


































































































































































































































































































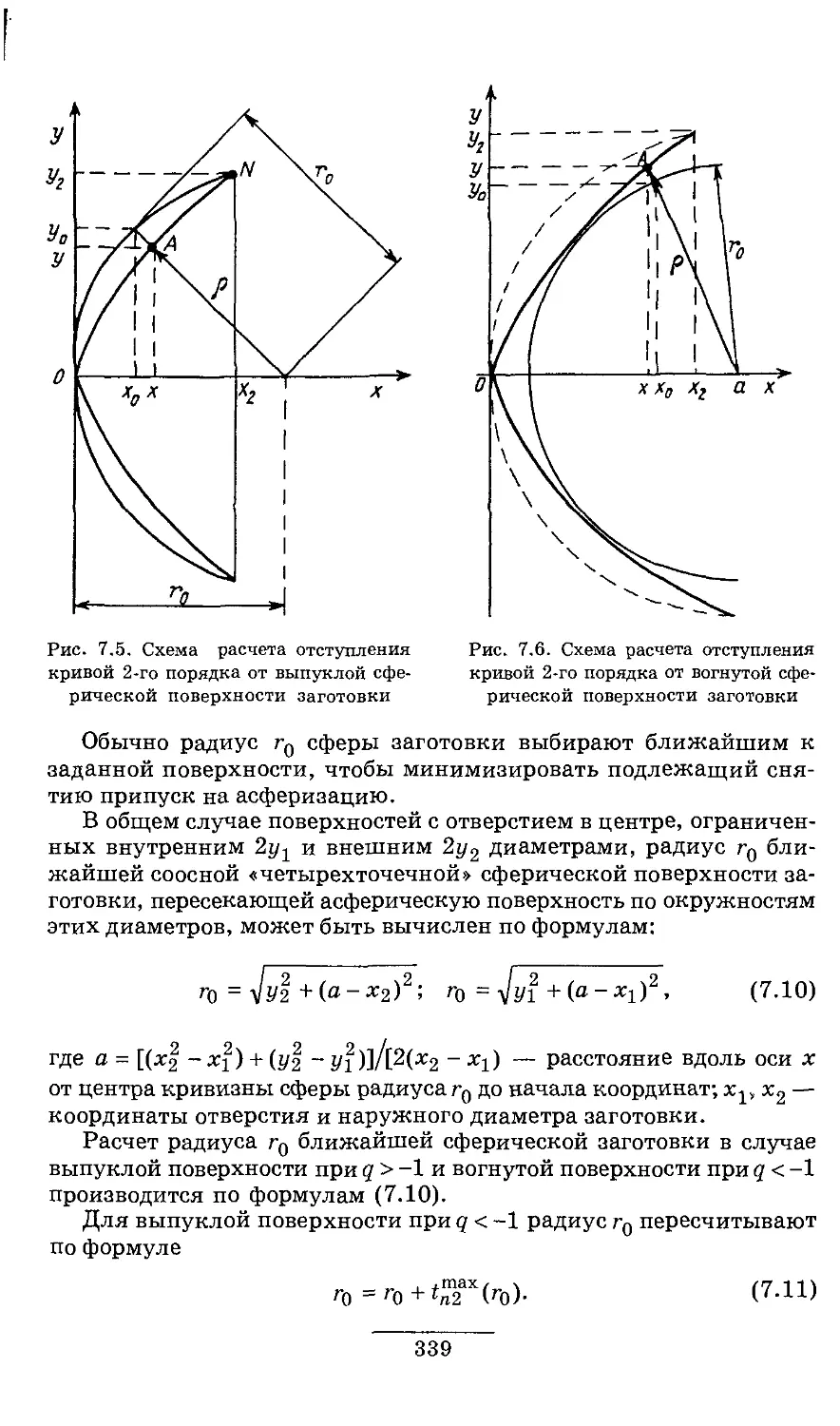



























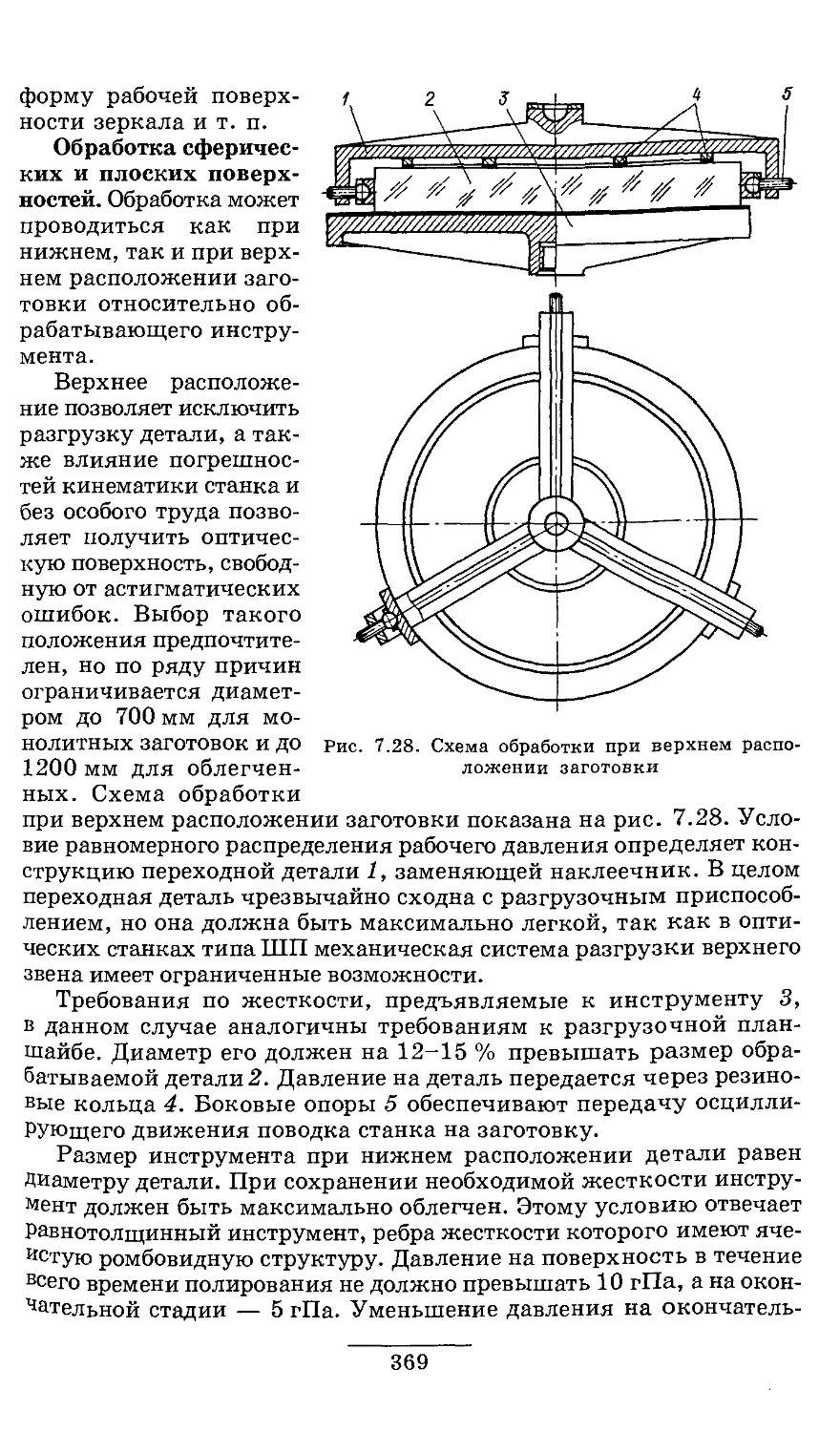



















































































































































































































































































Author: Окатов М.А. Антонов Э.А. Байгожин А. Бакаев М.И.
Tags: приборостроение в целом применение приборов измерительная техника весы устройства для взвешивания физика справочник справочник технолога оптические приборы
ISBN: 5-7325-0236-X
Year: 2004




СПРАЬОЧНИК
ТЕХНОЛОГА-
ОПТИКА
СПРАВОЧНИК
ТЕХНОЛОГА-
ОПТИКА
Под редакцией кандидата химических наук
М. А. Окатова
2-е издание, исправленное
и дополненное
ПОЛИТЕХНИКА
ИЗДАТЕЛЬСТВО
Санкт-Петербург 2004
УДК 681.2.002(031)
ББК 22.34я2
С74
Федеральная программа книгоиздания России
Авторы: М. А. Окатов, Э. А. Антонов, А. Байгожин, М. И. Бакаев,
И. В. Белова, И. Я. Бубис,|В. А. Вейденбах,|Н. М. Воронцова, С. В. Дани-
лов, Н. Ю. Дудкина, И. И. Духопел, С. М. Кузнецов, 3. А. Куклева, Г. В. Ли-
стратова, Б. И. Лодыгин, Ю. К. Лысяный, С. В. Любарский, А. В. Михай-
лов, В. Я. Назарова, Е. И. Понфиленок, Б. И. Петров, Г. Т. Петровский,
|В. П. Повещенко,|Г. Д. Придатко,|С. М. Прохорчик, В. Н. Савушкин, Р. С. Со-
колова, |Н. В. Суйковская,|Л. В. Тарновская, И. Д. Торбин, Л. А. Черезова,
Б. А. Чунин, А. В. Шатилов, Э. И. Шепурев, 3. В. Широкшина, В. X. Яг-
муров
Справочник технолога-оптика / М. А. О к а т о в,
С74 Э. А. Антонов, А. Байгожин и др.; Под ред.
М. А. Окатова. — 2-е изд., перераб. и доп. — СПб.:
Политехника, 2004. — 679 с.: ил.
ISBN 5-7325-0236-Х
В справочнике приведены современные сведения, охватывающие все
основные разделы технологии изготовления оптических деталей: опти-
ческие материалы, чертежи деталей, контрольно-измерительные прибо-
ры, инструменты, вспомогательные материалы, формообразование поверх-
ностей, оптические покрытия, шкалы и сетки, волоконно-оптические
элементы, соединение оптических деталей, смазки и герметики, техноло-
гическое оборудование.
Второе издание (1-е издание, 1983 г.) существенно переработано
и дополнено новыми результатами, полученными в последние годы.
Справочник рассчитан на инженерно-технических работников, занятых
разработкой и производством оптических деталей, и студентов приборо-
строительных вузов.
УДК 681.2.002(031)
ББК 22.34я2
: © М. А. Окатов, Э. А. Антонов
ISBN 5-7325-0236-Х и др., 2004
Авторский коллектив посвящает свой труд
соавтору данной книги действительному члену
Российской Академии наук, доктору химических
наук профессору Гурию Тимофеевичу Петровско-
му в связи с его 70-летием и желает ему здоро-
вья и дальнейших успехов.
ПРЕДИСЛОВИЕ
Первое издание «Справочника технолога-оптика», вышедшее
в свет в 1983 г., вызвало значительный интерес специалистов, ра-
ботающих в данной области, весь тираж разошелся в короткие
сроки и не удовлетворил спрос на него.
За прошедшие годы комплекс научных и технических вопросов,
лежащих в основе технологии изготовления оптических деталей,
получил дальнейшее развитие. Появилось много новых данных по
оптическим материалам, методам контроля параметров оптиче-
ских деталей, формообразованию оптических поверхностей, в том
числе из кристаллических материалов. Значительный прогресс до-
стигнут в области оптических покрытий и методов соединения
оптических деталей, в технологии металлических зеркал, крупно-
габаритной оптики, волоконно-оптических деталей. Существенно
обновилась номенклатура оптического оборудования. Накоплен
большой практический материал по смазкам и герметикам для
оптико-механических приборов.
Все это определило настоятельную необходимость в выпуске
нового, переработанного и дополненного, издания справочника.
В подготовке справочника принимал участие большой коллек-
тив авторов. Гл. 1 написана Г. Т. Петровским, А. В. Шатиловым,
В. Н. Савушкиным, Э. И. Шепуревым и Н. Ю. Дудкиной; гл. 2 —
Н. М. Воронцовой; гл. 3 — И. И. Духопелом и Б. А. Чуниным;
гл. 4 и 6 — С. М. Кузнецовым; гл. 5 — 3. А. Куклевой, Б. И. Лодыги-
ным, В. Я. Назаровой, М. А. Окатовым и Л. В. Тарновской; гл. 7 —
Б. А. Чуниным, Ю. К. Лысяным, М. И. Бакаевым, И. Я. Бубисом,
С. В. Любарским, В. X. Ягмуровым, С. В. Даниловым, В. А. Вей-
денбахом, Б. И. Петровым, Э. И. Шепуревым, Н. Ю. Дудкиной,
С. М. Кузнецовым, Э. А. Антоновым, Л. А. Черезовой и А. В. Михай-
ловым; гл. 8 — Н. В. Суйковской, 3. В. Широкшиной, Г. Д. При-
датко, Р. С. Соколовой и А. Байгожиным; гл. 9 — М. А. Окатовым,
С. М. Прохорчиком и В. П. Повещенко; гл. 10 — И. Д. Торбиным
и Г. В. Листратовой ; гл. 11 — Е. И. Понфиленок и И. В. Беловой.
Коллектив авторов и издательство «Политехника» выражают
благодарность спонсорам этой книги, а также всем, кто оказал
практическую помощь при подготовке справочника, и просят все
замечания и пожелания направлять по адресу: 191023, Санкт-Пе-
тербург, Инженерная ул., д. 6, ОАО «Издательство „Политех-
ника“».
3
Авторы выражают благодарность Санкт-Петербургским орга-
низациям, оказавшим финансовую поддержку в издании «Спра-
вочника технолога-оптика»:
ГП «Научно-исследовательский институт оптического приборо-
строения»;
ФГУП «Научно-исследовательский институт оптического мате-
риаловедения ГОИ им. С. И. Вавилова»;
ДГУП ГОИ им. С. И. Вавилова «Центр астрономических про-
грамм»;
ООО «Волоконно-оптические линии связи»;
ООО «Волоконно-оптическая техника»;
АООТ «ТКС-оптика»;
ООО «Оптические кристаллы ГОИ им. С. И. Вавилова»;
ЗАО «Инкром».
Глава 1
ОПТИЧЕСКИЕ
МАТЕРИАЛЫ
1.1. ОТЛИЧИТЕЛЬНЫЕ СВОЙСТВА
ОПТИЧЕСКИХ МАТЕРИАЛОВ
Оптические материалы подразделяются на следующие виды:
бесцветное, цветное и кварцевое стекла, ситаллы, волоконно-оптиче-
ские элементы, монокристаллы, поликристаллы, обычно называе-
мые оптической керамикой.
Первым отличительным признаком оптического стекла по сравне-
нию с любым техническим стеклом является высокая однородность.
Она достигается специальными приемами механического перемешива-
ния стекломассы во время варки и особыми режимами термической
обработки готового стекла — тонким оптическим отжигом [1.1].
Отжиг как обязательная технологическая операция является
частью любого процесса формования изделия из стекломассы, но
во всех производствах его целью является только снятие механи-
ческих напряжений.
Тонкий отжиг является наиболее длительной и завершающей
стадией в технологии оптического стекла. Он приводит всю массу
стекла в структурно-однородное состояние. При этом оптические
постоянные стекла принимают значения, стандартизированные для
каждой марки стекла. Напряжения в заготовках понижаются до
таких минимальных значений, которые не будут вызывать допол-
нительных деформаций при обработке заготовок.
Вторым отличительным признаком оптического стекла счита-
ется его высокая прозрачность. Оптическим стеклом высокого
качества сейчас принято называть стекло, обладающее интеграль-
ным показателем ослабления < 0,004 см-1. Для ряда систем и
такое стекло не является вполне удовлетворительным и применя-
ют стекла с показателем ослабления 0,002 - 0,001 см-1 и менее.
Сверхпрозрачные стекла требуются для волоконно-оптических ли-
ний дальней связи. В рабочем диапазоне длин волн, в красной и
ближней инфракрасной частях спектра показатель ослабления та-
кого стекла должен быть около 0,00002 см-1. Широкое развитие
цветной фотографии, кино и телевидения потребовало введения
нормирования пропускания стекла по спектру.
Наконец, к третьему отличительному признаку оптических
стекол относятся большой интервал значений показателей пре-
ломления света, который составляет для разных марок от 1,44 до
2,35, и строгая воспроизводимость показателей преломления,'
характерных для каждой марки, независимо от времени и места
изготовления стекла.
5
1.2. НОМЕНКЛАТУРА ОПТИЧЕСКИХ СТЕКОЛ
В основу классификации оптических стекол положены значе-
ния показателя преломления пе (ранее использовалось близкое зна-
чение nD) и коэффициента средней дисперсии ve (ранее — vD), кото-
рый иногда еще называется числом Аббе. Названия типов опти-
ческих стекол соответствуют их основному химическому составу
(табл. 1.1).
Каждому стеклу определенного химического состава присваи-
вается марка, состоящая из обозначения типа и порядкового но-
мера. В «Совместном каталоге оптического стекла СССР — ГДР»1
каждая марка стекла дополнительно обозначена шестизначным
числом, первые три цифры которого — это первые (после запя-
той) три десятичные знака в значении показателя преломления
стекла пе. Следующие три цифры представляют собой увеличен-
ное в десять раз значение коэффициента общей дисперсии стекла,
взятого для спектральной линии е.
Наряду с прежними обозначениями стеклам начинают присва-
ивать так называемые кодовые номера, специально приспособлен-
ные для машинной обработки информации. Впервые для отече-
ственных стекол кодовые номера опубликованы в «Совместном
каталоге оптического стекла». Ниже приведены некоторые при-
меры полного обозначения стекол: ЛК1-С001 (441/686), К8-С056
(518/639), СТК9-С170 (746/500), ОФ4-С390 (654/432).
Более тридцати основных марок оптических стекол имеют свои
аналоги, которые при тех же значениях пе и ve отличаются более
высокой устойчивостью к действию жесткого гамма-излучения.
Обозначение марок радиационно устойчивых аналогов несколько
иное — больше порядкового номера основной марки на 100. Гра-
ница их пропускания в коротковолновой части спектра смещена
в сторону видимой области. Для разных марок стекол это смеще-
ние составляет 30-50 нм.
Во всех новых разработках оптических систем, как правило,
применяют стекла, сочетающие в себе высокий показатель прелом-
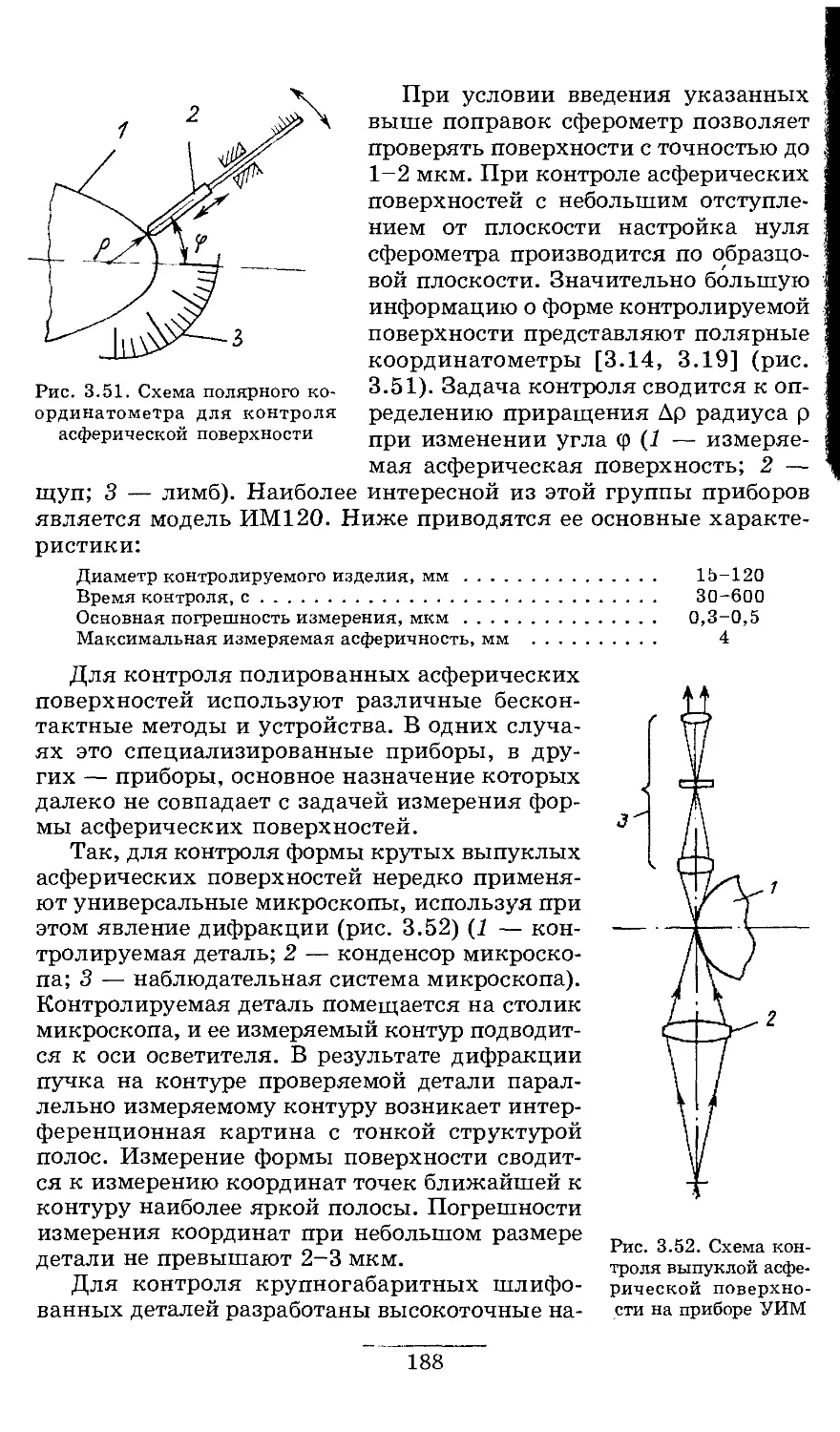
ления с высоким коэффициентом дисперсии, т. е. стекла типов
ТФК, СТК, ТБФ. Широко используют также стекла с особым хо-
дом относительных частных дисперсий (особые кроны и особые
флинты) в целях максимального уменьшения хроматических абер-
раций сразу в нескольких частях спектра.
Из всей номенклатуры оптических стекол 80 % объема произ-
водства и потребления относится к десяти маркам, 10 % — еще
к десяти менее ходовым маркам, а остальные 10 % соответствуют
выпуску более чем 100 марок оптического стекла.
При переходе к расчету оптических систем на ЭВМ произошло
дальнейшее сокращение практически используемой номенклатуры
1 Каталог выпущен в 1983 г.
6
Таблица 1.1. ТИПЫ И УСЛОВНОЕ ОБОЗНАЧЕНИЕ
ОПТИЧЕСКИХ СТЕКОЛ
Тип стекла Условное обозначение
Легкие кроны лк
Фосфатные кроны ФК
Тяжелые фосфатные кроны ТФК
Кроны к
Баритовые кроны БК
Тяжелые кроны ТК
Сверхтяжелые кроны СТК
Особые кроны ок
Кронфлинты КФ
Баритовые флинты БФ
Тяжелые баритовые флинты ТБФ
Легкие флинты ЛФ
Флинты Ф
Тяжелые флинты ТФ
Сверхтяжелые флинты СТФ
Особые флинты ОФ
оптических стекол. Это учитывает ГОСТ 3514-76””ЕИ, в который
включено вместе со стеклами серии 100 всего 95 марок, из кото-
рых только 38 марок рекомендовано для предпочтительного ис-
пользования. По сравнению с предыдущим стандартом исключе-
но 55 марок.
По химическому составу основную группу среди оптических сте-
кол составляют силикатные стекла, в которых содержание массовых
долей стеклообразующего диоксида кремния составляет от 30 до 80 %.
Основой стекол типа флинтов и тяжелых флинтов является
тройная система из оксидов кремния, свинца и калия; некоторые
марки флинтов содержат диоксид титана. Баритовые кроны, бари-
товые и особые флинты и кронфлинты в некоторых случаях содер-
жат оксиды цинка и сурьмы. На силикатной основе нельзя полу-
чить стекла с показателем преломления выше, чем 2,0-2,05, из-за
сравнительно низкого показателя преломления кремнезема. Даль-
нейшее его повышение возможно при переходе к более высокопре-
ломляющему стеклообразователю, каким является диоксид теллу-
ра. Показатели преломления теллуритных стекол доходят до 2,17-
2,23 при коэффициенте дисперсии, равном 19-17 соответственно.
Широко применяют стекла, в которых основным стеклообразо-
вателем вместе с кремнеземом является борный ангидрид. Так,
основой всех тяжелых кронов являются оксиды бора, кремния, алю-
миния и бария.
Добавление к борному ангидриду в больших количествах окси-
дов редкоземельных элементов (лантана, тантала, ниобия, иттрия,
циркония) позволяет получать стекла типов СТК и ТБФ, сочетаю-
щие в себе относительно большой показатель преломления (1,66-
1,88) с высоким коэффициентом дисперсии (57-35).
В последние годы большое внимание уделяется разработке
новых стекол, в которых основным стеклообразователем явля-
7
ется диоксид германия, имеющий показатель преломления, рав-
ный 1,6092, и коэффициент дисперсии — 41,9. Германиеволан-
тановые стекла имеют показатели преломления 1,83-1,90 при
коэффициенте дисперсии, равном 43—37.
Для получения стекол с высоким коэффициентом дисперсии
в качестве стеклообразователя используют пятиоксид фосфора.
Невозможность введения в фосфатные стекла больших количеств
высокопреломляющих оксидов ограничивает их показатель пре-
ломления до значения 1,62. При переходе к фториднофосфат-
ным стеклам удается увеличить коэффициент дисперсии стекол
до 78-80 и в исключительных случаях — до 100. Введение фто-
ридов придает стеклам также особый ход относительных част-
ных дисперсий (стекла типа ОК) [1.2].
1.3. СИСТЕМА НОРМИРУЕМЫХ ПАРАМЕТРОВ,
ОПРЕДЕЛЯЮЩИХ ПОКАЗАТЕЛИ КАЧЕСТВА
ОПТИЧЕСКОГО СТЕКЛА
В последнее время вышли новые государственные стандарты:
ГОСТ 23136-93. Материалы оптические. Параметры (с 01.01.96)
и ГОСТ 3514-94. Стекло оптическое бесцветное. Технические ус-
ловия (с 01.01.97).
Оптическое бесцветное стекло нормируется по следующим па-
раметрам: показателю преломления, средней дисперсии, однородно-
сти партии заготовок по показателю преломления, однородности
партии заготовок по средней дисперсии, оптической однородности,
двулучепреломлению, радиационно-оптической устойчивости
для стекол серии 100, показателю ослабления, бессвильности, пу-
зырности.
В качестве основного показателя преломления стекла ранее
использовался показатель преломления в желтой части спектра
(т. е. для линий D или d). Однако линия D не очень удобна, так
как представляет собой слабо расщепленный дублет. Линия е так-
же расположена вблизи максимума чувствительности глаза чело-
века, но более приемлема для измерения. Кроме того, в широко
развитой сейчас проекционной фотолитографии именно при исполь-
зовании линии е производится важная технологическая операция
совмещения (длина волны 546 нм неактинична по отношению
к фоточувствительному слою).
В качестве средней дисперсии принята величина nF> - пс> вме-
сто прежней rip - пс . Таким образом, коэффициент средней дис-
персии равен
ve=(ne-l)/(nr -пС')
вместо
vo =(nD-l)/(nF -пс).
8
Таблица 1.2. КАТЕГОРИИ СТЕКЛА В ЗАВИСИМОСТИ
ОТ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ
Категория Предельное отклонение показателя преломления пе 104
1 ± 2
2 ± 3
3 ± 5
4 ±10
5 ±20
Относительные частные дисперсии (п^ -п,2)/(пр> - п^) для
отечественных стекол рассчитаны для 24 участков спектра, начи-
ная от Пз12,б — ^334,1 и кончая ^2249,3 — ^2325,4" По отклонению
показателя преломления установлены пять категорий (табл. 1.2),
по отклонению средней дисперсии — также пять категорий
(табл. 1.3).
Под однородностью партии по показателю преломления и сред-
ней дисперсии понимается одинаковость их значений у всех заго-
товок партии. По однородности партии заготовок по показателю
преломления пе установлено четыре класса (табл. 1.4), по одно-
родности партии заготовок по средней дисперсии — два класса.
Класс В соответствует наибольшей разности 1 • 10-5 средних дис-
персий в партии заготовок, класс Г — пределу отклонений для
заданной при заказе категории по табл. 1.5.
Проще всего высшие классы однородности получают при комп-
лектации партии из стекла одной варки. Однако некоторые новые
марки стекол с уникальными оптическими постоянными не могут
быть сварены в сосуде такого объема, который позволил бы скомп-
лектовать крупную партию заготовок. Поэтому ГОСТ 3514~76WWEW
устанавливает, что можно требовать любой класс однородности при
заказе партии стекла массой не более 120 кг.
Для заготовок диаметром менее 250 мм установлено пять кате-
горий оптической однородности, которые определяются по измене-
нию разрешающей способности коллиматорной установки при вве-
дении в параллельный пучок лучей контролируемой заготовки. От-
ношение угла разрешения установки с образцом к углу разрешения
установки без образца должно быть для 1-й и 2-й категорий равно
1, для 3-й — 1,1, для 4-й — 1,2, для 5-й — 1,5. Отличие 1-й
категории от 2-й заключается в том, что при максимально высоких
требованиях к оптической однородности проверяют качество ди-
Таблица 1.3.
КАТЕГОРИИ СТЕКЛА В ЗАВИСИМОСТИ
ОТ ОТКЛОНЕНИЯ СРЕДНЕЙ ДИСПЕРСИИ
Категория Предельное отклонение (nF>- пс>) 105
1 ± 2
2 ± 3
3 ± 5
4 ±10
5 ±20
9
Таблица 1.4. КЛАССЫ СТЕКЛА В ЗАВИСИМОСТИ
ОТ ОДНОРОДНОСТИ ПАРТИЙ ЗАГОТОВОК
Класс Наибольшая разность пе1 - пе2 в партии заготовок
А 0,2 10’4
Б 0,5 . 10’4
В 1 10’4
Г В пределах отклонений для заданной категории по табл. 1.3
фракционного изображения точечной миры, которое должно иметь
вид круглого пятна с кольцами без разрывов и хвостов.
Для заготовок диаметром более 250 мм также установлено
пять категорий оптической однородности. Каждая категория ха-
рактеризуется тремя коэффициентами, которые учитывают неодно-
родность показателя преломления, возникшую в процессе отжига,
несимметричность неоднородности показателя преломления отно-
сительно оптической оси, возникающую также в процессе отжига,
и неоднородность показателя преломления, возникающую в про-
цессе варки и разделки стекломассы.
При охлаждении стекла ниже температур отжига в нем появ-
ляются механические напряжения. Механически напряженное со-
стояние стекла вызывает соответствующее двулучепреломление.
Связь между двулучепреломлением, выраженным изменением по-
казателя преломления Дп, и механическими напряжениями До ус-
танавливается при помощи оптического коэффициента напряже-
ния (ОКН) В:
ДА = ВДо = 8/S,
где S — длина хода луча в образце, см; 5 — разность хода, возни-
кающая при прохождении поляризованного света через напряжен-
ный образец, нм.
Большинство стекол имеют положительное значение В (если
напряжения при растяжении, как принято в теории упругости, счи-
тать с положительным знаком) в пределах (0,6 -s- 4,0)10~12 Па-1.
Установлено пять категорий двулучепреломления. Как видно из
табл. 1.6, при этом учитывается значение В.
Светопоглощение оптического стекла ранее определялось через
так называемый коэффициент светопоглощенияЛ^, т. е. через вы-
раженное в процентах отношение потока белого света (излучение
газополной лампы, близкое к излучению стандартного источника
светаА), поглощенного стеклом толщиной 1 см, к световому пото-
ку в начале пути. В действительности в данном случае кроме
Таблица 1.5.
КЛАССЫ ОДНОРОДНОСТИ ПАРТИИ В ЗАВИСИМОСТИ
ОТ ЗНАЧЕНИЯ СРЕДНЕЙ ДИСПЕРСИИ
Класс Наибольшая разность средних дисперсий в партии заготовок
в 1 105
г В пределах категории, указанной при заказе
10
Таблица 1.6. КАТЕГОРИИ СТЕКЛА В ЗАВИСИМОСТИ
ОТ ДВУЛУЧЕПРЕЛОМЛЕНИЯ
Категория Двулучепреломление, нм/см, не более, при оптическом коэффициенте напряжения В 1012, Па-1
До 2,0 От 2,0 до 2,8 Св. 2,8
1 2 3* 4 5 * г. В заготовках дета в рабочем направлении 1,5 4,0 7,0 10,0 35,0 лей поляризационных не должны обнаруживат 2 6 10 15 50 фиборов при просмотре ься просветленные участт 3 8 13 20 65 в поляризованном свете .и.
потерь на поглощение учитываются потери на рассеяние света, и
поэтому суммарное значение правильнее и точнее называть пока-
зателем ослабления ц. Допускавшаяся неточность объясняется тем,
что потери на рассеяние находятся в диапазоне 0,002-0,08 % на
1 см, и ими можно было пренебречь. Сейчас в связи со все более
широким использованием сверхпрозрачных стекол со светопогло-
щением 0,1 % и менее потери на светорассеяние часто становятся
сравнимыми с потерями на светопоглощение.
Отечественные стекла характеризуются значением показателя
рассеяния те (см'1) для длины волны 546 нм. те — величина, обрат-
ная длине пути света в стекле, на которой вошедший световой
поток за счет рассеяния уменьшается в е раз (е — основание нату-
рального логарифма).
Светопоглощение стекла теперь нормируется по показателю
ослабления Цд. Он представляет собой величину, обратную рас-
стоянию, на котором поток излучения от стандартного источни-
ка А ослабляется в результате поглощения и рассеяния в стекле
в 10 раз.
Светопоглощение стекла неравномерно по спектру, поглощение
в ультрафиолетовой и синей частях спектра во много раз больше,
чем в желтой и красной частях. Это может привести к искажению
правильной цветопередачи в сложных многолинзовых кино- и те-
леобъективах. Поэтому сейчас указывают длины волн, при кото-
рых коэффициенты пропускания в толщине стекла 10 мм состав-
ляют 0,50 и 0,90.
Практика отечественного стекловарения последних лет пока-
зывает, что с малым светопоглощением и правильной цветопере-
дачей стабильно производятся 26 марок стекол: ЛК6, К8, БК10,
ТК14, ТК16, СТКЗ, СТК7, СТК8, СТК12, СТК9, БФ25, Ф1, ТФ1, ТФЗ,
ТФ4, ТФ5, ТФ7, ТФ8, ОФ4, ОФ5, ОФ6, ТБФ10, ТВФ9, ТФ13, ФК11,
ФК14. Для значений показателя ослабления установлено во-
семь категорий стекла (табл. 1.7).
Свилью в оптическом стекле принято называть стеклообраз-
ные прозрачные включения, отличающиеся по показателю прелом-
ления от окружающего их стекла. Нормирование бессвильности
11
КАТЕГОРИИ СТЕКЛА В ЗАВИСИМОСТИ
ОТ ПОКАЗАТЕЛЯ ОСЛАБЛЕНИЯ ДЛЯ ИСТОЧНИКА А
Таблица 1.7.
Категория цд, см 1
1 0,0002-0,0004
2 0,0005-0,0009
3 Л 0,0010-0,0017
4 , да 0,0018-0,0025
5 1! 0,0026-0,0035
6 ' 1 0,0036-0,0045
7 '"'1 0,0046-0,0065
8 0,0066-0,0130
тесно связано с методом ее контроля. При просмотре на эталони-
рованной теневой установке с точечным источником света стекло
относят к 1-й или 2-й категории бессвильности соответственно.
Кроме категорий существуют два класса бессвильности. По классу
А стекло проверяется на бессвильность в двух взаимно перпенди-
кулярных направлениях, по классу Б — в одном направлении.
Направление контроля указывает заказчик. По классу А обычно
заказывают стекло для призменной оптики, по классу Б — для
линзовой оптики. Заготовки диаметром до 250 мм подвергаются
выборочному 10 %-ному контролю, заготовки размером более
250 мм — сплошному контролю.
В связи со сложностью физико-химических процессов, происхо-
дящих в расплавленной стекломассе на различных стадиях техно-
логического процесса, в затвердевающем стекле, как правило, оста-
ется определенное количество газовых включений — пузырей [1.3].
Пузырность оптического стекла принято характеризовать двумя
параметрами — диаметром наибольшего пузыря в заготовке стек-
ла и суммарным числом всех пузырей в 1 кг сырьевого стекла.
К пузырям приравниваются и непрозрачные включения — каме-
нистые включения, отдельные кристаллы и т. п. ГОСТ 3514-76**Е*
устанавливает 11 категорий пузырности (табл. 1.8.) и предусмат-
ривает зависимость категории пузырности от массы заготовки.
Контроль категорий пузырности для заготовок размером до 50 мм
Таблица 1.8.
КАТЕГОРИИ ПУЗЫРНОСТИ ОПТИЧЕСКОГО СТЕКЛА
Категория Диаметр наибольшего пузыря в заготовке, мм, ие более
1 0,002
1а I ' . . ' ' 0,05
’ • ' , 2 0,1
3 ' ' ' ; J , 0,2 •
4 0,3 :гГ
5 , 0,5
6 0,7 "
7 1,0 ’
8 ' ' 1 2>0 '
9 3,0
10 5,0
12
ведется выборочно (10 % от партии), заготовки большего размера
подвергаются сплошному контролю.
Классы пузырности сырьевого оптического стекла (табл. 1.9)
приведены в ГОСТ 3514-76 ' 'Е':. Подсчет числа пузырей для опре-
деления класса пузырности начинается с размера 0,03 мм. Все
зарубежные оптические фирмы характеризуют пузырность стекла
при помощи суммарного параметра, подсчитывая площадь сече-
ния (в мм2) всех пузырей, заключенных в 100 см3 стекла. Эта же
система принята для «Совместного каталога оптического стек-
ла» (табл. 1.10). По отношению к блочному стеклу указанные
группы пузырности являются гарантированными. Для технолога
класс пузырности сырьевого стекла имеет определенное значение,
так как в многопузырном стекле увеличивается вероятность обра-
зования вскрытых пузырей на полированной поверхности деталей.
Таблица 1.9.
КЛАССЫ ПУЗЫРНОСТИ ОПТИЧЕСКОГО СТЕКЛА
Класс Среднее число пузырей диаметром св, 0,03 мм, не более
А 3
Б 10
В 30
Г 100
Д 300
Е 1000
ATI» Ль 3000
Таблица 1.10.
ГРУППЫ ПУЗЫРНОСТИ ОПТИЧЕСКОГО СТЕКЛА
Группа Суммарная площадь сечений пузырей в 100 см3 стекла, мм2
1 2 3 4 5 6 7 Менее 0,032 0,032-0,125 0,125-0,250 0,25-0,50 0,5-1,0 1,0-2,0 2,0-4,0
Таблица 1.11. ЗНАЧЕНИЯ ПРИРАЩЕНИЯ ОПТИЧЕСКОЙ ПЛОТНОСТИ
ПОСЛЕ РАДИАЦИОННОГО ОБЛУЧЕНИЯ СТЕКЛА
Марка стекла AD, СМ 1 Марка стекла AD, СМ 1 Марка стекла AD, см”1
ЛК103 0,030 ТК104 0,025 Ф102 0,080
ЛК105 0,050 ТК114 0,025 Ф104 0,080
К108 0,025 ТК116 0,025 Ф113 0,070
К100 0,030 ТК120 0,025 ТФ101 0,080
К114 0,035 ТК121 0,055 ТФ103 0,040
К119 0,025 БФ111 0,070 ТФ104 0,045
БК104 0,025 БФ112 0,065 ТФ105 0,040
БК106 0,020 БФ113 0,150 ТФ108 0,050
БК108 0,035 БФ121 0,090 ТФ110 0,040
БК110 0,060 ЛФ105 0,110 ОФ101 0,060
ТК102 0,030 Ф101 0,100
13
Для стекол серии 100 дополнительно предусмотрено нормиро-
вание радиационно-оптической устойчивости, характеризуемой при-
ращением оптической плотности &D на 1 см после облучения
стекла от источника излучения 60Со дозой 1 105 Р при средней
мощности дозы 10 400 Р/ч. Стекло должно соответствовать требо-
ваниям, приведенным в табл. 1.11.
1.4. УСЛОВИЯ И ФОРМЫ ПОСТАВКИ
ОПТИЧЕСКОГО СТЕКЛА
ГОСТ 3514~76 '*Е ' действителен для всех заготовок с наиболь-
шим размером до 500 мм, однако не из всех марок стекол можно
изготовить качественные заготовки такого размера вследствие не-
удовлетворительных технологических свойств этих стекол. Во из-
бежание недоразумений следует знать, что для 15 стандартных
марок стекол существуют ограничения наибольшей массы загото-
вок, которые могут быть изготовлены в соответствии с требования-
ми стандарта (табл. 1.12).
Оптическое стекло поставляется либо в форме блочного стекла
с установленными при заказе или с произвольными размерами, либо
в виде заготовок с размерами по заказу потребителя. Основными
видами заготовок являются прессовки, круглые шайбы и призмы.
Относительно редкими видами поставок являются заготовки-кап-
ли (например, заготовки микрооптики из сильно кристаллизую-
щихся стекол) и цилиндрические штабики.
Прессовки — это заготовки для линз и призм, изготовленные
горячим прессованием и имеющие естественную поверхность пос-
ле прессования или шлифованные. Круглые шайбы представляют
собой цилиндрические заготовки с матовой боковой поверхностью
и матовыми или просветленными торцовыми поверхностями. При-
змы — заготовки с плоскими поверхностями, которые обработаны
путем распиливания, шлифования, грубого полирования или име-
ют естественный после прессования вид.
Блочное стекло поставляется в следующем виде: 1) полирован-
ных с двух сторон прямоугольных блоков шириной и длиной от
Таблица 1.12. НАИБОЛЬШАЯ ДОПУСТИМАЯ МАССА ЗАГОТОВОК
ДЛЯ НЕКОТОРЫХ МАРОК СТЕКОЛ
Марка стекла Наибольшая масса заготовок, кг Марка стекла Наибольшая масса заготовок, кг
ФК14 1 БФ16 30
ТК17 5 ТБФ4 3
СТК7 30 ЛФ9 1
СТК9 0,5 ЛФ10 1
СТК12 7 Ф90 2
СТК19 8,5 ТФ10 15
КФ6 3 ТФ10 15
КФ7 3
14
150 до 500 мм и толщиной от 20 до 60 мм, у которых четыре
боковые стороны не обрабатываются; 2) шлифованных со всех
сторон прямоугольных плиток шириной и длиной от 50 до 150 мм
л толщиной от 20 до 60 мм.
По особому требованию заказчика шлифованные со всех сторон
плитки поставляются мерной толщиной. Отклонения от указан-
ной при заказе толщины не превышают ±2 мм. Стандартные раз-
меры стекла в плитках: 50 х 50 мм толщиной 10, 15, 20 мм; 100 х
х 100 мм толщиной 10, 20, 30 и 50 мм; 150 х 150 мм толщиной 20,
30, 40 и 60 мм.
Метод разделки стекла в штабики обеспечивает высокую произ-
водительность труда. Штабики выпускаются как круглого (диа-
метром до 160 мм), так и профильного сечения (например, тре-
угольного или прямоугольного с площадью сечения до 400 мм2),
форма и размеры сечения штабиков должны быть указаны при
заказе стекла.
Прессованные заготовки имеют форму линз, призм, пластинок
или дисков и изготавливаются согласно размерам, указанным в
чертежах заказчика.
При заказе прессованных заготовок должны быть соблюдены
следующие условия: диаметр или стороны не менее 8 и не более
150 мм; толщина по оси не менее 3 мм; отношение диаметра к
толщине не более 15 : 1; отношение длины прямоугольной заго-
товки к ее ширине не более 3:1; стрелки кривизны сферических
поверхностей не менее 0,03 диаметра (при меньших значениях
стрелок кривизны заготовки выполняются в виде плоских дис-
ков); масса не менее 1,5 г. Допуски для прессованных заготовок
в зависимости от диаметра приведены в табл. 1.13.
Заготовки для деталей больших размеров поставляются в фор-
ме дисков, прямоугольных и квадратных пластин, ограниченных
параллельными плоскостями. По особой договоренности постав-
ляются заготовки крупных менисков и прямоугольных призм по
чертежам заказчика, согласованным с изготовителем.
Допуск на глубину залегания дефектов, в том числе и выколок,
находится в пределах от 5 до 8 мм и до 10 мм при диаметре
заготовок свыше 1000 мм.
Таблица 1.13. ДОПУСКИ НА ГЕОМЕТРИЧЕСКИЕ РАЗМЕРЫ
ПРЕССОВАННЫХ ЗАГОТОВОК, ММ
Диаметр или наи- большая сторона Допуск на диаметр или сторону Допуск на тол- щину Просвет по центру сфе- ры при на- ложении шаблона Глубина залегания дефекта Прилив по краю Разнотол- щинность по краю
по плоскости по боковой стороне
20-50 ±0,2 ±1,0 0,6 0,5 0,5 0,2 0,3
50-90 ±0,3 ±1,0 0,7 0,5 0,6 0,4 0,4
90-120 ±0,3 ±1,5 0,8 0,6 0,7 0,4 0,6
120-150 ±0,4 ±1,5 1,0 0,7 1,0 0,4 0,8
50-200 ±0,4 ±2,0 1,2 1,0 1,5 - 1,0
15
Заготовки, предназначенные для линз и призм различных астро-
номических приборов, пластин интерферометров и других ответ-
ственных изделий больших размеров, изготовляют из лучшего, тща-
тельно проверенного на свили стекла. Их подвергают специально-
му тонкому отжигу, обеспечивающему отсутствие заметных на-
пряжений в стекле и его высокую однородность. Такие заготовки
поставляют из стекла более чем 30 марок. Заготовки размером до
1 м изготовляют из стекла марок Ф1, ТФ1, ТФ5, ТФ105; размером
свыше 1м — из стекла марок ЛК5, К8, К108, К100.
Для астрономических зеркал поставляют заготовки диаметром
до 3 м из стекла марок ЛК5 и ЛК7. Они также подвергаются
тонкому отжигу, но не свободны от тонких свилей. Для астродис-
ков диаметром до 6 м разработано специальное стекло. Заготовки
для рентгеновских защитных стекол имеют следующие стандарт-
ные размеры: 400x400, 400x300, 356x356, 300x40, 240 х
х 180 мм и диаметр 30 мм; для смотровых блоков — 500 х 500 и
400 х 300 мм. В заготовках для этих изделий допускаются незна-
чительные свили, не мешающие наблюдению невооруженным гла-
зом. Заготовки подвергаются обычному тонкому отжигу.
На блоках и заготовках оптического стекла указывают марку
стекла и условный номер варки, на прессованных заготовках раз-
мером до 20 мм и штабиках — только марку стекла. Условный
номер варки и отжига и размеры заготовки в этом случае приво-
дят только в паспорте.
Каждая партия стекла сопровождается паспортом, в котором
указывают: товарный знак изготовителя, марку стекла, условные
номера варки и отжига, размеры изделий и их штучную массу,
количество изделий в партии и общую массу партии (в случае
блочного стекла или стекла в штабиках), показатель преломления
пе, среднюю дисперсию, однородность партии по показателю пре-
ломления и средней дисперсии, двулучепреломление, показатель
ослабления, категорию по свилям и размер наибольшего пузыря в
стекле или категорию пузырности.
Все другие сведения о стекле, например характеристику коротко-
волновой границы пропускания, указывают по особому требованию.
Значения оптических параметров приводятся в паспорте с точностью,
необходимой для гарантии качества, согласованного при заказе.
1.5. СИСТЕМА СПРАВОЧНЫХ ПАРАМЕТРОВ,
ОПРЕДЕЛЯЮЩИХ ПОКАЗАТЕЛИ КАЧЕСТВА
ОПТИЧЕСКОГО СТЕКЛА
К справочным параметрам (ГОСТ 13659-78*) относятся сле-
дующие характеристики оптических стекол: оптические, термо-
оптические, теплотехнические, электрические, радиационная устой-
чивость, светорассеяние, механические свойства, химическая ус-
тойчивость.
16
Химическая устойчивость стекол характеризует их сопротив-
ляемость к воздействию факторов, имитирующих действие окру-
жающей среды на полированную поверхность оптической детали.
Химическая устойчивость важна при выборе режимов механичес-
кой и химической обработки поверхности стекла. Для оценки
химической устойчивости стекол используют два фактора воздей-
ствия — влажную атмосферу и слабокислые водные растворы.
Водные растворы могут вызвать на поверхности стекла образо-
вание прозрачных или мутных пятен разнообразных форм и ок-
раски. Они возникают в результате перехода с поверхности стек-
ла в окружающую среду растворимых и гидролизующихся соеди-
нений. На поверхности остается высококремнеземистый слой, про-
низанный порами диаметром несколько нанометров, который
обладает хорошими защитными свойствами, но иными оптичес-
кими свойствами, в том числе пониженным показателем пре-
ломления (1,45-1,50) и уменьшенным коэффициентом отраже-
ния (примерно на 0,5 по сравнению с неизменным стеклом).
С «пятнанием» можно встретиться в процессе изготовления опти-
ческих деталей из химически малостойких стекол (например,
ТК, БФ и ТФ). Методика испытания стекол на кислотоустойчи-
вость приведена в ГОСТ 13917—82. Она сводится к установле-
нию времени, за которое свежеотполированная поверхность стек-
ла, лежащего в воде или 0,1 н. растворе уксусной кислоты при
температуре 50°С, приобретет в отраженном свете фиолетовую
интерференционную окраску. В зависимости от значения этого
времени стекла разделены на шесть групп кислотоустойчивости
(табл. 1.14).
Некоторые нестойкие силикатные (тяжелые кроны) и несили-
катные (боратные, германатные) стекла не образуют пленок с хо-
рошими защитными свойствами, и растворение стекла происхо-
дит непрерывно, с явно выраженными признаками разрушения
поверхности. Следует обратить особое внимание на кислотоус-
тойчивость фторфосфатных стекол типа особых кронов, которые
относятся к четвертой группе кислотоустойчивости. В связи
с выявившейся тенденцией к использованию крупногабаритных
Таблица 1.14.
группы КИСЛОТОУСТОЙЧИВОСТИ СТЕКОЛ
Группа Длительность воздействия, мин Реагент Уменьшение коэф- фициента отражения
1 300 0,1 н. раствор уксусной кислоты < 0,004
2 3 Св. 60 до 300 Св. 15 до 60 > 0,004
4 До 15
Св. 15 до 60 Дистиллированная вода < 0,004
5 6 Св. 15 до 60 До 15 > 0,004
17
линз из этих стекол готовые поверхности таких линз на проме-
жуточных технологических стадиях лучше предохранять защит-
ными покрытиями.
Технологу-обработчику необходимо учитывать, что длительное
хранение отполированных деталей без нанесения просветляющих
или других покрытий может ухудшать их качество. Межопера-
ционные перерывы для деталей из стекол марок БФ и ТФ — не
более 8 ч, марок ТК — не более суток. Защита (эмалью НЦ-25)
увеличивает срок хранения стекол марок БФ и ТФ до 20 ч.
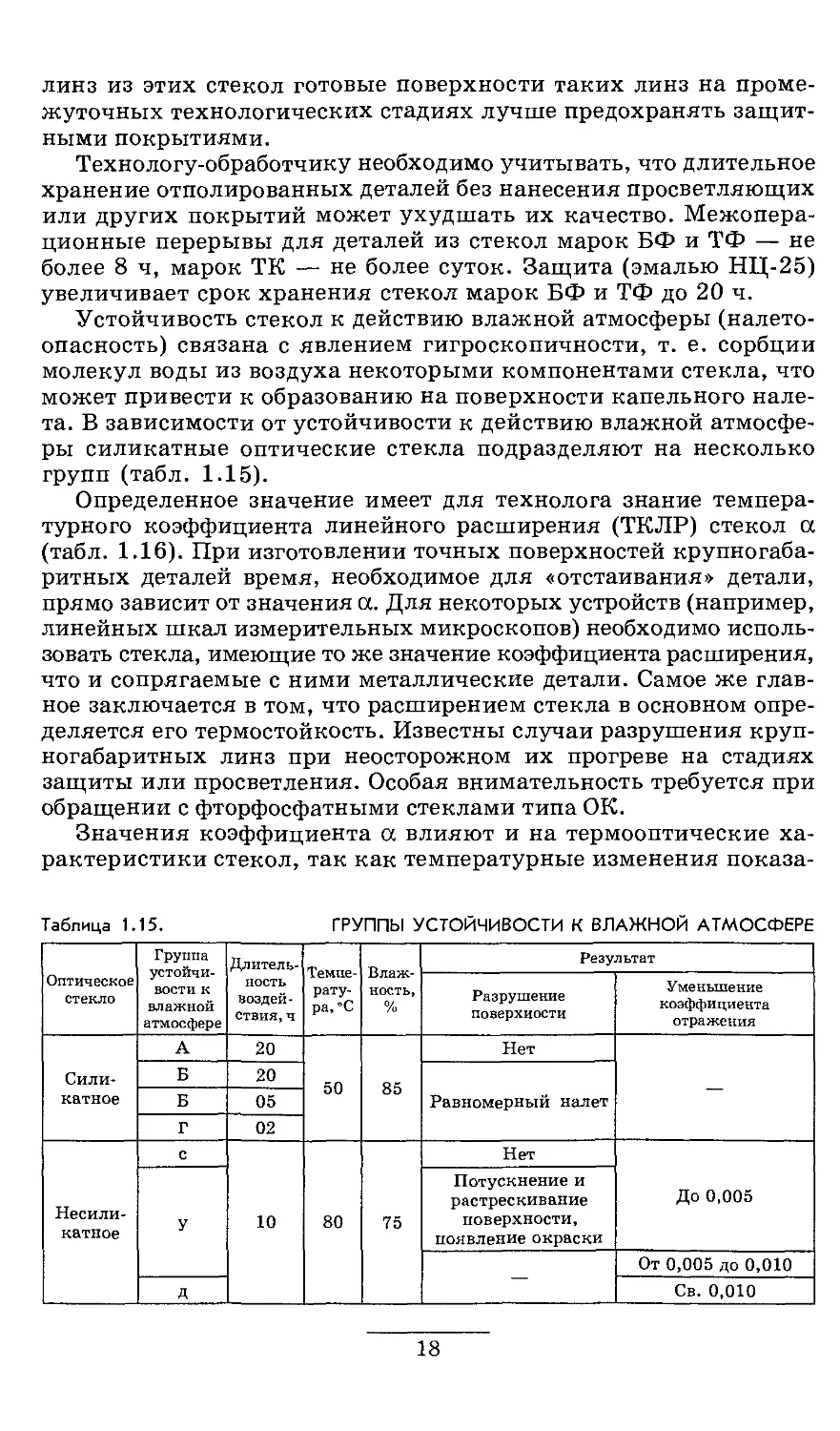
Устойчивость стекол к действию влажной атмосферы (налето-
опасность) связана с явлением гигроскопичности, т. е. сорбции
молекул воды из воздуха некоторыми компонентами стекла, что
может привести к образованию на поверхности капельного нале-
та. В зависимости от устойчивости к действию влажной атмосфе-
ры силикатные оптические стекла подразделяют на несколько
групп (табл. 1.15).
Определенное значение имеет для технолога знание темпера-
турного коэффициента линейного расширения (ТКЛР) стекол а
(табл. 1.16). При изготовлении точных поверхностей крупногаба-
ритных деталей время, необходимое для «отстаивания» детали,
прямо зависит от значения а. Для некоторых устройств (например,
линейных шкал измерительных микроскопов) необходимо исполь-
зовать стекла, имеющие то же значение коэффициента расширения,
что и сопрягаемые с ними металлические детали. Самое же глав-
ное заключается в том, что расширением стекла в основном опре-
деляется его термостойкость. Известны случаи разрушения круп-
ногабаритных линз при неосторожном их прогреве на стадиях
защиты или просветления. Особая внимательность требуется при
обращении с фторфосфатными стеклами типа ОК.
Значения коэффициента а влияют и на термооптические ха-
рактеристики стекол, так как температурные изменения показа-
Таблица 1.15. ГРУППЫ УСТОЙЧИВОСТИ К ВЛАЖНОЙ АТМОСФЕРЕ
Оптическое стекло Группа устойчи- вости к влажной атмосфере Длитель- ность воздей- ствия, ч Темпе- рату- ра, °C Влаж- ность, % Результат
Разрушение поверхности Уменьшение коэффициента отражения
Сили- катное А 20 50 85 Нет —
Б 20 Равномерный налет
Б 05
Г 02
Несили- катное с 10 80 75 Нет До 0,005
У Потускнение и растрескивание поверхности, появление окраски
— От 0,005 до 0,010
д Св. 0,010
18
Таблица 1.16.
ЗНАЧЕНИЯ ТЕМПЕРАТУРНОГО КОЭФФИЦИЕНТА
ЛИНЕЙНОГО РАСШИРЕНИЯ ОПТИЧЕСКИХ СТЕКОЛ
Марка стекла a(t) 10 ’."С*1. средний в интервале температур от 20 до 120 °C Марка стекла a(i) 10 ’."С'1, средний в интервале температур от 20 до 120 °C Марка стекла <x(t) 10 7,"С \ средний в интервале температур от 20 до 120 °C
ЛК5 35 ТК18 72 ЛФ10 79
ЛК7 44 ЛФ5 72 К19 80
ЛК4 52 ТК20 73 БК4 80
СТК10 54 БФ1 73 БФ27 80
ОФЗ 55 БФ23 73 ТФ2 80
ЛК8 56 БФ25 73 ТК21 81
СТК9 57 ТК7 73 БФ8 82
ТК23 58 К17 74 ТФЗ 82
ТКЗ 60 БК10 74 ТФ4 82
КФ7 60 БФ4 74 ТФ5 82
ТК1 61 ЛФ7 74 ТФ8 82
КФ5 62 ЛФ11 74 ЛК6 83
ОФ1 63 Ф1 74 БФ6 83
ТБФ5 64 Ф6 74 ТФ10 83
БК8 64 Ф7 74 КЗ 84
К1 65 Ф13 74 БК6 84
К2 65 ОФ2 74 БФ16 84
ТК12 65 ТБФЗ 75 ЛФ1 84
ТК4 66 ТБФ4 75 БФ12 87
КФ1 66 К20 75 ТФ1 87
БФ28 66 БФ7 75 ЛФ9 89
СТК12 67 Ф4, БС6 75 ЛФ8 90
БК11 67 БК9 76 ФК1 91
ТК13 67 ТК17-75 75 ЛФ12 91
БФ31 68 К5 76 КФЗ 91
КФ6 68 К8 76 лкз 92
БФ13 68 КФ8 76 СТК8 92
БК13 69 БФ19 76 ББК2 93
ТК8 69 Ф2 76 К15 94
ТК14 69 БК12 77 ТФ7 96
ТК2 70 ТК9 77 Ф9 97
БФ11 70 БФ21 77 ББК1 99
БФ26 70 ФКЗ 78 Ф8 101
К14 71 СТКЗ 79 СТФ1 106
К18 71 БФ24 79 ФК4 107
КФ4 71 БФ18 79 ЛК1 113
OKI 136
теля преломления зависят от смещения края полосы поглоще-
ния и от изменения плотности вещества при нагреве.
В документации на оптическое стекло всегда приводят значе-
ния показателей преломления и дисперсий при температуре 20 °C.
Оптические приборы, рассчитанные с этими значениями показате-
лей преломления стекол, работают и при других температурах,
в том числе и в условиях переменных температурных полей. Это
приводит к смещению плоскости изображения (термооптической
аберрации положения) и изменению линейных размеров изображе-
ния (термооптической аберрации увеличения), а в переменных тем-
19
пературных полях качество изображения ухудшается из-за иска-
жения фронта световой волны (термоволновая аберрация).
Для того чтобы разработчики оптических систем могли вести
расчет термооптических и термоволновых аберраций, в отечествен-
ные документы (ранее, чем это было сделано зарубежными фирма-
ми) была введена характеристика стекол по термооптическим
постоянным t и W\ t:
V(t, Х) = ГЦ^-а(о1;
W(t, X) = pabc(i, X) + a(i)[n -1],
где ротн — температурный коэффициент относительного значения
показателя преломления, °C-1; раЬс — температурный коэффициент
абсолютного значения показателя преломления, °C-1; cz(i) — темпе-
ратурный коэффициент линейного расширения, °C-1.
Первая характеристика относится к условиям постоянной тем-
пературы, отличной от 20 °C, вторая — к условиям неравномерно-
го распределения температуры, что обычно и бывает при эксплуа-
тации крупногабаритной оптической аппаратуры. Термооптичес-
кие постоянные приводятся для трех длин волн (479,99; 546,07 и
643,85 нм) и для двух интервалов температур (от -60 до +20 °C и
от -20 до+120 °C). Для более высоких температур, вплоть до ниж-
ней температуры отжига, значения термооптических постоянных
можно вычислить с помощью двух линейных уравнений:
Д^аЬсЛ/~ ^норм "* Ф(^ср — 20);
W, i) = WHOpM+0(icp-20).
Значения констант сснорм, ^норм> Ф> 9, измеренные при 20 °C, для
всех отечественных стекол известны. Значение V(t, Л) разработан-
ных оптических стекол изменяется в очень широких пределах: от
-191 • 10-7 °C-1 у стекла марки ЛК1 до 102 • 10-7 °C-1 у стекла
марки ЛК5. Это позволяет легко подобрать комбинацию стекол с
малой термооптической аберрацией. Значения ИД t почти у всех
стекол положительны в пределах (35 + 65)10-7 °C-1. Стекла ма-
рок ЛК1 и ФК14 имеют значения W(t, л), равные -4 • 10-7 °C-1,
стекла марок ТФ10 и ТФ12 — 125 • 1СГ7 °C-1.
Ранее изготовлялись лишь стекла марок ЛК1, ФК14, ФК5, ТК22,
БФ32 и ТБФ6 с малой термооптической постоянной ИДХ, t). Опти-
ческие стекла с нулевыми и отрицательными значениями ИДХ, t),
которые в настоящее время уже внедрены в серийное производство,
носят название атермальных.
В качестве примеров укажем на атермальный тяжелый крон
ТК1621 (VK = -13 • 10-7 °C-1); атермальный аналог ходового опти-
20
ческого стекла ТК14 — стекло ТК1419, у которого при сохранении
основных оптических постоянных W = -20 • 10-7 °C-1 вместо
W = 56 • 10-7 °C-1; новое стекло марки БК1008 с W = 10 • 10-7 °C-1;
атермальный аналог стекла марки БФ13 — стекло БФ1320 с W =
= -23 • 10~7 “С"1 вместо W = 59 • 10~7 “СТ1.
Существенный интерес представляет температура спекания сте-
кол, которая определяется как температура спекания двух образ-
цов стекла размером 20 х 20 х 10 мм, положенных друг на друга
полированными сторонами и нагреваемых со скоростью 2 °C в
минуту. Примеры температуры спекания оптических стекол при-
ведены в табл. 1.17.
К справочным характеристикам оптических стекол можно от-
нести не входящие в стандарт данные по спектрам и яркости
люминесценции при возбуждении гамма-излучением, потоками
электронов и протонов (радиолюминесценция) и ультрафиолето-
вым излучением (фотолюминесценция). Эти данные приходится
учитывать при разработке передних деталей оптических прибо-
ров (линз, защитных окон). Они же могут быть использованы при
необходимости идентификации немаркированных образцов сте-
кол. Данные приведены в руководящем техническом материале
РТМ 3-145-85 «Стекло оптическое бесцветное. Спектры и ярко-
сти люминесценции. Справочные данные».
При разработке мощных лазеров [1.4] появилась необходи-
мость исследовать еще одну характеристику стекла и других оп-
тических материалов — лучевую прочность (употребляется так-
же термин «оптическая прочность»). В современных лазерах све-
товой луч создает напряженность поля до десятков миллионов
вольт на сантиметр. В этих условиях происходит электрострик-
ция, т. е. сжатие вещества в местах наибольшей напряженности
поля, и увеличение показателя преломления. Нарушение одно-
родности показателя преломления приводит к самофокусировке
излучения. Плотность самофокусированного потока достаточна
для развития процессов ионизации, что влечет за собой разруше-
ние образца, т. е. в случае коротких импульсов предел оптичес-
Таблица 1.17.
ЗНАЧЕНИЯ ТЕМПЕРАТУРЫ СПЕКАНИЯ
ДЛЯ НЕКОТОРЫХ МАРОК ОПТИЧЕСКИХ СТЕКОЛ
Марка стекла Температура спекания, °C
ТФ7 459
ТФ5 490
ЛК6 510
ОФ5 520
Ф2 535
К8 630
БФб 650
ТК9 631
ТК12 670
СТКЗ 685
21
кой прочности определяется не механизмом поглощения энер-
гии, а нелинейными свойствами стекла, характеризующими
его способность коцентрировать световую энергию волны
в канал диаметром 6-8 мкм, что приводит к увеличению плот-
ности потока до 1 • 1012 Вт/см2. Лучевая прочность при длитель-
ных импульсах определяется тепловым механизмом разру-
шения и падает при наличии поглощающих включений.
1.6. ОПТИЧЕСКИЕ СТЕКЛА
ДЛЯ ИНФРАКРАСНОЙ ОБЛАСТИ СПЕКТРА
Оптические бесцветные стекла, входящие в ГОСТ 3514-76 ' Е ',
имеют в инфракрасной области (ИК) спектра практически одну
и ту же границу пропускания X — длину волны, при которой ко-
эффициент пропускания стекла равен 50 %. Для слоя стекла тол-
щиной 10 мм эта граница лежит в пределах 2,6-2,7 мкм, т. е. это
не собственное поглощение стекла, а полоса поглощения гидро-
ксильных групп. Специальными технологическими приемами
можно из расплавленной стекломассы устранить примеси воды и
ликвидировать указанную полосу поглощения. Достаточно широ-
кое применение получила одна из марок стекол указанного типа —
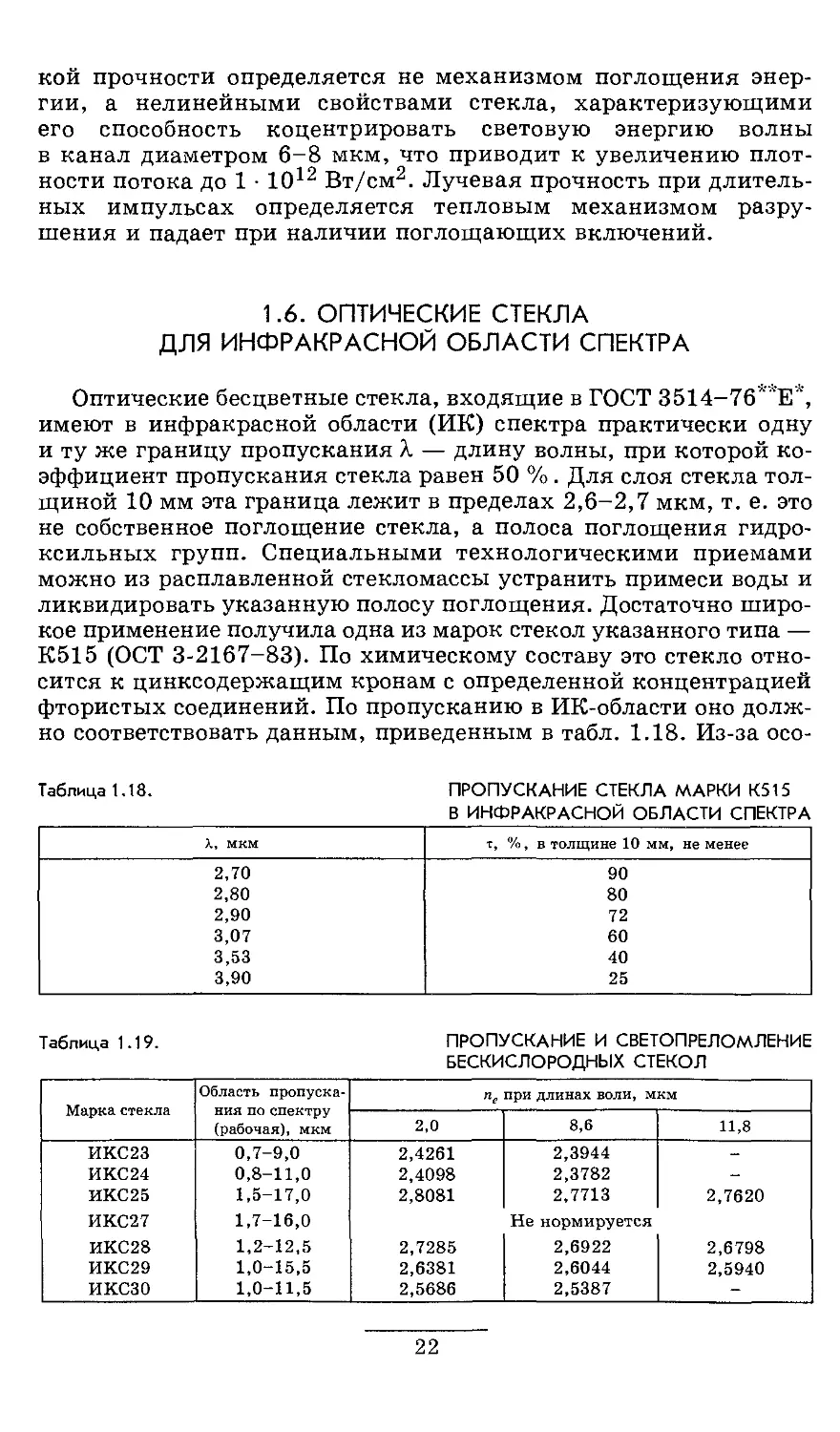
К515 (ОСТ 3-2167-83). По химическому составу это стекло отно-
сится к цинксодержащим кронам с определенной концентрацией
фтористых соединений. По пропусканию в ИК-области оно долж-
но соответствовать данным, приведенным в табл. 1.18. Из-за осо-
Таблица 1.18. ПРОПУСКАНИЕ СТЕКЛА МАРКИ К515
В ИНФРАКРАСНОЙ ОБЛАСТИ СПЕКТРА
X, мкм •с, %, в толщине 10 мм, не менее
2,70 90
2,80 80
2,90 72
3,07 60
3,53 40
3,90 25
Таблица 1.19. ПРОПУСКАНИЕ И СВЕТОПРЕЛОМЛЕНИЕ
БЕСКИСЛОРОДНЫХ СТЕКОЛ
Марка стекла Область пропуска- ния по спектру (рабочая), мкм пе при длинах воли, мкм
2,0 8,6 11,8
ИКС23 0,7-9,0 2,4261 2,3944 -
ИКС24 0,8-11,0 2,4098 2,3782 —
ИКС25 1,5-17,0 2,8081 2,7713 2,7620
ИКС27 1,7-16,0 Не нормируется
ИКС28 1,2-12,5 2,7285 2,6922 2,6798
ИКС29 1,0-15,5 2,6381 2,6044 2,5940
ИКСЗО 1,0-11,5 2,5686 2,5387 -
22
Таблица 1.20.
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА БЕСКИСЛОРОДНЫХ СТЕКОЛ
Параметр Значение параметра для стекол различных марок
ИКС22 ИКС23 ИКС24 ИКС25 ИКС26 ИКС27 ИКС28 ИКС29 иксзо
Температурный коэффициент ли- нейного расширения» • 107, °C”1 226 246 182 220 166 177 220 220 122
Температура размягчения, °C 210 200 270 190 440 270 200 200 390
Удаленная теплоемкость, Дж/(°С • кг) 500 460 540 - 400 330 380 - -
Теплопроводность, Вт/(м • °C) 4600 3300 3800 - 4600 2900 3300 - -
Тангенс угла диэлектрических по- терь tg5 • 104 при частоте 9547 МГц - 2,8 1,6 6,5 4,5 29 5,5 5,0 1,3
Диэлектрическая проницаемость при частоте 9547 МГц 7,9 7,5 10,3 7,6 11,6 9,9 9,8 8,2
Модуль упругости, Па 1,7 • 107 1,6 107 1,9 107 2,4 107 2,0 107 2,0 107 1,8 107 1,86 107 2,22 107
Коэффициент поперечной дефор- мации 0,30 0,31 0,28 0,29 0,26 0,28 0,29 0,28 0,27
Микротвердость, Па 1,5 105 1,5 105 2,0 105 1,5 105 2,8 105 1,9 105 1,6 105 1,6 105 2,45 105
Плотность, г/см3 3,51 3,32 3,89 4,72 3,80 4,89 4,48 4,74 4,33
бенностей технологии стекло не может быть получено по высшим
категориям показателей качества. Показатель преломления стекла
равен 1,5245 при коэффициенте дисперсии 56,7. Значение Х(£) в ин-
тервале 20-120 °C составляет 82 • 10-7 °C-1, плотность — 2,75 г/см3,
модуль Юнга — 6,8 • Ю10 Па, коэффициент Пуассона — 0,24.
Несколько более высоким пропусканием обладает стекло мар-
ки 312М, в котором стеклообразователем является не диоксид
кремния, а диоксид германия. Стекло содержит также большое
количество оксида свинца и фторида свинца. Применять его мож-
но в системах, работающих до значений/. = 5 мкм. Официальным
документом на стекло марки ТБФ512 являются технические ус-
ловия ОСТ 3-4773-80.
Стандартной формой поставок стекла марки ТБФ512 являются
заготовки диаметром 20 мм и толщиной 10 мм. Показатель пре-
ломления стекла для линии е равен 1,9557, причем допускается
отклонение Дпе = ±100 10-4. По устойчивости к влажной атмосфе-
ре стекло относится к группе А, по кислотоустойчивости — к 6-й
группе. Температура отжига стекла 370 °C, плотность 6,2 г/см3.
Высоким пропусканием в ИК-области спектра обладают бес-
кислородные стекла ИКС (ОСТ 3-3441-88) на основе серы, селена,
теллура в сочетании с элементами IV и V групп периодической
системы. Свойства этих стекол приведены в табл. 1.19 и 1.20.
Стекла устойчивы к воздействию у-излучения. При облучении
дозой до 103 Кл/кг пропускание их в рабочем участке спектра не
изменяется. Отличительной особенностью стекла марки ИКС27 яв-
ляется возможность получения любого заданного положения корот-
коволновой границы пропускания в пределах 1,5-4,0 мкм. Все бес-
кислородные оптические стекла имеют высокую химическую устой-
чивость по отношению к влажной атмосфере (группа С) и кислым
растворам (группа 1). Применение просветляющих покрытий обес-
печивает повышение пропускания бескислородных оптических сте-
кол в рабочей области спектра до 90-95 %. Варка стекол произво-
дится в запаянных вакуумированных кварцевых ампулах.
Стекла всех указанных марок выпускаются промышленностью
и поставляются в виде заготовок со следующими параметрами:
1) диаметр или сторона заготовки — от 25 до 250 мм; 2) толщина
прямоугольных заготовок и дисков — от 5 до 25 мм (для марки
ИКС27 — от 3 до 10 мм); 3) масса заготовок из стекол марок
ИКС22, ИКС23, ИКС24, ИКС25, ИКС28, ИКС29, ИКСЗО — не более 5
кг, из стекла марки ИКС26 — не более 0,8 кг и из стекла марки
ИКС27 — не более 0,5 кг.
1.7. ОПТИЧЕСКИЕ ЦВЕТНЫЕ СТЕКЛА
Детали из цветных оптических стекол служат для изменения
спектральной характеристики светового потока и в подавляющем
большинстве случаев используются в форме плоскопараллельных
дисков — светофильтров.
24
Каждому цветному оптическому стеклу присвоена марка, со-
стоящая из двух или трех букв и цифр. Первая или две первые
буквы являются начальными буквами наименования цвета, а пос-
ледней всегда стоит буква С — стекло.
Цифра в марке стекла означает порядок разработки: чем циф-
ра меньше, тем раньше стекло было освоено промышленностью.
Существуют следующие типы цветных оптических стекол — УФС —
ультрафиолетовые, СС — синие, ФС — фиолетовые, СЗС — сине-зеле-
ные, ЗС — зеленые, ЖС — желтые, ОС — оранжевые, КС — красные,
ИКС — инфракрасные, ПС — пурпурные, НС — нейтральные, ТС —
темные, БС — белые.
Для предпочтительного использования ГОСТ 9411-91Е на цвет-
ное стекло рекомендует стекла следующих марок: ультрафиоле-
товое стекло — УФС1 и УФС6, фиолетовое — ФС6, синее — СС2 и
СС4, сине-зеленое — СЗС7, СЗС22 и СЗС24, зеленое — ЗС11, желто-
зеленое — ЖЗС6, ЖЗС12 и ЖЗС17, оранжевое — ОС5, ОС13, ОС17,
красное — КС11, КС15 и КС18, инфракрасное — ИКС6, нейтраль-
ное — НС1, НС2, НС10 и темное стекло марки ТС10.
Спектральное поглощение цветных стекол охарактеризовано
спектральными кривыми и табличными данными в области 0,22-
3,0 мкм. Стекло марки БС11 прозрачно до 0,16 мкм, марки
ИКС — до 5 мкм, марок БС14 и БС15 — до 5,5 мкм.
Из-за возможности нагрева цветных стекол при эксплуатации к
их термостойкости и ТКЛР предъявляются определенные требова-
ния. Термостойкими можно условно считать стекла, у которых зна-
чение ТКЛР менее 70 • 10-7 °C-1. Стекла марок СЗС20, C3C23, СЗС26,
ЗС8, ПС14 имеют температуру размягчения ниже 400 °C.
Поставляется цветное стекло в виде плиток 40 х 40 и 80 х 80 мм
разной толщины.
Следует отметить, что в последние годы принципиально новый
подход к пониманию микроструктуры стекол типа ОС и КС, окра-
шенных сульфоселенидами кадмия, позволил путем специальной
термообработки превратить их в перспективный материал с хоро-
шо выраженными нелинейно-оптическими свойствами (см. [1.51]).
1.8. СТЕКЛА ДЛЯ АКТИВНЫХ ЭЛЕМЕНТОВ ЛАЗЕРОВ
Стекла, активированные неодимом и способные к генерации
стимулированного излучения, широко используются в качестве
активных сред твердотельных лазеров. Развитие технологии стек-
ловарения и спектрально-люминесцентных исследований позво-
лило создать отечественные промышленные неодимовые стекла
(12 марок). Отечественные лазерные стекла характеризуются вы-
сокими показателями качества: бессвильностью в заготовках
размером до 1200 х 280 х 70 мм, малой пузырностью — до 3 пузы-
рей/кг, малым неактивным поглощением — менее 2 10-3 см-1,
25
высоким квантовым выходом люминесценции — 0,5-0,9, малы-
ми термоволновыми аберрациями — 10-6- 10-7 °C'1, сохранени-
ем КПД генерации после 105- 106 вспышек ламп накачки, отсут-
ствием металлических включений.
Разработаны лазерные стекла как на силикатной, так и на фос-
фатной основах с различными концентрациями активатора. Си-
ликатные стекла обладают большой термостойкостью и большей
длительностью люминесценции по сравнению с фосфатными. Фос-
фатные стекла имеют более высокие сечения стимулированного из-
лучения (су = 3 - 3,5 • 1О'20 см2) и меньшие значения термооптиче-
ских постоянных (Р = 2 • 10~7, Q = 4 • 10~7 °C-1) по сравнению
с силикатными стеклами (су= 1,7 * 2,5 1О~20 см2, Р= 10-г- 30 1О~10,
Q = 5* 9 • 10~7 °C-1). Улучшению качества всех видов лазерных
стекол способствует повышение термической прочности активных
элементов, которая в свою очередь достигается различной обработ-
кой стержней (закалкой, ионным обменом, защитными покрытия-
ми). Термообработка стержней позволяет также создавать в них
анизотропию, компенсирующую те неоднородности, которые воз-
никнут в процессе работы элемента.
Основным официальным документом на неодимовые стекла
является отраслевой стандарт стекла ОСТ 3-30-70. Обозначаются
неодимовые стекла буквами ГЛС (вместо ранее использовавшихся
ЛГС и КГСС). Некоторые марки имеют дополнительное обозначе-
ние П, указывающее на варку стекла в платиновом сосуде для
уменьшения пузырности или неактивного поглощения на длине
волны генерации. Такие стекла могут содержать включения кри-
сталлов платины.
Неодимовые стекла подразделяют на категории и классы в зави-
симости от трех показателей качества: 1) неактивного поглощения
при длине волны генерации 1060 нм; 2) пузырности; 3) включений.
По показателю неактивного поглощения а1060 установлены три
категории. Значения а1060 составляют соответственно: 0,001; 0,002
и 0,0025 см-1, не более. Категории пузырности характеризуются
диаметром наибольшего пузыря в заготовке и имеют градации в
соответствии с ГОСТ 23136-78*.
Классы пузырности характеризуются средним числом пузырей
в 1 кг стекла: класс А — 7 пузырей, класс Б — 10 пузырей, класс В —
30 пузырей. Подсчет пузырей начинается от диаметра более 0,1 мм.
Двулучепреломление в заготовках контролируется в направлении
наибольшего размера и не должно превышать 3-6 нм/см.
Стандарт предусматривает поставку неодимового стекла в виде
заготовок стержней прямоугольного или круглого сечения и пря-
моугольных пластин.
Все марки неодимового стекла от ГЛС1 до ГЛС14 включитель-
но имеют силикатную основу, марки ГЛС21 — ГЛС24 — фосфат-
ную. Фосфатные стекла впервые позволили получить угловую рас-
26
ходимость излучения на уровне 2-3', в то время как на силикат-
ных стеклах лучший результат был 20'. Значения ТКЛР для си-
ликатных ГЛС из-за сравнительно высокого содержания щелоч-
ных оксидов составляют (100 + 120) 10~7 °C-1, для фосфатных
ГЛС — 106 • ю-7 “С"1.
Принципиальное изменение технологии фосфатных неодимо-
вых стекол, проведенное в последние годы в работах ГОИ, позволи-
ло организовать производство крупногабаритных активных эле-
ментов с наивысшей оптической прочностью в широких световых
пучках — 17 Дж/см2.
Следует также отметить, что еще в начале 1980-х гг. в лазер-
ную технику был внедрен третий активатор (после хрома в руби-
не и неодима в кристаллах и стеклах) — эрбий. Эрбиевые стекла
и кристаллы, генерирующие на длине волны 1,54 мкм, представ-
ляют большой интерес в связи с безопасностью этого излучения
для зрения и широко используются в дальнометрических систе-
мах. Плохая энергетика эрбия с точки зрения поглощения опти-
ческой накачки принципиально улучшена введением соактива-
торов иттербия и хрома [1.52].
1.9. СВЕТОРАССЕИВАЮЩИЕ И ФОТОХРОМНЫЕ
ОПТИЧЕСКИЕ СТЕКЛА
Промышленностью выпускаются разнообразные светорассеива-
ющие стекла, диапазон замутненности которых весьма широк: от
едва опалесцирующих до полностью заглушенных. Технические
требования к стеклам изложены в ОСТ 3-3823-77 для стекол типа
МС и ОСТ 3-2416-82 — для ОНС. Государственным оптическим
институтом им. С. И. Вавилова выпущен «Каталог светорассеива-
ющих стекол» [1.5]. По свойствам и назначению светорассеиваю-
щие стекла делятся на три типа (табл. 1.21).
Таблица 1.21. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
СВЕТОРАССЕИВАЮЩИХ СТЕКОЛ
Тип Марка стекла Назначение Область применения
I MC20; ОНС1; ОНС2; ОНСЗ; ОНС4 Стекла для диффузного отражения Изготовление непрозрачных деталей, диф- фузно отражающих направленный на них свет (экраны, кюветы, сферы), образ- цов сравнения и рабочих эталонов отра- жения и белизны, устойчивых во вре- мени
II МС12; MC13; MC23 Стекла для диф- фузного пропус- кания света Изготовление деталей, диффузно рас- сеивающих проходящий через них свет
III МС16; МС17; МС18; МС19 Стекла для образцов мутности Изготовление образцов и рабочих этало- нов мутности, а также имитаторов раз- личных рассеивающих сред
27
Заготовки светорассеивающих стекол поставляют в виде прессо-
вок с наибольшей стороной до 150 мм; заготовок, отлитых в форму
по чертежам заказчика; плиток, полученных холодной обработкой
кусокового сырьевого стекла. В табл. 1.22 приведены некоторые
физико-химические свойства светорассеивающих стекол.
Требования к бессвильности стекол МС низкие. Число пузырей и
камней в стеклах марок МС12 — МС14 и МС19 не нормируется. В
стеклах марок МС16 — МС18 допускается 100 пузырей на 1 кг
стекла. Особым требованием к стеклам МС12 — МС14 и МС19
является равномерность их глушения. Равномерность глушения
оценивается визуально при просмотре образцов стекла в проходя-
щем свете, а для стекла МС14 — в отраженном свете. У стекол
марок МС12 и МС13 контролируется также отсутствие прямого
светопропускания путем просмотра нити лампы мощностью 60 Вт
через пластинку стекла, помещенную у глаза наблюдателя на рас-
стоянии 1 м от лампы. Нить лампы не должна быть видна.
Производство так называемых увиолевых стекол марок УТ49 и
УТ88, предназначенных для изготовления деталей и изделий с высо-
ким пропусканием в ультрафиолетовой части спектра, в настоя-
щее время прекращено. Взамен их освоен выпуск более техноло-
гичных стекол-аналогов марок УС49 (ТУ 3-3.2023-90) и УС88
(1АБ.19-85 ТУ). Цифры 49 и 88 обозначают значение ТКЛР стекла.
Стекла поставляются в виде плоских заготовок с наибольшей сторо-
ной или диаметром до 150 мм и кусков произвольной формы. По
согласованию сторон часто производится поставка в виде трубок.
Сравнительно новым видом продукции являются фотохром-
ные стекла. Отличительное свойство стекол — пропорциональное
уменьшение их коэффициента светопропускания по мере увеличе-
ния интенсивности падающего светового потока. В настоящее вре-
мя выпускаются пять марок фотохромных стекол: ФХС2, ФХСЗ,
ФХС6, ФХС7, ФХС8.
Таблица 1.22. ОСНОВНЫЕ СВОЙСТВА СВЕТОРАССЕИВАЮЩИХ СТЕКОЛ
Тип Марка Показатель Плотность, Температура, ’С Группы химической устойчивости по ГОСТ 13917-82
ления г/см3 отжига спекания во влажной атмосфере по кислото- устойчивости
МС20 1,52 2,80 520 600
ОНС1 1,50 2,61 580 680
I ОНС2 1,50 2,61 540 640
ОНСЗ 1,50 2,61 540 640
ОНС4 1,50 2,61 580 680 1
МС12 1,49 2,45 545 630 А
II МС13 1,51 2,54 520 620 А
МС23 1,52 2,63 520 620
МС16 1,472 2,30 410 500
III МС17 1,472 2,30 410 500 о
МС18 1,472 2,30 410 500 о
МС19 1,472 2,30 410 500
28
Стекло марки ФХС2 предназначено для записи информации и
фиксации трехмерных голограмм. Из стекла марки ФХСЗ изго-
товляют линзы солнцезащитных очков, которые можно использо-
вать как на открытой местности, так и внутри застекленных поме-
щений. Стекло создает условия комфортного зрения при измене-
нии освещенности от 5 до 50 тыс. лк. Из стекла марки ФХС6
изготовляют линзы солнцезащитных очков для работы только на
открытой местности. Преимуществом ФХС6 перед ФХСЗ являет-
ся то, что в исходном необлученном состоянии оно имеет более
высокую прозрачность и не окрашено. Стекло марки ФХС8 идет
на остекление зданий или транспорта, поэтому фотохромные свой-
ства в нем достигаются за счет применения недефицитных гало-
идных соединений меди, а не серебра.
Для выбора нужной марки фотохромного стекла можно ориен-
тироваться на значения исходной оптической плотности и плот-
ности после 30-секундного воздействия солнечного света или об-
лучения на установке ИФС-2. Для марки ФХС2 значения плотно-
сти составляют 0,1 и 1,0, для ФХСЗ — 0,1 и 0,5, для ФХС6 — 0,04
и 0,5, для ФХС7 — 0,15 и 1,3, для ФХС8 — 0,15 и 0,4 соответ-
ственно. При взаимодействии активирующего излучения с возни-
кающими центрами окраски интенсивность активации быстро па-
дает, поэтому нецелесообразно использовать фотохромные стекла
толщиной более 3-5 мм.
В последние годы в оптическом приборостроении, особенно в
лазерной технике, некоторые задачи решаются путем использова-
ния эффекта Фарадея — вращения плоскости поляризации свето-
вого луча в магнитном поле. Угол поворота <р определяется соот-
ношением
Ф = VSH,
где V — постоянная Верде, мин/(см • А/м); Н — напряженность
поля, А/м; S — толщина стекла, см. Постоянная Верде обратно
пропорциональна квадрату длины волны света, в связи с чем она
быстро убывает в ближней ИК-части спектра.
Обычные каталожные стекла имеют малое вращение плоско-
сти поляризации (максимальное значение постоянной Верде рав-
но 0,07 для стекла марки ТФ7). Введение в стекло парамагнит-
ных редкоземельных ионов позволяет резко повысить эту спо-
собность.
Широко используется стекло марки ОС13 из оксидов кремния,
бора, цинка и бария и триоксида тербия. Постоянная Верде равна
1,2 для длины волны 420 нм, показатель преломления — 1,57,
интегральное светопоглощение — 0,5 % на 1 см толщины.
Для видимой и ближней ИК-областей спектра разработаны
новые марки стекол — МОС04 и МОС10. Для работ в области
300-420 нм разработано стекло марки МОС07 на основе оксида
празеодима.
29
1.10. КВАРЦЕВЫЕ СТЕКЛА
Производство оптических кварцевых стекол [1.6, 1.7] принци-
пиально отличается от производства других видов оптического стек-
ла. Это — единственные промышленные стекла, которые имеют
простейший химический состав и содержат только один компо-
нент — кремнезем. Кварцевое стекло получается путем расплав-
ления крупки природного или синтетического кварца в электри-
ческих печах или в кислородно-водородном пламени, а также на-
плавом кварцевого стекла через газовую фазу. Исходным сырьем
в последнем случае является дешевое химическое соединение —
тетрахлорид кремния. Готовая продукция имеет форму заготовок.
Допускается поставка кварцевого стекла в виде блоков цилиндри-
ческой формы.
Для того, чтобы избавиться от поглощающих микровключений,
снижающих лучевую прочность стекла, существует пока что един-
ственный способ — получение стекла через газовую фазу.
ГОСТ 15130-86”* установил пять марок оптического кварцевого
стекла (табл. 1.23).
Особенности технологии оптического кварцевого стекла про-
являются в том, что кроме нормирования по оптической одно-
родности, двулучепреломлению, бессвильности и пузырности
ГОСТ 15130-86”* предусматривает нормирование показателей ка-
чества, характерных только для кварцевого стекла — мелкозерни-
стой неоднородности (ряби) и включений. Мелкозернистая не-
Табпица 1.23. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
ОПТИЧЕСКИХ КВАРЦЕВЫХ СТЕКОЛ
Марка стекла Характеристика
КУ-1 Стекло кварцевое оптическое, прозрачное в ультрафиолетовой и види- мой областях спектра, без полос поглощения в интервале длин волн 170- 250 нм, с интенсивной полосой поглощения в интервале 2600—2800 нм, нелюминесцирующее, радиационно-опитически устойчивое
КУ-2 Стекло кварцевое оптическое, прозрачное в ультрафиолетовой и види- мой областях спектра, с интенсивной полосой поглощения в интервале длин волн 170-250 нм, с заметной полосой поглощения в интервале 2600-2800 нм
КВ Стекло кварцевое оптическое, прозрачное в видимой области спектра, с заметными полосами поглощения в интервале длин волн 170-250 и 2600-2800 нм
ки Стекло кварцевое оптическое, прозрачное в видимой ИК-областях спектра, без заметной полосы поглощения в интервале длин волн 2600- 2800 нм
КУВИ Стекло кварцевое оптическое, прозрачное в ультрафиолетовой, види- мой ИК-областях спектра, без заметных полос поглощения в интервале длин волн 170-250 нм, с незначительной полосой поглощения в интер- вале длин волн 320-350 нм, с полосой поглощения в интервале 2600- 2800 нм, нелюминесцирующее, радиационно-оптически устойчивое
30
однородность является следствием неодинаковой степени воздей-
ствия высокой температуры, газовой атмосферы и других физико-
химических факторов при наплаве на центральную и периферий-
ную части каждой крупинки, из которой состоит исходная шихта.
В результате этого показатель преломления периферийной зоны
отличается от соответствующего показателя центральной зоны, что
можно наблюдать в виде теневой или дифракционной картины.
Стекло из тетрахлорида кремния свободно от ряби, но его оптичес-
кая однородность не выше 3-й категории. Из этого стекла можно
получать заготовки не только для линзовой, но и для призменной
оптики.
По оптическим свойствам кварцевое стекло является обыч-
ным кроном с показателем преломления пе = 1,4601 ± 4 • 10-4 и
коэффициентом дисперсии 67,83. Из-за малого значения ТКЛР
(5,5 • 10-7 °C-1) термооптические свойства кварцевого стекла пло-
хие (V^ ( = 213 • 10-7 °C-1), но зато очень высока термостойкость.
Кварцевое стекло обладает высокой механической прочностью в
широком интервале температур. Кварцевое стекло негигроскопич-
но, устойчиво к воздействию воды и кислот (кроме плавиковой и
фосфорной).
При облучении плотным потоком быстрых нейтронов кварцевое
стекло увеличивает показатель преломления до 1,4763. При нагре-
ве такого стекла до 800 °C его первоначальные свойства восстанав-
ливаются. Кварцевое стекло — один из лучших материалов для
изготовления крупногабаритных астрономических зеркал.
Легирование кварцевого стекла диоксидом титана позволило
получить материал с практически нулевым значением ТКЛР. Мак-
симальный коэффициент расширения равен 0,4 • 10-7 °C-1. На ста-
дии опытного производства такое кварцевое стекло имеет марку
КЛР.
В последние годы стало реально доступно, хотя и в очень огра-
ниченных количествах, нестандартное кварцевое стекло условной
марки КС-4В. Оно отличается практически полным отсутствием
гидроксильных групп благодаря специальной подготовке сырья и
вакуумной плавке. Стекло производится только Институтом хи-
мии силикатов им. Гребенщикова АН РФ.
1.11. ОПТИЧЕСКИЕ СИТАЛЛЫ
Кристаллизацией стекла, которая обычно является его браком,
можно управлять не только в направлении уменьшения, но и для
создания в стекле огромного числа очень мелких кристаллов. Очень
удобны для этой цели стеклообразующие системы, склонные к мик-
рорасслаиванию и кристаллизации хотя бы одной из микрофаз
при последующей термообработке [1.8]. Содержание кристалли-
ческой фазы в оптических ситаллах составляет 75 % .
31
Свойства ситалла складываются из свойств кристаллического
каркаса, образовавшегося в процессе термической обработки ис-
ходных стекол, и из свойств остаточной стекловидной фазы.
Для получения оптических ситаллов применяют систему из
оксидов кремния, алюминия и лития с добавками диоксида тита-
на. В этой системе специальной термообработкой можно выделить
кристаллы литиевых алюмосиликатов — сподумена, эвкриптита
или петалита, которые обладают очень низким или даже отри-
цательным значением ТКЛР: а = -90 • 10”7 °C-1 эвкриптита
LiO2 • А120о • 2SiO2; а = +9 • 10”7 °C-1 сподумена LiO2 • А12О3 • 4SiO2;
а = 3 • 10”' °C”1 петалита LiO2 • А12О3 8SiO2.
В сочетании с положительным коэффициентом расширения
остаточной стеклофазы это позволяет в заданном интервале тем-
ператур иметь температурный коэффициент линейного расши-
рения ситалла отрицательным, нулевым, слабо положительным
(5 • 10”7 °C”1) и положительным (57 • 10”7 °C”1).
Различие свойств стеклообразной и кристаллической анизо-
тропных фаз в ситалле вызывает в нем наличие неустранимых
натяжений, которые при просмотре в поляризованном свете про-
являются в виде характерной картины мелкоячеистой сетки. Тем-
пература размягчения ситаллов достигает 1400 °C, но при 800 °C
они теряют прозрачность.
Заготовки ситалловых зеркал выпускаются серийно диамет-
ром до 2,6 и толщиной до 0,4 м. Ситалловые заготовки, имеющие
большие диаметры, распиливают бесконечным гибким цепным
алмазным инструментом. Плоскость от пропила получается глад-
кой, без вырывов, поэтому этот способ можно применять и для
снятия припусков с крупных заготовок. Интенсивность резания
выше, чем при любом другом способе.
Основной маркой оптического ситалла в нашей промыш-
ленности является литиевоалюмосиликатный ситалл СО115М
(ОСТ 3-104-90). В последнее время разработан ситалл СОЗЗМ
(АХ.38-90 ТУ) с использованием соединений фосфора и каль-
ция, обладающий несколько более высокой прозрачностью. Ниже
приведены основные свойства ситалла СОЗЗМ:
Плотность, г/см3 ....................................... 2,53
Предел прочности на центрально-симметричный изгиб, Па 12 • 107
Предел прочности на одноосное сжатие, Па ........... 100 • 107
Группа химической устойчивости:
кислотоустойчивости ................................ I
к влажной атмосфере ............................. А
Двулучепреломление, нм/см .......................... 3
Газовыделение при 350 °C, л • Па/см2, не более ..... 1 • 10"4
Температурный коэффициент линейного расширения в ин-
тервале от -60 до +60, °C”1 .......................... 0 ± 1,5 • 10~7
Показатель преломления ............................. 1,550
32
1.12. ОПТИЧЕСКИЕ МОНОКРИСТАЛЛЫ
Несмотря на большое разнообразие оптических постоянных
каталожных стекол, существуют кристаллические вещества, име-
ющие более низкие или более высокие значения показателей пре-
ломления. Диапазон спектральной прозрачности кристаллов так-
же далеко превосходит область прозрачности стекол. Изотроп-
ность свойств стекла, как правило, не позволяет создавать на его
основе оптические элементы с резко выраженными электро-, аку-
стооптическими и другими свойствами. Этим объясняется очень
большой ассортимент различных кристаллов (табл. 1.24), кото-
рые производит и обрабатывает современная оптическая промыш-
ленность.
В связи с простотой выращивания одними из первых нашли
применение кристаллы щелочных хлоридов NaCl и КС1. Однако
большая гигроскопичность, растворимость и нетермостойкость этих
кристаллов значительно ограничивают область их применения.
Кристаллы NaCl и КС1 имеют для X = 10,6 мкм показатель пре-
ломления, равный 1,49 и 1,46 соответственно, поглощают в этой
области 0,2 % на 1 см, область прозрачности охватывает диапазон
0,3-18 мкм, значения температурных коэффициентов линейного
расширения 440 • 10~7 и 360 • 10" 7 °C-1. При импульсном режиме
работы лазера на СО2 NaCl и КС1 выдерживают большие нагруз-
ки — при импульсах длительностью 100 нс 30 Дж/см2 и 75 Дж/см2
соответственно.
Несравненно большее значение и применение имеют в оптике
монокристаллы фторидов. Фтористый литий марки ФЛ-У являет-
ся непревзойденным оптическим материалом по прозрачности в
далекой ультрафиолетовой части спектра, так как он прозрачен до
105 нм; фтористый литий марки ФЛ-И является хорошим мате-
риалом для изделий, работающих в спектральном диапазоне до
5 мкм. Фтористый литий выпускается двух категорий по показате-
лю поглощения; трех категорий по оптической неоднородности;
четырех и пяти категорий по двулучепреломлению с разностью
хода 20 и 50 нм/см; семи категорий по пузырности с диаметрами
наибольшего пузыря в заготовке 0,1; 0,2; 0,3; 0,5; 0,7; 1,0;
2,0 мм. Существуют четыре категории фтористого лития по бес-
свильности: 1 — дефекты не допускаются; 2; 3 — занимают 25 и
50 % площади в рабочем направлении соответственно; 4 — не нор-
мируются.
Среднее число пузырей и включений диаметром более 0,1 мм
в 1 кг ФЛ-У не должно превышать 100 шт., в 1 кг ФЛ-И — 350 шт.
Светорассеяние и окрашенность при визуальном контроле в кри-
сталлах ФЛ-У не допускаются. Физико-химические свойства фто-
ристого лития приведены в табл. 1.24.
Детали из фтористого лития рекомендуется хранить в полиэти-
леновых пакетах с силикагелем. Для работы в ИК-диапазоне до
33
Таблица 1.24.
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ОПТИЧЕСКИХ МОНОКРИСТАЛЛОВ
Показатель CaF2 ZiF BaF2 MgF2 А12О2 ZnSe GaAs v3ai502
Сингония Кубическая Кубическая Кубическая Тетрагональная Тетрагональная Кубическая Кубическая Кубическая
з Плотность, г/см 3,18 2,601 4,83 3,176 3,98 5,260 5,316 4,20
Микротвердость, Па 168 • 107 100 107 82 • 107 (по Кнупу) 576•107 (по Кнупу) 1370 • 107 (по Кнупу) 111 • 107 7,0 . 107 1813 107
Твердость по со- шлифовыванию 0,25 0,5-0,9 0,1 - - - - -
Теплопроводность, Вт/(м °C) 9,71 14,2 6,8 3 25,2(11); 23,1(1) 13 50 68
Температурный коэффициент линей- ного расширения а х X ю7,°с-1 196 348 192 145,4 (II С) и 92,5 (1 С) 67(|| С); 50(1 С) 17 57,4 68
Модуль Юнга Е х х 10”7, Па, в направле- нии III 9000 14 220 6630 16 910 (II С) 46 260(|| С) 9220 - 28 450
Растворимость ве- щества в 100 г воды, г 0,0016 0,27 и в кисло- тах 0,17 — Не растворяется Не раство- ряется - —
Показатель пре- ломления Пр 1,4339 1,3921 1,4744 1,3777 1,7756 2,40 3,31 (X = 10,6 мкм) 1,83
Коэффициент дис- персии V 95,15 99,26 81,6 - - - - -
9 мкм одним из основных материалов является фтористый каль-
ций. В настоящее время налажено серийное производство кристал-
лов диаметром 450 мм по ОСТ 3-6304-87 и освоено изготовление
кристаллов диаметром 600 мм при толщине 100 мм. В зависимос-
ти от рабочей области спектрального пропускания установлены три
марки фтористого кальция: ФК-У, ФК-В, ФК-И.
Нормируются следующие показатели кристаллов:
светорассеяние (для ФК-У не допускается, для ФК-В допускает-
ся на уровне светорассеяния эталонного образца с показателем
светорассеяния 4 • 10'3 см-1);
окрашенность (для ФК-У и ФК-В не допускается при визуаль-
ном контроле на белом фоне);
оптическая однородность (три категории при контроле на кол-
лиматорной установке);
двулучепреломление (допускается разность хода в рабочем на-
правлении в месте наибольшего просветления 20 и 50 нм/см);
пузырность (восемь категорий по ГОСТ 23136-78”); среднее чис-
ло пузырей диаметром 0,1 мм и более в 1 кг кристалла не должно
превышать для ФК-У 100 шт., ФК-В — 250 шт. и ФК-И — 250 шт.;
свилеобразные дефекты (четыре категории); в 1-й — не допус-
каются, во 2-й и 3-й — могут занимать 25 и 50 % площади заго-
товки соответственно, в 4-й —- не ограничиваются;
показатель поглощения (для ФК-У нормируется для длин
волн 0,140; 0,155; 0,205 и 0,306 мкм; для ФК-И — для 7,5 и
9,3 мкм, для ФК-В с показателем поглощения af и длиной вол-
ны 0,4 мкм установлено две категории: 1 - а(Х) < 0,010 см-1;
2 - а(Х) < 0,030 см'1).
Фтористый кальций растет в виде сростка блоков монокрис-
таллов, ориентированных произвольным образом. Как правило, чем
больше заготовка, тем дальше к периферийной зоне сдвигаются
границы моноблоков, поэтому по особому соглашению возможна
штучная поставка безблочного фтористого кальция. Отсутствие
блочности проверяют просмотром в поляризованном или отра-
женном свете. Условия просмотра оговаривают при заказе. В по-
ляризованном свете должны отсутствовать просветленные участ-
ки, обусловленные местными напряжениями между блоками.
В отраженном свете не должно быть участков, различающихся по
отражению в одном направлении.
Фтористый кальций обладает большим значением ТКЛР и
малой механической и термической стойкостью. Некоторые
физико-химические свойства фтористого кальция приведены в
табл. 1.24.
Многолетняя работа, проведенная ГОИ по совершенствованию
технологии фтористого кальция, позволила получить материал,
полностью удовлетворяющий требованиям к проходной оптике
систем ультрафиолетовой микрофотолитографии (рабочая длина
волны 193 нм).
35
По данным американской печати, крупнейшая стекольная фир-
ма «Корнинг» ежегодно вкладывала в организацию аналогичного
производства значительные суммы.
Кристаллы фтористого бария (BaF2) прозрачны в спектральном
диапазоне от 0,14 до 14,0 мкм и широко используются в оптике,
хотя при их обработке требуется еще большая осторожность, чем
при обработке фтористого кальция. Фтористый барий стал широко
использоваться в связи с развитием лазеров на СО2. Несмотря на
относительно высокое поглощение BaF2 при длине волны 10,6 мкм,
в импульсном режиме он выдерживает 107 Вт/см2 при импульсе 1-
2 мкс. Фтористый барий, как и фтористый кальций, применяют
в окнах химических лазеров, так как он удачно сочетает высокую
химическую устойчивость к рабочим смесям (обычно этоСО2, D2, F2,
О2, Не) с высокой лучевой прочностью к излучению в диапазоне
2-5 мкм при характерных для химических лазеров длительностях
импульса 5 мкс. ОСТ 3-3992-77 устанавливает три марки фтористо-
го бария: ФБ-У, ФБ-В и ФБ-И с размерами заготовок до 250 мм.
Заготовки большего размера (до 450 мм) поставляются по особому
заказу. Марка ФБ-У в толщине образца 5 мм должна пропускать
70 % света при X = 220 нм и 90 % при X = 700 нм; марка ФК-И —
90 % при X = 9,5 мкм и 50 % при X = 12 мкм.
Двулучепреломление в рабочем направлении допускается до
80 нм/см. В кристаллах ФБ-У может быть до 100 пузырей диамет-
ром 0,1 на 1 кг, в кристаллах ФБ-В и ФБ-И — до 250 пузырей на
1 кг. Некоторые физико-химические свойства фтористого бария
приведены в табл. 1.24.
Монокристаллы фтористого магния (MgF2) — селлаита —
выпускают по ОСТ 3-3509-82 в виде штабиков диаметром до
80 и длиной до 120 мм и дисков диаметром до 120 и толщиной до
40 мм. В отличие от кристаллов других фторидов они являются
безблочными. Некоторые физико-химические свойства фторис-
того магния приведены в табл. 1.24.
Благодаря прозрачности в широком спектральном диапазоне
(в особенности в вакуумной УФ-области спектра), сочетающейся
с механической и термической прочностью, химической и радиа-
ционной устойчивостью, естественным двулучепреломлением,
а также с благоприятными теплофизическими характеристиками,
применение кристаллов фтористого магния в оптике позволяет со-
здать принципиально новые приборы и устройства.
Широко применяется в оптической промышленности лейко-
сапфир (А12О3). Разработана технология крупногабаритных кри-
сталлов лейкосапфира диаметром 150-200 мм и массой более
10 кг, по спектральным характеристикам и структурному со-
вершенству превышающих лучшие мировые образцы, по опти-
ческой однородности соответствующих 1-й и 2-й категориям од-
нородности оптического стекла. Градиент показателя преломле-
ния в любой точке були не выше (0,5 + 2,0) • 10~5. Пузырность
36
отсутствует. В настоящее время изготовляются диски диамет-
ром 60, 80, 100, 120 мм при толщине от 2 до 20 мм. Другим
видом поставок кроме пластин являются призмы размером
20 х 20 х 80 мм и кубики 30 х 30 х 30 мм. Свойства лейкосапфи-
ра приведены в табл. 1.24.
Потребность в микролинзах с большим показателем прелом-
ления для фотоприемников ИК-излучения вызвала необходимость
производства кристаллов титаната стронция. Они представляют
собой кубические кристаллы типа перовскита и производятся га-
зопламенным способом Вернейля. Заготовки кристаллов выпус-
кают в виде стержней цилиндрической формы диаметром 20
и длиной 15-150 мм. В 1 см3 кристалла может быть до 300 пу-
зырей размером 0,025-0,05 мм; двулучепреломление — до
1200 нм/с. Блочность не допускается. Пластинка толщиной
1 мм должна пропускать 40 % при длине волны 0,5 мкм; 60 % —
при 0,8 мкм; 70 % — при 2 и 4 мкм; 60 % — при 5 мкм. Плот-
ность кристалла 5,122 г/см3; температура плавления 2080 °C; ТКЛР
а(£) = 98 - 10~7 °C-1; твердость по Моосу 6; в воде не растворяется.
Показатель преломления для 0,691 мкм — 2,37.
Кристаллы кальцита — исландского шпата (СаСО3) — явля-
ются редким примером использования в современной оптике при-
родных материалов. Этот материал в заготовках подразделяют на
три марки в зависимости от области спектрального пропускания:
ИШУ — от 0,22 до 1,9 мкм; ИШВ — от 0,4 до 1,9 мкм; ИШИ —
0,7 мкм.
В пределах каждой марки имеются сорта сырья: экстра, первый,
второй, третий. Кроме того, выделяется уникальный сорт, не рассе-
ивающий свет гелиево-неонового лазера. Разделение по четырем
сортам производится по светопропусканию, свильности, включени-
ям, наличию двойников роста.
Исландский шпат легко раскалывается по плоскостям спайно-
сти, поэтому при работе с ним не допускаются перепады темпе-
ратур более 1 °C в минуту. Твердость по шкале Мооса — 4, плот-
ность — 2,7 г/см3. Оптическая прочность исландского шпата для
обыкновенного луча высокая, в два раза выше, чем у стекла К8.
1.13. КРИСТАЛЛЫ ДЛЯ ИНФРАКРАСНОЙ
ОБЛАСТИ СПЕКТРА
В связи с развитием длинноволновой инфракрасной, в том числе
лазерной, оптотехники заметно увеличилась группа кристаллов,
используемых в этой области.
В 1940-х годах А. Смакула в Германии вырастил монокристал-
лы из расплавов таллия бромистого и таллия йодистого, а также
таллия бромистого и таллия хромистого, назвав их просто крис-
таллами из расплава (Kristalle aus dem Schmelzfluss), откуда и
37
пошло их название КРС. Кристаллы обладают высокой прозрач-
ностью в диапазоне от 0,6 до 40 мкм, малорастворимы в воде,
легко режутся. Небольшая механическая прочность является су-
щественным их недостатком. Температура плавления КРС состав-
ляет 423 °C. Ряд зарубежных оптических фирм применяют при-
змы из кристаллов КРС в призменных инфракрасных спектрофо-
тометрах для работы в области 28-40 мкм. Температурный коэф-
фициент линейного расширения КРС в интервале 20-100 °C со-
ставляет 490- 10-7 °с~1в Показатель преломления для Х = 2 мкм
равен 2,20.
Промышленностью налажен выпуск крупногабаритных крис-
таллов высокого оптического качества диаметром до 150 и высо-
той до 70 мм [1.9]. Максимально достигнутые значения лучевой
прочности на длине волны 10,6 мкм составляют 80 МВт/см2.
Сравнительно новым кристаллом для оптики является селе-
нид цинка (ZnSe), потребность в котором возникла в связи с уве-
личением габаритных размеров и мощности лазеров на СО2
с рабочей длиной волны 10,6 мкм. Некоторые физико-химичес-
кие свойства ZnSe приведены в табл. 1.24. В лазерах на СО2
в режиме непрерывной генерации селенид цинка выдерживает
лучевую нагрузку в несколько киловатт на квадратный санти-
метр (107 Вт/см2).
Кристаллы германия (Ge) часто используют в оптических систе-
мах лазеров на СО2 благодаря их высокой теплопроводности —
58,5 Вт/(м • °C). Германий прозрачен от 2 до 23 мкм, поглощение
при 10,6 мкм может быть доведено легированием до 0,015 см-1.
Поглощение германия чрезвычайно резко возрастает при темпе-
ратурах, превышающих 400 °C. Это связано с высокой подвижно-
стью носителей в германии и с большой температурной зависимо-
стью концентрации носителей (при 20 °C в 1 см3 их содержится
1013, при 400 °C - 1017). Германий водоустойчив и допускает пря-
мое охлаждение водой. Плотность германия 5,323 г/см3. Значе-
ние ТКЛР a(t) составляет 61 • 10-7 “СТ1. Температура плавления
937 °C; показатель преломления для длины волны 10,6 мкм равен
4,0028; твердость по сошлифовыванию 0,7.
Некоторые оптические фирмы США рекомендуют использо-
вать алмаз в качестве материала оптических элементов лазеров
на СО2. Поглощение алмаза при X = 10,6 мкм не так уж мало
(0,01 см-1); он обладает высокой теплопроводностью (в 4 раза
лучше, чем у металлического серебра), что позволяет пропус-
кать через алмазные окна световые потоки до 1 МВт/см2. Вот
некоторые свойства алмаза как оптического материала: пока-
затель преломления для X = 10,6 мкм — 2,41; область пропуска-
ния 0,2-2,0 мкм и 6,5-100 мкм (в диапазоне 2,0-6,5 мкм ши-
рокая полоса поглощения); ТКЛР a(t) = 10,5 • 10~7 °C-1; плот-
ность 3,5 г/см3.
38
1.14. КРИСТАЛЛЫ ДЛЯ ГЕНЕРАЦИИ
ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
В современной оптике широко применяются активированные
кристаллы для генерации лазерного излучения. Первым из них
был рубин — оксид алюминия, легированный хромом в концент-
рации около 0,025 %. Широкое распространение рубиновых лазе-
ров объясняется тем, что они помимо специфической длины волны
излучения обладают большой мгновенной мощностью, высокой спек-
тральной яркостью, достаточной направленностью излучения, воз-
можностью наблюдения, фотографирования на обычные фотомате-
риалы и регистрации малоинерционными фотоприемниками в об-
ласти их максимальной спектральной чувствительности. Рубин
как активное тело обладает рядом положительных свойств: узкой
полосой люминесценции (которая может быть еще сужена на по-
рядок глубоким охлаждением) и в связи с этим большим коэффи-
циентом усиления, возможностью непрерывно и точно регулиро-
вать длину волны генерируемого излучения изменением темпера-
туры, большой механической прочностью, высокой теплопровод-
ностью и отсутствием фотохимического старения под действием
излучения накачки или генерации. Все это позволяет создавать
надежные и мощные лазеры с хорошей воспроизводимостью пара-
метров.
Приняты следующие условные обозначения рубиновых актив-
ных элементов: Р — без наконечников; РЛ — с лейкосапфировы-
ми наконечниками; РЛС — с наконечниками со скошенным тор-
цом; РЛ1Б — с одним скошенным под углом Брюстера торцом;
РЛ2Б — с двумя скошенными под углом Брюстера торцами.
Возможность наращивания лейкосапфировых наконечников
является существенным преимуществом метода Вернейля приме-
нительно к изготовлению кристаллов рубина. Обычно используют
стержни рубина, ось которых ориентирована по отношению к оп-
тической оси под углом 60 или 90°.
Алюмоиттриевый гранат, активированный неодимом с массо-
вой долей 0,5; 1,0 или 1,5 %, все больше заменяет рубин в новей-
ших лазерных системах. Химическая формула граната — Y3A12O5;
обычно используют обозначения АИГ. Применяют кристаллы АИГ
следующего ряда диаметров и длин: 5 х 50, 5 х 60, 5 х 35, 6,5 х 70,
6,5 х 90, 10 х 100, 10 х 130 мм. Радиальный градиент показателя
преломления на этих размерах не превышает (0,5 + 3,0)10~5.
Другие физико-химические свойства алюмоиттриевого граната
приведены в табл. 1.24. Поверхностная лучевая прочность
4 Дж/см2. С кристаллами АИГ конкурирует ортоалюминат итт-
рия (YA1O3) с неодимом. Показатель преломления кристалла
1,9103. Механические свойства близки к свойствам граната, но
эти кристаллы превосходят его по размеру предельной запасен-
39
ной энергии, термооптике и по скорости выращивания при луч-
шем коэффициенте распределения неодима. Элементы изготов-
ляют с размерами 5 х 50, 6 х 90 и 8 х 100 мм. Анизотропия физи-
ческих свойств позволяет выбрать в кристаллах направления с
оптимальными для требуемых задач выходными параметрами.
В отличие от кристаллов АИГ кристаллы YA103 генерируют плос-
кополяризованное излучение. Наличие собственного двулуче-
преломления ослабляет отрицательные эффекты, связанные с на-
веденным двулучепреломлением.
1.15. КРИСТАЛЛЫ ДЛЯ УПРАВЛЕНИЯ
ОПТИЧЕСКИМ ИЗЛУЧЕНИЕМ
Появление лазеров и особенности их излучения способствова-
ли существенному развитию материалов для модуляции света
[1.10]. В связи с высокой направленностью лазерного излучения и
большой плотностью энергии материалы модуляторов должны об-
ладать высокой лучевой прочностью.
К материалу модулятора предъявляются более жесткие тре-
бования по оптической однородности, чем к материалам других
элементов оптического тракта. По этой причине, например, не
очень широко применяют нелинейные кристаллы со структурой
калийвольфрамовой бронзы; калиево-литиевый ниобат (клин)
K3Li2Nb5O15 и бариево-натриевый ниобат (банан) Ba2NaNb5O15.
Большая нелинейная восприимчивость при оптических частотах
делает их перспективными для генерации второй гармоники, од-
нако трудность получения оптически однородных кристаллов
практически еще не позволила внедрить их в модуляторную прак-
тику. Часто используют кристаллы КДП и ДКДП — дигидрофос-
фат калия КН2РО4 и дейтерированный дигидрофосфат калия. Пос-
ледний выращивают из водных растворов с использованием тя-
желой воды.
КДП принадлежит к одноосным кристаллам тетрагональной
сингонии. Он прозрачен от 0,3 до 1,2 мкм; обладает линейным
электрооптическим эффектом при наложении электрического поля
вдоль оси z, т. е. вдоль направления (001). В настоящее время он
является одним из основных материалов для изготовления умно-
жителей частоты, генераторов гармоник, модуляторов света. Крис-
талл оптически отрицателен. Так, для излучения неодима л0 =
= 1,4936; пе = 1,4598. Плотность 2,338 г/см3. Температура плавле-
ния 252 °C. Коэффициент термического расширения при 20 °C
равен 216 • 10~7 перпендикулярно к оси с и 343 10-7 параллель-
но оси с. Кристаллы растворяются в воде, спирте, ацетоне, бензине,
гигроскопичны.
В настоящее время освоено выращивание кристаллов ДКДП
размерами 45 х 45 х 120, 100 х 100 х 220 мм и более.
40
Из кристаллов тригональной сингонии широко применяют ни-
обат лития LiNbO3. Создана аппаратура, позволяющая произво-
дить качественные заготовки по способу вытягивания из распла-
ва в виде буль диаметром 20 и длиной 120 мм. Ниобат лития
нерастворим в воде и слабых кислотах, это высокопреломляющий
материал (н0 = 2,2756; пе = 2,1874), прозрачен в диапазоне 0,4-
5,0 мкм, твердость по шкале Мооса равна 5. Ниобат лития с при-
месями элементов группы железа широко применяют в оптичес-
ких запоминающих устройствах. Излучение одномодового лазера
на стекле с неодимом разрушает кристаллы ниобата лития при
плотности мощности около 6 МВт/см2.
Тригональные кристаллы прустита Ag3AsS3 используют в па-
раметрических генераторах и преобразователях инфракрасного ди-
апазона в области 0,6-14,0 мкм. Кристаллы прустита имеют боль-
шое отрицательное двулучепреломление (в видимой части п0 = 2,979;
пе = 2,711), нерастворимы в воде, твердость по шкале Мооса равна
2,5. Температура плавления 492 °C. Плотность 5,56 г/см3.
К высокоомным нелинейным электрооптическим кристаллам
относятся и описанные ранее кристаллы селенида цинка. Они ха-
рактеризуются большой оптической восприимчивостью, широкой
областью прозрачности, что позволяет использовать один и тот же
модулятор в широком спектральном диапазоне. Однако метод
выращивания этих кристаллов не позволяет получить кристаллы,
полностью пригодные для электрооптических целей. Двойнико-
вание кристаллов селенида цинка — серьезное препятствие на
пути внедрения их в технику СВЧ модуляции света.
Для модуляторов перспективными являются сегнетоэлектри-
ческие кристаллы танталата лития (LiTaO3), магнониобата свинца
(Pb3MgNbO9), магнотанталата свинца (Pb3MgTaO2).
Кристаллы танталата лития являются изоморфными по отно-
шению к кристаллам ниобата лития, однако они обладают есте-
ственной анизотропией, почти на порядок меньшей по сравнению
с кристаллами ниобата лития при одинаковой электрооптической
эффективности. Это делает их перспективными для использова-
ния в электрооптических затворах и модуляторах лазерного излу-
чения, особенно для пучков с заметной расходимостью.
Кристаллы магнониобата и магнотанталата свинца — сегнето-
электрики с размытым фазовым переходом со средними темпе-
ратурами точек Кюри при Тк = -100 °C и Тк = +10 °C соответствен-
но — обладают большим квадратичным электрооптическим эф-
фектом и являются оптически изотропными в широком интерва-
ле температур. На их основе в настоящее время разработан ряд
электрооптических модуляторов с уникальными характеристика-
ми. Рабочие элементы из магнотанталата свинца имеют размер
5 х 5 х 5, из магнониобата свинца — 6x6x2, или 10 х 10 х 1, или
9x12x1 мм с ориентацией (110).
41
1.16. ОПТИЧЕСКИЕ ПОЛИКРИСТАЛЛЫ
(ОПТИЧЕСКАЯ КЕРАМИКА)
Технология производства оптических поликристаллов заклю-
чается в вакуумном прессовании при высоких давлениях и тем-
пературах, составляющих 2/3 температуры плавления вещества,
тонкодисперсных порошков оксидов, фторидов, сульфидов, селени-
дов или более сложных соединений. При этом эффективно дей-
ствуют два механизма массопереноса — трансляционное сколь-
жение по кристаллографическим плоскостям и скольжение по
границам зерен.
Получаемый беспористый материал, лишь несколько уступая
монокристаллу аналогичного химического состава по пропуска-
нию в видимой части спектра, хорошо пропускает ИК-область
спектра и обладает высокой способностью выдерживать термо-
механические удары. Размер единичного зерна в отпрессованной
заготовке составляет несколько десятков микрометров. Опти-
ческая керамика поставляется в форме плоских пластин раз-
личной конфигурации, дисков и менисков. В зависимости от типа
оптической керамики максимальные размеры заготовок изменя-
ются от 80 до 350 мм.
Наиболее широко применяется оптическая керамика из фтори-
стого магния КО12, имеющая рабочий интервал от 0,7 до 8,0 мкм.
Керамика КО2 из сульфида цинка работает в более далеком ИК-
диапазоне — от 2,0 до 12,5 мкм. Показатель преломления КО2
для л. = 10,6 мкм равен 2,1935, температура плавления 1850 °C, но,
начиная с температуры 400 °C, она начинает медленно окисляться.
Модуль Юнга равен 8,6 1О10 Па.
Оптическая керамика КОЗ представляет собой поликристалли-
ческий фтористый кальций (CaF2), в котором отсутствие плоско-
стей спайности увеличило устойчивость материала к механичес-
ким и тепловым ударам. Значение ТКЛР — 195 10'7 °C-1. Мо-
дуль Юнга равен 14 1О10 Па, прочность — 4 • 109 Па, химически
устойчива. Рабочая спектральная область пропускания в значи-
тельной степени зависит от качества сырья, но может быть доведе-
на до 0,4-10,0 мкм.
Оптическая керамика КО5 — поликристаллический оксид маг-
ния. Температура плавления 2800 °C. Рабочий спектральный ди-
апазон 0,4-8,0 мкм. Показатель преломления для X = 2 мкм
равен 1,723. Высокая теплопроводность [44 Вт/(м К)] позволя-
ет использовать марку КО5 в изделиях, подвергающихся темпе-
ратурным ударам. В воде керамика КО5 не растворяется, но при
длительном хранении в обычной атмосфере наблюдается взаи-
модействие с влагой и углекислотой воздуха с образованием на
поверхности тонкого налета карбоната магния. Поэтому изде-
лия, рассчитанные на длительное хранение, лучше подвергать хи-
мической защите.
42
Применение новой технологии, основанной на газофазных ме-
тодах выращивания, позволило повысить прозрачность поликри-
сталлических оптических материалов и их механическую проч-
ность.
Получили развитие два метода: вакуумная сублимация и хими-
ческое газофазное осаждение. Поликристаллический селенид цинка
ПО4 производится серийно (ОСТ 3-6307-87) в виде пластин диа-
метром от 100 до 500 мм и толщиной до 30 мм. Приведем основ-
ные параметры керамики ПО4: область прозрачности на уровне 50 %
при толщине 1 см — от 0,6 до 16 мкм; показатель ослабления —
0,01-0,02 см-1 в области 8-14 мкм, 0,05 см-1 для 1,06 мкм и
0,1-0,2 см-1 в видимой области спектра; показатель поглощения —
от 3 до 15 • 10-3 см-1 на длине волны 10,6 мкм; лучевая проч-
ность в импульсе — до 480 МВт/см2 на длине 10,6 мкм; двулу-
чепреломление — не более 20 нм/см; включения — менее 1 мм
для заготовок 0 360-500 мм и менее 0,5 мм для заготовок 0 180-
200 мм; прочность на изгиб — 23-30 МПа; термостойкость по
ГОСТ 11103-85 — ДТ = 58 -*• 70 °C (в зависимости от размера зерна).
Поликристаллический теллурид кадмия ПО6 получают ана-
логично. Показатель преломления на длине 10,6 мкм — 2,67;
плотность — 5,85 г/см3; температурный коэффициент линейно-
го расширения — 55 • 10~7 °C-1 (что дает высокую термостой-
кость — 350 °C). В воде не растворяется, слабо подвержен дей-
ствию органических жидкостей; температура плавления 1090 °C.
Оптическая керамика ПО6 прозрачна в ИК-диапазоне спектра
в интервале длин волн 0,9-29,0 мкм и в этой области не имеет
полос поглощения. Прозрачность керамики ПО6 в указанном ди-
апазоне спектра составляет 60-65 % без учета потерь на отраже-
ние и может быть увеличена до 99 % нанесением просветляю-
щих покрытий.
Материал устойчив в нейтральной газовой среде при любых
температурах вплоть до температуры плавления. На воздухе при
температуре выше 350 °C он окисляется с образованием тонких
поверхностных пленок, в вакууме заметно начинает испаряться
при температуре выше 650 °C.
Получены заготовки оптической керамики ПО6 диаметром до
200 и толщиной до 20 мм. Применяется в качестве подложек
светофильтров в ИК-спектрофотометрах и окнах газовых лазеров
на СО2 со средней плотностью мощности. Приемники излучения
с окнами из материала ПО6 выдерживают охлаждение до темпе-
ратуры жидкого азота без растрескивания окон.
Метод газофазного химического осаждения позволяет получать
селенид цинка и сульфид цинка с рекордными параметрами по
оптическому качеству и габаритным размерам. Метод основан на
химическом воздействии пара цинка с селеноводородом (или серо-
водородом) с образованием твердого продукта — селенида (или
сульфида) цинка. Осаждение производится в вакуумной печи при
43
температуре 800 °C, общем давлении 20 мм (аргон) и парциаль-
ном давлении реагентов (цинка и селеноводорода) 1-2 мм. Про-
дукт осаждается на твердой поверхности (на стенках реактора)
в виде поликристаллического слоя с теоретической плотностью
(5,27 г/см3 для селенида цинка) и размером зерна 50-100 мкм.
Заготовки селенида цинка получают размером до 500 и толщи-
ной до 30 мм. Скорость роста составляет 0,06 мм/ч. Процесс роста
длится несколько сотен часов непрерывно.
Полученный таким способом поликристаллический селенид
цинка имеет показатель поглощения на длине 10,6 мкм (5 *10) х
х Ю-4 см-1, прозрачен в области 0,5-18,0 мкм (на уровне 50 %
при п = 1 см), имеет прочность на изгиб до 60 МПа и термостой-
кость ДТ = 90 °C.
Электрооптическая керамика КЭОЮ представляет собой поли-
кристаллический материал на основе цирконата-титаната свин-
ца и лантана. В табл. 1.25 приведены свойства КЭОЮ состава
РЬ0 88Ьа0 08(Zr0 65^0 35^3 в сравнении с известной керамикой
PLZT фирмы SANDJA (США). Интегральное пропускание элект-
рооптической керамики КЭОЮ без учета потерь на отражение на
длине волны Не - Аг-лазера (630 нм) составляет 60-65 % при тол-
щине образца 0,8 мм.
Материал КЭОЮ устойчив к действию воды и щелочей и слег-
ка растворим в минеральных кислотах, стоек в окислительной
газовой среде вплоть до температуры плавления. При давлении
Таблица 1.25. ОСНОВНЫЕ СВОЙСТВА
ЭЛЕКТРООПТИЧЕСКОЙ КЕРАМИКИ
Параметр КЭОЮ PLZT
Плотность, г/см 7,82 7,80
Температурный коэффициент линейного расширения а • 106 °C-1:
в сегнетофазе (20-150 °C) 2,4 2,4
в парафазе (150-30 °C) 6,0 5,0
Температура плавления, °C 1300 1300
Точка Кюри,°C 150 150
Показатель преломления 2,47 2,50
Область прозрачности при толщине образ- ца 0,25 мм, мкм 0,4-8,0 0,4-8,0
Диэлектрическая проницаемость при час- тоте 103 Гц и 20 °C 3000 3000
Коэрцитивное поле, кВ/см 5,0 8,0
Линейный электрооптический коэффи- циент, см/В 36 • 1О10 6,12 1010
Квадратический электрооптический ко- эффициент, см2/В2 5,6 1012 -
44
1,33 Па и температурах выше 900 °C чернеет и становится непроз-
рачным из-за восстановления титана до трехвалентного состояния.
Разработанные приемы изготовления электрооптической кера-
мики обеспечивают получение материала высокого качества и с
хорошо воспроизводимыми параметрами. В настоящее время по-
лучены заготовки диаметром 125 мм.
Материал опробован в устройствах записи информации и моду-
ляторах света и может быть использован для изготовления элект-
рически управляемых светофильтров, оптических затворов. Мел-
козернистая керамика (с размером зерна менее 4 мкм) использует-
ся в устройствах, работающих на эффекте электрически управляе-
мого пропускания, крупнозернистая — на эффекте рассеяния.
Оптическая люминесцентная керамика КОЛ1 представляет со-
бой плотный и механически прочный прозрачный люминесцентный
материал поликристаллической структуры; по химическому составу
это сульфид цинка (ZnS), активированный ионами серебра (с массо-
вой долей до 2 • 10~2 %) и содержащий до 1 % хлористого натрия.
Керамику изготовляют методом горячего прессования в вакууме.
Она имеет синее свечение и возбуждается ультрафиолетовыми, рент-
геновскими и электронными лучами. Люминесцентная керамика
чувствительна к ИК-излучению. В отличие от катодолюминесцент-
ных стекол типа КЛС и порошковых рентгенолюминофоров типа
Р450 керамика имеет более высокую яркость свечения. Люминес-
центная оптическая керамика обладает высокой стойкостью к дей-
ствию электронных лучей: при плотности тока 10~5 А/см2 устойчи-
вость КОЛ1 в несколько раз превышает устойчивость монокристал-
лических экранов. Материал не имеет отечественных и зарубежных
аналогов. Световой выход катодолюминесценции 5 кд/Вт.
Оптическая керамика КО11 представляет собой новую свето-
рассеивающую среду. Это поликристаллический материал, получа-
емый методом горячего прессования фтористого магния (MgF2).
Интегральный коэффициент диффузного пропускания КОИ для
видимого света в зависимости от толщины образца и условий его
изготовления может колебаться от 15 до 35 %.
По своим рассеивающим характеристикам оптическая кера-
мика КОИ подобна молочным стеклам типа МС, благодаря высо-
кой теплопроводности обладает лучшей термостойкостью; может
применяться при температурах до 800 °C и в отличие от силикат-
ных стекол типа МС очень устойчива к воздействию фторирующих
соединений (фтора, фтористого водорода и т. д.) как в газообраз-
ной, так и в конденсированной фазах. Оптическая керамика КОИ
опробована в качестве рассеивателя света, работающего в газовой
среде, содержащей пары фтора и фтористого водорода. Использова-
ние светорассеивающей керамики КОИ значительно расширяет
области применения оптических приборов и устройств, в которых
необходимо преобразование направленных пучков видимого света
в диффузные.
45
1.17. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
ОПТИЧЕСКИХ МАТЕРИАЛОВ
1.17.1. ПРОЧНОСТЬ
Прочностью называют способность материала сопротивляться
разрушающим нагрузкам. Количественно прочность определяется
значением предельных механических напряжений, приводящих
к разрушению материала.
Характерное для оптических материалов хрупкое разрушение
происходит при значениях прочности о = (1 100) 107 Н/м2, что
значительно меньше теоретических значений прочности твердых
тел, рассчитанных по прочности межатомных связей о ~ 0,1Е =
= (0,4 - 0,5) 1О10 Н/м2.
Для хрупких оптических материалов наибольший интерес пред-
ставляет их стойкость к растягивающим напряжениям, однако
из-за сложности изготовления образцов гантельного типа для ис-
пытаний на разрыв наибольшее распространение приобрели ис-
пытания на изгиб.
Для оптических материалов применяют в основном два метода
измерения прочности при поперечном изгибе: центрально-коль-
цевой изгиб (ЦКИ) и четырехточечный изгиб.
При центрально-кольцевом изгибе материал в виде круг-
лой пластины свободно опирается на круглую опору и разру-
шается с помощью кольцевого пуансона меньшего диаметра, к
которому с постоянной скоростью прикладывается нагрузка.
Прочность рассчитывают по формуле
2 2
(1 - v)--+ (1 + v)In— ,
2b2 rQ
где Р — нагрузка на пуансон в момент разрушения; h — толщина
пластины; v — коэффициент Пуассона; a, rQ — радиусы кольцевой
опоры и пуансона; b — радиус образца.
Чтобы исключить влияние дефектных краев на прочность, пре-
дусмотрено, чтобы края образца выступали за контур опоры с каж-
дой стороны на величину, не менее чем в шесть раз превышаю-
щую толщину образца, поэтому можно сказать, что измерения по
методу ЦКИ характеризуют прочность поверхности. ЦКИ широ-
ко применяют для стекол и поликристаллов. В монокристаллах,
отличающихся анизотропией механических свойств, этот метод
дает некоторое приближенное значение разрушающих напряже-
ний, «усредненных» по различным кристаллографическим направ-
лениям в плоскости образца.
При четырехточечном («чистом») изгибе, образец квадратного
или прямоугольного сечения укладывают на опоры и нагружают
ЗР
2лй2
46
двумя перерезывающими силами. Под пуансоном создается область
равномерных напряжений. Благодаря этому значения разрушаю-
щих напряжений, рассчитанные по формуле о = 3Pa/(fr/i2), получа-
ются близкими к истинным (Ь — ширина; h — высота; а — рас-
стояние от неподвижной опоры до точки приложения перерезываю-
щей силы). В этом методе заметное влияние оказывают дефекты
краев образца.
При температурах, существенно меньших температуры размяг-
чения, разрушение стекла происходит без пластической деформа-
ции при полном соблюдении закона Гука. Прочность стекла зави-
сит от состава стекла, состояния поверхности (качества полирова-
ния), наличия дефектов на поверхности (царапин, трещин, заколов)
и в объеме (свилей, пузырей), а также от условий испытаний (тем-
пературы, скорости нагружения, размера образцов, окружающей сре-
ды) и от самого метода измерения.
Как следует из табл. 1.26-1.27, прочность полированных по стан-
дартной технологии стекол различных марок составляет: силикат-
ных — 90-160 МН/м2, кварцевых — 80-110 МН/м2, халькогенид-
ных — 20-25 МН/м2, ситаллов — 150-200 МН/м2 (1 кг/мм2 =
= 9,81 • 106 Н/м2 = 9,81 • 106 Па).
Прочность стекла увеличивает наличие следующих оксидов:
SiO2, А12О3, В2О3, MgO, BaO, TiO2, а понижает — наличие щелочных
оксидов и РЬО.
Прочность стекла кг/мм2 можно ориентировочно рассчитать по
формулам аддитивности:
прочность на растяжение — <з1 = + ... + fnP„)
прочность на сжатие — о2 = F1P1 + ... + FnPn, где fi^Fi — рас-
четные коэффициенты (табл. 1.28); Р; — содержание оксида в
стекле, %.
Возможность резкого снижения разрушающих напряжений за
счет микротрещин делает особо уязвимой поверхность образца, где
помимо микротрещин Гриффитса возникает множество трещин, свя-
занных с механической обработкой поверхности различными абра-
зивами и появлением царапин уже после обработки. Концентрация
опасных микротрещин на поверхности образца увеличивается при
грубой обработке (шлифовании) и уменьшается при полировании.
Поэтому прочность полированных образцов почти вдвое выше
прочности шлифованных (табл. 1.29, 1.30). В то же время полиро-
ванные стекла имеют больший разброс значений прочности, характе-
ризующийся коэффициентом вариации значений предела прочнос-
ти V, % (см. табл. 1.30). Прочность образцов зависит и от состояния
краев (особенно при резке алмазом). Прочность выше в тех случа-
ях, когда поврежденная поверхность подвергается при изгибе не
растяжению, а сжатию (табл. 1.31). Если же проводить испытания
по методу ЦКИ (где исключается влияние дефектного края), то по-
лученные результаты (табл. 1.32) сопоставимы с результатами, по-
лученными при сжатии (см. табл. 1.31).
47
Таблица 1.26.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТЕКОЛ
РАЗЛИЧНЫХ МАРОК
Марка стекла £10 ’, Н/м2 G- 10 ’, Н/м2 Нс ГПа V г/см3 0, ГПа в ю12, м2/Н Фотоупругая по- стоянная С • ю13, м2/Н (X = 550 нм)
-С1 -с2
Легкий крон (ЛК)
ЛК1 4012 1615 0,71 - 0,242 2,33 - 3,01 23,5 56,1
лкз 6317 2572 0,85 - 0,228 2,46 - 2,86 11,2 41,8
ЛК4 6367 2642 1,00 - 0,205 2,33 — 3,67 8,16 45,9
ЛК5 6847 2892 1,41 5,21 0,184 2,27 0,222 3,57 10,2 45,9
ЛК6 4885 1968 0,80 3,72 0,241 2,30 0,180 3,77 14,3 53,04
ЛК7 6798 2854 1,23 4,43 0,191 2,30 0,172 3,52 7,65 43,9
ЛК8 6111 2551 1,13 - 0,198 2,32 - 3,42 15,3 49,0
Фосфатный крон (ФК)
ФК11 6455 2619 0,45 - 0,232 2,60 - 2,35 - -
ФК13 6759 2743 0,53 - 0,232 2,93 — 2,19 15,3 40,8
ФК14 5739 2285 0,39 3,22 0,256 3,39 - 1,43 26,5 41,8
Тяжелый фосфатный крон (ТФК)
ТФК1 7348 2848 0,39 - 0,290 3,62 - 1,22 - -
Крон (К)
К100 7554 3122 1,09 - 0,210 2,63 - 2,75 - —
К2 7024 2908 0,96 - 0,208 2,38 - 3,26 7,65 41,3
КЗ 7524 3124 0,98 - 0,204 2,47 - 2,75 8,16 37,2
К8 8074 3339 1,00 4,98 0,209 2,52 0,210 2,70 5,10 32,6
К14 7720 3209 1,04 - 0,203 2,53 - 2,96 8,16 40,8
К15 6690 2698 0,93 - 0,240 2,76 - 3,57 3,06 40,8
К18 7593 3159 0,94 - 0,202 2,58 — 2,96 7,65 39,8
К19 7063 2897 0,90 4,79 0,219 2,62 - 2,96 8,16 40,8
К20 7240 2965 0,94 - 0,221 2,61 - 3,16 5,10 40,3
Баритовый крон (БК)
БК4 7034 2868 0,90 - 0,226 2,76 - 2,81 9,18 39,8
БК6 7014 2847 0,87 4,36 0,232 2,86 0,260 2,65 10,2 38,8
БК8 8034 3969 0,91 5,04 0,229 2,85 0,263 2,86 9,18 37,7
БК10 7348 2953 0,81 4,54 0,244 3,12 0,173 2,96 6,12 38,8
БК13 7760 3136 0,88 4,73 0,237 3,04 - 2,50 9,18 36,7
Тяжелый крон (ТК)
ТК2 7210 2891 0,84 4,56 0,247 3,20 - 2,75 6,12 33,7
ТК4 7770 3085 0,80 4,42 0,259 3,58 0,208 2,24 9,18 32,6
ТК8 7662 3025 0,75 4,31 0,266 3,61 - 2,04 10,2 31,6
ТК9 7907 3123 0,68 - 0,266 3,62 - 2,35 8,16 32,6
ТК12 8388 3374 0,83 4,91 0,243 3,06 - 2,40 6,12 30,6
ТК13 8437 3350 0,79 4,88 0,259 3,44 - 1,99 10,20 32,6
ТК14 8535 3384 0,74 4,64 0,261 3,51 0,163 1,84 9,18 28,6
ТК16 8025 3167 0,76 4,73 0,267 3,56 0,215 1,84 9,18 28,6
ТК17 8427 3297 0,68 4,55 0,278 3,66 - 1,79 10,20 29,6
ТК20 8103 3185 0,73 4,49 0,272 3,58 — 1,89 10,20 31,6
ТК21 7789 3023 0,57 4,06 0,288 3,98 — 1,94 8,16 27,5
ТК23 8270 3279 0,90 4,86 0,261 3,24 - 2,30 9,18 33,7
48
Продолжение табл, 1.26
Марка стекла ЕЮ7, Н/м2 G 10 7, Н/м2 «с ГПа V г/см3 о, ГПа В ю12, м2/Н Фотоупругая по- стоянная С • 1013, м2/Н (X = 550 нм)
-с, -с2
Сверхтяжелый крон (СТК)
сткз 8858 3452 0,61 4,76 0,283 3,91 0,232 1,53 8,16 26,5
СТК7 8152 3157 0,50 4,12 0,291 4,22 0,143 1,38 11,20 26,5
СТК8 8417 3252 0,54 4,17 0,294 4,16 - 1,48 10,20 23,5
СТК9 11595 4466 1,18 6,23 0,298 4,11 0,325 1,94 21,4
СТК10 10928 4171 1,16 - 0,310 4,10 - 2,09 5,10 21,4
СТК12 11232 4361 1,02 5,95 0,288 3,46 0,239 1,84 2,04 21,4
СТК 15 11448 — 1,07 - 0,289 3,77 - 1,68 — —
СТК 16 11517 4426 1,14 - 0,301 4,61 - 1,84 — -
СТК19 11546 4455 1,13 5,60 0,296 4,09 0,300 1,94 - —
СТК20 12233 4745 1,32 - 0,289 4,36 - 1,43 - -
Особый тяжелый крон (ОК)
OKI 6867 2639 0,22 0,301 3,77 - 0,66 - -
ОК2 - - 0,23 - - 3,82 - 0,59 - -
Кронфлинт (КФ)
КФ4 7044 2906 1,05 4,74 0,212 2,57 0,177 2,96 7,14 38,8
КФ6 6671 2789 0,98 4,19 0,196 2,52 - 3,06 13,40 46,9
КФ7 6632 2763 0,90 4,38 0,200 2,51 - 3,21 16,30 51,0
Баритовый флинт (БФ)
БФ1 6838 2842 0,84 4,21 0,203 2,67 - 3,21 14,30 47,9
БФ4 6730 2752 0,80 4,30 0,223 2,92 - 2,81 11,20 41,8
БФ6 6475 2605 0,81 4,17 0,243 3,16 — 3,06 10,20 39,8
БФ7 7308 2928 0,81 4,34 0,248 3,23 - 2,96 6,12 39,8
БФ8 6426 2593 0,78 3,67 0,239 3,28 - 2,91 15,30 47,9
БФ11 7720 3037 0,74 4,43 0,271 3,66 - 2,35 9,18 35,7
БФ12 6112 2458 0,69 3,77 0,243 3,67 - 2,55 16,30 41,8
БФ13 7632 3005 0,72 4,51 0,270 3,82 - 2,14 — -
БФ16 7897 3071 0,58 3,96 0,286 4,02 - 1,63 13,30 30,6
БФ21 6210 2514 0,72 3,85 0,235 3,56 - 2,91 22,40 53,0
БФ24 6308 2556 0,73 3,93 0,234 3,67 0,172 2,65 18,40 44,9
БФ25 7210 2884 0,80 - 0,250 3,47 - 2,81 9,18 38,8
БФ26 6690 2685 0,73 - 0,246 3,86 - 2,45 18,90 45,9
БФ27 6739 2711 0,76 4,17 0,243 3,46 - 2,70 15,30 43,9
БФ28 6543 2643 0,72 4,10 0,238 3,96 — 2,40 25,50 50,5
БФ32 6141 2404 0,37 - 0,277 2,85 - 2,81 - -
Тяжелый баритовый флинт (ТБФ)
ТБФЗ 9035 3454 0,76 4,34 0,308 4,47 - 2,45 1,02 25,5
ТБФ4 9486 3626 0,79 4,50 0,308 4,46 - 2,35 — 27,03
ТБФ8 11360 4326 1,09 - 0,313 4,93 — 2,45 — -
ТБФ9 10899 4291 0,90 - 0,270 5,02 - 1,79 - -
ТБФ25 11124,5 — 1,15 — — 4,48 - 1,87 — —
ТБФ10 10271 - 0,77 - 0,302 4,22 - 1,84 - —
ТБФ11 - - 1,40 - - - - - - -
49
Продолжение табл. 1.26
Марка стекла Е • 10 Н/м2 G 10 ’, Н/м2 Нс ГПа V р. г/см3 а, ГПа В1012, м2/Н Фотоупругая по- стоянная С • 1013, м2/Н (X = 550 нм)
“Cl -с2
Легкий флинт (ЛФ)
ЛФ5 5562 2310 0,68 3,51 0,204 3,23 0,195 3,26 24,50 56,1
ЛФ7 5572 2302 0,64 - 0,210 3,23 - 3,26 26,01 60,2
ЛФ8 6553 2645 0,71 - 0,239 2,57 - 3,16 8,16 42,8
ЛФ9 6759 2716 0,69 — 0,244 2,61 - 3,26 8,67 45,9
ЛФ10 6671 2738 0,83 - 0,218 2,73 - 2,96 9,18 41,8
ЛФ11 6484 2677 0,74 4,03 0,211 3,02 - 3,06 17,9 50,5
ЛФ12 6416 2600 0,75 - 0,234 2,54 - 3,16 10,2 45,9
Флинт (Ф)
Ф1 5562 2278 0,65 3,50 0,221 3,57 0,172 2,96 31,6 61,2
Ф2 5592 2299 0,58 - 0,216 3,60 - 3,01 - -
Ф4 5533 2264 0,64 3,50 0,222 3,67 - 2,96 33,7 64,3
Ф6 5709 2381 0,69 - 0,199 3,48 0,136 3,01 31,6 64,3
Ф9 6583 2639 0,60 - 0,247 2,93 - 3,16 12,8 43,4
Ф13 5660 2329 0,67 3,70 0,215 3,63 - 2,86 28,6 57,1
Ф18 5052 2024 0,60 - 0,248 3,59 - 2,75 - -
Тяжелый флинт (ТФ)
ТФ1 5366 2187 0,61 3,31 0,227 3,86 0,178 2,55 35,7 63,2
ТФ2 5503 2243 0,64 3,25 0,227 4,09 - 2,24 37,7 61,2
ТФЗ 5513 2257 0,62 - 0,221 4,46 - 1,84 47,9 68,3
ТФ4 5396 2176 0,62 2,93 0,240 4,65 — 1,48 51,0 67,3
ТФ5 5396 2181 0,61 3,22 0,240 4,77 0,153 1,48 54,1 67,3
ТФ7 5317 2129 0,55 2,98 0,249 4,52 0,201 1,63 47,9 64,3
ТФ8 5621 2287 0,62 3,22 0,229 4,23 - 2,09 4,18 64,3
ТФ10 5425 2179 0,52 2,87 0,245 5,19 - 0,66 62,2 69,4
ТФ11 6651 2642 0,45 - 0,259 3,14 - 2,86 10,2 40,8
ТФ12 6445 2607 0,63 3,53 0,236 4,74 - 1,22 39,8 54,1
ТФ13 - - 0,55 - - 5,04 - 0,82 - -
Сверхтяжелый, флинт (СТФ)
СТФ2 5239 2056 0,31 - 0,274 6,15 -1,28 - -
СТФЗ 5925 2370 0,22 - 0,250 6,13 - -1,38 - -
СТФ11 4454 1745 0,18 - 0,276 6,79 - -2,35 - -
Особый флинт (ОФ)
ОФ1 5307 2166 0,79 - 0,225 2,56 - 3,98 16,3 59,2
ОФЗ 5572 2175 0,60 - 0,281 3,15 — 3,21 - -
ОФ4 6808 2654 0,64 — 0,283 3,48 - 2,55 11,2 38,8
ОФ5 6651 2590 0,60 3,48 0,284 3,60 - 2,5 15,3 42,8
ОФ6 6838 2671 0,76 - 0,280 2,95 - - - -
Кварцевое стекло
- 7308 3139 1,81 6,7-8,0 0,164 2,203 0,107 3,50 - -
50
Таблица 1.27.
ПРЕДЕЛЫ ПРОЧНОСТИ НЕКОТОРЫХ МАРОК СТЕКОЛ,
ОПРЕДЕЛЕННЫЕ МЕТОДОМ ЦКИ
Оптический материал а, МН/м2
Стекло СТК9 (длительный отжиг) 118
» СТК9 (заводской отжиг) 118
» СТК9 (закаленное) 128
» БФ4 98
о ЛФ5 79
» ОФ (1821) 157
9 ОФ (10-10) 128
Натриевоалюмосиликатное стекло 108
Натриевосиликатное стекло 88
Многоборное алюмосиликатное стекло 122
Халькогенидное стекло:
ИКС 22 20
ИКС 23 20
ИКС 24 20
ИКС 25 20
ИКС 26 25
ИКС 27 20
ИКС 28 20
ИКС 29 20
ИКС 30 25
Кварц «Гереус» 78
Ситалл технический литиевый 160
Таблица 1.28.
КОЭФФИЦИЕНТЫ ДЛЯ РАСЧЕТА ПРЕДЕЛА ПРОЧНОСТИ СТЕКОЛ
НА РАСТЯЖЕНИЕ И СЖАТИЕ
Коэффи- циент Оксид
SiO2 Ва2О3 Р2О5 А12О3 СаО MgO ВаО ZnO РЬО Na2O К2О
7 0,09 0,065 0,075 0,05 0,2 0,01 0,05 0,15 0,025 0,02 -
F 1,23 0,90 0,760 1,0 0,2 1,10 0,62 0,60 0,480 0,60 0,05
Таблица 1.29.
ЗАВИСИМОСТЬ ПРЕДЕЛА ПРОЧНОСТИ СТЕКЛА
ОТ СОСТОЯНИЯ ПОВЕРХНОСТИ
Вид обработки поверхности о • 10 ’, Н/м2
Естественная (огненная полировка) Поцарапанная наждачной бумагой: 21,4
№ 100 12,9
№ 150 4,0
Шлифованная и полированная 7,0
Полированная без шлифования 7,0
Шлифованная и полированная с последующей закалкой 17,7
Примечание: а • 10 7, Н/м2, означает, что действительное значение предела прочности равно указанному в таблице значению, умноженному на 107.
51
Таблица 1 30 ВЛИЯНИЕ ВИДА ОБРАБОТКИ
НА ПРЕДЕЛЫ ПРОЧНОСТИ СТЕКЛА
а 10 7,Н/м2 v,%
Марка стекла Тип абразива
М28 М14 М28 М14
К8 5,8 15,2 8,6 34,0
ТФЗ 4,6 10,6 19,4 33,7
СТКЗ 4,6 11,1 9,4 29,6
СТК7 4,3 10,8 8,2 26,5
СТК9 6,6 14,9 11,2 25,1
СТК10 5,9 17,2 8,3 46,7
СТК12 6,2 17,3 15,9 34,1
Таблица 1.31.
ЗАВИСИМОСТЬ ПРЕДЕЛА ПРОЧНОСТИ
ОТ ПОЛОЖЕНИЯ ПОВРЕЖДЕННЫХ КРАЕВ
Толщина стекла, мм Расстояние между опорами, мм а 10 7,Н/м2
при сжатии при растяжении
1,5-1,7 90 19,4 7,1
1,5-1,7 55 21,0 7,4
2,7 90 23,2 6,4
2,7 55 22,2 7,3
5,0 55 16,7 5,8
5,0 55 6,3 5,9
* Для полированных стекол, остальные данные приведены для стекол вертикального вытягива-
НИЯ.
Таблица 1.32.
ПРЕДЕЛЫ ПРОЧНОСТИ,
ОПРЕДЕЛЕННЫЕ ПО МЕТОДУ ЦКИ
Количество испытанных образцов Толщина, мм а • 10 7, Н/м2
82 1,5-1,7 24,2
78 2,7 23,3
82 5,0 21,4
Известно, что отжиг увеличивает прочность стекла. Так, с умень-
шением остаточных напряжений в стекле в 1,5-2,0 раза сопротив-
ление изгибу возрастает на 9-12 % (табл. 1.33). Сопротивление
поперечному изгибу определяли при действии одной сосредоточен-
ной силы на пластинах листового стекла размером 100 х 200 мм2
с необработанными краями. Сопротивление удару измерялось на
пластинах 100 х 100 мм2 путем сбрасывания шара массой 66,44 г.
С увеличением выдержки стекла при температуре отжига проч-
ность заметно увеличивается (табл. 1.34).
Прочность стекол зависит и от окружающей среды. Поверхност-
но активные среды (в частности, вода) облегчают развитие микро-
трещин за счет расклинивающего действия. При увеличении влаж-
ности от 0 до 100 % прочность образцов стекол, предварительно
обработанных в вакууме, снижается на 15 %.
52
Таблица 1.33. ЗНАЧЕНИЯ ПРЕДЕЛА ПРОЧНОСТИ НА ИЗГИБ (аи)
И УДАР (а ) В ЗАВИСИМОСТИ ОТ СТЕПЕНИ
ОТЖИГА ОКОННОГО СТЕКЛА
Стекло Группа отжига Средняя разность хода лучей, мкм/см ац 10 7, Н/м2 ауд • 10“7, Н/м2
Одинарное 1 7,1 5,26 -
(толщина 2 8,7 4,90 3,10
1,9-2,4 мм) 3 10,5 4,79 2,0
Двойное 1 7,6 3,99 1,50
(толщина 2 9,0 3,82 1,36
2,7-3,3 мм) 3 11,0 3,52 -
Таблица 1.34. ЗНАЧЕНИЯ ПРЕДЕЛА ПРОЧНОСТИ НА ИЗГИБ (си)
И УДАР (оуд) В ЗАВИСИМОСТИ ОТ ВРЕМЕНИ ОТЖИГА
Время вы- держки при температуре отжига, ч ац . 10Ц Н/м2 ада. 10“3, Н/м2
Тянутое стекло толщиной, мм Прокатанное стекло тол- щиной 7 мм Тянутое стекло толщиной, мм Прокатанное стекло тол- щиной 7 мм
4,5 5,9 4,5 5,9
0 785 753 713 1,64 1,78 1,78
3,0 1105 983 1110 2,66 2,58 3,06
. 7,5 1109 1221 1442 2,84 3,14 3,76
15,0 1156 1187 1406 3,60 3,61 3,35
30,0 1202 1272 1404 4,29 4,02 3,51
’ 60,0 1207 1331 1350 3,59 4,22 3,67
ВЛИЯНИЕ ВОДЫ НА ПРЕДЕЛ ПРОЧНОСТИ СТЕКЛА
Таблица 1.35.
Условия испытаний а • 10 ’, Н/м2
На воздухе (при температуре 20 °C) 5,2
В воде при температуре, °C:
20 4,1
80 3,8
Погружение образца в во-
ду сильно снижает прочность
стекла (табл. 1.35). Воздей-
ствие газообразных оксидов, на-
пример SO3, СО2, напротив, уве-
личивает прочность стекла.
Достаточно сильно проч-
ность стекла зависит от темпе-
ратуры (рис. 1.1). Она мини-
мальная при температуре око-
ло 200 °C. При снижении тем-
пературы до -200 °C прочность
увеличивается почти в три раза,
что объясняется ослаблением
Рис. 1.1. Зависимость предела прочности
стекла от температуры (по Станворту)
53
Рис 1.2. Зависимость предела прочности
кварцевых стекол от температуры:
1,5 —• при изгибе прозрачного и непрозрачно-
го кварцевого стекла соответственно; 2, 3 — при
ударном изгибе прозрачного и непрозрачного
кварцевого стекла соответственно; 4,6 — при
растяжении прозрачного и непрозрачного квар-
цевого стекла соответственно
действия поверхностно актив-
ных веществ (влаги). С увели-
чением температуры от 200 до
500 °C прочность снова возрас-
тает почти вдвое. Это связано с
появлением пластической со-
ставляющей в деформации.
В отличие от силикатного
прочность кварцевого стекла не-
прерывно возрастает вплоть до
температуры 1200°С (рис. 1.2).
Сопротивление стекла суще-
ственно зависит от характера
напряженного состояния, созда-
ваемого при том или ином виде
испытаний. Наименьшая сопро-
тивляемость стекла имеет мес-
то при растягивающих напря-
жениях и наибольшая — при
сжимающих (табл. 1.36). Сопро-
тивление изгибу занимает про-
межуточное положение между
этими двумя видами.
Влияние ширины и толщи-
ны образца на прочность при
изгибе характеризуется данны-
ми, приведенными в табл. 1.37,
1.38.
В табл. 1.39 и на рис. 1.3
приведены значения предела
прочности для ряда монокристаллов в зависимости от различных
факторов. Значения механической прочности кристаллов больше
у образцов с более совершенной поверхностью, если определяющи-
ми являются дефекты приповерхностного слоя. Например, предел
прочности полированных образцов КС1 при комнатной темпера-
туре в 1,5 раза больше, чем шлифованных образцов. Аналогичная
зависимость существует и для кристаллов CaF2, в то время как
Таблица 1.36.
ЗАВИСИМОСТЬ ПРЕДЕЛА ПРОЧНОСТИ
КВАРЦЕВОГО СТЕКЛА ОТ ВИДА ИСПЫТАНИЙ
Вид испытаний (20 °C) а • 10'5, Н/м2
Вид стекла
прозрачное непрозрачное
При сжатии 6380,0 3041,0
При изгибе 1080,0 441,0
При растяжении 590,0 226,0
При ударном изгибе 1,1 0,83
54
Таблица 1.37.
ВЛИЯНИЕ ШИРИНЫ ОБРАЗЦА НА ПРЕДЕЛ
ПРОЧНОСТИ ТЕХНИЧЕСКОГО СТЕКЛА ПРИ ИЗГИБЕ
Тип стекла о • 10'7, Н/м2, при ширине образца,см
10 20
Оконное 6,17 4,39
Утолщенное 5,21 3,77
Утолщенное полированное зеркальное 4,65 3,73
Арм иров ан но е 4,16 3,07
Таблица 1.38.
ЗАВИСИМОСТЬ ПРЕДЕЛА ПРОЧНОСТИ
ОТ ТОЛЩИНЫ СТЕКЛА
Толщина стекла, мм о • 10 7, Н/м2, при изгибе Толщина стекла, мм о - 10 7, Н/м2, при изгибе
поперечном симметричном поперечном симметричном
2 4,8 15,2 7 5,1 6,9
4 4,8 9,8 8 5,2 6,4
6 4,9 7,8 9 5,3 5,9
Таблица 1.39. ЗАВИСИМОСТЬ ПРЕДЕЛА ПРОЧНОСТИ
НЕКОТОРЫХ МОНОКРИСТАЛЛОВ
ОТ РАЗЛИЧНЫХ ФАКТОРОВ
Кристалл Методика испытания Условия испытаний Число образцов п а • 10 7, Н/м2 V, %
Растяжение — 25 0,97 9,73
Температура 300 К:
шлифование 100 3,35 5,42
полирование 100 3,07 5,14
Термообработка при Г = 873 К 25 3,23 6,99
Масштабный эффект:
0 44 х 2 мм 25 2,71 4,57
0 4,4 х 0,2 мм 25 4,47 8,36
LiF . Температура 77 К:
шлифование 25 5,38 7,18
полирование 25 10,75 6,83
Кристаллографическое
Центрально- направление:
кольцевой [100] 100 3,53 4,55
изгиб (ЦКИ) [001] 100 3,60 5,91
[100] 25 2,45 8,60
[ПО] 25 4,93 31,60
[111] 10 7,29 —
у-облучение 3 10 р 25 5,32 23,7
NaCl Полирование [110] — 1,17 —
КС! Полирование [110] — 1,40 —
к' Шлифование [100] — 0,987 —
BaF2 т V Полирование — 2,35 —
MgF2 Полирование [110] — 10,0 —
Шлифование [001] — 12,0 —
55
Рис. 1.3. Зависимость предела проч-
ности кристалов LiF [100] и CaF2 [110]
от обработки поверхности, характери-
зуемой коэффициентом отражения R
в видимой области спектра
для LiF, обладающих большей
пластичностью уже при нормаль-
ной температуре, зависимость
предела прочности от обработки
отсутствует (см. рис. 1.3). Одна-
ко при уменьшении температу-
ры до 77 К и соответствующем
уменьшении влияния пластично-
сти роль микротрещин возраста-
ет: полированные образцы ока-
зываются в два раза прочнее
шлифованных.
Масштабный дефект в крис-
таллах LiF значителен: уменьше-
ние размеров образца в 10 раз
приводит к увеличению прочно-
сти в 1,5 раза. Примерно во
столько же раз возрастает проч-
ность в результате у-облучения
дозой 3 • 107 р.
Предел прочности зависит также от кристаллографического на-
правления: так, в кристаллах LiF разрушающие напряжения для раз-
личных направлений связаны соотношением : ^що] : (Тщц =
= 2,45 : 4,93 : 7,29 х 10 Н/м2 = 1,0 : 2,01 : 2,98 х 107 Н/м2, т. е.
выполняется закон нормальных напряжений. Анизотропия ме-
ханических свойств монокристаллов, в частности, наличие спайно-
сти, снижает механическую прочность и термоустойчивость, за-
трудняет их механическую обработку и ограничивает примене-
Таблица 1.40. ЗНАЧЕНИЯ ПРЕДЕЛА ПРОЧНОСТИ НА ИЗГИБ
ДЛЯ ПОЛИКРИСТАЛЛИЧЕСКИХ ОПТИЧЕСКИХ МАТЕРИАЛОВ
Материал Размер зерна, мкм Размер образцов, мкм Метод Скорость нагружения, см/мин а 10 7, Н/м2 v,%
КО2 1,0-2,0 022 х 1 цки 0,05 7,0 ± 0,6 24,6
КО2 1,0-2,0 20 х 3 х 1 Четырех- точечный 0,05 7,0 ± 0,6 22,4
КО57 0,5-0,7 20 х 3 х 1 То же 0,05 21,6 ± 2,1 10,7
КО1 0,2-0,4 022 х 1 ЦКИ 0,05 11,8 ± 1,1 12,5
КО1 0,2-0,4 20 х 3 х 1 Четырех- точечный 0,05 12,0 ± 0,36 13,56
КОЗ . 100,0 20 х 3 х 1 То же 0,05 5,7 ± 0,5 22,0
КОЮ = 70,0 20 х 3 х 1 » 0,05 3,4 ± 0,4 29,0
ПО4 0,6 45 х 5 х 5 » 0,01 2,4 ± 0,14 12,7
ПО4 0,6 25 х 5 х 5 Трехточечный 0,01 2,6 ± 0,3 17,0
ПО4 0,6 120 х 14 х 11 Четырех- точечный 0,02 2,5 ± 0,2 11,6
ПО4 0,2 120 х 14 х 11 То же 0,02 2,06 ± 0,3 15,8
56
Рис. 1.4. Зависимость пре-
дела прочности поликрис-
таллического селенида цин-
ка (CVD — ZnSe) от размера
зерна
ние. Поликристаллические материалы, обладающие изотропнос-
тью (или квазиизотропностью) свойств, свободны от этого недо-
статка. Благодаря поликристаллической структуре (наличию меж-
зеренных границ), ограничивающей распространение трещин и дви-
жение дислокаций, оптическая керамика, как правило, имеет боль-
шую прочность по сравнению с монокристаллом с той же хими-
ческой формулой (табл. 1.40).
Прочность является структурно чувствительным свойством как
для моно-, так и для поликристаллических материалов. Прочность
поликристаллического материала зависит от размера и формы зер-
на, степени текстурированности, наличия пор и примесей на гра-
ницах зерен, состояния межзеренных границ. Графики зависи-
мости предела прочности от размера зерна имеют, как правило,
два участка: 1) ст = krd~n — в области больших зерен; 2) ст = сгт ±
± k2d~n — в области малых зерен (размером менее 50 мкм), где
и k2 — постоянные; от — предел текучести; d — размер зерна.
Показатель степени лежит в интервале 0 < п < 1 (как правило, п «
~ 1/2). Считается, что показатель степени п определяется степе-
нью анизотропии зерна и связанными с ней локальными напря-
жениями на границах зерен, способствующими зарождению мик-
ротрещин. На рис. 1.4 приведена зависимость предела прочности
от размера зерна в поликристаллическом селениде цинка. Размер
зерна является, таким образом, важной структурной характерис-
тикой, определяющей степень прочности материала.
Температурная зависимость пределов прочности и пределов те-
кучести поликристаллов представляет особый интерес в связи с
Рис. 1.5. Зависимость пре-
делов прочности (ап), теку-
чести (от) и упругости (сту)
от температуры для опти-
ческой керамики марки ПО4
57
Рис. 1.6. Зависимость преде-
лов прочности (ап) и текуче-
сти (ат) от температуры для
оптической керамики марки
КО2
Рис. 1.7. Зависимость пре-
делов прочности (ап) и уп-
ругости (сту) от температуры
для оптической керамики
марки КО1
Рис. 1.8. Зависи-
мость предела проч-
ности ап от темпера-
туры для оптичес-
кой керамики мар-
ки КО5
их широким использованием в качестве высокотемпературных
конструкционных материалов и необходимостью оптимизации тех-
нологических процессов их получения. На рис. 1.5-1.8 приведе-
ны температурные зависимости пределов прочности оп, пределов
текучести от и пределов упругости оу для некоторых марок опти-
ческих керамик.
58
1.17.2. ТВЕРДОСТЬ
Измерение микротвердости — один из наиболее распростра-
ненных видов механических испытаний, позволяющих сравнивать
различные материалы между собой, а в ряде случаев и устанавли-
вать корреляцию с другими механическими свойствами.
Микротвердость по Виккерсу (Hv) характеризует сопротивле-
ние поверхности вдавливанию при определенной нагрузке алмаз-
ной пирамидки с квадратным основанием и углом при вершине
136°. Микротвердость определяется как отношение нагрузки Р к
площади поверхности отпечатка, которую рассчитывают по изме-
ренной в поле зрения микроскопа диагонали этого отпечатка d:
Hv=l,854dP/d2).
В случае измерения микротвердости по Кнупу (Нк) использу-
ют ромбовидный индентор с углом между ребрами 172°30'. Ин-
дентор Кнупа обеспечивает значительно бблыпую точность изме-
рений благодаря отсутствию вокруг отпечатка поверхностных тре-
щин и заколов и за счет большего размера отпечатка при одина-
ковой нагрузке. Между твердостью по Виккерсу и Кнупу для сте-
кол существует примерное соотношение: HV/HK ~ 1,5.
В табл. 1.26, 1.41-1.42 приведены результаты измерений Нк
для некоторых марок стекол. Среди силикатных стекол наиболь-
шей твердостью обладает кварцевое стекло. Твердость силикат-
ных стекол тем больше, чем меньше при прочих равных услови-
ях ионные радиусы входящих в них катионов. Повышение темпе-
ратуры и введение оксидов Na2O, К2О, РЬО снижают твердость стек-
ла. В зависимости от состава стекла микротвердость изменяется
приблизительно в два раза (см. табл. 1.41).
Значения микротвердости для ряда кристаллических мате-
риалов приведены в табл. 1.43. Наибольшей микротвердостью обла-
дают кристаллы лейкосапфира, граната, кварца, кремния и германия.
Таблица 1.41. ЗНАЧЕНИЯ МИКРОТВЕРДОСТИ
ДЛЯ НЕКОТОРЫХ МАРОК ЦВЕТНЫХ СТЕКОЛ
Марка стекла Микротвердость Нк, ГПа Марка стекла Микротвердость Нк, ГПа
НС2 4,35 ЖЗС13 4,03
НС12 4,03 СЗС9 3,81
СС1 4,27 СЗС17 4,19
СС5 4,19 СЗС24 4,44
СС6 4,03 ФС1 4,14
СС15 3,77 УФС2 3,22
КС15 4,35 УФС5 3,24
ЗС1 4,19 УФС6 4,27
ЗС7 2,75 МС14 3,74
ЗС8 2,8 ТС2 4,06
ЗС11 4,19 ТС4 4,11
ОС5 4,19 ТС8 3,30
ЖЗС5 4,30
59
Таблица 1.42.
ЗНАЧЕНИЯ МИКРОТВЕРДОСТИ
ДЛЯ НЕКОТОРЫХ МАРОК
ХАЛЬКОГЕНИДНЫХ СТЕКОЛ
Марка стекла Микротвердость Нк, ГПа
ИКС23 0,98
ИКС24 1,18
ИКС25 0,96
ИКС28 1,0
ИКС29 1,05
ИКСЗО 1,46
Производительность абразивно-
го шлифования измеряется объе-
мом стекла, сошлифованного дан-
ным абразивом с единицы поверх-
ности стекла в единицу времени
при определенном давлении и ско-
рости шлифования. Способность
материала сопротивляться абразив-
ному изнашиванию определяется
относительной твердостью по со-
шлифовываниюНс, равной отноше-
нию сошлифованных при одинако-
вых условиях объемов эталона (стекло марки К8) и исследуемого
стекла Нс = VK8/VX. Значения относительной твердости Нс ис-
пользуют для определения трудоемкости механической обработ-
Таблица 1.43. ЗНАЧЕНИЯ МИКРОТВЕРДОСТИ ПО КНУПУ (Нк)
И ПО ВИККЕРСУ (Ну) ДЛЯ НЕКОТОРЫХ
КРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ГПа)
Материал HK Hv
LiF (001) 0,93/1,02 1,28 ± 0,08
CaF2 (111) 1,54/1,62 1,64 + 0,06
CaF2 (001) 1,76/1,57 1,89 + 0,05
CaF2 (110) 1,65/1,90 1,72/1,81
MgO (001) 4,02/7,75 5,28/7,19
MgO (110 4,12/7,36 7,19/8,35
MgO (111) 7,06/8,34 7,93/8,54
Ge(lll) 5,79 + 0,15 7,16 + 0,20
Ge(110) 6,03 + 0,10 7,41 + 0,49
Si (111) 7,65 + 0,49 9,52 + 0,49
Кварц (0001) 6,87 + 0,15 10,71 + 0,24
» (0110) 6,87 + 0,20 9,61 + 0,49
Шпинель (111) 12,75 + 0,49 13,54 ± 0,39
» (010) 11,77 + 0,49 14,03 + 0,39
» (001) 11, 67 + 0,49 13,64 + 0,49
A12O3 (0001) 12,75/13,73 19,88 + 0,49
A12O3 (0110) 17,66/13,73 19,88 + 0,49
Алмаз (111) 73,58/81,42 105,95
ки, рациональных режимов шлифования и норм расхода абразив-
ного материала. Взаимосвязь между сошлифовываемостью Нс
и микротвердостью стекол Н неоднозначна. Однако для группы
стекол, близких по составу, наблю-
дается взаимосвязь, которая от-
вечает соотношению Нс = у (Ну -
Но), гдеН0 — некое базисное зна-
чение Ну, у — коэффициент про-
порциональности. Значения Н®
и у изменяются при переходе от
одного структурного типа стек-
ла к другому (табл. 1.44).
Таблица 1.44.
ЗНАЧЕНИЯ ПОСТОЯННЫХ у И Но
ДЛЯ СТЕКОЛ РАЗЛИЧНЫХ ТИПОВ
Тип стекла 7, ГПа 1 Но, ГПа
Силикатное 0,22 1,90
Борнолантановое 0,40 5,30
Фосфатное 0,12 1,08
60
Кристаллические материалы (особенно монокристаллы) харак-
теризуются выраженной анизотропией абразивного изнашивания.
Режимы их обработки отличаются от режимов обработки стекол
и индивидуальны не только для разных кристаллов, но и для раз-
ных кристаллографических направлений. Поэтому твердость по
сошлифовыванию теряет в этом случае смысл как величина, поз-
воляющая сравнивать различные материалы по абразивной изна-
шиваемости при шлифовании (смысл сохраняется лишь для ори-
ентированных в плоскости шлифования образцов).
1.17.3. УПРУГОСТЬ
Пластическая деформация у стекол при нормальной темпера-
туре практически отсутствует, а упругая деформация с увеличени-
ем нагрузки растет вплоть до разрушения при полном соблюде-
нии закона Гука, устанавливающего связь между напряжениями
о и относительными деформациями е:
о = Ее,
гдеЕ — модуль Юнга, численно равный напряжению, необходимо-
му для увеличения длины образца в два раза вдоль направления
действия силы.
В зависимости от химического состава стекол модуль упруго-
сти может изменяться от 4 • 1О10 Н/м2 до 12,5 • 1О10 Н/м2 (см.
табл. 1.26). Значения Е у закаленных стекол на 8-10 % ниже, чем
у отожженных.
Для изотропной среды, какой является стекло, для полного оп-
ределения деформаций, возникающих под действием напряжений,
достаточно знать значения любой пары из трех величин: модуля
продольной упругости Е, модуля сдвига G, коэффициента Пуассо-
на v, так как все три упругие постоянные изотропного тела связа-
ны между собой равенством Е = 2G(1 + v).
Коэффициент Пуассона равен отношению поперечной деформа-
ции стержня AS/S и его продольной деформации, т. е. v = е^/бц.
Значение v в зависимости от химического состава стекол со-
ставляет от 0,18 до 0,31 (см. табл. 1.23).
Значения коэффициента Пуассона и модуля Юнга могут быть
ориентировочно вычислены по формулам:
£ = £1Р1 + ...+£„Р„;
у = ц1Р1 + ... + ц„Р„,
где Рг — содержание оксидов в стекле, %; £г — удельные коэффи-
циенты оксидов (табл. 1.45, 1.46 соответственно).
Более точные расчеты могут быть выполнены по формулам, при-
веденным в работе [1.11]. С увеличением температуры упругие ха-
рактеристики стекол изменяются незначительно. Так, при увеличе-
61
Таблица 1.45. ЗНАЧЕНИЯ Е,-
РАЗЛИЧНЫХ ОКСИДОВ
ДЛЯ РАСЧЕТА УПРУГОСТИ СТЕКЛА
Оксид Значение Е.
Не содер- жащий в2о3 Не содержа- щий РЬО Не содержа- щий в203 и РЬО
Na2O 61 100 70
к2° 40 70 30
MgO — 40 30
СаО 70 70 —
ZnO 52 100 —
ВаО — 70 30
РЪО 46 — 55
Р2®3 — 60 25
А12О3 180 150 130
Si°2 70 70 70
Р2°5 — - 70
As2O5 40 40 40
нии температуры от нор-
мальной до 500 °C значе-
ние £ изменяется не более
чем на 6-7 % (рис. 1.9).
Поликристаллические
материалы можно счи-
тать квазиизотропными
и, соответственно, приме-
нять при расчете упругих
характеристик формулы
для изотропной среды.
Некоторые характерис-
тики упругих свойств по-
ликристаллов приведены
в табл. 1.47.
В монокристаллах уп-
ругость является анизо-
тропной характеристи-
кой, т. е. зависит от кри-
сталлографического направления, поэтому в обобщенном виде за-
кон Гука можно записать так:
относительно напряжений
^i=Cij^j= YCUei’ ь/ = 1*б;
)=U6
относительно деформаций
— SijGj = i, / = 1 — 6.
7=1*6
Упругие постоянные и называются соответственно
постоянными упругой жесткости и упругой податливости. Упру-
гие характеристики ряда
кубических и одноосных мо-
нокристаллов приведены в
табл. 1.48, 1.49.
С механическими свой-
ствами тесно связаны и фо-
тоупругие свойства стекла.
Они характеризуются пьезо-
оптическими ПОСТОЯННЫМИ Пу,
учитывающими анизотропию
изменения показателя
преломления п под действи-
ем упругих механических на-
пряжений и технических ха-
рактеристик фотоупругости:
главными фотоупругими по-
Таблица 1.46.
ЗНАЧЕНИЯ ц,- РАЗЛИЧНЫХ ОКСИДОВ
ДЛЯ РАСЧЕТА КОЭФФИЦИЕНТА
ПУАССОНА
Оксид Значение
SiO2 0,00153
гпо.з 0,00284
ZnO 0,00346
РЬО 0,00276
А12О3 0,00175
ВаО 0,00365
Na2O 0,00431
К2О 0,00390
СаО 0,00416
р2о5 0,00215
MgO 0,00250
Мп20з 0,00250
62
Рис. 1.9. Зависимость модуля Юнга (относительные
единицы) от температуры для некоторых марок сте-
кол [£ioTH(t) = Ei(0/Ei(20'>C)]
Таблица 1.47. МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПОЛИКРИСТАЛЛОВ
Марка поли- кристалла р’ 3 г/см” Ни10’7, Па Е 10 10, Па G - 10 10, Па V ан-1027, Н/м2 Пъезоопти- ческая постоянная (X = 0,55 мкм) (ч, “ л12)1012, Па-1 Оптический коэффициент напряжения (X = 0,55 мкм), В 1012, На1
ПО4 5,26 101 7,76 2,96 0,311 2,26 -1,37 11,0
КО12 3,18 730 14,57 5,54 0,316 11,80 -0,92 1,21
КО2 4,09 217 8,75 3,32 0,317 7,0 -1,57 10,72
КОЗ 3,18 185 11,50 4,50 0,273 5,70 - -
63
Таблица 1.48.
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КУБИЧЕСКИХ КРИСТАЛЛОВ
Кристалл p. Г/СМ3 Hvx X 10"7, Па E 10 10, Па G 10 10, Па V Постоянная упругой податливости SlJt • 1012, Па"1 Пъезооптическая постоянная (X = 0,546 мкм), nIJt 1012, Па 1 Оптический коэффициент напряжения (X = 0,546 мкм), В], 2 • 1012, Па1 Фотоупругая постоянная (X = 0,546 мкм), С12 1012, Па-1
<100> <111> <100> <111> Sil S12 S13 П11 л12 “13 Bi в2 С1 с2
LiF 2,60 98 8,84 14,22 4,09 6,29 0,270 11,32 -3,06 15,91 -0,57 1,02 -0,78 2,15 1,05 0,77 -1,38
CaF2 3,18 165 14,61 8,99 4,76 3,38 0,216 6,83 -1,53 29,58 -0,29 1,16 0,70 2,14 -1,03 0,43 -1,71
BaF2 4,83 82 6,54 6,54 2,51 2,53 0,307 15,30 -4,69 39,47 -0,62 2,31 1,06 4,71 -1,70 1,0 -3,71
NaCl 2,17 20 4,37 6,27 1,59 1,28 0,203 22,85 -4,69 78,34 0,24 1,46 0,85 2,26 1,57 -0,44 -2,70
KCI 1,98 15 3,82 1,68 1,08 0,63 0,134 26,21 -3,47 161,98 4,74 3,11 -4,39 -2,71 7,31 -7,89 -5,18
KBr 2,75 10 3,30 1,38 0,90 0,51 0,138 30,29 -4,18 194,92 6,10 4,39 -4,76 -3,27 9,11 -11,67 -8,40
Ge 5,33 900 10,32 15,56 4,67 6,72 0,273 9,69 -2,65 14,89 -0,84 -1,09 -1,09 11,54 34,94 26,92 15,38
ZnSe 5,26 117 4,43 9,22 1,98 3,70 0,376 22,54 -8,47 27,03 -1,21 -1,35 8,69 11,73 11,73 10,51 -1,82
Y3A15O12 4,55 1813 27,26 28,45 11,18 11,57 0,244 3,67 -0,90 8,67 -0,12 0,05 -0,53 0,216 1,64 0,371 -0,155
Таблица 1.49.
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОДНООСНЫХ КРИСТАЛЛОВ
Кристалл , з р, г/см Ну 10 7, Па Е 10 10, Па G 10 10, Па II. оси V 1, оси в плоскости Постоянная упругой податливости, S/ A - 1012, Па""1
II. ОСИ 1, оси II, оси 1, оси II, оси 1, оси II. ОСИ 1, оси S11 S12 S13
MgF2 a-Al2Og 3,18 3,98 441 1940 289 2200 16,9 46,3 8,0 42,6 5,7 14,4 9,52 16,3 0,577 0,309 0,13 0,16 0,28 0,17 12,5 2,3 -7,2 -0,7 -1,7 -0,4
Кристалл Постоянная упругой податливости, 1012, Па1 Пьезоэлектрическая постоянная nlk- 1012, Па 1 Оптический коэффи- циент напряжения (X = 0,546 мкм) В1>2- ю12, Па 1
S33 S« s66 “11 “ “12 “11 “ “31 п33 п13 п44 “от п14 Л41 В1 в2
MgF2 а-А12О3 5,9 2,2 17,5 6,8 10,5 0,5 1,76 -0,6 1,14 -0,5 0,52 -0,5 1,35 -0,8 0,5 -0,02 -0,04 2,3 1,6 0,7 1,6
стоянными С; и Cj и главными оптическими коэффициентами
напряжений и _В2. Кубические кристаллы характеризуются
тремя независимыми пьезооптическими константами:
лг1 = -2С1/П3; л12 = - 2С2/п3; л44 = -2В2/п3.
В этих формулах значения С; определяют абсолютные прира-
щения показателя преломления под действием нормального на-
пряжения вдоль осей кристалла; значение В2 определяет двулу-
чепреломление, вызванное сдвиговым напряжением о12.
В табл. 1.44-1.49 приведены упругие свойства и характеристи-
ки фотоупругости ряда кристаллических материалов и стекол для
видимой области спектра. Для одноосных кристаллов приведены
пьезооптические постоянные и значения В^ и В2 для базисных
плоскостей кристаллов.
1.17.4. ТЕРМОСТОЙКОСТЬ
Под термостойкостью материала (образца, изделия) понимают
устойчивость к тепловым ударам, т. е. его способность выдержи-
вать резкие перепады температур без разрушения. Известно более
десятка различных критериев для теоретической оценки термо-
стойкости, но наибольшее распространение получили три крите-
рия Кинджери:
1) по предельному перепаду температур
R' = о(1- v)/(clE);
2) по предельному тепловому потоку
R" = Xo(l-v)/(aE);
3) по максимальной скорости нагрева
R'" = ao(l- v)/(aE);
где о — предел механической прочности; V — коэффициент Пуас-
сона; a — температурный коэффициент линейного расширения
(ТКЛР); Е — модуль Юнга; X — коэффициент теплопроводности;
а — коэффициент температуропроводности.
В табл. 1.50 приведены критерии Кинджери, рассчитанные для
ряда кристаллических материалов. Следует отметить, что они при-
годны лишь для приблизительной оценки, поскольку расчетные
значения критериев плохо согласуются с экспериментальными дан-
ными по термостойкости. Это связано с тем, что термостойкость не
является лишь свойством материала, а зависит также от формы и
размеров образца (изделия), температурного поля, состояния по-
верхности, условий испытания.
Поскольку разрушающие термические напряжения могут воз-
никать в образце как при быстром нагревании, так и при резком
65
Таблица 1.50.
ХАРАКТЕРИСТИКИ ТЕРМОСТОЙКОСТИ КРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Материал Размер зерна, мкм p 10'6, г/м3 a 10“ \ Н/м2 V E 10 10, Н/м2 a 106, K-1 (от 20 ДО 100 К) X, Вт/м К с, Дж/г К а.Ю6, м2/с аЕ 10 4, Н/м2•К (1 - v)/aJS х х 104, м2 К/Н ДТ, к R' х х 10-1, К /г" х х КГ1, Вт/м R" х х 105, К м2/с
КО2 (ZnS) 1,0-2,0 4,09 7,0 0,317 8,75 7,6 17,0 0,51 8,15 66,5 0,010 125 7,0 119,0 57,0
CVD-ZnS 3,0-10,0 4,09 11,6 0,34 8,23 8,1 =17,0 =0,5 8,27 66,7 0,010 180 11,6 197,0 96,0
ПО4 (ZnSe) 1500,0 5,26 2,26 0,311 7,76 7,9 14,1 0,367 7,31 61,3 0,011 57 2,5 35,0 18,0
CVD- ZnSe 55,0 5,26 4,9 0,32 7,36 7,6 14,1 0,355 7,55 55,9 0,012 114 5,9 83,0 44,5
MgF2 (моно) - 3,18 5,0 0,276 7,91 8,95 =15,0 0,92 5,13 71,3 0,010 62 5,0 75,0 25,6
KOI 2 (MgF2) 0,2-0,4 3,18 11,8 0,316 14,57 12,2 14,65 1,055 4,37 177,7 0,004 96 47,0 688,0 205,0
CaF2 (моно) - 3,18 6,7 0,216 14,6 19,3 9,71 0,89 5,16 282,0 0,0028 20 1,9 18,4 9,8
КОЗ (CaF2) = 100,0 3,18 5,7 0,273 11,5 21,1 =7,5 0,94 3,85 243,0 0,0032 30 1,8 13,5 6,9
BaF2 (моно) - 4,83 2,3 0,307 6,59 18,6 7,1 0,46 3,23 123,0 0,003 10 6,9 49,0 22,3
KO 10 (BaF2) = 70,0 4,83 3,4 0,314 6,85 18,7 5,5 =0,46 2,50 128,0 0,0054 18 1,8 9,9 4,5
a-AI2O3 - 3,98 44,0 0,170 42,6 =5,0 24,0 0,76 7,95 213,0 0,004 162 17,6 422,0 140,0
(0001) KO57 0,5-0,7 3,58 21,6 0,303 27,5 6,9 10,7 0,83 3,60 190,0 0,0037 124 8,0 86,0 29,0
(MgAI2O4) KO5 (MgO) 1,0-5,0 3,58 12,2 0,264 26,5 11,0 41,8 =0,85 13,75 292,0 0,0025 - 3,0 125,0 41,0
охлаждении, термостой-
кость следует определять
и при нагревании, и при
охлаждении.
Для хрупких материа-
лов наиболее существенна
(как и в случае механи-
ческой прочности) харак-
теристика термостойкости
при охлаждении.
Для определения тер-
мостойкости оптических
материалов при нагрева- Рис. 1.10. Предельные характеристики термо-
НИИ Широко ИСПОЛЬЗуют стойкости при нагревании (Т) поликристаллов
метод радиационного на- марок КО57 (1) и КО2 (2)
грева. Испытания термо-
стойкости проводятся на тонких круглых пластинках, свободно
закрепленных по контуру при одностороннем нагреве равномер-
но распределенным по поверхности тепловым потоком. Источни-
ком энергии обычно служат концентраторы солнечной энергии.
Измеряется постоянный по времени поток теплового излучения q,
падающий на разогреваемую (покрытую черным лаком) поверх-
ность образца, время t до момента разрушения и температура внут-
ренней поверхности образца. В качестве критерия термостойкос-
ти используется безразмерная величина
Т = a q t/(h с р),
Рис. 1.11. Предельные характеристики тер-
мостойкости при нагревании (Т) поликрис-
таллов К.О12 (1) и ПО4 (2)
где h — толщина образца; с — темплоемкость; р — плотность.
Методика позволяет не только сравнивать материалы между
собой (по времени до момента разрушения), но и прогнозировать
термостойкость тонкостенных изделий по значениям критерия тер-
мостойкости Т„, вычислен-
ного для заданного режима
работы. Если расчетные
значения Тм изделия не
превосходят значения кри-
терия термостойкости оп-
тического материала Т, то
данное изделие можно экс-
плуатировать при этих ус-
ловиях без разрушения.
Для этого обычно строят за-
висимости критерия термо-
стойкости Т от температу-
ры внутренней поверхнос-
ти образцов (рис. 1.10-
1.14). В табл. 1.51 приве-
дены результаты испыта-
67
Рис. 1.12. Предельные характери-
стики термостойкости при нагрева-
нии (Т) монокристаллов фтористо-
го лития (1), фтористого магния (2)
и алюмонатриевого граната (3)
Рис. 1.13. Предельные характери-
стики термостойкости при нагрева-
нии (Т) стекол марок К515 (1), К8
(3) и К108 (3)
Рис. 1.14. Предельные характерис-
тики термостойкости при нагрева-
нии (Т) стекла марки БС14
68
Таблица 1.51. СРАВНИТЕЛЬНЫЕ ЗНАЧЕНИЯ ТЕРМОСТОЙКОСТИ
НЕКОТОРЫХ ОПТИЧЕСКИХ МАТЕРИАЛОВ
Марка материала Толщина образца, мм Тепловой поток, Вт/см2 Время до разруше- ния, с Марка материала Толщина образца, мм Тепловой поток, Вт/см2 Время до разруше- ния, с
ИКС24, ИКС26; 4 15 1,5 LiF (поликри- 4 30 5,8
ИКС29; ИКСЗО сталл)
К8 4 30 4,1 кою 3 15 3,9
К108 4 20 4,2 коз 3 15 4,7
К515 4 20 5,5 КО1 4 30 11,6
БС14 4 30 3,8 КО12 3 30 11,5
Mg?2 (моно) 4 30 12,7 КО2 4 30 10,2
Y3AI5°12 4 30 7,2 КО5 4 30 20,0
AI2O3 (моно) 3 40 15,8 КО57 3 30 17,8
LiF (моно) 4 30 4,4 ПО4 4 30 4,8
ний некоторых кристаллических материалов и стекол. Наиболь-
шей термостойкостью обладает лейкосапфир, горячепрессованная
алюмомагниевая шпинель и фторид магния, наименьшей — халь-
когенидные стекла и фторид бария.
Значения термостойкости при охлаждении определяют в со-
ответствии с ГОСТ 11103-85. Сущность метода состоит в определе-
нии перепада температур, выдерживаемого образцом без разруше-
ния при быстром охлаждении. Установка состоит из вертикальной
трубчатой печи, куда помещаются образцы размером 30 х 30 х 4 мм,
полированные со всех сторон, и сосуда с водой, имеющей темпера-
туру 15-20 °C, для сбрасывания образцов. Мерой термостойкости
является максимальная разность температур при быстрой их сме-
не, выдерживаемая образцом без разрушения. Определение сред-
ней термостойкости производится на партии из десяти образцов.
Увеличение температуры производится ступенчато, через 10 °C.
Данная методика позволяет сравнивать между собой различные
материалы (табл. 1.52), взятые в виде образцов заданного размера.
Следует отметить, что при переходе к образцам, существенно отли-
чающимся от заданных, значения «сравнительной термостойкос-
ти» материалов могут оказаться другими. Это также следствие
того, что термостойкость является сложной эмпирической вели-
Таблица 1.52. СРАВНИТЕЛЬНЫЕ ЗНАЧЕНИЯ ТЕРМОСТОЙКОСТИ
НА ОХЛАЖДЕНИЕ НЕКОТОРЫХ ОПТИЧЕСКИХ
МАТЕРИАЛОВ (ГОСТ 11103-85)
Марка материала Размер зерна, мкм Термо- стойкость, °C Марка материала Размер зерна, мкм Термо- стойкость, °C
КО2 (ZnS) 1,0-2,0 125 BaF2 (моно) - 10
ПО4 (ZnSe) 1500 57 КОЮ (BaF2) 70,0 18
Mg?2 (моно) - 62 а-А12О3 (0001) — 162
KOI 2 (MgF2) 0,2-0,4 96 КО57 (MgAl2O4) 0,5-0,7 124
CaF2 (моно) — 20 CVD- ZnS 3,0-10,0 180
КОЗ (CaF2) 100,0 30 CVD- ZnSe 55,0 114
69
чиной, зависящей не только от свойств материала, но и от разме-
ров и формы образцов и условий проведения испытаний.
Тем не менее «сравнительная термостойкость», являющаяся
фактически характеристикой термостойкости детали-образца, при-
годна для сравнения образцов материалов по их термической стой-
кости в ограниченном определенном диапазоне размеров и усло-
вий испытаний.
1.18. ОПТИЧЕСКИЕ ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
Наряду с неорганическими материалами (стекла, кристаллы, ке-
рамика) в оптической промышленности все более широкое приме-
нение находят органические полимеры. Малая плотность, высо-
кая ударопрочность, бесцветность и прозрачность, легкость пере-
работки позволили успешно применять полимеры для изготовле-
ния оптических деталей.
Основными недостатками полимеров являются: невысокая оп-
тическая однородность, большой температурный коэффициент по-
казателя преломления, невысокие тепло- и абразивостойкость.
1.18.1. ОПТИЧЕСКИЕ СВОЙСТВА
В качестве оптических сред используют в основном светопро-
зрачные аморфные линейные и сшитые полимеры, или сополиме-
ры, находящиеся в стеклообразном состоянии [1.12]. Наиболее
важные оптические свойства полимеров — показатель преломле-
ния и светопоглощение — определяются их химическим строе-
нием. Кроме того, оптические свойства аморфных стеклообразных
полимеров зависят от возможной надмолекулярной организации
полимера, которая формируется в зависимости от условий его по-
лучения и переработки.
Значения показателей преломления стеклообразных аморф-
ных полимеров составляют 1,36-1,65. В основном они опреде-
ляются показателями преломления мономеров, на основе кото-
рых получены. Изменение показателя преломления в зависимо-
сти от температуры для полимеров составляет обычно (1,0 -ь 2,0) х
х 10~4 на 1 °C, т. е. на порядок больше, чем у неорганического
стекла, что является существенным недостатком полимеров как
оптического материала. Принципиальная зависимость показате-
ля преломления от длины волны света (дисперсия) одинакова для
стеклообразных полимеров и неорганических стекол. На диаграмме
nD - v полимеры занимают узкую область, в основном примыкаю-
щую к области расположения неорганических стекол. Полиме-
тилметакрилат и полистирол по своим оптическим постоянным
аналогичны кронам и флинтам. Путем сополимеризации соот-
ветствующих мономеров можно увеличить диапазон оптических
70
полимерных материалов. Точность, с которой может быть выдер-
жан показатель преломления полимеров, лежит в пределах
±(0,5-1,0) ЮЛ
Полимеры, не содержащие в макромолекуле кратных связей,
прозрачны в видимой и УФ-областях спектра. Полимеры, содер-
жащие хромофорные группы (карбонильную, карбоксильную, нит-
рильную и др.), поглощают в УФ-области. Длина волны, при кото-
рой происходит поглощение, зависит от типа хромофора.
В ИК-области полимеры обладают поглощением. В ближней и
средней ИК-областях (0,76-25,0 мкм) проявляются внутримоле-
кулярные колебания (валентные и деформационные). Поглощение
в ближней ИК- и видимой областях спектра, в которую не попада-
ют основные колебания, связано с обертонами и составными часто-
тами. Интенсивность поглощения обертонных частот колебаний
значительно ниже интенсивности основного тона и с увеличени-
ем номера обертона падает. Поэтому потери света, связанные с
собственным поглощением полимерами в ближней ИК-области,
оказываются существенными при использовании образцов боль-
шой толщины. При использовании полимеров в волоконных све-
товодах следует учитывать поглощение и в видимой области, свя-
занное с обертонами более высоких порядков.
Наиболее прозрачными для ИК-излучения являются поли-
олефины. Основное поглощение полиэтилена —(СН2—СН2)Л—
наблюдается при Л, равном 3,4; 6,9; 13,8 мкм. Другие полиоле-
фины — полиизобутилен —СН2 — Сл— и поли-4метилпентен-1
— СН2 ОН —
I
СН2 СН(СН3)2
сн3 сн3
в области от 4 до 6,5 мкм так же, как и
п
полиэтилен, имеют окно прозрачности. К числу полимеров, наи-
более прозрачных в длинноволновой ИК-области спектра (25-
1000 мкм), относятся полиэтилен и поли-4метилпентен-1.
Светорассеяние в полимерах обусловлено, как и в неорганичес-
ких стеклах, флуктуациями плотности. Причиной рассеяния мо-
гут быть также механические загрязнения, флуктуации состава
(например, если используют не гомо-, а сополимеры). Существен-
ное различие полимерных и неорганических стекол заключается
в масштабах неоднородностей. Если в неорганических стеклах
размеры неоднородностей (точнее, радиус корреляции) составляют
единицы или десятки нанометров, выполняется условие г <кХ/20,
то в органических стеклах (ПММА) масштаб неоднородностей со-
ставляет 102 - 103 нм, т. е. г « X. Соответственно индикатриса
рассеяния в первом случае близка к круговой, во втором — резко
асимметрична таким образом, что рассеяние направлено преиму-
щественно в направлении падающего луча. Та часть рассеянного
потока, которая попадает в фокальную плоскость оптического при-
71
Таблица 1.53.
ОПТИЧЕСКИЕ СВОЙСТВА ОРГАНИЧЕСКИХ СТЕКОЛ
Стекло Показатель преломления - ал/ат, 105/“С Коэффи- циент дисперсии Светопро- пускание в ВИДИМОЙ области, %
«о «с Лр
Полиметилметакрилат 1,491 1,488 1,496 8,5-9,0 57,8 82-92 (5 мм)
Полистирол 1,590 1,585 1,604 12,0 30,8 85-90 (2 мм)
Поликарбонат 1,586 1,581 1,598 11,8-14,3 30,3 86 (3 мм)
Сополимер стирола с 1,579 1,574 1,592 — 32,2 90 (3 мм)
метилметакрилатом Сополимер стирола с 1,567 1,563 1,578 - 36,0 88 (3 мм)
акрилонитрилом Полиэтиленгликольби- 1,504 1,501 1,510 14,0-14,5 54,3 89-92 (6 мм)
саллилкарбонат Zeonex 1,530 - - - 55,0 92
бора, создает фон, уменьшающий контрастность изображения. По-
этому для оценки вредного действия рассеянного излучения в по-
лимерах его необходимо измерять в углах, близких к оси прямого
потока, формирующего изображение.
Из большого числа органических стекол лишь немногие исполь-
зуются для изготовления оптических деталей. Чаще всего это —
полиметилметакрилат (ПММА), полистирол (ПС) и его сополиме-
ры с метилметакрилатом (МС-О) или акрилонитрилом (САН), по-
ликарбонат (ПК), а также полидиэтиленгликольбисаллилкарбонат
(ПДЭГБАК).
В последнее время в США и Японии появились оптические
полимеры на основе дициклопентадиена [торговые марки Zeonex
(1990 г.), Zeonor (1998 г.), Topas] [1.54], которые пока имеют огра-
ниченное применение по сравнению, например, с ПММА.
Оптические свойства этих полимеров приведены в табл. 1.53.
1.18.2. СПОСОБЫ ПОЛУЧЕНИЯ И ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
Для изготовления оптических деталей наиболее широко при-
меняют полиметилметакрилат (ПММА). Он превосходит другие
светопрозрачные полимеры по светопропусканию и атмосферо-
стойкости, обладает высокими механическими показателями, низ-
кой плотностью, легкой перерабатываемостью. По оптическим ха-
рактеристикам ПММА соответствует кроновым стеклам.
Полиметилметакрилат получают радикальной полимеризаци-
ей метилметакрилата СН2 = С(СН3) — СООСН3 — бесцветной про-
зрачной жидкости с показателем преломления =1,4146. Из
листового оптического органического стекла прессованием полу-
чают оптические детали (например, линзы Френеля). Его можно
подвергать всем видам механической обработки. Для изготовле-
ния оптических изделий рекомендуется использовать оргстекла
марок СО-120 и СТ-1 (табл. 1.54) на основе непластифицированно-
72
го полиметилметакрилата с добавкой фенилсалицилата для по-
глощения УФ-излучения. Температура размягчения не менее
120 °C для марки СО-120 и 108-110 °C для СТ-1. Эти материалы
выпускаются в виде листов толщиной от 2,5 до 50 мм [1.13]. Оп-
тическая однородность оргстекол СО-120 и СТ-1 соответствует
З-й-5-й категориям по ГОСТ 23136-78" и зависит от места изме-
рения в листе (блоке).
Промышленностью выпускается суспензионный гранулирован-
ный полиметилметакрилат марки «Дакрил» оптического назна-
чения, который перерабатывается в оптические детали литьем под
давлением.
Полистирол по оптическим характеристикам соответствует флин-
товым стеклам. Его получают радикальной полимеризацией стиро-
ла С6Н5СН = СН2 — бесцветной прозрачной жидкости со своеоб-
разным запахом и показателем преломления = 1,5468. Суще-
ственным недостатком полистирола является его малая атмосферо-
стойкость. Под действием прямого солнечного света, влаги и тепла
наблюдается сильное пожелтение полимера, уменьшается его про-
зрачность, снижаются механические характеристики.
Промышленностью выпускаются сополимеры стирола с метил-
метакрилатом (МС-О) и показателем преломления, равным 1,51-
1,57. Сополимеры стирола с акрилонитрилом (САН) обладают по-
вышенными тепло- и атмосферостойкостью, механической проч-
ностью. САН обладают более высокой, чем у полистирола, дис-
персией, что облегчает исправление хроматических аберраций в
полимерных объективах.
Таблица 1.54. СВОЙСТВА ОРГАНИЧЕСКИХ СТЕКОЛ
МАРОК СО-120 И СТ-1
Показатель СО-120 СТ-1
Показатель преломления 1,4907 1,4905
Коэффициент светопропускания, % 90-92 90-91
Спектральный коэффициент пропускания, %, при длине
волны, нм:
320 0 0
340 11 8
360 85 32
400 90 71
750 90 89
1000 92 89
1200 90 87
1400 60 60
1600 69 71
1800 42 46
2000 49 46
2200 5 8
Оптический коэффициент напряжения 2 —
Содержание остаточного мономера, %, не более 1 1
Разрушающее напряжение при растяжении, МПа, не менее 78 78
Модуль упругости при растяжении, МПа, не менее 2900 2900
Ударная вязкость, кДж/м2, не менее 16 15
73
Недостатком ПММА, полистирола и их сополимеров являются
низкие теплостойкость и ударопрочность. Значительно лучше эти
характеристики у поликарбоната (ПК); интервал рабочих темпе-
ратур ПК составляет от -120 до + (130-140) °C.
Поликарбонаты представляют собой линейные полиэфиры уголь-
ной кислоты следующего строения:
О
//
Н-[-О — R — О — С — О — R 4-„ОН.
Поликарбонаты сохраняют стабильность в расплавленном со-
стоянии при температурах до 300 °C в течение многих часов и
выдерживают кратковременное нагревание до 320 °C. При нагре-
вании выше 330 °C начинается деструкция поликарбоната, сопро-
вождающаяся изменением цвета полимера и выделением диокси-
да углерода. Так как небольшое количество воды в расплаве вы-
зывает разложение полимера, то необходима сушка (при темпера-
туре не выше 130 °C) поликарбоната до тех пор, пока содержание
влаги в нем будет менее 0,01 %. Переработку поликарбоната из
расплава можно осуществлять в интервале температур 240-
300 °C. Вязкость расплава поликарбоната в этом интервале тем-
ператур высока по сравнению с вязкостью расплавов полистирола
и ПММА. Литьем под давлением перерабатывается поликарбо-
нат с молекулярной массой 20-34 тыс. Качество оптических изде-
лий из поликарбоната зависит от строгого соблюдения технологи-
ческого режима его переработки.
Известными полимерными оптическими материалами являют-
ся полимеры и сополимеры на основе диэтиленгликольбисаллил-
карбоната (ДЭГБАК), который представляет собой органический
сложный эфир со следующей структурной формулой:
СН2СН2О — СООСН2СН = сн2
О
сн2сн2о — соосн2сн = сн2
ДЭГБАК — бесцветная маслянистая жидкость, характеризую-
щаяся низкой летучестью, с показателями преломления = 1,503.
Поскольку в молекуле имеются две активные аллильные группы,
при полимеризации этого соединения образуется трехмерная
сетка, и полимер является термореактивным. Полимеризацией
ДЭГБАК в формах, заполняемых свободной заливкой, можно изго-
товлять различные изделия: линзы, пластины, листы, стержни и др.
Полимеры и сополимеры ДЭГБАК обладают отличной термо-
стабильностью, химической и радиационной стойкостью. Основ-
ным достоинством этого полимера является высокая абразиво-
стойкость, которая в четыре-пять раз превышает абразивостойкость
органического стекла на основе ПММА. Основные свойства опти-
ческих полимеров приведены в табл. 1.55.
74
Таблица 1.55.
ФИЗИКО-МЕХАНИЧЕСКИЕ И ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА
ОПТИЧЕСКИХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Показатель ПММА ПС САН МСО-20 ПК ДЭГБАК
з Плотность, г/см 1,18-1,19 1,05-1,10 1,04-1,27 1,14 1,20 1,32
Разрушающее напряжение, МПа:
при растяжении 70-80 40-50 60-70 50-60 55-65 35-42
при сжатии 100-120 80-110 105-110 110-120 75-85 -
Модуль упругости, МПа 2900 2800 2600 - 2000 2100
2 Ударная вязкость, кДж/м 13-18 16 20 16 20 18-20
Твердость:
по шкале Мооса 2-3 2 2-3 2-3 2-3 —
по Роквеллу - - - - - М95-М100
Температурный коэффициент линейного расширения (ТКЛР 106), °C’1 63-77 63-90 70-95 - 60-70 90-114
Теплопроводность, Вт/см °C 0,16-0,18 0,08-0,12 - - 0,17 0,18
Теплостойкость, °C:
по Мартенсу 87-92 70-80 80-90 75-80 115-127 60-70
по Вика - 95-100 105-115 105 164-166 -
Показатель текучести расплава, г/10 мин 0,5-1,8 2,0-8,0 1,3-2,0 1,0-3,3 2,0-3,5 -
Усадка при литье, % 0,4-0,6 0,9-1,0 0,9-1,0 0,9-1,0 0,7-0,8 —
Таблица 1.56.
НЕКОТОРЫЕ ФИЗИКО-МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
РАЗЛИЧНЫХ МАРОК ПОЛИМЕРА ZEONOR
Свойство Zeonor 1020R Zeonor 1060R Zeonor 1420R Zeonor 1600R
Плотность, г/см3 1,01 1,01 1,01 1,01
Водопоглощение, % Менее 0,01 Менее 0,01 Менее 0,01 Менее 0,01
Пропускание в видимой обла- сти, % 92 92 92 92
Показатель преломления 1,53 1,53 1,53 1,53
Термостойкость, °C 101 99 136 161
Модуль упругости, МПа 2100 2100 2100 2100
Разрушающее напряжение, МПа 53 53 61 73
Удлинение при разрыве, % 100 70 20 10
Упругая деформация, МПа 80 76 94 119
Влагоустойчивость, г/см2 за 24 ч 0,23 0,23 0,29 0,26
Циклические олефиновые полимеры и сополимеры на основе
дициклопентадиена (торговые марки Zeonex, Zeonor, Topas) — се-
мейство полимерных оптических материалов, имеющих понижен-
ное двулучепреломление. Общая структурная формула их имеет
вид:
где R}—R12 — заместители, такие как водород, галоген, различные
углеводородные радикалы, п - 0 или целое число. Изменение струк-
туры заместителей позволяет в широких пределах влиять на фи-
зико-механические свойства материалов. Эти полимеры характе-
ризуются также высокой текучестью расплава и низким (менее
0,01 %) водопоглощением (по сравнению с ПММА и поликарбо-
натом — 0,3 % и 0,2 % соответственно), что делает их пригодны-
ми для переработки высокоточным литьем под давлением, экс-
трузией и выдуванием. Материалы используются для изготовле-
ния призм, линз, дисков, волноводов, а также для медицинской оп-
тики.
Некоторые свойства полимеров Zeonor приведены в табл. 1.56.
76
1.18.3. ПОЛИМЕРЫ ДЛЯ ОПТИЧЕСКОГО 8ОЛОКНА
Полимерные волоконные световоды устойчивы к воздействию
динамических нагрузок и радиации, обладают высокой гибкостью
до диаметров 0,1-0,5 мм, надежностью при изготовлении воло-
конно-оптических элементов (ВОЭ) и их эксплуатации, почти
в три раза легче и значительно дешевле неорганических светово-
дов. Их выпускают в виде волокон или гибких жгутов практичес-
ки неограниченной длины. Из-за недостаточно высокой оптичес-
кой однородности полимерные оптические волокна используют
преимущественно в светопроводящих устройствах и сцинцилля-
торах. В качестве оптического полимерного материала сердцеви-
ны волокна чаще всего применяют акриловые полимеры с nD =
= 1,48-г 1,51. В этом случае оболочка должна быть из полимера,
содержащего не менее 30 % фтора. Если сердцевина из полисти-
рола, то оболочка может быть изготовлена из ПММА.
В настоящее время известны различные методы получения по-
лимерных селфоков (граданов). Наилучшим пока является метод
диффузионного обмена мономеров диффузанта и форполимерной
матрицы. Полимерные граданы по своему оптическому качеству
уступают граданам на основе неорганических стекол. Полимерные
граданы на основе сшитых полимеров стирола имеют следующие
оптические характеристики:
Градиент показателя преломления ....................... 0,02-0,05
Числовая апертура ..................................... 0,25-0,40
Фокальное пятно на полной линейной апертуре, мкм ...... 28-57
Четвертьволновая длина градана, мм....................... 10-100
Диаметр, мм ........................................... 5-20
В отличие от известных неорганических граданов цикл полу-
чения полимерных граданов не превышает 1,5 ч. Граданы на ос-
нове сшитых сополимеров стирола обладают высокой радиацион-
ной и атмосферостойкостью.
Глава 2
ОПТИЧЕСКИЕ
ДЕТАЛИ
2.1. ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ
Классификация оптических деталей. По функциональному на-
значению все оптические детали делятся на следующие виды:
создающие отклонение оси оптической системы (клинья, пре-
ломляющие призмы);
создающие поступательное смещение части системы (линзы, зер-
кала, плоскопараллельные пластинки, отражательные призмы);
привносящие в систему дополнительную оптическую силу (кол-
лективы);
корригирующие элементы, не вызывающие вышеперечислен-
ных отклонений, но влияющие на качество изображения (пласти-
ны Шмидта);
диспергирующие элементы, разлагающие излучение на моно-
хроматические составляющие (преломляющие призмы, дифракци-
онные решетки);
поляризационные элементы, преобразующие проходящий че-
рез них свет в поляризованный (двупреломляющие призмы);
комбинированные элементы, сочетающие в себе одновременно
несколько вышеперечисленных функций.
По геометрическим признакам оптические детали подразде-
ляют на следующие основные типы: линзы, пластины, клинья, при-
змы, зеркала с плоскими и криволинейными поверхностями. Кро-
ме того, существуют оптические детали, относящиеся к дополни-
тельным типам: асферические; комбинации основных типов (на-
пример, децентрированные линзы, линзы с тремя преломляющими
поверхностями, линзовые растры); комбинации поверхностей слож-
ного микропрофиля (например, дифракционные решетки, волокон-
но-оптические элементы, микроканальные пластины).
Критерии технологичности. Совершенство конструкций опти-
ческих деталей и сборочных единиц характеризуется их соответ-
ствием своему функциональному назначению, удобством, надеж-
ностью и экономичностью работы в приборе, а также тем, в какой
мере учтены и использованы возможности наиболее прогрессив-
ных методов и средств их изготовления и контроля по отношению
к заданному выпуску с учетом конкретных условий данного про-
изводства.
Обобщенным критерием технологичности конструкции изде-
лия является ее экономическая целесообразность при заданном
качестве и принятых условиях производства, эксплуатации и ре-
монта.
78
В зависимости от области проявления свойств технологичнос-
ти конструкции детали или сборочной единицы различают произ-
водственную и эксплуатационную технологичность конструкции.
Производственная технологичность заключается в сокращении
затрат средств и времени на конструкторскую и технологическую
подготовку производства, на технологические процессы изготов-
ления. Эксплуатационная технологичность имеет место при со-
кращении затрат средств и времени на техническое обслужива-
ние и ремонт изделия.
Оптические детали. Рациональный технологический процесс
может быть построен только при соблюдении следующих усло-
вий.
1. Конфигурация детали должна представлять собой сочетание
простых геометрических форм, обуславливающих возможность при-
менения высокопроизводительных технологических методов об-
работки, деталь должна иметь удобную и надежную базу для уста-
новки и закрепления ее в процессе обработки, достаточную жест-
кость конструкции. В тех случаях, когда конструкция детали не
отвечает этим требованиям, следует предусмотреть специальные
элементы (технологические отверстия, приливы, фаски, фальшборт),
которые могут быть удалены после обработки или оставлены без
заметного влияния на функциональные свойства детали. Рабочие
поверхности деталей должны иметь правильную геометрическую
форму, позволяющую при поштучном изготовлении получить за-
данную точность обработки с наибольшей экономичностью, а при
блочной обработке обеспечить сборку блока в виде правильного
круга с коэффициентом заполнения площади не менее 0,7. Гео-
метрические размеры и размерные цепи детали должны быть про-
ставлены рационально (ГОСТ 2.307-68), с учетом возможности ис-
пользования конструкторских баз в качестве технологических и
измерительных.
2. Вид, свойства и качество материала должны соответствовать
заданным параметрам детали или узла.
3. Требования к качеству поверхностей детали (точность фор-
мы N и &N, шероховатостью/ и чистотаР) должны быть обоснова-
ны ее назначением и согласованы с нормируемыми показателями
качества материала: двулучепреломлением, бессвильностью и пу-
зырностью (для стекол), поликристалличностью, полиморфизмом,
посторонними включениями и другими локальными неоднород-
ностями (для кристаллов). Эти требования также должны быть
согласованы с физико-химическими свойствами материала: отно-
сительной твердостью по сошлифовыванию, химической устойчи-
востью (для стекол) и анизотропией физико-химических свойств
(для кристаллов).
4. Вид поверхности и форма ее задания (вид уравнения асфе-
рической поверхности, координаты точек и т. д.) должны быть
согласованы с предполагаемой технологией изготовления и конт-
роля.
79
5. Точность взаимного расположения поверхностей (децентри-
рование С, клиновидностьб, пирамидальность л, отступление углов,
например, 345о) должна быть обоснована назначением детали и
при жестких допусках согласована с показателями качества мате-
риала по оптической однородности и двулучепреломлению.
6. Выходные параметры: разрешающая способность е, допусти-
мый дифракционный кружок рассеяния 2dy, искажение волнового
фронта К, минимальная фокусность /min, угол отклонения лучам и
другие — должны быть обоснованы назначением детали и согла-
сованы с заданными показателями качества материала — оптичес-
кими параметрами пе, nF> - пс>, однородностью, двулучепреломле-
нием, бессвильностью, пузырностью (для стекол), поликристаллич-
ностью, полиморфизмом, анизотропией физико-механических
свойств (для кристаллов).
Сборочные единицы. Конструкция сборочной единицы отраба-
тывается на технологичность совместно с входящими в нее дета-
лями. К ней предъявляются следующие нижеперечисленные тре-
бования.
1. Сборочная единица должна расчленяться на рациональное
число составных частей с учетом возможности использования:
принципа агрегатирования, компоновки стандартных и унифици-
рованных деталей, селективной сборки, легкосъемности составных
7. * Размер для справок (для Всех последующих
рисунков)
2- »а,вВ.О23+
(И
J пе ЗВ
A(nF'-nc') ЗВ
Однородность 3
Ц&уличепре- ломление 3
Показатель „ ослааления^А 3
вессвипьност 2Б
Пузырность 13; 24
3
А"а,В 0,3
С -
Ра,Б IV
ДЯа.б 2
f' 26,27
Sf -24,17
S'p' 25,44
14
Рис. 2.1. Положительная линза
80
1. ®SX.O41+
2. Покрытие матовых поверхностей-эмаль
Х0-75У черная глубокоматодая (JV6-10-2136-88)
Vs (У)
Нпе 36
4 (nF'-ncr) 38
Однородность 3
Дбулуче- преломление 3
Показатель.. ослабленир^л 2
Беа&ильность 16
Пузырность 12; 22
5
hna 0,5
Ns 3
HNB 0,3
Ca -
C5 -
Pa V
PB IV
HRa ±0,1%
HR5 t0,05 %
f’ -74,22
sF 78,55
S'F' -74,45
0*A 76
0^5 61
Рис. 2.2. Отрицательная линза
частей с малым ресурсом, механизации и автоматизации сбороч-
ных работ.
Компоновка конструкции сборочной единицы должна предусмат-
ривать возможность: использования конструкторских и сборочных
баз в качестве технологических и измерительных; использования
базовой составной части в качестве основы для расположения ос-
тальных частей; соединения (склеивания, спекания, оптического кон-
такта) сборочной единицы (агрегата) предусмотренным способом.
2. Качество соединяемых поверхностей независимо от способа
их соединения должно удовлетворять основным требованиям по
точности сопряжения (Ncon, AjVcon), шероховатости, чистоте.
3. Точность взаимного расположения составных частей должна
быть строго обоснована расчетом и взаимосвязана с точностью их
изготовления.
81
1*1 Допускаются:
астигматизм 4 Ищ =0,5; A NaB=0,5;
местные ошибки (диаметр пробного стекла /80 мм)
4 Nha,b -0J; зональные ошибки A Н3а,в =0,3 и должны
удовлетворять требованию (АЫ3^в-ьАЫМЛгВ)^ 0,3
2. ®л« Л04/+
3. ^лрХ.011
4. Покрытие матовых поверхностей-змоль ХС-75У
4№ная глубокоматодая (ТУ6-10-2136-88)
5. *2 Отклонение формы после покрытия
25пг ,
Vе (V)
Апе 2Б
A(nF'-nC') IB
Однородность 1
ДЬулучепре- ломление 1
Показатель и ослаблении ™ 2
БеаДильность 16
Пузырность 17; 26
Na 5
ANa *7
n5 5
AN6 */
Ca —
Co —-
Pa /Л
PS /Л
ARa ±0,5%
APb TO,5%
r 1312,5
-1292,7
S'F' 1292,1
ОфА 500
0»e №6,5
Рис. 2.3. Крупногабаритная положительная линза
Наиболее предпочтительной является сборка с обеспечением
полной взаимозаменяемости. Менее эффективна селективная сбор-
ка с неполной, групповой взаимозаменяемостью или регулировкой
компенсаторами. Сборка с пригонкой должна быть по возможнос-
ти исключена. Для правильного функционирования собираемого
узла должны быть предусмотрены центрирующие, фиксирующие,
компенсирующие и другие элементы (фаски, лыски, канавки, отвер-
стия и т. д.), обеспечивающие заданную точность относительного
расположения деталей. Эти элементы должны иметь простую гео-
метрическую форму, удобную и доступную для обработки и контро-
ля, не ухудшающую функциональных свойств изделия, базовые
поверхности, относительно которых взаимно ориентируются и зак-
репляются детали. Для этого базовая деталь узла должна иметь
82
установочную базу, обеспечивающую достаточную устойчивость и
прочность соединения собираемых относительно нее деталей. При
необходимости базовые детали должны иметь гарантированно боль-
шие размеры базовых поверхностей, дающие возможность подви-
жек второго компонента относительно базового (например, при скле-
ивании диаметр линзы с тонким краем делается меньше диаметра
линзы с толстым краем).
Конструкции сборочных единиц должны обеспечивать возмож-
ность сборки без применения сложных приспособлений и специ-
альной контрольно-юстировочной аппаратуры. При этом следует
обеспечить возможность свободного доступа к элементам сбороч-
ной единицы, тонких взаимных подвижек, регулируемого прижима
и точной фиксации положения.
Конструкции сборочных единиц должны удовлетворять специ-
фическим особенностям способа соединения (склеивания, сварива-
ния, оптического контакта, гарантированного малого зазора и т. п.),
а при необходимости обеспечивать возможность разъема и повтор-
ного соединения или замены отдельных компонентов.
0,б^'5х45’ 7tif Q5*0>sx4f°
R^S
Б
21+0,2
^-j 30,114 | Bud A
1. Фаски на pedpax Ц2+^3х45’; фаски на углах Of*®x 45’
2. Допуск параллельности осей поверхностей Бив относи-
тельно Гне более 3’поверхности В относительно Б не
более 0,01 мм
3*’ Смещение оси поверхности Б при опоре на поверх-
ности В и Г не более 0,1 мм
4пе 2Б
4(v-nc') 2B
Однородность 2
ДВулцче- преломление 2
Показатель и ослабления Ъ 3
БессВильность 1Б
Пузырность 14; 23
Мб 3
ams 1
мв 3
ANB 1
Са -
СБ *7
РБ V!
Ps V/
4 Rs ±0?%
ARB +0/5%
Г 122,8
Sr -113,2
S'r' 119,1
Рис. 2.4. Цилиндрическая линза
83
Оптические системы. Технологичность оптических систем сле-
дует оценивать по результатам анализа чертежей и оптических
выпусков, дополненных сводками среднеквадратических отклоне-
ний функций при соответствующих допустимых погрешностях кон-
структивных параметров систем. Для этого можно использовать
любую программу на ЭВМ, позволяющую определить влияние из-
менения параметров системы на ее качество, например, программу
автоматизированного расчета оптических систем на БЭСМ-6 [2.1]
или компьютерную программу. Этот расчет обеспечивает подгон-
ку поверхностей под пробное стекло с погрешностью N = 1 при
V® (V)
У_
0_
1
2
3
~9
6
т
~д
~9_
10
аз
0,007
0,015
0,026
0,039
0,052
0,066
0,077
^085
0,088
11
И
13
19
0,083
0,069
0,093
0,000
29^8
Z ®as Х.093
2. €>а.бХ011
3. Покрытие матовых поверхностей -эмаль ХС- 75У
черная глубокоматовая (ТУ 6-10 -2136-88}
9. Требования к изготовлению и контролю
ассрерических поверхностей согласовывать
с заводом-изготовителем
Апе ЗВ
А(Пр>-Пс'} ЗВ
Однородность 3
Д&уличе- т&лонление 3
Показатель ослаблениям 2
бессвильность 26
Пузырность 12; 29
Na 5
ANa 0,5
ARa 2
Ра IV
Требования к ассрерической поверхности Б
Кл Н-1
ОС 5'
Икр -
£р 45%
А3 (488
Гз 0,059
Ус 31в2’
Ре V
С 0,05
f 97,8
Зр -92,65
S> 98,7
OfA 26,1
ОрБ 28,0
Рис. 2.5. Параболическая линза
84
1. * Допускается сетка Волосяных царапин шириной
не более 0,01мм
2. Покрытие матовых поверхностей - эмаль ХС- 75У
черная елубокоматодая (ДУ6-10-2136-88')
(V)
Апе —
Показатель п поглощения^ 2
Однородность 3
ДОулуче- Лреломление 4
Показатель.. ослабления лЬ —
(Хшелододные дефекты 2
Пузырность 74
5
ANa 1
NS 5
ANB 1
Са —
СБ —
Ра
Рб
А Я а ±0,1%
ARB ±0,1%
Г 83,28
SF -89,28
S'x' 83,63
0,A 33
0*5 33
Рис. 2.6. Линза из фтористого кальция
отклонениях его радиуса от номинала ДЯ/Я = 0,1 %, толщины линз
и воздушных промежутков от номинала Ас/ = 0,01 мм, показателя
преломления для основной длины волны Дп^ = 0,0003, дисперсии
Д(п;_2 ~ ~ 0,00003. В качестве функций приняты величины, ха-
рактеризующие систему в параксиальной области, геометрические
аберрации, а также коэффициенты аберраций 3-го порядка. По-
скольку доверительные интервалы для каждой функции опреде-
ляются не для всех параметров сразу, а по группам [ДЯ/Я, N\d, Дп^
и ^(п-^2 ~ то предусматривается разделение причин
отклонений функций и оценка возможности их уменьшения пу-
тем различных мероприятий: пересчетом на плавки, комплекта-
цией по толщинам и т. д. Следовательно, одновременная оценка
чувствительности систем с их автоматизированной коррекцией
является непременным условием обеспечения технологичности
систем.
85
Критерии рациональности. На рис. 2.1-2.14 приведены рабо-
чие чертежи нескольких типов оптических деталей: линзы про-
стые (рис. 2.1-2.3); линзы сложные (рис. 2.4-2.5); линзы из флю-
орита (рис. 2.6), органического стекла (рис. 2.7); зеркала (рис. 2.8,
2.9); светофильтр из цветного стекла (рис. 2.10); клин (рис. 2.11);
прямоугольные призмы (рис. 2.12, 2.13); лимб (рис. 2.14). На
рис. 2.15 представлен сборочный чертеж объектива и пример спе-
цификации (форма 2.1).
Простота конструкции детали характеризуется использова-
нием простейших видов поверхности (плоскости, сферы) и наи-
меньшим их числом (три — шесть). Детали более сложных кон-
струкций имеют асферические поверхности (см. рис. 2.4, 2.5, 2.9)
либо большее число поверхностей (см. рис. 2.12, 2.13), которые
располагаются относительно друг друга под разными углами (см.
рис. 2.11), имеют фигурные выточки (см. рис. 2.8, 2.11), сложные
фаски (см. рис. 2.2, 2.9, 2.13), отверстия (см. рис. 2.8, 2.9, 2.14)
и т. п.
Класс точности пробных стекол для контроля
формующих поверхностей пресс-форм
2Дпг ,
Апе 9Г
А(Пр'-Пс') —
Однородность —
Мулучепре- ябмление —
Показатель,, ослабления™
Бессбильност —
Пузырность 19
Nx —
Л Na —
NS —
ANS —
Са —
СБ —
Ра V
РБ V
ARa Z*1
A Rs 2*'
Г -90,98
SF 90,77
S'f' -98,11
19
Рис. 2.7. Линза из полимера
86
1*1 На побермости Б Вскрытые пузыри не допускаются
2. ©6 МД.В.О2О Вне сЬетоВоео диаметра допускается кант Вез покрытия
3. Покрытие матовых поверхностей - эмаль ХС-75У черная глуЪоко матодая
(.75 6-10-2135-дд)
4*2N и ДМ для участка <$ 50мм
Рис. 2.8. Сферическое зеркало
Обоснованность допусков оценивается соответствием парамет-
ров детали предъявляемым к ней требованиям по качеству мате-
риала, точности и чистоте исполнения рабочих поверхностей, точ-
ности их взаимного расположения, точности выполнения выход-
ных параметров и оптических характеристик покрытий и т. п., а
также соответствием заданного качества материала другим уста-
новленным требованиям.
Возможность сборки оценивается удобством взаимной ориента-
ции соединяемых деталей (поверхностей), качеством подготовки
соединяемых поверхностей, соответствием теплофизических свойств
соединяемых деталей друг другу с учетом способа соединения.
Критерии надежности. Под надежностью понимают свойство
объекта выполнять заданные функции, сохраняя во времени значе-
ния установленных эксплуатационных показателей в заданных
пределах, соответствующих заданным режимам и условиям ис-
пользования, технического обслуживания, ремонта, хранения и
транспортирования.
Многообразие требований, подчас взаимоисключающих, предъяв-
ляемых к оптическим системам современных приборов, вынужда-
ет разработчиков использовать оптические материалы с низкой
87
1. Уравнение параболы у2=600х
2. ©л МД.В.О2О
3* Размеры для справок
4** Допускается Сферическая фаска
5***На поверхности А вскрытые пузыри
не допускаются
V* (у/)
У *4 Апе —
42,5 0,0000 A(nFr-nc'') —
44 0,0017 Однородность —
46 0,0038 1‘иЮлдРление 3
48 0,0057 Показатель,, ослабления га —
50 0,0073 Бессвильность —
52 0,0087 Пузырност? —
54 0,0097 N —
56 0,0103 AN —
58 0,0105 АВ —
60 0,0103 Р —
62 0,0095 Требования к ас ческой пюеохно <рери- сти А
64 0,0086 Кл В-2
66 0,0061 сх. 10"
68 0,0034 Укр 0,05
69 0,0018 5р 0,2 %
70 0,0000 А4 0,010
9^305,55 П 0,0019
у 13°2'
Ра VI
f 150,0
Оф 1W/85
Рис. 2.9. Параболическое зеркало
химической и биологической стойкостью, а также низкой механи-
ческой и лучевой прочностью. Эффективность выбранных мето-
дов их обработки и защиты определяется технологией. Надеж-
ность зависит как от номинальных параметров выбранных видов
обработки (механических, термических, химических), так и их ста-
бильности во времени. Например, недостаточная защищенность
поверхностей гигроскопичных материалов или материалов с низ-
кой химической устойчивостью приводит к появлению налетов,
пятен, образованию плесени. Нарушение режимов нанесения по-
крытий влияет на оптические характеристики и другие физико-
механические свойства. Недостаточный цикл старения интерфе-
ренционных покрытий приводит в процессе их эксплуатации
к изменению спектральных характеристик — смещению макси-
мума пропускания или отражения. Уменьшение радиусов галте-
лей у сферических защитных стекол, радиусов пазов и увеличение
88
Рис. 2.10. Стеклянный светофильтр
Показатель п поглощения * 2
ДЪиличе- поеломленце 3
Бессбильноаяь 3
Пузырность 5
N 5*
AN 7*
Р V
9 5'
6 mln —
0$ 86
7® В.010+
Рис. 2.11. Стеклянный клин
89
1 Фаски на ребрах О,3+о’*х45'’; фаски на углах 1Д^х45*
2. ®Б В.010+
3. Покрытие матоВых поверхностей-эмаль ХС-75У
черная глуВокоматоЗая (ДУ6-10-2136-88)
Рис. 2.12. Прямоугольная призма АР-90°
2Дгг ,
У8 (/)
Апе 2В
8(pifP-nC') 2В
Однородность 2
Дбцлуче- пЬеломление 2
Показатель,, ослаблениям 2
5есс8ильность /А
Пузырность 12; 21
No 3
ANB о,з
Np 1
0.2
Ре V
Ре IV
Л 3’
845° 3'
& —
frntn —
1 43
1 Фаски наребрах 0,3+0>4х45°; сраскинауглах1,0+с^х45°
2.®SB.010 +
3. Покрытие матоВых поверхностей-эмаль ХС-75У
черная глубокоматоВая (ДУ 6-10-2136-68)
4. *' Разность углоВ между поверхностями Бив не Более 2
Рис. 2.13. Прямоугольная призма АкР-90°
Апе ЗВ
А (п^-Пс') ЗВ
Однородность 1
ДВулуче- плелом пение 2
Показатель „ ослабления™ 2
БессВильность 1А
Пузырность 12; 21
Ns 2
ANB ОД
NB ОД
ANB ОД
Рб IV
Рв V
л 2'
8 45° *Z
& —
L 1 14
90
АПе —
Д(,прг-пс/) —
Однородность 3
Дбулцче- поМомление 3
Показатель и ослабления™ 2
Бессбильноапь 2Б
Пузырность 11; 21
Na 3*1
ЛЫА /*'
N6 J*'
ANB /*'
Са —
Сб —
Ра ///
Рб V
6 3'
Оф а, б 146/120
9150 d 11
1.*1 Na;Nb;ANa;ANb - для участка ф 30мм
2. Ширина штриха 0/15+0,005мм
3. Предельное отклонение центрального угла между начальным штрихом и
любым другим не более *5'
4. Смещение бершины центрального угла между дбумя любыми штрихами
от номинального расположения не более 0,03 мм
5. ®АМ.В.О11
6. Вне сАетобой зоны допускается кант без покрытия
Рис. 2.14. Стеклянный лимб
6±0,1
4- $0,01 ГД
4- ф0,02 ГД
1. Бальзамин М^ГОСТ14887-80)
2. Покрытие матобых поверхностей-эмаль
ХС-75У черная глу5окоматоВая(.ТУ6 -10-2136-88)
Na —
A Na —
NB —
5NB —
Ра,в /и
f' 69,72
-6В,63
SP' 66,91±0,80
ОфА 14
Офв 14
Рис. 2.15. Склеенная линза
91
Форма 2.1.
СПЕЦИФИКАЦИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ
Формат Зона Позиция Обозначение Наименование Количество Примечание
11 11 1 Документация Сборочный чертеж Детали Линза 1
11 2 Линза 1
шероховатости их поверхностей создают большие внутренние на-
пряжения, резко снижающие качество изображения, а иногда при-
водящие к разрушению деталей. Невыполнение условий «глубо-
кого шлифования и полирования» поверхностей полупроводни-
ковых материалов (кремния, германия) нарушает диффузионные
процессы, снижает выходные параметры, а у деталей лазерной тех-
ники уменьшает лучевую прочность. Несоблюдение соотношения
коэффициентов линейного расширения компонентов стеклометал-
лических зеркал, повышенная шероховатость спекаемых поверх-
ностей, нарушение режимов термоциклической обработки ухуд-
шают качество и снижают надежность изделия.
Технологические свойства оптических материалов. Техноло-
гические свойства характеризуются прежде всего таким понятием,
как «обрабатываемость», а также постоянством физико-химичес-
ких свойств материала во времени, степенью инерционности и ней-
тральности свойств к воздействию окружающей среды.
Большинство физико-химических свойств материалов (см. гл. 1)
можно рассматривать как технологические свойства. Важнейши-
Рис. 2.16. Влияние качества материала на оптические характеристики деталей
92
ми из них являются механические свойства и химическая устой-
чивость. Например, при шлифовании и полировании заготовок се-
ток из стекла марки БК 10 легкая пятнаемость (4-я группа кисло-
тоустойчивости — ГОСТ 13659-78) этих стекол проявляет себя с
отрицательной стороны; сравнительно низкая относительная твер-
дость по сошлифовыванию (0,81) — положительна; при травлении
и запуске делений четкость краев штрихов оптимальная; структу-
ра травленой поверхности обеспечивает хорошее сцепление запус-
ка с подложкой и получение штрихов высокого качества.
Качественные показатели материала детали помимо их непос-
редственного влияния на расчетные и выходные оптические ха-
рактеристики могут себя проявлять и косвенно. Например, свили
могут проявлять себя непосредственно в преломляющей оптике
снижением качества изображения и косвенно — через местные
отклонения поверхности AN, возникающие в местах выхода сви-
лей на поверхность, например зеркал с наружным отражением.
Аналогично остаточные внутренние напряжения в деталях, харак-
теризуемые величиной двулучепреломления, — снижением каче-
ства изображения, создаваемого или передаваемого преломляющей
оптикой, и через деформацию поверхностей N и AN зеркал с наруж-
ным отражением. Вскрывшиеся на поверхностях пузыри могут
себя проявлять как дефекты чистоты Р и как местные отклоне-
ния AN, образовавшиеся после их располировывания. На рис. 2.16
показано влияние качественных характеристик оптического стекла
(обведено штриховыми линиями) на оптические параметры дета-
ли (обведено сплошной линией).
2.2. КОНТРОЛЬ И ОТРАБОТКА ЧЕРТЕЖЕЙ
НА ТЕХНОЛОГИЧНОСТЬ
Оформление чертежей оптических деталей и сборочных еди-
ниц имеет некоторые специфические особенности. В поле черте-
жа детали помещается таблица, в которой указываются требова-
ния к материалу детали, точности ее изготовления и расчетные
данные, а в таблице чертежа сборочной единицы — требования
к изготовлению и расчетные данные (ГОСТ 2.412-81).
Общая схема построения технологического контроля и отра-
ботки чертежей включает предварительный анализ, анализ исход-
ных данных таблицы, изображения детали, дополнительного тек-
ста, окончательное установление функциональных и конструктив-
ных особенностей детали (сборочной единицы), установление тех-
нологической рациональности конструкции, принятие решения.
Предварительный анализ. Задачей предварительного анализа
функционального назначения детали является установление ос-
новных параметров, существенно влияющих на качество работы
узлов и системы в целом. Задача упрощается, если название в наи-
93
более полной мере отражает назначение детали (сетка, линза обо-
рачивающей системы, первая линза окуляра, головная призма).
Если указан только вид детали (линза, призма), отличающийся
разнообразием выполняемых функций, то необходимо рассмотреть
сборочные чертежи (склейки) и оптическую схему. Местоположе-
ние детали в системе определяет ее функциональные свойства,
а следовательно, и основные требования к материалу, точности фор-
мы, чистоте и шероховатости поверхностей, точности взаимного
их расположения, точности выполнения расчетных данных (вы-
ходных параметров). При отсутствии оптической схемы опреде-
ленные сочетания нормируемых показателей качества материала
и требований к изготовлению дают основания для установления
функционального назначения детали. Например, первые катего-
рии по оптической однородности, двулучепреломлению и бессвиль-
ности, жесткие допуски на форму поверхностей и децентрирова-
ние и при этом низкие требования по пузырности и чистоте по-
верхностей, большие значения радиусов кривизны поверхностей
указывают на принадлежность детали к объективу коллиматора
или зрительной трубы.
Анализ исходных данных таблицы и штампа. Исходные дан-
ные анализируются в следующей последовательности.
Требования к материалу (верхняя часть табл. 2.1). Выбор и
назначение нормируемых показателей качества (параметры, кате-
гории и классы) на все оптические материалы производятся в со-
ответствии с ГОСТ 23136-93 при использовании документации на
конкретный материал. В зависимости от вида материала детали
таблицы могут быть трех типов (см. рис. 2.1, 2.7, 2.10).
Бесцветное оптическое стекло. Для деталей из
оптического неорганического бесцветного стекла в таблице указы-
вают: категорию и класс по номинальному показателю преломле-
ния Дп£; категорию и класс по номинальному коэффициенту дис-
персии vg или по номинальной средней дисперсии Д(л^ - лс,); кате-
гории по оптической однородности, двулучепреломлению, а также
по показателю ослабления категорию и класс бессвильности;
категорию или группу и класс пузырности.
Заготовки особо ответственных деталей, преимущественно круп-
ногабаритных, которые должны обладать высокой оптической од-
нородностью и низким значением двулучепреломления, согласно
РТМ 3-900-79 необходимо подвергать тонкому отжигу со скорос-
тью менее 0,50 °С/ч. В этом случае показатель преломления ука-
зывают со штрихом (п'е, n’D). Это означает, что показатель пре-
ломления данной заготовки всегда будет больше на несколько
единиц четвертого знака номинального значения для данной мар-
ки, полученного при скорости охлаждения 2,5 °С/ч. Ожидаемые
значения п'е, n'D определяют исходя из марки стекла и габарит-
ных размеров заготовки, что позволяет рассчитывать оптические
системы непосредственно на эти значения.
94
Допуски на все вышеперечисленные параметры определяют
в зависимости от назначения детали в приборе (объектив, окуляр,
призма и др.) и условий ее работы. Детали, работающие в широ-
ком сечении рабочего пучка лучей (объективы, защитные стекла,
головные призмы, линзы оборачивающих систем), изготовляют из
стекла высоких категорий по пе и nF> - пс>, оптической однородно-
сти, двулучепреломлению и бессвильности. Детали же, работаю-
щие в узком сечении пучка лучей (сетки, окуляры), изготовляют
из стекла низких категорий по этим показателям качества.
По пузырности стекла показатель назначается наоборот: чем
меньше сечение рабочего пучка, тем более высокие требования
предъявляются к материалу (аналогично выбору класса чистоты
полированных поверхностей).
Допуски на показатели качества материала объективов назна-
чают в зависимости от их типов (проекционные, фотографические,
микрообъективы). Чем выше требования к качеству изображения,
создаваемому объективом, тем меньше допускаемые отклонения
показателя преломления от заданного значения. Категории по оп-
тической однородности, двулучепреломлению и бессвильности на-
значают так же, как и на показатель преломления (табл. 2.1).
Класс бессвильности характеризует число направлений просмот-
ра: А — два взаимно перпендикулярных направления, Б — одно.
Высококачественные объективы коллиматоров, дальномеров, ас-
трономических приборов, имеющие, как правило, диаметр от 80 мм
и выше, изготовляют из стекла наивысших категорий по оптичес-
кой однородности, двулучепреломлению и бессвильности. Такого
же качества стекло выбирается для аэрофотосъемочных и репро-
дукционных фотообъективов. Стекло для микрообъективов выби-
рают в зависимости от увеличения и апертуры объектива. Чем
выше эти характеристики, тем качественнее должно быть стекло.
Объективы телескопических систем и обычные фотообъективы из-
готовляют из стекла с менее высокими значениями параметров.
Вследствие того что пузыри вызывают только незначительное ос-
лабление светового потока из-за рассеяния света их поверхностя-
ми, в объективах, удаленных от плоскости изображения, допускает-
ся применять стекла с пузырностью по 5-й, 6-й категориям, за
исключением микрообъективов ввиду малого диаметра их линз.
Допуски на стекло для линз оборачивающих систем выбирают
аналогично допускам на объективы такого же диаметра и относи-
тельного отверстия.
Приведенные в табл. 2.1 рекомендуемые показатели качества
стекла основаны на статистических данных, взятых из практи-
ки. В ответственных случаях допуски на указанные показатели
качества необходимо рассчитывать, после чего производится про-
верка возможности поставки стекла заводами по указанным ка-
тегориям.
Категория оптической однородности заготовки стекла по по-
казателю преломления характеризуется отношением <р/<р0 или рав-
95
Таблица 2.1. ПОКАЗАТЕЛИ КАЧЕСТВА
БЕСЦВЕТНОГО ОПТИЧЕСКОГО СТЕКЛА
Оптическая деталь (сборочная единица) Рекомендуемая категория и класс показателей качества стекла
Оптиче- ские па- раметры Опти- ческая однород- ность Двулу- чепре- ломле- ние Бес- свиль- ность Пузырность Пока- затель ослаб- ления
Объектив; микроскопа 1А-ЗВ 1 1 1 13;24-14;25 3-4
телескопической системы 2А-ЗБ 2 3 1 15;25-16;26 4-5
большого увеличения телескопической системы 2А-ЗБ 3 3 1 15;25-16;21 4-5
малого увеличения аэрофотосъемочный 1А-ЗБ 3 3 1 15;24-16;25 4-5
фотографический 2А-ЗБ 3 3 1 14;24-15;25 4-5
киносъемочный и проек- 1А-ЗБ 3 3 1 14;24-15;25 4-5
ционный коллиматора 1А-ЗБ 1 1 1 15;25-16;26 4-5
теневого прибора 2А-ЗБ 2 3 1 15;25-16;26 5-6
телевизионный 1А-ЗБ 3 3 1 14;24-15;25 4-5
УФ-и ИК-области 2А-ЗБ 1-2 3 1 13;24-14;25 1-3
астрономические 1А-ЗБ 1-2 3 1 15;25—16;26 4-5
Оборачивающая система ЗБ 3 3 1 15;25-16;26 1-2
Коллектив 5Г 3 3 1 11;21-12;21 2-5
Окуляр и лупа 4Г 3-4 3 2 11;21—12;22 5-6
Конденсор 5Г 4 3 2 15;25-16;27 5-6
Деталь поляризационных при- 4Г 1-4 2 1 14;24-15;25 2-3
боров Призма: спектральная и рефракто- ЗБ-4Г 1 1 1 14;24-15;25 1-4
метрическая отражательная 5Г 1-3 3 1-2 12;21—15;25 1-3
Пластина интерферометров 5Г 1-3 1-3 1 15;25-16;26 3-5
Компенсатор 4Б 1-3 1-3 1 15;25—16;26 3-4
Сетка, шкала, лимб 5Б 3-4 3-5 1 11;21 5-6
Смотровое стекло 5Б 3-4 3-5 1 15;25-16;26 6
Светоделитель (полупрозрач- ный): с внутренним отражением 5Б 1-3 1-3 1 13;24—15;25 4
с внешним отражением 5Б 1-3 1-3 1 14;24-16;26 4
без отверстия — — 3-5 — 15;25-16;27 —
с центральным или раз- - - 3-4 - 16;25-17;28 -
грузочными отверстиями внеосевой - - 1 15;25—16;26 -
ноценным численным значением волновой аберрации. Выбрать
категорию для любой детали прибора можно по формуле
(ф/фо)заг — -^заг/-^п (ф/фТУ) ^пов + ^дет >
где <р0 — теоретический предел разрешающей способности прибо-
ра; D3av — диаметр заготовки детали; Du = 2hn — диаметр «рабо-
чего» отверстия поверхности, равный удвоенной высоте крайнего
луча осевого пучка на этой же поверхности; <рТу — предел разре-
96
шения прибора, установленный техническими условиями; inOB —
число поверхностей (преломляющих и отражающих); гдет — чис-
ло оптических деталей в приборе.
При расчете допусков сетка в числе деталей не учитывается
(рис. 2.17).
Категория пузырности для объективов телескопических систем,
а также деталей, расположенных перед объективом (защитных сте-
кол, головных призм) или сразу за ним (призм, светоделительных
пластин и т. п.) определяется исходя из допустимого диаметра пу-
зыря. Ориентировочно расчет может быть выполнен по эмпиричес-
кой формуле d = ГК, где d — диаметр пузыря, мм; Г — увеличение
системы; К — коэффициент, учитывающий условия работы при-
бора, обычно К = 0,3. Для деталей с малой толщиной или для сни-
жения вероятности появления на поверхности крупных прошли-
фованных пузырей, которые затрудняют нанесение покрытий, скле-
ивание, посадку на контакт или могут стать центрами грибковых
образований и т. п., К < 0,2 0,1.
Наивысшие категории и классы качества основных марок оп-
тического бесцветного стекла, гарантируемые заводами-изготови-
телями, приведены в ГОСТ 3514-94. Стекло с более высокими
требованиями или стекло, для которого дополнительно устанавли-
ваются специальные нормируемые показатели, не предусмотренные
данным стандартом, поставляется по соглашению заказчика с из-
готовителем.
В связи с введением новой редакции ГОСТ 23136-93 (с 01.01.96 г.)
и ГОСТ 3514-94 (с 01.01.97 г.) изменяется нормирование опти-
ческих параметров и пузырности в соответствии с принятым в меж-
дународной практике. Однако ГОСТ 3514-94 допускает нормиро-
вание стекла по средней дисперсии пр, - пс, и однородность партии
стекла также по средней дисперсии Л(п^, - лс-). Поэтому в черте-
жах оставлено нормирование по к(пр, - пс>).
По пузырности введены группы (с 11-й по 17-ю), которые ха-
рактеризуются суммарной площадью сечений пузырей в 100 см3
сырьевого оптического материала или заготовки (с 0,029 до
1-я поверхность
Рис. 2.17. Схема расположения оптических поверхностей
97
4,0 мм2), и классы (с 21-го по 28-й), которые характеризуются сред-
ним числом пузырей в 100 см3 сырьевого оптического материала
(от 1 до 150 шт.). До 01.01.96 г. допускалось подразделение на
классы пузырности (от А до Ж) в зависимости от среднего числа
пузырей диаметром более 0,03 мм в 1 кг сырьевого оптического
материала (от 3 до 3000 шт.). Среднее число пузырей в 100 см3
рассчитывается по формуле: Nloo = O,lpA, где р — плотность ма-
териала, г/см3; N — среднее число пузырей в 1 кг. Например, стекло
К14 - р = 2,53 г/см3, класс Г — до 100 шт./кг должно содержать
А1Оо = 0,1 • 2,53 • 100 = 25,3 шт./100 см3, что соответствует классу
25 по новой редакции ГОСТа.
Цветное оптическое стекло. Для деталей из
цветного оптического стекла (ГОСТ 9411-91) в таблице чертежа
(см. рис. 2.10) по ГОСТ 23136-93 указывают: категорию по до-
пускаемому отклонению параметров спектральной кривой пока-
зателя ослабления или поглощения от значений, установленных
для стекла каждой марки; категорию по двулучепреломлению;
категории по бессвильности и пузырности.
Большие различия в характере спектральных кривых пропус-
кания т(Х) для стекол, окрашенных разными по своей природе кра-
сителями, обусловливают неодинаковый подход к установлению
критерия оценки стекол по спектральной характеристике. Стек-
ла, окрашенные сернистым кадмием, селеном или серой (желтые,
оранжевые, красные), имеющие монотонную кривую пропускания
со сравнительно резко выраженной границей пропускания (отсеч-
ные светофильтры), характеризуются: показателем поглощения
п(Х0) при длине волны Хо, находящейся в области минимального
поглощения; длиной волны Хгр; крутизной кривой оптической
плотности Кр, вычисляемой как разность оптических плотностей
.D(X) слоя стекла заданной толщины при длинах волн X - 20 нм
иЧ-
Стекла, окрашенные молекулярными красителями (кроме боль-
шинства нейтральных стекол НС), характеризуются: показателем
поглощения а(Х) слоя стекла толщиной 1 мм при заданной длине
волны X; отношением показателей поглощения п(Х1)/п(Х2) при
установленных для стекла каждой марки длинах волн Хг и Х2.
Стекла, окрашенные молекулярными красителями, марок от НС1
до НС12 характеризуются: средним арифметическим аср абсо-
лютных значений показателя поглощения п(Х), измеренных через
каждые 20 нм; средним арифметическим Оср абсолютных значе-
ний отклонения показателя поглощения а(Х) от измеренного зна-
чения пср, выраженным в процентах относительно пср; наиболь-
шим Отах из абсолютных значений отклонения показателя по-
глощения а(Х) от среднего значения пср, выраженным в процен-
тах (для слоя стекла толщиной 1 мм).
Допуски по вышеперечисленным характеристикам цветных
светофильтров назначают в зависимости от их функциональной
98
задачи, местоположения в системе, сечения пучка, в котором поме-
щен светофильтр, условий эксплуатации и т. д.
При нормировании двулучепреломления, бессвильности и пу-
зырности исходят в основном из тех же соображений, что и для
деталей из бесцветного оптического стекла (см. табл. 2.1). Ориен-
тировочные категории качества для светофильтров различного
назначения приведены в табл. 2.2.
Кварцевое оптическое стекло. Для деталей из
кварцевого оптического стекла (ГОСТ 15130-86) в зависимости от
марки в чертежах по ГОСТ 23136-93 указывают следующие нор-
мируемые показатели качества: показатель ослабления для ис-
точника А; показатель, характеризующий особые свойства (лю-
минесценцию); спектральный показатель ослабления или погло-
щения; радиационно-оптическую устойчивость; оптическую одно-
родность; двулучепреломление (для некоторых марок); бессвиль-
ность; мелкозернистую неоднородность; пузырность; включения.
Оптические кристаллы. Для деталей из оптических
кристаллов в чертежах по ГОСТ 23136-93 указывают следующие
нормируемые показатели качества: спектральный показатель ос-
лабления или поглощения; показатель, характеризующий особые
свойства; оптическую однородность; двулучепреломление и бес-
свильность (свилеподобные дефекты для некоторых видов крис-
таллов); пузырность и включения.
При нормировании качества лазерных кристаллов не указыва-
ют двулучепреломление и бессвильность.
Оптическая керамика. Согласно ГОСТ 23136-93
нормируются следующие показатели для оптической керамики:
спектральный показатель ослабления или поглощения; показа-
тель, характеризующий особые свойства; однородность по спект-
ральному показателю ослабления или поглощения; пузырность
(для некоторых марок) и включения.
Таблица 2.2. КАТЕГОРИИ КАЧЕСТВА
ЦВЕТНОГО ОПТИЧЕСКОГО СТЕКЛА
Область применения светофильтров Категория качества цветного оптического стекла
Показатель спектр аль- иого ослаб- ления или поглощения Двулуче- прелом- ление Бессвиль- ность Пузыр- ность
Телескопические приборы Биологические микроскопы: 2 3 2 2-4
для конденсоров 2 3 3 4
для коллекторов 2 3 4 5
Контрольно-измерительные приборы 2 3 2-3 2-4
Устройства для воспроизведения ис- точников света, коррекция 1-2 3 2-3 4-5
Кино- и фотоаппаратура 2 4 2 4-5
Аэрофотоаппаратура 2 3 2 2
99
Полимеры. Оптическими характеристиками, определяющи-
ми пригодность полимера для изготовления оптических деталей, яв-
ляются: показатель преломления; оптическая однородность; пока-
затель ослабления; степень загрязненности посторонними включе-
ниями. Например, показатель преломления полиметилметакрилата
марки «Дакрил» оптического назначения по ТУ 6-01-1334-87 равен
при (23 ± 2) °C 1,490 ± 10 • 10“4, что соответствует 4-й категории по
ГОСТ 23136-93; коэффициент пропусканиях не менее 92 % (опреде-
ляют по ГОСТ 15875-80 с источником света А); число посторонних
включений размером 0,1-0,2 мм в объеме 20 см3 не более 24 шт.,
размером свыше 0,2 мм не более 1 шт., что при приравнивании их к
пузырям соответствует З-й-5-й категориям пузырности по ГОСТ
23136-93 [2.2].
Требования к изготовлению. В средней части таблицы указы-
ваются требования к изготовлению деталей по следующим пара-
метрам:
точность формы полированных поверхностей, характеризуемая
допустимыми общим N и местным &N отклонениями (предель-
ные отклонения N и АУ для круглых деталей относятся к их свето-
вым диаметрам, для некруглых — к наименьшему размеру,
а в особых случаях, например для деталей большого размера, кон-
троль поверхностей которых производится по участкам, — к диа-
метру проверяемого участка, оговоренного чертежом);
классы чистоты полированных поверхностей Р, характеризуе-
мые допустимыми размерами, числом и расположением царапин
и точек;
точность взаимного расположения полированных поверхнос-
тей, которая в зависимости от типа деталей задается как допусти-
мое децентрирование С (линзы и зеркала с криволинейными по-
верхностями), клиновидность 0 (плоскопараллельные пластины),
отклонение от заданной клиновидности о (клинья), отклонения
углов призм Д90°, 545о, л от заданных и др.;
предельный угол разрешения е для ответственных призм и пла-
стин;
класс точности пробных стекол AR или допустимое отклонение
R от заданного значения в процентах;
допустимая фокусность /mi ответственных деталей, ограничен-
ных плоскостями.
Радиусы поверхностей оптических дета-
лей. Вычисленные радиусы R сферических поверхностей оптичес-
ких деталей должны соответствовать нормальным рядам радиусов
по ГОСТ 1807-75. Предпочтение отдают числам из рядов с более
крупной градацией, т. е. ряд 125 предпочитают ряду 250, ряд 250 —
ряду 500 и ряд 500 — ряду 1000. Ряды выбирают в зависимости от
назначения детали: для осветителей и окуляров рекомендуются ряды
125 и 250, для объективов допускается использование рядов 500 и
1000. В ответственных случаях все вычисленные радиусы кривиз-
ны оптического узла рекомендуется округлять в одну сторону (умень-
100
шение либо увеличение), что позволяет получить меньшее измене-
ние расчетных значений аберраций.
Однако даже на крупных предприятиях не всегда имеется пол-
ный набор пробных стекол для радиусов всех рядов. В связи
с этим на каждом предприятии устанавливается тот или иной
ряд радиусов, по которому и следует выбирать их значения.
В исключительных случаях (например, при расчетах радиуса бли-
жайшей сферы Rq с для асферических поверхностей с жесткими
допусками) разрешаются отступления значения R от стандарта.
Форма поверхности. Форма рабочей поверхности
оптической детали характеризуется точностью выполнения ее ра-
диуса. В большинстве деталей допуски на отклонения формы по-
верхности для удобства метрологического обеспечения задают чис-
лом колец интерференции и обозначают в таблице требований к
изготовлению символами N и AN. Эти параметры характеризуют
разность стрелок прогиба поверхности детали и эталона, выражен-
ную числом интерференционных колец. Отступление радиуса кон-
тролируемой поверхности от заданного (эталона) называют общим
отклонением формы поверхности N = ДА/(Х/2). Величина AN пред-
ставляет собой нерегулярность формы контролируемой поверхнос-
ти в разных зонах. Ее называют местным отклонением. Допуск
на местные отклонения более строг, так как они сильнее влияют
на качество изображения, создаваемого оптической системой.
При расчете оптических систем в зависимости от их назначе-
ния (например, для фотообъективов) определяют согласованные
значения kbkN, так и AN. В других случаях (например, для неко-
торых объективов телескопических систем) величина N не имеет
большого значения, поскольку будет влиять только на фокусное
расстояние и рабочие отрезки. Аберрации при этом практически
не изменяются, но для обеспечения высокого качества изображе-
ния остаются строгие допуски на AN. Тогда для соблюдения опти-
мального соотношения N = (5 -ь 6) AN ужесточают требования по N
и тем самым обеспечивают надежный контроль величины AN.
В большинстве случаев поля допусков N и AN симметричны
относительно номинального значения. При этом знаки отступле-
ний («плюс» — бугор или «минус» — яма) в чертежах не указыва-
ются. В особых случаях поле допуска ограничивается в одну сто-
рону от номинала. Например, N = -3 (общая яма), AN = -0,5 (мест-
ная яма, сорванный край).
Такой подход к классификации отклонений оптической повер-
хности используют в основном при контроле формы поверхности
пробным стеклом.
Для контроля поверхностей деталей объективов (особенно круп-
ногабаритных) применяют специальные приборы [2.3, 2.4]. В этих
случаях результаты контроля обрабатывают автоматизированны-
ми методами с получением топографии деформаций поверхностей
или волновых фронтов (ОСТ 3-5476-83). Отклонения измеряют-
ся вдоль нормалей к контролируемой поверхности. Координаты
101
точки на реальной поверхности задают в декартовой (х, у) или
полярной (г, <р) системе координат, которая расположена в плоско-
сти, касательной к реальной поверхности в ее вершине.
Отклонения контролируемой поверхности измеряются в долях
длины волны, линейных единицах длины (мкм) и долях интерфе-
ренционной полосы для выбранной контрольной схемы. При этом
необходимо указать длину волны и применяемую или простей-
шую эквивалентную контрольную схему.
Полное отклонение контролируемой поверхности описывают
системой сечений в декартовой или полярной системе координат,
системой изолиний с заданным шагом между уровнями или изо-
метрическим графиком.
Числовыми характеристиками полного отклонения контроли-
руемой поверхности являются:
1) размах полного отклонения AN — разность между экстре-
мальными значениями полного отклонения контролируемой по-
верхности в пределах рабочей части поверхности;
2) среднее квадратическое отклонение стд — среднее квадрати-
ческое значение полного отклонения в пределах рабочей части
поверхности
=
1/2
|f(A-A)2dS ,
S
где А — полное отклонение_контролируемой поверхности; S —
рабочая часть поверхности; А — среднее арифметическое откло-
нение в пределах рабочей части поверхности, А = 1/S J A dS.
s
Полное отклонение контролируемой поверхности Д(х, у) или
Д(г, (р) состоит из трех регулярных составляющих: зонального от-
клонения Д3, астигматического ДА, отклонения типа «кома» Д^ и
нерегулярного местного отклонения Дм (табл. 2.3).
При практических расчетах интегралы должны быть замене-
ны суммами в соответствии с выбранными численными методами
и возможностями конкретной программы компьютера.
Допуск на форму поверхности выбирают в зависимости от на-
значения детали или отношения D/Dn, где D — диаметр детали;
Пп — диаметр рабочего отверстия поверхности этой детали. Чем
меньше отношение D/D^, тем меньше допускаемое число колец,
т. е. N = No (D/Dn), где No = 0,5+1,0 для отражающих иАг0 = 2+3 —
для преломляющих поверхностей (см. рис. 2.17). Например, по-
верхности высококачественных объективов коллиматоров, даль-
номеров и астрономических приборов, работающих в широких
пучках, изготовляют с высокой точностью (N < 1). Этот метод вы-
бора допуска относится к аэрофотосъемочным объективам и мик-
рообъективам (большого увеличения и апертуры).
102
Таблица 2.3.
КЛАССИФИКАЦИЯ ОТКЛОНЕНИЙ ИЗГОТОВЛЕНИЯ
ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И ВОЛНОВЫХ ФРОНТОВ
Вид отклонения Характе- ристика Размах отклонения Среднее квадратиче- ское значе- ние откло- нения Коэффи- циент отно- сительного вклада отклонения Параметры отклонения
Полное контролиру- емой поверхности д Полное ДМ -
Зональное д3 Регулярное ДМ3 — ^3 62" 64> й6’
Астигматическое дА » ДМА — А, <рА
Типа «кома» дк » ДМК — FK с, <рк
Местное дм Нерегулярное пм
Прим ечание. Ь2, ^4» ^6 — коэффициенты зонального отклонения; фа, к — ориеита-
ция главной оси астигматизма или «комы»; А — коэффициент астигматизма; с — «комы». Для круглой рабочей части поверхности дДГА = 2А; ДЛ'К = 2/3 с. коэффициент
Рекомендуемые допуски на отклонения формы поверхности раз-
личных деталей, полученные на основании статистических дан-
ных, приведены в табл. 2.4. Для крупногабаритной оптики (на-
пример, для зеркал астрономических приборов) допуск на отступ-
Таблица 2.4.
ДОПУСКИ НА ОТКЛОНЕНИЕ ФОРМЫ ПЛОСКИХ
И СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ
Деталь N aN Класс точности пробного стекла по ГОСТ 2786-82
Высококачественные объективы колли- маторов, зеркала точных приборов Зеркала средней точности » неответственных систем (освети- тельных) Объективы телескопических систем Фотообъективы: аэрофотосъемочные обычные Микрообъективы: до 10х • 0,25 от 10х-0,25 до 40х-0,65 от 40х • 0,65 и выше Окуляры Призмы : отражающие поверхности преломляющие » Защитные стекла Сетки Светофильтры (перед объективом) Светофильтры (за окуляром и перед ним) Более жесткий допуск берется для поверхнос работающих при больших увеличениях (Г > 6х); поверхностей призм, но при слабых увеличениям жениых после объектива. Менее жесткий допуск 6е вблизи плоскости изображения. 0,1-0,5 1,0-2,0 5,0 2,0-3,0 1,0-2,0 2,0-3,0 2,0-3,0 1,0-2,0 0,5-1,0 3,0-5,0 0,5-1,0 2,0-4,0 1,0-3,0 10,0-20,0 1,0-2,0 3,0-5,0 гей призм, рас средний допу (Г < 6х) и дл рется для пов 0,05-0,1 0,1-0,2 0,5 0,2-0,5 0,1-0,2 0,2-0,5 0,2-0,5 0,1-0,2 0,05-0,1 0,5-0,8 0,1-0,3 0,5-1,0 0,2-0,3 1,0-2,0 0,3-0,5 0,5-0,8 положенных ск — при ТОЙ я поверхиост эрхностей прт 1 1-2 2 2 1-2 2 2 1-2 1 2 1-2 2 2 1-2 2 2 перед объективом и же расположении ей призм, располо- гзм, расположенных
103
ления формы поверхности от заданной определяется допустимым
искажением волнового фронта, выраженным в долях средней дли-
ны волны белого света (ДЬ) или допустимым дифракционным круж-
ком рассеяния 2dy (табл. 2.5). На асферические поверхности (см.
гл. 7) допуск на общие и местные отклонения от расчетной поверх-
ности устанавливают (табл. 2.5, рис. 2.5 и 2.9) либо в угловой мере
а (допустимое отклонение нормали фактической поверхности от
теоретической), либо в линейной dx (отступление стрелки прогиба
поверхности от расчетной), а также допускаемым отклонением па-
раметра 8р в процентах от номинального значения (только для па-
раболической поверхности). Кроме того, на чертеже указывают наи-
большее значение асферичности а (максимальное отклонение от по-
верхности ближайшей сферы 7?б с и другие технологические харак-
теристики по ОСТ 3-4918-93.
Класс точности пробных стекол. По точности
радиусов измерительных поверхностей пробные стекла
(ГОСТ 2786-82) изготовляют трех классов точности (1-; 2- и
3-го) и двух групп сопряжения (I и II).
Допускаемые отклонения радиусов сферических AR и плоскост-
ности N, AN плоских пробных стекол от номинальных значений
в зависимости от класса точности приведены в табл. 2.6.
Предельные отклонения формы сферических поверхностей
пробных стекол должны соответствовать значениям, указанным
в табл. 2.7.
Пробные стекла 3-го класса точности в новых разработках при-
менять не следует. Вторую группу сопряжения допускается приме-
нять только для контроля оптических деталей с отклонениями от
пробного стекла не менее трех колец на диаметре пробного стекла.
Класс точности пробного стекла назначают при расчете опти-
ческой системы (расчет влияния параметров на аберрации). Он
должен быть согласован с допуском на отступление от формы по-
верхности N (см. табл. 2.4).
Таблица 2.5. ДОПУСКИ НА ОТКЛОНЕНИЕ ФОРМЫ
АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ
Область применения деталей с асферическими поверхностями а dx, мкм Sp, % 2dy, мкм ДЬ, доля длины волны X
Фото- и кинообъективы 10"-!' 0,1-0,3 0,1-0,5 1-20 1-Н | СЧ 1
Объективы телескопических сис- тем 10"-1' 0,1-0,3 0,1-0,5 3-10 гч | СЧ ГН|Т!<
Окуляры телескопических систем 2'-3’ 1,0-2,0 0,5-1,0 10-100 —
Конденсорная оптика 5'-10' 2,0-5,0 1,0-3,0 50-200 -
Астрономические зеркала 0,5"-5,0" 0,02-0,1 0,5-1,0 3-5 _1__1 20 4
Прим ечание. Указанные допуски распространяются также на сферические и плоские астрономические зеркала.
104
Таблица 2.6. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ПОВЕРХНОСТЕЙ
ПРОБНЫХ СТЕКОЛ
Класс Предельное отклонение дЯ, %, сферических стекол в зависимости от R, мм
пробного Св. 0,5 Св. 0,75 Св. 2,0 Св. 5,0 Св. 10,0 Св. 12,0 Св. 15,0
стекла до 0,75 до 2,0 до 5,0 до 10,0 до 12,0 до 15,0 до 22,0
1 ±0,05 ±0,05 ±0,05 ±0,04 ±0,01 ±0,01 ±0,01
2 ±0,15 ±0,08 ±0,08 ±0,06 ±0,05 ±0,05 ±0,04
3 ±0,30 ±0,20 ±0,30 ±0,15 +0,10 ±0,08 ±0,06
Предельное отклонение дЯ, %, сферических стекол Плоскостность
ТОЧНОСТИ в зависимости от R, мм ПЛОСКИ! стекол
пробного стекла Св. 22,0 до 32,0 Св. 32,0 до 37,5 Св. 37,5 до 250,0 Св. 250,0 до 1000,0 Св. 1000,0 N AN
1 ±0,01 ±0,01 ±0,01 ±0,02 ±0,02Д 1000 0,05 0,05
2 ±0,04 ±0,04 ±0,03 ±0,05 ±0,05Д 1000 0,07 0,05
3 ±0,05 ±0,05 ±0,10 ±0,15 ±0,15Д 1000 0,10 0,05
Для деталей осветительных систем, конденсоров, коллекторов,
коллективов допуск AR может быть задан в виде предельного от-
клонения (в %) от номинального значения радиуса (например, AR
равно 0,2; 0,5; 1,0 %).
Чистота оптических поверхностей. На
полированных поверхностях деталей после их окончательной об-
работки остается некоторое число дефектов, имеющих определен-
ные размеры. К ним относятся царапины, точки, выколки, про-
шлифованные пузыри и другие нарушения целостности поверх-
ности. В зависимости от числа, размеров и расположения допуска-
емых дефектов ГОСТ 11141-84 устанавливает 12 классов чистоты
полированных поверхностей в зоне, ограниченной окружностью
светового диаметра О0. Для поверхностей деталей, находящихся
в плоскости действительного изображения оптической системы
или в плоскости предметов, установлены три класса чистоты (0-
10, 0-20, 0-40) в зависимости от фокусного расстояния оптичес-
кой системы, расположенной за нормируемой поверхностью — 10,
20 и 40 мм соответственно (табл. 2.8). Так как изготовить детали
по нулевому классу чистоты очень трудно, допускаемые дефекты
Таблица 2.7.
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ФОРМЫ
СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ПРОБНЫХ СТЕКОЛ
В ЗАВИСИМОСТИ ОТ ЗНАЧЕНИЯ R, ММ
Группа сопряжения Предельное отклонение
От 0,5 до 37,5 Св. 37,5 до 5000,0 Св. 5000,0
N AN N AN N AN
I 0,20 0,10 0,10 0,07 0,05 0,05
II 0,50 0,20 0,50 0,10 0,10 0,07
105
Таблица 2.8. НУЛЕВОЙ КЛАСС ЧИСТОТЫ ПОВЕРХНОСТЕЙ
ОПТИЧЕСКИХ ДЕТАЛЕЙ
Класс чистоты Р Зона Царапины Диаметр точек, мм, ие более Число точек при световом диаметре, не более
Ширина, мм, не более Суммарная длина от светового диаметра, мм, не более
От 5 до 20 Св. 20 до 60 Св. 60
0-10 Средняя Краевая 0,002 0,004 0,2 0,3 0,004 0,006 1 3 3 6 5 10
0-20 Средняя Краевая 0,004 0,006 0,2 0,3 0,010 0,015 1 3 3 6 5 10
0-40 Средняя Краевая 0,006 0,008 0,2 0,3 0,015 0,025 1 3 3 6 5 10
нормируют по трем зонам. Границами зон являются концентри-
ческие окружности диаметрами 1/3 и 2/3 светового диаметра по-
верхности. Для деталей диаметром менее 5 мм таких зон не уста-
навливают. В центральной зоне дефекты размером более 0,001 мм
не допускаются. Размеры и число допустимых дефектов в средней
и краевой зонах нормируются (см. табл. 2.8). Остальные классы
(1-1Ха) установлены для поверхностей, расположенных на некото-
ром расстоянии от вышеуказанных плоскостей. Размеры и общее
число дефектов на поверхностях деталей классов чистоты 1-1Ха
не должны превышать значений, указанных в табл. 2.9.
Для визуальных оптических приборов (например, для зритель-
ных труб или микроскопов) класс чистоты назначают исходя из
диаметра рабочего отверстия поверхностей оптических деталей (см.
рис. 2.17). За диаметр рабочего отверстия Г>п принимают участок
поверхности детали, покрываемый входящим в оптическую систе-
му осевым пучком лучей, который на выходе из окуляра образует
параллельный пучок диаметром Dp. Если1)р > 2 мм, тоГ>п = Ah^/Dp,
если Dp < 2 мм, то £>п = 2ЛП, где Лп — высота крайнего луча осевого
пучка на рассматриваемой поверхности, мм.
Чем меньше диаметр рабочего отверстия, т. е. чем меньше се-
чение рабочего пучка лучей, тем выше требования к системе, и
наоборот. По вычисленному диаметру рабочего отверстия детали
в соответствии с табл. 2.10 назначают класс чистоты.
Для фотографических и проекционных объективов, к которым
нельзя применять этот расчет, а также для визуальных приборов
класс чистоты можно назначать в зависимости от вида и назначе-
ния детали согласно табл. 2.11. Такая система нормирования де-
фектов снижает их влияние на эксплуатационные свойства при-
боров. При нормировании допускаемых дефектов на поверхнос-
тях деталей фотоэлектрических приборов, поверхностях с боль-
шой концентрацией световой энергии (силовая оптика) учитыва-
ют допустимое количество рассеянного или поглощенного этими
дефектами света.
106
Таблица 2.9. )-IXa КЛАССЫ ЧИСТОТЫ ПОВЕРХНОСТЕЙ
ОПТИЧЕСКИХ ДЕТАЛЕЙ
Класс ЧИСТОТЫ Царапины Точки Скопление дефектов
Ширина, мм, не более Суммарная длина, мм, не более Диаметр, мм, не более Число, не более Диаметр ограничен- ного участка, мм Суммарная площадь царапин и точек, мм , не более
I 0,004 2,0 х О0 0,02 0,5 х О0 1,0 0,004
II 0,006 0,05 1,2 0,006
III 0,010 0,10 2,0 0,020
IV 0,02 0,30 5,0 0,10
V 0,04 0,50 10,0 0,40
VI 0,06 0,70 25,0 3,00
VII 0,10 1,00 50,0 10,00
VIII 0,20 2,0 0,4 х О0 Не норми- руется Не норми- руется
Villa 0,30 1,5 х О0
IX 2,0 х О0 3,0 0,3 х О0
IXa 0,4 1,5 х О0
Кроме того, в зависимости от материала оптической детали клас-
сы чистоты поверхностей выбирают в соответствии с табл. 2.12
с учетом требований, предъявляемых к оптическим системам.
Взаимное расположение поверхностей характеризуется клино-
видностью и децентрированием.
Клиновидность пластин. Клиновидность —
непараллельность плоских поверхностей пластин — измеряют зна-
чением угла 9. Клиновидность вызывает отклонение визирной
оси и поперечный хроматизм (цветной ореол). Допуск на 0 зави-
сит от допуска на угловой хроматизм за окуляром и геометричес-
ких параметров оптической системы. Допуски на углы клиньев
в самом общем виде устанавливают исходя из допустимого от-
клонения оси визирования от заданного направления. Допуск на
Таблица 2.10. РЕКОМЕНДУЕМЫЕ КЛАССЫ ЧИСТОТЫ ПОВЕРХНОСТЕЙ
ОПТИЧЕСКИХ ДЕТАЛЕЙ ВИЗУАЛЬНЫХ ПРИБОРОВ
Диаметр рабочего отверстия поверхности детали Dn, мм Класс чистоты
0 До 0,5 Св. 0,5 до 1,5 » 1,5 » 4,5 » 4,5 » 10,0 » 10,0 » 25,0 » 25,0 » 50,0 » 50,0 0-10, 0-20, 0-40 I II III IV V VI VII-IXa
Примечание. Допускается устанавливать другие классы чистоты, обеспечивающие техни- ческие характеристики прибора.
107
Таблица 2.11.
РЕКОМЕНДУЕМЫЕ КЛАССЫ ЧИСТОТЫ ПОВЕРХНОСТЕЙ
ОПТИЧЕСКИХ ДЕТАЛЕЙ
В ЗАВИСИМОСТИ ОТ ИХ ВИДА И НАЗНАЧЕНИЯ
Класс чистоты Вид и назначение оптических деталей
0-10,0-20 Сетки и коллективы в приборах с фокусным расстоянием окуляра или последующей оптической системы от 10 до 15 мм; шкалы и лимбы, рассматриваемые под увеличением более 25е; подложки дифракцион- ных решеток
0-20 Сетки и коллективы в приборах с фокусным расстоянием окуляра или последующей оптической системы от 15 до 25 мм; шкалы и лимбы, рассматриваемые под увеличением от 25х до 10х
0-40 Сетки и коллективы в приборах с фокусным расстоянием окуляра или последующей оптической системы более 25 мм; шкалы и лимбы, рассматриваемые под увеличением менее 10е; подложки растров и де- тали, находящиеся в плоскости изображения фотоэлектрических сис- тем, работающих в инфракрасной области спектра
I Первая линза широкоугольных окуляров; первая линза микро- объективов с увеличением более 10е
II Призмы, коллективы, первая линза широкоугольных окуляров и другие детали, расположенные вблизи от плоскости действительного изображения оптической системы; линзы микрообъективов
III Линзы окуляров телескопических приборов, микроскопов и изме- рительных лабораторных приборов; окулярные призмы; выравниваю- щие стекла фотоаппаратов; линзы обтекателей и линзы объективов, ра- ботающих в ИК-области спектра в условиях солнечной засветки; пла- стины и кольца стоп; призмы, применяемые в качестве оптико-механи- ческих затворов и зеркал отражателей; плоско-параллельные пласти- ны, применяемые в качестве компенсаторов светоделительных пластин, селекторов; подложки для диэлектрических зеркал в световой зоне, при- меняемые в твердотельных лазерах и приборах, разработанных на осно- ве лазеров
IV Линзы окуляров, объективов и оборачивающих систем в телескопи- ческих приборах; призмы и пластины в параллельных и сходящихся пучках лучей телескопических приборов; лупы; линзы конденсоров и объективов, работающих в ИК-области при отсутствии солнечной засвет- ки; выравнивающие стекла фотографических аппаратов; подложки для интерференционных фильтров; защитные стекла для электронно-луче- вых трубок
V Линзы объективов, окуляров и оборачивающих систем, головные призмы, призмы в параллельных пучках и защитные стекла в телеско- пических приборах; линзы и зеркала фотографических, киносъемоч- ных и линзы проекционных объективов диаметром от 20 до 50 мм; линзы конденсоров и объективов, работающих в ИК-области при отсут- ствии солнечной засветки; активные элементы (торцевая поверхность); цилиндрические двухканальные отражатели (внешняя и внутренняя поверхности), применяемые в лазерах
VI Линзы объективов и оборачивающих систем телескопических при- боров; линзы и зеркала фотографических, киносъемочных и линзы про- екционных объективов диаметром от 50 до 100 мм
VII Линзы и зеркала фотографических, киносъемочных и астрономиче- ских объективов диаметром от 100 до 300 мм; смотровые стекла разме- ром до 300 мм
108
Продолжение табл. 2.11
Класс чистоты Вид и назначение оптических деталей
VIII, IX Линзы и зеркала фотографических и астрономических объективов диаметром от 300 до 500 мм; смотровые стекла размером от 300 до 500 мм
Villa, IXa Линзы и зеркала фотографических и астрономических объективов диаметром более 500 мм; смотровые стекла размером более 500 мм
клиновидность пластины приводится на чертеже в средней части
таблицы, а допуски на углы клиньев ст — в нижней.
Погрешность углов призм. Погрешность углов
призм подобно клиновидности пластин вызывает отклонение луча
от расчетного направления и вносит хроматизм. Допуски на углы
отражательных призм обычно рассчитывают с учетом клиновид-
ности их развертки. Клиновидность развертки выражают двумя
составляющими: клиновидностью, возникающей в плоскости, пер-
пендикулярной к главному сечению, и пирамидальностью призмы
л. Допуски на углы призм рассчитывают исходя из их типа и
условий работы. Например, клиновидность развертки прямоуголь-
Таблица 2.12. РЕКОМЕНДУЕМЫЕ КЛАССЫ ЧИСТОТЫ ПОВЕРХНОСТЕЙ
ОПТИЧЕСКИХ ДЕТАЛЕЙ,
ИЗГОТОВЛЯЕМЫХ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Класс чистоты Материал детали Диаметр детали, мм, не более
0-10, 0-20, 0-40, I-IV Оптическое стекло групп химической устойчи- вости А, Б, «с» по ГОСТ 13659-78, ГОСТ 3514-94 и А, Б, «с» по ГОСТ 9411-91 150
V-IXa Не ограничивается
III-IV Оптическое стекло группы «д» по ГОСТ 13659-78, ГОСТ 3514-94 и групп В, «д» по ГОСТ 9411-91 100
V-IXa Не ограничивается
IV-VII Фториды 250
IV-VII Гигроскопичные, пластичные кристаллы 250
IV-IXa Твердые кристаллы (корунды, гранаты) 150
IV-IXa Полупроводниковые кристаллы 100
V-IXa Полимеры 250
V-IXa Металлы Не ограничивается
III-VII Волоконно-оптические изделия 100
IV-VII Оптическая керамика 200
IV-V Оптические ситаллы 100
Vl-IXa Не ограничивается
Прим ечание. Допустимость дефектов на поверхности деталей с проявляющейся в процессе
обработки структурой (металлы, волоконно-оптические изделия и др.) должна быть установлена
в чертежах оптических деталей по ГОСТ 2.412-81, утвержденных в установленном порядке.
109
ной призмы и призмы Дове определяется разностью погрешности
углов 845о и л. Погрешность выполнения угла 90° на ход луча не
влияет, внося лишь поступательное смещение изображения парал-
лельно оптической оси системы. Допуск на углы 845о и л назнача-
ют исходя из допустимого поперечного хроматизма или допусти-
мого отклонения призмой оси визирования. Эти допуски указы-
вают в средней части таблицы требований к изготовлению.
Децентрирование линз. Децентрирование вызывает
смещение изображения относительно геометрической оси линзы,
поперечный хроматизм, кому, астигматизм. На децентрирование линз
назначают допуск С (мм), который определяется из условия допус-
тимого волнового хроматизма. Допуск на децентрирование для скле-
енной ахроматической пары обычно равен допуску на одиночную
линзу. Допуск на склеиваемые линзы для нецентрирующей линзы
не должен превышать наименьшей полуразности диаметров цент-
рирующей и нецентрирующей линз. Для ответственных систем этот
допуск задают весьма жестким. К комплекту чертежей на оптичес-
кие детали прикладывают таблицу влияния децентрирования всех
преломляющих и отражающих поверхностей на аберрации. На ос-
нове анализа этих данных и назначают допуски на децентрирова-
ние отдельных поверхностей, учитывая «вес» ошибки изготовле-
ния поверхностей в общей ошибке и вероятностного сложения
ошибок. Такая таблица дает наглядное представление о техноло-
гичности оптической системы. Децентрирование линз задается од-
ним из допусков (ГОСТ 2.412-81): позиционным (см. рис. 2.1, 2.2),
формы заданной поверхности (см. рис. 2.3), перпендикулярности.
При отсутствии требований к какому-либо из рассмотренных
параметров в соответствующей графе таблицы делается прочерк
(см. рис. 2.7, 2.9, 2.15). В особых случаях в соответствующей гра-
фе дается знак сноски, а нормирование параметров дается тек-
стом под таблицей (см. рис. 2.3).
При различных значениях N, AN, Р, С, AR, О0 для разных повер-
хностей одной и той же детали или разных зон одной и той же
поверхности (см. рис. 2.2, 2.5, 2.12-2.13) в обозначения предель-
ных отклонений входят буквенные индексы (каждый в отдельной
строке). Указанные индексы соответствуют обозначениям поверх-
ностей или зон на изображении детали. При одинаковых требова-
ниях к поверхностям по .У, AN, Р, С, AR, О0 эти параметры в табли-
цах проставляются без индексов поверхностей.
Расчетные параметры детали (нижняя часть таблицы). На чер-
тежах в нижней части таблицы указывают:
оптические характеристики линз: фокусное расстояние f , пе-
редний SF и задний S F, фокусные отрезки; одну из них указыва-
ют при необходимости с предельными отклонениями (см. рис. 2.1-
2.7, 2.15);
фокусное расстояние зеркал /, имеющих криволинейные по-
верхности (см. рис. 2.8, 2.9);
110
геометрическую длину хода луча I в призмах (см. рис. 2.12,
2.13); световой диаметр О0 для линз и пластин круглой формы
(см. рис. 2.1-2.3, 2.5-2.7, 2.10, 2.11, 2.15) или световой диаметр по
наибольшему сечению пучка, или отношение диаметров, если све-
товые зоны не показаны на чертеже (см. рис. 2.8, 2.9, 2.12-2.14).
Особенности таблицы для деталей из по-
лимеров. Специфические особенности технологии изготовле-
ния оптических деталей из полимеров находят свое отражение и
в оформлении на них чертежей. Точность формы поверхностей
полимерных деталей обычно сравнительно низкая (N > 20), поэто-
му в соответствующей графе ставится прочерк (см. рис. 2.7). Чи-
стота рабочих поверхностей зависит от технологии и состояния
рабочих поверхностей матрицы и пуансона. Царапины могут по-
явиться и при дополнительной механической обработке детали
(отделение литника и т. п.). Центрирование линз и клиновид-
ность пластин определяют только точностью пресс-формы.
Специфической особенностью технологии полимерных оптичес-
ких деталей является возможность появления пузырей, посторон-
них включений, свилей и двулучепреломления непосредственно
в процессе их формообразования (литье под давлением, прессова-
ние, штамповка, холодная полимеризация). Появление перечис-
ленных дефектов зависит от многих факторов (см. п. 7.10).
В настоящее время возможно промышленное изготовление оп-
тических деталей из полиметилметакрилата марки «Дакрил» оп-
тического назначения (ТУ 6-01-1334-87) со следующими пара-
метрами: двулучепреломление 50-150 нм/см; точность формы по-
верхностей/W > 2 ,N > 10; децентрирование С = 0,05 4- 0,1 мм; кли-
новидность 0 = 1 5 ; чистота поверхностей Р V-IXa классов по
ГОСТ 11141-84.
В чертежах на детали из полимеров (см. рис. 2.7) верхняя часть
таблицы должна включать требования, указанные в разделе «Тре-
бования к полимерным материалам». Средняя часть должна со-
держать следующие параметры: точность формы N и /W; децент-
рирование С или клиновидность 0; чистоту Р.
В графе требований к точности формы может быть приведен
знак сноски «*», а под таблицей текстом указано, что точность
формы поверхностей контролируют по допустимому отклонению
от заданного фокусного расстояния или по величине +Af .
Изображение детали. Анализ изображения детали проводится
в следующей последовательности.
Ориентация изображения в поле чертежа. Изображения опти-
ческих деталей должны быть расположены в поле чертежа в рабо-
чем положении по ходу луча, идущего слева направо (см. рис. 2.1-
2.15). Число проекций должно быть минимальным, но достаточ-
ным для простановки всех размеров. В зависимости от конструк-
тивных особенностей детали могут быть изображены в осевых раз-
резах и сечениях или без них. Без разрезов дают простые положи-
111
Рис. 2.18. Конструктивные элементы линз: а — положи-
тельная линза; б — отрицательная линза
тельные линзы и призмы (см. рис. 2.1, 2.12). В осевых разрезах
выполняют более сложные осесимметричные детали: линзы с во-
гнутыми поверхностями, зеркала с криволинейными поверхностя-
ми (см. рис. 2.2, 2.8). Призмы дают в главном их сечении или
в сечении, например, перпендикулярном к ребру крыши (см. рис. 2.13).
При необходимости показа профиля более мелкого элемента дета-
ли его выполняют в виде выноски (см. рис. 2.8) или на ограничен-
ном участке изображения детали и, как правило, в увеличенном
масштабе (см. рис. 2.14).
Форма оптических поверхностей. Форма поверхности указы-
вается в зависимости от кривизны поверхностей и типа детали.
Численные значения радиусов/? сферических поверхностей линз и
зеркал проставляются в соответствии с нормальными рядами ра-
диусов по ГОСТ 1807-75 (см. рис. 2.1-2.8).
Для асферических поверхностей типа цилиндра или тороида
перед знаком R дается ее наименование, например «Цилиндр
Таблица 2.13.
ВЫБОР ТОЛЩИНЫ ОТРИЦАТЕЛЬНЫХ ЛИНЗ
Форма D, мм d, мм, при д?/, полос
До 0,3 Св. 0,3 до 0,5 Св. 0,5 до 2,0 Св. 2,0
Двояко- вогнутая До 50 0.10D 0,071) 0,07D 0.05D
Св. 50 до 120 » 120 » 260 0.06D
Св. 260 до 500 » 500 » 650 0,061)
Св. 650 до 800 0.06D
Выпукло- вогнутая До 50 0.09D 0,08л 0.08D
Св. 50 до 120 » 120 » 260 » 260 » 500 » 500 » 650 » 650 » 800 0.08D 0,06D 0,06D
112
Таблица 2.14. ВЫБОР НАИМЕНЬШЕЙ ТОЛЩИНЫ
ПОЛОЖИТЕЛЬНЫХ ЛИНЗ ПО КРАЮ, ММ
D t D t
Св. 1 до 6 0,8 Св. 120 до 180 4,0
» 6 » 10 1,0 » 180 •> 260 5,0
» 10 » 18 1,2 » 260 » 360 6,0
» 18 » 30 1,6 » 360 » 500 8,0
» 30 » 50 2,0 >> 500 >> 650 12,0
» 50 » 80 2,4 » 650 » 800 20,0
» 80 » 120 3,0
4?101,86» (см. рис. 2.4). В остальных случаях асферические по-
верхности задаются уравнением, написанным над стрелкой — ука-
зателем к этой поверхности, а также координатами точек, сведен-
ными в дополнительную таблицу (см. рис. 2.5, 2.9) и помещаемую
в поле чертежа. На плоских поверхностях линз, пластин, клиньев
и призм знаки R = °° не указывают (см. рис. 2.6, 2.8-2.14).
При необходимости на поверхностях или на выносных линиях
к ним указывают параметры шероховатости (см. рис. 2.1-2.14)
или символы дополнительной обработки, например тип покрытия
на рабочей (см. рис. 2.2, 2.8) или место окраски нерабочей (мато-
вой) поверхности (см. рис. 2.2, 2.3, 2.5, 2.8, 2.12, 2.13).
Размеры и точность взаимного расположения оптических
поверхностей. Все размеры (кроме С, 0, л, 345О, которые приводятся
в таблице) проставляют непосредственно на изображении детали.
Ниже приведены рекомендации по выбору значений толщин линз
различного типа и пластин.
1. Толщину линз d по оси (рис. 2.18) для отрицательных линз
выбирают в зависимости от их диаметра D и точности обработки
(табл. 2.13) в соответствии с ОСТ 3-490-83. Для положительных
линз минимальная толщина по краю t должна соответствовать
данным, приведенным в табл. 2.14.
Рассчитанные предельные отклонения на толщину линзы ок-
ругляют до ближайшего меньшего значения из следующего ряда:
±0,005; ±0,007; ±0,010; ±0,015; ±0,020; ±0,025; ±0,030; ±0,050;
±0,070; ±0,100; ±0,200; ±0,300; ±0,500; ±0,700; ±1,000 мм.
В качестве справочного размера у всех линз указывают толщину t
по краю, а для менисков — и габаритную толщину d (см. рис. 2.18, б).
Таблица 2.15.
ВЫБОР ТОЛЩИНЫ ОТРИЦАТЕЛЬНЫХ ЛИНЗ
ДЛЯ КИНОФОТОАППАРАТУРЫ
Форма D, мм d, мм, при AN, полос
До 0,3 Св. 0,3 до 2,0
Двояковогнутая Св. 6 до 30 » 30 » 60 » 60 » 120 0,06Л 0,05Л 0,06Л 0.030Л 0.035Л 0,040л
Выпукло-вогнутая До 30 Св. 30 до 120 0,06Л 0,07Л 0.040Л 0.050Л
113
Таблица 2.16.
ВЫБОР НАИМЕНЬШЕЙ ТОЛЩИНЫ ПО
КРАЮ ПОЛОЖИТЕЛЬНЫХ ЛИНЗ ДЛЯ
КИНОФОТОАППАРАТУРЫ, ММ
D t
Св. 6 ДО 10 0,7
» 10 » 18 0,8
» 18 » 30 1,0
>> 30 » 50 1,2
» 50 » 80 1,5
» 80 » 100 1,8
» 100 » 120 2,0
Для линз кинофотоаппарату-
ры значения толщин d и t выби-
рают соответственно по табл. 2.15
и 2.16.
2. Толщину пластин d в зави-
симости от их назначения и тре-
буемой точности изготовления вы-
бирают исходя из наибольшего
размера I или диаметра пластины
(табл. 2.17). Допуски на толщи-
ну плоскопараллельных пластин
выбирают в соответствии с выше-
приведенным для линз рядом.
Габаритные размеры, деталей и точность взаимного располо-
жения нерабочих поверхностей. Приведем рекомендации по вы-
бору и обозначению указанных параметров.
1. Допуски и посадки на диаметры линз, сеток, светофильтров,
зеркал и других круглых деталей выбирают в зависимости от точ-
ности центрирования детали и условий ее соединения с оправой,
т. е. с учетом того, является ли деталь центрирующей или нецен-
трирующей (табл. 2.18). В склеенной паре центрирующей линзой
выбирается линза, имеющая большую толщину по краю. Такой
линзе придают и больший диаметр, при этом центрирующей мо-
жет быть как положительная, так и отрицательная линза.
2. Допуски на толщину В и размеры а и L прямоугольных призм
(рис. 2.19, а, б) обычно устанавливают по dll, а на высотуИ — сим-
метричными значениями в долях миллиметра из нормального ряда.
3. Обозначение баз, взаимного расположения поверхностей
деталей, точности их обработки предусмотрены ГОСТ 2.308-79
(см. рис. 2.3, 2.4, 2.8).
4. Фаски защитные наносятся на острых краях линз для устра-
нения выколок после центрирования, для предохранения от выка-
лывания и при креплении линз закаткой или кольцом. Ширину фа-
сок выбирают в зависимости от диаметра линзы (ОСТ 3-1825-73).
В табл. 2.19 приведена рекомендуемая ширина фасок линз и за-
Таблица 2.17.
ВЫБОР ТОЛЩИНЫ ПЛАСТИН
Точность изготовления Толщина Область применения
Высокая (N< 0,1; Л№ 0,05) й. IV СЛ] W Зеркала интерферометров, ас- трономических и измерительных приборов, концевые отражатели дальномеров
Средняя (0,1 < А'< < 10; 0,05 < дДГ < 2) 1 ъ а > — + — Z I8 10 J Защитные стекла и светофильт- ры визуальных приборов
Низкая (N < 10; 2) dsf —'I I (15 25 J Сетки и зеркала осветительных систем
114
Таблица 2.18. ДОПУСКИ И ПОСАДКИ НА ДИАМЕТРЫ ЛИНЗ, СЕТОК,
СВЕТОФИЛЬТРОВ И ДРУГИХ КРУГЛЫХ ДЕТАЛЕЙ
Допуск на децентрирование, мм Поле допусков линз Назначение детали
центрирующ их нецентрирующих
Повышенной точности (до 0,05) g6, /7 dll Линзы светосильных фо- тообъективов
Средней точности (св. 0,05 до 0,1) h8,e9, f9 d9,cll Линзы микрообъективов, телескопических приборов, сетки и шкалы средней точности
Пониженной точности (св. 0,1) ell - Конденсорные линзы, све- тофильтры, зеркала, защит- ные стекла
Прим ечание. g6, f7 — без покрытия и с покрытием фасочным лаком соответственно.
Рис. 2.19. Конструктивные элементы призм различных кон-
струкций
Таблица 2.19.
ВЫБОР ШИРИНЫ ФАСОК т ДЕТАЛЕЙ
КРУГЛОЙ ФОРМЫ, ММ
Диаметр Значение т
Для предохранения от выкалывания Для крепления закаткой
Не склеиваемая сторона Склеиваемая сторона
До 6 Св. 6 до 10 » 10 » 18 » 18 » 30 » 30 >> 50 » 50 » 80 » 80 » 120 » 120 » 180 » 180 » 260 » 260 » 360 » 360 > 500 » 500 0,1+0’1 0,1+0Д N N W Л Ю о о о о о’ о + + + ++ + | 11 III ги со о 111 О o' o' o' О Т-Г
0,2+0’2
0,3+0’3 0,2+0’2
0,5+О’5
0,3+°,з
Од+о.Т
1,0+°.8 1,2+1’° 1,5+1,5 0,5+0,5 0,8+0’8 1,0+1’°
115
Таблица 2.20.
ЗНАЧЕНИЯ УГЛОВ НАКЛОНА
ФАСОК а В ЗАВИСИМОСТИ
ОТ ОТНОШЕНИЯ D/R
D/R Значение а для формы поверхности линзы, 0
выпуклой вогнутой плоской
До 0,6 45 45 45
Св. 0,6 до 1,5 30 60 45
» 1,5 — 90 45
готовок сеток для предохране-
ния от выкалывания и при
креплении кольцом или закат-
кой. На чертеже линзы кроме
ширины фаски т указывают
угол ее наклона а, выбираемый
из табл. 2.20 в зависимости от
отношения D/R (см. рис. 2.18).
Ширину защитных фасок на
ребрах деталей некруглой фор-
мы устанавливают в зависимо-
сти от длины наиболее короткого ребра В детали по табл. 2.21.
Фаску наносят перпендикулярно к биссектрисе двугранного или
трехгранного угла соответственно.
5. Размеры конструкторских фасок, предназначенных для умень-
шения массы и обеспечения условий удобного крепления в оправе,
не нормируются.
Дополнительный текст. Информация, отсутствующая в таблицах
и на изображении детали, помещается в нижней части поля чертежа,
за исключением параметров шероховатости, которые проставляются
в правом верхнем углу поля чертежа (см. рис. 2.1-2.15).
Шероховатость поверхностей. Параметры шероховатости по-
верхностей деталей зависят от свойств обрабатываемых материа-
лов, методов их обработки (шлифования, полирования и др.), ха-
рактеристик инструмента и зернистости абразива.' Для простановки
на рабочем чертеже детали их выбирают по ГОСТ 2789-73* и
ГОСТ 2.309-73 (табл. 2.22). Одинаковые параметры шероховато-
сти поверхностей указывают над таблицей требований к материа-
лу и изготовлению, например: В более общем случае (по-
верхности имеют различные параметры шероховатости) над таб-
лицей указывают параметр шероховатости, соответствующий боль-
шинству поверхностей данной детали, вместе с условным обозна-
чением (у/), например:
Остальные поверхности могут иметь различные параметры ше-
роховатости (см. рис. 2.1-2.14).
Таблица 2.21. ВЫБОР ШИРИНЫ ФАСОК К (СМ. РИС. 2.19)
В ЗАВИСИМОСТИ ОТ РАЗМЕРОВ РЕБЕР В
ДЕТАЛЕЙ НЕКРУГЛОЙ ФОРМЫ, ММ
В Значения К для углов В Значения К для углов
двугранных трехгранных двугранных трехгранных
До 6 Од+0.2 Оз+о.з Св. 50 до 80 О,7+0,8 2,5+0’8
Св. 6 до 10 О,2+0-3 0,5+0,3 » 80 » 120 О,8+0’9 3,0+1’2
» 10 » 18 0,3+°’4 1,0+°’4 » 120 » 150 1,0+1’° 3,5+1’5
» 18 » 30 0>4+°,5 1,5+0,5 » 150 1,2+1’2 4,О+2,0
» 30 » 50 05+°.6 2,о+о-в
116
Таблица 2.22.
ПАРАМЕТРЫ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ
Параметр шероховатости по ГОСТ 2789-73, мкм Условное обозначение шероховатости по ГОСТ 2.309-73 Базовая длина Z, мм Обрабатывающий инструмент с зернистостью по ГОСТ 9206-80 и ГОСТ 3647-80 Характеристика обработанных поверхностей
я.
- 320-160 RZ3M^ 25,0 Твердосплавный инструмент Поверхности литых, моллированных и точеных заготовок
160-40 Rz16^ 25,0 Алмазный инструмент зернистостью от 250/200 до 400/315 на металлической связке. Абразивный порошок с номером зернистости от 16 до 25 Грубо обработанные поверхности по- сле распиливания, сверления, точения и шлифования
— 40-20 R^ 25,0 Алмазный инструмент зернистостью от 160/125 до 200/160 на металлической связке. Абразивный порошок с номером зернистости от 10 до 16 То же
20-10 Rz20? 25,0 Алмазный инструмент зернистостью от 80/63 до 125/100 на металлической связке. Абразивный порошок с номером зернистости от 4 до 8 Поверхности, обработанные на опе- рации грубого шлифования, сверления и распиливания. Обработка боковых поверх- ностей призм и пластин
2,50-1,25 & 8,0 Алмазный инструмент зернистостью от 50/40 до 63/50 на металлической связ- ке. Абразивный порошок зернистостью от М28 до М40 Поверхности, обработанные на опе- рации среднего шлифования и центрирова- ния. Обработка боковых поверхностей призм и пластин, нанесение фасок
1,25-0,63 8,0 Алмазный инструмент зернистостью от 40/28 до 50/40 на металлической связ- ке. Абразивный порошок зернистостью от М14 до М28 То же
Продолжение табл. 2.22
118
Параметр шероховатости по ГОСТ 2789-73, мкм Условное обозначение шероховатости поГОСТ 2.309-73 Базовая длина мм Обрабатывающий инструмент с зернистостью по ГОСТ 9206-80 и ГОСТ 3647-80 Характеристика обработанных поверхностей
0,63-0,32 0^ 2,5 Алмазный инструмент зернистостью от 20/14 до 28/20 на металлической связ- ке. Абразивный порошок зернистостью от М10 до М14 Поверхности, обработанные на опера- ции тонкого шлифования и центрирова- ния
0,32-0,16 0,32/ 2,5 Алмазный инструмент зернистостью от 10/7 до 14/10 на металлической связ- ке и от 20/14 до 63/50 на органической связке. Абразивный порошок зернисто- стью от М5 до М7 Поверхности, обработанные на опера- ции тонкого шлифования
0,16-0,02 — О,76/_ 0,0/ 2,5 Алмазный инструмент зернистостью от 10/7 до 20/14 на органической связке. Абразивный порошок зернистостью Мб То же
0,100-0,050 яго/ 0,8 Полировальные порошки на волок- нистом, смоляном или металлическом по- лировальнике. Алмазный инструмент на органической связке Поверхности, обработанные на опера- ции полирования с незначительными сле- дами недополировки (шероховатости, ви- димые невооруженным глазом). Чистота поверхностей по ГОСТ 11141-84
0,050-0,025 0г0,0/ 0,8 Полировальные порошки на смоляном, синтетическом или металлическом поли- ровальнике. Алмазный инструмент на ор- ганической связке Поверхности, обработанные на опера- ции полирования (чистота поверхностей по ГОСТ 11141-84)
Наиболее часто применяют следующие параметры шерохова-
тости: — боковые (нерабочие) поверхности деталей; —
оптические отражающие и преломляющие (рабочие) поверхности.
Дополнительные требования к материалу. В ряде случаев пе-
речень требований к материалу, регламентируемый стандартом, ока-
зывается недостаточным. Например, для деталей ответственных фо-
тообъективов допуски на оптические параметры могут оговариваться
особо. Тогда в таблице против соответствующего обозначения пара-
метра дается знак сноски, а в свободной части поля чертежа тек-
стом — ссылка на соответствующий руководящий материал. Тек-
стом, дополняющим таблицу, могут оговариваться и другие требо-
вания (например, необходимость изготовления деталей из одного
куска стекла или из стекла одной плавки и т. п.). Таким же обра-
зом могут оговариваться дополнительные требования или условия
контроля некоторых показателей качества материала.
Дополнительные требования к изготовлению. В некоторых слу-
чаях (особенно это касается крупногабаритных деталей, независи-
мо от вида материала) бывает необходимо приводить уточненные
требования к изготовлению, например, более подробно охаракте-
ризовать предельные значения отдельных видов местных откло-
нений поверхностей (см. рис. 2.3), указать предельные значения
их соотношений, задать диаметр пробного стекла (см. рис. 2.8, 2.14).
При необходимости контроля поверхностей не эталоном, а по ка-
честву изображения, по допустимому размеру кружка наименьше-
го рассения 7?кр (см. рис. 2.9) или по допустимому искажению
волнового фронта в долях средней длины волны белого света ЛЬ
против символов N и ДУ для соответствующих поверхностей дают-
ся знаки сноски, а допуски — текстом в поле чертежа.
Справочные и дополнительные размеры и параметры. Текст
в поле чертежа «Размер для справок» со знаком сноски указыва-
ет на то, что данный размер не подлежит контролю и может быть
использован ориентировочно.
Специфические особенности конструкций некоторых деталей
заставляют вносить в поле чертежа дополнительные параметры,
простановка которых на чертеже детали затруднена, например, до-
пуск на параллельность образующих поверхностей цилиндричес-
кой линзы (см. рис. 2.4). У сложных деталей (например, призм)
размеры фасок и их предельных значений указывают текстом на
поле чертежа (см. рис. 2.12, 2.13).
Окраска нерабочих поверхностей. Нерабочие поверхности круп-
ногабаритных деталей, а также деталей кино- и фотооптики окра-
шивают, как правило, черными матовыми эмалями и лаками.
Материал и места окраски задаются текстом в поле чертежа,
а в более сложных случаях дополнительно указывают штриховой
линией на чертеже детали. Также текстом при необходимости
указывают допустимость канта без покрытия (см. рис. 2.8) и раз-
нотолщинность слоя покрытия.
119
Оптические покрытия. В зависимости от назначения детали
на нее могут наноситься различные типы покрытий.
Выбор типов покрытий оптических деталей определяется функ-
циональными требованиями, предъявляемыми к ним, условиями
чистки деталей и эксплуатации прибора, их формой, производствен-
ными возможностями изготовителя.
Устанавливаются основные характеристики покрытий, опреде-
ляющие оптические свойства, химическую, коррозионную и био-
логическую устойчивость, механическую и термическую прочность.
По функциональному назначению покрытия оптических деталей
подразделяют на типы (табл. 2.23).
Покрытия могут быть однослойными и многослойными. Ис-
ходные материалы, применяемые для образования отдельных сло-
ев, способы их нанесения регламентируются соответствующими
нормативными документами.
Условные обозначения покрытий на чертежах оптических де-
талей указываются на основании ГОСТ 2.412-81. После условно-
го графического знака типа покрытия указывается буква В или X,
определяющая способ нанесения покрытия (В — вакуумный, X —
химический). Затем ставится точка и номер покрытия. В случае
нанесения слоев разными способами указываются обе буквы че-
рез тире (В—X). Для зеркальных и светоделительных покрытий
после условного графического знака следует указывать вид нано-
симых слоев: М — металлические, Д — диэлектрические, МД —
металледиэлектрические.
При обозначении величин оптических характеристик для зер-
кальных и просветляющих покрытий при необходимости указы-
вают одну из следующих характеристик:
предельное значение интегрального коэффициента отражения
рл; индексА обозначает, что для всех видов зеркальных покрытий
коэффициент отражения дается для источника света типа А (цве-
товая температура 2856 К по ГОСТ 7721-89 при угле падения лу-
ча 15°);
предельное значение коэффициента р; для определенной обла-
сти спектра;
коэффициент пропускания тА или для просветляющих по-
крытий.
Для светоделительных покрытий указывают отношение коэф-
фициента отражения рЛ или р; к коэффициенту пропускания хА
или с предельными отклонениями или один из следующих па-
раметров:
коэффициент отражения рЛ или р^ с предельными отклонени-
ями;
коэффициент пропускания тА или с предельными отклоне-
ниями.
Для просветляющих, отражающих, светоделительных покры-
тий указывают среднюю рабочую длину волны с предельными от-
120
Таблица 2.23.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ТИПОВ ПОКРЫТИЙ
ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Тип покрытия Условное графическое обозначение (а) и ход лучей в оптической детали (б)
Зеркальное непрозрачное: внешнее к х ^1
внутреннее IT ©
Светоделительное
Просветляющее \г
Фильтрующее щ
Защитное прозрачное V 5)^
lZ<£
Г
Электропроводящее а) _ S) (Ю 4D
1
г
Поляризующее
Светопоглощающее
121
клонениями, для которой рассчитано покрытие, если она отлича-
ется от средней длины волны для белого света (550 нм), или учас-
ток спектра, для которого предназначено покрытие.
При обозначении фильтрующих покрытий указывают следую-
щие параметры:
1) оптическую плотность D или коэффициент пропускания Тд
или с предельными отклонениями — для нейтральных фильт-
ров (серых);
2) длину волны Хтах с предельными отклонениями илиХср, соот-
ветствующую середине полосы пропускания; коэффициент пропус-
кания т^тах; спектральную ширину полосы пропускания Дл0 5, оп-
ределяемую как разность длин волн, соответствующих= 0,5 тах
или ДХ0 J на уровне= 0,1 т- тах — для интерференционных фильт-
ров.
Для светопоглощающих покрытий при необходимости указы-
вают предельное значение коэффициента отражения р^..
Для электропроводящих покрытий указывают одну из харак-
теристик: предельные значения коэффициента пропусканияТд или
т^, коэффициента отражения р^; удельное поверхностное сопро-
тивление ps.
Для поляризующих покрытий при необходимости указывают
предельные значения rf или (в поляризаторах пластинчатого
типа) или предельные значения : Т* (в поляризаторах призмен-
ного типа), индекс для излучения, поляризованного в плоскости
падения —s, в плоскости, ей перпендикулярной, —р.
Если допускается модификация покрытия (число слоев, темпе-
ратурный режим, различные материалы отдельных слоев), то в обо-
значении покрытия добавляется знак «+».
Примеры условных обозначений покрытий:
® В.002; р^ = (1,2 ± 0,2) % для X - 800 нм;
® Х.040; р^_ min < 0,4 % для X = (540 ± 20) нм;
© Д.В.011+; а = 45°, рЛ = (42 ± 2) % для X = 1060 нм;
©М.Х.001;
© М.Х.005+;
© МД.В.014;
© МД.В—Х.018+;
ФВ.001;
© В.003; X = 400 -е- 830; не менее 10 %; АХП = = 8 + 25 нм;
©В.001;
0 X—В.004;
0 Х.001;
0 В.005+;
Q В.001; р^ не более 16 + 18 % для /XX = (400 *1500) нм.
Штрихи, сетки, знаки и цифры. В качестве заготовок для нане-
сения на них делений, цифр и других знаков обычно используют
122
отполированные с двух сторон плоскопараллельные пластинки,
размеры и допуски на изготовление которых указаны в табл. 2.17,
2.18. Ширина (табл. 2.24) и длина (табл. 2.25) штрихов и линий и
расстояния между ними определяются в зависимости от назначе-
ния детали и от фокусного расстояния окуляра. Допуски на рас-
стояния между штрихами, отклонение перекрестий от перпенди-
кулярности, эксцентриситет шкал или перекрестий относительно
геометрической оси детали в зависимости от требуемой точности
выбирают по табл. 2.26 (ОСТ 3-6813-93), предельные отклонения
ширины штрихов — по табл. 2.27.
Для различных участков шкалы сетки допускается устанавли-
вать различные степени точности нанесения делений. В чертеже
соответственно указывают, с какого номера штриха одна степень
точности нанесения делений заменяется другой степенью. Для
шкал с неравномерными интервалами допуски назначают по наи-
меньшему интервалу. Допуски на точность нанесения делений и
эксцентриситет шкал особо точных сеток (например, угломерных
сеток инструментального микроскопа) устанавливаются особо.
Указанные в таблице допуски указывают в чертеже сеток
в численном выражении. Толщину линий обводки цифр прини-
мают равной ширине штрихов сетки (см. табл. 2.24), если после-
дние не тоньше 0,01 мм. Высоту цифр выбирают из табл. 2.28.
Типы запусков приведены в табл. 2.29. В чертежах приводят ус-
ловное обозначение запуска по ОСТ 3-842-90.
Допуски на размеры всех штрихов и отклонения любого штри-
ха от начального, размер шрифта, указания по травлению и запус-
ку штрихов и цифр и другие дополнительные технологические
требования приводятся в поле чертежа под таблицей.
Таблица 2.24. ШИРИНА ШТРИХОВ И ЛИНИЙ В ЗАВИСИМОСТИ
ОТ ФОКУСНОГО РАССТОЯНИЯ ОКУЛЯРА
Способ нанесения штрихов и их цвет Ширина штриха при фокусном расстоянии, мм
До ю Св. 10 до 20 Св. 20 до 30
С запуском: черный белый Металлизированный (черный) Сквозной на металлическом покры- тии (белый) 0,0015-0,0050 0,0015 0,0050 0,006-0,010 0,006 0,010 0,01-0,02 0,01-0,02 0,01 0,02
Способ нанесения штрихов и их цвет Ширина штриха при фокусном расстоянии, мм
Св. 30 до 50 Св. 50 до 70 Св. 70 до 90 Св. 90
С запуском: черный белый Металлизированный (черный) Сквозной на металлическом покры- тии (белый) 0,02-0,03 0,02-0,03 0,02 0,03 0,03—0,05 0,03-0,05 0,03 0,05 0,05-0,10 0,05-0,10 0,05 0,10 Св. 0,1 Св. 0,1 Св. 0,1 Св. 0,1
123
Таблица 2.25.
ДЛИНА ШТРИХОВ И ЛИНИЙ СЕТОК,
ШКАЛ И ЛИМБОВ, ММ
Длина штрихов Поле допуска Предельное отклонение
До 0,2 7,9 + 0,012
Св. 0,2 до 0,5 7,11 ± 0,030
» 0,5 » 1,0 7,12 ± 0,050
» 1,0 » 2,0 7,14 + 0,125
» 2,0 1,15 ± 0,200
Таблица 2.26. ПАРАМЕТРЫ ТОЧНОСТИ ШКАЛ И СЕТОК
Точность Допуск на расстояния любого штриха линейных шкал
нанесения от начального или нулевого при интервале шкалы, мм
делений До 0,1 Св. 0,1 до 0,5 Св. 0,5 до 1,0 Св. 1,0 до 2,0 Св. 2,0
Точная 7,5 ±0,002 1,7 ±0,005 7,8 ±0,007 7,9 ±0,012 7,9 ±0,012
Средняя 7.7 ±0,005 7« 9 ±0,012 7,1° ±0,020 7,11 ±0,030 7,12 ±0,050
Грубая 7,9 ±0,012 7, 11 ±0,030 7,11 ±0,030 7,12 ±0,050 7,13 ±0,070
Предельное отклонение на расстояния Отклонение
Точность любого штриха круговых шкал от начального или нулевого отклонение от перпенди- от симметричности осей симметрии
нанесения делений при интервале шкал, кулярностн перекрестий или шкал
От 10 до 30' От 30' до 1° Св. 1 до 3" Св. 3° штрихов, перекрестий, ' относительно центра сетки, мм
Точная ±2 ±3 L5 ±7 5 0,05
Средняя ±5 ±7 ±12 ±17 10 0,10
Грубая - ±10 +15 ±20 15 0,25
Таблица 2.27. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ШИРИНЫ ШТРИХОВ
И ЛИНИЙ СЕТОК, ММ
Ширина штрихов и линий Поле допуска Предельное отклонение
От 0,0015 до 0,004 7,1 ±0,0004
Св. 0,004 » 0,01 7,3 ±0,0010
» 0,01 >> 0,02 7.5 ±0,0020
» 0,02 » 0,05 1,7 ±0,0050
» 0,05 » 0,10 7,9 ±0,0120
.> 0,10 » 1,00 7,10 ±0,0200
Таблица 2.28. ВЫСОТА ЦИФР В ЗАВИСИМОСТИ ОТ ИНТЕРВАЛА
ДЕЛЕНИЙ СЕТОК, ШКАЛ И ЛИМБОВ, ММ
Интервал деления шкалы Высота цифр Допускаемое отклонение
До 0,3 0,2 0,02
От 0,3 до 0,5 0,3 0,03
Св. 0,6 0,5 0,05
Прим ечание. Для шкал с интервалом деления меньше 0,05 мм высоту цифр допускается уменьшать до 0,1 мм.
124
125
Таблица 2.29.
ТИПЫ ЗАПУСКОВ ДЛЯ ЗАПОЛНЕНИЯ ТРАВЛЕНЫХ ЗНАКОВ НА СТЕКЛЯННЫХ ЗАГОТОВКАХ СЕТОК И ШКАЛ
Условное обозначение запуска Цвет Состав запуска Ширина штриха, мкм, не менее Режим сушки
Основа Пигмент 1, "С Время, ч
11 Черный Жидкое стекло Оксид кобальта 5-8 160-180 2,0-2,5
12 Углерод технический
13 Графит технический
14 Белый Диоксид титана
15 Оксид цинка
16 Красный Красный С
21 Черный Эмаль ПФ-163 Оксид кобальта 8-10
22 Графит технический
23 Эмаль ПФ-115 Углерод технический
24 Белый Диоксид титана 110
25 Оксид цинка
26 Красный Красный С
31 Черный Сажа газовая Оксид кобальта 3-5 160 6,0
32 Углерод технический
33 Белый Белила цинковые Диоксид титана 3-5 150 6,0
34 Оксид цинка
35 Красный Кадмий красный Красный С
41 Черный Олифа натуральная Оксид кобальта 1-3 160-170 1,0-2,0
42 Олифа натуральная, сиккатив Углерод технический
43 Графит технический
44 Белый Оксид цинка
126
Таблица 2.30.
ТРЕБОВАНИЯ К ДЕТАЛЯМ В ЗАВИСИМОСТИ ОТ СПОСОБА ИХ СОЕДИНЕНИЯ
Параметры соединяемых поверхностей и материалов Вид соединения
Склеивание Оптический контакт
Бальзамом ОК-50ПК, ОК-50П, бальзаминами, акриловым клеем, ОК-72ФТ5 АКС, УФ-235М, УФ-215М, ММА ОК-72ФТ15, ОК-72ФТ15С, ОК-72ФТ5С, ФЭК Обычный Глубокий
Допуск на форму поверхности N с комплектацией на «яму» 2-5* 1-5* 3-5* 3-5* 0,2-0,5 0,2-0,5
Класс чистоты поверхности Р 0-10-VII* 0-10-IX* IV-VII* III-IX* Ш III
Параметр шероховатости поверх- ности Рг 0,0 50-0,025
Разность коэффициентов линейно- 30 30 60 60 15-20
го расширения деталей Да -10 , °C'
Толщина соединяющего слоя, мкм 10-30** 10-30** 10-30** 10-30** — 0,15
* В зависимости от диаметра и назначения детали. В зависимости от размера и конфигурации детали.
Сборочные единицы. Методика анализа чертежей сборочных
единиц аналогична методике анализа деталей.
Таблица требований к изготовлению. На чертежах оптичес-
ких сборочных единиц указывают только те параметры, которые
должны быть выполнены в процессе сборки, после нее или прове-
рены после сборки. Поэтому верхняя часть таблицы — требования
к материалу — в сборочных чертежах отсутствует.
В таблице требований к изготовлению при необходимости ука-
зывают: требования к поверхностям по N и AN, Р соединяемых
деталей; требования к точности взаимного расположения поверх-
ностей по С, Э, о соединяемых деталей; требования по минималь-
ной фокусности Zmin; требования по разрешающей способности Е.
В нижней части таблицы указывают следующие расчетные дан-
ные: f', SF, S'p, (один из них с допуском) — для склеенных линз
(см. рис. 2.15); геометрическую длину хода? луча —• для призмен-
ных блоков; световой диаметр О0 — для линз, зеркал и других
сборок круглой формы, размеры по наибольшему сечению пучка,
если световые зоны не показаны на чертеже.
Изображение сборочной единицы. Сборочные единицы распола-
гают, как правило, по ходу светового луча, идущего от плоскости
предметов слева направо. Предельные значения размеров сбороч-
ных единиц определяют метод сборки (комплектация, компенса-
ция, доработка и т. и.) и технологически приемлемые и согласо-
ванные предельные значения размеров соответствующих парамет-
ров соединяемых деталей.
Сопрягаемые поверхности сборочных единиц (склеек) выполня-
ют линией увеличенной толщины, к которой примыкает стрелка-
указатель с буквой К в ее разрыве, символизирующая операцию
склейки согласно ГОСТ 2.313-82. Соединяемые детали обознача-
ют номерами позиций. Символы оптических покрытий, штриховые
линии окраски и т. п. на внешних поверхностях соединяемых
деталей указывают на то, что покрытия должны наноситься после
сборки.
Очень важно проверить согласованность следующих параметров
деталей: предельных значений толщине? и t деталей (см. табл. 2.13-
2.17) и сборки; точность формы N и AN и чистоты Р сопрягаемых
поверхностей (табл. 2.30); соответствие термостойкости сборки
(склейки, см. п. 10.4) температуре термической обработки наноси-
мого оптического покрытия (см. п. 8.6), эмали, герметика и т. п.;
соответствие расчетных значений параметров Е, f £ вышеперечис-
ленным параметрам деталей, способу соединения и т. п. (табл. 2.30).
Дополнительный текст. В свободном месте поля чертежа,
как правило, под таблицей (см. рис. 2.15) указывают дополни-
тельные технологические требования: марку клеящего вещества
по ГОСТ 14887-80 (или способ соединения); оптический контакт
(с указанием нормативного документа); условное обозначение и
шифр оптических покрытий; материал и ТУ покрытия, наноси-
мого на нерабочие поверхности и фаски.
Глава 3
КОНТРОЛЬ ПАРАМЕТРОВ
ОПТИЧЕСКИХ ДЕТАЛЕЙ
3.1. КОНТРОЛИРУЕМЫЕ ПАРАМЕТРЫ
К параметрам, которые обычно контролируются в процессе из-
готовления деталей, а также проверяются в лабораториях и ОТК,
относятся габаритные размеры (толщина, диаметр, длина, ширина
и т. п.), радиусы кривизны, фокусные расстояния и фокусные от-
резки, углы призм, клиньев и фасок, форма и чистота поверхнос-
тей, децентрирование, непараллельность образующих цилиндричес-
ких линз.
Выпускаемые оптико-механической промышленностью опти-
ческие детали отличаются большим разнообразием размеров, кон-
фигураций и форм поверхности. Так, диаметр отдельных линз
объективов микроскопов немногим превышает 1 мм. В то же вре-
мя диаметры первичных зеркал современных телескопов достига-
ют 5-6 м. Из-за указанного разнообразия оптических деталей и
специализации предприятий не представляется возможным со-
здать ограниченный набор типовых контрольно-измерительных
средств, пригодных для использования на всех оптико-механичес-
ких предприятиях. Вместе с тем из всего разнообразия парамет-
ров можно выделить такие, которые встречаются в изделиях всех
или большинства предприятий. Это габаритные размеры деталей,
радиусы кривизны и децентрирование поверхностей линз умерен-
ного размера.
Для измерения габаритных и некоторых других размеров обыч-
но используют приборы и устройства общепромышленного назна-
чения. К ним, в частности, относятся микрометры, штангенцирку-
ли, индикаторы и т. д. Типы и параметры таких приборов и уст-
ройств, как правило, определены соответствующими стандартами.
В связи с этим в справочнике принцип действия их не описывает-
ся. Для них приводятся только такие сведения, как пределы и
точность измерения, измерительное усилие и т. п. Эти сведения
облегчат читателю работу по выбору необходимого типа измери-
тельного инструмента.
Кроме приборов стандартного типа предприятия оптической
промышленности применяют специальные измерительные устрой-
ства, которые в силу специфики производства изготовляют неболь-
шими партиями, а иногда в единичных экземплярах. Примером
могут служить пробные стекла или компенсаторы. Их, как прави-
ло, используют для контроля качества поверхностей только одно-
го и того же размера. Устройства такого типа предприятие разра-
128
батывает либо только для себя, либо для ограниченного числа по-
требителей. Иногда их выполняют в виде надежно действующих
макетных образцов, не имеющих шифра, либо им присваивается
шифр группы контрольно-юстировочных приборов. Зачастую на
предприятиях имеются макеты и приборы, построенные по одной
и той же принципиальной схеме, но отличающиеся конструкцией
и техническими характеристиками. Для таких приборов в спра-
вочнике приводятся только принципиальные оптические схемы
без указания шифра и погрешностей измерения.
Кроме указанных выше групп измерительных устройств на прак-
тике используют методики измерения и контроля, основанные на
применении существующего оборудования. Часто одни и те же при-
боры применяют на различных технологических операциях. В свя-
зи с этим целесообразно рассматривать их не по технологическим
операциям, а по измеряемым параметрам оптических деталей.
3.2. ИЗМЕРЕНИЕ ГАБАРИТНЫХ РАЗМЕРОВ
К габаритным размерам в оптическом производстве относят
линейные размеры, определяющие собой расстояние между харак-
терными точками контурных линий детали. Наиболее часто при-
ходится измерять толщину, длину, ширину, диаметр деталей, шири-
ну фасок и скосов, овальность цилиндрических поверхностей, глу-
бину и ширину канавок, высоту уступов и т. п. Тип используемых
для измерения средств зависит от длины измеряемого размера, до-
пуска, вида обработки и чистоты поверхностей, серийности изго-
товления и ряда других факторов.
Задача измерения габаритных размеров сравнительно просто
решается на заготовительных операциях и при шлифовании дета-
ли. На этих стадиях обработки обычно допускается наличие кон-
такта между проверяемой деталью и мерительным инструментом,
и в связи с этим здесь широко используются измерительные сред-
ства, применяемые в машино- и приборостроении: предельные ско-
бы и шаблоны, штриховые линейки, штанген- и микрометрические
инструменты, нутромеры, индикаторы часового типа, рычажно-ме-
ханические приборы, измерительные головки, оптиметры, длиноме-
ры. Большинство указанных приборов являются общеизвестны-
ми [3.2-3.4, 3.45], поэтому описание их устройства и принцип дей-
ствия здесь не приводятся.
На заготовительных операциях при резании, распиливании и рас-
калывании стекол допускается отклонение габаритных размеров
деталей до± 2 мм. На этой стадии изготовления в качестве измери-
тельных средств используются штриховые меры длины (линейки,
рулетки) и штангенинструменты различных конструкций.
В соответствии с ГОСТ 427-75”” предусмотрено изготовление
линеек с одной или двумя шкалами, ценой деления 0,5 и 1,0 мм
129
и рабочей длиной 150, 300, 500 и 1000 мм. Линейки с ценой деле-
ния 1,0 мм могут иметь в начале и в конце шкалы деления ценой
0,5 мм на длине 50 мм.
Типы и технические параметры рулеток определяются
ГОСТ 7502-89, в соответствии с которым устанавливаются три
типа рулеток: в закрытом корпусе (РЗ) с рабочей длиной шкалы
2; 5; 10; 20 и 50 м, самосвертывающиеся (PC) и желобчатые (РЖ)
с длиной шкалы 1 и 2 м. Цена деления шкал РЗ—1 или 10 мм, PC
и РЖ—1 мм. Для рулеток предусмотрено три класса точности
нанесения шкал. По 1-му классу рулетки РЗ имеют рабочую дли-
ну шкалы 10 и 20 м, по 2-му классу — рабочую длину шкалы 2; 5;
10; 20 и 50 м, по 3-му классу — рулетки с любой длиной шкалы.
Рулетки 1-го и 2-го классов имеют на всей длине миллиметровые
деления. Основные технические характеристики линеек и руле-
ток в табл. 3.1 приведены для температуры 20 °C и при натяжени-
ях лент, равных 1,0 Н для рулеток длиной более 10 м и 0,5 Н для
рулеток длиной до 10 м.
Из выпускаемых промышленностью штангенинструментов в оп-
тическом производстве используют в основном штангенциркули и
штангенглубиномеры. В соответствии с ГОСТ 162-90 изготовляют
четыре типа штангенциркулей: ШЦ-I, ШЦ-П, ШЦ-Ш и ШТЦ-I. Ин-
струменты ШЦ-1 и ШЦ-П имеют двустороннее расположение губок
и предназначены для измерения наружных и внутренних разме-
ров. Кроме того, с помощью ШЦ-I можно измерять глубину и вы-
соту, а с помощью ШЦ-П — производить разметку изделий.
Штангенциркули ШТЦ-I и ШЦ-Ш имеют одностороннее рас-
положение губок, причем ШТЦ-I предназначен для измерения на-
ружных размеров и глубин, а ШЦ-Ш — для наружных и внутрен-
них измерений.
Таблица 3.1. МЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЛИНЕЕК
И РУЛЕТОК
Параметр Допускаемое отклонение, мм
Линейки Рулетки класса
1 2 3
Длина шкалы, м:
до 0,3 0,10 — — —
от 0,3 до 0,5 0,15 — — —
» 0,5 » 1,0 0,20 — — 0,40
до 2,0 — — 0,4 0,80
» 5,0 — — 1,0 2,0
» 10,0 — 0,5 1,0 2,50
» 20,0 — 1,0 2,0 4,0
» 30,0 — — 3,0 5,0
» 50,0 — — 5,0 7,0
Длина интервалов:
миллиметровых и полумилли- 0,05 0,05 0,10 0,20
метровых
сантиметровых 0,10 0,10 0,20 0,30
дециметровых и метровых — 0,20 0,30 0,40
130
Таблица 3.2.
МЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ШТАНГЕНИНСТРУМЕНТОВ
Инструмент Диапазон измерений, Цена деления нониуса, Предел допускаемой
мм мм погрешности, мм
ШЦ-1, шцт-п 0-125 0,1 0,05
ШЦ-П 0-160 0,05 и 0,1 0,05
0-250 0,05 и 0,1 0,05
0-400 0,10 0,10
ШЦ-Ш 250-630 320-1000 0,10 0,10 0,10 0,10
500-1600 0,05 0,20
800-2000 0,05 0,20
0-200 0,05 0,05
Штангенглубиномер 0-320 0,05 0,05
0-500 0,10 0,10
Примечание. Кроме указанных в таблице по отдельным заказам штангенциркули вы-
пускают с диапазоном измерений 1500—3000 мм и 2000-4000 мм с ценой деления 0,1 мм. Штан-
генциркули типа ШЦ-П с диапазоном измерений 0-200 и0-320 мм выпускают с одним и двумя раздельными нониусами соответственно для наружных и внутренних измерений. При двух нониу-
сах цена деления равна 0,1 мм.
Специально для измерения глубин и высот, расстояний до выс-
тупов или буртиков предназначены глубиномеры. Их параметры и
точность измерения установлены ГОСТ 162-90. Основные техни-
ческие характеристики штангенинструментов приведены в табл. 3.2.
Линейные размеры оптических деталей после обработки их фре-
зами и шлифовальными кругами имеют допуски в пределах 0,5—
0,05 мм. Для их измерения применяют рассмотренные выше штан-
генинструменты, а также микрометры различных типов. Для про-
верки размеров однотипных деталей широко используют предель-
ные скобы. Размеры и профили пазов, глубин и высот таких дета-
лей контролируются шаблонами.
Из выпускаемых промышленностью микрометров в оптическом
производстве применяют микрометры типов МК, МЛ, М3
(ГОСТ 6507-90), а также инструменты со вставками (ГОСТ 4380-86)
и настольные. Микрометры типа МК (гладкие) имеют следующие
диапазоны измерений: 0-15 (по требованию заказчика); 0-25;
25-50; 50-75 и т. д. до 300 мм; 300-400, 400-500 и 500-600 мм.
В инструментах с верхним пределом измерения более 360 мм
неподвижный стержень (пятка) является сменным или передвиж-
ным.
Микрометры типа МЛ (листовые) имеют следующие диапазоны
измерения: 0-5; 0-10; 0-25 мм, с вылетом скобы соответственно
20, 40, 80 мм. Измерительная пятка прибора имеет сферическую
форму с радиусом сферы 10-12 мм. По соглашению изготовителя
и заказчика обе измерительные поверхности могут быть сфери-
ческими или плоскими.
Микрометры со вставками (насадками на измерительных на-
конечниках) имеют диапазон измерений 0-25 мм, погрешность —
± 4 мкм. Во многих случаях потребитель изготовляет вставки са-
131
Рис. 3.1. Рычажный толщемер
мостоятельно. Форму наконечников
выбирают в зависимости от формы
поверхности измеряемой детали,
а материал — из условия сведения
к минимуму опасности поврежде-
ния оптической детали царапанием.
В оптическом производстве встав-
ки используют при измерении тол-
щины линз, имеющих одну или обе
вогнутые поверхности. Для этой же
цели применяют и рычажный тол-
щемер (рис. 3.1). Он состоит из двух
рычагов 1 и 4, связанных между со-
бой шарниром 6. С рычагом 4
скреплена шкала 3, на лицевой сто-
роне рычага 1 нанесен индекс 2, по
которому отсчитывают показания
инструмента. Измеряемая деталь
помещается между винтами 7, осе-
вое положение которых может ре-
гулироваться. Прижим измеритель-
ных наконечников винтов к прове-
ряемой детали осуществляется пру-
жиной 5. Цена деления шкалы рычажных толщемеров может
быть 0,02-0,10 мм, пределы измерения— 0-10 мм. Допускаемые
погрешности измерения рассмотренных выше микрометров при-
ведены в табл. 3.3.
Выпускаемые промышленностью скобы и предельные калибры
отличаются большим разнообразием конструкций и размеров.
Диапазон проверяемых скобами размеров простирается от 0,1
Таблица 3.3.
МЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ МИКРОМЕТРОВ
Измеряемая длина, мм Допускаемая погрешность измерения, мкм Допускаемая не- параллельность измерительных поверхностей, мкм Допускаемое изменение показаний микрометров от изгиба скобы при усилии 10 Н, мкм
15; 25 4 2,0 2
50 4 2,5 2
75; 100 4 3,0 3
125; 150 5 4,0 4
175; 200 5 4,0 5
225; 250; 275; 300 6 6,0 6
400 8 8,0 8
500 8 10,0 10
600 10 12,0 12
Прим ечание. Микрометры с указанными в таблице погрешностями относятся к приборам
1-го класса. Микрометры, у которых погрешности измерений и отклонение от параллельности из-
мерительных поверхностей не превышают 50 % значений, указанных в таблице, относятся к 0-му
классу. К микрометрам 2-го класса относят приборы, погрешность показаний которых выше ука- занных в таблице, но не превышает 200 % допустимой погрешности.
132
до 3150 мм, квалитеты точности — от 5 до 16. Конструкции и
параметры скоб определяются ГОСТ 2216-84”, ГОСТ 18355-73",
ГОСТ 16775-71*, ГОСТ 16776-71*, ГОСТ 16777-71*.
Предельные калибры для проверки глубин и высот уступов из-
готовляют по ГОСТ 2534-77*. С их помощью осуществляется про-
верка размеров по 11-16 квалитетам точности.
Окончательное формирование габаритных размеров оптических
деталей достигается на стадии шлифования и полирования. Из
контрольных операций на этой стадии наиболее ответственными
являются операции измерения размеров, находящихся в пределах
светового диаметра детали. К таким размерам относятся толщины
линз и клиновидных и плоскопараллельных пластин. В большин-
стве случаев допуски на указанные толщины находятся в пределах
0,1-0,01 мм. Однако встречаются детали, в которых абсолютное
значение толщины или ее изменение по периметру должно быть
измерено с точностью до единиц и долей микрометра. К таким
деталям относятся, например, так называемые пластиныХ/4 иХ/2,
а также точные клиновидные и плоскопараллельные пластины.
Для точных измерений линейных размеров оптических дета-
лей используют ряд механических, оптико-механических и пнев-
матических средств. Все они, за исключением пневматических,
являются контактными.
К приборам, обеспечивающим непосредственные измерения, от-
носятся оптические длиномеры и индикаторы (ГОСТ 577-68").
Технические характеристики индикаторов часового типа приве-
дены в табл. 3.4. Индикаторы выпускают с перемещениями изме-
рительного стержня параллельно плоскости шкалы (типа ИЧ) и
перпендикулярно к плоскости шкалы (типа ИТ). Диапазон изме-
рения ИЧ — 0-10 мм, ИТ — 0-2 мм. Кроме того, выпускают инди-
каторы с диапазоном измерений 0-25 и 0-50 мм.
Таблица 3.4. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИНДИКАТОРОВ
ЧАСОВОГО ТИПА
Параметр Класс точности
0 1
Диапазон измерений, мм 0-2 | 0-5 | 0-10 0-2 | 0-5 | 0-10
Пределы допускаемой погрешности,
мкм, на длине шкалы, мм:
0,1 4 6
1,0 8 10
всего интервала измерений 10 | 12 | 15 12 | 16 | 20
Погрешность обратного хода, мкм 2 3
Наибольшее измерительное усилие, 150 150
сН
Колебание измерительного усилия 40 60 60 40 60 60
при прямом и обратном ходе, сН
То же при изменении направления 50 50
движения измерительного стержня, сН
133
Таблица 3.5.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДЛИНОМЕРОВ
Параметр дво ДВЭ
Цена наименьшего деления шкалы отсчет- ного устройства, мм Диапазон измерений по основной шкале, мм Диапазон измерений наружных длин и ди- аметров, мм Измерительное усилие, сН Погрешность длиномера без учета поправок по аттестату шкалы, мкм Масса длиномера, кг, не более Габаритные размеры длиномера, мм, не бо- лее 0,001 0-100 0-250 200+50 ±(1,4+1оо) 37 450x260x600 0,001 0-100 0-250 200±50 ±(1’ 4+По) 45 550x220x650
Прим ечание. L — измеряемая длина, мм.
В производстве и контроле оптических деталей применяют два
типа длиномеров: ДВО (с окулярным отсчетом) и ДВЭ (с экран-
ным отсчетом). Технические характеристики этих длиномеров при-
ведены в табл. 3.5.
Для сравнительных контактных измерений широко использу-
ют оптиметры и ультраоптиметры, пружинно-оптические голов-
ки, контактные интерферометры (ГОСТ 10593-74”) типа ИКПВ,
а также пневматические приборы. Технические характеристики
некоторых из перечисленных выше измерительных устройств при-
ведены в табл. 3.6.
Пневматические приборы в оптико-механической промышлен-
ности используют менее широко, чем механические и оптико-ме-
ханические измерительные устройства. Основная область их при-
менения — измерение толщины оптических деталей массового про-
изводства. Измерения выполняют методом сравнения с образцом,
поверхности которого имеют такие же параметры шероховатости.
Принцип действия пневматических приборов состоит в следую-
щем (рис. 3.2). Сжатый воздух постоянного давления поступает
из пневматической сети, компрессора или баллона в трубку 1 при-
бора, внутри которой имеется поплавок 3. Из трубки воздух выхо-
дит через сопло 4, установленное с зазором а относительно образ-
цовой детали 5. При замене образцовой детали на измеряемую
зазора и, следовательно, расход воздуха изменяются. Изменяется
и высота поплавка, положение которого можно отсчитать по шка-
ле 2. На шкале могут быть установлены границы допуска на заме-
ряемый размер. Для надежной работы подаваемый в прибор воз-
дух должен быть чистым, а давление его постоянным.
Промышленность выпускает два типа пневматических длино-
меров: с низким и высоким давлением воздуха. Параметры их
приведены в табл. 3.7 и 3.8.
Для контроля толщины крупногабаритных линз и зеркал раз-
работаны и изготовлены специализированные приборы — толще-
134
135
Таблица 3.6.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ НЕКОТОРЫХ ПРИБОРОВ ДЛЯ КОНТАКТНЫХ ИЗМЕРЕНИЙ
Тип прибора Цена деления шкалы, мм Диапазон показаний, мм, ± Диапазон измерений наружных длин и диа- метров, мм Измери- тельное усилие, сН, ие более Предел допускаемой погрешности на длине шкалы, мм
От 0 до ±0,06 Св. ±0,06 От 0 до ±0,015 Св. ±0,015 На всей длине
Вертикальный опти- метр: ОВО-1 (ИКВ) ОВЭ-1 (ИКВ-3) ОВЭ-2 (ИКП-3) 01П Пружинно-оптическая головка: ОШ О5П П1 П5 Вертикальный интер- ферометр ИКПВ 0,0010 0,0010 0,0002 0,0001 0,0005 0,0010 0,0050 0,0002-0,0005 0,10 0,10 0,02 0,012 0,06 0,03 0,15 0,02-0,05 0-100 0-200 0-160 Зависит от типа приме- няемой стой- ки То же » 0-150 200 200 50-150 2,0 2,0 2,5 2,5 0,0002 0,0002 0,0003 0,0003 0,00007 0,00007 0,0001 0,0001 0,00005 0,00025 0,00050 0,00250 ±(0,03+1,5пт^) мкм
Примечание. Ал — погрешность измерений длины волны света; п — число делений шкалы; т — цена деления шкалы.
Рис. 3.2. Пневматический длиномер
Рис. 3.3. Оптический толщемер:
1 — опорная пята; 2 — проверяемая линза;
3 — измерительный стержень с точной шка-
лой; 4 — отсчетный микроскоп; 5 — корпус
меры (рис. 3.3). Как правило, они являются контактными. В при-
боре соблюден принцип Аббе: оси измерительного стержня и опор-
ной пяты совмещены между собой и лежат в плоскости деления
шкалы. Обычно в качестве измерительного устройства используют
пиноли длиномеров модели ИЗВ-1 или ИЗВ-2.
Таблица 3.7. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПНЕВМАТИЧЕСКИХ ДЛИНОМЕРОВ НИЗКОГО ДАВЛЕНИЯ
Цена деления шкалы, мм Предел допус- каемой погреш- ности (±), мм Диапазон показаний длиномеров, мм
с измерительным соплом с пневматической пробкой с контактной головкой
0,0005 0,0005 0,02 - -
0,001 0,001 0,04 0,02 0,04
0,002 0,002 0,08 0,04 0,08
0,005 0,003 0,16 0,08 0,16
0,010 0,008 — 0,16 0,32
0,020 0,015 - 0,63
Таблица 3.8. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПНЕВМАТИЧЕСКИХ ДЛИНОМЕРОВ ВЫСОКОГО ДАВЛЕНИЯ
Цена деления шкалы, мм Предел допускаемой погрешности (+), мкм Диапазон показаний длиномера, мкм
Диаметр сопла, мм Пробка с соплом с пробкой
1 2
0,0002 - 0,20 - 10 —
0,0005 0,5 0,35 — — 5
0,0010 0,8 0,60 1,2 35 35
0,0020 1,5 1,50 2,5 60 60
0,0050 2,5 2,50 4,0 100 100
0,0100 - 6,00 8,0 160 160
136
Непосредственное измерение толщины может быть осуществ-
лено в пределах 0-100 мм, сравнительное — в пределах 0-250 мм
с точностью ±2 мкм.
Толщина измеряется следующим образом. Проверяемую линзу
помещают на столик прибора и центрируют относительно оси опор-
ной пяты. Затем наконечники измерительного стержня и пяты
приводят в соприкосновение с поверхностями линзы и снимают
отсчет по шкале. Второй отсчет производят после удаления линзы
и приведения в соприкосновение измерительного стержня с опор-
ной пятой. Существующие приборы позволяют измерять толщину
деталей диаметром до 1500 мм.
3.3. КОНТРОЛЬ РАДИУСОВ КРИВИЗНЫ
Для проверки радиусов кривизны сферических поверхностей
оптических деталей имеются различные способы и устройства. Боль-
шинство из них является контактными.
На стадии шлифования в качестве контрольных инструментов
используют радиусные шаблоны, контрольные грибы и чашки, проб-
ные стекла, сферометры. В оптическом производстве радиусные
шаблоны изготовляют парами — шаблон и контршаблон (обычно
из стали или латуни). Параметр шероховатости измерительных
поверхностей не должен превышать Ла = 0,5: твердость должна
лежать в пределах 37-52 НБСЭ. Радиусы кривизны — по 8-му
квалитету точности (Л8 для выпуклых и Н8 для вогнутых). При
совмещении шаблона и контршаблона их измерительные поверх-
ности должны совпадать без заметного глазом просвета. На рис. 3.4
изображены шаблоны и контршаблоны для контроля радиусов
(штриховой линией обозначено место маркировки). Рекомендуе-
мые размеры даны в табл. 3.9. На нерабочие поверхности наносят
защитные покрытия. Если при наложении шаблона на проверяе-
мую поверхность наблюдается просвет А, то отступление АД радиу-
са кривизны проверяемой поверхности от радиуса кривизны шаб-
лона определяется по формуле
AR = 8AR2//2, (3.1)
где I — длина хорды, на которой наблюдается просвет (опытный
наблюдатель может заметить наличие просвета А = 2-5-3 мкм), от-
сюда AR = 8(2 -г- 3)(7?//)2 мкм.
Проверка радиусов кривизны с помощью наложения (притирки)
контрольных грибов и чашек, а также пробного стекла является ка-
чественной. Перед проверкой пробное стекло или проверяемая по-
верхность слегка увлажняется с помощью губки или выдыхаемого
контролером воздуха. Затем проверяемая деталь слегка притирает-
ся к грибу, чашке или пробному стеклу. О наличии разности радиу-
сов судят по размеру темного следа контакта (притертости).
137
a)
10,0 1,0.
Рис. 3.4. Шаблоны и контршаблоны
для радиусов: а — от 0,5 до 5,0 мм;
б — от 5 до 20 мм; в — свыше 20 мм
Широкое применение в оптическом производстве получили
кольцевые контактные сферометры [3.5, 3.6]. Принцип их дей-
ствия состоит в следующем (рис. 3.5). На проверяемую деталь 1
накладывается кольцо 2, диаметр рабочей кромки которого 2г из-
вестен с высокой точностью. Во втулке кольца помещен стержень
измерительного прибора 3. С его помощью определяется высота/г
138
Таблица 3.9. РАЗМЕРЫ ШАБЛОНОВ И КОНТРШАБЛОНОВ, ММ
R L н h 1 К t а
Св. 15 до 30 70 45 R 2Л R 2,0 10
» 30 » 45 100 55 R 2Л R 2,0 10
» 45 » 60 130 70 R 2Л R 2,5 15
» 60 » 90 160 70 50 20-7Л-25 50 2,5 20
» 90 » 120 180 50 35 20д/й-50 50 2,5 20
» 30 » 250 200 50 35 20-УЛ-100 45 3,0 20
» 250 » 500 300 45 й-л/в2 -20000 300 45 3,0 20
» 500 » 1000 300 40 Л-л/й2 -30000 300 40 3,0 25
» 1000 500 40 й-^В2 -60000 500 40 4,0 25
шарового сегмента, основанием которого служит плоскость рабо-
чей кромки кольца. Радиус R проверяемой поверхности определя-
ют по формуле
R = r2/2h + h/2.
(3-2)
Имеется два типа сферометров. Один из них позволяет полу-
чать непосредственные значения h, с помощью другого определя-
ется разность Д/г между высотой сегмента, принятого за образец,
и высотой h2 проверяемого сегмента. Промышленностью освоено
производство двух видов сферометров: настольные (ИЗС-7 и ИЗС-
11) и накладные (ИЗС-8 и ИЗС-9).
Настольные сферометры обычно используют в лабораториях и
ОТК. С их помощью измеряют радиусы кривизны уже изготов-
ленных пар пробных стекол и одиночных
линз. Проверяемую деталь накладывают на
прибор, который измеряет значение h.
Накладные сферометры используют для
измерения на рабочем месте. Их накла-
дывают непосредственно на измеряемую
деталь. Чтобы не повредить поверхность,
операция измерения обычно выполняется
на стадии шлифования. Технические ха-
рактеристики сферометров приведены в
табл. 3.10.
На практике используют сферометры с
различными конструкциями калиброван-
ных колец: со сплошной ленточной ноже-
видной кромкой, с фаской, с шариковыми
опорами. Измеряемый радиус R при ис-
пользовании колец с шариковыми опора-
ми вычисляют по формуле
Рис. 3.5. Кольцевой кон-
тактный сферометр
R = r2/2h + h/2±p,
139
Таблица 3.10.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СФЕРОМЕТРОВ
Параметр Сферометр
Настольный Накладной
ИЗС-7 ИЗС-11 ИЗС-8 ИЗС-9
Диапазон измерения радиу- 10-1000 10-500 80-40000 80-40000
сов кривизны сферических по- верхностей, мм Предел измерения стрелки +15 +15 +15 ±1,0
шарового сегмента, мм Цена наименьшего деления шкалы, мм: сферометра 1, 1
отсчетного устройства 0,001 0,0005 0,001 0,001
Измерительное усилие, Н 0,5+0,15 0,5±0,04 1,8+0,5 1,8±0,5
Предел допускаемой основ- ной погрешности сферометра при измерении радиусов кривизны одиночных пробных стекол (в про- центах от измеряемого радиуса), при радиусах, мм: 10,0-37,5 +0,07 ±0,02
37,5-80,0 +0,04 +0,01 — —
80,0-750,0 ±0,04 ±0,02 ±0,04 ±0,08
750-1000 +0,04 ±0,025 ±0,05 ±0,10
1000-5000 — ±0,10 ±0,15 ±0,30
5000-40000 - - ±0,50 +2,0
где р — радиус кривизны шаровой опоры; знаки «+», «-» исполь-
зуются при вычислении радиусов кривизны соответственно вог-
нутой и выпуклой поверхностей.
Измерения на ИЗС-11 проводят в полуавтоматическом режи-
ме. Обработка измерительной информации и вычисление радиу-
сов кривизны по измеренным стрелкам осуществляется в про-
грамме устройства управления и обработки информации.
В качестве рабочего инструмента для контроля радиусов кри-
визны полированных поверхностей средней и высокой точности
используют пробные стекла. Типы пробных стекол, их форма, раз-
меры и характеристики установлены ГОСТ 2786-82”. В соответ-
ствии с этим имеется три типа пробных стекол: рабочие (РПС),
контрольные (КПС) и основные (ОПС). РПС предназначены для
проверки поверхностей линз, КПС — для проверки РПС, а ОПС —
для контроля КПС.
Радиусы кривизны поверхностей изделий контролируются с по-
мощью интерференционной картины, которая наблюдается при на-
ложении пробного стекла на проверяемое изделие. Одновременно
осуществляют и контроль поверхности на местные ошибки — ме-
стные отклонения поверхности от заданной формы. Проверка осу-
ществляется следующим образом. Рабочие поверхности проверяе-
мого изделия и пробного стекла перед выполнением контроля
тщательно промывают от загрязнений и очищают от пыли. После
140
этого пробное стекло 2 (рис. 3.6) накладывают на изделие 1 и в
рассеянном отраженном свете наблюдается интерференционная
картина, возникающая в промежутке между контактирующими
поверхностями.
Для получения правильных результатов необходимо, чтобы ди-
аметр пробного стекла был не менее диаметра проверяемой детали,
а центр полученной кольцевой интерференционной картины со-
впадал с вершиной проверяемой поверхности. Обычно операцию
контроля радиуса кривизны поверхности совмещают с проверкой
правильности ее формы (см. п. 3.5). Согласно ГОСТ 2786-82*, стан-
дартный максимальный диаметр пробных стекол не должен пре-
вышать 130 мм. Однако по соглашению с заказчиком допускает-
ся изготовлять пробные стекла диаметром 150, 180 и 220 мм.
По точности изготовления радиусов кривизны и формы поверх-
ности все пробные стекла делятся на три класса. Наиболее высо-
ким является 1-й класс. Допуски на радиусы кривизны пробных
стекол 1-го класса не превышают 0,02 %.
При контроле методом пробного стекла допуск на отклонение
формы поверхности N задается числом интерференционных колец,
наблюдаемых на всей проверяемой поверхности. Если диаметр про-
веряемой поверхности больше максимального диаметра пробного
стекла (130 мм), то допуск устанавливают исходя из диаметра проб-
ного стекла.
Погрешность метода пробного стекла складывается из погреш-
ности определения радиуса кривизны самого пробного стекла и
погрешности оценки числа наблюдаемых интерференционных ко-
лец. Последняя обычно не превышает 0,5 кольца или 0,14 мкм.
Вид интерференционной кар-
тины, получаемой при нало-
жении пробного стекла на
проверяемую поверхность, по-
казан на рис. 3.7.
Для определения знака
ошибки нажимают на пробное
стекло, направляя усилие на-
жима вдоль оси изделия. При
нажиме следят за движением
интерференционных колец.
Если кольца стягиваются к
центру, то ошибка имеет по-
ложительный знак,т.е. ради-
ус кривизны выпуклой прове-
ряемой поверхности больше
радиуса пробного стекла (для
вогнутой —- наоборот). Если
при нажиме кольца расширя-
ются, уходя от центра, то ошиб-
Рис. 3.6. Схема контроля радиусов проб-
ными стеклами
141
Рис. 3.7. Интерференционная карти-
на при наложении пробного стекла
Рис. 3.8. Схема метода колец
Ньютона
ка имеет отрицательный знак, т. е. радиус кривизны выпуклой
поверхности менее радиуса кривизны вогнутой поверхности.
Методы измерения радиусов кривизны самих пробных стекол
устанавливаются ГОСТ 2786-82*. В табл. 3.11 приведены сред-
ства измерения радиусов кривизны пробных стекол 1-го класса
точности, рекомендованные инструкцией. Указанные в таблице из-
мерения на оптиметре ИКГ проводятся методом сравнения с кон-
цевыми мерами.
Для проверки радиусов кривизны поверхностей пробных стекол
2-го и 3-го классов точности инструкцией рекомендуется несколько
методов. Среди них — метод непосредственного измерения с по-
мощью микрометров (которые обычно применяют для измерения
стекол — полушаров с небольшим радиусом кривизны), автокол-
лимационный метод и метод колец Ньютона.
По методу колец Ньютона измеряют радиусы.кривизны, превы-
шающие 2000 мм (рис. 3.8). Проверяемая деталь 1 помещается
на предметный стол 6 измерительного оптического прибора моде-
лей ИЗА-2, УИМ-25, БМИ [3.2], на нее накладывается плоскопа-
раллельная стеклянная пластина 5, нижняя поверхность которой
имеет минимальные отступления от идеальной поверхности
(N < 0,1). Монохроматическим источником света 2 с помощью по-
Таблица 3.11. СРЕДСТВА ИЗМЕРЕНИЯ РАДИУСОВ КРИВИЗНЫ
ПРОБНЫХ СТЕКОЛ
Радиус кривизны, мм Средство измерения Форма стекла Предельная погреш- ность измерения
От 0,5 до 37,5 От 37,5 до 4000 Горизонтальный опти- метр ИКГ Автоколлимационная установка Выпуклое Вогнутое От 0,175 до 4,0 мкм 0,004-0,007 %
142
лупрозрачной пластины 3 осуществляется подсветка промежутка
между пластиной 5 и деталью 1.
Образовавшуюся в промежутке кольцевую интерференционную
картину наблюдают в микроскоп 4, и радиусы колец измеряют
перемещением стола прибора 6. Радиус кривизны вычисляют по
формуле
(kn -kp)X’
где рп — радиус интерференционного кольца kn; рр — радиус кольца
kp; А. — длина волны используемого источника света; пир —
порядковые номера колец.
Расчеты показывают, что если kn - kp ~ 200, и наведение на кольцо
осуществляется с точностью до 0,1 его ширины, то относительная
погрешность измерения R не превышает 0,1 %. Эта погрешность
может быть в два-три раза снижена, если проверяемую и плоскую
поверхности пластины 5 покрыть светоделительным слоем и вме-
сто двухлучевой получить многолучевую интерференционную кар-
тину.
Принципиальная схема прибора, используемого при автокол-
лимационном методе измерений радиусов кривизны, показана на
рис. 3.9, а, б. Основу ее составляет автоколлимационный микро-
скоп 1, имеющий измерительное перемещение вдоль своей оси и
оси сферической поверхности проверяемой детали 2. Для измере-
ния радиуса кривизны осевым перемещением микроскопа после-
довательно добиваются получения резкого автоколлимационного
изображения сетки микроскопа при наведении его на центр кри-
визны (рис. 3.9, а), а затем на вершину поверхности измеряемой
сферы (рис. 3.9, б). Разность отсчетов для этих крайних положе-
ний микроскопов равна измеряемому радиусу кривизны поверх-
Рис. 3.9. Схема автоколлимационного метода измерения
радиуса кривизны
143
ности. Точность измерений автоколлимационным методом в ос-
новном зависит от точности Дз фокусирования микроскопа на
центр кривизны. Она составляет с учетом действия автоколлима-
ции, мкм, Дз = 0,1/А2, где А — действующая апертура микрообъек-
тива микроскопа или апертура измеряемой поверхности (берется
наименьшее значение А).
Для уменьшения погрешности наведения (особенно при изме-
рении радиусов кривизны поверхностей с малыми относительны-
ми отверстиями) в некоторых приборах применяют коинцидент-
ный метод фокусировки [3.4, 3.5]. Диапазон радиусов кривизны
поверхностей, измеряемых автоколлимационным методом, зави-
сит от длины шкал измерительных приборов. При использова-
нии измерительных машин типа ИЗМ удается измерять вогнутые
поверхности с радиусом кривизны до 5000-6000 мм. При благо-
приятных обстоятельствах погрешность измерения не превыша-
ет 0,004 %.
Для измерения радиусов кривизны выпуклых и вогнутых по-
верхностей бесконтактным способом разработан прибор ГИП-2.
В основу его схемы положен набор синтезированных голограмм.
Принцип действия состоит в следующем (рис. 3.10).
Вышедший из лазера 1 пучок с помощью отклоняющих зеркал 2
и 3 направляется последовательно в малогабаритный 4 и крупнога-
баритный 6 расширители. За расширителем 6 в параллельном пучке
помещена пластина 7, на которой нанесены две голограммы — ос-
новная и вспомогательная. Та и другая голограммы выполнены в
виде кольцевых концентрических полос. Часть излучения лазера
отражается от поверхности голограммы, возвращается в обратном
направлении и после отражения от светоделителя 5, зеркала 9 и
прохождения объектива 10 попадает в регистратор 11. Эта часть
составляет опорный пучок. Другая часть падающего излучения —
сигнальный пучок — дифрагирует на основной голограмме, причем
в работе используются пучки «плюс первого» и «минус первого»
Рис. 3.10. Схема голографического метода измерения радиуса кривизны
144
порядков. Проверяемая деталь 8 располагается так, чтобы рабочий
пучок направлялся по нормали к ее поверхности. После отражения
от поверхности сигнальный пучок возвращается в обратном на-
правлении, совмещается с опорным пучком и интерферирует с ним.
В тот момент, когда лучи сигнального пучка совпадают с нормалями
к поверхности, производится первый отсчет по шкале 12. Другой
отсчет выполняется тогда, когда после перемещения проверяемой
детали вдоль хода лучей пучок вспомогательной голограммы ока-
жется сфокусированным на вершину контролируемой поверхно-
сти. Момент точной фокусировки фиксируется, как и в предыду-
щем случае, по прямым полосам интерференционной картины.
Измеряемый радиус кривизны складывается из двух величин:
фокусного расстояния вспомогательной голограммы и длины от-
резка, на который пришлось переместить проверяемую деталь, что-
бы пучок вспомогательной голограммы оказался сфокусированным
на вершину поверхности. Эта длина отсчитывается по шкале 12.
Прибор ГИП-2 позволяет измерять радиусы кривизны сфери-
ческих и цилиндрических поверхностей в диапазоне от ±250 мм
до ± 100 000 мм.
3.4. КОНТРОЛЬ ФОРМЫ
ПЛОСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ
На стадии шлифования правильность формы плоских поверх-
ностей контролируется наложением на проверяемую деталь ме-
таллической лекальной или стеклянной линейки со скошенным
краем.
Отклонение от плоскостности (сферичность) определяется по за-
зору между линейкой и поверхностью; для вычисления R исполь-
зуют формулу (3.2). Для более точного контроля неплоскостности
поверхностей небольшого размера могут быть использованы голо-
графическое пробное стекло [3.7] или призменный интерферометр
[3.22], а для контроля поверхностей размером более 100 мм — ин-
терферометр с дифракционными решетками. Принципиальная оп-
тическая схема его показана на рис. 3.11. Вышедший из лазера 1
узкий пучок с помощью микрообъектива 2 собирается в центре от-
Рис. 3.11. Схема бесконтактного контроля на интерферометре с дифракционны-
ми решетками
145
верстия диафрагмы 3, совмещенной с фокальной плоскостью кол-
лиматорного объектива 4. Последний преобразует упавший на него
гомоцентрический пучок в параллельный и посылает его на решет-
ку 5, на которую нанесены прямолинейные штрихи постоянно-
го шага. Штрихи направлены перпендикулярно к плоскости ри-
сунка.
Вследствие дифракции на выходе решетки образуется несколь-
ко параллельных пучков различных направлений. Из них в ин-
терферометре используются два — пучок первого порядка, от-
клоняющийся к проверяемой поверхности детали 7 (рабочий пу-
чок), и пучок нулевого порядка (опорный), распространяющийся
вдоль оптической оси прибора. Оба пучка встречаются на решет-
ке 6, аналогичной решетке 5, причем рабочий пучок попадает на
нее после отражения от детали 7, вследствие чего несет на себе
информацию об имеющихся на поверхности макронеровностях.
За решеткой 6 образуются несколько интерференционных картин
подобных тем, которые возникают при контроле полированных
поверхностей методом пробного стекла (см. рис. 3.12-3.14). Оценка
качества формы поверхности по такой картине выполняется так
же, как при контроле любым другим описываемым ниже интер-
ферометром или методом пробного стекла. Обычно она сводится
к визуальной оценке или измерению стрелы изгиба а и ширины
полосы b и вычислению прогиба h поверхности по формуле
h = ak/b,
где k — цена интервала интерференционной полосы; в рассматри-
ваемом интерферометре k = A./2sin(O.
Для определения знака/г («бугор» или «яма») в интерферомет-
ре на решетках (как и в других интерферометрах) требуется най-
Рис. 3.12. Интерференционная картина
в виде концентрических колец
Рис. 3.13. Интерференционная кар-
тина в виде правильных дуг
146
ти положение ребра клина, образованного интерферирующими вол-
новыми фронтами. Обычно это делается путем легкого нажима
на один из элементов интерферометра: проверяемую деталь, ре-
шетку или стол [3.28, 3.29].
Специально для контроля качества полированных поверхнос-
тей разработано большое число приборов.
Наиболее распространенным прибором, который можно исполь-
зовать непосредственно на рабочем месте, является плоское проб-
ное стекло (ГОСТ 2786-82 ). При контроле формы поверхности проб-
ное стекло накладывают на проверяемую деталь так же, как и при
контроле радиуса кривизны (см. п. 3.2). Возникающая в результа-
те такого наложения интерференционная картина характеризует
форму проверяемой поверхности [3.1]. Если картина имеет вид кон-
центрических колец (рис. 3.12) или правильных дуг (рис. 3.13), то
проверяемая поверхность является сферической.
Осуществляя нажим на край пробного стекла, кольца можно
преобразовать в дугообразные полосы. По ним легче определить
зональные отклонения, а также дефекты в виде местных ям, бугров,
завалов на краях. По оценке глубины (высоты) дефекта исходят
из следующего. При переходе от одной полосы к соседней зазор
между пробным стеклом и проверяемой поверхностью изменяется
на А/2, где А — длина волны используемого источника света. При
контроле в белом свете принимают А = 0,55 мкм. Если по ходу по-
лосы на поверхности имеется дефект в виде ямы или бугра, то
в соответствующем месте полоса искривляется (рис. 3.14). При
размере дефекта h = А/2 искривление равно расстоянию между со-
седними полосами, т. е. ширине полосы. Визуально (без примене-
ния измерительных устройств) искривление полосы можно оце-
нить с точностью до 0,1 ширины полосы. Отсюда следует, что ви-
зуально можно заметить и оценить дефекты глубиной 0,1 А/2 =
= 0,0275 мкм.
Рис. 3.14. Искривление полосы ин-
терференционной картины
Рис. 3.15. Пример астигматичес-
кой интерференционной картины
147
Рис. 3.16. Интерференционная
картина в виде прямых полос
зываемого астигматизма
Таким образом, если между проб-
ным стеклом и проверяемой поверх-
ностью наблюдается N колец, то зазор h
между ними равен 2VA./2. Отсюда, имея
в виду, что R = a/2h + h/2, можно полу-
чить
„ 2а NX
R =----+---,
NX 4
где а — диаметр наибольшего учтенно-
го на проверяемой поверхности кольца.
Картина в виде колец эллиптичес-
кой формы свидетельствует о наличии
на проверяемой поверхности так на-
(рис. 3.15). Знак зональных и других
дефектов определяют легким нажимом на край пробного стекла.
Благодаря этому вблизи точки нажима образуется минимальный
зазор между контактирующими поверхностями, на противопо-
ложной стороне — максимальный. Если в месте дефекта полоса
искривляется в направлении вершины (ребра) клина, это означа-
ет, что дефект имеет вид ямы. При наличии дефекта в виде бугра
полоса искривляется в сторону, противоположную ребру клина.
Наличие между пробным стеклом и проверяемой деталью со-
вершенно прямых полос свидетельствует об отсутствии заметных
дефектов на плоской поверхности (рис. 3.16).
Наряду с пробными стеклами на предприятиях оптико-меха-
нической промышленности широко используют интерферометры
типа Физо, обеспечивающие возможность бесконтактной провер-
ки плоских полированных поверхностей и зеркал [3.1]. Принци-
пиальная оптическая схема одного из наиболее распространен-
ных интерферометров показана на рис. 3.17.
Монохроматический источник света 5 (обычно спектральная
ртутная лампа или лазер) с помощью зеркала 6 и конденсора 7
освещает отверстие диафрагмы 8, расположенной в фокальной плос-
кости объектива 3. Лучи, прошедшие диафрагму и полупрозрач-
ную пластину 4, направляются к объективу 3,из которого выхо-
дят параллельными пучками. За объективом по ходу лучей рас-
положены клин 2 и проверяемая деталь 1. Плоскость а клина
является образцовой. Отраженные от нее и проверяемой поверх-
ности б пучки возвращаются в обратном направлении, наклады-
ваются друг на друга и интерферируют. Результат интерференции
наблюдают невооруженным глазом 9, помещенным вблизи фоку-
са F' объектива 3, или с помощью телескопической лупы 10, сфо-
кусированной на проверяемую поверхность.
В отличие от пробного стекла в интерферометрах типа Физо
используют точечный монохроматический источник света и парал-
лельный пучок, направленный вдоль нормалей к образцовой и про-
148
веряемой поверхностям. Благодаря этому обеспечивается контроль
при значительных промежутках t между образцовой и проверяе-
мой поверхностью, причем цена полосы, равная А./2, практически не
зависит от размера воздушного промежутка и координат точек по-
верхности. На приборах такого типа можно проверять детали
с выступающими оправами, ступенчатые поверхности и т. п. Вели-
чина и характер дефектов оцениваются с помощью интерферомет-
ров типа Физо так же, как и при контроле пробным стеклом.
Некоторые приборы типа Физо снабжаются двумя поочередно
включаемыми клиньями. Образцовая поверхность одного из них
имеет светоделительное покрытие с коэффициентом отражения,
близким к 0,8. С помощью такого клина проверяют зеркала или
полированные поверхности с высоким (более 0,2) коэффициен-
том отражения. Если обе поверхности (а и б) или хотя бы одна из
них не имеют отражающих покрытий, то в образовании интерфе-
ренционной картины принимают участие пучки, претерпевшие от
указанных поверхностей только по одному отражению. Такая кар-
тина называется двухлучевой и характеризуется синусоидальным
распределением интенсивности в полосах. Синусоидальное рас-
пределение имеют картины,
изображенные на рис. 3.12-
3.16. Визуальная оценка
качества поверхностей по
такой картине может про-
изводиться с точностью не
выше 0,1 полосы, т. е. 0,05Х.
Более высокая точность
достигается при контроле
методом многолучевой ин-
терферометрии [3.30] или
при использовании точных
методов наведения на сере-
дину двухлучевых полос,
например фотоэлектричес-
ких или нониальных [3.2].
Для получения многолуче-
вой картины используют
клин 2, у которого поверх-
ность а покрыта светодели-
тельным слоем, а проверяе-
мая поверхность б — зер-
кальным. Вид полос много-
лучевой картины показан
на рис. 3.18. Если сравни-
ваемые поверхности покры-
ты слоями с большим ко-
Рис. 3.17. Схема контроля на интерферометре
типа Физо
эффициентом отражения,
то полосы многолучевой
149
Рис. 3.18. Пример полос при
многолучевой интерференции
Рис. 3.19. Пример интерференци-
онной картины в интерферомет-
ре ИКП-2
картины становятся очень тонкими и наведение на их середину
можно осуществить с погрешностью не более 0,010-0,005 шири-
ны полосы.
На интерферометрах типа Физо можно также проверять шли-
фованные поверхности. Для этого перед контролем их покрыва-
ют тонким слоем смеси, состоящей из воска, масла и парафина
[3.32]. В результате такого покрытия поверхность становится зер-
кально отражающей.
В табл. 3.12 приведены основные технические характеристики
интерферометров типа Физо. Из указанных приборов серийно вы-
пускаются интерферометры ИТ-87, ИТ-200, ИТ-100, ПК-452, осталь-
ные — небольшими партиями.
Интерферометр модели ИКП-2 является усовершенствованной
моделью прибора ИКП-100. Тот и другой содержат оптическую
систему, осуществляющую разрыв измеряемой интерференцион-
ной полосы на несколько частей и взаимный разворот примыкаю-
щих частей на 180°. Вид получаемой при этом картины показан
на рис. 3.19. При измерении искривления полосы с помощью спе-
циального микрометра осуществляется нониальное совмещение ра-
зорванных частей полосы. Точность измерения — до 0,01 шири-
ны полосы.
Из табл. 3.12 видно, что существующие приборы отечественно-
го производства позволяют за один прием проверить поверхности
диаметром до 300 мм. Поверхности диаметром более 300 мм сред-
ней и невысокой точности с малым и большим значениями коэф-
фициента отражения можно проверять с помощью интерферомет-
ра на решетках (см. выше). Интерферометры фирмы «Цайго»
(«Zygo», США) обеспечивают проверку за один прием полирован-
ных поверхностей диаметром до 800 мм. Кроме того, для контро-
ля поверхностей больших размеров и высокой точности исполь-
150
151
Таблица 3.12.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИНТЕРФЕРОМЕТРОВ ТИПА ФИЗО
Параметр ИТ-40 ИТ-70 ИТ-87 ИТ-100 ИТ-200 ПК-452 ИКП-100 ИКП-2
Тип объектива коллиматора: линзовый + + + + + - + +
зеркальный — — — — — + — —
Диаметр образцовой поверхности, мм 200 70 100 100 200 200 100 100
Получаемая интерференционная картина: двухлучевая + - + + + + + +
многолучевая + — + + — — — —
Метод наведения на полосы: окулярный микрометр + + + + + + + +
по сетке — — — — — +- — —
нониальное - - — - — - + +
Погрешность наведения на полосы, доли 0,05-0,01 0,05-0,01 0,05-0,01 0,05-0,01 0,05 0,01 0,02 0,02
полосы Положение образцовой поверхности: горизонтальное + + + + + + +
вертикальное — — + — — — — —
Увеличение прибора, * 0,85 1,0:2,7:6,0 0,85:2,0 0,85:2,0 0,6 0,6 2 2
Способ наблюдения: визуальный + + + + + + + +
фотографический + + + + + — — —
Рис. 3.20. Схема контроля
кривизны по методу Ком-
мона
зуют метод Коммона [3.10]. Проверяемую
деталь 1 (рис. 3.20) устанавливают вблизи
точной вогнутой сферической поверхнос-
ти 2 под углом ср к ее оси и на расстоянии
L от центра кривизны С сферической по-
верхности. Из него направляют на деталь
2 расходящийся геометрический пучок.
Пучок на прямом и обратном пути дваж-
ды отражается от проверяемой плоскости.
При наличии на детали 1 отступлений от
идеальной плоскостности гомоцентрич-
ность пучка нарушается и может быть об-
наружена и измерена. Для образования го-
моцентрического пучка и анализа его не-
гомоцентричности обычно используют те-
невые или интерференционные приборы
(см. п. 3.4).
Например, проверяемая поверхность
представляет собой сферу большого радиу-
са кривизны г. Тогда отраженный от нее
гомоцентрический пучок становится астиг-
матическим. Между продольным астигматизмом 5Л пучка и ра-
диусом кривизны г имеется следующая зависимость:
4L2 sin2 ф
г =-----------,
5А cos ф
(3.3)
которая может быть использована для численной оценки каче-
ства проверяемой плоскости. Вместо формулы (3.3) чаще исполь-
зуют формулу, позволяющую рассчитать стрелу прогиба h плос-
кой поверхности,
, D2 созф „
h =----1
32L2 sin2 ф
(3.4)
где D — максимальный размер проверяемого участка.
Одновременно с общим отклонением обнаруживаются также
зональные дефекты поверхности. Рассчитать значение h зональ-
ных дефектов можно по формуле (3.4) с подстановкой в нее соот-
ветствующих значений D и ф.
3.5. КОНТРОЛЬ ФОРМЫ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Выбор средств и методов контроля качества сферических по-
верхностей зависит от размеров проверяемых деталей, требуемой
точности, твердости материалов, знака кривизны и ряда других фак-
торов.
152
Наиболее широко используемым для этой цели инструментом
является сферическое пробное стекло (ГОСТ 2786-82*), наклады-
ваемое на проверяемую поверхность. Оно, как и плоское пробное
стекло, позволяет осуществлять проверку деталей непосредствен-
но на рабочем месте, причем одновременно с контролем качества
поверхности производится также проверка радиуса кривизны.
Метод проверки сферических поверхностей пробными стекла-
ми [3.1] аналогичен методу пробных стекол, применяемому при
контроле плоских поверхностей. Здесь также полосы кольцевой
формы используют для обнаружения и оценки астигматической
ошибки, дугообразные или прямые — для измерения отклонений
в виде местных бугров, ям, завалов на краю и т. п.
Точность количественной оценки зависит от многих факторов.
Перечислим некоторые из них:
1) разность радиусов кривизны сравниваемых поверхностей (при
разности, не превышающей двух колец, можно получить точность
до 0,1 полосы);
2) размер относительного отверстия проверяемой поверхности —
отношение светового диаметра к радиусу кривизны; при большом
относительном отверстии не удается сразу по всей поверхности
наблюдать интерференционную картину из-за большого различия
углов падения лучей при переходе от центра к краю поверхности;
вследствие этого погрешность контроля может достигать 0,5 по-
лосы и более;
3) отношение диаметров образцовой и проверяемой поверхнос-
тей (чем меньше это отношение, тем меньше точность).
Более высокую оценку точности (0,10-0,05 полосы) обеспечи-
вают приборы для бесконтактного контроля сферических поверх-
ностей. Их можно разделить на две группы:
1) для проверки поверхностей деталей с малым и средним зна-
чениями диаметров;
2) для проверки поверхностей крупногабаритных деталей.
Рассмотрим принцип действия приборов первой группы (рис. 3.21).
Монохроматический источник света освещает отверстие диафраг-
мы 1, которое высокоапертурным объективом 3 проецируется в
точку А. С точкой А совмещены центры кривизны образцовой Sj и
проверяемой S2 поверхностей. Положение S1 и S2 при контроле
выпуклой поверхности показано сплошной, при контроле вогнутой
— штриховой линией. Отраженные otSx и S2 пучки возвращаются
в обратном направлении, интерферируют и светоделительной пла-
стиной 2 направляются в глаз 4, наблюдающий интерференцион-
ную картину, локализованную в промежутке между поверхностя-
ми и S2. Деталь с образцовой поверхностью выполняется либо
в виде концентрического мениска, либо в виде апланатической
линзы. Перемещением проверяемой детали вдоль и перпендику-
лярно к оптической оси регулируют число и форму интерферен-
ционных полос. Кольцевые картины полос образуются при сме-
153
Рис. 3.21. Схема интерференционного контроля малогабаритных поверхностей
щении центра кривизны проверяемой поверхности вдоль опти-
ческой оси, прямые полосы — при смещении перпендикулярно
к оси.
Благодаря использованию монохроматического источника све-
та и применению схемы, обеспечивающей падение лучей по направ-
лению нормалей к поверхностям и S2, можно с помощью одной
образцовой поверхности контролировать большое число поверхно-
стей с различными радиусами кривизны. Угол охвата проверяемо-
го за один прием участка зависит от апертуры используемого объек-
тива 3.
В приборах для контроля вогнутых поверхностей апертурный
угол достигает 180° [3.1], для контроля выпуклых — до 140°. Мак-
симальное значение радиусов проверяемых на этих приборах во-
гнутых поверхностей ограничивается только конструктивными со-
ображениями, выпуклых — размером рабочего отрезка объектива
3. Опыт показывает, что при апертурном угле около 70° нецелесо-
образно создавать объективы с рабочим отрезком более 70 мм, так
как диаметр объектива в этом случае становится чрезвычайно
большим.
По представленной на рис. 3.21 схеме разработано несколько
модификаций приборов (моделей КЮ-210, КЮ-211 и др.), техни-
ческие характеристики которых приведены в табл. 3.13. Основная
область применения этих приборов — контроль изделий из мяг-
ких материалов, не допускающих использования контактных ме-
тодов проверки, а также контроль точных поверхностей, имеющих
большие относительные отверстия.
В последнее время разработаны интерферометры с расширенны-
ми возможностями. Они снабжены большим числом сменных уз-
лов, применение которых позволяет контролировать плоские и сфе-
рические поверхности в большом диапазоне размеров, радиусов
кривизны и относительных отверстий. Наибольшее распростране-
154
Таблица 3.13. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИНТЕРФЕРОМЕТРОВ
ДЛЯ КОНТРОЛЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Параметр КЮ-210 КЮ-211 ИТ-154 ИТ-148 Иммер- сионный
Предельное значе- 12-335 80-340 13-60 12-50 8-50
ние радиусов кривизны проверяемых поверхно- стей, мм (выпуклые) (вогнутые) (выпуклые) (вогнутые) (вогнутые)
Отступление образцо- вой поверхности от пра- вильной сферы, число полос 0,1 0,1 0,2 0,2 0,2
Угол охвата прове- ряемого за один прием участка поверхности,0 54-12 80-15 140 140 180
Увеличение прибо- ра, х 0,8 0,8 1,3-0,4 0,3 0,4
Способ наблюдения Визуаль- ное Визуаль- ное Визуаль- ное и фото Визуаль- ное и фото Визуаль- ное
Тип устройства для Окуляр Окуляр Окуляр- Микро- Окуляр
измерения ширины по- лос с сеткой с сеткой ный метр с сеткой
ние получили интерферометры фирмы «Цайго». В нашей стране
аналогичный прибор модели ИКД-110 выпускает ЛОМО [3.33].
Прибор построен по схеме Физо, которая обеспечивает высокую
точность контроля при сравнительно невысокой точности входя-
щих в нее оптических элементов. Принципиальная схема устрой-
ства показана на рис. 3.22. Ее можно разделить на две части:
базовый комплект и дополнительные (сменные) элементы. В базо-
вый комплект входят узлы 1 -15. Они выполняют следующие фун-
кции:
1) формируют коллимированный лазерный пучок диаметром
100 мм; осуществляется это с помощью узлов 1—5;
2) строят автоколлимационное изображение зрачка 2' в плос-
кости фотоприемника 12; изображение формируется с помощью
элементов 6—9,11;
3) формируют с помощью элементов 4,5,11-15 изображение
интерференционной картины в плоскости того же фотоприемника.
С помощью большинства сменных узлов реализуются интерфе-
ренционные схемы, краткое описание которых приведено ниже.
Два сменных узла служат для увеличения диаметра коллимирован-
ного пучка со 100 до 200 и 300 мм. Эти узлы представляют собой
телескопические насадки с увеличением соответственно 2х и 3х, по-
мещаемые непосредственно после узла5.
Сменные узлы, с помощью которых реализуются интерферен-
ционные схемы, в свою очередь, могут быть разбиты на две группы.
К первой из них относятся узлы, используемые при контроле плос-
ких поверхностей. Они представляют собой клиновидные стеклян-
ные пластины, заключенные в оправу. Каждая пластина имеет
155
Рис. 3.22. Схема контроля на интерферометре модели ИКД-110
высококачественную плоскость (поверхность сравнения). Отражен-
ный от нее пучок используется в интерферометре в качестве опор-
ного (на рис. 3.22 пластина 16 в схеме с пучком диаметром 100 мм).
Рабочий пучок формируется и накладывается на опорный в ре-
зультате отражения его от проверяемой поверхности 17.
При контроле сферических поверхностей непосредственно за уз-
лом 5 помещается один из апланатических объективов 18, послед-
няя сферическая поверхность которого по ходу лучей является
поверхностью сравнения. Отраженный от нее пучок возвращается
строго в обратном направлении и используется в качестве опор-
ного пучка. Проверяемая поверхность 19 помещается так, что ее
156
центр кривизны совпадает с центром кривизны сферы сравнения.
Диаметры и радиусы кривизны поверхностей, которые могут быть
проверены с помощью этой схемы, целиком зависят от таких пара-
метров объектива, как его относительное отверстие и радиус кри-
визны сферы сравнения. Диапазоны радиусов кривизны для всех
объективов, входящих в комплект ИКД-110, приведены в табл. 3.14.
Контроль формы поверхностей основан на анализе формы и распо-
ложения интерференционных полос, локализованных на проверяе-
мой поверхности. Анализ интерференционных картин и определе-
ние на его основе параметров контролируемой поверхности или
отраженного от нее волнового фронта выполняется по специаль-
ной программе с помощью вычислительного комплекса в интер-
активном режиме. В вычислительный комплекс входят телевизи-
онная камера, видеоконтрольное устройство и ЭВМ «Электроника
МС-0125», снабженная дополнительным ОЗУ. Результаты обработ-
ки интерферограмм могут быть отражены на телевизионном экра-
не, а также в виде распечатки, получаемой с помощью цифропеча-
тающего устройства. На телевизионном экране могут быть отра-
жены промежуточные результаты обработки интерферограмм (на-
пример, расстановка точек измерения координат интерференцион-
ных полос). Программой предусмотрены также возможность
представления поверхности в аксонометрическом виде в различ-
ных ракурсах; попарная регистрация в память ЭВМ интерферен-
ционных картин с последующей автоматической выборкой одного
кадра с наилучшим контрастом интерференционных полос. Мини-
мальное время экспонирования интерференционной картины 1 мс.
Программное обеспечение интерферометра модели ИКД-110 по-
зволяет получать следующие характеристики проверяемой поверх-
ности или отраженного от нее волнового фронта: среднеквадрати-
ческую ошибку, размах ошибки, коэффициенты разложения волно-
вого фронта или поверхности по полиномам Цернике, размах и
направление астигматической ошибки и комы, размах зональной
ошибки.
Опыт показывает, что заложенные в интерферометре ИКД-110
возможности в полном объеме могут быть использованы лишь
частью производственных подразделений некоторых отраслей про-
мышленности. К ним, в частности, относятся оптические лаборато-
рии и ОТК предприятий оптической промышленности. На произ-
Таблица 3.14.
ДИАПАЗОН ИЗМЕРЕНИЙ РАДИУСОВ КРИВИЗНЫ
Относительное отверстие объектива Радиус кривизны проверяемых вогнутых поверхностей, мм Радиус кривизны проверяемых выпуклых поверхностен, мм
1:0,8 От -1 000 до -3 3-45
1:1,5 » -2 000 » -10 7-120
1:3,0 » -5 000 » -35 25-270
1:5,0 » -10 000 » -100 60-465
1:10,0 » -15 000 » -200 220-950
1:20,0 » -20 000 » -300 700-1950
157
Таблица 3.15.
ХАРАКТЕРИСТИКИ БАЗОВЫХ ПРИБОРОВ
ДЛЯ ФОРМИРОВАНИЯ КОЛЛИМИРОВАННОГО ПУЧКА
АВТОКОЛЛИМАЦИОННОГО ИЗОБРАЖЕНИЯ ЗРАЧКА
И ИНТЕРФЕРЕНЦИОННОЙ КАРТИНЫ
Шифр Оптический элемент (номер позиции рис. 3.22) Диаметр коллимироваииого пучка, мм
ИКД-110 1-15 100
ИКД-110.1 1-15 плюс телескопическая насадка 2 х 200
ИКД-110.2 1-15 плюс телескопическая насадка 3 х 300
водственных участках, которые, как правило, специализируются
на выпуске определенного вида продукции, целесообразно иметь
сравнительно дешевый прибор ограниченных возможностей. Блоч-
ная конструкция интерферометра позволяет компоновать прибор
для решения широкого или узкого круга контрольно-измеритель-
ных задач. В соответствии с этим предприятие-изготовитель пред-
лагает заказчикам несколько моделей базовых приборов и наса-
док к ним (табл. 3.15-3.17). В состав базовых приборов входит
также вычислительный комплекс.
После букв ИН числа обозначают следующее: первое — размер
светового диаметра поверхности сравнения клиновидной пласти-
ны, мм; второе — коэффициент отражения поверхности сравне-
ния, %. При контроле используют такую насадку, коэффициент
отражения которой наиболее близок к коэффициенту отражения
проверяемой поверхности.
Основной метрологической характеристикой прибора является
погрешность при определении параметра EFEq плоской поверх-
ности: для диаметра 100 мм она составляет 0,02; 200 мм — 0,03
и 300 мм — 0,04.
Кроме модели ИКД-110 [3.33] на оптических предприятиях при-
меняют различные типы неравноплечных интерферометров [3.1, 3.15,
3.22]. Наибольшее распространение получили модели ИТ-172,
ИКД-100, ИКАП-3. Оптические схемы первых двух приборов мало
отличаются друг от друга. Принципиальное их устройство пока-
зано на рис. 3.23.
Микрообъектив 2 превращает параллельный пучок от газового
лазера 1 в гомоцентрический с фокусом в точке F'. Вышедший из
объектива 2 пучок кубиком 3 делится на два пучка, один из кото-
рых направляется в ветвь сравнения с образцовой сферой 4,дру-
Таблица 3.16. ХАРАКТЕРИСТИКИ ПЛОСКИХ ИНТЕРФЕРОМЕТРИЧЕСКИХ
НАСАДОК (ИН) ДЛЯ ОБРАЗОВАНИЯ
КОЛЛИМИРОВАННОГО ОПОРНОГО ПУЧКА
Шифр Диаметр опорного пучка, мм Шифр базового прибора, с которым работает насадка
ИН-100-4; ИН-100-25; ИН-100-90 100 ИКД-110
ИН-200-4; ИН-200-90 200 ИКД-110.1
ИН-300-4; ИН-300-90 300 ИКД-110.2
158
гой — в рабочую ветвь с прове-
ряемой поверхностью 5. Центр
кривизны обеих сфер совмещен
с фокусом F'. Высокая монохро-
матичность лазерного излучения
позволяет получать контрастную
интерференционную картину при
большой разности хода между
интерферирующими пучками.
Это дает возможность использо-
вать в интерферометре образцо-
вую поверхность небольшого ра-
диуса и сравнивать с ней повер-
хности практически любых ра-
Таблица 3.17.
ХАРАКТЕРИСТИКИ СФЕРИЧЕСКИХ
НАСАДОК ДЛЯ СОЗДАНИЯ
ГОМОЦЕНТРИЧЕСКОГО
ОПОРНОГО ПУЧКА
Шифр Шифр базового прибора, с кото- рым работает насадка Относительное отверстие опорного пучка
ИН-1/0,8 ИКД-100 1:0,8
ИН-1/1,0 ИКД-100.1 1:1,5
ИН-1/3 И КД-100.2 1:3,0
ИН-1/5 — 1:5,0
ИН-1/10 — 1:10,0
ИН-1/20 - 1:20,0
диусов кривизны.
Обычно интерферометры снабжают сменными образцовыми сфе-
рами с зеркальной, просветленной и без покрытия поверхностями.
Так, с помощью одного прибора можно осуществлять контроль по-
верхностей с различными коэффициентами отражения, в том числе
и просветленных.
Неравноплечие интерферометры, как правило, являются пере-
носными приборами. В связи с этим их удобно использовать при
контроле крупногабаритных вогнутых сферических и асферичес-
ких поверхностей, когда возникает необходимость пристраивать
прибор к проверяемому изделию.
При контроле поверхностей больших радиусов кривизны очень
трудно настраивать систему «прибор — проверяемая деталь» на
полосы желаемой формы и направления. Это связано с неустрани-
мым влиянием вибраций на взаимное положение интерферомет-
ра и контролируемого изделия и поэтому применить здесь мето-
дику визуальной оценки качества поверхности невозможно. В та-
ких случаях на практике прибегают к фотографированию интер-
ференционной картины с по-
следующей ее обработкой,
в процессе которой исключа-
ются искривления полос, вы-
званные расфокусировкой ин-
терферометра. Результаты мо-
гут быть обработаны вруч-
ную или с помощью специаль-
ных координатометров и ЭВМ
[3.25, 3.34, 3.35]. Ручная об-
работка занимает много вре-
мени и не дает полной инфор-
мации о качестве проверяемой
поверхности во всех ее точках,
тогда как в результате обра-
ботки на ЭВМ получают кон-
Рис. 3.23. Схема контроля на неравно-
плечном интерферометре
159
Рис. 3.24. Интерференцион-
ная картина в системе ко-
ординат
турные карты поверхности и ее профили
в любых выбранных сечениях.
В общих чертах методика подготовки
данных для ввода в ЭВМ состоит в следу-
ющем.
Пусть XOY (рис. 3.24) является коор-
динатной системой,связанной с проверяе-
мой поверхностью или ее изображением.
Если поверхность является совершенной
и наблюдаемая на ней интерференцион-
ная картина образована в клиновидном
промежутке между двумя интерферирую-
щими волновыми фронтами, то изменение
толщины г этого промежутка может быть
представлено уравнением
z = а + Ьх + су.
(3.5)
При z = N~k уравнение (3.5) является уравнением интерферен-
ционной полосы.
Если при получении интерференционной картины имелась де-
фокусировка поверхности, то полосы искривляются, и их уравне-
ние может быть представлено в виде
а + bxt +cyt +d (х? + y2)-NiX = 0,
где i — номер полосы.
Если проверяемая поверхность имеет отклонения от идеальной
формы, то для тех координатных точек, где имеются дефекты, урав-
нение будет отличаться от нуля на некоторую величину Ai, чис-
ленное значение которой представляет собой отклонение поверх-
ности. Нахождение Аг сводится к следующему. На интерферог-
рамме замеряется много точек, для каждой из которых задаются
координаты xt и и номер полосы 2V.. Затем методом наимень-
ших квадратов определяют значения коэффициентов а, Ь, с и d:
ak + b^xi+ c^yi + d^ (x2 +y2) = '£NiX,
a£xi + bYxi +^£(*f +yhxi =TjxiNiX’
aTjVi+bTjXi У1+С^У1 +d^yi(xi +уЪ = У,У1^1Х,
a£(xi + yi) + b^xdxt +yi) + c^ydxi +уЪ +
+ d^(x2 + y2)2 = ^(x2 +yt)NiX,
где k — полное число измеренных точек (суммирование выполня-
ется в пределах от i = 1 до i = k).
После нахождения коэффициентов вычисляют значения Аг для
всех измеренных точек. По измеренным Аг математически (вруч-
160
ную или на ЭВМ) может быть построена карта отклонения прове-
ряемой поверхности от идеальной формы. Если по роду работы
требуется знать отклонение Ai в любой точке поверхности, то стро-
ят математическую модель деформированного волнового фронта
методом круговых полиномов Цернике или с помощью преобра-
зования Фурье.
Кроме неравноплечных интерферометров на некоторых пред-
приятиях оптико-механической промышленности применяют ин-
терферометры с рассеивающей пластиной. Принцип действия та-
кого интерферометра состоит в следующем (рис. 3.25).
С помощью конденсора 2 и светоделительной пластины 1 осве-
щенное отверстие диафрагмы 3 проецируется в центр проверяе-
мой поверхности 5. Для простоты на схеме показан только один
луч, выходящий из центра диафрагмы. На своем пути к проверя-
емой детали луч встречается с рассеивающей пластиной 4, уста-
новленной перпендикулярно оси контролируемой поверхности и
вблизи ее центра кривизны С. Рассеивающая пластина содержит
большое число отверстий малого диаметра, расположенных попарно
симметрично относительно оси.
Проходя в точке А через отверстие, луч дает начало первично-
му дифракционному пучку, который на рисунке обозначен штри-
ховыми линиями. Первичный дифракционный пучок образует ра-
бочую световую волну идеальной сферической формы.
После отражения от поверхности рабочая волна и прямой луч
попадают в точку В, симметричную точке А. Здесь прямой луч
дает начало второму дифракционному пучку, образующему иде-
альную сферическую волну сравне-
ния. Она накладывается на рабочую
волну, которая непосредственно про-
ходит через рассеивающую пластин-
ку. Возникающая при таком нало-
жении интерференционная картина
аналогична получаемой при исполь-
зовании неравноплечного интерфе-
рометра.
По сравнению с неравноплечным
интерферометр с рассеивающей пла-
стиной обладает повышенной вибро-
устойчивостью, не требует примене-
ния образцовой поверхности и вы-
сокомонохроматического источника
света. Он позволяет проверять по-
верхности с относительным отвер-
стием до 1 : 3. Размер радиусов кри-
визны практически не ограничен.
Для контроля выпуклых повер-
хностей крупногабаритных деталей
используют метод переналожения.
Рис. 3.25. Схема контроля на ин-
терферометре с рассеивающей пла-
стиной
161
Проверка методом переналожения [3.9, 3.36] выполняется с по-
мощью пробного стекла I, диаметр которого существенно меньше
диаметра контролируемой поверхности 77 (рис. 3.26, а). Перед про-
ведением контроля проверяемую поверхность делят по ее диамет-
ральному сечению на равные отрезки, длина которых составляет
менее 1/3 диаметра пробного стекла. Затем последовательно на-
кладывают пробное стекло, как показано на рисунке, на позиции
(стоянки)А, В, С, D, Е, F, G, Н. На каждой позиции наклоном проб-
ного стекла добиваются получения такой картины, в которой по-
лосы были бы направлены паралелльно проверяемому сечению, и
производят фотографирование полученных картин (вид картин
на трех стоянках показан на рис. 3.26, б). После измерения ис-
кривления полос производят их «увязку», в результате чего полу-
чают профиль всего проверяемого сечения. Методика «увязки»
отдельных картин между собой показана на рис. 3.26, в.
Для облегчения контроля по частям разработан специальный
интерферометр модели ЮС-170, обеспечивающий разгрузку про-
веряемой детали и пробного стекла и содержащий механизм ре-
гулирования ширины и направления полос, а также устройство
для фотографирования картины. Осветительная система установ-
ки обеспечивает падение лучей приблизительно по нормалям к
проверяемой и образцовой поверхностям. Принципиальная опти-
ческая схема такой установки аналогична показанной на рис. 3.21.
Суммарная ошибка AN оценки профиля всей поверхности про-
порциональна числу k стоянок и может быть вычислена с помо-
щью равенства
AN = AnV/г,
где Ап — ошибка оценки профиля на одной стоянке.
Рис. 3.26. Схема контроля по методу переналожения
162
Рис. 3.27. Схема контроля по методу Гартмана
Интерферометр ЮС-170 имеет следующие технические харак-
теристики: максимальный диаметр проверяемых поверхностей
700 мм; диапазон радиусов кривизны проверяемых поверхностей
от ± 425 мм до
Для контроля правильности формы крупных астрономических
зеркал как в производственных условиях, так и непосредственно в
телескопах применяют метод Гартмана [3.37]. При проверке в про-
изводственных условиях используют схему, показанную на рис. 3.27.
Основу ее составляет диафрагма 2 с большим числом сквозных
отверстий. От источника света 6 с помощью конденсора 5 и свето-
делительной пластины 3 лучи направляются к зеркалу 1 и попада-
ют на его поверхность через отверстия диафрагмы 2. После отраже-
ния от зеркала пучки снова проходят через эти отверстия и попада-
ют на фотопластинку 4, засвечивая ее светочувствительный слой.
От измеренных на пластине размеров отклонений следов пучков
Az можно легко перейти к отклонениям на поверхности зеркала.
Действительно, угловое отклонение осевого луча пучка, прошед-
шего через любое отверстие диафрагмы, равно
е = Az/Г.
Если расстояние между соседними отверстиями равно I, то от-
клонения АЛ на поверхности зеркала можно вычислить по формуле
Ай = eZ/2 = AzZ/(2L).
Метод Гартмана требует выполнения большого объема измере-
ний и вычислений, вызванных тем, что используемые на практике
Диафрагмы содержат несколько сотен отверстий. Для обработки
Результатов контроля методом Гартмана применяют ЭВМ, кото-
рая выдает либо численное значение отклонения поверхности
в измеряемых точках, либо контурную карту поверхности. Ма-
шинная обработка результатов допускает возможность получения
163
гартмановских снимков при сравнительно грубом центрировании
диафрагмы. Ошибки исключаются путем обработки результатов
способом наименьших квадратов.
На практике применяют диафрагмы, в которых отверстия рас-
полагаются в радиальном направлении, параллельно осям прямо-
угольной системы координат или по спирали. Точность определе-
ния погрешностей поверхности в проверяемых точках в значи-
тельной степени зависит от точности измерения координат следов
пучков на фотопластине. При удовлетворительном качестве сле-
дов и тщательном измерении их координат погрешность метода
не превышает 0,05Х.
3.6. ИЗМЕРЕНИЕ ФОКУСНЫХ ОТРЕЗКОВ
Фокусные отрезки линз измеряют [3.2, 3.5] с помощью опти-
ческой скамьи, схема которой приведена на рис. 3.28. Она состоит
из коллиматора 1,микроскопа 3 со стойкой и направляющей 4 со
шкалой. В фокальной плоскости коллиматора помещена шкала
или мира. Проверяемая линза 2 размещается непосредственно за
объективом коллиматора на соответствующей подставке. Изобра-
жение шкалы (миры) образуется точно в фокальной плоскости
линзы 2, проведенной через ее фокус F . Измерение фокусного
отрезка сводится к последовательному наведению микроскопа 3
на указанное изображение и на вторую по ходу лучей поверхность :
линзы. В обоих положениях микроскопа снимают отсчеты по шка- :
ле. Разность отсчетов определяет длину измеряемого фокусного j
отрезка. Для уверенной фокусировки на поверхности линзы маз-
ком наносят немного ликоподия, пудры или мела.
При измерении фокусных отрезков отрицательных линз на ко-
роткофокусный объектив микроскопа надевают насадку с длин-
нофокусной линзой. В этом случае наведение на фокус проверяе-
мой линзы осуществляется через саму линзу. Погрешность изме-
рения отрезка редко бывает меньше 1 % .
В условиях массового производства, когда возникает необходи-
мость увеличить производительность контроля, может быть исполь-
зована установка, схема которой приведена на рис. 3.29, а — в.
Основными ее элементами (рис. 3.29, а) являются коллиматор 1,
164
165
Рис. 3.29. Схема экспресс-измерения фокусных отрезков
дополнительный объектив 2, 7, плоское зеркало 4 и зрительная
труба 6. В фокальной плоскости коллиматора вместо шкалы или
миры размещена узкая щель. Перед зрительной трубой находятся
два одинаковых клина 5, вершины которых направлены в проти-
воположные стороны. Дополнительный объектив является смен-
ным и рассчитывается для каждой проверяемой линзы 3, 8 от-
дельно. При необходимости получения высокой точности объек-
тив 2, 7 рассчитывается с учетом компенсации сферической и хро-
матической аберраций линзы 3, 8.
Перед проведением контроля установку настраивают по образ-
цовой линзе. В этом случае фокусыF$ t&F2 дополнительного объек-
тива 2 и линзы 3 совпадают, в зрительную трубу направляются
параллельные пучки, и в ее окуляре наблюдаются находящиеся на
одной линии два изображения (рис. 3.29, в). При установке прове-
ряемой линзы на место образцовой изображения щели разойдут-
ся, если фокусный отрезок ее отличается от фокусного отрезка
образцовой. Разошедшиеся изображения щелей (см. рис. 3.29, в)
совмещают осевым перемещением дополнительного объектива.
С узлом этого объектива соединена шкала, по которой можно от-
считать разность фокусных отрезков сравниваемых линз.
Ход лучей и положение деталей 7 и 8 при измерении фокус-
ных отрезков положительных линз показаны на рис. 3.29, б.
На практике иногда возникает необходимость измерить фокус -
ность плоских зеркал. Это можно сделать с помощью интерферо-
метров типа Физо (см. п. 3.3). Проверяемое зеркало помещают на
стол прибора и настраивают его на получение интерференцион-
ной картины в виде концентрических относительно центра повер-
хности колец. По числу колец, используя формулу (3.2), рассчиты-
вают фокусное расстояние
Г = Я/2.
Если наблюдаемое на поверхности число колец мало, то удоб-
ней производить измерения стрелки прогиба зеркала по полосам
дугообразной формы.
При отсутствии соответствующих интерферометров фокусное
расстояние плоского зеркала измеряют с помощью коллиматора
совместно с длиннофокусной трубой или автоколлиматором. Прин-
ципиальная оптическая схема измерения с помощью коллимато-
ра и автоколлиматора (рис. 3.30) состоит из проверяемого зер-
кала 2, коллиматора 1 с точечной диафрагмой в его фокальной
области, зрительной трубы 3. Если контролируемая поверхность
имеет небольшую сферичность, то отраженный от нее параллель-
ный пучок станет астигматическим. Лучи меридионального сече-
ния образуют вблизи фокальной плоскости трубы линию, направ-
ленную перпендикулярно к этому сечению. Лучи сагиттального
сечения собираются в линию, расположенную в меридиональной
плоскости. Расстояние между этими линиями Да равно астигма-
166
Рис. 3.30. Схема измерения фокусности плоских зеркал
тической разности пучка и измеряется фокусирующим переме-
щением окуляра. Фокусное расстояние поверхности можно вы-
числить по формуле Д. Д. Максутова:
, _ /т2 sin i tg i
3 - Да
где ft — фокусное расстояние зрительной трубы; i — угол паде-
ния пучка на проверяемую поверхность.
Если значение i велико, т. е. осуществлено скользящее падение
пучка, то с помощью показанной на рис. 3.30 установки можно
проверять фокусность шлифованных плоских поверхностей. Бо-
лее просто и с более высокой точностью можно измерить фокус-
ное расстояние зеркала с помощью автоколлиматора. Для этого
перед объективом автоколлиматора перпендикулярно к его оси
помещают проверяемое зеркало. Если поверхность зеркала явля-
ется сферической, то для получения резкого изображения марки
окуляр автоколлиматора необходимо сместить в осевом направ-
лении на величину Дс, отсчитываемую от того положения, которое
он занимал при фокусировке на бесконечность. Фокусное рассто-
яние Д' рассчитывают по формуле
f'=f^+^+d,
3 Дс
где fg — фокусное расстояние объектива автоколлиматора; d —
расстояние от зеркала до передней главной точки объектива авто-
коллиматора. При очень больших значениях f' значением d мож-
но пренебречь. Погрешность измерения /3' с помощью автоколли-
матора лежит в пределах 0,5 %.
3.7. КОНТРОЛЬ УГЛОВЫХ РАЗМЕРОВ
Для контроля угловых размеров на стадии шлифования ис-
пользуют слесарные угольники, механические и оптические угло-
меры (табл. 3.18), а также автоколлимационные приборы скользя-
щего пучка и любые автоколлиматоры с добавочной плоскопарал-
167
Таблица 3.18. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИНСТРУМЕНТОВ
ДЛЯ КОНТРОЛЯ УГЛОВЫХ РАЗМЕРОВ
Инструмент Измеряемый угол,° Длина сто- роны, мм Погрешность измерения, для классов точности Стандарт
0 1 2
Угольник пове- рочный 90 40-250 0,5 1,0 1,5 ГОСТ 3749-77
Угломер меха- нический 0-180 60 — 2,5 — —
Угломер опти- ческий 0-180 150; 300 — 0,5 — ГОСТ 11197-73
Прим ечание. Погрешность измерения для угольника получена пересчетом линейных оши-
бок измерения в угловую величину.
лельной пластинкой, притираемой на измеряемую сторону при-
змы или клина. Угольники и угломеры позволяют измерять кон-
тактным методом (с оценкой контакта по зазору, «на глаз») углы
между двумя плоскостями, между плоскостью и образующей ци-
линдра или конуса, между образующими. Угломеры позволяют
также измерить отклонение от параллельности сторон пластины.
Удобен и точен метод измерения отклонения от параллельности
сторон по разнотолщинности пластины: tg 0 = (hr - h^/D, где
и й2 — измеренная толщина на краях пластины; D — диаметр
пластины. При диаметре пластины 100 мм и цене деления толще-
мера 0,001 мм погрешность измерения не превышает 3-5 .
Схема измерения автоколлимационным прибором скользяще-
го пучка показана на рис. 3.31, где 1 — автоколлимационный оку-
ляр Аббе; 2 — объектив; 3 — контролируемая призма; 4 — на-
страиваемый столик; 5 — неподвижное зеркало; 6 — неподвиж-
ный упор; 7 — автоколлимационные блики; 8 — призма окуляра
(вид в поле зрения). Расстояние между бликами показывает учет-
веренную ошибку измерения данного угла призмы. Знак ошибки
определяется покачиванием столика 4. Перед началом работы сто-
лик устанавливают по эталонной призме, измеренной на гониомет-
ре. Погрешность измерения на таком приборе не превышает Г.
Контроль пирамидальности призм на стадии шлифования осу-
ществляют обычно на коллиматорном приборе, схема которого
приведена на рис. 3.32, где 1 — коллиматор; 2 — столик; 4 —
контролируемая призма (столбик призм); 5 — зрительная труба.
Регулируемой опорой 3 столика наклоняют столбик призмы, со-
вмещая изображение марки, отраженное от шлифуемой стороны
призмы, с перекрестием зрительной трубы. Затем призму повора-
чивают на 180° и вновь наблюдают отраженный блик от той же
поверхности. Новое положение призмы и ход луча показаны штри-
хом. Смещение изображения марки от перекрестия 6 показывает
учетверенную пирамидальность призмы. Погрешность измерения
не превышает 1'. Угол падения луча на матовую поверхность дол-
жен быть не менее 85°, что обеспечивает достаточность зеркаль-
ной составляющей отраженного пучка лучей.
168
Рис. 3.31. Схема измерения угловых размеров призмы авто-
коллимационным прибором скользящего луча
Для измерения в производственных условиях угла призмы, кли-
на и пластинки, одна сторона которой отполирована, удобны при-
боры моделей ПК-434 и УА-15 (рис. 3.33). Иногда их называют
вертикальными гониометрами. Автоколлимационная трубка 1
закреплена с помощью втулки вращения 3 на основании 4. Столик
5 служит для установки на нем проверяемой призмы или пласти-
ны 6. Прибор снабжен лимбом 2 с возможностью установки углов
в пределах ± 170° с точностью до 2,5° для прибора ПК-434, у кото-
рого размер поля зрения 1° и цена деления шкалы окуляра 1,
и с точностью до 3,6 для прибора УА-15, разработанного на базе
Рис. 3.32. Схема контроля пирамидальности призм
169
рефрактометра ИРФ-23 и имею-
щего спиральный окуляр-микро-
метр. Оригинальная нониальная
система наводки перекрестия на
автоколлимационный блик в
приборе УА-15 гарантирует вы-
сокую точность. Обычно установ-
ку угла автоколлимационной
трубки выполняют по эталонной
призме, заранее аттестованной
с помощью гониометра типа ГС
с точностью 1-2 .
Для проверки угловых раз-
меров полированных призм, раз-
Рис. 3.33. Схема измерения углов призм Верты ВаеМЫХ ПО ХОДУ Луча В
с помощью вертикального гониометра плоскопараллельную пластин-
ку, используют различные типы
автоколлиматоров. На рис. 3.34 показаны схема одного из
них — модели КЮ-516 — и контроль углов отдельных видов призм.
Схема состоит из источника света 1, конденсора 2, марки 3, при-
змы-куба 6, призмы 7, объектива 8, контролируемой призмы 9,
сетки 5 и окуляра 4. Особенности, встречающиеся при контроле
некоторых видов призм, рассмотрены на примере прямоуголь-
ной призмы и пентапризмы. Позиция А позволяет обнаружить и
измерить разность 8 углов основания и пирамидальность л при-
змы. Луч 10, дважды прошедший призму, составит с лучом 11,
отраженным от внешней поверхности призмы, угол, равный
2п7(845°)2 + (2л cos 45° )2 (12 — падающий луч).
Рис. 3.34. Схема проверки угловых размеров полированных призм с помощью
автоколлиматора
170
Из проекции на координатные оси шкалы получим:
845°=х/2«; л = y/(4«cos45°).
При такой схеме измерений ошибка прямого угла не может
быть обнаружена. Для контроля Д90° призма переводится в пози-
цию Б. Тогда в поле зрения наблюдаются три основных блика:
блики 13 и 15, прошедшие через призму и дважды отраженные от
ее граней, и блик 14, отраженный от входной поверхности, а также
блики 13' и 15', пятикратно отраженные внутри призмы. Рассто-
яния между изображениями связаны с ошибками призмы следу-
ющими зависимостями:
Д90°=х/4«; п = у/2п; Д90° = х'/8п,
где х — расстояние по горизонтали между изображениями 13 и
15; у — расстояние по вертикали между изображениями 14 и 13,
14 и 15; х' — расстояние по горизонтали между изображениями
13' и 15'.
При контроле пентапризмы (позиция В) расстояние между бли-
ками 16 и 17 равно х = 4п.845° при Д90° = 0 либо х = 2«Д90° при
845° = 0. В общем случае расстояние между бликами показывает
сумму этих ошибок, т. е.
х = 4«845° + 2пД90°. (3.6)
Для разделения погрешностей измерения необходим дополни-
тельный контроль в новой позиции Г, где дополнительная пента-
призма 20 отклоняет луч строго на 90°. Отклонение 2М лучей 18
и 19 связано с ошибками изготовления пентапризмы следующим
образом:
М = 2п845° - (п - 1)Д90°. (3.7)
Обозначив в уравнении (3.6) х = В и решив его совместно с (3.7),
получаем для ошибки угла 90° значение, равное
Д90° = (В±2М)/(4п-2),
где В и М — отклонения лучей призмой, измеренные в отражен-
ных и проходящих лучах соответственно (позиции В и Г).
Для контроля отклонения угла 90° «крыши» призм типа АкР
наиболее удобен коллиматорный прибор (рис. 3.35, а). Призма кон-
тролируется в ходе луча, соответствующем рабочему ходу. Колли-
матор 1-4 снабжен раздвижной щелью 3, угловой размер которой
устанавливают равным шестикратному допуску на отклонение угла
«крыши» (для призм из стекла марки К8). Непригодность при-
змы 5 определяют по обнаруженному двоению изображения щели
в зрительной трубе 7-9. Знак отклонения определяют по исчезно-
вению левого или правого изображения 10 (вид в поле зрения
приведен на рис. 3.35, б) при одностороннем диафрагмировании
объектива зрительной трубы откидной заслонкой 6.
171
Рис. 3.35. Схема контроля отклонения угла «крыши»
Контроль клиновидности плоскопараллельных пластин можно
выполнять с помощью серийно выпускаемых автоколлиматоров
типаАК (табл. 3.19). Схема прибора типа АК представлена на рис.
3.36,где 1 — источник света; 2 — конденсор; 3 — светофильтр; 4 —
марка, имеющая вид темного перекрестия на светлом фоне; 5 —
зеркало; 6 — дополнительное плоское зеркало; 7 — контролируемая
пластинка; 8 — объектив; 9 — светоделительный кубик; 10 — лин-
зовый компенсатор, положительная линза которого жестко связана
со шкалой отсчета секунд 12 и перемещается вместе с ней с помо-
щью маховичка (не указан). Неподвижная шкала 11 служит для
отсчета минут. Световой луч, дважды пройдя контролируемую плас-
тинку 7, вследствие отражения от зеркала 6 образует на шкале 11
автоколлимационное изображение перекрестия, смещенное от пер-
воначального положения на величину а = 2Q(n - 1), где 0 — значение
клиновидности (непараллельности сторон) контролируемой пластин-
ки; п — коэффициент преломления материала пластинки. Таким
Таблица 3.19. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ АВТОКОЛЛИМАТОРОВ
Параметр АК-2 АК-1 АК-0,5
Увеличение прибора,х 20 32 46; 38
Поле зрения,' 120 80 34; 48
Световой диаметр объектива, мм 32 40 65
Фокусное расстояние объектива, мм 250 400 1000
Цена деления секундной шкалы,
автоколлимационная 2,0 1,0 0,25
номинальная 4,0 2,0 0,50
Цена деления минутной шкалы,':
автоколлимационная 1,0 0,5 0,2
номинальная 2,0 1,0 0,4
Габаритные размеры, мм 310x170x450 465x215x380 670x350x390
Масса, кг 4 12 15
172
Рис. 3.36. Схема контроля клиновидности пластин на автоколлима-
торе типа АК
образом, 0 = а/2(и - 1). Для измерения угла отклонения луча верти-
кальный штрих автоколлимационного изображения перекрестия
вращением маховичка совмещают с ближайшим штрихом верхней
(минутной) шкалы и затем снимают отсчет по минутной и секунд-
ной шкалам. На рис. 3.36 отсчет равен 4'30".
Промышленностью выпускаются двухкоординатные фотоэлект-
рические автоколлиматоры, также снабженные линзовым компен-
сатором. Дискретность отсчета — 0,1-0,2". Время, требуемое на
измерение, зависит от измеряемого угла и составляет от 5 до 20 с.
Рис. 3.37. Внешний вид гониометра
173
Для контроля углов полированных призм применяются и ин-
терференционные методы [3.22].
Точные пластины и призмы контролируют на соответствие уг-
лов заданным требованиям с помощью гониометров-спектромет-
ров типа ГС с точностью показаний 30, 10, 5, 2 и 1". Они имеют
соответствующие модификации: ГС-30, ГС-10, ГС-5, ГС-2 и ГС-1.
Два последних прибора являются прецизионными и могут исполь-
зоваться только в лабораторных условиях. Общий вид такого при-
бора приведен на рис. 3.37. В прибор входят зрительная (автокол-
лимационная) труба 2, шкала фокусировки 5, осветитель 1, авто-
коллимационный окуляр 6, отсчетный микроскоп лимба 3, колон-
ка 4, лимб 7, вертикальная ось 8, основание прибора 9, колонка
коллиматора 10, ось наклона коллиматора 11, узел щели 12, кол-
лиматор 13, механизм фокусировки 14, регулировочный винт на-
клона по высоте 15, регулировочный винт наклона предметного
Рис. 3.38. Схема измерения клиновидности пластин с помощью
интерферометра
174
столика 16, предметный столик 17, измеряемая призма 18, ось сто-
лика 19 и алидада 20.
Клиновидность пластин (одиночных и в блоках размером до
100 мм) удобно оценивать с помощью серийно выпускаемого ин-
терференционного прибора ИЗК-461, или интерферометра «Ме-
опта», при толщине пластинки до 20мм. Измерение состоит в
счете интерференционных колец равного наклона, возникших или
исчезнувших в центре наблюдаемой в приборе картины при пере-
мещении контролируемой пластинки. Прибор (рис. 3.38) содер-
жит источник монохроматического излучения 1, диафрагму 2, блок
светофильтров 3,объектив 4,окуляр 5,сетку 6,объектив 7,светоде-
лительную пластинку 8, измеряемую пластину 9, двухкоординат-
ный стол прибора 10 и миллиметровую шкалу 11.
Перед началом измерения деталь устанавливают так, чтобы реб-
ро клина было перпендикулярно к направлению измерения. Это
проверяется по отсутствию изменений в интерференционной кар-
тине при перемещении детали поперечным суппортом. Переме-
щение детали в продольном направлении вызовет максимальные
изменения в интерференционной картине. Пусть при перемеще-
нии на длину I возникло (исчезло) т колец. Тогда 2h^n = k^X;
2h2n = fe2X, где и h2 — толщина пластинки в начале и конце
участка; п — показатель преломления стекла; X — длина волны
света; и k2 — порядки интерференции (неизвестные номера
колец). Разность fe1-fe2 = m известна. Тогда угол клина равен
ос = mX/2nl. Если погрешности Дл и Д/ не превышают 1 • 10~3, то
погрешность в оценке разности - k2 не более 0,5 X и при изме-
рении малых углов погрешность не превысит 1. При возрастании
измеряемого угла до десятков секунд для сохранения точности
измерения в 1 надо знать показатель преломления до 1 • 10-4 зна-
ка. Если измеряемая деталь закреплена на приспособлении мето-
дом оптического контакта, то для возникновения интерференци-
онной картины достаточно иметь разность между показателями
преломления материалов пластины и контактного приспособле-
ния не менее 3 • 10-2.
3.8. КОНТРОЛЬ ВЗАИМНОГО РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ ЛИНЗ
Смещение поверхностей линз называется децентрированием. Пре-
дельный размер децентрирования с определяет допустимое несов-
мещение оптической оси линзы с ее механической осью, когда центр
кривизны одной из поверхностей или оба центра не лежат на гео-
метрической оси линзы. Децентрирование для каждой из поверх-
ностей обычно оценивают линейным значением сдвига соответ-
ствующего центра кривизны поверхности. На рис. 3.39 показана
децентрированная линза 3, у которой центр кривизны первой по-
175
верхности лежит на геометри-
ческой оси линзы. Децентриро-
вание в этом случае оценивают
[3.24] одной из следующих вели-
чин:
1) сдвигом с1 центра О2 кри-
визны поверхности 2;
2) сдвигом с2 оптической оси
в задней главной плоскости Н
линзы;
3) наибольшей разностью тол-
щин Д на краях линзы;
4) углом наклона у поверхности 2 вокруг ее вершины по отноше-
нию к поверхности 1 (Р — угол наклона оптической оси).
Эти величины связаны друг с другом приближенными соотно-
шениями:
С2 = cx(n-l)— = f' Y(n-l);
r2
= Dy,
(3.8)
(3.9)
Y = ci/r2>
(3.10)
где n — показатель преломления материала линзы; f' — заднее
фокусное расстояние линзы; г
D — полный диаметр линзы.
На чертеже должно быть
указано, какая именно из
названных величин децент-
рирования имеется в виду.
Децентрирование удобнее
всего определять с помощью
прибора модели СТ-41 (разра-
ботан Соколовой Н. С. и Ту-
гариновым С. А.). Он пред-
ставляет собой две видоиз-
мененные трубки Забелина
(ЮС-13), смонтированные на
общем основании (рис. 3.40).
Верхняя трубка состоит из
источника света 1, конденсо-
ра 2, наклонного зеркала с
прорезанным в алюминие-
вом слое перекрестием 3,
объектива 4, вспомогатель-
ного объектива 18, экрана с
прозрачной шкалой в цент-
ральной части 5 и окуляра
— радиус кривизны поверхности 2;
Рис. 3.40. Схема автоколлимационного кон-
троля децентрированности
176
6. Проверяемая линза 17 устанавливается на опорное кольцо 15 и
поджимается к упорной призме 16. С помощью зеркала 14 в сис-
тему введена вторая — нижняя — трубка, аналогичная верхней
(поз. 7-13). Эти трубки представляют собой автоколлимационные
микроскопы с переменной сходимостью, которая обеспечивается
перемещением объективов 4, 9 вдоль осей их тубусов. На тубусе
каждого имеется шкала предметных расстояний в сантиметрах и
указана соответствующая ей цена деления шкалы окуляра в мик-
рометрах.
Минимальная линейная погрешность измерения децентриро-
вания 2 мкм, угловая — 5". Предметное расстояние трубок (от
торца тубуса объектива до наблюдаемой плоскости) — от 60 мм
ДО + оо и от -оо до 160 мм.
Для просматривания изображения, находящегося за пределами
фокусировки, предусмотрено отсчетное перемещение самих трубок.
При измерении настраивают верхнюю трубку на центр кривизны
верхней поверхности и, прижимая линзу к упорной призме, враща-
ют ее, наблюдая за биением автоколлимационного блика. Диа-
метр кружка биения равен четырехкратной величине децентри-
рования (D = 4с). Смещение узловой точки можно измерить не-
посредственно в проходящих пучках параллельных лучей. Для
этого нижнюю трубку настраивают на бесконечность, верхнюю —
на фокальную плоскость линзы. Диаметр биения изображения дает
удвоенную величину децентрирования.
При склейке линз для совмещения их оптических осей пользу-
ются такой же измерительной схемой. В особо ответственных слу-
чаях проверяют децентрирование каждой из поверхностей склеи-
ваемого (склеенного) компонента по автоколлимации от соответ-
ствующих центров кривизны, производя расчет автоколлимаци-
онных точкек и цены деления.
Весьма перспективными являются центрировочные устройства,
построенные на базе голографических оптических элементов. Одно
из таких устройств, получившее шифр УЦЛ, разработано в ГИПО.
Принципиальная оптическая схема его приведена на рис. 3.41.
Вышедший из точки 1 гомоцентрический пучок когерентного све-
та с помощью объектива 3 направляется на голограмму 4. Голо-
грамма рассчитана на формирование двух рабочих пучков. Один
из них направляется в центр кривизны выпуклой поверхности
проверяемой линзы 5, второй — в центр кривизны другой — во-
Рис. 3.41. Схема голографического контроля децентрированности
177
гнутой поверхности. В автоколлимационном ходе пучки форми-
руют два изображения точки 1, которые с помощью объектива 3 и
светоделительной пластины 2 проецируются в систему наблюде-
ния 6. Наклоном детали 5 добиваются совмещения друг с другом
указанных выше автоколлимационных изображений. Благодаря
тому, что с помощью голограммы можно компенсировать аберра-
ции проходящего через линзу пучка, а также тому, что в приборе
отсутствуют подвижные элементы, удается достичь заметного по-
вышения точности центрирования — до 1" в угловой мере.
С помощью УЦЛ можно центрировать многолинзовые систе-
мы за счет использования сменных голограмм. В этом случае до-
стигается также высокая точность, так как с помощью голограмм
удается свести к минимуму аберрации автоколлимационных пуч-
ков даже при работе со значительными апертурами. Многие фир-
мы выпускают лазерные приборы для оценки децентрирования.
Особый вид линз — цилиндрические — имеют дополнительное
специфическое требование к децентрированию: отклонение от па-
раллельности образующих в плане (разворот образующих). Обычно
разворот допускается от 10" до нескольких минут. Он может быть
измерен на приборе СТ-41, упорная призма которого заменена точеч-
ным упором, а опорное кольцо — параллельными опорными ножа-
ми. Перемещая цилиндрическую линзу по ножам и поджимая ее
к упору, оценивают смещение автоколлимационного блика от центра
кривизны верхней поверхности. Смещение, отнесенное к длине пере-
мещения линзы, дает тангенс угла разворота образующих.
Разворот образующих можно измерить с помощью гониометра
ГС-5 по следующей методике: установить в автоколлимационную
трубу окуляр Аббе, включить освещение. При помощи плоскопа-
раллельной пластины тщательно выставить визирную ось зритель-
ной трубы перпендикулярно к оси вращения алидады (см. методи-
ку поверки гониометра). Затем развернуть столик 17 (см. рис. 3.37)
так, чтобы один из регулировочных винтов 16 столика был обра-
щен к зрительной автоколлимационной трубе. Поставить на центр
столика контролируемую цилиндрическую линзу 2 (рис. 3.42) и,
наклоняя столик винтом 3, привести горизонтальный щелевидный
блик, отраженный от первой цилиндрической поверхности I, к пе-
рекрестию окуляра. Выставить образующую первой цилиндричес-
кой поверхности параллельно оси вращения алидады с помощью
Рис. 3.42. Схема контроля цилиндрической
линзы на гониометре
Рис. 3.43. Пример картины в поле
зрения прибора при контроле ци-
линдрической линзы
178
винта наклона столика 3 так, чтобы при повороте зрительной трубы
из положения Б в положения А и В щелевидное изображение от
первой поверхности не смещалось по вертикали более чем на 0,10—
0,05 деления. В поле зрения (рис. 3.43) одновременно наблюдают-
ся два изображения: от первой и второй II поверхностей (если по-
дышать на вторую поверхность, то блик от нее исчезает). Затем
развернуть зрительную трубу на 180° в положение Б.
Разворот образующих определяют по смещению изображения
от второй поверхности, отсчитываемому по вертикальной шкале
окуляра при дополнительном повороте трубы на угол <р (5° < <р < 15°)
из положения А' в положение Б', и рассчитывают по формуле
р = h/L = тд360°/(2л<р),
где h = mq; L — радианная мера угла поворота трубы из положе-
ния А' в положение В', L = (2л/360°)<р; Р — разворот образующих;
q — угловая цена деления сетки окуляра при автоколлимации
(q = 30"); — число делений сетки, на которое сместилось изобра-
жение (в том числе и доли деления); <р — угол поворота зрительной
трубы, соответствующий смещению изображения на т делений.
Вид в поле зрения окуляра показан на рис. 3.43. Для точного
определения долей деления сетки окуляра можно использовать
барабанчик регулировочного винта наклона зрительной трубы: одно
деление шкалы барабанчика соответствует 0,03 деления сетки оку-
ляра. Погрешность измерения составляет около 10 %.
Размер «клина» цилиндрической линзы по аналогии с измере-
нием клиновидности плоскопараллельных пластин определяют по
расстоянию между одновременно наблюдаемыми щелевидными изоб-
ражениями от первой и второй поверхностей цилиндрической лин-
зы по формуле
у= k'q/n,
где k’ — число делений сетки окуляра, соответствующее расстоя-
нию между изображениями; п — показатель преломления стекла
измеряемой линзы.
Данная методика пригодна для измерения линз, радиус кривиз-
ны цилиндрической поверхности которых лежит в пределах от 50
до 3000 мм. Более полные сведения о контроле линз изложены
в работе [3.11].
3.9. КОНТРОЛЬ ЧИСТОТЫ ПОЛИРОВАННЫХ ПОВЕРХНОСТЕЙ
Различают промежуточный и окончательный контроль чистоты
поверхностей оптических деталей. Промежуточный контроль осу-
ществляется в процессе изготовления детали и заключается в ос-
мотре обработанной (обычно матовой) поверхности с целью обна-
ружения на ней повреждений, которые не могут быть удалены
179
последующей обработкой (например, следы обработки предыдущим
абразивом, глубокая царапина или закол).
Окончательный контроль чистоты оптических поверхностей осу-
ществляется в соответствии с ГОСТ 11141-84" только для полиро-
ванных поверхностей, параметр шероховатости которых Rz не бо-
лее 0,100 мкм. Пример обозначения требований по чистоте приве-
ден в гл. 2.
Регламентируются поперечные и продольные размеры дефек-
тов, их суммарная длина и число, а также скопления дефектов.
Класс 0-10, например, допускает на полированной поверхности
наличие царапин, ширина которых не превышает 0,002 мм, и точ-
ки диаметром не более 0,004 мм. Размер световой зоны с такими
требованиями обычно составляет 1/3 полного светового диаметра
поверхности.
Контроль оптических поверхностей классов чистоты 0-10, 0-20
и 0-40 производят визуально при помощи оптического прибора,
увеличение которого соответствует тому, при котором деталь рас-
сматривается в приборе, но не менее 6х. Если такое указание от-
сутствует, то контроль производят при помощи микроскопа с уве-
личением 25х (например, МИР-2) для класса 0-10; лупы с увели-
чением 10-12х — для класса 0-20 и лупы 6х — для класса 0-40.
Контроль деталей с поверхностями 1-Ш классов чистоты про-
изводят также с помощью лупы 6х, поверхности более грубых клас-
сов контролируются невооруженным глазом. Поскольку степень
видимости царапины зависит от направления падающего света
(вдоль или поперек царапины), то деталь во время контроля вра-
щают. Поверхность рассматривают на фоне черного экрана (обыч-
но черный бархат) при освещении лампой накаливания мощнос-
тью от 50 до 100 Вт. Колба лампы должна быть прозрачной. Опти-
мальный угол падения лучей 45°. Размеры царапин и точек оце-
нивают визуально (сравнивают с наборами образцов царапин и
точек).
Образцовые царапины и точки измеряют на микроскопе типа
УИМ в косо направленных пучках света на темном фоне. В со-
мнительных случаях размеры царапин и точек проверяют с помо-
щью микроскопа с окуляром-микрометром, освещая поверхность
конденсором темного поля. В приложении 3 к ГОСТ 11141-84"
приведен конкретный пример расчета для контроля чистоты по-
верхности по скоплению дефектов.
3.10. КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
Контроль поверхностей оптических деталей на соответствие
их тому или иному параметру шероховатости по ГОСТ 2789-73*
в условиях оптического производства производится обычно пу-
тем визуального сравнения их с образцами шероховатости, зара-
нее аттестованными с помощью какого-либо измерительного при-
180
бора. Параметры шероховатости лежат в пределах от 7?, = 320 (по-
верхности заготовок, полученных прессованием или грубым то-
чением твердосплавными резцами) до Rz = 0,025 (оптическое по-
лирование на смоле субмикронными порошками). Для оценки
классов шероховатости от 6 до 12 ГОСТ 2789-73* установил па-
раметр Ra (Ra ~ 4RZ), хотя величину рельефного слоя, определяю-
щего шероховатость поверхности и образовавшегося в результате
хаотического пересечения множества борозд, царапин и трещин,
более целесообразно характеризовать параметром Rz — отноше-
нием средней высоты Нтах пяти выступов, наибольших по отно-
шению к пяти наиболее глубоким впадинам Hmin, находящимся
в пределах базовой длины,
1 ( 5 5
S|HZmax|+ Z|^min •
м=1 j=i у
При пользовании как контактно-щуповыми, так и бесконтакт-
но-оптическими приборами следует иметь в виду характерное «не-
доощупывание» вершин микрорельефа шлифованных оптических
поверхностей по сравнению с измерением «направленной» шеро-
ховатости, достигающее 10-20 %.
Для аттестации контроля параметров шероховатости исполь-
зуют три вида приборов: контактные профилографы-профиломет-
ры, бесконтактные оптические приборы светового сечения (тене-
вые и интерференционные) и рефлексометры. На рис. 3.44 пред-
ставлен общий вид профилографа-профилометра модели 201.
Прибор состоит из самостоятельных блоков: стойки 1 с карет-
кой, универсального столика 2, датчика 3, жестко закрепленного
в корпусе мотопривода 4, электронного блока 5 с показываю-
щим прибором и записывающего прибора 6. Столик 2 служит
Рис. 3.44. Внешний вид профилографа-профилометра
181
Рис. 3.45. Конструкция датчика профилографа-профилометра
для перемещения исследуемой детали в двух взаимно перпенди-
кулярных направлениях и для поворота ее. Стойка 1 позволяет
устанавливать столик 2 с испытуемой деталью параллельно тра-
ектории движения датчика.
Таблица 3.20. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ
Тип прибора Режим работы Измеряемый параметр Пределы измерения Базовая длина, мм
Профилограф- профилометр моде- ли 201 Профилометр R« 8,0-0,02 мкм 0,08; 0,25; 0,80; 2,50
Профилограф Ка ^г» -^шах s; sm гг 20,0-0,008* мкм 100,0-0,025 мкм 12,5—0,003 мм 90-10% Весь ряд
Профилометр модели 253 Профилометр Ra 2,5-0,04 мкм 0,25; 0,80; 2,50
Профилограф- профилометр моде- ли 252 R« р ‘‘•max sm гр 100,0-0,02 мкм 200,0-0,1 мкм 12,5-0,003 мм 90-10% 2,50; 0,80; 0,25; 0,08
Профилограф Rz* Rmax Ra s; sm *p 250,0-0,02 мкм 60,0—0,06* мкм 12,5-0,003 мм 90-10% Весь ряд
МИС-11 Световое сече- ние ветров приведены чень трудоемко) и -p • R ‘Лг’ nmax 80,0-0,8 мкм 0,80; 0,25
ПСС-2 p . p лтах s; sm 40,0-0,8 мкм 2,5-0,002 мм 2,50; 0,80; 0,25; 0,08; 0,03; 0,01
ПТС* -^max s; sm 320-40 мкм 6,3-0,020 мм 8,0; 2,50; 0,80; 0,25
ТСП-4М** p . p nmax 8; sm 1600-63 мкм 6,3-0,1 мм 8,0; 2,50; 0,80; 0,25
Микроинтер- ферометр МИИ-4 * Значения пара» Возможно (но о Rz’ -^max ориентир© вочн змерение пара? 0,8-0,1 мкм 0,25—0,02 мм о и зависят от конкре ветров Ra и tp. 0,25; 0,08; 0,03; 0,01 тной поверхности.
182
Главным звеном, ощупывающим испытуемую поверхность и пре-
образующим колебания иглы, соответствующие неровностям по-
верхности, в электрические импульсы, является датчик (рис. 3.45).
Алмазная ощупывающая игла 11 (с радиусом закругления от 2 до
10 мкм) расположена на конце коромысла 10, качающегося на но-
жевой опоре 9. На этом же коромысле укреплен якорь 8. При-
жим иглы к испытуемой поверхности регулируется с помощью пру-
жинок 2, компенсирующих неуравновешенность плеч коромысла.
Усилие иглы устанавливается не более 0,001 Н. Магнитная систе-
ма крепится в корпусе датчика 4 и снаружи закрывается экра-
ном 3. К штоку мотопривода датчик крепится посредством ци-
линдра 6, штифта 5 и винта (на рисунке не показан). Включение
датчика в схему прибора осуществляется вилкой 7 разъема при
креплении датчика к штоку. Давление опоры 1 датчика регули-
руется пружиной, расположенной на мотоприводе, и не должно
превышать 0,5 Н. Для проверки деталей малых размеров имеют-
ся специальные опоры, не требующие базирования на поверхнос-
ти. Основные данные приборов приведены в табл. 3.20.
Оптическая схема прибора светового сечения ПСС-2 (рис. 3.46)
включает в себя источник света 1, конденсор 2, светофильтр 3, щель
4, дополнительные линзы 5, 8,10 плоские зеркала 6 и 7, пару микро-
объективов 9, призму 11, откидное зеркало 12, окулярный микро-
Рис. 3.46. Схема прибора светового сечения ПСС-2 для измерения шероховатости
183
Рис. 3.47. Пример картины в поле
зрения прибора ПСС-2
метр МОВ-4-15х 13, фотообъектив
14, плоскость фотопленки 15. Вид
в поле зрения изображения показан
на рис. 3.47. Измерительные данные
приведены в табл. 3.20.
Микропрофилометр МИИ-12
предназначен для визуальной оцен-
ки и измерения высоты произволь-
но расположенных неровностей на
наружных поверхностях, обладаю-
щих хорошей отражательной способ-
ностью. Высота неровностей измеря-
ется в диапазоне от 0,1 до 0,8 мкм.
В поле зрения прибора наблюдаются
одновременно спектр с располагаю-
щимися на нем интерференционны-
ми полосами равного хроматического порядка и участок испыту-
емой поверхности, ограниченный щелью, наложенные друг на дру-
га. В местах выступов или впадин на наблюдаемом участке по-
верхности интерференционные полосы имеют искривления, харак-
теризующие высоту неровностей. Возникающие на спектре
интерференционные полосы равного хроматического порядка сле-
дуют друг за другом по закону
2VX = = N2^2 = const,
где N — относительное искривление интерференционной полосы;
X — длина волны света.
Высоту неровности определяют по формуле
2(^+i ~
где XN, kN' и — отсчеты по микрометру длин волн при наве-
дении на полосу, на искривление той же полосы и на следующую
полосу соответственно.
Оптическая схема микропрофилометра представлена на рис. 3.48.
Пучок лучей от осветителя 19 проходит через коллектор 18, апер-
турную диафрагму 17, линзы 16, 20 и полевую диафрагму 14, затем,
отражаясь от плоских зеркал 15 и 9, поступает на светоделитель-
ную пластину 10. Параллельный пучок лучей, отразившись от пос-
ледней, интерференционным объективом 8 собирается в точке на
исследуемой поверхности АВ и, отразившись от нее, снова прохо-
дит через интерференционный объектив и пластину 10. В резуль-
тате в поле зрения окуляра 11 наблюдаются интерференционные
полосы.
Изображение испытуемой поверхности и интерференционных
полос проецируется зрительной трубой, состоящей из телеобъек-
тива 12, зеркала 13 и окуляра 1 в плоскость щели, ограничиваю-
184
щей наблюдаемый участок. За окуляром расположена спектраль-
ная призма 2 прямого зрения. Она развертывает узкую полоску,
содержащую изображение испытуемой поверхности, в спектр, на
котором видны чередующиеся цветные и черные интерференци-
онные полосы. Расстояния между полосами интерференции раз-
личны. Число полос в спектре от синей до красной части зависит
от разности хода лучей, которая вносится разностью толщин пла-
стинок интерференционного объектива.
Отсчетное устройство прибора снабжено лампой 7, которая че-
рез коллектор 6 освещает прозрачный штрих, нанесенный на пла-
стине 4, установленной в фокальной плоскости окуляра 5. Плас-
тина 4 может перемещаться с помощью отсчетного барабана. При-
зма 3 отражает пучок лучей на выходную грань спектральной
призмы 2, которая одновременно является зеркалом, направляю-
щим изображение светящегося штриха отсчетного устройства к
наблюдателю. Увеличение прибора 500х. Фокусное расстояние
объектива 10 мм, апертура 0,5, увеличение (с дополнительной лин-
зой) 34х. Длина рабочего участка в плоскости объекта 0,25 мм.
Параметр шероховатости определяют как разность отсчетов пока-
заний барабана при наведении светящегося штриха на середину
начальной черной интерференционной полосы и на середину той
же интерференционной полосы в месте ее изгиба. Отсчеты по ба-
рабану предварительно переводятся в линейные единицы с помо-
щью градуировочных таблиц, прилагаемых к прибору.
Рис. 3.48. Схема интерференционного микропрофилометра для измерения
шероховатости
185
Рис. 3.49. Схема рефлексометра для контроля шероховатости
Рефлектометрический метод использует в своей основе закон
Ламберта JА = JE cos a cos р, где JE — интенсивность падающего
излучения; JА — интенсивность отраженного излучения; а — угол
падения направленного излучения; [3 — угол, под которым рас-
сматривают отраженное излучение. Для шероховатой поверхнос-
ти зеркальная составляющая отраженного излучения увеличива-
ется с увеличением длины волны света и угла падения. При фик-
сированной длине волны и определенных углах падения и наблю-
дения (отражения) коэффициент отражения может служить срав-
нительной мерой шероховатости отражающей поверхности.
Разработанный Г. М. Городинским прибор — рефлектометр —
предназначен для интегральной (не профильной) сравнительной
оценки поверхностей шлифованного стекла. Аттестованный обра-
зец сравнения, по которому настраивается прибор, должен быть
выполнен из стекла одинаковой марки с испытуемым образцом и
обработан по одинаковой технологии.
Схема прибора приведена на рис. 3.49. От источника света 4
пучок света объективом 3 направляется через диафрагму 2 и при-
зму 1 на испытуемую шлифованную поверхность АВ под углом
84° к ее нормали. Отраженные от этой поверхности лучи направ-
ляются призмой 10, объективом 9 через диафрагму 7 дополни-
тельной линзой 6 на фотоэлемент 5, связанный с микроампермет-
ром 8. Погрешность оценки не превышает 20 %. На приборе мо-
дели ПКШ-1 можно измерять поверхности, радиус кривизны ко-
торых от ± 30 мм до °°.
Эти и другие методы измерения шероховатости и волнистости
поверхности подробно описаны в работе [3.12].
186
3.11. КОНТРОЛЬ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Наиболее распространенными устройствами для контроля шли-
фованных асферических поверхностей непосредственно на рабо-
чем месте являются накладные сферометры-индикаторы. С их
помощью определяется положение отдельных точек или зон по-
верхности в прямоугольной системе координат, начало которой
совпадает с вершиной поверхности (рис. 3.50). Проверка выпук-
лой поверхности 1 сводится к определению величины стрелок х
для ряда сечений с заранее заданными координатами у, которые
обусловлены диаметром 2 у внутренней кромки накладного коль-
ца 3. Диаметр кольца обычно измеряется с точностью 0,01-0,005
мм. Для обеспечения необходимой точности контроля стрелка х
должна быть измерена с погрешностью, не превышающей 1 мкм.
Так как предел измерения индикаторов такой точности не превы-
шает 1,0 мм, контроль выполняется сравнительным способом. При
проверке выпуклых и вогнутых поверхностей в качестве поверх-
ностей сравнения используют соответствующие сферические проб-
ные стекла 2 ближайшего радиуса кривизны, а при контроле по-
верхностей с небольшим отступлением от плоскости — плоские
стекла. Под сферой ближайшего радиуса кривизны понимается
сфера, касающаяся асферической поверхности в ее вершине и пе-
Рис. 3.50. Схема сферомет-
ра для контроля асфери-
ческой поверхности
ресекающая ее по окружности с радиусом г = у>
Таким образом, для контроля выпуклой или вогнутой асфери-
ческой поверхности требуется набор калиброванных колец, проб-
ных стекол и индикаторов. Число элементов в наборе зависит от
размеров детали и требуемой точности и составляет обычно от
3 до 12.
Процесс контроля сводится к определению величины отклоне-
ния стрелки асферической поверхности на данной зоне от стрелки
соответствующей ближайшей сферы. Точность контроля в лучшем
случае может достигать 2-3 мкм, но обыч-
но составляет 5-10 мкм.
Если по условиям производства прове-
ряемую деталь можно снимать со станка,
то такой контроль может быть осуществ-
лен на сферометрах (например, модели
ИЗС-7). Методика измерений аналогична
методике, применяемой при измерении
сферических поверхностей. При использо-
вании сферометра с шариковыми кольца-
ми в результат контроля требуется введе-
ние поправок [3.13]. На сферометре ИЗС-7
можно проверять детали диаметром до
230 мм. При контроле деталей большой
массы рекомендуется применять специаль-
ный противовес.
187
Рис. 3.51. Схема полярного ко-
ординатометра для контроля
асферической поверхности
При условии введения указанных
выше поправок сферометр позволяет
проверять поверхности с точностью до
1-2 мкм. При контроле асферических
поверхностей с небольшим отступле-
нием от плоскости настройка нуля
сферометра производится по образцо-
вой плоскости. Значительно большую
информацию о форме контролируемой
поверхности представляют полярные
координатометры [3.14, 3.19] (рис.
3.51). Задача контроля сводится к оп-
ределению приращения Др радиуса р
при изменении угла (р (1 — измеряе-
мая асферическая поверхность; 2 —
щуп; 3 — лимб). Наиболее интересной из этой группы приборов
является модель ИМ120. Ниже приводятся ее основные характе-
ристики:
Диаметр контролируемого изделия, мм....................... 15-120
Время контроля, с......................................... 30-600
Основная погрешность измерения, мкм..................... 0,3-0,5
Максимальная измеряемая асферичность, мм ................... 4
Для контроля полированных асферических
поверхностей используют различные бескон-
тактные методы и устройства. В одних случа-
ях это специализированные приборы, в дру-
гих — приборы, основное назначение которых
далеко не совпадает с задачей измерения фор-
мы асферических поверхностей.
Так, для контроля формы крутых выпуклых
асферических поверхностей нередко применя-
ют универсальные микроскопы, используя при
этом явление дифракции (рис. 3.52) (1 — кон-
тролируемая деталь; 2 — конденсор микроско-
па; 3 — наблюдательная система микроскопа).
Контролируемая деталь помещается на столик
микроскопа, и ее измеряемый контур подводит-
ся к оси осветителя. В результате дифракции
пучка на контуре проверяемой детали парал-
лельно измеряемому контуру возникает интер-
ференционная картина с тонкой структурой
полос. Измерение формы поверхности сводит-
ся к измерению координат точек ближайшей к
контуру наиболее яркой полосы. Погрешности
измерения координат при небольшом размере
детали не превышают 2-3 мкм.
Для контроля крупногабаритных шлифо-
ванных деталей разработаны высокоточные на-
Рис. 3.52. Схема кон-
троля выпуклой асфе-
рической поверхно-
сти на приборе УИМ
188
кладные сферометры.
Схема измерений с их
помощью показана на
рис. 3.53. Сферометр со-
держит три расположен-
ных в одной плоскости
контактных опоры. Одна
(например, левая) являет-
ся неподвижной, средняя
снабжена измеритель-
ным винтом, правая пред-
ставляет собой высоко-
чувствительный (напри-
мер, электроконтактный)
щуп, с помощью которого
определяется момент его
касания с проверяемой
поверхностью.
Контроль поверхности
сводится к определению
стрелки прогиба поверх-
ности для выбранных зон
и сравнению с расчетны-
ми значениями этих же
зон. Для проверки про-
филя в каком-либо осе-
вом сечении используют „ „ „
„ Рис. 3.53. Схема специального накладного сферо-
шаговыи метод С последу- метра для контроля асферической поверхности
ющим графоаналитичес-
ким способом обработки результатов. Он сводится к следующе-
му. Сначала сферометр устанавливают в положение, при котором
его средняя опора (измерительный винт) совпадает с вершиной
поверхности. В этом положении измеряют стрелку поверхно-
сти на зоне, заключенной между крайними опорными точками
сферометра. Затем последовательно, как показано на рис. 3.53, а,
перемещают прибор вдоль проверяемого сечения на расстояние,
равное половине длины L его шага, а при каждой остановке изме-
ряют соответствующую стрелку ht.
Для нахождения точек исследуемого профиля используют по-
нятную из рисунка связь между h и I, которая в общем виде мо-
жет быть представлена уравнением
h — nlr + 2Z2 (п — 1) + 2Zg (л — 2) + ... + 2Zp (п — р) + ... + 2Zn,
где п — порядковый номер остановки сферометра, считая останов-
ку в центре поверхности за нулевую.
При необходимости проверки положения большого числа то-
чек поверхности применяют набор сферометров, длина которых
189
составляет ряд£, L/2, L/4 и т. д. Использование набора сферомет-
ров, а не одного из них, имеющего наименьшую длину, позволяет
избежать накопления погрешности, суммарное значение которой
пропорционально числу шагов.
Точность контроля с помощью накладных сферометров в значи-
тельной степени зависит от качества прибора и тщательности
проверки. В лучшем случае она составляет 0,3-0,5 мкм, что по-
зволяет формировать асферическую поверхность уже на стадии шли-
фования.
При контроле точных полированных поверхностей используют
в основном интерференционные методы и различные приборные
устройства. Так, асферические поверхности деталей малых и сред-
них размеров, отступление которых от ближайшей сферы не пре-
вышает 5 мкм, могут контролироваться на интерферометрах типа
ИТ-148 (см. п. 3.5). Методика контроля аналогична методике, при-
меняемой при проверке сферических поверхностей. Проверяемую
деталь устанавливают на приборе так, чтобы от нее была получена
хорошо центрированная кольцевая интерференционная картина
(рис. 3.54). Чтобы получить профиль поверхности по такой кар-
тине, необходимо в выбранном диаметральном сечении измерить
диаметры колец и по результатам измерения осуществить графи-
ческое построение. Приборы типа ИТ-148 позволяют настраивать
интерференционную картину на систему незамкнутых полос
(рис. 3.55). Такая система полос непосредственно воспроизводит
профиль поверхности.
Если такие же отступления от ближайшей сферы имеют вогну-
тые поверхности крупногабаритных деталей, то их контроль осу-
ществляется с помощью неравноплечего интерферометра [3.15].
Так как в этом случае настройка прибора на получение картин,
подобных показанным на рис. 3.54 и 3.55, затруднена, необходи-
мо прибегать к обработке интерферограмм с помощью ЭВМ.
Рис. 3.54. Интерференционная кар-
тина — система колец при контро-
ле асферической поверхности
Рис. 3.55. Интерференционная кар-
тина — система полос при контро-
ле асферической поверхности
190
Рис. 3.56. Схема интерферометра ИКП-1 для контроля
выпуклой гиперболической поверхности
Асферические поверхности вращения 2-го порядка контроли-
руют несколькими способами. Наиболее распространенным из них
является контроль с помощью вспомогательных сферических по-
верхностей [3.16]. На этом принципе построен, например, интер-
ферометр ИКП-1, который используют для проверки местных оши-
бок эллиптических, гиперболических и параболических поверх-
ностей. На рис. 3.56 изображена схема прибора для контроля вы-
пуклой гиперболической поверхности. Монохроматический источ-
ник света 8 с помощью конденсора 7 освещает малое отверстие
диафрагмы 6, расположенной в фокальной плоскости объектива
5. Выходящий из объектива параллельный пучок светоделитель-
ной пластиной 4 делится на два когерентных — рабочий и рефе-
рентный. Рабочий пучок направляется к микрообъективу 3, с фо-
кусом которого F' совмещен передний фокус F^ выпуклой гипер-
болической поверхности проверяемой детали 1. Со вторым фоку-
сом F2 гиперболической поверхности совмещен центр кривизны
О образцовой сферы 13. Последовательно отразившись от прове-
ряемой поверхности и образовой сферы, рабочий пучок возвраща-
ется в обратном направлении и на светоделительной пластине
встречается с референтным пучком, путь которого к плоскому зер-
калу 2 и обратно показан на рисунке стрелками. В результате
наложения указанных пучков образуется интерференционная кар-
191
192
Рис. 3.57. Ход лучей и расположение деталей при интерференционном контроле различных асферичес-
ких поверхностей: а — выпуклой и вогнутой гиперболических; б — выпуклой и вогнутой эллип-
тических; в — выпуклой и вогнутой параболических
Рис. 3.58. Схема контроля вогну-
той параболической поверхности
Рис. 3.59. Схема контроля вогнутой
эллиптической поверхности
тина, по виду которой можно судить о качестве проверяемой по-
верхности. Картина наблюдается с помощью телескопической лупы,
состоящей из компонентов 9-12. Совмещение F1 с F' и F2 с О
осуществляется перемещением деталей 1 и 13, которые устанав-
ливаются соответственно на каретках и К2.
При контроле выпуклых гиперболических поверхностей иног-
да требуется использовать вспомогательную сферу очень большо-
го диаметра. Альтернативой может быть схема, в которой приме-
няются два последовательно расположенных зеркала сравнитель-
но небольших диаметров [3.38].
Ход лучей и взаимное расположение деталей 1 и 13 при контроле
поверхностей других видов показаны на рис. 3.57-3.59 (S1? S2 —
образцовая и проверяемая поверхности; и1 и и2 — апертурные углы
в геометрических фокусах; остальные обозначения см. рис. 3.56).
Как видно из рис. 3.56-3.57, все образцовые поверхности име-
ют в центре отверстия, а проверяемые (рис. 3.56-3.59) — неконт-
ролируемый участок, диаметр которого зависит от вида и парамет-
ров асферической поверхности и может быть определен в каждом
конкретном случае.
Относительные отверстия проверяемых за один прием участков
поверхностей зависят от апертуры А объектива 3. В приборе ИКП-1
А <0,5. Погрешность контроля находится в пределах 0,2 полосы.
На практике используют также модификации показанных на
рис. 3.56-3.59 схем. Так, при контроле вогнутой параболической
поверхности применяют схему, приведенную на рис. 3.58, при кон-
троле вогнутой эллиптической поверхности — схему, приведен-
ную на рис. 3.59.
В полярном сканирующем интерферометре [3.39] (рис. 3.60)
свет от монохроматического источника 1 через конденсор 2, рра-
фрагму 3 и светоделительное зеркало 4 с помощью зеркал 6,11, 10
и объективов 21 и 9 направляется в виде пучка, сходящегося в точке
F на оси О—О. С этой же точкой совмещен центр кривизны сфери-
ческой эталонной поверхности мениска 8 и измеряемой асфери-
ческой поверхности 7. Интерференционная картина, образовавшая-
ся в зазоре между поверхностями 7 и 8, наблюдается на последова-
тельных участках диаметрального их сечения с помощью враще-
193
б)
Рис. 3.60. Оптическая схе-
ма полярно-координатного
интерферометра (а) и при-
мер интерференционной
картины в поле зрения
прибора (б)
ния головки интерферометра (6, 9,10,11, 21) при неподвижной оку-
лярной части — светоделительного зеркала 4, объективов 18 и 16,
шкалы 14 и окуляра 13. Одновременно в поле зрения видна шкала
лимба 5, проецируемая зеркалами 19 и 12, линзой 20 и призмой 15
в плоскость шкалы 14. Призма Дове 17 служит для компенсации
поворота изображения, возникающего при вращении головки. Ин-
терференционная картина, перемещаясь по полю зрения, характе-
ризует изменения зазора между эталонной и исследуемой поверхно-
стями, соответствующие отклонениям (табл. 3.21) измеряемого про-
филя от окружности при Х = 0,589 мкм. На рис. 3.60, б показана
интерференционная картина, наблюдаемая в окуляр прибора.
Контролируемая на приборе поверхность устанавливается сим-
метрично относительно нуля лимба отсчета координатных углов
(при повороте головки и наведении перекрестия на края детали
полярные координатные углы, отсчитанные по лимбу, должны быть
равны и противоположны по знаку). Поворотом головки наводят
перекрестие прибора на очередную интерференционную полосу и
измеряют ее полярную координату. Надо быть внимательным к
появлению широких полос, сигнализирующих о том, что данный
участок поверхности параллелен поверхности эталона и что весь-
194
Таблица 3.21.
ПРИМЕР ЗАПИСИ ИЗМЕРЕНИЙ ПРОФИЛЯ АСФЕРИЧЕСКОЙ
ПОВЕРХНОСТИ НА ПОЛЯРНОМ ИНТЕРФЕРОМЕТРЕ
Координат- ный угол ф точек поверх- ности, 0 Номер полосы Знак полосы Сумма полос Отклоне- ние про- филя от сферы, мкм Координат- ный угол ф точек поверх- ности, 0 Номер полосы Знак полосы Сумма полос Отклоне- ние про- филя от сферы, мкм
0 0 Минус 0 0 11,0 37 Плюс 33 9,7
1,0 2 >> 2 0,6 12,0 40 9 30 9,2
2,0 3 » 3 0,9 13,0 45 9 25 7,8
3,0 10 » 10 2,9 14,0 50 9 20 5,9
4,0 13 13 3,8 15,0 54 9 16 4,7
5,0 19 9 19 5,6 16,0 60 9 10 2,9
6,0 24 » 24 7,1 17,0 64 9 6 1,8
7,0 33 9 33 9,7 18,0 69 9 1 0,3
8,0 35 9 35 10,4 20,0 70 9 0 0
10,5 35 Нуль 35 10,4
ма вероятно изменение знака кривизны поверхности — с «ямы»
полосы пойдут на «бугор».
Прибор позволяет измерять профиль асферических поверхнос-
тей с углом охвата до 180° для выпуклых поверхностей и до 160°
для вогнутых при градиенте асферичности до 0,002. Увеличение
диаметра оптики отсчетной системы, предложенное Б. А. Алипо-
вым, В. А. Феоктистовым и др. [3.17], расширяет диапазон изме-
рений по градиенту асферичности до 0,003-0,004.
Приборы для интерференционного контроля асферических по-
верхностей с применением компенсаторов обычно строят на базе
схемы интерферометра Тваймана или неравноплечего интерферо-
метра.
Принцип действия их заключается в следующем (рис. 3.61).
Монохроматический (обычно лазерный) источник света 1 с помо-
Рис. 3.61. Схема интерферометра с линзовым компенсатором для
контроля асферической поверхности
195
щыо конденсора 2 освещает отверстие диафрагмы 3, установлен-
ной в фокальной плоскости объектива коллиматора 4. Вышедшие
из коллиматора параллельные пучки лучей направляются к све-
тоделительной пластине 6, где каждый из них делится на два —
рабочий и референтный. Рабочий пучок проходит сквозь пласти-
ну и собирается в фокусе компенсационного элемента 7. Послед-
ний рассчитан так, что сферическая аберрация 88^ его любого
луча равна продольной аберрации 88, соответствующей нормали
идеальной асферической поверхности, установленной вместо про-
веряемой поверхности 8. Таким образом, элемент 7 обеспечивает
падение всех вышедших из него лучей по нормалям к проверяе-
мой поверхности. Референтный пучок после отражения от светоде-
лительной пластины направляется к точному плоскому зеркалу 5,
отразившись от которого, возвращается обратно. На светоделитель-
ной пластине он совмещается с рабочим пучком, отразившимся от
поверхности 8. Образовавшаяся при наложении пучков интерфе-
ренционная картина наблюдается глазом, помещенным вблизи
фокуса объектива 10, или может быть сфотографирована фотоап-
паратом 9 или зарегистрирована матричным приемником, сигна-
лы которого поступают в ЭВМ. Форма полос картины определяет
качество поверхности. Методика оценки качества практически не
отличается от методики оценки пробным стеклом.
Методика расчета и описание отдельных видов компенсаторов
подробно изложены в работе [3.16].
Преимущественной областью применения компенсационного ме-
тода является контроль зеркал астрономических телескопов и лин-
зовых систем с асферическими поверхностями высоких порядков.
Метод сдвиговой интерферометрии [3.40, 3.41] несмотря на ряд
его достоинств в области контроля формы поверхностей применя-
ется редко. Объясняется это прежде всего сложностью расшиф-
ровки получаемых интерферограмм.
Зеркальные интерферометры сдвига выпускаются небольши-
ми сериями в виде трех модификаций: ИТ-144, ИТ-159, ИТ-183.
Методы голографической интерферометрии проверены на ма-
кетных образцах и в настоящее время начат выпуск приборов про-
мышленного изготовления типа АГ. Налажено централизованное
изготовление основного элемента контрольной схемы — гологра-
фического компенсатора [3.18, 3.42, 3.43] и на его основе многие
предприятия могут самостоятельно изготавливать соответствую-
щие установки.
Из разработанных и опробованных схем голографических ин-
терферометров наибольшее практическое значение имеют три вида
схем: 1) с образцовой поверхностью; 2) с голографическим ком-
пенсатором; 3) на основе двухволновой голографии. Принципи-
альная схема с образцовой поверхностью показана на рис. 3.62.
Параллельный пучок монохроматического (лазерного) света на-
правляется на светоделительную пластину 2, где делится на два —
рабочий и опорный. Рабочий пучок проходит к образцовой асфе-
196
рической поверхности 3, последова-
тельно отражается от нее и от све-
тоделительной пластины и направ-
ляется к фотопластинке 4. Сюда же
приходит и опорный пучок, претер-
певший последовательное отражение
от светоделительной пластины и
плоского зеркала 1. Здесь оба пучка
интерферируют, образуя голографи-
ческую запись рабочего и опорного
пучков. После химической обработ-
ки фотопластину устанавливают на
прежнее место, а деталь с образцо-
вой асферической поверхностью за-
меняют проверяемой. Образовавшу-
юся на детали 3 интерференцион-
ную картину наблюдают с помощью
объектива 5 глазом, помещен-
ным вблизи диафрагмы 6. Диафраг-
ма служит для срезания остальных
пучков, снижающих контраст наблю-
даемой картины.
Более универсальной является
схема с голографическим компен-
сатором. Ее основу составляет ис-
кусственная голограмма, выпол-
няющая роль оптического компен-
Рнс. 3.62. Схема голографическо-
го интерферометра для контроля
асферической поверхности
сатора.
Искусственная голограмма для контроля поверхности враще-
ния представляет собой плоскопараллельную пластину, одна из
плоскостей которой содержит систему концентрических прозрач-
ных и непрозрачных колец. Как в известной системе колец Нью-
тона, ширина колец голограммы убывает от центра к краю. Одна-
ко закон изменения диаметров и ширины колец выбирается в за-
висимости от формы проверяемой поверхности и заданного спосо-
ба компенсации.
Согласно разработанному технологическому процессу, система
колец наносится на алюминированной поверхности алмазным рез-
цом на специальной круговой делительной машине по заданной
программе. Изготовленная таким образом голограмма может ра-
ботать в проходящем или в отраженном свете. На практике так-
же используются голографические компенсаторы, синтезирован-
ные на ЭВМ [3.44], или изготовленные другим способом.
На рис. 3.63, а—в приведены примеры построения схем голо-
графических интерферометров для случаев контроля вогнутой
асферической поверхности, выпуклой асферической поверхности
и линзы с асферической поверхностью в проходящем свете.
197
Рис. 3.63. Схема контроля асферических поверхностей с применением синтези-
рованных голограмм: а, б — вогнутой и выпуклой поверхностей в отраженных
пучках света соответственно; в — линзы с асферической поверхностью в проходя-
щих пучках света
198
Принцип действия всех систем одинаков. Работу их можно
рассмотреть на примере одной из них (см. рис. 3.63, а).
Вышедший из лазера 1 пучок с помощью зеркала 2 направляет-
ся к светоделительной пластине 4, предварительно пройдя диа-
фрагму 3. Светоделителем он делится на два пучка — опорный и
рабочий. Опорный направляется к плоскости регистрации 16 с по-
мощью зеркал 12,13, расширителя 14 и объектива 15. Рабочий, по-
сле отражения от зеркала 5 и прохождения объектива 6, попада-
ет на голограмму 7. Голограмма рассчитана так, что, работая со-
вместно с идеально сформированной асферической поверхностью
проверяемой детали 8, образует безаберрационную систему. Пос-
ле отражения от проверяемой поверхности рабочий пучок с по-
мощью зеркала 18, объектива 10, светоделительной пластины 11 и
объектива 15 направляется в плоскость регистрации, которая оп-
тически сопряжена с проверяемой поверхностью детали 8. Каче-
ство этой поверхности проверяется по виду наблюдаемой в плос-
кости регистрации интерференционной картины. Оценка и обра-
ботка картины выполняется так же, как и при контроле плоских
и сферических поверхностей.
На рис. 3.63, б, в все детали, выполняющие одни и те же функ-
ции, обозначены одинаковыми позициями.
На основе рассмотренных схем разработаны два типа специали-
зированных голографических асферометров — АГ2 и АГ4. Первый
из них является переносным и предназначен для контроля вогну-
тых деталей диаметром до 6000 мм, второй выполнен стационарным.
На нем можно контролировать поверхности диаметром до 500 мм.
На обоих приборах можно проверять поверхности с асферичностью
до 2000 мкм, градиентом асферичности 100 мк/мм и максимальным
углом охвата 120°. Погрешность контроля 0,03 мкм.
На этапе контроля деталь с асферической поверхностью уста-
навливается в правильное положение с помощью соответствующе-
го штихмасса или другого пригодного для этой цели инструмента
17. На этом этапе голограмма действует как компенсатор. Из сфо-
кусированных ею пучков выделяется тот, который после отраже-
ния от поверхности 8, если бы она была идеальной, преобразуется
в строго гомоцентрический. Отразившись от проверяемой детали,
рабочий пучок идет в обратном направлении, на светоделитель-
ной пластине накладывается на опорный и интерферирует с ним.
Образовавшаяся интерференционная картина с помощью объек-
тива 10 проецируется на экран. Диафрагма 9 служит для выделе-
ния только тех пучков, которые несут полезную информацию.
На рис. 3.62 показана схема, в которой синтезированная голо-
грамма 7 (см. рис. 3.63, а) работает в проходящем свете, а в каче-
стве образцовой поверхности, применяемой на этапе записи голо-
граммы 10, предполагается использовать параболу 5.
На рис. 3.63, в представлена схема для контроля деталей в про-
ходящем свете. Элементы, выполняющие одинаковые функции, на
рис. 3.61-3.63 обозначены одинаковыми позициями.
199
Схемы, приведенные на рис. 3.61-3.63, малопригодны для кон-
троля поверхностей с большой крутизной. В этом случае применя-
емая в них синтезированная голограмма должна иметь большое
число и большую частоту колец. Изготовление такой голограммы
связано со значительными трудностями.
В связи с этим целесообразно применять схемы, в которых син-
тезированная голограмма работает вместе с линзовым компенса-
тором (рис. 3.64). В ее основе лежит схема интерферометра Твай-
мана. Однолинзовый компенсатор 1 не полностью компенсирует
аберрации нормалей идеальной проверяемой поверхности 2. Оста-
точные аберрации компенсируются с помощью синтезированной
голограммы 3.
Синтезированная голограмма 3 играет ту же роль, что и голо-
граммы в схемах на рис. 3.62, 3.63. Ее запись производится при
замене компенсатора 1 точным плоским зеркалом, установлен-
ным под углом примерно 90° к рабочему пучку.
При контроле правильности формы цилиндрических поверхнос-
тей синтезированная голограмма имеет вид прямых параллельных
полос, ширина которых убывает от центра к краю.
Для проверки цилиндрических поверхностей обычно исполь-
зуют интерферометр Тваймана, у которого объектив рабочей ветви
заменен на синтезированную голограмму 1 (рис. 3.65). Сформи-
рованный такой голограммой рабочий пучок направляется по нор-
мали к проверяемой поверхности 2 и после возвращения назад со-
единяется и интерферирует с опорным пучком. Существуют и дру-
гие схемы интерференционного контроля цилиндрических поверх-
ностей линз и зеркал. В основу их принят способ преобразования
гомоцентрических пучков в астигматические [3.7].
Рис. 3.64. Схема контроля асферической поверхности с исполь-
зованием синтезированной голограммы и линзового компен-
сатора
200
Рис. 3.65. Схема интерферометра Тваймана с голограммой для
контроля цилиндрической поверхности
Рассмотренные выше интерференционные и голографические
схемы можно использовать только на финишной операции, когда
форма проверяемой поверхности близка к заданной. Схемы с при-
менением ИК-интерферометрии и принципа двухволновой голо-
графии позволяют осуществлять контроль при наличии на прове-
ряемой поверхности значительных отступлений от номинальной
формы.
На рис. 3.66 приведена схема двухволнового голографического
интерферометра. Принцип действия его состоит в следующем. Ла-
зерный источник света 1, излучающий свет с набором длин волн
Ар Х2, ..., направляет пучок через светофильтр 2 и телескопичес-
кую систему на светоделительную пластину 3. Из всего набора
Рис. 3.66. Схема двухволнового голографического интерферометра для конт-
роля асферической поверхности
201
длин волн светофильтр пропускает лишь пучок с одной длиной
волны (например, X-J. На пластине 3 прошедший пучок делится
на два — рабочий и опорный. Опорный пучок после отражения от
зеркал 4, 5 попадает на голограмму 12. Рабочий пучок приходит
к голограмме после прохождения светоделительных пластин 3, 6,
объектива 7 и отражения от проверяемой поверхности 8, накла-
дывается на опорный и интерферирует с ним. Записанная таким
образом голограмма после химической обработки и просушки ус-
танавливается на прежнее место. Затем в интерферометр направ-
ляется пучок с Х2. В плоскости голограммы он создает новую кар-
тину интерференционных полос. Она накладывается на картину,
записанную ранее. В результате указанного наложения образует-
ся система муаровых полос, которая с помощью объектива 11 и
диафрагмы 10 проецируется на экран 9. Система муаровых полос
эквивалентна системе интерференционных полос, возникающих
при работе на длине волны
=
Л'ЭКВ 1 1
- Л2
В табл. 3.22 приведены значения Хэкв, которые можно получить
при использовании в качестве источников света аргонового и ге-
лий-неонового лазеров. Из них следует, что чувствительность схе-
мы можно изменять в широких пределах и таким образом осуще-
ствлять контроль поверхности, начиная с самой ранней стадии ас-
феризации.
Рассмотрим особенности контроля планоидов. На стадии шли-
фования асферические поверхности планоидных пластин контроли-
руют с помощью шаблона. На стадии полирования и ретуши устано-
вившихся методов контроля пока не существует. Применяемый ме-
тод в основном зависит от имеющегося на предприятии — изготови-
теле контрольного оборудования. Так, используют метод с примене-
нием накладного асферометра, контактный метод, построенный на
применении микроскопа типа УИМ-21 и интерферометра ИКПВ,
шаговый контактный метод, основанный на применении автоколли-
матора и перемещающегося по проверяемой поверхности зеркала.
Таблица 3.22. ЗНАЧЕНИЯ ЭКВИВАЛЕНТНЫХ ДЛИН ВОЛН,
СООТВЕТСТВУЮЩИХ ВОЗНИКНОВЕНИЮ МУАРОВЫХ ПОЛОС
Значение Значение Xj 2
0,4765 0,4880 0,4965 0,5017 0,5145 0,6328
Значение Хэкв
0,4765 — 20,22 11,83 9,49 6,45 1,93
0,4880 20,22 — 28,50 17,87 9,47 2,13
0,4965 11,83 28,50 — 47,90 14,19 2,30
0,5017 9,49 17,87 47,90 — 20,16 2,42
0,5145 6,45 9,47 14,19 20,16 — 2,75
0,6328 1,93 2,13 2,30 2,42 2,75 —
202
На окончательной стадии обработки, если диаметр пластины
небольшой, контроль проводят по схеме со штатным сферичес-
ким зеркалом (рис. 3.67). Осветительный микроскоп 1 формиру-
ет точечный источник света. Свет, отраженный от зеркал 2 и 3,
проходит через планоидную пластину 4, попадает в объектив 5 и
собирается в его фокусе F . Структура приходящего в F' пучка
анализируется с помощью теневого прибора 6. При наблюдении
теневой картины на пластине отмечаются места с обнаруженными
дефектами. После проведения контроля деталь 4 снимается с ус-
тановки и исправляется на станке.
Анализ стрктуры пучка удобно выполнять с помощью метода
муаровых полос, для чего в схеме (см. рис. 3.67) вместо объектива
5 и теневого прибора 6 после планоида 4 помещают две одинако-
вые прозрачные решетки 7 и 8, содержащие чередующиеся свет-
лые и темные параллельные штрихи. В ходе лучей первая решет-
ка создает в плоскости второй решетки теневую проекцию штри-
хов, в результате чего на расположенном за ней экране 9 наблю-
дается картина муара. При этом формы полос муара в определен-
ном масштабе воспроизводят структуру пучка. В свою очередь,
структура пучка в значительной мере определяется дефектами из-
готовления асферической поверхности линзы. Чувствительность
метода (цена интервала полос 0 в угловой мере!) регулируется в
широких пределах изменением расстояния d между решетками:
0 = t/d, где t — шаг решетки.
Линейная цена Ф интервала полос на экране обусловлена ма-
лым углом разворота 0 пластин относительно друг друга и равна
Ф = td [3.26].
При пользовании методом муара следует иметь в виду суще-
ствование зон пропадания изображения (зон Тальбота); расстоя-
ние между зонами I = t2fk, где А, — длина волны монохроматичес-
кого излучения. Максимальная контрастность полос муара на эк-
ране будет наблюдаться при 4 = nl, где п = 0, 1, 2, ... Нулевой кон-
траст (исчезновение изображения) будет возникать при d = п + 0,5
[3.26].
Рис. 3.67. Схема контроля поверхности планоида
203
В чертежах требования на асферические поверхности обычно
указывают в виде допустимого рассеяния лучей в фокальной плос-
кости детали или поверхности.
Максимально допустимое рассеяние называют наименьшим
кружком рассеяния и в чертежах обозначают «НКР». Указывают
также допустимое отклонение углов нормалей а к асферической
поверхности от их расчетного положения. Эти величины связаны
формулой
£>кр = 2ра/гф,
где fecp = 4tg <p/sin 4ср.
Измерение углов отклонения нормалей удобно выполнять на
асферометре [3.26]. Принцип действия основан на использовании
свойства поверхностей вращения 2-го порядка, заключающегося
в том, что луч света, направленный на поверхность из одного ее
фокуса, после отражения от поверхности проходит через второй
фокус. В ближайший к вершине фокус измеряемой поверхности
при помощи оптической системы проецируется щелевой источ-
ник света. Его изображение, полученное во втором фокусе, рас-
сматривается с помощью зрительной трубы или микроскопа.
На рис. 3.68 приведена принципиальная схема контроля вы-
пуклого гиперболоида вращения. При повороте оптической про-
екционной системы 1 вокруг оси, проходящей через фокус контро-
лируемой поверхности 2, пучок лучей последовательно отражает-
ся от всех участков ее профиля. Отступления профиля от идеаль-
ного приводят к изменению направления отраженных лучей.
С помощью шкалы 3 и окуляра 4 измеряют угловые отклонения
лучей и находят отклонения нормали как половины этих углов.
На рис. 3.69 приведена оптическая схема автоколлимационно-
го асферометра. Источник света (лампа СВДШ) 19 через конден-
сор 18 и зеркало 17 освещает щелевую диафрагму 16 (размером
0,01 х 3,00 мм), помещенную в фокусе объектива 15 оборачиваю-
щей системы. Проходя откидное светоделительное зеркало 14 и
Рис. 3.68. Схема автоколлимацион-
ного контроля выпуклого гипер-
болоида
второй объектив 13 оборачиваю-
щей системы, лучи образуют в плос-
кости вспомогательной шкалы 12
изображение щели 16, находящее-
ся в фокальной плоскости объек-
тива 11. Далее лучи в виде парал-
лельного пучка отражаются от
зеркал 9 и 10 и объективом 3 в
виде сходящегося пучка направ-
ляются с помощью зеркала 2 (све-
тоделительного) на исследуемую
асферическую (параболическую)
поверхность 1, образуя в ее геомет-
рическом фокусе F изображение
204
Рис. 3.69. Схема автоколлимационного асферометра
щели на оси О—О. Щель 16 и ее изображение лежат в плоскости
чертежа.
От параболической поверхности отражается пучок лучей, парал-
лельных оси параболоида. Он проходит зеркало 2 и зеркалом 4
направляется в объектив 5 отсчетной зрительной трубы, образуя
в фокусе его на шкале 7 изображение щели 16, рассматриваемое
в окуляр 6 (8 — плоское зеркало). Объектив 20 и окуляр 21 —
детали вспомогательной зрительной трубки, используемой при на-
стройке прибора и измерении фокусного расстояния. Детали 2, 3, 9-
13,15,16 составляют поворотную проекционную часть прибора, вра-
щение которой вокруг оси О—О позволяет осуществлять последо-
вательную засветку диаметрального сечения измеряемых поверх-
205
ностей — вогнутых и выпуклых. По окончании контроля профи-
ля измеряют фокусное расстояние асферической поверхности. Для
этого ее перемещают вдоль оптической оси до совмещения верши-
ны поверхности с изображением щели на оси О—О. Перемещение
равно фокусному расстоянию. Отсчет производится по шкале
с помощью микроскопа-микрометра (на схеме не показан).
Асферометр ЮС-51 предназначен для работы в комплексе со
станками типа «Парабола», имеющими съемные шпиндели и обес-
печивающими самоустановку измеряемых поверхностей. Точность
измерения углов отклонения нормалей 10", максимальный диа-
метр детали 120 мм, фокусное расстояние от 10 до 110 мм, отно-
сительное отверстие до 1 : 0,25. Габаритные размеры прибора
900 х 900 х 1600 мм, масса 200 кг.
Для контроля асферической поверхности (см. рис. 3.69) пово-
рачивают проекционную систему так, чтобы луч последовательно
«пробежал» по всему диаметральному сечению поверхности, и при
этом наблюдают отклонения изображения щели на сетке окуляра
зрительной трубы. Оценка качества производится по максималь-
ным смещениям изображения щели в плоскости шкалы отсчет-
ной системы.
Для определения линейного размера дефектов поверхности про-
изводят математическую обработку измеренных углов отклонений
нормали, зарегистрированных через равные интервалы полярной
системы координат.
В табл. 3.23 приведены следующие данные: координатные углы
измеряемых участков; измеренные отклонения нормалей (угла а)
к поверхности, т. е. отклонения блика, измеренные в делениях
шкалы прибора; здесь приводятся средние значения отсчета для
каждой пары симметричных точек поверхности, при этом для ди-
апазона измерений от 0 влево знаки отсчета надо изменить на
обратные для выпуклых поверхностей; в следующем столбце со-
держится рассчитанное значение коэффициента k, учитывающего
вид измеряемой асферической поверхности (для параболоида этот
коэффициент равен l/cos3(q>/2)); далее — вычисленное значение
масштабного коэффициента у, необходимого для перехода от изме-
ренных угловых значений отклонений нормали к линейным зна-
чениям отклонения профиля от дуги параболы
_ лрт°а0
cos3((p/2)360° ’
где т° — интервал измерения; р — параметр измеряемой параболи-
ческой поверхности; оъ — автоколлимационная цена деления шка-
лы прибора, рад.; l/cos> (ф/2) — коэффициент «параболичности».
В таблице приведены также значения единичных отклонений
а участков профиля, найденные как произведение масштабного
коэффициента у на измеренное в делениях шкалы отклонение блика
(а = уА). Даны вычисленные отклонения h точек профиля от дуги
206
Таблица 3.23.
ПРИМЕР ЗАПИСИ ИЗМЕРЕНИЯ ПРОФИЛЯ
ПАРАБОЛИЧЕСКОЙ ПОВЕРХНОСТИ
НА АВТОКОЛЛИМАЦИОННОМ АСФЕРОМЕТРЕ
Координатный угол ф,° Отклонение N, делений шкалы k у, мм а, мкм h, мкм
0 0 1,00 0,00021 0 0
2 -1 1,00 0,00021 -0,21 -0,21
4 -1 1,00 0,00021 -0,21 -0,42
6 0 1,00 0,00021 0 -0,42
8 +1 1,00 0,00021 +0,21 -0,21
10 +1 1,00 0,00021 + 0,21 0
12 +1 1,00 0,00021 +0,21 +0,21
14 0 1,00 0,00021 0 +0,21
16 +1 1,00 0,00021 +0,21 +0,42
18 0 1,00 0,00021 0 +0,42
20 0 1,05 0,00022 0 +0,42
22 -1 1,10 0,00023 -0,23 +0,20
24 -1 1,10 0,00023 -0,23 -0,03
26 -1 1,10 0,00023 -0,23 -0,26
28 +1 1,10 0,00023 +0,23 -0,03
30 +1 1,10 0,00023 +0,23 +0,20
32 +2 1,10 0,00023 +0,46 +0,66
34 +1 1,15 0,00024 +0,24 +0,90
36 +1 1,15 0,00024 +0,24 +1,14
38 +3 1,20 0,00025 +0,75 + 1,90
40 +5 1,20 0,00025 +1,25 +3,15
42 +6 1,25 0,00026 +1,65 +4,80
44 +10 1,25 0,00026 +2,60 +7,40
46 +14 1,30 0,00027 +3,80 +11,20
48 +10 1,30 0,00027 +2,70 +13,90
50 0 1,35 0,00028 0 +13,90
52 -6 1,35 0,00028 -1,70 +12,20
54 -8 1,40 0,00029 -2,30 +9,90
56 -10 1,45 0,00030 -3,00 +6,90
58 -6 1,50 0,00031 -1,80 +5,10
60 -10 1,54 0,00032 -3,20 +1,9
62 -8 1,58 0,00033 -2,70 -0,8
параболы вида у2 = 2рх, определенные как сумма единичных от-
i=n
клонений а всех предыдущих участков поверхности hn = аг-.
i=0
Для наглядности по результатам расчетов целесообразно постро-
ить график отклонений профиля от параболы и, пользуясь им, вно-
сить те или иные изменения в процесс обработки асферической
поверхности.
Различные методы измерения асферических поверхностей ука-
заны также в работах [3.16, 3.19, 3.20, 3.21, 3.27].
Глава 4
МЕХАНИЧЕСКАЯ ОБРАБОТКА
ОПТИЧЕСКИХ МАТЕРИАЛОВ
4.1. ОБРАБАТЫВАЮЩИЕ МАТЕРИАЛЫ
Все технологические операции, предусматривающие механичес-
кую обработку оптических материалов, выполняют с использова-
нием абразивов. По назначению они подразделяются на шлифую-
щие и полирующие.
Шлифующие абразивы. Это твердые, мелкозернистые, кристал-
лические вещества. Они бывают природные и синтетические. Ос-
новные абразивы, используемые в оптическом производстве: ал-
маз, электрокорунд, карбид кремния. Шлифующие абразивы при-
меняют в свободном (водные суспензии, пасты) или связанном
состоянии (алмазный инструмент).
Алмаз (природный и синтетический) представляет собой крис-
таллическую модицикацию углерода. В природе встречается в виде
отдельных кристаллов в горной породе или продуктах ее разруше-
ния. Синтетические алмазы получают в виде порошков, зерна ко-
торых в зависимости от условий синтеза отличаются формой, ха-
рактером поверхности, прочностью и хрупкостью. В соответствии
с этим их относят к разным маркам. Область применения опреде-
ляется совокупностью свойств зерен. Для обработки оптических
материалов порошки алмазов используют в основном в связан-
ном состоянии, в виде паст и суспензий — на завершающих стади-
ях обработки некоторых кристаллов.
Электрокорунд — кристаллический оксид алюминия (А12О3)
ос-модификации, получаемый электроплавкой руд, содержащих гли-
нозем (бокситы и другие горные породы). Промышленностью вы-
пускается несколько разновидностей электрокорунда, зерна кото-
рых в зависимости от содержания кристаллического оксида А12О3
имеют разную структуру, свойства, цвет: 1) электрокорунд нор-
мальный (92-96 % оксида А12О3), цвет зерен — от розового до
темно-коричневого; 2) электрокорунд белый (99 % оксида А12О3),
твердость и прочность зерен выше, чем у нормального электроко-
рунда; 3) электрокорунд легированный (содержит Ti, Сг, Со и дру-
гие вещества, которые образуют с А12О3 твердые растворы и позво-
ляют регулировать свойства зерен); 4) монокорунд (почти весь ок-
сид А12О3 представлен зернами-монокристаллами, которые имеют
изометрическую форму и острые режущие кромки, их прочность и
твердость выше по сравнению с зернами нормального и белого
корунда).
Карбид кремния — химическое соединение углерода с кремни-
ем (SiC). Его получают восстановлением кремнезема угдеродис-
208
тым материалом (антрацитом, нефтяным коксом). Кремнезем со-
держится в кварцевом песке, кварците. Чистый карбид кремния
бесцветен, а технический окрашен в разные цвета — от светло-
зеленого до черного. Для обработки оптических материалов имеет
ограниченное применение, так как в процессах, связанных с удале-
нием больших масс обрабатываемого материала, более высокую
производительность обеспечивает алмазный инструмент. На завер-
шающих стадиях процесса шлифования использование карбида
кремния нецелесообразно из-за высокой твердости осколков разру-
шенных зерен, которые могут образовывать на обрабатываемой по-
верхности выколки и царапины.
Карбид бора — соединение углерода с бором (В4С), получаемое
плавлением шихты, состоящей из борного ангидрида и кокса. По
твердости карбид бора близок к алмазу. Имеет ограниченное приме-
нение в свободном состоянии. В частности, его используют при свер-
лении отверстий и шлифовании твердых оптических материалов.
Все шлифующие абразивы в зависимости от размера зерна разде-
лены на группы, а внутри каждой группы по этому же признаку —
на номера зернистости. Содержание абразива каждого номера зер-
нистости составляет несколько фракций: основная, принятая за ха-
рактеризующую данный номер зернистости, и побочные с зернами
крупнее и мельче основной. Количественное содержание фракций
определяет зерновой состав абразива.
Порошки из природных и синтетических алмазов подразделяют
на три группы: шлифпорошки, микропорошки и субмикропорошки.
Марки шлифпорошков природного алмаза: Al, А2, АЗ, А5, А8. Раз-
личаются они содержанием зерен изометрической формы (соответ-
ственно 10, 20, 30, 50 и 80 %). Марки шлифпорошков синтетичес-
ких алмазов: АС2, АС4, АС6, АС15, АС20, АС32, АС50. Цифровой
индекс — среднее арифметическое значение показателя прочности
зерна на сжатие (Н) для всех зернистостей. Порошок каждой мар-
ки путем просеивания исходного продукта через сита с последова-
тельно уменьшающимся размером ячейки разделен по зернистости.
Порошок каждой зернистости составляют три фракции: крупная,
основная, мелкая. Содержание их массовых долей регламентирует
ГОСТ 9206~80”Е. Зернистость установлена по основной фракции.
Ее обозначают дробью, числитель и знаменатель которой характери-
зуют размер (в микрометрах) ячеек двух сит: числитель — размер
стороны ячейки верхнего сита, ограничивающего максимальный раз-
мер зерен основной фракции, а знаменатель — размер стороны ячейки
нижнего сита, ограничивающего минимальный размер зерен этой
фракции. В алмазном инструменте, имеющем форму кольцевых
кругов, грибов, чашек и планшайб, используют шлифпорошки зер-
нистостей 160/125, 125/100, 100/80, 80/63, 63/50, 50/40. Выбира-
ют зернистость в зависимости от вида выполняемой операции, твер-
дости обрабатываемого материала, размера изделия.
Микропорошки из природных алмазов имеют марки AM и АН,
из синтетических — АСМ и АСН. Характеристиками качества мик-
209
Таблица 4.1. ЗЕРНИСТОСТЬ МИКРОПОРОШКОВ АЛМАЗА
ПО ГОСТ 9206-80'Е
Зернистость Размер зерен основной фракции, мкм Зернистость Размер зерен основной фракции, мкм
60/40 60-40 7/5 7-5
40/28 40-28 5/3 5-3
28/20 28-20 3/2 3-2
20/14 20-14 2/1 2-1
14/10 14-10 1/0 1-0
10/7 10-7
ропорошков наряду с зерновым составом являются шлифующая
способность и шероховатость обработанной поверхности. По зер-
нистости микропорошки разделяют центрифугированием, осажде-
нием в столбе жидкости и другими способами. Зернистость обо-
значают дробью, числитель и знаменатель которой характеризуют
размер (в микрометрах) наибольшего и наименьшего зерен основ-
ной фракции. Кроме нее в состав входят крупная и мелкая фрак-
ции. Зернистость микропорошков алмаза приведена в табл. 4.1.
Порошки природного и синтетического алмаза с размером зерен
менее 0,7 мкм являются исходным сырьем для изготовления суб-
микропорошков, используемых при обработке полупроводниковых
кристаллов, синтетического корунда и других материалов. Класси-
фикацией на суперцентрифугах получают порошки зернистостей:
0,7/0,3; 0,5/0,1; 0,3/0,1; 0,1/0. Согласно ГОСТ 9206-80*Е их ка-
чество характеризуют параметрами шероховатости поверхности об-
разцов кремния и интенсивностью его изнашивания (мкм/мин).
Порошки электрокорунда и других абразивов (кроме алмаза) в
зависимости от способа классификации условно делят на два клас-
са. К одному относят продукты, разделяемые на ситах, к другому —
разделяемые в восходящем потоке жидкости, гидроциклонах, цент-
рифугах. Продукты просеивания делят на шлифзерно и шлифпо-
рошки, а продукты классификации в восходящем потоке жидкости
и другими способами — на микропорошки и тонкие микропорошки.
В соответствии с ГОСТ 3647-80”” для каждой из этих групп уста-
новлены номера зернистости (табл. 4.2).
Маркировка абразивов, относящихся к шлифзерну и шлифпо-
рошку, соответствует размеру (в сотых долях миллиметра) в свету
ячейки того сита, на котором задерживаются зерна основной фрак-
ции абразива данного номера зернистости. Маркировка микро-
Таблица 4.2. ГРУППЫ И НОМЕРА ЗЕРНИСТОСТИ ЭЛЕКТРОКОРУНДА
И ДРУГИХ АБРАЗИВОВ (КРОМЕ АЛМАЗА)
Группа Номер зернистости
Шлифзерно Шлифпорошки Микропорошки Тонкие микропорошки 200,160,125,100, 80, 63, 32, 25, 20,16 12,10,8,6,5,4,3 M63, М50, M40, М28, М20, М14 М10, М7,М5
210
и тонких микропорошков обозначает размер (в микрометрах) наи-
большего зерна основной фракции. В зерновой состав входят фрак-
ции: предельная, крупная, основная, смежная, мелкая. Различают
также комплексную фракцию, состоящую из нескольких фракций
(например, из основной и смежной).
В зависимости от количественного содержания фракции играют
различную роль в процессе шлифования:
смежная и мелкая фракции даже в значительных количествах
(до 65 % массовых долей в сумме) не оказывают влияния на ин-
тенсивность абразивного изнашивания, ни на шероховатость шли-
фуемой поверхности;
основная фракция определяет интенсивность изнашивания; ее
количество, необходимое и достаточное для обеспечения стабиль-
ности процесса, составляет 30-40 % (по числу зерен);
крупная фракция, минимальное содержание которой способы
классификации позволяют довести до 5-8 % (по числу зерен), оп-
ределяет шероховатость шлифуемой поверхности;
предельная фракция, зерна которой имеют наибольший размер,
будет определять шероховатость поверхности при содержании 0,5-
0,6 % (по числу зерен); способы классификации позволяют свести
содержание этой фракции до 0,05-0,20%; в таких количествах
она не увеличивает шероховатость поверхности.
Микро- и тонкие микропорошки одной и той же зернистости
выпускают с различным содержанием основной фракции. Соот-
ветственно этому порошки обозначают буквами «В», «П», «Н», «Д».
Буква «В» характеризует порошок с наибольшим (60—55 %) со-
держанием основной фракции, «Д» — с наименьшим (37 %). Ка-
чество этих порошков оценивают по их шлифующей способности
и шероховатости обработанной поверхности.
Полирующие абразивы. В качестве полирующих абразивов ис-
пользуют находящиеся в порошкообразном состоянии оксиды не-
которых металлов. Перечислим основные из них.
Крокус — безводный оксид железа (Fe2O3), тождественный при-
родному гематиту сс-модификации. Получают осаждением солей же-
леза (сульфатного, углекислого, щавелевокислого) из раствора и их
последующим прокаливанием при температуре 700-800 °C. Форма
зерен изометрическая, средний размер 0,6-1,0 мкм. Применение ог-
раничено из-за низкой по сравнению с другими порошками полиру-
ющей способности. Используют при полировании деталей, поверх-
ности которых должны удовлетворять первому классу чистоты по
ГОСТ 11141-84” (сетки, шкалы, первые линзы широкоугольных
окуляров и др.). Концентрация суспензии Т:Ж = 1:5-*-1:10.
Оксид тория (ThO2) — тонкодисперсный порошок, получаемый
прокаливанием гидроксида тория или его органических солей с по-
следующей обработкой полученного продукта. Трудоемкость про-
цесса изготовления оксида тория определяет высокую стоимость
порошка, ограничивающую его применение. Полирующая способ-
ность ThO2 намного выше, чем у крокуса.
211
Оксид хрома (Сг2О3) может быть изготовлен двумя способами:
восстановлением бихромата калия серой или термическим разло-
жением бихромата аммония. Первым способом получают поро-
шок с размером зерен 0,8-1,2 мкм, вторым — 0,3-0,4 мкм. При-
меняют при полировании деталей из кристаллических материалов,
обладающих малой твердостью.
В промышленности используют также и новые полирующие
абразивы. Некоторые технологические и физико-химические свой-
ства их приведены в работе [4.1].
Полирит оптический (ТУ 48-4-244-87) — порошок, зерна ко-
торого представляют твердый раствор диоксида церия (СеО2) в
оксидах редкоземельных элементов. Содержание СеО2 составляет
50 %. Размер зерен основной фракции 1,3-1,4 мкм. Концентра-
ция водной суспензии Т : Ж = 1 : 10. Применяют для полирова-
ния деталей из химически стойких и химически нестойких сте-
кол (в том числе стекол типа ФФС).
Порошок ПФ-0 (ТУ 95-1161-83) — тонкодисперсный поро-
шок, зерна которого, как и зерна полирита оптического, представ-
ляют собой твердый раствор диоксида церия в оксидах и фтори-
дах редкоземельных элементов. Массовая доля СеО2 составляет
81-89 %. Размер зерен основной фракции 0,9-1,4 мкм. Концент-
рация суспензии Т:Ж=1:15-е-1:20. Используют при полиро-
вании деталей из химически стойких стекол (за исключением
стекол типов СТК, ФФС) на эластичных полировальниках. Поро-
шок токсичен. Его пыль действует на слизистую оболочку верх-
них дыхательных путей и внутренние органы. Предельно допус-
тимая концентрация (ПДК) порошка в воздухе — 5 мг/м3. При
работе с порошком необходимо соблюдать правила техники без-
опасности и промышленной санитарии.
Церит (ТУ 48-4-467-85) — порошок с содержанием диоксида
церия 99,9 %. Размер зерен основной фракции 0,7-1,2 мкм. Отсут-
ствие остаточных напряжений в зернах определяет высокую поли-
рующую способность порошка. Его отличительной особенностью
является устойчивость суспензии к осаждению зерен и вспенива-
нию. Концентрация суспензии Т : Ж = 1 : 10. Применяют для поли-
рования деталей из химически нестойких стекол с высокой твердо-
стью по сошлифовыванию (в частности, для стекол типа СТК). Мо-
гут быть использованы полировальники из пенополиуретана и ин-
тенсивные режимы полирования.
Фотопол (ТУ 48-3861-39/0-80) — порошок, состав которого
аналогичен составу церита. Размер зерен основной фракции 0,4-
0,75 мкм. Концентрация суспензии Т : Ж = 1 : 10. Полирующая
способность примерно на 40 % ниже, чем у церита. Используют
для полирования и доводки поверхностей деталей из химически
нестойких стекол (ЛФ, Ф, ТФ, ОК, ФФС) и некоторых кристал-
лов (Si, Ge, ДКДП), к точности формы поверхности которых
предъявляются высокие требования. Материал рабочей поверх-
ности полировальников — полировочные смолы.
212
Элпол (ТУ 48-3821-40-86) — порошок, содержащий 50 % ди-
оксида церия, зерна которого, как и полирита оптического, пред-
ставляют собой твердый раствор в оксидах редкоземельных эле-
ментов. Размер зерен основной фракции 1,3-1,7 мкм. Концентра-
ция суспензии Т : Ж = 1 : 10. Применяют для полирования деталей
из стекол, отличающихся высокой твердостью по сошлифовыванию.
Особенностью порошка является устойчивость суспензии к ценооб-
разованию. Могут быть использованы полировальники с рабочей
поверхностью из синтетических материалов и интенсивные режимы
полирования.
В последние годы начался серийный выпуск отечественных
полировальных порошков в АО ЧМЗ (г. Глазов) на основе ди-
оксида церия: оптипол (ТУ 328-96) и фторопол (ТУ 334-97)
с содержанием СеО2 не менее 50 % и средним размером зерна
0,8-1,6 мкм.
При полировании борлантановых стекол (ТК, СТК, БФ, ТБФ) на
пеноканифолевых подложках порошками на основе диоксида це-
рия к обрабатываемой поверхности «прилипают» частицы абрази-
ва. Причиной является образование малорастворимых карбоно-
вых мыл, которые и приклеивают эти частицы к поверхности стек-
ла. Для полирования стекол указанных типов разработан ряд ком-
позиций на основе соединений циркония.
Цироспол — порошок, представляющий механическую смесь ди-
оксида циркония ZrO2 (80-70 %) и двойного основного сульфата
циркония Zr(OH)2SO4 (20-30 %). Оптимальная концентрация сус-
пензии Т : Ж = 1 : 3. Для стекол разных марок содержание основно-
го сульфата изменяется от 10 до 60 %. Двойной основной сульфат
циркония может быть заменен на двойной основной сульфат цирко-
ния и титана. Присутствие последнего в количестве 1,3-1,5 % ус-
коряет процесс полирования. Для стабилизации свойств суспензии
в нее вводят NH4F в количестве 50 мг/л.
Оксопол — полировальный состав в виде пасты, отличающийся
от цироспола тем, что его исходные компоненты (при том же ко-
личественном содержании) гомогенизированы осаждением основ-
ного сульфата циркония из солянокислых растворов, в которые
предварительно введен диоксид циркония. Используют несколько
модификаций оксопола: оксопол ДГ — для полирования стекол
типа ТК, оксопол ДС и оксопол ДС-1 — для полирования стекол,
относящихся к типу СТК. Интенсивность процесса полирования
оксополом на 15-20 % выше по сравнению с циросполом.
Недостатком циркониевых полировальных композиций явля-
ется их кислотность, которая приводит к быстрому изнашиванию
частей оборудования, находящимися в контакте с суспензией.
Качество абразивов оценивают по их полирующей способности
и чистоте обработанной поверхности. Полирующую способность
оценивают по массе стекла, сполировываемого в заданный проме-
жуток времени с образца определенного размера из стекла марки
213
К8 в стандартных условиях испытания. Чистоту полированной
поверхности контролируют при помощи лупы с увеличением 6х
в отраженном свете.
4.2. ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Инструмент для распиливания. Стекла распиливают алмазны-
ми отрезными кругами, тип и размер которых выбирают в зависи-
мости от размера разрезаемого материала.
Для распиливания блоков и больших кусков стекла, полученных
после развалки сосуда, используют алмазные отрезные сегментные
круги формы АПСД по ГОСТ 16115-88Е* (рис. 4.1, а). Режущая
кромка кругов составлена из отдельных алмазосодержащих сегмен-
тов, припаянных к несущей поверхности. Диаметр кругов от 250 до
2000 мм. Толщина от 2,5 до 12,0 мм. Используется алмазный по-
рошок марки А1 зернистостью от 400/315 до 630/500. Относи-
тельная концентрация алмаза в алмазосодержащем слое от 25 до
100 %. Корпус изготовлен из стали разных марок (60Г и 65Г по
ГОСТ 14959-79*, 9ХФ по ГОСТ 5950-73* и др.). Число сегмен-
тов зависит от диаметра круга и составляет от 23 до 115. Сег-
менты припаивают к корпусу серебряным припоем марки ПСр по
ГОСТ 19738-74 ' или другим припоем, исключающим графитиза-
цию алмазов и нарушение физико-механических свойств связки.
Распиливание стекла в виде кусков и пластин выполняют ал-
мазными отрезными кругами формы АОК по ГОСТ 10110-87Е
(рис. 4.1, б). Стандарт предусматривает 12 типоразмеров кругов.
Они различаются диаметром, шириной и толщиной алмазосодер-
жащего слоя. Круги представляют собой диски из холоднокатаной
стали марки 08кп по ГОСТ 1050-88, по периферии которых спосо-
бом порошковой металлургии закреплен алмазосодержащий слой.
Диаметр кругов от 50 до 500 мм, толщина от 0,15 до 2,4 мм. Про-
филь алмазосодержащего слоя прямоугольный и трапецеидальный.
Марки применяемых алмазных порошков: А2, АС15, АС20, АС50.
Зернистость от 50/40 до 630/500. Концентрация возрастает от 25
до 100 % с увеличением зернистости порошка, которая находится
Рис. 4.1. Алмазный инструмент для распиливания стекла
214
в прямой зависимости от диаметра круга. Стандарт устанавливает
и наибольшую зернистость алмазного порошка в зависимости от
толщины алмазосодержащего слоя. Так, при толщине слоя 0,15 мм
наибольшая зернистость порошка 63/50, а при толщине 0,6 мм —
160/125.
Для распиливания больших блоков стекла используют алмаз-
ные полосовые штрипсовые пилы формы АПШ по ОСТ 3-6007-85
(рис. 4.1, в). Предусмотрены два типоразмера, отличающиеся дли-
ной (1150 и 1350 мм) и числом элементов (9 и 14 соответствен-
но). Каждый тип пилы имеет три размера алмазосодержащих
элементов, отличающихся шириной (3,0, 3,5 и 4,0 мм) и толщиной
(5, 6 и 7 мм). Длина элементов 20 мм. Зернистость алмазного по-
рошка от 400/315 до 630/500. Концентрация 50, 75 и 100 %.
Инструмент для сверления отверстий. Сверление отверстий в стекле
выполняют при помощи алмазного инструмента, а также металли-
ческого инструмента, работающего со свободным абразивом.
Алмазный инструмент имеет несколько разновидностей, отли-
чающихся конструкцией алмазосодержащего слоя и способом его
закрепления на корпусе. Типы и размеры инструмента регламен-
тирует ОСТ 3-6007-85.
Сверла алмазные кольцевые с державкой формы АСК (рис. 4.2, а)
имеют диаметры от 2,0 до 440 мм. Длина сверла 50 мм (для диа-
метров от 2 до 12 мм), 160 мм (до диаметра 25 мм), 180 мм (до
диаметра 170 мм) и 400 мм (для диаметров от 180 до 440 мм).
$2,5т$150
г)
Рис. 4.2. Алмазный инструмент для сверления отверстий
215
Толщина алмазосодержащего слоя 10 мм (до диаметра 200 мм) и
5 мм (до диаметра 220 и 440 мм). Ширина алмазосодержащего
слоя у большинства сверл от 1,0 до 2,0 мм. У некоторых размеров
сверл она достигает 3,0; 5,0 и даже 10,0 мм.
Сверла алмазные кольцевые эксцентриковые формы АСКЭ
(рис. 4.2, б) имеют диаметры от 2,5 до 150 мм и 92 типоразмера.
Размер эксцентриситета е от 0,2 до 0,6 возрастает с увеличением
диаметра сверла. Смещение оси симметрии внутренней режущей
кромки по отношению к оси наружной кромки, которая совпадает
с осью вращения инструмента, уменьшает диаметр высверливаемо-
го керна на удвоенный размер эксцентриситета. При этом умень-
шается трение внутренней стенки инструмента о керн, обеспечива-
ется доступ СОЖ в рабочую зону и облегчается удаление продук-
тов изнашивания. В инструменте используют алмазные порошки
марок АС15 и АС20, концентрация 50 и 100 %, зернистость от
125/100 до 315/250.
Сверла алмазные кольцевые сегментные формыАСКС (рис. 4.2, в)
имеют диаметры от 4 до 65 мм. Длина от 35 до 75 мм. Число
алмазных элементов зависит от диаметра сверла и составляет от 2
до 6. Диаметр сверл конструкции А до 8 мм, сверла больших разме-
ров имеют конструкцию Б. Марка, зернистость и концентрация ал-
мазного порошка в инструменте те же, что и у сверл формы АСКЭ.
Сверла алмазные тонкостенные трубчатые перфорированные
формы АСТП (рис. 4.2, г) имеют диаметры от 1,4 до 10 мм и
десять типоразмеров. Длина алмазосодержащего слоя от 5 до 13 мм.
Общая длина сверла при диаметрах 1,4-1,6 мм составляет 40 мм,
при диаметрах от 2,0 до 2,6 мм — 100 мм и при диаметрах от 7,0
до 10,0 мм — 40 мм. Сверла этого типа могут быть изготовлены
методом гальваностегии. Всего предусмотрено два типоразмера та-
ких сверл по диаметру и длине алмазного слоя: диаметр 1,8 и
2,4 мм, длина алмазного слоя 5,0 и 6,0 мм соответственно. Тол-
щина слоя алмазного порошка 0,2-0,3 мм.
Металлический трубчатый инструмент для сверления отверстий
при помощи свободного абразива изготавливают из стали или ла-
туни. Тип инструмента (рис. 4.3) определяется диаметром про-
сверливаемого отверстия. Толщина стенки инструмента 0,5-
1,0 мм. По цилиндрической образующей прорезаны пазы (через
60 или 120° в зависимости от диаметра инструмента), сквозь ко-
торые в зону контакта рабочей кромки со стеклом попадает сус-
пензия абразива.
Инструмент для круглого шлифования пластин и центрирова-
ния линз. Для выполнения этих операций могут быть использованы
алмазные круги нескольких типов, в частности, круги формы 1А1
по ГОСТ 16167-90, форм АПП1, АПП2 и АППК по ОСТ 3-6007-85.
Круги формы 1А1 имеют 16 типоразмеров в зависимости от диа-
метра: от 16 до 500 мм. Также в зависимости от диаметра предус-
мотрено от двух до четырех типоразмеров по ширине: от 6 до 50 мм.
Диаметр кругов формы АПП1 от 10 до 600 мм, ширина от 6 до
200 мм. Толщина алмазосодержащего слоя, как и у кругов 1А1, —
216
Рис. 4.3. Металлический трубчатый инструмент для сверления отверстий сво-
бодным абразивом
от 2 до 5 мм. Круги диаметром от 110 до 150 мм могут быть
изготовлены методом гальваностегии с толщиной алмазосодержа-
щего слоя от 0,2 до 0,3 мм.
Круги формы АПП2 отличаются от кругов АПП1 ограниченным
диапазоном диаметров (40, 100, 110, 120, 130 и 150 мм) и коничес-
ким посадочным отверстием (конус Морзе по ГОСТ 9953-82).
Профильные круги формы АППК используют при центрирова-
нии с одновременным фасетированием. Диаметр кругов 110, 125,
150 и 200 мм. Угол наклона режущей кромки у кругов диаметра-
ми 110 и 150 мм составляет 45°, у кругов диаметром 125 мм —
30 и 60° и у кругов диаметром 200 мм — 30, 45 и 60°.
Размер алмазного круга определяют модель станка и диаметр
изделия. При назначении зернистости алмазного порошка в кругах
для обработки круглых пластин должна быть согласована шерохо-
ватость цилиндрической образующей с точностью посадки детали
в оправе. При округливании заготовок, нарезанных из пластин, зер-
нистость алмазного порошка в инструменте — от 125/100 до 80/63.
Характеристики алмазных кругов форм 1А1, АШИ, АПП2, АППК,
используемых при центрировании линз, назначают в зависимости
от диаметра линзы (табл. 4.3).
Концентрация алмазного порошка в кругах 100 %. Тип связки
Ml. При центрировании линз, у которых толщина края меньше
1,0 мм, или линз, имеющих фаску, концентрацию алмаза увеличи-
вают до 150 %.
Инструмент для шлифования сферических и плоских поверх-
ностей. Для выполнения операции используют алмазный инстру-
Таблица 4.3.
МАРКИ И ЗЕРНИСТОСТЬ АЛМАЗА
ДЛЯ КРУГОВ ФОРМЫ 1А1, АПП1, АПП2 И АППК,
ИСПОЛЬЗУЕМЫХ ДЛЯ ЦЕНТРИРОВАНИЯ ЛИНЗ
Диаметр лиизы, мм Зернистость алмаза (ГОСТ 9206-80*Е) Диаметр линзы, мм Зернистость алмаза (ГОСТ 9206-80*Е)
Менее 20 20-40 АСМ28/20 АСМ40/28 40-100 Более 100 АС2 50/40 АС263/50
217
Ъ=1,5тЗ,0
D =10-100
Рис. 4.4. Алмазные кольцевые круги различной формы для шлифова-
ния сферических и плоских поверхностей: а — 2F2; б — АК1; в — 2А2;
г — 12А2
мент и металлический инструмент, работающий со свободным аб-
разивом. И тот и другой инструмент может иметь форму гриба,
чашки и планшайбы. Алмазный инструмент может, кроме того,
иметь форму кольцевого круга.
Алмазный инструмент в виде кольцевого круга может быть раз-
ной формы, в частности: 2F2 и АК1 по ОСТ 3-6007-85, 2А2 по
ГОСТ 17006-80 и 12А2 по ГОСТ 16172-80 (рис. 4.4, а—г). Раз-
мерные характеристики этих кругов приведены в табл. 4.4-4.7
(данные по кругам 2F2 и 2А2 ограничены диаметром 100 мм).
Таблица 4.4. ОСНОВНЫЕ РАЗМЕРЫ АЛМАЗНЫХ
КОЛЬЦЕВЫХ КРУГОВ ФОРМЫ 2F2
Обозначение круга D н ъ Г Обозначение круга D н ъ Г
3.2728-0121 10 -0141 28
-0122 11 1,5 0,75 -0142 29
-0123 12 -0143 30
-0124 13 -0144 32 10 2,5 1,25
-0125 14 2,0 1,0 -0145 34
-0146 36
-0126 15 -0147 38
-0127 16 —
-0128 17 3.2728-0148 40
-0129 18 10 -0149 42
-0131 19 -0151 44
-0132 20 -0152 46
-0133 21 2,5 1,25 -0153 48
-0134 22 -0154 50 15 3,0 1,5
-0135 23 -0155 52
-0136 24 -0156 54
-0137 25 -0157 56
-0138 26 -0158 58
-0139 27 -0159 60
218
Продолжение табл. 4.4
Обозначение круга D н ъ г Обозначение круга D н ъ г
3.2728-0161 62 -0172 82
-0162 64 -0173 84
-0163 66 -0174 86
-0164 68 -0175 88
-0165 70 15 3,0 1,5 -0176 90 15 3,0 1,5
-0166 72 -0177 92
-0167 74 -0178 94
-0168 76 -0179 96
-0169 78 -0181 98
-0171 80 -0182 100
Таблица 4.5. ОСНОВНЫЕ РАЗМЕРЫ АЛМАЗНЫХ
КОЛЬЦЕВЫХ КРУГОВ ФОРМЫ АК1
Обозначение круга D d S н Обозначение круга D d S н
3.2728-0231 5 2 -0236 38 30
-0232 8 5 5 -0237 42 34
-0233 10 7 12 -0238 46 38 7 12
-0234 15 9 -0239 50 42
-0235 18 12 7 -0241 52 44
Таблица 4.6. ОСНОВНЫЕ РАЗМЕРЫ АЛМАЗНЫХ
КОЛЬЦЕВЫХ КРУГОВ ФОРМЫ 2А2
Обозначение круга D ъ 8 н Обозначение круга D ъ S н
3.2728-0001 5 1,5 3 8 -ООН -0012 -0013 -0014 -0015 -0016 -0017 50 55 60 65 70 75 80 3 5 10
-0002 8 3 1,5 16
-0003 10 3 1,5
-0004 14 3 2
-0005 -0006 -0007 20 26 32 2 2 2 5 10
-0008 -0009 38 45 3 -0018 -0019 90 100 4
Таблица 4.7. ОСНОВНЫЕ РАЗМЕРЫ АЛМАЗНЫХ
КОЛЬЦЕВЫХ КРУГОВ ФОРМЫ 12А2
Обозначение круга D н ъ 3 L Число элементов
3.2724-0041 50 21,5 3 3 26 3
-0042 100 34,0 5 5 40 4
-0043 125 40,0 3 50
-0044 150 42,0 60
-0045 40,0 5
-0046 200 50,0 3 50 6
-0047 -0048 250 5 60 7
219
Продолжение табл. 4.7
Обозначение круга D н ь в L Число элементов
3.2724-0041 -0051 -0052 300 350 400 75,0 5 5 60 8
70 9 12
-0053 -0054 500 550 100,0 13
Характеристики кругов для обработки конкретной поверхности
определяют расчетным путем, используя при этом следующие ис-
ходные данные: диаметрD3 заготовки (блока), форму обрабатывае-
мой поверхности (выпуклая, вогнутая, плоская), коэффициент от-
носительной твердости стекла Hs по сошлифовыванию. Последо-
вательность расчета следующая.
1. Определяют зернистость d3 а алмаза и его концентрацию К3 а
в инструменте. Зернистости зависит от относительной кривизны
h/D обрабатываемой поверхности. При h/D > 0,7 находят средний
(d3 а с) размер зерна основной фракции алмазного порошка
d3.a.c=50 + 0,6203.
В зависимости от значения d3.a.c переходят к зернистости d3 а,
соответствующей ГОСТ 9206-80*Е. Если h/D < 0,7, то независимо
от размера заготовки (блока) и марки стекла, учитываемой коэф-
фициентом Hg, назначают зернистость алмаза d3 = 63/50.
2. Находят расчетную концентрацию К3 а алмаза в инструменте
З0 + 0,203
25
25 %.
Полученное значение К3 а приводят к ближайшему нормализо-
ванному, т. е. 25, 50 или 100 %.
3. Рассчитывают радиус поверхности заготовки, который
должен быть получен после предварительного шлифования коль-
цевым инструментом. От радиуса R поверхности готовой детали
он отличается на толщину слоя F стекла, нарушенного инструмен-
том с зернистостью алмаза d3 а, т. е.
В3ПШ = R + (0,001d3 а + 0,5d3a + 4) (1/HS),
где d3 а — наибольший размер зерна основной фракции алмаза (т. е.
числитель в обозначении зернистости), мкм; «+» — знаки, относя-
щиеся к выпуклой (+) и вогнутой (-) обрабатываемым поверхнос-
тям.
4. По известному диаметру D3 и радиусу В3'ш находят расчет-
ное значение угла ар наклона шпинделя инструмента по отноше-
220
нию к оси изделия, а по нему и расчетный диаметр Яир инструмен-
та, т. е.
ССр
. 0,552),
= arcsm---------
27?3П'Ш
0,55Д3
И-р cos Ир
5. Из массива нормализованных размеров кругов разной формы
выбирают диаметр 2)и, ближайший к расчетному, учитывая при этом,
что для обработки выпуклых и плоских поверхностей ЯИ-р являет-
ся внутренним диаметром инструмента, а его наружный диаметр
будет 2)ир + 2Ь, где b — ширина рабочей кромки инструмента, мм.
Для обработки вогнутых поверхностей 2)ир соответствует его на-
ружному диаметру, по которому и выбирают значение 2)и.
Алмазный инструмент в виде гриба, чашки и планшайбы изго-
товляют в соответствии с ОСТ 3-4791-80 и ОСТ 3-4780-80. Тип,
размер и материал корпусов такого инструмента регламентируют
ОСТ 3-3513-85, ОСТ 3-3514-85 и ОСТ 3-3515-85 соответственно
для каждого вида. Рабочую поверхность инструмента образуют за-
крепленные на корпусе алмазосодержащие элементы (рис. 4.5, а—в).
Размерные параметры элементов по ТУ 3-269-84 приведены в
табл. 4.8, а зернистость, концентрация, марки связки и удельный
расход алмазов — в табл. 4.9.
Размеры гриба, чашки и планшайбы определяют исходя из ус-
ловий, при которых можно достичь минимальной скорости измене-
ния формы их рабочей поверхности. Высоту Ягр гриба, глубинуНч
чашки и диаметр 2)пл планшайбы, мм, находят по известной высо-
те (глубине) Н3 сферической или диаметру 2)3 плоской заготовки
(блока) с учетом положения инструмента:
инструмент снизу
Ягр = (1,2 + 1,4)ЯД; Нч = (1,1 + 1,2)ЯД; 2)пл = (1,1 + 1,25)2)д;
инструмент сверху
Ягр = Яд; Яч = (0,8 + 0,9)ЯД; 2)OT = (0,8+ 0,9)2)д.
Рабочую поверхность инструмента характеризуют коэффициен-
том заполнения площади корпуса алмазосодержащими элемента-
ми и закономерностью их
расположения на нем.
Коэффициент заполнения
площади планшайб при-
нимают равным 0,25-
0,30. Для сферических
поверхностей с относи-
тельной кривизной h/D<
<0,5 коэффициент уста-
навливается в пределах
от 0,35 до 0,40 и для по-
верхностей с h/D >0,5 —
от 0,45 до 0,50. От рас-
Рис. 4.5. Алмазный инструмент в виде план-
шейбы (а), чашки (б) и гриба (в)
221
Таблица 4.8.
ОСНОВНЫЕ РАЗМЕРЫ
АЛМАЗОСОДЕРЖАЩИХ
ЭЛЕМЕНТОВ ТОЛЩИНОЙ 3, 4 И 5 ММ
Диаметр, мм Радиус сферы, мм
6,0 ± 0,4 12; =
8,0 ± 0,6 16; 20; 25; 40; =
10,0 ± 0,8 20; 25; 32; 40; 63; =
14,0 ± 1,0 оо
положения алмазосодержащих
элементов по поверхности кор-
пуса зависят интенсивность
и равномерность изнашива-
ния алмазосодержащего слоя.
Единой системы расположения
нет. Элементы размещают как
по концентрическим окружно-
стям, так и по логарифмичес-
кой спирали. Преимущество
последней — более продолжительная работа инструмента без кор-
ректирования радиуса рабочей поверхности.
Число Мэл алмазосодержащих элементов, размещаемых на кор-
пусе гриба, чашки и планшайбы, определяют исходя из их разме-
ров, коэффициента k заполнения площади конуса элементами и их
диаметра D^.
для планшайб
Мэл _ (-^пл/^эл)
для грибов и чашек
Мэл =(Лшлн/Пэ2л)8А,
где J?™1 — радиус рабочей поверхности шлифовальника, мм; Лпл —
диаметр планшайбы, мм; Н — высота (глубина) гриба (чашки)
соответственно.
Радиус 7?шл рабочей поверхности гриба и чашки для каждого
перехода рассчитывают по известному радиусу R поверхности го-
товой детали и глубине F слоя, нарушенного абразивом зернистос-
ти d3 а в инструменте данного перехода
дИЫ = R ± р .
из.а
Рабочую поверхность инст-
румента каждого перехода под-
готавливают расшлифовывани-
ем ее свободным абразивом на
металлическом корпусе (чаш-
ке или грибе). Затем инстру-
ментом шлифуют вспомогатель-
ную заготовку (блок) и конт-
ролируют радиус полученной
поверхности, который должен
соответствовать расчетному пе-
реходу. Способы контроля раз-
личны, в частности, по ширине
зоны контакта притираемых
поверхностей (0,15-0,25 высо-
Таблица 4.9.
ХАРАКТЕРИСТИКИ АЛМАЗОСОДЕРЖАЩИХ
ЭЛЕМЕНТОВ ПО ТУ 3-269-84
Зернистость , алмаза Относитель- ная кон- центрация Связка Удельный расход, карат/дм3
40/28 25 МЗ-15-1 0,65
25 МЗ-15-1 0,65
28/20 6 МЗ-15-2 0,5
6 M3-15-3 0,75
20/14 25 МЗ-15-1 1,0
6 МЗ-15-2 0,75
14/10 8 МЗ-15-4 2,5
8 МЗ-15-5 10,0
10/7 6 МЗ-15-6 5,0
222
Рис. 4.6. Типы инструмента в виде гриба для шлифования
свободным абразивом
ты блока), измерением стрелки прогиба шлифуемой поверхности
заготовки (блока) при помощи индикатора, по интерференционной
картине, наблюдаемой на поверхности деталей прополированных
блоков после каждого перехода. При несоответствии радиуса по-
верхности заготовки (блока) заданному размеру рабочую поверх-
ность инструмента корректируют.
Типы и размер инструмента в виде гриба, чашки и планшайбы для
шлифования свободным абразивом регламентированы следующими
стандартами: гриб — ОСТ 3-3513-85, чашка — ОСТ 3-3514-85, план-
шайба — ОСТ 3-3515-85. Этот же инструмент используют в каче-
стве корпусов полировальников и приспособлений для блокирования
заготовок.
Инструменты в виде гриба имеют 12 типов, отличающихся диа-
метром, относительной кривизной и конструкцией хвостовика. Ос-
новные типы грибов приведены на рис. 4.6, а их распределение по
размерам и назначению — в табл. 4.10. Материал грибов диамет-
ром до 50 мм — сталь Ст20 (ГОСТ 1050-88), более 50 мм — чугун
марки СЧ-18 (ГОСТ 1412-85). Грибы для шлифования заготовок
из стекла типа СТК изготовляют из материала по ОСТ 3-2320-83.
Чашки разделены на восемь типов, отличающихся диаметром,
относительной кривизной и конструкцией хвостовика. Некоторые
типы чашек показаны на рис. 4.7, а их распределение по размерам
Таблица 4.10.
ТИПОРАЗМЕРЫ ИНСТРУМЕНТА В ВИДЕ ГРИБА
И ЕГО НАЗНАЧЕНИЕ
Тип гриба Диаметр, мм Назначение
1 От 6 до 14 Предварительное и тонкое шлифование, полирование,
эластичное блокирование
2 » 6 » 30 То же
3 » 14 » 70
4-6 Св. 70 » 160 »
7-9 » 160 » 320 Предварительное и тонкое шлифование
10-12 » 160 » 320 Полирование, эластичное блокирование
223
Типы 1,2 Типы 3,4
Рис. 4.7. Типы инструмента в виде
чашки для шлифования свободным
абразивом
и назначению — в табл. 4.11. Для
изготовления чашек используют те
же материалы, что и для изготов-
ления грибов.
Планшайбы разделены на четы-
ре типа (рис. 4.8) в зависимости
от диаметра и конструкции хвос-
товика (табл. 4.12). Планшайбы
1-го и 2-го типов различаются кон-
струкцией хвостовика: 1-й тип
имеет наружную резьбу, 2-й тип —
внутреннюю. Планшайбы 3-го и
4-го типов с целью повышения
жесткости конструкции усилены
радиальными ребрами (восемь ре-
бер через 45°). Основное различие
двух последних типов заключает-
ся в конструкции хвостовиков, а именно: у планшайб 4-го типа
внутренняя резьба нарезана не по металлу корпуса, а по вставке из
другого материала. Относительная толщина планшайб для предва-
рительного и тонкого шлифования от 1:15 до 1 : 30. Материал
планшайб тот же, что и у грибов и чашек.
Размер инструмента (высота гриба, глубина чашки, диаметр план- ,,
шайбы) находят по приведенным выше расчетным формулам.
Радиус рабочей поверхности гриба и чашки для каждого
перехода операции тонкого шлифования, выполняемой свободным
абразивом, определяют по известному радиусу/? поверхности гото-
вой детали, зернистости Мп абразива перехода, для которого пред- ;
назначается инструмент, толщине F слоя, нарушаемого этим :
абразивом, и толщине слоя абразива, находящегося в зазоре
между притираемыми поверхностями.
Радиус R3 поверхности заготовки (блока) после тонкого шли-
фования абразивом зернистости Мп с учетом увеличения на 20 %
толщины F нарушаемого слоя из-за неоднородности зернового
состава определяют по формуле
/?^n=/?±l,2FMn,
Таблица 4.11.
ТИПОРАЗМЕРЫ ИНСТРУМЕНТА В ВИДЕ ЧАШКИ
И ЕГО НАЗНАЧЕНИЕ
Тип чашки Диаметр, мм Назначение
1 От 6 до 70 Предварительное и тонкое шлифование, полирование,
эластичное блокирование
2 » 6 » 22 То же
3-4 Св. 70 » 140 »
5-6 » 140 » 320 Предварительное и тонкое шлифование
7-8 » 140 » 320 Полирование и эластичное блокирование
224
Рис. 4.8. Типы инструмента в виде планшайбы для шлифования свободным
абразивом
Tun J
а радиус рабочей поверхности инструмента в виде гриба или
чашки для каждого перехода операции — по формуле
7?“пЛ=7?±(1,2^Мп+АМп).
В приведенных формулах знак «плюс» берется для определения
радиуса рабочей поверхности инструмента в виде чашки, знак «ми-
нус» — для инструмента в виде гриба.
Критерием оценки соответствия фактического радиуса рабочей
поверхности инструмента для тонкого шлифования свободным аб-
разивом его расчетному значению является радиус поверхности
заготовки (блока) после шлифования абразивом данного перехо-
да. Для соблюдения этого условия рабочую поверхность инстру-
мента для каждого перехода протачивают по номинальному ради-
усу R (контроль выполняют радиусными шаблонами), а затем рас-
шлифовывают ее по вспомогательной заготовке (блоку), используя
абразивы, зернистость которых соответствует выбранным перехо-
дам.
Инструмент для полирования. Инструмент представляет собой
металлический корпус в виде гриба, чашки или планшайбы, с кото-
рым соединен материал, образующий рабочую поверхность.
Типы и размеры корпусов полировальников регламентированы
следующими стандартами: грибы — ОСТ 3-3513-85, чашки —
ОСТ 3-3514-85, планшайбы — ОСТ 3-3515-85. В качестве матери-
ала для корпусов диаметром до 160 мм используют чугун СЧ-10
(ГОСТ 1412-85), большего диаметра — сплав АЛ2. Относительная
толщина планшайб от 1 : 25 до 1 : 35.
Радиус RK поверхности корпусов гриба и чашки для полирова-
ния блоков с относительной кривизной h/D > 0,5 принимают рав-
ным 7?к = 7?±5КОн, где &КОн — толщина слоя материала рабочей
поверхности полировальника, соответствующая окончанию срока
Таблица 4.12. ТИПОРАЗМЕРЫ ИНСТРУМЕНТА В ВИДЕ ПЛАНШАЙБЫ
И ЕГО НАЗНАЧЕНИЕ
Тип планшайбы Диаметр, мм Назначение
1 От 10 до 160 Предварительное и тонкое шлифование, полирова-
ние, блокирование заготовки
2 » 100 » 160 То же
3-4 » 180 » 700
225
Рис. 4.9. Алгоритм машинного расчета ра-
диуса рабочей поверхности фасетировочной
чашки и ее выбор из набора
его службы. Значение &кон возрастает от 0,4 до 2,0 мм по мере
увеличения значения R от 50 до 250 мм.
При относительной кривизне полируемой поверхности h/D <0,5
разница в толщине слоя материала между центром и краем мала,
поэтому значение RK поверхности корпуса может быть принято
равным радиусу поверхности готовой детали, т. е. RK = ± Ro.
Диаметр DK корпуса плоского полировальника зависит от свойств
материала его рабочей поверхности. При использовании веществ,
не обладающих свойством течения (ткани, синтетические веще-
ства), диаметр корпуса принимается равным диаметру полироваль-
ника, т. е. DK = Z>n. Если же
применяются текучие мате-
риалы (смолы), что вызыва-
ет постепенное изменение
(увеличение) размера по-
верхности полировальника,
слой материала срезают под
углом 45°. В этом случае
диаметр корпуса DK = Dn +
+ 250 (b0 — толщина слоя
материала нового полиро-
вальника, мм). Значение ее
для сферических и плоских
полировальников принима-
ется равным b0 = 0,015Dn +
+ 0,5 (Dn — диаметр сфери-
ческого или плоского поли-
ровальника, мм).
Высоту выпуклых, глу-
бину вогнутых и диаметр
плоских полировальников
определяют, руководствуясь
правилами для выбора ин-
струмента соответствующе-
го типа, применяемого при
шлифовании алмазным ин-
струментом.
Инструмент для нанесе-
ния фасок. Для нанесения
фасок на линзах и круглых
пластинках используют
чашки алмазные формы АЧ
(ОСТ 3-6007-85). Радиусы
чашек от 2,4 до 1000 мм. До
радиуса 95 мм их изготов-
ляют в виде полусферы, а
с радиуса 115 мм (115, 125,
285 и 1000 мм) — меньше
226
полусферы. Толщина алмазосодержащего слоя 1,0 мм. Чашки од-
ного и того же типоразмера могут иметь хвостовик с наружной и
внутренней резьбой. Зернистость алмаза в инструменте от 63/50 до
50/40. Концентрация 100 % .
Расчетный радиус 7?ф р фасетировочной чашки определяют ис-
ходя из заданного угла наклона а фаски и среднего диаметра лин-
зы, равного Dcp = (Dn + 7>вн)/2 (Z>H и Z)BH — наружный и внутрен-
ний диаметры линзы соответственно).
Радиусы 7?ф чашек для нанесения фасок под углами 30, 45 и
60° будут иметь значения:
Угол а наклона фаски, ° ....... 30 45 60
Радиус Вф р чашки, мм ......... 0,58Dcp 0,71Dcp Dcp
Учитывая малую ширину технологических фасок, которая для
линз диаметром 6<7)<120мм на несклеиваемых поверхностях
составляет от 0,1+0,1 до О,7+0,8, а на склеиваемых — от 0,1+0,1 до
0,2+°>2 мм, средний диаметр Dcp может быть заменен на номиналь-
ный диаметр D линзы.
Если радиус 7?ф имеющейся в наличии чашки не соответствует
расчетному значению 7?ф , проверяют, допустимо ли получающееся
отклонение угла а наклона фаски от заданного: а = arccos (Вср/27?ф р^.
На рис. 4.9 приведен алгоритм машинного расчета радиуса фа-
сетировочной чашки. Здесь по исходным параметрам детали (а,
DH, DBH) находят расчетное значение радиуса чашки для заданного
угла ос наклона фаски. Просматривая массив Rt радиусов чашек по
ОСТ 3-6007-85, берут два значения радиусов — ближайший боль-
ший (7?jV) и предшествующий ему меньший (RN1). Для каждого
определяют углы осх и ос2 и их отклонения Ах и А2 от заданного.
По минимальному отклонению угла, которое ограничено значени-
ем, равным 10 % от заданного, выбирают чашку. При отклонении
угла, превышающем 10 %, необходим новый инструмент.
4.3. ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Смазочно-охлаждающие жидкости (СОЖ). Все операции меха-
нической обработки оптических материалов с помощью шлифую-
щих и полирующих абразивов выполняют в присутствии СОЖ.
При распиливании стекла, сверлении отверстий, круглом шли-
фовании пластин, предварительном и тонком шлифовании плос-
ких и сферических поверхностей, нанесении пазов, канавок, скосов
и выполнении других операций механической обработки стекла
используют различные СОЖ.
Эмульсия имеет следующий состав, %: эмульсол — от 2 до 8;
керосин — от 0 до 8; вода — от 85 до 98.
Эмульсол, представляя собой отходы масляного производства,
содержит малое количество поверхностно активных веществ и плохо
227
растворяется в воде, что определяет низкие смазывающие и смачи-
вающие свойства эмульсии. В зоне контакта зерен алмаза со стек-
лом смазывающей пленки практически нет, а находится только
прослойка воды. При отводе тепла она испаряется, трение пары
стекло—алмаз происходит почти всухую, что ускоряет изнашива-
ние зерен. Коагуляцию частиц стекла и их адгезию к поверхности
рабочей кромки инструмента уменьшают введением в состав эмуль-
сии некоторого количества (от 0,2 до 4 %) кальцинированной соды
(ГОСТ 5100-85*Е).
Водный раствор эмулъсола НГЛ-205 (ТУ 38-101-547-75) по-
вышает стойкость инструмента и интенсивность процесса шлифо-
вания, но присутствующие в нем добавки (Na2CO3, Na3PO4, NaNO3)
частично выпадают в осадок, что затрудняет хранение и использо-
вание эмульсии.
Водный раствор (3-5 %) эмулъсола, состоящего из сульфокис-
лоты (75 %), тринатрийфосфата (15 %), глицерина (10 %), облада-
ет улучшенными смазочно-охлаждающими свойствами. В его со-
став могут быть введены фосфорсодержащие соединения, повыша-
ющие антикоррозионные и смазочно-охлаждающие качества эмуль-
сии [4.11].
Водный (10-20 %) раствор глицерина с добавлением (0,5%)
триэтаноламина также обладает смазочно-охлаждающими свой-
ствами.
При выполнении операции центрирования линз в качестве СОЖ
используют веретенное или вазелиновое масло. Для центрирова-
ния линз из налетоопасных стекол могут быть применены водосо-
держащие эмульсии, но они увеличивают шероховатость обрабо-
танной поверхности.
При использовании водосодержащих СОЖ и работе алмазного
инструмента с малой нагрузкой наблюдается его «засаливание».
Одна из причин этого явления — адгезионное взаимодействие час-
тиц диспергированного стекла со связкой алмазных зерен. Если
интенсивность изнашивания связки будет меньше скорости ее окис-
ления, то образующаяся пленка оксида будет удерживать на себе
частицы стекла. Последние затрудняют изнашивание связки и уда-
ление затупившихся зерен. Режим самозатачивания инструмента
нарушается, и он теряет режущую способность.
За критерии оценки СОЖ принимают поверхностное натяже-
ние ст и кислотность pH, которые оказывают влияние на интенсив-
ность процесса и шероховатость шлифованной поверхности. Опти-
мальные показатели процесса имеют место при ст = (38 + 44) 103 Н/м
и pH = 9,0-9,2.
Материалы для соединения заготовок с приспособлением. К наи-
более распространенным относятся термопластичные вещества и их
сплавы.
Наклеенные смолы — это сплавы ряда веществ, взятых в опре-
деленных сочетаниях и весовых соотношениях. Основными ком-
понентами являются перечисленные ниже вещества.
228
Канифоль сосновая (ГОСТ 19113-84”) — остаточный продукт
переработки естественной смолы (живицы) сосны. Температура
размягчения 65-80 °C (в зависимости от состава). Хорошо раство-
ряется в спирте, ацетоне, хуже — в бензине. Имеет высокую клея-
щую способность. Входит во все марки наклеенных смол в количе-
стве от 25 до 90 %. С увеличением содержания повышает твер-
дость и температуру размягчения смолы.
Пек сосновый — остаточный продукт переработки дегтя, кото-
рый получают термической обработкой древесины с большим со-
держанием смолы. Температура размягчения 45-60 °C. Хорошо
растворяется в бензине и ацетоне, хуже — в спирте. Является
компонентом наклеенных смол большинства марок. Выполняет
функцию пластификатора, понижая вязкость смолы и придавая ей
эластичность. Течет при низких температурах. Увеличивает клея-
щую способность смолы.
Парафин нефтяной (ГОСТ 19660-74*) — смесь твердых углево-
дородов, получаемых из парафиновых нефтей. Температура плав-
ления 38-65 °C. Устойчив к действию щелочей и кислот. По внеш-
нему виду — белая кристаллическая масса.
Битум (ГОСТ 781-78*) — продукт переработки тяжелых нефтя-
ных остатков, богатых асфальтово-смолистыми веществами. Основ-
ные компоненты: асфальтены, смолы, нефтяные масла. Асфальтены
обусловливают твердость, смолы — цементацию и эластичность би-
тума, нефтяные масла являются средой, разжижающей смолы и ас-
фальтены. Температура размягчения твердого битума 60-90 °C. Вво-
дят до 2 % в состав смол некоторых марок для повышения упругих
свойств.
Пчелиный воск (ГОСТ 21179-75*) — продукт плавления во-
щины, представляющий соединение сложных эфиров, спиртов и кис-
лот. Строение кристаллическое, температура плавления 64-66 °C.
Хорошо растворяется в ацетоне и бензине, плохо — в спирте.
Шеллак — естественная смола, представляющая продукт био-
логической деятельности тропических насекомых. Температура плав-
ления шеллака в зависимости от его происхождения может до-
стигать 150 °C. Растворим в щелочах и спирте, почти нераство-
рим в эфире и бензине. Входит в состав смол некоторых марок
с массовой долей 40-50 % для повышения механической прочнос-
ти сплава. В смолах, используемых в больших количествах, его
заменяют тальком или графитом.
Номенклатуру наклеенных смол, учитывающую вид выполняе-
мой операции, конструктивные формы, размер и точность деталей,
регламентирует ОСТ 3-6461-88. Свойства смол характеризуют
температурой размягчения, которую определяют в соответствии
с ГОСТ 11506-73*.
Наклеенные воски — сплавы воска с канифолью. Количество
воска в сплавах разного состава — от 20 до 10 %, канифоли — от
80 до 90 %. Применяют для склеивания заготовок между собой
229
и фиксации их положения на приспособлениях. Вследствие высо-
кой вязкости сплавов толщина клеящего слоя составляет 0,2-
0,3 мм.
Наклеенные парафины, представляют собой сплавы парафина
с воском. Содержание парафина 15-20 %, остальное — воск. Сплавы
пластичны и текучи; толщина клеящего слоя — в пределах 0,05-
ОДО мм. В некоторые сплавы для повышения их твердости вводят
(до 50 %) канифоль.
Сплавы металлов с низкой температурой плавления по ряду
технологических свойств имеют преимущества перед наклеенными
смолами: возможность разборки блоков при погружении в теплую
воду; сокращение расхода органических растворителей для про-
мывки заготовок, минимальные потери сплава; возможность
многократного их использования. Пример такой композиции —
сплав Вуда, в состав которого входят: висмут (50 %), свинец
(25 %), олово (12,5 %), кадмий (12,5 %). Температура плавления
60-90°С.
Гипс — мелкозернистый порошок, получаемый обжигом при-
родного двуводного гипса (CaSO4 • 2Н2О) до превращения его в по-
луводный (2CaSO4 • Н2О). Используют гипсовые вяжущие Г-ЗП,
Г-6П (ГОСТ 125-79**) или медицинский гипс (ОСТ 21-8-80), ко-
торые смешивают с водой. По истечении некоторого времени ра-
створ затвердевает. Продолжительность рабочего состояния раствора
(время от засыпки гипса в воду до заливки блока) до 3 мин. Время
затвердевания от 4 до 6 ч. Отрицательным свойством гипса явля-
ется увеличение объема вещества при затвердевании.
Материалы рабочей поверхности полировальников. Использу-
ют пекоканифолевые полировочные смолы, технические шерстя-
ные ткани — шерстяной войлок, сукно шинельное и синтетичес-
кие вещества (например, полиуретан). Материалы оценивают по
интенсивности процесса полирования, времени, в течение которого
инструмент сохраняет первоначальную форму, и способности обра-
зовывать чистую, без видимых дефектов полированную поверхность.
Полировочные смолы — сплавы сосновой канифоли и сосново-
го пека с добавлением пластификатора (пчелиного воска или ка-
нифольного мыла). Свойства смол характеризуют вязкостью, опре-
деляемой по ГОСТ 11506-73”. Марки и область применения смол
выбирают с учетом интенсивности процесса и температуры окру-
жающей среды (ОСТ 3-6461-88). При изменении температуры смо-
лы на ± 5°С вязкость изменяется на порядок. Способность смол
течь под действием нагрузки ограничивает как температурный
интервал их применения, так и возможность интенсификации
процесса. Для расширения температурного интервала и повыше-
ния стабильности формы рабочей поверхности полировальника
в пекоканифолевые смолы вводят различные наполнители: древес-
ные опилки (дуб, сосну, ольху), нефтяной битум, полистирол, по-
лирит.
230
Полировочные смолы используют в качестве материала рабочей
поверхности полировальников при изготовлении точных оптичес-
ких поверхностей. Упругопластические свойства, которыми обла-
дают смолы, позволяют поверхности полировальника, с одной сто-
роны, принимать форму поверхности изделия, с другой, — противо-
действуя этому процессу, изменять форму полируемой поверхности
соответственно настройке и режиму работы станка. При низкой
температуре смолы превалируют ее упругие свойства, которые пре-
пятствуют изменению формы рабочей поверхности полировальни-
ка и увеличению площади контакта с поверхностью изделия. Ин-
тенсивность изнашивания стекла при этом мала. С повышением
температуры смолы возрастает роль пластических свойств. Пло-
щадь контакта поверхности полировальника с изделием расширя-
ется, увеличивается интенсивность изнашивания стекла. Начиная
с некоторой температуры, пластические свойства приобретают до-
минирующее влияние. Прочность закрепления зерен полирующего
абразива в подложке оказывается недостаточной для выполнения
ими функции микрорезцов, и, встречая сопротивление стекла, они
уходят в толщу смолы. Интенсивность изнашивания стекла сни-
жается.
Технические шерстяные ткани используют в качестве матери-
ала рабочей поверхности полировальников, применяемых в про-
цессах, протекающих с большой интенсивностью, а также при из-
готовлении деталей с низкими требованиями к точности формы
поверхности, но высокими требованиями по чистоте. Чистоту обес-
печивают эластичные свойства ткани, позволяющие нивелировать
уровень зерен абразива. Ткань на корпус наклеивают смолой. Для
прочности соединения наклеиваемый материал прижимают к кор-
пусу и формируют вспомогательным инструментом (планшайбой,
грибом, чашкой) под давлением на прессе.
Синтетические вещества, из которых наиболее распространен-
ным является пенополиуретан, используют в виде микропористых
пленок толщиной от 0,2 мм и более. Материал имеет нсколько
модификаций — без наполнителя и с наполнителем, в качестве
которого применяется полирующий абразив — диоксид церия (СеО2)
или диоксид циркония (ZrO2). Зерна абразива, насыщая рабочую
поверхность инструмента, повышают интенсивность процесса по-
лирования водной суспензией СеО2 или ZrO2. Пенополиуретано-
вые пленки используют в процессах полирования с повышенными
скоростями и давлением. С корпусом инструмента их соединяют
водостойким клеем. При повышении требований к точности фор-
мы полируемой поверхности толщину материала уменьшают. Со-
ответственно повышаются требования к точности формы поверх-
ности корпуса.
Разработан инструмент «Аквапол», материал рабочей поверхно-
сти которого представляет собой полимеризованную смесь полиру-
ющего абразива (диоксидов церия или циркония) со связующим
веществом — фенольными и эпоксидными смолами [4.2-4.4].
231
Таблица 4.13.
ОСНОВНЫЕ СВОЙСТВА МАТЕРИАЛОВ
РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛИРОВАЛЬНИКОВ
Материал рабочей поверхности Показатель качества полированной поверхности
Точность формы Высота неровностей R2, мкм
длт
Войлок шерстяной, сукно шинельное 6,0-15,0 2,0-5,0 0,01
Смола полировочная 0,1 0,05 0,05
Пенополиуретан 2,0-3,0 0,2-0,5 0,10
Связанный полирующий абразив для инст- румента типа * Аква пол» 2,0-3,0 0,3-0,5 0,05
Материал, образующий рабочую поверхность полировальника,
выбирают в зависимости от интенсивности процесса, требований
к точности формы и высоте неровностей полированной поверх-
ности (табл. 4.13).
Жидкости для промывки и чистки деталей. Эти жидкости долж-
ны быстро и надежно удалять с поверхности деталей различные
загрязнения, растворять защитные лаки, смолы, воски и другие ве-
щества. При этом они не должны содержать взвешенных частиц и
растворенных примесей, загрязняющих оптическую поверхность, не
должны оказывать разрушающего воздействия на полированные
поверхности, быть нетоксичными.
Выбор растворителей и моющих средств, которые используют на
разных стадиях изготовления оптических деталей (РТМ 3-1455-81),
определяется химической устойчивостью стекла и классом чистоты
полированной поверхности (табл. 4.14). Следует отметить, что бен-
зин хорошо растворяет сосновый пек, воск и жировые загрязнения,
хуже — канифоль. Ацетон растворяет канифоль, защитные лаки на
основе нитроэмалей, жиры, каучук. Этиловый спирт растворяет на-
клеенные смолы, спиртовые лаки, шеллак, плохо — восковые смеси.
Смеси растворителей (ацетон—бензин, ацетон—спирт, спирт—бен-
зин) используют для растворения смол и защитных лаков.
Для удаления следов полирующего абразива по контуру детали
и с фасок используют 1%-ный раствор двухлористого олова в кон-
центрированной соляной кислоте.
Чистку полированных поверхностей перед нанесением на них
покрытий производят органическими растворителями: петролей-
ным эфиром, который представляет легкие фракции бензина (ки-
пение при температуре от 40 до 70 °C); этилацетатом, смесью пе-
тролейного эфира со спиртом и др.
Защитные лаки и эмали. Марку лака или эмали выбирают в
зависимости от вида выполняемой операции, материала заготовок и
способа их соединения с приспособлением. Наиболее часто в опти-
ческом производстве используются следующие лаки и эмали.
Нитроэмаль НЦ-25 (ГОСТ 5406-84*) — раствор нитроцеллю-
лозы, смолы и красящих пигментов в смеси летучих органических
232
233
Таблица 4.14.
МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ ПРОМЫВКИ ДЕТАЛЕЙ НА РАЗНЫХ СТАДИЯХ ИХ ИЗГОТОВЛЕНИЯ
Операция Способ промывки Группа химической устойчивости стекла Класс чистоты Марка растворителей и моющих средств
Заготовительная Механизированный в установке «беличье ко- лесо» I,II, III, а, у, А, Б Без ограничений МЛ-51, МЛ-52 (ТУ 84-228-76); МС-6, МС-8, (ТУ 6-15-978-76) (водные растворы)
Ручной 1,11,111, д, В, IV, а, у, д, А, Б, В Бензин (ГОСТ 3134-78*)
Полирование Механизированный в установке КП-1М I, А, Б, III Паста моющая (ТУ 18.РСФСР-749-78); гид- рооксид натрия (ГОСТ 4328-77*); кислота уксус- ная (ГОСТ 61-75*); катамин АБ (ТУ 6-01-816-75)
Механизированный в установке У-247 I, у, д, В, II, III, а, у, д, А, Б, В Дибутилфталат (ТУ 6-09-07-925-77); паста моющая (ТУ 18.РСФСР-749-78)
Механизированный в установке НТ-493М I, у, д, В, II, III, а, у, д, Б, В Ш-1Ха Бензин (ГОСТ 3134-78*); ацетон (ГОСТ 2768-84)
Ручной 1,у,д,В, П, III, а, у, д,А,Б, В III-IX Смесь: 50 % спирта (ГОСТ 17299-78*); 50 % бензина (ГОСТ 3134-78*)
IV, а, у, д, А, Б, В Без ограничений Смесь: 85 % спирта (ГОСТ 17299-78*); 15 % ацетона (ГОСТ 2768-84)
Центрирование и фасетироваиие Механизированный в установке КП-1М I, а, А, Б, III, а Паста моющая (ТУ 18.РСФСР-749-78); гид- рооксид натрия (ГОСТ 4328-77*); кислота уксус- ная (ГОСТ 61-75*); катамин АБ (ТУ 6-01-816-75)
Механизированный в установке НТ-493М I, у, д, В, П, III, а,у, д, Б, Б Бензин (ГОСТ 3134-78*)
Ручной IV, а, у, д, А, Б, В Спирт абсолютированный (ТУ 108-77)
I, у, д, В, II, III, а, у, д,Б,В Смесь: 75 % спирта (ГОСТ 17299-78*), 25 % бензина (ГОСТ 3134-78*)
растворителей; применяют для защиты полированных поверхно-
стей заготовок, соединяемых с приспособлением приклеиванием
(смоляные подушки, прокладки, пропитанные смолой), для защиты
швов соединений заготовок с контактным приспособлением.
Цапонлак НЦ-62 (ОСТ 6-10-300-91-74) — раствор нитроцел-
люлозы в летучих органических растворителях с добавлением пла-
стификаторов; имеет то же значение, что и нитроэмаль НЦ-25.
Фторпластовый лак — раствор лакового полимера Ф32Л
(ТУ 6-05-1620-73) в смеси ксилол-ацетон-амилацетат; приме-
няют для защиты полированных поверхностей деталей из хими-
чески нестойких стекол, растворимых и гигроскопичных кристал-
лов.
Битумный лак (ГОСТ 312-79'j — раствор битума в толуоле —
наносят на поверхности заготовок, соединяемых с приспособлени-
ем; лак увеличивает адгезию наклеенной смолы к заготовке и улуч-
шает условия наблюдения дефектов на полируемой поверхности.
Матовые эмали ХС-754, ХС-1107 и эмаль ПФ-163
(ГОСТ 5971-78”) — для окрашивания нерабочих поверхностей и
фасок в целях уменьшения светорассеяния и устранения бликов.
Протирочные материалы. Вымытые оптические детали протира-
ют салфетками из мягких белых тканей: фланелью (ГОСТ 7259-77),
батистом (ГОСТ 8474-80), старым льняным полотном и др. В пос-
леднее время нашли применение синтетические салфетки фирмы
«Арфис» (Москва). Окончательную чистку полированных поверх-
ностей производят медицинской гигроскопической ватой, подвергну-
той дополнительной обработке — обезжириванию. Количество со-
держащихся жиров доводят до 0,01-0,15 %.
4.4. СПОСОБЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ОПТИЧЕСКИХ МАТЕРИАЛОВ
Обработка шлифующими абразивами. Стекло можно шлифо-
вать алмазным инструментом или водными суспензиями абрази-
ва, находящегося в свободном состоянии.
Шлифование алмазным инструментом представляет собой
процесс хрупкого разрушения стекла, которое происходит в ре-
зультате царапающего воздействия закрепленных алмазных зе-
рен. Когда режущая кромка зерна вступает в контакт со стеклом,
в его поверхностном слое под действием сил, совпадающих с на-
правлениями подачи и движения инструмента, возникают напря-
жения. По мере нарастания силы резания напряжения увеличи-
ваются, достигают предела прочности стекла и превышают его.
При этом перед режущей кромкой зерна появляются трещины,
направленные в сторону его движения. Происходит выкалывание
частиц, отделяемых от основной массы. При дальнейшем движе-
нии зерно вновь входит в контакт со стеклом, процесс нарастания
234
усилий, напряжений и разру-
шения повторяется. Вдоль
пути, пройденного единичным
зерном, остается царапина. Вза-
имное пересечение большого
числа царапин, нанесенных все-
ми одновременно работающи-
ми зернами, приводит к отде-
лению множества частиц. Об-
разуется шероховатая шлифо-
ванная поверхность.
На работающее алмазное зер-
но действует силаРр (рис. 4.10),
с которой стекло сопротивля-
ется оказываемому на него раз-
рушающему воздействию. Ее
составляющими являются:
Ру — осевая сила, направлен-
ная в сторону, противоположную усилию прижима зерна к стеклу;
Рх — сила, действующая в плоскости движения зерна по стрелке
V3 и направленная в сторону, противоположную этому движению;
Р2 — сила, действующая в плоскости движения зерна по стрелке У2
и направленная в сторону, противоположную этому движению. Силы
Р , Рх и Р2 возникают как следствие сопротивления стекла его раз-
рушению, так и в результате трения зерен и связки о поверхность
стекла и о продукты его износа. При этом сила Р стремится
переместить зерно в материал связки, но, встречая сопротивление
последней, вдавливает его в стекло. Силы Рх и Р2 стремятся вы-
рвать зерно из связки, создавая опрокидывающие моменты на пле-
че, равном высоте его выступающей части йв ч. Для зернистостей
алмаза от 125/100 она пропорциональна максимальному размеру
зерна основной фракции и составляет 0,3d3a. При большей круп-
ности алмаза из-за возрастающих усилий Рх и Р2 уровень погру-
жения зерна в связку увеличивается. Устойчиво работают зерна,
у которых йв 4 = 0,25d3 . В отдельных случаях (при распилива-
нии, сверлении и других операциях) одна из тангенциальных со-
ставляющих может отсутствовать.
В процессе работы инструмента режущая кромка зерен притуп-
ляется, а удерживающая их связка изнашивается. При этом под
воздействием возрастающего сопротивления стекла прочность за-
крепления зерен достигает критического значения, и они могут
быть вырваны из связки. Взамен их в работу вступают новые.
Происходит самозатачивание инструмента. Условием самозатачи-
вания является сбалансированный износ зерен с износом связки.
Если этот баланс нарушен, то нарушается и режим самозатачива-
ния. Режущая способность инструмента снижается.
При шлифовании свободным абразивом стекло разрушается под
действием перекатывающихся зерен, которые находятся в зазоре
235
между поверхностями изделия и инструмента (рис. 4.11). Послед-
ние прижаты с некоторым усилием друг к другу и совершают
относительное перемещение. Размер зерен мал, поэтому перекаты-
ваются они с большими угловыми скоростями, и, вступая в кон-
такт со стеклом, наносят удар. В точке контакта возникают на-
пряжения сжатия, направленные в основном в сторону приложен-
ного усилия. По мере возрастания усилий пространство, занимае-
мое напряжениями, увеличивается. У поверхности они действуют
как растягивающие и, превысив предел прочности стекла на раз-
рыв, отрывают наружные слои стекла от внутренних. Возникает
трещина конической формы. При перекатывании зерен по тем же
местам трещины пересекаются и отделяют частицы стекла от ос-
новной массы. Образуется рельеф в виде множества выступов и
впадин, который представляет шероховатость, характерную для
шлифованной поверхности. Статистический характер воздействия
большого числа одновременно работающих зерен и малое рассея-
ние энергии элементарного разрушения определяют исключитель-
ную однородность рельефа шлифованной поверхности. В энергети-
ческом отношении КПД процесса шлифования свободным абра-
зивом очень мал. Энергия на диспергирование составляет сотые
доли процента от всей затраченной механической работы. Осталь-
ная ее часть переходит в тепло [4.5].
Поверхность стекла, разрушенная шлифующим абразивом, пред-
ставляет собой рельефный слой йр (рис. 4.12). При шлифовании
алмазным инструментом с зернистостью алмаза от 250/200 до
80/63 или свободным абразивом зернистостью от N16 до N4 ше-
роховатость характеризуют максимальной высотой неровностей Rz,
а при шлифовании алмазным инструментом с зернистостью от
63/50 до 10/7 или свободным абразивом зернистостью от М40 до
М3 — средним арифметическим отклонением профиля Ra. Угол
при вершине выступов и впадин неровностей равен 115-130° и не
зависит от зернистости абразива. Наблюдается, хотя и недостаточ-
но четко выраженная, связь его значения с химическим составом
стекла, определяющим механическую прочность. С повышением
прочности значение угла возрастает.
Рис. 4.11. Схема разрушения поверх-
ности стекла свободным абразивом
Рис. 4.12. Строение поверхности
стекла, разрушенной шлифующим
абразивом
236
При шлифовании хрупких материалов неровностям поверхнос-
ти, представляющим рельефный слой, всегда сопутствует объемная
сетка трещин, распространяющаяся в глубь стекла от уровня впа-
дин. Эта зона носит название трещиноватого слоя — йтр. Общая
глубина разрушения представляет собой нарушенный слой F. От-
ношение толщины F нарушенного слоя к высоте hp рельефного
слоя не зависит от марки стекла, зернистости абразива и для дан-
ного способа механической обработки является величиной посто-
янной: 2,7 и 4,0 — при шлифовании алмазным инструментом и
свободным абразивом соответственно.
При шлифовании свободным абразивом толщина F нарушенного
слоя пропорциональна зернистости абразива и коррелирует с относи-
тельной твердостью стекла по сошлифовываниюЯ^ Для стекла марки
х толщину слоя, нарушенного абразивом зернистостью М, находят
умножением ее значения FM для стекла марки К8 (табл. 4.15) на
соответствующий стеклу марки х коэффициент Н , значения кото-
рого приведены в гл. 1, т. е.
-(1,2/Яз).
При шлифовании алмазным инструментом зависимость между
значением F и зернистостью алмазного порошка носит квадратич-
ный характер. Меньшая толщина нарушаемого слоя (см. табл. 4.15)
является следствием меньшего угла, под которым разрушающие
усилия направлены к обрабатываемой поверхности, и действием
силы трения, которая смещает в этом направлении максимальные
касательные напряжения.
Рельефный слой йр на механическую прочность стекла не влия-
ет, но она возрастает с уменьшением трещиноватого слоя [4.6].
Необходимым условием повышения механической прочности яв-
ляется высокая степень однородности зернового состава шлифую-
Таблица 4.15. ТОЛЩИНА СЛОЯ СТЕКЛА, НАРУШАЕМОГО ПРИ ШЛИФОВАНИИ
СВОБОДНЫМ АБРАЗИВОМ И АЛМАЗНЫМ ИНСТРУМЕНТОМ
Зернистость, мкм Толщина нарушенного слоя F, мкм
Свободный абразив (электрокорунд белый) Инструмент из синтетических алмазов на метал- лической связке (по данным Л. И. Мастюгина)
7-5 5 6
10-7 7 8
14-10 10 10
20-14 15 13
28-20 22 20
40-28 35 25
50-40 43 —
63-50 51 30
80-63 79 35
100-80 96 48
125-100 122 50
160-125 160 60
237
щего абразива, с которой связана глубина проникновения трещин.
Исходя из условий эксплуатации оптических элементов, которые
подвергаются в основном растяжению и изгибу, прочность стекла
определяют методом симметричного изгиба.
Обработка полирующими абразивами. Это завершающая ста-
дия механической обработки отражающих и преломляющих по-
верхностей, в результате которой неровности поверхности оказы-
ваются меньше длины волны видимой области спектра (R2 <
< 0,05 мкм), а ее форма приобретает заданную точность. Полирова-
ние представляет собой сложный физико-химической процесс,
в котором главным является разрушение стекла зернами абрази-
ва, закрепленными в поверхностном слое материала, образующего
рабочую поверхность инструмента. При относительном перемеще-
нии изделия и инструмента зерна полирующего абразива подобно
резцам срезают ультрамикроскопические частицы, пластически де-
формируя поверхностный слой стекла. Размер образующихся не-
ровностей мал, и поэтому они не обнаруживаются при обычном
наблюдении. Условия, необходимые для такого процесса, создают-
ся совокупностью одновременного действия нескольких факторов:
упруго-пластическими свойствами материала рабочей поверхности
инструмента, которые определяют возможность нивелирования уров-
ня выступающей части зерен, малым размером последних, несжи-
маемым слоем жидкости в зазоре между притираемыми поверхно-
стями и ограничивающим глубину врезания зерен в стекло. Оп-
ределенную роль в процессе играют и химические реакции: хими-
ческое действие суспензии полирующего абразива на стекло и ин-
струмент, что подтверждается замедлением или ускорением процесса
в зависимости от марки стекла и состава суспензии; гидролиз уль-
трамикроскопических (~ 10-2 мкм) частиц стекла, срезаемых зер-
нами абразива. Продукты гидролиза заполняют дефекты (царапи-
ны, точки) на полируемой поверхности.
На полированной поверхности стекла при определенных усло-
виях наблюдения можно обнаружить неровности — следы работы
зерен полирующего абразива. Их размер, по данным ряда авторов,
для стекол, имеющих неодинаковую твердость, лежит в пределах
(0,3 4- 3,0)10-2 мкм; в то время как толщина пленки коллоидной
кремниевой кислоты, образующейся под действием атмосферной
влаги или воды на поверхности стекол разных марок, лежит в
пределах (1,5 + 7,0)10-3 мкм. Увеличение размера зерна полирую-
щего абразива, повышение упругости материала, образующего ра-
бочую поверхность полировальника, и уменьшение твердости стек-
ла вызывают закономерное увеличение неровностей. В видимой и
ИК-областях спектра, когда длина волны света значительно пре-
восходит размер неровностей полированной поверхности, последние
не влияют на работу оптической детали. В УФ-области неровнос-
ти того же размера становятся сопоставимыми с длиной волны.
Они вызывают рассеяние света и снижают его пропускание. Стро-
ение полированной поверхности имеет существенное значение для
238
подложек, на которые наносят тонкие пленки, где размер неровно-
стей допустим в пределах десятых долей нанометра, а также для
деталей из материалов, прозрачных в УФ-области спектра.
Особенностью полированной поверхности является наличие уп-
рочненного (наклепанного) слоя, микротвердость которого превы-
шает микротвердость поверхности излома. Глубина распростране-
ния упрочненного слоя зависит от физико-механических свойств
оптического материала [4.7].
4.5. СПОСОБЫ ФОРМООБРАЗОВАНИЯ СФЕРИЧЕСКИХ
И ПЛОСКИХ ПОВЕРХНОСТЕЙ
В основе способа принудительного формообразования лежит гео-
метрия пространственного пересечения двух тел — кольцевого ал-
мазного инструмента 1 и изделия 2 (рис. 4.13). Оба тела жестко
связаны с осями их вращения, которые лежат в одной плоскости и
пересекаются в точке О под некоторым углом а. При вращении этих
тел и перемещении одного из них вдоль оси Oz кромка инструмента
вырезает в теле изделия поверхность, все точки которой лежат на
окружности, образованной вращением инструмента относительно оси
ОК, и равноудалены от точки О. В то же время все точки поверхности,
вырезанной инструментом, представляют тело вращения относитель-
но оси Oz и также равно удалены от точки О. Данному геометричес-
кому свойству удовлетворяет сфера х2 + у2 + z2 = R2. Радиус 7? сфери-
ческого сегмента/? = Z>/(2sin а), гдеD — диаметр инструмента. Сохра-
няя положение кромки инструмента на оси Oz и изменяя угол а,
радиус/? поверхности увеличивают или уменьшают. При а = О R =
Рис. 4.13. Схемы принудительного формообразования сферических по-
верхностей: а — выпуклых; б — вогнутых
239
Жесткая кинематическая связь системы «станок—приспособ-
ление—инструмент—деталь», в которой замыкающим звеном яв-
ляется изделие, определяет зависимость точности формообразова-
ния от точности оборудования, что ограничивает область примене-
ния данного способа операцией предварительного шлифования сфе-
рических и плоских поверхностей. Выполняют эту операцию на
предварительно настраиваемых станках, работающих в автомати-
ческом или полуавтоматическом цикле. Статистические методы
анализа процесса позволяют объективно оценить некоторые тех-
нико-экономические показатели оборудования, а именно: абсолют-
ную точность станка, под которой имеют в виду степень рассеяния
производственных погрешностей, связанную с настройкой станка и
его качеством; нестабильность изготовления партии изделий, ха-
рактеризуемую переменным рассеянием производственных погреш-
ностей или изменением доминирующего фактора; соответствие
между заданным допуском и точностью станка, критерием кото-
рого является величина, характеризующая отношение полного поля
рассеяния оборудования и погрешностей настроек к полю допуска
на изготовление изделия.
Способ формообразования с помощью свободного поверхностно-
го притира основан на взаимном изнашивании поверхностей двух
тел — изделия и инструмента, которые контактируют друг с другом
по площади, сопоставимой с их размером. Этот способ позволяет на
простом оборудовании получать предельно точные (ограничивае-
мые возможностями средств технологического контроля) тонко-
шлифованные и полированные поверхности сферической и плос-
кой форм. Так как продолжительность контакта, а следовательно,
и изнашивание краевых и центральных зон притираемых поверх-
ностей разные, их форма непрерывно изменяется. Заданный радиус
сферы, или отступление от плоскостности, поверхность изделия имеет
только в некоторый момент времени обработки. Отсутствие функ-
Рис. 4.14. Схемы принудительного формообразования с использованием
поверхностного притира: а — при шлифовании; б — при полировании
240
циональной и количественной связи, устанавливающей закономер-
ность изменения, определяет необходимость квалифицированного
управления процессом формообразования. Нестабильность формы
поверхности инструмента в результате его неравномерного изна-
шивания усложняет задачу циклического повторения операции,
а повышение интенсивности процесса, ускоряя изменение формы
притираемых Поверхностей, затрудняет определение момента вре-
мени, когда форма поверхности изделия находится в пределах до-
пустимого отклонения.
На рис. 4.14, а, б приведен вариант процесса, предлагаемый фир-
мой LOH, в котором поверхностный притир реализован по схеме
принудительного формообразования и распространяется на опера-
ции шлифования (а) и полирования (б). Используются предвари-
тельно настраиваемые станки, работающие в полуавтоматическом
цикле. В данном случае сохраняется зависимость точности формо-
образования от качества станка, но погрешность формы поверхно-
сти единичной детали и детали, обрабатываемой в блоке, уменьша-
ется пропорционально отношению квадратов диаметров деталь—
инструмент или деталь—блок.
4.6. ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ
НА ТОЧНОСТЬ ФОРМООБРАЗОВАНИЯ
Деформации, вызываемые остаточными напряжениями в стек-
ле. На этапе ответственного охлаждения отжигаемого стекла в нем
из-за перепада температуры между внутренними и наружными об-
ластями возникают напряжения. После охлаждения до нормальной
температуры внутренние области оказываются под действием рас-
тягивающих напряжений, наружные — под действием сжимаю-
щих. Напряжения о, Н/м2, измеренные в направлении наибольше-
го размера заготовки, распределяются по ее толщине в соответ-
ствии с параболическим законом (рис. 4.15):
о =—22е—ДТ(/-Зх2),
6а(1 - ц)
где а — коэффициент термического расширения стекла, град-1; Е —
модуль упругости стекла, Н/м2; а — коэффициент температуропро-
водности стекла, м2/град-1; ц — коэффициент Пуассона; ДТ —
скорость снижения температуры стекла при отжиге, °/ч; I — полу-
толщина заготовки, м; х — текущая координата, м.
Если заготовку в виде плоского диска соединить с наклеенным
приспособлением и сошлифовать с обрабатываемой поверхности
слой стекла толщиной Дй, то симметрия напряжений относитель-
но плоскости х = 0 и их равновесие нарушаются. После освобожде-
ния заготовки от закрепления напряжения перераспределяют-
ся, их равновесие восстановится относительно новой плоскости
241
симметрии. При этом диск деформируется
и приобретает форму концентрического ме-
ниска со стрелкой прогиба поверхности, рав-
ной
W = 35/(4В)[ДйЛ2/(£Я2)],
где 8 — двойное лучепреломление стекла,
нм/см; В — оптический коэффииент на-
пряжения, Па; D, Н — диаметр и толщина
Рис. 4.15. Распределение заготовки, см.
остаточных напряжений по Деформации, вызываемые напряжения-
толщине плоского диска ми в нарушенном слое шлифованной по-
верхности. В трещины нарушенного слоя
шлифованной поверхности под действием капиллярных сил прони-
кают вода и влага атмосферы. Находясь в узком зазоре, они оказыва-
ют на стекло химическое и механическое воздействия. Эффект хими-
ческого воздействия заключается в том, что в результате гидролиза
стекла на стенках трещин образуются продукты в виде тонкой плен-
ки коллоидной кремниевой кислоты. Эти продукты создают в трещи-
нах расклинивающие усилия, которые растягивают шлифованную по-
верхность. Источником механического воздействия является тонкий
(сольватный) слой жидкости, образующийся на стекле под действием
молекулярных сил. Проникая в узкую щель между стенками трещин,
сольватный слой оказывает такое же действие, как и продукты гид-
ролиза. Чем меньше ширина щели, тем его действие сильнее.
У плоского диска, обе поверхности которого обработаны шли-
фующим абразивом, расклинивающие усилия в трещинах нару-
шенного слоя и вызываемые ими усилия, растягивающие поверх-
ностные слои заготовки, находятся в равновесии. Удаление (поли-
рованием) нарушенного слоя с одной из поверхностей нарушает
равновесие сил. Со стороны шлифованной поверхности появляет-
ся изгибающий момент, под действием которого диск деформиру-
ется. Полированная поверхность становится вогнутой, шлифован-
ная — выпуклой. Деформацию полированной поверхности опреде-
ляют по формуле
W =
ЗР D2
4Е н2
(1-Ц),
гдеР — сила, растягивающая шлифованную поверхность, Н/м.
Увеличение или уменьшение толщины нарушенного слоя, опре-
деляемое зернистостью шлифующего абразива, вызывает соответ-
ствующее изменение силы Р, а вместе с тем и деформацию. Если
заготовка прочно соединена с приспособлением, то ее деформация,
так же как и в предыдущем случае, произойдет лишь после осво-
бождения от закрепления.
Температурные деформации. При линейном и одинаковом для
каждого поперечного сечения распределения температуры вдоль оси
242
плоского диска он деформируется и принимает форму концентри-
ческого мениска со стрелкой W прогиба поверхности W = (jD2/8H)aAt
и радиусом R = H/(aAt), где At — разность температур на верхней и
нижней поверхностях диска.
Температурные деформации заготовок при их соединении с при-
способлениями связаны с разогревом и последующим охлаждени-
ем системы «стекло—клеящее вещество—приспособление». В сис-
теме создается неоднородное температурное поле, описываемое диф-
ференциальным уравнением нестационарного теплового потока:
At М2
— = a—
Ах2
где At — изменение температуры в слое Ах материала рассматри-
ваемого компонента за время Ат; a — коэффициент температуро-
проводности материала данного компонента.
В процессе охлаждения соединенных вместе неоднородных по
своим теплофизическим свойствам материалов в заготовке возни-
кает градиент температуры. Градиент, перпендикулярный к плос-
кости заготовки, создает изгибающие моменты, под действием ко-
торых она принимает форму концентрического мениска, обращен-
ного выпуклостью в сторону более высокой температуры. Пониже-
ние температуры системы и уменьшение градиента по толщине
заготовки приводит к соответствующему изменению ее кривизны,
что происходит беспрепятственно за счет пластической деформа-
ции слоя клеящего вещества. В некоторый момент времени ох-
лаждения этот слой приобретает упругость, препятствующую изме-
нению формы поверхности заготовки. Поэтому при дальнейшем
охлаждении в ней будут возникать напряжения. Значения напря-
жений и деформаций связаны с градиентом, который был в заго-
товке к моменту приобретения клеящим слоем упругости, препят-
ствующей свободному изменению ее формы. После освобождения
заготовки от закрепления напряжения снимаются, и точно обрабо-
танные поверхности оказываются деформированными. Размер гра-
диента, определяющего деформацию, зависит от теплофизических
свойств материалов системы, скорости охлаждения, соотношения
толщин заготовки и приспособления.
Особенности температурных деформаций, возникающих в про-
цессе шлифования свободным абразивом, определяются малым зна-
чением коэффициента полезного действия этого процесса. Подавля-
ющая часть затрачиваемой механической работы переходит в теп-
ло. В первом приближении можно принять, что все выделяющееся
тепло распределяется между обрабатываемой заготовкой и инстру-
ментом пропорционально тепловой активности материалов, из ко-
торых один является изолятором (стекло), а другой — проводни-
ком (металл). В этом случае
41!42 ~ -\Д1Р1С1 /7^2Р2С2 >
243
гдеЛр Рр сх иЛ2, р2, с2 — коэффициенты теплопроводности, плотно-
сти и удельной теплоемкости материала изделия и инструмента
соответственно; и q2 — количество теплоты, распространяю-
щейся через заготовку и инструмент соответственно.
При шлифовании свободным абразивом q^ ; q2 = 1 : 15, т. е. при-
мерно 6 % выделившегося тепла распространяется через заготовку,
а 94 % аккумулируется инструментом. Режим работы станка, зер-
нистость шлифующего абразива и концентрация суспензии не вы-
зывают заметного изменения температуры в системе «заготовка—
инструмент». Максимальное значение температурного градиента
вдоль оси плоского диска при шлифовании микропорошками элек-
трокорунда зернистостью от М28 до М10 не превышает 0,2 °C.
Вызываемые им деформации диска оказываются в пределах точ-
ности измерения формы тонкошлифованных поверхностей [4.5].
Температурные деформации, возникающие при полировании,
определяются тем, что роль тепловых явлений в этом процессе весь-
ма значительна. «Источник тепла» (трение, испарение влаги суспен-
зии и др.) находится на границе изоляторов, а его мощность, о кото-
рой можно судить по значению коэффициента трения (0,6-0,7), зна-
чительно больше, чем в процессе шлифования, где он составляет
0,13-0,17.
В условиях ограниченного расхода суспензии температура в по-
лируемом диске распределена неравномерно как по радиусу, так и
по толщине. В радиальном направлении она выше в центральных
зонах и ниже — в краевых, где меньше тепловыделение и больше
потери тепла за счет испарения влаги суспензии. По толщине дис-
ка более высокую температуру имеет обрабатываемая поверхность.
После полирования в течение временит = 0,2 Н/а температура в каж-
дой точке объема диска начинает изменяться по линейному закону
и с одинаковой скоростью, т. е. градиент температуры и вызывае-
мая им деформация изделия остаются неизменными. Если поверх-
ность полировальника разделить на отдельные площадки, то огра-
ничивающие их каналы будут выполнять не только функции транс-
портных артерий, по которым суспензия проникает в центральные
зоны, но одновременно явятся и путями теплообмена этих зон
Рис. 4.16. Распределение интенсив-
ности изнашивания по поверхности
плоского диска в зависимости от тем-
пературы полировальника
с окружающей средой, позволяя
уменьшить температурный гради-
ент в изделии.
Неравномерность изнашивания,
вызываемая градиентом темпера-
туры на поверхности полироваль-
ника, определяется следующим.
Известна зависимость интенсивно-
сти изнашивания стекла от вяз-
кости смолы. Так как последняя
пропорциональна температуре, то
аналогичным будет и характер
зависимости интенсивности изна-
244
щивания от температуры смолы. Температура рабочей поверхнос-
ти полировальника в радиальном направлении разная. Она выше
в центральных зонах, которые контактируют с изделием в течение
более длительного времени, чем краевые. Соответственно различны
в этих зонах и физико-механические свойства смолы, т. е. соотно-
шение упругих и пластических свойств, определяющих интенсив-
ность изнашивания. Если температура смолы ниже оптимальной
(рис. 4.16), то интенсивность изнашивания центральных зон будет
выше, чем краевых. Переход за оптимальную температуру приве-
дет, наоборот, к большей интенсивности изнашивания краевых зон,
т. е. неодинаковую температуру по поверхности полировальника
можно рассматривать как один из источников зональных отклоне-
ний формы полируемой поверхности.
4.7. ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ОПТИЧЕСКИХ МАТЕРИАЛОВ
Распиливание стекла. Распиливание относится к операциям
изготовления заготовок из стекла, не имеющего приближенной фор-
мы будущей детали (в частности, стекло, отлитое в блок, куски, по-
лученные при разборке стекловаренного сосуда, пластины). Исполь-
зуют специализированные станки разных моделей: 8805, ЗБ-706,
АОС-200, CP-300, СР-1500, С-30. Характеристики станков приве-
дены в гл. 9. Количество СОЖ, подаваемой в зону контакта инстру-
мента со стеклом, — 30-40 л/мин.
Данные для ориентировочного выбора режима распилива-
ния стекла алмазными отрезными кругами АПСД и АОК приведе-
ны в табл. 4.16.
Сверление отверстий. Отверстия в стекле сверлят алмазным
инструментом и металлическим инструментом со свободным
абразивом. Конструкции инструмента рассмотрены в п. 4.2. Опе-
рацию выполняют на приспособленных для этой цели металлооб-
рабатывающих сверлильных станках разных моделей: 2Н-10611,
2М-112, 2М-118, 2Н-125, 2Н-135, 2М-55 и др. Основное различие
станков — диаметр сверления (см. гл. 9). Для работы с алмазным
инструментом станки оснащают системой подачи СОЖ и устрой-
ством ее подвода под давлением во внутреннюю полость инстру-
мента. Избыточное давление обеспечивает проникновение СОЖ
Таблица 4.16. РЕЖИМЫ РАСПИЛИВАНИЯ СТЕКЛА
АЛМАЗНЫМИ ОТРЕЗНЫМИ КРУГАМИ АПСД И АОК
Распиливаемый материал Скорость круга, м/с Подача, мм/мин Производитель- ность, см2/ч Удельный расход алмаза, кар/дм3
Стекло (ГОСТ 3514-76**Е*) Стекло кварцевое оптичес- кое (ГОСТ 15130-86**) 20-35 25-30 20-150 25-40 1500-3000 600-1000 0,2-0,3 0,3-0,5
245
в зону контакта режущей кромки инструмента со стеклом и вынос
оттуда продуктов износа.
На этих же станках с помощью металлического инструмента и
свободного абразива сверлят отверстия, диаметр которых не соот-
ветствует размерам нормализованного алмазного инструмента. Вид
абразива (карборунд, электрокорунд) и его зернистость назначают
в зависимости от твердости стекла и требуемой шероховатости
образующей отверстия. Концентрация суспензии Т:Ж=1:1-*-1:2.
Хрупкость стекла исключает применение принудительной по-
дачи инструмента, поэтому осуществляют подачу либо вручную, либо
под действием груза. Во избежание выколок на поверности выхо-
да инструмента (алмазного, металлического) из изделия к ней (по-
верхности) приклеивают стеклянную пластинку. Точность просвер-
ленных отверстий соответствует 11-13-му квалитетам.
Отверстия большой длины (500 мм и более) и малых диаметров
(до 5 мм) сверлят на специализированных металлообрабатывающих
станках [4.8], оснащенных устройством, которое позволяет умень-
шить увод оси отверстия, вызываемый биением инструмента.
Отверстия малых диаметров (менее 1,0 мм), а также отверстия
глухие и некруглой формы образуют прошивкой на ультразвуко-
вых установках при помощи свободного абразива (карборунд, кар-
бид бора). Зернистость назначают исходя из требований к шерохо-
ватости образующей отверстия. Концентрация суспензии —• от 1 : 1
до 1 : 2. В процессе прошивки отверстия между рабочей поверхно-
стью инструмента и поверхностью изделия поддерживают зазор
0,05-0,10 мм. Отсутствие его вызывает затухание колебаний и
снижение интенсивности разрушения стекла.
Режим сверления алмазным инструментом назначают в зави-
симости от его диаметра:
Диаметр, мм.......... 5-10 11-30
Частота вращения ин-
струмента, ............ 170-100 100-50
Подача, мм/мин .... 30-25 30-25
Давление СОЖ р • 105,
Па................... 3,0-2,0 2,0-1,5
31-60
50-25
15-20
1,5-1,0
61-80
25-17
15-10
1,5-1,0
81-100
17-80
1,0-0,5
Удельный расход алмаза составляет от 0,2 до 0,3 карата на 1 м
длины просверливаемого отверстия в зависимости от диаметра ин-
струмента и твердости стекла.
При сверлении отверстий с помощью свободного абразива ли-
нейную скорость металлического инструмента в зависимости от
его диаметра ограничивают 1-3 м/с. Малые значения скорости
определяются сложными условиями проникновения абразивной
суспензии в зону контакта рабочей кромки инструмента со стек-
лом, вероятностью его нагрева и разрушения.
Для получения отверстий заданной точности инструмент (ал-
мазный, металлический) на станке должен быть установлен с ми-
нимальным радиальным биением (не более 0,05-0,10 мм в зави-
симости от диаметра инструмента).
246
При прошивке отверстий на ультразвуковых установках часто-
та колебаний инструмента — 20-30 кГц, амплитуда колебаний —
0,005-0,03 мм.
Круглое шлифование пластин. Операции круглого шлифова-
ния обеспечивают правильную геометрическую форму и размеры
круглых и некруглых пластин, предназначенных для изготовления
линз.
Обработку заготовок по диаметру выполняют на круглошлифо-
вальных станках различных моделей: ЗВ-10, ЗВ-110А, ЗБ-12, ЗБ-153,
ЗБ-157, ЗБ-161, БШС-10. Станки различаются размером устанав-
ливаемых на них изделий и точностью обработки.
Заготовки обрабатывают группой, собирая в столбики. При ди-
аметре заготовок менее 20 мм их склеивают между собой. Для
исключения выколок на ребрах крайних заготовок к ним прикле-
ивают вспомогательные пластинки. Заготовки диаметром более
20 мм не склеивают. Их собирают в столбик, чередуя с бумажны-
ми прокладками. Столбики устанавливают в центрах станка через
металлические шайбы с прокладкой из войлока или картона.
Погрешности обработки по диаметру возникают из-за неравно-
мерного распределения припуска (неодинаковый размер заготовок,
погрешность сборки столбика и его установки на станке) и дефор-
мации столбика в процессе обработки. При неравномерном рас-
пределении припуска изменяются усилия шлифования, происхо-
дит отжим системы «станок—приспособление—инструмент—де-
таль». Столбик копирует исходную форму заготовок с большим
или меньшим приближением к геометрически правильному ци-
линдру. При недостаточной жесткости столбик прогибается в про-
цессе шлифования под действием радиальной составляющей силы
резания и приобретает бочкообразную форму. Наибольший прогиб
имеет место при положении инструмента на середине промежутка
между центрами. Учитывая влияние жесткости столбика на точ-
ность обработки, отношение его длины к диаметру ограничивают
значением 10:1.
Алмазный инструмент для данной операции рассмотрен в п. 4.2.
Рекомендуются следующие режимы работы станка:
Линейная скорость инструмента, м/с...................... 20-30
» » изделия, м/с ........................... 0,5-1,5
Глубина резания, мм/дв. ход стола ...................... 0,01-0,10
Продольная подача, м/мин ............................... 1,0-3,0
С увеличением глубины резания и продольной подачи, а также
с уменьшением частоты вращения изделия шероховатость шлифу-
емой поверхности возрастает. В меньшей мере влияет частота вра-
щения инструмента. Модель станка выбирают с учетом размера
изделия и требуемого квалитета точности обработки по диаметру.
Центрирование линз. Погрешность установки заготовок на ста-
дии предварительного шлифования и при сборке блока приводит
к разнотолщинности линз по краю. Следствием этого является
несовпадение линии, соединяющей геометрические центры поверх-
247
ностей (геометрической оси), с линией, соединяющей центры кри-
визны поверхностей (оптической осью). Такую (децентрированную)
линзу можно рассматривать как правильную с приставленным
к ней сферическим клином. Действие его вызывает смещение осево-
го луча, поперечный хроматизм, кому и астигматизм изображения.
Децентрирование С может быть оценено значением угла а наклона
децентрированной поверхности по отношению к оптической оси,
т. е. С = а, ", или выражено в линейной мере: С = aR, мм, где R —
радиус децентрированной поверхности, мм.
Для совмещения геометрической оси линзы с оптической осью
технологическим маршрутом предусматривается операция цент-
рирования. Способы ее выполнения различны в зависимости от
категории сложности линзы по параметру С (допуск на децентри-
рование) и от типа производства (табл. 4.17).
Критерием оценки сложности линз при механическом способе
установки является угол зажатия <р линзы (табл. 4.18) и задан-
ный чертежом допуск С на децентрирование.
Приведенные в табл. 4.17 типовые схемы процесса центрирова-
ния не распространяются на линзы диаметром более 200 мм. Гео-
метрическую ось таких линз совмещают с оптической непосред-
ственно в процессе обработки преломляющих поверхностей, конт-
ролируя разнотолщинность ДТкр по краю
ДТкр=СЛ/(Я-й),
где D — диаметр линзы, мм; С — допуск на децентрирование, мм;
R — радиус обрабатываемой поверхности, мм; h — стрелка проги-
ба поверхности радиуса К, мм.
Линзы диаметром менее 200 мм центрируют после завершения
обработки преломляющих поверхностей. Операция состоит из двух
переходов: 1) совмещения оптической оси линзы с осью вращения
шпинделя станка и фиксации этого положения; 2) совмещения
геометрической оси линзы с оптической путем обработки детали
по диаметру до заданного размера.
Таблица 4.17. СПОСОБЫ ЦЕНТРИРОВАНИЯ ЛИНЗ ПО РТМ 3-1635-83
Типовая схема процесса центрирования Категория сложности, тип производства
Механический способ установки. Фиксация положения линзы зажати- ем между патронами III-IV категория сложности; серийное, круп-носерийное и массовое производство
Ручной способ установки с фик- сацией положения линзы приклеива- нием к патрону. Контроль установки по блику III-IV категории сложности; единичное и мелкосерийное производство, а также серийное и массовое, если механический способ установ- ки не обеспечивает заданной точности центри- рования
Тот же способ установки с контро- лем положения лиизы по прибору I—II категории сложности; елиничное и мел- косерийное производство, а также серийное и массовое, если механический способ установки не обеспечивает заданной точности центриро- вания
248
Таблица 4.18.
КАТЕГОРИИ СЛОЖНОСТИ ЦЕНТРИРУЕМЫХ ЛИНЗ
Параметр детали Категория сложности
I II III IV
Угол зажатия <р, ° < 12 12-18 18-23 > 23
Допуск С на децентрирование, мм < 0,005 0,005-0,10 0,01-0,02 > 0,02
Механический способ установки линзы с фиксацией положения
зажатием между патронами в условиях крупносерийного и массо-
вого производства наиболее эффективен. Применение этого спосо-
ба ограничивается размерами радиусов поверхностей, которые оп-
ределяют угол зажатия <р:
। . 7>п 1 । • ^п2
<р = Фп ± фо = arcsm —— ± arcsm ——,
1 2 27?! 27?2
где ф! и ф2 — углы наклона касательных к 1-й и 2-й поверхнос-
тям линзы (рис. 4.17), °; Dn^ и £>п2 — диаметры центрировочных
патронов со стороны радиусов 7?| и Т?2 поверхностей линзы соот-
ветственно, мм.
С уменьшением значения угла ф точность совмещения оптичес-
кой оси линзы с осью вращения шпинделя уменьшается (табл. 4.19).
Рис. 4.17. Схемы самоцентрирования линз различного профиля
249
Таблица 4.19.
ЗАВИСИМОСТЬ ТОЧНОСТИ УСТАНОВКИ
ЛИНЗЫ ОТ УГЛА ЗАЖАТИЯ <р
Угол зажатия <р,0 Погрешность установки, мм
> 23 < 0,005
23-18 0,005-0,010
18-12 0,010-0,020
< 12 > 0,020
Суть механического способа
совмещения оптической оси
линзы с осью вращения шпин-
делей заключается в следующем
(см. рис. 4.17): децентрирован-
ная линза, устанавливаемая меж-
ду патронами, может занять по-
ложение, при котором ее опти-
ческая ось Oj—О2 не будет со-
впадать с осьюУЦ—А2 вращения
шпинделей. При этом возникнут две неуравновешенные силы, дей-
ствующие в противоположные стороны: Р — равнодействующая
усилий и 1У2, направленных по нормали к преломляющим по-
верхностям, и сила F — равнодействующая сил трения F^ и Г2,
направленных по касательной к преломляющим поверхностям.
Если силаР будет больше силыЕ, она сдвинет линзу в положение,
при котором ось Ох— О2 совпадет с ocmoAj—А2. Численные зна-
чения и соотношение сил Р и F зависят от кривизны преломляю-
щих поверхностей.
Критическое значение угла ср, при котором прекращается само-
центрирование, составляет для менисков 23°, для остальных типов
линз 17°. Независимо от размера угла зажатия диаметр D линзы
должен удовлетворять соотношению:
D > 0,4Е|Е2 /(Е| + Е2).
Механический способ установки используют при центрирова-
нии линз диаметром от 3 до 150 мм. Он прост и высокопроизводи-
телен, применяется в станках-полуавтоматах. Недостатками явля-
ются невозможность самоцентрирования линз с поверхностями
малой кривизны и трудоемкость настройки соосности шпинделей.
Ручной способ установки линзы применяют в том случае, если
нельзя механическим способом совместить оптическую ось лин-
зы с осью вращения шпинделей. Положение линзы фиксируют
приклеиванием к патрону. Правильность установки контролиру-
ют с помощью оптических средств:
1) по блику — перемещением линзы по кромке патрона доби-
ваются положения, при котором отраженное от поверхности дета-
ли изображение источника света остается неподвижным при вра-
щении шпинделя станка (точность центрирования 0,02-0,01 мм);
2) с помощью коллимационных приборов, работающих в проходя-
щем или отраженном свете (точность центрирования 0,005-0,010 мм);
3) с помощью автоколлимационного прибора модели ЮС-13, ус-
танавливаемого на станке (точность центрирования 0,003-0,005 мм);
применяют в мелкосерийном производстве при высоких требова-
ниях к точности центрирования.
При ручном способе установки линзу 3 прижимают к торцу
патрона 1, на скошенную часть которого нанесена центрировочная
250
1
2 3
Рис. 4.18. Схема ручного способа установки центрируемой линзы
на станке
смола 2 (рис. 4.18). Центр кривизны Оу поверхности, прилегаю-
щей к патрону, всегда будет находиться на оси КК' вращения
последнего, а центр кривизны О2 второй поверхности может не
совпадать с нею. Оптическая ось О-^—О2 окажется наклоненной
к оси КК' под некоторым углом 9. Перемещением линзы добива-
ются их совмещения, контролируя положение при помощи одного
из перечисленных оптических средств. При центрировании линз,
у которых Ry R2, в качестве базы принимают поверхность с боль-
шей кривизной. Ручной способ установки применяют для центри-
рования линз диаметром от 3 до 150 мм.
На втором переходе операции центрирования производят круглое
шлифование линзы, совмещая при этом ее геометрическую ось с оп-
тической. При установке линз зажатием одновременно с обработкой
по диаметру можно нанести конструкторские фаски (рис. 4.19).
Рис. 4.19. Совмещение операции центрирования с нанесением
конструкторских фасок
251
Марку и зернистость алмаза используемых кругов выбирают
в зависимости от диаметра линзы (см. табл. 4.3). Для центрирова-
ния с установкой линз зажатием в основном используют станки-
полуавтоматы. Их технические характеристики приведены в гл. 9.
Режим шлифования. Для обеспечения оптимальных условий
работы алмазного инструмента его линейная скорость должна быть
Ии = 30 м/с, а ее отношение к скорости детали (Уд) принимается
равным Уи/Уд=120. При Уи = 30м/с линейная скорость детали
будет Ид = 0,25 м/с.
Частоту вращения детали гад, об/мин, и радиальную подачу s,
мм/мин, инструмента определяют по формулам:
гад = 5000/D; s = 130/D + 3.
Если линза имеет вогнутую поверхность или толщину края ме-
нее 1,0 мм, частоту ее вращения гад и радиальную подачу s умень-
шают в 1,26 раза.
Машинное время Гшл, мин, затрачиваемое на сошлифовывание
припуска 8D, находят из выражения Тшл = &D/s.
В зависимости от требований к точности обработки линзы по
диаметру и от твердости стекла по сошлифовыванию время шли-
фования Тщд изменяется
Гшл = ^шл^1^2»
где — коэффициент, учитывающий требования к точности обра-
ботки линзы по диаметру:
Квалитет ................... 6-7 8-12
.......................... 1,4 1,2
k2 — коэффициент, учитывающий твердость стекла по сошлифо-
выванию (H/s):
Hs............ До 0,5 0,6 0,7 0,8 0,9 1,0 1,1
k2 ........... 0,8 0,86 0,91 0,95 0,97 0,99 1,0
Последовательно определяют элементы операции:
1) находят диаметры Dnl и Dn2 центрировочных патронов; при
одинаковых световых диаметрах поверхностей линзы диаметр пат-
рона берется меньше диаметра готовой детали на 0,2 мм; если
одновременно с обработкой по диаметру наносят технологические
и конструкторские фаски, используют тарельчатые патроны, диа-
метр которых должен быть рассчитан с учетом размера фаски и
световых диаметров поверхностей линзы;
2) рассчитывают угол зажатия <р для линзы данного типа;
3) в зависимости от значения угла <р и заданной точности цент-
рирования устанавливают категорию сложности линзы — Ксл;
4) установка линзы зажатием в патронах возможна, если угол
для менисков будет не менее 23°, а для линз других типов — не
менее 17°; дополнительно проверяется условие!) > 0,4R1R2/(Rl + Т?2);
252
5) при значениях углаф, меньших критических, или невыполне-
нии приведенного условия используют установку линзы приклеи-
ванием к патрону; назначают способ контроля совмещения опти-
ческой оси линзы с осью вращения шпинделя станка;
6) определяют характеристики алмазного инструмента;
7) исходя из диаметра линзы и требований к точности центри-
рования, выбирают модель станка;
8) рассчитывают режим шлифования.
Шлифование сферических и плоских поверхностей. Процесс
шлифования можно разделить на две последовательно выполняе-
мые операции: предварительное и тонкое шлифование. Задача пред-
варительного шлифования — быстро удалить с заготовки (блока)
основную часть припуска на механическую обработку. В серийном
производстве ее выполняют способом принудительного формооб-
разования при помощи алмазного инструмента в виде кольцевых
кругов формы 2F2, АК1, 2А2 и 12А2. В единичном производстве
применяют способ поверхностного притира, который может быть
реализован как с помощью алмазного инструмента в виде гриба,
чашки и планшайбы, так и металлического инструмента такого же
типа, работающего со свободным абразивом. Цель операции тон-
кого шлифования — придание заготовке (блоку) окончательных
размеров (с припуском на операцию полирования), уточнение фор-
мы и взаимного расположения поверхностей, уменьшение их шеро-
ховатости и толщины слоя, нарушенного предварительным шли-
фованием. Эту операцию выполняют способом поверхностного при-
тира, используя тот же инструмент, что и при предварительном
шлифовании в условиях единичного производства.
Предварительное шлифование алмазными кольцевыми круга-
ми выполняют на станках, работающих в полуавтоматическом
цикле (например, на станках типа «Алмаз» и АШС). Их техниче-
ские характеристики приведены в гл. 9.
Настройка таких станков заключается в установке и фиксации
положения шпинделя, несущего кольцевой алмазный инструмент,
под заданным углом а по отношению к оси изделия:
. 0,55Виср
а = arcsin-------,
2ЛПШ
где Da ср — средний диаметр нормализованного размера ©и алмаз-
ного круга.
Так как радиусы R1 и R2 могут быть разными по величине и
знаку (выпуклые, вогнутые), то разными (при одном и том же
значении диаметра £>и) будут и значения угла а. Правильность
настройки контролируют по симметрии и равномерности следа, ко-
торый оставляет рабочая кромка на поверхности контрольной за-
готовки (блока) с радиусом (рис. 4.20).
Параметры, характеризующие режим работы станка, назнача-
ют исходя из условий обеспечения максимальной интенсивности
253
Рис. 4.20. Оценка правильности уста-
новки угла а наклона шпинделя ал-
мазного инструмента
процесса и минимальной шеро-
ховатости шлифованной поверх-
ности.
1. Скорость Уи инструмента
определяет частоту воздействия
зерен алмаза на обрабатываемый
материал. Оптимальная ско-
рость Уи = 20 4- 25 м/с. Дальней-
шее ее повышение не позволяет
увеличить подачу s, так как вы-
деляющееся в зоне резания тепло не компенсируется его отводом
смазочно-охлаждающей жидкостью. Рабочая кромка инструмента
разогревается, происходит размягчение компонентов связки с низ-
кой температурой плавления, которые замазывают режущие грани
зерен и уменьшают их режущую способность. Диапазон практи-
чески применяемых скоростей больше — от 10 до 30 м/с, так как
при ограниченном диапазоне изменения частоты вращения ин-
струмента его диаметр на станке каждого типоразмера может из-
меняться в сторону уменьшения или увеличения в зависимости от
размера заготовки (блока).
2. Подача s характеризует скорость врезания инструмента в за-
готовку. При данном значении Уи она зависит от глубины врезания
йвр за один оборот заготовки и от частоты тгд вращения последней,
т. е. s = Ьврпд- При шлифовании инструментом зернистостью от
125/100 до 80/63 значение h принимают равным 0,095d3 а.
3. Частота вращения заготовки нд, необходимая для оптималь-
ных условий работы инструмента, при шлифовании заготовок раз-
ных размеров лежит в диапазоне тгд = 3,5 10,0 с-1.
Предварительное шлифование плоских блоков и единичных круп-
ногабаритных заготовок выполняют на плоскошлифовальных ме-
таллообрабатывающих станках моделей ЗБ-756, ЗД-756, МШ-155
и др. Отличительная особенность этих станков заключается в широ-
ком диапазоне осевой подачи инструмента (от 0,015 до 0,6 мм/мин)
и размеров обрабатываемых изделий (до 600-800 мм). Наличие маг-
нитного стола упрощает фиксацию блоков и единичных заготовок.
В качестве инструмента используют сегментные круги формы
12А2 и 2F2. Зернистость алмазного порошка в инструменте — от
125/100 до 80/63 в зависимости от размера обрабатываемой по-
верхности. Диаметр _ОИ инструмента определяют из соотношения
Ди = 0,55Вбл,
где _Обл — диаметр или длина диагонали плоского блока, мм.
После шлифования сферических и плоских поверхностей ин-
струментом зернистостью от 125/100 до 80/63 максимальная вы-
сота неровностей поверхности^ = 20. После шлифования инстру-
ментом зернистостью от 63/50 до 50/40 среднее арифметическое
отклонение профиля поверхности Ra =1,6.
254
Тонкое шлифование алмазным инструментом сферических и
плоских поверхностей выполняют способом притира с использо-
ванием инструмента в виде гриба, чашки или планшайбы. Притир
может быть реализован по рассмотренной ранее классической схе-
ме, применяемой при шлифовании свободным абразивом, и по схе-
ме принудительного формообразования. В первом случае исполь-
зуют станки типов СТШ, 2ША, модернизированные станки типа
ШП (в частности, 9ШП-50ЛШ). Вторая схема применена в обору-
довании фирмы LOH (см. рис. 4.15, а).
Тонкое шлифование алмазным инструментом отличается от
шлифования свободным абразивом высокой интенсивностью про-
цесса и стабильностью воспроизведения конструктивных парамет-
ров изделий при многократном повторении операции. Стабиль-
ность обеспечивается малым изнашиванием алмазных элементов
по отношению к стеклу (1 : 1000), в то время как интенсивность
изнашивания шлифовальников из чугуна марки СЧ-18 значитель-
но больше (1 : 100). Незначительное изменение формы рабочей
поверхности алмазного инструмента за продолжительное время его
эксплуатации определяет возможность циклического повторения
операции.
Шлифование плоских заготовок (блоков) производят обычно в
два перехода. Зернистость алмазного порошка в инструменте — от
28/20 до 10/7. Устанавливают ее в зависимости от размера обра-
батываемой поверхности. Если толщина сошлифовываемого при-
пуска превышает 50 мкм, операцию выполняют за три перехода.
Зернистость алмаза первого перехода 40/28.
Шлифование сферических заготовок (блоков) выполняют за два
и более переходов. Их число зависит от относительной кривизны
обрабатываемой поверхности. В данном случае несколько перехо-
дов необходимы не только для сокращения времени, затрачиваемого
на уменьшение толщины слоя стекла, нарушенного предваритель-
ным шлифованием, но, что более существенно, для постепенного умень-
шения разницы в размере стрелок прогиба притираемых друг к дру-
гу поверхностей и увеличения в начальный момент шлифования
площади их контакта. При h/D< 0,7 операцию выполняют за два
перехода. Зернистость алмазного порошка в инструменте 1-го и 2-го
переходов соответственно 28/20-14/10 или 20/14-10/7 в зависи-
мости от размера блока. При h/D >0,7 операцию выполняют за три
перехода. Зернистость алмаза в инструменте 1-го перехода 40/28
или 28/20.
Ниже приведены режимы тонкого шлифования алмазным ин-
струментом сферических и плоских поверхностей:
Частота вращения шпинделя инструмента, с-1.............. 1,3-60,0
» качания верхнего звена, дв. ходов/мин ............ 24-80
Усилие на поводке р 105, Па .......................... 0,8-4,0
Предварительное и тонкое шлифование металлическим инстру-
ментом со свободным абразивом сферических и плоских поверх-
255
ностей выполняют водными суспензиями шлифпорошков электро-
корунда. В зависимости от толщины сошлифовываемого слоя стекла
и его относительной твердости используют шлифпорошки зернис-
тостей № 8, № 4, а также микропорошок М40. Концентрация сус-
пензии Т:Ж = 1:1-5-1:2. Выбор оборудования определяется раз-
мером и числом обрабатываемых заготовок. Предварительное
шлифование заготовок со сферическими поверхностями может быть
выполнено на станках типа ШП. Для шлифования плоских по-
верхностей используют одношпиндельные станки типа ОС моде-
лей ОС-100, ОС-320, ОС-500, ОС-1000 и ОС-1500. Особенностью
станка ОС-1500, отличающей его от станков ОС-ЮО ...
ОС-1000, является принудительное перемещение обрабатываемого
блока по поверхности инструмента. При этом можно обрабаты-
вать два блока одновременно. Конструкции инструментов и их
размеры рассмотрены в п. 4.2.
Тонкое шлифование свободным абразивом, так же как и шли-
фование алмазным инструментом, выполняют за несколько пере-
ходов. Их число определяется относительной кривизной обраба-
тываемой поверхности, а номер зернистости абразива (от М28 до
М10) — ее размером.
На интенсивность изнашивания и шероховатость шлифован-
ной поверхности оказывают влияние следующие технологические
факторы.
1. Расход абразивной суспензии характеризует степень замены
разрушающихся зерен свежими зернами. С увеличением расхода
интенсивность изнашивания стекла возрастает и, достигнув пре-
дельного значения, остается неизменной, так как все разрушенные
зерна будут полностью компенсированы вновь поступающими в за-
зор между притираемыми поверхностями. При этом наблюдается
наибольшее число случаев их воздействия на обрабатываемый ма-
териал; на шероховатость шлифуемой поверхности расход абрази-
ва не влияет.
2. Концентрация абразивной суспензии определяет число зерен,
находящихся в зазоре. Концентрация Кс характеризуется выра-
женным в процентах отношением массы Т абразива к массе сус-
пензии, т. е. Т + Ж, или численным отношением массы Т абразива
к массе Ж жидкости, т. е. Кс = Т/(Т + Ж); Кс = Т : Ж. Увеличение
значения Кс до 10 % сопровождается повышением интенсивности
изнашивания. Начиная с Кс - 10 %, она практически постоянна.
На шероховатость поверхности значение К не влияет, но при ее
малом (около 10 %) значении возникают царапины, характерные
для работы единичных закрепленных зерен. Оптимальные значе-
ния Кс приведены ниже:
Номер зернистости абразива . . .
К = Т/(Т + Ж) ..................
Кс = Т : Ж......................
М28 М20 М14 MIO М7
25 17 17 12,5 12,5
1:3 1:5 1:5 1:7 1:7
3. Давление определяет число зерен абразива, участвующих в ак-
тивной работе. С увеличением давления система «стекло—абра-
256
зив—инструмент» упруго деформируется, число работающих зерен
становится больше. Интенсивность изнашивания возрастает про-
порционально изменению давления. При некотором критическом
его значении основная масса зерен разрушается. Остаются нераз-
рушенными только отдельные, наиболее прочные зерна. В этих
условиях с повышением давления интенсивность изнашивания
снижается. Увеличивая давление, необходимо соответственно из-
менять и концентрацию суспензии К с тем, чтобы уменьшилась
нагрузка на каждое работающее зерно. На шероховатость шлифо-
ванной поверхности давление не влияет.
4. Скорость относительного перемещения заготовки (блока) и
инструмента характеризует число случаев воздействия зерен абра-
зива на обрабатываемую поверхность в единицу времени. В интер-
вале скоростей от 0,05 до 0,10 м/с, которые используют при тон-
ком шлифовании свободным абразивом, интенсивность изнашива-
ния изменяется по линейному закону. Шероховатость шлифован-
ной поверхности от скорости не зависит.
5. Зернистость абразива в значительной степени определяет
интенсивность изнашивания, шероховатость и толщину нарушен-
ного слоя шлифуемой поверхности.
6. Строение рабочей поверхности шлифовальника определяет
условия проникновения зерен шлифующего абразива в зазор меж-
ду притираемыми поверхностями и удаления из него продуктов
изнашивания. При переходе от сплошной поверхности к поверх-
ности, разделенной на отдельные площадки, эти условия улучша-
ются. Такую рабочую поверхность создают, имитируя на шлифо-
вальнике металлическую сетку с оптимальным размером ячейки.
Для тонкого шлифования свободным абразивом используют стан-
ки, которые в зависимости от типоразмера, определяемого назначе-
нием, различаются схемой привода, конструкцией верхнего звена,
механизмом создания рабочего давления, режимом работы и др.
Это оборудование представлено в основном гаммой станков ШП,
технические характеристики которых приведены в гл. 9. Инстру-
мент для тонкого шлифования, его типы и размеры рассмотрены
в п. 4.2, а режимы шлифования — в п. 4.8.
Полирование сферических и плоских поверхностей. Цель дан-
ной операции — удаление шлифованного поверхностного слоя, при-
дание поверхности изделия заданной точности формы (N, AN) и
чистоты (Р). Практически единственным способом полирования
сферических и плоских поверхностей является притир. Законо-
мерности изнашивания, в частности, зависимость интенсивности
изнашивания стекла от расхода и концентрации суспензии поли-
рующего абразива, от скорости относительного перемещения при-
тираемых поверхностей и давления, от размера зерна полирующего
абразива и некоторых других факторов, аналогичны зависимостям
процесса тонкого шлифования свободным абразивом.
Интенсивные и скоростные режимы полирования требуют ак-
тивного отвода выделяющегося тепла. Его аккумулирование изде-
257
Рис. 4.21. Схема циркуляционной системы подачи абра-
зивной суспензии
лием и инструментом усложняет процесс формообразования точ-
ных поверхностей. Ручная подача суспензии даже в больших ко-
личествах не обеспечивает требуемого теплоотвода. Кроме того, она
ограничивает число шпинделей, которое может обслужить один
исполнитель, и не оправдана с экономической точки зрения, так
как из обращения уходит значительная часть абразива, который
не принимал активного участия в процессе и не изменил своей
полирующей способности. Применение автоматически действую-
щих систем подачи суспензии полирующего абразива и ее много-
кратное обращение исключают зависимость интенсивности изна-
шивания стекла от расхода суспензии, обеспечивают отвод тепла
от места его образования, а замкнутый цикл работы системы до
потери абразивом полирующей способности делают ее экономически
целесообразной. Наиболее распространенной является циркуляцион-
ная система подачи суспензии (рис. 4.21), где от насоса по напорному
трубопроводу суспензия подается в зону обработки на каждый шпин-
дель станка. Избыток суспензии стекает в таз по сточному трубопро-
воду и возвращается в питатель. Многошпиндельные станки для
полирования снабжают единой замкнутой системой подачи суспен-
зии для всех шпинделей от одного питателя. Используют питатели
емкостью от 10 до 25 л с лопастными и винтовыми насосами произ-
водительностью до 30 л/мин, создающими избыточное давление до
(0,2 + 0,5) 105 Па. В питателе осуществляется автоматическое регу-
лирование температуры суспензии в диапазоне 20-35 °C с точностью
± 1 °C. Температура суспензии регулируется изменением температуры
воды, находящейся в полости между корпусом питателя и баком с
суспензией. Применение питателя с автоматическим регулировани-
ем температуры суспензии на 10-15 % повышает производитель-
ность работы станка. Технические характеристики наиболее распро-
страненных питателей приведены в гл. 9.
Станки, используемые для полирования сферических и плоских
поверхностей, как и станки для тонкого шлифования свободным
258
абразивом, различаются большим разнообразием конструкций в за-
висимости от размера обрабатываемой поверхности единичной дета-
ли или блока, требований к точности формообразования, числа шпин-
делей. Типы станков и их характеристики приведены в гл. 9. По-
лирующие абразивы, конструкция полировального инструмента и
его размеры рассмотрены в пп. 4.1 и 4.2 соответственно. Режим
работы станков назначают в зависимости от конструктивных пара-
метров детали, характеризующих ее сложность (см. п. 4.7).
Образование пены при полировании стекла водной суспензией
полирита объясняют [4.9] процессами механического и химическо-
го происхождения. К первым относится перемешивание и циркуля-
ция суспензии, во время которых она захватывает воздух. В основе
химических процессов лежит реакция омыления сложных эфиров
жирных кислот, которые входят в состав полировочных смол. Эта
реакция в присутствии продуктов сполировывания стекла приво-
дит к образованию мыла с большим вспенивающим действием,
которое вместе с полиритом является сильным стабилизатором
пены, чем и объясняется ее высокая стойкость.
Отрицательное действие образовавшейся пены заключается в том,
что она нарушает однородность суспензии за счет фракционирова-
ния полирита, зерновой состав которого неоднороден, и уменьшает
ее концентрацию вследствие выноса части полирита из объема помпы
вместе с пеной. В зону полирования попадает суспензия, обеднен-
ная полиритом и содержащая большое количество воздуха. Ре-
зультатом этого является снижение скорости полирования, ухуд-
шение условий охлаждения зоны полирования и снижение каче-
ства полированной поверхности. Для предотвращения ценообразо-
вания используют методы, основанные на введении в суспензию про-
тивопенных добавок (А. с. 164375, 187922).
Фасетирование линз и круглых пластин. По ходу технологи-
ческого процесса на ребрах, образованных пересечением преломля-
ющих поверхностей линз и круглых пластин с цилиндрической
образующей, наносят фаски. Первый раз технологические (защит-
ные) фаски наносят после предварительного шлифования поверх-
ностей. Операция может быть выполнена либо при помощи сво-
бодного абразива с использованием инструмента в виде металли-
ческой чашки, либо чашки, рабочую поверхность которой образует
алмазосодержащий слой. Второй
раз технологические и конструк-
торские фаски (если последние
предусмотрены чертежом детали)
наносят после завершения обра-
ботки преломляющих поверхно-
стей. У линз фасетирование мо-
жет рассматриваться как переход
операции центрирования, выпол-
няемый одновременно с обработ-
Таблица 4.20.
ЗАВИСИМОСТЬ УГЛА НАКЛОНА а
ФАСКИ ОТ ОТНОШЕНИЯ D/R
D/R Угол наклона а фаски для поверхности,0
выпуклой вогнутой плоской
До 0,8 45 45 45
0,8-1,5 30 60 45
Св. 1,5 — 90 45
259
кой детали по диаметру. При отсутствии такой возможности фасе-
тирование выделяется в самостоятельную операцию.
В зависимости от значения отношения D/R поверхностей лин-
зы фаски могут быть нанесены под разными углами (табл. 4.20).
Определение радиуса фасетировочной чашки для заданного угла а
наклона фаски приведено в п. 4.2.
4.8. ОПРЕДЕЛЕНИЕ КАТЕГОРИИ
СЛОЖНОСТИ ДЕТАЛИ И РЕЖИМА РАБОТЫ
ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫХ СТАНКОВ
Все линзы, пластины и призмы согласно ОСТ 3-2408-80 разделя-
ются на четыре категории сложности: I-IV (табл. 4.21). В зависи-
мости от того, к какой категории сложности относится деталь, вы-
бирают схему построения технологического процесса, назначают спо-
собы выполнения операций, режим работы станков. Критериями
сложности являются конструктивные параметры детали и требова-
ния к точности их выполнения. Если параметры относятся к раз-
ным категориям сложности, ее принимают наивысшей.
Режимы тонкого шлифования блоков плоских и сферических
деталей, относящихся к разным категориям сложности, устанав-
ливает РТМ 3-699-75. Предусматривается, что операция выполня-
ется при помощи свободного абразива на станках типа ШП. В ре-
зультате математической обработки данных стандарта получены
аналитические зависимости [4.10], которые справедливы как для
Таблица 4.21. КАТЕГОРИИ СЛОЖНОСТИ ОПТИЧЕСКИХ
ДЕТАЛЕЙ ПО ОСТ 3-2408-80
Параметр Категория сложности
I II III IV
Общее отклонение #усл для деталей диа- метром D, мм:
до 130 До 0,3 Св. 0,3 до 0,8 Св. 0,8 Не норми-
св.130 до 250 До 0,4 Св. 0,4 до 0,9 Св. 0,9 руется
Относительная тол- щина детали: t/D или t/L До 0,03 Св. 0,03 до 0,05 Св. 0,05 до 0,09 Св. 0,09
Поле допуска, мм До 0,04 Св. 0,04 до 0,10 Св. 0,1 до 0,3 Св. 0,3
Предельные откло- нения угловых размеров До 0,5 До 1,0 Св. 1,0 Св. 5,0
Чистота полирован- ной поверхности 0-40; I II III VI -1Ха
Коэффициент отно- сительной твердости по сошлифовыванию Св. 1,5 до 0,4 Св. 0,4 до 0,6 Св. 0,6 до 0,8 Св. 0,8 до 1,5
Прим е ч а н и е. ДГусл = tf/D (D, см).
260
блоков, так и единичных заготовок диаметром до 500 мм. Откло-
нения от режимов, рекомендуемых стандартом, не превышают 15 %,
что позволяет считать их применение правомерным. Эти же зави-
симости можно распространить и на тонкое шлифование блоков
алмазным инструментом на модернизированных станках типа ШП,
но нельзя применить для станков типа 2ША-40 и 2ША-100. Ре-
жимы рассчитывают по формулам:
частоту вращения шпинделя, об/мин
п“п = 3750/(Пбл +10) + Ашп +15;
гдеИбл — диаметр блока, мм;Ашп — коэффициент, учитывающий
категорию сложности; для I категории Ашп = 0; для П-IVА1ИТТ =
= 1800/ибл X1,5;
число двойных ходов поводка, дв. ходов/мин
= 42,5 - 0,065Дбл + 3,5 • 3(К-1);
давление
оК (и Л (и Л
—±------+±1 + А 10~2 ^- + 0,36 1.02SM,
ПдЛ + Ю Я j 40 j
гдеА — переменный коэффициент, значение которого определяется
отношением H/R-. при 0,5 <H/R< 0,9 А = 0; при 0,07 <H/R< 0,5
А = 0,5; при H/R< 0,07 А = 3,5; Пбл — диаметр блока, см; d3 а —
размер зерна основной фракции абразива последнего перехода, мкм;
М — число деталей на блоке, шт.; S — площадь поверхности
детали, см2.
Режимы полирования в отличие от режимов тонкого шлифова-
ния стандартом не регламентированы. Зависимости, приведенные
ниже, построены на основе опыта предприятий. Основным пара-
метром, определяющим требования к точности формы поверхности
детали, принят допуск на местное отклонение (ДА). Режимы рабо-
ты станка рассчитывают по формулам:
частоту вращения шпинделя, об/мин
ПщП = 1,27 • 104(AA/D6ji)H’s;
число двойных ходов поводка, дв. ходов/мин
п^р = 4,4 - 6,7 • 10-2 Пбл + 3,6 • 3(*-1);
давление
Рп =6,8-10-2 MHj ДА.
Приведенные зависимости отражают классические режимы по-
лирования, которые распространяются на детали I и II категорий
сложности. Для назначения интенсивных режимов, используемых
261
при полировании деталей, относящихся к III и IV категориям слож-
ности, эти зависимости нуждаются в корректировке (в приведен-
ных формулах для п”п, /г"р диаметр блока£>бл выражен в милли-
метрах).
4.9. ВСПОМОГАТЕЛЬНЫЕ ОПЕРАЦИИ
Установка заготовок на приспособлениях. Каждая операция
механической обработки предусматривает придание заготовкам оп-
ределенного положения относительно системы координат, связан-
ной с приспособлением, инструментом или станком. Для того что-
бы исключить возможность смещения заготовок под действием
усилий, возникающих в процессе обработки, их положение фикси-
руют.
Погрешность обработки вызывается многими факторами. Од-
ним из них является погрешность установки. Ее составляющими
являются погрешности базирования, т. е. отклонение положения
заготовки, возникающее при нарушении условия совмещения тех-
нологических баз с измерительными; погрешность закрепления, как
следствие изменения положения измерительной базы; погрешность
приспособления — следствие его неточного изготовления, ошибки
установки на станке и т. п.
Устанавливать заготовки на приспособлении можно различны-
ми способами. При проектировании технологических процессов их
выбирают исходя из типа производства и требований к точности
конструктивных параметров детали.
При установке заготовок с базированием по технологическим
базам их положение на станке или в приспособлении может быть
зафиксировано также несколькими способами.
Механическим зажатием, т. е. действием сил трения заготов-
ки закрепляют в тех случаях, когда снижение точности конструк-
тивных параметров деталей под действием напряжений и дефор-
маций, вызываемых усилиями зажатия в тисках, цанговых патро-
нах и других устройствах, не выходит за пределы установленного
допуска. Способ механического зажатия применяют в основном
на заготовительных операциях (предварительное шлифование сфе-
рических и плоских поверхностей, снятие скосов, нанесение пазов,
канавок и т. п.). На завершающих стадиях обработки (тонкое
шлифование, полирование) такой способ фиксации положения за-
готовок используют лишь при большой жесткости конструкции
деталей или низких требованиях к точности формообразования.
Взаимное расположение поверхностей может быть выдержано с точ-
ностью 1-3', линейные размеры в пределах 0,01-0,05 мм.
Способ закрепления под действием сил молекулярного сцеп-
ления (оптический контакт) основан на эффекте взаимодействия
двух полированных поверхностей — установочной базы изделия
и установочной поверхности приспособления при малых от 10-3
262
до 10“2 мкм) расстояниях между ними. Оптический контакт —
предельно точный способ совмещения установочной и измеритель-
ной баз. Необходимым условием прочного соединения является
наличие у заготовок полированной поверхности с отклонением
от плоскостностиN < 0,5. Выполнение условия совмещения баз и
использование оптических средств технологического контроля поз-
воляют выдержать взаимное расположение поверхностей деталей
с точностью 1-5", отклонение от плоскостности — 0,3-0,5 N. В это
значение входит исходная погрешность формы поверхности уста-
новочной базы вследствие ее упругой деформации при соединении
с установочной поверхностью приспособления.
При установке заготовок с базированием по настроечной базе
их положение на приспособлении фиксируется приклеиванием
посредством различных наклеенных смол.
Фиксация положения заготовок приклеиванием широко при-
меняется в серийном производстве линз, пластин, призм. Функцию
настроечной базы выполняет обрабатываемая поверхность. Эту базу
используют для выверки положения заготовок, которые притира-
ют к установочной поверхности вспомогательного (притирочного)
приспособления. Силовое замыкание, фиксирующее положение за-
готовок, создается при помещении на смоляные подушки (точки)
нагретого наклеенного приспособления. Установка по настроечной
базе с креплением заготовок приклеиванием отличается просто-
той и универсальностью конструкции приспособлений, однако точ-
ность конструктивных параметров деталей из-за значительных
погрешностей установки не превышает той точности, которую за-
готовки имели до установки.
Установку с базированием по промежуточному элементу (жест-
кий способ блокировки) используют в серийном и крупносерий-
ном производстве линз, пластин и призм. Базирующую поверх-
ность заготовок соединяют с установочной поверхностью приспо-
собления через промежуточный элемент — тонкий (0,05-0,30 мм)
слой клеящего вещества (наклеенная смола, клей-расплав, накле-
енный воск, наклеенный парафин) или тканевую (бумажную) про-
кладку, пропитанную клеящим составом. Этот слой, исключая воз-
можность совмещения установочной и измерительной баз, вносит
погрешность базирования. Погрешность определяется колебания-
ми в толщине слоя у отдельных заготовок и может достигать
0,05-0,10 мм. Соответственно будут различаться и линейные раз-
меры обработанных заготовок. Разнотолщинность слоя в преде-
лах заготовки вносит погрешность во взаимное расположение ее
поверхностей. Возникают децентрированность линз, клиновидность
плоскопараллельных пластин, погрешности углов призмы. Сум-
марная погрешность установки сопоставима с погрешностью уста-
новки по настроечной базе с фиксацией положения заготовок при-
клеиванием.
Сборка блоков. К числу основных способов сборки плоских и
сферических блоков, регламентируемых РТМ 3-1634-83, относят-
263
ся: эластичный, жесткий, способ оптического контакта, заливка
гипсовым раствором.
При эластичном способе сборки базирование заготовок выпол-
няют по настроечной базе. Положение на приспособлении фикси-
руют приклеиванием посредством подушек из наклеенной смолы
по ОСТ 3-6461-88. Толщина слоя смолы по центру для выпуклых
и по краю для вогнутых поверхностей связана с диаметром Л3
заготовки формулой: £см = 0,05Д3 +1,0 (мм).
Для сборки блоков используют наклеенные приспособления, разме-
ры и материал которых нормализованы: грибы — по ОСТ 3-3513-85,
чашки — по ОСТ 3-3514-85 и планшайбы — по ОСТ 3-3515-85.
Приспособления для сборки сферических блоков универсальны.
Их применимость определяется радиусом обрабатываемой поверх-
ности.
В условиях серийного производства смоляные подушки форми-
руют и одновременно соединяют с заготовками на наклеенном по-
луавтомате типа НП-2. Его производительность от 750 до 1500
заготовок в час в зависимости от их диаметра.
Из-за недостаточной прочности соединения заготовок с приспо-
соблением эластичный способ сборки блоков используют только
на стадии выполнения операций тонкого шлифования и полирова-
ния. Термопластичные свойства смолы ограничивают интенсифи-
кацию режимов обработки и срок хранения сферических блоков,
так как пластичность смолы допускает изменение положения за-
готовок, в котором они находились при установке на приспособле-
нии.
Точность конструктивных параметров детали (в частности, тол-
щина линз и пластин) без предварительной операции подгонки
толщины не превышает той, которая была до сборки блока.
При жестком способе сборки базирование заготовок по проме-
жуточному элементу обеспечивает высокую прочность их соедине-
ния с приспособлением. Это позволяет выполнять всю механичес-
кую обработку каждой поверхности заготовок, собранных в блок, с
одной установкой — начиная с операции предварительного шли-
фования и кончая полированием. Этот способ сборки экономичес-
ки целесообразен в условиях крупносерийного производства. При
частой сменяемости типоразмеров деталей используемые наклеен-
ные приспособления в отличие от приспособлений для эластичной
сборки блоков пригодны только для определенного типа детали и
ее конкретных размеров. В то же время высокие требования к
точности определяют большую трудоемкость изготовления и высо-
кую стоимость таких приспособлений.
Сборка способом оптического контакта распространяется на
сборку блоков пластин и призм. В качестве материала контактных
приспособлений используют стекло, отличающееся высокой износо-
устойчивостью и малым коэффициентом термического расширения
(ситалл, кварцевое стекло). Отклонения от плоскостности рабочих
поверхностей контактных приспособлений не более 0,5 N. Значе-
264
Таблица 4.22.
СПОСОБЫ СБОРКИ ПЛОСКОГО БЛОКА
Диаметр заготовки, мм Допуск на толщину, мм Способ сборки блока
1-я поверхность 2-я поверхность
< 15 <0,03 0,03-0,05 > 0,05 Эластичный Жесткий » Установкой на контакт Эластичный Перетяжкой
От 15 до 25 < 0,02 0,02-0,05 > 0,05 Эластичный Жесткий >> Установкой на контакт Эластичный Перетяжкой
> 25 <0,02 > 0,02 Эластичный Жесткий Установкой на контакт Эластичный
ния углов приспособлений, используемых для изготовления призм,
должны быть примерно в два раза точнее углов детали.
Сборка заливкой, заготовок гипсовым раствором имеет ограни-
ченное применение на стадии тонкого шлифования и полирования
заготовок. Обрабатываемую поверхность заготовок, выполняющую
функцию настроечной базы, совмещают с установочной поверхнос-
тью притирочного приспособления. Пространство между заготовка-
ми и окружающим их корпусом заполняют водным раствором
гипса. Затвердевание последнего сопровождается увеличением его
объема. При неравенстве сил, действующих на грани заготовок,
подвергающихся воздействию сжимающих сил, призмы изменяют
свое положение. Возникает погрешность закрепления. В частно-
сти, у призмы АР-90 появляется погрешность угла 90° и разность
углов 45°. В зависимости от конструкции приспособления и удель-
ного расширения гипса погрешность взаимного расположения по-
верхностей, образующих угол 90°, может быть от 0,5 до 5,0. Рас-
ширение гипса нейтрализуют добавлением в него 6-8 % массовых
долей (от массы гипса) белого цемента или портландцемента, ко-
торые при затвердевании уменьшаются в объеме. С увеличением
содержания цемента разборка блоков и отделение заготовок за-
трудняются.
Согласно ОСТ 3-2408-80 способ сборки плоского блока выби-
рают в зависимости от диаметра заготовки и допуска на толщину
(табл. 4.22).
Этот же стандарт устанавливает возможные способы сборки
сферических блоков. Условиями, определяющими их выбор, явля-
ются категории сложности детали и тип производства (табл. 4.23).
Разборка блоков. В соответствии с рекомендациями
РТМ 3-1634-83 блоки заготовок могут быть разобраны различны-
ми способами.
Блоки, собранные эластичным способом, разбирают охлаждени-
ем в холодильной камере при температуре от -40 до -60 °C в те-
чение 30-50 мин.
Блоки, собранные эластичным и жестким способами, разбирают
с помощью ультразвуковых колебаний. Используется ультразву-
265
Таблица 4.23.
СПОСОБЫ СБОРКИ СФЕРИЧЕСКОГО БЛОКА
Типовая схема процесса Категории сложности, тип производства
I. Жесткое крепление заготовок на наклеенном приспособлении. Предварительное, тонкое шлифова- ние и полирование в блоке. Интенсивные режимы по- лирования III-IV категории сложное- ти. Крупносерийное и массовое производство
II. Эластичное крепление заготовок на наклеенном приспособлении. Предварительное шлифование — поштучная обработка. Тонкое шлифование и поли- рование в блоке. Интенсивные режимы полирования
III. Эластичное крепление заготовок на наклеен- ном приспособлении. Предварительное шлифование — поштучная обработка. Тонкое шлифование и полиро- вание в блоке. Классические режимы полирования I-П категории сложности. Единичное, мелкосерийное и крупносерийное производство
I и II. Комбинированный способ крепления (одна поверхность жестким способом, другая — эластич- ным) III-IV категории сложнос- ти. Крупносерийное и массовое производство
ковая полуавтоматическая установка УЗР-2. Время, необходимое
для отделения заготовок, от 2 до 8 с.
РТМ предусматривает также механический способ разборки бло-
ков, собранных эластичным и жестким способами и гипсованием.
При эластичном способе сборки заготовки снимают с приспособле-
ния ударами деревянного молотка или скалыванием подушек
с линзами при помощи ножа. При жестком способе сборки блока
или при гипсовании заготовки снимают ударом деревянного мо-
лотка по приспособлению или по кожуху.
Разборка блоков, собранных оптическим контактом, выполня-
ется воздействием температурного поля — локальным нагревом
или охлаждением каждой заготовки.
Промывка оптических деталей. Устройства для промывки оп-
тических деталей на разных стадиях их изготовления регламенти-
рует стандарт РТМ 3-1455-81. Способ выполнения операции (руч-
ной, механизированный), так же как и составы промывочных жид-
костей (см. п. 4.2), выбирают в зависимости от химической устой-
чивости стекла и класса чистоты полированной поверхности.
Глава 5
МЕХАНИЧЕСКАЯ ОБРАБОТКА
ОПТИЧЕСКИХ КРИСТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ
5.1. ОСНОВНЫЕ ФИЗИКО-МЕХАНИЧЕСКИЕ
И ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
В оптическом приборостроении используются самые разнооб-
разные кристаллические материалы. Относительно «мягкие» кри-
сталлы с микротвердостью до 106 Па условно можно разделить на
несколько групп, объединяющих материал по их основным физи-
ко-механическим и фиико-химическим свойствам (табл. 5.1) [5.1-
5.4].
В табл. 5.2 приведены физико-механические свойства основ-
ных марок оптических керамик.
К твердым оптическим кристаллам с микротвердостью выше
106 Па относятся кварц, гранат, фианит, оптический монокорунд
(лейкосапфир, рубин, сапфир). Основные физико-механические свой-
ства их приведены в табл. 5.3 [5.5-5.7].
5.2. МЕХАНИЧЕСКАЯ ОБРАБОТКА
ОПТИЧЕСКИХ КРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
С МИКРОТВЕРДОСТЬЮ ДО 6 • 106 Па
Кристаллы с микротвердостью до 6 • 105 Па необходимо обраба-
тывать в помещениях, изолированных от участков обработки дру-
гих более твердых материалов, со стабильной температурой возду-
ха, равной 24 ± 1°С, относительной влажностью 55 ± 5 % и чисто-
той воздуха по 1-му классу (ОСТ 3-5757-84). Обработку произво-
дят в спецодежде (халате, головном уборе), на руки надевают на-
йальчники или резиновые перчатки. i
До начала обработки заготовки кристаллов выдерживают от 3
до 12 ч в условиях, где ведется обработка. Заготовки проходят
входной контроль на наличие скрытых трещин, посечек, вырывов
материала; они должны соответствовать категориям пузырности,
однородности, двойному лучепреломлению.
Коэффициент запуска деталей обычно предусматривается боль-
шим, чем у стекла, и составляет 1,5-2,0.
Ориентирование кристаллов. Оптически изотропные кристал-
лы ориентируют обычно относительно оси роста и реже — относи-
тельно кристаллографических направлений куба [100], додекаэдра
267
Таблица 5.1.
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА
ОПТИЧЕСКИХ КРИСТАЛЛОВ С МИКРОТВЕРДОСТЬЮ ДО 106 ПА
Кристалл Макси- маль- ный размер загото- вок, м Вид мате- риала Синго- ния Спайность Плот- ность при Т=293 К, кг/м3 Раство
Труп- па Химический состав в воде, % вес.
Во- до раст- вори- мые КС1 NaCl КВг CsJ Ba(NO3)2 KD2PO4(DKDP) KH2PO4(KDP) nh4h2po4 (ADP) LiJO3 0,05 0,3 0,1 0,2 0,05 0,15 0,15 0,15 0,05 Моно- кри- сталл То же » » » » » Куби- ческая То же » » Тетра- гональ- ная То же Ромби- ческая Совершен- ная по (100) То же Совершенная по (110), (100) Несовершен- ная по(110) Не имеет » » » * Совершенная по (101), несо- вершенная по (100) 1984 2165 2750 4510 3250 2250 2338 1803 4503 34,4 (293 К); 51,1 (353 К) 35,9 (293 К); 38,1 (353 К) 65,2 (293 К); 94,6 (353 К) 85,6 (298 К); 170,8 (348 К) 9,05 (293 К); 26,64 (353 К) 33 (298 К) 33(298 К) 22,7 (273 К); 173,2 (373 К) 80 (298 К)
Фто- риды Li F CaF2 BaF2 MgF2 0,32 0,45 0,60 0,09 Моно-по- ликрис- талл То же » » Куби- ческая То же Тетра- гональ- ная Совершенная по (110) Совершенная по (111) Тоже Совершенная по (100) (110) 2601 3180 4813 3176 0,27 (291 К); 0,135 (308 К) 0,0016 (308 К) 0,161 (293 К); 0,162 (303 К) 0,0076 (301 К)
268
рнмость Коэффициент теп- лового расширения а • 107, град-1 Теплопровод- ность, Вт/м к Мнкротвердость Н • 10 6, Па Твердость по Моосу
в других веществах
Щелочь, спирт, эфир 350 (300 К) 6,98 (273 К) 0,167 (100); 0,186 (110); 0,215 (111) 1,75-2,0
Спирт, гли- церин, ам- миак 389 (300 К) 69,85 0,196 (100); 0,225 (111); 0,255 (110) 2,25
Глицерин, эфир, спирт 380 (300К) 2,92 — 1,0-2,0
Спирт 400 (300 К) 1,13 0,191 (100); 0,169 (111); 0,148 (110) 1,0-2,0
— — — — 2,0-3,0
— — — 1,561г; 1,171ху —
Спирт 343//оси; 2161ОСИ (300 К) 1,29 (428 К) 1,541г; 1,391x1/ 2,5
— 190//оси; 393-Юси (298 К) 0,711ху; 1,261г 1,471г; 1,271x1/ 2,5
Спирт — — 2,35 2,0
Кислоты 319,5 14,25 1,06 4,5
Кислоты, растворы ЫС1, СаС12 184-192 (290 К) 9,64 1,73-1,77 (100); 1,67-1,60 (110); 1,55(110) 4,0
Кислоты, раствор nh4ci 184 (273-573 К) 71,23 0,92 3,0
Кислоты 88-131(273-773 К) 3,14 5,65 6,0
—
269
Кристалл Макси- маль- ный размер загото- вок, м Вид Сияго- НИЯ Плот- ность Раство
Труп- па Химический состав мате- риала Спайность при Т = 293 К, кг/м3 в воде, % вес.
ZnSe 0,55 Монопо ликрис- талл Куби- ческая Совершенная по (011), (111), (001) 5260 Не раство- ряется
Се- ле- НИ- ДЫ, тел- лу- ри- ДЫ, суль- фиды CdTe ZnS 0,30 0,55 Моно- крис- талл Мош-по- ликрис- талл Куби- ческая Вюр- цитгек- с аго- наль- ная; сфале- ритку- бичес- кая Совершенная по (110) То же 5850 4091 То же
SrTiO3 0,03 Моно- крис- талл Куби- ческая Не имеет 5122 Не раство- ряется
Тита- наты, нио- баты, LiNbO3 0,10 То же Триго- наль- ная » » 4700 То же
тан- тали- ты LiTaO3 0,10 Ромбо- эдри- ческая 7300- -7400 »
Pb3MgNb2O9 0,03 Куби- ческая 8000 »
TIBr-TlJ (KPC-5) 0,30 Моно- 7300
КРС TIBr-TICl (KPC-6) 0,30 крис- талл То же Куби- ческая Не имеет 7200 Не раство- ряется
Воль- фра- маты KGd (WO4)2 о,1 Моно- крис- талл Моно- клин- ная Не имеет 7270 Не раство- ряется
270
Продолжение табл. 5.1.
— римость Коэффициент теп- левого расширения а • 107, град'1 Теплопровод- ность, Вт/м -к Микротвердость Н 10 6, Па Твердость по Моосу
в других веществах
Спирт, кис- лоты 93(300 К) 13,0 1,17 3,0-4,0
Спирт, кис- лоты 45 (323 К) 6,29 — 3-3,5
Кислоты 67,0 (300 К) 2,60 1,75 4,0
KF, смесь Na2COg и к2со3 98 — 9,01 6,0-6,5
— 167 (297-1073К) 4,48 5,19 (010); 5,58 (110); 5,49 (001) 5,0-5,5
— 161 (293-773 К) 4,19 6,47-6,67 (001); 7,45 (110); 9,51 (010) 7,0
— — — 10,6 6,0-8,0
Кислоты 610 (до 293 К) 550 (273 К) 1,38 0,92 0,386 (100); 0,4 (111); 0,382 (110); 0,348 (пр) 0,26 (110); 0,25 (111); 0,29 (100) —
Слабораст- ворим в кислотах 40 (100); 16 (010); 85 (001) 2,8; 2,2; 3,5 3,43 (100); 3,72 (010); 4,71 (001) 4,0
271
272
Таблица 5.2.
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ОПТИЧЕСКИХ КЕРАМИК
Свойство Марка керамики и ее химический состав
КО-1; КО-12 (MgF2) КО-2; КО-2В (ZnS) КО-3 (CaF2) КО-5 (MgO) КО-10 (BaF2) КЭО (рь1-1,аЛа х х (Zrji^cy) КО-57 (MgO • А12 О3) КОЛ (ZnS)
Микротвердость, ГПа 9,0 3,0 1,7 0,92 5,6 17,2 3,0
Твердость по Моосу 6,0 4,0 — 5,5 3,0 — 7,5-8,0 4,0
Коэффициент относительной твердости 0,9 0,6 0,3 0,8 0,2 0,3 — 0,6
Коэффициент линейного рас- ширения а • 106, град’1 11,0 6,9 20,0 12,0 18,4 8,0 6,3 6,9
Теплопроводность, кал/град х х см • с 0,0075 — 0,0246 0,140 0,017 — 0,033 —
Таблица 5.3.
273
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ОПТИЧЕСКИХ МОНОКРИСТАЛЛОВ
С МИКРОТВЕРДОСТЬЮ БОЛЕЕ 106 ПА
Кристалл Макси- маль- ные разме- ры загото- вок, м Сии ГО- ИИ Я Спайность Плотность при Т= 293 К, кг/м3 Растворимость Коэффициент теплового расширения а 107, град 1 Теплопровод- ность, Вт/м - К Микротвердость, Н 1(Г5, Па Твер- дость по Моосу
в воде в других веществах
Кварц (SiO2) 2,0 Триго- наль- ная Несовер- шенная по (1011) 2650 Не раст- воряется Растворим в HF и горячих ще- лочах X оси г: 132,4 (273К); Ц оси г: 71,0 (273К) 9,5 9,8-11,8 7,0
Фианит (2гО2у2°3) 0,1 Куби- ческая — 5540-5910 То же Слаборастворим bHF+HNO3; хорошо раст- ворим при 1000°С в буре 106,5 3,0 12,5-15,7 8,0-8,5
Алюмоит- триевый гранат (Y3A13O12) 0,08 То же Несовер- шенная по (100) 4550 » Слаборастворим в кислотах 68 13 18,15 8,5
Лейкосап- фир (а-А12О3) 0,14 Триго- наль- ная Несовер- шенная по (1011); (1120) 3980 То же X оси с: 32,4-56,5 // оси с: 25,2; 1 оси с: 23,1 // осн с: 19,03; X осн с: 21,58 9,0
[110], октаэдра [111], когда учитывают влияние анизотропии фи-
зико-механических свойств материала на чистоту и точность фор-
мы поверхности обрабатываемой детали. Рабочие плоскости дета-
лей из CsJ ориентируют по грани (001), где пластическая деформа-
ция происходить не может.
Для ориентации используют установку для рентгеноструктурно-
го анализа типа УРС-50 (для деталей диаметром не более 0,12 м;
точность измерения не более 2 угл. мин) или гониометр типа Г5М
(для деталей диаметром не более 0,2 м; точность измерения + 5 с).
Для пластичных кристаллов типа КРС-5, КРС-6, CsI кристал-
лографическую ориентацию определяют по вдавливанию стально-
го острия в плоскопараллельную пластинку кристалла. По грани
(100) возникает фигура из четырех лучей, идущих перпендикуляр-
но к граням (100); грань (110) дает два луча и грань октаэдра
(111) — три луча. По относительной длине лучей определяют угол
отклонения исследуемой плоскости от естественных граней крис-
талла.
Возможность изготовления оптических деталей высокой точно-
сти формы полированной поверхности (&N < 0,3) из блочных кри-
сталлов CaF2, BaF2 с различной степенью разориентации блоков,
выходящих на обрабатываемую поверхность, определяется значе-
нием относительной разориентации этих блоков. Существующие
рентгеновские методы оценки ориентации [5.8] применимы только
для кристаллов диаметром до 0,12 м. Для материалов (полупро-
водников), имеющих высокий коэффициент отражения света, ис-
пользуют метод ориентации по фигурам отражения [5.9].
Рекомендации по ориентированию монокристаллов LiF [5.10]
путем поворота шлифованного образца до фигуры рассеяния, соот-
ветствующей определенному кристаллографическому направлению,
могут быть использованы для образцов до 0,05 м и только при
небольших отклонениях от основных ориентаций.
Для блочных кристаллов CaF2, BaF2 диаметром до 0,6 м кри-
сталлографическую ориентацию определяют по фигурам рассея-
ния, возникающим на матовом экране при сканировании лазер-
ным лучом шлифованной поверхности кристалла [5.11]. Срав-
нение фигур рассеяния с эталонами позволяет оценить величину
разориентации блоков относительно кристаллографических плос-
костей в диапазоне 5-50 угл. град, с максимальной точностью до
5 угл. град.
Метод оценки разориентации в кристаллах CaF2, BaF2 по отно-
сительному коэффициенту зеркального отражения света (ртах)
шлифованной поверхностью [5.12] обеспечивает точность свыше
10 угл. град и пригоден для любого размера кристалла. Значение
Ртах измеряют рефлексометром ПКШ-1 по различным кристал-
лографическим плоскостям или блокам. По аналогии с анизотро-
пией микротвердости [5.13] определяют коэфициент анизотропии
II рода &анИз •
274
^аниз Pmax(l)/Pmax (2),
где Pmax(-L)’ Pmax(2) — максимальные значения коэффициента зер-
кального отражения для одной и второй кристаллографической
плоскости или блока соответственно.
С увеличением степени разориентации блоков значение
возрастает от 1,0 до 3,2. Степень разориентации блоков у, й/„из и
местное отклонение &N связаны следующими соотношениями:
0-15
15-30
30-50
k11
"аниз
1,0-1,2
1,3-1,6
1,7-2,7
AW
0,1
0,2-0,3
0,4-0,5
Электрооптические кристаллы типа DKDP, KDP, ADP ориенти-
руют в двух кристаллографических направлениях (001) илиз-среза
перпендикулярно к главной оптической оси и (100), (010) илих,
//-срезов параллельно главной оптической оси. Для ориентации
применяют поляризационный микроскоп или коноскопическую ус-
тановку типа ПК-809. Измерения производят с точностью 2-3 угл.
мин по коноскопической картине, которая видна только в на-
правлении оптической оси. При отклонении рабочих поверхнос-
тей от нужного положения оптической оси центры изображения
смещаются с центра поля зрения. По углу, на который необходимо
наклонить пластинку до совмещения центра симметрии коноско-
пической картины с оптической осью прибора, определяют имею-
щееся отклонение.
Разделение кристаллов на заготовки. Кристаллы разделяют на
заготовки различными способами в зависимости от свойств мате-
риала.
Кристаллы типа КС1, NaCl, LiF, имеющие совершенную спай-
ность, разделяют на заготовки раскалыванием с помощью зубила
по плоскостям спайности. Все водорастворимые кристаллы распи-
ливают на нитяной пиле при помощи движущейся непрерывной
многожильной хлопчатобумажной нити, смачиваемой водой. Ско-
рость движения нити около 0,6 м/с.
Нерастворимые в виде кристаллы распиливают алмазными от-
резными кругами с наружной и внутренней режущими кромками
(АОК и АКВР), алмазными бесконечными ленточными пилами
(АБЛП) на соответствующих станках.
В качестве СОЖ используют веретенное масло, воду с добавле-
нием эмульсолов и веществ, снижающих поверхностное натяже-
ние воды и повышающих антикоррозийные свойства СОЖ.
Кристаллы типа CsJ, КРС-5, КРС-6 с явно выраженными плас-
тическими свойствами могут быть распилены на заготовки вруч-
ную тонким ножовочным или лобзиковым полотном.
Для сверления отверстий в кристаллах применяют то же обору-
дование и инструмент, что и при сверлении стекла. В качестве
275
СОЖ при сверлении служат вода, скипидар, при сверлении водора-
створимых кристаллов — насыщенные растворы их солей.
Грубое шлифование. Для грубого шлифования кристаллов сво-
бодным абразивом используют обычно обдирочные или шлифо-
вально-полировальные станки. Обработку ведут электрокорундо-
выми порошками, карбидом кремния, карбидом бора с зернистос-
тью 6П, 5П и М40, М28. Материал инструмента: латунь, чугун,
кварцевое стекло или ЛК-5. В качестве СОЖ используют воду, для
водорастворимых кристаллов — насыщенные растворы их солей.
Режимы шлифования приведены в табл. 5.4.
Для получения поверхностей водорастворимых кристаллов с ми-
нимальной дефектностью применяют безабразивный способ грубого
шлифования на фланели, туго натянутой и хорошо закрепленной
на инструменте из стекла марок ЛК5, К8, с точностью формы поверх-
ности N <5. Обработку ведут при обильной и непрерывной подаче
воды. Съем материала при безабразивном грубом шлифовании
составляет 1-2 мм. Для грубого шлифования кристаллов типа
ZnSe, фторидов алмазным инструментом с зернистостью А160/125,
АСК125/100, А63/50, А40/28 с концентрацией алмаза 50 % на связке
Ml используют соответствующие сферошлифовальные станки. Ре-
комендуемые режимы шлифования: скорость вращения заготовки
0,167-2,505 с-1, окружная скорость инструмента 10-15 м/с, ско-
рость подачи инструмента 8,3 • 10-6 — 1,66 • 10-5 м/с, СОЖ — ма-
шинное масло и керосин в соотношении 1:1. Применяют любые
другие составы СОЖ, химически не реагирующие с кристаллом.
Параметр шероховатости обработанной поверхности кристал-
лов составляет Rz < 20 мкм. Поверхность контролируют с помо-
щью полярископа-поляриметра типа ПКС-125, ПКС-250 на отсут-
ствие в кристалле скрытых трещин и других дефектов.
Кругление. Кругление заготовок из кристаллов производят на
круглошлифовальных и центрировочных станках. Для кругле-
ния используют алмазный инструмент зернистостью АСМ160/125,
А125/100, А63/50 на бакелитовой или металлической связке.
СОЖ — машинное масло и керосин в соотношении 1:1. Частота
вращения инструмента 4,7-20,0 с-1, заготовки — 0,8-3,3 с-1. Ско-
рость подачи инструмента (1,66 + 3,30) 10~7 м/с. Кругление загото-
вок можно производить на обычных станках типа ШП полуцилин-
Таблица 5.4.
РЕЖИМЫ ГРУБОГО ШЛИФОВАНИЯ КРИСТАЛЛОВ
Параметр обработки Для кристаллов диаметром, м, не более
0,15 0,30 0,6
Частота вращения шпин- деля, с"1 0,835-5,845 0,418-0,835 0,251-0,835
Частота двойных ходов верхнего звена, с"1 0,333-1,330 0,250-0,750 0,167-0,583
276
дром из стали 20 водной суспензией электрокорундовых микропо-
рошков зернистостью М40 — М20. Для водорастворимых кристал-
лов в качестве СОЖ используют насыщенные растворы их солей.
Требуемое качество поверхности на NaCl, КРС-5 можно полу-
чить и при круглении кристаллов на токарном станке проходным
резцом идеальной заточки. Скорость резания (1,66 -» 3,30)10-7 м/с,
частота вращения заготовки 7,51 с-1. Параметр шероховатости после
кругления —Ra < 1,25 мкм.
Фасетирование. Фаски на кристаллических материалах наносят
на станках типа ШП при частоте вращения шпинделя 0,5-1,0 с-1
с помощью пластины или сферической чашки из стекла марки
ЛК5 или латуни. СОЖ — водная супензия электрокорундовых
микропорошков зернистостью М28 или М20; Т : Ж = 1 : 1. Для во-
дорастворимых кристаллов вместо воды используют этиленгликоль
или насыщенный раствор их солей в воде.
Фасетирование алмазной чашкой осуществляют на обдирочных
либо на центрировочных станках комбинированным алмазным
кругом, режущая кромка которого имеет цилиндрическую и сфери-
ческую части.
Сборка блоков заготовок (блокирование). Операцию блокиро-
вания кристаллов производят жестким и эластичным способами,
как и сборку деталей из стекла, но с учетом возможного неблаго-
приятного влияния коэффициентов теплового расширения и теп-
лопроводности кристаллического материала. Кристаллы CaF2, BaF2,
DKDP, KDP, Ba(NO3)2 с низкой термостойкостью блокируют в су-
шильном шкафу типа ШС-3 при скорости подъема и снижения
температуры 0,008-0,330 °С/с.
Материалы наклеенных приспособлений выбирают по теплопро-
водности и коэффициенту термического расширения близкими
к кристаллу: К8, ЛК5, сам кристаллический материал. Плоскопа-
раллельность наклеенных пластин должна быть не более 0,01 мм.
В один блок собирают заготовки кристаллов, ориентированные
в одной кристаллографической плоскости с точностью 0,088-
0,175 рад, или при коэффициенте анизотропии блоков й/„из =
= 1,1 + 1,2 [5.12].
Наиболее распространенными наклеенными составами явля-
ются пекоканифольные смолы с различными температурой плавле-
ния и вязкостью марок СН-1, СН-2, СН-3, СН-4, СН-5, СН-6,
СП-2, СП-3, СП-4 (РТМ 3-72), составы на основе смолы «Оптика»
(ОСТ 3-6481-88), воскоканифольные композиции (80-85 % по массе
канифоли сосновой и 15-20 % воска пчелиного), низкотемператур-
ные мастики (температура размягчения 55-60°С) с добавками раз-
личных наполнителей: битума, масла веретенного, парафина, жи-
вицы пихтовой, воска пчелиного и т. д., сублимационные клеи.
После блокирования собранные блоки охлаждают при нормаль-
ной температуре в течение 4-8 ч для диаметров до 0,2 м и не
менее суток — для диаметров 0,2-0,5 м.
277
При «холодном» способе блокирования кристаллов используют
суконные прокладки, пропитанные древесным пеком или полиро-
вочными смолами с температурой размягчения 50-55°С.
В ряде случаев детали диаметром менее 0,1 м целесообразно
закреплять в зажимных оправках из плексигласа, винипласта, тек-
столита и т. д.
Разблокировывают блоки «холодным» (сколачиванием деревян-
ным молоточком) или «горячим» (путем разогрева клеющего со-
става) способом.
Среднее и тонкое шлифование. Операции среднего и тонкого
шлифования выполняют свободным или связанным абразивом
на станках типа ШП, ПД различных моделей.
Шлифование свободным абразивом осуществляют микропорош-
ками электрокорунда, карбида кремния, карбида бора, последова-
тельно переходами М28В, М14В, М10В, или микропорошками ал-
маза АСМ28, АСМ14, АСМ10. Порошки должны быть однородны
по гранулометрии, не содержать зерен предельной фракции и воз-
можных царапающих примесей. Для исключения случайных ме-
таллических включений микропорошки протравливают в течение
3 ч в концентрированной соляной кислоте с последующей деканта-
цией их водой до нейтральной реакции и классификацией зерен
[5.14].
Шлифование выполняют на инструменте из латуни, стекла ма-
рок ЛК5 и К8. Для сокращения времени обработки в два-три раза
тонкое шлифование долгополируемых кристаллов типа КРС-5,
КРС-6, LiTaO3 целесообразно осуществлять на пекоканифольной
смоле СП-2.
В качестве СОЖ применяют воду, для водорастворимых кристал-
лов — насыщенные растворы их солей в воде, этиленгликоль, глице-
рин. Припуск на шлифование для материалов типа КС1, NaCl, КВг,
DKDP составляет при обычном шлифовании 0,08 мм, при глубо-
ком 0,4-0,5 мм, для кристалллов фторидов ZnSe, ПО-4, ПО-2 —
соответственно 0,6 и 0,3 мм.
Рекомендуемые режимы среднего и тонкого шлифования крис-
таллов с микротвердостью до 6 • 10~5 Па приведены в табл. 5.5.
Параметр шероховатости поверхности кристаллов должен соот-
ветствовать Ra = 0,16 0,32 мкм. Царапины, точки, трещины, посеч-
ки и другие дефекты на шлифованной поверхности недопустимы.
Безабразивное шлифование водорастворимых кристаллов не
нарушает поверхностного слоя материала. Процесс ведут на бати-
Таблица 5.5. РЕЖИМЫ СРЕДНЕГО И ТОНКОГО ШЛИФОВАНИЯ
КРИСТАЛЛОВ
Диаметр кристалла, м Частота вращения шпинделя, с-1 Число двойных ходов верхнего звена, с"1 Давление, кПа
До 0,15 0,585-1,002 1,167-1,333 5,0-5,5
» 0,30 0,334-0,501 0,583-0,750 1,5-2,0
» 0,50 0,167-0,334 0,333-0,417 0,8-1,0
278
сте, туго натянутом и закрепленном на приспособлении из стекла
марок К8, ЛК5 с точностью формы N < 1. Шлифование происходит
за счет растворения поверхностного слоя кристалла 50% -ным вод-
ным раствором этилового спирта. Толщина снимаемого матери-
ала при безабразивном шлифовании не менее 0,5 мм, Ra = 0,32 н-
0,10 мкм.
Шлифование связанным абразивом целесообразно выполнять
для кристаллов LiF, CaF2, MgF2, BaF2, ZnSe и т. д. Обработку произ-
водят на станках типа ШП алмазным инструментом АСН зернис-
тостью 80/63, 28/20, 20/14 на металлической связке МЗ-17 с кон-
центрацией 10 % или алмазным инструментом АСМ зернистос-
тью 80/63, 20/14, 14/10 на эпоксидной связке. Рекомендуемый ре-
жим шлифования: частота вращения инструмента 2,51-50,0 с'1,
частота вращения заготовки 1,00-3,67 с-1, давление 110-210 кПа,
время шлифования 15-60 с, СОЖ — 3-5 %-ный водный раствор
глицерина, Ra = 0,16 0,32 мкм приА < 3.
Между наибольшим размером зерен основной фракции элект-
рокорундовых порошков (Л), параметром шероховатости (Rz) шли-
фованной поверхности и разрушенным слоем (F) для кристаллов
установлены соотношения (табл. 5.6), которые учитывают при из-
готовлении оптических деталей.
Глубина нижележащего деформированного слоя в кристаллах
составляет в среднем 100-150 мкм — после обработки электроко-
рундом М28В и 30-50 мкм — после обработки электрокорундом
М10В.
Полирование. Известные процессы полирования оптического
стекла не могут однозначно применяться для полирования крис-
таллов из-за их особых физико-механических и физико-химичес-
ких свойств.
Для кристаллов используют бесконтактные методы контроля:
для измерения размеров — измерительные микроскопы, для про-
верки точности формы поверхности — интерферометры. Контроль
на целостность материала детали производят на полярископах-
поляриметрах моделей ПКС-100, ПКС-250.
Кристаллы полируют на обычных шлифовально-полироваль-
ных станках типа ШП или ПД. Рекомендуемые режимы полиро-
вания приведены в табл. 5.7.
В качестве материала полировальника используют пекокани-
фольные смолы марок СП-2, СП-3, либо пекоканифольные смолы
с наполнителями (битумом, воском пчелиным, шеллаком и т. д.) и
пластификаторами (дибутилфталатом, скипидаром, машинным мас-
лом и т. д.), изменяющими упруго-вязкие и пластические свойства
полирующих составов (РТМ 3-72). Композиции на основе пекока-
нифольных смол (86 %), касторового масла (4 %), парафина (5 % ;
ТУ 6-09-112), триацетата целлюлозы (5%; Ту 6-55-1675) или
ацетилцеллюлозы обладают большой упругостью и малой плас-
тичностью. Их применяют для полирования любых кристаллов
с микротвердостью до 6 • 105 Па. При этом получают высокое ка-
279
Таблица 5.6. СООТНОШЕНИЯ МЕЖДУ НАИБОЛЬШИМ ДИАМЕТРОМ (D) ЗЕРЕН
ОСНОВНОЙ ФРАКЦИИ ЭЛЕКТРОКОРУНДОВЫХ МИКРОПОРОШКОВ
И ПАРАМЕТРАМИ ОБРАБОТАННОЙ ПОВЕРХНОСТИ
SrTiO3 Q Q л 00 о о oo
Pb3MgNB2O9 Q Q О Ю co co о i-Г 15'5
CsJ a S l 1 о
КРС-5 a 3 1 1 о
ZnSe 0.12-0.20D 1,1D 8,9-9,9
Фториды 0,ll-0,18D 1.0-1.4D 0,6-5,9
NaCl.KCl 0.14-0.18D 0.97-1.08D О
,KDP I г-, (/-срезы! Q Q 00 о 00 O* o'
DKDP 1 г-срез I Q Q co о CM co О iH 9‘S
>< J % мкм F, мкм
чество полирования для деталей высокого клас-
са точности (N < 0,5; AN < 0,3 на 0 0,1 м) и
чистоты (II-III).
Для деталей с точностью формы поверхнос-
ти N> 5 на 0 0,1 м в качестве материала по-
лировальника используют батист, бархат, зам-
шу, пенополиуретан, дерево, синтетические ма-
териалы.
Полирование производят микропорошками
различной природы: алмазными АСМ5/3,
АСМЗ/2, АСМ1/0, AMI, АСМО,7/0,3; оксида
хрома с размером зерен основной фракции
0,8-1,2 мкм (полученного сжиганием би-
хромата калия и серы технической) и 0,5 мкм
(полученного термическим разложением би-
хромата аммония); тонкодисперсного глинозе-
ма (а-А12О3) с размером зерен основной фрак-
ции 0,1-0,3 мкм; 0,3-0,5 мкм; 0,5-0,7 мкм;
0,7-1,0 мкм; оксида церия, полирита.
В качестве СОЖ используют воду или дру-
гие составы на основе кислот, окислителей, по-
верхностно-активных веществ, которые сокра-
щают время полирования кристаллов в два-три
раза. Для водорастворимых кристаллов в каче-
стве СОЖ применяют вещества, химически не
реагирующие с материалом и не растворяющие
его: этиленгликоль, глицерин, насыщенные ра-
створы солей, кремнийорганические вещества
типа полиметилсилоксана (ПМС-5) и т. д. Для
получения поверхностей с минимальной дефект-
ностью производят глубокое полирование кри-
сталлов или безабразивное полирование.
Особенности технологии полирования кри-
сталлических материалов. Водорастворимые
кристаллы полируют составом [а. с. N 789552]
на основе кремнийорганической жидкости
ПМС-5 и этиленгликоля, взятых в соотноше-
нии 1 : 12,5. В качестве полировального по-
рошка используют тонкодисперсный оксид
алюминия с размером зерен основной фрак-
ции 0,5-0,7 мкм и алмазные микропорошки
АСМ1/0, АСМО,5/0,3 и т. д. Состав универ-
сален, пригоден для полирования всей гаммы
водорастворимых кристаллов. Кремнийорга-
ническая жидкость ПМС-5 обеспечивает за-
щиту кристаллов от атмосферных воздействий,
процесс полирования менее зависим от тем-
пературы и влажности. При полировании кри-
280
Таблица 5.7.
РЕЖИМЫ ПОЛИРОВАНИЯ КРИСТАЛЛОВ
Параметр Диаметр деталей, мм, не более
15 30 60
Частота вращения шпинделя, с-1 Частота двойных ходов верхнего звена, с-1 Давление, кПа 0,200-0,668 0,2-1,0 4,5-5,0 0,134-0,334 0,133-0,500 1,0-2,0 0,134-0,200 0,133-0,333 0,5-0,6
сталлов сначала удаляют матовый слой, а затем на шаржирован-
ном зернами абразива полировальнике с применением только
СОЖ добиваются получения нужных параметров поверхности
по чистоте и точности. При этом обеспечивается возможность
блочного автоматизированного способа полирования кристаллов
и получение полированных поверхностей с шероховатостью
Rz = 0,05 + 0,025 мкм при следующих значениях точности формы
(N, AN) и чистоте (Р):
N = 0,5; AN = 0,2; Р III—V на 0 0,05 м (для NaCl, КС1, DKDP,
KDP и др.);
N=l,0; AN = 0,5; Р VI-VII на 0 0,10 м при сетке царапин
шириной менее 2 мкм (КВг);
N = 5,0; AN =1,0; Р VIII-IX на 0 < 0,07 м при сетке царапин
шириной менее 4 мкм (CsJ).
При относительной влажности воздуха свыше 60 % полирован-
ные поверхности водорастворимых кристаллов покрываются нале-
тами. Для повышения прозрачности полированных деталей их до-
полнительно полируют на батисте, припудренном порошком АСМ1/0,
используя в качестве СОЖ обезвоженный этиловый спирт.
Для защиты полированных поверхностей водорастворимых
кристаллов от воздействия влаги наносят покрытие толщиной
0,2-0,3 мкм из фторопластового полимера Ф32Л, приготовлен-
ного на осушенных растворителях [5.15]. При хранении дета-
лей более 24 ч пленку Ф32Л сверху покрывают нитроэмалью
НЦ-25. После снятия защитного лака полированные поверхно-
сти не требуют промывки.
Незащищенные лаком детали хранят в эксикаторах или специ-
альных полиэтиленовых упаковках с осушителями из пятиоксида
фосфора или силикагеля. Срок хранения готовых деталей в эксика-
торе не должен превышать для DKDP — 30 суток, КВг, NaCl, КС1 —
семи суток, CsJ — трех суток. С увеличением срока хранения уве-
личивается толщина поверхностной пленки и изменяется ее хими-
ческий состав. Полированные поверхности водорастворимых крис-
таллов при необходимости чистят с помощью чистых замшевых
салфеток и обезвоженного амилацетата.
Кристаллы LiF полируют с использованием в качестве СОЖ
0,75%-ного водного раствора треххлористого железа FeCl3 • 6Н2О
[а. с. N 203498]. В сравнении с обработкой на воде состав сокра-
щает время полирования в 1,5-2,0 раза, обеспечивает получение
281
полированной поверхности без налетов, вырывов и других дефек-
тов при N < 1, &N < 0,5, Р III-IV.
Для повышения производительности при обработке крупнога-
баритных кристаллов диаметром более 0,2 м целесообразно при-
менять в качестве СОЖ 2-5%-ный раствор азотной кислоты. После
кислотного полирования необходимо окончательное полирование
кристаллов на воде.
Анизотропия физико-механических свойств кристаллов CaF2,
BaF2, MgF2 обусловливает неодинаковые скорости срабатывания
различных участков заготовок. При полировании водной суспен-
зией оксида хрома с каждым увеличением разориентации блоков
на 10° ДА возрастает на 0,1 интерференционной полосы [5.12].
Полирование этих кристаллов с 2-3% -ным раствором серной кис-
лоты обеспечивает при любой разориентации блоков местное от-
клонение ДА < 0,3. Припуск материала на обычное полирование
одной стороны деталей из фторидов составляет 10-20 мкм, на глу-
бокое полирование — 40-50 мкм.
Для увеличения светопропускания полированных деталей фто-
ридов их дополнительно полируют на восковом полировальнике,
для чего расплавленный натуральный пчелиный воск равномерно
наносят на поверхность изготовленного смоляного инструмента.
Допустимый срок хранения полированных деталей из LiF в нор-
мальных условиях (при температуре 19-23 °C и относительной
влажности 65 %) составляет 18 сут., под защитными лаками Ф32Л
НЦ-25 — не более 2 мес., в эксикаторе — не более 1 мес.
Селенид цинка, ПО-4, сульфид цинка полируют водными сус-
пензиями алмазных микропорошков. Процесс длителен во време-
ни, вызывает образование на полированной поверхности сетки мел-
ких царапин. Использование в качестве СОЖ 0,5 н раствора азот-
ной кислоты повышает производительность процесса в два раза, но
при этом возможно проявление блочной структуры. Полирующий
состав, содержащий алмазный микропорошок АСМ1/0 и полиро-
вальную жидкость на основе водных растворов перманганата ка-
лия и серной кислоты [а. с. N 252713], при полировании на смоле
с триацетатом целлюлозы или с ацетилцеллюлозой обеспечивает
равномерное сполировывание материала со скоростью 5 • 10-2 мкм/с
и ровную интерференционную картину полированной поверхнос-
ти независимо от наличия и числа блоков и других дефектов
материала. Параметры полированной поверхности: N < 1; ДА < 0,5;
Р II—III без сетки тонких царапин на диаметре кристалла 0,2 м.
Необходимую точность формы и чистоту полированной поверх-
ности кристаллов КРС-5, КРС-6, CsJ достигают на образцах, ориен-
тированных по граням (100), где пластичность материала прояв-
ляется в меньшей степени.
Отжиг кристаллов КРС [5.16] снижает пластические свойства
материала и способствует более быстрому получение полирован-
ных поверхностей необходимого качества. Обрабатывают кристал-
лы КРС-5, КРС-6 в следующей последовательности: высокотемпе-
282
ратурный отжиг (290 ± 10 °C) в течение 6-10 ч; химическое травле-
ние последовательно в смесях НСООН + С2Н5ОН; НВг + Вг2; С2Н5ОН +
+ Br2(J2); низкотемпературный отжиг (180-200 °C) в течение 3-
4 ч; полирование водными суспензиями алмазных микропорошков
АСМЗ/2, АСМ2/1, ACMl/0,5 или полирита.
Получаемые параметры полированной поверхности: N < 3;
ДА < 0,5; Р VI-VII. Для получения N < 1; ДА < 0,5 проводят фи-
нишное полирование КРС-5, КРС-6 в сепараторе, изготовленном
из стекла марок ЛК5, К8.
Кристаллы CsJ полируют на батисте алмазным микропорош-
ком АСМ1/0. В качестве СОЖ используют обезвоженный этило-
вый спирт с добавлением в него спиртового раствора йода. Пара-
метры полированной поверхности CsJ: N < 5; ДА < 1; Р VIII-IX
(допускается сетка тонких царапин).
Для титаната стронция SrTiO3 применяют химико-механичес-
кий способ полирования [5.17] смесью 5%-ных водных растворов
плавиковой и азотной кислот в соотношении 1 : 1 и алмазным
микропорошком АСМ 1/0. В сравнении с обработкой на воде вре-
мя полирования кристаллов сокращается в 2,5-3,5 раза. Пара-
метры полированной поверхности: А < 1; AN < 0,5; Р III.
Магнийниобат свинца PbgMgNb2O9 полируют в две стадии:
1) порошком АСМ1/0 с 2 % HF + 4 % HNO3 в соотношении 1 : 1 до
Rz = 0,05 4- 0,025 мкм, Р VIII; 2) порошком АСМ1/0 с 10%-ным
раствором гипосульфита до Р Ш-Р IV.
Калий-гадолиний вольфрамат KGd (WO4)2 полируют на поли-
ровальнике из смолы СП-7 алмазным порошком ACM0,5/0,1 с
водой в качестве СОЖ, получая чистоту поверхности Р IV.
5.3. ОСОБЕННОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ОПТИЧЕСКОЙ КЕРАМИКИ
На операциях распиливания, кругления, грубого и тонкого шли-
фования применяются те же станки и инструменты, что при обра-
ботке стекол К8.
По технологии обработки керамику можно условно разделить
на несколько групп.
1. Керамики марок КО-1, КО-2, КО-2В, КО-4 (ПО-4), КО-5, КО-6
и КОЛ по показателям процесса шлифования — производитель-
ности и шероховатости — мало отличаются от стекла марки К8.
Заготовки распиливают алмазным отрезным кругом зернисто-
стью от А160/125 до А250/200, с концентрацией алмаза 50 %, на
металлической связке. Окружная скорость инструмента 26 м/с,
подача заготовки 5-10 мм/мин.
Кругление производят алмазным кругом типа АПП зернистос-
тью от А100/80 до А125/100, с концентрацией алмаза 50 %, на
металлической связке Ml.
283
Грубое шлифование заготовок осуществляют кругами формы
2А2 (ГОСТ 17006-80*Е), кругами формы 12А2 с углом 45°
(ГОСТ 16172-80*Е), специальными сборными кругами из алмазов
марки АС15, АС20 (ГОСТ 9206-80*Е) зернистостью А315/200-
А125/100, концентрацией 50-100 % в зависимости от крупности
зерна и диаметра круга при линейной скорости резания до 15 м/с.
Шероховатость обработанной поверхности должна соответство-
вать Ra = 1,5 + 2,0 мкм.
Среднее и тонкое шлифование производят инструментом, рабо-
чую поверхность которого образуют алмазосодержащие элементы
в виде таблеток. Зернистость АСН40/28, связка Ml, концентрация
10 % и АСН20/14, связка МО15, концентрация 10 % . Частота вра-
щения шпинделя — до 2500 об/мин, число двойных ходов — до
24 в мин, давление — 150-200 кПа. В качестве СОЖ — вода или
20-30 %-ный раствор глицерина в воде.
2. Керамика КО-57 является самой твердой. Твердость по Моо-
су — 7,5-8,0. Микротвердость более чем в три раза выше, чем
у стекла К8. Шлифование порошками даже наиболее твердого аб-
разива карбида бора малопроизводительно. Грубое шлифование про-
изводится алмазными кругами формы 2А2 и 12А2 зернистостью
250/160-160/125, концентрацией 50-100%. Среднее и тонкое
шлифование осуществляется кольцевым инструментом или инст-
рументом, состоящим из алмазосодержащих элементов (в виде таб-
леток, логарифмической спирали или спирали Архимеда). Харак-
теристика инструмента: АСМ28/20, М21, 25 % (или АСМ40/28,
М21, 25 % + АСМ20/14, МО15, 25 %) и АСМ40/28, бутакрило-
вая связка, 10%. Шероховатость шлифованной поверхности
Ra = 0,26 + 0,30 мкм.
3. Керамики КО-3, КО-10, КЭО почти в три раза «мягче» стекла
К8. Обрабатываются свободным абразивом на станках типа ШП.
Используется электрокорунд марки 2 5А, не содержащий зерен пре-
дельной фракции. Материал шлифовальника — латунь марки
ЛС59-1Л или стекло ЛК7. Рекомендуемые режимы: частота вра-
щения шпинделя — до 200 об/мин, давление — 20-30 кПа.
Возможна обработка алмазным кольцевым инструментом в три
перехода: АСМ28/20 на металлической связке, 10 %; АСМ20/14 и
АСМ10/7 на бутакриловой связке, 10 %. Частота вращения шпин-
деля — до 2500 об/мин, давление — 2-3 кПа. В качестве СОЖ
применяется вода.
Керамики КО-3 и КО-10 обладают значительно большим коэф-
фициентом линейного расширения, чем стекло К8. Поэтому дета-
ли требуют бережного отношения на операциях блокировки и про-
мывки. Скорости нагрева не должны превышать 3-5 °C в минуту.
Температура нагрева при блокировке не должна превышать 75 °C.
Не допускается контакт детали с металлическими поверхностями
и поверхностями, температура которых отличается от температуры
детали более чем на 10 °C.
284
Электронно-микроскопические исследования, измерение струк-
туры рельефного слоя шлифованных поверхностей показали неко-
торое различие механизма разрушения стекла, керамики и крис-
таллов. В оптической керамике разрушение и выкрашивание ма-
териала при шлифовании происходят в первую очередь по грани-
цам зерен или их конгломератов. Установлено, что керамика с
большим размером зерен имеет большую глубину рельефного слоя.
При этом распространение трещины, возникающей при ударном
воздействии зерна абразива на поверхность детали, блокируется
зернистой структурой керамики. В. связи с этим керамика имеет
меньшую глубину нарушенного слоя, чем кристаллы.
Оптические керамики полируют на станках типов ШП и ПД на
пекоканифольных смолах СП-2, СП-3 различной вязкости:
для КО-1, КО-12, КО-2, КО-2В, КОЛ — ZgT]25oC = 8,5-*• 9,0;
для КО-5, КО-57, КЭО — Z^]25oC = 8,0 - 8,5;
для КО-3, КО-Ю — ^25°с = + 8,0.
В качестве полирующего порошка применяют алмазный микро-
порошок АСМ1/0,5-0,5/0, оксид хрома Сг2О3 с размером зерна
0,4-0,8 мкм, полученный разложением бихромата аммония, или
Сг2О3 с периодической добавкой + АСМ 1/0,5. В случае прилипа-
ния смолы к поверхности образа добавляют 2-5%-ный раствор
гипосульфита.
Процесс полирования КО-57 трудоемок. Для повышения про-
изводительности и сокращения затрат времени необходим допол-
нительный переход с использованием полировальника из меди Ml
или дюралюминия Д16Т со спиральными канавками, разработан-
ного для полирования лейкосапфира (РТМ 3-1450-81), и алмазно-
го порошка зернистостью АСМЗ/2. В качестве СОЖ — подсолнеч-
ное масло.
Полирование керамики КО-5 возможно порошком АСМО,5/0 с
добавлением двухнормального раствора плавиковой кислоты. Ско-
рость сполировывания увеличивается до 0,3 мм/ч. Время полиро-
вания сокращается до 0,5-1,0 ч.
Ускорение процесса полирования объясняется разрыхлением ка-
тионной решетки за счет внедрения фтора и образованием на повер-
хности твердого раствора MgfexFx. Размер рельефного слоя уменьша-
ется до Rz < 0,05 мкм. Твердый раствор MgAxFx обладает большей
механической и химической стойкостью, чем оксид магния, и предох-
раняет поверхность от образования на ней тонкого (30-50 нм) нале-
та карбоната магния, резко снижающего пропускание.
Область применения электрооптической керамики КЭО (ЦТСЛ)
предъявляет к деталям особые требования: относительная тол-
щина пластин не должна превышать 0,01-0,001, оптимальная тол-
щина 150-200 мкм; плоскопараллельность — 0<0,5, т. е. разно-
толщинность не более 5-7 мкм на диаметре 50 мм.
Обработка тонких пластин имеет свою специфику и требует
применения специальных приемов.
285
1. Необходимо крепить пластины методом оптического кон-
такта на контактной пластине, изготовленной из стекол марок
ЛК6 или К8, коэффициент линейного расширения которых близок
к коэффициенту керамики.
2. На границу контакта следует нанести слой тонкодисперсного
лака, предохраняющего плоскость контакта от попадания влаги.
Толщина пленки должна быть не более 10-15 мкм.
3. Контактирующая поверхность должна быть обработана без тре-
щиноватого слоя по методу ГШП. Минимальные припуски на обра-
ботку порошками электрокорунда марки 25А составляют: для М28 —
0,05 мм; для М14 — 0,03 мм; для М10 — 0,02 мм.
4. Следует использовать только порошки электрокорунда, не
содержащие предельной фракции. Материал шлифовальника —
стекло ЛК6.
5. Вторую сторону пластины можно шлифовать до толщины не
менее 250 мкм. В дальнейшем образец до получения требуемой
толщины можно только полировать, уменьшив скорость вращения
шпинделя до 0,1 м/с и давление до 10 кПа.
5.4. МЕХАНИЧЕСКАЯ ОБРАБОТКА
ОПТИЧЕСКИХ КРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
С МИКРОТВЕРДОСТЬЮ БОЛЕЕ 106 ПА
Основная особенность обработки твердых кристаллов состоит
в том, что в связи с их повышенной твердостью и плотностью
требуется большая энергия на их диспергирование и, значит, —
станки с большей жесткостью узлов системы «привод—инстру-
мент—деталь» (СПИД) и мощностью двигателей, а также абразив-
ные материалы большей, чем сами обрабатываемые кристаллы, твер-
дости и прочности; алмазный инструмент с концентрацией алмаза
более 50 %. При отсутствии специальных станков и использова-
нии станков, предназначенных для обработки стекла, необходимо
в два-три раза уменьшать максимальные размеры обрабатываемых
деталей и блоков из твердых кристаллов, чтобы обеспечить необ-
ходимое при обработке давление.
Типичным представителем твердых кристаллов является оп-
тический монокорунд. Поэтому в дальнейшем излагаются основ-
ные технологические приемы обработки именно корунда и только
в случае принципиальных отличий описываются отдельные техно-
логические приемы обработки других твердых кристаллов.
Кристаллы монокорунда и кварца анизотропны и при изготов-
лении ОД необходимо ориентировать обрабатываемые поверхнос-
ти относительно кристаллографических направлений.
Условия механической обработки на операциях резки, кругления,
шлифования для всех твердых кристаллов могут быть одинаковы-
ми. Отличия между ними проявляются при тонком шлифовании и
286
полировании свободным абразивом в скорости съема и шерохова-
тости получаемой поверхности. Так, процессы шлифования моноко-
рунда и граната близки, но в связи с меньшей микротвердостью и
хрупкостью граната его начинают полировать алмазом меньшей
зернистости — АСМ2/1, а фианит и кварц — АСМ1/0.
В основном для блокирования используют наклеенные
смолы ОБ (ТУ 38.402143-87), клеи-расплавы ГИПК22-18
(ТУ 6-05-251-154-82), а также полировочные, центрировочные и
воскоканифольные композиции. Применяют жесткие методы бло-
кирования, в том числе оптический контакт. При обработке длин-
ных деталей с малым сечением (например, мазерные активные эле-
менты 1 х 1 х 150 мм) при создании кратных заготовок для увеличе-
ния базовых плоскостей или для обеспечения тонкого (< 5 • 10-3
мм) клеящего слоя используют оптические клеи на эпоксидной ос-
нове (ОСТ 3-3159-75) (а. с. 1617808, СССР).
Ориентация возможна с использованием кристаллографических
признаков, например граней роста, имеющихся на поверхности були
или скола при кристаллографической плоскости. Кристаллы лей-
косапфира, выращенные методом ГОИ [5.5], имеют зеркально-глад-
кие грани {0001}, по которым обычно производится ориентация
буль при гипсовании с точностью не ниже 10-15 мин. Схема ори-
ентации представлена на рис. 5.1. Луч от лазерного источника 1
падает на пластину 2 под углом не более 30°. Одна часть луча
отражается от пластины 2 и падает на экран 5, другая, пройдя
через пластину 2, падает на зеркальную грань кристалла 4 и, отра-
жаясь от нее, проходит пластину и тоже попадает на экран 5. Суть
ориентации состоит в установлении зеркально-гладкой грани крис-
талла 4 параллельно пластине 2 и гипсовке були в этом положе-
нии. При этом плоскость гипсовой формы 3, образованная пласти-
ной 2, будет базовой при резке були на пластины параллельно или
перпендикулярно к ней. Дальнейшую подгонку с точностью ориен-
тации до 1 мин и точнее производят с использованием рентгено-
вских методов и последующей подшли-
фовки грани до достижения необходимой
точности. Ориентированную базовую
грань просветляют и в дальнейшем для
ориентации используют оптические при-
боры (гониометр, автоколлиматор).
Резку крупных буль диаметром более
0,15 м на блоки и пластины производят
на распиловочных станках с перемещени-
ем алмазной пилы и закреплением були
на поворотном столе или с вращением за-
готовки. Резку буль диаметром менее
0,15 мм производят на отрезных станках
Рис. 5.1. Схема ориентации
кристаллов лейкосапфира
перед резкой
с возвратно-поступательным движением
стола, резку цилиндрических заготовок на
пластины — кругами с внутренней режу-
287
щей кромкой на станках моделей «Алмаз-4», «Алмаз-бМ». Условия
резки и модели станков приведены в табл. 5.8.
Кругление производят на круглошлифовальных станках алмаз-
ными кругами формы 1А1 (ГОСТ 16167-80), алмаз А, АСС 200/
160-100/80, 100, Ml. В качестве СОЖ — вода с 5-7 % глицерина
или 10 % кальцинированной соды. Заготовки склеивают клеем-
расплавом или воскоканифольными смесями. Скорость вращения
инструмента 30 м • с-1, частота вращения заготовки 1,5 с-1; подача
не более 0,1 мм • с"1; величина врезания за проход 0,1-0,2 мм.
Вместо кругления при раскрое пластин применяют высверлива-
ние алмазными сверлами (ГОСТ 26339-84*Е*), алмаз А125/100-
160/125, 100, Ml на токарных или координатно-сверлильных и
фрезерных станках.
При шлифовании твердых кристаллов алмазным инструмен-
том необходимо учитывать несколько общих положений: нагруз-
ка на зерно, необходимая для царапания монокорунда, не менее
0,5 кг; твердые частицы шлама при внедрении в связку инстру-
мента ведут к засаливанию последнего; при больших площадях
контакта (заготовка — инструмент) образуются условия (силы тре-
ния, температура, давление), достаточные для потери алмазом его
абразивной способности вплоть до графитизации.
В связи с этим на всех операциях используют прочные алмазы
АС6 — АС35; конструкция инструмента с минимальной площадью
Таблица 5.8. УСЛОВИЯ РЕЗКИ ТВЕРДЫХ КРИСТАЛЛОВ
Параметр Модель станка
ЗЛ722ГВФ2 КОС-750 К8611; РС-183М ВМ130В 2405 Т; «Алмаз-4»; «Алмаз-бМ»
Размер разре- заемых кристал- лов, м > 0,15 > 0,15 < 0,15 0,03 X 200 0,08
Характеристи- ка алмазного кру- га АОК 0 0,4-0,5 м (ГОСТ 10110-87Е); алмаз А, АСС250/200-125/100, 100, Ml АОК 0 0,1-0,2 м; А 125/100, 100, Ml АКВР 0 0,3-0,5 м, А 125/100,100, Ml
Скорость вра- щения инстру- мента, м • с-1 30-40 30-40 30-40 10 30-40
Частота враще- ния заготовок,^1 Разворот на 1801 1,0 — — 1,0
Продольная по- дача, мм • с'1 0,1-0,2 — 0,1 0,1 —
Глубина вре- зания, мм 0,10-0,15 0,1 0,1-0,2 0,1 0,1
Смазочно-ох- лаждающая жид- кость, л • с-1 Вода+5-7% глицерина; 0,7; Вода+10%-ная кальцированная сода; 0,7
288
контакта (сегментный, пятачковый, кольцевой) должна обеспечи-
вать доступ СОЖ в зону обработки. Рекомендуется использовать
стеклокерамические (СК, СКЗ, СК6) и металлокерамические (МО-4,
Б156) связки, которые сами изнашиваются при воздействии шла-
ма без внедрения его в связку.
Грубое шлифование плоских заготовок выполняют в трех вари-
антах:
1) периферией алмазного круга на горизонтальных плоскошли-
фовальных станках для металлообработки;
2) торцом кольцевого или сегментного круга на вертикальных
плокошлифовальных металлообрабатывающих или оптических
станках типа ШС;
3) на алмазных планшайбах типа 6А2Т (например, 2723-0205
А2 250/160, 100, М2-01) с использованием обдирочных станков
типа ОС-320. Поскольку указанные станки не предназначены для
обработки твердых кристаллов, то необходимо применять мини-
мальные подачи и обеспечить подвод СОЖ в зону обработки не
менее 0,7 л • с-1, после снятия припуска необходим режим выха-
живания для обеспечения точности формы и уменьшения шерохо-
ватости.
Основные данные по грубому шлифованию приведены в табл. 5.9.
Блокирование крупных заготовок (> 0,1 м) с малой площадью про-
изводят смолами-расплавами с пределом прочности на сдвиг не
Таблица 5.9. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПРОЦЕССА ГРУБОГО ШЛИФОВАНИЯ ТВЕРДЫХ
КРИСТАЛЛОВ АЛМАЗНЫМ ИНСТРУМЕНТОМ
Параметр Модель станка
ШС-250 Плоскошлифовальные ЗЕ711ВФЗ ЗЕ711ВФ2 3813131485’ 3813131487
Радиус обрабатываемой по- От ±50 до * оо
верхности
Минимальный диаметр, м 0,15 0,2 х 0,4
Параметр шероховатости Ra, мкм:
без выхаживания От 0,63 до 0,8 От 0,63 до 0,8
с выхаживанием » 0,32 » 0,5 —
Частота вращения, с-1:
инструмента 96 33
изделия 10 —
Продольная подача, мм • с-1 0,01-0,02 0,03-0,17
Глубина врезания, мм — 0,1 0,09 0,5 0,5
Вид инструмента Круги 2А2 (ГОСТ 17006-80); АС6, 250/200; 100, М Круги АПШ, АС6 250/200; 100, М (ОСТ 3-6007-85); круги АПСЗ, АС6 250/200; 100, М (ОСТ 6007-85)
289
менее 4 • 106Па. Пластины блокируют смолами ОБ и воскокани-
фольными смесями.
Грубое шлифование сферических заготовок выполняют коль-
цевым алмазным инструментом на оптических станках моделей
ШС-100, ШС-250 и т. п. Обработку крутых сферических загото-
вок из цилиндрической заготовки ведут методом постепенного при-
ближения к нужному радиусу (изменяя настройку станка). При-
меняют кольцевой алмазный инструмент формы 2А2 на металли-
ческой связке. Основные технические характеристики процесса при-
ведены в табл. 5.9. Блокирование для обработки первого радиуса
производят клеем-расплавом ГИПК22-18 жестким методом. Бло-
кирование на сферическую поверхность ведут жестким методом
наклеенными (ОБ) и полировочными смолами (СП). Конструкция
блокировочного инструмента должна учитывать КТР кристалла.
Среднее и тонкое плоское шлифование твердых кристаллов ал-
мазным инструментом выполняют на станках типа ША, на стан-
ках для двусторонней обработки моделей «Ладья-2», СДША-100,
на специализированных станках моделей «Квант-2», ГПИ-10 или
модернизированных под алмазный инструмент станках типа ШП.
Инструмент изготавливают из цилиндрических алмазных элемен-
тов с коэффициентом заполнения, равным 0,5-0,6. Сплошной коль-
цевой инструмент используют только при шлифовании блоков и
заготовок диаметром менее 50 мм.
Блокирование в основном выполняют воскоканифольными сме-
сями и наклеенными смолами жестким методом. Блокирование тон-
ких заготовок толщиной менее 5 мм (при шлифовании второй сто-
роны с требованиями по плоскопараллельности около 0,01 мм) про-
изводят методом оптического контакта либо оптическими клеями
(бальзамом, бальзамином, ОК-72ФТ5 и т. п.). В этом случае на-
клеечник выполняют из кварцевого стекла соответствующей точ-
ности.
Среднее и тонкое шлифование сферических заготовок выполня-
ют на станках типа ШС, ША, предназначенных для шлифования
сфер. Алмазный инструмент набирают из цилиндрических элемен-
тов. Радиусы и диаметры инструмента рассчитывают так же, как
для сфер из стекла.
Технические характеристики процесса приведены в табл. 5.10.
Шлифование твердых кристаллов свободным абразивом произ-
водят при отсутствии необходимого оборудования и алмазного ин-
струмента. В качестве абразивных материалов используют: кар-
бид кремния (ГОСТ 26327-84*), карбид бора (ГОСТ 5744-85**),
эльбор (OCT 2МТ792-82), алмаз (ГОСТ 9206-80*Е), алмазные пас-
ты (ГОСТ 25593-83*Е*), пасты эльбора (ТУ 2-036-778-78). Мик-
ропорошки карбида бора и кремния требуют дополнительной клас-
сификации, так как не полностью соответствуют оптическим тре-
бованиям. Поскольку концентрация абразива в пастах мала, то
при шлифовании твердых кристаллов добавляют порошки той же
290
Таблица 5.10.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРОЦЕССА
СРЕДНЕГО И ТОНКОГО ШЛИФОВАНИЯ ТВЕРДЫХ КРИСТАЛЛОВ
АЛМАЗНЫМ ИНСТРУМЕНТОМ
Параметр Модель станка
«Квант-2» ША-250
радиус обрабатываемой поверхности, м Отклонение от R, м Максимальный размер, (диаметр ОД), м Параметр шероховатости Ra, мкм: при среднем шлифова- нии при тонком шлифова- нии Инструмент: при среднем шлифова- нии при тонком шлифова- нии Частота вращения, с"1: инструмента (верхнего шпинделя) изделия (нижнего шпин- деля) Частота двойных ходов,с'1 Подача, мм • с"1 при среднем шлифова- нии при тонком шлифова- нии Давление, кПа Смазочно-охлаждающая жидкость, л • с“* 2 10'6 0,2 0,63 0,16 0 150х 40х 32; круги 2724-0300; АС6 80/62,100, СКЗ; (ТУ 2-037-567-20-85) Круги 2724-0300; АСМ40/28-28/20,100, СКЗ 33-18 8,3-0 3 10-3-0,8 10’3 (0,5+0,3)10~3 Кальцинированная сода 20:1:1 (весовых частей) + 56 10’3 1 • 10’6 0,15 0,50 0,32 Сферические грибы и чашки и планшайбы с алмазными элементами АС6 63/50,100, СКЗ, СК6, СК Сферические грибы, чашки н планшайбы с алмазными элементами АСМ40/28-28/20-20/14, 100, СКЗ, СК6, СК 1,2-12,0 0,8-1,4 0,3-0,1 100 СМ-03
зернистости и природы. Для грубого и среднего шлифования при-
меняют инструмент из чугуна и стали, для среднего и тонкого —
латунь, кварцевое стекло и т. д. Основные характеристики режи-
мов шлифования монокорунда свободным абразивом приведены
в табл. 5.11. В работе [5.18] приводятся сведения о скорости
истирания после отжига. Применение электродиссоциированной
воды из катодной зоны электролизера [5.19] позволяет повысить
скорость съема в два раза.
Твердые кристаллы полируют на шлифовально-полироваль-
ных или полировально-доводочных станках типов ШП, ПД, СД
свободным абразивом, как правило, алмазом при давлении не
менее 100 кПа. Для полирования плоских поверхностей боль-
291
292
Таблица 5.11.
РЕЖИМЫ ОБРАБОТКИ ПРИ ШЛИФОВАНИИ МОНОКОРУНДА СВОБОДНЫМ АБРАЗИВОМ
Абразив, зернистость Условия шлифования Скорость съема, см3 • с 1 Расход абразива, кг/м3 йа, мкм
Карбид бора: Станок модели 6ШП200;
№ Ю давление 100 кПа; часто- 1,7 10~4 — 2,30
№ 6 та вращения, с-1, инстру- 1,3 10'4 — 1,20
№ 5 мента — 1,0; число двой- (44Л,0)104 105 1,00
№ 40 ных ходов каретки — 0,6; инструмент — чугун, сталь; СОЖ — вода (14+1,0)10~4 105-107 0,65
М20 Модель станка и режи- (1,5+0,4)10“4 2 105-2 107 0,48-0,10
М10 мы обработки те же; инет- (0,4+0,1)10“4 2 105-2 107 0,32-0,01
М5 румент — сталь, латунь, — 2 • 107 0,03-0,01
М3 стекло КИ; СОЖ — вода — 2 • 107 0,02
Ml — 2 • 107 0,01
Алмаз: Модель станка и режи-
АСМ60/40 мы обработки те же, что и — — 0,86-0,60
АСМ40/28 для карбида бора; инстру- — — 0,68-0,48
АСМ28/20 мент — чугун; СОЖ — — — 0,57-0,42
АСМ14/10 вода — — 0,24-0,22
АСМ10/7 — — 0,18-0,16
Эльбор, пасты: Модель станка и режи-
ЛМ40 мы обработки те же, что и 0,37 10"4 4,0 104 —
ЛМ28 для карбида бора; давле- 0,33 10 4 6,0 104 —
ЛМ14 ние 50 кПа; инструмент — 0,17 10'4 1,5- 104 —
ЛМ10 латунь; СОЖ — вода 0,13 10'4 2,5 • 104 —
ЛМ5 0,05 • 10"4 6,0 104 —
щих размеров необходимо использовать узел дополнительного
давления [а. с. СССР N 1284794], который устанавливается на
шпиндель каретки станка и включается либо совместно с систе-
мой давления станка, либо раздельно. Он обеспечивает широкий
диапазон давлений (до 2000 кПа).
Процесс полирования делится на две стадии: 1) снятие нару-
шенного шлифованием слоя и получение необходимой точности
формы (плоскости, сферы); 2) окончательная доводка по чистоте и
шероховатости.
Предварительное полирование монокорунда осуществляют ал-
мазными микропорошками или пастами (с добавлением микропо-
рошков) АСМ5/3, АСМЗ/2 на полировальниках из сплавов алю-
миния Д16, В95 и меди МО. Рабочая поверхность полировальника
имеет кольцевые или спиральные канавки прямоугольной или тра-
пецеидальной формы с шагом 1,0-1,5 мм.
Предварительное полирование граната осуществляют алмазом не
крупнее АСМ2/1 на тех же полировальниках. При изменении зерни-
стости необходимо тщательно протереть полировальник ватой, смо-
ченной бензином, и промыть щеткой с мылом в теплой проточной
воде. Только на чистый полировальник наносят скальпелем пор-
цию алмаза и смазочно-охлаждающую жидкость равномерно по
поверхности. Снимаемый припуск составляет 1,0-1,5 размера зер-
на предыдущего перехода, или 4-5-кратное значение Rz обрабаты-
ваемой поверхности. Режимы обработки приведены в табл. 5.12.
Полирование твердых кристаллов диаметром менее 0,05 м можно
вести на станках СД вручную на инструменте из стекла, агата, дерева,
сукна, смолы микропорошками алмаза, кубонита (эльбора), карбида
бора, уменьшая зернистость переходов от 7,0 до 0,5 мкм с водой и
другими жидкостями.
Предварительное полирование фианита и кварца ведут алма-
зом АСМ1/0 или кубонитом КБ 1/0 на полировальниках из смо-
лы СП-7, СП-8 с наполнителями или на ткани, наклеенной на
шлифовальник.
Предварительное полирование твердых кристаллов выполняют
инструментом на эпоксидной или бакелитовых связках с напол-
нителями и алмазом или эльбором зернистостей от АСМ20/14 до
АСМ5/3 и АМ20/14 — АМ5/3 на станках типа ШП и ША при
давлениях не менее 300 кПа. При этом снимается слой не более
(1 + 5) 10~6 м и равномерность съема зависит от согласованности
формы инструмента и заготовки (по стрелке Ай < 1 • 10~6 м).
Технологические параметры окончательного полирования опре-
деляют: размеры ОД, требования к точности формы, чистоте, шеро-
ховатости, глубине нарушенного слоя, спектральному пропусканию.
В процессе обработки ОД происходит проникновение в поверхност-
ный слой молекул продуктов срабатывания как механическим, так
и химическим путем. При повышенных требованиях по пропуска-
нию в УФ [ВУФ]- и ИК-областях спектра и на границах пропус-
293
Таблица 5.12.
РЕЖИМЫ ОБРАБОТКИ ПРИ ПОЛИРОВАНИИ ТВЕРДЫХ
КРИСТАЛЛОВ (РТМ 3-1268-80 И РТМ 3-1450-81)
Марка порошка Параметры режимов обработки Параметры обраба- тываемой поверхности Скорость съема, см3 с-1
R2 мкм Y3A15°12 a-Al 2 Од
АСМ5/3 АСМЗ/2 АСМ1/0 АСМО, 5/0,1 АСМО,3/0 d — диаметр п Станки типа ПД; частота вращения нижнего шпин- деля^-!, менее 0,8; давле- ние более 100 кПа; частота двойных ходов каретки, с*1, — 0,51-0,75; длина штри- ха — (0,4+0,45)d*; сме- щение — (0,016+0,022) d*; СОЖ — растительное мас- ло, спирт (этиловый, про- пиловый) олировальника. 0,200-0,060 0,100-0,050 0,020-0,010 0,015-0,050 0,010-0,005 5,0/2,0 1,0/1,0 0,1/0,1 0,1/0,1 0,1/0,1 11,4 • 10’2 5,4 IO’2 1,8 10'2 3 • 10'2 1,8 • 102 0,9 IO’2 0,3 10'2
кания поверхности полируют с применением абразивных и вспо-
могательных материалов, не снижающих спектральное пропуска-
ние кристаллического материала ОД, а также используют допол-
нительные процессы, снижающие это влияние — ионную полиров-
ку, выжигание примесей, травление, промывки в растворителях, по-
крытия.
Окончательное полирование монокорунда и граната с требова-
ниями по форме N (0,1-4,0) nAN (0,1-0,4) и чистоте Р IV продол-
жают на полировальниках из дюралюминия или меди алмазом
АСМ1/0; АСМО,5/0,1; АСМО,3/0 последовательно на станках типа
ИД. При доводке поверхностей менее 1N снижают давление до
50 кПа и менее (особенно на блоках диаметром более 0,1 м).
Окончательное полирование граната, фианита и кварца с ука-
занными точностями осуществляют на полировальниках из смол
СП с наполнителями (оксидом хрома, полиритом и т. п.).
Окончательное полирование монокорунда без требований по от-
ступлению от формы, но с повышенными требованиями по шерохо-
ватости (Rz < 0,01) и чистоте (Р III, без сетки царапин) продолжа-
ют алмазом АСМ1/0, АСМО,5/0,1 либо оксидом хрома на поли-
ровальнике из полировочных смол СП4-СП6 с наполнителями или
без них (см. табл. 5.12). Полирование ОД с целью получения
максимального пропускания в ВУФ- и УФ-областях спектра про-
должают алмазом до АСМО,5/0,1 на полировальниках из дюр-
алюминия и затем на искусственной замше, натянутой на тот же
полировальник, субмикронными порошками а-А12О3 зернистостью
0,5/0 с водой или этиловым спиртом [а. с. СССР 1663063, 1593307].
Полирование монокорунда для последующего просветляющего
покрытия пленками SiO2 продолжают на искусственной замше вод-
ной суспензией коллоидного кремнезема с а-А12О3 зернистостью
294
0,5/0 в концентрации Т : Ж - 1 : 4. Считается, что полученная по-
верхность наиболее приготовлена для эпитаксиального покрытия
[5.20, 5.21].
5.5. МЕТОДЫ ИССЛЕДОВАНИЯ СТРОЕНИЯ
И ГЛУБИНЫ НАРУШЕННОГО СЛОЯ
Существующие методы, которые применяются для изучения на-
рушенного слоя, можно условно разделить на две группы: методы,
с помощью которых непосредственно наблюдают макро- и микро-
структурные изменения в поверхностном слое; методы, с помощью
которых исследуют изменение физико-механических или химичес-
ких свойств материала по мере удаления поверхностного слоя, воз-
никшего в результате механической обработки. Методы 1-й и 2-й
групп характеризуются различной сложностью постановки экспе-
риментов, но каждый из них предусматривает последовательное
изучение отдельных слоев, все более отстоящих от поверхности.
Послойное удаление нарушенного слоя производят полированием
или химическим травлением.
1. В методе, основанном на изменении скорости травления
поверхности в зависимости от степени ее разрушения, самая вы-
сокая скорость отмечается при травлении наружного рельефного
слоя. По мере удаления нарушенного слоя скорость травления
уменьшается и приближается к скорости травления монокристал-
ла. Толщина слоя, который нужно удалить до получения постоян-
ной скорости травления, принимается за глубину поврежденного
слоя. Однако результаты зависят от ряда факторов: типа травите-
ля, температуры, скорости перемещения в объеме травителя, осве-
щенности поверхности и т. д. [5.22, 5.23].
2. В методе экзоэлектронной эмиссии поток электронов возни-
кает в запрещенной зоне кристалла с локальных энергетических
уровней, соответствующих дефектам структуры. Регистрация эк-
зоэлектронов может осуществляться на воздухе счетчиком типа
Гейгера—Мюллера либо в вакууме вторично-электронными умно-
жителями. Наиболее четко зависимость экзоэмиссии от глубины
нарушенного слоя выражена в диапазоне 0,3-6,0 мкм [5.24].
3. Рентгеновский метод аномального прохождения рентгено-
вских лучей (АПРЛ) состоит в том, что совершенный кристалл
в положении брэгговского отражения пропускает рентгеновские
лучи, почти не поглощая их, в то время как в неотражающем
положении сильно их поглощает. Поэтому реальные кристаллы,
имеющие несовершенства кристаллической решетки, вызывают
уменьшение АПРЛ. Таким же образом на АПРЛ влияют наруше-
ния кристаллической решетки, возникающие в результате механи-
ческой обработки. Эффект АПРЛ можно регистрировать по изме-
295
нению интегральной интенсивности или фотографическим путем
(снятием топограмм) [5.25, 5.26].
Методика определения глубины нарушенного слоя по полуши-
рине кривой качания приведена в работе [5.27]. Как известно, по-
луширина кривой качания зависит от внутризеренной структуры
кристалла — размера блоков мозаики и их разориентации. Меха-
ническая обработка приводит к нарушению монокристаллического
строения, в частности, к интенсивному дроблению кристалла на
блоки и их разориентации. Появление разориентированных бло-
ков приводит к уширению кривой качания ZifeZ-отражения по срав-
нению с кривой для кристалла без подобных разрушений. Между
величиной нарушенного слоя и полушириной кривой качания су-
ществует линейная зависимость.
4. В методе, основанном на эффекте Тваймана [5.28], пластину,
одинаково обработанную с обеих сторон, полируют с одной стороны
и измеряют стрелу прогиба. По кривой, характеризующей зависи-
мость стрелы прогиба от толщины слоя, удаленного с другой сторо-
ны пластины, определяют глубину поврежденного слоя.
5. В методе, основанном на зависимости микротвердости от
глубины нагружения индентора, измерения производят на приборе
ПМТ-3. С постепенным удалением нарушенного слоя значения
микротвердости повышаются и достигают постоянного значения,
не зависящего от нагружения индентора [5.29].
6. Металлографический метод основан на чередовании споли-
ровывания, травления и наблюдения поверхности с помощью све-
товых и электронных микроскопов [5.30]. Сочетание послойного
сполировывания и травления имеет неоспоримое преимущество:
травитель не растравливает дефекты поверхности, а только вскры-
вает их. Сполировывание слоев может осуществляться послойно,
параллельными сечениями или на клин. В последнем случае вскры-
ваются одновременно все зоны нарушенного слоя. Такую же раз-
вертку нарушенного слоя можно получить выполировыванием ци-
линдрической канавки, выполировыванием на плоской поверхнос-
ти лунки, сполировыванием краев шлифованной лунки.
7. Электронографический метод основан на отражении элект-
ронного пучка от поверхности. Метод отражения является каче-
ственным и позволяет судить о строении поверхностного слоя на
небольшой глубине, определяемой глубиной проникновения элект-
ронов в исследуемый материал. При строгой параллельности сис-
тем кристаллографических плоскостей, т. е. при совершенной струк-
туре слоя, образуются электронограммы с кикучи-линиями. Нали-
чие диффузных полуколец, рефлексов свидетельствует о наличии
на поверхности монокристаллов вещества со структурой, отличной
от монокристаллической [5.31, 5.32].
Некоторые методы исследования поверхностного слоя основа-
ны на специфических свойствах полупроводниковых кристаллов:
на изменениях скорости поверхностной рекомбинации, времени
жизни и длины пробега неосновных носителей тока [5.33], фото-
296
проводимости, тока анодного растворения [5.34], плотности дисло-
кации и т. д.
Нарушенный шлифованием слой на поверхности кристаллов
имеет более сложное строение, чем на поверхности стекла, и состо-
ит из трех зон (рис. 5.2), между которыми нет резкой границы:
а — рельефной, состоящей из бесконечного числа выступов и впа-
дин, максимальные расстояния между которыми определяют глу-
бину зоны; зона имеет поликристаллическое строение; Ъ — трещи-
новатой, нарушенной одиночными, невыкрошившимися выколка-
ми и идущими в глубь трещинами; область наиболее протяженная,
имеющая поликристаллическое (у верхней границы зоны) и моза-
ичное строение, повышенную плотность дислокаций; с — упруго-
напряженной, представляющей собой монокристалл без видимых
разрушений, но имеющей остаточные внутренние напряжения и,
как следствие, состоящей из субмикроскопических блоков, повер-
нутых относительно друг друга на небольшой угол (1-2°); крис-
таллографическая структура зоны переходная — от мозаичной
к монокристаллической. Поэтому в отличие от «разрушенного
й-слоя на стекле», состоящего из рельефной и трещиноватой
зон, поврежденный слой на кристаллах называют «нарушенным
F-слоем».
К трещиноватой и упругонапряженной зонам чувствительны
не все рассмотренные методы (табл. 5.13). Этим объясняется ши-
рокий разброс значений глубины нарушенного слоя, измеренной
различными методами.
Наибольшую информацию о топографии и кристаллографичес-
кой структуре поверхностных слоев дает комплекс методов по-
слойного сполировывания с последующим травлением с примене-
нием светового и электронного микроскопов и электронографа.
В табл. 5.14 приведены значения глубины F нарушенного слоя
для некоторых монокристаллов, выраженные отношением F/D, где
D — максимальный диаметр зерна основной фракции использо-
ванного абразива марки 25А, мкм.
При полировании оптических деталей обычно сполировывается
верхняя, рельефная, зона нарушенного слоя. При повышенных тре-
Рис. 5.2. Схема разрушенного слоя в продольном сеченин
297
Таблица 5.13.
ЧУВСТВИТЕЛЬНОСТЬ МЕТОДОВ К ЗОНАМ
НАРУШЕННОГО СЛОЯ
Метод определения нарушенного слоя Чувствительность метода к зонам нарушенного слоя
рельефной трещиноватой упруго-напряженной
Изменение скорости травления + - -
По экзоэлектронной эмиссии + + +
Рентгеновские (по АПРЛ и изменению полуширины кривой качания) + + +
По эффекту Тваймана + + -
По изменению микротвердости + - -
Металлографический (сполировыва- ние + травление + электронный микро- скоп) + +
Электронографический + + +
По изменению скорости поверхност- + - -
ной рекомбинации, времени жизни и дли- ны пробега неосновных носителей тока, фо- + - -
топроводимости Электрохимический (анодное раство- рение) + + +
Таблица 5.14.
ГЛУБИНА НАРУШЕННОГО СЛОЯ МОНОКРИСТАЛЛОВ, F = к
Кристаллографи- ческая плоскость к = F/D
Ge Si GaAs JnSb JnAs
(111) 2; 2 1;7 2;45 2;88 2;63
(110) 2;6 — 2;50 2;92 2;67
(100) 4;4 3;0 2;58 2; 97 2;77
Таблица 5.15. ГЛУБИНА НАРУШЕННОГО F-СЛОЯ, ВОЗНИКШЕГО
В РЕЗУЛЬТАТЕ ПОЛИРОВАНИЯ
Полировальный порошок Ge Si GaAs JnSb JnAs
АСМ 3/2 3,0 2,5
АСМ 1/0 2,0 1,5 2,4 2,8 2,8
Сг2О3 1,0 0,8 1,6 2,2 2,0
бованиях к эксплуатационным характеристикам оптических де-
талей обработка ведется по методу глубокого шлифования и поли-
рования (ГШП). Метод заключается в обязательном удалении на
каждом переходе нарушенного слоя, оставленного предыдущим
абразивом, и сполировывания слоя, равного по толщине нарушен-
ному слою, оставленному последним абразивом. В этом случае на
поверхности кристаллов остается нарушенный слой, возникший
в процессе полирования.
Нарушенный слой после полирования также неоднороден и имеет
сложное строение. Верхняя часть — рельефная, имеющая аморф-
298
ное строение и обладающая оптическими свойствами, отличными
от свойств кристалла. Ниже располагается упругонапряженная зона
с большой плотностью дислокаций, возникших в результате поли-
рования. Данные по глубине нарушенного слоя кристаллов, поли-
рованых по методу ГШП, приведены в табл. 5.15. Данные по кри-
сталлам CaAs, JnAs, JnSb приведены в работе [5.41].
Глава 6
РАСЧЕТ ЭЛЕМЕНТОВ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ ТИПОВЫХ ЛИНЗ
И КРУГЛЫХ ПЛАСТИН
6.1. ФОРМИРОВАНИЕ РАЗМЕРА
И ВЫБОР ВИДА ЗАГОТОВКИ
Параметры качества заготовок линз и пластин, поставляемых
заводами оптического стекла, регламентирует ГОСТ 13240-78*Е.
В частности, он учитывает толщину Гдеф дефектного слоя на верх-
ней и нижней (•? ф2) поверхностях заготовки, допустимое
отклонение толщины ±At3 и диаметра ±AD3. Для некоторых ви-
дов и размеров заготовок эти параметры приведены в табл. 6.1.
Поверхностный слой, содержащий дефекты (шамот, дым, склад-
ки, вмятины, приливы, рифли и др.), включают в расчетную толщи-
ну f3 заготовки и устанавливают от верхнего предела допуска AfB
на толщину t готовой детали (рис. 6.1). Для гарантированного
удаления этого слоя в процессе механической обработки минусо-
вое значение допуска (-Д£3) на толщину заготовки устанавливают
от верхней границы поля, занимаемого дефектным слоем, и также
включают в расчетную толщину £3 заготовки. Таким образом, с уче-
том параметров качества толщина t3 прессованных заготовок, име-
ющих приближенную форму детали, равна
I — |+Д£,
= р + + -Рдеф! + -^деф2 + (—А£3)|_^ •
(6.1)
Таблица 6.1. ПАРАМЕТРЫ КАЧЕСТВА ЗАГОТОВОК ЛИНЗ И ПЛАСТИН
ПО ГОСТ 13240-78'Е
Вид заготовки Диаметр заготовки Z>g, мм Дефектный слой F, мм Допуск ± дез на толщину заготовки, мм Допуск ± д£>3 на толщину заготовки, мм Марка стекла
А
Из штабика 8-17 0,5 0,5 +1.0/-0.5 + 0,2 К, ЛК, БК Ф, ЛФ, ТФ, ОФ
Прессованная 12-22 0,5 0,5 +0,3/-0,3 ± 0,2 Ф, ЛФ, ТФ, ОФ
чистовая
До 20 0,5 0,8 +1,5/-0,5 + 0,3
Прессованная 20-50 0,5 0,8 +1,0/-0,5 ± 0,3 Все марки по
шамотная 50-80 0,5 0,8 +1,0/-0,5 ± 0,5 ГОСТ 3514-78
80-120 0,8 1,5 +1,5/-0,5 ± 0,8
300
Припуск Si на механичес-
кую обработку составляют
слагаемые Едеф1, Гдеф2, -At3.
Все виды прессованных
заготовок диаметром до
10 мм поставляют только в
виде плоских круглых плас-
тин, что предусмотрено ГОСТ
13240-78*Е. У прессованных
заготовок для линз диамет-
ром более 10 мм форма по-
верхностей зависит от отно-
шения стрелок прогиба h к
Рис. 6.1. Формирование размера загото-
вок линз и пластин
диаметру D. При h/D < 0,03 форма поверхности — плоскость.
У таких заготовок для линз, имеющих вогнутые поверхности,
к толщине по центру должна быть прибавлена стрелка (стрелки)
прогиба поверхности (поверхностей):
для плосковогнутой, мениска
t3 = |t + AtB + hx + Едеф1 + + (-Ai3)|_Д( ; (6.2)
для двояковогнутой
I |+Д*д
t3 = |t + AtB + hy + h2 + Едеф1 + Удеф2 + (-А*з)|_дг • (6-3)
При отношении h/D > 0,03 форма поверхности (поверхностей)
заготовки будет соответствовать форме поверхности (поверхнос-
тей) детали, а расчетная толщина t3 будет определяться по приве-
денной выше формуле (6.1).
Припуск 8д на механическую обработку заготовок линз и плас-
тин по диаметру назначают согласно требованиям ОСТ 3-510-79
(табл. 6.2).
С учетом припуска 8д на обработку и допуска ±AD3 на изготов-
ление заготовки ее расчетный диаметр равен
D3
Id + s^I
+ДД,
-Л^з’
(6.4)
Таблица 6.2.
ПРИПУСКИ НА ОБРАБОТКУ ЗАГОТОВОК
ПО ДИАМЕТРУ (ОСТ 3-510-79)
Диаметр детали, мм
До 20 20-50 50-100 100-150
Припуск &D, мм
1,3 1,5 2,5 3,5
301
Получение заготовки любого вида из числа предусмотренных
ГОСТ 13240-78*Е оговаривается рядом условий. Невыполнение
какого-либо из них исключает возможность поставки заготовок
данного вида. Ниже приводятся некоторые требования для загото-
вок основных видов.
А. Заготовки из штабика
Марка стекла: К, ЛК, БК, Ф, ЛФ, ТФ, ОФ.
Диаметр заготовки: от 8 до 17 мм.
Отношение толщины к диаметру: от 1/5 до 30/1.
Масса заготовки: от 0,5 до 5,0 г включительно.
Б. Чистовые прессованные заготовки
Марка стекла: Ф, ЛФ, ТФ, ОФ.
Диаметр заготовки: от 12 до 22 мм.
Масса заготовки: от 2 до 10 г включительно.
В. Шамотные прессованные заготовки
Марка стекла: все, кроме ОК, ФК, СТК, ТБФ.
Диаметр заготовки: от 8 до 150 мм.
Масса заготовки: от 0,5 до 500 г включительно.
В'. Заготовки этого же вида из стекол ОК, ФК, СТК, ТБФ
Диаметр заготовки: от 10 до 50 мм.
Масса заготовки: от 2 до 100 г включительно.
Если конструктивные параметры детали и размер партии не
позволяют сформировать ни один из рассмотренных видов загото-
вок, используют кратные заготовки. Согласно стандарту, они могут
быть в виде плиток стандартных размеров или в виде прямоуголь-
ных плиток нестандартных размеров. При использовании плитки
стандартного размера ее раскрой на отдельные заготовки может
быть неэкономичным из-за некратности стороны единичной заго-
товки стороне плитки. Если она к тому же должна быть разрезана
и по толщине, то соответственно возрастает объем механической
обработки. Этот вид заготовки оправдывает себя в тех случаях,
когда мал отход стекла при раскрое или ограничено время между
разработкой процесса и запуском имеющихся в наличии загото-
вок в производство. Более экономичны нестандартные плитки, раз-
меры которых могут быть назначены в соответствии с расчетными.
При выборе заготовки следует отдавать предпочтение тому ее виду,
который требует меньшего объема механической обработки и мень-
ших потерь стекла. Решение этого вопроса в каждом конкретном
случае определяется условиями производства.
Здесь можно лишь указать, что размер I стороны единичной
заготовки, нарезаемой из кратной, с учетом припуска на округли-
вание и центрирование, составляет I = 1,044.0 + 1,85 мм, а размер
стороны L кратной заготовки стандартного или нестандартного
размера, из которой нарезаются единичные заготовки, — L =
302
= (1,044.0 + 1,85) М + l,15bn, мм (М — число единичных загото-
вок, нарезаемых из кратной; b — ширина алмазного круга, мм;
1,15 — коэффициент, учитывающий увеличение ширины пропила
из-за торцового биения инструмента; п — число пропилов на каж-
дой стороне кратной заготовки).
6.2. ВЫБОР ОЧЕРЕДНОСТИ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
ЗАГОТОВОК ЛИНЗ И ПЛАСТИН
При назначении очередности обработки поверхностей заготовок
деталей разных типов придерживаются некоторых общих положе-
ний:
1) в качестве черновой базы принимают ту поверхность заго-
товки, которая обеспечивает минимальную погрешность установки
и как можно более равномерное снятие припуска с первой обраба-
тываемой поверхности;
2) поверхности обрабатывают в последовательности, обратной
их точности, т. е. чем точнее должна быть поверхность, а следова-
тельно, и выше сложность ее изготовления, тем позже ее обраба-
тывают.
Качество поверхностей прессованных заготовок оптических де-
талей неодинаково (см. табл. 6.1). Глубина залегания дефектов на
поверхности, загрязненной шамотом, больше, чем на чистой поверх-
ности. У заготовок, имеющих форму менисков, загрязненной яв-
лется вогнутая поверхность, у заготовок остальных видов линз —
поверхность большего радиуса. Данная регламентация качества
поверхности прессованных заготовок, установленная стандартом,
однозначно определяет черновую базу. Ее функцию должна выпол-
нять поверхность, отличающаяся меньшей глубиной залегания де-
фектов и соответственно — меньшим отклонением от заданной
формы.
Согласно ОСТ 3-5581-83, технологические потери на операци-
ях шлифования и полирования заготовок линз при всех прочих
равных условиях зависят от формы поверхности детали и ее отно-
сительной кривизны R/D (табл. 6.3). И хотя стандарт не устанав-
ливает соотношения, при которых эти потери распределяются между
отдельными поверхностями детали, тем не менее указанные за-
висимости достаточно четко устанавливают, что сложность обра-
ботки возрастает по мере увеличения относительной кривизны по-
верхности и сложность эта выше при обработке вогнутой поверх-
ности по сравнению с выпуклой при их равной относительной кри-
визне.
С учетом приведенных данных представляется целесообразной
следующая очередность обработки поверхностей заготовок на ста-
диях предварительного и тонкого шлифования и полирования.
303
Таблица 6.3.
ТЕХНОЛОГИЧЕСКИЕ ПОТЕРИ НА ОПЕРАЦИЯХ ШЛИФОВАНИЯ
И ПОЛИРОВАНИЯ ЗАГОТОВОК
Тип детали Технологические потери, %
0,5 < R/D < 0,6 0,6 £ R/D < 0,7 0,7 < R/D < 0,8
Плоско- и двояковыпуклые линзы:
при шлифовании 1,0 0,7 0,3
» полировании 0,5 0,3 0,2
Линзы с вогнутой поверхностью:
при шлифовании 1,3 1,0 0,7
» полировании 0,7 0,5 0,3
На операцию предварительного шлифования при эластичном
способе сборки блока поступает единичная заготовка. В этом слу-
чае первой обрабатывают поверхность с большей глубиной залега-
ния дефектов. При этом полностью удаляются дефекты прессова-
ния, а допускаемый стандартом разброс толщины заготовок в партии
уменьшается до значения, равного полю рассеяния размера на дан-
ной операции. Такая же очередность соблюдается и при жестком
способе сборки блока. В этом случае, учитывая малую толщину
клеящего слоя (0,1-0,3 мм), для придания черновой базе формы,
соответствующей форме поверхности установочного элемента при-
способления, ее можно предварительно прошлифовать — выровнять.
У заготовок с одинаковой глубиной залегания дефектов очеред-
ность обработки назначают исходя из отношения h/D у каждой
поверхности, а именно: первой обрабатывают поверхность с мень-
шей кривизной.
На операциях тонкого шлифования и полирования при эластич-
ном способе сборки блока соблюдается та же очередность, что
и на операциях предварительного шлифования. При жестком спо-
собе сборки блока очередность обработки поверхностей определяют
на стадии выполнения операции предварительного шлифования.
6.3. ПООПЕРАЦИОННОЕ РАСПРЕДЕЛЕНИЕ ПРИПУСКА
НА ТОЛЩИНУ ЗАГОТОВКИ
При изготовлении оптической детали припуск на механическую
обработку по толщине 8г распределяется между всеми операциями,
предусмотренными технологическим процессом. В общем случае
обработка преломляющих и отражающих поверхностей заготовок
разных видов включает операции предварительного шлифования,
тонкого шлифования и полирования.
Толщина прессованных заготовок пластин и линз всех типов,
которые имеют приближенную форму будущей детали, после пред-
варительного шлифования 1-й поверхности определяется по фор-
муле, мм
304
t? Ш =|*з -^деф! +^П-Ш1|- Д*н,
где Д£н — минусовой допуск на толщину детали, мм.
Толщина плоской заготовки (мм) для плосковогнутых, двояко-
вогнутых линз и менисков после предварительного шлифования
1-й поверхности определяется по формуле
i3n- Ш1 = [t3 - hx - Едеф1 + Fn- ш1| - AtH,
где — стрелка прогиба вогнутой поверхности, мм; Еп-Ш1 —
толщина слоя стекла, нарушенного шлифованием 1-й поверхнос-
ти, мм.
Значение Еплп при шлифовании стекла любой марки алмаз-
ным инструментом, мкм, определяем из выражения
Епш = (0,001 d2a + 0,5 d3a + 4) 1,25/Hs ,
где d3 а — наибольший размер (мкм) зерна основной фракции
алмазного порошка в инструменте. При шлифовании заготовок с
h/D <0,7 используют инструмент с зернистостью алмаза 63/50.
Если предварительное шлифование выполнялось свободным
абразивом зернистости М, то толщину нарушенного слоя на
стекле марки х (мкм) находят умножением ее значения для стек-
ла марки К8 на коэффициент относительной твердости по сошли-
фовыванию, соответствующий стеклу марки х, т. е.
С" = 7$8 1,25/Н* .
Это выражение справедливо для оценки толщины слоя стекла,
нарушенного как предварительным, так и тонким шлифованием
свободным абразивом.
После предварительного шлифования 2-й поверхности загото-
вок всех видов их толщина t° ’ш2 будет равна (мм)
i3n'ш2 = t + AtB + 2ЕП-ш.
На стадии предварительного шлифования кроме толщины заго-
товки по центру выдерживают ее разнотолщинность по краю (ДТкр).
Толщину заготовок, обрабатываемых в блоке, не контролируют,
поэтому допуск на толщину заготовок после предварительного
шлифования 1-й и 2-й поверхностей назначают равными минусо-
вому значению допуска на толщину готовой детали. Часть общего
припуска, оставшуюся после предварительного шлифования, рас-
пределяют между операциями тонкого шлифования и полирова-
ния, т. е. 2ЕП-Ш = б'т-ш + б'п.
305
После последнего перехода тонкого шлифования обеих поверх-
ностей заготовки алмазным инструментом зернистости d3 а ее тол-
щина (мм) будет равна
Т ТТТI
t + Мв + 27^’“ -Д*н.
Значение 7'"г,ш определяется по приведенной выше формуле для
оценки значения Еп,ш при предварительном шлифовании.
Если тонкое шлифование выполнялось свободным абразивом
зернистости М, то толщина заготовки (мм) равна
t3 = \t + AiB + 2<8 1,25/Я8|-Д7н.
Vo
Значения для абразивов различной зернистости приведе-
ны в табл. 4.16.
Припуск 5П на полирование равен толщине слоя, нарушенного
абразивом зернистости последнего перехода тонкого шлифования,
т. е. 5П = 2ЕТ,Ш. После выполнения операции полирования толщи-
на заготовки (мм) долна быть равна толщине готовой детали
с допуском на отклонение, т. е.
Z3 = £д = t ± Д£.
(6.5)
6.4. РАСЧЕТ ПЛОСКИХ И СФЕРИЧЕСКИХ БЛОКОВ
При расчете блоков последовательно решают несколько задач,
а именно: выбирают оптимальную схему расположения заготовок
на приспособлении, определяют число одновременно обрабатывае-
мых заготовок, находят размеры блока и наклеенного приспособле-
ния. Рассчитанный блок должен обеспечивать размещение на при-
способлении возможно большего числа заготовок и равномерное за-
полнение ими поверхности последнего. Первое условие направлено
на повышение производительности, второе — на увеличение точнос-
ти формы поверности каждой детали. Этим требованиям удовлет-
воряют три схемы размещения заготовок на плоском и сферичес-
ком блоках, а именно: в первом (центральном) ряду устанавливают
одну (п^ = 1), три (п-l = 3) или четыре (п^ = 4) заготовки (рис. 6.2).
Плоский блок. При реализации схемы сп^ = 3 ип1 = 4в центре
блока образуется свободная зона радиусом г:
г = D3/2 (l/sinip -1).
Данному расположению заготовок в первом ряду соответству-
ют углы ф, равные Фл]=3 =60° и ФЛ1=4 =45°. При этом радиусы
свободной зоны будут равны:
гП1=3 = 0,1547Я3/2; гП1=4 = 0,414Л3/2.
306
Рис. 6.2. Схема расположения заготовок в цент-
ральной зоне блока
Выразив зависимость радиуса г от числа заготовок в 1-м ряду
через безразмерный коэффициент с = r/D3, значения последнего бу-
дут соответственно с„1=з =0,077 и с„1=4 =0,207.
При = 1 свободной зоны в центре блока нет. В этом случае
коэффициент с принимает значение crai = i =-0,5.
Для определения размера плоского блока выбирают типоразмер
станка, на котором он будет обрабатываться. Наиболее распрост-
раненными для выполнения операций тонкого шлифования и по-
лирования способом притира являются станки типа ШП, в шифре
которых (ШП-50, ШП-100, ШП-200 и др.) цифровой индекс харак-
теризует максимальный диаметр 2)пл бл плоского блока (мм), кото-
рый может быть обработан на данном станке. Тот или иной типо-
размер станка выбирают исходя из размера детали и партии заго-
товок, запускаемой в обработку.
Зная максимальный диаметр блока, находят число I размещае-
мых на нем рядом заготовок с п1=г, равным 1; 3; 4:
I — ^пл.бл _ _
П1-1 2(Z>3 + Ь) Пх=1 ’
(6.6)
где Ъ — промежуток между заготовками и рядами, b = Д,/(3 + 0,3Z>3).
За оптимальную принимают схему с наибольшим числом I ря-
дов заготовок.
Для определения числа заготовок в каждом ряду находят
угол (Pi раствора заготовки, а по нему определяют т. е.
= arccos
Qi
7(i-l + c)(Z + c)
(i - 0,5 + с)
щ = 180°/фг.
Если дробная часть числа I рядов заготовок и числа загото-
вок в ]эяду будет больше 0,98, то их значения округляют до цело-
го в большую сторону, что возможно за счет уменьшения проме-
жутка Ъ, т. е. более плотного размещения заготовок. Если же дроб-
ные части I и пг окажутся меньше 0,98, округление до целого про-
изводят в меньшую сторону. Округление в большую сторону по-
307
требует существенного уменьшения промежутка Ь, малое значение
или отсутствие которого может быть источником технологичес-
ких потерь на операциях тонкого шлифования и полирования.
Расчет завершают определением диаметра _Dgjl блока и общего
числа М заготовок на нем:
D6jI=2(l + cni=i)(D3+by, (6.7)
M = Yni-
1=1
Рис. 6.3. Изменение нормальной
составляющей Рн давления Р в за-
висимости от угла у раствора блока
Коэффициент заполнения блока, определяемый как отношение
суммарной площади заготовок к площади блока, для разных схем
расположения заготовок в первом ряду (при числе рядов от 7 до
15) изменяется в пределах от 0,770 до 0,778. Поэтому, приняв
значение коэффициента для блоков с числом I рядов более 8 рав-
ным 0,774, можно по приближенной формуле рассчитать число
заготовок на блоке:
М = 3,1(Z + c„i=i)2. (6.8)
Алгоритм машинного расчета плоского блока приведен в рабо-
те [6.2].
Сферический блок. При расчете сферического блока используют
ряд положений расчета плоского блока, в частности:
• принимают те же схемы распо-
ложения заготовок в первом (цент-
ральному) ряду блока, а именно:
пх = 1; пх = 3; пг = 4;
• для выполнения операций тон-
кого шлифования и полирования
используют станки ШП различных
типоразмеров.
Последовательно определяют сле-
дующие основные элементы сфери-
ческого блока.
С точки зрения эффективного
использования мощности станков
ШП желательно, чтобы сферические
блоки были равны полусфере. Од-
нако процесс формообразования по-
верхности заготовок на блоках та-
ких размеров усложняется, посколь-
ку нормальная составляющая Рн
усилия Р, с которым обрабатывае-
мая поверхность и инструмент при-
жаты друг к другу, изменяется по
закону Рн = Р cos убл. С увеличени-
308
ем значения убл это значение уменьшается и при убл = 180° равня-
ется нулю (рис. 6.3). Изнашивание краевой зоны заготовок ниж-
него ряда будет происходить лишь за счет относительной скорости
перемещения блока и инструмента. Исходя из целесообразности
выравнивания давления по поверхности блока и тем самым по-
вышения точности формообразования, высоту блока, характеризуе-
мую углом раствора убл, ограничивают.
Диаметр сферического блока _ОСф бл условно принимают рав-
ным двум радиусам обрабатываемой поверхности, т. е. _ОСф бл =
Выбирают типоразмер станка ШП (ШП-50, ШП-100, 1ПП-200)
и сравнивают максимальный диаметр обрабатываемого на нем
плоского блока -Опл бл с диаметром сферического блока -ОСф бл.
Если -Осф. бл < 0,9 Йпл бл> то Угол раствора убл рассчитывают по
формуле
_ 5600
Убл —---------Ь оо .
ГЬл R + 60
(6.9)
Если же £>Сф 6л > 0,9 DnJI бл, то для расчета у^ используют вы-
ражение
0,9-ОПл бл
Убл - 2 arcsin--—:—. (6.10)
z/t
Положение заготовок на блоке определяют два угла: угол 0,
характеризующий положение заготовок в сагиттальной плоскости,
и угол (р раствора заготовок в меридиональной плоскости.
1. Определяют углыб для первого ряда заготовок, устанавлива-
емых по схемам расположения 1-3-4:
при Пу = 1 угол 0Х = 0;
I 4 В
при пх = 3 угол 031 = arctg J-;
V 3 — В
2В
при пг = 4 угол 041 = arctg. -—-.
V 1 — в
Здесь В =
\2
, где Вр — расчетный радиус блока (см.
D3 + b
2Вр
табл. 6.4).
Значения углов 0 для последующих рядов, независимо от числа
заготовок в первом ряду, равны:
0г =0j + 20y(i-l), где ду = arctg (6.Ц)
2Вр
2. Пользуясь найденными значениями углов убл, 0у, 031, 041,
определяют число рядов заготовок при их расположении в первом
ряду по схемам 1-3-4:
309
1 _ 1 , бл/2 •
^=1~1+ 20, ’
1 Убл/2 “ 031 ” 9 у
з -1 +-------™’
Убл/2 ~e41 ~9y
4=4-1 +
(6.12)
3. Углы (p при числе заготовок в первом ряду пг = 3 и п± = 4
равны соответственно 60 и 45°. Для остальных рядов углы ср рас-
считывают по формуле
tgcpi =
tg2 et- +1
J^-i
II в
(6.13)
4. Число ni заготовок по рядам и их общее количество М на
блоке
I
щ = 180°/(рг, шт.; М = .
1=1
(6.14)
Если, как и при расчете плоского блока, дробная часть числа
пг заготовок в ряду и числа I рядов больше 0,98, их округляют
в большую сторону, что возможно за счет уменьшения промежутка
между заготовками и рядами. Если же дробные части и Z; мень-
Таблица 6.4. РАСЧЕТ РАДИУСОВ R„.„ НАКЛЕЕННЫХ ПРИСПОСОБЛЕНИЙ
И РАДИУСОВ RpБЛОКА
Форма поверхностей заготовки Формулы для расчета 7?н Формулы для расчета Rp
— выпуклая; R2 — плоская; 7?! — выпуклая; Т?2 — выпуклая ~ ~ (см Л1-(з *1 - (3 + h2
7?! — выпуклая; Т?2 — вогнутая; (7?j < Т?2); 7?j — выпуклая; Т?2 — вогнутая; (Вх > К2) Vx>2/4 + (2?1 -*3 - л2)2 -<см Л1 " *з * Л2
7?х — вогнутая; Т?2 — плоская /4 + (Й1 + <з)2 + (см Л1-Л1
7?х — вогнутая; Т?2 — вогнутая /4 + (Я1 + t.3 + Л2)2 + tCM
7?х — вогнутая; Т?2 — выпуклая; (Rx < я2); 7?х — вогнутая; Т?2 — выпуклая; (/?! > Я2) 7?i + t3 + tCM
Примечание. В таблице приняты следующие обозначения, мм: — радиус обрабаты-
ваемой поверхности; Z>3 — диаметр заготовки; t3 — толщина заготовки; hy h2 — стрелки
прогиба 1-й и 2-й поверхностей соответственно; /г1(2) = fi1(2) - ^Лц2) — Z>?/4; 4м “ толщина смо-
ляной подушки, tCM = 0,05Z>3 + 1,0.
310
Рис. 6.4. К расчету сферического блока
ше 0,98, то, так же как и при расчете плоского блока, их округля-
ют в меньшую сторону.
Выбрав схему установки заготовок в первом ряду, которая обес-
печивает размещение на блоке максимально возможного числа ря-
дов и соответственно наибольшего числа одновременно обрабаты-
ваемых заготовок, находят диаметр -0бл сферического блока, его
высоту Н5л, а также диаметр Ds п и высоту Нп п наклеенного при-
способления:
£бл = 2Яблз1п(убл/2); (6.15)
Нбл = Лбл(1 - cos убл/2); (6.16)
DH.n =2Лн.пз1п(Убл/2); (6.17)
Нн.п=Ян.п(1-со8убл/2). (6.18)
Радиус RH п рабочей поверхности наклеенного приспособления
и расчетный радиус Rp блока определяют по формулам (табл. 6.4).
Найденное при расчете блока расположение заготовок в цент-
ралкой зоне не зависит от способа его сборки (эластичного, жест-
кого).
На рис. 6.4 приведены обозначения, поясняющие расчет блока
по изложенной методике. Алгоритм машинного расчета блока рас-
смотрен в работе [6.1].
311
6.5. ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ
ТИПОВЫХ ЛИНЗ И ПЛАСТИН
Отличительной особенностью процессов изготовления оптичес-
ких деталей является то, что выход годных изделий не соответству-
ет партии заготовок, запущенной в производство. Объясняется это
сложностью процессов, в которых участвует большое число трудно
учитываемых технологических факторов. Это многофакторное воз-
действие отражено в ОСТ 3-5581-83. А поскольку вид заготовки
зависит, в частности, от размера партии, то проектирование процесса
начинают с определения коэффициента запуска; одновременно уста-
навливается партия запуска на каждую операцию, предусмотренную
технологическим процессом. Здесь же, по ОСТ 3-5582-83, находят
пооперационный коэффициент повторяемости обработки заготовки.
Руководствуясь ГОСТ 13240-78яЕ, выбирают вид заготовки.
Определяющими условиями являются партия заготовок при зака-
зе (с учетом коэффициента запуска), конструктивные параметры
детали (марка стекла, размер, масса, стрелки прогиба поверхностей
и др.). Здесь же находят размеры заготовок с учетом припусков на
механическую обработку и допусков на изготовление.
Чтобы обеспечить заданную точность конструктивных парамет-
ров детали и технологичность конструкции оснастки, необходимо
задать технологические базы. Под выбором баз подразумевается
назначение очередности обработки поверхностей заготовок. При
этом учитывают, какая из поверхностей прессованных заготовок
является чистой. Если заготовки линз имеют форму плоских пла-
стин, базы назначают исходя из размеров радиусов поверхностей
детали и их формы (выпуклой, вогнутой).
После выбора технологических баз разрабатывают операции,
предусмотренные технологическим процессом. Их перечень и оче-
редность выполнения определяются типом детали и видом заго-
товки. В частности, при изготовлении линз из заготовок, имеющих
приближенную форму будущей детали, последовательно рассмат-
риваются следующие операции.
-1. Предварительное шлифование преломляющих поверхностей
заготовок. На стадии разработки этой операции рассчитывают:
а) характеристики алмазного инструмента (зернистость и кон-
центрацию алмаза, диаметр круга);
б) толщину заготовки после шлифования 1-й и 2-й поверхнос-
тей; для плохо центрируемых линз дополнительно рассчитывают
допустимую разнотолщинность по краю;
в) исходя из параметров, характеризующих заготовку (D, h/D, R,
<Кр)> устанавливают наличие соответствующего оборудования, вы-
бирают его модель и типоразмер.
2. Тонкое шлифование преломляющих поверхностей загото-
вок. При проектировании операции рассчитывают:
312
а) блок заготовок (плоский, сферический) и способ его сборки
в зависимости от категории сложности детали и типа производства;
б) число переходов и зернистость абразива на каждом переходе
операции;
в) конструктивные параметры инструмента (диаметр, высоту,
радиусы рабочей поверхности).
В соответствии с назначенным способом выполнения операции
(алмазным инструментом, свободным абразивом) и с учетом раз-
мера блока выбирают модель и типоразмер станка; в зависимости
от категории сложности детали назначают режим работы станка.
3. Полирование преломляющих поверхностей. При проектиро-
вании этой операции определяют:
а) размеры полировальника (диаметр плоского корпуса, диаметр,
высоту и радиус поверхности сферического корпуса);
б) модель и типоразмер станка, режим его работы.
4. Центрирование линз. При разработке этой операции опреде-
ляют:
а) способ установки детали (механический, ручной);
б) модель и типоразмер станка в зависимости от размера линзы
и требований к точности центрирования.
5. Фасетирование. Если фасетирование представляет самостоя-
тельную операцию, при ее проектировании рассчитывают радиус
фасетировочной чашки и по ОСТ 3-6007-85 выбирают ее норма-
лизованный размер.
Последовательность выполнения расчетов и других видов работ,
предусмотренных пп. 1-5, определяется конкретным технологи-
ческим маршрутом. При этом некоторые расчеты могут не выпол-
няться, другие вводятся дополнительно. Так, при изготовлении
пластин операция центрирования заменяется обработкой загото-
вок по диаметру (круглых) или по периметру (некруглых).
6.6. СОСТАВЛЕНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА
Перечень операций, которые составляют технологический мар-
шрут изготовления пластин, линз и призм, устанавливается при
расчете коэффициента запуска. Назначается и последовательность
обработки поверхностей заготовок. Однако этим еще не определя-
ется весь технологический маршрут, поскольку для изготовления
деталей одного и того же типа могут быть использованы заготов-
ки неодинакового вида с разными свойствами стекла, что повлечет
за собой как изменение маршрута, так и способов выполнения опе-
раций. Кроме того, следует учитывать вспомогательные операции.
Технологический маршрут изготовления плоскопараллельных
пластин практически одинаков во всех типовых технологических
процессах. Но в зависимости от вида заготовки, конструктивных
параметров детали, требований к точности их исполнения, типа
313
производства, конкретных условий данного предприятия процессы
могут различаться способами выполнения операций и организаци-
онной формой.
При изготовлении пластин из прессованных заготовок первой
операцией технологического процесса является сборка блока, расчет
которого был выполнен ранее (см. п. 6.4). Способ установки выби-
рают с учетом размера детали и допуска на ее толщину. В качестве
черновой базы принимают поверхность с меньшими отклонениями
от правильной формы и меньшей глубиной залегания дефектов. Это
позволяет выполнить базирование с большей точностью и обеспечи-
вает устойчивое положение заготовок (особенно при их малых раз-
мерах) на приспособлении.
Предварительное шлифование с наиболее высокой интенсивнос-
тью процесса обеспечивается обработкой алмазным инструмен-
том на предварительно настраиваемых станках (моделей ЗБ-756,
ЗД-756, «Алмаз-250» и др.). Толщину слоя стекла, сошлифовыва-
емого с 1-й поверхности, ограничивают размером, необходимым для
удаления дефектов прессования. Обработанный блок разбирают,
заготовки промывают и по той же схеме расположения вновь уста-
навливают на приспособлении. В процессе шлифования 2-й повер-
хности контролируют ее параллельность по отношению к обрабо-
танной ранее и толщину заготовок. После предварительного шли-
фования 2-й поверхности заготовки освобождают от закрепления
для перераспределения остаточных напряжений. Собрав заготовки
в столбик, их обрабатывают по диаметру. После разборки столби-
ка на ребрах, образованных пересечением преломляющих поверх-
ностей с цилиндрической образующей, наносят фаски. Следующей
операцией является сборка блока для выполнения операций тон-
кого шлифования и полирования. Одновременная обработка груп-
пы заготовок в данном случае повышает не только производи-
тельность, но и точность формы поверхности каждой детали, от-
ступление Nr которой от плоскостности на диаметре _0д уменьша-
ется по сравнению с отступлением Абл поверхности блока диамет-
ром Дбл пропорционально отношению
Ад =(Дд/Дбл)2Абл.
Система размещения заготовок на блоке остается той же, что
и при сборке блока для предварительного шлифования, а способ
установки определется диаметром детали и допуском на ее тол-
щину. Очередность обработки поверхностей устанавливают исхо-
дя из требований к точности их формы и чистоте (6.2).
Тонкое шлифование блока выполняют способом поверхностно-
го притира водными суспензиями микропорошков электрокорунда
или алмазным инструментом в виде планшайб. Номера зернисто-
сти микропорошков электрокорунда и характеристики алмазного
инструмента назначают в соответствии с приведенными выше ре-
комендациями.
314
Притир в его классическом виде не обеспечивает равномерного
распределения работы и постоянства формы поверхности инстру-
мента, которая определяет форму поверхности изделия. Скорость
изменения формы поверхности инструмента можно лишь замед-
лить при соблюдении следующих условий:
1) отношение размера верхнего звена DB к размеру нижнего
Рн должно быть равно гх = DB/DB = 0,7 -н 0,9;
2) отношение г2 скорости птптт принудительно вращающегося ниж-
него звена к скорости пкр совершающего возвратно-колебательное
движение верхнего звена должно составлять «шп/пкр = 0,5 1,0;
3) относительная длина штриха г3, т. е. путь I, который проходит
центр верхнего звена за период одного колебания, отнесенный к диа-
метру нижнего звена, должен быть в пределах г3 = l/DH = 0,4 -s- 0,7.
Полирование блока так же как и тонкое шлифование, выполня-
ют способом поверхностного притира. Выбор материала, рабочей
поверхности полировальника определяется требованиями к точно-
сти формы и чистоте полированных поверхностей, интенсивностью
процесса. При настройке станка руководствуются теми же соотно-
шениями, что и при тонком шлифовании. Режим работы станка
назначают исходя из требований к точности формообразования
(см. п. 4.8).
Если требования, предъявляемые к точности формы и взаимно-
му расположению плоскопараллельных пластин, не обеспечивают-
ся процессом, принятым в серийном производстве, вводят допол-
нительную операцию формообразования полированных поверхнос-
тей — доводку в сепара-
торе (рис. 6.5). Деталь
1 помещают в отверстие
стеклянного диска (сепа-
ратора) 2. С помощью
пальца-поводка 3 сепара-
тор, как и обычное верх-
нее звено, совершает воз-
вратно-колебательное пе-
ремещение по полиро-
вальнику 4, выполняя
функцию устройства,
формирующего его по-
верхность. Суммарная
площадь отверстий не
превышает 30 % всей
площади сепаратора, и
поэтому установленные в
них детали, в отличие от
процесса полирования
обычного блока, в соот-
ветственно меньшей сте-
Рис. 6.5. Схема доводки плоских поверхностей
в сепараторах
315
пени участвуют в формировании поверхности полировальника. В
то же время система сепаратор — деталь представляет блок, где
отступление поверхности каждой детали от плоскостности соот-
ветствует отношению
Na = (Dr/Dc)2Nc,
где _ОД и Dc — диаметр детали и сепаратора соответственно; N
N — отступление от плоскостности на диаметре детали и сепа-
ратора соответственно.
Повышению точности формообразования способствуют несколько
факторов, в частности:
1) отсутствует фиксация положения деталей и их жесткая связь
с приспособлением, которая вызывает деформацию (здесь детали
самоустанавливаются по поверхности полировальника);
2) центральные зоны полировальника обмениваются теплом
с окружающей средой благодаря наличию зазора между отверсти-
ем сепаратора и деталью; температуры центральной и краевой зон
поверхности полировальника близки, что уменьшает действие дан-
ного источника зональных ошибок;
3) точка приложения тягового усилия приближена к плоско-
сти перемещения детали, что уменьшает опрокидывающий мо-
мент и его влияние на распределение износа;
4) отсутствует выход детали за край полировальника, исключа-
ющий неравномерное распределение давления;
5) деталь совершает сложное движение по поверхности полиро-
вальника (вращение с ним, возвратно-поступательное перемещение
и обкатку по образующей отверстия); сложность движения умень-
шает вероятность образования зональных ошибок;
6) отверстия в сепараторе размещены на неодинаковых угловых
и радиальных расстояниях, что также уменьшает вероятность обра-
зования систематических ошибок на полируемой поверхности.
Доводкой в сепараторах получают поверхности с отступления-
ми от плоскостности N < 0,1 и взаимным расположением (плоско-
параллельность, заданный угол клиновидности) с точностью до де-
сятых долей угловых секунд. Детали могут иметь различную кон-
фигурацию (диск, квадрат, многоугольник и др.), относительную
толщину до 1 : 50. Отступление исходных поверхностей от плос-
костности составляет N < 0,5. Доводка поверхностей cN > 0,5 уве-
личивает длительность операции. Вращение деталей прямоуголь-
ной формы в отверстии сепаратора затруднено, а при малом отно-
шении ширины к длине и вообще невозможно. Так как неравно-
мерность вращения или его отсутствие неблагоприятно сказывает-
ся на точности формообразования, такие детали помещают в кольцо
(органическое стекло, винипласт и др.) с вырезом по соответствую-
щему контуру, которое свободно лежит на поверхности полиро-
вальника. Размер отверстия сепаратора должен быть больше диа-
метра кольца на 5-10 %.
316
Материал сепаратора — ситалл марки С0-115М — с малым
коэффициентом термического расширения а = (1 + 2) 10-7 с-1 и не-
значительным изменением формы поверхности при колебаниях
температуры, высокой твердостью по сполировыванию. Диаметр
сепаратора составляет 0,7-0,9 диаметра полировальника. Относи-
тельная толщина 1:10.
Режим работы станка должен обеспечивать скорость измене-
ния формы поверхности доводимых деталей не более 0,05-0,10
интерференционной полосы за 10-15 мин работы. Повышение ин-
тенсивности процесса нецелесообразно, так как приведет к возник-
новению зональных ошибок.
Технологический маршрут изготовления линз любого типа из
штабика, прессованной чистовой и прессованной (шамотной) заго-
товок состоит из трех этапов: 1-й включает заготовительные опера-
ции; 2-й этап содержит операции, завершающие процесс обработки
преломляющих поверхностей; операциями 3-го этапа исключается
погрешность взаимного расположения поверхностей, диаметр линзы
доводится до заданного размера, на ребрах, образованных пересече-
нием преломляющих поверхностей с цилиндрической образующей,
наносятся технологические и конструкторские фаски.
Проектирование процессов изготовления линз по аналогии с про-
цессами изготовления пластин начинают с расчета числа заготовок,
необходимых для выполнения заданной программы, выбора их вида
и определения размеров. Маршрут обработки преломляющих повер-
хностей определяется видом заготовки и выбранным способом ус-
тановки. Целесообразный для конкретных условий способ установ-
ки зависит от вида производства (единичное, серийное), конструк-
тивных параметров детали, имеющегося в наличии парка станочно-
го оборудования, инструментальной базы и т. д. В единичном и
серийном производстве экономически оправдана установка загото-
вок по настроечной базе («эластичный» способ блокирования).
Обработка каждой поверхности выполняется с двух установок:
первая — предварительное шлифование последовательно 1-й и 2-й
поверхностей каждой заготовки партии, запущенной в обработку;
вторая — тонкое шлифование и полирование последовательно 1-й
и 2-й поверхностей заготовок, собранных в блок. При установке
заготовок по промежуточному элементу («жесткий» способ бло-
кирования) каждую поверхность, начиная с операции предвари-
тельного шлифования и кончая полированием, обрабатывают с од-
ной установки. Одновременно обрабатывается группа — блок за-
готовок. В настоящее время в приборостроении стремятся к огра-
ничению размера серий и более частой сменяемости конструкций
приборов. При этом будут отличаться и конструктивные парамет-
ры оптических элементов. Если учесть, что наклеечные приспособ-
ления для «жесткого» способа блокирования рассчитаны только
для конкретного типоразмера детали и определенной очередности
обработки ее поверхностей, то «жесткий» способ блокирования за-
готовок при частой сменяемости прецизионных и дорогостоящих
317
наклеечных приспособлений будет оправдан лишь в условиях круп-
носерийного производства деталей по чертежу, неизменяемому в те-
чение длительного времени.
Отклонения от маршрута и изменение способа выполнения опе-
раций могут быть следствием использования заготовок из хими-
чески нестойких стекол, изменения очередности обработки поверх-
ностей (в соответствии со сложившейся практикой на данном пред-
приятии), более сложной конструкции детали, введения в процесс
дополнительных операций.
6.7. ЭЛЕМЕНТЫ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ПРИЗМ
Процесс изготовления любой призмы можно построить с ис-
пользованием разных способов установки заготовок на приспособ-
лениях и неодинаковым числом смен установочных баз. Но так
как способ установки и число смен баз определяют точность дета-
лей и производительность их изготовления, то варианты процессов
по этим показателям будут неравноценны.
Обработка вспомогательных поверхностей. Схемы построения
процессов изготовления призм разнообразны, но независимо от того,
по какому плану будет построен процесс в целом, обработку загото-
вок начинают со вспомогательных — параллельных — поверхнос-
тей, которые при выполнении последующих операций принимают
за технологические базы. В зависимости от условий производства
и вида заготовки операция может выполняться алмазным инстру-
ментом на специализированных или металлообрабатывающих стан-
ках либо свободным абразивом на оптических станках.
При использовании специализиро-
ванных станков (рис. 6.6) заготовки
1 устанавливают в гнезда сепаратора
4. Положение фиксируют пружинны-
ми зажимами. Для обработки призм
разных типов сепаратор может быть
заменен. Шлифование происходит од-
новременно с двух сторон двумя па-
рами алмазных кругов 3 и 2. Первая
пара кругов зернистостью 160/125-
125/100 предназначена для удаления
с заготовки основной массы припус-
ка; вторая — зернистостью 80/63-
50/40 сошлифовывает оставшуюся
часть припуска и уменьшает шеро-
ховатость шлифованной поверхно-
сти. Совмещение переходов, одновре-
менная двусторонняя обработка, от-
сутствие необходимости приклеивания
2
Рис. 6.6. Схема обработки вспо-
могательных поверхностей призм
на специализированном станке
318
заготовок и их последующей промывки в растворителях определя-
ют высокую интенсивность процесса, стабильность и точность пара-
метров изделий. В частности, параллельность поверхностей выдер-
живается с точностью 1-3', линейные размеры — в пределах 0,03-
0,05 мм.
Эта же операция может быть выполнена алмазным инструмен-
том на металлообрабатывающих вертикально-фрезерных станках
модели ЗБ-756 или ЗД-756. Последовательно, с двух установок,
обрабатывают 1-ю и 2-ю параллельные поверхности. Положение
заготовок фиксируют разными способами, в частности: приклеива-
нием к приспособлению, зажатием в многоместном приспособле-
нии, непосредственным размещением заготовок на магнитном столе
станка и окружением их со всех сторон металлическими упорами.
Операцию выполняют также и при помощи свободного абрази-
ва на станках для предварительного шлифования плоских поверх-
ностей. Заготовки устанавливают в сепараторах без крепления.
Последовательно обрабатывают 1-ю и 2-ю поверхности.
Обработка отражающих и преломляющих поверхностей. За-
данная точность взаимного расположения этих поверхностей мо-
жет быть обеспечена различными способами обработки. Рассмот-
рим основные из них.
Сущность схемы обработки нескольких поверхностей с одной
установки состоит в том, что все грани любой призмы группируют-
ся в две системы, составленные из поверхностей, параллельных осям
I-I и II-II (рис. 6.7). Каждую систему можно обработать по прин-
ципу технологического комплекса, под которым имеют в виду сово-
купность поверхностей, обработанных в одну заготовку при исполь-
зовании одних и тех же технологических баз, но на нескольких
позициях. Точность взаимного расположения поверностей обраба-
тываемой системы зависит от точности станка и устройства, которое
определяет положение граней заготовок на заданных позициях.
Схема обработки поверхностей по принципу технологического ком-
плекса показана на рис. 6.8. Схема технологического комплекса
использована в полуавтомате для шлифования системы, образован-
ной отражающими и преломляющими поверхностями призм раз-
ных типов [6.3]. Заготовки призм с обработанными параллельны-
ми поверхностями собирают в столбик 1, который устанавливают
на опорную площадку 4 и фиксируют прижатием к ней. Площадка
связана с делительным дис-
ком 3. По его образующей на-
несен ряд впадин, число и рас-
положение которых соответ-
ствует числу и взаимному рас-
положению поверхностей дан-
ной призмы. Диски сменные.
Последовательная обработка
с одной установки всех поверх-
ностей системы осуществляется
319
Рис. 6.8. Схема обработки поверхностей призм
по принципу технологического комплекса
за счет программирован-
ного сочетания автома-
тизированных циклов
продольной (по стрелке
х), поперечной (по стрел-
ке у) подачи инструмен-
та 2 и циклов смены по-
зиций (А, Б, В) столбика
заготовок. Столбик дол-
жен быть установлен на
опорную площадку с та-
ким расчетом, чтобы при
обработке последней по-
верхности инструмент
выходил в направлении
тупого утла. Этим умень-
шается вероятность образования выколок на острых углах.
Обработка на станке-полуавтомате позволяет получать взаим-
ное расположение поверхностей призм и многогранников с точно-
стью около 30". Отклонение линейных размеров не превышает
0,03 мм, пирамидальность в пределах Г. Однако лежащий в основе
работы способ принудительного формообразования и погрешности
системы «станок—приспособление—деталь» исключают возмож-
ность выполнения операции полирования преломляющих и отра-
жающих поверхностей призм.
Схема обработки поверхностей от разных установочных баз
зависит от способа установки заготовок, которая может быть вы-
полнена по настроечной или технологическим базам.
Установку по настроечной базе с фиксацией положения загото-
вок твердеющим раствором используют при выполнении опера-
ций тонкого шлифования и полирования преломляющих и отра-
жающих поверхностей призм. Погрешность закрепления, которая
вызывает изменение положения измерительной базы, и отсутствие
жесткой системы «станок—приспособление—инструмент—деталь»
не позволяют установить обрабатываемую поверхность относительно
других граней с точностью, превышающей имевшуюся после пред-
варительного шлифования. Для того чтобы погрешность взаимно-
го расположения поверхностей после завершения их обработки не
превысила заданного допуска, операция предварительного шлифо-
вания должна обеспечивать точность, превышающую требуемую от
готовой детали. Снижение точности по мере перехода от началь-
ных к завершающим операциям, что и имеет место при установке
заготовок по настроечной базе, является нарушением основного
положения технологии, в соответствии с которым превращение за-
готовки в готовую деталь следует рассматривать как последова-
тельное при переходе от операции к операции изменение и уточне-
ние размеров, формы и взаимного расположения поверхностей с по-
степенным приближением к заданному. В силу указанных при-
320
чин точность взаимного расположения поверхностей, которую спо-
собен обеспечить процесс с установкой заготовок по настроечной
базе и фиксацией положения твердеющим раствором, не превы-
шает 5-6'. Кроме того, ограничены возможности сокращения тру-
доемкости операций тонкого шлифования и полирования путем
интенсификации режимов, использования специализированного обо-
рудования, уменьшения припусков. Для технологического контро-
ля необходимы оптические углоизмерительные приборы.
При установке заготовок с базированием по технологическим
базам требуемого взаимного расположения поверхностей достига-
ют за счет создания параллельности обрабатываемой поверхности
по отношению к элементам приспособения, выполняющим роль
вспомогательной измерительной базы. Возможен ряд вариантов
построения такого процесса, различающихся способом совмеще-
ния установочной и измерительной баз, а следовательно, и точнос-
тью изделий. Из большого числа возможных рассмотрим два ва-
рианта изготовления призм АР-90° и БП-90° (примем, что вспо-
могательные — параллельные — поверхности обработаны одним
из приведенных выше способов).
1-й вариант. На первой установке отдельных или собранных в
группы (столбики) заготовок обрабатывают гипотенузную грань.
Она (так же как и катеты) может быть необработанной или про-
шедшей операцию предварительного шлифования. Положение за-
готовок фиксируют приклеиванием смоляными палочками к стен-
кам пазов приспособления (рис. 6.9, а). Погрешности базирова-
ния по черновой базе, закрепления и приспособления (в частности,
ошибка угла 90° пазов) на точность взаимного расположения по-
верхностей, образующих угол 90°, не влияют. Погрешность базиро-
вания, вызывающая наклон заготовок в плоскости, перпендику-
лярной к плоскости рисунка, приводит к пирамидальности призмы,
т. е. непараллельности ребер ее рабочих граней. Для уменьшения
пирамидальности целесообразно устанавливать заготовки, соеди-
ненные в группу — столбик. На второй и третьей установках про-
изводят полную обработку катетных граней. Заготовки базируют
по промежуточному установочному элементу, приклеивая полиро-
ванной и покрытой слоем защитного лака гипотенузной гранью
Рис. 6.9. Последовательность обработки гипотенузной (а) и катетной
(б) граней призмы АР-9О0 от разных установочных баз; контактное
приспособление для обработки катетных граней (в)
321
к плоскости среза металлических брусков (рис. 6.9, б). Бруски
соединяют с основанием. Для уменьшения пирамидальности каж-
дую заготовку прижимают боковой гранью к имеющейся на брус-
ках направляющей базе. Отклонение линейных размеров ограни-
чивает используемая при сборке опорная база. После обработки
первого катета бруски с закрепленными на них заготовками пово-
рачивают на 90° и обрабатывают второй катет.
На каждой установке контролируют плоскостность обрабаты-
ваемой поверхности и ее параллельность по отношению к вспомо-
гательной измерительной базе, связанной с приспособлением. Ос-
новными источниками погрешностей взаимного расположения по-
верхностей являются погрешности установки и смены установоч-
ных баз. По обеспечиваемой точности данный вариант построения
процесса соответствует процессу с установкой заготовок по настро-
ечной базе. Его преимущество — возможность использования спе-
циализированного оборудования и алмазного инструмента на ста-
дии предварительного шлифования преломляющих и отражающих
граней.
2-й вариант. Отличие этого варианта от 1-го состоит в том, что
на завершающих стадиях обработки поверхностей, взаимное рас-
положение которых определяет выходные параметры призмы, ис-
пользуют установку по технологической базе, которая обеспечива-
ет практически полное совмещение установочной и измерительной
баз. Первая установка, способ ее выполнения и обработка гипоте-
нузной грани заготовок призм АР-90°, выполняются так же, как и
в 1-м варианте. На второй и третьей установках, предназначенных
для шлифования и полирования катетов, используют приспособле-
ние (рис. 6.9, в), аналогичное приведенному на рис. 6.9, б, но со-
ставляющие элементы которого (бруски, основание) изготовлены из
стекла, а форма и взаимное расположение установочных поверхнос-
тей выполнены с точностью, требуемой для соединения друг с дру-
гом и гипотенузной гранью заготовок действием сил молекулярно-
го сцепления. Незначительная погрешность установки и оптичес-
кий метод контроля параллельности обрабатываемой поверхности
позволяют выдержать взаимное расположение отражающих и пре-
ломляющих граней с точностью 5-10".
Подобные приспособления используют при изготовлении призм
других типов. На рис. 6.10 приведена последовательность обра-
ботки поверхностей призмы БП-90°. Здесь на трех последователь-
но выполняемых установках 1-3 из обработанного по периметру
бруска квадратного сечения, состоящего из нескольких склеенных
между собой пластин, формируется заготовка пентапризмы. Каж-
дая грань обрабатывается алмазным инструментом на вертикаль-
но-фрезерном станке (ЗД-756). Требуемое положение поверхнос-
тей обеспечивается конструкцией приспособлений, при которой до-
статочным условием является параллельность плоскости обра-
ботки по отношению к измерительной базе. Погрешности приспо-
соблений, базирования и закрепления при трехкратной смене
322
Рис. 6.10. Основные операции технологического марш-
рута изготовления призмы БП-9О0
установок не обеспечивают необходимой точности взаимного рас-
положения поверхностей, и все последующие установки имеют це-
лью ее повышение. Так, установка 4 предусматривает шлифова-
ние и полирование грани угла 90° с точностью, необходимой для ее
соединения оптическим контактом с приспособлением. На пози-
ции 5 заготовки собирают на приспособлении и производят пол-
ную обработку второй грани угла 90°. Контроль осуществляют
оптическим способом. На позиции 6 и ей аналогичной, используя
последовательно грани угла 90° и контактное приспособление, об-
рабатывают грани, образующие угол 45°. Высокая точность при-
способлений, незначительная погрешность установки и прецизион-
ный метод контроля позволяют получать заданное взаимное рас-
положение поверхностей с погрешностью, не превышающей 5-10".
Если рассмотренные способы не обеспечивают требуемой точно-
сти взаимного расположения поверхностей, призмы могут быть до-
ведены в сепараторах. Создавая неравномерную нагрузку на обра-
батываемую поверхность, как это делается при доводке плоскопа-
раллельных пластин и углов клиньев, точность взаимного распо-
ложения поверхностей повышают до соответствующей возможнос-
тям технических средств контроля, т. е. до 0,5-1,0".
Глава 7
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
СЛОЖНЫХ ОПТИЧЕСКИХ ДЕТАЛЕЙ
7.1. ОПРЕДЕЛЕНИЕ СЛОЖНЫХ ДЕТАЛЕЙ
К группе сложных оптических деталей относятся такие детали,
конфигурация или форма поверхностей которых имеет существен-
ные особенности, а для их изготовления требуются специализиро-
ванное оборудование и более сложные методы обработки и управле-
ния процессом. В первую очередь к ним относятся детали с асфери-
ческими поверхностями, для изготовления которых применяют раз-
нообразные нетрадиционные методы. Это обусловлено главной осо-
бенностью асферических поверхностей — изменением их кривизны
по меридиональному сечению, в отличие от сферических поверхно-
стей, кривизна которых постоянна. Иногда в оптических приборах
используют такие асферические поверхности, кривизна которых не-
монотонна, т. е. меняет свой знак в пределах сечения один или
несколько раз.
К сложным оптическим деталям относят также детали для
астрономических приборов (из-за особо высоких требований к ка-
честву поверхностей); детали крупногабаритных оптических сис-
тем, для получения которых требуется применение специальных
приемов и оборудования; детали волоконной оптики, поскольку
микроучастки поверхности волоконной оптической детали различ-
ны по своим физико-механическим свойствам; детали, на поверх-
ности которых наносят какой-либо рисунок — шкалы и сетки;
оптические детали из полимерных материалов ввиду специфичнос-
ти их производства; детали шаровидной формы и некоторые дру-
гие.
7.2. ДЕТАЛИ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ
Все применяемые в оптических системах асферические поверхно-
сти можно разделить на две основные группы: 1) поверхности вра-
щения, имеющие оси симметрии; 2) поверхности, обладающие двумя
плокостями симметрии либо не имеющие симметрии вообще.
В подавляющем большинстве случаев применяемые в настоя-
щее время асферические поверхности относятся к 1-й группе. Об-
щее уравнение меридионального сечения такой асферической по-
верхности вращения обычно имеет вид ряда
у2 =F(x) = Агх + А2х2 + A3xs + ... +Акхк. (7.1)
324
Для технологов такое выражение уравнения наиболее ценно, так
как несет максимум полезной информации о поверхности и ее осо-
бенностях. Эту форму уравнения используют и при составлении
программ для расчета технологических параметров асферических
поверхностей, необходимых для их изготовления и контроля.
В случае немонотонной функции профиль поверхности описы-
вают в виде ряда
х = F(y) = Aij/2 + А2у4 + А3у6 +... + B1|i/| + B2|i/|3 + ... . (7.2)
Поверхности, мало отличающиеся от сферы, часто описывают
уравнением в полярной системе координат [7.22]:
R = Ro + Ах(р2 + Л2(р4 + А3ср6 + ... , (7.3)
где Ro — радиус-вектор вершины кривой; (р — полярный угол
точки профиля.
В иностранных патентах встречаются и иные формы записи
профиля поверхности, например
где г — радиус кривизны поверхности в ее вершине; е, At, Bt —
постоянные, определяющие данный конкретный вид поверхности.
К асферическим поверхностям, описанным уравнением (7.1),
относятся все поверхности вращения второго порядка (коникои-
ды), поверхности коррекционных пластин типа Шмидта и др. Для
поверхностей вращения второго порядка коэффициенты определя-
ются соответственно по формулам:
А = 2Р; А2=(1-е2); А3 = А4 = ... = Ап = О,
где Р = Ь2/а-, е = с/а (с = Ja2 - Ъ2; а — большая, b — малая по-
луоси поверхности).
В зависимости от значения е2 коникоиды подразделяются на
параболоиды (е2 = 1), эллипсоиды (е2 < 1) и гиперболоиды (е2 > 1).
Из группы поверхностей, описанных уравнением (7.2), доста-
точно широко применяются конические поверхности видах =В|у|.
Вращением любой плоской кривой вокруг одной из нормалей в
некоторой точке кривой, когда нормаль не является осью симмет-
рии этой кривой, можно получить новый вид асферических поверх-
ностей [7.1]. Диаметральное сечение таких поверхностей может
быть описано уравнением
x = A1i/2+B2|i/|3+...+ Bn|i/|2n“1+Ani/2n+... > (7.5)
при этом ось Ох является оптической осью поверхности.
325
Из поверхностей 2-й группы находят применение торические,
цилиндрические и некоторые другие поверхности.
Асферические поверхности целесообразно классифицировать
с учетом их назначения, технологических показателей, методов об-
работки и контроля.
К технологическим показателям относятся:
1) наружный (световой) диаметр D , мм, и внутренний (также
световой) диаметр dCB, мм, если последний имеется (отверстие);
2) уравнение меридионального профиля поверхности и ее знак
(например, выпуклые и вогнутые параболоиды, поверхности выс-
ших порядков, знакопеременные поверхности, цилиндры, торы, ко-
нические поверхности и т. п.);
3) крутизна поверхности, измеряемая углом (рс между касатель-
ными к образующей поверхности в зоне светового диаметра и к
вершине поверхности;
4) точность формы поверхности, определяемая:
а) по местным ошибкам, т. е. по углу а отклонения нормалей к
фактической поверхности от нормалей к расчетной в тех же точ-
ках поверхности и по линейным отклонениям фактической по-
верхности от расчетной, выраженной в микрометрах или в долях
длины световой волны Л. (ДА в зоне шириной Ду); указанные угло-
вые ошибки связаны с отклонениями фактических координат по-
верхности от расчетных следующей зависимостью:
а = (Дхл - Axn_t)(cos2 <р)/(ул - ул-1),
где а — отклонение нормали; Дхл, Дхл-1 — отклонения коорди-
наты х в зонах уп и yn_i', ср — крутизна поверхности для середины
зоны уп-уп_1',
б) по плавности поверхности, т. е. плавность изменения а по
длине дуги поверхности (например, Да на длине дуги в 1 мм);
в) по общим ошибкам, т. е. по отклонению параметров уравне-
ния меридионального профиля асферической поверхности (напри-
мер, допуск на параметр параболической поверхности в процентах,
допуск на коэффициенты при хит. д.);
5) асферичность поверхности — наибольшее отступление по-
верхности от сферы или плоскости; в зависимости от выбора сфе-
ры сравнения различают асферичность от сферы ближайшего ра-
диуса (сферы, проходящей через вершину поверхности и окруж-
ность светового диаметра); вершинную асферичность — отступле-
ния от сферы с радиусом, равным радиусу кривизны асферической
поверхности при ее вершине; могут быть выбраны и другие сферы
сравнения, но при этом обязательно должен быть указан способ
выбора такой сферы;
6) градиент асферичности у — наибольшее изменение асферич-
ности на длине дуги образующей, равной 1 мм;
7) конструктивные особенности деталей (линз, зеркал, деталей
кольцевых, внеосевых и др.);
8) серийность производства детали.
326
7.3. МЕТОДЫ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ
7.3.1. ОБЩИЕ СВЕДЕНИЯ
В чертеже оптической детали для асферической поверхности
дополнительно указывают основные технологические показатели,
определяющие возможность и целесообразность конкретного про-
цесса асферизации с помощью тех или иных методов изготовления
и видов производственного и контрольного оборудования. Эти по-
казатели указаны в п. 7.2.
На рис. 2.16 дан пример оформления чертежа детали с асфери-
ческими поверхностями. В табл. 7.1 приведены сведения для вы-
бора рациональных методов изготовления и контроля асферичес-
ких поверхностей в зависимости от их технологических показате-
лей. Формулы для расчета технологических показателей примени-
тельно к четырем случаям уравнения образующей приведены в
табл. 7.2.
Детали с асферическими поверхностями могут быть изготовле-
ны следующими методами:
1) съема излишнего слоя от исходной сферической поверхности
заготовки точением поверхности одиночным резцом или алмаз-
ным инструментом на прецизионных станках с числовым про-
граммным управлением; механизированной ретушью малым ин-
струментом с периодическим контролем формы асферической по-
верхности, взаимной притиркой инструмента-маски (притирка по
поверхности) или ножевого инструмента (притирка по линии) или
испарением слоя при воздействии пучком ионов в вакууме;
2) наращивания асферического слоя на исходной сферической
поверхности заготовки с помощью конденсации вещества в вакуу-
ме или слоя полимеризации мономера в форме;
3) перераспределения материала заготовки термопластичным
формованием стекломассы, моллированием исходной сферической
поверхности, прессованием или литьем органических сред под дав-
лением.
Указанные способы асферизации имеют свои особенности, пре-
имущества и недостатки. Выбор конкретно какого-либо из них
зависит от многих факторов и прежде всего от требуемой точности
изготовления детали.
Наиболее экономически целесообразными в массовом производ-
стве являются методы термопластичного формования стекломассы
и полимеризации из пластических материалов. Но пока таким
методом могут быть изготовлены только детали с невысокими тре-
бованиями к точности поверхностей. Основной его недостаток —
искажение поверхности деталей из-за усадки материала во время
полимеризации или прессования.
327
328
Таблица 7.1.
ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Точность поверхности Основные технологические показатели Обозна- чение на чер- тезке техно- логи- ческого класса детали Метод
Вид поверхности Диаметр световой, мм Крутиз- на ф, ° Допуска- емые местные ошибки (а) Вершинная (А) или са- гиттальная (а) асфери- чность, мкм Гради- ент асфе- рично- сти у, мкм/мм изготовления контроля
технологический окончательный
Особо Вогнутая Параболоид Вогнутая Эллипсоид Выпуклая Гиперболоид Пластинка Шмидта* 20-300 300-1000 20-300 300-1000 20-300 300-1000 20-1000 Не норми- руется 1-5" Не нормируется РШ-1 РШ-2 РШ-3 РШ-4 РШ-5 РШ-6 РШ-7 Ручная и механизирован- ная ретушь Теневой и интерференцион- ный метод с применением кол- лиматоров и компенсационных объективов и голограмм. Изме- нение кружка наименьшего рас- сеяния
высокая Выпуклые и вогнутые по- верхности вращения любого по- рядка 50-250 30 10" До 150 5,0 У-1 Метод упругого инструмента По стрелкам на сферометре ИЗС-7, асферическими пробными стеклами Голографиче- ским интер- ферометром- асферометром АГ2 с приме- нением син- тезированной голограммы
Высокая Выпуклые и вогнутые по- верхности вращения любого по- рядка 10-300 30 10' До 30 5,0 И-1 Метод ионной обработки Интерференционный метод с применением компенсационных объективов и (или) синтезирован- ных голограмм
329
Высокая Зеркало асферическое любого порядка 30-70 20 20" Отступление от ближай- шей сферы до 5 мкм 1,0 В-1 Асферизация методом ваку- умного напыле- ния монооксида кремния При помощи фотометрической системы Голографиче- ским интер- ферометром- асферометром АГ2 с приме- нением син- тезированной голограммы
50-250 30 30" Отступление от ближай- шей сферы до 15 мкм 1,0 В-2 Асферизация методом ваку- умного напыле- ния сернистого цинка По пластинкам с помощью УФ-206
50-150 30 30" 1,0 В-3 Асферизация методом ваку- умного напыле- ния меди с под- слоем титана Вакуумным интерферометром ВИ-1
Средняя Параболоид 20-250 45 0,5-6,0' — Н-1 Метод взаимного притира с приме- нением поступа- тельного движе- ния ножа Шаблонами и сферометрами ИЗС-7, ИЗС-8 и накладными Асферометром ЮС-51 (для 0 < 150), сфе- рометром (для 0 > 150); теневой ус- тановкой; контроль в системе
Эллипсоид* Гиперболоид* 20-100 20-100 45 35 1-8' 2-10' Не нормируются Н-2 Н-3 Метод взаимного притира с приме- нением качаю- щегося ножа
Продолжение табл. 7.1
330
Точность поверхности Основные технологические показатели Обозна- чение на чер- теже техно- логи- ческого класса детали Метод
Вид поверхности Диаметр световой, мм Крутиз- на ф, 0 Допуска- емые местные ошибки (а) Вершинная (А) или са- гиттальная (а) асфери- чность, мкм Гради- ент асфе- рично- сти у, мкм/мм изготовления контроля
технологический окончательный
Ниже средней Выпуклая поверхность вращения лю- бого порядка* 20-200 45 5-10' Не нормируются К-2 Метод копирова- ния с примене- нием станка АШМА (полиро- вание суконное) Шаблонами Контроль в системе
Вогнутая поверхность вращения вто- рого порядка 20-500 45 30' М-1 Моллирование Контроль под шаблон
Выпуклая поверхность вращения лю- бого порядка 20-80 50 5-10'" М-2 Прессование Накладной сферометр Контроль в оптической системе
Особая * Данн ми фирмам Круговой цилиндр Круговой конус Круговой тор ые являются орие и точность нзготс 5-200 5-200 5-200 нтировочныл вления сост 90 20 20 ш и подл< авляет от 2" 5" 1' жат уточн 10" до 1' Не нормируются ению (в необходимых с 1.2]. П-1 П-2 П-3 лучаях) Метод взаимного притира предприятием-изгот< Контроль под пробные стекла эвителем. ** Достигнутая зарубежны-
331
Таблица 7.2.
ФОРМУЛЫ ДЛЯ РАСЧЕТА ТЕХНОЛОГИЧЕСКИХ ХАРАКТЕРИСТИК
Показатель Обозна- чение Параболоид Эллипсоид и гиперболоид Асфероид типа хп Асфероид типа уп
Уравнение у2 = 2 рх у2 = 2рх + qx2 у2 -2px + qx2 +S3x3 + ... + Srx" X = t2y2 + <41/4 + -+t„yn
Крутизна 4>с . А: tg =2р ‘^ = 2^ . А tg <рс = 2р + 2дхс + ... + nSnx“ tg ч>с = 2^е+ -- + 'г^г/?“1
Сплошные поверхности
Радиус вершинной сферы «1 = Р R1 = 1/2#2
Радиус трехточеч- ной сферы «3 R3-P^ _ е2хг , о + <е ~? + 1) R = yL + b- * 2хс 2
Асферичность вер- шинная А Ai- — 2р 2 2 2р Al = 7(д1 - *с)2 + у2 - Л1 (ПРИ *2 = 0. А1 = хс)
Асферичность трехточечная а3 а3 - Al ~ iA-As -*)2 + у2 = х(хс ~*)/2Аз, где У = 1. 2, 3 ус (всего 10-20 зон)
Градиент вершин- ной асферичности V1 1 2 Уг У1 = arcsm с -<рс “1 + Аг
Градиент трехто- чечной асферичности *3 Уз =у „ а3п “ аЗ(п-1) Тз = Уп Уп-1
Продолжение табл. 7.2
332
Показатель Обозна- чение Параболоид Эллипсоид и гиперболоид Асфероид типа хп Асфероид типа уп
Кольцевые и внеосевые поверхности
Радиус сагитталь- ной сферы *2 о - р “2 - СОЗфдг р + qxN 2^2 СОЗфдг л2 = -^- ЭПКРдг
Радиусчетырехто- чечной сферы «4 Я4 -y]g2+f2, где хм = N2 с; g 2fyjLx; Lx — хс — xN Ly ~ Ус ~ Ум
Асферичность че- тырехточечная °4 а4 = Л4 - т/(*0 - X)2 + у2, где х0 =хм + jg2 -у2; у = yN, yNtl ... ус^, ус (всего 10 - 20 зон)
Градиент сагит- тальной асферично- сти Ус ?2 ~ arcsm- УС -<рс Й2 + А2
Градиент четы- рехточечной асферич- ности *4 а4п “* а4(п-1) Y4 Уп Уп-1
Асферичность са- гиттальная 4-2 ^2 ~ ^(^2 СОЗфдг - Lx)2 + Ус -
7.3.2. МЕТОДЫ НАНЕСЕНИЯ СЛОЯ
Асферизующий слой на стеклянную заготовку наносят путем
копирования асферической, имеющей обратную кривизну, поверх-
ности эталона [7.3]. Сущность метода заключается в заполнении
пространства между сферической поверхностью заготовки (подлож-
ки) и асферической поверхностью эталона синтетической смолой.
После полимеризации эталон отделяют от готовой детали, на слое
смолы которой остается отпечаток асферической поверхности. Та-
ким путем можно осуществлять формирование параболических,
торических и других видов поверхностей зеркал и линз средней
точности (точность по кружку наименьшего рассеяния до 0,05 мм)
при максимальном значении асферичности до 40 мкм.
Для изготовления точной асферической оптики (ДА = 0,2 0,5,
асферичность до 200 мкм), работающей в проходящем свете, ис-
пользуется современный метод копирования асферического поли-
мерного слоя на подложке из силикатного стекла (подобно опи-
санному в п. 7.10).
Наиболее трудным в методе копирования является изготовле-
ние точных эталонных поверхностей. Для эталонов применяют
стекло или сталь (предпочтительнее сталь ввиду ее большей стой-
кости к разрушению в процессе отделения детали от эталона).
Точность изготовления поверхности эталона и подложки опреде-
ляется требованиями к изготовляемым деталям.
Для получения асферизующего слоя применяют клеи — мате-
риалы на основе полиэфирной или эпоксидной смолы. На рис. 7.1,
а — г показана последовательность процесса копирования при изго-
товлении асферического зеркала. Сначала производится подготовка
(рис. 7.1, а) копируемой поверхности эталона 1, на которую нано-
сят разделительный (растворимый) 6 и отражающий (зеркальный)
5 слои, а также слой 4 вещества, повышающего адгезию. Это
вещество 4 наносят также и на рабочую поверхность заготовки 2.
После подготовки поверхностей производят склеивание (рис. 7.1, б),
непосредственно перед которым на поверхность заготовки с адгези-
онным слоем наносят слой клея 3 (синтетической полимеризую-
щейся смолы). После склеивания и полимеризации эталон 1 по
разделительному слою 6 отделяют от детали (рис. 7.1, в). Окон-
чательная стадия процесса заключается в удалении слоя 6 с по-
Рис. 7.1. Последовательность процесса копирования
333
Рис. 7.2. Установка для асферизации
вакуумным методом
верхности эталона 1 и с поверхно-
сти готовой детали, в которую пре-
вратилась заготовка 2, с помощью
нанесения асферизующих слоев
3-5 (рис. 7.1, г).
Асферические поверхности, име-
ющие малые отступления от сфе-
ры или плоскости, могут быть из-
готовлены также нанесением тон-
ких отражающих или преломляю-
щих слоев на исходные соответ-
ствующие поверхности вакуумным
методом [7.82]. Асферизация сфе-
рической или плоской поверхностей
вакуумным методом заключается
в нанесении напылением дополни-
тельного слоя переменной толщи-
ны из алюминия, монооксида крем-
ния, сульфида цинка и др. Распре-
деление толщины дополнительно-
го слоя определяется формой на-
носимой поверхности и формой
поверхности заготовки. Асфериза-
ция производится в вакуумных ус-
тановках (рис. 7.2). В испаритель
4 помещается наносимое вещество. Между испарителем и поверх-
ностью заготовки 6 на малом расстоянии от последней устанавли-
вается маска-экран 5 с фигурным вырезом. Контур фигурного вы-
реза маски определяется формой получаемой поверхности или, точ-
нее, функцией распределения толщины наносимого слоя. Для по-
лучения поверхностей второго порядка из поверхности сферы бли-
жайшего радиуса уравнение контура маски в полярных координатах
имеет вид
Ф = 4 Ф max (Р/Ркр )2 [1 - (p/Ркр )2 ] ’
где <ртах — максимальный угол раскрытия маски; ркр — крайний
радиус-вектор маски.
При асферизации заготовку вращают с помощью электродвига-
теля 3 через систему валов 2 и шестерен 1.
Методом вакуумной асферизации в настоящее время получают
поверхности с точностью по угловым ошибкам до 10" при толщи-
не слоя до 5 мкм и с точностью до 30" при толщине слоя до 15 мкм.
Э. С. Путилиным [7.4] разработан метод «безмасочной» асфериза-
ции путем осаждения вещества в вакууме, позволяющий произво-
дить напыление асферизующего слоя переменной толщины до 50 мкм
и сохраняющий высокое качество отражающей поверхности.
334
7.3.3. МЕТОДЫ ТЕРМОПЛАСТИЧЕСКОГО ФОРМОВАНИЯ
Форму одной из поверхностей детали можно изменять за счет
пластической деформации стекла при его нагревании до опреде-
ленной температуры. При этом форма поверхности заготовки при-
нимает форму, обратную поверхности металлической чашки. Этот
I II ' III
Рис. 7.3. Схема последовательного технологического процесса (I—III) молли-
рования с применением вакуума и воздушной подушки
способ получения деталей с асферическими поверхностями, назы-
ваемый моллированием, показан на рис. 7.3. Подробное описание
метода приведено в п. 7.12.
7.3.4. МЕТОДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Наивысшее качество оптических поверхностей получают, как из-
вестно, путем взаимной притирки соприкасающихся поверхностей
инструмента и заготовки. Однако в отличие от простейших видов
поверхностей — сферы и плоскости — асферические поверхности не
имеют математических свойств, позволяющих обрабатывать их клас-
сическим способом притирки по всей поверхности с взаимоисправ-
лением обрабатываемой поверхности и инструмента. Исключение
составляют поверхности прямого кругового цилиндра. Как извест-
но, только сфера и плоскость совмещаются между собой при любом
перемещении вдоль поверхности. Уже прямой круговой цилиндр
требует для совмещения двух движений — вращения вокруг оси и
перемещения вдоль образующей. Асферические же поверхности вра-
щения совмещаются сами с собой только при вращении их вокруг
оси симметрии, чего совершенно недостаточно для осуществления
процесса притирки. Лишь некоторые типы асферических поверхно-
стей допускают обработку с автоматической правкой — притиркой
инструмента, но инструмент при этом должен иметь специальную
форму — линейную. К таким поверхностям относятся параболои-
ды вращения, торы, конусы и другие линейчатые поверхности.
В зависимости от характера контакта инструмента с обрабаты-
ваемой поверхностью различают три вида формообразования:
соприкосновение по поверхности, при котором инструмент и
обрабатываемая заготовка соприкасаются по значительной части
площади поверхностей;
линейное соприкосновение, при котором инструмент и заготов-
ка соприкасаются по некоторой линии или по узкой полоске, ши-
рина которой значительно меньше ее длины;
335
точечное соприкосновение, при котором соприкосновение инст-
румента с обрабатываемой поверхностью происходит на участке,
линейные размеры которого малы по сравнению с размерами по-
верхности инструмента и заготовки.
Соприкосновение по поверхности. Способ основан на соприкос-
новении поверхностей; для асферических поверхностей имеет ог-
раниченное применение из-за указанных выше свойств этих повер-
хностей. Однако он представляет интерес, так как позволяет полу-
чать поверхности высокой точности (с ошибками до 0,05Х, т. е.
0,02 мкм), требуемой для поверхностей уникальных оптических
систем.
Наибольшее развитие получили несколько технологических
приемов, основанных на соприкосновении по поверхности: метод
местной ретуши; метод «маски» и метод «упругого инструмента».
Первые два метода основаны на управлении процессом формо-
образования поверхностей во время шлифования и полирования
за счет изменения конфигурации рабочей поверхности инструмен-
та и времени обработки отдельных зон поверхности изготавливае-
мой детали.
Съем стекла (I) в каждой точке зоны у по нормали к поверхно-
сти определяется как
h~kPyVySyTy’ (7.6)
где Ру — нагрузка на инструмент; V — скорость изделия относи-
тельно инструмента; Sy — коэффициент покрытия; Т — время
обработки; k — коэффициент, учитывающий действие технологи-
ческих факторов (абразивную способность, концентрацию суспен-
зии, твердость по сошлифовыванию и т. д.).
Наиболее простое регулирование скорости съема по зонам мож-
но осуществлять за счет изменения параметров Sy и Ту.
Метод ретуши используют при изготовлении крупногабарит-
ных оптических деталей астрономической оптики с асферическими,
а также сферическими или плоскими поверхностями для получе-
ния требуемой формы и исправления возникших в процессе обра-
ботки ошибок. Требуемые форму и точность поверхности получа-
ют последовательным применением полировальных инструментов
с различными диаметрами и конфигурацией рабочей поверхности, а
также за счет изменения времени обработки, смещения и размера
штриха в процессе полирования. При этом форма и точность по-
верхности периодически контролируются. Применяют инструмент
с конфигурацией рабочей поверхности типа «ромашки», изменяю-
щий коэффициент покрытия Sy по зонам, либо инструмент малого
диаметра (меньше половины диаметра обрабатываемой поверхнос-
ти). В работах Г. М. Попова, А. М. Прохорова и их соавторов [7.6,
7.7] приведены формулы, позволяющие рассчитать форму инстру-
мента и приблизительное время обработки. Зная отступления х в
каждой точке меридионального сечения поверхности и полагая
336
Ту - const иРу = const, можно определить значение Sy, а также рас-
считать V по методу, предложенному М. Н. Семибратовым [7.8].
В этом случае справедливо соотношение
S,=x/(^T).
Для исправления сферических или получения асферических по-
верхностей за счет изменения времени обработки в зонах можно
применять инструмент типа «звездочка» (рис. 7.4), состоящий из
трех направляющих 1, расположенных под углом 120°, вдоль ко-
торых могут перемещаться установленные на шаровых шарнирах
полировальники 2 небольшого диаметра. Определение значения
Ту и времени обработки каждой зоны описаны в работе [7.6].
Метод ретуши используют при изготовлении крупногабаритных
деталей диаметром 500-2000 мм. Применение его для деталей
малых размеров затруднено из-за сложности изготовления необхо-
димых инструментов и относительно малой производительности.
Метод «маски», т. е. асферизация за счет регулирования съема
по поверхности посредством изменения параметра Sy, предложен
Л. С. Цеснеком и др. [7.1]. Суть его заключается в создании
неравномерного изнашивания обрабатываемой поверхности за счет
изменения по зонам коэффициента покрытия. Последнее осуще-
ствляется в соответствии с заранее рассчитываемыми отступлени-
ями заданной асферической поверхности от какой-либо более про-
стой и удобной для изготовления поверхности. Такой поверхнос-
тью могут быть сфера или плоскость, причем заготовка выбирает-
ся с таким расчетом, чтобы ее поверхность была ближайшей к
требуемой, т. е. излишки материала, которые необходимо удалить
при обработке, были бы минимальными.
При выборе заготовки учитывают также технологичность с точ-
ки зрения производительности и простоты изготовления рабочего
контура инструмента-маски [7.9, 7.10, пат. 2379607 (Франция)].
Рабочие поверхности инструмента и об-
рабатываемой заготовки в начальный
момент времени должны быть сопря- ////''1
жены, а контур рабочей поверхности ин- л/н
струмента иметь конфигурацию, обеспе-
чивающую заданное расчетное распре- ////
деление коэффициента покрытия Sy по
зонам обрабатываемой поверхности, u ijiy -—
Инструмент имеет две степени свободы
движения. В простейшем случае ис-
пользуется соосное расположение инет-
румента и детали с минимально возмож-
ным осциллирующим возвратно-посту-
пательным перемещением для «сбоя»
упорядоченности относительного движе- Рис. 7.4. Инструмент типа
ния инструмента и заготовки, в результа- «звездочка»
337
те которого на поверхности заготовки появляются направленные
концентрические «царапины» (зональные ошибки). Способ соос-
ного инструмента-маски реализуется обычно на станках типа ШП
с одно- или двухкривошипным верхним звеном. Вращение верх-
него звена (инструмента) может быть как принудительным, так и
свободным под действием момента сил трения, приложенного со
стороны нижнего звена (например, заготовки). Способ обеспечива-
ет, как указывается в работе [7.11], устойчивое базирование задан-
ной поверхности относительно исходной. На детали имеется, как
минимум, одна зона, не подвергающаяся обработке. Одним и тем
же инструментом можно получить не только один тип поверхнос-
ти, но и класс поверхностей того же порядка (например, 2-го), кон-
тролируя в процессе обработки только один параметр — время.
Асферизация одним и тем же соосным инструментом в первом
приближении протекает по схеме: сфера — эллипс — парабола —
гипербола.
Рассмотрим применение метода соосного инструмента-маски при
формообразовании осесимметричной поверхности вращения 2-го по-
рядка при выполнении условия базирования. Уравнение таких по-
верхностей в канонической форме с вершиной, совпадающей с нача-
лом координат, и осью симметрии, совмещенной с осьюх, имеет вид
г2+у2 =2rx + qx2, (7.7)
где г — параметр поверхности (радиус кривизны при вершине); q —
второй коэффициент уравнения.
На рис. 7.5 и 7.6 представлено в меридиональном сечении (в
плоскости хОу) взаимное расположение выпуклой и вогнутой по-
верхностей 2-го порядка и сферической поверхности заготовки ра-
диуса г0 с центром кривизны, совмещенным с осью х. По этим
рисункам легко можно получить формулы для расчета отклонений
поверхности вида (7.7) от сферической поверхности исходной заго-
товки радиуса г0 по нормали к последней (х0 их — абсциссы соот-
ветственно для сферы и кривой 2-го порядка; у0 и у — ординаты).
Формулы для расчета отклонений, или, точнее, припуска на ас-
феризацию поверхностей 2-го порядка удалением материала с ис-
ходной сферической поверхности радиусаг0 по нормали к послед-
ней, имеют следующий вид:
для выпуклых поверхностей при q > -1 и вогнутых при q < -1
*nl=ro-p; (7-8)
для вогнутых поверхностей при q > -1 и выпуклых при q < -1
*п2=Р-г0> (7.9)
где р = у[(а - х)2 + у2 — радиус-вектор точки А асферической по-
верхности, проведенный из центра кривизны сферической поверх-
ности радиуса г0; а — расстояние до центра кривизны сферы ради-
уса rQ от начала координат.
338
Рис. 7.5. Схема расчета отступления
кривой 2-го порядка от выпуклой сфе-
рической поверхности заготовки
Рис. 7.6. Схема расчета отступления
кривой 2-го порядка от вогнутой сфе-
рической поверхности заготовки
Обычно радиус г0 сферы заготовки выбирают ближайшим к
заданной поверхности, чтобы минимизировать подлежащий сня-
тию припуск на асферизацию.
В общем случае поверхностей с отверстием в центре, ограничен-
ных внутренним 2у1 и внешним 2у2 диаметрами, радиус г0 бли-
жайшей соосной «четырехточечной» сферической поверхности за-
готовки, пересекающей асферическую поверхность по окружностям
этих диаметров, может быть вычислен по формулам:
го = ^У2 + (а-х2)2; го = ^У1 +(а-х1)2, (7.10)
где а = [(х2 - х2) + (у2 - у2)]/[2(х2 - х±) — расстояние вдоль оси х
от центра кривизны сферы радиуса г0 до начала координат; xls х2 —
координаты отверстия и наружного диаметра заготовки.
Расчет радиуса г0 ближайшей сферической заготовки в случае
выпуклой поверхности при q > -1 и вогнутой поверхности при q < -1
производится по формулам (7.10).
Для выпуклой поверхности при q < -1 радиус г0 пересчитывают
по формуле
го =ro+ff(ro).
(7.11)
339
Для вогнутой поверхности при q > -1 радиус г0 также пересчи-
тывают по формуле
r0 =r0-t™lx(r0). (7.12)
Здесь в правые части формул (7.11) и (7.12) должно быть под-
ставлено значение г0, первоначально вычисленное по формуле (7.10).
Затем следует расчет припусков на асферизацию по формулам (7.8),
(7-9).
Коэффициент покрытия инструмента-маски определяют по фор-
муле
8у=^/(кРуУуТ), (7.13)
где i = 1 или 2 — в соответствии с условиями формул (7.8), (7.9); к —
коэффициент пропорциональности, учитывающий действие техноло-
гических факторов на интенсивность процесса изнашивания в зоне у
детали; P^ = Pcos а — давление инструмента на обрабатываемую
поверхность в зоне у; Р — общая нагрузка на инструмент; V —
скорость изделия относительно инструмента; Т — время обработки.
Контур инструмента определяется функцией фу угла контура,
которому соответствует определенная дуга контакта, в пределах
которой происходит соприкосновение детали с инструментом в зоне
данного радиуса у. Угол (р^ должен быть пропорционален коэффи-
циенту покрытия Sy, т. е.
(7-14)
где к-у — коэффициент пропорциональности, определяемый из выб-
ранного значения <ртах и Sy тах. С учетом того, что V = ((он + (ов) у =
= £1у, для соосного инструмента-маски (ин и (ов — угловые скорости
вращения нижнего и верхнего звеньев) можно записать
Фу ~ tyymaxSy/Symax. • (7.15)
Значение у, при котором выражение (7.15) принимает макси-
мальное значение, определяют из условия <рг/= 0 или прямым пере-
бором значений у.
Значение Sy max можно определить, решив урав-
нение (7.13) на экстремум (или максимум). Зна-
чение определяет технолог в зависимости
от выбранного числа лепестков инструмента.
2 Обычно используют двух- или трехлепестковый
инструмент, чтобы обеспечить наиболее равномер-
ное распределение абразивной суспензии по обра-
Рис. 7.7. Контуры батываемой поверхности.
инструментов типа Контур трехлепесткового инструмента, рассчи-
«маска» танный для получения поверхности вращения
340
2-го порядка, показан на рис. 7.7, где 1 — рабочая зона; 2 —
удаленный слой. Инструмент может применяться как на операции
шлифования, так и на операции полирования. В качестве подлож-
ки инструмента в первом случае могут быть использованы различ-
ные материалы (полимеры, оргстекло, смолы с дисперсными напол-
нителями и др.), во1 втором случае — фетр с нанесенным слоем
смолы, смоляные плитки различного состава, пенополиуретан и
другие материалы. В процессе использования инструмента перио-
дически проводится восстановление его расчетного контура. Инст-
румент на двухкривошипных станках типа ШП обычно выполня-
ется двухлепестковым, не имеет собственного привода вращения,
имеет тормозное устройство, не допускающее его разворота вокруг
оси. Используются небольшие осциллирующие взаимно перпенди-
кулярные движения установкой эксцентриситетов на обоих криво-
шипах для «сбоя» упорядоченности относительного перемещения
пары деталь — инструмент. Этот способ применяют при изготов-
лении мелкими сериями асферических оптических деталей диамет-
ром от 30 мм до 6 м с асферичностью до 50 мкм, градиентом
асферичности до 3 мкм/мм дуги, точностью до± 0,3 мкм.
Изложенную методику расчета соосного инструмента-маски мож-
но распространить и на любые осесимметричные поверхности вра-
щения, имеющие небольшие отступления от плоскости или сферы.
Однако, даже для весьма совершенной математической модели, наи-
более полно отражающей процесс притирки, точное соответствие
теории практическому результату вряд ли достижимо.
Приведенная методика расчета имеет недостатки. В частности,
выбор такой кинетики инструмента, при которой изнашивание об-
рабатываемой поверхности при практически совмещенных осях вра-
щения инструмента и детали происходит только за счет окружных
скоростей, приводит к тому, что распределение относительной ско-
рости Vy по зонам детали изменяется в большом диапазоне значе-
ний, включая и нулевое значение для сплошной поверхности. Из-
вестно, что прямо пропорциональная линейная зависимость (I = kVy)
между изнашиванием притирающихся поверхностей и скоростью^
их относительного перемещения имеет место только в очень уз-
ком диапазоне скоростей. В области значений скоростей, близких
к нулю, наблюдается нелинейная зависимость между указанными
параметрами. Последнее обстоятельство, не отраженное базовым
уравнением (7.13), на основании которого разработана методика
расчета контура соосного инструмента, приводит к значительному
расхождению расчетного и экспериментального распределения из-
нашивания исходной поверхности заготовки. Во-вторых, пред-
ставление эпюры давления под инструментом в виде Р = Р cos а
является достаточно грубым приближением к фактической эпюре.
И, наконец, точность формы получаемой оптической поверхности
Или погрешность съема расчетного припуска при одноактном его
снятии с исходной заготовки связана с погрешностями случайного
и систематического характера, в частности, со случайными темпера-
341
турными деформациями в зоне притирки, случайными и системати-
ческими флуктуациями распределения абразивной суспензии в зоне
обработки, неоднородными свойствами обрабатывающей подложки
инструмента и т. д.
Несоответствие изложенной методики расчета эксперименталь-
ным данным можно уменьшить выбором кинетики инструмента,
при которой эпюра распределения относительной скорости V при-
тирки по зонам у детали имеет форму, близкую к прямоугольной.
Этот случай легко реализуется увеличением частоты осциллирую-
щего движения по сравнению с угловой относительной скоростью
вращения инструмента. При этом процесс притирки осуществля-
ется за счет осциллирующего линейного или кругового (планетар-
ного) движения инструмента, а не за счет угловой скорости враще-
ния инструмента относительно детали.
Улучшить соответствие расчета контура инструмента экспери-
ментальным результатам можно, применив метод последовательно-
го приближения. Для этого инструментом-маской с контуром <р0,
рассчитанным по изложенной методике, проводится серия пробных
обработок исходных сферических заготовок радиуса rQ. Экспери-
ментально подбирается оптимальный режим (время обработки, ско-
рости вращения инструмента, детали, осциллирующего движения, его
эксцентриситет). Найденный режим в дальнейшем не изменяется.
После проведенной серии обработок расчет маски ср в первом
приближении производится по формуле
2 hY - h0
<Р1 = <Ро + а(РоЛо -77-; - —~2— (7.16)
("lmax) (^i)max
с последующим корректированием фх к выбранному максимально-
му углу <р^ах , где а — коэффициент сходимости процесса итера-
ции; hQ — усредненное значение остаточных отклонений, получен-
ных в серии обработок поверхностей маской <р0; hl — отклонение
заданной поверхности от исходной сферической поверхности заго-
товки радиуса rQ.
Далее проводится серия обработок исходных заготовок радиуса
г0 маской срх и т. д.
В общем случае рекуррентная формула для определения конту-
ра г-й маски <рг, обеспечивающей снятие заданного теоретического
припуска hY с точностью до случайных ошибок процесса, имеет вид
Ф/=<р/_1+а<Р/_1й/-1 -----;----1• (7-17)
(Л1шах) (Aj^Jmax.
В практике изготовления асферических оптических деталей
встречаются исходные поверхности, контроль формы которых не
может быть обеспечен с требуемой точностью. Как следствие этого,
342
рассчитываемый по результатам такого контроля припуск на ас-
феризацию заведомо определяется с большим приближением. Кро-
ме того, указанные выше технологические погрешности как слу-
чайного, так и систематического характера приводят к значитель-
ному рассогласованию расчетных данных с экспериментальными.
Назовем это рассогласование погрешностью формообразования. Для
высокоточных оптических деталей, а также исходных поверхнос-
тей, имеющих большой припуск на асферизацию, наличие неустра-
нимой погрешности формообразования исключает возможность
получения заданной поверхности с требуемой точностью за один
сеанс обработки. Поэтому для изготовления таких поверхностей
вводится многократная обработка исходной поверхности последо-
вательно корригированными соосными инструментами-масками,
которые рассчитываются, например, по следующей методике с вы-
полнением условия базирования.
Предположим, что исходная поверхность вращения, имеющая
отклонения tn 1 = hl (припуск на асферизацию) от заданной теоре-
тической формы, обработана с помощью маски <р0, рассчитанной
согласно (7.17). Зависимость между параметрами процесса формо-
образования запишем в виде
hX-hQ=kPQV^QTQ, (7.18)
где h0 — остаточные отклонения от заданной теоретической поверх-
ности, полученные после обработки маской ф0; k — нормирующий
коэффициент; Ро — эпюра давления при использовании маски ф0;
Tq — время обработки, за которое снят максимальный при-
пуск (hx - Л0)тах < Л™ах; V — относительная скорость в зоне у.
Распределение припуска, который нужно снять при обработке
- a0^i = ЛРо^((Ро + Д(Ро)7’о> (7.19)
где а0 = h^ax /hf1™ ; Дф0 — изменение профиля маски ф0, которое
должно привести к распределению износа, равного
— aQhx.
При этом допускаем, что изменением эпюры р0 в результате
изменения профиля ф0 на величину Дф0 можно пренебречь.
Профиль маски ф! в следующем сеансе обработки с учетом (7.18)
и (7.19) определяем как
ф1=ф0+Дф0, (7.20)
где
h0 - «0^1
Лфо = , 7 •
hi ~h0
343
Затем нормируем рассчитанный по (7.20) профиль к выбран-
ному углу сропаХ
Ф1
и проводим сеанс обработки (при тех же условиях, но длительнос-
тью Т} < Tq) с маской фр Распределение износа поверхности заго-
товки за этот сеанс запишем в виде
Aq — — /гР^Рф|7|,
(7.22)
где — остаточные отклонения поверхности от заданной теоре-
тической поверхности после обработки маской фр Т\ — время
обработки маской фр
Профиль маски ф2 для следующего сеанса обработки определя-
ем аналогично
Ф2 - Ф1 + Аф1 >
(7.23)
_ . _ ^1 ~ а1Ло . , 1 max Л max .
где A<Pi - —---—Фо, а1 - "1 /"0 ,
h\ ~h0
профиль ф2 к углу Фо1ах и т. д.
В общем случае рекуррентная формула для расчета контура i-й
маски имеет вид
Ф/ =
Фг-1 + Афг-1 max
(ф/-1 + ДфрХ)таХ °
(7.24)
где
Ат - ~ ai-l^i-2 „ . _ _ , max /, max
ЛФ/-1 ~---------------Фг-1> аг-1-Лг-1 /Лг-2 •
hi-l - hi-2
Разложим 1/(йр1 -Лр2) в РЯД Тейлора в точке (7гг _ х - ht _ 2)
и, ограничившись одним или двумя членами, получим
. hs_A — hs_o
АФ/-1 = . , •.^Фг-!
(V1 -Лр2)тах
(7.25)
или
Лт _ (Лг-1 - - йр2)тах - (Лр! - Лр2)
лФ/-1---------------------------~-----------------Фг-1 - (‘
(Лр1 -Й/-2)таХ
По формулам (7.24)-(7.26) рассчитывают контуры последова-
тельно корригируемых инструментов-масок с выполнением усло-
вия базирования.
При больших амплитудах осциллирующего движения инстру-
мента имеет место отличный от нуля износ обрабатываемой поверх-
344
ности в базовых точках. Износ в любой зоне детали отличен от
нуля и осуществляется соответствующими кольцевыми концентри-
ческими рабочими участками инструмента-маски шириной, равной
удвоенной амплитуде симметричного относительно соосного поло-
жения осциллирующего движения. В данном случае проявляются
краевые эффекты, как у внешнего края детали, так и вблизи центра
или края отверстия. Возникает, как правило, при обработке вогну-
тых поверхностей на краевой зоне ярко выраженная «яма» с при-
поднятым краем и дальнейшим срывом. Подобные искажения трудно
устранимы и связаны с тем, что из-за большой амплитуды осцилли-
рующего движения инструмента происходит перераспределение рас-
считанного для строго соосного случая коэффициента покрытия
инструмента по зонам детали. Кроме того, за счет периодического
открытия краевых зон изменяются их температурные характерис-
тики и локальная полирующая способность инструмента.
Учесть эти эффекты в определенной мере можно с помощью
следующей методики.
Рассмотрим в качестве примера плоскую задачу. На рис. 7.8, а
плоская деталь, вращающаяся с угловой скоростью О. вокруг не-
подвижной оси ОО, соприкасается через абразивную прослойку
с рабочей поверхностью инструмента-маски, который вращается с
угловой скоростью со вокруг оси О'О'. Ось О'О' в свою очередь
совершает периодическое плоско-параллельное движение относи-
тельно оси детали ОО со скоростью У(£).
Выберем на поверхности инструмента 2 произвольную кольце-
вую зону, ограниченную радиусами г и г + dr (рис. 7.8, б). Некото-
рая точка М детали 1 в течение каждого оборота пересекает эту
зону за промежуток времени 2dt, пройдя при этом в контакте
с зоной угловое расстояние 2dy. Относительное время контакта
точки с зоной обозначим как
Рис. 7.8. Схема расчета коэффициента покрытия
345
где х — эксцентриситет (текущее значение амплитуды осциллиру-
ющего движения V(t) = dx/dt); р — радиус зоны детали.
Продифференцировав (7.28) и, учитывая, что полный рабочий
угол маски в зоне г имеет значение ф(г), запишем
dy =
q>(r)rdr
л7(2хр)2 - (х2 + р2 - г2)2
(7.29)
После подстановки (7.29) в (7.27) и интегрирования для фик-
сированного момента времени t (х = const) получим суммарный
коэффициент покрытия S для зоны р детали:
г2
------ (7.30)
” ;J(2xp)2-(x2+p2-r2)2
Здесь пределы и г2 интегрирования зависят от р и х. Полагаем,
что jR-j и jR2 — внутренний и внешний радиусы инструмента.
Пределы интегрирования равны:
а) = |р - х|; г2 = р + х — для зон р детали, выходящих только за
внутренний край инструмента, т. е. длях + jR-j < р < |х - jR1]; р < R2 - х;
б) r-j = jR-p r2 = р + х — для зон р детали, не выходящих ни за внут-
ренний, ни за внешний край инструмента, т. е. для |х - jRj| < р < х +
р < 7?2 - х;
в) /-J = |р - х|; г2 = 7?2 — для зон р детали, выходящих только за
внешний край инструмента, т. е. для х + jR-j < р < |х - jRjI; R2 - х < р;
г) /-j = jRp r2 = R2 — для зон р детали, выходящих как за внутрен-
ний, так и за внешний край инструмента, т. е. для |х - jR-J < р < х + jR-l ;
Т?2 - х < р.
Уравнение (7.30) решает прямую задачу определения суммар-
ного коэффициента покрытия S(p, х) зон р детали для х = const.
Выполнение квадратуры (7.30) при известном профиле маски <р(г)
в общем случае производится на ЭВМ.
Обратная задача поиска функции <р(г) при заданной функции
распределения износа 7г(р) по зонам детали решается следующим
образом.
При х = const, согласно гипотезе Ф. Престона, можно записать
ft(p) = feV(p,x)P(p,x)S(p,x)T, (7.31)
где 7г(р) — распределение припуска по зонам детали; У(р) — усред-
ненная вдоль зоны относительная скорость; Р(р, х) — средняя ам-
плитуда давления вдоль зоны р детали; S(p, х) — суммарный ко-
эффициент покрытия зоны; Т — время обработки.
Обозначив
S(p,x) =--------------= ftp)
йУ(р,х)Р(р,х)Т
346
и подставив это выражение в (7.24), получим интегральное урав-
нение
1 Гг
^(р) = т1ф(р,х’
71 и
(7.32)
где Ф(р, х, г) = [(2хр)2 - (х2 + р2 - г2 )2 ] — ядро; Т(г) = <р(г) г — ис-
комая функция.
Тогда методика расчета контура инструмента-маски сводится к
решению интегрального уравнения (7.32) относительно функции
Ф(г) и последующего определения профиля маски по формуле
<р(г) = Т(г)/г. (7.33)
В общем случае при х, изменяющемся по периодическому за-
кону, уравнение (7.26) преобразуется в кратное интегральное урав-
нение
т г2
f(p) = zjdijo(p,r,x)4z(r)dr, (7.34)
О Г!
где Т — рассматриваемый период обработки; Л — нормирующий
коэффициент.
Итерационные методы расчета рабочего контура инструмента-
маски, изложенные выше, сводятся к замене функции <р на S в
формулах (7.17) и (7.24) и последующего определения профиля
маски <р(г) решением интегрального уравнения (7.32) или (7.34).
Метод «упругого инструмента» обеспечивает большое разно-
образие и высокую стабильность получения асферических поверх-
ностей. Он разработан О. Г. Карлиным и В. Г. Куксом [7.12,
7.13]. Здесь изменение формы поверхности в процессе шлифова-
ния и полирования регулируется посредством распределения на-
грузки по меридиональному сечению обрабатываемой поверхнос-
ти. При этом параметры Sy, Т , Vy в уравнении (7.6) остаются
постоянными.
Управление изменением нагрузки по поверхности осуществля-
ется за счет радиального распределения момента инерции сечений
инструмента, изготовляемого из упругого материала (стали), с рас-
считанным профилем нерабочей поверхности.
На рис. 7.9, а—в показаны инструменты для формирования ас-
ферических поверхностей, близких к плоскости (рис. 7.9, а), вы-
пуклой (рис. 7.9, б) и вогнутой (рис. 7.9, в) сферам. На рис. 7.10
изображен упругий инструмент в стабилизированном рабочем по-
ложении, т. е. в момент окончательного формирования асферичес-
кой поверхности (штриховой линией показан инструмент в сво-
бодном ненагруженном состоянии). Рабочая поверхность инстру-
мента, как и поверхность заготовки, имеет соответственно плоскую
или сферическую форму. Необходимую гибкость придают ему ра-
347
Рис. 7.9. Виды упругих инструментов
диальные прорези. Профиль нерабочей поверхности инструмента
связан с заданной асферической поверхностью зависимостью
Iy=f(My,E,bKy).
Здесь I — момент инерции сечения с координатой у упругого
лепестка; Е — модуль упругости материала инструмента; Му —|
изгибающий момент в сечении лепестка от нагрузки при равномер-|
ном распределении реакции q на рис. 7.10 по всей поверхности!
инструмента; АКу — изменение кривизны изогнутой оси лепестка!
в сечении у, &Ку = KQ- Ку, где KQ — начальная кривизна оси лепе--
стка (Kq = 1/jR0); jR0 — радиус рабочей поверхности инструмента;
К — кривизна меридионального сечения заданной асферической
поверхности в точке у.
Рабочую поверхность упругого инструмента протачивают и рас-
шлифовывают так же, как и при изготовлении сферического или
плоского шлифовального инструмента. Нерабочую поверхность, про-
филь которой рассчитывается на ЭВМ, обрабатывают на токар-
ном станке по специальному копиру.
Шлифование упругим инструмен-
том ведется с применением абразив-
ных порошков, а для полирования на
рабочую поверхность упругого инст-
румента наносят слой полировочной
смолы толщиной 1,5-2,0 мм.
Метод упругого инструмента по-
зволяет получать как вогнутые, так
и выпуклые асферические поверхно-
сти с достаточно высокой точностью
(до 5 по ошибкам отклонения нор-
малей), при небольшой (до 150 мкм)
асферичности и градиенте асферично-
ложении сти до 6 мкм/мм. Минимальные раз-
Рис. 7.10. Упругий инструмент в
стабилизированном рабочем по-
348
меры диаметров деталей из-за сложности изготовления инструмен-
та ограничены (30-40 мм). В случае большей асферичности точ-
ность изготовляемых поверхностей снижается до 30-60".
Для увеличения срока службы упругого инструмента на рабо-
чую поверхность гальваническим способом наносят слой алмаз-
ного порошка, который предохраняет инструмент от быстрого из-
нашивания при работе со свободным абразивом.
Для полирования шлифованной асферической поверхности час-
то используют методы обработки эластичным инструментом (раз-
новидность поверхностного соприкосновения). При полировании
гибкий эластичный инструмент способен изменять форму своей
рабочей поверхности в соответствии с формой участка асферичес-
кой поверхности. Поэтому такой инструмент должен не искажать
первоначальную форму поверхности заготовки, а лишь улучшать
качество ее поверхности при шлифовании или равномерно споли-
ровывать матовый слой при полировании.
На рис. 7.11, а—е показаны типы полировальных эластичных
инструментов. Инструменты могут быть относительно простыми и
состоять из корпуса 2, 6, 15, 17, 20 и тонкой эластичной подложки
1,4, 10,13, 22 (например, сукна — рис. 7.11, а, б), на которую
наносится полирующая суспензия. Инструмент совершает либо
возвратно-поступательное (рис. 7.11, а}, либо поступательное дви-
жение (рис. 7.11, б). ЗаготовкаЗ, 5, 11, 12,19, 23 вращается. Более
Рис. 7.11. Типы полировальных эластичных инструментов
349
Рис. 7.12. Схема полирования элас-
тичным инструментом
сложные инструменты (рис. 7.11,
в—е) содержат специальные элас-
тичные прослойки 7, 18, 21 из ре-
зины или резиновой трубки 14,16,
наполненные водой или воздухом.
В конструкцию некоторых инст-
рументов (рис. 7.11, в) входят
свободно перемещающиеся по на-
правляющим 9 штифты 8. При-
менение таких инструментов на
практике пока не выходит за пре-
делы обработки деталей с асфери-
ческими поверхностями низкой
точности, пригодных для освети-
тельных систем. Обычно инстру-
мент искажает поверхность, созда-
вая на ней ошибки от 5 до 15'.
Дальнейшее развитие метод
эластичного инструмента получил
с созданием станков с ЧПУ типа
«Асфера-ЮОП» для полирования
выпуклых асферических поверхно-
стей повышенной точности. Спо-
соб полирования на этих станках
сводится к следующему (рис. 7.12).
Эластичный инструмент 1 закреп-
лен на шпинделе 2, имеющем
установочное осевое перемещение
L. Деталь 3 устанавливается на шпинделе 4 верхнего звена, вра-
щаясь вокруг оси О'О'. Ось О'О' совершает возвратно-качательное
программное движение от ЧПУ относительно оси О, пересекающей
ось детали и перпендикулярной к этой оси и оси вращения О'О'
инструмента. Программа качательного движения оси О'О', рассто-
яние х оси О от инструмента, установочное положение L инстру-
мента относительно оси О определяются по соответствующему ал-
горитму и вводятся в систему ЧПУ станка. Все дополнительные
корректировки установочных размеров и программы качательного
движения y(i) уточняются после проведения пробных полировок.
В данном способе используется принцип распределения работы
пятна контакта эластичного инструмента по обрабатываемой по-
верхности асферической заготовки. Искажения полируемой шли-
фованной поверхности этим способом не превышают 0,5-1,0 мкм
в зависимости от крутизны и градиента асферичности обрабатыва-
емой поверхности. Обеспечивается точность изготовления асфери-
ческих поверхностей от 30" до 2' в зависимости от крутизны, асфе-
ричности и градиента асферичности обрабатываемых деталей.
Для изготовления некоторых видов деталей с асферическими
поверхностями используют комбинированные методы, в которых
350
сочетаются упругая деформация одной из поверхностей заготовки
с обработкой второй поверхности до сферы или плоскости.
Распределение работы малого инструмента-притира по обраба-
тываемой поверхности, использовавшееся в основном при доводке
ошибок оптических поверхностей и известное под названием руч-
ной или механизированной ретуши, в последние годы используется
для изготовления различных асферических поверхностей. При кру-
тизне последних до 20° и градиентах до 10-15 мкм/мм часто ис-
пользуется совместно в сочетании с обработкой линейным или пол-
норазмерным инструментом. Специализированные станки моделей
«Старт-500», «АД-250», созданные для этой цели, и технологичес-
кий процесс шлифования асферических поверхностей малоразмер-
ным инструментом при управлении от ЭВМ описаны в работах
[7.14, 7.90], а сведения об управлении и оптимизации процесса
автоматизированного формообразования оптических поверхностей
приведены в работах [7.15, 7.92].
Этот способ как наиболее универсальный успешно использует-
ся на специальных станках с ЧПУ, обеспечивающих перемещение
инструмента-притира по обрабатываемой поверхности с перемен-
ной скоростью. Траектория и скорости в каждом положении инст-
румента на обрабатываемой поверхности рассчитывают по слож-
ным алгоритмам на ЭВМ на основании полученной в результате
контроля топографической карты отклонений поверхности от за-
данной формы. Рассчитанная траектория и скорости перемещения
по ней инструмента преобразуются по соответствующему алгорит-
му на ЭВМ в программу управления станком и вводятся в ЧПУ
станка.
С каждым сеансом обработки улучшается форма поверхности
по среднеквадратичным отклонениям от заданной формы не ме-
нее чем на 50 %. После каждого сеанса деталь контролируют, рас-
считывают карту отклонений и программу следующего сеанса об-
работки. Процесс продолжают до получения заданной точности
поверхности. Достижение требуемой точности ограничено погреш-
ностью метода контроля.
В основе алгоритма расчета траектории и скоростей движения
инструмента лежит известная гипотеза Ф. Престона о пропорцио-
нальности износа поверхности локальному давлению, скорости и
времени обработки. Используется сложный математический аппа-
рат, включающий в себя симплекс-метод, теорию решения интег-
ральных уравнений, численные методы анализа и др.
Данным методом с использованием специального станка с ЧПУ
и контрольно-измерительных средств можно проводить как шли-
фование свободным абразивом, так и полирование и доводку сфе-
рических, плоских и асферических поверхностей небольшой кру-
тизны (до 20°) диаметром до 4 м. Точность получаемых плоских
и сферических поверхностей по остаточным среднеквадратичным
ошибкам — до Л./60, а для асферических поверхностей с градиен-
том асферичности не более 1 мкм/мм — Л/10 - Х/20.
351
Метод линейного соприкосновения. Линейное соприкосновение
обеспечивает большую точность, чем метод точечного соприкосно-
вения. Это единственный метод, допускающий обработку разнооб-
разных асферических поверхностей (параболических, эллиптичес-
ких, гиперболических, торических, конических и поверхностей од-
нополостных гиперболоидов) с одновременным взаимоисправлени-
ем инструмента и поверхности.
Метод «ножа» получил широкое распространение для обра-
ботки асферических поверхностей [7.16, 7.17]. В случае параболо-
идов вращения для образования поверхности используют их гео-
метрическое свойство, состоящее в том, что все сечения параболои-
да плоскостями, параллельными его оси, есть параболоиды одного
и того же параметра. Действительно, уравнение параболоида, обра-
зованного вращением параболы у2 = 2рх вокруг оси Ох, имеет вид
у2 + z2 = 2рх. (7.35)
Уравнение плоскости, параллельной плоскости ху и отстоящей
от нее на расстоянии а, можно записать в виде
г = а. (7.36)
Линия пересечения параболоида этой плоскостью определится
совместным решением уравнений (7.35) и (7.36). Она может быть
описана уравнением
у2 - 2рх- а2 = 2р(х - а2{2р).
Таким образом, линия пересечения параболоида плоскостью,
отстоящей от осевой плоскости на расстояние а, является парабо-
лой того же параметрар, но с вершиной, смещенной вдоль оси Ох
на величину а2/2р.
Следовательно, если взять вращающуюся вокруг своей оси сфе-
рическую заготовку 6 и обрабатывать ее свободным абразивом
с помощью тонкой металлической пластинки — «ножа» 5, имею-
щего возвратно-поступательное движение (указано стрелками на
рис. 7.13), при котором нож скользит по поверхности заготовки,
оставаясь все время параллельным оси ее вращения, то через неко-
торое время пластинка должна приобрести параболический про-
Рис. 7.13. Схема обработки параболической поверхности
352
филь, а заготовка, благодаря износу, — принять соответственно
форму параболоида. Возвратно-поступательное движение может осу-
ществляться с помощью механизма, состоящего из кривошипа 1,
шатуна 2, ползуна 3 и параллелограмма 4.
Однако на практике из-за влияния различных технологических
факторов не удается получить путем взаимной притирки инстру-
мента и детали параболоид вращения идеальной формы. Распреде-
ление относительных скоростей инструмента и детали, конечная
толщина инструмента, неравномерность возвратно-поступательно-
го движения ножа, неточность направлений движений приводят к
искажению формы получаемой поверхности. Теоретические иссле-
дования метода показали, что наибольшая неравномерность изно-
са наблюдается на краю поверхности, вблизи остановки ножа; под-
бирая значения отношения co/и (где со ии — соответственно скоро-
сти вращения заготовки и кривошипа, приводящего в движение
«нож»), можно уменьшить образование кольцевой канавки в зоне
наибольшей интенсивности износа, хотя совсем уничтожить ее не
удается; на образование канавки сильное влияние также оказыва-
ет значение отношения Н/l (Н — ход ножа; I — ширина ножа),
при ее увеличении исчезает резкий подъем кривой интенсивности
износа.
На износ поверхности несколько влияют перераспределения дав-
ления при выходе части ножа за край заготовки, а также измене-
ния ширины соприкасающейся кромки ножа. Исходная заготовка
для изготовления выпуклых параболических поверхностей 2 име-
ет сферическую поверхность 1 ближайшего радиуса (рис. 7.14, а),
рассчитываемого по формуле R =р + г^/4р, где г — радиус основа-
ния поверхности.
Объем материала, который при этом необходимо удалить, опре-
деляют по формуле Av = лй3/6, где h — высота (стрелка) парабо-
лоида.
Рис. 7.14. Схема расчета сферы ближайшего ради-
уса кривизны для выпуклой (а) и вогнутой (б)
поверхностей
353
Для вогнутых параболоидов 3 (рис. 7.14, б) пользуются фор-
мулой Л = у/р2 + у2, где 2уг — диаметр круга, по которому сфера
4 (радиуса R) касается параболоида. Обе формулы справедливы
лишь при г<р.
Экспериментальные исследования показывают, что уменьшение
ширины ножа и длины его хода, как одновременно, так и порознь,
ведут к притуплению вершины выпуклой обрабатываемой поверх-
ности, т. е. увеличению ее параметра; изменение параметра в про-
цессе обработки происходит медленно; для получения параболои-
да заданного параметра из сферы ближайшего радиуса необходимо
при со/п = 1:2 применять ножи шириной I = 0,7D при длине хода
Н = (0,85 н- 0,90) D (D — диаметр заготовки), либо шириной I = 0,80
при длине ходаН = 0,80; увеличение co/и, т. е. увеличение скорос-
ти вращения параболоида по сравнению со скоростью ножа, приво-
дит к увеличению износа на краю поверхности и, таким образом, —
к уменьшению параметра выпуклой поверхности; последняя ста-
новится круче; вогнутая поверхность, наоборот, становится более
пологой; тонкие ножи меньше искажают поверхность; характер
ошибок по краю поверхности при данном диаметре заготовки за-
висит от величины хода инструмента.
В зависимости от величины хода ножа наблюдаются два проти-
воположных по характеру типа износа поверхности. При ходе ножа
Н, меньшем 0,7D, поверхность, равномерно сошлифовываясь в цент-
ральной части (профиль ее все время остается параболическим, хотя
параметр может при этом меняться), в некотором интервале сред-
ней зоны, ближе к краю заготовки, начинает сошлифовываться мед-
леннее, и в этой зоне образуются положительные отступления от
параболической формы. Наоборот, при большом ходе ножа в этой
зоне наблюдается более интенсивное сошлифовывание поверхности
Рис. 7.15. График ошибок па-
раболических поверхностей, об-
работанных при различных на-
стройках станка МИН.
и отступления от формы отрицатель-
ны. На рис. 7.15 приведены ошибки
профилей параболических поверхнос-
тей, обработанных при Н = 50 мм
(0,62.0) — кривая 1 и при Н = 60 мм
(0,720) — кривая 3. Кривая 2 соот-
ветствует положению края детали. Ве-
личина е представляет собой отступле-
ние поверхности от теоретической фор-
мы. Отклонения поверхности мини-
мальны при Н = 0,70.
Точность изготовления параболи-
ческих поверхностей ножевым мето-
дом составляет для деталей с крутизной
поверхности менее 20° — 10-30 угл. с,
с крутизной до 30° — 0,5-1,0 угл. мин
и при крутизне более 30° — 1-6 угл.
354
Рис. 7.16. Схема получения конических и гиперболических поверхно-
стей по видоизмененному методу ножевого инструмента
Конические и гиперболические поверхности типа двуполостных
гиперболоидов, относящиеся к линейчатым поверхностям, т. е. к
поверхностям, образованным перемещением в пространстве пря-
мой линии, могут быть получены также методом ножа по несколь-
ко измененной схеме обработки (рис. 7.16). В этом случае нож 1
устанавливают вдоль направления его движения. Для образова-
ния конуса (рис. 7.16, а) плоскость инструмента должна пройти
через ось вращения заготовки 2. Для образования гиперболичес-
кой поверхности 4 (рис. 7.16, б) плоскость инструмента 3 должна
располагаться от оси на некотором расстоянии е, определяемом
параметрами поверхности. При обработке конических и гипербо-
лических поверхностей также происходит взаимоисправление ин-
струмента и обрабатываемой поверхности. Точность изготовления
конических поверхностей составляет две-три интерференционных
полосы.
Крутизна параболоидов, изготовляемых методом ножа, огра-
ничена условиями: при шлифовании 2p/D>0,2, при полирова-
нии 2p/Z>>0,6. Эти ограничения вызваны направлением силы
F (рис. 7.17), прикладываемой к ножу 2, перемещаемому по поверх-
ности заготовки 1. В случае, когда угол а между направлением
силы F и нормалью к поверхности N меньше или равен углу у,
определяемому коэффициентом трения, сила трения Ртр больше или
равна тангенциальной силеРт. Поэтому движение ножа «в лоб» по
поверхности заготовки невозможно. Но вращение заготовки, созда-
вая «серпантин» траектории, позволяет снизить эти ограничения
до 2p/Z> = 0,5 (и даже до 0,4).
С помощью ножа можно изготавливать гиперболоиды (рис. 7.18, а)
и эллипсоиды (рис. 7.18, б) вращения. Различие состоит в том, что
одновременно с возвратно-поступательным движением ножу, по-
355
следовательные положения которого при перемещении по поверх-
ности заготовки отмечены на рис. 7.18 позициями 1-6, дополни-
тельно сообщается движение вокруг центра, лежащего на оси заго-
товки 7 в одном из геометрических фокусов F поверхности. Здесь
использовано следующее свойство поверхностей 2-го порядка. При
пересечении их плоскостью, проходящей через фокус и перпендику-
лярной к некоторой меридиональной плоскости, радиус кривизны
линии пересечения в точке, принадлежащей этой меридиональной
плоскости, равен радиусу кривизны в вершине поверхности. Одна-
ко кривизна рабочей кромки инструмента и обрабатываемой по-
верхности при этом строго совпадают только в одной точке сече-
ния, принадлежащей перпендикулярной ножу меридиональной плос-
кости. В других точках сечения кривизна при различных положе-
ниях плоскости сечения изменяется. Рабочая кромка инструмента
при его движении будет встречать участки поверхности с различ-
ной кривизной и в каких-то пределах изменять ее, поэтому точ-
ность получаемых таким способом эллиптических и гиперболи-
ческих поверхностей ниже, чем у изготовленных по методу ножа
параболоидов. Применение при шлифовании переходов от круп-
ных размеров абразивных зерен к мелким приводит к различным
зазорам между кромкой инструмента и обрабатываемой поверхно-
стью. Это надо учитывать при выборе ширины ножа. Чем круче
поверхность, тем должен быть уже нож.
Изготовление эллипсоидов по методу ножа, так же как и пара-
болоидов, ограничено по крутизне поверхности из-за попадания
силы, приложенной к ножу, в конус трения.
Как было указано выше, наибольшие ошибки сосредоточены на
краю обрабатываемой поверхности. Для получения максимальной
точности надо брать заготовку большего (приблизительно на 1/4)
диаметра, а после обработки округлить деталь до требуемого раз-
мера. Можно вклеивать заготовку в кольцевой фальшборт, на ко-
торый переносятся ошибки, возникающие на краю. Твердости по
сошлифовыванию материала заготовки и фальшборта должны быть
близки. Метод ножа может быть также применен при изготовле-
Рис. 7.17. Схема распределения сил
при обработке ножевым инструмен-
том
Рис. 7.18. Схема обработки гиперболи-
ческих и эллиптических поверхностей
с помощью ножевого инструмента
356
Рис. 7.19. Схема обработки асферических
поверхностей по методу Декарта
Рис. 7.20. Схема обработ-
ки асферических поверх-
ностей фасонным инстру-
ментом
нии глубоких вогнутых поверхностей 2-го порядка с усеченной
вершиной. В этом случае шпиндель, на котором устанавливается
заготовка, располагается горизонтально.
Обработку с исправлением формы инструмента применяют так-
же при обработке асферических поверхностей с принудительной
правкой рабочей кромки инструмента. При такой схеме обработ-
ки заготовка, притираясь к инструменту, изменяет его первона-
чальную форму, что и вызывает необходимость его периодической
правки.
Наиболее распространенной является схема обработки по мето-
ду, приписываемому Декарту (рис. 7.19). Образующая рабочей по-
верхности шлифовальника 2 представляет собой меридиональное
сечение изготавливаемой асферической поверхности 3. Необходи-
мая форма шлифовальника достигается посредством его непре-
рывной правки алмазным резцом 4, управляемым копировальным
устройством 1 и 5. Этот метод применим лишь для выпуклых
асферических поверхностей. Точность получаемой поверхности [7.13]
составляет 10-20 А. (длина световой волны). Ошибки возникают
из-за неточностей в выполнении шарнирных соединений и движу-
щихся частей станка и вибрации оборудования.
Для изготовления асферических поверхностей на деталях мож-
но применять фасонные резцы, представляющие собой пластины с
рабочей кромкой, выполненной по форме кривой меридионального
сечения поверхности. Чтобы при шлифовании свободным абрази-
вом профиль инструмента 1 не искажался износом, поверхность
шлифуют гибкими металлическими прокладками 2, которые уста-
навливают между деталью 3 и кромкой инструмента, и периодичес-
ки меняют (рис. 7.20). Прокладке может быть сообщено возврат-
но-поступательное движение. Резец при этом как бы превращает-
ся в контршаблон. По этой схеме был создан опытный станок
[7.10].
Метод точечного соприкосновения. Метод наиболее универса-
лен, допускает изготовление поверхностей любой формы, но не об-
357
ладает свойством взаимного инструмента и обрабатываемой по-
верхности. Его главным недостатком является невозможность
получения достаточной (в несколько интерференционных полос)
точности изготовляемых поверхностей. Поскольку инструмент со-
прикасается с обрабатываемой поверхностью на незначительном
участке, большое влияние на ошибки поверхности оказывает точ-
ность траектории перемещения инструмента. В этом случае точ-
ность поверхности зависит от большого числа факторов и, в пер-
вую очередь, от точности применяемых станков, стабильности фор- 4
мы обрабатывающего инструмента и вибрации оборудования. |
Во всех станках, работающих по принципу точечного соприкос- I
новения, инструмент в процессе обработки перемещается по обра- 1
зующей асферической поверхности вращения, т. е. по профилю ее !
меридионального сечения. Траектория движения воспроизводится
в пространстве либо механизмами, у которых определенные точки
одного из звеньев описывают необходимые кривые, либо копиро-
вальными устройствами с шаблоном, либо кинематическими цепя-
ми, управляемыми от ЭВМ [7.18-7.20, 7.91].
На рис. 7.21 дана принципиальная технологическая схема для
среднего и тонкого шлифования алмазным цилиндрическим инст-
рументом выпуклых асферических поверхностей. Выбранная по-
лярная схема координат с программным перемещением х инстру-
мента на вращающуюся деталь в зависимости от угла поворота <р
оси детали является более предпочтительной в сравнении со схе-
мами программного перемещения, реализованными в декартовой
системе координат. Схема обеспечивает достаточно высокую точ-
ность траекторного перемещения инструмента относительно обра-
батываемой детали без введения обратной связи на коррекцию этого
перемещения.
Положительным также является тот факт, что при построении
с помощью системы ЧПУ многопроходного рабочего перемещения
инструмента при неизменной програм-
ме управления изменяется только ис-
ходная координата начала отработки
программы. При каждом проходе инст-
румента происходит практически экви-
дистантный съем припуска во всех ко-
ординатах по нормали к обрабатывае-
мой асферической поверхности на вели-
чину смещения исходной точки начала
выполнения программы. Положитель-
ным является и крайне незначитель-
ная зависимость формы изготавливае-
мой поверхности от износа инструмен-
та. Износу инструмента в 1 мм соот-
ветствует изменение формы асферичес-
кой поверхности всего на величину
около 5 мкм.
Рис. 7.21. Схема шлифования
алмазным цилиндрическим
инструментом выпуклых ас-
ферических поверхностей
358
Рис. 7.22. Схема шлифования выпук-
лых и вогнутых асферических поверх-
ностей кольцевым алмазным инет-
На рис. 7.22 представлена схе-
ма среднего и тонкого шлифова-
ния выпуклых и вогнутых асфе-
рических поверхностей алмазным
инструментом. Инструментом
типа АЧК с рабочей поверхнос-
тью, выполненной в виде плоско-
го кольца, формируются по этой
схеме выпуклые поверхности лю-
бого вида, без точек перегиба, ин-
струментом с рабочей поверхнос-
тью в виде кругового тора — во-
гнутые поверхности.В последнем
случае оси детали ОО и инстру-
мента О'О' должны располагать-
ся в одной горизонтальной плос-
кости.
В отличие от схемы, приведенной на рис. 7.21, рассматриваемая
схема имеет ряд преимуществ. К ним можно отнести ее большую
универсальность (возможность изготовления не только выпуклых,
но и вогнутых поверхностей), снятие при каждом проходе при
неизменной программе перемещения инструмента на деталь строго
эквидистантного припуска с поверхности. Обе схемы реализованы
в станках, эксплуатируемых в промышленности. Условия эксплуа-
тации станков — виброизолированные, термоконстантные, пылеза-
щищенные производственные помещения. Точность изготовленных
на этих станках поверхностей ± 0,5 -ь 3,0 мкм; шероховатость
Ra = 0,2 мкм.
Цилиндрические и торические поверхности выделяют в осо-
бую группу, так как кривизна их в главных сечениях, содержащих
оптическую ось, различна, хотя и постоянна. Так, профиль в глав-
ном (меридиональном) сечении есть прямая линия (или дуга ок-
ружности), а в сагиттальном — дуга окружности (дуга окружно-
сти другого радиуса — для тора). Иногда кривизна поверхности
в этих сечениях различна не только по величине, но и по знаку.
В зависимости от назначения детали ее поверхности могут пред-
ставлять собой части цилиндра или тора, либо полную цилиндри-
ческую или торическую поверхность. Эти поверхности подобно сфе-
рическим обрабатывают посредством шлифования и полирования
при взаимном протирании сегментного цилиндрического (торичес-
кого) инструмента и обрабатываемой поверхности на специализи-
рованных, оптических станках с возвратно-поступательными дви-
жениями инструмента и заготовки во взаимно перпендикулярных
направлениях. Верхнее звено (инструмент или блок) обычно за-
крепляется шарнирно и базируется свободно по обрабатываемой
поверхности нижнего звена (блока или инструмента), закрепленно-
го жестко. Такие станки предназначены для обработки заготовок
359
или блоков с максимальным размером 200 х 100 мм (2ШПА-200)
и 500 х 300 мм (ШПА-500). Размер обрабатываемой поверхности
вдоль образующей обычно не равен размеру поперечному, поэтому
должна быть обеспечена возможность раздельного регулирования
хода инструмента в каждом из направлений — вдоль образующей
цилиндра и поперек нее. Получение точной цилиндрической по-
верхности без раздельного регулирования ходов инструмента не-
возможно. Соотношение скоростей относительного движения ин-
струмента и заготовки у станка может быть, например, близким
к 5 : 4 или 11 : 7. В направлении короткой стороны блока число
ходов большее, в длинную сторону — меньшее. Движения инстру-
мента должны быть строго симметричны (до долей миллиметра)
относительно центра поверхности блока или обрабатываемой
детали. Также строго по центру должен быть расположен нип-
пель, передающий давление. Несимметрия хода, равно как и несим-
метрия давления, приводит к возникновению коничности поверх-
ности, клиновидности и к развороту ее относительно базы. Сегмен-
тную цилиндрическую поверхность пониженной точности можно
обработать сегментным же цилиндрическим инструментом и на
обычном оптическом станке, закрепив заготовку или инструмент
на вращающемся шпинделе. Однако при этом абсолютная вели-
чина штриха в каждом из направлений будет одинаковой и, следо-
вательно, не оптимальной, что вызовет на поверхности появле-
ние астигматической ошибки (обычно «бугра» на направляющей
и «ямы» на образующей). При небольшой кривизне (R : h более
20) положение инструмента на поверхности становится неустой-
чивым. Поэтому при обработке цилиндрических поверхностей
больших радиусов необходимо применять специальные приспособ-
ления, удерживающие инструмент (блок) от рыскания [7.21].
К цилиндрическим линзам предъявляется специфическое требо-
вание взаимной параллельности образующих цилиндров первой
и второй поверхностей. Такая непараллельность помимо несим-
метрии хода и нагрузки вызывается также и неточным ориентиро-
ванием заготовок линз при их закреплении.
Рис. 7.23. Схема обработки
торических поверхностей
При обработке неполных торических
поверхностей торическим сегментным
инструментом на станках типа ШПА
величины штриха в направлении, пер-
пендикулярном к оси тора, выбирают в
соответствии с общими рекомендация-
ми, а в направлении оси тора величина
перемещения инструмента должна быть
минимальной во избежание искажения
поверхностей при обработке. Точность
изготовления торической поверхности 1
можно повысить, применяя специальный
инструмент 2 (рис. 7.23) уменьшенной
360
длины (вплоть до превращения его в пластинку). В этом случае
появляется возможность применить значительный поперечный ход
от тяги 3. Однако такой инструмент, имея меньшую площадь кон-
такта, требует большего внимания от исполнителя.
7.4. СТАНКИ И ПРИСПОСОБЛЕНИЯ
ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ
Рассмотренные в п. 7.3 методы изготовления оптических дета-
лей с асферическими поверхностями применяют на практике с ис-
пользованием специального станочного оборудования или приспо-
соблений, описанных в гл. 9.
На рис. 7.24, а представлена кинематическая схема станка «Па-
рабола-70» для обработки параболической поверхности. От элект-
родвигателя 1 вращение через клиноременную передачу 2 и редук-
тор 3 передается на кривошип 18, 19 и с помощью кулисы 17
преобразуется в возвратно-поступательное движение каретки 18.
Последняя подвешена на рычагах 15, образуя вместе с ними парал-
лелограммный механизм, несущий на себе промежуточный парал-
лелограмм 13. Его стенка 12 является одновременно основанием
рабочего параллелограмма, на передней стенке которого 11 закреп-
ляют ножевой инструмент 10. Регулируемый угольник 14 позво-
ляет изменять наклон задней стенки параллелограмма, регулируя
тем самым положение инструмента. Заготовка 9, закрепленная на
шпинделе 8, получает вращение через блок сменных шестерен 4,
червячную 5 и клиноременную 6 передачи. С помощью механизма
7 можно изменять положение заготовки по высоте, перемещая
шпиндель вдоль его оси в шлицах.
На рис. 7.24, б приведен вариант настройки станка для обра-
ботки выпуклой эллиптической поверхности. Здесь угольник 14
заменен качающейся кулисой 24, винтовая пара которой закреп-
ляется на задней стенке параллелограмма и позволяет установить
ось качания шарнира 23 на расстоянии, соответствующем фокусу
эллипсоида. Съемные направляющие 22 закрепляются неподвиж-
но на корпусе станка. При возвратно-поступательном движении
каретки 16 (см. рис. 7.24, а) задняя стенка параллелограмма 13
будет совершать качательные движения вокруг оси 23, передавая
тем самым через рабочий параллелограмм качание ножевому ин-
струменту, обрабатывающему поверхность заготовки. Механизм 21
позволяет устанавливать симметричность хода инструмента, а ме-
ханизм 20 — необходимую величину разгрузки рабочего паралле-
лограмма.
361
Рис. 7.24. Кинематическая схема станка «Парабола-70»
362
7.5. ЦЕНТРИРОВАНИЕ ОПТИЧЕСКИХ ДЕТАЛЕЙ
С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ
Из-за специфических свойств асферических поверхностей вра-
щения, имеющих одну ось симметрии, а также поверхностей, вооб-
ще не имеющих симметрии, детали (линзы) не могут быть отцент-
рированы после обработки асферической поверхности. Совместить
оптические оси двух поверхностей линзы, как это делается при
изготовлении линз со сферическими или сферическими и плоскими
поверхностями, при наличии хотя бы одной асферической поверх-
ности нельзя. Деталь с одной или двумя асферическими поверхно-
стями подобна клину, ограниченному двумя плоскостями. Устра-
нить клиновидность можно только исправлением одной из огра-
ничивающих плоскостей.
Совмещение оптических осей линз с асферическими поверхнос-
тями производят во время изготовления детали. Заготовку пред-
варительно центрируют с необходимым припуском. Существует
два способа центрирования линз с асферическими поверхностями:
1) первой наносят асферическую поверхность, затем обрабаты-
вают цилиндрическую поверхность концентрично оси асферичес-
кой поверхности, выдерживая заданную или допустимую разнотол-
щинность по краю линзы, обрабатывают вторую сферическую или
плоскую поверхность;
2) первой наносят плоскую или сферическую поверхность, за-
тем заготовку устанавливают на станке с требуемой точностью по
индикатору или автоколлиматору и наносят асферическую поверх-
ность.
При изготовлении линз на станках или приспособлениях, обес-
печивающих точное расположение обрабатываемой асферической
поверхности относительно оси шпинделя заготовки, предпочтитель-
нее пользоваться вторым методом центрирования. При изготов-
лении линз ретушью, эластичным инструментом и другими спосо-
бами можно пользоваться обоими методами центрирования.
Для изготовления на станках типа «Парабола» линз с парабо-
лической и сферической поверхностями, требующих точного цент-
рирования (с < 0,05 мм), можно рекомендовать применение вспомо-
гательной плосковогнутой (выпуклой) линзы, центрированной
с точностью до 0,01 мм. Диаметр этой линзы равен 1,2 диаметра
параболической линзы, а сферическая сторона имеет радиус кри-
визны, равный радиусу кривизны сферы изготовляемой линзы, но
с обратным знаком. Изготовляют линзу-заготовку для будущей
детали с припуском по толщине. Одна из сторон заготовки имеет
окончательно обработанную сферу в соответствии с чертежом,
а другая — сферу ближайшего радиуса (с учетом диаметра вспомо-
гательной линзы) к требуемому параболоиду. Эта сторона должна
быть прополирована. Линза-заготовка 1 (рис. 7.25) центрирован-
ие склеивается бальзамином со вспомогательной линзой 2, затем
наносят общую сферу ближайшего радиуса к требуемому парабо-
363
Рис. 7.25. Схема
склейки линзы-за-
готовки со вспомо-
гательной линзой
лоиду, строго выдерживая равнотолщинность.
После этого склеенные линзы устанавливают
либо в шпиндель станка с требуемой точностью,
либо в регулируемый патрон, либо наклеивают
на установочную планшайбу. После нанесения
параболической поверхности линзу отделяют от
вспомогательной линзы и производят кругле-
ние в заданный размер. Обычно окончательной
операцией при изготовлении линз с асферичес-
кими поверхностями является операция круг-
ления для придания линзе требуемого размера
по диаметру. Эта операция производится на цен-
трировочном станке. Линзу с помощью смолы наклеивают на точ-
но выверенный и установленный патрон шпинделя. Торец центри-
ровочного патрона обеспечивает положение вершины асферичес-
кой поверхности на оси патрона, а с помощью индикатора проверя-
ют и устраняют биение края этой поверхности легкими ее накло-
нами, тем самым совмещая ось асферической поверхности с осью
патрона. Затем алмазным инструментом деталь круглят по диа-
метру до требуемого размера [7.22].
7.6. ИЗГОТОВЛЕНИЕ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ
Наиболее характерными крупногабаритными оптическими де-
талями являются линзы со сферическими (выпуклыми и вогнуты-
ми) и плоскими поверхностями, компенсационные пластины Шмид-
та, а также зеркала с плоской, сферической и асферической форма-
ми поверхности. В последнем случае это обычно поверхности вра-
щения кривой второго порядка вокруг своей оси.
Новое направление в крупногабаритной оптике — это состав-
ные и сверхтонкие зеркала адаптивных оптических систем (АОС).
Составное зеркало состоит из нескольких зеркальных элементов,
по форме контура представляющих собой правильные шестигран-
ники, обеспечивающие «плотную» упаковку составных частей. При
асферической форме поверхности составного зеркала поверхности
элементов (за исключением центрального) являются внеосевыми
асферическими.
Сверхтонкие (гибкие) зеркала, в отличие от зеркал телескопов
старых конструкций, изготавливаемых из диска с отношением тол-
щины к диаметру в пределах 1:6-1:10, имеют лицевую пластину
с соотношением 1 : 25 и менее. Для сохранения их формы при
обработке и контроле в рабочем положении разработаны специ-
альные разгрузочные устройства.
Выбор материала. При выполнении расчетов оптических схем
рефракторных приборов и систем выбирают необходимые марки
оптических материалов. Выбор стекол и стеклообразных материа-
364
лов определяется не только оптико-физическими параметрами, но
также технологическими свойствами, основными из которых явля-
ются следующие:
возможность получения заготовок необходимых геометрических
размеров;
изотропность физико-механических свойств;
химическая стойкость материала;
способность к шлифованию и полированию.
Рациональное сочетание оптико-физических параметров и тех-
нологических свойств определяет в конечном итоге окончатель-
ный вариант выбора оптических материалов.
Основные мировые производители оптических материалов, ис-
пользуемых для изготовления крупногабаритной оптики, представ-
лены в табл. 7.3. Критерии и методика выбора материалов для
крупногабаритных оптических зеркал, в том числе материалов, не-
традиционных для оптики, приведены в п. 7.7.
Влияние дефектов материала на качество изготовления. Мест-
ные неоднородности показателя преломления материала наиболее
вредны для преломляющей оптики, так как вносят в волновой
фронт, вышедший из стекла, местные деформации. Деформацию
определяют по формуле
Д^неодн = ЬпЬ,
где b — толщина неоднородности.
Свили отрицательно влияют на качество как преломляющей,
так и отражающей оптики. Свиль толщиной Ъ порождает ошибку
проходящего волнового фронта, равную Дйсв = &nb. Чем грубее
свиль (т. е. больше отклонение Дп), тем меньше толщина неодно-
родности b и длина/, тем свиль безвреднее. Необходимо соблюдать
соотношение
Дп > 720X&/D2(Z/D)2,
где D — диаметр объектива. Одновременно надо выдерживать со-
отношение Ъ < 0,019.
Таблица 7.3.
ОСНОВНЫЕ ПРОИЗВОДИТЕЛИ ОПТИЧЕСКИХ МАТЕРИАЛОВ,
ИСПОЛЬЗУЕМЫХ ДЛЯ КРУПНОГАБАРИТНОЙ ОПТИКИ
Предприятие (фирма) Страна Макетный размер изготавливаемых заготовок, мм
Научно-исследовательский и технологи- ческий институт оптического материалове- дения (НИТИ ОМ, Санкт-Петербург) Россия 1000
Лыткаринский завод оптического стекла (г. Лыткарино, Московская обл.) 6000
Corning Glass Corp. США 8500
Schott Corp. Германия 8500
Ohara Corp. Япония 3000
365
Ориентированно расположенные потоки свилей, ослабляя сече-
ние детали, перпендикулярное к направлению свилей, являются
причиной возникновения астигматизма при ее обработке, причем
оси астигматизма направлены вдоль и перпендикулярно к направ-
лению свилей, а радиус кривизны сечения меньше в направлении
свилей. Выход свили на рабочую поверхность приводит к появле-
нию местной ошибки.
Остаточные напряжения в материале обусловливают появление
анизотропии, вызывающей двойное лучепреломление. Напряжения
приводят как к общему изменению показателя преломления, так и
к возникновению разности хода из-за неравенства показателей пре-
ломления для обыкновенного и необыкновенного лучей.
Разность хода лучей определяют по формуле
ДЛнапр =
где t — толщина заготовки; До — разность напряжений, Па; В —
оптический коэффициент напряжения, характеризующий относи-
тельную оптическую чувствительность стекла к механическим на-
пряжениям. Значение его зависит от состава стекла и изменяется
в пределах от 2,0 • 10~12 до 2,8 • 10~12 Па-1.
Неравномерность напряжений в заготовке (измеряется в процен-
тах) приводит как к местным ошибкам на обрабатываемой поверх-
ности зеркал и линз, так и к дополнительным ошибкам волнового
фронта при его прохождении через линзу. Заготовка для крупнога-
баритного точного зеркала считается удовлетворительной, если не-
равномерность напряжений на краях не превышает 25 %.
Допустимое суммарное воздействие дефектов материала линзы
определяется по допуску &N на местные ошибки исходя из того,
что 1 /4 этого допуска выделяется на ошибки, порожденные дефек-
тами материала, т. е.
— ZW/4 — ДЛнеодн + Дйсв + -Д^напр’
Накапливание этих ошибок при прохождении света через мно-
голинзовый объектив приводит к необходимости местной ретуши
поверхности одной из линз объектива для получения первокласс-
ного качества изображения.
Наличие пузырей на обрабатываемой поверхности может при-
вести к царапинам при шлифовании и располировкам вокруг пу-
зырей в виде местных ошибок при полировании. Поэтому перед
обработкой крупные пузыри подлежат рассверливанию, а мелкие в
процессе обработки подвергаются тщательной чистке и промывке.
Для ответственных деталей крупногабаритной оптики стекло не-
обходимо подбирать высшей категории по показателям качества.
Разгрузка крупногабаритной оптической детали при обработ-
ке. Выбор типа разгрузки зависит от размера (массы) детали и
отношения диаметра детали к ее толщине D/t.
Монолитную деталь диаметром до 2000 мм и с отношением
D/i = l/10 (или эквивалентную по жесткости облегченную заго-
366
товку) устанавливают на утолщенную с ребрами жесткости план-
шайбу! (рис. 7.26), верхняя поверхность которой с большой точно-
стью (до 0,01- 0,02 мм) повторяет тыльную поверхность детали 2.
Между тыльной поверхностью и планшайбой по окружностям,
концентрическим относительно центра детали, располагают оди-
наковые по толщине эластичные «точечные» прокладки 3 из губ-
чатой резины. Расчет числа опорных точек проводится из условия
получения прогиба обрабатываемой поверхности (много меньше —
в 5-10 раз — допуска на его качество) [7.25]:
N >0,06D2^d/EW/t,
где N — число поддерживающих точек; W — допустимый прогиб.
От радиальных смещений деталь ограничивается тремя боко-
выми опорами 4, представляющими собой коромысла, качающие-
ся на шаровых шарнирах и несущие каждое по две опорные поверх-
ности. В совокупности шесть опорных поверхностей коромысел
через тонкий слой вакуумной резины упираются в торцевую ци-
линдрическую поверхность детали и воспринимают радиальную со-
ставляющую динамических нагрузок инструмента при его движе-
нии по поверхности.
Дальнейшим развитием технологической разгрузки зеркал ди-
аметром до 2000 мм является конструкция, оснащенная система-
ми торцевых опор, построенных на основе гидравлического прин-
ципа перераспределения усилий нагружения и с использованием
резинотканевых мембран в качестве исполнительных чувствитель-
ных элементов дискретных опор [а. с. № 1218585, СССР]. Раз-
грузка осуществляется за счет воздействия на зеркало дискретных
реактивных опорных усилий,
минимально отличающихся
по величине от расчетных, ко-
торые развиваются гидросис-
темой объединенных мемб-
ранных опор разгрузки под
действием массы зеркала.
Масса и конструкция корпу-
са зеркала являются исход-
ными для расчета расположе-
ния числа опор и подмемб-
ранного давления жидкости
в опоре. Чрезвычайно малая
погрешность разгрузки (не
более 0,2 %) позволяет при-
менить подобную систему для
разгрузки высокоточных зер-
кал облегченной и сверхтон-
кой конструкции. Так, кор- Рис. 7.26. Планшайба для установки
пус облегченного ситаллово- крупногабаритной детали
367
го зеркала диаметром примерно 1500 мм и массой около 370 кг
при разгрузке на 36 опор деформируется не более чем на 0,02 мкм.
Зеркало большого диаметра (более 2 м) представляет собой тя-
желое (несколько тонн) и весьма нежесткое изделие. Обычно та-
кие зеркала обрабатываются в «штатных» оправах, на которых
они устанавливаются затем в телескоп. При обработке в конст-
рукцию оправ вводят дополнительные опорные элементы, воспри-
нимающие массу инструмента. Система штатной разгрузки обыч-
но является многоопорной и состоит из большого числа механи-
ческих (рычажных) или гидравлических элементов, применительно
к которым зеркало проектируется со специальными разгрузочными
глухими отверстиями с тыльной стороны зеркала. Конструкции по-
добного рода весьма сложны в изготовлении и трудоемки при от-
ладке, требующей высокой точности регулирования уравновешива-
ющих массу зеркала усилий. Изменение положения зеркала отно-
сительно разгрузки, необходимое для разделения погрешностей раз-
грузки от ошибок изготовления, связано с полной переналадкой
рычажных опор и требует так много времени, что практически
исключает эту операцию в процессе изготовления.
Технологическая оправа конструкции Ю. Б. Лямина и А. А. Ле-
онтьева, разработанная для зеркал диаметром до 6 м, свободна от
многих из перечисленных недостатков. Разгрузка, состоящая из
горизонтальной и вертикальной систем, основана на гидравличес-
ком перераспределении усилий нагружения и позволяет разгру-
зить зеркало автоматически, без предварительной настройки уси-
лий в опорах. Предусмотрена специальная система компенсации,
уравновешивающая дополнительные давления, возникающие при
приложении к зеркалу внешних сил со стороны инструмента или
при изменении положения зеркала (например, при его наклоне).
Элемент горизонтальной разгрузки, показанный на рис. 7.27, со-
стоит из цилиндрического стакана 1, помещенного в разгрузочном
отверстии зеркала, и сильфона 2, механически связанного с мемб-
ранными устройствами 3 гидравлической системы компенсации.
Усилие S2', развиваемое мембраной,
равно дополнительному усилию
S2, возникающему в сильфоне, и
направлено в противоположную
сторону, уравнивая его. Элемен-
ты разгрузки объединены в ряд
замкнутых секций, имеющих воз-
можность соединяться в различ-
ных сочетаниях, что йозволяет ре-
ализовать разные варианты схем
уравновешивания массы зеркала,
имитировать его перестановку с
поворотом на 180°, принудитель-
но влиять при необходимости на
Рис. 7.27. Элемент горизонтальной
разгрузки
368
форму рабочей поверх-
ности зеркала и т. п.
Обработка сферичес-
ких и плоских поверх-
ностей. Обработка может
проводиться как при
нижнем, так и при верх-
нем расположении заго-
товки относительно об-
рабатывающего инстру-
мента.
Верхнее расположе-
ние позволяет исключить
разгрузку детали, а так-
же влияние погрешнос-
тей кинематики станка и
без особого труда позво-
ляет получить оптичес-
кую поверхность, свобод-
ную от астигматических
ошибок. Выбор такого
положения предпочтите-
лен, но по ряду причин
ограничивается диамет-
ром до 700 мм для мо-
нолитных заготовок И ДО Рис. 7.28. Схема обработки при верхнем распо-
1200 ММ ДЛЯ облегчен- ложении заготовки
ных. Схема обработки
при верхнем расположении заготовки показана на рис. 7.28. Усло-
вие равномерного распределения рабочего давления определяет кон-
струкцию переходной детали 1, заменяющей наклеечник. В целом
переходная деталь чрезвычайно сходна с разгрузочным приспособ-
лением, но она должна быть максимально легкой, так как в опти-
ческих станках типа ШП механическая система разгрузки верхнего
звена имеет ограниченные возможности.
Требования по жесткости, предъявляемые к инструменту 3,
в данном случае аналогичны требованиям к разгрузочной план-
шайбе. Диаметр его должен на 12-15 % превышать размер обра-
батываемой детали 2. Давление на деталь передается через резино-
вые кольца 4. Боковые опоры 5 обеспечивают передачу осцилли-
рующего движения поводка станка на заготовку.
Размер инструмента при нижнем расположении детали равен
Диаметру детали. При сохранении необходимой жесткости инстру-
мент должен быть максимально облегчен. Этому условию отвечает
Равнотолщинный инструмент, ребра жесткости которого имеют яче-
истую ромбовидную структуру. Давление на поверхность в течение
всего времени полирования не должно превышать 10 гПа, а на окон-
чательной стадии — 5 гПа. Уменьшение давления на окончатель-
369
ной стадии позволяет получить плавную, без локальных ошибок
поверхность, даже при наличии местных дефектов материала. С та-
кой же целью поворачивают заготовки относительно разгрузочного
приспособления в процессе обработки, что обеспечивает усреднение
погрешности разгрузки и кинематики станка. Эту операцию необ-
ходимо проводить не реже чем каждые два часа обработки. При
этом деталь поворачивают на неравные углы во избежание появле-
ния по поверхности регулярных радиальных ошибок.
Зональные ошибки поверхности устраняются различными спо-
собами.
Один из них заключается в подрезке смолы полировальника
(исходя из того, что против углубленной зоны поверхности созда-
ется ослабленная зона полировальника). Виды подрезки для взя-
той в качестве примера ошибки приподнятости края и центра при-
ведены на рис. 7.29, а—г.
На рис. 7.29, а показан профиль сечения обрабатываемой дета-
ли, ошибки которого даны в увеличенном виде; на рис. 7.29, б —
вид рабочей поверхности полировальника, на которой нанесена
прямоугольная подрезка (такая подрезка способствует равномер-
ному распределению полировальной суспензии). На рис. 7.29, в
средняя зона поверхности инструмента, приходящаяся против по-
ниженной зоны детали, ослаблена подрезкой в виде звезды. На
рис. 7.29, г показана спиральная подрезка, в которой витки спира-
ли на средней зоне расположены чаще, чем в центре и на краях.
Зональные ошибки устраняются также изменением амплитуды
осцилляции, а также скоростей вращения шпинделя V и осцилля-
ции Уо, смещением центра качения верхней каретки относительно
центра вращения детали (оси шпинделя). Соответствующие рекомен-
дации по изменению режимов обработки приведены в табл. 7.4 [7.24].
Обработка асферических поверхностей. Из всех способов изго-
товления асферических поверхностей для обработки крупногаба-
ритной оптики в настоящее время используют методы, основанные
на способе соприкосновения по поверхности, так как только они
позволяют получать поверхности высокой точности.
К таким методам (названным по конфигурации рабочей поверх-
ности инструмента) относятся: асферизация «ромашкой», асфериза-
ция набором кольцевых инструментов, асферизация «маской» и ас-
феризация малым инструментом, или метод «местной ретуши».
Рис. 7.29. Виды подрезки полировальников
370
Таблица 7.4. ВЛИЯНИЕ РЕЖИМОВ ОБРАБОТКИ НА ИЗМЕНЕНИЕ
ФОРМЫ ПОВЕРХНОСТИ
Режим обработки Изменение формы поверхности
Деталь внизу Деталь вверху
Увеличение амплитуды осцил- ляции с 0,3.0 до 0,50 Завал края и углубле- ние центра Медленный завал края и углубление центра
Увеличение Уш при VQ = const Быстрый завал края Не происходит изме- нения
Увеличение Vg при Уш = const Быстрый подъем края и центра Завал края и углубле- ние центра
Переменный смещенный штрих Разглаживаются узкие зональные неровности
Обычно асферизация начинается от исходной ближайшей сфе-
ры и заключается в неравномерном съеме материала, причем вели-
чина съема связана аналитически с зоной у обрабатываемой поверх-
ности.
Возможные способы управления величиной съема получаются
из формулы Престона
dhy = kPySydt.
Из этой формулы следует, что съем в зоне у зависит от техноло-
гических факторов: марки стекла, состава абразивного или поли-
рующего порошка, материала инструмента, температуры, учитывае-
мых членом k формулы, и пропорционален давлению в точке Р ,
относительной скорости Vy, коэффициенту покрытия Sy и времени
обработки dt.
Метод асферизации «ромашкой» применяют обычно для полу-
чения асферических поверхностей, мало отличающихся от сфери-
ческих (до 20 мкм), с малым средним градиентом асферичности
(0,05-0,07 мкм/мм).
Асферизация осуществляется полированием, причем размер ин-
струмента равен примерно 0,7 диаметра обрабатываемой детали,
а подрезка смолы имеет вид пяти-, семилепестковой ромашки. Длина
лепестков берется равной 0,15 диаметра поверхности, а осцилля-
ция полировальника осуществляется от края до края детали и
поэтому также составляет 0,15 диаметра детали.
При обработке вогнутой поверхности вращения 2-го порядка (урав-
нение сечения у2 = Ах + Вх2) углубляется центр поверхности от зоны,
равной 0,7 радиуса детали. При этом край детали, не подвергав-
шийся обработке, также оказывается опущенным относительно бли-
жайшей сферической поверхности, касающейся асферической в зоне,
равной 0,7 радиуса детали.
Радиус кривизны исходной асферической поверхности отлича-
ется в данном случае от радиуса кривизны ближайшей сферичес-
кой поверхности и равен
371
Яисх.сф =Яо+Зг2 (1 + B)/8Rq ,
где Rq — радиус кривизны вершинной сферы; г — полудиаметр
обрабатываемой поверхности.
После обработки «ромашкой» в центре и на краях поверхности
остаются зональные отступления от заданной поверхности в виде
приподнятостей. Приподнятость на краевой зоне наиболее высока
и достигает значения Д/г ~ 0,002г4 (1 + В)/Rq .
Метод имеет то очевидное преимущество, что обработанная по-
верхность вследствие большой осцилляции инструмента имеет плав-
ный вид, т. е. отсутствуют узкие зональные неровности.
Асферизацию набором кольцевых инструментов обычно прово-
дят на стадии шлифования и применяют для изготовления свето-
сильных асферических поверхностей с большими отступлениями
от сферической поверхности и значительным средним градиентом
асферичности.
Последовательность операций при асферизации вогнутых по-
верхностей следующая: обработку начинают от ближайшей сфери-
ческой поверхности с краевых зон инструментом, имеющим наи-
больший диаметр, и постепенно переходят к наименьшему диамет-
ру кольца. При изготовлении выпуклых асферических поверхнос-
тей первой подвергается обработке зона, равная 0,7 радиуса дета-
ли, на которую приходится максимально требуемый съем материала,
а затем последовательно зоны до края и центра поверхности. По-
следующий диаметр кольца отличается от предыдущего на шири-
ну кольца. Градиент асферичности определяет ширину кольца и
величину осцилляции, а именно: чем больше асферичность, тем
уже кольцо и меньше осцилляция.
Первичное полирование поверхности («просветление») осуще-
ствляют кольцевыми полировальниками, изготовленными на осно-
ве шлифовальников. Для полирования оставляют припуск в пре-
делах 2-4 мкм. Обычно контроль после «просветления» показыва-
ет, что поверхность имеет узкие зональные неровности, возникшие
в местах стыков соседних колец. Для их устранения используют
полноразмерный эластичный полировальник.
Точность асферизации кольцами находится в прямой зависимо-
сти от градиента асферичности заданной поверхности. Для полу-
чения удовлетворительной точности, особенно при значительном
градиенте, на заключительной стадии обработки приходится про-
водить многочисленные и малопродуктивные сеансы зональной и
локальной ретуши малым инструментом.
Метод асферизации «маской» применяют для изготовления по-
верхностей вне зависимости от размера с малым и средним гради-
ентом асферичности. Метод прост и не требует разработки специ-
альных станков и инструмента.
Асферизация упругим инструментом, как и метод «маски», при-
меняют для изготовления поверхностей любого размера, вплоть до
самых крупных, но для его реализации необходимо изготовление
372
специального инструмента и разработка специальных станков.
Поэтому в связи с тем, что изготовление крупногабаритных поверх-
ностей характерно для единичного производства, экономическая
целесообразность его использования для изготовления деталей ди-
аметром более 1 м сомнительна.
Зональная и локальная ретушь малым инструментом, как пра-
вило, завершает обработку точных крупногабаритных поверхнос-
тей независимо от принятого метода асферизации. Малопроизво-
дительная и требующая высокой квалификации ретушь занимает
30-50 % общего времени обработки. Обработка малым инстру-
ментом может проводиться как вручную, так и при монтировке
инструмента на верхней каретке станка типа ШП. На станках
СПА-1500 и СПА-1000 для крепления инструмента имеется спе-
циальная «ретушировальная» каретка. Производительность обра-
ботки значительно повышается, если придать инструменту прину-
дительное вращение или планетарное движение.
Размер инструмента выбирают равным 2/3 зональной ширины
или линейного размера локальной ошибки, перекрывая за счет ос-
цилляции всю ее площадь. Для полировальников выбирают мяг-
кие смолы.
Величина съема при обработке малым инструментом зависит
от меньшего числа независимых параметров, чем обработка полно-
размерным инструментом. Это позволяет автоматизировать обра-
ботку, управляя процессом изменения одного из параметров (на-
пример, давлением или временем пребывания). Остальные пара-
метры, влияющие на производительность, поддерживают во время
обработки по возможности неизменными. Закономерность измене-
ния управляющего параметра в течение цикла обработки задается
программным устройством. Программа рассчитывается предвари-
тельно специальным счетно-решающим устройством, причем ис-
ходными данными для расчета служат результаты измерения про-
филя изготовляемой поверхности, полученного на предыдущей ста-
дии обработки. Таким образом, технологический процесс обработ-
ки представляет собой замкнутый цикл, состоящий из следующих
звеньев: технологический контроль — счетно-решающее устрой-
ство (вырабатывающее команды исполнительным механизмам) —
исполнительные механизмы — обрабатываемая поверхность [7.26].
Автоматизированные станки серии АД (АД 1000, АД 2000,
АД 4000) предназначены для заключительной стадии формообра-
зования оптических поверхностей размерами соответственно до 1000,
2000 и 4000 мм. На станках можно осуществлять доводку формы
любых монотонных оптических поверхностей с крутизной не более
20°, прошедших предварительное полирование (в том числе вне-
осевых асферических поверхностей). Размер ошибки поверхности
после предварительного полирования не должен превышать 0,5 мкм.
Доводка осуществляется методом свободного притира малоразмер-
ным полировальником, совершающим осциллирующее плоскопа-
раллельное круговое движение.
373
По результатам измерений (чаще всего интерференционных)
с помощью ЭВМ строится топографическая карта дискретной ин-
формации о форме обрабатываемой поверхности.
Информация представлена в точках, расположенных в узлах
сетки с квадратными ячейками. Программа обработки, рассчиты-
ваемая ЭВМ по результатам контроля, задает скорость перемеще-
ния центра полировальника по неподвижной обрабатываемой по-
верхности и траекторию его движения в прямоугольной системе
координат. Для каждого сеанса обработки размах и частота ос-
цилляции полировальника, а также рабочее давление на поверх-
ность постоянны и определяют экспериментально получаемую ве-
личину съема материала в единицу времени. Таким образом, ско-
рость перемещения пропорциональна съему материала в любой
точке траектории движения полировальника.
Программа поступает на считывающее устройство ЧПУ станка,
которое, управляя исполнительными приводами, реализует требуе-
мые параметры движения инструмента.
Станки позволяют получить чрезвычайно высокоточные поверх-
ности (среднеквадратическая погрешность поверхности доХ/50 для
X = 0,63 мкм).
Автоматизированный станок модели КУ 506ФЗ для обработки
поверхностей до 2000 мм предназначен для выполнения следую-
щих операций: асферизации осесимметричных поверхностей; раз-
глаживания поверхности после обработки малым инструментом
при эквидистантном съеме материала; прецизионной доводки по-
верхности, обладающей как зональными (осесимметричными), так
и локальными ошибками.
Оптическая деталь, разгруженная на столе шпинделя, вращается
с постоянной скоростью; малый инструмент, закрепленный в ин-
струментальной головке на траверсе над поверхностью и соверша-
ющий осциллирующее плоскопараллельное круговое движение (как
в станках серии АД), совершает по траверсе возвратно-поступатель-
ное перемещение с переменной скоростью вдоль диаметрального се-
чения от края до центра детали. Закон изменения скорости переме-
щения задается программным устройством (ЧПУ) в соответствии
с расчетным значением асферичности; как следствие, при фикси-
рованных параметрах кругового движения и усилия нагружения
инструмента величина съема пропорциональна асферичности.
Траектория центра инструмента — результирующая сложения
постоянной скорости вращения детали и переменной скорости воз-
вратно-поступательного перемещения инструмента, повторяющая-
ся Архимедова спираль переменного шага. Уменьшение шага спи-
рали соответствует увеличению глубины съема материала.
Программой предусмотрен относительный сдвиг спиралей во из-
бежание появления на поверхности узких зональных неровностей.
Асферизация может осуществляться как полированием, так и шли-
фованием.
Несовпадение спиральных траекторий при частичном перенало-
жении «следа» инструмента на обрабатываемой поверхности позво-
374
ляет ее разглаживать, т. е. освобождаться от мелкоструктурных оши-
бок как зонального, так и локального характера (мелкоструктурные
ошибки — неровности поверхности небольшой высоты и линейных
размеров). Операция осуществляется на финишной стадии обработ-
ки. Программа рассчитывается на эквидистантный (равномерный)
съем материала с поверхности. Позиционирование центра малого
полировальника в любой точке обрабатываемой поверхности, необхо-
димое при прецизионной доводке, осуществляется исполнительными
механизмами станка с помощью датчиков угла поворота шпинделя
и положения инструментальной головки на траверсе. Таким обра-
зом, при принципиальной аналогичности процесса на станках серий
АД и КУ траектория перемещения инструмента на последнем про-
граммируется в полярной системе координат (0, г).
Вертикальная и горизонтальная контрольные схемы. Разгруз-
ка деталей при контроле. По ориентации оптической оси контро-
лируемой детали или системы различают контрольные схемы
с вертикально и горизонтально направленной оптической осью.
В случае вертикальной ориентации оси крупногабаритная деталь
расположена горизонтально, и ее разгрузка не отличается от раз-
грузки при обработке. Для создания универсальной вертикальной
контрольной установки, длина которой должна превышать сумму
высоты оптического станка и радиуса кривизны поверхности кон-
тролируемой детали, требуются башни (или шахты) высотой не-
сколько десятков метров. Верхняя часть сооружения, где помеща-
ются оптический компенсатор и анализирующий прибор, должна
иметь минимальную амплитуду колебаний, не превышающую 0,1".
При горизонтальной ориентации оптической оси крупногаба-
ритная деталь располагается вертикально, и разгрузка детали бо-
лее сложна и трудоемка. Как показывают исследования, оптималь-
ным случаем, обеспечивающим наименьший прогиб при вертикаль-
ном расположении деталей, является приложение усилий, распре-
деленных по косинусоидальному закону по торцевой поверхности
зеркала в плоскости центра тяжести. При этом усилия Р в ниж-
ней половине детали должны сжимать ее, а в верхней половине
растягивать (рис. 7.30, а).
Практическая реализация этого принципа зависит от следую-
щих параметров детали: жесткости материала, характеризуемого
отношением E/d-, отношения толщины детали к ее диаметру t/D;
наличия и размера центрального отверстия; кривизны рабочей
поверхности 1/_йкр; конструкции облегчения заготовки.
Наиболее простой и достаточно эффективной разгрузкой для
зеркал диаметром до 1200-1500 мм (при отношении t/D~l/8 и
не очень большом центральном отверстии) является разгрузка на
ленту (рис. 7.30, б). При этом должны соблюдаться следующие
правила:
лента 2 должна охватывать деталь 1 в пределах угла, близкого
к 180°; закрепление ее к оправе не должно препятствовать свобод-
ным колебаниям зеркала вокруг точек закрепления по законам
375
Рис. 7.30. Схема распределения усилий при вертикальном расположе-
нии детали
физического маятника (этому условию отвечает закрепление лен-
ты в шаровом шарнире 3);
лента должна быть достаточно эластичной во избежание мест-
ных деформаций краевых участков поверхности;
ширина ленты должна быть на 15-20 % меньше толщины зерка-
ла, а ее середина — совпадать с плоскостью центра тяжести детали;
необходимо стремиться к минимуму трения между лентой и
торцевой поверхностью зеркала; этому способствует прокладка
в виде двух тонких фторопластовых лент.
Общее правило для всех горизонтальных схем контроля— стро-
гая горизонтальность оптической оси.
Разгрузка на ленту становится неудовлетворительной для дета-
лей размером более 1500 мм. В этом случае необходимо более
строгое соответствие закону косинусов. Варианты разгрузки круп-
ногабаритных деталей показаны на рис. 7.30, в, г. По сравнению
разгрузкой на ленте строгое
соблюдение закона косинусов
при
прочих равных условиях уменьшает деформации поверхности при-
близительно в шесть раз.
376
Рис. 7.31. Элемент вертикальной разгрузки
На рис. 7.30, в показана
торцевая и боковая разгруз-
ки зеркала (4 — жесткая оп-
рава зеркала, на которой зак-
реплены рычаги боковой 5 и
торцевой 6 разгрузок). На
рис. 7.30, г представлен слу-
чай пружинной боковой раз-
грузки. Здесь концы пружин
9 закреплены в оправе 8 и
на боковой поверхности зеркала 7, а их жесткость подобрана так,
чтобы под действием массы зеркала их длина изменялась пример-
но на 25 %.
Заклон зеркала из горизонтального положения в вертикальное
ведет к перераспределению усилий в торцевой системе разгрузки.
В описанной выше разгрузочной системе Б. Ю. Лямина и А. А. Ле-
онтьева в системе как торцевой, так и горизонтальной разгрузки
применен принцип автоматической компенсации изменения уси-
лий нагружения, позволяющий автоматически перераспределять
усилия в опорах и стабильно сохранять форму зеркала. Элемент
вертикальной разгрузки этой системы представлен на рис. 7.31.
Сильфон 1 развивает усилие Sp действующее на конец рычага 2,
второй конец которого размещен в разгрузочном отверстии зерка-
ла. Мембрана 3 создает противодействие Sp уравновешивающее
действие сильфона.
7.7. ОПТИЧЕСКИЕ ЗЕРКАЛА
ИЗ НЕТРАДИЦИОННЫХ МАТЕРИАЛОВ
Назначение. Классификация. Если традиционными материала-
ми для изготовления оптических зеркал принято считать стекло и
стеклообразные материалы, то металлы, карбиды металлов и дру-
гие материалы следует отнести к нетрадиционным материалам
для изготовления оптических зеркал, в том числе крупногабарит-
ных.
Появление оптических зеркал из материалов, нетрадиционных
для оптики в конце 1960-х — начале 1970-х годов XX столетия
объясняется следующими обстоятельствами:
необходимостью существенного снижения веса оптики для со-
здания космической аппаратуры последующих поколений с более
высокими функциональными возможностями, чем предыдущие об-
разцы аппаратуры при тех же весовых характеристиках;
созданием мощных лазерных систем и комплексов, в том чис-
ле адаптивных, в непрерывном, частотно-импульсном и импульс-
ном режимах работы на длинах волн от рентгеновских до даль-
них инфракрасных;
377
разработкой ИК-телескопов и систем, работающих в диапазоне
температур от 4 до 80 К с целью повышения чувствительности ап
паратуры в 103-105 раз, что и определяет основное назначение
этой оптики.
Оптические зеркала из нетрадиционных материалов могут клас
сифицироваться по следующим признакам: области спектра, взаи
модействию излучения с оптической поверхностью, воздействию
динамических нагрузок, рабочим температурам, по числу оптичес
ких поверхностей, условиям работы, конструкции, видам оптичес
ких поверхностей и т. д.
В зависимости от используемой области спектра в приборе опти
ческие зеркала предназначаются для работы в ультрафиолетовой
(1-380 нм), видимой (380-780 нм), инфракрасной (780 нм — 40 мкм
и субмиллиметровой областях спектра (40 мкм — 1 мм).
Особенности физического взаимодействия излучения с оптичес
кой поверхностью зеркал характеризуют их как информационные
и силовые. Силовые зеркала, в свою очередь, могут быть охлаждае
мые или неохлаждаемые в зависимости от мощности излучения
режима работы и т. п.
Классификация оптических зеркал из нетрадиционных матери
алов приведена на рис. 7.32. Она позволяет представить многооб
разие вариантов оптических зеркал, тем более, что возможен вари
ант изготовления зеркала, а следовательно, разработки технологи
ческого процесса, когда практически в одном зеркале будут сосре
доточены требования по всем признакам классификации [7.27].
Основные научно-технические проблемы создания зеркал. Со
здание оптических зеркал для современных приборов в общем слу
чае зависит от решения ряда сложных научно-технических про
блем, к основным из которых относятся:
разработка методов математического и физического моделирова
ния и алгоритмов оптимизации параметров конструкций зеркал;
разработка методов соединения зеркал с несущими конструкция
ми, обеспечивающих сохранение точности формы оптической по
верхности;
разработка технологии и создание производства заготовок и;
нетрадиционных материалов, в том числе крупногабаритных;
исследование внутренних источников размерной нестабильное
ти и разработка методов размерной стабилизации;
обеспечение возможности получения оптических поверхностей
разработка методов и средств формообразования поверхностей:
разработка конструкционных и оптических покрытий, техноло
гии их нанесения и методов подготовки поверхностей под покры
тия;
разработка и создание методов и средств для исследования, кон
троля, аттестации и испытания зеркал в различных условиях.
В настоящем справочнике рассматриваются технологическш
материалы, которые являются определяющими и имеют особое зна
378
Рис. 7.32. Классификация оптических зеркал из нетрадиционных материалов
чение при разработке технологических процессов иготовления зер-
кал из нетрадиционных для оптики материалов.
Нетрадиционные оптические материалы и их свойства.
В табл. 7.5 приведены свойства различных материалов, применяе-
мых для изготовления зеркал.
379
Таблица 7.5. СВОЙСТВА МАТЕРИАЛОВ,
ПРИМЕНЯЕМЫХ ДЛЯ ИЗГОТОВЛЕНИЯ ЗЕРКАЛ
Параметр Материалы
Нетрадиционные
Be Si Al Ti Cu
Плотность р, 103 кг/м3 1,85 2,3 2,7 4,5 8,9
Модуль упругости Е, ГПа 280,0 157,0 69,0 118,0 115,0
Удельная жесткость Е/р, 106 м 15,1 6,8 2,7 2,7 1,3
Теплопроводность X, Вт/м К 157,0 169,0 185,0 9,6 400,0
Температурный коэффициент ли- нейного расширения а, 10 6 К"1 11,4 2,5 23,9 8,0 16,5
Температурная стабильность а/Х, 10~8 м/Вт 7,2 1,6 13,0 83,0 4,1
Материалы
Параметр Нетради- ционые Традиционные
SiC SiO2 Ситалл Церодур ULE
Плотность р, 103 кг/м3 3,05 2,2 2,5 2,5 2,21
Модуль упругости Е, ГПа 400,0 70,0 92,0 92,0 67,0
Удельная жесткость Е/р, 106 м 13,0 3,2 3,7 3,7 3,1
Теплопроводность X, Вт/м К 185,0 1,38 1,2 1,46 1,3
Температурный коэффициент ли- нейного расширения а, 10'6 К"1 2,5 0,55 0,1 0,05 0,03
Температурная стабильность а/Х, 10'8 м/Вт 1,4 40,0 8,3 3,3 2,3
При сравнительных количественных оценках свойств материа-
лов используют различные комбинации из указанных выше пара-
метров. Таковой, например, является удельная жесткость Е/р, ко-
торая обратно пропорциональна деформации под действием соб-
ственного веса для изделий одинаковой конфигурации. В зависи-
мости от характера тепловых условий при эксплуатации зеркала
возникают различные комбинации теплофизических параметров,
характеризующие его отклик на внешнее возмущение. Среди них
используют отношение а/Х, пропорциональное величине термоде-
формаций при наличии изменений теплового потока. Стремление
уменьшить величину термодеформаций зеркал стимулировало раз-
работку материалов с малым (ситалл, Россия, zerodur, Германия)
и сверхмалым (ULE, США) температурными коффициентами ли-
нейного расширения.
Среди нетрадиционных материалов по удельной жесткости рез-
ко выделяется бериллий, превосходящий по этому параметру стек-
лообразные материалы и другие металлы в несколько раз. Он име-
ет высокие теплопроводность, коррозионную стойкость, размерную
стабильность. Расчеты показывают, что применение бериллия
в три и более раз уменьшает массу зеркала при одинаковой дефор-
мации оптической поверхности. По удельной жесткости выделя-
ются также такие легкие, высокомодульные материалы, как крем-
380
ний и карбид кремния, зеркала равной жесткости из которых усту-
пают по массе только бериллиевым зеркалам.
Металлы и другие нетрадиционные материалы с присущими им
высокими значениями теплопроводности позволяют релизовать
альтернативный подход к проблеме снижения термодеформаций
зеркал. Превосходя стеклообразные материалы на два порядка по
теплопроводности, они даже при относительно высоких значениях
ТКЛР обладают приемлемым значением отношений cz/л, будучи
сравнимыми или даже превосходя такие низкорасширяющиеся
материалы, как плавленый кварц, ситалл и церодур. Особо следует
выделить карбид кремния и кремний, которые по этому параметру
не уступают даже легированному плавленому кварцу со сверхма-
лым расширением — ULE. Время жизни температурных деформа-
ций обратно пропорционально теплопроводности и в металличес-
ких зеркалах на полтора-два порядка меньше, чем в зеркалах из
стекла.
Таким образом, металлы и другие нетрадиционные материалы
способны успешно конкурировать со стеклообразными материала-
ми при создании крупногабаритных, легких и точных зеркал.
Конструкционные покрытия. Такие дефекты, как пористость,
наличие инородных включений, соединений, образованных легиру-
ющими (в сплавах) и примесными элементами, способны суще-
ственно влиять на качество оптической поверхности. Кроме того,
причинами невозможности получения оптических поверхностей из
выбранных материалов могут быть следующие:
нецелесообразность работы во вредных условиях труда из-за
образования токсичных аэрозолей при оптической обработке не-
посредственно на материале зеркала;
необходимость получения строго определенных оптико-физичес-
ких свойств оптической поверхности, которые существенно отли-
чаются от свойств материала зеркала.
Для получения оптических поверхностей на зеркалах из нетра-
диционных материалов в тех случаях, когда имеются вышепере-
численные дефекты или причины, используют конструкционные
покрытия. Наиболее отработанные варианты конструкционных
покрытий и материалов зеркал приведены в табл. 7.6, из которой
видно, что конструкционные покрытия наносятся при использова-
нии следующих веществ в качестве материалов зеркал:
бериллия, что связано с большими экологическими проблемами
при оптической обработке непосредственно по бериллию;
титановых сплавов, для которых практически отсутствует тех-
нология получения оптических поверхностей;
алюминиевых сплавов при создании силовой оптики и при не-
обходимости реставрации отражающих покрытий оптических по-
верхностей при эксплуатации оптики;
карбида кремния, в корпусах из которого могут присутствовать
Мелкие поры. [а. с. № 199695; а. с. № 31900, СССР; 7.29].
381
Таблица 7.6. ОСНОВНЫЕ ВИДЫ КОНСТРУКЦИОННЫХ ПОКРЫТИЙ
Вад покрытия Материал покрытия Материал зеркала Способ нанесения Толщина покрытия,мм
Стеклянное Стекло 1608 Б2 Стекло К8 Бериллий Титановые сплавы Спекание в воздушной среде 2,0-3,0 1,0-2,0
Медное Медь особо чистая Бериллий Алюминиевые сплавы Карбид кремния Электронно-лучевое напыление Электрохимическое покрытие То же 0,5-1,0
Никелевое Технический никель Бериллий Алюминиевые сплавы Химическое покрытие Электрохимическое покрытие 0,05-0,10
Нанесение конструкционных покрытий вносит в общую техно-
логию создания зеркала определенные трудности, которые связаны
с возникновением внутренних напряжений за счет разности ТКЛР
материалов зеркала и конструкционного покрытия.
Источники размерной нестабильности зеркал. Для обеспече-
ния дифракционного качества оптической системы среднее квадра-
тическое отклонение формы оптической поверхности зеркала
от расчетной не должно превышать Хр/20 (лр — рабочая длина
волны). В этой связи важное значение приобретает анализ причин
возможного изменения точности формы оптической поверхности
во времени [7.28].
По своему происхождению источники размерной нестабильности
можно разделить на две группы — внешние и внутренние (рис. 7.33).
Подавление источников внутренней нестабильности должно обес-
печиваться за счет введения в технологический процесс различных
стабилизирующих обработок, приводящих материал зеркала к мак-
симально равновесному состоянию [7.30].
В качестве стабилизирующих видов обработки в большинстве
случаев используют термическую обработку. В зависимости от при-
роды материала применяют различного вида и назначения отжиг,
старение, закалку, отпуск, а также термоциклическую обработку.
В некоторых случаях, когда природа материала не дает возмож-
ности устранить внутренние напряжения термической обработкой,
используют химическую стабилизацию, которая заключается в раз-
мерном травлении всех поверхностей зеркала с целью снятия оп-
ределенного объема материала. Именно этот объем в ряде случаев
и является серьезным источником размерной нестабильности.
Оптическая обработка. Получение оптических поверхностей на
нетрадиционных материалах, каждый из которых имеет свою фи-
382
зическую природу, производится по этапам. Предварительная оп-
тическая обработка является технологическим этапом, адекват-
ным шлифованию абразивом стеклообразных материалов, но име-
ет для каждого из нетрадиционных материалов свою конкретную
технологию.
Она должна обеспечивать минимально возможную шерохова-
тость поверхности, максимально приближенную к требуемой.
В случае асферических поверхностей на этапе предварительной оп-
тической обработки должна быть выполнена асферизация.
Критерием выбора технологии для предварительной оптичес-
кой обработки того или иного материала является возможность
получения оптической поверхности без шаржирования, т. е. без
внедрения элементов абразивного или другого инструмента в обра-
батываемую поверхность. Идеальным вариантом выбора техноло-
гии для предварительной оптической обработки является, напри-
мер, технология механического точения, фрезерования оптических
поверхностей монокристальным инструментом на прецизионных
универсальных станках, когда можно получить на медных и алю-
миниевых сплавах шероховатость Ra = 0,04 мкм без шаржирова-
ния. С такими параметрами зеркала можно передавать на опера-
цию полирования.
В тех случаях, когда не удается подобрать технологию, позволя-
ющую получить достаточные параметры для передачи зеркала на
полирование, проводят операцию оптической доводки.
Оптическая доводка представляет собой технологическую опе-
рацию, в процессе которой продолжается повышение точности фор-
мы оптической поверхности и уменьшение шероховатости. Шеро-
ховатость улучшается до такой степени, чтобы можно было начи-
нать оптическое полирование абразивными суспензиями или сво-
бодным абразивом с дисперсностью не более 1 мкм.
Оптическая доводка выполняется с применением абразивных
паст и порошков из различных абразивных материалов дисперсно-
стью не более 10 мкм с использованием в качестве упруго-плас-
тичных материалов композиций, которые по твердости выше обра-
батываемых материалов, но ниже, чем абразивные материалы.
Рис. 7.33. Источники размерной нестабильности оптических зеркал
383
Главной трудностью оптимизации процесса оптической доводки
является выбор абразивного материала, обеспечивающего мини-
мальное шаржирование или его отсутствие, а также полное удале-
ние продуктов доводки с оптической поверхности перед оптичес-
ким полированием. В табл. 7.7 приведены этапы оптической об-
работки и некоторые основные параметры оптических поверхно-
стей, которые должны обеспечить качественное оптическое полиро-
вание после предварительной оптической обработки (медные и
алюминиевые сплавы) и после доводки (бериллий, кремний, молиб-
ден, никель).
Для всех технологий оптического полирования можно сформу-
лировать следующие общие требования:
абразивные материалы, упруго-пластичные материалы инстру-
мента и вязко-упругие материалы, которые используются в пастах,
суспензиях и при обработке свободным абразивом (жидкости, твер-
дые кислоты, жиры и т. п.) должны быть инертными к обрабаты-
ваемому материалу;
технология оптического полирования должна обеспечивать мик-
рорезание как основной вид диспергирования материала оптичес-
кой поверхности.
В табл. 7.7 основным признаком разделения на этапы обра-
ботки является шероховатость оптической поверхности. Оптичес-
кое полирование бериллия выполняется свободным абразивом,
в качестве которого применяются мелкодисперсные порошки есте-
ственного и искусственного алмазов. Кремний (монокристалл и
поликристаллический кремний) и алюминиевые сплавы полиру-
ются суспензией с оксидом хрома. Суспензия необходима, так как
порошок оксида хрома склонен к образованию крупных конгломе-
ратов, а в суспензии частицы оксида хрома находятся во взвешен-
ном состоянии и не соединяются друг с другом. Медные сплавы об-
рабатываются свободным абразивом естественного и искусствен-
ного алмазов. Следует отметить, что форма частиц в алмазных
порошках для меди должна быть максимально симметрична. Не
допускается наличие частиц с игольчатой формой. Поэтому для
меди используются овализированные тем или иным способом по-
рошки алмаза. Молибден (монокристалл) и никель (конструкци-
онные покрытия) полируются суспензией алмазных порошков.
В этом случае определяющим для получения высокого качества
оптических поверхностей является процентное содержание в алмаз-
ных порошках основной фракции этих порошков [а. с. № 282320;
а. с. № 285332, СССР].
В процессе изготовления суспензии удается освободиться от круп-
ных частиц, превышающих основную фракцию, которые выпадают
в осадок. Они в порошках составляют до 10 %. В табл. 7.7 приве-
дены также финишные параметры оптических поверхностей после
оптического полирования.
Обработка (формообразование) оптических поверхностей на не-
традиционных материалах методом механической оптической об-
384
385
Таблица 7.7.
ЭТАПЫ ОПТИЧЕСКОЙ ОБРАБОТКИ
Обрабаты- ваемый материал Предварительная оптическая обработка Оптическая доводка Оптическое полирование
Применяемая технология Параметр шерохова- тости Ra, мкм Абразивный материал Параметр шеро- ховатости, мкм Абразивный материал pd, % (Л = 0,63 мкм) Пара- метр ше- рохова- тости А
Лг
Be Механическое точе- ние, фрезерование 0,63-0,32 А12О33/2 0,32-0,04 - AM 1/0; АСМ 1/0 0,4 50
Si Механическое шлифо- вание связанным и сво- бодным абразивом 0,16-0,04 АСМ 10/7—АСМ 5/3 - 0,05 Суспензия с оксидом хрома 1/0 0,007-0,010 7-10
Алюминие- вый сплав Механическое точе- ние, фрезерование мо- нокристальным алмаз- ным инструментом 0,16-0,04 Не требуется — — Суспензия с оксидом хрома 1/0 0,3-0,9 30-50
Медный сплав То же 0,16-0,04 Не требуется - - АМ 0,5/0; АСМ 1/0; АСМ 0,5/0 0,10-0,15 15-20
Мо (моно- кристалл) Механическое шли- фование связанным аб- разивом 0,63-0,32 ЭБ 10/7 0,32-0,04 - Суспензии сАМ 1/0; АСМ 1/0 0,03 12
Ni (кон- струкцион- ное покры- тие) Механическое точе- ние, фрезерование мо- нокристальным алмаз- ным инструментом 0,16-0,04 АМНОМ 10/7—АМНОМ 5/3 0,05 Суспензии сАСМ 1/0; АСМ 0,5/0,1 0,007-0,010 7-10
работки должна выполняться в производственных (лабораторных)
помещениях, где недопустима какая-либо обработка стекла и стек-
лообразных материалов.
Формообразование оптических поверхностей методом алмаз-
ного точения. Точность и качество оптических поверхностей на
зеркалах из нетрадиционных материалов могут быть получены ме-
тодами механической оптической обработки, точения и фрезерова-
ния монокристальным алмазным инструментом.
Оптические поверхности методом механической оптической об-
работки получают на стеклянных и никелевых конструкционных
покрытиях, кремнии, коррозионно-стойких сталях, молибдене и дру-
гих материалах, не поддающихся точению и фрезерованию моно-
кристальным алмазным инструментом.
Станки для алмазного точения, фрезерования представляют со-
бой особый класс оборудования. Радиальное и осевое отклонения
вращения шпинделя и стола, отклонение при движении по направ-
ляющим и отклонения других движений не превышают 0,1 мкм.
Предельные вибрационные амплитуды на узлах станка, определя-
ющих точность получения оптических поверхностей, не превыша-
ют 0,02 мкм. Подача и глубина резания при обработке достигают
долей микрометра.
При обработке используют резцы из монокристаллов натураль-
ных алмазов. Наибольшее распространение получили резцы с ра-
диусом режущей кромки 3-8 мм, передним углом от + 3 до - 2°,
задним углом от 8 до 10°. Радиус заточки режущей кромки резца
200-500 А.
Установка такого оборудования требует создания специальных
виброустойчивых и виброгасящих фундаментов, кондиционирован-
ных помещений, где строго регламентированы колебания темпера-
туры (20 ± 0,1 °C), влажности (65 ± 10 %) и чистоты воздуха.
На современных универсальных и специализированных комп-
лексах для формообразования оптических поверхностей можно
изготавливать оптические элементы с плоской, сферической и ас-
ферической поверхностями. Комплексы разделяются по размерам
обрабатываемых изделий, видам обрабатываемых оптических по-
верхностей и по возможности осуществления сложных (управле-
ние от ЭВМ) или простых оптических поверхностей [7.31].
Станки и комплексы для оптического формообразования созданы
и создаются фирмами в различных странах мира, например, в Герма-
нии — фирмой «Kugler Grab», в Голландии — фирмами «MikroZurn»
и «Philips», в США — фирмой «Funk Pneumo Inc.» и т. д.
Наиболее распространенные модели комплексов для оптическо-
го формообразования, созданные в России и на Украине, приведены
в табл. 7.8.
Методом алмазного точения обрабатывают в основном медные
и алюминиевые сплавы. Ведутся работы по обработке герма-
ния, кремния и других материалов. Параметры оптических поверх-
ностей, обработанных методом алмазного точения, приведены
386
Таблица 7.8. КОМПЛЕКСЫ ДЛЯ ФОРМООБРАЗОВАНИЯ ОПТИЧЕСКИХ
ПОВЕРХНОСТЕЙ МЕТОДОМ АЛМАЗНОГО ТОЧЕНИЯ
Модель, изготовитель Возможная форма оптической поверхности Основные параметры зеркал Примечание
МО-150 МГ (ИСМ НАН Украины) Плоская Диаметр изделия до 150 мм; точность углового отсчета оптичес- кой головки +5" Для изготовле- ния полигональных зеркал
МО-200 Ф (ИСМ НАН Украины) Плоская, сферическая, асферическая (в том числе внеосевая) Диаметр изделия до 200 мм; радиус кривизны сферической поверхности -100-=° + +100 см; глубина асферизации до 280 мкм Управление фор- мообразованием по- верхностей сложной формы от ЭВМ
МО-500 С (ИСМ НАН Украины) То же Диаметр изделия до 500 мм; радиус кривизны сферической поверхности -500-°° + +700 см; глубина асферизации до 300 мкм То же
МО-600 ПЛ (ИСМ НАН Украины) Плоская Диаметр изделия до 600 мм; высота до 200 мм Коррекция сис- тематических оши- бок перемещения стола от ЭВМ
МК-6514 (ПО «Красный Пролетарий») Плоская, сферическая Диаметр изделия до 500 мм; радиус кривизны сферической поверхности -500-°° + +500 см —
МК-6517 (ПО «Красный Пролетарий») Плоская, сферическая, асферическая Диаметр изделия до 500 мм; радиус кривизны сферической поверхности -500-<*= + +500 см Управление фор- мообразованием по- верхностей слож- ной формы ЧПУ от ЭВМ
в табл. 7.9, где pd — коэффициент диффузного рассеяния; рг —
коэффициент зеркального отражения; — среднеквадратическая
шероховатость.
Особенности технологии нанесения оптических покрытий. Со-
ставной частью технологического процесса создания зеркал из не-
традиционных материалов являются операции чистки оптической
поверхности и нанесения отражающих и защитных оптических
Таблица 7 9. ПАРАМЕТРЫ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ,
ОБРАБОТАННЫХ МЕТОДОМ АЛМАЗНОГО ТОЧЕНИЯ
Материал Модель, изготовитель Pd, % (Хк = 0,6328 мкм) Рг. % (Хк = 10,6 мкм) А
Медный сплав МО-200 Ф (ИСМ НАН Украины) 0,3-0,5 99,4 30
Алюминиевый сплав МО-200 Ф (ИСМ НАН Украины) 0,6-0,8 96,5-97,5 60-70
387
покрытий. При использовании в качестве отражающей оптичес-
кой поверхности высокоотражающих материалов, таких, как медь
или алюминиевые сплавы, в ряде случаев достаточно нанести толь-
ко защитное покрытие, предохраняющее оптическую поверхность
зеркала от окисления и механических повреждений в процессе экс-
плуатации. Основными критериями при выборе материала защит-
ного покрытия в этом случае являются область его прозрачности
в рабочем спектральном диапазоне, механическая прочность и плот-
ность, определяющая стойкость покрытия к климатическим воз-
действиям.
Если материал оптической поверхности зеркала не обладает
требуемыми параметрами по коэффициенту зеркального отраже-
ния, то наносится металлодиэлектрическое покрытие. Такое по-
крытие состоит, как правило, из отражающего слоя металла, обес-
печивающего требуемый коэффициент зеркального отражения,
и защитного слоя.
В специальных случаях, когда коэффициента отражения отра-
жающего металлического слоя оказывается недостаточно, на его
поверхность наносят многослойное интерференционное покрытие
с чередующимися прозрачными слоями, имеющими низкий и высо-
кий коэффициенты преломления и оптическую толщину nd = Х/4,
где п — коэффициент преломления слоя; d — его физическая
толщина; Л, — длина волны, на которой обеспечивается макси-
мальное отражение.
При подготовке оптических поверхностей к нанесению покрытий
используют методы химической и ультразвуковой (УЗ) очистки.
При выборе растворителей, участвующих в операции химичес-
кой очистки, необходимо учитывать высокую химическую актив-
ность металлов и их сплавов и возможность образования с раство-
рителями химических соединений, которые сами могут служить
источником загрязнений.
Ультразвуковая очистка требует тщательной отработки режи-
мов ультразвукового воздействия для каждого конкретного мате-
риала, так как помимо увеличения интенсивности воздействия ра-
створителей на загрязнения происходит механическое воздействие
на материал оптической поверхности.
Подготовка оптических поверхностей в вакуумной камере не-
посредственно перед нанесением покрытия производится в два этапа:
на первом этапе осуществляется обработка поверхности плазмой
тлеющего разряда, или ионная обработка, на втором — нагрев
корпуса детали до определенной температуры в высоком вакууме.
Обработка поверхности плазмой тлеющего разряда и ионная
обработка производятся при сравнительно высоком давлении
в камере (10-1-10-2 Па) в остаточной атмосфере вакуумной каме-
ры или с использованием технологического газа.
При ионной и плазменной обработке зеркал необходимо учиты-
вать интенсивность химического воздействия технологического газа
с материалом оптической поверхности, в результате которого мо-
388
гут образоваться химические соединения, приводящие к появле-
нию полос поглощения, ухудшению адгезии и оптико-физических
параметров.
Кинетические режимы ионной и плазменной обработки имеют
ограничения, связанные с возможностью «растравливания» струк-
туры материала из-за наличия границ между кристаллами и из-за
различия скоростей травления плоскостей с различными ориента-
циями кристаллографических осей.
Нагрев подложки перед нанесением покрытия предназначен для
удаления с оптической поверхности адсорбированных молекул ос-
таточной атмосферы вакуумной камеры, а также для получения
покрытия с необходимой структурой, оптико-физическими и экс-
плуатационными параметрами.
Большинство нетрадиционных для оптики материалов имеет
низкое значение (100-150 °C) верхних температур стабилизирую-
щих термообработок. Эти температурные ограничения не позволя-
I Входной контроль материала заготовок I
I
I Чернобая механическая обработка заготовок I
----- I ' " '
| Термический стабилизирующий отжиг |
Предварительная механическая обработка
’ I
| Химическая стабилизирующая обработка |
| Термический стабилизирующий отжиг |
I Окончательная механическая обработка I
~ .................т .... ~ ~~
I Нанесение конструкционного покрытия |
I Предварительная оптическая обработка I
~ I
[ Формообразование оптической поверхности |
[Стабилизирующаятермоциклическая обработка}
| Аттестация оптических параметров^
I Чистка оптической поверхности
Г
| Нанесение оптических покрытий |
[Аттестация оптических параметров}
| Испытания |
\Аттестация параметров зеркала |
Рис. 7.34. Последовательность технологических
операций изготовления зеркала из бериллия
с конструкционным стеклянным покрытием
389
ют использовать нагрев в технологических процессах подготовки
оптической поверхности и нанесения покрытий.
Для обеспечения адгезии, необходимой структуры, оптико-физи-
ческих и эксплуатационных параметров отражающих и защитных
покрытий необходимо использовать высококинетические методы
их нанесения, к которым относятся технологии ионного ассисти-
рования, активированного реактивного испарения, реактивного плаз-
менного нанесения покрытия с подачей высокочастотного и посто-
янного смещения на подложку, ионного платирования, термоион-
ного испарения, катодного и магнетронного распылений [7.32, 7.33].
Номенклатура оптических покрытий практически не отличает-
ся от применяемых покрытий для зеркал из стекла и стеклообраз-
ных материалов и представлена в других разделах настоящего спра-
вочника.
Основные принципы построения технологических процессов.
При разработке технологических процессов на зеркала необходимо
учитывать следующие основные принципы:
| Входной, контроль материала заготовок |
| Черновая механическая обработка заготовок"]
| Термическая закалка и искусственное старений
Предварительная механическая обработка^
]Термический стабилизирующий отжиг |
Окончательная механическая обработке^
Предварительная оптическая обработке^
\Термический стабилизирующий отжие]
| Формообразование оптической поверхности |
| Стабилизирующа я термоциклическая обработке^
| Аттестация оптических параметров]
| Чистка оптической поверхности |
I Нанесение оптических покрытий |
^Аттестация оптических параметров]
| Испытания |
[ Аттестация параметров зеркала |
Рис. 7.35. Последовательность технологичес-
ких операций изготовления зеркал из алю-
миниевых сплавов
390
технологический процесс изготовления зеркала должен быть
единым (обработка корпуса зеркала, нанесение конструкционного
покрытия, оптическая обработка, испытания и аттестационный
контроль параметров);
построение технологического процесса в целом должно обеспе-
чивать совмещение конструкторских и технологических баз при
изготовлении зеркала;
способ изготовления исходной заготовки для зеркала должен
быть выбран исходя из минимальной необходимости его дальней-
шей обработки и возможности получения стабильного во времени
изделия, обеспечивающего сохранение точности формы оптической
поверхности;
последующие технологические операции должны улучшать или,
в крайнем случае, сохранять полученное на предыдущих операци-
ях качество;
должны быть обеспечены геометрические и оптические пара-
метры зеркала;
методы и средства испытаний зеркала должны быть максимально
приближены к реальным условиям эксплуатации;
технологический и аттестационный контроль оптических и гео-
метрических параметров зеркала должен производиться на техно-
логических приспособлениях, имитирующих крепление зеркала
в изделии.
На рис. 7.34 приведена последовательность технологических опе-
раций изготовления зеркала из бериллия с конструкционным стек-
лянным покрытием, на котором формируется оптическая поверх-
ность, а на рис. 7.35 — последовательность технологических опера-
ций изготовления зеркала из алюминиевых сплавов, когда оптичес-
кая поверхность формируется на материале корпуса зеркала.
7.8. ОСНОВЫ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ
ВОЛОКОННО-ОПТИЧЕСКИХ ЭЛЕМЕНТОВ (ВОЭ)
Волоконные светопроводящие устройства используют для пере-
дачи световой энергии, переноса и трансформации изображения
в оптических и оптико-электронных приборах [7.34-7.44]. Все во-
локонно-оптические детали состоят из одного или множества эле-
ментарных световодов (волокон) или световедущих жил, уложен-
ных в жгут, спаянных или же заданным образом переплетенных.
Световод — это материальный канал, по которому может рас-
пространяться излучение. Световоды могут быть одно- и много-
жильными, каждая жила которых передает независимый от дру-
гих световой поток.
По размеру сечения существуют световоды от единиц микрона до
нескольких сантиметров. Световоды диаметром до 0,3 мм облада-
ют гибкостью, и их условно называют волокнами. Пучки гибких
391
волокон называют жгутами. Форма сечения единичного световода
может быть цилиндрической, многогранной или прямоугольной (сло-
евой). По длине световоды могут иметь постоянное или перемен-
ное по размерам и форме сечение. Они бывают жесткими, прямыми
или заранее изогнутыми, гибкими [7.34-7.36].
В подавляющем большинстве случаев используют круглые дву-
слойные диэлектрические световоды, состоящие из световедущей
жилы с малыми потерями и окружающей ее оболочки, коэффици-
ент преломления которой несколько меньше коэффициента пре-
ломления жилы (поб < пж).
Передача световой энергии вдоль световода происходит за счет
полного внутреннего отражения света от границы раздела светове-
дущей жилы и окружающей среды (при этом диаметр волокна дол-
жен быть не менее 6%, а толщина светоизолирующей оболочки —
не менее 2,0-2,5% распространяющегося по жиле света). i
При уменьшении диаметра световодов до размеров, соизмери- .
мых с длиной волны передаваемого излучения, волокна работают
как волноводы, т. е. светораспределение по выходному торцу жил
не усредняется, а определяется модовым составом прошедшего све-
тового потока.
Принципиальной особенностью волоконно-оптических устройств
(за исключением граданов) является то, что они лишь переносят
изображение, но сами не формируют его (как это делают линзово-
зеркальные оптические системы), поэтому изображение на выходе
мозаично.
Одиночное волокно передает лишь энергию излучения как та-
ковую, и, следовательно, может переносить только один элемент
изображения.
Жила является каналом для передачи энергии излучения. Обо-
лочка предохраняет поверхность жилы от загрязнений и повреж-
дений, а также препятствует рассеянию передаваемого излучения
с поверхности волокна в стороны. Поверхность раздела жилы и
оболочки, являясь основной «рабочей» частью волокна, должна
быть ровной, чистой и свободной от посторонних включений. Раз-
личные неоднородности этой поверхности в виде микроскопичес-
ких трещин, пузырьков, а также непостоянство диаметров сердеч-
ника и оболочки приводят к нарушению правильного хода лучей
в волокне и большим потерям энергии излучения. Поэтому одно из
основных требований к технологии изготовления волокна состоит
в получении однородной поверхности раздела жила—оболочка.
7.8.1. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ВОЭ
Основными оптическими характеристиками волоконной детали
с параллельной укладкой световодов, определяющими возможность
использования ее в данной конкретной системе, является разреша-
ющая способность и зависящий от нее объем переданной инфор-
392
доации, номинальная числовая апертура и светопропускание, функ-
ция передачи контраста и дефектность, выражающаяся в локаль-
ной частичной или полной потере светопропускания (отдельных
жил или их групп). Дефектность волоконных деталей зависит от
технологии их изготовления и может быть полностью устранена.
Разрешающая способность пучка одножильных волокон в ос-
новном зависит от их диаметра и расстояния между ними. При
условии совершенства укладки и оптической изоляции волокон
размер элемента изображения, различимого через пучок волокон,
в общем случае равен, линий/мм,
R = 1000/22),
где D — диаметр элементарного волокна, мкм, или шаг волоконной
структуры (расстояние между центрами смежных жил) на вход-
ном торце детали.
Номинальная числовая апертура световода характеризует спо-
собность волокна собирать и передавать падающий на него свето-
вой поток. Поскольку показатель преломления воздуха = 1,0,
числовая апертура световода равна
Ао = их sin и0 = -лоб>
где пж — показатель преломления стекла жилы; ноб — показа-
тель преломления стекла оболочки; н0 — максимальный угол па-
дения, при котором еще все лучи распространяются по световоду
благодаря полным внутренним отражениям.
Светопропускание (т) пучка волокон определяется пропусканием
отдельных волокон и их укладкой. При малых длинах ВОЭ свето-
пропускание определяется в основном геометрическими факторами и
не может превышать следующих значений: т= 0,785 (1)Ж/Л)2 — при
квадратной укладке; т= 0,903 (D^/D)2 — при гексагональной ук-
ладке (2)ж, D — диаметры жилы и световода соответственно).
Показатель ослабления света прозрачных световодов складыва-
ется из потерь на поглощение света материалом световода, потерь
на неполноту отражения боковой поверхностью световода и на
рассеяние света и апертурных потерь, обусловленных нарушением
внутреннего отражения и выходом части света из световодов.
7.8.2. ОСНОВНЫЕ ТРЕБОВАНИЯ К СТЕКЛАМ ДЛЯ ВОЭ
При изготовлении волоконно-оптических деталей масса стекла
постоянно перемещается, изменяются ее внешние конфигурации,
отношение длины к диаметру заготовки. Происходят иногда и ка-
чественные изменения самой структуры стекла. Сложность техно-
логии волоконной оптики усугубляется еще и тем, что любая воло-
конная деталь анизотропна, структура в поперечном (относитель-
393
но оси жил) разрезе не похожа на картину продольного разреза.
Световедущие жилы в волоконном изделии должны располагать-
ся либо параллельно, либо по строго заданным кривым в про-
странстве, образуя укладку со сложной закономерностью — точной
симметрией торцов или заданным переплетением жил. Опреде-
ленные трудности возникают из-за бинарности структуры (жила/
оболочка) и необходимости обеспечения взаимоперпендикулярно-
сти рабочих (торцовых) поверхностей и осей световодов.
Процессы изготовления одножильных и многожильных свето-
водов и волокон одинаковы, отличаются только режимы их вытя-
гивания. Как правило, температура вытягивания волокон выше,
а силы натяжения при вытягивании меньше, чем при изготовле-
нии световодов. В обоих случаях необходимо ослаблять влияние
сил поверхностного натяжения, стремящихся округлить заготовку
многогранного сечения.
В световодах стекла жилы и оболочки взаимодействуют в про-
цессе их горячего изготовления, а в холодном готовом виде раз-
ность коэффициентов расширения и механических характеристик
исходных стекол создает внутренние напряжения. При изготовле-
нии световодов физико-химические и технологические особеннос-
ти исходных массивных стекол изменяются. При вытягивании
происходит быстрая фиксация состояния, при котором различные
по составу размягченные стекла спекаются между собой. Требова-
ния к стеклам ужесточаются также из-за многократности термо-
обработок, которым они подвергаются при изготовлении волокон-
ной детали.
Для характеристики пригодности данных стекол к изготовле-
нию из них элементов волоконной оптики с точки зрения возника-
ющих и развивающихся в пограничном слое физико-химических
процессов существует критерий совместимости стекол, т. е. способ-
ность двух или трех стекол образовывать в световоде спаянную
границу без возникновения в месте спайки или в стеклах при
последующих термических обработках кристаллизации, опалесцен-
ции, пузыреобразования и других процессов, приводящих к полной
или частичной потере световодных свойств отдельных волокон [7.34,
7.36, 7.43, 7.93].
Рассмотрим основные требования к физико-химическим свой-
ствам стекол.
Вязкость является одним из основных технологических па-
раметров исходных стекол. Температурный ход вязкости опреде-
ляет возможность изготовления из данной пары стекол светово-
дов и высококачественных деталей. Рабочий интервал вязкостей,
соответствующий интервалу температур, в пределах которого про-
исходят процессы вытягивания одножильных световодов и фор-
мирование конечного волоконного изделия, ограничен значения-
ми 102-108’5 Н • с • м-2 (рис. 7.36).
Вытягивание волокна возможно при вязкости 102-105 Н • с • м-2,
а световодов и многожильных световодов — до 105 Н • с • м~2. Прес-
394
сование при давление в стекле
50-70 мН • м_2 возможно при
вязкости 107-108,5 Н • с • м“2.
Высокое заполнение торца
волоконной детали световеду-
щими жилами и равномерная
толщина светоизолирующих
прослоек между ними, а значит,
и высокое светопропускание и
объем передаваемой информа-
ции обеспечиваются при шести-
гранной форме жил. Это дости-
гается, если при температуре
опрессовки световодов вязкость
стекла оболочки выше или точ-
но равна вязкости стекла жилы.
При относительно мягкой обо-
лочке легче получить вакуум-
плотные (герметичные) воло-
конные детали, однако преды-
дущее требование при этом не
выполняется.
Температура размягчения —
также один из важных техно-
логических параметров. Для тех-
нологического процесса изготов-
ления волоконных деталей не-
обходимо, чтобы исходные стек-
ла имели достаточно высокую
температуру размягчения. Как
показывает практика, несмотря
на принятые меры предосторож-
Рис. 7.36. Зависимость вязкости от
температуры:
1 — яри вытягивании одножильных волокон и
прутков тоньше 1 мм фильерным методом; 2 —
при перетягивании (метод штабик—трубка);
3 — при вытягивании ОЖС и МЖС диаметром
10-30 мм; 4 — при прессовании; 5 — при отжиге
ности, на многих стадиях технологического процесса на поверх-
ность световодов и волокон попадают загрязнения (от механическо-
го контакта с узлами установок, руками и из атмосферы), которые
выгорают лишь при температуре 820-850 К. Выгорание может быть
ускорено, например, кислородной продувкой и последующим вакуу-
мированием рабочего пространства печи. При этом стекла не долж-
ны размягчаться до температуры 820-850 К, т. е. при этой тем-
пературе их вязкость должна быть выше вязкости опрессовки
(107-108’5 Нс- м-2).
Коэффициент термического расширения стекла жилы должен
быть выше, чем стекла оболочки. Это необходимо для прочности
световода. В этом случае жила находится в растянутом состоя-
нии, а оболочка — в сжатом. Доброкачественное оптическое во-
локно можно изготовить при разности коэффициентов расшире-
ния жилы и оболочки от - 25 • 107 до + 56 • 107 К-1. Увеличение
диаметра световода уменьшает этот допустимый интервал. Волок-
395
на и световоды с отрицательной разностью КТР менее прочны.
Наилучшие результаты получены при значениях разности коэф-
фициентов расширения жилы и оболочки от 0 до 45 • 10~7 К-1.
7.8.3. ОСНОВНЫЕ МЕТОДЫ ИЗГОТОВЛЕНИЯ
ОДНОЖИЛЬНЫХ СВЕТОВОДОВ (ОЖС)
Изготавливать ВОЭ можно на основе тонких волокон или све-
товодов. Световоды (диаметром более 0,3 мм) в отличие от тонких
волокон обладают осязаемостью и пониженной гибкостью. Благо-
даря этому использование световодов для изготовления волокон-
но-оптических жестких деталей позволяет получить плотную ре-
гулярную укладку световедущих жил более простыми средствами,
чем при использовании тонких волокон. Высокая разрешающая
способность ВОЭ обеспечивается за счет многожильных светово-
дов. Одножильные световоды, имеющие одну светопроводящую жилу,
и многожильные световоды, состоящие из большого количества
жил с разделяющими их светоизолирующими прослойками, явля-
ются основным полуфабрикатом при изготовлении подавляющего
большинства ВОЭ.
Известны следующие основные методы изготовления ОЖС и
волокон: 1) вытягивание световода из расплава стекла (фильер-
ный метод); 2) вытягивание световодов из комплекта штабик—
трубка (перетягивание).
Фильерный метод, или метод двойного тигля, является наиболее
распространенным методом изготовления волоконных световодов
из многокомпонентных стекол. Он предусматривает подготовку
исходного материала расплавлением в электрической печи частиц
стекла с последующей вытяжкой световодов. Формирование свето-
водов производится из расплава стекол при вытекании их через
отверстия концентрических сосудов. Чтобы обеспечить равномер-
ность оболочки и определенную ее толщину, сосуды должны быть
строго концентричны.
Фильерный метод предпочтителен для пар стекол с довольно
близкими значениями вязкости при температуре вытягивания (раз-
ность логарифмов вязкостей используемых стекол обычно не пре-
вышает 1,0). Температура и длительность пребывания стекла
в нагретом состоянии при фильерном методе несравненно больше,
чем при перетягивании.
Высокая температура расплавленных в двойном платиновом
сосуде кусков стекла жилы и оболочки, вытекающих через донное
отверстие, приводит к растворению платины в стекле; при этом
усвоенные стеклом кристаллы платины могут иметь размеры до
3-5 мкм. Поэтому вытягиваемые через фильеры световоды отли-
чаются пониженным светопропусканием. Однако использование
новых сплавов металлов, их упрочнение и очистка, разработка но-
вых конструкций сложных фильерных узлов позволили создать
технологию изготовления тонких (до 10 мкм) многожильных, мно-
396
гослойных, сложнопрофильных оптических волокон с требуемыми
параметрами.
Перетягивание — такой метод изготовления световодов и воло-
кон, где в качестве заготовки используются штабик и трубка с по-
лированными поверхностями. Это обусловлено тем, что основными
источниками потерь света в световодах являются рассеяние и по-
глощение в материале жилы и рассеяние на границе раздела жи-
ла—оболочка. Заготовкой может быть толстый световод с оболоч-
кой или штабик, вложенный в трубку. Заготовка вводится с посто-
янной скоростью в полую печь. В горячей зоне печи штабик и
трубка разогреваются до температуры вытяжки (вязкость 105-
10° пуаз), размягчаются, спекаются друг с другом и перетягиваются.
Для улучшения качества граничной поверхности световодов
применяют вакуумирование пространства между штабиком и труб-
кой в процессе их перетягивания. При методе штабик—трубка
вытягивание световодов производится при более высоких значени-
ях вязкости, т. е. при более низких температурах, чем при фильер-
ном методе. Под действием высоких температур стекло находится
минуты. Образование зародышей кристаллов в массе стекла на
микронеоднородностях или на поверхности раздела стекло—воз-
дух при таких малых выдержках тепловой обработки стекла ме-
нее вероятно. Источник кристаллизации — взаимодействие стекла
с материалом сосудов — полностью отсутствует. Отличие техно-
логии изготовления волокон от получения световодов состоит
в том, что вытягиваемое волокно наматывается на цилиндричес-
кий барабан, а сила натяжения при этом ниже, чем при вытягива-
нии световодов.
Для получения световодов и волокон прутково-трубочным спо-
собом можно использорать пары стекол, у которых логарифмы
вязкостей различаются более чем на три единицы независимо от
направления.
Форма и структура поперечных сечений одножильных свето-
водов могут быть разнообразными. Одножильные световоды, при-
меняемые как самостоятельный элемент, обычно имеют круглую
форму сечения, так как она обеспечивает наилучшие условия рас-
пространения света по световоду. Одножильные световоды, пред-
назначенные для изготовления многожильных световодов, могут
иметь как круглую, так и многогранную форму с различным чис-
лом граней.
Конструкция световодов с многогранной формой позволяет обес-
печить высокую плотность расположения волокон. При вытяжке
ОЖС круглого сечения подбор геометрически согласуемых комп-
лектов штабик—трубка производится для получения в процессе
вытягивания световодов хорошего качества за счет заполнения
объема трубки стеклом расплавленного штабика.
От качества заполнения зависит качество припекания оболочки
к сердцевине световода. Штабик должен входить в трубку строго
по оси с зазором не более 0,2-0,5 мм. Для улучшения заполнения
объема трубки стеклом сердцевины в процессе вытягивания свето-
397
водов иногда со стороны холодного конца штабика оказывают дав-
ление усилием 5-6 Н, направленное вниз по оси штабика. В этом
случае для некоторых пар стекол допускается увеличение зазора
до 1 мм.
Точность наружного диаметра световодов (размер вытягиваемо-
го ОЖС) определяется из выражения
d = D У0,5 У-0,5
“св -Lz3 г ПОД г ВЫТ ’
где о!св — наружный диаметр световода; D3 — диаметр заготовки;
Упод, ^выт — линейные скорости подачи и вытяжки соответственно.
На постоянство значения dCB влияют особенности теплового
режима в пространстве печи, вид регулирования, а также вязкост-
ные характеристики используемых стекол. Помимо неравномерно-
сти скорости вытяжки на постоянство размера отдельного ОЖС
влияет проскальзывание в тянущих зажимах. Поэтому нижний
предел температуры вытяжки определяется не прочностью ОЖС
на разрыв, а необходимостью исключить проскальзывание.
Хотя используемые в качестве заготовок штабики и трубки
имеют практически идеально правильную форму сечения, светово-
ды, получаемые из них, могут иметь значительную эллиптичность.
Это связано, во-первых, с непараллельностью осей заготовки и теп-
лового поля печи, во-вторых, со значительной радиальной асим-
метрией температурного поля печи и, в-третьих, с эксцентрисите-
том осей заготовки в печи.
При работе с одножильными волокнами очень важными явля-
ются их прочностные характеристики. Известно, что после выхода
из печи стекловолокно имеет высокую прочность. Охлаждение его
в окружающей среде приводит к образованию микротрещин, кото-
рые под действием влажного воздуха увеличиваются, разрушая
оболочку, и снижают его прочностные характеристики. В связи
с этим применяют различные замасливатели, наносимые на во-
локно до его первого перегиба.
Замасливатели должны уменьшать трение между волокнами,
исключать образование статического электричества, упрочнять во-
локно и не ухудшать адгезию эпоксидных клеев к стеклу. В каче-
стве замасливающих жидкостей используют, например, раствор воска
в перхлорэтилене и др.
7.8.4. ОСНОВЫ ТЕХНОЛОГИИ ВЫТЯЖКИ
МНОГОЖИЛЬНЫХ СВЕТОВОДОВ (МЖС)
Основной структурной характеристикой изображения, передава-
емого ВОЭ, является регулярность, характеризуемая искажениями
в изображении полуплоскости или прямой линии.
Регулярно уложенный пучок световодов или волокон должен
сохранять регулярность укладки при всех последующих манипу-
398
ляциях. Это зависит от связанности отдельных световодов друг
с другом в пучке. В волоконных деталях искажения в изображе-
нии прямой линии можно разделить на четыре вида:
1) локальные искажения прямой линии (обрыв, сдвиг, излом,
изгиб);
2) непараллельность в изображении прямых линий даже при
отсутствии локальных искажений;
3) прогиб всех линий даже при сохранении их квазипараллель-
ности;
4) искажение длины передаваемого отрезка прямой линии.
Все эти технологические дефекты возникают вследствие нару-
шения начальной регулярности из-за возможности смещения сло-
ев относительно друг друга по плоскости слоев, их разворота и
непостоянства по длине поперечного сечения световодов. Из двух
возможных укладок оптических волокон в световодах — квадрат-
ной и гексагональной — наиболее целесообразной является гекса-
гональная, в которой каждый световод связан с шестью соседними
световодами.
Работа с осязаемой конструкцией (световодом) существенно уп-
рощает многие технологические операции (возможность контроля,
сортировки по дефектам и размерам укладки ОЖС и МЖС в пресс-
форму с заданным законом расположения). При этом появляется
возможность автоматизировать контроль геометрических размеров
ОЖС непосредственно в процессе изготовления с последующей сор-
тировкой, а также контроль и сортировку МЖС на автоматах по
номиналам размера поперечного сечения после их изготовления.
Кроме того, процесс производства тонких стержней малопроиз-
водителен, так как скорость вытягивания единицы объема стекла
резко уменьшается с уменьшением диаметра стержня.
Диаметр жилы с1ж в МЖС связан с размером 2h (под ключ)
(рис. 7.37), толщиной светоизолирующей оболочки t и количе-
ством жил N следующим соотношением:
<7Ж = 2hj Jn - 2t,
где N может принимать только определенные значения исходя из
выражения: N = 1 + 3 (т2 - т), т — любое целое число, равное ко-
личеству жил или ОЖС в первом ряду МЖС или пакета соответ-
ственно. Поэтому размер 2h МЖС, обеспе-
чивающий заданные размеры с/ж и t, может
иметь только определенные дискретные зна-
чения, зависящие от выбранного количества
жил N, и определяется соотношением
2h = л/т7(с/ж + 2t).
Изготовление МЖС нужного качества
Рис. 7.37. Пакет одно-
жильных световодов
требует тщательного исполнения всех опе-
раций (вытяжки ОЖС, сборки ОЖС в па-
399
кет требуемого сечения в стерильных условиях и вытяжки МЖС).
Необходимо помнить, что сборка пакета осуществляется только из
световодов, изготовленных из одной варки стекла. В противном
случае, как в оптическом, так и в электронном изображении (на-
пример, в МКП), будет наблюдаться разноцветное в оптическом
или разнояркое в электронном свечение отдельных частей МЖС.
7.8.5. ИЗГОТОВЛЕНИЕ ВОЛОКОННО-ОПТИЧЕСКИХ ПЛАСТИН (ВОП)
Технологический процесс изготовления ВОП состоит из следую-
щих основных операций: вытяжки ОЖС, МЖС и прессования мно-
гожильных световодов. Целью операции прессования является спе-
кание под давлением при высокой температуре многожильных све-
товодов в монолитный вакуумплотный блок с высокими оптичес-
кими характеристиками.
При прессовании процесс разогрева заготовки из отдельных МЖС
проводят так, чтобы газообразные продукты, поглощенные актив-
ной поверхностью световодов и капилляров многожильных и од-
ножильных световодов, продукты сгорания органических и неорга-
нических веществ, попавших на поверхность МЖС, были удалены
как можно полнее. В противном случае наличие замкнутых воз-
душных капилляров, образовавшихся при высоких температурах,
неизбежно приведет к нарушению вакуумной плотности отдель-
ных пластин или даже целого блока.
Процесс прессования проводят таким образом, чтобы, не нару-
шая геометрии отдельных МЖС и их светотехнических парамет-
ров, сдавить их в монолитный блок, в котором все зазоры и капил-
ляры между отдельными МЖС и ОЖС были заполнены стеклом
оболочки.
Применяют два метода прессования: поперечное и всесторон-
нее. При поперечном прессовании к световодам по всей длине
прилагается усилие (например, через пуансон).
При поперечном прессовании возможность получения вакуум-
плотных деталей зависит от постоянства поперечного сечения све-
товодов по их длине и от степени вакуумирования рабочего объема
печи. При этом обязательна укладка в пресс-форму световодов
одного размера сечения. При укладке световодов в пресс-форму
они стыкуются с образованием микрополостей, которые при прес-
совании могут замыкаться, а после разрезки блока открыться и
дать течь, поэтому и необходима высокая степень вакуумирования
печи. При достаточном уплотняющем давлении микрополости
исчезают, а остатки газа при соответствующих усилиях прессова-
ния и температуре могут раствориться в стекле.
Прессование заготовки из МЖС в вакуумной пресс-печи требует
отработки режима вакуумирования, так как вакуум облегчает уда-
ление газов из промежутков между волокнами, но отсутствие кисло-
рода в области температур горения возможных загрязнений, нахо-
400
дящихся на поверхности световодов, может явиться причиной появ-
ления большого числа дефектов за счет их возгонки и осаждения
углерода в местах неплотного прилегания световодов друг к другу.
Кроме одностороннего поперечного прессования в настоящее вре-
мя широко применяют метод кольцевого опрессовывания, при ко-
тором пакет световодов со всех сторон равномерно, перпендику-
лярно к жилам обжимается размягченным стеклом. Это обеспе-
чивает равномерность деформации всех световодов и отсутствие
искаженной структуры. После прессования производятся распрес-
совывание и отжиг блока [7.34-7.38].
7.8.6. ИЗГОТОВЛЕНИЕ МИКРОКАНАЛЬНЫХ ПЛАСТИН (МКП)
Для получения высокой разрешающей способности и наиболь-
шей прозрачности (отношение суммарной площади каналов к пло-
щади МКП) каналы в МКП должны иметь диаметры 5-20 мкм,
а перегородки между ними толщину 1,0-2,5 мкм. Известны следу-
ющие способы изготовления МКП: способ удаляемой из каналов
металлической жилы, способ полых трубок и способ удаляемой из
каналов стеклянной жилы. Последний является наиболее эффек-
тивным. Последовательность его такова: вытягивание одножиль-
ных миллиметровых стержней, укладывание их в пакет, перетяги-
вание пакета одножильных миллиметровых стержней в многожиль-
ные шестигранные стержни, нарезка многожильных стержней, тер-
моопрессовывание, разделка блока на пластины, шлифование и по-
лирование пластин, удаление стеклянных жил из каналов, очув-
ствление стеклянной матрицы, металлизация.
Для изготовления МКП данным способом необходима пара сте-
кол, совместимых по вязкости, КТР и не взаимодействующих на
границе раздела жила—оболочка. Кроме того, стекло жилы долж-
но отличаться низкой химической устойчивостью, а стекло оболоч-
ки должно быть нейтральным к химическим реагентам, с помо-
щью которых удаляется жила.
Операция термоопрессовывания многожильных световодов су-
щественно зависит от времени процесса, точного контроля давле-
ния и температуры. После спекания блок разрезается под углом
4-8° так, чтобы получающиеся пластины имели толщину немно-
гим более 0,4 мм после последующих шлифования и полирова-
ния. Эта толщина определяет коэффициент усиления МКП, зави-
сящий от отношения длины каналов к их диаметру (оптимальное
отношение аг = l/d = 40 4- 80). На следующей стадии производится
химическое травление для удаления стеклянной жилы и получе-
ния открытых каналов. Травление необходимо строго контроли-
ровать, так как в процессе травления удаляется не только стек-
лянная жила, но и обрабатывается поверхность границы спекания
жилы и оболочки, которая является поверхностью для получения
401
вторичной эмиссии электронов с необходимыми свойствами. Важ-
но, чтобы удалялись все остатки от стеклянного сердечника и тра-
вителя; в противном случае получаются каналы с дефектами.
После травления и очистки МКП подвергаются обжигу в водо-
роде. Это необходимо для восстановления оксида свинца, распреде-
ленного на внутренней поверхности каждого канала, до проводя-
щего металлического свинца. Степень восстановления оксида свинца
определяет проводимость внутренней поверхности.
Последняя стадия — металлизация — вакуумное осаждение
электрических контактов на передней и задней поверхностях пла-
стины. Адгезия контактной пленки зависит от качества и эффек-
тивности очистки, травления и обжига. Сама технология испаре-
ния является сложным процессом, требующим тщательного конт-
роля, который может быть обеспечен только при полностью авто-
матизированном режиме [7.40].
7.8.7. ИЗГОТОВЛЕНИЕ ГИБКИХ РЕГУЛЯРНЫХ
ЖГУТОВ ВОЛОКОН (ГРЖВ)
Существующие в настоящее время способы изготовления ГРЖВ
можно разделить на три группы:
1) винтовая намотка волокна;
2) доукладка пучка волокон на виброустановке;
3) вытравливание растворимых прослоек из жестких заготовок
жгутов.
Из намоточных методов наибольшее распространение получил
следующий. Вначале накапливают методом перекрестной намотки
одножильное или многожильное волокно, сортируют его по форме
и размеру поперечного сечения. Далее осуществляют контролируе-
мую и управляемую регулярную укладку однослойных лент и, на-
конец, укладывают полученные однослойные ленты в матрицу так,
чтобы слои в матрице располагались строго параллельно. В про-
цессе укладки ленты скрепляют между собой клеем. При этом
контролируют не только положение первого витка ленты, но и
толщину клея, наносимого на поверхность каждой из лент в тех-
нологической зоне матрицы для скрепления слоев между собой
(это обеспечивает минимальные клеевые промежутки между слоя-
ми в жгуте).
Основными недостатками намоточной технологии являются
крайне низкая производительность, обусловленная трудоемкостью
операций регулярной укладки волокон, и сложность получения
высококачественных жгутов с разрешающей способностью более
50 линий/мм из-за неосязаемости одножильного волокна [7.34,
7.35, 7.112].
Для получения ГРЖВ из пучка волокон с помощью доукладки
на виброустановке жгут-заготовку, получаемую методом перекрест-
ной или однонаправленной намотки, разрезают. Один конец ее за-
402
жимают на стойке виброустановки. После этого под воздействием
вибрации и при обильном смачивании жидкостью определенного
состава формируют нижний конец жгута. Полученный торец фик-
сируют в зажиме, жгут переворачивают на 180° и формируют при
тех же условиях второй торец. В этом случае регулярная укладка
волокна происходит за счет сил поверхностного натяжения жидко-
сти при одновременном воздействии массы волокна.
Метод изготовления ГРЖВ на основе вытравливания раство-
римых прослоек из жесткой заготовки жгута обладает достаточно
высокой производительностью, обеспечивает широкий диапазон
получаемых сечений и длин, а также форм сечения ГРЖВ. Сущ-
ность его состоит в том, что вытягивают светопроводящие стек-
лянные световоды с двумя оболочками. При этом наружная обо-
лочка растворяется в определенных средах. Изготовленные свето-
воды собирают в пакет требуемого сечения и перетягивают его для
получения заготовки жесткого жгута, которая обрезается до необ-
ходимой длины. Ее торцовые части защищаются от действия ра-
створителя герметиком, и заготовку помещают в растворитель. После
удаления растворимой оболочки жгут приобретает гибкость.
Изготовление одножильных световодов осуществляется методом
штабик—трубка—трубка. Диаметр световодов от 150 до 500 мкм
(в намоточной технологии 10-15 мкм). Из одножильных светово-
дов собирают пакет для последующей перетяжки в жесткую заго-
товку жгута. Коэффициент перетяжки (отношение диаметров паке-
та и жгута) определяет диаметр волокна в жесткой заготовке. Сле-
дует отметить, что трудности, связанные с операцией укладки волок-
на при намоточной технологии, здесь отсутствуют, так как одно-
жильные световоды имеют существенно больший диаметр и автома-
тически укладываются параллельно друг другу при формировании
пакета.
Процесс вытравливания наружных оболочек жил из жесткой
заготовки жгута возможен благодаря различию в химической ус-
тойчивости стекол наружной и светоизолирующей оболочек.
Чистота поля зрения изготавливаемых жгутов зависит от кон-
центрации, температуры и длительности воздействия растворителя
на жесткую заготовку жгута. Выбор режимов травления не зави-
сит от длины вытравливаемой жесткой заготовки, а определяется
только сечением жгута и толщиной вытравливаемых прослоек.
7.8.8. ИЗГОТОВЛЕНИЕ ГРАДАНОВ
Граданы (или сельфоки) представляют собой световоды с гради-
ентным профилем показателя преломления. Если показатель пре-
ломления уменьшается от оси световода к его краю по параболичес-
кому закону, то в таком световоде лучи распространяются не по
ломаной прямолинейной траектории с отражениями от границы
жила—оболочка, как в световодах со светоизолирующей оболочкой,
403
а по синусоидальной кривой. Градан работает как оптическая лин-
за и формирует изображение на своем выходном торце. Оптимиза-
ция технологических режимов позволяет в настоящее время изго-
товлять граданы с оптимальным профилем показателя преломле-
ния, в которых аберрации уменьшаются практически до нуля, и
диаметр фокального пятна определяется дифракционным пределом.
Для изготовления граданов применяют технологии нейтронной
бомбардировки, химического осаждения из газовой фазы, ионного
обмена, пористых стекол [7.43].
Нейтронная бомбардировка боросиликатных стекол позволяет
получить граданы диаметром 0,1 мм с Ап = 0,02. Основная труд-
ность состоит в необходимости внедрения большого количества
нейтронов, чтобы обеспечить требуемый градиент профиля показа-
теля преломления и регулярность профиля вдоль волокна.
Химическим осаждением из газовой фазы удалось получить
граданы диаметром 0,1 мм с Ап = 0,01. Технология химического
осаждения не позволяет получить линзы достаточно большого ди-
аметра.
Технология пористых стекол позволяет получать граданы боль-
ших диаметров (около 50 мм) с Ап = 0,04. Основные трудности
связаны с обеспечением однородности профиля показателя пре-
ломления.
Ионный обмен — основная технология изготовления волокон-
ных световодов с градиентным профилем показателя преломле-
ния. Эта технология позволяет в наибольшей мере контролиро-
вать ход процесса и влиять на него, изменяя концентрацию рас-
плава, температуру, состав стекол.
Градиент показателя преломления по толщине образца (или по
диаметру волокна) возникает при обмене катионов, вносящих раз-
личный вклад в показатель преломления. По величине вклада
в показатель преломления одновалентные катионы могут быть рас-
положены в следующий ряд: Те+ > Cs+ > Li+ > Na+ = К+ = Rb+.
Известны следующие способы получения граданов:
на основе диффузиии ионов между расплавами двух стекол (тех-
нологически могут быть оформлены в виде метода двойного тигля);
на основе ионного обмена между стеклом и расплавами солей;
на основе избирательного улетучивания отдельных компонен-
тов из стекол при высоких температурах.
Наиболее перспективными являются первые два способа.
Метод двойного тигля использует литиевое стекло для сердце-
вины и натриевое стекло для оболочки. От двойного тигля, с помо-
щью которого формируется обычное стекловолокно, данное устрой-
ство отличается тем, что срез фильеры, через которую поступает
расплав стекла для сердцевины, расположен выше среза фильеры,
из которого вытягивается оболочка волокна. В результате поверх-
ность контакта расплава стекол двух составов находится извест-
ное время в зоне высоких температур, где ионный обмен может
протекать с высокой скоростью, что и приводит к постепенному
404
изменению показателя преломления в направлении, перпендику-
лярном к оптической оси волокна. При этом выбирают размеры
фильер и расстояния между их срезами в зависимости от диаметра
волокна и характера распределения показателя преломления.
Удлинение патрубка внутренней фильеры при сохранении по-
стоянным взаимного расположения сосудов значительно улучша-
ет стабильность процесса и резко снижает опасность смешивания
расплавов.
Рабочая температура процесса должна находиться: 1) выше верх-
ней границы кристаллизации стекол для сердцевины и оболочки;
2) вблизи нижнего предела температуры, определяемой требовани-
ем (1), для возможного уменьшения коррозии платинового двой-
ного тигля.
Метод ионного обмена в расплавах солей представляет боль-
шой интерес, так как здесь достигается наибольшее изменение по-
казателя преломления по сечению самофокусирующего волоконно-
го элемента. При использовании метода ионного обмена в распла-
вах солей к стеклу предъявляются следующие требования: стекло
должно содержать ионы, легко обменивающиеся на ионы из рас-
плава, иметь высокую химическую устойчивость к расплавам со-
лей, в которых оно будет обрабатываться; не кристаллизоваться
в течение длительного времени при температурах обмена и обла-
дать свойствами, необходимыми для вытягивания волокна. При
проведении ионного обмена решающую роль играют три фактора:
состав расплава, температура и время обработки. Расплав солей
обычно подбирают исходя из следующих соображений: расплав не
должен разлагаться при температурах термообработки, химически
взаимодействовать со стеклом; удельный вес расплава должен быть
возможно ближе к удельному весу стекла (это дает возможность
проводить обработку при более высоких температурах без опасно-
сти деформации волокна). По технологии ионного обмена можно
получать граданы диаметром 5 мм с Ап = 0,04, обеспечивающие
диаметр фокального пятна 1,8 мкм.
7.8.9. ИЗГОТОВЛЕНИЕ ИК-СВЕТОВОДОВ
Световоды для волоконно-оптических элементов, работающих
в ИК-области спектра, обычно изготовляют из бескислородных сте-
кол типа ИКС [7.45, 7.46]. Существуют световоды на два спект-
ральных диапазона: 0,7-9,0 и 1-16 мкм. Перспективными мате-
риалами для световодов среднего ИК-диапазона являются халько-
генидные стекла и стекла на основе фторидов и оксидов тяжелых
металлов. Теоретически минимальные потери могут быть достиг-
нуты на фторцирконатных стеклах 0,001 дБ/км наХ = 4 мкм. Эти
стекла прозрачны до 5,5 мкм, обладают относительно широким
диапазоном вытяжки, которая составляет 100-150 °C. Фторцир-
конаты обладают композиционной гибкостью. Стекла на основе
405
BaF2/ThF4 прозрачны до 7,0 мкм, но относительно нестабильны и
требуют быстрого охлаждения.
Высокая химическая стойкость, длинноволновая граница про-
пускания, достигающая 12-20 мкм, устойчивость к расстекловыва-
нию, приемлемая механическая прочность позволяют считать халь-
когенидные стекла также перспективным классом материалов для
волоконных световодов ИК-диапазона.
Процесс вытяжки световодов из ИК-волокна часто включает
в себя одновременно две стадии: варку стекла и выработку волок-
на. Фторидный состав реагирует с атмосферой и некоторыми мате-
риалами тиглей, увеличивая тем способность к кристаллизации
и загрязнению. Поэтому производство этих стекол должно вестись
в строго контролируемых условиях: материал тигля должен быть
химически инертен, необходим строгий контроль атмосферы во
время варки и охлаждения. Для уменьшения содержания ОН и
уменьшения потерь во фторидных стеклах проводится ряд допол-
нительных технологических операций (например, сублимационная
очистка в сухом кварцевом боксе).
Для халькогенидных стекол процесс получения цилиндричес-
ких заготовок может быть совмещен с процессом синтеза стекла,
т. е. отливка заготовок производится в том же самом реакцион-
ном сосуде из кварцевого стекла. Затем поверхность подвергается
безводному оптическому шлифованию и полированию. Для удале-
ния с боковой поверхности примесей органических веществ боко-
вая поверхность обрабатывается особо чистым раствором СС14.
Для вытяжки волокна из ИК-стекол применяют оба хорошо
известных метода: фильерный и метод штабик-трубка.
Преимуществами фильерного метода являются непрерывность
процесса, позволяющая выработать волокна большой длины, и
уменьшение роста кристаллов за счет быстрого охлаждения на
переходе расплав—волокно. Вязкость многих ИК-расплавов зави-
сит от температуры. Даже в удачных системах вязкость может
изменяться на два порядка в диапазоне 20 °C. Это значит, что
рабочая зона для этих систем ограничена.
При вытяжке волокна из цилиндрической заготовки необходимо
защитить ее поверхность от воздействия атмосферы, например,
продувкой сквозь зону вытяжки или созданием зоны особой чисто-
ты. Механическая прочность волокна зависит от присутствия
в волокне кристаллов, качества поверхности заготовок при вытя-
гивании волокна по методу штабик—трубка. Теоретические оцен-
ки определяют прочность световодов из халькогенидного стекла
примерно в три раза меньшую, чем для световодов на основе плав-
ленного кварца, т. е. около 1,5-3,0 ГПа (реальная прочность ниже
из-за большого числа дефектов поверхностного происхождения).
Один из способов уменьшения дефектов механической прочности
волокна заключается в очистке штабиков. Так, травление поверх-
ности увеличивает прочность волокна в 1,5-2,0 раза. В целях уп-
рочнения на световоды наносят полимерное покрытие. Для халь-
406
когенидного волокна это, например, фторопласт Ф-42 (сополимер
тетрафторэтилена с винилиденфторидом), прозрачный в средней
ИК-области до 6,5 мкм, который может наноситься на световоды
из раствора.
Уровень оптических потерь в ИК-волокнах, как в промышлен-
ных, так и в лабораторных образцах, довольно высок и превышает
обычно 1 дБ/м; обусловлен он в основном примесным поглоще-
нием. Для халькогенидных стекол он составляет 34-100 дБ/м
в области длин волн 2-3 мкм; 170-500 дБ/км в области длин волн
4-6 мкм и 4,5-8,0дБ/м в области 10-12 мкм.
Известны также ИК-световоды из монокристаллических и по-
ликристаллических волокон, изготовленных из оксидов металлов
(гранатов, лейкосапфиров), фторидов лития и магния, галогенидов
тяжелых металлов.
Поликристаллические световоды изготовляют методом экстру-
зии из галогенидов таллия и серебра, которые обладают высокой
пластичностью. Они характеризуются низкими потерями в диапа-
зоне около 10 мкм; минимальные значения потерь, достигнутые
к настоящему времени, составляют примерно 0,1 дБ/м на длине
волны 10,6 мкм, что в 104 раз выше теоретически предсказанного
уровня. По таким световодам удалось передавать лазерное излу-
чение мощностью свыше 120 Вт.
Следует отметить, что оптические потери в поликристаллических
световодах увеличиваются со временем из-за роста зерен и вслед-
ствие пластической деформации. Установлено также, что присут-
ствие водяных паров в окружающей атмосфере вызывает рост опти-
ческих потерь, обусловленных коррозией поверхности световода.
Для получения монокристаллических световодов используют
главным образом такие материалы, как AgBr, CsBr, CsI, TIBr—Til
и др. Световоды получают различными вариантами метода капил-
лярного формообразования, а также бестигельными методами, ко-
торые исключают контейнерное загрязнение расплава. Их досто-
инством является широкий диапазон прозрачности, простирающий-
ся от видимого до дальнего ИК-диапазона. Оптические потери
в монокристаллических световодах из CsBr диаметром 1 мм на длине
волны 10,6 мкм составляют 0,3 дБ/м, на длине волны 5,7 мкм —
менее 0,1 дБ/м. По такому световоду было передано излучение
непрерывного СО2-лазера мощностью 47 Вт. Недостатком моно-
кристаллических световодов является значительный рост оптичес-
ких потерь вследствие пластической деформации при их много-
кратном изгибе.
7.8.10. ИЗГОТОВЛЕНИЕ КВАРЦЕВЫХ ВОЛОКОН
Наибольшее количество световодов изготовляют из кварцевого
стекла, что прежде всего обусловлено высокой микрогомогеннос-
тью структуры этого однокомпонентного материала. Другая осо-
407
бенность кварцевого стекла заключается в том, что оно может быть
получено из газообразных, легко очищаемых соединений, из кото-
рых удалены все красящие примеси, в том числе и примеси воды,
поглощающие инфракрасные излучения в области 0,9-2,7 мкм.
Для увеличения показателя преломления кварцевого стекла ис-
пользуют диоксид германия, пятиоксид фосфора, диоксид титана.
Для понижения показателя преломления можно использовать до-
бавки борного ангидрида или фтора. Все способы получения особо
чистого кварцевого стекла основаны на гидролизе или окислении
летучих соединений кремния, германия, фосфора и бора и осажде-
нии полученных оксидов на подложке. Подложки чаще всего вы-
бирают в форме трубы или стержня, из которых после осаждения
особо чистого стекла изготовляют пресс-форму. Из пресс-формы
вытягивают волокно [7.113].
Рассмотрим основные типы кварцевых волокон.
В волокне кварц—полимер оптическая оболочка изготавлива-
ется из органических полимеров (силиконовых каучуков), а серд-
цевина — из нелегированного кварцевого стекла. Это типичные
ступенчатые световоды с апертурой около 0,35. Диаметр сердцеви-
ны 100-600 мкм. Световоды имеют малую ширину пропускания
(около 20 мГц/км). Они наиболее просты в изготовлении, что опре-
деляет их сравнительно низкую стоимость. Типичные значения
затухания в этих волокнах составляют 5-20 дБ/км в ИК-области
спектра.
В волокне квац—кварц оптической оболочкой является квар-
цевое нелегированное стекло. Высокопреломляющая жила полу-
чается из кварцевого стекла, легированного оксидом германия или
фосфора. Диаметр оболочки 125 мкм, сердцевины 50 мкм. Аперту-
ра этих волокон составляет 0,18-0,24. Затухание в типичных
световодах равно 3,5-4,0 дБ/км при Х= 0,85 мкм, 1,0-1,5 дБ/км
приХ= 1,33 мкм. Ширина полосы пропускания до 1,0 ГГц/км. Све-
товоды выпускают в первичных полимерных защитных оболочках
из силиконовых каучуков или эпоксиакрилов, диаметр их поли-
мерной оболочки 220-250 мкм. Максимальная строительная дли-
на таких световодов 5-100 км. Уменьшение типов колебаний, рас-
пространяющихся по световоду, приводит к резкому уменьшению
затухания и увеличению ширины полосы пропускания, что опреде-
ляет их применение в магистральных линиях связи. Наиболее
типичны волокна со следующими параметрами: 125 мкм — диа-
метр кварцевой оболочки; 10 мкм — диаметр сердцевины. Затуха-
ние в таких световодах составляет 0,3-0,7 дБ/км при А = 1,33 мкм;
0,20-0,25 дБ/км при Х=1,55 мкм. Как и градиентные волокна,
одномодовые световоды покрыты полимерными защитными обо-
лочками.
408
7.9. ИЗГОТОВЛЕНИЕ ШКАЛ И СЕТОК
7.9.1. ВИДЫ ШКАЛ И СЕТОК, ТРЕБОВАНИЯ К НИМ
К нетиповым оптическим деталям, объединенным термином
«шкалы и сетки», относятся различные измерительные линейные
и круговые шкалы, визирные и измерительные сетки, модуляцион-
ные растры, лимбы, кодовые диски, миры и испытательные тесты,
трафареты, щели, сетчатые и дырчатые ослабители излучения, не-
которые элементы микрооптики [7.47] и другие детали оптическо-
го приборостроения, рисунок которых образован либо непосред-
ственно в материале деталей, либо в нанесенных на их поверх-
ность покрытиях. Сведения об основных видах шкал и сеток, их
назначении, конструктивных особенностях приведены в справоч-
никах и монографиях [7.48, 7.49].
Требования, предъявляемые к шкалам и сеткам, зависят от на-
значения и условий эксплуатации. Основными из них являются
следующие:
точность изготовления (ширина штрихов и промежутков, их
расположение, допустимые отклонения в размерах от требуемых
значений);
оптические характеристики (спектральные и интегральные, ко-
эффициенты пропускания т и отражения р заготовок, а также на-
носимых на них покрытий);
постоянство оптических и механических характеристик в усло-
виях эксплуатации;
оптическая чистота поверхности заготовок, покрытий, самих шкал
и сеток.
Классификация шкал и сеток в зависимости от точности изго-
товления приведена в табл. 7.10. В табл. 7.11 и 7.12 представле-
ны в качестве примера основные характеристики и допуски на
изготовление штриховых мир ГОИ и радиальных мир, применяе-
мых для определения разрешающей способности оптико-фотогра-
фических систем.
В зависимости от используемого материала заготовок шкалы и
сетки (табл. 7.13) подразделяются на четыре класса (группы) [7.50].
Выбор материала заготовок (подложек), а следовательно, и техно-
логического процесса определяется конкретными требованиями
к тем или иным шкалам и сеткам. Предварительную оценку ме-
таллов для изготовления определенных шкал и сеток можно со-
ставить исходя из данных соответствующих стандартов. Требова-
ния к стеклянным заготовкам приведены в табл. 7.14. Оптические
характеристики кристаллических и полимерных подложек шкал и
сеток приведены в 1-й главе справочника и в работах [7.51-7.54,
7.85, 7.86, 7.94].
В технике изготовления шкал и сеток наряду с разнообразными
материалами широко применяют зеркальные и светопоглощающие
(безбликовые) покрытия. Из зеркальных покрытий в сочетании
409
Таблица 7.10.
КЛАССИФИКАЦИЯ ШКАЛ И СЕТОК В ЗАВИСИМОСТИ
ОТ ТОЧНОСТИ ИЗГОТОВЛЕНИЯ
Группа Линейные размеры, мм Угловые размеры
Грубые Средней точности Точные Высокоточные Более 0,1 0,1-0,01 0,01-0,001 Менее 0,001 Более 5’ От 5 до Г Менее 1' » Г
Таблица 7.11. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ШТРИХОВЫХ МИР ГОИ
Номер миры Предел разреше- ния, штрих./мм Ширина штриха, мкм Допуск, %, не более
Ширина штриха Величина периода
1 200,0-50,0 2,5-10,0 ±5 2,5
2 100,0-25,0 5,0-20,0 +5 2,5
3 50,0-12,5 10,0-40,0 +5 2,5
4 25,0-6,30 20,0-80,0 +5 2,5
5 12,5-3,10 40,0-160,0 ±5 2,5
6 6,3-1,56 80,0-320,0 ±5 2,5
Таблица 7.12.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ РАДИАЛЬНЫХ МИР
Параметр миры Мира
18р Збр 72р
Число секторов (светлых) 18,0 36,0 72,0
Угловое значение сектора миры,0 10,0 5,0 2,5
Допуск на угловое значение сектора, % +5,0 ±5,0 +5,0
Внутренний диаметр кружка, мм, не более 0,25 0,5 1,0
Таблица 7.13. МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ В ТЕХНОЛОГИИ
ИЗГОТОВЛЕНИЯ ШКАЛ И СЕТОК
Класс (группа) Материал заготовки, марка материала
I. Шкалы и сетки металли- ческие П. Шкалы и сетки, растры, кодовые диски на стекле III. Растры на кристалли- ческих подложках IV. Шкалы, сетки, растры, маски на полимерах Алюминий (АООП, АДООП, А5, АД1, АД1Н); дюр- алюминий (Д16Т, Д16АТК); алюминиево-магниевый сплав (АМГ2Н); медь (Ml, М2); латунь (ЛС59-1, Л62, Л63); бронза бериллиевая (БрБ2) и кремнистомарган- цевая (БрКМЦЗ-1); молибден; нейзильбер (МНЦ15-20); сталь инструментальная (У8А) и сталь коррозионностой- кая (1Х18Н9Т); инвар (ЭИ797); железоникелевый сплав — пермаллой (79НМ, 50НП) [7.48, 7.49]. Оптическое стекло (К8,К108,ТФ2,БК10,БК110,Ф-108, БФ24 и др.); фотостекло, зеркальное стекло, светорас- сеивающее стекло, стекла для ИК-области (ИКС); си- талл оптический (СО-156, СО-115) [7.48]. Германий, кремний, КРС, сурмянистый индий, сап- фир [7.51], флюорит [7.48]; фтористый литий, фторис- тый магний (КО12), иодистый литий и др. Органическое стекло (плексиглас), целлулоид белый и др.; лавсан (ПЭТФ)
Прим ечания. 1. Тонколистовой металл (фольга) толщиной 0,03-0,30 мм используют для изготовления шкал методом сквозного травления. 2. Листовой металл толщиной 0,5-1,0 мм ис- пользуется для глубинного травления и для нанесения рисунка на металлическую подложку.
410
Таблица 7.14. ОСНОВНЫЕ ПАРАМЕТРЫ СТЕКЛЯННЫХ ЗАГОТОВОК
ДЛЯ ШКАЛ И СЕТОК
Параметр Для шкал и сеток (0 = 6+150 мм) Для лимбов (0 до 430 мм)
Отклонение по nD и пр-пс Оптическая однородность Двойное лучепреломле- ние Светопоглощение Бессвильность для рабо- чей зоны Пузырность для рабочей зоны Точность формы поверх- ности Чистота поверхности зоны: рабочей нерабочей Клиновидность для диа- метров, мм: менее 20 более 20 4В 3-5 3-5 3 1 1 Н< 10+20 колец ЛН = 1+2 кольца От 0-10 до 0-40 III 15' 10' 4В 3-5 2 0-3 1 1 N s 10 колец &N < 2 кольца 0-20 V От 5 до 10" От 5 до 10'
с различными защитными слоями наиболее распространено сереб-
ро, наносимое химическим способом из раствора или с помощью
пульверизатора, а также распыляемые в вакууме хром и алюми-
ний. Светопоглощающие слои создают вакуумным испарением кер-
метов; механическим способом или электроосаждением наносят
черные лакокрасочные покрытия, гальваническим наращиванием
получают черный хром и никель. Для дальнейшего снижения или
повышения отражения от покрытий и заготовок, а в итоге, от шкал
и сеток, на них наносят прозрачные интерференционные покрытия
заданной оптической толщины. Чистота поверхности заготовок
определяет качество наносимых покрытий, фотослоев и получае-
мых шкал и сеток. Требования к чистоте поверхности оптических
деталей из стекла, кристаллов, полимерных материалов, оптичес-
кой керамики и металлов с нанесенными на них шкалами и сетка-
ми изложены в ГОСТ 11141-84*.
7.9.2. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ОБОРУДОВАНИЕ
Технологические процессы изготовления шкал и сеток подраз-
деляют на делительно-граверные (механические), фототехнологи-
ческие и физические. Преимущественное применение имеют дели-
тельно-граверные и фототехнологические процессы.
В основе делительно-граверных процессов лежит метод нанесе-
ния штрихов режущим инструментом на поверхности заготовок
или в защитных органических и металлических покрытиях с по-
мощью делительных машин; сопутствующие обозначения на шка-
лах и сетках в этих процессах наносят на копировально-фрезер-
ных станках (пантографах). Описание основ делительно-гравер-
411
ных процессов и оборудования приведено в работах [7.49, 7.55,
7.56].
Делительные машины по функциональному назначению под-
разделяют на продольные, круговые и специальные [7.49]: про-
дольные применяют для нанесения штрихов на линейных заготов-
ках, круговые — для создания лимбов, кодовых дисков, специаль-
ные — для нанесения кривых сложной формы и шкал с особым
расположением штрихов (неравномерных шкал, телевизионных
растров, шкал измерительных приборов на барабанах, специаль-
ных мелкоструктурных сеток и т. п.).
Технические характеристики некоторых продольных и круго-
вых делительных машин отечественного производства приведены
в гл. 9. Известны машины других фирм-изготовителей (в частно-
сти, «СИП», «Табани», «К. Цейсс») [7.49]. Так, модель МД35А фир-
мы «СИП» (Швейцария) обеспечивает нанесение делений с точнос-
тью до 0,001 мм и производительностью 100 штрихов в минуту.
Продольная машина TLF315 с программным управлением фирмы
«Файнмесс» (Германия), предназначенная для серийного производ-
ства шкал и сеток, позволяет наносить штрихи как с одинаковы-
ми, так и с неравномерными промежутками между ними одновре-
менно на 24 заготовках. Делительная машина ВЕ44И нарезает
клинообразные штрихи [7.49]. В ряде случаев прибегают к деле-
нию на переоборудованных микроскопах типа УИМ и координат-
но-расточных станках. С помощью переоборудованных универсаль-
ных измерительных микроскопов наносят деления на площади
200 x100 мм (УИМ-21, УИМ-23) и 500x200 мм (УИМ-24).
По точности производимого деления (нанесения штрихов) де-
лительные машины делят на четыре класса (табл. 7.15). Машины
I-III классов — автоматические, IV класса — автоматические, по-
луавтоматические и ручные. Прецизионные делительные машины
снабжены механическими и фотоэлектрическими системами конт-
роля и управления работой исполнительных механизмов.
Копировально-фрезерные станки (пантографы) представляют
собой устройства для нанесения линий, цифр, букв и других обо-
значений. Пантографы могут быть горизонтальными и вертикаль-
ными, одно- и многорезцовыми, автоматическими и ручными, для
металлов и стекла [7.49]. Из отечественных копировально-фрезер-
ных станков распространены модели 6А463, 6Л463 и 6Т463. Пан-
тографы допускают
Таблица 7.15.
КЛАССЫ ДЕЛИТЕЛЬНЫХ
МАШИН ПО ТОЧНОСТИ
Класс Точность деления для машин
продольных, мм круговых,"
I 0,0005 0,1
II 0,001 1,0
III 0,005-0,010 10,0
IV Более 0,010 Более 10,0
уменьшение и увели-
чение копируемых
обозначений до 50х.
Копиры, выполнен-
ные из эбонита, орг-
стекла или других
пластмасс, использу-
ют для изготовления
малого числа копий;
412
при серийном производстве шкал и сеток применяют копиры из
латуни или стали.
Обозначения и штрихи наносят при постоянной относительной
влажности (65 %) в термостатированных и обеспыленных по 1-й
категории помещениях. Помещения должны быть расположены
на прочном фундаменте, вдали от источников механических коле-
баний [7.49, 7.57]. Высокоточные делительные машины дополни-
тельно размещают в помещениях-боксах с двойными стенами, от-
деляющими их от других помещений, в которых находятся менее
точные механизмы. Делительные машины, особенно прецизионные,
устанавливают на индивидуальные виброзащитные фундаменты.
Различают несколько основных групп делительно-граверных
процессов изготовления шкал и сеток в зависимости от способа
нанесения штрихов (резание или гравирование), применяемых ма-
териалов и последующих (после деления) технологических опера-
ций (табл. 7.16).
Прямое деление по стеклу (см. табл. 7.16, п. 1.1) производят
алмазным резцом, который на всей нарезаемой поверхности дол-
жен давать штрихи равной ширины. Поэтому при резании по стеклу
и металлам ширина лезвия резца должна быть не менее 7 мкм.
Точные линейки большой длины изготовляют на специальном
малоусадочном стекле.
Деление по металлу (1.2) производят резцом-фрезой из углеро-
дистой стали марок У10 и У12, быстрорежущей стали марки Р18
или твердого сплава марки Т15К6.
Гравирование по металлическим покрытиям (1.3) осуществля-
ют сразу после нанесения этих покрытий, пока они имеют мелко-
зернистую структуру (позже она переходит в крупнозернистую).
Нанесение штрихов на старые покрытия приводит к растрескива-
нию их по краям; само покрытие при этом легко отслаивается от
подложки. Тонкие штрихи получают на полупрозрачных плен-
ках. Резцы для деления по металлическим покрытиям изготов-
ляют из углеродистой (У8А, У10А, У12А) или легированной (ХВГ,
9ХС и ХВ5) стали.
В механохимических процессах используют два типа покры-
тий: металлические и органические.
Металличеёкие защитные маски получают непосредственно де-
лением по пленке металла (II.5) или делением по вспомогатель-
ному защитному слою с последующим травлением металлическо-
го покрытия (II. 6). Из органических веществ для получения за-
щитных масок и последующего химического травления по этим
маскам чаще всего используют воск, а также полистирол и его
хлорпроизводные, сополимер стирола и а-метилстирола, канифоль
и др. [7.49].
При использовании защитных покрытий из воска ширина трав-
ленных в стекле штрихов зависит от способа его нанесения: при
нанесении воска кистью при температуре 110-120 °C на нагретую
До 120-130 °C стеклянную заготовку минимально получаемый
413
Таблица 7.16.
ОСНОВНЫЕ ГРАВЕРНО-ДЕЛИТЕЛЬНЫЕ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Номер груп- пы Заготовка • Основные операции Назначение Минималь- ная шири- на штри- ха, МКМ
I. Механические процессы
1.1 Малоусадочные опти- ческие стекла Прямое нарезание, за- полнение штрихов сос- тавами-запусками [7.49, 7.55] Линейки для станков 3,0
1.2 Металлы: сталь, инвар, медь и ее сплавы Прямое нарезание, за- полнение штрихов сос- тавами-запусками [7.49, 7.55] Измерительные линейки 5,0
1.3 Покрытие из металла на стекле: алюминий, серебро (0,4-0,1 мкм); серебро со свинцово- оловянным слоем (1,5- 0,3 мкм); хром,никель Гравирование покры- тия, удаление стружки [7.49] Негативные («обратные») сет- ки, кодовые дис- ки, фотошабло- ны, маски для травления стек- ла 3,0 10,0 5,0
1.4 Оргстекло, другие по- лимеры Нарезание, заполне- ние штрихов составами- запусками [7.49] Шкалы и сетки, копир-шаблоны -
II. Механо-химические процессы
II.5 Покрытия из металлов на стекле: серебро (0,4-0,1 мкм); серебро со сплавом (1,5-0,3 мкм) [7.9] Гравирование, хими- ческое травление, уда- ление защитного по- крытия, заполнение штрихов составами-за- пусками Шкалы, сетки 10,0 20,0
II.6 Органические защит- ные покрытия (воск) на металле Гравирование, хими- ческое травление, уда- ление защитного по- крытия Сквозные шка- лы и сетки, мо- дуляторы —
II.7 Органические защит- ные покрытия (воск, ка- нифоль и др.) на стекле Гравирование, хими- ческое травление, уда- ление защитного по- крытия, заполнение штрихов составами-за- пусками [7.49, 7.55] Шкалы и сет- ки, линейки, ме- ры длины для станков 4,0-10,0
III. Механо-вакуумные процессы
III. 8 Термоустойчивые орга- нические защитные по- крытия (полистирол и др.' на стекле, металлах, си- талле Гравирование, вакум- ное нанесение в штрихи металла, керметов и дру- гих покрытий, удаление защитной маски Износо- и кор- розионноустой- чивые фотошаб- лоны, шкалы и сетки, меры дли- ны, кодовые дис- ки и др. 1,0-3,0
414
штрих равен 10 мкм; штрихи шириной до 4 мкм могут быть полу-
чены при нанесении воска из батистового мешочка или разравни-
вании его тонкой эластичной пленкой.
Химическое травление стеклянных деталей по защитным мас-
кам (П.7) проводят в растворах плавиковой кислоты или ее па-
рах. Для предотвращения высыпания (выкрашивания) светопо-
глощающих или отражающих составов, заполняющих вытравлен-
ные штрихи, поверхность последних должна быть шероховатой
(матовой).
В механовакуумных процессах (III.8) для получения защитных
масок применяют термостойкие лаки из полимеров. Вакуумные
покрытия, из которых создают рисунок шкал и сеток, после деле-
ния наносят на выгравированную защитную маску из полимера.
Непрозрачное хромовое покрытие в зависимости от способа ваку-
умного нанесения имеет толщину в пределах 0,15-0,3 мкм. Рису-
нок шкал и сеток после нанесения покрытия выделяют растворе-
нием полимерной лаковой пленки.
Фототехнологические процессы изготовления шкал и сеток (тех-
ника точной фотографии) подразделяются на фотографические, фо-
толитографические и фотополиграфические.
Фотографические процессы позволяют получать в светочувстви-
тельном слое, нанесенном на подложку, амплитудное или ампли-
тудно-фазовое изображение посредством комплекса операций, вклю-
чающих экспонирование фотослоя, проявление и закрепление изо-
бражения с возможным последующим избирательным окрашива-
нием рабочей поверхности детали или фотослоя, в котором обра-
зовано изображение шкал и сеток.
Фотолитографические процессы обеспечивают получение изоб-
ражения шкал и сеток методами травления или нанесения слоя
пленкообразующего вещества по защитным рельефным маскам,
образованным на поверхности заготовок из слоя высокомолеку-
лярного светочувствительного соединения (композиции) путем его
экспонирования и последующего проявления рельефного изобра-
жения.
Фототехнологические процессы позволяют изготовлять шкалы
и сетки со штрихами шириной до 1,25 мкм и щели в тонколисто-
вом металле (фольге) — до 2,5 мкм. Большинство фототехнологи-
ческих процессов состоит из двух этапов: 1) изготовление фото-
шаблона (негатива); 2) получение самих шкал и сеток фотографи-
ческим или фотолитографическим методами копирования изобра-
жения фотошаблона на светочувствительном слое, нанесенном на
заготовки.
Фотошаблоны получают указанными в табл. 7.16 граверно-
делительными способами (1.1,1.3, II.5, III.8), а также фотографиче-
скими способами, схема которых приведена на рис. 7.38.
В трехступенчатом процессе изготовления фотошаблонов
(рис. 7.38) 1-й ступенью является создание в увеличенном масш-
табе оригинала на прозрачной или непрозрачной (отражающей)
415
Рис. 7.38. Схема процесса изготовления фотошаблона
подложке. При изготовлении тестов, таблиц и печатных плат не-
высокой точности оригиналы вычерчивают на ватмане или полу-
чают методом аппликации. Более точные оригиналы вычерчивают
на ватмане, натянутом на стеклянные пластины (точность± 0,3 мм),
нарезают или по черному нитролаку, нанесенному на плоское стек-
ло, или по верхнему светопоглощающему (красному) слою специ-
альной двуслойной пленки. Черный, нитролаковый, и верхний, крас-
ный, слои после вырезания удаляют. Нарезают с помощью резцов
на координатографах [7.49, 7.58]. Современные автоматические
координатографы дополнительно снабжены фотоголовками, позво-
ляющими выполнять запись топологии шаблона на фотослои.
Координатографы, имеющие фотоголовки, применяют в трех- и двух-
ступенчатых процессах изготовления фотошаблонов. Основные
характеристики некоторых автоматических координатографов при-
ведены в табл. 7.17.
Предварительный (промежуточный) фотошаблон (2-я ступень
процесса) получают с помощью репродукционных (редукционных)
фотокамер, снабженных набором объективов. Технические харак-
теристики репродукционных фотокамер приведены в табл. 7.18,
более подробные сведения о них имеются в работах [7.49, 7.58,
7.59]. Объективы репродукционных камер преимущественно рас-
считаны на длину волны Х = 546 нм. В этой области спектра наи-
более чувствителен глаз человека, а применяемые галогенидосереб-
ряные материалы имеют необходимую спектральную сенсибилиза-
цию и обладают наибольшей разрешающей способностью.
Для получения окончательных фотошаблонов (эталонного и
рабочего) уменьшают изображение промежуточного фотошаблона
(3-я ступень), а при необходимости его мультиплицируют с помо-
щью точных репродукционных фотокамер или фотоповторителей
[7.49, 7.58, 7.60, 7.61].
Двух- и одноступенчатые процессы получения фотошаблонов
позволяют исключить изготовление оригиналов. Для формирова-
416
ния изображения промежуточного и окончательного фотошабло-
нов в этих процессах применяют генераторы изображения, микро-
фотонаборные установки и лазерные фотопостроители, которые по
заданной программе экспонируют фотослой, создавая топологию
фотошаблона.
Генераторы изображения основаны на принципе сканирования
или фотонабора. В сканирующих генераторах развертка и запись
изображения осуществляются перемещением стола с фотослоем
или отклонением записывающего луча системой зеркал. Генерато-
ры с системой зеркал обеспечивают более высокую производитель-
ность, но меньшую точность. При сканировании запись изображе-
ния происходит непрерывно, что требует достаточно высокочув-
ствительных фотослоев, имеющих меньшую по сравнению с низко-
чувствительными слоями разрешающую способность. В связи с этим
сканирующие системы применяют главным образом в двухсту-
пенчатом процессе изготовления фотошаблонов.
Генераторы изображения, работающие на принципе фотонабора —
микрофотонаборные установки — основаны на построении фото-
изображения из отдельных (обычно уменьшенных в 10 раз при
проекции на фотослой) топологических элементов в виде прямо-
угольников размером от 30 х 30 мм до 0,03 х 0,03 мм и менее (диа-
пазон апертур зависит от модели установки). Микрофотонаборные
машины используют в одноступенчатом процессе изготовления
фотошаблонов. Изображение записывают на высокоразрешающие
Таблица 7.17. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
КООРДИНАТОГРАФОВ
Способ со- здания ри- сунка Параметр ЭМ-703 КПА-1200 С1218
Вырезание Размер рабо- чего поля, мм 1200x1300 1200x1300 1200x1300
Точность ре- зания, мкм ±50 +50 +30
Точность пов- торения, мкм - — +10
Скорость дви- 100 65 (по прямой); До 250
жения резца, мм/с (по прямой) 20 (по окружности) (по прямой)
Фотозапись Размер рабо- чего поля, мм - 500x500 1200x1750
Наименьшая ширина линии в изображении, мм 0,2 0,1
Отклонение линии по шири- не, мм — 0,02 (по прямой); 0,05 (по окружности) +10-15 мкм
Скорость пе- ремещения фо- тоголовки, мм/с До 250
417
418
Таблица 7.18.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РЕПРОДУКЦИОННЫХ ФОТОКАМЕР
Параметры ПП-12 ЭМ-503А ЭМ-513 «Клиш Микроника Э» (Германия)
Максимальные размеры экрана осветителя, мм 1000x1000 800x800 1300x1300 1200x1500
Максимальное рабочее поле оригинала, мм 900x900 750x650 1200x1200 -
Максимальные размеры фотопластинки, мм 120x120 90x120 90x120 600x600
Масштаб изображения Уменьшение (3 - 10/ Уменьшение 10х, 20х, 30х Уменьшение 20х, 40х, 50х 2:1; 1:2; 1:4; 1:10; 1:15; (10-100)*
Марка объектива ОБ-54; ОБ-56; ОП-16 «Орион-18», «Индустар-11» Эра 7; Эра 12-15 Тип «Апоронар» (/ = 24; 36; 60; 80 см); микроадаптеры МЕК с объективами «Оптон»
Освещение оригинала Проходящий, отраженный свет Проходящий свет Проходящий свет Проходящий, отраженный свет
Перемещение фотоплас- тины в плоскости изобра- жения (для мультиплици- рования), мм 100x100 90x100 90x100 —
Точность перемещения, мм ±0,001 ±0,002 ±0,002 -
Габаритные размеры (дли- на х ширина х высота), мм 1730x580x1640 1500x1260x1775 8600x1790x2165 5650x2500x2450
фотослои, в том числе фоторезисты. Описание генераторов изобра-
жения, их основные характеристики приведены в работах [7.49,
7.58-7.60].
Прецизионные лазерные фотопостроители позволяют синтези-
ровать фотошаблоны с круговой симметрией рисунка [7.61] или
с произвольной (не круговой) топологией [7.62]. В первом случае
по радиусу вращающейся подложки с фотослоем дискретно пере-
мещается луч света, во втором — наоборот, перемещается стол
в двух взаимно перпендикулярных направлениях. Применение
в фотопостроителях сфокусированного лазерного луча позволяет
использовать различные светочувствительные материалы: галоге-
нидосеребряные, фоторезисты, тонкие (30-200 нм) пленки хрома.
Минимальная достигаемая ширина штриха — около 1,0 мкм [7.61,
7.63].
Фотошаблоны, изготовленные по описанным технологическим
схемам, являются, как правило, эталонными; рабочими фотошаб-
лонами служат копии с эталонных. Их получают на галогенидосе-
ребряных фотослоях (эмульсионных фотошаблонах), на непрозрач-
ных хромовых или цветных транспарентных покрытиях. Хромо-
вые и транспарентные фотошаблоны изготовляют по фотолитогра-
фической технологии.
В фототехнологических процессах применяют галогенидосереб-
ряные и бессеребряные фотоматериалы. Галогенидосеребряные ма-
териалы используют главным образом для получения фотошаб-
лонов, реже — для изготовления шкал и сеток. Бессеребряные
фотослои — для получения износостойких рабочих фотошаблонов
и большинства шкал и сеток на различных подложках и покры-
тиях.
Из галогенидосеребряных слоев преимущественное применение
находят высокоразрешающие и высококонтрастные (у = 4 -г- 6) ма-
териалы на прозрачной подложке. Светочувствительность (S) при
сенситометрических испытаниях дополнительно определяют по
критерию, соответствующему оптической плотности почернения
D = 2,0 (SD = 2 о)- Оценка применимости слоев с точки зрения вос-
произведения мелких деталей (штрихов) производится не только
по разрешающей способности (В), но и по значению разрешения
Вш, отвечающему четкой передаче размера штрихов миры в полу-
чаемом на фотослое изображении. При равенстве в изображении
штрихов и промежутков между штрихами ширина неискаженного
по размеру штрихаI = 1000/2Вш. Разрешение по штриху Вш, как и
разрешающую способность R, можно определить контактным или
проекционным способом. С увеличением апертуры объектива А
проекционного резольвометра разрешение Вш возрастает в мень-
шей степени, чем разрешающая способность R [7.64].
Фотослои с Вл = 0 2= 200-е- 350 мм4 (А = 0,2 — апертура объек-
тива резольвометра) и 7?ш=35 мм4 [7.64], например, такие, как
фотопластинки ПФВР-01, фототехнические пленки ФТ41п, ФТ101,
419
ФТ102 (табл. 7.19) [7.65] обычно применяют для изготовления
фотошаблонов, шкал и сеток со штрихами шириной более 15 мкм.
Для получения структур со штрихами шириной до 1,5-3,0 мкм
используют наиболее высокоразрешающие фотослои (R > 1000 мм'1;
1?ш > 350 мм'1), политые на стеклянные подложки высокой плоскост-
ности: промышленные фотопластинки ФПР, ВРП [7.65], а также
слои сухого коллодиона лабораторного полива (см. табл. 7.19).
Бессеребряные фотослои, используемые в фотолитографических
процессах, служат для получения рельефных защитных масок, по
которым осуществляют последующие операции травления метал-
лов, стекла и покрытий, вакуумное, химическое и гальваническое
нанесение разнообразных пленок, окрашивание как самих рельеф-
ных структур-масок, так и открытых участков подложек. Приме-
няют преимущественно слои двух групп (табл. 7.20): 1) слои вы-
сокомолекулярных соединений (желатина, поливинилового спирта,
шеллака), очувствленные хромовокислыми солями (слои хромиро-
ванных коллоидов); 2) светочувствительные композиции (фоторе-
зисты), основными компонентами которых являются синтетичес-
кие пленкообразующие полимеры и светочувствительные соедине-
ния, обычно производные нафтохинондиазидов (позитивные фото-
резисты) или бисазиды (негативные фоторезисты) [7.60, 7.66, 7.95].
Светочувствительные слои с хромовокислыми солями использу-
ют в качестве защитных масок при избирательном травлении и
Таблица 7.19.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ГАЛОГЕНИДОСЕРЕБРЯНЫХ ФОТОМАТЕРИАЛОВ
Параметр ПФВР-01 ФТ41П ФТ101
Светочувствительность: S0,85 S0,2 Коэффициент контрастности Оптическая плотность вуали, не более Максимальная оптическая плотность, не менее Разрешающая способность, мм-1 Лш- MM’! Максимум оптической сенсибилиза- ции, нм 2,5-5,5 4,0-6,0 0,09 3,0 200-320 540-550 0,7-1,0 5,5 0,05 3,0 240 33 570+20 0,5 8,0 0,05 3,0 200-250 580±20
Параметр ФПР; ВРП Сухой коллодион
Светочувствительность: S0,85 Коэффициент контрастности Оптическая плотность вуали, не более Максимальная оптическая плотность, не менее Разрешающая способность, мм"1 лш, мм-1 Максимум оптической сенсибилиза- ции, нм 0,015; 0,014-0,028 >6,0 0,02 3,0 1700 410 520-530 3 10~4 4,5 3,0 1300 350 Не сенсиби- лизирован
420
нанесении металлов, сплавов и покрытий. Шеллак, имеющий раз-
решающую способность свыше 400 мм-1, применяют при нанесе-
нии покрытий в вакууме. Слои хромированной желатины, кроме
того, используют для получения дифракционных решеток гологра-
фическим методом; поливиниловый спирт (ПВС) широко приме-
няют для изготовления печатных плат [7.68].
В практике изготовления шкал и сеток преимущество отдается
позитивным фоторезистам. Они дают более резкий край штрихов
и обладают большей разрешающей способностью, чем негативные
фоторезисты и слои с хромовокислыми солями. Это позволяет по-
лучать оптическим способом элементы изображения размером до
1-2 мкм (см. табл. 7.20). Еще большую разрешающую способ-
ность имеют органические фоторезисты, чувствительные к корот-
коволновому ультрафиолету (Л = 150 -г- 320 нм) [7.95].
Важным преимуществом фоторезистов по сравнению со слоя-
ми хромированных коллоидов является их промышленное произ-
водство, что в итоге повышает выход годных изделий. Фоторези-
сты выпускают в виде жидких растворов, сухих слоев толщиной
25-100 мкм на рулонной подложке, защищенных до использова-
ния с двух сторон удаляемыми полимерными пленками, а также
в виде сухих слоев, нанесенных на стеклянные подложки со слоем
хрома или оксида железа Fe2O3 (толщина слоя резиста 0,5-0,8 мкм).
Жидкие фоторезисты (см. табл. 7.20) имеют универсальное при-
менение, сухие рулонные — преимущественно используют в техно-
логии печатных плат; сухие фоторезистивные слои, нанесенные на
хромированную подложку, применяют для изготовления износо-
стойких фотошаблонов.
Жидкие фоторезисты и хромированные коллоиды можно нанести
на заготовки шкал и сеток разными способами: вытягиванием из
светочувствительного раствора, сливом раствора из емкости, в кото-
рую помещена подложка, распылением (пульверизацией) раствора на
поверхность подложки, центрифугированием — распределением ра-
створа на поверхности вращающейся подложки, поливом на нивели-
рованную или поворачиваемую подложку, накаткой сухих пленоч-
ных резистов на подложку [7.60]. Выбор способа нанесения зависит
от физико-химических свойств светочувствительных растворов (ком-
позиций), формы и размеров заготовок, требуемых параметров наноси-
мых слоев. Наиболее универсальным и широко распространенным
способом полива является центрифугирование.
Так как бессеребряные фотослои имеют чувствительность в УФ-
и ближней видимой зонах спектра, копировальные устройства (про-
екционные и контактные) обычно оснащаются ртутно-кварцевыми
и ксеноновыми лампами. Равномерность освещения в плоскости
изображения должна изменяться не более чем на 5-10%.
УФ-фоторезисты, чувствительные в диапазоне Л = 210 -г- 320 нм, ис-
пользуют в сочетании с соответствующими источниками излуче-
ния: Хе — Hg-лампы (Л = 260 ± 20 нм), эксимерные лазеры (ХеС1,
Л = 308 нм; KrF, Л = 248 нм) [7.66].
421
Таблица 7.20.
422
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ БЕССЕРЕБРЯНЫХ ФОТО- И ЭЛЕКТРОННО-
ЧУВСТВИТЕЛЬНЫХ СЛОЕВ (РЕЗИСТОВ)
Тип, марка фоторезиста Область спект- ральной чувстви- тельности, нм Оптимальная толщина слоя, мкм Минимальная ширина штриха, мкм Проявитель Дефектность на 1 см2, не более Область применения
Фотослои с хромовокислыми слоями
Поливиниловый спирт [7.67] 300-500 — — Вода Шкалы и сетки, печатные платы, селективное травление и нанесение металлов, шкалы
Желатин 300-550 — — Вода — на оксидированном алюми- нии
Шеллак 300-550 Светочув ствительные комп Этанол озиции (фоторезисты. ‘)
Позитивные:
ФП-383 300-405 1,1±0,1 2,0+0,3 2 % Na3PO4 (водный) 10,0 Шкалы, сетки, металлизи- рованные шаблоны химичес- ким травлением, вакуумным
ФП-РН-7 — 0,9±0,2 2,5 0,6 % кон 20,0 нанесением покрытий
ФП-051К 310-420 2,1±0,2 2,0 0,6 % кон 3,0 Литография по рельефной поверхности
ФП-051Ш 310-420 1,0±0,1 1,0 0,6 % кон 4,0 Хромовые и цветные фото- шаблоны
ФП-051Т 310-420 1,3±О,3 2,0 0,6 % кон 4,0 Литография с химическим и ионным травлением, ваку-
ФП-051МК 310-420 1,6-1,8 1,0 ПП-051К умным нанесением покры- тий
423
ФП-25
СК-17; СК-502
Негативные:
ФН-11 (С, К)
УФП (позитивный)
УФН (негативный)
ЭЛП (позитивный)
ЭЛН (негативный)
— 7,0±1,0 0,4-0,6 20,0 0,5 % КОН ПП-1; ПП-051К — Шкалы глубинным трав- лением Голографические дифрак- ционные решетки
310-480 1,5-2,0 Фотор 10,0 езисты для коротк Уайт-спирит оволнового УФ-света — Шкалы травлением, хими- ческим и электрохимическим наращиванием металлов
240-300 0,5+0,05 0,8±0,2 0,6 % кон — Микросхемы, фотошаблоны,
220-300 0,6±0,1 0,8±0,2 Электронов 0,6 % КОН зисты шкалы и сетки с элементами не менее 1 мкм
— 0,5-0,6 0,3-0,5 Метил этилкетон+ изопропанол (1:2) 0,5 Микросхемы, шаблоны с субмикронными элементами
— 0,4-0,5 0,3-0,5 Метилэтилкетон+ этанол (5:2) 0,5 То же
Сушку резистивных слоев после нанесения и химико-фотогра-
фической обработки их, как и всех применяемых в технике изго-
товления шкал и сеток фотоматериалов, проводят в соответствии
с рекомендациями завода-изготовителя в условиях, исключающих
образование дефектов в фотослое и на его поверхности.
В табл. 7.21 приведены наиболее типичные фототехнологичес-
кие процессы изготовления шкал и сеток. Они более разнообразны
по сравнению с граверно-делительными и позволяют получать де-
тали с элементами изображения любой заданной формы.
Фотографические процессы (I группа) используют для получе-
ния фотошаблонов (промежуточных и эталонных), одиночных или
малых партий шкал и сеток.
Фотолитографические процессы (II группа) являются основны-
ми в производстве шкал и сеток.
Химическим и электрохимическим травлением получают сквоз-
ные и глубинные шкалы на листовых металлах, шкалы и сетки на
металлизированных подложках (стекло, ситаллы, пластмассы). Галь-
ваническим наращиванием слоев меди на токопроводящую мат-
рицу и последующим отделением этих слоев от матрицы могут
быть получены до 30-50 копий сквозных металлических шкал со
штрихами шириной до 10 мкм [7.49].
Травлением листовых металлов по маске из никеля, образо-
ванной фотолитографическим способом, делают сквозные шкалы,
растры, трафареты с наиболее мелкими элементами по сравнению
с другими процессами изготовления аналогичных изделий на ме-
талле.
Вакуумно-фотолитографические процессы (II.4) позволяют создать
шкалы и сетки с меньшей шириной штрихов, чем это удается хими-
ко- и гальванофотолитографическими методами. Так, вакуумным
нанесением покрытия по фоторельефу с последующим удалением
фоторельефной маски (метод обратной литографии) получают шка-
лы со штрихами до 1 мкм. При вакуумно-ионном травлении мате-
риала заготовки (II.4) ширина штрихов ограничивается лишь раз-
мерами элементов фоторезистивной маски и может, как и в случае
обратной литографии, достигать субмикронных значений. Примене-
ние ионного и ионно-химического травления в сочетании с фотоли-
тографическим процессом позволяет получать наряду с высокоточ-
ными шкалами и сетками голографические дифракционные решет-
ки, киноформные оптические элементы, фокусаторы и другие преци-
зионные элементы микрооптики [7.47, 7.63, 7.98].
Фотополиграфические процессы по сравнению с остальными об-
ладают наименьшей разрешающей способностью, а потому приме-
няются для изготовления грубых шкал и сеток, печатных плат,
надписей и обозначений.
Фототехнологические процессы проводят в помещениях с не-
актиничным освещением, оснащенных общей приточно-вытяж-
ной вентиляцией. Особо точные работы выполняются в помеще-
ниях с обеспыленным по 1-й категории воздухом при температу-
424
Таблица 7.21.
ОСНОВНЫЕ ФОТОТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ШКАЛ И СЕТОК
Основные технологические операции процесса. Виды получаемых шкал и сеток Ширина штриха, мкм
2. фотографические процессы (фотокопирование, проекционное репродуцирование, фотоделение, фотонабор) Изготовление фотошаблонов, шкал, сеток на галогенидосере- бряных слоях репродуцированием и фотокопированием Нанесение делений световым лучом (генераторы изображе- ния, фотопостроители). Синтез топологии фотошаблонов, шкал сеток на галогенидосеребряных и фоторезистивных слоях (фо- тонабор) II. Фотолитографические процессы (химико- и гальванофотолитографические, вакуумно-фотолитографические и комбинированные) 11.1 . Изготовление сквозных шкал и сеток на металле травлением и наращиванием Одностороннее химическое или электрохимическое травление тонколистового металла по защитному фоторельефу из ПВС, же- латина или фоторезиста [7.49] Травление фольги по никелевой маске, образованной нара- щиванием никеля по фоторезистивной маске [7.49] Двустороннее травление металла по совмещенным фоторе- зистивным маскам Гальваническое наращивание металла на токопроводящие мат- рицы, полученные фотолитографическим способом на подлож- ке, с последующим снятием копий с матрицы [7.49] II.2 . Изготовление глубинным травлением таблиц, марок на металле Травление металлических пластин по фоторельефным мас- кам с последующим заполнением рисунка составами-запусками П.З. Изготовление цветных шкал и сеток Окрашивание оксидированного алюминия и его сплавов по фоторельефным маскам Окрашивание желатинового и фоторезистивного фоторелье- фа на органических и неорганических стеклах 11.4 . Изготовление высокоточных шкал и сеток с применением вакуумных процессов Вакуумное нанесение металлов, керметов и других покры- тий по защитному фото рельефу (шеллак, фоторезисты) с после- дующим удалением последнего (метод обратной литографии) Ионное и ионно-химическое травление стекла, металличес- ких и металлдиэлектрических покрытий по защитным фото- рельефным маскам (7.47, 7.96] Химическое и электрохимическое травление покрытий, На- несенных вакуумным испарением, по фоторезистивным мас- кам III. Фотополиграфические процессы Офсетная, трафаретосеточная и литографическая печать изоб- ражений грубых шкал, печатных плат, надписей нанесением красок на подложки (7.55, 7.68] 50-100 (в зависимос- ти от металла) 5 5-50 (в зависимости от вида матрицы) Более 1,0-1,5 Не менее 1,0-1,5 Не менее 2,0
425
ре 20 ± 1 °C и относительной влажности 50 %. Отдельные опера-
ции технологических процессов (нанесение фотослоев, сушка, со-
вмещение и экспонирование, проявление изображения и др.) осу-
ществляются в специальных боксах (скафандрах, вытяжных шка-
фах, пылезащитных столах), имеющих автономную приточно-вы-
тяжную вентиляцию. Оборудование фототехнологических процес-
сов (координатографы, репродукционные фотокамеры и др.)
защищают от внешних механических колебаний и вибрации.
К физическим процессам изготовления шкал и сеток, отличаю-
щихся от граверно-делительных и фототехнологических по сред-
ствам (источникам) воздействия на материалы и покрытия, можно
отнести электроэрозионные (электроискровые и электроимпульс-
ные), лазерные, электронно- и ионнолучевые, рентгеновские. Из них
только электроэрозионные, лазерные и некоторые другие с сухим
проявлением и травлением изображения выполняют без стадий
химической обработки.
Основы электроэрозионных процессов изготовления шкал и се-
ток описаны в работе [7.55]. Применение их ограничено из-за
невысокой точности получаемых деталей.
Современные процессы и оборудование для создания микроизоб-
ражений с помощью лазерного излучения изложены в работе [7.69].
Они подразделяются на контурно-лучевые, контурно-проекционные,
проекционные, контактные и голографические.
Контурно-лучевые процессы, основанные на использовании сфо-
кусированного лазерного пучка, позволяют получать шкалы и сет-
ки, в том числе сквозные, прямым локальным испарением покры-
тий и тонких листовых материалов, обычно металлических. Основ-
ные недостатки процесса: неровность края изображения из-за не-
равномерного распределения энергии в фокальном пятне излучения,
появление валика (бруствера) по краям элементов изображения, раз-
брызгивание испаряемого металла и микротрещины в диэлектри-
ческой подложке из-за воздействия излучения высокой энергии.
В контурно-проекционном процессе сфокусированный лазерный
пучок ограничен апертурой (маской) обычно прямоугольной фор-
мы. Достоинствами метода при надлежащей точности перемеще-
ния рабочего стола с регистрирующим слоем и исключением пря-
мого испарения последнего являются высокое качество рисунка,
малая неровность края штриха и высокая разрешающая способ-
ность (до 4x4 мкм [7.69] и 1 мкм [7.63]). Лазерные процессы и
оборудование, основанные на использовании высокоэнергетических
сфокусированных пучков, помимо создания рисунков применяют
для устранения дефектов на хромовых шаблонах локальным ис-
парением или перепылением хромовой пленки [7.69].
Проекционный лазерный способ позволяет переносить на регис-
трирующий слой изображение шаблона со сложной топологией и
одновременно экспонировать значительно большую площадь, чем
предыдущими лазерными методами. Основной недостаток этого
426
способа — жесткие требования к равномерности освещения всего
поля шаблона-маски.
Контактный лазерный метод позволяет получать штрихи шириной
до 5-10 мкм вследствие дифракционных искажений при неплотном
прижиме копируемого шаблона к регистрирующему слою, усиливае-
мых используемым когерентным монохроматическим излучением.
Голографические процессы формируют амплитудное, фазовое и
объемное изображения высокого разрешения как на плоскости, так
и на поверхности сложной формы. Кроме того, голографический ме-
тод способен повысить точность совмещения при мультиплициро-
вании изображения шкал и сеток по сравнению с обычными проек-
ционными способами [7.60]. Однако сложность оборудования и про-
цедуры изготовления голограмм, их восстановление в обычное опти-
ческое изображение не позволяют широко применять метод в тех-
нике изготовления шкал и сеток.
Регистрация лазерного излучения в зависимости от мощности
излучения осуществляется различными способами: термическим
(испарением), термохимическими (окислением металлов, полиме-
ризацией, термодеструкцией) и фотохимическими (полимеризацией
и деструкцией полимеров). Испарение металлов происходит в мес-
тах действия лазерного облучения, создающего локальный высоко-
температурный нагрев испаряемого покрытия (например, испаре-
ние хрома при 2500 °C). Качество штрихов, полученных прямым
испарением, невысокое. Термическая пассивация металлов — окис-
ление поверхностной части покрытия — происходит при меньших
температурах, чем испарение (для хрома 700-1000 °C), без образо-
вания на штрихах краевых валиков и искажений размеров и фор-
мы штрихов. Это позволяет после химического вытравливания
неокисленных участков металла (без использования вспомогатель-
ной фоторезистивной или иной защитной маски) получать элемен-
ты шкал и сеток шириной до 1,0-2,5 мкм [7.63]. Регистрацию
лазерного излучения осуществляют также на термо- и фоторезис-
тах с последующим жидкостным или сухим вакуумным химичес-
ким или термическим проявлением рельефного изображения [7.69].
Электронно-, рентгено- и ионолитография были разработаны для
нужд микроэлектроники с целью создания топологических струк-
тур с элементами субмикронных размеров [7.97]. Применение этих
процессов в сочетании с процессами ионного и ионно-химического
травления [7.98] оптических покрытий и материалов по резистив-
ным защитным маскам является перспективным в технике изго-
товления особо высокоточных шкал и сеток с субмикронными
штрихами.
Электронно-лучевые процессы, как и рентгеновские, обеспечива-
ют получение микроструктур с большим разрешением, чем опти-
ческие; электронный пучок можно сфокусировать в пятно диамет-
ром до 10 нм [7.66]. Для экспонирования резиста электронным
пучком применяют сканирующие и проекционные системы. Элек-
тронорезистами являются слои полистирола и его производных,
427
метилметакрилата, других полимеров и сополимеров на основе ак-
риловой кислоты; возможно также применение промышленных
фоторезистов [7.66]. Электронолитография выходит на промыш-
ленный уровень: созданы отечественные электронно-лучевые уста-
новки высокого разрешения (ЭЛУВР) для экспонирования и элек-
тронорезисты (см. табл. 7.21). Основы техники электронолитогра-
фии освещены в работах [7.60, 7.66].
Современная технология изготовления микроструктур метода-
ми рентгенолитографии обеспечивает получение элементов разме-
ром до 0,1-0,5 мкм [7.66, 7.70]. Резистами служат некоторые
полихлоракрилаты; могут быть также использованы электроноре-
зисты в связи со сходностью действия на них электронов и рентге-
новского излучения [7.66]. При экспонировании применяют мяг-
кое рентгеновское излучение (0,25-3,0 кэВ).
Ионная литография позволяет получать структуры как с при-
менением резистов (например, сканирование по пленке полиметил-
метакрилата), так и прямым без применения резистов распылени-
ем (травлением) покрытия или подложки с помощью сфокусиро-
ванного пучка ионов. Разрешающая способность ионной литогра-
фии находится на уровне электронолитографии [7.96].
Как вариант физических процессов изготовления прецизионных
оптических элементов весьма перспективным является направле-
ние, основанное на полностью сухой (вакуумной) литографии, без
применения жидких резистов и обрабатывающих растворов [7.66].
Технологический процесс состоит из вакуумного нанесения покры-
тий и резистивных слоев на подложки, экспонирование резистов,
вакуумного термического, плазменного или фотопроявления защит-
ной маски, сухого вакуумного ионного или ионно-химического трав-
ления покрытий и подложек по защитным маскам и, наконец,
удаления в вакуумной камере остаточной резистивной маски. В ка-
честве вакуумных резистов используют органические резисты, нано-
симые сублимацией или путем синтеза на подложке полимерной
пленки из испаряемых мономеров, а также неорганические резисты,
в частности аморфные халькогенидные стекла типа As2S3, GeSe4 и
другие аналогичные двух- и многокомпонентные соединения [7.66,
7.71]. Достоинствами сухой технологии являются повышение ка-
чества выхода годных изделий и технического уровня производства
в целом. Применение сухого вакуумного процесса в технике изго-
товления шкал и сеток вполне реально в связи с возрастающим
развитием и внедрением в отрасли ионно-вакуумных технологий.
Контроль шкал и сеток [7.49, 7.58] производят на соответствие
чертежу и другой технической документации. Контроль может быть
качественным и количественным. Качественный контроль предус-
матривает общую оценку изделия, определение класса чистоты по-
верхности заготовок и готовых изделий по ГОСТ 11141-84”. Ко-
личественный контроль покрытий и готовых изделий включает
определение коэффициентов пропускания и отражения, спектраль-
ных характеристик, оценку на дефектность (число проколов и чер-
428
них точек), измерение ширины штрихов и периодов между ними,
базы мир, диаметров отверстий, расстояний между ними, дефект-
ность краев элементов шкал и сеток (резкость, неровность, размы-
тость, «выколки»).
7.10. ОПТИЧЕСКИЕ ДЕТАЛИ ИЗ ПОЛИМЕРОВ
Полимерные материалы наиболее целесообразно применять в мас-
совом и крупносерийном производстве оптических деталей неответ-
ственного назначения. Это детали визирной, осветительной и про-
смотровой оптики (линзы визирных устройств фотоаппаратов, све-
топроводы, конденсорные линзы, лупы, окуляры микроскопов). Час-
то полимерные детали выполняют одновременно несколько функ-
ций; крепежные оправы и оптические поверхности изготовляют как
единое целое с деталью. Например, при фокусировании зеркального
фотоаппарата применяется деталь, включающая в себя следующие
элементы: линзу Френеля для увеличения яркости изображения,
светоделительный клин и микропирамиды для наведения фотоап-
парата на резкость, матовую поверхность, позволяющую контроли-
ровать глубину изображения.
Низкая устойчивость полимеров к истиранию определяет рас-
положение полимерных деталей внутри оптических приборов. Их,
как правило, защищают деталями из неорганического стекла.
Для изготовления оптических полимерных деталей применяют
почти все методы переработки полимерных материалов: литье под
давлением, прессование, полимеризацию мономеров в форме, меха-
ническую обработку (точение, фрезерование, шлифование и полиро-
вание). Каждый из этих методов имеет свои преимущества и недо-
статки. При выборе способа изготовления конкретной оптической
детали учитывают требования, предъявляемые к оптическим по-
казателям качества полимерных деталей, серийность их производ-
ства и технические возможности их изготовления.
Литье под давлением оптических деталей из термопластов пред-
ставляет собой наиболее рациональный и производительный способ
изготовления оптических деталей и широко используется в массо-
вом и крупносерийном производстве [7.72]. Литьем под давлени-
ем изготовляют все виды линз, растры, световоды, зеркала, защит-
ные стекла, прозрачные и полупрозрачные колпаки и крышки.
Важнейшими технологическими факторами литья под давлени-
ем термопластов, влияющими на качество оптических изделий,
являются температура и давление литья, скорость заполнения формы
материалом, условия охлаждения материала в форме (табл. 7.22).
Машины для литья под давлением оптических деталей из тер-
мопластов представляют собой одночервячные литьевые термо-
пластавтоматы. Основными характеристиками литьевой маши-
ны, предназначенной для получения оптических деталей, являют-
ся: давление литья, обеспечивающее постоянство размеров изде-
429
Таблица 7.22. РЕЖИМЫ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ДЛЯ ДЕТАЛЕЙ
ИЗ ТЕРМОПЛАСТОВ
Термопласт Температура литья, °C Давление, МПа Температура формы, °C Время выдержки на 0,01 м толщины, с
Полиметилмета- 210±10 140-180 80+10 40-60
крилат Полистирол 200+10 60-150 40+10 10-30
Сополимер САН 220+10 120-150 50+10 20-40
Сополимер МС 230+10 70-120 80+10 15-60
Поликарбонат 300±10 160-200 100+10 40-60
лий (180-200 МПа), точное регулирование температуры пластика-
ционного цилиндра и бесступенчатое регулирование скорости впрыс-
ка расплава в форму. Этим требованиям отвечают термопластав-
томаты зарубежных фирм: «Арбург» (Arburg, Германия), «Энгель»
(Engel, Австрия), «Ниссей» (Nissei, Япония) (табл. 7.23).
Литьевые формы для получения оптических полимерных дета-
лей являются, как правило, стационарными и многогнездными.
Формующие пуансоны изготовляют из коррозионно-стойкой стали
марки 9X18, которая хорошо обрабатывается и полируется после
закалки. Отклонение формующих поверхностей от заданной кри-
визны N < 2, ДА < 0,2 при шероховатости не более Rz = 0,05 мкм.
Вследствие усадочных явлений при остывании отливки и упру-
гих деформаций при извлечении ее из формы радиусы преломляю-
щих поверхностей оптической детали, как правило, не соответству-
ют радиусам формующих поверхностей пуансонов литьевой фор-
мы. Это расхождение компенсируют изменением радиуса формую-
щей поверхности пуансона, используя для расчета выражение
Д71 = -/j(ri/r2)(r2 - гх + 0,33d),
где Дг^ — необходимое изменение радиуса формующего пуансона;
k — коэффициент деформации (для полиметилметакрилата k = 0,031);
г1’ г2 — расчетные радиусы линзы; d — толщина линзы.
Однако лучшие результаты дает отливка контрольной партии
линз с последующим корректированием формы.
Характерной особенностью изготовления оптических деталей из
полимеров является зависимость некоторых оптических показате-
лей от технологии переработки. В отличие от оптических деталей
из неорганического стекла, оптическое качество которых, за исклю-
чением дефектов поверхности, определяется качеством исходного
оптического материала, для полимерных деталей велика роль де-
фектов, которые возникают либо усугубляются в процессе перера-
ботки. При изготовлении деталей литьем под давлением в полиме-
ре увеличивается оптическая неоднородность и двулучепреломление,
появляются свили, пузыри, посторонние включения, погрешность
преломляющих поверхностей, децентрирование и клиновидность.
Двулучепреломление в оптических полимерных деталях явля-
ется следствием внутренних напряжений, возникающих в процес-
430
Таблица 7.23
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТЕРМОПЛАСТАВТОМАТОВ
ДЛЯ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ ИЗ ПОЛИМЕРОВ
ЛИТЬЕМ ПОД ДАВЛЕНИЕМ
Фирма-изготовитель и модель автомата Диа- метр шнека, мм Макси- маль- ный объем впрыс- ка, см3 Удель- ное дав- ление впрыс- ка, кг/см2 Усилие смыка- ния формы, кН Потреб- ляемая мощ- ность, кВт Габаритные размеры, м Мас- са, т
«Арбург» (Германия): 270-90-500 18 25,0 3580 500 15,0 3,7x1,75 1,80
270-90-500 22 38,0 2400 500 15,0 3,7x1,75 1,80
320-210-750 25 73,0 2950 750 20,5 4,3x1,85 2,40
320-210-750 30 106,0 2050 750 20,5 4,3x1,85 2,40
800-325 35 139,0 2400 800 23,0 4,4x2,1 3,70
370СМД 40 182,0 1800 800 23,0 4,4x2,1 3,70
«Энгель» (Австрия): ES35 22 38,0 2000 350 7,5 3,2x1,1x1,51 1,50
ES50 25 64,0 2300 500 11,0 3,4x1,2x1,67 1,70
ES75 30 113,0 2150 750 15,0 4,25x1,4x1,8 2,80
ES125 40 251,0 2400 1250 22,0 5,6x1,53x2,0 6,60
«Ниссей» (Япония): ммю 12 4,5 2780 100 6,0 0,75x0,62x0,43 0,65
ММ10 14 6,1 2040 100 6,0 0,75x0,62x0,43 0,65
PS40E2ASE 16 13,0 2680 400 15,0 2,78x1,16x1,72 2,10
PS40E5ASE 22 35,0 2610 400 20,0 2,78x1,16x1,72 2,30
PS60E9ASE 28 69,0 2485 620 21,0 4,0x0,97x1,9 3,30
PS80S12ASE 32 101,0 2310 800 22,4 4,75x1,0x1,86 3,80
PS120S18ASE 36 148,0 2270 1200 26,8 5,22x1,07x1,88 4,90
PS160S25ASE 40 201,0 2240 1600 33,0 5,91x1,13x2,0 5,90
«Джапен стил уоркс» (Япо- ния): J25SSIISAIISBII (тип К) 18 15,0 2540 280 11,0 2,9x1,0x1,65 1,40
J35SSIISAHSBII (тип К) 25 30,0 2480 350 14,0 3,22x1,0x1,67 1,80
J50SSII-A 25 44,0 2560 500 17,0 3,81x1,06x1,74 4,0
J75SSII-A 32 88,0 2300 750 24,0 4,75x1,18x1,9 4,60
J100SSII-A (тип К) 35 125,0 2430 1000 29,0 5,0x1,15x1,93 5,30
J150SSII-A (тип К) 40 226,0 2410 1500 42,0 6,04x1,51x2,06 7,60
«Бой» (Германия): BOY22S 18 16,0 2587 220 8,5 2,26x0,76x1,56 0,91
BOY22S 22 30,0 1732 220 9,3 2,26x0,76x1,59 0,91
BOY30M 18 19,0 2785 270 12,6 3,2x1,2x1,7 1,61
BOY30M 24 34,0 2475 270 12,6 3,2x1,2x1,7 1,61
BOY30M 28 46,0 1819 270 12,6 3,2x1,2x1,7 1,61
BOY50M 28 59,0 2507 500 17,5 3,6x1,2x1,7 2,10
BOY50M 32 77,0 1920 500 17,5 3,6x1,2x1,7 2,10
«Крауз-Маффет» (Герма- ния): КМ90-210В 30 95 2222 900 18,0 4,9x1,3x1,96 4,1
КМ120-340В 35 156 2159 1200 22,0 5,36x1,34x2,0 5,3
КМ150-460В 40 217 2112 1500 30,0 5,7x1,38x2,13 6,2
«Нетстал» (Швейцария): NETSTAL60 24 38 2255 600 15,0 4,79x1,43x1,99 4,5
NETSTAL90 32 88 1939 900 15,0 5,38x1,52x2,0 4,7
NETSTAL140 40 201 1776 1400 22,0 7,0x1,7x2,15 7,5
431
се их изготовления, и в различных по конфигурации деталях со-
ставляет 50-150 нм/см. Свили в литых полимерных деталях об-
разуются на линии стыка потоков материала при заполнении рас-
плавом пресс-формы. При литье под давлением обычно встреча-
ются нитевидные свили диаметром в десятые доли миллиметра.
Пузыри в литых полимерных деталях обусловлены присутстви-
ем влаги в исходном материале (грануляте). В процессе изготов-
ления деталей в них попадают включения, находящиеся в произ-
водственном помещении, которые рассеивают свет аналогично пу-
зырям. Поэтому любые посторонние включения в оптических по-
лимерных деталях приравнивают к пузырям. Чистота рабочих по-
верхностей полимерных деталей находится в пределах IV-V классов.
На поверхности деталей появляются следующие характерные де-
фекты: тонкие трещины, пятна, полосы и царапины. Причинами
поверхностных дефектов являются, с одной стороны, внутренние
напряжения, способствующие образованию микротрещин, а с дру-
гой — дефекты формующих поверхностей литьевой формы.
Центрирование полимерных линз зависит от точности изготов-
ления формующего инструмента. Значения центрирования поли-
мерных линз 0,05-0,10 мм. Ошибки рабочих поверхностей литых
оптических деталей из ПММА достигают N> 20, AN > 2.
Характерные дефекты, возникающие в литьевых оптических
деталях из термопластов, и возможные способы их устранения при-
ведены в табл. 7.24.
Для повышения точности поверхности используют метод литья
под давлением с подпрессовкой. Подпрессовку выполняют в про-
Таблица 7.24. ХАРАКТЕРНЫЕ ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В ЛИТЫХ
ОПТИЧЕСКИХ ДЕТАЛЯХ, И СПОСОБЫ ИХ УСТРАНЕНИЯ
Двулуче- преломление Свили Усадочные раковины Поверхност- ные микро- трещины Пузыри Способ устранения
+ + + + + ++ + + + + ++ Предварительно сушить мате- риал Увеличить объем впрыскива- емого материала Повысить температуру плас- тификационного цилиндра Понизить температуру плас- тификационного цилиндра Повысить давление литья Понизить » » Повысить температуру формы Увеличить время выдержки в форме Увеличить скорость впрыска Уменьшить » » Увеличить сечение литников Переместить литник
Приме ч а н и е. «+» — слабое проявление дефекта; «++» — сильное проявление дефекта»
432
Таблица 7.25.
РЕЖИМЫ ПРЕССОВАНИЯ ТЕРМОПЛАСТОВ
(ДАВЛЕНИЕ 200+ 50 МПА)
Термопласт Температура прессования, °C Температура пресс-формы при съеме изделия, ие более, °C
Полиметилметакрилат 190+10 50-60
Полистирол 150+10 40-50
Сополимер САН 170+10 40-50
Сополимер МС 170+10 40-50
Поликарбонат 250+10 60-80
цессе затвердевания расплава в форме для компенсации усадки и
окончательного формообразования. Ее осуществляют за счет дав-
ления, создаваемого специальным гидроцилиндром, встроенным
в подвижную часть литьевой машины. Удельное давление подпрес-
совки в зависимости от сложности детали составляет от 20 до 750 МПа.
В последние годы разработана технология сверхточного литья
под давлением. Основным отличием этого метода является то, что
в процессе охлаждения материала в форме давление уменьшается
при точном согласовании с понижением температуры в форме.
Объемная усадка, связанная с понижением температуры, может
компенсироваться увеличением объема, которое происходит благо-
даря снижению давления. Таким образом, объем остается неиз-
менным. При этом точность линз из ПММА составляет 5 мкм,
чистота поверхности — 0,03 мкм [7.73].
Прессование прозрачных термопластов отличается сравнитель-
но низкой трудоемкостью, возможностью получения изделий повы-
шенной точности, но меньшей производительностью, чем литье под
давлением. Общая ошибка поверхности полимерных линз, полу-
ченных прессованием предварительно отлитых заготовок, состав-
ляет N< 10 при местных ошибках ДУ =1 + 2 [7.74]. Прессование
термопластов применяется в серийном производстве крупногаба-
ритных и разнотолщинных деталей. Оборудование для прессова-
ния прозрачных термопластов — прессы для переработки реакто-
пластов [7.75]. Формирующим инструментом при прессовании слу-
жит безлитниковая пресс-форма прямого прессования [7.76]. При
изготовлении формующих пуансонов применяют те же стали и ту
же технологию, что и для пуансонов литьевых форм. Технологи-
ческие режимы прессования приведены в табл. 7.25.
Полимеризация мономеров в форме обеспечивает более высо-
кую точность и применяется для изготовления оптических дета-
лей с повышенными требованиями по однородности материала и
качеству поверхностей. Общая ошибка поверхности диска из ПММА,
полученного полимеризацией под давлением (Р — 0,6 + 0,8 МПа) ме-
тилметакрилата между двумя плоскопараллельными пластинами,
составляетУ < 3, ДУ = 0,5 + 1,0. Однако из-за длительности процес-
са полимеризации и большого числа ручных операций производи-
тельность способа невелика. Существенно ускорить процесс поли-
меризации можно при использовании фото- и радиационной поли-
433
меризации. Формы для полимеризации обычно изготовляют из стек-
ла и металла, причем формующие поверхности должны иметь па-
раметр шероховатости не менее Rz = 0,05 мкм, погрешность формы
N = 1, AN = 0,3. Так как при полимеризации происходит значи-
тельная усадка объема, между половинами формы помещают элас-
тичные прокладки. Полимеризацией в форме изготовляют контакт-
ные линзы, линзовые растры, зеркала. Наиболее широко она при-
меняется для изготовления очковых линз из ДЭГБАК.
Механическую обработку блочных полимеров применяют в мел-
косерийном производстве, когда использование дорогостоящего прес-
сового или литьевого оборудования экономически нецелесообразно.
Оптическое шлифование и полирование полимеров затруднительно
из-за низкого модуля упругости, плохой теплопроводности и боль-
шого коэффициента линейного расширения. Оптическое полирова-
ние ПММА осуществляется на смоляном полировальнике (1g г) = 7,5 -
8,0) оксидом хрома или алмазным порошком АСМ 1/0 с добавкой
глицерина. Точность обрабатываемых поверхностей деталей после
полирования может достигать пяти-шести интерференционных ко-
лец, шероховатость Rz = 0,032 = 0,080. Крупногабаритные оптичес-
кие детали изготовляют только механической обработкой.
Из специальных способов изготовления оптических деталей
с применением полимеров следует отметить получение копий оп-
тических поверхностей на стеклянных или других жестких под-
ложках [7.77]. Сущность метода заключается в заполнении про-
странства между подложкой и оригиналом полимеризующимся оли-
гомером или форполимером, толщина слоя которого по всей повер-
хности одинакова. После полимеризации подложку со слоем по-
лимера, на котором остается отпечаток оригинала, отделяют от
оригинала. Для более легкого разделения на поверхность оригина-
ла наносят разделительный слой. Для изготовления копий приме-
няют полиэфирные и эпоксидные композиции, обладающие следу-
ющими свойствами: малой усадкой, хорошей адгезией к подложке
и отражающему слою (в случае изготовления отражающей копии),
способностью полимеризоваться при температуре 20-40 °C или под
действием УФ-излучения, стабильностью свойств во времени, вла-
гоустойчивостью, стойкостью к перепаду температур в пределах
60 °C. Эпоксидные смолы полимеризуются с меньшей усадкой (2-
6 %), чем полиэфирные (6-10 %). Таким способом получают ко-
пии дифракционных решеток, киноформных элементов, асферичес-
ких деталей, изготавливают растры и уголковые отражатели.
Для получения асферических оптических деталей применяется
также метод нанесения асферизующего слоя на сферическую заго-
товку [7.99]. В этом случае возможно сочетание достоинств стек-
ла как оптического материала и сведение к минимуму недостатков
полимера, поскольку асферизующий слой имеет относительно ма-
лую толщину — до 300 мкм.
Метод состоит в следующем: на стеклянную заготовку с радиу-
сом ближайшей сферы наносится фотополимеризующаяся компо-
434
зиция расчетного объема и распределяется в пространстве между
поверхностью заготовки и поверхностью кварцевой матрицы с за-
данным асферическим профилем. Композиция по радиусу детали
имеет разную толщину, поэтому полимеризация должна идти с раз-
ной скоростью на разных участках детали. Отверждение компози-
ции происходит под действием УФ-излучения, проходящего через
кварцевую матрицу, при этом с помощью вращающейся маски со-
здается необходимое распределение излучения по радиусу детали.
Поскольку композиция имеет усадку, в процессе отверждения рас-
стояние между матрицей и деталью меняется по заданному закону.
Полное время изготовления одной копии — от 15 до 60 мин. После
разделения получается комбинированная деталь, состоящая из стек-
лянной подложки с полимерным асферизующим слоем. На поли-
мерный слой наносится защитно-просветляющее покрытие.
В качестве полимеризующегося слоя используются фотополи-
меризующиеся композиции на основе олигоэфиракрилатов и эпок-
сидных смол с показателями преломления от 1,54 до 1,59 и объем-
ной усадкой 4—6 % . При использовании этого метода точность от-
формованной поверхности составляет N = 1 -г- 2, AN = 0,2 -г- 0,5 для
сферических поверхностей и 0,5-2,0 угл. мин для асферической
оптики.
До сих пор не существует единого мнения о методике оценки
оптического качества полимерных деталей.
Ввиду невысокого качества изготовления поверхностей подав-
ляющего большинства полимерных деталей (N > 20; AN > 2) конт-
роль качества изготовления полимерной оптики целесообразно про-
водить методами, позволяющими оценить качество оптического изоб-
ражения. Пластины и линзы следует контролировать в проходя-
щем свете на коллиматорной установке (например, типа оптичес-
кой скамьи ОСК-2) по качеству дифракционного изображения точки
или по разрешению миры. Качество изготовления зеркал можно
контролировать методом автоколлимации сравнением контроли-
руемой и образцовой поверхностей. Проверка качества изготовле-
ния поверхностей и определение геометрических параметров дета-
лей (фокусного расстояния, толщины, радиуса кривизны) должны
проводиться при отладке технологического процесса. Высокая про-
изводительность способов переработки полимерных материалов
требует специальных методов контроля качества полимерной оп-
тики, позволяющих быстро и надежно определить, протекает ли
процесс в допустимых границах или нуждается в корректирова-
нии. Такие методы основаны на контроле одного или нескольких
наиболее важных оптических параметров, по которым определяют
качество изготовляемой детали. При изготовлении полимерных
линз за контрольные параметры принимают их фокусное расстоя-
ние и разрешающую способность.
435
7.11. ИЗГОТОВЛЕНИЕ ШАРОВИДНЫХ ЛИНЗ
Технология линз микро- и фотообъективов, линз светосильных
конденсоров и других деталей с радиусами R = 1 4-10 мм и толщи-
ной t = (0,8 -е-1,3) R отличается от обычной. Специфику ее опреде-
ляют конструктивные параметры деталей и требования к точности
изготовления (N = 1,0; AN = 0,2; Р — от II до IV класса). Шаро-
видные линзы в зависимости от их конструктивных особенностей
разделяют на несколько типов (табл. 7.26).
В зависимости от типа и размера линзы заготовки могут быть
в виде шара и полушара (получены прессованием из вязкой стек-
ломассы) или в виде кубиков, изготовляемых из пластин. Для
линз, толщина которых равна или больше полусферы (ty > Ry),
используют заготовки в виде шара или куба. Если же толщина
линзы меньше полусферы (ty < Ry), то заготовка будет в виде шара
или куба, составленных из двух половинок, склеенных между со-
бой. При^ «Ry заготовка представляет собой куб, состоящий из
восьми склеенных между собой отдельных кубиков.
Размеры и геометрия заготовок должны быть выдержаны с вы-
сокой точностью. Нарушение их исключает возможность получе-
ния деталей правильной формы. Так, эллиптичность шариков, из-
готовленных из кубов, будет равна разности размеров их сторон.
Прессованные заготовки в виде шариков небольших размеров не
будут иметь правильной геометрической формы из-за буртика на
месте разъема пресс-форм и их смещения (поэтому диаметр подоб-
ных заготовок должен быть не менее 6 мм).
Кубы изготовляют из пластин, рассчитанных на получение крат-
ного числа заготовок. После шлифования пластин с двух сторон
их толщина t должна быть равна стороне куба с припуском на
последующую обработку, т. е. t = (2R + 2)_0 j мм. Разнотолщинность
пластин по краю допускается в пределах’ 0,02-0,05 мм. Шерохо-
ватость поверхности Rz = 10 + 20 мкм. В результате двукратного
склеивания пластин, распиливания блока и подгонки толщины
получают кубы с указанным выше размером сторон (рис. 7.39).
Толщина t пластин для изготовления кубов, составляемых из двух
половинок, — t = (R + 1)_0 j мм.
Предварительное шлифование шариков, полученных прессовани-
ем, и придание кубам формы шара, производят на станке модели
А-1057. Заготовки загружают в барабан 1 с крышкой 2 (рис. 7.40),
где при вращении абразивного инструмента 3 они свободно перека-
тываются, сталкиваясь с поверхностью инструмента и между собой.
Вследствие трения о поверхность инструмента заготовки получают
вращательное движение и под действием центробежной силы пере-
мещаются к поверхности неподвижного барабана. При этом ниж-
ние заготовки постоянно перемещаются вверх, а верхние сбрасыва-
ются вниз. Постоянное перемещение заготовок обеспечивает их рав-
номерную обработку. В барабан одновременно может быть помеще-
но от 200 до 1500 заготовок. Машинное время обработки от 1 до
436
Таблица 7.26.
ТИПЫ ШАРОВИДНЫХ ЛИНЗ
Тип линзы
и соотношение размеров
Вид заготовки в зависимости от диаметра D линзы
D < 6 мм
D > 6 мм
>Rt;D <2R}
<R}; D <2Rj
Используются заготовки для I и II типов линз
4 ч в зависимости от вида и размера заготовок. Точность изготовле-
ния шариков по диаметру 1>ш = ± (0,05 -г- 0,10) мм.
Тонкое шлифование шариков производят способом линейного
притира по схеме (рис. 7.41): здесь верхним звеном является не-
подвижный шлифовальник 1 со сквозными отверстиями. Их ци-
437
Рис. 7.39. Схема изготовления из пластин заготовок в виде кубиков
линдрическая часть имеет диаметр D = £>ш +(0,2 + 0,5) мм: средняя
часть выполнена в виде конуса. Шары, установленные в отверстия,
выступают наружу на 1 /3 диаметра. Нижнее звено 2 представляет
собой планшайбу, на поверхность которой наклеена листовая рези-
на. При силовом замыкании Ру верхнего звена с нижним через
шарик последний образует шаровой шарнир, представляющий собой
кинематическую пару третьего класса со степенями свободы Мх, Му,
Mz. При планетарном перемещении планшайбы 2 шарики под дей-
ствием сил сцепления с резиной вращаются в отверстиях шлифо-
вальника и притираются к их цилиндрической образующей. При
этом в отверстия подается абразивная суспензия. Из-за постоян-
ного изменения направления вектора скорости мгновенные центры
вращения шариков все время смещаются. Это обеспечивает авто-
матическое приобретение ими правильной сферической формы,
а равенство пройденного пути независимо от зоны расположения —
одинаковые диаметры. Тонкое шлифование выполняют электро-
корундовыми порошками зернистостей М20, М14, М10 последова-
тельно. Обработанные шарики поступают в устройство, классифи-
цирующее их по диаметру через 0,005 мм.
Для тонкого шлифования применяют станки моделей А-1212
и А-1213. Станок А-1212, схема которого приведена на рис. 7.42,
предназначен для шлифования шариков диаметром от 1 до 12 мм.
Рис. 7.40. Схема предварительного шли-
фования шариков
Он имеет восемь рабочих пози-
ций. Число заготовок, одновре-
менно обрабатываемых на каж-
дой позиции, соответствует чис-
лу отверстий в шлифовальнике
2. Силовое замыкание шариков
с планшайбой 1 создается гру-
зом 3, устанавливаемым на ка-
ретку 4. Вращение шарикам со-
общают планшайбы 1, соверша-
ющие вместе с диском 5 плане-
тарно-вращательное перемеще-
ние с постоянным размахом.
Движение диску передается от
шпинделя 8 через шестерни 7
и 9, соединенные с пальцами 6
и 10.
438
1У Р
D
Рис. 7.41. Принципиальная
схема тонкого шлифования
шариков
Станок модели А-1213 с одной рабо-
чей позицией (рис. 7.43) предназначен для
тонкого шлифования шариков диаметром
от 10 до 40 мм. Число одновременно об-
рабатываемых заготовок соответствует
числу отверстий в инструменте. Устрой-
ство основных узлов и кинематическая
схема привода планетарно-вращательно-
го движения планшайбы аналогичны схе-
ме станка модели А-1212.
Полирование шариков, как и шлифова-
ние, выполняют способом притира, а имен-
но: шарики помещают в кольцевую канав-
ку полировальника 1 (рис. 7.44). Сверху,
с такой же кольцевой канавкой устанав-
ливают полировальник 2. Глубина каждой канавки составляет 0,25
диаметра шарика. Нижний полировальник неподвижен, верхний при-
водится во вращение. При силовом замыкании Ру шарики под дей-
ствием сил сцепления с поверхностью канавки катятся по ней. Так
как линейные скорости наружного и внутреннего диаметров канавки
разные, шарики вращаются вокруг осей Ох, Оу, Oz и при наличии
суспензии полируются. Для того чтобы полируемые поверхности не
царапались друг о друга, между стеклянными шариками помещают
шарики из полистирола. Диаметр их на 0,1-0,5 мм меньше диамет-
ра стеклянных шариков. Полирование выполняют в два перехода.
Рабочая поверхность полировальника 1-го перехода представляет смесь
смолы с опилками мягких пород дерева, рабочая поверхность полиро-
вальника 2-го перехода — мягкая смола. Полирующий абразив —
полирит или порошок ПФ. После 1-го перехода шарики классифи-
цируют по диаметру через 0,1 мкм с помощью вертикального опти-
Рис. 7.42. Схема тонкого шлифования шариков диаметром
от 1 до 12 мм
439
Рис. 7.43. Схема тонкого шлифования ша-
риков диаметром от 10 до 40 мм
метра, а после 2-го — на ульт-
раоптиметре с погрешностью,
не превышающей 0,01 % от
измеряемого значения. Изме-
рение диаметра шарика заме-
няет контроль радиуса с по-
мощью пробного стекла.
Полирование производят
на станках моделей А-1049
и А-1211. Первый предназ-
начен для полирования ша-
риков диаметром до 12 мм
и имеет пять рабочих пози-
ций, второй — шариков диа-
метром от 10 до 40 мм. Он
имеет одну рабочую позицию.
Принцип работы станков мо-
делей А-1049 и А-1211 оди-
наков. Отличаются они кон-
струкцией отдельных узлов, их компоновкой и системой привода
вращения полировальников. Для полирования шариков разных
размеров используют инструмент разных диаметров.
В зависимости от типа линз процесс обработки их второй по-
верхности строится по-разному. Поверхность плосковыпуклых линз
с толщиной больше радиуса кривизны (рис. 7.45, а) и с толщиной
меньше радиуса кривизны (рис. 7.45, б) обрабатывают блоком при
базировании и жестком креплении заготовок на стеклянных плос-
копараллельных пластинах. При базировании вершина шарика
(полушара) должна контактировать с поверхностью приспособле-
ния. Плоскостность обрабатываемой поверхности контролируют
с помощью интерферометра или пробного стекла, а толщину t-^
линзы — измерением на вертикальном оптиметре с учетом тол-
щины t пластины, т. е. t^ = T -1. Допуск на толщину таких линз
обычно не превышает 0,01 мм.
Вторую поверхность менисков с плоской фаской сначала обра-
батывают блоком. Для этого каждую заготовку базируют и жест-
ко вклеивают в отдельное стеклянное приспособление. Группу
приспособлений с заготовка-
ми, в свою очередь, наклеива-
ют на стеклянную пластину
(рис. 7.46). Толщину t2 лин-
зы контролируют измерением
размера 7\ на вертикальном
оптиметре с учетом толщин t
и t3 приспособлений, т. е.
t2 = Т\ - t - t3. Допуск на тол-
щину t2 составляет от 0,01
до 0,05 мм. Полученная плос-
Рис. 7.44. Схема полирования шариков
440
Рис. 7.45. Схема обработки второй
поверхности плосковыпуклых линз
Рис. 7.46. Схема получения плоской
лыски при обработки второй поверх-
ности мениска с плоской фаской
кая лыска является базой для нанесения вогнутой поверхности.
Приспособления с заготовками отклеивают от пластины, закреп-
ляют в индивидуальных приспособлениях и обрабатывают поштуч-
но на станках моделей 51ПП-30, ШПМ и др. (рис. 7.47). Толщину
t линз по центру контролируют индикаторами часового типа.
Вторую поверхность менисков с острым краем обрабатывают
блоком. Положение заготовок фиксируют приклеиванием смолой
к поверхности металлической чашки (рис. 7.48). Установочная
поверхность радиуса^ строго концентрична наружной поверхнос-
ти радиуса R2 и отполирована с точностью N = 3. Толщину t линзы
по центру контролируют измерением размераТ, т. е. t = Т - Т^, где
— толщина чашки [7.100-7.102].
Рис. 7.47. Схема об-
работки вогнутой по-
верхности мениска с
плоской фаской
Рис. 7.48. Схема обработки вогну-
той поверхности мениска с острым
краем
441
7.12. ИЗГОТОВЛЕНИЕ ОПТИЧЕСКИХ ДЕТАЛЕЙ
МЕТОДАМИ ТЕРМОПЛАСТИЧНОГО ФОРМОВАНИЯ СТЕКЛА
При изготовлении оптических деталей методами термопластич-
ного формования (ТПФ) стекло, разогретое при соответствующей
температуре до необходимой вязкости, подвергается деформации
в точно изготовленных формующих элементах. Рабочие поверхнос-
ти оптических деталей после формования и отжига не требуют пос-
ледующей оптико-механической обработки. Эти методы наиболее
эффективны при изготовлении оптических деталей типа отражате-
лей, зеркал, зеркальных конденсоров, линзовых конденсоров с асфе-
рическими поверхностями (АП) и оптических элементов с АП высо-
кой точности для аудио-, видео-, фото- и кинотехники.
Основными преимуществами методов ТПФ являются высокая
производительность; возможность быстрой переналадки оборудо-
вания при переходе к изготовлению других деталей; отсутствие
ограничений по геометрическим параметрам деталей; значитель-
ный технико-экономический эффект за счет снижения числа тех-
нологических операций и применения качественно иной прогрес-
сивной организации производства.
Основные проблемы реализации технологии ТПФ заключаются
в подборе оптимальных материалов и покрытий для формующих
элементов и разработке прецизионной технологии их изготовле-
ния и контроля; выборе рациональных заготовок (включая разра-
ботку новых составов стекол); разработке прецизионных устройств
и оборудования для ТПФ с использованием защитной атмосферы
или вакуума; отработке температурных режимов ТПФ и разработ-
ке и изготовлении высокоточных средств контроля и управления
параметрами ТПФ.
Вакуумное формование (моллирование). Наиболее простым ме-
тодом ТПФ является вакуумное формование. Формование проис-
ходит под действием внешнего избыточного давления, создаваемо-
го при откачке воздуха вакуумным насосом из полости между
заготовкой и поверхностью чаши формы. Таким образом можно
формовать изделия, если исходная заготовка представляет собой
плоский стеклянный диск [7.86].
Формование осуществляется при вязкости стекла 108 - 1О10 Па • с,
при которой микронеровности формы практически не оставляют
дефектов на поверхности изделия. Если плоская заготовка имеет
полированную поверхность, то после формования качество поверх-
ности сохраняется. Формованием изготовляют оптические детали,
рабочие поверхности которых образованы эквидистантными сфе-
рическими и асферическими поверхностями.
Формование происходит в электрических печах сопротивления
периодического действия или на полуавтоматических установках
непрерывного действия. Полуавтоматическая установка представ-
ляет собой электрическую печь с кольцевым каналом, соединен-
442
ную с горячей камерой печи отжига и охлаждения изделий. Фор-
мы устанавливаются на карусель, которая поворачивается за каж-
дый цикл на соответствующий угол, определяемый числом форм.
Оператор через загрузочное окно печи укладывает заготовки в ра-
зогретую форму. Перемещаясь внутри канала печи, стекло нагрева-
ется до температуры формования. В определенный момент к форме
подключается вакуумный насос, и происходит формование заготов-
ки. Изготовленную деталь с помощью автоматического вакуум-
съемника извлекают из формы и перекладывают на транспортер
отжига, охлаждения и контроля. Производительность установки
при изготовлении изделий диаметром 300-400 мм составляет 60-
80 шт./ч.
Основным недостатком метода вакуумного формования явля-
ется опасность перекосов, заклинивания и разрушения заготовок
при размещении в форме и нагреве, что требует особого внимания и
опыта оператора.
Вакуумное формование с использованием воздушной подушки.
От указанных недостатков свободен метод вакуумного формования
с использованием воздушной подушки [а. с. № 374238, СССР],
суть которого заключается в следующем (см. рис. 7.3). Стеклян-
ный диск помещают на воздушную подушку, создаваемую в чаше
формы путем пропускания воздуха через отверстия в ее корпусе
[7.5]. Заготовка плавает на воздушной подушке, при этом проис-
ходит ее центрирование и разогревание до температуры пластичес-
кой деформации стекла (а). Затем подача воздуха прекращается,
диск фиксируется на форме и в ее чаше создается вакуум (6).
После окончания формования в чашу формы вновь подается воз-
дух (в). Описанный метод позволяет решить следующие техноло-
гические проблемы: центрировать заготовки, помещаемые в фор-
му; регулировать температуру формы, поддерживая ее ниже темпе-
ратуры прилипания стекла, что обеспечивает легкий съем изделия
с формы; повысить производительность процесса формования за
счет создания градиента температур по толщине заготовки.
Если для выбранных марок стекол значения отношения Т]/Т
(г] — вязкость и Т — температура) имеют близкие значения
в рассматриваемом интервале вязкостей, то существует взаимо-
связь оптимальных значений температур рабочего пространства
печи, формы и изделия. Оптимальная вязкость слоя стекла, кон-
тактирующего с поверхностью формы, равная Ю10+0’5 Па • с, дости-
гается при условии, что температура рабочего пространства печи
обеспечивает вязкость основной массы стекла заготовки на уровне
105 Па-с, а температура формы будет соответствовать вязкости
1012 Па-с.
Оптические детали изготовляют на установках двух типов:
1) однопозиционных периодического действия производительно-
стью до 30 шт./ч для отражателей зеркал диаметром до 150 мм и
производительностью до 10 шт./ч для конденсорных лин диамет-
ром до 80 мм;
443
2) полуавтоматических 12-позиционных непрерывного действия
производительностью до 240 шт./ч отражателей диаметром д0
100 мм с любой формой рабочей поверхности.
Себестоимость изготовления деталей типа конденсорных линз
и отражателей снижается в среднем в 2,5—15 раз соответственно
по сравнению с изготовлением их методом механической обра-
ботки.
Чистовое прессование конденсорных линз с асферическими
поверхностями из огненно-полированного стержня. Цилиндри-
ческий огненно-полированный стержень требуемого диаметра дли-
ной до 1 м вытягивают из стекломассы. Конец стержня, разогре-
тый в печи до нужной степени размягчения, помещают между
пуансоном и матрицей [7.87]. После перемещения формы на по-
зицию прессования осуществляют чистовое формование рабочей
асферической поверхности линзы. Остальную часть стержня вновь
помещают в печь для разогрева. Для сокращения непроизводи-
тельных потерь времени в печи одновременно нагревают два-три
стержня. После извлечения из формы отпрессованная заготовка
подвергается отжигу и последующей механической обработке вто-
рой рабочей поверхности.
Технологический процесс выполняется одним оператором; про-
изводительность — до 350 формованных заготовок в смену.
Чистовое прессование точных оптических деталей. Предвари-
тельно изготовленную полированную стеклянную заготовку стро-
го определенных формы и массы помещают в специальную высо-
коточную пресс-форму и после достижения необходимой темпера-
туры осуществляют прессование оптического элемента с тщатель-
но контролируемыми температурно-временными и силовыми пара-
метрами процесса. Затем заготовку подвергают тонкому отжигу
(обычно в формующем узле). Этот метод позволяет наладить мас-
совое производство трудоемких высокоточных асферических опти-
ческих деталей. Наиболее широко применяют свинцовосиликат-
ные оптические стекла, обладающие относительно невысокой тем-
пературой размягчения, с содержанием оксида свинца до 65 %.
Однако стекла с большим содержанием оксида свинца из-за низ-
кой химической устойчивости требуют последующего нанесения
защитных покрытий. Для предотвращения окисления рабочих
поверхностей формующих элементов, снижения адгезии разогрето-
го стекла и повышения стойкости пресс-форм прессование прово-
дят в атмосфере азота или в вакууме (Пат. 3114881, ФРГ; Заяв.
62-41731, 62-59540, 62-21720, Япония).
Чистовое прессование оптических деталей из стекломассы.
Этот способ обладает высокой производительностью и позволяет
полностью автоматизировать весь технологический процесс прес-
сования — от варки стекла и до отжига заготовки. Он использу-
ется в массовом производстве оптических деталей с невысокими
требованиями к стеклу.
444
Стекло варят в агрегатах непрерывного действия, представляю-
щих собой каскад платиновых сосудов. В последнем сосуде, имею-
щем вертикальный выработочный патрубок, перемешивают стек-
ломассу и стабилизируют температуру. Скорость истечения стек-
ломассы зависит от ее вязкости и диаметра отверстия фильеры,
установленной на конце патрубка. От высоковязкой струи стекла
отрезают порцию заданной массы, помещают ее в пресс-форму и
прессуют. Для того чтобы обеспечить оптимальную ориентацию
порции стекломассы на форме и исключить дефекты в виде скла-
док от следов реза на готовых линзах, режущие верхнее и нижнее
лезвия ножниц перемещают с разной относительной скоростью, что
позволяет отрезанную порцию стекломассы фиксировать на форме
в горизонтальном положении. При прессовании концы отрезан-
ной порции уходят в облой.
Рассмотрим другой вариант. Горизонтально перемещающиеся
пуансоны пережимают струю стекломассы и прессуют деталь, а коль-
цевой нож, установленный соосно с одним из пуансонов, отрезает
формуемую часть от струи высоковязкой стекломассы. Оптималь-
ная вязкость стекломассы составляет от 104 до 108 Па • с, темпера-
тура разогреваемых формующих элементов при этом должна быть
примерно на 100 °C ниже температуры отжига стекла, соответству-
ющей вязкости 1013 jja.с
Чтобы увеличить длительность эксплуатации пресс-форм, прес-
сование лучше проводить в инертной атмосфере.
Технология изготовления и контроля пресс-форм. Основными
требованиями, предъявляемыми к материалам и покрытиям фор-
мующих элементов, являются: жаропрочность, износостойкость,
сохранение высокой точности и качества поверхности при цикли-
ческом нагреве, коррозионная устойчивость и малая адгезия к ра-
зогретому стеклу. Исходя из этого пресс-формы изготовляют из
чугуна, хромоникелевых сталей, сплавов на основе меди и никеля,
лейкосапфира, кварцевого стекла и др. [7.88].
Для уменьшения адгезии стекла на рабочие поверхности пресс-
форм наносят тонкопленочные покрытия из металлов платиновой
группы, углерода, карбидов и нитридов титана, вольфрама, алю-
миния.
Изготовление пресс-форм и контроль их асферических поверх-
ностей включают следующие основные операции: математическое
описание криволинейной поверхности оптической детали, изготов-
ление заготовок, шлифование, полирование и контроль рабочей по-
верхности, нанесение защитного покрытия, пробное прессование
и аттестация линз, коррекция при необходимости поверхности пресс-
форм.
Формы для вакуумного формования обычно не требуют преци-
зионной обработки.
Асферические поверхности форм для чистового прессования
конденсорных линз из огненно-полированного стержня и из стек-
ломассы после изготовления на станках с ЧПУ подвергают пре-
445
446
Таблица 7.27.
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ МЕТОДАМИ ТПФ
Метод ТПФ Тип оптической детали Вид поверхности Диаметр/ толщина детали, мм Кру- тизна АП, ° Местная погрешность, а Тип исходной заготовки Марка про- мышленных стекол Методы контроля Интервал вязкости при фор- мовании, Па - с
техноло- гические оконча- тельные
Вакуумное формование (моллиро- вание) Отражатели, зер- кала, обтекатели, иллюминаторы Вогнутые по- верхности вто- рого н более вы- соких порядков 40 - 500 0,5-20,0 45 ю-зо- Стеклян- ный диск Листовое полирован- ное, фото- стекло По шаб- лону По шаб- лону 1О8-1О10
Вакуумное формование с использова- нием воздуш- ной подушки Отражатели, зер- кала, зеркальные конденсоры, кон- денсорные линзы Вогнутые и вы- пуклые поверх- ности вращения любого порядка 20-200 0,5-30,0 75 8-20- Стеклян- ный диск, сферичес- кая заго- товка Листовое полирован- ное, опти- ческое ма- рок К8, Ф4, ТФ10 То же В опти- ческой системе 105-108
Чистовое прессование из стержня Конденсорные линзы Выпуклые по- верхности вра- щения любого порядка 10-80 6-30 60 5-Ю' Огненно- полирован- ный стек- лянный стержень К8,Ф4 » То же 107-109
Точное чис- товое прессо- вание Линзы для аудио-, видео-, фото- и кинотехники То же 3-30 1-10 55 Отклонение от заданной поверхности до 0,1'; мак- симальная глубина мик- ронеровно- стей Л/4; до- пуск по тол- щине 10 мкм Точные по массе по- лирован- ные заго- товки со сферичес- кими по- верхно- стями Ф4.ТФ4, ТФ10 Интер- фероме- тром типа «Цайга» 108-1012
цизионной ручной обработке свободным аб-
разивом и окончательной доводке алмаз-
ными пастами. Хорошо зарекомендовал себя
жаропрочный (до 950 °C) сплав на основе
никеля ЭИ-765 (Х70ВМЮТ).
Контроль изготовленных пресс-форм осу-
ществляют аттестованными шаблонами, ко-
торые накладывают на пресс-форму и про-
веряют «на просвет». Затем на пресс-фор-
ме прессуют несколько эталонных линз для
контроля последующих деталей и оценки
сохранения качества пресс-форм в процессе
эксплуатации.
Одна пресс-форма с асферической поверх-
ностью выдерживает до 100 000 циклов
прессования.
Фирмой «Матцусита» (Япония) разрабо-
тана автоматизированная технологическая
система изготовления пресс-форм для чис-
тового прессования точных оптических де-
талей [7.89], которая состоит из обрабаты-
вающего центра, измерительного блока, мик-
ропроцессора и позволяет изготовлять пресс-
формы диаметром от 3 до 100 мм с точно-
стью асферической поверхности до 0,1 мкм.
Стоимость изготовления пресс-форм при
этом сокращается в 2-6 раз.
В табл. 7.27 приведены основные тех-
нологические показатели изготовления оп-
тических деталей различными вариантами
метода ТПФ.
7.13. ИОННАЯ ОБРАБОТКА
ОПТИЧЕСКИХ МАТЕРИАЛОВ
И ПОКРЫТИЙ
Ионная обработка оптических материа-
лов как самостоятельное направление в оп-
тической технологии создавалось и разви-
валось в ГОИ им. С. И. Вавилова под ру-
ководством доктора технических наук, про-
фессора Анатолия Федоровича Первеева
[7.104].
Ионная обработка — это управляемый
процесс формирования оптических поверх-
ностей с заданными характеристиками и
447
топографией, в основе которого лежит физическое явление атом-
ной эмиссии (распыление) с поверхности мишени под действием
бомбардировки энергетическими частицами (ионами).
В настоящее время разработаны следующие разделы этого на-
правления:
ионное полирование;
высокоточная размерная ионная обработка (ВРИО);
ионная зональная ретушь;
ионное и ионно-химическое формообразование (асферизация);
ионная обработка подложек и оптических покрытий;
создание элементов с заданной микротопографией рельефа по-
верхности;
модификация поверхности оптических деталей.
7.13.1. ИОННОЕ ПОЛИРОВАНИЕ ОПТИЧЕСКИХ МАТЕРИАЛОВ
Эффективность процесса распыления материала характеризует-
ся коэффициентом распыления, однако в оптической технологии
более удобной и информативной является другая характеристика
процесса — скорость удаления поверхностного слоя, так как
в конечном итоге использование ионной бомбардировки сводится
к получению заданной поверхности за счет селективного удаления
поверхностного слоя на определенную глубину. При ионной бом-
бардировке твердых тел скорость распыления существенно увели-
чивается с увеличением угла падения иона на поверхность. Следо-
вательно, при нормальном падении ионного пучка на поверхность
грани любых микронеровностей будут распыляться быстрее, что
и приводит к существенному сглаживанию микрорельефа поверх-
ности без ухудшения, а чаще всего с улучшением оптического ка-
чества поверхности, в связи с чем процесс был назван ионным
полированием (рис. 7.49). Однако этот эффект недостаточен для
ионного полирования шлифованных поверхностей. Под действи-
ем длительной ионной бомбардировки шлифованные поверхности
существенно меняют свою структуру и представляют собой повер-
хность с соприкасающимися углублениями (лунками), размер ко-
торых определяется предварительной механической обработкой.
Например, для абразива М5 средняя глубина лунки 0,5 мкм, диа-
метр 15 мкм. Дальнейшая ионная обработка мало меняет структу-
ру поверхности, так как при сглаживании микронеровности проис-
ходит выравнивание скоростей распыления материала и угловая
зависимость скорости распыления перестает действовать [7.104].
Скорость съема поверхностного слоя под действием ионной бом-
бардировки определяется интерферометрическим методом с исполь-
зованием интерферометров МИИ-4, МИИ-11 по стандартным ме-
тодикам.
Ионную обработку оптических материалов проводят в атмосфере
инертных газов (главным образом, в аргоне) в диапазоне энергий
ионов 0,5-3,0 кэВ и при плотностях ионного тока 1,0-2,0 мА/см2.
448
При этом температура обрабатываемой детали лежит в пределах
50-400 °C. Повышение температуры до 400 °C не влияет на ско-
рость ионной обработки тугоплавких оптических материалов (квар-
ца, сапфира и пр.), в то время как для стекла марки К8 скорость
обработки в интервале температур 100-300 °C снижается в два раза.
При более низких значениях энергий бомбардирующих частиц ско-
рость распыления материала ничтожно мала, что делает процесс
малоэффективным, а при более высоких значениях происходит ра-
зогрев обрабатываемой детали, что может привести к искажению
оптической поверхности. Повышение плотности ионного тока так-
же приводит к большим температурным нагрузкам на обрабатыва-
емую деталь. Скорость распыления большинства оптических сте-
кол интертными ионами не превышает 1 мкм/ч, что определяет диа-
пазон возможных применений ионного полирования.
Ионное полирование является тонким управляемым процес-
сом, позволяющим осуществлять съем поверхностного слоя ма-
териала с высокой точностью (± 1 - 5 %) на заданную глубину и
широко используется для удаления с поверхности оптической де-
тали дефектного слоя, неизбежно остающегося после механичес-
кого шлифования и полирования. Удаление дефектного слоя пол-
ностью или частично позво-
ляет приблизить свойства
поверхности к свойствам
материала в объеме. Это осо-
бенно важно при изготовле-
нии поверхностей активных
элементов лазеров, при со-
здании бездефектных опти-
ческих поверхностей. Для
большинства оптических ма-
териалов возможно удаление
ионной бомбардировкой по-
верхностного слоя глубиной
до 10 мкм и более. Оптичес-
кое качество исходной по-
лированной поверхности при
этом сохраняется.
Радикальным методом
повышения скорости ионной
обработки оптических мате-
риалов является ионно-хи-
мическая обработка — бом-
бардировка поверхности хи-
мически активными ионами.
При ионно-химической об-
работке оптических матери-
алов одновременно протека-
ют два процесса: физическое
Рис. 7.49 Ионное распыление поверхнос-
ти при нормальном падении ионного пуч-
ка: а — распыление микронеровностей;
б — зависимость средней глубины h и
среднего размера d сегментов лунок от глу-
бины съема материала;
1,2 — профили микронеровностей до и после ион-
ной обработки; 3 — промежуточные стадии
449
Таблица 7.28.
СКОРОСТЬ ИОННОЙ И ИОННО-
ХИМИЧЕСКОЙ ОБРАБОТКИ СТЕКОЛ
В АТМОСФЕРЕ РАЗЛИЧНЫХ ГАЗОВ
Стекло Аргон cf4 SF6
Кварц 1,0 3,6 3,5
К-8 1,2 5,4 4,0
ФК-14 1,2 4,2 4,3
ФК-1 4,0 4,6 4,6
ОФ-1 2,0 3,6 3,6
ОФ-3 1,2 3,6 4,0
ТФ-10 1,5 3,6 4,5
ТФ-1 1,2 3,0 3,5
СТК-3 1,1 3,0 3,0
ЛК-5 1,2 4,0 4,2
Si 0,8 1,0 7,5
Ge 1,5 1,8 10,0
распыление материала и
химическое взаимодействие
компонентов обрабатывае-
мого материала с активны-
ми частицами ионного пуч-
ка. Для стекол с силикат-
ной, боратной и фосфатной
основами в качестве хими-
чески активного элемента
наиболее предпочтителен
фтор, который образует ле-
тучие соединения SiF4, BF3,
PF5. Физическое испыле-
ние существенным образом
стимулирует химические ре-
акции, протекающие на по-
верхности стекол, поэтому
существует сложная функциональная связь между обоими процес-
сами при ионно-химической обработке [7.105]. Для каждой конк-
ретной группы стекол в зависимости от состава стекла выбирают-
ся соответствующий состав ионного пучка и энергетический ре-
жим обработки. При этом скорость съема поверхностного слоя
увеличивается в несколько раз. В табл. 7.28 приведены скорости
ионной и ионно-химической обработки оптических стекол, поли-
кристаллических кремния и германия в атмосфере различных
газов.
Ионная и ионно-химическая обработка применима практичес-
ки для всех оптических материалов, включая стекла, кристаллы,
полупроводники и керамики. Однако в ряде случаев надо учиты-
вать некоторые аспекты, например:
после ионной обработки поверхность детали из полупроводни-
кового материала InSb при запуске в вакуумную камеру воздуха
становится матовой. Во избежание этого необходимо перед вскры-
тием камеры запускать в нее осушенный воздух или аргон;
при обработке ионным пучком оптических материалов, содер-
жащих оксиды тяжелых металлов, происходит восстановление ок-
сида до металла, что приводит к потемнению поверхности детали.
Для восстановления прозрачности достаточно обработать деталь
ионами кислорода с энергией 2 кэВ в течение 5 мин.
7.13.2. ВЫСОКОТОЧНАЯ РАЗМЕРНАЯ ИОННАЯ ОБРАБОТКА (ВРИО)
Ионная обработка позволяет проводить равномерный съем ма-
териала со всей поверхности детали, фиксируя его глубину с точно-
стью ± 1 % при съемках от 0,1 до 10 мкм и с точностью ± 5 % при
съемах от 0,01 до 0,05 мкм без контроля глубины съема в процес-
се обработки. С применением системы оптического контроля за
450
глубиной ионной проработки обеспечивается точность около 1 %
при съемах от десятых долей микрометра до 50 мкм [7.105]. Это
позволяет использовать ионную обработку для доводки пластин
из оптических материалов до строго заданной толщины, например,
кратной длине волны. Таким образом можно изготавливать, на-
пример, четвертьволновые пластины.
В том случае когда для создания оптического элемента необ-
ходимо провести ионную обработку части поверхности детали, при-
меняют маскирование поверхности. В качестве маски можно ис-
пользовать лак Ф-32Л, который наносится на всю поверхность
образца методом полива или на центрифуге. Затем металличес-
ким резцом вручную или на делительной машине на поверх-
ность лака наносят заданный рисунок, после чего лак легко удаля-
ется с части поверхности, подлежащей обработке. После этого по-
верхность подвергается ионной обработке. Такая методика позво-
ляет получать заданные рисунки с погрешностью границ 0,1-
0,2 мм. Для более точных рисунков следует применять маски, сфор-
мированные на делительных машинах и с применением фотоли-
тографии. В качестве защитных масок для ионной обработки из
материалов, используемых в делительной технике, можно приме-
нять металлы (алюминий, хром) или сирийский асфальт. Сочетая
технику фотолитографии и ионной обработки, можно получать за-
данные рисунки с минимальным размером элемента до 1,0 мкм.
Путем частичного маскирования поверхности лаком Ф-32Л по-
лучают фазовые фильтры для коррекции изображений, фазосдвига-
ющие элементы различного назначения, устройства для исправле-
ния нерегулярных искажений волновых фронтов лазерных систем,
метрологических эталонов глубины для аттестации различных оп-
тических приборов, которые представляют собой набор ступенек на
поверхности кварцевой пластины глубиной от 10 до 300 нм. Выше-
указанные эталоны имеют погрешность ± 5 % для ступенек глуби-
ной 10-50 нм и ± 1 % для ступенек глубиной более 50 нм.
С помощью высокоточной ионной обработки в сочетании с тех-
никой оптического контакта могут быть изготовлены различные
оптические устройства, главным элементом которых является воз-
душный промежуток между двумя оптическими средами, выпол-
ненный с точностью до долей длины волны. Приведем примеры.
Светоделительные системы. Стопа состоит из набора пластин,
соединенных друг с другом с помощью оптического контакта.
В каждой пластине ионной обработкой создано углубление толщи-
ной h = (2п + 1) Х0/4, где Хо — длина волны лазера. По сравнению
со стопами обычной конструкции созданная с помощью ВРИО сто-
па проще в изготовлении, более эффективна, так как зазор в стопе,
кратный Х/4, выполнен с высокой точностью. В этой стопе исполь-
зуется явление интерференции. Отражение одного элемента такой
стопой из стекла К8 — 45 %, обычная конструкция стопы дает
отражение около 16 %. На рис. 7.50 показаны светоделительная
стопа, работающая на явлении нарушенного полного внутреннего
451
Рис. 7.50. Светоделитель-
ная стопа на НПВО и за-
висимость пропускания эле-
мента стопы (две пласти-
ны) от отношения толщи-
ны воздушного промежут-
ка d к длине волны X:
1 — стеклянная пластина; 2 —
зоны оптического контакта; 3 —
воздушный промежуток
отражения (НПВО), и зависимость пропус-
кания элемента стопы (две пластины) от
отношения толщины воздушного проме-
жутка d к длине волны Л.
Следует отметить, что независимо от чис-
ла элементов для Л = 2л0 стопа будет про-
пускать излучение как монолитная плас-
тинка, т. е. для стекла К8 отражение со-
ставляет около 8 %, а при просветлении
входной и выходной поверхностей отраже-
ние составит десятые доли процента. Это
свойство интерференционной стопы пред-
ставляет интерес для лазерных систем
с удвоением частоты.
Ориентируя стопу под углом Брюстера
к падающему излучению, можно исполь-
зовать стопу как поляризатор. При изго-
товлении стопы можно получать проме-
жутки толщиной несколько Л0/4, что по-
зволяет сужать спектральную полосу про-
пускания стопы и в ряде случаев исполь-
зовать стопы как частотный селектор
лазерного излучения.
Периодический интерференционный
резонансный отражатель. На рис. 7.51 показан периодический
резонансный рефлектор (выполненный с использованием метода
ВРИО) и его спектральная отражательная способность.
Воздушный промежуток между пластинами равен 3-10 поряд-
кам интерференции. Конструкция содержит прозрачные подлож-
ки 5 с углублением А, плоскость которых параллельна исходной
поверхности 3. Плоскости подложек отполированы с высокой точ-
ностью и соединены на оптическом контакте по кольцевой зоне 2.
Интерференционные явления в устройстве имеют место вследствие
плоскопараллельности оснований углублений 4 к исходным по-
верхностям 3 и к плоской поверхности подложки 1.
Интерференционный фильтр с воздушным промежутком. Из-
вестные в настоящее время интерференционные фильтры высо-
кого порядка интерференции, напыленные на прозрачную под-
ложку, технологически выполнимы только для порядка интер-
ференции К = 10, поскольку толстому напыленному разделитель-
ному слою присуще значительное светорассеяние и пониженные
механические характеристики. Возможно выполнение фильтров
высокого порядка с использованием в качестве разделительного
слоя прозрачной и механически прочной пластины слюды, на
которую с обеих сторон напыляются зеркала. Пластины слюды
получают расщеплением больших кусков и минимальная толщи-
на пластины, пригодная для использования, более 20 мкм. Таким
образом, напыленные на слюде фильтры получаются только с очень
высоким порядком интерференции в видимой области спектра
452
(К >120), что в некоторых
случаях ограничивает их
применение.
Конструкция интерферен-
ционного фильтра (рис. 7.52),
выполняемого с использова-
нием высокоточной ионной
размерной обработки, по-
зволяет получать К от 1
до 120 в видимой области
спектра. Фильтр состоит из
прозрачных подложек 1, на
основание которых нанесе-
ны зеркала 3, предваритель-
но методом ВРИО на под-
ложках выполняется углуб-
ление 2, основание которо-
го плоскопараллельно ис-
ходной поверхности 4. Под-
ложки соединены оптичес-
ким контактом по кольце-
вой зоне. Такое выполнение
фильтра позволяет:
изготавливать интерфе-
ренционные узкополосные
фильтры для широкой обла-
сти спектра, причем в даль-
ней ИК-области исчезает
проблема напыления тол-
Рис. 7.51. Периодический интерференцион-
ный рефлектор (а) и его спектральная отра-
жательная способность (б):
1 — плоская поверхность подложки; 2 — кольцевая зо-
на оптического контакта; 3 — исходная поверхность;
4 — основание углубления; 5 — воздушный промежу-
ток; 6 —плоскопараллельная стеклянная пластина
стых и непрочных разделительных слоев, а в коротковолновых филь-
трах разделительный слой становится непоглощающим;
выполнить фильтр на любую заданную длину волны (из-за воз-
можности активного контроля процесса ВРИО);
Рис. 7.52. Интерференцион-
ный фильтр с воздушным
промежутком:
1 — плоскопараллельная подложка;
2 — цилиндрическое углубление;
3 — интерференционное зеркало;
4 — зона оптического контакта; 5 —
воздушный промежуток
использовать для изготовления зер-
кал фильтра вещества, механические и
климатически нестойкие, так как зерка-
ла изолированы от воздействия внешней
среды;
проводить исследования интерферен-
ционных фильтров при введении в раз-
делительный слой различных оптических
сред.
На рис. 7.53 представлены спектраль-
ные характеристики фильтра, выполнен-
ного из двух полированных подложек
стекла К8, соединенных оптическим кон-
тактом по кольцевой зоне, причем на по-
верхности одной из подложек выполнено
453
Рис. 7.53. Спектр про-
пускания интерферен-
ционного фильтра с воз-
ионной обработкой углубление на 1,35 мкм и
на обеих подложках нанесено трехслойное зер-
кало из криолита и сернистого цинка.
Призменный светоделитель. Основан на
явлении нарушенного полного внутреннего от-
ражения (НПВО), представляет собой две при-
змы, соединенные друг с другом оптическим
контактом. В центре одной из призм с помо-
щью ионной обработки создано углубление.
Образовавшийся воздушный промежуток меж-
ду призмами толщиной в доли длины волны
определяет степень деления излучения за счет
явления НПВО. Получаемые таким образом
светоделители со ступенчатым воздушным
промежутком и промежутком в виде клина
изменяют светопропускание в зависимости от
положения луча. На основе таких светодели-
телей можно изготавливать «мягкие диафраг-
мы». На рис. 7.54 показаны светоделитель-
ный кубик, работающий на явлении НПВО,
душным промежутком и светоделительная стопа, выполненные с ис-
пользованием ионной обработки.
Приведенные примеры наглядно иллюстрируют возможности
ВРИО для создания принципиально новых оптических элементов.
Рис. 7.54. Светоделительный кубик на НПВО (а) и светоделительная
стопа (б):
1 — воздушный промежуток; 2 — зоны оптического контакта; 3 — призмы; 4 —
зависимость отражения (Я) и пропускания (Т) от соотношения толщины промежутка
(d) к длине волны излучения (А,); 5 — стеклянные пластины; 6 — зависимость пропуска-
ния (Т) элемента стопы (две пластины) от соотношения d/A,
454
7.13.3. ИОННАЯ ЗОНАЛЬНАЯ РЕТУШЬ
В настоящее время рассчитаны оптические системы, которые прак-
тически являются безаберрационными с разрешением, близким
к дифракционному пределу. Однако реализовать подобные системы
оказывается чрезвычайно трудно, так как при изготовлении опти-
ческих элементов системы и их сборке возникают ошибки, которые
существенно искажают волновой фронт системы. Наиболее трудны-
ми для исправления оказываются нерегулярные зональные ошибки,
вызванные неточной обработкой поверхности детали и неоднород-
ностью массы стекла. Для исправления зональных ошибок, как
правило, применяется ручная ретушь, эффективность которой зави-
сит от искусства оптика. Процесс этот чрезвычайно трудоемкий, дли-
тельный и не имеет гарантированного выхода.
На базе высокостабильного процесса ионной обработки создан
метод ионной зональной ретуши. Для исправления ошибок волно-
вого фронта оптических систем изготавливаются фазовые коррек-
ционные пластинки (ФКП). Чтобы создать такую пластинку, прежде
всего необходимо точно знать топографию искажений волнового
фронта оптической системы. Разработанные методы интерферен-
ционного контроля и обработки полученных интерферограмм
с помощью программ INTERF-ГОИ на базе ЭВМ позволили успеш-
но решить эту задачу.
Для получения коррекционных пластин применяется метод по-
следовательного маскирования. Перед ионной обработкой поверх-
ность пластины покрывается защитной маской (например, из лака
Ф-32Л). В соответствии с топографией съема, полученной по рас-
шифровке интерферограммы по программе INTERF-ГОИ, сначала
вскрываются те участки поверхности, которые требуют максималь-
ной глубины проработки, равной пк/l (где п — число зон, Z./Z —
глубина шага). Затем пластинка подвергается ионной обработке
до нужной глубины съема. После этого вскрываются те области
пластины, на поверхности которых необходимо провести съем на
глубину (п - 1) Х/Z, и проводят ионную обработку как вновь вскры-
тых областей, так и областей, вскрытых ранее. Общее технологи-
ческое время изготовления ФКП из стекла К8 диаметром 100 мм
с 10 зонами (л = 10,1 = 10) в режиме высокочастотного разряда со-
ставляет 4 ч при скорости съема 1 мкм/ч. На рис. 7.55 показана
топография коррекционного профиля ФКП для компенсации ис-
кажений волнового фронта многолинзового объектива (средняя
квадратичная ошибка волнового фронта объектива 0,095, число
Штреля 0,73), рассчитанная на ЭВМ, и интерферограмма экспери-
ментально полученной ФКП (глубина шага 0,05 X). Применение
такой ФКП уменьшает среднюю квадратичную ошибку волнового
фронта до 0,05, а число Штреля увеличивается до 0,96.
Интерференция за счет небольшой клиновидности пластины поз-
воляет четко фиксировать границы зон ФКП. Следует отметить, что
ошибки, допущенные при механической обработке пластины для
455
Рис. 7.55. Топография фазовой коррекционной пластины, полученная расче-
том на ЭВМ (а) и ионной обработкой (б)
получения ФКП, могут быть легко учтены, если интерферограмма
волнового фронта корректируемой оптической системы записывает-
ся вместе с пластиной, на которой будет изготовлена ФКП. Число
зон и глубина шага профиля зависят от оптической схемы и зо-
Рис. 7.56. Функция рассеяния
точки до (а) и после (б) коррек-
ции волнового фронта и топо-
графия фазовой коррекционной
пластины (в), рассчитанные на
ЭВМ
456
нальных ошибок. Опыт показал, что глубина шага 0,05-0,1 А. обес-
печивает практически дифракционное качество изображения опти-
ческой системы. На рис. 7.56 показана функция рассеяния точки
(фрТ) в автоколлимационной схеме, рассчитанная по топографии
волнового фронта, восстановленного с интерферограммы по програм-
ме INTERF.
Метод ионной зональной ретуши позволяет изготавливать кор-
рекционный профиль заданной микротопографии практически со
100%-ным выходом и обеспечивает компенсацию ошибок волно-
вого фронта оптических систем с точностью до сотых долей длины
волны. Фазовый корректирующий профиль, исправляющий иска-
жения волнового фронта оптической системы, может наноситься
не на ФКП, а непосредственно на одну или несколько поверхнос-
тей деталей оптической системы.
Недостатком метода последовательного маскирования являет-
ся необходимость вскрытия вакуумной камеры после обработки
зон данного уровня. Более эффективной является обработка по-
верхности ионным пучком с управляемым распределением плот-
ности ионного тока. В работе [7.114] описано устройство, в кото-
ром заданное распределение плотности ионного тока в ионном
пучке создается за счет введения в разрядный промежуток перед
сеточным электродом цилиндров, расположенных на заданном
расстоянии от электрода. Варьируя площадь цилиндров и их рас-
стояние от сеточного электрода, можно изменять распределение
плотности ионного тока по сечению широкого ионного пучка. Ус-
тройство создано на базе установки СМ-195 и позволяет произво-
дить ретушь деталей диаметром до 500 мм. С помощью метода
ионной ретуши можно получить плоскую поверхность с точностью
до 0,01 А..
7.13.4. ИОННОЕ И ИОННО-ХИМИЧЕСКОЕ ФОРМООБРАЗОВАНИЕ
(АСФЕРИЗАЦИЯ)
Методика формообразования поверхностей оптических деталей
на базе стабильного высокочастотного газоразрядного источника
позволяет получать произвольные осесимметричные поверхности
с асферичностью до 10 мкм, градиентом асферичности до 1 мкм/мм
и точностью формы образующей 1 % [7.107].
Схема получения асферических поверхностей (АП) представле-
на на рис. 7.57. В процессе обработки поверхности ионный источ-
ник и маска неподвижны, а деталь вращается. Такое расположе-
ние элементов схемы, когда формируемая поверхность находится
под маской, имеет принципиальное значение. В этом случае сведе-
на к минимуму возможность загрязнения поверхности частицами
материала маски и деталей источника, которые могут оказаться
центрами дефектов экранирования поверхности.
457
Маска
Электрод
К источнику питания
Рис. 7.57. Схема получения асфе-
рических поверхностей
Ионный источник позволяет по-
лучать ионный пучок со стабильным
осесимметричным распределением
плотности ионного тока для пучков
диаметром от 20 до 600 мм.
Маска является основным управ-
ляющим элементом, обеспечивающим
требуемый профиль формируемой ас-
ферической поверхности, и рассчиты-
вается по уравнению АП с использо-
ванием программы «ПИОН». В про-
цессе обработки маска также подвер-
гается ионной бомбардировке, и про-
дукты ее распыления частично пере-
осаждаются на поверхности детали, увеличивая таким образом
действующий размер маски по сравнению с геометрическим. По-
этому маска должна иметь по возможности минимальную скорость
распыления в атмосфере рабочего газа и корректироваться по ре-
зультатам предварительной ионной обработки и контроля полу-
чаемой поверхности. Контроль следует осуществлять интерферен-
ционным методом, позволяющим по распределению интерферен-
ционных полос определить форму поверхности с точностью до со-
тых долей микрометра. Критериями оценки качества АП, задавае-
мыми на чертеже детали, являются две характеристики точности
изготовления: RZ — несоответствие асферичности полученной АП
расчетной и RMS — отступление формы образующей АП от тре-
буемой.
В указанной схеме формообразования с первого момента обра-
ботки осуществляется формирование профиля по всей поверхнос-
ти одновременно, т. е. реализуется требуемый закон распределения
съема материала по поверхности заготовки, задаваемый маской,
и в дальнейшем этот закон сохраняется.
Существенным недостатком ионной обработки как метода ас-
феризации поверхностей оптических деталей является относительно
низкая производительность процесса (1-2 мкм/ч), что сужает об-
ласть применения метода и ограничивает максимальную глубину
съема до 10 мкм. Применение ионно-химической обработки да-
ет возможность в несколько раз увеличить скорость формообра-
зования. Ионно-химическая асферизация позволяет образовывать
поверхности любой заданной формы с градиентом асферичности
2 мкм/мм, глубиной до 30 мкм и точностью 1 %. При этом удается
получать поверхности сложной формы с несколькими точками пе-
региба.
На рис. 7.58 показаны профиль съема, форма маски, интерфе-
рограмма поверхности одного из оптических элементов (глубина
асферичности 5 мкм).
Метод ионно-химического формообразования может использо-
ваться для коррекции ошибок, возникающих при изготовлении
458
асферических поверхностей другими методами, в частности абра-
зивной обработкой. Так, ионно-химическая асферизация была ис-
пользована для индивидуальной осесимметричной коррекции све-
тосильных (1 : 1) однолинзовых плоскогиперболических объекти-
вов, использовавшихся для коррекции лазерного излучения в шес-
тиканальной установке термоядерного синтеза. Погрешности аб-
разивной обработки гиперболической поверхности у2 + г2 + 171,8х -
-1,27х2 = 0 в различных деталях составляли ±10 мкм и имели
осесимметричный профиль непредсказуемой формы. Кружок рассе-
яния объективов составлял 200-300 мкм.
Коррекционный профиль формировался на плоской стороне лин-
зы. На рис. 7.59 в качестве примера представлена серия распреде-
лений величины съема материала, необходимого для коррекции
погрешностей изготовления объективов ножевым инструментом.
Съем материала по заданному закону осуществлялся методом ион-
но-химического формообразования, после чего кружок рассеяния
концентратора уменьшился до 17-25 мкм.
Контроль формы поверхности осуществляется традиционными
интерферометрическими методами на любом интерферометре. Вы-
бор прибора обусловлен типом детали, ее размером, крутизной и т. д.
Схема контроля остается одной и той же — контроль из центра
кривизны. В случае формирования АП на заготовках с малой кри-
визной (стрелка прогиба
1-3 мм) можно осуще-
ствлять контроль формы
поверхности по плоско-
му свидетелю, т. е. обра-
ботка профиля маски
проводится по профилю
поверхности, полученной
на плоской исходной, об-
работанной через эту
маску. Контроль осуще-
ствляется по схеме Физо
и может быть реализо-
ван на любом инстру-
ментальном микроскопе.
Например, при использо-
вании УИМ-23 на образ-
цах диаметром до 100 мм
можно проконтролиро-
вать АП с асферично-
стью до 20 мкм непо-
средственно по полному
Рис. 7.58. Профиль съема (а), форма маски (б) и
интерферограмма поверхности детали (в), полу-
ченной ионно-химической асферизацией (Л —
глубина съема, R — радиус детали)
съему.
Для АП с большой
крутизной, в частности
для АП с апертурой, пре-
459
Рис. 7.59. Примеры распределения съема материа-
ла, необходимого для коррекции погрешностей из-
готовления объектива (Н — величина съема ма-
териала, R — радиус детали)
восходящей апертуру измерительных приборов, разработан метод
технологического контроля формы АП по набору плоских свидете-
лей. Подробнее методы контроля асферических поверхностей из-
ложены в гл. 3.
Методы ионного и ионно-химического формообразования позво-
ляют получать высокоточные асферические поверхности сложной
формы с гарантированным выходом до 95-100 %.
7.13.5. СОЗДАНИЕ ЭЛЕМЕНТОВ С ЗАДАННОЙ
МИКРОТОПОГРАФИЕЙ РЕЛЬЕФА
По сложности изготовления вышеуказанные элементы можно
разделить на три группы.
К первой группе относятся двумерные рельефы — элементы
рельефа на поверхности оптической детали создаются из тонко-
слойных покрытий и обычно различаются по своим оптическим
свойствам (отражению или пропусканию излучения). Это шкалы,
сетки, миры, растры, фотошаблоны. Как правило, элементы этой
группы изготавливают методами фотолитографии с химическим
(мокрым) травлением или обратной фотолитографией. Ионная об-
работка также с успехом применяется для изготовления выше-
указанных элементов, в том числе на химически нестойких поверх-
ностях. В сочетании с электронной литографией возможно получе-
ние высокоточных систем с субмикронными размерами.
Ко второй группе относятся трехмерные рельефы — элементы
рельефа имеют вертикальные границы и заданную высоту. Это
элементы интегральной оптики, фазосдвигающие системы, фазовые
фильтры и синтезированные голографические элементы. Ионная
обработка позволяет сформировать по поверхности оптической де-
тали рельеф со строго заданной глубиной. Так получают полоско-
вые волноводы, элементы ввода и вывода излучения, планарные
460
призмы и линзы, фазовые фильтры, голографические имитаторы,
пластины Шмидта для контроля асферических зеркал и др.
К третьей группе относятся трехмерные рельефы на поверхно-
сти оптической детали заданной микротопографии. Элементы ре-
льефа могут иметь любой заданный профиль. К ним относятся
различные дифракционные оптические элементы, корректоры вол-
новых фронтов, киноформные элементы. Для получения таких эле-
ментов ионная обработка является наиболее эффективным и пер-
спективным методом.
Для получения заданного рельефа на поверхность оптической
детали перед ионным травлением наносится маска. В технологии
ионной обработки можно использовать четыре вида масок: наклад-
ные, обеспечивающие получение элементов размером порядка 3—
10 мкм; контактные, получаемые путем вырезания на делительных
машинах требуемого рисунка на предварительно нанесенном на де-
таль слое металла, полимера или другого материала (алюминия, си-
рийского асфальта и т. п.); размер получаемых элементов 1—3 мкм.
Для получения элементов микронных размеров используют кон-
тактные маски из светочувствительных материалов (фоторезиста,
шеллака, хромированной желатины и т. д.). Заданный рисунок про-
ецируется через фотошаблон на обрабатываемую поверхность, про-
водится экспонирование светочувствительного слоя, проявлением
удаляются ненужные участки слоя. При получении элементов суб-
микронных размеров используется электронная литография.
Для обеспечения высокой селективности ионного травления
в качестве масок используют многослойные контактные маски.
Их получают следующим образом: на обрабатываемую поверх-
ность наносят нечувствительный к излучению слой металла, окси-
да, полупроводника или полимера, затем наносят светочувстви-
тельный слой и проводят процесс фотолитографии. Далее методом
химического или ионного травления на первом слое получают за-
данный рисунок, служащий контактной маской при создании ре-
льефа на поверхности детали. Контактную маску из нечувстви-
тельного к излучению материала можно получать и методом об-
ратной фотолитографии.
Приведем общие требования к маскам в технологии ионной
обработки:
материал маски должен иметь хорошую адгезию к поверхности
детали, выдерживать процесс проявления или нарезания и ионно-
химическое травление;
при записи рисунка и последующем проявлении границы эле-
ментов маски должны быть как можно ближе к вертикальным;
чем меньше скорость ионного или ионно-химического травле-
ния маски, тем она эффективнее;
маска после ионной обработки должна легко удаляться с поверх-
ности детали.
Подробные сведения о физико-химических свойствах светочув-
ствительных слоев, используемых в качестве масок, приведены
в п. 7.9.
461
Выбор и подготовку контактных масок производят для каждо-
го конкретного случая. В табл. 7.29 приведены скорости травле-
ния маскирующих материалов в следующих режимах ионного трав-
ления: средняя энергия ионов -1,5 кэВ, плотность ионного тока
1,5-2,0 мА/см2, температура образца во время ионной обработки
60-80 °C.
На рис. 7.60 показана схема распыления контактной маски
с вертикальными стенками. Верхний слой маски распыляется под
углом Фтах (угол между направлением ионного пучка и плоско-
стью материала маски), для которого реализуется максимальная
скорость распыления маски. Вертикальный край маски будет фор-
мироваться в оптическом материале до тех пор, пока плоскость
распыления края не достигнет поверхности детали, что и опреде-
лит возможное время обработки:
_/zMsin(pmax
1обр - „
м(Ртах
где io6p — время ионной обработки; 7гм — высота маски; К«ртах —
скорость ионного распыления материала маски для угла Фтах.
Максимально возможная глубина рельефа:
Vp
^тах ~ ^м(ртах^обр — s^n Фтах — ТТ ’
^м(Ртах
где Vp — скорость ионного распыления материала детали (ф = 90°).
Глубина создаваемого рельефа hp должна быть меньше ^Ртах • Для
Таблица 7.29. СКОРОСТИ ТРАВЛЕНИЯ МАСКИРУЮЩИХ МАТЕРИАЛОВ
В АРГОНЕ И ФТОРСОДЕРЖАЩИХ ГАЗАХ
Материал Вид обработки Скорость травления, мкм/ч
Аг cf4 chf2ci SF6
SiO2 (кварц) — 1,2 2,5 3,2 5,6
А1 (слой 0,5 мкм) — 0,35 0,8 0,8 2,0
Сг (слой 0,2 мкм) — 0,3 0,3 0,4 0,2
Ti (слой 0,1 мкм) — 0,3 1,5 1,5 5,0
Фоторезист ФП-383 (слой 2 мкм) Прогрев до 145 “С 1,0 3,0 0,8 16,0
ФН-ПЦГД (слой 2 мкм) Прогрев до 200 °C 1,0 1,5 — —
Сирийский асфальт (слой 0,5 мкм) — 1,8 3,0 0,6 5,4
Шеллак (слой 0,2 мкм) Химичес- кая 1,0 1,6 3,2 —
Поливиниловый спирт: Прогрев до 150 °C 1,0 1,6 2,8 —
слой 0,5 мкм Химичес- кая 2,0 6,0 1,6 11,0
слой 0,8 мкм Прогрев до 250 °C 0,81 4,9 0,5 16,0
462
Рис. 7.60. Схема распыления контакт-
ной маски:
1 — первоначальный профиль маски; 2 —
профиль после обработки
получения больших значений Лр
необходимо либо иметь маски
большой толщины, либо скорость
травления материала детали дол-
жна быть много больше скорос-
ти травления материала маски
V • Большие соотноше-
Р мттах
НИЯ ^р/^м<ртах МОЖНО получить,
используя ионно-химическую об-
работку. Выбирая состав рабоче-
го газа и режимы обработки,
можно создать высокую селек-
тивность ионно-химического трав-
ления (^р/К«ртах » !)• Так, при
изготовлении многоэлементных приемников для глубинного ион-
но-химического травления полупроводниковой группы А3В5 и А4В6
следует использовать смесь рабочих газов Хе — Н2О. В этой смеси
скорость травления за счет образования летучих гидридов состав-
ляет для In — Sb около 15 мкм/ч, для стекол 20-30 мкм/ч. В ка-
честве масок для этой смеси эффективно использовать металличес-
кие слои, наносимые обычно методом обратной литографии. Ме-
таллы реагируют с кислородом смеси, образуя оксиды, что еще
больше снижает скорость распыления масок. Если использовать
в качестве маски слой алюминия, удается получать при травлении
вышеуказанных полупроводников отношение ^р/^м<ргаах = Ю0 и по-
лучить рельефы глубиной 30 мкм с минимальным размером эле-
мента 5 мкм.
Глубина рельефа измеряется на интерферометрах типа МИИ-4,
а топография — на установках УИМ или ДИП-2 по стандартным
методикам.
Для получения элементов третьей группы, в частности кино-
формов, используют метод последовательного совмещения и экс-
понирования, который позволяет формировать ступенчатый про-
филь элементов киноформной структуры. Дифракционная эффек-
тивность киноформного элемента (КЭ) растет с ростом числа уров-
ней: для шестиуровневого КЭ — 91,2 %, для восьмиуровневого —
95 %, для десятиуровневого — 97 %.
Изготовление киноформного элемента — сложный многосту-
пенчатый процесс создания контактной маски и ионного или ион-
но-химического травления. На рис. 7.61 приведена схема техно-
логического процесса получения киноформного элемента, включа-
ющего следующие операции.
1. Изготовление контактных фотошаблонов. Фотошаблон —
система непрозрачных колец на прозрачной подложке. При про-
стом последовательном совмещении число шаблонов п соответ-
ствует числу ступенек (уровней) (п + 1). Фотошаблоны изготавли-
463
а)
б)
X X
*)♦♦♦♦♦♦
Рис. 7.61. Схема про-
цесса получения ки-
ноформного элемен-
та: а — изготовление
фотошаблона; б —
нанесение светочувст-
вительного слоя; в —
экспонирование; г —
получение контакт-
ной маски; д — рель-
ефная структура на
стекле
вают методами нарезания, на лазерном ко-
ординатографе, на координатографе типа
КПА-1200 с последующим уменьшением на
фотографической машине типа ЭМ-513.
2. Нанесение светочувствительного слоя (на-
пример, фоторезиста) на поверхность оптичес-
кой детали методом центрифугирования, вытя-
гивания или слива и последующий прогрев
слоя.
3. Совмещение фотошаблона относительно
центра детали (при первом экспонировании)
или относительно части киноформной структу-
ры (при последующих совмещениях) и экспо-
нирование фоточувствительного слоя через фо-
тошаблон на установках ЭМ-56, ЭВ-5006, СМ-
197.
4. Проявление контактной маски в ваннах
с щелочным проявителем. Термообработка.
5. Ионное или ионно-химическое травление
детали по контактной маске на любой уста-
новке для ионной обработки. Удаление остат-
ков маски.
Профиль поверхности киноформного элемента
показан на рис. 7.62.
В настоящее время рассчитаны оптические
системы, в которых киноформные элементы
а)
1-.%5
Рис. 7.63. Линзовый состав объективов-анало-
гов (а, б) и объективов с киноформными кор-
ректорами хроматических аберраций (в, г)
Kt ЛКЗ ТФ5
464
Таблица 7.30.
НЕКОТОРЫЕ ДРУГИЕ ПРИМЕНЕНИЯ ИОННОЙ
ОБРАБОТКИ В ОПТИЧЕСКОЙ ТЕХНОЛОГИИ
Процесс Краткая характеристика эффективности Условия обработки
Ионная обработ- ка подложек пе- ред нанесением оптических покры- тий [7.110] 1. Чистка подложек, повышение ак- тивности поверхности 2. Удаление поверхностного нарушен- ного слоя с целью повышения адгезии напыляемых покрытий Аргон, энергия ионов Е = = 1,5 кэВ; съем — 0,05 мкм Аргон, кислород Е = = 1,5+2,0 кэВ; съем — 0,25 мкм
Ионная полиров- ка (подполиров- ка) слоев в процес- се напыления по- крытий [7.111] 1. Снижение микрошероховатости сло- ев, получение покрытий с малым коэф- фициентом светорассеяния и уровнем потерь излучения менее 0,1 обр. см 2. Получение «толстых» (до 30 мкм) покрытий, обладающих высокой ад- гезией к подложке Аргон, кислород, Е = 1,5 кэВ; съем — 0,03 мкм
Ионная модифи- кация поверхнос- ти оптической де- тали [7.111] 1. Повышение стойкости поверхности к лазерному излучению 2. Создание бездефектных сверхглад- ких оптических поверхностей 3. Повышение коэффициента вторич- ной электронной эмиссии свинцовоси- ликатных стекол и микроканальных пластин 4. Повышения яркости свечения лю- минесцентной оптической керамики 5. Создание микропористых просвет- ляющих структур на поверхности оп- тических стекол Аргон, £ = 1,5 кэВ; съем — 2,5 мкм Аргон, кислород, Е = 1+3 кэВ; на последней стадии Е = = 0,5 кэВ; съем — 2,0 мкм Аргон, Е = 0,5+1,0 кэВ; съем — 2 мкм Аргон, £ = 1 кэВ; съем — 2 мкм CF4, SF6 Е = 0,5 кэВ
(корректоры) полностью заменили элементы из оптических мате-
риалов с обратным ходом дисперсии. На рис. 7.63 показан лин-
зовый состав объективов-аналогов (а, б) и двух объективов с кино-
формными корректорами (в, г). Оптические свойства объективов
идентичны [7.108]. В табл. 7.30 приведены другие применения ионной
обработки в оптической технологии.
7.13.6. ОБОРУДОВАНИЕ ДЛЯ ПРОВЕДЕНИЯ
ПРОЦЕССА ИОННОЙ ОБРАБОТКИ
Ионную обработку оптических материалов можно проводить на
любой вакуумной установке (ВУ-1, ВК-1, ВК-5, ВУАЗ и др.), осна-
щенной источником, генерирующим пучок ионов с энергией 0,5-
3,0 кэВ, обеспечивающий равномерный съем материала со всей по-
верхности обрабатываемой детали.
К автономным ионным относится источник «Кауфман». Этим
источником оснащаются промышленные установки фирмы
TECHNIC (США). Источник создает пучок диаметром до 350 мм
и равномерностью ± 5 % (рис. 7.64). Источники типа «Кауфман»
обладают рядом достоинств в случае их применения в оптической
465
Рис. 7.64. Схема источника типа
«Кауфман»:
1 — термокатод; 2 — анод; 3 — магнит; 4 —
ионно-оптические сетки; 5 — ускоряющая
сетка; 6 — ионный пучок; 7 — область плаз-
мы разряда
технологии. Низкое напряжение,
при котором зажигается разряд
(около 20 В), ограничивает возник-
новение многозарядных ионов,
уменьшает возможность распыле-
ния стенок рабочей камеры, на-
ходящихся под потенциалом,
и тем самым обеспечивает воз-
можность получения ионного пуч-
ка с малым разбросом по энерги-
ям, относительно малым количе-
ством примесей и равномерным
распределением плотности плаз-
мы. Однако источники типа «Ка-
уфман» имеют ряд недостатков, от-
граничивающих область их при-
менения. Так, наличие термока-
тода не позволяет использовать
источник для формирования ион-
ных пучков химически активных
газов. Сложная многоапертурная оптика, ограниченная плотность
ионного тока также делают источник не универсальным.
Наиболее широкое применение в оптической технологии полу-
чили источники с холодным катодом типа «Радикал» (рис. 7.65).
В этих источниках применен замкнутый дрейф электронов в скре-
щенных электрическом и магнитном
полях в промежутке анод — катод.
Ионизация рабочего газа обеспечивает-
ся высокоэнергетическими электронами.
Несомненным достоинством ионных ис-
точников этого типа является монохро-
матизм ионного потока с малым углом
расходимости (около 7°). Источник ста-
бильно работает в химически активных
средах и остаточном давлении (10“2 -
10“3 Па). К недостаткам источников
«Радикал» следует отнести относитель-
но небольшие плотности ионного тока
(около 0,1 мА/см2) и ограниченный ди-
аметр формируемого трубчатого пучка
ионов (около 100 мм).
В настоящее время для оптической
технологии разработана серия ионных
источников типа «ИОН», в частности
«ИОН-4» (рис. 7.66), генерирующий ион-
ный пучок диаметром до 200 мм. Плот-
ность ионного тока на расстоянии 200 мм
от источника составляет 2 мА/см2 при
Рис. 7.65. Схема источника
типа «Радикал»:
1 — магнит; 2 — катод; 3 — анод; 4 —
ионный пучок; 5 — область плазмы
разряда
466
ускоряющем напряжении от
1 до 4 кВ. Неравномерность об-
работки поверхности непод-
вижных оптических деталей не
превышает ± 10 %.
В ГОИ разработана серия
оригинальных ионных источ-
ников, в основу которых поло-
жен принцип, позволяющий
конструировать источники с
практически неограниченным
диаметром пучка и высокой
стабильностью его параметров.
Источник может генерировать
Рис. 7.66. Схема источника типа «ИОН-4»:
1 — анод; 2 — матрица; 3 — катод; 4 — экран;
5 — корпус; 6 — соленоид
ионные пучки как инертных,
так и химически активных газов. Используя различные варианты
геометрии источника, либо маскирования ионного пучка, возможна
обработка и формирование любых оптических поверхностей.
На базе разработанного источника создано специализированное
промышленное оборудование, позволяющее реализовать все выше-
перечисленные процессы ионной технологии. В частности, для асфе-
ризации деталей диаметром до 300 мм разработана установка
ПИОН-ЗОО, для деталей размером до 500 мм — установка
ВУ-ПИОН. Обе установки содержат устройства групповой асфери-
зации деталей средних и малых размеров. ПИОН-ЗОО позволяет
обрабатывать одновременно три детали диаметром до 100 мм или
шесть деталей диаметром до 60 мм. ВУ-ПИОН аналогично — 12
деталей диаметром до 60 мм, шесть деталей — диаметром до 100 мм
и три детали — диаметром до 150 мм. Установки работают в авто-
матическом режиме. Контроль параметров процесса позволяет вы-
ходить на заданную глубину проработки с точностью 1 % при съе-
мах поверхностного слоя до 10 мкм. Плотность ионного тока
в пучке составляет 1 мА/см2, что обес-
печивает средние скорости обработки оп-
тических стекол около 1 мкм/ч, крис-
таллов — 2-3 мкм/ч в атмосфере инерт-
ных газов (аргон). В режиме ионно-
химической обработки скорости возрас-
тают в 4-5 раз соответственно.
Для ионной обработки подложек и
покрытий в ГОИ создано устройство
ИОП-2 (рис. 7.67), которое представля-
ет собой сеточный электрод, состоящий
из пластин тантала, расположенных на
определенном расстоянии друг от друга.
На электрод подается отрицательное
напряжение 50-200 В. Когда в вакуум-
ной камере возникает газовый разряд,
Рис. 7.67. Устройство ИОП-2:
1 — держатель пластин; 2 — сеточ-
ный электрод; 3 — пластины; 4 —
плоский электрод; 5 — заземленный
металлический экран
467
часть ионов положительного столба производит бомбардировку элек-
трода, выбивая из него электроны, которые увеличивают степень
ионизации, что дает возможность снижать давление рабочего газа.
При правильном выборе расстояния между пластинами электрода
происходит осцилляция электронов, в результате чего при прохож-
дении между пластинами ионы нейтрализуются. Подложки бом-
бардируются потоком нейтрализованных частиц, при этом устрой-
ство может располагаться на расстоянии 150-400 мм от держате-
ля подложек.
Подробнее об оборудовании см. гл. 9.
Глава 8
ОПТИЧЕСКИЕ ПОКРЫТИЯ
8.1. ВВЕДЕНИЕ
Оптические покрытия позволяют существенно изменять оп-
тические параметры поверхности детали: управлять интенсив-
ностью отраженного и пропущенного излучения (просветляю-
щие и высокоотражающие покрытия), изменять спектральный
состав отраженного и пропущенного излучения (спектродели-
тельные и фильтрующие покрытия), изменять состояние поляри-
зации и фазовые характеристики излучения (интерференционные
поляризаторы и фазовые вращатели). Получили развитие покры-
тия, выполняющие одновременно несколько функций в различ-
ных участках спектра — многоспектральные покрытия.
С помощью тонкослойных покрытий можно существенно повы-
сить механическую и химическую устойчивость поверхности (за-
щитные покрытия), изменить ее электрические свойства (токопро-
водящие покрытия) и т. д. Уровень современного оптического при-
бора во многом определяется наличием покрытий с необходимы-
ми оптическими или эксплуатационными параметрами.
Для нанесения покрытий используют различные вакуумные
и химические методы и оборудование, выбор которых определя-
ется требованиями к покрытиям и возможностями их произ-
водства.
8.2. НАНЕСЕНИЕ ПОКРЫТИЙ
ПУТЕМ ТЕРМИЧЕСКОГО ИСПАРЕНИЯ
ПЛЕНКООБРАЗУЮЩИХ МАТЕРИАЛОВ В ВАКУУМЕ
Методы термического испарения получили наиболее широкое
применение для нанесения покрытий различного назначения и
характеризуются высокой производительностью, возможностью
контроля и автоматической стабилизации основных технологи-
ческих параметров в процессе нанесения покрытий, что обеспе-
чивает высокую воспроизводимость их структурных характерис-
тик, состава, оптических и эксплуатационных свойств. Методы
позволяют наносить покрытия из пленокообразующих материа-
лов различного состава и природы с широким диапазоном оп-
тических констант в ультрафиолетовой, видимой и инфракрас-
ной областях спектра.
469
8.2.1. ВАКУУМНЫЕ УСТАНОВКИ
ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ ТЕРМИЧЕСКИМ ИСПАРЕНИЕМ
ПЛЕНКООБРАЗУЮЩИХ МАТЕРИАЛОВ
Установки для получения покрытий в вакууме, отличаясь по
конструктивной компоновке и оформлению, имеют одинаковую
структурную схему (рис. 8.1). Предельные значения давления ос-
таточных газов в зависимости от назначения и конструкции уста-
новки чаще всего лежат в пределах 6,65 • 10-4-6,65 • 10-7 Па (стан-
дартные сверхвысоковакуумные установки). В состав остаточных
газов входят пары воды, СО, СО2, N2, углеводороды CnHm и др.
В сверхвысоковакуумных установках содержатся лишь следы на-
званных соединений. Заданный вакуум достигается с помощью
парамасляного насоса, снабженного маслоотражателем и ловуш-
ками (водяными и азотными). Все большее применение находят
системы безмасляной откачки (турбомолекулярные и другие на-
сосы). К этому типу относятся отечественные установки ВУ-1,
ВУ-2, ВУ-800, ВУ-1100, УРМЗ-279 и др. В настоящее время нахо-
дится в эксплуатации большое число установок зарубежного про-
изводства типов A700Q, ВАК-500К, ВА-710.
Более подробные сведения о конструкциях и технических ха-
рактеристиках вакуумных установок приведены в гл. 9 настояще-
го справочника.
8.2.2. ПОЛУЧЕНИЕ И ИЗМЕРЕНИЕ ВАКУУМА
Получить покрытия с необходимыми и воспроизводимыми свой-
ствами можно только в вакуумных установках, обеспечивающих
необходимую степень разрежения и контролируемый состав оста-
точной атмосферы [8.1-8.3]. Необходимым условием получения
и сохранения высокого вакуума в камере является удаление не
только свободных газов, но и газов, связанных на поверхности
камеры, оснастки и других конструктивных элементов (адсорбиро-
ванных), а также находящихся в толще материалов этих элемен-
тов (сорбированных). Давление, которое установится в вакуумной
системе, определяют из соотношения
p = 2J/SS, (8.1)
где S7 — сумма потоков истекающих газов; SS — сумма скорос-
тей откачки рабочего объема (вместе с сорбцией).
Таким образом, для получения низкого давления необходимо
применять устройства с высокой скоростью откачки и снижать
поток газов, натекающих в камеру. Натекание в камеру происхо-
дит по следующим причинам:
проникновение газов из-за течей в местах неразъемных и разъем-
ных соединений [значение натекания через неплотности достигает
1,33 • 10~8 Па • л/(см2 • с)];
470
Рис. 8.1. Структурная схема вакуумных установок термического испарения
газопроницаемость конструктивных материалов [например, для
коррозионно-стойкой стали она составляет 1,33 • 10~13 Па • л/(см2 • с)];
десорбция газов и паров с внутренних поверхностей рабочего
объема [удельная скорость газовыделения для коррозионно-стой-
кой стали составляет 1,33 • 10~5 - 6,65 • 10~6 Па • л/(см2 • с), техно-
логической оснастки — 1,33 • 10~3 - 1,33 • 1СГ4 Па • л/(см2 • с) и уп-
лотнительных прокладок — 2,66 • 10-1 - 3,99 • 1СГ2 Па • л/(см2 с)],
а также десорбция газов из осаждаемых материалов.
Эти факторы влияют на состав остаточных газов. К основ-
ным продуктам газовыделения относятся: угарный газ, водород,
низкомолекулярные углеводороды, вода и др. Эффективность дей-
ствия откачных систем (насосов) определяется производительно-
стью Q (Па • л • с-1), т. е. количеством газа, которое протекает
через всасывающий патрубок работающего насоса (или поглоща-
ется) в единицу времени; скоростью откачки S (л • с-1), т. е. отно-
шением производительности к парциальному давлению газа вбли-
зи отверстия насоса; способностью выделять газы в вакуумную
камеру за счет обратной диффузии паров рабочей жидкости и про-
дуктов их распада.
Для получения низкого и среднего вакуума (133-133 • 1СГ3) Па
используют форвакуумные насосы, в частности, механические насо-
сы. Применяются также сорбционные насосы. Механические насо-
сы переносят газ посредством циклического движения системы
механических деталей, которое сопровождается изменением рабо-
чего объема. Наиболее распространены вращательные насосы с
масляным уплотнением и двухроторные насосы. В качестве рабо-
чей жидкости в масляных насосах используют минеральные масла
(марок ВМ-4, ВМ-5, ВМ-6 и др.). Обратный поток паров масла,
возникающий в результате его разложения в процессе работы на-
соса, может проникать в вакуумную камеру и загрязнять ее внут-
ренние стенки. Для уменьшения проникновения паров масла ис-
пользуют маслоотражатели и различного рода ловушки — сорбци-
онные, конденсационные. Двухроторные насосы используют при
откачке больших объемов благодаря их высокой производитель-
ности и быстроте действия. Они не нуждаются в смазочных сред-
ствах и сами не являются источником загрязнения рабочего объе-
ма продуктами разложения. Однако двухроторные насосы работа-
ют обычно в комплекте с вращательными масляными насосами,
так как требуют предварительного разрежения (агрегаты АВР-50
и АВР-150).
Для получения высокого и сверхвысокого вакуума применяют
высоковакуумные насосы различных видов.
Принцип работы диффузионных пароструйных насосов основан
на захвате остаточного газа струей рабочей жидкости или пара.
В качестве рабочей жидкости применяют высокомолекулярные не-
фтяные масла (например, ВМ-1, ВМ-5) и кремнийорганические жид-
кости, выдерживающие нагрев до 150-200 °C в контакте с атмосфе-
472
рой; для снижения обратного потока паров масла применяют
маслоотражатели, водяные и азотные ловушки. Для паромасляного
насоса поток паров масла ВМ-5 составляет: 5 • 10~3 мг/(ч • см-2) —
с маслоотражателем; 7 • 10~6 мг/(ч • см-2) —• с одной азотной
ловушкой; 5 • 10~6 мг/(ч см~2) — с двумя азотными ловушками;
5 • 10~7 мг/(ч • см-2) — с термосорбционной ловушкой.
Принцип работы турбомолекулярных насосов основан на сооб-
щении оставшимся молекулам газа направленного движения за
счет быстродвижущихся поверхностей ротора; при частоте враще-
ния ротора 100 000 об/мин достигается давление 1,3 • 10~7 Па. Не-
смотря на высокую стоимость, сложность конструкции и обслужи-
вания, насосы широко применяют в тех случаях, когда недопусти-
мо загрязнение рабочего объема парами и продуктами разложения
масла (безмасляная откачка).
Принцип работы сорбционных насосов основан на сорбции мо-
лекул остаточного газа; газ поглощается свеженанесенным на внут-
реннюю полость насоса слоем титана, титано-молибденового спла-
ва, хрома или других материалов. Для них характерны отсутствие
загрязнений парами рабочего вещества, высокая скорость откачки,
выделение адсорбированных газов при повышении температуры.
Принцип работы ионно-сорбционных и гетероионных насосов
основан на ионизации остаточного газа при удалении ионов элект-
рическим полем. Ионная откачка способствует удалению несорби-
рующихся газов; достигается разрежение до 1,33 • 10~9 Па.
Принцип работы криогенных насосов основан на конденсирова-
нии остаточных газов при низких температурах. Рабочими орга-
нами являются охлаждаемые металлические поверхности (диски,
трубы, цилиндры), которые могут находиться как внутри камеры,
так и в отдельном контейнере, соединенном с камерой; в качестве
хладагентов служат Н2 (20 К), Не (4,2 К), N2 (77 К). Конструкция
этих насосов проста, скорость откачки постоянна в широком диа-
пазоне давлений. Насосы не вносят загрязнений в откачиваемый
объем, обеспечивают значенияр до 1,33 • 10~7 Па.
Выбор типа насоса в значительной степени определяет состав
остаточной атмосферы в камере.
Остаточное давление в камере в процессе работы измеряют
с помощью манометров (вакуумметров). Наибольшее распростра-
нение получили термопарные манометры, работа которых основана
на зависимости теплопроводности разреженного газа от его плот-
ности, и ионизационные манометры, где мерой давления является
ионизационный ток, возникающий в результате ионизации моле-
кул остаточных газов. Для ионизации газов в рабочее простран-
ство инжектируются электроны с энергиями, превышающими по-
тенциал ионизации газов. Термопарные манометры используются
для измерения давления в диапазоне 6,65 • 10 - 6,65 • 10-1 Па,
а ионизационные — для давлений ниже 10-1 Па. В современных
вакуумных установках для измерения давления остаточных газов
используют вакуумметры, включающие в себя манометрические дат-
473
Таблица 8.1. ХАРАКТЕРИСТИКИ ОТЕЧЕСТВЕННЫХ МАСС-СПЕКТРОМЕТРОВ
Марка прибора Чувствительность, Па Диапазон масс Разрешающая способность Диапазон рабочих давлений, Па
Омегатрон ИПДО-1 4 IO8 2-100 20 1 IO’3 - 5 • 10-8
Омегатрон МХ-4301 IO’8 1-100 25 1 10’3 _ 5 . 10-8
Хронотрон МСХ-ЗА 10~7 1-250 30 10-3 _ 10-7
Квадрупольный МСХ-2М Ю10 1-250 100 10-3 _ 10-7
Квадрупольный МСХ-4 IO’8 1-600 100 IO 3 _ 10-6
чики, системы регистрации и элементы автоматического управле-
ния процессом откачки (ВТ-1-4, ВМБ-1-2, ВМБ-8 и др.).
Для измерения парциальных давлений используют масс-спект-
рометры, принцип действия которых основан на разделении моле-
кул остаточных газов в зависимости от соотношения масс и заря-
дов ионов. В масс-спектрометре молекулы остаточных газов под-
вергаются ионизации за счет столкновения с электронами, испус-
каемыми катодом. Возникающие положительные ионы получают
ускорение в электрическом поле и при одновременном воздействии
магнитного поля начинают двигаться по спирали. При варьирова-
нии параметров электрического поля на коллектор попадают пос-
ледовательно ионы с различным массовом числом и создают
в его цепи ток, пропорциональный парциальному давлению данно-
го газа. Получающиеся пики ионных токов характеризуют спектр
масс, по которому определяют состав и парциальное давление каж-
дого компонента остаточных газов. Различают статические масс-
спектрометры, где используются статические электромагнитные поля,
и динамические масс-спектрометры (квадрупольные, монопольные
и др.), где используются динамические поля, изменяющиеся по оп-
ределенным законам. Основными характеристиками масс-спект-
рометров являются диапазон регистрируемых масс, разрешающая
способность и чувствительность, определяемая минимальным ре-
гистрируемым парциальным давлением. В табл. 8.1 приведены
характеристики некоторых анализаторов остаточных газов. От-
клонение скорости откачки от паспортного значения и регламен-
тируемого вакуума чаще всего указывает на наличие течи. Для
обнаружения течи используются различного вида течеискатели.
Процесс состоит в локальном обдувании корпуса камеры «проб-
ным» газом и наблюдении за изменением давления в камере. Наи-
большей чувствительностью обладают гелиевые течеискатели (на-
пример, ПТИ-4 или ПТИ-7).
8.2.3. НАНЕСЕНИЕ ПОКРЫТИЙ
Нанесение покрытий методом термического испарения пленко-
образующего материала в вакууме осуществляется в вакуумной
установке (рис. 8.2). Процесс нанесения состоит из трех этапов:
испарения пленкообразующего материала, переноса пара к подложке
и конденсации пара на подложке.
474
Для испарения вещество в испа-
рителе нагревают. Для этого чаще
всего используют джоулево тепло, вы-
деляющееся в проводниках при про-
хождении через них электрического
тока (резистивное испарение) или на-
грев электронным пучком (электрон-
но-лучевое испарение). При нагреве
некоторые вещества плавятся, пере-
ходя затем в парообразное состоя-
ние, а некоторые переходят в парооб-
разное состояние, минуя жидкую фазу
(возгонка). Молекулы материала, по-
лучив при нагреве энергию, достаточ-
ную для преодоления межмолекуляр-
ных связей, удаляются с его поверх-
ности. При столкновении друг с дру-
гом молекулы возвращаются обрат-
но в материал (конденсация). При
равном количестве испаряющихся и
Рис. 8.2. Схема рабочей камеры
вакуумной установки термическо-
го испарения:
конденсирующихся молекул наступа-
ет состояние термодинамического рав-
новесия. Равновесная плотность пара
1 — рабочая камера; 2 — испаритель; 3 —
подложка; 4 — заслонка; 5 — нагрева-
тель подложек
данного материала и его давление^ зависят от температуры. Тем-
пература материала, при которой давление насыщенного пара со-
ставляет ps = 1,33 Па, называется условной температурой испаре-
ния £усл. У материалов, для которых t ниже температуры плав-
ления t , наблюдается возгонка.
Скорость испарения характеризуется количеством материала
(г), испаряющегося в единицу времени с 1 см2 поверхности испаря-
емого материала, зависит от давления парар на поверхности мате-
риала и давления окружающего газар0. Можно записать, что
® = C(ps -p)/pq,
(8.2)
где С — постоянная, зависящая от природы материала.
Перенос пара к подложке (направленное движение потока мо-
лекул) возможен при отсутствии столкновений молекул материала
и остаточного газа. Для этого длина свободного пробега молекул
Хп=О,66/ро должна превышать расстояние h от испарителя до
подложки. Например, если h = 50 см, то прир0 < 1,33 • 10“2 Па мо-
леукулы будут двигаться прямолинейно без столкновений. Обыч-
но процесс испарения проводят прир0 < 2,6 • 10“3 Па.
Пространственное распределение испаряемых молекул для боль-
шинства испарителей (проволока, лента, лодочка и др.) отвечает
закону Кнудсена, по которому интенсивность потока молекул F
пропорциональна косинусу угла между направлением излучения
и нормалью к поверхности ф, т. е. ТДф) ~ cos ф.
475
Таблица 8.2.
СВОЙСТВА МАТЕРИАЛОВ РЕЗИСТИВНЫХ ИСПАРИТЕЛЕЙ
Параметр Металлы Оксиды
W Мо Та ThO2 ZrO2, НЮ2 MgO
Температура плавления (пл, °C 3380 2610 3000 3050 2550 2800~
Температура плавления t при р = 1,33 • 10’4 Па, «С Удельное электрическое сопро- тивление р • 108, Ом • м, при тем- пературе, °C: 2410 1820 2240 3050 2550 2800
20 5,5 5,7 13,5 —— — —
1000 33 32 54 — — —
2000 Термическое испарение, %, для температуры, °C: 66 62 8,7 — — —
0-1000 0,5 0,5 0,7 — — —
0-2000 1,1 1,2 1,5 — — —
Максимальная рабочая темпе- ратура (тах, »С — — — 2500 2200 1900
Для испарителей тигельного типа функция распределения оп-
ределяется соотношением: f’(ip) ~ cosra<p, где показатель п находят
экспериментально для каждого типа испарителей.
Для получения слоя высокого качества важно правильно вы-
брать материал и конструкцию испарителя. Для большинства ис-
паряемых материалов температура, обеспечивающая необходимую
скорость испарения, превышает 1000-2000 °C. Во избежание за-
грязнений осаждаемых пленок материал испарителя должен иметь
при рабочей температуре незначительную упругость пара и давле-
ние диссоциации. Этим требованиям отвечают тугоплавкие ме-
таллы и оксиды (табл. 8.2). Материал испарителя не должен до-
пускать возникновения химических реакций, образования сплавов
с испаряемым материалом.
На рис. 8.3 приведены схемы нескольких испарителей с джоу-
левым нагревом в виде проволоки (а), лент (б) и лодочек из метал-
лической фольги (в — ж). Лодочки применяют для испарения
широкого класса материалов (сульфидов, фторидов, металлов и др.).
Для испарения малоустойчивых веществ сложного состава и спла-
вов следует использовать испарители дискретного действия (г),
Рис. 8.3. Схемы резистивных испарителей из металличес-
кой фольги
476
в которых материалы на поверхность ленты подаются из бункера
со скоростью, равной скорости испарения частиц вещества. Для
испарения материалов, характеризующихся выбросом вещества, при-
меняют лодочки, закрытые экранами с отверстиями (д, е). Для ис-
парения диэлектриков и металлов в больших количествах реко-
мендуются лодочки (ж). Наибольшее распространение получили
испарители из вольфрамовой, молибденовой и танталовой фольги.
Распространены испарители из платиновой фольги.
На рис. 8.4, а, б приведены схематические изображения несколь-
ких испарителей тигельного типа. Они применяются для испарения
больших количеств пленкообразующего материала и могут быть
изготовлены из металлов, графита, нитрида бора, оксидов и других
тугоплавких материалов. Тигли нагреваются за счет раскаленной
спирали, расположенной на наружной поверхности или внутри тиг-
ля (рис. 8.4, а). По конструкции тигельные испарители разделяют-
ся на тигли открытого типа (рис. 8.4, а) и замкнутого дискретного
действия (рис. 8.4, б). Пар из тигля замкнутого действия выходит
только при поднятом затворе во время осаждения материала на
подложку, что приводит к существенному сокращению потерь испа-
ряемого материала. Зарубежные фирмы выпускают каталоги про-
мышленных испарителей с рекомендациями по их использованию.
Для испарения тугоплавких металлов, диэлектриков и других
веществ применяют электронно-лучевые испарители. По конструк-
ции электронные испарители разделяют на электронно-лучевые
с фокусированным пучком электронов и электронные с кольце-
вым катодом. Наибольшее применение нашли электронно-луче-
вые испарители с фокусированным пучком. Поток электронов
в них ускоряется в электрическом поле до 5-10 кэВ и фокусирует-
ся на поверхности испаряемого материала. Большая часть энергии
электронов переходит в тепловую энергию материала, температура
которого может достигать 3000 °C. Поскольку здесь энергия элек-
тронов концентрируется на поверхности испаряемого материала,
взаимодействие между ним и материалом испарителя сильно умень-
шается, что позволяет получать более чистые слои. На рис. 8.5
приведено схематическое изображение электронно-лучевого испа-
рителя с фокусируемым пучком электронов.
Наиболее распространенные марки электронно-лучевых испа-
рителей: УЭЛИ-1 (6 кВт); ESV-6 (6 кВт) — фирма «Лейбольд-Ге-
реус» (Германия); EVU (10 кВт) — фирма «Бальцере» (Лихтен-
штейн) и др.
Рис. 8.4. Схемы испарителей тигельного типа
477
Ох — <х\Испаряемый
'4 материал
Анод 1Ц
Вода
Катод
Рис. 8.5. Схема электронно-лучевого
испарителя с фокусируемым пучком
электронов
На этапе конденсации моле-
кулы пленкообразующих мате-
риалов при столкновении с под-
ложкой передают часть энергии,
которая тем меньше, чем выше
температура подложки. Имея
некоторый избыток энергии, они
мигрируют по поверхности под-
ложки в потенциальном поле
сил Ван-дер-Ваальса. Встретив
«потенциальную яму» (сильную
связь с подложкой), молекула
теряет избыток энергии и фик-
сируется на подложке (конден-
сируется); попав на «потенци-
альный бугор» (слабая связь
с подложкой), молекула, обладая избытком энергии, покидает под-
ложку (вторичное испарение, десорбция). Если мигрирующая мо-
лекула встречает другую мигрирующую молекулу, то она вступает
в сильную связь, при этом подвижность молекул уменьшается и
вероятность десорбции падает. В результате такая группа молекул
фиксируется на подложке и становится центром кристаллизации,
вокруг которого происходит рост кристаллов. Кристаллиты срас-
таются и образуют сплошной слой. Процесс роста слоя на подлож-
ке зависит от материала и структуры подложки, состояния ее по-
верхности, температуры и свойств осаждаемого материала, скорос-
ти осаждения, давления и состава остаточных газов, материалов
испарителей и целого ряда других факторов. Процесс роста слоя
определяет его структуру и другие характеристики (табл. 8.3).
Таблица 8.3. ВЗАИМОСВЯЗЬ СВОЙСТВ И УСЛОВИЙ ОСАЖДЕНИЯ
ТОНКИХ СЛОЕВ
Характеристика структуры и свойства тонких слоев Влияющий фактор
Размер зерен и распо- ложение кристаллов в слое Материал подложки и слоя. Состаяние поверхности под- ложки (шероховатость, структура, загрязнения). Подвиж- ность атомов осаждаемого материала на поверхности подлож- ки (температура подложки, скорость осаждения)
Адгезия между слоем и поверхностью подлож- ки Материал слоя и подложки. Загрязнение подложки. Под- вижность атомов осаждаемого материала. Метод получения слоев
Загрезнение слоя Чистота испаряемого материала. Испарение материала ис- парителя и химическое взаимодействие материала испарите- ля и испаряемого материала. Загрязнение подложки. Сте- пень разрежения и состав остаточных газов. Соотношение меж- ду давлением остаточных газов и скоростью осаждения
Напряжения в слое Материал слоя и подложки. Температура подложки. Раз- мер зерен, включения, дефекты в слое. Режим отжига. Угол между струей пара и подложкой
478
В зависимости от условий осаждения одного
и того же материала можно получать слои с раз-
личными структурами: аморфной, мелкозернис-
той (размер кристаллов менее 10 нм), крупнозер-
нистой (размер кристаллов более 100 нм) и др.
Нанесение покрытий с заданным распределе-
нием толщины на поверхности подложки. Рас-
пределение конденсата паров испаряемого мате-
риала по поверхности подложки зависит от ее раз-
меров и формы, типа и размера испарителя, взаим-
ного расположения испарителя и подложки. Су-
Рис. 8.6. Геомет-
рия расположения
подложки и испа-
рителя кольцевой
формы
щественное значение имеют состояние поверхности
подложки и распределение температуры [8.1].
Зависимости распределения конденсата на
плоской поверхности от взаимного расположе-
ния подложки и испарителя (и его типа) достаточно просты [8.1].
Для испарителя кольцевой формы (рис. 8.6) приведены харак-
теристики распределения конденсата d/d§ (d0 — толщина слоя в
центре плоской подложки) (рис. 8.7).
Кривые 1-6 соответствуют значениям s/h, равным 1,2; 1,0;
0,8; 0,7; 0,6 и 0,5 соответственно; кривая 7 относится к кольце-
вому испарителю с внутренним и внешним радиусами, равными
s; = 0,7й и s0 = 0,8й. Из рисунка следует, что наилучшая однород-
ность покрытия по толщине (d/d0 =1) наблюдается для кольцево-
го испарителя с радиусом s = (0,7 -ь 0,8)й при расстоянии от испа-
рителя до подложки I = 0,5й.
Приведенные зависимости справедливы и для неподвижного
точечного испарителя или плоского испарителя малой площади
при вращающейся подложке, где s и I определяют расстояние от
испарителя и подложки до оси вращения. Зависимости для не-
плоских поверхностей носят более сложный характер [8.4].
Рис. 8.7. Распределение конденса-
та паров на поверхности подлож-
ки для кольцевого испарителя
Задача получения равномерного по
толщине покрытия имеет большое
практическое значение в серийном
производстве покрытий, когда требу-
ется одновременное получение равно-
мерных по толщине покрытий на
большом числе подложек, располо-
женных на держателе большого диа-
метра, для нанесения покрытий на оп-
тические элементы больших разме-
ров. На практике эти задачи реша-
ются за счет эксцентричного распо-
ложения испарителя и вращения
подложек. В каждом конкретном
случае расположение подложек и ис-
парителя оптимизируется за счет ва-
рьирования их взаимного расположе-
479
Рис. 8.8. Маска для нанесе-
ния неравномерных по тол-
щине покрытий
ния. Для повышения однородности по-
крытия по толщине используют одновре-
менное вращение подложек вокруг соб-
ственной оси (двойное, планетарное вра-
щение) [8.5]. При планетарном враще-
нии на подложках диаметром 25-80 мм
неоднородность толщины слоя может до-
стигать 0,1-0,2 %. Используются держа-
тели неплоской формы.
Покрытия с заданной неравномерное- г
тью по толщине используют при созда-
нии оттенителей для широкоугольных
объективов, кольцевых интерференцион-
ных фильтров, покрытий для широкоапер-
турных пучков и других тонкослойных
оптических элементов, а также для асферизации оптических по-
верхностей. Неравномерные с центральной симметрией покрытия
наносят на вращающуюся деталь через неподвижную маску с вы-
резом, ширину которой по зонам рассчитывают в зависимости от
требуемого распределения толщины покрытия по радиусу детали.
Например, при использовании маски, представленной на рис. 8.8,
толщина слоя в центре меньше, чем на краях детали. При обрат-
ном распределении конденсата используют маску негативного ис-
полнения. Эффективно использование масок для выравнивания
толщины покрытия на деталях больших размеров [8.66]. Нерав-
номерные покрытия с линейным распределением толщины нано-
сят на вращающуюся деталь с использованием маски-экрана, по-
степенно открывающей чистые участки поверхности подложки.
Работы, направленные на оптимизацию условий нанесения равно-
мерных покрытий на поверхностях больших размеров, или покры-
тий с заданной неравномерностью, получают развитие до настоя-
щего времени [8.67, 8.99, 8.100].
Нанесение покрытий методом термического испарения с ион-
ной поддержкой. Технологические процессы нанесения покрытий
на основе термического испарения материалов в вакууме с исполь-
зованием ионных пучков (ионное ассистирование, ионное пдатиро-
вание) получили широкое распространение [8.6, 8.7, 8.68, 8.69].
При ионном ассистировании осаждаемый слой в процессе нанесе-
ния подвергается воздействию пучка ионов (Ar, О2, N2 и др.)
с кинетической энергией ниже порога разрушения поверхности.
Это приводит к улучшению оптических и эксплуатационных ха-
рактеристик покрытий (повышается сцепление покрытия с под-
ложкой, увеличиваются плотность и показатель преломления).
Метод получил промышленное развитие. Покрытия наносятся
в обычных вакуумных установках, снабженных источником ионов
(например, установка ВУ2МИ(*) с источником «Аида»), Ионное
платирование представляет собой процесс реактивного испарения
в плазме. Низковольная дуга возникает между тиглем, находя-
480
щимся под положительным потенциалом, и источником плазмы.
В результате происходит интенсивная ионизация испаряемого ма-
териала и реактивного газа. Ионизированные частицы материала,
реактивного и рабочего газов достигают подложки при высоких
кинетических энергиях. Метод позволяет наносить слои оксидов,
нитридов и других соединений высокой плотности, с высокой адге-
зией.
8.3. НАНЕСЕНИЕ ПОКРЫТИЙ
ИОННО-ПЛАЗМЕННЫМ РАСПЫЛЕНИЕМ
ПЛЕНКООБРАЗУЮЩИХ МАТЕРИАЛОВ В ВАКУУМЕ
Ионно-плазменные, или катодные, методы нанесения покрытий
основаны на распылении мишени при бомбардировке ее ионами
инертного или реактивного газа [8.1, 8.8, 8.70]. Источником ионов
является самостоятельный разряд в разреженном газе (тлеющий
на постоянном токе или высокочастотный) или несамостоятель-
ный разряд (дуговой или с осцилляцией электронов). В оптичес-
кой технологии наибольшее распространение получили методы
диодного и триодного распылений на постоянном токе или с ис-
пользованием высокочастотного напряжения (рис. 8.9).
Диодная распылительная система состоит из катода и анода.
Катод является источником электронов, возникающих за счет ав-
тоэлектронной эмиссии, и выполняет роль мишени, которая распы-
ляется под ударами положительных ионов. Анод, поддерживая не-
прерывное горение разряда, одновременно является держателем
подложек, на которые осаждается тонкий слой материала катода.
В диодных системах, работающих на постоянном токе, может быть
использован дополнительный электрод (в виде колца или редкой
сетки), расположенный на небольшом расстоянии от подложки.
Рис. 8.9. Характеристики ионно-плазменных методов
481
При подаче на него положительного относительно анода потенци-
ала (несколько десятков вольт) возникает вспомогательный раз-
ряд и осуществляется слабая бомбардировка осаждаемой пленки.
При этом скорость осаждения снижается на 10-50 %, и за счет
десорбции газов повышается чистота пленки. В отечественных ди-
одных системах технологические скорости получения слоев состав-
ляют 0,03-0,05 нм/с (ЭВМ-88 и СМ-97).
В диодных системах, работающих при высокочастотном напря-
жении, можно использовать мишени из диэлектриков или высоко-
омных полупроводников. Для обеспечения стабильной скорости
распыления, высокой равномерности слоя по толщине и составу
необходим хороший тепловой контакт между мишенью и высоко-
частотным электродом. Интенсивное охлаждение высокочастот-
ного электрода предотвращает локальные перегревы, плавление и
интенсивное испарение отдельных участков мишени. В системах
высокочастотного распыления на подложку можно подавать отри-
цательное смещение, вызывающее направленный поток положи-
тельных ионов инертного газа к подложке. Ионы, бомбардируя
поверхность подложки, удаляют адсорбированные пленкой газы,
примеси, загрязнения и т. д. С напряжением смещения связаны
свойства пленок. Малое смещение не позволяет эффективно уда-
лять загрязнения, при большом смещении возможен захват поверх-
ностью слоя инертных и активных газов, рекристаллизация плен-
ки, появление дефектов и т. д. Смещение может влиять на струк-
туру, механические напряжения и адгезию слоя.
При высокочастотном распылении скорость роста слоя зави-
сит от природы материалов мишени, частоты (частота 10-20 мГц
обеспечивает наивысшую скорость распыления), напряжения, силы
тока и напряженности внешнего магнитного поля и достигает
0,17-3,4 нм/с. Технологические скорости роста слоя снижаются за
счет нагрева подложек, вызываемого потоком электронов (при мощ-
ности 3 кВт температура подложки может быть повышена до 600 °C).
Например, в высокочастотной установке типа A-55OVZK (фирма
«Лейбольд-Гереус», Германия) технологическая скорость составляет
0,03-0,10 нм/с.
В триодных системах, например, УРМЗ-279-013, Спутрон (фир-
ма «Бальцере», Лихтенштейн), функции катода и мишени разделе-
ны: катод является источником электронов, которые поддержива-
ют разряд инертного газа, а мишень располагается параллельно
плазменному шнуру (ось мишени делит расстояние анод—катод
в отношении 1 : 2, где находится положительный столб разряда).
При большом отрицательном потенциале на мишени из плазмы
вытягиваются положительные ионы, которые, бомбардируя мишень,
вызывают ее распыление. Распыленные атомы осаждаются на под-
ложке, расположенной параллельно мишени. В триодных систе-
мах в условиях пониженных (до 1,33 • 10-2 Па) давлений необхо-
димая плотность тока обеспечивается за счет термоэлектронной
эмиссии и направленного вдоль оси разряда магнитного поля на-
482
пряженностью (8<24)103 А/м. В триодных системах, реализуе-
мых на постоянном токе или высокочастотном напряжении, ско-
рость осаждения слоя регулируется изменением температуры ка-
тода, давления инертного газа и потенциала мишени; технологи-
ческие скорости получения слоев диэлектриков достигают 0,09-
0,70 нм/с, а для металлов — 2-12 нм/с (рис. 8.9).
Ионно-плазменные методы распыления позволяют получать слои
соединений различной природы. При подаче в камеру активных
газов (азота, кислорода, оксида углерода, метана, сернистого ангид-
рида и др.) можно в зависимости от парциального давления полу-
чать либо твердые растворы металла с соответствующим элемен-
том, либо химические соединения (нитриды, оксиды, карбонаты, суль-
фиды и др.). Такой метод распыления получил название реактив-
ного катодного распыления.
Для выбора метода распыления с целью получения пленки того
или иного состава можно руководствоваться данными, приведен-
ными в табл. 8.4.
Преимуществом ионно-плазменных методов является возмож-
ность получения плотных (приближающихся к материалу в массе)
слоев при высокой адгезии к подложке, стехиометрических слоев
сложных соединений, слоев тугоплавких материалов, которые не
удается получить другими методами. Основным ограничением для
широкого использования этих методов в оптической технологии
являются низкая производительность и высокая энергоемкость.
Производительность ионно-плазменных методов может быть
повышена за счет использования магнетронной мишени (магне-
тронное распыление). Принцип действия состоит в воздействии
магнитного поля на ионизирующий газ, что приводит к увеличе-
нию ионной плотности. Происходит это за счет того, что электро-
ны, находящиеся в плазме (воссоздающие ионы за счет соударений
с молекулами газа, т. е. поддерживающие разряд), под действием
поля изменяют свои траектории, обвиваясь вокруг линий поля и
увеличивая тем самым возможность ионизации за счет соударе-
ний.
Таблица 8.4. ПОЛУЧЕНИЕ ТОНКИХ СЛОЕВ ПРИ КАТОДНОМ РАСПЫЛЕНИИ
Режим распыления Газовая среда Материал тонких слоев
Проводники Полупроводники Диэлектрики
Распыление на постоянном токе Инертная Ag, Au, Pt, Та, Ni,Cr, Си Si, Ge —
Реактивная Ta2N SnO3, MnO3 SiO2, Ta2O5, TiO2, Nb2O5, ZrO2 и др.
Высокочастот- ное распыление Инертная Al, Au, Ni, Ta, W,Mo Керметы SiO3, CeO2, A12O3, ZnS, MgF2 и др.
Реактивная Ta2N — SiO2, Ta2O5, ZrO2, T1O2 и др.
483
Таблица 8.5. ПОВЫШЕНИЕ СКОРОСТИ ОСАЖДЕНИЯ СЛОЕВ МЕТАЛЛА ПРИ ИСПОЛЬЗОВАНИИ МАГНИТНОГО ПОЛЯ Обычно поле фор- мируется вблизи ми- шени при параллель- ной ориентации линий поверхности мишени. В этом случае вторич- ные электроны, излуча-
Материал Скорость осаждения
без магнитного поля, мкм/ч с магнитным полем, мкм/ч
Титан 3 25 емые под воздействием
Хром 6 40 ударов ионов, концен-
Медь 10 72 трируются перед ми-
Серебро 15 120 шенью, создавая зону
Прим е ч а н и е. Данные приведены для эквивалентной плазмы с высокой ион-
мощности мишени, равной приблизительно 10 Вт/см . ной плотностью. Этим
достигаются больший
эффект распыления и более высокие скорости (табл. 8.5). Магнет-
ронные мишени можно использовать в диодных установках на по-
стоянном токе и при высокочастотном напряжении. В оптической
технологии метод получает все более широкое применение [8.95, 8.96].
Распыление материалов. Положительные ионы рабочего газа,
получив энергию в электрическом поле, взаимодействуют с като-
дом, вызывая его распыление. Процесс характеризуется коэффици-
ентом распыления (7£р), который, являясь средней статистической
величиной, определяется отношением числа выбитых из мишени
атомов к числу бомбардирующих ионов. Значение зависит от
массы тпи и энергии Еи иона, массы атома мишени Мм, угла паде-
ния иона и состояния поверхности мишени
к =к тиМм Еи
р 1 тпи+Мм Х(ЕИ)’
где X (£и) — средняя длина свободного пробега иона в мишени; —
коэффициент, характеризующий физическое состояние мишени.
Для каждой комбинации распыляемого вещества и рабочего
газа существует пороговая энергия, ниже которой распыления не
происходит. С увеличением энергии иона коэффициент распыле-
ния Кр увеличивается, при очень больших энергиях уменьшается
из-за глубокого проникновения ионов в мишень. Распыление не
зависит от температуры катода.
Скорость распыления катода (о определяется количеством ма-
териала (г), распыленного с 1 см2 в 1 с, и связана с напряжением
между анодом и катодом U, плотностью тока в разряде j, давлени-
ем рабочего газа р, расстоянием между катодом и подложкой D.
Она определяется формулой
(0 = к2
и-икр
pD
где 17кр — критическое напряжение, ниже которого распыление
незначительно; к2 — постоянная, зависящая от рода газа и мате-
484
риале катода, а также от геометрии системы распыления. Выбор
оптимальных параметров (напряжения U и тока у) разряда, в кото-
ром происходит катодное распыление, осуществляется по вольт-
амперным и нагрузочным (выходным) характеристикам блока пи-
тания. Точки пересечения вольт-амперных характеристик при за-
данном давлении газовой смеси pi с нагрузочными кривыми опре-
деляют режим распыления.
Формирование потока частиц. Формирование потока атомов
при катодном распылении обеспечивается выбором формы като-
дов и подложки, имеющих соизмеримые размеры и расположенных
параллельно. Оптимальная скорость осаждения атомов вещества
на подложку зависит от выбора определенного давления р, при
котором ширина темного катодного пространства D' равна рассто-
янию между катодом и подложкой D и соблюдается соотношение
pD' = const = А (значение А различно для разных газов и материа-
лов катода).
Для получения оптических покрытий широко используют ка-
тоды: Та, Ti, Zr, Nb, Si, ZnS, CeO2, SiO2 и др.
Конденсация пленкообразующего материала на подложке. Про-
цессы конденсации в вакууме при катодном распылении и терми-
ческом испарении отличаются, поскольку распыленные атомы имеют
энергию (около 5-10 эВ), на 1-2 порядка превышающую энергию
термически испаренных атомов. Важным в процессе конденсации
является наличие на поверхности подложки распределенного от-
рицательного заряда и молекул остаточного газа. На подложке
электронами создается отрицательный статический заряд (потен-
циал может достигать более 100 В). К подложке направлены пото-
ки: положительных ионов остаточных газов, загрязняющих плен-
ку; рабочего газа, способствующего десорбции; ионов распыленно-
го материала катода и др.
В целях снижения возможности загрязнения в катодных установ-
ках создают постоянный во времени поток инертного газа при давле-
нии 13,3-1,3 Па (диодные системы) и 0,7-0,07 Па (триодные и вы-
сокочастотные системы). Содержание газа в слоях высокое. Напри-
мер, при парциальном давлении остаточных газов 1,33 • 10-4 Па объем-
ная доля кислорода в слое тантала составляет 10%. С помощью
высокочастотного разряда и смещения на подложке можно умень-
шить загрязнение пленки. Плотность потока атомов на подложке
при катодном распылении на порядок ниже, чем при термическом
испарении, поэтому скорости образования слоев при распылении зна-
чительно ниже.
Получение покрытий с равномерным распределением распы-
ленного материала по толщине. При катодном распылении не-
равномерность распределения конденсата определяется двумя фак-
торами [8.9]:
1) краевым эффектом, обусловленным угловым распределени-
ем распыленного материала, которое зависит от угла падения ионов
и отличается от закона косинуса при наклонном падении, а также
485
локальным увеличением плотности ионного тока за счет измене-
ния траектории ионов около края мишени и бомбардировки ее под
более острыми углами; краевой эффект практически полностью
устраняется, если диаметры катода и анода связаны соотношени-
ем £>кат = 2-°дет5
2) градиентом температуры по поверхности образца, связанным
с неравномерным прогревом детали, который обусловлен теплооб-
меном между образцом и технологической оправой; равномерный
прогрев обеспечивается в условиях изоляции детали от металли-
ческой арматуры.
При условии распыления мишени равномерным потоком ионов
распределение конденсата определяют по формуле
R2-r2-D2
d/d0 = 0,5 <1 +
[(Z>2 + R2 - г2 )2 + (2rD)2 ]1/2
где r — расстояние от проекции центра мишени на плоскость
подложки до заданной точки; R — радиус мишени; D — расстоя-
ние между мишенью и подложкой. Формула справедлива при ко-
эффициенте конденсации, равном единице. При равномерном про-
греве подложки и исключении краевого эффекта можно снизить
неравномерность распределения конденсата до 0,1 % на части по-
верхности детали, определяемой £>раб ~ 0,5Лдет при планетарном
вращении детали.
8.4. КОНТРОЛЬ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
В ПРОЦЕССЕ НАНЕСЕНИЯ ПОКРЫТИЙ
Широкому использованию вакуумных методов в тонкопленоч-
ной технологии во многом способствует возможность контроля,
стабилизации и автоматического управления основными парамет-
рами технологического процесса, к которым относятся давление
остаточных газов и их состав, температура подложки, скорость ис-
парения (или конденсации), толщина и оптические константы на-
носимого слоя.
Для повышения плотности, адгезии и других параметров по-
крытия наносят на подогретые подложки (температура подложки
обычно составляет 100-400 °C). Для воспроизводимости характе-
ристик широкого ряда промышленных покрытий достаточна ста-
бильность температуры подложки ± (5-10) °C. Для измерения тем-
пературы подложки в большинстве случаев служат проволочные
термопары (например, хромель — копель). Термопарный метод ис-
пользуют также при измерении и регулировании температуры на-
грева испарителя, которая определяет скорость испарения. Темпе-
ратура испарителя может косвенно оцениваться по потребляемой
мощности.
486
Для контроля толщины слоев в процессе их нанесения исполь-
зуют частотный и фотометрический методы.
Частотный метод основан на регистрации изменений частоты
кварцевого резонатора А/ при увеличении его массы в процессе
конденсации слоя.
Взаимосвязь А/ с массой и толщиной осажденного слоя опреде-
ляется соотношениями [8.10]:
А/ = fQ/т0 Ат; (8.3)
Ad = уос/о/уАЛ (8.4)
где А/ — изменение резонансной частоты кристалла, вызываемого
осаждением слоя, Гц; fQ — резонансная частота кристалла, Гц;
Ати, m.Q — масса осажденного слоя и кристалла соответственно, г; у,
Yo — плотность материала слоя и кристалла, г/см3; Ad, dQ — тол-
щина осажденного слоя и кристалла, см.
Погрешность определения толщины слоя связана с погрешнос-
тями измерения А/, fQ, Y- Прибор для измерения толщины слоя
состоит из двух кварцевых резонаторов. Частота одного из них
постоянна, а частота другого, расположенного в камере, зависит от
толщины осаждаемого слоя. Разностная частота резонаторов уси-
ливается и измеряется. Используют также метод нулевых биений,
для чего эталонный резонатор выполняется перестраивающимся
по частоте. Для определения толщины слоя необходимо знать его
плотность, что сопряжено с определенными трудностями. Для об-
легчения задачи строят экспериментальные кривые зависимости
толщины слоя от смещения частоты измерительного кварцевого
резонатора для каждого конкретного материала. Однако плотность
получаемых слоев существенно зависит от параметров процесса
нанесения и не является величиной постоянной. Это несколько
ограничивает возможности применения частотного метода.
В табл. 8.6 приведены основные характеристики нескольких квар-
цевых приборов. Максимальная суммарная толщина слоя, осаждае-
мого на кварцевый датчик, определяется максимальным сдвигом ча-
стоты, указанным в таблице. При превышении этого значения чув-
ствительность прибора уменьшается. К недостаткам приборов отно-
сится необходимость периодической чистки кварцевого датчика.
Фотометрический метод основан на явлении интерференции
света в тонких слоях. Если показатель преломления наносимого
материала ниже (выше), чем у подложки, то при монохроматичес-
Таблица 8.6. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ПРИБОРОВ
С КВАРЦЕВЫМИ ДАТЧИКАМИ
Марка прибора Рабочая частота, кГц Чувствительность по серебру, Гц/нм Максимальный сдвиг частоты датчика, кГц Погрешность изме- рения частотомера, %
КИТ-1 3 300 2,5 50 +3,0
КИТ-2 10 000 22,6 600 +2,5
МЭК-1 6 200 90 100 +3,0
487
ком освещении системы подложка — пленка интенсивность отра-
женного света уменьшается (увеличивается) и достигает миниму-
ма (максимума) при оптической толщине пленки, равной 1/4 дли-
ны волны падающего света. При дальнейшем увеличении толщи-
ны интенсивность отраженного света увеличивается (уменьшает-
ся) до максимума (минимума) при оптической толщине пленки,
равной Х/2. Зная число минимумов (максимумов), можно опреде-
лить оптическую толщину пленки
пс/=7и(Х/4), (8.5)
где т — число минимумов (максимумов) отраженного света; X —
длина волны монохроматического света.
Аналогично определяют оптическую толщину пленки при ис-
пользовании проходящего света.
Промышленные фотометрические системы позволяют осуществ-
лять контроль толщины слоя на фиксированной длине волны в диа-
пазоне спектра 0,25-3,0 мкм по отражению и пропусканию. Такая
система включает источник излучения, фотометрический блок, фор-
мирующий световой пучок, устройство для выделения монохромати-
ческого излучения, устройство крепления и смены контрольного об-
разца, фотоприемник, блоки усиления и регистрации излучения, про-
шедшего через контрольный образец или отраженного от поверхнос-
ти контрольного образца с пленкой. В качестве источников излуче-
ния наиболее часто используют кварцевые и галогенные лампы.
Конструкция держателя контрольных образцов обеспечивает
смену контрольных образцов, предусматриваемую технологическим
процессом (например, вращающийся диск с гнездами для образ-
цов; стакан, размещающий стопу из нескольких образцов, сбрасы-
ваемых по мере использования). Для выделения контрольной дли-
ны волны используют монохроматоры различной степени разреше-
ния и интерференционные фильтры. В качестве фотоприемников
служат фотоумножители различных марок, позволяющие регист-
рировать измерения в области 0,16-1,10 мкм, и фотосопротивле-
ния, расширяющие область фотометрирования до 2,5-3,0 мкм.
Электрический сигнал после усиления подается на приборы ре-
гистрации (цифровой вольтметр, дисплей и др.). В отечественных
установках широко применяют фотометры СФКТ-751В, СФКТ-751И,
СФКТ-801У. Существуют различные модификации фотометричес-
кого метода, направленные на повышение точности, например ме-
тод сравнения спектральных коэффициентов пропускания (отра-
жения) для двух длин волн [8.11] и др.
В каждом конкретном случае необходимо учитывать различие
толщины слоя на контрольном образце и рабочей детали (вслед-
ствие различия их положения по высоте и температуры рабочей
поверхности), которое связано соотношением nhK = anhp.
Зная оптическую толщину слоя и время его нанесения, опреде-
ляют скорость нанесения покрытия. Используются также специ-
альные измерители скорости (см. п. 8.2.2).
488
8.5. ПЛЕНКООБРАЗУЮЩИЕ И ПЛЕНОЧНЫЕ МАТЕРИАЛЫ
Требования и свойства. Основными критериями качества ди-
электрических пленочных материалов являются: прозрачность, по-
казатель преломления, однородность, плотность, адгезия, твердость,
механические напряжения, устойчивость к воздействию окружаю-
щей среды и т. д. [8.12, 8.13, 8.63].
Световые потери (поглощение, рассеяние) в диэлектрических
пленках, используемых для большинства интерференционных по-
крытий, должны быть минимальны. Для многослойных покрытий
с малыми потерями коэффициент поглощения К составляющих
слоев не должен превышать 1 • 10-4, для световодов К < 5 • 10-8.
Показатель преломления п диэлектрических пленок зависит от
природы материала. Он возрастает с увеличением атомного веса
элемента (например, для кремния п = 3,4, а для германия п = 4,0)
и ниже у соединений с преимущественно ионной связью. Показа-
тель преломления осажденной пленки, как правило, ниже показа-
теля преломления материала в массе и может изменяться в зави-
симости от структуры, размера зерен, плотности покрытия и других
факторов. Например, для пленок ТЮ2 показатель преломления из-
меняется от 1,9 до 2,6 при переходе от аморфной структуры
к анатазу и рутилу. Увеличение показателя преломления с ростом
размера зерен характерно для некоторых оксидных пленок. Низ-
кая плотность пленок приводит к уменьшению показателя пре-
ломления. Показатель преломления пористой пленки возрастает
при переносе ее из вакуума в атмосферу за счет сорбции воды. На
микроструктуру, размер зерна и плотность упаковки существенное
влияние оказывает температура подложки. Для более высоких тем-
ператур характерны более высокие плотности и крупнозернистые
структуры (при гподл = 250 - 300 °C многие пленки имеют плот-
ность более 0,9). На показатель преломления оказывает влияние
неоднородность пленки, которая является результатом нестабиль-
ности параметров осаждения (давления остаточных газов, скорос-
ти осаждения, температуры подложки), а также результатом раз-
ложения, диссоциации нестойких соединений и смесей во время
испарения.
Важнейшими характеристиками покрытий являются прочность
на истирание и степень сцепления покрытий с подложкой (адге-
зия). Адгезия может быть увеличена за счет предварительной под-
готовки поверхности (очистки, тлеющего разряда, ионного полиро-
вания), нанесения тонких промежуточных (адгезионных) слоев.
В целом ряде случаев адгезия выше для слоев, нанесенных на
нагретую подложку. Наиболее хорошее сцепление со стеклянной
подложкой (и другими материалами) имеют оксидные пленки.
Тонкие пленки обычно находятся в напряженном состоянии.
Возникающие напряжения обусловлены структурой слоев (собствен-
ные напряжения) и различием термических коэффициентов растя-
489
жения пленки и подложки (термические напряжения). Напряже-
ния могут приводить к растрескиванию и отслаиванию покрытия, к
несовместимости пленочных комбинаций и деформации подложки.
Путем сочетания слоев с напряжениями различного знака можно
управлять напряжениями в многослойном покрытии [8.71-8.73].
В ряде случаев пленки должны быть устойчивы к воздействию
низких и высоких температур, влаги, химических реагентов и дру-
гим воздействиям окружающей среды. Покрытия для лазеров дол-
жны быть устойчивы к лазерному излучению. В табл. 8.7 приве-
дены свойства наиболее распространенных диэлектрических пле-
ночных материалов.
Слои фторидов применяют преимущественно в качестве низко-
преломляющего компонента в УФ-, видимой и ИК-областях спект-
ра, оксидные пленки — в УФ-, видимой и близкой ИК-областям
спектра, а также в ИК-области спектра до 5-8 мкм. В области
далее 8 мкм оксидные пленки применяют в качестве адгезионных
и защитных. В ИК-области спектра в качестве высокопреломляю-
щего компонента наиболее широко используют слои сульфидов,
селенидов, теллуридов, металлов, слои германия, кремния, халькоге-
нидные композиции и др.
Пленкообразующие материалы для термического испарения вы-
пускаются в виде таблеток и гранул высокой химической чистоты.
Таблетки и гранулы должны быть стехиометричны по составу и
обладать достаточной плотностью. Подготовка промышленных ма-
териалов к нанесению предусматривает процессы прокаливания и
обезгаживания. При использовании порошкообразных материалов
операциям прокаливания и обезгаживания в ряде случаев пред-
шествует процесс таблетирования.
Свойства тонких слоев зависят от качества обработки и подго-
товки поверхности подложки. Покрытия должны наноситься на
поверхность с высоким качеством полирования (В2 = 0,5) и мини-
мальным количеством дефектов: царапин, выколок, вскрытых пу-
зырей, включений и т. п. (II-V классы чистоты). Подготовка по-
верхности перед нанесением покрытий состоит в ее чистке.
К основным компонентам, загрязняющим поверхность опти-
ческой детали, относятся воски, смолы, шеллаки, лаки, клеи опти-
ческие, масла, эмульсии и другие компоненты смазочно-охлаждаю-
щих жидкостей, остатки шлифовальных и полировальных порош-
ков, отпечатки пальцев, пыль и т. д.
Покрытия наносятся в помещениях, структура, запыленность и
микроклимат которых должны удовлетворять требованиям, предъяв-
ляемым к специализированным участкам тонкопленочных по-
крытий.
Нормы расхода пленкообразующих материалов. Количество
материала, необходимое для изготовления покрытия, зависит от
числа и толщины слоев в покрытии, геометрии расположения ис-
парителей и подложки, типа испарителей и физико-химических
свойств испаряемого материала. Кроме того, имеют место потери
490
491
Таблица 8.7.
СВОЙСТВА ДИЭЛЕКТРИЧЕСКИХ ПЛЕНОЧНЫХ МАТЕРИАЛОВ [8.12, 8.13, 8.63]
Исходный материал Метод нанесения, 'пл/'иеп-’С Состав слоя Область прозрачнос- ти, мкм (a < 103 см-1) Показатель преломления, длина волны (мкм) и температура подложки /11ОДЛ, "С Механические и хими- ческие свойства слоя
Фториды
Фтористый натрин (NaF) И; NaF 0,20-14,0 1,3 (0,55) Мягкий, растворим в воде
Фтористый кальций (CaF2) И^Э:1^ CaF2 0,15-12,0 1,23-1,46 (0,55) Достаточно твердый
Криолит (NajAlFg) иД°°° ’ 860 NaF, Na„AlF„, NaAlF4 0,2-14,0 1,32-1,35 (0,55) (в зависимости от состава) Мягкий
Фтористый барий (BaF2) И;ИЭ:1?§-0 BaF2 0,25-14,0 (16,0) 1,35 (5,0) »
Фтористый магний (MgF2) 1263 И:ИЭ:1130 MgF2 0,11-10,0 1,38-1,4 (0,55) (в зависимости от 'подл) Твердый при высо- ких значениях £подл, устойчив к воздейст- вию влаги
Фтористый лантан (LaF3) — 5S LaF3 0,25-14,0 (17,0) 1,55 (0,55); 1,65 (0,55; t = = 300) Твердый при высо- ких значениях fn
Фтористый неодим (NdF3) — So NdF3 0,25-14,0 1,61 (0,55; 1подл = 300) То же
Фтористый церий (CeF3) — So CeF3 0,3-14,0 1,63 (0,55; (п = 300); 1>50 (5,0; 'подл = 30°) Твердый
Фтористый иттрий (YF3) И; ИЭ: 1136 YF3 0,3-14,0 1,60 (0,55; ( л = 300); <5,0иподл= 300) »
492
Продолжение табл. 8.7
Исходный материал Метод нанесения, t ц , °C пл7 исп’ Состав слоя Область прозрачнос- ти, мкм (a < Ю3 см-1) Показатель преломления, длина волны (мкм) и температура подложки (подл, ’С Механические и хими- ческие свойства слоя
Фтористый свинец (PbF2) 855 И;ИЭ:^ PbF2 0,25-17,0 1,98 (0,30); 1,75 (0,55); 1,65 Мягкий
(5.0; 'подл = 20°)
Халькоген 1ды и полупроводник и
Сернистый цинк (ZnS) 1850 И;ИЭ: — ZnS 0,4-17,0 2,3(0,55); 2,15 (5,0; (подл = 150) »
Селенистый цинк (ZnSe) 1526 И;ИЭ: W ZnSe 0,6-17,0 2,57 (0,6); 2,35 (5,0; (подл = 150) »
Теллуристый кадмий (CdTe) 1042 и- 900 CdTe 0,9-17,0 2,6 (5,0)
Сернистая сурьма (SbgS3) 550 И: 300 Sb2S3 0,5-10,0 (13,0) 3,0 (0,55); 2,7 (5,0) »
Теллуристый свинец (РЪТе) 917 и- ’ 1100 PbTe 3,5-20,0 5,6 (5,0) Мягкий, токсичный
Кремний (S1) 1410 И=ИЭ:^ Si 1,0-9,0 3,4 (3,0) Твердый
Германий (Ge) 940 И; ИЭ: 1400 Ge 2,0-23,0 4,0-4,4 (2,0) Достаточно твердый
Оксиды
Диоксид кремния (SiO2) 1730 ИЭ; 1200 SiO2 0,2-9,0 1,45-1,46 (0,55) Твердый
493
Оксид алюминия (А12О3) ИЭ;^ 1800 А12О3 0,2-7,0 1,54 (0,55); 1,63 (0,55;(ПОДЛ = = 300)
Оксид магния (MgO) ИЭ;^ 1560 MgO 0,2-8,5 1,7 (0,55); 1,74 (0,55; tno = = 300) »
Оксид скандия (Sc2O3) ИЭ;^0 Sc2O3 0,35-12,0 1,9 (0,3-0,55); 1,86 (0,9; t = = 300) Достаточно твердый
Оксид иттрия (Y2O3) ИЭ;^ 2400 *2Оз 0,32-12,0 (11,0) 1,89 (0,33); 1,87 (0,55; t = = 250) Твердый
Оксид неодима (Nd2O3) ИЭ; —— 1900 Nd2O3 0,24-12,0 1,79(0,55); 2,05 (0,55; (n = = 260) »
Оксид гадолиния (Gd2O3) ИЭ;^° Gd2O3 0,32-15,0 (12,0) 1,8 (0,55) Достаточно твердый
Диоксид циркония (ZrO2) ИЭ;^2 2000 ZrO2 0,34-12,0 (11,0) 1,97 (0,55); 2,05 (0,55; t = = 200) Твердый
Диоксид гафния (HfO2) ИЭ — HfO2 0,22-12,0 (11,0) 2,15 (0,25); (подл= 250; 1,95 (0,55) Достаточно твердый
Монооксид кремния (SiO) И-,И^ 1080 SiO 0,7-9,0 2,0 (0,7) Твердый
Пятиоксид тантала (Та2О5) ИЭ; — 0,35-10,0 2Д (0,55;/1ЮДЛ - 250) »
Диоксид церия (СеО2) И; ИЭ; — CeO2 0,4-12,0 (17,0) 2,2 (0,55) Достаточно твердый
Диоксид титана (TiO2) ИЭ; TiO2 0,4-12,0 1,9 (0,55) 2,3 (0,55; ;„одл = = 220); 2,55 (0,55; (подл= 260) » »
Монооксид титана(ТЮ) И;ИЭ;1^ 1800 TiO2 0,4-12,0 1,9 (0,55); 2,3 (0,55; t = 220); 2,55 (0,55; ;подлЛбО)
Примечание. И,ИЗ — резистивное и электронно-лучевое испарения.
материала, конденсирующегося за пределами рабочей площади ка-
меры вакуумной установки, и отходы материала, остающиеся в ис-
парителе. За норму расхода пленкообразующего материала (ПОМ)
принимают количество материала в граммах, необходимое для нане-
сения слоя четвертьволновой оптической толщины от рабочего
диапазона для диэлектрических и полупроводниковых материалов
и слоя необходимой геометрической толщины для металла.
Нормы расхода т0 наиболее употребляемых материалов регла-
ментируются соответствующими документами (обычно для диа-
метра камеры DK = 600 * 700 мм при высоте держателя подложек
&0 = 0,5 DK. При изменении высоты держателя и диаметра камеры
нормы расхода материала определяются соотношением т = пгоу^,
где Yj = (Л/Л0)2. При увеличении числа слоев (nd = йХ/4) и переходе
к другим областям спектра для диэлектриков используется соот-
ношение т = /гтпоу2, где у2 = Х/Хср.
При изменении геометрической толщины слоя металла нормы рас- (
хода соответственно определяют по формуле т = тп0у3, где у3 = d/dQ. !
Нормы расхода материалов различного состава могут существенно |
различаться. Например, для слоя оптической толщины 0,175 мкм
норма расхода для TiO2 составляет 0,65 г, a MgF2 и ZrO2 — 0,85 г
и 1,3 г соответственно.
8.6. СВОЙСТВА ОПТИЧЕСКИХ ПОКРЫТИЙ j
Свойства оптических покрытий определяются конструкцией ин-
терференционных систем (числом слоев, их последовательностью,
толщинами, показателями преломления и др.), методом нанесения
слоев, их природой и материалом оптической детали (подложки)
[8.14-8.16]. Контроль и стабилизация технологических парамет-
ров и режимов нанесения слоев в процессе формирования покры-
тий обеспечивает высокую воспроизводимость свойств покрытий.
Теория интерференционных покрытий к настоящему моменту
достаточно развита. У нас в стране и за рубежом разработаны
современные методы синтеза покрытий (нахождение конструкции
покрытия, обеспечивающей необходимые оптические и эксплуата-
ционные параметры), которые в сочетании с современными ЭВМ
позволяют решать сложнейшие задачи с достаточно хорошим при-
ближением к оптимальному решению. Например, сверхширокопо-
лосные просветляющие покрытия высокой оптической эффектив-
ности, различные многоспектральные просветляющие и спектроде-
лительные покрытия со сложным распределением интенсивности
отраженного и пропущенного излучений по спектру, выполняющие j
одновременно определенные функции в различных участках опти-
ческого спектра (например, в видимой и ИК-областях).
Виды покрытий и их оптические свойства. Современный ката- !
лог оптических покрытий включает в себя широкий ассортимент |
494
покрытий, различных по назначению, конструкции, составу и свой-
ствам для ультрафиолетовой, видимой и инфракрасной областей
спектра.
Просветляющие покрытия уменьшают отражение падающего
излучения от поверхности оптической детали. Коэффициент отра-
жения от непросветленной непоглощающей поверхности опреде-
ляется ее показателем преломления и может достигать высоких
значений (4-10 % для оптических сред с показателем преломле-
ния 1,5-1,9; 32-40 % — для кремния и германия). В результате
потерь излучения на отражение имеет место значительное сниже-
ние интенсивности проходящего потока, особенно в многокомпо-
нентных системах и системах, содержащих высокопреломляющие
элементы (табл. 8.8). Кроме того, в результате многократных от-
ражений возникает фон рассеянного света, образующий блики, лож-
ные изображения и другие дефекты качества изображения. Совре-
менные просветляющие покрытия позволяют существенно повы-
шать светопропускание оптических систем (табл. 8.9).
Для просветления высокопреломляющих материалов широко
используют однослойные покрытия. Они позволяют выполнить
условия полного гашения отражения (р = 0) для длины волны Хо
при соотношении показателей преломления ппокр = ^/лП0ДЛ и оп-
тической толщины nh = Х0/4. В ряде случаев недостающий матери-
ал с необходимым показателем преломления заменяют эквива-
лентной системой слоев чередующегося показателя преломления
[8.8]. Наиболее широкое применение однослойные просветляющие
покрытия нашли в ИК-области спектра.
Для просветления низкопреломляющих материалов широко
применяют двухслойные покрытия из слоев неравной оптической
толщины с соотношением толщин, не равным целому числу. С по-
мощью таких покрытий можно полностью погасить отражение от
поверхности подложки для заданной длины волны независимо от
ее показателя преломления. Для других длин волн коэффициент
отражения отличается от нуля и может достигать достаточно боль-
Таблица 8.8 Таблица 8.9
СВЕТОПРОПУСКАНИЕ ОПТИЧЕСКИХ СВЕТОПРОПУСКАНИЕ ОПТИЧЕСКИХ
СИСТЕМ В ЗАВИСИМОСТИ ОТ ЧИСЛА СИСТЕМ РАЗЛИЧНОЙ СЛОЖНОСТИ
И ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ В ЗАВИСИМОСТИ ОТ КОЭФФИЦИЕНТА
СОСТАВЛЯЮЩИХ КОМПОНЕНТОВ, % ОТРАЖЕНИЯ ПРОСВЕТЛЕННОЙ
ПОВЕРХНОСТИ, %
Показа- тель пре- ломле- ния Коэффи- циент Френеля, % Число компонентов Коэффициент отражения про- светленной по- верхности, % Число компонентов
1 2 4 10 20 1 2 4 10 20
1,5 1,8 3,4 4,0 4 8 30 36 92,0 84,5 49,0 41,0 85 72 24 17 72 52 6 3 44 19 0 0 19,0 4,0 2,0 1,5 1,0 0,5 0,3 96,0 97,0 98,0 99,0 99,4 92 94 96 98 99 85 88 92 96 98 66 74 82 90 95 44 54 67 81 90
Прим ечаиие. При отсутствии поглощения.
495
ших значений. Число возможных решений, определяющих соотно-
шение показателей преломления и оптических толщин составляю-
щих слоев, велико (табл. 8.10), что дает широкую свободу для
выбора материалов в зависимости от эксплуатационных требова-
ний, предъявляемых к покрытию. Аналогичные покрытия исполь-
зуют для высокопреломляющих подложек [8.17].
Покрытия, отвечающие 1-му решению, преимущественно приме-
няют для оптических систем различного назначения с небольшим
числом компонентов и в лазерных системах. Находят применение
ахроматизированные двухслойные просветляющие покрытия : 2-е
решение, а также системыХ0/2 - Х0/4.
Для расширения спектральной области низких значений коэф-
фициента отражения и снижения интегрального (среднего) коэф-
фициента отражения в рабочей области спектра применяют раз-
личные многослойные ахроматические просветляющие покрытия.
Для просветления оптических элементов из стекла с показателем
преломления 1,45-1,80 большей частью используют двух-, трех-,
пяти- и шестислойные просветляющие покрытия, состоящие из
слоев оптической толщиной, равной или кратной Х0/4 (Хо — рас-
четная длина волны) [8.18, 8.19]. Ширина спектрального диапа-
зона Х2/Х,, в котором остаточный коэффициент отражения не пре-
вышает 0,5%, для этого типа покрытий составляет 1,5-1,83
в зависимости от состава покрытия и показателя преломления под-
ложки. Имеются другие решения ахроматических просветляющих
покрытий (двухкомпонентных) [8.74]. В ИК-области спектра, где
оптические элементы являются большей частью высокопреломля-
ющими, наибольшее применение находят четвертьволновые двух-,
трехслойные покрытия ступенчатого типа (показатели преломле-
ния убывают по направлению от подложки к внешнему слою; по-
казатели преломления всех слоев ниже, чем у подложки) [8.8, 8.75].
С помощью таких покрытий при соответствующем выборе показа-
телей преломления составляющих слоев коэффициент отражения
Таблица 8.10. ЗНАЧЕНИЯ ОПТИЧЕСКОЙ ТОЛЩИНЫ И ПОКАЗАТЕЛЯ
ПРЕЛОМЛЕНИЯ ДВУХСЛОЙНЫХ ПРОСВЕТЛЯЮЩИХ
ПОКРЫТИЙ НА СТЕКЛЕ С пп„ =1,52 И пп„=1,72,
ОБЕСПЕЧИВАЮЩИХ р0 = 0
л2 (Я1 = 1,45) п= 1,52 подл ’ "поля = 1,72
1-решение 2-решение 1-решение 2-решение
п2^2 nidi п2^2 "Л n2d2 "А п2^2 "А
1,79 0,25 0,25 0,25 0,25 — — —
1,85 0,16 0,29 0,34 0,21 — — — —
1,90 0,13 0,30 0,37 0,20 0,25 0,25 0,25 0,25
2,00 0,11 0,31 0,39 0,19 0,14 0,28 0,36 0,22
2,10 0,09 0,32 0,41 0,18 0,10 0,30 0,40 0,21
2,20 0,08 0,33 0,42 0,17 0,08 0,30 0,42 0,20
2,30 0,07 0,33 0,43 0,17 0,06 0,30 0,44 0,20
Прим ечание. Значения оптических толщин приведены в долях XQ.
496
высокопреломляющеи
подложки (например, гер-
мания, кремния, селени-
да цинка и др.) может
быть снижен до 0,5-
1,0 % в области спектра
АХ = (0,8 + 1,3) Хо (соот-
ношение Х2/Х1 = 1,62)
[8.75]. Конструкция и
основные оптические ха-
рактеристики наиболее
распространенных про-
светляющих покрытий
приведены в табл. 8.11-
8.13. На рис. 8.10 пред-
ставлены спектральные
коэффициенты отраже-
ния ряда просветляющих
покрытий на стекле для
видимой области спект-
ра: однослойного (ге1 =
= 1,38) на стекле с геподл =
= 1,75 (кривая 7); двух-
слойных (п1 = 1,45 ип2 =
= 1,9) на стеклах с нподл =
= 1-52, «ПОДЛ = 1,75 и
геподл= !’67 (кривые 2-
4); трехслойных на стек-
лесгеподл=1’58ип =
&>7°
1,0
о
0,4 0,5 Ofi Х,мкм
ЛА_______________________
Л1 _______
0,4 0,5 0,6 \,мкм
Рис. 8.10. Спектральные коэффициенты отра-
жения просветляющих покрытий на подлож-
ках из стекла
= 1,52 (кривые 5, 6); пятислойных на стеклах с пподл=1,69 и
геподл = 1’61 (кривые 7, 8). На рис. 8.11 приведены спектральные
коэффициенты отражения нескольких просветляющих покрытий
для ИК-области спектра: однослойного (гех = 1,65) на селениде цинка
(кривая 1); двухслойного ахроматического на селениде цинка (кри-
вая 2); двухслойного покрытия на стекле ИКС-25 (кривая 3);
четырехслойного ахроматического на германии (кривая 4). Для
получения покрытий для УФ- и видимой областей спектра пре-
имущественно используются слои оксидов металлов, а в ИК-облас-
ти спектра — слои фторидов, сульфидов, селенидов металлов и
полупроводниковых материалов. В последнее время находят при-
менение многоспектральные просветляющие покрытия, снижающие
отражение одновременно в нескольких спектральных диапазонах,
например в видимой и ИК-областях спектра (рис. 8.12) и др. [8.75].
Получают развитие просветляющие покрытия с градиентным
показателем преломления, обеспечивающие широкую полосу низ-
ких значений коэффициента отражения, например 0,6-12,0 мкм
497
498
Таблица 8.11.
КОНСТРУКЦИИ ПРОСВЕТЛЯЮЩИХ ПОКРЫТИЙ, НАШЕДШИХ НАИБОЛЕЕ ШИРОКОЕ РАСПРОСТРАНЕНИЕ
Подложка Показатель преломления и оптическая толщина в долях Хо
Марка стекла и материал Лподл р.% Слои
1-й 2-й з-й 4-й 5-й
Кварц 1,46 3,5 (1,8-2,0)/(0,16-0,09) (1,8-2,0)/(0,34-0,40) 1,66/0,25 1,45/0,31 1,45/(0,20-0,17) 2,0/0,50 1,38/0,25 —
К8 1,52 4,2 1,38; 1,45/0,25 (1,8-2,0/(0,19-0,10) (1,8-2,0)/(0,31-0,40) 1,45(0,27-0,31) 1,45(0,22-0,18) — — —
К8; БФ7 и др. 1,52-1,60 4,2-5,3 1,66/0,25 1,45/0,25 2,0/0,50 1,38/0,25 1,38/0,25 1,55/0,25 2,0/0,50 1,38-0,25
ТК-14; ТК-16 и др. 1,61-1,66 5,3-5,5 1,38; 1,45/0,25 1,85/0,25 1,66/0,25 1,55/0,25 (1,9-2,0/(0,16-0,12) 1,45/0,25 2,0/0,50 1,38/0,25 1,45/0,28 1,38/0,25 1,55/0,50 2,0/0,50 1,38/0,25
БФ16; ТФ8 н др. 1,67-1,69 6,5-6,6 1,38; 1,45/0,25 2,0/0,50 1,55/0,25 1,38/0,25 1,38/0,50 1,55/0,25 2,0/0,50 1,38/0,25
ТФ4; ТФ5 и др. 1,74-1,78 7,3-7,9 1,38; 1,45/0,25 2,0/0,25 1,38/0,25 — — —
499
ТФ-10; ТБФ5 и др. 1,81 8,2 1,38; 1,45/0,25 2,0/0,50 1,66/0,50 1,66/0,25 1,38/0,25 2,0/0,50 1,45/0,25 1,38/0,25 1,55/0,25 2,0/0,50 1,38/0,25
Селенид цинка 2,45 17,5 1,65/0,25 2,7/0,5 1,65/0,25 — — —
ИКС-25 2,76 27,8 1,65/0,25 1,4/0,12 1,65/0,028 2,2/0,075 2,7/0,143 1,65/0,265 — —
Кремний 3,4 30 1,85/0,25 1,4/0,09 1,55/0,056 2,2/0,12 4,0/0,065 1,55/0,278 — —
Германий 4,0 36 2,0-2,2/0,25 2,2/0,064 4,0/0,093 2,2/0,064 1,65/0,232 —
Алюмо-иттриевый гранат 1,83 8,6 1,38/0,25 — — — —
Ниобат лития 2,24 14,0 1,45/0,25 1,82/0,25 1,38/0,25 — — —
Таблица 8.12. ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРОСВЕТЛЯЮЩИХ
ПОКРЫТИЙ НА СТЕКЛЕ
Марка стекла Спектральные характеристики Тип покрытия
Рабочая об- ласть спект- ра, мкм Отношение X2/Xj при р < 0,5 % Ширина области спект- ра, мкм, с рост не более, % Рост не более, %
0,5 0,8
Кварц 0,4-2,0* 0,4-0,75 0,4-0,75 1,83 0,41-0,68 0,4-0,73 0,2 0,6 0,8 Двухслойное Ахроматичес- кое То же
К8 0,2-2,0* 0,4-2,0* 0,4-2,0* — — 1,3 2,6 0,2 Однослойное То же Двухслойное
К8; БФ7 и др. 0,4-0,75 0,4-0,75 1,6 1,83 0,4-0,73 0,4-0,67 0,8 0,5 Ахроматичес- кое То же
ТК-14; ТК-16 и др. 0,4-2,0* 0,4-2,0* 0,4-0,75 0,4-0,8 1,67 0,4-0,67 0,41-0,83 0,8-1,8 0,2 0,5 0,8 Однослойное Двухслойное Ахроматичес- кое То же
БФ16; ТФ8 и др. 0,4-2,0* 0,4-0,7 0,4-0,75 1,5 0,43-0,65 0,41-0,65 0,40-0,83 0,4-1,2 0,8 0,6 Однослойное Ахроматичес- кое То же
ТФ4; ТФ5 и др. 0,4-2,0* 0,4-0,85 — 0,42-0,63 0,41-0,65 0,2-0,9 0,8 Однослойное Ахроматичес- кое
ТФ-10; ТБФ5 и др. * Значения рост 0,4-2,0* 0,4-0,65 0,4-0,7 0,4-0,75 приведены дл о*" II II 0,42-0,63 0,40-0,66 0,40-0,72 — 0,1 0,5 0,5 0,8 Однослойное Ахроматичес- кое То же »
Таблица 8.13. ХАРАКТЕРИСТИКИ ПРОСВЕТЛЯЮЩИХ ПОКРЫТИЙ
ДЛЯ ИК-ОБЛАСТИ СПЕКТРА
Материал подложки Тип покрытия Спектральная область применения, мкм* Рост’ % не б°лее, в области ДЛ = (0,8+1,3) >-0 (Л2/Л, = 1,62)**
Селенид цинка Однослойное Двухслойное ахро- матическое 2,5-14,0 2,0-3,0 (0,4-0,5) 0,6-1,5
ИКС-25 Однослойное Ахроматическое 2,5-14,0 3,0 (0,3) 1,0-1,5
Германий Однослойное Ахроматическое 2,5-14,0 4,0 (0,5-1,0) 0,6-1,5
500
Продолжение табл. 8.13
Материал подложки Тип покрытия Спектральная область применения, мкм* Рост, % не более, в области лл = (0,8+1,3) Ло (Х2Д1 = 1,62)**
Кремний Однослойное Ахроматическое 2,5-7,5 (0,5-1,0) 1,0-1,5
Алюмо-нттриевый гранат Однослойное 2,0-5,0 (0,5)
Ннобат лития Однослойное 1,0-5,0 (0,1-0,2)
Фтористый барий Двухслойное 2,5-14,0 (0,2)
Фтористый каль- цин Двухслойное 2,5-7,0 (0,2)
Лейкосапфир Однослойное 1,0-5,0 (0,3)
* Покрытие может быть получение для любого участка области при соответствующем выборе значения Хо. ** В скобках приведены значения р0. t
[8.20]. Несмотря на большую историю вопроса и достижения пос-
ледних лет, поиск новых решений в области повышения оптичес-
кой эффективности и эксплуатационной стойкости просветляю-
щих покрытий продолжается [8.76-8.78].
Покрытия, повышающие отражение, разделяют на светодели-
тельные (светоделители) и зеркальные (зеркала). Светодели-
тели являются частично отражающими прозрачными покрытия-
ми, для которых коэффициенты пропускания, отражения и погло-
щения связаны соотношением т + р + а = 1,0. Они предназначены для
разделения падающего пучка на отраженный и проходящий с за-
данным соотношением интенсивностей и в качестве ослабителей.
Металлические светоделители состоят из слоя металла или двух
слоев: металла и диэлектрика. Недостатком металлических свето-
делителей являются высокие потери излучения на поглощение (при
соотношении интенсивностей отраженного и прошедшего излуче-
ния 1 : 1 эти потери в видимой части спектра составляют 10-30 %).
Рис. 8.11. Спектральные характеристики просветляющих
покрытий для ИК-области спектра
501
Рис. 8.12. Многоспектральное просветляющее покрытие, сни-
жающее отражение от поверхности селенида цинка в види-
мой и ИК-областях спектра одновременно
На рис. 8.13 приведены спектральные коэффициенты отражения и
пропускания светоделителей на основе алюминия, родия и хрома в
видимой части спектра. Заштрихованная область определяет поте-
ри излучения на поглощение. Интерференционные светоделители
представляют собой однослойное покрытие или многослойную сис-
тему чередующихся слоев диэлектриков с высоким и низким пока-
зателем преломления, имеющих оптическую толщину, обычно рав-
ную Х0/4. Коэффициент поглощения интерференционных светоде-
лителей а ~ 0. Они могут быть изготовлены из эксплуатационно
устойчивых материалов. В видимой и УФ-частях спектра наиболее
часто применяют светоделители на основе оксидов металлов [8.21,
8.75]. Такие покрытия легко выдерживают заклейку в стекло.
Широкое применение находят светоделительные кубики, делящие
падающее излучение на отраженный и проходящий пучки равной
интенсивности (или с другими соотношениями интенсивностей) [8.79].
Кубик состоит из двух склеенных прямоугольных призм, одна из
которых на гипотенузной грани содержит интерференционное све-
тоделительное покрытие (рис. 8.14). В ИК-области спектра исполь-
зуют слои фторидов, сульфидов и селенидов металлов, слои полупро-
водников и других соединений [8.14, 8.75]. Светоделители для ла-
зеров изготавливают из материалов, устойчивых к лазерному излу-
чению [8.23, 8.75, 8.80].
Максимальные коэффициенты отражения диэлектрических све-
тоделителей для падения излучения по нормали и <р = 45° в зависи-
мости от состава приведены в табл. 8.14, 8.15. На рис. 8.15 приве-
дены спектральные коэффициенты отражения интерференционных
светоделителей различно-
Рис. 8.13. Оптические характеристики метал-
лических светоделителей
го состава на подложках
с показателем преломле-
ния пподл = 1>5: однослой-
ного (пв = 2,0) — кривая 1;
трех-, пяти-и девятислой-
ного с чередующимися сло-
ями высокого (пв = 2,0) и
низкого (пн = 1,45) показа-
телей преломления — кри-
502
вые 2-4', девятислойного
с чередующимися показате-
лями преломления (пв = 2,3
и пн= 1,38, кривая 5); девя-
тислойного (пв = 2,7; пн =
= 1,35) — кривая 6. На оси
абсцисс отложены значения
Л/Ло, где Ло — расчетная дли-
на волны. Ширина полосы
высокого отражения интер-
ференционного светоделите-
ля зависит от числа слоев и
соотношения показателей
| р-0,5
т~0,5
Рис. 8.14. Интерференционный светодели-
тельный кубик
преломления и может быть расширена за счет нанесения двух (или
более) систем слоев при соответствующем согласовании оптичес-
ких толщин слоев сочленяемых систем [8.22). На рис. 8.16 приве-
дены спектральные коэффициенты отражения 19-слойного ахрома-
тизированного интерференционного светоделителя для видимой об-
ласти спектра («холодное зеркало»). На рис. 8.17 приведены спек-
тральные характеристики ахроматизованного светоделителя на под-
ложке из КВг, делящего падающее излучение примерно пополам
в области 2,5-25,0 мкм.
Зеркальные покрытия. Разделяют на металлические,
металлодиэлектрические и диэлектрические. Коэффициент отра-
жения металлических зеркал определяется природой слоя. Одно-
слойное непрозрачное покрытие из металла, имеющее геометричес-
Таблица 8.14. МАКСИМАЛЬНЫЕ ЗНАЧЕНИЯ КОЭФФИЦИЕНТА ОТРАЖЕНИЯ
ИНТЕРФЕРЕНЦИОННЫХ СВЕТОДЕЛИТЕЛЕЙ
НА НИЗКОПРЕЛОМЛЯЮЩЕЙ ПОДЛОЖКЕ (лподл = 1,5)
Состав покрытия Спектральная область применения, мкм Ртах’ %
Материал слоев Лп = "в - пн Число слоев Ф = 0 Ф = 45°
3 40,0-58,0 39,0-57,0
5 59,0-79,0 56,0-75,0
0,45-0,75 7 0,3-2,5 74 0-90,0 69,0-87,0
Оксиды 9 84,0-96,0 79,0-93,0
11 90,0-98,0 86,0-97,0
13 94,0-99,0 91,0-98,0
3 58,0-81,0 56,0-78,0
Сульфиды, се- 0,7-1,35 5 78,0-95,0 74,0-93,0
7 0,4-14,0 88,0-98,7 85,0-97,5
лениды, фтори-
94,0 92,0
ды 0,7 11 97,0 95,0
13 98,0 97,5
Примечания: 1.3а счет изменения толщины верхнего слоя для каждого значения Дп могут
быть получены промежуточные значения ртах« 2. Для однослойного светоделителя с пв = 1,9+2,7
Ртах составляет 17-33 %.
503
Таблица 8.15. МАКСИМАЛЬНЫЕ ЗНАЧЕНИЯ КОЭФФИЦИЕНТА ОТРАЖЕНИЯ
ИНТЕРФЕРЕНЦИОННЫХ СВЕТОДЕЛИТЕЛЕЙ
НА ВЫСОКОПРЕЛОМЛЯЮЩЕЙ ПОДЛОЖКЕ (пподл = 2,45)
Состав покрытия Спектральная область применения, мкм ('max’ %
Материал слоев л" = "в - "н Число слоев Ф = 0 Ф= 45°
2 44,0 43,0
4 67,0 64,0
Сульфиды, се- 6 82,0 79,0
лениды, фтори- 0,7 8 2,5-14,0 90,0 88,0
ды 10 95,0 93,0
12 97,5 96,5
14 98,5 98,0
Прием ечание. За счет изменения толщины верхнего слоя может быть получено любое
промежуточное значение р1пах>
кую толщину > d0 (d0 — толщина, при которой свойства слоя и
массивного вещества близки) и комплексный показатель прелом-
ления п — ik, обеспечивает коэффициент отражения в воздухе (n0 = 1),
определяемый соотношениями:
(п2 +fe2)2 -1.
(п2 +k2)2 +1’
Ilf2о^2 г
Н-2 + 21Нй
где о — проводимость; е — диэлектрическая проницаемость; v —
частота электромагнитного излучения.
Рис. 8.15. Спектральные коэффициен-
ты отражения диэлектрических свето-
делителей
Рис. 8.16. Спектральная характе-
ристика «холодного» зеркала
504
Для изготовления
металлических зер-
кал наибольшее при-
менение находят слои
Al, Ag, Au, Си.
На рис. 8.18 при-
ведены спектральные
коэффициенты отра-
жения в области длин
волн 0,2-15,0 мкм
нескольких металли-
ческих зеркал: А1
(кривые 1, 3); Ag и
Au (кривые 2,4).
Металлодиэлект-
X, мкм
Рис. 8.17. Ахроматизированный светоделитель для
области 2,5-25 мкм
рические зеркала состоят из непрозрачного слоя металла и одного
слоя или системы слоев диэлектриков чередующегося показателя
преломления. Слои диэлектриков служат для повышения коэффи-
циента отражения зеркала и выполняют защитные функции. Ко-
эффициент отражения металлодиэлектрических слоев может со-
ставлять в ИК-области 99,5-99,7%.
Диэлектрические зеркала состоят из чередующихся прозрачных
слоев с высоким и низким показателями преломления и оптичес-
кой толщиной Х0/4. Коэффициент отражения в максимуме ртах и
ширина спектральной области, в которой коэффициент отражения
составляет р > (pmax - 1) %, зависят от числа слоев и соотношения
их показателей преломления (табл. 8.16).
На рис. 8.19 приведены спектральные коэффициенты отражения
в максимуме нескольких диэлектрических зеркал (пПодл= 1>5): 19-
слойного на основе окси-
Рис. 8.18. Спектральные коэффициенты от-
ражения диэлектрических зеркал
дов (пв = 2,0; пн = 1,45) —
кривая 1; 15-слойного на
основе оксидов (пв =2,2) —
кривая 2; 13-слойного на
основе сульфидов и фтори-
дов (пв = 2,7; пн = 1,35) —
кривая 3. Коэффициент от-
ражения диэлектрических
зеркал в максимуме может
достигать 99,5-99,8 % в
видимой, близкой и сред-
ней ИК-областях спектра.
Диэлектрические зер-
кала находят широкое
применение в лазерной
технике УФ-, видимого и
ИК-диапазонов спектра
[8.73, 8.75, 8.81-8.83].
505
Таблица 8.16.
ХАРАКТЕРИСТИКИ ДИЭЛЕКТРИЧЕСКИХ ЗЕРКАЛЬНЫХ ПОКРЫТИЙ
Состав покрытия Спектральная область применения, мкм Ртах’ % Относительная ширина области спектра ДХ/Х0
Материал слоев дп = пв - пн Число слоев
Оксиды 0,55-0,75 15-23 0,25-0,4 98-99 0,10-0,15
0,4-1,5 > 99 0,15-0,25
Сульфиды, се- лениды, фтори- ды 0,7-1,0 13-17 0,5-14 > 99 0,25-0,30
Спектроделителъные покрытия (спектроделители) предназ-
начены для разделения падающего пучка на отраженный и прохо-
дящий различного спектрального состава (цветоделительные по-
крытия для приборов, передающих цветное изображение, теплоза-
щитные покрытия, отрезающие фильтры и т. д.). В большинстве
случаев они представляют собой многослойные покрытия из чере-
дующихся слоев с высоким и низким показателями преломления
неравной оптической толщины (покрытия, в которых nB dB nH dn;
четвертьволновые покрытия, содержащие на границах раздела с
воздухом и подложкой слои Х0/8). Используются также другие
конструкции, включающие в себя системы слоев на границах раз-
дела «подложка — покрытие» и «покрытие — воздух», оказываю-
щие просветляющее действие в заданной области спектра, а также
различного рода неравнослойные конструкции, сформированные
в результате машинной оптимизации [8.14, 8.15, 8.30, 8.84]. Не-
равнослойные конструкции покрытий позволяют существенно сни-
зить вторичные максимумы коэффициента отражения (повысить
пропускание) вблизи основной полосы высокого отражения или
в другой заданной области прозрачности спектроделителя.
Фильтрующие покрытия (интерференционные фильтры) пред-
назначены для выделения требуемого спектрального диапазона из
сплошного спектра излучения. В зависимости от назначения филь-
тры разделяют на блокирующие (отрезающие), узкополосные и по-
лосовые. К блокирующим фильтрам относят фильтры, пропуска-
ющие излучение с длиной волны, большей (коротковолновые) или
меньшей (длинноволновые) установленного значения. К узкопо-
лосным и полосовым фильтрам относят фильтры, пропускающие
излучение в спектральном диапазо-
не, ограниченном как со стороны ко-
ротких, так и со стороны длинных волн.
Фильтры с шириной полосы про-
пускания на уровне т=0,5ттах менее
0,25 Хтах относят к узкополосным,
а фильтры с большей шириной полосы
пропускания — к полосовым.
Фильтры всех типов, как правило,
являются составными, т. е. состоят из
основного фильтра, формирующего ра-
Рис. 8.19. Спектральные коэф-
фициенты отражения диэлек-
трических зеркал
506
бочую полосу пропускания, и дополнительных фильтров, которые
служат для подавления излучения в заданных областях спектра
за пределами рабочей полосы. Основной фильтр может состоять из
одного или нескольких элементарных фильтрующих покрытий,
нанесенных на одну поверхность подложки через соединительный
слой. Дополнительные фильтрующие покрытия, входящие в со-
ставной фильтр, могут быть нанесены на одну или обе поверхности
одной подложки или на несколько подложек. Элементарный бло-
кирующий фильтр представляет собой многослойный интерферен-
ционный спектроделитель, состоящий обычно из четвертьволно-
вых слоев с высоким и низким показателями преломления, содер-
жащий на границах раздела с воздухом и подложкой слои Х0/8,
где Хо — длина волны, которая соответствует минимальному зна-
чению коэффициента пропускания в области фильтрации (область
высокого отражения) первого порядка интерференции. Обрамляю-
щие слои Х0/8 для длинноволнового блокирующего фильтра име-
ют низкий показатель преломления, а для коротковолнового бло-
кирующего фильтра они могут иметь низкое или высокое значение
показателя преломления в зависимости от соотношения показате-
лей преломления чередующихся слоев и подложки. Используют
другие системы слоев неравной оптической толщины (см. раздел
« Спектроделители »).
Основой конструкции покрытий узкополосных фильтров явля-
ется фильтр типа Фабри — Перо, который представляет собой два
полупрозрачных зеркала, разделенных слоем диэлектрика низкого
или высокого показателя преломления, оптическая толщина кото-
рого равна или кратна Х0/2 (Хо — длина волны, которая соответ-
ствует максимальному значению коэффициента пропускания в по-
лосе первого порядка интерференции). Зеркала могут быть метал-
лическими, например Al, Ag (металлодиэлектрические фильтры),
и диэлектрическими (диэлектрические фильтры). Конструкции эле-
ментарных полосовых фильтров могут включать в себя как филь-
тры типа Фабри — Перо, так и многослойные диэлектрические
спектроделители. Разновидностью диэлектрических узкополосных
фильтров явлются контрастные (П-образные) фильтры, характери-
зующиеся высокой степенью крутизны границ пропускания и низ-
ким пропусканием вне рабочей полосы [8.75]. Конструктивно та-
кие фильтры представляют собой систему слоев из нескольких
элементарных фильтров типа Фабри — Перо, разделенных согла-
сующими слоями.
Обозначения наиболее распространенных конструкций интер-
ференционных фильтров приведены в табл. 8.17. На рис. 8.20
и 8.21 представлены типовые спектральные кривые коэффициента
пропускания блокирующих (рис. 8.20, а, б), узкополосных
(рис. 8.21, а) и полосовых (рис. 8.21, б) фильтров и приведены их
основные характеристики.
Интенсивность и форма полосы пропускания узкополосных и по-
лосовых фильтров характеризуется значениями: максимального или
507
Таблица 8.17. СТРУКТУРА ЭЛЕМЕНТАРНЫХ ИНТЕРФЕРЕНЦИОННЫХ ФИЛЬТРОВ
Тип фильтра Структура фильтра Примечание
У зкополосный ВНВ ... Вк2НВ ... ВНВ; ВНВ ... Нк2ВН ... ВНВ к - 1, 2, 3 ... (порядок фильтра)
Полосовой: I тип II тип НВ2НВ ... 2НВН 2ВН2В ... 2ВН2В —
Блокирующий коротковол- новый фильтр 0.5ВНВ ... ВН0.5В; 0.5НВНВ ... ВНВ0.5Н П₽и %/ЧДОл. > «пдол./^н При "„/«вдол. < "вдол.Ч
Блокирующий длинновол- новый фильтр ВНВ ... НВ0.5Н; 0,5НВН ... НВ0.5Н —
Рис. 8.20. Типовые кривые спектрального коэффициента
пропускания блокирующих фильтров
508
Рис. 8.21. Типовые кривые коэффициента пропускания уз-
кополосных и полосовых фильтров
среднего коэффициента пропускания (ттах и тср) в зависимости от
конструкции фильтра, полуширины ДХ0 5, т. е. ширины полосы на
уровне т = 0,5 ттяу (или т = 0,5тср); ширины полосы пропускания
ДХ0>8 на уровне т = 0,8тср и ширины полосы ДХ0 х на уровне т = 10 %.
Для коротковолновых и длинноволновых блокирующих фильтров
форма области пропускания характеризуется значениями тср и кру-
тизной границы отрезания Кр =ХгрДк и Кр = Л^рДд соответствен-
но, где Лк и Лд — длины волн при т = 0,8 тср, а Л*р и Л^р — длины
волн при т = 0,1тср (или т=10%). К характеристикам степени и
ширины области подавления пропускания вне рабочей полосы отно-
509
сятся тк ф я тд ф — коэффициенты пропускания в областях, ограни-
ченных \ ф и\ ф.
В табл. 8.18-8.21 приведены основные характеристики эле-
ментарных и составных элементарных фильтрующих покрытий
ряда блокирующих, полосовых и узкополосных фильтров для уль-
трафиолетовой, видимой и ИК-областей спектра. Характеристики
элементарных блокирующих и полосовых фильтров определяются
Таблица 8.18. ОСНОВНЫЕ ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ БЛОКИРУЮЩИХ
КОРОТКОВОЛНОВЫХ ФИЛЬТРОВ
Состав покрытия X* , мкм Хд, мкм КР А~к.П -к л|р ’сР-% ’к.ф-%
Материал слоев Число слоев
Оксиды 17-21 0,4-0,9 2,0 0,95-0,98 0,85 80-85 0,1-0,5
Сульфиды, фто- риды 13-17 0,4-1,5 1,5-3,0 0,95-0,97 0,70-0,75 70-85 0,7-1,5
То же 11-15 1,0-5,0 12,0 0,93-0,97 0,65-0,68 75-85 0,5-1,0
Полупроводни- ки, оксиды 11-13 2,0-5,0 7,0 95,0-96,0 0,60-0,62 75-85 0,5-1,0
Полупроводни- ки, халькогени- ды и др. 11-13 4,5-25,0 20,0-50,0 0,93-0,97 0,45-0,60 60-85 -0,1
Таблица 8.19. ОСНОВНЫЕ ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ БЛОКИРУЮЩИХ
_____ ______ ДЛИННОВОЛНОВЫХ ФИЛЬТРОВ____________________
Состав покрытия 1Д мкм лгр’ Лгр КР А*д.п %р ’ср-% ’д.ф-%
Материал слоев Число слоев
Оксиды 12-16 0,6-1,4 0,44 1,04 1,15 75-80 1,0
Сульфиды, фто- риды 12 0,6-1,6 0,50 1,05 1,18-1,20 75-80 1,0-1,5
1,5-6,0 0,66 1,07 1,45 80-85 1,5
Полупроводни- ки, оксиды, селе- ниды, сульфиды 12 2,7-5,2 0,55 1,04 1,65 75-80 1,0
6,0-15,0 0,55 1,04 1,75 75-80 0,5
Таблица 8.20. ОСНОВНЫЕ ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОЛОСОВЫХ
ФИЛЬТРОВ
Состав покрытия 1ср, мкм ’ср-% А^0,5 А-ср ДА-од А-ср А-к.п А-ср А-д.п А-ср тк. ф’ тд- Ф’ %
Материал слоев Число члоев
Сульфиды, фто- риды 13 0,5-1,2 70-80 0,44 0,5 0,60 1,65 1,5
1,2-6,0 70-80 0,36 0,4 0,70 1,75 1,0
Полупроводни- ки, сульфиды, оксиды 9 2,2-4,5 70-80 0,35 0,42 0,55 1,85 1,0
5,0-13,0 80-85 0,34 0,43 0,50 2,0 1,0
Прим е ч а н и е. Конструирование полосовых фильтров осуществляется также за счет соот-
ветствующего сочетания элементарных блокирующих коротковолновых и длинноволновых фильт-
ров.
510
511
Таблица 8.21.
ОСНОВНЫЕ ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ УЗКОПОЛОСНЫХ ФИЛЬТРОВ
Состав покрытия Область пропускания, мкм ттах’% AA.Q.5 А^0,1 ^тах ^•к.п ^тах ^•д.п ^тах
Материал слоев Число слоев Порядок
Диэлектричес- кие материалы: фториды 25-29 2 0,3-0,4 30-70 0,004-0,006 0,01-0,02 0,90 1,10-1,12 1,0
оксиды 15-23 1-3 0,23-0,3 60-70 0,006-0,015 0,02-0,050 0,85-0,90 1,12-1,25 1,0
27-31 3-5 0,3-0,45 60-70 0,003-0,004 0,01 0,87-90 1,12-1,15 0,1
23 1 0,45-1,5 60-70 0,004-0,006 0,01-0,02 0,86 1,23 0,1-0,5
15-21* 1-2 0,4-2,0 60-80 0,030-0,210 0,04-0,24 0,80-0,85 1,22-1,40 0,2-0,5
11-21 1-2 0,4-1,3 60-90 0,002-0,018 0,01-0,07 0,80-0,85 1,24-1,26 0,3-1,5
Сульфиды, фто- риды 11 1 1,3-6,0 75-85 0,020 0,06 0,75-0,80 1,47 1,5
10-27* 1-2 1,3-6,0 70-80 0,07-0,200 0,02-0,3 0,75-0,85 1,25-1,65 1-2
Полупроводни- 7-10 1-2 2,0-4,5 70-80 0,01-0,200 0,03-0,06 0,70-0,80 1,4-1,45 1,0
ки, оксиды, селе- ниды, сульфиды 7-9 1-2 5-15 65-80 0,008-0,015 0,02-0,04 0,75-0,77 1,4-1,6 1,0
Металл, диэлек- трик 3 1 0,35-1,0 20-50 0,02-0,06 0,06-0,2 — — 0,1-0,5
*Контрастные фильтры.
числом слоев и разницей их показателей преломления. С увеличе-
нием этих значений возрастает степень подавления излучения
фильтров в областях фильтрации (убывает Тф), увеличивается ши-
рина областей фильтрации и возрастает крутизна границ пропус-
кания. Оптические параметры узкополосных фильтров определя-
ются в основном характеристиками зеркал (коэффициентом отра-
жения, поглощением) и порядком фильтра. С увеличением коэф-
фициента отражения зеркал при наличии поглощения и с возрас-
танием потерь на поглощение происходит снижение пропускания
в максимуме; полуширина полосы пропускания уменьшается с уве-
личением коэффициента отражения зеркал и порядка фильтра;
с увеличением коэффициента отражения зеркал наблюдается од-
новременно снижение фона в областях фильтрации.
Для изготовления диэлектрических фильтров в УФ-, видимой и
близкой ИК-областях спектра используют слои сульфидов, фтори-
дов и оксидов металлов [8.14, 8.24, 8.75]. Последние характеризу-
ются высокими эксплуатационными свойствами и стабильностью
оптических свойств (не требуют герметизации). Особо высокой ус-
тойчивостью обладают фильтры, наносимые ионно-плазменными
методами [8.24]. Достаточно широкое применение находят метал-
лодиэлектрические фильтры [8.27]. Их основным достоинством
являются простота в изготовлении и низкая стоимость. В ИК-
области спектра применяют фильтры на основе слоев фторидов,
сульфидов металлов и полупроводниковых материалов. Эти филь-
тры большей частью нуждаются в герметизации. Фильтры с ис-
пользованием слоев полупроводниковых материалов в ряде случа-
ев отличаются высокой устойчивостью в жестких условиях экс-
плуатации [8.25, 8.26, 8.85, 8.97].
В оптическом приборостроении находят применение фильтры
специальных назначений, например УФ-фильтры с глубоким по-
давлением излучения вне рабочей полосы [8.86], клиновидные и
круговые фильтры с переменным значением \пах [8.87] и др.
Поляризующие покрытия (интерференционные поляризаторы)
предназначены для получения линейно-поляризованного излуче-
ния. Их действие основано на явлении поляризации падающего
излучения при отражении на границе двух прозрачных сред и на-
клонном падении луча. Успешно конкурируют с поляризаторами
из двупреломляющих материалов. При равных оптических пара-
метрах эти покрытия исключают применение дефицитных и доро-
гостоящих двупреломляющих материалов, просты в изготовлении,
могут иметь большие световые сечения. Различают призменные
и пластинчатые поляризаторы.
Призменный поляризатор представляет собой
многослойное четвертьволновое (в направлении распространения
луча) интерференционное покрытие из чередующихся слоев с высо-
ким и низким показателями преломления. Покрытие наносится
на гипотенузную грань прямоугольной призмы из стекла, склеен-
ной с аналогичной призмой без покрытия. Заклейка покрытий
512
в призму позволяет выполнить условие углов Брюстера на каждой
из границ слоистой системы [8.28]. В этом случае падающий пу-
чок делится на отраженный и проходящий, поляризованные во
взаимно перпендикулярных плоскостях (s- и p-составляющие) рав-
ной интенсивности (рис. 8.22, а). Степень поляризации реальных
интерференционных призменных поляризаторов более 99 %. Ши-
рина спектральной области ДА с высокой степенью поляризации
определяется разницей показателей преломления чередующихся
слоев и может быть расширена за счет нанесения поляризующих
покрытий на обе гипотенузные грани склеиваемых призм покры-
тий для длин волн Ао и Ао, связанных соотношением Ао = Ао + ДА
(ахроматизированный поляризатор). Возможно нанесение двухстоп-
ного ахроматизированного покрытия на гипотенузную грань од-
ной призмы.
Пластинчатый поляризатор представляет собой
многослойное четвертьволновое (в направлении распространения
луча) покрытие из чередующихся слоев высокого и низкого показа-
телей преломления. Покрытие наносится на поверхность плоскопа-
раллельной пластины, наклоненной к падающему пучку (рис. 8.22, б).
Действие пластинчатого поляризатора основано на различии спект-
ральной ширины полосы высокого отражения (низкого пропуска-
ния) s- и p-составляющих многослойного интерференционного от-
ражателя при наклонном падении светового пучка (рис. 8.23) [8.29].
Оптические параметры поляризатора определяются числом слоев,
разницей показателя преломления и углом падения (обычно он
равен углу Брюстера для материала подложки, что исключает необ-
ходимость просветления обратной стороны подложки). Пластинча-
тый поляризатор работает в проходящем монохроматическом из-
лучении (АА/А0 < 0,02). В последнее время находят применение по-
ляризаторы с расширенной спектральной областью высоких значе-
ний степени поляризации [8.30; 8.104]. Пластинчатые поляриза-
торы не требуют заклейки в стекло, находят широкое применение
в лазерной технике [8.75].
В табл. 8.22 приведены оптические параметры различного вида
интерференционных поляризаторов для видимой и ИК-областей
Рис. 8.22. Интерференционные поляризаторы призменного (а) и пластин-
чатого (б) типов
513
Таблица 8.22. ОСНОВНЫЕ ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ИНТЕРФЕРЕНЦИОННЫХ ПОЛЯРИЗАТОРОВ
Тип поляри- затора Материал и число слоев Параметры призмы (пластины) Степень поляри- зации, % Пропускание p-составляю- щей в облас- ти дх*, % ДХ/Xq Область применения
Угол ф,° Показатель преломления
Приз- мен- ный Сульфиды, фториды (N = 15) 56,5 1,52 > 99 - 100 ~ 0,5 Видимая область спектра То же Видимая и близ- кая ИК-области спектра
Сульфиды, фториды (N = 17) 45,0 1,64-1,67 > 98 ~ 0,5
Сульфиды, фториды (N = 30) 45,0 1,64-1,67 > 98 ~ 1,0
Плас- тинча- тый Оксиды (N= 19-23) 50-60 1,52 - 99 т >95; тс= 1+5; — Работают на ла- зерных линиях видимой и ИК- областей спектра
Фториды, селениды металлов, полупро- водниковые материалы 50-60 1,4-4,0 98-99 г >95; Ч- 1-2;
При отсутствии поглощения в материале подложки и потерь на отражение на входной и
выходной гранях призмы или на обратной стороне пластины.
спектра. Для изготовления интерференционных поляризаторов для
УФ-видимой и близкой инфракрасной областей спектра использу-
ют слои оксидов, сульфидов и фторидов металлов [8.75, 8.88].
В ИК-области спектра преимущественно используются слои селе-
нидов, сульфидов, фторидов металлов и полупроводниковых мате-
риалов [8.75].
Электропроводящие покрытия используют для обогрева опти-
ческих деталей и смотровых стекол с целью устранения их запоте-
вания и обледенения, в качестве прозрачных электродов в электро-
оптических, фотоэлектрических
Ps’fa^._______________________
Рис. 8.23. Характеристики поляризую-
щего действия интерференционного по-
ляризатора пластинчатого типа
жидкокристаллических устрой-
ствах, для снятия зарядов
с поверхности оптических де-
талей, в качестве теплоотра-
жающих покрытий (твид = 85 %;
Рик ~ 85 %) и ДР- Электропро-
водящими свойствами обладают
слои диоксида олова и оксида
индия (чистые или легирован-
ные), получаемые вакуумными и
химическими методами [8.31,
8.32]. Легирующими добавками
являются для SnO2 фтор и сурь-
ма, а для 1п2О3 — олово. Для
514
Таблица 8.23. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭЛЕКТРОПРОВОДЯЩИХ
ПОКРЫТИЙ
Состав покрытия Метод получения Удельное поверхностное сопротивление, (10 б) Ом м Прозрачность в видимой области спектра
Диоксид оло- ва (SnO2_x) Термическое испарение SnO2 с про- гревом на воздухе 102-105 Прозрачно
Оксид индия (1п2оз_х) Термическое испарение в вакууме In2O3 - SnO3 с прогревом на возду- хе Реактивное испарение в вакууме In2O3 - SnO2 10-105 10-104 Прозрачно То же
Прим ечание. Для всех покрытий пропускание в области 400-1500 нм составляет при- мерно 90 %. Для 1п2О3_х реактивного испарения отражение составляет 75-85% при р < 25 Ом, X »3,0 мкм.
повышения прозрачности (уменьшения отражения) на электропро-
водящие слои наносятся просветляющие слои [например, SiO2 или
(2-3)-слойные просветляющие покрытия]. Основные характерис-
тики электропроводящих покрытий приведены в табл. 8.23. По-
крытия относятся к I группе механической прочности и влаго-
прочности.
Светопоглощающие покрытия применяют для изготовления
безбликовых высокоточных оптических элементов (шкал, сеток,
растров), светозащитных бленд, приемников радиации, преобразо-
вателей солнечной энергии и др.
Светопоглощающие покрытия состоят из собственно поглоща-
ющего слоя (обычно металлодиэлектрика, например хром — диок-
сид кремния, алюминий — фторид магния и др.) и антиотражаю-
щего покрытия — однослойного или интерференционной системы,
состоящей из нескольких слоев, обеспечивающих уменьшение от-
ражения [8.33, 8.34]. Характеристики поглощающих и антиотра-
жающих покрытий приведены в табл. 8.24 и 8.25. Покрытия
обладают высокими эксплуатационными параметрами.
Эксплуатационные характеристики покрытий. Эксплуатаци-
онные характеристики определяют способность покрытий проти-
востоять воздействиям окружающей среды в процессе эксплуата-
ции. К ним относятся механическая прочность, влагопрочность,
химическая и термическая прочность, а также устойчивость к це-
лому ряду других специальных воздействий. Под механической
прочностью покрытия понимают способность выдерживать меха-
нические воздействия (протирку, воздействие пыли и др.). Отече-
ственные стандарты различают несколько групп прочности (O-IV
группы). Наибольшей механической прочностью (0-1 группы) ха-
рактеризуются слои оксидов металлов. Механическая прочность
слоев фторидов, сульфидов, селенидов и целого ряда других соеди-
515
516
Таблица 8.24.
ОСНОВНЫЕ ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВЕТОПОГЛОЩАЮЩИХ ПОКРЫТИЙ
Номер слоя Состав покрытия Оптические постоянные н коэффициенты отражения, % Значения оптических постоянных при длинах волн, мкм
0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,2 1,4 1,5
1 0,7Cr-0,3SiO2 П k р,% 2,45 0,20 17,0 2,30 0,18 16,0 2,29 0,12 16,0 2,27 0,11 16,0 2,28 0,11 16,0 2,27 0,11 16,0 2,27 0,10 16,0 2,27 0,08 16,0 2,27 0,05 16,0 2,27 0,03 16,0
1 2 3 0,7Cr-0,3SiO2 SnO2 SiO2 р,% 4 1,0 1,2 2,0 0,8 0,4 0,2 0,4 1,4 3,5
1 2 3 0,7Cr-0,3SiO2 ZrO2 SiO2 р,% 4,5 1,8 1,0 0,4 0,2 0,4 1,2 1,4 2,8 4,6
1 0,5Cr-0,5Cr203 п k р,% — — 3,5 0,3 31,0 — 3,45 0,30 30,0 — 3,46 0,29 30,0 — 3,45 0,27 30,0 —
1 2 3 0,5Cr-0,5Cr203 0,76Cr-0,24SiO2 SiO2 р,% — — 3,0 — 9,0 — 27,0 — 6,0 —
1 2 3 4 0,5Cr-0,5Cr203 0,76Cr-0,24SiO2 SnO2 SiO2 р,% — — 3,0 — 0,2 — 1,0 — 4,0 —
Таблица 8.25. КОНСТРУКЦИЯ И ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ
СВЕТОПОГЛОЩАЮЩИХ ПОКРЫТИЙ
Область просвет- ления, мкм Поглощающий слой Антиотражающий слой
Состав Толщина, мкм Отражение, % Состав Толщина, мкм Отражение, %
0,2-0,4 0,4Cr-0,6SiO2 0,5 15 Si°2 0,03-0,04 1,5
0,4-1,5 0,7Cr-0,3SiO2 1,2 16 ZrO2 и SiO2 — 4
нений относится к I—III группам в зависимости от состава и тех-
нологии нанесения. Под влагопрочностью покрытия понимают его
способность выдерживать без разрушения и изменения оптических
свойств воздействие повышенной влажности (условия тропиков
или умеренного климата), воды, атмосферных осадков. Наиболь-
шей влагопрочностью обладают слои оксидов. Наименьшей вла-
гопрочностью характеризуются слои ряда фторидов (например, CaF2,
криолит) и других гигроскопических материалов.
Способность покрытий выдерживать воздействие пониженных
и повышенных температур (термопрочность, термоудар) определя-
ется не только составом покрытия, но и его конструкцией. Наи-
большей устойчивостью обладают мало напряженные конструк-
ции с хорошей адгезией. Наилучшей адгезией характеризуются
слои оксидов металлов.
Устойчивость покрытий зависит от метода и технологии их
нанесения. Наибольшей устойчивостью обладают покрытия, нане-
сенные ионно-плазменными методами, методами ионного ассисти-
рования и ионного платирования. Нагрев подложки приводит
к повышению эксплуатационных характеристик покрытий. Эф-
фективно использование тонких адгезионных и защитных оксид-
ных слоев. Существенное влияние на эксплуатационные парамет-
ры покрытия оказывает подготовка поверхности детали перед его
нанесением. Чистка поверхности может осуществляться методами,
указанными в табл. 8.26. Чистка путем химической обработки
может выполняться вручную и в ультразвуковых камерах [8.105].
Качество чистки обычно контролируется визуально.
В последние годы получила развитие ионная подполировка по-
верхности, приводящая к существенному увеличению адгезии по-
крытий [8.89]. В целом ряде случаев ионная подполировка повер-
хности исключает необходимость нагрева детали, что приводит
к сокращению продолжительности процесса и повышению воспро-
изводимости оптических параметров покрытия. В первую очередь
это относится к слоям фторидов и сульфидов металлов, а также
других малоустойчивых материалов [8.90]. Количественные ха-
рактеристики эксплуатационной прочности покрытий и методы их
определения регламентируются соответствующими стандартами (см.
п. 8.9 настоящей главы).
517
Таблица 8.26.
МЕТОДЫ ЧИСТКИ ПОДЛОЖЕК ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЯ
Метод чистки Реагент Действие реагента Примечание
Органиче- ский раство- ритель Петролейный эфир (фракция 40-70°) Растворяет минераль- ные, животные и рас- тительные жиры, воск, смолу —
Этиловый спирт-рек- тификат высшей очист- ки гидролизный* Удаляет следы паль- цев, растворяет мыла Плохо растворяет минеральные масла, животные жиры
Этиловый спирт осу- шенный Удаляет мазки раз- личного происхождения —
Смесь петролейного эфира с этиловым осу- шенным спиртом (объем- ные доли: эфира — 90% и спирта — 10%) Уменьшает электри- зацию поверхности; обе- спечивает легкое снятие пылинок Рекомендуется для окончательной очист- ки
Раствор ще- лочи КОН, NaOH Омыляет жиры —
Раствор кис- лоты Хромовая, плавико- вая, азотная кислоты, хромовая смесь Взаимодействует с за- грязнениями , переводя их в более растворимые соединения Ограничением для использования явля- ется недостаточная химическая стойкость подложки
Деионизи- рованная во- да — Удаляет загрязнения, возникающие в процес- се предыдущей чистки
Термообра- ботка Отжиг в вакууме при температуре 300 °C и более в зависимости от природы подложки Удаляет влагу и по- верхностно сорбирован- ные газы Применение огра- ничено для деталей больших размеров и для нетермостойких материалов
Ионная об- работка (тле- ющий разряд, ионное трав- ление) Электроны и ионы Обеспечивает нагрев и десорбцию примесей, расщепляет органичес- кие молекулы с образова- нием летучих соедине- ний. При ионном травле- нии удаляется поверх- ностный слой подложки
* При нанесении лазерных покрытий применяется этиловый спирт-ректификат высшей очистки пищевой.
518
8.7. ХИМИЧЕСКИЕ МЕТОДЫ ПОЛУЧЕНИЯ
ОПТИЧЕСКИХ ПОКРЫТИЙ
8.7.1. МЕТОД ТРАВЛЕНИЯ И ВЫЩЕЛАЧИВАНИЯ
Для получения прозрачных покрытий, уменьшающих отраже-
ние света от поверхности оптических деталей из силикатных сте-
кол предназначен метод травления и выщелачивания. Процесс об-
разования покрытий заключается в химическом взаимодействии
поверхности стекла с водными растворами электролитов. Наибо-
лее часто применяют разбавленные растворы кислот: уксусной
(концентрацией 0,1 н) или азотной (концентрацией 0,5 н) [8.38,
8.39]. В результате из поверхностного слоя стекла выщелачива-
ются растворимые оксиды и соли, а на поверхности стекла остает-
ся слой нерастворимого пористого кремнезема, показатель прелом-
ления которого близок к 1,44.
Эффективность метода просветления оптических деталей трав-
лением повышается с увеличением разности между показателями
преломления стекла и поверхностного слоя. Минимальные значе-
ния коэффициента отражения, которые могут быть достигнуты для
деталей из различных стекол, приведены в табл. 8.27.
Просветляющие кремнеземистые пленки, получаемые травлени-
ем в разбавленных водных растворах кислот и органических ра-
створителях, частично растворимы в растворах щелочей и плави-
ковой кислоты. По механической прочности (устойчивости к исти-
ранию) кремнеземистые пленки близки к прочности стекла.
Особо пористые покрытия получают [8.39] на стекле марки К8
при взаимодействии его с раствором, содержащим 0,034 моль/л
Na2HAsO4 и 1,3 10“3 моль/л А13+; при температуре 90 °C образу-
ется слой, уменьшающий отражение до 0,1 %.
Таблица 8.27. МАКСИМАЛЬНЫЕ ЗНАЧЕНИЯ КОЭФФИЦИЕНТА ОТРАЖЕНИЯ
ПРОСВЕТЛЕННЫХ СТЕКОЛ В ЗАВИСИМОСТИ ОТ ИХ ПОКАЗАТЕЛЯ
ПРЕЛОМЛЕНИЯ
Тип стекла Показатель преломления п& Коэффициент отражения р, %
Крон(К) 1,5108-1,530 3,0-2,6
Баритовый крон (ВК) 1,5302-1,570 2,6-2,1
Тяжелый крон (ТК) 1,5702-1,620 2,1-1,8
То же 1,630-1,660 1,7-1,4
Кронфлинт (КФ) 1,500-1,520 3,0-2,7
Баритовый флинт (ВФ) 1,525-1,570 2,7-2,1
То же 1,580-1,635 2,1-1,8
1,640-1,665 1,7-1,6
Легкий флинт (ЛФ) 1,540-1,580 2,4-2,1
Флинт (Ф) 1,610-1,630 1,9-1,7
Тяжелый флинт (ТФ) 1,650-1,720 1,6-1,3
То же 1,720-1,750 1,3-1,0
1,750-1,800 1,0-0,7
519
Время образования пленок определенной толщины и значение
показателя преломления пленок зависят от соотношения площа-
ди поверхности стекла (S) и объема растворителя (V)-
Однослойные пленки с градиентом показателя преломления по-
лучают травлением некоторых стекол, склонных к расслаиванию
на две фазы после термообработки их при высокой температуре,
близкой к Т .
Одна фаза — более обогащенная кремнеземом, другая — обеднен-
ная кремнеземом и более растворимая. Расслаивание обусловливает
более легкое выщелачивание при взаимодействии стекла с раствором
кислот. После образования в растворе кислоты кремнеземистой пленки
боросиликатное стекло дополнительно подвергают травлению.
В качестве травителей используют разбавленные растворы фто-
ристоводородной кислоты и ее аммонийных солей. В результате
образуется более пористый и неоднородный по глубине слой. При
этом показатель преломления пленки постепенно изменяется, умень-
шаясь в направлении от поверхности стекла к границе раздела
с воздухом, приближаясь к единице.
Химическую обработку поверхности стекла можно осуществлять
за один процесс [8.40], используя растворы, содержащие одновре-
менно азотную кислоту (0,2-0,4 м) и аммонийные соли фтористово-
дородной кислоты (0,4-0,8 %). Так, обработка микронеоднородного
стекла (например, ЛК5) приводит к образованию на его поверхности
пористой пленки с градиентом показателя преломления, уменьшаю-
щего отражение до 0,2-0,5 % в пределах 0,4-2,0 мкм. Это покры-
тие имеет несомненное преимущество — повышенную устойчивость
к лазерному излучению.
Однако вследствие большой пористости покрытие может взаи-
модействовать с водяными парами и углекислотой воздуха, что
приводит к постепенному изменению коэффициента отражения.
Первоначальные значения коэффициента отражения восстанавли-
ваются промывкой в органических растворителях или прогревом
при температуре 200-300 °C.
Другим вариантом получения просветляющего слоя с градиен-
том показателя преломления является последовательный процесс
термической обработки и реакции взаимодействия с раствором
кислоты и щелочным раствором [8.41]. При этом показатель
преломления кремнеземистой пленки уменьшается с га = 1,44 до
га = 1,25 -г-1,30, что приводит к уменьшению отражения света от
поверхности стекла до 0,1-0,3 % равномерно в пределах спект-
ральной области от 0,4 до 1,1 мкм.
8.7.2. ПОЛУЧЕНИЕ ОПТИЧЕСКИХ ПОКРЫТИЙ
МЕТОДОМ ЗОЛЬ — ГЕЛЬ-ТЕХНОЛОГИИ
Метод золь — гель-технологии основан на реакции гидролиза
ряда органических и неорганических соединений в спиртовых ра-
створах в присутствии незначительного количества воды. Гидро-
520
лиз частично протекает в растворе с образованием прозрачных,
устойчивых во времени золей и завершается в тонком слое на
поверхности стекла с выделением нерастворимых оксидных соеди-
нений в виде прозрачных слоев геля [8.38].
Пленкообразующими веществами могут быть алкоксисоедине-
ния III, IV, V и VIII групп периодической системы и соли минераль-
ных кислот (хлориды, нитраты, ацетаты, хлороксиды), а также мо-
номеры и полимеры кремнийорганических соединений. Сочетание
оксидных покрытий с кремнийорганическими или органическими
полимерами позволяет получать малопористые, гидрофобные или
более эластичные покрытия.
Состав наиболее часто используемых пленкообразующих веществ
в виде растворов приведен в табл. 8.28.
Оптимальные соотношения компонентов раствора должны,
с одной стороны, одновременно обеспечить быстрый гидролиз в ра-
створе с сохранением его прозрачности в виде золя, а с другой
стороны, — мгновенный полный гидролиз в тонком слое на поверх-
ности стекла с образованием прозрачного геля.
Растворы пленкообразующих веществ становятся пригодными
для образования покрытий лишь после завершения процесса их
созревания, время которого зависит от свойств вещества. Так, ра-
створы тетраэтоксисилана становятся годными через 10-16 дней,
а растворы тетраэтоксититана — уже через 6-10 ч [8.38].
Для ускорения процесса созревания растворов тетраэтоксисила-
на и для сохранения раствора тетраэтоксититана в виде прозрач-
ного золя в растворы вводят незначительное количество соляной
кислоты.
Созревание растворов протекает в несколько стадий: сольво-
лиз; частичный гидролиз; конденсация продуктов гидролиза с об-
разованием полимолекул.
Таблица 8.28.
СОСТАВ ПЛЕНКООБРАЗУЮЩИХ РАСТВОРОВ
Пленкообразующий раствор Массовая доля вещества, % Массовая доля этилового спирта, % Содержание НС1 с плотностью 1,19 г/см3 на 100 мл раствора, мл
Тетраэтоксисилан 2-9 98,0-96,0 0,05-0,10
10-21 96,0-92,0 0,15
22-26 90,0 0,20
Тетраэтоксититан 2-9 97,5-98,5 0,075-0,20
» 10-15 99,0-99,2 0,20-0,60
» 16-20 99,2-99,5 0,60-1,10
Хлороксид гафния 5-25 99,5 —
» циркония 5-25 99,5 —
Нитрат тория 5-25 99,5 —
Хлорид сурьмы 9-20 99,9 —
» вольфрама 3-10 99,9* —
» тантала 3-10 99,9* —
» ниобия 3-10 99,9* —
* Растворяются с разогревом
521
Окончательный гидролиз происходит в тонком слое на поверх-
ности стекла. Термообработка приводит к завершению реакции
разложения и полному удалению растворителя, органических ос-
татков и воды.
После термообработки остаются пленки оксидов элементов, проч-
но соединенные химическими связями с поверхностью стекла. По-
лучение однородных покрытий с воспроизводимыми оптическими
характеристиками определяется стабильностью атмосферных ус-
ловий помещения, в котором наносятся покрытия. Помещение по
чистоте и микроклимату должно относиться к I категории, а имен-
но: температура 20 ± 2 °C, относительная влажность 50 ± 5 %. По-
мещение должно быть обеспыленным (не более 50 частиц в 1 л
воздуха при максимальном размере частиц 2 мкм по анализатору
запыленности типа АЗ-4).
Для стабилизации атмосферных условий помещения рекомен-
дуется использовать кондиционеры типа КТА — для помещения
площадью 30-40 м2 и КТ-10 (К10) — площадью 40-100 м2.
При синтезе покрытий из растворов гидролизующихся соедине-
ний в условиях более высокой влажности гидролиз протекает слиш-
ком энергично, а испарение растворителя замедляется, что приво-
дит к формированию неоднородной пленки. При относительной
влажности менее оптимальной, наоборот, процесс гидролиза задер-
живается, и покрытие получается недостаточно прочным. Получе-
ние прозрачных однородных пленок из оксидов гафния и цирко-
ния возможно лишь при относительной влажности в помещении
не более 50 %.
Прочность закрепления покрытий и их качество зависят также
от состояния поверхности деталей. На поверхности деталей хими-
чески неустойчивых стекол легко образуется слой адсорбирован-
ной воды, приводящий к гидролизу компонентов стекла и частич-
ному его выщелачиванию, что препятствует получению прозрач-
ных прочных покрытий.
Для стекол типов ТК и ТФ, содержащих в своем составе боль-
шое количество оксидов бария или свинца и мало кремнезема,
а также большинства несиликатных стекол типов СТК, ОФ и ФК
требуется особая технология нанесения покрытий и промывка де-
талей сухими и нейтральными органическими растворителями.
Отполированные детали из этих стекол не могут долго находиться
без защиты. В качестве технологической временной защиты мож-
но применять покрытие из высокомолекулярного фторорганичес-
кого полимера Ф32Л«В» толщиной около 0,15-0,20 мм.
Детали из стекол различных по химической устойчивости групп
могут находиться между процессами полирования и нанесения
покрытий в течение следующего времени, не более: IV группа —
8-12 ч; III группа — 24 ч; II и I группы — 48 ч.
Перед нанесением покрытий поверхности химически неустой-
чивых стекол должны быть подвергнуты «освежению» полирова-
нием.
522
Технологический процесс нанесения покрытий состоит из сле-
дующих этапов: подготовки поверхности деталей, нанесения плен-
кообразующих растворов, термообработки, контроля оптических
характеристик и механической прочности покрытий.
Подготовка поверхности деталей перед нанесением покрытий
заключается в промывке их этиловым спиртом и протирке обез-
жиренными салфетками или ватными тампонами. Допускается
чистка смесью этилового спирта и петролейного эфира.
Нанесение покрытий осуществляется на специальных станках
для просветления оптических деталей типа СП [8.42]. Обработан-
ная деталь в зажимах цанги или самоцентрирующихся патронах
приводится во вращение со строго регулируемой частотой (от 200
до 18 000 с-1 в зависимости от размера детали). Чем меньше де-
таль, тем больше частота вращения.
После очистки поверхности детали и установления необходи-
мой частоты вращения на центр ее подается в небольшом количе-
стве пленкообразующий раствор (около 0,03 мм3 на 1 см2). Тол-
щина покрытия регулируется концентрацией раствора и частотой
вращения [8.38].
Второй способ нанесения покрытий из растворов заключается в
погружении деталей в пленкообразующий раствор и в медленном
извлечении их из раствора со строго регулируемой скоростью [8.43].
Этот способ предназначается для деталей сложной конфигурации
и пластин больших размеров. Процесс нанесения покрытий по-
гружением осуществляется на установке РП-714. Термообработка
деталей с покрытиями осуществляется в электрических печах типа
СНОЛ или в специально конструируемых печах для крупногаба-
ритных деталей.
Детали с просветляющими покрытиями прогревают в зависимо-
сти от марки стекла до температуры 250-350 °C (температура дол-
жна быть на 20-30 °C меньше нижней температуры отжига).
Термообработка осуществляется с целью завершения процессов,
протекающих в пленке, удаления растворителя и летучих продук-
тов реакции, уплотнения пленки и закрепления ее на поверхности
стекла. Уплотнение пленки приводит к повышению показателя
преломления. Для большинства оксидных покрытий постоянные
максимальные значения показателя преломления достигаются при
прогреве 300-350 °C.
Термообработка покрытий повышает их защитные свойства при
соприкосновении с водяными парами и гарантирует стабильность
оптических характеристик.
8.7.3. ВИДЫ ПОКРЫТИЙ И ИХ ОПТИЧЕСКИЕ СВОЙСТВА
Покрытия, получаемые из растворов гидролизующихся соедине-
ний, представляют собой твердые, преимущественно аморфные слои.
В покрытиях из оксидов титана, циркония, гафния и тория начало
523
появления кристаллической фазы наблюдается лишь после про-
грева при температуре выше 300-350 °C. Покрытия из диоксида
кремния аморфны даже после прогрева при 1000 °C.
Покрытия из оксидов мелкопористые (после обработки пленок
диоксида кремния при 120-150 °C диаметр пор равен 0,5-0,8 нм).
С повышением температуры пористость кремнеземистых пленок
уменьшается, и при температуре выше 600 °C наблюдается их спе-
кание. Размер пор пленок из оксидов титана, циркония и гафния
с повышением температуры увеличивается вследствие появления
кристаллической фазы, причем объем пор почти не изменяется.
Покрытия из оксидов характеризуются высокой адгезией к повер-
хности стекла, обусловленной химическими связями с его гидрати-
рованным поверхностным слоем, термостабильностью и химичес-
кой устойчивостью.
Оптические характеристики покрытий из некоторых оксидов
приведены в табл. 8.29.
Все просветляющие покрытия, получаемые из растворов золь —
гель-методом, относятся к I группе прочности.
Просветляющие покрытия, получаемые из растворов гидролизу-
ющихся соединений, могут быть одно-, двух-, трех- и пятислойные.
Однослойные покрытия для уменьшения отражения света УФ-, ви-
димой и близкой ИК-областей спектра преимущественно состоят из
диоксида кремния. Их получают из растворов тетраэтоксисилана.
Таблица 8.29.
ОСНОВНЫЕ ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОКРЫТИЙ
(ПЛЕНОК) ИЗ ОКСИДОВ РАЗЛИЧНЫХ ЭЛЕМЕНТОВ
Исходное пленкообразующее вещество Вещество пленки Показатель прелом- ления при длине волны X = 0,5 мкм Область спект- рального пропус- кания, мкм
Тетраэтоксисилан SiO2 1,44 0,15-7,50 (и свы- ше 30)
Тетраэтоксититан тю2 2,15-2,20 0,36-9,50
Тетраэтоксигерманий GeO2 1,66 0,23-10,0
Тетраэтоксиолово SnO2 1,76 0,34-9,00
Хлороксид гафния Hfo2 1,98 0,20-9,50
Хлороксид циркония ZrO2 2,03 0,25-9,50
Нитрат тория ThO2 2,05 0,20-11,0
Тантал хлористый Ta2°5 2,00 0,35-10,0
Ниобий хлористый Nb2O5 2,10 0,35-10,0
Сурьма хлористая Sb2O3 2,05 0,33-12,0
Висмут хлористый ®*2®3 2,36 0,35-9,00
Вольфрам хлористый W°3 2,05 0,36-9,50
Алюминий хлористый ai2o3 1,54 0,25-9,00
Изопропоксиалюминий + A12O3 + SiO2 1,54 0,25-5,50
тетраэтоксисилан
Хлорид скандия Sc2O3 1,80 0,22-9,00
Хлорид лантана (или нит- La2O3 1,80 0,20-9,00
рат)
Тетраэтоксититан + эпок- сидная смола TiO2 + эпоксид- ная смола 1,80-2,10 0,40-1,20
524
На рис. 8.24 представлены зна-
чения коэффициента спектраль-
ного отражения р стекол К8 с
nD = 1,52 и ТФЗ с nD ~ 1,72 без
покрытий (кривые 1 и 2) и соот-
ветственно для тех же марок сте-
кол с покрытием из. диоксида
кремния (кривые 1 и 2).
В табл. 8.30 приведены оп-
тические характеристики и на-
значение одно-, двух- и трехслой-
ных покрытий.
Для уменьшения ИК-излуче-
ния ОТ поверхностей изделия ИЗ Рис. 8.24. Значения коэффициента
полупроводниковых материалов спектрального отражения стекол К8 и
с показателем преломления Тф3 с однослойной пленкой
выше 3,0 (германий, кремний,
арсенид галлия и др.) используют однослойные покрытия из окси-
дов титана, циркония, гафния или вольфрама или их смеси с диок-
сидом кремния. На рис. 8.25 приведена зависимость коэффициен-
та спектрального пропускания т германия без покрытия (кривая
3) и с покрытием из диоксида титана оптической толщиной 0,87
и 1,25 мкм (кривые 2 и 1) соответственно.
Для изделий из материалов с показателем преломления менее
двух пригодно однослойное покрытие, состоящее из смеси оксидов
алюминия и кремния, прозрачное до длины волны 5,5 мкм. Напри-
мер, для оптической керамики КО5 коэффициент отражения р мо-
жет быть уменьшен с 7,5 % до 1,0 %, как показано на рис. 8.26,
на котором прямая 1 характеризует отражение КО5 без покрытия,
а кривые 2 и 3 — с просветляющим покрытием оптической тол-
щиной nh, равной 0,5 и 1,2 мкм соответственно.
Двухслойные просветляющие покрытия предназначены для
уменьшения отражения света от поверхности оптических деталей
в различных относительно узких областях спектра [8.15, 8.38].
При этом в минимальной области отражение уничтожается прак-
тически полностью.
Двухслойные покрытия могут быть различной конструкции.
Наиболее часто применяют покрытия со следующими характерис-
тиками слоев: 1-й слой — п1?г1 = 0,11Х; п1 = 1,9 ч- 2,2; 2-й слой —
n2h2 = 0,31Х; п2 = 1,44, где и п2 — показатели преломления;
n-Ji^ и n2h2 — оптические толщины; X — длина волны света, для
которой необходимо максимальное уменьшение отражения.
В качестве 1-го слоя используют оксиды титана, гафния или
циркония, в качестве 2-го — диоксид кремния. Для уменьшения
отражения УФ-излучения используют покрытия из оксидов цир-
кония и кремния или из оксидов гафния и кремния. Для умень-
шения отражения в видимой и близкой ИК-областях спектра
525
526
Таблица 8.30.
ОСНОВНЫЕ ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРОСВЕТЛЯЮЩИХ ПОКРЫТИЙ
Состав слоев Конструкция покрытия Характеристика Назначение
Однослойные
SiO2 = 0,25X; П} = 1,44 Прозрачно в области длин волн 0,18- 2,7 мкм и свыше 30 мкм. Значение коэффициента отражения в зависимос- ти от показателя преломления стекла приведены ниже: nD Р, % 1,5 -1,58 3,0 -2,60 1,54-1,58 2,40-2,10 1,59-1,64 2,0 -1,50 1,65-1,70 1,45-1,10 1,71-1,78 1,0 -0,90 1,80-1,90 0,70-0,80 1,90-2,20 0,25-0,10 Для оптических деталей, рабо- тающих в УФ-, видимой и близ- кой ИК-областях спектра
Двухслойные
TiO2 + SiO2 = O,11X; n2^2 - 0,31X; ni = 2,0+2,2; n2 = 1,44 Прозрачно в области длин волн 0,4- 2,7 мкм (без полос поглощения). Изби- рательно уменьшает отражение до 0- 0,3 % для определенной длины волны Для видимой и ИК-областей спектра до 2,7 мкм
HfO2 + SiO2 = 0,1IX; n2^2 = 0,31X; П1= 1,90; n2= 1,44 Прозрачно в области длин волн 0,2- 2,7 мкм (без полос поглощения). Изби- рательно уменьшает коэффициент отра- жения до 0-0,3 % Для УФ-, видимой и близкой ИК-областей спектра
ZrO2 + SiO2 njftj = O,11X; n2h2 = 0,31X; zij = 2,0; n2 = 1,44 То же То же
527
Продолжение табл. 8.30.
Состав слоев Конструкция покрытия Характеристика Назначение
тю2 + SiO2 Смесь ТЮ2 и SiO2 + SiO2 Смесь (эпоксидной смолы ЭД20 и TiO2 + SiO2 Смесь ТЮ2 и SiO2 + TiO2 + SiO2 = 0,50Х; = 2,14-2,2; n2h2 = 0,25k; п2= 1,44 = 0,50Л; = 1,94-2,2; п2Л2 = 0,25Х; п2=1,44 = 0,11Х; nj = 1,84-1,9; п2Л2 = 0,31Х; п2=1,44 7 п1\ = 0*25Х; 7^ = 1,654-1,84* п2Л2 = 0,50Х; п2=2,20 П3Л3 = 0,25Х; п3 = 1,44 Прозрачно и уменьшает отражение в более широкой области спектра. У сте- кол с nD = 1,464-1,75 на спектральной кривой коэффициента отражения наб- людаются два минимальных значения коэффициента отражения р = 0,14-0,3 %. У стекол cnD = 1,76+1,95 остаточное от- ражение равномерно (например,р = 0,2+ +0,6 % в области длин волн 485-740 нм или 550-900 нм) Прозрачно в широкой области спект- ра. На спектральной кривой коэффи- циента отражения наблюдаются два минимальных значения коэффициента отражения р = 0,2+0,4 % Избирательно уменьшает отражение до 0,1-0,5 % . Прозрачно в области 0,4- 1,2 мкм 'рехслойные Прозрачно в широкой области спект- ра и равномерно уменьшает отражение до 0,2-0,6 % (например, в области длин волн 0,45-0,7 мкм, 0,5-1,0 или 0,6- 1,2 мкм) Для видимой и близкой ИК-об- ластей спектра Для видимой и близкой ИК-об- ластей спектра Для деталей из органического стекла Для видимой и близкой ИК-об- ластей спектра. Для всех оптичес- ких стекол
528
Продолжение табл. 8.30.
Состав слоев Конструкция покрытия Характеристика Назначение
Смесь ШО2 и SiO2 +HfO2 + SiO2 /1^ = 0,251; 74 = 1,65+1,84* п2Л2= 0,50Л; п2= 1,90 713Л3 = 0,25Л; п3 = 1,44 Уменьшает отражение равномерно до 0,25-0,80 % в пределах 0,36-0,70 мкм и далее до 2 мкм Для УФ- и видимой областей спектра. Для кварца, флюорита и стекол (неприменимо для стекол типа ТФ)
Смесь HfO2 и SiO2 +ZrO2 + SiO2 гь1Л1 = 0,25Л.; П1 = 1,65+1,84* п2Л2 = 0,50Л; п2 - 2,03 713Л3 = 0,25Х; п3 = 1,44 То же Для УФ- и видимой областей спектра
Смесь TiO2 и SiO2 +ZrO2 + SiO2 1^ = 0,251; П1 = 1,65+1,84* п2Л2 « 0,50Л; п2 = 2,02 ПдЛд = 0,25Л; Пд = 1,44 » Для химически неустойчивых стекол при просветлении в облас- ти 0,38-0,70 мкм
Смесь TiO2 и SiO2 + TiO2 + SiO2 * ТЧ В зависимости от значения nD сте 74/4 = 0,50Л; 74 = 1,71+1,84 n2h2 = 0,50Л; 74 =2,00-2,2 713Л3 - 0,25Л; Ti3=l,44 кла. Равномерно уменьшает отражение в широкой области спектра в пределах 0,4-0,7 или 0,5-0,95 мкм Для деталей из стекол с показа- телем преломления 1,78-1,95, работающих в видимой и близкой ИК-областях спектра (до 1,2 мкм)
Рис. 8.25. Значения коэффициента
спектрального пропускания германия
с покрытием из диоксида титана и
без него
Рис. 8.26. Значения коэффициента спек-
трального отражения оптической кера-
мики КО5 с пленкой из SiO2 + А12О3
в пределах 0,4-2,5 мкм наиболее удобны покрытия из оксидов
титана и кремния [8.38].
Двухслойные покрытия первой конструкции характеризуются
избирательным уменьшением отражения; при этом остаточное
отражение света определенной длины волны составляет 0-0,3 %.
Вторым вариантом конструкции двухслойных покрытий явля-
ются так называемые ахроматические двухслойные покрытия того
же состава, но с иным соотношением толщины слоев, а именно: 1-й
слой — Пдйд = 0,5Х; = 1,9 -s- 2,2; 2-й слой — n2h2 = 0,25Х; п2 = 1,44.
Такие покрытия позволяют получать одновременно минималь-
ное значение отражения в двух областях спектра (преимуществен-
но для стекол с nD = 1,46 -s-1,75) и равномерно уменьшать отраже-
ние в широкой области спектра от поверхностей оптических дета-
лей из стекла с nD = 1,76 -ь 2,0 (при этом остаточный коэффициент
отражения составляет 0,2-0,6 %).
Значения коэффициента спектрального отражения стекол с двух-
слойными покрытиями разных толщин (уменьшающими отраже-
ние в различных областях спектра) представлены на рис. 8.27.
Кривые 1-5 относятся к покрытиям, у которых оптическая толщи-
на слоя из диоксида титана равна 0,1 IX, а из диоксида кремния —
0,31Х; при этом значения X соответственно равны: 450, 520, 590,
650 и 800 нм. Значения интегрального коэффициента отражения
Рис. 8.27. Значения коэффициента спектрального отражения стекла
с двухслойным покрытием различной толщины
529
света, измеренные на рефлексометре с источником света — лампой
накаливания с селеновыми фотоэлементами без корригирующего
фильтра, приведены ниже:
Длина волны, отве-
чающая минимально-
му отражению Л, нм ... 450 520 560 640 660
Интегральный коэф-
фициент отражения све-
та,%............ 1,9-2,3 1,1-1,3 0,9-1,1 2,5-3,1 2,5-3,7
Количество отраженного света от поверхности стекла может
меняться в зависимости от значения угла падения света; это изме-
нение особенно заметно при углах падения света более 30 °. Значе-
ния коэффициента отражения света от поверхности стекла с двух-
слойным просветляющим покрытием при изменении угла паде-
ния света от 0 до 90 ° приведены ниже:
Угол паде-
ния света, °.. 0 15 25 35 45 55 65 75 85 90
Коэффи-
циент отра-
жения света,
%......... 0,0 0,01 0,15 0,56 1,55 3,88 9,39 23,30 60,53 100,0
Трехслойные ахроматические просветляющие покрытия умень-
шают отражение света в широком диапазоне длин волн независи-
мо от показателя преломления стекла. Покрытия представляют
собой сочетание трех слоев со строго определенными значениями
показателей преломления и оптических толщин. Выбор состава
покрытия определяется их назначением (табл. 8.31). В качестве
1-го слоя, прилегающего к стеклу, используют смеси оксидов тита-
на и кремния или гафния и кремния. Для 2-го слоя используют
оксиды с высоким (п=1,9-2,2) показателем преломления (на-
Таблица 8.31. ЗНАЧЕНИЯ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ 1-ГО СЛОЯ
ТРЕХСЛОЙНОГО ПОКРЫТИЯ В ЗАВИСИМОСТИ
ОТ ЗНАЧЕНИЯ nD СТЕКЛА
Вариант nD п1-го слоя Соотношение объемов растворов равных концентраций в смеси
Ti(OC2H5)4 : Si(OC2H5)4 HfOCl2 8Н2О : Si(OC2H5)4
I 1,46-1,51 1,64-1,65 0,6:1,0 (1,3+2,0):1,0
1,52-1,60 1,66-1,72 0,8:1,0 0,9:1,0 (2,1+2,3):1,0
1,61-1,70 1,73-1,77 1,0:1,0 1,1:1,0 (3,5+4,0):1,0
1,71-1,76 1,78-1,84 1,5:1,0 (5,0+8,0):1,0
II 1,76-1,80 1,80-1,82 1,83-1,87 1,88-1,90 1,71-1,74 1,75-1,76 1,77-1,80 1,81-1,84 1,0:1,0 1,1:1,0 1,2:1,0 1,5:1,0 (3,0+3,5):1,0 (3,5+4,0):1,0 (5,0+7,0):1,0 (6,0+8,0): 1,0
530
Рис. 8.28. Значения коэффициента спектрального отражения
кварцевого стекла и стекла К8 с трехслойными пленками
пример, титана, тория или гафния). В качестве 3-го слоя — диок-
сид кремния (п = 1,45).
Трехслойные покрытия также различаются по конструкции и со-
ставу. Наиболее часто используют два варианта. Первый представ-
ляет собой покрытие, оптическая толщина отдельных слоев которо-
го соответственно должна быть равна Л/4, Л/2 и Л/4 при соотноше-
нии показателей преломления: nDcT < пЬто слоя < п2.гослоя > п3.г0 слоя,
где nD — показатель преломления стекла для спектральной линии
Л; п^, п2, п3 — показатели преломления слоев.
Второй вариант трехслойных просветляющих покрытий представ-
ляет собой покрытие, толщины отдельных слоев которого соответ-
ственно составляют Х/2, Х/2 и Х/4 при соотношении показателей
преломления отдельных слоев: nDcr > П1_го слоя < п2.го слоя > п3.го слоя.
Первый вариант применяют для стекол с nD = 1,46 1,76, вто-
рой — для стекол с nD = 1,77 * 1,95. Значения показателя прелом-
ления 1-го слоя, прилегающего к стеклу, зависит от показателя
преломления стекла и составляет 1,64-1,85 для первого варианта
и 1,71-1,84 для второго варианта.
В табл. 8.31 для стекол с показателем преломления nD = 1,46 -ь 1,90
приведены значения показателей преломления 1-го слоя трехслой-
ного покрытия и соотношения пленкообразующих растворов (из
смесей тетраэтоксититана с тетраэтоксисиланом и хлороксида гаф-
ния с тетраэтоксисиланом), обеспечивающие их получение. Пока-
затели преломления 2-го и 3-го слоев не зависят от стекла и соот-
ветственно равны 2,15 и 1,44 (или 2,0 и 1,44).
В качестве примера на рис. 8.28 показаны значения коэффици-
ента спектрального отражения стекла с трехслойными покрытия-
ми — кварцевого стекла в УФ-области (кривая 1) и стекла К8
в видимой области (кривая 2). На рис. 8.29 показаны значения
коэффициента спект-
рального отражения
стекла К8 с трехслой-
ным покрытием из ок-
сидов титана и кремния
для близкой ИК-облас-
ти спектра.
Уменьшение отраже-
ния света от поверхнос-
тей оптических деталей
Рис. 8.29. Значения коэффициента спектраль-
ного отражения с трехслойной пленкой в близ-
кой ИК-области спектра
531
в более широкой области спектра достигается применением более
многослойных покрытий (например, пятислойных). Значения по-
казателей преломления отдельных слоев приведены в табл. 8.32.
Получение слоев с соответствующими показателями преломления
обеспечивается использованием отдельных оксидов или их сме-
сей. Пятислойные покрытия предназначены для просветления де-
талей из стекол и кристаллов LiF, MgF2, BaF2 с невысоким показа-
телем преломления и для таких оптических систем, в которых
необхоимо иметь одновременно минимальное значение коэффици-
ента отражения света в различных областях спектра.
На рис. 8.30 приведены значения коэффициента спектрального
отражения от поверхности фтористого бария (nD = 1,47) — кривая
1 с покрытием разной толщины:
1-й слой 2-й слой 3-й слой 4-й слой 5-й слой
Оптическая толщи-
на, нм ................ 180 120 120 120 180
Показатель прелом-
ления................. 1,75 2,0 1,9 1,8 1,45
При этом 1-й, 3-й и 4-й слои — из смеси оксидов циркония
и кремния, 2-й слой — из диоксида титана и 5-й слой — из диок-
сида кремния. На рисунке для сравнения приведена спектральная
кривая 2 с обычным трехслойным покрытием.
Ахроматические покрытия с градиентом показателя прелом-
ления в направлении от стекла к границе с воздухом могут быть
также получены из растворов гидролизующихся соединений. При
этом слой, соприкасающийся с воздухом, имеет показатель прелом-
ления, равный 1,3. Из-за отсутствия веществ с таким низким
показателем преломления было предложено [8.44] создать более
Таблица 8.32.
ОСНОВНЫЕ ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ СЛОЕВ
ПЯТИСЛОЙНЫХ ПРОСВЕТЛЯЮЩИХ ПОКРЫТИЙ
Номер слоя Оптическая толщина в долях длины волны Показатель преломления слоев
При разной толщине слоев
nD = 1,46+1,60 nD= 1,60+1,80
1 0,25 1,75 1,74-1,78
2 0,14 2,12 2,12-2,15
3 0,18 2,05 2,05
4 0,18 1,98 1,97-2,00
5 0,25 1,44 или 1,38 1,44 или 1,38
При одинаковой толщине слоев
nD = 1,46+1,70 nD= 1,70+1,80
1 0,25 1,60-1,68 1,62-1,65
2 0,25 1,86-1,82 1,71-1,73 (1,52-1,53)
3 0,25 2,19-2,00 2,12-2,14 (1,85)
4 0,25 2,04-2,02 2,12 (2,0)
5 0,25 1,38-1,44 1,44
532
пористые кремнеземистые
пленки. Для этого наносят
пленку из смеси диоксидов
титана и кремния и, осно-
вываясь на различной ра-
створимости их в кислотах,
обрабатывают пленку ра-
створом (0,5 н) азотной
кислоты при температуре
80 °C. В результате диок-
сид титана полностью уда-
ляется, оставляя пористый
диоксид кремния. Исполь-
Рис. 8.30. Значения коэффициента спектраль-
ного отражения фтористого бария с пятислой-
ной пленкой
зуя такие пленки в качестве внешнего слоя в трехслойных покры-
тиях, получают ахроматическое покрытие следующего состава: 1-й
слой — смесь оксидов титана и кремния; 2-й слой — диоксид
кремния с п = 1,45; 3-й слой — пористый кремнезем с п3 = 1,3;
при этом все слои равнотолщинные с оптической толщиной
nh = 120 нм. Такие покрытия уменьшают остаточное отражение от
поверхности стекла равномерно в широкой спектральной области
в пределах 0,4-1,1 мкм до 0,3 %. Отрицательным свойством яв-
ляется их меньшая прочность.
Однослойные кремнеземистые пленки с низким показателем
преломления (менее 1,3) можно получить, используя видоизменен-
ную технологию приготовления пленкообразующего раствора тет-
раэтоксисилана. Применение в качестве катализатора для созрева-
ния растворов водного раствора аммиака вместо соляной кислоты
приводит к образованию кремнеземистых пленок совершенно дру-
гой структуры.
При измерении спектрального коэффициента отражения стекла
К8 с такой однослойной кремнеземистой пленкой установлено, что
показатель преломления лежит в пределах 1,25-1,26, пористость
составляет 50 %. Минимальное значение коэффициента отражения
стекла К8 достигает 0,05 %, тогда как обычно получаемые пленки
кремнезема позволяют уменьшить отражение стекла К8 лишь до
2,3 %. Такие однослойные пленки можно получить на деталях из
любых стекол. Они характеризуются большой устойчивостью к ла-
зерному излучению, хорошими оптическими свойствами, но отлича-
ются меньшей прочностью закрепления на поверхности стекла.
Многослойные диэлектрические покрытия характеризуются от-
сутствием поглощения и стабильностью во времени, применяются
в качестве светоделителей, светофильтров, зеркал и поляризаторов
[8.15, 8.30]. В табл. 8.33 приведены различные по составу много-
слойные светоделители и характерные для них максимальные зна-
чения коэффициента отражения в различных областях спектра.
Характеристики высокоотражающих покрытий приведены в
табл. 8.34, в которой показано, что при помощи 15-слойного покры-
533
534
Таблица 8.33.
ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ МНОГОСЛОЙНЫХ ВЫСОКООТРАЖАЮЩИХ ПОКРЫТИЙ
Состав покрытий Максимальное значение коэффициента отражения р, % для стекла с nD = 1,52 Область спектрального отражения, мкм Размер, форма деталей
В (однослойное — из раствора тетраэтоксититана) 25 0,4-0,5 Пластины, диски диаметром до 700 мм несложной формы
НВ (двухслойное — из растворов тетраэтоксисилана и тетраэто- ксититана) 30
ВНВ (трехслойное) ВНВ + Н (трехслойное с защитным слоем) (ВН)2 В (пятислойное) 45-50 45-50 64-67 0,4-1,2
(ВН)3 В + Н (семислойное с защитным слоем) (ВН)4 В + Н (девятислойное с защитным слоем) 85-90 90-95 0,4-1,2 Пластины диамет- ром до 300 мм
(ВН)5 В + Н (11-слойное с защитным слоем) (ВН)6 В + Н (13-слойное с защитным слоем) 95-97 97-98 Пластины диамет- ром до 200 мм
Вх (однослойное — из нитрата тория) Вх Н Bj (трехслойное) (Вх Н)2 Вх (пятислойное) (Вх Н)п Вх (п равно 3; 4; 5; 6 и 7) 23 45 68 80-98 0,22-0,40 Пластины диамет- ром до 100 мм и приз- мы несложной формы
В2 (однослойное из раствора хлороксида гафния) В2 НВ2 (трехслойное) (В2 Н)2 В2 (пятислойное) (В2 Н)п В2 (п равно 3; 4; 5; 6 и 7) 22 40-45 60-70 80-98 0,26-3,0 0,26-1,20 0,22-0,40 0,22-0,40 Пластины диамет- ром до 600 мм
В3 (однослойное из раствора хлороксида циркония) (В3 НВ3) (трехслойное) 22 40-45 0,26-1,20 0,26-1,20
Примечания: 1. В, Bp В2, В3 — слои с высоким показателем преломления; Н — слои с низким показателем преломления. 2. Покрытия, имеющие
слои Bp В2 и В3, наносят на стекла К8 и кварцевые стекла, работающие в УФ-области спектра.
Таблица 8.34.
ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ МНОГОСЛОЙНЫХ
ВЫСОКООТРАЖАЮЩИХ ЗЕРКАЛЬНЫХ ПОКРЫТИЙ
Состав покрытий Коэффициент отражения р, % Спектральные области применения в пределах длин волн, мкм
(ВН)7 В (15-слойное) (ВН)8 В (17-слойное) 99 99 0,4-0,7; 0,7-1,0 0,2-0,4
Прим ечание. ВН, BjH — пары слоев с чередующимися высоким и низким показателями преломления; В, Bj — слои из оксидов титана и тория.
тия из чередующихся оксидов титана и кремния можно получить
зеркало, отражающее 99 % света в видимой и близкой ИК-облас-
тях спектра, а при помощи 17-слойного покрытия из оксидов тория
и кремния — зеркало, отражающее 99 % света УФ-области спектра.
Покрытия могут быть равнотолщинные с оптической толщи-
ной Хтах и разнотолщинные. В зависимости от числа слоев и раз-
ницы между значениями их показателей преломления покрытия
отражают от 20 до 99 % (и более) падающего света.
На рис. 8.31 приведены спектральные характеристики соответ-
ственно одиннадцати-, семи- и пятислойных отражателей (кривые
1-3), состоящих из чередующихся слоев диоксидов титана и крем-
ния. Разнотолщинные отражатели используют в качестве спект-
роделителей, селективных и дихроических зеркал для цветодели-
тельных узлов в камерах цветного телевидения [8.45].
На рис. 8.32 показаны спект-
ральные кривые коэффициента от-
ражения р цветоделительных зер-
кал: синего (1) и красного (2).
Покрытия выдерживают склеива-
ние со стеклом и могут быть ис-
пользованы для изготовления све-
Рис. 8.31. Спектральные характе-
ристики одиннадцати-, семи- и пя-
тислойных отражателей из череду-
Рис. 8.32. Значения коэффициента спек-
трального отражения цветоделительных
многослойных зеркал
ющихся слоев с высоким и низ-
ким показателями преломления
535
Рис. 8.33. Значения коэффици-
ента спектрального отражения
светоделительных кубиков с
многослойными покрытиями из
диоксидов титана и кремния
Рис. 8.34. Значения коэффициента
спектрального отражения много-
слойных ахроматических зеркал из
оксидов титана и кремния
тоделительных кубиков свето- и цветоделительных призменных бло-
ков. На рис. 8.33 показаны кривые спектрального коэффициента
отражения р светоделительных кубиков с многослойными покрыти-
ями из диоксидов титана и кремния (кривые 1 и 2 — пятислойные
покрытия на стеклах К8 и ТФЗ соответственно, кривая 3 — трех-
слойное покрытие).
Ахроматические многослойные покрытия применяют в виде по-
лупрозрачных светоделителей равной интенсивности в соотноше-
нии 1 : 1 без окраски изображения. На рис. 8.34 кривая 1 соответ-
ствует «холодному зеркалу», равномерно отражающему 90-95 %
света в видимой области спектра при низком отражении в смеж-
ных областях, а кривая 2 — полупрозрачному четырехслойному
Рис. 8.35. Значения коэффициента спек-
трального пропускания узкополосных
интерференционных фильтров типа Фаб-
ри-Перо из диоксидов тория и кремния
в УФ-области спектра
покрытию из оксидов титана
и кремния. «Холодное зерка-
ло» состоит из 21 слоя.
Узкополосные интерферен-
ционные фильтры типа Фаб-
ри—Перо состоят из чередую-
щихся слоев диоксидов тория
и кремния для УФ-области
(в пределах 200-400 нм) или
из диоксидов титана и крем-
ния для видимой области спек-
тра [8.15]. Они пропускают от
20 до 60 % света при полуши-
рине максимальной области
пропускания 5-15 нм и отсут-
ствии фона (рис. 8.35) и пред-
ставляют собой комбинацию
536
Таблица 8.35. ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОЛЯРИЗАТОРОВ
РАЗЛИЧНОГО СОСТАВА
Состав покрытий Степень поляри- зации, % Коэффициент пропускания р, * % Ширина спектральной области при степени поля- ризации более 99% дХ/Xq, мкм Назначение
(BjH)5 Bi (BjH)6 Bj Призмен 99 100 ные поляризат 82-90 82-90 оры 0,25 0,25 Для УФ-облас- ти спектра
(Bpi)6 — для Xq = 300 нм (на гипотенузе 1-й призмы); (В^)5 Bi — для Xg= 340 нм (на гипотенузе 2-й призмы) 98-99 80 0,30-0,35 Для УФ-области спектра (ахрома- тический поля- ризатор)
(ВН)4 в (ВН)5 в 99 100 84-88 84-88 0,25-0,30 0,25-0,30 Для видимой об- ласти спектра
(ВН)4 В — для Х'о= 450 нм (на гипотенузе 1-й призмы); (ВН)4 В — для Xq = 650 нм (на гипотенузе 2-й призмы) (ВН)7 В (15-слойный) * чч Без просветляющих покрыт! * * Коэффициент пропускания 98-99 Пластинч 99-100 1Й на входи -составляю 80 атые поляриза 90-95** ой и выходной щей менее 10 0,35-0,40 торы гранях призмы. Для видимой об- ласти спектра (ах- роматический по- ляризатор) Для одной дли- ны волны 0,4- 1,06 мкм (моно- хроматический по- ляризатор)
Прим е ч а н и е. р,з — составляющие поляризованного света сколебаниями светового вектора параллельно и перпендикулярно к поскости падения света соответственно: Xg, Xq — расчетные длины волн для многослойных покрытий на гранях 1-й и 2-й призм, нм.
из двух систем семи- и девятислойных высокоотражающих зер-
кал, разделенных слоем оптической толщиной Х/2 (или кратной
толщиной), как правило, с низким показателем преломления.
Рис. 8.36. Значения коэффициента спектрального от-
ражения интерференционных поляризаторов призмен-
ного типа для УФ- и видимой областей спектра
537
Рис. 8.37. Значения коэффициента спектрального от-
ражения узкополосных фильтров для УФ-области
спектра
Интерференционные поляризаторы для УФ-области спектра со-
стоят из 11—13 чередующихся слоев диоксидов тория и кремния
оптической толщиной ^тах/4 (\пах — расчетная длина волны,
для которой степень поляризации максимальна) в направлении
хода луча в слоях, нанесенных на гипотенузу прямоугольной при-
змы из плавленого кварца. Призму с прокрытием склеивают
с аналогичной призмой без покрытия.
В табл. 8.35 приведены оптические характеристики поляриза-
торов разного состава. Степень поляризации света приблизитель-
но равна 100 %. Интерференционные поляризаторы для видимой
области состоят из 9-13 чередующихся слоев диоксидов титана
и кремния на поверхности призмы из стекла К8, а для УФ-области
в пределах 200-300 нм — из диоксидов тория и кремния на по-
верхности призмы из кварцевого стекла. Спектральные характе-
ристики и Тц поляризаторов призменного типа для УФ- и види-
мой областей спектра приведены на рис. 8.36.
Узкополосные фильтры отражающего типа состоят из двух—
четырех и более узкополосных отражающих зеркал 1-го и 2-го
порядков с чередующимися слоями с малой разницей показателей
преломления. На рис. 8.37 показана зависимость спектрального
коэффициента отражения узкополосного отражающего фильтра для
УФ-области спектра (кривая 3), состоящего из двух 11-слойных
зеркал 1-го и 2-го порядков (кривые 1 и 2).
8.7.4. ОРГАНИЧЕСКИЕ ПОЛИМЕРНЫЕ ПОКРЫТИЯ
Полимерные покрытия используют для просветления и защиты
оптических деталей из кристаллов и других материалов, прозрач-
ных для ИК-излучения [8.38, 8.46, 8.47]. Покрытия могут иметь
значительно большую толщину по сравнению с оксидными (от
десятых долей микрометра до 10-20 мкм).
538
Таблица 8.36.
ХАРАКТЕРИСТИКИ ПОЛИМЕРНЫХ ПОКРЫТИЙ
ДЛЯ ПРОСВЕТЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ
Оптический материал Состав полимерных покрытий Спектральная область прозрачности покрытий, мкм
КРС-5, оптическая керамика КО2, КО4, бескислородные стекла Полиметилметакрилат ЛПТ-1 0,6-5,5; 14,0-25,0
КРС-5, оптическая керами- ка, бескислородные стекла Полистирол ПСМД 0,35-6,8; 7,0-12,5; 15,0-45,0
Оптическая керамика КО2, КО4, ИКС-30 Фенил метил полисило- ксан КМФ-29 0,4-6,0
Оптическая керамика КО6 Хлорированный нату- ральный каучук ХНК-20 0,4-25,0
КРС-5, бескислородные стек- ла Фторорганический по- лимер Ф32Л«Н» 0,18-7,5
В табл. 8.36 представлен ряд органических полимерных соеди-
нений, которые можно использовать в качестве просветляющих
покрытий для определенных оптических материалов, а также при-
ведены пределы применения этих полимеров в различных облас-
тях спектра [8.38].
Раствор полиметилметакрилата в толуоле применяют для про-
светления деталей с показателем преломления nD = 1,8 -4- 2,6 (про-
зрачных в области спектра 0,6-25,0 мкм).
Раствор фенилметилполисилоксана марки КМФ-29 в бутил аце-
тате служит покрытием для термостойких стекол и оптической
керамики марок КО2 и КО4.
Растворы полистирола блочного марки ПСМД-Э в толуоле при-
меняют для просветления деталей из материалов с показателем
преломления nD = 2,4 -s- 2,8 для областей спектра в пределах длин
волн 1,0-6,8; 7,0-12,5 и 24,0-45,0 мкм.
На рис. 8.38 показаны значения коэффициента светопропуска-
ния т стекол марок ИКС24, ИКС25 (кривые 1 и 2) и кристалла
КРС5 (кривые 3 и 4) с покрытиями из полистирола и без покры-
тий соответственно (кривые 5-8).
Просветление деталей с показателем преломленияnD = 1,7 -г- 2,2
производят фторорганическим полимером Ф32Л«Н», который про-
кания стекол марок ИКС24, ИКС25 и кристалла KRS5
без покрытий и с покрытиями из полистирола
539
зрачен для излучения до длины волны 7,5 мкм. Растворы фторор-
ганического полимера готовят в смеси амилацетата, ацетона и то-
луола.
8.7.5. НОРМЫ РАСХОДА ПЛЕНКООБРАЗУЮЩИХ МАТЕРИАЛОВ
Норматив установлен для нанесения одного слоя на 1 м2 поверх-
ности. Нормативы расхода химических реактивов приведены в рас-
чете на концентрацию основного вещества, указанную в соответ-
ствующих технологических документах. Норматив приведен в ки-
лограммах пленкообразующего вещества на 1 м2 поверхности де-
тали в следующих целях:
1) для просветления и получения светоделителей — Si(OC2H5)4 —
0,11; Ti(OC2H5)4 —0,10; ZrOCL, • 8Н2О — 0,10; HfOCL, • 8Н2О —
0,10; Th(NO3)4 —0,10; WC16 —0,20; HC1 —0,001;
2) для получения защитных покрытий — ДМДЭС — 0,10;
Ф32Л«В» — 0,250; ЛФ26 — 0,020; Ф32Л«Н» — 0,015; КМФ29 —
0,025; ХНК20 —0,025; ПС — 0,025; ПММА—0,025.
Норму расхода пленкообразующего вещества на обработку по-
верхности одной детали рассчитывают по формуле
Hq — Ну^К3К11’
где Но — норма расхода пленкообразующего материала, кг/шт.;
Ну — норматив пленкообразующего материала для данной опера-
ции на 1 м2 обрабатываемой поверхности, кг/м2; S — площадь
обрабатываемой поверхности по чертежу детали, м2; к3 — коэффи-
циент запуска; кп — коэффициент повторяемости.
8.8. ЗАЩИТНЫЕ ПОКРЫТИЯ
Защитные покрытия подразделяют на временные — межопера-
ционные и постоянные. Временные защитные покрытия использу-
ют в следующих случаях:
при обработке оптических деталей из химически нестойких сте-
кол, влагонестойких кристаллов;
при изготовлении и контроле крупногабаритных деталей и де-
талей сложной конфигурации;
при создании заданного рельефа поверхности химическим трав-
лением или ионной обработкой части образца;
при сборке отдельных узлов для сохранения чистоты и целост-
ности обработанных поверхностей деталей;
при контроле, транспортировании и хранении деталей из хими-
чески нестойких стекол и водорастворимых кристаллов.
Временные защитные покрытия создаются только химически-
ми методами. В качестве пленкообразующих соединений использу-
540
ют растворы высокомолекулярных полимеров в органических ра-
створителях.
При блочной обработке деталей из силикатных стекол, хими-
ческая стойкость которых к влажной атмосфере характеризуется
группами А и В, устойчивость к пятнающим агентам соответству-
ет группам 1, 2 (ГОСТ 13917-82), в качестве временного защитно-
го покрытия используют слои нитроцеллюлозной эмали марки
НЦ25. Покрытие наносят с помощью пульверизатора, кисточки
или ватного тампона. Удаляется слой нитроэмали ацетоном или
растворителем 646.
Для химически нестойких силикатных и несиликатных стекол
и водорастворимых кристаллов следует применять слой фторорга-
нического лакового полимера марки Ф32Л«В» в смеси органичес-
ких растворителей: ацетона, амилацетата, толуола. Покрытие на-
носится путем окунания или полива с последующим распределе-
нием пленкообразующего раствора от центра детали к ее краям
при помощи стеклянной палочки, ватного тампона или кисточки.
Возможно применение пульверизатора.
Защитное фторорганическое покрытие удаляется механическим
сдиранием пленки без применения растворителей. Для эффектив-
ной защиты, быстрого и успешного снятия защитного слоя его
толщина должна быть не менее 0,15-0,20 мм [8.49], а на одном
из краев должно быть оставлено каплевидное утолщение.
Фторлоновое покрытие отличается высокой атмосферостойкос-
тью, эластичностью, химической инертностью и низкой паропрони-
цаемостью.
Постоянные защитные покрытия создаются на поверхности линз,
призм, окон оптических приборов. По функциональному назначе-
нию постоянные защитные покрытия подразделяют на следующие
группы:
гидрофобные влагостойкие покрытия, повышающие устойчивость
деталей в условиях влажной атмосферы;
фунгицидные покрытия, повышающие устойчивость к грибооб-
растанию в условиях влажного тропического климата;
абразивостойкие покрытия, повышающие прочность недостаточно
твердых интерференционных слоев и некоторых оптических мате-
риалов.
Гидрофобные покрытия получают химическими методами: вос-
кованием поверхностного кремнеземистого слоя, модификацией
поверхности стекла или покрытия путем прививки кремнийорга-
нических соединений и защитой органическими полимерными плен-
ками.
Сущность воскования поверхностного слоя сводится к обработ-
ке травленого силикатного стекла в расплавленном пчелином воске
или гомогенизированном (доведенном до определенной степени
окисления) парафине. Травление силикатных стекол осуществля-
ется разбавленными растворами органических (уксусной) или ми-
неральных (азотной) кислот. В результате травления на поверхно-
541
сти стекла образуется слой кремниевой кислоты. Обработка крем-
неземистого слоя в расплавленном воске приводит к резкому по-
вышению устойчивости силикатных стекол по отношению к раз-
рушающему действию водяных паров [8.50]. Этот способ защиты
пригоден только для силикатных стекол.
Аналогичного повышения устойчивости стекол с просветляю-
щими (однослойными и двухслойными) покрытиями, в которых
внешний слой представляет собой диоксид кремния, можно дос-
тичь и обработкой в расплавленном воске. Однако эффективность
защиты в этом случае определяется размером пор кремнеземисто-
го слоя, что влечет за собой необходимость применения раствора
гидролизованного тетраэтоксисилана определенного срока «созре-
вания» (2 недели) и концентрации (10-12 %). Трудоемкость про-
цесса ограничивает широкое использование этого метода защиты.
Наиболее интересным методом защиты от влаги оптических
деталей с интерференционными покрытиями является модифика-
ция поверхности путем прививки к ней тонких (2,5-3,0 нм) гид-
рофобных кремнийорганических соединений [8.51, 8.52], в частно-
сти, алкилхлорсиланов — диметилдихлорсилана (ДМДХС), алко-
ксисиланов — диметилдиэтоксисилана (ДМДЭС), кремнийоргани-
ческих полимерных смол — низкомолекулярного термостойкого
синтетического винилированного каучука (СКТНВ), а также гете-
росилоксанов, содержащих фосфор [8.53], бор, алюминий и др. По-
лученные покрытия прозрачны и не изменяют оптических харак-
теристик просветленных стекол.
Обработка деталей в парах ДМДХС обеспечивает эффектив-
ную защиту (табл. 8.37) только силикатных оптических стекол.
Причем содержание кремнезема в стекле должно быть не менее
30-35 % (табл. 8.38). Силиконовые покрытия, получаемые из
спиртоводных растворов ДМДЭС или раствора СКТНВ в этилаце-
тате, достаточно эффективны (табл. 8.39) для просветленных сте-
кол любого химического состава. Покрытия на основе тетраэто-
ксисилана и гетеросилоксана фосфора, бора используют для за-
щиты деталей из фтористого лития и цветных силикатных сте-
Таблица 8.37. СНИЖЕНИЕ СВЕТОПРОПУСКАНИЯ СТОП ИЗ ПЯТИ ДИСКОВ
СТЕКОЛ РАЗЛИЧНЫХ МАРОК С ОДНОСЛОЙНЫМ
И ДВУХСЛОЙНЫМ ПРОСВЕТЛЯЮЩИМИ ПОКРЫТИЯМИ
ПОСЛЕ КЛИМАТИЧЕСКИХ ИСПЫТАНИЙ
Марка стекла Снижение светопролускания при А = 550 нм (%)
Количество циклов испытаний
Без защиты С защитой ДМДХС
Однослойное Двухслойное Однослойное Двухслойное
К8 2-5 5-6 1 2-3
21 24 396 458
ВК10 2-6 4-6 0 1-1,5
17 22 164 204
542
Таблица 8.38.
УСТОЙЧИВОСТЬ ОПТИЧЕСКИХ ДЕТАЛЕЙ ИЗ СТЕКОЛ РАЗНЫХ
МАРОК БЕЗ ПОКРЫТИЙ И С ПРОСВЕТЛЯЮЩИМИ ПОКРЫТИЯМИ,
ОБРАБОТАННЫМИ ПАРАМИ ДМДХС, В УСЛОВИЯХ 98 %-НОЙ
ОТНОСИТЕЛЬНОЙ ВЛАЖНОСТИ ПРИ ТЕМПЕРАТУРЕ 40 °C
И ЕЖЕЧАСНОМ ВЫПАДЕНИИ РОСЫ
Марка стекла Содержание О2 в стекле, вес. % Группа химической устойчивости по ГОСТ 13659-78* Число циклов испытаний в камере влажности до появления первых приз- наков разрушения, видимых при уве- личении 10х
к влажной атмосфере к растворам кислот Без покрытия Однослойное покрытие Двухслойное покрытие
К8 69,13 А 1 5-8 80-100 90-160
ВК10 49,95 А 4 3-5 50-70 70-100
TK21 29,74 А 4 0 0 1
Ф2 46,49 А 2 3-5 80-100 90-150
ОФ1 47,32 А 6 0 0 35-50
ВФ16 27,04 А 4 0 0 25-30
ТФ5 31,04 А 2 3-5 80-100 90-150
кол, обеспечивая 2-3-кратное повышение устойчивости в услови-
ях влажной атмосферы.
Полимерные органические покрытия не только в 25-30 раз
повышают устойчивость кристаллических деталей в условиях
влажной атмосферы, но и способствуют закреплению на их повер-
хности халькогенидных, полупроводниковых и интерметалличес-
ких слоев, получаемых вакуумным способом [8.54]. Для защиты
электрооптических кристаллов типа КДР, ДКДР и других исполь-
зуют слои полиметилметакрилата [8.55] и фторлоноэпоксидных
смол. В табл. 8.40 приведены свойства различных видов хими-
ческих защитных покрытий, предохраняющих поверхности опти-
ческих деталей от разрушения водяными парами и водой.
Наряду с химическими методами защиты нестойких оптичес-
ких материалов от разрушения парами воды широкое распростра-
нение получают вакуумные методы: термического испарения
и высокочастотного распыления металлов в кислороде. Методом
термического испарения стеклообразных сульфидов мышьяка, сурь-
мы и халькогенидных стекол наносят защитные покрытия на по-
верхности щелочногалоидных кристаллов. Для устранения потерь
света на отражение, связанных с высокими значениями показателя
преломления сульфидов, толщина защитного слоя строго регла-
ментируется и составляет л/2 или кратную ей величину.
Метод высокочастотного реактивного распыления металлов (тан-
тала, ниобия, висмута, церия, кремния, алюминия) в кислороде [8.56,
8.57] используют для защиты от влаги оптических деталей из
нестойких стекол. Эффективность этого метода защиты определя-
ется монолитностью оксидных слоев. Толщина защитных слоев
колеблется в пределах 60-120 нм в зависимости от химического
состава покрытия. Наиболее перспективны слои диоксида крем-
ния и пятиоксида тантала. Однако потемнение стекол с большим
543
УСТОЙЧИВОСТЬ ОПТИЧЕСКИХ ДЕТАЛЕЙ С ПРОСВЕТЛЯЮЩИМИ ПОКРЫТИЯМИ И БЕЗ НИХ
В УСЛОВИЯХ 98 %-НОЙ ОТНОСИТЕЛЬНОЙ ВЛАЖНОСТИ ПРИ ТЕМПЕРАТУРЕ 40 °C
И ЕЖЕСУТОЧНОМ ВЫПАДЕНИИ РОСЫ
Таблица 8.39.
Покрытие Марка стекла
ОФ4 ОФ5 сткз СТК7 СТК10 стки СТК12 СТК16 СТК8 СТФЗ ТБФ11 ТК21 OKI
Длительность испытания стекол до появления первых признаков разрушения* сут.
Без покрытия 2-3 1-2 5-7 5-8 5-7 4 2-3 6-8 6-8 21 44 3-4 10
Однослойное просветление+ ДМДЭС 20-30 18-21 15-20 15 20-30 — 30 25-30 10-20 44 32 — —
Двухслойное просветление+ ДМДЭС 25-30 20-25 20-30 18-20 — 25 18-20 25-28 20-25 — — 20-25 21
Трехслойное просветление+ ДМДЭС 20-25 20-30 20-30 20-30 20-30 25 21 — 20-30 — — 20-25 21-25
*Представлены результаты испытаний образцов, коэффициент светорассеяния которых увеличился в 3-5 раз.
544
Таблица 8.40. ФИЗИКО-ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОКРЫТИЙ ДЛЯ ЗАЩИТЫ ОПТИЧЕСКИХ ДЕТАЛЕЙ
ОТ РАЗРУШЕНИЯ ВОДЯНЫМИ ПАРАМИ
Покрытие Показа- тель прелом- ления Устойчивость Группа прочно- сти Материалы, подлежащие защите
химическая термическая
Полученное травлением ук- сусной кислотой с последую- щей обработкой в расплав- ленном воске 1,45 Устойчиво к растворам кислот и органических раст- ворителей. Выдерживает более 10 с в условиях 98 %- ной влажности при 40 °C Выдерживает нагрев до 280°С и перепад темпе- ратуры ±60°С 0 Силикатные химически неустойчи- вые стекла
Диоксид кремния, обрабо- танный в воске 1,45 То же То же I То же
Силиконовое покрытие, по- лученное из паров ДМДХС 1,51 » Выдерживает нагрев до 300°С и перепад темпе- ратуры ±60°С I Силикатные химически неустойчи- вые стекла с содержанием кремне- зема более 35 вес. %
545
Продолжение табл. 8.40
Покрытие Показа- тель прелом- ления Устойчивость Группа прочно- сти Материалы, подлежащие защите
химическая термическая
Силиконовое покрытие, по- лученное из спиртового раст- вора ДМДЭС 1,52 То же То же I Силикатные и несиликатные хи- мически неустойчивые стекла
Силиконовое покрытие, по- лученное из раствораСКТНВ в этилацетате 1,51 » Выдерживает нагрев до 200°С и перепад темпе- ратуры ±60°С То же
Покрытие на основе диок- сида кремния и фосфорсилок- сана ФС-3 1,45 » Выдерживает нагрев до 300°С и перепад темпе- ратуры ±60°С I Силикатные и несиликатные цвет- ные стекла размером до 200 мм и детали из фтористого лития
Фтороганический полимер Ф32л марки «В» 1,41 Устойчиво к растворам кислот, щелочей, спирту. Растворяется в этилацета- те, ацетоне Выдерживает нагрев до 200°С и перепад темпе- ратуры ±60°С II Электрооптические кристаллы,фто- ристый литий, кристаллы и нестой- кие силикатные и несиликатные стекла в процессе изготовления, транспортирования, хранения
Фторлоноэпоксидный лак ЛФЭ26 1,39 То же Выдерживает нагрев до 250°С и перепады темпе- ратуры ±60”С II Элетрооптические кристаллы КДР, дкдр
Полиметилметакрилат 1,49 Устойчиво к растворам кислот, щелочей, спирту. Растворяется в толуоле, бен- золе Выдерживает нагрев до 100°С и перепады темпе- ратуры ±60°С II Кристаллы КДР, ДКДР
Полистирол 1,59 То же Выдерживает нагрев до 130°С и перепады темпе- ратуры ±60°С II Кристаллы галоидных солей нат- рия и калия
содержанием свинца в процессе обработки и увеличение светорас-
сеяния при интенсивных режимах напыления ограничивают при-
менение этого метода.
Фунгицидные защитные покрытия предназначены для защиты
поверхностей оптических деталей, находящихся в условиях влаж-
ного тропического климата, от поражения плесневыми грибами.
Споры грибов могут попадать в прибор при его изготовлении, упа-
ковке, хранении и эксплуатации. В условиях влажного тропичес-
кого климата вокруг гиф наблюдается повреждение поверхности
стекла в виде пятен травления. Используют несколько фунгицид-'
ных защитных покрытий, предохраняющих детали от биологичес-
ких образований [8.58]. Защита оптических деталей из стекол,
химическая устойчивость которых характеризуется группами А и
I, основана на образовании фунгицидной пленки Р-метокси-ос-аце-
токсимеркурсилоксана. Этот вид обработки производят после про-
светления деталей химическими методами или катодным распы-
лением металлов в кислороде. Процесс защиты состоит в обработ-
ке просветленного стекла толуольным раствором винилхлорсила-
на с последующей обработкой метанольным раствором уксусно-
кислой ртути.
Защита деталей из химически нестойких несиликатных стекол
типа СТК, ОФ, ФК и других, а также несиликатных цветных сте-
кол и деталей из кристаллов исландского шпата сводится к обра-
ботке в смеси этанольных растворов винилтриэтоксисилана и ди-
метилдиэтоксисилана с последующим нанесением фунгицидного
покрытия из метанольного раствора уксуснокислой ртути.
Фунгицидное покрытие на поверхности деталей из флюорита,
фтористого лития и германия получают путем обработки в ра-
створах фосфорсилоксана ФС-3 и триэтилметакрилоксистанната
ТЭМС. Вместо фосфорсилоксана можно использовать фтороргани-
ческий полимер Ф32Л«В». Все фунгицидные покрытия отличают-
ся высокой гидрофобностью; по механической прочности к истира-
нию они относятся соответственно к I группе на стеклах, ко II и III
группам на флюорите и фтористом литии.
Сущность нового универсального метода защиты состоит в на-
несении на поверхность деталей одновременно гидрофобного и фун-
гицидного покрытий из смеси растворов полиорганилсилоксана
СКТНВ-6 и оловоорганического биоцида ТЭТС [8.59]. Этот способ
защиты от биообрастаний пригоден для всех марок силикатных,
несиликатных цветных и бесцветных стекол, а также для деталей
из монокристаллов кремния, германия и флюорита. По механичес-
кой прочности к истиранию оно относится соответственно к I группе
на стеклах, ко II группе на кристаллах. Защита оптических дета-
лей из органических стекол (полиметилметакрилата, полистирола,
поликарбоната) от биообрастаний осуществляется биоцидом типа
ТЭМС. Механическая прочность защитного покрытия соответствует
группе II. Фунгицидные покрытия обеспечивают 3-5-кратное уве-
личение устойчивости оптических приборов к биообрастаниям.
546
Вышеназванные гидрофобизаторы не отвечают современным
требованиям. Они, обладая достоинствами, имеют недостатки,
а именно: применение алкилхлорсиланов связано с рядом трудно-
стей, так как реакция образования защитного покрытия протекает
с отщеплением хлористого водорода, который вызывает коррозию
материалов, в том числе химически нестойких стекол, и вреден для
человека. Создание защитных покрытий на основе алкилалкокси-
силанов, гетеросилоксана фосфора и низкомолекулярного каучука
марки СКТНВ менее технологично, требуется термообработка стек-
ла с покрытием при 120-200 °C в течение определенного времени
в зависимости от состава органосилоксанов.
В последние годы в ГОИ разработаны композиции для создания
высокоэффективных стабильных гидрофобных, гидрофобно-фунги-
цидных и гидрофильных (на основе поверхностно-активных ве-
ществ, предотвращающих запотевание стекол) покрытий. Гидро-
фобные (водо- и грязеотталкивающие) покрытия создают путем
химической модификации поверхности стекла с использованием
полиэтил- или полиметилгидридсилоксанов в индифферентном ра-
створителе, содержащем сшивающий агент, одновременно являю-
щийся и ингибитором коррозии поверхности стекла. Покрытие
отверждается при температуре 10-20 °C в течение 60 мин, оно не
токсично и экологически безопасно.
Гидрофобно-фунгицидное покрытие получают из смеси выше-
названных полисилоксанов и пленкообразующего антисептика на
основе оловоорганилсиланов. Эти покрытия предохраняют повер-
хность стекол и оптических деталей от влаги и биоповреждения в
условиях влажного тропического климата [8.101-8.103].
Испытания на грибоустойчивость должны производиться в со-
ответствии с ГОСТ 9.048-89 и ГОСТ 9.052-88.
Абразивостойкие покрытия создаются на поверхностях тех оп-
тических материалов и покрытий, которые, отличаясь ценными
физико-химическими и оптическими характеристиками, недоста-
точно прочны и легко разрушаются в процессе эксплуатации.
Наиболее абразивостойким покрытием, получаемым химичес-
ким методом, является покрытие на основе диоксида кремния.
Благодаря низкому значению показателя преломления это покры-
тие в тонких слоях (10,0-20,0 нм) не ухудшает оптические харак-
теристики диэлектрических зеркал, поляризаторов и светоделите-
лей, в конструкции которых в качестве слоя с высоким показате-
лем преломления используют слои диоксида титана.
Сочетание диоксида кремния с сополимером на основе метил-
метакрилата типа «Пенлан» позволяет не только повысить абра-
зивостойкость оптических деталей из органического стекла (поли-
метилметакрилата), переведя его из Ш группы прочности в I груп-
пу, но и придать поверхности антистатические свойства [8.60].
Вакуумным методом получают абразивостойкие покрытия на ос-
нове оксидов кремния, алюминия, церия, тантала, ниобия и моноокси-
да кремния. Слои монооксида кремния, полученные резистивным ис-
547
парением, в 6-8 раз повышают твердость поверхности деталей из орга-
нического стекла и являются адгезионным промежуточным покры-
тием, обеспечивающим получение на поверхности полимерных мате-
риалов многослойных интерференционных систем [8.61]. Плотные
непористые слои диоксида кремния, полученные методом катодного
распыления кремния в кислороде, используют для защиты не только
алюминированных зеркал для УФ-области спектра, но и дифракци-
онных решеток, нарезанных на слоях алюминия [8.62]. Защита ме-
таллических зеркал для ИК-диапазона от воздействия влаги воздуха
и механических повреждений осуществляется слоями на основе тан-
тала, ниобия и церия. Покрытия получают методом реактивного ионно-
плазменного распыления металлов в кислороде. Эти же покрытия
используют для повышения прочности полупроводниковых и халь-
когенидных интерференционных вакуумных слоев.
В последнее время интенсивно разрабатываются условия ваку-
умного осаждения углеродсодержащих алмазоподобных покрытий,
отличающихся повышенной твердостью [8.48]. Наибольшее рас-
пространение получили методы распыления графита с помощью
ионного пучка или деструкции углеводородов в плазме тлеющего
разряда. Углеродсодержащие покрытия используют в качестве за-
щитных слоев для алюминиевых и медных зеркал, оптических во-
локон, для просветления германия и кремния, как защитные и
составляющие слои для диэлектрических покрытий. Они приме-
няются и в качестве селективно поглощающих покрытий для сол-
нечных батарей, а также для ориентации жидких кристаллов.
Алмазоподобные покрытия сочетают свойства абразиво- (нуле-
вая группа прочности), влагостойкости и устойчивости к химичес-
ким реагентам. Однако технология их нанесения требует дальней-
шего совершенствования, так как для них характерно старение во
времени и снижение прочности адгезии.
8.9. МЕТОДЫ КОНТРОЛЯ ОПТИЧЕСКИХ
И ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК
Готовое оптическое покрытие подвергается контролю по опти-
ческим и эксплуатационным параметрам. К основным контро-
лируемым оптическим параметрам относятся интегральные (сред-
ние) и спектральные коэффициенты отражения и пропускания,
коэффициенты поглощения и рассеяния, степень поляризации.
Значения спектральных коэффициентов пропускания измеряют
на спектрофотометрах. Погрешность измерения обычно состав-
ляет 0,5-1,0 % (СФ-46, СФ-56, ИКС-29, ИКС-40 и др.). Некото-
рые современные модели обеспечивают измерение с погрешностью
до сотых долей процента [8.106].
Значения спектральных коэффициентов отражения измеряют
на тех же спектрофотометрах с использованием специальных на-
садок. Применяются спектрофотометрические рефлектометры, на-
548
пример: СФР-1, СФР-2 (0,18-1,10 мкм), ИКСР-1 (2,5-25,0 мкм)
и др- Погрешность измерения низких значений коэффициента от-
ражения может быть существенно снижена (до 0,05-0,10%) за
счет оптической растяжки шкалы [8.35]. Погрешность измерения
высоких значений коэффициента отражения может быть снижена
(до 0,1-0,2 %) за счет многократности отражений [8.36] и других
методик. Имеются лабораторные установки, позволяющие произ-
водить измерение с погрешностью до сотых долей процента.
Промышленные спектрофотометры и существующие к ним на-
садки для измерения коэффициентов пропускания и отражения
позволяют контролировать плоские поверхности. Контроль сфери-
ческих поверхностей (линз) осуществляется по образцу-свидетелю
(контрольному образцу) в виде диска с плоскопараллельными по-
верхностями (контроль пропускания) или клиновидного сечения
(контроль отражения).
Образец-свидетель изготовляют одновременно и в идентичных
условиях с партией деталей, подлежащих контролю. Методику кон-
троля оптических параметров покрытий по образцу-свидетелю ис-
пользуют также для крупногабаритной оптики в тех случаях, ког-
да непосредственный контроль готовой детали затруднен или не-
возможен.
Отечественные спектрофотометрические рефлексометры, напри-
мер МСФ-10 и МСФП-2, позволяют измерять коэффициент отра-
жения в видимой части спектра от сферических поверхностей линз
малого и среднего размеров.
Просветляющие, светоделительные и зеркальные покрытия, ра-
ботающие в видимой части спектра (например, визуальные прибо-
ры), часто характеризуют интегральным коэффициентом отраже-
ния. Измеряют значения интегральных коэффициентов отраже-
ния на фотоэлектрических рефлексометрах. Например, рефлексо-
метр КЮ-373М предназначен для измерения интегральных коэф-
фициентов отражения от плоских и сферических поверхностей
в видимой части спектра. Рефлексометры могут быть дополнены
набором светофильтров, позволяющих производить измерения
в различных участках спектра (ЭА-101).
Для контроля рассеяния в отраженном свете просветляющих и
высокоотражающих покрытий в видимой части спектра широко ис-
пользуется фотоэлектрический фотометр ЮС-36 (угол рассеяния 35°).
Для контроля рассеяния плоскопараллельных пластин в прохо-
дящем свете видимого спектра используют прибор модели ИФ-136.
Прибор дает суммарное значение коэффициента рассеяния для двух
поверхностей.
При отработке технологических режимов нанесения покрытий
необходимо измерять оптические константы одиночных слоев.
К ним относятся оптическая толщина слоя, показатель преломле-
ния и его дисперсия, коэффициент поглощения. Для измерения
оптической толщины и показателя преломления одиночных слоев
применяют эллипсометрические и спектрофотометрические методы
549
[8.15]. Эллипсометрические методы основаны на анализе эллип-
тичности поляризованного света, отраженного от поверхности с
исследуемым слоем. Форма и ориентация эллипса зависят от тол-
щины и показателя преломления поверхностного слоя. Зависимо-
сти носят сложный характер, и их обработка требует использова-
ния ЭВМ или номограмм.
Спектрофотометрические методы основаны на измерении спект-
рального коэффициента отражения (пропускания). В выбранном
диапазоне спектра коэффициент отражения (пропускания) приоб-
ретает экстремальные значения (минимумы и максимумы) для тех
длин волн, для которых оптическая толщина слоя кратнаХ/4, т. е.
имеет место соотношение nd = /глэкстр/4, где k - 1, 2, ...
Значения коэффициентов отражения в экстремумах нечетных
порядков определяются соотношением показателей преломления
слоя (пс) и подложки («подл)> что позволяет определять показа-
тель преломления исследуемого слоя
При пс < пП0ДЛ используют минимальные значения коэффициен-
та отражения, а при пс > пП0ДЛ — максимальные.
Метод пригоден для однородных слоев с пренебрежимо малым
поглощением.
Для измерения малых значений коэффициента поглощения ис-
пользуют различные модификации спектрофотометрических мето-
дов [8.15, 8.64, 8.65, 8.91] и методы лазерной калориметрии [8.92].
Одной из основных оптических характеристик поляризующего
покрытия является степень поляризации. Ее определение сводится
к измерению спектральных коэффициентов отражения (пропуска-
ния) для s-составляющей (колебания светового вектора ± плоско-
сти падения) и p-составляющей (колебания светового вектора || плос-
кости падения) линейно поляризованного света. Степень поляриза-
ции определяется следующими соотношениями:
в отраженном свете
Ps ~ Рр
Ар =-----
Ps Рр
в проходящем свете
Качество поляризаторов принято также характеризовать отно-
шением Ts/Tp. Для лучших образцов интерференционных поляри-
заторов эти значения составляют 103-104.
550
К основным параметрам, характеризующим эксплуатационную
прочность покрытий, относятся: механическая прочность (устой-
чивость к истиранию и адгезия), влагопрочность, термическая проч-
ность, устойчивость к органическим растворителям, к растворам
кислот и щелочей. По отечественным стандартам механическая
прочность количественно определяется числом оборотов (или про-
ходов), которое выдерживает покрытие при воздействии резиново-
го наконечника, обернутого батистовой тканью под нагрузкой. Для
этой цели применяют приборы типа СМ-55; испытуемая деталь
вращается с частотой 500 об/мин при массе истирающего наконеч-
ника 0,3 кг. Число оборотов, при котором образуется сквозная
кольцевая царапина, определяет группу прочности покрытия. Ме-
ханическую прочность покрытия можно определить протиркой обез-
жиренной салфеткой или ватным тампоном, смоченным этило-
вым спиртом или спиртоэфирной смесью. Адгезия покрытий мо-
жет быть определена методом отрыва покрытия от подложки [8.97,
8.98] или методом царапания [8.94]. Качественно адгезия может
быть охарактеризована с помощью липкой ленты (скотча).
Контроль влагопрочности производят в специальных камерах
с автоматической установкой и регулированием заданного темпе-
ратурного режима и относительной влажности. Различают три груп-
пы влагопрочности в зависимости от условий испытаний. Покры-
тия I группы являются наиболее влагопрочными (выдерживают
10 сут при t = 40 ± 2 °C и относительной влажности 95-98 %).
Контроль термической прочности включает испытание на проч-
ность к воздействию пониженных и повышенных температур, пе-
репадам температур и термоудару. Для этих целей используют
специальные термокамеры. Значения предельных температур ус-
танавливаются техническими условиями на прибор. Режимы ис-
пытаний регламентируются стандартами. Устойчивость покрытий
к органическим растворителям контролируют путем протирки
детали с покрытием тампоном из ваты или салфеткой из батиста,
смоченными в органическом растворителе.
Контроль устойчивости к растворам кислот и щелочей осуще-
ствляют путем погружения детали с покрытием на 1 мин в деци-
нормальные растворы с последующей многократной промывкой в
дистиллированной воде и чисткой этиловым спиртом или спирто-
эфирной смесью.
Глава 9
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
ОПТИЧЕСКОГО ПРОИЗВОДСТВА
В этой главе представлено технологическое оборудование для
всех основных и ряда вспомогательных операций изготовления
оптических деталей, которое разрабатывалось и выпускалось, на-
чиная с 1960-х годов, предприятиями СССР, а также оборудование,
изготавливаемое в настоящее время в Беларуси Сморгонским за-
водом оптического станкостроения. Это — основная номенклату-
ра оптических станков, которыми оснащены все оптические про-
изводства России и стран СНГ. Кроме отечественных рассмотре-
ны также модели вакуумных установок европейского производ-
ства, которыми весьма широко оснащались предприятия. Модели
оптических станков и вакуумных установок, изготавливаемые
в настоящее время Сморгонским заводом оптического станкост-
роения, в тексте отмечены «звездочкой» (*).
При составлении таблиц с основными техническими характе-
ристиками оборудования использовался в основном принцип уве-
личения слева направо как габаритных размеров обрабатываемых
на станке деталей, так и уменьшения сроков давности разработки
конкретных моделей. Это позволяет проследить основные тенден-
ции изменения конструкций станков — аналогов конкретного на-
значения и соответственно изменения в технологии изготовления
оптических деталей.
9.1. СТАНКИ РАСПИЛОВОЧНЫЕ
Распиловочные станки предназначены для резки блоков оп-
тических материалов дисковыми пилами с алмазной режущей
кромкой. Их основные технические характеристики приведе-
ны в табл. 9.1 (размеры заготовок до 200 мм) и 9.2 (размеры заго-
товок более 200 мм). Крепление дисковых пил осуществляется на
специальной оправке, на которой возможна одновременная парал-
лельная установка нескольких пил.
В таблицах представлены: алмазно-отрезные станки 2405 и
ВГМЗ.104.001 (Алмаз-4) с внутренней режущей кромкой; алмаз-
но-отрезные станки К-8611, 8Б-607, АОС-200 и АОС-200М; алмаз-
но-отрезной полуавтомат 8805; полуавтомат для резки слитков
полупроводниковых материалов В1.М3104000; универсальный
отрезной станок К-8618.
Для распиливания крупногабаритных стеклоблоков использу-
ют станки АОС-600 и СР-1500М с алмазными дисковыми пилами,
552
Таблица 9.1.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РАСПИЛОВОЧНЫХ СТАНКОВ ДЛЯ ЗАГОТОВОК РАЗМЕРОМ ДО 200 ММ
553
Параметр 2405 ВГМЗ.104.001 (Алмаз-4) В1.М3104000 8805 8Б-607 АОС-200 АОС-200М (*) К-8611 К-8618
Размеры обраба- тываемой заготов- ки,не более, мм: диаметр 35 75 50
длина — 90 — 80 150 200 50-200 — —
ширина — — — 60 80 200 50-200 — —
высота — — — 60 70 70 10-70 90 180
Диаметр отрез- — — 200 200 160-200 200-300 200-350 200 400-500
ного круга, мм Частота враще- 50,0; 66,6; 58,3 38,3 47,5 47,5; 63,3 24,0; 47,5 24,0; 47,5 47,5 16,3
НИЯ, с'1 Потребляемая 83,3 1,65 2,5 1,6 0,8 0,6 3,7 5,6 1,1 3,0
мощность, кВт Габаритные раз- 970x842x1450 1000x1300x1800 875x1145x1945 870x770x1480 1050x880x1600 1100x1050x1600
меры (длина х ши- рина х высота), мм Масса, кг 550 1000 820 700 600 900 1200 700 1200
Таблица 9.2.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РАСПИЛОВОЧНЫХ СТАНКОВ ДЛЯ ЗАГОТОВОК РАЗМЕРОМ БОЛЕЕ 200 ММ
554
Параметр СР-1500М с-зом С-29М 12.894 ЛП-250
Размеры обрабатываемой заготовки, не более,
мм:
длина 2500 650 1200 350 2200
ширина 1500 240 1200 450 250
высота 250 670 200 450 250
Диаметр отрезного круга, мм 800 — — — —
Частота вращения круга, с1 8,3; 16,6 — 7,1; 10,7" 1-40 0-46
Потребляемая мощность, кВт 21,4 13,5 2,1 4,0 6,2
Габаритные размеры (длина х ширина х 6 170x5 650x2 485 4280x1350x2000 4610x1340x1700 2500x2000x1800 2600x2100x1700
х высота), мм
Масса, кг 11 460 4000 1600 2000 2600
‘Диапазон скоростей перемещения гибкого бесконечного алмазного инструмента, м • с-1
Параметр ЛООМК350 ЛОС-0,3 (*) ЛОС-0,4 (Д') ЛОС-0,5 (*) АОС-600 (*)
Размеры обрабатываемой заготовки, не более,
мм:
длина 350 230 450 500 600
ширина 350 160 210 310 200
высота 350 65 130 110 200
Диаметр отрезного круга, мм — — — — 300-600
Частота вращения круга, с-1 0-30 — — — .—
Потребляемая мощность, кВт 6,0 — — — 16,6; 25,0
Габаритные размеры (длина х ширина х — 1950x1000x1300 2400x1610x1510 2150x1320x1370 1600x1700x2250
х высота), мм
Масса, кг 2500 1600 1650 1850 1500
Таблица 9.3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЛАЗЕРНОЙ ТЕХНОЛОГИЧЕСКОЙ
УСТАНОВКИ ДЛЯ РАЗДЕЛКИ ЛИСТОВОГО СТЕКЛА МОДЕЛИ ЛУТ-2
Параметр Значение
Мощность лазерного излучения, Вт, не менее Максимальный размер вырезаемых дисков (колец), мм Толщина листового стекла, мм Точность резки, мм Скорость резки, мм/с Потребляемая мощность, кВт Габаритные размеры (длинах ширинах высота),мм Масса, кг 30 350 0,7-6,0 0,1 20-80 1,0 1860x660x1080 600
станок С-ЗОМ с полосовыми алмазными пилами, а также станок
С-29М с бесконечным стальным тросом, на который надеты алма-
зосодержащие кольца, станки ЛОС-0,3, ЛОС-0,4 и ЛОС-0,5 со сталь-
ным ленточным инструментом.
При резке заготовок из кристаллических материалов необхо-
димо учитывать их малую механическую прочность и использо-
вать при резке мягкие режимы. В этих случаях предпочтительны
станки с внутренней режущей кромкой инструмента, а также станки
ЛП-250, 12.894 и ЛОС-МК350 с алмазным инструментом
в виде бесконечной стальной ленты.
Для водорастворимых кристаллов используют резку бесконеч-
ной нитью, смачиваемой раствором данной соли в воде.
Для разделки листового стекла на изделия криволинейной кон-
фигурации, в том числе диски, кольца и т. п., успешно применяют
метод лазерного управляемого термораскалывания, обладающий
значительными преимуществами перед алмазно-абразивной тех-
нологией: высокими точностью геометрических размеров, каче-
ством поверхности и производительностью. В табл. 9.3 приведе-
ны технические характеристики полуавтоматической установки
ЛУТ-2 для лазерной резки.
9.2. СТАНКИ СВЕРЛИЛЬНЫЕ
Сверлильные станки предназначены для сверления отверстий
в оптических деталях и обработки их внутренних поверхностей,
а также для высверливания штабиков при изготовлении загото-
вок оптических деталей. Для этой цели используют металлорежу-
щие станки с заменой сплошных шпинделей на полые, через кото-
рые осуществляется подача смазочно-охлаждающей жидкости.
Сверление и обработка осуществляются в основном трубчатыми
алмазными инструментами. Для изготовления отверстий фасон-
ного профиля используют ультразвуковые прошивочные универ-
сальные станки.
В табл. 9.4 приведены технические характеристики следующих
станков: настольно-сверлильного повышенной точности (2Н-106П),
555
556
Таблица 9.4.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВЕРЛИЛЬНЫХ СТАНКОВ
Параметр 2Н-106П 2М-112 2Н-118 2431 2Н-125 2Ш-52 2Н-135 АС-40 (*) 4772А 2М-55 2Н-55 2Н-57 2Н-58
Наибольший диаметр свер- ления, мм 6 12 18 18 25 25 35 40 40 50 50 75 100
Наибольшая глубина свер- ления, мм — — 150 — — — — 160 400 1400 1600 2 300
Размеры ра- бочей поверх- ности стола, мм 200x200 250x250 — 320x560 450x400 560x1120 560x450 200x200 0 300 — 1200х х1200 1500х х1500 2 650х х2 650
Частота вра- щения шпин- деля инстру- мента, с’1 16,6- 13,3 1,5-7,5 3,0-46,6 1,25-50,0 0,75-33,3 1,5-16,6 23,6 1,6; 3,2; 95,0; 190 — 0,33- 33,3 0,33- 33,3 0,21- 26,6 0,16- 21,0
Подача, мм/об — — 0,Io- О.56 — — — — — — 0,056- 2,50 0,056- 2,50 0,063- 3,15 0,063- 3,15
Потребляемая мощность, кВт 0,4 0,6 1,5 2,2 2,2 1,5 2,2 2,4 1,6 4,0 4,5 7,0 14,0
Габаритные 560х405х 775х370х 870х590х 2120х ПЗОх 1750х 1245х 1020х 136 Ох 2665х 2530х 3620х 4 850х
размеры (дли- на х ширина х х высота), мм х625 х820 х2080 х1250х х430 х805х х2290 х1175х х1915 х815х х2690 х907х х2150 хЮбОх х2080 хЮЗОх х3470 хЮООх х3320 х1550х х3875 х1 730х х4 910
Масса, кг 80 120 450 3735 980 1290 1100 450 1560 4800 4070 9500 18 000
настольно-сверлильного вертикального (2М-112), вертикально-свер-
лильных (2Н-118, 2Н-125 и АС-40), вертикально-сверлильного уни-
версального, облегченно-упрощенного (2Н-135), радиально-сверлиль-
ных (2Ш52, 2М-55, 2Н-55, 2Н-57 и 2Н-58), координатно-расточного
одностоечного особой точности (2431) и ультразвукового прошивоч-
ного универсального (47772А).
9.3. СТАНКИ ДЛЯ КРУГЛОГО ШЛИФОВАНИЯ
Станки для круглого шлифования предназначены для кругле-
ния заготовок оптических деталей. В данной группе кроме специ-
ализированного станка модели БШС-10М представлены следую-
щие модели металлорежущих станков с техническими характери-
стиками, приведенными в табл. 9.5: круглошлифовальный уни-
версальный станок (ЗВ-10), круглошлифовальный универсальный
повышенной точности (ЗВ-110А), круглошлифовальный полу-
автомат (ЗБ-12), круглошлифовальные повышенной точности
(ЗБ-153, ЗБ-157, ЗБ-161).
Кругление крупногабаритных заготовок можно также произ-
водить на шлифовальных станках для металлообработки.
9.4. СТАНКИ ДЛЯ ПРЕДВАРИТЕЛЬНОГО ШЛИФОВАНИЯ
СВОБОДНЫМ АБРАЗИВОМ, ГРУБОГО И ТОНКОГО
АЛМАЗНОГО ШЛИФОВАНИЯ
Технические характеристики обдирочных и обдирочно-шлифо-
вального станков с использованием свободного абразива приведе-
ны в табл. 9.6 и 9.7.
Обдирочные станки моделей ОС-320, ОС-350 и ОС-1000М имеют
вращающуюся планшайбу и используются при ручной обработке,
обдирочно-шлифовальный станок модели ОС-1500 кроме планшай-
бы имеет верхнее звено, обеспечивающее при работе относитель-
ную осцилляцию заготовки или планшайбы и необходимое давле-
ние при обработке.
Сферошлифовальные станки предназначены для обработки вы-
пуклых и вогнутых сферических и плоских поверхностей кольце-
вым алмазным инструментом. Все станки имеют вертикальную
компоновку с верхним расположением инструментального шпин-
деля (табл. 9.8).
Система ЧПУ обеспечивает автоматическую переналадку и под-
настройку исполнительных механизмов, ввод и управление пара-
метрами обработки оптической детали, текущую индикацию пара-
метров станка и процесса обработки.
557
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ
Таблица 9.5.
558
Параметр ВШС-10М (*) ЗВ-10 ЗВ-110А ЗБ-153 ЗБ-12 ЗБ-157 ЗБ-161
Размеры заготовки, не более, мм: диаметр длина 30 160 100 140 140 500 200 200 630 280 900
Частота вращения шпинделя инструмен- та, с'1 46,7 46,6 41,6 27 37,5 55,6 18,5
Частота вращения шпинделя изделия, с1 — 1,6 2,5 1,3-13,3 1,3 1,05-6,6 1,05-6,6
Частота вращения ведущего ролика, с1 6,0 — — — — — —
Скорость перемеще- ния стола, мм/мин — — — 100-5000 100-6000 10-6000
Диаметр шлифоваль- ного инструмента, мм 125 — — 400 — 450-600 450-600
Мощность, кВт 0,87 0,75 1,2 4,0 3,0 7,5 7,5
Габаритные размеры (длина х ширина х вы- сота), мм 850x550x4150 1900x1600x1400 1860x1880x1600 2650x1600x1650 2650x1750x1750 3100x2100x1500 4100x2100x1560
Масса, кг 320 2400 2200 3200 3000 4000 4300
Таблица 9.6.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБДИРОЧНЫХ СТАНКОВ
Параметр ОС-320 (*) ОС-350 ос-юоом
Максимальный диаметр заготовки, мм Число шпинделей Частота вращения шпинделя, с"1 Потребляемая мощность, кВт Габаритные размеры (длина х шири- на х высота), мм Масса, кг 320 1 3,5-10,1 2,9 830x790x1200 280 350 1 3,5-10,1 1,6 850x850x950 300 1000 1 2,75-3,75 4,0 1180x1180x950 1030
Станок модели АШ-70К входит к состав поточной линии ЛПА-70
для изготовления сферических оптических деталей, а станок «Сфе-
роматик-100» — в поточную линию типа «Синхроспид».
Для двухстороннего алмазного шлифования плоскопараллель-
ных пластин безнаклеечным методом предназначены станки
моделей СДШ-20М, СДШ-75М и СДШ-300. Их отличительной
особенностью является планетарное движение сепараторов с об-
рабатываемыми заготовками между встречно вращающимися
притирами, наличие регулируемого усилия прижима инструмен-
тов к заготовкам. Эти станки могут использоваться для поли-
рования деталей (например, вариант станка СДШ-300 — станок
СДП-300). Технические характеристики станков приведены в
табл. 9.9.
Металлообрабатывающие плоскошлифовальные станки ис-
пользуют для шлифования, как правило, крупногабаритных плос-
ких поверхностей заготовок деталей или блоков с заготовками.
Изделия закрепляются на них при помощи магнитной плиты на
вращающемся при обработке горизонтальном столе. Шлифова-
ние осуществляется торцевой поверхностью кольцевого алмаз-
Таблица 9.7. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ОБДИРОЧНО-ШЛИФОВАЛЬНОГО СТАНКА
Параметр ОС-1500
Максимальный диаметр заготовки, мм Размер обрабатываемой детали по высоте, мм Число шпинделей Частота вращения шпинделя, с-1 Частота качаний поводка (число двойных ходов в минуту) Максимальный размах качания поводка, мм Максимальное смещение стрелы н тяги эксцентрика, мм Максимальное усилие на поводке, Н Потребляемая мощность, кВт Давление сжатого воздуха, кПа Габаритные размеры (длинах ширина х вы- сота), мм Масса, кг 1500 250 1 0,46; 0,68; 0,88; 1,36 13,8; 20,7; 27,3; 42,3 750 475 4500 10 4000 3225x3300x1800 4700
559
560
Таблица 9.8.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СФЕРОШЛИФОВАЛЬНЫХ СТАНКОВ
Параметр АШС-15 (*) АШС-20 (*) АШС-35М (*) АШС-40М Алмаз-70-IV АШС-70А(*) АШС-70М (*) АШ-70К (*) «Сферома- тик-100»
Размеры обрабатывае- мой заготовки, мм: диаметр 5-20 1-20 7-35 15-40 20-70 20-70 20-70 15-80 20-100
радиус кривизны От 3 до ~ От 0,5 до оо — 10-25 От 40 до оо От 12 до оо От 12 до оо От 10 до оо От 12 до оо
наибольшая высо- 15 18 — 20 10 20 20 60 20
та Частота вращения шпинделя, с-1: изделия 10,8 1,0-3,3 1,7-10,0 8,3 8,3 10,0 10,0 0,5-10,0 25,0
инструмента 250 500; 1200 83,3-300 150 200 150 150-200 190 183
Подача, мм/мин 1,0-20,0 0,5-10,0 — 0,5-20,0 1,0-20,0 0,5-20,0 0,5-20,0 0,1-20,0 0,5-3,0
Припуск, не более, мм 2,9 6,0 — 3,0 4,0 2,8 7,0 6,0 14,0
Производительность 280 150 > 40 90 120 90 90 90 90
(поверхностей/ч), шт. Точность обработки: по отклонению +5/15 +2/15 +3/30 +5/45 ±5/70 ±5/70 ±2/50 ±2/100
стрелки кривиз- ны от заданной, мкм, для диамет- ра, мм; по толщине заго- ±0,02 +0,01 ±0,01 ±0,01 ±0,02 +0,02 ±0,01 +0,01
товки, мм Вид крепления заго- Механиче- Цанга В приспо- Цанга Вакуумный В приспо- Цанга Цанга Вакуумный
товки Потребляемая мощ- ский патрон 0,9 0,6 соблении 2,0 5,5 патрон 3,0 соблении 3,45 3,6 2,47 патрон 3,1
ность, кВт Габаритные размеры 880x720x1430 680x1200х 1100х990х 750х1300х 1300х800х 1150х750х 1300х930х 1680х650х 1450x1 ЮОх
(длинахширинахвысо- х1600 х1500 х1700 х1500 х1550 х1550 х1550 х1800
та), мм Масса, кг 800 540 790 1600 800 800 800 1200 600
Продолжение табл. 9.8
561
Параметр «Мениск-70» АШС-100М ШС-ЮО (с ЧПУ) Ш-150К (*) ШС-250 (с ЧПУ) (*) Алмаз-250-I Алмаз-500 Алмаз-800
Размеры обрабатывае- мой заготовки, мм: диаметр 15-120 40-120 20-100 40-150 100-250 70-250 250-500 250-800
радиус кривизны От 10 до ~ 25-75 От 10 до о» От 25 до оо От 50 до «> От 35 до о» От 125 до ~ От 500 до оо
наибольшая высо- 60 55 100 135 200 130 250 400
та Частота вращения шпинделя, с-1: изделия 8,3 5,0 0,33-3,3 0,7-3,3 0,33-3,3 3,6 1; 1,5; 3 0,025-0,25
инструмента 100 300 100-300 90; 100; 150 33-100 50 25 12,5
Подача, мм/мин 0,1-22 0,5-20,0 0,3-138,0 0,5-12,0 0,3-90,0 0,1-25 0,1-20 0,15-1,5
Припуск, не более, мм 10,0 6,0 8,0 9,0 15,0 22,0 32,0 50,0
Производительность 30-100 50 20 80 20 50 20 —
(поверхностей/ч), шт. Точность обработки: по отклонению ±5/45 ±5/100 +2/20 +5/100 +2/60 +10/150 +10/150
стрелки кривиз- ны от заданной, мкм, для диамет- ра, мм; по толщине заго- +0,01 +0,02 +0,01 +0,02 +0,01 ±0,01 ±0,01 ±0,02
товки, мм Вид крепления заго- Цанга Цанга В приспо- Цанга В приспо- Вакуумный Механиче ский или
товки Потребляемая мощ- 3,2 5,5 соблении 4,56 4,1 соблении 5,0 патрон; Цанга 6,3 вакуумнь 12,0 1Й патрон 16,2
ность, кВт Габаритные размеры 980x550x1550 750х1300х 1800x1150х 1620х1050х 2200х1350х 1400x870x1710 2000х1350х 3120х2100х
(длинахширинахвысо- та), мм Масса, кг 400 х!700 1600 х1820 2050 х!600 1500 х2300 2800 1800 х2100 3300 х2500 9000
Таблица 9.9. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ
ДЛЯ ДВУХСТОРОННЕГО ШЛИФОВАНИЯ
ПЛОСКОПАРАЛЛЕЛЬНЫХ ПЛАСТИН
Параметр СДШ-20М (*) СДШ-75М (*) СДШ/СДП-300 (*)
Наружный диаметр притира, мм 130 640 1020
Внутренний диаметр притира, мм 70 235 360
Частота вращения нижнего при- тира, с 1 0,66-7,7 0-1,0 0,01-1,0
Частота вращения верхнего при- тира, С’1 0,42-4,5 0-0,42 0,003-0,33
Число сепараторов, шт. 1 5 5
Толщина обрабатываемых заго- товок, мм 0,5-20 0,5-20 1-50
Вертикальное перемещение ниж- него притира, мм — 20 22
Вертикальное перемещение верх- него притира, мм — 300 300
Потребляемая мощность, кВт 0,105 6,0 8,0/11,3
Габаритные размеры, мм 550x335x565 1750x1280x2220 2100x2050x2310
Масса, кг 80 1550 3050/2775
Таблица 9.10. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ФРЕЗЕРНЫХ СТАНКОВ
Параметр 6Р-80 6Р-11 6Р-12 СФ-7 6Р-13; 6Р-83
Размеры стола, мм Частота вращения инст- румента, С’1 Подача стола, мм/мин: продольная вертикальная Потребляемая мощность, кВт 200x800 0,83-37,3 13-400 13-400 3,0 250x1000 0,83-26,6 20-1000 6,5-333,0 5,5 320x1250 0,52-26,6 20-1000 8-400 7,5 300x800 0,58-26,6 20-800 8-400 7,5 400x1600 0,52-26,6 25-1250 8,3-416,6 10,0
ного круга, установленного на шпинделе шлифовальной бабки;
шпиндель имеет настроечное и рабочее перемещения в верти-
кальном направлении.
Металлообрабатывающие фрезерные станки применяют для
торцевого шлифования алмазными кругами плоских поверхнос-
тей, а также для сверления отверстий и высверливания штабиков,
изготовления выемок, пазов и других профильных поверхностей, а
также для ряда других операций. Технические характеристики
этих станков приведены в табл. 9.10.
Станки для тонкого шлифования алмазным инструментом
представлены 14 моделями для обработки сферических и плоских
поверхностей диаметром от 2 до 350 мм алмазным инструмен-
том, работающим по принципу притира (табл. 9.11).
562
563
Таблица 9.11.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ ДЛЯ ТОНКОГО АЛМАЗНОГО ШЛИФОВАНИЯ
Параметр ША-6 (*) ША-20 (*) ЗША-20 (*) 2ША-40 9ШП-50ЛШ ШП-50А ЗША-70М
Диаметр заготовки, мм Радиус заготовки, мм: 2-6 6-20 5-20 25-70 15-50 15-50 15-70
наибольший 3,5 14,0 14,0 25 — оо оо
наименьший 1,01 3,5 2,5 10 — 7,5 ±5
Число шпинделей 1 1 3 2 9 3 3
Частота вращения, нижнего шпинделя, с-1 33,3-333,3 16,6-60,0 23,5-48,0 14,1; 28,3 4,1; 6,2; 8,3 5,8; 11,6; 20,0 8,8
Частота качания по- водка, дв.ходов/мин — — 75 24 40; 60; 80 40; 60; 80 20
Максимальный угол качания, ° 0-45 (угол поворота головки) 0-45 (угол поворота головки) 0-45 — 30 — 45
Усилие на поводке, Н Точность обработки — отклонение, мм: 0,2-10,0 5-40 1,96-44,1 5-100 10-150 14,7-147,0 0,5-200
толщины +0,01 +0,01 +0,05 0,5 — + 0,05 +0,003
радиуса кривизны +0,001 на 0 5 мм +0,001 на 0 10 мм +0,002 0,01 — +0,005 +0,02
Потребляемая мощ- ность, кВт 0,22 0,27 0,73 1,77 2,0 1,85 1,5
Габаритные размеры (длинахширинахвысо- та), мм 1200x600x1500 1200x600x1500 720x820x1225 800x690x1340 2400x1100x1290 850x765x1270 1200x1000x1400
Масса, кг 130 240 350 800 950 370 540
Продолжение табл. 9.11
564
Параметр «Синхроспид-100» 2ША-100 ША-100 (с ЧПУ) (*) 2ША-150А (*) ЗША-200Т (*) ША-250 (с ЧПУ) (*) СТША-400ПМ (*)
Диаметр заготовки, 20-100 60-120 20-100 80-200 70-200 100-250 200-350
мм Радиус заготовки, мм:
наибольший оо 70 оо оо оо оо оо
наименьший 15 25 10,05 — 35 50,3 оо
Число шпинделей 1 2 1 2 3 1 1
Частота вращения, нижнего шпинделя,с"1 1,50 13,3; 20,8 1,66-16,6 8,0; 15,8 6,25; 8,33;12,5; 16,66 1,2-12,5 10,3-15
Частота качания по- водка, дв.ходов/мин — 38 0,16-1,25 (вра- щение водила) 15; 24 — 4-15 0-15
Максимальный угол качания,0 0-50 0-25 (угол наклона) 0-22,5(угол наклона пла- нетарной баб- ки); -3 -г- +45 (угол наклона качалки)
Усилие на поводке, Н 0,1 + 6,0x10s Па (инструмента); 0,8 105 Па (изделия) 30-250 50-500 150-1500 80-1000 100-300
Точность обработки — отклонение, мм:
толщины ±0,01 0,5 +0,01 +0,01 +0,01 +0,01 ±0,01
радиуса кривизны +0,01 на0 100 мм 0,01 +0,001 на 020 мм +0,001 на 060 мм +0,001 на 0100 мм + 0,001 на 060 мм ±0,01 на 060 мм
Потребляемая мощ- 2,86 1,77 2,6 3,32 1,4 6,0 5,5
ность, кВт
Габаритные размеры (длинахширинахвысо- 1200x800x1700 880х740х х1460 1800x1150x1850 880x735x1460 1450x1000x1900 1200x1500x2300 1700x1410x1665
та), мм
Масса, кг 600 850 2000 850 1400 2600 1800
9.5. СТАНКИ ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ
СВОБОДНЫМ АБРАЗИВОМ
Технические характеристики станков для шлифования и по-
лирования деталей микрооптики приведены в табл. 9.12.
В табл. 9.13 приведены технические характеристики основных
моделей станков типа ШП для обработки деталей диаметром до
500 мм.
9.6. СТАНКИ ДЛЯ ПОЛИРОВАНИЯ И ДОВОДКИ
Эти станки предназначены для полирования и доводки свобод-
ным абразивом оптических деталей и блоков диаметром до 500 мм,
к которым предъявляются повышенные требования по точности
(табл. 9.14).
Доводочные станки моделей СД-2, СД-3 (СД-120) и Д-150 ис-
пользуют для полирования и доводки при ручной обработке. Стан-
ки моделей 6ПД-100А, 4ПД-200А, ЗПД-320А и ПД-500А оснаще-
ны цифровой индикацией режимов обработки.
9.7. СТАНКИ ДЛЯ ЦЕНТРИРОВАНИЯ И ФАСЕТИРОВАНИЯ
Станки предназначены для центрирования и снятия фасок оп-
тических деталей алмазным шлифовальным кругом. В табл. 9.15
приведены технические характеристики центрировочных полуав-
томатов моделей ЦС и ЦСМ, станки-автоматы моделей АЦС и АЦСМ,
а также станок модели ЦС-100 с ЧПУ.
В полуавтоматах крепление заготовки осуществляется в самоцент-
рирующих и наклеенных патронах, в автоматах — только в самоцен-
трирующих патронах.
Станки ЦСП-100, ЦС-100 (с ЧПУ) и ЦС-350 имеют встроенный
лазерный прибор контроля децентричности.
Для правки совместно с пинолью и обработки центрировочных
патронов предназначен специализированный станок СЦП-100 (*).
Ниже приводятся его основные технические характеристики:
Диаметр обрабатываемых пинолей, мм.............
Диаметр обрабатываемых патронов, мм ...........
Наибольшее продольное перемещение суппорта, мм . .
Наибольшее поперечное перемещение суппорта, мм . .
Потребляемая мощность, кВт ....................
Габаритные размеры (длина х ширина х высота), мм . . .
Масса, кг .....................................
70 (базовый);
52 (с переход-
ной втулкой)
5-100
300
170
1,26
1090x520x1350
310
565
566
Таблица 9.12. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫХ СТАНКОВ ДЛЯ МИКРООПТИКИ
Параметр П-6 (*) П-20 (*) 6ШП-20 (*) 8ШП-20 5Ш-30 10П-32 2П-40 9ШП-50Л 10ШП-50 ШП-50 (*) ЗПК-50
Диаметр обрабатывав- 2-6 6-20 5-20 5-20 5-30 5-32 25-50 15-50 15-50 15-50 15-50
мой заготовки, мм
Число шпинделей 3 3 6 8 5 10 2 9 10 3 3
Частота вращения шпинделя, с*1 8,3-42,0 4,2-20,0 4,2-20,0 5,8-8,5 9,0; 11,6; 15,0 4,1; 6,6 14,1; 28,3 4,1; 6,2; 8,3 0,7-42,0 5,8; 11,6; 20 5,3; 12,0; 13,3; 17,3; 18,3; 24,0; 26,7; 34,0; 75,0
Частота качаний по- водка, дв.ходов/мин 20-100 20-100 20-100 176 50; 75; 100 50; 75; 100 24-38 40; 60; 80 55-110 40; 60; 80 10; 15; 20 (враще- ние поводка, с-1)
Угол качания повод- 0+45 0+45 0+45 0+40 0+45 0+45 0+30 0+50 0+40 — —
ка, °
Усилие на поводке, Н 0,5-4,9 1,0-40,0 1,0-40,0 0,5-4,9 1,0-20,0 1,0-20,0 10-150 10-150 5,0-49,0 14,7-147 9,1-118
Потребляемая мощ- 0,495 0,585 1,02 0,6 0,8 1,2 1,1 2,0 1,0 1,6 3,75
ность,кВт
Габаритные размеры 870х 870х ЮООх 1200х ИООх 2300х 800х 2400х 2500х 850х 1100x640x1400
(длинахширинахвысо- х1020х х1020х х1250х х550х х650х х580х х690х xllOOx х865х х765х
та), мм х1520 х1520 х1340 хбОО Х1310 х1250 х1340 х1290 х1085 х1270
Масса, кг 370 370 340 140 450 840 800 950 1000 365 350
567
Таблица 9.13.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫХ СТАНКОВ ДЛЯ
ОБРАБОТКИ ОД И БЛОКОВ ДИАМЕТРОМ ДО 500 ММ
Параметр 6ШП-100М (*) 2П-100 2ПК-100 (*) П-ЮО (сЧПУ) ШП-100 (*) 2П1А-150-1А (*) 6ШП-200М 6ШП-200
Диаметр изделия (блока), мм 50-100 60-120 5-140 20-100 50-100 80-200 100-200 100-200
Число шпинделей 6 2 2 1 3 2 6 6
Частота вращения шпин- деля, с-1 Частота качаний повод- ка, дв.ходов/мин 1,5; 3,0; 6,0 43; 60; 100 7,5; 15,0 42-67 13,3-20,0 10; 15; 20 (вращение поводка, с-1) 1,0-10,0 0,17-1,25 (вращение поводка, с-1) 3,5; 5,8; 10,0 40; 60; 80 8,0; 15,8 15; 24 0,6; 1,3; 1,7; 3,3 27-170 0,75; 1,0; 1,2; 1,5; 2,1; 2,9; 3,3; 4,7
Максимальный размах поводка, мм 130 — — 33 80 — 180 180
Усилие на поводке, Н 150-300 40-400 98-833 56-400 15-294 150-1500 60-300 30-784
Система включения шпин- делей Индиви- дуальная Одновре- менная Индиви- дуальная — Одновремен- ная И ндивидуальш 1Я
Потребляемая мощность, кВт 5,6 1,6 2,27 2,5 2,5 2,6 7,0 9,5
Габаритные размеры (дли- нахширинахвысота), мм 2800x1200х х1290 880х740х х1460 1200х960х х1650 1800х1150х х1600 850х765х х1270 880х735х х1460 2650х930х х1160 2570х980х х1650
Масса, кг 1250 850 1050 1050 380 870 1400 2100
Продолжение табл. 9.13
568
Параметр 6ШП-200А (*) П-250 сЧПУ (*) ЗШП-320-1 ЗШП-320-2 ЗШП-320 (*) ШПЗ-350М ЗШП-350М ШПЗ-500М
Диаметр изделия (блока), мм 100-200 100-250 200-350 200-350 200-320 200-350 200-350 350-500
Число шпинделей 6 1 3 3 3 1 3 1
Частота вращения шпин- деля,^1 0,75-4,7 1,7-5,0 1,7; 2,3; 3,3; 4,6 0,08-1,7 0,5; 0,7; 1,1; 1,5 0,7-2,8 0,4; 0,8; 1,7; 3,3 0,21-0,85
Частота качаний повод- ка, дв.ходов/мин 19-84 1,7-4,1 (вра- щение повод- ка, с-1) 30; 42; 45; 64; 90; 127 5-100 28; 37; 40; 56; 85; 110 23-86 8-100 6-25
Максимальный размах поводка, мм 150 80 240 240 240 180 240 300
Усилие на поводке, Н 30-784 100-800 250-1250 50-1000 245-1225 200-720 60-1100 1350 (шах)
Система включения шпин- делей Индиви- дуальная — Индивидуальна*
Потребляемая мощность, кВт 6,85 7,0 7,5 4,8 8,65 3,2 7,0 4,2
Габаритные размеры (дли- нахширинахвысота), мм 2570х980х х1650 2600х1400х х2200 2280x1 ЮОх х1650 2280x1 ЮОх х1650 2280x1 ЮОх х1650 1050х830х х1300 2120x1 ЮОх Х1160 1300х830х X1300
Масса, кг 2100 2600 1500 1650 1500 700 1900 800
569
Таблица 9.14.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОЛИРОВАЛЬНО-ДОВОДОЧНЫХ СТАНКОВ ДЛЯ ОБРАБОТКИ
ОПТИЧЕСКИХ ДЕТАЛЕЙ И БЛОКОВ ДИАМЕТРОМ ДО 500 ММ
Параметр СД-2 СД-3(СД-120) Д-150 (*) 6ПД-100М 6ПДЛООА(*) 2ПД-200М 4ПД-200А (л) ЗПД-350 ЗПД-320 ЗПД-200А(*) ПД-500М ПД-500А(*)
Диаметр изде- лия (блока), мм До 50 До 50 До 150 25-100 25-100 100-200 100-200 200- -350 200- -350 200-320 350- -500 300-500
Диапазон отно- шений стрелки кривизны по- верхности дета- ли (блока) к ра- диусу 0-1 0-1 0-1 0-1 0,6-1,0 0,6-1,0 До 0,3 До 0,3
Число шпинде- лей 1 1 1 6 6 2 4 3 3 3 1 1
Частота враще- ния шпинделя, с"1 11,3 10,6; 23,3 0,25- -25,0 0,16- -1,66 0,083-1,67 0,16- -1,66 0,06-1,67 0,83- -1,6 0,03- -0,60 0,04-1,67 0,06- 0,60 0,017- 0,83
Усилие на по- водке, Н — — — 2,5-100 2,45-98,0 20-300 5-300 40-450 10-500 30-1000 30-1000 29,4- 980,0
Перепендику- лярное смеще- ние штриха, мм — — — ±40 +40 + 70 + 75 + 75 + 75 ±75 ±120 ±100
Параллельное смещение штри- ха, мм — — — ±40 +40 +60 ±55 +85 ±85 +85 ±100 + 120
Частота кача- ния поводка, дв .ходов/мии — — — 7-70 5-70 5-50 3,5-100,0 5-50 2-40 2,5-100 4-40 1-50
Потребляемая мощность, кВт 0,4 0,4 0,37 1,4 3,63 3,0 4,1 3,3 2,5 7,5 1,4 3,2
Габаритные раз- 760х 760х610х 770х 2650х 2715х965х 1300х 2310х 24 00х 2280х 2310х 1310х 1400х
меры (длинахши- хбЮх х922 х770х х900х х1600 х750х х1090х xllOOx xllOOx х1230х х!120х хЮООх
ринахвысота), мм х922 150 х920 х1300 х1150 х1475 х1160 х1650 х1550 х1250 х1500
Масса, кг 150 150 1300 1550 1100 1250 1400 1630 1500 1000 900
570
Таблица 9.15.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЦЕНТРИРОВОЧНЫХ СТАНКОВ
Параметр АЦС-6 АЦС-20 АЦСМ-25 АЦСМ-50 ЦС-10 ЦСМ-10 ЦСМ-10 (*) ЦС-50 ЦСМ-50 ЦСМ-50К (*) ЦСМ-50М (*)
Диаметр изде- лия, мм Частота враще- ния шпинделя, с-1: 1-6 6-20 10-25 25-50 3-10 3-10 3-10 10-50 10-50 10-50 10-50
изделия 0,25-2,5 0,25-2,5 2,7; 4,1; 6,6 2,7; 4,1; 6,6 1,0; 1,3; 2,1; 3,3 1,0-3,3 6,7; 10 1,0; 1,5; 2,0; 3,3 2,7-6,6 2,67; 4,17; 6,67 0,1-2,67 0,15-4,17 0,25-6,67
инструмен- та 66,7-116,0 33,3-66,7 47,3 47,3 66,6 66,6 54,3 46,6 47,3 47,3 47,3
Диаметр ал- мазного круга, мм 14 32 200 200 150 150 150 200 200 200 200
Максималь- ный припуск, мм 1,2 1,9 3,5 3,5 2,0 2,0 — 3,5 3,5 — —
Точность центрирования 20 20 0,005 мм 0,005 мм 0,01 мм 0,01 мм 0,005 мм 0,01 мм 0,01 мм 0,01 мм 0,01 мм
Потребляемая мощность, кВт 0,4 0,4 0,8 1,18 0,45 0,45 0,4 0,87 1,0 1,7 1,85
Габаритные 1900х1090х 1900х1090х 1265х930х 1265х930х 640х500х 640х500х 615х560х 895х985х 810х670х 810х670х 850х695х
размеры (дли- на х ширина х х высота), мм х1800 х1800 Х1620 х1620 х1250 х1250 х1150 х1490 х1190 х1190 х1190
Масса, кг 430 430 840 860 350 350 400 700 700 700 750
Продолжение табл. 9.15
571
Параметр ЦСМ-50МА(*) ЦСМ-100 ЦСП-100 (А) ЦСП-100-А (*) ЦС-100 (с ЧПУ) ЦС-350; ЦСМ-350 ЦСП-350 (*)
Диаметр изде- лия, мм Частота враще- ния шпинделя, с-1: 10-50 50-100 10-100 10-100 20-100 100-350 100-350
изделия 0,1-400 1,7-4,1 0,5-5,0 0,5-5,0 0,166-1,66 0,2-1,5 0,166-1,66
инструмен- та 47,3 47,3 47,33 47,33 100 41,6 39,5
Диаметр ал- мазного круга, мм 200 200 200 200 100 250 250
Максималь- ный припуск, мм — 3,5 5,6 5,6 10,0 10,0 16
Точность центрирования 0,005 мм 0,005 мм 10" (при а=12°); 20" (при а=12+17°) 0,005 мм (0 10-20) 0,01 мм (0 20-40) 0,02 мм (0 40-100) 20” (при а=10°); 10” (при а=15°) 0,015 мм 20"
Потребляемая мощность, кВт 1,85 1,35 3,0 2,75 4,7 3,27 6,8
Габаритные размеры (дли- на х ширина х х высота), мм 810х670х х1190 810х670х х1190 1285x885x1445 1285x885x1445 3020x1460x2175 1340x1 ЮОх х1900 1340x1530х х2130
Масса, кг 750 700 850 810 2000 1500 2550
572
Таблица 9.16.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ ДЛЯ ОБРАБОТКИ АСФЕРИЧЕСКИХ
ПОВЕРХНОСТЕЙ ДИАМЕТРОМ ДО 500 ММ
Параметр «Парабо- ла-70-1 » *4-Пара- бола-63» «Парабо- ла-бЗМ» (••'•) «Парабо- ла-150-1* «Парабо- ла-250» (*) «Плане- та-50» «Плане- та-100» «Плане- та-250» «Планета- 100-250» (*) «Планета- 350-500» «Асферо- ид-100» «Асфера- 100П»
Диаметр обраба- тываемого изделия, мм 10-80 30-70 16-75 70-200 150-350 25-50 50-100 70-250 40-250 250-500 30-100 15-100
Крутизна обраба- тываемой поверх- ности, не более,0 — — 50 — 20 30 30 15 30 30 80 80
Асферичность, не более, мм — — 1,5 — 5,0 0,3 0,5 1,0 1,5 3,5 3 3
Число шпинделей Частота вращения шпинделей, с"1: 1 4 4 1 1 2 2 2 2 2 1 1
изделия 0,13-2,3 0,66-3,3 0,33-3,0 0,13-8,3 0,13-1,3 0,16-16 0,16-16 0,2; 0,4; 0,8; 1,6 0,083- -1,662 0,08- -0,83 18,3 2,5
инструмента — — — — — 0,33-20 0,33-20 3,9; 5,9; 1,16 0,83-16,6 0,33-10 80-167 1,0-6,0
Частота качаний каретки шпинде- ля инструмента, дв. ходов/мин 16-110 60-200 20-100 24-160 8-80 7,5-15 7,5-15 15-30 8,16 3; 6; 12 0,0125- 1,75 0,5-20,0
Усилие прижима инструмента, Н 0-20 10-100 4,9-39,2 10-80 4,9-49 0-150 0-300 20-700 24,5-490 100-1500 — —
Потребляемая мощность, кВт 1,4 1,45 2,5 1,4 2,0 1,8 1,8 6,4 7,5 15,0 3,9 2,0
Габаритные раз- 1290х 2000х 2360х 1290х 1450х 106 Ох 106 Ох 156 0х 1720х 1970х 2190х 750х
меры (длинахши- х800х х980х хЮООх х800х х1200х х1050х х1050х х1150х х1180х х2120х х1230х х800х
ринахвысота), мм Х1300 х1300 х1400 х1300 х1500 х1650 х1650 х1880 х2010 х2930 х1490 х1700
Масса, кг 700 1300 1300 700 1200 1500 1500 2500 2100 6300 2590 1200
9.8. СТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ АСФЕРИЧЕСКИХ
ДЕТАЛЕЙ ДИАМЕТРОМ ДО 500 ММ
К данной группе относятся станки нижеперечисленных моде-
лей (табл. 9.16). Станки «Парабола» — для шлифования и полиро-
вания выпуклых и вогнутых параболических поверхностей ноже-
вым инструментом. Станки моделей «Парабола-70-1» и «Парабо-
ла-150-1» могут использоваться также для получения эллипсоидов
и гиперболоидов. Станки «Планета» — для шлифования и полиро-
вания выпуклых и вогнутых асферических поверхностей, описыва-
емых любым уравнением без точек перегиба с использованием
упругого инструмента. Станки «Асфероид-100» и «Асфера-ЮОП» —
соответственно для среднего и тонкого шлифования алмазным коль-
цевым инструментом и полирования ленточным пенополиурета-
новым инструментом выпуклых асферических поверхностей, опи-
сываемых любым уравнением без точек перегиба.
Станки ШПА (табл. 9.17) предназначены для шлифования и
полирования свободным абразивом выпуклых и вогнутых цилин-
дрических поверхностей. Для получения этих поверхностей раз-
мером до 500 мм рекомендован к использованию также станок
модели ШПД-700 (*) (см. табл. 9.19).
Станок модели ШПА-200 (*) — многоцелевой, предназначен для
обработки точных плоских, сферических и асферических поверхно-
стей с использованием кольцевого, упругого лепесткового и ноже-
вого инструментов. Максимальный диаметр обрабатываемых асфе-
рических, в том числе цилиндрических, деталей — 70 мм.
Устройство универсальное УДШ-200 (*) устанавливается на
шпинделях станков ЗПШ-320 (*) или ЗПД-320 (*) и позволяет
проводить шлифовальные, полировальные и доводочные операции
ножевым инструментом на асферических, в том числе цилиндри-
ческих, поверхностях деталей диаметром 50-200 мм.
Таблица 9.17.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ ДЛЯ ОБРАБОТКИ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Параметр ШПА-200 ШПА-500 (*)
Размер обрабатываемой заготовки, мм Диапазон обрабатываемых радиусов, мм Число шпинделей Частота качаний поводка (число двой- ных ходов в минуту) Диапазон перемещений поводка, мм Число двойных ходов стола в минуту Диапазон перемещений стола, мм Усилие на поводке, Н Потребляемая мощность, кВт Габаритные размеры (длинахшири- нахвысота), мм Масса, кг 5-200 15-50 2 12-120 0-140 12-120 0-70 10-400 0,76 1690x1200x1280 2000 200-500 50-200 1 15-100 0-200 15-100 0-240 160-1200 1,75 1635x1045x1400 1550
573
9.9. СТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ
ПЛОСКИХ, СФЕРИЧЕСКИХ И АСФЕРИЧЕСКИХ ДЕТАЛЕЙ
ДИАМЕТРОМ БОЛЕЕ 500 ММ
Предварительную обработку деталей осуществляют на станке
«Алмаз-800» (см. табл. 9.8), металлообрабатывающих станках
моделей МШ-155, ЗЕ-756Л, МШ-111, 3488А и аналогичных алмаз-
ным кольцевым инструментом. Их технические характеристики
приведены в табл. 9.18. Для этих целей можно использовать так-
же станки моделей ОС-ЮООМ и ОС-1500 (см. табл. 9.6 и 9.7).
Многоцелевую предварительную обработку (нанесение сферы,
цилиндрических поверхностей, снятие фасок, обработку разгрузоч-
ных отверстий и др.) проводят на специальных токарно-карусель-
ных станках моделей 1М553, 1М557, 1540 и других с использова-
нием алмазного инструмента.
Шлифовально-полировальные, а также полировально-доводоч-
ные операции при изготовлении плоских и сферических поверх-
ностей осуществляют на станках типа ШП и ШПД (табл. 9.19).
К следующей группе относятся станки, предназначенные для
изготовления как плоских и сферических, так и асферических круп-
ногабаритных поверхностей.
Станок модели ШС-1600 (*) предназначен только для грубого
и тонкого алмазного шлифования плоских, осесимметричных сфе-
рических и асферических (в том числе цилиндрических и кони-
ческих) поверхностей. При разработке станка было специально
предусмотрено, что на станке можно обрабатывать детали и из
таких высокомодульных материалов, как карбид кремния. Ниже
приводятся основные технические характеристики станка:
Диаметр обрабатываемой детали, мм .................. 300-1600
Диаметр центрального обрабатываемого отвер-
стия, мм .................................... 80-300
Таблица 9Л 8. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ
Параметр МШ-155 ЗЕ-756Л МШ-111 3488А
Размеры обрабатываемой заготовки, не более, мм: диаметр высота Частота вращения стола, с”1 Диаметр инструмента, мм Частота вращения инстру- мента, с-1 Осевая подача инструмен- та, мм/мин Потребляемая мощность, кВт 600 300 5,0-29,8 400 0,25 0,015-0,60 19,0 800 350 5,85-29,8 400 0,26 0,015-0,60 36,3 1000 650 5,0-29,0 500 0,26 0,16-1,60 38,0 1500 400 4,0-21,5 600 0,25-0,28 0,4-1,0 26,6
574
Таблица 9.19. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫХ
И ПОЛИРОВАЛЬНО-ДОВОДОЧНЫХ СТАНКОВ
ДЛЯ ОБРАБОТКИ ОДИНОЧНЫХ ОД И БЛОКОВ
ДИАМЕТРОМ ОТ 500 ДО 1000 ММ
Параметр ШП-700М ШП-1000 ШП2-1000 ШПД-700 (*) ШПД-1000
Диаметр изде- лия (блока), мм 350-700 500-1000 500-1000 350-700 500-1000
Частота враще- ния шпинделя, с"1 0,091; 0,13; 0,18; 0,28 0,55; 0,75; 1,07; 1,65 0,045-0,90 0,013-0,26
Частота кача- ний поводка, дв> ходов/мин 7,6; 11,0; 15,0; 23,0 1,65-5,0 0,053-1,06 (частота вра- щения ведуще- го кривошипа) 0,5-25,0
Максимальный размах качания поводка, мм 360 600 360 0,042-0,084 (частота вра- щения ведомо- го кривошипа) 500
Номинальное расстояние от центра колеба- ния поводка до его оси, мм 1170 1170 1170
Изменение ра- диуса колебания поводка, мм +180 +180 — — —
Максимальное усилие на повод- ке, Н 950 950 450 80-1200 50-2500
Габаритные 2010х2150х 2475х2710х 2200х2335х 1490х1430х 3000х2500х
размеры (длинах хширинахвысо- та), мм х1570 х1580 х2110 х1560 х1500
Масса, кг 1180 2000 4400 1500 3000
Толщина заготовки по краю, мм ..............
Толщина заготовки по центру, мм.............
Радиус сферической поверхности, мм..........
Скорость перемещения шлифовальных бабок,
мм/мин:
ускоренное перемещение......................
рабочая подача ..........................
Скорость перемещения стола, мм/мин .........
Частота вращения шпинделя инструмента, с-1 . .
Потребляемая мощность, кВт .................
Габаритные размеры (длина х ширина х высота), мм
Масса, кг ..................................
80-150
40-150
+ 300 — °°
500
0,005-0,5
1 000
25-100
45
4 000х 4 000x3 500
30 000
На станке модели ШПД-1000М (*) осуществляются тонкое ал-
мазное шлифование, полирование и доводка плоских и сферичес-
ких поверхностей, асферизация сферической поверхности мето-
дом «маски» и окончательная доводка ретушью.
Технические характеристики станка модели ЩДП-ЮООМ:
Диаметр обрабатываемой детали, мм ...........
Толщина детали, мм...........................
700-1000
120-250
575
Таблица 9.20. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ ДЛЯ ПОЛИРОВАНИЯ
ПЛОСКИХ И СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ И ПРЕДВАРИТЕЛЬНОЙ
АСФЕРИЗАЦИИ ДИАМЕТРОМ ДО 1500 ММ
Параметр СПА-1000 СПА-1500
Размеры детали, мм диаметр высота, не более Крутизна поверхности, не более,0 Частота вращения шпинделя детали, с“Ч I ступень II ступень Частота вращения кривошипа, с-1: I ступень II ступень Потребляемая мощность, кВт Габаритные размеры (длинахширинахвысо- та), мм Масса, кг 500-1 000 150 20 0,03-0,11 0,18-0,39 0,03-0,33 0,003-0,030 9,5 4 950x5 350x3 120 17 300 700-1 500 200 20 0,01-0,04 0,04-0,16 0,03-0,16 0,008-0,040 12,3 5 220x6 400x3 120 18 100
Радиус сферической поверхности, мм.............
Усилие на поводке, Н...........................
Частота вращения стола, с-1 ...................
Частота вращения ведущего кривошипа, с'1.......
Частота вращения ведомого кривошипа, с~1 ......
Потребляемая мощность, кВт ....................
Габаритные размеры (длина х ширина х высота), мм
Масса, кг .....................................
± 650 — те
49-1960
0,013-0,270
0,008-0,420
0,008-0,330
12,45
2850x2550x1980
7500
Для полирования плоских и сферических поверхностей полно-
размерным инструментом и предварительной асферизации исход-
Таблица9.21. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ
ДЛЯ АВТОМАТИЗИРОВАННОГО ПОЛИРОВАНИЯ
ПЛОСКИХ, СФЕРИЧЕСКИХ И АСФЕРИЧЕСКИХ
ПОВЕРХНОСТЕЙ ДИАМЕТРОМ ДО 4000 ММ
Параметр АД-1000М (*) АД-2000 (*) АД-4000
Диаметр детали, мм 600-1100 1000-2000 2 000-4 000
Стрелка кривизны по цент- ру, не более, мм 80 130 200
Крутизна, не более,0 20 20 20
Точность обработанной по- верхности Х/40-е-Х/бО Х/40+Х/60 —
Частота вращения шпин- деля инструмента, с-1 0,08-4,16 0,066-3,330 0,049-2,420
Усилие на поводке, Н 3,92-372,0 3,92-372,0 —
Размах осцилляции инстру- мента, не более, мм 70 70 70
Погрешность позициони- рования инструмента, мм 0,5 0,5 0,5
Потребляемая мощность, кВт 3,5 4,0 9,5
Габаритные размеры (дли- нахширинахвысота), мм 2880x2200x2100 4000x2220x2100 7 000x6 000x3 200
Масса, кг 2500 4000 14 000
576
ной сферической поверхности методом ретуши используются стан-
ки моделей СПА-1000, СПА-1500, КУ-459 и аналогичные, имею-
щие ретушировальную головку. Основные технические характе-
ристики станков моделей СПА приведены в табл. 9.20.
Прецизионную доводку асферических поверхностей до требуе-
мой точности осуществляют на станках моделей АД-1000 (*),
АД-2000 (*), АД-4000 относительно малоразмерным инструмен-
том. Станки имеют систему ЧПУ, обеспечивающую автоматизиро-
ванную доводку поверхности по результатам обработки на ЭВМ
интерферограмм поверхности, полученной на предыдущем цикле
обработки (табл. 9.21).
9.10. ОБОРУДОВАНИЕ ДЛЯ ДЕЛИТЕЛЬНО-ГРАВЕРНЫХ РАБОТ
Эта группа оборудования представлена круговыми и линейны-
ми делительными машинами. Технические характеристики дели-
тельных машин приведены в табл. 9.22. Указанная в таблице точ-
ность означает: для моделей ВЕ44И, ВЕ44А и ВЕ44А-5 максимально
допустимую погрешность угла между диаметрами изготовленного
лимба, измеренного по ГОСТ 13424-68; для модели ВЕ24 — мак-
симально допустимую погрешность угла между штрихами наде-
ленного машиной лимба; для линейных делительных машин L
означает номинальную длину делимой меры в метрах.
9.11. ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЗАЦИИ
ВСПОМОГАТЕЛЬНЫХ ОПЕРАЦИЙ
В табл. 9.23-9.25 приведены основные модели оборудования
для механизации вспомогательных операций, успешно работаю-
щие на производстве: установка для блокирования оптических
деталей модели РБМ-3; виброударная разблокировочная установ-
ка модели УВР-70; автомат для межоперационной промывки
и сушки блоков модели АМПБ-2М; роботизированный технологи-
ческий комплекс беспротирочной промывки оптических деталей
бесцветных и цветных марок оптических стекол групп химичес-
кой устойчивости А1, АП, Аш, Б1, В1 по ГОСТ 13917-82 от техно-
логических загрязнений в органическом растворителе и в водных
растворах ПАВ после операций полирования и центрирования —
РТКП-1(*) (табл. 9.26).
577
578
Таблица 9.22.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДЕЛИТЕЛЬНЫХ МАШИН
Параметр Круговые Линейные
ВЕ24 ВЕ44И ВЕ44А ВЕ44А-5 ВЕ26 ВЕ27 ВЕ28 ВЕ26А ВЕ27А
Точность, " 60 ±0,5 ±0,5 ±1 — — — — —
Точность, мкм — — — — 2 + 2L 2 + 2L 5 + 5L 1,6 + 2L 1,6 + 2L
Наибольший дели- мый диаметр, мм 500 1000 1000 1000 — — — — —
Наибольшая дели- мая длина, мм — — — 1000 550 1050 1050 500
Ниабольшая длина гравируемого штри- ха, мм 25 60 30 60 10 16 30 60 60
Число наносимых штрихов в минуту 8-100 4-30 4-60 4-60 5-30 5-30 15-80 5-30 5-30
Габаритные разме- ры (длинахширинах хвысота), мм 1240x500* х700 1840x1200* х1200 1410*1160* х1280 1410*1160* *1280 2700*750* *1250 1715*660* *1330 2670х660х *1350 2670х660х *1330 1715*660* х1330
Масса, кг 700 1200 1600 1500 1125 825 1075 1125 825
Таблица 9.23. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ БЛОКИРОВОЧНОЙ УСТАНОВКИ
Параметр РБМ-3
Температура нагрева наклеечника в печи непрерывного действия,°C Время нагрева инструмента, мин Диаметр инструмента, мм Давление на блокируемую заготовку тарированным руч- ным прессом, Н Точность центрирования заготовки относительно лунок, мм Время охлаждения инструмента до температуры 35 °C, мин Число инструментов в камерах нагрева и охлаждения Потребляемая мощность, кВт Габаритные размеры (длинахширинахвысота), мм Масса, кг (60+100)±6 30 25-120 20-30 ±0,1 10-15 24 3,2 1600x700x1350 320
Таблица 9.24. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УЛЬТРАЗВУКОВОЙ
РАЗБЛОКИРОВОЧНОЙ УСТАНОВКИ
Параметр УВР-70
Максимальный диаметр блока, мм Максимальная производительность, блоков/ч Продолжительность цикла работы установки, с Время отделения деталей, с Частота ударов, Гц Потребляемая мощность, кВт Усилие прижима виброплиты, Н Рабочий ход вибратора, мм Габаритные размеры (длинахширинахвысота), мм Масса, кг 100 180 3-20 1-5 30-50 0,2 490-1470 5-15 885x665x1410 150
Таблица 9.25 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТАНОВКИ
ДЛЯ ПРОМЫВКИ И СУШКИ БЛОКОВ
Параметр АМПВ-2М
Диаметр блока, мм Радиус кривизны, мм Время промывки, с Расход воды на промывку одного блока, дм3 Давление воды, кПа Время обдува и сушки, с Расход воздуха, м3/мин Число одновременно промываемых и осушаемых блоков Габаритные размеры (длинахширинахвысота), мм Масса, кг 25-120 ±(25+70) 10-40 1,0-4,5 50-150 20-40 4-8 1 800x600x1500 200
Таблица 9.26. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РОБОТИЗИРОВАННОГО
ТЕХНОЛОГИЧЕСКОГО КОМПЛЕКСА ПРОМЫВКИ РТКП-1 (*)
Параметр Значение
Диаметр промываемых оптических деталей, мм Число промывочных ванн, шт., в том числе ультразвуковых на 44 кГц, шт. Рабочий объем ванны, л Производительность, дет./ч Габаритные размеры (длинахширинахвысота) Масса, кг 10-90 9 6 32 360-4500 7700x1000x2600 2800
579
9.12. СТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ
ИНСТРУМЕНТА И НАКЛЕЕЧНИКОВ
В табл. 9.27 приведены технические характеристики наиболее
распространенных сферотокарных специальных станков моделей
МК-6031, МК-6032 и МК-6034 для обработки наружных и внут-
ренних сферических поверхностей корпусов инструмента.
Разработано приспособление (22.37.00.00.000) для изготовле-
ния сферических лунок (вогнутых и выпуклых) на наклеечнике
при жестком методе блокирования, которое устанавливается на
столе фрезерного станка модели 676 или 67К25ПФ2-0. Обработка
лунок ведется кольцевыми фрезами расчетного диаметра. Шпин-
дель инструмента фрезерного станка разворачивается на угол, за-
висящий от диаметра фрезы и радиуса лунки (табл. 9.28).
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СФЕРОТОКАРНЫХ СТАНКОВ
Таблица 9.27.
Параметр МК-6031 МК-6032 МК-6034
Наибольший диаметр об- 300 300 300
рабатываемой детали, мм Наибольшая длина обтачи- 900 500
вания, мм Радиус растачиваемой сфе- 25-200 25-200 До 800
ры, мм Наибольший радиус обта- 150 150 До 800
чиваемой сферы, мм Частота вращения шпин- 0,2-26,6 0,2-26,6 0,2-26,6
деля, с*1 Мощность электродвигате- 10 10 10
ля привода главного движе- ния, кВт Габаритные размеры (дли- 3160x1190x1580 2470x1190x1580 2190x1620x1390
нахширинахвысота), мм Масса, кг 3000 2500 1900
Таблица 9.28. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРИСПОСОБЛЕНИЯ ДЛЯ
ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ ЛУНОК НА НАКЛЕЕЧНИКЕ
Параметр Значение
Диаметр наклеечника, мм: чашка гриб Частота вращения шпинделя, с'1 Допуск на глубину лунок относительно сферы наклеечника, мм: на станке модели 67К25ПФ2-0 » » » 676 Допуск на радиус лунок, мм 40-250 До 200 0,01-0,17 ±0,005 ±0,010 ±0,010
580
9.13. ПИТАТЕЛИ (ПОМПЫ) ДЛЯ ПОДАЧИ
СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
И АБРАЗИВНОЙ СУСПЕНЗИИ
Питатели эмульсии предназначены для автоматической непре-
рывной подачи смазочно-охлаждающей жидкости (СОЖ) в зону
обрабатываемой заготовки при обработке ее алмазным инстру-
ментом. Питатели эмульсии в зависимости от конструкции могут
быть снабжены устройствами для очистки СОЖ от шлама при
помощи отстойников, центрифуг, гидроциклона или бумажной
фильтрующей ленты.
В серийно выпускаемых питателях используются три первых
способа очистки СОЖ. Такими питателями комплектуются рас-
пиловочные, сверлильные, круглошлифовальные, центрировочные
станки, а также станки для шлифования алмазным инструмен-
том. Как правило, питатели изготовляют с использованием стан-
дартных серийных помп.
Таблица 9.29. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПИТАТЕЛЕЙ ЭМУЛЬСИИ
Параметр 2152.07.00.000 2092.31.00.000 1931.00.12.000 1917.00.22.000 2231.40.00.000
Производитель- ность, дм3/мин 1,0 22 20 40 30
Объем бака, ДМ3 10 65 45 75 75
Пределы регу- лирования тем- пературы эмуль- сии, °C 25-30
Точность регу- +1 — — — —
лирования, °C Потребляемая мощность, кВт 0,06 0,12 0,18 0,75 0,18
Габаритные размеры (дли- нахширинахвы- сота), мм 615x330x410 640x400x560 550x340x490 820x456x670 960x350x55
Масса, кг 23 37 32 62 40
Таблица 9.30. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПИТАТЕЛЕЙ
АБРАЗИВНОЙ СУСПЕНЗИИ
Параметр 2005.18.00.000 1941.00.00.000 2002.40.00.000
Производительность, дм3/мин Объем бака, дм3 Пределы регулирования темпе- ратуры суспензии, °C Точность регулирования, °C Потребляемая мощность, кВт Габаритные размеры (длинах хширинахвысота), мм Масса, кг 3 5 25-30 +1 0,18 425x340x305 18 30 10 23-30; 34-36 0,27 480x460x430 14 10 10 25-30 ±1 0,27 520x490x460 22
581
Технические характеристики наиболее распространенных мо-
делей питателей эмульсии приведены в табл. 9.29.
Питатели абразивной суспензии предназначены для автомати-
ческой непрерывной подачи водной суспензии шлифующего или
полирующего порошка в зону контакта инструмента с заготовкой
(блоком) при обработке свободными абразивами. Такими питате-
лями комплектуются шлифовально-полировальные станки. При
полировании на скоростных режимах, когда в процессе работы
выделяется значительное количество тепла, используют помпы
с терморегулированием. Технические характеристики наиболее
распространенных питателей абразивной суспензии приведены
в табл. 9.30.
9.14. КОМПЛЕКТАЦИЯ ОБОРУДОВАНИЯ
ДЛЯ ПОТОЧНЫХ ЛИНИЙ ИЗГОТОВЛЕНИЯ
СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ДЕТАЛЕЙ
При крупносерийном и массовом изготовлении выпуклых и
вогнутых сферических оптических деталей с «жестким» методом
крепления заготовок целесообразно применять поточно-автомати-
зированные линии. Линии комплектуются из основного станоч-
ного и вспомогательного оборудования, причем число единиц обо-
рудования каждого типа, входящего в линию, определяется его
производительностью на всех операциях, т. е. тактом линии.
В состав оборудования линии ЛП-1 для обработки блоков
диаметром 15-50 мм входят, шт.:
Установка механизированной блокировки РМБ-ЗМ ............. 1
Сферошлифовальный станок АШС-40М.......................... 1
Шлифовальный станок 2ША-40 ............................... 1
Полировальный станок 2П-40................................ 5
Автомат межоперационной промывки блоков АМПБ-2 ........... 2
Полуавтомат разблокировки УЗР-2М ......................... 1
В состав оборудования линии ЛП-2 для обработки блоков
диаметром 40-100 мм входят, шт.:
Установка механизированной блокировки РМБ-ЗМ ............. 2
Сферошлифовальный станок АШС-100М......................... 1
Шлифовальный станок 2ША-100 .............................. 1
Полировальный станок 2П-100............................... 5
Автомат межоперационной промывки блоков АМПБ-2 ........... 2
Полуавтомат разблокировки УЗР-2М ......................... 1
В состав оборудования линии ЛПА-70М (*) для обработки бло-
ков диаметром 15—70 мм входят, шт.:
Установка механизированной блокировки РМБ-70 ............ 1
Сферошлифовальный станок АШ-70К
(для операции грубого шлифования) ....................... 1
Сферошлифовальный станок АШ-70К
(для операции тонкого шлифования)........................ 1
582
Транспорт-накопитель TH-70 .................................. 1
Манипулятор ЗМ-70 ........................................... 1
Установка промывки и накопления блоков УПН-70 ............... 1
Полировальные станки 2ПК-100................................. 3
Либо полировальные станки ЗПК-50 ............................ 2
Виброударная разблокировочная установка УВР-70 .............. 1
Линия типа «Синхроспид» предназначена для обработки оди-
ночных оптических деталей и блоков с апертурным углом не бо-
лее 90° в серийном и массовом производстве.
В состав линии входят: сферошлифовальный станок модели
«Сфероматик 100»; станок для тонкого алмазного шлифования
модели «Синхроспид 100» и пять полировальных станков «Синх-
роспид 100».
Программное обеспечение «Синхроспид» позволяет рассчиты-
вать параметры настройки оборудования, а также профиль рабо-
чей поверхности обрабатывающего инструмента для тонкого ал-
мазного шлифования и полирования.
9.15. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ОПТИЧЕСКИХ ПОКРЫТИЙ И ИОННОЙ ОБРАБОТКИ
В эту группу оборудования включены станки для изготовле-
ния оптических покрытий методом нанесения их из растворов
(химические покрытия), вакуумные установки для изготовления
оптических покрытий в вакууме (физические покрытия), вакуум-
ные установки для ионной обработки оптических поверхностей и
покрытий, откачные средства для получения низкого и высокого
вакуума, вакуумметры для измерения остаточного давления в ус-
тановках, системы контроля толщины пленок, ионные источники,
используемые при изготовлении покрытий.
9.15.1. СТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ ХИМИЧЕСКИХ ПОКРЫТИЙ
В табл. 9.31 приведены основные типы одношпиндельных стан-
ков для изготовления химических покрытий на деталях диамет-
ром от 3 до 1000 мм. Последующая термическая обработка по-
крытий осуществляется в различном серийном или нестандарт-
ном нагревательном оборудовании с максимальной температурой
нагрева до 350 °C.
9.15.2. ВАКУУМНОЕ ОБОРУДОВАНИЕ
Вакуумная установка ВУ-1А предназначена для нанесения по-
крытий на оптические детали методом электронно-лучевого и ре-
зистивного испарения металлов, полупроводниковых материалов
583
Таблица 9.31. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ
ДЛЯ НАНЕСЕНИЯ ХИМИЧЕСКИХ ПОКРЫТИЙ
Параметр СП-15М СП-ЗОУ (*) СП-150М
Диаметр подложки, мм Частота вращения шпинделя, с-1 Способ подачи раствора Вид крепления подложки Потребляемая мощность Габаритные размеры (длинах хширинахвысота), мм Масса, кг 3-25 100-300 В вакуумнои 0,66 1100x600x1050 230 3-30 100-300 Вручную или механическ 1,5 900x800x1250 830 20-150 16,7-100,0 ом патронах 1,6 1300x1010x1170 900
Параметр СП-150У (*) СП-300М СП-1000М
Диаметр подложки, мм Частота вращения шпинделя, с~г Способ подачи раствора Вид крепления подложки Потребляемая мощность Габаритные размеры (длинах хширинахвысота), мм Масса, кг 30-150 16,6-100,0 Вру’ В вакуумно» 2,5 1200x900x1250 1040 150-300 8,3-41,6 Шую или механическ 1,6 1160x1090x1170 1150 300-1000 1,7-23,3 Дозатором ом патронах 6,3 3700x2660x3600 4600
и диэлектриков с одновременным фотометрическим контролем
толщины покрытия.
Технические характеристики вакуумной установки ВУ-1А
Время достижения давления 2,6 10-4 Па, мин, ие более ... 40
Максимальное число подложек 0 40 мм на арматуре .... 60
Полезная площадь напыления, м2 ..................... 0,43
Частота вращения подколпачной арматуры, с-1 ........ 0,1-1,5
Диапазон температуры нагрева подложек, °C .......... 50-320
Число резистивных испарителей (РИ) ....................... 2
Максимальная мощность РИ, кВт ........................... 3,6
Число электронно-лучевых испарителей ..................... 1
Максимальная мощность ЭЛИ, кВт ........................... 6
Фотометрический контроль толщины.................... СФКТ-751В;
СФКТ-751И
Спектральный диапазон, мкм ........................... 0,25-1,1;
0,8-2,6
Расход холодной воды при давлении (3*5)105 Па и темпе-
ратуре 5-20 °C, л/с ................................ 0,14
Расход горячей воды при давлении (3*5) 105 Па и темпера-
ратуре 80-90 °C, л/с................................ 0,06
Средний расход жидкого азота, м3/с .................. (3 * 12) 10'7
Сжатый воздух давлением, Па.......................... (4 * 6) 105
Внутренние габаритные размеры камеры, мм ............. 0 700x 700
Максимальная потребляемая мощность, кВт.................. 20
Общая площадь, занимаемая установкой, м2.................. 6
Масса установки, кг..................................... 1700
584
Вакуумная установка ВУ-2М предназначена для нанесения по-
крытий на оптические детали методом электронно-лучевого и ре-
зистивного испарения диэлектриков, полупроводниковых матери-
алов и металлов с одновременным фотометрическим контролем
толщины покрытия.
Технические характеристики вакуумной, установки ВУ-2М
Время достижения давления 6 10~4 Па, мин, не более .... 30
Максимальное число подложек 0 40 мм на арматуре .... 90
Полезная площадь напыления, м2 ..................... 0,65
Частота вращения подколпачной арматуры, с-1 ........ 0,1-1,0
Диапазон температуры нагрева подложек, °C .......... 50-320
Число резистивных испарителей (РИ) ................. 1
Максимальная мощность РИ, кВт ........................... 3,6
Число электронно-лучевых испарителей (ЭЛИ)................ 2
Максимальная мощность ЭЛИ, кВт ........................... 6
Фотометрический контроль толщины ................... СФКТ-751В;
СФКТ-751И
Спектральный диапазон, мкм ........................... 0,25-1,1;
0,8-2,6
Расход холодной воды при давлении (3 -5- 5) 105 Па и темпе-
ратуре 5-20 “С, л/с ................................ 0,14
Расход горячей воды при давлении (3 + 5) 105 Па и темпера-
туре 80-90 °C, л/с.................................. 0,06
Средний расход жидкого азота, м3/с ................. (3-^12) 10~7
Сжатый воздух давлением, Па.......................... (4-^6) 105
Внутренние габаритные размеры камеры, мм ............ 0 700 х 770
Максимальная потребляемая мощность, кВт.................. 30
Общая площадь, занимаемая установкой, м2 ................. 6
Масса, кг .............................................. 1970
Вакуумная установка ВУ-2ММ (*) предназначена для нанесе-
ния покрытий на оптические детали методами электронно-луче-
вого и резистивного испарения диэлектриков, полупроводниковых
материалов и металлов с одновременным фотометрическим и квар-
цевым контролем толщины покрытий в автоматическом режиме
процесса напыления.
Технические характеристики вакуумной установки ВУ-2ММ
Время достижения давления 6 10-4 Па, мин, не более .... 30
Максимальная масса подложек, устанавливаемых на армату-
ру, кг ............................................. 10
Полезная площадь напыления, м2 ..................... 0,65
Частота вращения подколпачной арматуры, с-1 ........ 0,1-1,0
Диапазон температуры нагрева подложек, °C .......... 50-320
Число резистивных испарителей (РИ) ................. 1
Максимальная мощность РИ, кВт ...................... 4
Число электронно-лучевых испарителей (ЭЛИ)................. 2
Максимальная мощность ЭЛИ, кВт ..................... 6
Фотометрический контроль толщины .................... СФКТ-801У
Диапазон фотометрического контроля, нм ................ 200-2800
Максимальное число слоев, получаемых в одном технологи-
ческом цикле под управлением АСУТП ................. 32
Максимальная потребляемая мощность, кВт................... 40
Общая площадь, занимаемая установкой, м2................... 8
Масса, кг ............................................... 2150
585
Вакуумная установка ВУ-2МИ (*) отличается от установки
ВУ-2ММ тем, что она оснащена ионным низкоэнергетическим ис-
точником «АИДА» (см. п. 9.15.5), который позволяет осуществ-
лять ионно-лучевую очистку поверхности подложки и ионно-лу-
чевое ассистирование в процессе нанесения пленки.
Дополнительные технические характеристики
вакуумной установки ВУ-2МИ
Разрядный ток ионного источника, А ............... 5
Среднее напряжение анода при разряде, В .......... 30-50
Ионный ток источника, А................................. 1
Апертура ионного пучка, ° ........................ 40
Максимальная потребляемая мощность, кВт................ 32
Общая площадь, занимаемая установкой, м2 ............... 6
Масса, кг ............................................ 2200
Вакуумная установка ВУ-800У предназначена для нанесения
покрытий на оптические детали методом электронно-лучевого
и резистивного испарения диэлектриков, полупроводниковых ма-
териалов и металлов с одновременным кварцевым и фотометри-
ческим контролем толщины покрытий в автоматическом ре-
жиме процесса напыления с управлением от встроенной автома-
тизированной системы управления на базе микроЭВМ с дисплеем,
обеспечивает возможность нанесения покрытий по заданной про-
грамме.
Технические характеристики вакуумной установки ВУ-800У
Время достижения давления 5 10-4 Па, мин, не более .... 30
Максимальное число подложек 0 40 мм на арматуре .... 130
Полезная площадь напыления, м2 .................... 0,82
Частота вращения подколпачной арматуры, с-1 ....... 0,1-1,0
Диапазон температуры нагрева подложек, “С ......... 50-320
Число резистивных испарителей (РИ) ...................... 2
Максимальная мощность РИ, кВт ........................... 4
Число электронно-лучевых испарителей (ЭЛИ)............... 2
Максимальная мощность ЭЛИ, кВт ......................... 12
Фотометрический контроль ............................ СФКТ-801У
Диапазон фотометрического контроля, нм .............. 200-2800
Число программ покрытий ................................. 4
Число независимых программ нанесения одиночных слоев . . 60
Число типов материалов пленки, задаваемых в конструкции
покрытия................................................ 20
Расход холодной воды при давлении (3 + 5) 105 Па и темпе-
ратуре 5-20 °C, л/с................................... 0,28
Расход горячей воды при давлении (3 + 5) 105 Па и темпера-
туре 80-90 °C, л/с ................................... 0,11
Средний расход жидкого азота, м3/с ................. (7 + 20) 10'7
Сжатый воздух давлением, Па........................ (4 + 6) 105
Внутренние габаритные размеры камеры, мм ............ 0 800 х 900
Максимальная потребляемая мощность, кВт................. 40
Общая площадь, занимаемая установкой, м2................. 7
Масса, кг ............................................. 3180
Вакуумная установка ВУ-11 OO-Optic (*) предназначена для на-
несения покрытий методами электронно-лучевого и резистивного
586
испарения диэлектриков, полупроводниковых материалов и ме-
таллов с одновременным фотометрическим и кварцевым контро-
лем толщины покрытий в автоматическом режиме процесса на-
пыления. Предусмотрена возможность ионно-лучевого ассистиро-
вания процесса осаждения пленки.
Технические характеристики
вакуумной установки ВУ-1 lOO-Optic
Время достижения давления 6 10-4 Па, мин, не более .... 30
Максимальная масса подложек, устанавливаемых на арма-
туру, кг .............................................. 50
Полезная площадь напыления, м2 ........................ 0,75
Частота вращения подколпачной арматуры, с-1 ....... 0,1-1,0
Число резистивных испарителей (РИ) ...................... 2
Максимальная мощность РИ, кВт ..................... 6
Число электронно-лучевых испарителей (ЭЛИ)............... 2
Максимальная мощность ЭЛИ, кВт ......................... 20
Фотометрический контроль толщины ................... СФКТ-751В
Диапазон фотометрического контроля, нм .............. 200-1100
Максимальное число слоев, получаемых в одном технологи-
ческом цикле под управлением АСУТП ................ 32
Максимальная потребляемая мощность, кВт................. 75
Общая площадь, занимаемая установкой, м2 ............... 16
Масса, кг ............................................. 2950
Вакуумная установка ВУ-2М-01 предназначена для нанесения
покрытий на оптические детали методом электронно-лучевого, ре-
зистивного испарения диэлектриков, полупроводниковых матери-
алов и металлов с ионным ассистированием и одновременным
контролем толщины покрытия.
Технические характеристики вакуумной установки ВУ-2М-01
Оптимальное давление рабочего газа при работе источни-
ка ионного ассистирования, Па ....................8 10~3 -=- 5 10*2
Время достижения давления 7 10-4 Па мин, не более ... 30
Максимальное число подложек 0 40 мм на арматуре ... 90
Полезная площадь напыления, м2 ................... 0,65
Частота вращения подколпачной арматуры, с-1 ...... 0,1-1,0
Диапазон температуры нагрева подложек, °C ........ 50-320
Число резистивных испарителей (РИ) ............... 1
Максимальная мощность РИ, кВт .................... 3,6
Число электронно-лучевых испарителей (ЭЛИ)........ 2
Максимальная мощность ЭЛИ, кВт ................... 12
Число ионных источников АИДА...................... 1
Максимальное значение силы ионного тока, А ....... 0,75
Максимальная плотность ионного тока, мА/см2 ...... 3
Средняя расчетная энергия ионов, эВ............... 20-120
Габаритные размеры источника, мм..................... 140x185 x220
Масса источника (без блока питания), кг .......... 8
Система фотометрического контроля................. СФКТ-751В
Спектральный диапазон, мкм ....................... 0,25-1,10
Расход холодной водопроводной воды при давлении
(3 + 5) 105 Па и температуре 5-20 °C, л/с ........ 0,14
Расход горячей воды при давлении (3-5- 5) 105 Па и тем-
пературе 80-90 °C, л/с ........................... 0,06
Средний расход жидкого азота, м3/с ............... (3 + 12) 10-7
Сжатый воздух давлением, Па....................... (4 + 6) 105
587
Внутренние габаритные размеры камеры, мм ............. 0 700x770
Максимальная потребляемая мощность, кВт................... 33
Общая площадь, занимаемая установкой, м2................... 6
Масса, кг ............................................... 2100
Вакуумная установка ВУ-«Алмаз» предназначена для нанесе-
ния просветляющих и защитных покрытий нулевой группы ме-
ханической прочности и алмазоподобных покрытий с одновре-
менным кварцевым и фотометрическим контролем толщины по-
крытий.
Технические характеристики
вакуумной установки ВУ-«Алмаз»
Диапазон регулирования давления в камере при напы-
лении, Па ........................................1 10-1 5 10'1
Диапазон регулирования давления технологического га-
за при ионно-лучевой обработке, Па................1 10-1 -=-8 10~3
Число подложек 0 150 мм на арматуре..................... 22
» » 0 350 мм » »................... 4
Полезная площадь напыления, м2 ....................... 1,33
Частота вращения подколпачной арматуры, с"1 ...... 0,1-0,7
Число электродуговых испарителей ................. 1
« высокоточных генераторов с источником питания 1
Число линейных ионных источников типа «Кауфман» ... 1
Число электродуговых источников типа «Булат» ............. 1
« электронно-лучевых испарителей........................ 2
Максимальная мощность ЭЛИ, кВт .......................... 10
Время достижения в камере давления 10~2 Па, мин, не
более .................................................. 15
Время достижения в камере давления 5 10~3 Па, мин,
не более ......................................... 30
Время достижения в камере давления 1 10-4 Па, мин,
не более ......................................... 60
Система фотометрического контроля..................... СФКТ-А
(СФКТ-АМ)
Спектральный диапазон, мкм ....................... 0,2-1,1
Расход холодной воды при давлении (3 + 5) 105 Па и тем-
пературе 5-20 °C, л/с ................................ 0,45
Расход горячей воды при давлении (3 + 5) 105 Па и тем-
пературе 80-90 °C, л/с ............................... 0,30
Средний расход жидкого азота, м3/с ............... (10 + 30) 10-7
Сжатый воздух давлением, Па....................... (4 + 6) 105
Внутренние габаритные размеры камеры, мм ......... 0 1000 х 950
Максимальная потребляемая мощность, кВт.................. 45
Общая площадь, занимаемая установкой, м2 ................ 10
Масса, кг .............................................. 4000
Вакуумная установка ВУ-«Растр» с автоматическим управ-
лением откачкой предназначена для нанесения хрома на стек-
лянные подложки растровых мер и других металлов на плоские
оптические детали.
Технические характеристики
вакуумной установки ВУ-«Растр»
Рабочее давление в камере, Па ....................... 1 • 10 2
Время достижения давления 1 10~2 Па, мин, не более 15
588
Число подложек шириной 10 н длиной 2200 мм, уста- >
навливаемых в кассеты .......................... 20-25
Число подложек шириной 38 и длиной 2200 мм, уста-
навливаемых в кассеты .......................... 5-7
Скорость перемещения заготовок, регулируемая в пре-
делах, мм/с........................................... 1-20
Число испарителей (магнетронных)........................ 2
Максимальная мощность магнетрона, кВт .......... 20
Число ионных источников типа «ПРИМА» .................. 5
Максимальная мощность ионного источника, кВт ... 4
Диапазон длин волн измерения интегрального коэффи-
циента пропускания слоя хрома, мкм ............. 0,4-1,0
Диапазон измерения интегрального коэффициента про-
пускания слоя хрома, % ......................... 0,5-100,0
Расход холодной воды при давлении (3 + 5) 105 Па
и температуре 5-20 °C, л/с ..................... 0,9
Расход горячей воды при давлении (3 + 5) 105 Па и тем-
пературе 60-90 °C, л/с ......................... 0,4
Сжатый воздух давлением, Па......................... (4 + 6) 105
Внутренние габаритные размеры рабочей камеры
(2 шт.), мм ..................................... 2400x 160x700
Максимальная потребляемая мощность, кВт................ 50
Общая площадь, занимаемая установкой, м2............... 40
Масса, кг ............................................ 4500
Вакуумная установка ВУ-ПИОН предназначена для ионной и
ионно-химической обработки оптических деталей диаметром до
500 мм с помощью сеточного электрода с одновременным интер-
ференционным контролем величины съема материала в процессе
обработки (ионное травление, асферизация, зональная ретушь).
Технические характеристики
вакуумной установки ВУ-ПИОН
Предварительное давление в камере с арматурой, Па,
не более ........................................... 1 10"3
Диапазон регулирования рабочего давления в камере при на-
пуске технологического газа, Па .................... 0,67-6,70
Диапазон частоты вращения арматуры, с-1............. 0,5-1,0
Максимальный диаметр ионного пучка в зоне обработки, мм 500
Возможность одновременной обработки ионным пучком де-
талей диаметром:
до 500 мм ........................................... 1 шт.
» 200 ......................................... 3 шт.
» 100 »......................................... 5 шт.
» 70 »........................................ 11 шт.
Максимальная плотность разрядного тока ионного источни-
ка, мА/см2 ......................................... 1,17
Неравномерность скорости обработки оптической детали диа-
метром 450 мм, % , не более ........................ 5
Расход холодной воды при давлении (3 5) 105 Па и темпе-
ратуре 5-20 °C, л/с ................................ 0,14
Расход горячей воды при давлении (3 + 5) 105 Па и темпера-
туре 80-90 °C, л/с ................................. 0,06
Средний расход Жидкого азота, м3/с ................. (З* 12) 10"7
Внутренние габаритные размеры камеры, мм ........... 0 700 х 770
Максимальная потребляемая мощность, кВт................... 25
Общая площадь, занимаемая установкой, м2.................. 5,5
Масса, кг ............................................... 2200
___________
589
I
Вакуумная установка У-343 предназначена для ионно-луче-
вой обработки (ионной очистки, асферизации, зональной ретуши)
оптических деталей диаметром до 650 мм с помощью ионного
источника типа «Кауфман». Система ЧПУ обеспечивает коорди-
натное перемещение детали и управление ионным пучком.
Технические характеристики вакуумной установки У-343
Предварительное давление в камере с арматурой, Па,
не более ....................................... 1,33-Ю"3
Диапазон регулирования рабочего давления в камере при
напуске технологического газа, Па ............... (2,66 5-1,33) 103
Наибольший ход стола с деталью, мм.................... 350
Диапазон скоростей перемещения стола:
линейной, мм/с ....................................... 0-83
угловой,об/с .................................... 0-8,3
Диапазон диаметров ионного пучка, регулируемых дис-
кретно диафрагмами, мм ......................... 20-50
Наибольший диаметр обрабатываемой детали, мм . . . 650
Энергия ионного пучка, кэВ ..................... До 3,5
Сила тока ионного пучка (по аргону), мА......... До 30
Точность формы по среднеквадратичной погрешности
на диаметре 500 мм, Л .......................... До 0,01
Внутренние габаритные размеры камеры, мм ......... 1234 х 782 х 640
Расход холодной воды при давлении (3 + 5) 10° Па и тем-
пературе 5-20 °C, л/с ............................... 0,14
Расход горячей воды при давлении (3 + 5) 105 Па и тем-
пературе 80-90 °C, л/с .............................. 0,06
Средний расход жидкого азота, м3/с ................. (5 + 10) 10"5
Максимальная потребляемая мощность, кВт................. 24
Общая площадь, занимаемая установкой, м2................ 34
Масса, кг ............................................. 3950
Вакуумная установка ВУ-ИЛО предназначена для асферизации,
ионного полирования, микрогравирования оптических деталей, уда-
ления некачественных пленок с оптических деталей.
Технические характеристики вакуумной установки ВУ-ИЛО
Предварительное давление в рабочей камере, Па........ 6,7 10 4 +
3 10“3
Давление в камере при обработке деталей, Па.......... 1 10-2 -*•
+ 3 10’2
Максимальный диаметр обрабатываемой детали, мм....... 200
Число ионных источников типа «Кауфман»...................... 1
Диаметр ионного пучка, мм ................................. 200
Плотность ионного пучка, мА/см2............................. 1
Ускоряющее напряжение, В .............................. 200-2000
Рабочий газ .............................................. Аргон
Максимальная скорость съема материала, мкм/ч:
на металлах (медь)................................... 6,3 + 1,3
» диэлектриках (стекло) ......................... 2,7+ 0,6
Внутренние габаритные размеры камеры, мм ............ 0 450 х 560
Максимальная потребляемая мощность, кВт.................... 12
Общая площадь, занимаемая установкой, м2 ................... 4
Масса, кг ................................................ 1400
Вакуумная установка УВН-71 П-3 предназначена для серий-
ного производства пленочных элементов микросхем методом ре-
590
зистивного испарения. Установку можно применять в оптичес-
ком производстве с доработкой системы фотометрического конт-
роля.
Технические характеристики
вакуумной установки УВН-71 П-3
Время достижения давления 1,3 • 10-3 Па, мин, не более . . 10
Максимальное число подложек 0 40 мм на арматуре .... 50
Полезная площадь напыления, м2 ..................... 0,35
Частота вращения подколпачной арматуры, с-1 ........ 0,8-1,7
Диапазон температуры нагрева подложек, С ........... 100-400
Число резистивных испарителей............................. 3
Максимальная мощность РИ, кВт ............................ 2
Расход холодной воды при давлении (3 + 5) 105 Па и темпера-
туре 15-20 °C, л/с .................................... 0,16
Расход горячей воды при давлении (3 + 5) 105 Па и темпера-
туре 80-90 °C, л/с ................................. 0,06
Средний расход жидкого азота, м3/с ................. (3 -=-12) 10-7
Внутренние габаритные размеры камеры, мм ............ 0 500 х 640
Общая площадь, занимаемая установкой, м2................. 1,7
Максимальная потребляемая мощность, кВт.................. 12
Масса, кг .............................................. 1200
Вакуумная установка УВН-2М-2 предназначена для серийно-
го производства многослойных пленочных микросхем методом
термического испарения. Установку можно применять в оптичес-
ком производстве с доработкой системы фотометрического конт-
роля.
Технические характеристики
вакуумной установки УВН-2М-2
Время достижения давления 1,3 • 10-4 Па, мин....... 80
Максимальное число подложек 0 40 мм на арматуре .... 50
Полезная площадь напыления, м2 .................... 0,35
Частота вращения подколпачной арматуры, с-1 ....... 0,8-1,7
Диапазон температуры нагрева подложек, С .......... 100-400
Число резистивных испарителей............................. 6
Максимальная мощность РИ, кВт ..................... 2
Число электронно-лучевых испарителей ..................... 1
Максимальная мощность ЭЛИ, кВт ........................... 1
• Расход холодной воды при давлении (3 * 5) 105 Па и темпера-
туре 15-20 °C, л/с .................................... 0,12
Расход горячей воды при давлении (3 + 5) 105 Па и темпера-
туре 80-90 °C, л/с ................................... 0,03
‘ Сжатый воздух давлением, Па....................... (2 -s- 5) 105
Средний расход жидкого азота, м3/с ................ (3-5-12) 10~7
Внутренние габаритные размеры камеры, мм .......... 0 500 х 800
Максимальная потребляемая мощность, кВт................... 9
Общая площадь, занимаемая установкой, м2 ................. 4
Масса, кг ............................................... 900
Вакуумная установка УРМЗ-279.011 предназначена для полу-
чения диэлектрических покрытий методом резистивного и элек-
тронно-лучевого испарения.
591
Технические характеристики
вакуумной установки УРМЗ-279.011
Время достижения давления 6,5 10-5 Па, мин......... 130
Максимальное число подложек 0 40 мм на арматуре .... 50
Полезная площадь напыления, м2 ..................... 0,35
Частота вращения подколпачной арматуры, с-1 ..... 0,2-1,7
Диапазон температуры нагрева, °C................. 100-400
Число резистивных испарителей.......................... 3
Максимальная мощность РИ, кВт ................... 2
Число электронно-лучевых испарителей .................. 1
Максимальная мощность ЭЛИ, кВт ....................... 4,8
Расход холодной воды при давлении (3 + 5) 10® Па и темпера-
туре 15-20 °C, л/с ................................. 0,12
Расход горячей воды при давлении (3 + 5) 10® Па и темпера-
туре 80-90 °C, л/с ................................. 0,06
Сжатый воздух давлением, Па...................... (2 + 5) 10®
Средний расход жидкого азота, м3/с ............... (3 * 12) 10'7
Внутренние габаритные размеры камеры, мм .......... 0 500 х 650
Максимальная потребляемая мощность, кВт............... 10
Общая площадь, занимаемая установкой, м2 .............. 4
Масса, кг ........................................... 1250
Вакуумная установка УТР-2 предназначена для нанесения по-
крытий на оптические детали методом резистивного испарения
металлов и диэлектриков.
Технические характеристики вакуумной установки УТР-2
Время достижения давления 1,3 10-4 Па, мин, не более .. 40
Наибольший диаметр детали, мм........................ 650
Частота вращения подколпачной арматуры, с-1 ........ 0,33
Диапазон температуры нагрева подложек, С ........ До 300
Число резистивных испарителей (РИ) .............. 3
Максимальная мощность РИ, кВт ....................... 3,6
Расход холодной воды при давлении (3 + 5) 105 Па и темпера-
туре 5-20 °C, л/с ................................... 0,1
Расход горячей воды при давлении (3 + 5) 10® Па и темпрату-
ре 80-90 °C, л/с .................................. 0,025
Сжатый воздух давлением, Па...................... (4 + 6)10®
Внутренние габаритные размеры камеры, мм .......... 0 750 х 660
Максимальная потребляемая мощность, кВт.............. 12,5
Общая площадь, занимаемая установкой, м2 .............. 8
Масса, кг ........................................... 1415
Вакуумная установка ВАК-760 (фирма «Бальцере», Лихтен-
штейн) предназначена для термического напыления металлов, ди-
электриков, полупроводниковых материалов в электронике и оп-
тике, имеет встроенную ЭВМ, позволяющую автоматизировать про-
цесс напыления.
Технические характеристики вакуумной установки ВАК-760
Время достижения давления 2,6 • 10-4 Па, мин, не более ... 18
Максимальное число подложек 0 50 мм на арматуре . . 152
Полезная площадь напыления, м2 ................ 0,94
Скорость вращения подколпачной арматуры, с-1....... 0-0,3
Диапазон температуры нагрева подложек, °C ........ 80-350
Число резистивных испарителей.................. 1
592
Максимальная мощность РИ, кВт ...................... 4
Число электронно-лучевых испарителей ............... 2
Расход холодной воды при давлении (2 -s- 8) 105 Па и тем-
пературе 5-20 °C, л/с ............................ 0,24
Расход горячей воды при давлении (2 8) 105 Па и тем-
пературе 80-90 °C, л/с ........................... 0,09
Расход жидкого азота, кг/ч ......................... 6
Сжатый воздух давлением, Па......................... (5 -=- 8) 105
Максимальная потребляемая мощность, кВт.................. 46
Внутренние габаритные размеры камеры, мм .......... 923 х 888 х 950
Общая площадь, занимаемая установкой, м2 ................. 7
Масса, кг .............................................. 2300
Вакуумная установка A-700QE (фирма «Лейбольд-Гереус», Гер-
мания) предназначена для вакуумного напыления металлов, полу-
проводниковых материалов, диэлектриков методом термического
напыления. При комплектовании установок микропроцессором
«Levcom» возможно полное автоматизированное напыление опти-
ческих пленок.
Технические характеристики вакуумной установки A-700QE
Время достижения давления 2,6 10-5 Па, мин, не менее ... 15
Максимальное число подложек 0 40 мм на арматуре .... 70
Полезная площадь напыления, м2 ..................... 0,50
Скорость вращения подколпачной арматуры, с-1........ 0-0,5
Максимальная температура нагрева подложек, °C....... 350
Число электронно-лучевых испарителей ............... 2
Максимальная мощность ЭЛИ, кВт ..................... 6
Спектральный диапазон измерений фотометрического конт-
роля, мкм .......................................... 0,2-3,2
Расход холодной воды при давлении (2,3 + 3,0) 105 Па и тем-
пературе 5-20 °C, л/с .............................. 0,12
Расход горячей воды при давлении (3 + 5) 105 Па и темпе-
ратуре 80-90 °C, л/с ............................... 0,06
Средний расход жидкого азота, м3/с ................. (5 -=-15)1О7
Сжатый воздух давлением, Па............................ (4 -ь 7) 105
Максимальная потребляемая мощность, кВт.................. 36
Общая площадь, занимаемая установкой, м2 ................. 9
Внутренние габаритные размеры камеры, мм ............ 0 710x685
Масса, кг .............................................. 3600
Вакуумная установка A-1100Q (фирма «Лейбольд-Гереус», Гер-
мания) предназначена для нанесения металлов, полупроводнико-
вых материалов и диэлектриков в электронике и оптике.
Технические характеристики вакуумной установки A-1100Q
Время достижения давления 1,3 10~3 Па, мин, не менее ... 10
Максимальное число подложек 0 30 мм на арматуре . . . 450
Полезная площадь напыления, м2 ................... 0,75
Скорость вращения подколпачной арматуры, с-1...... 0-0,5
Диапазон температуры нагрева подложек, С ......... 100-450
Число резистивных испарителей.......................... 4
Максимальная мощность РИ, кВт ........................ 4,4
Число электронно-лучевых испарителей .................. 2
Максимальная мощность ЭЛИ, кВт ....................... 15
Система фотометрического контроля.................. OMS 2000
593
Спектральный диапазон измерений фотометрического конт-
роля, мкм .......................................... 0,2-3,2
Внутренние габаритные размеры камеры, мм ...........0 1100x1100
Расход холодной воды при давлении(2,3 + 3,0) 105 Па и тем-
пературе 5-20 °C, л/с .............................. 0,12
Расход горячей воды при давлении (3 + 5) 105 Па и темпе-
ратуре 80-90 °C, л/с................................ 0,06
Средний расход жидкого азота, м3/с ................. (10 + 25) 10-7
Сжатый воздух давлением, Па........................... (4 + 7) 105
Максимальная потребляемая мощность, кВт................... 46
Общая площадь, занимаемая установкой, м2 ................. 12
Масса, кг ............................................... 5500
9.15.3. ОТКАЧНЫЕ СРЕДСТВА И ВАКУУММЕТРЫ
Агрегаты вакуумные ротационные применяются в качестве
агрегатов предварительного разрежения для высоковакуумных
насосов.
Технические характеристики
агрегатов моделей АВР-50 и АВР-150
АВР-50 АВР-150
Быстрота действия в диапазо- не входных давлений: от 1,1 • 105 до 1,3 102 Па (от 800 до 1 мм рт. ст.), л/с, не менее 5 20
от 1,3 • 10“2 до 6,6 Па (от 1 до 5 • 10~2 мм рт. ст.), л/с, не менее 40 75
Предельное остаточное давле- ние, Па (мм рт. ст.), не более: с учетом паров рабочей жидкости 1,3 • 10"1 (1 • 10“3) 6,6 10“4 (5 • 10~3)
парциальное по воздуху . . ЬЗ-КГЧМО’3) 6,6- 10-2 (5 • 10~4)
Мощность электродвигателей насосов, кВт 1,5 3,3
Тип насоса: двухроторного ДВН-50 ДВН-150
форвакуумного 2НВР-50 НВЗ-20
Габаритные размеры, мм .... 658x447x875 896x447x1165
Масса, кг 115 295
Насосы диффузионные паромасляные применяются для создания
и поддержания вакуума в вакуумных технологических системах.
Технические характеристики насосов
моделей Н400/7000 и Н630/18000
H400/7000 Н630/18000
Быстрота действия в диапазоне рабочих давле-
ний от 6,6 10“4 до 6,6 • 10~2 Па (от 5 10-6 до 5 х
х 10-4 мм рт. ст.), л/с .................... 7000 18 000
Предельное остаточное давление при темпера-
туре окружающей среды от 10 до 25 °C, Па
(мм рт. ст.) ............................... 6,6 • 10-5 (5 • 10~7)
594
Расход охлаждающей воды, л/ч .............. 200 600
Потребляемая мощность, Вт.................. 4000 9000
Масса, кг................................... 80 280
Насосы вакуумные криогенные предназначены для создания
в вакуумной камере остаточной атмосферы без углеводородов. Ши-
роко используются там, где технологический процесс требует без-
масляной откачки.
Технические характеристики насосов
моделей НВК-3,0; НВК-5,0; НВК-10,0 и НВК-20,0
НВК-3,0 НВК-5,0 НВК-10,0 НВК-20,0
Быстрота действия по воз- духу в диапазоне давления от 5 10~4 до 10-1 Па, л/с 3000 5000 10 000 20 000
Наибольшее давление за- пуска, Па 13 13 13 13
Предельное остаточное дав- ление, Па 5 - IO’7 5 - IO”7 5 - 10“7 5-10-7
Время выхода на рабочий режим, мин 15 90 110 110
Диаметр условного прохо- да, мм 250 400 500 630
Потребляемая мощность, кВт 3,5 3,5 6,0 12,0
Габаритные размеры, мм: компрессорной установ- ки 495 х 495 х 664 х 1328 х
х420х х420х х 841 х х 841 х
х 700 х 700 х 1080 х 1088
блока откачки 290 х 330 х 670 х 670 х
х 304 х х 490 х х 670 х х670х
х 725 х 885 х 930 х 840
Масса, кг: компрессорной установ- ки 95 95 247 434
блока откачки 25 30 69 95
Вакуумметры предназначены для управления устройствами
автоматики в вакуумных системах и измерения давлений.
Технические характеристики
вакуумметров ВТ-1-4 и ВМБ-1-2
ВТ-1-4 ВМБ-1-2
Диапазон измерения давления, Па (1,3 + 3,9)10 3
Индицирование наличия давления
в диапазоне, Па..................... От 1,3 1 О*1
до 1 • IO’5
Время устаиовлеиия рабочего ре-
жима, мин ....................... 15
Мощность, потребляемая вакуум-
метром, Вт ............................. 40
Габаритные размеры вакуумметра,
мм.................................. 320x200x150
Масса, кг............................ 7,3
От 13,3- 10”1
до 66,5 • 10-8
От 13,3-Ю"1
до 66,5 • 10~8
30
40
150x200x300
7,1
595
9.15.4. СИСТЕМЫ КОНТРОЛЯ ТОЛЩИНЫ ПЛЕНКИ
Для контроля толщины слоев в процессе их нанесения исполь-
зуют фотометрический и частотный методы. Описание, а также
технические характеристики приборов, работающих на принципе
частотного метода, приведены в п. 8.4 и табл. 8.6.
Системы фотометрического контроля толщины пленки
СФКТ-751В и СФКТ-751И предназначены для контроля оптичес-
ких толщин пленок, образующих покрытия в процессе их нане-
сения на вакуумных установках типа ВУ-1А, ВУ-2М. Контроль
может производиться в режимах пропускания и отражения.
Технические характеристики
систем контроля СФКТ-751В и СФКТ-751И
СФКТ-751В СФКТ-751И
Спектральный диапазон, мкм . . . 0,20-1,10 0,8-2,6
Относительное отверстие монохро- матора 1 : 5,5 1 : 5,5
Фокусное расстояние, мм 277,3 277,3
Внеосевой угол параболоида . . . 19° 10' 19° 10'
Число реплик 2 1
Размер заштрихованной части, мм 60 х 60 60x60
Рабочая высота щелей, мм 5 3
Диапазон раскрытия щелей, мм . . 0-2,2 0-2,2
Источник излучения, лампа .... КГМ-70 КГМ9-70
Приемник лучистой энергии . . . ФЭУ-39А; ФЭУ-62 Фотосопро-
Потребляемая мощность, кВт . . . ФЭУ-100 0,6 тивление 0,6
Масса, кг 130 125
Система фотометрического контроля толщины пленки
СФКТ-801У предназначена для контроля оптических толщин пле-
нок, образующих многослойные покрытия в процессе их нанесе-
ния на установках типа ВУ-800У. Контроль может производиться
в режимах пропускания и отражения по центральному и боко-
вым образцам.
Технические характеристики системы контроля СФКТ-801У
Спектральный диапазон, мкм ......................... 0,26-2,8
Размер светового потока в плоскости образца, мм..... 9x9
Погрешность установки длины волны, нм ............... ± 0,2; ± 0,3;
+ 0,6; +1,2
Размах показаний по шкале длин волн, нм ............ 0,1-0,6
Погрешности установки при ширине щелей, мм:
0,1 ............................................... +0,005
0,2 ............................................... +0,015
2,2 ................................................ ±0,04
Отклонение от линейности выходного сигнала, % ...... 1
Стабильность выходного сигнала по времени, % (за 10 с) +0,5
Потребляемая мощность, кВт .............................. 1,0
Масса оптико-механической части, кг ..................... 90
Масса стойки управления, кг ............................. 300
596
9.15.5. ИОННЫЕ ИСТОЧНИКИ
Импульсный источник «ИРИНА-Д» предназначен для нанесе-
ния просветляющих и защитных алмазоподобных покрытий ме-
тодом импульсного распыления углерода.
Технические характеристики источника «ИРИНА-Д»
Рабочий вакуум, Па.................................... 10-3
Энергия ионов, эВ .................................... 0-300
Плотность плазмы, см3................................. 1018
Частота импульсов, с-1................................ 0-100
Рабочий катод ....................................... Графит
Габаритные размеры (без блока питания), мм ........ 0 400 х 400
Масса (без блока питания), кг.......................... 22
Ионные источники «АИДА», «МИР», «ПРИМА», «ЩИТ» пред-
назначены для ассистирования процесса нанесения оптических
покрытий при термическом испарении («АИДА»), нанесения по-
крытий ионно-лучевым распылением («МИР»), ионно-лучевой
очистки поверхности перед нанесением покрытий и распыления
пленкообразующего вещества («ПРИМА», «ЩИТ»).
Технические характеристики ионных источников
«АИДА» «МИР» «ПРИМА» «ЩИТ»
Рабочий вакуум,
Па................ 10“2 1,3 10"2 (4 4-9)10-2 1,3 10“2
Рабочий газ . . . Аг, N2, О2 Аг, О2 Аг, N2, О2 Ar, N2, О2
Плотность ион-
ного тока иа выходе
из щели источника,
мА/см2............ 5-10 1-10 1-6 1-10
Энергия ионов,
эВ ............... 30-120 300-2000 100-1500 100-1500
Габаритные раз-
меры (без блока пи-
тания), мм .......... 0 150x160 0 320x150 590 х 390 х
х 100x90 х 130x110
Масса (без блока
питания), кг ..... 5 22 14 24
Глава 10
СОЕДИНЕНИЕ
ОПТИЧЕСКИХ ДЕТАЛЕЙ
10.1. СКЛЕИВАНИЕ ОПТИЧЕСКИХ ДЕТАЛЕЙ.
ТРЕБОВАНИЯ К СКЛЕЕННЫМ СБОРКАМ
Склеивание оптических деталей заключается в наложении оп-
тической поверхности одной детали на поверхность другой с про-
слойкой прозрачной жидкости и превращении этой жидкости
в твердое вещество. Склеивание позволяет снизить требования
к точности обработки соединяемых поверхностей, повысить каче-
ство изображения и светопропускание системы, обеспечить надеж-
ную фиксацию правильного взаимного расположения деталей. Скле-
енные оптические сборки весьма разнообразны по конструкции
[10.1].
Технические требования к склеенным оптическим сборкам
можно разделить на эксплуатационные (оптические и прочност-
ные) и технологические. К оптическим требованиям относятся
высокое светопропускание в заданной области спектра, бесцвет-
ность, чистота, оптическая однородность, низкое светорассеяние,
низкий уровень люминесценции, отсутствие существенных напря-
жений в деталях и деформаций оптических поверхностей, пра-
вильное взаимное расположение склеенных деталей.
Для обеспечения высокого светопропускания необходимы вы-
сокая прозрачность склеиваемых материалов и клея в заданной
области спектра, наличие на наружных поверхностях просветля-
ющих покрытий, а также близость показателя преломления клея
к показателям преломления склеиваемых материалов. Бесцвет-
ность необходима для правильной цветопередачи в системах пе-
редачи и обработки цветного изображения.
Чистоту поверхностей устанавливают в зоне, ограниченной све-
товым диаметром. Под чистотой поверхности склейки понимают
отсутствие механических включений, воздушных пузырьков, рас-
клеек, царапин и других видимых дефектов. Понятие «поверх-
ность склейки» объединяет обе склеенные поверхности и слой клея.
Чистота поверхности склейки имеет особенно большое значение
для сеток и марок, лежащих в фокальных плоскостях оптики при-
бора, и зависит от марки и качества клея и чистоты склеиваемых
поверхностей.
В световой зоне поверхности склейки не должно быть раскле-
ек размером более диаметра наибольшего пузыря, допускаемого
в стекле, из которого изготовлены склеиваемые детали, согласно
категории пузырности по ГОСТ 3514-76ХХЕ*. Общая площадь
598
дефектов согласно ОСТ 3-2989-93 не должна превышать указан-
ной в табл. 10.1. Краевые расклейки в склеивающем слое вне
светового диаметра считаются допустимыми только в том случае,
если после одного цикла испытания на термоудар при температу-
ре ± 60 °C не происходит увеличения их размеров.
Правильным взаимным расположением склеенных линз являет-
ся их центрированное положение. Центры кривизны сферических
поверхностей должны быть расположены на одной прямой, а если
среди оптических поверхностей линз имеются плоскости, то они дол-
жны быть ортогональны этой прямой. Иначе говоря, оптические оси
склеенных линз должны быть совмещены. Допуски на центрирова-
ние С указывают в чертежах в линейных или угловых величинах.
Требования по прочности к склеенным оптическим сборкам
определяют их надежность при эксплуатации. К этим требовани-
ям относятся механическая прочность, сохранение оптических
свойств и механической прочности в заданном температурном
интервале, устойчивость к воздействию влаги, к различным ви-
дам радиации, особенно к УФ-облучению, стабильность свойств во
времени.
Механическая прочность необходима для сопротивляемости ме-
ханическим воздействиям оправы, напряжениям, возникающим
в деталях с различными коэффициентами температурного расши-
рения при изменениях температуры, вибрациям, случайным уда-
рам. При температурных воздействиях не должно происходить
не только расклеивание или растрескивание деталей, но и окра-
шивание, помутнение склеивающего слоя, образование в нем тре-
щин, пузырьков, расклеек и другйх-дефектов. Не должно также
нарушаться взаимное положение склеенных деталей. Устойчи-
вость к воздействию влаги особенно важна Для оптических сборок
приборов, предназначенных для эксплуатации в условиях влаж-
ного тропического климата.
Технологические требования определяют реальную техничес-
кую осуществимость и экономическую целесообразность изготов-
ления склеенных оптических сборок. Сюда относятся доступность
и нетоксичность материалов, входящих в сборку, стоимость и воз-
можность получения оптических поверхностей с заданной точно-
Табпица 10.1. ДОПУСТИМАЯ ПЛОЩАДЬ ДЕФЕКТОВ ПОВЕРХНОСТИ
СКЛЕЙКИ ДЛЯ РАЗЛИЧНЫХ КЛАССОВ ЧИСТОТЫ
Класс чистоты по ГОСТ 11141-84* Общая площадь расклеек и других дефектов, % от площади световой зоны поверхности
0-10; 0-20; 0-40; I II III IV-VII VIII-IX Дефекты и расклейки допускаются в пределах тре- бований по размеру и количеству царапин и точек, ука- занных в ГОСТ 11141—84 , если недопустимость их не оговорена в чертеже (ТУ) на сборку. 0,1 0,2 0,4 1,0
599
стью и чистотой, возможность применения существующей техно-
логии склеивания с приемлемым выходом годных изделий, воз-
можность расклеивания забракованных сборок.
Конкретные оптические и прочностные требования в каждом
отдельном случае определяются назначением прибора, его конст-
рукцией и условиями эксплуатации.
10.2. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ПРОЦЕССА СКЛЕИВАНИЯ
Формирование слоя клея происходит в три стадии:
1) растекание (занимает несколько секунд, реже — минут);
2) вытекание избытка клея (в среднем продолжается около
часа);
3) завершение формирования слоя после потери текучести
(в течение суток и долее).
Проведение 1-й стадии требует навыков и от него в значитель-
ной степени зависит качество склеенной сборки. Растекание жид-
кости между двумя сближающимися склеиваемыми поверхностя-
ми принципиально отличается от растекания по одной поверхно-
сти. В частности, для полного растекания хорошее смачивание кле-
ем склеиваемых поверхностей не обязательно. В целях ускоре-
ния процесса используют приложение давления и прием «расти-
рания» [10.15].
Под давлением верхней детали и под действием капиллярных
сил клей быстро растекается, заполняет зазор между склеиваемы-
ми поверхностями и начинает вытекать в межфасочное простран-
ство. По мере вытекания клея склеиваемые поверхности сближа-
ются и скорость течения клея в зазоре Н, пропорциональная И2,
быстро уменьшается. Толщина слоя постепенно приближается к
своему окончательному значению. Вязкость клея нарастает. Клей
вытекает из зазора до тех пор, пока не превратится в гель (сту-
день). После гелеобразования процесс отвердевания клея продол-
жается, происходит небольшое дальнейшее сближение склеивае-
мых поверхностей вследствие уплотнения (усадки) клея.
Клей берется в избытке, и окончательная толщина слоя практи-
чески не зависит от исходного количества клея, а зависит от разме-
ров и конфигурации склеиваемых деталей, от исходной вязкости клея,
от скорости ее нарастания и, наконец, от силы, сжимающей детали
при склеивании. Если эта сила постоянна, то окончательная толщи-
на слоя Н (мкм) выражается приближенной формулой [10.2]
Н = EZ>2fe[no/T3w]1/2,
где F — множитель, зависящий от формы склеенных поверхно-
стей; D — размер склеенных поверхностей, мм; k — коэффициент,
600
учитывающий усадку клея после гелеобразования; Т]о — вязкость
клея в начальный момент растекания, Па • с; т3 — время увеличе-
ния вязкости в е раз (время загустения клея), с; W — усилие при
склеивании, Н.
В зависимости от формы контура склеиваемой площади раз-
мер!) обозначает: диаметр окружности, ось эллипса, сторону квад-
рата или ширину прямоугольника. Значение F равно 0,38 — для
плоских дисков; 0,46 — для квадратов; 0,54 (е + е3)-1/2 — для эл-
липсов; 0,65 (е + е3)-1/2 — для прямоугольников (е — отношение
размера!) к длине другой оси эллипса или другой стороны прямо-
угольника); для сферических поверхностей линз, ограниченных
окружностью,
{3n[tg2a+ 21n cos а/(32 sin4»)]}1/2,
где а - arcsin [D/(2!?)]; R — радиус кривизны, или приближенно
приа<25° (!?> 1,2!)) F = 0,38/cos2(a/2); приа> 80° F = 0,54/cos а.
Значениеk близко к единице (k < 1), k = 1 - 0,01У, гдеУ — объем-
ная усадка после образования геля, % . Реологические характерис-
тики клея Т]о и т3 могут быть найдены из кривой зависимости вяз-
кости клея от времени. Усилие W кроме веса верхней детали мо-
жет включать также дополнительную силу, сжимающую склеивае-
мые детали (например, вес дополнительного груза или силу давле-
ния пресса). В очень редких случаях (тонкие крутые мениски) имеет
значение также наличие гидростатической подъемной силы.
Формула может применяться для расчета ожидаемой толщины
слоя исходя из конструкции склеенной сборки, свойств клея и
условий склеивания или для определения усилия, требуемого для
получения слоя заданной толщины. На основании опыта принято
считать, что оптимальная толщина склеивающего слоя составляет
10-20 мкм.
Прочность склеивания в значительной степени определяется
адгезией клея к соединяемым поверхностям. Полированные си-
ликатные стекла покрыты пленкой кремнекислоты. Поверхност-
ные гидроксильные группы кремнекислоты весьма активны и могут
участвовать в образовании адсорбционных, а в некоторых случаях
и химических связей с активными группами молекул, входящих в
состав клея.
10.3. ОПТИЧЕСКИЕ КЛЕИ.
ТРЕБОВАНИЯ, МЕТОДЫ ИСПЫТАНИЙ
Перечисленные выше требования к склеенным оптическим
сборкам определяют следующие требования к оптическому клею;
1) высокая прозрачность и бесцветность в заданной области
спектра, чистота;
601
2) определенный показатель преломления клея после его от-
вердевания, желательно средний между показателями преломле-
ния склеиваемых материалов;
3) оптическая однородность;
4) низкое светорассеяние;
5) низкая люминесценция;
6) сохранение оптических свойств в заданном температурном
интервале;
7) отсутствие существенных напряжений в слое отвердевшего
клея;
8) согласование динамики нарастания вязкости клея с особен-
ностями технологии склеивания: обеспечение начальной вязкос-
ти, приемлемой для соединения деталей без воздушных пузырь-
ков и получения слоя оптимальной толщины; сохранение вязкос-
ти, близкой к начальной, в течение достаточно длительного време-
ни (жизнеспособность); нарастание вязкости со скоростью, позво-
ляющей производить центрирование деталей;
9) нетоксичность;
10) достаточная собственная прочность (когезия) и прочность
сцепления со склеиваемыми материалами (адгезия) после отвер-
девания, сохранение прочности в интервале заданных значений
температуры и влажности;
11) высокая эластичность клея при отсутствии заметной плас-
тичности;
12) сохранение оптических и механических свойств отвердев-
шего клея в течение многих лет.
Следует учитывать, что 1-е и 3-е требования относятся к толщине
слоя 10-20 мкм. Толстые слои оптических клеев, как правило, замет-
но окрашены. Окраска клея, предназначенного для работы в види-
мой области спектра, обычно не превышает по интенсивности окрас-
ку 5 • 10~3 % водного раствора бихромата калия. В 5 см3 клея допус-
кается присутствие не свыше десяти пылинок или мелких ворсинок,
видимых на темном фоне при шестикратном увеличении в сходя-
щемся световом пучке, создаваемом осветителем ОИ-9.
Для склеивания большинства оптических деталей пригодны
различные марки клеев с показателем прломления от 1,49 до 1,65.
При склеивании некоторых специальных, главным образом, по-
ляризационных призм показатель преломления должен подби-
раться в каждом отдельном случае с точностью до нескольких
единиц третьего знака.
Теплостойкость склейки ограничивается снижением прочнос-
ти на сдвиг или окрашиванием клея при повышенных температу-
рах. Морозостойкость склейки тем выше, чем меньше разность
коэффициентов температурного расширения склеенных материа-
лов, чем больше их прочность, чем больше когезия и адгезия от-
вердевшего клея и чем выше его эластичность, которую можно
характеризовать относительным удлинением при разрыве.
Оптимальная начальная вязкость оптического клея в зависимо-
сти от размеров и формы склеиваемых деталей находится обычно в
602
пределах 0,07-2,0 Па • с. Для измерения вязкости рекомендуется
применять вискозиметр Митчела, работающий в условиях, близких
к условиям склеивания. Наиболее удобны для применения марки
клеев, нарастание вязкости которых происходит по экспоненциаль-
ному закону (клеи типа бальзамина, ОК-72ФТ). Они обладают дос-
таточной жизнеспособностью и явно выраженным периодом высо-
кой вязкости, при которой удобно производить окончательное цен-
трирование.
Методы контроля и испытаний оптических клеев отражены
в ОСТ 3-6187-95. Для определения соответствия клея стандарт-
ным требованиям контролю позвергают внешний вид, чистоту,
вязкость (для бальзама — число пенетрации), показатель прелом-
ления и жизнеспособность жидкого клея. Показатель преломле-
ния клея измеряют рефрактометром типа ИРФ-454.
Спектральный коэффициент пропусканиях^ определяют на об-
разце, состоящем из двух склеенных пластин, изготовленных из
кварца марки КУ, с помощью спектрофотометра СФ-20. Его нахо-
дят по формуле
Ъ. = 0,92хЛ2/хЛ1 ,
где х^р т^2 — коэффициенты пропускания пары деталей до скле-
ивания и склеенного образца соответственно [10.3].
Деформацию наружных поверхностей определяют интерферен-
ционным методом. Испытание на нагревостойкость заключается
в определении предельной температуры, при которой под воздей-
ствием нагревания не изменяется цвет и не наблюдается появле-
ние расклеек. Испытания на холодо-, влагостойкость и стойкость к
термоударам основаны на определении предельных значений низ-
кой температуры, числа циклов воздействия условий, имитирую-
щих влажный тропический климат (40 °C и относительная влаж-
ность 98-100 %), или числа циклов попеременного воздействия плю-
совых и минусовых температур (+ 60 °C), которые испытуемый об-
разец выдерживает без разрушения склеивающего слоя.
Определение прочности при отрыве проводится на образце, со-
стоящем из трех цилиндров, изготовленных из стекла марки К8,
склеенных соосно, причем цилиндр, расположенный в центре, имеет
диаметр 9 и высоту 13 мм, а другие два цилиндра — диаметр 15 и
высоту 7 мм. Измеряется разрушающая сила при растяжении об-
разца на разрывной машине (например, типа МР-05-1 ЗИП).
J 10.4. СВОЙСТВА ОПТИЧЕСКИХ КЛЕЕВ
Основные марки оптических клеев и их свойства приведены
в ГОСТ 14887-80 и ОСТ 3-6894-97.
Современные оптические клеи — это синтетические (за исклю-
чением бальзама) органические клеи. По природе полимерной
603
основы они относятся к нескольким классам: клеи бальзамин,
бальзамин М, бальзамин М2 — карбинольные; ОК-50П, ОК-72ФТ5,
ОК-72ФТ15, ОК-72ФТ5С и ОК-72ФТ15С — эпоксидные; ММА,
акриловый и АКС — акрилатные; ОК-90М — полиэфирный;
УФ-215М — кремнийорганический. Свойства клеев отражены
в ОСТ 3-6894-97.
В зависимости от рабочей области спектра марки клеев разде-
ляются на клеи для видимой (большинство марок), ультрафиоле-
товой (УФ-215М) и инфракрасной областей спектра. В зависимо-
сти от механизма роста вязкости оптические клеи подразделяют
на термопластичные, или клеи-расплавы, отвердевающие при ос-
тывании (бальзам); клеи-растворы, отвердевающие при испарении
растворителя (акриловый, АКС) и полимеризующиеся клеи, от-
вердевающие в результате химической реакции соединения мо-
лекул, входящих в состав клея (бальзамин, бальзамин М, бальза-
мин М2, ОК-50П, ОК-72ФТ, ММА и др.). Основные характеристи-
ки различных марок оптических клеев до отвердевания приво-
дятся в табл. 10.2. Плотность клеев обычно близка к 1,0 г • см-3.
Акриловый клей — прозрачный, бесцветный или светло-жел-
тый высыхающий склеивающий раствор низкомолекулярного со-
полимера метилметакрилата и бутилметакрилата в ксилоле. Вяз-
кость клея зависит от содержания ксилола. Клей обладает низ-
ким уровнем люминесценции [10.4] и применяется для склеива-
ния линз, призм и других оптических деталей из силикатных
стекол размером до 30 мм; поляризационных призм из кальцита,
поляроидов, фильтров и клиньев с желатиновыми и поливинило-
выми пленками; деталей из квасцов для зеркальных объективов.
Высушивание деталей размером более 30 мм требует очень дли-
тельного времени и не приводит к полному удалению раствори-
теля.
Клей АКС по назначению и свойствам аналогичен акриловому
клею, отличается от него сокращенным временем высыхания и
повышенной прочностью склейки, что позволяет применять его
для склеивания деталей из стекол и кристаллов размером до 40 мм
с разностью коэффициентов температурного расширения до
150- IO’7 К"1.
Бальзам изготовляется из специально очищенной пихтовой
живицы с последующей отгонкой растворителя и части терпенов
[10.5]. Он представляет собой стекловидную желтую или оранже-
вую легкоплавкую массу, растворимую в эфире, спирте, ацетоне.
Применяют бальзамы различной твердости, отличающиеся содер-
жанием льняного масла. Твердость характеризуется числом пе-
нетрации по ГОСТ 2290-90. Твердые бальзамы обеспечивают бо-
лее теплостойкую, мягкие — более морозостойкую склейку. Баль-
замы предназначены для склеивания оптических деталей, точная
юстировка которых обеспечивается за счет индивидуального креп-
ления и фиксации в оправах, для склеивания шкал и сеток с фото-
слоем; не рекомендуется для склеивания тройных линз.
604
Таблица 10.2. СВОЙСТВА РАЗЛИЧНЫХ МАРОК ОПТИЧЕСКИХ
КЛЕЕВ (ДО ОТВЕРДЕВАНИЯ)
Клей Показатель преломления tlD Вязкость при 20 °C, Па с Жизнеспособ- ность при 20 °C,мин Температура склеивания, °C
Акриловый 1,486 0,2-0,5 Не ограничена 50-60 (5-6 сут), за- тем 80-90" (3-4 сут) или 18-26л" (до высы- хания)
АКС 1,492-1,494 0,15-0,40 6 мес 60-70 (40 ч) или 80 (25 ч) при диаметре линз 20 мм
Бальзам 1,52-1,54 107**“; 10 (100 °C) Не ограничена 130-135 или 70-754*
Бальзамин 1,483-1,490 0,1-0,5 (для линз); 0,5-1,2 (для призм) 120-180 70-80, затем 50-55 (15 ч)
Бальзамин М 1,481-1,489 То же; 0,07-0,1 (для крупногаба- ритных деталей) 30-60 20-25 (1 сут)
Бальзамин М2 1,48-1,49 То же 40-80 20-25 (1 сут), затем УФ-облучение (2,5 ч) или 20-25 (3-5 сут)
MMA 1,51-1,52 0,04-0,06 20-30 20-25 (1 сут), затем 65 (5-6 ч)
ОК-50П 1,523-1,528 0,2-0,5 30-40 20-25 (1 сут), затем 60* (3-5 ч)
ОК-72ФТ5 1,553-1,557 1,0-1,5 30-40 20-25 (1 сут), затем 65*(5-7 ч)
ОК-72ФТ15 1,552-1,556 0,8-1,2 40-55 То же
ОК-72ФТ5С 1,549-1,553 0,8-1,0 40-50 20-40 (1 сут), затем 65-70*(5-6 ч)
ОК-72ФТ15С 1,548-1,552 0,6-0,8 50-60 То же
УФ-215М 1,405-1,407 0,2-0,3 30-60 20-25 (1 сут), затем 60-65 (5-6 ч) или 20-25 (2 сут)
ФЭК1-15 1,548-1,552 0,4-0,8 Более 6 мес5* 20-25 при УФ-об- лучении (20 мин)
* Для придания повышенной прочности и влагостойкости. * * Для поляроидов микроскопов. * Для бальзама с числом пенетрации 56-58. 4* При склеивании деталей с фотослоем. =* „ В защищенном от света месте.
Бальзамин — светло-желтая жидкость — изготовляется путем
растворения 1,0-1,5 массовых частей перекиси бензоила в 100 мас-
совых частях очищенного диметилвинилэтинилкарбинола (ДМВЭК)
с последующим фильтрованием и частичной полимеризацией
[10.5]. Очищенный ДМВЭК (бальзамин-мономер) получают пере-
гонкой технического карбинола или карбинольного сиропа при
давлении 1,3-2,7 кПа. Перегнанный ДМВЭК можно использовать
для приготовления клея в течение трех суток. Частичная полиме-
ризация до требуемой вязкости проводится в термостате при тем-
пературе 50-60 °C и освещении электролампой мощностью 150 Вт.
605
Бальзамин более прочно, чем бальзам, соединяет центрирован-
ные линзы, вызывая в них ограниченные напряжения. Возможно
появление деформации склеенных деталей. При 80 °C бальзамин
интенсивно желтеет. Предназначается для склеивания оптичес-
ких деталей из силикатных стекол всех марок. Ограниченно при-
меним для склеивания деталей со светоделительными покрытия-
ми и светофильтров. Детали приборов с повышенными требовани-
ями к качеству изображения бальзамином не склеивают.
Бальзамин М — прозрачная, бесцветная жидкость, которую по-
лучают смешением 98,7 массовых частей перегнанного ДМВЭК
с одной массовой частью инициатора полимеризации — продукта
23 и 0,25-0,30 массовой части ускорителя полимеризации — па-
радиметиламинобензальдегида [10.6]. При необходимости склеи-
вания нескольких партий деталей за смену готовят два раствора:
один с инициатором (0,2 г на 10 г раствора), другой — с ускорите-
лем (0,06 г на 10 г раствора). Растворы фильтруют и незадолго до
склеивания смешивают в равных объемах.
В отличие от бальзамина бальзамин М отвердевает без нагрева-
ния, что упрощает технологию склеивания. При обычной конфигу-
рации склеиваемых деталей бальзамин М не вызывает заметной
деформации поверхностей деталей. Этот клей предназначен для
склеивания оптических деталей из силикатных стекол различных
марок, деталей со светоделительными покрытиями, светофильтров
и поляроидов, а также крупногабаритных деталей.
Бальзамин М2 по сравнению с бальзамином М обеспечивает
повышенные прочность и влагостойкость склейки, но полимери-
зуется более медленно. Предназначен для склеивания оптических
деталей приборов, подвергающихся большим механическим на-
грузкам, нагреванию, вибрации. При использовании специальной
технологии рекомендуется для склеивания химически нестойких
стекол, в том числе несиликатных.
Клей ММА — прозрачная светло-желтая жидкость, представля-
ющая собой раствор, состоящий из эпоксидной смолы, моно- и три-
функционального мономеров, инициатора и ускорителя полимери-
зации. Он готовится смешением двух компонентов А и Б в соотно-
шении 1:1. Компоненты в герметичной таре могут храниться
в холодильнике при температуре 0-4 °C до 6 мес. Клей ММА имеет
низкую вязкость и предназначен для склеивания оптических дета-
лей диаметром до 250 мм из силикатных стекол. Он не деформи-
рует склеенные детали после нагревания до 80 °C в течение 5 ч [10.7].
Детали, склеенные клеем ММА, устойчивы в условиях влажного
тропического климата. Недостатки клея — малая жизнеспособность
и внезапное резкое нарастание вязкости (гель-эффект), затрудняю-
щее точное юстирование деталей.
Клей ОК-50П — прозрачная светло-желтая жидкость, представ-
ляющая собой смесь двух компонентов Ап и Б в соотношении
10 : 1. Компонент Ап состоит из очищенной эпоксидной смолы
606
ЭД-20 (ГОСТ 10587-84) и активного разбавителя — эпихлоргид-
рина. Компонент Б — отвердитель, представляющий собой фрак-
цию полиэтиленполиаминов с температурой кипения 85-120 °C.
Клей предназначен для склеивания оптических деталей из си-
ликатных стекол при повышенных требованиях к механичес-
кой прочности и жесткости склейки, консольно подвешенных де-
талей, стекол с металлами, за исключением олова, хрома, инвара,
ковара.
Клей ОК-75ФТ5 — прозрачная светло-желтая жидкость, кото-
рая представляет собой раствор, состоящий из эпоксидной смолы,
активного разбавителя, пластификатора и отвердителя. Он гото-
вится смешением двух компонентов Афт и Бф в соотношении
100:31. Клей предназначен для склеивания оптических деталей
приборов, к которым предъявляются повышенные требования по
прочности склеивания, влагостойкости, а также вибро- и ударо-
прочности, работающих в разнообразных климатических условиях,
в частности, в условиях влажных тропиков. При разности коэффи-
циентов температурного расширения склеиваемых материалов до
30 • 10“7 К-1 склеенные детали практически не деформируются после
нагревания до температуры + 60 °C и охлаждения до - 60 °C.
Клей ОК-72ФТ15 по внешнему виду, составу и приготовлению
аналогичен предыдущему клею. Отличается от клея ОК-72ФТ5 по-
вышенной эластичностью после отвердевания. Он предназначен для
склеивания тонких оптических деталей (отношение толщины к
диаметру около 1 : 10 и менее); деталей приборов, работающих
в разнообразных климатических условиях, в частности, в условиях
влажных тропиков; для герметизации межфасочного пространства
деталей, склеенных бальзамом и бальзамином, с последующей уста-
новкой и закаткой их в оправу на клее ОК-72ФТ15. Этот клей не
вызывает заметной деформации склеенных деталей после нагрева
до температуры + 80 °C и охлаждения до- 60 °C [10.7].
Клеи марок ОК-72ФТ5С и ОК-72ФТ15С отличаются от клеев
марок ОК-72ФТ5 и ОК-72ФТ15 еще более высокой прочностью и
влагостойкостью склейки. Эти марки применяют при склеивании
силикатных стекол с большой разностью коэффициентов темпе-
ратурного расширения и линз с малым отношением радиуса кри-
визны склеенной поверхности к диаметру, входящих в оптичес-
кие узлы приборов, работающих в широком температурном диа-
пазоне; для склеивания химически нестойких стекол, в том числе
несиликатных, по специальной технологии.
Клей УФ-251М — прозрачный бесцветный раствор, содержа-
щий низкомолекулярный диметилсилоксановый каучук марки
СКТН А (ГОСТ 13835-73**), винилацетат и катализатор К-18. Он
предназначен для склеивания деталей из кварца, флюорита, фто-
ристого лития и других материалов, прозрачных в УФ-области спек-
тра, в том числе линз объективов люминесцентных микроскопов,
так как имеет низкий уровень люминесценции [10.4].
607
Клей ФЭК 1-15 — прозрачная желтоватая жидкость. Полиме-
ризуется под действием ультрафиолетового облучения, причем вре-
мя гелеобразования (время фиксации деталей) составляет 2-3 мин.
Предназначен для автоматизированного склеивания оптических
деталей.
10.5. ТЕХНОЛОГИЯ СКЛЕИВАНИЯ
Помещение, оборудование и проведение работ по приготовлению
клеев и склеиванию оптических деталей должны соответствовать
требованиям стандартов безопасности труда ГОСТ 12.2.003-74
и ГОСТ 12.0.001-74. Участок склеивания должен отделяться от
общего коридора тамбуром. С помощью общеобменной вентиля-
ции на участке создается незначительное избыточное давление
воздуха. На рабочих столах размещается местная вытяжка. Ско-
рость воздуха в сечении выходного патрубка размером 200 х 300 мм
должна быть не ниже 0,3 м/с. Должны быть предусмотрены от-
дельные комнаты для приготовления оптических клеев и работы
с эпоксидными клеями.
Участок должен быть оборудован контрольно-юстировочными
приборами, такими, как СТ-41М, ПК-893, КЮ-129 и другими в за-
висимости от типов склеиваемых деталей и требований, предъяв-
ляемых к склеенным сборкам.
Склеивание оптических деталей следует производить после на-
несения просветляющих покрытий (до нанесения защитных по-
крытий). Детали комплектуют попарно таким образом, чтобы для
каждой пары деталей (например, флинтовой и кроновой линз) вза-
имное отступление склеиваемых поверхностей не превышало трех-
пяти интерференционных колец, наблюдаемых при взаимном на-
ложении этих поверхностей с воздушным промежутком. При скле-
ивании изделий низкой точности допускается взаимное отступле-
ние поверхностей до десяти колец. Рекомендуется комплектовать
пары «на яму», т. е. с промежутком в центре при соприкоснове-
нии поверхностей по контуру. При необходимости линзы комп-
лектуют также по толщине. Чистота полированных поверхнос-
тей детали, поступающей на склеивание, должна соответствовать
требованиям ГОСТ 11141-84*.
Подготовка к склеиванию включает чистку деталей, подлежа-
щих склеиванию, их комплектацию и приготовление клея. Чист-
ку производят батистовыми салфетками, смоченными смесью од-
ного объема этилового спирта с девятью объемами петролейного
эфира. Поверхности силикатных стекол групп В и Г чистят абсо-
лютированным спиртом по ТУ 59-108-77. Детали из химически
нестойких стекол необходимо хранить в эксикаторе с силикаге-
лем, перед склеиванием они подвергаются операции «освежения».
При необходимости обеспечить прочное склеивание таких стекол
608
используют специальные технологические приемы подготовки по-
верхностей.
Перед склеиванием некоторыми марками клеев детали подо-
греваются на электроплитке при следующих температурах: для
склеивания бальзамом — 130 °C, бальзамином — 70-80 °C, клея-
ми ОК-50П, ОК-72ФТ5, ОК-72ФТ15, ОК-72ФТ5С, ОК-72ФТ15С —
30-40 °C (детали, не допускающие деформации, склеивают эпок-
сидными клеями без предварительного нагревания). Бальзам пе-
ред склеиванием расплавляют.
При склеивании линз клей наносится, как правило, на вогну-
тую поверхность, накладывается другая линза и после заполнения
зазора между линзами клеем производят центрирование линз, т. е.
совмещение их оптических осей (например, с помощью прибора
СТ-41М). Центрированные детали, склеиваемые бальзамином, клея-
ми акриловым и АКС, помещают в термостат; детали, склеиваемые
другими клеями, выдерживают при нормальной температуре, а за-
тем, если необходимо, прогревают в термостате. Температурно-вре-
менные режимы при склеивании приведены в табл. 10.2.
Точные призмы юстируют с помощью специальных приспособ-
лений. Фильтры, состоящие из двух защитных плоских стекол
и поляризующей или окрашенной пластины, склеивают под давле-
нием. Крупногабаритные линзы склеивают на приспособлении, со-
стоящем из стола, имеющего 12 или 18 опор, расположенных по
окружности, диаметр которой равен 2/3 диаметра линзы, а также
из корпуса, изолирующего линзы от окружающего пространства, и
центрирующего устройства.
После склеивания проверяют точность взаимной юстировки
склеенных деталей, в частности для линз — точность центрирова-
ния, чистоту склеивающего слоя, чистоту и точность формы вне-
шних рабочих поверхностей.
При склеивании оптических деталей должны соблюдаться тре-
бования техники безопасности. Так как все оптические клеи, кро-
ме бальзама, содержат вредные или токсичные компоненты, про-
цессы приготовления клея и склеивания должны проводиться при
исправно действующей вентиляции. Продукт 23 и перекись бен-
зоила нельзя подвергать ударам, трению, нагреванию, непосредствен-
ному контакту с ускорителями полимеризации и другими восста-
новителями. Запас продукта 23 следует хранить в темной стек-
лянной банке, закрытой резиновой пробкой с отверстием, при тем-
пературе 0-15 °C, под слоем воды.
Отбор и перемешивание продукта 23 производится пластмассо-
вой или деревянной лопаточкой (соприкосновение продукта 23
с металлом не допускается). Высушивание продукта 23 произво-
дится между слоями фильтровальной бумаги, а затем — в эксика-
торе над хлористым кальцием — до постоянной массы. Хране-
ние сухого продукта в рабочем помещении допускается в количе-
ствах, не превышающих недельного запаса.
609
10.6. СВОЙСТВА СКЛЕИВАЮЩИХ СЛОЕВ
И СКЛЕЕННЫХ СБОРОК
Плотность оптических клеев после отвердевания находится в
пределах 1,02-1,24 г • см-3. Модуль упругости бальзамина при 20 °C
равен 5000 МПа, клея ОК-72ФТ5 — 2200 МПа, клея ОК-72ФТ15 —
250 МПа. Удлинение при разрыве бальзамина и акрилового клея —
около 1 %, бальзамина М — 4-8 %, клея ОК-72ФТ5 — 5 %, клея
ОК-72ФТ15 — 100%. Коэффициент температурного расширения
при 20 °C для бальзама составляет 230 • 10~6, бальзамина и бальза-
мина М — 70 • IO"6, клея ОК-72ФТ- — 60 • 10~6, клея ОК-72ФТ, - —
К-1.
Оптические свойства склеивающих слоев приведены в табл. 10.3.
При воздействии повышенных температур прозрачность некото-
рых марок в коротковолновой области спектра снижается [10.3].
В табл. 10.3 в скобках указана прозрачность склеивающих слоев
после термообработки при температуре 80 °C в течение 5 ч.
Потери на отражение на поверхностях склеивающего слоя за-
висят от показателей преломления склеенных материалов и от-
вердевшего клея. Коэффициент отражения от подлежащих скле-
иванию или склеенных поверхностей двух линз
р = 1-(1-гк)(1-гф),
где
пк ~по
пк +п0^
Пф П-Q
Пф + п0
ч2
7
где пк и Лф — показатели преломления крона и флинта соответ-
ственно; п0 — показатель преломления среды, находящейся меж-
ду рассматриваемыми поверхностями.
Если линзы не склеены, то для обычных пар крон — флинт
р ~ 10 %. После соединения клеем, показатель преломления кото-
рого имеет промежуточное значение между пк и Пф, коэффициент
отражения снижается примерно до 0,1 %.
При обычных толщинах склеивающих слоев (около 10 мкм)
их оптическая неоднородность и светорассеяние, как правило, не
проявляются. Со светорассеянием клея приходится считаться лишь
в тех случаях, когда склеивающий слой расположен в фокальной
плоскости.
В табл. 10.4 приведены эксплуатационные свойства склеенных
сборок. Следует иметь в виду, что данные по прочности на разрыв,
нагрево-, морозо-, влагостойкости и стойкости к термоудару явля-
ются ориентировочными, так как зависят от природы склеенных
поверхностей, формы и размеров склеенных деталей. Устойчивость
сборки к температурным воздействиям тем выше, чем прочнее
входящие в нее материалы, чем меньше разность коэффициентов
610
Таблица 10.3.
ОПТИЧЕСКИЕ СВОЙСТВА СКЛЕИВАЮЩИХ СЛОЕВ
Клей Показатель преломления nD Длина волны,мкм Прозрачность в слое толщиной 0,01 мм, %
Акриловый 1,485-1,487 0,28 0,35-2,7 20 98
АКС 1,454 0,28 0,30-3,2 80 97-99
Бальзам 1,520-1,540 0,36 0,40 0,46-1,1 73 95 99,4-99,95
Бальзамин 1,517-1,519 0,36 0,38 0,40-1,1 30 93 (82) 99,5-99,9 (89-99,9)
Бальзамин М 1,517-1,519 0,36 0,38 0,40-1,1 80 92 (88) 99,5-99,95 (98-99,93)
Бальзамин М2 1,513-1,514 0,36 0,38 0,40-1,1 50 90 96,0-99,9
ММА 1,551-1,554 0,32-1,0 98-99
ОК-50П 1,578-1,582 0,28 0,36-2,70 20 98-99
ОК-72ФТ5 1,586-1,588 0,30 0,36-2,70 80 98-99
ОК-72ФТ15 1,570-1,580 0,30 0,36-1,10 81 97,0-99,9 (97,0-99,88)
ОК-72ФТ5С 1,570-1,584 0,30 0,36-2,0 80 98-99
ОК-72ФТ15С 1,566-1,574 0,30 0,36-2,0 80 98-99
УФ-215М 1,407-1,409 0,22 0,30 0,40-1,10 93 (84) 99,6 (98,9) 99,94 (99,6)
ФЭК1-15 1,560-1,570 0,40-2,7 99
611
Таблица 10.4.
ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА СКЛЕЕННЫХ СБОРОК
Клей Прочность на разрыв при 20 ЭС, МПа Нагвревостой- кость, °C Морозостойкость, °C Стойкость к термоударам при ±60 °C, циклы Влагостой- кость при 40 3С и 98% относи- тельной влаж- ности, сут
Акриловый 2-2,5 80 -60 0 5-7
АКС 4-6 80 -60 5 20
Бальзам 4 30-50* (-40) -(-25)” 0 5
Бальзамин 4 60 -60 5 8-10
Бальзамин М 4 110 -90 10 6-8
Бальзамин М2 9 120 -90 30 12-14
ММА 4,5 150 -160 37 65
ОК-50П 10 130 -170 30 7-10
ОК-72ФТ5 10 140 -170 65 70
ОК-72ФТ15 8 140 -170 65 80
ОК-72ФТ5С 13 140 -170 70 170
ОК-72ФТ15С 10 140 -170 70 180
УФ-215М 2,7 200 -60 30 7-9
ФЭК 1-15 7,5 140 -70 10 30
* т> В зависимости от марки.
температурного расширения и размеры склеенных деталей, чем
выше адгезия и ниже модуль упругости клея и чем меньше кри-
визна склеенной поверхности [10.8].
10.7. ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ СКЛЕИВАНИИ
При склеивании могут возникнуть расклейки, пузыри в склеи-
вающем слое и деформации деталей. Расклейки [10.9] могут иметь
форму овалов, пятен, листьев, звездочек. Эти дефекты, если они рас-
положены на пути светового потока, увеличивают светорассеяние.
Особенно вредны расклейки в фокальной плоскости прибора, так
как вызывают искажение изображения. Как правило, расклейки,
возникшие в процессе склеивания, в дальнейшем сохраняют свои
размеры, а появившиеся в готовом приборе часто увеличиваются
и могут привести прибор в негодность. По форме расклеек обычно
удается установить их причину. Наиболее частые причины: пере-
грев деталей в процессе склеивания, нарушение плавности измене-
ния температуры при термической обработке склеенных деталей,
преждевременная и обильная промывка растворителями или про-
тирка салфетками, обильно смоченными растворителями.
Деформация склеенных деталей может происходить при их
термической обработке вследствие различия коэффициентов тем-
пературного расширения деталей. Легко деформируются детали
с отношением толщины к диаметру менее 1 : 10. Склеивая та-
кие детали, следует избегать надавливания на их поверхности
в процессе формирования слоя клея, так как из-за вязкости клея
612
деформированное состояние тонких деталей сохраняется длитель-
ное время и может быть зафиксировано при отвердевании клея.
При необходимости уменьшения деформации рекомендуется ис-
пользовать пластичный клей — бальзам с обязательным отжи-
гом напряжений после склеивания или клеи, отвердевающие без
нагревания, — бальзамин М, ОК-72ФТ5, ОК-72ФТ5С и особенно
ОК-72ФТ15 и ОК-72ФТ15С.
С высокой прочностью склейки при использовании современ-
ных полимеризующихся клеев связаны неизбежные трудности при
расклеивании. Расклеивание бракованных деталей производится
следующими способами:
1) нагреванием между листами асбеста на электроплитке с за-
крытыми спиралями (обычно до помутнения слоя) с последую-
щим сдвигом одной детали относительно другой (бальзам, бальза-
мин, бальзамин М, акриловый клей, АКС, ММА);
2) ударом деревянного молотка после предварительного охлаж-
дения до температуры от -10 до -20 °C (бальзамин);
3) охлаждением с помощью жидкого азота, подаваемого на вату,
на которой уложена склеенная пара кроновой линзой вниз (баль-
замин);
4) выдержкой в ацетоне (АКС, не подвергавшийся прогреву баль-
замин М, клеи ММА, УФ-215М) или в ксилоле (акриловый клей);
5) нагреванием в глицерине при температуре 240—260 °C (бальза-
мин, клеи ОК-50П, ОК-72ФТ5, ОК-72ФТ15, ОК-72ФТ5С, ОК-72ФТ15С).
После расклеивания поверхности деталей проверяют и, если не-
обходимо, переполировывают.
10.8. СКЛЕИВАНИЕ СТЕКЛА С МЕТАЛЛАМИ
Для закрепления оптических деталей из стекла, в том числе
органического, и кристаллов в оправах, а также для склеивания
с другими опорными поверхностями из материалов с другими коэф-
Таблица 10.5.
ОСНОВНЫЕ СВОЙСТВА ГЕРМЕТИКОВ
Параметр УТ-34 ВИТЭФ-1 Виксинт У-2-28 ВГО-1
Цвет Серый или черный Бежевый Белый, розо- вый или темносерый Белый
Жизнеспособность, ч 3-20 2-8 3-8 0,2-0,7
Предел прочности на разрыв, МПа 1,0 1,5 1,9 2,0
Сопротивление отслаиванию от анодированного алюминие- вого сплава Д-16, Н/см 15 20 13 17 (с под- слоем П-11 или П-12Э)
Относительное удлинение, % 150 150 210 250-600
Теплостойкость, °C 130 150 250 250
Морозостойкость, °C -60 -60 -60 -60
613
фициентами температурного расширения применяют эластичные
герметики. Основные свойства некоторых герметиков приведены
в табл. 10.5.
Вулканизация герметиков УТ-34, ВИТЭФ-1, Виксинт У-2-28
происходит при температуре (25 ± 10) °C в течение 24-72 ч. Гер-
метик ВГО-1 после выдержки при указанной температуре в тече-
ние 4 ч подвергают термообработке при 60-70 °C в течение 6 ч.
10.9. СОЕДИНЕНИЕ ДЕТАЛЕЙ
МЕТОДОМ ОПТИЧЕСКОГО КОНТАКТА
Оптический контакт — это бесклеевое соединение полирован-
ных поверхностей между собой. Соединение может быть осуще-
ствлено под действием сил молекулярного сцепления или в соче-
тании с усиливающим этот эффект химическим взаимодействи-
ем поверхностных слоев [10.10, 10.11]. В соответствии с этим раз-
личают две разновидности оптического контакта — простой (ОК)
и глубокий (ГОК).
Независимо от вида контакта соединяемые поверхности долж-
ны удовлетворять следующим требованиям: параметр шерохова-
тости!? — не более 0,05 по ГОСТ 2789-73”, чистота — III класс по
ГОСТ 11141-84”. Допустимое отклонение поверхностей от плоско-
стности устанавливается в зависимости от их размера (табл. 10.6).
Простой ОК — это разъемное соединение, применяемое в основ-
ном в качестве технологического приема крепления деталей на
приспособлениях при изготовлении оптических элементов (плос-
копараллельных пластинок, клиньев, призм) с высокими требовани-
ями к точности формы и взаимному расположению поверхностей.
Этот способ фиксации положения заготовок на приспособлениях
при соответствующей точности последних позволяет получать по-
верхности с отступлением от плоскостности N < 0,1; AN < 0,05, а их
взаимное расположение с точностью до 0,5—1,0" [10.12].
Оптический контакт применяют также для соединения опти-
ческих деталей в узлы вместо склеивания в тех случаях, где необ-
ходимо исключить влияние клеящего слоя на оптические харак-
Таблица 10.6
ДОПУСТИМЫЕ ОТКЛОНЕНИЯ
СОЕДИНЯЕМЫХ ПОВЕРХНОСТЕЙ
ОТ ПЛОСКОСТНОСТИ
Диаметр (длина диаго- нали) соединяемых по- верхностей, мм N an
10-20 0,2 0,1
20-100 0,3 0,1
100-250 0,5 0,1
теристики сборки, там, где при-
менение клея нежелательно из-
за больших деформаций соединя-
емых клеем поверхностей. Коэф-
фициент отражения от поверхно-
стей, соединенных методом опти-
ческого контакта, чрезвычайно
низок и составляет 10~7.
Поверхности, подлежащие со-
единению ОК и удовлетворяющие
указанным выше требованиям,
614
подвергают чистке. Чистят обезжиренной батистовой салфеткой
(ГОСТ 8474-80), смоченной в спирте (ГОСТ 18300-87). Эффектив-
на чистка смесью спирта (10-15 %) с петролейным эфиром (85-
90 %) (ТУ 16.02.1244-83). Очищенные таким образом поверхно-
сти накладывают друг на друга, предварительно смахнув с них пыль.
После сближения поверхностей на расстояние в несколько десят-
ков ангстрем они прочно соединяются за счет действия сил моле-
кулярного сцепления.
Механическая прочность соединения составляет для оптических
стекол от 4 до 8 кг/см2. Зависит она от большого числа факторов,
основными из которых являются физико-химические свойства стек-
ла, точность формы, качество обработки и чистки соединяемых по-
верхностей, продолжительность их нахождения в контакте. В част-
ности, через 5-7 сут после соединения прочность увеличивается при-
мерно на 30 % по сравнению с первоначальной [10.13].
Соединение глубоким оптическим контактом (ГОК) представ-
ляет собой бесклеевое неразъемное соединение деталей. Сущность
его состоит в том, что если на одну или обе соединяемые поверхно-
сти нанести тонкую пленку кремнезема (SiO2), установить эти по-
верхности на оптический контакт (ОК), а затем подвергнуть ком-
понент прогреву при температуре 250 °C, то поверхности соединя-
ются с помощью химических связей. ГОК расширяет область при-
менения обычного ОК, заменяя спекание и сварку деталей. При-
менение его целесообразно при создании сложных многоэлемент-
ных узлов, узлов, работающих в тяжелых эксплуатационных усло-
виях, в том числе при вибрации, ударах, гамма-нейтронном облу-
чении и т. д.
Способ пригоден для соединения деталей из силикатного и квар-
цевого стекол, ситаллов, некоторых кристаллов (Si, Ge и др.). Нале-
тоопасные (группы Б, В) и пятнающиеся (группы 3, 4) стекла
данным способом не соединяют, так как узлы не будут обладать
достаточной механической прочностью. Разность коэффициентов
расширения соединяемых материалов допустима в пределах
(15 - 20) 10"7 град"1 [10.14].
Пленка SiO2 может быть образована гидролизом SiCl4 или трав-
лением в растворах кислот (HNO
SiCl4 пленку наносят на поверх-
ности деталей из химически стой-
кого силикатного стекла (груп-
па А по отношению к влажной
атмосфере, группы 1 и 2 по отно-
шению к кислым растворам),
кварцевого стекла и ситаллов.
Затем детали прогревают при
температуре 100 ± 5 °C в течение
30 с. Соединять детали методом
оптического контакта следует не
позднее 1-2 сут после нанесения
3, СН3СООН). Гидролизом паров
Таблица 10.7
СКОРОСТЬ НАГРЕВАНИЯ
СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
В ЗАВИСИМОСТИ ОТ ИХ ОБЪЕМА
Объем детали, см3 Скорость нагревания при разности КТР, °С/ч, не более
0 10 10~7 2О1О~7
До 20 От 20 до 200 » 200 » 500 » 500 » 3000 30 20 15 7 20 15 10 15 10 5
615
Таблица 10.8.
СРАВНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ ВИДОВ
ОПТИЧЕСКОГО КОНТАКТА
Параметр ОК ГОК
Прочность на разрыв при 20 °C Климатические усло- вия эксплуатации Термостойкость Устойчивость к ре- агентам Вакуум-плотность 10,4-0,8 МПа Температура воздуха 19- 24 °C; влажность 40-50 %; давление 740 мм рт. ст.; время выдержки — 1000 сут 1+60 °C Для стекла К8: выдержка в воде 5-30 сут; выдержка в ацетоне 5-20 сут Соизмерима с прочностью объема материала Температура 40 °C; влажность 98%; давление 11O*10 мм рт. ст.; время выдержки 1000 сут Стекло: от -196 до +400 °C; кварц: от -196 до +1000 °C Устойчив к воздействию кислот, щелочей, растворителей не менее 1000 сут Не менее 1 • 10-9 л-мкм/с
пленки, а для налетоопасных стекол — в течение 2-4 ч во избежа-
ние появления в контактном слое налетов.
Способом травления пленку наносят только на детали из си-
ликатного стекла, относящегося к группе А по отношению к влаж-
ной атмосфере и группам 1-2 по отношению к кислым раство-
рам. Продолжительность травления зависит от марки стекла
и регламентируется стандартом РТМ 3-407-73. После травления
детали промывают в этиловом спирте.
Детали с нанесенными пленками соединяют обычным ОК,
а для того чтобы соединение стало неразъемным, узел подвергают
термообработке в сушильном шкафу (типа СНОЛ) при температу-
ре 250 °C в течение 8 ч. В табл. 10.7 представлены зависимости
скорости нагревания от объема соединяемых деталей и разности
их коэффициентов линейного расширения.
Другим способом термической обработки является облучение
оптических узлов, соединенных оптическим контактом, в аппара-
туре инфракрасного нагрева при температуре 250 ± 10 °C.
В табл. 10.8 приведены сравнительные эксплуатационные ха-
рактеристики для двух видов оптического контакта.
Глава 11
СМАЗОЧНЫЕ И ГЕРМЕТИЗИРУЮЩИЕ
МАТЕРИАЛЫ ДЛЯ ОПТИЧЕСКОГО
ПРИБОРОСТРОЕНИЯ
11.1. НАЗНАЧЕНИЕ МАТЕРИАЛОВ
Смазочные и герметизирующие материалы являются важней-
шими конструкционными материалами, определяющими эксплу-
атационную надежность и экономичность современного приборо-
строения. Основной функцией смазочных материалов является
уменьшение износа соприкасающихся частей деталей путем из-
менения силы трения.
Герметизирующие материалы служат для придания непрони-
цаемости соединений различных узлов оптических приборов по
отношению к жидкостям, парам агрессивных газов, пыли и дру-
гим источникам загрязнений, крепления оптических деталей
в оправах.
Смазочные и герметизирующие материалы закладываются на
весь гарантийный срок при изготовлении оптико-механических
приборов.
11.2. СМАЗОЧНЫЕ МАТЕРИАЛЫ
Узлы трения приборов работают в условиях малых и средних
нагрузок, низких скоростей и частых остановок в режиме гранич-
ного трения, когда толщина смазочного слоя не превышает 0,1 мкм.
Основными требованиями, предъявляемыми к ним, являются со-
хранение плавности и легкости перемещения, а также стабильно-
сти момента трения и точности сопряжения в течение заданных
сроков эксплуатации и хранения с учетом воздействия климати-
ческих факторов внешней среды.
Для смазочных материалов в оптических приборах важней-
шими характеристиками являются испаряемость, предел прочно-
сти, вязкость, коллоидная и химическая стабильность, антикорро-
зионные свойства. Рабочий интервал температур смазочного ма-
териала должен соответствовать виду климатического исполне-
ния изделий в соответствии с ГОСТ 15150-69.
Одним из специфических требований, предъявляемых к сма-
зочным материалам для оптических приборов, является их нале-
тобезопасность [11.1]. Причины образования жировых налетов
на оптических деталях известны. Жировые капельные налеты
617
могут иметь внешнее сходство с гигроскопическими налетами, но
в отличие от первых располагаются в местах чистки, микроцара-
пинах или в виде отдельных мазков. Их источником являются
смазки, жир человеческой кожи, жиры, содержащиеся в вате, сал-
фетках, применяемых при чистке. Жир, нанесенный на стекло тон-
ким слоем, вначале невидим, но под влиянием влаги постепенно
вытесняется из поверхностного слоя стекла и собирается в ка-
пельки диаметром 1-10 мкм и высотой 0,2-1,3 мкм. Налеты та-
кого рода всегда являются комбинированными, т. е. состоят из
капель воды, окруженных пленкой жира [11.2].
Конденсационные налеты возникают в результате испарения и
последующей конденсации на холодной поверхности оптических
деталей паров легколетучих компонентов смазочных материалов.
Почти все смазочные материалы могут образовывать конденсаци-
онные налеты в условиях перепада температур, возникающего меж-
ду металлическим корпусом оптического прибора и поверхнос-
тью оптики.
Причиной появления жировых миграционных налетов являет-
ся применение вблизи оптики высокотемпературных пластичных
смазок и масел на основе кремнийорганических соединений. Пла-
стичные смазки ОКБ-122-7, ВНИИНП-274, ВНИИНП-257,
ВНИИНП-284, ЦИАТИМ-221, масла 132-08, МП-605, МП-609 в оп-
тическом приборостроении следует применять вместе с барьерны-
ми покрытиями — эпиламами, предотвращающими растекание их
кремнийорганической основы. Эпиламы представляют собой ком-
бинацию поверхностно-активных веществ с растворителями. Их
эффективность зависит от вида ПАВ, применяемого растворителя,
чистоты поверхности и технологии эпиламирования. Эпиламы БП
(нитрозофторполимер — ТУ 6023207-80) и эфрен (перфторполи-
эфирная кислота — ТУ 6021162-85) не оказывают влияния на
пластичные смазки в жестких климатических условиях и обеспе-
чивают надежную защиту оптических деталей приборов от обра-
зования жировых миграционых налетов. Эпиламирование может
быть рекомендовано к применению в оптических приборах, рабо-
тающих в широком интервале температур [11.3].
Важнейшим требованием оптико-механического производства
является гигиена сборки узлов трения и приборов в целом, чисто-
та сборочных цехов и рабочих мест. Необходимым условием яв-
ляется наличие вспомогательных средств нанесения смазочных
материалов, обеспечивающих чистоту при сборке, разделение опе-
раций нанесения смазочных материалов и чистки оптики, исполь-
зование при чистке качественных материалов.
В зависимости от назначения и области применения смазоч-
ные материалы подразделяют на антифрикционные, противоосы-
почные и консервационные. Смазочные материалы, применяемые
в оптическом приборостроении, несут функцию уплотняющих ма-
териалов.
618
11.3. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
В соответствии со спецификой условий работы и конструкцией
узла трения оптических приборов применяют смазочные масла,
пластичные смазки, твердые смазочные покрытия и самосмазыва-
ющиеся полимерные материалы [11.1, 11.4].
Смазочные масла представляют собой продукты перегонки не-
фти и синтетические жидкости: полисилоксаны, углеводороды, по-
лиэфирные масла, перфторполиалкилэфиры, диэфиры и/или их сме-
си [11.5, 11.6]. Эти масла содержат многочисленные функциональ-
ные присадки: антиокислительные, противозадирные, вязкостные,
ингибиторы коррозии [11.7]. В оптическом приборостроении сма-
зочные масла обеспечивают:
смазывание точных трущихся поверхностей при малых нагруз-
ках и зазорах менее 5 мкм;
смазывание микровинтов фокусировки и точечных соединений;
смазывание лепестков диафрагмы кино-, фотоаппаратуры, бего-
вых дорожек потенциометров;
пропитку сальников;
смазывание скоростных шарикоподшипников и узлов трения
скольжения с высокими контактными нагрузками;
смазывание затворов и пружин кинофотоаппаратуры и многих
других узлов трения;
промасливание при защите от коррозионных процессов гальва-
нических и лакокрасочных покрытий.
Наибольшее распространение получили масла нефтяного проис-
хождения: МВП, МС-8П, МС-20ФО, веретенное АУ, маловязкое низ-
козастывающее синтетическое на основе диэфира ВНИИНП-6, 132-
08 на основе минерального и синтетического компонентов. Для эк-
стремальных условий эксплуатации в узлах трения, не контактиру-
ющих с оптическими элементами, используют масла на синтетичес-
кой основе: МП-601, МП-605, МП-609. Основные характеристики
масел и область их применения приведены в табл. 11.1, 11.2.
Пластичной смазкой называют коллоидную систему, состоя-
щую из дисперсионной (жидкой) среды и загустителя, частицы
которого формируют структурный каркас и влияют практически
на все эксплуатационные свойства. В пластичных смазках содер-
жание загустителя колеблется от 5 до 30 %. Из загустителей наи-
большее распространение при производстве таких смазок полу-
чили (более 80 %) мыла синтетических жирных кислот. В смаз-
ках оптического назначения широко применяют твердые углево-
дороды (церезины, петролатумы), силикагель, полимеры. Благода-
ря структурному каркасу загустителя эти смазки в состоянии по-
коя имеют предел прочности, за который принимают минималь-
ную нагрузку, вызывающую необратимую деформацию структуры
смазок. Абсолютное значение предела прочности для различных
смазок при 20 °C составляет 300—1000 Па, и его зависимость от
619
620
Таблица 11.1.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СМАЗОЧНЫХ МАСЕЛ ДЛЯ УЗЛОВ ТРЕНИЯ,
КОНТАКТИРУЮЩИХ С ОПТИЧЕСКИМИ ДЕТАЛЯМИ
Марка масла, стандарт, температурный интервал применения, °C Температу- ра вспыш- ки в от- крытом тигле, °C Темпера- тура за- стыва- ния, °C Испаряемость, %, при температуре, °C, и времени, ч Вязкость, мм2/с, кинематическая при температуре, °C Назначение и область применения
60 (15 ч) 100 (3 ч) 50 20 0 -30 -40
Веретенное АУ (ГОСТ 1641- 75*); от -40 до +60 163 -45 0,5 5,9 12-14 49 180 4800-6500 2500-4300 Механизм затворов ки- но- и фототехники; точеч- ные соединения; шесте- ренчатые редукторы и шарниры с невысокими нагрузками
МС-8П(ОСТ380 1163-78); от -50 до +70 150 -55 — 20,0 7,8-8,5 — 70 750 < 4000 Механизмы с малыми нагрузками, микровинты
МВП (ГОСТ 1805-76*); от -60 до+60 135 -60 10 29,8 6,5-8,0 64 1000 2800 Узлы трения контроль- но-измерительных при- боров и счетно-решаю- щих устройств; в кон- такте с опто-электрон- ными элементами при- менять при температуре не выше 50 °C
ВНИИНП-6 (ТУ 38.001168- 79); от -50 до +120 215 -65 — 1,2 6,3-8,0 — — 1800-3300 Высокоскоростные ша- рикоподшипники конт- рольно-измерительных приборов
МАС-35 (ТУ 38.101164-78); от -30 до +150 270 -32 — 0,5 250-270 — — — — Редукторы
621
Таблица 11.2.
ОРИЕНТИРОВОЧНЫЕ УСЛОВИЯ ПРИМЕНЕНИЯ МАСЕЛ [11.8]
Марка, стандарт, температурный интервал при- менения, °C Испаряемость, %, при тем- пературе, °C Нагрузка, Н Атмо* сферное давле- ние, гПа Тип под- шипника, (ГОСТ 3189-75) Скорость движения узла при Ресурс при одноразо- вой заклад- ке масел, ч Момент трогания, н мм (+20 °C), для шарико- подшипников Назначение и область применения
100 150 200 ради- аль- ная осевая качении, град/мин враще- нии, об/мин сколь- жении, м/с 1000 095 1000 900
ВНИИНП-6 (ТУ 38.001168-79); от-50 до+120 1 50 0,05 0,05 1013 300095; 306095; 640095; 1000091; 1000093; 1000095 0,02- 360,0 1- 30 000 1/1000 120-1400; 50-600 0,33 Высокоточные под- шипники осей под- веса, работающих в режиме качения и вращения; затворы кино- и фотоаппара- туры; высокоскоро- стные подшипники контрольно-измери- тельной техники
МП-601 (ТУ 38.101787-79); от-60 до +160 0 20 50 1,5 1,2 6,65- 1013,0 640063; 640095; 2000154; 1000092; 23.106092 — 1 200- 17 500 — 50-2000 0,132 0,26 Подшипники мик- роэлектродвигателей; чувствительные под- шипники; узлы тре- ния медицинской ап- паратуры
МП-605 (ТУ 38.10178-80); от -60 до +200 0 0 2,5 1,0 1,5- 10,0 1000095; 1000096; 10000918; 60075.23 1 DO- 18 500 0,37 150-2000 (при 2000 переклю- чений) 0,102 Подшипники элект- родвигателей; кам- невые опоры прибо- ров; подшипники ги- рокоординаторов. Ра- ботает в вакууме до 1,33 10’6 Па
Продолжение табл. 11.2.
622
Марка, стандарт, температурный интервал при- менения, °C Испаряемость, %, при тем- пературе, °C Нагрузка, Н Атмо- сферное давле- ние, гПа Тип под- шипника, (ГОСТ 3189-75) Скорость движения узла при Ресурс при одноразо- вой заклад- ке масел, ч Момент трогания, н мм (+20 °C), для шарико- подшипников Назначение и область применения
100 150 200 ради- аль- ная осевая качении, град/мин враще- нии, об/мин сколь- жении, м/с 1000 095 1000 900
МП-609 (ТУ 38.10176-79); от -60 до +100 0 0 5,0 1-40 3-80 13,3- 1013 1000091; 1000094; 640095; 406065; 1116096 300- 500 50-1000 0,053 0,13 Приборные подшип- ники с минимальным моментом трогания при -60 °C; чувстви- тельные подшипни- ки микроэлектродви- гателей
МП-610 (ТУ 38.101120-76); от -60 до +250 0 0 0,3 1,0- 1,5 0,2- 3,0 6,65- 1013,0 2000083; 60025; 1000094; 18 — 25- 400 — 15-1000 0,152 — В подшипниках сель- синов, часовых при- водов приборов. Ра- ботает в среде кисло- рода
132-08 (ГОСТ 18375-73*); от -60 до +100 25 1000095; 1000099 3000- 6000 250 Узлы трения счет- но-решающих прибо- ров; приборные под- шипники в малона- груженных редукто- рах (до 1500 мПа)
температуры во многом определяют стартовые характеристики
узлов трения. С повышением температуры предел прочности сма-
зок уменьшается, и температура, при которой его значение при-
ближается к нулю, является истинной температурой перехода
смазки из пластичного состояния в жидкое. Эта температура ха-
рактеризует верхний температурный предел работоспособности
смазок.
В качестве дисперсионной среды служат минеральные масла
и синтетические продукты, которые могут составлять 65-95 %
от массы смазки: полисилоксаны, диэфиры, перфторполиэфиры,
полиальфаолефиновые масла. От масляной основы зависит ра-
ботоспособность смазок в определенном интервале температур,
силовых и скоростных нагрузок, их окисляемость, коллоидная
стабильность, защитные свойства, устойчивость к агрессивным
средам, радиации, устойчивость к резинотехническим изделиям.
Рекомендуемый интервал применения, указанный в технической
документации, имеет ориентировочный характер, поскольку до-
пустимые значения температур зависят не только от состава и
свойств смазок, но и типа приборной техники, конструкции узла
трения. Это следует учитывать в оптическом приборостроении,
где верхние температурные пределы смазочных материалов, та-
ких как ГОИ-54П, ЦИАТИМ-201, ЦИАТИМ-221, МВП, 132-08,
МП-601, МП-605 и ОКБ-122-7, следует занизить на 10-15 °C из-за
их налетоопасности.
Для улучшения эксплуатационных свойств пластичных сма-
зок вводят присадки, наполнители и их композиции [11.7].
Существенным отличием пластичных смазок от масел явля-
ется малая зависимость их вязкости от температуры. Это способ-
ствует большей эффективности смазок при работе в широком ин-
тервале температур (от -80 до +150 °C). Важнейшим преимуще-
ством этого материала является его способность образовывать на
поверхности металла тонкие и необычайно прочные пленки. Та-
кие граничные пленки не выдавливаются даже при очень боль-
ших и длительных статических нагрузках и отличаются малым
сопротивлением страгиванию.
В оптическом приборостроении пластичные смазки многофун-
кциональны. Основные области их применения следующие:
в открытых и негерметизированных узлах трения и механизмах;
в узлах трения, расположенных под переменным углом к го-
ризонту;
при одновременном использовании смазочного материала в ка-
честве антифрикционного и консервационного;
для герметизации подвижных уплотнений, резьбовых соедине-
ний;
в условиях резко изменяющихся температурных режимов;
для одноразовой заправки на весь длительный срок службы.
Кроме основных функций смазка выполняет роль электроизо-
ляционного или токопроводящего материала, защищает детали
623
узлов трения от ударных нагрузок, снижает вибрацию и шум.
В оптическом приборостроении смазки обеспечивают плавность
хода и надежную фиксацию их в неподвижном состоянии.
Ассортимент антифрикционных смазок включает значитель-
ное количество смазок, предназначенных для узлов трения в кон-
такте с оптикой и оптоэлектронными схемами: АЦ, ДЕЛЬТА,
ЗЕНИТ, ВНИИНП-290, ВНИИНП-299, ВНИИНП-562, ЛИТА, ЭРА.
Они налетобезопасны, химически стабильны и предназначены для
длительного применения в оптических приборах. Физико-хими-
ческие свойства и область применения оптических смазок приве-
дены в табл. 11.3, 11.4. В узлах трения приборов, не контактирую-
щих с оптикой, широко применяют качественные многоцелевые
пластичные смазки: ОКБ-122-7, ЦИАТИМ-221, ЦИАТИМ-201,
МС-70 и др. [11.6, 11.9]. Их характеристики и область примене-
ния приведены в табл. 11.5.
В условиях космоса отсутствие атмосферы, привычно взаимо-
действующей со смазочным материалом с образованием окис-
ных и адсорбционных пленок на трущихся поверхностях, ухуд-
шенные условия теплоотвода и воздействие радиации сокращают
время работы смазочного материала в зоне трения. Вибрационное
воздействие и невесомость вызывают растекаемость смазок, а глу-
бокий вакуум и резкие перепады температур способствуют повы-
шенной испаряемости смазочных материалов. Материалы, исполь-
зуемые в узлах трения, должны обладать минимальным газовы-
делением и низким давлением насыщенных паров [11.10]. При
герметизации узла трения нормальную работу в вакууме в диапа-
зоне температур от -60 до +130 °C могут обеспечить смазочные
масла МП-605, МП-609, МП-610 и др. Специальными термоваку-
умными испытаниями установлен ряд предпочтительности при-
менения в оптических приборах термостойких антифрикционных
смазок обще приборного назначения:
1) ВНИИНП-246;
2) ВНИИНП-284; ВНИИНП-562;
3) ВНИИНП-274 (табл. 11.6).
Налетоопасность широко применяемой смазки ВНИИНП-274
вызвана наличием в ее составе легколетучей антиокислительной
присадки фенил-Р-нафтиламина. Помимо термостойких свойств
смазок в условиях открытого космоса необходимо учитывать их
устойчивость к повышенной радиации, под действием которой
смазки разжижаются, ухудшаются их антикоррозионные свой-
ства. Почти все пластичные высокотемпературные смазки могут
быть использованы при поглощенной зоне облучения до 10~7 рад.
При повышении температуры в процессе облучения до 180 °C до-
пустимая доза поглощенной радиации для пластичных смазок
существенно не изменяется. В каждом конкретном случае при-
менения пластичной смазки должны быть установлены свои пре-
делы допустимых изменений ее реологических свойств, что опре-
деляется особенностями работы узла трения. Но основными кри-
624
625
Таблица 11.3.
ОСНОВНЫЕ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ОПТИЧЕСКИХ ПЛАСТИЧНЫХ СМАЗОК
Марка, стандарт, температурный интер- вал применения, °C Испаряемость, % Вязкость, Па • с, при температуре, °C Назначение и область применения
Верхний темпе- ратурный пре- дел работы (3 ч) 100 °C (Зч) -50 -30 0 20
АЦ-1 (ТУ 38.101383-73);+60 65 1-3 2000 600 (при-20 °C) 65 35 Трущиеся поверхности точных механизмов приборов, резьбовые и винтовые передачи с
АЦ-3 (ТУ 38.101383-73); ±60 1 560-1300 200-250 55-130 35-85 небольшим нагрузками (АЦ-1 — для зазоров более 50 мкм; АЦ-3 — менее 20 мкм). Гри- боустойчива
ДЕЛЬТА-1 (ТУ 38.101833-80); ±60 60 1-3 1600 120-500 75 30 Окулярные многозаходные резьбы. Точные трущиеся поверхности с небольшими контакт ными нагрузками (ДЕЛЬТА-3 — для зазоров
ДЕЛЬТА-3 (ТУ 38.101833-80);+60 1 3500-5000 600-700 65-300 20-100 более 50 мкм; ДЕЛЬТА-1 — до 20 мкм). Гри- боустойчива
ЗЕНИТ (ТУ 38.401014-90); 85 1,2 — 2500 (при -20 °C) — — Рабоче-консервационная смазка узлов тре- ния микроскопов. Грибоустойчива
от -20 до +85
ПРОТОН (ТУ 38.1011162-80); от -65 до +85 0 0,23 — 2500 (при -20 °C) — — Противоосыпочный состав. Для предот- вращения коррозии, осыпки внутри прибора. Может наноситься из растворителя
ВНИИНП-290 (ТУ 38.101880-81); 80,0 0,5 1-3 2500 700 70-150 30-50 Резьба оправ кино-, фотоаппаратур
от -40 до+80
ВНИИНП-299 (ТУ 38.101324-72); 0 1,0-1,5 2000 235 (при -10 °C) 680 450 Механизмы панорамирующих устройств кино-, фотоаппаратуры
от -30 до +60
ВНИИНП-562 (ТУ 38.101890-91); от-40 до + 170 0 0 2000 (при -40 °C) — — 50,0 2,0 Высокоскоростные приборные подшипники, высокоточные трущиеся поверхности, рабо- тающие в вакууме
ЛИТА (ОСТ 38.01295-83); — 1-3 1500-2500 800-1000 160-350 85-115 Рабоче-консервационная. Высоконагружен- ные узлы трения. Грибоустойчива
от -50 до +80
ЭРА (ТУ 38.101950-83); от -60 до +120 120,0 3,5 1-2 200-350 200-280 115 50-80 Подшипники качения и скольжения, зубча- тые передачи, трущиеся поверхности, редук- торы электромашин. Грибоустойчива
Таблица 11.4. ОСНОВНЫЕ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
ХИМИЧЕСКИ СТОЙКИХ ПЛАСТИЧНЫХ СМАЗОК
Марка, стандарт, температурный интер- вал применения, °C Испаряемость, % при температуре, °C Вязкость, Па с, при температуре, °C Назначение н область применения
100 150 200 20 80 -30
ВНИИНП-280 (ТУ 38.101818-80); от -60 до +150 — — — 350 50 100-600 (при-40 °C) Резьбовые уплотнения, вакуум до 1,3 107 Па, радиационно устойчива до 109 рад
ВНИИНП-282 (ГОСТ 24925-85*); от -45 до +150 0,4- -0,7 5 160- -280 80 700-850 Антифрикционно-уплот- нительная для подвиж- ных резиновых уплотне- ний. Узлы трения сколь- жения и качения. Хими- чески инертна
КРИОГЕЛЬ (ТУ 38.101924-82); от -200 до +200; от -60 до +150 0,5 4 80 50 450-750 Узлы трения криоген- ных механизмов, работо- способных в контакте с ре- зинотехническими изде- лиями. Резьбы и уплотне- ния. Узлы трения сколь- жения в контакте с кисло- родом и агрессивными га- зами. Токопроводящая
териями остаются зависимость эффективной вязкости от скорос-
ти сдвига, отсутствие разделения твердой и жидкой фазы [11.11].
Оптические смазки ДЕЛЬТА, ЛИТА, ПРОТОН являются радиаци-
онностойкими до поглощенной дозы 1 • 10-7 рад.
Твердосмазочные материалы обеспечивают скольжение между
двумя поверхностями в условиях сухого трения. Для твердых
смазок характерны хорошая адгезия к металлам, высокая тепло-
стойкость, малая скорость газовыделения. Эти материалы успеш-
но применяют в оптических и электронных системах с темпера-
турным интервалом от-60 до+350 °C. Основными твердыми смаз-
ками являются дисульфид молибдена и дисульфид вольфрама
[11.12]. Получили распространение антифрикционные твердосма-
зочные покрытия ТСП, представляющие собой суспензии или па-
сты из антифрикционного компонента, связующего вещества и
легколетучего растворителя (табл. 11.7). Наиболее эффективно
применение твердосмазочных покрытий в узлах трения скольже-
ния, где путь трения сопряженных деталей невелик [11.13]. Твер-
досмазочные покрытия наносят на предварительно подготовлен-
ную поверхность окунанием детали в суспензию или напылени-
ем пленки суспензии распылителем с последующим испарени-
ем растворителя. Оптимальной является пленка толщиной 20-
30 мкм. При применении твердосмазочных материалов следует
учитывать, что сопряженные пары узлов трения должны быть из-
готовлены из материалов различной твердости, причем ТСП необ-
ходимо наносить на более мягкий металл [11.14]. Для увеличе-
ния долговечности твердосмазочных покрытий на алюминиевых
626
627
Таблица 11.5.
ОСНОВНЫЕ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА МНОГОЦЕЛЕВЫХ ПРИБОРНЫХ СМАЗОК
(НЕ РЕКОМЕНДУЕМЫХ ДЛЯ ПРИМЕНЕНИЯ В КОНТАКТЕ С ОПТИКОЙ)
Марка, стандарт, температурный интервал применения, °C Испаряемость, % при температуре °C Вязкость, Па • с, при температуре °C Назначение и область применения
100 150 -50 -30 0 20
ОКБ-122-7 (ГОСТ 18179-72*); от -40 до +80 1,2 8-15 2000-4000 1800 500-700 150-200 Рабоче-консервационная. Узлы трения приборов и точных механизмов. Совместима с Li-смазками
ЦИАТИМ-221 (ГОСТ 9433-80*); от -60 до +150 0,7 2 400-750 — 80-200 40-100 Подшипники качения приборов с частотой вра- щения до 10 000-1 мм. Для узлов трения, сопря- женных с полимерами и резиной, работоспособна в вакууме до 10-10 Па. Гигроскопична. Не рекомен- дуется для трения скольжения тяжелонагружен- ных узлов трения, несовместима с другими смаз- ками. Грибоустойчива
ЦИАТИМ-201 (ГОСТ 6267-74*); от -60 до+60 10-12 25 600-1000 200-350 80-170 45-120 Узлы трения приборов, работающие при низких температурах с малыми усилиями сдвига при невы- соких нагрузках. Применяется в оптических при- борах при температурах не выше 50 °C. Грибо- устойчива
МС-70 (ГОСТ 9762-76*); от-50 до +50 7-10 40 2500-4500 300-1300 120-230 90-150 Рабоче-консервационная. Для узлов трения меха- низмов, непосредственно соприкасающихся с мор ской водой. Подшипники качения и скольжения
Таблица 11.6. ОСНОВНЫЕ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
КОСМИЧЕСКИХ ПЛАСТИЧНЫХ СМАЗОК
Марка, стандарт, температурный интервал применения, °C Испаряемость, % при темпе- ратуре, °C Вязкость, Па • с, при температуре, °C Назначение и область применения
100 150 200 20 80 -50
ВНИИНП-298 (ТУ 38.101287-72); от -50 до +250 0 0,3 0,6 260 180 800 Малогабаритные, прибор- ные подшипники, стеклян- ные и металлические подвиж- ные соединения в вакуум- ных системах до 1,33 х
ВНИИНП-284 0 0 4,2 — — — X 10~5 Па
(ТУ 38.101102-85); от -110 до +200 ВНИИНП-274 0,2 0,9 1,3 50- 45 150-200 Силовые узлы трения, ва- куум до 133 109 Па, агрес- сивные среды
(ГОСТ 19337-73*); от -80 до +170 65 Малогабаритные прецизи- онные шарикоподшипники и маломощные редукторы с частотой вращения 1500- 300 000 мин'1, вакуум до 10 мПа. Вблизи оптики при- менять с барьерным покры-
ВНИИНП-246 (ГОСТ 18852-73*); от-80 до +200 0 0,6 0,9 40 SO- 95 100-400 (при-40 °C) тием Высокоскоростные подшип- ники, зубчатые передачи, силовые редукторы, вакуум до 133 10-8 Па
Таблица 11.7. ОСНОВНЫЕ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
ТВЕРДЫХ СМАЗОЧНЫХ ПОКРЫТИЙ (СМАЗОК-СУСПЕНЗИЙ)
Марка, стандарт, температурный интер- вал применения, °C Испаряемость, %, 4 ч, не более, при температуре, °C Время рабо- ты до исти- рания ТСП, ч, не менее Назначение и область применения
150 350
ВНИИНП-209 (ГОСТ 38.287-87); от -70 до +350 8,0 1,0 Узлы трения скольжения с воз- вратно-поступательным движением. Работоспособно в вакууме замкну- того пространства до 133 • 10-9 Па. Толщина покрытия 20+0,5 мкм
ВНИИНП-212 (ТУ 38.101594-80); от -70 до +150 6,0 7,0 Узлы трения скольжения, рабо- тающие при высоких удельных дав- лениях и низких скоростях в косми- ческом вакууме до 13310'9 Па. Тол- щина покрытия 20+5 мкм. Долго- вечно
ВНИИНП-213 (ТУ 38.10187-80); от -70 до +350 7,0 2,0 Узлы трения скольжения и резь- бовые соединения, эффективно в усло- виях замкнутого пространства и кос- мического вакуума до 133- 107 Па и радиационного облучения 10"9 рад. Толщина покрытия 20+0,5 мкм
ЭОНИТ-3 (ТУ 38.1011076-86); от-150 до +250 4,0 Узлы трения скольжения. Эффек- тивно в узлах трения типа вал—втул- ка, зубчатых передачах на воздухе и в вакууме
628
сплавах смазку следует наносить непосредственно после анодного
оксидирования.
Из зарубежного ассортимента прошла испытания смазка-пас-
та LOCTITE-767 фирмы «LOCTITE» (Германия), предствляющая
собой смесь специальных минеральных масел, содержащих гра-
фитовые и металлические присадки. Применяется для обработки
резьбовых соединений, подшипников, в температурном диапазоне
от -180 до +1110 °C. Испытана в шарнирных соединениях бинок-
лей в интервале температур +50 °C. Рекомендована для примене-
ния в оптико-механическом производстве для резьбовых и шар-
нирных соединений как заменитель графитовой. Отличается вы-
сокой стоимостью.
Одним из способов снижения коэффициента трения и изна-
шивания в вакууме является применение мягких металлов: се-
ребра, золота, меди, свинца, галлия. Эти металлы либо наносят на
поверхность трения в виде тонкого покрытия, либо используют
в качестве антифрикционного наполнителя в пористых деталях
пар трения, изготовляемых методом порошковой металлургии
[11.15]. Тонкие и сверхтонкие полимерные, металлополимерные
и мягкие металлические покрытия являются средством сниже-
ния трения и изнашивания в условиях высокого и сверхвысокого
вакуума, больших перепадов температур, значительных контакт-
ных нагрузок и радиационного воздействия. К недостаткам та-
ких покрытий относятся невозможность восстановления пленки
в процессе изнашивания и плохой теплоотвод по сравнению с пла-
стичными смазками.
Самосмазывающиеся полимерные материалы обеспечивают
длительную работоспособность узлов трения оптико-электрон-
ных систем в условиях глубокого вакуума, низких температур
и агрессивных сред. Антифрикционные самосмазывающиеся
пластмассы (АСП-пластики) совмещают функции конструкци-
онного материала и смазки, имеют высокие физико-химические
показатели: термическую стабильность и низкий коэффициент
трения [11.16]. Антифрикционный самосмазывающийся материал
ЛИТАН-3 (ТУ 6-05-231-323-83) разработан на основе теплостой-
кого связующего из полифениленоксида и антифрикционного на-
полнителя — дисульфида молибдена [11.17]. Материал обеспе-
чивает надежную работоспособность на воздухе в условиях сухо-
го трения изделий с ресурсами до 10 000 ч. Его применение по-
зволило снизить массу деталей в 5-6 раз и обеспечить бесшум-
ность работы изделия.
Антифрикционные самосмазывающиеся полимерные материа-
лы ПКМ-1 и ПКМ-2 получены на основе полиамидов и полифе-
нилоксида. В качестве модифицирующих наполнителей материал
ПКМ-1 содержит углеродное волокно, ПКМ-2 - политетрафторэти-
лен. Материал ПКМ-1 в паре с алюминиевыми сплавами с анодно-
оксидным твердым покрытием имеет высокую износоустойчивость
и низкий коэффициент трения и рекомендуется для использова-
629
630
Таблица 11.8.
ФИЗИКО-МЕХАНИЧЕСКИЕ И ФРИКЦИОННЫЕ СВОЙСТВА САМОСМАЗЫВАЮЩИХСЯ МАТЕРИАЛОВ
Марка, стандарт, температурный интер- вал применения, °C Плотность, г/см3 Разрушающее напряжение, МПа Ударная вязкость, кДж/м2 Коэффи- циент линейно- термичес- кого рас- ширения, 106 к Газовыделен и е, л-мм рт. ст. 8 с-см2 На воздухе В вакууме 133 10 5 Па При температуре 77 К
при изгибе при сжатии Износ, г/м х X 107 Коэффи- циент трения Износ, г/м х X 107 Коэффициент трения Износ, г/м х X 107 Коэффи- циент трения
ПАМ-15-69 (ТУ 6-05-211-970-75); от -10 до +200 1,40-1,43 90 150-170 1,5-4,0 32,0 — 20-30 0,06 3,0 0,20-0,22 — 0,20
ПАМ-50-69 (ТУ 6-05-211-882-73); от -196 до +200 1,60-1,64 80 160-180 1,6-4,0 30,0 — 15-20 0,04 2-4 0,15-0,19 — 0,19
ТЕСАН-38 (ТУ 6-05-271-73); от -196 до +200 1,32-1,42 — 234 24-30 50-60 160 71,0 0,28-0,43 63,0 0,20-0,28 — 0,30
ПКМ-1 (ТУ АДИ 192-83); от -170 до+170 1,23-1,27 90 150 5,0 12-18 67 119,0 0,10-0,12 5,0 0,24-0,26 — 0,45
ПКМ-11 (ТУ ГС 2-93-75); от -100 до + 100 1,10-1,30 100 80 17,0 50-60 — 16,0 0,10 8,0 0,11 — 0,42
ПКМ-48 (ТУ АДИ 238-86); от -196 до+ 200 1,21-1,41 80 270 3,0 8-12 17 2,5 0,07 11,0 0,17 0,9 0,08
631
Таблица 11.9.
СОСТАВ И НАЗНАЧЕНИЕ РАЗЛИЧНЫХ МАРОК САМОСМАЗЫВАЮЩИХСЯ МАТЕРИАЛОВ
Марка : триала, стандарт Основные компоненты и метод переработки Назначение и области применения
ПА-12-11-3 (ОСТ 6-05-425-75) Полиамид П12, дисульфид молибдена (литье под давлением) Легконагруженные подшипники, шестерни
ПА-6-1-203 (ОСТ 6-05-408-75) Полиамид П6, графит (литье под давлением) Подшипники, работающие при ударных нагрузках и небольших скоростях
Графитопласт АГМ-2 Вторичный полиамид П6, графит, термо- Высокоточные втулки, шестерни, зубчатые колеса,
(ТУ 6-05-031-502-77) антрацит (литье под давлением) уплотнительные кольца. Температурный интервал применения от-50 до +90 °C
П-66-ПЭ (ТУ 6-05-211-1130-78) Полиамид П66, полиэтилен (литье под дав- лением) Подшипники скольжения, направляющие шарни- ров (от -40 до +80 °C)
ОФД-ВС (ТУ 6-05-211-1176-79) Сополимер формальдегида с диоксоланом, сульфат бария (литье под давлением) Подшипники скольжения, шестерни, работающие при небольших нагрузках и скоростях
ОФД-ВМ (ТУ 6-05-211-1038-76) Сополимер формальдегида с диоксаланом, тальк, нитрид бора (литье под давлением) Детали повышенной точности, работающие при не- больших нагрузках и скоростях
ТЕСАН-6 (ТУ 6-05-271-1-73) Поликарбонат, дисульфид молибдена (прес- сование) Детали скольжения и качения, сепараторы под- шипников, работающие в вакууме, при высоких тем- пературах (от-60 до+350 °C)
ТЕСАН-38 (ТУ 6-05-271-1-73) — Шестерни, зубчатые зацепления, сепараторы под- шипников качения (от-60 до+250 °C)
ПАМ-15-67 (ТУ 6-05-211-970-75) Полиамид ПМ-67, графит (прессование, ме- ханическая обработка) Высоконагруженные подшипники, работающие при больших скоростях в воздухе, углекислом газе, вакууме (от -196 до +250 °C)
Графитопласт 7В-2А (ОСТ 48-75-73) Фторопласт-4, графит (прессование) Подшипники, уплотнения, работающие в жидких средах и при давлении 20 МПа (от-186 до +18 °C)
ФЧКА-15-В5 (ТУ 02-14-6-71) Фторопласт, измельченное стекловолокно, нитрид бора (точная штамповка) Детали повышенной точности для работы в сухих, влажных и агрессивных средах
Металлофторопластовая лента МФЛ Стальная лента, покрытая спеченной брон- Подшипники, втулки, работающие без смазки при
(ТУ 27-01-01-71) зой, пропитанная составом: фторопласт— 75%; MoS2 — 25 % (точная штамповка) температуре от -200 до +280 °C в различных жидкос- тях, газах, вакууме
ния в узлах трения прецизионных оптических приборов. Материал
ПКМ-2 в паре с азотированным и титановым сплавами рекоменду-
ется для подшипников скольжения силовых узлов, предназначен-
ных для работы в атмосферных условиях, вакууме и среде разре-
женного углекислого газа при удельных нагрузках до 15 МПа
[11.12]. Физико-механические и фрикционные свойства самосма-
зывающихся полимерных материалов, успешно опробованных
в оптическом приборостроении, приведены в табл. 11.8 [11.10].
Широкое применение получают комбинированные самосма-
зывающиеся материалы: металлофторпластовые ленты (МФЛ)
(ТУ 48-29-102-72), ленты на основе антифрикционных тканей
[11.15, 11.16]. МФЛ — стальная лента с пористым слоем анти-
фрикционной бронзы, пропитанная политетрафторэтиленом. Кон-
струкция МФЛ удачно сочетает высокую несущую способность
с превосходными антифрикционными свойствами фторопласта,
наполненного MoS2. Детали, изготовленные из МФЛ, имеют ма-
лые объем и массу, устойчивы к коррозии, работают в интервале
температур от -20 до +280 °C. Теплопроводность и коэффициент
термического расширения МФЛ такой же, как у стали; МФЛ
выпускают толщиной 1,1; 1,6; 2,6 мм и шириной 100 мм. Из
МФЛ изготовляют вкладыши, разъемные подшипники и шар-
нирные сферические подшипники. Ленты на основе антифрик-
ционных тканей из химических волокон приклеивают непо-
средственно на поверхность трения. Максимальное давление, ко-
торое выдерживает антифрикционная ткань, составляет 450-
560 МПа. Температурный диапазон от -200 до +250 °C. Коэффи-
циент трения равен 0,15 при температуре 20 °C и 0,02 при тем-
пературе +200 °C. Ассортимент, состав и назначение АСП приве-
дены в табл. 11.9 [1.16].
11.4. ПРОТИВООСЫПОЧНЫЕ МАТЕРИАЛЫ
Для улавливания пыли и осыпки покрытий, защиты от корро-
зии внутренних металлических поверхностей в оптическом при-
боростроении применяют противоосыпочные смазочные компози-
ции, обладающие высокой физической и химической стабильнос-
тью, повышенными защитными и антикоррозионными свойствами,
сохраняющие определенную липкость. Этим требованиям удов-
летворяет налетобезопасная противоосыпочная смазка ПРОТОН
(см. табл. 11.3). Смазка работоспособна в интервале температур от
-65 до +85 °C, может быть нанесена кистью или поролоновым вали-
ком из расчета 0,1 г смазки на 0,1 м2 поверхности из консистенции
или из 10-25 % дисперсии в петролейном эфире. Это позволяет
получить тончайший слой смазки, что расширяет ее верхний тем-
пературный предел до 100 °C. На поверхности сложной конфигура-
ции противоосыпочную смазку следует наносить из петролейного
632
633
Таблица 11.10.
ХАРАКТЕРИСТИКИ КОНСЕРВАЦИОННЫХ ПЛАСТИЧНЫХ СМАЗОК
Марка смазки, стандарт, температурный интервал применения, °C Температу- ра каплепа- дения,°C Температу- ра сполза- ния, °C Испаряе- мость при 100 °C за 1 ч,% Вязкость, Па • с, при Т,°С Сроки защиты при условиях хранения, лет (ГОСТ 15150-69) Назначение и область применения
20 50 л С Ж ож
ГОИ-54П (ГОСТ 3276-89); от-40 до +50 60 48 9 25 —• 8 8 5 3 Рабоче-консервационная для ма- лонагруженных узлов трения
Пушечная (ПВК) (ОСТ 38.01295-83); от -50 до +45 60-70 52-62 0 100-400 0,5-0,6 (при 100°) 10 10 7 5 Для наружной консервации всех типов приборов и металлов
М3 (ТУ 38.001263-90); от -50 до +80 100 80 1-3 580-680 200 15 10 6 5 Рабоче-консервационная, грибо- стойкая, работоспособна в контак- те с морской водой
ЛИТА (ОСТ 38.101808-90); от -50 до + 100 170-205 — 1-2 85-115 — 10 10 5 3 Рабоче-консервационная, гри- бостойкая
ЛИТОЛ-24РК (ТУ 38.УССР 2013-80); от -40 до +100 185-205 — 1-2 80-115 —• 10 10 5 5 Рабоче-консервационная, рабо- тоспособна при повышенной влаж- ности
Прим еч а ние. «л» — легкие; «с» — средние; «ж» — жесткие; «ож» — очень жесткие условия хранения.
эфира с помощью пульверизатора. На металлические поверхности,
контактирующие с оптикой, смазку наносят на расстоянии 2-3 мм
от оптических деталей.
11.5. КОНСЕРВАЦИОННЫЕ МАТЕРИАЛЫ
Для защиты оптико-механических приборов от атмосферной
коррозии на период транспортирования, хранения и эксплуата-
ции применяют ингибированные углеводородные композиции:
консервационную пластичную пушечную смазку (ПВК) и рабоче-
консервационную смазку ГОИ-54П. Преимуществами их являют-
ся простота технологии нанесения и удаления, надежность защи-
ты в течение 10 и более лет, а недостатком — низкая температура
сползания. Хорошими рабоче-консервационными смазками яв-
ляются смазки М3, ЛИТА, ЛИТОЛ-24РК. Характеристики кон-
сервационных пластичных смазок приведены в табл. 11.10, а ра-
боче-консервационных и консервационых масел и присадок —
в табл. 11.11. Антикоррозионные присадки АКОР и КП использу-
ют в готовом виде или вводят в масла и смазки при температуре
80-90 °C в концентрации 3-5 % [11.19]. Противоосыпочная смазка
ПРОТОН также является рабоче-консервационным материалом.
Общие требования к консервации изложены в ГОСТ 9.014-79
ЕСЗКС, ГОСТ 9.028-80 и ОСТ 3-9.005-81.
Таблица 11.11. ХАРАКТЕРИСТИКИ КОНСЕРВАЦИОННЫХ
И РАБОЧЕ-КОНСЕРВАЦИОННЫХ МАСЕЛ
Марка масла, стандарт Вязкость кинематиче- ская, мм2/с при Т °C Темпера- тура вспыш- ки в от- крытом тигле, °C Темпе- ратура засты- вания, °C Плот- ность при 20 °C, кГ/м2 Назначение и область применения
50 100
АУП (ОСТ 38-01361-84) 11,0- 14,0 3,7 143 -45 — Рабоче-консервационное. В подшипниках качения и скольжения, редукторах, червячных передачах
МС-8РК (ОСТ 3801387-85) > 8,0 — — -55 < 900 Рабоче-консервационное
К-17 (ГОСТ 10877-76*) > 21,0 15,5 — -22 — Для консервации изде- лий из черных и цветных металлов при воздействии климатических факторов
НГ-203А (ГОСТ 12329-77*) — 25- 50 180 — < ЭЮ- 930 То же
НГ-ЗОЗБ (ГОСТ 12328-77) — 10- 15 170 — < 900- 920 Для консервации изде- лий из черных и цветных металлов
634
iJ 1*1.6. СМАЗОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ПРИБОРОВ®’*0"^
ТРОПИЧЕСКОГО НАЗНАЧЕНИЯ 8
. rwoj? а
Жировые и гигроскопические налеты, пыль органического про-
исхождения являются причиной появления микроскопических
обрастаний. Споры плесневых грибов постоянно находятся в воз-
духе, но для их развития необходимы определенные условия: тем-
пература 27-32 °C и 95-100 % относительной влажности воздуха.
Пластичные смазки, масла, замазки и герметики содержат уг-
леводороды, являющиеся питательной средой для микроорганиз-
мов. В процессе их жизнедеятельности происходит накопление
низкомолекулярных кислот, вызывающих изменение стабильнос-
ти смазочных и герметизирующих материалов. Появляется опас-
ность микроскопического обрастания оптических поверхностей,
находящихся в контакте с указанными материалами. Поражение
оптических приборов микроскопическими грибами при хранении
более значительны, чем при их эксплуатации. Избежать появле-
ния плесневых обрастаний в умеренном климате можно, соблю-
дая культуру производства при сборке оптических приборов. Рост
микроскопических грибов практически невозможен при относи-
тельной влажности воздуха ниже 65-70 %.
При сборке оптических приборов тропического назначения не-
обходимо использовать смазочные и герметизирующие материалы,
устойчивые к поражению микроскопическими грибами. Смазки
ДЕЛЬТА, ЭРА, АЦ, ЦИАТИМ-221, ЦИАТИМ-201, ВНИИНП-562,
НГ-203, имеющие щелочную среду водной вытяжки, грибостойки.
Смазки ГОИ-54П, ПРОТОН, ВНИИНП-290, ВНИИНП-299, ОКБ-122-7
подлежат защите от микроскопических обрастаний. В качестве спе-
циальной фунгицидной присадки рекомендуется принять кремний-
органический амин (LF-1803) — метилдигексил-3-аминопропилси-
лан. Это соединение в концентрации 0,3-0,5 % хорошо совмеща-
ется со смазочными материалами, не изменяет их физико-хими-
ческих свойств и надежно защищает их от микроскопических об-
растаний [11.20]. Новая пластичная смазка ЗЕНИТ, содержащая
данный фунгицид, рекомендуется в качестве рабоче-консервацион-
ной тропической смазки для оптических приборов (см. табл. 11.4).
11.7. ПОДБОР СМАЗОЧНЫХ МАТЕРИАЛОВ
ДЛЯ ОСНОВНЫХ ТИПОВ УЗЛОВ ?;.Д
i ’ ОПТИЧЕСКИХ ПРИБОРОВ
Из-за многообразия узлов трения и условий их применения
отсутствуют и конкретные рекомендации по подбору смазочных
материалов. Смазочный материал следует рассматривать как эле-
мент конструкции того объекта, для смазки которого его исполь-
зуют. В одном случае для обеспечения безотказной работы меха-
635
низма целесообразно повышать требования к смазочному матери-
алу, в другом — рациональнее вводить определенные изменения
в конструкцию механизма, учитывая при этом и экономическую
целесообразность.
На подбор антифрикционных смазочных материалов влияют
многие факторы, важнейшими из которых являются: конструк-
тивные особенности узла трения (тип, размеры, характер движе-
ния трущихся деталей, герметизация); условия эксплуатации (ок-
ружающая среда, температура в узле трения, скорость, нагрузка,
наличие вибрации и радиации); контакт смазочных материалов
с оптическими и опто-электронными схемами; градиент темпера-
тур между оптикой и корпусом; конструкционные материалы,
с которыми смазка находится в контакте, их взаимодействие со
смазкой; возможность смены смазки.
Основные типы узлов трения оптико-механических приборов
можно разделить на три основные группы:
1) направляющие вращательного движения — радиальные опо-
ры скольжения и осевые опоры качения;
2) направляющие прямолинейного движения — плоские и приз-
матические направляющие скольжения, призматические направ-
ляющие скольжения и качения;
3) передаточные механизмы — зубчатые червячные, реечные и
винтовые передачи, окулярные узлы трения микроскопов, зритель-
ных труб, теодолитов.
Общие характеристики указанных узлов трения и рекоменда-
ции по применению смазочных материалов приведены в табл. 11.12-
11.15 [11.21].
Проблемы подбора смазочного материала, надежно обеспечива-
ющего работоспособность узлов трения специальных оптических
приборов, должны решаться только на основе научно-исследова-
тельских и опытно-конструкторских работ. Рекомендованный для
применения смазочный материал должен быть согласован с разра-
ботчиком и испытан на реальном узле трения по ГОСТ 26191-84.
Подшипники качения — наиболее распространенные узлы тре-
ния. Только необходимость предотвратить быстрое изнашивание,
перегрев и защиту от внешней среды заставляют в этом случае
применять смазочные материалы. Приборные подшипники рабо-
тают в интервале температур от -60 до +120 °C при скорости до
3000 об/мин. Смазочный материал амортизирует, поглощает энер-
гию удара и тем самым уменьшает усталостные разрушения тел и
дорожек качения. Подшипники качения смазывают маслами и
смазками. Пластичные смазки лучше удерживаются у зоны тре-
ния, создавая резерв смазочного материала. Различие в поведении
смазки и масла в зазоре между телом и дорожкой качения связа-
но с существенным тепловыделением. В результате температура
смазки может возрастать на 20-50 °C, а масла — лишь на 0,5 °C.
Вибрация механизма на 10-30 % укорачивает срок службы сма-
зочного материала в подшипнике качения. Крупногабаритные под -
636
Таблица 11.12.
637
РЕКОМЕНДУЕМЫЕ СОЧЕТАНИЯ КОНСТРУКЦИОННЫХ И СМАЗОЧНЫХ МАТЕРИАЛОВ
ДЛЯ НАПРАВЛЯЮЩИХ ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
Вид и характеристика направляющих Зазор, мкм Режим работы узла трения Рекомендуемые сочетания конструкционных и смазочных материалов
Конструкционный материал Вид антифрикционного покрытия Параметр шерохова- тости Яд, мкм Марка смазочного материала
Скорость, м/с Контакт- ное давле- ние, МПа Марка Твердость НВ, кг/мм2
С трением кача- ния, замкнутые с силовым замыка- нием (призмати- ческие, «ласточ- кин хвост», ци- линдрические, плоские) S 20 < 0,05 < 100 Сталь марок ХВГ, ШХ15, ШХ15СГ (одноименная пара) 61-65 Вез покрытия 0,16-0,04 ЭРА; ВНИИНП-562; ВНИИНП-274н; ВНИИНП-284
Сталь марки 12ХНЗА с цементацией на глубину 1,2-1,5 мм (одноименная пара) 59-63 —
Стали марки 45, ШХ15 (одноименная пара) 46-53; 61-65 (до покрытия) Никелевое химическое
С трением сколь- жения, открытые без силового за- мыкания (плос- кие, призматичес- кие, комбиниро- ванные) < 20 < 0,05 < 100 Стали марок 45,40Х(бо- лее длинный элемент пары) в сочетании с бронзами марок Вр АЖ9-4,Вр ОФ6, Вр ОФ5;Вр АЖМцЮ-3-15, латунью марки ЛС59-1 (более короткий элемент пары) 46-51 Вез покрытия ЭРА; ЛИТА; ВНИИНП-274н; ВНИИНП-562
Алюминиевые сплавы ма- рок АВТ1 (одноименная пара) г 55 Анодное оксиди- рование толщиной 40-60 мкм с по- следующим шли- фованием и довод- кой на глубину 20-30 мкм (допус- кается нанесение покрытия только
638
Продолжение табл. 11.12.
Вид и характеристика направляющих Зазор, мкм Режим работы узла трения Рекомендуемые сочетания конструкционных и смазочных материалов
Конструкционный материал Вид антифрикционного покрытия Параметр шерохова- тости Ra, мкм Марка смазочного материала
Скорость, м/с Контакт- ное давле- ние, МПа Марка Твердость НВ, кг/мм2
на более длитель- ный элемент пары
С трением каче- ния, замкнутые с предварительным натягом или на- тягом, создавае- мым весом (приз- матические, «лар- точкин хвост»), с шариковыми или роликовыми те- лами качения — — < 200 Сталь марки 95X18 г 56 Вез покрытия 0,16-0,04 ЭРА; ЛИТА; ВНИИНП-562
2000- 2500 Сталь марок П1Х15, ХВГ, ШХ15СГ 61-65
С трением каче- ния , открытые, без предваритель- ного натяга, низ- кой точности — 0,05 500 Стали марок 45,40Х 46-51 Анодное оксиди- рование толщиной 40-60 мкм с после- дующим шлифова- нием и доводкой 0,63-0,16 ЭРА; ОКВ-122-7
10 Алюминиевые сплавы ма- рок АВТ1,В95Т1 г 55
Таблица 11.13.
639
РЕКОМЕНДУЕМЫЕ СОЧЕТАНИЯ КОНСТРУКЦИОННЫХ И СМАЗОЧНЫХ МАТЕРИАЛОВ
ДЛЯ РАДИАЛЬНЫХ ОПОР СКОЛЬЖЕНИЯ
Вид и харак- теристика опо- ры скольжения Геометрические параметры Режим работы узла трения Рекомендуемые сочетания конструкционных н смазочных материалов
Конструкционный материал Вид антифрикционного покрытия Параметр шероховатос- ти поверхнос- ти Лд,мкм Марка смазочного материала
Радиаль- ный за- зор, мкм Квалитет Скорость, м/с Контактное давление, МПа Марка Твердость НВ, кг/мм2
Высокой точ- ности с сохра- нением плав- ности враще- ния и размера радиального зазора в тече- ние заданного ресурса рабо- ты 1-5 5,6 < 0,1 < 10 Сталь марки 95X18 (одноименная пара) г 56 Без покрытия 0,16-0,02 МС-8; АУ; 132-08; ВНИИНП-6; МП-605; МП-609
Алюминиевый сплав марки АВТ1 г 55 Анодное оксидиро- вание толщиной 40- 60 мкм с последую- щим шлифованием и доводкой в паре (обе сопрягаемые поверх- ности)
Сталь марки ШХ15 или ХВГ 61-65 Без покрытия АЦ; ЛИТА; ВНИИНП-562; ВНИИНП-274
5-20 6,7 Алюминиевый сплав марки В95Т1 г 80 Анодное оксидиро- вание толщиной 10- 20 мкм с предвари- тельным шлифова- нием и доводкой 0,32-0,08
Бронза марок Бр АЖ9-4,Бр А9ЖЗЛ г 80 > 75 Без покрытия
Средней и низкой точно- сти 20-50 7,8 S 0,1 < 10 Алюминиевые сплавы марок: В95Т1 АВТ1 АМгб > 80 > 55 Анодное оксидиро- вание толщиной 10- 20 мкм (одной из сопрягаемых поверх- ностей, вторая по- верхность — без по- крытия) АЦ-2; АЦ-3; ОКБ-122-7
Сталь марки 95X18 г 56 Без покрытия
Таблица 11.15.
641
РЕКОМЕНДУЕМЫЕ СОЧЕТАНИЯ КОНСТРУКЦИОННЫХ И СМАЗОЧНЫХ МАТЕРИАЛОВ
ДЛЯ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Вид и харак- теристика передачи Степень точнос- ти Режим работы узла трения Рекомендуемые сочетания конструкционных и смазочных материалов
Конструкционный материал Вид антифрикцион- ного покрытия Параметр шерохова- тости RQi мкм Марка смазочного материала
Скорость, м/с Контакт- ное давле- ние, МПа Марка Твердость НВ, кг/мм2
Точные и вы- сокоточные цилиндричес- кие зубчатые передачи сле- дящих систем отсчетных уст- ройств, сис- тем регулиро- вания 5; 6 1,0-10,0 < 200 Сталь марки 40X18Н2М (одноименная пара) 49-53 (шестерня и колесо) Без покрытия 0,63-0,16 ЭРА; ВНИИНП-562; ВНИИНП-274н; ВНИИНП-246н; ВНИИНП-230
Сталь марки 40Х18Н2М (одноименная пара) 49-53 (шестерня); 28-34 (колесо)
7; 8 0,1-5,0 < 100 Стали марок 40Х, 45, 50 ЗОХГСА (одноименная па- Ра) 46-51 (шестерня); 28-34 (колесо)
< 0,1 < 50 Алюминиевые сплавы ма- рок В95Т1 или АМгб (од- ноименная пара) — Анодное ок сидирование толщиной 10-20 мкм
Точные кони- ческие переда- чи 7; 8 <1,0 < 10 Бронза марки Бр КМцЗ-1 (одноименная пара) — Без покрытия 1,25-0,32 ЭРА; ВНИИНП-562; ДЕЛЬТА-3; ЦИАТИМ-201
Точные и вы- сокоточные червячные пе- редачи 5; 6 > 1,0 < 100 Сталь марки 40X18Н2М (червяк) 49-53; 28-34 ЭРА; ЛИТА; ОКБ-122-7
Бронза марки Бр АЖ9-4 (колесо) > 80
7; 8 г 1,0 < 100 Сталь марок 40Х, 45, 50 (червяк) 22-28
Таблица 11.14.
640
РЕКОМЕНДУЕМЫЕ СОЧЕТАНИЯ КОНСТРУКЦИОННЫХ И СМАЗОЧНЫХ МАТЕРИАЛОВ
ДЛЯ ВИНТОВЫХ И РЕЗЬБОВЫХ ПЕРЕДАЧ
Вид и характеристика узла трения Шаг резьбы, мм Режим работы узла трения Рекомендуемые сочетания конструкционных и смазочных материалов
Конструкционный материал Вид антифрикционного покрытия Марка смазочного материала
Частота вращения, об/с Контактное давление, МПа Марка Твердость НВ, кг/мм2
Винтовые и резь- бовые механизмы точного движения 0,25-1,0 1-2 100 Сталь марки 40Х18Н2М (одноименная пара) 49-53 Без покрытия АЦ-З; ДЕЛЬТА; ЦИАТИМ-205; ВНИИНП-562; ВНИИНП-274н; ВНИИНП-298; ВНИИНП-230
Сталь марок 40Х, 45, 50 (одноименная пара) 42-52
Сталь марки 40Х18Н2М (винт); чугун марки АЧС (гайка) 49-53
10 Бронза марки Бр АЖ9-4 (одноименная пара) > 80
Алюминиевый сплав мар- ки В95Т1 Анодное оксидиро- вание (допускается покрытие только на одной из сопрягае- мых поверхностей)
Окулярные узлы микроскопов, зри- тельных труб 1,5 50 Алюминиевый сплав мар- ки В95Т1 (одноименная па- ра) > 80 Анодное оксидиро- вание толщиной 10- 20 мкм АЦ-1;АЦ-2; АЦ-З; СОТ; ДЕЛЬТА; ЗЕНИТ; ВНИИНП-299; ВНИИНП-562; ВНИИНП-282
Латунь марки ЛС59-1 (од- ноименная пара) Без покрытия
шинники качения (с внутренним диаметром более 150—200 мм)
чаще всего смазывают маслами. Увеличение диаметра подшипни-
ка повышает окружную скорость вращения, в результате чего воз-
растает центробежная сила, вызывающая сброс смазки с сепарато-
ра и вращающегося кольца. В подшипниках закрытого типа ис-
пользуют пластичные смазки. Смазкой заполняют от 1/3 до 2/3
свободного объема подшипника. Это обеспечивает свободное рас-
пределение смазки в подшипнике при работе и предотвращает ин-
тенсивное тепловыделение. Примерные нормы закладки смазочно-
го материала в подшипники приведены в табл. 11.16, 11.17.
При подборе смазок для подшипников качения следует учи-
тывать их совместимость с материалом сепаратора и уплотни-
тельными материалами. Используют пластичные смазки следу-
ющих марок: ЭРА, ВНИИНП-275, ВНИИНП-246, ВНИИНП-284,
ВНИИНП-228, ЦИАТИМ-221.
Для подшипников качения при высоких частотах вращения
используется смазка СВЭМ (ТУ 38.101.982-84).
Рекомендуется также специальная морозостойкая приборная
литиевая смазка TEBOIL-OGREASENLGI-2 (США) для смазки ро-
ликовых подшипников приборов, работающих в интервале темпе-
ратур от -50 до +80 °C.
Распространенной разновидностью подшипников скольжения
являются шарниры, в которых реализуется колебательное движе-
ние. Такие сочленения применяют в приводах различных меха-
низмов, шарнирах биноклей. Подшипники скольжения смазыва-
ют маслами и смазками. Масла применяют в быстроходных под-
Таблица 11.16. НОРМЫ ЗАКЛАДКИ СМАЗОЧНЫХ МАТЕРИАЛОВ
В РАДИАЛЬНЫЕ ШАРИКОПОДШИПНИКИ
Тип подшипника Габаритные размеры d х D х Ъ, мм Количество, мг
смазки масла
1000091 1,0x4,0x1,6 1 1
1000092 2,0x6,0x2,3 3 2
2000083 3,0x7,0x2,5 5 3
23 3,0x10,0x4,0 7 10
2000084 4,0x9,0x2,5 10 15
24 3,0x13,0x5,0 15 15
1000095 5,0x13,0x4,0 15 18
25 6,0x16,0x5,0 30 18
1000096 6,0x15,0x5,0 30 20
26 6,0x19,0x6,0 100 30
2000087 7,0x14,0x4,0 40 30
17 7,0x19,0x6,0 70 40
27 7,0x11,0x7,0 120 50
1000098 8,0x19,0x6,0 70 40
18 8,0x22,0x7,0 120 50
1000099 9,0x20,0x6,0 120 50
89 9,0x22,0x7,0 150 60
29 9,0x26,0x8,0 300 60
1000900 10,0x22,0x6,0 200 70
100 10,0x26,0x8,0 300 100
642
Табаица 11.17. НОРМЫ ЗАКЛАДКИ СМАЗОЧНЫХ МАТЕРИАЛОВ
_____________В РАДИАЛЬНО-УПОРНЫЕ ШАРИКОПОДШИПНИКИ
Тип подшипника Габаритные размеры d х D х by мм Количество смазки, мг
207683 3,0x7,0x2,5 5-10
6023 3,0x10,0x4,0 15-20
6003 3,0x16,0x5,0 20-30
1006094 4,0x11,0x4,0 30-40
1006095 5,0x13,0x4,0 15-20
6025 5,0x16,0x5,0 20-30
606016 6,0x17,0x6,0 50-70
6026 6,0x19,0x6,0 100-140
1006096 6,0x15,0x5,0 70-80
6006 6,0x21,0x7,0 150-200
6027 7,0x22,0x7,0 200-300
6008 8,0x24,0x7,0 280-300
6100 10,0x26,0x8,0 320-350
6010 10,0x28,0x8,0 400
шипниках, где необходимо обеспечить охлаждение узлов трения
и подшипников из легких антифрикционных материалов.
Пластичные смазки используют в тихоходных подшипниках
и шарнирах сочленения со скоростью до 2 м/с для вала диамет-
ром 5 см (окружная скорость до 800 об/мин).
В подшипниках скольжения пластичные смазки непрерывно
и интенсивно деформируются вследствие высоких скоростей сдвига
при малой толщине зазора. В таких условиях используют смазки
со средними значениями коллоидной стабильности, но высокой
механической стабильностью. В подшипниках скольжения исполь-
зуют цветные металлы и их сплавы, поэтому смазочные материа-
лы для них должны иметь высокие антифрикционные и консер-
вантные характеристики. При применении подшипника из поли-
мера необходимо проверить его совместимость со смазкой. Под-
шипники скольжения и шарнирные соединения заполняются
смазками полностью. Применяют следующие марки пластичных
смазок: ЛИТА, ЛИТОЛ-24, ШРБ-4, ВНИИНП-219, ВНИИНП-233,
ВНИИНП-279.
В оптическом приборостроении широкое распространение по-
лучили цилиндрические и конические зубчатые передачи раз-
личной степени точности. Для сохранения регламентированных
зазоров трущихся сочленений, достижения стабильного момента
и обеспечения долговечности работы узлов трения необходима
их приработка (ГОСТ 27674-88), в результате которой формиру-
ется шероховатость, отличная от исходной. Все факторы взаимо-
действия, подбор режима и времени приработки определяются
экспериментально. При работе следует пользоваться стандартом:
ОСТ 4. ГО.054.220 «Точные механизмы радиоэлектронной аппа-
ратуры. Обкатка и приработка зубчатых передач. Типовые тех-
нологические процессы».
В зубчатых передачах оптических приборов в основном исполь-
зуют пластичные смазки. Расход смазки для открытых зубчатых
643
передач составляет 0,5 г на 1 см диаметра шестерни при ширине
5 см. Марки смазок: ЭРА, ЦИАТИМ-201, ЛИТОЛ-24, ВНИИНП-246,
ВНИИНП-203, ВНИИНП-279, ГОИ-54П, ЛИТА, ОКБ-122-7.
Резьбовые, винтовые и реечные передачи оптических приборов
различаются по степени точности, имеют малые зазоры, скорости
перемещения и значительные нагрузки. Основными требованиями,
предъявляемыми к этим узлам трения, являются плавность и точ-
ность хода, отсутствие качки, сохранение заданного минимального
люфта сопряжения в течение всего периода эксплуатации. Приме-
няют следующие марки смазок: АЦ, ДЕЛЬТА, ЦИАТИМ-205, ВНИ-
ИНП-299, ВНИИНП-562.
Совместная фирма «ЛОМО—Америка», созданная на основе аме-
риканской фирмы «NYO Lubricants INC», применяет демпфирую-
щие смазки серии NYOGel для контроля сдвигающего усилия на
направляющих скольжения типа «ласточкин хвост» и микровин-
тах оптических приборов типа микроскопов, бинокуляров, теле-
скопов, в приборах для исследования резьб.
Хорошо себя зарекомендовали смазки 774VL и 774L, опробо-
ванные взамен оптической смазки 7-2 для направляющих сколь-
жения в микроскопии.
В основе создания группы клейких, нерастекающихся, совмес-
тимых с пластиками, устойчивых к коррозии, загустевающих не-
органическим способом и устойчивых к сдвигающему усилию
смазок серии NYOGel лежит использование жидкостей, включаю-
щих в себя синтетические углеводороды, отличающиеся между
собой степенью вязкости.
Сопряженные трущиеся поверхности работают при малых ско-
ростях, однако часто воспринимают значительные нагрузки. Для
их смазывания используют пластичные смазки. Они лучше удер-
живаются на вертикальных поверхностях и защищают их от кор-
розии. Толщина смазки на сопряженных трущихся поверхностях
не должна превышать 0,5-1,0 мм. Избыток смазки способствует
лишь накоплению пыли и грязи, загрязняет окружающие детали и
материалы. Для масла норма расхода на 1 м2 составляет 60-120 г.
Наряду с пластичными смазками для периодически работаю-
щих направляющих можно рекомендовать рабоче-консервацион-
ные масла с эпиламирующими покрытиями и твердые смазочные
покрытия марок: ВНИИНП-549, ВНИИНП-246, ВНИИНП-562,
ВНИИНП-212, ВНИИНП-230.
11.8. ОПРЕДЕЛЕНИЕ РАБОТОСПОСОБНОСТИ
СМАЗОЧНЫХ МАТЕРИАЛОВ
При одноразовой закладке смазочного материала приборные под-
шипники выходят из строя не из-за усталости материала подшип-
ника, а в результате изменения рабочих характеристик смазки.
644
Стандартного метода, определяющего работоспособность смазоч-
ных материалов в любом узле вне зависимости от конструкции и
условий эксплуатации, пока нет, поэтому срок службы их в конк-
ретных изделиях определяют опытным путем [11.8, 11.22]. Экс-
периментально установлено, что работоспособность пластичных
смазок в зависимости от температуры может быть рассчитана по
формуле
\gt = A + B/T, (11.1)
где Т — температура, °C; t — срок службы смазки, ч; А, В — посто-
янные коэффициенты для данного вида смазки, определяемые эк-
спериментально.
Для большинства пластичных смазок А ~ 0. В этом случае вы-
ражение упрощается: lgt = B/B.
Изменение нагрузки приводит к изменению коэффициентов А
и В, но характер зависимости не изменяется. В этом случае срок
службы смазочного материала определяют по формуле
lgt = A' + B'/Gm, (11.2)
где Gm — среднее удельное давление в зоне контакта; А', В' —
эмпирические коэффициенты.
Формула (11.1) справедлива при температурах от 30 до 400 °C,
формула (11.2) — при Gm = 400 -ь 2100 МПа.
Достаточно иметь две экспериментальные точки при двух раз-
личных, не превышающих для данной смазки допустимого рабо-
чего диапазона, температурах (или нагрузках), чтобы определить
работоспособность смазки при любой другой температуре или на-
грузке.
Учитывая функциональную связь между температурой и мо-
ментом трения: Т = Tq + можно выразить работоспособность
пластичных смазок через момент трения подшипника
где То — абсолютная температура среды, °C.
Значение момента трения для приборных подшипников мож-
но определить экспериментально или рассчитать по формуле. Со-
гласно ГОСТ 19865-74, считается, что пластичная смазка потеря-
ла свою работоспособность, если момент трения подшипника уве-
личился в два раза по сравнению с первоначальным значением.
В процессе эксплуатации работоспособность смазочного мате-
риала определяется по диаметру пятна износа при различной тем-
пературе; по изменению значения момента страгивания и увели-
чению момента при ресурсной наработке.
Для определения предельной работоспособности материалов
в зонах трения необходимо знать его состояние после проведения
645
Таблица 11.18. КОМПЛЕКСНАЯ ОЦЕНКА КАЧЕСТВА СМАЗОК В УЗЛАХ ТРЕНИЯ
Определяемый показатель Масса образца, г Метод испытания
Предел прочности 0,8 Квалификационный (ГОСТ 7143-73*, метод Б)
Степень срабатываемости дис- персионной среды смазок 0,001 Тонкослойной хроматографии
Температура плавления и со- 0,05 Дериватографический
держание воды «9-1500Д» (ВНР)
Содержание железа 0,03 Рентгеноспектральный «Барс-ЗМ»
Содержание абразивных при- месей 0,30 Аналитический «Барс-ЗМ»
Время работоспособности на стенде МК 0,02 Стендовый экспресс-метод
испытаний. Для анализа из этих зон можно отобрать очень малое
количество смазки (0,5—2,0 г), поэтому оценивать ее качество можно
лишь высокоинформативными методами (табл. 11.18) [11.23].
Обязательными показателями качества смазки из зон трения и
резервной зоны являются срабатываемость дисперсионной среды,
содержание продуктов изнашивания и предела прочности. При
срабатываемости дисперсионной среды на 40-60 % смазка стано-
вится неработоспособной. Аналоги отечественных и зарубежных
смазочных материалов приведены далее (см. табл. 11.24, 11.25).
11.9. ГЕРМЕТИЗИРУЮЩИЕ МАТЕРИАЛЫ
В качестве герметизирующих материалов для оптических при-
боров используют готовые прокладочные изделия из эластичных
материалов и термопластичные материалы с высокой адгезией
к уплотняемым поверхностям. К первой группе относятся про-
кладки, набивки, уплотнения из кожи, асбеста, войлока, резины или
их различные комбинации, используемые главным образом для
герметизации подвижных соединений. К материалам с высокой
адгезией относятся уплотнительные смазки, термопластичные за-
мазки и герметики невысыхающего типа, анаэробные материалы.
Уплотнительные смазки предназначены для герметизации резь-
бовых соединений, зазоров, подвижных и неподвижных узлов тре-
ния приборов и механизмов (табл. 11.19). Специфика примене-
ния уплотнительных смазок — это постоянный контакт с газооб-
разными средами, малая скорость перемещения, высокие контакт-
ные нагрузки. Наряду с герметизацией уплотнительные смазки
снижают трение и изнашивание сопряженных деталей, уменьша-
ют усилие на сдвиг и крутящий момент, защищают контактные
поверхности от коррозии.
Герметизирующие композиции невысыхающего типа представ-
ляют собой термопластичные материалы, которые, размягчаясь при
нагревании и достигнув определенной температуры, переходят
646
Таблица 11.19. ХАРАКТЕРИСТИКА ГЕРМЕТИЗИРУЮЩИХ
И ВАКУУМНЫХ СМАЗОК И ЗАМАЗОК
Марка, стандарт, тем- пературный интервал применения, °C Испаряемость за 1 ч, % при Т,°С Вязкость, Па • с, при Т, °C Назначение
150 200 -40 0 20 50
ВНИИНП-298 (ТУ 38.101287-72); от -50 до +250 0 0,6 560 380 260 200 Смазывание и уплотне- ние стеклянных и метал- лических подвижных со- единений; работоспособ- на в агрессивных средах и вакууме до 10 мкПа
ВНИИНП-300 (ТУ 38.101298-72); от 0 до +50 0 4,5 5000 450 400 Смазывание и уплотне- ние подвижных соедине- ний высоковакуумных установок из стекла и металла
ЗЗК-ЗУ (ГОСТ 19538-74*); от -40 до +50 0 5,9 — — 4000 830 Уплотнительная при длительной консервации до 10 лет
Вакуумная замазка (ОСТ 38-0194-75); от -10 до +40 1,0 4,5 600 Уплотнение подвижных соединений вакуумных установок, камер элект- ронных микроскопов. Имеет высокие адгези- онные свойства
Замазка У20А (ТУ 38.105357-76); от -50 до +70 — — — — — — Уплотнительная для приборов тропического назначения
в вязкотекучее, а с понижением температуры возвращаются в пер-
воначальное твердопластичное состояние независимо от числа цик-
лов попеременного нагревания и охлаждения. К ним предъявля-
ются следующие требования:
обеспечение надежной герметизации конструкций в течение
гарантийных сроков во всем диапазоне рабочих температур;
адгезия к герметизируемой поверхности, т. е. адгезионная проч-
ность при отслаивании должна быть не менее 1,5-2,0 Н/м;
технологичность и легкость обработки;
условная прочность при разрыве — не менее 1,0-1,5 МПа;
относительное удлинение при растяжении — не менее 150 %;
нетоксичность компонентов [11.24].
Для оптических приборов необходимо соблюдать требования
по налетобезопасности и отсутствию миграции пластификатора,
а также совместимости со смазочными материалами.
Замазки используют для разъемных соединений оптико-механи-
ческих приборов в серийном производстве, заполнения зазоров и
герметизации швов между деталями из стекла, стали, медных, алю-
миниевых, магниевых сплавов и обеспечения пыле- и влагонепрони-
цаемости. Имеются три типа замазок: мягкие, полутвердые, твер-
дые. Наиболее распространенные марки приведены в табл. 11.20.
Широкое распространение получили герметики промышлен-
ного изготовления на основе жидких тиоколов, жидких полисуль-
647
Таблица 11.20. ОСНОВНЫЕ ПОКАЗАТЕЛИ И НАЗНАЧЕНИЕ ЗАМАЗОК
ДЛЯ ОПТИЧЕСКИХ ПРИБОРОВ
Марка, цвет, рабочий интервал температур, °C Температура кап- лепадения, °C Панетрация Назначение
15М (черная); от -45 до +50 77 28 Уплотнение узлов и изделий с зазорами не более 0,5 мм
25М (коричневая); от -60 до +130 Не плавится 250 Герметизация тонких флан- цев, несущих оптику
Вега (черная); от -50 до +60 88 28-30 Герметизация разъемных со- единений, заделка швов, грибо- устойчива
120П (черная); от -50 до +60 76-78 22-30 Для уплотнения крышек би- ноклей, заделки швов
135П (коричневая); от-60 до +130 Не плавится 76-78 Уплотнение резьбовых со- единений
150П (серебристая)*; от -50 до +60 70 45-60 Уплотнение зазоров более 0,5 мм; заделка внутренних и наружных швов
220Т (черная); от -75 до +85 116 35-55 Уплотнение зазоров более 0,5 мм
* Для получения необходимого цвета замазки берется определенный краситель.
фидных каучуков, кремнийорганических каучуков, акриловых
и метакриловых соединений [11.25]. Они обладают удовлетвори-
тельными адгезионными и диэлектрическими характеристиками,
высокой эластичностью в интервале температур от-60 до+120 °C,
отличаются стойкостью к действию света и радиации; жидкие
тиоколы не токсичны, не смешиваются с растворителями. Доста-
точно прочное сцепление герметика с подложкой обеспечивается
только при тщательно подготовленной поверхности, подлежащей
герметизации. Поверхности подвергают очистке от различного рода
загрязнений, следов коррозии, пыли, производят обезжиривание
рабочих поверхностей органическими растворителями или бен-
зином с добавкой антистатической присадки «Сигбол». Сушка
поверхностей производится после каждого обезжиривания до пол-
ного удаления следов растворителя сжатым воздухом или в тер-
мостате при температуре 18-35 °C в течение 10-15 мин.
Оптимальными условиями для приготовления и нанесения гер-
метика являются: температура 18-25 °C, относительная влажность
воздуха 50-75 %. Для ускорения вулканизации герметика поверх-
ность следует подогреть продувкой нагретым сжатым воздухом.
Нанесение герметиков производится вручную с помощью шпате-
лей, шприцов. Для механизированного нанесения герметиков ис-
пользуют ручные пневматические пистолеты с подогревом.
Полный процесс вулканизации заканчивается через 7-10 ч.
Лучшими из тиоколовых герметиков и широко применяемых
в ОМП являются: У-30М, УТ-32, УТ-32Л, ВИТЭФ-1, которые в соче-
тании с эпоксидным клеем К-50 характеризуются наибольшей
стойкостью к излучению, морской воде, влажной атмосфере. Тио-
648
коловые герметики трудно удалить с поверхности, если они нане-
сены на адгезионный подслой. Составы для удаления вулканизи-
рованных герметиков с металлической поверхности приведены
в табл.11.21.
На основе низкомолекулярных кремнийорганических каучу-
ков освоен промышленный выпуск герметизирующих компози-
ций типа «Эластосил». На основе СКТН широкое распростране-
ние получили герметики ВИКСИНТ-У-1-18, ВИКСИНТ-У-2-28, ком-
паунды К-18, КЛ и другие. Однокомпонентные герметики типа
ВГО и эластосила вулканизируются значительно быстрее, чем ти-
околовые. Для двухкомпонентных герметиков оптимальная вул-
канизация при нормальной температуре от 2 до 7 сут. Скорость
вулканизации герметиков зависит от температуры среды, относи-
тельной влажности воздуха и вулканизирующего агента. В каче-
стве усиливающих наполнителей в силоксановые герметики вво-
дят мелкодисперсные диоксид титана, диоксид кремния, оксид
цинка, которые улучшают физико-механические свойства. Для
окрашивания герметиков применяют органические красители в
количестве 0,1-0,5 %. Марки, характеристики и области приме-
нения тиоколовых и силоксановых герметиков приведены в табл.
11.22.
Анаэробные герметики являются новым и перспективным гер-
метизирующим материалом для оптического приборостроения
[11.26]. Уникальным свойством анаэробных продуктов является
отверждение жидких материалов при отсутствии кислорода воз-
духа под каталитическим воздействием конструкционных мате-
риалов. Это полимеры акрилового и метакрилового ряда. Ана-
эробные герметики затекают в любые зазоры и неровности, не тре-
буя значительных усилий для сборки. После полимеризации об-
ладают высокой механической прочностью, стойкостью в услови-
ях вибрации, практически нерастворимы в воде, маслах, топливах,
различных растворителях. Выпускается около 20 наименований
анаэробных герметиков с различной вязкостью. Они однокомпо-
нентны, имеют практически неограниченную жизнеспособность.
Скорость отверждения при необходимости регулируется подогре-
вом или применением активаторов в пределах от 0,3 до 24 ч. Эти
герметики остаются жидкими вне зазоров и легко удаляются про-
Таблица 11.21. ХАРАКТЕРИСТИКИ СОСТАВОВ
ДЛЯ УДАЛЕНИЯ ГЕРМЕТИКОВ
Состав Содержание, масс, частей Продолжи- тельиость действия,ч
толуола нитробензола ацетона
Нормальный 80 — 20 (до выпаде- ния творожистой массы) 10-12
Быстродейст- вующий 20 80 — 4-8
649
650
Таблица 11.22.
ХАРАКТЕРИСТИКИ ГЕРМЕТИЗИРУЮЩИХ МАТЕРИАЛОВ
Марка герметика, стандарт интервал рабочих температур, °C Назначение Внешний вид Срок работы в среде воздуха Гарантийный срок хра- нения герметиков в из- делиях в ненапряженном состоянии
Температу- ра °C Время, ч
У-ЗОМ (ГОСТ 13489-79**); от-60 до +130 Для поверхностной и внутришовной герметизации изделий, крепления оп- тических деталей из силикатного, ор- ганического стекла и кристаллов к по- верхностям из материалов с другими коэффициентами линейного расшире- ния (за исключением латуни, меди, се- ребра и их сплавов) Резиноподобная масса чер- ного цвета 70 5000 15 лет (из них 1 год в атмосферных условиях в интервале темпера- тур от -50 °C в откры- том состоянии)
100 1600
130 100
150 50
УТ-32 (ТУ 38.105462-72); от-60 до +150 Для поверхностной и внутришовной герметизации изделий, крепления оп- тических деталей из силикатного, ор- ганического стекла и кристаллов в оп- равах и к поверхностям из материа- лов с другими коэффициентами линей- ного расширения Резиноподобная масса серо- го цвета 70 2000 12 лет (из них — 1 год в атмосферных усло- виях в интервале тем- ператур от -50 до +50 °C в открытом со- стоянии)
100 1200
130 150
150 50
УТ-34 (ОСТ 3-1927-81); от -60 до +130 Для герметизации металлических со- единений, крепления оптических де- талей из силикатного, органического стекла и кристаллов в оправах и к по- верхностям из материалов с другими коэффициентами линейного расшире- ния Резиноподобная масса чер- ного цвета 70 5000
100 500-700
Резиноподобная масса защит- ного цвета 130 50-100
150 20-50
УТ-32Л (ТУ 38.105671-78); от -60 до +130 Для герметизации смотровых прибо- ров, работающих в различных клима- тических условиях Резиноподобная масса серо- го цвета 70 2000
100 1200
130 150
150 50
ВИТЭФ-1 (ТУ 38.1051291-79); от-60 до +150 Для поверхностной и внутришовной герметизации, крепления оптических деталей из силикатного и органиче- ского стекла в оправах Резиноподобная масса беже- вого цвета 100 600
130 100
651
ВИКСИНТ-У-1-18 (ТУ 38.103420-78); от -60 до +130 Для герметизации изделий, работаю- щих в среде воздуха в различных кли- матических условиях. Для поверхност- ной герметизации металлических со- единений из коррозионно-стойкой ста- ли, алюминиевых и титановых спла- вов Резиноподобная масса бело- го цвета 200 2000 10 лет
250 1200
300 150
ВИКСИНТ-У-2-28 (ТУ 38.003408-75); от -60 до +250 Для внутришовной и поверхностной герметизации изделий, герметизации разъемных серебряных контактов, крепления кремнийорганических ре- зин к резинам и металлам Резиноподобная масса розо- вого и темно-розового цветов 250 1500 Более 10 лет
ВТО-1 (ТУ 38.103211-76); от -60 до +250 Для герметизации изделий,работаю- щих в среде воздуха, поверхностной герметизации с целью защиты изделий от атмосферных и механических воз- действий Резиноподобный материал белого цвета 250 3000 10 лет
ВГО-2 (ОСТ 3-1927-81) Для крепления оптических деталей из силикатного стекла и кристаллов в оправах из металлов и пластмасс. Не вызывают коррозии алюминиевых сплавов, серебряного покрытия, стали углеродистой без защиты, могут при- меняться без подслоя Резиноподобный материал черного цвета 250 3000
Эластосил 137-42 (ТУ 6-02-1012-75); от -80 до +200 Для защитного теплоотводящего по- крытия в радиотехнических и элек- тронных изделиях, склеивания и гер- метизации деталей из стекла, ферри- та, керамики, металла и других метал- лов. Коэффициент теплопроводности 1,06 Нт/м • °C Резиноподобный материал светло-зеленого цвета 250 3000 Устанавливается со- гласованием с разра- ботчиком эластосила отдельно в каждом случае
Невысыхающий герметик 51-Г-З (ТУ 38.1051225-78); от -60 до +100 Для герметизации разъемных соеди- нений, требующих высокой зазороза- полняемости Однородная липкая масса темно-серого цвета 100 2000 12 лет (из них в поле- вых условиях 3 года)
652
Таблица 11.23.
ХАРАКТЕРИСТИКИ АНАЭРОБНЫХ ГЕРМЕТИЗИРУЮЩИХ МАТЕРИАЛОВ
Марка герметика, стандарт, интервал рабочих температур, °C Область применения Кинематическая вязкость при 20 °C, м/с Время отверждения при 20 °C Предел прочности на сдвиг при трении, МПа Наиболь- ший зазор, мм
с акти- ватором без акти- ватора
УНИ ГЕРМ-7 (ТУ 6-01-1312-85); от -60 до +150 Фиксация соединений гладких цилиндри- ческих поверхностей, контровка и гермети- зация неразъемных резьбовых соединений (100+200) 10 е — 1-6 Не менее 8,0 0,15
УНИГЕРМ-2С (ТУ 6-01-1211-79); от -253 до +200 Контровка и герметизация разъемных резьбовых соединений, герметизация флан- цевых соединений с комбинированным уп- лотнением (100+200) 10 е 6 24 1,5-4,5 0,20
УНИГЕРМ-9 (ТУ 6-01-639-82); от-60 до +150 Контровка и герметизация неразъемных резьбовых соединений, а также сопряжен- ных цилиндрических деталей. Быстро отверждается на активных металлических поверхностях, имеющих защитные по- крытия Динамическая вяз- кость по Брукфельду, мПа • с, при скоростях, об/мин: 2 — 2000-4000; 10 — 1000-3000; 20 — 600-1000 1-6 Не менее 8,0 0,30
АНАТЕРМЫ-2, -2Д (ТУ 6-01-1214-79); от -193 до +150 Контровка и герметизация неразъемных резьбовых соединений, контактирующих с различными жидкими и газообразными сре- дами и подвергающихся воздействию вибра- ции, ударных нагрузок (6000+1000) 10’6 6 48 8,0-18,0 0,45
АНАТЕРМ-117 (ТУ 6-01-1304-85); от -196 до +300 Фиксация соединений гладких цилинд- рических поверхностей контровка и герме- тизация неразъемных резьбовых соедине- ний, герметизация фланцевых соединений, контактирующих с различными жидкими и газообразными средами» подвергающихся воздействию вибрации при давлениях до 58,8 МПа (800+1500) 10 6 1-6 Не менее 6,0 0,30
653
Продолжение табл. 11.23
Марка герметика, Область применения Кинематическая Время отверждения при 20 °C Предел прочности на Наиболь- ший зазор, мм
рабочих температур, °C вязкость при 20 °C, м/с с акти- ватором без акти- ватора сдвиг при трении, МПа
УНИГЕРМ-6 (ТУ 6-01-1285-84); от -60 до +200 АНАТЕРМ-17М (ТУ 6-01-2-728-86); от-60 до +150 Контровка и герметизация разъемных резьбовых соединений, работающих в усло- виях повышенных осевых, вибрационных нагрузок с защитными покрытиями Контровка и герметизация разъемных резьбовых соединений из различных метал- лов, сплавов и стали с защитными покры- тиями Динамическая вяз- кость по Брукфельду, мПа с, при скоростях, об/мин: 2 — 2000-4000; 10 — 1000-3000; 20 — 500-1000 (2000-6000) IO’8 — 1-6 5-6 Не менее 4,0 0,5-3,0 0,30 0,40
УНИГЕРМ-8 (ТУ 6-01-2-639-82) Контровка и герметизация неразъемных резьбовых соединений, герметизация флан- цевых соединений. Быстро отверждается как на активных, так и неактивных метал- лических поверхностях, имеющих защит- ные покрытия Динамическая вяз- кость по Брукфельду, мПа с, при скоростях, об/мин: 2 более 4000; 10 — 8000-25 000; 20 — 5000-15 000 1-6 Не менее 8,0 0,45
АНАТЕРМ-8К (ТУ 6-01-2-726-86); от-60 до +150 Контровка и герметизация разъемных резьбовых соединений, герметизация флан- цевых соединений, контактирующих с раз- личными агрессивными средами в различ- ных климатических условиях. Высокая элас- тичность отвержденного полимера, малая чувствительность к замасленным поверхнос- тям при отверждении Динамическая вяз- кость 15 000- 30 000 мПа с 1-6 Не менее 4,0 0,80
Таблица 11.24.
МАСЛА ПРИБОРНЫЕ
Масла отечественного производства Масла зарубежного производства
Фирма-изготовитель Марка масла
АУ (ТУ 38.1011232-89, ТУ 38.1011258-89) «Shell» «Mobil» Tellus С 22 Hyspin AWS 22
МВП (ГОСТ 1805-76) «Shell» «Exxon» Aeroshell Feuid 3 Instrument oil
132-08 (ГОСТ 18375-73) «Shell» ВР «Exxon» Aeroshell Feuid 12 Aero special oil 3 Univis P-12
ВНИИ НП-6 (Т 38.001168-79) «Anderson oil» «Теппесо Со» Winsor-lube-L-245x Anderol-L-401 Anderol-L-402 Brayco NRT-4
МП-601 (ТУ 38.101787-79) «General Electric Со» E-44
МП-605 (ТУ 38.10178-80) «Dow corning» E-44, F-50
К-17 (ГОСТ 10877-78) «Shell» «Mobil» Aeroshell Fluid 10 Mobilarma 524
НГ-203 Б, А (ГОСТ 12328-77) «Shell» «Mobil» Aeroshell Fluid 10 Mobilarma 524
Таблица 11.25. СМАЗКИ ПЛАСТИЧНЫЕ
Смазки отечественного производства Смазки зарубежного производства
Фирма-изготовитель Марка смазки
ГОИ-54П (ГОСТ 3276-89) «Shell» «Mobil» «Exxon» Alrania RL3, R2 Mobilgrease BP.В zero 5114 EP
Пушечная (ПВК) (ГОСТ 19537-83) «Shell» «Mobil» «Costrol» Aeroshell compound 0,5 Ensis Mobil-kote 336 Rustilo 13 Mineral, lelly
ОКБ-122-7 (ГОСТ 18179-72) «Shell» Aeroshell crease 6,22
ЛИТА (ТУ 38.101808-90) «Kliiber» «Lubrication» Centoplex 2DL
ВНИИНП-274 (ГОСТ 19337-73) «Wacker-chemie» Wacker siliconfett
ВНИИНП-246 (ГОСТ 18852-73) «Shell» «Mobil» Aeroshell 15,15A Mobilgrease 24
ЭРА (ТУ 38.101950-83) «Shell» «Mobil» «Kliiber» «Exxon» Aeroshell 6B, 22, 22A Mobilgrease BRB zero Isoflex alltime, ML 2A Beacon P290
М3 (ТУ 38.001263-76) «Shell» «Mobil» «Exxon» Aeroshell 6 Mobilgrease BRB zero Beacon P290
ЦИАТИМ-221 (ГОСТ 9433-80) «Shell» «Mobil» «Texaco» Aeroshell 15,15A Mobilgrease 24, 25 Uni-Temp 500
654
мывочными жидкостями. Одной из основных областей примене-
ния анаэробных материалов является стопорение и уплотнение
резьбовых соединений. Выбор марки материала или фиксации
определяется типом резьбового соединения. В неразъемных со-
единениях необходимо применять высокопрочные соединения,
в разборных пригодна композиция со средней прочностью при
сдвиге около 40 кгс/см2. В соединениях, требующих регулирова-
ния или легкой разборки, необходимы материалы с пределом проч-
ности на сдвиг 10-20 кгс/см2. Марки и характеристики анаэроб-
ных материалов, широко применяемых в оптическом приборо-
строении, приведены в табл. 11.23.
В табл. 11.24 и 11.25 представлены данные по взаимозаме-
няемости смазочных материалов отечественного производства
и их зарубежных аналогов. Перечень эквивалентов установлен
ВНИИНП [11.6].
СПИСОК ЛИТЕРАТУРЫ
К ГЛАВЕ 1
1.1, Гомельский М. С. Тонкий отжиг оптического стекла. — Л.: Машино-
строение, 1969. — 150 с.
1.2. Физико-химические основы производства оптического стекла /Под ред.
Л. И. Д е м к и н о й. — М.: Химия, 1976. — 456 с.
1.3. Безбородов М. А. Синтез и строение силикатных стекол. — Минск:
Наука и техника, 1968. — 448 с.
1.4. Квантовая электроника: Маленькая энциклопедия / Отв. ред. М. Е. Ж а-
ботннский. — М.: Сов. Энциклопедия, 1969. — 432 с.
1.5. Войшвилло Н. А., Гуревич М. М. Каталог светорассеивающих стекол. —
Л.: ГОИ, 1975. — 56 с.
1.6. Ходкевич Л. П., Лево В. К. Кварцевое стекло в производстве электро-
вакуумных изделий. — М.: Энергоиздат, 1981. — 90 с.
1.7. Гилев И. С., Волков Н. М., Кашкай А. Д. Исследование деформаций
предела текучести и релаксации напряжений в оптической керамике КО2 //
ОМП. — 1982. — №1. — С. 20-22.
1.8. Бережной А. И. Ситаллы и фотоситаллы. — М.: Машиностроение,
1966. — 347 с.
1.9. Дарвойд Т. И., Коломиец Б. Т., Петровский Г. Т. Таллий и его приме-
нение. — М.: Цветметинформация, 1968. — 70 с.
1.10. Никогосян Д. Н. Кристаллы для нелинейной оптики // Квантовая
электроника. — 1977. — Т. 4. — № 1. — С. 5-27.
1.11. Стекло: Справочник / Под ред. Н. М. Павлушкина. — М.:
Стройиздат, 1973. — 487 с.
1.12. Шепурев Э. И. Оптические свойства стеклообразных оптических по-
лимеров // ОМП. — 1986. — №1. — С. 51-55.
1.13. Гудимов М. М., Перов Б. В. Органическое стекло. — М.: Химия, 1981. —
215 с.
1.14. Барачевский В. А., Лашков Г. И., Цехомский В. А. Фотохромизм и
его применение. — М.: Химия, 1977. — 280 с.
1.15. Бартенев Г. М. Сверхпрочные и высокопрочные неорганические стек-
ла. — М.: Стройиздат, 1974. — 338 с.
1.16. Безбородов М. А. Вязкость силикатных стекол. — Минск: Наука и
техника, 1975. — 350 с.
1.17. Вайнберг В. Б., Саттаров Д. К. Оптика световодов. — Л.: Машино-
строение, 1977. — 320 с.
1.18. Механические и тепловые свойства и строение неорганических сте-
кол: Материалы первого всесоюзного симпозиума / Под ред. Г. М. Б а р т е -
н е в а. — М.: Стройиздат, 1972. — 388 с.
1.19. Прянишников В. П. Система кремнезема. — Л.: Стройиздат, 1971. —
236 с.
1.20. Дубашев М. А., Бердов Г. И., Мусатов М. И. Термостойкие диэлектри-
ки и их спаи с металлом. — М.: Атомиздат, 1980. — 240 с.
1.21. Ходаковская Д. Я. Химия титансодержащих стекол и ситаллов. —
М.: Химия, 1978. — 282 с.
1.22. Иванов А. В. Способы определения механической прочности оптичес-
ких материалов // ОМП. — 1973. — №3. — С. 59-67.
1.23. Орлова Л. А., Кузнецов А. Я. О механической прочности деталей, изготов-
ленных из различных оптических материалов // ОМП. — 1975. — №6. — С. 79-80.
1.24. Справочник по производству стекла / Под ред. И. И. К и т а й г о-
родского. — Т. 1. — М.: Госстройиздат, 1963. — 1026 с.
1.25. Справочник технолога-оптика / Под ред. С. М. К у з н е ц о в а,
М. А. О к а т о в а. — Л.: Машиностроение, 1983. — 414 с.
656
1.26. Вальковский С. Н., Надгорный Э. М., Рейтеров В. М. Механические
свойства и подвижность дислокаций в монокристаллах фтористого бария //
Проблемы прочности. — 1970. — №6. — С. 10-15.
1.27. Влияние состояния поверхности на прочность при осевом сжатии и
изгибе оптического ситалла СО-115М / Г. М. О х р и м е в к о, Ю. М. Р о д и-
ч е в, В. Л. С т е п ч е н к о и др. // ОМП. — 1982. — № 1. — С. 22-26.
1.28. Гилев И. С., Волков Н. М., Волынец Ф. К. Исследование деформации,
предела текучести и релаксации напряжений в оптической керамике КО1 //
ОМП. — 1978. — № 5. — С. 72-74.
1.29. Кинжери В. Д. Введение в керамику. — М.: Стройиздат, 1967. — 500 с.
1.30. Степанов А. В. Основы пркктической прочности кристаллов. — М.:
Наука, 1974. — 132 с.
1.31. Нечай А. В., Фоломеев А. В. Механическая прочность некоторых
оптических стекол // ОМП. — 1968. — № 5. — С. 59.
1.32. Нечай А. В., Фоломеев А. В. Исследование предела прочности некото-
рых кристаллов в зависимости от способа обработки // ОМП. — 1966. —
№ 10. — С. 40.
1.33. Волынец Ф. К., Гилев И. С., Волков Н. М. Температурная зависимость
предела текучести монокристаллического фтористого магния // ОМП. — 1976. —
№6. — С. 70-71.
1.34. Исследование изменения предела прочности кристаллов фтористого
лития в зависимости от различных факторов / А. В. Н е ч а й, Н. В. Б е р-
баш, Е. М. Милюков и др. / / ОМП. — 1967. — № 9. — С. 46-50.
1.35. Волынец Ф. К. Способы изготовления, структура и физико-химичес-
кие свойства оптической керамики // ОМП. — 1973. — №9. — С. 48-61.
1.36. Kirchner Н. Р., Cruber R. М. Strenght-Anisotropy-Grain Size Relations
in Ceramic Oxides // J. Am. Cer. Soc. — 1970. — V. 53. — N 5. — P. 232-236.
1.37. Райхельс E. И., Смушков И. В., Трембович В. М. Изменение субструкту-
ры монокристаллов фтористого лития при изотермическом отжиге // ФТТ. —
1967. — Т. 9. — №5. — С. 1505-1509.
1.38. Бондарь В. В., Еремина Н. И., Крюкова С. В. Относительная твер-
дость по сошлифовыванию оптических бесцветных стекол серийного произ-
водства // ОМП. — 1985. — №8. — С. 50-55.
1.39. Крюкова С. В., Бондарь В. В., Еремина Н. И. Относительная твер-
дость по сошлифовыванию цветных стекол // ОМП. — 1986. — № 12. —
С. 55-65.
1.40. Демкина Л. И., Кисин Б. И. Зависимость упругих свойств стекол от
их химического состава // ОМП. — 1972. — №7. — С. 39-44.
1.41. Кисин Б. И. Упругие свойства стекол // ОМП. — 1959. — №11. —
С. 36-37.
1.42. Оптические кристаллические материалы: Каталог / Под ред. Г. Т. П е т-
ровского. — М.: Дом оптики, 1991.
1.43. Кинжери В. Д. Измерения при высоких температурах. — М.: Госна-
учтехиздат, 1963. — 466 с.
1.44. Захаров П. А., Крылов Н. Н., Пушинкова В. К. Сравнительные и пре-
дельные характеристики термостойкости оптических материалов // ОМП. —
1982. — №2. — С. 30-32.
1.45. Захаров П. А., Лазарев А. И. Критерий термопрочности оптических
материалов // ОМП. — 1971. — № 1. — С. 70-71.
1.46. Владыко М. Н. Поликристаллический селенид цинка // Поликрис-
таллические оптические материалы: Сб. тез. докл. — М., 1986. — С. 8.
1.47. Еремина Н. И., Крюкова С. В., Бондарь В. В. Зависимость относи-
тельной твердости по сошлифовыванию оптических стекол от их микротвер-
дости // ОМП. — 1980. — №3. — С. 30-31.
1.48. Микротвердость хрупких оптических материалов / С. Н. Д е р ж а-
вин, А. В. Иванов, С. С. Касымов и др. — Ташкент: Изд-во ФАН УзССР,
1983. — 160 с.
657
1.49. Оптическое стекло СССР/ГДР: Каталог. — М.: Машпрнбор.
1.50. Сперанская Т. А., Тарутина Л. И. Оптические свойства полимеров. —
Л.: Химия, 1976. — 136 с.
1.51. Беляев А. Г., Онущенко А. А., Петровский Г. Т. Получение и нели-
нейно-оптические свойства фосфатных стекол // Оптический журнал. —
1995,— №11. — С. 52-58.
1.52. Петровский Г. Т. Оптическое материаловедение в ГОИ // Оптичес-
кий журнал. — 1997. — № 5. — С. 3-16.
1.53. Оптические кристаллические материалы: Каталог. НИТИОМ ВНЦ
«ГОИ им. С. И. Вавилова». — Л., 1991.
1.54. Патент США №4020021 «Process for manufacturing polymers of
bicyclo(2.2.1)heptene-2 and its substitution derivatives». J. Lahouste, M. Lemattre,
J.-C. Muller, C. Stein. — Приоритет 26.04.1977.
К ГЛАВЕ 2
2.1. Грамматин А. П., Деген А. Б. Оценка технологичности оптических
систем // ОМП. — 1973. — № 7. — С. 70.
2.2. Смирнов В. И., Зубаков В. Г. Требования к литым оптическим дета-
лям из полиметилметакрилата // ОМП. — 1973. — №1. — С. 38.
2.3. Агурок И. П., Горелик М. С., Духопел И. И. Универсальный интерфе-
рометр ИКД-110 // ОМП. — 1990. — №11. — С. 61.
2.4. Комплекс программ INTERF для обработки на ЭВМ интерферограмм
при контроле оптических деталей и систем / М. А. Г а н и др. // ОМП. —
1990. — № 11. — С. 68.
2.5. Зубаков В. Г. Технология оптических деталей. — М.: Машинострое-
ние, 1985. — 368 с.
2.6. ГОСТ 23136—93. Материалы оптические. Параметры.
2.7. ГОСТ 3514-94. Стекло оптическое бесцветное. Технические условия.
К ГЛАВЕ 3
3.1. Коломийцев Ю. В. Интерферометры. — Л.: Машиностроение, 1976. — 296 с.
3.2. Кривовяз Л. М., Пуряев Д. Т., Знаменская М. А. Практика оптической
измерительной лаборатории. — М.: Машиностроение, 1974. — 332 с.
3.3. Оптические приборы для измерения линейных и угловых величин в
машиностроении / Ю. В. К о л о м и й ц е в, И. И. Д у х о п е л, А. И. И н ю-
ш и н, И. В. А р т е м ь е в. — М.: Машиностроение, 1964. — 254 с.
3.4. Справочник по производственному контролю в машиностроении /
К. И. Абаджи, А. Н. Бойцов, Ф. П. Волосевич и др. — М.:
Машиностроение, 1974. — 377 с.
3.5. Креопалова Г. В., Лазарева Н. Л., Пуряев Д. Т. Оптические измере-
ния. — М.: Машиностроение, 1987. — 264 с.
3.6. Никитин В. А. Методы и средства измерения радиусов сферических
поверхностей оптических деталей // ОМП. — 1970. — № 10. — С. 57-64.
3.7. Евласов С. Е. Фотоэлектрический метод исследования качества опти-
ческих деталей // ОМП. — 1960. — №3. — С. 7-12.
3.8. Харитонов А. И., Горшков В. А., Симонов Е. С. Двулучевой интерферо-
метр с боковым и радиальным сдвигом волновых фронтов // ОМП. — 1975. —
№ 8. — С. 31-32.
3.9. Бубис И. Я., Робачевская В. И., Савин В. А. Исследование точных
астрономических поверхностей с помощью эталонов существенно меньшего
размера // Новая техника в астрономии. — М.: Наука, 1970. — Вып. 3. —
С. 219-224.
658
3.10. Максутов Д. Д. Изготовление и исследование астрономической
ки. — М.: Наука, 1984. — 272 с. 0ПТи'
3.11. Сосиов А. Н., Кузнецов С. М., Зубаков В. Г. Новые приборы для ко
троля цилиндрических линз // ОМП. — 1973. — №4. — С. 42-44. н"
3.12. Дунин-Барковский И. В., Карташова А. Н. Измерения и анализ ще
роховатости, волнистости и некруглости поверхности. — М.: Машиностпое
ние, 1978. — 232 с.
3.13. Кукс В. Г., Липовецкий Л. Е., Сюткии В. А. Измерение деталей с асфе-
рическими поверхностями на сферометре ИЗС-7 // ОМП. — 1972. — №4 _____
С. 39-41.
3.14. Бакаев М. И., Кузнецов А. В., Чунин Б. А. Об аттестации полярно-
координатных измерительных приборов // ОМП. — 1990. — №11. — С. 66.
3.15. Савин В. А., Федина Л. Г. Неравноплечий интерферометр // Новая
техника в астрономии. — М.: Наука, 1970. — Вып. 3. — С. 207-212.
3.16. Пуряев Д. Т. Методы контроля оптических асферических поверхнос-
тей. — М.: Машиностроение, 1976. — 262 с.
3.17. Чуннн Б. А. О контрастности интерференционной картины при кон-
троле профиля асферических поверхностей // ОМП. — 1990. — №11. —
С. 48-49.
3.18. Контроль больших асферических поверхностей с помощью круговых
искусственных голограмм / Г. И. Аверьянова, Н. П. Ларионов,
А. В. Л у к и н и др. // ОМП. — 1975. — №6. — С. 60-63.
3.19. Духопел И. И., Качкнн С. С., Чунин Б. А. Изготовление и методы
контроля асферических поверхностей. — Л.^Машиностроение, 1975. — 86 с.
3.20. Заказнов Н. П., Горелик В. В. Изготовление асферической оптики. —
М.: Машиностроение, 1976. — 248 с.
3.21. Русинов М. М. Несферические поверхности в оптике. — М.: Недра,
1973. — 296 с.
3.22. Малакара Д. Оптический производственный контроль / Пер. с англ.;
Под ред. А. Н. Соснова. — М.; Машиностроение, 1985. — 400 с.
3.23. Афанасьев В. А. Оптические измерения. — М.: Недра, 1968. — 263 с.
3.24. Соколова Н. С. О допусках на центрировку линз объективов // ОМП. —
1973. — № 7. — С. 53-56.
3.25. Bergern R. Analys of interferograms // Opt. Spectra. — 1970. — N 11. —
P. 491-497.
3.26. Андреев А. И., Духопел И. И., Чунин Б. А. Использование растрово-
муарного метода для контроля асферических линз // ОМП. — 1990. — №11. —
С. 49.
3.27. Чунни Б. А., Шишлов С. А. Контроль асферических поверхностей //
ОМП. — 1990. — № 11. — С. 38.
3.28. Духопел И. И., Прохорова Н. А., Серегнн А. Г. Интерферометр на-
клонного падения для контроля плоских поверхностей // Тр. ГОИ. — 1986. —
Т. 74. — Вып. 208. — С. 73.
3.29. Автоколлимационный интерферометр на решетках / Ю. А. Б л и з ню к,
И. И. Духопел, Л. Н. Орлова и др. / / Исследования по геомагнетизму,
астрономии и физике солнца. — М.: Наука, 1980. — № 1. — С. 94-95.
3.30. Скоков И. В. Многолучевые интерферометры. — М.: Машинострое-
ние, 1969. — 247 с.
3.31. Духопел И. И. Интерференционные методы и приборы для контроля
плоскостей оптических деталей // ОМП. — 1971. — №9. — С. 63-69.
3.32. Бубис И. Я., Кузнецов А. И., Розов В. Я. Применение оптических мето-
дов для контроля формы шлифованных поверхностей // ОМП. — 1974. —
№11. — С. 69-70.
3.33. Агурок И. П., Горелик В. И., Духопел И. И. Универсальный интерфе-
рометр ИКД-110 // ОМП. — 1990. — №11. — С. 61-64.
3.34. Гуров И. П., Гойко Н. А., Духопел И. И. Автоматизированная опти-
ко-электронная система для высокоточного анализа интерферограмм // Оп-
тический журнал. — 1994. — № 1. — С. 15-18.
659
3.35. Kreis Th., Osten W. Automatische Rekonstruktion von Phasenvertei-
lungen aus Interferogrammen. — Technisches Messen. — 1991. — 58. — N 6. —
S. 235-240.
3.36. Коломийцова T. С., Константиновская H. В. Погрешности метода пе-
реналожения пробного стекла при контроле выпуклых сферических поверх-
ностей // ОМП. — 1977. — № 1. — С. 3-6.
3.37. Зверев В. А., Родионов С. А., Сокольский М. Н. Технологический
контроль главного зеркала БТА // ОМП. — 1977. — №3. — С. 3-5.
3.38. Серегин А. Г., Потешин И. С., Тулеева Т. Н. К расчету параметров
модифицированной схемы Хиндли при контроле, выпуклых гиперболических
поверхностей // ОМП. — 1991. — №9. — С. 83-85.
3.39. Чунин Б. А., Назарова В. Я., Качкин С. С. О контроле асферических
поверхностей с малыми отступлениями от сферы // ОМП. — 1963. — №12. —
С. 6-9.
3.40. Комиссарук В. А. Об интерферометре сдвига в случае волнового фрон-
та, обладающего симметрией вращения // ОМП. — 1969. — №7. — С. 8-10.
3.41. Харитонов А. И., Горшков В. А., Симонова Е. С. О некоторых методах
контроля асферических волновых фронтов с помощью интерферометра сдвига
// ОМП. — 1976. — № 7. — С. 53-56.
3.42. Голографический контроль асферических поверхностей / Г. Н. Б у й-
н о в, Н. П. Л а р и о в о в, А. В. Л у к и н, К. С. М у с т а ф и н // ОМП. —
1971. — №4. — С. 6-11.
3.43. Ларионов Н. П., Лукин А. В., Мустафии К. С. Искусственная голо-
грамма как оптический компенсатор // Оптика и спектроскопия. — 1972. —
Т. XXXII. — № 2. — С. 396-399.
3.44. Федоров Б. Ф., Эльман Р. И. Синтезирование голограмм с помощью
ЭВМ // ОМП. — 1972. — № 4. — С. 3-4.
3.45. Оптические приборы в машиностроении / М. М. А п е н к о,
И. П. Араев, В. А. Афанасьев и др. — М.: Машиностроение, 1974. —
238 с.
К ГЛАВЕ 4
4.1. Нечаева Н. А., Медведева И. М. Новые полировальные материалы и
опыт их использования для полирования химически нестойких стекол //
Матер, сем. по обработке деталей из химически нестойких стекол, керамики
и кристаллов. — М.: НТЦ «Информатика»: 1990. — С. 46.
4.2. Альтшуллер В. М., Коровкин В. П. Состояние и перспективы примене-
ния инструмента «Аквапол» // Матер, сем. по обработке деталей из химичес-
ки нестойких стекол, керамики и кристаллов. — М.: НТЦ «Информатика»,
1990. — С. 36.
4.3. Альтшуллер В. М., Герасимов С. А., Коровкин В. П. Обрабатывае-
мость оптических стекол при полировании инструментом со связанным аб-
разивом // Матер, сем. по обработке деталей из химически нестойких стекол,
керамики и кристаллов. — М.: НТЦ «Информатика», 1990. — С. 40.
4.4. Рогов В. В. Применение инструмента «Аквапол» для полирования де-
талей из различных оптических стекол и других материалов // Матер, сем.
по обработке деталей из химически нестойких стекол, керамики и кристал-
лов. — М.: НТЦ «Информатика», 1990. — С. 34.
4.5. Голованова М. Н., Сергеев О. А. Энергетические соотношения при абра-
зивном диспергировании // Формообразование оптических поверхностей. —
М.: Оборонгиз, 1962. — 432 с.
4.6. Качкин С. С., Орлова Л. А. Влияние разрушенного слоя на механичес-
кую прочность стекла К8 // ОМП. — 1971. — №6. — С. 50-52.
4.7. Кузнецов С. М., Бурман Л. Л. Об упрочнении поверхностного слоя
стекла // Стекло и керамика. — 1970. — №3. — С. 11-13.
660
4.8. Скрипко Г. Ф., Пашеико Н. Г. Сверление глубоких отверстий инстру-
ментом из синтетических алмазов // Синтетические алмазы. — 1972. — №4 _
С. 31.
4.9. Антивспениватели для полиритной суспензии / Л. И. В о р о н и н а,
М. А. Окатов, Н. В. Введенский и др. // ОМП. — 1979. — № 8. ___________
С. 32-34.
4.10. Кузнецов С. М., Арзуманов Р. М. Выбор аналитическим методом
режимов обработки оптических деталей. — Л.: ЦНТИ, 1978. — 43 с.
4.11. Шехнер Ю. И., Бурман Л. Л., Лепитова Н. П. Новый состав СОЖ для
шлифования стекла // Синтетические алмазы. — 1970. — № 5. — С. 4-6.
4.12. Маляреико А. Д. Технологические основы обработки высокоточных
оптических сферических поверхностей. — Минск: БГПА, 2000.
К ГЛАВЕ 5
5.1. Акустические кристаллы: Справочник / А. А. Б л и с т а н о в, В. С. Б о н-
даренко, Н. В. Перемолова и др. — М.: Наука, 1988. — 632 с.
5.2. Оптические материалы для инфракрасной техники: Справочник /
Е. М. Воронкова, Б. Н. Грегушников, Г. И. Дистлер и др. — М.:
Наука, 1965. — 336 с.
5.3. Упругие свойства кристаллов КДР и ДКДР при высоких температурах /
С. И. Ч и ж и к о в, Н. Г. С о р о к и н, И. Ю. Дедовская и др. //
Кристаллография. — 1973. — Т. 18. — Вып. 4. — С. 860.
5.4. Кнуияиц И. Л. Химическая энциклопедия. — М.: Сов. энциклопедия,
1988. — Т. 1. — С. 623.
5.5. Термостойкие диэлектрики и их спаи с металлом в новой технике /
М. А. Рубашев, Г. И. Бердов, В. Н. Гаврилов и др. — М.:
Атомиздат, 1986. — 260 с.
5.6. Оптические кристаллические материалы: Каталог. — М.: Мир, 1989. — 185 с.
5.7. Обработка полупроводниковых материалов / В. И. К а р б а н ь, П. К о й,
В. В. Р о г о в и др. — Киев: Наук, думка, 1982. — С. 18-19.
5.8. Китайгородский А. И. Рентгеноструктурный анализ. — М.; Л.: Гостех-
издат, 1950. — 354 с.
5.9. Ганиев Р. М., Горожанкин Г. Б., Галимов Д. Г. К методике определения
ориентации полупроводниковых кристаллов // Зав. лаборатория. — 1967. —
Т. 33. — № 8. — С. 986.
5.10. Рассеяние света шероховатыми поверхностями кристаллов фторис-
того лития / Г. М. Городинский, А. В. Иванов, Е. Б. Поклад
и др. // ОМП. — 1974. — №8. — С. 7.
5.11. Куклева 3. А., Лодыгин Б. И. Метод определения ориентации блоков
в крупногабаритных кристаллах флюорита и фтористого бария // ОМП. —
1978. — № 5. — С. 76.
5.12. Куклева 3. А., Лодыгин Б. И. Влияние анизотропии физико-механи-
ческих свойств кристаллов флюорита на точность формы полируемой поверх-
ности // ОМП. — 1982. — №4. — С. 27.
5.13. Методы испытания на микротвердость: Приборы. — М.: Наука, 1965. —
191 с.
5.14. Качалов Н. Технология шлифовки и полировки листового стекла. —
М.; Л., 1958. — 382 с.
5.15. Широкшина 3. В., Коробкииа Н. Н„ Разнобрядцева Т. М. Межопера-
ционные защитные полимерные покрытия оптических деталей // ОМП. —
1986. — № 3. — С. 25.
5.16. Выявление величины нарушенного слоя кристаллов КРС-5 и КРС-6
на разных стадиях механической обработки / Ф. Н. К о з л о в, Л. В. Жуко-
ва, А. А. Пупышев и др. // ОМП. — 1980. — № 10. — С. 51.
661
5.17. Куклева 3. А., Кожухова В. Т. Механическая обработка крписталлов
титаната стронция // ОМП. — 1979. — №6. — С. 33.
5.18. Влияние отжига на скорость испарения монокристаллов корунда /
И. П. Бабийчук, В. С. Коневски й, Е. В. Кривоносов и др. //
ОМП. — 1986. — №4. — С. 34-35.
5.19. Бабийчук И. П., Добровинская Е. Р., Литвинов Л. А. Влияние элект-
ризации поверхности на скорость механической обработки монокристаллов
корунда // ОМП. — 1986. — №3. — С. 32-33.
5.20. Влияние химических сред на деформацию и структуру поверхно-
сти монокристаллов корунда / С. С. Лобанова, А. К. Стальнов,
М. А. О к а т о в и др. // ОМП. — 1983. — № 10. — С. 56-62.
5.21. Stushen Н. W., Moody S. W. Polishing of Sapphire with Colloidal Silica
Ц J. Electrochem. Soc. — 1979. — V. 125. — N 1. — P. 136.
5.22. Угай В. А., Кириченко И. В., Курбатов Н. Р. Строение разрушенного
слоя в кристаллах Si, Ge и GaAs // Неорганические материалы. — 1972. —
Т. VIII. — № 2. — С. 209-212.
5.23. Котосонов Н. В., Никольская И. П. Глубина нарушенного слоя и ско-
рость травления механически полированного германия при различных крис-
таллографических ориентациях // Радиофизика и микроэлектроника. — Во-
ронеж, 1970. — С. 56-59.
5.24. Крюк В. И., Минц Р. И. Экзоэлектронная эмиссия как метод неразру-
шающего контроля полупроводников // Электронная техника. Сер. 8. Управ-
ление качеством и стандартизация. — 1972. — Вып. 9. — С. 57-61.
5.25. Суходрева И. М., Аверьянова Э. Б. Рентгенодифракционное изучение
нарушений германия, вызванных механической обработкой // Электронная
техника. Сер. 14. Материалы. — 1968. — Вып. 4. — С. 52-57.
5.26. Фокин А. С-, Кавьев Э. К. Определение глубины нарушенного слоя мето-
дом интегральных характеристик аномального прохождения рентгеновских лу-
чей // Электронная техника. Сер. 2. Полупроводниковые приборы. — 1973. —
Вып. 6 (78). — С. 72.
5.27. Голиков В. И., Карбань В. И., Кипиис М. А. Качество поверхности
кремния после алмазной обработки // Синтетические алмазы. — 1973. —
Вып. 2. — С. 47-49.
5.28. Митрофанов В. В., Колпакова Л. И. Влияние качества поверхности
при механической обработке на величину деформации пластинок германия и
кремния // Электронное приборостроение. 1967. — Вып. 3. — С. 10-22.
5.29. Матвеева П. С., Зоншайн Е. М., Мардер Т. Е. Зависимость микротвер-
дости поверхности некоторых кристаллов от способа обработки // ОМП. —
1977. — № 3. — С. 36.
5.30. Капустина Т. П., Порохова Т. Г., Тарковская Л. В. Строение поверх-
ностного слоя шлифованных пластин кремния и германия // Изв. вузов:
Приборостроение. — 1964. — Т. 7. — №4. — С. 9-15.
5.31. Жукова Л. А., Гуревич М. А. Интерпретация электронограмм, получае-
мых методом отражения // Науч. тр. Гиредмета. — 1969. — Т. 25. — С. 32-38.
5.32. Толмачев В. А. Адсорбционно-эллипсометрический метод исследова-
ния оптического профиля, толщины и пористости тонких пленов // Оптичес-
кий журнал. — 1999. — № 7. — С. 20-34.
5.33. Романов О. В. Электрические свойства механически нарушенной по-
верхности германия // Ученые записки ЛГУ. — 1968. — 245 с.
5.34. Ефимов Е. А., Ерусалимчик И. Г., Захарова Т. С. Электрохимический
метод измерения нарушенного слоя на германии и кремнии после механичес-
кой обработки // Электронная техника. Сер. 2. Полупроводниковые прибо-
ры. — 1966. — Вып. 1. — С. 34-38.
5.35. Рассеяние света в кристалле КН2РО4 при его высокотемпературном
фазовом превращении / О. А. Ш у с т и н, Т. С. В е л и ч к и и а, Л. Ф. Ми-
хе е в а и др. // Письма в ЖЭТФ. — 1973. — Т. 18. — Вып. 10. — С. 632.
5.36. Кузнецов В. Д. Поверхностная энергия твердых тел. — М.: Гостехиз-
дат, 1954. — 220 с.
662
5.37. Валов Ю. А. Способы осаждения селенида цинка из пара: Обзорная
информация. Обзор №3099 // Аналитический обзор за 1958-1989 гг. — М.:
ЦНИИ информации и технико-экон, исследований, 1982.
5.38. Cavenett В. С. The allowed and forbidden transition in the paramagnetic
resonance of the manganese ion in cubic zinc selenide // Proc, of the Phys. Soc. —
1964. - V. 84. — P. 1.
5.39. Кузьминов Ю. С. Ниобат и танталат лития // Материалы для нели-
нейной оптики. — М.: Наука, 1975. — С. 223.
5.40. Исследования реальной структуры монокристаллов галогенидов тал-
лия КРС-5 и КРС-6 / Л. А. Жукова, Е. Т. Хохрина, Т. И. Дарвойд
и др. Ц ОМП. — 1980. — № 7. — С. 28.
5.41. Матвеева П. С., Башлыкова Г. П., Даутов Р. С. Влияние механичес-
кой обработки на глубину залегания нарушенного слоя в некоторых монокри-
сталлах // ОМП. — 1969. — № 12. — С. 51.
К ГЛАВЕ 6
6.1. Кузнецов С. М., Литвииеико В. Н. Расчет блока сферических заготовок
оптических деталей // Изв. вузов: Приборостроение. — 1988. — Т. XXXI. —
№9. — С. 77-81.
6.2. Кузнецов С. М., Литвииеико В. Н. Расчет блока плоских заготовок
оптических деталей // Изв. вузов: Приборостроение. — 1988. — Т. XXXI. —
№ 8. — С. 80-83.
6.3. Балай В. В. Метод, технология и автоматизированное оборудование
для алмазной обработки призматических деталей // ОМП. — 1976. — №8. —
С. 30-33.
К ГЛАВЕ 7
7.1. Грамматик А. П., Марчук С. А. Асферические поверхности нового типа
и их аберрационные свойства // ОМП. — 1990. — № 11. — С. 55-57.
7.2. Антонов Э. А., Бурдина Н. М. Производство оптических деталей мето-
дами прессования // ОМП. — 1990. — № 11. — С. 27.
7.3. Торбин И. Д., Нижин А. М. Применение полимеризующихся клеев для
копирования оптических поверхностей // ОМП. — 1973. — № 3. — С. 56-59.
7.4. Болыпаиии А. Ф. Разработка и исследование метода осаждения опти-
ческих покрытий с заданным распределением толщины. — Л.: ЛИТМО,
1984. — 22 с.
7.5. Антонов Э. А., Кондратьев Ю. Н. Изготовление асферических оптичес-
ких деталей методом моллирования // ОМП. — 1972. — № 7. — С. 52.
7.6. Попов Г. М. Изготовление астрономической оптики. — М.: Наука,
1987. — 278 с.
7.7. Прохоров А. М., Трушии Е. В., Витриченко Э. А. Основные принципы
автоматизации процессов формообразования астрономической оптики // ОМП. —
1978. — № 11. — С. 42-45.
7.8. Способ изготовления асферических поверхностей с малыми отступле-
ниями от сферы / М. Н. Г о л о в а н о в а, С. С. К а ч к и н, Е. И. К р ы л о-
в а и др. // ОМП. — 1968. — № 4. — С. 40—43.
7.9. Гуревич Л. С., Оструи Б. Н., Делюхин С. И. Методика расчета контура
масок для обработки асферических оптических деталей с учетом кинематики
оптического станка // ОМП. — 1989. — № 12. — С. 34-36.
7.10. Назаров В. Г. Расчет параметров исходных сфер для получения опти-
ческих асферических поверхностей // ОМП. — 1985. — № 1. — С. 54-57.
663
7.11. Лысянный Ю. К., Цеснек Л. С. Расчет контура рабочей поверхности
инструмента-«маски» для формообразования вогнутой параболической поверх-
ности вращения // ОМП. — 1973. — № 7. — С. 51—52.
7.12. Карлин О. Г., Кукс В. Г. Получение оптических деталей с асферичес-
кими поверхностями посредством упругого инструмента // ОМП. — 1966. —
№12. — С. 40-43.
7.13. Качкин С. С., Чунин Б. А., Винокур С. И. Способы формообразования
асферических поверхностей // Формообразование оптических поверхностей /
Под ред. К. Г. К у м а н и н а. — М.: Оборонгиз, 1962. — 432 с.
7.14. Тевелев Л. В., Тютерев Б. В. Шлифование асферических оптических
деталей иа модернизированном станке «Старт-500» с управлением от ЭВМ //
ОМП. — 1983. — № 6. — С. 35-37.
7.15. Богданов А. П. Управление и оптимизация технологическим процес-
сом автоматизированного формообразования поверхностей оптических дета-
лей И ОМП. — 1987. — № 11. — С. 18-21.
7.16. Духопел И. И., Качкин С. С., Чуиин Б. А. Изготовление и методы
контроля асферических поверхностей. — Л.: Машиностроение, 1975. — 85 с.
7.17. Бакаев М. И., Кузнецов А. В., Чунии Б. А. Обработка параболических
поверхностей // Изв. вузов. Приборостроение. — Т. XXXII. — 1989. — № 2. —
С. 90.
7.18. Попов Л. В., Любарский С. В., Соболев В. Г. Алмазное точение
в производстве оптических деталей // ОМП. — 1990. — №11. — С. 12-17.
7.19. Aspden ane ets. Computere Assisted Optical Surfacing // Appl. Opt. —
1972. — V. 11. — N 12. — P. 2739.
7.20. Климович Ф. Ф., Лысянный Ю. К., Хохленков Л. Н. Формообразова-
ние выпуклых асферических поверхностей оптических деталей методом траек-
торного копирования на станках с ЧПУ // ОМП. — 1989. — №4. — С. 48-50.
7.21. Чунин Б. А., Соснов А. Н. Некоторые вопросы изготовления анамор-
фотной оптики // ОМП. — 1972. — № 1. — С. 55-57.
7.22. Бакаев М. И., Калугин Ф. И., Чунин Б. А. Центрирование оптических
деталей с асферическими поверхностями // ОМП. — 1983. — № 11. — С. 62.
7.23. Адаптивная оптика: Сб. статей / Под ред. Э. А. Витриченко. —
М.: Мир, 1980. — 250 с.
7.24. Максутов Д. Д. Изготовление и исследование астрономической опти-
ки. — М.; Л.: Гостехиздат, 1948. — 280 с.
7.25. Бутин И. Я. Опыт изготовления зеркальных крупногабаритных си-
талловых заготовок // ОМП. — 1978. — № 11. — С. 40-43.
7.26. Jones О. J. Optimization of computer controlled polishing // Applied
Optics. — 16. — N 1. — P. 218-224.
7.27. Любарский С. В. Зеркала из нетрадиционных для оптики материа-
лов // Оптический журнал. — 1996. — №4. — С. 33-39.
7.28. Михельсон Н. Н. Оптика астрономических телескопов и методы ее
расчета. — М.: Изд. фирма «Физико-математическая литература», 1995.
7.29. Гальванотехника: Справочник / Под ред. А. М. Гинберга и др. —
М.: Металлургия, 1987. — 432 с.
7.30. Мирошников М. М., Любарский С. В., Химич Ю. П. Зеркала оптичес-
ких телескопов // ОМП. — 1990. — № 9. — С. 3-18.
7.31. Lubarsky S. V., Sobolev V. G., Shetsov S. E. Optical surface fabrication
on ultraprecision machines // Proc. SPIE. — 1990. — V. 1266. — P. 226-236.
7.32. Martin R. V., MacLeod H. A., Netterfield R. P. lon-Beam-Assisted
Deposition of thin Films // Appl. Opt. — 1983. — V. 22. — P. 178-184.
7.33. Pulker H. K., Buhler M., Hora R. Optical Films Deposited by a Reactive
Ion Plating Process // Proc. SPIE. — 1986. — V. 678. — P. 110-114.
7.34. Рождественский Ю. В., Вейнберг В. Б., Саттаров Д. К. Волоконная
оптика в авиационной и ракетной технике. — М.: Машиностроение, 1977. —
166 с.
7.35. Капани Н. Волоконная оптика. — М.: Мир, 1969. — 461 с.
664
7.36. Вейнберг В. Б., Саттаров Д. К. Оптика световодов. — Л.: Машино-
строение, 1977. — 319 с.
7.37. Тидакен Р. Волоконная оптика и ее применение. — М.: Мир, 1975. —
240 с.
7.38. Блох К. И. Оптические волокна и волоконные элементы. — Л.: Хи-
мия, 1972. — 261 с.
7.39. Итоги науки и техники. Сер. «Радиотехника». — Т. 1. — М.: ВИНИТИ,
1984. — 251 с.
7.40. Достижения в технике передачи и воспроизведения изображений. —
Т. 1. — М.: Мир, 1978. — 336 с.
7.41. Саттаров Д. К. Волоконная оптика. — Л.: Машиностроение, 1973. —
278 с.
7.42. Красюк Б. А., Корнеев Г. И. Оптические системы связи и световод-
ные датчики. Вопросы технологии. — М.: Радио и связь, 1985. — 191 с.
7.43. Гаприндашвили X. М., Джангобелов Р. П„ Коган В. Е. Волоконная
оптика. — Тбилиси: Мецниереба, 1984. — 147 с.
7.44. Бутусов М. М., Галкин С. Л., Оробинский С. П. Волоконная оптика и
приборостроение. — Л.: Машиностроение, 1987. — 327 с.
7.45. Проблемы волоконной оптики // Тр. ИОФАН. — Т. 15. — М.: На-
ука, 1988. — 180 с.
7.46. Кацуяма Т., Мацумура X. Инфракрасные волоконные световоды. —
М.: Мир, 1992. — 272 с.
7.47. Первеев А. Ф. Ионная обработка оптических материалов и покры-
тий // Тр. ГОИ. — Т. 52. — Вып. 186. — Л., 1983. — 52 с.
7.48. Справочник конструктора оптико-механических приборов / М. Я. К р у-
г е р и др. — М.; Л.: Машиностроение, 1980. — 742 с.
7.49. Федотов А. И. Технология автоматизированного нанесения штрихов
и знаков. — Л.: Машиностроение, 1977. — 302 с.
7.50. Вейденбах В. А. Классификация шкал, сеток и других аналогичных
деталей оптического приборостроения // ОМП. — 1972. — №9. — С. 60-66.
7.51. Оптические материалы для инфракрасной техники / Е. М. В о р о н-
к о в и др. — Л.: Наука, 1965. — 335 с.
7.52. Технология оптических деталей /М. Н. Семибратов и др. — М.:
Машиностроение, 1978. — 415 с.
7.53. Сперанская Т. А., Тарутина Л. И. Оптические свойства полимеров. —
Л.: Химия, 1976. — 136 с.
7.54. Гавриленко В. И. Оптические свойства полупроводников: Справоч-
ник. — Киев: Наук, думка, 1987. — 607 с.
7.55. Малов А. Н., Законников В. П. Обработка деталей оптических прибо-
ров. — М.: Машиностроение, 1976. — 286 с.
7.56. Новые отечественные делительные машины / А. А. Рамонис и др.
// Станки и инструменты. — 1973. — №5. — С. 18-25.
7.57. Куприянов И. П. Технологический микроклимат. — М.: Сов. радио,
1976. — 176 с.
7.58. Фотолитография и оптика / Под ред. Я. А. Ф е д о т о в а и Г. П о-
л я. — М.; Берлин: Сов. Радио; Техника, 1974. — 392 с.
7.59. Глазков И. М. Оборудование для производства фотошаблонов и вы-
полнение операций фотолитографии. — М.: Сов. радио, 1975. — 72 с.
7.60. Введение в фотолитографию / Под ред. В. П. Лаврищева. — М.:
Энергия, 1977. — 400 с.
7.61. Ведерников В. М. Прецизионный фотопостроитель для синтеза опти-
ческих элементов // Автометрия. — 1981. — №3. — С. 3-17.
7.62. Спектор Б. И. Лазерная запись высокоинформативных изображений //
Автометрия. — 1985. — №6. — С. 43-51.
7.63. Коронкевич В. П. и др. Киноформные оптические элементы. Методы
расчета, технология изготовления, практическое применение // Автометрия. —
1985. - №1. - С. 3-25.
665
7.63а . Корольков В. П., Коронкевич В. П. и др. Киноформы: Технологии, новые
элементы и оптические системы // Автометрия. — 1989. — № 3. — С. 95-102;
№ 4. — С. 47-64.
7.64. Вейденбах В. А., Левина П. И. Резольвометрия галогенидосеребря-
ных слоев и оценка качества изображения в точной фотографии // ЖНиПФиК. —
1975. — Т. 20. — № 6. — С. 430-432.
7.65. Журба Ю. И. Краткий справочник по фотоматериалам. — М.: Искус-
ство, 1987. — 320 с.
7.66. Светочувствительные полимерные материалы / Под ред. А. В. Е л ь-
ц о в а. — Л.: Химия, 1985. — 320 с.
7.67. Вейдеибах В. А., Малыгина Г. Г. Исследование фотопроцесса на све-
точувствительных слоях из хромированного поливинилового спирта // Успе-
хи научной фотографии. — 1972. — Т. 16. — С. 4-43.
7.68. Федулова А. А. Сеточно-химическая технология изготовления печат-
ных плат. — М.: Радио и связь, 1984. — 56 с.
7.69. Вейко В. П. Лазерная обработка пленочных элементов. — Л.: Маши-
ностроение, 1986. — 248 с.
7.70. Parrens Р. J. Vac. Sci. and Technol. — 1979. — V. 16. — N 6. —
P. 1965-1967.
7.71. Любин В. M. Неорганические фоторезисторы на основе халькогенидных
стеклообразных полупроводников // Микроэлектроника. — 1989. — Т. 18. —
№ 6. — С. 523-526.
7.72. Смирнов В. И., Костко Е. С. Технология изготовления оптических
деталей из полимеров. — Л.: ЛДНТП, 1987. — 118 с.
7.73. Yamamoto Y., Nagaoka Y., Nakajima Y. IEEE Transaction on Consumer
Electronics. — 1986. — V. CE-32. — N 3. — P. 202-213.
7.74. Шепурев Э. И., Нижин A. M., Фарберов А. М. Исследование точности
поверхности оптических деталей из полимеров, полученных различными ме-
тодами // ОМП. — 1975. — № 1. — С. 73.
7.75. Основы конструирования и расчета деталей из пластмассы и техно-
логической оснастки для их изготовления / Р. Г. М и р з о е в, И. Д. К у г у-
шев, В. А. Брагинский, Ю. В. К а з а н к о в. — Л.: Машиностроение,
1972. — 415 с.
7.76. Лейкин Н. Н. Конструирование пресс-формы для изделий из пласти-
ческих масс. — М.; Л.: Машиностроение, 1966. — 244 с.
7.77. Торбин И. Д., Нижин А. М. Применение полимеризующих клеев для
копирования оптических поверхностей // ОМП. — 1973. — № 3. — С. 56-57.
7.78. Александров И. Е. Расчет инструмента и приспособлений для обра-
ботки оптических деталей. — М.: Оборонгиз, 1959. — 180 с.
7.79. Ганан М. А., Куликовская Н. И. Асферические поверхности в опти-
ческих приборах // ОМП. — 1990. — № 11. — С. 3-12.
7.80. Заказнов Н. П., Горелик В. В. Изготовление асферической оптики. —
М.: Машиностроение, 1978. — 248 с.
7.81. Кукс В. Г. Определение оптимальных режимов асферизации на стан-
ках «Планета» // ОМП. — 1988. — №2. — С. 24-27.
7.82. Рождественский В. Н., Кузнецов С. М. О выборе материала для асфе-
ризующего слоя // ОМП. — 1967. — №8. — С. 69-70.
7.83. Русинов М. М. Несферические поверхности в оптике. — М.: Недра,
1973. — 286 с.
7.84. Чунин Б. А., Качкин С. С., Вейденбах В. А. Технология изготовления
нетиповых оптических деталей // Справочник технолога-оптика; Под ред.
С. М. Кузнецова, М. А. Окатова. — Л.: Машиностроение, 1983. —
С. 219.
7.85. Demarc I. Problem in Contemporary Optics. — Paris: Firenca, 1956. — 388 p.
7.86. Зубаков В. Г., Семибратов М. Н., Штандель С. К. Технология оптичес-
ких деталей. — М.: Машиностроение, 1985. — 368 с.
7.87. Проспект фирмы «Термооптик-Арнольд КГ», 1985 г.
666
7.88. Бурдина Н. М., Бочкарева Л. Г., Антонов Э. А. Перспективные мате-
риалы для формующих элементов и их покрытий, используемые в процес-
се термопластичного формования оптических деталей // ОМП. — 1990. —
№ 11. — С. 45-47.
7.89. Japan Camera Tread News. — 1988. — V. 39. — N 2. — P. 5.
7.90. Лямин Ю. Б. Автоматизированный доводочный станок модели АЛ-250
// ОМП. — 1994. — №6. — С. 68-69.
7.91. Лысянный Ю. К., Хохленков Л. Н., Прохорчик С. М. Разработка
технологий и оборудования для изготовления оптических деталей с асфери-
ческими поверхностями // ОМП. — 1994. — №6. — С. 62-64.
7.92. Семенов А. П., Савельев А. С. Расчет траектории движения малого
инструмента при автоматизированном формообразовании поверхностей опти-
ческих деталей // ОМП. — 1994. — №6. — С. 21-24.
7.93. Данилов С. В., Мешковский И. К., Ягмуров В. X. Основы материало-
ведения для волоконной оптики. — СПб., 1998.
7.94. Петровский Г. Т., Бороздин С. Н., Демиденко В. А. Оптические крис-
таллы и поликристаллы // Оптический журнал. — 1993. — № 11. — С. 77-93.
7.95. Бетхер X., Эпперлейн И., Ельцов А. В. Современные системы регист-
рации информации. — СПб.: Изд. комплекс «Синтез», 1992. — 328 с.
7.96. Броудай И., Мерей Дж. Физические основы микротехнологии. — М.:
Мир, 1985. — 496 с.
7.97. Плазменная технология в производстве СБИС / Под ред. Д. Б р а у н а
и Н. Айнспру к а. — М.: Мир, 1987. — 469 с.
7.98. Иванова В. М., Ильин В. В., Михайлов А. В., Петров Б. И. Технологи-
ческие основы создания киноформных элементов на оптических материалах,
прозрачных в ИК-области спектра // Оптический журнал. — 2001. — №8. —
С. 48-52.
7.99. Бакаев М. И., Дудкина Н. Ю. Изготовление асферической оптики
методом нанесения асферического полимерного слоя на сферическую заготов-
ку // Технология изготовления прецизионных оптических элементов / Ма-
тер. сем. — СПб., 1996.
7.100. Васин Л. Н. Технология изготовления стеклянных шариков //
ОМП. — 1972. — №1. — С. 47-49.
7.101. Технология оптических деталей / Под ред. М. Н. С е м и б р а т о-
в а. — М.: Машиностроение, 1978.
7.102. Шлишевский Б. Е., Алексеева 3. Е. Механизация изготовления линз
микрооптики // ОМП. — 1981. — №2. — С. 38-39.
7.103. Первеев А. Ф. Ионная обработка оптических материалов и покры-
тий // Тр. ГОИ. — 1983. — Т. 52. — Вып. 186. — С. 68-75.
7.104. Первеев А. Ф., Ильин В. В., Михайлов А. В. Ионная полировка
оптических материалов // ОМП. — 1972. — № 10. — С. 40-43.
7.105. Вишневская Л. В., Первеев А. Ф., Черезова Л. А. Исследование
процесса взаимодействия ионов фторсодержащих газов с поверхностью опти-
ческих стекол // ОМП. — 1981. — № 7. — С. 30-32.
7.106. Миллер В. Т., Михайлов А. В. // Устройство для ионной обработки
оптических материалов и покрытий // Технология изготовления прецизион-
ных оптических элементов. — М.: ЦНИИ информации. — 1986. — С. 10.
7.107. Вишневская Л. В., Первеев А. Ф. Асферизация поверхностей мето-
дом ионной обработки // ОМП. — 1990. — №1. — С. 17-23.
7.108. Бородин В. Г. Светосильные объективы для концентраторов излуче-
ния // ОМП. — 1986. — №6. — С. 5-8.
7.109. Степуро А. В. Влияние ионной обработки подложек на начальные
стадии роста металлических пленок // ОМП. — 1983. — № 11. — С. 30.
7.110. Муранова Г. А. Первеев А. Ф. Ионная полировка оптических по-
крытий // ОМП. — 1979. — № 11. — С. 33-35.
7.111. Черезова Л. А. Модификация поверхности оптических материалов
ионной и ионно-химической обработкой // Оптический журнал. — 2000. —
Т. 67. — № 10. — С. 3-8.
667
7.112. Лисица М. П., Берехииский Л. И., Валах М. Я. Волоконная опти-
ка. — Киев: Техника, 1968.
7.113. Гауэр Д. Оптические системы связи. — М.: Радио и связь, 1989.
К ГЛАВЕ 8
8.1. Майссел Л., Глэиг Р. Технология тонких пленок: Справочник. — М.:
Сов. радио, 1977. — 1429 с.
8.2. Розанов Л. Н. Вакуумная техника. — М.: Высш, шк., 1990. — 320 с.
8.3. Фролов Е. С., Маиайчев В. Е. Вакуумная техника: Справочник. — М.:
Машиностроение, 1985. — 359 с.
8.4. Расчет распределения конденсата по приемной поверхности сложной
формы /Н. Г. Костюченко, В. П. Повещенко, В. В. Панкра-
тов и др. // ОМП. — 1984. — № 10. — С. 36.
8.5. Жиглииский А. Г., Путилин Э. С. Оптимальные условия формирова-
ния тонких пленок // ОМП. — 1971. — №9. — С. 46-49.
8.6. Martin Р. J. et al. Ion-Beam-Assisted Deposition of thin Films // Appl.
Optics. — 1983. — V. 22. — P. 178.
8.7. Aisenberg S., Chabot R. Physics of Ion Plating and Ion Beam Deposition
U J. Vac. Sci. Technol. — 1973. — 10. — P. 104.
8.8. Хасс Г. Физика тонких пленок. — M.: Мир, 1967-1975. — Т. I-VIII.
8.9. Данилин Б. С., Киреев В. Ю. Получение пленок равномерной толщины
при ионном распылении // Зарубеж. электроника. — 1972. — № 23. — С. 36-56.
8.10. Николаев В. Г., Аитоловский М. С., Игнатенко С. Н. Измерение скоро-
сти роста пленок в приборах КИТ-1 и КИТ-2 // Электрон, техника. — 1973. —
Вып. 1(53). — С. 24-28.
8.11. Фурман Ш. А., Эльгард 3. Э. Фотометр для контроля толщин пленок
по методу двух длин волн // Приборы и техника эксперимента. — 1984. —
№ 5. — С. 205.
8.12. Pulker Н. К. Characterisation of Optical thin films // Appl. Optics. —
1979. — V. 18. — N 12. — P. 1969.
8.13. Соколова P. С. Оптические покрытия для области спектра 2-8 мкм:
Обзор № 3098 // Библиографии, (аннотир.) указатель отеч. и зарубеж. лите-
ратуры. Серия П. — 1983. — №8. — Реф. 117. — ЦНИИ информации.
8.14. Фурмаи Ш. А. Тонкослойные оптические покрытия. — Л.: Машино-
строение, 1977. — 257 с.
8.15. Крылова Т. Н. Интерференционные покрытия. — Л.: Машинострое-
ние, 1973. — 224 с.
8.16. Macleod Н. A. Thin Films Optical Filters. — London: Adam Higler Ltd.,
1969. — 332 p.
8.17. Рождественский В. H., Хазанов А. Б. Просветляющие покрытия из
арсенида галлия // ОМП. — 1980. — №5. — С. 49.
8.18. Шихов В. А., Придатке Г. Д. Многослойные ахроматические просвет-
ляющие покрытия // ОМП. — 1979. — №11. — С. 36-39.
8.19. Вакуумные ахроматические просветляющие покрытия, получаемые
без нагрева деталей / Л. А. А в д е е в а, К. В. Г у д к о в а, А. Г. К у д р я в-
цева, И. Л. Щербакова// ОМП. — 1985. — № 11. — С. 35-37.
8.20. Sankur Н., Southwell W. Broadband gradient-index antireflection coating
for ZnSe U Appl. Optics. — 1984. — V. 23. — N 16. — P. 2770.
8.21. Черепанова M. H., Титова H. Ф. Многослойные вакуумные покрытия
на основе двуокиси титана и двуокиси кремния // ОМП. — 1979. — №11. —
С. 59-61.
8.22. Turner A., Baumeister Р. W. Multilayer mirrors with high reflectance over
an extented spectral region // Appl. Optics. — 1966. — V. 5. — N 1. — P. 69.
8.23. Оптические покрытия для СО-лазеров / Р. С. С о к о л о в а, Р. А. Л и у-
коиен, А. В. Коновалов и др. // Тез. докл. IV Всесоюз. конф. «Оптика
лазеров». — Л., 1984. — С. 279.
668
8.24. Мотовилов О. А. Узкополосные интерференционные фильт
ультрафиолетовой области спектра // Оптика и спектр. — 1967 _ ЛГ 99
С. 986-988.
8.25. Майорова Т. Н„ Яфаева В. Б., Натулина Р. Н. Узкополосные интерфе-
ренционные фильтры на основе слоев германия и сернистого цинка / / ОМП _
1981. — № 7. — С. 61. 1
8.26. Гисин М. А., Мустаев Р. М., Учайкин А. Г. Оптические свойства отре-
зающих фильтров из слоев теллурида свинца и фтористого бария // ОМП ____
1980. — № 6. — С. 8.
8.27. Федулов С. В. Интерференционные фильтры типа МДМ для области
спектра 120-350 нм // ОМП. — 1973. — №2. — С. 59.
8.28. Крылова Т. Н., Соколова Р. С. Условия получения линейно-поляри-
зованного света с помощью интерференционных поляризаторов // ОМП _______
1965. — № 2. — С. 6-9.
8.29. Стойкие интерференционные поляризаторы для ОКГ / Р. С. С о к о-
лова, Н. А. Разумовская, В. А. Серебрякова, В. Е. Яшин//
ОМП. — 1977. — № 9. — С. 56-57.
8.30. Яковлев П. П., Мешков Б. Б. Проектирование интерференционных
покрытий. — М.: Машиностроение, 1987. — 185 с.
8.31. Крыжановский Б. П., Колчев Б. С., Иванова И. С. Получение прозрач-
ных проводящих покрытий трехокиси индия // Приборы и техника экспери-
мента. — 1978. — №6. — С. 176-177.
8.32. Jarzebski Z. М. Preparation and Physical Properties of Transparent
Conducting Oxide Films // Phys. Stat. Sol. (a). — 1982. — V. 71. — N 1. —
P. 14-41.
8.33. Левитина Э. И., Чекмарев В. М. Вакуумные светопоглощающие по-
крытия в оптическом приборостроении. — Л.: ГОИ, 1990. — 41 с.
8.34. Первеев А. Ф., Фролова Н. П. Поглощающие покрытия для УФ-
области спектра // ЖПС. — 1977. — Т. 27. — Вып. 2. — С. 357-358.
8.35. West R. Measuring low-level reflectance from coated optics // Optical
Spectra. — 1980. — V. 14. — N 10. — P. 36-40.
8.36. Семенова Г. П., Воробьев В. Г., Пушкин Ю. Д. Приставки к спектро-
фотометру для измерения абсолютных значений высоких коэффициентов от-
ражения // ОМП. — 1976. — №4. — С. 78-79.
8.37. Гребенщиков И. В., Власов А. Г., Суйковская Н. В. Просветление
оптики. — М.; Л.: Гостехиздат, 1946. — 212 с.
8.38. Суйковская Н. В. Химические методы получения тонких прозрачных
пленок. — Л.: Химия, 1971. — 200 с.
8.39. Печерских А. К., Булер П. И. Исследование выщелачивания поверх-
ностного слоя стекла К8 в растворах Na2H-AsO4 методом анализа спектров
отражения в видимой и близкой ИК-областях спектра // Физика и химия
стекла. — 1989. — Т. 5. — № 4. — С. 584-589.
8.40. Громова М. Н., Пшеницын В. И., Широкшина 3. В. Влияние химичес-
кой обработки на структуру и оптические свойства поверхностного слоя бороси-
ликатного стекла // Физика и химия стекла. — 1990. — №2. — С. 316-319.
8.41. Кузнецов А. Я., Кулешов А. П. Пленки с низким показателем пре-
ломления // ОМП. — 1985. — №2. — С. 60-61.
8.42. Куртц Л. Ю., Девдариани А. К., Свиридова А. И. Нанесение химичес-
ким способом светоделительных покрытий на крупногабаритные детали //
ОМП. — 1970. — №3. — С. 41-44.
8.43. Кулешов А. П., Круглова А. В., Кузнецов А. Я. Создание просветля-
ющих покрытий на деталях сложной формы // ОМП. — 1980. — №3. —
С. 55-57.
8.44. Бохонская И. Ф., Крылова Т. Н. Ахроматические просветляющие
покрытия с градиентом показателя преломления для широкой области спек-
тра // ОМП. — 1986. — № 6. — С. 34-35.
8.45. Соколова Р. С. Интерференционные покрытия для приборов, передаю-
щих цветное изображение // ОМП. — 1977. — № 7. — С. 51-53.
669
8.46. Широкшииа 3. В. Просветление деталей из оптической керамики КО6
Ц ОМП. — 1978. — №2. — С. 66-67.
8.47. Широкшииа 3. В. Просветление деталей из галогенидов таллия //
ОМП. — 1978. - №3. - С. 74-75.
8.48. Балаков А. В., Коишииа Е. А. Способы получения и свойства углерод-
ных пленок // ОМП. — 1982. — № 9. — С. 52-59.
8.49. Широкшииа 3. В., Коробкииа Н. Н., Разиобрядцева Т. М. Межопера-
ционные защитные покрытия оптических деталей // ОМП. — 1986. — №3.—
С. 25-28.
8.50. Ястребова Л. С., Зубеико Н. Д., Погодаев А. К. Новый метод защиты
просветленных оптических деталей // ОМП. — 1962. — №2. — С. 11 — 17.
8.51. Широкшииа 3. В., Свиридова А. И., Кулешов А. П. Защита просвет-
ленных оптических деталей от воздействия влажной атмосферы // ОМП. —
1976. — №2. — С. 40-42.
8.52. Широкшииа 3. В., Суйковская Н. В. Разработка способов защиты
просветленных оптических деталей от разрушения в условиях тропиков //
ОМП. — 1957. — №2. — С. 58-63.
8.53. Суйковская Н. В. Создание гидрофобной и несмачиваемой органически-
ми жидкостями поверхности стекла // Стекло и керамика. — 1966. — №2. —
С. 4-5.
8.54. Широкшииа 3. В., Олькеиицкая М. И. Интерференционный светоде-
литель для области спектра 10-20 мкм // ОМП. — 1981. — №6. — С. 55-56.
8.55. Широкшииа 3. В., Садовникова Т. В. Повышение химической устой-
чивости деталей из кристаллов ДКДР // ОМП. — 1981. — №3. — С. 38-40.
8.56. Первеев А. Ф., Черезова Л. А., Михайлов А. В. Защита оптических
деталей из нестойких борносвинцовых стекол пленкой пятиокиси тантала //
ОМП. — 1978. — № 1. — С. 26-28.
8.57. Рождественский В. Н. О защите нестойких стекол // ОМП. — 1962. —
№ 7. — С. 31-36.
8.58. Байгожии А. А., Родионова М. С., Паифилеиок Е. И. Методы защиты
оптических деталей из химически неустойчивых стекол от биологических об-
растаний // ОМП. — 1977. — № 7. — С. 37-39.
8.59. Создание фунгицидных покрытий на поверхности оптических матери-
алов /А. А. Байгожин, Л. Н. Кузнецова, М. С. Родионова,
Л. В. Березниковская // Биоповреждения и защита материалов
биоцидами. — М.: Изд-во АН СССР, 1988. — 144 с.
8.60. Александров Г. А. Покрытия на оптических деталях из полимерных
материалов // ОМП. — 1982. — № 10. — С. 55-58.
8.61. Придатко Г. Д., Дементьев А. В. Многослойные интерференционные
покрытия на полимерных материалах // ОМП. — 1975. — №8. — С. 44-47.
8.62. Мотовилов О. А., Рождественский В. Н. О защите алюминированных
зеркал, работающих в УФ-области спектра // ОМП. — 1967. — №4. — С. 40-43.
8.63. Ritter Е. Optical film materials and theier application // Appl. Optics. —
1976. — V. 15. — N 10. — P. 2318.
8.64. Житарюк В. Г., Гуменецкий С. Г. О точности интерференционных
методов определения оптических постоянных слоев // Оптика и спектроско-
пия. — 1982. — Т. 52. — Вып. 1. — С. 126.
8.65. Несмелое Е. А. Метод расчета оптических постоянных тонких ди-
электрических пленок // ОМП. — 1991. — №9. — С. 22-29.
8.66. Усоскин А. И. Корректирующая диафрагма для повышения равно-
мерности толщины вакуумных покрытий // ОМП. — 1984. — №8. — С. 33.
8.67. Губанова А. А., Дмитренко В. А., Путилин Э. С. Многослойные зеркала
с переменным профилем коэффициента отражения для лазерных систем //
Оптический журнал. — 2000. — №3. — С. 91.
8.68. Васильев Е. Ю., Горшков В. А., Душкин В. А. Нанесение высокопроч-
ных многослойных оптических покрытий методом вакуумного напыления
с ионным ассистированием // Технология изготовления прецизионных оп-
тических элементов (Матер, научно-технич. сем.). — СПб., 1996. — С. 47.
670
8.69a . Niderwald И., Loux S. et el. Ion assisted deposition of oxide materials
at room temperature by use of different ion sours // Appl. Optics. — 2000. —
V. 38. — N 16. — P. 3610-3613.
8.696. Tsai R., Shiau S. et el. Ion assisted codeposition of CaF2 — rich CaF2 —
TiO2 composites as infrared — transmiting films // Appl. Optics. — 1999. —
V. 38. — N 25. — P. 5452.
8.70. Парфенов О. Д. Технология микросхем. — М.: Высш, шк., 1977. — 255 с.
8.71. Ennos A. Stress Developed in Optical Film Coatings // Appl. Optics. —
1965. — V. 5. — N 1. — P. 51.
8.72. Соколова P. С., Лиуконен P. А. и др. Оптические покрытия для СО-лазера
// Тез. докл. IV Всесоюзной конф. «Оптика лазеров». — Л., 1984. — С. 279.
8.73. Панасенко Б. В., Гайнутдинов И. С. и др. Оптические покрытия для
СО2-лазеров // Тез. докл. IV Всесоюзной конф. «Оптика лазеров». — Л., 1984. —
С. 275.
8.74. Введенский В. Д., Метельников А. А., Столов Е. Г., Фурман III. А.
Ахроматические просветляющие покрытия на основе тугоплавких окислов //
ОМП. — 1980. — №11. — С. 31-35.
8.75. Первеев А. Ф., Гудкова К. В., Поплавский А. А., Соколова Р. С. и др.
Развитие работ по оптическим покрытиям в ВНЦ «ГОИ им. С. И. Вавилова»
// Оптический журнал. — 1993. — №2. — С. 4-14.
8.76. Baumeister Р. Starting disinges computer optimization of optical coating
11 Appl. Optics. — 1995. — V. 34. — N 22. — P. 4835.
8.77. Котлнков E. И., Терещенко Г. В. Использование халькогенидных
соединений для изготовления просветляющих покрытий в средней ИК-облас-
ти спектра // Оптический журнал. — 1997. — № 3. — С. 110-115.
8.78. Сухоруков Ю. П. н др. ИК-просветляющие покрытия для охлаждае-
мых элементов // Оптический журнал. — 1995. — №2. — С. 70-71.
8.79. Соколова Р. С. Светоделительные призмы со слоями из диэлектриков //
ОМП. — 1970. — №5. — С. 50-52.
8.80. Глебов В. Н., Малютин А. М., Якунин В. П. Поглощение в интерфе-
ренционных покрытиях оптических элементов технологических СО2-лазеров
// Оптический журнал. — 1992. — №4. — С. 56-58.
8.81. Елисеев Е. Н., Фадеева Э. И., Зворыкин В. Д. Лазерная прочность
оптических материалов и покрытий для эксимерных ArF- и KrF-лазеров //
Оптический журнал. — 1996. — № 2. — С. 40-48.
8.82. Соколова Р. С., Пашкова И. А. Интерференционные зеркала с повы-
шенной отражательной способностью для ИК-области спектра // Тр. между-
народной конф. «Прикладная оптика-2000». — Т. 2. — СПб., 2000. — С. 42.
8.83а. Борисов А. И., Гайнутдинов И. С. и др. Высокоотражающие зеркала
с малыми потерями для прецизионных лазерных систем // Оптический жур-
нал. — 1994. — №2. — С. 68.
8.836. Аубакнров Р. Г. Исследование и разработка многополосных диэлек-
трических зеркал и дихроических элементов для лазеров с преобразованием
частоты // Автореф. канд. дисс. — Л., 1986.
8.84а. Марков Ю. Н., Яфаева В. Б., Ахмадеев М. К. Широкополосные ин-
терференционные фильтры // Оптический журнал. — 1992. — № 2. — С. 27.
8.846. Марков Ю. Н. Широкополосные интерференционные фильтры //
Оптика и спектроскопия. — 2000. — Т. 89. — № 2. — С. 864.
8.85. Полнонский В. Б., Гайнутдинов И. С. Полосовые фильтры на основе
Ge и SiO // Тез. докл. Всесоюзной конф. «Теория и практика алмазной и
абразивной обработки деталей и мишеией». — М.: МВТУ, 1973. — С. 45.
8.86. Елисеев Е. И., Фадеева Э. И., Миллер В. Т., Первеев А. Ф. Сверхмно-
гослойные интерференционные УФ-фильтры с глубоким подавлением в ши-
рокой области спектра // Технология изготовления оптических элементов
(Матер, научно-технич. сем.) — СПб., 1996. — С. 61.
8.87. Марциновский В. А. и др. Условия формирования асимметричных
кольцевых покрытий клиновидного сечения // ОМП. — 1984. — № 9. — С. 12.
671
8.88. Жданова Л. А., Придатко Г. Д. Исследование оптических свойств
интерференционных поляризаторов в области 0,250-1,2 мкм // ОМП. —
1984. — № 6. — С. 7.
8.89. Миллер В. Т., Первеев А. Ф. Устройство для ионной очистки подлож-
ки и полировки слоев // Оптический журнал. — 1993. — №2. — С. 72-75.
8.90. Мнллер В. Т., Пашкова Н. А., Первеев А. Ф., Соколова Р. С. Повыше-
ние адгезионной прочности оптических покрытий для ИК-области спектра //
Технология изготовления прецизионных элементов (Матер, научно-технич.
сем.). — СПб., 1996. — С. 64.
8.91. Несмелое Е. А. и др. Расчет оптических постоянных тонких пленок
// Аналитический обзор №4983 ЦНИИТЭИ. — М., 1990.
8.92. Rosenstok И., Gregory D. A., Harrington J. A. Infrared bulk and surface
adsorption nearly transparent crystals // Appl. Optics. — 1976. — V. 15. —
P. 2075.
8.93. Несмелой E. А., Никитин А. С., Гусев А. Г., Иванов О. H. Измерение
энергии адгезии тонких пленок // ОМП. — 1982. — №10. — С. 34.
8.94. Иванов Б. Н. и др. Прибор для определения адгезии оптических по-
крытий методом царапания // ОМП. — 1988. — №2. — С. 34.
8.95. Мешков Б. Б., Яковлев П. П. Получение пленок А12О3 для оптичес-
ких целей методом магнетронного распыления на переменном токе // Опти-
ческий журнал. — 2000. — № 9. — С. 69.
8.96. Sillivan В. Т., Clarke S. A. et el. High-rate automated deposition system
for manufacture of complex multilayer coatings // Appl. Optics. — 2000. —
V. 39. — N 1. — P. 157.
8.97. Мустаев P. M., Гисии M. А., Егоров А. А. Внутренние напряжения и
адгезия пленок РЬТе, полученных вакуумным испарением // Оптический жур-
нал. — 1992. — № 2. — С. 48.
8.98. Долгов В. В., Валеев А. С., Дьяков Ю. Н. // Обмен опытом в элект-
роникой промышленности. — 1969. — № 7. — С. 68.
8.99. Демидович Т. И., Трофимова Ж. П. и др. Распределение конденсата и
выбор масок // ОМП. — 1987. — № 6. — С. 30.
8.100. Вазенмиллер Е. А., Голдин Н. Д. Вращающаяся корректирующая
маска для получения однородного по толщине покрытия в вакуумной уста-
новке // Оптический журнал. — 1994. — № 10. — С. 64-67.
8.101. Байгожин А. А., Михайлов А. В. Высокоэффективные гидрофобные
покрытия на стеклах // Современные пути развития технологий обработки
деталей оптики и электроники. — Киев, 1998. — С. 41.
8.102. Байгожин А. А. Стабильные антисептические покрытия на стеклах
// Современные пути развития технологий обработки деталей оптики и элек-
троники. — Киев, 1998. — С. 42.
8.103. Композиция для создания водо- и грязеотталкивающего покрытия
на поверхности стекол и способ ее изготовления // ОТУ 224501-02-2000. —
СПб.: ГОИ им. С. И. Вавилова.
8.104. Елисеев Е. И., Фадеева Э. И. и др. Интерференционные поляризато-
ры с высокой степенью поляризации // Тез. докл. VI Всесоюзной конф. «Оп-
тика лазеров». — Л., 1990. — С. 447.
8.105. Савченко О. Е., Яковлев В. Д. Бесконтактная УЗ-чистка оптических
деталей перед нанесением покрытий // ОМП. — 1987. — № 12. — С. 26.
8.106. Круглякова М. А. и др. Аппаратура, методы измерения, образцовые
меры // Оптический журнал. — 1995. — № 6. — С. 14.
К ГЛАВЕ 9
9.1. Ардамацкий А. Л. Алмазная обработка оптических деталей. — Л.:
Машиностроение, 1978. — 232 с.
9.2. Михнев Р. А., Штаядель С. К. Оборудование оптических цехов. — М.:
Машиностроение, 1981. — 368 с.
672
107^'3' Ч16Ир” А> В’ Производство оптических деталей. - ад.. Высш
х«7<0. — О1О С. *
9.4. Зубаков В. Г..Семибратов М. Н„ Штандель С. К. ТехнОЛогия
ких деталей. — М.: Машиностроение, 1985. — 368 с.
9.5. Заказной И. П., Горелик В. В. Изготовление асферической оптики -
М.: Машиностроение, 1985. — 248 с.
9.6. Рогов В. В. Финишная алмазно-абразивная обработка неметалличес-
ких деталей. — Киев: Наук, думка 1985. — 261 с.
9.7. Кондратенко В. С., Гундяк В. И., Берсенев В. Я. Применение метода
управляемого термораскалывания стекла в производстве оптических де-
талей //Электрон, техника. Сер. «Лазерная техника». — 1990. — № 4 (56^ __
9.8. Вакуумная техника: Справочник / Е. С. Ф р о л о в, В. Е. М и н а &-
ч е в, А. Т. А л е к с а н д р 0 в а и др. — М.: Машиностроение, 1985. __ ggg с
9.9. Востров Г. А., Розанов Л. Н. Вакуумметры. — Л.: Машиностроение
1967. — 235 с.
9.10. Розанов Л. Н. Вакуумная техника. — М.: Высш, шк., 1990. — з4д с
9.11. Кузьмин В. В., Левина Л. Е„ Творогов И. В. Вакуумметрическая ап-
паратура техники высокого вакуума и течеискания. — М.: Энергоатомиздат
1984. — 240 с.
9.12. Минайчев В. С. Вакуумные крионасосы. — М.: Энергия, 1976. — 152 с.
9.13. Фролов Е. С. Турбомолекулярные вакуум-насосы. — М.: Машино-
строение, 1980. — 119 с.
9.14. Цейтлин А. Б. Пароструйные вакуумные насосы. — М.; Л.: Энергия,
1965. — 400 с.
К ГЛАВЕ 10
10.1. Справочник конструктора оптико-механических приборов / М. Я. К р у-
г е р, В. А. П а н о в, В. В. К у л а г и н и др. — М.; Л.: Машиностроение,
1980. — 742 с.
10.2. Торбин И. Д. Особенности формирования клеевых слоев между опти-
ческими поверхностями, близкими к полусфере // ОМП. — 1988. — № 5. —
С. 33-35.
10.3. Герасимов С. Ю., Компалова Л. А., Торбин И. Д. Прозрачность опти-
ческих клеев // ОМП. — 1987. — №9. — С. 42-46.
10.4. Компалова Л. А., Шиффере Л. А., Поляков Я. С. Люминесценция
оптических клеев // ОМП. — 1986. — № 9. — С. 38-40.
10.5. Куртц Л. Ю. Склеивание оптических деталей. — М.: Оборонгиз, 1944. —
130 с.
10.6. Ивавова В. Г., Сергеев Л. В., Выдрова И. С. Модернизация бальзами-
на // ОМП. — 1969. — №6. — С. 42-46.
10.7. Иванова И. В., Мизелева Н. Б., Сергеев Л. В. Исследование интерфе-
ренционным методом деформаций склеенных оптических деталей // ОМП. —
1973. — № 10. — С. 3-6.
10.8. Васильев Е. А., Коваль А. М., Козырева Т. А. Зависимость термостой-
кости склеенных линз от конструктивных параметров // ОМП. — 1986. —
№ 5. — С. 29-32.
10.9. Сергеев Л. В. Расклейки оптических деталей // ОМП. — 1957. —
№ 1. — С. 45-49.
10.10. Обреимов И. В., Трехов Е. С. Оптический контакт полированных
стеклянных поверхностей // ЖЭТФ. — 1957- — Т. 32. — Вып. 2. — С- 185.
10.11. Лисицын Ю. В. Природа оптического контакта и его применение в
сборочных процессах // Автоматизация сборочных работ в приборостроении.
М.: МВТУ им. Баумана, 1975. — С. 27-29.
10.12. Ардамацкий А. Л. Изготовление оптических деталей. — М-: Обо-
ронгиз, 1955. — 149 с.
673
10.13. Качкнн С. С., Лнстратова Г. В., Рыжакова В. А. Влияние масштаб-
ного и временного факторов на механическую прочность стекла // ОМП. —
1989. — №2. — С. 46.
10.14. Технология оптических деталей / Под ред. М. Н. С е м и б р а т о-
в а. — М.: Машиностроение, 1978. — 283 с.
10.15. Торбнн И. Д. Растекание клея между поверхностями оптических
стекол // Оптический журнал. — 1993. — № 1. — С. 18-22.
10.16. Сергеев Л. В., Пирогова Г. В. изыскание способов и материалов для
склеивания оптических деталей, устойчивых в условиях тропического клима-
та // ОМП. — 1959. — № 3-4. — с. 44-46.
10.17. Сергеев Л. В. Ишмуратова М. С., Желудкова Э. Н. и др. Тропикоус-
тойчивый оптический клей на эпоксидной основе // ОМП, — 1968. — № 2. —
С. 42-45.
10.18. Окатова Г. В., Сергеев Л. В., Иванова И. В. Полиэфирный оптичес-
кий клей ОК-90 // ОМП. — 1969. — № 2. — С. 34-37.
10.19. Ишмуратова М. С., Сергеев Л. В., Герасимова Л. А. Влагостойкий
нетоксичный оптический клей // ОМП. — 1972. — № 3. — С. 30-32.
10.20. Левииок В. Е., Сергеев Л. В. Однокомпонеитный оптический клей //
ОМП. — 1979. — № 10. — С. 58-59.
10.21. Седова В. И., Шепурев Э. И., Сергеев Л. В. и др. Оптический полиме-
ризующийся клей, прозрачный в УФ-области спектра // ОМП. — 1982. —
№ 6. — с. 56-57.
10.22. Шепурев Э. И., Батяева Л. И., Компалова Л. А. Оптический полимер
с повышенной адгезией к силикатной поверхности // ОМП. — 1985. — № 12. —
С. 40-41.
К ГЛАВЕ 11
11.1. Панфнленок Е. И., Белова И. В. Современные смазочные материалы
для оптических приборов / Аналитич. обзор за 1970-81 гг., №3127. — М.:
ЦНИИ Информации, 1981.
11.2. Молчанова О. С. Чистка оптических деталей: Методические рекомен-
дации. — Л.: ГОИ, 1972. — 61 с.
11.3. Панфнленок Е. И., Вайншток В. В., Левенто Р. А. Предотвращение
миграции пластичных смазок на основе кремнийорганических соединений в
оптических приборах // ОМП. — 1984. — № 7. — С. 42-43.
11.4. Синицын В. В. Подбор и применение пластичных смазок. — М.: Хи-
мия, 1974. — 414 с.
11.5. Еламанн Д. Смазки и родственные продукты. Синтез. Свойства. При-
менение. Международные стандарты / Пер. с англ.; Под ред. Ю. С. Заслав-
ского. — М.: Химия, 1988. — 488 с.
11.6. Топлива, смазочные материалы, технические жидкости. Ассортимент
и применение: Справочник / Под ред. В. М. Школьникова. — М.:
Техинформ, 1999. — С. 596.
11.7. Фукс И. Г. Добавки к пластичным смазкам. — М.: Химия, 1982. —
248 с.
11.8. Приборные шариковые подшипники: Справочник / Под ред.
К. М. Явленского. — М.: Машиностроение, 1981. — 250 с.
11.9. Снннцын В. В. Пластичные смазки в СССР. — М.: Химия, 1984. —
192 с.
11.10. Крагельскнй И. В., Любарский И. Н„ Сусляков Н. А. Трение и износ
в вакууме. — М.: Машиностроение, 1973. — 216 с.
11.11. Романцев М. Ф., Пименов В. В. Изменение свойств пластичных сма-
зок под действием у-излучений // Нефтехимия и нефтепереработка. — 1975. —
№3. — С. 18-19.
11.12. Справочник по триботехнике. Смазочные материалы. Техника смаз-
ки, опоры скольжения и качения. — М.: Машиностроение, 1990. — 416 с.
674
11.13. Дроздов Ю. И., Павлов В. Г., Пучков В. И. Трение и износ в э
мальных условиях: Справочник. — М.: Машиностроение, 1986. __ 224 с Р
11.14. Сентюрихина Л. Н„ Петлюк А. М„ Рубцова 3. С. Предварительная
подготовка стальных поверхностей перед нанесением твердых смазочных по
крытий // Тр. ВНИИ НП «Синтетические смазочные масла и твердые смазоч
ные покрытия». — М.: Химия, 1976. — С. 98-100.
11.15. Алексеев И. М. Металлические покрытия опор скольжения. _ М
Наука, 1973. — 74 с.
11.16. Триботехнические свойства антифрикционных самосмазываюгцих-
ся пластмасс. — М.: Госстандарт, 1982. — 62 с.
11.17. Антифрикционные самосмазывающиеся пластмассы (АСП-пласти-
ки): Проспект. — М.: Внешторгиздат, 1971.
11.18. Теремецкая А. В., Брегман Т. П., Суслов М. А. Использование поли-
мерного материала марки ПКМ для деталей прецизионных опор скольжения
оптико-механических приборов // ОМП. — 1981. — №2. — С. 51-54.
11.19. Шехтер Ю. И., Школьников В. М., Богданова Т. И. Рабоче-консерва-
ционные смазочные материалы. — М.: Химия, 1979. — 256 с.
11.20. Панфиленок Е. И., Байгожин А., Левенто Р. А. Защита пластичных
смазок некоторыми кремнийорганическими аминами от биологических обрас-
таний // Сб. АН СССР. — Иркутск: СО АН СССР, 1980. — С. 44-45.
11.21. Рабинович Л. В., Шацова С. А., Брегман Т. П. Применение расчет-
ных методов и лабораторных оценок коэффициента трения для опор сколь-
жения оптико-механических приборов // ОМП. — 1980. — №11. — С. 44-49.
11.22. Климов К. И. Антифрикционные пластичные смазки. Основы при-
менения. — М.: Химия, 1988. — 160 с.
11.23. Скрябин В. И., Выбойченко Е. И. Комплексная оценка качества сма-
зок в узлах трения // Химия и технология топлив и масел. — 1989. — № 7. —
С. 38-39.
11.24. Клеи и герметики: Сборник / Под ред. Д. А. Кардашова. — М.:
Химия, 1978. — 200 с.
11.25. Лабутнн А. Л. Антифрикционные и герметизирующие материалы
на основе СК. — М.: Химия, 1982. — 214 с.
11.26. Мудров О. А., Савченко И. М., Щнтов В. С. Справочник по эластомер-
ным покрытиям и герметикам в судостроении. — Л.: Судостроение, 1982. —
184 с.
11.27. Яшин В. П„ Понфилёнок Е. И., Белова И. В. и др. Исследование
термовакуумной стойкости противоосыпочных смазок // Вопр. оборонной
техники. — Сер. 10. — Вып. 1. — 1968. — С. 43-54.
11.28. Огородников Г. Ф., Гридунов Е. Б., Островская Т. К. Влияние хими-
ческой природы пластичных смазок на набухание подвижных резинотехничес-
ких уплотнительных деталей // Нефтехимия и нефтепереработка. — 1985. —
№ 5. — С. 49-53.
11.29. Руководящие материалы по применению масел и смазок в прибор-
ной технике специального назначения. — М.: ВНИИ НП, 1978. — 230 с.
ОГЛАВЛЕНИЕ
Преднсловне ............................................................ 3
Глава 1. Оптические материалы ....................................... 5
1.1. Отличительные свойства оптических материалов .... -
1.2. Номенклатура оптических стекол ......................... 6
1.3. Система нормируемых параметров, определяющих пока-
затели качества оптического стекла..................... 8
1.4. Условия и формы поставки оптического стекла...... 14
1.5. Система справочных параметров, определяющих пока-
затели качества оптического стекла ................... 16
1.6. Оптические стекла для инфракрасной области спектра 22
1.7. Оптические цветные стекла.............................. 23
1.8. Стекла для активных элементов лазеров ................. 25
1.9. Светорассеивающие и фотохромные оптические стекла 27
1.10. Кварцевые стекла ..................................... 30
1.11. Оптические ситаллы ................................... 31
1.12. Оптические монокристаллы.............................. 33
1.13. Кристаллы для инфракрасной области спектра .... 37
1.14. Кристаллы для генерации лазерного излучения .... 39
1.15. Кристаллы для управления оптическим излучением 40
1.16. Оптические поликристаллы (оптическая керамика) ... 42
1.17. Физико-механические свойства оптических материалов 46
1.17.1. Прочность ...................................... -
1.17.2. Твердость...................................... 59
1.17.3. Упругость ..................................... 61
1.17.4. Термостойкость ................................ 65
1.18. Оптические полимерные материалы....................... 70
1.18.1. Оптические свойства .....................
1.18.2. Способы получения и физико-механические
свойства .............................................. 72
1.18.3. Полимеры для оптического волокна .............. 77
Глава 2. Оптические детали.............................................. 78
2.1. Технологические основы конструирования.................. -
2.2. Контроль и отработка чертежей на технологичность . . 93
Глава 3. Контроль параметров оптических деталей ......128
3.1. Контролируемые параметры ............................... -
3.2. Измерение габаритных размеров .........................129
3.3. Контроль радиусов кривизны ............................137
3.4. Контроль формы плоских оптических поверхностей . . 145
3.5. Контроль формы сферических поверхностей.......152
3.6. Измерение фокусных отрезков...................164
3.7. Контроль угловых размеров .............................167
3.8. Контроль взаимного расположения поверхностей линз 175
3.9. Контроль чистоты полированных поверхностей.......179
3.10. Контроль шероховатости поверхностей ..................180
3.11. Контроль асферических поверхностей....................187
Глава 4. Механическая обработка оптических материалов.208
4.1. Обрабатывающие материалы.............................. -
4.2. Инструмент для механической обработки .................214
4.3. Вспомогательные материалы.............................227
4.4. Способы механической обработки оптических материа-
лов ........................................................234
676
4.5. Способы формообразования сферических и плоских по-
верхностей ..............................................
4.6. Влияние технологических факторов иа точность формо-
образования ..........................................241
4.7. Операции механической обработки оптических мате-
риалов ...............................................245
4.8. Определение категории сложности детали и режима ра-
боты шлифовально-полировальных станков ...............260
4.9. Вспомогательные операции..........................262
Глава 5. Механическая обработка оптических кристаллических мате-
риалов ............................................................267
5.1. Основные физико-мехаиические и физико-химические
свойства .............................................. -
5.2. Механическая обработка оптических кристаллических
материалов с микротвердостью до 10® Па................. -
5.3. Особенности механической обработки оптической кера-
мики .................................................283
5.4. Механическая обработка оптических кристаллических
материалов с микротвердостью более 10° Па ............286
5.5. Методы исследования строения и глубины нарушенного
слоя .................................................295
Глава 6. Расчет элементов технологического процесса изготовления
типовых линз и круглых пластин.....................................300
6.1. Формирование размера и выбор вида заготовки ....... -
6.2. Выбор очередности обработки поверхностей заготовок
линз и пластин .......................................303
6.3. Пооперационное распределение припуска на толщину
заготовки ............................................304
6.4. Расчет плоских и сферических блоков..............306
6.5. Последовательность разработки технологического про-
цесса изготовления типовых линз и пластин.............312
6.6. Составление технологического маршрута ............313
6.7. Элементы процессов изготовления призм.............318
Глава 7. Технология изготовления сложных оптических деталей . . . 324
7.1. Определение сложных деталей ....................... -
7.2. Детали с асферическими поверхностями............... -
7.3. Методы изготовления деталей с асферическими поверх-
ностями ..............................................327
7.3.1. Общие сведения............................... -
7.3.2. Методы нанесения слоя......................333
7.3.3. Методы термопластического формования ......335
7.3.4. Методы механической обработки............... -
7.4. Станки и приспособления для изготовления деталей
с асферическими поверхностями ................361
7.5. Центрирование оптических деталей с асферическими по-
верхностями ..........................................363
7.6. Изготовление крупногабаритных деталей........364
7.7. Оптические зеркала из нетрадиционных материалов . . . 377
7.8. Основы технологии изготовления волоконно-оптичес-
ких элементов (ВОЭ) ..................................391
7.8.1. Основные технические характеристики ВОЭ . . . 392
7.8.2. Основные требования к стеклам для ВОЭ .... 393
7.8.3. Основные методы изготовления одножильных
световодов (ОЖС) .................................396
677
7.8.4. Основы технологии вытяжки многожильных све-
товодов (МЖС)......................................398
7.8.5. Изготовление волоконно-оптических пластин
(ВОП).............................................400
7.8.6. Изготовление микроканальных пластин (МКП) . . . 401
7.8.7. Изготовление гибких регулярных жгутов воло-
кон (ГРЖВ) ........................................402
7.8.8. Изготовление граданов ......................403
7.8.9. Изготовление ИК-световодов .................405
7.8.10. Изготовление кварцевых волокон.............407
7.9. Изготовление шкал и сеток.........................409
7.9.1. Виды шкал и сеток, требования к ним.........
7.9.2. Основные технологические процессы и оборудо-
вание .............................................411
7.10. Оптические детали из полимеров ..................429
7.11. Изготовление шаровидных линз ....................436
7.12. Изготовление оптических деталей методами термопла-
стичного формования стекла............................442
7.13. Ионная обработка оптических материалов и покрытий 447
7.13.1. Ионное полирование оптических материалов 448
7.13.2. Высокоточная размерная ионная обработка
(ВРИО) ...........................................450
7.13.3. Ионная зональная ретушь .................455
7.13.4. Ионное и ионно-химическое формообразова-
ние (асферизация) ........................457
7.13.5. Создание элементов с заданной микротопогра-
фией рельефа......................................460
7.13.6. Оборудование для проведения процесса ионной
обработки.........................................465
Глава 8. Оптические покрытия .................................469
8.1. Введение.......................................
8.2. Нанесение покрытий путем термического испарения
пленкообразующих материалов в вакууме ..............
8.2.1. Вакуумные установки для получения покрытий
термическим испарением пленкообразующих ма-
териалов ..................................470
8.2.2. Получение и измерение вакуума.............
8.2.3. Нанесение покрытий .......................474
8.3. Нанесение покрытий ионно-плазменным распылением
пленкообразующих материалов в вакууме ...............481
8.4. Контроль технологических параметров в процессе нане-
сения покрытий ......................................486
8.5. Пленкообразующие и пленочные материалы..........489
8.6. Свойства оптических покрытий ...................494
8.7. Химические методы получения оптических покрытий . . 519
8.7.1. Метод травления и выщелачивания ........... -
8.7.2. Получение оптических покрытий методом золь—
гель-технологии ..................................520
8.7.3. Виды покрытий и их оптические свойства .... 523
8.7.4. Органические полимерные покрытия .........538
8.7.5. Нормы расхода пленкообразующих материалов . . . 539
8.8. Защитные покрытия...............................540
8.9. Методы контроля оптических и эксплуатационных ха-
рактеристик ..........................................548
678
Глава 9. Технологическое оборудование оптического производства 552
9.1. Станки распиловочные ............................ _
9.2. Станки сверлильные .................................
9.3. Станки для круглого шлифования..................557
9.4. Станки для предварительного шлифования свободным абра-
зивом, грубого и тонкого алмазного шлифования .............. -
9.5. Станки для шлифования и полирования свободным абразивом 565
9.6. Станки для полирования и доводки.......................
9.7. Станки для центрирования и фасетирования .............. -
9.8. Станки для изготовления асферических деталей диаметром до
500 мм ................................................573
9.9. Станки для изготовления крупногабаритных плоских, сфери-
ческих и асферических деталей диаметром более 500 мм .... 574
9.10. Оборудование для делительно-граверных'работ..........577
9.11. Оборудование для механизации вспомогательных операций -
9.12. Станки для изготовления корпусов инструмента и наклееч-
ников .....................................................580
9.13. Питатели (помпы) для подачи смазочно-охлаждающей жид-
кости и абразивной суспензии ............................. 581
9.14. Комплектация оборудования для поточных линий изготовле-
ния сферических оптических деталей.........................582
9.15. Оборудование для изготовления оптических покрытий и
ионной обработки .....................................583
9.15.1. Станки для изготовления химических покрытий ... -
9.15.2. Вакуумное оборудование .......................584
9.15.3. Откачные средства и вакуумметры...............594
9.15.4. Системы контроля толщины пленки...............596
9.15.5. Ионные источники .............................597
Глава 10. Соединение оптических деталей .........................598
10.1. Склеивание оптических деталей. Требования к склеенным
сборкам .................................................... -
10.2. Физико-химические основы процесса склеивания ........600
10.3. Оптические клеи. Требования, методы испытаний .......601
10.4. Свойства оптических клеев............................603
10.5. Технология склеивания ...............................608
10.6. Свойства склеивающих слоев и склеенных сборок........610
10.7. Дефекты, возникающие при склеивании .................612
10.8. Склеивание стекла с металлами .......................613
10.9. Соединение деталей методом оптического контакта .....614
Глава 11. Смазочные и герметизирующие материалы для оптичес-
кого приборостроения ............................................617
11.1. Назначение материалов ................................ -
11.2. Смазочные материалы .................................. "
11.3. Антифрикционные материалы ...........................619
11.4. Противоосыпочные материалы...........................632
11.5. Консервационные материалы ...........................634
11.6. Смазочные материалы для приборов тропического назначения 635
11.7. Подбор смазочных материалов для основных типов узлов оп-
тических приборов .......................................... _
11.8. Определение работоспособности смазочных материалов .... 644
11.9. Герметизирующие материалы............................646
Список литературы ...............................................656
ISBN S-732S-0236-X
СПРАВОЧНОЕ ИЗДАНИЕ
Окатов Михаил Александрович
Антонов Эдуард Александрович
Байгожин Акыл и др.
СПРАВОЧНИК ТЕХНОЛОГА-ОПТИКА
Заведующая редакцией Е. В. Шарова
Редактор Л. М. Манучарян
Переплет художника В. Т. Левченко
Технический редактор Т. М. Жилич
Корректоры И. В. Соловьева, 3. С. Романова, Т. И. Гринчук
Верстка О. В. Туенковой, Ю. А. Окуневой
Сдано в набор 16.05.03. Подписано в печать 02.01.04.
Формат издания 60x90 Vie- Гарнитура SchoolBook. Печать офсетная. Бумага типографская.
Усл. печ. л. 42,5. Уч.-изд. л. 48,7. Тираж 2000 экз. Заказ 2041.
ОАО «Издательство „Политехника'*».
191023, Санкт-Петербург, Инженерная ул., 6.
Отпечатано с готовых диапозитивов
в ГУП РК «Республиканская типография им. П. Ф. Анохина».
185005, г. Петрозаводск, ул. «Правды», 4.