикатор так, чтобы штифт его касался верхней плоскости бруска (фит. 169, а)! Двигая поперечные салазки вдоль направляющих консоли, следят за показаниями индикатора, причём отклонения не должны превышать 0,03 мм на длине 300 мм с уклоном только к станине. Степень пришабривания—12—14 пятен на 1 кв. дюйме.
Проверяют также уклон и в перпендикулярном направлении. Для этого контрольный брусок поворачивают на 90° по направля-172
юшим салазок и вдоль бруска устанавливают угольник (фиг. 169,6). При этом штифт касается грани угольника. Поднимая и опуская консоль/ следят за индикатором, причём его отклонения не должны превышать 0,02 мм на длине 300 мм.
Верхние направляющие поперечных салазок простого горизонтально-фрезерного станка имеют форму ласточника хвоста и располагаются перпендикулярно нижним направляющим (фиг. 170). Лучше всего ремонтировать их
Фиг. 170. Поперечные салазки простого горизонтально-фрезерного станка.
шлифованием, так как при этом легко выдержать перпендикулярность и параллельность их нижним направляющим, подгонка же вручную связана со сложной проверкой, необходимой для точности станка.
Там, где шлифовка невозможна, верхние направляющие подгоняют вручную следующим образом. Вначале ремонтируют горизонтальные направляющие плоскости по плите и краске. Параллельность их нижним направляющим проверяют индикатором; для
этого сверху вдоль направляющих устанавливают уголцник, а индикатор прикрепляют к шпинделю, касаясь штифтом грани уголь
ника (фиг. 171). Поднимая
Фиг. 171. Проверка при шабровке верхних направляющих поперечных салазок простого горизонтально-фрезерного станка.
и опуская консоль по направляющим станины, наблюдают отклонения индикатора, причём они не должны
Фиг. 172. Проверка при шабровке откоса попереч-. ных салазок.
превышать 0,02 мм в любую сторону на длине 300 мм. Клин консоли при этом должен быть нормально затянут.
Откос верхних (Направляющих поперечных салазок подгоняют только один -г- тот, у которого не располагается клин, причём шабрят этот откос по предварительно подогнанному откосу стола. Правильность подгонки откоса проверяют следующим образом. Стол устанавливают на направляющие салазок и откос его плотно прижимают к подгоняемому откосу. Индикатор приставляют к боковой плоскости стола, касаясь штифтом плоскости контрольного бруска, приложенного горизонтально X передней направляющей плоскости станины (фиг. 172). Передвигая стол вместе с индика тором, наблюдают за отклонениями, которые не должны, превышать 0,02 мм на длине 500 мм. Степень пришабривания —12 — 14 пятен на 1 кв. дюйме.
§ 84. Ремонт поворотных салазок универсального фрезерного станка
Нижние круговые направляющие подгоняют по направляющим поперечных салазок по краске с такой же точностью, как и направляющие поперечных салазок.
Фиг. 173. Поворотные салазки универсальио-фрезериого стайка, установленные иа нулевом делении.
Верхние направляющие шлифуют или обрабатывают вручную точно так же, как направляющие поперечных салазок простого горизонтального фрезерного станка.
Правильность подгонки откоса следует проверять при установке поворотных салазок на нулевое деление (фиг. 173).
§ 85. Ремонт стола
Помимо износа направляющих, стол, особенно если он длинный, прогибается, причём посредине получается выпуклость. Так как ручная подгонка отнимает много времени и сил, то у стола следует шлифовать и нижние направляющие, и верхнюю поверхность. При шлифовке легко добиться параллельности нижних направляющих поверхности стола. Применять подгонку вручную можно только в тех случаях, когда стол нельзя отшлифовать.
Порядок ремонта стола вручную следующий. Горизонтальные нижние направляющие подгоняют по пришабренным направляющим поворотных салазок. Если длина последних меньще 2/з длины направляющих стола, то одновременно с подгонкой по направляю-174
щим салазок необходимо дополнительно проверить правильность подгонки по проверочному клину. Длина клина должна быть примерно равна длине направляющих стола. Слепень пришабривания — 12—14 пятен на 1 кв. дюйме.
Подгоняют первый откос (тот, у которого не располагается клин), шабря его по проверочному клину. Окончатель-
ная подгонка и проверка производятся после подгонки прилегающего откоса поворотных салазок и проверки согласно фиг. 172.
Затем первый подгоняемый откос стола проверяют на параллель-
ность среднему пазу стола. Для этого стол устанавливают на по-
воротные салазки^так, чтобы, подгоняемый откос плотно прилегал к откосу салазок. На стол ставят специальный угольник таким
образом, чтобы стенка его прилегала к индикатором, закреплённым в оправке (фиг. 174), проверяют параллельность откоса при перемещении стола вдоль направляющих поворотных салазок. При этом надо следить за тем, чтобы подго-
Фиг. 174. Проверка параллельности откоса стола среднему его пазу.
боковой стенке паза, и
Фиг. 175. Проверка параллельности плоскости стола нижним направляющим: а — в поперечном направлении; б — в продольном направлении.
няемый откос постоянно прилегал к откосу салазок. Отклонение Допускается не свыше 0,02 мм на длине 300 мм. Если отклонение больше допустимого, то его устраняют за счёт откоса стола.
Второй откос стола подгоняют по проверочному клину, причём его параллельность первому откосу определяют с помощью роликов и микрометра. Разность измерений по концам направляющих допускается не больше 0,03 мм.
Ремонт верхней плоскости стола. Если неровность верхней плоскости стола больше 0,2 мм и поверхность имеет значительные забоины, то плоскость стола следует прострогать. Неровность определяют при помощи поверочной линейди, калиброванных плиток и щупа. Одновременно с проверкой прямолинейности поверхности стола необходимо проверить параллельность её нижним направляющим. Для этого на поверхности стола поперёк него устанавливают контрольный брусок, а индикатор прикрепляют к шпинделю, касаясь штифтом верха бруска (фиг. 175, а). Передвигая поперечные салазки вместе со столом по направляющим консоли, наблюдают за показаниями индикатора. Таким же способом проверяют отклонение стола в продольном направлении,
для чего брусок устанавливают вдоль стола, а стол перемещают по направляющим поворотных салазок (фиг. 175,6).
В соответствии с показаниями индикатора при проверке стола в одном и другом направлениях, строгают поверхность стола, а затем подгоняют её вручную напильниками. Допускаются ы-клонения в продольном направлении до 0,02 мм на длине 500 щи и в поперечном направлении — до 0,03 мм на длине 300 мм с уклоном только к станине. Шабрить поверхность стола не требуется.
Прямолинейность стола проверяют во всех направлениях поверочной линейкой, калиброванными плитками и щупом. Допускается отклонение до 0,04 мм на длине 1000 мм только в сторону вогнутости.
§ 86. Подгонка нового ходового винта и гайки продольной подачи стола
Ходовой винт продольной подачи стола, в отличие от рассмотренных ранее винтов, при износе резьбы не ремонтируют, так как при прорезании резьбы уменьшается её диаметр. В данном случае это недопустимо, потому что нарезанная часть винта вращается
Фиг. 176. Механизм винта продольной подачи.
в отверстии конической шестерни (фиг. 176), проходит через отверстие кулачковой муфты и связана с ней шпонкой. Если уменьшить диаметр ходового винта, то нормальное соединение его с шестерней и муфтой нарушится. Кроме того, прорезать резьбу ходового винта продольной подачи почти невозможно вследствие наличия на резьбе шпоночной канавки, отчего резец при проходе этой канавки будет подрывать нитку. При износе резьбы ходовой винт продольной подачи необходимо заменить.
Гайка ходового винта изнашивается больше винта, поэтому при ремонте станка гайку почти всегда заменяют.
Вследствие износа и подгонки направляющих стола и салазок центр вращения ходового винта смещается относительно центра гайки, поэтому при ремонте станка ходовой винт с гайкой необходимо центрировать.
В данном случае ходовой винт смещают соответственно положению центра гайки. Так как концы этого винта вращаются во фланцах, привинченных к торцам стола, то приходится смещать фланцы. Центры отверстий фланцев,, в которых вращаются шейки винта, должны точно совпадать с центром резьбового отверстия гайки, закреплённой в поворотных салазках.
Для центрирования ходового винта с гайкой устанавливают на место гайку, коническую шестерню и кулачковую муфту, а также продевают ходовой винт сквозь муфту и шестерню и завинчивают в гайку. Затем устанавливают стол, нормально! затягивают клин и на шейки ходового винта надевают фланцы. После этого определяют величину смещения фланцев по смещению отверстий для винтов. Потом эти отверстия во фланце распиливают, чтобы резьбовые отверстия на торцах стола были открыты для крепления винтами.
Для более точного определения смещения фланцев стол сдвигают в крайнее положение с тем, чтобы ходовой винт имел наименьший прогиб. В таком положении фланец точнее расположится относительно центра резьбы гайки. Заметив положение фланца, передвигают стол в другое крайнее положение и отмечают смещение второго фланца.
После распиливания отверстий фланцев на величину смещения фланцы крепко привинчивают винтами к столу. Потом в новом месте сверлят и развёртывают отверстия для фиксирующих штифтов, а в старые отверстия ставят пробки.
В заключение подгоняют штифты и собирают остальные детали механизма стола.
§ 87. Подгонка хобота и подвески
Хобот и подвеска изнашиваются мало, поэтому подгонять их направляющие так, как подгоняют направляющие салазок, не требуется.
За время работы станка могут значительно деформироваться направляющие станины и хобота под действием усилий, передаваемых от фрезы. Вследствие этого при ремонте станка обязательно проверяют параллельность направляющих хобота к <^и шпинделя.
С этой целью в шпиндель вставляют цилиндрическую оправку, а хобот устанавливают в направляющие станины и затягивают их болтами настолько, чтобы хобот передвигался туго. На конце направляющих его неподвижно устанавливают планку с укреплённым на ней индикатором (фиг. 177, а). При перемещении хобота по направляющим станины индикатор покажет отклонение их от параллельности шпинделю. Затем штифтом индикатора касаются оправки сбоку в горизонтальной плоскости (фиг. 177,6), передвигают хобот по направляющим станины и замечают отклонение индикатора.
12 Д. А, Ооветнмекнй 101Д
При обоих положениях индикатора допускается отклонение не более 0,02 мм на длине 300 мм. В первом положении хобот может отклоняться только вниз.
Если отклонение окажется больше допустимого, го сначала проверяют направляющие хобота по плите и красце, а затем подгоняют их напильником так, чтобы краска ложилась равномерно по всей их длине. После этого устраняют перекос хобота по отношению к шпинделю за счёт направляющих станины.
я—в вертикальной плоскости; б— в горизонтальной плоскости.
Фиг. 178. Проверка соосности шпинделя с отверстием подшипника подвески.
вен наружному диаметру установочных колец, надеваемых на фрезерную оправку, другая — с подшипником, внутренний диаметр которого равен диаметру оправки. Подшипники подвесок разрабатываются очень быстро, поэтому при ремонте станка их почти всегда заменяют.
Подогнав окончательно направляющие хобота параллельно оси шпинделя, а также новые подшипники, проверяют совпадение центров шпинделя и отверстия подшипников. Для этого- хобот затягивают в направляющих станины, на конце направляющих хобота неподвижно устанавливают, подвеску, в подшипник вставляют отшлифованную оправку и плотно её затяги-оправке шпинделя с упором штифта
в
вают. Индикатор укрепляют
в оправку подвески (фиг. 17S). Медленно вращая шпиндель, фиксируют показания индикатора. Расхождение центров допускается не более 0,03 мм. При наличии большего расхождения подгонка ведётся за счёт направляющих подвески.
§ 88. Ремонт механизмов и сборка станка
Одновременно с описанной выше подгонкой основных деталей ремонтируются и подгоняются другие детали механизмов станка (шестерни, валики, втулки, рычаги и т. д.).
После исправления' направляющих станины и консоли собираются механизм коробки скоростей и механизм фрикциона. Сборка коробки подач производится независимо! от других частей станка (в том случае, когда коробка подач имеет отдельный корпус) и устанавливается на место после сборки механизмов коробки скоростей и консоли.
Как правило, после сборки станка устанавливают отремонтированный или новый насос, исправляют и монтируют трубопровод насоса, притирают шарниры и краны. Ремонт насоса, а также притирка шарниров и краника могут выполняться независимо от других деталей станка в любое время.
В заключение устанавливают электромотор и пусковую аппаратуру (это выполняется электромонтёрами), надевают ремень и устанавливают ограждение для него.
2. РЕГУЛИРОВКА И ИСПЫТАНИЕ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
§ 89. Регулировка станка после сборки
После того как станок окончательно собран, необходимо проверить взаимодействие деталей всех узлов его и отрегулировать их. Эта работа производится в том порядке, в каком собирают станок.
Проверяют люфт консоли на направляющих станины и регулируют затяжку клина консоли, поднимая и опуская последнюю путём вращения валика за рукоятку. Проверяют и регулируют жёсткость закрепления кулачков, выключающих автоматическую вертикальную подачу, действие выключающего рычага, исправность маслёнок и смазку валика ручной вертикальной подачи.
Проверяют лёгкость и плавность поворота стола на поворотных салазках и надёжность закрепления последних винтами.
Проверяют люфт стола в направляющих поворотных салазок и регулируют затяжкой клина. Проверяют плавность вращения ходового винта продольной подачи и плавность перемещения стола; устраняют осевой люфт ходового винта. Проверяют чёткость и лёгкость включения и выключения автоматической продольной подачи, жёсткость закрепления выключающих кулачков, исправность маслёнок, а также смазку ходового винта продольной подачи н направляющих стола.
Проверяют чёткость и лёгкость переключения скоростей и подач, включение и выключение фрикциона.
Все замеченные недостатки необходимо устранить.
ф
§ 90. Окончательная проверка станка на точность
После сборки и регулировки станка его проверяют на точность. Способы проверки и допускаемые отклонения — те же, что и при подгонке соответствующих деталей станка, о чем было сказано выше. Проверке подвергают:
1) параллельность пов1ерхности стола при продольном перемещении (фиг. 175,6);
2) параллельность поверхности стола при поперечном перемещении (фиг. 175, а);
3) параллельность поперечного перемещения стола к оси шпинделя (фиг. 167), причём в данном случае индикатор ставится на столе;
4) то же в вертикальной плоскости; при этом штифт индикатора должен касаться оправки снизу или сверху;
5) параллельность среднего паза стола к откосам направляющих стола (фиг. 174);
6) перпендикулярность поверхности стола к вертикальным направляющим станины в поперечном направлении (фиг. 179, а);
Фиг. 179. Проверка перпендикулярности поверхности стола: а — в поперечном направлении; б — в продольном направлении.
7) то же в продольном направлении (фиг. 179,6);
8) осевое смещение шпинделя, что проверяется индикатором, установленным на столе, причём индикатор должен касаться штифтом торца шпинделя. Смещая шпиндель в одну и в другую сторону, наблюдают за индикатором. Допускается люфт при диаметре передней шейки шпинделя до 80 мм — 0,02 мм, свыше 80 мм — 0,03 л/м.
Обнаруженные отклонения, если они больше допустимых, устраняют соответствующей подгонкой и регулировкой.
§ 91. Испытание станка на холостом ходу и регулировка станка
Перед пуском станка необходимо налить масла в коробку скоростей, коробку подач, маслёнку центральной смазки механизма консолй и маслёнку вертикального валика коробки подач.
ISO
Сначала пускают только электромотор при выключенном фрикционе. Работу электромотора и фрикциона проверяют вхолостую в течение 10—15 мин. Останавливают электромотор, включают самую малую скорость вращения шпинделя и провёртывают последний вручную за ремень.
Включают электромотор, а затем фрикцион. Черкез небольшой промежуток времени фрикцион выключают и опять включают. Так проверяют его р.аботу с нагрузкой на включений и выключение и работу коробки скоростей, прислушиваясь к шуму и следя за нагреванием и работой шпинделя.
Поочерёдно включают все скорости коробки скоростей, постепенно увеличивая число оборотов шпинделя. Одновременно с этим следят за работой механизма коробки и шпинделя. На каждой скорости станок заставляют работать 5—10 мин.
Затем с таким же режимом ("обязательное выключение фрикциона, остановка электромотора и провёртывание вручную за ремень) проверяют работу коробки подач на всех скоростях, начиная с малой. '
При включении различных подач необходимо пользоваться таблицами, имеющимися на станке. Механизмы автоматической, вертикальной, поперечной и продольной подач- во время опробования коробки подач должны быть выключены.
Во время работы коробки подач проверяют нагревание отдельных её мест. Нагрев выше 50° не допускается. Коробка подач должна работать плавно, с ритмичным шумом.
Проверяют соответствие чисел оборотов шпинделя и подач при всех случаях переключения паспортным данным.
Опробовав коробку подач, поочерёдно подвергают проверке механизмы автоматической продольной, поперечной и вертикальной подач, а также механизмы переключения: направления подачи (реверсивные).
При проверке автоматических выключателей необходимо внимательно следить за моментом выключения, когда кулачок подходит к рычагу. Если выключения не произошло, станок надо тотчас остановить посредством фрикциона, иначе возможна поломка рычагов выключения и других деталей. При проверке механизма автоматической подачи внимательно следят, чтобы он был своевременно выключен, пока стол, поперечные салазки или консоль во время движения не заняли крайнее положение, в противном случае возможны поломки станка.
Проверяют работу насоса, подающего охлаждающую жидкость. Требуется, чтобы насос начинал её подавать сразу же после пуска станка, без перебоев и с достаточным давлением.
£ 92. Испытание станка под нагрузкой и на точность работы
Испытание стайка надо поручать опытному фрезеровщику, который должен настроить станок и обработать на нём соответствующий образец.
Сначала проверяют мощность станка, снимая стружку максимального сечения с наибольшей скоростью резаиия, согласно паспорту. При этом станок должен работать спокойно и не дробить обрабатываемую поверхность.
Если будут обнаружены недостатки, их надо исправить, а затем заставить станок нормально проработать 30—40 мин.
Чистота и точность работы станка определяются при чистовых
подачах и максимальных скоростях по паспорту; при этом не до
пускаются дробление поверхности и появление отдельных неровностей.
Станок испытывают обработкой чугунной заготовки, показанной на фиг. 180, а следующим образом.
1. Заготовку устанавливают, как показано на фиг. 180,6, и фрезеруют плоскость А торцовой фрезой диаметром 60 д/м с помощью автоматической продольной подачи стола и вертикального перемещения консоли от руки в три захода с перекрытием фрезы в 10
Фиг. 180. Испытание станка путем обработки заготовки: а — заготовка; б и в — фрезеровка плоскостей.
Правильность плоскости проверяют линейкой с подложенными под концы её калиброванными плитками и щупом. Допускается отклонение до 0,03 мм на длине 300 мм.
2. Фрезеруют цилиндрической фрезой плоскости В и С (фиг. 180, в) с помощью автоматической вертикальной подачи консоли и поперечной подачи салазок от руки. Проверка производится-стольником, прикладываемым к плоскости А, и щупом. Допускается отклонение до 0,03 мм на длине 150 мм.
3. Фрезеруют цилиндрической фрезой плоскости D и В при автоматической продольной подаче стола и поперечной подаче от руки. Проверке угольником и щупом подвергают плоскости A, D\
A, E; D, В пли E п С. Допускаемое отклонение — 0,03 мы на 150 дли.
4. Снова фрезеруют плоскость А в тех же условиях, но с автоматической вертикальной подачей.
Проверка плоскостей A, D и А, В производится угольником и щупом. Допускается отклонение 0,03 мм на 150 мм.
Если отклонения больше допустимых, то дополнительно регулируют станок, а в крайнем случае подгоняют 'его детали.
КОНТРОЛЬНЫЕ ВОПРОСЫ К ГЛАВЕ XI
1. Укажите порядок ремонта направляющих консоли и способы проверки правильности их подгонки.
2. Укажите порядок ремонта поперечных и поворотных салазок.
3. Какой выгодно применять способ ремонта стола?
4. Какие требуются проверки при ремонте стола вручную?
5. Какой требуется оставлять запас па подтяжку уплотняющих клиньев?
6. Как центрируются гайка и ходовой винт подачн стола?
7. Как центрируются подшипник подвески с осью шпинделя?
8. Как испытывается фрезерный станок на точность работы?
Глава XII
ОКРАСКА СТАНКОВ И МОНТАЖ ИХ ПОСЛЕ РЕМОНТА
1. ОКРАСКА СТАНКОВ
Капитально отремонтированные станки окрашиваются. В целях экономии времени окраска производится частями в процессе ремонта деталей и узлов, так что в сборку поступают уже окрашенные детали. После сборки и испытания станка требуются только шпаклёвка помятых мест и окончательная окраска.
Порядок работ по окраске деталей до сборки
1. Счищаются потрескавшаяся и отставшая старая шпаклёвка и окраска.
2. Поверхности окрашиваемых деталей обезжириваются уайт-спиритом и протираются.
3. Поверхности деталей грунтуются масляной грунтовкой.
4. Просушивается грунтовка.
5. Детали шпаклюются лаковой шпаклёвкой.
6. Просушивается шпаклёвка.
7. Поверхности шлифуются шкуркой № 4 н протираются.
8. Дефекты на поверхностях вторично шпаклюются полулако-вой шпаклёвкой.
9. Просушивается шпаклёвка.
10. Окончательно шлифуются поверхности шкурками № 4 и 3.
11. Детали протираются сухими концами.
12. Производится окраска масляной краской.
13. Окраска просушивается.
На этом заканчивается окраска деталей до сборки станка.
После сборки работа ведётся в следующем п о р я д к'е.
1. Окрашиваемые поверхности обезжириваются и протираются.
2. Выправляются помятые и дефектные места быстро сохнущей клеевой шпаклёвкой (левкасом).
3. Просушивается шпаклёвка.
4. Поверхности шлифуются шкуркой № 3 и протираются сухими концами.
5. Производится первая окраска станка масляной краской.
6. Просушивается окраска.
7. Дефектные места выправляются шлифовкой.
8. Станок окончательно окрашивается эмалевой краской № 2064.
2. РЕКОМЕНДУЕМАЯ РЕЦЕПТУРА МАТЕРИАЛОВ ДЛЯ ОКРАСКИ* СТАНКОВ
Грунтовка масляная
Сурик железный тёртый .... 37%
Серодикая краска на свинцовом концентрате................18о/о
Олифа натуральная.........27'>/0
Уайт-спирит..................10%
Сикатив № 64................. 8**/0
Шпаклевка лаковая (1-й слой)
Подмазка Краснопресненского завода лаков и красок .... 72%
Сурик железный сухой .... 1% Лак № 74 .............• . . . 2%
Разводка для подмазки № 2 . . 6%
Тяжелый шпат или белила цинковые сухие .................3%
Охра сухая...................2%
Мел (порошок)................14%
Шпаклевка полулаковая
Клей варёный 12»/0 крепости . 5%
Лак № 74 или олифа..........25%
Сурик железный сухой ... 8%
Мел (молотый)................62%
Левкас (клеевая шпаклевка)
Клей вареный 12% крепости . 24,5%
Лак № 74............ . . 2,5%
Мел (порошок) ..... . . 70%
Сажа сухая.................. 3%,
Масляная краска
Густотертая серодикая краска на свинцовом концентрате . 45%
Олифа натуральная............38%
Сикатив № 64................. 7%
Уайт-спирит..................10%
Эмалевая краска
Эмаль № 2054 .............. 97(%
Уайт-спирит................... 3%
3. УСТАНОВКА СТАНКОВ НА ФУНДАМЕНТ
Станины станков деформируются при неправильной их установке или установке на неустойчивой основание. От этого нарушается точность станка, снижается его производительность и увеличивается износ. Устанавливать станки необходимо на устойчивый, недеформирующийся фундамент, исключающий вибрацию (дрожание) станка во время работы.
Если пол земляной или деревянный, для станка делается фундамент глубиной 0,4—0,8 м в зависимости от
* Приводимая рецептура применялась па Московском станкостроительном
заводе «Красный пролетарий*.
устойчивости грунта и от того, работает ли станок плавно или с толчками. В плане фундамент делается по габаритам фундаментной плиты станка с припуском с каждой стороны по 80—120 мю (фиг. 181). При кладке фундамента оставляются колодцы сечением, 100 X Ю0 и глубиной 250—350 мм для фундаментных болтов. Поверхность фундамента делается ровной с проверкой её горизонтальности по уровню.
Станок устанавливается на фундамент после затвердевания цемента, т. е. через 6—8 дней. Для выверки станка по уровню подкладываются стальные клинья толщиной 10—15 мм и шириной 60—80 мм с углом наклона 5°.
Правильность установки станка выверяется уровнем, устанавливаемым на шабреные или шлифованные направляющие в двух
Фиг. 181. Установка станка на фундаменте.
взаимно перпендикулярных направлениях. Отклонение от горизонтальности допускается 0,02—0,04 мм (в зависимости от точности станка) на длине 1000 мм. Перекос устраняется подколачиванием клиньев. После выверки станка заливаются цементным раствором (на 1 часть цемента 3 части песка) фундаментные болты, подливается раствор под фундаментную плиту и отделывается цоколь станка (фиг. 181). Для лучшего скрепления цементом, в период его затвердевания, залитые места нужно держать во влажном состоянии под мокрыми тряпками или рогожей.
После затвердения цемента (через 3—4 дня со дня заливки) все гайки фундаментных болтов затягиваются одинаково и не очень сильно.
При установке станка на бетонном полу для фундаментных болтов пробиваются колодцы.
Если станок устанавливается на междуэтажное перекрытие, делаются сквозные отверстия и крепление
Фиг. 182. Крепление станка пги установке его на междуэтажном перекрытии.;
производится болтами и шайбами (фиг. 182), причём пробитые отверстия заливаются раствором цемента после установки станка и затяжки гаек.
Станки, работающие с ударными нагрузками либо приводимые в движение контрприводом или непосредственно двигателями, но смонтированными не на самом станке, обязательно надо закреплять фундаментными болтами. Другие же станки можно устанавливать без крепления болтами, ограничиваясь заливкой раствором цемента и отделкой цоколя станка.
КОНТРОЛЬНЫЕ ВОПРОСЫ К ГЛАВЕ XIt
1, В каких случаях для установки стачка требуется выкладывать фундамент?
2. В каких случаях можно устанавливать станок без фундаментных болтов?
3. Сколько требуется времени дтя просушки фундамента и раствора цемента, которым заливается цоколь станины?
Глава XIII
МЕЖРЕМОНТНОЕ ОБСЛУЖИВАНИЕ СТАНКОВ
В период от одного ремонта до другого оборудование находится под постоянным наблюдением ремонтников, на обязанности которых лежит немедленное устранение неисправностей, появляющихся во1 время работы. Своевременное устранение дефектов в работе оборудования уменьшает его износ, предупреждает возможные аварии и снижает простои.
Станок может плохо работать по следующим причинам- 1) из-за крайнего износа как всего станка, так и отдельных его узлов и деталей; 2) вследствие разладки станка или отдельных его механизмов; 3) в результате неправильного использования станка и неумелой работы на нём.
В каждом случае неисправной работы станка сначала необходимо найти причину этой неисппавности. Иногда это труднее сделать, чем устранить неисправность.
Если подшипники шпинделя нагреваются свышё 50°, станок следует остановить во избежание чрезмерного износа трущихся деталей и возможного заедания шпинделя в подшипниках, после чего потребуется сложный ремонт.
1. ПРИЧИНЫ НАГРЕВА ПОДШИПНИКОВ И СПОСОБЫ УСТРАНЕНИЯ НАГРЕВА
Нагревание подшипников может быть вызвано слишком сильной их затяжкой. Поэтому сначала надо ослабить подшипники и дать им остыть, а “затем отрегулировать, т. е. затянуть их нормально. Регулируется вначале радиальный люфт поочерёдно, 186
начиная с переднего подшипника, потом осевой люфт. Правила и способы регулирования подшипников нами рассматривались выше.
Необходимо иметь в виду, что на быстроходных станках (например шлифовальных) подшипники могут нагреваться не только от чрезмерной, но и слишком слабой затяжки (люфта).
Перегрев подшипников возможен и вследствие плохого качества масла. В таких случаях маслёнки и подшипники необходимо очистить от недоброкачественной смазки, промыв их керосином. Для этого керосин наливают в маслёнки и пускают станок на несколько минут работать без нагрузки. Затем следует проверить затяжку подшипников, налить хорошего масла в маслёнки и пустить станок.
Если подшипники продолжают греться, то надо выяснить, нет ли на шейках шпинделя и подшипниках шероховатостей или задиров, для чего требуется вынуть шпиндель и разобрать связанные с ним детали. При наличии указанных дефектов, как правило, шейки шпинделя шлифуют или полируют, а подшипник шабрят либо зачищают шабером (если задиры и шероховатости невелики).
Сказанное выше относится также к валам и другим трущимся при вращении деталям.
2. ПРИЧИНЫ ШУМА В МЕХАНИЗМАХ И СПОСОБЫ ЕГО УСТРАНЕНИЯ
Если во время работы станка появляется болре сильный, чем обычно, шум в коробках скоростей или других мехнизмах, то это обычно указывает на смещение отдельных деталей вследствие ослабления посадки (нарушения) крепления, самоотвинчивания или поломок. В этих случаях станок следует немедленно остановить во избежание аварии. Для устранения таких дефектов, как правило, приходится вскрывать механизм, отыскивать детали, вызвавшие излишний шум, а затем исправить или заменить повреждённые либо сместившиеся детали.
Шум в шестернях появляется в результате большого износа или порчи зубьев, а также из-за нарушения правильного их сцепления вследствие люфта валов, на которых посажены шестерни.
Люфт вала, вращающегося в подшипниках с коническими роликами, устраняется регулированием подшипников. Типичное устройство для этой цели показано на фиг. 183. При устранении люфта отвинчивают на несколько оборотов гайку 1 и подтягивают винт2. В результате чашка 3 перемещается и уплотняет подшипник 4, так как при этом перемещается наружное его кольцо. Подвинчивая винт 2, необходимо проверять рукой плотность подтяжки подшипника. Надо, чтобы вал вращался свободно, но без люфта. Гайка / фиксирует положение винта 2, поэтому, отрегулировав затяжку подшипника, удерживают винт 2 от провёртывания и в это время iyro завинчивают гайку, чтобы винт не отвернулся.
Второй вид устройства для регулирования таких подшипников .показан на фиг. 184. В данном случае отвинчивают винт 1 и под-
тягивают гайку 2, торец который упирается в кольцо подшипника. После регулировки винт 1 завинчивают, чем обеспечивается не подвижность гайки, так как головка винта входит между зуб чиками её.
Фиг. 183. Устройство для регулирования конических роликовых подшипников.
Фиг. 184 Устройство для регулирования конических роликовых подшипников.
В случае износа шариковых или нерегулируемых подшипников скольжения, отчего появляется люфт, эти подшипники приходится менять.
3. УСТРАНЕНИЕ ДЕФЕКТОВ В РАБОТЕ ФРИКЦИОННЫХ МУФТ
Исправность работы фрикционной муфты зависит главным образом от правильности её регулирования. Часто после выключения муфты станок продолжает работать. Это возможно только потому, что и после выключения диски муфты всё же остаются сжатыми и возникающая сила трения между ними больше усилий, необходимых для вращения станка. Чтобы станок останавливался, необходимо устранить сжатие дисков при выключенной муфте. В муфтах с разжимными кольцами для этого надо уменьшить разжим колец.
При устранении указанных дефектов в работе фрикциона в первую очередь прибегают к регулировке, и только тогда, когда она н*е даёт требуемого результата, фрикцион разбирают. При разборке необходимо обращать внимание на трущиеся поверхности дисков или колец, а также на втулки и шейки валов, потому что задиры на них также являются причиной появления указанных дефектов. Когда дефекты устранены, фрикцион собирают, регулируют и проверяют в работе.
У Фрикционной муфты, изображённой на фиг. 185, указанный недостаток устраняют подвинчиванием гайки 1, отчего муфта управления 2 со шпонками 3 и 4 получает возможность больше перемещаться влево, и тогда при выключении фрикциона диски больше освобождаются от усилий сжатия.
Бывает и обратное явление — когда после включения муфтз буксует и станок останавливается. В этом случае требуется, чтобы диски муфты сжимались плотнее, для чего гайку повёртывают в обратную сторону (отвинчивают), а у муфт с разжимными кольцами должны больше разжиматься кольца.
Фиг. 185. Фрикционная муфта токарно-винторезного станка тип 161 А.
Фиг. 186. Наружная часть фрикциона фрезерного станка Горьковского завода.
при включении будет
На станках Горьковского завода, тульских заводов и фирмы Цинциннати для регулировки фрикциона снимают ограждение 1 (фиг. 186) приводного ремня и подтягивают гайку 2, отчего пружина 3 (см. также 3 на фиг. 187) сильнее нажимает на фрикционные диски 1 и 2 (фиг. 187). Отрегулировать фрикцион не удаётся при значительном износе кольца и выточки шкива, а также при большой выработке дисков у дисковых фрикционов. В нервом случае меняют кольцо или вставляют кольцо в шкив, а в дисковых фрикционах меняют диски или добавляют несколько новых (в зависимости от степени износа старых).
У м у ф т эд, показанной на фиг. 188, вал 7 соединяется со шкивом 2 посредством кольца 3- Пробуксовывание шкива устраняется большим разжатием кольца, отчего увеличивается наружный его диаметр , и устраняется излишний зазор между кольцом и выточкой шкива. Для того чтобы при включении фрикционной муфты больше разжималось кольцо 3, подвинчивают винт 4, в результате чего муфта 5
больше отодвигать рычаг б. Палец 7, представляющий собой одно цело!е с рычагом, повернётся'вправо также больше и своим плечом раздвинет разрез кольца, отчего увеличивается диаметр последнего и устранится зазор в выточке шкива.
У фрикционной муфты, изображённой на фиг. 189, зазор между выточкой шкива и кольцом 1 устраняют подтягиванием винта 2 с конической головкой, которая при этом 189
Фиг. 187. Механизм фрикционной муфты фрезерного станка Горьковского завода.
в
Фиг. 188. Устройство фрикционной муфты строгального станка завода „Самоточка*.
раздвигает кулачки 3. Так как последние своими выступами помещены в вырезе кольца, то при раздвигании кулачков этот вырез расширяется, отчего увеличивается его диаметр, а следовательно, уменьшается зазор между кольцом и выточкой шкива.
Фиг. 189. Устройство фрикционной муфты строгального станка [Ланге-Гейлен.
Устранение дефектов в работе фрикционной муфты вследствие износа. Зазор между выточкой шкива и кольцом появляется вследствие износа- трущихся поверхностей. Он может достигнуть такой величины, когда его нельзя уже устранить путём регулировки. В таком случае чисто протачивают выточку шкива, так как она вырабатывается неравномерно, и заменяют кольцо, подгоняя его наружный диаметр по диаметру выточки шкива после протачивания её.
Во многих случаях поступают иначе: обтачивают начисто фрикционное кольцо по наружному1 диаметру, растачивают выточку шкива и запрессовывают в неё кольцо с внутренним диаметром, равным! диаметру обточенного фрикционного кольца. Такой способ применяют тогда, когда желают сохранить старое кольцо хорошего качества с твёрдой, чистой рабочей поверхностью и высокими пружинящими свойствами. Новые кольца не всегда обладают указанными свойствами.
Чрезмерный нагрев фрикционной муфты получается от трения вследствие её пробуксовывания во время работы станка. Это бывает при плохой регулировке муфты hjjh большом её износе.
4. ПРИЧИНЫ, ВЫЗЫВАЮЩИЕ ДРОБЛЕНИЕ НА ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ
Дробление на обрабатываемой поверхности может вызываться многими причинами. Часто оно происходит вследствие люфта шпинделя в подшипниках. В этом случае требуется отрегулиро-
вать затяжку подшипников (как радиальных, так и упорных/. Но этого может оказаться недостаточно, если подшипники и шейки шпинделя имеют большой износ. Тогда обычно шлифуют шейки
шпинделя и меняют подшипники.
Дробление возможно и при исправной работе шпинделя вследствие неустойчивого крепления на нём обрабатываемого изделия (токарные станки) или режущего инструмента (фрезерные станки), что также надо учесть при определении причин дробления.
Дробление на обрабатываемой детали возможно от недоста точно плотного соединения движущихся частей и деталей станка,
например, в случае люфта в отдельных деталях супорта токарного, револьверного, строгального станка; в консоли, салазках, столе, хоботе фрезерного станка; в направляющих ползуна строгального станка.
Фиг. 190. Способ подтягивания клина винтом с^торца.
Плотность соединения указанных деталей и узлов обычно зависит от затяжки уплотняющих клиньев или планок. Затяжка клина регулируется одним винтом (фиг. 190, а) или двумя винтами, расположенными по концам клина (фиг. 190,6). Для устранения
люфта завинчивают винт 7, в результате чего клин 2 подаётся вперёд и люфт устраняется. Если клин регулируется двумя винтами, то винт 3 вначале ослабляется, а после затяжки клина завинчивается доотказа.
Если вместо клина применяется уплотняющая планка (фиг. 191), то люфт устраняется
Фиг. 191. Способ
устранения люфта уплотняющей планкой
поджиманием планки /, для чего сбоку салазок или стола имеются винты 2 с шестигранными головками или со шлицами под отвёртку. Поджимать планку необходимо
равномерно всеми винтами, подтягивая их поочерёдно, начиная со среднего. Плотность затяжки провернется при подвинчивании
каждого винта в отдельности путём перемещения уплотняемой детали или узла (салазок, супорта, консоли и др).
Возможны также случаи, когда - станок вполне исправен, а дробление получается вследствие затупления режущего инстру мента, неправильной его заточки или неправильной установки.
5. УСТРАНЕНИЕ ДЕФЕКТОВ В РАБОТЕ ТОКАРНЫХ СТАНКОВ
§ 93, Люфт шпинделя и неустойчивость крепления обрабатываемой детали
В результате неисправностей, появляющихся в станке во время его работы, обрабатываемая деталь получается с дроблёной (нечистой) поверхностью. Чаще всего дробление вызывается появлением люфта в подшипниках в радиальном ил1и осе.вом направлении. В таких случаях надо отрегулировать затяжку подшипников или упорных гаек. Дробление получается также тогда, когда один подшипник хорошо отрегулирован, а другой затянут недостаточно.
Если же подшипники или шейки шпинделя сильно износились, то для устранения дробления регулировка не всегда оказывается достаточной. Тогда, обычно шлифуют шейки шпинделя и заменяют подшипники.
Дробление получается также вследствие плохого крепления патрона на шпинделе, станка, что может быть при выработке резьбы на ^шпинделе или в патроне либо при плохом состоянии патрона, в котором зажата деталь. Лучшим способом выявления причин^ дробления в таком случае является /обтачивание без патрона, в центрах. Если при этом дробления не получится,) ,то это значит, что , деталь крепится недостаточно устойчиво из-за износа резьбы шпинделя или патрона либо вследствие недостаточно жёсткого крепления детали в патроне.
Выработанную на шпиндеЛе; резьбу необходимо прорезать, а планшайбу патрона заменить и проверить состояние патрона.
Дробление получается также при наличии люфта детали, закреплённой в центрах.
§ 94. Дробление на обрабатываемой детали от неправильной установки и заточки резца
Бывает также, что станок вполне исправен, а дробление вызывается затуплением резца, неправильной его заточкой или неправильной установкой. Режущая кромка резца должна находиться на уровне центра обрабатываемой детали,, а самый резец нужно возможно меньше выдвигать вперёд (фиг. 192). Выступающая часть резца / не должна быть больше полуторной толщины его в.
Снимая большую стружку, не следует сдвигать верхние салазки в крайнее левое положение, чтобы они свешивались с поворотной части супорта, так как это вызывает вибрацию и может привести к поломке салазок.
13 А. А. Оеветииск & 101В 193
Дробление также може< получиться при неплотном соединении деталей супорта, что влечёт за собой дрожание резца во время работы; вследствие непрочного закрепления задней бабки либо
Фиг. 192. Правильная и неправильная установка резца.
Правильно
переднего и заднего ных отверстиях, или пей бабки.
центров, когда они же в случае слабой
имбют люфт в посадоч-затяжки шпинделя зад-
§ 95. Другие возможные дефекты в работе станка
Вследствие недостаточной смазки может появиться заедание во втулках шестерён трензеля или во втулках шестерён гитары. В таких случаях приходится снимать шестерни и пальцы, на кото рых они вращаются, прочищать смаз'ывающие канавки, зачищать задранные места или шлифовать пальцы, a । втулки исправлять, если они имеют небольшой люфт н,а пальцах; при большом же люфте лучше поставить новые втулки.
Устранение неисправностей в работе супорта. В супорте чаще всего приходится устранять люфт между направляющими поперечных салазок и направляющими каретки, между поперечными салазками и поворотной частью, между направляющими поворотной части и верхними салазками. Даже небольшой люфт между ними вызывает дробление на поверхности обрабатываемой детали, особенно при работе на больших скоростях и при снятии большой стружки.
Люфт в поперечном направлении относительно направляющих вызывается их износом, а также в*ыработ*кой уплотняющей планки или клина. В большинстве, случаев при эксплоатации станка люфт между салазками устраняется подтягиванием клиньев.
При значительной или неравномерной выработке направляющих салазок и клина или уплотняющей планки, когда клин уже нельзя подтягивать, а люфт между салазками и планкой слишком велик, надо пришабрить направляющие, салазок и сменить клин или планку, подгоняя их по месту путём пришабривания.
Люфт вдоль направляющих салазок получается из-за выработки резьбы винта и гайки или вследствие зазоров между бортиком винта и торцами отверстия фланца, >в котором вращается ви,Н1. Последний дефект устраняют подтягиванием регулирующих гаек.
Люфт, вызываемый износом резьбы, устраняется только заменой винта и гайки. При небольшой равномерной выработке резьбы на винте, по 'всей его длине можно ограничиться заменой одной гайки, нарезав в ней резьбу по винту.
2 1
Для устранения люфга в резьбе в станках ДИН и др. применяют двойные гайки (фиг. 193), Ослабив винт 1, подтягивают винт 2, вследствие чего гайки 3 и 4. раздвигаются, уничтожая люфт. После регулировки винт 7 затягивают до отказа.
Чаще всего изнашивается резьба на винтах, прижимающих резец, а также в корпусе поворотной резцовой головки (фиг. 194, а), а также в резцедержателях (фиг. 194,6, в) и б гайке с вин том (фиг. 194, г).
Для устранения указанных дефектов заменяют винты и на резают резьбу метчиками соответствующего диаметра в резцедержателях. Если же износ резьбы в резцедержателе настолько велик, что после нарезания винт будет иметь люфт, то отверстие-c. разработанной резьбой рассвер ливают сверлом под резьбу боль
Фиг. 193. Гайка, у киюрон .нофг резьбе устраняется регулировкой.
Фиг. 194. Резцедержатели.
шего размера, нарезают новую резьбу и ставят новый винт.
Кроме выработки резьбы, у болтов развальцовываются концы, упирающиеся в резец, вследствие чего винт нельзя вывернуть
Для удаления такого винта развальцованный конец срезают ножовкой или спиливают напильником.. Чтобы винт'ы меньше развальцовывались, концы их протачивают, закругляют и (закаливают.
Характерные дефекты задней бабки. При ремонте задней бабки чаще всего приходится исправлять винт и гайку подачи шпинделя. Иногда заедание резьбы происходит потому, что перестаёт вращаться винт. В таких случаях приходится с силой вывинчивать винт и потом зачищать резьбу вручную, а ещё лучше — на станке.
При выжимании1 центра задне.й бабки из шпинделя иногда винт гнётся. Тогда приходится вынимать винт и править его в центрах, на плите или в центрах другого токарного станка с проверкой рейсмусом или (что предпочтительнее) индикатором.
При обслуживании оборудования часто приходится исправлять устройство для крепления задней бабки к станине и зажимное устройство шпинделя задней бабки.
Вследствие износа и повреждения деталей задняя бабка недостаточно прочно крепится к станине и (недостаточно жёстко закрепляется шпиндель, отчего во время работы станка, под влиянием действующих усилий, бабка и шпиндель сдвигаются. Эти дефекты устраняются исправлением и заменой неисправных деталей зажимных устройств. !
§ 96. Основные правила эксплоатации токарных станков
Для сохранения точности токарного станка, предотвращения преждевременного его износа и предупреждения аварий, ремонтный слесарь должен следить за соблюдением следующих основных правил пользования станком.
1. Ходовым винтом надо пользоваться только при нарезании резьбы.
2. Нельзя править детали в центрах с помощью рычага или ударами.
3. Нельзя работать тупым и слишком выдвинутым резцом, а также со сдвинутыми влево верхними салазками.
4. При навинчивании патрона на шпиндель необходимо патрон очистить от загрязнений и стружек, а также протереть и смазать резьбу шпинделя, иначе возможно заедание резьбы.
5. Нельзя оставлять торцевой ключ вставленным в патрон, так как при пуске станка это может вызвать аварию и даже) увечье.
6. При работе с люнетом надо хорошо смазывать направляющие губки его.
6. УСТРАНЕНИЕ ДЕФЕКТОВ В РАБОТЕ СТРОГАЛЬНЫХ СТАНКОВ
Наиболее частыми дефектами в работе строгального станка являются закругление края изделия и волнистая или дроблёная поверхность (фиг. 195). Бывает, что резец, подходя к торцу изделия /, приподнимается на 0,3 мм, а иногда идо 0,8 мм, вслед -ствие чего край изделия получается закруглённым. Это происходит 196
с обрабатываемой поверх-
Фиг. 195. Вертикальное скругление края обрабатываемой плоскости при строганин.
потому, что резец смещается в направлении давления на него стружки. Такое, смещение вызывается разными причинами, к числу-которых относятся:
1. Выработка резьбы в гайке и резьбы винта подачи супорта. отчего получается люфт супорта в вертикальном направлении. Поэтому, когда резец не соприкасается ностью, супорт под действием собственной тяжести занимает нижне!е положение. Вследствие этого в момент подхода к изделию резец начинает снимать металл, но> тут же под влиянием сопротивления металла отжимается вверх вместе с супортом на величину выработки резьбы винта и гайки. Таким образом во время перехода супорта из нижнего положения в церхнее кромка резца перемещается не по прямой, а по кривой снизу вверх, отчего и получаются закруглённые края изделия.
Для устранения этого недостатка надо подтянуть клин супорта так, чтобы супорт от собственного веса не мог перемешаться в нижнее положение после отжатия его в верхнее положение. Тогда он будет постоянно находиться в верхнем положении.
2. Зазоры в результате выработки торцов бортика винта 1 (фиг. 28) и торца втулки 8. В этом случае при срезании стружки супорт .будет отжиматься вверх, а затем опускаться вниз и края получатся закруглёнными. Зазор образуется и тогда, когда гайка 9 несколько отвернётся, а вслед за ней сместятся рукоятка и кольцо.
При значительной выработке торцов для устранения зазора не рекомендуется ставить шайбы, так как это ухудшает внешний вид станка. Следует сменить втулку 8, давая припуск по длине с таким расчётом, чтобы при дальнейшем появлении зазора его можно было устранить смещением рукоятки и кольца при подвинчивании гайки.
3. При зазоре между штифтом и стенками отверстия откидной части супорта эта часть может подниматься и опускаться вместе с резцом на величину зазора. Данный дефект устраняется развёртыванием отверстия и заменой штифта.
Боковое закругление края обрабатываемой детали получается по следующим причинам:
1. В случае ослабления уплотняющего клина салазок супорта, отчего салазки получают боковой люфт. В то время когда резец не соприкасается с деталью, салазки занимают вертикальное положение. При подходе резца к детали, когда начинается снимание стружки, резец с супортом тотчас же отжимаются и получается закругление. Этот недостаток обнаруживается по наличию люфга у салазок при нажиме на них вправо и влево Устраняют его подтягиванием клина.
2. При боковом люфте откидной части между плоскостями поворотной части супорта, признаком чего служит боковая качка откидной части, если её смещать Вправо и влево. Устраняется этот недостаток путём замены изношенной откидной части новой.
3. Вследствие наличия горизонтального люфта ползуна при ослаблении уплотняющего клина. Это можно обнаружить, если сдвигать ползун в горизонтальном направлении, взявшись руками за супорт его. Для устранения люфта клин следует уплотнить.
Иногда часть обрабатываемой поверхности получается чистой, а остальная поверхность — дроблёной и даже выступающей. Это возможно в том случае, когда строгают длинную деталь без поддерживающего кронштейна к столу. Вследствие недостаточной устойчивости стола получаются вибрации и дробление на детали.
Указанные дефекты возникают тогда, когда ползун значительно выдвигается вперед из направляющих. Чтобы ползун не мог приподниматься, особенно при его выдвигании вперёд, прижимающие планки должны плотно прилегать к плоскостям ползуна, особенно со стороны супорта. Зазор между направляющими ползуна и планками можно обнаружить, приподнимая и опуская ползун за супорт: при наличии зазора ползун будет качаться.
Величину зазора определяют или шупом, пластинки которого вставляют между прижимающими планками и направляющими плоскостями ползуна, или индикатором, установленным на столе так, чтобы штифт его касался верхней части супорта. Поднимая ползун ломиком или руками, следят за показанием индикатора.
Для устранения этого дефекта поджимают планки подвинчиванием прижимных винтов так, чтобы они все равномерно прижимали планки.
Если же планки не прижимаются к направляющим ползуна из-за того, что' они опираются на плоскость станины, надо прижать винты планок до отказа и измерить величину зазора щупом. Плоскости планок, прилегающие к плоскостям станины; необходимо отшлифовать или чисто прострогать на величину зазора. После этого прижим) планок к направляющим ползуна мржно отрегулировать без люфта.
Чтобы станок нормально работал, откидная часть его не юлжна иметь люфта на штифте и между плоскостями поворотной части уупорта, иначе обработанная поверхность получится непра пильной и дроблёной. В тех случаях, когда заметен люфт откидной части из-за разработки отверстия и износа штифта, но почти отсутствует боковой люфт откидной части между плоскостями поворотной части супорта, рекомендуется заменить штифт, предварительно развернув отверстия для него в откидной и поворотной части супорта. Штифт надо хорошо подгонять по отверстию шлифованием или в крайнем случае проточить его начисто на токарном станке. После термической обработки твёрдость штифта толжна составлять 38—42 по Роквеллу. Закрепляют штифт так.
ИЯ
чтобы откидная часть свободно вращалась нгт нём, но без люфта, и чтобы при поднимании её она самостоятельно (под действием собственного веса) занимала вертикальное положение.
Если имеется боковой люфт вследствие износа плоскостей, приходится откидную часть менять. При подгонке новой откидной части сначала подгоняют плоскости1 поворотной части супорта так, чтобы была выдержана их параллельность и обеспечена правильность плоскостей. Этого добиваются с помощью шабровки плоско ст ей.
7. УСТРАНЕНИЕ ДЕФЕКТОВ В РАБОТЕ ФРЕЗЕРНЫХ СТАНКОВ
§ 97, Дефекты шпинделя и подшипников
Вследствие износа подшипников скольжения и шеек шпинделя, я также истирания торцов упорных колец у шпинделя появляется люфт, что служит одной из причин дробления на обрабатываемой поверхности.
Люфт шпинделя (осевой и радиальный) устраняют подтягиванием подшипников и упорных колец, а при большим их износе — заменой деталей. Места и способы регулировки (подтягивания) у станков разных конструкций различны, что и создаёт наибольшую трудность при регулировке станков незнакомых конструкций.
В станках Горьковского завода осевой и радиальный люфт шпинделя устраняется перемещением кольцевой гайки, располо-
Фиг. 196. Шпиндель с подшипниками фрезерного станка Горьковского завода.
женной около заднего роликового подшипника, для чего отвинчивают фланец / (фиг. 196), ослабляют установочный винт 2 и подвинчивают гайку 3. Одновременно проверяют степень затяжки подшипников путём провёртывания шпинделя вручную. По окон чании регулировки завинчивают обратно установочный винт гайки и привинчивают фланец.
Нафиг. 197.показан шпиндель иа четырёх роликовых подшипниках. В таких станках шпиндель более устойчив, однако это не исключает появления люфта при смещениях и износе деталей.
Люфт в переднем подшипнике шпинделя устраняют подвинчиванием гайки 1 после ослабления винта 2, а люфты осевой и в зад нем подшипнике — описанным выше способом.
У фрезерных станков старых конструкций шпиндели снабжены подшипниками скольжения, наиболее типичная конструкция которых показана на фиг. 198. В таких станках передний подшипник закреплён в отверстии станины неподвижно и имеет внутренний конус, а задний подшипник снабжён наружным конусом и передвигается в отверстии станины при регулировке.
Фиг. 197. Шпиндель фрезерного станка с четырьмя роликовыми подшипниками.
Передний подшипник регулируется гайками 1 (фиг. 198). Подвинчивая гайки, перемещают шпиндель в подшипнике вправо, причём конусность его шейки позволяет устранять зазор между подшипником и шпинделем.
Одновременно с радиальной регулировкой переднего подшипника гайками 1 регулируют* шпиндель и в осевом направлении, так как при подвинчивании гаек кольцо 2 перемещается по шпинделю.
Фиг. 198. Шпиндель фрезерного станка на подшипниках скольжения.
Зазор в задне1м подшипнике регулируют гайками 3 и 4, потому что вкладыш 5 при перемещении по конусному отверстию станины влево сжимается благодаря имеющимся на вкладыше прорезям. Одна из них - прорезь 6 — сквозная,
В некоторых станках задние подшипники не имеют прорезей и запрессовываются в станине наглухо. В таких подшипниках устранить зазор невозможно.
При значительной выработке .вкладышей и шеек шпЬйдедй!, когда уже нельзя устранить люфт указанными приёмами, механизм разбирают, шлифуют шейки шпинделя и меняют вкладыши. При шлифовке ше.ек шпинделя проверяют также его конусное отверстие, поверхность которого иногда имеет задиры вследствие провёртывания оправки. Отверстие либо растачивают по калибру, либо шлифуют.
§ 98. Дефекты стола, салазок и консоли
Во время работы постоянно изнашиваются клинья1 и направляющие стола, салазок, консоли и станины, отчего в соединениях деталей возникает отрицательно влияющий на работу станка люфт. Его устраняют путём подтягивания клиньев (как и в других, рассмотренных выше станках).
Быстро изнашивается резьба гаек и винтов продольной, поперечной и вертикальной подач стола.
Особенно отрицательное действий оказывает л!юфт в резьбе гайки и винта продольной подачи. Э'чо приводит к вибрации стола во время работы, что в свою очередь вызывает вибрацию фрезы и всего станка.
При продольном люфте стола и возникающей вследствие этого вибрации возможны поломки фрезы, вырывание обрабатываемой детали из крепёжных приспособлений, прогибание фрезерной оправки; В таких случаях оправка начинает «бить» и её приходится прайить или менять. Подобные ненормальности в работе станка расстраивают его механизм и приводят к поломке.
Продольный люфт стола увеличивается также за счёт осевого люфта винта вследствие изнашивания и ослабления деталей, удерживающих винт от осевого смещения.
Люфт из-за выработки резьбы устраняют только заменой винта и гайки, причём они должны хорошо подгоняться друг к другу. Однако вскоре и между новым винтом и гайкой появляется люфт. При продольном люфте всё же работать можно, ослабив его вредное действие. Для этого подтягивают клиЫ стола больше нормального, устраняя таким путём вибрацию стола, но от этого затрудняется его передвижение, что очень осложняет управление станком.
Осевой люфт винта, появившийся в результате выработки и ослабления затяжных гаек, 'упорных колец и других детален, устраняют регулировкой.
Для устранения осевого люфта винта у фрезерного станка Горьковского завода подвинчивают гайку 2 (фиг. 199), ослабив предварительно винт 2. Гайку подвинчивают до тех пор:, пока совершенно не исчезнет осевой люфт винта, после чего надёжно закрепляют винт 2. Примерно такое же устройство для регулировки осевого люфта имеется в станках других конструкций.
Люфт у винтов поперечной и вертикальной подач особого значения в работе не имеет. С увеличением выработки резьбы, а также с возрастанием износа и ослабления колец, втулок ч затяжных гаек увеличивается мёртвый ход (это заметно при перемене направления вращения винта), что создаёт неудобство в работе.
Необходимо систематически следить за состоянием винтов и
гаек, закрепляющих упоры для
выключения автоматических подач. Если в винтах и гайках смяты грани, выработана или смята резьба, то затруднено крепление кулачков. Недостаточно закреплённые кулачки могут сдвинуться и не выключить самоход в нужный момент, в результате чего возможна поломка станка.
Надо регулярно следить за
Фиг. 199. Устройство крепления механизмом включения и выклю-винта подачи стола. чения автоматической подачи
с тем, чтобы обеспечить чёткость его работы. Устройство такого механизма продольной подачи стола в станке Горьковского завода показано на фиг. 200. Рычаг /
Фиг. 200. Механизм включения и выключения автоматической продольной подачи.
переключает кулачковую муфту 2 самохода. Собачка 3 и пружина! 4 фиксируют определённое положение рычага, а следовательно,, и муфты.
Переключение муфты происходит автоматически, когда упор \ закреплённый на столе станка, дойдет до рычага б и повернёт его. Вместе с рычагом повернутся валик 7 и закреплённый на нём сухарь 8, который входит в прорезь рычага / и поворачивает его
§ 99. Дефекты, вызывающие дробление обрабатываемой поверхности
Кроме причин, рассмотренных нами ранее, дроблённая поверх ность может получиться из-за выработки вкладыша 1 (фиг. 201) подшипника, закреплённого в подвеске 2. когда он недостаточно 20г
z
устойчиво поддерживает конец фрезерной оправки. В гаком случае оправка может вибрировать и вызывать дробление Вкладыши подшипников оправки обычно разрезные и имеют наружный конус; благодаря этому люфт легко устраняется путём подвинчивания I айки 3.
Если регулировкой устранить люфт нельзя вследствие значительного износа вкладыша, то его заменяют.
Дробление обрабатываемой поверхности может быть вызвано недостаточно прочным закреплением хобота затяжными винтами В таких случаях оправка < фрезы не будет устойчиво поддерживаться подвеской, фреза станет вибрировать и обработанная поверхность получится с дроблением.
Люфт в направляющих станины и консоли, консоли и поперечных салазок, поворотных салазок и стола является причиной вибрации и дробления. Для большей устойчивости в направляющих делаются специальные за жимы, которые во время работы станка должны быть затянуты, за исключением того зажима, где включён самоход. Следует также иметь в виду, что причинами дробления могут быть не только неисправность станка, но и неправильное использование его или неумелая работа на нём.
Необходимо обеспечить устойчивое крепление режущего инструмента. При работе без подвески фрезу надо ставить на оправке возможно большего диаметра и располагать её как можно ближе к шпинделю. Нельзя работать затупленной фрезой.
Обрабатываемая деталь должна устойчиво.
Рассмотренные причины, вызывающие дробление, особенно заметно проявляются снимании иметь в
Фиг. 201. Устройство подшипника подвески' фрезерного станка.
закрепляться прочно
больших скоростях Необходимо резания, не всегда будут
при стружки большого сечения. ’ виду, что завышенные режимы усмотренные паспортными данными станка, вать вибрацию и дробление.
резания и также пред-ВЫЗЬ!
КОНТРОЛЬНЫЕ ВОПРОСЫ К ГЛАВЕ .Х/П
I. Какие причины вызывают нагрев подшипников?
?. Отчего появляется шум в механизмах?
3. По каким причинам фрикционные муфты пробуксовь-ваюг или не выключают станок?
4. Отчего получается дробленая обрабатываемая поверхность?
5. Какие характерные дефекты появляются в работе токарных станков и как они устраняются?
6. То же стчогальных станков?
7. То же фпезерных станков?
Г ji а в a XIV
СКОРОСТНОЙ РЕМОНТ СТАНКОВ
При обычной организации ремонта от 2 до 3% оборудования постоянно находятся в капитальном ремонте. Это значит, что на заводе с 1000 единиц оборудования выводятся из строя действующих станков и постоянно простаивают только на капитальном ремонте до 30 единиц. Хорошо организованный скоростной ремонт снижает простои оборудования в 5—6 раз. Кроме того, при скоростном ремонте повышается производительность труда ремонтных слесарей в среднем до 200% и благодаря разделению труда можно пользоваться менее квалифицированной рабочей силой.
Скоростной метод ремонта оборудования является высшей формой организации работы ремонтного цеха в результате развития стахановского движения, в котором участвуют не отдельные стахановцы, а весь коллектив. Ведущая роль в развитии этого движения принадлежит инженерно-техническому персоналу.
1. СУЩНОСТЬ СКОРОСТНОГО РЕМОНТА
Основой скоростного ремонта является тщательная подготовка всей работы до поступления станка в ремонтный цех.
Все сменные детали, которые должны быть заменены при ремонте, в первую очередь трудоёмкие, изготовляются до поступления станка в ремонт. Выполнять их следует по чертежам,, заблаговременно составленным в периоды текущих ремонтов и периодических осмотров. Для сокращения подготовительных работ при сборке узлов и станка предусматривается максимальная взаимозаменяемость деталей. Для этого в чертежах на сопрягаемые размеры деталей устанавливаются допуски.
Исключение представляют размеры деталей, меняющиеся в результате износа. На эти размеры предусматриваются припуски. Поэтому во время ремонта станка такие детали не изготовляются, а подгоняются по месту только отдельные их размеры. Для сокращения этих работ при ремонте станка изнашивающиеся части стан ков изготовляются комплектно, например валик и втулка. Если валик вращается непосредственно в корпусе, то корпус растачивается под втулку стандартного размера с допуском и тогда при ремонте не приходится подгонять валик по месту.
Ещё ббльшую экономию времени даёт изготовление запасных комплектов деталей для целых узлов с предварительной их сборкой. При наличии же запасных узлов на станок, разобранный в ремонт, ставятся готовые узлы, заблаговременно отремонтированные и собранные. Такими узлами могут быть: коробки подач, фартуки, фрикционные муфты, супорты., резцовые и револьверные головки и др. При ремонте станка в первом случае требуется только установить готовые детали в корпусе узла, а во втором — поставить готовые узлы на место. Последний способ ремонта выгоде" там, где имеется несколько однотипных станков. При разнотип
ных же станках бывает целесообразно стандартизировать отдельные узлы и ремонтировать их указанным способом.
Запасные комплекты деталей и запасные узлы изготовляются также для единичных станков, продолжительный ремонт которых может нарушить поточность производства и задержать выпуск продукции. Такие станки необходимо ремонтировать скоростными методами.
Сменные детали заказываются заблаговременно с тем расчётом, чтобы они были готовы к поступлению станка в ремонт.
Для этого за две-три недели до ремонта станок разбирается в нерабочее время для осмотра, составления предварительной дефектной ведомости и уточнения списка деталей, подлежащих замене. Дополнительно выявленные изношенные детали передаются на изготовление по чертежам, а на основании дефектной ведомости составляется график ремонта станка.
В графике ремонта станка предусматриваются: очерёдность работ, количество смен работ'ы в сутки, количество узлов и деталей, которые можно ремонтировать одновременно, квалификация и количество необходимых рабочих и их расстановка.
Для ремонта отдельных узлов и деталей закрепляются рабочие индивидуально или бригадами в два-три человека. Одна бригада выделяется как ведущая. Она ремонтирует основные узлы и ведёт от начала до конца общий ремонт, сборку, регулиоовку и испытание станка. Бригадир этой бригады следит за работой других бригад.
Дефектная ведомость и график ремонта, составленные во время осмотра станка, корректируются при поступлении станка в ремонт, после полной его разборки.
Для успешного проведения скоростного ремонта требуются особая чёткость и согласованность в работе всех участков ремонтного цеха. Планирование работ по ремонту станка с учётом использования каждого дня и часа времени является основным условием в работе. ,
Особое’ внимание надо обратить на недопущение простоев в работе бригад слесарей,, выполняющих ремонт и сборку станка. Требуется обеспечить своевременную доставку к рабочему месту новых деталей для замены изношенных, механическую обработку ремонтируемых деталей и иХ * транспортировку в соответствии с графиком., Необходимы также своевременная заготовка и доставка основных вспомогательных материалов, исправного инструмента и приспособлений. Механизация трудоёмких процессов и хорошая организация рабочего места тоже в значительной мере способствуют успешности скоростного ремонта.
2. ПРИМЕР СКОРОСТНОГО РЕМОНТА
Поясним сказанное на примере скоростного ремонта токарновинторезного станка седьмой группы сложности. Норма времени на слесарные работы (включая ремонт и монтаж насоса для
охлаждения с трубопроводом)— 290 чел.-час. Графиком планируется 25 укрупнённых операций по ремонту' станка, начиная с осмотра его перед разборкой и кончая окраской после ремонта. По графику вся эта работа должна быть проведена в 5 дней с момента поступления станка в ремонтный цех.
Рассмотрим форму графика и основные моменты его построения (см. вклейку).
В первой графе слева указаны номера операций, во второй -их наименование.
В соответствии с характером операции определяется необхо димое количество человек для одновременной совместной работы по её выполнению; соответствующие цифры*, проставляются в третьей графе. В зависимости от сложности и точности работы в четвёртой графе проставляется разряд её. В пятой графе дана норма времени в человеко-часах, а § .шестой — календарное время с учётом условии организации данной работы. По календарному времени составляется графцк скоростного ремонта. Специально выделяется графа, в иоторвй следует предусматривать возможную замену ручных работ механической обработкой. Здесь шабровка станины й поперечных направляющих каретки заменена шлифованием.
В правой части графика в вертикальных колонках размечены дни, смены и часы каждой смены.
Работа по ремонту станка предусмотрена в две смены четырьмя бригадами по два человека в каждой. Одна бригада, руководимая наиболее опытным бригадиром, выделена как ведущая. Бригадир её составляет вместе с технологом дефектную ведомость, ведёт ремонт основных узлов, регулирует работу бригад по ремонту всего станка, испытывает станок и сдаёт его после ремонта.
Часы работы бригад по /выполнению операций, предусмотренных графиком, обозначаются горизонтальными линиями. Цифры на линиях указывают номера бригад, выполняющих работу. Так, в первую смену работают первая и вторая бригады, во вторую смену — третья и четвёртая. Например, на второй день ремонта станка вторая брнгада в первую смену 7 час. с начала дн'я занята шабровкой Каретки по станине, а восьмой час — шабровкой поворотных салазок. Бригадир первой бригады первые 4 часа составляет дефектную ведомость, а потом переходит на шабровку корпуса передней бабки и подшипников шпинделя, что выполняет совместно с другим слесарем.
По линиям графика видно, какие дни, смены и часы отдельные бригады заняты на ремонте станка. Например, четвёртая бригада должна работать во вторую смену: второй день, третий день и первые 6 час. четвёртого дня.
Графиком предусматриваются 1—2 часа дополнительной работы сверх 8 час. в смену в том случае, когда в рабочий день по графику не укладывается время, предусмотренное нормой. Работа, для окончания которой требуется 1—2 часа, на другую смену не переносится. 0 данном случае это имеет место при шабровке по-206
перечных салазок п клипа и четвёртой бригаде, при ремоше и сборке механизма супорта во второй бригаде, при шабровке основания и корпуса задней бабки в третьей бригаде.
Работы, предусмотренные графиком, после и,х выполнения бригадами сдаются отделу технического контроля (ОТК).
КОНТРОЛЬНЫЕ ВОПРОСЫ К ГЛАВЕ XIV
1 Какая требуется подготовка для выполнения скоростного ремонта?
2. Как расстанавливается рабочая сила при скоростном ремонте?
3. Как составляется график скоростного ремонта^
Глава XV
МОДЕРНИЗАЦИЯ СТАНКОВ
Станки модернизируются по двум основным направлениям: .
1) с целью улучшения эксплоатационных свойств в результате повышения износоустойчивости механизмов, улучшения условий ремонта и уменьшения затрат по обслуживанию (смазка, регулировка, ремонт);
2) с целью повышения производительности, улучшения условий работы и приспособления к выполнению операций, не предусмотренных прежней конструкцией.
Повышение срока службы станка достигается за счёт: 1) изготовления быстро изнашивающихся деталей из более устойчивого металла, 2) улучшения термической обработки деталей, 3) улучшения условий смазки, 4) изменения конструкции механизмов.
Срок службы механизма повышается при изготовлении деталей его из более прочных металлов. Шестерни, кулачковые муфты и другие детали делаются из стали вместо чугуна. В том случае, когда эти детали вращаются на других, также стальных деталях, для улучшения условий трения ставятся промежуточные втулки или подшипники качения.
Быстро изнашивающиеся стальные детали изготовляются из качественной углеродистой или легированной стали,, прошедшей соответствующую термическую обработку. Марка стали и характер термообработки определяются в зависимости от конструкции деталей и условий их работы. Если детали изнашиваются в результате выработки трущихся поверхностей, новые детали, как правило ставятся с повышенной твёрдостью. Когда же деталь выходит из строя вследствие выкрашивания и трещин, то при изготовлении новой улучшают качество стали или снижают её твёрдость; если же нельзя снижать твёрдость, то деталь цементируют и калят с высокой поверхностной твёрдостью.
.Оборудование часто приходит в негодность в результате «заедания» или выработки трущихся деталей вследствие недостаточной или нерегулярной смазки, утечки масла и попадания загрязне
ний к местам трения. Такие недостатки в механизмах устраняются изменением условий смазки путём установки маслёнок улучшенной конструкции и изменения конструкции механизмов.
Там, где к местам трения масию подавалось путём периодической заливки через отверстия, ставятся маслёнки. Несовершенные масленки заменяются другими, обеспечивающими постоянную смазку (масляные колодцы с кольцевой смазкой через фетр) или подающими её периодически, но бесперебойно (маслёнки Шарко). Устанавливается централизованная смазка под давлением. Отдельные механизмы заключаются в коробки, что обеспечивает смазку механизмов в масляной ванне или разбрызгиванием.
Для удержания масла от вытекания и предохранения от попадания загрязнений к местам трения ставятся крышки, пробки, войлочные щитки, кольца и щитки с сальниковой набивкой, маслоудерживающие резервуары и лабиринты.
Увеличиваются долговечность и срок службы механизмов от одного ремонта до другого также путём изменения конструкции отдельных узлов.
У заточных станков под действием попадающей в них наждачной пыли быстро вырабатываются направляющие плоскости стола, салазок и клина, вследствие чего их приходится ремонтировать каждые 3—4 месяца. Кроме того, при перемещении стола затрачивается много энергии на преодоление трения в направляющих. Эти недостатки заточных станков устраняются изменением конструкции стола и салазок.
1. ПРИМЕРЫ ИЗМЕНЕНИЯ КОНСТРУКЦИИ СТОЛА
Пример 1. В направляющих стола и салазок (фиг. 202, а) строгаются пазы для закрепления стальных закалённых и прошлифованных планок 1 (фиг. 202, б). В планках делаются призматические канавки для размещения в них шариков 2. Для центрирования канавок четырёх планок одна нижняя планка делается «плавающей» и ставится без крепления. Шарики в канавках устанавливаются по нескольку штук вместе с интервалами в 200—250 ми. Интервалы ограничиваются штырями, которые завинчиваются в планки. Последние крепятся винтами 3 по краям, чтобы канавки 'для шариков остались свободными от винтов.
Благодаря наличию планок с призматическими канавками для шариков клин 4 теряет своё назначение.
П р и м е р 2. На другом заводе станок был модернизирован, как показано на фиг. 202, в.
На салазках 1 был оставлен выступ для крепления плиты 2. В плите было профрезеровано шесть окон для установки радиальных шариковых подшипников 3„ которые крепятся на пальцах 4. К столу были прикреплены две стальные закалённые и прошлифованные планки 5, воспринимающие давление шариковых подшипников. Для установки этих подшипников в одной плоскости пальцы делаются эксцентричными.
В результате такой модернизации заточных станков срок службы их от одного ремонта до другого увеличивается в несколько раз, снижается время, необходимое для выполнения ремонта, не требуется частого регулирования зазоров, появляющихся в результате износа направляющих, уменьшаются простои станков и снижается расход потребляемой станком энергии.
б
Фиг. 202, Стол и салазки заточного станка: а — до модернизации; би в — после модернизации.
14 А. А. Осветимокий
1013
209
2. ЗАМЕНА ПОДШИПНИКОВ СКОЛЬЖЕНИЯ ПОДШИПНИКАМИ КАЧЕНИЯ
При передаче больших усилий, при больших числах оборотов или при работе с наждаком скользящие подшипники быстро изнашиваются, греются и «заедают». В связи с этим их часто прнхо дится регулировать, ремонтировать н менять, а вместе с ними ремонтировать и менять валы и шпиндели, что вызывает простои оборудования и значительные затраты на его ремонт.
Для устранения указанных недостатков такие подшипники скольжения рекомендуется заменять подшипниками качения, которые могут долго работать без ремонта и регулировки, замена их не требует много времени и рабочих высокой квалификации.
Примеры перевода подшипников скольжения на подшипники качения показаны на фиг. 203. В приведённых примерах размеры корпусов не позволяют производить расточку для размещения подшипников качения, поэтому последние установлены во втулках с выносом вне корпуса. Там, где можно поместить подшипники в корпусе, рекомендуется растачивать его под подшипник.
3. ИЗМЕНЕНИЕ КОНСТРУКЦИИ ГАЕК ХОДОВЫХ ВИНТОВ
Гайки подач различных станков, как правило, изготовляются из дефицитного металла — бронзы. Кроме того, их приходится часто менять вследствие выработки резьбы: на заточных станках — через 3—5 месяцев, на токарных (гайки поперечной подачи) — через 5“7 месяцев.
§ 100. Первый способ изменения конструкции гайки ходового винта
Срок службы |гаек можно увеличить, если изготовлять их регулируемыми— двойными, как показано на фиг. 193; Эта конструкция гаек позволяет устранять люфт в резьбе, образовавшийся вследствие износа, не заменой их, а регулировкой. С этой целью гайки делаются двойными. Одна часть гайки имеет выступ, благодаря которому она крепится к салазкам и не может перемещаться в направлении оси винта 5. Вторая часть 3 гайки может перемещаться, поэтому люфт в резьбе устраняется отодвиганием её ну тем завинчивания винта 2 (упирающегося в конический сухарь) после ослабления винта /. По окончании регулировки люфта подвижная часть гайки жёстко крепится винтом. Для большей устойчивости крепления эта часть гайки делается длиннее второй её части, которую легче закрерщть.
Регулируемые гайки дают возможность работать без люфта в резьбе до полного её износа. Такая конструкция гаек применяется на станках ЛИП и некоторых станках заграничных фирм.
в
Фиг. 203. Примеры перевода подшипников скольжения на подшипники качения.
§ 101. Второй способ изменения конструкции гайки ходового винта
Так как у гаек подач вырабатывается только резьба, то при износе её нужно менять не всю гайку, а лишь резьбовую её часть. Для этого следует изготовлять отдельно корпус гайки и отдельно резьбу, нарезанную во втулке. В дальнейшем при износе резьбы потребуется заменить только резьбовую втулку. Ввиду того что корпус гайки не участвует в работе, его можно делать из чугуна или низких сортов стали.
При изготовлении гайки, состоящей из корпуса и запрессованной в него резьбовой втулки, корпус для устойчивости приходится делать несколько ббльшим, чем габаритные размеры гайки. Поэтому в некоторых случаях увеличивают место для перемещения гайки большего размера за счёт других деталей станка. Несмотря на это, для гайки подач целесообразно изготовлять отдельно корпус и отдельно резьбовую втулку. В результате при ремонте сокращаются слесарно-подгоночные работы и расход цветных металлов.
4. УПРОЩЕНИЕ МЕХАНИЗМОВ СТАНКА
Многие станки имеют излишне сложные, много детальные механизмы, на регулирование и ремонт которых уходит много времени. Часто такие механизмы можно заменить более простыми.
На одном из заводов был упрощён механизм коробки скоростей расточного станка Р-80 (фиг. 204, а). Сложную фрикционную муфту с прямым и обратным ходом приходилось часто регулировать и менять на ней фрикционные кольца. Из-за поломки зубьев выходила из строя также текстолитовая паразитная шестерня 1.
Фрикционная муфта была заменена электрореверсом и изменена передача от мотора, после чего простои станка резко уменьшились.
В плоскошлифовальном станке Рейнекер шлифовальный круг и механизм подачи приводятся одним мотором. В связи с этим на станке установлен сложный механизм передачи движения с двумя парами конических шестерён со спиральными зубьями. Этот механизм приходится часто ремонтировать и менять много деталей. Особую трудность представляет замена конических спиральных колёс, так’как для нарезки их зуба требуются специальные станки.
На одном из заводов были установлены отдельные моторы, один — для вращения шпиндедя шлифовального круга, другой — для приведения в движение механизма подачи. После этого на добность в сложном передаточном механизме отпала.
Таких примеров упрощения механизмов станков на заводах имеется много.
5. ЗАМЕНА ОДНИХ МЕХАНИЗМОВ СТАНКА ДРУГИМИ
Плохо работающие механизмы станков часто целесообразно заменять механизмами, применяемыми на других станках и показавшими хорошее качество работы. Так, например, на радиально-212
б
Фиг, 204. Коробка скоростей расточного станка Р-80: а — до модернизации; б — после модернизации.
Фиг. 205. Фрикционная муфта радиально-сверлильного станка ХСЗ: а — до модернизации; о — после модернизации.
сверлильном станке ХСЗ плохо работает фрикционная муфта (фиг. 205, а), которую приходится часто ремонтировать и регулировать. На одном из заводов эта муфта была заменена другой муфтой известной конструкции (фиг. 205, б), фрикционные кольца к которой были взяты от муфты токарного станка Ижевского завода.
Второй пример улучшения конструкции механизма показан на фиг. 206. Механизм включения самоходов в фартуке токарного
станка ТН-20 завода «Красный пролетарий» (фиг. 206, а) заменен механизмом, применяемым на станках Ижевского завода (фиг. 206, б). Одновременно была увеличена поверхность сцеплении фрикционных конусов путём изменения конструкции шестерни и диска.
Фиг. 203. Механизм фартука для включения самоходов а — до модернизации; б — после модернизации.
6. СТАНДАРТИЗАЦИЯ УЗЛОВ И ДЕТАЛЕЙ СТАНКОВ
При ремонте оборудования особенно устаревших конструкций целесообразно заменять отдельные узлы и детали другими, повышающими производительность станка и упрощающими его ремонт и обслуживание. Кроме того, в результате применения стандартных узлов и деталей улучшаются условия проведения скоростных ремонтов.
В токарных станках, например, с успехом можно стандартизировать винты крепления резца, резиновые головки, винты и гайки подачи в супорте и связанные с ними детали: делительные лимбы, кольца, гайки, рукоятки, маховички, винты и гайки перемещения шпинделя задней бабки, маховички, рукоятки, отдельные размеры шпинделей, детали крепления задней бабки к станине.
На устаревших станках часто целесообразно целиком заменятп стандартными целые узлы: передние бабки, коробки подач, фартуки.
На всех станках можно стандартизировать детали крепления, насосную и водопроводную -арматуру для охлаждения, рукоятки, маховички, заготовки шпонок и другие детали.
7. УСОВЕРШЕНСТВОВАНИЕ СТАНКОВ В СООТВЕТСТВИИ С ТЕХНОЛОГИЕЙ ПРОИЗВОДСТВА
Для повышения производительности оборудования, внедрения многостаночного обслуживания и облегчения условий труда усовершенствуются отдельные механизмы и узлы станков, а также переделываются и специализируются станки в соответствии с тех
нологией производства. Инициаторами в этой работе являются технологи, конструкторы и стахановцы основного производства.
Длй крепления деталей устанавливаются самоцентрирующце зажимы (цанговые и другие), механизмы для пневматического зажима (зажим с помощью сжатого воздуха), механические само-установы (автоматический перенос деталей для выполнения оче редкой операции с одного места крепления в другое).
Для крепления режущего инструмента на токарных станках устанавливаются самоцентрирующие многорезцовые головки и револьверные головки, на токарных и револьверных станках дополнительные супорты (передний и задний).
Для повышения скоростей резания увеличивают числа оборотов путём перевода на индивидуальный привод, изменения соотношения шкивов, количества зубьев шестерён и кинематики станка.
При необходимости повышения мощности станка увеличивают диаметр и ширину шкивов. Простая ремённая передача переводится на тексропную (передача клиновидными ремнями), усиливаются супорты и другие узлы и детали.
Для повышения износоустойчивости деталей при повышенных режимах работы станка подшипники скольжения заменяются подшипниками качения, чугунные шестерни заменяются точно изготовленными стальными, стальные детали делаются с последующей термообработкой и с повышенной точностью, улучшаются условия смазки.
С целью механизации управления станки оборудуются механизмами подач с самоостановами и переключателями на ускоренный обратный ход, кнопочным управлением для пуска, останова и реверсирования., механизмами для самоторможения при остановке станка.
Для увеличения выпуска продукции при выполнении отдельных операций в массовом производстве приспосабливаются отдельные станки и улучшается конструкция их механизмов до такой степени, что выполнение той или иной операции полностью автоматизируется.
Для такой модернизации обычно используются устаревшие станки.
Всякие изменения конструкции узлов и деталей в новом оборудовании можно допускать при наличии обоснованных и хорошо проверенных данных, т. е. если эти изменения дадут большой производственный и экономический эффект.
Все виды модернизации, как правило, производятся во время капшального ремонта
ОГЛАВЛЕНИЕ
Предисловие....................................................... 3
Глава I. Устройство и работа станков............................
1. Токарные станки.........................................
§ 1. Передняя бабка.................................
§ 2. Передача движения от шпинделя к супорту........
§ 3. Фартук супорта.................................
§ 4. Супорт станка..................................
§ 5. Задняя бабка...................................
§ 6. Основные виды токарных станков.................
§ 7. Кинематика токарных станков....................
2. Строгальные станки.....................................
§ 8. Механическая подача стола .....................
§ 9. Механическая подача супорта....................
§ 10. Привод станка..................................
§11. Кулисный механизм..............................
§ 12. Кинематика поперечно-строгальных станков.......
§ 13. Виды строгальных станков.......................
3. Фрезерные станки.......................................
§ 14. Горизонтально-фрезерные станки.................
§ 15. Вертикально-фрезерные станки...................
4. Шлифовальные станки....................................
§ 16. Круглошлифовальные станки......................
§ 17. Универсальный круглошляфовальяый станок........
§ 18. Другие виды шлифовальных станков...............
5. Понятие о других видах металлорежущих станков..........
6. Станки с гидроприводами........................... . .
7. Электрооборудование станков............................
§ 19. Электродвигатели...............................
§ 20. Пуск в ход электромоторов с короткозамкнутым ротором ................................................
§ 21. Пуск в ход электромоторов с контактными кольцами
§ 22. Реверсирование электромоторов..................
§ 23. Защита электромоторов от чрезмерно большого тока
§ 24. Меры предосторожности от поражения током . . .
5
8
19
20
21
23
25
26
27
28
29
30
30
31
34
35
35
38
40
41
43
45
45
47
47
47
48
48
Глава II. Основные сведения по организации ремонта.............. 49
1. Виды ремонта и их определение.......................... 49
2. Классификация оборудования по скорости его извоса и определение межремонтных периодов............................. 51
3. Нормирование ремонтных работ........................... 52
4. Планирование ремонта................................... 52
5. Организация работы слесарей............................ 55
Глава Ш. Техника безопасности.................................. 58
Глава !V. Подготовительные ремонтные работы.................... 60
1. Разборка станков...................................... 60
§ 25. Общие замечания............................... 60
§ 26. Разборка трудна разъединяемых соединений...... 62
§ 27. Характерные примеры разборки механизмов....... 65
2. Промывка деталей разобранных станков.....................69
3. Основные требовании к разбраковке деталей станков и к составлению дефектных ведомостей............................. 70
4. Техника разбраковки детален станка .................... 73
5. Составление дефектной ведомости......................... 74
6. Организация рабочего места.............................. 75
Глава V. Механизированный инструмент............................ 78
Глава VI. Ремонт деталей.......................................
1. Ремонт деталей с направляющими плоскостями.............
§ 28. Способы ремонта направляющих плоскостей........
§ 29. Проверка точности направляющих плоскостей . . . .
2. Ремонт и замена валов..................................
3. Ремонт и замена шпинделей . ....................... • •
§ 30. Определение дефектов шпинделей..............
§ 31. Ремонт шпинделей...............................
4. Ремонт и обслуживание подшипников .................... .
§ 32. Регулирование подшипников......................
§ 33. Смазка подшипников.............................
§ 34. Ремонт! подшипников без замены вкладышей . . > . .
§ 35. Особенности ремонта разъёмных вкладышей ....'.
§ 36. Подгонка новых вкладышей.......................
§ 37. Заливка вкладышей баббитом...................• .
5. Ремонт ходовых винтов и гаек подач.....................
6, Ремонт деталей зубчатого зацепления ...................
§ 38. Подбор материала для шестерён и их обработка .
§ 39. Взаимодействие шестерён между собой и другими деталями . . . • • • •.......................
§ 40. Примеры ремонта деталей зубчатого зацепления . . .
§ 41. Ремонт блокшестерён...........................
81
82
83
83
85
85
87
88
89
92
94
98
99
102
103
104
104
107
Глава VII. Ремонт узлов................................... 108
1. Ремонт механизма коробок скоростей.......................109
§ 42. Определение дефектов деталей и их ремонт ...... 109
§ 43. Сборка коробкн скоростей.........................111
2. Ремонт механизма коробок подач...........................112
§ 44. Определение дефектов деталей и их ремонт........112
§ 45. Сборка коробки подач.............................115
3. Ремонт механизма консоли фрезерного станка . ........... . 115
§ 46. Замена гайки поперечной подачи...................116
§ 47. Ремонт остальных деталей консоли.................117
Глава VIII. Ремонт сверлильных станков.....................117
1. Разборка станка . . ..................................117
2. Ремонт деталей и узлов..................................119
§ 48. Ремонт станины................................119
§ 49. Ремонт стола .................................120
§ 50. Ремонт колонки................................121
§ 51. Ремонт шпиндельной бабки . .....................122
§ 52. Ремонт механизма подачи шпинделя..............123
§ 53. Ремонт Зубчатой рейкй для подъёма стола.......124
3. Сборка станка...........................................125
4. Регулировка н испытание сверлильных станков.............127
Глава IX. Ремонт токарных станков...............................128
1. Ремонт деталей и увлов............................. . 128
§ 54. Ремонт станины..................................128
§ 55. Ремонт каретки . . ..............•.............130
56. Подгонка корпуса передней бабки................130
§ 57. Ремонт шпинделя и подшипников...................130
§ 58. Ремонт передней бабки со ступенчатым шкивом . . . 132
§ 59. Ремонт механизма трензеля........................133
§ 60. Ремонт деталей супорта......................... 134
!61. Ремонт механизмов фартука........................137
62. Ремонт коробки подач..............................138
63. Ремонт корпуса н основания задней бабки ..........140
64. Ремонт деталей задней бабчн . •...................143
2. Регулировка и испытание токарных станков.................144
§ 65. Регулировка станка после сборки..................144
§ 66. Испытание станка на холостом ходу................145
§ 67 Испытание станка в работе.........................147
Глава X. Ремонт поперечно-строгальных станков....................149
1. Разборка станков.........................................149
2. Ремонт деталей и узлов..................................154
§ 68. Ремонт станины .................................154
§ 69. Подгонка ползуна, клниа и прижимных планок . . . 155
170, Ремонт поперечины................................156
71. Ремонт и сборка деталей механизма подачи стола . • 157
72. Ремонт и проверка стола.........................158
73. Ремонт кулисного механизма-.....................161
74, Ремонт коробки скоростей.............•..........164
§ 75. Ремонт супорта ползуна..........................164
3. Регулировка и испытание поперечно-строгальных станков . . . 166
§ 76. Регулировка станка после сборки . . . . •.......166
8 77. Окончательная проверка точности станка .........166
§ 78. Испытание станка ва холостом ходу и регулировка станка........................................ • . . 166
§ 79. Испытание станка под нагрузкой и на точность работы 167
Глава XI. Ремонт горизонтально-фрезерных станков.................168
1. Ремонт деталей и узлов..................• •..............168
§ 80 Ремонт станины...................................168
§ 81. Ремонт консоли.........• . . • ...............169
§ 82. Ремонт шпинделя и подшипников ... • •...........171
§ 83. Ремонт поперечных салазок я клина...............172
§ 84. Ремонт поворотных салазок универсального фрезерного станка...........................................174
§ 85. Ремонт стола ...............................174
§ 86. Подгонка нового ходового внита и гайки продольной подачи стола ........................................ 176
8 87. Подгонка хобота и подвески ...................177
§ 88. Ремонт механизмов н сборка станка...............179
2. Регулировка и испытание горизонтально-фрезерных станков'. . 179
§ 89. Регулировка станка после сборки.............. . 179
§ 90. Окончательная проверка стае <а на точность .... 180
§ 91. Испытание станка на холостом ходу н регулировка станка . . ...............................180
§ 92. Испытание станка под нагрузкой > на точность работы 181
Глава ХИ. Окраска станков и монтаж их после ремонта..............183
1. Окраска станков.........................................183
2. Рекомендуемая рецептура материалов для окраски станков . . 184
3. Установка станков на фундамент..........................184
Глава XIII. Межремонтное обслуживание станков................186
1. Причины нагрева подшипников и способы устранения нагрева . 186
2. Причины шума в механизмах и способы его устранения .... 187
3. Устранение дефектов в работе фрикционных муфт.......188
4. Причины, вызывающие дробление на обрабатываемой поверхности 191
5. Устранение дефектов в работе токарных станков...........193
§ 93. Люфт шпинделя и неустойчивость крепления обрабатываемой детали................................... . 193
§ 94. Дробление на обрабатываемой детали от неправильной установки и заточки резца .......................... 193
§ 95. Другие возможнее дефекты в работе станка ..... 194
§ 96. Основные правила эксплоатацни токарных станков . . 196
6. Устранение дефектов в работе строгальных станков ...... 196
7. Устранение дефектов в работе фрезерных станков..........199
§ 97. Дефекты шпинделя н подшипников..................199
§ 98. Дефекты стола, салазок и консолн................201
§ 99. Дефекты, вызывающие дробление обрабатываемой поверхности ...........................................202
Глава XIV. Скоростной ремонт станков..............................204
1. Сущность скоростного ремонта.............................204
2. Пример скоростного ремонта ..........................., 205
Глава XV. Модернизация станков....................................207
1. Примеры изменения конструкции стола.....................208
2. Замена подшипников скольжения подшипниками качения . . . 2Ю
3. Изменение конструкции гаек ходовых вантов...............210
§ 100. Первый способ изменения конструкции гайки ходового винта...........................................210
§ 101. Второй способ изменения конструкции гайки ходового винта..............................'.................212
4. Упрощение механизмов станка.............................212
5. Замена одних механизмов станка другими..................212
6. Стандартизация узлов и деталей станков............. . . 215
7. Усовершенствование станков в соответствия с технологией производства .................................................215
Техн, редакторы Т. Ф. Соколова н С. М. Попова
Корректор Н. Н. Москвин. Художник А. Е. Гребенщиков
Сдано в производство 6/XI 1946 г. Подписаио к печати 4/IV 1947 г. А-04510. Объем 13®/4 п- л. + 1 вклейка. Уч.-изд. л. 15,4.60X921/ie- Тираж 20 000. Зак. 1013.
1-я тип. Машгнза. Ленинград, ул. Моисеенко. 10.