/
















































































































































































































































































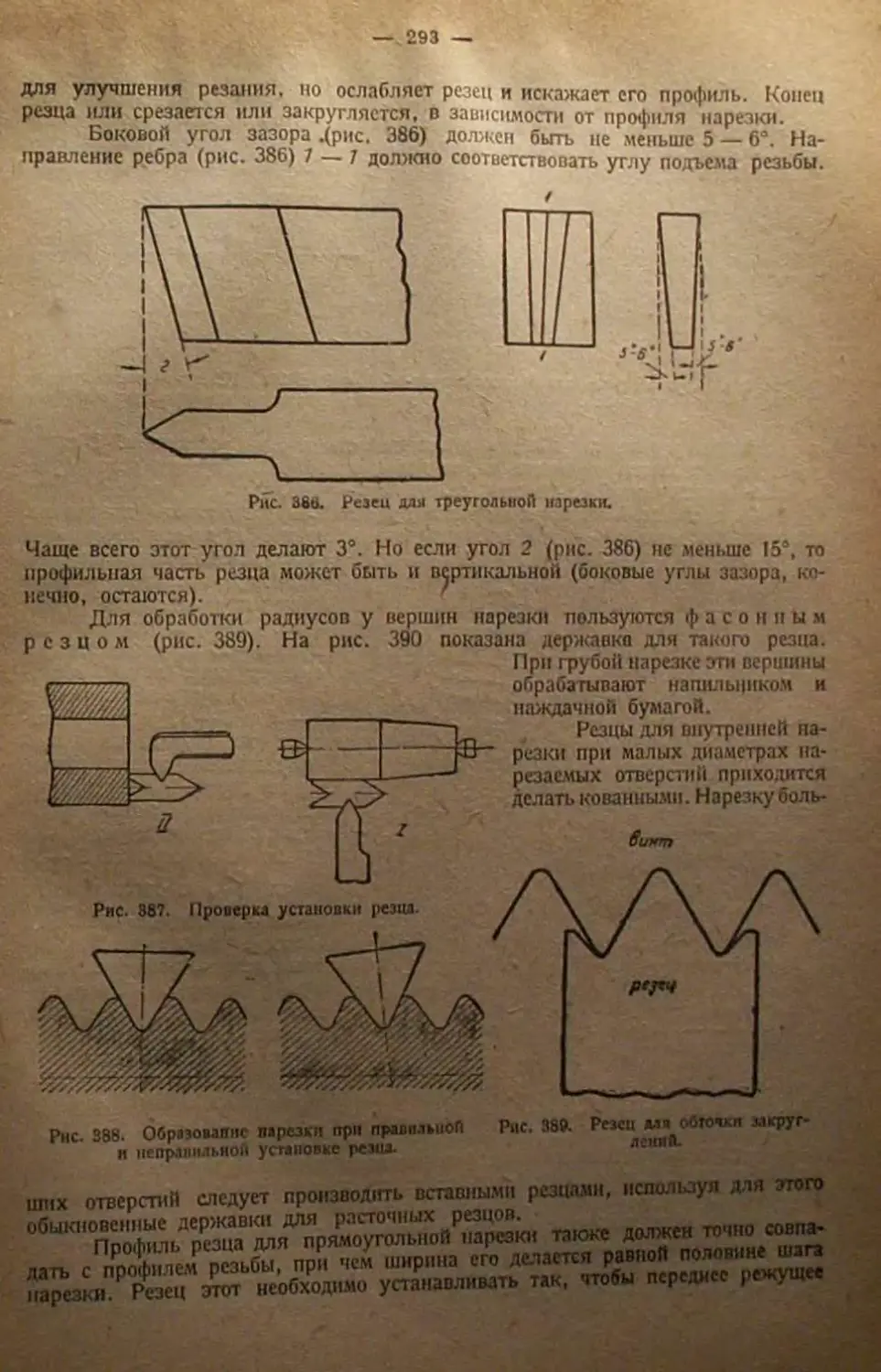







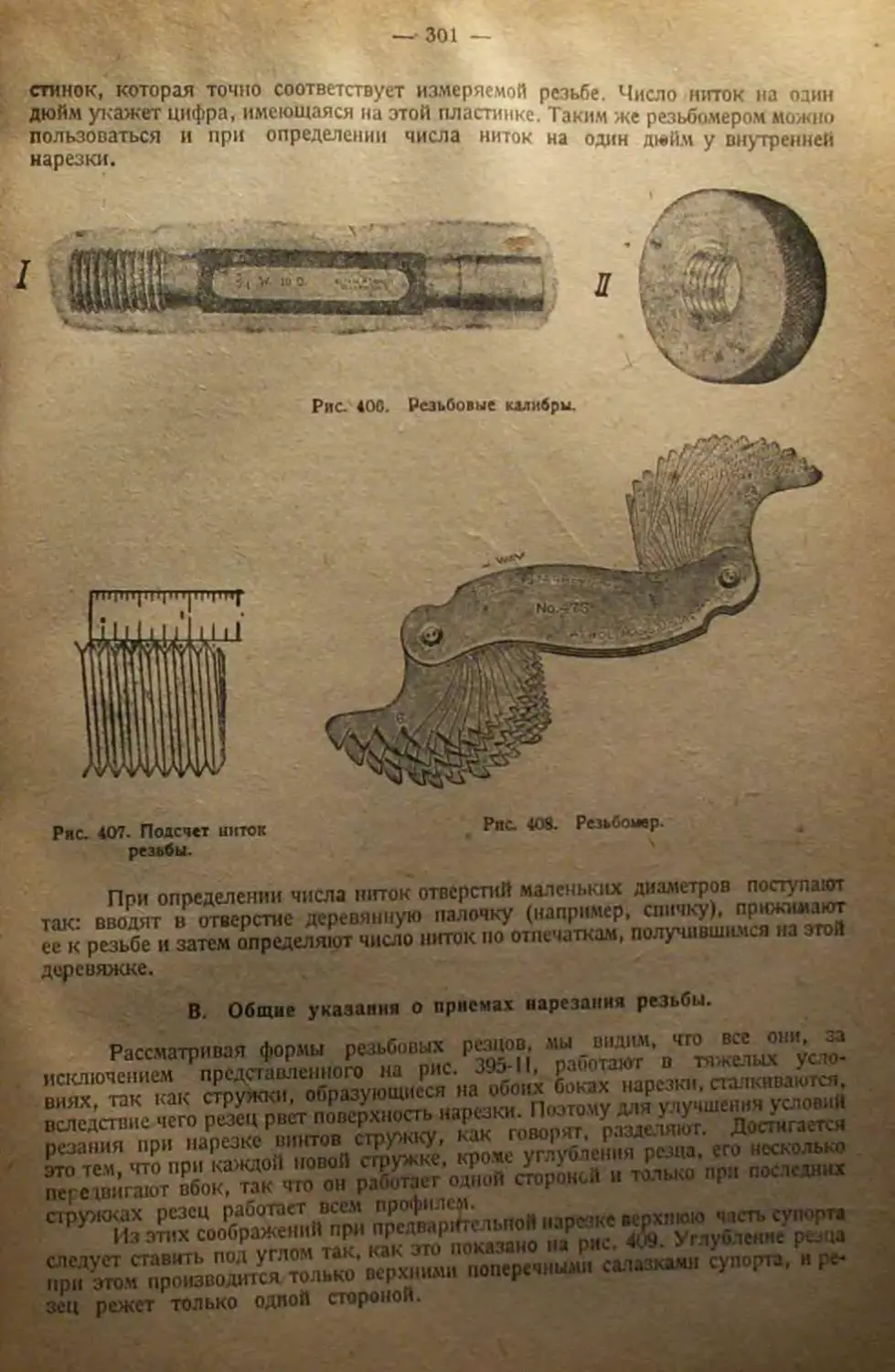
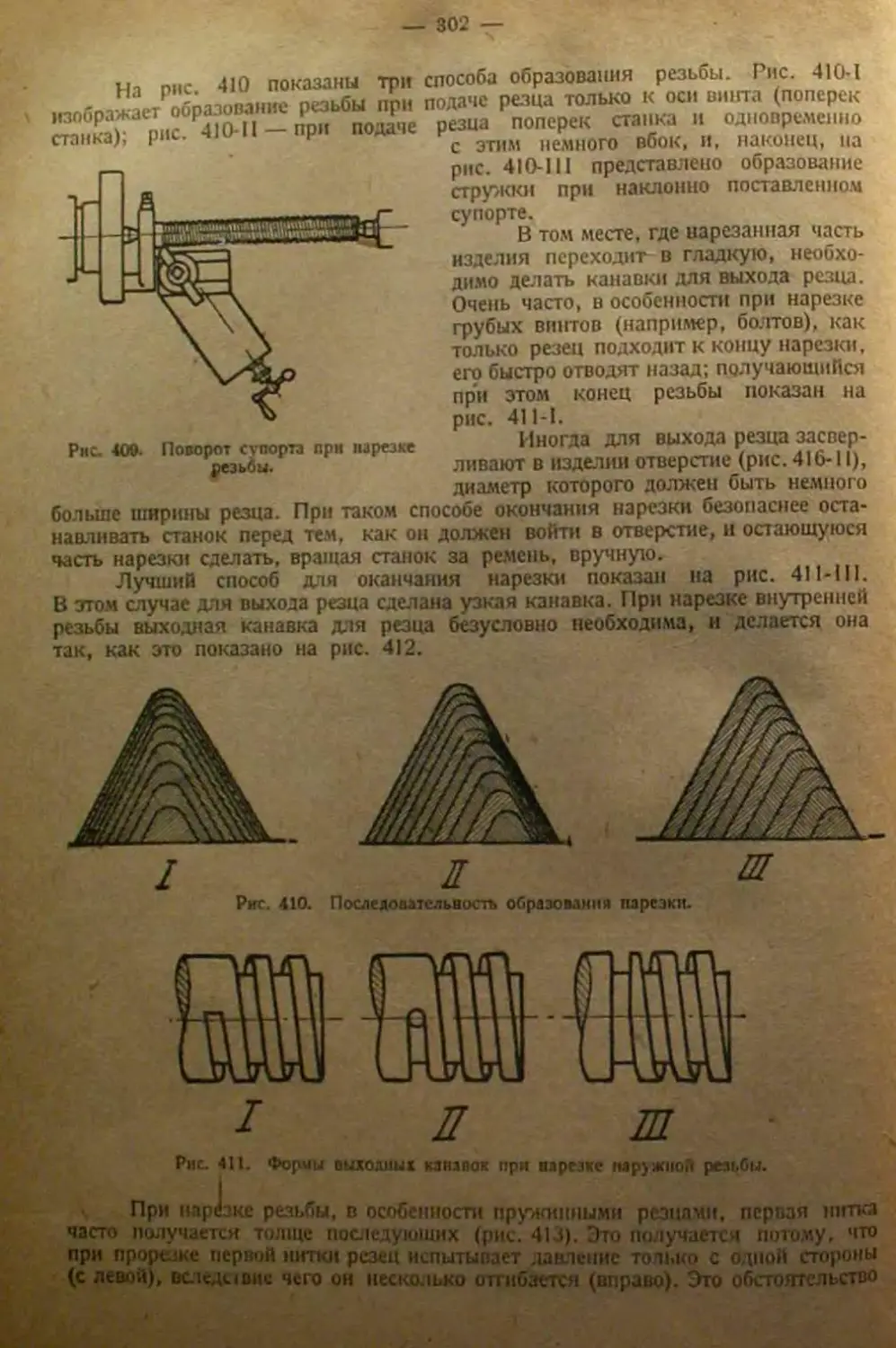

















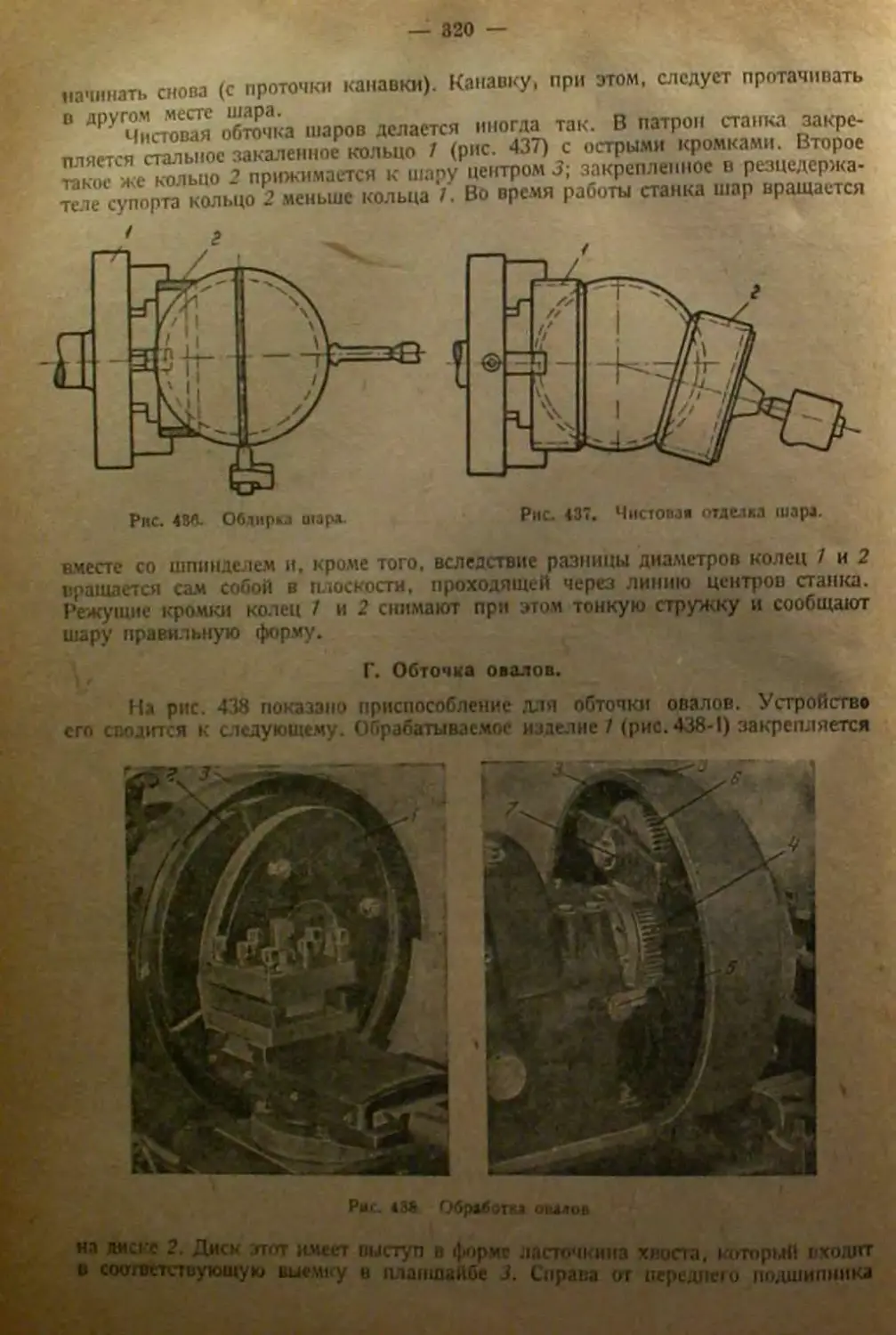

















































































Text
A. H. ОГЛОБЛИН
nep. *’> к.
з
Токарное дело
государственное научно-техническое издательство
10 3 1
Пров.трав аса eiapm. са-.счаиЛлсеа!
УЧЕБНИКИ ДЛЯ ШКОЛ ФЗУ
ОГЛОБЛИН А И.
ТОКАРНОЕ ДЕЛО
' . ’ / х
rronopaa JtOOUX
;-г>ж»Ь>ич t »ai«ew« югчйм
Эи «сад ФЗТ
ГОСУДЛ№Г|,НОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕ.1К Г- О
• п « । ЛЕ. НИН РАД
МОСКВА 10 3 1
пл—ю. ОГИЗ № 2313
Л.-.. „„Г,,. Ч Ыаж j-,.000 ш. п.
ЛО.П ка.4 мж Урщ^Гй----------
• Предлагаемая книга предназначается как учебное руководство для уче- I
ников школ ФЗУ, закончивших общую часть программы и, таким образом, зна-
комых с арифметическими действиями, а таюке с основными сведениями по техно-
логии н черчению; поэтому в книге опущены все вопросы, изучение которых требует
более широкого развития, в предположении, что пробелы эти учащийся пополнит
впоследствии по мерс углубления и расширения знаний. полученных в школе
ФЗУ. К таким вопросам должны быть отнесены: изучение токарного станка
с точки зрения наивыгодиейшего его использования; более глубокое, чем это
сделано в настоящей книге, исследование законов теории резания; ознакомление
,с современным состоянием техники измерений и т. д.
Автор стремился изложить курс токарного дела без формул, обычно затруд-
няющих читателя, не особенно сильного в математике, и как будто достиг
этого, за исключением лишь нескольких немногих случаев, когда применение
формулы, хотя бы и в скрытой форме, оказалось необходимым.
При распределении материала в книге автор исходил из следующих
соображений:
1) В книге «Токарное дело*», по мнению автора, должно быть собрано
все то, что должен знать токарь, начиная с устройства станка, V эрм и конструкций
режущих, а таюке измерительных инструментов и кончая приемами работ на станке.
2) Большая часть книги должна быть уделена тем вопросам, изучение
Еторых на практике без предварительной теоретической подготовки связано
некоторыми затруднениями или с большой потерей времени.
ш 3) В книге с исчерпывающей, по возможности, полнотой должны быть
разобраны те стороны токарного дела, значение которых не очевидно необходимо.
[Многим кажется, что работать на токарном станке с коробкой скоростей можно
л не зная ее устройства. Это, конечно, совершенно неверно.
|i 4) Некоторое место в книге должно быть отведено новинкам иностранной
техники, которые еще нс проникли в нашу промышленность. Появление их
О мастерской не должно быть неожиданностью для квалифицированного токаря.
Несмотря на довольно большой объем книги, автор был лишен возможности
•разобрать все вопросы, связанные с токарным делом, так подробно, как это сделано
п других книгах, посвященных отдельным отраслям токарного дела. Н^КОТОР“С
из таких книг перечислены в списке, помещенном в главе л 1л той книги
Частью из :mix книг автор пользовался при составлении предлагаемой
тКянги. Кроче того он руководствовался несколькими кишами по токарному делу.
Написанными на английском и немецком языках, катало!ами станкостроительных
и Инструментальных заводов (американских и европейских) и. наконец, соостлн-
йы.м опытом.
Автор надеется,1
лйюжст быть полезной
что предлагаемая книга, кроме своего прямого иазначи
всем тем, кто желает изучить токарное дело.
§ 1. Основные понятия об обработке металлов резанием
Только некоторая часть металлических изделий получается r совершенно
готовом виде в литейных, кузницах и других металлургических цехах —
отливкой, ковкой, прокаткой и т. д. При всех этих способах ип-лия полу-
чаются с неровными и негладкими поверхностями, с неточными очертаниями
и размерами. К большей же части металлических изделий предъявляются
более высокие требования в отношении их формы и размеров, а поэтому
после предварительной обработки (отливкой, ковкой и т. д.) они подвер-
гаются дополнительной отделке, которая сообщает им гладкую поверхность,
а таюке очертания и размеры, точно совпадающие с задапиыми.
Предварительная обработка металлических изделий основана на плав-
кости, ковкости и тягучести металлов и называется горячей.
* _ Дополнительная или, как чаще говорят, механическая обработка оспо-
йывлвтся на тягучести .металлов и на свойстве делимости их. Эта обработка метхт-
лцческих изделий называется таюке —- холодной, потому, что производится без
нагревания их.
Первый способ холодной обработки, основанный на свойстве тягучести
НВшлов, состоит в том, что куску материала при помощи специальных машин
и приспособлений придают новую форму, не изменяя его веса. Примером такой
обработки может служить — волочение проволоки, когда из толстого и корот-
кого куска ее изготовляют равновесный кусок более тонкой проволоки. В дан-
ном случае за счет уменьшения диаметра проволоки увеличилась ее длина.
ЙЮрма проволоки (диаметр и длина) изменилась, вес остался прежним. Второй
пример: штамповка различных предметов из листового материала (железа, меди
Этот способ, часто называемый обработкой без снятия стружки, занимает
среднее место между холодной н горячей обработкой. В двух рассмотренных
выше примерах мы видим холодную обработку. С увеличением размеров юж-
днЙ обработать их не на «рева я нс удается и поэтому прибегают к горячему спо-
собу, например, к штамповке, часто заменяющей поковку дгтазей машин.
Второй способ холодной обрабопсн металлов основан на свойстве делимосп!
их. т -с. на способности отделять свои частицы под действием внешних сил, и назы-
вается обработкой резанием. При этом способе изменение внешних форм и раз-
меров изделий производится посредством удаления части материма их. вес
яВделнй при этом, конечно, уменьшается.
При обработке металлов резанием снимаются все лЫншки н неровности.
получившиеся при предварительной обработке азде>ий в металлургических цехах.
Эти излишки могут быть результатом случая (например, при испальэова»ши
нс спеши и ных I.HOTOKOK, а подходящих кусков материала) или же делаются
умышленно ПО заранее принятому решению. В висл» «нем случае зги излишки
Носчт название и р н и у с к о п на обработку. Величина припусков казней я
|Ь- широких пределах, обусловленных формой и размерами изделия, <пос о.
6 —
Рмс ь Работа обыкновенного мнад.
tz==^s^^=s
viroinnc-™ горячен обработкой метал лов. Очень часто ™атс-“'“^XXe'ie'
! ,1,™ изделии о горячем иеху обходится настолько дорого, что '*с- '
сообразным грубо обработанную вещь передают. для 01;“1|чатЧ“!’“
п механический цех. С давних пор .между горячей и холодной обработкой неделя
м борьба за первенство в метал-
лообрабатывающей промышлен-
ности. Борьба эта по существу
своему бессмысленна, так как
и холодная и горячая обработки
могут существовать, дополняя
друг друга, что мы и наблюдаем
постоянно в наших мастерских.
Однако такое соревнование дало
прекрасные результаты в том
смысле, что в весьма значитель-
ной степени повлияло на улуч-
шение способов обработки ме-
таллов как горячей1, так к хо-
лодной. Всякое стремление по-
бедить противника приводит
прежде всего к улучшению соб-
ственных сил. Згой необходи-
~ Обраг.™ и зз.пк....... горячей. п„
е X ’XSZ Z^S,T„a Хб™ "Г'"™” ВЫТКаТЬ "
улазэть эти припуски „ быстро и Дело ХОЛО'““Я обработки -
ур^личпых Юделнй с"^"рт^^^<от[,Ь^^*д1"^п>гековиа Обработку
оыть самых разнообразных назначении .Т?Х?С'™ х“се °™ ,,,,стРУменты могут
являетсч клин. Действие клипа хорошо изгаттиТ??1'^' ОС"“0"Об формой их
Топор, нож, стамеска - псе ..то Гзнньи што.дом>’ "-1 "опсслнспной жизни.
Всилтрипаяс* в я“„ й„„Р <с""ис “ Р'1'"^ формах,
мы видим,
'рис< JР производит на ппи lernmmuo ’ металл)’ °беими своими сторонами
.Хп Z 1. нои'';.часп’ "ап',"ал’
коя (под действием какой-тибо .иmpauJtM,n,« 'сказанном на нис t гтлп-
t другой стороны й^ЛЬН0' Г"’",1ПУ» силу |>с<1лх, P‘LI т?м ‘ФУЛнее раско ion.
от фбрмы Kimnfi^,d4“»a этой С1,1Ы г ’ох°ЛНМо приложить к клнн» .
•1 ,,а'аер л« - ™ ..... I
двумя наклонными плоскостями
7
1 — 1. образующими его. Совершенно очевидно. что чем больше этот угол
(см. рис. 1 справа), тем большую силу нужно приложить к клину, чтобы расколоть
*г болванку 2, и, наоборот, чем меньше угол 3, тем меньше должна быть сила, деП-
. ствующаяпа клин. Но это еще не значит, что с увеличением угла J. например едва
с раза, и силу, заставляющую клин войги в болкаику 2, следует увеличить таюке
вдвое. Дело в том, что с увеличением угла 3 уменьшается давление на его щеки
со стороны частей раскалываемой болванки, и поэтому при выборе наивыгодией-
4ИИХ условий работы клина нужно учитывать нс только материал раскалываемой
болванки, но и угол, образуемый его рабочими поверхностями. Величина
этого угла определяет еще и прочность клина. Чем больше угол 3, тем проч-
ней клин.
На рис. 2 слева представлен другой случай работы клина. Здесь мы имеем
не разделение болванки на две приблизительно равные части, как это мы видели
на рис. I, а отделение одной
Рис. 2. Работа однобокого клипа.
Рис. 3. Образование стружки.
иную форму. Рабочей стороной сужит только поверхность / (рис. 2), в то время
- ,как противоположная1 сторона трется о болванку 2.
Ecjjh мы, не изменяя формы я утла клипа, заставим его вдавливаться
< в болванку 2 так, как это показано на рис. 2 справа, то трения боковой поверх-
> Пости клина о болванку не будет. Случай этот ближе двух первых к тем условиям,
в которых находится при обработке металла режущий инструмент.
Режущий инструмент 7 (рис. 3) при своем движении вперед в направлении.
' указанном на рис. 3 стрелкой, входит в материал и своей передней гранью 2 — 3
сжимает его. :>гому сжатию будет подвергаться только пасть
Сериала (тоштрнхтяиияая на рис. 3). Сжатие ваштрихооаниой
продолжаться только до тех пор. пока эта часть не стонет^атьсн от кталь-
пой части болванки. В этот момент она едтшгаетеп ио направлению линии
«р“««окадоточют-/, начнет подниматься по передней грани режунтего инагу-
«этС и. наконец, отделится от обрабатываемоП болванки. Одновременно с этим
.."£л=^^
н^^лоя «частно»,
чиниться около точки J. и есть мчало образования ЕЫтобрамтям-
>, матерная хрупок, как, например. чугуi то
мпмомтпм пбпхювання стружки она обламывается и отскакивает, в то мр
«SU вперед. При обработке вязких материалов
— 8
филе». и»-кая паж.) такого "‘“^^.й^ХГхшТкрепк''.'"'т> етру.кка
частицы м.’>тсриала сцепляются ме ду поручается в виде зави-
вающейся перед резцом
ленты. _
К более подробному
разбору процесса образо-
вания стружки мы еще вер-
немся (ель главу VI), а
сейчас установим движе-
ния, которые необходимы
тя того, ‘ггобы процесс
резания совершался и про-
исходил непрерывно. Таких
движений должно быть два,
а именно:
1) главное или ра-
бочее движение, во время -
которого резец производит
резание, снимает' струж-
к^, и
2) подача, т.-е. дви-
жение, обеспечивающее не-
прерывность резания.
Для того, чтобы с
исчерпывающей ясностью
представить себе, каким
образом осуществляются
эти два движения на токар-
ном станке, ознакомимся
в общих чертах с устрой-
ством и взаимодействием
частей его. На рщ'. 4 пред-?
ставлен современный то-
карный станок германской
фирмы Шисс-Дефриз.
Иа станине / с левой
стороны находится перед-
няя бабка 2. В подшипнике
передней бабки вращается
шпиндель (на рисунке его
не видно), на правый конец
которого навертывается
патрон 3. Обрабатываемое
изделие может быть при-
креплено к патрону посред-
ством так называемых ку-
лаков4. В шпинделе, кроли
того, имеется отверстие, в
которое может быть вста-
влен закаленный цент .7.
ЛИЗ,*» 11. < > _
Свободой конец ттуго центра имеет шт imi.»» “ ,u" мыалснныи центр 5.
механизма, находящегося н передней бабке и^п 1,пж,Ле,ь ,,осредством особого
П‘“Ч'ЧаП ': ““-—^°СК0" СК‘,рОте"-
*. ока скоростей устроена таким образом,
— 9
что при постоянном числе оборотов электромотора. обслуживающего станок, чиста
оборотов шпинделя можно изменять в довольно широких пределах. Изменение
скоростей шпинделя получается поворотами рукояток 6—7, а также маховика <?,
связанных с внутренними частями передней бабки (коробки скоростей). На правом
конце станины имеется задняя бабка 9, которая предназначена для поддержания
обрабатываемого предмета, если он длинен, и у этой бабки имеется шпиндель 10
с вставленным в него задним центром /7. Бабка эта может быть поставлена в лю-
бое положение на станине, а шпиндель ее может быть выдвинут из корпуса бабки
посредством маховика 12.
; Обрабатываемое изделие, как мы сказали выше, закрепляется в патроне 3.
Другой способ закрепления изделий состоит, в том, что на горцах его засверли-
взются отверстия, точно соответсгвующие конусам
. Режущий инструмент-(Р" сП заРе";™^ ....маховичок II.
fcUAS - ^2
Мшрта. в ратные ' -Л.ка7И„ iпоперечную — поперек его.
иипь пилами: продольную— влть арни,„ с,;,„ка. возвращаемся к опреде-
. Ознакомившись с устройством токари цпе1с1а1М|д севе, яти виеит-
.1О1И1И движений, обеспс«1И11ав>иИ1Х ''Р™1 . Р 5> св„ ,а„,, со шпинделем станка
рвя ставка устаиоилеиа круглая ба ва. «Крик. « Д,,юк „ х„Л1и маз„„л
посреяспм хомутика vwwnraua па рве. 5 стрелкой. В головку
болванку 7 кцкоторшоввадемьтслоболваики/^
су порта станка закрепим резец Л ро«9 щин
- ю —
Совершен"' кие. что при вращении волынки реаеп будет еннлап. стружку-
Iэто И еСХ:f“ ...... Р .»»-««
I \спечнв1ет >.:,>еривнопь процесса резания. Эго есть п о да ч a. tom «в..
w in вес .рема вр.пщпьея, а резец шмепенно перемещаться вдоль станицы.
волг га / будет.вен обработана, нлп, как говорят, поточена.
Итак, распределение движений, необходимых для процесса резания на
Итокарном станке, получается следующим образом:
1) Главное или рабочее движение—вращательное получается от шпинделя
ранка. с которым тем или иным способом связывается обрабатываемое изделие.
2) Подача — получается благодаря перемещению резца вместе с супортом
[вдоль станка (поступательное движение).
' Очевидно, что как главное движение при резании, так и подача должны
и .могут изменяться в зависимости от различных условий, при которых нронсхо*
дит резание в каждом отдельном случае.
Скорость, с которой обрабатываемая поверхность перемещается относи-
тельно лезвия резца, называется скоростью резания к измеряется
метрами в минуту. Так, если говорят, напри-
мер, что скорость резания есть 20 метров
в минуту, то это значит, что поверхность обра-
батываемого изделия проходит около лезвия
резца со скоростью 20 метров в минуту. Для
краткости вместо слов «метров в минуту» при-
нято писать .w/мин., так что в нашем случае
скорость резания есть 20 .ч/мип.
Для определения скорости резания су-
ществует следующая пррстач формула;
./• »х£>Хл ,
1 - ~нйГ
3-“- ° *«—Р
Ра берем, каким образом потХтась эт-i £ ,,боР°тов изделия в минуту,
мы обрабатываем вал тиаметп kwnn ,КЬ *та '1'°РмУла- Представим себе что
-RCS- ~ ......**• •
I оольше, чем при одном
° Х" ’’"1Л‘,МеГр''“ " M»W.
у> « юы привести ее к мст-
неовхо.хнмг> оа, ’7 'z- х л
. ^пму.то. оп^'Х" ₽а“" 1 <»>
«Кру* п ост *, ₽е’ - Н п И Р«-тои>|. П|.1НО|ГГ.С|ПСМ Ив.
’п 1 л° -««г’. ?.б₽м*т:.;г:;;’”\л.<и
Резец
Рис.в. Оирсдс-кние ск.роли резания.
° м У на | (XX).
л/мин.
Величина диаметра D всегда берется но чср«. )Чу. т..е. еще не г,.'рзботан-
; иому месту (рис. 6). к
Сделаем несколько примеров на определение сырости резания.
Пример 1. Обрабатываемый на токарном станке вал делает 100 обо-
ротов в минуту. Диаметр в»ла (до обработки) 50 alm. Какова скоростьрезаиия?
В этом случае п — 100 об./мин., /J 50 мм. Подставляя эти величины
...В формулу для определения скорости резания, получаем:
.. 3.14X100 < Г.0
5кТ 1 000
пример 2. Чугунный шкив имеет диаметр D - 600 ми и делает б обо-
ротов в минуту. Как велика скорость резания при обточке обода этого шю за?
Имеем D == 600 ми, п = 6 об./мин. Поэтому:
з.ихсо»> • .
V =-----11,4 .«/мин.
Мы увидим дальше, что скорость резания при обработке какого-либо
Изделия выбирается в зависимости от материала обрабатываемого изделия, ка-
чества резца и др. обстоятельств.
Подачей на токарном станке называется перемещение супортз его. Подача
измеряется в миллиметрах на 1 оборот шпинделя станка.Так, если говорят, что,
например, при обработке чугунного шкива (см. выше) подача 0,8 ми, то это зна-
чит, что в то время, как шпиндель станка делал один оборот, супорт его прохо-
дил 0,8 ми.
Подача называется продольной, если резец перемещается парал-
лельно оси изделия (например, при обработке цилиндра). Если же подача проис-
ходит по направлению к оси изделия и под прямым углом к ней (как. например,
. * при обработке торцев изделий), то она называется поперечной. Используя
обе подачи одновременно, изделию можно сообщить любую форму, например,
'.“'Конуса, шара и т. д.
Нам остается установить еще одну величину, определяющую процесс ре-
зания, а именно— глубину резания. Глубиной резания при обточке
называют половину разности диаметров обрабатываемого изделия до прохэда
резца и после него. Таким образом, если диаметр изделия до обточки <»u i Iw им,
а после одного прохода резца стал равсп 90 ми, то это значит, что глубина резания
Йк была
1Л0 — 90
Глубина резания измеряется в миллиметрах. и -пмл.
Определение глубины резания при работе поперечной подачей предо-
ставлясм сделать читателю.
они были
ст до на-
S 2. Краткий исторический обзор конструкций токарных станкон
и современные типы их.
Изобретение токарного станка теряется а глубокой йре1"юпя. При рас-
копках и Египте найдены каменные изделия со стелами резца.
оКотаны Таким образом. токарное дело cyiMcei повали еще “
эр“ Мы не имеем исчерпывающих указанийокгиктрумгн;
такого далекого прошло» о, по с полной •‘*<мГГ0®^‘® *_ • .. ,.,|М
время были только ручные станки, а нс маш ору
которых автоматичность.
— 1!
8
J
На рис. 7 представлен старинный русский кустарный станок, относящийся
I к более поаднемг «рсмени. но, вероятно, лишь немногим отличающийся от тех
станков, которыми пользовались древние египтяне.
Обрабатываемая болванка устанавливалась на заостренных брусках 7
и 2 (пи-сов.змеиному — на центрах). Одни из этих брусков закреплялся в стойке J,
4 прикрепленной к полу и
к стене намертво, а другой
закладывался в такую же
стойку 4. и мог быть за-
креплен в ней клипом 5.
На эти бруски, как на
центра, устанавливали об-
рабатываемое изделие 6.
Вокруг изделия обматы-
валась веревка 7, верхний
конец которой привязы-
вался к упругой жерди S,
а нижний оканчивался пе-
тлей—для ноги токаря.
Брусок 9 служил опорей
для резца. Станок этот
действовал следующим об-
разом;
Рабочий вставлял
ногу в петлю веревки (как
СтариялиЛ русский токарим» станок.
вследствие чег, и5пчпк1еяая ио 1шка и пи СТР'МЯ> 11 натягивал ее,
№г«ш|ем ноги мерх огаоЛохш веревку к “^Е0™0' Т<,пи Рабочий
-~.-.жя?я—,~ ~Xs.;„
чилижи оыли станки того
О"
S В
Сыршш<
Я
— 13 -
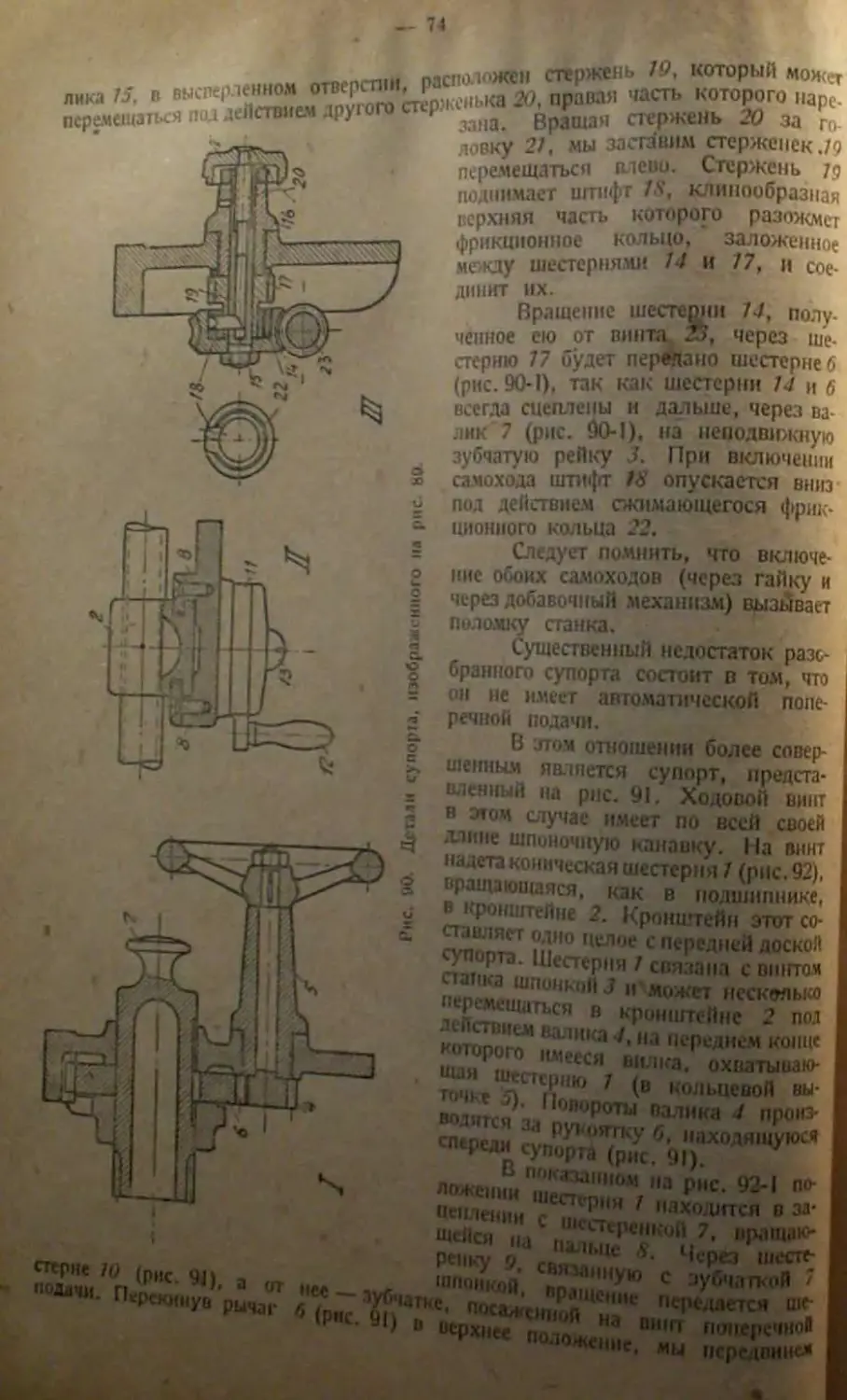
Но супорт его еще не был связан с шпинделем станка, и все перемещения его
Производились только вручную.
Эти перемещения супорта были автоматизированы введением так называе-
мого ходового валика (рис. 10) и зубчатой рейки, посредством которых супорт
получал движение от шпинделя станка. Этот станок был назван самоточкой за
Рис. 0. Токарный станок без автоматической подачи супорта.
Рис. 1а Токарный станок с ходовым ыликом.
рис. II представлен токарный Викторе....ан «•bob "’
к пену приналлеж-ностнии. Воеденне «№впго»<"« «
.~Теп, .такихС«"Л
основанием для названия их в и н т о р к -• " •«
к концу прошлого столетия или началу нашего и предназначался для работы
резцами из углеродистой стали.
Появление в 1900 году так называемой быстрорежущей стали, которая дала
возможность производить токарные работы со скоростями резания значительно
большими, чем это допускали резцы из углеродистой стали, вызвало целый
Л. Токарный СИРО, с вдоакш вшпоа
'2-
перевит,,. е СГ(|)1 т,иок г стулеищтым
с “ СГа,,костроеиии с * ШМ1ВОЙ.
°м у ЭГ°П) станка
A— 15 —
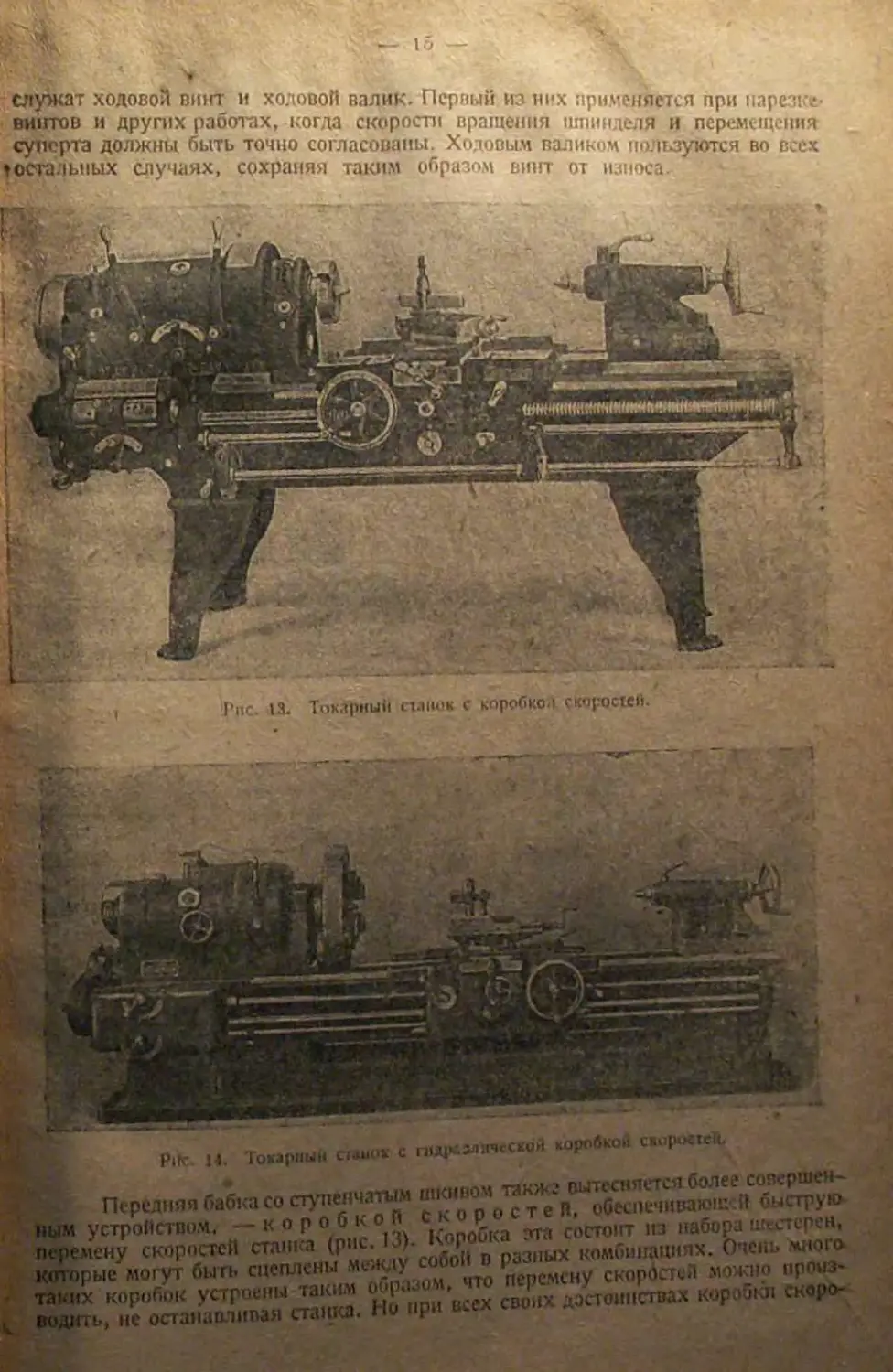
служат ходовой винт и ходовой валик. Первый из них применяется при нарезке-
। винтов и других работах, когда скорости вращения шпинделя и перемещения
суисрта должны быть точно согласованы. Ходовым валиком чо.нлуются во всех
1осгалы1ых случаях, сохраняя таким образом винт от износа.
Передня»б.бкасо
(Г-с. 13>.
Хворые йог/ быть сцеплены меаду собой » родных „гтга.
к Нода "ст““ коро5й| СК’^
— u —
чество CKopocren.JW гак У*^ от
стей с зубчатыми шестернями дают в
Vvw,.... юи ипрличеиие
коробки. Кроме того, при
На рис. 16 представлен один
Германия). Станок этот работает от
..дельного ЭЛ(
Управление станка — кнопочное, так чго токарь, нс
, „ют в «очышшстве случаев недостаточное кол». I
п таше числа "X связано с большим усложнение,
= одной скорости к ближайшей следующем
часто получается настолько резкий
скачок, что часто приходится возвра-
щаться назад и работать на скорости
меньшей, допускаемой в данном
случае.
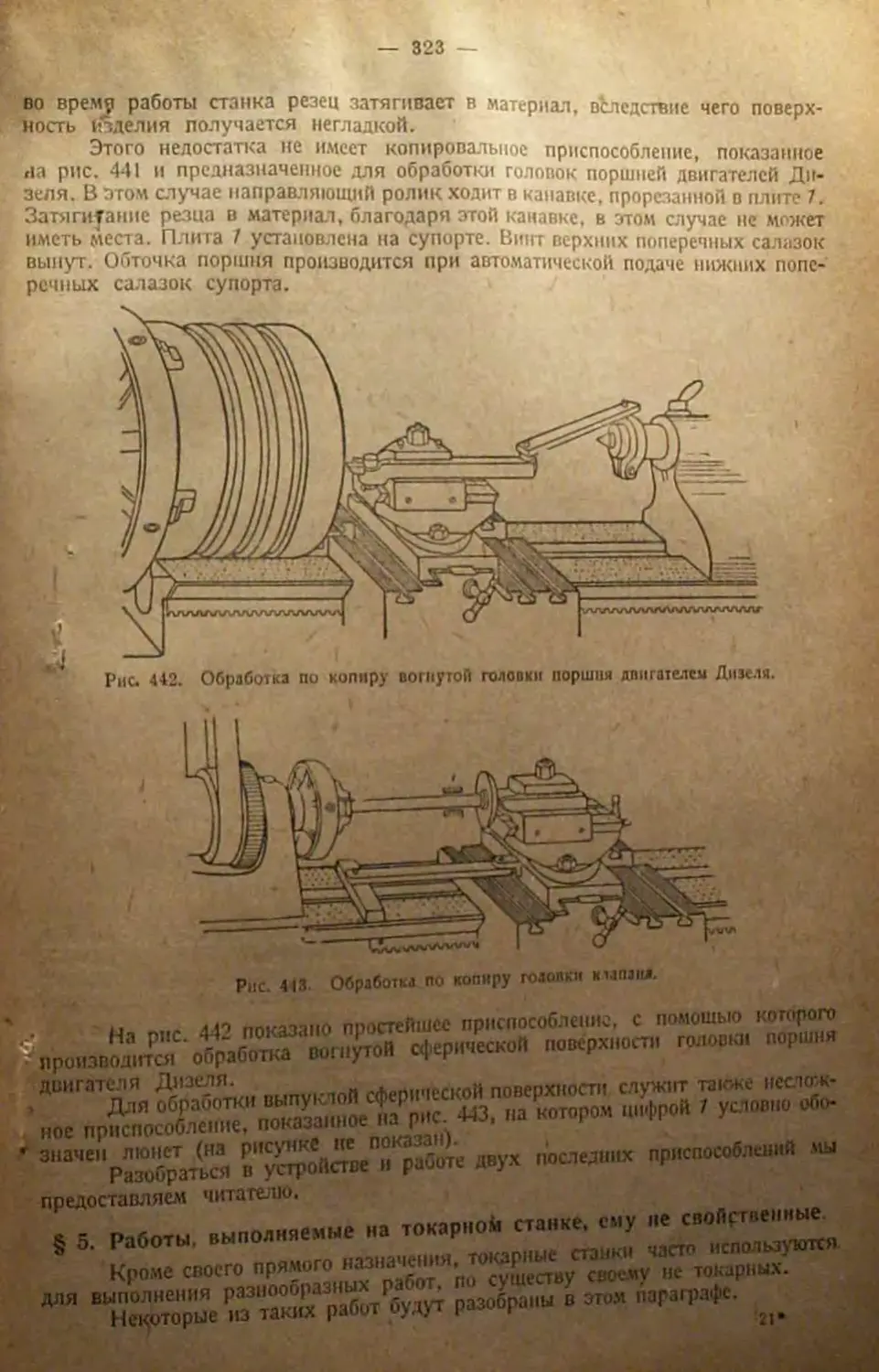
Этих недостатков не имеет так
называемая гидравлическая
коробка скоростей, которой снабжен
станок, изображенный на рис. 14.
Эта коробка дает возможность полу-
чить большое количество скоростей
станка, плавно переходя от одной
скорости к другой.
Одновременно с улучшением
конструкций станков увеличивались
и размеры их. На рис. 15 представлен
довольно крупный станок, о величине
которого можно судить по соотноше-
нию станка с ростом человека, изо-
браженного на том же рисунке. Ста-
нок снабжен двумя су портами, что
значительно сокращает время обра-
ботки длинных изделий. Общая длина
его около 15 метров, но это далеко
не самый большой станок, какой ,
можно видеть в современных ма-
стерских.
Качества режущих инструмен-
тов также непрерывно совершенство-
вались. Быстрорежущая сталь, поя-
вившаяся. как мы говорили выше,
около 1900 года, до последнего вре-
мени была лучшим материалом для „
токарных резцов. Старые, лостроен
мыс во времена углеродистой стали I
токарные станки постепенно исчезли Ц]
из наших мастерских, и их заменяли 111
новые, мощные станки. Но в самое
последнее время появились новые
сверхбыстрорежущис металлы, и L ।
снова станки оказыйаются мало.мош--л
” т»'хохолными. Техника наших j
жни и л-т пен-меримо быстрее, чем
угл« ЫЛ° D ,,ачале 'Столетия, и по- И
Млти.«Иа ПОИГ1*-'Н”С СВСрхбЫСТрОрС- ’J4
иХп. * *еталлоп Лучшие стаюпктрн -1
пост-nr С ?аволы Немедленно отвемли '
ИЗ laS ^°“ "*"’«’*• 1
отде гьногА?4,,К0В ^Рми Шнсс-Дефриз,- ®
ильного электромотора в 35 лош. снлЕ
. • ухо ,ц С своего Места можеЛ I
— 17 —
пустить станок в ход и остановить его простим нажатием кнопки. Для быстрого
перемещения супорга вдоль станины имеется отдельный электромотор. Управление
этим мотором также кнопочное. Таким образом для того, чтобы перемесит»
супорт, токарю достаточно нажать кнопку. Электромотор, обслуживающий
супорт, немедленно останавливается, как только палец рабочего снят с кнопки
Вместе с улучшением конструкций и увеличением размеров токарных
станков росла и производительность их, которая измеряется обычно количеством
стружки, снятой на данном станке в один час времени. Количество этой стружки
постепенно увеличивалось с повышением подач и глубины резания, при которых
производилась обточка изделий па станках, что оказалось возможным по мере
усиления конструкций станков. Росту производительности станков сильно способ-
ствовало и непрерывное пбвышение качества режущих инструментов — резцов,
обеспечившее возможность увеличить скорости резания.
Во время работы станка резец нагревается, становится мягким и поэтому
теряет свои режущие свойства. Резцы из обыкновенной углеродистой стали,
которая была почти единственным материалом для резцов до 900-х годов, вы-
держивают нагревание без уменьшения их режущих свойств только до 200—250е Ц.
Рис, 10. Токарный станок для Видна.
Уже при нагреве до 150 Ц резец иногда становится настолькоШягким, что оказы-
вается негодным для дальнейшей работы. Эта низкая стойкость резцов из углеро-
дистой стали давала возможность работать лишь на очень низких скоростях
резания. При обработке чугуна средней твердости скорости резания около 6 ,ч мин.
часто были предельными, какие мог выдерживать резец.
Появившаяся r начале нашего столетня быстрорежущая стань допускает
нагрев при работе до 600 — 700" Ц. не уменьшая при этом своей твердости. Ско-
ристь резания в 12 .и,/мин. при обработке чугуна является вполне возможной.
Резец из быстрорежущей стали работает при этой скорости, нс затупляясь довольно
продолжительное время. ч
Сверхтвердые быстрорежущие металлы (Видна и др.), появление которых
относится к самому последнему времени, позволили работать с очень выео-
ыши скоростями резания, значительно превысившими наибольшие возможно-
сти для резной из быстрорежущей стали. Обработка чугуна средней твердоста
может производиться резцами Видна при скорости резания 60 .« чиж ттри т оди-
рочных работах и даже 100 .«..чин. при чистовых. Резец при этом нагревается
тн очень высокой температуры, не теряя своей твердости.
Увеличение произвольности станков, как результат
ристай резания, становится особенно очевидным, если сравнить колкчест». егру
•кек снимаемых в час резцами ил перечисленных .материалоп.
Eie в средине простота столетня, когда были I™»
стой 'стали токаоный станок считался очень сильным, ест он давал 5 х. стружек
в Ч.,с. Современные токарные станки. ....... резиахи ‘р.^вйш^прь
ста. пт. дави возможность синматъ до 3® ы стружек в час Резцы!Видна по
применении их на станках, специально для них построенных (рис. 16). гаимЛот
до 800 кг стружек в час.
Z/0Z
— 18
„шшаппплс ibHocTH токарных станков вызвав
r.,,.,4 стык*:павышги"<-о J „/обслуживающих. Станок средней
" УТоГпои ST» wSSS стали Работал 01 ’’•еюромотора В 3,5
вели'шны ври резцах из уг р д, Такой же станок, после замены
углеродистой стали быстрорежущей, тре-
бует электромотора в 13—15 сил, и,
наконец, станки таких же размеров и
построенные в наши дни для резцов Видна
снабжаются электромоторами в 50 сил.
Одной английской фирмой построен недавно
токарный станок, который работает от
отдельного электромотора в ЗООлош. сил.
Станок эгот предназначен для работ рез-
цами Видна.
О размерах стружки, снимаемой на
современных станках, можно судить по
рис. 17, на котором показана стружки, по-
лученная при обработке стали. ’ Скорость
резания была при этом около 8 лт/мин..
_ „ глубина резания—30 эьи и подача —б льч
нс. 1/. итруажэ зо 5 лм. Автор этой книги во время работы
заводов в Германии наблюдал
на одном из крупных машиностроительных
обработку большой стальной детали, произ-
3 TCIlZMZfl П1,Л„Л О .. г. . __— 1
---J .J, .... И Г1 Я
— 10 .w.w на оборот изделия.
околи 30 .ч), в современных -Ясс условиях все это делается без особых
затруднений.
Улучшение конструкций токарных станков и увеличение их производи-
тельности постепенно расширяли область применения этих станков. Постепенно
в соответствии с увеличением величины и количеств обрабатываемых деталей,
а также очертаний их, изменялись внешние формы станков и некоторые части их
• ' Современные токарные станки могут быть разделены па следующие группы.
1) Центровые — винторезные станки, чаще называе-
мые просто токарными. Самое название «центровые» указывает на присутствие
у этих станков центров, т.-е. двух бабок — передней и задней. Присутствие ходо-
вого винта, обеспечивающего возможность делать нарезку, послужило основанием
для названия этого станка винторезным.
Рис. 10. Лобовой станок. „
2) i обо вы е с ?а и к и. У этих станков, предназначенных для обра:
Сотки изделий с большими диаметрами, очень часто нет станины (рис. 19). Сутюрт
в задняя бабка располагаются на общей с передней бабкой фундаментной плите
Зиния байка иногда отсутствует. ___ ..„—-.а ...
Существует много -пгаов тобовых ставков, но останяи поиться на них
сейчас мы не бутеч и слетаем это позднее, в главе IV тай книги.
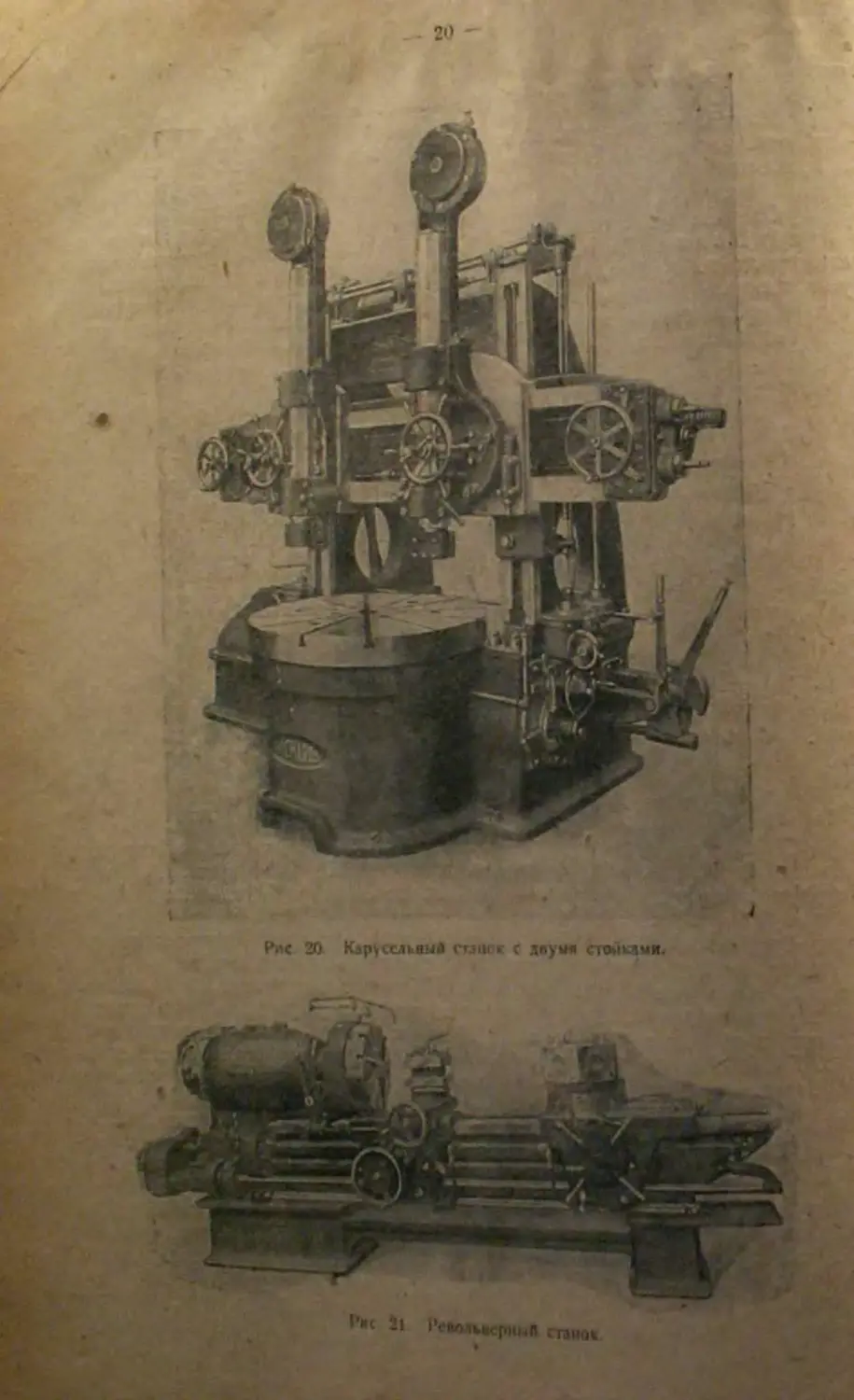
р у с е л ь п ы е ст а и к и. Банноне затрудиенищ вознпкаюиви
при закреплении громоздких и тяжотых изделий в ,'атР0,|:'\,|'ю,‘“?
Вызвало появление еше плоше топа токарных станков а именно
типе 201 В этом случае шпиндель стайка вертикален. и патрон предстзтичет
о закрепление его производится легки. ...... „ г,аю IV
Рт< |ич>||.|. типы карусельных станков будут разобрана а главе iv.
4) Р ев о л ь в е р н ы с с т.з 'Lk?".l“h« щекнз, -
га Ш^ме^ов'^”^"'"'"'™ в °пре н.кчнюм порядке ПМИЧИТСЯ к
KSy ихГ...............
ЯП K0HI13 С ОДНОЙ VCTaHOBKH И без смены ,,.^и ппоъ-гдн 1OU
Одна из современных конструкций гаЕгатыи
11.3 Р'С. .4. Прияеиеиие револьверных станков ... • ™
ускорить II. значит, удешевить наютоменис раз.... надсшИ пр
20 '
’*"c 2i Редолыифнм nwor
*21
Дальнейшее усовершенствование револьверных станков привело к так на-
зываемым автомата м, все движение которых, в том числе и закрепление
материала, происходит автоматически, посредством особых механизмов, имею-
щихся у станка. Револьверные станки, у которых стоматизированы только
движения супорта, а закрепление изделий производшея рабочим, обстукиваю-
щим станок, называются полуавтомата м и.
Изучение конструкций револьверных панков, полуавтоматов и автоматов,
а также работы на них представляют собой отдельную область токарного дела.
Поэтому в этой книге все вопросы, связанные с револьверными станками, совер-
шенно не рассматриваются.
5) Последнюю группу токарных станков составляют различные специаль-
ные станки. Каждый из таких станков предназначай для какой-либо одной работы.
Наиболее распространенные из них будут нами разобраны в главе XVI
этой книги.
ГЛАВА ВТОРА Я.
Токарные станки.
Основными частями всякого токарною станка являются:
1. Станина.
2. Передняя бабка и механизмы для изменения скорое :ц1.
- 3, Задняя бабка.
4. Супорт.
. 5. .Механизмы подачи.
6. Контрприводы.
Переходим к подробному разбору . всех этих частей.
§ 1. Станины.
- > Сталина токарного станка служит oifopoft для передней и задней ба<
и одновременно с этим является как бы рельсами для супорта. Всякая стат
состоя। из двух продольных ба.ь>к (рис ‘
попере'Шыми ребрами. Поперечные ребра .|ыаюп
гаклся гак, чтобы обеспечить всей станине нее
„Ап. пек станины. Станины
в ~$ра -ссткосп, 1^!1' ".,рр3,пенные под неко-
До пос1!.цчг.> иге» скрепляю'11"1' P'JP*’ Jбольшую жссткость. I
......
йгпхние части продольных бал ...... г,лим*ппгет очень много
язашЖ. называются направляю .и
ми. Существует очень много
форм направляющих. но осе
формы эти могут быть разде-
лены на две группы—плоские
или так называемые европей-
ские п призматические или
американские. Следует отме-
тить. что названия форм на-
правляющих станин по стра-
нам света (европейские и
американские), когда-то имев-
шие под собой почву, в на-
ZF И Г “ "
Рис. 23. Профит станины томрвого статы.
стоящее время потеряли свой смысл. ДеЯствителыю. многие германские станко-
строительные завиты делают станины американского тина и наонорот.
На рисунке 23-1 показана станина токарного станка европейского типа,
у которой направляющими для супорта служат верхние широкие плоскости 1 и 2
и две боковые 3 и 4. Плоскости / и 2 должны быть достаточно широки, чтобы
супорт имел хорошее направление? Чем шире эти плоскости, тем больше полу-
чается опорная площадь супорта и тем медленнее, поэтому, изнашивается станина.
Но при большой опорной площади супорта его трудно передвигать вручную,
что является недостатком станков со сташшамн европейского типа.
Более существенный недостаток этого типа станин состоит в том, что супорт
н задняя бабка станка располагаются на одних и тех же направляющих, вслед-
ствие чего по мере снашивания направляющих станины задняя бабка будет опу-
скаться, вто время как передняя остается на старом месте, и, следовательно,
станок развернется.
Современные станины европейского типа делаются так. как это показано
на рис. 23-11 из которого видно, что направляющие для супорта (/ и '’Jo г зе-
лены от направляющих задней бабки (.; и Направляющие / и 2 см таны и этом
aJ"e" г,аГ,к" !' « <> 11 поэтому снашивание их
не отзовется на точности станка.
Оршанскиеста»ипинч«л4пмпмаги.„сю,х,ыпоаи11.,|1п1«<т^ >т пп
саишмя» мшш bch.ict.mc л„'3'“ "<,№,’к,"’п" Пшорта получаются
«шотст. Кроме того на vnm« ' '*“""О"-' ьынииы быстро lunaum-
чноы, МК на широких пл-кких напрюияХТ и "С ™' УСТ°П'
станин встречайся главным образ»м v нЗК.Л па,т“мУ ••’«фиканскис пшы
За последние Годы и ам< ри; anci ,1 >, , ct.ihkod, e
заводи останови.шсг. мк будги на * vbp,,,teflcw,e станкостроительные
«иное делай станины эмирига.ккин У , Р ШИ Ч‘ Х1Я ,к“х ”
v o тина, .мн крупных — европейского
, Плоские направляющие часто можно видеть у неСольших станков, к ко-
торым предъявляются высокие требования в смысле точности.
I Многие заводы, впрочем, далеко не всегда придерживаются этого правила
и Останавливаются на смешат ом типе станины (рис. 23-IV). В этом случае
салазки супорта опираются на одну призму/, расположенную па передней балке
станины. Вторая сторона супорта ходит но плоской направляющей 2. Для задней
бабки служат призма 3 и плоская направляющая •/.
На рис. 23-V показана станина американского токарного станка (фирмы
Лй-Бйонд), устройство которого в дальнейшем будет разобрано подробно.
I Есть еще много профилей станин токарных станков, но все они могут быть
отнесены к одному из рассмотренных нами типов, и останавливаться на них. по-
этому, мы не будем.
На рисунке 23-V! изображена станина токарного станка очень тяжелого
типа. Вертикальные ребра продольных балок сделаны в этом случае для боль-
шей жесткости двойными.
§ 2. Передняя бабка и механизмы для изменения скоростей
г^Назначение передней бабки токарного станка — поддержать обрабатывае-
мое изделие и сообщить ему вращение (рабочее движение). Скорость этого вращения
должна изменяться в зависимости от размеров и материала изделия и качества
резца. Поэтому передняя бабка состоит из:
I) деталей, которые служат для поддержания обрабатываемого изделия
и Яющения ему рабочего движения, и
2) различных устройств, посредством которых можно изменять скорость
вращения обрабатываемого изделия.
А. Основные части передней бабки.
Главной частью передней бабки токарного станка является шпиндель.
Правый конец шпинделя обычно имеет нарезку, на которую может быть навернут
пагроп или какое-либо другое приспособление для закрепления обрабатываемого
изделия. Шпиндель вращается в двух подшипниках, а вместе с ним вращается
и изделие, подлежащее обработке.
Точность станка в весьма значительной степени зависит от шпинделя.
Он lie должен прогибаться ни под действием веса обрабатываемого »»;усл1в>т. ни
о г натяжения осмия, ни от давления резца. Шейки шпинделя •
кокрые находятся в подшипниках, должны оыть правильно и чисто прошли-
фтыны. Материалом для шпинделя служит сталь средней твердости, у совре-
г станков шпинделя сплошные. > у С*
ШИделя делаются
(правой) част шпинделя это отверстие расточено-на конус и и .
строю совпадать с осью вращения шпинделя. В противном с у<а
„Г„ „ ЛТ..Т конус, будет Спик. Be..обеаюняе отсго 7^
иен банки нужно тщательно проверять, ис иьет -н I . .....
оЯЬужится — расточить конус, снимая при этом •
НйЙдеЛЯ.
к' Шпиндель не должен иметь
(Шенин, Эта устойчивость шпиидс.
и 1ШЮКПЫМН устройствами для регулировки на
. PaccMvipun несколько p-uo^ocipaww
бабки токарною станка и упорные устройств
.абнны ни в подшипниках. ни в осевом напра-
нолшипникив нсрсднеQ
24
б) П о л ш ” п п и к i >нцых конструкции перед-
№РПУ^ передней бабки. ВтулИ I (₽^ов „онрзано три). На
песХко налгезо» J (на с „„мощью которых
S&Je X. иулот. же гаГ.калш пронзнодите
вту из закрепляется в гнезде перед Ес ли подшипник слаб и его нсоо-
ГрсгулпроЬка натяга Р“Р?и°"Х^ш .жав гайку 5 (.то Д'-*™ сп““"ь;
хмнмп потянул, то. вот», гайку 4 я мы им ;
ним ключем. но ни в каком сту а У „„„усном гнезде пабки, огузка
„еремеетнткуя влево. Перемещажь w Ес;1и ока-
щниотш, сожмется п умепьншт свойI )[Р |а1..,в гайку 5, „лтяиуп. гайку J
.мтся затянут слишком туго -следуе • с nrt> затянуты.
По окончании регулировки обе гайки должны
Рис. 24. Paaptmiwi пмшшпш* и упорное устройство.
Смазна разрезного подшипника производится через масленку, находящуюся
сверху подшипника. Ih масленки, ввернутой в отверстие 6. млело по кольцевой
"J'01'0'1? “ "" ‘Исп' подшипника. где в сквозной прорез втулки
положен куток вЛюка Л. который не мешает сжиматься втулке пои регулировке
pa6<nj’' kaK "urT""H"“ шКу ™Х“я.
«₽«и^.................................................................
«шног неразрезной. как ото „ йока^о 7,а пот *4 ,7“ ВГу1Ку
шпшьтеть не имел «пот перемещений (вира»,, и™ Г? ? ' Н" •1‘я тогп' ч1аСь‘
делается специальное, так наливаемw v п о о •, !?!. *’ У 'ад"е№ подшипника
трнвакмом случае упорное vcriwl.n ^сотжп о Л У ' ' р ° " с ' " '>• li ₽acc,u'
Шпйся на дем* конце шпит’ием посажсот ,|а Мплечик. имей-
на шпинделе круглой гайтоц /о Talim ® *ка-,с,,,,0« кольцо 9, закрепленное-
со шпинделем и вращается имеете с ш«м .’''Л.,10М Kn;H*uu У намерто связано
зани ипи||»том /’ с бронзовой ktv.ikoii и а’?01 же(Рак,1”-‘нное кольцо Н свя-
с гайкой /» но время раГяпи ст.но.» и и ° 1ЬЦ“ c»'Peii;ieniiov ипифгом /•/
шпиндель адено, ,-,у1еТ м.а1рМцИМаТ1. °-11‘и,ьн’л; Давление, действующее н-'
•ц<»м /л, а действующее вправо
— 25*
1&ЛЫ10М //. Шпиндель, следовательно. при помощи кольца 0, зажатого между
кольцами 1! и 13, не .может иметь осевых перемещений.
При таком устройстве подшипников передней байки уход за станком очс.н
прост. Игра шпинделя в поперечном направлении легко и быстро может быть
устранена регулировкой натяга гаек ••/ и 3 переднего подшипника. Игра в осевом
направлении таюке быстро прекращается подтягиванием соответствующих гаек
заднего подшипника.
’ • Существенный недостаток только-что разобранного упорного устрой-
ства в том, что при работе станка между кольцами имеет место значительное трение,
в результате которого при неудовлетворительной смазке особенно часто проис-
ходит перегрев и заедание колец.
Для уменьшения этого трения прибегают к шариковым упорным подшип-
никам. На рис. 25 слева показана улучшенная таким образом конструкция заднего
подшипника передней бабки. Стальное каленое кольцо / надето на заплечик,
имеющийся на конце шпинделя, и затянуто па нем гайкой 2. Для того, чтобы
Рис. 25. Шариковые упорные иодпшояпкн.
Кольцо это не могдо поворачиваться на шпинделе, оно связано с ним еще при по-
мощи шпонки 3. В кольце / проточены желобки, по которым могут кататься
шарив и. Такие же выточки сделаны в кольце J и в гайке 5. Кольцо J и гайка >
но время работы станка неподвижны. Игра шпинделя в осевая направлении
устраняется подтягиванием гайки 5. Д«я тоги, чтобы от тряски и других
Причин гайка > не развертывалась. она закрепляется в
женин контргайкой 6. Эта конструкция лучше шиорюиннпйиа рис.(слев»
еще и потому, что по мерс износа бронзовой втулки диаметр ее может
отрегулирован гайками 7 и 6‘.
Смазка такого подшипника проилмикя так ке. как •талы»-что расо-
трЬтоом случае. Разрезную тулку укладами» иногда, imewбабки та™
родом, чтобы сквозной прорез был вверху таком «разом «ысло ' опхиетм
шейку шпннде .н прямо через прорез. Такая установка тулки может•
1.0,441.100311.1. так как при отсутствии масленки. ,г"’- 11 1 ' _ отверста- ,7>
“Т,<УНа'ри?справа показана дру)а................ упорюго
у!о"п- •» =’•••" 1=,"^та1Ж“&ки₽^
тулки заднего модвшпшж.1 Регулировка • - f
д1псн при помощи гаек / и J. С правой стороны - -танка нел(
нос кольцо 3. Кольно это должно быть во время Ш
обСспсчин. <*тсч штифтам 4, связывающим кольцо > <.
ЧТО
_ имеете co шпинделем иi свя-1
. • и J, Кольцо 5 »ра“Тш« «бой штифтом 7). Рогу-
, „„ПИ между ии пиами „ сшиы между «о° . „„мощью
гайкой (каты.0 У “ «рй^^^айкой 5. Из
т-ро-» «Хается В требу^только при перемете-
' &• что .............шпинделя вправо
рве. шрам 'в эт„ч случае Рнег0 подшипника.
.... . ... "„"рвмм кольцом. имеющимся > п«Р« глав11Ым образом,
""‘"'"щ, мае упорное устройств» переднеи£>*".«, подшипника к заднему.
^кприннмается центром синей работы «раздо больше задней
няй конец шпиндем стогна, нагружен со вр Р^ делается больше задней,
стороны. Полому передняя шейка. ш""“и^ йку щП„,иеля делают конусной
«5 S.^TO.-pS “ ”а
и поэтому более сильным.
Рис 24 Подшипники с коническими шейками.
На рис. 26 показаны передний (справа) к задний (слева) подшипники задней
бабкя с коническими щенками шпинделя. В этом случае осевые перемещения
шпинделя, направленные влево, воспринимаются самими шейками. Возможность
перемощения шпинделя вправо предупреждается упорным кольцом 7, регули-
руемым гайкой 2, имеющейся с левой стороны переднего подшипника. Такое
устройств*.* хорошо обеспечивает Шпинделю отсутствие игры и вправо и влево.
Ли устранения игры шпинделя в поперечном направлении пользуются гайками,
которые имеются у обоих по.гшипникпв. Недостаток :*той конструкции состоит
в том.что при перерегулировке одного подшипника нси.гбежна проверка и второго.
Передний подшипник изнашивается быстрее. Регулируя ею гайкой 2 (чем дости-
™',“^‘и1<еким»и.1ш.|ИгрыИ о поперечном и в продольном направлениях).
'"•’’“У тожего нодшинннна. шлому что, если при pel у-
чк-ппьс» «V...",кш‘"п1мка отадгь гайки 3. то шпиндель не. сможет пере-
«ждий ра, .1риЛ,п7„Ш^“^ХМп"^Си^.ГуЛ1фО“К‘'“ ,ирСД'"="’ по-ши"п,иет
передней бабки токарного
- Ш ошано смаображвшимиа Р„с “а. о „"р ' ’ п*^-’"'го ио ниннппь..
яшьиеоан. На шейке вАш,„ pHf' ..... смазки. Смазка здесь
««•ыве диаметра ' Диаметр ,тпго ко;П,ца
юомдасг в масло, налитое и ktml-ov ? .П ** ’ ГГ° ' ипсй частью кольцо
•ипиндела клтыцо аследспас rnriLn»’»/-4 •"’цуюсп в поа1Шшнмм. При вращении
фения та(^е вращается и уцлецле г собой масло.
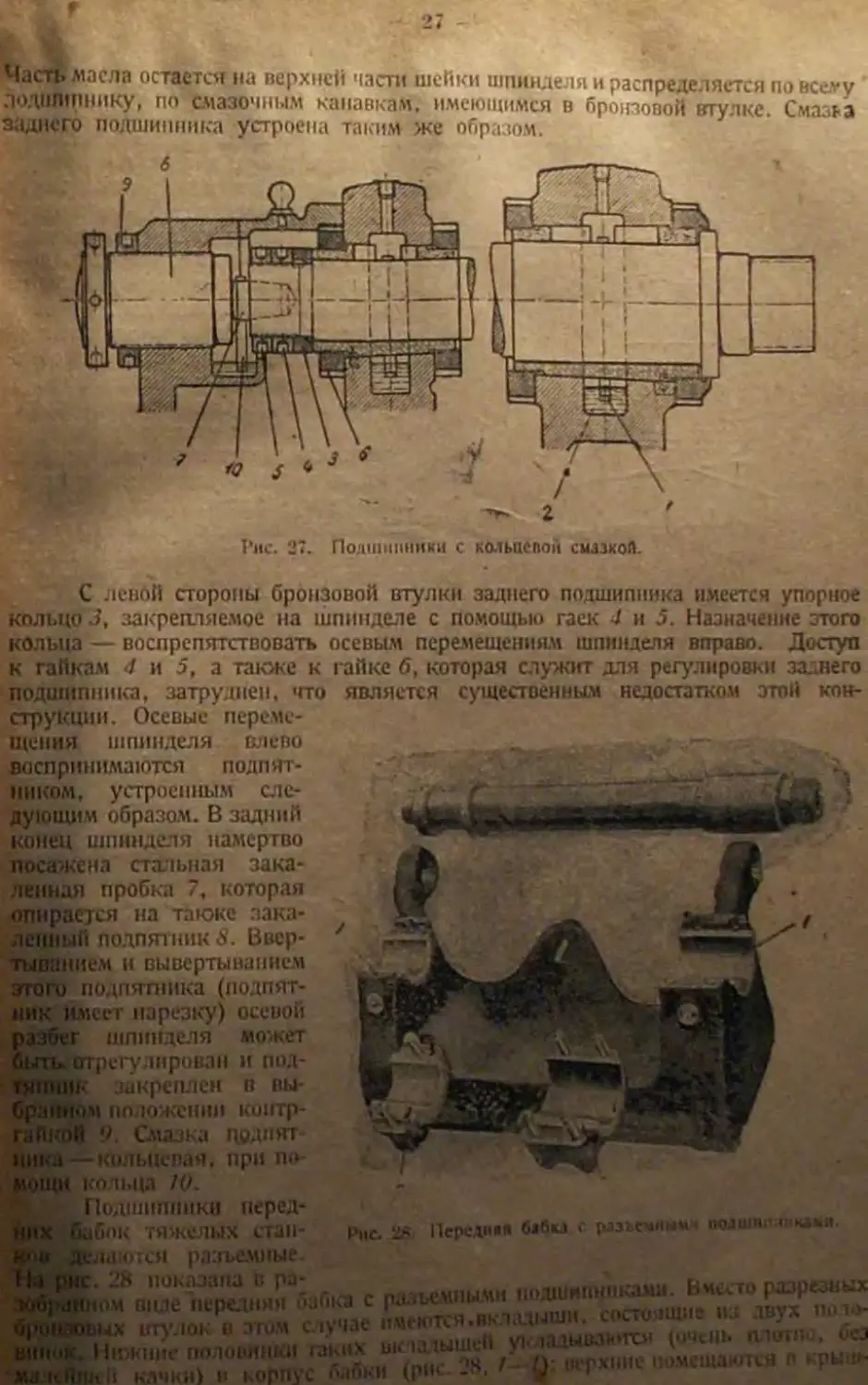
Частямасла остается на верхней части шейки шпинделя и распределяется по всему
лодШИПНику, по Смазочным канавкам, имеющимся в бронзовой втулке Смазка
заднего подшипника устроена таким Же образом.
Рис. 27. Подшипники с кольцевой смазкой.
С левой стороны бронзовой втулки заднего подшипника имеется упорное
кольцозакрепляемое на шпинделе с помощью гаек 4 н 5. Назначение этого
кольца — воспрепятствовать осевым перемещениям шпинделя вправо. Доступ
к гайкам 4 и 5, а также к гайке 6, которая служит для регулировки заднего
подшипника, затруднен, что
струкции. Осевые переме-
щения шпинделя влево
воспринимаются подпят-
ником, устроенным сле-
дующим образом. В задний
конец шпинделя намертво
посажена стальная зака-
ленная пробка 7, которая
опирается на также зака-
ленный подпятник д’. Ввер-
тыванием и вывертыванием
□тоги подпятника (подпят-
ник Имеет нарезку) осевой
разбег шпинделя может
быть, отрегулирован и пол-
ЖЯПНИЬ икриисн в вы-
бранном положении контр-
гайкой 9. Смазка поднят
инка — кольцевая, при по-
мощи кольца Id.
Подшипники перед-
НИХ бабок тяжелых стан-
ков дела о гея разъемные
На рис. 28 показана в ра;
забранном виде передняя i
бронзовых втулок в этом
вии-ж. Нижние половники
ма.кйнкй качки) в ьорпу
uf.ia с рминяыми полшипнпю»». Ьчесто рюреаных
си-чае ттотся.вк.-илыши. состоящие «з двух mm-
niuix Ul- lJOJIUC-n VI- ъиЫВЛКТО' ......ПОТИ-.. CCJ
с о.|Лкн »рнс 2Н. ' У «ряиге ||0.ясша,т.я л ,-ры.в-
26
, 07 , л Материмом Для екладышей служит в бати-
ках подо,,, <Р"‘-Л-г2--!'всгрейгп. чугунные вкладыш,,
шппствс С о-ае» ft”? шша должны быть припиши к шейке
зм.пые ба,™,™- Оое половинки вк. а та]0КС к гнезду в корпусе
; „„доля. а таюке к гнезду в корпусе
бабки и в крышке подшипника таким
образом, чтобы при нормально затяну-
том подшипнике ПОЛОВИНКИ ВКЛЯДЫ11М
| совершенно плотно прилегали одна кдру-
i ой. В то же время между корпусом бабки
| и крышкой подшипника должен быть
некоторый зазор. По мере износа под-
шипников (снашивается, главным обра-
зом, верхняя половинка вкладыша, в
то время как нижняя остается почти
без изменений) верхняя половинка
вкладыша спиливается по поверхности
разъема, и таким образом диаметр под-
шипника уменьшается. Очень часто при
капитальном ремонте станка между по-
ловинками вкладышей закладываются
прокладки из тонкой листовой меди.
Эти прокладки удаляются одна за дру-
гой по мере износа подшипников.
Билтьг. крепящие крышки под-
шипника, всегда должны быть хорошо
подтянуты, иначе шпиндель станка бу-
дет дробить, и обрабатываемая «поверх-
ность получится негладкой.
На рис. 29 изображены передний
и задний разъемные подшипники и боко-
вой вид переднего подшипника (со сто-
роны задней бабки). В корпус бабки 7
укладывается нижняя половинка под-
шипника 2. Половинка эта. как было
сказано выше, должна очень плотни си-
деть в гнезде корпуса бабки и не имен,
ни малейшей качки. В противном слу- I
чае. дрожание шпинделя неизбежно. I
Вкладыш должен плитно охватывать сво-
ими заплечиками 3 корпус бабки, иначе 1
оудем иметь совершенно недопустимый I
К-пх11яи,,,’”,ЛеЛЯ “ осевом направлении ‘
” 'х' ™ свинка вкладыша также ;
KknJ п cnucPwe"“0 точно пригнана !
п“£“ п„ КРы,„ка £га „ре- ,
Sm 7 ........ I
гаю, »nvr J 1 «кпалышя при.»- ,
(пне '»’? - -п сопершенк,, плол," ,
пуспм' бабк1пХнУ ^'4"'к,,п и «2!;
v'tiihrm чевс- тпил г~"“"с"идшипника с к ин-. . д;11 йить некоторый ;
так. то * "'«паааег „а шейку полХ,4” ' V мас'и- Масло по
"«<% пакет/ " Трубочк,, А „двои;,
" пт'асп. « камеру ; 5 " •''» того. •птюм
зазор б (рис Р
♦оголяй через трубой" "Л'1'"'""™«
пплг.., -'•--'ЛНС К0Н1
.................................................................................
—>«||,|НЯмЖ. 1. маслом, отсгамяп ,1н 110,д|11. С1-
— 29 —
и Her MOI попасть на шейку шпинделя. Лучше всего в эти трубочки вста-
влять фитили (из шерстяной пряжи).
Задний подшинник и рассматриваемом случае отличается от разобранных
выше: (рис. 27) только размерами, и поэтому останавливаться на нем мы не
будем. Упорное кольцо 9, расположенное слева от переднего подшипника, не
дает ипипделю перемешаться вправо. Кольцо это закрепляется при помощи
двух круглых гаек 10.
И в этом и в других случаях, где имеются упорные кольца, при всякой раз-
борке станка нужно очень тщательно следить за тем. чтобы была на месте
шпонка 11. При отсутствии этой шпонки трение, образующееся во время
работы ставка между кольцом 9 и торном вкладыша, и трение, которое возникает
между другой стороной кольца 9 и ближайшей гайкой 10, заставит гайку эту
навертываться или развертываться, в зависимости от того, совпадает направление
резьбы с направлением вращения шпинделя или нет. При наличии шпонки 11
самозавсртывания гаек 10 быть не может.
Осевое давление, направленное влево, воспринимается заплечиком 12 с пра-
вой стороны переднего подшипника и подпятником у заднего. Устройство такого
подпятника мы разобрали только-что (рис. 27).
Сравнивая два основных тина подшипников передней бабки, неразъемные
и состоящие из двух половинок, мы видим, что как тот, так и другой тип имеют
и достоинства и недостатки. При ремонте (сборке и разборке) передних бабок
токарных станков с неразъемными подшипниками шпиндель приходится про-
пускать через передний подшипник, затем надевать на него ступенчатый шкив,
шестерни и только после этого'пропускать его в задний подшипник. Произво-
дить такую сборку деталей, насаживаемых на шпиндель, не всегда удобно, и чем
крупнее эти детали, тем затруднительней их сборка в таких условиях.
При разъемных подшипниках шпиндель вместе со шкивом, шестернями
и т. д. собирается предварительно на полу, верстаке или вообще там, где это ока-
жется более удобным, и уже в собранном виде укладывается па место. Крышки
подшипников, конечно, в это время должны быть сняты. Пригонка неразъемных
подшипников по гнездам в корпусе, а затем п<7 шейкам шпинделя — труднее,
чем при разъемных. Таким образом, дЬя ремонтных целей неразъемные подшип-
ники хуже разъемных. <
Недостаток разъемных подшипников заключаастся в том, что после
каждого ремонта (перешабровки подшипников) шпиндель опускается ниже, ись
шпинделя передней бабки оказывается ниже оси шпинделя задней бабки,
и поэтому. чтобы выровнять их под переднюю бабку, приходится подкладывать
2**“ О? тщательности пригонки шпинделя к подшипникам в весьма шачнтель-
ной степени зависит качество работы станка. 111ПП_|1 «.чшях
Всякие слабины, как в ш.перешшм. так и в лро.шлы мпраш
обратеюпшеся вследствие наноса подшипников, должны не еалр •
но веяний рал с вполне ясным пшшманием. как должна
регулировка. Правильная и систематическая смаэка
срок службы нх н поэтому смалыяять подшипники перед> е ы
уходе поди,.ХХю
и-ряет ту точность, которую он имел, пока был новым. Ср • • по< н ,0
износа подшипников и. следовательно, потери точ» . |ейдс шюгеч
причиной пиогчтоу пшшнх инструментальных станков шейки
обязательна закаленными. Подшипники передней старые,
закаливаются, шлифуются и затем пиательио npuiS а сзожности нх
Такие-подшипники обходятся чрезмерно дорого, в виду большой сложности
— 30 -
. i-ap ппимсненис шариковые
„„„„пт находить шнры-ос Ц П особенности
Si’ll 7. Гл ’’" J "™"'“з^с. да^ойме1 имеете-
крышкой 9. Гайк могут (слева, как вид ,.uUir1Mu корпус передней
пгремешешШ они иметь.не м° смпми заплечиками wuy^
заплечик). А гак какь ||Я не имеет, a подшипни • я то и сам ШПИн
Mifrvr двигаться вдоль
—.................
Рис. зо. Шариковые подшипники передней бабки.
два шариковых подшипника Ю н II. находящихся в такой же обойме, как иI под- J
шинники передней части шпинделя. Оба эти подшипника могут вместе со UIDi
делем двшитъея вдоль обоймы. Шпиндель при работе станка Нагревается и <
этого расширяется. Длина его увеличивается, и возможность свободного ПСреж
шеиня левого конца его, как это имеет место в данном случае, очень полезна
Шариковые подшипники передней бабки иногда заменяются роликовыми.
Б. Механизмы для измерения скоростей.
Шпиндель передней бабки токарного станка при обработке какого-.W’ .*
изделия должен вращаться с определенной. в каждом отдельном случае, скорость'" 1
Скорость эта выбирается в зависимости от материала обрабатываемого мл дели'' J
его размеряв и формы, качества режущего инструмента (резца) и еще Целен
ряда условий.
Если бы какой-либо станок предназначался для обработки одной и той ж 1
летали при одних и тех же условиях, то станок этот moi бы иметь одну скорое I
шпинделя, выбранную сообразно условиям данного случая. В практике, однакс I
это бывает чрезвычайно редко; один и тот же станок используется для обрабоп
гамых разнообразных и иелий. Поэтому каждый станок должен иметь так*'
устройство, которое иоеспсчиваио бы возможность иметь несколько скорости
собаv-ЛЯ В токаР,,ых станках это уаювие осуществляется обычно даумя сп1 9
ш» шч *1 УсгроПстп*,м так называемого перебора при многоступенчат'1
2) к о р о б к и й скоростей при одноступенчатом главном шкиве
станка.
В последнее время начинает широко применяться регулировка скоростей
при помощи специальных электрических установок (электромоторов, регулировоч-
ных реостатов и т. д.), которые, являясь как бы дополнением к коробке скоро-
стей, дают возможность полу-
чать большие количества скоро-
стей, Изменяющихся в широких
Пределах,
а) Переборное устройство.
Обыкновенный перебор то-
карного станка устроен следую-
щим образом. На шпиндель
передней бабки свободно поса-
жен ступенчашй шкив / (см.
схему перебора — рис. 31, раз-
рез его — рис. 32 и фотогра-
фию — рис. 33. На этих трех
рисунках одинаковые части обоз-
начены одними и теми же ци-
Рис. 31. Cxeiii перебора гокарпого станы.
фрами). Число ступеней такого шкива обычно Зили 4, резке делается 5 ступеней
и только у самых крупных станков иногда можно видеть шсстиступенчатый шкиь
'* Слева от ступенчатого шкива находится зубчатая шестерня 2, намертво
соединенная со ступенчатым шкивом тем или иным способом (шестерня эта изго-
товляется отдельно от шкива, главным образом, для удобства обработки).
рис. 32. Ра«р<з перебора.
Справа от ступенчатого шкива имеется шестери» Шестерня ла посажена
на шпинды” на шпонке и таким обрааом всегда свяэвна со шпинделем сташ-а.
С..,и ИШПН1С.1Я в особых приливах (кронштейнах) к корпусу передней
бз*'|-и п</.. ui.iciC’i валик J, на котором свободно вращается втулка с двумя на-
меппю о HHIJMH на нее шестернями 5 и б. Шейки валика /, вращающиеся
в кронштейнах, как в подшипниках, сделаны так\ что ось этих шеек нс совпадае т
с осью валика J. Поэтому поворотом рукоятки 7 валик 7 может быть поставлен
в положение. при котором шестерни 2 и л. а также 3 и б находятся в зацеплении
(рис. 31) или выведены из него. Посредством кнопки Л’ (рис. 32) шестерня 3 может
быть сцеплена со ступенчатым шкивом и, следовательно. со шпинделем.
Все это устройство называется перебором и работает следующим образом.
Если мы выключим перебор, т.-е. откинем валик •/ (поставим его в поло-
жение, показанное на рис. 32) и, таким образом, выведем шестерни 2— 5 и 6 — з
из зацепления, затем кнопкой Л соединим шестерню 3 со ступенчатым шкивом,
то получим положение, которое называется работой «без перебора». В этом
случае шпиндель делает столько же оборотов, сколько делает шкив, так как
последний связан непосредственно со шпинделем (через шестерню 5).
кие т5™ “"“""""Я
шестерни 2~ 3 „к
। отпить
шпюцеля1
Рис. и. феиогреф,, перебор,
«стерто; i c«,p,„b ‘p " «"чачевытитото! "e’’c'“,‘la ".u-r от
c>' uito.U'°’*“ "*С1« ужении"му. 'по ш ,KV7«чозтому
“«о» С “ей "•*С1СМ -"’'•’-в. и то чшн енто
с кек еьг.ростьн, >'»->тчу 1П|1И| учения. Шестерня J соя-
л| «еет г> ^Р01“ЛТ ““"“««ость |’Ч»<йфам.У' в1’а|"-'ч.о1 с едина-
— 33 —
этого нужно перебрасывать ремень с одной ступени на другую. Если шкив имеет
4 ступени, то без перебора мы можем получить, следовательно, 4 скорости. Если
теперь включим перебор и снова будем перебрасывать ремень с одной ступени
на другую, то получим еще 4 скорости, а всего 8 скоростей (4 без перебора и 4 с пе-
ребором). Наибольшая скорость получается при выключенном переборе, когда
ремень находится на самой малой (крайней левой) ступени шкива, а наименьшая —
при работе с перебором и при ремне, наброшенном на наибольшую ступень шкива.
Соотношение чисел зубцов шестерен 2 — 5 и 6 — 3 далается таким, что
при работе с перебором скорости шпинделя получаются уменьшенными в 4 — 6
раз. Реже встречаются переборы, уменьшающие скорости шпинделя в 10 раз,
и еще реже — в 15 раз, в сравнении с числами оборотов, которые имеет шпиндель
при работе без перебора.
Ознакомившись с общим устройством перебора и работой его, переходим
к разбору его деталей. На рис. 34 показан разрез ступенчатого шкива, часто встре-
чающийся на практике
конструкций. Обозначе-
ния деталей шкива при-
няты те же, что и на
рис. 31, 32 и 33.
Для соединения
шестерни 3 со шкивом
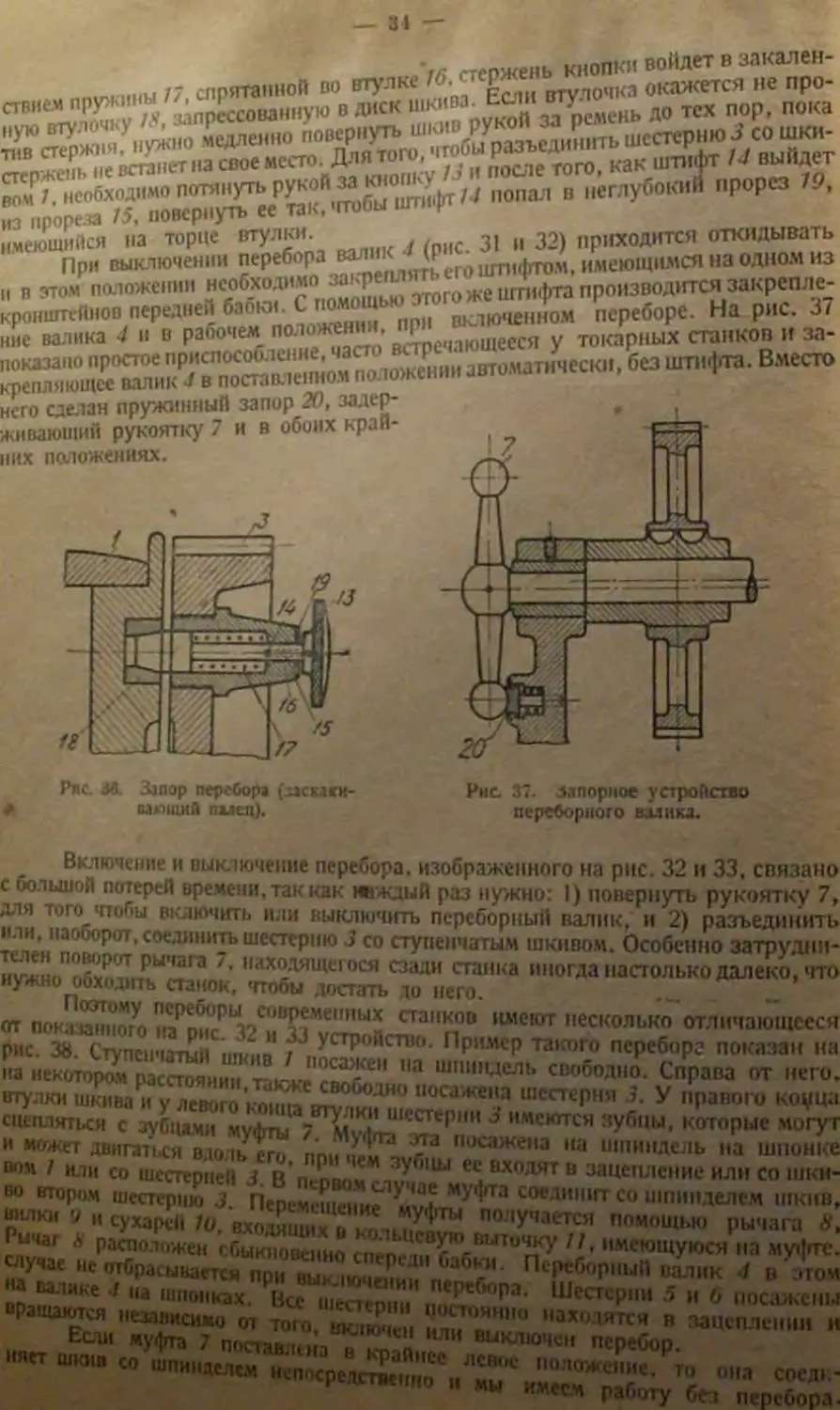
РпС. 35. Запор перебора
(|мкатаиная гайка).
при работе без перебора в этом случае вместо кнопки Я (рис. 32) имеется простой
& ГО. потвлетоый на рис. 34 в такое положение, что шестерня 3 соединена
со civnc.loaiuM шкивом, так как головка болта 10 входит в прорез I.. Прора
зто^слела'^о диске, прикрывающем ступенчатый шкив сперев. ^иоимее^,
два таких прореза). Если ослабить гайку II и отстать болт 10 по
резаниомо 0 шестерне и вниз, то готовка его выйдет ю.ироргаа>2. «.
образ.,я. шестерня 3 будет отцеплена от пУ"«'«т«™Т гайки 11
своих положениях всегда должна быть хоров о зап.,, >та Загагноаш^гашта^
производится при ПОМОЩИ ключа и свята о, ..
В₽ете"не.соторое ускорение перестановки байта 10 из одного наложения в дру-
гое получается если обыкновенную гайку заменить фасонной <М’> '' .
той рис Й дает возможность ..роизподить включение и выкаюч.
на пне 32 Для большей ясности оно показано в увеличен..ом ..,ея»г
мрйетвует дующим образом. » сквозь П Л
поворашшатькнопку/За*'тех нор. пока Ф • f момента под дей-
K..O..K... не войдет в прорез 15, сделанный во втулке 16. L итого момента од
ie пере-
:рни изображено
виде на рис. 36
стержень
31 —
м .-теожень кнопки войдет в закален-
„V,,„,,ы 77 спрятанной ВО иулке W. ь окажется не про-
ствием пружины ванную в диск шкива- ьсли вту тсх , пока
вом/.пстбхолпмопо^^ „опал в неглубокий прорез 19,
А" ,3™ » -^Хо^.
„ „ эт„« положении " гожеигп(фтапроизвод|псязакрепле-
крониотйиов передней бабки. С помощью эт „среборе. На рис. 37
ине валика 4 и о раоочем по. южеии. Р у токарных станков и за-
него сделан пружинный запор 20, задер-
живающий рукоятку 7 и в обоих край-
них положениях.
Рис 37. запорное устройство
переборного валика.
Включение и выключение перебора, изображенного на рис. 32 и 33, связано
с большой потерей времени, так как шждый раз нужно: I) повернуть рукоятку 7,
для того чтобы включить или выключить переборный валик, и 2) разъединить
“"’"’’2?WT C’«11H"Ib шестерню Зс° ступенчатым шкивом. Особевно затрудни-
итиши "ах"дящ|:||>ся сзади станка иногда настолько далеко, что
нужна ,„ходив, станок, чтобы достать до него
от покХного hC,P^PUt,c"“?t'"""uI! ста|||<"“ «сколько отличающееся
рис. 38. Ступенчатый тики»1 /J, У^Робство. Пример такого перебора показан на
на иекотордат расстоянии "* свободно. Справа от него,
вту.тют шкива II у левого конца т°^ДН'’ “<ка1и,!а “'«терпя 3. У правого коуца
отепляться с аубнЛ SX т^а" ““^.В2.ИВД,ОТС" которые могут
" может двигаться вдо.Л “™"«“b на шпонке
004 7 или со шестерней 3. В*пептюме«ги?Ш ", “хпяят “ “"«"пение или со шки-
00 Втором Шестерню 3. Перемещение Лт*?'"13 см""|ит «> шпинделем шкив,
юшки о „ cy^i lu ""''Участей помощью рычага S,
Рычаг л расположен гГ,ииио|1енВоспепХвг кВ'',“?!<у/,'11Мею"1У|<’1:ян:,мУ'1т;-
“Учас не отСрагывагкя при вы, 1W4!S” „СабЛ"' Наборный валик 4 в г.гом
яа валике 7 „а ти„о,,ках Все iX™и"" р'Г’°’’а' ’ " « посажены
-равдюки независимо от того S"" "'"°"н"“ "ах'»твтси в зацеплении и
Если муфта 7 постав пн, » H L выключен перебор.
няет шкив со ш„И11«л,м нгооголсвм »“№жеиие. о она спел.-
м "«посредственно и мы имм»и i- а соел*-
ы ’*№л Работу без перебора.
Шестерня 2 заставляет вращаться шестерню 5, а вместе с ней и зубчатку 6. Эта
шестерня передает вращение шестерне 3, которая в этот момент со шпинделем
не связана и t-ращается на нем свободно.
Если мы переставим рычаг S в крайнее правое положение и соединим
при помощи зубчатой муфты 7 шестерню 3 со шпинделем, то получим работу
с передо Ж
^етсс.неп и шпинзель папкх „
На рис. 39 прелстакчена, и п?и ^1ЬКо-что рааовраином
пмкчючетге которого прока: о инея так же. как и п,
переборе, при помощи одного рычага.
— 30 -
' ,.,n двухсторонней фргадаошюн
fiv,ae зубчатая муфта ,%Ечэть перебор без ударов
в этап сп а;вг ^мпжность включать и в“^ трении, которое
муфтой ста,,’а Работа этой ">'1'™ Сработанная на конус,
я - '<7 Гк т тькТ»пр..мер.пРЗ“" Х^шеХне 3 Т₽е""Я ЭТОГ°
„одамет. как т ую выточку, сдмапнуто шпинделем так же
" гзк>п” * „ лХточно. чтобы ^“"^ХТ’но непременное условие
обон«.«-о бым^достото зубчатой муфлой-^непр^^ у*
Гоо о-хорошее состояние такого перебора необходимо.
’а, регулировка их. Для исправной ра> никаких 0се8ЫХ перемещений,
unu'iu ин ступенчатый шкив ни тестер юльных перемещений, он закре-
Для того, чтобы ступенчатый шк.|В гайки J и установочного кольца 2. Ko*b“° 2
шляется на шпинделе при гай"еюм рис.ЗА виден только один такой стер-
о|шрапсянатрнпэльпыхсгер*ия5(нал«« Р ( своим|| правими концами
эта. в свою очередь, .те может
Рис. 39. Перебор с фрикционной, муфтой.
двигаться вправо, так как этому мешает заплечик б, имеющийся на шпинделе.
Затянув надлежащим образом гайку *f, можно обеспечить постоянное расстояние
между шкивом и шестерней н отсутствие их продольных перемещений. При
выполнении этого условия на станках небольших и средних такие фрикционные
псри'-'ini рам/гают удовлетворительно. Устройство переборного валика, а также
механизма для перемещения фрикционной муфты ничем не отличается
от изображенного на рис. 38.
Все рассмотренные выше переборные устройства дают возможность иметь
удвоенное в сравнении с числом ступеней шкива количество скоростей. Атак
как в большинстве случаев токарные станки имеют шкивы с числом ступеней
бып. от 6 ли 8 ТО’ ,,аи6ольш“ ч||сл“ скоростей на таких панках может
*>-гтЛя^ыт^^.ГЛИ"',:г’а скоростей шпинделя посредством
устшШет.шя па», «™-^Ю яеиелесообразио, it поэтому оно дппигается
числом лар зу.*.' laiux колесЙ<,РО° С т*>емя'а в нс,<|’торых случаях и с большим
1U Р»Л‘Х1т«^ устройства показана
ступенчатым Джипом п аишлм ,u J 11 *^). намертво связанной со
шкив 3 О^т, ; ДМ: ' " 2 (Р‘,С- 4о>- Ступенчатый
юн и яри простом переборе) Шест n»%UjСТС" "а |,,ПИНЯ*ЛС свободно (гак же,
Шестерня 7 1пре»'к.рнсн.) валика Sinn 4 посажена па шпинделе на шпонке.
Р > валика, сцепляющаяся с зубчаткой 3, сделана заодно
'лкой 8. Шестерни 5 и 6 посажены на втулке 8, на шпонке, но могут быть I
“долл ее. В положении, указанном на рис. 40 в зацеплении, I
к .... и 6 передвинуть!
вместе с насажен-
Рис. 40. Простейший двойной перебор.
передвинуты вдоль се. Е
находятся шестерни / — 5, но если пару шсстерецг 5
вправо, то в зацеплении будут зубчатки 2 и 6. Втулка 8
ними на нее шестернями 5,
б и 7 может быть откинута по-
воротом рычага! 9, как и при
обыкновенном переборе. Ше-
стерня 4 может быть сцеплена
с шкивом 3 также обычным
способом.
При таком устройстве пе-
ребора, если рабочий шкив имеет
три ступени, можно получить
9 скоростей шпинделя, а именно:
I) без перебора — 3 скорости,
2) с перебором, когда в заце-
плении находятся шестерни 7
и 5 — 3 скорости и, наконец,
3) с перебором, когда сцеплены
шестерни 2иб — 3 скорости.
Такой же двойной перебор, на с улучшенным способом включения
шестерен 5 и 6, представлен на рис. 41 и 42, на которых одинаковые части
обозначены одними и теми же буквами. В этом случае шестерни 5 и б (рис.
41 и 42) находятся в постоянном зацеплении с шестернями и посажены на
втулку 8 свободно. При помощи специального фрикционного устройства каждая
из этих шестерен (по отдельности, или 5 или 6) может быть соединена
с втулкой 8. Поворотом рычага 9'весь
пленим с шестернями, «осаженным наium» • ш11И11Дсля, которое мо
венном переборном устройстве. Число^скорости» Только-что р
бшъ получено при помощи такого перебора, так же как
вранном случае — 9.
— 38 -
Рис. 42. Двойной фрикционный перебор.
На этой шпонке имеется выступ, которой,
.......шл - ‘"‘“М для "зТв^.^чатах51"1СС 6 помс‘
ше"“ ’ Клинья И расположены о
диске 72, посаженном па
втулку •? и связанном с ней
шпонкой. Если мы теперь
каким-либо образом заставим
клин 7/ подняться вверх
(рис. 43, разрез справа), то
он разожмет кольцо 10. Между
наружной поверхностью коль-
ца 10 и поверхностью выточки
в шестерне 5 или 6 возникает
трение, вполне достаточное
для того, чтобы связать эту
шестерню с диском 12, а сле-
довательно, и с втулкой "8.
Для подъема клиньев 11
служит подвижная шпонка 13,
находящаяся в пазу втулки 8.
будучи подведен под один из
клиньев 11, заставляет его подниматься и тем самым включает соответствую-
щую шестерню.
Передвигание длинной шпонки 13 производится при помощи муфты 14,
с которой шпонка связана (муфта /4 охватывает шпонку 73). Перемещение
муфты 14 в свою очередь достигается посредством рычага, расположенного
спереди бабки, через зубчатый сектор 15.
Hi
...-° W с двумя
а затЛ^Г' в“л“*“*т* вд‘" “4
— 39 —
Втулка перебора 1 в этом случае состоит из двух частей (правая и левая
на рис. 44), которые могут быть соединены между собой при помощи зубчатой
муфты 5. Ступенчатый шкив 6 и связанная с ним шестерня 7 посажены на шпин-
деле станка свободно, а шестерня 8 — на шпонке и могут быть сцеплены друг
с другом при помощи обыкновенного болта или кнопки.
При выключенных переборах мы имеем 4 скорости шпинделя (сообразно
числу ступеней шкива). При включенном переборе 7 (муфта 5 должна быть в заце-
плении)—еще 4 скорости. Передача вращения в этом случае происходит как при
Обыкновенном переборе от шкива б и шестерни 7 к шестерне 9 и дальше — от
шестерни 10 на зубчатое колесо 8. При включении второго перебора (муфта 5
должна быть расцеплена) передача идет так: от шестерни 7 к зубчатому колесу 9
и дальше —от шестерни 11 на 12, от 13 на 10 и, наконец, от 10 на 8, заклиненную
на шпинделе. Правая и левая половинки втулки перебора 1 в этом случае.
Рис. 44. Двойной перебор с двумя валиками.
очевидно, вращаются с разной скоростью. При включении
чаявшем еще 4 скорости. Итак, при четырехступепчатом шкиве и двойной пере-
С0₽е "SohST^p’^P.!» устройств, остановимся па оожиом пе-
реборе, посредством которого при трехоупеичато».шкиве!
ijcKopocreB. Перебор этот часто встречается на старых крупных станках устрой
быть связана с переборным валиком. пустит такого жефрию ио.«югоустр
ства. какое имеет"перебор. показан,.ый^на
фритаиона' Кроме ^«'ш'етреи
бТбоЖ
«Годном Ху7шетТ"^ зубчатка 9, которая, его. ее поставит»
— 40 —
станка 15
скоростей,
Н крайнее правое , жжение (рнс. 46), гаепюется с внутренний зубчатым вен-
даИ. на план шайбе станка. Пкредспий рычага 11, шестерня 9
может быть подвинута влево и таким образом выведена из зацепления с зубчатым
венном 10. Весь переборный валик, на котором размещены шестерни 3, 4, 5 и 7,
может быть отведен в сторону (для работы без перебора), как и у обыкновенного
станка. Шестерня б посажена на шпиндель на шпонке и может быть соединена
с ступенчатым шкивом (болтом, кнопкой и т. д.).
Перебор этот дает возможность сообщить шпинделю
а именно:
при выключенном переборе —3 скорости,
при включенном переборе через шестерни 7, 3, 5
I при включенном переборе через шестерни 2, 4, 5
I Итого 9 скоростей. Мы видим, что до
|сих пор разбираемый перебор не отличается
|от изображенного на рис. 42 и 43.
। Если мы теперь I) выключим шестер-
ню 5; 2) передвинув шестерню 7 влево,
соединим се с шестерней S, и 3) шестерню 9
поставил! в крайнее правое положение,
и 5—3
и б— 3
скорости,
скорости.
1 7 /г
Р,,с «. С1ОЖЯЫЙ
Р"С' «Ребор
перебор.
таком по южХ™!?." так: "'«терпя 1 мтен , -
““"о шестерни 5 "анке не след ver
"••о-вторыт “ ак °”о. ло-пер»... ' """ольно частр „ пся "с шпинделю,
"Ptuera. "шюиеля „ 1,ис.Д^’"п больших .шаяет""1’ и'п""“'ля
Оавакоятшись Этог“ лроадш^8' «»рла имеет
пгм . ‘’Рабатываемого
квкяе недл^втш', порт пк:,Р,т1>
“"1ГГ атот способ. МРОСТ" вращеппя
— 41
Первый, самый существенный недостаток ступенчатого шкива состоит
в следующем. Мощность станка, а следовательно, и его производительность
(количество стружки, снимаемой в единицу времени, напр. в час) находятся в за-
висимости от ширины ремня и той скорости, с какой ремень набегает на шкив
станка. Ширина ремня на одном и том же станке постоянна, в то время как ско-
рость ремня изменяется по мере перебрасывания его с одной ступени шкива на
другую. От изменения скорости ремня меняется и мощность станка и она тем
меньше, чем меньше скорость ремня.
Наибольшую скорость ремня, а следовательно, и наибольшую мощность
станка мы имеем тогда, когда ремень находится на наименьшей ступени шкива
станка. Наоборот,' самая малая скорость ремня и, значит, самая низкая мощность
станка получается, когда ремень наброшен на самую большую ступень шкива.
Но в первом случае, когда мы получаем наибольшую мощность, на станке обра-
батываются самые мелкие изделия. При мелких изделиях приходится снимать
маленькие стружки, значит, мощность требуется небольшая (а мы имеем наиболь-
шую). При обработке крупных изделий, когда можно снимать большие стружки
и нет оснований бояться прогиба или дрожания изделия, мы имеем самую малую
мощность, которую может дать станок, так как ремень в это время работает на
одной из наибольших ступеней шкива (в этом случае диаметры изделий большие,
и станку нужно давать один из медленных ходов).
Итак, при многоступенчатом шкиве мощность станка не постоянна.
Наименьшая мощность получается, когда ремень работает на больших ступенях
шкива, т.-е. при обработке крупных изделий, и, наоборот, наибольшая мощность—
при ремне, наброшенном на одну из меньших ступеней шкива, что делается,
если обрабатываемое изделие мало. В этом и заключается главный недостаток
многоступенчатого шкива. Кроме этого он имеет еще ряд недочетов, а именно: при
работе на крайних ступенях дуга обхвата шкива ремня получается небольшой,
и вследствие этого ремень проскальзывает; перевод ремня с одной ступени на
другую связан с большой затратой времени и т. д.
В виду всех этих недостатков передачи вращения шпинделю при помощи
многоступенчатых шкивов громадное большинство современных станков строят
с так называемыми коробками скоростей. В этом случае станок получает вра-
щение от трансмиссии или отдельного электромотора при помощи приводного
ремня, наброшенного на одноступенчатый шкив станка. Иногда, и последнее время
довольно часто, вместо этого шкива станок имеет зубчатую шестерню, сцепляю-
щуюся с зубчаткой, насаженной на вал электромотора.
> Существует много способов передачи работы станку; 0CTa,,aBJi’Д
на них сейчас мы не будем, а отметим лишь то, что ведущий вал 5? пплшэяся
тором посажен одноступенчатый шкив или зубчатая шссте р ) I • •
при к одноступенчатом шкиве с постоянной СК0Р*™°’ ’ ..„’пои многе-
станка в этом случае постоянна, чего, как мы видели выше, р
вала арадеш-е «ртлаетп.
При помощи зубчатых му.|-т или ФР"™™;1™’ ,^част рзз1,ыс скорости. Такие
разные шестерни, и, следовательно, шпиндель олуча I ’ .ч КОРоб-
устройства для перемены чисел оборотов шпиндел
камц скоростей.
б) Коробки скоростей.
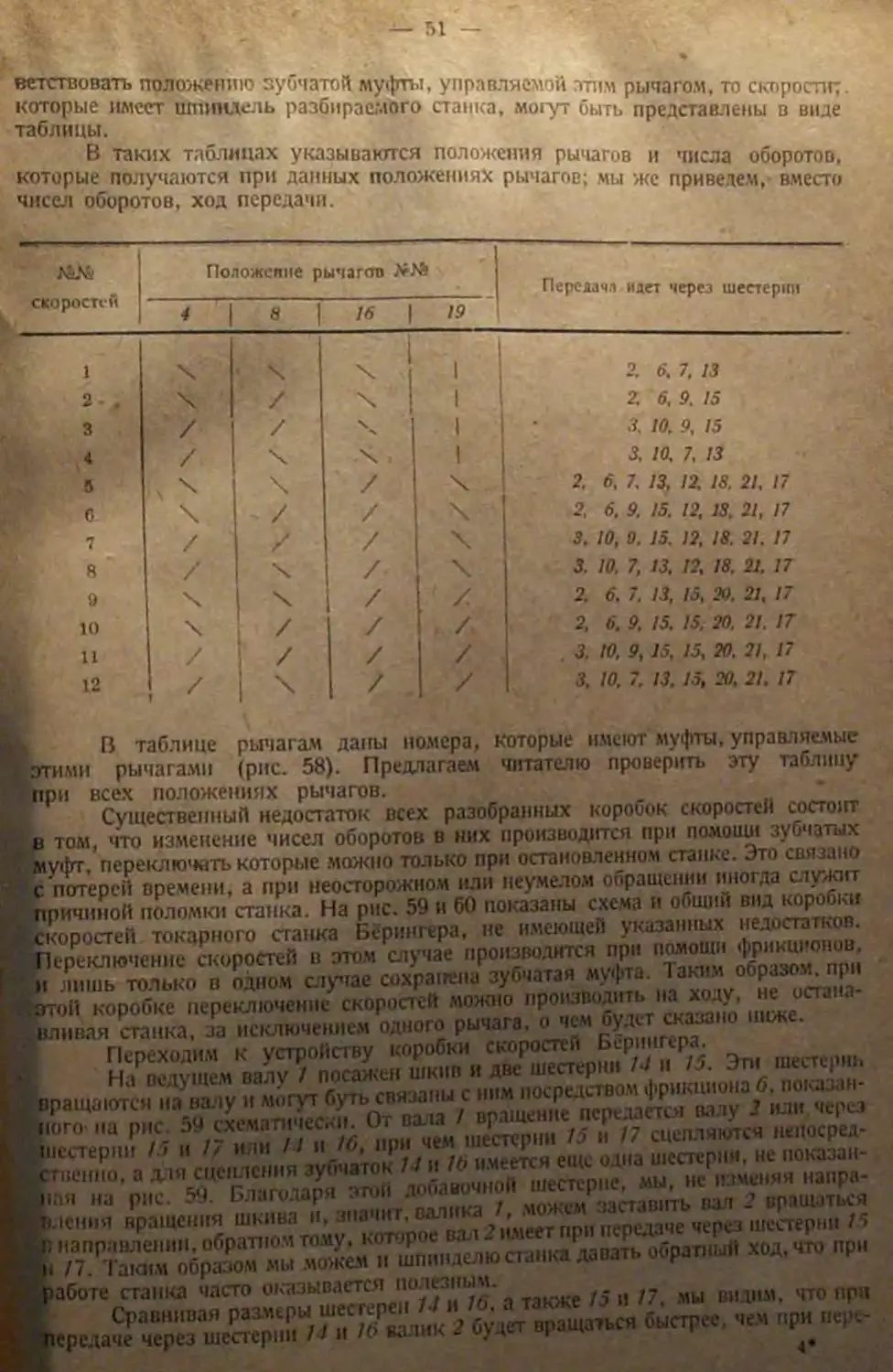
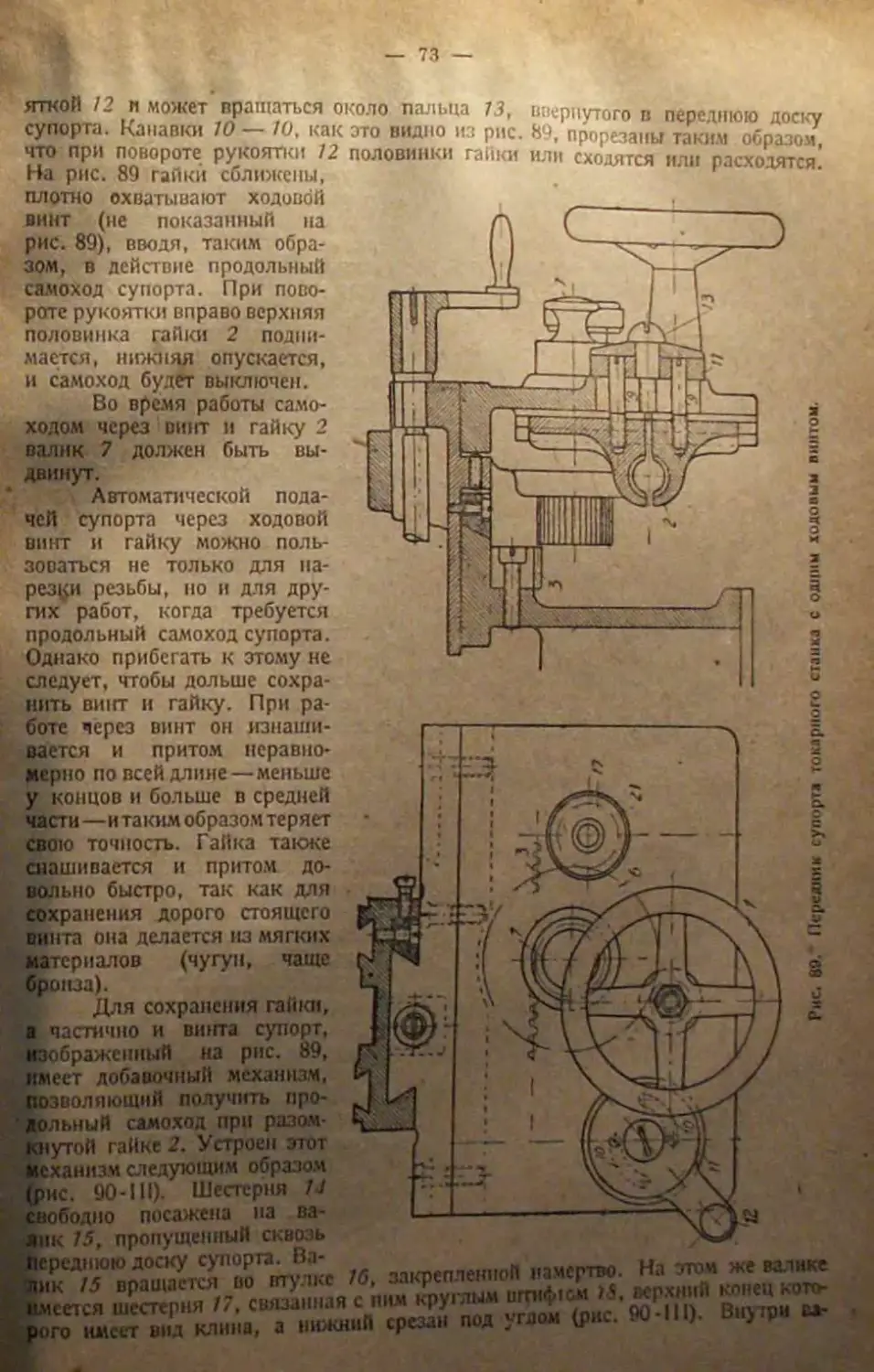
Ишпмл имеет свою конструкцию
мять, как она устроена и работает, поэта у, ।
коробок скоростей. необходимо изучитьопе -ьны. мехднками. ..ходящие в состач
Э™' к механизмам отиосягея: I) передвижные шестерни, 2) зубчат
м^Ль^-пые -УФ~ .. 4) огк...у.ые шес™?ни. .
"" 1 ’’е 2„’™ На ™ »"Д «»« на шпонках три шестерни
С IWЧЧ1ЮИ екоростью. На этом же в • ..«сетей вата, на котором имеете
J ' < ......... 3>'6"00'Рядом с ш^еркя в, 7,«. Шесврич
Рис. 47. Передвижные
шестерни.
Рис. 43. Зубчатая «уф гл.
эта может перемещаться адол..
пала 5 и связана с ним шпонкой
проходящей по всей длине ег.>
Числа зубцов шестерен б, 7 и
выбраны так. что. передвигая ии
стерни б, 7, 8, можно получить трз
передачи от вала 7 к валу 5.
именно: 1) через шестерни 2 и
2) через шестерни 3 и 7 и 3) мере
шестерни •/ и S.
На рис. 47 в зацеплении
находятся шестерни 2 н б. Если
шестерню б, 7, 8 передвинул;
вправо, то в зацеплении окажут». ।
шестерни 3 и 7. При дальнейшем
передвижении шестерни б, 7, л
вправо мы получим передачу от
вала 7 к валу 5 через шестерни
/ и 8. Таким образом, имея одну
скорость вала 7, мы, благодаря
такой системе шестерен, можем по-
лучить три скорости вала 5.
2) Зубчатые муфты
Устройство таких муфт нами был
рассмотрено при разборе перебора
с зубчатыми муфтами (рис. 38)
поэтому здесь повторим его лиши
вкратце.
На ведущем валу 7 (рис. 48)
имеющем постоянное число оборо
тов (отэлектромотора,трансмиссии
шестерни 2 и 3 с разными числами «п/Япл» "и?* ”амсРТВ0 посажены ды
янном зацеплении с зубчатками ; и ^естсР»и эти находится в посто-
правом торце а^л™Шс„^ни6„на1 ’ *^"а™|"’,ис" сво6од|,“ " ‘ «лу I. На
«шут BXO.VHI, такие Же оубцы двухсторонней MvdmaV'u'??1'0^151114' ° KnT0P“l
g ™очТ'“cr
чропсход.пь через шеетер.ш у S Ччшения от вала z к „^у j Lui
'₽'Д*Не5^,7₽2 ШК"РП" ) и J. РН Кра""“ положвшш муф™ :
“ ™ ........... —'.хщ
В
,3) Ф р и к ц и о и II ы е м у ф т ы -того недоп атка не имеют. так как
допускают переключение скоростей без остановки станка. Разберем устройство
простейшей фрикционной муфты, часто встречающейся в современных станках
(рис. 49).
На валу / свободно налета шестерня 2. Стопорное кольцо 3 не лает ей
перемещаться идоль вала. У этой шестерни сделана цилиндрическая выточка,
в которую входит (фрикционное кольцо 4, надетое на вал /. Кольцо это закреплено
на валу шпонкой .5 и стопорным винтом 6. Справа от шестерни на вал надета
ничои не связанная с ним муфта 7. Если передвинуть муфту 7 влево, то она раз-
двинет нижние концы рычагов Л'. Верхние концы этих рычагов, снабженные полу-
цилиндрическими пальцами, входят в гнезда фрикционного кольца 4 (см. деталь).
Поворот рычагов <5 под действием муфты 7 происходит около точки 9. Поэтому,
когда муфта 7 раздвинет нижние концы рычагов, то полуцилиндрические
пальцы их раздвинут фрикционное кольцо 4 и тем самым сцепят шестерню 2
с валом 1. Если муфту 7 отодвинуть вправо, то пружина /0 стянет фрикционное
кольцо J и. следовательно, сцепление шестерен с валом I _
. фрикционные муфты работают исправно, если они хорошо отрсгу
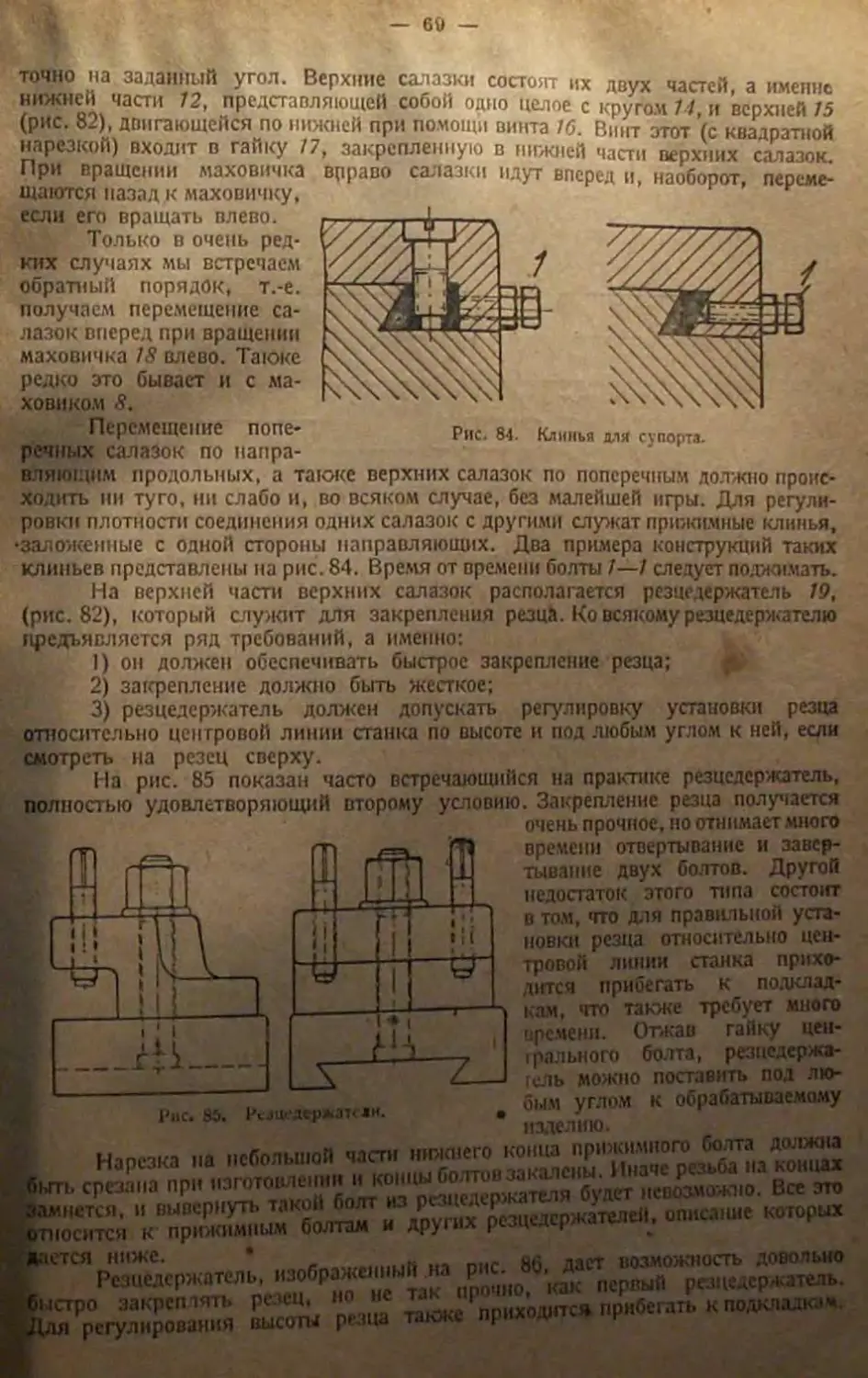
Л"₽,’Ю4) О тк. «вне шестери и. Этот механизм применяется в коря-
ках скоростей и. как мы увидим дальше, освоении часто- " "
токаФЙхстанков.Сущность его сводитсякстелутошему: па яе.1уиимва.|у7(рис^5е2^
вращающемся с постоянной скоростью, посажена i ее Р • е
лви1в.сн вместе с охватывающей се обоймой о еиольве ; свободно вра-
ндо.ть всего вала. С шестерней постоянно> сцеплена ту •
шлющаяся па пальце о. встав™..м в ошшму J. На валу « надето несколько
(от .1 до 12) шестерен. Все эти шестерни связаны можно
В згой системе шестерня J служит только •11н” ''',\“^Хтаь^ пе1к-
«« WCUenHTi. зубчатку .’ с лю^й иа шестерен м).
дача иосит название пере л а ч и пи р •_ через шестерни 2, 4 и 9. Для
того.что6,Г"ас^шпьРв“ХГа^ьс>. !S»ee pip« постоянной «простовал. О.
следует: г пыш-ш мч зацепления сше-
I) Повернуть обойму >’ так. чтобы шестерня Лвыш-та и. ш 4 JT0
стерней У. Достигается ..то поворотом обоймы . около ваза /. шестер
время перекатывается по шестерне 2.
2) Передвинуть обойму 5 вдоль вела / настолько, чтобы шестерня 4 всга.1а
например, прошв шестерни 14.
3) Обратным поворотом обоймы ввести шестерню 4 в зацепление с з\:
чаткой /•/. Это не всегда удается сразу. I !ногда зуб шестеренки 4 встречает на св/
пути не впадину между зубцами шестерни 14, а один из ее зубцов. Для тог
чтобы зубец зтот мог встать на свое место, следует немного провернуть станок
лучше всего — вращая рукой за ремень.
У рукоятки, за которую производится перемещение обоймы, обыч
имеется защелка, которая закрепляет выбранное положение обоймы и не да
работающим в этот момент шестерням выйти из зацепления.
Сравнивая разобранные механизмы, входящие в коробки скорое?
токарных станков, мы должны отметить, что самым выгодным из них являет
последний — механизм Нортона. Действительно, если мы сравним количест
Рмс.
шестерен । 50 Обидная шестерни.
™ у-1
Потоки. ХРА? шестерен можно получить иаиЬ £
“Г- .- I
''“е"ачпча1а„| У т, ' т11 ("Рочежуто'тык оала ''срез зубч.гИ
ваанХи>''‘^^
Р'« "е»Х"‘ХСЬ С "«ЖЕ"1 ' ПеРЫа"У "0|” У
ц •"> типов их ’ ",е*‘*иизмяш«
степто а«Р"'ф 51 "релпавлена в т„ робок СК0Р°стей, ра Я
Т‘ I
" одними И тем» L. a ‘ "" рафии а этой коробки. Р<
те*“ же цифра.„рив- Одинаковые детали об- И|
Крробкж скоростей товарного станка Цнишнаги (схем*)-
— 46 —
рой через шестерик > ft 6 валик 4 можст п о. .у иа рис 52дру.
когда в зацеплении находятся тестер - а сцепиться шестерни 3 и <>.
Ez=Z=“'=-=£S
посте» которого мы сейчас разбираем). Как видно из рисунка 53, рычаг / можс.
иметь два положения (соответственно назначению двойной шестерни °я°
значаемые на станке буквами С и D. Когда рычаг / поставлен вправо, на букву D
(как это сделано на рис. 53), в зацеплении находятся шестерни 2 и □. Повернув
рычаг и поставив его в другое положение (на букву С), мы будем иметь переда iy ,
через шестерни 3 и 6.
Рис. 53. Токарный станок Цннцинатн.
Дальше —ва1и|^^ер«1тоойи^пт!?°"'Л,е ско₽ости’ врвшеине передается I
'2 и 13. посаженные XXХ^7Г„^'₽"Ю Л *2 ? " '“ОТеРни I
« и 9 делается рычагом 1Е 53Непет тибчИ?»1 г”""' т,’ой|,пй шестерни 7.I
Рычаг этот, в соотвсттии с ГиппЛ Р КУ’ °"Д"УЮ "а Р,|С- 51
одну, но тройную), может иметь три ",сстеРен <«ы имеет!
стей цифрами /, 2 и J (рис. 53) • обозначенных на коробке скор< -; I
пРмеР'"Г’)^1^ Э™ »« труди I
(рис. 53) на с, мы можем лап. рнчтгу^Чпп пР С|'°Росте^- Поставив рычаг ’I
Х1ЬПепа П,еиа ' ’" 5 <РИС ,™"м Sm >';>ст-1на“'1и“ая его послед, i
ч™- П'Рсста"н“ рычаг / иа D и chomIShI.T ,(1р'';|"и три скорости шшо Л
Р“Чага 2' М“ П0Л! fl
«' а
р--зфис. -г~ ,"’и — л му^н;;:,,еуПшрЖ1
Я~. <™ ^стаГ^^ А „ Е. ;
— 47 —
Для того, чтобы знать, в какое положение должны быть
рычаги коробок скоростей для получения требующегося
шпинделя, на станке привинчивается трафаретка, из кото-
рой видно:
I) сколько скоростей имеет станок,
2) какие эти скорости,
3) в какие положения следует ставить рычаги, упра-
вляющие коробкой скоростей, для получения выбранных
Скоростей.
На рис. 54 показана трафаретка, имеющаяся на то-
карном станке Цннцинати. На этой трафаретке, в левой
'колонке, указаны те числа оборотов шпинделя, которые имеет
станок (от 16 до 392—х), а в правой — положения рычагов,
при которых эти скорости могут быть получены.
Следует отметить, что такие трафаретки не всегда со-
ответствуют действительности. Дело в том, что эти трафаретки
составляются в расчете на строго определенное число оборотов
ведущего шкива и только при этом числе оборотов шкива
трафаретка верна. Поэтому, начиная работать на новом
станке, необходимо проверить правильность показаний имею-
щейся па станке таблички (трафаретки).
На рис. 55 представлен общий вид, а на рис. 56—схема
коробки скоростей токарного станка американской фирмы
устанавливаемы
числа оборотов
Монарх, интересная тем, что в ней подвижная шестерня одновременно является
и зубчатой му<|гтой. Ведущий шкив посажен на вал 7 (рис. 56) и сообщает-
~ 48 —
9 10, 11, 1-' ,f3 -----о
вал б на шпонках, шестерни 8
шестерни.»иизготовленные
___________.---г» мппк ПРГО П
поавая_12) посажены на
которых две крайних (’с“” ' а вх% б свободно и, наконец,
........ I Ь И "И/ Я.С^Р«в
" ,^XV“^p^ra««''>‘“'',n с “лом ° ш“и₽с"
’ “ "ца шпинделе станка посажены “^^'«.'управляемой рыча-
быть сцеплены со шпинделем посредством зу очатоя муфта 1
том 2 (рис. 55).
Рис. 66. Коробка скоростей токарного ставка Монарх (схема).
В самом .2е?ры"аг7\/адетичс™^" даст 8 ««росгей шпинделя,
значит станок имеет 8 скоростей. ₽ ясения к рычаг 2 — два положения,
рычаг гТлХГп”ш*ти7^чЛ^Х^Па1<^,Н,,Х ричага ’• ""Стает
При крайнем левом положении рычагаГ;™ “ шп""«л'« "анка шестерню 13
будет служить зубчатой му.|и„п мя со^и™.™ леред“"жпая шестерня 9. Л'
Ч« ход передачи вращения^X““™Рн" «• В атом слу-
шпиндель. Передвинув рычаг; на!,™ аы«,ЛгостеР"я -’.затем.».?,;;и.наконец
nii.“npaon>• получим зацеп тешищестсп.» т'Р:Тг(.‘'' 3"а'",т. шестерню 9, /е
•*?<тавив шестерню 9 /ойпппг -. исстерсн 3 и 9. Передача fivner i и 7 13
т РВе' 55‘ нмт" передачу з
ш“т*ош,; Д"ри пср“"4 положена, ямя“!п п рич.ага ' "'е™.'Рни i. Н'
св^юмб. Имеем пеосдачу- 3 н 7 мУ‘^л’оП лля соединение
^‘У. 5, 11, 7,13. Не трудно видел., <По, nepi
— до-
ставив рычаг 2 в правое положение (соединив со шшш клеи шестерню 1Л по-
лучим еще четыре передачи, а именно:
P'S, 12, 14 '
, 3. 9, 12. II
4, 10, 12. II
5, 11, 12, 14.
Обе разобранные нами коробки скоростей—простейшего типа. Переходим
К разбору более - сложных коробок и в первую очередь коробки скоростей
с двойным перебором.
Ведущий шкив посажен на вал I (рис. 57 и 58), на котором внутри коробки
’’свободно вращаются шестерни 2 и 3. Каждая из этих шестерен может быть сое-
динена с валом 1 при помощи зубчатой муфты •/. На соседнем валике5 имеются
четыре шестерни 6. 7, 9 и 10, из которых крайние (6 и 10) связаны с валом 5 шпон-
ками, а шестерни 7 и 9 вращаются на нем свободно. Посредством зубчатой .муфты 8
'шестерня 7 или 9 может быть соединена с валом 5. Дальше передача идет на
тулку 14, свободно вращающуюся на валу // (шпиндель станка). На этой
л гудке намертво посажены шестерни 12, 13 и 15. Зубчатой муфтой 16 втулка 14
.может быть соединена, со шпинделем (валом //). При помощи этой же муфты
’шестерня 17, свободно вращающаяся на шпинделе, может быть с ним сцеплена.
Вал 22— в данном случае вал перебора; шестерни 18 и 20 вращаются на нем
'• свободно; шестерня 21 посажена на шпонке, муфта 19 служит для соединения
шестерен 18 и 20 с валом 22.
Разобрав устройство этой коробки, посмотрим, какие скорости .могут
<5ыть получены. Вал / вращается с постоянной скоростью. Переключением муфт 4
к s’ втулке 14 можно сообщить 4 скорости, а именно:
Скорости Положение муфт Передача идет через шестерни
~ 8
] ।«лево налево 2, «, 7. U
2 направо 1 2. 6. «. М
3 н шрзво 1 налево 3. 10. 7, 13
1 1 - 1 направо 3, Ю, 9, 15
Если муфта И поставлена в левое положение, то она сцепляет втулку М
со шпинделем и, значит, шпиндель имеет столько же скоростев. сколько втт тьа < >.
Геш муфту 16 соединить с шестерней 77. то передача вращения втулки
ЙЖличерез шестерни 7S. 27. /7
женин. показанном на рисунке), шш через шестерни Ь. -П.и Z/.если муфта
поставлена в правое положение.
Итак мы имеем скорости:
Без перебора........................ • • • • } <*°Р0С*
С 1-м перебором (через шестерни 12и /л). ♦
Со 2-м перебором (черед шестерни /э и 20) ч
а всего 12 скоростей.
r„-_,v wviiiT 4 S’ 16 и 19 производится при ПОМОЩИ
Переключение зубьтты. л | • • . Если мы условимся ибчзна-
рычагов, находящихся спереди кирши ’ ‘*0 ,|Эправ теине нактона будет evor-
чап. /пт рычага наклонными л..ями.прпчемнапраатение ак
Рк. Ж Корл» c,opo„eJ с иоПвьи
— 51
ветствовать положению зубчатой муфты, управляемой этим рычагом, то скорости;,
которые имеет штппаель разбираемого станка, могут быть представлены в виде
таблицы.
В таких таблицах указываются положения рычагов и числа оборотов,
которые получаются при данных положениях рычагов; мы же приведем, вместо
чисел оборотов, ход передачи.
Передача идет через шестерни
2. б, 7, 13
2. 6. 9. 15
3. 10. 9. 15
3, 10. 7. 13
2. 6, 7. 13, 12. 18. 21, 17
2, 6, 9. 15. 12, 13. 21, 17
3, 10, 0. 15. 12, 18. 21, 17
3. 10. 7, 13. 12, 18. 21. 17
2. 6. 7. 13, 15, 20. 21, 17
2, б, 9. 15. 15. 20. 21. 17
3. 10. 9, 15, 15, 20. 21, 17
3, 10. 7. 13. 15, 20. 21. 17
которые имеют муфты, управляемые
читателю проверить эту таблицу
В таблице рычагам даны
номера,
этими рычагами (рис. 58). Предлагаем
г Лпри всех положениях рычагов.
Существенный недостаток всех разобранных коробок скоростей состоит
В том, что изменение чисел оборотов в них производится при помощи зубчатых
• муфт. переклю’мть которые .можно только при остановленном станке. Это связано
Як потерей времени, а при неосторожном или неумелом обращении иногда служит
причиной поломки станка. На рис. 59 и 60 показаны схема и общий вид коробки
Ькоростей токарного станка Бёрингера, не имеющей указанных недостатков.
Переключение скоростей в этом случае производится при помощи фрикционов,
и лишь только в одном случае coxpairena зубчатая муфта. Таким образом, при
этой коробке переключение скоростей можно производить на ходу, не остана-
Явливая станка, за исключением одного рычага, о чем будет сказано ниже.
I Переходим к устройству коробки скоростей Берингера.
На ведущем валу / посажен шкив и две шестерни 14 н 15. Эти
вращаются на валу и могут буть связаны с ним посредством фрикциона б, показан-
от вала / вращение перелается
шесгетп! /5 и 17 или /1 и /6, при чем шестерни 75 и 17 сцепляются непосред
ственно а хчя сцеп пения зубчаток 14 и 76 имеется еще одна шестерни, не показан-
"ж £“ "п.й добавочной шестерке, мы, пе .шмепяч напра-
Ыення вращения шкива и, значит, валика 7, можем заставить вал - вращаться
Ьна^Хпш. "брапюм тому, которое в.ъ, ’имеет"P’XSSlTX n n
Ь, П. Таким образом мы можем и шпииделюстанка давать обрашый ход, что при
работе станка члето оказывается полезным. что при
передав'черё“з чеч
Рис. 50. Коробка скоростей токарного станка Бёрингера (схема).
— 53 —
дг.че 75, 77, так что обратный ход станка мы будем иметь более быстрый чем
передний. к ’
На валике 2 свободно вращаются втулка 77 и шестерня 27, которые могут
быть соединены с валом 2 при помощи фрикционной муфты 8. Шестерни IS и 79
вращаются на втулке 77. Для соединения этих шестерен со втулкой 7/ служит
муфта 7. Шестерня 20 сделана из одного куска со втулкой 77. На следующем про-
межуточном валике 3 свободно вращается втулка 72, на которой на шпонках по-
сажены шестерни 22 н 23. Шестерни 24 и 25 также посажены на шпонках, но не-
посредственно на валике 3.
Рассматривая разобранную нами часть коробки скоростей, мы видим,
что втулка /2 и связанные с ней шестерни 22 и 25 имеют4 скорости переднего хода
и 4 обратного. Действительно, составляя по предыдущему схемы возможных
передач от вала 7 к втулке 72, получаем:
Положение муфт
6 7
Вправо Влево Вправо Влево Вправо Влево Вправо
V5, 17, 18, 22
15, 17. 21, 25, 24. 20, 18. 22
15. /7. 19. 23
15, 17, 21, 25. 24. 20, 19. 23
Ход передачи
Переставив муфту 6 влево, получим столько же скоростей обратного хода.
Установив, что втулка 72 имеет 4 скорости, продолжаем разбор коробки
скоростей. На валу /, который является шпинделем станка, свободно вращаются
втулка 13 и шестерня 29. Втулка 13 может быть соединена с валом 4 посредством
фрикциона 10, правая сторона которого есть зубчатая муфта, предназначенная
для сцепления шестерни 29 со шпинделем станка. На втулке 75 свободно посажены
Шестерни 26 и 27, которые могут быть соединены со втулкой 13 фрикционом 9.
Совершенно очевидно, что втулка 13 может иметь 8 скоростей прямого
хода и столько же обратного. Если муфта Ю поставлена в левое положение, то
и шпиндель станка имеет эти же 8 скоростей. Переключи» муфту 70 вправо,
мы вводим в зацепление перебор (валик 5 и шестерни 30 и 31), который удваивает
45 число скоростей шпинделя. ~
Итак, станок этот имеет I6 скоростей прямого хода и 16 обратного. Все
I рычаги его можно переключать на ходу.* Исключение составляет правее поло-
жение рычага, управляющего муфтой 10. , ,
Нам остается разобрать последний тип коробки скоростей. .. ими. • •
& епсрекнлной шестерней. 11а рис. 61 представлена схема такой короокв, а иа снс.
дана фотография ее со снятой крышкой. ,
К. Ведущий шиш посажен на пал /..Через шестерни 0. II
изучает дне скорости. На шпинделе 3 станка V ;
вилЖ шё'гарен’и и "х .™ £рн"брошенной вилке «) через шестерни И
.1,10 п через промежуточную шесте-
- -
®^Д’%ГГп^Х(че₽« шеепрнн Т.ким образом,
P.ic. «I. Коробка схоп^сгей с пер.*лэнжной шестерней (схема).
' В то время, когда накидное Приспособление отброшено, передача вращения
еад.т 2 втулке 7 происходит через шестерни 15 и 2о. Когда это приспособление
• поставлено о рабочее положение, связь между валом 2 и втулкой 7 получается
одновременно через две пары шестерен (не считая промежуто'пюй). Одна пара,
например, 74 и 76, а вторая — 75 и 20, которые все время остаются в зацеплении.
Казалось бы, что при различных числах зубцов шестерен 1 /и 76, с одной стороны,
и 75 к 20 — с другой, поломка одной из них неизбежна. Этого не случается
благодаря особому храповому механизму, скрытому в шестерне 20. Прежде чем
переходить к разбору этого механизма, отметим, что самая медленная скорость
втулки 7 получается при передаче через шестерни 75 и 20. При включении накид-
ного устройства втулка 7 вращается быстрее. Заметим также, что шестерня
.20 при одной скорости вала 2 вращается с постоянной скоростью, в то время как
число оборотов втулки изменяется в зависимости от того, какая именно из
шестерен 76, 17, 18 и 19 включена в данный момент.
ют же вал так же свободно посоетствоя к.юрой шестерня J
диск 2. Внутри этой шестерни имеется сооачка J, посредство ,
№'Жжет был. связана с диском 2. диском ^является тулка?
В коробке скоростей. изооражшшой па рис.с». да"
si шестерней 3 зубчатое колесо 20-
' '«Ж "такой явякоростью под действием храповика 4 будет ара-
*аь мы говорили выше, с той *«'Я'и,оа11, |,„ зуоиая диска и поэтом',
спаться быстрее; храповик / будет проскакиват „рои ™ к
Ъомки шестерен. X "1-'™’””"'
Перемена скоростей у всеX р ,.,.рр<к«й имеет коробка, тем оплыве
помощи нескольких рычагов. ч ,и«..1кини скорости. .И- сич м-. '
приходится “ё ... сизЛьеки такам устройств.»,
потерей времени, и поэтому ис р
— 50 —
которое обеспечивает возможность изменения скоростей при помощи только
одного рычага пли маховичка.
Одна из таких коробок представлена на рис. 64. Вращая вправо или
влево звездообразный маховик /. мы поворачиваем связанный с ним винтовыми
шестернями л находящийся внутри коробки вал 2. На этом валу надеты три
муфты >, / и 5. в которых профрезерованы фигурные канавки, как это показано
иа рис. 64. Рычаги, служащие для перевода зубчатых .муфт о, 7 и 6’, вращаются
около пальцев, ввернутых в крышку коробки скоростей,»! на рис. 64 отсутствуют. |
так как сняты вместе с крышкой. На концах этих рычагов имеются ролики,
входящие в канавки соответственных муфт 5, 4 и 5. При повороте одного I
маховика 1 поворачиваются сразу все три рычага, изменяющие положение
муфт 6, 7 п 8
“ИЛ®1'CT|Wt’" то> повороты ры-
эт»й , т K«*W
- -
=x-^F«s~ I
p"Jy О Уп2^'к"° СП«К» ТХ"?ОЙ ""“‘"ОСГЫО (С ПОГТ,'ЯН11ОП СКВ- I
1 "-простея И йа„ й "м",т один общи I
Резкие переходы <»
Рис. 05. Коробка сксростеП токарного станка Рнд-11р»нтиса.
робки
р,1С. ев. Г,.ДР>М»Ч№.. e-l»™» I06"’
ЭП1 имеют целый рял ° СРаШК""" '
ЬпФкиия.™ овыкповеняых к?|ювок скор» «е . „0, „мииием «рнии
07,5 Гпдра^ическая коронка ,э гл.т.ых частей - поршневого.
«Лауф-Томао, представлена на ркс о» и
— 5S -
насоса 7 и поршневого мотора 2. Насос приводи^ во вращение с постоянным
«е.сло.м порогов электромотором, обслуживающим станок, через шкив 3 и вса-
сывает масло из резервуара, находящегося вблизи станка (обычно установленного
в левой ножке станка).
Хол поршней насоса, как мы увидим дальше, может изменяться, что
дает возможность регулировать количество засасываемого насосом масла.
Засосанное таким образом масло поступает в поршневой мотор. Проходя через
мотор, масло застаатяет его вращаться. Движение мотора через шестерни,
закрытые на рис. 66 кожухами, передается шпинделю станка. Число Оборотов
поршневого мотора находится в зависимости от количества листа, нагнетаемого
в него насосом, и, кроме того, может регулироваться посредством изменения
хода поршней его.
На рис. 67 прадстаааена в разобранном виде гидравлическая коробка
скоростей, предназначенная не для токарного станка, но по своему внутреннему
устройству ничем нс отличающаяся от изображенной на рис. 66.
» — I
^йся В отогрсгнРяху3 "’0®'ачс''п<>рше|1ь,а||„фр0^2,Д СВ01|Д при чы I
"«"фа. опираипсн ||а ° "а"Рамяющнх Рит,,,, ' '‘Р'Йигопф,двигаю- I
иа uiapaaoLx ,уТр'1"'юи "''«рх.юст" fiw г*"1"1 "’"«ИКя у крейп- 11
а •,оторы|' II
маю » "° '’''чшганю V . " параван Р„“‘'к «лазках. Пер.-
поршней. К нп,одииж„оП а '• я««ю изменял, полоида ij
«а пиг ™Ра5=" ".«оЛггсв „ " этим измопять х.кЯ
“-чи И вгоняв С«"ТО bur, aTW‘’ «аруилг и "°Ри,|«'. "Р0" Я
"с “ неподвижной каю: Я
50 —
Переметая барабан о, мы будем изменять ход поршней и, значит, увели-
чивать или уменьшать количество масла, подаваем в мотор. Чем больше мы
будем подавать в мотор масла, тем быстрее он будет вращаться.
Таким образом, мы видим, что скорость вращения поршневого мотора,
а следовательно, и скорость шпинделя легко изменяются перемещением барабана
насоса относителыга цапфы 1. Кроме того, скорость мотора может быть изменена
в ту или другую сторону и другим способом, а именно — перемещением его
барабана. На рис. 66 маховичок 4 управляет сразу обоими барабанами через
рычаги 5 и 6.
Выше было сказано, что барабан 6. на внутреннюю поверхность кото-
рого опираются ролики поршней, вращается на шариковых подшипниках.
По существу это вращение не обязательно и привод работал бы и при неподвижных
барабанах. Ролики в этом случае .должны были бы катиться по неподвижной
стенке барабана. Но диаметр ролика в сравнениии с диаметром барабана очень
мал, и поэтому ролик должен был бы при работе насоса (или мотора) вращаться
с большим числом оборотов, что вызвало бы быстрый износ его подшипников.
При устройстве, изображенном на рис. 67, барабан вращается на шариковых
Рис. 68. Барабан пмрамичесхоЛ хт.юбхн ошрыгом она.-.
'подшипниках под действием трения, которое визя,'м" "^^San *!Х
«остью барабана, па которую они опнршотеж В
№ ^е™ей‘ЖХ-Тр^а. а Только опытен на нее Macao.
пр.ш.е^;;ер«п.ф— нзобра«,и.ой
"а РИС<ЭТ0М
которых было толььо-что уста иьтен . , I» ш )lac,rt„oft части,
и , резервуара: 'ч“ п Son c звездой поршневого насоса (муфта
связанный двусторонней кулачной му рт поршневого насоса: 5- поршень
эта отчетливо видна на рис- °>')воашающШЙя на роликовых подшптш-
касоса: " барабан поршневого,а , »раша«о£а насои; , _||ред.,.
как 7; S - неподвижная из пфа-- •<а •'«’орон ’»’ ' ,к..,егру.,ке станка. И - вал.
хранительный клапан для с уиюший через шестерню II враше-
«н»нпы- ,;1’ГО1И,П >1И>Д,,Т ° I*KW4’
лис звезды шпинделю станка. - г?
Иработанное масло. мотора мы не повторяем, поточу *по инн
ь Названий частей поршневою п:ОВаниями частей порнше-
L .СТВсршешф одинаковы с только- •
вою насоса.
— GO —
' * □ m irie6vpp> строит токарные станки,
сиа5^^"--' "Г8 °60POT0 I ~e“
Рис. 69. Гидравлическая коротка окоросгсП (ряэрф).
этих станков изменяются в широких пределах и могут плавно увеличиваться
или уменьшаться без остановки станка. Один из таких станков представлен
иа рис. 14.
§ 3. Задняя бабка.
Задняя бабка служит для поддержания
Основные части задней бабки: основная плита
обрабатываемого предмета.
/. корпус 2. шпиндель,
, 9
Р'" ’°- За1“’ «и
«мотак f ц в„,п . ' '<лшч« ил).
“’’“«‘'••я (рис. 70). ия «рмоиош»
• Рукоятка б—для его
GI
В шпиндель задней байки вставляется такси же щ-отр 7, как и у передней
бабки, который входит в углубление, сделанное в торце обрабатываемого нале-
лия. Для того, чтобы было Можно обрабатывать изделия разных длин бабка
перемещается вдоль станины или вручную или при помощи очень простого меха-
низма, описание устройства которого будет дано ниже,
. Основное требование, предъявляемое к задней бабке, состоит в том, что
ось ее шпинделя должна совершенно точно совпадать с осью передней бабки станка.
• .Только при полном совпадении этих осей обрабатываемые изделия получаются
цилиндрическими и даже при саМЬм неболйЬом отклонении их получаются не
цилиндры, а конуса (диаметры изделия, измеренные у передней и задней бабок,
будут додуматься разные).
Для того, чтобы при перемещении бабки вдоль станины это совпадение
осей не изменилось, бабки станков с америйшским профилем станины распола-
гаются на призмах (внутренние призмы рис. 23-111). Иногда, как мы говорили
выше, для направления задней бабки слу-
жит только одна призма, в то время как на
другой балке станины имеется плоская
направляющая (рис. 23-IV и 23-V).
Рис. 72. Поперечный разрез задпеА бабки
(2-я конструкция).
Рис. 71. Поперечный разрез задней
бабки.
При станинах европейского типа направляющими для задней бабки
служат внутренние вертикальные ребра балок станины, обозначенные на рис. 23-1
и 23-11 цифрами 5 и б. Выступы, имеющиеся снизу у основной плиты задней
бабки, должны быть хорошо пригнаны к этим направляющим.
Корпус бабки перемещается по основной плите при помощи болта 8
(рис. 70). На рис. 71 дается разрез бабки по плоскости, проходящей через ось
□того болта. Основная плита / имеет прилив 2, просверленный и нарезанный
по болту 3. Болт этот проходит сквозь стенку бабки и закреплен в ней так, что
может вращаться под действием ключа за головку J (или V на рис. 7 ). но не
может перемещаться вдоль своей оси. В виду этих,, если мы будем поюрачквяь
бои ; за головку 4. то корпус задней оаоки будет перемешаться по.о™»»"*
плите. Для того, чтобы перемещение ото происходило строго поперек станка.
V основной плиты сделана небольшая выемка, а у корпуса — тщательно I рн
паипиП по выемке выступ (см. 9 рис. 70), которые являются как бы напра-
“ЯН,ЩнГрнс. 72 показала другая конструтпн.я •«’
перемещения задней бабки. В этом случае имеется два “ ч-тя "того чтобы
в два просверле.. » парез... прилива основаой
переместить корпус «вбьти, например. ““Р“vcraiKwena и требующемся
болт J11 затем натянуть болт/. После того как овжа устал - , г
Юйожтш. оба бота ^«“^„^/'^^едует отметить, что более
А Сравнивая оба эти устройства (Р<к. /I и / -j.
жесткое закрепление бабки '^^^"-ioaiiTCM при помощи илиобык-
Закрсплеиие оабкн па станине ст,ни.‘ .к.адь бабку
швейных болтов или специального устройства. Ьо.п
прчииы если болтов четыре) 10
”р"помо,ш' ₽ыч’га распо'
Рис 73. Закрепление задней бабки эксцентриком
калыюм положении рычага 2 болт 3 не
Рис. и Уии,,
посредством ловастеш, егкм-шой еш» ,
««им упирайся в из avS п.о1 , ' ,рис- "»пя
Ж
Передвижение бабки
вручную Ьабви Хед—- "“'""и
ложенного обычно сзади бабки. Та часть этого валика, которая охватывается
верхней частью прижимного болта 3, обточена эксцентрично по отношению ко всему
валику 7. Поэтому, когда рычаг 7 поставлен в горизонтальное положение, болт j
притягивает поперечину •/ к нижним частям направляющих станины. При верти-
-------------------------’ -г натянут, поперечина не прижимается
к станине, и поэтому бабка легко
может быть передвинута в тре-
бующемся направлении.
Закрепление бабки посред-
ством эксцентричного валика дает
возможность быстро освободить
бабку и так же быстро закрепить
се в новом положении. Отверты-
вание и завертывание 2-х. а иногда
11 *7- гаек прижимных болтов
(рис. 70) отнимает, конечно, больше
времени, чем поворот рычага, но в
этом случае мы имеем более жест-
кое закрепление бабки. Поэтому
на малых и средних с ганкаху потреб-
ляются эксцентричные прижимы,
в то время как задние бабки круп-
ных станков крепятся посредством
Нескольких прижимных болтов.
' нсиот°рых станков креп-
ление задней бабки усиливается
2'ОТОРая НИЖНИМ своим
|(- и сганцЦЫ> При
/инам рейки 2, при
припидпята, для чего
ых еппкоо части J™C11 у ма;,их и средних стан-
tm cniw,a 'ьние приспособление,
одна из конструкций которых показана на рис. 75 В . ,м случае в виду большого
неся задней Панки перемещение ее производится и. ср.•< р.ом «убчатой легеичм
для чего использована зубчатая рейка /. проход..' п ’
основное назначение этой рейки 1 гга1 ‘ иы станка.
мы узнаем дальше, при разборе
супорта. В яблоке 3 кроштейна 2
вращается палец, на котором
посажена небольшая зубчатая
шестерня, сцепляющаяся с рей-
кой /. На наружный конец этого
пальца надевается рукоятка (на
рис. 75 снята), вращая за кото-
рую мы без особых усилий пере-
мещаем заднюю бабку.
Для передвижения шпин-
деля бабки служит винт 5 на
рис. 70 и / на рис. 76. Винт этот
входит в бронзовую гайку 2,
закрепленную в задний конец
пустотелого шпинделя3. Винт/,
благодаря заплечику •/, не может
двигаться вправо. Шайба и ма-
ховичок 5, надетые на наруж-
ный конец винта и закрепленные
гайкой 6, не дают ему переме-
щаться влево. Поэтому, вращая pllt Приспособление для перемещения задней
маховичок 5, который посажен бабки.
на винте / на шпонке, мы за-
ставим шпиндель 3 перемещаться в ту или другую сторону. Шпиндель этот не
Перемещался бы, если бы мог вращаться вместе с винтом 7, но этому препятствует
стопор 7, который входит в канавку, профрезерованнуго вдоль всего ипшнделя.
Длнна винта 7 взята так, что, когда шпиндель приходит в крайнее правое поло-
жение, левый конец винта упирается в торец заднего центра S, вставленного
в шпиндель, и выдавливает его. Достоинство разобранного типа задней бабки
в‘том, что винг 7 находится внутри бабки и таким образом защищён от грязи.
• Бабки с закрытым винтом употребляются для матых и средних станков.
Крупные ВSm-CTK ЛучаЕ. сабже», вавкам.. 6о.пес с.аыюго «па,
С открытым винтом.
— C.l —
рис. 77. В данном случае отдел,-
зрсзкй сделана на самом шпинделе /.
Маховик 2 нс может перемещаться
г
Разрез одной из таких бабок лается на
„ого винта ли нс|п ччиеипя шпинделя нет. и и.
птутм маховичка нарезана по шпинделю
Рис. .7. Разрез зашей бабки с открытым винтом.
на вправо ни «лево, что обеспечивается тем, что конец втулки его входяшин
в тело бабкн, охвачен накладным кольцом 3, состоящим из двух половинок и поп
..«SSE
В1КНМОСП! ОТ того о ___ '
виснмостн от того, в которую
сторону вращается маховик. Для
того, чтобы шпиндель не мог вра-
щаться вместесиаховнята, вдоль
п
3
:Ля залнеЛ бабки
............ ИИв«»
. обычно, на наружно*
— 65
копне nempa (на несколько утолщенной части) делаются две грани, м центр
легко вынимается после того, как он будет повернут гаечным ключом Ни
о каком случае не следует удалять центр постукиванием по нему каким-либо
тяжелым предметом (молотком, гаечным ключом и т. д.), так как в результате
этого разбивается гнездо для центра в шпинделе.
Как бы плотно пи был пригнан шпиндель к своему гнезду в корпусе
задней бабки, он будет сдавать во время работы станка, если его пе закрепить
в выбранном положении намертво. Такое закрепление достигается при помощи
поворота рукоятки 9 (рис. 76) и рукоятки б (рис. 77), которые служат гайкой
болта 1 (рис. 78). Болт этот стягивает надрезанную верхнюю часть корпуса бабки.
Другой способ закрепления шпинделя представлен на рис. 79. В этом случае
бабка не имееет надреза. Болт 7, входящий в прилив бабки (см. также рис. 70),
имеет круглую головку, срезанную в месте 2, так что поверхность среза плотно
прилегает к шпинделю. Втулка 3, надетая на болт 7, имеет такой же срез и также
прилегает к шпинделю, но с другой сгоропы. Поворотом рукоятки / мы заставляем
втулку и головку болта сближаться и тем самым закрепляем шпиндель.
Независимо от способа закрепления шпинделя необходимо следить за
тем, чтобы во время работы станка он был высунут возможно меньше. Если
шпиндель выступает много — необходимо передвинуть влево всю бабку.
Иначе шпиндель будет дрожать, и поверхность обрабатываемого изделия по-
лучится негладкой. Работать с много высунутым шпинделем можно только
в тех случаях, когда это вызывается действительной необходимостью (формой
изделия и т. д.).
§ 4. Супорт.
А. Общее описание.
На супорте закрепляется режущий инструмент, чаще всего резец, коти-
руй должен перемешаться в различных направлениях относительно центровой
линии станка, сообразно форме и размерам обрабатываемого изделия. Если на
станке производится, например, обточка длинного цилиндрического вала, то резец
должен быть, во-первых, поставлен относительно линии центров станка таким
образом, чтобы обтачиваемый вал получился требующегося диаметра. Второе
условие для возможности выполнения этой работы состоит в том, чтобы резец,
снимая с обрабатываемого вала стружку, перемешался вдоль стайка, при чем
пройденный им путь должен быть равен длине обтачиваемой части. Само coooil
очевидно н третье условие, состоящее в том, что резец должен быть закреплен
достаток^) выполнения всех этих условий супорт токарного станка
таким образом, что обеспечивает: I) возможность перемещений его во всех
''“''^“''оро^'го^рГоХкновсш.ы”
шарст,Х^^ХТо°иу«“
»юп-я для*сообщения супорту пр^'чеХ" о™Х
^.Тупорта ZJ'&mTckwKM имеют форму буквы Н. Снизу длинных
— C'i -
» совершенно точно пригнанные
, "не. 81) имеются пазы но длинней, потому
частей (> ’’ / Масти /—X-Ао;1’' Л. пеОекоСоВ супорта при работе
к изправтя^ш"4 ск менЫ||е получает®»пв₽?,...ж и ТРАС МеППРМппа
что чем длиннее пазы
/* б
Рис. 80. Супорт токарного стоика Ьорснгера.
станка и тем медленнее
изнашиваются как поверх-
ности пазов 2 — 2, так и
направляющие станины.
Сверху саней имеются
пазы 3 ~~~ 3 Т-образной
формы, предназначенные
для головок болтов, кото-
рыми к супорту прикре-
пляются люнеты и другие
вспомогательные приспо-
собления (описание их
будет дано ниже).
На поперечной части
продольных салазок сде-
ланы направляющие 4 — 4
(рис. 81) или 2 на рис. 80.
По этим направляющим
движется вторая часть су-
порта, так называемые п о-
(3 на рис. 80), посредством
которых резец получает
поперечную подачу. На по-
перечных салазках находятся верхние салазки супорта (4 на рис. 80). Верхние
салазки скрепляются с ниже их лежащими поперечными салазками таким обра-
зом, что могут поворачиваться и быть установленными под требующимся углом
к оси станка, что дает возможность обрабатывать конуса.
7
1'“ь 01 Про,шьиыс
~ S Я,Ж - It
1 Ь”оП обючки при ручной подач/ Гь 801 ими Можно поль‘
ну подаче. На верхних салазках нахо-
— 67 —
дится резцедержатель 5, который служит для закрепления резца. У крупных
токарных станков часто делают еще одни салазки (рис. 4). так что супорт
имеет нижние продольные, нижние поперечные, верхние продольные и верхние
поперечные салазки. Верхние продольные салазки называют иногда поворотными.
Следующая важная часть супорта —это передник или фартук б
(рис. 80). Сзади фартука находятся шестерни, муфты и другие детали, связываю-
щие супорт с ходовым винтом 7, валиком 8 и зубчатой рейкой 9. Спереди фартука
расположены рукоятки и маховички, служащие для включения и выключения
механизмов, находящихся с задней стороны фартука, и управляющие, таким обра-
зом, всеми движениями супорта.
Ознакомившись с основными частями супорта, их назначением и назва-
ниями, переходим к изучению устройства супорта и отдельных его механизмов.
Б. Верхняя часть супорта.
На рис. 82 представлен разрез обыкновенного супорта, сделанный по
плоскости, проходящей через ось винта 10 (рис. 80). Верхние салазки поставлены
перпендикулярно к центровой линии станка. Продольные салазки / (рис. 82)
пазами 2 — 2 располагаются на призматических направляющих станины станка.
Планка 3, прикрепленная к салазкам болтами, охватывает заднюю направляю-
Рис. 82. Продольны Л разрез супорта.
станины и не дает супорту подниматься при работе станка. Планка эта
жна плотно прилегать к направляющей, иначе дрожание супора неизбежно,
мере износа станины и пазов 2 — 2 продольных салазок супорт опускается
13 а 1111 этому между планкой 3 и направлякиией станины образуется зазор,
езультате чего супорт начинает дрожать. Это может быть прекращено подтя-
.пнем болтов, крепящих планку о. При большой оыраоотксэтого под-
авания оказывается недостаточно и поэтому приходится вынимать.одну- •.и
:е несколько медных прокладок, заложенных между планкой«
и таких прокладок не имеется - приходится сострагивать часть планки 3.
““^“'чре^шр^затягивапии баттон, прижимающих планку Л переме-
автоматическую подачу. исли этого псы „екого„ых случаях (например
и —а^лажс
— ев -
теменного п-чтягнвания планки 3 делается ОЧен,
полезные. Поэтому для такого Щ«И»I , Попоротом рукоятки 4 Планка
=>‘EEiS
несколько облегчает их завертывание и развертывание при закреплении супорта.
Перемещение поперечных салазок по направляющим продольных салазо!
(рис. 82) достигается при помощи винта 5. Винт этот имеет квадратную
нарезку и закрепляется в продольных салазках, так что не может иметь продоль-
ных перемещений. На рис. 82 винт 5 не может перемещаться плево, так как
этому мешает заплечик втулки б, надетой на винт и закепленной гайкой 7. На
другом (левом) конце винта имеется такая же гайка, мешающая перемещениям
винта 5 вправо. Благодаря такому устройству при вращении винта (за махови-
чок 6) гайка 9, надетая на винт 5 и свя-
занная с поперечными салазками 10, будет
перемещаться вдоль винта (т.-е. поперек
t2 станка), а вместе с ней будут двигаться и по-
перечные салазки. Таким образом при вра-
щении маховичка 8 вправо поперечные салазки
двигаются вперед, к центру станка, и при
вращении влево — идут назад.
Для перемещения поперечных салазок
Р.С а Поиречпип рщ» с™,рта. „перед наиГм'тер^Х^етулкп'в"^
юк. в том месте, где их касается к л'ле"""' а "а ТиР"е продольных сала-
соответствует определенному пенжшит» Р"?Ка' Ка>кдос такое Деление
деления правильно покалшикэт пеичешевня С1слуст “Тметить, что эта
•нит 5 и гайка 9 а нслраХТп” Са-1ааок т'>льк<) ло тех ™Р. пока
теряют точность, и палата™ наИ\1и?с.теТ'ет7'^„ВЛ"Та_н га|1к" дали|“я
Для того, чтобы попеоеч. i Дует с остоРОжностыо.
“а винт 5 посы-ена шестерня It >.отооая"гитЛИ "МСТ1’ а‘по-'и1|,,,ескую'подачу,
низка подачи, находящейся па задней слот ./2'"° с "'"1оЯ нэ шестерен меха-
В верхней части поперечны»Д,,5°₽ ‘ "'Рединка супорта
^cS'™P"',K,<''11 ^ХХЖХУГЛу6^,',с- ° плотно
“ХРЖПОрт’ "° Ж “8Т п а таюке "а
В кольцевой iniBeiJH‘,X 7’^рис-82иМс1ужат(»пл^ ;#'?ЛЯ соедине,и»Я ПОПврсч
салазки, после т
те-тыю поперечны? S >3 пгжаш «„li.?1'"* ““Р33'™ “'Рх""!
Гайки болтов и п*Яна^'‘Я уго1 " закреплены* в^таЙ"’’ "овеР"У™ относи- I
мтшях (рнс. ер, т"' ’с" » слсииально слелаппих в Рп1 ушЩе‘1е>' лоложешн 1
этих гаек н анду i1ejorraL’“Cryn к H‘ulсовсем vmr Пс₽’'"|1Х салазках углуС- I
ключи к НИМ не nX^‘a,“"a?am аела2т';,?’,’?Л'''-'.. к’ро',е того размерь |
зубилом ИЛИ ИОЛОПГОМ^ч’.Л,П,>ЗПИУ для Отаерти,пи1а'"’'1Ы"‘"’ о6ЧК>1ОВеННЫГ I
еокарт начинает чуилаоял?.'3 |,Ч’ОП<« время так. ?”,,их ,|асто пользукПС" I
““клея в ируг.1ие,у*^?. ,го "«-«дсгвии- гайка ° 0Г|РаШення со стаикои I
’’“бч верхние салазки ш / ' аУ61,л''м не-иая ............ превра- I
порчей 1Ц.Х 0ОВД₽а'и,“аа«^ ^Р^Хп- н« 'шсто.,ь№Рту°... I
ванесгни*”*" чтлкю сга"ха.чт0 связав-' I
«несены деления (рис V-7,“° “Wa салазок.
6,,а гада<” ,,а ,-отор"' I
могут быть повернув I
— 60 —
точно на заданный угол. Верхние салазки состоит их двух частей, а имение
нижнеи части 12, представляющей собой одно целое с трутом 14 и верхней 15
(рис. 82), дпигающейся ио нижней при помощи винта 76. Винт этот ’(с квадратной
нарезкой) входит и гайку 77, закрепленную н нижней части верхних салазок.
При вращении маховичка вправо салазки идут вперед и, наоборот, переме-
щаются назад к маховичку,
если его вращать влево.
к Только в очень ред-
ких случаях мы встречаем
обратный порядок, т.-е.
получаем перемещение са-
лазок вперед при вращении
маховичка IS влево. Таюке
редко это бывает и с ма-
ховиком 8.
Перемещение попе- р„с. ее. Клини м« супорт».
речных салазок по напра-
вляющим продольных, а таюке верхних салазок по поперечным должно проис-
ходить пи туго, ни слабо и, во всяком случае, без малейшей игры. Для регули-
ровки плотности соединения одних салазок с другими служат прижимные клинья,
заложенные с одной стороны направляющих. Два примера конструкций таких
клиньев представлены на рис. 84. Время от времени болты 1—1 следует поджимать.
Па верхней части верхних салазок располагается резцедержатель 19,
(рис. 82), который служит для закрепления резца. Ко всякому резцедержателю
предъявляется ряд требований, а именно:
1) он должен обеспечивать быстрое закрепление резца;
2) закрепление должно быть жесткое;
3) резцедержатель должен допускать регулировку установки резца
относительно центровой линии станка по высоте и под любым углом к ней, если
смотреть на резец сверху.
На рис. 85 показан часто встречающийся на практике резцедержатель,
полностью удовлетворяющий второму условию. Закрепление резца получается
очень прочное, во отнимает много
времени отвертывание и завер-
тывание двух болтов. Другой
недостаток этого типа состоит
в том, что для правильной уста-
новки резца относительно цен-
тровой линии станка прихо-
дится прибегать к подклад-
кам, что таюке требует много
времени. Отжав гайку цен-
(рального болта, резцедержа-
гель можно поставить пол лю-
бым углом к обрабатываемому
изделию.
О
w I
2EJ
Нарезка на небольшой части З^^еиТиХр^з kZS
m. срезана при плготовленин к концы бо.ттонзакал н . Вя т
S '^рт.х резцедержателе.), описание которых
Р^ержатель, т“ и^ио^^ГперГй” =P«Z°
^ли^аТя & резца woxe’np—я прибегать к посадкам.
— 70 —
Учучшсниая конструкция первого из рассмотренных резцедсржате.'
показана на пне. 87-1. В этом случае для регулировки установки резца
высок с п-*ит постоянней подкладка. Нижняя сторона этой подкладки ирс.к
ваяет собой чаеть цилиндра л поэтому подкладка может быть поставлена к
УГОЛПО (в км Р"С' ”
- -
называют соа iaTI,lft?’n-5,сэ*1с‘Кр*атрпи С "‘“^Раженным Усга,,овку реацов
р ц по высоте и fikiLP’1 Р^па в любо"
WCTP° скрепить его.
— 71
Закрепление резца получается не очень прочное, н поэтому такой солдатик приме-
няется только н£ малых и иногда средних станках
Некоторое усиление прочности закрепления резца получается, если
вместо одного прижимного болта ставить два (рис. 87-111), *но эго связано
с потерей времени.
Расход времени на установку резца на крупных станках не имеет такого
значения, как на малых, и поэтому резцедержатель, изображенный на рис. 87-IV,
широко применяется на тяжелых станках. Установка резца производится
довольно долго, но закрепление резца получается безусловно прочное, что,
конечно, совершенно необходимо в этом случае.
При обработке изделий, по характеру которых резцы приходится
менять часто, целесообразно Применение так называемой поворотной головки
(рис. 80—5), допускающей установку. 4-х резцов одновременно. Головка эта
по мере надобности поворачивается и закрепляется в требующемся положении.
В. Передник или фартук супорта.
* Переходим к разбору устройства передника супорта.
Выше, в главе L мы установили, что все перемещения супорта получаются
от шпинделя станка через особые механизмы подачи (сменные шестерни, коробки
подач). Не останавливаясь здесь на описашф этих механизмов, что будет сделано
в следующем параграфе этой главы, укажем только, что связь между механиз-
мами подачи и передником супорта осуществляется или при помощи винта 7 или
ходового валика (рис. 80), по всей длине которого профрсдероваиа шпоночная
канавка.
В первом случае продольное перемещение супорта, или. как чаще говорят,
продольный самоход, получается слудующмм образом. Винт 7. называемый
обычно ходовым в н птом, получает вращение от механизма подачи.
Винт охватывается гайкой, укрепленной на обратной стороне передника супорта.
При вращении винта супорт будет перемещаться в ту или другую сторону вдоль
станка. Поперечный самоход таюке может быть получен от ходового винта через
несколько шестерен, находящихся на переднике супорта.
При продольном самоходе, полученном от ходового валика, вращение
валика передается шестерне, сцепляющейся с зубчатой рейкой У (рис. 80). Для
получения поперечного самохода вращающийся валик может быть соединен
цюрез систему шестерен с фбчаткой // (рис. 82), посаженной на винте 5 попе-
речнои^пола п св>1зь ме механизмом подачи и передником сдорта
Осуществляется несколькими способами, так что можно встретить станки, снаб-
женные X
1) только ходовым валиком,
21 только ходовым винтом, „„.„„аг-.
3) ходовым винтом, вдоль которого профреаероваяа ..«точная канавка.
Стак что винт является и валиком, и
4) ХОДОВЫМ ВИНТОМ И ХОДОВЫМ валиком. AvrtnnT МП.
Независимо от устройства автоматической тюля '" * ад^впка и
жет иметь ручное передвижение, которое получается при врана
Имеется только ходовой валик, представлен н. р • станки в настоящее
Жаться на описании цередника супорта боли сложными
рреми встречаются довольно редко, и; кроме того, ознакомившись оа
») Сравни с рис. Ю.
_ 72
„„тающий толькорт валика, можно
„постой супорт. Iм от?, . gg представлен супорт
п&ик Г ~
таь'« ' ;; ^,^О^раш“м«"Ом L черЙ гайку 2 (рис. 89) и
,е₽“₽>и
При перечете. супорта вручи)». р строну маховичок 7, .мы тем
„сходит соедуюпкт. находящую» сзади передне.!
самым поворачиваем и шестеренку w _____
Иие BS. изречения,, юирмый стаю.-с одним ходовым ммикоч (Оса ииига).
ж^гХ^?т^ССТ'!’”"<а ' пи:а*'"а "а "•«" валик 5 с маховиком 1, чаше
&uenwZ rfZ'.V ВЛ>'""">М 5‘ Шсст'Р"я < находится п постоя..
“к! конце 2Sin "J ,,а выдвижном валике 7, на
жепне (пылинут/потаинное на рк'и и 90 ^'“К 7 посгаоле" ° пГа"ое,пол"
мешения супорта мы не получим ₽™ ™ ?Р" '№и,е"ии маховика I пере-
“““"^Ky^Zп₽и ” о0ес"счит "ри,с‘
(рис. Ю И 90-11). Гайга эта cocfS'iT^ п“лиУ""ся ратьемной гайкой
УП’ половинки гаПьи 2 могут ляигат>а-с/и?ВуХ мастей (осрхнсП и нижней). О'»«
сделанных на обратной стироне пеое1Н1йТ321<И ИП’3 ° ,1апрэоляющих
гайки 2 ввернуты штифты 9 и 9 (DMC fiqiA0CK” сУ1,0Рта- В обеих ПОЛОВИНКИ
имеющиеся а дасм >от"^Ск нахо^'я"?PUC “К0-’лт "
Антея спереди супорта, снабжен руь^
— 73 —
яткой 12 и может вращаться около пальца 13, ввернутого в переднюю доску
супорта. Канавки 10—10. как это видно и: рис. 8>, прорезаны таким образом
что при повороте рукоятки 12 половинки гайки или сходятся или расходятся’
На рис. 89 гайки сближены,
плотно охватывают ходовой
винт (не показанный на
рис. 89), вводя, таким обра-
зом, в действие продольный
самоход супорта. При пово-
роте рукоятки вправо верхняя
половинка гайки 2 подни-
мается, нижняя опускается,
и самоход будет выключен.
Во время работы само-
ходом через винт и гайку ’
валик 7 должен быть вы-
двинут.
Автоматической пода-
чей супорта через ходовой
винт и гайку можно поль-
зоваться не только для на-
резки резьбы, но и для дру-
гих работ, когда требуется
продольный самоход супорта.
Однако прибегать к этому не
следует, чтобы дольше сохра-
нить винт и гайку. При ра-
боте через винт он изнаши-
вается и притом неравно-
мерно по всей длине —меньше
у концов и больше в средней
части —и таким образом теряет
свою точность. Гайка таюке
I снашивается и притом до-
вольно быстро, так как для
I сохранения дорого стоящего
винта она делается из мягких
материалов (чугун, чаще
бронза).
Для сохранения гайки,
а частично и винта супорт,
Изображенный на рис. 89,
I имеет добавочный механизм,
^^дозволяющий получить про-
дольный самоход при разом-
кнутой гайке 2. Устроен этот
Механизм следующим образом
(рис. 90-III). Шестерня 1J
ИЕвободно посажена на ва-
Мйк 15, пропущенный сквозь ___________ ____________________________
срЛ пол углом (рис. 90-111). Виугри «
— 74
a
§
.„...жен стерж«иь 79. который мои (
;>.1<а 20, правая часть которого на,
uна Врашая стержень 20 за ,
'1')вку 27, мы заставим стерженек./,
перемещаться язево. Стержень ;
поднимает штифт 76, клипообразн
I ерхняя часть которого разожми.
фрикционное кольцо, заложенн
между шестернями 74 и 17, и е..
динит их.
Вращение шестерни 14, полу
чеиное ею от винта 25, через ше-
стерню 77 будет пердоаио шестерне '•
(рис. 90-1). так как шестерни 14 и '
всегда сцеплены и дальше, через n.i
.ши 7 (рис. 90-1), на неподвижную
зубчатую рейку 3. При включении
самохода штифт 18 опускается вниз
под действием сжимающегося фри:
иконного кольца 22.
Следует помнить, что включе
нис обоих самоходов (через гайку и
через добавочный механизм) вызывает
поломку станка.
Существенный недостаток разе
Ч бранного супорта состоит в том, что
он не имеет автоматической попе
речной подачи.
В этом отношении более совер-
шенным является супорт, предста-
вленный на рис. 9I. Ходовой винт
в этом случае имеет по всей своей
длине шпыючную канавку. На винт
надета коническая шестерня 7 (рис. 92).
вращающаяся, как в подшипнике,
в кронштейне 2. Кронштейн этот со-
ставляет одно целое с передней доской
супорта. Шестерня 7 связана с винтом
станка шпонкой 3 и* может несколько
перемещаться в кронштейне 2 по.1
действием валика 4, на переднем копие
которого нмееся визига, охватываю
«ши шестерню 1 (В кольцевой вы j
точке 5). Повороты валика 4 произ
водятся за рукоятку б, находящуюся
спереди супорта (рис. 91).
ппж-а. показаниом на рис. 92-1 по-
и ' “и шес11Рня 7 находится в за-
‘,а "“ьце S. Через имстг
три /у (рис ;П|, ; е»»'мпную с зубчлткоВ
«Рхнее по.та*„1ВС1 иь|
iMitti
75 —
шестерню 7 в правое положение, выведем се из зацепления с шестерней 7 и тем
самым выключим поперечный самоход.
• Изменение направления самохода может быть получено переключением
трензеля станка 9-Таким же способом изменяется направление продольного само
Рис. 02- Детали супорта, изображенного па рпс. 91.
ход. супорта. изображенного ..а рнс. 89. РукояткаЩ
«ИН>1 и выключения продольного самохода (через винт и маховик та) М" РУ
вого перемещения супорта.
•рагпения шпинделя.
— 76 —
, инструкция механизма для полу.
,, поелспме"’ ,ия бозее плавно* 0“ючс"|к «г».
Нарк 1 овеспеч''м;’“?" ,111Ся в П.ктоянном зацепи.
лепр иок.г. ™ « “ ,,, I „ , 1 «ход хя_• яся Шестеренка 9.
В c,'Xc(PSC‘S>S1 конической фР‘";-
« х^=''|й“ 1",еП ’•
“"№,!°“МЖет’круглая накатанная га®®1_1'иж вшгге для поперечного
"""“’SoS.S канавка, нмеюшаяс "» *Х>Й автоматической подачи
„^используется и для получения пр . „одача через винт д-я
На рис. 93 показан такой супорт- Пр мощ„ разъемной гайки
автоматической
го^ч'^я эти ’случае имеется о-лслуюшу ДшЛ с впитом шпонкой. Червяк
На вшгге станка посажен червяк /. < кро,„1ГГ1.йном. прикрепленным
И™"0 СТ0Р°НУ ПСР"'
Рис. t>3. Lyoopr с щгодо-имой и поперечной подачей or пинга.
метется вместе с ним. В постоянном зацеплении с червяком ? находится чер-
вячная шестерня 2, на одной оси с которой посажена цилиндрическая шесте
репка 3. Шестерни 2 и 3 могут быть сцеплены между собой поворотом маховичка 4
при помощи фрикционного механизма, сходного с приведенным на рис. 92-11-
Шестерня 5, постоянно сцепленная с шестерней 3, свободно посажена на пальце,
который закреплен на левом плече качающегося рычага 6. Рычаг этот имеет три
!я1п^иИЯп11 ° каждом ‘53 ”их можст бить закреплен гайкой 7, навертываемой
«клаш'ый^РЫЧага " с-»озь прорез.
puwra^TOwS" ,,Г>аП"ее положение, левый юней
помчи. На рас' 93 ки имеем шсстсР"ей л 11 Дальше пиитом поперечно»
изти,к^Р„0„^юВ^км P«'iara 6 и, следователы.о, авт»
с веегерпей 9 и wsLe 1 “ ры SS» кГ и""'’ *“ |иест‘РеН1<у /
чату» рейку-поучим про^ьо^Хсад "'УЮ С шотсР“еИ у- «
лткеипе и при этом nt cuenanerMiim с mmSIIV»’’1,"Маег такм сР'Лнес
Измтии. взора Л.ШЯ помч IL ПС|’”еЛ 8 "" ' ’
•учи wonauo.Tinc, пр„ П0Ммиш ^;HMn1₽04Mb,,“n. таки поперечной, я в это»
77 —
У некоторых стоиков с автоматическими подачами супорта поту. акт
щимпся от ходового винта с продольно!! канавкой, механизмы ям вклкчешш
продольного и поперечного самоходов разделены.
дачетливо. При таком положении половинок iar.Rn штифты 9 (ртк. Ь9) вын
Рис *5. Конический фрикцион ддя включения подачи.
— 78 —
«чем не утерживаемая, должна
«--ж ГД--" ? -Ъх
вывалиться изц верхней п»<* „ерм„„ка супорта С,11С ° ™
S2*i< Х-ок«- ’»•"°еще “ —
момент, когда и ч» nYnnu познаются через чер-
“ ""как продольный, так и —" “^анм я перемещающиеся вдоль
вяки Л А посаженные на шпонке на окне „0ДШ11пника_х, укрепленных
X вместе с супортом (червяки эти °Раша'° шестер.1Ю 3 и цилиндриче-
.’передней лоске’ супорта). От червяга а Г зу6чатке #, сцепляющейся
сине шестерик 6 и 7 вращение впита станка пер д рей,.иП Шестерни 7 и X
изготовлены за одно целое
и свободно вращаются на
пальце 9, закрепленном
в передней доске супорта.
Шестерни 5 и б могут быть
сцеплены друг с другом
при помощи конического
фрикциона (рис. 95) за на-
катанную гайку 10.
При выключенном
фрикционе, вращая махо-
вик 11, получаем ручную
“ подачу вдоль станка. Чер-
вяк 4 сцепляется с червяч-
ной шестерней 12. Дальше
идут шестерни 13, 14 и 15,
при чем последняя нахо-
дится в постоянном заце-
плении с зубчаткой? наса-
женной на винт попереч-
ной подачи.
Включение попереч
• . ного самохода производится
также при помощи фрикционного устройства, связывающего шестерни 12 и 13.
Круглая накатанная гайка 16 управляет этим фрикционом. Па рис. 95 изобра-
ФР’"'ШЮП продольной подачи имеет
производится трензелем.0' "апРашений самоходов и о этом случае
включении двух самщоиоо в оluimn"00™ поломки тнна при одновременном
нону суп^В^ГХь S e.7„nnXxOTcaC~K
и в давно, случае приходится полагаться XnSJiГ С₽а‘У "смю"сна'
оправдывается. Поэтому очень часто сетюэта S арИ- 470 НС всс1Да
которое исключает шпмпжносп. одноппет, ..... таким приспособлением,
При этом приспособления, включив i,Sl’r" Ore “•'-’“‘“ПИЯ двух самоходов.
• для включения первого иеобходпмо иыключ^0'^ "“J’311 Dlcl“''hnb ЛРУ™™
Пример такого устройства иристамо. ? тЧр^й-
жена обратная сторона передника р1":' 96> "а котором изобра-
-а рис 124. ерини,'а w>a токарною станка, ириведеи.што
Самоход ,г1я нарезки neaiJiu v «
S™'^MyocI:l"a“jl,'lu’bS на вУе^„?т"1и ""('Уастся обычным споен-
РУ работ, а также поперечный могут быть пУ,1СИ' ^шосолы продольный для
У ть получены Другим путем. ца опито
— 79 —
надета втулка 7 (рис. 96), которая вращается в подшипнике 2, прикрепленном
болтами к передней доске супорта. На обоих концах этой втулки имеются кони-
ческие шестерни 3 и 4, из которых то одна, то другая могут быть сцеплены с боль-
шой конической шестерней, плохо видной на рис. 96 и имеющей то ясе назначе-
ние, что и шестерня 7 на рис. 92 или шестерни 5 на рис, 94. Рядом с этой шестерней
имеется цилиндрическая шестерня, от которой через промежуточные шестерни
передача идет к рейке — для получения продольного самохода или к винту
поперечной подачи. Включение и выключение этих самоходов производится
при помощи фрикционных устройств, сходных с изображенным на рис. 95.
Передвигая втулку 7 то вправо, то влево, мы будем сцеплять с большой-
конической шестерней или 'шестерню 3 или 4, в зависимости от чего большая
шестерня будет вращаться или в одну или в другую сторону. А так как вслед-
Рис. 96. Передник токарного панка Лодж-Чнплео
к этого и все последующие шестерни будут изменять направление своего вра-
Шишч. го мы будем иметь, следовательно, изменение направления подачи.
IК₽1п\™олКюч"е°ш°еЩэтулюГ;1Яиз одного положения миждяи^
anvioro валика 7 Вилка S, посаженная на этом .валике, охватывает втулку •
рези, имеющиеся'в чСныТатот тмент «гулка I занимает
«вине, при котором оба "’"”!ол‘ч J и 7 не сцеплена с большой
шее положение, -гак что ни одна из вкс.ч „ мп_1е,1ИИ1
ическоП шестернеЛ. Половинки р. вырезов в iionooiunax гаЛки.
пл 9 валика 7 находятся «кив н»нро™в выриов половинки
Если мы Хечикл, хвоста 9. что аии-
S 2^0 Xх Связанный с НИНа валик 7 также «кажется
— 80 -
,v месте и следоватеДйю, включение самохода через втулку / будет
SXcT-o- «‘ "РОТИВ 1";Г'д,“яВ "„го00"'"' '
т.-е. выключить другой самоход.
На рис. 97 представлена другая конструкция предохранительного- устрой-
ства, применяемого у супортив с качающейся шестерней для включения продол ь-
наго н поперечного самоходов (рис. 93).
У качающегося рычага 6 (рис. 93) сделано добавочное плечо 1. В поло- I
женин, изображенном на рис. 97, включен один из самоходов через рейку (про-
дольный). В эхот момент сухарик 2, заложенный в направляющей разъемной |
гайки. входит в соответствующее гнездо нижней половинки гайки. Резьбовой
самоход выключен и включтъ его, понятно, нельзя. Точно так же его нельзя |
включить и при другом крайнем положении рычага 71, так как и о этом случае j
сухарик 2 упирается в головку рычага / и не .может сдвинуться влево, что не
обходимо для того, чтобы-нижняя половина гайки .могла подняться.
2
»> Jtrpofcrao (,.й
Ч^»«апХж”нГт!^0"с™ ««*««» только
™'т ‘>«Рь 2 своим . кшшо ' S C“oxw "'Р« Р^У
* z ****
с'Х’в.^Х’сзв’ГгарХпГк,,"е тл”"
Резанная U.,bТ Лругих Р^т« исп^ J"OpT бывдет связан
ви,п как будто нс работает Заким ‘^РДзом при гладки» !*эуется канавка, про-
это Нс так, И ,с1и " • С|«ОМ«ЛЫ1О, ис измшв1 |,CJlZ'ID‘«) paSorav
mw ратро&п.иД™ "““И,"Т" "’(«кв J“"*“’ся- в «йсА,.™-
точность станка ГЬт"""’’"' ’ "»™Рих маш.*"1’то “ ™«итольно«
что также
. ' ‘ У СМ4б*^СЧ и Х^о«^\?а’,КИ для полу-
рис. тат» "’"струкпян B,UrroM " W>“"
P“ty>rM>'J1"oP''mi"'a Поп> супорта ПО. Г К 120,3 Ч'ПОрт его — К»
Р«мчпая гали'У™1" Р«2бМ0№ сЕгГ"3'" "Л Р"с- м Как
“ no'«*«<u А. нокДЛ" "чучепня сам-
“-««ив '"«стерни J и i.
81
кис. Э8. Обращай сторона супорта токарного стами
Боренгера.
ющиеся в подшипниках 5 и 6, прикрепленных к передней доске супорта
Обе эти шестерни свободно вращаются на ходовом валике и находятся в постояв-1
ном зацеплении с большой конической шестерней. От этой шестерни передача
к 0ейкс (для продольного ---- ------- -------------
самохода) и к винту попе-
речной подачи происходит
обычным способом, при чем
включение каждого из этих
самоходов производится
при помощи фрикционных
механизмов, для управле-
ния которыми спереди су-
порта имеются маховички
13 и 14 (рис. 80).
Для соединения ше-
стерен J и 4 с ходовым
валиком служит зубчатая
муфта 7, насаженная ш
валик на шпонке. Пере-
I ключейис муфты 7 произ-
водится рукояткой 15 (рис.
80); шестерня 9 (рис. 98)
сцепляется с рейкой и работает при продольном самоходе, получаемом от врэ
шлющегося валика, а также при перемещении супорта вручную за махов**
чок II (рис. 80). С зубчатой муфтой 7 связан валик S, на левом конце кото-
. рого имеется стерженек, не допускающий включения резьбовой гайки 2, если
от валика и наоборот.
--2
' JO
8
Рис. и». БюмЧ»«« И»™»»" 4W” го«'1«“П> ™”
Уорт*™ ЭТОП,
..с.™.*« «»-» сгср;и*ю
,п
конце ватка 8, входит в узкую часть прореди //.
I (рис. 99) jcr-i'" ' икс гайки - При раскрытой гайке (выключенном
I имеющей.» » юг*.. >1 тмвннке гашт .. Р к оозмо)|{11
I резьбой.™ Т^ючать с^оход через вмик){ ПК как
I " плевка стержня /«’находите» широкой частью против прореза ч
. ...... тапки (канпмш1.1е.м. что при раскрывании гайки 2
I__1 • ____ __________ эта половника ее опус
кается вниз).
Заканчивая раз-
бор конструкции перед*
ников супортов, остано-
вимся еще на одном
типе, предстсзленном на
рис. 100. На этол» рц.
суша даются два вида
(оба с обратной стороны)
передника супорта то-
карного станка, изобра-
женного на рис. 101.
Резьбовой самоход
и у этого супорта полу-
чается обычным сносе-
/НМ. через разрезнг.о
гайку 7. Продольный
самоход через валик
получается, когда одна
из шестерен 2 или J
сцеплена с большой ко-
нической шестерней 4.
Включение шестерен 2
и производится при
ПОМОЩИ рукоятки /
фис. 101). Включая т®
одну, то другую ше-
стерню (2 или 3), можно
получить продольный
самоход супорта или
вправо или влево, не
прибегая к тройзелю.
s
8
h
* >» Cynop, K,M|.«O,U n<|1<4
SES *S4S7;2S-'~‘!
"ческу» np.,1., 1IMVU йс c Р'(|‘'°я Станка. Таким пп^ИеИие вал,|ка перелаете
''«рчспи.и фр„ ,'а’Г-^яетше и выкЛ™ И“ №?Г<а-м авгома
’"ои™«« .. (р„с човинма, скрытого'в ш ” “"Т’11 производите"
Пучное птргмтшаии, г 1«4>ие .< и управляемою
3 та^,; -«овина а- (рИС. 101)
к';'Хо ХТ"еСт"р"мча|ишс
резину» ГОВкуТ^1"^"™»- Руко'.™".^,^?/" " «к“еЕи>
/• ' ’Ч в, тючает и вык-tw
На рис. 100 показана еше одна конструкция предохранительного устрой-
ства, препятствующего одновременному включению обоих самоходов (через
винт и через валик). Устройство этого приспособления ясно из рис. 100, и поэтому
Рис 101. ТоххрныА станок Монарх.
ствл этот передника мы предоставляем
§ 5. Механизмы подачи,
д. Трензель.
. ....... .МОП ыя передшм .ення оттерта. мы ДОЛАНЫ
Приступая к изучению чеханнж.1-,я к..™Роп> - изжнтпь иапра-
Начать с так нз““ХГО.™ »Х'т «ГпЕХш* Дака еганиется и одну
Кденяе движении супорта в ю ope*vi, к.
Г₽0,%е..зе;.......... yW,
Жанка посажена па нгаопке шестернями» палите s.
бабки, надет и
f
Рмс. (03. Трешель (общий андь
л„а HI небольшой угол изогнутый рычаг .•
может поворачиваться на .иестерця 4. Шестерни 5 и б свободно
Д того, свободно врашасте шестерни сцеплены
F между собой, а именно: шестерня ,
сцепляется с шестерней5, а эта, в свою
очередь, с шестерней б. Попоротом
рычага 3 около пальца 2 можно вво-
иль в зацепление с шестерней 1 одну
из шестерен 5 или б. Рычаг 3 можег
быть закреплен в требующемся поло
женин болтом 7.
Когда трензель поставлен в по-
ложение, показанное на рис. 104-1,
то ни одна из шестерен 5 и б в заце-
пление с шестерней 1 не входит, и
передачи вращения шпинделя нет сон-
сем. Если трензель поставить так, как
это изображено на рис. 104-И, то
при правом вращении шпинделя (но
стрелке, показанной на рис. 104) ше-
стерня 5 будет вращаться в противо-
положную сторону — влево, а ше-
стерня J так же, как и шпиндель -
вправо. Перебросив трензель, мы по
лучим другое зацепление шестерен,
схематически изображенное на рис.
НМ-111. В таком же положении трен-
зель находится на рис. 103. При том
же направлении вращения шпинделя
противоположную сторону, в чем не
п.и------_______________
’р;1яб вращается в протнвополож-
в
тпУпи^?„'1,,еСГе^,*Я ^лст Мешаться и u),vii-nuiiwiuMNyK> сторону, в чем не
«ZmSSTS'"'" Хол Левсгап^ыю. есл/шестеро/
К >Р’““
“"'“«с
полшипины' ntpSS? ,S’?.'cra'1 "’««uaiOT ин,,,,,
«ымл рыч,, Vnl! ’ „ k“- «X n., wo с "ракой стироны O-iw ’
это noria,,., н, р„с |,у111'л ’Рввыв,. !>,„ "е Роэы'фап «. Вынтс-
' ~ Х^1ЬКО^ГЖ'" ”*•м'
Для сохранения времени при переброске трензеля и его закреплении
«место болта 7 рычаг 3 снабжают сухариком, заскакивающим в гиезДа (отверстия),
имеющиеся в корпусе передней бабки, и закрепляющим трензель в требующемся
положении.
У современных станков часто можно встретить трензель другого типа
(рис. 105). В этом случае шестерня 1 посажена на шпиндель справа от заднего
подшипника бабки, рядом со ступенчатым шкивом. Через промежуточную
Шестерню 2, вращающуюся на пальце, закрепленном в корпусе бабки, вращение
передается шестерне 3. Эта шестерня намертво насажена на втулку конической
Шестерни 4, свободно вращающейся на валике 8. Справа имеется точно такая же
коническая шестерня 5. Обе шестерни 4 и 5 сцеплены с одной конической
шестерней б, показанной на рис. 105 условным пунктиром. На валике 8, между ше-
стернями 5 н б, имеется
зубчатая муфта 4, по-
средством которой любая
из шестерен может быть
соединена с валом Я.
Управление этой муфтой
производится рукояткой,
находящейся спереди
бабки (рис. 106).
Рис. 106. Рычаг треизел».
Рис 105. Трензель с коническими ШсСтерНЧМН-
Проследим ход передачи. Если мы муфтой J соединим шестерике валом S
передача пойдет так: шестерни / идет ворам,
_ * ... ,• п пмргтс с ней и валик 8 — вправо. Переключив муфту. мы получи*
ГИ''на^.Ж
^Же7^^
Б. Сменные шестерни.
о, шестерни 4 па рис. КВ передача к
B^'^.4»Tb..chmCT XS из ставке раГк.™ (варез» ре^т
К" Т’ Йя уставом.в
М ваеман гитара (рве. 107). 1 втарз „ жи*« поворачиваться вз
Каюшую втулку левого подаитшка - - w R „ыС положении пттзр.
втулке, как иап«л»пе^нзяе1«™^У |1КК01Ы,0 (jaj _ три) про-
вактепляется гайкой 2. На гитаре иигети.
резов J, в которые входят пальцы сменных шестерен. На рис. 108 предсгаил
токарный станок с установленными на нем сменными шестернями. На этом рисун
отчетливо видка передача вращения шпинделя ходовому винту через смени '?
колеса. Трензель станка закрыт кожухом н поэтому на рисунке не виден
Рмс. 107 Гитара товарного станка
—показана передача вращения ходовому валику посп.
ХоХк т, Г''"- Л'1я TOr° на конец n««*eJ У ₽'
чатыв шкив. Такой же шкив имеется на
•егесияются йи„ ,
«одомму в„нп, н .0^|>'"'"ни'1и
• ходоаочу MmiKy
... чёгырехстутн- '
промежуточном валике, вращение кото I
рого передается ходовому валу
через постоянные шестерни. Ус~а
навлнвая на гитаре различные ше-
стерни, мы можем получить разно-
- образные передачи супорта через
ходовой винт. Число подач, которое
может был. получено в данном
л случае через ходовой
всего четыре (по
ней шкива).
Рассмотренное
передачи вращения v. «.mw
к ходовому винту н валику отно
сится к самым простым и имег
ряд сунн- гневных недостать»г
Несмотря на то. что пальцы смен-
ных шестерен устроены так, чтоб1-'
симку и установку' колес мож>«
было производить довольно быстр»'
тем не менее смена зубчатых колес
подсчет их и т. д. отнимает мноп>
времени. Ременная передача обеспс
чинает лишь небольшое количестве
подач и годна только для небо?*
ших станков. Естественно, поэтому.
. 410 сменцые колеса пепелен"1
а лереличи вращения шпинде*"
"«ил коробками подач.
валик, -
числу стугп
устройств'
от шлиндел-
В. Коробки подач
Большинство современных станков снабжены коробками подач, работав-
ших и на винт и на налик, и сменные шестерни на таких станках совершенно
отсутствуют (рис. 4). Пример промежуточного способа передачи показан hi
рис. 117, на котором имеются гитара и сменные шестерни, а также колобка подач
У некоторых станков
имеется всего две сменных
шестерни, которые меняются
местами, и таким образом
число подач, полученных по-
средством коробки подач,
удваивается.
Ременная передача хо-
довому валику также часто
дополняется коробкой подач.
Вмести ремня иногда ставят
цепь, что уменьшает количе-
ство подач и вызывает необхо-
димость увеличивать коробку
подач. Почти всегда и винт
и валик обслуживаются од-
ной коробкой подач и могут
быть связаны с ней посред-
ством очень простого приспо-
l соблення.
Точно так же, как и
^Коробки скоростей, боль-
ИmiHHCTBo коробок подач со-
Д^Стоит из одних и тех же дс-
талей, повторяющихся в раз-
|Вичных комбинациях. И здесь
^имеются коробки с подвиж-
ными шестернями, зубчатыми
; - муфтами и накидными шесте-
• репками. Не применяются
У совершенно фрикционные
муфты, но находят широкое
Е. применение гак называемые
, Рнс 109- ПростеАшал коробка пода»
Put tia Обратная сторона коробки подач, шлбражея-
ноП »а рис 109-
К подвижные шпонки.
На рис. 109 показана
£ дополнением к ....—
| винт станка. На рис.
Г (рис. 109), валик
этом валике намертво
IC. IUS показана простейшая коробка подач, служащая как бы
к системе сменных колес. Коробка -.та обслуживает только ходовое
"------ ИО показывающем вид этой коробки с обратной стороны,
SSSSSSS:
шпонке). тпким с'стпойстве коробки подач noepeictbom
Совершенно ясно, что при та . Р пт лпноЛ комбнндшв*
поворота рукоятки J (рис. 109) число нода<Ь получпых от одной комо
сменных шестерен. можно увелнч.яь в четыре ра.
ПЛЙ1_.4 подач для работы через ходовой валик.
На рис. 1Н представлена коробк' п от ШПИнделя цепной передачей
Веяуший валик этой коробки получает в| < т(с (|2. пока3ывающем вил
Рис lit Короба поддч дли целкой передачи
Р«С ИЗ. Обратный ВИД коровка изображенной
«и Р»с. 111.
3
i В 1
""««• «ври».,,
(на рис. 112, показывающем вид
этой коробки с обратной сто-
роны, видна зубчатка для цепи)
Вращение этой шестерни через
пару зубчаток, находящихся
вне кожуха коробки, передается
валику 2 (см. рис. 113 — cxeAiv
разбираемой коробки), на кото-
рой! имеется тройная подвил пая
шестерня 3, 4, 5. На промежу-
точном валике О свободно вра-
щается втулка 16, на которой
намертво посажены шестерни 7,
8, 9,10 и И, и, наконец, на по-
следнем валике 12 свободно вра-
щается шестерня 15. Двойная
подвижная шестерня — муфта
13 —14 связана с валом 12
шпонкой.
Не трудно убедиться в том,
что при помощи этой коробки
можно получить 9 различных
подач супорта через ходовой
валик. Действительно, поставив
муфту 3,4,5 в такое положение,
чтобы в зацеплении была пара
шестерен 3, 7, мы, вводя в заве
плеяие поочередно шестерни 7,
13, затем 9,14 и, наконец, 11,15.
получим три скорости валика 12.
Изменяя положение шестерни
муфты 3, 4, 5, число подач
можно утроить, т.-е. получит»- 9.
Записывая хода пе-
редачи, которые могут быть
_ получены у этой коробки
2- в виде таблицы, еще раз
“* убеждаемся в том, что
рассматриваемая коробка
лает 9 подач. Имеем хода
лает 9 подач,
передачи:
3, 7, 7, 13
3, 7, 9, 14
3, 7, 11, 15
4, 8, 7. 13
4, 8, 9, 14
4, 8, 11, 15
5, ю, 7, 13
5, 10, 9, 14
5, ю, 11, 15
9 подач.
89
I Очень широкое применение в коробках подач Н1ходят себе так налы
кемые накидные шестерни (Нортона). Мы разобрали такие устрой-
ства при изучении коробок скоростей, и здесь, поэтому, остановимся на короб, е
Нортона только вкратце. Следует отмстить, однако, что способ Нортона в короб-
ках подач применяется гораздо больше, чем в коробках скоростей.
На рис. 114 показана такая коробка. На ходовой винт /, почаще п»
отдельный вал, посажено на шпонке-72 шестерен. На валике 2, получающем вра-
щение от шпинделя, надета на шпонке шестерня 3. которая может переми-
рие. 114- Коробка подач Нортон* рек*»).
Рис 115-
i. ТимрныЙ станок с одной коробкой Нортона
шпонка все время находится в канавке валика 2.
" -...“ -..«ьп.гл РО чепсз постоянную
«пися по1 валику, при чем шпонка все время na*w,r_______ ....
I Передвигая шестерню 3 вдоль валика 2, можно сцепить ее. через постоянную
i ‘Промежуточную шестерню •/, с любым из 12-ти колес, насаженных на валике 7.
С этой целью шестерни 3 и 4 укрепляются в каретке 5, которая может вместе
I 5 шестернями 3 и 4 перемещаться вдоль вала 2. Перемещение каретки произво-
дится за рукоятку б, выходящую из кожуха коробки.
В каждом (из 12-ти) рабочем положении рычаг (а значит, и шестерни Зил
может быть закреплен штифтом 7, который под действием пружины 8 входи*
вчерсдное отверстие, просверленное я кожухе коробки.
90
*"м U7’ Т,’МРПЫ* СМйок с киуЛ.иД
Н<Ф1и«з Н t,,wu„ .шесгер^м
Додачи, которые получаются при этом,
обычно бывают написаны на табличке, при-
крепленной на видном месте коробки; 12-ти
подач для всех случаев, какие могут иметь
место, конечно мало, и поэтому коробка Нортона
часто является дополнением к сменным шестер-
ням (рис. 115), или сама усиливается добавоч-
ными коробками (рис. 116). На некоторые
станках можно видеть все три способа измене
имя подач супорта: сменные шестерни, коробку
Нортона и добавочную коробку (рис. II")
На рис. 118 представлена коробка пода4
станка, показанного на рис. 115. Короба
эта может быть связана с передником супорп
или через ходовой винт или через ходов|>
валик, «по достигается поворотом рукоятки
(рис. 118). Число 10 1.(4, которые .могут быо
получены, как это видно из рис. 11», — од"’1
иаднаэт. через винт и столько же через вали»-
а всего, слсдовятелыто, 22 подачи. Дальне
шее увеличение количества подач у
парка получается при помощи сменных we
?1з^».3аКриТЫх иа Р"с- 1,5 предохр-11
ым кожухом и поэтому не видных.
91
У некоторых станков вместо коробки Нортона применяется коробка
подач с передвижными шестернями, передающая вращение шпинделя и ходовому
винту и ходовому валику.
Рис 118 Коробка Нортона.
На рис. 119 представлена в раскрытом виде одна из таких коробок, а м
рис. 120 показан станок, оборудованный этой коробкой. Не трудно видеть,
что в данном случае мы имеем увеличение количества подач, которые могут был.
получены сменными шестернями в шесть раз. Управление коробкой произво-
дится при помощи двух рычагов, отчетливо видных на рис. 120.
Для большей ясности на рис. 121 дается схема этой коробки с условным
расположением всех ее валиков в одной плоскости. Валик 7 через шестеренку 2
связан с последней из сменных
диестсрен. Тройная передвиж-
ная шестерня 3, 4, 5 передает
вращение валику 6. Таким
Иразом валик этот имеет три
“Юрости. Шестерни 7, 8, О,
и 11 заклинены на валу б;
стерня 13 свободно вра-
стся на валу 12 и может
сцеплена с ним под-
иной шестерней—зубчатой
фтой 14. Передвижением
ерии 14 валик 6 можно
зать с валом 12 или через
бчатки 10, 13 пли 11, 14 и
бщить ему таким образом
сть скоростей. От валика 12
дальнейшем вращение пс-
ается н ходовому вшггу и
кол..есгва
^j^es-SSSSSSS
р„сП7о9СГ|1р.‘“ол«аС."о«ш«-и»Ррке. 119 Коиб,.Р«а№Я коробка
Рис 110. Коробка подач с передвижной шестерней.
92
токарного стачка, изображенного на рис 116. состоящая из Механизма
Нортона, усиленного передвижной шестерней, представлена на рис. joo
из которого видно, что поворотами рукоятки / количество подач, получаемых
посредством механизма Нортона, может быть утроено. На этом же рн
сунке показано и приспособление, которое служит для поочередного diciri
«мня ходового валика и пинта (маховичком J). На рис. 123 представлена другая
/4
...' w‘ - -
«aySS&S -З.Н —
“’«Ttpni ,Г, , Ш'СТЧ|.И ‘"Мести р1*" - . помжении'
сипп.иу" ““«’ся n,,tn< ‘ "’“"лпыми inrew
> fc.y, 11 чжляиживл шеетфк* J
посаженной прямо на ходовой винт б. Перемещение шестерни 5 вдоль винта б
производится при помоши стержня 7. на котором имеется вилка, охватывающая
шестерню 5.
Рис 122 Кпыбияиромжив «оробм то» 41
— V4
a v-гооен следующим образе»
x*S=S sss»-........’
Рис- 124 Токарный ставок ЛохА-Чмпаей.
’*'• ИЗ Moaiua С .»|«4.ита>а ниюа.од
шеям шпонки производите» при пошипи“ п!‘лоии на-чика //. Пер«м
в^вается из валика 11. Шпонка /> Vnpn ст*Р*лг,“»к* Ч. голоока которого owflr
ней 14. прикрепленной к шпонке п рабочем положении пру**’
............. ’** «fe:
Уб
перелается дальше — ведущему валику коробки Нортона и т д Разобоанн.я
коробка увеличивает количество подач, получаювщхся от коробки' Нооток.
а четыре раза. / н ’
На рис. 126 представлена несколько видоизмененная конструкция коообки
Нортона, принадлежащая токарному стайку, изображенному на j>hc 117 Рас-
Рис 126 Коробка подач Jlc-Ьлоша (общий вид).
Коробка подач Ле-БлоШИ вид слали».
сматривая эту коробку с обратной стороны (рис. 127), а также схему (рис. 128)
ее устройства, мы видим, что вращение шпинделя через трензель и сменные
шестерни передается также сменной шестерне 7 (рис. 126 и 128), посаженной на
шпонке на валике 2. Внутри коробки на этом валике имеется длинная шестерня 3.
Связанная с ним шпонкой. От этой шестерни вращение передается через промежу-
точную зубчатку 4 и одно из колес 5 валику О. Тают образом длинная
Шестерня 3, промежуточная (накидная 4) и восемь колес 5 образуют несколько
измененную передачу Нор-
тона, благодаря которой ва-
лик 6 имеет 8 скоростей.
Дальше следует доба-
вочная коробка подач,состоя-
щая из валика 7, четырех
заклиненных на нем шестерен
8, 9, 10 п И и, наконец, ва-
лика 12, несущего на себе
Шестерню 13 и тройную пере-
движную шестерню — зубча-
тую муфту 14, С ПОМОЩЬЮ
которых валик 12 может иметь
32 скорости (8x4= 32).
Продолжение этого ва-
жна есть ходовой вал стан-
75, который может быть
зан с ходовым винтом 75
родством подвижной шестерни
шегернюЗслубчаты.м»™.,S(рис..
Кфбопх случаях одна и работает одинаково.
/7. Станок имет 32 подачи посредсти >м
при помощи ходового винта.
* -.....rt t-П—""-’ п
— 96 —
мне это производите*
при помощи штифта, ко-
торый входит в одно из
отверстий, имеющихся
на втулке. Для того,
чтобы вывести штифт и’
отверстия, необходим!
потянул. рукоятку •/ '
себе. Внутри коробь
обойма 3 представляем
собой вилку, которая
служит для поддержи
»ия вращающейся на
и пальце 5 накидной ни
₽,С ,2Л Лп** л. ,,
стерни б (или 4 — и*
Рис. 128).
Возвращаясь '
i,’^Wa'K‘ вращения X1
и)8) и ступенчатых шки-
«Г укажем",Га SpUS-S.X80?'0™ рам'” (РИС
‘“Ж °,,С'’Ь полезный нп;лJ’ ступенчдтых шкя-
’фи работе автоматической
— 97 —
it подачей. На рис. 130 представлен такой механизм V.-,. .
“дующем. Ступенчатый шкив / посажен не прямо ег° С1,СГОИТ аеле-
промсжуточпый валик 2, который вращается н пошт,™! станм' а ка
к станине (или ножке станка). На этом валике заклинена шетгшо₽?1<Р^е""0"
с валиком 2 шпонкой и сцепляющаяся с шестегшей J ™ Р « J' СВЯМ||иа«
втулке 5. Втулка эта свободно вращается в подшипнике "а ™онке м
продольных перемещений. Ходовой валик 1 свободно bomoJ?. не мо>кет имегь
Хет быте связан с-.ей зубчатой муфтой У, вос^нТ^Гшп^ЛГходо"
Рис. 130. РемеянАн передача коробки подач
вом валике 7. Стопорное
кольцо '> .может быть
закреплено на ходовом
Валике в любом месте.
Супортстанка при
ашоматическом переме-
щении влево встретит на
,’дсвоем пути кольцо 9,
..упрется в него и будет
толкать его, а вместе
с ним и ходовой валик 7
^влево. Это перемещение
з. валика 7 влево будет
^Происходить до тех пор,
пока зубчатая муфта,
” связанная, как мы гово-
рили выше, с валиком 7,
Цгле выйдет из зацепления
|с втулкой 5. В этот мо-
Имент вращение валика 7,
а следовательно, и авто-
Ц магическая подача супорта — прекратятся. Как только супорт будет отведен
вправо и давления на кольцо 9 не будет, валик 7 переместится вправо под
действием пружины, скрытой в обойме 10, и муфта 8 вновь войдет в заце-
пление с втулкой 5. Этим приспособлением пользуются, когда желают получать
автоматическую остановку супорта.
В заключение укажем на станок, Подача супорта которого получается
только через ходовой валик (рис. 88). Станок имеет коробку подач (рис. Ill,
112 и ИЗ), связанную с шпинделем станка цепной передачей.
Ознакомившись с различными устройствами передников супорта, а
' также механизмами подачи, установим, в каких случаях следует поль-
кювагься подачей через ходовой винт и когда можно работать через
[валик.
Все резьбовые работы, при которых перемещение супорта должно совср-
JuitHHo точно соответствовать оборотам шпинделя станка, следует производить,
Пользуясь винтом. Казалось бы, что если ходовой валик связан с шпинделем
Бгестко (шестернями, а не приживим ремнем), то можно было бы пР»ю»«итеь
Безьбовые работы через валик, но это неверно. Выше мы видел) . что.включение
Бюспр.н, находящихся на псрелниье супорта и обеспечивающих ere>>ерстс-
Шепне от ходового валика, производится посредством J’j" “у'и ZS-
Борительном состоянии этих фрикционов возможно шш, шля
Допате.п но, нарушение постоянства соотношения скоросп р
|и перемещения супорта. обточку — черновую и чистовую. расточку
Все «гладкие» работы, т.-е. ооточку гл-пЯцЯЯ 1(.и самым винт
и т. л., следует всегда производить через ходовой валик.сохраняя тем самым винт
|РТ преждевременного износа.
— 98
§ 6. Контрпря» „л1| ет отдельного
ся или трансми
^'^‘‘‘обЖиищ”™7 лиши" ^^вижеиие передается не прямо
-^^Йпокра^петоттрансмжсииЛ»
которое *1*1^ .•пилинг» тппи.'
на «"НВЗЯ.^.ТОТ^
, станка. Последнее относится
к токарным станкам с много-
ступенчатым шкивом. Такое
устройство называется контр
приводом.
Обыкновенный контр-
привод представлен на
131. Он состоит из двух
весок или кронштейнов 7
укрепляемых к потолку
к стене мастерской. В
шинниках, ,
этих кронштейнах, вращается
вал 3. На этом валу поса-
жены: ступенчатый шкив /,
точно соответствующий сту-
пенчатому шкиву станка, и
два шкива 5 и б, из которых
один посажен на вал 3 на
шпонке, а другой свободно
на нем вращается. Первый
из этих шкивов называется
рабочим, а второй—холостым.
На трансмиссии, от ко-
торой работает данный ста-
нок. посажен шкив, ширина
шкивов контрпривода, взятых
Рис- 131- Обистозепиий коптоприеох.
рис.
пол-
или
под-
укрсплеиных в
которого равна ширине рабочего и холостого .т____________ _____
вместе. Если ремень находится на рабочем шкиве — он заставляет вращаться
вал 3. а амссте с ним и шкив 4. от которого движение передается ремнем
шпинделю станка. Если ремень перебросить на холостой шкив контрпривода -
шкив этот Судет вращаться на валу 3. а вал этот остановится Для пере»'
шкива ,и ,ил°™" «ошриривод снабжается различными при-
t"lnPnp"“«’ приспособление это устроено следую-
Х’нк™ две^Х' -"пп^темеи в приливах, имеющихся у подпесок I- '
Ж” ™ ищТХя, ,,в “XBaTWUK"«‘1< рсчень. На левом конце этого стержня
Пр',ри ’Р'х'""'его рычага 10. Рыча,
«пи ХТпотХТй™ ° М ТЯГУ РЬПИГ Пе-
ремене, с шкива о на шкив J Ес, иш«»,\ Р otto.-ikii S — 8 переведу
превратится. Для перевода станы п.г«„7.Х0'0С1"1’' т0 движение ставь '
тягу и, в результате чет опюп.ой * pj "|’,|<’*™пс надо потянуть и
шкива на рабочий. 4 оемемь п.,—
Есть еще петый ряд способов i«
на них ми не будем. * ПеРе80Да ремня, но останавливать*.’4
еще одну и Х’рыХГрХшй, а .X-ZZXpe^»"
* ремень будет переведен с холист<,Г1’
— 99 —
КвНМющий «кой контрпривод с трансмиссией я опрошенный на nenov»
пару шкивов, делается прямым, а второй ремень делают перекрестным В oovtk.
тате этого контрпривод, а следовательно, и станок получают два направления
движения - прямое и обратное. Последнее часто бывает полезно (например
при нарезке резьбы). Обратный ход станка бывает, ........... быстрее переднего’
Рис. 132. Фрикционный контрпривоз с детаммн.
Рис. 133. Ставок с
одноступенчатым шкивом н штлпгоП ал»
пусы ставка в ши.
Частые переводы ремня с одного шкива на другой (с рабочего на холо-
u стой и обратно) вредно сказывается на их сроке службы. Поэтому в последнее-
L время чаще делают так называемые фрикционные контрприводы.
На рис. 132 представлен такой контрпривод в собранном виде, а также все
дсгали его. В этом случае
вместо пары шкивов (хо-
Д^остого и рабочего) на валу
t* контр iyiи пода имеется один
SKJIB, свободно на нем вра-
ающийся. На рис. 132
Клав их шкивов два, причем
Дудин предназначен для пе-
Икдисго. а второй для обра'т-
Ивого хода станка. Соедине-
ние этих шкивов с валом
j ^Контрпривода производится
п средством фрикционных
|Механизмов, одна из кон-
струкций которых была
лБазобрана нами раньше
Жшс. 49).
Фрикционный контр-
^Ирнвод работает хорошо
^Колько при хорошем уходе
Xi ним. Время от времени
Bto нужно регулировать, и
^штрприводы применяются
/Крупные станки с.
ВМинводами.
Противном случае он будет проскальзывать. Такие
fMCHiiiviwi обычно для станков малых и средних размеров,
снабжаются в большинстве случаев обыкновенными кинтр.
— 100 —
Рис. 135 Установка электромотора
на пату.
Рис, 134. Установка отдельного электромотора
у станка с ступенчатым шкивом.
— 101
вода также заменен одноступенчатым. Но часто такие станки раЗотают неХед
ственно от трансмиссии. В этом случае фрикционный махлнизм имеет™ v L₽, ।
«его шкива станка (рис. 133). Включение и выключение производится ofiS
при помощи деревянной штанги (рис. 133), проходящей вдоль всего ставка »
щей таким образом возможность пускать станок о ход и остакавтимть
с любого места. Штанга эта приподнята ........ ....
что доставать до нее не всегда бывает
часто снабжены добавочным валиком,
и даю-
его
довольно высоко и сзади станка, так
удобно. Поэтому современные станки
параллельным ходовому винту и валу
I (рис. 120 и 124); посредством этого
валика можно производить выключение
фрикциона, ведущего шкив. Рукоятки
(рис. 124) или маховики (рис. 120) для
такого переключения имеются обычно
в двух местах — у передней бабки и
у супорта. t
В последнее время станки, рабо-
I тающие от трансмиссий, становятся ред-
костью. Громадное большинство станков
работают от отдельных электромоторов.
Переход от трансмиссионных установок
к отдельным моторам часто бывает Ha-
lt столько выгоден, что осуществляется
Вк даже и в применении к старым станкам,
- с многоступенчатыми шкивами. На рис.
'134 показан пример такого устройства,
^млектромотор. обслуживающий только
А этот станок, установлен на полу, вблизи
Мктанка. Движение электромотора пере»
ИЬастся ремнем контрприводу, располо-
|^Ксенному в качающейся стой
ЛЬ-етоги контрпривода имеется
шкив, одинаковый с шкивом станка. 'бабке.'
^Поворотом маховика, расположенного
чИбпсрсди станка, контрпривод можно приближать к станку или отодвигать
него, что оказывается необходимым при переброске ремня с одной ступени
кс. На валу
ступенчатый
[а другую.
Пример установки электромотора, обслуживающего станок с одпоступек-
йтым шкивом, показан на рис. 135. Электромотор установлен на полу, сзади
лганка. Ремень получается коротким, и для того, чтобы ремень во время работы
(Танка все время был гуго натянут (в противном случае неизбежно проскальзы-
Ьнис), установлен добавочный шкив (ролик), натягивающий ремень. Этот ролик
пчетливо виден на рис. 136, изображающей! станок, электромотор которого
(брал в ножку станины. Сделано это для экономии места и для зашиты электро*
вотора от возможных ударов (изделиями и т. д.).
Все разобранные выше способы установки электромоторов имеют общий
Недостаток, который состоит в том, что электромотор, установленный отдельно
Гт станка, требует для себя отдельного фундамента. Этот недостаток отпадает,
рели мотор прикреплен к станине станка (рис. 137). Такая установка электромо-
Гора нс лишена недостатков, имеющих место при установке его по способу, приве-
денному на рис. 135: электромотор отнимает мести и не защищен от возмож-
ных ударов. 1
аЫ
— 102 —
мотора из п'Р 1ien ^oMeiui Ti W«- |38> " "’ целная пеРма,|а- в Нен..
Ж^К«меХтея шестернями. Недостатки такою
вредней йбки (коробка .юростей/ приходите,,
ашчэтъ B'c^KpPg gIU(P’( получающиеся в результате плохой уравновешен-
ности быстро вращающихся частей авектромэтора, передаютсявслед,
ствие чего поверхность обрабатываемых изделйи получается негладкой.
ГЛАВА ТРЕТЬЯ.
Приспособления для закрепления обрабатываемых изделий
на токарных станках.
В предыдущей главе мы познакомились с устройством токарного станка
и его отдельных механизмов. Разбирая некоторые из них (переднюю и задики..
бабки), мы употребляли выражения «закрепление изделия-), «служит для закре-
пления изделия* и не касались подробностей этого вопроса, потому что устройств,,
токарных станков можно изучать совершенно независимо от аисобов закреплс
пня обрабатываемых на mtx изделий. Но знать эта приспособления, конечно,
гак же необходимо, как и станок. К описанию наиболее распространенных из
них мы и переходим.
§ 1. Центра.
... пРостеЯшге приспособление для закрепления обрабатываемых издетий
ном№п'ндам^1КС1^ЗТ°1'1‘'1ГТ₽а' Н?торие ,'С™;|ЯЮТСЯ в отверстия шпинделе!'
передней н задвеЛ бабок. Центр наиболее распространенной формы представши
на рис. 139. Часть его, обозначенная на I
рис. ^9 цифрой 7, называется хвостом цен I
тра, а часть 2 — конусом. Хвост центра также I
имеет вид конуса и должен быть совер I
шенно точно пригнан по коническим гнездам I
отверстий п шпинделях передней и задней I
плппи /•rtiiin ‘ 1
•» на рис. 139 Цифрой 3) де- I
в 9<У“ "г/ I
Рис. 130. Обыкновенный центр.
1ает£я\Гаш,ы«,а7Ри1""' к0"уи (Хвдяен ,- — - -
«ио™ SpnXX,*^"’ JtZ",Ж* на ’
Дм удаления ие>,™; ..." "р" КГШИ»С в «Г.
s.S”olSoni ₽и- 8 ж»
л «"ш'с"Мрташ|0 Хо0Г0 йв«^ч«ю «врабатаваеи».
L эги
J ,
«»"Ус(то«ебО>) „ МОДП.:><^ХуХ’е"’Xil^pStoiiV w I
— 103 —
При обработке пустотелых изделий, например, трубок, упиреоляют центра
представленные на рис. 140-11. Иногда головка заднего центра делается
'•вращающейся. ’
На рис. 141 представлено относительное расположение обрабатываемого
изделия и переднего центра при разных типах его.
На рис. 141-1 показан наиболее часто встречающийся в практике слу-
чай. Изделие посажено па обыкновенный (рис. 139) центр. Установка на центра
(рис. 140-1) изделия малого, диаметра дается на рис. 141-11, в, наконец,
- рис. 141-111 показывает относительное расположение центра (рис. 140-11)
и пустотелого изделия. Все это в одина-
। ковой мере относится и к заднему центру.
Удаление переднего центра при
[ несквозном шпинделе передней бабки,
а также заднего (при закрытом типе зад-
) ней бабки) связано, как известно, с веко-
I торыми затруднениями. После несколь-
1 ких легких ударов по центру, его, обы-
Д-
кновенно, удается вынуть, но все-таки
лучше в таких случаях делать центра,
показанные на рис. 140-111 и 140-IV.
Первый из них имеет на наружной
части хвоста две грани, за которые (гаеч-
ным ключом) центр может быть повернут
в своем гнезде, после чего вынуть его
уже не трудно. Поворотом гайки, навер-
нутой на центр второго типа (рис.
140-IV), его можно вытянуть из гнезда
шпинделя — гайка упирается в торен
Рис. 141- Примеры установки изделий из
цапряк.
шпинделя.
11ередниЙ и задний центра, вообще
говоря, ничем не отличаются друг от
друга. Но иногда отверстие в шпинделе
передней бабки бывает настолько велико, Л1Л|.11С заднего. В виду этого
что гнездо для переднего центра , заа1К,/ цо для того, чтобы
передний центр приходится -^тнкм^оишнм что ытрудшито оы установку
конус переднего центра не был слишком оольш . кт
— 104 -
„обработку нзделиН |к£олып„х^^^%|"тДизХп.тоиия та^х
—
этого "Н'Хтамс"т|^| Наружт» очертание этих тулок делаете,,
аХ,.^яН^«.”й“РГа внутренний конус - по шпинделю
^1ИеГ|Н««“соо6ратносгь применения центров по рис. I40-V' полтверждае
еше и тем. что при неодинаковых гнездах в шпинделях {’СР«,,СЙ”р ^Й f’a6oJ'
переходная втулка, подобная изображенной на рис. 140-V I. все равно неоо-
ходима. Без нее нельзя обрабатывать конус заднего центра (см. ниже главу XV).
Применение переходных втулок дает возможность иметь одинаковые центра
для обеих бабок станка. и _ _
Но из это г 6 не следует, что и для передней и для задней бабок можно иметь
одни и те же центра. Дело в том. что оба центра во время работы станка находятся
в разных условиях, и поэтому очень часто изготовляются, при одинаковой форме
и размерах, из разных материалов.
Передний центр во время работы станка служит только как опора для обра-
батываемого изделия, вращается вместе с ним и поэтому не нагревается. Задний
центр — неподвижен, изделие вращается на нем часто с большой скоростью,
вследствие чего центр нагревается. При перегреве он становится мягким и быстро
изнашивается.
В виду этого передний центр можно делать из обыкновенной инструмен-
тальной стали (№ 8 и № 10 по сортаменту завода «Красный Путиловец»). В неко-
торых случаях передние це»пра даже не закаливают, оставляют сырыми, но реко-
И'ПЬ™ " 1>™e,Kfro ова ияттра закаленными. Незакален-
™"1^^^в1'г“^ра6аш“тея’ “° заго " б“"ро портится (забоины
талыю?ст™н ““•XeTX.’i™ ле/а|отся токже та обыкновенной инструмен-
та сказку. нагреваются н такrmP„m'’С СТан1<а 6олыш0< скоростях, несмотр,,
чатозадние центра делах^-та быстро р^Гй^Гта™,,осл|ел "ее ВРС«>' очень
тмрдость даже пр» высоком „am,™’ |'огоРая сохраняет большую
лороже умерший. „ п.,згом7упого“Ж’ееК>?п ?, С1алЬ етоит значительно
образно. ’ >11гареолять ее на передние центра иецелесо-
“ стел.опа. Мы будем говор’™позпо.-"0 "-"рок“ применяются центра
m-й кннпт, „овз „ укажР„ «Р «»»о °о атом металле в глазе VII
эт.штаюшвае,, шаткими тллп-зп специальный сплав.
^Р""’?е|*,Сть^ сохранять твер
таевия ue.npoo,X вд^“й ю"™ «“ подробно разбеоем №.
Щ11ХСЯ центрах ,псгзн'1“"жся ™' та т.,7₽м\ порядок нзптто-
сталн и „в 1! р * » Де-то в том, что“вез.,,2 ““““оемых враща »
центровых углублений и S,IU"'10 П°й|<остъ ilel,™lnpt,“ 1,1 быстрорежущей
И внедрение в практику^,™4* ост»тось без иамеиХв’ м"" Р“Ра«атываиж
чьегь работать с скорХТм7Р^с*)'1ш'х сплавов /в . ,?' Ме*л* тсм появление
пр тот„рих работатГ"”"1’ р^и"“". “ ЛР ) Лало оозмо».
лнчетае скоростей рез1ни?^„аа*' 10 ^^"шим^'пи скорость
п»ня?т,0 в’^Р^упшх сталей ум-
оызвало увеличенис чисел обо-
— 105 —
гов обрабатываемых изделий, а вследствие этого и разрабатывание нентоовыг
тублеиий. '
Стремление прекратить это разрабатывание и тем самым сохранить воз-
кность точной обработки изделий и привело к вращающимся иетггром В этом
чае центр вращается вместе с изделием, и разрабатывание центрового гнезда
юршенно нс имеет места.
На рис. 142 представлен вращающийся на шариковых подшипниках цетгтр
(ней бабки. Устройство его понятно из рисунка. Такой центр особевиао пои-
[сн для обработки изделий н
мягких металлов (медь и
кс чугун). Полезно его
еть и в тех случаях, когда
селия обрабатываются на
того стоящих каленых
эавках. Хвост (конический)
пра делается по конусу
шпинделе задней бабки
Рис. 142. Шариковый центр.
На рис. 143 показана
ругая конструкция вращаю-
щегося заднего центра. Го-
ювка этого центра вращается
шариковом центре, а его
вост — в цилиндрической
ропзопой втулке. В головке
меется отверстие для смазки.
Для того, чтобы за-
тавить изделие, поставлен-
ое на центра, вращаться
месте с шпинделем станка,
пользуются так называемыми
: о м у т и к а м и (обозначен
штропами (см. цифру 3 ..___________ ...
брабатываемое изделие и закрепляется на нем при помощи прижимного-
олта. Одним концом своим хоМутик зацепляется за поводок этого патрона,
авернутого на шпиндель стайка и вращающегося вместе с ним. Патроны эти
азываются поводковыми.
К описанию различных конструкций хомутиков и поводковых патронов
1м и переходим.
Рис. 143. Второй тип шарикового центра.
цифрой 2 на рис. 5) и поводковым и
на том же рисунке). Хомутик надевается на
§ 2. Хомутики.
На рис. 144 представлены два общеупотребтпвлыых
неся друг от друга только тем. что у правого «реп тельный 6олт потайног
делано это для того, чтобы уменьшить "°™ (pyS)
..ощий болт при вращении ставка , “„ХабХ J
бочего, и только счастливый случай или находчивость «ши™, к
“’"Гхомутока. прогооотоложттый прижимному болту, во время работы
солящим в прорез, сделанный в патроне. ,
Согда также с потайными болтами.
— 106 —
При обработке крупных изделий одного крепительного болта оказывается
обычно недостаточно, и хомутик во время работы станка провертывается на из-
делим. Вероятность такого провертывания у хомутика, представленного
рис 1-16. уменьшена благодаря двум прижимным болтам.
Рис- 144- Обыкновенный хомутик.
Рис. 145. Хомутик
с загнутым концом.
Рис. 140. Хомутик с двумя
болтами.
Рис. ПТ. Усиленный хомутик.
Для особо тяжелых работ пользуются хомутиком, изображенным нэ
рис. 147. Обрабатываемое изделие в этом случае закладывается между двумя план-
ками, стягиваемыми болтами. Одна из этих планок имеет загнутый хвост, который
входит в прорез патрона.
§ 3. Поводковые патроны.
Обыкновенный поводковый патрон представлен на рис. 148. Подвид^
болт 7, закрепляемый в одном из прорезов, имеющихся в патроне,
поводок для прямых хомутиков, показанных на рис. 144. При работе с нзопо
хомутиком (рис. 145,146, 147) хвост его вводит ая п прорез патрона, так что В
случае надобности в поводке нет. Но часто бывает, «по хвост хомутика оказыв*"- j
короток и упирается в дно прореза. В результате этого получается искр»»»
кие обрабатываемого изделия, чего не может случиться при работе с ПРЯ
хомутиком.
— 107 —
производится обработка изделий небольших диаметров и, следовательно, при
больших числах оборотов. В то же время поводковый патрон вместе с хомутиком
имеет ряд выступающих частей (поводок
патрона, прижимной болт хомутика
и т. д.), которые зацепляются за одежду
рабочего и служат причиной несчастных
случаев.
Поэтому следует пользоваться за-
крытыми поводковыми патронами, один
из которых показан на рис. 149. Здесь
цифрой / обозначен поводок, отлитый
заодно С чашкообразным патроном J, Ц Рис. 149. Безопасный поводковый патрон,
цифрой 2 — обыкновенный прямой хому-
тик. Выступающих частей в этом случае нет, что в значительной степени
уменьшает вероятность несчастного случая.
Рис. 160. Планшайба.
§ 4. Планшайбы.
Следующее простейшее приспособление
для закрепления обрабатываемых изделий на
станке есть планшайба, изображенная на
рис. 150. Она представляет собой диск, имею-
щий утолщенную среднюю часть и усиленный
с обратной стороны скрепляющими ребрами.
В утолщенной части планшайбы сделана на-
резка по шпинделю станка. Крепление из-
делий производится при помощи болтов,
пропущенных сквозь прорезы, сделанные
в планшайбе или входящие в Т-оиразные
пазы, имеющиеся на ней.
§ 5. Четырехкулачковые патроны.
Для обработки крупных изделий их закрепляют в так называемом четырех -
кулачковом патроне (рис. 151). Передвигание кулачков производится при помощи
» ntnM
» Находи , -
Рис. И1. Чстиреироттоиц
Р"С- 131 Оглы,
кулачки.
?>
L*;
— 109 —
* изделия снаружи. В случае надобности кулачки эти могут быть перевернуты
и использованы для закрепления обрабатываемого предмета изнутри.
Сняв эти кулачки совсем и используя прорезы, имеющиеся в патроне, мы
превращаем его в обыкновенную планшайбу
Для большей универсальности кулачки таких патронов часто делают из
двух частей Одна часть привертывается к патрону в требующемся положении
намертво а вторая перемещается в первой (рис. 152). как обыкновенны*
кулачок.'посредством винта с квадратной головкой. Одни на таких патронов пред-
ставлен на рис. 153. <
У обоих этих типов четырехкулачковых патронов каждый кулачок пере-
мешается отдельно от остальных, и благодаря этому имеется полная возможность
эакоенлягь эксцентрично симметричные изделия и, наоборот, несимметричные—
центрально. Передняя сторона петрова снабжена KomKinpmecKirai канавкам
(вернее ризками), сделанными на расстоянии 10-15 лш одна от другой. Эти
L канавки значительно облегчают и ускоряют установку кулачков на одинаковом
paC^cZemeio"7^a"mroK этих патронов - это некоторая потеря времени,
затрачиваемого на проверку закрепляемого изделия, но с ней приходится
меться ™ем более, что эта потеря уменьшается по мере накопления опыта.
§ 6. Самоцентрирующие патроны.
А. Американские патроны.
Для быстрого закрепления изделий пользуются Самоцентрирующнмн патро-
нами, которые п наших мастерских часто называют американскими. Достоинство
этих патронов состоит в том, что все кулачки их перемещаются одновременно
и одинаково быстро, при помощи одного ключа, из одного места, так что обраба-
Рнс. 155. Четмре1кулачк»вый саыоцсн-
трируюшмй патрон.
том зажимается. Американские патроны
Рис. 154. Трехкулачковый саыопси-
трнруюший патрон.
аемое изделие центрируется и вместе с тем ^amiunaow.________
вают трехкулачковые (рис. J54) и четырехкулачковые (рис. 155). Эти латроны-
Меют по два комплекта кулачков, из которых одни служат при обработке изде-
нй, закрепляемых снаружи, а другие при обработке изнутри.
Назависимо отвисла кулачков патроны эти устроены одинаково. На рис. 156
ставлен разрез трехкулачкового патрона. В корпус 1 патрона заложена
альная коническая шестерня 2 (рис. 156 и I57), на обратной стороне кого-
— 110 -
. irqi в виде спирали- На обратной сто-
„onречная резьба (рис. I* ' в корПусе патрона, сделана
1'цеплении со спиралью шестерниг
ронеьу-iaih нарезка находится i ‘ патрона, для чего служат
/«Л'Хг .ра^-Же^^ 3 <₽*'•
К , малет.ми ► лелается обыкновенно столько
таках "ласков имеет да,1ны11 ПаТр'1"
Впадая »W а™х 'тсгерс,,0К (лю6у'°> пс"
ХХм ториевого ключа, мы заставим вра-
Рис. 156. Ржзрсз американ-
ского патрона
Рнс. 157. Вид шестерни со стороны
зубцов.
питься большую коническую шестерню 2. При вращении этой шестерни под
действием нарезанной на ней спирали, все кулачки патрона будут перемешаться
по направлению к центру патрона или в обратном направлении, в зависимости
от того, в какую сторону вращается шестерня 2. Перемещение всех кулачков
будет происходить с одинаковой скоростью, что обеспечивает центрирование
изделия, закрепляемого в патроне.
Рис 150 Работа спирали амерн-
ыяского патрон*.
Р“1 ’* ““ ХГ"
"’«•««ой шесгарни
тчгекя н* ри/“?5ч‘'ви шсстеР’пи|*с совпя'1а',К*1 ра1"Усы закруглепя!'
В^ 'сгвие эт„„, что я „„кахчяо схелы-
pll""P'4i«Ki>TOpUX потоженпях '“"рчхосиомяия аубиов KV
чка получается очень маленькой-
— Ill —
В результате этого спираль шестерни быстро срабатывается, кулачки оас,™
ваются о патроне, и закрепление изделии получается с плохим цеитиоовани?»
На рис. 160 представлен разрез, а на рис. 161 общий ,,„.д п^р,?та
с только-что разобранным. Кулачки этого патрона расположены наклон юн пп.
моугольная нарезка спирали, которую мы-видели у предыдущего патоона
иена здесь пилообразной резьбой с треугольным профилем. Благодаря этому пой
одинаковой ширине спиральной шестерни у патрона, изображенного на рис 1Ю
Рис. 160. Усиленный патрон
.. (разрез)
Рис. 101. Усаленный патрон.
Г-щается вдвое больше зубцов, чем у обыкновенного патрона,'что значительно
ричивает прочность спирали. Тем не менее и этот патрон довольно быстро
ЮТ свою прочность.
Б. Патрон с эксцентричной канавкой.
СамонентрирующиЙ патрон, представленный на рис. 162, не имеет основ*
ГИных недостатков, свойственных патронам, у которых перемещение кулачков
Производится при помощи спирали. Вместо нес на передней стороне конической
вюстсрни сделана одна широкая канавка. Эта канавка разделена (по окружности)
на три части. Каждая часть канавки представляет собой часть окружности,
I^^HHi.nninit из центра, не совпадающего с центром патрона. В канавку входит
рь, вращающийся на пальце, ввернутом в нижнюю часть кулачка (кулачки
I сходны с изображенными па рис. 152). При повороте диска, в котором про-
ка фигурная канавка, сухари, а-вместе с- ними и кулачки приближаются
центру патрона пли удаляются от него.
Расход этих кулачков сравнительно небольшой; поэтому при иолыном
вменении диаметра обрабатываемого вддмпя приходится переставлять в новые
ложения верхние части кулачком. Достоинство этого вагрокз в том. что
иавка конической шестерни, управляющая движениями
крыта самими кулачками 0-и»........«о частя..... и. таким образом «м»
грязи и яружек. Этого мы не гиде ш у патронов, “
.. 154, 155 II 161. Поворот диска с канавкой производится точно так же, ьаь
у патронов, разобранных выше.
В. Патроны Форкардта.
В последнее время на...... входить в ушлребтение самоиентрирующие
опы Фопкар.тт.1 <pi«c. Iftl). в которых спираль или фигурная канавм
суп- гвукп Как ВИ дно из рио< 163, зажимающие части патрона приводятся в де»-
_ 112 —
p«'. l«3. ll«rpOT Форври,,
ствие при помощи черняка и червячного колеси. L ним колесом соединена намертво
цилиндрическая шестерня, находящаяся и постоянном зацеплении с тремя зуб-
чатыми рейками. На верхней стороне реек нарезаны наклонные прямолинейные
зубья, которые заменяют собой спираль патронов, изображенных на рис. 154
и 155. Зубцы кулачков, находящиеся на обратной стороне нх. точно совпадают
с зубцами реек и также прямолинейны. В виду этого поверхность соприкосновс
НИЯ зубцов кулачков и реек получается довольно большой, что. конечно, способ-
ствует долговечности их.
, Работает этот патрон следующим образом. Поворачивая посредством ключа
червяк (рис. 163 справа), мы заставляем вращаться червячное колесо и свя-
занную с ним цилиндрическую шестерню. Вращение этой шестерни вызывает
перемещение зубчатых реек, движущихся в точных направляющих корпуса пат-
рона. Движение реек посредством наклонных зубьев передается кулачкам, кото-
рые перемешаются к центру патрона или в обратном направлении. Поставив
рейки в крайнее положение, мы выведем их из зацепления с кулачками и получим
таким образом возможность перемещения кулачков вручную. Установив кулачки
в разных положениях по отношению к центру патрона и только после этого введя
их в зацепление с рейками, мы сможем закреплять обрабатываемые изделия
эксцентрично; таким же образом кулачки эти могут быть установлены для раз-
личных диаметров изделий.
Г. Двухкулачковын патрон.
1Л4. ДвухкулмкевыЯ илтрои.
Существует еще много конструкций самоцеигрирующих патфшюв, разби-
k рать которые мы не имеем возможности; остановимся лишь на дв^скуЙачковом
антроне, изображенном на рис. 164.
L Сдвигание и раздвигание кулачков этого
^патрона производится посредством винта.
iКрытого в корпусе патрона. Винт этот
«креплен в патроне таким образом, что
ржет вращаться в нем, но не может
врсмещаться ни в гу ни в другую сто-
рну вдоль своей оси. Одна половина
Инта имеет правую нарезку, другая —
евую, при чем эти резьбы находятся
зацеплении с такой же нарезкой, сде-
аниой в кулачках. Поворачивая винт
ту или другую сторону, мы заставим
Врсмещаться кулачки в требующемся
Управлении. Винт, как видно ил
рис. 164, располагается сбоку кулачков,
г так что длинные изделия могут быть
ИЬонущены сквозь патрон. Кулачки такого патрона очень часто viiau/Kuiuiv»
Jeiunj.Mii губками, что дает возможность закреплять в них изделия пепра-
пьиой формы.
Д. Американский патрон с накладными кулачками.
На рис. 165 представлен обыкновенный американский патрон, перемете
екулачков с которого производится посредством спирали, но снабженный смен-
ми губками. Эти губки, в этом случае, чаще нашвают накладными ку «ачкам.1
горые хорошо работают только в том случае, если ОНИ достаточно жестко скрс-
яюгеч с нижними частями кулачков.
Накладные кулачки делаются самых разнообразных форм применительно
зазмерам и очертаниям нбрйбатыоэамык излети!.. !! • рис. 166 показаны два
патрона очень часто снабжаются
примера таких кулачков. Один комплект этих кулачков дает возможность (как
—*. 166 слева) достаточно жестко закрепить длинное изделие неболь-
—1ом(1ает способ закрепления изделия
Рис. 165 Америюпскнй патрон со сммнмми куликами.
Е. Фланцы патронов.
Все самоцептрирующне патроны вы-
пускаются в продажу без фланцев, по-
средством которых они могут быть навер-
нуты на шпиндель станка. Изготовлять этот
фланец приходится обычно самому токарю,
и от той тщательности, с какой изготовлен
этот фланец, в весьма значительной сте-
пени зависит доброкачественность патрона
При плохо изготовленном фланце патрон
вращается неправильно или, как говорят,
«бьет». Здесь мы не будем останавливаться
на порядке изготовления этих фланцев и
разберем его в главе XV этой книги.
Ж. Пневматические и электромагнитные патроны.
На многих заграничных заводах в последнее время находят себе широ-
кое применение, в особенности при массовом производстве, так называемые
пневматические патроны, работающие посредством сжатого воздуха
Патроны эти имеют довольно сложное устройство, пользование ими связано
с необходимостью иметь добавочные приспособления, и поэтому они стоят до
вольно дорого и на русских завода* встречаются пока очень редко. Не подлежил
сомнению однако, что патроны :ри в самом недалеком будущем займут такое же
месго в наших мастерских, как и обыкновенные самопеигрирующие патроны
На рис. 167 представлен разрез пневматического патрона, напоминаю-
щего ио своему внешнему виду обыкновенный самоцеитрирующий патрон. Закре-
пление этого патрона на шпинделе станка производится при помощи муфты 1
навертываемой на шпиндель. Штанга 2, пропущенная сквозь шпиндель, левы"
своим концом соединена с вот.туошыч цилиндром, насаженным на левом кони»
впинделя и не показанным на рис. 167. Устройство и п-.г.™.
цилиндра будут разобраны ниже. ота JTOro воздушного
Правый конец штанги 2 связан с гильзой > котппаа
II влево, вдоль оси патрона. С гильзой .3 сп'нзаньГиlon^/nen1»01, В"раВ“
рычажки 4. вращающиеся около пальцев 5. При перемадении пшады”!
влево нижний «онец большого плеча рычажка 4 будет перемещайся та/
же влево (нижний конец рычажка 4 входит в цилиндрическую выточку Летай"
кную в правой части гильзы. .7). Конец короткого плеча рычажка пой'цгг вниз
к центру патрона н потянет за собой нижнюю часть кулачка. Дтя этого с обрат-
~ ной стороны нижней части этого кулачка сделан вырез, в который входитсухаоик
Квязанный с меньшим плечом рычажка 4. Кулачок этого патрона состоит ад Lx
Ы частей нижней б и верхней 7, взаимное расположение которых устанавди-
веется пои помощи винта 8 (накладные кулачки) учшишш
| Рис. 107. Разрез пневматического патрица.
। При перемещении гильзы 3 вправо кулачки двигаются от центра ратроиа
|И и таким образом освобождают закрепленное изделие. Движение гильзы > ироис-
ходит при помощи штанги 2, левый конец которой связан, как мы говорили выше.
Н с поршнем воздушного цилиндра. •
I Цилиндр этот устроен следующим образом (рис. 168). На |евый кочен
Я шпинделя станка, обозначенного на рис. 168 цифрой /, навернут н вращается
1 кете с ним корпус 2 воздушного цилишрв. Цилиндр этот закрыт крышкой а.
коо.и, которую проходит валик /. В правый конец этого №Р«П ле»“й
оиец штанги ’ р„с 167). л в левый входят воздухопровод нс вращают Шея
время работы станка. Внутри воздушного цилиндра имеется порше'нь о . оса-
•сивый намертво па валик I. Внутри воздухопровода сделаны даа
И л Отверстие « выходит в .у часть 'шлиидрацтиордя ре®?®»'»
'"'ршия а отвепстие 7__в левую часть его. Посредством трубок i .
I ' И 8 соединяются с воздушным краном ;"“т ’^"р^крзн '''с трубой
'14' одном НОЛОЖСН1П1 рукоятки 12 трубка 14 сведи ч Р P V.
lie
Поворотом рукоятки 12 мы соединим трубку 1(1 . .
а трубку 9 с трубкой /> Вследствие этого сжатый воз-ivx иЛРУЖНЬ?< ВОЗДУХОМ-
Ёач“<влХХь................ “™т ~ ^'ZSoTpiSS
.На рас. 169 изображена установка пневматического п™. „• .. ..
цилиндра на токарном станке. . . го "aTpu"a 11 "'«душного
При обработке мелких изделий, а также предметов чакпс, .п..„а „Л.
Го обык..еппых патронах связано с опасностью искршшешш „хс боХЛте
, хом применяется так называемые элекгромапштпые натаски В
закрепление изделия производится одним поворотом выключателя тока э™™
магнитные патроны в токарном^еле применяются оравшие тыю Р,
[вливаться па них, поэтому, мы не будем. ,
§ 7. Оправки.
Все разоиранные выше приспособления для закрепления обрабатываемых
изделий универсальны, правда, в разной степени. Это значит, что каждое из них
(например, четырехкулачковый патрон) может быть использовано для закре-
пления разнообразных изделий. Кроме этих приспособлений в повседневной
практике мастерских широкое применение находят себе так называемые специаль-
ные зажимные приспособления, которые служат для закрепления изделий. име-
ющих совершенно однакивые форму и размеры.
Рис. ПО. Простые ппр.тн
Несмотря на очень узкие пределы применения. многие из этих приспосо-
блений изготовляются инструментальными заводами и выпускаются в продажу
в совершенно готовом виде. ^„.^„umuhup
Здесь мы рассмотрим так называемые оправки, предназначенный
•ня наружной обработки деталей. имеющих уже обмотанное_
Наружная поверхность при этом после поработай дол н • с Р
1Р" ,1,аСпо^\иш‘Хания оправками состоит в там что ида«е
"его обработано отверсто, насаживается или оды.с центра и изделие
мости от конструкции ее), после чего опЬавка сп“ * р ,’ч.Рнемсч 1)
юраблтывастся. К описанию vn'’cor,<’“ "“„.«Ых «.отребитальнцх ю „их
1«|. же будем говорить только о к. ястр> • 1;|| (h)a n|WlcT,cofiMT
Простейшая оправка ирелег.н 1® • Г • 11См..|ггировки). Эта часть
'‘•’лик, средняя чаги, которого прошли- Х11шы) Если диаметр
•"‘Равки делается немного на конус ( . ’• тонкого ьбинз средней част.»
"тверстня в изделии не превышает 25 .w.w. то диаметр
) См. । ?«ан>
118 —
чпмртпа отверстия. Если этот диамс-;
оправки дог.... “ккого конца средней ее части дол»
больше 25 м*. то диаметр опраюш _ Клипы (,„гавки делаются тоньц.
быть на меньше днамстра ® , закрепления хомутика. В торцах е-
средины и имеют лыски для более УД [|ЗСаживается на центра стань д
сделаны иентроше Угл>у-К'‘пш’ит-я L такой оправке только силой трения.
Обрабатываемое изделие держ поэтому должно быть насажено
Рис. 171 Опрлека с разрезвой втужой-
Рис. 172. Оправка с разрезпоП втулкой (5 надре-
зов и 1 прореа).
Рис. 175. Оп|»авк4 с pajpt
п поэтому должно быть насажен?
на нее с некоторым усилием.
Каждая такая оправка при-
годна для обработки изделий <
о шлаковыми диаметрами отверстии
в них. при чем отверстия эти
должны быть обработаны доволыю
точно. В противном случае оправь.!
или не влёзет в изделие или жт
провалится сквозь него, а закрс
пленке изделия на такой оправке
окажется невозможным. Поэтому,
вместо простых оправок чаще поль-
зуются так называемыми раздвиж-
ными оправками. Всякая раздвиж-
ная оправка может быть исполь-
зована для обработки изделий с
разными диаметрами отверстий
в них, но отличающихся друг от
друга немного. Тем не Менее пре-
делы пригодности этой оправки
гораздо шире, чем у простых
оправок.
На рис. 171 изображена одна
из самых простых разжимных опра-
вок. Она состоит из конического
валика /, очень сходного с простой
'•правкой, но отличающегося от
нее большей конусностью средней
части. На этот валик надета раз
резная втулка 2. При персмещени!'
этой втулки в сторону большого
диаметра валика / она расши
ряется и увеличивает свой кару*
ный диаметр. Изделие, надетое на
.««.он иулму. закрепляется при этом
довольно прочно. Недостатш. вту
-том. что они могут расширяться то 1ы.л r и С ОД,’ИМ Ра,Ре“’4 состою
расширении этих втулок, в виду того чтп UJI"X нр^’а*- Кроме того при
несколько смешается. Поэтому ,ия более MMCh'T.T01'-K<» один разрез, ось их
несколькими разрезами, 'Ьщс ш».-г?!?** РаГмп Употребляются втуль '
Изображенная на рис. 17’ птп.Ыо’
от1пр 'ЛМИ И °Л,1ИМ сквозным проре ом ,’nPaB,';i имеет втулку с пятью
ЙЕ^’ПрМ ЧСМ7ри ‘‘ ‘"•««’•SJ kowI раГ,'”ают втулки 'с шестью
р»с "»»-" '"> »
дакя пронзводап. с n.w.„„bw “"Р“КИ. гак же как и »з npoerw. при"
пресса, что >,с всегда удобно. Поэтом'
119 -
Рис. 174. OnpiaiH со шпонкам».
некоторые из таких ((правок снабжаются натяжными гаг., „
стержень опрйки (рис. 173). Навертываемая ..Щкачср^зщ'., "
втулку И заставляет ее перемещаться в.к„, 1|Ч). S"^ »**."» разреэиу,
ряется, что обеспечивает закрепление на.к,., . "ри эт“м Рас“'“
изображенная на рис. 173, имеет один разно Ч аше ж тBTyiw’ »пРа«ти.
миогоразрезнымн тулками, одна из которых претспп’т../""l”W'".c-,J,>*a“TC'
После того как изделие обработано, сайка опйвк Л Р"С «’3 (В1"иу|
ждена. Легким ударом молотка изделие вместе с wij 2SS’ab*n’ “аю6"
нуто по оправке вправо, вследствие________________ с "цт|' Hepenw-
чего втулка сожмется и Изделие мо-
жет быть снято без труда.
Иногда, с целью больших
удобств при съемке нделнй, с левой
стороны втулки делается вторая
гайка, посредством которой разрезная
втулка после того, как правая гайка
освобождена, может быть перемещена
вправо настолько, что изделие может
быть снято без усилий.
Недостаток оправок с разжим-
ными втулками — это узкие пределы
работы каждой оправки. Пределы
эти, правда, шире, чем у простых
'оправок, ио все-таки малы. В этом
отношении лучше оправки, имеющие
так называемые подвижные шпонки.
Оправка с подвижными шпон-
ками представлена на рис. 174. Она
состоит из цилиндрического валика,
в котором прорезаны четыре (а иногда
шесть) продольные канавки, глубина
которых изменяется от одного конца
валика к другому. В этих канавках
досажены шпонки, охватываемые гильзой, имеющей четыре прореза. Прорезы
в гильзе расположены соответственно канавкам валика. При передвижении
гильзы, вместе с ней будут перемешаться и все четыре шпонки, при чем шпонки
.пи будут раздвигаться, благодаря тому что канавки в стержне имеют уклон
к одному концу валика. Если иметь набор таких шпонок (рис. 174). то одна
оправка этой конструкции может служить для целого ряда размеров отверстий
обрабатываемых изделий. Недостаток этих втулок состоит в том. что во время
работы давление шпонок сосредоточено только в нескольких (четырех) местах
отверстии, в результате чего обрабатываемое изделие может оыгъ
Рассматривая раздвижные оправки, мы видим, что.все они'
нескольких частей, собранных вместе; таким образом точность .. ки-
сит как от точное™ нзгоптления се часген. так и от тщаге па ст и‘“’I1''
Поостяя «шавкт имеет всего одну часть (вялик). очень простую и ииотовинми
простая оправка имей вили ,м-,п кптыиасмым идделиям предъявляются
Поэтому во всех тех рыться npociwin ..правками
’ сокпе требования в смысле точности, следус»
§ 8. Люнеты.
Длинные изделия при 'Х'Хр.'щть зго'прогибание. °пр^липт
" о» давления paua. Дли п .'„Т, п n₽inn с гое к. Люнеты бывают нет.,-
к помощи так называемых люнет
вимсиые и подвижные
12U
PrtC. 175 Нк1ЮЛП.ДКЫй люие! Pne- 171 НеподинжныП люнет с ргздо-
е суырймк. каин.
Ьинжиой эюш-1
(одна или две), совпадающие с направляющими станины. Обрабатываемое изде-
лие поддерживается тремя сухарями, из которых два расположены снизу, а
и дин сверху изделия. Эти сухари могут перемещаться в позах, сделанных п кор-
пусе люнета, посредством регулировочных болтов и быть закрепленными в тре-
। п<. :> . сухарь раин-
латается в откидной части люнета. Между суха:
римн и обрабатываемым изделием во время
работы станка возникает трение, в результате
которого изнашиваются кулачки, а виногЛй
портится и поверхность обрабатываемого иаде-
тия (Ьмтиму некоторые люнеты имеют сухари
снабженные роликами (рис. 176).
Подвижной люнет представлен на рис. 177
Он укрепляется на направляющих продольных
салазках супорта сзади обрабатываемого изде-
•ия и притом так. что сухари его оказываю*^'
немного правее резца (при перемещении супорта
мем). Благодаря тому, что люнет перемещается
“Месте с супортом. относительное положение
резца и сухарей нонета остается постоянно
иежченныч.
Подвижной яюнет« изображенный на
У надвижных лимитов более ооопых РегУ'нруюии’хся сухаря
простые болты. при чем пк.ю\,|,х б,.~тР^ " -“МеС"‘ CVXal’l[’ Л^ЫВЛСЯ
из них р.м-по 1а|асе» Ч,ерху. л *» "u,UvT ’<> 'ьио двз. ОЛЯ“
/• о орч.щ си.01 оСрабатымыого пислия.
121
Г JI АВА
4 1- I 11 LP ГЛ Я
Лобовые и карусельные cuhkil /?
§ I. Лобовые станки. О
Для обточки коротких изделий, имеющих ботыпЬй 1 1
так называемые лобовые или патронные' с Г?
к большинстве случаев не имеют станины и очень часта S™1
Но к лобовым станкам иногда относят и некотошл . ru.ui '.T?**5
ставки, снабженное и станиной к задней бабкой Оснииним ата'чт г ар1ш*
размеры и характер изделий, для которых станки эта предава«п"«V»’*”
;ХымГ"Ь '<0РОТК ’ " ........ ва6|<“"
Рис. 17s Лобовой стенок без лздвсГг 6л0>.и.
На рис. 178 представлен простейший лобовой ставок. Передняя бабка его-
( мдняя бабка отсутствует) по своему устройству ничем нс отличается от обыкно-
венной бабки токарного станка с переборным механизмом для изменения ско-
ростей. Ступенчатый шкив имеет 5 ступеней. Размерами бабки и «том случае не
гесняются и число ступеней главных шкивов делают больше, чем у центровых
'оклрных станков. Перебор устраивают так. как э(и мы видели, разбирая сложный
перебор токарного станка (рис. 45). У лобовых станков разгрузка шпинделя
•г скручивания безусловно необходима, так как обрабатываемые изделия имеют
юлыпие диаметры и дрожание их быЛо бы неизбежно, если бы патрон пол>ча 1
вращение обычным способом, а не через зубчатый венец, прикрепленный к обрат-
Гкрсднпп бабка в супорт станка, и .вбраженнсто на рте 1.8 уст.»^кны
"а ит.к-.„.!,ых фундаментах УстрнИство супорта -wan. а <яспь
раи« рассмотренных нами супортав (Ист,стоуст> И1’"йа“*£
ходавиго пинга или налика станок не имеет и ио <i • .liviLia-
>’ -pc....... ...г,
ЧППОЙ плите II ^^с^^221меяоп> n” ie»w. Верхниесал-пкп cjraopraxeiyi
от размеров и формы обраолтываези । * г .жносп» о -рзботх.-
"ыть установ «ены под 1юбыму1.1ом к оси HAte. *
1 '‘нических ।юкерхкостей.
122 -
гч следующим обра30*- На хол<яи
Illiu.u GLU-ЦЖ супорта осушкуНХ1/Ш трсиюткн. ЖШфЦС 'фИь
-вш г....г' •г,“ "S’*! »ri ..^KMiiyrj «р° "р**’’1
"'«* движение 1 ' юней ее присоединен к кривошип»
”,чек погодку мастерской. и »У"“ (“й ^бк„ За кажлыйоборот шли..
в.к-а.«««у »а ле»- ’^JggyjgSSm »"И супорт!. И“'НЯ"
клч трсшопа Miaei одно качзю«. иin г Существенны* недостаток этот»
чину кривошипа, можно Х она погучастся не плавной, а скачками. Неко.
₽*...... маб""“'татори’
‘«««лея у супортон iVnaauxcnuSTni’aeooB и дают возможность обрабатишк
Такие станки строятся разных pa. Р планшайбой и фундаментом'
«м>.................... «Ж Ошу) *пГд|1а»етр обрабатываемого изделин
«питой супорта сделать углубление (яму/,
может быть юят еше больше. _______
Рее. 170. ЛобоапА стамуж с коробыж гво'ччтеЯ.
Лобовой станок. представленный иа рис 19 (см. глава 1>. значителыт отлн
чается от только-что раэторанного Он имеет лдн«»> бабку, установленную на
ижмлий'<м!5Г?» и™1™ ™ ’ случ'"' UL"o,neT станину- Перемете
•не ладней баокн проюмдится при лочощн трещотки (пис IQ) Супорт уста
tro ДвК вруч
XST&i1"* *‘ СП0С'Лш- «* ми "Ы"“ П'рт
которой шнинлелн мо*п получитч. а’раздашы^^6"’" CKO'WST'"- nocp«<™'“
.^стаччокта^Те^ка^^’диа^шГ^п^ "' Рнс
.-юростсп. Число скорчмчей шпинделя ' ""«Пленчатый шкив и коробку
•‘ОК имеет два супорта. переяещачошихся „„ „ «боротчш в минуту). Ста-
эчередь. помет 6ыП, ,10ста1,ии и“и . "‘постели, к.т.рач, в св..»
а зависимости от илде.тич. Подача емчюоо . ° аншайбе том отодкииуга от нес
=ЧШ иа пи1п*. „о дли сечам ее с шнидК? ’аю., трещепкой. поса*е>'
великов, евчышшв мсиау Собой оычлгч^?"1™ “МГТ°П'"Н имею,.4 neceujw
rJIpc.viaraeM читатели) ра .а я ... •
я устаиооитг, способ ее ктмпчения 1ТстроНспк шан подачи (рис. П^1
Большой ринф|)й стацок изображен на рис. 160. Диаметр планшайбы
этого станка >'<«) -v.w. Наибольший диаметр обрабатываемого предмета,
благодаря выемки н фундаменте станиЬ-* можег быть доведен до 4 (НК) ли;. Станок
работает от отдельного электромотора» .сое.пшенного непосредственно с о.ипщ
Л валики» kuwxiKM
...................................................... ,
У пми„..„„ N v ,„iru > ,Лра6а
niocTW.TtiervH гак
Переходим к Последнему типу лобовых игаш-.ч, г, „ „ с
I токарным Приставленный пл рис. 181 .io.-,„,,„n а ’ X * .
I „ого * токарного только очень коротко.. ..динШн L
I подачи супорта. и о этом случаи вместо Шесгерен и. .nn.i.u / MtXa,IH3*?
I щающие супортам (станок имеег два супорта) нераввочепиио Х'*™' С°“б
I подачу. Изменение всоростай шпинделя получается перебрей pe«HTc”3S
I ступени ведущего шкива ставка на другую, а также включением и пыктючейе!
I переборов.
I Эти недостатки (прерывистая подача и устарелая система пеоемены ска
I росте))) устранены в поповом станке. изоброжишом р11С. |Я2. Кор₽о«га “кото
стой и коробка подач(помещена в переднике супорта) деЬают этот стшгок удоие?-
I воряюшим всем требованиям современности
тни” ло4о“1“ ста"'',“- нэображенпых „а
I рис. 181 и 182, на них мцгли бы быть установлены и задние бабки.
§ 2. Карусельные станки.
Установка тяжелых, а в особенности громоздких прехмезов на вертикаль-
I ной плоскости планшайбы лобового станка связана с большими затруднениями..
гак как в этом случае во все время установки приходится бороться с действием
веса устанавливаемого изделия. Кроме того большой вес обрабатываемого пред-
мета вызывает прогиб шпинделя и, следовательно, дрожание изделия. В резуль-
тате изделия получаются неточными, обработанные поверхности их негладкими.
Увеличение размеров шпинделя, удорожив изготовление и работу станка,
уменьшило бы до некоторой степени второй недостаток лобовых станков (прогиб
шпинделя и, вследствие этого, дрожание изделия). но неудобства, возникающие
при установке изделий, остались бы точно такими же. Поэтому еще в средине прош-
лого столетия для обработки тяжелых и громоздких изделий были предложены
гак называемые карусельные станки, у которых планшайба горизонтальна и шпин-
дель вращается около вертикальной оси. При таком положении планшайбы основ-
ные недостатки лобовых станков, о которых мы говорили выше, отпадают. Обра-
батываемое изделие .может быть положено на горизонтальную планшайбу пли,
как часто говорит, — стол станка, установлено без особых затруднений н требую-
щемся положении и скреплено тем или иным способом. Вес изде.1ия в этом слу-
чае действует на шпиндель иначе, и поэтому прогиба шпинделя нет.
Родина карусельных станков — Англия, где они появились в конце пяти-
десятых годов прошлого столетия. В Европе эти станки не привились и были
ибыты. В Америке карусельные станки имели большой успех и »ак усовершен-
ствовались. что почти вытеснили лобовые панки. С 8В-х годов карусели начал»!
широко применяться и на европейских заводах, и с распространением их ло >
станки потеряли свое прежнее значение.
Современный карусельный станок самой пр.™)) конструю н» ПРИСТ»™
на рис. 183. Планшайм его / вместе го ,н,шнде.1ем .
гташше ’. Пл....... / у этого станка выполнен! в
канского патрона с передвижными ку тачками. отиовнемеиио. Кроче
ранную головку ... мы будем щречентатъ ‘ „,'1С „.i„K-ni (посредством
того мы можем иметь перемещение кп*дшо^
МИТО! П Кроче того сто) ими) три |.оора» ых пли.
•’креплоть обрабатываемые наделив при и» * чи .сми и |(| «т отдельной»
Шпнн ,е... но тачает ..кние >. общей 1^’^“" Л,.,,,,
’ юктромотора черт ) о (||осту|1снч.пыйи к > - Чисто скоростей станка
«ни проиаподитсн при почощп го) котом* „быЧио прело пкаегся
» I.' Д)М Н.МН.Ы „«о.-унрочто.
<лц некоторое время пос к- юмк 1ю«ш’ • • “ »
«ЫИ ПСДЛ 1ЬЮ /!.
12в —
Сталина имеет стойку 5, па которой расположены вертикальные направля-
ющие 6. По этим направляющим холит поперечина 7. По направляющим попере-
чины, в свою очередь, перемешается супорт л’. Супорт этот состоит из трех основ-
ных частей. I) нижней части, непосредственно соприкасающейся с поперечиной 7,
2) средней части 9. которая подобно поворотным салазкам супорта обыкновенного
токарного станка прикрепляется к нижней и может быть повернута относительно
^'83. Ou«^,„u0
« на некоторый...
"**тш ад“ feSS
'» Р'к- 183, •п-мптся знтиипетееки
— 127
Полин супорта вдоль поперечины, a щкже
Гсупорта могут быть получены и.ш вручную или акточат»»..
ния горизонтальной подачи служит пинт 15, а вегП1к,.
.глине которого сделана шпоночная канавка 1-сл» "
надеть рукоятки (на рис. 183 они сняты), то можно Пол1°"иЫ
супорта вручную. Включением фрикционов /7 достигаются
супорта» Изменения величин рл'»-*» ~-----------
Рычагом 19 можно изменить
перемещения вертикального
' этически. Для осуществле-
_ налик /f}^ по Bceft
..............................л винта и валика
получить все перемещения
подач производятся............пода'1и
г умея посредством коробки подач
направление подач.
Средняя часть супорта,
расположенная обыкновенно
вертикально, может быть по-
ставлена под некоторым углом
к вертикали, что дает воз-
можность обрабатывать кони-
ческие изделия.
Карусельный станок,
устройство которого мы разо-
брали, называется одностоеч-
ным с одним супортом.
Представленный на
рис. 184 карусельный станок
имеет два супорта, один из
которых лишь немногим отли-
чается от изображенного на
рис. 183 и называется верхним
супортом. Другой распола-
>ается сбоку обрабатываемого
изделия и называется, по-
тому, боковым или добавоч-
ным. Боковой супорт, так же
как и верхний, имеет верти-
кальное и горизонтальное пе-
ремещения, которые полу-
чаются или вручную или
автоматически. Присутствие
бокового супорта значительно
ускоряет обработку изделий,
у которых растачивается от-
верстие и обтачивается наруж-
ная поверхность. Примером таких изделий мотут служить разнооирадные шкивы,
крупные шестерни и т. д. Одновременно с расточкой отверстия» которая пронз
иодится посредством резцов и других и негру.ментов, закрепляемых в верхний
супорт, боковая поверхность этих и.целий может быть обточена при помощи доба-
вочного (бокового) супорта. _ 14
Карусельный станок, иаображениый па рис. Л (си. г.ыну I).
два супорта. но оба верхних. Пи числу имеющихся у него стоек для "опертой“
станок ..ни называется двухсменным. Стойки в згом ; '/час изтотов.гяютея г-
дельно „Т папины и прикрепляется к ней бвдтами
"Мрх >< пниз производится при помощи двух ВИНТОВ, «Р“П« В СТОЙКЗХ I гоя
«иных между собой горизонтальным валиком и хонячеыими шестернями. Подъем
" “oZa'Z'xeW сотой и ого-чаюгто
ОТ разоУранпого шше конструкцией вершивлетого супорта. В этом станке дли
большей ycb'i '.H'iocru вертикальный супорт имеет широкие направляющие. |<ро.Ме
того он имеет значительно больший ход.
Олин из двух верхних супортон называется правым, а другой левым
Каждый и ; этих супортон может быть поставлен наклонно —для обработки коли-
чсских поверхностей, Верхние супорта обязательное снабжаются устройством
уравновешивающим часть супорта, перемещающуюся в вертикальном напра-
влении. Чаще всего это делается посредством пени или стального троса, перс
кинутого через блок. Один конец этой цепи прикреплен к вертикальному супорту.
К другому клину его привешен груз, скрытый обыкновенно п станине станка
мРУ>-е.»ы1Ы1 (пип* .• л—
Парис 201 а""“ Л',*,ОИм“ *-у портом
‘ "3 ......................................................................
«аикоо вир11ц.,„сь ‘ рпяерм и у.1гшц||н,Л.Д“ухсг"1'"1ых карусыеЛ
к'",с11' ''«про ^'утГ^ Уве. О’"0Р"
Парис. 186 изображен двухстоечный карусельный «станок с двумя боко-
выми супортами. Наличие нс кольких супер.о. да т во Ложность на нтельно
ускорять обработку изделий на карус л ны с и ах. Выш мы указы алм,
на обработку шкива, как на один из лучших примеров р оты на карусел ном
станке двумя супорталш одновременно. Возвращаясь к этому лр меру, мы можем
,мн Оокоиим» су портами.
Рис. 180. Двухсти^чиыП карусельиыО станок
сказать, что на карусельном станке с четырьмя супортамл (рис. 186) обработка
этого шкива могла оы быть произведена еще быстрее. Для этого супорта станка
следовало бы использовать, например, так: п то время как левый верхний супорт
растачивает отверстие в шкиве, правый верхний супорт подрезает торец обода.
Одновременно с этим правый боковой супорт обдирает, а левый отделывает начисли
боковую поверхность шкива. . t
9
— 130 —
л Мц vmnitM, что наибольшее
П «ямапльно в згу оПСГл*1”’?’ т, ‘им 0 фалом, чтобы иметь
Встатртм- J*Cu ^„ходится ’““’^ЛЗ^мюших обод шкива.
ЧИСЛО обор'"'7 росгь резания у PU1U°®’ ° (?Пр1. (наружным диаметром
Н>ивыгоднели1\
г°л"
-яБЬяяда-—• “
Кровной для этих резцов.
г
Рис. 187. Разрез станины карусельного стайка.
Лучшим способом разрешения этого вопроса является введение так назы-
ваемого сверлильного шпинделя, устройство которого в общих чертах сводится
к следующему. Один ю верхних супортов, а иногда и третий, специальный супорт
вместо вертикального ползуна имеет круглый шпиндель, подобный шпинделю
сверлильного станка. Шпиндель этот может вращаться с различными скоростями
в сторону, противоположную вращению планшайбы. Таким образом, во время
работы станка, к скорости, получающейся отвращения планшайбы, прибавляется
скорость вращения сверлильного шпинделя.
Мы не имеем возможности, за недостатком места, останавливаться на устрой-
стве карусельных станков так же подробно, как это мы сделали с обыкновенными
токарными станками. Поэтому, сделав общий обзор конструкции карусельных
станков, мы ограничимся лишь общим разбором устройства стола, шпинделя
и подшипников его, довольно часто встречающихся в практике.
„„„ „„Л1*7 представлен разрез вертикальной плоскосп.», проходящий
. '«иаИбу и ось шпинделя обыкновенного карусельного станка. Цифрой '
еншый о6”зиа',е" '”•1 станка. К столу намертво привернут болтами мае-
н "диь 2' ТО,“Р“Й «Решайся в двух пертикальиых под-
принадлежав’™ оп"ра"С11 "а широкую коническую поверхность 3
с к^^Хд^стП n7i"Ka' У к "’’"шайбе привернут зубчатый обол 5.
«алик^ийЛ^пнГ™™1’0" ................. зубчатая шестерня в. На одном
скоростей станка Ьпкелиет!^ "он"'1кна" шестерня ", связаш!ая с коробкой
щим шпиндель. станки снабжаются иногда подпятником, поддерживаю-
— lat —
В заключение укажем на использование ревоппетош г
как мы говорили выше, довольно часто заменяет об'ыХ™ г°лов,<и- которая,
одного из верхних супортоостанка. ТЫ рис. 188изойп»ж«“ ' Рга"елеР*л«.ь
верная головка, в которой закреплено шесть разных ниrтn'.1•^T,,Гf'^ин^,,
два обыкновенных резца, резец в оправке и потоезка пР,' е1ГТОВ; лм сверла,
пляющий головку, мы можем постав.пь головку так что вплГ, p‘J''ar' такРе‘
j • «lx» *iiu и раоочем положении ока-
Рис. 188. Револьверная головка супорта каруселыюго
станка.
жегся следующий, по ходу обработки, инструмент. Повороты револьверной
головки требуют значительно меньше времени, чем обыкновенная смена инстру-
мента, и поэтому применение таких головок иногда бывает чрезвычайно полезно.
ГЛАВА ПЯТАЯ.
Обслуживание токарного станка и основные сведения по тех-
нике безопасности.
§ 1. Ознакомление со станком.
Каждый токарь, начиная работать на новом, незнакомом ему ставке, дол-
жен тщательно разобраться в еп/устройсгве. Несмотря „а
кояструкинй токарных станков такое ознакомление будет щ труд ,
усвоеуы описания устройства отдельных частей станков, сделанные в главе 11.
" Основное''правило, котор« "^ет“юш“ы'нз">.а-
станком, состоит в том, что нельзя пускать eio . шюнэвоанп. при не-
«КИЯ всех рукояток Перкиn ^„„осго вбЛпасож-гч следует
— 182 —
гм,., что пробуя одну из них. токарь пустит станок в ход, что при
W"» рукпкпж (назнвчеЛ которых ему таюке пою
? повлечь за собой поломку станка.
сине со станком следует начинать с изучения способа пуска его
„ V , Те о. станок работает от общей срансмисспи через контрпривод, то вопрос
без подробных исс зедованнй. Другое дело, когда ставок работает от
ег еиного этсюромотора. При том разнообразии электромоторов и пусковых
прмпособлетий для них, какое мы видим в наших мастерских, было бы очень
трудно указать общие правила пуска и остановки их. Отказываясь поэтому от
установления этих прав и, мы предлагаем начинающему токарю узнавать способ
пуска и выключения электромоторов иди по специальным инструкциям, которые
иногда (далеко не всегда, к сожалению) имеются при станках, или прибегать
к помощи цеховой администрации (мастера, заведующего) и ни в каком случае
не пробовать включать электромотор «на-авось».
Для пуска в ход станков, работающих от отдельных электромоторов,
часто делаются промежуточные устройства (фрикционные шкивы, рис. 133 и т. д.)_
В этом случае при работающем электромоторе станок не работает, если нс включен
соответствующий механизм его (фрикцион и т. д.). Рукоятки, служащие для вклю-
чения этих механизмов, располагаются в разных местах станка (у передней
бабки, у супорта). Расположение их устанавливается при подробном осмотре
станка. Если же удалось установить эти рукоятки раньше окончания этого смотра,
все-таки не следует включать их, нс изучив всего станка. ’
Ознакомившись со способами пуска станка в ход, можно переходить к изу-
чению механизмов для изменения скоростей.
Если станок имеет переборное устройство, то прежде всего следует посмо-
£ шпмтета "р<,ювояит“ большой шестерни, посаженной
на шпиндель. с ступенчатым шкивом. Осмотрев это устройство, нужно поппо-
Ля.™ °'"’ д‘"стаует' как т -ажется "» наружному оХтру Г
ошча-таХум^таГг^-чт™ т"и№" дсржаться\акого Правила:
поекольку’эта втачожио^п^^.?'"^" pU4;ir "1И мах0В||,|ок: затем осмотреть,
них с этим рычагом и тотько nS°?m7n"<KC’ у7ро1,ств" ««аннзмов, связан-
испытанием убе,шться в поаяич»1.лг^.ЭТ0Г° Н0 °®язатель,,° в каждом случае)
этого рычага "PaBK-unocni сделанного предположения о назначении
*сгега,гасЕ<енпес^Ея7ш™м^ПХ”' Установив, каким образом
производится выключение Иеребооиот мпш ШсстеР,1С‘1' нУ*мо разобраться, как
--ом пХХ%шГ'е И"аотет уСтр“ЙР™
кЕл "OU"IU’U 'Ь1Я соедюииия шкищГи н^Д"АаЖСТ отсУтствпе болта или
„„.,Л Рфмдяет муфтой. соединяющей гп и'сстерн'*- — нужно найти рычаг.
Пт, '"Р”Р^6«п^ра)„т„бот,,п,"ислс'’ ста|1ка или ступенчатой
ЙиТ.'м'^С 'п ,,у*'|“ Л"™ <"р" №№|[......перебора)
“а хо?м (РАК' Я>' «ключей*ла «Уфта. Если это «рок-
можно Утшжк,М' Г р" ау'йчатой муфте (рис tki""' nipe6oPa можно производить
*ажио та™жо при .......„У^'с- 38) включать и выключав перебор
"‘Р^Р - следует найти все
м-ьтейшсй ш,аможмС С киР°бкой скоростей та.гРНТЬ.кх действие.
Э"** и дей,т«,е°^!£н» W'Wb ее Л ,'У"ЛЛЛ.Г." внимания. При
оборотов шпинделя PEX”Ln”cpt’l™‘'’ тогорых поиЛ™ " Упр'",г""’
чсиий рычагов ee стетам m'pun- коробку сю,ги>Л“>литс" изменение чисел
"о табличкам. иоЛ ^ "р,’,1и<)дпь с ~ изучение казн.--
числаоборОТо;“ ",^Ро-н.,стью. ’прежде веет
ШПШ1ДМЯ при разных положения»
— 133 —
рычагов, необходимо установить число рычагов и найти их о
посмотреть, сколько положений может иметь каждый изэп» ™,НКС’ Затсм нУад|о
сделанные наблюдения по табличке Скоростей. После -»т<.гг р4',агов и пР°всРить
каким образом действую.т эти рычат, т.-е. посредством Am. уеТ уста’-10вить-
чатых муфт или же передвижением одной из шестерен кор^%. зуб‘
это лучше всего непосредственным осмотром коробки но ест - Делать
то приходится прибегать к косвенному способу. Признаком что НС у^ается’
на фрикционную муфту, служит то, что он имеет только два положРина*/еЙСГВуеТ
среднего. холостого); в этих положениях он нпчем па ZS-m™ "наХп
включение его производится при любом положении шестерен коробю, ckodS’
Рычаги, управляющие зубчатыми мужами паи переиижтщ«SS'
часто имеют большое количество положений, при чем о каждом из них шш захи;
пляются тем или иным способом. Кроме того перестановка их та одного потожешш
в другое может производиться только при определенном положении шестерен
которые они обслуживают (нужно, чтобы «зуб попадал в зуб»)
Уметь отличать рычаги, управляющие фрикционными муфтами и рычаги
предназначенные для зубчатых муфт или подвижных шестерен, необходимо
для того, чтобы знать, какие из них можно переводить из одного положения в дру-
гое при работающем станке.
Предупреждаем читателя, что пользоваться только-что указанным способом
определения назначений рычагов следует с большой осторожностью.
Установив назначение всех рычагов коробки скоростей, следует, руковод-
^ствуясь табличкой, опробовать их во всех положениях, указываемых этой та-
бличкой, начиная с малых чисел оборотов шпинделя и кончая самыми большими.
Правильность установок рычагов при разных числах оборотов необходимо про-
верить провертыванием шпинделя станка вручную (за планшайбу) для того,
чтобы убедиться в том, что пуск’станка в ход при этом положении рычагов не
вызывает поломки частей коробки скоростей. Такую проверку нужно произвести
при всех числах оборотов шпинделя, указанных в табличке.
Разобрав устройство коробки скоростей и назначение рычагов, ею упра-
вляющих, нужно найти рычаг трензеля (что иногда бывает не просто у станков
с коробками скоростей) и проверить этот рычаг испытанием, вращая шпиндель
станка за планшайбу в одну сторону и наблюдая за тем, происходит ли изменение
направления вращения ходового винта или ходовою валика при перемене по-
ложения рычага трензеля. Если механизм подачи (сменные шестерни или коробка
подач) при этом выключен, нужно найти какой-нибудь промежуточный валик
(между трензелем и механизмом подачи) и по нему проверить рычаг трензеля.
После этого можно перейти к осмотру механизмов подачи. Если станок
имеет сменные шестерни, то ознакомление с этой частью станка не вызывает за-
труднений. Разбор коробки подач следует производить в том «мо*
как это мы делали с коробкой скоростей. И в этом случае ос.i гр' У *
с таблички подач. Установив по ней число рычагов. >п,р^ лХпнгь
нужно найти их. определить все возможные положения кажд ,ейстнне коробки
сделанные наблюдения по табличке. Затем нужноup' Р всрх по_
подач при всех положениях рычагов, показании » • ' . • р нужно
дачах, которые могут быть получены посрелсттюм ct’TLh-
соедннить коровку полам со “,n""'1“7.S»«iHHX рачагов коровка подач раоо-
шайбу, убедиться в том. что пр., всех пал°*еш.нхр и,юсри.
тает исправно. Следующий рычат. 1 ’ акодовым винтом иле с ходо-
ством которого коробка подач яимт вид„1ам 1и1Икомления со стан-
выч валиком. Найдя этот рычаг, следуя о »
ком, нужно проверить его действие устройства спирта станка. При
Теперь можно приступить к рааоорУ( У никаких вопросов,
ознакомлении с верхней частью ею оии
— 134 —
• „п ™ n nfifTTint чеотах нужно переходить к устройству передника
и поэтому,1осмотрсв <; CJ®VCT ^станопить. посредством какого рычага про-
супорта. Прежде все У . винта, и проверить его действие.
Wn’.rS™-. управляющие движениями супорг,.
?пТ™^,ном самоходе, по-лучаечоч посредством валика, а также преаназн.,.
ченные для получения поперечной подач... При испытаниях всех этих рычагов
и дичков в работе (поворачивая вручную шпиндель станка за планшайбу)
ие.Тет тщательно убедиться в том, имеет ли этот супорт приспособление, пре-
пятетвующее одновременному включению самохода и через ходовой винт и через
ходовой валик. Если таких приспособлений не окажется, то в оудуще.м, при работе
па этом станке, нужно очень внимательно следить за тем, чтобы не оказались
включенными одновременно оба самохода станка, что неизбежно вызовет поломку
частей его.
Ознакомление с устройством передника супорта токарного станка, имеющего
только ходовой винт, только ходовой валик или винт с продольной канавкой,
производится таким же способом.
Последняя основная часть токарного станка — задняя бабка—устроена
так просто, что при разборе ее устройства нужно только посмотреть, каким обра-
зом производится закрепление ее на станине станка и как производится переме-
щение ее верхней части по нижней.
Только после такого подробного осмотра станка можно пустить его в ход
и вновь испытывать на всех скоростях и подачах, начиная с самых медленных,
но уже при ’ вращающемся от привода шпинделе.
Окончив осмотр станка, следует посмотреть, какие патроны имеются
у станка, в порядке ли они и т. д.
§ 2. Смазка станка.
При подробном осмотре станка и ознакомлении с назначением и устой-
слвом отдельных частей его следует очень внимательно осмотрт. ат "..Ке
см1эы8ать
Трущиеся частя станка. ес^яТ^ Ш"К"Г Т0'"ЮС,ь ег“
теряет свою точность Мало чтпгп Сыстро изнашиваются, и станок
шипников, в результате которого ооло^ка^чато0"’’1*' D<aM01K"° заедание под-
Не в мятежи степени^" 'пХа„.Т СГ',"ка П0"П1 “«'збеж'.а.
жек. Числу станка можно 1|ро|1-)ьо1>пьтмь^ото?те1'1а7Ъ СТа"ок 0Т гряз" " стру’
Н.™ лучше концами, смоченным,Г.^ько тогда, когда он не работает. Тряпкой
часто н вытирают ”е'Р“ЫШ1от ‘° грязь я засох-
слт-ап?'пг."Х " СНОМ “азать. Гриль*.?м'ето^™'* ocno,io*.iaeT от обязанности
пота Птт1'.аСКиМ Сре-,СТЬОМ ДЛЯ быстрого ил>.С?11Г*Ка' СЛ!СШ'ВШ”еСЯ с маслом,
направляющий ж"",и|'й «Ре пдяГмз о н’"₽',к "к. них станины и су-
Прочистке crauVu1"""3 от "врч'о маги и затем сль,Ует основательно очищать
«оеж ZbS “’1'0Х0 Аяны,. X^nT"a'U’,> "Х смио,м масЛ0М
после чего .....”
поперечного винта) иг Л™ заппгты этих
> грязи И стружим к поперечным
— 185 —
* салазкам супорта привинчивается особый щиток animus
IX. ЕСЛИ Sror щиток мешает смазке направ.шюадГ Гв„"X. 7'Т„ра8'1ят’
следует снимать его. ио обязательно ставить на свое иеп„ ‘К"
будет окончена. Дли того, чтобы мелкие стружки и грязь не пппаЛ^ 0,33X3
направляющими супорта и станины, к торнам напра?зяи.щих (1-Т
при помоши металлических планок и ""ИтоВ1фиде.ШЮк,т,,„оги' •₽“•?!>
Смазывая подшипники вращающихся частей станка, “к^вн “S?o
смотреть за тем. чтобы смазочные отверстия не были засорены или забиты грязь»
и только после этого наливать в них масло. Все эти отверстия следустТаклыв^
крышечками или пробочками. Если такие крышечки отсутствуют стелчет зап?
кать смазочные отверстия маленькими тряпочками, но все же 'лучше самому
сделать деревянные пробочки. > 1 у
Наибольшее внимание при смазке ставка нужно уделять полвшшикаы
передней бабки, как работающим в самых тяжелых условиях Смазку этих
подшипников нужно производить аккуратно каждый день и даже несколько раз
в день, если станок сильно нагружен (тяжелое изделие или, наоборот, легкое
но обрабатывающееся при больших оборотах шпинделя).
Очень многие токари забывают, что ступенчатый шкив при работе станка
с перебором вращается на шпинделе, и не смазывают его. Между тем для этого
имеется специальное отверстие, находящееся на одной из ступеней шкива. Ото
отверстие закрыто обычно потайным винтом и часто остается незамеченным..
Смазка шпинделя получается в таких случаях только за счет масла, вытекаю-
щего из левого подшипника бабки, что. конечно, совершенно недостаточно.
Безусловно необходимо, по крайней мере раз в два дня, смазывать шкив, в осо-
бенности если приходится много работать с перебором. Налив в смазочное
отверстие масла, следует завернуть закрывающий его винт так, чтобы он ни
в каком случае не выступал поверх шкива, и стереть тряпкой остатки масла.
Не следует забывать, также, смазывать переборный валик.
Для смазки всех частей станка следует употреблять хорошее минеральное
масло и ни в каком случае не вареное растительное. Некоторые валики, а также
шестерни коробок скоростей и подач смазываются твердым смазочным веще-
ством, так называемым тавотом. В коробки скоростей и подач тавот просто накла-
дывается, а смазка валиков и некоторых втулок (например, холостых шкивов)
производится при помощи специальных масленок для твердого масла, которые
называют штауферами. За исправным состоянием и этих масленок следует на-
блюдать с неменьшим вниманием, чем за масленками для жидкого маета.
Закапчивая работу, всякий раз следует тщательно очистить станок от грязи
и стружек и затем смазать слегка маслом обработанные части станка, чтооы за-
щитить их от ржавления. _ .
По крайней мере один раз в пять дней следует промывать ьероапюм весь
станок, даже и необработанные части его.
станка.
необходимо проверить, насколько
§ 3. Проверка
Закончив ознакомление со станком, нсиилиА...мМ ..г___,
*ороию работают отдельные части его и правильно ли он собран.
Проверяя супорт, прогоняют его несколько раз взад и вперед вдоль станины
Ручную и смотрят при этом, насколько плавно он двигается. Перемещение его
должно происходить без особых устий, ио в тоже время не слишком легко. Если
РИ перемещении супорта будет заметно, что в некоторых местах он задерживается,
'обходимо выяснить причину этого и устранить ее. Такие задержки супорта
фонсходят или вследствие неправильной шабровки станины или неудоалствори-
Тел,*ной сборки передника супорта. что может быть устранено только ремонтным
кесарем. Слишком легко перемещающийся супорт во время работы станка будет
— 136 —
.дрожать, поэтому у слаб® супортоп необходимо подтягивать приемные
доброкачественность сборки и осталь-
ных частей супорта бабки. Подшипички ее
должны Ядаш1У^|'пас?^ь^туго, чтобы шпиндель не имел ни малейшей
Пр^ряекя ™ посредством деревянного бруска, одни конец которого
Хается на станину. Дейс!ъуя этим бруском как рычагом на конец шпинделя.
ZZ, насколько плотно он зажат о подшишшках. Стишком туго затянутые
подшипники будут быстро нагреваться, но проверить это можно только на
ходу станка.
Вообше в первое время работы на новом или незнакомом станке нужно
О'гбяь внимательно следить за всеми подшипниками, ощупывая их время
от времени рукой. Небольшой нагрев подшипников не опасен, но как только
подшипник из «чуть тепленького» становится таким, что при ощупывании его,
как говорят, «рука не терпит», нужно немедленно остановить станок. Доводить
подшипники до такого состояния ни в каком случае не следует, и значительно
раньше этого момента останавливать станок и устранять причины перегрева
подшипников. Делать это на незнакомом станке следует с большой осто-
рожностью.
Посредством того же деревянного рычага устанавливается отсутствие
игры шпинделя в осевом направлении; если же она будет обнаружена, следует
немедленно устранял, ее.
Исправность действия рычагов и маховичков, управляющих коробками
скоростей и подач, а также механизмов для включения самоходов супорта, выя-
сняется обычно еще при ознакомлении со станком. Поэтому для того, чтобы
закончить проверку правильности сборки станка, нужно осмотреть второстепен-
““'г0 ,ас™ б^бку, резцедержатель и т. д.), а также проверить,
(К0?ХрХС"иРтВ'х)₽ таЮТ мсха,"амы’ “унашие для пуска станка в ход
гаельныТчХ’^^"80" таког<> ОСЛ'отРа. насколько хорошо работают
X™X3S0X,rwpKe "₽а°"“
станка®а™"«^"^ь ж?Х,"“ разбсрс" в« "Р"«“ испытанна
на проверь, nepcuieO^Hзадней^-"’“'"l?1 TOJM<0 ||а ЛВУХ важнейших из них —
бымн способами*производить гру-
рая может быть достигнута пои !,21С,Г,еИЬ"’ ,0'""1ст" “ сравнении с той. кото-
0 главе XVIII. П при юх испытаниях, как эго будет указано
в патроне, получались строго1,иил.1нтл^ШВаише. |1а станкс н закрепленные
чтобы ось шпинделя neptwe# бабки бИта'^""' 3 "с |™Ус"ыми, тгеовходимо,
супорта как и горизонтальной так и паР11лслы|а напраиляюшпм
птваемое изделие закреплятя я*?рт"’‘ал>""» носкостях. Если обраба-
взишш" СаОк" ae,ia-1" на одной тюямоп '|еовхол,1ж°, чтобы центра передней
юшим супорта, иначе изделия будут гакже пара.гтелыюй лапра-
’ = £ “«Ж? SZXaHTca следу-
gg&
К™тшП<pajMtp ь жХ™ рису,,ке:"е“'-1Ует
«улет ^роптба^Х™1 ~ нс "'““е 41< м? иначе ‘'“Л '1°Гут 1,ьпъ “а*ис угодно-
. атъс$. <а «е от давления резца болванкл
— 137 —
После грубой* обдирки болванки протачивают оба
шой скорости резания и мелкой подаче. Глубину
около 0,5 льи.
пояска ее, при неболь-
резания следует брать
Сначала производится проверка параллельности оси шниндыя mm™„<,
юшня супорта о вертикальной плоскости, так что ее ш эти num™.’.галР”ля'
зонтальны. то и шпиндель также должен быть гор'ыонХн ЕГ°Р'"
дующим образом. Оба пояса болванки протачиваются при условиях укманнш
выше, резном, поставленным сверху болванки. Проточив оба пояск.т ^измеояот
микрометром и сравнивают их диаметры. При этом может о6наРу^ЬсЯ₽т^
I) Оба поиска имеют одинаковый диаметр. Это значит, что ось шпинделя
параллельна, направляющим супорта. шпинделя
2) Диаметр 1-го пояска больше 2то (рис. 190-1, „а „ОТором разница
диаметров поясков 7 и 2 для большей (vru-™.***-.• ------------- 1
масштабе). Это значит, что ось шпин-
отчетливости показана в увеличенном
деля не параллельна направляющим
супорта в вертикальной плоскости. 7
Для устранения этого правый конец
бабки следует поднять, положив под
него пластинки тонкой листовой меди
или полоски из папиросной бумаги.
Подложив бумажки, надо снова про-
точить оба пояска, чтобы узнать, что
Рис. 180. Болплнка для проверки пе- Рис. 190. Различные результаты про-
реднен бабки. верки передней бабки.
дало это подкладывание. После нескольких «таких подкладываний и проточек
диаметры поисков становятся одинаковыми и бабка установленной '1ра,в.'™н°'
3) Диаметр 1-го носика меньше 2-го (рис. 190-11). Это "оказымет.
assasaj—-«ss
производить с большей тщательностью. вмн‘РУ’ H;ijuuncn:4 на точности
установки бабки в горизонтальной шюскост.1,„теля. Это правило
обрабатываемого изделии, чем> нс™р > J|aM„„ai.ro,. как обычно,
справедливо только в том сл> lae. еелп ' 1|16l, рос11 устанавливается
т.-е. сбоку обрабатываемого проверка
сверху, то первостепенное J"»4‘K" передней бабки направляющим
Проверка параллельности пен ’ * 1 Ч(|0 так же, как мы только-
супорта в горизонтальной плоскости пр • проточив пояски болванки
что поступали при первой проверке. II в этом и у .
— 138 —
резном, уговомеивым сбоку ее и сравню,.™ диаметры поисков, можем получить
I
О
ш
N
1) Оба пояска одинаковы, что указывает на правильность установки бабки.
2) 1-й поясок после проточки оказался больше 2-го (рис. 190-1).
Это значит, что ось шпинделя непараллельна направляющим станины в горизон-
тальной плоскости. Для того, чтобы устранить эту неточность установки перед-
| ней бабки, нужно левый конец ее отодвинуть от себя или, наоборот, правый конец
ее придвинуть к себе. После этого, закрепив бабку, следует снова проточить
I—------_ — оба пояска, снова измерить их и посту-
пать таким образом до тех пор, пока
диаметры поясков не будут одинаковы,
что покажет правильность установки бабки
в горизонтальной плоскости.
3) Диаметр 1-го пояска после про-
точки оказался меньше 2-го (рис. 190*11).
Чтобы привести бабку в правильное по-
ложение, нужно подвинуть к себе левый
конец ее или отодвинуть от себя правый
конец бабки. Делать это следует до тех
пор, пока оба пояска не будут иметь оди-
наковый диаметр.
Следует напомнить, что при про-
точке поясков, переводя резец от 1-го
пояска к 2-му, нельзя перемещать его
в поперечном направлении. Поворачивать
бабку нужно так. чтобы не сбить се гори-
зонтальности. Поэтому все подкладки, по-
ложенные при проверке горизонтальности
м"Д‘?еля’ ДОЛЖ1,Ы остаться на своих
местах.
Все перемещения и подъемы бабки
пеПг^0ДЯТСЯ 15осто "ри станинах свро-
S ™ Нссколько сложней обстоит
1чепик^1бобка Установлена на призмах
американской станины. На рис 191 изо-
пК™У~ ста,шиы евТ
_ станка, если смотреть на нее со
стороны задней бабки. Парис 191-1 пока
Е“„’иь ""сложены бумажки .™к™лсть,ми линиями ме^а, X
таким жГобрщом но3'""1 Л"'“" K0lle,t « "бтащ^и"^’"’’ Н°"‘Ц
бумажки дол«|ы " „пол левый конец бабки Ия™ уж,,° "«лклалывать
- "ХйХХки и ”а '' ° ЛРУГ°М СЛУЧа'
зХ.;а^;р^!'еХзкоП."б^ХПХ^п' '-Раиле..................... указа,-
подложить буХ£ С этим над так' 1(а'< "ока-
Еми этого „е еде laT, nn-n «рит"0|)"о;1ожноП стоптш"* 6а<’ки слмует также
„ При „еобхоХЛ h°"C11 fia«K„ буд <Р,,С- 191-И|>-
подклщивджтся "срсдвннуп, №»„«.. ““«левого.
тшоаопь 61М1ЖКЯ и поп".0‘‘“З"’ "а Р“с- ^l-IV <0л^бКИ от ссбп' бумажю,
«х ст.ухтЕ6^ ”т,е,,,,° с эпи нужн°
Убеди^ХЖХ"1’ °? "™‘*а Р«ноГпоГ’ °"™’ "Рикрепляющие
минута ли бабка "Р» пр^ХТ т СбокУ бмю1,К"'
OHL. J ИИ* Такие проверки перед-
к
Рмс. 1Э1. По««лиимяяс 6умже
переяиюю бабку; д
— 139 —
ней бабки следует производить время от времени и
каждой ответственной работы. ' обязательно перед началом
Окончив проверку правильности установки пепепией
к проверке совпадения осев передней и задней бабок’дл^этого i ES
обеих бабок встгвляют хорошо заточенные и проверенные цета ’Затмпо™
гают заднюю бабку к передней настолько близко, чтобы центра их почто каялись
друг друга, и смотрят, насколько они совпадают. Смотреть нюкно n ceeoxv и сбоет
(спереди). Несовпадение центров обнаруживается легче и опет ввей ec"“nS
центрами, когда смотрят сверху и сзади их, при проверке совпадений Те топ в
в вертикальной плоскости, держат листочек белой бумаги Д р0
Другой способ проверки совпадения центров состоит' в том, что их плотно
(осторожно) приближают друг к другу, заложив между ними листок топкой бу-
маги, и затем смотрят бумагу на свет. Если следы, которые оставили на бумаге
острия центров, совпадают — бабки стоят правильно. Если следы эти располо-
жены рядом или только частично покрывают один другого —бабки должны бьт.
проверены.
Если под руками имеется тонкая, но плотная бумага (чертежная), проверку
совпадения центров можно произвести еще и так: взять листочек тако» бумаги
(примерно 100 х 100 леи) и прижать его (в середине) задним центром к переднему.
Если центра в порядке, то листочек этот сам собой встанет вертикально и под
прямым углом к центровой линии станка. При несовпадающих центрах — он
повернется.
Если несовпадение центров станка получается в вертикальной плоскости,
т.-е. если, например, задний центр лежит выше переднего, то неисправность эта
может быть устранена или подкладыванием пластинок из тонкой меди или бумажек
под переднюю бабку или сшабриванием опорной площади основной плиты задней
бабки. Если окажется, что ниже задний центр, то единственный правильный спо-
соб для устранения этого дефекта — это сшабривание опорной площади передней
бабки. Поднимать заднюю (подвижную) бабку при помощи подкладок ни в каком
случае не следует.
Несовпадение центров передней и задней бабок в горизонтальной пло-
скости (если смотреть на центра сверху) легко устраняется смещением корпуса
задней бабки по основной плите ее. ,
Некоторые станкостроительные заводы центр задней бабки сознательно
делают выше переднего, в предположении, что по мере црноса направляющих
задней бабки он придет в правильное положение. Об этом следует помп Р
проверке задней бабки и учитывать то, -по небольшое нссовпадепи«'пров
в вертикальной плоскости незначительно влияет па
делий. Это справедливо, однако, только при опытной установке резца совку
изделия; при установке резца сверху будет получаться копу .
§ 4 Составление характеристики станка.
В предыдущих параграфах ,^%™ХГнеРзпХ^™я ™го^
токарь, прежс чем приступить к работе на нов , работает данный
должен тщательно изучить его устройство Геройство
станок и его отдельные механизм“ толУс ото»
передника супорта и т. д.). Ограни шват л 0 знать еще, что и как на
точки зрения нельзя; кроме устройства станка щ
ЭТ°М ^Тан^ГДе^^^
4) какие принадлежности имеет станок.
станке;
2)
3)
— Ito —
v пика числах оборотов шпинделя
Эп, основные сведения о размерах ^ 'т „ к „ л стан к а. Строго
к подачах его и т..ь называют х ара кт Р (lianpHMepi числа
л-е °"н имеют
- »*'та6лички С1едующе“ф0₽мы:
Характеристика токарного станка.
Инвентарный ’)•
1. Высота центров ставил
2. Высота центров вад супортом ..••••
1 Наибольшее расстояние между центрами . .
4. Диаметр отверстия о шпинделе . .........
5. Конуса центров.................1- ’
6. Высота центров над опорвоЛ площадкой резце-
держателя ...................................
7. Числа оборотов шпинделя..................
8... ........................................
9. Шаг ходового винта.......................
10. Сменные шестерни........................
1L Принадлежности к ганку..................
Рассмотрим, как составляется эта табличка.
I) Высоту центров станка необходимо определить для того, чтобы знать
наибольший диаметр изделия, которое может быть обработано на этом станке
в патроне, без задней бабки. Для определения этой высоты поступают следу-
ющим образом. В шпиндель бабки (передней или задней — безразлично) встав-
ляется центр. Около бабки, поперек станины, кладется линейка или просто пра-
вильная металлическая полоса, и линейкой с делениями измеряется высота центра
над этой полосой. Прибавив к полученному размеру толщину полосы (или линейки),
получаем высоту центров станка. У станков, построенных на европейских заво-
дах, она выражается обычно круглым числом миллиметров (150, 180, 200, 250
и т. д.), а у американских станков — дюймами (б', 8', 10' и т. д.).
Умножив выевту центров на два, получаем наибольший диаметр обраба-
тываемого изделия (при обработке в патроне).
шил "ад сУ"“рт'и!- умноженная на два, определяет наиболь-
SeiJS, тоS0*" 6ыть “бР’6*"®» “а атом станке в центрах,
направляющих стзпипи3^»^0"''1 иглы ₽ей“>'са’ установленного на одну из
иые SJXTto . то'п,° "|ЮТИВ ко"’“ «'«TPa станка. На попереч-
дсление линей» уважает“м'мйиум"По7‘ лел“"я"и " “’’’РЯт. на какое
центров станка над супортом. У П°-1учеш1иЛ Размер определяет высоту
передней 'и nw?S™"acT»™расст™ния между центрами о шпинделе
в нее, насколько это возможно а сама Ш"|"имь задней бабки вдвигается
Расстояние между оерши.Х ‘ ,<’,а1”,се ",ШЮС положение,
пого метра или pyaeri,,. есть hSS^K"’«Ренное посредством склад-
зе-тяет наибольшую дин,у изделия . ?'аду ||снтРамн. Оно опре-
на этом станке. * ОТ0Р°е может быть обработано в центрах
4) Диаметр отверстия шпинделя
рением его нутромером. определяется непосредственным изме-
»«см...и_нц„фр_
5) Конуса центров устанавлнпатся погоне™,,. .... «
имеющихся в инструментальной кладовой. ₽ Д калибров (рис. 372).
6) Определение высоты центров под опорной плошатиь» п™.,
производится точно так же, как это мы делали. ппг...
супертом. Линейка с делениями, в этом случае. уста™„м^ Р
площадку резцедержателя. ^тот ра.1Мер определяет иаийо п.шую вьгсот^'пе™
который может быть установлен на этом ставке так чтоб
оказалось па линии центров станка. режущее лезвие его
7) Число оборотов шпинделя станка определяется _____________
оборотов. Для этого в патрон станка зажимается иревяж^ ™опиГХ™а
засверливается отверстие. В это отверстие вставляется игт,.фт стетчика обозов
Числа оборотов определяются при всех положениях ремля, если станок ™ест
ступенчатый шкив, и при всех положениях рычагов ставка с коробкой скорост Г
Числа оборотов шпинделя записываются в виде таблицы (рис 54) Пои отсут-
ствии счетчика оборотов, скорости шпинделя могут быть определены при помощи
секундомера, а в крайнем случае — по секундной стрелке обыкновенных часов
При больших числах оборотов шпинделя этот способ, конечно, неприменим"
Тем нс менее иногда удается определить и эта скорости шпинделя,'ио косвенным
путем. Для этого, например, у станка со ступенчатым шкивом определяем числа
оборотов шпинделя станка при всех положениях ремня со включенным перебором. •
После этого выключаем перебор и устанавливаем чисто оборотов шпинделя при
самой медленной скорости. Разделив полученное число на чисто оборотов шпин-
деля при этом же положении ремня, но при включенном переборе, мы узнаем
так называемое переборное число. Определить скорости шпинделя
при следующих положениях ремня и выключенном переборе можно теперь ариф-
метическим путем. Точно таким же образом могут быть определены и числа обо-
ротов шпинделя станков с коробками скоростей. Если, на станке имеется
табличка, указывающая числа оборотов шпинделя, то при составлении харак-
теристики следует проверить се.
8) Подачи супорта станка устанавливаются измерением прохода супорта
или за определенное время или за какое-либо число оборотов шпинделя. Для
этого поступают так: пускают станок в ход. поставив, если это возможно, круглое
число оборотов шпинделя (напр., 10, 15, 20 в одну минуту) и замечают, какое рас-
стояние проходит супорт, например, в одну минуту.
Положим, что число оборотов шпинделя — 10 к он прошел за одну минуту
5 мм. Это значит, что подача на 1 оборот шпинделя равна J0 = 0,5 мм.
Второй способ определения подач супорта состоит в том. что считают
числа оборотов шпинделя и одновременно с этим замечают перемещение^У
Предположим, что шпиндель сделал 50 оборотов, и за это время су Р Р
75 мм. Подача на один оборот в этом случае равна
во в 1,0 *•*’
Mnrvr ?яиим из ЭТИХ способов должны быть устаноатены все подачи, которые
т |1 бЫТЬ пол>’чсмы на Да»»>»ом станке. Поперечная подача определяется точно
<мм же образом. Все найденные подачи записываются о виде таблички. Если
пая табличка имеется на станке — она'должна быть проверена.
Для проверки резьбовых (дюймовых) подач поступают так: шпиндель
«анка заставляют сделать столько оборотов, сколько ниток на Г имеет проверяе-
аи ,,аРезка; супорт должен пройти за это время ровно I *. Для большей точности
Роаерк-и шпинделю дают тройное число оборотов (в сравнении с числам ниток
а *’ проверяемой нарезки). Супорт за это время должен переместиться на 3*.
— 112 —
при
§ 5.
S) Шаг ходовоп, в...,та или число „нити его на 1| определяется непосрел-
отвеяны» " .«рчшем кех „меюшихся при станке сменных
10) Подсчитываются числа зум краткий список их.
шестерен (если на них нетJ™"4)1 ’гся все Рпрпиадлежности, имеющиеся
Ле® с"^ размеров "их (том, где это нужно). Примерный список:
.»••*••• *>3U МА(Л
1. Планшайба ................................ .............. 350
I ^pCSS^^M» комплектами кулачков . . 300 мм.
4. Люнет неподвижный
5. Люнет подвижной и т. д.
Основные сведения о мерах безопасности при работе на токарном
станке-
До самого последнего времени мерам безопасности при работе на станках
вообще и на токарных в частности не уделялось должного внимания. Станки
снабжались только самыми основными приспособлениями, исключающими воз-
. ложность несчастных случаев. И когда эти случаи происходили, то виновниками
• их были или завод, строивший станок и не предусмотревший возможности
несчастий, или же сам пострадавший рабочий. Иногда виноваты были и строители
станка и рабочий. Современные токарные станки снабжаются всеми необходимыми
приспособлениями, в весьма значительной степени обеспечивающими безопасность
работы на них, и поэтому несчастные случаи, происходящие в наше время, должны
быть отнесены, главным образом, за счет рабочего, его неумения, или нежелания
использовать оградительные приспособления, но не за счет станка.
Специальным обследованием несчастных случаев с токарями выяснено,
что больше чем одна четверть таких случаев происходит вследствие отлетания
стружек. При обработке изделий из мягких металлов, на высоких скоростях ре-
зания, отлетающие стружки очень опасны для глаз рабочего. Простая мера пре-
досторожности — одевание очков — далеко не всегда выполняется токарями.
И если токарь потеряет зрение или, в лучшем случае, один глаз — только лишь
потому, что не надел очков, находящихся в его же инструментальном шкафике,
то виноват о этом будет целиком сам. Некоторые станки снабжаются специаль-
ными стеклянными щитками, которые укрепляются перед резцом на головке
™ Пп₽Ху^ся.'ИЯ ,аСТ° Мтруд"яют °«“Г«е станка! и Хому
Немеиывую опасность для токаря представляют и кпуппые етпужки
ЙЖ ИХГ И не -Ь- Лаз^'и
стружка настолько загромождает тнок^о з^тоумя РуКаМИ' ЕСЛ"
нужно удалить сгоужкншн» т.„., ' ™ мтРУАняет обслуживание его,—
Около o.m,!ii шестой несчастиых'случаеп3 "₽" no*’ouui «мезного крючка,
епше неисправности приводов или иеостопХпП„КарЯМИ происходит вслед-
Неожиданное движение станка Перемены скорости станка,
привод, может П0.туч.п1сТнаппимХ^™°1 °0№|’ ^«“««ии через контр-
контрпривода или неисправности отйдк1Хп"^10Х0П °*133™ холс,стого шю,ш
веса, тряски или каких-либо других on,.,,,..,.. отводка под действием своего
шкива На рабочий (хотя би частично» Ле»<!0Жет "еРсик™ ремень'с холостого
изделия. Увечье рук рабочего при происходит проверка
В современных конструкциях вероятно.
*??“““ "Рихеиешй, холость^^Л“"°"..,,озмож«»с™ таких случаев
с улучшенной системой смазки нт. д a taw2W"B- ”а 1паРИК0ВЫ* подшипниках
ений, служащих для перевода ремня с УсомР|пенствоваинсм приспособ-
я ремня с холостого шкива на рабочий и обратно.
— 143 —
иеобХРШ’МО очень тщательно следить за исправностью контрпривода
Тем tie мси пемонта его, как только он испортится.
и требоватьстанки с контрприводами исчезают и заменяются станками.
П° ми от отдельных электромоторов, ио станков старого типа (например.
Ра"?Хми шкивами) в наших мастерских еще достаточно много, и поэтому
со сТУпенЧ остановиться на способе изменения скоростей на этих станках, связан-
необходимо о ном, гак извеСтн0| с необходи-
мостью перебрасывать ремень с од-
ной ступени на другую. Такая
переброска производится посто-
янно, много раз в течение одного
дня, и часто служит причиной
несчастных случаев. Существует
много специальных приспособле-
ние. 192. Переводка для ремня.
Рис. 193. Перебросы ремня.
Хмот 'л7,“И которих Переброска ремня может производиться совершенно
нрислоспл' ил 10 lu Ti"’’"x приспособлении представлено на рис. 192. Псе эти
непгь...* е,1ня П“ разным причинам не применяются, и переброска ремня пои
р _е скоростей производится вручную. ,
*акая и И пеРебР°ске ремня с одной ступени на другую следует ущипывать,
шкив ^ЧаСТЬ Ремня является набегающей. На рис. 193 часть ремня 1 набегает на
слс lv ?’ а часть — на шкив 5. Перебрасывая ремень с одной ступени на другую,
|Га,Х с‘5?нгать с места набегающую на этот шкив часть ремня, но никак не сбе-
•Що тл’ Та,<' ,,апР,,мсР« лля перевода ремня с одной ступени на другую шкива 2
Действовать на часть ремня, обозначенную на рис. 193 цифрой /.
Rofj '-’’едуег приучиться сбрасывать ре.мснь'ручкой гаечного ключа или рукояг-
это Молот,<а: надевать ремень на шкив приходится большей частью руками. При
м надо становиться близко к шкиву и пользоваться ладонью руки, не сгибая
— Ill
IIX. иначе они могут попасть под ремень. Раньше чем произ-
пмьиевм плотно t i-iB их ина icon» у осмотпеть способ соединения кон-
ссм другое отношение к кожухам, закрывающим сменные шестерни. Такие кожухи
лежат очень часто под станком. Иногда они, вместо того чтооы быть на станках
хранятся в кладовых как запасные части-станков. Несчастные случаи, связан
ные с шестернями, почти всегда объясняются неосторожностью или небрежностью
самого рабочего.
Открытые поводковые патроны также довольно часто являются причи-
нами несчастных случаев, и не столько сами патроны, сколько хомутики. Если
при станке не имеется закрытого поводкового патрона, единственная мера против
несчастного случая — это осторожность. Рукава одежды должны плотно обхва-
тывать руку у кисти.
Нередки случаи, когда рабочий получает увечье от самого обработывае-
мого изделия. Вероятность несчастных случаев по этой причине увеличивается
при обработке изделий, имеющих выступающие части, и в этом случае единствен
пая мера зашиты — это осторожность и плотно облегающая тело рабочего одежда.
Значительное количество несчастных случаев получается при неосторож-
ном обращении с обрабатываемым изделием даже и до установки их на станке и,
наконец, при установке нх.
Примерно одинаковое место занимают увечья, получаемые при работе
ручными инструментами — зубилом, пилой и т. д., а также получающиеся при
падении изделий. В первом случае страдают обычно руки, во втором ноги рабочего.
При работе с охлаждвшем. если у станка нет специального корыта, охла-
*аа'°“"ся ““* пол ока1° стаика- Для 'ОГО. чтобы устранить падения
ПОЛУ. ок<ио ста,"<а чтутся деревянные решетки.
Неёеп^Тё” "°“тать весь П01 около т"ка деревянными опилками
. Нсис,|Рав,,0СП’ электрических приборов (реостатов, рубильников) служа-
"«™«и» помнить, что во время
нот, тем меньше, чей чаше вспоминает о иёй^и HCKJ"°'le"a' "° эта «озмож-
щается с различным отпятит» km.У ° СЙ тскаРь и чсч внимательней он обра-
ГЛАВА ШЕСТАЯ.
П „ пи6.,°СН0ВНЫе Л0НЯТИЯ ° Те°РИИ Ре3аНИЯ-
работы, токарю прнаоё^'ся'рииатъ' Bun°niieime какой-либо |
Число оборотов дать обрабатываем^ J прочим, следующие вопросы.- I) как<е I
Ра^тъ), 2) какую по«чГи^Х (С какой скоростью резанич I
’ ₽«“• Правило^ '"’"«СНИГЬ п данном случае. I
„остигиуто, сети ОНО будет ..СИ(1Ы||(1₽ ёа , “ttX3r"’ вопросов может быть I
Ег^И“'Т “""««к™ «саду к " 1“ри" twanuH металлов, кагора11 1
Г'Ияяем. к этим «««ощими место прч I
иехого изделия, качество и форма MU 0T"uc"Tca: материал «брабати-1
Р Р1' а<“рос1ь « глубина резании н п«да'»-|
§ 1- Процесс резан,,,.
В главе I был уже описан процесс резания как иий-т*. < <
мый предмет клиновидного тела. Пракшчески это выимнХ™',’ ol’pa6anj“'-
зон. Предположим, что мы имеем металлический валик (nJи ’«У1»"»" обра-
метра 7 мы должны обточить до (р"с- |94>. который с дна-
* - > Tine, Turn UTni'.LI г.,, ,1— ___
диаметра 2. Для того, чтобы вы-
полнить это. МЫ должны сообщить
валику вращение в направлении
стрелки 3. Резец 4 мы должны под-
вести к валику так, чтобы наи-
меньшее расстояние режущей
кромки резца до оси валика (на
рис. 194 это расстояние обозначено
цифрой 5) равнялось половине диа-
метра 2. Затем резцу 4 мы должны
сообщить движение в направлении
стрелки 9. Если за одни оборот
валика резец переместится из поло-
жения 4 в положение 4', то за это
время он снимет стружку, попе-
речное сечение которой будет пред-
ставлять собой заштрихованный
четырехугольник 6. Площадь этого
четырехугольника определится двумя величинами: 1) расстоянием, на которое
переместился резец за один оборот валика (на рис. 194 это расстояние обозна-
чено цифрой 7), т.-е. подачей резца, и 2) глубиной резания, которая равна
половине разности между диаметрами валика до обточки и после нее (обоз-
начена на рис. 195 цифрой 8).
V - fT '1
u
ггл
9
г
"Т
Рис. 104. Схематическое изображение обточки.
, Площадь эацпрнхонанного "рт”’Ю ‘Ю’
на , ,убину резании, "1,ura'’t’ "сечения^тр»""»". енятые решая,, раз-
На рис. 195 прелстантеиы три inu.i вя' сч,г*Ки, снятой резцом
’«чой фирмы. На рис. 195-1 изображено сечение стоу °
— не -
с арямшзввейвы., лезвием. посменных-Р™^ ™
валика; на рве. 195-11 мы видим р„с. I95-III показано
реХмТкрв-в.иписйны.м .езш-е^ Нв всех этих рису,,-
*“ '"'ЙХтшзщппу стружки
(обозначена на рис. 195 цифрой 5), которая измеряется по перпендикуляру к ре-
жущей кромке paua. и б) ширину стружки (обозначена цифрой J). равную длине
работающей части режущей кромки резца.
Как толщина, так и ширина стружки зависят от угла наклона лезвея
прямолинейного резца к оси обрабатываемого предмета. На рис. 195-1 угол
этот равен 90", на рис. 195-11 он около 60". При угле наклона 90- подана равна
толщине стружки (рис. 195-1). Чем меньше этот угол, тем меньше толщина
стружки по сравнению с подачей. Ширина стружкн с уменмнением угла наклона
лезвея резца увеличивается. При угле 90е ширина стружкн равна глубине реза-
ния. При криволинейном лезвее резца толщина стружки разная и зависит от формы
резца. Ширина стружкн в данном случае также зависит от формы лезвея, так
как она равна длине рабочей части лезвея.
Несмотря на разную форму сечения стружек, изображенных на рис. 195.
сечения их будут все равны друг другу, если подача и глубина резания оди-
наковы во всех трех случаях.
Установив основные определения, характеризующие размеры стружкн.
переходим к процессу ее образования. Мы уже знаем, что резец, врезавшись
в материал, своей передней «ранью давит на металл и сжимает его до тех пор,
пока это давление не превысит величину сцепления частиц. В этот момент проис-
ходит скалывание частей металла и отделение части его в виде стружки. Явле-
ние это затем повторяется снова. Таким образом, резание есть процесс постепен-
ного скалывания кусочков металла. Во время этого процесса, как мы видим,
металл подвергается весьма основательным деформациям (изменениям формы).
Прежде всего он подвергается сжатию и затем скалыванию. Сжатие металла бывас т
"Р“ ™ r*a™'' кусоч'к' ««ал-зз в одном направленно
таюиТто^ов ~ Разбухает. Как сжатие, так . скалы-
ге"ык>г? ^Разоганнс.» и выделением эначн-
предмету часть пезпм и Часть згой теплоты передается обрабатываемому
резан»? "ПерЬ' °"'™ эавиа,т теплоты? выделяющейся при
S 2. Зааисниость процесс. реэ.нив от иатер1|ала о6ра6атываемого
изделия.
А. Формы стружек.
шваемого металла. *мКалд?тр'ды^То^я^" 3/aBHawocTW от cnf,ttcTB обраба-
^“вання различных видов. .Метал ш <сталь’ железо) дают стружку
fej?’ ДаКГТ налтома. Метал ты хрупкис ('«угун» твердая
образуют стружку сливную. ‘ МЯП°» к вязкие (например свинец)
U"P"°°“p“a"^^ Может песколы-
связи, ц стружкз «еталла частицы этой сгружм'
щт . 72' Л(’>тая ₽““»"«1'"С^?ХХ ™^Г"1 ,,а Р"Д»иел1..1ыхкутк..о
пружет <Р«- 197), noayn.S5» “» “Ыа«аннч’ так называемая ступен
при обработке менее твердых метило»
— 147 -
(например, мягкой стали, железа). У этой стружки скалит»,
ментов неполное, так что они сохраняют взаимную rail - °nc-™lhn< ме-
мепее прочную ленту, выступая на поверхность этой тот, ' ’,’Ра-1Уют более или
С уменьшением твердости металла возраст к-т ° в"ле ^'псней.
обработке мягких металлов образуется сливная сгоужк» ЛЮТ,”Ч’ "Р"
стружкой скалывания. В этом случае отдельные чатим im *’’ ”ад"ая 1:0
мало разделяются друг от друга, что образуют сплошную “ "аста™<“
При Обработке металла твердого, ио хрупкого* ободья "У‘
лома (рис. 199); при этом резей, углубляясь в '1ал'
стружки, а вырывает его в вше кусочков иепрашпыюй к^ГЙ1л“ета
поверхность получается при этом негладкой. формы. Ооработанная
Изменение формы стружки отражается на обвалом,,..,,
на распределении се между резцом, обрабатываемым‘предм^
Дело в том, что чем меньше теплоты будет SZ п™^ '
большего остается в служке или будет передано основной массе обраба™ие.мо™
предмета, тем меньше будет нагреваться резец, т.-c. тем дольше он бу^йХ
Рис. 1915. Стружка
скалывания.
Рис. 197. Ступенчатая
стружка.
Рис. 19S- Сливная
стружка.
Рис. 11'1». Стручка
надлома.
Во время процесса резания, как уже было сказано, нагревшаяся стружка часть
своей теплоты передает основной массе металла; это значит, что чем лучше стружка
передает тепло, тем больше отведет она тепла от места резания. В то же самое
время, чем больше стружка изменяет свою форму, тем больше образуется теплоты,
п тем менее способна стружка передавать тепло. В твердых металлах стружка
скалывания, состоящая из отдельных элементов, сильнее всего меняет свою форму
и благодаря этому образует больше всего теплоты. В то же время она быстро рас-
падается на отдельные частицы и поэтому плохо отводит теплоту от лезвеи резца.
Вследствие этого такая стружка в отношении нагревания резца самая нсвыгол-
"W. Ступенчатая стружка в этом отношении лучше, гак как меньше изменяет
свою форму и сохраняет связь между отдельными своими частицами, по
причине еще лучше — сливная стружка. • ьотпнпш
Сильно разбухшая стружка больше!) площадью опирается
'"‘верхность резца и на большем расстоянии от режущей ,рс .
чсго опять-таки улучшается отвод тепла. Таким обРаа®_• ыйаию1 состоя-
-мжен больше всего нагреваться при образовании стр) ._ . ."u wut
"к'й из отдельных кусочков, меньше при образовании стр) *
««•тошной ленты и еще меньше при обРато“аи,”1^’"“ п-ичм? например, чугуна).
При образовании стружки нхткта (« случ .. яружка состоит из отдель-
'-смотря на то. что обрабатывается тверды11 к- • JbK0 можио было бы
'UX кусочков, резец нагревается не настолько . металла, которые огдо-
«*идать. Причина этого заключается в том. что . НЯ|нГ дОрМу и меньше
т’’1,'тсч при образовании стружки надлома, бпазованнн стружки скалывания.
г усилия для своего отделения, чем при образовании стру
— 148 —
Б. Твердость обрабатываемого металла.
Итак, мы установили, что твердость .металла отражается на форме обра-
зующейся стружки, а вследствие этого и на распределении образовавшейся при
Pi UIOIH теплоты. Чем тверже металл, тем больше теплоты остается у режущей
кромки. Точно таким же образом влияет на распределение теплоты, образовав-
шейся при резании, и сама твердость металла. Дело в том, что чем тверже обраба-
тываемый .металл, тем хуже он проводит теплоту. Это обстоятельство неблаго-
приятно влияет на отвод теплоты от места резания: чем хуже проводит металл
теплоту, тем медленнее она распространяется от места резания по всему обраба-
тываемому предмету, тем больше ее остается у места резания, и тем сильнее
нагревается резец. Кроме того, с увеличением твердости металла увеличивается
давление стружки на резец. С увеличением давления стружки на резец увеличи-
вается Сила трения стружки об резец, а вместе с тем и количество выделяющейся
теплоты. •
Из всего сказанного мы видим, что главные свойства металла, которые
должны быть приняты во внимание,—это твердость и вязкость его, при чем
влияют они на нагревание резца или косвенно или непосредственно. Косвен-
ное влияние твердости и вязкости выражается, во-первых, в том, что образующаяся
стружка получает разные формы, и, во-вторых, в разных способностях твердых
и мягких металлов проводить тепло. Непосредственное влияние твердости металла
заключается в том. что с увеличением твердости его возрастает количество выде-
ляющейся при резании теплоты. Необходимо заметить, что косвенное влияние
твердости металла гораздо значительнее, чем непосредственное. При обработке
гардой пали резец нагревается в 3‘/,-4‘/, раза скорее, чем при обработке
Т " ™ ж Услов“ях (пода« " скорости резания), между
пои ^пж-ml «Г₽аЖЫ' "а P”eU Пр" оора(®ТЬ1' твердой стали больше, чеч
при оораоотке мягкой, примерно лишь в !’/• раза.
чу™Л^“Х° "«которых особенностях обработки
вагельноТГTL Р "Л1"™ W'a Давление на резец, а следа-
" "ПЛ°™ Ж"оги ча* "Р« обработке
™”^“^1 "УП"', "« «OP"""
что при обработке чугуна оеми^ьХ: "совеи,|ОС1ь объясняется тем.
ствия землистых чапищ имемшик^вчогиХк а,аетст "т "стирающего лей-
при резании пилоты, в особенности ттоЧ.!Х^ъ-ЧСМ “L д«Иств"я образующейся
деплеа, т.-е. поверхностного стояотчмки в ami г "’Работке корки чугунных
песка, который истирает поверх,X"Х, с,ое к«гда "«««гея чаеппш
особенности обработки чутуиГпгчХэт и ^трудние-т отвод тепла. Указан-
ходится брать скорости реза„„ч метьте чем noSi 1Z '>СРа6°™ сго при-
» «см при обработке стали.
§ 1 Зависимость процесса о,,а„„. -
₽ резания от качества и формы резиа.
*• Материал резцов.
ПравИЛЬНОСТЬ условий uu.Cm
Ж7 стоПкос1Е" Р«пи. Т.^ вТиек«^₽1воп<" какого-либо изделия.
чбрабащвамый^ещ.а.!1”"”7"0, *TU буд^'Хь ™''Р<,,° ₽'»« будсг
пе'иы 1 -Л м»териал, скорость оеимии имсть значение не только
«агеХ X. “ ’“*/ ДогХТ^ вторые предъявляются
при закалке, он Г‘УЛа реип' 'этой X1Х₽Ж'’ Че" 'Срабатываемый
реимии. ’ ен при нагреве его^п-. ,Т’нРую режц «'ояУчасТ
р его теплотой, образующейся пр*
— 149 —
Материалы, из которых и настояние ареМя ,ма
биты на лае грутпы ): О сплавы, осяов.юй составной^,?,, огут быть р“"
железо, и 2) сплавы, не содержащие железа асть|° кот°рых являете»
К первой группе относятся стали: углеродист™
„ быстрорежущая- Во вторую группу входят сила»,
кобальт или вольфрам. К сплавам с кобальтовой основой
Акрит, Цельзпт и т. д.; Видна. Карболой и Победит по., Стеллит,
осиовиая часть которых — вольфрам. принадлежат к сплавам,
В главе 1 мы в самых общих чертах указали как с wm».. —
шепствовались материалы, употребляющиеся для йзтотовле.™ Sob Дооот^
подробно мы рассмотрим этот вопрос в следующей ставе ттпп₽5?'??' Дооольи“
укажем только то направление, в котором
этих материалов. улучшение
Резцы, пзтотовленнные из инструментальной, самозакаливающейся н кз
быстрорежущей стали, после закатки становятся настолько твердыми что по™
во всех случаях удовлетворяют первому требованию, которое предьяштйегся мате-
риалу резца («.резец должен оыть тверже, чем обрабатываемый матеонат.)
Сплавы 2-й группы, т.-е. Стеллит, Видна, Победит нт. д„ закачки ие требуют
так как имеют естественную твердость более высокую, чем та, которую имеют
закаленные резцы даже из лучшей быстрорежущей стати. Из этого мы видим
что усовершенствование материалов для резцов постепенно увеличивало пх’
твердость.
Несравненно большую разницу между резцами из углеродистой стали и,
например, резцами Видна мы увидим, если сравним их способности сохранять
режущие свойства при нагреве. Теплота, образующаяся при резании, частично,
как мы видели, передастся резцу. От действия этой теплоты резец нагревается,
становится мягким и быстро разрушается. И вот в то время, как резец из угле-
родистой стали сохраняет свои режущие свойства при нагреве до 200 — 250%
резец из быстрорежущей стали хорошо работает, не затупляясь, даже при 600—
700°. Видна, Победит и др. быстрорежущие сплавы выдерживают, не разрушаясь,
еще более высокие температуры нагрева. Итак, мы видим, что второй путь, по
которому шла техника, улучшая режущие свойства резцов, — это повышение
предельной температуры, при которой происходит размягчение и разру-
шение резца.
Разрушение резца происходит не только от перегрева его, но еще и от
механического истирания его стружкой, происходящего при различных условиях
у резцов, изготовленных из разных материалов. Резцы из углерод»<стой f*1™
начинают постепенно истираться вскоре после начала работы, кезцыже из
быстрорежущей Лали сохраняют остроту своего лезвия по4™ д° £*
рушения. Изнашиваться начинает верхняя поверхность резца ыиятнгпь
стоянии от режущей кромки и постепенно доходит до ле»^- быстро
нзет выделяться очень большое количество теплоты, л ^пте
разрушается, его лезвее и боковая поверхность совершенно изнашиваются
- говорил... что при .
« углеродистыми резцами) в б 7 раз, то при обработке ч>г>
” лучшем случае может быть достигнуто влр • • q выше которого итпт
Нагревание резца ставит скости рею-
”Мьзя, не разрушая его слишком быстро я Охладаюш“х жидкостей.
•« может 6.4W ЛОСТ..1 нуго посрыством применения охала
*) Подробнее—см. следующую r,J’v'
160 —
Налрзмяч ил стружку в том месте, где она отделяется от металла, очень сильную
= такой даегХмы отнимаем от стружки значительное количество тетиот
.. .тмлпктгирм нагпевание резца. Для успешности
Н1ЛШСЛ1М1 ------------- - ---
и уменьшаем нагревание резца. Для успешности
охлаждения необходима сильная струя воды, на-
правленная на стружку (рис. 200), так как имении
в стружке образуется большая часть теплоты
резания.
Мы видели, что теплота резания влияет на
разрушение резца, главным образом, при обработке
стали. Меньше она имеет значения при обработке
чугуна. Поэтому и влияние охлаждения будет
более значительно при обработке стали.
На этом рисунке цифрой 1 , ---------г—v
щие кромки, а цифрой 2 — передняя или режущая грань его. Плоскость 3 на-
зывается задней гранью резца, а плоскость 4—его подошвой. Передняя часть
резца (на рис. 20I обозначена цифрой 5) есть головка резца, а часть 6 — его тело.
Угол, образованный передней гранью резца и направлением резания (угол
/ на рис. 202). называется у г л о м р е з а и и я.
Угол 5, образованный передней и задней гранями резца, есть угол
заострения. От величины этого угла в весьма значительной степени зависит
И ПЙОЧНПГП. Н VCTrtiJ«IUB/v-44. -------
Б. Форма резцов.
Переходим к выяснению влияния на про-
цесс резания формы резца Для этого, прежде
всего, установим названия частей его (рис. 201X
обозначено так называемое лсзвес резца или режу -
.... —о...
его подошвой. Передняя часть
_ ... ________ ^..тг... U и -- C1U ICJ1U.
Угол, образованный передней гранью резца и направлением резания (угол
/ на рис. 202). imt-inaPTra у г п л и р £ 3 2 " " "
Угол 5, образованный передней и з;
и прочность и устойчивости резца. Чем больше
• этот угол, тем больше материала сосредото-
чено у режущего лезвея. Поэтому резец
с большим углом заострения лучше отводит
теплоту, образующуюся при резании. Резец
с малым углом плохо проводит через себя
теплоту и поэтому быстро нагревается и за-
тупляется. Итак, из соображений прочности
Основные углы резца.
делать возможно большим. Но I
«острения резца , им. • ••
в действительности величина 'лого угла связана еще с целым рядом состои-
те льств. о которых будет сказано ниже.
Угол 4 между задней гранью резца и направлением резания называете
задним утло м. Угол этот необходим хзя уничтожения трения между обра-
батываемой поверхностью и талией гранью резца. Сильно увеличивать его иел££’
так как с увеличением сю уменьшается угол заострения, как этот видно иа рис - -°-
Угол 6. на ынасмый передним утло и. влияет на форму стру**0
и давление ее на резец, а следовательно. на сопротивление резанию к на выделсыи*
теплоты. При большой величине этого угла стружка получается iieiiprpunl,oH’
161 —
а При малом - слойанной на кусочки. При большом vrn, Л
холима для отделения и изгибания стружки, будет мню? 6 сила‘ кот°рая необ-
но с увеличением его уменьшается угол заострения s Т' че,м ПРИ «алом угле.
ос 1абляется. Таким образом, увеличение переднего vrU I!" с;1сдовательно, резец
улучшения условий резания, но понижает прочность и ^10ДН0 с точки зрения
Не трудно видеть, что величина угла резания 1 п^тоГ,кость Резца.
yi лом заострения и задним углом. В самом деле из пп<-ПрэмЛяется выбРаниымн
резания 1 равен сумме углов заострения 5 и заднего vrnVL °1евидно, что угол
угла колеблется в очень небольших пределах (6— шл а Величина заднего
чина угла резания зависит, ' Ь и, следовательно, вели-
главлым образом, от угла зао-
стрения. Поэтому все вышеска-
занное относительно этбго угла
относится и к углу резания.
Чем больше угол резания, тем
устойчивее резец. С другой сто-
роны, чем больше угол резания,
тем тяжелее резание.
В некоторых Случаях ре-
жущее лезвее бывает наклонено
3
]
Рис. 203. Угол поперечного уклона. ; Рис. 204. Передний и задний углы в плане.
по отношению к телу резца (рис. 203), при чем угол 3, под которым наклонена
передняя грянь, называется у г л о л, поперечного у к л о н а.
Угол между лсзвсем резца и осью предмета (обозначен цифрой 7 на
рис. 204) называется передним углом в плане. Как было указано выше;
от этого угла зависит толщина стружки при постоянной подаче. С уменьшением
угла 7 стружка делается топкой, но широкой, и давление ее распределяется на
большую поверхность резца. Кроме того, такая стружка остывает быстрее. Слиш-
> >м уменьшать этот угол нельзя, так как это вызывает дрожание изделия.
Угол, обозначенный на рис. 204 цифрой 8, называется задним у г л о м
в плане и служит для предотвращения трения между задней кромкой 9 и
поверхностью обрабатываемого предмета.
В заключение остановимся на <|юрме режущего лезвея. tc™ Р*дец ’
"рчмоли1гейнбе лезвее, то толщин» стружки но кеИ ее итирине'
«жта, что лезвее реяв расположено пол прямым углом к. осн
"Редмета. В таком случае скорость реваиня у разных точек; «еяыи бужт
“ рез»иии.вУ-1етрмк1Я.Чсм6л1л«к1вигру^1И1»и1я/гап<^^11^[^
" скорость резания, и наоборот — опа булибмьш усто п(&юяд) к цс„.
""СП1. Поэтому образование стружки у самого ко ца • р а ( . часЛщ
’W будет пройсхолить меялеккее. чем у м^е^ы. так что
ДРУЖКИ в разных точках, поэтому будет "1.’”жх'п1'";„ход1ПЬm других причин,
'ё кания изделия не будет, пли же оно "Р®”^°*™ у.меХпенин перед-
При большом наклоне лезвея реаш«к оси гак глуЛш»
"сг° угла в планеПшрпиа стружки увеличивается. "Г
— 153 —
^,.т.о той же . тмпй Это поиводит к тому, что при большей длине
части лезвея резца моменты i.т телами частиц яружки сближаются
,т " ^зПвн.Т^ЖЮчаетея в сам» процессе образованно
стружки. Мы знаем, что резец снимает металл до некоторою предела, пока давление
не превысит сцепления частиц и не произойдет скалывание сгружки. В этот .момент
давление резца, достигшее наибольшей величины, сразу сильно падает. Таким
образом, происходят периодические возрастания и уменьшения давления на резец.
Это обстоятельство и служит причиной -возникновения дрожаний. Если давление
возрастает и падает в разные моменты во всех точках лезвея, то склонность к дро-
жанию резца уменьшается. Из изложенного вытекает, что резанне будет происхо-
дить спокойно (без дрожания) только в том случае, если лезвее резца перпенди-
кулярно к осн изделия. Но такой способ установки резца невыгоден, так как
в этом случае давление стружки на резец сосредоточивается на небольшом (рав-
ном глубине резания) участке, что ведет к быстрому износу резца.
Уменьшение переднего угла в плане, как мы видели, вызывает дрожание.
Лучшей формой лезвея резца с этой точки зрения является криволинейная, и,
поэтому, лезвее обдирочных резцов части делается закругленным. Однако, в виду
того, что закругленная форма лезвея увеличивает выделение теплоты, рекомен-
дуется ограничиваться лишь таким закруглением лезвея, которое необходимо
для устранения дрожания. При криволинейном лезвее толщина стружки
изменяется по всей его длине, и. следовательно, изменяются все размеры
частиц стружки. В том месте, где стружка тонкая, частицы ее мельче
и быстрее отделяются друг за другом. В толстой части стружки частицы крупнее
“ оделяются медленнее. Таким образом, моменты образования элементов по
длине лезвея не совпадают, и склонность к дрожанию резца уменьшается.
§ 4. Зависимость процесса резания от режима работы.
А. Влияние скорости резания.
о nmLZ ZT"п С1оЛк“:™ ₽e3lu-не np,n"uu>'
пия. подачу и глубину рситптя₽ котята» •1р’зужеия По3 1Т"Я ту скорость реза-
что разрушение рст,аУпроисходи- вcтаcп^иe₽иXмnняi"и''<’,' раОиты' Мы
сплогы. Количество выделякяпеВся T.nZ, вследствие выделения
<ависят от скорости резания Иногда гг,. ,гагргвэ"не Ргаца больше всего
приводит К быстрой порче резца. небольшое увеличение се
«ость работы релиз бет перстам, быстт'’ттешт01’"0" £е“,п,я прпдолжител!.-
рапогает без переточки при скорости огааиия .'< агкя Если, например, резец
обработке того же материала и при том же г” Ж1,НУТУ О/, часа, то при
резания 18.и мин , он проработает всего *) ти1пЛ'"'И ПРУЖКИ. ио ПР1( скорости
on испортится черет 5 иниут 20 яштут. а при скорости резания* 20 к
и работы резца от скорости резания дается
Зависимость стойкости
Резца от скорости резани..
Увеличение сю рост и . .
ГЛотм рощ бе, перелив,, .
I Пр” обработке чугунного изделия была принята скорость
П резей работал без переточки 1 час. При увеличении этой ско-
резаиия 12 Д/ми • Л()мии. (или в 1,25 раза), продолжительность работы резца
Ростнна4 .м.т.-— с д0 6 мииут
упадет в iv Ррезецпри скорости резания _Ч) м мни. проработал всего 10 мин.
П р '{’^'ку10 скорость резания следует взять, чтобы резец работал без пере-
н сгорел. ^ин yf увеличение стойкости резца требуется в 6 раз.
точки 1 пидим, что скорость резания должна быть взята в 1,2 раза
меньше, т. е. -= 16,5 л/мии.
При определении правильности выбора скорости резания необходимо руко-
водствоваться следующими соображениями: при стишком малых скоростях осзеп
изнашивается от истирания его поверхности. С увеличением скорости резания новы
шается температура резца, и он становится менее стойким против истирания
Это значит, что скорость резания может повышаться до некоторого предела при
котором резец немедленно разрушается. Температура резца, вообще говоря, уста-
навливается не сразу: после начала работы она будет возрастать до тех пор’, пока
не установится равенство между количеством притекающей к резцу теплоты и
количеством теплоты, которое отводится через тело резца. Температура, при кото-
рой достигается это равенство, во всяком случае должна быть ниже предельной
для данного резца. Если скорость выбрана правильно, то температура резца
должна установиться приблизительно в течение 10 минут. Заметное увеличение
или уменьшение этого срока укажет на сшшком малую или на 'слишком боль-
шую скорость резания.
При выборе скорости резания следует иметь в виду, что она не влияет на
давление стружки на резец. Как бы мы ни увеличивали скорость резания, давле-
ние стружки на резец остается одним и тем же, — не увеличивается, как это каза-
лось бы естественным на первый вгляд. Это обстоятельство важно в том отноше-
нии, что при повышении скорости резания напряжение, которое испытывают
части станка, передающие движение, не увеличивается.
Б. Влияние размеров стружки.
Второй фактор режима работы, влияние которого нам необходимо рас-
1 ч«*трсть, это — сечение стружки, которое взначнтельной степени влияет на коли-
'сгтпо теплоты, выделяющейся при резании. При увеличении сечения стружки
" меСк2^К0 Раз« во столько же раз увеличивается в количество выделенной теп-
1-юты. Это значит, что при увеличении сечения стружки, при одной и той же ско-
,','СЛ1 резания, к резцу будет подводигься большее количество теплоты. Если
"твод теплоты остался прежний, то. значит. произойдет повышение температуры
1 Резца. Допустим, что скорость, при которой работал резей, была выбрана пра-
вильно, т.-с. температура резца была близка к предельной. Эти значит, что при
vae зиченин сечения стружки, для того, чтобы температура резца осталась преж*
1 сй, мы должны уменьшить скорость резания.
Количество выделяющейся теплоты увеличивается так же. как к сечение
?ужки, а поэтому для того, чтобы температура резца осталась прежней, мы
1' ’*ны, казалось бы. скорость резания уменьшить во столько же раз. во сколько
“"•‘••чили сечение стружки. На самом деле это нс так. потому что с увеличением
'^ення стружки увеличивается и опюд теплоты. Поясним сказанное на примере.
Допустим, что мы имеем подачу 1 мм, а глубину резания- <«•
и PV4.kh в этом случае будет 2 х 1-2 м. хи. Увеличим ндвое глубину резания
" "“Wy Таким обраэм,; глубина разания булат раиа 4 мм. а пиана 2 ш. Сане-
— 151 —
„,,е стружки будет теперь равно 4x2=8 «. Количество теплоты, 1выдыяи,-
Sen по втор™ случае, будет в 4 раза больше, чем в первом (так как себенис
пружки теперь в | - 4 раза больше). Но отвод теплоты во оторОм случае
будет в два раза больше, так как длина режущей кромки резца, которая
находится в соприкосновении с металлом, режет его и получает от него теплоту
также в два раза больше. В самом деле, в первом случае эта длина была
равна 2 хи, а во втором стала 4 мм.
Сопоставляя влияние увеличения сечения стружки с влиянием увеличе-
ния скорости резания, мы приходим к тому заключению, что увеличение сечения
стружки в 4 раза также влияет на температуру резца, как увеличение скорости
резания в два раза. Отсюда вытекает основной закон резания: выгоднее
В. Влияние формы сечения стружки.
До сих пор, когда мы говорили о влиянии сечения стружки, мы имели
в виду размеры этого сечения, но не форму его. Между тем сечение стружки опре-
деляется двумя величинами—шириной и толщиной, которые по-разному влияют
на процесс резания. Эта разность влияний сказывается в
1) давлении на резец,
2) распределении теплоты между стружкой и резцом, и
3) быстроте отвода теплоты.
При толстой стружке деформация металла не так велика, как при тонкой
так как частицы металла не так сильно сдвигаются. Поэтому давление на резец’
^пшХа"™™J!. “^"чествотептоты растет толщины и одинаково
«ж n^L>mnC“Oe "РО1,СХОД"Т " пр" РзслРеделении теплоты
в тонУкой₽Г Й ргацом- в толстой стружке теплоты остается больше, чем
по (ьтияпиеэто "Т"' ™°р”т в толстой стружки,
причины Широкая сплпкка " С "’Лытьпч покрывается влиянием третьей
Д111Т“тГгГ™ <’ТВМИТ тепло- чи" Узкая. Это прош
резца и лучше отводит Vernon,Тгп" Пп’,"” ”а 6‘’ль“иЯ ЛИте с лезвссм
оборот, теплота сосрстоточивается v сУв При то;1сшх " узких стружках, на-
йме и широ™77тУ7ж к„ . териш"“Р«иа-Таким образом. 4 он-
сти резания, ч е « 7о е »"оУЛК “ Ю \ 176 ль ш “ а скоро-
закон резания. 1 Узк,,е. Это есть второй основной
иыми се законами, мы датжны,скматсНслряиТе°Р,’С*„резания металлов и основ-
вости этих законов слепое выполнение При ,,ссом’«я»«ой справсдли-
Резу^-татам. Предположим, напрнмео <rm ’|ри,,сстн ’< неблагоприятным
Ф°рма дорого такова РчтоРпип иг. 1ТОкар’’ом станке обрабатывается
unur.Ka достаточ,|° прочно. Следуя псовому ,аМ0ЖеТ °ыть ;,акРе”лено в патроне
таи. XI ЭТ* при малой скорости пеммм^°Х резан,,я’ следовало бы взять
.... ним1”*’ ° Лействительносги так le-nii и ” 33 *)ЛИ,,*два прохода обрабо-
• рвет из патрона, и поэтому ппм*-* * ед^зя- При большой стружке изде-
стружки, а за три-четыре, при (k>.U ESCl^paCa1ul,a,b "« не за миу-дм
Второй закон резания со»»,,. скорост" Ре-жния.
чистовых работах! |
оАТ,',,,т*1""я тоории " РТЬШИХ "01ача*- Теи •«
разр"“то вопросы. поз,1и„Раю В”Я "С0^?ШМ|>- «к как оно постоянно I
на практике.
155 —
ГЛАВА СЕДЬМАЯ.
Режущие инструменты.
Почти все виды режущих инструментов употребляющихся при обработке
металлов на станках» ”*X0*lMT SeCfc применение (правда, в разной степени) в токар-
ном деле, но основными и наноолсе употребительными являются, конечно, резцы,
и поэтому им будет уделена большая часть этой павы. Другие режущие инстру-
менты. применяющиеся при раоеге на токарном станке, а имеенно: сверла, мет-
чики, плашки, развертки и т. д., будут разобраны только в общих чертах. Такое
неравномерное распределение места, отводящегося для резцов, с одной стороны,
и для целого ряда инструментов — с другой, объясняется еще и тем, что насколько
часто токарю приходится самому изготовлять резцы, настолько же редко он делает
это в отношении сверл, разверток и т. д., получая их готовыми в инструменталь-
ной кладовой.
§ 1. Резцы
А Формы резцов.
Резцы, применяемые на токарных станках, по характеру выполняемой
ими работы, могут быть разделены на следующие группы:
а) резцы для грубой наружной обточки,
б) резцы для наружной чистовой отделки,
в) резцы для поперечной обточки,
г) подрезные резцы,
д) резцы отрезные и прорезные,
е) резцы для внутренней расточки,
ж) фигурные или фасонные резцы.
Особое место среди всех видов резцов, применяющихся в токарном деле,
занимают так называемые резьбовые резцы, предназначенные для
нарезки резьбы как наружной, так и внутренней. Об этих резцах мы будем гово-
рить в главе XIII этой книги, посвященйой нарезке резьбы.
а) Резцы для грубой наружной обточки.
, Этт» резцы, часто называемые обдирочными, должны снимать
с «отрабатываемого изделия, с возможно большей легкостью, крупную стружку.
При этом от резца нс требуется чистоты обрабапиваемой поверхности и соб.тю-
ленмя точности размеров изделия. Поэтому «|м>рму головки этих резцов следует
делать такой, чтобы резец удовлетворял следующим условиям:
I) Работал всегда при самых высоких скоростях резания. Это свойство
резца зависит от материала резца, его профиля ’) и углов его заточки.
2) Резал наиболее легко и расходовал поэтому возможно меньше энергии.
г>70 свойство резца совершенно не зависит от его материала и определяется цели-
ком профилем его. углами заточек, и, наконец, формой режущей грант».
3) Был наиболее прочен и устойчив, т.н*, не слишком быстро тупился и
1 '«ому требовал бы возможно меньшего количества заточек. Это свойство резка
ззвиерт, главным образом, от его профиля и углов заточки.
*1) Чтобы резец можно было легко и быстро затачивать, не изменяя у него
формы, которая ему была придана, согласно г рем первым правка». Поэтом
с,учае достоинство резка определяется его фирмой.
Рассматривая зги четыре основных требования, иредьнмяемые к обди-
I °’'йому резцу, мы видим, что производительность резца н его стойкость нахв-
4,11 главным образом о злыгепмости отего формы, т.-е. профиля и углов заточки.
*) Профилем рели называется вид К1 пего <®СР*Х'
— 166 —
На рис. 205 представлена лучшая форма обдирочного резца. Наибольшая
производительность обдирочного резца может получиться только при больших
сечениях стружки, а последние получаются при стружках широких и, вместе с тем,
тонких. Поэтому при обработке мягких и вязких -материалов, не имеющих корки ,
режущие лезвея 1 — 2 необходимо делать возможно больше, длиннее. При длин-
ном лезвее можно брать большую глубину резания при небольшой подаче. Стружка
при этом получится широкая и тонкая, давление ее будет распределяться на
большую длину лезвея 1 — 2, и резец поэтому будет нагреваться меньше, чем
это было бы при узкой и толстой стружке. •
Наклон лезвея 1 — 2 к оси изделия (передний угол в плане) выбирается
в зависимости отмощностн станка и величины резца. При сильных станках и боль-
ших резцах (размер Д не меньше 30 .«.и) угол 3 делается около 35°. При станках
меньшей мощности и средних резцах (раз-
мер Д от 20 до 30 мм) угол этот берется
около 45’, и, наконец, при слабых станках
и резцах шириной до 20 ми угол 3 делают
в среднем 55°.
В этом заключается первое правило
для выбора профиля резца. Правило это
может быть формулировано так: чем
сильнее станок, тел» длиннее
должно быть режущее лезвее
1 2, а поэтому тем меньше
должен быть передний угол
в плане. Только при таком наклонном
Рис. 205. Примой обдирочный резец.
еще иметь
' тверже обрабаты-
‘ для раз-
угла 3 (рис. 205):
30е
40-
5О-’
сечении СТОУЖКИ маиГалпмно. Л ЛеЗВее ВОЗМОЖНО получить при наибольшем
де.™." Лв“Я РеЗШ С
ls SFо
ваемый материал, тем меньше должен быть vrm п от,и. т... ™рже °
лмткы* матери шов МОЖ1|„ пр11„,иэть\1е^с ™ "«Р»?™
Для твердой стали
” средней стали и чугуна
» мягкой стали и чугуна
На практике угол этот берут в средней
УГЛа * ПЛШе имссг <“₽“ об|'а’
||еппситикопМЯ К 0С" "М£1ЛЯ равен 90= т .. а_1ается равной нулю, если угол
•~S=r ” -~=~= !=ж
резне ►ривали1!ец,|йИ(пиГ,2Й1>"ЯвИММ”в лолезно делать
зываемую поверяют. Р™,,2^1' Рос" с такой кпомю.п , KPOM!<V
НИЯ в виду некотопи, Н ™ этот '«ходит себе й дает г-1«йиую обрабл-
заточке. Р ^трудиепий, вшпикаюшп^13’0'"10 '""Роио™ примет-
При обработке изделий с тп.п „ Р“ СГ° "аготолле'пи' "
лерещгий угат в плайе д„;““ст“Р-’яи коркой (нугу,,
с коркой находилась ниэдж,,?. ““«'«ин больше' итгяюк'""'|я
ожио меньшая част». побы в соприкосновении
«пъ режущего лезвея 1 — 2. Угол
этот делается близким к 90’, благодаря чему резец xv.a.
корки на небольшой длине лезвея; поэтому его эт твеР«“й
Р Правильно построенный резец (вид сверху) ™ EVс,<орее заиливать.
ДОЙ коркой показан на рис. 207. у я ““«работки изделий с твер-
В некоторых случаях при обработке изделий с очей,
клон режущего лезвея к оси изделия берут больше оп« Т ™ерд“й коркой ни-
что он своей вершиной один врезается в.мяпеую п«вят Резец так.
же, чем все остальные точки режущего лезвея как ™ „ „„„ ,aW).-r«y6-
Такая форма режущей кромки резца способствует тому, по^твердая" ко^ка
Рис. 206. Обдирочный резец
с криволинейным лезвием.
Pug 207. Работа резш
по корке.
Рис 208. Работа резца
«под корку».
разрушается вершиной резца, находящейся в мягкой части изделия: поэтому
режущее лезвее 7 — 2 (рис. 208) долго стоит и хорошо режет. Существенный
недостаток этого профиля резца состоит в том, что такой резец, как говорят,
заедает (затягивает в изделие), но с этим недостатком часто приходится мириться,
а чтобы уменьшить заедание резца, следует делать его прочнее.
Для большей устойчивости резца угол ^го вершины следует закруглять,
благодаря чему резец лучше отводит теплоту и не так сильно нагревается, как
при острой вершине. Кроме большей устойчивости, закругление вершины резца
дает более гладкую поверхность обрабатываемого изделия. Поэтому во всех
обдирочных резцах угол при вершине надо закру-
глять, и чем больше будет закругление, тем устой-
чивее будет резец. В этом заключается второе правило при построе-
нии профилей резца. Только в тех случаях, когда необходимо выточить острое
углубление в изделии, приходится делать небольшое за-
крушение вершины.
Правая часть резца, находящаяся сзади вершины его,
хотя она и не принимает непосредственного участия в резании,
должна быть возможно больше. Делать это необходимо для
того, чтобы сосредоточить окало режущего лезвея возможно
больше металла, что способствует лучшему отводу тенлот ,
гора дующейся при резании, и. счезовательно, ук.чичииет
Стойкость резца. Угол / (рис. 205). ог|»>и1Чиыющий заднюю
часть резца, должен быть не больше 5 — 10 , чт<_
устранить трение заднего ребра об изделие. I. ’ ,ч-гопчнвее левого.
ч«"ия правый резец. иредствмЛны» на рис 209, ^2^™™а с т и
11 ’"браженного на том же рисунке, lu Р 0 0 й трети ширины
«г‘о.” а^‘ V„op %еЛ2 т^« ‘
того ”оя П₽*1Я
Рис. 209. Дм ремы
(сравнен** геило-
отвода).
— 158 —
обдирочных резное позволяет готовить их не посредством ковки. а заточкой на 1
точиле, что гораздо дешевле и целесообразнее, так как порча резцов в громадном
! большинстве случаев происходит во время пиковки. ,
Верхняя режущая грань резца делается плоской при обработке чугуна
и обязательно вогнутой формы у резцов, предназначенных для обработки стаяли
Такая поверхность уменьшает трение стружки о-переднюю грань резца, вслед-
ствие чего он меньше нагревается. Кроме того, сечи бы мы сделали верхнюю
'рань плоской, то стружка сама сделает эту грань вогнутой, так что вогнутая
поверхность является как бы единственной для отходящей стружки. Делать
вогнутую поверхность у резцов, предназначенных для обработки чугуна, осо-
бой надобности нет, потому что отходящая стружка
в этом случае соприкасается с верхней гранью резц ।
на небольшой поверхности.
Рис. 21а Изогнутый Рис 21L Работа обдирочным юс гнутым
обдирочный рема. % резцом.
Кроме указанного профиля обдирочных резцов, широкое применение
находят изогнутые обдирочные резцы (рис. 210). Отгибание производится
(на 15е — 45 . в зависимости от условий работы) кузнечным способом, что в срав-
нении с прямыми резцами является недостатком, так как во время ковки сталь
резцов часто понижает свои режущие свойства. Достоинство этих резцов и глав-
ная причина их широкого распространения состоит в том. что один такой резей
пригоден А-ля работы как при продольной подаче, так и при поперечной, без пе-
растаяовки. На рис. 211-1 показан вид сверху такого резца, работающего при
продольной подаче. Тот же резец и в том же положении (без перестановки) часто
употребляют и при поперечной обточке (рнс. 211*11).
До сих пор на рис. 205, 206, 208 и 210 были показаны резиы. работающие
при продольной подаче от задней бабки к передней. Эти резцы называются
правыми. Резцы. раГютэющие при подаче от передней бабки к задней, назы-
ваются левыми. Левые резцы изготовляются по тем же самым правилам,
которые были приведены выше относительно правых резцов.
Что касается углов заточен обдирочных ре шов, то они выбираются в соот-
ветствии с общ» м । irpamc ими, приведенными в главе VI этой книги. В таблице 2
MarepixTOB срип,ие личины основных углов обдирочных резцов для разных
таблица 2.
Основные углы обдирочным розцов.
— ISS —
Особое место средн обдирочных течи,»
бра нный на рис 312- I. Р«ец Кжтщгока, нм-
,,,солящая по всей пине режу,дай крочиЛ,^™^ I™’*»' I.
них резцов доходит до I .ад. фаска I ™'р""а этой фаски У круп-
,,|.аско|идат довольно круто спускающееся ж J,™ реаа"1"’ около &
условии отхода стружки. Рещы |<д„пт„ка "ле- “т"рм аает хоро-
„М1рке. На рис. 212-11 показано отделение сХ"Р "При тяжслой
Недостаток этих резцов—трудность изготовления^ р ' К.топштока.
Рис. 212. Резец Клопштокз.
Ркс. 211 Круглый резей.
Для обработки очень твердых материалов, как. например, твердых чугун-
ных и стальных отливок, марганневистой стали и т. д.. иногда применяются круг-
лые обдирочные резцы. Резцы эти закрепляются в державке, как это показано
на рис. 213. После того как режущая кромка резца затупится, резец немного
поворачивают и работают соседней, еще целой кромкой. Существенный недо-
статок этих резцов — трудность заточки.
б) Чистовые резцы.
Чистовые резцы служат для окончательной (чистовой) отделки обрабаты-
ваемых изделий и поэтому должны давать чистую, ровную ,10В€Рх,,исп’ *п1У''"1^
резания в этой случае небольшая, и ня использования режуишх свойств ре^
следует увеличивать подачи. Для того, чтобы иа обраб.пыв«е.чой
к остана-зсь глубоких следов (штриха) от резца, радиус закругления резца
следует делать возможно больше.
Рис. 214. Чистовой
мелкой подачи.
Рис за Чосювов рем-и рч
подл- С-’-6
' На рис. 2U прыставден
, .их Лпврскнх. Такой резс. .>п[[“резцы <*">
,.й (главным "» У>,,“
। как обдирочные. Узким н д™
— 100 —
закругления и трудно доступные места сложных но форме изделий. Резцы эти
работают в обе стороны, т.-е. и как правые и как левые.
Для чистовой отделки бронзовых, медных отливок, а также твер- |
дого чугаиа применяются такие же остроносые резцы, но несколько иной
формы (рис. 215).
Чистовые резцы с широкой режущей кромкой (рис. 21 о) находят себе
широкое применение при обработке стали, но чаще чугунных отливок. Длина
режущего лезвея делается больше подачи примерно на Уз ее, что уменьшает следы
резца на обработанной поверхности.
Очень часто для чистовой отделки изделий пользуются пружинными
резцами (рис. 217). Широкая режущая кромка резца, встретив твердое
место в материале, отклонится от изделия, а не врежется в него. Успех работы
Рис. 217. Пружинный рсэси.
с пружинными резцами зависит от того, насколько хорошо пружинит резец
Иипг«Р2???1а его СЛабах~с шс;1Ь 7 закладывается деревянная прокладка.
Иногда вместо дерева при обработке особо твердых и вязких материалов в щель /
пружины резца защепляется кусочек кожи, которая, так же как и дерёёо уХ
чнвает упругость резца, по я то же время оставляет его достатокгёбкин
большая тон,
разных8 ZE™"" Та’Л""' УМЗа,'Ы M"0D"“e углы
резцов для ]
ТА Г» ЛИЦА 3.
Основные углы чистовых резцов *).
мбрзОл тммеммй Передний Угол
» материал Угол ’ 1 заострения угол 8
Железо и мягкая столь
Стальные отливки ,
Сталь средней твердости.
серый чугун ....
Твердая сталь, твердый
.......................
ся
— 1G1 —
в) Резцы для понесенной па
1 '* ° и подачи.
При поперечной обточке изделия зажтг
торца предмета, обрабатываемого в центрах п? ° "‘тгрт1е. '™ при полрезке
г.гмых условиях, что л при продольной обточи гК.' происходит при тех же
осиные для продольных работ, могут быть umJ™ му всс Р°иыл предназиа-
обточке. “-пользованы и при поперечной
При обточке кольцевой поверхности (р„с .
х О Д И ы е резцы (так называют часто обдирочные „„ Л n6uit"»“™m!e п р о-
продольиым самоходом) не годны. В таких случаях i,nS '1""" для Работы
/ л применяют особые прямые или
Рис. 218. Обточка кольцевых
поверхностей.
Рис. 219. Обточка торцев к центру
н от центра.
отогнутые резцы. Эти резцы называются подрезными. При обточке под-
резными резцами торцевых поверхностей следует работать поперечной подачей,
направленной от центра к краям в направлении, указанном на рис. 219-1 стрел-
кой. В противном случае неизбежно заедание резца, которое получится вследствие
давления на резец со стороны еще не срезанной части изделия (рис. 219-11).
При работе от центра (рис. 219-1) такое заедание не может иметь места. Пра-
вило это необходимо соблюдать при отделочных работах.
г) Подрезные резцы.
Эти резцы, так же как и проходные, бывают правые и (Р«-ИО>
при чем правым считается тот, котовый служит для подрезки торца, расположен
«ого к задней бабке.
Этими резцами очень часто поль-
зуются и при работе продольным само-
ходом — при обработке тонких и гибких
изделий. Режущая кромка их должна
бить строго перпендикулярна к оси_________________________
рэбатываемого изделия, иначе резец -JJZ7ies==3’
заедать: его будет затягивать в из- [Ал?' 1
А«лие (рис> 208). < 1 —7
При изготовлении подрезных роз- риС 2^ пояреэной резей.
2 Приходится отказываться от основ- ле этой главы. Подрезные
х правил изготовления резцов, установлен ‘ иа,|аЮТся, нс могут иметь
pt,uu ™- характеру работы, ДЛЯ которой они преднаяич. „
— 162 —
задней теплоотводящей части и закругленной вершины. Тем не менее и при этих
резцах следует стараться оставлять возможно больше металла около режущего
лезвея, чтобы оно было возможно прочнее и устойчивее.
Подрезные резцы часто делают изогнутым» для того, чтооы было удобно
подрезать торцы изделий, зажатых в патрон.
Углы заточек подрезных резцов приводятся в таблице 4.
ТАБЛИЦА 4 *>•
Углы заточек подрезных резцов.
Обрзбзтьшемый материал Передний угол 1 Угол заострения । Задний угол 3
Железо, мягкая сталь 28е 55* 7"
Стальные отливки . . . 23° во* Т"
Сталь средней твердости, серый чугун .... 15* 68° 7°
Тм-рла-ч сталь, твердый ЧГУ" 10е 74* в°
д) Отрезные и прорезные резцы
Отрезные резцы делаются прямые (рис. 221-1) к изогнутые (рис. 221-11)
" л““е' ИэогнУ™' ₽“«“ необходимо иметь .для тех
прямым резцом пользоваться неудобно, например, при отрезке
обрабатываемого изделия у самых кулачков патрона (рис. 222). ₽ трезк
При отрезке необходимо онеепг-шт ,,.
а поэтому отрезные резцы приходится делать МС”^,ПУЮ потерю материала,
nu.1^ ht1aCb ВОзможпп ’’ите, конец резца на •№готоп"й <ТОби поверхность среза
рину. канн режущая кромка его (из длинеX1HHe имеет такую ши-
вые грани параллельны между собой Дальше л??.’,ак ,г,оиа:,гом участке боко-
—---------—____ - окооые грани режущего лезвея
*J См. pw. ega
— 103 —
идут/сужаясь с обеих сторон (на 1° — 2 ). Делать это необходимо для того, чтобы
боковые грани не терлись о материал. Делать уклон этих граней больше, чем
jo___2°, не следует, чтобы не ослаблять резца.
Устанавливать отрезные резцы следует так, чтобы режущее лезвее нх точно
проходило через центр изделия. В противном случае постоянные поломки резцов
неизбежны.
Для уменьшения дрожания резцов и изделий, в особенности при отрезке
предметов больших диаметров или при-прорезке глубоких канавок, очень полезно
делать резцы в виде пружинных (рис. 223). При такой установке резца обра-
' батываемое изделие прижимается вниз,
и дрожание его уменьшается.
Прорезные резцы отличаются от
отрезных лишь в немногом и предназ-
начаются для прорезки канавок.
Рис. 222. Отрезка «под морены.
Рис 223- Отрезной пружинный резся.
Передняя режущая кромка отрезных резцов делается параллельной осп
лс.1ия (рис. 224-1), но при этом отрезаемое изделие отламывается раньше,
резец дойдет до центра, и у изделия остается хвостик, который приходится
. ла зять после отрезки тем или иным способом. Для того, чтобы хвостик этот по.ту-
ся у той части материала, которая остается зажатой в патрон, переднюю кромку
Хвп*1 очсмь часто делают пол небольшим углом к оси изделия (рис. 224-11).
л,к остающейся части .материала, закрепленной в гыгрон. может быть срезай
’•'нйшим продвижением резца вперед (рис. 225-1 и II). Недостаток такой
Лл'1,к,,: ”1)и глубоких прорезках лезвее резца уволит в сторону, н оно ломается.
7 ’ Та,<1<х случаев переднюю режущую грань отре»<ых резцов следует сгелэп»
. ; Ка»< это показано на рис. 224-111. Углы заточек о'резных резцов прмвэ-
Wrc” ь таблице 5.
п •
— 164 —
ТА БЛИЦА 6.
Углы заточек отрезных резцов ’)-
Обрабатываемый материал Передний угол Угол заострения Задний угол
Железо, мягкая сталь 10° 73° 7°
Стальные отливки . . - 6° в°
Сталь средней твердортн, серый чугун .... в0 79° 5е
Твердая сталь, твердый чугун 4° 823 4°
Угол резания у отрезных резцов, предназначенных для бронзы, часто
делается 90°. .
е) Резцы для внутренней расточи и.
Форма и размеры расточных резцов определяются в зависимости от диа-
метров отверстий, для которых они предназначаются. Чем меньше диаметр раста-
чиваемого отверстия, тем тоньше должен быть стержень резца. С другой стороны,
чем глубже отверстие, тем длиннее должен быть резец и тем больше 'его при-
ходится высовывать из резцедержа-
теля, чтобы можно было пройти всю
длину дыры. Длинный и тонкий стер-
жень резца во время работы пружинит
и поэтому для снимания больших стру-
жек не годится,
Рис. 22«. Чистовые расточные резвы.
О
Рис 226. Обдирочные расточные резцы.
На рис. 226 представлены три общеупотп.-1штеп..
резцов. Изображенным на рис. 226-1 обыкношшп Т* гЬИЫХ **юрмы Расточных
зуются для расточки уже имеющихся дыр noivw.. .21 » ДИР°?НЫМ резцом поль-
тельным сверлением. Резец лот схотмУ в •’ит«й’“»й иредвари-
— ------------- обыкновенным обдирочным,
Ъ См. рис. 221.
1вЬ —
режущая кромка его расположена иаютонш, и отделение стружки, поэтому, прои-
сходит свободно. Недостаток этого резка в том. что режущая кромка его быстро
портится о твердую корку поверхности дыры. н н
С этой точки зрения лучше резец, показанный на рис. 226-П- этот резон
работает так же, как изображенный на рис. 208. Во время работы лезвее его наст
по мякоти, под коркой, обламывает ее (изнутри) и поэтому довольно долго сохра
пястей. Недостатки этого резца те же, что и у показанного на рис. 208- плохой
отвод теплоты от режущего лезвея и заедание, возможность которого в данном
случае увеличивается вследствие малого сечения резца.
Резец, показанный на рис. 226-111, употребляется при обточке внутрен-
них буртиков и торцев.
Для чистовой обработки растачиваемых отверстий служит резец, изобра-
женный на рис. 227-1. Резец этот дает чистую поверхность, но не всегда верный
диаметр отверстия, так как его во время работы отжимает от изделия. С этой точки
зрения лучше резец, показанный на рис. 227-11.
Резцы для внутренней расточки изготовляются в большинстве случаев из
стали прямоугольного или квадратного сечения, при чем передний конец их от-
тягивается поковкой. Реже встречаются круглые расточные резцы, потому что
для установки их в резцедержатель необходимо иметь специальные подкладки.
Углы заточек расточных резцов несколько отличаются от принятых для
наружных резцов. Так, передний угол расточного резца, предназначенного для
обработки чугуна и твердой стали, делается 20°, а для расточки железных изде-
лий _до 30°. Величина заднего-угла очень часто выбирается в зависимости от
диаметра растачиваемого отверстия. Чем меньше этот диаметр, тем больше должен
быть задний угол резца, чтобы задняя грань его не терлась о поверхность
огверсп ова|1ыми расточными резцами следует пользоваться только для расточки
отверстий небольших диаметров. Расточку больших отверстий лучше произво-
дить маленькими резцами, зажатыми в специальные державки.
ж) Ф а с о и н ы е или фигурные резцы.
Резцы, предназначенные для обточки изделий, (смеющих сложную форму,
составляют особую группу резцов, называемых фасонными или фигур-
ным и. Режущее лезвее этих резцов составлено из различных кривых или соче-
тания кривых с прямыми линиями, соответственно форме обрабатываемого
изделия.
Два простейших фигурных резца показаны на рис. 228.
Один из них (рис. 228-1) предназначен для обточки вопфгых.а другой
(рис. 228-11) — выпуклых закруглений.
Профиль этих резцов получается или опиловкой вручную или посредством
фрезеровки или строжки, если изготовляется большое количество одинаковых
фигурных резцов. Фрезер или резец строгательного станка при этом должен иметь
профиль, обратный профилю изготовляемого прямого фигурного резца.
Размеры фигурных резцов выбираются по общим правилам, углы же их
несколько отличаются от общепринятых. Для обработки чугуна, латуни и бронзы
Средний угол очень часто делают равным 0J и реже 2°—4 . При обработке железа
“ стали угол этот доходит до 6°. Подобная заточка не рекомендуется. Она.
конечно. улучшает условия резания, но искажает профиль резца, а следова-
ТС?Ы||>. Н форму изделия. Поэтому лучше во всех случаях передний угол
у Ф'чурных резцов делать равным 0. Задний угол летается около б- I >
Существенный недостаток резцов, изображенных на рис. -28, состоит в том.
после нескольких переточек тюфиль их изменяется настолько, что они стаио-
иегод^дая Поэтому такими резцам.. пакуются
— 166 —
только в тех случаях, когда работа не имеет массового характера и заточки рез-
,ИВ резец показа., на рис. 229. В этом.“УЯае резец »
S ев&» высту^> в форме
Рис. 228. Простои фигурный резей.
Рис 230. Круглый фигурный резец.
Рис 229. Прямой фигурный резец.
запную‘державку. Перад.ий угол такого резца делается равным О’, задний же
угол получается сам собой, благодаря наклонной установке резца в держаоке
tlpn затуплении резца стачивается толсто верхняя трат, Р держаоке.
г Приготовление таких плоских фигурных резцов фрезеровкой или строжкой
оиходится дорого, так как требует изготовления вспомогательных иотХатв
(фрезера или строгателыюго резца). Поэтому такие прямые фигурке oS
изготоаляюттолько в тех случаях, когда профиль их не очень стожен и S
подобные изображенному на рис. 229, встречаются не очень чаот
Гораздо чаще применяются круглые фигурные резцы тпготов .немые на
токарном станке, пр., чем специальные инструме.™ .с.я этого о^ Хются^ео"
— 167 —
холимыми ТОЛЬКО для окончательной отделки nnm
рсзиа получается посредством выреза части" (n^7™/иМкУ к|’углог'>
V круглого фигурного резца задний угол осжушпя п С‘ тобы ПОЛУ,,‘ГГЬ
Й»у его, а несколько" ниже, па "полпе o’npeZ, ™“°ПЬ ЛСЛ,тЯ ,,е "° а"а’
чипу. Обь...О эта величина берется равной одной десэтой^^ит^»'^.'’^Vе""’
лрет Ьи резеи имсет д"амет₽ боад' ™
Чтобы при таком положении оежушей mum я.
изделия, изготовление фигурного рица нужно „ссп, так '"S™
фигурный-резец, которым производится окончательная обточка нзготовтоемТго
круглого резца, стоял.....не центра ставка на ту же велХиу /Три 2ЭД
При переточке круглого резца стачивается только режущая грань его (сверху)
Рис. 231. Державка мл фигурного резца.
при чем для того, чтобы размер 7 при этот "^’^шпуса, рашюго^отХт^
всегда должна быть касательной к окружности рад у и
^ри^новке круглого фигуру
м тем, чтобы режущая кромка его была। ра ,|Ь||ЫМ„ державками для
Для ускорения такой установки пвльзуются '“а на рос. 231.
круглых резцов, одна из конструкций котор Р А к1,угяых резцов устроена
Изображенная на этом рисунке „ в „ей закрепленный
«дующим образом. В стержне 7 Аержавю! "М заУрезцом на этот же болт
"“‘И 2, на который надевается круглый рез в1 • и м()Жет „онорачиваться на
издевается регулирующая пластинка -/. с " у, проходящим сквозь
"мте 2 и закрепляться в каком-либо п И1|т, шпильками. В1имоя*^п
сержень державки. Оба эти болта^ мож о з .об(|В1и1|ьт прорезом в|кей
поворотов пластинки 4 около болта - обшwчива^ naacrirHKiiоысверлмваетсяряа
црч Который проходит болт J..НаДРУ ° 01(ценных строго по окру
этлерстий, диаметр которых — 5-— о-
о,,Це1причноЙ с отверстием для болта -
— IOS —
i -izo пктметоа что и отверстия в пластинке.
На резце J имеется штифт того же диаметра, ™ И °
В новом, пе точеном ™мке^„и занимает среднее нож,
отверстие плаСтмнки 4, в то ВР * поавильное положение относительно
жение относительно болта 5, а резец — правильное
71 По мере стачивания резца штифт попадает во второе, третье и т. д. отвер-
Поворачивая регулирующую пластинку 4 около болта2, мы в то ж е время
будем'поворачивать и связанный с ней упомянутым выше штифтом резец 3 так.
что легко можем поставить его в желаемое положение относительно центра станка
и закрепить резец в этом положении болтом 5.
Достоинства этой державки:
1) она дает жесткое закрепление резца;
2) дает возможность использовать резец до конца;
3) допускает возможность быстрой установки резца в требующемся поло-
жении относительно центра, и
4) при переточке резца нет надобности снимать всю державку, а достаточно
снять один резец.
После переточки резец встанет в прежнее положение, а отрегулировать
его относительно центровой линии станка не представляет затруднений.
Б. Материал для резцов.
а) У г л е р о<и стая сталь.
До конца прошлого столетия единственным материалом для изготовления
резцов была углеродистая сталь с содержанием углерода от 1% до 1,5%. Кроме
углерода в этой стали содержится кремний и .марганец, при чем содержание того
и другого не превышает 0,2% — 0,3%. Кремний и марганец особого влияния
на твердость и механические свойства резца не имеют. Сера и фосфор считаются
вредными примесями в углеродистой стали, и содержание каждого из них не
должно быть больше 0,02%. Большое содержание серы делает углеродистую сталь
красноломкой, т.-е. легко трескающейся при красном калении. При большем
содержании фосфора сталь становится хладноломкой, легко ломающейся от уда-
ров в холодном состоянии.
Твердость углеродистой стали зависит исключительно от содержания в ней .
углерода. Чем больше содержится его в стали, тем тверже эта сталь. Для обыкно- i
венных токарных резцов, поэтому, употребляется сталь, содержащая 1,2% угле- 1
рода, и лишь для обточки очень твердых изделий (бандажи, прокатные валики) J
следует брать сталь с содержанием углерода 1,5%.
С повышением содержания углерода понижается вязкость стали, т.-е. I
способность сопротивляться ударам и толчкам во время работы. Чем меньше
пп?а^1'мУп^?и'?ЛвТ^УСТоП',11МЙ °"а "ри РаСоте' "Р" толчках и ударах, и, паобо- |
рот, чем больше а стали углерода, тем менее она устойчива при ударах.
Выше мы говорили, что резец из углеродистой стали теряет свои осжушие 1
свойства при нагреве до 2W " - 250s. Поэтому резцы кГуглеподастоП cSX- i
дует применять только в тех случаях, когда’прихо,игтсГшшему™ бо раГ тть I
с небольшими скоростями резания. Вязкость углеродистой стали способствует 1
широкому применении, ее и в настоящее время „зРэтовХГ^рных pS. 1
него ч^а°Й™\ых0^ материалов, как, например. закаЛек-1
небозьших скоростях*оезаиия быгтЛИ’ углсрадистые Резпы даже при работе на
неоольших скоростях резания быстро затупляются. Поэтому уже панно техника J
искала материалов более стойких, чем углеродистая сталь/ техника।
169 —
б) Самозакаливающаяся сталь.
В 1856 г. англичанин Робспт Мешет ппНк«.
стой стали - вольфрама, марганца и сравшггыьпо “irtMbiS уУлч"да’
значительно повысил ее режущие свойства Сталь ™ пбольи,ое количество хрома,
M e ш е т и имела состав: своистса- ^аль эта получила название стали
Углерод..............2°'
Марганец.............2 5°/
Кремний .............’ 1до/
Вольфрам..............5%'°
Хром.................0,5%
Сталь Мешет не требовала закалки в обычном смысле этого слова т -е
погружения раскаленного инструмента в закаливающую жидкость Нагретая
до 925° и охлажденная в обычном атмосферном воздухе, она приобретает режущие
свойства, значительно превышающие таковые углеродистой стали.
До 1890 г. сталь Мешет применялась исключительно для обработки особенно
твердых поковок и отливок на обычных для углеродистой стали скоростях реза-
ния. Таким образом в течение этого времени (1856 — 1890 гг.) использовалась
только твердость стали Мешет, а способность ее сохранять твердость при высоком
нагреве оставалась неиспользованной. Только опытами американского исследо-
вателя Тейлора, произведенными в период 1894— 1895 гг., было установлено,
что скорости резания при работе резцами из стали Мешет могут быть значительно
повышены. Этим было доказано, что применение резцов Мешет только для обра-
ботки твердых металлов не использует всех свойств, и стало очевидным, что резцы
зги должны широко применяться в мастерских для всех работ, но с более высо-
кими скоростями резания.
Сталь Мешет все время совершенствовалась и к 1895 году бйло уже много
и других марок самозакаливающихся сталей.
в) Быстрорежущая сталь.
Около 1900 г. американские инженеры Тейлор и Уайт, исследуя свойства
самозакаливающейся стали, нашли, что, нагревая резцы иззтойстали по гги
плавления, можно сообщить им исключительно высокие режущие Лства.
В |<юо году резцы эти демонстрировались на выставке в Париже, и с этс' Р
иениначалаГь эпоха быстрорежущей стали. Следует X
режущие резцы отличались от обычных резцов из самозакаливающейся стали
пути постепенного повышения св°^рСче„„оп быстрорежущей стали
влияния. Ниже мы приводим один из составе р
высокого качества.
Углерод
Вольфрам
Ванадий
Молибден
Хром
о,б5%—0,80",;
20%
1,5%
0.5%
5%
Рассмотрим влияние, отдельных элементов, входящих в соси стр
*У11К"у7^’е'р о д. Углерод х"рХм. прнд^алн^жзщу»
Стали, потому что, соединяясь с вольфрам
Рис. 232. Испытание стали «на искру*.
твердость. Содержание углерода колеблется в пределах от 0.5 , до 0,9 0. При
содержании его в количестве большем 0,9% сталь становится хрупкой.
Вольфрам и хром. Оба эти элемента сообщают стали свойства
самозакаливания и стойкости при высоких температурах. Содержание вольфрама
нс превышает 25%. Содержание хрома колеблется между 3% и 7 ‘при меньшем
содержании хрома сталь недостаточно тверда, при большем — хрупка и пориста.
Ванадий делает сталь более вязкой, но содержание его не должно пре-
вышать 2%, иначе ухудшаются режущие свойства стали. Обычно ограничиваются
содержанием ванадия около 1,5%. Часто при содержании вольфрама меньше 18%
увеличивают содержание ва-
надия до 2%. Чем выше со-
держание вольфрама, тем
меньше берут ванадия.
Кобальт. Влияние
кобальта изучено плохо, но
установлено, что прибавка его
повышает теплопроводность
сталей, а следовательно, улуч-
шает отвод теплоты, обра-
зующейся при резании от
лезвея резца. Содержание
кобальта обычно 2 — 5% и
доходит до 10%.
М о л и б д е и сильно
повышает режущие свойства
стали, но делает ее крупно-
зернистой и затрудняет за-
калку ее. Поэтому содержание
молибдена обычно невелико
(редко свыше 1%).
В настоящее время
различными заводами выпу-
sx-в = изИ^;
, 1Ев? ₽ Путиловце» в Ленинграде н заводе .Электросталь.
щеЛ став<:Д ^расный Путиловеш выпускает следующие марки быстрорежу.
I) хромовотьфрамовая сталь .Успех»;
обраоотке твердых материалов. Г ’ клсймо “**'*• Хорошо работает при !
с эалотиега?этш^колГП^СКаеТ 4)11 сорта СыстР°Рс*ушей стали марки «Молния» |
п м _ г.._____________
2) М,—быстрорежущая сталь для^р ” иормал,,”ой производительности;
3) М - быстрорежущая сталь выпиЕ^10’ высокой производительности;
Сорт стали, из которой изготовлен orS? '<а',ес™-
или по искре. Ином быстрорежущей гта °*но установить или по излому
минающее излом фарфора. В углеоодмстпВ <-мМССТ °‘.,е1И* *«лкос строение, нано-,
легко‘различаемое глазом. Чем тверже ста if™” и,;,ом имеет зернистое строение,1
Чем мят cram., та, светла „мЛ „ «х««..
— 171
При испытании на искру нужно подвести резец к наждачному камню.
!скры, образующиеся при шлифовке резца, укажут сорт стали. Углеродистая
тать Дает желтые искры, а быстрорежущая сталь — красные. Формы искр
Ткже различны и показаны на рис. 232, на котором цифрой I обозначены искры,
читающиеся при шлифовке углеродистого резца, а цифрой II—резца из быстро-
^ .ушей стали. Углеродистая сталь дает мною искр, а быстрорежущая — мало,
д м больше в стали находится вольфрама и хрома, тем темнее се искра и тем
. ьше ее получается. Этот способ определения довольно грубый и дает только
*Lee представление о составе стали.
,ищ резцы из быстрорежущей стали отличаются от углеродистых резцов
леобностью сохранять высокие режущие свойства даже при большом нагреве
' температуры 600’ — 700 ). что дает возможность работать этими резцами при
Д° ооспЯ? резания. значительно превышающих наибольшие скорости, при которых
могут работать углеродистые резцы.
прибл. 50%
. . . . 20%
. . . . 18%
. . . . 10%
. . . . 2%
После того как первое впечатление, которое произвело появление быстро-
режущей стали (1900 г.), улеглось, начались поиски еще более производитель-
I пых материалов для резцов. Было установлено, что режущие свойства быстро-
режущих сталей достигли предела и улучшение состава сталей не повышало
заметно их качества. Поэтому техника обратилась к сплавам, имеющим другое
1 основание вместо железа. Американец Хейнс около 1907 г. изобрел сплав с режу-
щими свойствами, значительно превышающими таковые лучших быстрорежущих
сталей. Этот сплав содержит железо лишь в очень небольшом количестве ,
и поэтому не может быть назван сталью.
Название «стеллит» присвоено этому сплаву потому, что в полированном
виде он отличается блестящей поверхностью («стелла» по-латински значит
(звезда»).
Первые американские стеллиты имели состав:
Кобальт . '
Хром . .
Молибден
Вольфрам
Углерод . .
Впоследствии установили, что целесообразнее
еатмЪоаш. так как от этого сплав становится менее хрупки. .
стеллита получается следуюшнП (1914 г.).
. . . 30»,—55%
' ... 20%-®'/.
• • • . . 9%—15%
......... . 4% — 13 е ,
; ; ; ’ ’ ’ ’ .0,5%- 2“;,.
значительное PJ^^"Zpa ^крмк'кнх’фнри
™ ПОСЛ' А^п.Цезьаи?. Торан. Ц««
пустил сплавы, сходные си ымм»-.--.
И Ар. Приводим состав одного из НИХ (Акр» I-
Кобальт...............
Хром..................
Вольфрам
Никель ...............
Молибден .............
Углерод...............
вольфрамом, так как от этого сплав
дсп совсем исчезает, и состав ст?!,п
Кобальт..............
Хром..................
Вольфрам..............
Железо................
Углерод ..............
Стеллиты получили с.._
их развитию помешала война, но после ~.
Пустил сплавы, сходные со стеллитом, а
— ...rv /Airnt
. 38%
. 30%
. 16%
. 10%
Все стеллиты получаются путем отливки. Они не могут коваться. Закалки
не требуется. Стеллит продается в форме брусков прямоугольного сечения, от
которого требующиеся кусочки отрезаются тонким шлифовальным кругом. Бла-
годаря высокой твердости — 7*/а—8’/ап0 шкале Мооса (сталь углеродистая
и быстрорежущая всех сортов имеет твердость по этой шкале только о 7), стеллит
хорошо режет твердые материалы. Скорости резания стеллитовыми резцами
берутся в среднем в два раза выше скорости резания при лучшей быстрорежу-
щей стали. Стеллитовые резцы — хрупки, поэтому для снятия- очень больших
стружек они менее пригодны, чем обыкновенные быстрорежущие резцы.
Углы резания у стеллитовых резцов делаются более тупыми, чем у резцов
из быстрорежущей стали, для того чтобы сообщить режущей кромке большую
устойчивость.
Цельные стеллитовые резцы употребляются редко. Обычно пользуются
напайными или наварными резцами. Способы напайки и наварки не отличаются
от способов, применяющихся при напайке и наварке быстрорежущих резцов,
и будут описаны ниже.
В последнее время появилось стремление применять алмазы для резания
материалов, быстро затупляющих обыкновенные резцы. Ими пользуются при
обточке некоторых твердых (не .металлических) материалов, а также для чистовой
Рнс. 233. Алмазный резец.
^5^ск^ям^“^™ИРеЗЦаМИСНИВДЮТОЧеНЬМа™е<^У’1™- "» с гро-
mVkmt бать^ХоД аЯ полача " •1еп<ая °РУжка позволяют получать,
весьма оольшую точность и чистую поверхность. 7 '
Алмазы впаиваются в специальные державки (рис 233)
шьтись pZ™ Ж7н"з' Ж ”™ьбЫСТР"; КЛИ бЫ m П0Я-
войны, потввдет'нХйрею^^^^1!!?^'3380-1™40 начала Германск
необыююваиюп тхердостью но „ ~ "азаанисм «Воломит», отличающийс
хрупкости Воломит ле получил тначэтсттЕ ч^зшачаЯ"|,1! хрупкостью. В ни
шего инструмента. Рстпы из него р0СТра,'с,,ин “ качот“
стружки, хотя и с громадными скоростями ремни,/"'"'' СаМЬ1С "“"а'"'тсль"
В настоящее время имеется иескпл» m
мирамант (в Германии), но лучшим из ни» ”ов”лностей Воломита— Л ОМОН
изготовляемый в Америке. Приводим некп^пм еТСЯ’ Пояил»’мому, Хсйстелл
вов карбида вольфрама — мираманте Пн сведе,,ия об од|шм из литых с
дос™ при нагрею I 5ОТ .ТкХ^ ра^ю ""РН 2 2'ХГ 11 “ «Р»"1
Мирамант не подвержен действию влажЕ еГ° *‘ачн“а<?тся при 2 '
ого воздуха и поэтому не ржавеет.
173 —
6%
’%
1%
2%.
ж) Сплавы карбида вольф,,1ма, получс„
спеканием. у 4
Работа по усовершенствованию резцов из карбида вотьфрама сводилась
< борьбе с их хрупкостью Первые крупные услсх„ в этом напрамен”?^и
.„сгпгнуты фирмой Осрам в Германии, которая вместо отлчвкн ввела другой способ
„«учения сплава из карбида вольфрама. Право псиильзования эт?™ с=а
фирма Осрам передала заводам Круппа, в лабораториях которого новый металл
был окончательно изучен и выработан спосоо изготовления его в больших коли-
чествах. Свойство хрупкости новый металл утерял в значительной степени 'но
.„хранил в то же время исключительные режущие качества. 11а рынке этот металл
ПОЯВИЛСЯ в 1927 г., после демонстрации на выставке в Лейпциге
Металл этот получил название «Видна», что в переводе с немецкого значит:
^как алмаз». Само название прямо указывает па особые свойства нового металла—
его исключительную твердость.
Успех Видна заставил начать работу по изготовлению этого металла целый
ряд фирм. В Америке появился сплав «Карболой», очень близкий по составу и
свойствам к Видна. В Швейцарии изготовляется быстрорежущий металл «Пер-
дерум», также, невидимому, близкий к Видна.
Главной составной частью всех этих сплавов является вольфрам, что видно
из нижеприводимого состава Видна ’).
Вольфрам . .
Кобальт. . .
Углерод. . .
Железо . . .
Прочие примеси
Физические свойства новых карбидов вольфрама таковы: I) удельный
вес около 14,5; 2) твердость по шкале Мооса — 9,6 — 9,8 (сравни с твердостью
пел"пва*' врем11 работы этот металл остается твердым при светм-краегюм „
Способ изготовления Видиа и других сходных с ним
резко отличается от прежних (отливки) и приближается к способу изготовлен и,
^^ДЛТ^едующем: составные части >рбид ^=; S
«ар.) дробятся в мельчайший порошок и тша ’ дав 1е1Шемпластики
смеси в специальных формах спрессовываютсягд JP подвергаются опека-
разнообразных форм, после чего спрессованные пластинки >
пню в электрической печи при высокой тем (u>p гт)вым|1 к употреблению.
Пластинки эти после спекания по.изготовляемые самых разно-
Никакой закалки нс требуется. Пластинки •/ ... „быкновенной стали,
'«ратных форм и размеров, напаиваются на • .„.рборупдовых кругах.
Сточка резцов Видна производится 1<а наоборот стачиваются сами. О спо-
Обычные наждачные круги не точат Видка.а иаг^ротста будег
обе напайки пластинки Видна, а также о р
"люритъея ниже. „ „„„.„..бмюшихся для
Заканчивая разбор материалов, у I техники и ”"ч "а11£а ч
мы должны сказать, что ,ходные с пни Карболой.
’«’"лея быстрорежущий металл Видна • 1аграт1чпих заводах,
" ар Все эти металлы широко ПР"М'' шу мстагл<ю6рабатыоаюш>
0,1 н Америке, к начинают внедрятьс
i Ценность.
~ „ Пи,иа сделанный о ССС1,‘
• Приводим один из анализов вяли* ______________—I
С особым удовлетворением отметим, что усилиями русских техников Видна
педвво Перестал быть трудно доступным заграничным продуктом..НаI «Электр о - |
заводе» (Москва) найден способ изготовления пластинок из Карбида вольфрама.
Целый ряд испытаний этих пластинок показал, что они не уступают Видна.
В настоящее время на «Электрозаводе» развертывается в широком масштаое произ-
водство этого быстрорежущего металла, получившего название «Победит».
На заводе «Ильич» в Ленинграде изготовляются камни для заточки резцов
из видна и победита, так что и в этом отношении от заграничной зависимости мы
освободились.
В. Конструкции резцов.
По конструкциям все токарные резцы разделяются на три основных группы:
а) цельные, б) наварные и напайные, и в) резцы в державках.
а) Цельные резцы.
Цельные резцы по способу их изготовления распадаются на две группы,
а именно: кованые, которые получают свою форму отковкой в горячем виде, 1
и простые, форма которых получается обработкой без нагрева (обточкой. ,
строжкой, фрезеровкой или опиловкой вручную). Примером кованого резца
может служить резец, показанный на рис. 210. Резец, полученный обработкой
в холодном виде, представлен на рис. 205.
Ниже мы узнаем, что всякий нагрев резца или, скажем лучше, кусочка
стали связан с возможностью испортить ее. Эта опасность увеличивается, если
форма нагретого резца изменяется под действием ударов молотка. Поэтому упо-
требление кованых резцов оправдывается только в том случае, если оно вызы-
вается действительной необходимостью, как это имеет место, например, для
расточных резцов.
Гораздо лучшим с этой точки зрения является холодный способ изгото-
вления резцов. В этом случае опасность порчи материала резца почти исключена.
Общий недостаток цельных резцов — это необходимость иметь в мастерской
большое количество (по весу) дорого стоящей быстрорежущей стали
Нецелесообразность изготовления цельных резцов выступает тем резче
чем больше резец. 7 *
б) Наварные и напайные резцы.
,le'WCTa™'‘ « имеют наварные и напайные резцы. В этом случае
сгерже>.ь (тело) резца делается из обыкновенной поделочной стали и только на
передний конец его наваривается или иапаиааетст птастинка"з «ыДореяХшёп
S. Bn>nno^“M,,„™Z.OT”₽“X -Хх иа^Хнм^
стали электрическим способом. ВоТр7мяГсрма\™оПво7н!Г*'1Ю "3 о6ы™ови|"<|-
вся экономия от сохранения быстрейшей „ “асг2льк0 Д°Р°Г<>'
Дикому. невелика. и этим, вероятно? объясняется о. ,р'пма"- В“года ата' "°"
ине наварных и папайных резцов. сияеК|’ " |и|ь «каленное распростраи
баяюшихся зля пз’^юХяХ^' а’та^^яб!.* пр“|’"лсВ сгалв’ уп0
них резное. ’ а также болванок папайных
— ,175 —
ТАБЛИЦА в. Нормаамы» размеры с,.л„ jj, „„
Круглое Квадратное — Прямоугольное
Диаметр Сторона квадрата 2_оот»ошен не сторон ' • г
4 в 8 10 12 16 20 25 80 40 60 4 6 8 10 12 10 20 25 80 40 50 4Х 8 0X10 вХГ> 8X12 8x16 10x16 10X20 12x20 12x25 • 16x25 16x30 20 X 30 20 x 40 ^5 х 40 25 х 50 30 x 50 30 x 60 40x60 _
Длину резцов можно брать по следующей простой формуле: длина болванки
равна высоте резца, умноженной на десять; к полученному произведению при-
бавляется от 50 до 100 лиг. Таким образом болванка сечением 16x25 ми должна
иметь длину 25 х 10-f- (50 — 100) мм, т.-е. от 300 до 350 ми.
в) Р ез цы в державках.
Главные преимущества державок в сравнении с резцами, изготовленными
из целого куска, заключаются в том, что в них зажимаются короткие вставные
резачки, используемые почти до конца. Они выгоднее наварных и напайпых
резцов, потому что в этом случае достаточно один раз затратить средства на покупку
державки и она может служить очень долго, при бережном, конечно, обращении
с ней. „ Л
Вставные резачки заготовляются из полос быстрорежущей стали. Отрезка
резачков и придание им требующейся формы производится в холодном виде,
так что возможность порчи их при излишнем нагреве отсутствует. В последнее
время вставные резачки продаются в готовом виде, уже зака-1С‘'н“*‘*’ * jL
обработанной голопкоН. В большинстве случаев затачшпютет оба когта
'по позволяет уменьшить количество резцов на одного токаря. Р
размеры вставных резачков приведены в таблице 7.
ТАБЛИЦА 7.
Державки со вставными резцами находят себе широкое применение при
<амы* разнообразных токарных работах.
На рис. 234-1 представлена обыкновенная державка. Она можетелркить
для закрепления различных резцов, предназначенных для наружной обработки
изделий. Закрепление резца в державке производится посредством одного болта
с квадратной головкой. Наклонное положение резачка обеспечивает хорошие
условия резания и отход стружки. Такие державки бывают нескольких размеров.
J Недостаток их—слишком боль-
шая высота, так что резачок
часто оказывается значительно
выше центра. Этого недостатка
не имеет державка, представлен-
ная на рис. -234-11.
В тех случаях, когда ока-
зываются необходимыми или
Рис. 234. Дсржааки лля наружны? ро^ов.
удобными изогнутые резцы,
пользуются изогнутыми держав-
ками, одна из которых пред-
ставлена на рис. 234-1!!. Такие
державки бывают .правые и ле-
вые. Способ закрепления резца
такой же, как и у державок,
описанных выше.
Особенно полезны дер-
жавки для отрезных резцов.
Дело в том, что изготовление
обыкновенных отрезных резцов
производится отковкой, при чем
все недостатки этого способа здесь
проявляются с особой резкостью.
Режущее лезвее резца прихо-
дится делать очень тонким, и
едва заметная трещина, образо-
вавшаяся при отковке, настолько
ослабляет резец, что он быстро
ломается. Державка, предста-
вленная на рис. 235-!, служит
для отрезных резцов. Вставной
ХИХ^И,'ОаИЛНОГО С""НИЯ- ^пленне^чю пр^Сйпся'Тср№
доступах чеХ^акТХж,L КуЛа,КОВ "атР™а “"• » "»»
235И На рТ 235-П1 |поп,>™«" ”"Ра»о и »л«ю (рНс.
При раХч^х оаЕ „т а пружинная державка .гая отрезного pew.
Держапа,
закрепляемой р резцедержателе сунорта^нХХ?"пн L .
иТка^.^
К^оХ" "ока1ан ,,а р"с-236-"-
надрезано по всей длине (рис. Ив-П) 3i»L^₽T‘ "" яиа-чстРУ “ "|ка-
пенни, и нее расточки, шчиком в резце™*.^ '";'оа"кУ “в™ с “т‘
надежное закрепление резца. ^держатель супорта, получаем вполне
— 177 —
Расточные державки разнообразных конструкций делаются разных раз-
меров. Тем нс менее для расточки отверстий очень маленьких диаметров они не
ГОДНЫ и поэтому приходится ппп> олпптиго . .г... г. г
очень полезно i может быть
точный резец изготовляется
пользоваться коваными резцами. В таких случаях
............- рис. 236-111. Рас-
державка, представленная на
из круглой стали.
— 178 —
Закрепление резца в валике в большинстве случаев производится при
помощи болтика или винта. Это самый простой и вместе с тем самый лучший способ.
Недостаток его в том, что при
маленьких диаметрах валика
остается мало места для нарезки
винта, и поэтому она быстро изна-
шивается. Этого недостатка не
имеют валики, у которых за-
крепление резца производится
так, как показано на рис. 238.
Зажим резачка в этом случае
производится посредством головки,
навинчивающейся на валик. На
рис. 239 представлена еще одна
державка для расточного резца.
При переточке затупившихся резачков нет надобности снимать со станка
всю державку, достаточно вынуть резачок из державки, закрепить его в специаль-
Рмс. 233. Оправка для расточного рента.
Рис. 239. Державка для расточного речи.
Рис. 140. Державка дла заточка резачков,
применять державки следует только при
при небольших сечениях стружки.
заточках), и сокращается время
на установку резца после каждой
заточки.
Общий недостаток всех ра-
зобранных выше державок состоит
в том, что теплота, образующаяся
при резании, вследствие неплот-
ного прилегания резца к дер-
жавке отводится плохо. Поэтому
обработке некрупных изделий и
Г. Изготовление резцов.
л р с □ ц о а,
изготовление цельного резца начинам™.
мало нагретом пли холодном состояниях пмй\РУ^''" СТаЛ"' Py'iK!1 сга’|И
ях приводит обычно к трещинам п ней,
— 179 —
которые могут получиться тут же, во время рубки. В некотопых случаях тле
щины эти обнаруживаются яри закалке резца. “^которых случаях тре-
Ковка стали возможна при таком нагреве ее, кома она т,,™,™-,,
мягкой и легко принимает любые формы под сильный,, и частыми ударами ™л^а°
Поэтому обычно стараются ковать резцы, сильно нагревая их но S, этом
упускают из виду, что слишком высокая темперап-ра ,,аго ' ° "? ,™, д<
Цтся ИЗ ее качестве. Притоком „агреве иекот^е'^ём Р„ ы.S °0Х
стали, выгорают; зерно ее становится крупным, вследствие чего пеан, во
работы крошится. Чем больше был перегрев, тем больше выгорай “tS
вримесей, тем хуже будет резец. Перегретую стать можно поправив
ловину — сильной проковкой и правильным отжигом, которые сообщает стали
мелкозернистость. При нагреве стали до сварочного жара (когда от стали начинают
отделяться искры) полезные примеси ее выгорают совершенно, и сталь портится
окончательно.
С другой стороны, низкая температура нагрева лишает сталь необходимой
мягкости. Так, например, при температуре ниже 650° — 700 ковать какую бы
то ни было инструментальную сталь нельзя, так как в ней легко получаются тре-
щины. Чем больше в стали полезных примесей (вольфрама, хрома), тем больше
вероятность получения трещин.
При ковке резцов следует придерживаться следующих правил:
1) Каждый сорт стали, в зависимости от содержания в нем примесей, дол-
жен коваться при определенной температуре нагрева.
2) Первоначальный нагрев стали надо вести возможно медленнее до ука-
занных в нижеприводимой таблице температур. Несоблюдение этого правила при-
водит к трещинам в стали. Дальнейшее нагревание от этих температур до более
высоких надо производить возможно быстрее.
3) Ковать сталь следует сильными и частыми ударами, при чем ковка
должна заканчиваться, как только сталь начнет остывать. Предельные темпсруры
ковки —см. таблица 8. *
4) Число нагревов должно быть возможно меньше и не больше 2 — 3,
потому что всякий лишний нагрев ухудшает качество стали.
В нижеприводимой таблице даются температуры ковки, закалки и отжига
сталей в зависимости от состава их.
ТАБЛИЦА 8.
Температуры КОРИН, закалки и отжига. резко, из углеродисты, и быстрорежущий
— 180 —
Приведенные здесь температуры в градусах Цельсия в цветах каления
-.............. образом:
660’ соответствует цвет —темно-вишнево-красный
700° ........
7301
7801
850°
900°
выражаются следующим
Температуре
760—
870-
900-1 0007
1 100—I 200°
— средне-вишнево-красный
— вишнево-красный
— светло-вишнево-красный
— светло красный
— оранжевый, апельсинный
— желтый, лимонный
-матово-белый, молочный
Охлаждение резцов после поковки надо производить по возможности мед-
ленно. Лучше всего охлаждать резцы в железных ящиках, наполненных мелким
древесным углем, золой или песком.
Если резцы посте отковки должны обрабатываться еще в механической
мастерской (на станках или опиловкой вручную), то такие резцы должны отжи-
гаться. Отжиг при температурах, указанных в таблице 8, сообщает стали необ-
ходимую для механической обработки мягкость и одновременно с этим уничто-
жает все внутренние напряжения в ней, которые получились во время ковки.
Кроме того отжиг вообще улучшает качество стали, и поэтому его следует произ-
водить даже и в тех случаях, когда резцы не подлежат механической обработке.
Отжиг простых резцов производится следующим образом: нагревают го-
ловку рсзиа до температуры, указанной в таблице 8, а затем охлаждают резец
или на воздухе, или же, что лучше, — в сухом древесном угле, золе, песке и т. д„
в которые зарывают нагретый конец резпа. Резни сложных форм для отжига
укладывают в железные коробки, пересыпают их мелким древесным углем или
свежими чугунными стружками. После этого коробки плотно закрывают крышкой
и нагревают их в печи или в горне. Охлаждение производится вт ой же печке *).
что дает большую мягкость стали, или же вынимают коробки из печи и дают нм
охладиться на воздухе.
Откованные резцы поступают в первую заточку, которая производится
или вручную или на специальных точильных станках. Заточку резцов можно
производить всухую, но лучше с охлаждением. Вместе с тем, однако, охлаждение
затачиваемых резцов можно производить только в том случае, если обеспечена
постоянная и равномерная подача большого количества охлаждающей жидкости.
Шлифовальные круги, применяемые для грубой заточки резцов, должны иметь
зернистость 24. а для окончательно чистовой — 36. Твердость кругов должна
быть около СТ 7
Форма профиля и псе остальные угли заточек резца должны быть полу-
епи во время этой заточки. Проверка правильности углов производится посре.1-
стоом шаблонов или специальных приборов. Один из таких приборов представлен
(npamaii pi^o^rZ ПР"“Р'<а ПерИИ'ГО (лс8ы" P‘lcy"UK> " заднсге
мости ““Р1ЦИЯ.П'> ипг0ТОВ1е""«' Р«аи - это закалка, от тщатель-
ности и правильности которой ыиисит режущие свойства резца.
““здухе- ° " состава стали.
в ™ У™—™*
’) Оставляя резцы в печи на ночь, так тга wuru ,
*» Хараьт< ристмки кругов даны но мичппмзм? остывают чгллашо. вместе с печкой.
— 181 —
Резцы из углеродистой стали нагреваются до температур указанных в таб-
лице 8, при чем уклонение от этих темпера г р хотя бы на 20 — 30 в ту или дру-
гую сторону неизбежно приводит к ухудшен.- качества стали. Нагретые до нат-
пежашей температуры резцы охлаждают в воде. Температура этой воды должна
быть 20 — 25°, т.-е. близкая к комнатной. Погружение в воду нужно вести мед-
ленно, лезвеем вниз, на длину нагретой части. Остывающий резец необходимо
медленно двигать вверх и вниз. Как только лезвее резца потемнеет — следует
Рис. 241. Прибор для проверки углов резцов.
вынуть его из воды, очистить лезвее от окалины и ждать, пока оно снова нагре-
ется теплотой, оставшейся в неохлажденной части резца. Когда температура
на поверхности резца будет около 220°, появятся побежалые цвета отпуска стали.
Эти цвета идут в следующем порядке:
Светложелтый................при 230°
Темножелтый Коричнево-желтый . . . . . . 0 240° 255'
Коричнево-красный . . . . . » 265а
Пурпурово-красный . . . , . . » 275°
Фиолетовый . . -> 285°
Синий 295°'
Светлоголубой . . . » 315'
Серый . . . ч 330
После серого цвета побежалые цвета пропадают и поверхность стали де-
пятя темной. Сорта углеродиста сталей, указанные в таилице 8. owcramcH
до светло-илн темно-желтого побежалого цвета, и как только агат цвет дойдет
до конца лезвея, резец надо быстро
охладить в воде. Чем больше в стали
углерода, тем сильнее следует давать
til отпуск.
Резцы из быстрорежущей стали
закаливаются следующим образом.
t Резец нагревается сначала медленно
А" температуры около 850° (светло-
красный цвет) и только после этого
резец быстро нагревают до I 200 —
1325'’, т.-е. до молочного цвета.
в -’гот момент начинает плавиться
Рис- 242. Брусю* Ими-'
“Р°мка лезвея.
смлы|(>||)ХЛа*де,,,,с Ptf3,W производится в говяжьем сале, нефти, керосине пли
П..1ЮТС1 Годного воздуха. Чтобы сообщить резцу нл (кость, иногда отиу.
*Расно* ° *^ЛЯ УТ0Г0 лезвее резца снова нагревается до 500 — 601 (чуть зачепюе
с каление), после чего резец ох лаждаегся в масле или нефти.
— 182 —
Закаленные резцы окончательно затачиваются при соблюдении тех же
кали («11пдия* или «Арканзас..). Такие брусочки бывают самых разнообразных
фОрМ _ квадратные, прямоугольные, круглые и т. д. (рис. - -)
б) Изготовление папайных и наварных резцов.
Наиболее старый способ изготовления напайных резцов состоит в следую-
щем. В стержне резцовой болванки фрезеруется небольшое углубление, к кото-
рому плотно пригоняется пластинка из быстрорежущей стали. Между припаи-
ваемой пластинкой к стрежнем помешается листочек меди (толщиной I мм), после
чего пластинка привязывается к стержню проволокой. Перед тем как начать на-
грев резца (в горне или в печке), сверху пластинки посыпается бура, хорошо
прокаленная и истертая в мелкий порошок. Во все время пайки надо следить за
тем, чтобы резец находился в горизонтальном положении, иначе расплавив-
шаяся медь вытечет из-под пластинки. После того как медь расплавится, резец
вынимают из печи и охлаждают в струе холодного воздуха.
Недостапси этого способа:
1) необходимость хорошей пригонки пластинки к стержню;
2) невозможность произвести закалку при наивыгоднейшей температуре,
так как таковая лежит выше или совпадает с температурой плавления меди; при
нагреве до температуры закалки медь вытекает.
Несмотря на простоту, способ этот не получил широкого применения.
Другой, более распространенный способ изготовления наварных резцов
заключается в том, что пластинка приваривается специальным составом. Как
и в предыдущем случае, пластинка пригоняется к стержню, но здесь допускается
более грубая пригонка. Сварочный порошок представляет собой смесь мелко
истертой прокаленной буры и стальных или железных опилок. Лучше брать сталь-
ные опилки, так как они имеют более низкую температуру плавления. Опыт пока-
зал, что прибавка опилок быстрорежущей стали так же приносит пользу.
Обычный состав сварочного порошка: I часть железных опилок и I часть
буры. Части берутся по объему.
Сварочный порошок накладывается слоем, толщиной около 3 aui. между
пластинкой н стержнем. После этого резец помещается в печь или горно, где на-
св'тл0"Рас|"'Г0 каления. Проверив, что пластинка нс сдвинулась.
I n ?Д"" р“ ™>лотко"- закрепляя ее этим на месте. Затем резец снова
нагревается до сварочной температуры, посте чего он выни-
тн^ой a Кузнец промает пластинку гла-
дилкой, а молотоооец наносит по последней легкие, но частые удаоы Вначале
“ЛУ «XквкТл?тайК П'РМ’
ручным просом.' ч“»'Х.Й™1Ита1г« хо^роша7сваршС~пИРСЗе“ 31жа П ""
^PT^aCn,H0K '№Т *>Р"Ш" -^рп^^Х^Г”
Третий способ изготовления иавапнму пл™,,..
быстрорежущей стали к стержню га yrTnoaS ° ТРИТ “ пР,,мРк|! КУСК’
аппарате. Пластинка приварннается к еггпж.?^ г "а алектросварочном
в последнее время кусок быстрорежущей Si S.""* спосо<3,’;я («ерху), но
резца так. что он представляет собой как б^то,»^Р""а1"т к т"Р1|у сгеРж
резпов требует опыта, по даст очень прочное "° еТерж"я' Нав“Р1<а
— 183 —
Необходимо указать. что сразу после тот ..... -
аппарата, его надо поместить о печь и равномерно реЗСЦ °ЫНуТ "3
последующего охлаждения резец оказывается отоюке нюш^’п.?001' ме4лен"ого
ковке и закалке. Если не произвести отжига SZL е™ "0«лаю“‘"М1:я
неравномерно, что повредит прочность сварки и вызовет^ю г пР°"30,1де1
ЙоСвЕ=°^ныхМ рХГ' ПОВ‘,Ш,МОМУ' ™“й ““
па отерХ*^’ S
(грХ, аХ" и'т -Хак™^
Д"ТЬСЯ» “а""'"'а .'““СТрОрС>',уЩС" стал"- 3™ Ушлете заптан”^™Х
жущей сталью в жидком состоянии. 1 р
Этот способ не получил широкого распространения потому, что даже после
проковки литов слой быстрорежущей стали не будет обладать такими высокими
свойствами, какие имеет прокатный материал.
в) Изготовление резцов Видна.
В виду большого интереса, проявляемого в последнее время к резцам
Видна, изготовлению их мы уделяем особое место.
маслшЛп
Рис. 243. Гпсздо дли пла-
стинки Видна в болванке
из углеродистой стали.
Материалом для болванок резцов, напаеваемых пластинками Видна, служит
инструментально-мартеновская сталь с содержанием углерода 0,8% — 1%,
т.-е. №8—10 по путиловскому сортаменту. Размеры
сечений резцовых болванок можно брать по таблице б.
При выборе длины резьбовых болванок должно быть
учтено, что после износа первой напаянной пластинки
болванка будет использована для второй и т. д., при
чем всякий раз длина болванки будет уменьшаться.
В виду того, что сталь № 8—10 редко оказы-
вается легко поддающейся обработке без предвари-
тельного отжига, разрезку ее на болванки круглыми
пилами и ножовками производить нецелесообразно и
лучше разрубать ее кузнечным способом. Сталь размером до 25 x 25 мм разру-
бается в холодном виде, а более толстая — в нагретом. После разрубки болванки
должны быть тщательно выправлены ударами молотка на наковальне.
Если сталь настолько тверда, что дальнейшая обраоотка ее может оказаться
затруднительной, она подвергается отжигу, после которого она‘ J-' очичныч
чту. Разметка гнезд для пластинок производится или поР ,01Ж1|0 быть
свабом. пли же „о специальным *
несколько больше пластинки — по 1—2 мм на сгори у. засвер-
ГИС. 243. Если пластинка припаивается е’"е™°3"°'инеобходимы."
ливастся.отверстие, которое, как мы увидим дал • 5 — 6 мм. После
при пригонке пластинки. Диаметр засверливаемо понсгупают к пригонке ее.
лого фрезеруют гнездо я болтанке
Пригонка — одна из самых важных onр Р пластинка, в весьма
Видна. От тщательности и аккуратности, с какой пригнана
значительной степени зависит прочность спалит llL]lri,veTel па спеинальним
Прежде всего пластинка (ее "“®ш^.0ШВ4 щиепшки должна быть
«ампе. Вся окалина должна быть снята. Подошва пластика прошлнфо-
««, что проверяется стальной '' о^шшеся после фрезеровки углы
•ана, приступают к пригонке ес к болтанке. • |да1 1|ап<льником. После этого
рубаются зубилом, и все гнездо “ЧИШаетМ - “ иков (рис.244) определяют,
кладут пластинку на место и двумя концам
— 184 —
it каких направлениях пластинка имеет качку; затем, убрав пластинку в сторону.
сниХт ВЫС0Ю1С места или шабером или маленьким напильником. Время or
плашпшу кладут а пЛо и пробуют ее качку тем ’'«способом.
При сквозных гнездах точность пригонки пластинок можег быть прове-
рена на краску. Пластинка моисст считаться xqpoui° при»ч1аниои. ко»да она леж it
п гнезде болванки совершенно плотно, без малейшей качки, которая легко обна-
руживается двумя напильниками. _
Пригнанная таким образом пластинка привязывается к болванке или тон-
кой проволокой или просто шпагатом. Делать эго нужно для того, чтобы не пере-
путать и не растерять пластинки при переноске в пайку. Припайка ппастино <
Видна производится красной медью (стружки, опилки или мелко нарезанная листо-
вая медь). Лучше всего брать медную проволоку, диаметром Р/з 2 мм (старые
провода), для чего их необходимо обжечь (освободить от изоляции), нарезать
мелкими кусочками (длиной 3 — 5 лен) и затем прокалить их, чтобы окончательно
очистить от жира и проч.
Рис. 241. П|юаерк1 пригонки пла-
стинки.
Порядок напайки пластинок следующий. Болванка нагревается в электри-
ческой. газовой пли нефтяной печи до температуры около 800 \ т.-с. до светло-
красного цвета. В га «вых и нефтяных печах должны быть устроены отражатели,
защишающие нагреваемую болванку от непосредственного действия пламени.
Устроить такую защиту в обыкновенном горне не удается и поэтому напаивать
резны Видна в горне не следует. 7
О??' Т°'“ l',?k 6о'"и""а '«греется т свет.токрасиото цвета, небольшой
1k°*’V у ,1"тИ рукояткой) посыпают буры на то место болванки. к которому <
бт-пГ ,!а' Бура жтж!и Оып’ ’«Рошо прокалена. Как только
=Гбтры .
™ по“ «ель н7Ира"0Пла.:^
па пластинку, не вынимая *р£на на IV Т’’"’”' “
темнеоатуое лип ю i Ьтпвл.и *** медь р^сп мнится (эти будет при
вынимаил ш печи резв™ МИжеХ^^Хс^ка”^’ Ш Е'’Л“ 6о-"ии1<У
:^л“;о^“^м"га‘ - h^a=
(например? ?шн|м'“а№.>ыш^ "л™о<?ф„"1,маюГ’Л"°” "CT|’U" п₽'дм'т“
(рис 245). выправка предварительно « noX i "лапнику к оолоанке .
гораздо удобнее было нлаХХ"« 12* Кюм0СЬ бы'
часто срывается (соскакивает с пластинки) а я ™ .7’’“’* предметом, который ,
™НКЯ), а тупым. Но делать этого пи в каком I
— 185 —
случине следует, потому что при соприютС1ювепии с большой поверхность»
(массой) п частника быстро охладится н о пси и разуются трещины часто иез^Гет
;,ые, НО обнаруживающиеся при работе резца. ’ «"трещины,часто иезамет-
Кан только медь застанет, напильник отнимают и резец кладут в ящик
,иполиетый пылью древесного yriH или. что .1учшс, разСо.ютым з.«|ГГрОдХм
углем. Делается это для тою, чтобы предохранить нагретую и остывающую пла-
стннку ОТ вредного действия кислорода воздуха.
В этом ящике резец находится до полного охлаждения. Охлажденный
и очищенный от пыли (железной щеткой), резец поступает в заточку У него
прежде всего на обыкновенном точиле снимают излишек болванки, заштрихо-
ванный на рис. 243.
Теперь становится понятным, для чего был сделан припуск у гнезда бол-
ванки. Не всегда удается припаять пластинку совершенно точно на должное место,
н конечно, лучше сточить часть болванки из
обыкновенной стали, чем стачивать пластинку
металла Видна, если она почему-либо окажется
припаянной неаккуратно. После этой предва-
рщелыюй обдирки можно судить о том, на-
сколько хорошо произведена напайка пластинки,
потому что теперь виден слой меди между бол-
ванкой и пластинкой. Чем тоньше этот слой,
тем прочнее соединение пластинки с бол-
ванкой.
Заточка резцов производится на специ- иис -,6- Углы сточек резцов.
альныХ камнях. Видна настолько тверд, что
при попытке заточить резец, напаянный пластинкой из этого металла, на
обыкновенном камне — стачивается камень, а нс резец. Сначала резец точится
на грубом обдирочном, а затем окончательно шлифуется на мелкозернистом камне.
Заточка должна производиться при обильном охлаждении затачиваемых резцов
водой. Если точильный станок охлаждения не имеет, заточку резцов Видна можно
производить всухую, без охлаждения, ио не следует сильно прижимать к точилу
и нагревать его. Ни в каком случае не следует охлаждать нагревшийся при за-
точке резец посредством опускания в воду. От такого быстрого охлаждения пла-
стинка растрескается. .
Углы заточек резцов, напаянных пластинками Вида, hccko.ii.ko отдача
клея от принятых углов резцов нз быстрорежущей стали. У глы это даются
следующей таблице:
таг. л ИЦА о.
Углы заточек резцов Видно *).
Обрабатываемый
материал
Очень твердая сталь
Твердая сталь • • •
Мягкая сталь
Стальное л«гтье
Закаленный чугун
Серый чугун . • •
Ьроли, латунь . •
*) См. рпс. 240.
— 186 -
£ 2. Общеупотребительные режущие инструменты, применяющиеся
в токарном деле.
А. Сверла перовые и спиральные.
Сверление отверстий на токарных станках производится посредством раз-
л,™“прЗшее сверло представлено на рис. 247. Оно сост^ круглого
или граненого стержня /. в нижней части расплющенного в перо или лопатку 2,
Хр^ имХт на самом конке два режущих ребра 3 и J. Практакой Установлено,
что первое сверло лучше всего работает, если режущие ребра его j и 4 сделать
наклонно друг к другу, но так, чтобы наклон ребер к оси сверла был одинаков.
Угол наклона ребер делают в среднем 116 — 120°. Для сверления твердого чугуна
угол этот делается 130 , для мягкого железа он должен быть около 90э. Для того,
чтобы режущие ребра пера не терлись о дно высверливаемого отверстия, у них]
делается небольшой наклон, образующий задний угол. Величина этого угла лежит!
о пределах э — 8 . 1
В нижней моей части, на небольшой длин, 5. сверло для лучшего i.anpa-1
°™ лвлжио иметь одинаковую ширину, и эта часть пера обусловливает дни
пХе“Риине^ш7ии7ХТГРе"''" С8српа ° СТО1Ю' ’“смрлимемого «rncpcrinj
по всей дтине ннлн.щричесьой его части делают небольшой скос, равный 3-5*1
казы^” cXV^L Xc’^T" T P^“ " ""Tfe
сделаны две спиральные канавки. Канала™ п°еЛ" Pra ^31
обеспечить легкое резание и дать свободный одОдОбр°* j
— 187 —
оых, дм™с"а"сред„ем711б'Х РСбСр сп"^—х сверл, так же, как „ у вдр0.
„ЛИ в патроне. На рисР248Ч^,7а^1ю3асХХ^0УВСрла в “тинлеле станга
хвостовиком, а на рис. 248-11 — с коническим СВСРЛО с Цилиндрическим
Б. Центровочные сверла.
Для засверливания углублений в торцах изтр-шй «г -
трах, применяются так называемые г - - - - Де? й’ обРаоатыпаемых
Три наиболее распростра-
ненных конструкции таких сверл
представлены на рис. 249. Сверла,
показанные на рис. 249-1 и 249-11,
наливаются комбинированными,
потому что они работают и как
сверла и как раззенковки одно-
временно. Как видим, угол ко-
нуса у этих сверл 6ОЭ, т.-е.
точно такой же, какой имеет пра-
вильный центр токарного станка.
Конус в 120° (рис. 249-11) пред-
назначен для образования предо-
хранительной выточки.
Центровочное сверло, пока-
занное на рис. 249-111, употреб-
ляется лишь после того, как цен-
тровое углубление в изделии за-
сверлено обыкновенным сверлом.
Такой способ центрования, конечно,
медленнее, по к нему приходится прибегать, так как тонкие концы комби-
нированных сверл (рис. 249-1 и 249-11) часто ломаются и сверла эти сразу
приходят в полную негодность. Единственная возможность использовать их —
эго переделка их на тип, показанный на рис. 249-111.
В. Метчики и плашки.
большой диаметр, часто производится
о
ш
Рис. 250. Метчики.
п^"д,ггся тремя метчиками.
Pt.lUnu ... г
Нарезка отверстий па токарных станках, если отверстия эти имеют нс очень
—1 яри помощи метчиков. Метчик
(рис. 250) представляет собой
закаленный стальной винт с не-
’ сколькими продольными канав-
ками, которые служат для обра-
зования на нарезке режущих
кромок и одновременно с этим—
для выхода стружки. Гладкая
часть метчика называется шей-
кой, диаметр которой делается
несколько меньше внутреннего
чнаметра нарезк»- икЛ|<“
„мест четыре грани— для во-
рожа ДЛИ ключа.
Чтобы облегчил. нарезку,
нарезание одного отверстия про-
«м- ••ччгп-я с большим конусом на пе-
........липчикамн. первый мегшк деласк карс;асАШС оакфстие
р<Д|"ч конад, 6;,агодаря которому он легко «годит о нор
— 188 —
и нарезает неполную резьбу. Второй метчик имеет меньший конус на конце
Кроме того наименьший диаметр его равен наибольшему диаметру первого
метчика, так что эн также легко входит в нарезаемое отверстие. 14. наконец
третий метчик имеет цилиндрическую форму. Размер его
точно равен размеру нарезаемого отверстия.
Эти три метчика образуют, как говорят, комплект
Мелик № 1 имеет одну ризку, № 2 — две и № 3 —три
нанесенных около квадратного хвоста (рис. 250).
Для нарезки болтов иногда пользуются п л а ш
ками (рис. 251). Плашка имеет вид круглой гайки
нарезка которой прорезана канавками. Эти канавки обра
зуют режущие ребра и вместе с тем служат для выхода
стружки. Плашка, изображенная на рис. 251, имеет один
Рис. 251. Плашка. сквозной прорез, что дает возможность несколько изме
пять ее диаметр. Такие плашки называются р е г у л и
рующимися в отличие от постоянных, не допускающих регулировки
Плашки закрепляются в промежуточных кольцах, которые в свою очередь
вставляются в специальный прибор, так называемый клупп.
Г. Развертки.
Получение отверстий точных диаметров
связано с большими затруднениями, и поэтому
часто пользуются развертками.
посредством расточного резца
для обработки таких отверстий
Рис. 252. Простая развертка.
Развертка самого простого устройства представлена на рис. 252. Она пред
стапляст собой стержень, один конец которого имеет конус (а иногда и цилиндр)
Другой конец этого стержня про-
резан продольными канавками,
образующими зубцы развертки.
Совершенно правильное отверстие
может быть получено при- помощи
развертки только в том случае,
если зубцы се расположены на
неравных расстояниях, т.-е. имеют
Рис. 253. Насадная развертка.
Рис. 251. Регулирующаяся развертка.
неравный шаг. В противном случае
круглое, а граненое.
развертываемое
отверстие
получится
— 1S9 —
Развертки больших диаметров делают насадивши i™. ы
такая развертка пригодна только для одно, о „-..метпа Ре И3)’ к?жяая
теряет свой размер, после чего обычно перец 1ра„ ;,°“1’с"я Р^оты опа быстро
шнй диаметр. В этом существенный недоста?ш.\ки^а ’ *'еи1-
статка не имеют регулирующиеся развертки, одна из koi?™S' Т ° "еда"
ставлена на рис. 254-1. Эта развертка имеет вдавныё^. м , Р“Х'l₽t*
„ „рофрезерованных в теле разверти пазах. Регулировав®разжм’твёХ
производится при помощи круглой гайки, расположенной Sw XZb Устоо?
ство этой регулирующейся развертки может быть понятно по р с 2М-7| 1В
котором дается продольный разрез ее. р ’ ,и
ГЛАВА ВОСЬМАЯ.
Измерительные инструменты.
§ 1. Общие сведения о точности изготовляемых изделий
и их измерениях.
Обработка различных изделий на токарных станках производится или
по чертежам, на которых эти изделия изображены, или же по образцам. В первом
случае изделие, после окончания обработки, должно иметь размеры, указанные
на чертеже. Во втором случае — оно должно быть точной копией с образца. Откло-
нения от чертежа или образца могут быть только в том случае, если это разрешено
надписями на чертеже или дополнительными указаниями при работе по образцу.
Для сравнения обрабатываемого изделия с чертежом или с образцом поль-
зуются различными инструментами. Все такие инструменты называются и з к е-
рительными.
Лишь очень немногие токарные станки заняты какой-либо одной работой,
продолжающейся постоянно. Видеть такие станки можно только в тех мастерских,
где производство имеет характер массовости, непременным условием которой
является раз и навсегда установленное распределение обрабатываемых деталей
по станкам. Только в таких мастерских на каждом отдельном станке постоянно
обрабатывается какая-либо одна деталь. В большинстве же случаев мы вуднм
гак раз обратное. Токарный станок используется для обработки самых: [ п»то-
«бразных деталей. Разнообразие это выражается как о матеркак
(весе) изделий, так и о требованиях относительно точности, предъявляемых
Требовать одинаковой точности от всех яоД^£ос?и™<а°ой-
ытывать на одном и том же станке, вс следует. Нет нт . м предъявлял
чтбо детали сельскохозяйственной машины, напр Р- „ выполнял
татке же высокие требования в смысле точности. какие необходим
при обрабрткс некоторых частей швейной машины- иелаТь его совершен-
'Независимо от формы, '"««ьтис и мс',Ы“е
40 точным нельзя. Размеры еюпосле оераоотмт уду BBIrir.icp. состояния
заданных. Точность обработки зависят от ряд P ’ шф11Ка1ши рабочего и т. л.
стайка, на котором производится данная о !• , ‘ а111сц,;мии па чертеже иля
Разница между заданными Ра™сРаи 1 р lcIajlh посте обработки. паты-
Раамерами образца) и теми, которые будет '|га :1ТСп разницы определяет
сается томностью о б р а б о т **• _ ™„в|3 тем выше стсь'яь точности
Степень точностн обработки. Чем меньше .„„-„.pairai в каждой ..где
’браиотми, к наоборот. Степень точт«“?" р' ,. яичетшя депеш.
«и «учае в зависимости, т«»',ым “SfSL.JГугаиовлеяа (на шисьн. п> нер
Посче того как точность oCPaGo™r.'oniMO выбрать способ в шере'"1’ ofPJ
тг*е, нише или устным указанием), т '
— 190 —
батываемой детали. Несмотря па всю тщательность и внимание, с каким мы будем
пр™звод.гтьэти измерения, результаты их всегда будут не вполне точны, в виду
как- несовершенства измерительных инструментов, так и способов измерений.
Мы всегда получаем размеры, несколько отличающиеся от действительных, при
чем ошибка при измерении может получиться в обе стороны. Полученный размер
может оказаться или больше или меньше действительного.
Разность между действительным размером и полученным при измерении
называется точностью измерения, а величина этой точности
степенью точности измерения. Так, если был измерен вал, действительный диа-
метр которого есть 25 и при этом получены два результата, а именно -5,0 мм
и 25,5 мм, то степень точности есть 0,5 мм (25,5 лсм — 25 мм = 0,5 .«.«). Если
говорят, что степень точности измерения есть 0,5 мм, то это значит, что разность
между действительным размером изделия и полученным измерением его не
прывышает 0,5 льи в ту или другую сторону.
Совершенно очевидно, что чем с большей точностью мы желаем измерить
обрабатываемое изделие, тем лучше должен быть измерительный инструмент.
Поэтому для низких степеней точности применяются грубые инструменты, в то
время как для точных работ пользуются более совершенными измерительными
инструментами. Таким образом, все измерительные инструменты, применяемые
в токарном деле, могут быть разделены на две группы — грубые и точные.
К грубым инструментам относятся: метры складные деревянные
и стальные, рулетки, линейки стальные, кронциркули, нутромеры и угломеры.
В группу точных инструментов входят: штангенциркули, микрометры
для внешних и внутренних измерений, глубиномеры, пассаметры, пассиметры
и миниметры.
Все эти измерительные инструменты универсальны, правда, в разной сте-
пени. Это значит, что каждый такой инструмент может служить для обмера раз-
ных по величине изделий. У некоторых инструментов пределы этих измерений
очень широкие (например — складной метр). Штангенциркуль имеет более
узкие пределы применения, а микрометр еще меньшие. Универсальность таких
инструментов иногда достигается при помощи дополнительных сменных деталей.
Особую группу в числе прочих измерительных инструментов составляют
одномерные измерительные инструменты, предназначенные только для
определения или проверки одного какого-либо размера. Все такие инструменты
очень разнообразны и по форме их и по точности, которая может быть получена
при помощи этих инструментов. В эту группу должны быть отнесены плитки
Иогансена, скооы, калибры, шаблоны и т. д.
К измерительным инструментам должны быть отнесены также и те инстру-
менты, которые применяются при проверке точности станков, правильности уста-
новки изделия на станок и т. д., а именно, рейсмуса и индикаторы.
мы и tu-n^nC-iM*M 1°МГСТ₽0ЙСТВа И способов употребления всех этих инструментов
мы и переходим. Некоторые измерительные инструменты применяющиеся для
SnSu Xu л,я резьбы ™аш, бу^
разобраны в соответствующих главах книги. 77
§ 2. Грубые измерительные инструменты.
А. Метры складные, рулетки и линейки.
SXroXJT*'Тс *sl>vr"'тгп1яг “
— 191 —
Деревянные складные
бых.измерений, при которых
Ми можно пользоваться при
самых гру-
выборе куска
Рис. 255. Деревянный складной негр.
вления того или иного изделия, при установке задней бабки по длине обпабаты-
Л' ДеРеВЯНВЫе МЭТРЫ
ваются, деления сти-
раются. Поэтому для
грубых измерений лучше
пользоваться стальными
метрами.
Стальные склад-
ные метры (рис. 256)
имеют более точные де- Рис- 2б°- Стальной складной метр,
ления, меньше разбал-
тываются в шарнирах. Деления их очень часто наносятся травлением в
поэтому снашиваются не так быстро, как на деревянных метрах, у которых
________________ ' ’ деления нанесены краской. Недавно
появились в продаже складные метры,
изготовленные из нержавеющей стали.
Несмотря на некоторые достоинства
\ стальных складных метров в сравне-
нии с деревянными, пользования ими
) следует избегать и применять также
/ только для самых грубых измерений.
Для измерения длин больших
изделий часто пользуются рулеткой
Рис «57 Рулетлк (РЧС. 257>- Пс"Та " Д°™ б“Т,>
стальной. Рулетка, представленная
«а рис. 257, может иметь длину от I до 5 метров. На одной'
нанесены миллиметровые делении, на другой дюймов . КОЖохс оететки
изводится автоматически, если нажать кнопку, имеющуюся на кожухе рулетки.
Рис. 258- Стальная линейка с делениями.
мий — это стальные линейки1
е Лучший инструмент дня грубых измерен „ миллиметрОвые
' (Р‘|С •i58>- OC"lcy"OirCS случаев на одной стороне линейки.
Дюймовые деления, нанесенные в болышшет .
— 192 —
Самое маленькое деление миллиметровой ‘“капы -05 ли и юоймовой>/ ',
Длина таких линеек чаще всего 150 лс« (oj и 300 лмс (I- ). линейки эти
(пис. 258) изготовляются из закаленной пружинной стали. Для измерения длин-
ных предметов применяются большие линейки с делениями, достигающие
нескольких метро вдлины.
Б. Кронциркули и нутромеры.
Простейшие инструменты для измерения наружных диаметров есть к р о н-
ц и р к v л и, а для внутренних — нутромеры. Существует множество
конструкций этих инструментов, но мы остановимся только на двух из них, как
наиболее часто встречающихся в практике. На рис. 259 представлены обыкновен-
ный кронциркуль (рис. 259 слева) и нутромер (рис. 259 справа). Каждый из этих
инструментов состоит из двух ножек, соединенных между собой осью. Вращение
ножек должно быть достаточно тугим, чтобы они могли удерживать то положение,
в которое они поставлены при измерении какого-либо диаметра. Для этого ось
Рнс. 259. Кронциркуль и нутромер (обыкновенные).
их должна быть правильно выточена и плотно пригнана к отверстию ножек и шайб.
Для того, чтобы движение ножек было плавным, между ними часто ставится
шайба из желтой меди толщиной ОД — 0,5 мм. Ось иногда делают пустотелой,
чтобы се можно было раздать, когда ножки ослабнут. Нижние части кронциркуля
и нутромера называют губками.
Губки кронциркуля до.гжиы совершенно платно прилегать друг к другу,
ез просвета. Несоблюдение этого правила часто служит причиной неточности
змерений. полученных таким кронциркулем, если, например, размер изделия
взят одними концами губок, а отсчет по линейке сделан по друган
х₽°нч«ркуля на требующийся размер производится следующим
пй нага^м™ Рут 8 руку М ",зр""г (wcro соединения ножек) и смот-
рят. насколько раствор ножек соответствует должному. Если он мал то для увели-
пиг«7°наУп^имга Х™'" сторо"«и °?"“й '«жек о какой-либо тпердый '
пре.гмет. например, рукоятку станка, обрабатываемое изделие н т л Сила учат
SXXto” иХХХ ?"• М,ЮГ,‘ личем рДа^ора,Sk I
кронциркуля. Иногда для увеличения раствора ножек кпонпипкуля ултпяют
о твердый предмет шарниром его, отчего ножки расхадХ На в тоГ™га XT
ГОМ случае сильные удары „орпгт кронциркуль ДДи того чтобы сбли'т™ oZh
— Л’адв-жет I
103 —
повив инструмент на Требующиеся размер лсгкп .
ном ударе. 1 ’ егко сбить его при неосторож-
Этих недостатков не имеют кронциокул». «
ма рис. 260. Ножки этих инструментов пол т₽г< -J ’’Угромер, представленные
разойтись и
Рис. 200. Кронциркуль и нутромер (оружнняые).
с гайкой. Для того, чтобы облепить регулировку раствора ножек таких инстру-
ментов, нарезка стяжного винта сделана очень мелкой. Но при такой нарезке
гайка при вращении перемещается вдоль винта очень медленно, и поэтому пере-
становка инструмента с одного размера на другой, значительно отличающийся
от первого, потребовала бы много времени, если бы гайка нс имела особого I
устройства. ,;Н
Гайка эта состоит из двух частей 7 — 7 (рис. 261), соединенных между,
собой накатанной головкой 2. Между ножкой инструмента и гайкой на стяжпоЯ
винт надета втулка 3, которая одним своим концом (левым) входит в ножку инстру-
мента, а другим охватывает половинки гайки 7 — 7. Под действием пружины,
соединяющей ножки кронциркуля или нутромера, втулочка 3 прижимает половники ।
гайки 1 — 1 к стяжному
винту. При таком положе-
нии гайка представляет
собой одно целое и, вра-
щая ее в ту или другую
сторону, мы будем изме-
нять раствор инструмента
на незначительную вели-
чину. Но как только ока-
жется необходимым сильно
Рис. 201- ГаЯкл пружинного кроящгркул».
увеличить или уменьшить
раствор кронциркуля или
"Промера, следует сжать моление тулки на гайку прекрап,гс»
ножхм его рукой, вследствие еего да " ож|'ость перемещать ее, не нра-
" половинки гайки разойдутся. Эго мег ‘„угромер грубо,
"ан вдоль винта. Установив таким ’ нем накатан!,oil rail™.
более точную установку его получае. I?.yicp „ нутромеров, имеется «№
Кроме этих двух конструкцийi Р ^,я)К8,пельин.
"алый ряд других типов, „о ° ' „ •„ ,,уВств,г«льным ннструм.ют»
''-пытки сделать кронциркуль более точным у
Успеха не имели.
194 —
Переходим к способу пользования кронциркулем и нутромером. На
рис. 262 показан промер обтачиваемого sxia кронциркулем. Кронциркуль должен
находиться в плоскости, перпендикулярной оси вала, иначе снятый размер будет
больше действительного диаметра вала. Про-
Рис. 202. Измерение кронциркулем.
меряя вал кронциркулем, установленный ра-
створ ножек его можно считать соответствую-
щим диаметру вала, если кронциркуль про-
ходит через измеряемое изделие с легким каса-
нием и во всяком случае без сильного нажима.
Рис. 201 Измерение нутромером.
Из-меряя внутренние диаметры при помощи нутромера, необходимо следить
ва тем, чтобы ось его совладала с осью измеряемого изделия (рис. 263), иначе
раствор ножек нутромера будет больше диаметра отверстия. Для того, чтобы
избежать згой ошибки, устанавливают одну ножку нутромера наподвижно,
а другую слегка покачивают и таким образом нащупывают наименьший раствор
ножек нутромера, который и соответствует диаметру измеряемого отверстия.
“’,у """J™107 та|<:
правил. Загс» по кронциркулю {епкптви приведенных выше
РИ’ "" "W’-W oVwS.KaK "* П<"'“’"п на
или при определении ве ичиЕ^адара*4™,!!^!.60 Ра™*Р "° линеИке с делением
«рчдть гак. как зга показа?,о“на р«' 2И^"'•ириуль следуя
р . да. ножку крониириу чя нужно поддержи-
— Ill-, —
iaTb пальцем. Этого делать нельзя при работе , |цт„ом,п„„ п„ . ,
.ияета показания нутромера лается на рис »», Правильный способ
Для измерений диаметров отверстий в ицелии» о
(ельзя вынуть, нс потеряв его раствора, пользуются н™™ р н'ггро,ср
(U.« на рис. 267-1. Па ножках этого нутромера Ci ,анК Г™1 "рслста,и“"-
“е.те того как нутромер ____________' 1 "Ч^сдыаны цапфочки, с которых.
гочно установлен по изме-
ряемому отверстию, сни-
мается размер кронцирку-
лем, какэто Изображено на
рис. 267-1. Затем нутромер
вынимают из изделия и
ставят его в прежнее по-
ложение» для чего прове-
ряют расстояние между
цапфами кронциркулем.
После этого обычным спо-
собом, по линейке с деле-
ниями, определяют диаметр
измеряемого отверстия.
На рис. 267-11 представлен другой способ измерения недоступных диамет-
ров, Способ этот состоит в следующем. Устанавливают такой раствор ножек крон-
циркуля, чтобы он прошел одной из них в измеряемое отверстие, не задевая сте-
нок изделия ни изнутри, ни снаружи. После этого прижимают одну его ножку
к внутренней стенке изделия (рис. 267-II). Против другой ножки устанавливают
стальную линейку, прижав конец ее к наружной стенке изделия, и смотрят,
какое деление линейки находится против ножки кронциркуля. Пусть, например,
это 40-е деление. Ясно, что если первоначальная установка нашего кронциркуля
Ж Отсчет показания нутромер!
по ДИВСЙЬГ.
рпс м;. Пэкрдаг тпудимосгупныг
дндегроя-
, г fill «« Если наружный диаметр
жицмпкр 100 -ММ. ТО тодати» О’™»*„1И„ пичпппаоояж.’тиии»»;
“'"И. например, 5W.«.u. ТО внутренний мы га ) нашем случае раин
т.-е. 120 мм. Впулре........ диаыстр п"с-‘"я
j 380 мм. ,, v-ммоом зависит от
Точпосп намерения кроицирку""" в ' ........™
ЧТа* япторым производится измерение.
— ISA —
рабочего. Очень опытный токарь может измерить вам с помошыо кронциркули
или отверстия посредством нутромера с точностью до ± 0.1 мн, в то время ка;
начинающие работать только до ± 0,5 мм.
В. Угломеры.
Для измерения углов применяются разнообразные инструменты, которые
могут быть разделены на две группы, а именно угольники и угломеры
Обыкновенные угольники в 90* (рис. 268-1) применяются для проверки наруж-
ных и внутренних углов
обрабатываемых изделий. То«ь
ные угольники бывают зака-
лены и отшлифованы. Уголь-
ники в 90* употребляются
в токарнол» деле не столько
для проверки углов изделий,
сколько при установке их па
станке. Поэтому более удоб-
ным является угольник, по-
казанный на рис. 268-II. Одна
из сторон этого угольника
имеет подошву или пятку.
Благодаря этому они хорошо I
J..f; и устойчиво могут переме-J
> щаться, например, по плаи-1
шайбе, когда производится!
проверка правильности уста-1
повки изделия. '. |
Для измерения наибо-1
лее часто встречающихся!
с практике углов (45 , 60’, 120’) применяются специальные угольники, чаще!
называемые шаблонами.
Другой тип инструментов для измерения углов — угломеры в свою!
очередь делятся на две группы, а именно переносные и граду и-1
рован ные. 1
Переносными инструментами Л'ыьэуются в тех случаях, когда какой-либЛ
ппаптнлол.ылгп .,-.,0 4..*. _ г - .. — м
Р«с 2М Угольники.
угол обрабатываемого изделия должен быть равен углу образцовой детали. Такие
образом, переносные инструменты служат только для сравнения углов, но ш
для измерения их. Один из та- 3
ких инструментов, так называе-
мая малка, представлен на
рнс. 269. Малка состоит из двух
линеек с прорезами, соединяе-
мых между собой посредством *
винта. Освободив гайку этого
винта, можно линейки поставить
под любым углом друг к другу. >
Прорези дают возможность про- *- * *
изводить измерение в трудно
доступных местах. р“с З®9 Мми.
Градуированный инструмент для иамм.к.
Изображенный на рис. 270 угломер со??аот ?п У °И УГЛОМСР
жмут передвигаться и быть адкр£ы«|Х‘. в ^?Н" С Дс1е"иям“ '• кото1
ник 2, маоропш лииеВки 3 и сгопю“ тМу«'Щ»хо1 положениях уго
Угольник 2, как мы у видим ниже, служит для разметки центров на торцах
круглых изделий. Поворотная линейка 3 враш гея около неподвижного диска 5.
вязанного с линейкой 7. Па этом диске нанесены градусные деления, а на Линейке
5 — нулевая ризка. Стойка 4 образует с линей! й 1 угольник в 90° и 45’.
Внутри стойки 4 спрятана чертилка 6, которой пользуются при разметке
центров посредством передвижного угольника 2 и при других разметочных рабо-
тах. К этой же стойке прикреплен вагерпас 7, при помощи которого можно про-
изводил» проверку горизонтальности каких-либо плоскостей (ест стойку 4 длин-
ной стороной положить на эту плоскость) или вертикальности их, прижав к про-
веряемой плоскости линейку 7.
Рис 270 Утерсв»и<Й уломф
Этот угломер широко
ратных целей, но лтя мелких ра точность, котор-.10 ° Д ’ vrap.
V. ....„„ах рзиит 0.1 та^с не ..Ж"• т,31^‘боое. «ьтрихШШ» Н-”
!--’У up., точных работах пользуй W
_,ЛП ппектдоен на рис. • пассжотри*» K’Jl*
Оянн из таких у "'*еР™ Г |1ЛМЯ0 ,о рис. „ '.Г1£. На
’ устроНстое этого утлояер». fc ]” №Vp»jx«<xcn о Г 1и,и„„ач мае-
пронанплтя ..течет градус*, и д^кя калые
"..ружноя ж,< / (Г'.с -'2;,IU р.к.
u ’абе части угломера. иэ^'Р3* и. цнутреннем лик Р
такое деление равно одному градусу-
— l’J.4 —
шля дуга на которой нанесены деления в обе стороны от нуля, обозна-
ченные иифрами 15,30,45 и 60. Отрезок дуги между двумя соседнимм делениями
разделяют на три части, так что по обе стороны от нуля нанесено по 12 делений,
которые читаются (начиная от нуля) так: 5, 15, 20, 25, 30 и т. д. до 60.
Посте того как измерение угла сделано и линейки скреплены между собой
так «по возможность сбить их с правильного положения исключена, производим
отсчет количества градусов
и минут, заключающихся
в измеренном угле. Для этого
смотрим, прежде всего, какое
деление шкалы, нанесенной
на диске 7, уже прошла ну-
левая черта дуги 2. Мы ви-
дим, что на рис. 272 такое
деление есть 52-е. Это зна-
чит, что измеренный угол
имеет 52°. Нам остается опре-
делить количество минут. Для
этого смотрим, какое деление
дуги 2 точно совпадает с каким-
либо штрихом шкалы 7. На нашем рисунке такое деление есть 45-е, что пока-
зывает, что сверх 52’ измеряемый угол имеет еще 45 минут, так что весь угол —
52 градуса и 45 минут. Угломер этот позволяет производить отсчеты с точностью
до 5 минут. Такое устройство, при котором крупные деления находятся по
одной шкале, а более мелкие по другой, называется масштабом с н о-
н и у с о м. .Мы остановимся на этом устройстве немного дальше, при разборе
штангенциркулей.
г
Рис. 273. Деталь точного угломера.
§ 3. Точные измерительные инструменты.
А. Штангенциркули.
Штанге н ц и р к у л и служат для измерения длин, а также диаметров 1
кару.» них и внутренних. Обыкновенный штангенциркуль состоит из линейки / j
(рис. 273), неподвижной ножки 2 и подвижной ножки 3. Подвижная ножка своей
верхней частью охватывает линйку 7 может пе~»м..н,
Шитой > выГфанпи* паоиеипя / в ХЛ а "е“ " "“'ь 3аКрС'
1'0 5 « <...«и.|ыми На "Р‘Г|
итпвыч tr. шичепь । ntwinM < и*»..... V нанесены деления (миллиметры).
,.з,-«ни лгкиич. , тприе ’"’Т pOpc'U ''"°*'
I H9HHVC0M. Первая (левая) риска нониуса
— 1Я9 —
называется нулем его. Деления на линейке и нониусе нанесены так. что когда
ножки штангенциркуля сдвинуты совершенно плотно, нулевая рядка нониуса
точно совпадает с нулевой ризкой линейки. Поэтому измерение длин, имеющих
целое число миллиметров, делается но нулю нониуса. Так, если, например, при
измерении какого-либо изделия нуль нониуса точно совпадал с 28-м делением
линейки, то это значит, что размер этого изделия (длина шли диаметр) есть ровно
28 .«.и. Если нулевое деление нониуса совпадает с 75-м делением линейки — это
показывает, что измеренная длина равна 75 мм и т. д.
Для определения дробных долей миллиметров используются деления
нониуса, которые нанесены следующим образом. Взято 9 делений линейки.
т -е. 9 леи, перенесены на нониус н разделены на 10 равных частей. Таким
образом, каждое деление нониуса равно девяти десятым одного деления
линейки, т.-е. 0,9 мм, и разность между одним делением линейки и одним
делением нониуса есть одна десятая миллиметра.
60 70 60
О 10
0 10
Если мы плотно сдвинем ножки
Если мы плотно сдвинем НОЖКИ'^“Г^"₽^лдам'хтсН|1е^ лннсПкп,
мы сказали выше, нулевое деление not нуса совпав у {R| д
и в то же время десятое деление вину« ' од„ поэтому понят».
МЫ знаем, кто каждое деление нониуса р» „tiyeI смешивать иср»е
что расстояние между первым деле™ я . разности этих лелеян .
деление с пулевым) и первым делением хине
а'"*е"н0: I <x-0i««-W ™
Расстояние между ™ры£
будет равно разности в этом слу W У 0 2
Дан трех делений эта рванин»
Э_ (3X0,9)-3-3,7-Л*
— 200 -
Рассудили таким образом, мы можем составить следующую таблицу:
Разность между I делением линейки
’ 1 4 *
5
2
1 ю I I
и 1 аеленясм копнуеа — 1—0,9 =0,1 мм
о . = 2 — ( 2X0.0) = 0,2 .
‘ 3 . . = 3 —( 3x0.9) = 0,3 ,
’ 1 . = 4-( 4x0.9) = 0.4 .
’ 5 , . = 5-( 5X0.9)= 0.5 .
’ б . . = 6-( 6x0.9)= 0,6 .
*7 . . = 7 — ( 7X0,0) = 0.7
’в . . = 8-( 8X0,0) =0,8 .
q , . = 9 — ( 9x0,9) =0,9 .
I Ю . = 10-(10X0,9) = 1,0 .
Если мы передвинем нониус вправо настолько, чтоб его первое деление
совпало с первым делением линейки, то расстояние между нулем нониуса
и нулем линейки будет в этом случае равно
; .«.н —0,9 = 0,! .«м.
При таком положении нониуса (рис. 274-11) расстояние между ножками
штангенциркуля будет равно также 0,1 мм. Если мы передвинем нониус вправо
еще дальше, до совпадения вторых делений нониуса и линейки, то расстояние
между их нулями будет теперь 2 — (2 х 0,9) = 0,2 жж и т. д. до девятого деле-
ния нониуса.
Таким образом, если при установке нониуса одно из его делений совпадет
с делением линейки, то расстояние между нулем линейки и нулем нониуса будет
содержать в себе столько десятых долей миллиметра, сколько будет отсчитано
депений от нуля нониуса до совмещенного его штриха. Следовательно, если у нас
совпадет седьмое деление нониуса с седьмым делением линейки, то расстояние
между нулем линейки и нулем нониуса будет равно:
7 - (7 х 0,9) = 7 — 63 = 0,7 леи.
Эго правило отсчета десятых долей миллиметра остается в силе, если нуль
нониуса при установке окажется между двумя какими угодно делениями линейки.
Пусть, например (рис. 274-1Н), при измерении обрабатываемого изделия нуль
нониуса ста л между 40 и 41 делением линейки, а шестое деление нониуса совпало
с 46 делением линейки, т.-е. тоже с шестым делением от 40-го. В таком случае
расстояние между 40 делением линейки и нулем нониуса будет:
’ б — (б х 0,9) — б — 5,4 = 0,6 alm.
Следовательно, истинный размер вашего изделия равен:
40 4 0,6 = 40,6 леи.
Если бы у нас с одним из делений линейки совпало четвертое деление вони*
уса, то размер изделия был бы равен
40 4- 0,4 с. 40,4 мм.
На рис 274- IV пуль нониуса находится между 72 и 73 делениями линейки,
а пи.ОС дс осине нониуса совпадает с одним из лелеиий линейки, и этом случае
инна имели» будет ,2.5 ш. Предлагаем читателю прочесть и объяснить показа-
нил штангенциркуля, изображенные на рис. 274-V и 274-VI.
Точность измерения штангенциркуля равняется частному пт деления
« ™’Я.............. А"™"11 ИО,1|,У“- Гак’ У ракВДфяшого оттай-
ггццнркуля эта точность равна
-,„-=0.1 мл.
— 201 —
Этот штангенциркуль считается довольно грубым измерительным инстру-
ле1ГГОм. Если требуется производить более точные измерения, например, с точ-
ностью ДО 1/м» ’/ню мм' т0 пользуются инструментами, у которых нониус разделен
на 50 или 100 равных частей.
•Сестрорецкий инструментальный завод изготовляет штангенциркули,
посредством которых можно производить измерения с точностью до 0.U2 мм.
Нониус этого штангенциркуля разделен на 25 частей, при чем каждое
деление при отсчете принимается за два. Поэтому и цифры, нанесенные на нониусе,
обозначают 0, 10, 20, 30, 40, 50; при этом цифра 10 написана около 5-го деления,
л цифра 20 против 10-го и т. д. Таким образом, например, четвертый штрих после
деления, около которого написана цифра 20, показывает 28-е деление нониуса.
Точно так же первый штрих после деления, против которого написано 10,
дает 12-е деление нониуса.
И
lllllllll lllilllll 15 llllllllll.
lllljllll til
5 ' ||llllll|ll|l|||||| IS
1 < ° lllllllll es llllllllll
Рис. 275. Отсчеты га штаигешшрку" 1/50.
миллиметрам линейки (рис. 275-Г),.
Все эти 25 делений нониуса равны *•
так что каждое деление его равно
12 = — 0,48 мл.
25 10°
а т-я мне и W. что нониус его
Особенностью этого
'тесен не к целому ИИЛ1""Л?!!ь, полому о тот момент. «отлД "Ч’ 1ЫЖ.
дос деление линейки равно 0,5 • • 1слением линейки, расстояние У
минусе точно сонпчаст с первым делен
ками штангенциркуля составлет
п •> — 0.48 - 0,02 ли.
' ’ лктр'п по линейки в тот
_ плтжение нониуса опшеител6 Ппка-
Рис. 275-1 показывает поло „H0Zciwin^- деления
момент, когда ножки штамгон«иРкР с нониуса еше «е "Р^° между н'окклмм
«•«"ТСближе всего
линейки, пока тыкающей 0,5 .«*• - какой штрих нош >
п.шгевциркуля меньше О,Э. * >
— 20-*
awm.». “ ™ Хазим т «6 "<• Е“" "еРвм дсле"""' .
Я""'• тповое ликеПки. то к показаниям нониуса нртк,,,
р-‘-275-'" '
0 86 мм. На рис. 275-IV и 275-V показания штангенциркуля 1-.-8 и .4,66 «н-
Показаняе штангенциркуля на рис. 275-VI предлагаем прочесть^читателю.
Кроме разобранных миллиметровых штангенциркулей, в некоторых
егерских пользуются штангенциркулями с дюймовыми Делениями. В этом случа,
каждый дюйм линейки бывает разделен на шестнадцать, а иногда на сорок частей
Чисто делений нониуса у первого штангенциркуля равно восьми, а все они равны
семи делениям линейки, т.-с. 7/1в дюйма. Таким образом одно деление нониус
в этом случае будет равно
- : 8 = —= гтт дюйма,
1б техн
а разница между одним делением линейки и одним делением нониуса будет
re-iS“IS“e,“-
Эта величина и будет точностью данного штангенциркуля.
2 3 4 5
I J.I-1 I 1 I I III 1 1 1 I IjljJj JU LhhlikLlilllil;!''-i___\
° v » ш о ю а
•» 5 2 3
<?11ш1|||11|1|ф|||1|||Ь
б о » >а «1 со и
Рис. 27в. Отсчгты на дюймовом штангенциркуле.
Отсчет измерения ведется по правилам, изложенным выше. Так, например,
пусть при намерении изделия нуль нониуса встал по правую сторону двух дюймов
м ?' 4 деле”иями линейки, и при этом четвертое деление нониуса совпало
с ^и;Т"Й Линейк1' (рис в таком случае действительная
длина изделия оудет равняться:
2 1в + (4 1») ~ 2 li И' = 2 х Л =, 2-~t* « 2 « 2 '' дюйма.
читателю^401 игтиианииРкУля’ показанного на рис. 276-11, предоставляем сделан
мы видели выше, штангенциркуль этот дает отсчеты не очень высо-
точности ^в пределах — дюйма). Большая точность измерений получается
•*дое деление нониуса равно:
24 24
«'23 ’ е«1> л*>«ма
2U3 —
Рис. 277. Измере-
ние внутреннего
диаметр»
, разметь между одним делением линейки и ,шшм делением „0„яу<:а 6
1 ___ JL1. __ 25 —24 _ |
40 КЮо moo Пля = 0,00] дюйма.
Точность измерения таким штангенциркулем может быть достигнута
40 25 ~ looo ~ О’001 дюПмЗ-
Измерение производится по тем же правилам, о которых говорилось выше.
Пусть, например нуль нониуса находится дальше четырех дюймов между 22 и 23
делениями линейки, при чем 12-е деление нониуса совпало
с одним из делений этой линейки (рис. 276-111). Действи-
тельный размер изделия в этом случае равен
4 я + га» =4 = 4'562 “»"«
Отсчет штангенциркуля, изображенного на рис. 276-IV,
предлагаем прочесть и объяснить читателю.
Штангенциркуль, представленный на рис. 273, приме-
няется и для измерения диаметров отверстий, для чего на-
ружные боковые поверхности концов его ножек 3 и 3 закруг-
ляются (на длине 8 — 10 жм). При плотно сдвинутых полосах
ширина их (в той части, где они закруглены) равняется.
10 мм. Поэтому таким штангенциркулем можно измерить
отверстия, диаметры которых больше 10 леи. При измерениях
ширину ножек (10 льи) нужно прибавлять к полученному
отсчету. Ширина ножек всегда выражается круглым числом (10 ,м,ч). и поэтому
прибавление ее к отсчету не вызывает затруднений.
На рис. 277 прочитанный размер есть 22,5 .«см, а действительный 32,5 чм,
так как ширина каждой ножки равна 5 мм.
Все применяемые в практике штангенциркули разделяются по своей точ-
пости на обыкновенные, дающие точность измерения до 0,1 льч или же до
>/.„ дюйма, и точные, посредством которых могут производиться измерения!
сдовольно высокой стеченью точности, а именно до I“-0-“ J> ;
генцнркулей с миллиметровыми делениями и ло 0.001 люПиа при дюймовых
штангенциркулях.
II;, jmb J7S пдадиийч»
""^wro "
— 204 —
штангенциркулем можно измерить и глубину в изделиях, для чего служит
стержень 5. скрытый в линейке и соединенный с подвижной ножкой. Штангенцир-
куль этот устроен таким образом, что размеры, даваемые одновременно обеими
парами ножек и глубиномером, одинаковы, так что, поставив ножки / и 2 на
размер, например, 52,3 мм на ножках 3 и 4 и на глубиномере 5, получим тот
же размер 52,3 мм. Это свойство Колумбуса очень полезно при переносе размера
с одного изделия на другое, например, при пригонке вала по подшипнику и т. д.
Рис. 279. Способ употребления Колумбуса.
Точный штангенциркуль представлен на рис. 280. Подвижная ножка этого
инструмента состоит из двух частей — собственно ножки 7 и добавочного пол-
зунка 2, при помощи которого производится точная установка штангенциркуля.
Установка эта производится следующим образом. Освободив винты 3 и 4, закре-
пляющие подвижную ножку и ползунок на линейке штангенциркуля, грубо
устанавливаем штангенциркуль на требующийся размер. Ножка 7 и ползунок 2
перемещаются при этом вместе. После этого закрепляем ползунок 2 винтом 4
и при помощи микрометрического винта 5, вращая накатанную гайку 6, точно
устанавливаем штангенциркуль. Закрепив винт 3, читаем полученный размер.
Рис 290. Точнип Мхгаагшщиркудк
отсчете размеров »юльзу"л^КУт^2ой.СЛе1,ИЯ Н0,П|уса настолько мелки, «по при
В заключение укажем на прог
водить токарь, получив новый нгпн
смотрят на слег, насколько плотно
сдвинутом их положении. Они доджи
без просвета. При этом нули линейки
1г ,,Tdl11 <н,*“РкУля. которую должен проиэ*
„т.п ^£!<уль‘ Проверка эта состоит в том, что
1м пп»ГаЮТ Лруг к ДР> ’У ножки штэигена при
и номпим £пРУГ КДРУГ У ЛЛ(‘™° по 0С€Й *™"с-
-са Должны совершенно тошо совпадать.
— 2ЬЬ —
Б. Микрометры.
Рассматривая разнообразные конструкции штангенциркулей, мы видели,
что вследствие незначительной длины ножек их эти инструменты мал* пригодны
для измерения больших диаметров. Более
удобным с этой точки зрения является другой
тип точного измерительною инструмента,
а именно микрометр.
Обыкновенный микрометр для измере-
ния длин и наружных диаметров представлен
на рис. 281. Разрез этого же микрометра
дается на рис. 282, при чем одни и те же
части его на обоих рисунках обозначены
одинаковыми цифрами.
Устройство микрометра состоит в сле-
дующем. В левом конце скобы 1 имеется
закаленная цапфочка 2, которая закрепляется
в скобе 7 винтом 3. Посредством шурупа 4
цапфочка 2 может быть выдвинута из скобы,
что бывает необходимо при проверке микро-
метра по мере износа его.
Другой конец скобы имеет хвост в виде
цилиндрической втулки 5, в которую вста-
влена нарезанная внутри трубочка 6. Пра»
вый конец этой трубочки нарезан па неболь-
шой длине и снаружи, при чем резьба сде-
лана на конус, так что, навертывая гаечку 7,
можно несколько сжимать трубочку 6. Стер-
жень S, правый конец которого нарезан точно
по внутренней резьбе трубочки б, при вра-
щении за головку 9 перемещается вправо
и влево. На стержне 5 закреплена гильза 10,
охватывающая втулку 5. Стержень 8 может
положении накатанным кольцом 77.
Рис. 231. Микрометр.
быть закреплен в требующемся
— JOG —
независимо от чуткости рабочего, микрометр снабжается так называемой трещот-
кой, имеющейся у головки 9 стержня 8. Трсшотка эта устроена так, что, как
только стержень 61 упрется в измеряемое изделие и прижмется к нему достаточно
плотно, перемещение его прекращается, так как трещотка, за которую вращают
стержень У, будет проскакивать. Накатанная втулка 12 (см. деталь микрометра
рис. 283) имеет на своем торце мелкие зубчики, во впадины между которыми вхо-
дит штифтик 13, вставленный b отверстие, высверленное в головке стержня 8.
Пружиной 15 шти(|гтнк этот прижимается к зубцам втулки 12. Винтик 14 служит
для удержания втулочки 12 на головке 9.
Вращая втулочку 12, мы будем вращать и стержень 8 и, следовательно,
перемещать его. Как только этот стержень упрется в измеряемый предмет, зуб-
чики втулки 12 будут отжимать
штифт 13, и втулочка 12, поэтому,
будет вращаться вхолостую.
Для отсчета размеров, произ-
водимых микрометром, на втулке 5
проведена продольная риска, по обе
стороны которой (а иногда, впрочем,
и по одну) нанесены деления. Одно
деление, отмеченное длинной чертой,
Рис. 283. Деталь микрометра tTpemoTKa). равно 1 лш. Короткие штрихи дают
0,5 <tw.
Нарезка стержня 8 сделана так, что за один полный оборот он переме-
щается на 0,5 .чле, т.-е. па одно маленькое деление.
Левый конец гильзы 10 сточен на конус и на конусной части также нане-
сены деления. Таких делений сделано 50. Выше мы сказали, что один полный
оборот стержня 5 дает его перемещение на 0,5 .чж. Понятно поэтому, что поворот
гильзы на одно деление дает перемещение стержня 8 на
— = — мм.
эО ню
Когда стержень 8 подведен к цапфочке 2, микрометр должен показывать
пуль. В этот момент конец гильзы 10 совпадает с нулевым делением втулки 5
и нулевое деление гильзы (нанесенное иа скошенной части) совпадает с продоль-
ной риской (рис. 284-1). Если мы повернем гильзу 70 на один полный оборот,
то получим положение гильзы, представленное на рис. 284-11. .Микрометр показы-
вает U,5 .W.W. Сообщив гильзе еще один полный оборот, мы будем иметь рас-
стояние между папфочкой 2 и стержнем 8 ровно 1 леи (рис. 284-III)
Если конец гильзы, пройдет несколько полных делений но не дойдет до
ближайшей короткой черты, „оказывающей „а втулке 5 половины
и будет остановлен и этом положении, то нулевое деление скошенной части пишзы
Ю не совпадет с продольной риской игу,™ Деление гитьзы 70 со^атаюшк
« этот момент с прыольиой риской втулки 5, „окажет. сколь™ с.™толей м“л-
’То ™«дое деление скошенной части гильзы 70 соптвет-
X Эта"пис^ы'Гу сверхТе?о7о
й‘-|^ИМбра!‘"ю Пол0*™'" ™“ы. при котором
втулки^ "с" впадет тиж^б-е^^'шшгатГ’и''’ 0Ш*" Р“' Т0 с "РЧДо-й.ной риской
Предлагаем читателю прочесть показаим»
на рис. 284-VI. и "оказание микрометра, представленное
Н•:••бражепный на рис. 284 микпометп гтшлм-
от 0 «о 25 *и. Стеауилций размер ми1ро^аЖ““
— 207
и т. Д. Лия измерений больших длин поимеши.-™ .
(,г представленного на рис, 281 только размеотми 1Я МИ|<Р0МетРы> отличающиеся
F МИКППМРТПМ и nafinnpo r-n., 11 Инструкцией СКобЫ I.
пэмерени!, изготовляются с шагом стержня
Микрометры для более грубых
в | мм и не имеют трещотки.
Рис. 284. Отсчеты по микрометру.
Если стержень 8 плотно прижат к цапфочке 2, но микрометр не показывает
этот момент нуля,—он должен быть выверен, что достигается перестановкой
калфочки 2.
По мере износа нарезки стержня 8 необхо-
димо подтягивать гайку 7, но такие проверки
микрометра токарем не производятся, и поэтому
останавливаться на них мы не будем. Укажем
только, что токарь, получив новый микрометр,
должен сам посмотреть, показывает ли микрометр
куль, когда стержень 8 прижат к цапфочке 2. Со-
прикасающиеся плоскости стержня и цапфочки
Должны в этот момент прилегать друг к другу
ллолю, без просвета.
Существуют еще микрометры, деления кото-
р;-'х выражены в долях дюйма. Такие микрометры
•претаются п наших мастерских не часто. »«га-1ть мпкоометр одной
На рис. 285 показано, каким образом следует держать микрометр
П^’ой при измерении небольших изделии.
Рис 285. Нэмер......... ми<р<«-
Utrj-OM одной руил».
^Микрометры для ................* ....
Микрометры ДЛЯ внутренних £лЛ1и снабжен таким же
Обыкновенный штнхмасс пр л . я1„ „„ружных измерений. так что
“итричкким винтом, как и микрометр для тгартж
— 20* —
Рис. 280. Шпшмсс.
С СП» ПОМОЩЬЮ МОЖНО производить промеры С ТОЧНОСТЬЮ ДО ‘/ioq Jew. Концы С
до л С|1ЯТОГО pa3M<.pa производится точно так же, каксиу обыкпотц.
„ото .макрометра. Такне цт.хмасеы яются,
и нс больше 200 мм. Измерение
отверстий, диаметр которых меньше
50 мм, производится при помощи
специальных инструментов, о ко-
торых мы будем говорить дальше.
При измерении отверстий,
если диаметр нх больше 200 леи,
пользуются так называемыми раздвижными оггихмассами. Одна из конструкций
таких ami классов представлена на рис. 287. Стержень 7, на котором нанесены
миллиметровые деления, входит в другой пустотелый стержень 2, на левом конце
Рис. 29?. РаивижноП штпшасс.
которого имеется закаленный наконечник. На правом утолщенном конце
стержня 2 сделан прорез, на одной стороне которого нанесен штрих, с которым
должно.совпадать одно из делений стержня 7. Для закрепления стержня 7 служат
винты 4—4. Стержень 7 заканчивается головкой, устройство которой не отли-
Рмс. Шпонке со сменными иомьдми.
чястся от обыкновенного иггихмасса (пие оягл г» «• ...
Г™ н₽.°^дЖяп^"“"
— L‘09 —
§ 4. Глубиномеры.
Глубиномерами пользуются при измерениях глубин несквозиых
отверстий, углублений и т. д. Рассматривая обыкновенный штангенциркуль,
мы уже ознакомились (рис. 278 и 279) с одной из конструкций глубиномера,
-являющегося как бы частью другого
ЯГЧ. ИНСТПУМРПТп /пгми™......'
которой измеряется глу-
Линсйка 2 с делениями
Рис. 289. Простой глубиномер.
инструмента (штангенциркуля).
На рис. 289 представлен обыкновен-
ный глубиномер. Поперечина 7 опирается
на плоскость, от-------**
Вина отверстия.
Рис. 290. Точный глубиномер.
опускается до дна отверстия. Деление линейки, бказаьшееся в этот момент против
риски, нанесенной на поперечине 7. покажет глубину измеряемого отверстия.
Для точных измерений глубин отверстий пользуются глубиномерами,
снабженными микрометрическим винтом (рис. 290). Измерение глубины в этом
случае может быть произведено с точностью до ’;1ИО хи.
§ 5. Усовершенствованные инструменты для точных измерений.
Все разобранное выше точные измерительные инструменты, несмотря
на целый ряд достоинств, имеют один общий и, весьма существенный недостаток,
который состоит в том, «сто rfpH пользовании этими инструментами приходится
полагаться на чуткость рук. Нередки поэтому случаи, когда при измерении,
например, штангенциркулем одной и той же детали двумя лицами получаются
разные размеры. «гго, конечно, совершенно недопустимо. Этого недостатка не имеют
современные усовершенствованные илмернтеГьные инструменты, несколько кон-
струкций которых будет разобрано ниже.
— 210 —
На р„с. 291 представлю, так иазы^мый Задаете» разрез пассаметра
*1,НН"^р“^е"^а1^пм^п7, «»1у двумя закаленными стержнями .
(в небольших пределах). Этот же стержень служит и для установки пассаметра
на нуль. Способ регулировки стержня 2 понятен из рис. 292.
Другой стержень может двигаться в корпусе пассаметра и прижимается
к измеряемому изделию пружинкой 4. Перемещение стержня 3, вызванное давле-
нием на него измеряемого изделия, передается малому плечу рычага 5. На конце
большого плеча этого рычага имеется зубчатая рейка, сцепляющаяся с шестерен-
кой 6. Эта шестеренка связана со спиральной пружинкой, усиливающей дей-
сгвис пружины 3 к устраняющей возможную слабину в месте соприкосновения
рычага 5 со стержнем •/. На осн шестеренки посажена стрелочка, противополож-
ный конец которой ходит над шкалой 7, каждое веление когооой п ...нс' «*
Нажимая кнопку 9, мы действуем „а рычат Л.е ^.7
штифта 4 от изделия перед нач. и.м измерении „ ,„,сле него Нтодвижиый
штифт обеспечивает прашетшость установи, пассами пеппдвиж
тра во время измерения.
211 —
II а сейм стр (рис. 293) в своем устройстве очень сходен с пассамстром
it служи г для измерений диаметров отверг тни <)ir особенно удобен, если отверстия
эти глубоки. Для каждого размера на пассиметр надевается сменная головка. Эта
пшовьа касается стенок измеряемого отверстия двумя своими точками
Рис. 294. Нассиметр в работе.
(рис. 294, на котором показан пример употребления пассиметра). Третьей точкой
опоры является штифт, перемещение которого через систему рычагов передается
стрелке пассиметра. Точность измерений пасси-
метра ’/ыо Ш'-
В заключение рассмотрим еще один точный
измерительный инструмент, так называемый м и-
ниметр Гирта. На рис. 295 представлены два
типа этого инструмента, имеющих своершенно оди-
наковое устройство и отличающихся только тем,
что правый (на рис. 295) инструмент имеет более
широкие пределы измерений.
Рис. 2*30. Устройство
мниииетро 1слсм»)
рис. 295- МйПНметры Гирта-
Н. „стаиав.™^.....
его (р"с м. ₽«•' '• ’лпртэш з «и-»» «
призму 2 И прНЖЩЫСТСЯ к "с“ ЛРУ |Одс 0,10. острия при!" CTWUieuu
ь'.трым МИПИ.МСТ1’ |,р"*“'л” ПР" ИИа-HCl» "p,a"u ’ У
тенью друг друга. 11 п03т, у ,,р “
— 212
потратив ,ть.я; незиач.п^ы.ый подъем призмы 3 вопи. У-—<ом виде
оаразпгл И”Х' Гм примера применения миниметра для изме
1 .... _____ иааелий.
I1J pill.. ... r < rt
рения наружных диаметров обрабатываемых изделия.
Рис. 20". Примеры измерений миниметром.
§ 6. Концевые измерительные инструменты.
Концевые измерительные инструменты, в отличие от всех рассмотрен-
ных выше, не допускают различных установок, а предназначаются для измере-
ния одного какого-либо размера.
К этой группе измерительных инструментов должны быть отнесены:
I) нормальные калибры (стержни и кольца),
2) скобы,
3) штнхмассы,
4) нормальные плитки,
5) разнообразные шаблоны. •
Нормальные калибры предназначаются ня измерений изделий, имею-
щих иеоодьшие диаметры. №яцюме отверстий производится стержнем /,
а проверка наружных диаметров — кольцом ’ (рис. 298).
Норщдынл
к стержней (рис. 298) оХыггся таизесмГ CMU’ изготовление колея
такими калибрами было ГлГ i ivS£2t°n <₽0"' тог''' " "“ЛЬзооапк»
(ряс. ад. , «Гериот-щ^^^ис: ад*У К“'1ь'и ‘х»6’""
проверке ил" риг","„“Г инар'умГГои"3L"7n,Z"о",1 мвпд“’ "ж
>7 Шим. aj ipainnicH такими шипками очень
— 213 —
часто пользуются и для намерения обрабатываемых изделий. Плитки нзгот< -
вляются несколькими заграничными заводами, но лучшими во всем мире счг-
таются плитки, изготовляемые шведским заводом Иогансона, которые отяг-
чаются большой точностью. Точ-
Ряс. 301. Плитки Иогавсоиа.
Рис. 2W. 11ор»млыия скоба.
Рве 303- Пример уоогрс&лгяи* num* Иог1ж<«1
Нормальные плитки продаются обыкновенно наборами. Один из тжжих
наборов, состоящий из 79 п ипок, представлен на рис. 301. Пользуясь зп/м
набором, можно получить огромное количество размеров. Если в ящике ые
имеется щитки. требующейся в каком-либо отдельном случае, вместо одной
можно мять несколько. Так. если, например, требуется размер 43,13 ми. то он
может быть получен набором из следую-
щих плиток:
43.13 = 40 j- 03 4- 1.60 4- 1,03
«ли же
43.13 ~ 40 + 1 + 1,1 + 1.03 и т. д.
Измерение плитками производится
при помощи специального прибора, так
называемой струбцинки. Набор пли-
ток зажимается между ножками 7 — 7 по-
средством винта 2 (рис. 302). На этом же
рисунке показан и пример пользования набором плиток, зажатых в струб-
цинке — измерение наружного диаметра стальной втулки.
К этой же группе измерительных инструментов относятся так называе-
мые шаблоны, которые служат для проверки правильности очертаний обра-
батываемых изделий или отдельных участков их. Пример простейшего шаблона
показан на рис. 303, где цифрой 7 обозначено обрабатываемое изделие, а цифрой
2 — шаблон.
Р«е- 30.. Пропой
17. Проверочные инструменты, применяемые в токарном деле.
и для проверки 'самих шле тнН^служат'юЕ1 |1Х,С'11|Л "а станках, а иногда
Н'ч-трт .«и.,» ..прел.л„п,р > “Х При ПОМОЩИ этих
отклонения от прави п.иостм форм их 1 ,и 4 *CoKH0 только угтанэилнвать
точиьирвбот3^ цП,1 и к 7 г o’p*m ™*z '’•‘зимемый рейсмус, а для более
215
— 216 —
А. Рейсмус.
Простейший рейсмус представлен на рис. 304. Устройство его настолько
просто, что не нуждается в объяснении. Более совершенный рейсмус изображен
Рис_зиа. Ивдикаюр с адферйитим.
на рис. 305. Этот рейсмус допускает бопер та
изводится при помощи микрометрического вийГ уСта"00ку которая про-
Рейсмус необходим при установке bt«tLu г •
днтся по разметке. Но часто но.тктуются ре!кмо.п« “Сра6откл которых нрокзто-
н усом и для проверки правильности
— 217 —
установки уже обработанных изделий или. наконец, правильности самих изде-
лий. Существует два способа проверки обточи > ix изделий при помощи рейсмуса.
Первый способ состоит в том, что прижимают иглу рейсмуса к поверхности про-
веряемого предмета, затем пускают станок в ход (не слишком быстро) и слушают,
насколько равномерно, как говорят, «берет» рейсмус. Только при правильно
установленном изделии шум, « _—- ' — ----------
получающийся от трения иглы
рейсмуса об изделие, будет рав-
номерным. В противном случае
он будет прерывистым.
Второй способ заключается
в том, что иглу рейсмуса не до-
водят до изделия на 0,2 —0,5 леи,
затем вращают изделие и смо-
трят на свет, как изменяется
просвет между иглой рейсмуса
и изделием. Лучше смотреть не
на свет, а ставить сзади иглы бе-
лую бумагу. В этом случае изме-
нения просвета, т.-е. неправиль-
ность установки изделия (или
неправильность самого изделия),
будут заметны очень отчетливо.
Б. Индикаторы.
Индикатор, часто встре-
чающийся в наших мастерских,
представлен на рис. 306. Корот-
кий конец рычага 7 прижимается
к обрабатываемому изделию.
Длинный конец этого рычага
показывает на шкале отклонения
размера изделия или неправиль-
ность его установки. Закрепле-
ние индикатора производится
при помощи поворотного диска 2,
стержней 3 и •/ и подставки 5.
Соотношение плеч рычага 1 этого
индикатора выбирается так, что
он дает возможность произво-
дить проверки с точностью до
0,05 мм. На рис. 307 дается три
примера работ, производящихся
при помощи этого индикатора.
Для более точных работ поль-
три примера применении ---------, - «...
Существует еще иного конструкций индикаторов, и —
су шествует еще ма особый „нд„КЛтора, так пазы-
-- амт.<ммимгк«а_влмае1
васмый центровой (
. случаях, когд.-
Примеры применения этого
Рис. 311. Примеры уширсблеиич центрового пкдн-
uy.iw ___________ * ШПОрЯ.
аучотся индикатором, изображен-
нии на рис. 308, который даст точность проверки до 0,01 мм. На рис. 309 показано
три примера применения индикатора этой конструкции.
Существует еще много конструкций индикаторов, и останавливаться
на них мы не будем. В заключение укажем на .............,"1 пи чячи-
т р о в о Л (рис. 310). Этим индикаторам следу ег пользоваться в тех
да неудобно Или совсем нельзя применять обыкновенный индикатор.
---------------индикатора даны на рис. 311.
— 218 —
ГЛАВА ДЕВЯТАЯ.
Допуски, пригонки и предельные измерительные инструменты.
§ 1. Допуски и пригонки.
А. Общие сведения.
» Одним из самых целесообразных способов изготовления различных машин,
приборов и т. д. в настоящее время считается массовое производство, которое
возможно только при условии соблюдения правила взаимозаменяемости.
Правило это состоит в том, что отдельные части какой-либо машины, обработан-
ные на станках, должны при сборке подходить одна к другой без дополнительной
пригонки. При таком изготовлении каждую деталь машины можно заменить
другой, ей подобной, и эта деталь должна также без дополнительной пригонки
занять свое место в машине. В этом и состоит правило взаимозаменяемости.
В старину, когда способы обработки деталей, а также способы их измере-
ния стояли на очень низкой ступени, изготовление взаимозаменяемых частей
машин было невозможно. При существовавшем в то время способе сборки, сопро-
вождавшемся пригонкой одной части к другой, качество пригонки в каждом
отдельном случае определялось в самом процессе работы рабочим, руководив-
шимся мускульным чувством и чувством осязания.
Номинальные (т.-е. показанные на чертеже) размеры двух собираемых
деталей при этом сохранялись, но каждый из этих двух размеров при пригонке
деталей изменялся, правда* очень немного. Примитивность и малая точность
измерительных инструментов того времени nd давала возможности определить
получавшихся при этом отклонений действительных размеров собираемых дета-
лей от их поминальных размеров. Отклонения эти не моглу быть, по этой же
причине, изучены настолько, чтобы их можно было делать еще до сборки, при
обработке деталей на станках, и поэтому качество сборки находилось в зависимости
только от квалификации рабочего, ее производившего.
Желание уменьшить применение ручной работы при пригонке, ускорить
процесс изготовления различных машин и их деталей, а также необходимость
иметь взаимозаменяемость частей заставили перейти на новые способы работы.
В настоящее время все допустимые и. как мы увидим дальше, необходимые
отступления от размеров устанавливаются заранее и проставляиггся на чертежах.
Отступления эти делаются такими, что обеспечивают возможность сборки сразу
посте обработки деталей на станках, без дополнительной пригонки.
Б. Пригонки.
чип шк'™ 410 гр??Упся ‘'“йразнп. па чертеже холостой и рабо-
нй шкивы, посаженные па мл. Проставляя на атом чертеже размеры, мы ука-
жем один общий размер как для диаметра пала, тан и для диаметров втулок
«ГзгЗш ЮГОГОВ,,Т|' “' " етУ-.. диметры юприх
гже по mhZ°т‘~ “ сР“2?еР'’". проставлен. .ертеже, мы не можем
..лмернтельных
мы при сборке? Совершенно ясно, что если холостой шкив"/ (рис "<г>?д,"жен
™ раб'я1"’ши,в хс.о и s::
Ио Е г ’ ак говорилось выше, и вал и втулки обоих шкивов
rS^r==fe=
— 219 —
Мы видим па этом примере, что если вал по всей своей тлим имеет одни
и тот же диаметр. то и два шкива, на него насаживаемых, имеют отверстия одного
и того же диаметра (номинально). По так как эти шкивы имеют ра нюе назначение
то фактические размеры их втулок должны быть разные. МыГиХслеХ^1но
при одних и тех же номинальны* пя». ' следовательно,
Рис. 312. Пример посадок. Холостой и рабочий
шкивы.
при одних и тех же номинальных раз-1
мерах вала и втулок два разных типа
соединения деталей.
Тип соединения двух вставлен-
ных друг м Друга частей, обеспечи-
вающий возможность движения одной
из них относительно другой (в пашем
примере вращение холостого шкива
на валу) или величину усилия для их
соединения или разъема (в рассмотрен-
ном выше примере — рабочий шкив
на валу), называют пригонке й.
Число таких пригонок в совре-
менной практике достаточно велико,
так что для постепенного перехода от
одной пригонки, при которой вал
вставляется во втулку под действием
пресса, к другой, когда вал вращается
по втулке с очень значительной сла-
биной, в настоящее время применяют
до десяти промежуточных пригонок.
Все пригонки, в зависимости
от характера соединений частей, могут’
быть разделены на две группы:
1) Пригонки, при которых должно быть предусмотрено постоянное отно-
сительное движение соединяемых деталей во время их работы. В этом случае между
деталями должен существовать известный зазор, некоторая «игра». К этому типу
пригонок нужно отнести, например, пригонку холостого шкива к валу, так как
шкив должен свободно вращаться на валу.
2) Пригонки, при которых должна иметь место плотность или прочность
при соединении двух деталей. Такого рода соединение мы будем иметь тогда,
когда диаметр вставляемой части превышает диаметр отверстия, в результате
чего получается отрицательный зазор или «натяг». Пригонки этого типа иногда!
называются «посадками». Пример посадки—запрессовка бронзовой втулки
в ступицу холостого шкива на рис. 312.
* В. Допуски.
Выше мы говорили, что несмотря на высокие (о смысле точиоста) качества
современных станков н измерительных инструментов, размеры обрабатываемых
летааеП не получаются равными заданным. Оки получаются иля больше или мень-
ше тех размеров, которые написаны на чертеже или так называемых иомиомь-
Р'п1>лучеЧ11<ые таким образом размеры называются ,1 с П с г в а т е л ь-.
кыми ayZi!iHM ..X оиреаелявтея "«посредсттениим »чжр«.ишюаешш
Действительные размеры по тем же самым причинам нс могут быть постоянными
— 220 —
для одной и той же детали, обрабатываемой в одних и тех же условиях, и изменя-
ются в некоторых пределах. Предельными размерами мы будем
называй, те размеры, между которыми может колебаться действительный размер.
Один из них мы будем называть наибольшим, а другой наименьшим предельными
размерами.
Разность между наибольшим и наименьшим предельными размерами
мы будем называть допуском на неточность обработки.
Пусть, например, вал какой-то машины должен свободно вращаться
во втулке. Диаметр вала (номинальный) — 60 леи. Для того, чтобы могла быть
осуществлена такая пригонка, диаметр вала может колебаться в пределах от 59,94
до 59,90 мм. а диаметр отверстия втулки — от 60 до 60,03 мм. Это значит, что
допуск на неточность изготовления (и измерения) данного вала равен
59,94 — 59,90 = 0,04 мм.
Этот же допуск, но для отверстия:
60,03 — 60,00 = 0.03 .«ле.
При соединении этих деталей вместе может получиться целый ряд слу-
чаев, а именно:
I) Отверстие и вал будут иметь наибольшие допустимые диаметры, т.-с.
отверстие 60,03, вал 59,94.
2) Отверстие н вал будут иметь наименьшие диаметры, т.-е. отверстие
60,00, вал 59,90.
3) Отверстие будет наибольшего, вал — наименьшего допустимого диа-
метра, т.-е. отверстие 60,03, вал 59,90.
4) Отверстие будет наименьшего диаметра, в то время как вал втулки
будет иметь наибольший диаметр, т.-е. отверстие 60,00, вал 59,94.
Само 9060Й очевидно, что четыре приведенных случая только крайние,,
и, кроме них, может быть множество промежуточных, например:
отверстие............ 60,02; 60,03; 60,00
вал.................. 59.94; 59,93; 59,92 и т. д.
Наибольшие и наименьшие предельные размеры вала и отверстия выби-
раются таким образом, что во всех перечисленных выше случаях получается
требующаяся пригонка.
Рассматривая эти четыре возможных случая, мы видим, что разности
между диаметром вала и,диаметром отверстия получаются:
в первом случае . . . . 60,03 — 59,94 0,09 .ч
во втором » .... 60,00 — 59,90 = 0,10 »
в третьем • » .... 60,03 — 59.90 = 0,13 »>
в четвертом -> .... 60.00 — 59,94 = 0,06 •>
т.-е. что наибольшая разница получается в третьем случае, а наименьшая —
в четвертом. Величины этих разниц — предельные допустимые для данного
случая и называются допусками на пригонку.
лпа ДОПУСК ,,а пригонку„ т.-е. 0^)6 лея, является необходимым
оала^во ' этутке 'М0Г° соеА""ен,'я: 0,1 лает возможность иметь свободное вращение
из трех’вишии™11 Д0ПуСК’ т '*' 0,13 как эта ||с WAW видеть, составляется
I) наименьшего допуска на пригонку (ft,06 мм)
-) допуска на неточность обработки вала (0.04 .и.м) и
3) допуска на неточность обработки отверстия (0,03 мм}.
В самом деле, 0,06 -и 0,04 + 0,03 д= 0,13 ж.ч. '
— 221 —
„„ ,8 «о®»®»» пригонках диаметр вала „ . меньше диаметра отверстия,
™ ™ >клу п0ЛУча"с” ™< называемый , л зо р (разность между диа-
метром отверстая и пала). В плотных Пригож...х. наоборот, диаметр отверстая
меньше диаметра вала, и разность между ними называется натягом
Величина допуска на пригонку зависит от величины зазора (просвета),
который мы желаем иметь в каком-либо соединении. Так, например если нам
необходимо иметь в нашем случае зазор больший, чем мы имеем выше, то при
тех же размерах отверстия допуски на неточность обработки вала следует брать
другие, а именно от 59,90 до 59,85 мм. н
Легко видеть, что допуски на пригонку будут:
наименьший. . . .60,00 — 59,90 = 0,1 мм;
наибольший .... 60,03 — 59,85 = 0,18 мм.
Величины допусков на неточность обработки в соединяемых деталях
выбираются в зависимости от выбранного рода пригонки: чем меньше должен
быть зазор между этими деталями, тем меньше должны быть допуски на обра-
ботку и наоборот. Поэтому в плотных пригонках эти допуски берутся значительно'
меньшими, чем в пригонках свободных.
Г. Системы допусков.
В настоящее'время существуют две главных системы допусков: си стем л
отверстия и система вала.
В системе отверстия диаметр отверстия остается без изменения для всех
типов пригонок, а.допуски на ту или другую пригонку делаются за счет измене-
ния! размера вала.
В системе вала за основу принимается размер вал», который остается
постоянным для всех типов пригонок. Допуски па пригонки делаются за счет
изменения размера отверстия.
Долгое время шел спор относительно преимуществ той или другой системы,
но с течением времени стало очевидным, что каждая система имеет свои достоин-
ства и недостатки, которые в разной мере сказываются в разных производствах.
Система отверстия, прекрасно применимая в одном производстве, совершенно
не подходит для другого. Поэтому в настоящее время применяются обе системы
допусков — и система отверстия и система вала. Сравнивая их, мы замечаем:
I) Система отверстия делает возможной более точную пригонку частей,
так как обработать вал можно и точнее и дешевле, чем отверстие. Благодаря этому
система отверстия особенно пригодна для точного машиностроения.
2) При системе вала, как мы уже говорили, допуски для различного
рода пригонок идут за счет изменения размера отверстия. Поэтому при этой
системе для обработки отверстий необходимо иметь большой набор разверток
и стержневых калибров. Система отверстия требует для каждого ‘ ’
одной развертки, вал же для своего нзготов-ченпя не требует псобых """РУ*"
тон а намерение его производится при помощи сравнительно дешевых с.. .
Таким образом обзаведение мастерской рабочим и
при системе отверстая обходится значительно дешевле, чем при системе вала
' 3) Система вала пенна для производства особо крупных и затем белее
грубых машин, где удобнее исходить из размера кашио-иибудыталцр тын вала
и к нему пригонять разные втулки и подшипники. Совершенно
л Система вала незаменима при прпизвн.тетое трансмиссий, совершенно
очевидно что гораз io удобнее и выгоднее делать приводной вал гладким и иолу-
ча^аз^го Р™м пригонки надеваемых па пего деталей (шкивов, муфт, колец,
полшгоникоо) путем изменения размеров ре-
случае, при постоянных размерах отверстий надеваемых на вал детален, потр
бовала бы образования разных уступов на валу в тех местах где на него надеваю;с t
ЛСТа Итак, одновременное существование системы отверстия и системы u.i,
необходимо. Бывают случаи, когда и той и другой системой приходится по ।
зоваться в одной и той же мастерской; например, точным станок для обработки
металла выполняют по системе отверстия, а контрпривод для него по систеле
вала.
Д. Классы точности.
Степень точности пригонки обусловливается величиной зазора иди
натяга и тщательностью обработки пригоняемых поверхностей; она зависит
как от назначения изготовляемого предмета, так и от размеров его. Точные аппа-
раты, измерительные инструменты требуют очень точной пригонки. Малые пред-
меты обычно изготовляются с большей точностью, чем большие; многие части
паровозов, земледельческих орудий и т. д. требуют более грубой степени
пригонки.
Повышение точности обработки мечет за собой удорожание ее и уве-
личение брака, а поэтому требования большой точности следует предъявлять
только в тех случаях, когда это вызывается действительной необходимостью.
Для того, чтобы удовлетворить требованиям самых разнообразных видов
механического производства и в то же время дать в каждом отдельном случае
возможность применить соответствующую точность обработки п зависимости
от действительной надобности, все системы допусков разбиты на классы по сте-
пени точности обработки.
В современных системах допусков обычно первый класс соответствует
наибольшей точности. Сюда относятся такие работы, как изготрвление папиросных
машин, частей шариковых подшипников, некоторых частей пневматических
инструментов. Ко второму классу относятся преимущественно станки для обра-
ботки металлов и электромашин. Третьим классом пользуются при изготовлении
главной массы машин, к которым не предъявляется особенно высоких требовании.
Четвертый класс предназначается для свободных пригонок при наиболее грубых
Е. Виды пригонок и области их применения.
Кроре деления на классы точности, все соединения различных деталей
в машиностроении разделяются еще по видам пригонок, которые выбираются
в зависимости от характера данного соединения и от того назначения, которое
имеют соединяемые детали.
„ Условились соединения, у которых имеется свободное дви-
с^аиие п й ЛСТа1“ "° ЛругОЙ’ Нмывать пригонками, а те виды
посадками Угм па Не лолжни имсть ^иоемтелыюго перемещения —
о!ниТ X™ - П а ««*ДИ»>еннЯ У нас в СССР упрощены и заменены
Продолжая тто aencmw Р“Д£-1яю,,|иеся »’•» неподвижные и подвижные.
приняпдв СССР Пп rvmSme’ МЫ ПР1**0*”* к тому перечню посадок, которые
приняты в СССР. По существующем у нас законам иметься следующие посадки:
Неподвижные.
Сокращении
Горячая ............
Прессовая .......................... !/'
Глухая .................... *’Р
Тугая -..***’’ ..................... £
Напряженная . . ’ *.............. У.
Плотная ... .................... *’
—„228 —
П о д в и ж н и с.
Сокращенно
обозначается
Скользящая .......................... С
Движения.....................' . д
Ходовая ....................... ' X
Легко-ходовая........................ д
Широко-ходовая....................... щ
Все эти виды посадок применяются при 2-м классе точности. При 1-м
и 3-м классах применяются только некоторые из них, а именно:
Пр|| 1-м классе: глухая (Г), тугая (Т), напряженная (Н), плотная (П)
и скользящая (С).
При 3-м классе: скользящая (С), ходовая (X) и широко-ходовая (Ш).
Четвертый класс точности имеет четыре вида посадок, которые не имеют
специальных названий, а обозначаются цифрами 1, 2, 3 и 4.
Для того, чтобы не писать на чертежах полных названий классов точности
и видов пригонок, пользуются условными обозначениями их. Сокращенные обо-
значения видов посадок мы уже указали выше, классы точности обозначаются
цифрами:
I класс обозначается цифрой 1;
2 о специального обозначения не имеет;
3 » обозначается цифрой 3.
Эти цифры приписываются справа от сокращенного обозначения по-
садки. Таким образом отметка Л3 обозначает легко-ходовую посадку третьего
класса; Г, — глуХую посадку первого класса; П3 — плотную посадку 3-го
класса: С, — скользящую 1-го класса и т..д.
Посадки 2-го класса, как самого распространенного, обозначаются только
знаком посадки, и дополнительная цифра, указывающая класс точности, не
пишется. Таким образом отметка «Ш» обозначает широко-ходовую посадку
2-го класса, <<С» — скользящую 2-го класса и т. д.
Четвертый класс точности (грубые посадки) обозначаются несколько
иначе*, сначала ставится буква «г* (грубая посадка), указывающая класс точности,
неправа от буквы «г» пишется цифра (*• 2, 3 и 4), указывающая посадку. Таким
образом надпись <<г4» означает четвертая грубая посадка и т. д.
Сокращенные обозначения пригонок и классов точности указываются на
чертежах обыкновенно сразу же за цифрой, указывающей размер. Так, например,
если после цифры 280, указывающей диаметр вала, сделана npiwncKa Ji,. п>
это значит, «по эта часть вала должна быть обработана с точностью, соответствую-
щей легко-ходовой посадке 3-го класса точности. „nrvro.,t„ пП11..тянпяю1
Иногда пяестп KU пригонки н класса точности па
Be.inniniy допуска. Это обозначение имеет такой вид: сначала пишется ..омииаль-
ный размер, а затем допуски высший (вверху) и ппзший (в""'У> мяа)
Так вместо того чтобы ииаать: 55-1. где 55 - помина.тоный|
изделия, а значок Т показывает, что о данном случае должна быть тугая посадка,
2-ю класса .можно указывать: ,
й+ао.
Здесь г 0.03 есть высший. а + 0.01 -
тельный размер изделия должен быть ис больше т »
меньше 55 + 0.01, т.-с. 55.01
__ 224 —
,„.л,п,мн пыражаюшими величину ото..
В некоторых случаях перед uзнак—(минус). Это значит, ш
нения от номинального диаметра, с.• номинального. Знак минуса мои,, ;
действительный диаметр должен йгп. м ньиеномипш^
стоять или перед одним на допусков порому классу точности (см. ниже-
Примы 1. ПР"5^Лиметро” 75“«пряплотноЛпосад<е имеет
приводимую таблицу 1П отверстие лнам.тром а >
. допуски + 0,02 и — 0.01, что может быть написано
75-(да
Действительный размер этого отверстия должен быть не больше
' 75 + 0,02 = 75,02 -Н.Н
и не меньше
75 _ (1,0| = 69,99 мм.
Пример 2. То же отверстие при глухой посадке имеет допуски
—0,038
75
—0,040
Действительный размер должен быть не больше 74,962 или не меньше
74,960 мм.
Иногда один из допусков бывает равен нулю; например, при скользящей
посадке для того же отверстия допуски будут
-г о.оз
75
Это значит, 'по наибольший диаметр должен быть не выше 75,03 мм,—
наименьший действительный размер должен быть не меньше номинального.
Нам остается установить области применения всех рассмотренных выше
посадок, т.-е. указать, в каких случаях следует применять ту или иную посадку.
Горячая посадка (обозначается Гр) употребляется в тех слу-
чаях. когда необходимо получить соединение частей намертво. Для получения
этой посадки диаметр отверстия делается меньше, чем диаметр вала, на который
оно должно быть насажено. При нагревании детали с отверстием диаметр его
вследствие расширения делается несколько больше диаметра вала. В таком
случае деталь может быть свободно насажена на вал. При охлаждении отверстие
уменьшает свой размер и плотно охватывает вал. Применяют эти посадки, напри-
мер, при насадке бандажей на колеса.
Прессовая посадка (обозначается Пр) применяется для
соединения предметов, которые должны при всех обстоятельствах работы сох-
ранять свое относительное положение. В этом случае диаметр отверстия делается
также несколько меньше диаметра вала, и посадка производится при помощи
значительного давления. Пример применения: зубчатые венцы па колесах, муфты.
___ Глухая посадка (обозначается Г) применяется для частей,
мгатояимн'точж toxf>a"™’ с“°с относительное положение, при чем
между ними должен быть нзееслый натяг. Для исклишения возможности прооер-
;Х™нХ,еЫ^.,'РИиЮШбЛС............ « W* Пример:
Тугая посадка (обозначается Т) применяется ион сбооке частей,
огорые во время работы должны сохранял. сии относптелыХ положение, пр«
— 223 —
чем при сборке и разборке их требуются сравнительно большие усилия,
например, удары ручником. Пример применения: составные зубчатые колеса
в металлообрабатывающих станках (рис. 313).
Напряженная посадка (обозначается Н) применяется в тех
случаях, когда соединяемые детали должны сохранять свое относительное поло-
жен;.е, но могут быть разобраны и собраны без применения больших усилий?
например, при помощи ударов свинцового молотка. Необходимо позаботиться
о предотвращении проворачивания. Пример: зубчатые колеса на рабочих шпин-
делях токарных станков.
Плотная посадка (обозначается П) применяется при сборке
деталей, которые должны смещаться сами собой, но для передвижения которых
достаточно усилия рук (с
трудом) или легких ударов
деревянного молотка. Необ-
ходимо применять меры
против проворачивания и
продольного сдвигания.
Пример: ручные маховички
на винтах подачи.
Скользящая по-
садка (обозначается С)
применяется в тех слу-
чаях, когда части должны
входить плотно друг в друга
и тем самым обеспечивать
хорошее направление; в то
же самое время они должны
позволять передвигание от
руки или рабочее движение
с малой скоростью. На-
пример, шпиндель задней
бабки токарного станка.
Рис 313. Примеры посадок. Деталь коребкя скоростей
н >1 я (обозначается Д) ™
П пг а лка яаижеиия (обозначается д; примьп»м,««.л » i
станков. . , „ „ . (обозначается X) применяется при сборке
Ходовая пос а д к а ( друг друга с заметным зазором.
частей, которые.должны двигаться относительно дру ару
Пример: подшипник у л) применяется тогда, когда
• Л е г к о - х о л о в а я (обозначается л, | ч 3„ач,ггель-
деталп должны легко двигаться относительно друг друга
кого зазора. Пример: хи'0™' “Езвачается Ш) применяется тогда, когда
Широко- ходовая (обозначаете» г и е двнжя111(, чаСтей).
сборка производится с 3"аЧ1яельпым зазоро. ( ^а , обозначена
На рис. 312 показан "Р™е₽ "'«иоХп в “(примерна легко-ходовая
посадка холостого шкива на тРа ..оп| ца на трансмиссионный вал (посадка
посадка). 4 - посадка а работего п.юша на паз (применена сколь-
скользящая 3-го класса), 5 П^^по?оовая втулка в холостой шкив (посадка
зящая посадка), б - запрессована бронзовая втулк
rJ,yX“lia рис 3)3 показана часть коробки ""
рой / здесь обозначена посадка _Ртугая п“садка зубчатого венца
скоростей вращения шпинделя, 1 фР^ напряженная посадка бронзовой му/ к
на втулку передвижной шестерени, п
— 226 —
подшипника приводного валика. 4 - ходовая посадка приводного валика в под-
шип пиковой втулке, 5—напряженная посадка ременного рабочего шкива на валик
На рис. 314 показан разрез через шпиндель карусельного станка. Здесь
цифрой / обозначена прессовая посадка зубчатого венца на планшайбу, 2 — глу-
хая посадка неразъемной втулки подшипника в гнездо станины, j — посадка
движения шпинделя в бронзовой втулке подшипника, J — напряженная посадка
стальной каленой втулки в планшайбу. 5 — скользящая посадка центрирую-
щего фланца в центрирующую заточку планшайбы. ♦
Указанные выше примеры применения пригонок относятся главным
образом к первому и второму классу точности. В третьем классе пригонки носят
уже несколько иной характер. Сборка по третьему классу точности примо-
рие. 314. Пример посадок. Разрез карусельного станка.
иястся там. где требования точного соблюдения различных типов пригонок не
так велига. как u I и 2 классах, но все же приходится сохранять характер
отдельных пригонок. '
принятая в СССР, предусматривает только три вила
посадок 3-го класса точности. г
оагт.0СЛ?льзяи‘а{’ пригонка (обозначается С.) применяется для
S joZu и™.1"11™’ Л₽уг в ,₽угл бп У“»,я ,|Л» по “Р“"
нХ не ZoZ.Zп™ ЛУГ ’ д'’уга ° “=иа,|"°" «ктоянни. Особенной плот-
пости не треоуется. Пример: установочные колыи на валах.
бедного до,лжеяия“с зазором “который S^’cu,,” пРям‘"яегся для с№
чительным. Р который может быть и едва заметным и весьма зна-
для о^всЩиХ^З ктаом м <обоаяачается Ш.) применяется
чаях. Пример: подшиХки ко.^№ “в Л1аЧ1"^‘-„ый зазор во всех слу-
Обе таблицы касакло? 2-то^кзасса тГш с‘"лс,,и попусков, принятой п СССР,
так как 2-й класс на ,бм« п1гпп ОС™ Мы пРя««ппи именно зги таблицы.
Сотки. "а"бОЛИ ₽«простраив1 в обычной практике моталлообра-
ТАБЛИЦА 10.
Предельные отклонения отверстия и вала при системе отверстия.
2-Л класс точности.
ы« СИхловоялл Пос • л В а
ОТ Mg рг г л» Првееаш Глухад | Туги Пхарлжевпал Плоила Сиолылалл Доахоиг.л Холоим | Шврлао
Пр г 1 т п П 0 X X л 1 ш
Эт 1 хо 1 + 0.010 0 + 0.01Я + 0.013 + 0.0)3 4-0.000 + 0.010 4-0.034 + 0.007 4-0.001 + 0003 — 0.00 J 0 -0,008 — 0 003 - 0.U09 -0.003 - 0,018 - 0.013 - 0.025 - 0.018 — 0.035
С» » . 1 + o.mj 0 + 0.031 + №15 + 0.010 4-O.OOS + 0,013 4-0,005 + 0 000 4-0.С01 + 0.00» — 0,004 П - 0.033 — 0.004 -о.оц - 0.010 - 0.V43 -0.017 -0.025 — 0,025 -0.145
• * . »( + 0.ПЦ 0 + 0О» + 0.018 + 0.030 4- Олю + 0 018 4-0.008 + 0,013 4-0,ОМ + o,w> — 0,005 0 — 0,010 — 0,005 - 0,015 — 0,011 - 0.037 — 0.023 - 0.015 — о.'ом - о,оси
. to . “ | 4-o.oia 0 + 0 014 4- оля + 0.OJ4 + 0.оИ + 0,019 + 0.СОТ + 0Л14 4-0.003 + О.ОП0 — 0,008 0 - 0,012 - 0,008 . — 0,013 - 0.0'8 -0.033 — 0.030 — 0,055 - 0<М5 — 0,075
. 18 . “ 1 + 0.П23 0 + о<чз + u.we + о.ота 4- 0,013 + 0.071 4- 0.0-8 + 0,017 4-0,им + 0.007 - 0,и?1 -0,014 - О ОП» - 0.0Л - П.020 — 0.040 — O.OIO - 0.070 - 0.0 0 — 0.МЭ5
. ю . “ 1 + 0.027 0 + o.ose + 0.025 + О.ГПЗ 4- 0,018 + 0 02? 4- О.СКЛ) + 0,020 4-0.003 + 0.00» -0,008 0 - 0,017 - 0,010 — 0,027, -0 025 — 0,050 -0.050 — 0,045 — 0.075 - 0,115
. Ю . «{ + 0.030 -( о.«в 4-0.043 + 0 040 4-№20 + ооад 4- ОЛЮ + 0.023 4-0,103 + 0.010 - 0,010 0 -0,020 — 0.019 — 0.U22 _ одто — о.ооо -0.1*5 — 0.105 -0 095 -0,145
. К* . •»( + 0.014 + 0JW) 4- о/лз 4 0.044 4-О.ВЯ + 0.015 4-0.013 + О.ОМ 4-о.юэ + 0.013 - 0,013 0 -0.033 -0.015 — 0,038 - 0 040 - 0,075 — О.пад - 0.135 — 0.1М — 0.175
. 130 . + 0Д40 + 0.170 + 0.W4 + O.0J0 4-0.415 + 0.040 4-о.'из + 0.030 4-0.004 + 0.014 - 0,0)4 0 - 0,027 - 0.018 - 0.045 - о.о-о - о.оэо -0.100 - 0.155 . —0,150 -0,-10
. tw , к» | + 0.045 0 + О.1В0 + O.JJO + 0.060 + 0,01'1 + 0.045 4-ОЛ'» - + 0.085 4-0.004 + 0,018 - 0.О14 0 -0,030 -0.027 -0.052 -0.060 — 0,105 -0.1.0 -01180 -0.1Я0 -0.250
м» . 360 | + О.О'Л и + 0.310 1 4 о.ч» + 0,070 4-0/113 + О.ПЛО 4-0.015 + 0,040 4-0.004 + 0 018 - 0.018 0 -0.035 - 0.0'8 - 0.0С0 -0.070 - 0,145 -0.140 - 0,410 — 0.310 — 0,290
• , зоо , 1 + о.шя 0 + п.га г о.з» + 003 4- 0.1М0 + 0.000 4-о.рю + 0.045 4- 0,005 + 0.010 - 0.0.0 0 -9,040 - 0.030 - 0.070 -0,080 - 0.140 -0.170 -0,245 — 0.9'0 -0.1413
227
ТАБЛИЦА П.
Предельные отклонении вала н отверстия при системе пало.
2-й масс точное*а.
К«| —п«ы» ааышауы лл iht*4«u>
Пг.ка.м Гауви | Т»14» иогмваам lUoaeu Cwikunu Хохмаа «л7*'\ 10МЫ«
; ”» Г т 11 а с д X л Ш
о 0.ПШ -ЛЮЗ' 0 4-0 «И + 0.007 + ЛОМ) + 0,017. + о<«1 + о,о» + 0.0 и
। а» я j - 'Кив - о,и)я — О,К1В -0.010 — 0,007 - 0.WU 0 + 0,000» 4-0,00» 4 олмз 4- 0.(118
г. al а - ЛОЮ -О (at* 0 4- 0.044 + О(ст 4 0.013 + 0.017 + 0.037 + «Ц)40 + ОДОО
с. » . • ( — о.по» - o.iuj -о.шв — 0.013 -0,009 -одам и + 0.004 4-вхпо 4-од»’ 4-0.0»
• 10 / 0 - ЛОИ — 0.(04 0 + 0.004 + 0.011 + 0.014 + ОДО + 0.033 + 0.050 + o.wa
- • ’ “ 1 -0,010 - 0.ОН — Q.0X) -0.010 - 0,011 - 0.1US 0 + O.0U6 4-0.018 4-0.0» 0,037
и - Л<11» -o.no 0 - 0.04В + 0,013 + о.ою + 0.0» + 0.040 + 0.040 + О.ГИО
— 0,(41 - 0,034 — О,(ГН - лою - 0.014 -o.utx 0 4 о.им 4- 0.014 4-одии 4-О.М47
0 - 0.<П» -0,'ХВ 0 + 0.000 + 0.010 + о.о«з + 0.1)00 + 0.050 + ОДМО + 0.ИВ
“ • “ 1 -0.OJ4 - 0,041 — 0.00 - ОДП - 0.01Т -0,007 0 4-0.WM 4-ЛОЮ + 0.<мо т0Л«м
М № f - 0 015 - 0.007 0 + О.ОП + 0.014 + 0.037 + о.ом + 0.060 + 0.005 + 0.1»
" • " 1 -Л01Т -0.ОМ - 0,105 - 0.027 + 0.070 - 0.1 <JH 0 4*од)1о 4 0.025 + 0.000 +0.07»
с 1 -0.0» - оогн 0 + 0.0* + од» + 0.030 + 0.043 + 0.070 + 0.115 + 0.1U
— O.UJO - (1.044 - о.ою - O.0W -0,0*1 — 0.010 0 •4 ojou 4*0/590 4- О.«5 4-0.084
0 -0.OS4 - t.nio 0 + 0 000 1-0.013 + 0.035 + 0,050 + 0.ОЛ + 0 140 + 0.1В)
-одез - «.«*' -0.045 -ОДП» -0.014 - 0,013 0 4- 0.015 4 0.040 4 0.00 + од»
о о.ово -0.017 0 + 0,010 4 0.027 + 0.040 + *).«о + 0.105 + 0.170 + 0.2»
-0.С37 -0.1:0 -0,063 -0.040 -о.ою - 0.014 0 + 0.018 4-o.oflo 4 о.1оо 4-0.1»
IM мо I 0 - 0,116 -0,015 о + 0.011 + О.ОЮ +0.045 + 0.070 + 0.1М + 0.200 + 0.37(1
wo . Я» || -0,0» -0,160 — о,ао -0.041 - 0.031 - 0,016 0 4 0,022 4-О.ово 4-0,130 + O.IB)
0 - 0.1М — 0.014 0 + 0.011 + 0.035 + 0.050 + 0.060 + 0.140 + 0.3» + 0 310
IB) . ио { -О.ОЙ -одю -0.0.0 -0,050 — 0,040 - о.ою 0 + 0,024 + о.о;о 4- о.ио 4-О.2Ю
ио . «Ой 0 - 0.81» - одно 0 + 0,015 + 0.040 1 о.оео + 0.090 + 0.160 + 0.370 + 0.3Ю
-о.ою - О.Л» — О.ОЛ - одво - 0,016 -0.030 0 4о,и» 4-0.080 + 0.170 4-0,250
— 229 —
лГ1_,л_1,<|^лица •!ает допуски из точность изготовления различных деталей
обрабатываемых по 2-му классу точности для всех посадок при системе отверстия.’
_____ ЭТУ таолн“У- мы Ш1ДИ" чт" " первой вертикальной графе
? нпРЖ uu,bn’0M,’Haj',b,,IJC (Т-С- показ *11’" ' |1а чертеже) диаметры отверстий
от 1 до 500 мм. Эти диаметры разделены на 12 ipynn: F
от I мм до 3 мм
свыше 3 » » 6 »
» б л » 10 » и т. д.
Таким образом, например, два вала, диаметры которых — 22 и 28 ми.
имеют одинаковые допуски (при одних и тех же посадках).
Вторая вертикальная графа дает допуски на точность обработки отвер-
стия, при чем верхняя цифра показывает верхний предел, при котором отверстие
имеет наибольший диаметр, а нижняя — нижний предел, ограничивающий
наименьший диаметр отверстия. Нижний предел во всех группах равен О,
верхний же изменяется от 4- 0,01 до 4- 0,06 мм.
По цифрам, которые приводятся в этой графе, мы видим, например,
что отверстие диаметром 55 мм имеет доп/Ьки 4- 0,030 и 0. Это значит, что дей-
ствительный размер диаметра этого отверстия должен быть не меньше 55 ми и не
больше 55,030 мм.
В следующих графах даются допуски для различного рода пригонок.
В каждой колонке проставлены верхний предел (верхняя цифра) и нижний пре-
дел (нижняя цифра) точности. Так, например, если для того же номинального
диаметра отверстия 55 мм мы желаем получип» тугую пригонку (Т), то мы должны
сделать вал таким образом, чтобы наибольший его размер (верхний предел) был
не больше 55 4- 0,03 — 55,03 ми, а меньший размер (нижний предел) не меньше
55 4- 0,01 — 55,01 ми. Если мы возьмем для этого же диаметра плотную посадку (П),
то мы увидим, что нижний предел допуска имеет отрицательный знак; это значит,
что из номинального размера этот допуск нужно вычесть. Таким образом размеры
вала при номинальном диаметре 55 ми при плотной посадке будут таковы:
55 4- 0.1 и 55 — 0.01, т.-е. 55.01 и 49,99 ми.
В таблице 11 приводятся допуски на точность обработки по 2-му классу
для всех посадок при системе вала.
Эта таблица построена точно так же, как н предыдущая, и пояснения
поэтому не требует.
§ 2. Предельные измерительные инструменты.
Измерение обрабатываемых изделий. действительные Ремеры которых
нс должны выхолить за пределы допускаемых, производята р
называемых предельных измерительных инструментов: калибров для отвер
стиЙ и скпб Для наружных диаметров. 1Иаметпа
На рис. 315 нрелстаакны-Два предельных калибра---один д.тядиаметра
25 мм, другой — для 40 мм. Эти калибры сходны с нор. измерения
от них км, что имеют два рабочих конца, один из кагор У
наибольшего, а другой - наименьшего допустимого 1фслс.1Ы1ЫХ
Измерение наружных диаметров производится при Р
скоб, несколько конструкции которых показано Г' тугая—
показаны дм скобы, из Которых «дна служит для £ пи?. 316-11
нанменыпегодиаметраизделня. Билеесовершеит|ысс , 316-I).
и 310-111 первая из них представляет собой соедонет нс .i > “ Л(.п
Вторая имеет .hu.tIumc измерительные нлосьоспт. i пре диаметрон
скобы служат для измерения наибольшего, а залн
— 230 —
Рис. 315. Предельные калибры.
Рис. 3ie. Пгедельпые скобы
— 231 - -
Конструкции предельных измерительных инструментов с увеличением
размеров, для измерения которых они предназначаются, сильно изменяются.
Эти изменения не так заметны на предельных скобах, как на калибрах для изме-
рения отверстий. Стержневые калибры при больших размерах получаются тя-
желыми, что затрудняет их изготовление, а также и пользование ими. Поэтому
при больших диаметрах вместо калибров делают игтихмассы, подобные предста-
вленным на рис. 300. В данном случае для каждого размера отверстия прихо-
PM 41S. Способ волы»»»»" »!«"»«“»»
дигея иметь два ~«а -
допустимым диаметрам ii:c«p»^^'P^on обшей рукоятае (рис. 311).
обращения, оба эти пазмеро» ирелельиих измерительных ""стру-
Независимо от конаруишМ Г Р ,и0 0ДШ| размер каждого такого
ментов, способ п.. |ьэоввння оа'"“"'оЯ наименьшему допустимым размеру
инструмента равен ''“''"“'‘‘’.“.'‘йпвите.шплй размер изделия должен находятся
обрабатываемого изделия. Действительш и
между этими пределами.
232 —
nvcn. например, нам требуется обработать вал диаметром 00 м.« с до.
пусками___0.06 и —0.10. Действительный размер вала, следовательно, должен
быть в пределах от 59, 04 до 59,90 мм.
Если мы возьмем предельную скобку, один размер которой равен 59.94 мм,
a iDvroii 59 90, и будем подгонять диаметр вала так, чтобы он был меньше 59,94
(скоба 59,94 должна проходить через
вал, рис. 318-1) и больше, чем 59.90
(скоба 59.90 не проходит, рис. 318-11).
то получим как раз то, что требуется
Пока обрабатываемый диаметр
больше должного (59,94), скоба 59,94
не проходит, а она должна проходить
через вал. Уменьшив диаметр на-
столько, чтобы скоба 59,94 проходила,
а 59,90 не проходила, получим тре
буюшийся диаметр. Если же умень-
шение диаметра вала мы будем про-
должать так, что и скоба 59,90 будет
проходить, то получим брак, так как
диаметр вала будет меньше должного.
Этот способ измерения предель-
ными калибрами и скобами и послу-
жил основанием для названия «про-
ходной» и «непроходной». В нашем
случае размер 59,94 — проходной,
размер 59,90—непроходиой. Иногда
вместо этих названий говорят «при-
емный» (в нашем случае 59,94) и
• браковочный» (59,90) концы кали-
бров ил1г«прнемная» и «браковочная»
стирона.
На рис. 319 представлена про-
верка отверстия при помощи предель-
ного калибра. Проходная сторона его
входит в отверстие (рис. 319-1), не-
проходная £— не входит (рис. 319-II).
Отверстие обработано правильно.
при пользовании предельными калибрами и скобами нельзя прибегать
большим усилиям, чтобы не ошибаться в промере и не портить инструмента.
эп«ви| предельными
калнбрдми.
ГЛАВА ДЕСЯТАЯ.
Основные сведения об установке резцов и работе резцами Видна.
§ 1. Общие правила установки резцов на токарных станках.
Всякий токарный резец, независимо от его формы и назначения, долЖ'Н
быть правильно установлен относительно оси изделия или, как чаще говорив
относительно центра станка.
При установке резца необходимо иметь в виду, что если лезвее резца по-
ставлено выше центра, то при наружной обточке угол резания и задний угол
резца уменьшаются, а передний угол его увеличивается (рис. 320-1). Если
при наружной обточке резец тставить ниже центра (рис. 320-111), то углы
резания и задний увеличивайте г, а передний угол уменьшается.
— 233
При расточных работах мы патгаэ™ -
jgWWe Резца пыш» центра ' (рис "ap”
“Рад,,,И УГОЛ 7™ -“а"ИЯ
?р„с. 320-VI) 11 Зад""” Ум«|“Раются. а передний угол’
'""ратную картину, а именно: при
» ynu пе22;.;;я и задний увелич,.
резец поставить ниже центра, то
। прпон.,..и ...-л увеличивается,
Рис. 320. Влияние установки резца па основные углы его.
На рис. 320-11 и 320-V показаны установки резца при наружных
и внутренних работах по центру.
Известно, что уменьшение угла резания облегчает условия резания, так
как стружке не приходится так сильно выгибаться, как это имеет место при бол»-
шйх углах резания и малых передних углах. Поэтому, при наружных обдироч-
ных работах принято ставить резец нем-
ного выше центра, а при внутренних
обдирках — ниже центра.
Устанавливать таким образом
резец при чистовых работах нельзя.
Дело о том, что при высоко поставленном
резне его затягивает в обрабатываемое
изделие (рис. 321-1), вследствие чего
диаметр последнего уменьшается. При
обдирочных работах всегда оставляют
некоторый припуск на чистовую обточку,
так что это уменьшен»^ диаметра не
опасно, но только до’определенного
Рис. 321- Заедание резца при устзиоаке ел»
иише центра.
ириДСЛ,!.
При отделке изделий такое уменьшение диаметра недопустимо, поэтому
при наружных чистовых работах резец ставят илй точно по центру или ниже,
его. В этом случае резец под давлением снимаемой стружки немного отгибаете»
(рис. 321-11), но диаметр обтачиваемого изделия от этого не уменьшается
а увеличивается, и, следовательно, вероятность порчи изделия уменьшается.
— 234 -
При чистовой внутренней расточке нужно поступать наоборот, т.-е. уста-
навливать резец или точно по центру или даже немного выше его. На рис. 322
показан способ проверки правильности установки резца по центровой линии
ставка. Опытный токарь быстро определяет правильность установки резца на-
глаз, подведя резец вплотную к обрабатываемому изделию.
Выше мы говорили, что резец следует ставить в некоторых случаях немного
выше центра, а иногда немного ниже центра. Это повышение или понижение
острия резца не может быть точно указано, так как зависит от целого ряда об-
стоятельств. Немалое значение имеет состояние станка. На станке с хорошо
пригнанными поперечными салазками супорта превышение может быть взято
больше, чел» при работе на
разбитом станке. Твердость ма-
териала обрабатываемого изде-
лия должна быть также учтена
при установке резца.
Рис. 322. Устною реша оо центру.
Рис. 323. Общие правила установки резцов.
Приняв во внимание все эти обстоятельства, можно указать следующие
правила установки резцов:
Резец должен быть поставлен выше центра: 1) при наружной обдирке
мягких материалов, 2) при внутренней обдирке очень твердых материалов,
3) при чистовой отделке внутренних поверхностей.
Резец должен быть установлен точно по центру или ниже его: 1) при наруж-
ной обдирке очень твердых материалов, 2) при внутренней обдирке мягких мате-
риалов и 3) при чистовой отделке наружных поверхностей.
До тех пор, пока все эти правила не усвоены настолько, что могут быть
выполняемы безошибочно, лучше всего резец всегда ставить точно по центру
станка как при наружной, так и при внутренней работе, независимо от харак-
тера ее (обдирочная она или чистовая) и не считаясь с твердостью материала
обтачиваемого изделия.
Для того, чтобы предупредить дрожание резца, в результате которого
обрабатываемая поверхность получается негладкой (или, как говорят, дробленой),
резец следует устанавливать.в головке супорта так, чтобы он возможно меньше
свешивался. На рис. 323-1 показано неправильное, а на рис. 323-11 правиль-
ное положение резца.
При установке резца относительно центра часто приходится прибегать
к подкладкам. Чем меньше этих подкладок, тем лучше. Одна пи,и<ладка толщи*
ной 10 лг.н больше обеспечш жесткость установки резца, чем две по 5 жм каждая.
Если нет возможности совсем избегнуть подкладок, то укладывать их следует
вровень с головкой супорта (рис. 323-IV). а нс так, как это показано на
рис. 323-111. В последнем случае неизбежно дрожание резца.
При работе правым резцом (обдирочным, подрезным и т. д.) его следует
устанавливать или под прямым углом к изделию или даже передав его немного
вправо. Если резцу дать уклон влево (по направлению движения), как это пока-
зано па рис. 323-V, то во время работы под давлением снимаемой стружки он по-
вернется вправо и углубится в изделие. Диаметр изделия получится меньше
должного. Это не случится, если резец установить по рис. 323-V1.
§ 2. Работа резцами Видна.
Рис. 324. Различные формы резио* Вили.
На рис. 324 представлены пять основных типов резпов, напаянных пла-
стинками Видиа. Очень устойчив в работе прямой обдирочный резец (рис. 324-1).
Изогнутый обдирочный резец (рис. 324-11) дает возможность работать и bdh
попереч-
ной обточке. Такие резцы
бывают и правые и левые.
На рис. 324-111 изображен
отделочный (чистовой) ре-
зец для работы мелкой по-
дачей. Этот резец может
работать в обе стороны.
Резец для внутренней ра-
сточки (рис. 324-VI) следует
применять, придерживаясь
общего правила, только
при расточке отверстий
малых диаметров. При
больших диаметрах раста-
чиваемых отверстий следует
пользоваться обыкновен-
ными оправками, зажимая
в них резцы, показанные
на рис. 324-1. На рис. 324-V
показан отрезной резец,
напаянный пластинкой
Видна.
Свойства Видиа обу-
словливают ряд обязатель-
ных правил пользования
резцами, напаянными пла-
стинками из это[о металла.
Видиа хорошо рабо-
тает, при прерывистом ре-
зании, на удары, но совсем „пи.РТ г..ггь следствием целого ряда причин,
не выносит дрожания. Это лрожан| . СОСТОяния станка, неправильной уста-
Правило 1. Станок, па п> станка, как гпворит.
Видна, должен бкгть о хорошем свет • и перешабрктъ подшип-
адробш» - следует прошлифоватьim Пк * - с слабни. Но даже а при
ники. Во всех направляющих супорта не должно вы
— 2ВВ —
собтюлснии mix условий, при работе с сильными ударами, следует, установив
пезеи в тпсб\ юшемся затянуть все прижимные винты и биьпы супорта
’ П г а в и л о 2. Размеры болванки резца должны был, возможно больше.
Чем больше сечение резца, тем меньше оснований опасаться дрожания его во
время работы и тем устойчивее будет работать этот резец. Не следует уменьшат!,
сечений болванки резца, если это не вызывается каккмп-либо оостоятельствами
«работа резном, закрепленным в оправке, и т. д.).
Высота болванки резца должна быть равна высоте центра станка над опор-
ной площадкой резцедержателя.
Правило 3. Резец' следует устанавливать в резцедержатель таким
образом, чтобы он возможно меньше свешивался. Далеко высунутый резец будет
«рожать, и поломка его (пластинки) почти неизбежна.
Правило 4. Если необходимость заставляет прибегнуть к помощи
подкладок под резец, то следует брать одну толстую подкладку, а не несколько
тонких. Эти тонкие подкладки не всегда плотно прижимаются одна к другой,
а в результате получается дрожание резца и поломка пластинки.
Правило 5. Лучше всего обходиться без подкладок, выбирая резцы
подходящих сечений. Если же это не удается, то нужно взять одну толстую под-
кладку и го (дожить ее на супорт так. чтобы передний конец се был заподлицо
с головкой супорта. Это необходимо для того, чтобы не увеличивалась длина
свешивающейся части резца.
Правило 6: Нужно тщательно следить за тем, чтобы резец всей своей
подошвой лежал на головке супорта. Для этого нужно равномерно затягивать
гайки болтов, закрепляющих резец.
• Правило 7. При расточных работах оправки для резцов следует
брать возможно большего сечения и выставлять их из супорта возможна меньше.
Креме того безусловно необходимо. чтобы болт, закрепляющий резец, был с той
же стороны, с которой стружка давит на резец, а не наоборот. В противном слу-
чае неизбежно дрожание резца, и возможна поломка пластинки.
Правильная установка резца относительно центра обрабатываемого изде-
лия имей счзнь большое влияние на работоспособность резцов Видна. Если
резец поставлен слишком высоко по отношению к центру станка, то пластинка
оудет тереться об изделие, сильно нагреваться, в результате чего припой ослаб-
нет и пластинка отскочит? Возможность такого явления можно было бы умень-
шьть, увеличив задний угол резца. Но делать этого нс следует, чтобы не "умень-
шай. угла заострения резца и тем самым не ослаблять его. В виду этого при уста-
правилашг°В °™осигель1|° центра станка следует руководиться
Правило 8. Резец должен быть правильно поставлен
шабчо1новГа,,Ка’ 470 провсриется Г,РИ помощи рейсмуса или
При наруэкпоА обточке резец ставится •*••••* --
следующими
относительно
специальных
..ям .У,;,г,~РуЖМ « '™КС рсзец ™,гтся точно по центру (рис. 325-1),
«’Я»33-чугун, бронза или латунь. Если же прои-
“ХготIJ" “G™*3 «-’“того изделия, то ретен следует.стаитгп. на 1%
диаметра обрабатываемого изделия выше центра (рис. 325-11).
изделия Рзстпчкс. ис-ияисимп от материя та оОрабагым.чого
П'Л '?ЯРТ'>''"и "° ,к"тру ста"|<а <₽'«• 125-111).
случае пси u ..'гт-м.-..'•.«** ста,*ок находится под стружкой — ни в каком
и.йи'мка пластин^ неи^жна'.™' "UK-‘“W"B предварительно подачу. Иначе
мео 0стзп°8Ить станок для того, чтобы, иапри-
“^Хь ™ Суслов..., нсоОходиио прежде всего;
3) остановить станок.' ’ ' рсзцу "“врегь стружку, и голыш после этого
— 237
Поломка пластинки неизбежна и в том с лучае, если не отвести резца от
изделии и сообщить ему (изделию) обратны!! ход.
Правило 10. Резцы Видна дают лю пюжность работать на таких выси-
КИХ скоростях резания, что применять охлаждение обычно приходится только
в специальных случаях, когда это вызывается характером изделия (опасность
Рис. 325. Установка резцов Видна.
коробления от нагрева и т. д.). Но если его применять, то безусловно необхо-
димо обеспечить беспрерывную подачу большого количества охлаждающей жид-
кости.
Применение охлаждения обязательно и тогда, когда условия резания
настолько тяжелы, что лезвее Видна нагревается до ярко-красного цвета. Видна,
нагретый докрасна, подвергается действию кислорода воздуха и иногда в значи-
тельной степени теряет свои режущие свойства и твердость (сравни охлаждение
резцов после припайки пластинок в порошкообразном электродном угле).
_ «»v к-го хочет раб >глп» с рез*
Все это с
нами Видка без осложнений и ',сп£ лаииится прнвычкиЛ после В1СХ°
не Обременительны, и точное аьтолиепие
ких дней работы резцами Вид» •
— 238 —
ТАБЛИЦА 12.
Скорости резания для резцов Видна пря -обработке разных материалов.
Обрабатываемый материал Скорость резания—метров в минуту Передний угол резца ’)
При обдироч- ных р<ботэх 1 При чистовых работах
Мягкая сталь, прокатная или кованая . . • . 40- ТО 120 — 200 2Г
Мягкая сталь, отливки 25—70 50— 120 8* — 13’
Литая сталь сопротивл. разрыву 9)—145 к:[мм*. 25-70 50 - 120 13’
Нержавеющая сталь, поковки и прокатка . . . 35— 70 50-100 8*
Нержавеющая сталь, отливки Хромоникелевая сталь и другие стали сопрот. 20— 35 25— 45 3*
разрыву ы)— 135 кг/мм* 35- 70 50—120 13’— 8*
Быстрорежущая сталь (отожженн’я) 30- 60 35-80 8’
Марганцовистая сталь (12% мзргши) .... 3- 8 Я— 15 3*
Чугун 200 по Бринеллю 35—80 120 — 200 8*
Плотнозернистый чугун 30— 70 70 — 150 8
Чугун с содержанием 10*Jo пикета 7— Jo 8*
Закаленный чугун 3— 7 7-15 3*
Высокожремииетый чугун 7—20 17— Ц 3е
Перлитовый чугун 8— 15 50 - 120 3 8е
Ковкий чугун 35 — 100
Красная медь 170-270 170 — 350 24’ - 30*
Мят кая латунь 170-270 200 — 350 8* —13*
Мельхиор Твердая латунь, фосфор, м.тргаиен, бронза, пушечная бронза, морская бронза и пр. . . 120—170 170 13*
70—150 150 — 270 3’— 0*
Алюминий 170 — 350 21е
Алюминиевые сплавы до 1 300
100 — 250 150 - 350
Мягкая резина 24°
250 - 350 ,
Эбонит, блксл;п, твердая резнях, фибра и пр 25’ *)
170 — 270 250-500 обдирка 0
Фарфор, мрамор Синец 1 8—20 чист. 2* (У5
Стекло 23— 70 3°
| 10— 25 17- 4U 8°
*) Угол б на рис. 202.
*j Резен должен быть совершенно острым
ю быстрорелупк»епии "имеет метголпи^г3*" " сравнении с резцами напаянного пластинкой Витка не тыл ° Г0ЧИс стали- Дело и том, что у резца, Вашего отхо.^ю назыпаемого засора ГЖ косновепии ее с ирхпей Тренью резца У“С|,Ы1|аи1™го поверхность сопри-
уте лсззес получается очень тонким и быстро выкрашивается.
— /239 —
Поэтому угружка, образующаяся при обработке стали резном Видна, не
имрюшим запора, получается не в силе завил, ..в „ завивающейся ленты, а в виде
прямых «змей», загромождающих станок и часто затрудняющих обслуживание
его> Кроме того такая стружка губительно отражается и на устойчивости резца.
Отделяющаяся стружка трется о поверхность пластинки, нагревает ес и осла-
бляет прочность припоя. Нередки случаи, когда именно вследствие этого обстоя-
тельства пластинки отскакивали.
Фирмой Круппа для работ резцами Видна по мягкой стали и другим вяз-
ким материалам предложен специальный стружкозавиватель (рис. 326), пред-
ставляющий собой пластинку с выгнутым и закаленным передним концом.
Способ употребления такого стружкозавнвателя понятен из рис, 326. Из этого
рисунка видно, что образующаяся при резании стружка ударяется в стружко-
завиватель и завивается. Если передний конец стружкозавнвателя оставить
незакаленным, то он быстро изнашивается под действием трущейся об него
стружки. Все вышеприведенные правила работы с резцами Видна в одинаковой
степени относятся и к резцам, напаянным пластинками из Победита.
Резцы Видка дают возможность работать при скоростях резания значи-
тельно больших, чем при резцах из быстрорежущей стали. В вышеприводимой
таблице 12 даются скорости резания при обработке резцами Видиа различных
материалов.
В этой таблице не указаны пи глубина резания ни подачи. Но из харак-
тера цифр следует, что таблица имеет в виду сравнительно небольшие стружки,
при которых резцы Видиа в настоящее время преимущественно и используются.
ГЛАВА ОДИННАДЦАТАЯ.
Основные приемы токарных работ.
§ 1. Обработка в центрах.
О тин из самых распространенных способов обработки изделий на пжар-
состоит о том,что изделие, спитое со станю .можетбытьвыстро^ т
в то положение, в котором находилось. д„ с винты, валики " другие
без напрасной тр иы времени. ’ кти следует точить в цен-
детали которые могут быть впослелст • шлифовальный станок,
трах. Изделия, которые после токарной обработки идут v
всегда обрабатываются на ие,|ТР“; .пггсоских токарь получает материал
Только в хорошо „TSy и мпеитроиппых на сие-
в виде болванок с некоторым ПРИПУ * рю приходится самому ор'»изво»
циалыюм станке. В большинстве с ) ‘ рнать ес. При разметке центров
дить центровку, и поэтому он ло> • чтобы припуск на обработку >ыл
на торцах изделий нужно^еМ1Пься необходимо выполнять не только потому,
со всех сторон одинаков. Это пр. й как говорят, нс выйдет, но и потому,
что при неравномерных припускас изделие получается некруглое,
что при неодинаковой толщине стр> «к
Центровка изделий произвол»^«аются и. наконец.
палтечаются центра, затем эти це р m^w1Kh центр08- ,,роС1^ки цирку«я
Существует несколько спосоооп •Раздвигают “ир2У *
распростран'снный способ состоит в от
так, 'чтобы расстояние между н X на топне нлдел»»" мвШре Ki i £ть£
или болванки. После этого ильками фоши-РКУ.™ вш»
показано на рис. 327. если р«к*«
— 240 —
радиуса изделия, то эти риски будут иметь вид фиг. 328-1, если же оно
.было .меньше радиуса, то фиг. 328-11. Центр изделия в том и другом случае
лежит внутри этих рисок и без труда может быть намечен теперь на-глаз. Раз-
метка центра с помощью центровочного угольника показана на фиг. 319. На по-
жив такой угольник на торец изделия, проводят чертилкой, одну риску Зат.м
поворачивают угольник на произвольный угол и дают вторую риску. Перео
Рис. 328. Положение рисок
при разметке-
Рис. 329. Разметка при помощи
ценгроискателя
Рис. 330. Нзкершгвамис центра.
и"иИ SjT ,,с,пр ИЗЛМИЯ- Спос°б ”” «оро-
»«КХ ;с.“н пр« " "7рамстке то,е,"« »
... «фипуски на обработку небольшие
це^ГГг.?^(" ...... ........ иа розеточных плитах.
накернелныП центр может бшь пей шн'Р.‘™ л*1 (₽“с' 3301)' н'ПРавилии
того же кернера (рис. 330-II). ер'и" “ требующуюся сторону с помощью
Последняя операция центровки — это засверливание центра. Крупные
изделия засверливаются или ручной или эле; трической дрелью. Мелкие изде-
лия на токарном станке. Для этого центруемая болванка зажимается в амери-
канский патрон, а центровочное сверло — в патрон для сверл. Этот патрон вста-
вляют вместе со сверлом в шпиндель задней бабки, ('.ратая .маховик задней бабки,
надсверливают болванку. Зацентрировав болванку таким образом с одной стороны,
перевертывают ее и точно так же центрируют второй конец.
Вместо дорого-стоящего сверлильного патрона лучше пользоваться спе-
циальным патроном очень простого устройства, изображенным на рис. 331. Спо-
соб употребления этого, патрона
следующий: закрепив изделие (отре-
зок материала) в патроне, токарь
левой рукой надевает патрон на
центр задней бабки, а правой, пу- •
стив станок в ход, вращает махо-
вик шпинделя задней бабки и тем
самым производит засверливание
центра^ Само собой разумеется,
что патрон этот может быть ис-
пользован только в тех мастерских, верней — только теми токарями, которые
правильно затачивают центра, т.-е. под 60°.
При центровке длинных изделий (валов и пр.) свешивающийся конец
нужно поддержать с помощью неподвижного люнета.
Существует еще один способ центровки изделий на токарном станке, кото-
рый состоит в следующем. Сверлильный патрон вместе с зажатым в него центро-
вочным сверлом ставят на место центра шпинделя передней бабки. Изделие ста-
вится на станок так же, как ставят его на центра. Пускают станок в ход и левой
рукой, придерживая болванку правой, вращают маховик задней бабки и над-
сверчивают центр. После этого болванку перевертывают и центруют
' Размеры центровых углублении лаюття в нижееледующеП таблице.
ТАБЛИЦА 139.
Размеры центровых углубления»
Рис. 331. Цс11гровочпыГ| паiрои.
») Значение цифр I, 2 И 3 -СМ рис.
__ 242 —
Зацентрованное изделие ставится на станок следующим образом, Па один
। конец его надевается и закрепляется подходящего размера хомутик. Если хому-
тик надевается на обработанный конец изделия, то под болт следует положить
подкладку (кусочек меди). Иногда в таких случаях конец изделия, зажимаемый
в хомутик, обвертывают медной полоской. Посте этого центровое углубление
противоположного конца изделия заполняется смазкой. Затем изделие ставится
на передний центр, и лишь после этого подвод1ггся до своего места задний центр.
Зажимать центра следует ни слабо, ни туго. При слабо пбджатом центре изделие
будет дрожать. Если центр зажать слшцком туго, то вся смазка будет выдавлена,
и центр, как говорят, заест.
Во время обточки изделие нагревается и, удлиняясь вследствие этого,
с большой силой нажимает на центра. От этого давления в конце концов или
заест задний центр, или согнется
изделие. Чтобы предупредить это, следует
время от времени (в особенности при обра-
ботке Алииных изделий) проверять нажим
центра задней бабки.
Задний центр считается поджатым
правильно, если изделие без усилия может
быть повернуто на центрах (насколько это
позволяет хомутик).
Непременное условие работы в цен-
трах—это хорошая смазка заднего центра.
Смазка эта необходима для того, чтобы
Ркс 3.3. зэхаето цен™ (масленка предохранить и сам центр и центровое
Штауфсрл), углубление обрабатываемого изделия от
царапин и заедания. Недостаточно смазать
центр только перед установкой изделия па станок. Необходимо время от времени,
остановив станок,, отвести немного шпиндель задней бабки и добавить смазки.
Смазывать центр, не выводя «го из центрового углубления, не следует,
так как в большинстве случаев это не приводит к цели. Дело в том. что даже
заложенная в центровое углубление (перед началом работы) смазка выдавливается
центром, и, конечно, очень мало вероятности, что смазка, положенная на центр
снаружи (во время работы), проникает до места соприкосновения центра с изделием.
Безусловно целесообразным поэтому является устройство смазки заднего
центра токарного станка, показанное на рис. 333. Смазка закладывается в тавиг-
ницу (масленку Штауфера) и поворотом крышки ее подается на центр изнутри.
Такое устройство в особенности полезно для больших станков, центры которых
во время работы несут очень большую нагрузку. Как видно из рис. 333, эта пере-
делка заднего центра станка не встречает затруднений и может быть сделана
на всех токарных станках, в особенности крупных, без особых затрат.
Смазка хля центров приготовляется обычно самим токарем. Приводим
несколько рецептов смазки.
1) К тавоту прибавляют толченого мела так, чтобы получилась не слиш-
ком густая смесь.
2) К тавоту прибавляют мелко истолченной горючей серы. Масса полу-
чается густая, поэтому полезно разбавить ее керосином.
3) Одна часть графита смешивается с четырьмя частями сала. Графит
должен быть чистым. I рафит, который употребляется в литейных, часто содер-
жит песок и поэтому не годен для приготовления смазки.
Обточку хлипких изделий следует производить в люнетах. При грубой
обточке длинного и не очень тонкого изделия можно обойтись неподвижными
люнетами. При тонких итддшиях установка подвижного люнета обязательна,
следует помнить, что время, потраченное на установку люнетов, вполне оправ-
дается возможностью быстрей выполнить работу.
— 2-1J
§ 2. Обработка на оправках.
Очень многие детали, обрабатываемые иа токарных станках имеют а иеитпе
отверстия, которые должны быть строго К01щентричйы с наружной поверх-
ностью. Примерами таких изделий могут служить всевозможные тлулкн, шкивы
шестевии и т. д. Ооработку таких изделий следует производить на оправках,
оощие сведения о которых даны в главе 111 гутой книги.
Порядок обработки пустотелых изделий на оправках следующий. Изде-
лия тем или иным способом закрепляются в патроне, п у него растачивается
отверстие. После этого изделие насаживается на оправку. Изделие, вместе с оправ-
кой, обычным способом ставится на центра станка и обрабатывается со всех сто-
рон на-готово. В случае надобности изделие вместе
с оправкой можно перевернуть, если окажется, 'по
так удобней обработать ту сторону изделия, которая
при первой установке была обращена к передней бабке.
В главе 111 мы видели, что оправки бывают
самых разнообразных устройств. Чем проще кон-
струкция оправки, тем лучшие результаты в смысле
точности (концентричности) изделия могут быть полу-
чены при обработке на этой оправке.
Оправки с разжимными втулками для работ,
требующих большой точности, не годны. Дело в том,
что очень трудно изготовить разжимную втулку с со-
вершенно концентричными наружной и внутренней
поверхностями. Часто делают так: внутреннюю по-
верхность втулки (конус) тщательно пригоняют по
валику и, посадив на него еще не разрезанную втулку,
шлифуют ее; если втулка уже разрезана — можно рис 334 пресс ня поемки
стянуть ее хомутом, прошлифовать одну часть, затем изделий иа оправки,
переставить хомут и прошлифовать второй конец.
Таким образом можно получить точную втулку, ио только точную в том гипо-
женин. в каком она была прошлифована. Продвинутая по налику ночного
• дальше или повернутая на нем она будет бить. При работе с такими «правками
трудно предупредит!, попадание стружек под втулку. Поэтому самой точной
ьдоп=.н«i„-ой трепня, поэтому леаяшо
быть посажено на пес достаточно платно. *'и
ударами молотка медного или свинцового, по ни в каком случае не стального,
или же специальным прессом, показанным на рпе. ли- тг„
Для того, чтобы сиять изделие с оправки ее “'"“^^шмтшем
же молотка пли вылавливают тем жеР Р изделия,
в изделие оправку следует смазывать маслом. даж>ю го.1ьк0
Было бы ошибкой думать, что обр изготовленных оправках н береж-
иебольшие изделия. При правильно хор он . крупных предметов
ном обращении с ними можно яров оголить обработку >
и получать при этом большую точное». .»мтотгля Дизеля.
....... „йпаботка йз опраоке станины даяпптлн ан
На рис. 335 ноказагаоораоотк. > и" Bw. ;m)rt ^„„ы икота 2000с-
основные размеры которой пока.,J"IJ “ Р J crJ11„„u (обозначена пл рис. 335
По условиям сборки двигателя опорная вл» w в Ы1 М|,ресои>ан-
цифрой Z) должна быть С7°ГХ п'Х"стю<ю средней величины прикреплена бото
вой в станину. К патрону 3 Л обо ва“ ™ и згеймуфл- замерли»
тами Mv.lrra 4.оканчивающаясясправонстор____г „тотао к "'«»• пошиаи-
Сп|М=д от «тулки 7 имсга гайка «. посредством которой втулка может
б ль нрижам к станине. ,lirra шмютлми 5 и 7 быстро и точно
Пипрпровапие сташшы "₽»"3“’J"T" 2 совершенно точно
патольк... ; £2,7о«равоткпбудет строго перенендн-
^ирна"'oS ^2.'n₽S конец вала 6 во время работы стопка находится
в подшипнике 9. ,
Рис. 330. Обработка втулки двигателя Дизеля.
При установке станины на оправку втулку 7 и гайку а приходится сни-
мать. а подшипник 9 отодвигать в сторону. Несмотря на это ш всю установку
станины теряется нс больше 15 минут.
1 Совершенно особый вид оправки хш обработки втулок рабочих цилиндров
двигателя Дизеля (на рис. 335 обозначен цифрой 2) представлен на рис. 336.
Наружная поверхность таких втулок (верней пояски/. 2 н 5) должны быть строго
кониентричны с внутренней поверхностью. Вместо одной сплошной оправки во
втулку с обоих концов ее закладываются ДИСКИ 4 н 5 центрирующие, затйчки
которых плотно входят во втулку. Диски стягиваются тремя болтами 6. В обои*
— 245
дисках сделаны центровые углубления, а у чвого, кроме того, породой. Вместо
того, чтобы делать центровые углубления прями в дисках, очень часто в центре
Каждого диска запрессовывается закаленная втулка, и центровое углубление
сделано в этой втулке. Разрабатывания центровых углублений в этом случае
nd получается, что способствует точности всея работы.
В главе III мы разобрали устройство нескольких типов так называемых
центровых оправок, изготовляемых инструментальными заводами и продающи-
мися так же, как продаются американские патроны и другие приспособления.
На практике часто оказываются полезными оправки другого типа, так
называемые патронные. Эти оправки или закрепляются в патроне станка
или навертываются на шпиндель. В некоторых случаях такая оправка вста-
вляется прямо в шпиндель станка, для чего хвост се делается коническим (по
гнезду в шпинделе). Большая часть патронных оправок изготовляется самими
токарями в порядке текущей
работы. Пример оправки, зажи-
маемой в патрон, дается на
рис. 337. Оправка эта предназна-
чается для обработки верха гаек.
Гайкк навертываются на оправку.
Рис. 337. Оправка для обработки
гаек.
Рис. 336. Оправка, закрепляемая в гнездо
шпинделя.
Па Лиг 338 показана оправка, вставляемая в пет шпинлеля. Правый
деле с помощью болта, проходящего сквозь ”"^ь' с р.ггю,м„„й втулкой.
На ряс. 338-11 ,"’Н“
Патронные оправки, так *т гак и п.н»и«пих оправок
работы только при условт.. если о« ‘'Хбвых п"кзч>пш>п из рис 338-11.
(рис. 338-1) или ГИЗ^имных. I >. .ыстр0 разоряются и в роль-
не обеспечивает точности раооты. I льне и (
тате — брак.
§ 3. Отрезка.
Отрезка повсстиевиа» ток-зряля -B*^JU“SSS
- "^^гаГОре"и"Г""^“\с"Ритго “ к" "Ж*Р"^ Н"СЬ
ру'и"'Хпо"!;«зсм.
Если ретен поставит».не ii.ii. нн« ии^Р . '„„.«„меня сразу. Но «к
и,ом диаметре nv »«<-... ...
только резец Судет п.ию.лнть ь и«чрт I ........ . к ,ц-„„х стушчх иенз-
ес.тп бил устанокюп выше центр..
бежна поломка резца.
Изделие (материал) следует жестко закрепить в патроне и подпирать,
по шиможности, задним центром станка. Попытки резать материал в центрах
в большинстве случаев приводят к поломке резца (рис. 339). Вообще говоря,
отрезать материал следует, как говорят, под корень, возможно ближе к кулач-
кам патрона (рис. 340). Если это не удается сделать прямым отрезным рез-
цом, необходимо взять изогнутый. Если отрезка должна быть произведена далеко
эт кулачков, а пойпере^ь изделие задним центром почему-либо невозможно или
неудобно—необходимо поставить неподвижный люнет возможно ближе к месту
отреза.
Часто, в особенности при отрезке изделий больших диаметров, оказы-
вается очень целесообразной отрезка обратным ходом. В этом случае получается
более спокойная работа, так как резец прижимает изделие, а вместе с ним и шпиид-
дсль к нижним вкладышам подшипников передней бабки и поэтому получается
меньше дрожания.
Рис. 839. Отрезка в центрах.
Рис.
Отрезка в патроне.
Отрезку стальных и железных изделий следует производить при усилен-
ной пиннвке резца охлаждающей смесью, лучше всего маслом.
§ 4. Сверление и расточка.
Наиболее распространенными приемами по обработке отверстий на токао-
ных станках являются:
I) сверление отверстий в сплошном материале: .
J) рассверливание отверстий с меньшего диаметра на больший*
3) расточка отверстий и
4) развертывание отверстий.
Сверление отверстий правильнее всего производить на сверлильном станке
н- « »vK<nopux случаях следует отказываться си* этого правила и свсртнль Хю
",ЯТЪ ? токар,,0« ста,,|“- К таким случаям должно бып ,™«,,о
сверление оперпнй о изделиях, в которых подлежит обрабо-кс поверхности
к,,|",с"1!Р.ыс с отверстием. сверление длинных дыр н та. поверхности,
Сверление и целой па токарных станках в 6a>i.u<>iHcnie случаев nnoiu-
...
в чешрехкулачковом и тпон.-^п ^*’И Излсл,,с ие круглое и обрабатывается
тешрехку тковом Патроне, оно должно быть тщательно проверено по раз-
мотке. Эта тщательность провеоки Acn6i.*iiiii> и
отверстие есть одно из многих. i™ когда и., томеЖ^^к™ висвеРЛ|"ИИ1от
дальнейшая обработка изделия регию будет производиться
с помощью* «S
такой способ подачи сверла, РУ У Р" свеРлении глубоких отверстий
закрепленного в шпинделе
задней бабки, утомителен
для рабочего. Поэтому в
таких случаях поступают
так: болты, прикрепляющие
заднюю бабку к станине,
немного освобождают (на»
столько, чтобы бабка могла
двигаться вдоль станины
с некоторым небольшим
усилием) и связывают ее
с сулортом. При случайной
работе для этого доста-
точно связать бабку с су-
Рис- 341. Сверление большим сверлом.
портом посредством проволоки. Если на данном станкв сверлильные работы
бывают часто — соединение бабки с сулортом должно быть сделано более солидно.
например, посредством железной тяги (кусок полосового железа). Для этого
в бабке и в супорте необходимо просверлить и нарезать отверстия, в которые
могут быть ввернуты болты для присоедине1*1Я тяги. При таком устройстве
подача сверла получается автоматическая от движущегося супорта.
Мелкие сверла закрепляются в сверлильных патронах, вставляемых в шпин-
дель задней бабки. Сверла средних размеров, имеющие конический хвост, вста-
вляются непосредственно в шпиндель. Если конус сверла меньше конуса шпин-
деля, то пользуются переходными втулками — с большого конуса на малый.
Сверление крупных дыр сверлами с цилиндрическими хвостами производится
упирается в изделие,
збы сверло не враща-
люшнЛся ча супорт
так. как это показано па рис. 341. Сверло режущим концом
а противоположным - в цента задней бабки. Лтя того, гт
лось, на него надевается обыкновенный хомутик, опор
станка.
_ _ ___ случаях, главным образом при сверле!
стин свсоли закрепляется в головке супорта станка так же,
специалышх подкда.ток рис. 342). При ™сР™““ •"У6™
часто лпнхоштся вынимать из отверстие! (томы j.ia-
и жесткое закрепление на супорте для этих операций у.
............(„особа закрепления сверла, веяное ев
хачипа' ь с “xUp iHoamin. которое додается или коротким
:.их огвер-
помошью
|й сверло
— 248 —
встав «иным в шпиндель задней бабки, или специальны* центровочным резцом,
,..J‘.,ич в го гонке супорта станка (рис. 343).
Только при случайном совпадении всех причин, влияющих на точность
сверления, можно просверлить отверстие, равное диаметру сверла. На практике
таки.» совпадения никогда не бывает, и отверстие всегда получается болыьс
1 Сверление глубоких отверстий в железе и стали производится при обиль-
ном охлаждении. Охлаждающая смесь должна подаваться под силындм давле-
нием. например, при помощи шприца, что способствует удалению стружки.
Не всегда удается просверлить отверстие с одного прохода, если диаметр
его слишком велик. Станок, как говорят, не везет (соскакивает ремень) и не
следует перегружать его во избежите поломки. В таких случаях прибегают
' к последовательному сверлению. Требуется,
например, просверлить отверстие диаметром
75 -M.w на токарном станке средней величины.
Так как сразу просверлить такое большое
отверстие не удается, то сначала сверлят
обычным способом дыру, например. 25 мм,
затем ставят сверло 35 мм и т. д., постепенно
увеличивая диаметр сверла до требующегося
размера.
Рассверливание отверстий, полученных
отливкой, производится таким же способом;
Гис. U1 Наяевсримние отверстий.
необходимо только очень хорошо надсверлить отверстие. Центр отверстия,
полученного в отливке, никогда не совпадает с центром по разметке: дыра полу-
чается не круглая, поэтому сверлу придется снимать стружку неравномерной
Толщины и его обязательно уведет (в сторону ^пкой стружки), если зацен-
тровка будет сделана плохо.
С увеличением диаметра отверстий рассверливание их становится нецеле-
сообразным и заменяется поэтому расточкой. Трудно установить предел диаметра
отверстий, до которого их следует сверлить и рассверливать и выше которого
лучше растачивать, так как это определяется в зависимости от местных условий
(мощность станка, способ закрепления изделия, его жесткость, наличие сверл
Гииыивх диаметров и т. д.). Но подходя к этому вопросу с другой стороны, счи-
таясь с точностью диаметра, следует сказать, что все точные отверстия надо рас-
тачивать. Рассверливанием их не получить.
Расточка отверстий малых диаметров производится коваными резцами,
бывших—маленькими резачками в оправках. Резец в оправке легче устано-
вить так, как это требуется, и можно бистро сменить при затуплении.
Расточка отверстий, особенно маленьких диаметров, часго бывает свя-
зана с некоторыми затруднениями. Резца во время работы не видно и нет воз-
можности следить за ним. Особое внимание требуется при расточке несквозных
отверстий или отверстий с уступами, так как резец может упереться или в дно
отверстия или в один из заплсяиков его. Для того, чгобы предупредить поломку
резца, поступают так: не пуская станка в ход, вводя! резец в отверстие до край-
него положения и делают на резце пометку мелом; пометка эта должна совпа-
дать с торцом изделия; затем выводят резец и пускают станок. Как только мело*
вал пометка покажет, что резец приближается к упору, нужно выключить авто-
матическую во гачу а закончить расточку ручной подачей супорта.
При растопке глубоких отверстий резцовые держалки приходится брать
длинные, и закрепление их обычным способом (н ре «^держателе) получается
ненадежным. Поэтому иногда бывает полезно крепление державки производить
«L”0*'* а,11) ”3 рИС Ш- Как н,,д,|° “3 угого рисунка, реже.«ржагель
супорта снят совсем, и на его месте положена лержавка. В державке сделан0
— 2.'.' —
отверстие, которым она надета на основной он, г резцедержателя и им прикреплена
к головке супорта. Для полыней устойчив, Ut крепление державки усилено
дополнительными болтами, головки которых ..х ,1ПТ в Т-образные пазы продоль-
ных салазок супорта.
Наибольшую точность диаметра отверстия на токарном станке можно
получить только с помощью развертки. Получение точного отверстия с помощью
резка также возможно, но этот способ и дороже и медленнее. Закрепление раз-
вертки производится таким же способом, как и сверл, но так как рази-рткд должна
быть поставлена строго в центре отверстия, го крепления в сверлильных патро-
нах, которые редко бывают точны, следует избегать. Лучше ьелп закреплять
развертку так, как это сделано со сверлом (рис. 341).
Рис. 344. Усиленное закрепление державки при расточке.
Но и этот способ следует применись лишь л то» ыуь-е
нет специальных шарнирных оправок для paw 41 <
S 5. Обработка о американском и четырехкуаачаоаом патронах.
Американские (еамоиентрнру^
.............................................
...ж ж;1
так как » результате "поТкал о и.", „е с.„г ио.таг.пкч только ла »pmw
При обработке длинны* 1федметов"«АУ ,я ,к , Пря оорзоотке
пне о патроне, а обжяте'нш».,\Н1,,|ПС1, с перснертъиинжм ршс-шс
iMpnui изделии, если o6wя®11 [ первая u.cioiuuia. итем оно пере-
жимается п патрон и у него обрабатык^^ йрабшанитю -..то). то и.за
яергыыется. и закрепление ир'я'и'0'"^“ |р11с 5«). Иеул»»
быпает очень полезно применение р.иивается по диаметру пионы, уже oocia-
дранная начерно, разрезается и расгачкоается
— 250 —
пленная на место и зажатая в кулачки. Во время этой расточки в место разреза
кладут медную прокладку, которая после расточки вынимается.
* Положение втулки относительно кулачков должно быть постоянным,
поэтому на ней и на каком-либо кулачке наносятся ризки. Еще лучше для этой
цели в бок втулки ввертывать небольшой штифтик, который во время работы
должен плотно прилегать к одному из кулачков
Рис. 340. Обработка о патроне с упором.
Рис. 316. Рирсзная втулка-
Закрепление изделий больших диаметров и некруглых производится
в четырехкулачковом патроне, каждый кулачок которого перемещается само-
стоятельно.'И в этом случае часто бывает недостаточно одного зажима в кулач-
ках, особенно длинных изделий или коротких, но нс жестких, сильное закрепле-
ние которых связано с риском пережать их. Поэтому и здесь полезно прибегать
к поддержке изделия задним центром, пользуясь в случае надобности и вспомо-
гательными упорками. При-
мер такой установки пока?
зап на рис. 346.
При обработке длин-
ных пустотелых изделий
пользуются муфтами, ко-
торые дают возможность
поддержать изделие задним
центром. Устройство такой
муфты понятно из рис. 347.
Обрабатываемое изделие (в
данном случае втулка ра-
бочего цилиндра двигателя
Дизеля) может быть за-
креплено или в патроне
(рис. 348-1) или насажено
Рмс. 347. Обрэбопя
на такую же коническую
Myrjrry, закрепленную в
!^.aw.»S=.s
(рис 3481 ,ота4<о’ ^'Жа "пстам'"а "4 станок, положение муфты 1
(рис. 348) Л0Т.И,,, быть проверено при помощи рейсмуса. Поверхность. 2 зге»
I
— 252 —
втулки не должна иметь боя. иначе втулка будет обработана непра-
вильно.
На рис. 349 показан другой способ поддержки задним центром пустоте-
лого изделия. Муфта / в этом случае имеет 4 болта, вывертывая которые можно
закрепить эту муфту в изделии достаточно прочно. Такой муфтой следует поль-
зоваться в тех случаях, когда обработка начинается с наружной поверхности,
так как, пользуясь болтами
Рис. 35а Упор для центровой муфты.
изделия, можно проверить
правильность установки его
по внутренней поверхности,
Для большей уве-
ренности в том, что муфта
не сдвинется под давлением
заднего центра, внутрь из-
делия иногда заклады-
вается деревянный брус
(рис. 350), один конец кото-
рого упирается в патрон,
а другой служит опорой
для муфты /.
Проверка правиль-
ности установки изделия
в четырехкулачковом патроне производится на мелок. Для этого, грубо уста-
новив изделие в патроне, пускают станок и осторожно подводят кусок мела
к вращающемуся изделию. .Мел. коснувшись изделия, отметит его высокое место.
После этого останавливают станок и передают изделие в сторону, противопо-
ложную меловой отметке. Эта проверка производится несколько раз до тех пор,
пока мел не будет касаться изделия со всех сторон равномерно.
Более точная проверка установки изделия производится рейсмусом, и,
наконец, самая точная — индикатором.
§ 6. Обработка в люнетах.
В § 1 этой главы мы уже говорили о том, что при обработке длинных изде-
лий необходимо устанавливать люнеты. Здесь мы остановимся на этом вопросе
несколько подробнее.
Рис. 35L Работа * кеоодвнжилы лапоете.
— 253 —
- На рис. 351 представлена установка неподвижного люнета. Та
часть изделия, которая охватывается кулачками люнета, должна быть перед
его установкой проточена. Если почему-либо зтой проточки сделать нельзя —
на изделие надевается втулка, внутренний диаметр которой больше диаметра
изделия. Закрепление втулки производится посредством болтов (по четыре болта
на каждом конце втулки). Такой способ работы с люнетом показан на рис. 352.
Рис. 352. Работа о неподвижном люнете с втулкой.
до люнета, нужно «и*’»• Р ||Мсет подвижной cnJ длине, но
люнета. Такого недос. ппои’вотить обточку изделия ,чст неподвижный
который дает нз«л»«.
нс обеспечивает такой *<Р люнетпм обыкиовсипо поль.у 1 х типов.'
ли,„от. Поэтому “"'““""'“lip чистовых и при вареэьь л-тииных
пых работах, а подвижным п| .,
— 254 —
На рис. 354 представлена расточка длинного изделия, закрепленного
в патроне. Свешивающийся конец изделия необходимо в таких случаях поддер-
живать люнетом, что и сделано на рис. 354.
Рис. 354. Обработка подшипника ( люнете).
§ 7. Обработка на планшайбе.
Несмотря на то, что в четырехкулачковом патроне могут бить закреплены
для обработки самые разнообразные изделия, иногда более удобно обрабатывать
их на планшайбе.
Рис. 355. ООрлбиш на планшайбе. Рис, З5б. Обработка шатуне.
Рабочая сторона планшайбы (обращенная к задней бабке станка) должна
представлять собой плоскость. В крайнем случае допускается некоторая кону-
сность, центр планшайбы может быть ниже се краев, но не больше, чем на 0,02.«.и
,на каждые 300 мм диаметра планшайбы. Выпуклость планшайбы ни в каком
спуп1ае не допускается. Поэтому планшайбу следует время от времени протачи-
вать, снимая при этом возможно меньше материала.
— 255 —
Рис. 357. .Обработка крейцкопфа.
Для закрепления изделия па планшайб, у каждого токаря должен быть
комплек । болтов, подкладок и прижимных разных размеров. Болты
пропускаются в сквозные прорезы планшайбы и ш вводятся в Т-образные палы.
Ни в каком случае не следует затягивать эти болты с чрезмерными усилиями,
| так как этим можно пережать изделие и планшайбу.
Пример закрепления изделия на планшайбе показан на рис. 355.
Если обрабатываемое изделие располагается на планшайбе не в центре,
I а сбоку, то оно обязательно должно быть уравновешено грузом, для чего можно
I использовать всевозможные куски металла, имеющиеся в мастерской. На рис. 356
показан второй пример за-
крепления детали на план
шайбе — с противовесом.
Уравновешивать из-
делия необходимо и при
| других способах закрепле-
ния их. На рис. 357 н н;,;
зава обработка стальной
детали. Деталь эта закре-
плена в патроне и поддер-
живается задним центром.
Выступающая часть этой
детали уравновешена свин-
цовым грузом, который мо-
жет перемешаться на на-
резанных концах хомута,
удерживающих груз и быть
закрепленным в требую-
щемся положении. Без та-
кого уравновешивания об-
рабатываемые места полу-
ssj "SS’ffiBSsSsp
катера (если центра отверстий, К0Т0Р ..... зчкпапяюг в pcjue.up*.ne.ie
перок). Для этого центровой пнли>».ор Р> - '^noi fa-.y
и короткий конец его вводят о керн II' длинной нг.зы
ставят так. чтобы конец ее центра оыд ““ ,"^,шг„рд будет описывать
индикатора. При вращения планшаПбсJ ’ ' рад„уС этой окружности будет
окружность. <ет верного положения) поставле.. .
Ж—
ЕЙХ" "Р«.............................. ™... "₽а“ЫЙ К°“™ “ГЛ“
будет неподвижен.
§ 8. Обработка на угольнике.
Очень часто приходится
у которых I) одна сторона доякяа составлю i „„ ,pyW)npo-
Z).yX ..."6ыть проп>
— 256 —
подошве изделия (подшипники, маточные гайки), или 3) ось эта расположена
под некоторым углом к подошве изделия it т. д.
Обработку таких изделий, в особенности при работе партиями, всегда
следует производить на планшайбе, с помощью угольника — обыкновенного
(с прямым углом) или специального.
На рис. 358 показан способ закрепления детали трубопровода, фланцы
которой должны составлять прямой угол. На планшайбе обыкновенными при-
жимными болтами укрепляется чугунный угольник, рабочие стороны которого
Рис. 359. Обработка пади1Н11ниь.'4
(на угольнике .
Ряс ззь. Обработка к.) рольнпкс.
Рис. ЗвО. Обработка подшипника (па угольнике).
простроганы точно пол прямым углом. Обрабатываемая деталь ставится флак-
ooro?X'r“n ........................... " у "ей 1«Р»ый фтансн.
после этого деталь снимают и снова ставят на угольник но уже тотько-что обто-
ченным фланцем, и обрабатывают второ!) фланец. у
И о этом случае, так же как при обычной обработке изделия на планшайбе,
угольник и закрепленное на нем изделие необходим ур^^ита "р«и™^
— 257 —
Расточка на угольнике подшипника показана на рис. 359. В этом случае
требуется, чтобы рабочая плоскость угольника была на строго определенном
расстоянии от центровой линии станка, равном высоте центра отверстия подшип-
ника от его подошвы. Чтобы проверить правильность установки угольника в этом
отношении, поступают так: закрепив первый из обрабатываемой партии подшип-
ник на угольнике, отжим:.ют гайки болтов, крепящих угольник к планшайбе,
и легкими ударами молотка поднимают или опускают его, насколько это тре-
буется. Проверка пргшпльности установки первого подшипника производится
'рейсмусом по пи-”ст.м 1, 2 и 3, проверка ?ке всех следующих —только по рнзкам
2 и 3. На /ле, 360 показана установка таюке подшипника при обработке подо-
швы его. Обращаем внимание на балансировку.
В заключение остановимся на способе крепления кронштейна, отверстие
которого должно быть расположено под углом 60° к подошве (рис. 351). Уголь-
ник, к которому крепится этот кронштейн, простроган под углом 30°.
§ 9. Обработка на супорте.
До сих пор мы рассматривали различные приемы работ, выполняемых
в обычных для токарного станка условиях. Изделие тем или иным способом закре-
плялось в пагронё станка или в центрах и вращалось во время работы. Резец
закреплялся в головке
супорта и выполнял вто-
рое условие резания —
подачу. 11о не все изделия
удается обработать таким
способом, главным обра-
зом в виду их величины,
несоразмерно большой
в сравнении , с разме-
рами станка.
На рис. 362 пока-
зан пример такой ра-
боты — расточка цилин-
дра паровой машины.
С супорта станка сняты
все части и вместо них
Рис. 362. Расточка цилиндра иа супорте.
на деревянных подклад-
ках установлен цилиндр и г.г... ,
поставлена так называемаяб о р пгта.
дрический стержень, по 1—”""~п
пне резцедержателя осуществляется с
звездочка. При каждом -^^взТки.Тюмрпавается
за специальную упорку, посаженную на шш нд „ ... ,nntiu п,,п-
вмесге с винтом и этим
штанга во время работы не
один против другого. И::ог,
На рис. 363 показана
поикоеплен к саням супорта болтами. В центре станка
Л о о штанг а. Она представляет сооой нилин-
.. Иногда число раков доводят до
----а борштанга другого устройства. В этим слу нирс и.
на рис. jvo oopi naii д| j • ' с борштангой). Подача
закрепленный в борштанге, тол*£ (самоходом) При расточке больших
осуществляется пеР=И« W%£nan«, как это показано на рис. 363,
диаметров резец укрелляеяя не пр державке. Недостаток этого
а „ резцовой годовке.п,,МОТь очень длинную. Длина Сор-
Z.ZX равпа'удвоегшоП нэделпР. » А-жно оьпь прибавлено
место для хомутика, выхода резца и • Д- 17
— 258 —
На рис, 364 показано приспособление для обточки торцев изделий, оора-
батываемых на супорте. Изделие укреплено на неподвижном супорте, борштанга
вращается. Подачу резец получает таким же способом, как и у расточной бор-
штанги — с помощью винта и звездочки.
Расточка на супорте внутреннего конуса показана па рис. 365. Изделие
в этом случае прикреплено к продольным салазкам супорта, остающимся непо-
движными. Для расточки использована также борштанга, которую мы видели
на рис. 362, ио левый конец ес поставлен на специальный центр, прикрепленный
па патроне. 1
ГЛАВА ДВЕНАДЦАТАЯ.
Обработка конусов.
§ I. Общие сведения.
Прежде чем приступить к разбору способов обработки конусов на токао-
придерживаться при дальнейшем изложении 3
=.— ЛиЛ сго
— 260 —
Примем следующие обозначения:
Длина изделия ..................................... ,д
Длина конусной части.............................. а
Большой диаметр конуса............................ п
Меньший » »
Угол между образующей конуса и прямой линией, парал-
лельной его оси ................................. g
Определение размеров конуса на чертежах производится одним из следую-
щих спосооов: 7
1) Указывается длина конусной части и оба диаметра ее.
2) Указывается длина .конусной части, один из диаметров и угол при,
вершине конуса. Иногда вместо этого угла указывается угол, который составляе-f
образующая конуса и линия,.параллельная
его оси, т.-е. угол В на рис. 366-11. Угол
этот, вполне понятно, равен половине
угла при вершине.
3) Приводятся и те и другие сведе-
ния, т.-е. длина конусной части, оба диа-
метра ее и угол при вершине, или угол В.
При обработке конусов токарю часто
приходится по заданным диаметрам и длине
конуса определять угол В, и наоборот,
зная этот угол, находить один из диаме-
тров конуса, не указанный на чертеже. Все
эти вопросы решаются, очень просто при
помощи нижеприводим, формул и таблицы.
Все. размеры, определяющие конус,
Рис. 300. Осноопые формы конусов
связаны формулой:
?............. . • • (D
где А/ есть множитель, зависящий от угла В. Величина этого множителя нахо-
дится по нижеприводимой таблице (стр. 260).
Пользоваться этой таблицей следует так. Положим, что угол В ра-
вен 27е. Чему равен множитель М, соответствующий этому углу.
В первой вертикальной графе «градусы* находим 27 , и так как наш угол
не имеет минут, то множитель Л1 ищем во второй вертикальной графе под н.д
лисью «О •>. В данном случае множитель 0.50953.
Если бы угол В был равен 27'10'. то соотоетствуюшпй ему множитель
был бы 0,51319.
Пользуясь этойже таблицей? можно решать и обратную задачу: по дан-
ному множителю Л/ находить угол В.
Пусть, например, мы нашли, что для данного конусаi.» f._ •
эту цифру (или ближайшею к ней) в таблице, видим, тто этому
соответствует угол В 43".
" ^УмеГпо^вХТзгоП таблицей, легко, В. находить величину «
и наоборот. 17*
— 260 —
ТАБЛИЦА ;4.
Значения множителя Л1 для определения размеров конусов.
м 0 ж H r e д ь Al
Градусы Лин У т
0 1 10 20 30 40 so
0 0.00000 0.00201 0.00582 0,00873 0,01164 0,01455
1 0.01746 0.О2036 0,02328 0,02619 0,02910 0,03201
0.03492 0.03783 0,04075 0.04366 0,04658 0.04919
3 0.05241 1 0.05533 0.05824 0,06116 0,06408 0,06700
4 0.06903 0,07285 0.07578 0.07870 0.08163 0,08456
5 0,0374ft 1 0.09042 0.09335 0.Ш.29 0.09923 0.10216
в 0.10510 0.10-05 0,11009 0,11304 0.11688 0,11983
7 0.12278 0,12574 0,12869 0,13165 0,13461 U,13758
8 0*4054 0,14351 0,14648 0.14045 0,15243 0,17033 (1,15540
я 0.15*38 0,16137 0,10435 0.16734 0,17333 0,19138
10 O.17OS3 0,17933 0,18233 0.18534 0,18835
11 0.19438 0,19740 0.20041? 0,20345 0,20618 0,20952
12 0.21250 0.21560 0.23393 0,21.=64 0,22169 0.22475 0.22781
13 0. .'3057 0,23700 0.24008 0,24316 0.24624
14 0.24933 1 0’5242 , 0,25552 0,25863 0.26172 (1,28016 0.26483
15 0.26795 । 0’7107 0.27419 0,27732 0,28360
16 0,2-075 0.38990 0.29305 0,29621 0,29938 0.30255
17 0.30573 0.30891 0,31210 0,31530 0,31850 0.32171
18 0,32492 0,82814 0,33136 0,33460 033788 0,34108
1ft 0.34433 | 0.24758 0,35085 0,35412 0,35740 0,36068
20 0.30397 , 0.36727 O.3JO57 0,3738» (1,37720 0.38053
•_•! 0.38Л80 0,38721 0.89055 0.39391 U,39727 0,40005
0.40403 0,40711 0.11081 ('.41421 0,41763 0,42105
23 0.42447 | 0,42791 0,43130 0,43481 0,43828 0,44175
24 0,415.-3 0,44872 0.45222 0.45573 0.45924 0.16277
25 0.46631 ' 0(16985 0,47341 0,40103 0.17608 0,4=055 0,48114
26 0,48773 ОД9134 О.49ЙВ 0,50222 0.50587
27 0.50953 1 0.51820 031688 0,52057 0.52427 0.52798
28 0,51171 1 0,53545 0.53920 0.54290 0,54673 0,55051
23 055421 ) 0.55812 0,56194 0,56577 0,56962 0,57348
30 С .37735 j 0.58124 0.58513 0.58005 0,59297 0.59691
31 O.flOi гёв j 0.604x3 0,60881 0.61280 0,61681 0.62083
1 0.62c Xi ’ 0.G--335 0,63209 0.65771 О.6Ч7О7 0.04117 0,64528
83 0,64941 0.60 ISO 0.68603 0.67038 0,69588 0 72211
34 35 0.67451 0.70021 1 О.67Я75 i 0.70455 0,68301 0.70891 0,68728 0.71329 0.09157 0,71769
:ц) Ц72654 | 0,73100 0.73M7 0.73990 0.74147 0,74900
37 0,75. 55 i 0,75812 0.76272 0.76733 0.77106 0 77661
38 0.78129 1 ».7s:.|«8 0,79070 0.79544 0,80020 0,80498
i 0,4! 481 0.81946 ОЛ2434 0,82928 0,83415
4) 42 43 0/4929 0.90040 0,4'5560 1.СЮООО 1 0,84 Ю7 I 067441 4,W<5CD I 0.93797 I 0.97133 1ЛОМЗ 0,8-19'<7 0,87055 0.91099 0.94845 .0300 §§as 0.85912 0.88992 0,92170 0,95451 0,86419 0.89515 0,02709 0.96008
45 0.97700 1.01170 0,98270 1.01761 0.98843 1.02355 Г,05004 1,09770 1,13694 1,17777 1.22091 0.99420 1,02952 1,06613 1.10414 1,14363 1.18474 1,22758
48 47 48 49 50 51 1,0 55 3 1.07237 1,11061 I.l5u37 1,10175 1,2341)0 1,04158 1,19882 1,04 766 l.'>8496 1*12369 1.UP04 12КГ.4И 1,06378 1,09131 1,13029 <21310
52 53 1,27994 1.32704 <28764 1.3*541 1,25717 1,20323 1,31110 1,27280 1,81904
54 1,37638 1 1,33484 1,29380 1,40105 1.85968 1,41061 1,36800 1,41934
261
"" - Продолжение.
М п Ж и ' т е л ь 1
Градусы Л и а У т ы —
0 " • 20 « 40 | 50
65 56 57 56 50 60 61 1,42815 1,48256 1,53987 1,60033 1,66428 1,73205 1,80405 1,85073 1,43703 1.40190 1,54972 1,61074 1.67530 1.74375 1,81649 1,89400 1,44598 1.50133 1,55966 1.62125 1,08643 1.75556 1,82000 1,90741 1,45501 1,5108-1 1,50069 1,63185 1,69766 1,70749 1,84177 1,92008 1,46411 1,52043 1,57891 1.64256 1,70901 1.77955 1,85462 1,1*3470 1,47330 1,53010 1.59002 1,65337 1,72047 1,70174 1,86760 1,94858 2.03526
63 1,96261 1.97680 1,09116 2.00569 2,02039
64 2,05030 2,00553 2.08094 2,09054 2,11233 2.12832
65 2,14451 2,16090 2,17749 2,19430 2,21132 2.22857
60 2,24604 2,26374 2,37504 2,28167 2,29984 2,31826 2.33693
67 2,35585 2.39440 2,41421 2,43422 2.45451
68 2,47509 2.49597 2,51715 2.65109 2.53865 2,56046 2,58261
69 2,60509 2,62701 2.67462 2,09853 2.72281
70 2.74748 2,77254 ' 2.79802 2.82391 2.85023 2,87700
71 2.90421 3,07768 2.93189 2.96004 2.98о09 3,01783 3,04749
72 3,10842 ВД 3072 3.17159 3,87594 3.20406 3,23714
73 3,27085 3.30521 3,31023 8,41236 3,44951
74 3,48741 3,52609 3,77595 3,06557 3,60588 3,84705 3,68909
75 * ы о г1 0 3,82083 8.86671 3.01364 3,96166
76 •1,06107 4.11256 4.16530 4,1:1933 4,27471
77 4,33148 4,38960 4,44012 4.51071 4,57363 4,63825
78 4,70463 4,77286 4.84300 4,91516 4,98940 5.06584
79 5,14465 5,22566 5.30928 5.89552 3.4.8451 5,57638
80 5,67128 5.76937 6.87<Ж* 5,97576 6.08444 6,19703
81 6,31375 7,11537 6,43484 6,56055 6,69116 6.82094 1Ц16823
82 7.26873 7,42871 7,59575 8,77689 7.77035 7.95302
83 8,14435 8,34490 8,55555 9.OU&83 0,25530
84 9,51436 0,78817 10,07803 10.35510 10,71101 11,05943
85 11,430)5 11.82017 12.25051 12,70621 13,19088 13.72674
86 14.30007 14,92442 15J1O478 16,34086 17.16934 18.07498
87 1Н.05114 20,20555 52 — цъ 22,90'77 24,54176 20.43180
88 28,63625 31,24158 38,18840 42,90408 49,10358
80 57,2891’6 08,75009 85,93079 114,58365 171,88540 343.77371
Кроме основной формулы, нам нужно знать еще две, которые легко
могут быть выведены из формулы I, а именно:
Д = 2хЛ1хя + ^.....................(’•)
" —2хМха.........................(ПО
Сделаем несколько примеров.
Пример I. Дан конус, у которого Д I6C мм, д 100 ми,
а = 200 мм, Найти угол В.
Пользуясь формулой (1), пишем:
.. Л-д _ lop-loo 00,=0 15000
м - 2 > 200 400 '
Зная множитель М, находим по таблице 14• ил",|"ХУ™ в
Угол В = 8'30' (в таблице есть только М — 0,14. ю).
Пример 2. Дан конус, у которого Д = 80 лен, а — 200 м.ч и
В = 10° Требуется ь .ти о.
По формуле (!!!) пишем
0 = Д — 2 X М ха.
Величину множителя М находим в таблице. В данном случае он равен
0,17633, а поэтому
д = 80 — 2 х 0,17633 х 200 = 80 — 35,26 =-- 44,74.
§ 2. Способы обработки конусов.
Обработка конуса на токарном станке производится одним из следующих
способов:
1) С помощью широкого резца.
2) Поворотом поперечных салазок супорта.
3) Смещением задней бабки.
4) С помощью специального приспособления (копировальной линейки),
fKOTopoe имеется у некоторых станков. »
! 5) Посредством использования одновременно двух автоматических подач —
продольной и поперечной.
Обточка конуса с помощью широкого резца хорошо удастся только в тех
случаях, когда конус имеет очень небольшую длину. Например, для чистовой
обточки центров токарного станка иногда
пользуются широким резцом. Резец должен
быть поставлен под заданным углом конуса
и строго по центру станка. При широких
конусах и, вследствие этого, длинных лезвеях
резцов получается дрожание изделия и по-
верхность его негладкой или, как говорят,
дробленной. Поэтому мы не рекомендовали
этого способа для чистовой отделки центров,
Недлинные конуса, с большим углом В,
в особенности, лучше всего обтачивать, поль-
зуясь возможностью поворачивать верхние
салазки супорта. Способ этот пригоден как
для обточки наружных конусов, так и для
расточки внутренних. Недостаток его в том,
что вся обточка должна производиться при
ручной подаче резца.
На рис. 367 показан пример обточки крутого конуса поворотом супорта.
На этом же рисунке показан и способ проверки правильности установки супорта
под заданным углом конуса. Проверка эта производится с помощью угломера,
одна сторона которого прикладывается к планшайбе, а другая по всей своей длине
соприкасается с боковой стороной верхней поползушки супорта. Способ этот
пригоден только для грубой установки супорта и полагаться на него при обточке
точных конусов нельзя.
Установка угла поворота супорта в большинстве случаев производится
по градусным делениям, которые почти всегда имеются на опорном фланце попе-
речного супорта. Отсчет делений производится без труда; нужно лишь помнить,
что правильно поставленный супорт образует с осью станка угол в 90’.
. п1/? чеРтсже У™ в не Дай» а у».азаны диаметры конуса, пользуясь
формулой (I), легко иайти величину В.
•Рис. 367. Обработка конуса поворотом
супорта.'
— 263
в том x"’soro супорта м,,,игат
но |е^>щей“ф^мулае:'"РТСЖС УКа3а” УГ°" ®' ™ "°В°Р<>Т cyII0pTa
Ву,т.у Б
°= Ж ...............................(IV)
В этой формуле в обозначает длину дуги окружности фланца, выраженную
в мм, на которую должен быть повернут сунорт, и Б - диаметр фланца супорта
Пример 1. Дан конус, у которого угол й = 19 , Фланец супорта деле-
пий не имеет. Найти угол поворота супорта.
Диаметр фланца супорта 150 мм. По формуле (IV) имеем:
19X3,14X150
•-------300— “ 20
Это значит, что супорт нужно повернуть настолько, чтобы ризка, нанесен-
ная на его фланце, отошла от своего первоначального положения на 25 мм. Эти
25 .и.м должны быть измерены по окружности фланца.
В случае, если угол В на чертеже не указан, следует по формуле (I) найти
его и определить угол поворота супорта так, как только-что было указано.
Но в некоторых случаях (при пологих конусах) Можно пользоваться дру-
гой, грубой формулой и не находить величины угла В. Сделать это можно по фор-
муле
. «vfc!
(V)
Пример 2. Треоуется обточит)» конус, у которого а= 1б0ми, Д=116 мм
и d=IOO 3LW. Диаметр фланца суппорта 6 = 200 мм.
По формуле (V) получаем
Обработку длинных и пологих конусов лучше всего производить, пользуясь
гаеИСНЕми31№И10 получ11ТЬ конус, менывнй диаметр которого обратней к задней
бабке то ее следует смещать в сторону, на которой находится токарь во время
работы станка, и в противоположную сторону, если меньший диаметр должен
оыть со j™}(“1"“H"L0|1c.i;',4|I||bl смаци,||Я задней бабки производится по следующей
.........................(VI)
S5S2»5&“SSKSSS
вине разности диаметров заданного конуса, т.-о.
. (VID
счеты, связанные с этой обработкой.
2оч —
Пример 3. Найти поперечное смещение бабки при обработке изделия,
вся длина которого равна 600 ли*, длина конической части 300 мм и диаметры этой
части 68 и 60 .м.ч.
По формуле VI имеем:
Д=600, <1=300, Д= 68 и д 60 мм.
(_“Х»=«и8Х|-8х,.
Пример 4. Требуется обработать сплошной конус (рис. 366-1),
у которого о=-400 мч, Д=80 .«.ч, i) =70 мм. Определить смещение задней бабки.
По формуле (VII) имеем
„ Д-д ел-то _ 1р _ ии
Пример 5. Обработать конус (рис. 366-11), у которого /1=1000 аьч,
4=120 мм, д—80 мм, а=400 мч.
По формуле (VI) находим смещение задней бабки:
г Л ч- Л-д IOOO . . 120-80 J000 40 _ Rn ....
а 2 400 24 2 400 2
Обработка такого конуса затруднительна, так как не всякую заднюю бабку
можно передать на 50 w.u.
Пример 4. Обработать в центрах конус (рис. 366-1), у которого а=
=300 мм, д—40 мм. Угол при вершине = 12°.
Находим угол В
По формуле (11) находим Д, при чем множитель М берем из таблицы 14.
Д1Я б он равен 0.10510.
Поэтому 4=2 л Л/ а ч)=2 х 0,10510 < 304-40 = 103,06.
Теперь нс трудно найти смещение бабки ‘
V г — . 103,00 — 40 вз.оо .. __
с — — =-------------= — =» 31,53 жч.
м
Пример 6. Обработать поворотом поперечного супорта конус, у которого
4=100 .4.4, о-9э аеч, а -80 .чч.
Разделим этот пример на два:
а) Фланец супорта имеет градусные деления.
В этим случае по формуле (I) находим множитель М.
^“^=^=-»,O312S.
Х"^™<аС'1“0“а"ЛЬ'Ю ” УГШ‘ "°В”рТа су"°Рта>’
Wm° 2‘ «.ОЗ 125 в «блице нет. поэтому.
=200 ^>ла|,сц сУп°рта имеет градусных делений. Диаметр фланца Б=
Пользуясь формулой (V), находим поворот супорта. Имеем:
д в £ Y 200 . 100 — 95
2 А и == 2- А -йотр- = ЮО X 0,03125 _ 3,125 мм.
— 265 —
Если требуется точный конус, то лучше определить величину в по формуле
(IV). Имеем:
gx КХБ 1,83°X3.14>-200 . п
6 ~~ 860 ~36О =3>2 MJt-
Практически и обоих случаях величину в можно считать одинаковой.
Отсчет величины смещения бабки производится обыкновенно по небольшой
шкале с миллиметровыми делениями, нанесенной на опорной плите задней бабки
(со стороны маховика).
Если этих делений нс имеется, можно поступать так:
Подводим к шпинделю задней бабки резец, закрепленный в резцедержателе
задним концом вперед (рис. 368), при чем прижимаем его к шпинделю так,
чтобы полоска бумаги, положенная между концом резца и шпинделем, не выва-
ливалась, но вместе с тем могла быть вынута-без особого усилия. После этого ото-
двигаем резец назад на величину смещения задней бабки, пользуясь
делениями на втулке рукоятки поперечной подачи (величина перемещения, соот-
Рис. 309. Нснравильиаа иыработка центров.
Рнс. 368. Установка задней
бабки на конус.
встствующая одному делению, должна быть нэвестпаУ Теперь передвигаем бабку
в сторону токаря настолько, чтобы полоска бумаги была зажата между резном
и шпинделем бабки настолько же плотно, как это было при нервом положении
"ЗД11С|'есэт| надо сдвинуть бабку от токаря, то поступают следующим образом:
прижимают резец к шпинделю так же. как н о первом случае и илю.тэт бабку назад
немного больше, чем это требуется: после этого перемещают резец вперед»ia гели
чипу смещения бабки и передвигают бабку в обратную сторону (к сеое), пока
"" ""^Необходимо отметить, что при обработке конусов в центрах iiuipamubuo
срабатываются как самые центра. так и центровые углубления в inaeami
(РИС 369). Поэтому если изделие, коническая часть которого обработана посри
пт смещения задней бабки, поставить на нормально устаптиенвые центра хтя
?а и ие>"гей обработки, то оси Ш1ЛИИДрччеекпх поверхностей ..оточенных иос.е
ХбэтюткоиусаТпе совпадут с осями поверхностей, ранее оиработэиных.
В .104 большой недостаток рассматриваемого способа обраб. ткн. копуач.
Второй его не тоста ток - невозможность обработки внутренних конических по-
верхностей. ।,мсет четвертый способ обработки конусов — посред-
— 266 —
линейке ходит ползунок 4, связанный с поперечным супортом жесткой тягой 5.
Посредством болта б длина этой тяги может быть отрегулирована. Если при таком
устройстве вынуть винт поперечных салазок, а супорту соообщить продольный
самоход, то ползунок 4, перемещаясь по линейке /, сообщит движение поперечным
•салазкам, и резец обточит коническую поверхность, образующая которой парал-
лельна линейке. Практически вынимать поперечного винта, конечно, не прихо-
дится благодаря тому, что гайка поперечного супорта соединена с ним не намертво
л .может быть отделена от него.
У современных токарных станков линейка 7 располагается на плите 7
(рис. 370), которая может двигаться по другой плите Плита.? укреплена на крон-
штейнах, привернутых к супорту станка. Винт £>, Связанный с плитой 7, прохо-
дит сквозь втулку 10, которая может быть закреплена в требующемся положении
на станине. На винте 9, по обе стороны втулки 10. имеются гайки 11 и 72.
Рис. 370. Копировальная линейка для конусов.
Благо.ыря такому устройству имеется возможность обрабатывать иаде-
1ч Л'оа«°Т"РЫХ ,ЛНа '1аЛЬ l""Jp' а дРУгая — КО1|УС. “ перестраивая станка,
жод^го I? л?т'«Яо^ГЯ"‘МгаЯк" " " '-’и сооЯ|||ии супорту продольный само-
*’’ 6удетдвигаться «месте с супортом. 2) плита 7, а следовательно,
начнет двигаться встедствие зтоХ 5 и XeS'ZX"конусу7''"
достоинства?0’^ К0'‘УС<'0 "₽" ~ нввей™ Хет IXy^e
— 287 —
1) Центра станка находятся в нормальном положении, и поэтому выработки
их. о которой говорилось выше (рис. 369), нет. 2) Имеется возможность произ-
водить расточку внутренних конусов. 3) Возможно обрабатывать изделия с боль-
шой конусностью, чего нельзя делать, пользуясь смещением задней бабки. В неко-
Рис. 371. Вторая конструкция копировальной л|гиейки;
Рис. 372. Калибр конусов.
торых случаях пркхо^пся^ркбе1эть^ лтХГн’ в w ж,- время смешать
временно, т.-е. испол»доватъ Р _ шкала Н. посредством которой ли-
заднюю бабку. На плите 7 и. ,nP^»,'<tvioiHHficM угол. Линейка должна быт»
нейкэ 1 может был, конуса с линией, парад-
“ тп" ю"а”'>Ш№ ими^
— 268 —
вольной линейки. Обозначения отдельных частей ее приняты те же, что и
на рис. 369.
Пятый, последний способ обработки конусов — посредством одновремен-
ного включения и продольного и поперечного самоходов — применяется чрез-
вычайно редко, и поэтому останавливаться на нем мы не будем.
В заключение укажем, что при обработке конусов резец необходимо ста-
вить точно по центру станка.
Измерение конусов небольших размеров производится при помощи так
называемых конусных калибров (рис. 372).
Для проверки конического отверстия служит калибр, показанный на рис.
372-1. Способ пользования им состоит в следующем. Вдоль образующих конуса
проводят мелом 3 — 4 черты. После этого вставляют калибр в растачиваемое
отверстие, повертывают его.вынимают и смотрят, где стерся мел. Если меловые
линии стерлись на левом конце калибра — это показывает, что меньший диаметр
растачиваемого конуса мал, и наоборот. Конус считается обработанным правильно,
если меловые линии стираются по всей своей длине равномерно.
Проверка наружных конусов производится калибром, изображенным на
рис. 372-11, при чем меловые линии наносятся на обрабатываемом изделии.
Длр более тщательной проверки конусов вместо мела пользуются краской,
применяющейся при шабровке.
ГЛАВА ТРИНАДЦАТАЯ.
Нарезка резьбы.
Одна из важнейших деталей машин — винт, и поэтому изготовление
разнообразных винтов составляет постоянную работу в механических мастерских
вообще и токарных станков в частности.
Изготовление винта на токарном станке распадается на две операции:
I) подсчет и установка сменных шестерен и
2) нарезание резьбы с соблюдением всех правил этой работы.
На современных станках, снабженных в большинстве случаев короб-
ками подач, первая операция по изготовлению винта сводится к перестановке
рычагов коробки.
Прежде чем приступить к изучению способов изготовления винтов на
токарных станках, разберемся в некоторых понятиях и определениях отно-
сящихся к винтам вообще.
§ I. Основные сведения о резьбе.
А. Общие понятия и определения.
-- - ......... ,, Vlin/J.
тпечгоо'ЙТТ" “\Круглий UIL™Bap 1 (рвс' " ««Рванный из бумаги
треугольник . > 4, сторона 2 — 4 которого равна длине окружности
™ ввлра' tx/" МЬ1 "ав'р|,“ эт‘,г треугольник на каш цилиндр такГ чтобы
?Т1р "а 2.1t ывп'‘1:> с «снованием цилиндра, то сторона треугольника 2—3
образует на поверхности цилиндра линию, навиваемую винтовой
Уста1ИитмТи»нХ^’.Т. ”",И" '"’-'Улсгся следующим образом,
астановим в центрах станка круглый стержень / (рис. 374-1) полке 1см к нему
X™ Г™ 2 " "уС™ т""к ’ “*• вк-"°''“в "Р> ™
S3 ТХенш, v?wiiZ0PyW "Р°Р'Жет при рвкв' " “УЛ"
как чаще говорят на о,6,? канаокУ. «ш получим вшгговую резьбу или.
ВзгГ^аемы^оЛ' а сгержевь ' (Рис. 374-1) превратим/пинг.
ногти наруж.... поверх-
— 2<jo —
(рис 374-1 h 6w СТерЖНЯ « ЛШ юяли пУСТ0ТелУЮ болванку 3
ЖелалиdLkv pnLTr гКе £6ра30"’ "Ри "омощи изогнутого резца 4,
а болванка 3 теперЛ?ала бы ra'iS” ™ ...™ 6“ т,™>а*нию "аРакУ.
Рис. 374. Образование мштовоЙ липни м толэрясм
спнке.
Навертывая треугольник 2 — 3 — 4 на ццлиндр I (рис. 373). мы видим,
что после того, как этот треугольник один раз обвернет цилиндр / точка 3 рас-
положится на поверхности цилиндра (в точке 3'). Для дальнейшего образования
винтовой Ливии мы должны тот же треугольник поставить в положение, пока-
занное на рис. 373 пунктиром, и снова обвернуть его вокруг цилиндра и т. д.
Полученная таким образом на-
резка называется о д и о х о-
д о в о й.
Если бы навертывали па
цилиндр не один, а сразу два
треугольника так. как это пока-
зано на рис. 375, то получили бы
на нем две винтовых линии. Для
ясности винтовая линия, обра-
зованная навертыванием па ци-
линдр 7 треугольника 2, пока-
зана сплошной линией, а полу-
чившаяся при навертывании тре-
угольника 3 — условной пунк-
тирной линией, такой же, какой
показан и сам треугольник 3.
Такой винт называется д в у х-
ходовым. Точно таким же
образом можно образовать трех-
ходоьш^вшп плказаны одна.1 ДВуХ. к трехходовые винты. Вместо на
«двухходовой винт» часто говорят, «вшгтвдва захода* или одвухзаходный ы im».
— 270 —
Если мы возьмем винт в одну руку, а другой рукой будем навертывать
гайку, то она будет перемещаться вдоль винта. При этом может быть два случая:
гайка будет перемещаться от нас, если мы будем вращать ее, или вправо или
влево. В первом случае нарезка называется правой, во втором — левой.
Рис. 375. Образование многоходовой винтовой линии.
Pwc. 37в. Многоходовые пииты.
На рис. 377-1 показана левая, а на рис. 377-1! — правая нарезка.
В зависимости от формы резца, нарезающего резьбу, получаются различ-
ные формы или, как говорят, профили нарезки.
Чаще всего встречаются остро-
угольная (рис. 378-1), прямоугольная
(рис. 378-111) и трапецевидная (рис.
378-Щ. Реже употребляются круглая
и пилообразная нарезки.
Расстояние между двумя со-
седними нитками нарезки, измеренное
по образующей винта, называется его
щ а г ом. Шаг винта, показанный на
рис. 374, обозначен цифрой 5, а па
представленных на рис. 378-11 и 378-III
рис. 378-1 — цифрой 1. Шаг винтов,
также обозначен цифрой 7.
Шаг влита выражается в миллиметрах или в дмйяах. Так, если говорят
m шаг шипа, изображенного на рис. 37И-1. равен б .чм. то это значит, чп.
расстоние 7 равно 6 ль». При дюймовом измерении иногда шаг выражают в долях
— 271
дюйма (например, говорят «шаг = ,/<*>), ио чаше вместо шага называют число
ниток винта, приходящихся на I' его длины. Совершенно понятно, что если шаг
винта есть ,/4*. то число ниток на 1’ в атом случае составляет 4. Кроме того,
существуют так называемые модульный и диаметральный или патчевой шаг.
Таким образом употребляются следующие измерения шага:
I. Шаг в дюймах (или долях его).
2. Число ниток на Г.
К; , 3. Шаг в мм.
4. Шаг кратный л или модульный.
5. Диаметральный или питчевой, выраженный в долях числа л англ,
дюймов.
При измерении шага многоходовых винтов нельзя принимать за шаг
расстояние между двумя соседними нитками, а следует брать его между двумя
точками, одной и той же нитки, расположенными на образующей. На рис. 381
цифрой 7 обозначена величина шага винтов,
—|z [— представленных иа этом рисунке. Поэтому шаг
. • ' А а л а винта можно определить так: шагом винта
‘ называется то расстояние, на ко-
( гп тором гайка перемещается вдоль-
J д |\и \ 1ПA П| болта за один оборот ее. Вместо
слова шаг иногда говорят «ход» или «подъем»
nvvvvvv шпгга.
Рис. 370. Сечение в1шгэ осс»оп плоскостью.
Рис 378. Профиля нарезок.
На рис. 379 дастся сечение винта плоскостью, проходящей через ось
его. На этом рисунке обозначены:
д —наружный диаметр винта,
— внутренний » »
д‘ — средний » в
Г—глубина нарезки.
Величина.среднего диаметра легко может быть найдена по формуле:
Л.» + Д*
а глубина нарезки
Диаметры болтов лаются или в миллиметрах или в дюймах. На практике
часто приходится переходить от одного измерения к другому, при чем I' при-
нимается ранным 25.4 ли. Таблица Л’Ш перехода от дюймов к миллиметрам
и обратно дается в главе XIX этой
j книги.
; Угол 5 (рис. 373), образован-
I g ный сторонами 2 — 4 и 2 — 3, назы-
вается углом подъема винта.
I Величина этого угла опреде-
J ляется при помощи формулы:
L J .........(1)
Рис. 3so. Построение угла подъема ояятпаои
линии. _ . .
и таблицы 14.
В этой формуле М означает множитель, зависящий от величины угла 5,
Ш — шаг винтовой линии и Д — диаметр цилиндра /.
Так, если мы имеем стержень, диаметр которого 50 ми, а шаг резьбы
10 мм. то, пользуясь формулой (I). находим.
Л1 = —. = - 0.06368-
3,14x50
По таблице 14 находим угол 5 - 3'35'.
Угол подъема можно определить и путем построения. Для этого на произ-
вольной прямой липин откладываем отрезок 2—4 (рис. 380), равный - х D,
и в точке / проводим прямую, перпендикулярную к линии 2—I На этой
прямой от точки 4 откладываем шаг винта и по.чученнри точку б соединяем
< точкой 2. Угол 5 есть искомый угол подъема.
Рис. 381. Углы подъема пп иаружлому, среднему и внутреннему
диаметрам алии.
При определении углов подъема винтов следует брать их средний дпз-
*сг„р.,П',ТПМу,ЧТ.? Раэии’»,««*4У наружным и внутренним диаметрами часто
бывает клика. 1Ь рмс. 381. на котором произведено построение угла подъема
"° ю,'пР’н"'«У w«<n>y «го видно, ^сколько велика
была бы ошибка, если бы угол подъема винта браж не по среднему диаметру его.
Б. Системы парезом.
В настоящее время существует кесиии.ко систем
наиболее распространеипоИ яп щетоя о а о е , к а Вн
«wl нзрели — ваващс.феявы.1 треугольник с углом
нарезок, из которых
тиорта. Профиль
при вершине в 55*
— 273 —
(рис. 382-0- Сверху и ситу этот треу, и.ник срезай на '/< часть своей
высоты. Срезанные части треугольника, т.-е. иршииа и впадина между двумя
соседними нитками, закруглены.
Резьба Витворта — английская и поэтому выражена в дюймах.
Резьба Витворта, так же как и целый ряд резьб, о которых мы будем
говорить ниже, принята в СССР как нормальная. Все размеры этой нарезки
приводятся в таблице, помещенной в главе XIX этой книги.
Для достижения плотности соединения винта и гайки в некоторых систе-
мах нарезки, в том числе и в системе Витворта, делаются зазоры в наружном
и внутреннем диаметрах между винтом к гайкой. Наибольший диаметр винта
делается меньше наибольшего диаметра гайки. Одновременно с этим внутренний
диаметр винта делают меньше наименьшего диаметра гайки. Благодаря этому
нарезка гайки прилегает к нарезке винта боковыми сторонами. Профиль карелки
Витворта с зазором по вершинам и впадинам представлен на рис. 382-11,
а размеоы^относяшиеся к этому профилю даны в таблице (глава XIX).
ийгайахгетдаЕЭ
...£. “ = :!i "s
К-.-г и-рг
’ t ... . и чтим с к-чае имеет обратный профиль, т.-*.. там. . и к»
S SSWr-w- «««"
гл|!"‘н
MC.K.W и <«"<«”» W ,ь' »
;; »х х<ри. .
п I г е «• " I е 1 1'Р‘ V,, » ...и «гпи«. г.«<-••• .
=~ =*v;u=^'W:’ -- >Н" j
TvulP-ot
— 274 —
треугольника, срезанного к сгерху и снизу. Разница в том, что резьба Селлерса
не имеет закруглений. Резьба Селлерса, кроме того,—дюймовая
» Нарезка Левснгерца—миллиметровая. Профиль ее — равнобедренный
треугольник с углом при вершине в 53 8'. Закруглений этй нарезка не имеет.
Трапецевидная нарезка (рис. 382-VI) употребляется глав-
ным образом при нарезке ходовых виитбв различных станков. Угол наклона
сторон делается 29°, а в последнее время 30°.
Размеры трапецевидной резьбы даны в таблице, помещенной в конце
этой книги (глава XIX)
• Квадратная нарезка имеет профилем квадрат, сторона кото-
рого равна J/s шага.
§
Для выполнения
2. Подсчет сменных шестерен.
А. Предварительные сведениа.
_______________ . нарезки на токарном станке необходимо шпиндель
его связать с супортом таким образом, чтобы скорости вращения шпинделя соот-
ветствовала строго определенная скорость перемещения супорта. Так, если мы
нарезаем на токарном станке винт с шагом в !0 .ил, то в то время, когда шпин-
дель сделает один оборот, супорт (а вместе с ним и резец) должен переместиться
ровно на Ю ли. Точно так же при нарезке винта, нарезка которого имеет 8 ниток
на I ’, в то время как шпиндель сделает 8 оборотов, супорт должен пройти ровно I'.
Эта связь шпинделя с супортом осуществляется посредством двух или
нескольких зубчатых Шестерен. Шестерни эти должны иметь вполне определен-
ное в каждом отдельном случае число зубцов и быть расположены в известном
порядке. Из сказанного выше очевидно, что для каждой новой нарезки, выпол-
няемой на токарном станке, мы должны заменять одни шестерни, связывающие
шпиндель с супортом, другими или заменять порядок их расположения. Поэтому
все эти шестерни называются сменными
Прежде чем перейти к разбору правил подсчета сменных шестерен, по-
смотрим, как работают шестерни вообще и как изменяется соотношение скорости
вращения шпинделя и перемещения супорта при изменении размеров шестерен
или порядка установки их на станке
Предположим, мы имеем две находящиеся в зацеплении шестеррн 7 и 2
(рис. 383-1); при чем чисто зубцов шестерни 7 вдвое больше чиста зубцов
шестерни 2. Совершенно очевидно, что в то время, когда шестерня 7 сделает
один оборот, шестерня 2 сделает два полных оборота. Если бы мы имели
шестерни 7 и 2 с числами зубцов 60 и 20, то шестерня 2 вращал асыЙУ. втрое
быстрее шестерни 7. Таким образом, мы видим, что с уменьшением числа
зубцов шестерни 2 (при одном и том же чисте зубцов шестерни 7) чисто обо-
ротов ее увеличивается. Эта зависимость между числами зубцов и числами
оборотов двух шестерен, находящихся в зацеплении, может быть выражена так:
о : к J м ' ° ”Л-
о каждой паре сцепленных шестерен одна называется ведущей, другая —
ведомой. Происхождение этих названий очевидно само собой.
Отношение числа зубцов ведущей шестерни к числу зубцов ведомой иазы-.
вастся передаточным числом. •
В одном из рассмотренных нами случаев (рис. .383-1) шестерня 1
2~Л20 Зу6и* Е“" * ведущей явится’
шестерня 7, то передаточное число, равно
S-3.
— 275 —
Если же, наоборот, шестерня 7 ведом. ,. То передаточное число будет7
20____1 , ।
60 3 ’
Из этих двух примеров мы видим, что передача будет ускоренной, есЛи
передаточное число больше единицы, и замедленной, если меньше единицы. При
равных числах зубцов обеих
шестерен ни ускорения, ни
замедления передачи не про-
исходит.
Заканчивая разбор' ра-
боты пары шестерен, укажем,
что эти шестерни вращаются
в разные стороны, что и по-
казано на рис. 383-1 стрел-
ками. Такая передача назы-
вается простой или
Рис. 383. Схемы здиепяашя шеоерси- .
число
(Л 2)
Более сложный случай
передачи вращения от одного
вала к другому (например,
от шпинделя станка к его хо-
довому винту) приставлен
на рис. 383-11. Теперь мы
имеем две пары шестерен 7,
2 и 3, 4, при чем шестерни
2 и 3 посажены н& одном ва-
лике и связаны между собой".
В этой системе шестерен ше-
стерни 7 и 3 являются веду-
щими, а шестерни 2 и 4 ведо-
мыми. Предположим, что
числа зубцов этих шестерен
таковы:
шестерня 1
» 2
» ,3
» 4
имеет 100 зубцов
о 50
» 80
» 20
Передаточное
первой пары шестерен
равно
1<ю _ 2
и
«•„с
Это „оказывает ™
и. очевад. в К раз быстра --2леп.яя. как »ы nn.ie.ui выше, вращается
же оборотов, сколько шестерня а эта шк-хтаия. «а
адюе скорее шестерни I; отсюда получае.» 2 х 4 - »)• .
— 270 —
Записывая эта передачу в виде дробей, у которых числители ведущие,
я знаменатели ведомые шестерни, получим:
122 н
5и 20
• Дэя того, чтобы найти передаточное число системы шестерен, нужно
перемножить передаточные числа всех пар шестерен, входящих в згу систему.
В рассматриваемом случае имеем:
что подтверждает ^правильность соотношения числа оборотов шестерен 7—-7,
см. выше).
Направления вращения шестерен показаны на рис. 383-1 стрелками.
Шестерни 7 и < вращаются в одну сторону.
Число пар шестерен, входящих в систему, сходную с представленной
па рис. 383-11, может быть, как угодно, велико. Передаточное число таких
систем всегда подсчитывается по одному правилу, а именно:
Для того, чтобы найти передаточное число си-
стемы Шестерен, следует написать дробь, у которой
числитель есть произведение чисел зубцов всех
ведущих, а знаменатель — всех ведомых шестерен.
Произведя все сокращения и умножения в этой дроби,
получим передаточное число системы шестерен.
В рассмотренном выше случае (рис. 383-11) шестерни 2— 3. посажены
на одном валике, и поэтому введение их отразилось и на величине передаточного
чиста системы и на направлении вращения шестерни •/. ЕсЛи бы этих шестерен не
было и шестерни 7 и 4 были сцеплены непосредственно, то передаточное число
было бы
100 _
» 20 •
и шестерня 4 вращалась бы в направлении, указанном на рис. 383-11
пунктирной стрелкой.
Совсем иные результаты получаются, если все шестерни, входящие «в си-
стему, расположены одна за другой, т.-е. так, как это показано на рис. 383-111.
Предположив, «по и в этом случае шестерни 7, 2, 3 и / имеют числа зубцов 100,
50, 80, и 20, находим по вышеприведенному правилу передаточное число системы.
Но необходимо отметить, что теперь мы имеем не две пары шестерен, а три, а
именно: 1 — 2; 2 — 3 и 3 — 4, при чем первые шестерни в каждой паре являются
ведомыми, а вторые — ведуии^. Имеем поэтому
100X60x80 _ _
AOxBUz £4
Как пилим, в этом случае получилось то же передаточное число, которое
мы получили бы и без шестерен 2 и 3. Таким образом, введение этих шестерен
на величине передаточного чиста крайних шестерен (7 и /) не отражается. Не
отражается это также и на направлении вращения шестерш* / (рис. 383-111).
Если вместо двух шестерен введем между шестернями / и 4 (рис. 383-IV)
только одну шестерик. 2. то передаточное число шестерен 7 и / также нс изменится.
п|“-и АеЛв’ MU ,Шве* ПарЫ n,caipa* 7 ~ - м - - 7 “ передаточное чисто
НЮХ во
&0Х20 ‘J*
Но направление вращения шестерни •/, благодаря введению шестсоии 2,
изменилось на обратное.
Шестерни 2 и 3 на рис. 383-1II и 2 на рис. 383-IV, не изменяющие
передаточного числа шестерен 7 и 4, называются п а р а з и т н ы м и и их вводят
или для того, чтобы изменить направление вращения шестерни 4, или в случае
невозможности по каким-либо причинам соединить шестерни / и 4 — непосред-
ственно.
Ознакомившись с работой шестерен, переходим к разбору использования
их для связи шпинделя и супорта токарного станка, необходимой при
наревке резьбы.
Рас №.. Устаивав га тогараои стами «во» Рве. a^ikraiwerai тогарвоч
пары сиевиих шестерен. “Н П1Р счеттыт шестерен.
На рис. 384 представлена простая установка шестерен •’» тотгарном
Но Ttw.wn убедиться что несмотря па наличие большого количества ше-
SXu' L тооые »! вХ^<а рис384. состнишеш.е чисел оборотов шпинделя
системы (приняв их обозначения за числа оборотов), пслу «ем
""“° Более сложная установи
'ЦK,CP",'
— 278 —
it J Но нс у всех станков шестери» эти одинаковы, и, кроме того, у некоторых
станков между шпинделем и ходовым винтом имеются промежуточные шестерни,
скрытое пол кожухами. В таком случае при подсчете шестерен нужно учитывать
эти отклонения от нормальной передачи. v
Выше мы говорил*, ’по получение нарезки па токарном станке возможно
только при наличии постоянной ,связи между скоростями вращения шпинделя
и перемещения супорта.
Скорость перемещения супорта зависит, вполне понятно, от скорости
вращения ходового винта к шага его нарезки. Так как этот шаг для каждого
отдельного станка величина постоянная, то и весь подсчет сменных шестерен
сводится к тому, -чтобы обеспечить необходимую скорость вращения ходо-
вого винта. ,
Подсчет сменных шестерен во всех случаях производится по следующему
простому правилу:
Передаточное число сменных шестерен равно
шагу нарезаемого винта, разделенному на шаг
ходового винта, при чем разделение шестерен па
ведущие и ведомые всегда идет о V шпинделя.
Пусть, например, нам требуется нарезать бо.^т с шагом ‘/д’ ,,а токарном
станке, винт которого имеет шаг 1 ?. По вышеприведенному правилу передаточное
чисто сменных шестерен будет:
• 1.1 2
4 ' 3 = 4 ’
Всматриваясь в полученное выражение передаточного числа, мы видим,
что числитель его есть число ниток на Г ходового винта (шаг ’/•*) нашего станка,
а знаменатель — число ниток на Г нарезаемого болта (шаг Отсюда очевидно
что подсчет шестерен можно производить и по другому правилу, а именно:
Передаточное ч и с л о сменных шестерен равно
числу ниток на Г ходового винта, разделенному
н а число ниток Г в и н г а н а р е з а с м о г о. Но первое из этих
двух правит имеет более общий характер, и поэтому вес дальнейшие подсчеты
шестерен, кроме нескольких случаев, мы будем делать по первому правилу.
Определив передаточное число, не трудно найти теперь и числа зубцов
шестерен, необходимых хтя выполнения .шиной нарезки. Для этого достаточно
умножил» числитель и знаменатель полученной дроби (передаточное чисто) на
одно’и то же чисто. Чисто эти следует брать так, чтобы.в результате получились
шестерни, имеющиеся при станке. Если мы имеем передаточное чисто */<• го, умно-
жая числи гель и знаменатель на 10 или 15 или 20, будем получать шестерни:
20 и 40,
30 и 60,
40 и 80 и т. д.
не сиеп,я'1^ятРЛ11^П^1СЧ1,та,1''и' ТаККМ o6P‘,JO,, 11 поставленные на станок,
£' “‘о иккду "Рппвпутоппу». которая, как
' на величину передаточного числа не влняеп Если, наоборот шссгепнн
эти получились при подсчете настолько большие. что не мХ&. устав"
«™'прихоХК7е^ьУи "ШУ -мен1иьЧ^мп •га/ую х.-
IMO Хета 7<а какое ,об , «яу«ях. i-oub после умножения передаточ-
станке какое-либо чисто получаются шестерни, которых нет при
зубно.^ооых"^ **.... ,иот'Р'" ........«иола
У которых идут через пять, начиная от смой матой - е 15 аубщйш, до
— 27.li —
самсл большой — с 120 зубцами. Таким образом в этот набор входят шестерни
15,20, 25, 30, 35,40. 45. 5U, 55. 60, 65, 70,75. 80, 85. 90, 95, 100, 105, 110, 115 и 120.
, Иногда можно встретить станки с наы i м шестерен, чиста зубцов кото-
рых идут через три. В такой набор входят шестерни с числом зубцов 18. 21, 24.
27, 30, 33, 36. 39, 42, 45. 48, 51, 54, 57, 60, 63, 66, 69, 72, 75, 78, 81,84 87 90. 93.
96, 99. 102, 105, 108, 111, 114 и 117.
Реже встречаются станки с четными шестернями. Такой набор состоит
из шестерен 16, 18, 22, 24, 28, 32, 36, 38, 40, 42, 44, 46. 48, 52 58 64 7 ' 80 88
96, 100 и 102.
В каждый такой набор обязательно входит шестерня с числом зубцов 127,
о назначении которой будет сказано дальше. Кроме того в каждом наборе должно
быть несколько одинаковых шестерен. Так, в первом из указанных выше набо-
ров шестерни с 65, 85 и 95 зубцами имеются в двух экземплярах, а при четном
наборе повторяется шестерни с 40 и 80 зубцами'
Как ни велики все эти наборы шестерен, все-таки нельзя сказать, что их
достаточно для нарезки любого винта. Бывают — правда, редко — случаи,
когда этих шестерен оказывается мало и приходится прибегать или к установке
на станок трех пар шестерен или изготовлять специальную шестерню с ненор-
мальным числом зубцов. Следует отметить, что установка трех пар шестерен
удается очень редко и применяется только на крупных станках.
Разбивка сменицх шестерен на две пары производится следующим образом.
Пусть требуется нарезать винт, имеющий 15 ниток на Г, на станке, ходовой
винт которого имеет 2 нитки на Г. ••
По второму правилу определения передаточного чиста сменных шестерен
имеем:
2
передаточное число=-.
Если мы будем умножать числителя и знаменателя этой дроби на число
меньшее 10, то будем получать очень малую ведущую шестерню. Если мы возь-
мем множитель, например 6, то получим шестерни
* __12
• 1ьхб’ W
Шестерни в 12 зубцов в наборе не бывает.
С другой стороны, если умножим чистителя и знаменателя нашей дроби
на чисто'Тютьше 10 (например 15), то получим
2x15 __ 30
13 - 13 " ЗЙ*
Теперь ведомая шестерня получается слишком большой (шестерниI вi . 25
точное число. Это ЧИСЛО В р1СИИП’»“с,’"М «Л» иижет 6ить "Г""”-
в таком виде:
ч 2 1 .. 3 _ IX2 1 2
и знаменателя каждой из
Правильность такого разложения следует каждый раз "^’’"‘ианпмя
«иои- «стаете» ирежиил.
— 280 —
В нашем случае мы можем числителей и знаменателей обеих дро€еГ«
умножить, например, на 20. Тогда получим:
1 •30 v Sx20
8X20 Л 5X20
20 40 _ 20X40
СО 100 00X100’
Цифры, находящиеся в числителе, показывают числа зубцов ведущих
шестерен, а в знаменателе— ведомых. Это правило нужно твердо помнить.
Итак, вместо одной пары шестерен в 12 и 90 зубцов (или в 30 и 225)
мы .можем взять две пары, а именно:
20 и 60............... 1-я пара
40 и 100...............2-я »
где шестерни 20 и 40 —ведущие, а шестерни 60 н 100 — ведомые.
Этот же пример можно было решить иначе, умножив первую дробь, поло-
жим, на 20, а вторую на 15. Мы получили бы:
1X20 2X15 _ 20x30
3x20 5X15 = 80X75’
Разложение дроби, выражакйцей передаточное число, лучше всего произ-
водить при помощи нижеприводимой таблицы (стр. 281).
Способ пользования этой таблицей выясним на примерах.
Пример 1. Требуется разложить на множители число 90. По таблице
находим:
' 90 = 2 х З’х 5= 2 х 3 X 3 X 5.
Пример 2. Разложить на множители число 285. Имеем:
285 = 3 X 5 X 19.
Пример 3. Разложить на множители 325. Имеем:
325 = 5> .< 13 = 5 х Ъ X 13.
Пользуясь общеизвестным свойством дроби, заключающимся в том,’что
ес величина нс изменяется от умножения или деления числителя и знамена!ели
на одно и то же число, мы можем .изменять числа зубцов шестерен.
Так, если мы имеем шестерни
20:-'30
, 80д75*
то, умножив первую дробь на 2, мы получим шестерни
40x30 !
120 x 75’
Не трудно убедиться, «по передаточные числа в обоих случаях одинаковы.
и„11ат1 , IL13* изменяя и величины передаточною числа, мы можем
вадомой ₽ИИ МеСТаММ’ го;1ЬК0 ведущую заменять ведущей, а ведомую —
Так, если мы имеем те же шестерни
20x30 V
<Юх,75‘
ше"ср^Ж4к"С₽'ДаТ°‘,И°' '"“° ПйЛуЧ"М " ° том СЯГ'Ш’ если расположим
30
(ЮхТ)’
281
Таблица г
(Цифры Разложение на множители всех •исел от 1 до ООО
написанные справа
умножить его самог на себя. Так, например, 2: = 2 х 2, 3’ = 3x3 Х8).
Числа Множители Числа Множители | Числа Множители j Числа Множители
j о» ' 80 2*х5 148 2’х 37 217 7 31
2>;3 . 81 3‘ 150 2x3x5’. 213 2у 109
8 82 2x41 152 2* ХИ» 210 3 X 73
9 . 3’ 84 2’ХЗХ7 153 З’х 17 220 2’ . 5 х 11
10 2x5 85 5> 17 154 2x7x11 221 13 у 17
12 2’хЗ < 86 2X43 155 5X31 222 2x3 < 37.
14 2X7 87 3x29 150 '2’х8х13 2" л 7
15 3x5 88 2’ХИ 158 2x70 225 З’х5‘
16 2* 00 2хЗ’х5 159 3X53 226 2х ИЗ
18 2x3’ 01 7x13 100 2»хб 228 2’ Зх 19
20 2»Х5 02 2* X 23 161 7X23 230 2x5x23
21 3X7 93 3X31 162 2х3‘ 231 3x7x11
22 2X11 04 2X47 1G4 2’Х 41 232 2’х 20 •
24 2»ХЗ 95 5 ч 19 165 3x5x11 234 13
25 5’ 06 2*ХЗ 166 2x83 235 5X47
26 2X13 98 2x7’ 108 2’хЗх7 236 2’Х 59
27 3’ 99 з’хи 169 13’ . 237 3x70
28 2’Х7 100 2’ХЬ’ 170 2X5X17 238 .2x7: 17
SO 2X3X5 102 2x3 х 17 171 3*Х10 240 2’х 3x5
32 2s 104 2’Х 18 172 2’Х 43 212 2x11*
33 зхп 105 3X5X7 174 2X3 <29 243 3»
34 2X17 106 2x53 175 5‘х7 244 2’х 61
35 5x7 108 2’ХЗ’ 176 2‘Х 11 245 5x7*
36 2’хЗ* 110 2x5X11 177 3x59 240 2 ч 3 к 41
38 2x19 111 3X37 178 2X80 2‘ <3’х5 247 13 ч 19.
39 8X13 112 2‘х7 180 248 2’хЗ!
40 2*Х5 1Г4 2x3X19 182 2x7x13 249 Зх 83
42 2x3x7 115 5X23 183 3x01 250 3X5»
44 2»х11 116 2»Х29 184 2»х23 252. 2’ХЗ* <7
45 3’Х5 117 3’Х13 185 5X37 253 11X23 1
46 2X23 118 2X50 190 2X3X31 254 2x127
48 2*хЗ 110 7X17 187 ИХ 17 255 Зхбч!7
49 120 2»ХЗХ5 188 2’Х 47 256
50 2x5’ 121 11* 180 3’Х7 258 IX 3< U
51 8X17 122 2x61 190 2X5X10 259
52 2’х 13 123 3X41 192 2’хЗ 260 2‘ч5 <13
54 2x3’ 124 2’ X 31 194 2X97 261
55 5x11 125 5» 195 3X5X13 262 2х 131
56 2’х 7 126 2хЗ»х7 196 264 2’ < 3 ;11
57 3X10 2» 198 2хЗ’х11
58 60 62 63 64 65 . 66 08 69 70 72 74 2х^8х?-.й: X х М Хм X X 5 X X . С1.ИП *> м ei с’ 129 130 132 133 134 135 136 138 140 111 142 143 3X43 2X5X13 2’х8х>1 7X10 2X67 8’х5 2’Х 17 2x3X23 2*Х5Х7. 3x47 2X71 11x13 200 201 202 203 204 205 206 208 209 210 212 213 3 х07 2 А 101 7x2» 2’Х 8X17 5X41 2 х 103 2’х 13 11X19 2x3x5.- Г 2’х 53 3x71 267 268 270 £4 276 г£ 3XS9 2»х67 2Х.ГХ» З’Х 17 “А 139 с’--
70 77 78 . о > О' 2’ХЮ 7X11 2-X3X13 145 1П1 5x20 3x73 3X7» 215 316 1X107 5X43 2»хЗ* gj S nux'l»
— 282 —
Продолжение,
Числа Множители Числа Множители . Числа Множители Числа Множители
287 288 289 290 201 1 296 и 290 «Ю 301 302 303 304 305 зек; 308 309 310 312, 314 315 316 318 319 320 321 322 823 324 125 328 327 328 329 330 332 333 ЗЛ1 335 338 338 339 340 341 342 343 344 346 348 350 351 352 354 ГЛ 356 7x41 2*хЗ* 17» 2x5x20 8X07 2»Х 73 2x3x7* 5X50 2’Х37 3*Х11 ' 2X149 13X23 2*ХЗХв* 7x43 2x151 ' 3X101 2*Х19 5X61 2хЗ»Х17 2«х7х11 3x103 ах 5x31 г;м3 8».<5X7 2»Х79 2X8X53 11X29 2*х5 3X107 2x7x23 17х 19 '2’хЗ‘ 5’Х13 2/.1G3 3x100 2»х41 7X47 2X3X6X11 2»х83 8*Х.37 2> 1С7 2»ХЗХ7 2х 13» 3x113 2»ХбХ17 Их 31 2хЗ»Х19 2*.< 43 8x5x23 2x173 2’ .8x29 е з’ ? 3»Х13 2»Х11 Ви; 3x59 2» а 89 357 358 360 361 362 363 364 365 360 388 309 370 371 372 374 375 376 377 378 3SO 381 382 384 385 396 387 388 390 391 392 393 304 395 390 399 399 4'0 403 404 405 400 407 408 410 411 412 413 414 415 410 417 418 420 422 423 424 425 •127 3X7X17 2x179 2*ХЗ*Х5 19* 2X181 * ЗХ111 2«Х7Х13 5X73 2хЗ>01 2* <23 3*х41 2x5x37 7X53 2*X3x3i 2X11X17 3x5* 2»х47 13x29 2*х5х 19 8X127 2X191 2*ХЗ 6x7x11 3x193 2*х13 2*х97 2x3x5x13 7x23 3X131 2x197 5X79 2*хЗ*Х11 2x199 . 3x7X19 г’хо* 2X8X07 13X31 2*Х101 З‘х5 "11X37 2»хЗХ17 2X5X41 ВХ137 2»Х1ОЗ 7*5» 2х3*>23 5x83 2* /13 3X139 2x11 х 19 2» 3x5x7 2X211 3*Х47 2» • 53 2X3X71 7X01 428 429 изо 432 434 435 430 437 438 440 441 442 444 445 446 447 448 450 451 452 453 454 455 45’3 458 459 460 J62 464 465 406 488 46» 470 471 472 473 4<4 475 470 477 478 480 481 482 483 484 485 486 488 480 490 492 498 494 195 496 497 498 500 2=Х107 ЗХ11Х13 2X5X43 2«ХЗ» 2x7x31 8x5x29 2*Х 109 19X23 2x3x73 2*Х5ХИ . 3*Х7* 2X1V 17 2»х3х37 5X89 2x223 3X149 2* .<. 7 2хЗ*х 5* 11X41 2*Х113 3X151 5X7X13 2*Х8Х19 2x229 3»х!7 2»х5Х23 2x8x7X11 2» х2» 3x5x31 2x2'3 ' 2*ХЗ*Х18 7x87 2x5x47 3x157 2» .-.59 11x43 2x3X79 5»Х19 2* <7 -: 17 3»хб3 2x239 2*ХЗХ5 13X37 2x241 8x7x23 2»Х11« 5X97 2x3* 2» >61 8X163 2X5X7' 2*Х 3X41 17x29 2 13X10 1 2‘:- 31 7x71 2x3x83 2» а 5» 501 502 504 505 506 507 508 510 511 512 513 514 515 516 517 518 519 520 522 524 525 520 627 528 |529 530 631 532 533 534 535 536 537 538 539 540 542 513 544 545 546 548 549 550' 551 '552 653 554 । 555 556 558 569 500 561 562 564 565 566 567 508 3X167 2X251 2аХЗ»х7 5X101 2X11X23 3X13* 2*Х127 2X3X5X17 7x73 3»Х19 2x257 5 X 103 2»х3х43 11X47 2X7X37 3X173 2*Х5Х 13 2хЗ*х29 2»Х131 3x5*7 2X263 17X31 2*ХЗ 11 23* 2X5x53 3*Х59 2*Х?Х*19 13X41 2X3X89 5 X107 2»х67 3X1?» ' 2 х 260 ' .2*хЗ* х5 >,2x271 3x181 2*Х17 5X100 2X3X7X13 2'Х 137 3*;<61 2X5» у 11 19X29 2»х8х28 7x79 2x277 3x5x37 2»х 139 2X3» К 31 13X48 2*х5х7 3X11 >17 2у281 2'Х 3x47 5X113 2x283 8*Х 7 2»Х71
— 283 —
Числа Множителя Числа Множители Чиста Множители Числа Множители
570 2X3X5X19 642 2x3x107 713 23x31 788
572 2*Х11Х13 644 2’х7х23 714 2хЗх“х1? 784
Ый 3X191 645 3X5X43 715 5X11X13 785
574 2X7X41 646 2Х17Х 19 716 2*Х179 786
5/5 5»хЗЗ 648 2»хВ* 717 3x239 788 2*х197 •
570 2вхЗ* 649 11X59 718 2x359 789
578 2X17* 650 2Х5»Х13 720 2*хЗ*х5 790
570 3X193 651 3X7X31 721 7 X 103 701
5SO 2*х5х29 652 2» X163 722 2x16* 792 2*х 3*хН
581 7 v 83 654 2x3X109 723 3x241 703 13x61
582 2x3x07 655 5X131 724 2’Х181 794 2x307
583 11X53 656 2‘Х41 725 5*х29 795
534 2*Х73 657 3*Х73 726 2x3x11’ 706’ 2*х 199
585 3*1X5X13 658 2x7x47 728 2*х7х13 70S -хЗх7,< 19
586 2X293 060 2*ХЗХ5Х11 729 3» 799 17x47
583 2*хЗх7* 662 2X331 730 2X5X73 800 2* .• 5*
589 19X31 663 8X13X17 731 17x43 801 3*х89
500 2x5x59 664 2*Х83 732 2*ХЗХО1 802 2X401
591 3X197 665 5X7X19 734 2X367 S03 11X73
592 2»х37 666 2х8*Х37 735 3X5X7* <04 2*х»х67
591 2хЗ*х11 667 23x29 , - 736 2*х23 805 5X7X23
595 5X7X17 668 2аХ167 ' 737 11X67 806 2X13X31 ,
696 2»Х140 660 3X223 738 2хЗ*х41 807 3X269
597 ЗХ 199 670 2x5x67 740 2»Х5ХЗГ 90S . 2*Х 101
598 2X13X23 671 11X61 741 3X13X19 810 2ХЗ*Х5
600 2*хЗх5* 672 2*хЗх7 743 2x7x53 812 2*х7х29
602 2X7X43 074 2X337 744 2*х3х31 613 3X271
603 3*ХО7 675 3*Х5* 745 5X149 811 2X11X37
601 2»Х151 670 2*Х13* 746 2X37S 815 5X163
605' 5X11* 678 2X3X113 747 . 3*Х83 416 2*хЗх17
ew 2X3X101 679 7x97 748 2*ХПХ17 817 19x43
608 2’Х19 680 2»Х5Х17 740 7X107 818 2x409
609 3x7x29 681 3X227 750 2X3X5* 819 8*Х7Х13
610 2x5x61 682 2X11^81 752 2' <47 820 2*Х5Х41
611 13X47 684 2*x3*'<ia 753 3x251 822 2x3x137
612 2*ХЗ»Х17 685 5X137 754 2X13X29 824 2»х103
014 2x807 686 755 5X151 3 X 5* X 11
015 3X5x41 687 3X229 756 2*хЗ*х7 826 2x7x59
СЮ 2*Х7ХП 688 2*Х43 758 2х 379 82.8 2Ъ.З*:<2>
618 2ХЗХ ЮЗ 689 13X53 759 3X11X23 830
620 2*Х5Х31 ООО о '• 2 х 5 х 23 760 2»х5х1» 831
621 3*х23 692 2* х 1 "3 762 2>.ЗХ127 832 Э*;;13
С22 2X311 093 3»х7х И 763 7X100 8713
023 7x80 (194 2X347 7I-.4 2’>: г.Ч 834
624 2* х 3x13 (195 5X130 765 3*Х5Х17 835 5X167
625 696 7G6 2X383 836 S*X11X19 • -yj
020 027 -628 629 630 032 633 634 035 036 037 038 630 640 2x313 3X11X19- 2*Х157 17X37 2.х8*х5Х7 2* <79 3X211 2X317 5X127 , 2* К 3X53 7*Х13 2X11X29 3*У.7Н 2’х5 697 098 699 700 702 703 704 705 706 707 708 710 711 ”3| 2x349 2X233 2*Х5*Х7 2ХЗ*Х18 10Х.37 ' 47 3X353 7X101 2* >3x59 2x5x71 3* <79 2*х69 767 й? m 775 776 £ 779 780 | 781 । 13X59 2*Х8 2X5X7X11 3x257 2*Х 198 2X3* > 43 5*х31 2* к 97 3x7x37 2x389 . 19X41 2*х ЗхЗ.<»8 UX 71 2X17 - И 837 838 840 М5 ы? 848 »? 3* <31 2X419 2*Х’ЗХ5Х7 29» 2» 421 3 * 231 2*\211 5x13* 2 ч а*/к 23X37
294 —
Продолжение.
ХСЛ1 Множится Ч.си А иожмтелн Числа Множители Числа Множители
• 852 2*> 3x71 ВД г"Х223 927 З’Х 103 964 2*Х241
W>4 2x7 61 893 ю... 928 2* у :’О 905 5Х 193
sw • 19 804 2хЗх 140 930 2X3X5X31 966 2X8X7X23
850 2’Х 107 895 5X179 931 73Х10 908 2’Х 11’
858 !»> 3x11x13 896 2’х 7 032 2!х233 960 3X17X19
Ь'Ю *Гх5х« 897 Зх 13x23 933 3X311 970 2X5X97
W1 »хтх« 898 2x449 034 2X467 972 2* X Л’
862 2x431 899 29 > 31 935 5X11X17 973 7X139
864 2» . s’ 900 2’ХЗ»Х5» 936 2’хЗ*Х18 071 2x487
80S 6Х 178 001 17X53 938 2X7X67 975 3х5*х13
яво 2X433 902 2x11x41 039 3x313 976 2*Х61
867 8хК* 003 8x7x43 040 2»x5X47 978 2x8X163
868 2»х7>31 904 2’х ИЗ 042 2X3X157 979 11X89
869 11 X 70 005 5x181 943 23X41 940 2*Х5Х7*
870 2 <3x5x20 «06 2X3 х 151 044 2*Хб9 981 З’ХЮО
871 13x67 ♦»! ж* ••»>* 945 8*х5х7 982 2X491
872 2»х!П9 !XW З’Х 101 946 2X11X43 981 2* <3x41
873 3*ж 07 910 2x5x7X13 948 1®>'3х?9 9Я5 6X197
871 2x19 •:23 912 2‘ХЗХЮ 949 13-73 986 2X17X29
875 5».х? 013 11X83 050 2Х5*Х19 987 3X7X47
870 2*х3х73 ОН 2x457 051 3X317 088 2’Х 13X10
878 2X439 915 3X5X61 052 2*х7х17 989 23x43
87V 3x293 916 2* X 229 954 гхз’хзз 990 2ХЗ»Х5Х11
880 2*х5х11 917 7X131 в: 5 5X101 992 2’х 31
882 2x3* • 7» 018 2 х Я* v 17 956 2*х239 993
884 2*'13x17 020 5X23 057 3X11X29 994 2X7X71
885 3 '5x59 921 3x807 «38 2X470 995 5X109 .
886 2X443 922 2x461 959 7x137 996 2»ХЗХ83
883 2*> 3x37 023 13X71 960 2«ХЗх5 998 2x400
889 7x127 92-1 2*Х‘8х7х 11 961 31- 009 З’х27
8B0 2X5X89 025 З’Х 37 962 2X18x37 ЮЭО 2’Х 5’
001 З’х 11 936 2x463 063 3s х 107
Закончив подсчет сменных шестерен, необходимо проверить правильность
реланных выкладок. Проверка эта производится так: шаг ходового
винта нужно умножить на выражение, показываю-
щее, какие шестерни должны быть взяты в данном
случае. В результате должен получиться шаг винта нарезаемого.
Примем. Выше мы нашли, что при нарезке винта с 15 нитками на Г
на станке, ходовой винт которого имеет 2 нитки на Г, мы должны поставить
шестерни:
। 20» 40
00x100
Проверим это. Умножим шаг ходового nuirra па выражение, показывающее,
какие должны быть взяты шестерни, при этом получим*
1 у У - <0 20x40 I
2 Л 00x100* «Ол 10UX2 в 15’
7.-е. шаг винта нарезаемого. •
Итак, подсчет шестерен сделан правильно/
Подсчет сменных шестерен был бы очень простой задачей, если оы шаги
1°“ы* *,нтов “ виитп0 “врезаемых всегда выражались в одной мере. В дейст-
внешности это нс так: ходовые винты станков имеют и дюймовую и миллиметро-
— 285 -
пую нарезку. Шаги нарезаемых винтов имеют cine большее разнообразие. Выше!
мы видели, что шаги эти могут быть выражены
1) в долях англ, дюйма, . '• Ч- -
2) числом ниток иа Г,
3) в миллиметр»,
4) шаг может быть кратным « (модульный шаг).
5) шаг может быть выражен в долях - англ, дюйма (диаметральный шаг).
Таким образок мы видим, что на практике может встретиться 10 различ-
ных случаев подсчета шестерен (5 при дюймовом винте и столько же при мил-
лиметровом).
Нарезка резьбы с диаметральным шагом производится редко и поэтому
останавливаться на ней мы нс будем, отсылая интересующихся к специальным
руководствам по подсчету шестерен 1).
Таким образом нам надлежит разобрать 8 случаев нарезки резьбы. Все
эти случаи мы рассмотрим на примерах, при чем для краткости условимся в сле-
дующих обозначениях и сокращениях:
* ’ 1) Передаточное число мы будем называть и обозначать буквами П. Ч.
2) Ходовой винт станка мы будем называть винтом.
3) Нарезаемый винт мы во всех случаях будем называть болтам.
4) Вместо того, чтобы говорил.: умножаем числителя н знаменателя дроби,
выражающей передаточное число, иа 20 (например), мы будем говорить: увеличн-
ваем П. Ч. в 20 раз.
Б. Подсчет сменных шестерен при нарезке винтов иа станке с дюймовым
ходовым винтом.
а) Шаг болта выражен в дюймах.
П Р и м е р I. Требуется нарезать болт, шаг которого равен у/, на станке,
у которого shift имеет шаг 1 /.
По первому правилу имеем:
П. Ц.“г = 5-
и л
Увеличиваем П. Ч. в 20 раз, получаем шестерни:
ведущая — 20,
ведомая — *Ю.
.Между этими шестернями придется поставить паразитную, '«пело зубцов
которой безразлично»
Проверки: .
* В»). 1 SOxI _ 1_
4 — 40 4 8 ’
Шестерни полеппаии правильно. , ыать би1т
П г и ч с I' - На станке, шаг винта которого равен „ . нарезать
с шагом W'*
Имеем! ,, 3
П.Ч.~
Одной пары шестерен, очевидно, мало.
---------------- ~ , •?
•) См. главу XIX. 6 -
— 2S6 —
Разлагаем П. Ч. на две дроби:
|х-’-
IV20 к, лX 10 = 20x30
Ьх20А8х10 100X80
Проверка:
20X30 у JL в X
100X80 Л 3 40’
Шестерни подсчитаны верно.
Пример 3. Подобрать шестерни для нарезки болта с шагом х/а1' на
станке с винтом, шаг которого */»*•
Имеем:
пч“ф=й-
Одной парой шестерен не обойтись. „
Разлагаем П. Ч. так:
тХт-
Умножая первую и вторую дробь на 10, получаем:
2,5X10 v 2X10 25X20
4X10 Х 6X10 40X 60’ ;
Проверка:
25 X 20 у £ 2
40x00 zs 5 = 24*
Верно.
б) Шаг болта выражен числом ниток на Г.
Этот случай мало отличается от только-что разобранного.
«<П р и-м е р 4. Требуется нарезать болт 30 ниток ла 1'. Винт станка имеет
5 ниток на Г.
По второму правилу имеем:
п.ч. =Д = ±.
Можно взять шестерни:
‘ ведущая — 20,
, ведомая — 120.
В этом случае шаг винта = *//, а болта =
Проверяем сделанный подсчет шестерен:
Шестерни подсчитаны • правильно.
шлм б^иток на** 1' Нарсзать болт 28 ”иток на Г на станке с винтом, имею-
Имеем: •
— 287 —
Разлагаем:
-!-Х- I
2 А 14
20 v 25 „ 20x25
40^ТО'Т 40X70' ‘
Если тагах шестерен на станке нс окажется, можно пить, например,
. 20X60
80X70
20x75
> 120X70’
Пример 6. Нарезать болт 16 ниток на Г па станке, опит которого
5 ниток на Г. ’ h
Имеем:
п.ч. = А.
Увеличиваем П. Ч. в пять раз. Получаем
5X5 = 25
10X6 80
и отсюда шестерни:
ведущая — 25 зубцов,
ведомая — 80 зубцов.
в) III а г болта выражен в м и л л и м е т р а ж
При подсчете шестерен в этом случае приходится шаг винта, выраженный
в дюймах, приводить к миллиметровой мерс. В результате получается число, не
разлагающееся па множители, что делает подбор шестерен невозможным.
Один англ, дюйм равен 25,39998 м.«. На практике его принимают равным.
25,4 леи, делая ошибку всего 0,00002 ми.
При подсчете шестерен удобнее брать другое выражение величины дюйма.
а именно
(Если мы разделим 127 на 5, то получим как раз 25,4.)
Порядок подсчета сменных шестерен такой же, как и в рассмотренных
сыше случаях.
При м ер 7. Нарезать»болт с шагом 10 леи на станке, винт которого
имеет 5 ниток на Г.
Приводим шаг винта к мнллимстррвой мере; так как Г * ми, то ’/•
I 127
(шаг нашего/ винта) = мм.
Дальше подсчет шестерен нужно вести по первому правилу:
_ 127 250
II. Ч. » Ю: а « igj-
Разлагаем П. Ч. так:
s х/ _ . ,
, 1 А 137'
— 238 —
5 • Увеличив первую дробь в 20 раз, получаем шестерни:
100X50
I 20X127*
Теперь понятно, почему в каждом наборе должна быть шестерня 127.
Вместо тою, чтобы брать Г = , можно брать Другие его выражения
127
в миллиметровой мере, менее точные, чем —, но вполне достаточные для рядо-
вых (не точных) работ. Это даст возможное’’'' обойтись и без шестерни 127.
Можно пользоваться одним из следуюь^х выражений англ, дюйма в мил-
лиметрах;
1" = ™ = «^=(25,41176),
1'= —- ^--£ = (25,39683),
1> =, £“!. =, “У? = (25,38461).
В скобках показаны действительные значения дюйма в миллиметрах,
получающиеся при приведенных выше заменах. Пользуясь одним из этих выра-
жений, удастся обходиться без ненормальной шестерни в 127 зубцов.
Пример 8. Требуется нарезать болт с шагом 1 льи на станке, вин г
которого имеет 4 шпкн на I'. Приводим, прежде всего, шаг винта к миллиметро-
вой мере, пользуясь приближенным выражением дюйма
6J
Впит нашего станка имеет 4 пилен на Г, т.-е. шаг ж/<*» поэтому прибли-
женное выражение его в миллиметрах будет
1 оно ' 400
В3...4 ~ W •
Теперь подсчитываем сменные шестерни (по первому правилу):
1 п ч ____ 1 - _ '
. св 4оо*
Разлагая згу дробь, получаем:
7ХЙ
1С.<25*
S всличивая обе дроби в 5 раз, определяем сменные шестерни:
86x45
~ «Охкю*
Сделаем проверку:
Мусо25 6'35 = 1,000125 -Ч.м
(здесь 6,35 ’
Как Шни.», ошибка в шаге взрезаемого болта равна
1ДЮ125 — 1 = 0,000125 аил
Що, конечно, несущественно.
— 289 —
Пример 9. Требуется нарезать болт с шагом 5 мм на станке, винт
которого имеет шаг */а'.
Шаг винта в миллиметрах равен:
1600 1боо
63X2 = 126 ‘
По первому правилу имеем:
П Ч = 5 • 1600 = 5X126 — 680 _ 83
126 = 1600 1С00 ~ 160’
Разлагаем на две дроби:
/ П Ч -
“• ’• 16x10
Умножив первую дробь на 5, а вторую на 10, берем шестерни
ЗБХАО
80x100’
г) Шаг болта выражен модулем.
Модульный шаг представляет собой величину, кратную от л мм. Таким
образом имеем шаги:
1 модуль — 3,14 леи
2 » —6,28 »
3 »> — 9,42 » и т. д.
Шаг ходового винта станка выражен в дюймах, поэтому во все наши
подсчеты шестерен будет входить величина
к .эЗ*
1" 25.4'
Эта дробь разложена быть не может, а поэтому вместо этой величины при-
ходится брать другую, приблизительно ей равную; получающаяся при этом
ошибка лежит в пределах допустимого. Можно брать следующие величины:
П р и м ер 10. Нарезать болт, шаг которого 1 модуль, на станке с вин-
том 4 нитки на Г.
Шаг нашего винта = //, т.-е. .«.и. По правилу первому имеема
Заменяя дробью , получаем:
п ц 05x4 м 5x19
• “ 708" ” 168 b --I’
Берем шестерни
60 а 120‘
Т»1*рас« mjo.
— 200 —
Пример 11. Нарезать болт с шагом в 4 модуля. Винт станка имеет
2 нитки на Г. Шаг винта станка равен
По первому правилу подсчета сменных шестерен имеем:
_ ,, , чу . 25.4 4XRX2 Г.
П. Ч. - 4 X к • 2 25,4 25.4 * 8‘
Вместо берем ~ • после '1его “мучаем:
n.4.-gx8-g.
Разлагаем эту дробь так:
м 8 Д12
97“ 1 А97'
Можем взять шестерни
80X60
50x97 ‘
Шестерни 97 в наборе нет, поэтому берем другое значение а именно:
г __ 95
25.4 769'
Теперь имеем
ПЧ=7мХв=^.
Эту дробь рахтагаем так:
5X19
4X24*
Берем шестерни
75X95
00X100’
В. Подсчет сменных шестерен при нарезке винтов на станке с миллиметровым
ходовым винтом.
а) Шаг болта выражен в дюймах.
Шаг болта может быт», выражен иди числом ниток на I* или величиной
шага в дюймах. В том я другом случае при подсчете сменных шестерен оказы-
вается необходимой шестерни в 127, ио можно обходиться и бе.» нес. пользуясь
приблизительными выражениями дюйма в миллиметрах, приведенными выше.
Пример 12. Шаг винта станка — 6 леи
(Т.-е. с шагом
Нарезать болт 12 ниток на
Мы знаем, что Iе > , а поэтому »/в* » ^,2‘ -.
Пользуясь первым правилом, находим передаточное число:
— 291 —
Разлагаем эту дробь так:
127 у 1
GO Z' в ’
Увеличив вторую дробь в 20 раз, находим сменные шестерни:
127X20
60X120'
П ример 13. Нарезать болт с шагом Ч^’ на станке, шаг винта кото-
рого 8 льм.
Шаг нашего болта, выраженный в мм, равен:
127
5x4’
Поэтому
П Ч 127 127 - 127 V 1
“ 5x4 5Х1Х8~ 40 Л 4 ’
Берем шестерни:
127x30
40X120
или
127x20
40 X 80 ’
Пример 14. Нарезать болт 8 ниток на 1' на станке, винт которого
имеет шаг 10 мм.
Шестерни 127 — нет. Принимаем Г = н, значит, шаг нашего,
болта равным
1600 __200
63x8 вз ’
Теперь не трудно найти передаточное число сменных шестерен:
п-ч=7:10“®=“=4хт-
Берем шестерни:.
ioovsq
60x20 ’
б) Шаг болта выражен в миллиметрах.
Подсчет сменных шестерен в этом случае всегда производится по первому
правилу.
Пример 15. На токарном стайке, шаг винта которого 5 км. нарезать
болт с шагом 10 мм.
п.ч.-Ь°_2.
Береч шестерни 80 >< 40 (или 60 и 30. 100 и 50 и т. л). Очень ре дко
дается осуществить передачу посредством двух шестерен. Вбодьшинстк
случаев приходится вводить в запепчеиие третью. паразитную шестерив,
случаев приход 1б Нпрмэть болт с шаг„м , 5 л, на шиорото
имеет шаг 12 ли. Имеем ио первому правилу:
— 292 —
Шестерни 15 на станке нет. Поэтому представим наше передаточное
число в таком виде: •
п ч _ 25X30
11 *• 30X120
Увеличив первую дробь в три раза, находим сменные шестерни:
45x30
90X120"
в) Болт имеет модульную нарезку.
В этом случае в выражение передаточного числа всегда будет входить л,
при чем я =» 3,1415927, что неразложимо на множители.
н Поэтому вместо точного значения берется одно из приближенных его
значений, а именно:
22 . 32 x 27. 19 X 21. 25 x 47 . 8 x 97 . 13 x 29 . 5 x 71
7’ 25x11* 127 ’ 22X17' 13X19' 4X30’ ИЗ ’
Пример 17. Нарезать болт с шагом модуль 8 (т.-е. 8 л леи) на станке,
ходовой винт которого 12 .ил/.
Принимаем я = и’ следовательно, наш болт имеет шаг:
13X29X8 _ 13x29x2.
4X30 30 ’
а поэтому
п ч — 13x29x2 • 19 18x29x2 19x29 _ 13x2»
" 30 " Z 30X12 12X16 6 X 30"
Берем шестерни:
85x58
*0X60*
§ 3. Практика нарезания резьбы.
А. Резьбовые резцы.
По характеру выполняемой работы резьбовые резцы относятся
к группе фасонных резцов. По конструкции они разделяются на цельные
и вставные. В соответствии с разнообразными профилями нарезок резь-
бовые резцы бывают с треугольным профилем для резьбы Витворта, метрической,
Селлерса и т. п., прямоугольным профилем для квадратной нарезки, с трапеце-
видным профилем и т. д. 1
Резец для треугольной нарезки представлен на рис. 386. Профиль его
делается в зависимости от системы нарезки: 55* — для резьбы Витворта, 60° — для
метрической и т. д. Заточка резца производится по соответствующему шаблону.
Jthm гже шаблоном пользуются при проверке правильности установки резца
u Ji -jo? в .рИС" 387-1 показана установка резца при наружной нарезке
льъг рис" 387’ при внутренней. Если не соблюдать этого правила, то
(₽о^ аз38Т1УЧае1СЯ СВале,,ная на GoK ,и,и« как часто говорят, - пьяная
₽t3lla д,таа|а находиться на высоте центра и быть гори-
vrni ? • ° Противном случаи нарезка будет иметь неверный профиль. Задний
у Р'-^ьбовых резноо делают 12 - 15’. Угол резаиня » боль-
' у1 аев принимают равным 90°. Небольшой передний угол полезен
— .293 —
для улучшения резания, но ослабляет резец и искажает его профиль. Конец
резца или срезается или закругляется, в зависимости от профиля нарезки.
Боковой угол зазора .(рис. 386) должен быть не меньше 5 — б°. На-
правление ребра (рис. 386) 7 — 7 должно соответствовать углу подъели резьбы.
Рис. 386. Резец для треугольной нарезки.
Чаще всего этот угол делают 3°. Но если угол 2 (рис. 386) не меньше 15°, то
профильная часть резца может быть и вертикальной (боковые углы зазора, ко-
нечно, остаются).
Для обработки радиусов у вершин нарезки пользуются ф а с о и и ы м
резцом (рис. 389). На рис. 390 показана державка для такого резца.
При грубой нарезке эти вершины
обрабатывают напильником и
наждачной бумагой.
Резцы для внутренней на-
резки при малых диаметрах на-
резаемых отверстий приходится
делать кованными. Нарезку боль-
винт
Рис. 387. Проверка установки резил.
Рис. 388. Образование
и неправильной
нарезки при правильной
установке резил.
Ряс. 389- Резе» ыя обточки закруг-
лений-
ших отверстий следует произвол,™ вставными резцами, используя для этого
обыкновенные державки для растотны»должен то.,„0 «.впа-
— 201 -
ребро его было горизонтально (рис. 391-1). При наклонной установке резца
(391-11) получается искажение профиля резьбы. Устанавливая резец таким
образом, стедует учитывать уклон его от горизонтали и соответствующим образом
увеличивать ширину передней режущей кромки. Боковые углы зазора прихо-
Рис. 300. Круглый резец для обточки мкруг- Рис. 30J. Установка резня при
лелнй. нарезке квадратной резьбы.
дится делать разные и выбирать в зависимости от размеров резьбы. В самом
деле, сети их делать одинаковыми, то левая (рис. 391-1II) кромка резца будет
тереться о нитку резьбы и портить ее.
Определение боковых углов резца проше всего производить графически
следующим образом. Пусть требуется установить боковые углы резца для нарезки
винта, показанного на рис.
392-1. Для этого проводим
вертикальную линию 7 — 7
(рис. 392-11) и горизонталь-
ную 2—2. От точки 3, пере-
сечения этих линий, откла-
дываем вверх и вниз отрезки
3—4 и 3—5, равные поло-
вине развернутой наружной
окружности нашего винта.
Таким образом, если наруж-
ный диаметр этого винта
есть D, то отрезок 3 —1
(а также и отрезок 3 — 5)
~D
равен -у » а расстояние от
точки 4 до точки 5 равно .тО.
После этого в то’Нсе 5 прово-
дим прямую, перпендикуляр-
ную к прямой 7—7, и откла-
дываем на ней отрезок 5—6,
равный шагу нашего винта.
Точку б соединяем с точкой 4.
Точно таким же образом откла-
дываем от точки 3 отрезки
3—7 и 3—8, равные / .
"ивта; «оо'ш.авливае», в точке 7 перпендх-
винта и полученную точку 9 соединяем
<Р"'- 38!),
гочиу И проипвш ПРЯМУЮ 12 л ° ~ ' рэг,|1иП пмопипе ШПГЛ. И чврез
“«лету, т ли7„и линии б - 4. Тнкрвве труАно
9 " 12 ~,3 »чре«ели>от «ястве реяв, если бы у него
** ' • ~~ ~>>к. пишет
куляр, откладываем на .нем шаг
с точкой 8.
Мя квадратной резьбы.
295 —
не делали боковых углов зазора. Но так in эти углы необходимы, то сечению
резца дают вид трапеции с наклоном боковых сторон (в 3 ) На рис. 392-111
в увеличенном виде (по сравнению с рис. 392-И) показано это построение.
Полученное сечение резца для ясности заштри-
ховано.
При установке резца по рис. 391-11 очень
удобны вставные резцы из круглой стали, которые
закрепляются в обыкновенных державках при помощи
подкладок, сходных с показанными на рис.342 и при-
меняющимися для закрепления сверла.
У затупившихся остроугольных резцов стачи-
ваются (ранномерно) боковые ребра (показаны на
рис. 393-1 стрелками), а у прямоугольного резца —
передняя режущая грань (рис. 393-11—стрелка).
Только при такой заточке не изменяется форма,
резца. Стачивать верхнюю грань — нельзя.
Резцы • для трапецевидной нарезки нагого- Рис 3,3.
вляются точно так же, как и резцы для? прямо- резцов,
угольной нарезки.
Широкое применение при нарезке резьбы находят себе разнообразные
фасонные резцы. В этом случае работа тикаря сводится только к заточке резца,
которая производится по верхней грани, так что форма резца, приданная ему
при изготовлении в инструментальной мастерской, не изменяется.
Рис. 39<. Прямой релкбовий резец держлове.
Существует большое количество типов фасонных резьбовых резцов.
Простейший прямой резьбовой резец представлен па рис.394. Профиль вставного
резачка сделан с учетом наклонной
установки его, образующей задний
угол резца.
Державки для таких резцов
бывают прямые и изогнутые. По-
следние дают возможность близко
подходить резцом к заплечикам на
изделие.
В большинстве случаев про-
филь вставного резачка сделан по
канавке в резьбе, т.-с. имеет вид
имею..,не форму, показанную на Р«
В мпм «™ае $£ки моР,ут отходить, не ^пинаясь друг с другом, ото ней-
«окно при резце, имеющем форму по рис. 395-1.
I .и
Рис. ЗВ5. Формы прямых всыешм! резцов.
— 296 —
Особое преимущество резца второго типа (рис. 395-11) состоит еще
и в там, что верхние грани его могут быть сточены наклонно, что в весьма зна-
чительной степени улучшает режущие свойства резца. Режущая грань резца
при такой заточке остается горизонтальной, так что профиль резца не изменяется.
Круглые резьбовые резцы изготовляются в виде дисков, как и обыкновен-
ные фасонные резцы. Канавки их, образующие профиль резьбы, далаются
или параллельные (рис. 396-слева) или направленные по винтовой линии
(рис. 396-справа). Резцы с прямыми канавками применяются для нарезки винтов
с малым углом подъема. При установке этих резцов необходимо следить за тем,
чтобы задний угол был не меньше 15э.
При нарезках с большим подъемом пользуются резцами с винтовой ка-
навкой. Направление нарезки резца должно быть обратным направлению наре-
заемой резьбы. Если, например, требуется
должен быть взят с левой резьбой, и на-
оборот. Угол подъема ндрезки резца и
нарезаемого изделия должны быть одина-
ковы (в противном случае резец будет
тереться о нарезку на изделии). Но угол
подъема, как мы видели выше, зависит
от диаметрд, а поэтому и диаметр рЬзца
должен быть равен диаметру изделия.
нарезать правую резьбу, то резец
Рис. 397. Гребсика.
Это условие затрудняет изготовление резцов для нарезок винтов, небольших
диаметров. Резцы получаются настолько малыми, что закрепление их ока. ы-
вается связанным с большими затруднениями. Поэтому для нарезки излей й
малых диаметров диаметр резца берут вдвое больше должного, но нарезку его
делами* двухходовою с вдвое большим подъемом в сравнении с подъемом требую-
щейся нарезки. н 3
«Пш.иИ'22Я^!2‘ПЛ'н“!' кРутлых резцов пользуются державками для обык-
новенных фасонных резцов.
производительности резьбовых резцов применяют
XJ,,^С;’Л"КИ ,Р"С- да-"' Пе₽«"га "acTL режушеК поверх-
ности гребенки несколько сточена, вследствие чего резание ппшипотвтся
п'зке“Р‘Х"б" Р‘”и"" гребенками нетьзи пр," на-
резке реп.б. идущих до заплечика (рис. 347-11) так как и зп>м глею-е
гасп. изделия, олизкая к заплечику, будет иметь неполную резьбу.
.... pt € fKa внутренне!! резьбы представлена на рис 398 Пон изго-
резьбооых13 р™^ ““ "Ш° ,,жть “ вил>' ““ то' 6“« сказлно о круглых
хами Напмвление'2ттп51/Еа!!иЯ с |”Ра-1;1с,ь|,и*н и с пинтовыми канав-
юим паруемой резьбы. 1аюк" с|У"а1' Ж»""» совпадать с нзправле-
прнмеи«Х"1Хо^«хио™Т ?“ТЬ '"'ег°“ " ™,лкп"’ "™ Дожигаете..
PF резцов или пружинных державок. Преимущество
— 297 —
этой державки заключается в том, что, когда резец встречает на своем пути ботее
твердую часть материала, он слегка отходит от изделия, а нс врезается в пего
и не рвет нарезку, не заедает. Одна из конструкций пружинных державок для
резьоовых резцов представлена па рис. 399.
Другой способ улучшить поверхность резьбы при чистовой се отделке
состоит в том, что поводок патрона (или конец изогнутого хомутика входяшего
в паз патрона) обматывают резиной, кожей или просто тряпкой, что таюке умень-
шает дрожание резца. Поверхность резьбы получается гладкой, а не волнистой
Рис. 398. Внутренняя гребенка. Рис. 399. Пружнпппя державка для резьбовых
резцов.
Чистота поверхности резьбы в значительной степени зависит и от того, на-
сколько тщательно и остро заточен резец. Режущее лезвие резца должно быть
чистое, без зарубинок, что достигается лучше всего шлифовкой резца на кружке
из красной меди при помощи мелкого наждачного порошка с маслом.
Нарезка винтов производится при невысоких скоростях резания, но тем
не менее применение охлаждающих смесей очень полезно, потому что они улуч-
шают чистоту поверхности нарезки. При нарезке винтов из железа и стали поли-
вают резец мыльной водой или маслом или, наконец, смесью масла с керосином.
Чугунные, бронзовые и латунные изделия можно нарезать всухую.
Б. Измерение резьбы.
Измерение наружного диаметра винта нс представляет затруднений и про-
изводится или при помощи кронциркуля или обыкновенным микрометром. Ножки
кронциркуля должны быть несколько шире обыкновенных, чтобы при измерении
резьбы с крупным шагом не приходилось ставить кронциркуль накосо. С этой
же целью на Неподвижную пятку микрометра иногда надевают дополнительный
колпачок, увеличивающий се диаметр, что дает возможность измерять диаметр
винта перпендикулярно к его <си. На рис. 400-1 показано измерение резьбы
при помощи обыкновенного микрометра. Неподвижная пятка микрометра
опирается на наружную поверхность нарезки, а подвижной стержень его
попадает (ири правильно установленном микрометре) между нитками резьоы.
Измерение может быть произведено правильно, если воспользоваться дополни-
тельным колпачком (рис. 400-11). Следует помнить, что, пользуясь этим способом
измерения наружного диаметра резьбы, необходимо учитывать размер
дополнительного колпачка, разрез которого в увеличенном виде показан на
* Ири измерении кронциркулем внутреннего диаметра нарёзки, его прихо-
дится ставить накосо, п поэтому получается ошибка.
Ошибка эта тем больше, чем больше шаг резьбы. Hoakti этого ’-Р
циркуля должны быть сделаны острыми, чтобы они не касались боковых сторон
РеЗЬбЬ1При изготовле... винта пет надобности требовать ”’"^2
п отношении наружного и внутреннего диаметров его. потому что
почти у всех нарезок срезана. Проверку правильности диаметра нарезки поэтому
— 298 -
правильней производить с помощью кронциркуля, ножки которого срезаны на-
столько. чтобы они не касались дна впадины. Такой кронциркуль не годится
I для определения размеров резьбы, но бывает очень полезен при изготовлении
винта по образцу, когда при помощи кронциркуля производится не измерение
резьбы, а только сравнение с образцовой нарезкой. Однако и в том случае,
когда нарезка производ»ггся по чертежу, следует пользоваться таким крон-
циркулем. сравнивая им нарезаемый винт с заведомо правильным другим винтом
(кашбром, метчиком). Необходимо помнить, однако, что для правильности
Ш
Рнс. 400. Измерение резьбы микрометром
Рис. 40— Кронциркуль для измерения резьбы.
Рмс. 401. Итмеренис резьбы
кронциркулем
результатов этого сравнения
"Р-Фчь нарезаемого шигга
Л t Приф*"см "» которому производится Проверка.
нХ^°Л’"“"ИЯ Г-" И" ........."»«“» «а рйе 401.
сделаны С°7”П ’ "* "то ,,вж*« «« *“">
ХХ'о "•й₽ь>14!и- —а« нсовходнмостъ «мел.
и, ,Ее? **’ иы"' “*<*'«» систем нарезок.
-=
•«У"- >«« для начиняя pMiZu₽"Xo пр^н"™"™0' "" ,'₽0"ЦИр'
— 209 —
Для точного измерения резьбы полна -ся специальным микрометром,
представленным на рис. 403. Подвижной стержень его заточен на конус, точно
совпадающий с профилем резьбы, а вмести неподвижной пятки сделана под-
кладка, имеющая острый вырез. Эта Подкладка может поворачиваться, что
дает возможность производить измерение резьбы ири любом положении
микрометра.
Благодаря тому, что вершина конуса срезана и вырез в подкладке не имеет
плоского дна, при измерении резьбы достигается полное соприкосновение между
подвижным стержнем микрометра и подкладкой, с одной стороны, и боковой
поверхностью резьбы — с другой. Микрометр показывает нуль, когда конус
подвижного стержня прилегает к вырезу в подкладке.
Не трудно видеть, что показание микрометра равно наружному диаметру
резьбы, уменьшенному на ее глубину при измерении резьбы Витворта илниа глу-
бину соприкосновения поверх-
Рис. 40*. Измерение резьбы
при яоыоин трех промам.
Рис 403- Микрометр для изыереяия резьбы.
Такие микрометры снабжаются иногда сменными наконечниками для
Подвижного стержня и подкладками, что делает их годными для проверки резьб
Р Укажем еще на один способ измерения резьбы, а именно «способ трех
проволок». Способ этот состоит в том. что три куска строго
Хоки, длина которых, па 2S-30 <» больше S
закладываю ся в две соседних впадины винта с одной стороны * в одну с про-
тшюположиоа стороны опита так. как это По““во u киТОр0П>
Все три проволоки должны иметь олшаковыЛ доаме^. вдтотнпз wnp> 0
не имеет зпачеакя. Диаметр проволок должен лишь выть таким, чтобы проволока
оисгу,пос,^5сю“'отм,,~ом
’’“"'Рд ^ятога, ч^’ы определив, правильна ли резьба, пользуются следующими
формулами: |ИМС1)И11)1| жетрйкь.оП резьбы, диаметр котороб меньше 6 мм.
/I = D + (3 х d) — 1.5125 х Ш.
Если шаг больше 6 лч. то
А О + (3 X tf) — 1.5145 X Ш.
При проверке резьбы Витворта:
А - О + (3 х 3) -
1,0008 X Ш.
— 800 —
Во всех этих формулах:
Д — см. рис. 404,
D — наружный диаметр резьбы,
d — диаметр проволоки,
Ш — шаг резьбы. \
Величины D и Ш берутся по таблицам.
Пример. Определить, каково должно быть показание микрометра
при измерении по способу трех проволок винта с метрической резьбой, диаметр
которого 20 Диаметр проволок — 2 .я.«.
По таблице (глава XIX) находим шаг нашего винта
Д/= 2,5.
Пользуясь второй из приведенных вьппе формул, находим:
А = D (Зх 4) — 1,5145 = 20 4-3x2 — 1 ,5145 х 2,5 = 22,21 ин.
Все приведенные выше правила проверки резьбы дают точные результаты
только в том случае, если профиль ее правилен и верно расположен по отношению
к оси. Проверка профиля резьбы производится при помощи специальных ша-
блонов.
Рис. 405. Шаблон для измерения шага резьбы.
Измерение шага винта представляет собой одну из наиболее сложных
задач при проверке винта и производится также шаблонами, один из которых
показан на рис. 405-слева. Изготовление этого шаблона производится следующим
«>бразом: изготовляют из стали три цилиндра 1,2 и 3 (рис. 405-справа), при чем
длину цилиндра 2 берут равной шагу проверяло™ винта, увеличенному в 5 — 10
раз. Краж цилиндров обрабатывают на конус, соответствующий профилю резьбы.
Посте закалки все три цилиндра отделываются начисто и соединяются болтом. П<>
выемкам 4 и 5 изготовляется шаблон, показанный на рис. 405-слева.
Кроме разобранных выше инструментов, для измерения резьбы часто
применяются так называемые резьбовые калибры. Резьбовой калибр
для измерения внутренней нарезки показан на рис. 406-1. Правый конец
этого калибра резьбы не имеет и служит для проверки диаметра отверстия под
резьбу данного диаметра. На рис. 406-11 представлено резьбовое кольцо
или гайка, которыми пользуются при проверке наружной резьбы.
В заключение укажем на способ определения числа ниток, приходявщхся
на один дюйм при изготовлении винтов, нарезанных по системе Витворта. Для
сс совпал с вершиной
' „ш° ниток (₽*’£ 407). После этого считают, сколько впадин пришлось
на длине одного дюйма. г
ПигУ4лаТ°пТаК0Г° подсчета лучше пользоваться резьбомером, показанным
р • . для определения числа ниток на дюйм подбирают одну из его пла-
301 —
ппгпллмтм'а on™ лппОп«-,Л...... ш,ке- ,аким же резьбомером можно
один дюйм у внутренней
пользоваться и при определении числа ниток на
нарезки.
Рис. 408. Резьбомер.
Рис. 407. Подсчет ниток
резьбы.
При определении числа ниток отверстий маленьких диаметров поступают
так: вводят в отверстие деревянную палочку (например, спичку), прижимают
ее к резьбе и затем определяют число ниток по отпечаткам, получившимся на этой
деревяжке.
В. Общие указания о приемах нарезания резьбы.
Рассматривая формы резьбовых резцов, мы видим, что все они, за
исключением представленного на рис. 395-11, работают в тяжелых усло-
виях, так как стружки, образующиеся на обоих боках нарезки, сталкиваются,
вследствие чего резец рвет поверхность нарезки. Поэтому для улучшения условий
резания при нарезке винтов стружку, как говорят, разделяют. Достигается
это тем, что при каждой новой стружке, кроме углубления резца, его несколько
передвигают вбок, так что он работает одной стороной и только при последних
стружках резец работает всем профилем.
Из этих соображений при предварительной нарезке верхнюю часть супорта
следует ставить под углом так, как это показано на рис. 4U9. Углубление резца
при этом производится только верхними поперечными салазками супорта, н ре-
зец режет только одной стороной.
— 302 —
На рис. 410 показаны три
изображает образование резьбы при
станка); рис. 410-11 — при подаче
Рис. 409. Поворот супорта при нарезке
резьбы.
больше ширины резца. При таком ci
способа образования резьбы. Рис. 410-1
подаче резца только к оси винта (поперек
резца поперек станка и одновременно
с этим немного вбок, и, наконец, на
рис. 410-111 представлено образование
стружки при наклонно поставленном
супорте.
В том месте, где нарезанная часть
изделия переходит в гладкую, необхо-
димо делать канавки для выхода резца.
Очень часто, в особенности при нарезке
грубых винтов (например, болтов), как
только резец подходит к концу нарезки,
его быстро отводят назад; получающийся
при этом конец резьбы показан на
рис. 411-1.
Иногда для выхода резца засвер-
ливают в изделии отверстие (рис. 416-11),
диаметр которого должен быть немного
юсобе окончания нарезки безопаснее оста-
навливать станок перед тем, как он должен войти в отверстие, н остающуюся
часть нарезки сделать, вращая станок за ремень, вручную.
Лучший способ для оканчания нарезки показан на рис. 411-111.
В этом случае для выхода резца сделана узкая канавка. При нарезке внутренней
резьбы выходная канавка для резца безусловно необходима, и делается она
так, как это показано на рис. 412.
1 п ш
Рис. 411. Формы выходных канавок при нарезке наружной резьбы.
При нарезке резьбы, в особенности пружинными резцами, первая нитка
часто Получается толще последующих (рис. 413). Это получается потому, что
при прорезке первой нитки резец испытывает .явление только с одной стороны
(с левой), вследс<внс чего он несколько отгибается (вправо). Это обстоятельство
— 303 —
следует упитывать при проверке резьбы калий м. Лучше всего длину заготовки
для нараэаемого винта брать немного больше, с тем чтобы излишек срезать по
окончании нарезки. Таким образом первой ниткой винта будет вторая, получив-
шаяся при нарезке.
Рассматривая способы измерения резьбы, мы указывали на неудобства
возникающие при измерении внутреннего диаметра резьбы. Затруднительность
Рис. 412. Выходная канавка при
нарезке внутренней резьбы.
Рис. 413. Отгибание резца при проходе первой
нитки.
измерений внутреннего диаметра резьбы в особенности обнаруживается при
внутренней нарезке. Поэтому, при нарезке гаек, длину их следует делать
на 2 — 3 леи больше должной, и после того, как расточено отверстие под резьбу,,
протачивается небольшая выточка Д (рис. 414-П). Диаметр этой выточки1
делается равным внутреннему диаметру нарезки. При последней стружке резец*
подводят к поверхности выточки и получают таким образом правильный внутрен-^
ний диаметр нарезки.
Пользоваться таким способом измерения внутреннего диаметра следует;
и при наружной нарезке. Для этого перед началом нарезки на конце изделия
протачивается поясок шириной 2 — 3 мм, диаметр которого равен внутреннему
диаметру нарезки (рис. 414-1). Спо-
соб использования этого пояска по-
нятен из предыдущего. По окончании
нарезки поясок отрезается.
Всякая установка резца должна
производиться по шаблону (рис. 387).
Если же установка резца производится
уже после того, как пройдено не-
сколько стружек, его нужно ставить,
кроме того, в правильное положение
относительно уже начатой нарезки.
Резец "должен быть поставлен так,
чтобы он попал, как говорят, в нитку и не перерезал резьбы. В большинстве
случаев такое положено резца легко достигается перемещением верхних салазок
супорта. Если же супорт станка верхних салазок не имеет, ти для установки
резца нужно отпустить прижимной болт хомутика и повернуть нарезаемое идделпе
настолько, чтобы резец вошел точно в середину канавки, после чего вновы
закрепить хомутик. Третий способ установки резца состоит в том , что сттоот
трензель п среднее положение и разье линяют таким обрмом ходовой винти
шпиндель, что лает возможность повернуть изделие вперед настолько, чтобы
Рис 414. Выточка и заточка хтя измерена*
внутреннего диаметра резьбы.
резец оказался против нитки.
Ппи ивпике ясной резьбы необходимо тмепнть направление вращения,
ходового винта при том же нанраштеини вращения
будет перемещаться от передней оабки к задней. Нарезка на пишется в э ftM у
— 304 —
чае от левого конца изделия, для чего используется канавка (или отверстие),
проточенная на изделии (рис. 411).
Во время нарезки винтов, после прохода каждой стружки супорт при-
ходится возвращать в исходное положение, что достигается или пуском станка
обратным ходом или перемещением супорта вручную. При нарезках винтов,
имеющих небольшие размеры (длину и диаметр), выгоднее пользоваться автома-
тическим возвратам супорта, так как обратный ход его в этом случае не требует
много времени. Если же нарезаемый винт имеет большую длину, обратный ход
требует много времени и поэтому возврат супорта вручную в этом случае более
целесообразен.
Возврат супорта автоматической подачей производится, не открывая
разъемной гайки, так что относительное положение ходового винта и винта на-
резаемого при этом не нарушается. При перемещении супорта в исходное поло-
жение вручную, разъемную гайку приходится открывать и вновь закрывать ее,
как только супорт будет отведен достаточно. При этом надо принять во внимание,
что разъемную гайку можно включать в любой момент только в том случае, если
шаг нарезаемой резьбы и шаг ходового винта кратны между собой (шаг нарезае-
мого винта делится на шаг ходового без остатка, или, наоборот, шаг ходового
делится также без остатка на шаг нарезаемого). В этих случаях резец всегда
будет попадать в нитку. Такая резьба называется четной.
Резьба называется нечетной, есЛЙ указанное выше деление не вы-
ходит без остатка: так, например, если требуется нарезать винт с числом ниток
8 на Г на станке, ходовой винт которого имеет4 нитки, то резьба будет четная,
потому что 8 делится на 4 без остатка. Если на этом же станке потребуется наре-
зать резьбу в 6 ниток, то резьба будет нечетная, так как при делении 8 на 6 полу-
чится остаток — 2.
При нарезке нечетной резьбы включать гайку самохода можно только
при определенном положении ходового винта относительно винта нарезаемого.
В противном случае резец не попадет в нитку, и резьба будет перерезана. Для
того, чтобы этого не случилось, поступают так. Устанавливают супорт в то
положение, при котором должна быть начата нарезка и отмечают каким-либо
образом это положение (например, сделав пометку мелом на супорте и та-
кую же пометку, против первой — на станине станка). После этого пускают
станок в ход и начинают нарезку резьбы. Как только резец пройдет первую
стружку, отводят резец, не выключая самохода, и останавливают станок. После
этого делают пометки (мелом) на ходовом винте и его подшипнике, на шпинделе
и на подшипнике передней бабки так, как это показано на рис. 415. Возвратив
супорт в исходное положение, вручную включают гайку самохода в тот момент,
когда меловые пометки займут первоначальное положение.
Этот способ допускается только в тех случаях, когда отношение шага
ходового винта к шагу винта нарезаемого, или обратно, равно ’/«, Ч. и */». Если
отношение ото выражается Солее сложным числом, что Сыплет, например, при на-
резьбы на токарном станке с дюймовым ходовым винтом,
деже“' пог°'1у чго га|,ка можсг оказаться закрытой в тот момент.
St “ тРебУемое положение но отношении к ходовому
aoTouimSnil по™чей.С'‘УЧаЯХ а,МУ" привоД,ть « "“однос положение
о е a .С7"КЦ 4“6>1<аю«я особым прибором, так называемым
веэтикалыюч паи<Л Т е л е (рис* 4,6)- Резьбоуказатель устроен так: на
SSa ка ТХД' ,<oro,r,uiJ «Рашается п подшипнике, прикрепленном к су
? «*ролат с .u-.iauH.MH (на верхнем копне). На нижим
ланш JJ”” •геРМ'и'ое колесо, находящееся н постоянном запси-
ioaoS S, т Ч,*О-'О аубцов червячного колеса кратно числу
ноток ходовою впита. Таким ооразом, если ходовой винт имеет 4 нитки на 1'.
— ЗОБ. —
то червяное колесо имеет 16, 24 или 32 зуба. Циферблат имеет столько делений,
сколько получается "от деления числа зубцов черничной шестерни на чисто ни-
ток винта. Если ходовой винт имеет 4 нитки, а шестерня 16 зубцов то цифер-
блат имеет 4 деления и т.-д.
Работает этот резьбоуказатель следующим образом. При первом проходе
включают разъемную гайку в тот момент, когда какое-либо из делений цифер-
блата оказалось против штриха, нанесенного на супорте. После каждого про-
хода самоходная гайка включается, и супорт возвращается в исходное положение
вручную. Разъемная гайка включается в тот момент, когда против неподвижного
штриха на супорте окажется одно из делений циферблата (безразлично какое).
Описанный способ применим только при нарезке винтов с целым числом
ниток. Если же требуется нарезать, например, 121/, ниток на Г (при ходовом
Винте 4 нитки на I'), включение самохода производится, когда против неподвиж-
ного штриха на супорте будет нахо-
диться то деление циферблата, которое
совпадало е этим же штрихом при пер-
вой стружке.
Рис. 415. Пометка па ходовом пинте и шпин-
деле при нарезке нечетной резьбы
Рис «А. Резьбоуказатель.
При нарезке многоходовых винтов
При нарезке многоходовых винтов приходится поворачивать изделие
на некоторый угол, величина которого находится в зависимости or числа ходов
винта; так, при нарезке двухходового винта нарезаемый винт должен быть по-
вернут на полоборота, трехходорого — на одну треть оборота и т. д.
Это может быль сделано п0и помощи поводкового патрона, если он имеет
несколько пазов, точно расположенных друг относительно друга. Так. если
патрон имеет 4 паза, то они должны быть распложены точно под углом в уи
друг к другу.
Пользуясь таким патроном поступают так: пройдя первую нитку, енн-
мают изЛлие с нейтрон и ставят его рюш на них. но так.
попал о ПОВЫЛ паз патрона. Kruell изогнутого хомутка при это» долженсевер
Hie" по плотно входить в паз патрона. Этот способ изготовления многоходовых
шипов самый простой, но вместе с тем и самый грубый.
Более т.нные результаты при поворачивании изделия J
спюм сменных шестерен. Для этого промежуточную шестерню / (рис. 410
приводит* такое положение, чтобы какой-нибудь зуб ее находился точно п.
иГ^7в^Гл"и" ™т« 'на число ходов .ш.. что необходимо
иметь в виду при наборе сменных шестерен.
— 306 —
При делении шестерни первым зубцом считается отмеченный мелом.
Все следующие зубцы, разделяющие шестерню 1 на требующееся число равных
частей, и впадина между зубцами шестерни 2, между которыми находится первый
зубец yieerepHH 7, также отме-
чаются мелом. Затем расцепляют
шестерни 1 и 2 (поворотом гитары)
и поворачивают шпиндель станка,
а вместе с ним и шестерню 7 до
тех пор. пока против отмеченной
на шестерне 2 впадины не окажется
следующий, помеченный мелом,
зубец шестерни 7. После этого
снова соединяют шестерни 7 и 2,
прорезают канавку на винте и т. д.
Описанный способ правилен
только в том случае, если за один
'поворот шпинделя станка ше-
стерня 7 делает также один полный
оборот. Если число оборотов шпин-
деля и шестерни относится как
I : 2, - то при двухходовой нарезке
шестерне 7 нужно давать полный
оборот, при нарезке трехходового
винта — ’/8 оборота и т. д.
Этот способ точен, ио сло-
жен. Поэтому при изготовлении
большого количества одинаковых
Рис- 417. Деление при нарезке многоходовых
втпов при помощи сменной шестерни.
деталей с многоходовыми нарез-
ками пользуются специальными
патронами, один из которых пред-
ставлен на рис. 418. Как видно из этого рисунка, такой патрон состоит из
двух дисков, на одном из которых нанесены деления (360 делений), на другом
Рис. 418. Патрон дла шреэхи многоходовых пиктов.
^лтовСД|СЛан |*Улево® штрих. Скрепление дисков производится при помощи
— 307 —
ГЛАВА ЧЕТЫРНАДЦАТАЯ.
Точные токарные работы.
§ 1. Сверление кондукторов.
Если требуется на каком-либо изделии просверлить несколько отверстий
точного диаметра каждое, при чем расстояния между этими отверстиями также
должны быть точны, то с наибольшей точностью это может быть сделано на токар-
ном станке. Пример такой работы показан на рис. 419-1, где изображена
верхняя плита кондуктора для сверления 4-х отверстий, расположенных в вер-
шинах квадрата со стордной 150 льи. В те отверстия, которые нужно просверлить
в плите, впоследствии будут помещены кондукторные втулки. Диаметр этих отвер-
стий 20 alw.
Прежде чем приступить к сверлению кондуктора, нужно заготовить!
так называемые установочные кнопки.'Материалом для них служит инструмен-
тальная сталь. Примерные размеры таких кнопок показаны на рис. 419-П.
После грубой обточки кнопки
закаливаются и затем шли-
фуются или на шлифовальном
станке или самим токарем
на токарном станке. Величина
диаметра кнопок не имеет
значения, но нужно, чтобы
все они были одинаковы и
диаметр'их выражался круг-
лым числом миллиметров,
наир., 25 .ч.ч. Высота кнопок
и диаметр отверстий в них
значения не имеют.
Рис. 419. Сверлите кондукторной плиты.
Заготовив таким образом установочные кнопки, токарь сам делает шипы
для крепления их. Диаметр иснарыанноП части этих
2—3.«.« меньше диаметра отверстия п кнопке. Диаметр реаьчи также иа - 3 ми
?“olTrS..hyW»»-onKa перемещалась в нужном
“'’"'"'закрепив намертво мну из кнопок
выверяю! расстояние до лругоЛ. c^?!e.l.0‘^"1„,|.1 Расстояние между кнопками
пгга>ш.
2) с помощ’-ю
— 309 —
тщатетьно с помощью индикатора. Выверив кондутор, снимают кнопку, нахо-
дящуюся в центре, и растачивают первое отверстие. Затем, точно таким же образом
растачивают, строго соблюдая заданный диаметр, остальные отверстия. Точность
расстояний между ними получится сама собой.
§ 2. Изготовление резьбовых калибров и колец.
Изготовление резьбодых калибров и колец состоит из трех операций:
I) нарезки, 2) закалки и 3) доводки после закалки.
Закалка калибров производится обычно не токарями, а потому остана-
вливаться на ней мы не будем.
А. Нарезка калибров и колец.
Нарезка резьбовых калибров отличается от обыкновенных резьбовых
работ тем, что к ней предъявляются более высокие требования точности. Кроме
того размеры резьбы калибра делаются с учетом изменения размеров и формы
Срез № 0/0 0/3 0/5 G/9 031 0.М Q37
Рис- 420. Шаблон для резьбы Внгворта.
Резец со с ре зон
для 20 ниток
правильный
профиль
калибра, которые получаются при закалке, а также прибавляя некоторый
припуск на доводку после закалки.
Ветчина полного припуска (на изменение при закалке 4- доводку после
нее) должна быть достаточно большой, чтобы калибр, как говорят, «вышел»
при доводке. С другой стороны,
увеличение припуска затрудняет
доводку его.
Один из применяющихся
на практике способов опреде-
ления припусков при изгото-
влении резьбовых калибров со-
стоит в следующем ’). Рассма-
тривая шаблоны для резьбы
Bin-ворта (рис. 420) разных
диаметров, мы видим, что у них
изменяется радиус закругления
и величина среза вершины угла.
Шаблон для 20 ниток в срав-
нении с шаблоном для 12 ниток
можно считать острым. Поэтому,
если нарезать резьбу на калибре
с 12 нитками резцом, заточенным
пще должной и будет таким обра-
:.'згс:;о эти образование припуска.
калибр 4? ниток
Рее 421. ибраюжшне првпусо при .
ЭМ1 имоь некоторый припуск. На рис. 421 показа») э
1 И и- м’«»ревнч. Проаавадсгво рембовых калибров. Госиздат. 1930 г.
— 309 —
В рассмотренном примере для нарезки калибра с 12 нитками взят резец,
заточенный по шаблону для 20 ниток, для того, чтобы с большей отчетливостью
показать образование припуска.
Зная величину срезов вершины угла (эти величины показаны на рис. 420),
нс трудно подсчитать величину припуска по диаметру калибра. Для этого нужно
из величины среза для 12 ниток вычесть величину среза для 20 ниток, т.-е.
0,34 — 0,20 = 0,14.
Чтобы узнать величину припуска на среднем диаметре, нужно эту раз-
ницу удвоить. В данном случае припуск по среднему диаметру'есть
0,14 X 2 = 0,28.
Снять такой припуск при доводке будет трудно, поэтому для получения
припуска по среднему диаметру калибра с нарезкой в 12 ниток берут резец, за-
точенный по шаблону для 11 ниток. В этом случае припуск получится
(0,34 — 0,31) 2 =» 0,03 х 2i= 0,06 ,«м,
что вполне приемлемо.
В нижеприводимой таблице указано, какие следует брать шаблоны для
получения правильного припуска.
Число ниток j калибра Число ниток шаблона
22
1з 20
16 18
14 16
13 14
12 13
10 11
резцами,
калибра с
Нарезка резьбы производится
двумя
а потом чистовым. Тдк, например, при нарезке
обдирочный резец, заточенный по шаблону для
20 ниток. Припуск по среднему диаметру при
□том получается 0,28 лгл<. После этого ставят
чистовой резец, который затачивает по шаблону
для 13 ниток, благодаря чему npunycij умень-
шается до 0,06 .«л.
Обдирочные резцы применяются обыкно-
венные, а чистовые — пружинные. При чисто-
вых проходах следует применять смазку резца.
Можно рекомендовать следующие смазочные ве-
щества: мыльная кола, скипидар чистый, а также t
смешанный с вареным маслам или керосином.
Необходимо обращать внимание на тща-
тельность заточки резца, которая должна нро-
изнодигься на бруске Индия иля Арканзас.
сначала обдирочным,
12 нитками на 1' берут
Рис 422. Ошибо ири илЛрвММН
— 310 —
но направлению линии 1 - 1 (рис. 422), в то время как внутренний диаметр
калибра как и всякого винта, измеряется по линии 2 — 2.
В нижеприводимой таблице 16 даются искаженные таким образом вели-
чины внутреннего диаметра нарезки (резьба Витворта).
ТАБЛИЦА 16.
Искаженные внутренние диаметры
(резьба Витворта).
Диаметр калибра Действительный внутренний диаметр мм Искаженный внутренний диаметр мм
3.41 3,45
11 V 4,77
6,13 6.17
7,49 7.53
8,79 8.83
1/* 9,99 10.04
%* 12.92 12.07
м 15,85 15,90
Такой точный размер с линейки взять, конечно, нельзя. Поэтому при-
ходится брать его или с штангенциркуля, поставленного на требующийся размер,
или по специально изготовленному (по микрометру) стержню, диаметр которого
точно равен искаженному внутреннему диаметру
изготовленного калибра.
Более точное и быстрое измерение изгото-
вляемых калибров производится специальными
резьбовыми микрометрами (рис. 403).
Зачистка закругления вершины резьбы про-
изводится специальным фасонным резцом (пружин-
ным). Нужно следить за тем, чтобы резец этот
не портил уже отделанных начисто боковых сто-
рон резьбы.
Припуск на наружный диаметр делается
такой же, как и на средний диаметр калибра.
Нарезка калиброванных колец произво-
дится также двумя резцами — обдирочным и
чистовым.
Припуски у колец не прибавляются к дей-
е- ствительным размерам их, а вычитаются из них
Р^ьбовые кольца при закалке не уменьшают евгак размеров,
должен бить о1аК"М овРазом' если припуск на средний диаметр
следует делать меньше табличного на 0 06—0Л7 «.ч
УМИЬШЭТЬ " ме,,ьшип к'Рльца '
размер кпкГппй меш на₽езки кольца производится пробкой,
"ShkKLZ ftCTemc1“,ux на величину принятых припусков. Для
Р льшего диаметра пользуются специальным штихмассом (рис. 423).
Рис. 423. Штухмасс для наме-
рения большого диаметра на-
резки в кольцах.
— 311 —
Б. Доводка калибров и колен после закалки.
Окончательная отделка или, как чаше говорят, доводка резьбовых калиб-
ррв производится при помощи шлифовок. Шлифовка представляет собой кольцо
из серого чугуна (рис. 424-1), внутри которого сделана нарезка. Профиль
этой нарезки, как мы увидим дальше, зависит от характера той работы, для ко-
торой предназначается данная шлифовка. Шлифовка после нарезки в ней резьбы
разрезается, что дает возможность несколько уменьшать ее диаметр при по-
мощи зажимного хомутика (рис. 424-11). Ширина шлифовки (размер 7 на
рис. 424-1) делается равной длине резьбы калибра. Такая шлифовка, зажатая
ь. ............ посыпается самым мелким наждаком и навин-
Рис. 424. Шлифовка.
в хомутик, смазывается маслом,
чивается на обрабатываемый ка-
либр. Наждак при этом вдавли-
вается в шлифовку и шлифует
калибр.
Шлифовка для доводки
резьбовых колец представлена
на рис. 424-111. В этом слу-
чае шлифовка имеет наружную
резьбу и посажена иа конусную
оправку. Конус в шлифовке
должен быть точно пригнан по
конусу оправки. Длина шли-
фовки делается в 4 —5 раз больше
ширины кольца. Чтобы увели-
чить диаметр шлифовки, необхо-
димо переместить ее вдоль
оправки (влево), что достигается
легким ударом оправки о ме-
таллический предмет (лучше
всего свинец, при ударах о ко-
торый не забивается оправка).
Профиль нарезки таких шли-
фовок делается в зависимости
от их назначения.
Полученные из закалочной ---------------
шлифовкой. Эта прочистка сразу показывает, насколько
обрабатываемый калибр. Если резьбарасгянулаа.,тошлифовка
иа первых литках нарезки калибра или кольца, а средине ™
После этого микрометром измеряются средний ЛХдае
калибра для того, чтобы установить, сколько должно быть снято при довод .
Для измерения кольца изготовляется чугунная этой пр<Е
обрабатываемое кольцо может быть легко навиИеио. Огиеры згой ттрооки
и только последняя шлифует весь пр J( Р (И -ка1Ьца> н толщина
Первая шлифовка снимает много ла Р _е уис1,1Чения номера шлифовки,
снимаемого слоя постепенно уменьшается по . P У • чутике; прн доводке
Дело н том. ЧТО при уменыпеяии диметра 1кош Дозо^Л кольцо)
калибров), а также при увеличении этого дна’J Д.ас'кя профиль нарезки,
изменяется угол подъема резьбы, ислелств должна сжиматься (или
Поэтому чем больше помер °
разжиматься), чтобы не исказить профиля калибра.
калибр
и кольцо прежде всего прочищаются
— 312 —
Рассмотрим, для примера, порядок доводки калибра, имеющего при-
пуск в 0.04 мм. На рис. 425-1 припуск этот для большей отчетливости *ра-
7 делен на две части, по 0,02 мч
Рис. 425. Домика калибра.
калибр
бовых колеи. Если окажется,
делать несколько шлифовок.
каждая.
Шлифовка № I снимает верх-
нюю часть припуска, при чем она
своими вершинами доходит до дна
резьбы, не трогая наружного диа-
метра калибра. Это необходимо для
того, чтобы в остающихся таким обра-
зом зазорах (рис. 425-1) могли поме-
щаться отработанный и излишний
наждак, а также масло, необходимое
для постоянной смазки калибра.
Шлифовка № 2 (рис. 425-11)
снимает припуск (0.02 лм<) с наруж-
ного диаметра и делает закругление.
Таким образом первыми двумя
шлифовками снимается половина всего
припуска на доводку.
Третья шлифовка (рис. 425-111)
снимает со среднего диаметра 0,015 мм
и слегка касается внутреннего диа-
метра. Этой, шлифовкой окончательно
выводятся все неточности, получив-
шиеся в резьбе калибра при закалке.
Шлифовкой № 4 (рис. 425-1V)
снимают остатки припуска с наруж-
ного диаметра и отделывают закруг-
ления на вершинах.
Пятая, последняя шлифовка
снимает припуск в 0,005 .«.к со сред-
него диаметра оставшийся notne шли-
фовки № 3. Работа этой шлифовкой
производится почти без наждака.
Во время доводки нужно сле-
дить за тем, чтобы калибр не нагре-
вался. С особой тщательностью необ-
ходимо следить за этим при работе
шлифовкой № 5. Для того, чтобы не
получить скошен пой резьбы(«пьяно1Ь),
необходимо все шли|]н)вки поворачи-
вать. т.-е. навертывать нх на калибр
то одним, то другим концом.
Порядок доводки резьбовых
качен сходен с доводкой калибров.
И в этом случае первая шлифовка
снимает 0.02 0.03 мм с среднего
диаметра. Кроме этого ей приходится
выравнивать шаг нарезки кольца,
изменение которого довольно часто
имеет место при изготовлении рс-зь-
что кольцо сильно растянуто, то приходится
— 313 —
Шлифовка № 1 нарезается по шаб сиу, соответствующему большому
количеству поток на Г. Так. например, шлифовка для доводки кольца, диаметр
которого есть ’/2'. нарезается по шаблону для 16 ниток. Нарезка шлифовки при
этом продолжается до тех пор, пока на нее не будет навертываться кольцо.
Второй шлифовкой начерно доводится меньший диаметр кольца, и отде-
лываются (также предварительно) радиусы закруглений.
Шлифовка № 3 снимает со среднего диаметра оставшийся посте шлифовки
№ 1 припуск (0,02 ми) на среднем диаметре и окончательно устраняет все
неточности в шаге кольца. После этой шлифовки угол нарезки (при резьбе Вит-
ворта—55 ) должен быть правилен.
Четвертая шлифовка доводит до точной меры меньший диаметр резьбы
и окончательно отделывает радиусы закруглений при вершинах.
И, наконец, пятая шлифовка, так же как последняя шлифовка при доводке
калибра, работает почти бел наждака и заканчивает доводку кольца.
При доводке резьбовых калибров и колец больше всего отнимает времени
выравнивание шага нарезки, изменившегося при закалке калибра. Величина
этого изменения находится в зависимости от состава стали, из которой изгото-
вляется данный калибр, и может быть определена заранее. Поэтому специаль-
ные станки, предназначенные для нарезки резьбовых калибров и метчиков, снаб-
жаются приспособлением, изменяющим шаг нарезки настолько, что после закалки
он будет или равен должному или очень близок к нему. Один из таких станков
описан в главе XVI. Но и па обыкновенном токарном станке можно нарезать резь-
бовые калибры с учетом изменения шага их. получающегося при закалке.
Пусть, например. требуется нарезать резьбовой калибр 14 ниток на Г
на станке, ходовой винт которого имеет 8 ниток на Г. Опытами установлен- >.
что сталь, из которой изготовляется калибр, при закалке дает усадку в 0,04 льч
на Г своей длины.
В виду этого шаг нарезки калибра до закалки необходимо сделать больше
должного. Он должен быть равен:
2М4-0Х4 2М4
14 14 ’
Шаг ходового винта будет
Определяем сменные шестерни (по 1-му правилу, см. глава XIII).
25,44 25.4 25.44 - 8 _ £ *51в
П. Ч. — - u : “g" = 14x25.4 “ ~ А 835’
Разлагая на множители (см. табл. 15), получаем
4 v А V 2X3 < 53 48x53
II. ч,-= 3 '
Следовательно, требуются сп^ьные ,
На практике и большинстве случаев уда R случае вместо дроби
шестерен, подбирая шееющиеск. Гак. «да в ркоитряваемом е.уча. о
взять друг»'», близкую к »«ЛР""'Р ”“>4™“-
п.ч.~|х4” -ЛЬ _
Берем шестерки
25
— 314 —
Если мы проверим правильность подсчета шестерен в обоих случаях и срав-
ним полученные результаты, то увидим, что изменение шага нарезки, которое
получилось от замены дроби дробью , очень мало и практического зна-
чения не имеет.
ГЛАВА ПЯТНАДЦАТАЯ.
Некоторые токарные работы.
§ 1. Чистовая отделка изделий на токарных станках.
Чистовую отделку на токарном станке следует производить лишь в тех
случаях, когда нет возможности выполнить эту работу на шлифовальном станке.
На рис. 426 показана первая операция по чистовой отделке на токарном станке —
Рис. 42". Жимок дли полировки.
•следствие OToro^crnv^u^L с’ишком сильно нажимать на напильник, так как
раиать изделие Очень плп^пДуТ^ЫВаЛНВаТЬСЯ 113 Haei4eK напильника и ца-
™ ™"ап,₽агь мелом" чаме
— 315 —
Следующая операция по отделке — >то 1н л и ф о в к а . Шлифовка
производится в большинстве случ.чсв-наждачшШ гл чагой. Если перед шлифовкой
изделие смазать маслом, то отделываемая поверхность получится более пачкой
я блестящей. Вместо наждачной бумаги иногда по л дуются наждачным порошком
Выточенная по размеру шлифуемого изделия чугунная или бронзовая втулка
разрезается пополам, и полученные половинки закладываются в так называемый
жимок или клещи (рис. 427). Обе половинки смазывают маслом и равномерно
посыпают наждаком.
- Иногда обходятся без разрезной втулки, как это и показано на рис. 427.
Опиловка и шлифовка изделий на токарных станках производятся при
быстром вращении изделия. Поэтому нужно внимательно следить за тем, чтобы
. не заел задний центр, и постоянно смазывать его, проверяя время от времени,
насколько туго он зажат. Туго зажимать центр при этих ручных работах нет
никакой надобности.
§ 52. Изготовление центров и фланцев для патронов.
Изготовление центров и фланцев для патронов — две работы, которые
токарю приходится делать для самого себя и по которым часто судят о его квали-
фикации и отношении к работе. От того, насколько правильно и тщательно изго-
товлены центра и фланцы для патронов, в большой зависимости находится точ-
ность тех работ, которые впоследствии будут выполняться на данном токар-
ном станке.
А. Изготовление центров.
Изготовление центра распадается на следующие операции: 1) отрезка
материала, 2) первая центровка, 3) подрезка торцев, 4) вторая центровка,
5) обдирка хвоста, 6) пригонка его по
конусу шпинделя, 7) обдирка конуса / п
центра, 8) закалка, 9) шлифовка. *
I) Отрезка материала на боль- 1-------------------------
шинстве благоустроенных заводов про-
изводится в специальных отрезных ма-
стерских, имеющихся при складах стали.
Но иногда производить ее приходится
и самому токарю. Лучше всего отрезать
материала сразу на 2 центра и разре-
зать их после шестой операции. Отрезка
материала производится с выполнением
всех правил, приведенных в главе XI
этой книги. Отрезанная болванка имеет
вид, "показанный на рис. 428-1, при чем
торцы этой болванки показаны преуве-
личенно неправильными.
2) На рис. 428-1! показана зацен-
трованная болванка. Центровка произ-
водится обычным способом, в патроне.
Центровочные сверла следует брать по
таблице 13. В виду неправильности
торцев центровые углубления также
получаются неправильные.
3) Заготовка устанавливается на центра.
один торец, потом другой. Центровые углубления
и у ней подрезается сначала
теперь правильны, но малы.
— 816 —
Рис. 420 Шаблон для проверки центров.
Если заготовка имеет большой припуск на обработку — следует теперь же обол-
рать ее (по цилиндру), оставив ее диаметр на 2 леи больше большого диаметра
хвоста конуса (рис. 428-III).
4) Для увеличения центровых углублений следует снопа процентровать
заготовку тем же способом. При этом будет устранена и выработка центровых
углублений, которая могДа полу-
читься при обдирке заготовки.
5) Следующая операция по
изготовлению центра—это обдирка
хвоста. Если из одного куска ма-
териала изготовляется сразу два
центра, то сначала обдирается один,
а потом другой. Уклон конуса
берется приблизительный, по ста-
рому центру. Конусность хвоста
получается смещением задней бабки. После того как конуса ободраны, па кон-
цах их следует сделать предохранительные заточки (рис. 428-IV).
6) Теперь можно приступить к чистовой отделке хвостов и пригонке
их по гнезду шпинделя. Раньше, чем начать эту пригонку, следует промерять
конус шпинделя коническими калибрами. Если он окажется подходящим к одному
из них. то чистовую отделку хвоста центра нужно вести по калибру, а не по шпин-
делю, и только самую последнюю пригонку сделать по гнезду в шпинделе. Делать
это следует для того, чтобы не царапать гнезда шпинделя.
Рис. 430. Электрическая млшимк.1 для шлифовки
цевтрож.
Рис. 431. Ризка для отметки
положении центра.
Пригонка хвоста центра к гнезду шпинделя должна быть произведена
с наибольшей тщательностью и аккуратностью. Именно пт этой операции будет
в дальнейшем зависеть точность работы станка. Цен гр .должен входил. в гнездо
совершенно плотно, без малейшей качки. Плспносп. пригонки устанавливается
груоо по мелу, точней — по краске.
nr.nr.4c/» Прилганный таким образом центр вставляется в гнездо шпинделя
Й бабк"’ и у “сго обрабатывается передний конус (60й). Если изгою-
это»Г пп 'и!лр>г.Г МГОГОВ1'а разррается на две часто перед
емпоптт'ч.У-г 1 ₽ИС' S’V*' Обработка конуса производится поворотом
?S.4X *"®“га к“"у“ "РО'имли™ пли после закалки или до нее.
non STJPL pl ”• "“Т™ ли " шлифовальная машинка для шнп-
ао т-ткяти./ ™.. „ " ТаК" |"аш""ки |1ет. чистовая отделка центра производится
п ашьн ™ Т " напильника и наждачной бумаги. Во время отделки
р ильность угла конуса центра проверяется шаблоном (рис. 429).
— 317 —
8) Закалка центра производится так же, как и закалка резцов, при чем
закаливается только конус центра. Нагревать при этом следует также только
конус центра.
9) Шлифовка закаленного центра производится при помощи электриче-
ской машинки (рис. 430), устанавливаемой в резцедержателе супорта. Пра-
вильность угла конуса центра проверяется тем же шаблоном (рис. 429).
Во время шлифовки, под центр на станину следует подкладывать тряпку для
защиты станины от наждачной пыли, получающейся при шлифовке. По окон-
чании шлифовки центра на хвосте его (не закаленном) и торце шпинделя следует
нанести ризку так, как это показано на рис. 431. В дальнейшем установку центра
следует производить по этой риске.
Рис. 432. Изготовление флаши».
Б. Изготовление фланцев для патронов.
Фланцы для патронов (часто их называют «цапками») изготовляются
из чугунных отливок или болванок подходящих размеров.
Изготовление фланца состоит из следующих операций. Заготовка фланца
Нажимается в кулачках патрона так, как это показано на рис. 432-1, и у ней
Обтачивается наготове вся зад-
I,. няя сторона. Одновременно с
| этим подрезается и торец яблока
р.фланца (7 па рис. 432-1), при
j чем на чистоту этой подрезки
j надо обращать особое внимание.
L После этого можно приступить
F к расточке и нарезке отверстия
| у фланца по шпинделю станка.
S Резьба во фланце должна
। быть хорошо пригнана к нарезке
' шпинделя, но требовать особо
I точной пригонки надобности нет.
I Совершенно точно должны быть
| пригнаны центрирующие заточки
2 и 3 па рис. 432-11 по пояскам
| 4 и 5, имеющимся на конце
шпинделя (рис. 432- III). У не-
I которых шпинделей имеется
1 только одна такая заточка. Это
облегчает пригонку фланца к
шпинделю, но ухудшает плот-
ность посадки его. Только бла-
годаря этим заточкам невоз-
можно боковое сдвигание флаийа,
а следовательно, и бой па-
I трона, — даже и в том случае,
! если нарезка пригнана не очень»
плотно. Как бы туго ни завер-
| тывалн патрон, фланец которого
рается в заплечик, имеющийся
вбок и бить.
Для проверки платности
I во фланце к пояскам шпинделя,
фланец, свертывается вместе с <
пробуют навертывать на
нс (смеет заточит (рис. «.’-IV). а .тишь .ум-
на шпинделе, такой патрон будет смещаться
пригонки центрирующих заточек ^«рсптя
I, патрон, и который закреплен
омсс.е е фланцем я ПООТЫНИЙ. не ониимаи КЗ патрона,
на шпиндель, по которому он пригоняется.
— 318 —
После того как эта пригонка закончена, фланец вынимают из патрона
и, навернув на шпиндель, приступают к обработке борта и передней поверхности
его. Последнюю чистовую стружку следует проход1ггь при небольшой подаче и глу-
бине резания.
Центрирующая заточка фланца, входящая в выточку в патроне, должна
быть сделана с таким расчетом, чтобы патрон можно было надеть на нес достаточно
плотно, но без большого усилия. Высота этой заточки должна быть на 0,5 ,н.к
меньше глубины выточки в патроне.
Отверстия для болтов, прикрепляющих фланец к патрону, следует
делать на 0,5— I мм больше диаметра болтов, чтобы они не оказывали боко-
вого давления. t
§ 3. Особые случаи токарных рабът.
В настоящем параграфе мы рассмотрим несколько примеров токарных
работ, выполнение которых связано с применением специальных приемов.
А. Обработка эксцентричных изделий.
На рис. 433 показан пример часто встречающейся на практике обточки
эксцентрикового валика. Сама по себе такая обточка ничем нс отличается от обык-
новенной работы в центрах. Центровых углублений на этом валике должно
быть сделано по два иа каждом торце.
Одна пара таких углублений служит для
обработки поверхности 7 (рис. 433),
а другая для обточки кольца 2. Разметка
центров делается иа разметочном столе,
и .только при массовом производстве
эксцентриковых валиков — с помощью
специальных приспособлений (кондук-
тороэ).
При обработке изделия, сходного
с изображенным на рис. 433, всегда сле-
дует начинать с обточки эксцентрика. Обработав его наготове (или лучше сделав
только обдирку), переставляют вал па основные центра и производят обточку
его шеек. Если обработку вести в обратном порядке, то эксцентрик придется
обтачивать медленнее, так как обточенный валик будет тоньше, чем в первом
случае (неободранного валика), а это увеличивает возможность дрожания. При-
бегнуть к помощи обыкновенных люнетов в данном случае нельзя.
Риг. 433. Обточка эксцентрикового валика.
Рис. 434. Обточка коленчатого вала.
Если расстояние между осями
что центр для обточки эксцентрика
называемыми бугелями.
вала н эксцентрика настолько велико,
лежит вне торца вала — пользуются так
— 319 —
На рис. 434 показан способ закрепления коленчатого вала при обточке
его шатунных шеек. На этом рисунке цифрами 7 — 1 обозначены бугеля на
которых ^нанесены центра шатунной шейки. Распорки 2 — 2 служат для того
чтобы предупредить искривление вала, которое возможно при установке вала
в центрах станка.
Б. Обработка некруглых предметов.
Один из способов обработки некруглых изделий представлен на рис. 435.
Обрабатываемое изделие 7 насаживается на оправку 2, которая устанавливается
в центрах станка обычным способом. На эту же оправку, слепа от изделия, намертво
посажена фасонная шайба 3, форма которой соответствует очертаниям обрабатывае-
мого изделия. К поперечному супорту привертывается небольшой кронштейн 4,
на конце которого имеется ролик 5. Винт поперечного супорта вынимается. Под
действием сильной пружины б ролик прижимается к шайбе 3. Пружину эту
заменяют иногда грузом.
Rn япрмя паботы станка поперечный супорт то приближается к центру,
может производиться при автоматической продольной подаче.
В. Обточка шаров.
ООточкз
следующим образом. В обыкновенный » - обрабатываемого шара,
зажимается кольцо 2 диаметр коэт-ршо мс.<ьше лиа-^,,1 ш р„с у него
половина шара. „бппбогку шара после этой операции. В боль-
...." к'° °””6отку пр
— 320 —
начинать снова (с проточки канавки). Канавку, при этом, следует протачивать
в другом месте шара.
Чистовая обточка шаров делается иногда так. В патрон станка закре-
пляется стальное закаленное кольцо 1 (рис. 437) с острыми кромками. Второе
такое же кольцо 2 прижимается к шару центром J; закрепленное в резцедержа-
теле супорта кольцо 2 меньше кольца 7. Во время работы станка шар вращается
Рис. 437. Чистовая отделка шара.
Рас. 486. Обдирка тара.
вместе со шпинделем и, кроме того, вследствие разницы диаметров колец 7 и 2
вращается сам собой в плоскости, проходящей через линию центров станка.
Режущие кромки колец 7 и 2 снимают при этом тонкую стружку и сообщают
шару правильную форму.
Г. Обточка овалов.
На рис. 438 показано приспособление для обточки овалов. Устройство
его сводится к следующему. Обрабатываемое изделие 7 (рис. 438-1) закрепляется
Риг. 43В Обработка оылов
на ***С1 с ‘ имеет
в соответствующую выемку
выступ в форме ласточкина хиоста, который входит
в планшайбе 3. Справа от переднего подшипника
— 321 —
имеется шестерня 4 (рис. 436-11), которая может был. или неподвижной, что
.достигаете» застопориванием се посредством рычага 5, или вращаться вместе
с шпинделем (при выключенном рычаге 5). С этой шестерней находится в постоян-
ном зацеплении равная ей шестерня б.
Если шестерня 4 застопорена, то при вращении планшайбы 3 шестерня 6
Также вращается около своей оси 7. При этом, в то время, как планшайба сделает
один обо^т, шестерня 6 сделает также один оборот. Это вращение шестерени б
посредством простого механизма, скрытого внутри планшайбы, преобразуется
в поступательное движение Лиска 2. Таким образом во время работы станка
диск 2, кроме рабочего вращения, имеет поступательное движение, то прибли-
жаясь к резцу, то удаляясь от него, в результате чего и получается овальная
поверхность обрабатываемого изделия.
Если шестерню 4 соединить со шпинделем, то шестерня б вращаться около
своей оси не будет. Диск 2 вследствие этого не будет перемещаться, и мы будем
иметь обыкновенное круглое точение.
Поворачивая ключом болт 8, можно изменять величину овальности.
Д. Обточка длинных и тонких изделий.
Обточка длинных и тонких изделий связана с большими затруднениями,
[вследствие их гибкости. Поэтому при обточке таких изделий прибегают к помощи
специальных приспособлений, одно из которых представлено на рИс. 439. В рез-
Рис. 439. Обточка ддиинык •’ тонких валов.
ES==s=^e
заострен настолько, чтомткетютить,»ат’"“У 1 У Автоматически
полнится нарезка.
§ 4 Работа по копирам,
при обработке
х "““розним п’р“ ^'-«Хп^»т;ГрХто'°х“и
можно получать изделия сложных очертани . 21
Тоирооч
— 322 —
На рис. 440 представлено простое приспособление для обработки сфери-
ческой головки автомобильного поршня. Приспособление это устроено’н работает
следующим образом. На станине станка неподвижно закреплена поперечина /.
На этой поперечине установлена копировальная линейка 2. К поперечным сала?-
щийся наГк1Х'2"шую11адсПку° "на pT/a!»' кот°₽оП "«естся ролик./, опираю-
рукоятку 4. п^е^Г° 6у;,ы1’ вра"ия
на рисунке стрелкой то веек ^1азк" ^"«рта в направлении, указанном
головку поршня по сфере НстостагокУзгогпСР“СШаТ,?Я а'',:в"- “ рот“ ,,6т<,,,|ГГ
ролик опирается на копир пРис,,особления состоит в там. что
растя иа копировальную линсПку только одной стороной. Поэтому
— 823 —
во времр работы станка резец затягивает в материал, вследствие чего поверх-
ность изделия получается негладкой.
Этого недостатка не имеет копировальное приспособление, показанное
на рис. 441 и предназначенное для обработки головок поршней двигателей Ди-
зеля. В этом случае направляющий ролик ходит в канавке, прорезанной в плите 7.
Затягивание резца в материал, благодаря этой канавке, в этом случае не может
иметь места. Плита 1 установлена на супорте. Винт верхних поперечных салазок
вынут. Обточка поршня производится при автоматической подаче нижних попе-
речных салазок супорта.
Рис. 442. Обработка по копиру вогнутой головки поршня двигателей Дизеля.
Рис. 443. Обработка по копиру головки мамы.
„роИЗВоХ^бТ^^
'^™“р«х последах присыле- мы
предоставляем читателю.
5 5. Работы. выполняемые на «кармой ~ ему
Кроме своего прямого Н“Н’’""!1Я’ СущССТ8у своему не токарных.
для выполнения Раз''“'’’’ЛЗ"“0ТРбу дут разобраны в этом параграфе.
Некоторые из таких раоот оу,еу. и-. г г>.
— 824 —
А. Накатка. ♦
На рис. 444 показано накатывание валика. которое состоит в том, что
два ролика катятся по обрабатываемому валику и выдавливают на нем сетчатый
узор. В зависимости от насечки
на роликах накатка получается
крупная, средняя или мелкая
(рис. 445). Универсальная на-
катка представлена на рис. 446.
Три разных пары роликов дают
возможность* делать разные на-
сечки на изделиях.
Рис 445. Образец накатки.
Накатка.
име поверхности. Следы чистового резца
Накатка производится при ме-
дленном вращении изделия и получается
чистой и ровной, если во время работы
на накатываемое место время от времени
поливать масла.
На рис. 447 представлена пакатка,
имеющая назначение прямо противопо-
ложное основному назначению обыкно-
венной накатки. Рифленые ролики заме-
нены в этом случае одним гладким хо- '
рошо закаленным роликом. Правильнее
было бы назвал» этот инструмент не
накаткой, а «закаткой», потому что,
работая им как обыкновенной накаткой,
можно получать очень гладкие, блестя-
Ptiw»-. «««ь - - - г—- ПРИ этом сглаживаются, «закатываются»,
ее h-ai fi wLi м'Л мака,к”Л Должна производиться при обильной поливке
« какой-либо охлаждающей жидкостью (например, мыльной эмульсией).
— 325
Б. Правка валов и пиитов.
Правка погнутых трансмиссионных валов, валов контрприводов, хо-
довых винтов разных станков и вообще длинных, по тонких предметов произ-
водится обыкновенно следующим образом: вращая вал, подлежащий правке
и поставленный в центра токарного станка, определяют место и направление боя
вала. Затем ломом (рис. 448) или каким-либо другим рычагом, точкой опоры
которого служит деревяжка, положенная па супорт станка, выпрямляют вал.
Способ этот имеет
целый ряд очевидных не-
достатков. Если вал зажать
в центрах станка слабо, то
при первом же нажиме ры-
чага вал вырвется из цент-
ров. Если же вал зажать
в центрах туго, то при вы-
прямлении его расстояние
между торцами его часто
весьма значительно увели-
чивается, так что притаком
способе правки обоим шпин-
делям станка (передней и
задней бабок) приходится
воспринимать и боковую и
осевую нагрузки, иногда
превышающие допускае-
мое. Рычаг, которым про-
изводится правка, имеет
точкой опоры супорт, что,
конечно, также не полезно
для станка.Л, наконец, сам
рычаг очень часто оказы-
вается слишком слабым
и плохо •чувствительным
инструментом. Гораздо
целесообразнее, поэтому,
правку валов и винтов на
токарных станках произ-
водить с помощью спе-
циального пресса, пока-
занного на рис. 449.
Определив обычным
Рис. 448. Правка вал*.
способом место н папра- пресса. Проверка те.гшнных
имеющиеся в каждой мастерско .
В. Наякяка оружия.
Нани»ка
“-°" “">1p'iu,cri' '
— 326 —
так как последняя, снятая со стержня, несколько распускается, и диаметр ее
увеличивается. Очень трудно установить заранее, насколько изменит свои размеры
пружина после того, как она будет снята с оправки (и еще раз изменит их после
закалки). Диаметр стержня .поэтому
навьи, на рис. 450-11 — фрезеровка
рис. 450-11!— отрезка материала.
Кроме этих работ, при помощи друг
кзх можно производить и более сложные
зубчатых колес.
определяется обыкновенно опытом.
После того как стержень про- I
точен, конец проволоки вводится в
отверстие, просверленное выправке
перед проточкой, и станок пускается
в ход.
Заданное чертежом число витков
пружины (или ее шаг) получаются так
же, как при обыкновенной нарезке—
подбором шестерен. Для получения
необходимого при навивке пружин
натяжения проволока пропускается
между двумя планками твердого де-
рева, зажатыми в резцедержателе
супорта. После навивки пружины
на всю длину оправки пружину
отрезают ножовкой в двух местах, у
начала и у конца, и снимают с
оправки.
Навивка пружин, работающих
на растяжение (с плотно соприка-
сающимися витками), производился
точно таким же образом, но суп jot
станка перемещается не автоматически,
а вручную.
Г. Фрезерные работы.
В небольших механических
мастерских, не располагающих лол-
иым набором станков, очень полезно
снабжать токарные станки неслож-
ными приспособлениями, расширяю-
щими круг работ, на них выпол-
няемых.
Пример такого приспособле-
ния — вертикальные поворотные
тиски — представлены на рис. 450. ।
Тиски эти устанавливаются на месте
временно снятого супорта. Закрепляя
в шпиндель станка фрезер, мы смо-
жем производить на токарном станке
разнообразные фрезерные работы.
На рис. 450-1 показана фре- ,
зеровка в валике шпоночной ка-
граней квадрата и, наконец, на
их приспособле1П1Й на токарпых стан»
фрезерные работы, например, нарезку
— 327 —
(ГЛАВА ШЕСТНАДЦАТАЯ.
Специальные токарные станки.
В этой главе мы рассмотрим несколько типов токарных станков, отличаю-
щихся от обыкновенных устройством некоторых отдельных механизмов и пред-
назначенных для вполне определенных работ. Такие станки называются спе-
циальными.
§ I. Станки для задней заточки.
Представленный на рис. 451 фрезер отличается от обыкновенных фрез
тем, что затылки зубцов его очерчены некоторой кривой линией, а не прямой,
как это мы видим у обыкновенных фрез (рис. 452). Такое очертание зубца
Дррезы делается для того, чтобы профиль ее не изменялся при переточке.
Прямолинейные затылки зубцов обыкновенных фрез обрабатываются
на фрезерном, а криволинейные (рис. 451) — на специальном токарном станке.
I Эти фрезера-называются фрезерами с задней заточкой зуба, а станки, предназна-
ченные для обработки их, носят название станков для задней з а-
’точки.
заточкег
’ х Сущность заднеП — «J»'. »»
; которой пргифрсзерованы кай.»н . ? у “ су|,„,)та закрепляется фигурный
и ставится о центра станка. ВН»™е.т Р у 6"абл1,4„.1С.чоц фрезы. Фрезе
резец, профиль которого соответствует про pi |..11)жаегсЯ| т0 удаляется от
сообщается вращательное двнжеиItt. Р колебания за олив оборот фрезы
метровой линии станка, при чем Р 6M„ этих колебательныхдвижений
столько раз сколько зубцовi имеетI qc’ мтылок луба, и быстро отходит
резец медленно движется вперед,, кан,та|афрезы(|«еждуаубшин0. tKo-
назад, как только против пего > оидыгатя капавк 0&раз». чтобы hookoi.uhim
рость перемещения резца пП'Р“ требующиеся очертания. Величюна
— 328 —
вается размер 7, (рис. 453). Падение зуба определяется выбранным задним углом
его заточки и находится в зависимости от числа зубцов и диаметра фрезы.
Нс следует думать, что резец снимает весь затылок зуба сразу, с одной
стружки. В действительности резец снимает сначала лишь небольшую часть за-
тылка у задней кромки зуба. Затем он продвигается ближе к центру фрезы
и снимает следующий слой материален т. д. Обработка затылков фрез с задней
заточкой показана (схематически) на рис. 454. При обточке затылков зубцов диско-
вых фрез (рис. 451) продольный супорт станка неподвижен и имеДет коле-
бательные движения только верхняя часть супорта. При задней заточке зубцов
червячных фрез (рис. 455) перемещается, кроме того, весь супорт вдоль
станка, при чем скорость его перемещения находится в зависимости от шага спи-
рали, образующей зубцы фрезы.
Рис. 453. Профиль зуба с зад-
ней злтоЧкой.
Рис. 454. Схема обработки зубцов
с задней заточкой.
Рис. 456. Че, в !чиые фрезера.
кего S'™’суп0₽та’ ™Т.с.|Х45т?и'<,'“прежл:
И 457), утаио^етно^о'паНдо^^^ДмкЛ'MP<XT0mr0 с’"’пРта ' <Р"С- -|Se
шим вперед и назад Jim nrvmeX®-,»' ' o'* ~ двигаться по направляю-
"а Гке-
J л‘умя пр~
в переднюю стенку доски 2 завепиупл юо r11WI^ о ..
образомпр^ .“?Йб“ 9 Упираются и’пруяж^’Гтаким
раб»,его и (1ержат р олик ЛХ ™ к ^а“Еп'’.иХИ",аЮ' ДМКУ 2 ” С1°Р°"У
— 029 —
гд ‘ гэ
Рис. 466. Общий вид станка для задней заточки.
— 330 —
Для превращения супорта в обычный токарный служит винт 38 (рис. 456),
который связывает доску супорта 2 (рис. 457) с нижней частью 5 супорта. Вращая
ви»гг 38 (ввертывая его), мы оттягиваем доску 2 назад (на рис. 457—влево)
и таким образом выводим ролик 3 из соприкосновения с кумачной шайбой 4.
При настройке станка для задней заточки винт 38 нужно вывернуть настолько,
чтобы он нс мешал колебательному движению супорта.
Для целого ряда работ, как мы увидим дальше, необходимо, чтобы доска 2
могла двигаться под углом к оси станка. Это достигается тем, что доска 2
может быть повернута вокруг валика 10. Благодаря тому, что ось вращения
доски 2 совпадает с осью вращения кулачной шайбы /, доска 2 может быть
повернута на любой угол без нарушения взаимодействия частей. После того,
как положение доски 2 установлено—закрепляют плиту 5 при помощи болтов,
головки которых входят в круговой паз 74.
Как уже было сказано," супорт получает свое движение взад и вперед
посредством кулачной шайбы 4 (рис. 457), которая насажена на валик 10. Валик 10,
посредством пары конических шестерен 77, получает вращение от вала 12 (рис. 457,
делительный валик).
На рис. 458 показан схематический разрез станка. Как видно из этого
рисунка, валик 7 и связанная с ним кулачная шайба' 2 ’) получают вращение
посредством пары конических шестерен, имеющих одинаковые числа зубцов.
Одна из этих шестерен сидит на валу 4 (делительный валик), в котором про-
фрезерована шпоночная канавка 3). Таким образом эта шестерня, вращаясь,
может передвигаться вдоль вала и следовать за продольным движением супорта.
Делительный валик 4 получает вращение посредством сменных шестерен 5, 6,
1 и 8 от валика 32, связанного посредством специального механизма (так
называемого дифференциала, описание которого дается ниже) с дифференциаль-
ным валиком 9. Валик 9, в свою очередь, получает вращение от ступенчатого
шкива станка посредством шестерен 10, 11, 12, 13, 14, 15, 16. 17 и 18.
Продольные перемещения супорта получаются при помощи ходового
винта! не показанного на рис. 457.
Передача движения ходовому винту производится следующим образом.
Передаточные шестерни 15 и Мсидят свободно на пустотелом валике 79. Стер-
жень 20 имеет шпоночный выступ. Выдвигая стержень 20, указанный выступ
мы вдвигаем в шпоночную канавку одной из шестерен (75 или 16) и тем закли-
ниваем одну из них на валике 79. Шестерни 75 и 16 находятся в постоянном
зацеплении с шестернями 17 и 18. Шестерня 18 соединена непосредственно со
ступенчатым шкивом, шестерня 17 заклинена на шпинделе станка. В то время,
когда стержень 20 поставлен в такое положение, что с валиком 79 сцеплена
шестерня /5—валик этот получает вращение непосредственно от ступенчатого
шкива. Ьсти-же с валиком 79 сцеплена шестерня 16, то валик 79 получает
вращение от шпинлыя стайка. Валик 19 посредством постоянных колес 21.
К0ЛМ U‘ J5' 26 и 27 "cPCJacT крашение ходовому пинту. Для
™' ‘“правления вращения ходового винта и валика 9 служат два
трензе.тн и 29 (рис. 450). устроенные обычным образин.
' тпопт “точке дисковой фрезы дело обстоит довольно просто:
аеист 7х L f S.'. ₽CM“ “ocP"'aeT колебательные движения, при чем
пмиесс ?л,ж.п с,<0лы<0 у *р<а“ зу61И0- Несколько сложней
оКюше ivfiiTM » у ч'₽?"ч"их ФР“- У таких фрез канавки,
тагам 7пТ «о Пп» 7аВ;,,"ОГ С°ои" чаль “""’"““И линии с очень большим
™ г J' 1₽ 00Работке затылков зубцов червячных фрез оеаеи должен
делать колена..,ьиые движения н. кроне тога, сливать за ХХой'люшей.
Й м2 £“С «I этот валик об,п"ач',н цифрой 10, а
' иа рве. 457 этот оалцк обиличсн цифрой 12.
кулачная шайба цифрой 4.
I
Рве. 459. Разреэ ставка для задней мточкн
— 332 —
по которой были нарезаны зубцы фрезы. Таким образом супорту нужно сообицгп»
еще продольную подачу? Подача эта на один оборот фрезы должна быть равна
шагу винтовой линии, по которой расположены зубцы.
Посмотрим, «гто должно происходить вследствие того, что канавки фрезы
профрезерованы не по прямой линии, а по спирали. На рис. 459 схематически
начерчена червячная фреза, при чем линиями 7 — 7 показаны спирал)»но-профре-
эфованнъге канавки. |
При задней заточке резец в начале каждого своего дцвження должен при-
ходить в соприкосновение с .....—
Рпс. 430. Схема расположения
спиральных канавок на чернич-
ном фрезере
соответственно одинаковыми точками всех зубцов.
Если, например, с первым цубцом в начале хода I
вперед резец соприкасался как раз у режущей
кромки, то и со всеми последующими зубцами
соприкосновение резца должно произойти тоже ]
у режущей кромки, иначе резец наскочит на зубцы
и будет сломан. Если резец соприкасался с нача-
лом зубца в точке 2 (рис. 459), то через один обо-
рот при спиральных канавках он должен прими
в соприкосновение с соответствующим зубцом
в точке 3 (супорт за это время передвинулся
в продольном направлении на величину 5), еще
через один оборот — в точке 4 и т. д. Если же.
число колебательных движений резца рассчитано
без учета их наклона по спирали, то через один
оборот фрезы резец врежется в зубец в точке 3", еще через один оборот —
в точке Г и т.д..т.-е. произойдет отставание колебательных движений супорта.
Таким образом необходимо ускорить колебательные движения супорта, для чего
служит механизм, называемый д.и ф ф е р ел ц и а л о м.
Дифференциал лит устроен следующим образом. На правом конце
валика 9 (рис. 458) посажена на шпонке шестерня 30. Эта шестерня сцеплена
о парой таких же конических зубчаток 57. которые сидят на цапфах валика 32.
Конические шестерни 31 сцепляются в свою очередь с конической шестерней 33,
свободно сидящей на валике 32. На втулке шестеренки 33 насажено на шпонке
червячное колесо 31, котике может быть приведено в медленное вращение
посредством червяка 35. Червяк 35 связан кошйескими и сменными шестернями
С ХОДОВЫМ BHinu.M. г
, ..... ^"0"“ зк,тт “•Ъ1||к 9 <’ следовательно и шестерню 30) вращаться
чепмЗ Гл "’"4**“""° с ЭТ1И 6У-1<" (посредством
черв иной передачи За, ЗГ) вращение шестерни 33. то валик 32 также 6vier
. вращаться (благодаря шестерням 31 и 31)
npocToS'Z^e^’0' 33 ЯтеГ 6ьпъ ™ следующей
а 4- v а I,
с-=т ~ мли с = 7 г -........................... . (1)
В этой формуле:
е—число оборотов валика Зг,
о —чис.to оборотов шестерни 30,
о — чисто оборотов шестерни 33.
в "°яс||е""« написанной формулы нрииадем несколько пример.,».
м apy.i. XoJwSi CIS™ д.«№Сращйма,'и?ююTim' Г'“”.................
г» и можно найти в книгах оо апгимойм nix.
— зза —
nra'air 1. Пусть число оборотов №1M да.„ , м. Кстео 13 при-
нимаем неподвижным. т.-е. число его оборотов 1> = 0. Тогда число оборотов
вадшса 32 будет равно;
2о 4- о
с = —;— = 10 Оборотов,
т.-е. при неподвижном колесе 33 дифференциал замедляет вращение в 2 раза
П е'н м Е р 2. Число оборотов колеса 30 а = 20, число оборотов колеса 33
б = 4 и направлено в ту же сторону, что и колеса30. Toi дачислооборотоо валика 32
равно:
с = —= 10 = 10 -j- 2 = 12 оборотов.
Пример 3. Число оборотов колеса 30 а = 20, число оборотов колеса 3.1
q = 4 и направлено в сторону, противоположную вращению колеса 30, тогда
кгело оборотов валика 32 равно:
20___4 *
с = —-— = 10------------=10 — 2=8 оборотов.
Таким образом в зависимости от направления вращения колеса 33 мы полу-
чаем или увеличение или уменьшение того числа оборотов, которое валик 32
получает от валика 9. Это ускорение или замедление будет равно половине
того числа оборотов, которое мы сообщим колесу 33.
Подсчет сменных шестерен для задней заточки может быть расчленен сле-
дующим образом: '
1) Подсчет сменных шестерен к ходовому винту.
2) Подсчет шейных шестерен от валика 32 (рис. 458) к делительному
валику 4. •
3) Подсчет сменных шестерен от ходового винта к червяку дифферен-
циала.
1) Подсчет смен пых-шестерен к ходовому винту.
Этот подсчет ничем не отличается от подсчета сменных шестерен при на-
резке резьбы па обыкновенном токарном станке. Необходимо, конечно, принять
во внимание все постоянные шестерни (их передаточное число).
2) Подсчет сменных шестерен от валика
к делительному.
За один оборот фрезы
я вперед, сколько у фрезы -зубцов, атак<ак ск^|ш „Ы|РС „.щнакоои),
™Та^Д“"Х< "о’рот фрезы ^делительный валок 4 должен иелать
шкива до сменных колес и р и щ равно 5 : -I. т.-е. за o.tuii
—т= — -.........
валик 9 сделает 7, оборота. „„.„.„.иным перебором, перелаго'пкк вне ю
Если работа производится с “РнкаР aCna« 10 вбирото»--
которого есть то о то время, когда шкив стан
— 334 —
шпиндель сделает один оборот, а поэтому число оборотов валика 9, приходя-
щихся на один оборот шпинделя, будет:
.’-Х1в = зо............. ......... .(II)
Предположим, что станок работает с перебором.
При передаче вращения от валика 9 к валику 32 происходит, как уже
было сказано выше, уменьшение числа оборотов в два раза (при неподвижной
шестерне 33), т.-е. одному обороту шпинделя будет соответствовать 10 оборотов
валика 32. Это и будет постоянным передаточным числом к дифференциальному
валику у данного станка.
Если фреза имеет Z зубцов (или Z профрезеровакных спиральных канавок),
то, значит, во время одного оборота шпинделя делительный валик должен сделать
Z оборотов. Так как при работе с перебором одному обороту Шпинделя соответ-
ствует 10 оборотов валика 32, то, значит, между дифференциальным саликом
и делительным мы должны вставить сменные колеса, передаточное число которых
должно быть Z : 10.
Рве. 400. Схем* расположения сменит шестерен « ходовому винту.
На рис. 460 показана схема расположения
шения”*1* На РисУнке обапиченяях передаточное
передаточных шестерен. При
число определится из соотно-
ш^стерп» Sxjnefrepfl, 5 7.
шестерня 7 х шестерив в' “ ЦТ
стерни / и т. л.' ' " ”е Ви₽ан,ен11е «“остерия Я» означает число зубной у ше-
и аупенчатпго 1^нва7ав^1иеед^й₽‘а1^’,'1.ТО Ч*ои оборот™ шииилеля
п~ого "нсла |рамя-
IUMIM ООразом одному ООГфоту ШНИНТеэя ’ .. Г
рота валика 9. Принимая и, вииман™ 7 сооттетствоизтъ */, обо-
чбороту ,„0...,.™^ rxnwyч,'м•;? оя"ому
«ТО при иеполоюкиш черничном колесе m‘t I 3 Р '' "a'IHUa 32 (Mu ”,аем'
в два раза). Поэтому, если ми ишм уч1'"' ",лет «"«У» оборотов
смеииыа число
Шепера. 7 , O S j'
880 -
3) П о д с ч ет с м с IIII ы X ш е ст е р е Н от ходового вин
к червяку дифференциала.
Для того, чтобы снять затылки у фрезы со спиральными канавками,
резец, двигаясь вдоль оси фрезы, должен встречать каждый последующий зуб
се раньше, чем он встретил предыдущий. В то время как супорт пройдет расстояние
равное шагу спирали, это опережение будет равно целому поворот}’ фрезы или
I шпинделя. Так как в пашем случае одному обороту шпинделя при работе с пере-
(сбором соответствует 10 оборотов валика 32. то, значит, за то время, когда
ьсупорт пройдет расстояние, равное шагу спирали, валик 32 должен получить
14лишних 10 оборотов.
к 4 Для того, чтобы валик 32 получил 10 добавочных оборотов, коническому
зубчатому колесу 33 (рис. 458) нужно сообщить 20 добавочных оборотов, как
I это видно из формулы (I). Итак, за время передвижения супорта на величину
; шага спирали коническое колесо 33 должно получить ускорение, равное 20
I оборотам.
Предположим, что шаг спирали дан в дюймах. Если кодовый винт имеет
I дюймовую нарезку, то для того, чтобы супорт прошел Г, ходовой пиит должен
। сделать число оборотов, равное числу ниток его нарезки на 1'. Чтобы супорт
прошел расстояние, равное шагу спирали, потребуется оборотов во столько раз
I больше, сколько дюймов заключается в шаге спирали, т.е. число оборотов
ходового винта равно шагу спирали в дюймах, умноженному на число ниток
ходового винта. Таким образом передаточное число от ходового винта к ва-
лику 32 будет равно:
шаг спирали и дюймаххчисло ниток ходового винта'
Так как на пути от ходового винта к валику 32 имеется червячная пере-
дача, то приведенное выше передаточное число нужно разделить еше на пере-
даточное число червячной передачи.
Обозначим шаг спирали через S, число ниток ходового впита на i п,
передаточное число червячной передачи к.
Тогда г. редаточное число, по которому мы должны рассчитывать сменные
шестерни г „одового винта к червяку, будет равно:
20
наказана схема передачи от ходового винта к червяку диф-
4еГеН1^Гбр“^ри^ » обозначениях система смешшх колес
найдется из равенства:
аепернк 1х шестери 3 =_ 20
шестерня 4хшестсрм 2 5хлх*
Если шаг спирали выражен в дюймьк^.-*0P-ixieлить иа
даиа,° "е₽ета"°
образом: . » оу 20x25.4 , .
шестерни 1 х шестери,^ __ ----= у-—- * — >
шестерня 4 х шестерня 2 6 х я х k
"а Рис. 462 показа..,обпшп .£>
заточки той же фирмы ’Pfl P’,,„k ничем не отличается ст станка, и .
шепни принципа LL^'eicn п чисто конструктиююм выпитоеи
выше, II все его отличие заключает
— 836 —
чаг 7 служит для пуска станка в ход с перебором или без перебора. Посредством
рычага 2 включают перебор с передаточным числом I :4 или I : 16. Рукоятка J
служит для включения ходового винта. Когда рукоятка 3 стоит налево (поло
женке Л), то ходовой винт получает свое движение непосредственно от
шпинделя.
Ряс 401. Схем пережми от тояоеого вцжта w червячному дифференциалу
При подсчете сменных колес к упш™
ви»п делал определенное чисто обогилпя и> ВИ”ТУ ,ia* важно, чтобы ходовой
иом случи холопои (и аила» иС"р,гг Так как к лап-
Йшючен или ист перебор. . Родственно со шпинделем, то безрахпишо,
«ет Ч-аХ7Т'^^7ч1Х^1±'Т,''‘ "Ь ’° Х,™“оП ™"1 "МУ
“ 'Lр“’6истГ‘'. чем шпиндель. ’„‘?™риИ чм*'’<" " 4
пеоХ^"*0 'Ч,"НЯ'Ь ВО окимание неniuuuv'nli' П|’И |"’дс',стс OBiimut кмк
“tftoopa. величину персдатичиого числа включенного
837
— 838 —
Рычаг-/(трензель) Дужит для изменения направления вращения ходового
винта. Вращение ходовому винту передается сменными колесами 5.6,7 и 3. Посре ь
ством рычагов 9 и 10 включаются шесть различных подач. Рычагом /7 включается
или ходовой винтили ходовой валик. При помощи валика производится лишь чер
новая обдирка зубцов с прямыми или спиральными канавками, при чем нужно
иметь в виду, что обдирка зубцов, расположенных по винтовой линии (червям-
ные фрезы, метчики), должна' производиться только при помощи ходового винта,
так как иначе мы получим искажение резьбы. Чистовая обработка при Задней
заточке производится во всех случаях при помощи ходового винта.
Вращение ходового впита 12 или валика /5 через пару конических зуб-
чаток 7-7 и пару постоянных шестерен 15 и 16 передается посредством сменных
шестерен 77,13.19 и 20 червяку 22 дифференциала 24, служащего для ускорения
или замедления вращения дифференциального валика 25. Дифференциальны I
валик получает вращение от рабочего шкива через постоянные шестерни 26,27, .’V
и через сменные шестерни 29, 30. 31, 32. Затем вращение посредством дифферен-
циала н постоянных шестерен 33, 34 и 35 передается делительному валику 36
и далее супорту обычным порядком.
Устройство супорта этого станка ничем не отличается от супорта станка,
разобранного выше, и поэтому в описании не нуждается.
Все теоретические соображения, которые были изложены при описании
предыдущего станка, остаются без всяких изменений в силе и для настоящего
станка. Следовательно, подсчет шестерен может быть произведен по формулам,
выведенным для вышеописанного станка; необходимо лишь ввести соответствую-
щие постоянные передаточные числа, присущие данному станку. При подсчете
шестерен нужно вообще иметь в виду, что’ заднюю заточку производят только
с перебором: при малом числе канавок с перебором 1 : 4. а при большом с пере-
бором 1 : 16.
Установим теперь основные правила работы на станке ня задней заточки.
I) В начале этой главы мы говорили, что высота падения зуба- фрез с зад-
ней заточкой изменяется в зависимости от диаметра и числа зубцов фрезы, а также
от выбранного заднего угла этих зубцпв. Поэтому станки для задней заточки
снапжаются комплектом кулачных шайб. При станке обычно прилагается набор
кулачных шайб. ‘
2) Режущая кромка резца должна всегда лежать на одной высоте с осью
«Ужи» устанавливать так. чтобы отскакивание супорта назад
происходило недалеко от затылка того зубца, который обтачивается.
пить хХТД01£е3“’ К "Р°мвжУткУ ***ду зубцами фрезы нужно отклю-
* «»>Ф«Ре;,ина.1Ь"ы1| валик от шпвмеля Делается это или
. со.' ви^ой^ё? ™ " <У ста,"‘а' "',ка>а«"ог.> "л рис 436) или посредством
or хХоТГл.™ Lt1’1"'3' п‘*ам«1«1ГО па рис. 463. Разъединил шпин-
шпиндезь и таким пГп ?*Н*Р«<ииалы«ио валика, можно за ремень повернул.
™п>!^нГ^1ХИ^ПД“*Н0И П<"'Я^К
она должна*би,|Т0<гт,Гёк оСРайат1а,'ае-млн фреза ободрана обыкновенным резном,
за’coZnXru^^Z ““"'У™ «РХнеЯ гранью. При фр,-
cootbctctwihi.1 УТЛ» рс,‘УиичкГпМ|а огделочиого резпа должна поягь
резец 5,0 по.гклалыпаннем под
ж».то тиг вастпоЛличми^-ТёЗ?03*101 сУп0Рта зависит от силы нажатия пру-
болтов* (рис 4571 Силам отре'учировать это нажатие при помои'г
стороны, не Hpo»cxot™ ППГ*™ лп,лма с
отскакивании <ооыи-г ...о. ных Уваров и. с другой сгоряры, чтобы скорость
1СКШ.ММНИИ соответствовала ширине канавки.
— азо —
Примеры работ. Здесь мы приводим схемы установок супорта для
различных работ.
На рис. 464 показана задняя заточка модульной фрезы. Цифрой 1 обозна-
чена затачиваемая фреза, цифрой 2 — фасонный резец. Заточка производится
у правой половины профиля зубцов. Супорт в данном случае занимает нормаль-
ное положение. Так как зубцы у фрезы расположены в одной вертикальной
Рис. 46*1 Радиальная задняя заточка
модульной фрезы.
Рис. 105. Косая задняя заточке.
Рис. «СО. Задняя заточка червячной фрезы.
Рнс. 407. Задняя «точка по снирм»
плоскости, то супорт имеет движение только взад и вперед. Продольная кодам
У супорта отсутствует.
На рис. 465 показана косая задняя заточка. Здесь супорт повернут пл
рэрый угол, так что имеется возможность проиляодить заднюю заточку сбоку.
Продольная подача супорта отсутствует и здесь.
На рис. 466 пока <ана установка супорта для задней заточки червячной фрезы.
Здесь, помимо колебательного движения взад и вперед; супорт имеет еще про-
— 340 —
г,, - -•их <-ллтпрггтй\’юшую 11131»' винтовой нарезки фрезы. На рис 4>
покиа"» задняятат-яка по спираУн. Как не трудно nmim. из рисунка, при
ом™ающоч направлении движений затачиваемо,, фрезы в резца мы полу.,,,»
ыгачку зубно» по епирхтн. расположенной „а к......ческой поверхности
На рисунке 4Тж приведены примеры работ по копиру, цифрой / обозн.т;
копир ш-фрой 2 - супорт с резцов,. В данном случае супорт имеет продать,™
Уход за станком. Станок для задней заточки является точный
в сложным механизмом. Поэтому ои нуждается в тщательном уходе и правилы,.,.,
смазке. Кулачная шайба должна обязательно работать в масле. Особенно удооно
контролировать это при смене кулачных шайб. Для быстро работающих зубчатых
передач передней бабки предусмотрены масляные ванны. 1ерез определенные
промежутки времени все разервуары для масла должны опорожняться, прочи-
щаться и наполняться свежим маслом.
При установке вновь прибывшего станка, до пробного пуска его нужно:
1) Прочистить все места смазки, загрязнившиеся при перевозке.
2) Наполнить маслом все.резервуары для масла, в том числе и коробку
дифференциала. Смазывание зубцов шестерен в первое время работы станка произ-
водить часто, а затем время от времени повторять. В виду того, что при задней
заточке станок испытывает толчки, установка его должна быть произведена на
достаточно массивном фундаменте.
§ 2. Токарные станки высшей точности.
“ысш'й топюсти предназначаются для различных „негру-
По и»XJ .X частности для нарезки резьбы „а калибрах, метчиках и т. д.
П„Ун^^,ТСТРУКи"И °™ ,ь"ых ',атй <™™ Ли сходны с обыкт.о-
“ "р'“Те ,,х- « "И« предъявляются очень высокие
ыяяся на егозе и иязы». "м'ют “(’“•пюпенно небольшие размеры, устанавли-
ваются на столе и называются, поэтому, иногда настольным и
iueefl„aMK.Pn':.'b1™u"!siSraa|'<? лУ"ш"х «временных точных станков
•rrnrn мин а « Р Р*' с оста”э,*-’ивансь на общем описании устройства
шее ошибки кототаеРпп1уцНШЬ им*4ощееся У н«г« приспособленке, уничтожаю-
тнпа Р получаются при нар^с всЛедствие неговдос?и ходового
(ряс Ч7оГХиа“™.‘о'Р^.СХ"и,И'‘к,<‘' П£МСТ«Я" себе, что ходовая гайка /
1Р ч,и) супорта зго,о станка сделана целой (а не из двух половинок, как это
— 341 —
делается у обыкновенных станков) и распо п ., иа н ПА... _
ном к задней стенке J передника супорта. t подшипнике "raPKa’Sw
Хпп'Ж^^<ОТ0Р УГ<Ш В ходящей из
Если мы при неподвижном винте повернем гайку 1 на некоторый vr™
то супорт несколько подвинется вдоль станка в ту другую ст„р01"Р, 3,^1
Рис. 46Г. Точный токарный станок.
мости от того, куда была повернута гайка и в какую сторону направлена нарезка
винта. Точно так же, если мы будем поворачивать гайку 7 в то время, когда винт
станка вращается, то мы будем получать или ускорение или замедление переме-
щения супорта, что и требуется для исправления ошибок, получающихся вслед-,
ствне неточности ходового винта.
Эти повороты гайки совершаются автоматически, по мере передвижения
супорта вдоль станка, при помощи специальной линейки, устроенной следующим
образом. На стальной линейке I (рис. 471) проводится’ прямая линия 7 —
которая пересекается рядом линий 2 — 2,3—3, 4—I ит.д., расстояние;
между которыми точно совпадает
с шагом ходового винта станка.
Предположим, что шаг нашего
винта 4.шг. Измерив (с помощью
специальных точных приборов)
первый шаг его (расстояние от
1-й нитки до 2-й), мы обнаружи-
ваем. предположим, что расстоя-
ние это на 0,02 мм больше долж-
ного. Увеличив эту ошибку в не-
сколько раз (например, 10),
откладываем ее на линии 2 — 2
вверх от ливни 1 — 7. Получаем
точку 8 (на рис. 471 это сделано
в сильно увеличенном масштабе).
Измерив следующий шаг винта.
14
Рис. 470. Ходовая гаПка точного товарного станка.
3
Ж23
и 3 — 3. Пусть следующий шаг винта,
личив эту ошибку также в 10 раз. ет“
__ покептк НИМ
мы установим, что он правилен. ______ пересечении линий 7 — 7
Отмечаем это па пашем l’".c'.47?1™^OKaJa.lc, „а O.W
отмечаем точку Ю из линии / — J. о -»т.м
личин эту отниму _ 7 продолжая таким образом эти
случае точка 70 будет лежать ниже линии 7 '.ip пояучаем ряд точек
измерения и отметки ошибок винта на нашей лоске.
— 342 —
S, 9, 10, 11, 12 и т. д. Соединяем эти точки плавной кривой линией и, приняв
ее за ось. прорезаем в плите сквозную канавку, форма которой точно совпадав;
с кривой 9. 10 (рис. 471). Совершенно очевидно, что ест бы ходовой винт
станка был точен, то эта канавка была бы прямой.
Рис. 472. Точный токарный станок (2-Я тип).
Если мы прикрепим эту линейку к станку, расположив ее в строгом соответ-
стиии с ходовым виигом. и стержень / (рис. 4/0) введем в канавку, прорезанную
вэтой инейке, то. получим, вполне попятно, автоматическое исправ ление ошибок
ходового винта. По мерс перемещения супорта гайка его, под действием стержня
•1, будет поворачиваться то
в ту, то н другую сторону
и замедлять или ускорять та-
ким образом скорость его дви-
жения.
Если бы впит был пра-
вилен и канавка в линейке
(рис. 471) была прямой, то та-
ких поворотов гайки, а сле-
допательно, и ускорения или
замедления движения супорта
не было бы. 11о их нс было бы
только в том случае, если бы
ось канавки была строго па-
В
473.
коси Шпета. то"мы' |ш к чич in.,'i Рас"° пол некоторым углом
«ИЯ супорта. Таким ойразои ми м.,2тм 1,4,1 УС|<»Р'",,« перемепк-
репнески праинлкиих мчи патом, !™,’ь июни xnnuiec или короче тсо-
проишнлут то время мка^и изменения о размерах пиита,'которые
— 843
Поворачивать, таким, образом, мы м.^ем. конечно, и линейку с криво-
линейной канавкой. Этим мы достигаем:
1) исправления ошибок ходового винта и, одновременно с этим,
2) искусственного искажения шага парсмаемого винта, в расчете на изме-
нения его размеров при закалке.
Рнс. 474. Мнпгорелаош I пмиряи.Т стащит.
На рис. 469 линейка 7 видна до-
статочно отчетливо.
Представленный на рис. 472 точ-
ный токарный станок такой линейки
не имеет. Особенностью этого станка
является устройство перебора, который
помешен не сзади шпинделя, а под ним
(рис. 473).
Нет оснований предполагать, что
такое расположение перебора влияет
на точность станка.
§ 3. Многорезцовые токарные станин.
На рнс. 474 представлен много-
резцовый токарный станок. Станок этАт,
сходный во всем остальном с обыкновен-
ным токарным станком, имеет два су-
порта, на которых устанавливаются
одновременно несколько резцов и спе-
реди и сзади обрабатываемого изделия.
Станки эти применяются при изго-
товлении одинаковых изделий в больших
количествах. Пример рабогы многорез-
цового токарного станка (обточка нала
электромотора) показан на рнс. 475
Имн-кж clue ueauil рял cnmnaiuiux тонарме сгаии.,. ик.
ДЛЯ обточки бмиажей |ыпптмх и пар,......их Л,'.'*
•* Т. д.( но Останавливаться на
— 341 —
§ 4. Пример переделки обыкновенного токарного станка на. много-
резцовый.
В одной из мастерских крупного машиностроительного завода r Ленин-
граде, изготовляющей небольшие электромоторы (50 штук в смену), вопрос пб
изготовлении валов (рис. 476) для этих моторов был разрешен следующим
образам. _
Были взяты два старых токарных станка Фербенкса. Станки эти очень
сильные, простой конструкции. Они имеют всего две скорости (с переборол» —4)
360 -----------
и три подачи, осуществляемых
самой простой коробкой подач
и ходовым валиком с автомати-
ческой остановкой супорта.
Рабочий шкив станка
имеет всего две ступени, но
настолько широких, что оказа-
лось возможным поставить пяти-
Рис 47в. Вал электромотора. дюймовые приводные ремни II
работать без перебора.
Операции по изготовлению вала были распределены на этих двух станках
следующим образом:
1-й станок: центровка, обточка под шлифовку и проточка галтелей одного
конца вала и отрезка.
2-й станок: центровка, обточка под шлифовку н проточка галтелей второго
конца вала.
Оборудование и настройка первого станка значительно сложнее второго,
а поэтому здесь будет дано описание переделки только первого станка, тем более,
что оборудование и настройка второго станка представляют лишь повторение
работы на первом станке.
Материалом для валов служит валовая сталь диаметром 35 .«.и. посту-
пающая в мастерскую в виде штанг, на 6 — 7 валов каждая.
СИЖ п^н™ nepeT^’Hn^E^pH^^o'L"0" ТрИП<>"ич,а>,<,м а“сР"ка"'
устроениого следующим обратом <W",yw> д" у"Ор’'
кронштейн""'сквош бнПаМ" намертво
ной блок в блок 3 ВВеОНКТ В " 1,Л ЛТ'*М BJ.IHKe Имеется ОТХИД-
Получитт. точную длину ua и Пи>Д « ‘“1итР1аПкой, ретулнруя который, можно
у длину вала. Перед подачей материала шпиндель а1дней бабкн
— 345
У должен быть высунут на определенную велим. ,по ммеча11, по рнске нанесен.
ной на самом шпинделе. Установку (полон.. зад||еП бл,-М1 прСдПолагали
I постоянной.
При настройке обточки валов на этом станке оказалось, что несмотря
I на тщательную правку материала перс^ подачей па станок и наличие двух рядов
кулачков у патрона, все же не удавалось получить вполне концентричной уста-
новки материала, и конец вала сильно бил. Эти привело к необходимости произ-
• водить правку материала на станке, а это оказалось возможным, в свою очередь
Lтолько после предварительной надрезки материала.
Рис. 478. Надрез ытриы».
Надреэка зга. а о ц^^ухрезнов^супорта. устройство
специально изготовленного для этой U • .
которого показано схематически на р• с- • м рмпы ? и j сближаются
При вращении (вручную). *** *., Новичка резиы эти расходятся,
и отрезают материал. При обратном врэшеhhiI wa _
Положение отрезных ремо' : как супорт « было но*
деляющее его длину. """У"’"'" ^котором он наделялся "Р“ “Ч*3” (пос№
Кости смещать из того положения. »
НЯЯ РОРтом ..атоженнесупорто станка. 6у«
СММЯМа?^т подрезался т,к. пто поят—
— 346
Следующая разработка — правка материала. К супорту станка (слева)
била приделана вращающаяся на пальце / вилка 2 (рис. 479) с двумя роликами
5 н J.
Подняв вилку и уперев ее во вращающийся вал и в то же время подвигая
вперед поперечный супорт, получали совершенно правильный, небьющий вал
и Положение супорта при этой
разработке, конечно, безраз-
лично. но должно быть выбрано
так, чтобы вилка была возможно
ближе к правому концу вала.
Выправленный таким обра-
зом вал центруется. Для цен-
тровки вала был использован
тот же откидной блок, который
был упомянут при описании
упора для подаваемого мате-
риала. Блок этот ставится теперь
в другом положении, но так же.
как и в первом случае, опирается
на центр задней бабки станка
(рис. 480).
Центровка производилась
комбинированным центровочным
Рис. 479. Правка материала.
сверлом.
После центровки блок откидывался, и шпиндель задней бабки подавался
влево так, чтобы задний центр встал на свое место.
Следующая разработка — обдирка под шлифовку с одного прохода
супорта. Для обдирки вала на поперечный супорт была поставлена многорез-
цовая головка 7 с болтами 2 для регулировки установки резцов (рис. 481), по-
казанная схематически на рис. 481 и 482.
На рис. 481 пунктиром показано исходное аоложеиие супорта: оно выби-
так» чтобы первый резец головки (левый) оказался примерно
на 90 .и.ч от правого конца
вала. При включенном са-
моходе супорта поперечный
супорт подавался вперед вруч-
ную до упора 3. отрегулиро-
ванного для данного вала.
Этой обточкой, начатой
не с конца, а со средины
вала, были уменьшены на
90 мм длина прохода и на
1,1 минуты машинное время
обработки вала. Ниже увидим, ,
что все машинное время на
эту операцию составило 1,4
минуты, и выигрыш 1,1 ми-
нуты имел существенное значение Пп
аиоиатичесм.
аошзи» ,и рис. 4»| сплошными линия»” Т₽“ .........ых
"•’’"’•Wmcb обратным дай-
> . ( направлению к токарю, также «ручную) двум'*
— 847
^И’сртоРртПЛеНКиМ" ° “е""°й nU,0DKl' 482Ь поставленной .на
И а этом случае углубление резцов производилось до vnooa 1 (оиг де-»
укрепленного спереди поперечного супорта и отрегулированного нХемищ!,'
ООРЗЗО.М.
вала.
— 848 —
Вообще же установка всех резцов, участвующих в операции, произв.,
далась и по длине’и на глубину по специальному установочному (каленому и
шлифованному) валику.
Валик этот имел на одном конке фланец, плотно входившим в заточку
на американском патроне, а другой конец его вь время установки резцов под.
держи вал ся центром задней бабки станка. И. наконец, последняя разработка
отрезка вала. Отрезные резцы J и 2 (рис. 478) при автоматическом выклю-
чении самохода супорта оказались как раз против надреза на материале, сделан-
ного ими же в начале операции.
Рис 432. Проточна гмтелед.
ныйспеш^ты^г^Т,;!™ СКОрпа" "»«чи и пр., мфпкеирован-
дается в таблице 17 Л Ul ие"’ пронзвеаенным по окончании настройки станка,
roo^'afo^’e ва^'по' "" *"₽°# 0"с,,а“'"'
Больше того, вторая опем.шя "тличается от первого станка,
аят ширеака. правка a "'Р““Я' "* ““ “
шлифттошщад'на 'честе)Вк^.ш7ии'СК1а''ойп»7"'И С «“"ереннычн (про-
часть его. Вал ак.1а.1ио^ в па Х'т“Р""1 "tp“oft
"«> ’ панка.',,К““и,Г“ГС’’ * У1Ю'”
вала. П<' а 1ыяаег Рс'кии работы при второй операции по обработке
— 849 —
ТАБЛИЦА I:.
Первая операция по обработк<
Разработки Эл реэ,.„ j Время в минутах
Глубина реза НИЯ Скорость | Подача
Оборот. D МИН. | Метров п мни. — S 3 1 £ | г
Н I а ,
=j!
Отжать патрон, выдвинуть мате- риал до упора и зажать патрон — о,со ООО
Надрезать материал . . — Зии ручная о.ео о. со
Выправить материал — 3(Х) Ч- 040 0,30 —
Зацентровать, смазать и подать задний центр . — 300 24 1 ручная 1.10 1,10
Подвести супорт н проточить коней вала — 300 35 од: | at 2.03 0.00 МО
Подрезать галтели и торец . . — 300 24 ручная о.ео 0,00 -
Отрезать - 300 - ручная 1 0.40 0.40 г
Всего . . -1- МО 4.20 1.40
— 350 —
Итак, вал, показанный на рис. 476, обрабатывался полностью под шлифовку
за 10,60 минуты, из которых 7,2 минуты, т.-е. 70%, составляют ручное время,
а 3,4 минуты. т.-е. 30%, — машинное.
Вся обработка производилась при обильном охлаждении всех резцов
эмульсией.
На установку новой штанги (на 1-м станке) и подрезку ее торца затра-
чивалось в среднем 1,4 минуты.
ГЛАВА СЕМНАДЦАТАЯ.
Определение времени обработки изделий на токарных станках
Каждый токарь должен уметь определить время, необходимое для выпо ь
пепия той иля другой работы, и притч пе на глаз, а на основании простых формул
и таблиц, которые приводятся ниже. При этом надо иметь в виду, что полное время
на обработку изделия складывается из двух частей:
1) времени, которое идет на самый процесс резания, и
2) времени вспомогательных операций (закрепление в патроне, проверка,
измерения и т. д.).
§ I. Подсчет времени при продольной обточке.
Определение времени при продольной обточке проще всего производи гь
во формуле:
где Т — время обточки в минутах (только время резания),
/ — длина обтачиваемой части изделия в лен,
х—число проходов резца,
л —число оборотов изделия в минуту,
5 — подача в леи на 1 оборот изделия.
формуле.'ни »иит>|^'иаРпрнм“ре'1С'И!,'>4,,'10Г0 ДЛЯ ПРОДПЯ1’"|>П обточки ио это»
•мотеля Дмтслч .^р'азнеои которого п'"’* ’"‘'’Р"'"' обточить поршень
----------------Р Р Которого поклши иа рнс. Ja3 м<те|1Иа_, _ iyIyH.
•м исклпчгмифм пб-'иц .4 21 •» 30,»wrw
,иЯ механических мастерских Зцгерна
— 851
rtoiOTVCK на обработку — ™ "1а сторону. 1 лы - из быстрорежущей стали.
Высота пентР^в станка
’* а' для Чернове скороеть резания-14 « мин..глубина реза-
""я п ль» "второй черновой стружки: скорость резания - 19 .и мин., тлу-
и) А»”__________чи Подача — 2 мм.
вина цлетовой стружки: скорость резания 15 м мин., глубина резания
1^0,5 леи, 21 находим числа оборотов (т.-е. по нашей формуле — п) для
1° стпужек Изменение диаметра изделия в расчет не принимается. Число
сх ™'„Х пои первой черновой стружке (т.-е. при диметре 420 мм и скорое™
Хотя V » 14 41/мнн ) будет (табл. 21) приблизительно 11,2.
“""поэтому на этот проход резца потребуется времени
т=Йг = J^V-64 ют.
' nxS ПДХ1»
Точно так же находим, что при второй чистовой стружке число оборотов
ЖуЛЮ^/мпнЛ должно быть 13,5 и время прохода резца
т____ ,л- = -9и0у-1- = 33 мин.
1 nxS 13,5x2
и наконец, третья стружка должна производиться при 11,2 оборот
“ 19) и потребует времени: •
т 'хх _ = 28 мин.
' — nxS — пл<»
Складывая все эти три времени, получаем полное время (рвзаикя):
64+ 33+ 28=125 мин., т.-е. 2 часа и 5 минут.
S 2 Подсчет времени при поперечной обточке.
Подсчет времени при поперечной обточке пронзив,пев по формуле:
Ь м Г ................... '
табл.
T-i,s ...............
— время обточки в минутах,
b — ширина обтачиваемого кольца или радиус изделия,
х — число проходов резца,
п — число оборотов изделия в мин.,
S — подача на I оборот изделия. _
В этом случае при определении числа оборотов следует орать средний дм«
; изделия.
Порядок применения этой формулы мы также разберем на примерах.
Пример I. Торны сильного кольцо, размеры mTUJ*™
Г"с. 48+1. должны быть обработаны на обыьпот1|нпм|иьар,тчстанке.гееи
но быстрорежущем стадо. Припуск на обработку с кажаоя стороны
Обработка трубач, так что н чнетопой стружке налобности мет.
Средний диаметр в этом случае ранен (рис. *>т >)•
где
IMCTP изделия.
») См. С!р. 955 •’ ММ*®®-
— 853 —
По таблице 20 принимаем скорость резания И .« мин. и подачу в I ,ич
Найдя в таблице 21 по диаметру 500 мч и скорости резания число оборот
6 5 по-.учаем время обработки (за одну стружку) одного торца:
т__ *°° •1 а 15,5 мин
0.5x1
В пашем примере в равно:
«0^»= 100 им/
На обработку двух торцев потребуется времени
15,5x2=31 лши.
Пример 2. Требуете!
300 .«.« (рис. 4S4-II). Припуск на
п
।
ъ; i
:я обточить торец чугунного диска, диаметр которого
обработку — 10 леи. Обточку нужно
произвести за два прохода по 5 леч
глубиной каждый. Станок — бы-
строходный. Резец — быстроре-
жущий.
По таблице 19 берем скорость
резания 12 м/мин. и подачу 1 мм.
Средний диаметр в данном
случае равен:
зоо — о ,_Л
—5— 150
LJ !
I
Рмс 4М- Примеры обработки. Код то и диск.
Ширина b также 150 мм.
По таблице 21 находим число
оборотов. Имеем
п=27,5.
Время на обработку:
г15Лх2 ,,
СУ.Г-П = 11 """
§ 3. Подсчет времени при резьбовых работах.
по формуле^*”1*' Чистого вРсме,и’ ,,а Резание при нарезке резьбы производится
гл® 7" — искомое время а .минутах,
и Гз“$У*"ыИ 11|а,ет'Р нарезаемого винта в ц.ц,
1 длина нарезаемого винта в мм
р“,и (Л'Р1,С" п» таблицам 22 и 23).
стали Игнатовой М|,|;|име11’ах о секунду: скорость эта для мягкой
122 мм сек. (нти 7,5 и минзТ* С1уЧа'“ нзг'"»“-1"‘отся в шты, принимается
S — шаг впита в мм.
— Ш —
Пользуясь этой формулой и таблицей
счет времени на нарезку винта с прямоу! . ,и"иапеР, знелсм "Рямериый под.
Пусть требуется нарезан, одноходовой 1ИТ
н шагом 6,5 мм. Материал ниша — мягкая ст аль. 50 ° дли,,ой 2 «*)atu
Сначала определяем чистое время резания (хода cvnnrv»t
Имеем: ' 4 спорта).
В нашем случае: d=50 лея, -=3,14, /=эот им г ™ ,
липы 22, где указывается для данного случая 16 1,3 таб*
। роходов, а всего 28), У=»125 мм/сек., S 6,5 Р BU* “ “ истовых
Имеем:
60 X 125 X в.6 ~ 180 мн"
Теперь, пользуясь таблицей 22, подсчитываем полное время необходимое
для нарезки данного винта.
1) Установка сменных шестерен ’)....
2) Наладка 28 проходов по I ,мин. . .
3) Заточка и закрепление резцов
4) Чистое время хода супорта при резан.•
5) Время на 28 обратных ходов . . .
6) Зачистка и снятие со станка 3) . .
5 мин.
. 28 .
. 30 а
.180 •
.130 •
. 20 »
Всего 393 мни.
или 6 часов 33 минуты.
Вместо подсчета времени по пунктам 4 и 5 можно сделать это и без формулы,
по таблице 22. Для этого следует из таблицы 22 взять цифры из граф время рабо-
чего» и «время холостого хода», соответствующие длине нарезаемого винта
в 250 мм, и увеличить их в 8 раз (потому что = 8).
Определение времени для нарезки винта с остроугольной нарезкой произ-
водится по таблице 23.
§ 4. Определение времени вспомогательных операций.
Мы видим, что подсчет времени, требующегося дтя ^^Хт^проиэ-
пока речь идет об определении ЧИСТОГО орсМпе'*" тмсть^врсмя вспомогательных-
ведено довольно точно. Гораздо сложнее °4P^J®\ J закрепления резца,
..П.Р.ЦИЙ, т.-е. установки ..мелил на ™
намерений изделия и т. д. Лето я той. m ян*1Ч.е,№р»теаы.о»у
операции, зависит от целого Р«.та пр.“ ’• ,
учету, как. ..'Пример, навык |3лижтим.« тГ*б£
В нижеприводимой таЛтии» 24у»а»“ г ш1(р„тй про работе на
«ииееси для выполнения некоторые жму щитрам»
токарном стайке с высотой центров — •ои ’
2 000 м.и.
"> ОТВОГ1ИС. кмк«.. • иеречк.не Г’“’’ 'г 01,«»<ти w«-
> И .аОдние уыы«" •гг«" “ ".и ... » «•'»• «• ат*4 ’ * ’
«"й ita, ею и .Taw»'
ОЯЦ31ПГЛ|.1Ю.
•) См примечай».. • и»о»ту >“>
354 —
В заключение сделаем пример подсчета полного времени, требующе!оси
на обработку одной детали.
При м е р. Требуется обработать со всех сторон
заготовку зубчатого колеса, показанного на рис. 485.
Материал—мягкая сталь; припуск на обработку — 5 мм.
внутреннее отверстие предварительно высверлено на 90 мм.
Обработка ведется на обыкновенном станке. Определить
время обработки.
Подсчет времени будем вести для этой задачи по
формулам (I) и (II), используя для определения числа
оборотов табл. 21.
I. Подготовка станка, установка
л выверка заготовки — 30 мин.
2. Черновая обточка боковой стороны за один проход при
среднем диаметре 200 мм, ширине обточки КМ) .«.и, 11 .и/мин.,
п= 17,5 и 5=0,8 мм
1-/Я7-
Ряс 485. Cuuwi
шестерня.
3. Чистовой проход боковой стброны за I проход при
V = 13 жми»., п -21 и 5=0,4 мм.
Т - 100X1 —
•ЛХ0|4в
4. Черновая обточка верхней
два прохода при V’=13 м/мин., п
наружной поверхности за
14 и 5=0,8 мм.
Т 130> 2 ...
Нлд*>
V-I5* m1,hI"TB?s „TTJ "аИ0КН0Й поверхности При
г — ил» >ulH., n=JO И 5=0,5 ММ.
у _ 15OXI _
10X05 “
n-4l»fc03^IO'“e₽Cn''3a 5 "Г,ШП>Д|’“ ПР“ V=I3 -«/«ИИ..
I SO KS’
<>ха~
риал, « ' -яп. май-
в «л>. 2 иПз“1‘"‘ИТЬ б0К““УЮ "оро,,у' как выше
Т 7 мин. + И мни.
9. Пригнать отверстие под калмбр
и. За (очка и закрепление резцов
II. Налаживание проходов и промеры
12. Снятие детали р
19 ,,
15 „
Ю V .
10 .
Итого 220 мин.
Данные для товарных работ яд быстроходных станках при работе быстрорежущими резцами.
Поперечное )
сечение
стружки |
Последняя
Чиповая обточка
Черновая обточка
черногап
обточка
= 1
Мелкие lOkatHiuc станки, высота цен- 1
трои 250 мм , ....... .
Глубина резания в мм
Подача в ми ....
I 7.0
1 O.liO
10
0,5
ниже 4
0,8—0,8
0,3-0.0
0,6
о',3-ОДЮ,"5—2
Средние токарные стаики; пысота
центров СО) ждг ...
Глубина резания в м.ч
Подача в мм ....
1,25 илЗ
I»
о, со
ниже б
0,8-1
0.4—0.7
0,2—0,51 0,3—0.0
Крупные Гокарныс станки, иисот.ч
иенцюк 1ОЦО мм...................
18
Глубина резания в мм
Подача в .и.и ....
10 15 | 2'1
1,75 1.15 I 0.87
ниже 8
0,5-1
0.3-0.0 0,5—О,Я
SS2
М
Черновая
обточка
| Последи, черновая I jo4llilfl чистовая
। или груб, чистовая обточка
обточка I
Стальное литье
10
ПрОдольизи обточка
. Обточка плоскостей
С -март, стиль ... .
Желт, то и алюминий
Твердая и вязкая бронза
Митклв Ороптд и к растил мсти.
Литая столь
Стальное литы
Жклсэо и алюминий
Мягкая бронтэ и красная меть
15
16
18
10
SO
10,5
25
• U7
12
15
10
IX
21
31
20
30
Я.5
13
13
14.5
Данные для токарных работ на обыкновенных токарных станках при работе быстрорежущими резнями
Размер станка Поперечное сечение стружкн в мм* Черновая обточка Последняя черновая обточка
Чистовая обгонка
Мелкие токарные центр .>п ITXJ- ставки, 150 ми высота 9 Глубина резапня п мм Подача в мм 7,3 0,27 10 0.20 ниже 4 СИЗ—0,4 0,8-0/ 0.3 '.2 - 0.4 0.2-0,8 0,2—0,5 0,6-1
Мелкие токарные станки, центров 250 мм . высота 4 Глубина резания | Подача в мм . в мм 5 0,8 7.5 0.53 10 0.40 циже 4 0.0—0.8 0,3—0,0 0.5 0,2—0.4 ОД—0.4 0,2— 0,5 0,75—2
Средние токарные UCH1рОВ ОКОЛО стайки, ООО м и высота . 8 Глубина резания Подача в мм в мм 8 1 12 О.бб 15 0,53 ниже 6 ОД-. 0,4—0,7 0,7 0.2-0.5 0,5—0,7 ОД-о.б 1-4
Крупные токарные центров около станки. 1U00 ми высота 14 , Глубина резания ' Подача в мм в -М.М 10 1,4 15 0.93 20 п.7 ниже 8 1 1.1 0.5—1 0,3-0/ 0,7—1 0,5—0,8
Материал
Лигам сталь
Сильное литье
Продольная обточка
Обточка rut ссос ей
С-мзрт. сталь..............
Железо и алюминий ....
Твердая и вязкая бронза . . .
Мягкая бронза н красная ыехь
Литая сталь.................
Стальное литье ............
Чугун.....................
С.-март, сталь.............
Железо и нюмнннй ....
Твердая и вязкам бронза . . .
Мягкая броиза и красная меди
Скоро сть резания 1 .и/мин. $
Последи, черновая
сеточка или груб.чистовая обточка Чистовая обточка
У И 10
10 14 < 9
11 15 15
13 17 16
15 19 17
15 20 20
25 30 30
7.5 0,5 е>5
8.5 12 10
0,5 13 13
11 14 18
13 16 14.5
13 17 17
21 25 25
35В
8Ь7
ТАБЛИЦА 21 *
в зависимости от их днаметроп и П0|1Н__
------------------ Р принятых скоростей растения.
Г 25 ' 30 г 35 К 40 L L so 70.4 01.? 473 42,6 38,2 102 85 73.6 04 66,5 51 127 103 91 80 70.6 153 128 109 96 85 76,5 101 159 136 120 100 05.0 230 101 1G4 127 115 255 313 182 160 142 128 370 2CS 227 МО 176 169 382 зто 273 240 212 101 ’ Г 510 4И S 256 572 476 Ж 319 287 840 ИО 454 400 3S!
со В - 70 I 80 [ 00 1 <00 81,8 27.3 23,0 21,2 19.1 42.5 30.5 31.8 25/ S3 45.5 39,5 35,4 32 64 64.8 47,5 ЗИ/ 79,8 68 59 4’9 95.5 82 71 03.6 57,5 106 01 79/ 71 \ 11В ИЗ S8.S 50 159 130 118 и» 95,5 186 150 124 112 212 182 159 112 168 2ЭТ МВ 179 159 143 2СА 194 177 160
Г 120 > 140 16.9 13.0 21.2 >8.1 2<7 32.6 27,3 41 34 41 64,5 S7 8! 95 109 123 136
I Г 200 10,0 0.5« 15.0 12.7 19.8 1<8 23.9 21.2 ЮД 29,8 26.5 23,8 35.7 28/ 39,8 35,3 31.7 49.7 39,0 W.5 79,5 69,5 81,7 65,5 91 74),6 70,6 03.4 К2 Й.5 114 Ri’
225 । гзо 9.6 7,04 11.3 10,3 14Д 17 15,3 21,2 25,5 28,8 35.3 38/ 34.6 49,5 16,6 63/ 70,6
I 37ft МО 6,05 0.37 9, '15 8.5 ai 13,9 12.8 17,4 15.0 20.8 19.1 П.1 21.3 2X0 20,5 40/ 37,2 44.4 42,0 57.3 Ь7Я ,ОЛ '51,9 53
' 32S : awl ; 876 1 400 ме 4,‘78 7,7ft 9,75 8.6 8 10.8 14.9 13.7 12.8 13 17.0 10,4 16.3 14 !•: 17 is 21.4 22.8 31,2 29.3 27.4 25.5 21 34.2 31,3 0.7 36.4 32 41 88.2 36 4ЧЯ 33/
425 450 <33 4.02 8,65 7.5 7.05 9 8.5 11.2 10,6 153 12.7 15 18,8 32.5 21.5 26.3 24,7 30 28.2 33.9 37.8
И 3.03 10 12 | !1 4 in 7 20
W0 3,82 м. 7.05 9.55 113 12,8 16,9 19.1 •-•2/ 23.6 313
625 3.04 4,95 6.05 7,3 р । 10.9 12,1 15.2 18,? >1 > 24.2 27.3 М.4
Г.50 3.48 4,63 5.8 6,95 8.7 10,4 11.6 14.4 Г, 4 20.3 26 2ЧЛ
S75 3.33 6.56 6.66 8.3 II.1 1Э.В 10,6 19 4 Я/ 45
£«) 3.17 4,23 5.3 6,35 7.95 9.W 10.6 13.2 15.9 18.6 ш 23,8 263
3,00 4,07 5.1 0,13 7.05 о *> 10,2 12, Г. 16.3 17.8 50,4 73 25.6
ело 2.94 2Л2 3.92 4.9 5,9 7/6 8.8 Т° 7 И.Т 17 1 19,0 29 *' 1 >
075 3.75 4,7 4J6 5.03 7.05 8.43 11 8 14,1 13.6 15/ 18.9 31.» 21.6
ИЮ 3.04 5.45 6,8 8.2 9.1 11.4 18.9 30.5 23,9
760 2.66 Я 4 4 ”5 5 1 6,4 7S 8 5 10.6 14.9 IX.» 17 P.J 21,2
IU>> З.П 3,97 5 95 7.15 7.Н4 11/ 15/ 1".'
860 ? *4 1 73 4.48 п 7.49 9.65 н.х Ж 14.»
ИЮ 2.12 2,83 3,53 4.24 5.S 6,36 7.04 8.9 10.4 1?Л 14.1 D.9 <?д
МО , 2.63 3.35 5 6.02 в.7 « 1 10 и/. 106 13.4 15.1 163
1(МЮ 11'0 1.93 <74 1.64 3.1S 3.OJ 3.1» 8.64 4.9 4.74 г (! 7 6 9.1 17.8 111 13.4 !м
шю 3/3 3.48 5,21 Z* 7.24 8,7 10/ 11,6 13.1 14/
1300 1.69 , П 2.6S а.18 X» 4.77 5.3 0.6 о.» 10.6 И.» I-U
1ХЮ 1 4? <М 2,94 8.69 4.< 11 4
141М1 11.00 1,36 1.27 1.Ы 1,00 2.27 2,12 2,55 3,17 <24 <3 7.4 <4# 9.45 110
1И<| 17С<) 1,19 1,59 1,9? 2/N 2,И 3.38 2.16 >.М .4,74 <1«? 7? 7.W £•*5
<»«» <«о <00 1 <34 1.77 2,12 2 Zes 2,5 U 11> 4Л7 6,68 7.5 М4
«ООО 0.03 1.27 <” 1 01 з.« 2,ад 2.18 47 1 S.M MJ '•/.Н 6^5 7.W
71(0 0.91 1.21 1,52 1.63 3,29 й 7.64 2,44 Л 04 1 1
3700 2300 240) 2603 0,86 0,83 0.7* 0/3 1.15 1.» мч 0.9? 1.14 1/9 1.59 <10 2.07 ’А X» i 4,13 $ М ё* 5.3 И. а
2700 0.71 О.М 1.19 1.43
ТАБЛИЦА 22.
Полсчет времени нарезки мнитоп с прямоугольною нарезкою.
11 труж uuft диаметр к ,И« Дания вшил И И.М Высота подъема в мм Глубина нарезки н мм | Глубина ремнип •л 1 про ХОД В -W.U Ч II с л о Уставов, cueиных шесте- рен в мим Время налад. кажд. npoxua.i fl инн. Заточка н уста- новка реэипи н мни. Общее время Время зачистки и уст- из,тел. в мин. Общее время в мин.
рабоче- го хода 0 МИИ. холостого хода и МИН
черн. прохо- дов чпе г. прохо* дои
30 I 4.7 2^'3 0,17 13 10 <• 0.5 5 4.6 3.4 5 3 ‘,5
30 150 4.7 —1 0.17 13 10 ь 0.5 7.5 9,2 (1.8 7,5 47.5
зп 225 4.7 2.23 0,17 13 10 0,6 10 13,8 10,3 10 со.о
40 1(4) 5.0 2,60 0,18 15 и S ОЛ> г. л.в 5,8 ? 47,2
4* I 200 5.Л 2Л0 0.18 15 11 1. (1 г. 0 15,6 И.О 10 Сб.Н
40 900 5.Й 2,09 0.18 15 11 5 Н 11 12 23.4 17Л 11 87.5
го Л isa в,5 3.19 о.а 10 12 Б 0.7 7 11.2 8,4 8 59,2
250 6.5 3.10 0.2 10 13 5 0,7 10 22.4 10,8 12 85.8
1-0 375 и/> 8,19 0.2 10 12 0.7 14’ 33,6 25,2 10 113,4
«о 160 7.4 3,51 0.21 17 13 б 0,8 8 15,3 11.5 0 72.8
00 3<м * 7.» 3,51 0,21 17 13 б о.ь 12 30.6 23 13 107,0
во 4 X) 7.4 831 <1,21 17 13 5 0,8 19 45,9 31.5 18 141,4
70 175 Ч ". 3,н4 0,22 18 14 5 0.9 0 10,1 14,8 10 87,5
70 350 8.1 j 3.94 0.22 18 14 5 0.1) 13 39,4 29,6 15 131
"0 525 8.3 3,04 0,22 18 14 б 0.9 18 59,1 44 20 175
8U 200 9.2 4.37 0,23 19 н Г, 1 10 24 18 И 101
50 400 9.2 i 4.37 0.23 IV 14 5 1 15 48 30 16 153
EU б<») 9.2 4,37 0.23 19 14 5 1 20 54 22 200
00 225 1Л1 4.8 0.24 so 15 В I 11 20,5 22 12 114,5
ио 450 j 10,1 1 4.3 0.24 15 1 10 59 44 18 177
90 675 10.1 4.8 0.21 а> 15 1 22 68,5 66 24
250 и 5.22 0.25 а 1G 5 1 12 35 26 13 । 128
нм ьго ; 11 Б 22 0,25 10 Б 1 18 70 52 19 2<Ч
Км 1.Л1 И 5.22 0,25 21 10 6 1 24 105 78 20 275
353
ТАБЛИЦА 21
Подсчет времени нарезки винтов с остроугольною нарезкою.
Пару». ; ныЛ диаметр 1 г дюймах ливл ' инта леи I Зысогз отъема в мм 'лубипа j црезкн ! ц, мм 1 Глубина резания ia 1 про- ход 0 мм Число Установ. смсппых тестера в мни. Время наладки каждого ' прохода в мин.
чери. проходов чист. проходов
1 1 « 1 3,18 2,05 0.2 10 4 G 0,5 |
00 I 3.13 2.05 1 0.2 10 4 5 0.5 1
1 185 ' 3,18 2,05 0,2 10 & 0,5
1‘/, 1 «5 4.23 2.7 0,22 12 5 0 0
1 •/, 130 ; 4.23 о 7 0,22 12 0,0
»*/» 1 195 4,23 -0,22 ,2 5 о.о
2 ' 85 5.05 8.0 0,24 15 7 б 0.7
Z । 170 5.05 3,0 0.24 15 7 5 0 7 1
2 255 5,05 3.0 0,24 15 7 °.’ !
2*/, . 100 0.35 4,05 0,25 ЛИ 7 5 оз
0Х) <1,36 4,05 0,25 Ю 5 0.8
31X1 0,35 4.05 0,25 10 7 0.8 |
3 120 7.20 4.05 1 ого 18 7 г. 0.0
S 210 7.20 4,05 0.20 18 7 5 0.0
8 300 7.20 4,05 0.20 18 7 5 0,9 .
»«, 140 | 7Л2 5 0,28 18 8 6 1
д‘/, 2W • 7.82 5 0.28 1Ь 8 5 1
з'/. 420 7.82 5 0,28 । 18 • 1
150 8 45 О.20 10 0 б 1
800 8,40 5.5 0.21» И» 0 б 1 1
4 450 8.45 1 0.20 1 1 5 1 1
Заточка Общее время Время Общее
и устам. рабочего холостого зачистки и устам. время
рези. хода обр. хода изделия в мин.
в мин. в МНИ. □ МИИ. в мин.
2,15 I 1,4 1 3 . 22.75
0 4,3 3.2 4,5 80
7,5 6,45 4,8 0 . 3(1.75
4.5 4.4 з.з 1 | за
8.5 8.8 0,0 0 43.78
8,5 13,2 0,0 8 55,4
5 7 5,2 1 42.0
7 5 1 1 10.5 7.5 1 59.9
10 . 10.8 ... / 77,2
5,5 11.0 7.2 в 51.7
8 10.2 14.4 0 74
11 2м,8 21.0 12 00.8
0 13 0.7 в 0-1.2
9 20 10.5 10 02
12 30 20.2 । 14 121,7
G.5 17.2 ; 12,0 8 75.0
Ю 34,4 26.8 12 113.2
13 Ы,0 38.7 10 15U.3
7 21,4 10 0 8(1,3
10.5 42,0 32 12 1110.1
“ 1 03,0 - 48 1 '• 1 170.0
I
м
сэ
I
— 360 —
ТАБЛИЦА 24.
Время требующееся на выполнение некоторых вспомогательных операций при работе
на токарном станке средних размеров.
ММ по по-1 ряяку Название операций Приблизит, время в минутах
1 Вставить или вынуть центр 0,5
2 Навернуть или снять поводковый патрон 0,5— 1
3 Навернуть четырех кулачковый патрон 3— 5
4 Снять четырсхкудачковыП патрон 2— 3
5 Навернул, американский патрон . Я— 5
б Снять американский лзтроп 2— 3
7 8 Навернуть планшайбу Снять планшайбу 3— Б 2— 3 5— 7
9 Переменить кулачки американского патрона .
10 Переставить кулачки четырехкудачхового патрона . 5 -10
И Привернуть угольник к планшайбе 2 3
12 13 Выб.тлзкспроватъ изделие, закрепленное иа планшайбе Установить неподвижный люнет . . . 5—10
14 Установил, подвижной люнет . .
15 Сиять неподвижный или подвижный люнет
1П Перебросить ремень с одной ступени на другу».
17 Включить перебор I— 8
18 Выключить перебор . Я, Ут- 3
19 20 । Переменить скорости (при коробке склростеГ.) .... Поставить сменные шестерни . 0,5— 1 0,5— I
21 Пччмеп.гь пол.у ,лрп коробк 5— 8
Переставить и закрепить заднюю бабку 0,5— 2
23 1 24 . сготошпь по попру реад п »«,«,.» СГ1> Заточить резец 1— 8 06— 2
25 Подправить резей оселком 3— 5
26 Смазать стапок . . .
29
S? й
35
37
38
и смаять станок . - . .
',мп7 м («р» д.™-
х=« - ->.
££ х™ .
ппе . * ч"“Р“«У’«м»о« n,rF,„K е np<J.tp«„e „„ р/
Закрепить изделие на уготын.т „ ................
3-2£ „Л.,. ю-р.
. ••:• ’
И»ер»>ь ........... .................................
Из-ери», щ» «елЛрр, ,,.w иобм ’ ..............
»-иять готов...! шдсане си си,.,.................- • .
Измерить изделие
Л—16
5-16
- CGI
ГЛАВА ВОСЕМНАДЦАТАЯ
Проверка станков на точность
§ 1. Общие сведения н инструменты понмея.»..
I ‘ емые при проверке станков
Каждый токарь должен хорошо знать vemni. Р
работает, чтобы уметь наилучпш образом еп>Увд,Отиомта"н ’ “’“Т °"
пени токарю важно знать н точность своего стат °' Не," «||Ы“еВ
работы и с какой точностью могут быть а 1 ога' 31|ать. какив
e _
работы и с какой точностью могут г,ии.'
‘выполнены на этом станке.
На многих наших заводах приемка
'вновь прибывших на завод станков,
а также вышедших из капитального ре-
монта, производится специальными ко-
миссиями. В них почти всегда входит
и токарь, которому придется работать
I на принимаемом станке. Это обстоятель-
ство обязывает токаря знать способы
[ проверки йтДнка на точность.
Совершенно очевидно, что от обди-
рочных станков и от станков, предназна-
ченных для точных работ, нет надоб-
I ности требовать одинаковой точности.
Поэтому допуски на точность у токарных станков установлены различные в зависи-
мости от назначения станка. Способы же проверки точности, как грубых обди-
| рочпых станков, так и станков, предназначенных для работ, требующих боль-
। шой точности (например, инструментальных и т. д.),— в большинстве случаев
1 одинаковы.
В приведенных ниже таблицах некоторые допуски относятся к определен-
ной длине, указанной рядом с допуском. Например, при указании допуска на
параллельность направляющих задней байки направляющим супорта для точно
токарного станка сказано: «0.01 на 1000 Это значит что па дане 1000 зш
Pur. 486. ’Щупы.
PlIC.
н 01 «.ч Если проверка
•«лоненве от параллельности ть^ лову-
•а производилась на длине только г* бы1Ь взято вдвое мен .
маемое уклонение от параллельн с • n,.,nIIIlie mhctpv-
',UB ми 4 n на точность необходимо видим то|Ч4,
При проверке станков на т 0111Нцжные штихма«и» '
/«пи: I) линейку, 2) угольники. J) Р-
I J) Щупы, С) ватерпасы, 1} рамные ... -
— 362 —
I и н е й к X, употребляющиеся при проверке станков лучшсвьего . .
^..ьяые'прямоугольного сечения, достаточной длины н жесткости. Си ;.
линейка если се подпереть только в двух точках па конц.л I
котовых Меньше 1000 м«, не относятся. Угольники, штнхмассь. и внднк, I
торы мы рассматривали выше (глава VIII) и ь.,.вращаться к ним снова м
6УЛЩ у п ы (рис. 486) служат для установления величины просветов между I
линейкой и проверяемой деталью и определяют таким образом отклонение а: . |
детали от прямолинейности. Иногда ими
пользуются для определения, насколько
плотно одна деталь прилегает к другой
Щупы представляют собой набор
стальных закаленных пластинок разной
толщины. Самая тонкая пластинка —
0.04 .«.и. Изображенный на рис. 486 щуп
имеет пластинки толщиной:
0,04 мм
0,05 *
0,06 •>
0,07 »
0,08 »
0,10 мм
0.15 v
0,20 о
0,30 »
Если сложить две пластинки, па-
рне. 48S. Рамный ватерпас. пример 0,04 и 0,05, — МОЖНО получить
промежуточный размер 0,00 мм.
Представленный на рнс. 487 ватерпас служит для проверки гори-
зонтальности различных поверхностей. При помощи рамного (или рамочного)
ват-рпаса (рис. 488) проверяется вертикальность поверхности, но с таким же успе-
хом им можно пользоваться для проверки горизонтальности.
Правильная установка станка является необходимым условием правиль-
ности проверки его точности. Нсгоризонтальность пола, слишком сильный натяг
фундаментных болтов и пр. дефекты установки станка могут послужить причиной
неточной работы станка.
Проверка станков на точность состоит из ряда испытаний, производящихся
в определенном порядке при помощи указанных выше инструментов.
§ 2. Проверка токарного станка.
г Л224Там' ие 1 Проверка передней направляющей супорта.
косвенным mn^n^!JtJ?anPaR'1’,,0IW,x сУП0Рта собранного станка проверяется
пповеоя^н\лт.-'2’.!!ЭТОГО В разных мссгах станины ставится ватерпас, которым
проверяется горизонтальность станины в данном месте.
гоон им<г Гп1п^ДМ.??11₽Пае вдоль ста»>ины по направляющим супорта, определяем
ность Уклонении ‘ДПрав'7ЧЮЩИ* на “сей их длине и тем самым их прямолиней-
^ио , и в kZ С *’»’ЯМ(!ЛИ,,еЙ,,',СТ’’ *°"У“«*отся только в сторону выпукло-
тсм что станина от таг ° сгпро,,у иогнУ™стн. Это требование объясняется
Ес гм неточность Д?ии.ЯСуП°рТау середины нанашивается сильнее, чем у краев.,
Устаяо—“ - Допуск, УсХна
прямо Hanna!LiHiomn?ahWmU1niL?:''‘"l'U '“P""elkli“'0 ™п» ватерпас станет
ватерпас ставится на п/.. *” ”роиеР,'и направляющих американского типа
Н «i>P^X ета„и~Ь"УЮ "ро,';,адку «89>- пригнаинуй
по»Венику >’ии ватерпас гр'я™.'иоких ap™e“™Xnpo’.M (Зхомад’так'т-
iinnv. так и ппибопы. котопыми „ппиэплют.. / 1 ,|еоох°Аимо как ста
Рис 489. Прокладка дли проверки
направляющих американской станины.
цнну. так и приборы, которыми производятся9
измерения (ватерпас, прокладку), тщательно
вытирать сухой и чистой тряпкой.
м Схема этого испытания указана па
рис. 490, где показаны два различных поло-
жения вателпаса.
Испытание 2. Проверка задней
направляющей супорта. .
Проверка эта ничем не отличается от
проверки передней направляющей. Требова-
ние относительно выпуклости станины остается
такое же. Схема проверки указана на рис. 490, где показаны два различных
положения ватерпаса.
Для каждой направляющей должна быть изготовлена отдельная прокладка
(рис. 489).
Испытание 3. Передняя и задняя направляющие супорта должны
лежать в одной горизонтальной плоскости.
— 3G1 —
ним плоскостям прокладок, то при изготовлении их необходимо следить за
тем, чтобы они были совершенно одинаковы.
При этой проверке может быть два случая:
1) Ватерпас покажет некоторый уклон, и этот уклон будет сохранять одну
и ту же величину при передвижении ватерпаса вдоль всей станины. Это укажет
на негоризоитальность установки всего станка, что можно исправить подклини-
ванием соответствующей лапы станины.
2) Если уклон, который покажет ватерпас при передвижении его вдоль
станины, будет изменяться, то это укажет на неправильность направляющих.
бровкой станины, аР^рие^]те‘аи°,^^'^??,х’ "ои<п устранен переша-
Схема этого ..спитаП„я;кХ^Ь;“у”“ ~ перестрожкой ее.
направляющим супорта^ ,а"раал,"ои11,е задней бабки должны быть параллельны
тцикатор, К^то^го^^ЙЗ^дтойХ"' "а су"орте У'Рс.ьтяется
бабки. Поставив индикатор на путь neniwn? L " 'ро,"; "апраалиющей задней
чают•колебания стрелки “ п су""рт "№,ь '"’"«и » a“V
“сЯ ГяОк|<. точно таким же способом поивепят*1» СТОр,"у направляющей аад-
показака схема этого испытания при чеми»и , "Г’РУ10 сторону. Па рис. 491
направляющая задней бабки, цифрой 3 ™ ' """ “1ащ" 'У""РТ, пифроЛ •
• ~ *ч*ДИ1чЗТ0р.
— 3G5
Вышесказанное относится к станинам американского типа. Проверка
станины европейского типа, представленной на рис. 23-1, совсем не производится,
а у станков, имеющих станину по рис. 23-11, производится так же, каки у аме-
риканской станины.
Непараллельность направляющей задней бабки направляющим супорта
нс должна превосходить определенной величины, так как в противном случае при
передвижении задней бабки по станине центр ее будет сбиваться с правильного
положения.
Испытание 5. Передний центр станка не должен и.ясть боя.
На супортс закрепляется индикатор, кнопка которого прижимается к ко-
нусу центра. Проверка производится при медленном вращении шпинделя станка
и нос»» ирзшеты вентра передв
р„с «г
шеек шшпщеля.»- 492, где цнфРоИ »
да”вЛ^чка.........
Рис. 4tM.
Испытание
Проверка осевого
перевешаны
шпинделе-
— ЗС7 _
11 С II L Т л || и ( у ..
кремсщспия. Испытание этоЬо™^ ед<„ ,
Сдикатора при ЭТОЙ про„ср,"РХ г'с>| ™ " как и Пп.Т“. "мс? осевого
И с п ы т а „ „ е 8 ", ; «на па р„с, “ предыдущее. Установи
[бабки не должно бить. tCKM ГН|ЭДо (для wtrraal „,
В гнездо шпинделя пстапш Р ш""|цсле передней
!гнзнная по нему. Длина unpaBlat '"ет™ шлифованная оправка ™
(оправки ирижи.мают кнопку „i"'™"3" конуса, ап"Р"-
ксшебания предки ЭТОра. шпЙЖа"*
ч показана на рис. 495
Рис. 495. Испытание Ь- Проверил иращ.нпи «ии.чссаого гыеиз ишпиде-’н.
Совершенно понятно, что бой конического гнезда шпинделя вызовет бой
вставленного в него центра. Если бой конуса шпинделя больше допустимого, то
•незло шпинделя необходимо проточить, снимая при этом возможно меньше
материала.
И с п ы т а и к е 9. Ось шпинделя передней бабкн должна быть парал-
:е •‘•на направляющим станины в вертикальной плоскости.
Это испытание произнидктся с помощью той же оправм. ' '
шо. при предыдущей прокеркс- Примо кипоку
’ ‘"(’У оправки, медленно переметают супорт ".'ф.ни» только кверху.
'нип.и каюра. Уклонение правого конца опрдлн ‘ . бу4ет отжимать
' 'ТОМ имеется п виду, что кес/бр S..»Lw<.e уклонение ew
1 "-иль iQn-.зу и Т.1КПА1 «Ерлзом оудст умсньигать д . - .
'11 i *У • имЛжшнмо проверить переднюю
. Если уклон шпинделя больше лотл'^»*МоГО-’ 'и |М П0,ккжи бумаги.
•«У. подумывая иод нс* тонкие милые одапкжн
— 369 -
|ЙрЯД0К проверки мы рассмотрели в главе V. Вместо проточки болванки теперь
МОЖНО пользоваться шлифованной оправкой и индикатором.
Схема этого испытания показана на рис. а%.
Испытание 10. Ось шпинделя передней бабки должна быть парал-
лельна направляющим станины в горизонтальной плоскости.
Это испытание отличается от предыдущего только тем, что индикатор при-
нимается своей кнопкой сбоку оправки (со стороны резца), как это показано на
оиС. 497.
у В этом случае допускается отклонение правого конца оправки (в извест-
ых пределах) лишь в сторону резца. Это объясняется тем, что давление резца
на обрабаяываемый предмет отожмет шпиндель в сторону от резца. Если шпии-
ааштаниями 9 и 0. На Испип".»»^" оеречешзтьс«
падение оси конуса ьн0 направляют У Супорта Я°'ПА Инанкат°Р
оси шпямем "ТИОСИ’^ОН кя с^о. ноа
Испытание ”. „сальной ».«етст ««’sy J..«uia»«*
параллельно ос" ““мтаателе. K|>°nkl с?ыХ« 30,1
закрепляется в Р«эпе» J* гс, непоа’"*' этот гас'0’ ,а оси ш“||"аЫ’
оправке Сани с у порт |ПИй расход »_• салаз°к с- J читателю n'-'W"
на 300 мм (или на "*"0оль вер’"fnp...o<T«««’ • »»
Ппоаерк. параллельности про„»оантса. . «к«
» горизонтально!! плос"»1- п смысла
и.ть, почему эта «Г»,ее.
чего слелоиало вы выполнять _ .
Томаданх «’>
— 870 —
Испытание 12. Ось шпинделя задней бабки должна быть параллельна
направляющим станины в вертикальной плоскости (рис. 499).
Для этой проверки шпиндель задней бабки возможно больше выдвигается.
Индикатор закрепляется в резцедержателе, и кнопка его прижимается к шпин-
делю сверху. Колебание стрелки индикатора при передвижении супорта вдоль |
шпинделя укажет на то ii.hi другое отклонение шпинделя от горизонтального
положения. Допускается уклонение шпинделя только кверху из тех же сообра-
жений. что и шпинделя передней бабки. Вес обрабатываемого предмета будет I
отжимать шпиндель книзу и таким образом уменьшать допущенный уклон шшш<
1 оси шошиеля мдясй бабки
|л»лй1ищны станицы ВеригИадьноА плоскости.
• той лишь разиипей. что кнопка и,,,,,.1,,.'" * порами, как и предыдущая,
бабки сбоку, с передней стороны г .и "''н*’"'1'|ятся к шпинделю задней
допусти» >,екотор«• SrnXwm"а |wt sne- 11 ™«
(«перед), потому то» давлениеремы \ !2еко,,ил штпысля и сторону резца
будет отжимать
имеющийся наклон вперед. * 1 па-зад и, таким образом, уменьшит
«обок, должна GbA'/ii.ipi.tienM нтоп?п™"а" 44,0 **"тры передней и ладней
скости лрал4‘ "«Раишощнм ста......... п 1к^тика.1ы1П|| ,,ло-
»пди^тора''1^’;с,:л2Х0™В1Х.,^ (рнс. 501). Кнопка
Р •« еле, прижимается к опранке сверху,
871 —
Рис. 500. Испытание 13. Проверке параллельности оси шпинделя задней бабки
нзпрзвлнющнм станины в горизонтальной плоскости.
Р„е SOI. .
Испита.. »
8SSS®fes3s?'
Проверка постоянства шага ко всей 4 ш
имеет одинаковый шаг. м*
— 372 —
Проверка эта производится следующим образом. На станок ставят (в цен-
тра) чисто обточенный валик, наибольшей длины для проверяемого станка. Диа-
метр этого валика выбирается в зависимости от его длины, но не меньше 30
40 ми В резцедержатель зажимают остро заточенный резыювой резец. Сменные
шестерни станка (или рычаги коробки подач) ставят так, чтобы число ниток наре-
заемого винта (валика) было равно числу ниток ходового винта. После этою
проходят одну стружку так, чтобы на валике получилась едва заметная винто-
вая ризка от резца. Пройдя эту стружку, валик снимают со станка, переверты-
вают. снова ставят в центра и проходят вторую стружку. Если оое риэки совпа-
дут,' то это значит, что влпт имеет по всей своей длине одинаковый шаг. Проверка
точности шага ходового винта этим способом, очевидно, не достигается.
Рис. 502. Испытание 10. Проверка осевого перемещения ходового винта.
воя галраатенни" " е '6‘ ХолоиЛ """т ста"ка "е Л0”*'» перемещаться в осе-
Прв этом испытании индикатор устанавливается на станину стайка а кнопка
прижимается к торцу винта. как это вмазано на рис. 502. При !1ер7ме,и ianoaZ^
"J”"'*™'" ‘*"”рта переключения трензеля замечают н> юбавия стрелки
BBAHKawa по которцу ,, сулят об „меюи.емся осевая перемешен™ в,”„7 “*
юшим бЫТЬ ПарЛЛЯ‘ЛСН '' "апра-я-
.юному винту сбоку н спереди (рис. 504). «"‘«“тора прижимается к
873
Рис. 503. Испытание 17. Проверка параллельности ходового винта направляющи»
станины в вертикальной плоскости.
_.,,РЛ!,ВОСТ" --
₽«. «Я. Испытание И- ">’мс’"‘ДЛм^Млы«’“ “К“Л'
станины я гирв-ю»
1^^^Г^П^^мм^^г^Испьгтанйё работы станка на овальность.
Дли этого испытания в патроне станка зажимается какой-либо круглы:
предмет, у которого протачивается па небольшой длине боковая поверхность
После проточки у него промеряется диаметр в различных направлениях в одно'
месте. Разность в размерах диаметров не должна превышать величины, указан-*
ной в таблице. \
Испытание 19. Испытание работы станка при обточке по цилиндру.
Это испытание производится прц помощи обточки какого-либо цилиндри*
ATr.Tr, V) UU nnUlHl
ли Ht11Ы 1 апис 11iwi !)»« —,. - ---------f . . ____
ческого валика в центрах. Диаметр валика рекомендуется брать 50 мм, длину!
валика 300мм. После обточки валик проверяется при помощи микрометра обычным
способом.
Испытание 20. Поперечные направляющие супорта должны быть
перпендикулярны к оси стайка.
Рис. «й. Испытание 20 Проверка перпелдиьуляркости поперечных направляющих
, супорта к осн станины.
Схема испытания показана на рис. 505. Проверка эта производится та
В патрон станка зажимается чугунный диск и протачивается поперечным с—
ходом при умеренной скорости резания. Затем при помощи линейки и щуп
проверяют прямолинейность получившейся поверхности. Отступление иг пря
линейности допускается только в сторону вогнутости.
Подробно об испытании прямолинейности при помощи щупов и лине
сказано при испытании прямолинейности планшайбы, у карусельного crai
В нижеприводимой таблице длился допуски на точность трех типов
ных станков; ’
I) токарного станка наивысшей точности (для инструментальных pauui
с высотой центров до I8U мм (обозначен в таблице в графе «допуски в мм- цифрой
2) токарною станка для чистовой обточки с высотой центров до 400
(обозначен цифрой ’) и
3) токарного станка для чиповой обточки с высотой центров свыше
(обозначен цифрой S). 1
— В'-> —
В
2
3
таблица й.
Допуски ТОЧНОСТЬ СТСИСОО.
Наймет’ мнис испытании
Допускаемая неточность в л.и
| $ е
|S5
’ ПпяиолннеПность передней иапраоля-1
’ ющей супорта (допустима пыпук-
ЛОСГЬ)..........................I 490
Тоже задней направляющей (допу-;
| скасгся выпуклость)............ i 490
+ 0,02
ва 1000 I
-0,02-0
на юсо
на 14,0
1 | -------—
То же в поперечном направлении. . . I м
4 Параллельность направляющей задней
бабки направляющим супорта. . ’ ।
5 I Правильность вращения переднего
центра......................... 4
в Правильность вращения центрирующей
заточки шпинделя............... ।
7 Отсутствие перемещения шпинделя
в осевом направлении................
8 Правильность вращения конического
гнезда в шпинделе передней баб-
ки (измеренная на контрольной '
оправке длиной 300 лея)...............
Параллельность осн шпинделя перед- j
। ней бабки направляющим станины |
I в вертикальной плоскости (до-
пускается подъем оюбодяого
конца оправки)..............]
То же, о горизонтальной гиосыктв (до-
пускается умок в сторону релиз).; 1
Плрал л с л ьносгъ вербмещепия вертит.
салазок супорта шпинделю пертд
ней бабки, измеренная в АТ’И‘1
калькой плоскости................
12 Параллельность шпинделя задней баб- >
кн и-зпрдплаюшим Стапипы я аер-
тнмалыюЛ плоскости (лонусклетс
только подъем)..................... ,
И То же. В горизонта (ьвой
UMMiycucrai уклон a W
роил»......................... *
Ч lUpMMMwn «""« fSKJJS
ЖМ1 ,ипсактГ1«|'К“г,'< «<«'
--------~жп ба0<м; • • • •
9
10
403
404
+ 0,01—0
ва к «л I
аоб |
ва ИХЮ
+ 0,01-0
ид 1000
+ 0,03—0
ид 1000
495
490
40<
0,(6
iu 1000
0,01
на 1000
0,02
на 1000
0,0’
яэ 1»*К1
OjOl
0,01
0,005
0,01
0,01
4.0-0,01
J.Q —o.0i
49&.1
л. Ml—о
0,01
0,01
0.02
Ж 0—0.02
т-0-0,02
4 0-0Л1;
«и»
0.08
j.0—(Vй 1
м КО I
е,й-°
0,02
0.02
-<ve
№
О—олй
с,оз
- 376 —
Продолжение таблицы 25.
№» йены- 1 тайна Наименование испытанна МТЛ рисун- ков Допускаемая неточность в мм
1 1 2 . v 3
15 Точность шага ходового вита. . . . - ±0.03 на 30U 4-0,03 на 300 ±о.оз
..6 Осевое смешение ходового винта . . 502 0,01 0,01 0.02
17 1 1* Параллельность ходового винта ста- нине Точность работы станы при нижесле- дующих работах: Точность обточки нзкругло 503 503 0.1 на 1000 0.005 0.1 на 1000 0.01 0.1 на 1000 0,02
19 Точность обточки -qo цилиндру . . . • 0,01 на 300 0,02 пз 300 0,02 на 300
СО Точность обточки на плавшайбе; обто- ченная поверхность может быть только вогнутой . . 505 + 0 - 0.02 + 0 — 0,02 на дням. 300 + 0—0.02 па дням.300
§ 3 Проверка карусельного станка с одной стойкой.
Испытание 1. Поверхность планшайбы должна быть плоской (до-
пускается ТОЛЬКО III ll'IIV ТГМ-Тк\ *Vt<i nnnKvA4ie««ze гяеьчгуъич» м—.. м _ . г
, . —j-------ni/iU,Tijr, -ни. пип иыпук-'ши план-
шайбе невозможно правильно и прочно установить обрабатываемый прел.мем
й
Рис. ма Упаноеи ов|м6«п.ыевого ото.гчете
Ив выпуклой и вогнутой ллвердиости»
быть вытащена только с некоторым уси
удовлетворяет испытанию. У
, Если линейка качается
ПЛИТКИ |
плитки одинаковой
пускается только погнутость). Эго необходимо потому, что при выпуклой план-
как это видно из рис. 506-1. Вогнутая
планшайба не мешает установке гбра-!
батываемой детали (рис. 506-11).- 1
На рис. 506-1 и 506-11 длй
ясности выпуклость и пог нутость
планшайбы сильно преувеличены. ]
Испытание производится при
помощи линейки и подкладок, «aid
указано па рис. 507. Для подкладки!
употребляются пли п'.чсрите.л.пые)
,,л|, uly(|u С),ачала Gepyri
одинаковой толщины поди
срединой И концами линейки. Если;
при палавлипаиин на один из концов1
линейки последняя не оГщаруживаёЯ
качки, а средняя подкладка может)
лием, — это значит, что плапшайЛ
более тонкой, при чем толану ее ггодбиоага?'^13'1!?' ™ пос-1«-<пюю заменяют
вании ее требовалось неболштое усилие и₽в то об₽азимд "Р" вытасиЗ
качки. Разность в толщинах средней н ^«ннЛ об'“ГУ*«вал«1
•яутости гьгашиайбы Д1Я .............
гости планшайб^ слс.Дует протг, „
,, краю, а не .наоборот. пъ |,а месте, пм
И с п ы т аи и е о. Верхняя „„„ т' «г средшш
Эп> испытание производится пои „„ е₽хвд™> планшыШм
Г резцедержателе (рис. 508). К.юпвт .... ™ра .отоп' Юл>в,а 6ть-
ирхноста планшайбы. 11а некоттЛ ",,ликаП1ра прнжДТ.? 9 Укрепляется
ращении планшайбы ₽асстол""" стТ,2ГпК “1'₽ХНСЙ №
Бой верхней поверх,X Х°'2Я ^1В, р" "™е",гам
,.правильности самой планшайб и и-,Тв|“ "°*ст "РшкхоаХ
апрап»пощего гнезда. в перво», ХаеТйХ" Kom'Sm
проточкой планшаиоы „а месте 0(Щ1 =^шаибы «ит С1пь
„краю, чтобы избежать получения выпЩ^Х*?в«"ь ст cJS
ы вследствие износа резца-
Рис. 507. Испытание 1. Проверка прямо-
линейности плипиаЛбы.
Рис. 508. Испыгалие 2- Проверка пра-
вильности вращения верхней поверх-
ности планшайбы.
Во втором случае, когда бой происходит вследствие неправильности гони-
«лого направляющего гнезда, должно вайлюлагься смешение цеигра п.™шай««
«• вследствие этого, бой боковой поверхности ее (см. след.
ври обнаругкенни боя верхней поверхности плавный iJ 0Веохяости
"чего он происходи?, необходимо произвести>'™“™к„хмя покрхн<хть
foil этого боя не наблюдается, значит неправ t • • lK.pxl(<fl пг-верх-
^амшайбы; если есть бой и боковой повеР**'°' •* Потоження планшайбы,
‘«сти планшайбы происходит в пилу вепр “"^„""Хльпа.
°И?(^'та'нП|ТзЬ'оа b£S“« да“Я’ С ““°
=xHSo потому, чте в.пр=
ьпГЛие’ а оиальиые изделия, о смсиип,"‘.ВпХЛри полоши и,|Д,,катора*
поверхности ее. Это испытание ^|1К;1 индикатора ”РИ*
^Релляегся в револьверной готовке, пр неценном ррлшен
' чковой цоверхиости планшайбы (Р1^
зпмечают отклонение ннднка ip
— 378 —
Испытание 4. Боковая стойка должна быть перпендикуляр
няётся только неправильной установкой сгонка Если мы будем получать |ызпМ
показания ватерпаса, положенного на планшайбу и прижатого к стойке ставок
неправилен.
Рис. 510. Испытание 4. Проверка нерпе
дикулярностя боковой стойки к ПД4
шайбе в плоскости стойки. ,!
Рис. ЧА Испытание 3. Проверка правиль-
ности положении осн планшаАСы.
Испытание 5. Стойка должна быть перпендикулярна г н iлишай
в плоскости, перпендикулярной к направляющим стойки. .
Это требование вызвано теми же соображениями, что и предыдущее Е<
это требование не будет выполнено, то обрабатываемые изделия будут получать
коническими. Допускается наклон стойки только вперед, в предположении. ’
вследствие дайления на резец стойка несколько отогнется назад. Расположи
инструмента (рамного ватерпаса) показано на рис. 511.
Испытание 6. Поперечина (направляющие се) должна быть пар!
дельна планшайбе.
Если направляющие поперечины не параллельны планшайбе, то при и
речной^ обточке (с поперечной подачей) мы получим коническую поверхш
При обточке цилиндрической поверхности (с вертикальной подачей) мы no.iv
опять-таки конус, так как при наклонной поперечине и супорт будет стоял.
КЛОППО. j г j ••
Испытание это производится при помощи индикатора. который за
П.ТЯС7СЯ в револьверной потооке (рис. 512). Кнопка индикатора прижима
к верхней поверхности планшайбы. Супорт передвигают по поперечине и заме.
«шшх,“||опертш1ш ,uullKa"ipa' "° KO!I,PUM и судят о napa-i.ic гьности напра
870 -
Испытание 7. Направляющие г,'Перщинм должны лежать в одной
-кпЫЮП ПЛОСКОСТИ. М
®еР™К?»Л -ьршеппо ПОНЯТНО, чтс ..^овпалснис .. аВ ыющнх пинеречини * одной
ПЬНОЙ плоркостьн. визы. .ни. мн cv?..<-; а -и иа.ли Это обстоя-
^ГП1КЛЛЬ азится на ТОЦИОСТИ . и •„,.. .Г11) li?ll ll(-1WlKC ЦИЛИН-
* и •ьСЧВгикальиоЙ подачей) мы и. высоте .. п. 1^13ть г. -лиинно изменяю-
' ’ (с "^яэдстры изделия. ч
’ щдеСЯ ?1И мс 513 показана схема испытания. К направляющим прикладывается
На P.^jnott прижимается рамный уровень. Отклонение пузырька уровня
w,мппавпльшюь паправ-таюищх. 1
уКаЯ<сТ ^^п/ытание 8. Поперечина должна сохранять горизонтальность I
wJnX»—
Ж1
Рж. М2. 1
" ", иелш>*« ГХ — “’.»»*
; »«»»“ отК“- •- * •
fi. мы omi»1" 1’p0Vnxom»11"" дай Sra 202*° bnk
выше ("«"S’здесь же С Так «к У<™»в“ - "Л*»
«ой и п.тапшай’’„111Иц на про«юл‘п'' тоитс»
юх положении* И ' 10 зта пр«мр Р1чныП уг»к"ь |;Моху.
прошведсиа по B?T.l^„'nonepe4”i'“_ испы°'1"я’.mmw п»л""7м»и«пош-
шрки горпзоитмь»1О^1ззна схема -П» °ко1орую №’^
На рис. эН "о „попере'11"“ ..•к’*' ’ «.«Я»”'
w верхнюю иапрап-'п >зь1пька » УР e ci1oiix 1,31 Р АН0 о“л
Имение положения пуаыр £>дарп до.*»
речини.
Испытан» е ’ оХ1)дяШ‘п n1llKtW 'МА. о™1
проверенное в “"о‘зд^бЫ- ,щнх ^»^1Ь11«.-п>“'l’J
|>т.прта вперед или чаз „Зрнс ’^.uBtpi»»8
Чип в испытании ‘ 11ИЯ пока»" _св в Г
Схема этого »спШ»н« ^щи-»
индикатора- ко ‘ ?Д*НМ -
— 380 —
супорта. Верхний супорт устанавливается против центра планшайбы. Кнопка
индикатора прижимается к'контрольной оправке, вставленной в отверстие плац.
Рис 514. Испытание 8. Проверка горизон-
тальности поперечины.
I
Рис. 513. Испытание 7. Проверка напра-
вляющих поперечины.
Рис 515 Испытание 0. Промркд парм-
лелиюстм lunp.waiiioiuHi супорта к оси
планшайбы.
hie 516. Испмтавме ю Проверка еовпа-
дежня оси отверстия ал и ннструмен;.*
с осью пданшаЛбы.
шаПбы. Передвигая супорт (по не поперечину» в»пт.. » —
с оправкой планшайбу, замечают отклонен..1? ™Р 0 же “Р'™ "Р'Шая вместе
жут «епараллывиосп, направляющих с оад^цш^^’™’”- «"“Рис " У*3’
— 381 —
Испита п |, с |0 л
с осью планиюййы. • и- отаерстия мя м nn
КЕсля обработка (расточка! . РУ с™пгиать
передний (ияжннй) копе", к™,.’! ,;;елия пР»№8одггея rm., „
„ую в отвергни! 11-1а111и..Пй^РтеЯ ,':,п!,,>',|'г>щую^ту"^0“",‘’пРавк’’-
и револьверной головки оправк-i „.2 •’“’’падении осей от2п™,’г. |’отова“'
11спытание производи п ,"ST„,n™a Ut .v “ ПЛа"шаИы
(РЯС. 5(6). индикатор укРеп.’яетс?в°Хс™;; 1""’а и контрольной оправки
Кнопка индикатора прижимается к кото ь юI |Ч ""' ’«’таичжоП го=
„ гнезде револьверной Головин вокруг SrtXт"омРа'™ая „ядаХ
ишикагора. Для ио,™м.„„
гонения, показания нпдн-
индикатора Для получения истинной
. ЛТЛА'1 tl ЛЛП Vfi’l 11 и г, г..-
.-----..а дВа.
-4- V ... HI. | |
кагора необходимо разделить на
Рис. 517. Испытание II. Проверил зазора
револьверной головки.
Гис. 518. Испытание 12- Проверка вер-
тикального перемещения бокового су*
порт».
Испытание I ]. Зазор револьверной головки в подшипниках и запор-
ных пазах нс должен превосходить определенной величины.
После каждого полного поворота револьверной головки ретен должен
попадать совершенно точно в то положение, в котором он былдоповорота,
пропадают все преимущества работы с револьверной головкоп. пиной
Это испытание’ производится при помощи K0,rJ’^'’° J' (р|К
200 мм, которая вставляется в нижнее гяеадо Р€ВОи“* Р ofl прижимается
Ча планшайбу ставится индикатор, который
к контрольной оправке. Рычагом длиной в О.э ч р t, Jpiiufl головки.
Колебание стрелки индикатора укажет вел»пи1\ J к и„ ^ртнмля должно
Испытание 12. Перемещение боково. о ьунорта л., вер
происходить параллельно осп плаяшаГлы. 1ка.л1|Ой подаче бокового
Требование :тго обусловлено тем. пг Р ,^111Ша|1бы, .мы вместо нилнн-
сУпорта, если он перемещается не пара ’™., 1 П(|й-чнм кокнческу». Ислыта-
прической поверхности обрабатываемого | и и*ицаГгся в
«пе производится при прмошн нм*икатор;м^тори масТО< к контрольной
псового супорта (рис 518). кнопка иидокаяра щ
382 —
опоавке, вставленной в отверстие планшайбы. Вращая планшайбу со вставленной
в нес оправкой, передвигают супорт кверху. Колебания стрелки индикатора ука-
жут на непараллельное™» хода супорта оси планшайоы.
у Испытание 13. Боковой супорт при движении своем вверх (или вни
должен сохранять горизонтальное положение. Если боковой супорт при движении
своем вверх или вниз не сохраняет своей горизонтальности, то расстояние конца
резца от оси планшайбы будет измениться, что вызовет изменение диаметра оора-
батываемого изделия, испытание это производится при помощи рамного уровня,
который устанавливается на салазки бокового супорта, как это показано на |
рис. 519. Колебание пузырька уровня при движении супорта укажет на изме-
нение его горизонтальности.
Рис. 519. Испытание 13. Проверка гори-
зоятллъдостп бокового супорта.
Рнс. 520. Испытание Т4. Проверка гори-
зонтального перемещения бокового су-
порта.
Испытание 14. Горизонтальное перемещение бокового супорта
должно быть параллельно ллоскостм планшайбы.
'nu "р" °Gt"',kc боковым супортом. перемещаю-
Xе,"”'"•1раллс1ь,|° вурхносп. планшайбы, невозможно получить прямо-
X ‘°“срх"<кто.,Ьбточка f таким супортом может лап. лишь коническую
llUOLpXliDCTb.
леон УКа3а"а р,к 52°- Индикатор зажимается н резце-
if
^оГ^У^'у^ ~-
быть оаалышм.а " " ' '5' 1,зделие' обточенное верхним супортом, не должно-,
бито Х,ы,ымТ.а“Ие 16' 1,ЗД1И“С’ обточенное боковым суш,ртом, нс должно
— заз
„ ТАБЛИЦА .
^-'1ус.................... д пайий.
i №№ йены-
Наияепооаипе испита»,,, б- 1 itj Допускаемая неточность в мм
ПраиолпиеПпость перапм пИе1,и10п„ ша„шай(,и . только вогнутость) допустима 507 -г 0—'0,02
Правильность вращения верхней поверхности планшайбы. Совпадение осн вращения планшайбы с осью вращения ШПин- 508 на 1СКХ> 0,03 на 1000
500 0,03 на 1000
Перпендикулярность боковой стойки к планшайбе в плоскости
направляющих боковой стойки + 0.04 ; па 1000
Перпендикулярность боковой стойки к планшайбе в плоскости,
перпендикулярной к направляющим боковой стойки (до
пускается уклон вперед).............................
-1-0-0.01
„а Ш00
Параллельность поперечины к планшайбе Совпадет е направляющих поперечины с вертикальной плос- । 512 1 513 0.04 Ш 10СО 0,05 пл 1000
Горизотпальность поперечины во время хода вверх и вниз. , Параллельность вертикального движения верхнего супорта к осн планшайбы, проверенная в плоскости, прохомшей через 514 ' 515 1 0,04 па 1000 ± 0,01 м зоо-
1 1 Совпадение оси отверста» для ииструиет с ос.» п.и»ш.и«и. 1 т„оо пепояьверпо» головки в поатшмиве в аапорвиа им р иопусмеиое окр)ж',ое окшеиие аоадт «ж ">мреа- пос ад вовне контрольной овраак» жтвоП J» атась I Пара.,ли,.«ость юла бокового супорта по вертикал,, ос, мак- 510 517 518 0,01 -0,02 0.01 иа 300
Горизонтальность положе,,,,» бокового супорта «Р» а»»»»»»» , Параллельность гор,,зовтальяого тола бововотосупортавоверт- * пости планшайбы (уклон к средин 510 520 О,се на 1600 4-0-П.01 на 30)
' Точность работе ставка ^"Jew maa™ч bt'SJ» | верным супортом ари диаметре вале ... , То же. свыше 8.Ю мм. . лтт J0 т„. То же, с боковым супортои ИР 1 То же. при аиаиетре обточки „оио,„„ „ертькмь- I Обточка «нлинлрпчеЬих воВусяость). . - • • * ного супорм (проверю тй •’ 11 1111 [ 0,01 0.02 0.01 1 о,02 вз “00 ОХК 1» ^00 .
J. о - О®
I ид воо •
( hi /Л
18
1»
20
То же. боковым супортом- . . ^.n0Jrtea (oCnrwiiaue I
<ХНочка но планшлббе «..^только aorayi‘«T
плоское™ могу» »“"
обитые олосвос.в “WF
То же. боковин супортом 1О0ТСЯ.......................
только вогнутые) •
— 384 -
Испытание
быть конусным.
Испытание
быть конусным.
Испытание
17. Изделие, обработанное верхним супортом, не должно!
18. Изделие, обработанное боковым супортом, не должно I
19. Торцевая поверхность изделия, обработанная верх-
ним супортом, должна быть плоской (допускается только вогнутость).
Испытание 20. Торцевая поверхность изделия, обработанная боко-1
вым супортом, должна быть плоской (допускается только вогнутость).
‘Испытания 15, 16, 17, 18, 19, и 20 не нуждаются в описании и чертежах,«
а поэтому для них даны лишь допуски в вышеприведенной таблице.
§ 4. Проверка карусельного станка с двумя стойками.
Испытание 1. Поверхность планшайбы должна быть плоской (допу-!
скается некоторая вогнутость).
J Схем» испытания — рис. 521.
Испытание 2. Верхняя поверхность планшайбы
Схема испытания — рис. 522.
Испытание 3. Ось вращения планшайбы должна
вращения шпинделя.
Схема испытания — рис. 523.
Испытание 4. Боковая стойка должна быть
к планшайбе, в плоскости направляющих боковых стоек.
Схема испытания — рнс. 524.
Испытание 5. Боковая стойка должна быть
не должна бить!
совпадать с осы
перпендикулярна
перпендикуляр
к планшайбе в плоскости, перпендикулярной к направляющим боковой стой
(допускается некоторый уклон вперед).
Схема испытания — рис. 525.
Испытания 1, 2, 3, 4 и 5 совершенно подобны соответствующим исп
таниям карусельного стакка с одной стойкой, и поэтому здесь их описание н
приводится.
Испытание 6. Боковые стойки должны быть параллельны др
другу.
Если стойки не будут параллельны, то при подъеме или опускании поп
речины неизбежен перекос ее.
Испытание производится при помощи штихмасса, которым измеряют р
стояние между направляющими внизу и вверху (рис. 526).
Испытание 7. Направляющие поперечины должны быть параллел
планшайбе.
Схему испытания см. на рис. 527.
Испытание 8. Направляющие поперечины должны лежать в одн
вертикальной плоскости.
Схему испытания см. на рис. 528.
.»1СУ.“Т,ИН' ’ Поперечина должна сохранять горизонтальн
во время хода вверх или вниз.
Схему испытания см. на рис. 529.
К1О,ГН»»"« 78 я"е отличаются от соответствующих испит
ру и г.. о СТО?лОЙЛ ,1GJT“'Y 8 повторном описании нс нуждаю
И е °' вертикальное перемещение супорта в пчоск
проходящей через середину поперечины, должно быть параллельно оси плата
сели с одной Т У*е бЫпо >каза"0 "Р“ аналогичном испыгапии >
Отит ао,™т?с. »» ’ 0б)’с“08,,е"0 те». "О в противном случае при обраб
Нокиана Уна рнс 530. К0Ничсская овальная поверхность. Схема испит
— 385 —
Рис. 521. Испытание 1. Проверка прямолинейности планшайбы.
Tontmo* vjo.
- 886 —
Рис 523. Испытание 3. Проверка правильности положения оси планшайбы.
Рис. 524. Испытание 4. Проверка
шайбе в плоскости
пернспаикулярности боковой
НДПП4МЛЮЩИ* боковых стоек
— 387
РиС. 525. Испытание 5.
Проверка перпендику-
лярности боковой
стойки к планшайбе
в-плоскости,
перпендикулярной
к направляющим
боковых стоек.
388 —
Рис. 527. Исшгтпняе 7 Проверка наирявлкюшнх иопер^чилы.
Рис. 528.
Испытание 8.
Проверка
иапраилиишнс
плоскости.
- 38» _
Рнс. 520. Испытание ft. Проверка гориаоитальиости поперечины
Рис. 5.10.
Испытание 10.
Проверка
вертмшиьиого
перемещения
супорта.
— 390 —
4 ТАБЛИЦА 27.
Допуски и» точность карусельных станков с двумя стойками.
ВИ11В1 1 1 пиэ” WW Наименование испытания №№ рисун- ков । Допускаемая неточность в мм
1 • Прямолинейность верхней поверхносги пдавшайбы (допустима 521 9
только пошлость) + 0 — 0,02
Правильность вращения верхней поверхности планшайбы. . . ПД 1 Сию
2 522 V.03 Ш 1000
3 Совладание оси вращения планшайбы с осью вращении шпин-
деля 538 003
4 Перпендикулярпосп» боковой стоики к планшайбе в плоскости
направляющих боковой стойки 524 + 0.04
5 Перпендикулярность боковой стойки к планшайбе в плоскости. на 1000
перпендикулярной к направляющим боковой стойки (допускается уклон вперед। 525 + 0 - 0.0<
Л Парилельность боковых стоек жрут другу. ......... 52в на 1 000 0.06 па 1 000
Параллельность направляющих поперечины к планшайбе. . . 527 0,05 вл 1000
^-•^иравляющнх поперечным с вертикальной пл ос- 523 <м»
9 Горотоягмыит noi,cpe,„uu n speu, 1ЩИ ваер1 520 па 1006 0.04 па 1000
10 IbpiUMkHoni. «рп,кх,ь>ого cynoprJ , мя „ ' •ч.
«,уЧ»«м.ш.Л,ч« ере- 530 + 0—0.01 ,
11 Точвист!. работы ставка аля нижеследующих гмбпт* ' омльпостк чр» мммр. обкХ .Гад „Р”К₽“ нл Я« 0,02
То же, при диаметре обточки свыше 3.U м. __ ОДО
' Ж' Ш"-' а ' ”₽»•'₽“ - «о»уо.о«ь? о 300
1 На low жж длины 0,02
Т° “«М™ “ "»<P».oJ Boinytai. обточка дням. ЗЛО жж. i ОДО + 0-02
То же,обточка диам. ! <мх) жм
нз средние поперечины проти™ Н^ГпланопП6|7 н“й суп0₽т устяилолшмется
кеПка, на которук, стаьитсн утшпиГ й6 ' 1,1 "-”кш»Пбу кладется ли-
мается кнопка индикатора, укрегыениогг я Л™Ж'аЛЬН0Й полке угольника прижи*
7 резцедержателе Л 1ри движении супорта
— 39! _
вверх или вниз замечают отклонения стрелки индикатора, которые укажут на
непапаллельно<п. хода супорта оси планшайбы.
В данном случае допустим некоторый уклон нижней части супорта в сто-
рону стоек, так как давление стружки на резец во время обработки будет стре-
миться отогнуть супорт и тем самым уменьшить допущенную непараллельпость.
Испытание 11. Обточенное изделие не должно быть овальным.
Обточка производится одним каким-либо супортом.
Испытание 12. Обточенное изделие не должно иметь конуса. Прове-
ряются оба супорта.
Н Испытание 13. Торцевая поверхность изделия, обработанная
им из cvnopTOB, должна быть плоской (допускается только вогнутость).
011 Если станок имеет боковые супорта - испытание их ничем не отличается
та ....... пОТому
них даны ЛИШЬ допуски и иижеприкмвпой таблице.
§ 5. Проверка лобового станка.
Испытание 1. Поверхность планшайбы должна быть прямолинейна.
Испытание это ничем не отличается от испытания прямолинейности план-
шайбы токарного станка. Испытание производится при помощи линейки и щупов.
luarivu. . „..„t ..
На рис. 531 показана схема этого ” ,
испытания. Допускается неко-
торая вогнутость планшайбы.
Испытание 2. Шпин- I
дель не должен иметь игры
в осевом направлении.
Испытание производится
при помощи индикатора, уста-
навливаемого на супорте. Кнопка
индикатора прижимается к торцу
шпинделя. Если при вращении
шпинделя имеется осевое пере-
мещение, то стрелка индикатора
будет отклоняться от нулевого
положения. На рис. 532 схема-
тически показано это испытание.
И с п ы т а н и е 3. Верх-
няя поверхность планшайбы не
должна бить. Индикатор 1 за-
крепляется в супорте, как это
показано на рис. 533. Кнопка
индикатора прижимается к верх-
ней поверхности планшайбы.
При медленном проворачивании
планшайбы замечают отклонение
стрелки индикатора.
И спотами*
Испытание это сходно с
8 супорте. Кнопка индикатора каыс
заточки, как это показано «« P’«>Xow
замечают отклонение стрелки ннл
FBC. оз?. «««"“'„7 "&
— 892 —
Рис. 593. Испытание 3.
Проверка правильности
вращения верхней
поверхности планшайбы.
Рис. 534. Испытание 4.
Проверка правильности
вращения центрирующей
поверхности планшайбы.
Рис. 535. Испытание 5.
Испытал не направляющих
инж1Шх салазок.
Рис. 690. Испытание 6.
Проверка параллельности
направляющих верхних
салазок супорта оси
шпинделя в вертикальной
плоскости.
— SOB —
' ТАБЛИЦА 28
Допуски на точность лобового
Допускаем »я
неточность
। Прямолинейность поверхности планшайбы (может бить только1
вогнутость).................................... .........
п Величина осевого смещения шпинделя при панбодыисм ш-'
метре обтачиваемого предмета до 3 метров.................*532
То же. свыше 3 метров................................
3 Правильность положения передней поверхности планшайбы.
4 Правильность вращения планшайбы при лмзметреседо3метров
534
То же, свыше 6 метров.................
Параллельность направляющих нижних салазок супорта план
шайбы......................•............ ..............
। Параллельность верхних направляющих салатом супорта осн
! шпинделя в вертикальной плоскости....................'
t То же. о горизонтальной плоскости......................
i Точность работы станка при обточке па ояатьлостъ при ди»-
, метре обточки до 3 мсгров. .........................
| То же, свыше 3 метров..................................
Точность работы станка при обточке пилнплра (при проверке
на конусносп.) прн диаметре обточки до 3 мирив. . .
То же, свыше 3 метров.................. ...............
535
534
10
Точность работ станка при ибточк» плоскдетж(яодшпи*бе).
Допускаетсн только вогну гость...............
i + - 0.04
из lООО
0,03
0.05
О.Об
из 1000
0,03
0.05
+ 0-0.05
па 1000
0.03
из зоо
0.02
из JCO
0.03
0,05
0.03
ма з«>
OJM
пл (00
I
|’аРЧлслмн.и а " и е 5. Направляющие нижних салазок супорта до.тиы бить
Hcnt^ ПОВСРХ,,ОГТ“ машпаЛбы.
п^'кладыв^12,.,Ие пР°НЗМДИтся при помощи линейки (рис. 535). которая
еГй,;асается К ,,},аци,а^г>с- Индикатор закрепляется в супирп, при чем кнопка
M‘Ui<h;iT0Da ^,неП»<и. Двигая супорт вдоль лниейки, замечают отклиненне стрелки
И сп ^десъ Допускается некоторый уклон к центру тыанимйоы.
Си,ъ папа П 14 т а 11»’ с 6. Нанрмлякиоме верхних салалк супорта должны
lien? ,Саь,,ы оси шпинделя ° вертикальной плоскости.
^^Плсн. „ ННс JTO произоодится при ПОМОЩИ контрольной оправки (ряс. Мп).
* ц,»опмЛ ,0** й кУлачках планшайбы. Индикатор устзяаячивается на oiwpre,
u еГО касястся контрольной оправки сверху, двигая верхний супорт
/ .
— 394 —
ВЗХ1 И вперед вдоль контрольной оправки, замечают отклонения стрелки инд(
катооа. Контрольная оправка берется длиной в 300 мм.
Испытание 7. Направляющие верхних салазок супорта долма
быть параллельны оси шпинделя в горизонтальной плоскости.
Это испытание отличается от предыдущего только тем, что кнопка индии
тора прижимается к контрольной оправке сбоку, как показано на рис. 537.
Испытание 8. Точность работы станка при проверке на овальност
Обтачивается боковая -поверхность изделия, и измеряется в несколыа
направлениях его диаметр. Разность размеров диаметров не должна превосх
дить величины, указанной в т
Рнс. 537. Испытание 7. Проверка параллельности
направляющих верхних СЗМЭок супорта осн шпин-
деля в горизонтальной плоскости.
блице, приведенной выше.
И с п ы т а и и е 9. Та
ность работы станка при щ
верке на конусность.
Обтачивается боковая i
верхность цилиндра; после j
точки измеряется диаметр
каком-либо направлении оке
одного конца изделия и зат
в том же направлении оке
другого конца его. Разность р
мерив не должна превосход^1
указанных в таблице велит
Длина обтачиваемого цилии
300 лея.
Испыта н и е 10. Точность работы станка при обточке плоекч
(по планшайбе).
Закрепляют какой-либо предмет на планшайбе, протачивают его и пр
ряют при помощи линейки и щупа. Допускается только вогнутость.
§ 6. Дополнительная проверка точности станка для задней заточк
Здесь мы приводим дополнительные испытания, которые должны б
произведены хтя проверки то’шости механизма хая задней заточки. Все осталь
испытания станка совершенно одинаковы с испытанием токарного станка выо
точности (1-я группа в таблице 25).
Ьк. 538. Испытание 1. Прове
возврата супорта в исходное ио
женне.
Рнс. йзу. Испытание 2 Проверка,
рабочего хода супорга.
вратаряисход,,‘„е ;“1ТОЧК‘| СУ"»РТ
^тояь^ппорпЛ УГО-1Ь"‘"' 538>- в
1 якркутого на 90 , закрепляется индикатор 3, кнопка
— SU6 _
рого должна касаться угольника при кпяи„,.
положении индикатор ставят щ ' "ра""с" "рапом положении cv„„„ о
Ж™нз^П₽'’ пово₽этс ’ '™и"угмк""»««^~
Испытание 2. При
выполнении задней заточки су-
порт должен продвигаться впе-
ред на одинаковое расстояние.
Как видно из рис. 539.
это испытание отличается от
предыдущего лишь положением
। угольника, который в этом слу-
чае ставится с противоположной
стороны, т.-е. спереди супорта.
Индикатор соответственно поме-
щается также спереди. В осталь-
ном испытание совершенно сход-
3 ПровеРа плрилсльвосп
делительного валика направляющим станины.
но с предыдущим.
И с пыта н и е 3. Делительный валик для снятия затылка должен
быть параллелен направляющим станины.
Это испытание производится при помощи индикатора (рис. 540), который
устанавливается на супорт, при чем кнопка его прижимается к валу 2. Передвигая
супорт вдоль станины, замечают отклонения стрелки индикатора. Испытание
производится как в вертикальной плоскости (кнопка индикатора прижимается
к валу сверху (рис. 540), так в в горизонтальной (кнопка индикатора касается
вала сбоку).
ТАБЛИЦА 2v.
Допуск на точность механизма для задней заточки затылочного станка.
£ 5* I Допускаемая
с = неточность
*= h»ii«chob«»ik j 1 0
is f. °
2 г
. . 638 °-05
1 Воаоращеииа супорта в исходное положен
2 1 Переияжеике супорт. МСР« «’« “.Т’’ | °'0‘
то же расстояние
« j S.oj
ПРИЛОЖЕНИЯ.
§ 1. Таблицы, не вошедшие в текст книги.
таблица за
Перевод дюймов в миллиметры.
г % ’U •1» Ь* •ч. •и Чш
0 0.0 м м ,л И 1 IV 1.Л 15.0 м 19.1 те 23,8
1 35.4 »* ЮЛ W мл 34.9 ял »•> «л 44.4 40,0 «л «>
» ХОЛ *7.4 ил L--.I i’.i МЛ «1,3 .... « 1 СВ.? « SI8 71.4 73.0
Э тм i:.? «Л и.» U.1 ГЛ ял 9V ог.7 »м м.ч 0Я.1 100.0
4 МИЛ X«J 104Л - 1IM.0 ЮМ 111.1 н г.т 1ИД 111.9 ПТ.1 П9.1 1»,7 игл 1ИЛ 135,4
1 ш.о 1М.6 ОМ 1*1 л МЛ мл 1Ж5 1М1 119,7 141Д 141.7 144.5 14Г..1 147,3 149.5 1X1.8
4 153,4 154.0 мм 1МД 11» * 1*0,1 1«1.9 .« им 1G4.7 1И.З ИЛ 171.3 17Д0 174,3 173.9
7 тт*л 1U.0 1W.1 им IJ&.7 1F7J I8M 131,1 1М.7 тл Ш.9 1И.4 яо.о 301.6
а KHJ «... Л“‘ зм.о ЯАв м Ш.7 1314.3 71ЬЛ 317.3 310.1 3»,7 «Л 2».В 2t$,4 397,0
» «м 2ПЗ дзл г».о «л «л и.,. 242.9 зил .’♦?.) 947,7 240.S U0.4 258.4
10 тм.о а: л »м шл 750.4 шл ». »л ж, », 771,S 97J.1 274.3 873,3 Т77.Ч
XI S70.4 »л гч*: :<? »л -л 391.1 №.7 юл УЛЛ 9W.4 аоо.и 301Л жл
и Ю| 8 ЖВ.4 ям мм ,,1: анл «м шл азо. 7 эзэ.з шл 374,4 337,0 зал
13 ГА» 331.9 w »«м м»л мм мю. ... ад.| «7,7 349.3 ,... •62.4 364,0
и ЭЛ,с ЖА зол 3*1 Л мм «1.1 Ж.7 жл 7П9 *71.3 T71.I Я6.7 7ПЛ 479.4
15 тя *'•.3 М5Л «7.» ».» УЮЛ ЖХ1.1 391 1 ТОП ( ато * ВГЛ 11 ЖЛ 414. Я
И **’ ♦W.3 4И.г 41»,7 «14.3 «м «... «л ни .мл 457,0 4Я,3 4ЮЛ
4313 ™л Ш.« 4Ж1 ♦».» 441.1 443.7 444.1 417- 449,1 4U1A Г" ♦Ы 4
<ам «Ю.5 Ш,1 ! 4MJ «л «...
МЛ — 4*3,4 4ЯЛ .юл ♦71.1 ♦33.7 1Л.4 .’Лл 1 .'«1.3 ЗШ.З : ? s 404.4
ж» 4W.Q хи.: 511.4 им НМ игл 1*13,1 ч -Г. i XJ7.0 Ml я
ж ** з».о !-M.« -» г Ш.7 м.л «ЮЛ *44.Ь Ш,> W., »4» J 5 W4 9 И.Л мм
33 нлл МО.» М1.«| зд иы1 И.Л им иэл И1.» 1П 1 174,7 574.3 «.л *91,1. м.1Л
ММ 1 ЙГ7.4 | йЗО.П 5ЛЛ им жл 340.1 401.1 «4.7 —
— ЙМ —
ТАБЛИЦА м.
Перевод долей дюйма, выражеяных обыкновенпой дробью, в дестгвчпые.
ТАБЛИЦА 32.
Переса.»- »»«" """"""t
— 398
ТАБЛИЦА 33.
СССР Совет Труда и Обороны Комитет. по Стандартизации Общесоюзный стандарт*) ОСТ 94
МЕТРИЧЕСКАЯ РЕЗЬБА дан диаметров от 1 мм до 5 мм МБИ (1.1. В.):621.881 1
Болт Бол Т II г а Й к а Гайка
Диаметр резьбы Средний Шаг Глубина Рабочая — Диаметр резьбы
диаметр Змор Радиус
Наруж- ный. Вкутрев- резьбы резьбы резьбы Тип на Наруж- ный Внутрен- ний
</, 1, 1 г
1-0 0.653 0.S3S 0.25 0,174 0.162 0,011 0,016 1,023 0,6771
*— 0.853 >.034. 0,171 0,162 0,011 0.016 1,223 0,875
1.205 0.3 0,203 0,195 0.014 0,019 1.427 1,010
2.0 1444 0.4 0.243 0,27.8 0.227 0.280 0,016 0,018 0,022 0.025 1,732 2,036 1,245 1,480
ад ад <3.5> 1.714 1.975 2.606 даю 2.30ч 3,110 0.4 0.45 0.5 ол 0,278 . 0,313 0.317 0,417 0,292 0,325 0,390 0,018 ОДНО 0.023 0,027 0,025 0,029 П.032 0,038 2,336 2,641 1,760 2,015 2Л5О 2.721
5.0 ДЯДй 4,430 0,7 о,ч 0,486 одм 0,032 0,044 4.063 3,091
0.580 0.036 0,050 5,072 3.961
Г — с—. Диаметр резьбы, п
менять.
fv? w \ • Допусти! । , впадин ьым Мриздг :и дуги профиле резьбы. в котором ОЧСр rainte дна
1 i - 1’^6 ~1 « J | чертеж}, пр» 1 элементов (и ^сларавсмии всех - прямой, касательной к табличных tMiMepoe для дуге (см. зглельных
Диаметр от .. Ж.М и Выше - см. OCT Н2.
*) УтверЖЛ'-fl К0МНГ>*10Ы по Cnifliwu... _
ьак обштслыыа с 1 марта ИДО г. Р n₽M (-°леТс Тоудл и Обороны 7 июни 1921
399
— 400 —
ТАБЛИЦА 35.
СССР Общесоюзны Л стандарт1) ОСТ 33-а
Совет Труда и Обороны ДЮЙМОВАЯ РЕЗЬБА МБИ (1.1.В.):в’1.АЧ| ।
Комитет по системе Витворта без зазоров по вершинам и впадинам для диаметров
по Стандартизация от до 4"
— 401
402 —
ТАБЛИЦА 37.
Трубнаи (газовая) нарезка Витворта без зазора по вершинам и впадинам.
25,40005
/•=0,13733 Л
7 = 0,90049 h
tx = 0,04033 Л
| PIN 25» |
Номинальный
диаметр
Дюймов Милли- метров Наруж- ный диаметр Внутреп- ииП диаметр
0
»/_ >0 А729 8,567
1, 13 13,158 11,446
17 16.003 14.991
21 20.956 18,632
23 22,913 20,588
2в 26.442 34.119
1л 30 1 30..-О2 27.8Т8
1 33 33 -!;н> 30.293
17, 38 37.Н93 34,941
42 41.912 зъ.пм
р/, 44 44.325 I1.W
IV» 48 47.805 или
54 5-3.74Я 50,791
Г/1 59,616 53.659
Ь* .Л f.fj «5.712 62.755
а 75 75,187 72.220 ।
£ 1л S3 81,587 783S0
88 87 887 М
91 93.984 91.026 |
a /а 100 ICO.?. :4 97,370
107 106,584 103,727
4 из 113,031 Ио.077
126 125,735 122,777
5 13$ 138.435 135,478
и /« 151 151,136 148.178
G 164 1'18,836 11U 1
7 189 189.237 185.984
Я 215 214,’П- ?i 1 385
У 240 2.Щ.Г/39 7*^*1
10 265 265,440 262.187
II ЗУ1 2.-а ЯН
1 •’ 316 316.242 312.170
15 347 347,485 343,419
н Я73 372.886 ЭС8 62О
I > 398 5И»8 287 394.221
1G 424 423.688 411/, «122
17 419 449.089 445.023
н 474 474,400 470.421
0.581
1,470
1,479
1,027
Глубина
резьбы
2.033
2.033
2.033
0.830
1,103
1.162
Радиус
I закру-
гления |
0,184
0.249
0.349
0,249
0.240
0,317
0,317
0,317
0317
0.317
0,317
0,317
0,317
02117
0,31"
0,317
0.317
0,317
0.317
0.349
О, .14 9
0.130
0,436
0,4.16
0.4 ад
0.436
0,436
0.430
Средний ।
диаметр
резьбы I резьбы
Шаг
Число
ниток
па i"
9,148
15.807
25.281
29,040
31,771
40,433
42.846
40,326
58,137
708
86.W
92.505
111,550
13.012
.3! I
И 4,200
। 1 ~
R7O.85B
390.354
421.«54
447.0’6
0.007
1,337
1,337
1.814
1.SI4
1.814
1,814
2.309
2.309
2,300
2,300
2.309
2.3ОТ
2.309
2,300
2.309
2.3ОТ
2.309
2,309
2,ВОТ
2,309
2.300
2,3<i9
З.Г
3.175
3,175
• 175
28
19
1»
14
14
14
11
11
11
11
11
11
II
11
11
11
11
11
11
11
11
11
П
И
И
10
10
10
10
в
в
8
8
8
403
-- чО4 --
ТАБЛИЦА 3S.
Трапецевидная нарезма.
— 405 —
§ 2. Список книг по токарному делу
(на русском языке .
I». г!сг;”^7„” 8"- £; 1x^s“’ropi"’' и-м-1'”»”»™» «««»» гиишт.
Гос1е1;;«'аГ£»Лг'..":,^6?'10”5Р”*р1М'1а""’“'<1” "‘™> Ч. IV. Выпуск г.
fcU1’\P0Mr?^.'ro«'23\VC““meC'““ 4 IV В““У“ »•
1V?.’%C";™'pbc° »'5': &Тр“"ТО “» " ™-
5. I юл ле Ф. В., проф. Основы устройства станков для обработки металлов. .Манит,.
1927 г., стр. 210 и 300, черт. Ц. 4 р.
| 0. Челюсткин А. Н. Токарные станки, их устройство, работа и рациональное ис-
пользование. Изд. Сев.-Зап. Обл. Промбюро ВСИХ, 1926 г, стр. 145 и г> черт. Ц. 2 р.
7. Вольпе Г. Токарно-вннторезный станок Хенлей. Ленинград. 1029 г.
8. Кроха лев В. Уход за станками и приводами. Москва. 1923 г.
9. Холмогоров И. М.. проф. Охрана труда. Холодная обработка металлов. Ленин-
град, 1917 г.
10. Д р о з д о в Ф. Холодная обработка металлов. Монография по технике безопасности-
Выпуск 10. Изд. Вопросы Труда, 1921» г.. Стр. 307 и ЗОЭ рис.
11. Глебов С. Ф. Искусство наивыгоднсЛшей обработки металлов. Изд. автора.
Москва. 1Р27 г., стр. 107, рис. 21.
12. Челюсткин А. И. Паспортизация и рациональное использование токарных
ставков. Изд. Сеп.-3ап. Промбюро ВСНл, 1920 г., стр. 72 и 12 рис. 11. 1 р. 50 к.
13. Саввин И. Н. проф. Резание металлов и инструменты. Госиздат, 192b г, стр. 176-
и 281' черт. Ц. 1. р. 50 к.
14. Соколов М. А. Резцы их работа и изготовление. Второе изд. Изд. .Техника
’ и Производство-, 1927 г., стр. 70 и 33 черт. Ц. 1 р.
15. Феста Л. Л. проф. Режущие инструменты по токарному делу. Госиздат, 1930 г.,
стр. —Л общества германских пнжтров-процэнодствеиннт. Режу шик ,'В^₽У“‘!*Т
для обработки металлов со с^гисм стружки. Изд. Оргд-Металл. 1927 г, стр. 556 и ЫИ черт.
Ъ 1'i" реи дель. Режущий инструмент. Москва, W27 г.
П< Левин 11. Н., ииж. как изготовить хороший резей. Гостехим!.. 19. Р-
* "-."’•Л к2,;’„‘ п. Н. Кк мам» ««awxcw. Гостии». 1И» г, "К- Р"й 2’-
»,ин II, ироф. Лопусм» » . ...... 1«ЭТ '
а не nu Г Пршмкк » лопус.п. Мо.,№1КО г. , 2И р,к.
.колон, . А. Слесарное дело •) Iосилит.
В. тем»- «». ....................
,ргард ГеприЛ. Сгз»«» «О ««-’У Т“1 и“
«»»*«- са'зш-мл-
нет; 11)27 г, ст ™ » № ’i? Выпуск ипрЛ И» » ПК»®0»™0 '
26. Смит Роберт ‘ Ч) t 1-8.U.3P
,и,в№
IL 20 К.
ll Гег ер Э. СИ.Г.1Дпы •
’Юрт. И. 60 К „vkiio оаГюМТЬ 11.1
.«. (уьрнси. Как Н>*'А(1Х' ах п
н.ум... д’; ;' те»»
>, -301. npoWlM» |н " 1 „
мм А пЛ IWM> ‘'”^‘’еИ
лй li'rW.iopo всих. »«м »•
, асла. Внл«к L U<'"r''on«4,"fcl'’
х«а« £™“г
Изд. Сен -Зал. С
») Кипы ’ТЛ солср*'11
тельных инсц» л-• • ba-
— 406
33 Макаревич И. И. Производство резьбовых калибров. Госиздат, 1030 г., 98 стр
и 02 рис. Ц. 80 к-
34. Малыгин Н. Практика нарезания точной резьбы. Госиздат, 1930 г., стр. 186,
рис- 126. 1/. I р. 20 к.
35, Боров ич Л, А. нпж.-тех Руководство к расчету наборных колес при работах на
токзрных я фрезерных станках и зуборезных машинах Гостехнзддт, 1925 г., стр. 260 и 12 черт
И- 1 р- 40 к.
36. Мюллер О. Нарезка винтов. Изд. „Мысль*, 1923 г., сгр. 56 и 151 черт.
37. Кнаппе Г. Расчет сменных колес. Изд. жТранспечзть“, 1927 г., стр. 109 и 13 рис
Ц. 95 к.
33. Буш Е Математика токаря. Гостехизмт. 1929 г, стр. 217 и 28 черт. Ц. 2 р. 25 к
39. Зигер и ст М. и Борк Ф. Определение времени обработки изделий в механи-
ческих мастерских. Гостехвздат. 1926 г., стр. Ill, рнс. 58. LL 2 р.
4й Шлезингер Г, проф. Станки. Проверка металлообрабатывающих станков на
точность. Изд. Московского Акционерного Издательского Общества, 1929 г., стр. 98 и 21 черт
IL 1 р. 50 к.
Глава I. Общие сведения.
5 1. Основные понятия об обработке металлов резанием .....................
§ 2. Краткий исторический обзор конструкций токарных станков и современные типы их.
Глава II. Токарные станки.
§ 1. Станины...................................... ....
$ 2. Передняя бабка и механизмы для изменения скоростей .
А. Основные части передней бабин,
а) Шпиндель................................ - • • •
б) Подшипники передней бабки............
11. Механизм для изменения скоростей
а) Переборное устройство ... ..............
б) Коробки скоростей ...
§ 3. Задняя бабка .................
§ 4. Су иг. Г.-.
А Общее описание
Б. Верхняя часть супорта . .
В. Передник или фартук супорта............
§ 5. Механизма подачи.
А. Трензель
Б. Сменные шестерни.
В. Коробки подЯч.
§ 6. Контрприводы................
?.Ч;5
г^-Ш. "3^"‘
102
§ 1. Центра-....
4 а Хомутик»1
4 3. Поводковые патроны- • • • ' .
S 4. Планшайбы . • • ‘
? 5 Чгтыпе1кулачКО8Ые пагрош*
v б. С«»и. >|„п'ХТ
Л. Амер»к»«»е п-’’р ш>«.
Б. Ilv.po» ‘
О turrmu Ф.^гз'.• • • • ;
к —-
« "”.р<
106
107
114
117
НО
т
IV. Л.М«« “
6 1 Лобовые ставь”
4 _• Каткеельвые стаями
I»
— 103
I .13 ил V. Обслуживание токарного станка я основные сведения
по технике безопасности.
5 1 Ошпомзелие со стзиком.................................................. i.'i
ь * Смазка станка........ ............................ 134
1 Проверка станка ... ................................................ 13S
4. Составление характеристики станка........................................... 130
j Ь. Основные сведений о мерах безопасности при работе на токарном станке . 142
Глава VI. Основные понятия о теории резания.
1. Пропесс резания.............................................................. Ш
§ 2. Зависимость пропесса резания от материала обрабатываемого изделия.
А. Формы стружек.............................................. ? . . . . 146
Б. Твердость обрабатываемого материал..................................... 148
$ 1 Зависимость процесса резания от качества и формы резца.
А. Материал резцов - -.......................- ,.......................... —.
Б- Формы резцов. . . ........................................ 150
§ 4. Зависимость процесса резании от режима работы.
Л. Влияние скорости резания................................................ 15*
Б. Влияние рлэмеров стружки. . ................ 153
В. Влияние формы сечения стружки........................................ 154
Глава VU Режущие инструменты.
§ I. Резцы
А. Формы резцов,
а' Резиы для грубой наружной обточки ........
б) Чистовые реши . . . ..................
в> Резцы для попсречцой подачи . . .............
ri Полреяяые резцы..............................
л, Отрезные н прорезные резцы....................
е) Резцы для внутренней расточки................
ж> Фасонные нлп фигурные резни...................
Б. Материал ала резиоь
л) Углеродистая сталь..............................
6) Самомиаиыклиаася cra.1t............... . . .
к) Быстрорежущая сталь..........................
г» Стеллиты. ’.................................
а) Алмазные резин.......................... . .
г. Литые карбиды »<.пфрамз...................'
а.1 Силам; карбида вольфрама, полученные спеканием
и Гатаггрукнни резное
al Цельные резин . . ......................
61 Непарные и яагайнме резцы ....... . ’
и) Резни • держляых............ .
Г. Изготовление розное.
а| Изгбтомевие иельлых резцем.................
6» Изггроплгнпе иммЛных н илялпаых ре шов . .
в» И*готомен11е реки» Видна..................'
!М
159
161
102
104
166
1«я
109
W, . ..г, IHIJHJ . .
5 1 С4™1* '>Р‘»'ПШ0^С«'»’'п^ДО 1мс.'
А. Сверля пеоовые и спилчлыь.!- 1
Л. Сперла перовые и спиральный
I» Цеигрощлн'.-с сперл ....
И. Метчики и плащ я и . ...
Г. Ршертхи.................
18’
183
Г 1 V 4 vl*‘- Измерительные инструменты.
' 1 Общие сведения о точности нэгздмяемых надел мП к их измеосянях
*Z IpyOue итмеригедышс гаструмсгни. измерениях . .
А. Метры складные. рулеты и .шиевки
1k Криноиркулн и н. -ромеры .
В. Угломеры ... ........
§ 3. Точные измерительные инструменты. ' '..........
А. 1’1гя1тгеЯ')Иркули ......
13»
II»
— 409
§ 5. Усовершенствованные инструмент для точных измерений 9гл
§ 0. Концевые измерительные инструменты.......
$ 7. Проверочные инструменты, применяемые и токарном деле...................
А. Рейсмусы............................. .
Б. Индикаторы........................................................ 217
Глава IX. Допуски, пригонки н предельные измерительные
инструменты.
§ 1. Допуски и пригонки.
А. Общие сведения..................................................... 218
Б. Пригонки........................................................ ' 218
В. Допуски.......................................................... ХЮ
Г. Системы допусков................................................... 221
Д. Классы точности................................................... 222
Е. Виды пригонок и области нх применения.............................. 222
Ж. Таблицы допусков, принятых в СССР ................................ 227
§ 2. Предельные Измерительные инструменты.................................. 229
Глава X. Основные сведения об установке резцов и работе резцами.
§ 1. Общие правила установки резцов па токарных станках........................ М2
§ 2. Работа резцами Видна..................................................... 235
Глава XI. Основные приемы токарных работ.
§ !. Обработка в центрах..................................................
§ 2. Обработка на оправках............................................... “*?
§ 3. Отрезка.................. ..........................................
§ 4. Сверление и расточка . . ........................................... Q.o
§ 5. Обработка в американском и чстырехкулачковом патронах...............
§ tf . Обработка о люнетах............................................... «54
§ 7. Обработка на планшайбе.......................................... ‘ 055
§ 8. Обработка на угольнике................................................257
§ Q. Обработка на супорте..........................................
Г л а в a X1L Обработка конусов
................................................ 268
1. Общие сведения................................... * ’ ’........... 2$2
2. Способы обработки конусов...................
Глава Х1П. Нарезка резьбы.
6 I. Основные снедения о резьбе.
9 А. Общие понятия н определения................’ . . .
Б. Системы нарезок............................
8 3. Подсчет сменных шестерен. ....
А Предвари тельные сисдС,‘,’“- * ‘ нарезке винтов на
Б. Подсчет сменных шестерен при нар<ы«..........
иым впитом . . . • • • • •• 'impejKc внптоо па
В. Подсчет сменных шестерен ПР ’ <..............
ходовым винтом ..............
§ 3. Практика нарезания резьбы. .............
А. Резьбовые розны..............................
Б. Измерение резьбы. . ' ’ ниш резьбы. . .
В. Обшив умдлння о прием»* ре
Г1ав, XIV. Точив го.орчыо роботы
станке’ с дюймовым ходо-
I* сынке с миллиметровым
— 410 —
Г л а в a XV. Некоторые токарные работы.
Чистом» отдели жзделий на токарных станках.................
Изготовление центров и фланцев для патронов.
Л. Изготовление центров.....................-.............
Б. Изготовление фланцев для патронов......................
Особые случаи том рпых работ.
А. Обработка эксцентричных изделий........................
Б. Обработка некруглых предметов..........................
В. Обточка шаров..........................................
Г. Обточка овалов.........................................
Д. Обточка длпнпых и тонких изделий.......................
Работа по копирам..........................................
Работы, выполняемые па токарном станке, ему несвойственные .
А. Накатка................................................
Б. Правка валов и винтов..................................
В. Навивка оружия.........................................
Г. Фрезерные работы...................................
314
31Б
317
31Я
319
319
320
321
321
823
324
32$
323
326
Глава XV!. Специальные токарные станки.
§ 1. Станки для задней заточки............................................. 327
$ 2. Токарные станки высшей точности ...................................... 340
$ 3. Мигавеаооше токарные станки.................................. . 313
§ 4 Пример переделки обыкновешого токарного станка на многорезцовый ....... 344
Глава XVII. Определение времени обработки изделий на токарных
станках.
§ 1. Подсчет времени при продольной обточке......................................350
§ 2. Подсчет времена при иопстччиий обточке..................................... 351
$ 3 Подсчет времени при резьбовых работах...................................... 352
4 Озпедеаение времени вспомогательных операций . ........................... 353
4 5. Таблицы дли определения времени обработки изделий пл токарных станках .... 355
Глава XVIII. Проверка станков на точность.
!1. Обшие сведения к инструменты, применяемые при проверке станков................ 861
2. Проверял токарного сини. ....................... . .......................... 362
3. Проверка карусельного станкв < одной стойкой ’ 376
. Проверка карусельного станка с диум- стойками.................................. 3s 4
? * Проверка лобового станка ..................................................... ggj
S в. Дополнительная проверка точности станка для задней заточки. . * .' .' .... 394
Прнлоио НИЯ.
$ I. ПЬми. к мш«ш« текст ет.ги......................... ж
2 — Список книг по токарному делу.........* ’ ’ ' ' * ’ * ’ * 405
1/02,