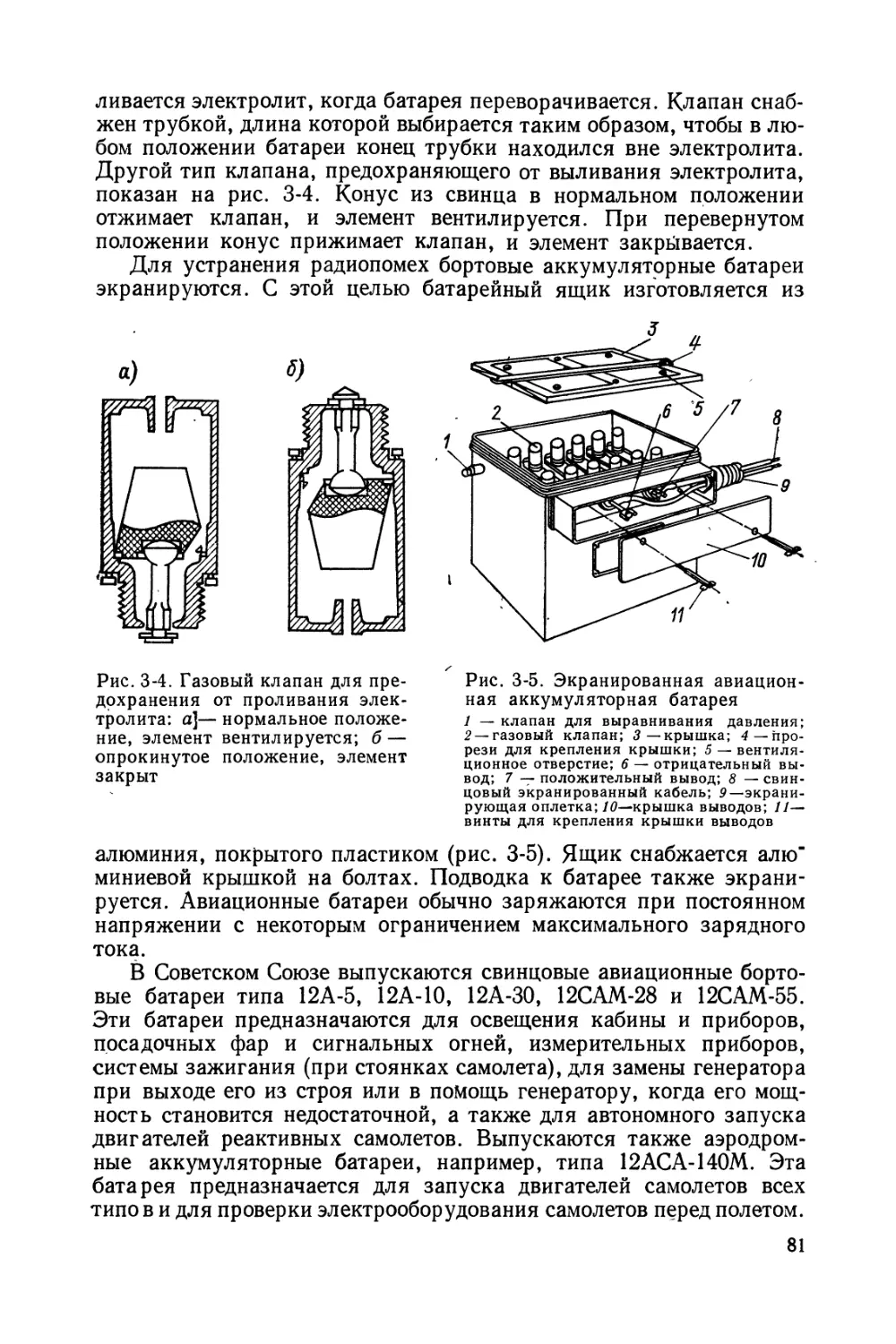
/














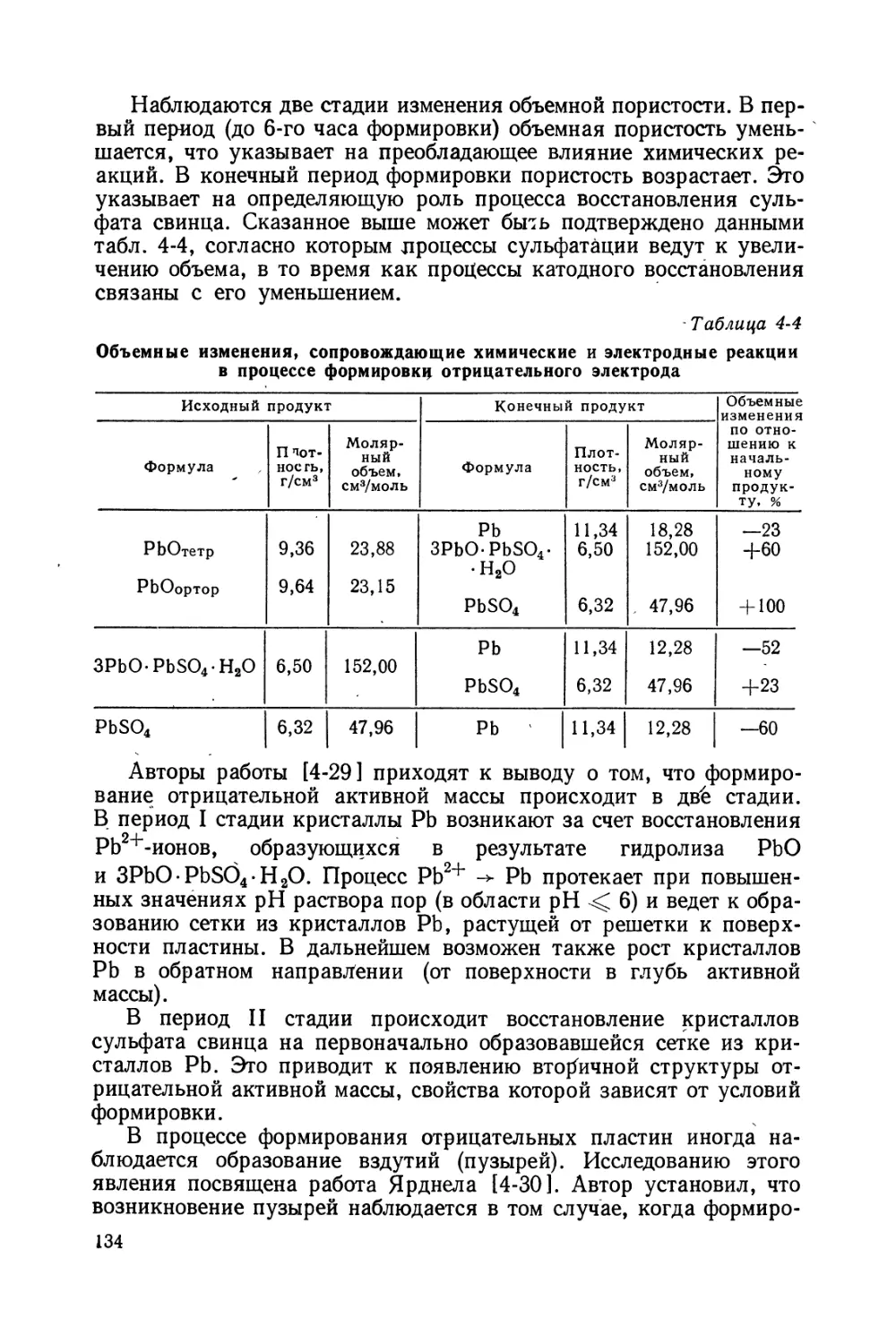






Text
М.А.ДАСОЯН, И.А.АГУФ
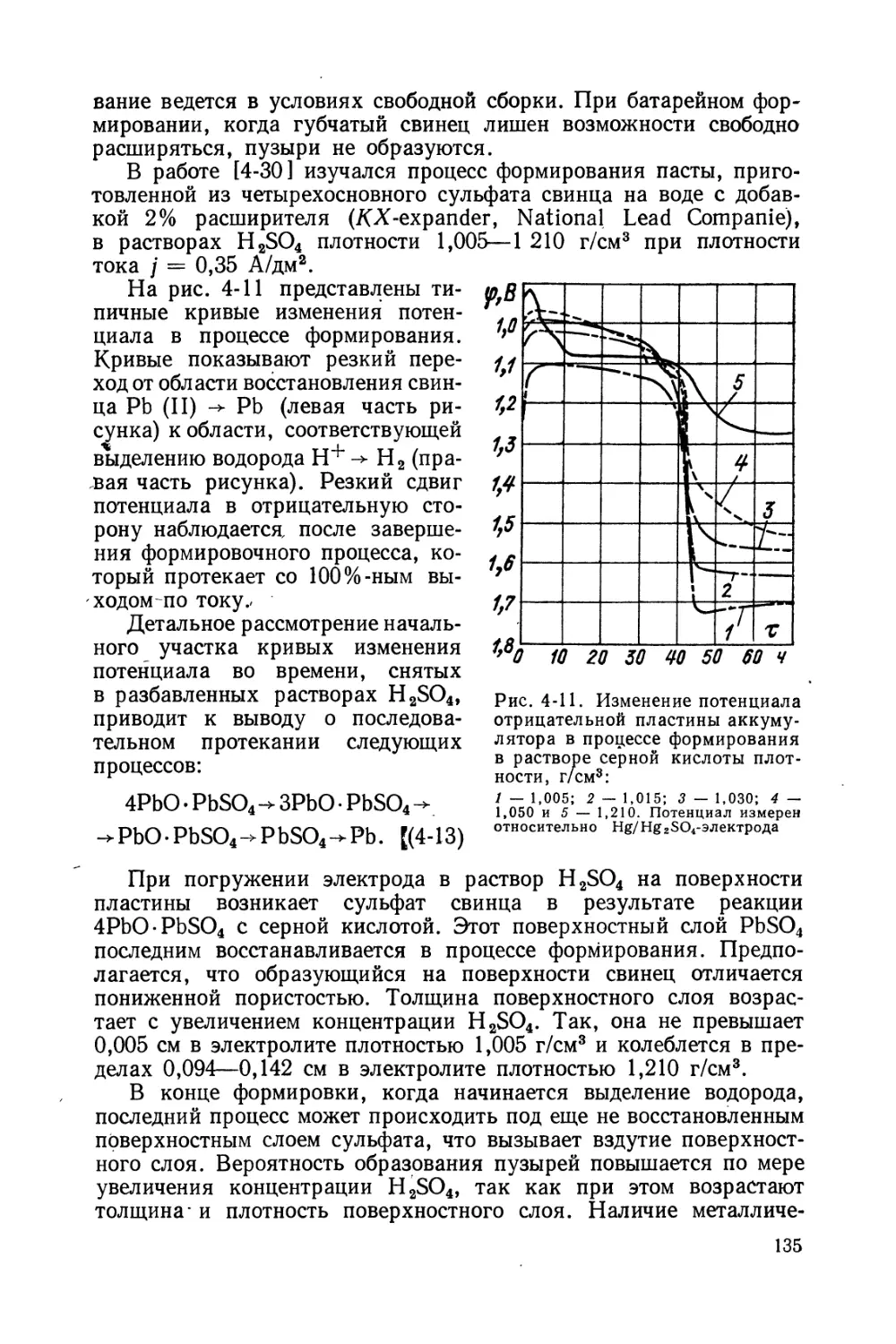
М.А.ДАСОЯН, И.А.АГУФ
ОСНОВЫ РАСЧЕТА КОНСТРУИРОВАНИЯ И ТЕХНОЛОГИИ ПРОИЗВОДСТВА СВИНЦОВЫХ АККУМУЛЯТОРОВ
М.А.ДАСОЯН, И.А.АГУФ
ОСНОВЫ РАСЧЕТА, КОНСТРУИРОВАНИЯ И ТЕХНОЛОГИИ ПРОИЗВОДСТВА СВИНЦОВЫХ АККУМУЛЯТОРОВ
«ЭНЕРГИЯ» ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ 1978
Scan AAW
6П2.10
Д20
УДК 621.355.2
Рецензенты: К. Ф. Сиволодская, Б. В. Жмырев
Дасоян М. А., Агуф И.' А.
Д20 Основы расчета, конструирования и технологии производства свинцовых аккумуляторов. —Л.: Энергия, 1978. 152 с, ил.
В книге изложены основные принципы электрического, теплового и механического расчета свинцовых аккумуляторов, а также методы оценки надежности свинцовых батарей. Рассмотрены конструктивные особенности как традиционных типов свинцовых батарей (автомобильных, стационарных, вагонных, тяговых, авиационных), так и некоторых новых типов (батарей для глубоководных аппаратов, электромобилей и герметичных батарей). В книге описаны теоретические основы технологии производства свинцовых аккумуляторов и даны сведения об оборудовании, используемом в аккумуляторной промышленности.
Книга адресована специалистам, работающим в области конструирования и производства свинцовых батарей и прикладной электрохимии, а также может служить пособием для студентов, специализирующихся по химическим источникам тока.
6П2.10
„ 30309-42
д--------------100-77
* 051(01)-78
@ Издательство ,, Энергия “, 1978
Введение
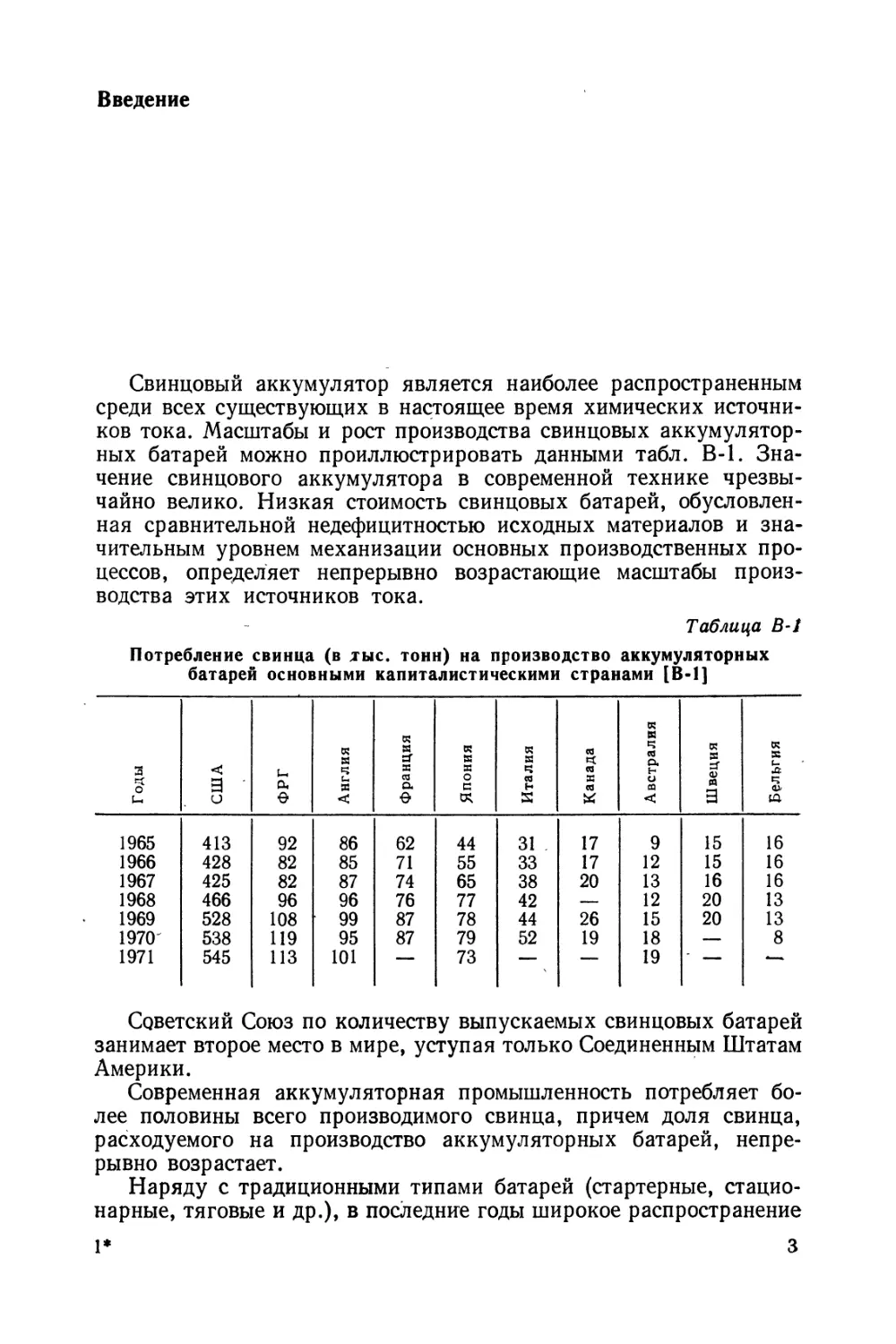
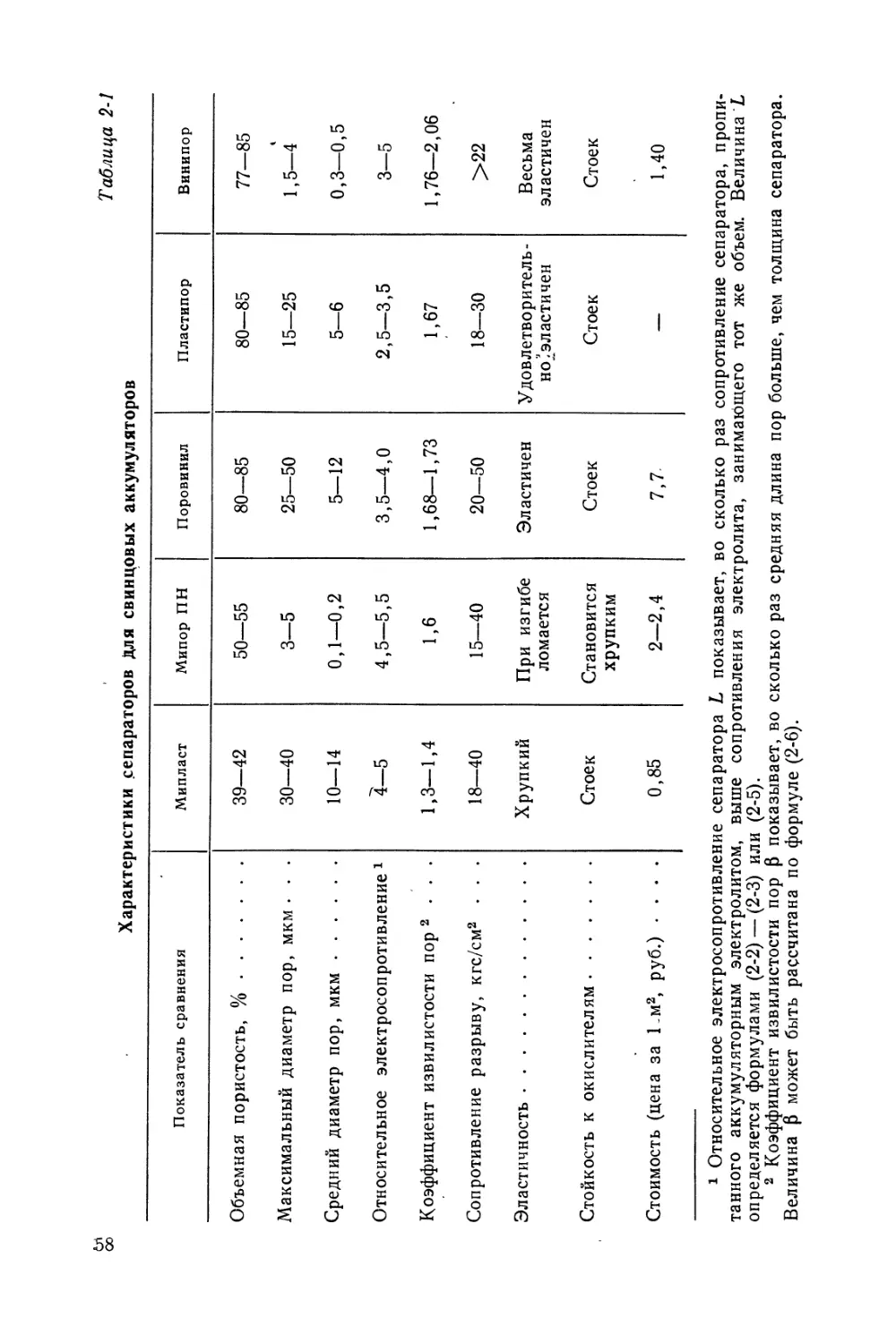
Свинцовый аккумулятор является наиболее распространенным среди всех существующих в настоящее время химических источников тока. Масштабы и рост производства свинцовых аккумуляторных батарей можно проиллюстрировать данными табл. В-1. Значение свинцового аккумулятора в современной технике чрезвычайно велико. Низкая стоимость свинцовых батарей, обусловленная сравнительной недефицитностью исходных материалов и значительным уровнем механизации основных производственных процессов, определяет непрерывно возрастающие масштабы производства этих источников тока.
Таблица В-1
Потребление свинца (в тыс. тонн) на производство аккумуляторных батарей основными капиталистическими странами [В-1]
Г оды США ФРГ Англия Франция Япония Италия Канада Австралия Швеция Бельгия
1965 413 92 86 62 44 31 . 17 9 15 16
1966 428 82 85 71 55 33 17 12 15 16
1967 425 82 87 74 65 38 20 13 16 16
1968 466 96 96 76 77 42 — 12 20 13
1969 528 108 99 87 78 44 26 15 20 13
1970 538 119 95 87 79 52 19 18 — 8
1971 545 113 101 — 73 — — 19 — *—
Советский Союз по количеству выпускаемых свинцовых батарей занимает второе место в мире, уступая только Соединенным Штатам Америки.
Современная аккумуляторная промышленность потребляет более половины всего производимого свинца, причем доля свинца, расходуемого на производство аккумуляторных батарей, непрерывно возрастает.
Наряду с традиционными типами батарей (стартерные, стационарные, тяговые и др.), в последние годы широкое распространение
1* 3
получили новые типы свинцовых аккумуляторов и батарей, к числу которых можно отнести герметичные батареи, предназначенные в основном для питания различных приборов бытовой электротехники, аккумуляторы погружного типа, служащие источником энергии глубоководных аппаратов, а также батареи, созданные для питания двигателей электромобилей.
Различные аспекты теории и производства свинцовых аккумуляторов широко освещаются в периодической технической литературе. Современное состояние теории свинцовых аккумуляторов рассмотрено в [В-2]. В литературе отсутствуют, однако, монографические труды, содержащие описание методов расчета и конструирования свинцовых аккумуляторов, а также технологии их производства.
Следует отметить, что в литературе сравнительно мало внимания уделяется разработке рациональных методов расчета и конструирования химических источников тока, хотя значимость подобного рода работ не вызывает сомнения.
Учитывая важную роль всех указанных выше вопросов в деле создания наиболее энергоемких и экономичных конструкций свинцовых батарей, авторы взяли на себя труд по написанию настоящей книги, являющейся, по существу, продолжением [В-2].
Книга посвящена описанию методов расчета и конструирования свинцовых аккумуляторов различного назначения. Изложенные методики расчета являются во многом оригинальными и не встречаются в литературе.
При написании раздела, посвященного механическому расчету аккумуляторов, большую помощь авторам оказал В. В. Петров, которому, в частности, принадлежит расчет дна аккумуляторного бака на прочность и жесткость, а также анализ различных схем закрепления аккумуляторов при группировке их в батареи. Методы оценки надежности свинцовых батарей описаны А. А. Прокофьевым. Авторы выражают им обоим сердечную благодарность.
Значительное место в книге занимает описание современного состояния технологии производства свинцовых аккумуляторов. Большое внимание при этом уделено теоретическим основам технологии, поскольку эти вопросы слабо освещены в литературе [В-3].
Авторы благодарны работникам аккумуляторной промышленности, труды которых нашли отражение в настоящей книге.
Все пожелания и замечания просьба направлять по адресу: 192041, Ленинград, Д-41, Марсово поле, 1, Ленинградское отделение издательства «Энергия».
Глава первая. ОСНОВЫ РАСЧЕТА СВИНЦОВЫХ АККУМУЛЯТОРОВ
1-1. ОСНОВНЫЕ ПРИНЦИПЫ ЭЛЕКТРИЧЕСКОГО РАСЧЕТА СВИНЦОВОГО АККУМУЛЯТОРА
1. Коэффициенты использования активных масс
В настоящее время не существует строгой методики расчета химических источников тока. Это объясняется большим количеством факторов, влияющих на расчетные величины, и недостаточной изученностью их роли в работе аккумулятора. Специфические трудности связаны со сложным характером распределения тока в аккумуляторе.
Обычно при расчете свинцовых аккумуляторов различного назначения приходится исходить из опытных данных, полученных в тех или иных частных условиях. В качестве исходных заданных параметров служат электрохимические эквиваленты активных веществ, участвующих в токообразующей реакции, и коэффициенты их использования. Последние являются результатом экспериментального определения, которое проводится для конкретных, наиболее типичных условий эксплуатации рассматриваемого аккумулятора.
Коэффициенты использования активных масс 0 свинцового аккумулятора зависят от условий разряда. Рост плотности разрядного тока и снижение температуры приводит к снижению величин 0. Так, для современных типов аккумуляторов при длительных режимах разряда (20—50 часовых) 0 « 50—60%, а при коротких (стартерных, или 3—5-минутных) разрядах 0«5—10%.
Как показывают результаты теории 2-фазных пористых электродов [1-1], коэффициенты использования активных масс должны возрастать с увеличением электропроводности электролита, пористости активной массы и с уменьшением толщины электрода, плотности тока / и конечного разрядного потенциала. В области достаточно высоких токов теория приводит к гиперболической зависимости 0(/).
Зависимость 0(/) в широком интервале изменения плотности тока может быть описана с помощью эмпирического уравнения Пейкерта [1-2]. Если обозначить разрядную емкость аккумуляторного электрода Q, а массу т, то, очевидно,
Q = k&m, (1-1)
где k — электрохимический эквивалент разрядных процессов:
= 0,259 А-ч/г для отрицательного электрода (Pb -> PbSO4) и k+ = 0,224 А-ч/г для положительного электрода (РЬО2 -> PbSO4).
5
Уравнение Пейкерта имеет вид [1-2]
Q = K/f‘, (1-2)
где К — эмпирическая постоянная, показывающая линейную зависимость от температуры t, при t = — 20 ч- + 20°С, а п» 1,4. Уравнение (1-2), судя по данным прецизионных измерений последних лет [1-2], справедливо в интервале / = 0,02ч-0,2 А/см2 видимой поверхности электрода.
Согласно (1-1) и (1-2),
е=к1//«-1, (ьз)
где коэффициент K1 = KI(km),
Формула (1-3), как и исходное уравнение (1-2), неприменима при очень малых плотностях тока, поскольку при / 0, согласно
(1-3), 0 -> оо, что лишено физического смысла (0 <: 0 <С 1). В области малых токов удовлетворительные результаты дает эмпирическое уравнение Либенова, которое может быть записано в виде
где А и В — постоянные коэффициенты, отношение которых представляет собой максимальное значение коэффициента использования активной массы: 0тах = Нт0 = Л/В.
/->о
Фазовые превращения, имеющие место при разряде аккумуляторных электродов, ведут к существенным объемным изменениям. Так, образование 1 моля PbSO4 в результате окисления свинца связано с увеличением объема, равным 30,5 см3/моль. Соответствующее объемное изменение при катодном восстановлении РЬО2 -> PbSO4 составляет 24,1 см3/моль. Увеличение объема в процессе разряда приводит к снижению пористости активной массы и может, в принципе, являться причиной изменения габаритов электрода. Естественно, что все эти эффекты зависят от коэффициентов использования активной массы 0, которые в ряде случаев можно рассчитать, исходя из величин начальной у и конечной у' пористости активной массы [1-3].
Объем активной массы Уа. м отрицательного электрода в полностью заряженном состоянии складывается из объема губчатого свинца Урь и объема пор Vnop:
Va. м = УРЬ + Vnop = . ^.РЬ . • (1-5)
1—V rfpb(‘—v)
Здесь у — Vnop/^a. м — объемная пористость активной массы, а dpb = 11,34 г/см3— плотность свинца.
Объем разряженной активной массы Va. м складывается, очевидно, из трех членов: объема сульфата свинца Vpbso, образовав-6
";РЬ
1 — у
v;.M
(1-6)
шегося в результате разряда, объема непрореагировавшей активной массы Урь и объема пор Упор = Уа.• Таким образом,
' г ' ГПтзи Л — 6
Уа.гм = УрЬ + У PbSO4 + У пор =---------
rfPb
Z72Pbe-iWpbso4 , ,
+ —d------a------НУа “Т ’
“PbSO. Pb
или
* — । Q—Mpbso,
dPb rfPbSO.^Pb
где 0_ — коэффициент использования отрицательной активной массы, /ИРЬ5О = 303,3 г — молекулярная масса сульфата свинца, ЛРЬ = 207,2 г—атомная масса свинца, dpbso =6,3 г/см3 — плотность сульфата свинца. Связь между значениями Уа м и Va м можно в общем случае записать в виде
Va. м = Va. и + ЗДб, (1-7)
где S — геометрическая односторонняя поверхность пластины, а Дб— изменение толщины б пластины в результате разряда (Дб 2= 0).
Подставив (1-5) и (1-6) в (1-7) и решив полученное уравнение относительно 0_, будем иметь
0- = Wbso-[Ve7 + ^T(1-V,)l- (1-8)
где ^Pb/Pbso = ( ^pbso,rfpb--1) 1 = 0,61 и упл = S6 — объем ак-
\ ^^Pb^PbSO, /
кумуляторной пластины в заряженном состоянии. Уравнение, аналогичное (1-8), нетрудно получить и для коэффициента использования активной массы положительного электрода:
8 = k
*PbO2'PbSO4
У — у' I Упл А6
U — V Урьо2 5
(Ь9)
(1-Y')
При этом
h —
^PbO2/PbSO4 “
/ Mpbso/pbo,__|
\^PbO2^PbSO4
MpbO2 = 239,2 г — молекулярная масса PbO2, dpbo = 9,67 г/сма— плотность РЬО2 (среднее значение для а- и р-РЬО2).
Необходимо подчеркнуть, что уравнения (1-8) и (1-9) получены без использования каких-либо модельных представлений относительно структуры активной массы аккумуляторных электродов. Поэтому все выводы, следующие из этих уравнений, носят весьма
7
фундаментальный характер (в отличие от результатов теории пористых электродов, рассматривающей обычно упрощенные модели электрода).
Правая часть уравнений (1-8) и (1-9) состоит из двух слагаемых, характеризующих соответственно изменение пористости и толщины электродов в процессе разряда. Как показывают результаты измерений, при разряде положительного электрода Дб ж 0, т. е. коэффициент использования активной массы ©+ однозначно определяется значениями начальной и конечной пористости. При этом, как видно из полученных уравнений, величина 0 проявляет гиперболическую зависимость от начальной пористости у, резко возрастая с ростом у, и линейную зависимость от конечной пористости у', убывая с ростом у'.
При разряде отрицательного электрода аккумулятора знак Дб зависит от природы органических добавок, введенных в активную массу [1-3]. Однако и в этом случае второй член в правой части (1-8), как правило, сравнительно невелик. Необходимо также иметь в виду, что при разряде электрода в аккумуляторе, т. е. в условиях плотной сборки, возможности для заметных изменений размеров электрода весьма ограничены.
Из уравнений (1-8) и (1-9) следует, что при равных значениях начальной (у+ = у_) и конечной (у^_ = у2) пористости и при Д6 — 0 коэффициент использования активной массы положительного электрода ©+ существенно превосходит соответствующее значение для отрицательного электрода 0_. Иначе говоря, для получения одинаковых значений 0; и 0_ начальная пористость ак-, тивной массы отрицательного электрода или ее изменение в процессе разряда должны заметно превышать соответствующие значения для положительного электрода.
Полученные уравнения показывают также, что рост объема в процессе разряда не может служить причиной, ограничивающей коэффициенты использования активной массы,. Действительно, при Дб = О значения у и у' связаны неравенствами:]
+ V (1-10)
Y_<0,625 + 0,375yS J
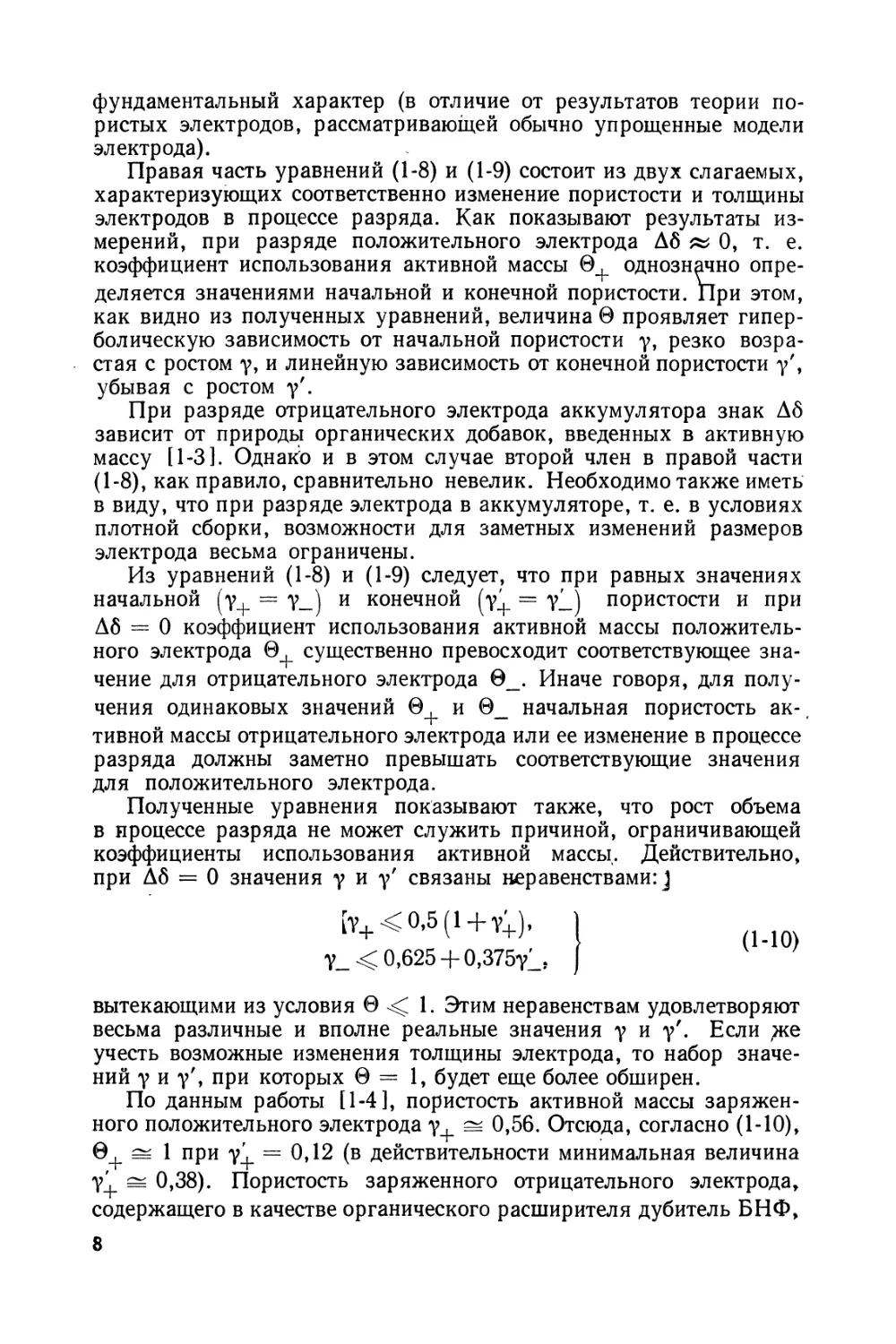
вытекающими из условия 0 <; 1. Этим неравенствам удовлетворяют весьма различные и вполне реальные значения у и у'. Если ,же учесть возможные изменения толщины электрода, то набор значений у и у', при которых 0=1, будет еще более обширен.
По данным работы [1-4], пористость активной массы заряженного положительного электрода у+ 0,56. Отсюда, согласно (1-10), 0+ 1 при у^_ = 0,12 (в действительности минимальная величина
у^_ 0,38). Пористость заряженного отрицательного электрода,
содержащего в качестве органического расширителя дубитель БНФ, 8
составляет 0,67 [1-4]. Отсюда, согласно (1-10), 0_ 1 при
0,13. Экспериментально полученное минимальное значение пористости разряженного отрицательного электрода с указанной добавкой составляет у_ = 0,48.
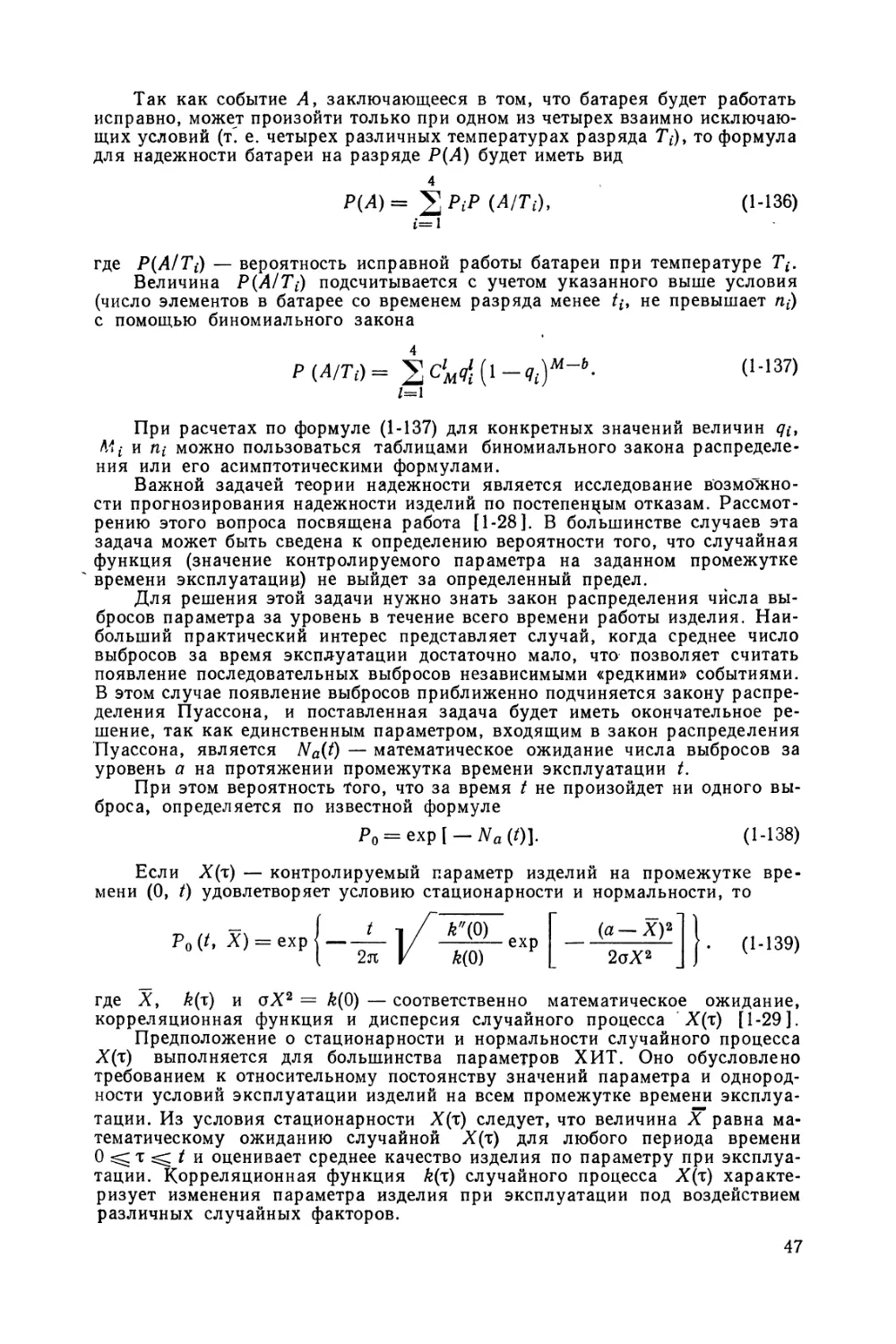
Вопрос о причинах, ограничивающих коэффициенты использования активных масс свинцового аккумулятора, выяснен к настоящему времени еще недостаточно. Если разряды проводятся при высоких плотностях тока, то существенную роль играет^неравномер-ное распределение поляризации по толщине электродов, а также замедленность конвективно-диффузионного процесса доставки сер-
Рис. 1-1. Схемы структуры пористого электрода в максимально разряженном состоянии
Область, заполненная сульфатом свинца, заштрихована; область, занятая неразрядившимся веществом (РЬ или РЬО2), — зачернена
ной кислоты к зоне реакции. Все это приводит, в частности, к быстрой закупорке пор сульфатом свинца [1-5], в результате чего разрядный процесс протекает, в основном, на наружной поверхности электрода, где плотность тока может более чем в 10 раз превышать соответствующее значение в толще активной массы [1-6].
Однако даже при разряде аккумуляторных электродов очень малыми токами, когда всю поверхность активной массы можно с полным правом считать эквипотенциальной, и в условиях принудительной циркуляции электролита коэффициент использования, как правило, не превосходит 60—65%. Возможная причина этого явления заключается в том [1-7], что в процессе глубокого разряда происходит изоляция отдельных участков активной массы в межпоровых пространствах сульфатом свинца (рис. 1-1). Эти участки остаются непрореагировавшими к концу разряда вследствие того, что разрастание пассивирующих слоев PbSO4 приводит, как видно из рис. 1-1, к прекращению электрического контакта между отдельными частями активной массы. Иначе говоря, предполагается, что в конце разряда при максимально возможном использовании активного вещества единый электронопроводящий каркас электрода перестает существовать.
9
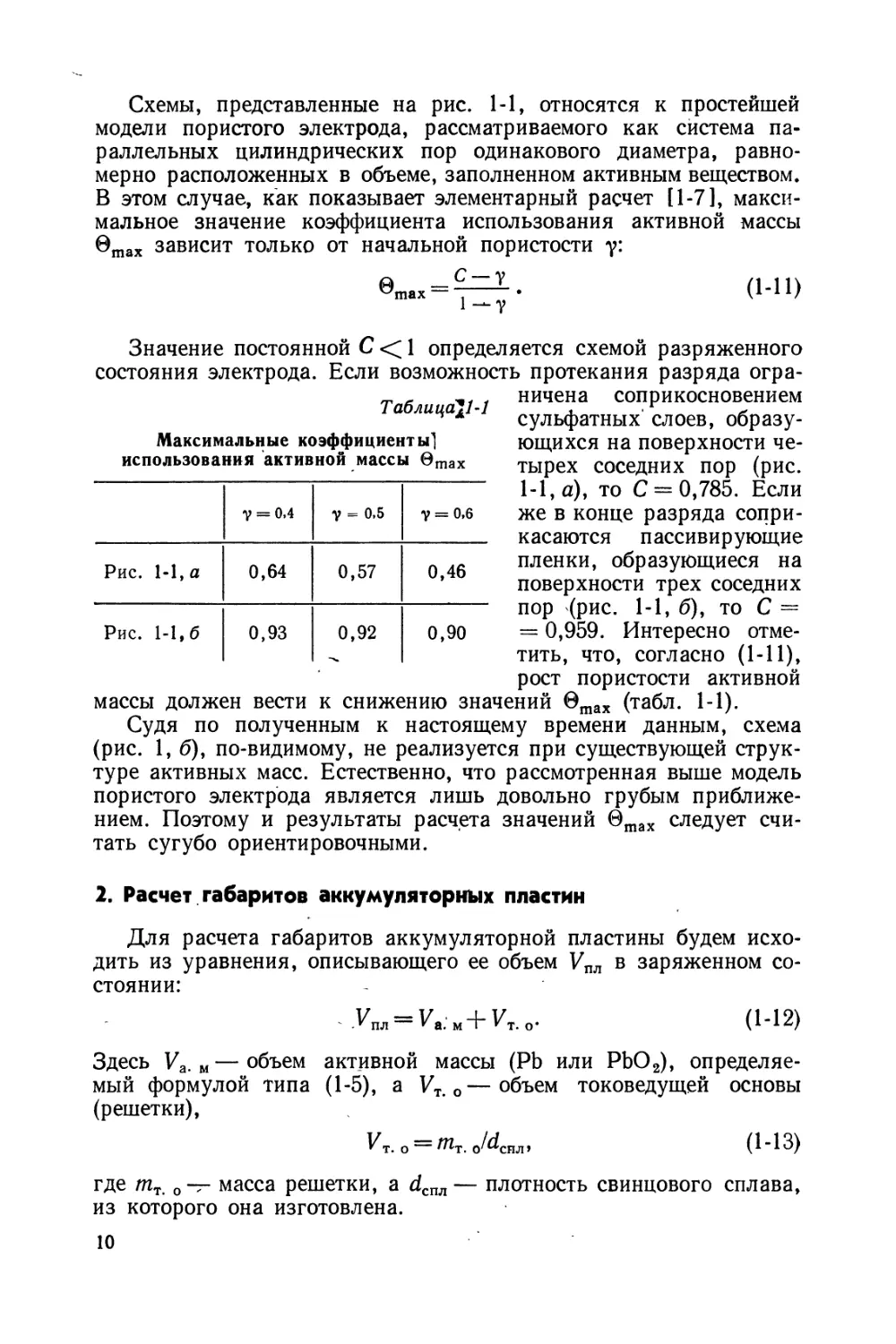
Схемы, представленные на рис. 1-1, относятся к простейшей модели пористого электрода, рассматриваемого как система параллельных цилиндрических пор одинакового диаметра, равномерно расположенных в объеме, заполненном активным веществом. В этом случае, как показывает элементарный расчет [1-7], максимальное значение коэффициента использования активной массы ©max зависит только от начальной пористости у:
0тах = ^. (Ы1)
Значение постоянной С < 1 определяется схемой разряженного состояния электрода. Если возможность протекания разряда огра-
Таблица^1~1 Максимальные коэффициенты'] использования активной массы 0тах ничена соприкосновением сульфатных' слоев, образующихся на поверхности четырех соседних пор (рис.
V = 0,4 V = 0,5 V = 0,6 1-1, а), то С = 0,785. Если же в конце разряда соприкасаются пассивирующие пленки, образующиеся на поверхности трех соседних
Рис. 1-1, а 0,64 0,57 0,46
Рис. 1-1,6 массы должс Судя по (рис. 1,6), г туре активш пористого э. нием. Поэто 0,93 >н вести получеь [О-ВИДИМ1 >ix масс, пектрода му и рес 0,92 К СНИЖ€ 1НЫМ к эму, не [ Естестве являете зультаты пор (J)HC. 1-1, О), то и — 0,90 = 0,959. Интересно отме- тить, что, согласно (1-11), рост пористости активной шию значений 0тах (табл. 1-1). настоящему времени данным, схема )еализуется при существующей струк-шно, что рассмотренная выше модель :я лишь довольно грубым приближе-расчета значений 0тах следует счи-
тать сугубо ориентировочными.
2. Расчет. габаритов аккумуляторных пластин
Для расчета габаритов аккумуляторной пластины будем исходить из уравнения, описывающего ее объем Упл в заряженном состоянии:
Упл = Уа;м+Ут,о. (1-12)
Здесь Va. м—объем активной массы (РЬ или РЬО2), определяемый формулой типа (1-5), a VT. 0—объем токоведущей основы (решетки),
VT. о =О^СЯЛ» (1”13)
где тт. 0— масса решетки, a dcnjl— плотность свинцового сплава, из которого она изготовлена.
10
Подставляя (1-5) и (1-13) в исходное уравнение (1-12), будем, с учетом (1-1), иметь следующее выражение для толщины аккумуляторной пластины 6:
6 = (Ы4)
s feed(1-у) хаспл ‘
где q = Q/S — удельная разрядная емкость, приходящаяся на единицу наружной поверхности электрода, d — плотность активного вещества (РЬ или РЬО2).
Зависимость коэффициента использования активной массы от толщины электрода может быть получена с использованием уравнения Пейкерта (1-2). Как показал Жюмо, коэффициент /С в (1-2) является в известных пределах изменения толщины пластины линейной функцией 6:
К = а + Ь8. (1-15)
Сочетая уравнения (1-1), (1-2) и (1-15), будем иметь
© = а+'Ь8 . kmjn~1
Согласно (1-5), (1-12) и (1-13)
m=(s8— ^ь°Л(1— V)d.
I ^СПЛ J
Подставляя (1-17) в (Г-16), получим 0 а + Ь8 , где al^kjn~lS(l— y)d; = ^^(1—y)d.
5спл
Поскольку коэффициенты а, Ь, аги Ьг — числа положительные, из формулы (1-18) следует, что
/ 30 \ __ ааг + bbx g
\ 66 )/=const Jai6 —М2
(1-16)
(1-17V
(Ы8)
т. е. с ростом толщины пластины коэффициент использования активной массы снижается. Этот результат полностью соответствует общим выводам, следующим из теории пористых электродов [1-1].
Для каждого типа аккумуляторов имеются определенные пределы оптимальной толщины электрода. Например, в аккумуляторах, предназначенных для длительных режимов разряда, когда электрод поляризуется относительно равномерно по толщине и коэффициент использования активной массы приближается к предельному значению, могут быть использованы относительно толстые пластины (до 10 мм). В аккумуляторах, предназначенных для
коротких режимов разряда, удельная емкость может быть повышена в результате снижения толщины электродов.
Для расчета толщины аккумуляторных пластин предложен ряд эмпирических формул. Формула Либенова, устанавливающая связь между емкостью аккумулятора и толщиной электрода, имеет вид
1 + а/о
где Q—емкость, А-ч, /—максимальный ток разряда, А; 6 — толщина пластины, мм; М и а — эмпирические постоянные. Один из основных недостатков (1-19) заключается в том, что входящие в нее постоянные отличаются друг от друга на 9 порядков: М « 104; а ж 10-5. Погрешность формулы Либенова составляет 8—10%♦ И. А. Селицкий [1-8] предложил формулу, имеющую вид
к+t C+t v '
где Р — предельная емкость, приходящаяся на единицу поверхности электрода, А-ч/см2; S — площадь поверхности электрода, см2; R — предельная емкость, приходящаяся на единицу объема, А-ч/см3; t— время разряда током I = Qjt\ С и К. — постоянные, имеющие размерность времени. Формула (1-20) дает хорошие результаты, однако, только при расчете толщины пластин стартерных батарей.
Для расчета толщины пластин аккумуляторов большой емкости применима формула, предложенная А. Н. Мокеевым и А. Н. Гольдбергом,
/ = L + fejw + C/n6, (1-21)
где t — продолжительность разряда, ч; / — плотность разрядного тока, А/дм2; 6 — толщина решетки положительного электрода, мм; L, k, т, п и С — постоянные, зависящие от типа аккумулятора.
Для определения постоянных, входящих в эту формулу, необходимо провести два разряда аккумуляторов с положительными электродами толщиной и§2 соответственно при двух различных плотностях тока и /2 и установить продолжительность разряда. Средняя относительная погрешность при расчете по этой формуле не превышает 5%. Для ориентировочных расчетов может быть применена также следующая формула:
<=2.50/8-0,88
• 1,213—0,0066 v 7
относительная погрешность которой при расчете толщины пластины составляет примерно 8%. Необходимо отметить, что описанные формулы справедливы для тех случаев, когда емкость аккумулятора лимитируется разрядом положительного электрода.
12
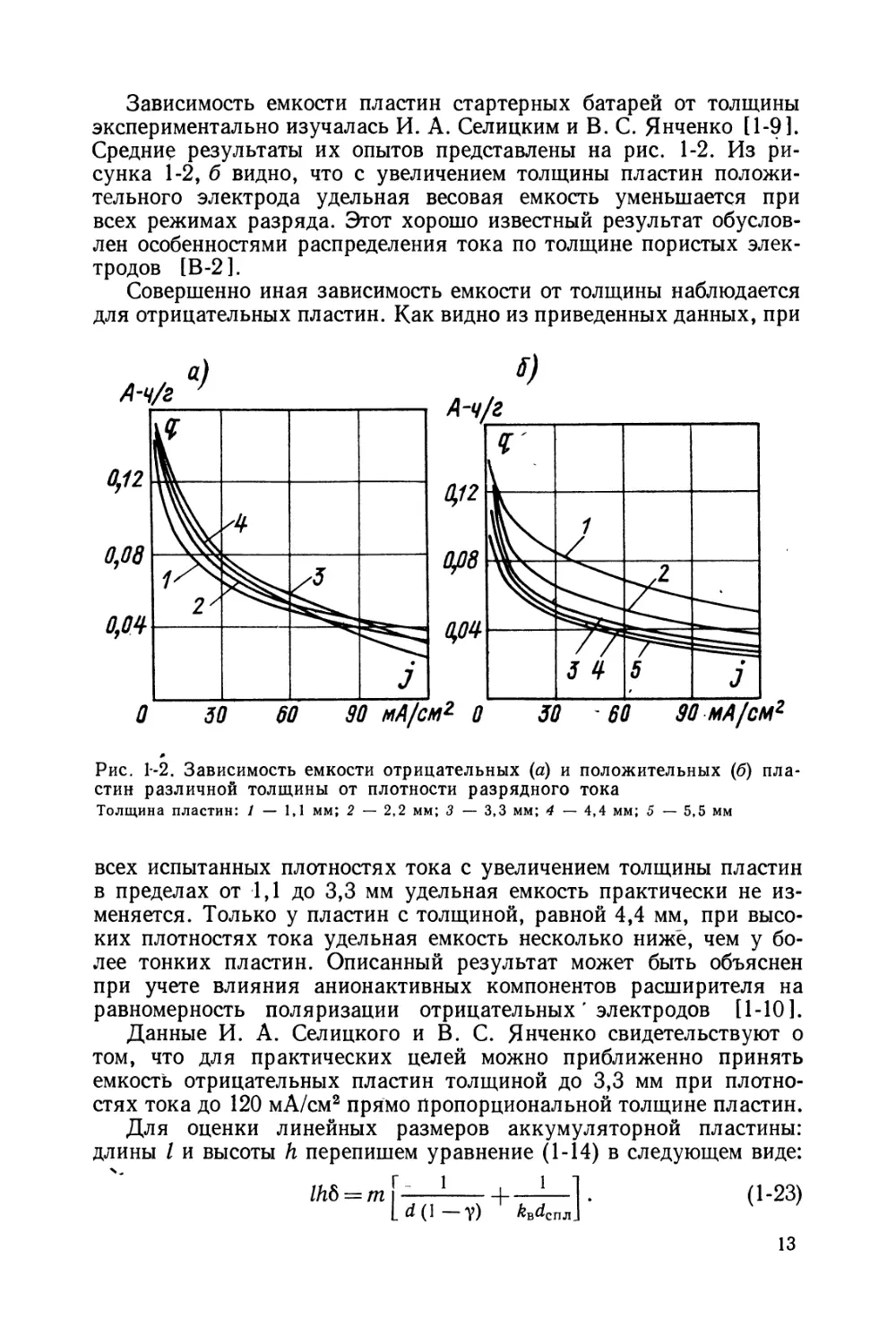
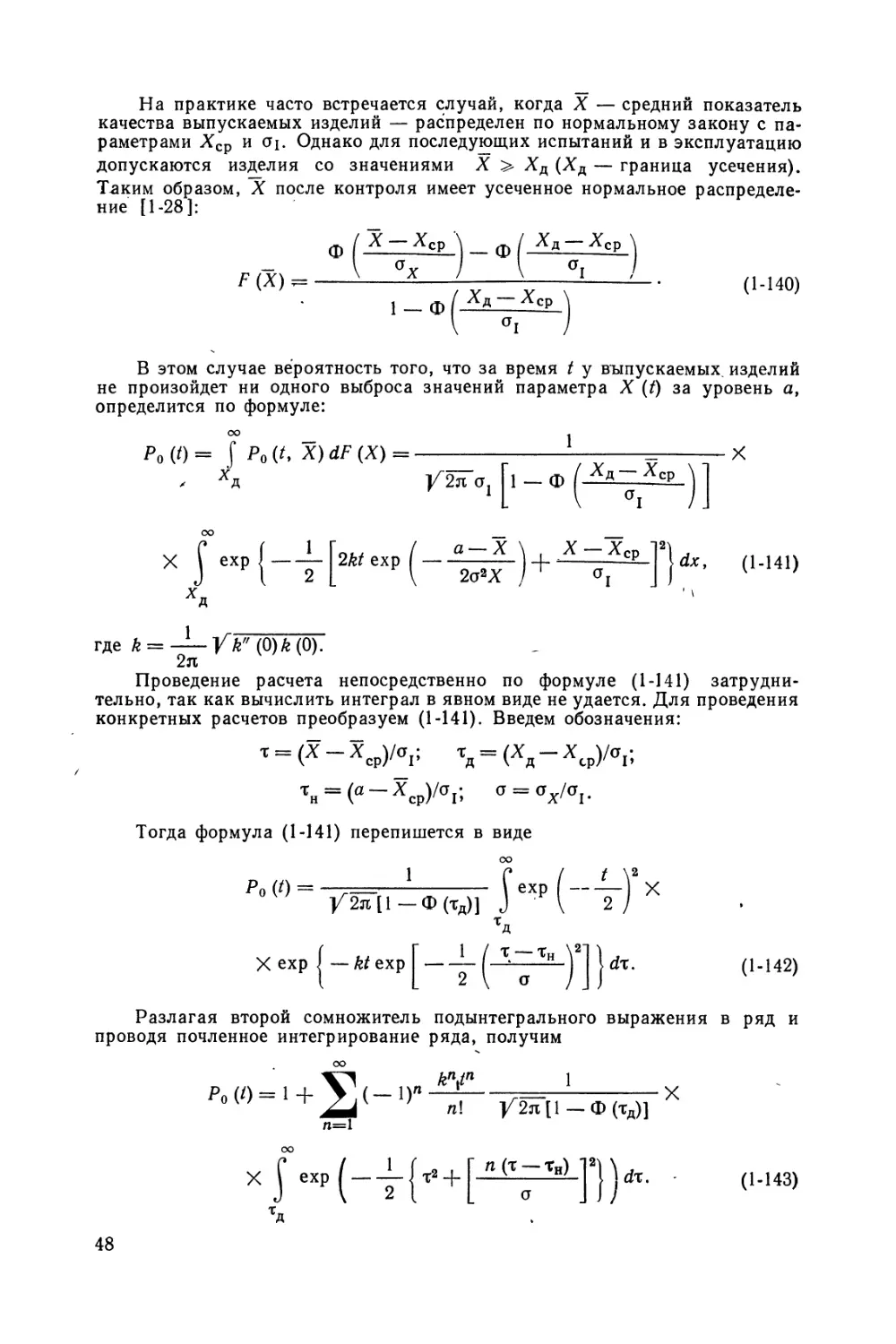
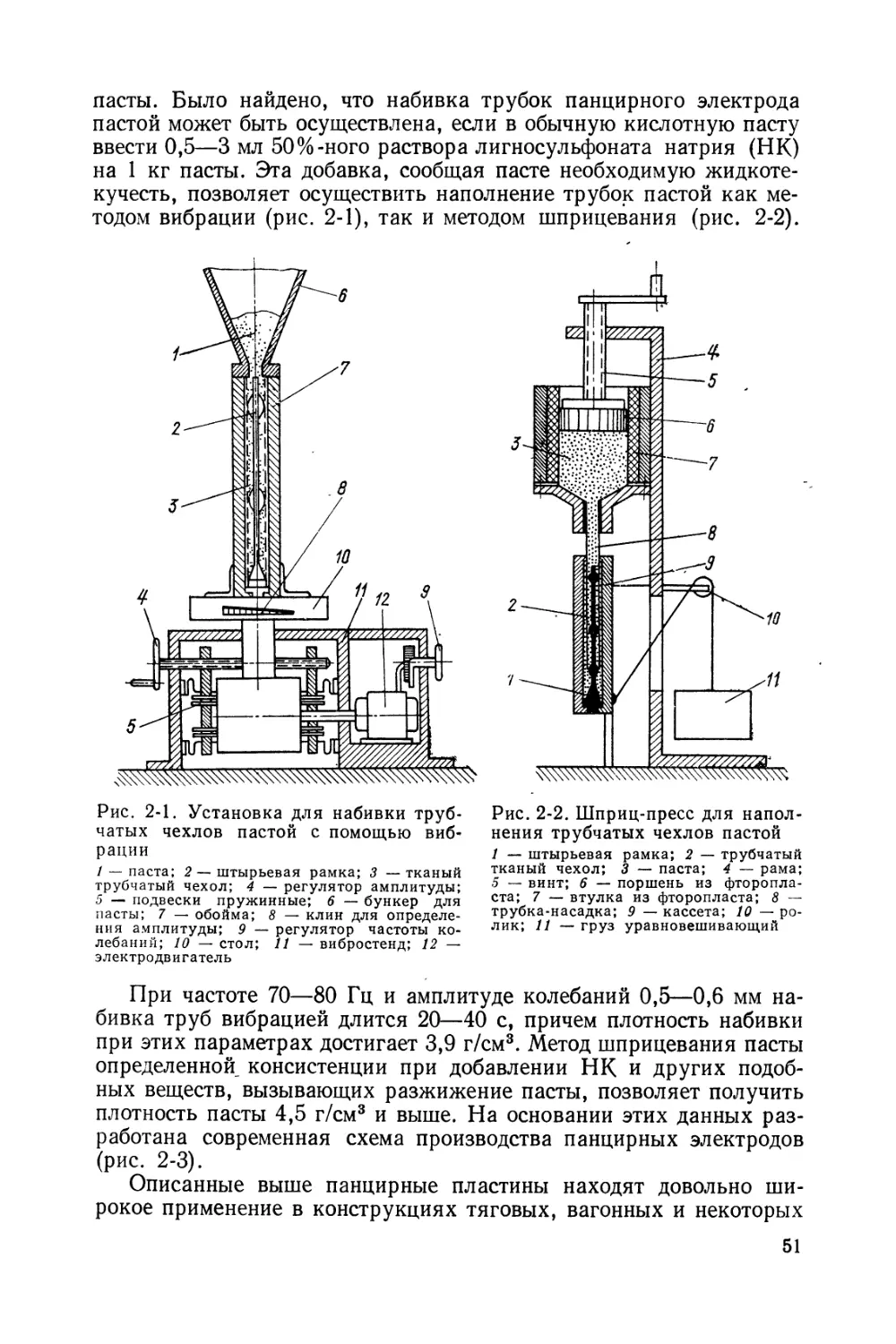
Зависимость емкости пластин стартерных батарей от толщины экспериментально изучалась И. А. Селицким и В. С. Янченко [1-9]. Средние результаты их опытов представлены на рис. 1-2. Из рисунка 1-2, б видно, что с увеличением толщины пластин положительного электрода удельная весовая емкость уменьшается при всех режимах разряда. Этот хорошо известный результат обусловлен особенностями распределения тока по толщине пористых электродов [В-2].
Совершенно иная зависимость емкости от толщины наблюдается для отрицательных пластин. Как видно из приведенных данных, при
Рис. 1-2. Зависимость емкости отрицательных (а) и положительных (б) пла стин различной толщины от плотности разрядного тока
Толщина пластин: 1 — 1,1 мм; 2 — 2,2 мм; 3 — 3,3 мм; 4 — 4,4 мм; 5 — 5,5 мм
всех испытанных плотностях тока с увеличением толщины пластин в пределах от 1,1 до 3,3 мм удельная емкость практически не изменяется. Только у пластин с толщиной, равной 4,4 мм, при высоких плотностях тока удельная емкость несколько ниже, чем у более тонких пластин. Описанный результат может быть объяснен при учете влияния анионактивных компонентов расширителя на равномерность поляризации отрицательных' электродов [1-10].
Данные И. А. Селицкого и В. С. Янченко свидетельствуют о том, что для практических целей можно приближенно принять емкость отрицательных пластин толщиной до 3,3 мм при плотностях тока до 120 мА/см2 прямо пропорциональной толщине пластин.
Для оценки линейных размеров аккумуляторной пластины: длины I и высоты h перепишем уравнение (1-14) в следующем виде:
= —!------Н——1. (1-23)
L (1 —У) ^в^спл]
13
Коэффициент kB = т1тт. 0 характеризует отношение масс активного вещества и токоведущей основы. В большинстве современных аккумуляторов величина kB колеблется в пределах 1,05—1,2, т. е. масса активного вещества превышает массу решетки всего на 5—20%. В последние годы, однако, показана возможность повышения этого коэффициента до 1,5—1,6, что ведет к существенному росту удельной разрядной емкости аккумулятора [1-11]. Увеличение kB достигается в результате применения модернизированных конструкций токоведущих основ с повышенными расстояниями между соседними связями.
Наиболее равномерного распределения тока по поверхности электрода следует ожидать при / « Л. В этом случае, согласно (1-23),
I« 1/ — ------1---Ь ——
V 6 Lrf(i-v) Мспл.
или, с учетом (1-1),
Q Г 1
OfeS [d(l — у)
1 ^в^спл
(1-25)
Формула (1-25) может быть использована для оценки габаритов аккумуляторной пластины заданной емкости Q и толщины 6, если известны значения 0, у и feB.
И. А. Селицкий ввел понятие «габаритной единицы объема пластины» Pv = O/Vnn. ч Пользуясь рассуждениями, аналогичными приведенным выше, нетрудно получить следующую формулу:
S6 =-----------5---------. (1-26)
\ “СПЛ /
При S « Z2 формула (1-26) примет вид
(1-27)
Значение Pv составляет 2,56—2,74 г/см3 для стартерных батарей, устанавливаемых на грузовых автомобилях, и 2,54—2,95 г/см3 для батарей, используемых на легковых машинах. Есть основания полагать, что средние значения Pv, равные соответственно 2,65 и 2,75 г/см3, могут быть уменьшены до 2,35 и 2,40 г/см3 за счет упомянутой выше модернизации конструкции токоведущих основ, а также в результате использования для изготовления основ неметаллических материалов либо металлов и сплавов с повышенной коррозионной устойчивостью. В этом случае, как видно из формул 14
(1-26)— (1-27), заданная величина разрядной емкости может быть достигнута при меньших габаритах электрода.
Емкость аккумулятора определяется суммарной емкостью пластин того или иного знака. При коротких (стартерных) разрядах емкость, как правило, лимитируется пассивацией отрицательного электрода. Это особенно четко проявляется в том случае, когда разряд проводится при пониженных температурах. При длительных режимах разряда обычно имеет место соизмеримое влияние обоих электродов на суммарную емкость.1 Для обеспечения такого условия необходимо равенство разрядных емкостей положительного и отрицательного электродов:
«+Q+ ~ «_Q_ =(»++1) Q_, (1-28)
где Q+ и Q_— емкости положительной и отрицательной пластины соответственно, п, — число положительных пластин, п = п, + -г — -Г
+ 1 — число отрицательных пластин. Из равенства (1-28) следует, что
(1-29)
Q_ + Q+-Q_
т. е. число пластин в аккумуляторе должно возрастать по мере уменьшения различия в значениях Q+ и Q_.
В формуле (1-28) предполагается, что в блоке аккумуляторных электродов крайними являются отрицательные пластины. Поскольку, однако, наружные поверхности этих пластин поляризуются при работе аккумулятора менее интенсивно, чем поверхности всех остальных электродов, формула (1-28), так же как и (1-29), носит приближенный характер.
При заданных толщинах пластин 6+ и 6_, межэлектродном расстоянии или толщине сепаратора 6С и размерах аккумуляторного бака число пластин можно оценить с помощью следующего очевидного уравнения:
[п* + 1) + 2гц_6с 4- 26' = L. (1-30)
Здесь L — внутренняя длина аккумуляторного бака, а 6' — расстояние между крайними отрицательными пластинами и стенками бака (посадочный зазор). Согласно (1-30),
L — 6_-_ 26' п, =-------------
+ 6+ + б_ + 26с
Выражение, стоящее в знаменателе правой части (1-31), часто называют шагом сборки аккумулятора.
(1-31)
1 Замедленность диффузии кислоты в поры активной массы положительного электрода может в ряде случаев лимитировать разрядную емкость аккумулятора при коротких режимах, а недостаточный запас электролита часто обусловливает ограничение емкости по положительному электроду при длительных разрядах.
15
3. Расчет объема и концентрации электролита
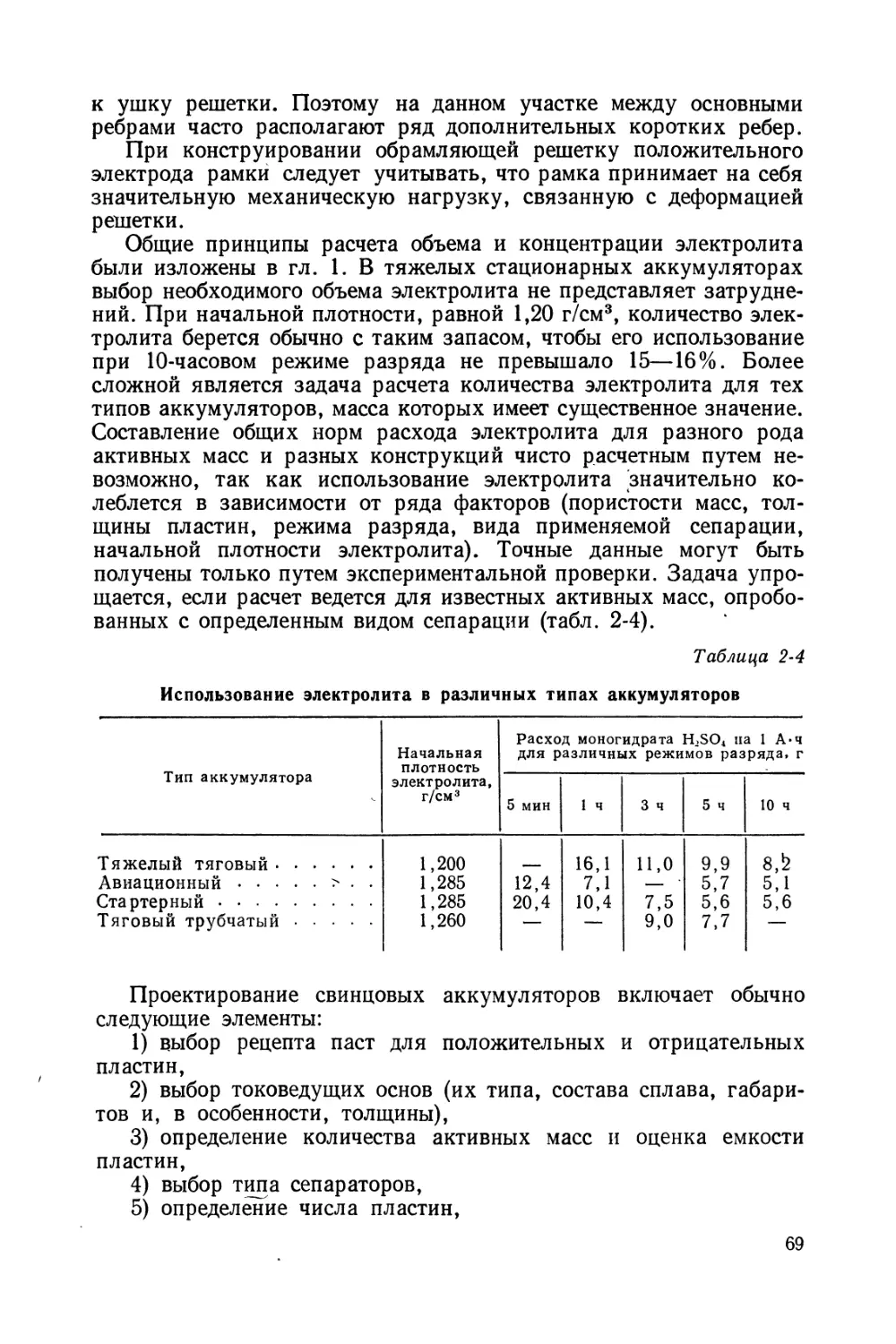
Электролитом свинцовых аккумуляторов служит, как известно, водный раствор серной кислоты, содержащий в большинстве случаев от 36 до 42% H2SO4. Выбор оптимальной концентрации электролита делается на основе учета ряда факторов. Прежде всего, следует иметь в виду, что серная кислота является активным веществом, принимающим непосредственное участие в токообразующем процессе. Электрохимический эквивалент H2SO4, определяющий ее потребление в процессе разряда, составляет 3,66 г/(А-ч). Концентрация электролита должна полностью обеспечить необходимый запас кислоты для разряда активных масс аккумуляторных электродов.
Весьма важной характеристикой электролита является его электропроводность. Проводимость электролита в значительной степени определяет внутреннее сопротивление аккумулятора. Кроме того, с ростом проводимости электролита улучшается равномерность распределения тока по поверхности аккумуляторных электродов^.
Максимум электропроводности растворов H2SO4 лежит при концентрации 30—35%, несколько смещаясь в сторону боль-
ших значений с по мере снижения температуры. Концентрация аккумуляторного электролита обычно превышает это значение, что связано, прежде всего, с необходимостью обеспечить требуемый для разряда запас кислоты при весьма малом объеме, приходящемся в современных аккумуляторах на электролит. Следует учитывать также снижение концентрации в процессе разряда, сопровождающееся падением электропроводности.
Концентрация электролита в конце разряда не должна быть слишком малой, так как это может привести к росту внутреннего сопротивления и, вследствие этого, к снижению емкости в результате падения разрядного напряжения. Обычно конечная концентрация H2SO4 при длительных режимах разряда должна быть не ниже 5—10%. С другой стороны, повышение концентрации H2SO4 в аккумуляторном электролите ограничено ускоренной пассивацией электродов при разряде и в процессе хранения аккумуляторов с электролитом. Это явление приводит к снижению емкости и ускорению саморазряда в электролите с чрезмерно высоким содержанием серной кислоты.
При приготовлении раствора H2SO4 наблюдается заметное изменение объема. Аналогичные эффекты имеют место при изменении концентрации электролита в процессе разряда и заряда аккумулятора.
Представляет интерес количественная оценка объемных изменений в электролите.
Обозначим mHSO и тно массы серной кислоты и воды (г), израсходованные на приготовление V (см3) раствора, a dH2SO< и dHoO— плотности H2SO4 и Н2О. Можно записать, что объем ра-16
створа
(1-32)
mH2sot J mH2o ! Av, rfH2SO4 rfH2O
где № — изменение объема при приготовлении раствора.
Очевидно, mHSo = cV’ О’33)
где с — концентрация Далее имеем раствора H2SO4, г/см3. «HSO +mHO = W- (Ь34) 11.2 П3<7
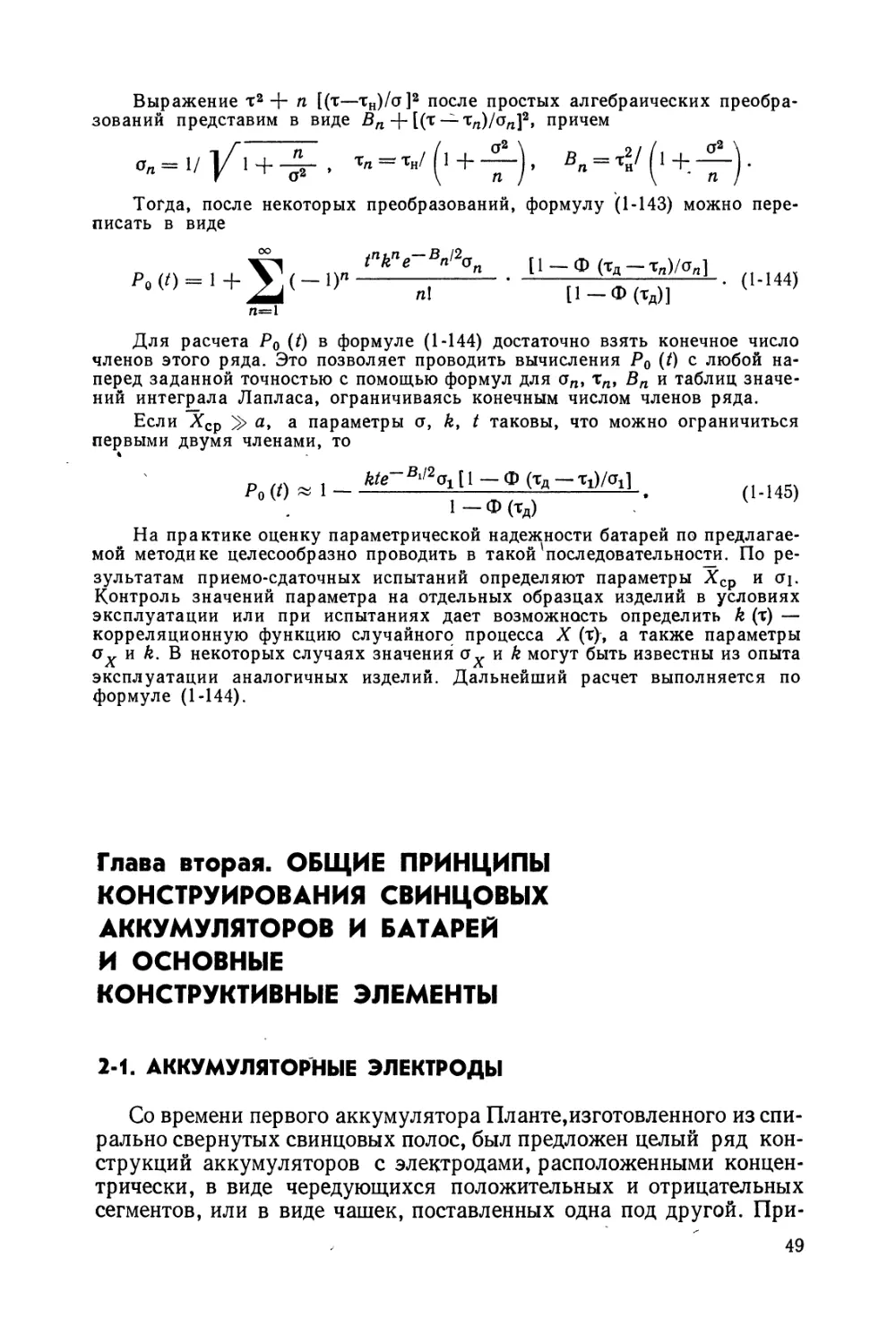
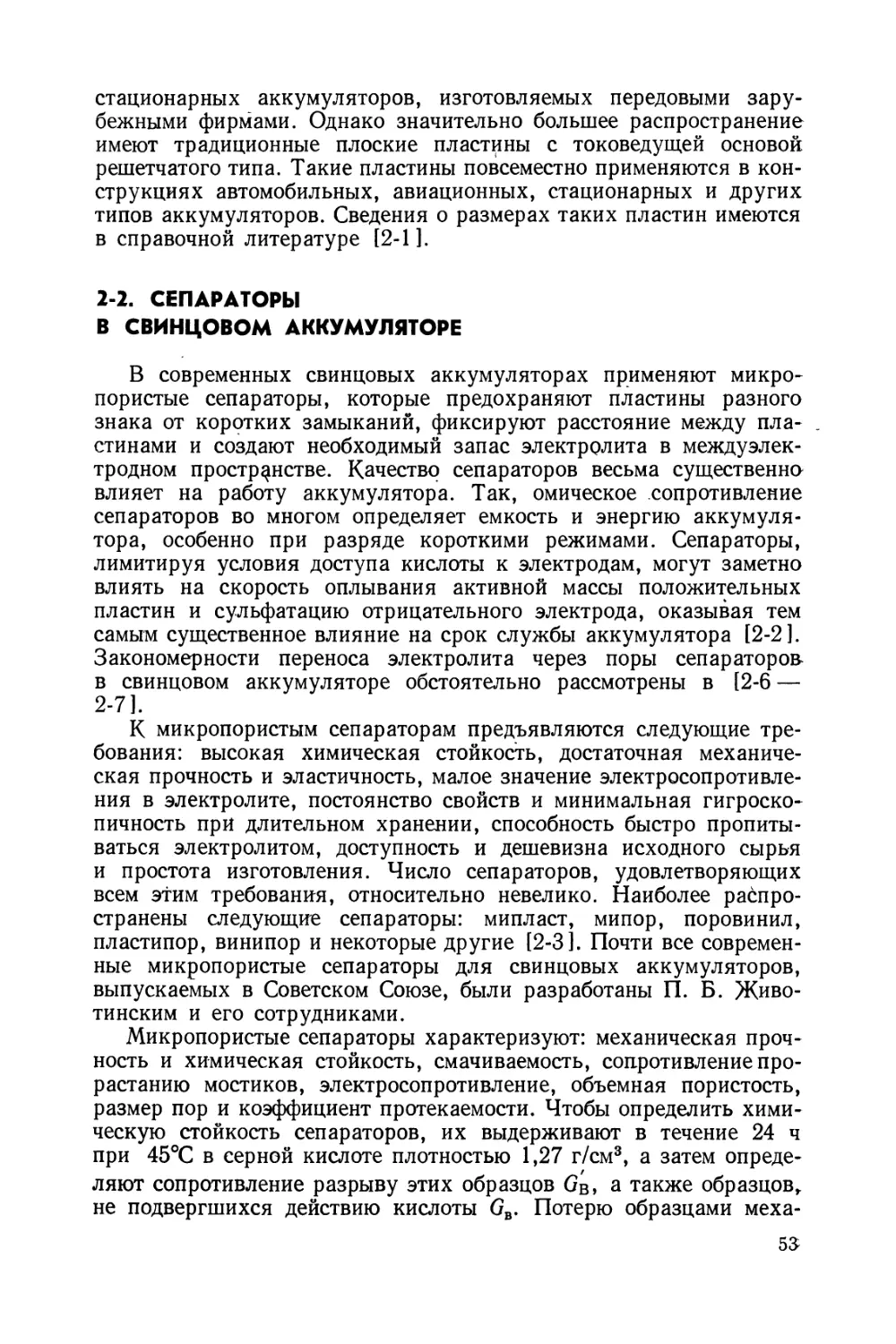
Рис. 1-3. Зависимость относительного изменения объема AV/V при приготовлении растворов H2SO4 от плотности раствора d
где d — плотность раствора, г/см3.
Согласно (1-32)—(1-34), относительное изменение объема при приготовлении раствора H2SO4 составляет 1 1 \ ------------------------------। с. rfH2SO4 rfH3O / (1-35)
Поскольку при нормальных условиях dH2O=l,0 г/см3, a dHso^ = = 1,838 г/см3, то, выражая концентрацию раствора с в граммах на литр, можно переписать уравнение (1-35) в следующем виде:
AV/V = 1 —d + 4,56-10-4с. (1-36)
Согласно (1-36), при с<2193 (d—1) в процессе приготовления раствора
наблюдается уменьшение объема (сжатие) AV<0. Данное условие соблюдается в значительном интервале концентрации H2SO4, включающем возможные пределы изменения концентрации аккумуляторного электролита. Значение | ДУ/7|, как показывает расчет (рис. 1-3), достигает ~ 7,5%, возрастая с увеличением концентрации раствора.
Переходя к расчету объема аккумуляторного электролита, следует учесть, что, согласно теории двойной сульфатации, разряд свинцового аккумулятора протекает по реакции:
Pb + РЬО2 + 2H2SO4 2PbSO4 + 2Н2О.
Таким образом, при прохождении 2F электричества изменение массы электролита должно составлять 2MH SO—2МН О, где Л4Н2$О == = 98,082 г—молекулярная масса серной кислоты, а А1Н,О = — 18,016 г — молекулярная масса воды. Если разрядная емкость
17
аккумулятора равна Q, А-ч, то соответствующее изменение массы электролита составит
Q ('Hh.so.-Mhso) = 2,988Q, где IF = 26,8 А-ч.
С другой стороны, это изменение массы электролита, очевидно, равно Унб/н— VKdK, где Ун и У к — объемы электролита, a da и dK — плотности электролита в заряженном (начальном) и разряженном (конечном) состоянии соответственно. Таким образом, VndH— VKdK— = 2,988 Q, откуда
у 2~Н (1-37)
dH
Можно записать далее, что
VK = ,VH-AVQ, (1-38)
где ДУ—удельное изменение объема электролита, соответствующее 1А-ч протекшего электричества. Тогда, согласно (1-37) и (1-38),
у (%’9^8 А (1-39)
dH
Значение ДУ можно приближенно оценить по формуле
1132 см3/(А-ч).
F \^H2SO4 rfH2O /
Этот расчет не учитывает, однако, рассмотренный выше эффект изменения объема при переходе от одной концентрации раствора H2SO4 к другой. Практически можно с достаточной точностью принять ДУ = 1 см3/(А-ч). Как показывает более точная оценка, ДУ несколько возрастает с ростом концентрации исходного электролита, превышая единицу при dH = 1,3 г/см3 и составляя ДУ « 0,85 см3/(А-ч) при dn = 1,2 г/см3 [1-12 ].|
Считая ДУ = 1 см3/(А-ч), можно переписать уравнение для расчета минимального объема аккумуляторного электролита (1-39) в виде
У ~ (2,988 dK) Q] (1-40)
dK
В частности, при dn = 1,28 г/см3 и dK = 1,05 г/см3 Ун = 8,4 3 Q, т. е. на 1 А-ч снятой емкости требуется ~8,4 см3 электролита.
Объем электролита в аккумуляторе может рассматриваться как сумма трех слагаемых: суммарного объема пор в активных массах Упор, объема межэлектродных пространств (МЭП), включая
18
объем пор сепараторов Умэп и свободного объема электролита выше и ниже блока пластин 7СВ:
V9J1 = Vnop + VM3n + VCB. • (1-41)
Если обозначить у+ и — пористость активной массы положительного и отрицательного электродов соответственно, п+ — число положительных пластин в аккумуляторе, /Пт+о и т^~1 — массу токоведущих основ положительного и отрицательного электродов, dcnjI — плотность сплава, то, очевидно,
/ т(+> \
у =v п (М8,— т-° |_i_
vnop Y+«+l + dpnn р
\ испл /
/ fJl^ ) \
+ Y_(n+ + 1) . (1-42)
Здесь h и I — высота и длина пластины, а 6^ и 6_— толщина положительной и отрицательной пластин соответственно.
Умэп можно приближенно рассчитать по формуле
1'..п “ 2Ы6С»+Т- О'43)
где 6С — расстояние между пластинами противоположной полярности (толщина сепаратора), а ус— пористость сепаратора. В формуле (1-43) предполагается, что сепаратор занимает все межэлектродное пространство. Это допущение соблюдается на практике с достаточной точностью.
Усв определяется из очевидного соотношения
УСВ = Щ(Я-Л), (1-44)
где L и D — соответственно длина и ширина аккумуляторного бака (внутренние размеры), а Н—высота уровня электролита.
Подставляя, выражения (1-42)—(1-44) в исходное , уравнение (1-41), будем окончательно иметь
У9Л = hl [п+ (?+б+ + V_6_ + 2усбс) + у_6_] —
—[«+ (v+mi+o + Т-^тГо) + Т-ттГо] + LD (H—h). (1-45) ^спл
Нетрудно видеть, что для нормальной эксплуатации аккумулятора объем электролита в нем должен быть не ниже Ун, т. е. должно соблюдаться условие
(1-46)
Неравенство (1-46} определяет запас электролита, необходимый для обеспечения заданной разрядной емкости. Способом, аналогичным рассмотренному выше, можно установить связь между начальной сн и конечной ск концентрацией аккумуляторного электролита.
19
Если выразить VH и VK в литрах, а сн и ск в граммах на литр, то, очевидно,
chVh- ckVk = 3,66Q. (1-47)
Воспользовавшись выражением (1-38), нетрудно, решая (1-47) относительно сн, преобразовать эту формулу к виду
(3,66 — скД V) Q + Vнск Q
или, поскольку ДУ « 10-3 л/(А-ч),
~ (3,66 10 Ск)<?+СкУн ZJ
Н = Vh ’ 1 ’
В формулу (1-49), наряду со значениями сн и ск, входит также значение начального объема электролита Ун, причем, как следует из (1-49), сн растет с уменьшением Ун (dcH/dVH<0). Этот результат является вполне очевидным, поскольку, чем меньше запас электролита в аккумуляторе, тем больше должна быть его концентрация.
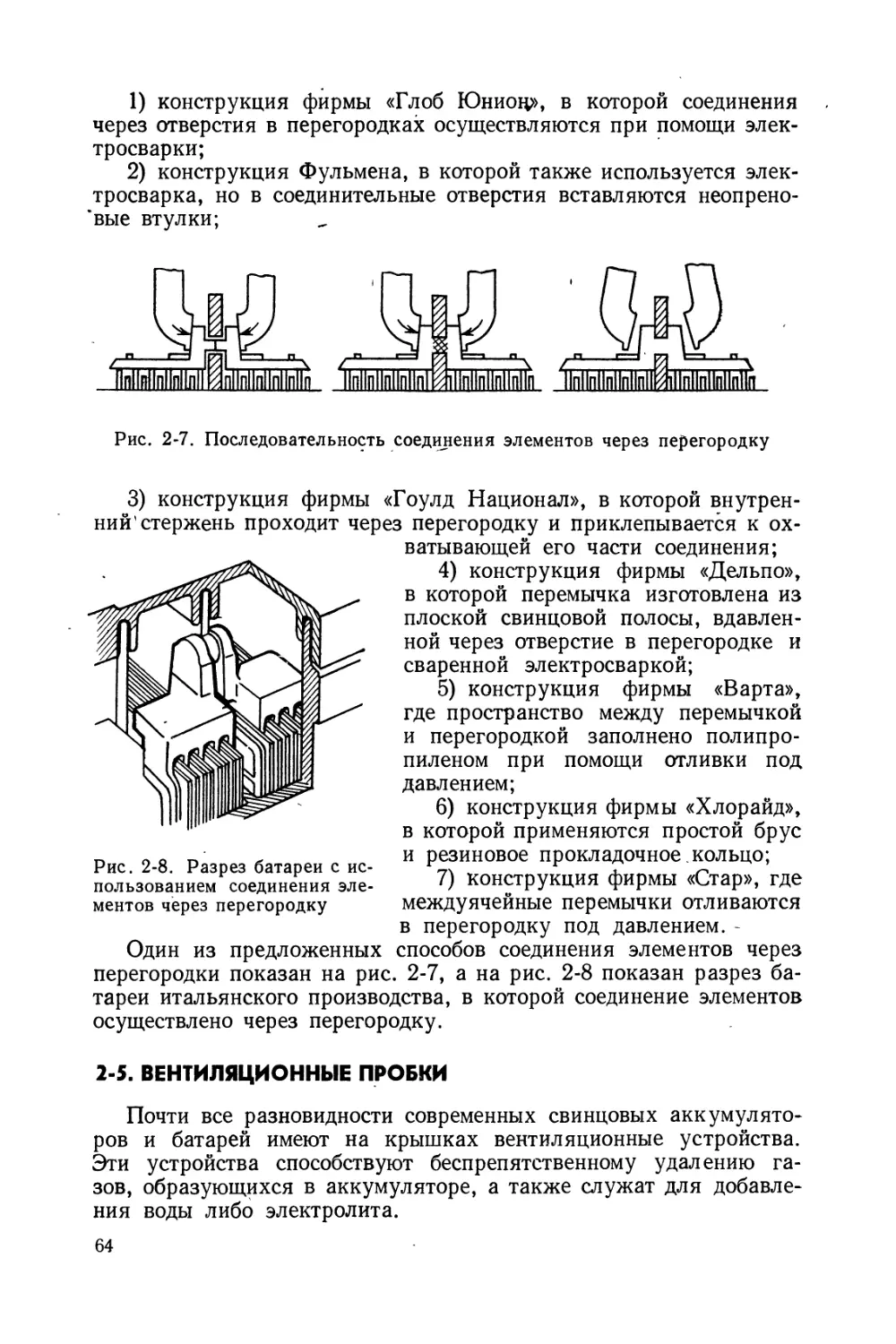
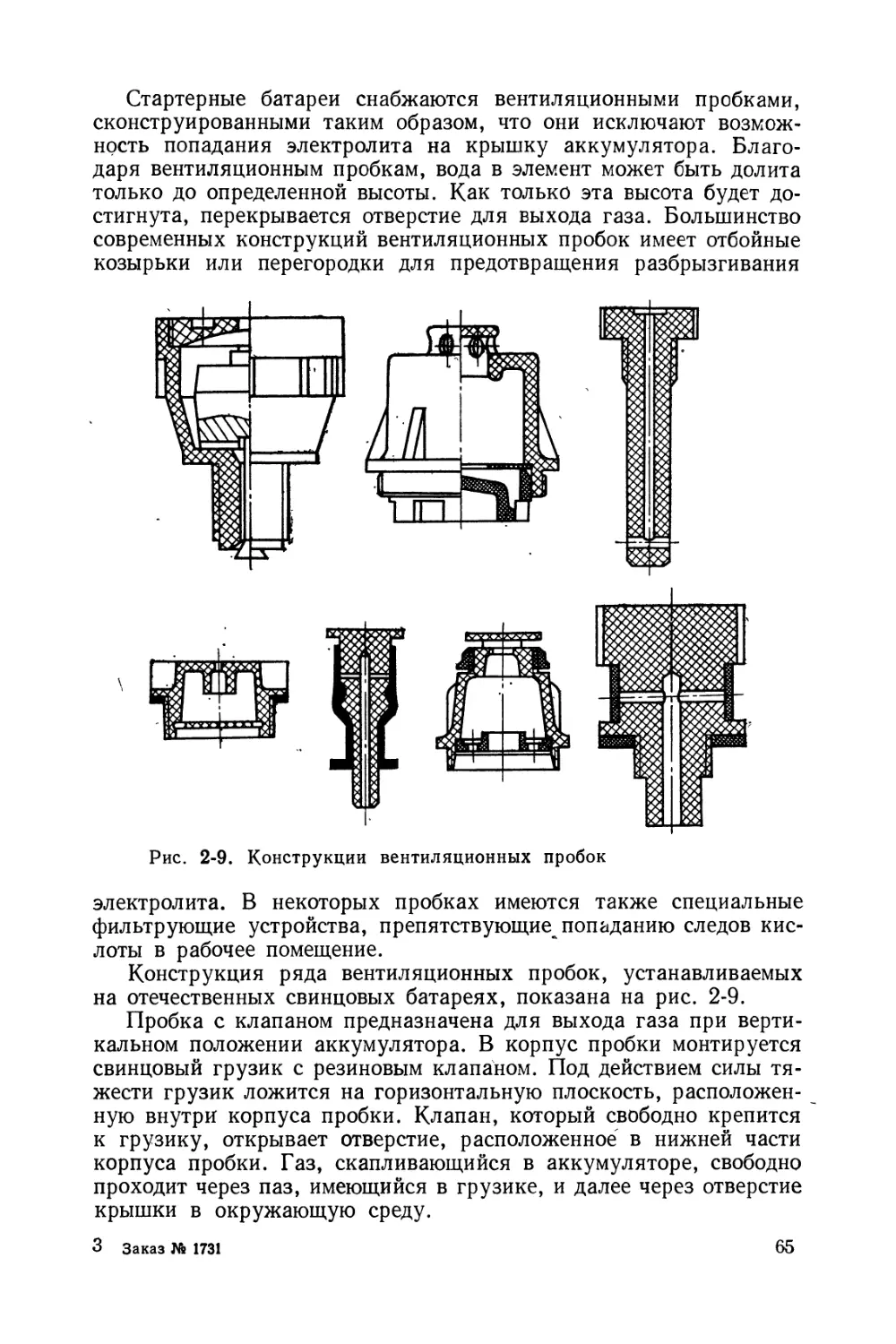
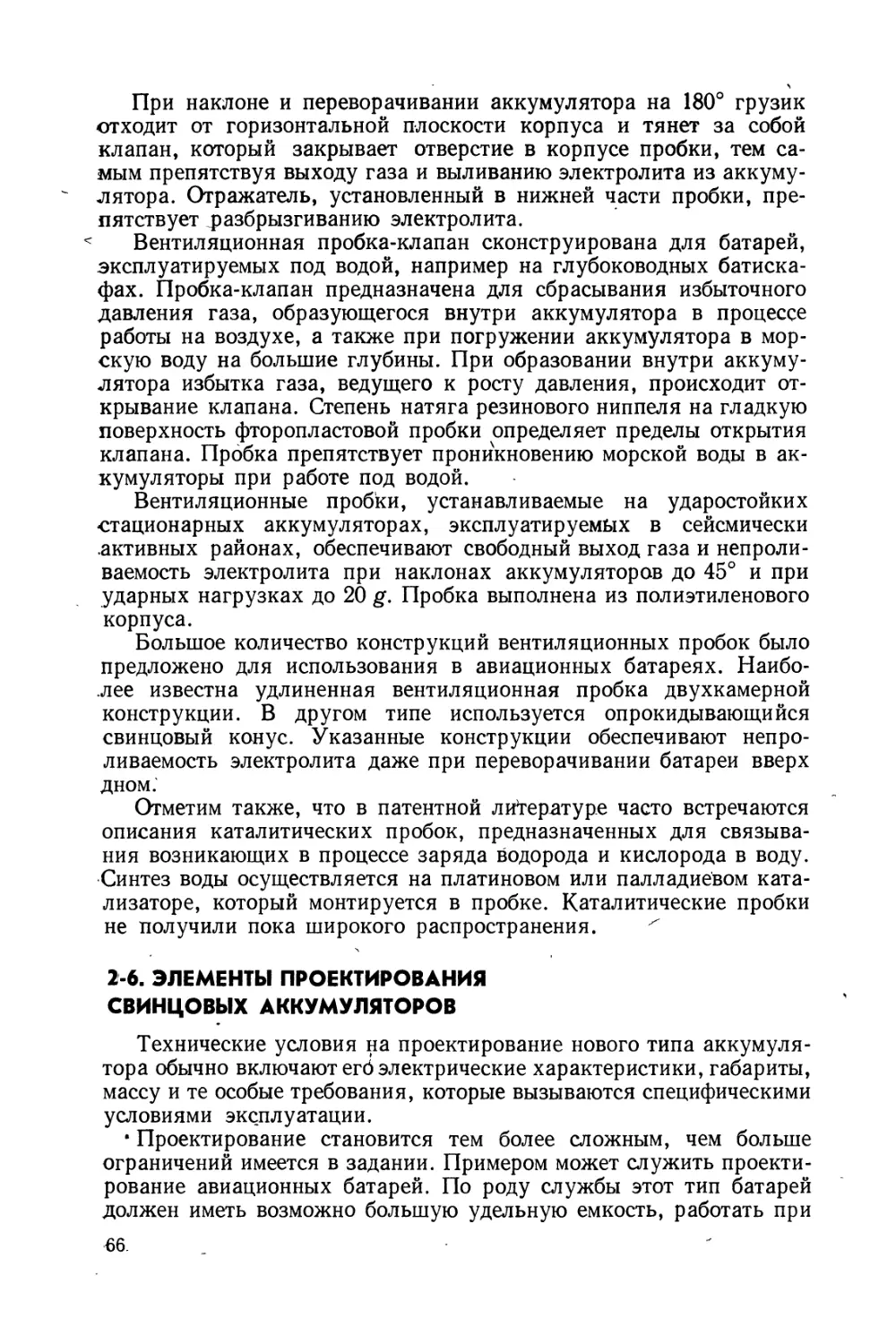
В заключение отметим, что результаты расчета объема и концентрации аккумуляторного электролита нуждаются в экспериментальной проверке и уточнении применительно к конкретному типу аккумулятора. Такая необходимость связана с существенными различиями в конвективно-диффузионных условиях подачи электролита в аккумуляторах разного конструктивного исполнения (см. § 2-6).
4. Расчет токоведущих деталей
Подавляющее большинство типов токоведущих основ (решеток) кислотных аккумуляторов изготовляется из свинцово-сурьмяных сплавов, содержащих от 2—3 до 8% Sb. С целью повышения коррозионной устойчивости эти сплавы часто легируются мышьяком. Некоторое распространение имеют также бессурьмяные сплавы, легированные кальцием (—0,1%). Допустимая плотность тока для указанных сплавов составляет ~ 1,5 А/мм2 без охлаждения и достигает нескольких ампер на 1 мм2 при наличии системы охлаждения борнов.
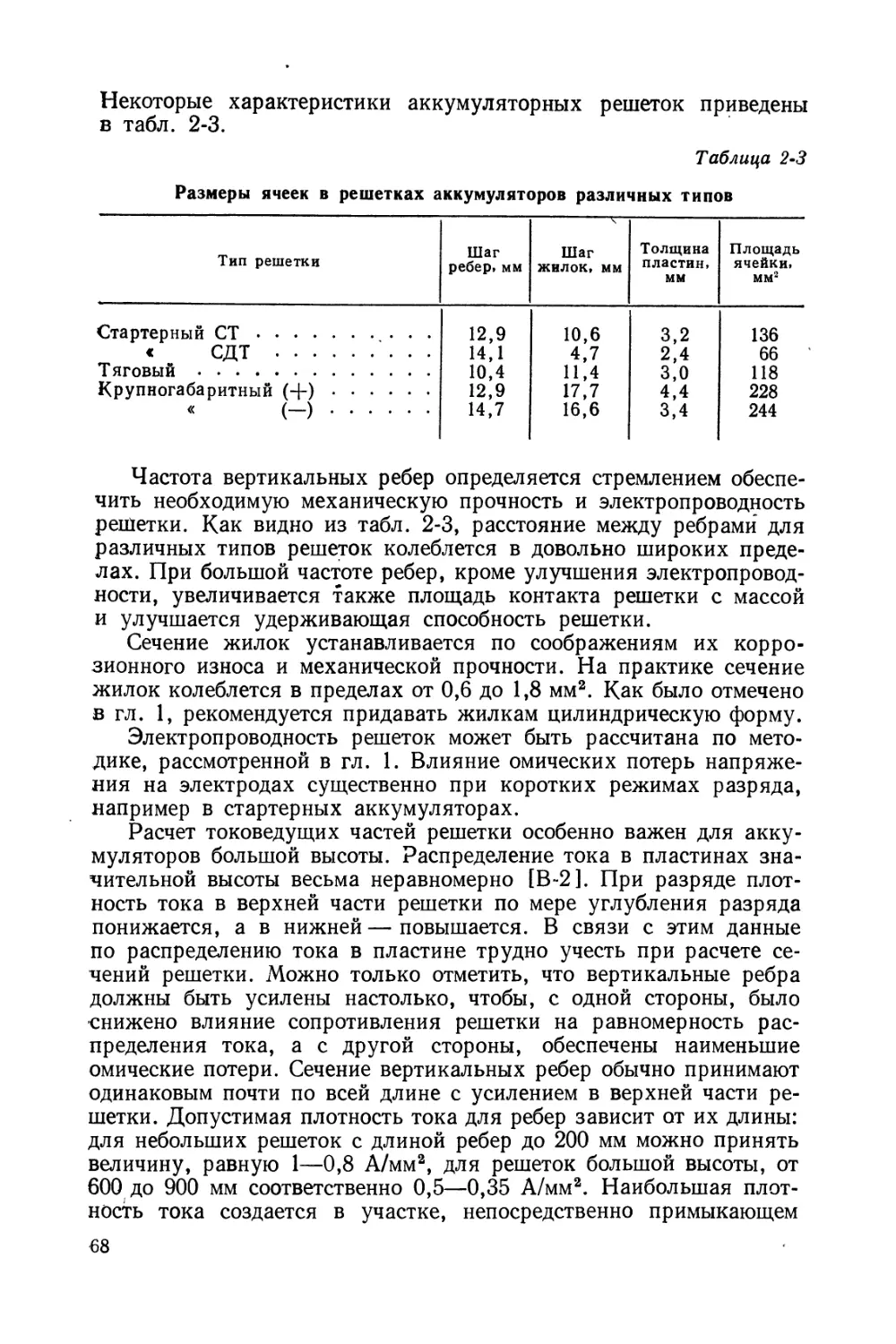
Габариты решеток обусловлены размерами бака, которые в свою очередь зависят от назначения батарей. В случае возможности выбора соотношения между высотой и шириной решетки, следует, как уже было указано, применять форму, близкую к квадрату, так как при этом имеет место наиболее равномерное распределение тока по наружной поверхности электрода. Приблизительно такую форму имеют решетки стартерных батарей. Стандартные размеры пластин отечественных стартерных батарей составляют 119 X X 143 мм и 133,5 X 143 мм.
20
Толщина решеток зависит от режима работы и установленного срока службы батарей. Решетки многоцикловых батарей, работающих длительными режимами, обычно имеют толщину, превышающую 3 мм. Если батарея должна работать как короткими, так и длительными режимами, то приходится выбирать в каждом конкретном случае некоторую оптимальную толщину. Так, решетки батарей для легковых автомобилей имеют толщину 1,5—2,2 мм, а для тракторов и других гусеничных машин — 2,4—2,6 мм. Масса решетки в современных свинцовых аккумуляторах, как уже было сказано, составляет до 50% массы пластины. Эта величина иногда определяется в г/дм2 электрода. Для решеток стартерных батарей она равна приблизительно 20 г/дм2, а для решеток больших типов 60 г/дм2.
Основная функция решеток в аккумуляторе — подвод тока к активной массе и механическое удержание активной массы от выпадения. В связи с этим большое внимание уделяется выбору конструкции решеток, т. е. расположению вертикальных и горизонтальных жилок (связей). В решетках типа «Франке» для улучшения механического удержания активной массы использованы жилки треугольного сечения, расположенные вершиной угла внутрь пластины и гранью наружу. Такое расположение жилок заметно снижает использование активной массы и увеличивает саморазряд аккумулятора в связи со значительной концентрацией сурьмы на поверхности пластины. Более рациональной является конструкция решетки типа «Эксайд», в которой принято обратное описанному расположение жилок, а также конструкция решетки типа «Коррекс». В последней решетке жилки также обращены вершиной угла внутрь пластины, но расположены они диагонально: жилки одной половины решетки сдвинуты по отношению к другой так, что пересечения каждых двух жилок одной стороны лежат против середины ячейки другой половины. Применяются также решетки, в которых горизонтальные жилки имеют сечение трапеций, узкое основание которых выходит на внешнюю поверхность электрода.
Рамка решетки и ребра, как. правило, намного массивнее жилок. Рамка сообщает решетке механическую жесткость, а горизонтальные и вертикальные ребра служат главным образом для удержания активной массы. В последние годы предложены конструкции решеток, в которых применены зигзагообразные ребра с рамкой увеличенного сечения. Такая решетка более легкая и экономичней решеток обычной конструкции. Целесообразно для токоведущих основ положительного электрода применение рамок и жилок круглого или овального сечения, так как такая конструкция наименее подвержена коррозионной деформации в процессе эксплуатации аккумулятора [В-2]. Кроме того, цилиндрические жилки, обладающие при заданном размере сечения минимальной боковой поверхностью, способствуют уменьшению скорости электролитического переноса сурьмы на поверхность отрицательных пластин.
21
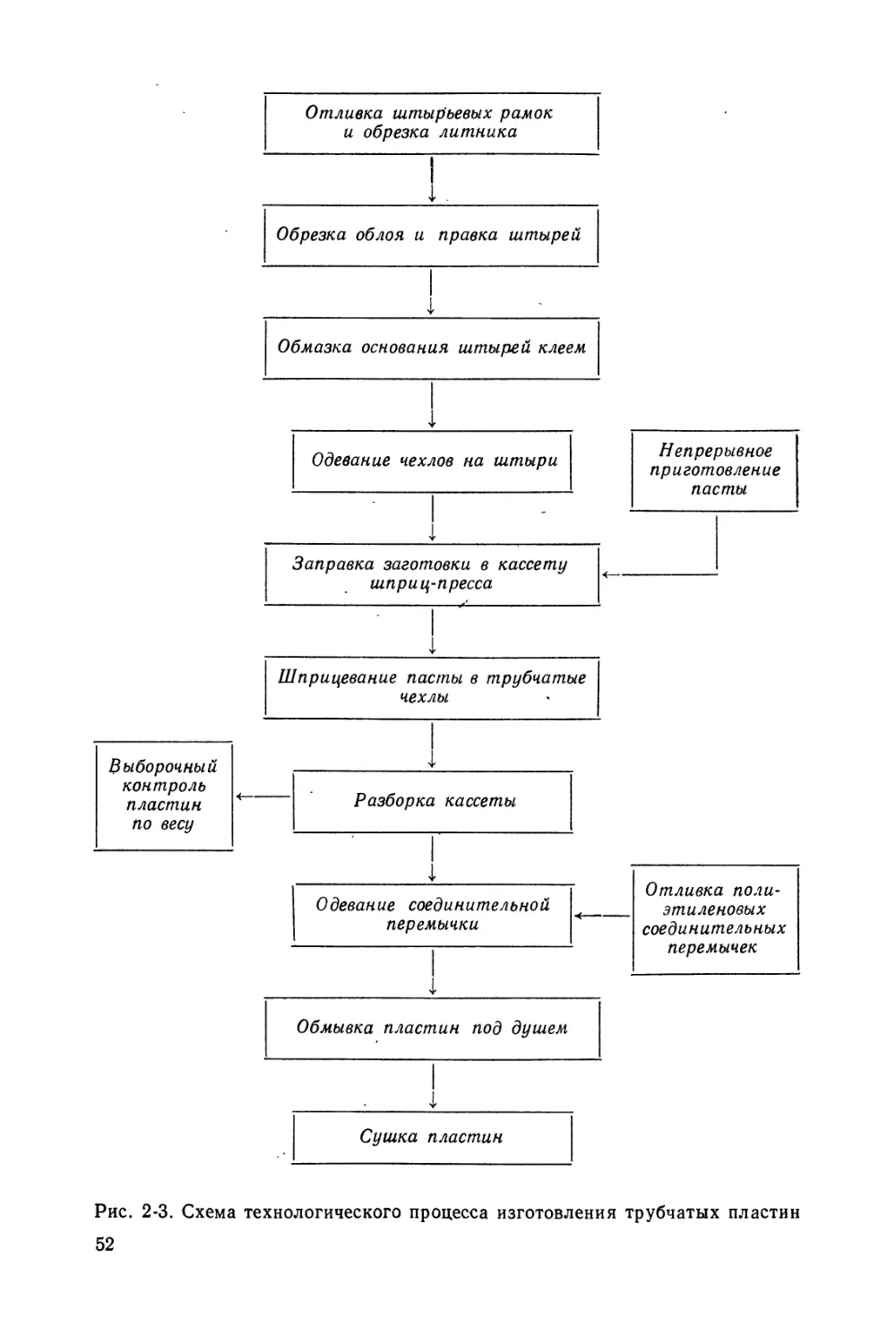
В работе В. С. Лызлова [1-13], который впервые предложил методику электрического расчета свинцового аккумулятора, большое значение придавалось размеру контактной поверхности решетки с активной массой. Автор полагал, что чем больше эта поверхность, тем выше должен быть коэффициент использования активной массы. Однако, по данным Е. Белицкого [1-14], это положение не согласуется с опытом. Проведенные в последние годы
опыты с решетками из дырчатого винипласта, имеющими только рамку и 2—3 ребра из свинцово-сурьмяного сплава, показали, что размер контактной поверхности не оказывает существенного влия-
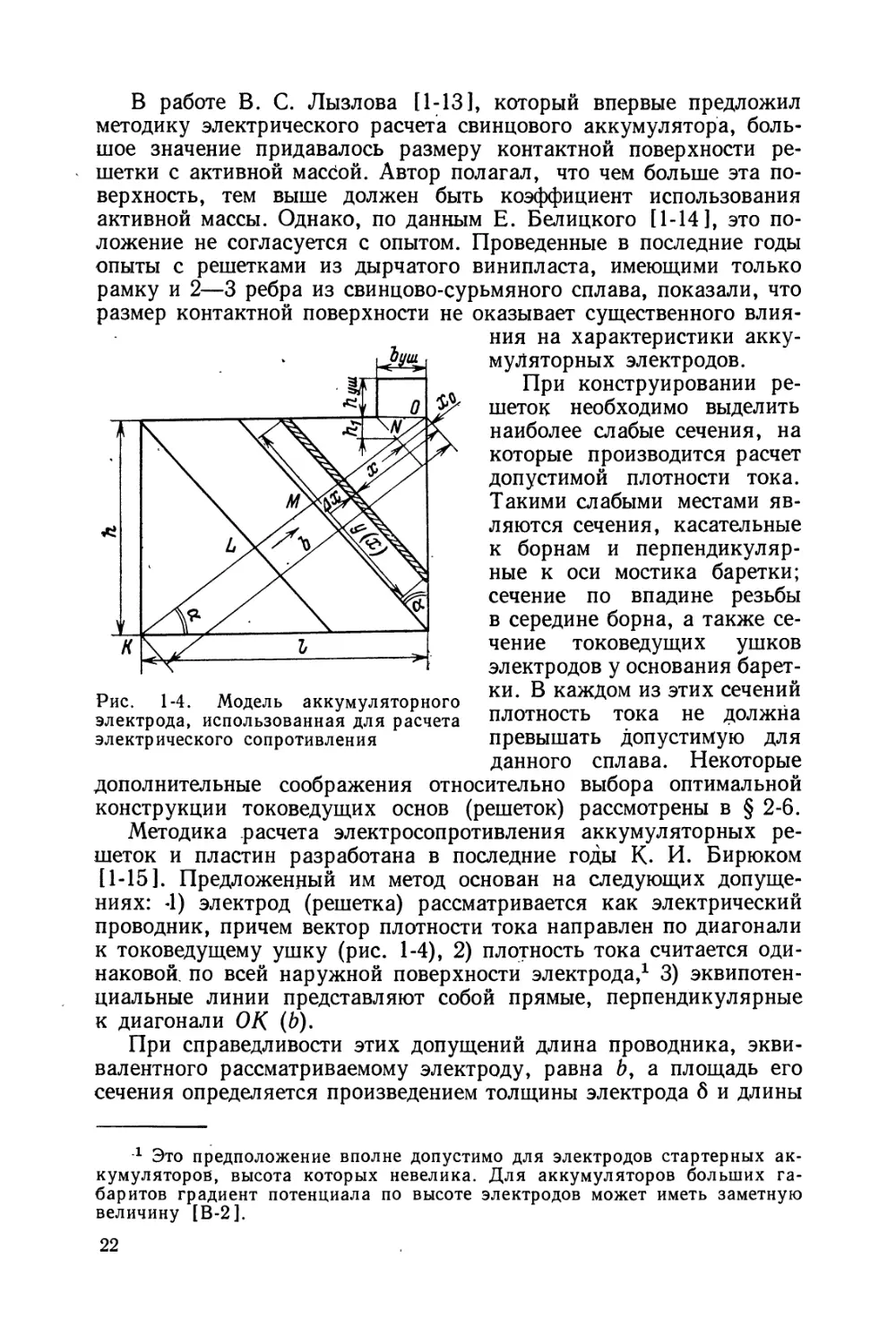
Рис. 1-4. Модель аккумуляторного электрода, использованная для расчета электрического сопротивления
ния на характеристики аккумуляторных электродов.
При конструировании решеток необходимо выделить наиболее слабые сечения, на которые производится расчет допустимой плотности тока. Такими слабыми местами являются сечения, касательные к борнам и перпендикулярные к оси мостика баретки; сечение по впадине резьбы в середине борна, а также сечение токоведущих ушков электродов у основания баретки. В каждом из этих сечений плотность тока не должна превышать допустимую для данного сплава. Некоторые
дополнительные соображения относительно выбора оптимальной конструкции токоведущих основ (решеток) рассмотрены в § 2-6.
Методика расчета электросопротивления аккумуляторных решеток и пластин разработана в последние годы К. И. Бирюком [1-15]. Предложенный им метод основан на следующих допущениях: 4) электрод (решетка) рассматривается как электрический
проводник, причем вектор плотности тока направлен по диагонали к токоведущему ушку (рис. 1-4), 2) плотность тока считается одинаковой. по всей наружной поверхности электрода,1 3) эквипотенциальные линии представляют собой прямые, перпендикулярные к диагонали ОК (&).
При справедливости этих допущений длина проводника, эквивалентного рассматриваемому электроду, равна Ь, а площадь его сечения определяется произведением толщины электрода 6 и длины
1 Это предположение вполне допустимо для электродов стартерных аккумуляторов, высота которых невелика. Для аккумуляторов больших габаритов градиент потенциала по высоте электродов может иметь заметную величину [В-2].
22
эквипотенциальных линий у(х), которая в интервале [О, Ь] определяется уравнениями (см. рис. 1-4):
1 + tgI 2 а . • 2
——-—х при х0 < х b sin2 а, tg а
у— 6 tga при b sin2 а х b cos2 а, (1-50)
— 1 + tg2а ПрИ £cos2a^x^£.
tga
Здесь tg а = hll — отношение высоты решетки к ширине.
Ток на произвольном участке электрода [х1г х21 выразится в виде
/ = 2jfydx, (1-51)
Xi
где / — плотность тока, рассчитанная на единицу видимой поверхности, А/см2.
Омическое падение напряжения на рассматриваемом участке электрода может быть рассчитано по формуле
Хг
^и=1-т\т’ (Ь52)
Х1
где р — удельное сопротивление материала решетки (для свинцово-сурьмяного сплава, содержащего 5—6% Sb, р«2,5-10~5 Ом-см [1-121), а 6 — приведенная толщина решетки, см,
б = £^о j (1.53)
ndCnnS
тт. о—масса решетки, г, йспл—плотность материала решетки (для сплава РЬ + 5—6% Sb dcnjI 10,9 г/см3 *), S — наружная площадь решетки, см2, п— коэффициент, показывающий, во сколько раз сопротивление решетки больше сопротивления сплошного листа такой же массы, длины и ширины, как решетка. Судя по результатам измерений, для применяемых в настоящее время решеток стартерных батарей п 2.
Пользуясь выражениями (1-50)—(1-53), можно определить омические падения напряжения на отдельных участках решетки, сумма которых дает общее падение напряжения на решетке
А и = zoPtg« (in + +
<5 (1 + tg2 а) \ Ьуш 2 tg2 a.
I 6уш i zoP I tga । ^уш \ (1-54)
4h? / бреш \ 1 tg2 a Ьуш /
где Ц — суммарная сила тока, протекающего через электрод, А;
6реш — толщина решетки, см; /гуш и &уш — размеры ушка решетки,
см (см. рис. 1-4).
23
Сопротивление решетки на произвольном участке ее диагонали [Л4, х21 дается формулой
*2
« = — ’ О'55)
6 J у
X, согласно которой (используя полученные выше результаты) можно записать следующее выражение для суммарного сопротивления решетки:
р _ Ptg« /|n ft2 tgasin a . . — tg2 a \ .
реш 6(l+tg2a)\ />уш [tg2a j +
+ тМтт§п- + тн0- o-56)
Ореш \ 1 4“ tg2 a ^уш/
В частности, для решеток с размерами 143 X 133,5 мм
Яреш = рР^ + ^), (1-57)
а для решеток с размерами 143 х 119 мм
ЯРеш = рР^+7^.- (Ь58)
Результаты расчета по формулам (1-57)—(1-58) оказываются в хорошем соответствии с экспериментальными данными [1-15]. Омическое сопротивление решеток стартерных батарей толщиной 2,2—2,5 мм находится в пределах ~1,8—2,4 мОм, а для решеток толщиной 1,6—1,8 мм в пределах —2,4—3,0 мОм.
Для расчета сопротивления аккумуляторного электрода (пластины) можно рассматривать электрод как совокупность двух параллельных проводников: решетки с сопротивлением 7?реш и активной массы с сопротивлением м. В этом случае сопротивление электрода определяется уравнением .
— = ——F —, Яэл ^р еш ^а. м
откуда
______^реш______ 1 + (#реш/#а. м)
(1-59)
(1-60)
или
КЭЛ Ki
Р I ^эл
(1-61)
Ра. м
гДе Ра. м — удельное сопротивление активной массы, а 6ЭЛ — толщина электрода.
24
Как показывает расчет по формуле (1-61), в заряженном состоянии сопротивление отрицательного электрода составляет 62—70% сопротивления решетки, а положительного электрода— 92—98% сопротивления решетки. По мере протекания разряда значение 7?эл приближается к /?реш.
По методике НИПКТИ стартерных аккумуляторов электрический расчет поперечного сечения борнов и межэлементных соединений (МЗС) автомобильных батарей производится таким образом, чтобы при стартерных режимах разряда омическое падение напряжения составляло 16 мВ на каждом из борнов и 20 мВ на МЗС. Эти данные получены на основании анализа лучших конструкций советских и зарубежных стартерных батарей.
В. Г. Васильев [1-16] предложил оптимальные сечения токоведущих деталей определять по максимуму удельных характеристик батарей при заданных режимах разряда. Автор исходил из того, что наблюдаемое при разряде батарей напряжение U и продолжительность разряда t меньше своих предельных значений на величину, соответствующую потере энергии в борнах и МЗС. Так, принимается, что U = Uo—&U и t = tb—Д/, где величины Uo и t0 соответствуют тому предельному случаю, когда потеря энергии в борнах и МЗС отсутствует. Значения Uo и t0 названы приведенным напряжением и приведенным временем разряда. В. Г. Васильевым получены следующие формулы для расчета оптимальных значений поперечного сечения S:
5ц,
(1-62)
(1-63)
I I vUpto М
(^О'~Т Р/fl) Р М:пл
/PL(t/p + v/0) hl/
V IpL LdCTin vtp ’
If>L
где Sw и Sq рассчитаны по максимальной удельной энергии и максимальной удельной мощности соответственно; v — скорость изменения напряжения в конце разряда (о = MJ/At); L — суммарная длина борнов и МЭС; М — масса батареи без борнов и МЗС; dcn„ — плотность сплава; р — удельное сопротивление сплава; I ток разряда. Поскольку 1 формулы (1-62) и (1-63) допускают
I$L2d заметное, упрощение:
ut/о^о^спл
оаспл
(1-64)
(1-65)
25
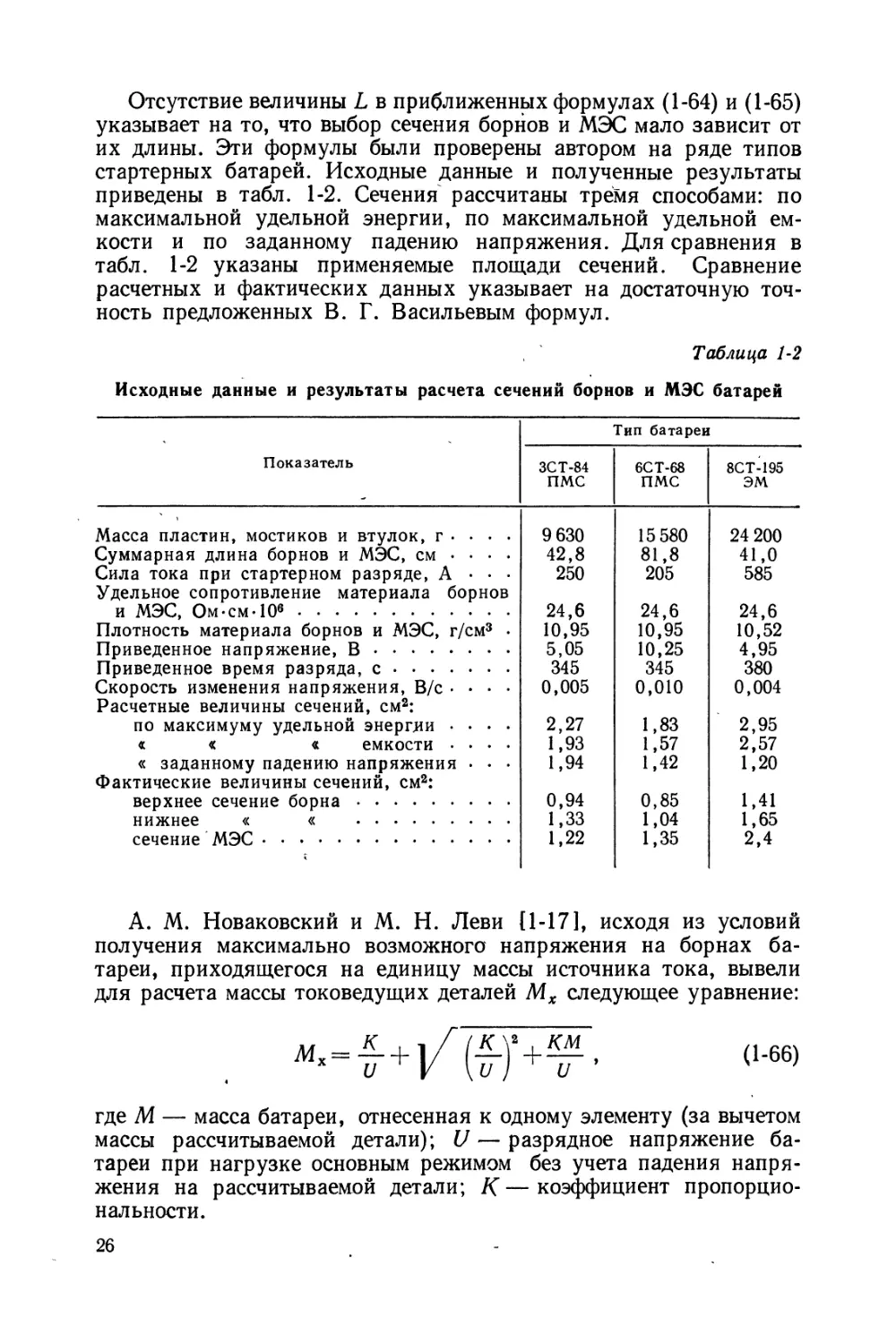
Отсутствие величины L в приближенных формулах (1-64) и (1-65) указывает на то, что выбор сечения борйов и МЭС мало зависит от их длины. Эти формулы были проверены автором на ряде типов стартерных батарей. Исходные данные и полученные результаты приведены в табл. 1-2. Сечения рассчитаны тремя способами: по максимальной удельной энергии, по максимальной удельной емкости и по заданному падению напряжения. Для сравнения в табл. 1-2 указаны применяемые площади сечений. Сравнение расчетных и фактических данных указывает на достаточную точность предложенных В. Г. Васильевым формул.
Таблица 1-2
Исходные данные и результаты расчета сечений борнов и МЭС батарей
Тип батареи
Показатель ЗСТ-84 6СТ-68 8СТ-195
- ПМС ПМС ЭМ
Масса пластин, мостиков и втулок, г . . • . 9 630 15 580 24 200
Суммарная длина борнов и МЭС, см • • • . 42,8 81,8 41,0
Сила тока при стартерном разряде, А • • • 250 205 585
Удельное сопротивление материала борнов
и МЭС, Ом-см-Ю6 24,6 24,6 24,6
Плотность материала борнов и МЭС, г/см3 • 10,95 10,95 10,52
Приведенное напряжение, В 5,05 10,25 4,95
Приведенное время разряда, с 345 345 380
Скорость изменения напряжения, В/с .... 0,005 0,010 0,004
Расчетные величины сечений, см2:
по максимуму удельной энергии .... 2,27 1,83 2,95
« « « емкости .... 1,93 1,57 2,57
« заданному падению напряжения . . . 1,94 1,42 1,20
Фактические величины сечений, см2:
верхнее сечение борна 0,94 0,85 1,41
нижнее « « 1,33 1,04 1,65
сечение МЭС 1,22 1,35 2,4
А. М. Новаковский и М. Н. Леви (1-17], исходя из условий получения максимально возможного напряжения на борнах батареи, приходящегося на единицу массы источника тока, вывели для расчета массы токоведущих деталей Мх следующее уравнение:
(1-66)
где М — масса батареи, отнесенная к одному элементу (за вычетом массы рассчитываемой детали); U — разрядное напряжение батареи при нагрузке основным режимом без учета падения напряжения на рассчитываемой детали; К — коэффициент пропорциональности.
26
Поскольку величина Мх прямо пропорциональна сечению детали, а Д(/ обратно пропорционально ее сечению, связь между Д{/ и Мх может быть дана уравнением
Д{/ = К/МХ. (1-67)
Для большинства деталей, имеющих постоянное сечение, справедливы следующие соотношения [1-17]:
— lSdcnn, (1-68)
MJ = lplS~\ (1-69)
K‘=Ipdmnl\ (1-70)
где I — длина детали, мм, aS — сечение детали, мм2.
Учитывая, что для большинства металлов и сплавов, применяемых при изготовлении токоведущих деталей, р « 10-5 Ом-см, а d-спл Ю г/см3, получим К ~ «Г5— КГ2.
Поскольку величина U для свинцового аккумулятора составляет —2 В, то для не слишком больших токов отношение KJU будет гораздо меньше единицы. Следовательно, в уравнении (1-66) значениями К/U и (/С/(7)2 можно пренебречь, т. е.
О'7»
Влияние отдельных факторов на величину Мх можно установить, подставив в уравнение (1-71) значение К. из уравнения (1-70)
Мх «I /р^плМ , (1-72)
откуда, с учетом (1-68), может быть найдено сечение токоведущей детали
- (,-73>
Нетрудно видеть, что формула (1-73) аналогична формуле (1-65).
Кроме рассмотренного выше падения напряжения на токоведущих деталях (решетках, МЭС, борнах), важными источниками падения напряжения в процессе разряда батареи являются контактные сопротивления на границе раздела решетка — активная масса; сопротивление электролита, находящегося в порах сепараторов, активных масс и в приэлектродных пространствах, а также поляризация электродов. Относительное влияние всех этих факторов зависит от условий проведения разряда и может изменяться в процессе протекания разряда в связи с существенными изменениями
27
в составе и структуре активных материалов. Количественная оценка отдельных компонент потерь разрядного напряжения представляет в общем случае значительные затруднения и может быть в известном приближении проведена, по-видимому, лишь для начального периода разряда, когда можно с достаточным основанием пренебречь отмеченными выше изменениями. По данным [1-15], при стартерном разряде батареи при температуре — 18°С падение напряжения на электродах и соединительных токоведущих деталях составляет 20—30%, в электролите (в том числе на сепараторах) — 32—48%, а за счет поляризации электродов— 32—45% от общих потерь напряжения внутри батареи.
1-2. ТЕПЛОВОЙ РАСЧЕТ
СВИНЦОВОГО АККУМУЛЯТОРА
Свинцовый аккумулятор в процессе эксплуатации разогревается вследствие превращения части электрической энергии в теплоту. Разогрев аккумулятора зависит от режима его эксплуатации, а также от температуры окружающей среды. В ряде случаев перегрев источника тока может дойти до размеров, когда нормальная его эксплуатация становится невозможной. Наибольший перегрев наблюдается в условиях, когда рабочим графиком объекта предусмотрено непрерывное циклирование аккумуляторной батареи, т. е. когда конечная температура прошедшего цикла соответствует начальной температуре последующего цикла. В этих случаях при недостаточно эффективной теплоотдаче и вентиляции помещения температура электролита может превышать предельно допустимую величину, составляющую ~50°С. Модернизация серийных аккумуляторов, направленная на дальнейшее повышение их удельной энергии, еще острее ставит вопрос о нормализации температурного режима, так как в результате увеличения мощности, развиваемой на единицу поверхности аккумуляторов, увеличивается и интенсивность теплообразования.
Проблеме тепловыделения при эксплуатации батарей в литературе уделяется заметное внимание. Обстоятельный обзор калориметрических методов изучения аккумуляторов приведен Гроссом [1-18]. Автор рассматривает три основных метода.
Статистический метод факторного анализа заключается в том, что постулируется математическое уравнение, содержащее функции различных факторов, влияющих на теплообразование. К таким факторам относятся: зарядный (или разрядный) ток, продолжительность заряда (или разряда), напряжение, температура электролита, количество зарядно-разрядных циклов и др. Уравнение обычно имеет вид степенного ряда. Определяя коэффициенты этого уравнения, можно установить наиболее важные факторы, влияющие на теплообразование. Метод не требует глубокого понимания физической природы протекающих процессов. К недостаткам данного метода следует отнести необходимость проведения весьма большого количества экспериментов, а также приближенный характер используемой аналитической модели. Кроме того, полученные результаты применимы только для определенной конструкции аккумулятора.
28
Метод ватт-часовой эффективности основан на использовании следующих уравнений:
Q = Qs + Qp = 1-П Ур, (1-74)
п
№р
П = ПзПр==-^-, (1-75)
<?з = (1-11з)Г3 = -!^!*-Гр, 1(1-76)
п
QP = —Лр Гр, (1-77)
*1Р
где Q — количество тепла, образующегося в период зарядно-разрядного цикла, Q3 и Qp — количество тепла, образующегося соответственно в период заряда и разряда, W3 — энергия, затраченная на заряд батареи, 1Гр — энергия, отданная при разряде, т) — ватт-часовая эффективность зарядно-разрядного цикла, т)3 — эффективность заряда (отношение энергии, накопленной аккумулятором, к общей энергии, затраченной при заряде), т)р — эффективность разряда (отношение энергии, отданной при разряде, к энергии, накопленной в процессе заряда).
Величины 1Г3 и lFp, входящие в формулы (1-74) — (1-77), могут быть выражены через соответствующие значения тока / и напряжения U:
t
W3 = J I3U3dx, (1-78)
О
t
= pUpdx. (1-79)
0
Здесь t означает время полного заряда или разряда. Метод ватт-часовой эффективности дает возможность сравнительно быстро получить предварительные данные относительно теплообразования в аккумуляторах при различных режимах их работы. Однако при этом возможно лишь определение суммарного эффекта. Скорость выделения тепла в данный момент времени не может быть определена этим методом. Полученные результаты относятся к определенному зарядно-разрядному циклу и могут претерпевать изменения в процессе эксплуатации аккумулятора.
Энтальпийный метод подсчета тепловыделения при работе аккумулятора основан на использовании следующих уравнений:
t
Q3 = f U3/3dr —ДЯ, (1-80)
О
t
Qp = ДЯ - f Uplpdx, (1-81)
О
где ДЯ — изменение энтальпии, соответствующее реакции, протекающей в аккумуляторе. Способы расчета равновесного значения ДЯ для токообразующего процесса, протекающего в свинцовом аккумуляторе, рассмотрены в [В-2].
Поскольку в период заряда часть энергии затрачивается на процесс электролитического разложения воды, расчет величины ДЯ при заряде пред-
29
ставляет заметные трудности и может быть выполнен лишь приближенно с помощью уравнения
Д/7 = v3Atf8 + vrAtfr> (1-82>
где v3 и vr — коэффициенты, характеризующие долю изменения энтальпии, связанную соответственно с основным зарядным процессом ДЯ3 и процессом газовыДеления АНГ.
Преимуществом данного метода является достаточная общность используемых соотношений. Благодаря этому полученные результаты могут быть использованы для аккумуляторов различных габаритов в широком диапазоне эксплуатационных условий. Кроме того, закономерности теплообразования, установленные энтальпийным методом, дают некоторые сведения относительно природы протекающих в аккумуляторе реакций и их относительных скоростей.
В работе Рашевица [1-19] предложена следующая методика теплового расчета аккумулятора. Учитывая, что зарядный ток /3 равен сумме токов, расходуемых на полезные электродные процессы /п и на газовыделение Лг, можно записать
Рт.з = /з^з-/г^г-/п^> (1-83)
где Рт. з — тепловая мощность при заряде, U3 — напряжение заряда, Ur— напряжение разложения воды, Е — э. д. с. аккумулятора.
Тепловая мощность при разряде (Рт. р) может быть определена по формуле
Рт.р = 7р(Е-£/р), (1-84)
где /р — разрядный ток, {/р — напряжение разряда.
Используя уравнение теплового баланса аккумулятора
^Ст + (Т~Тъ)Ат = Рт, (1-85)
нетрудно получить выражение для температуры аккумулятора Т в момент времени t
Рт / Рт \ / tAT \
Т==-г-+ Тв- ) ехр----—1- 1 (1-86)
лт \ т ) \ Ст )
Здесь Ст — теплоемкость аккумулятора, Тв — температура окружающей среды, Тн — начальная температура, Ат— коэффициент теплоотдачи. Величина тепловой мощности Рт определяется приведенными выше уравнениями. Из (1-86) следует, что для расчета температуры аккумулятора во время его работы, кроме Рт> необходимо знать величины Ст и А 7, значения которых находят экспериментально.
Для стационарного режима (dT/dx = 0) уравнение (1-85) принимает вид
РТ = (7’-7’в)ЛТ.
(1-87)
В этом случае для определения Ат необходимо знать разность температур Т—Тв и мощность рассеиваемого тепла Р7. Поскольку коэффициент Ат при небольших перепадах температуры зависит только от геометрической формы тела и условий его охлаждения, величину Ат легко определить методом моделирования. В качестве модели можно использовать заполненный маслом аккумуляторный бак, в котором помещается электронагреватель, обеспечивающий равномерный нагрев всей поверхности бака. Зная мощность нагревателя и разность температур в стационарном температурном режице, можно по формуле (1-87) найти значение Ат-
Для определения Ат может быть использован также непосредственно аккумулятор. В этом случае после достижения полного заряда аккумулятор 30
продолжают заряжать током, равным (0,25 4-0,5) /3, до полной стабилизации температуры электролита. В конце опыта измеряют температуру воздуха Тв, электролита Т в нескольких элементах и зарядное напряжение на них U3. " гт
Для расчета А 7, исходя из средних значении Т и с73, используются уравнения (1-86) и (1-87). Поскольку в конце заряда /3 = /г, т- е- /п = 0» можно, согласно (1-83) и (1-87), записать
А _ /з(^з-^г)
т т — тв
(1-88)
Теплоемкость аккумулятора Ст можно определить, исходя из следующих предпосылок. Рассматривая аккумулятор как однородное тело с посто-
ян ной теплоемкостью и теплопроводно стью, можно записать, что уменьшение его температуры после прекращения заряда подчиняется уравнению
(л- t \ -----— I’ ст /
(1-89) вытекающему из (1-86) при Рт — 0. Измеряя температуру при отключении тока (Тн) и через определенный период времени t (Т), можно рассчитать теплоемкость Ст, пользуясь уравнением (1-89), согласно которому
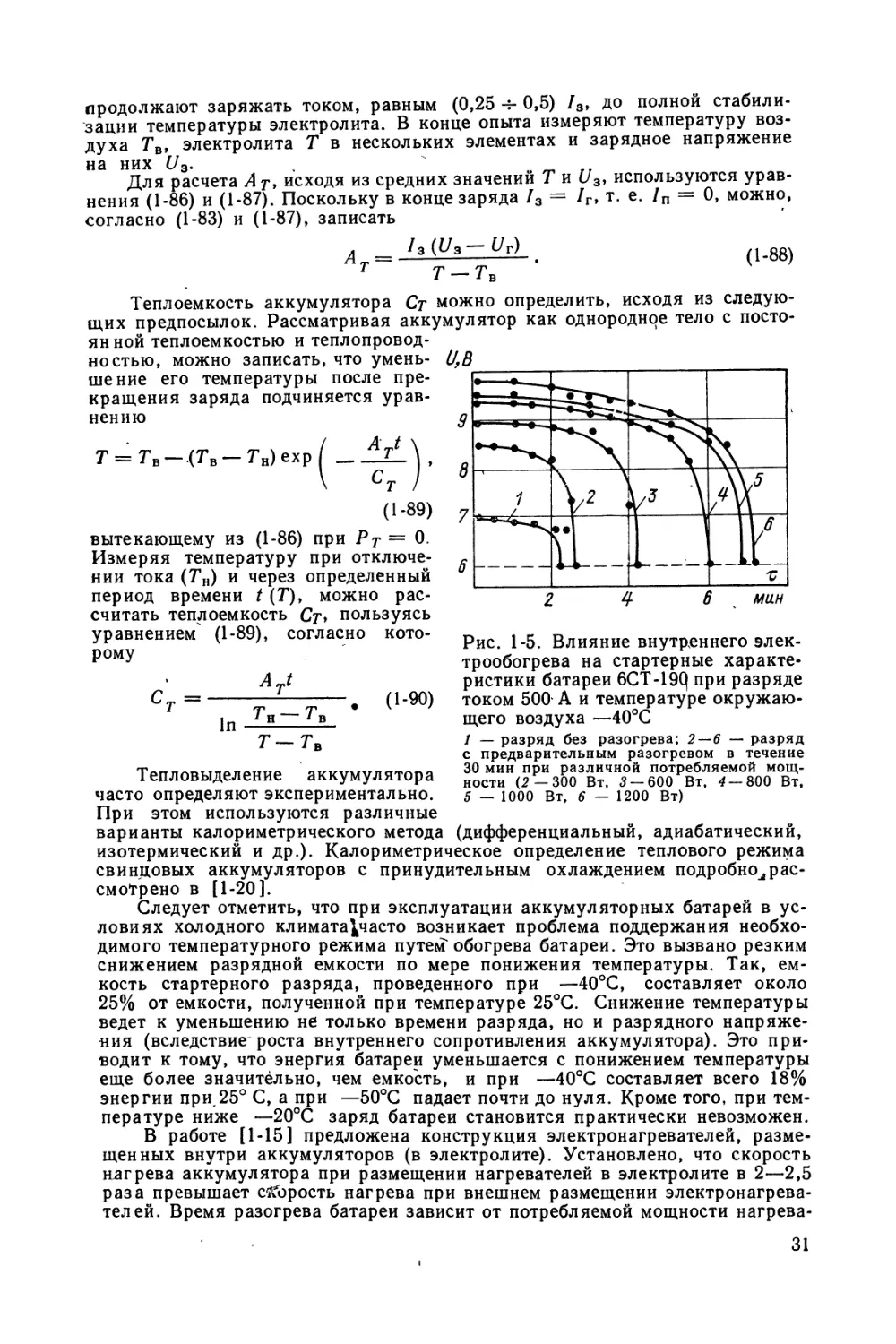
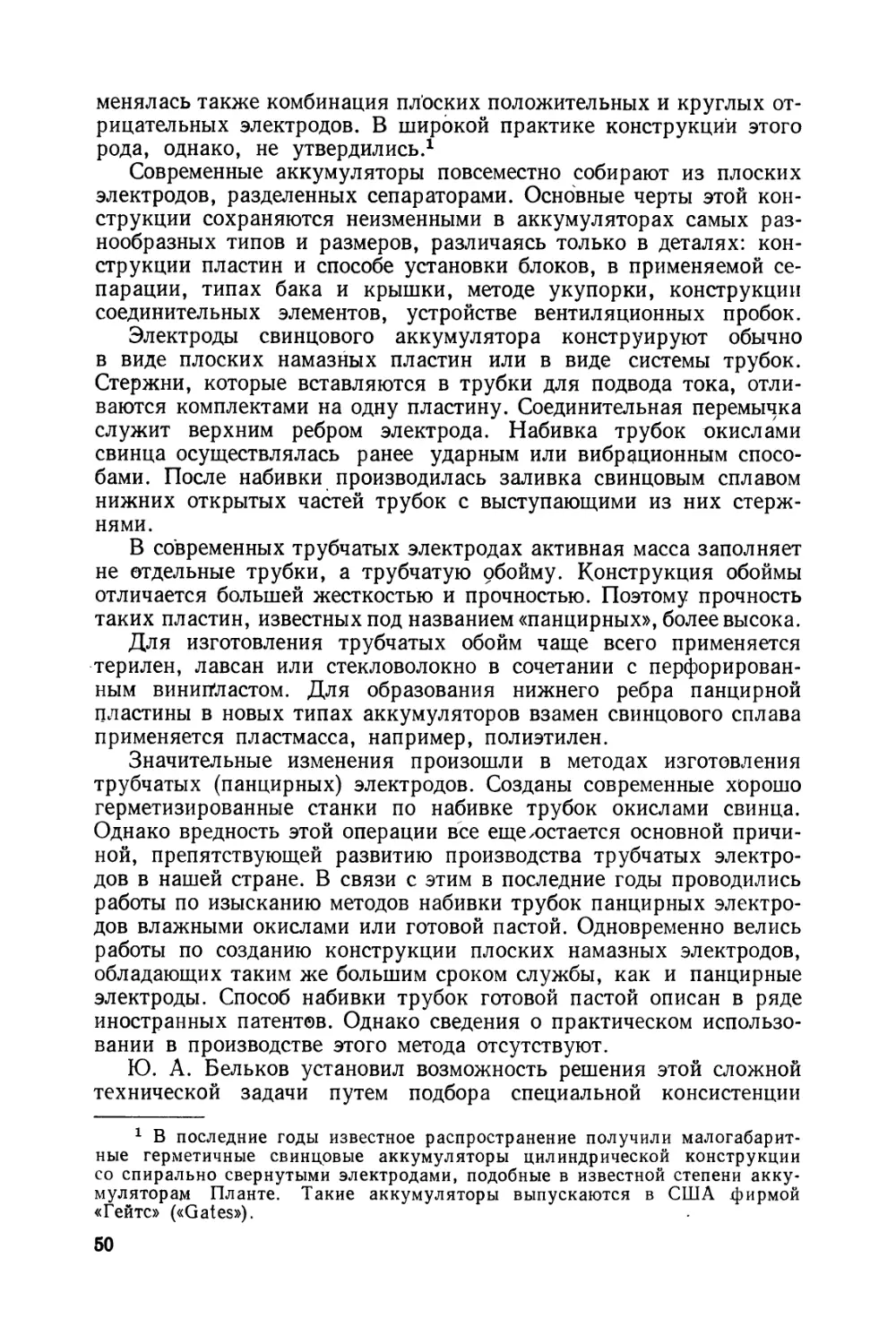
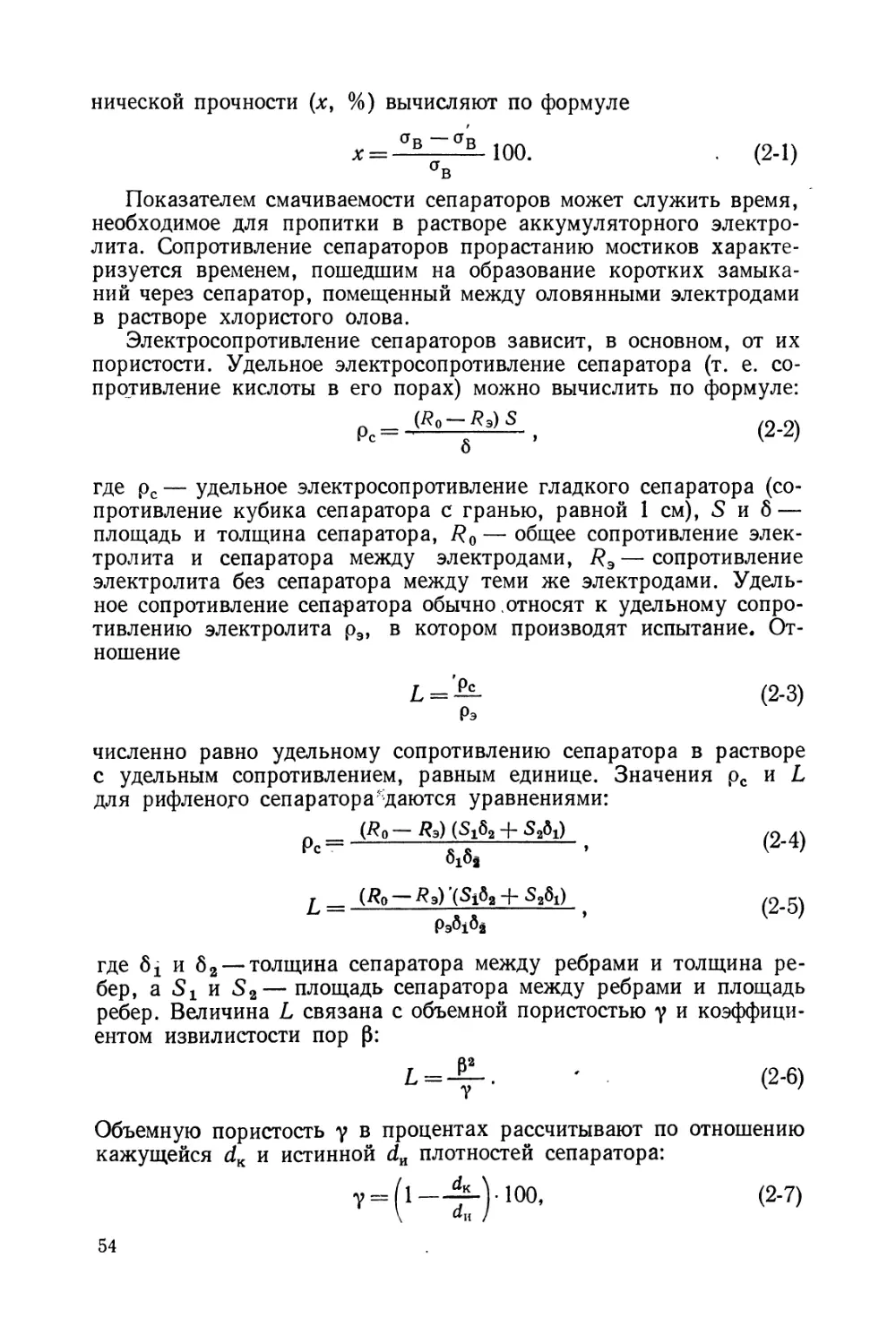
Рис. 1-5. Влияние внутреннего электрообогрева на стартерные характеристики батареи 6CT-19Q при разряде током 500 А и температуре окружающего воздуха —40°С
Тепловыделение аккумулятора часто определяют экспериментально. При этом используются различные
1 — разряд без разогрева; 2—6 — разряд с предварительным разогревом в течение 30 мин при различной потребляемой мощности (2 — 300 Вт, 3 — 600 Вт, 4 — 800 Вт, 5 — 1000 Вт, 6 — 1200 Вт)
варианты калориметрического метода (дифференциальный, адиабатический, изотермический и др.). Калориметрическое определение теплового режима свинцовых аккумуляторов с принудительным охлаждением подробно^рассмотрено в [1-20].
Следует отметить, что при эксплуатации аккумуляторных батарей в условиях холодного климата^часто возникает проблема поддержания необходимого температурного режима путем обогрева батареи. Это вызвано резким снижением разрядной емкости по мере понижения температуры. Так, емкость стартерного разряда, проведенного при —40°С, составляет около 25% от емкости, полученной при температуре 25°С. Снижение температуры ведет к уменьшению не только времени разряда, но и разрядного напряжения (вследствие роста внутреннего сопротивления аккумулятора). Это приводит к тому, что энергия батареи уменьшается с понижением температуры еще более значительно, чем емкость, и при —40°С составляет всего 18% энергии при 25° С, а при —50°С падает почти до нуля. Кроме того, при температуре ниже —20°С заряд батареи становится практически невозможен.
В работе [1-15] предложена конструкция электронагревателей, размещенных внутри аккумуляторов (в электролите). Установлено, что скорость нагрева аккумулятора при размещении нагревателей в электролите в 2—2,5 раза превышает скорость нагрева при внешнем размещении электронагревателей. Время разогрева батареи зависит от потребляемой мощности нагрева-
31
телей, что может быть проиллюстрировано ходом разрядных кривых батарей, снабженных электронагревателями различной мощности (рис. 1-5).
Наряду с внешними источниками электроэнергии для питания нагревателей может быть использована энергия самих обогреваемых батарей [1-15]. Метод «саморазогрева» является весьма эффективным способом повышения энергии батарей, эксплуатируемых при низких температурах окружающего воздуха.
1-3. МЕХАНИЧЕСКИЙ РАСЧЕТ
СВИНЦОВОГО АККУМУЛЯТОРА
Современные свинцовые аккумуляторы в процессе эксплуатации могут подвергаться воздействию механических нагрузок. Характер и величину нагрузок можно определить заранее, учитывая особенности объекта, на котором используются аккумуляторы. Проведение работ по дальнейшему улучшению электрических характеристик аккумуляторов при сохранении или даже увеличении их механической прочности обусловливает необходимость предварительного расчета прочности аккумулятора с целью выбора оптимальных материалов и конструкций несущих деталей (бак, крышка и др.).
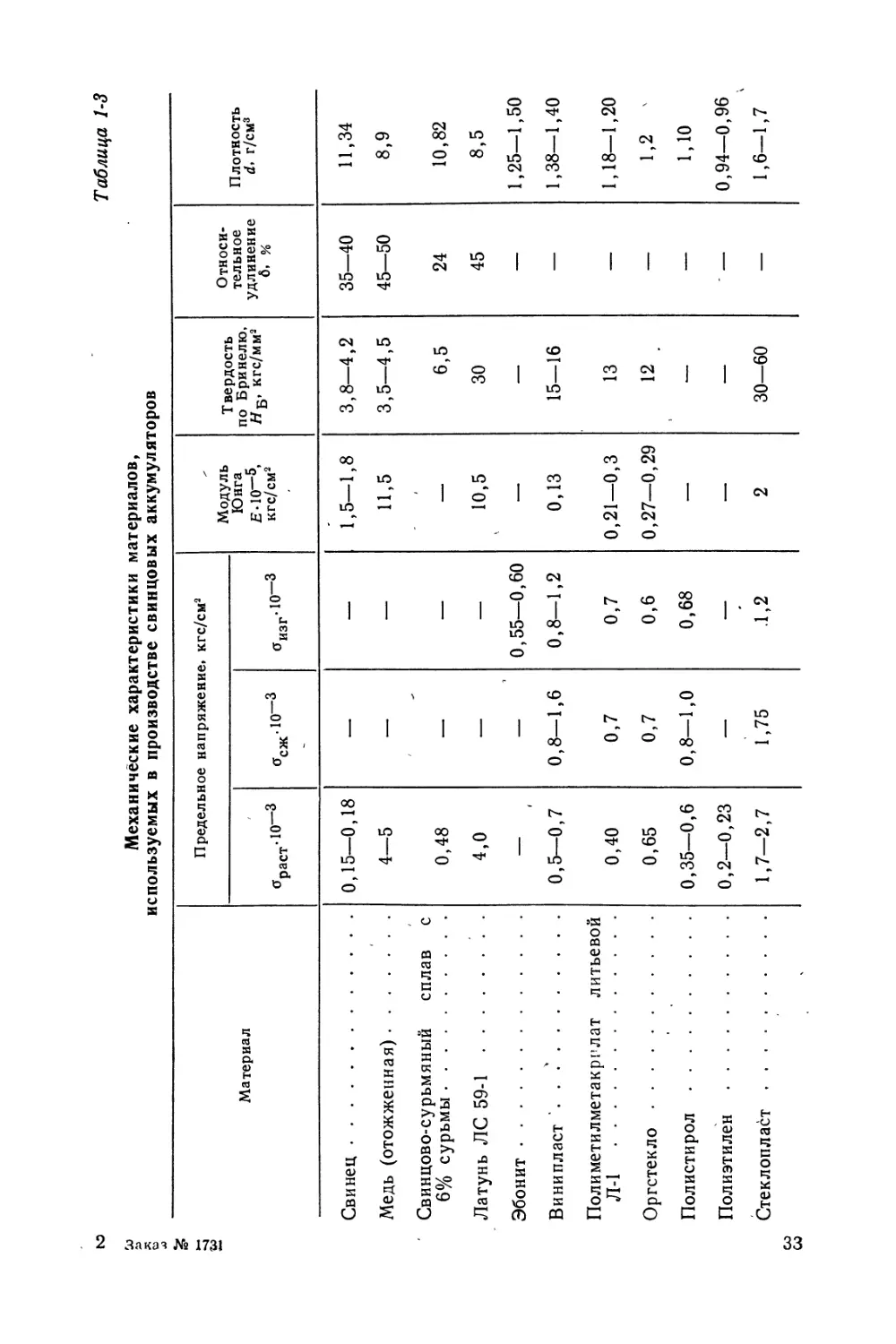
Основные механические характеристики конструкционных материалов, используемых в свинцовых аккумуляторах; представлены в табл. 1-3.
Механическую нагрузку, воздействующую на аккумулятор, прежде всего воспринимает бак, а через него детали и узлы блока аккумулятора. Существуют различные схемы компоновки свинцовых аккумуляторов. В одном случае все электроды имеют подвесные ушки и опираются на заплечики боковых стенок бака, в другом — электроды одной полярности также опираются на заплечики, а электроды противоположной полярности имеют ножки и опираются на дно бака. Мы рассмотрим методику расчета основных узлов и деталей конструкции аккумулятора с первым вариантом компоновки.
Механические нагрузки, которым подвергаются аккумуляторы в условиях эксплуатации, подразделяются на статические и динамические. Статические нагрузки обусловлены весом источника и давлением, оказываемым на аккумулятор деталями крепления. К динамическим нагрузкам относятся инерционные, ударные и вибрационные. Наиболее опасны ударные нагрузки.
Особенности конструкции и условия нагружения значительно усложняют разработку строгой методики расчета даже при статическом действии нагрузок. Вместе с тем привлечение сложного математического аппарата для теоретического определения напряжений и деформаций аккумулятора нецелесообразно вследствие того, что исходные данные недостаточно стабильны. Поэтому желательно использовать приближенный расчет, учитывающий только ударные нагрузки.
Исходными параметрами для определения динамических усилий являются нагрузки элементов оборудования, обусловленные их весом. Ударная нагрузка задается коэффициентами перегрузки и динамичности. Значение коэффициента динамичности зависит от формы ударного импульса, а также от соотношения длительности удара и периода собственной частоты конструктивного элемента. Значения коэффициента динамичности для одномассовых консервативных систем приведены в литературе [1-21 — 1-23]. Ударопрочность считается обеспеченной при коэффициенте запаса прочности не ниже 1,25—1,5.
Рассмотрим ударопрочность аккумуляторного бака, изготовленного, например, из стеклопласта и представляющего собой пространственную коробку, ограниченную прямоугольными неразрезными пластинами. Пластины бака при расчете должны рассматриваться как гибкие и ортотропные; главные направления анизотропии пластин параллельны их кромкам. В основу приближенного расчета аккумуляторного бака может быть положен ряд упрощающих допущений, приемлемость которых вытекает из анализа особенностей конструкции и материала [1-24].
32
Заказ № 1731
Таблица 1-3
Механические характеристики материалов, используемых в производстве свинцовых аккумуляторов
Материал Предельное напряжение» кгс/см2 Модуль Юнга Е-10—5, кгс/см2 Твердость по Бринелю, ЯБ» кгс/мм2 Относительное удлинение д, % Плотность d, г/см3
араст‘10 3 асж10-3 <W10“3
Свинец 0,15—0,18 — — 1,5—1,8 3,8—4,2 35—40 11,34
Медь (отожженная) 4—5 — — 11,5 3,5—4,5 45—50 8,9
Свинцово-сурьмяный сплав с 6% сурьмы 0,48 — — — 6,5 24 10,82
Латунь ЛС 59-1 4,0 — — 10,5 30 45 8,5
Эбонит — — 0,55—0,60 — — — 1,25—1,50
Винипласт ' 0,5—0,7 0,8—1,6 0,8—1,2 0,13 15—16 — 1,38—1,40
Полиметилметакрилат литьевой Л-1 0,40 0,7 0,7 0,21—0,3 13 — 1,18—1,20
Оргстекло 0,65 0,7 0,6 0,27—0,29 12 — 1,2 '
Полистирол 0,35—0,6 0,8—1,0 0,68 — — — 1,10
Полиэтилен 0,2—0,23 — — — — — 0,94—0,96
Стеклопласт 1,7—2,7 1,75 .1,2 2 30—60 — 1,6—1,7
Отношение высоты боковых пластин (стенок бака) к ширине в аккумуляторах значительных габаритов, как. правило, больше двух, что позволяет рассчитывать стенки бака по формулам цилиндрического изгиба пластин. Крышка бака не имеет жесткого скрепления со стенками и не может помешать их выпучиванию. Пренебрегая влиянием дна, можно свести расчет бака при действии на него горизонтальных усилий к расчету замкнутой статически неопределимой рамки-полоски, выделенной из бака двумя горизонтальными сечениями. Модуль нормальной упругости стеклопласта сравнительно мал,
поэтому конструкции из этого материала чувствительны к продольному изгибу. Пределы прочности стеклопласта при растяжении, сжатии и изгибе различны. Сопоставление расчетных напряжений с предельными должно производиться для той деформации, которая является преобладающей.
Прочность при горизонтальном ударе. При горизонтальном ударе (продольном или боковом) передача усилий будет проис-
ходить по линии расположения планок, на которые опираются вертикальные стенки бака. Расчет бака при этом
Рис. 1-6. Расчетная схема нагружения бака при действии горизонтальных усилий-
сводится к расчету замкнутой рамки шириной 1 см, схема нагружения которой показана на рис. 1-6. Выделим из рамки балку-полоску с длиной пролета а, параллельную линии действия горизонтальной силы Р. Расчетное напряжение этой балки дается [1-24] формулой
~--------------> (1-91)
д?(1+ю cos“
а прогиб ее в средней части
Vi =
ЗР!д2 4Е6® (1 + К)
Фо(«). (1-92)
горизонтальной силы, приходящейся
где Р = — -----интенсивность
2Н-\-2Ь
на 1 см высоты бака, Сакк—вес аккумулятора, Н — высота бака, I — плечо приложения силы; di (д2) — толщина вертикальных стенок бака, Кд — коэффициент динамичности, 1/cos w, ср0(м) — функции сложного изгиба, d 12Р ^2
аргумент которых и = — ^3-, Е — модуль упругости, К — ——— ,
п — коэффициент перегрузки.
Расчетное напряжение балки-полоски; перпендикулярной линии действия сил Р, с длиной пролета b (выбираем наибольшее из значений) будет: в пролете
6Р//С а2 Пр — —------------
(1 + К)
(1-93)
на опоре
^2 ОП —
6PZ
6^(1+ю
(1-94)
Прогиб посередине пролета этой балки
3 РЬ2 К
2 Е& (1+Ю
(1-95)
34
Критическое усилие, приходящееся на 1 см высоты вертикальных стенок бака, составляет
л2Е6?
(1-96)
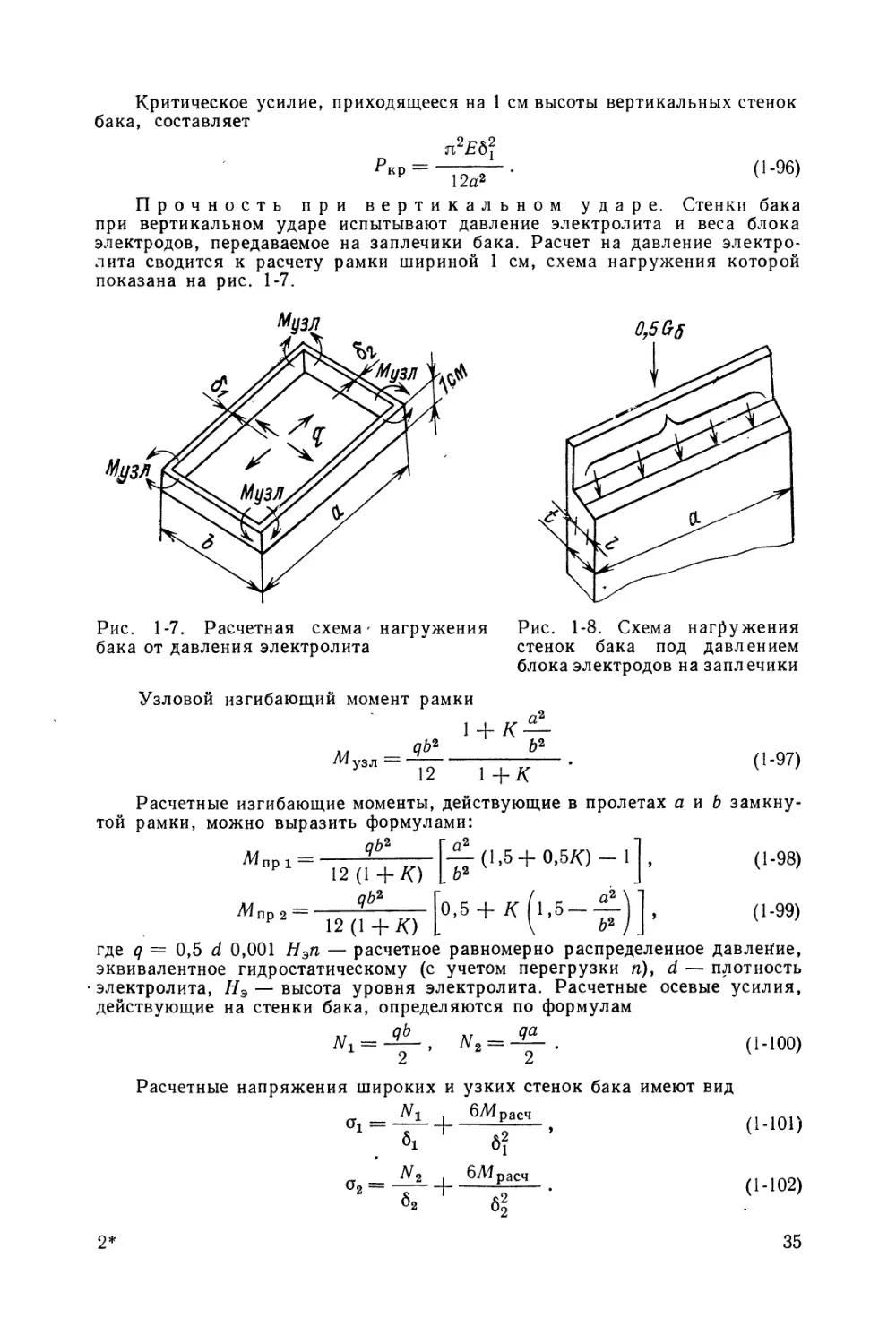
Прочность при вертикальном ударе. Стенки бака при вертикальном ударе испытывают давление электролита и веса блока электродов, передаваемое на заплечики бака. Расчет на давление электролита сводится к расчету рамки шириной 1 см, схема нагружения которой показана на рис. 1-7.
Рис. 1-8. Схема нагружения стенок бака под давлением блока электродов на заплечики
Рис. 1-7. Расчетная схема < нагружения бака от давления электролита
Узловой изгибающий момент рамки
0% 1 + к — ______ft2
1+К
.. qb2
Музл —ПТ
(1-97)
Расчетные изгибающие моменты, действующие в пролетах а и b замкнутой рамки, можно выразить формулами:
^--r?Fbdv,1'5+0'5*)4'
+ <1-ЭД
где q = 0,5 d 0,001 Нэп — расчетное равномерно распределенное давление, эквивалентное гидростатическому (с учетом перегрузки n), d — плотность электролита, Нэ — высота уровня электролита. Расчетные осевые усилия, действующие на стенки бака, определяются по формулам
^1 = -^-. = (1-100)
Расчетные напряжения широких и узких стенок бака имеют вид
CT1 = ^ + _^L, (1-101)
<5i
a2 = ^ + ^fe_. (1-Ю2)
2*
35
т-. бМпасч xx H
Если ----p - > — , то расчетное напряжение сравнивается с пре-
62 6
делом прочности на изгиб.
Давление блока пластин на заплечики (рис. 1-8) приводит к сжатию стенок бака в вертикальном направлении. Сжимающее напряжение определяется формулой
О,
+ Ьд2
(1-103)
Рис. 1-9. Расчетная схема нагружения подвесных ушков электродов (а) и системы крышка—борн (б) при вертикальном ударе
1 — подвесное ушко, 2 — стенка бака
Критические значения нагрузки и напряжения соответственно равны
Ркр = 0,82[аб3 — (fl-262)(6-2S1)3]>- (1-104)
Z2 п — -^кр аКр“^"+*62"’ (МОб)
где Е — модуль упругости материала, a Z — длина бака.
Ударопрочность деталей аккумулятора. Подвесное ушко при вертикальном ударе работает по схеме консольной балки. Его расчетное напряжение от изгиба в сечении т—k составляет (рис, 1-9, а)
а расчетное напряжение среза
2rh 9
(1-107)
где г и h. — толщина и высота ушка; Г' — плечо момента при максимально возможном значении зазора.
36
Система крышка — борн 1 при вертикальном ударе испытывает нагрузку (которую можно рассматривать как равномерно распределенную) от массы блока и электролита, соответствующую заданной перегрузке.
Схема нагружения крышки показана на рис. 1-9, б.
Изгибающий момент крышки можно рассчитать по формуле
__ Сб. 3Ln
М ИЗГ — -----------
8
(1-108)
где Об. э — суммарный вес блока и электролита; L — длина крышки аккумулятора; с — ширина крепления крышки.
Если изгибная жесткость крышки значительно больше изгибной жесткости борна, то напряжение
М а =-----, (1-109)
если же она значительно меньше изгибной жесткости борна, то
М
О =, (1-110)
Шб
где шк, 0Уб — моменты сопротивления сечения крышки и борна.
Если изгибная жесткость крышки и борна соизмеримы, то систему крышка—борн следует рассчитывать как состав
Рис. 1-10. Схема передачи горизонтальных усилий
ную балку.
Рассмотренные приближенные формулы были использованы при разработке свинцовых аккумуляторов, испытания которых подтвердили приемлемость данной методики расчета. Вместе с тем, возможно дальнейшее уточнение. Для этого необходимо учесть разгружающее влияние дна и крышки на прочность и жесткость бака, уточнить эксцентриситет приложения силы, от которого в значительной степени зависят расчетные значения напряжений и деформаций стенок бака, а также учесть влияние заполнения бака пластинами на его жесткость, поскольку наличие блока пластин препятствует прогибам широких стенок и тем самым уменьшает прогибы узких стенок бака.
Определение разгружающего влияния дна и крышки. Для решения этого вопроса было предпринято экспериментальное исследование на четырех аккумуляторных баках одного габарита, изготовленных из стеклопласта. Схема приложения нагрузки, показанная на рис. 1-10, имитирует передачу горизонтальных усилий на бак со стороны опорных планок. Испытания баков проводились в три этапа: испытание баков с крышкой, испытание баков без крышки и испытание баков с отрезанным дном и без крышки. Результаты последних испытаний рассматривались как соответствующие изложенной выше методике расчета.
Согласно полученным данным, максимальный прогиб имел место в районе крышки, где толщина широких стенок меньше, чем в остальной части. Зависимость между усилием и деформацией носит практически линейный характер.
Сопоставляя для одного и того же значения сжимающего усилия деформацию стенок бака с обрезанным дном и без крышки (вариант 3) с деформа
1 Рассматривается крышка, имеющая форму прямоугольной плиты, покоящейся на двух рядах борнов и закрепленной сверху по коротким сторонам.
37
цией стенок необрезанного бака с установленной крышкой (вариант 1), можно количественно оценить разгружающее влияния дна и крышки, В среднем деформация баков без дна и крышки оказалась выше средней деформации бака с дном и крышкой на 60—70% и выше максимальной деформации приблизительно на 30%.
Определение эксцентриситета. Эксцентриситет С представляет собой расстояние от равнодействующей давления, передаваемого через поясок опорной планки, до осевой линии стенки, параллельно которой приложено усилие. Теоретическое определение значения С, с которым линейно связаны расчетные напряжения и деформации, при расчете бака на действие горизонтальных усилий весьма затруднительно, так как С зависит от целого ряда факторов (наличия закругления между стенками бака, плотности опирания опорных планок на стенки бака, точности установки планок относительно стенок бака и др.). Значение С может быть определено по данным описанного выше эксперимента.
Прогиб широких стенок (усилие Р параллельно' широким стенкам)
3PCfla®
Va =----------------- , откуда Са
2 (1 + К) Е63а
2Va(l + K)Ed3a
—„-------------— (1-111)
ЗРа®
Прогиб узких стенок (усилие Р параллельно узким стенкам)
„ ЗРСЬЬ*К п 2У6(1+Ю^
vb =----------— , откуда Сь =---------——---------. (1-112)
2(1 + /()£б| ЗРЬ2К
Здесь Р — усилие, приходящееся на единицу высоты бака на каждую его сторону, Va и Уь — прогибы широкой и узкой стенок (по данным эксперимента), соответствующие данному усилию; а и b и — ширина и тол-
щина широкой и узкой стенок соответственно, /С =--------------отношение
жесткостей широкой и узкой стенок, &а и Сь— эксцентриситет приложения силы Р вдоль широкой и узкой стенок, Е — модуль упругости материала бака.
Подсчитанное по данным эксперимента значение С составило 50—70% ширины опорной планки (считая от конца совмещенного с углом соединения широкой и узкой стенок).
Влияние заполнения бака пластинами. Постановка эксперимента с целью уточнения расчета в этом случае затруднительна, так как существующие испытательные прессы создают сжимающие усилия в вертикальном направлении, что требует горизонтального положения бака. При таком положении установить блок с определенным свободным зазором широкими стенками невозможно.
Уточнение методики может быть проведено теоретически, если использовать методику приближенного расчета. В этом случае расчет бака может быть сведен к расчету рамки-полоски на действие сжимающих усилий, направленных параллельно узким стенкам. Наличие блока создает промежуточную смещенную опору для широких стенок. Схема загружения рамки-полоски представлена на рис. 1-11.
Смещение опоры соответствует зазору между блоком и широкой стенкой бака и является известным. Используя симметрию загружения относительно среднего сечения широких стенок и решая раму по теореме трех моментов, получим систему двух уравнений для определения изгибающих моментов Мг и М2, решение которой имеет вид
4 + k 4 + k
где д' = 24dEJa/a2, k = aJbl(bJa Ja— 6^/12 и J b = d^/12 — моменты инерции сечений широкой и узкой стенок.
38
Поставленная задача имеет смысл, начиная с такого значения усилия р = pQt при котором широкая стенка коснется смещенной'опоры, т. е. прогиб посредине широкой стенки станет равным б.
Это будет иметь место при равенстве моментов Mi и (PC—М2), т. е. при
Po = -^S'(*+!)•
(1-114)
Случай М±<^(Р С— М2) приводит к большему чем —— д' (k + 1) значению силы Ро. Случай М1>>(РС—М2) не соответствует касанию широкой стенкой опоры, так как дает отрицательное значение реакции опоры.
Дальнейшее увеличение силы Р приведет к возрастанию опорной площади, а следовательно, к уменьшению пролета широкой стенки между сред-
Рис. 1-11. Схема нагружения бака при наличии блока пластин
ней опорой и узловым сечением. Расчет в этом случае может производиться-по той же схеме. Обозначая пролет через а'/2 и используя выкладки, полученные для случая касания, можно найти зависимость между силой Р и величиной а':
48EJb РСЬ
PCb* Ja
EJb6 Jb
(1-115)
Ограничение в прогибе широких стенок из-за наличия блока приводит к уменьшению прогиба узких стенок Vb. Зависимость прогиба узких стенок от усилия можно определить следующим образом:
у M2b* _ с* (PC-д') k _ (РС + д')а'Ь _ ЬЬ
Ь 8EJb 8EJb(4-\-k) (4 + k)8EJa а' ‘ ’
Таким образом, план решения задачи сводится к следующему:
1) по заданному зазору между баком и блоком б и сжимающему усилию Р определяем пролет а' по формуле (1-115);
2) по величинам а' и б определяется прогиб узких стенок по (1-116).
Расчеты, проведенные для ряда конкретных случаев, свидетельствуют о том, что прогибы узких стенок готовых аккумуляторов будут значительно меньше прогибов, полученных при испытании на сжимающие усилия пустых баков.
39
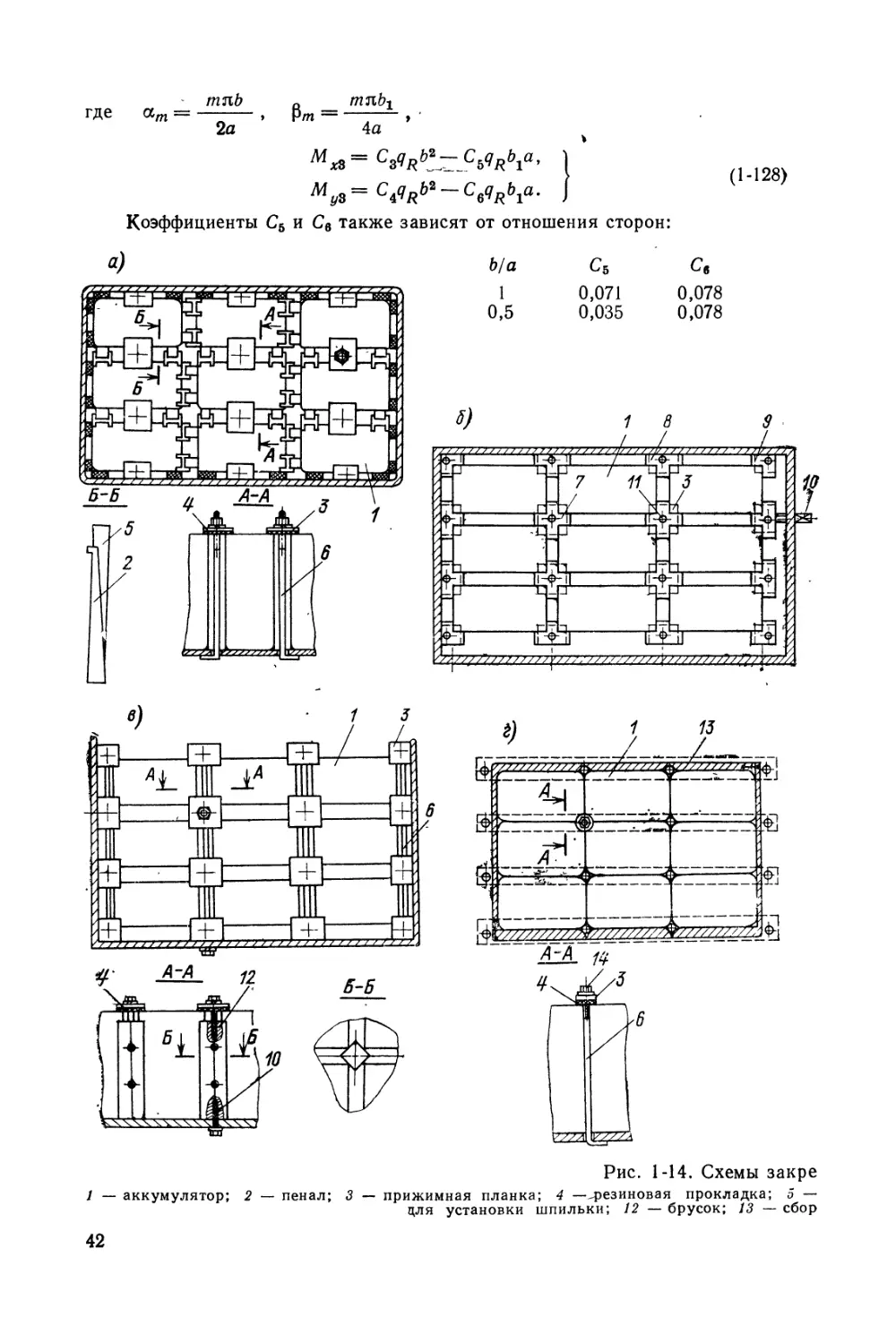
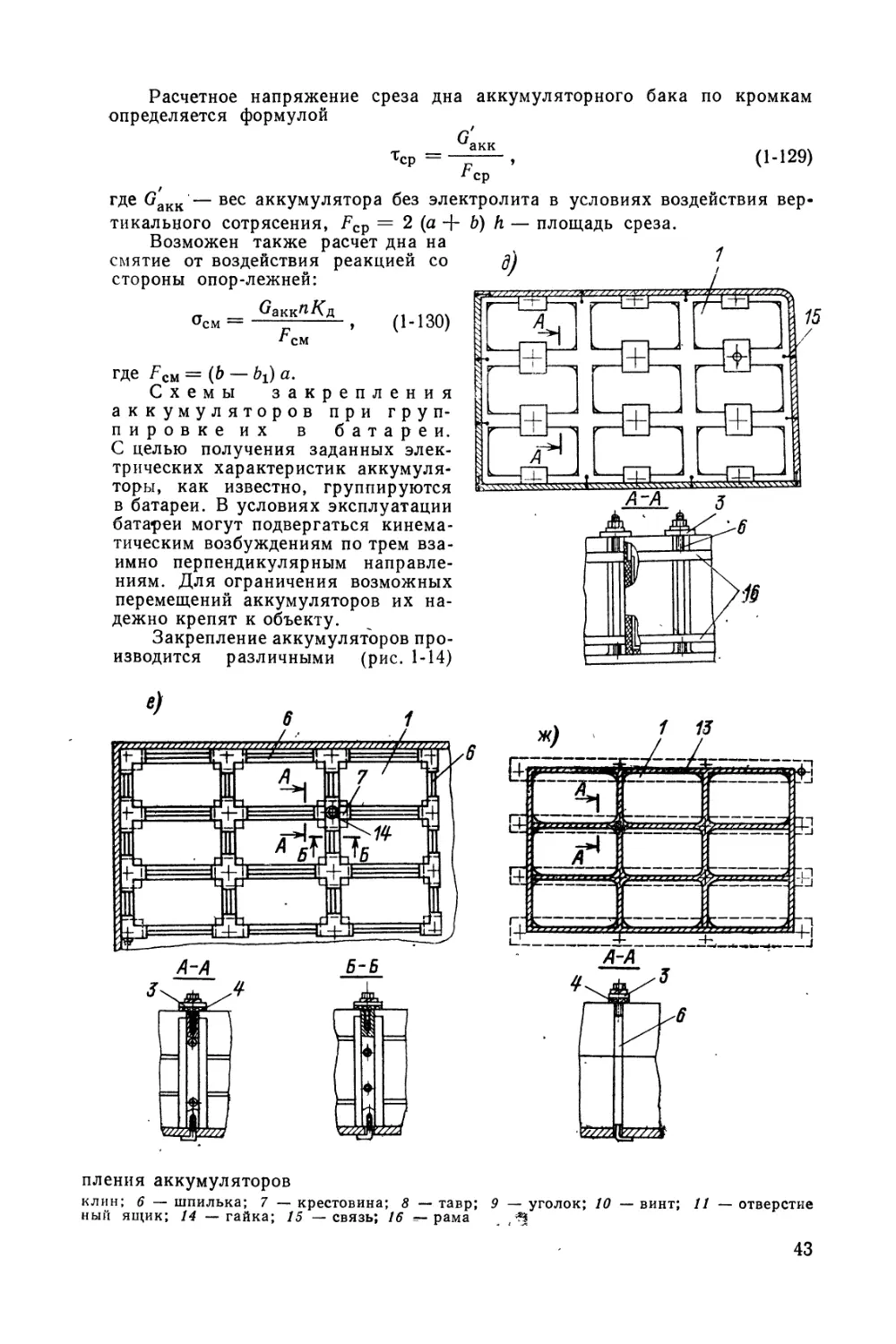
Расчет дна аккумуляторного бака на прочность и жесткость. Конструктивно дно выполнено в соответствии с рис. 1-12. За расчетное направление воздействия эксплуатационных нагрузок принимается вертикальное направление. При вертикальном сотрясении аккумулятора дно бака воспринимает следующий комплекс нагрузок (рис. 1-13): равномерно распределенную по площади дна нагрузку от воздейст-
Рис. 1-12. Конструкция дна аккумуляторного бака
1 — дно бака; 2 — лежни; 3 — блок электродов
вия массы электролита q3i равномерно распределенную на площадь соприкосновения дна с лежнями (рис. 1-12) нагрузку от воздействия реакций со стороны опор q# и нагрузку от воздействия бака (Mx и М2).
Расчетные нагрузки определяются следующими формулами:
Рис. 1-13. Схема для расчета дна аккумуляторного бака
<Ь118>
(Ь — bi) а
.. FiGenKn
= - * / с1. (1-П9)
^1 + ^2
м2 = с2. (1-120)
^1 + -*2
Здесь d — плотность электролита, Н — высота уровня электролита, п—коэффициент перегрузки, Лд— коэффициент динамичности, дакк— вес аккумулятора, и F2 — площади поперечных сечений противоположных стенок бака без заплечиков и с заплечиками соответственно, (?б—вес блока элек-
тродов, сг и с2 — отстояние срединных поверхностей стенок бака от опор-лежней. Для определения напряжения о и прогиба V можно рассматривать дно бака как пластйну постоянной толщины, опирающуюся на кромки. В этом случае
6% Mi
(1-121)
где М[ — момент от расчетной нагрузки, а Я — толщина дна. Суммирование в формуле (1-121) проводится по всем видам расчетных нагрузок.
40
Прогиб в центре дна определяется суммой
.V = S^<. (1-122)
L где Vi — прогиб, возникающий под действием t-й нагрузки.
Изгибающие моменты в центре дна, рассматриваемого как прямоугольная шарнирно опертая пластина, на которую действуют моменты и равномерно распределенные по кромкам, определяются формулами [1-25J:
= С1М1 + С2м2> ^1=С2М1 + С2ЛГ2.
(1-123)
Значения коэффициентов в (1-123) зависят от соотношения линейных размеров дна (рис. 1-13):
b/a Сх Cl С2 С2 К2
0,5 0,387 0,010 0,770 0,153 0,0964 0,0174
1 0,394 0,256 0,256 0,394 0,308 0,308
Прогиб в центре дна от воздействия моментов и М 2 вычисляется по формуле
Ь2
V!=~ — + У2М2), (1-124)
где D — ---—----цилиндрическая жесткость пластинки, v — коэффи-
циент Пуассона. Коэффициенты и К2, зависящие от соотношения сторон (Ь/а), приведены выше.
Прогиб в центре дна, вызванный воздействием массы электролита, определяется формулой
V2 = /C3-^-/ (1-125)
а соответствующие изгибающие моменты
^х2 — Сз*7э^4» 1
Л4 до = 1
Коэффициенты /С3, С3 и С4 имеют следующие значения [1-26]: b/и, Кз С3 С4
0,5 0,01013 0,1017 0,0406
1 0,00406 0,0479 -0,0479
(1-126)
Выражения для расчета максимальных значений прогиба дна V3 и силовых факторов от воздействия реакции со стороны опор-лежней приведены
оо
<7d&4 4^дЛ4 V4 1 ( 1
Уз = Аз ~------1--^—[ch(aAn-2pw) +
D n5D I ch ат •
т=1
+ Pm sh (am — 2pm) am ——-
2 ch
(1-127)
41
mnb где ат = ——
2а
Pm — —----,
4а
МхЗ =
Л*г/3 = C4^Rb2~~C6^Rbia'
(1-128)
Коэффициенты Сб и Сб также зависят от отношения сторон:
Рис. 1-14. Схемы закре
1 — аккумулятор; 2 — пенал; 3 — прижимная планка; 4 — резиновая прокладка; 5 — цля установки шпильки; 12 — брусок; 13 — сбор
42
Расчетное напряжение среза дна аккумуляторного бака по кромкам определяется формулой
тср=-^-, (1-129)
Г ср
где (?акк— вес аккумулятора без электролита в условиях воздействия вер-
тикального сотрясения, FCp = 2 (а +
Возможен также расчет дна на смятие от воздействия реакцией со стороны опор-лежней:
Осм= , (1-130)
F см где = (b — bi) а. Схемы закрепления аккумуляторов при группировке их в батареи. С целью получения заданных электрических характеристик аккумуляторы, как известно, группируются в батареи. В условиях эксплуатации батареи могут подвергаться кинематическим возбуждениям по трем взаимно перпендикулярным направлениям. Для ограничения возможных перемещений аккумуляторов их надежно крепят к объекту.
Закрепление аккумуляторов производится различными (рис. 1-14)
b) h — площадь среза.
тавр; 9 — уголок; 10 — винт; 11 — отверстие рама а
пления аккумуляторов
клин; 6 — шпилька; 7 — крестовина; 8 -ный ящик; 14 — гайка; 15 — связь; 16
43
способами. Применение того или иного расположения опор, ограничивающих вертикальные перемещения,"связано с конструктивными особенностями аккумуляторов. Так, расположение опор в соответствии с рис. 1-14, а применяется в том случае, если крышка аккумулятора достаточно жесткая и прочная, а стенки бака способны выдержать реакции со стороны опор. Если стенки, на которые устанавливаются прижимные планки, гибкие и не выдерживают нагрузку со стороны опор, то узлы крепления размещаются на углах аккумуляторов (рис. 1-14, в). Когда крышка аккумулятора недостаточно жесткая и прочная, конструкция прижимной планки устраняет этот недостаток, и закрепление аккумуляторов от вертикальных перемещений может производиться по схеме, показанной на рис. 1-14, г и е.
Существует большое многообразие способов закрепления аккумуляторов от горизонтальных перемещений в условиях эксплуатации (рис. 1-14). Все эти способы целесообразно разделить на 2 типа по следующим определяющим признакам:
1) количество аккумуляторов в группе определяется прочностью и жесткостью аккумулятора, находящегося в худших условиях (рис. 1-14, а—г), 2) количество аккумуляторов в группе определяется прочностью деталей крепления, либо практически одинаковой прочностью деталей крепежа и аккумулятора (рис. 1-14, д—ж).
Выбор наиболее рационального способа крепления может быть выполнен в результате сравнительного анализа расчетных схем аккумуляторного бака, являющегося основным конструктивным элементом аккумулятора, на который непосредственно воздействуют опоры крепления. При воздействии горизонтальных перегрузок опоры крепежа, как правило, примыкают к боковым стенкам бака, представляющим собой прямоугольную замкнутую раму. Разгружающее влияние дна и крышки для аккумуляторов в группе одинаковое, поэтому при анализе схем крепления его можно не учитывать.
Детальный анализ различных схем крепления аккумуляторов, проведенный В. В. Петровым, показал, что целесообразность применения того или иного типа крепления диктуется конструктивными особенностями аккумуляторного бака. Если баки имеют достаточно жесткие и прочные стенки, группировку аккумуляторов в батареи следует осуществлять по способам, входящим в первый тип крепления. Если же стенки баков не обладают высокой прочностью и жесткостью, целесообразно закреплять аккумуляторы по способам второго типа. Этот тип крепления можно считать наиболее рациональным с точки зрения повышения удельных электрических характеристик батареи.
1-4. ОЦЕНКА НАДЕЖНОСТИ
СВИНЦОВЫХ БАТАРЕИ
Под надежностью аккумуляторных батарей понимается их способность сохранять свои параметры в течение заданного срока службы и в определенных условиях эксплуатации, т. е. вероятность отсутствия отказов в выполнении заданных функций. Относительно батарей свинцовых аккумуляторов в настоящее время довольно точно известно, сколько зарядно-разрядных циклов выдержит в среднем та или иная батарея или какой средний срок службы имеет батарея в определенном эксплуатационном режиме. В то же время сведений относительно характера распределения срока службы, величин его отклонения, законов распределения основных параметров батарей в процессе их эксплуатации имеется очень мало [1-27].
Необходимость количественной оценки и установления распределения параметров надежности вызываются следующими соображениями.
1. Свинцовые батареи находят все большее применение в аппаратах и устройствах, когда выход из строя системы электроснабжения может привести к катастрофическим последствиям. Для таких батарей показатель надежности является таким же основным параметром как, например, емкость, скорость саморазряда и др.
44
2. Функция надежности батарей позволяет установить обоснованный срок эксплуатации, при котором батареи обеспечивают свою работоспособность с определенной вероятностью. Имеется также возможность проектировать системы электропитания с любой наперед заданной надежностью или организовать рациональное обслуживание батарей для поддержания их высокой надежности.
3. При известном характере функции надежности данного вида батарей можно на основании испытаний ограниченного количества образцов оценить параметры этой функции и определить вероятный срок службы с требуемой надежностью батарей данного вида.
4. Изменения в технологии производства или в конструкции батарей, направленные на улучшение их характеристик, могут быть оценены с помощью сравнения показателей надежности. Последние позволяет установить, является ли данное улучшение достаточным и целесообразным с точки зрения надежности.
Свинцовые аккумуляторы в процессе эксплуатации многократно перезаряжаются или находятся в режиме длительного непрерывного подзаряда. Надежность их на определенном цикле разряда зависит стукачества предшествующего заряда с одной стороны и потери работоспособности в процессе предыдущей работы — с другой. При непрерывном подзаряде надежность батарей зависит от изменений параметров, которые происходят в результате протекания тока.
Если требования к работоспособности, а также условия и режимы работы батарей четко з‘аданы, то соответственно устанавливаются и все случаи несоответствия батарей предъявляемым требованиям, т. е. наступление состояния отказа.
Причины отказов могут носить самый различный характер: технологический, конструктивный, эксплуатационный. В начале эксплуатации проявляются, главным образом, отказы, вызванные технологическими причинами и, в частности, нарушениями технологического процесса. Затем наступает период нормальной эксплуатации, где отказы сравнительно редки, появление их вызывается случайными причинами, а частота появления равномерно распределена по всему этому периоду. В конечный период эксплуатации наступают износовые отказы, которые группируются около среднего срока службы батареи.
Возможные отказы условно разделяют на две группы: внезапные и параметрические. Первые связаны с потерей работоспособности источника тока вследствие непредвиденного отказа отдельных узлов, деталей или всего изделия (например, короткие замыкания, обрывы, течь бака и т. п.), вторые — с выходом параметров, характеризующих работу батареи, за допустимые границы (например, уменьшение времени разряда, снижение разрядной емкости или энергии после длительного хранения). Количественно надежность батарей выражается вероятностью безотказной работы (Ро) за заданный интервал времени: Ро = Рп^вн, где Рп — вероятность отсутствия параметрических отказов, а Рвн — вероятность отсутствия внезапных отказов.
Оценка надежности по внезапным отказам проводится, согласно общепринятым методикам, с использованием справочных данных, по результатам обработки показателей испытаний отдельных узлов и деталей изделий на надежность, либо по результатам анализа статистических материалов фактической эксплуатации.
Часто для количественной оценки внезапных отказов пользуются величиной !(/), которая называется интенсивностью отказов:
М0 = -'п(0 , (1-131)
N (О Д/ v
где n(t) — число отказавших изделий за промежуток времени Д/, a N(t) — среднее число исправных изделий в течение йромежутка времени Д/.
45
Вероятность безотказной работы, по внезапным отказам и величина Л связаны между собой. При постоянстве интенсивности отказов (X = const)
Рвн=ехр(-М). (Ы32)
Вероятность безотказной работы по внезапным отказам изделия (батареи), состоящего из п независимых систем, каждая из которых характеризуется своей интенсивностью отказов находится по формуле |
Рвн. бат = ехР | 2 * (1-133)
\ г=1 /
При оценке параметрической надежности химических источников тока (ХИТ) часто можно выделить основной параметр, который в конкретном случае определяет надежность ХИТ. Выход значений остальных параметров за допустимые границы может быть приравнен к внезапным отказам, т. е. имеет крайне малую вероятность. Параметрические отказы ХИТ, отнесенные к определенному времени, оцениваются по виду функции распределения исследуемого параметра, полученной в заданный момент времени и в определенных условиях. Вид функции распределения устанавливается на основании статистической обработки опытных данных по измерениям значений исследуемого параметра.
Анализ экспериментальных результатов показывает, что теоретическим распределением, ближе других описывающим экспериментальную кривую, является распределение Вейбулла. Интегральная функция этого распределения записывается в виде
О
при у.
(1-134)
Параметры функции распределения связаны времени разряда аккумуляторов /ср и значением отклонения о(/):
со- средними значениями среднего квадратического
Зная значения параметров функции распределения, можно оценить вероятность того, что время разряда аккумуляторов составит величину, меньшую допустимой нормы. На практике возможность определения количества элементов, имеющих время разряда ниже заданного, позволяет решить ряд задач, связанных с надежностью батарей. Рассмотрим одну из них.
Пусть батарея состоит из М последовательно соединенных аккумуляторов и может быть разряжена при температурах Ти Т2, Т3 и Т4. Известно далее, что для обеспечения нормального времени разряда при температуре 7'i в батарее должно содержаться не более П[ элементов со временем разряда менее Ц.' Требуется оценить вероятность надежной работы батареи, если с вероятностью Р[ она может быть разряжена при температуре 7\ и 4
при этом выполняется условие = 1.
i=i
Для расчета определяем параметры а, b и у для каждой из возможных температур разряда и по формуле закона распределения Вейбулла находим количество элементов имеющих время разряда менее которые являются частью общего распределения qi = F(/f).
46
Так как событие А, заключающееся в том, что батарея будет работать исправно, может произойти только при одном из четырех взаимно исключающих условий (т. е. четырех различных температурах разряда 7\), то формула для надежности батареи на разряде Р(А) будет иметь вид
4
Р(Л) = 2 PiP (Л/Тд, (1-136)
1=1
где Р(А/Т() — вероятность исправной работы батареи при температуре 7\.
Величина Р(А/ТА подсчитывается с учетом указанного выше условия (число элементов в батарее со временем разряда менее не превышает nJ) с помощью биномиального закона
Р(Л/Л)= (1-137)
/=1
При расчетах по формуле (1-137) для конкретных значений величин Mi и П[ можно пользоваться таблицами биномиального закона распределения или его асимптотическими формулами.
Важной задачей теории надежности является исследование возможности прогнозирования надежности изделий по постепенным отказам. Рассмотрению этого вопроса посвящена работа [1-28]. В большинстве случаев эта задача может быть сведена к определению вероятности того, что случайная функция (значение контролируемого параметра на заданном промежутке времени эксплуатации) не выйдет за определенный предел.
Для решения этой задачи нужно знать закон распределения числа выбросов параметра за уровень в течение всего времени работы изделия. Наибольший практический интерес представляет случай, когда среднее число выбросов за время эксплуатации достаточно мало, что позволяет считать появление последовательных выбросов независимыми «редкими» событиями. В этом случае появление выбросов приближенно подчиняется закону распределения Пуассона, и поставленная задача будет иметь окончательное решение, так как единственным параметром, входящим в закон распределения Пуассона, является Na(t) — математическое ожидание числа выбросов за уровень а на протяжении промежутка времени эксплуатации t.
При этом вероятность Того, что за время t не произойдет ни одного выброса, определяется по известной формуле
Ро = ехр [ — (0]. (1-138)
Если Х(т) — контролируемый параметр изделий на промежутке времени (0, /) удовлетворяет условию стационарности и нормальности, то
Рй(/. Х) = ехр(—А-1/^Lexp Г—1
Ч 2л V А(0) L 2оХ2 J J V ’
где X, Л(т) и сгХ2 = &(0) — соответственно математическое ожидание, корреляционная функция и дисперсия случайного процесса Х(т) [1-29].
Предположение о стационарности и нормальности случайного процесса Х(т) выполняется для большинства параметров ХИТ. Оно обусловлено требованием к относительному постоянству значений параметра и однородности условий эксплуатации изделий на всем промежутке времени эксплуатации. Из условия стационарности Х(т) следует, что величина X равна математическому ожиданию случайной Х(т) для любого периода времени 0 т t и оценивает среднее качество изделия по параметру при эксплуатации. Корреляционная функция &(т) случайного процесса Х(т) характеризует изменения параметра изделия при эксплуатации под воздействием различных случайных факторов.
47
На практике часто встречается случай, когда X — средний показатель качества выпускаемых изделий — распределен по нормальному закону с параметрами Хср и аь Однако для последующих испытаний и в эксплуатацию допускаются изделия со значениями X > Хд (Хд — граница усечения). Таким образом, X после контроля имеет усеченное нормальное распределение [1-28]:
(1-140)
В этом случае вероятность того, что за время t у выпускаемых, изделий не произойдет ни одного выброса значений параметра X (/) за уровень а, определится по формуле:
Р<>(0 = f X)dF(X) = > хд
1 — ф
- хср р а1
а — X
(1-141)
2о2Х
X J expJ-_
*д
где k = — /Г (0)Л(0).
2л
Проведение расчета непосредственно по формуле (1-141) затруднительно, так как вычислить интеграл в явном виде не удается. Для проведения конкретных расчетов преобразуем (1-141). Введем обозначения:
* = (*-хсР)/°г
TH = (a-xcp)/ai; =
Тогда формула (1-141) перепишется в виде
Ро (0 = г________ .
/2л [1 - Ф (Тд)] J тд
2
X exp
d%.
(1-142)
Разлагая второй сомножитель подынтегрального выражения в ряд и проводя почленное интегрирование ряда, получим
оо
П=1
оо
X С ехр (-------------- ( т2 + П^Х 1 Лт.
J \ 2 I. L ° J IJ
тд
(1-143)
48
Выражение т2 + п [(т—тн)/а]2 после простых алгебраических преобразований представим в виде + [(т — тп)/ап]2, причем
а„=1/|/'1 + -±- , т„ = тн/(1 + -^-), Вп = т2/(1+^.
Тогда, после некоторых преобразований, формулу (1-143) можно переписать в виде
[1-Ф(тд-т„)/ап] [1-Ф(тд)]
Для расчета Ро (О в формуле (1-144) достаточно взять конечное число членов этого ряда. Это позволяет проводить вычисления Ро (/) с любой наперед заданной точностью с помощью формул для оп, тп, Вп и таблиц значений интеграла Лапласа, ограничиваясь конечным числом членов ряда.
Если Хср > а, а параметры о, k, t таковы, что можно ограничиться первыми двумя членами, то
Ро (/)«!- . (1.145)
1-Ф(тд)
На практике оценку параметрической надежности батарей по предлагаемой методике целесообразно проводить в такой'последовательности. По результатам приемо-сдаточных испытаний определяют параметры Хср и оь Контроль значений параметра на отдельных образцах изделий в условиях эксплуатации или при испытаниях дает возможность определить k (т) — корреляционную функцию случайного процесса X (т), а также параметры сх и k. В некоторых случаях значения а х и k могут быть известны из опыта эксплуатации аналогичных изделий. Дальнейший расчет выполняется по формуле (1-144).
Глава вторая. ОБЩИЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ СВИНЦОВЫХ АККУМУЛЯТОРОВ И БАТАРЕЙ
И ОСНОВНЫЕ
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
2-1. АККУМУЛЯТОРНЫЕ ЭЛЕКТРОДЫ
Со времени первого аккумулятора Планте,изготовленного из спирально свернутых свинцовых полос, был предложен целый ряд конструкций аккумуляторов с электродами, расположенными концентрически, в виде чередующихся положительных и отрицательных сегментов, или в виде чашек, поставленных одна под другой. При
49
менялась также комбинация плоских положительных и круглых отрицательных электродов. В широкой практике конструкции этого рода, однако, не утвердились.1
Современные аккумуляторы повсеместно собирают из плоских электродов, разделенных сепараторами. Основные черты этой конструкции сохраняются неизменными в аккумуляторах самых разнообразных типов и размеров, различаясь только в деталях: конструкции пластин и способе установки блоков, в применяемой сепарации, типах бака и крышки, методе укупорки, конструкции соединительных элементов, устройстве вентиляционных пробок.
Электроды свинцового аккумулятора конструируют обычно в виде плоских намазных пластин или в виде системы трубок. Стержни, которые вставляются в трубки для подвода тока, отливаются комплектами на одну пластину. Соединительная перемычка служит верхним ребром электрода. Набивка трубок пкислами свинца осуществлялась ранее ударным или вибрационным способами. После набивки производилась заливка свинцовым сплавом нижних открытых частей трубок с выступающими из них стержнями.
В современных трубчатых электродах активная масса заполняет не отдельные трубки, а трубчатую обойму. Конструкция обоймы отличается большей жесткостью и прочностью. Поэтому прочность таких пластин, известных под названием «панцирных», более высока.
Для изготовления трубчатых обойм чаще всего применяется терилен, лавсан или стекловолокно в сочетании с перфорированным винипластом. Для образования нижнего ребра панцирной пластины в новых типах аккумуляторов взамен свинцового сплава применяется пластмасса, например, полиэтилен.
Значительные изменения произошли в методах изготовления трубчатых (панцирных) электродов. Созданы современные хорошо герметизированные станки по набивке трубок окислами свинца. Однако вредность этой операции все ещехостается основной причиной, препятствующей развитию производства трубчатых электродов в нашей стране. В связи с этим в последние годы проводились работы по изысканию методов набивки трубок панцирных электродов влажными окислами или готовой пастой. Одновременно велись работы по созданию конструкции плоских намазных электродов, обладающих таким же большим сроком службы, как и панцирные электроды. Способ набивки трубок готовой пастой описан в ряде иностранных патентов. Однако сведения о практическом использовании в производстве этого метода отсутствуют.
Ю. А. Бельков установил возможность решения этой сложной технической задачи путем подбора специальной консистенции
1 В последние годы известное распространение получили малогабаритные герметичные свинцовые аккумуляторы цилиндрической конструкции со спирально свернутыми электродами, подобные в известной степени аккумуляторам Планте. Такие аккумуляторы выпускаются в США фирмой «Гейтс» («Gates»).
50
пасты. Было найдено, что набивка трубок панцирного электрода пастой может быть осуществлена, если в обычную кислотную пасту ввести 0,5—3 мл 50%-ного раствора лигносульфоната натрия (НК) на 1 кг пасты. Эта добавка, сообщая пасте необходимую жидкотекучесть, позволяет осуществить наполнение трубок пастой как методом вибрации (рис. 2-1), так и методом шприцевания (рис. 2-2).
Рис. 2-2. Шприц-пресс для наполнения трубчатых чехлов пастой 1 — штырьевая рамка; 2 — трубчатый тканый чехол; 3 — паста; 4 — рама; 5 — винт; 6 — поршень из фторопласта; 7 — втулка из фторопласта; 8 — трубка-насадка; 9 — кассета; 10 — ролик; 11 — груз уравновешивающий
Рис. 2-1. Установка для набивки трубчатых чехлов пастой с помощью вибрации
1 — паста; 2 — штырьевая рамка; 3 — тканый трубчатый чехол; 4 — регулятор амплитуды; <5 — подвески пружинные; 6 — бункер для пасты; 7 — обойма; 8 — клин для определения амплитуды; 9 — регулятор частоты колебаний; 10 — стол; 11 — вибростенд; 12 — электродвигатель
При частоте 70—80 Гц и амплитуде колебаний 0,5—0,6 мм набивка труб вибрацией длится 20—40 с, причем плотность набивки при этих параметрах достигает 3,9 г/см3. Метод шприцевания пасты определенной консистенции при добавлении НК и других подобных веществ, вызывающих разжижение пасты, позволяет получить плотность пасты 4,5 г/см3 и выше. На основании этих данных разработана современная схема производства панцирных электродов (рис. 2-3).
Описанные выше панцирные пластины находят довольно широкое применение в конструкциях тяговых, вагонных и некоторых
51
Рис. 2-3. Схема технологического процесса изготовления трубчатых пластин 52
стационарных аккумуляторов, изготовляемых передовыми зарубежными фирмами. Однако значительно большее распространение имеют традиционные плоские пластины с токоведущей основой решетчатого типа. Такие пластины повсеместно применяются в конструкциях автомобильных, авиационных, стационарных и других типов аккумуляторов. Сведения о размерах таких пластин имеются в справочной литературе [2-1].
2-2. СЕПАРАТОРЫ
В СВИНЦОВОМ АККУМУЛЯТОРЕ
В современных свинцовых аккумуляторах применяют микропористые сепараторы, которые предохраняют пластины разного знака от коротких замыканий, фиксируют расстояние между пластинами и создают необходимый запас электролита в междуэлек-тродном пространстве. Качество сепараторов весьма существенна влияет на работу аккумулятора. Так, омическое сопротивление сепараторов во многом определяет емкость и энергию аккумулятора, особенно при разряде короткими режимами. Сепараторы, лимитируя условия доступа кислоты к электродам, могут заметно влиять на скорость оплывания активной массы положительных пластин и сульфатацию отрицательного электрода, оказывая тем самым существенное влияние на срок службы аккумулятора [2-2]. Закономерности переноса электролита через поры сепараторов-в свинцовом аккумуляторе обстоятельно рассмотрены в [2-6 — 2-7].
К микропористым сепараторам предъявляются следующие требования: высокая химическая стойкость, достаточная механическая прочность и эластичность, малое значение электросопротивления в электролите, постоянство свойств и минимальная гигроскопичность прй длительном хранении, способность быстро пропитываться электролитом, доступность и дешевизна исходного сырья и простота изготовления. Число сепараторов, удовлетворяющих всем этим требования, относительно невелико. Наиболее распространены следующие сепараторы: мипласт, мипор, поровинил, пластипор, винипор и некоторые другие [2-3]. Почти все современные микропористые сепараторы для свинцовых аккумуляторов, выпускаемых в Советском Союзе, были разработаны П. Б. Живо-тинским и его сотрудниками.
Микропористые сепараторы характеризуют: механическая прочность и химическая стойкость, смачиваемость, сопротивление прорастанию мостиков, электросопротивление, объемная пористость, размер пор и коэффициент протекаемости. Чтобы определить химическую стойкость сепараторов, их выдерживают в течение 24 ч при 45°С в серной кислоте плотностью 1,27 г/см3, а затем определяют сопротивление разрыву этих образцов Gb, а также образцов, не подвергшихся действию кислоты GB. Потерю образцами меха
52
нической прочности (х, %) вычисляют по формуле
Показателем смачиваемости сепараторов может служить время, необходимое для пропитки в растворе аккумуляторного электролита. Сопротивление сепараторов прорастанию мостиков характеризуется временем, пошедшим на образование коротких замыканий через сепаратор, помещенный между оловянными электродами в растворе хлористого олова.
Электросопротивление сепараторов зависит, в основном, от их пористости. Удельное электросопротивление сепаратора (т. е. сопротивление кислоты в его порах) можно вычислить по формуле:
Ре= , (2-2)
где рс — удельное электросопротивление гладкого сепаратора (сопротивление кубика сепаратора с гранью, равной 1 см), S и S — площадь и толщина сепаратора, — общее сопротивление электролита и сепаратора между электродами, R3—сопротивление электролита без сепаратора между теми же электродами. Удельное сопротивление сепаратора обычно относят к удельному сопротивлению электролита рэ, в котором производят испытание. Отношение
L = — (2-3)
Рэ
численно равно удельному сопротивлению сепаратора в растворе с удельным сопротивлением, равным единице. Значения рс и L для рифленого сепаратора' даются уравнениями:
_ (#0 — Ra) (3-1^2 4~ ^2^1) /о
j __ (Ro— Я9) Ч~ ?2 5)
рэвА ’ v ’
где 61 и 6 2 — толщина сепаратора между ребрами и толщина ребер, a Sj и S2— площадь сепаратора между ребрами и площадь ребер. Величина L связана с объемной пористостью у и коэффициентом извилистости пор 0:
1 = -^-. ' (2-6)
Объемную пористость у в процентах рассчитывают по отношению кажущейся dK и истинной d„ плотностей сепаратора:
у = (1—^Л100, (2-7)
\ /
54
причем величину du определяют пикнометрическим методом.^ Коэффициент протекаемости сепараторов К находят по формуле
(2-8)
где h—высота столба воды, помещенного над предварительно пропитанным в вакууме сепаратором, см, а V—объем воды, см3, протекающей через этот сепаратор в течение 1 ч.
Средний диаметр пор сепаратора рассчитывают по уравнению
D = 0,000301 р . (2-9)
или, с учетом (2-6),
D = 0,000301 VLK. (2-10)
Существуют разные методы производства микропористых сепараторов [2-4 — 2-5]. Наиболее распространены следующие: спекание слоя порошкообразных материалов, укладка и скрепление в лист слоя волокнистых нетканых материалов, получение тканей из штапельных и шелковых нитей, получение листов различных материалов с наполнителями, которые после фиксирования структуры основы полностью или частично удаляются. Сепараторы обрабатываются в растворе сульфанола или иного смачивателя (ОП-7, КБЖ и др.), благодаря чему они приобретают свойство быстро пропитываться электролитом. При выборе природы смачивателя необходимо учитывать «сочетаемость» его с органическими добавками, содержащимися в активной массе отрицательного электрода. Этот вопрос рассмотрен в [2-8].
• Наибольшее распространение в СССР имеет мипласт, который обладает удовлетворительной механической прочностью, но малой эластичностью. Недефицитность исходного сырья — поливинилхлоридной смолы и простота изготовления обусловили широкое распространение этого сепаратора. Известное применение находит в качестве сепараторов также мипор (микропористый эбонит), сырьем для изготовления которого является натуральный каучук. Мипор наилучшим образом удовлетворяет большинству из перечисленных выше требований. Он особенно хорош в тех случаях, когда необходима надежная защита электродов от коротких замыканий. Использование мипора позволило разработать ряд новых конструкций аккумуляторов с уменьшенным расстоянием между электродами и большим сроком службы.
Микропористый сепаратор — поровинил обладает значительной объемной пористостью, высокой .химической стойкостью, эластичностью и удовлетворительной электропроводностью, несмотря на большую извилистость пор. Основные операции технологического процесса производства поровинила: смешивание крахмала, полихлорвиниловой смолы и растворителя—циклогексанона, изготовление калиброванной ленты, вымывание циклогексанона, вы
55
держка ленты в горячей воде для набухания крахмала, кратковременная обработка в растворе щелочи, обработка в растворе серной кислоты для гидролиза крахмала, промывка ленты, обработка в растворе смачивателя, профилирование ленты между валиками и, наконец, сушка. Недостатком данного сепаратора, так же как и сепаратора «Порвиг», представляющего собой аналог поровинила, является дефицитность исходных веществ и, вследствие этого, высокая стоимость сепаратора. От этого недостатка свободен сепаратор пластипор, представляющий собой микропористый перхлорвинил, полученный вымыванием наполнителя, в качестве которого используется сода. По своим свойствам пластипор близок к поровинилу, хотя существенно уступает ему по эластичности.
Идеальным сепаратором для стартерных и некоторых других массовых типов батарей является винипор, который превосходит многие лучшие зарубежные образцы микропористых сепараторов. При разработке Данного вида сепаратора стремились получить материал, сочетающий достоинства поровинила и мипласта, т. е. эластичный сепаратор с малым диаметром пор и высокой объемной пористостью, приближающейся по своей стоимости к мипласту. Винипор изготовляется из поливинилхлоридной смолы методом вымывания - наполнителя (соды). В качестве растворителя каучука, добавляемого для придания сепаратору эластичности, используется циклогексанон. Схема производства винипора показана на рис. 2-4.
В табл. 2-1 приведены основные характеристики некоторых сепараторов, применяемых в свинцовых аккумуляторах.
Кроме перечисленных выше сепараторов, в нашей стране выпускаются также сепараторы из стеклянного волокна. В качестве связки используется крахмал, либо смесь крахмала и кислотостойкого латекса. Намечается также выпуск комбинированных сепараторов, получаемых путем наклеивания на микропористый сепаратор (например, мипласт) тонких листов стеклянного волокна.
В настоящее время самым распространенным сепаратором за рубежом является композиция из древесного волокна. Этот вид сепаратора, производство которого в СССР существовало еще в 50-х годах, достаточно дешев, обладает малым электросопротивлением и хорошей смачиваемостью. Сепараторы из древесного волокна с прессованными пластмассовыми ребрами часто употребляются в батареях, работающих в тяжелых условиях эксплуатации, например на грузовых автомобилях и тракторах.
Микропористые сепараторы, изготовленные из резины, поливинилхлорида или других полимерных материалов, из-за их высокой стоимости в настоящее время употребляются за рубежом только для батарей специальных типов. Сепараторы для батарей, работающих в тяжелых условиях эксплуатации, иногда покрываются тонким слоем стекловаты для удержания положительной активной массы. С той же целью в ряде отечественных батарей применяется двойная сепарация: мипласт (1,7 мм) и стеклянная вата (0,4 мм).
.56
Рис. 2-4. Технологическая
схема производства сепараторов «Винипор»
57
Таблица 2-1
Характеристики сепараторов Для свинцовых аккумуляторов
Показатель сравнения Мипласт Мипор ПН Поровинил Пластипор Винипор
Объемная пористость, % 39—42 50—55 80—85 80—85 77—85
Максимальный диаметр пор, мкм . . . 30—40 3—5 25—50 15—25 1,5—4
Средний диаметр пор, мкм 10—14 0,1—0,2 5—12 5—6 0,3—0,5
Относительное электросопротивление1 4—5 4,5—5,5 3,5—4,0 2,5—3,5 3—5
Коэффициент извилистости пор2 . . . 1,3—1,4 1,6 1,68—1,73 1,67 1,76—2,06
Сопротивление разрыву, кгс/см2 • . . 18—40 15—40 20—50 18—30 >22
Эластичность Хрупкий При изгибе ломается Эластичен Удовлетворитель-но^эластичен Весьма эластичен
Стойкость к окислителям Стоек Становится хрупким Стоек Стоек Стоек
Стоимость (цена за Ем2, руб.) .... 0,85 2—2,4 7,7. — 1,40
1 Относительное электросопротивление сепаратора L показывает, во сколько раз сопротивление сепаратора, пропитанного аккумуляторным электролитом, выше сопротивления электролита, занимающего тот же объем. Величина L определяется формулами (2-2) — (2-3) или (2-5).
2 Коэффициент извилистости пор 0 показывает, во сколько раз средняя длина пор больше, чем толщина сепаратора. Величина 0 может быть рассчитана по формуле (2-6).
Однако, в отличие от проклеенного варианта, целесообразность применения такого двойного сепаратора в настоящее.время вызывает сомнение, так как, благодаря заметному улучшению качества положительных пластин, срок службы этих батарей с одинарным сепаратором является вполне удовлетворительным. Стеклянная вата, увеличивая срок службы весьма незначительно, ведет к существенному снижению разрядного напряжения и удельных характеристик батарей, вследствие относительно высокого электросопротивления, обусловленного значительным газозаполнением.
Японская фирма «ЮСА» предложила пленочный сепаратор типа «юмикрон», представляющий собой композицию мипора и стеклоткани. Толщина .пленочного сепаратора составляет 0,1 мм. Этот сепаратор имеет малое электросопротивление и обеспечивает надежную работу батарей при низких температурах. Возможность применения пленочных сепараторов в свинцовых батареях изучалась также в СССР. Были опробованы пленочные материалы: фильтр перхлорвиниловый Петрянова (ФПП) и кислотостойкий пористый материал (КПМ). Первый из них представляет собой фильтровальное пористое волокно, материалом для изготовления которого служит перхлорвиниловая смола, второй — микропористую перхлорвиниловую смолу на микаленте. Эти материалы испытывались в сочетании с гофрированным винипластом. Электросопротивление такого комбинированного сепаратора составило всего 0,12—0,15 Ом-см2, диаметр пор пленочного материала находится в пределах 16—20 мкм. Испытание сепаратора ФПП толщиной 0,4 мм в сочетании с винипластом показало, что значение начального разрядного напряжения при стартерном режиме при температуре — 18°С на 0,2—0,3 В выше, чем у контрольных батарей. Следует также учесть, что масса комбинированного пленочного сепаратора на 30% меньше массы мипора и на 50% меньше массы ми-пласта.
Заметное распространение за рубежом находят сепараторы из кислотостойкого картона. Они дешевы, имеютмалое электросопротивление, большую объемную пористость и достаточно эластичны. Из большого числа сепараторов, выпускаемых за рубежом, вполне современными можно считать сепараторы из пластмасс, получаемые методом удаления наполнителя. К числу таких сепараторов относится порвиг фирмы «Хлорайд», выпуск которого исчисляется миллиардами штук в год. Этот вид сепаратора отличается весьма высокими качествами.
Как уже было сказано, одной из главных функций сепараторов в свинцовом аккумуляторе является защита от коротких замыканий. В обычных условиях эксплуатации аккумуляторов короткие замыкания образуются, как правило, за счет отложения частиц двуокиси свинца в порах сепараторов или по кромкам пластин [2-71.
В [2-7] показано, что для обеспечения надежной защиты от коротких замыканий через поры сепаратора максимальный диаметр пор не должен превышать 5 мкм. Коэффициент извилистости пор
59
может быть при этом в пределах до 1,4. Если необходимо использовать сепараторы с более крупными порами (10—15 мкм), коэффициент извилистости должен быть не менее 1,7.
Для защиты кромок пластины от шлама и образующейся из него свинцовой губки в [2-7] предложено использовать поровиниловые сепараторы особой конструкции. Сепараторы имеют мягкие утолщения по нижней и боковым сторонам. При монтировании электродного блока в аккумуляторном баке эти утолщенные кромки смыкаются, закрывая торцы положительных пластин. Профилирование сепараторов осуществляется на специальных валках, диаметр которых равен двойной высоте сепаратора.
Применение сепараторов описанной конструкции позволяет ликвидировать шламовое пространство в аккумуляторном баке, занимающее обычно около 10% его объема, что дает возможность заметно повысить удельные характеристики батареи.
2-3. БАКИ, КРЫШКИ
И МЕТОДЫ УКУЦОРКИ
В современных конструкциях свинцовых аккумуляторов и батарей в качестве материала для баков и моноблоков применяют эбонит, стеклопласт, полистирол, полиэтилен, полипропилен, пентапласт и некоторые другие полимерные композиции.
Рациональный подбор конструкции и материала бака (моноблока) и комплектующих деталей (крышка, вентиляционные пробки и др.) играет весьма существенную роль в повышении удельной энергии батарей и улучшении эксплуатационных свойств. Так, например, батарея в полиэтиленовом баке характеризуется на 20—25% более высокой удельной энергией, чем та же батарея в асфальто-пековом баке.
Этот результат достигается благодаря заметному утоньшению стенок бака, что возможно вследствие значительной прочности полиэтилена.
В табл. 2-2 сопоставлены прочностные характеристики моноблоков, изготовленных из различных материалов [2-9]. Данные табл. 2-2 получены при испытании моноблоков батареи типа 6СТ-68. Ударную прочность определяли путем разрушения изделия многократными ударами на специально изготовленном копре. Разрывная прочность определялась с помощью разрывной машины Р-5 при скорости движения 15 мм/мин. Для определения формоустойчиво-сти моноблоки выдерживали при температуре 60°С в течение 2 ч и внутреннем давлении 0,2 кгс/см в течение 1 ч.
Как видно из данных табл. 2-2, прочность моноблоков, изготовленных из наполненного каолином полиэтилена и полипропилена, в несколько раз превосходит прочность моноблоков из эбонита и, еще более значительно, прочность асфальто-пековых моноблоков. Особенно прочны моноблоки из полипропилена, которые находят в настоящее время широкое распространение за рубежом. 60
Таблица 2-2
Результаты испытания моноблоков (характеристики даны в расчете на 1 мм толщины стенок)
Характеристика Материал моноблоков
полипропилен полиэтилен кп-зо эбонит асфальтопековая масса
Ударная прочность, кгс-м Разрывная проч- ность, кгс .... Формоустойчивость (деформируемость), мм ... • 0,365—2,320 >140 0,055—0,077 0,293—2,320 57—107 0,077—0,370 0,045—0,480 43—62 0,126—0,700 0,060—0,170 15,5—39,5 0,144—0,227
Так, в 1975 г. в Западной Европе более 70% батарей было выпущено в полипропиленовых баках. Эти баки отличаются относительно тонкими стенками, большим объемом ячеек, что способстг вует увеличению емкости батарей, а также возможностью горячего приваривания крышки к корпусу.
Существенным преимуществом моноблоков из полипропилена и наполненного каолином полиэтилена является возможность их повторного использования после выхода батареи из строя [2-9]. Следует при этом иметь в виду, что ~25% стартерных батарей, собранных в моноблоках из асфальто-пековой массы, не выдерживают заданного срока службы вследствие разрушения моноблока.
Главный недостаток полипропиленовых баков — значительная стоимость оборудования, используемого для их изготовления, в 3—4 раза * превосходящая стоимость оборудования, используемого в производстве эбонитовых баков. Другой недостаток полипропиленовых баков— сравнительно большая гибкость их стенок— может быть сведен к минимуму путем рационального конструирования баков.
Следует иметь в виду, что стоимость полипропиленовых баков по мере расширения их производства и снижения стоимости материала постепенно снижается. Кроме того, производство баков из полимерных, материалов, в частности, таких, как полиэтилен, полистирол и полипропилен, может быть полностью механизировано (в отличие от производства эбонитовых баков).
Батарейные крышки из полипропилена изготовляются обычно с централизованной заливкой электролита и газоотводом. По способу расположения зажимов различают монокрышки нормальной конструкции с открытыми зажимами и мрно^рышки с утопленными зажимами.
Во избежание течи электролита через неплотности, образующиеся в местах выхода полюсных борнов из крышки, а также между крышкой и стенками бака необходима надежная укупорка.
61
В батареях, собираемых в полипропиленовых баках, эта задача решается просто и весьма успешно путем горячего приваривания монокрышки к корпусу бака. Для батарей, собираемых в эбонитовых баках, распространены способы укупорки, показанные на
г)
Рис. 2-5. Шесть методов уплотнения полюсных выводов
1 — вывод; 2 — сосуд; 3 — компаундное уплотнение; 4 — крышка; 5 — втулка; 6 — соединитель; 7 — свинцовый фланец; 8 — соединительная шина; 9 — место припайки шины к выводу и фланцу; 10 — резьба на выводе; 11 — уплотнительная гайка; 12 — резиновая прокладка; 13 — припаянное кольцо; 14 — канавка, заполненная жиром; 15 — пластмассовая шайба
рис. 2-5. Уплотнительные гайки из эбонита или свинцовых сплавов до отказа навертываются на полюсные выводы, прижимая крышку к прокладке из легкой резины. Первые три типа уплотнений, показанные на рис. 2-5, а, б и в употребляются на автомобильных батареях, остальные (рис. 2-5, г, д и е) — на стационарных 62
батареях и на батареях с герметизированными ""сосудами. Щель между крышкой и стенками бака уплотняется резиновой прокладкой и затем заливается мастикой.
2-4. СОЕДИНИТЕЛЬНЫЕ ЭЛЕМЕНТЫ
Под термином «соединительные элементы» подразумевают сое-
динительные мосты, полюсные выводы и межэлементные соединения (МЭС). Соединительные мосты различаются, главным образом, в зависимости от способа припайки пластин и величины проходящего через них тока. Полюсные выводы также рассчитываются по току, а конструкция их выбирается в зависимости от способа укупорки крышек. В некоторых конструкциях для улучшения теплоотдачи применяются полые полюсные выводы.
МЭС в стартерных и некоторых других переносных типах батарей изготовляются обычно из свинцово-сурьмяного сплава. В тех
случаях, когда приходится считаться с массой батареи, применяются облегченные МЭС из медного провода в свинцовой оболочке или из освинцованных медных полос. Если батарея работает при сильных толчках и тряске, то для смягчения напряжений на полюсных выводах применяют гибкие или пластинчатые МЭС с амортизирующим выгибом или петлей. Такой способ соединения применяется, например, в батареях для шахтных электровозов. Для других тяговых батарей, работающих в более спокойных условиях, могут применяться паянные МЭС. Амортизация напряжения на полюсных
Рис. 2-6. Зависимость омических потерь от разрядного тока при различных способах соединения аккумуляторов
1 — над крышкой, 2 — под крышкой, 3 — через перегородку
выводах необходима также в тех случаях, когда батареям приходится работать при резких
колебаниях температуры.
МЭС ставятся снаружи поверх крышек, или над перегородкой
под крышкой. В современных стартерных и некоторых других типах батарей применяется также способ соединения элементов через перегородку. Как показали многочисленные испытания, из указанных трех вариантов размещения МЭС самым рациональным является последний. Данный способ заметно сокращает расход сплава, идущего на изготовление МЭС и, что особенно важно, снижает омические потери, особенно при больших токовых нагрузках (рис. 2-6).
Соединение элементов батареи через перегородки моноблока получило большое распространение за рубежом. Наиболее четко
встречаются следующие варианты его выполнения:
63
1) конструкция фирмы «Глоб Юниоц», в которой соединения через отверстия в перегородках осуществляются при помощи электросварки;
2) конструкция Фульмена, в которой также используется электросварка, но в соединительные отверстия вставляются неопрено-’вые втулки;
Рис. 2-7. Последовательность соединения элементов через перегородку
Рис. 2-8. Разрез батареи с использованием соединения элементов через перегородку
3) конструкция фирмы «Гоулд Национал», в которой внутренний'стержень проходит через перегородку и приклепывается к охватывающей его части соединения;
4) конструкция фирмы «Дельпо», в которой перемычка изготовлена из плоской свинцовой полосы, вдавленной через отверстие в перегородке и сваренной электросваркой;
5) конструкция фирмы «Варта», где пространство между перемычкой и перегородкой заполнено полипропиленом при помощи отливки под давлением;
6) конструкция фирмы «Хлорайд», которой применяются простой брус резиновое прокладочное кольцо;
7) конструкция фирмы «Стар», где
междуячейные перемычки отливаются в перегородку под давлением. -способов соединения элементов через
В
И
Один из предложенных перегородки показан на рис. 2-7, а на рис. 2-8 показан разрез батареи итальянского производства, в которой соединение элементов осуществлено через перегородку.
2-5. ВЕНТИЛЯЦИОННЫЕ ПРОБКИ
Почти все разновидности современных свинцовых аккумуляторов и батарей имеют на крышках вентиляционные устройства. Эти устройства способствуют беспрепятственному удалению газов, образующихся в аккумуляторе, а также служат для добавления воды либо электролита.
64
Стартерные батареи снабжаются вентиляционными пробками, сконструированными таким образом, что они исключают возможность попадания электролита на крышку аккумулятора. Благодаря вентиляционным пробкам, вода в элемент может быть долита только до определенной высоты. Как только эта высота будет достигнута, перекрывается отверстие для выхода газа. Большинство современных конструкций вентиляционных пробок имеет отбойные козырьки или перегородки для предотвращения разбрызгивания
Рис. 2-9. Конструкции вентиляционных пробок
электролита. В некоторых пробках имеются также специальные фильтрующие устройства, препятствующие^ попаданию следов кислоты в рабочее помещение.
Конструкция ряда вентиляционных пробок, устанавливаемых на отечественных свинцовых батареях, показана на рис. 2-9.
Пробка с клапаном предназначена для выхода газа при вертикальном положении аккумулятора. В корпус пробки монтируется свинцовый грузик с резиновым клапаном. Под действием силы тяжести грузик ложится на горизонтальную плоскость, расположенную внутри корпуса пробки. Клапан, который свободно крепится к грузику, открывает отверстие, расположенное в нижней части корпуса пробки. Газ, скапливающийся в аккумуляторе, свободно проходит через паз, имеющийся в грузике, и далее через отверстие крышки в окружающую среду.
3 Заказ № 1731
65
При наклоне и переворачивании аккумулятора на 180° грузик отходит от горизонтальной плоскости корпуса и тянет за собой клапан, который закрывает отверстие в корпусе пробки, тем самым препятствуя выходу газа и выливанию электролита из аккумулятора. Отражатель, установленный в нижней части пробки, препятствует разбрызгиванию электролита.
Вентиляционная пробка-клапан сконструирована для батарей, эксплуатируемых под водой, например на глубоководных батискафах. Пробка-клапан предназначена для сбрасывания избыточного давления газа, образующегося внутри аккумулятора в процессе работы на воздухе, а также при погружении аккумулятора в морскую воду на большие глубины. При образовании внутри аккумулятора избытка газа, ведущего к росту давления, происходит открывание клапана. Степень натяга резинового ниппеля на гладкую поверхность фторопластовой пробки определяет пределы открытия клапана. Пробка препятствует проникновению морской воды в аккумуляторы при работе под водой.
Вентиляционные пробки, устанавливаемые на ударостойких стационарных аккумуляторах, эксплуатируемых в сейсмически .активных районах, обеспечивают свободный выход газа и непроли-ваемость электролита при наклонах аккумуляторов до 45° и при ударных нагрузках до 20 g. Пробка выполнена из полиэтиленового корпуса.
Большое количество конструкций вентиляционных пробок было предложено для использования в авиационных батареях. Наиболее известна удлиненная вентиляционная пробка двухкамерной конструкции. В другом типе используется опрокидывающийся свинцовый конус. Указанные конструкции обеспечивают непро-ливаемость электролита даже при переворачивании батареи вверх дном.
Отметим также, что в патентной литературе часто встречаются описания каталитических пробок, предназначенных для связывания возникающих в процессе заряда водорода и кислорода в воду. Синтез воды осуществляется на платиновом или палладиевом катализаторе, который монтируется в пробке. Каталитические пробки не получили пока широкого распространения.
2-6. ЭЛЕМЕНТЫ ПРОЕКТИРОВАНИЯ
СВИНЦОВЫХ АККУМУЛЯТОРОВ
Технические условия на проектирование нового типа аккумулятора обычно включают егд электрические характеристики, габариты, массу и те особые требования, которые вызываются специфическими условиями эксплуатации.
• Проектирование становится тем более сложным, чем больше ограничений имеется в задании. Примером может служить проектирование авиационных батарей. По роду службы этот тип батарей должен иметь возможно большую удельную емкость, работать при 66.
стартерных режимах и при крайне низких температурах. В то же время авиационные батареи должны иметь удовлетворительный срок службы. Эти условия весьма трудно совместимы.* Обычно приходится жертвовать сроком службы батарей и применять высокоемкие массы, тонкие пластины и минимальный запас электролита.
Аккумуляторы для легкой тяги должны иметь высокую удельную емкость и достаточно длительный срок службы. В этих типах применяются активные массы умеренной пористости, пластины средней толщины и усиленная сепарация.
Наибольшего внимания при проектировании свинцовых аккумуляторов заслуживают активные материалы, токоведущие основы, сепараторы и электролит, поскольку именно этими элементами в основном определяются наиболее важные характеристики аккумулятора: удельная емкость и срок службы. Рациональный выбор других деталей конструкции также очень важен, но он должен производиться уже после того, как намечены основные элементы проектируемого типа.
Необходимо отметить, что надежным путем точного определения емкости активных материалов является только экспериментальная проверка. К сожалению, литературные данные относительно коэффициентов использования активных материалов при разных режимах разряда, как правило, не содержат сведений о характеристике примененных паст, способах их обработки и о конструкции решеток. Поэтому практическое использование таких материалов может привести к серьезным ошибкам.
На практике свойства активных масс приближенно оценивают по количеству моногидрата (H2SO4), введенного в пасту при ее приготовлении. Считается, что с увеличением концентрации моногидрата в пасте увеличивается удельная емкость и уменьшается срок службы в результате повышения пористости (разрыхленно-сти) активной массы.
При проектировании токоведущих основ (решеток) следует руководствоваться общими соображениями, рассмотренными в гл. 1, обращая внимание в особенности на те стороны конструкции, которые имеют преимущественное значение для заданного типа, например, возможное облегчение решеток для аккумуляторов легких типов, увеличение открытой поверхности активной массы (для коротких разрядов), повышение проводимости (для разрядов большими токами), улучшение удерживания активной массы и т. д. Высота решеткй должна быть возможно малой, как это, например, принято в аккумуляторах стартерного типа. В аккумуляторах большого размера по необходимости приходится идти на увеличение высоты пластин, так как в противном случае аккумуляторные установки занимали бы слишком большую площадь. На практике отношение длины и высоты решеток варьируют в зависимости от типа аккумуляторов. Так, для стартерных батарей это отношение равно 1,2—1,5, для электровозных аккумуляторов оно составляет 0,65—0,70, для крупногабаритных аккумуляторов — 0,35—0,5. 3* 67
Некоторые характеристики аккумуляторных решеток приведены в табл. 2-3.
Таблица 2-3
Размеры ячеек в решетках аккумуляторов различных типов
Тип решетки Шаг ребер» мм Шаг жилок» мм Толщина пластин, мм Площадь ячейки, мм2
Стартерный СТ 12,9 10,6 3,2 136
« сдт 14,1 4,7 2,4 66
Тяговый 10,4 11,4 3,0 118
Крупногабаритный (+) 12,9 17,7 4,4 228
« (-) 14,7 16,6 3,4 244
Частота вертикальных ребер определяется стремлением обеспечить необходимую механическую прочность и электропроводность решетки. Как видно из табл. 2-3, расстояние между ребрами для различных типов решеток колеблется в довольно широких пределах. При большой частоте ребер, кроме улучшения электропроводности, увеличивается также площадь контакта решетки с массой и улучшается удерживающая способность решетки.
Сечение жилок устанавливается по соображениям их коррозионного износа и механической прочности. На практике сечение жилок колеблется в пределах от 0,6 до 1,8 мм2. Как было отмечено в гл. 1, рекомендуется придавать жилкам цилиндрическую форму.
Электропроводность решеток может быть рассчитана по методике, рассмотренной в гл. 1. Влияние омических потерь напряжения на электродах существенно при коротких режимах разряда, например в стартерных аккумуляторах.
Расчет токоведущих частей решетки особенно важен для аккумуляторов большой высоты. Распределение тока в пластинах значительной высоты весьма неравномерно [В-2]. При разряде плотность тока в верхней части решетки по мере углубления разряда понижается, а в нижней—повышается. В связи с этим данные по распределению тока в пластине трудно учесть при расчете сечений решетки. Можно только отметить, что вертикальные ребра должны быть усилены настолько, чтобы, с одной стороны, было снижено влияние сопротивления решетки на равномерность распределения тока, а с другой стороны, обеспечены наименьшие омические потери. Сечение вертикальных ребер обычно принимают одинаковым почти по всей длине с усилением в верхней части решетки. Допустимая плотность тока для ребер зависит от их длины: для небольших решеток с длиной ребер до 200 мм можно принять величину, равную 1—0,8 А/мм2, для решеток большой высоты, от 600 до 900 мм соответственно 0,5—0,35 А/мм2. Наибольшая плотность тока создается в участке, непосредственно примыкающем
€8
к ушку решетки. Поэтому на данном участке между основными ребрами часто располагают ряд дополнительных коротких ребер.
При конструировании обрамляющей решетку положительного электрода рамки следует учитывать, что рамка принимает на себя значительную механическую нагрузку, связанную с деформацией решетки.
Общие принципы расчета объема и концентрации электролита были изложены в гл. 1. В тяжелых стационарных аккумуляторах выбор необходимого объема электролита не представляет затруднений. При начальной плотности, равной 1,20 г/см3, количество электролита берется обычно с таким запасом, чтобы его использование при 10-часовом режиме разряда не превышало 15—16%. Более сложной является задача расчета количества электролита для тех типов аккумуляторов, масса которых имеет существенное значение. Составление общих норм расхода электролита для разного рода активных масс и разных конструкций чисто расчетным путем невозможно, так как использование электролита значительно колеблется в зависимости от ряда факторов (пористости масс, толщины пластин, режима разряда, вида применяемой сепарации, начальной плотности электролита). Точные данные могут быть получены только путем экспериментальной проверки. Задача упрощается, если расчет ведется для известных активных масс, опробованных с определенным видом сепарации (табл. 2-4).
Таблица 2-4
Использование электролита в различных типах аккумуляторов
Тип аккумулятора Начальная плотность электролита, г/см3 Расход моногидрата H,SO4 па 1 А*ч для различных режимов разряда, г
5 мин 1 ч 3 ч 5 ч 10 ч
Тяжелый тяговый 1,200 16,1 11,0 9,9 8Л
Авиационный > . . 1,285 12,4 7,1 — 5,7 5,1
Стартерный 1,285 20,4 10,4 7,5 5,6 5,6
Тяговый трубчатый 1,260 — — 9,0 7,7 —
Проектирование свинцовых аккумуляторов включает обычно следующие элементы:
1) выбор рецепта паст для положительных и отрицательных пластин,
2) выбор токоведущих основ (их типа, состава сплава, габаритов и, в особенности, толщины),
3) определение количества активных масс и оценка емкости пластин,
4) выбор типа сепараторов,
5) определение числа пластин,
69
6) выбор начальной плотности электролита и расчет необходимого его количества,
7) корректировка высоты ребер сепараторов по рассчитанному объему электролита,
8) определение габарита блока пластин,
9) расчет соединительных мостов и полюсных выводов,
10) выбор способа установки блока (подвесная система, установка на призмах и т. д.),
11) определение размеров и материала бака (с учетом механических нагрузок) и выбор прочих деталей,
12) определение массы аккумулятора и его удельной емкости при заданных режимах.
В случае необходимости производятся тепловой расчет аккумулятора и проектирование системы охлаждения или нагрева электролита.
При проектирование аккумулятора необходимо предусмотреть производственный запас емкости в размере не менее 2—5%.
Глава третья. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СОВРЕМЕННЫХ СВИНЦОВЫХ АККУМУЛЯТОРОВ И БАТАРЕИ
3-1. АВТОМОБИЛЬНЫЕ АККУМУЛЯТОРНЫЕ БАТАРЕИ
Аккумуляторные батареи для легковых и грузовых автомобилей состоят из трех или шести свинцовых аккумуляторов, заключенных в общий блок из эбонита или пластмассы. Аккумуляторы собираются из намазных пластин, которые припаиваются к соединительным полосам, образуя блок пластин. Наиболее распространен блок, состоящий из 6 положительных и 7 отрицательных пластин. Пластины массовых типов батарей имеют ширину 143 мм и высоту 133,5 мм, толщина пластин около 2 мм. Емкость автомобильных аккумуляторных батйрей для легковых машин колеблется от 45 до 200 А-ч. На крупных и тяжелых машинах используются более мощные батареи.
Электрическая нагрузка батарей из года в год постоянно растет. В дополнение к нагрузке прежних лет (пуск, зажигание, освещение) появились такие потребители электроэнергии, как электрозажигалки, комбинированные электросигналы, вентиляторы, на-70
греватели, указатели на панели управления, радиоустановки, установки кондиционирования воздуха, стеклоочистители, устройства для поднимания окон и др. Нагрузка батарей для грузовых машин и автобусов возросла в еще большей степени. Это обстоятельство обусловило заметное увеличение энергии автомобильных батарей и повышение их удельных характеристик. Так, если раньше лучшие батареи имели удельную энергию 20—25 Вт-ч/кг, то в настоящее время обычной является величина 30—35 Вт-ч/кг. Этот рост был достигнут как за счет облегчения моноблоков, деталей крепления и токоведущих основ, так и в результате заметного увеличения коэффициента использования активных масс.
Современные автомобильные батареи обладают высокой разрядной емкостью при стартерном режиме (при —18°С) и устойчивостью к перезаряду. Срок службы батарей составляет 300—500 циклов и до 40—45 месяцев. Токоведущие основы отливаются из малосурьмяного сплава (4—5% Sb), легированного мышьяком (0,1—0,2% As). Повышенная коррозионная стойкость данного сплава позволила перейти на применение пластин толщиной 1,3—1,8 мм. Активные массы изготовляются из высококачественных окислов свинца и содержат активирующие добавки. В ряде случаев используются добавки из полимерных материалов, которые, упрочняя активные массы, заметно увеличивают срок их службы.
Стартерные батареи заливают электролитом через специальные отверстия или при помощи автоматического устройства. Батареи для первоначальной установки поставляются с электролитом, причем формировка пластин часто производится непосредственно в батарейных баках. Батареи замещения выпускаются в сухозаряженном виде.
В автомобильных аккумуляторных батареях иностранных фирм ширина сепараторов на 5—7 мм превышает ширину пластин. Сторона сепаратора, обращенная к отрицательному электроду, имеет гофрированную поверхность или мелкое рифление, что способствует лучшему доступу кислоты к электроду. Благодаря этому заметно улучшаются условия работы отрицательного электрода, особенно при низких температурах. Предельно облегчены бак, крышка и пробки. Эти особенности способствуют повышению удельных электрических характеристик зарубежных стартерных батарей.
Следует иметь в виду, что высокие удельные характеристики автомобильных батарей зарубежных фирм в значительной мере обеспечиваются применением очень тонких пластин. В условиях нашей страны, где хорошие дороги пока имеются не везде, применение таких пластин привело бы к сокращению срока службы батарей. Это заставляет нас применять более толстые пластины, что заметно снижает удельные электрические характеристики отечественных батарей, но зато увеличивает срок их службы. Представляется целесообразным сравнивать отечественные и зарубежные стартерные батареи не по их удельной энергии, а по съему энергии с батарей на протяжении всего срока их службы. Если применить
71
такой способ сравнения, то окажется, что отечественные батареи не уступают соответствующим зарубежным образцам.
, Весьма важным показателем качества современных стартерных батарей является их работоспособность на начальных циклах. Как видно из табл. 3-1, отечественные стартерные батареи в этом отношении уступают лучшим зарубежным образцам.
Таблица 3-1
Сравнение начальных характеристик отечественных и зарубежных стартерных батарей
Показатель сравнения Стартерные батареи
отечественные зарубежные
Номинальная емкость гарантируется . . На 10-м цикле На 4-м цикле
Продолжительность разряда при 4-30°С 5 мин— 7 мин
5 мин 30 с (на 4-м цикле)
Продолжительность разряда при —18°С (на 6-м цикле) 3 мин 4 мин
(на 8-м цикле) (на 4-м цикле)
Напряжение 12-вольтной батареи при стартерном разряде 8,8 В 9,4 В
Емкость на 1-м цикле (в % от номинала) 80 90
Основная причина пониженной работоспособности отечественных батарей на начальных циклах состоит в том, что содержание двуокиси свинца в положительной активной массе и губчатого свинца в отрицательной массе после формировки в наших батареях составляет соответственно 75 и 85%, тогда как в заграничных стартерных батареях эти величины доходят соответственно до 92 и 95%. Такое различие ведет к закладке в отечественных батареях от 1 до 3 кг (в зависимости от размеров батареи) лишнего свинца. Расчеты показывают, что улучшение состава активных масс и повышение на этой основе начальных характеристик отечественных стартерных батарей позволило бы сэкономить свыше 30 тыс. тонн свинца в год и направить сэкономленный металл на расширение выпуска свинцовых батарей, спрос на которые с каждым годом увеличивается.
Применительно к автомобильным батареям в течение ближайших лет необходимо решить следующие проблемы: энергию батареи на стартерном режиме повысить на 50—70%, увеличить срок службы на 40—50%, удельные электрические характеристики должны возрасти на 20—30%; создать батареи, работоспособные при температуре до — 50°С.
Эффективным методом повышения энергии батареи на стартерном режиме разряда является увеличение поверхности электродов, например путем применения более тонких пластин. Для положительного электрода эта задача выполнима при наличии коррозионностойкого сплава для изготовления решеток. Так, используя
72
свинцово-сурьмяно-мышьяковистый сплав Н.М. Емельянов создал батарею 6СТ-55 с тонкими пластинами, энергия которой на стартерном режиме была повышена на 50% (по сравнению с ее аналогом). Дальнейшее повышение энергии на стартерном режиме разряда может быть достигнуто благодаря увеличению пористости активных масс. Но традиционный метод повышения пористости за счет увеличения содержания сульфата в пасте в данном случае неприемлем, так как при этом неизбежно сокращается срок службы. Увеличение пористости электродов при одновременном сохранении большого срока службы возможно за счет введения в состав паст ряда полимерных материалов и порообразователей, а также добавления в электролит фосфорнокислого кобальта [В-21. Последняя добавка может быть введена также в формировочный электролит, либо в поры сепаратора.
Усовершенствование отрицательного электрода может быть достигнуто за счет применения новых, более эффективных расширителей. Создание неразбухающих пластин, сохраняющих начальные характеристики до конца срока службы, возможно при введении в состав паст некоторых полимеров.
Батареи должны иметь моноблок с общей крышкой из полипропилена, блок каталитических пробок и межэлементные соединения, проходящие через перегородки моноблока. В перспективе ставится задача создания герметичных стартерных батарей.
В заключение отметим, что современные автомобили нуждаются в профилактическом ремонте через каждые 5—10 тыс. км пробега. В настоящее время стоит задача увеличить это расстояние сначала до 10—20 тыс. км, а затем — до 50 тыс. км. В идеальном случае аккумуляторные батареи должны быть сконструированы таким образом, чтобы они нуждались в зарядё не раньше сроков намечаемых профилактических ремонтов. Решение этой задачи возможно только в результате существенного улучшения эксплуатационных свойств стартерных батарей.
3-2. СТАЦИОНАРНЫЕ АККУМУЛЯТОРЫ
Стационарные аккумуляторы в нашей стране выпускаются в основном с положительными электродами типа Планте, активная масса которых (РЬО2) создается путем анодного окисления поверхности свинцовых пластин, и отрицательными электродами коробчатого типа^ Несмотря на длительный срок службы (более 10—15 лет), эти аккумуляторы обладают рядом существенных недостатков. Большинство аккумуляторов выпускается в открытом исполнении (без крышек). Производство поверхностных пластин сопряжено с повышенным расходом свинца. В эксплуатации эти аккумуляторы требуют частой добавки воды, особенно при высоких температурах окружающей среды. Для аккумуляторов данной конструкции требуется специально оборудованное помещение с хорошо налаженной системой вентиляции. К числу недостатков стационарных
73
аккумуляторов описанной конструкции следует отнести и то обстоятельство, что аккумуляторы собираются у потребителей, а не на аккумуляторных заводах.
Стационарные аккумуляторы с намазными электродами (типа СН) [3-1] выпускаются в закрытых баках и, следовательно, могут эксплуатироваться в помещениях, где установлены другие приборы и аппараты. В этой серии стационарных аккумуляторов полностью устранены все перечисленные выше недостатки аккумуляторов с поверхностно-коробчатыми пластинами. Расход свинца в них уменьшен на 25—50%. Плотно закрываемая крышка существенно уменьшает испарение воды и устраняет необходимость частой ее доливки.
Решетки положительных и отрицательных электродов, а также сепараторы и сосуды аккумуляторов типа СН выполнены с учетом необходимости длительной их эксплуатации. Для положительных электродов использованы решетки толщиной 7 мм с диагональным расположением жилок. Для отрицательных электродов применены решетки толщиной 5 мм (средние пластины) и 3,4 мм (крайние пластины). Конструкция решеток отрицательного электрода—облегченная, с зигзагообразной вертикальной жилкой. Такая решетка позволяет вмещать увеличенное количество активного материала, в связи с чем отношение ее массы к массе активного вещества в отрицательной пластине составляет 0,53, в то время как у пластин с решеткой типа «Эксайд» это отношение равно 0,8. Удельная энергия аккумуляторов с намазными пластинами составляет от 10,9 до 19 Вт-ч/кг и от 17,3 до 44,2 Вт-ч/л.
Сепараторы в аккумуляторах СН состоят из трех слоев. Первый слой из стеклянного волокна (0,65 мм) прилегает к положительному электроду и предохраняет активную массу от оползания. Второй слой, изготовленный из перфорированного гофрированного винипласта, увеличивает сепараторный зазор я обеспечивает необходимый запас электролита между электродами. Третий слой—из ребристого мипора или из винипора толщиной 1,5 мм препятствует прорастанию дендритов свинца между электродами. Вертикальные ребра положительных пластин защищены изоляторами из листового винипласта. Эти изоляторы согнуты так, что охватывают также стекловойлочный и винипластовый сепараторы (рис. 3-1). Кроме того, верхние и нижние кромки сепараторов значительно выступают за кромки пластин. Все это практически исключает возможность возникновения проводящих мостиков между разноименными пластинами.
Сборка аккумуляторов типа СН производится на аккумуляторных заводах в эбонитовых или Стеклянных сосудах. Блок отрицательных пластин опирается на призмы, расположенные на дне сосуда. Положительные пластины находятся в подвешенном состоянии, опираясь на уступы боковых стенок. В крышке аккумуляторов СН для доливки воды предусмотрено отверстие с завинчивающейся пробкой, в которой сделан вентиляционный канал для -
74
выхода газов. В пробках имеется также фильтр для -улавливания следов кислоты в г.азах.
Новый ряд отечественных стационарных аккумуляторов с на-мазными пластинами емкостью от 20 до 800 А • ч должен постепенно заменить стационарные аккумуляторы с пластинами поверхностнокоробчатой конструкции.
Для сравнения аккумуляторов типа СН с аккумуляторами иностранных фирм в табл. 3-2 приведены данные по зависимости ем-< ости от интенсивности разряда. Емкость выражена в процентах
Рис. 3-1. Конвертовка положительных пластин
1 — пластина положительная; 2 — стекловолокно; 3 — винипласт перфорированный, гофрированный; 4 — изолятор винипластовый; 5 — мипор
от номинальной. Из данных таблицы следует, что аккумуляторы типа СН выдерживают большие нагрузки и в этом отношении (так же, как и по удельным характеристикам) не уступают современным образцам стационарных аккумуляторов зарубежных фирм.
Таблица 3-2
Емкость Q и конечное разрядное напряжение Up отечественных и зарубежных стационарных аккумуляторов с намазными пластинами
Режим разряда, ч Страна и фирма
СССР Япония, «Юаса» США, «КУД» Бельгия, «Тюдор»
Q. % ур’в Q, % Цр.в Q» % Цр. в Q, % t/p, в
10,0 100 1,80 100 1,80 100 1,75 100 1,75
7,5 91,8 1,80 — ' — 92 1,75 — —
5,0 82,5 1,80 83 1,75 —— — 83 1,72
3,0 75 1,80 73,1 1,72 74,3 1,75 75 1,72
2,0 60 1,75 — — — — — —
1,0 50 1,75 52 1,65 48,3 1,75 50 1,68
0,5 37,5 1,75 — — — —. — —
0,25 25 1J5 — — — — — —
75
Эксплуатация аккумуляторов СН может осуществляться в режиме циклирования, либо в буферном режиме, при котором заряженная батарея находится в состоянии подзаряда, принимая на себя нагрузку только в аварийных случаях или при кратковременных увеличениях нагрузки. Заряд аккумуляторов может про
изводиться при постоянном токе, при постоянном напряжении (2,15—2,35 В на аккумулятор) либо комбинированным способом. Полный заряд батареи после снятия с нее номинальной емкости может продолжаться от 12 до 150 ч в зависимости от зарядного на-
пряжения. Следует отметить, однако, что набор емкости происходит неравномерно и сообщение батарее 80% снятой емкости занимает около 7 ч при напряжении 2,15 В и 2 ч 30 мин— при напря-
Срок CJHpKfibl
Рис. 3-2. v Зависимость тока подзаряда стационарных аккумуляторов типа СН от температуры и срока службы
жении 2,25 В на аккумулятор.
Заряд аккумуляторов при постоянном напряжении имеет определенные преимущества перед зарядом током постоянной величины. Газовыделение в этом случае значительно ниже, а коэффициент использования тока соответственно выше. Выделение тепла при заряде постоянным напряжением меньше, и пластины аккумуляторов не так
сильно изнашиваются.
На рис. 3-2 представлены зависимости тока подзаряда от температуры окружающей среды и срока службы батареи. Увеличение
тока подзаряда с течением времени связано с переносом сурьмы на отрицательный электрод.
Аккумуляторы СН нуждаются в минимальном уходе. Один— два раза в год проводится уравнительный заряд (для батареи, эксплуатируемой в режиме постоянного подзаряда). Один раз в год проводится контрольный разряд для определения состояния батареи. Дистиллированную воду в аккумуляторы доливают через
год—полтора.
Для работы в условиях, где требуется повышенная механическая прочность батарей, в первую очередь’1 в сейсмоактивных районах страны, на базе аккумуляторов типа СН созданы ударостойкие стационарные аккумуляторы СНУ, в которых сохранены все преимущества аккумуляторов типа СН. Разработан типо-размерный ряд аккумуляторов СНУ с емкостью от 80 до 2240 Ач.
Для обеспечения ударостойкости аккумуляторов были изменены конструкция бака, крышки, пробки, узлы уплотнения, подвески пластин, борны, способы подвески блоков и герметизации узлов уплотнения/Из 6 типов аккумуляторов СНУ три типа (СНУ-2, СНУ-3 и СНУ-10) изготавливаются в баках из полиэтилена, а остальные три типа (СНУ-20, СНУ-34 и СНУ-56) — в баках из эбонита, армированного стеклотканью. Герметизация между
76
баком и крышкой во всех аккумуляторах СНУ осуществляется при помощи специальных резиновых прокладок. При этом мастика не применяется. В аккумуляторах, где использованы полиэтиленовые баки и крышки во фланце баков по всему периметру имеется канавка, в которую вставляется резиновая прокладка. Поджатие прокладки и закрепление крышки производится с помощью болтов и гаек.
В аккумуляторах, где применяются армированные эбонитовые баки и крышки, соединение осуществляется с помощью стяжек. Между баком и крышкой по всему периметру вставляется резиновая прокладка круглого сечения, затем накладывается эбонитовая рамка, на эту рамку накладывается металлическая рамка, в которой имеются посадочные места для верхнего кольца стяжки. Нижний конец стяжки проходит через обечайку. Затягивая стяжку гайками, поджимают металлическую и эбонитовую рамки к резиновой прокладке. Герметизация выводных борнов осуществляется также с помощью резиновых колец. Для выбора зазора между боковыми стенками и блоком аккумулятора вставляются эбонитовые клинья. Для улучшения токосъема в борнах аккумуляторов СНУ предусмотрены медные вкладыши.
Дальнейшее совершенствование отечественных стационарных аккумуляторов предполагает, прежде всего, применение в качестве материала для изготовления токоведущих основ (решеток) свин-цово-кальциевого сплава, содержащего —0,1% Са. Стационарные аккумуляторы со свинцово-кальциевыми решетками выпускаются в США. Применение бессурьмяного сплава позволяет существенно снизить напряжение и ток постоянного подзаряда, что дает возможность, наряду с экономией электроэнергии, добиться дальнейшего упрощения обслуживания стационарных батарей, уменьшения газовыделения и повышения срока’эксплуатации.
Значительную перспективу имеет использование в стационарных аккумуляторах каталитических- пробок, позволяющих, в принципе, обеспечить строгое постоянство состава электролита (без доливки воды) в процессе длительной эксплуатации, а также полностью ликвидировать газовыделение из аккумуляторов.
3-3. ВАГОННЫЕ АККУМУЛЯТОРЫ
Важное место в номенклатуре свинцовых аккумуляторов занимают аккумуляторы, предназначенные для освещения пассажирских вагонов и кондиционирования воздуха. Вагонные батареи выпускаются с намазными и панцирными пластинами. Удельные характеристики этих батарей не высоки (табл. 3-3). Как видно из табл. 3-3, отечественная батарея ВН-500 не уступает лучшим образцам зарубежных фирм. Батареи ВН-500, собираемые в футлярах из древпресскрошки, снабжены уровнемерами, облегчающими контроль уровня электролита. В поплавке уровнемера сделаны приливы. При максимальном уровне электролита, когда поплавок
77
Таблица 3-3
Удельные характеристики вагонных батарей
Тип аккумулятора Страна Конструкция положительного электрода Удельная энергия
Вт-ч/кг Вт-ч/дм3
ВН-500 .... СССР Намазной 19,8 28,7
ВНЦ-400 . . . СССР » 17,5 17,1 '
Ю-ГО-50 . . . ГДР Поверхностный 8,0 13,8
13-ГТ-390 . . . ГДР Панцирный 20,0 30,8
2-ПАС-210 • • • ГДР » 16,9 22,7
ВП-46/Х1 • . . Польша Поверхностный 9,7 14,0
ХШ-Р-220 . . Венгрия Панцирный 14,6 ' 31,3
DCLA-390 . . . Англия » 14,6 30,1
поднимается вверх, эти приливы обеспечивают зазор между пробкой и поплавком для свободного выхода газа. Электрические параметры батарей ВН-500 при различных режимах разряда приведены в табл. 3-4.
Таблица 3-4
Электрические параметры батареи ВН-500
Режим разряда, ч | Ток, А Емкость, А«ч Конечное напряжение, В
10 50 500 1,80
5 88 400 ' 1,70
1,5 185 277 1,60
Указанные в табл. 3-4 емкости гарантируются при средней температуре разряда + 30°С и плотности электролита в начале раз*< ряда, равной 1,280 ± 0,005 г/см3.' Емкость батареи (в % к йоми-нальной) при низких температурах соответственно составляет: 40% при —20°С, 25% при —30°С и 15% при —40°С.
В батарее ВН-500 применены плотная сборка, относительно толстые положительные решетки (4,6 мм), отливаемые из свинцово-сурьмяного сплава, легированного мышьяком, и тройная сепарация (мипласт, перфорированный винипласт и стеклянный войлок). По периметру крышки аккумуляторов проходит боковой паз, в который вставляется специальная уплотнительная резиновая прокладка. Благодаря этому, исключается применение мастики и улучшается герметизация аккумуляторов. Все это обеспечивает срок службы свыше трех лет.
Современные свинцовые аккумуляторы, применяемые для освещения вагонов, в целях облегчения обслуживания снабжаются откидными газовыми клапанами, открывающимися и закрывающимися воздействием наконечника прибора для доливки элементов. Емкость батареи, необходимая для покрытия нагрузок освещения вагона и кондиционирования воздуха, находится в определенной зависимости от мощности генератора.
78
3-4. ТЯГОВЫЕ АККУМУЛЯТОРНЫЕ БАТАРЕИ
Тяговые аккумуляторные батареи устанавливаются на электрокарах, электропогрузчиках и шахтных электровозах. Эти транспортные средства получили распространение на железных дорогах, в шахтах, в портах и на промышленных предприятиях, что обусловило большое развитие тяговых батарей.
За рубежом для электротяги в основном применяются свинцовые аккумуляторы, в Советском Союзе—преимущественно щелочные железо-никелевые аккумуляторы. Сравнительный анализ этих источников тока [В-2] показывает, что свинцовые аккумуляторы больше подходят для тяговых электродвигателей и, следовательно,
% 100 во 60 40 .20
в дальнейшем можно ожидать более целесообразного развития производства тяговых свинцовых аккумуляторных батарей с учетом конкретных условий их эксплуатации в нашей стране.
Тяговые свинцовые аккумуляторы выпускаются зарубежными фирмами с панцирными и намазными пластинами, причем первые обладают примерно на 50% большим сроком службы. Для определенных типов тяговых зкку-
Рис. 3-3. Диаграмма приведения в действие тяговыХ аккумуляторов производства фирмы «Балканкар»
муляторов широко используются тонкие пластины, что позволяют
заметно повысить емкость при разряде короткими режимами.
Срок службы тяговых аккумуляторных батарей большинства зарубежных фирм составляет 1000—1500 циклов. Аккумуляторы собираются в механически прочных эбонитовых или пластмассовых баках и отличаются ударо- и вибростойкостью.
Тяговые свинцовые аккумуляторные батареи в большом количестве выпускаются фирмой «Балканкар» (Болгария^. Продукция этого объединения поставляется в социалистические страны и отчасти в другие государства. Тяговые аккумуляторные батареи болгарского производства с намазными пластинами имеют срок службы 600—800 циклов, а батареи с панцирными пластинами — порядка 1500 циклов.
Данные батареи приводятся в действие согласно диаграмме, представленной на рис. 3-3. Здесь диапазон 0 означает пропитку после первоначального заполнения батареи электролитом (3—5 ч), диапазон 1 — первый заряд, ток которого составляет 30% максимально допустимого тока заряда (~ 60 ч), диапазон 2—первый разряд до напряжения 1,7 В примерно тем же током (~ 15 ч), диапазон 3 — второй заряд максимально допустимым током до бурного выделения газа (~ 5 ч), диапазон 4 — продолжение второго за-
79
ряда током, составляющим 30% максимального (~20 ч), диапазон 5—второй разряд, ток которого равен 30% максимального тока заряда (~15 ч), диапазон 6—третий заряд максимально допустимым током (~5 ч), диапазон 7 — продолжение третьего заряда 30%-ным током (~20 ч). Заряд в период диапазонов 3, 4, 6 и 7 ведется до тех пор, пока емкость аккумулятора не достигнет двукратного значения номинальной емкости при 5-часовом разряде.
В последние годы в нашей стране разработана конструкция тяговых аккумуляторов с намазными пластинами. Аккумуляторы могут быть собраны в эбонитовых или полиэтиленовых сосудах. Емкость аккумуляторов равна 200, 400 и 600 А-ч, удельная энергия 60—72 Вт-ч/л. Блок аккумулятора ЭН-200 состоит из трех положиГ&льных и четырех отрицательных пластин, толщина которых равна соответственно 6 и , 4 мм. Применена трехслойная сепарация и схема сборки, устраняющая прорастание и образование мостиков у кромок пластин. Срок службы новых тяговых аккумуляторов превышает 1000 циклов и приближается к сроку службы тяговых аккумуляторов с панцирными пластинами.
При конструировании тяговых аккумуляторных батарей большое внимание уделяется межэлементным соединениям. К выводам элементов они присоединяются сваркой или на резьбе. Первый из этих способов предпочтительнее, так как коррозия резьбовых соединений может вызывать нарушение контакта. Межэлементные соединения часто выполняют из освинцованной меди, что уменьшает омические потери.
3-5. АВИАЦИОННЫЕ БАТАРЕИ
Свинцовые аккумуляторные батареи широко применяются в авиации для освещения самолетов, для зажигания, питания вспомогательных установок, а на некоторых самолетах и для пуска двигателей. Авиационные батареи делятся на бортовые и аэродромные.
Авиационные батареи, особенно бортовые, должны быть легкими и иметь максимально возможную энергию. Высокая удельная емкость на единицу массы в указанных батареях достигается применением тонких пластин и использованием активных материалов с сильно развитой поверхностью. Срок службы таких батарей, несмотря на применение высококачественной сепарации и коррозионностойкого сплава, небольшой: 150—200 циклов. Главная особенность авиационных батарей — возможность разряжаться большими токами. Практически разрядный ток этих батарей ограничивается сечением контактов, проводки и мощностью аппаратов, присоединенных к батарее.
Бортовые батареи должны обеспечивать непроливаемость электролита. Это требование удовлетворяется созданием батареи двухкамерной конструкции в сочетании со специальными клапанами. В^сосуде такой батареи над пластинами имеется камера, куда пере-80
ливается электролит, когда батарея переворачивается. Клапан снабжен трубкой, длина которой выбирается таким образом, чтобы в любом положении батареи конец трубки находился вне электролита. Другой тип клапана, предохраняющего от выливания электролита, показан на рис. 3-4. Конус из свинца в нормальном положении отжимает клапан, и элемент вентилируется. При перевернутом положении конус прижимает клапан, и элемент закрывается.
Для устранения радиопомех бортовые аккумуляторные батареи экранируются. С этой целью батарейный ящик изготовляется из
Рис. 3-4. Газовый клапан для предохранения от проливания электролита: а]— нормальное положение, элемент вентилируется; б — опрокинутое положение, элемент закрыт
Рис. 3-5. Экранированная авиационная аккумуляторная батарея
1 — клапан для выравнивания давления; 2 — газовый клапан; 3—крышка; 4—прорези для крепления крышки; 5 — вентиляционное отверстие; 6 — отрицательный вывод; 7 — положительный вывод; 8 — свинцовый экранированный кабель; 9—экранирующая оплетка;/#—крышка выводов; //— винты для крепления крышки выводов
алюминия, покрытого пластиком (рис. 3-5). Ящик снабжается алю" миниевой крышкой на болтах. Подводка к батарее также экранируется. Авиационные батареи обычно заряжаются при постоянном напряжении с некоторым ограничением максимального зарядного тока.
В Советском Союзе выпускаются свинцовые авиационные бортовые батареи типа 12А-5, 12А-10, 12А-30, 12САМ-28 и 12САМ-55. Эти батареи предназначаются для освещения кабины и приборов, посадочных фар и сигнальных огней, измерительных приборов, системы зажигания (при стоянках самолета), для замены генератора при выходе его из строя или в помощь генератору, когда его мощность становится недостаточной, а также для автономного запуска двигателей реактивных самолетов. Выпускаются также аэродромные аккумуляторные батареи, например, типа 12АСА-140М. Эта батарея предназначается для запуска двигателей самолетов всех типо в и для проверки электрооборудования самолетов перед полетом.
81
Батареи серии А предназначены для работы на высоте до 15 км, в условиях изменения внешней температуры от +50 до —50°С, вибрации крепления с перегрузкой 2,5 g и с частотой 50 Гц.
3-6. АККУМУЛЯТОРЫ ПОГРУЖНОГО ТИПА
Проблема изучения морских глубин, обладающих огромными природными богатствами, с помощью глубоководных автономных аппаратов обусловила необходимость разработки специальных
батарей, устанавливаемых на этих аппаратах вне жесткого корпуса. Разработка свинцовых аккумуляторов, известных под названием аккумуляторов погружного типа, которые предназначены для эксплуатации в морской воде при высоком гидростатическом давлении, потребовала решения ряда серьезных технических проблем. Эти работы были начаты в СССР в 60-е годы.
Необходимо было, прежде всего, выяснить характер влияния высоких давлений на разрядные характеристики аккуму л яторных электродов. Опыты, проведенные с пластинами толщиной 1,4; 2,2 и 3,6 мм (размером 59x44 мм), показали (рис. 3-6—3-8), что
Рис. 3-6. Разрядные кривые отрицательных пластин при различных плотностях тока: а — 4-10“"3 А/см2; б — 19,2-10““3 А/см2; в — 57,6-1 О’"3 А/см2
1, 2 — толщина пластины 1,4 мм: 3,4 — 2,2 мм; 5, 6 — 3,6 мм ---------при атмосферном давлении; -.при гидроста-
тическом давлении 200 кгс/см2
82
давление 200 кгс/см2 оказывает положительное влияние на разрядные характеристики электродов. Особенно заметно сказывается
это влияние на отрицательный ного процесса на электроде, поляризующемся при атмосферном давлении, больше перенапряжения на электроде, работающем при высоком гидростатическом давлении [3-2—3-4].
Зависимость емкости от разрядного тока удовлетворительно описывается уравнением Пейкерта, причем показатель степени п для разрядов, проведенных при повышенном давлении, оказался меньшим, чем для разрядов при обычном давлении, т. е. давление уменьшает зависимость ёмкости от разрядного тока. Было установлено также, что повышенное давление
Рис. 3-7. Изменение потенциала отрицательного электрода толщиной 3,6 мм в процессе разряда током 9,6 А/дм2. Гидростатическое давление в кгс/см2: ф—50; X—100; 0—150; Д—250
Рис. 3-8. Разрядные кривые положительных пластин при различной плотности тока: а — 4-Ю-"3 А/см2; б — 96-10”3 А/см2
1,2 — толщина пластины 1,4 мм; 3,4— толщина пластины 3,6 мм;
--------— при атмосферном давлении; ----при гидростатическом давлении, 200 кгс/см2
способствует улучшению равномерности распределения тока по толщине электродов [3-5].
Для объяснения наблюдаемых эффектов следует принять во внимание тот факт, что активные массы, свинцового аккумулятора (особенно, активная масса отрицательного электрода) содержат значительное количество газа, экранирующего часть электродной поверхности [1-4]. При повышении давления газ, находящийся в порах электродов, сжимается, а его растворимость увеличивается. Следовательно, при высоких давлениях поры электрода будут в большей степени заполнены электролитом, вследствие чего истинная плотность тока должна уменьшаться, что ведет, в свою оче-
83
редь, к росту разрядной емкости, снижению перенапряжения разрядного процесса и уменьшению градиента потенциала по толщине электродов.
При изучении влияния давления на разрядные характеристики положительного электрода было установлено, что давление не оказывает заметного влияния на работу электрода толщиной 1,4 мм во всем исследованном диапазоне плотностей тока. Влияние повышенного давления становится заметным при испытании более толстых электродов. Таким образом, давление влияет на разрядные характеристики положительного электрода меньше, чем отрицательного. Это объясняется сравнительно малым газозаполнением положительной активной массы [1-4].
Увеличение разрядной емкости, наблюдаемое при повышенном гидростатическом давлении, является в известной мере также следствием возрастания объема электролита в порах активных масс. Объем электролита в порах отрицательного электрода увеличивается под действием давления в 200 кгс/см2 на 25—30%, а в порах положительного электрода— на 10—12%.
Преимущественное влияние повышенного давления на разрядную емкость отрицательного электрода позволяет уменьшить запас отрицательной активной массы в аккумуляторах погружного типа.
Для компенсации наружного гидростатического давления была разработана компенсационная система, состоящая из камеры с эластичными стенками и клапана [3-51. Объем электролита в камере-компенсаторе рассчитывается с учетом ряда факторов, определяющих объемные изменения в аккумуляторном электролите.
Приложенное давление вызывает изменение объема электролита: в результате сжимаемости электролита ДУХ, вследствие сжатия и повышения растворимости газов ДУ2, в результате температурных колебаний Д V3. Следует учитывать также изменение объема электролита, связанное с протеканием зарядно-разрядного процесса ДУ4.
Значение ДУХ может быть рассчитано по формуле
ДУх = У₽Др, (3-1)
где V — общий объем электролита в аккумуляторе при атмосферном давлении, 0 — средний коэффициент сжимаемости, равный для*37% H2SO4 в интервале давлений р от 1 до 600 кгс/см2 0« 1,2 X X Ю~5 [3-6], а Др— изменение давления.
Значения ДУ2 и ДУ4 определяются экспериментально, а ДУ3 — по уравнению
ДУ3 = У(1+аД/), (3-2)
где а — температурный коэффициент, а Д/— изменение температуры электролита.
84
Минимальный объем электролита в камере составляет 1,1 AV, где
4
AV=SAVZ. (3-3)
i=l
Общий объем камеры-компенсатора Ук рассчитывается по формуле
VK= 1,1 AV +AV5 +Увозд. (3-4)
Здесь АУ5 — изменение объема электролита, вызванное тепловым расширением в процессе заряда, а Увозд — объем воздушной подушки под клапаном, предназначенной для улучшения работы клапана.
Рис. 3-9. Схема аккумулятора для глубоководных батискафов
1 — бак; 2 — блок; 3 — крышка; 4 — гайка; 5 — прокладка; 6 — заливочное отверстие; 7 — борн; 8 — эбонитовый стакан; 9 — крепежная гайка; 10 — перемычка; 11 —^мастика МБК, 12 — клапан, 13 — камера
Когда заряд аккумулятора проводится под водой, величина АУ должна содержать еще один член АУ6, связанный с потерями электролита в процессе заряда в результате разложения воды и частичного уноса электролита выделяющимися газами.
На основании рассмотренных выше данных, показавших, в частности, возможность эффективной эксплуатации свинцового аккумулятора при высоких давлениях, были разработаны аккумуляторы типа СП-200 и СП-680 для глубоководных батискафов [3-6]. Был применен способ компенсации наружного давления, индиви-
85
дуальный для каждого аккумулятора, с использованием описанной компенсационной системы.
Схематически устройство погружного аккумулятора показано на рис. 3-9. Блок пластин 2 устанавливается в полиэтиленовый бак 1 с крышкой 3. Для обеспечения свободного выхода газа из
аккумулятора внутренняя поверхность кратки представляет собой конус. Соединение бака с крышкой осуществлялось термиче-
ской сваркой. На центральное отверстие 6 , крышки устанавли-
вается камера-компенсатор давления 13, заполненная электролитом.
В
2fi5
1,95
1,85
V5
1 2 3 4 5 6 7ч
Рис. 3-10. Разрядные кривые аккумулятора погружного типа. Начальная температура + 18°С, плотность электролита 1,275 г/см3, разрядный ток 40 А
1 — разряд при атмосферном давлении; 2 — разряд при гидростатическом давлении 610 атм
На компенсаторе имеется стравливающий клапан 12 одностороннего действия, срабатывающий при определенном избыточном давлении внутри аккумулятора. Наиболее стабильные характеристики показал клапан ниппельной конструкции.
Аккумуляторы соединены между собой гибкими перемычками 10 с изоляционным покрытием. Для изоляции токоведущего узла на борнах 7 смонтирован етакан 8, который за
ливается электроизоляционной мастикой 11. Для улучшения изоляции при работе аккумулятора под водой в компенсатор поверх электролита заливается слой электроизоляционной жидкости (например, полиорганосил-оксановой).
Так как повышенное гидростатическое давление оказывает бла
гоприятное влияние на характеристики отрицательного электрода, было несколько изменено соотношение активных масс в сторону увеличения количества активной массы положительного электрода. Разрядные кривые опытных аккумуляторов описанной выше конструкции показаны на рис. 3-10.
Данная конструкция обеспечивает работу аккумуляторов на глубинах до 6 км и проведение 3—5 зарядов под водой. Удельные характеристики (с учетом компенсационного устройства) составляют 32—35 Вт-ч/кг и 60—75 Вт-ч/дм3 при 10-часовом режиме разряда.
3-7. ГЕРМЕТИЧНЫЕ АККУМУЛЯТОРЫ И БАТАРЕИ
Необходимость периодической доливки воды и значительное газовыделение в конце заряда свинцового аккумулятора делали до недавнего времени этот источник тока непригодным для боль-66
шого количества современных потребителей. Однако в последние годы эти недостатки были успешно преодолены, по крайней мере, для аккумуляторов емкостью до ~30 А-ч, и ряд зарубежных фирм (США, ФРГ, Япония) выпускают в широком ассортименте герметичные свинцовые аккумуляторы и батареи. Последние во многих случаях успешно заменяют более дорогие герметичные никелькадмиевые батареи, завоевавшие за последние 20 лет огромную популярность во всем мире.
Герметичные свинцово-кислотные батареи применяются в настоящее время для питания транзисторных радиоприемников и телевизоров, портативных радиопередатчиков, магнитофонов и видеомагнитофонов, фотовспышек и кинокамер; они широко используются в электроинструментах, газонокосилках, в подвижных и светящихся игрушках и т. д. Столь широкому распространению свинцовых герметичных батарей за рубежом за короткий промежуток времени (8—10 лет) способствовало то обстоятельство, что, во-первых, эти батареи имеют все те же эксплуатационные удобства, что и герметичные НК батареи (отсутствие течи электролита, возможность эксплуатации в любом положении, отсутствие необходимости в каком-либо уходе, кроме периодического заряда). Во-вто-рцх, как уже отмечалось, свинцовые герметичные батареи имеют значительно меньшую стоимость и, кроме того, показывают лучшую перезаряжаемость, более пологие разрядные характеристики, весьма малую скорость саморазряда (~ 0,1% в сут.).
Создание герметичных свинцовых аккумуляторных батарей стало возможным благодаря ряду технических усовершенствований, в числе которых заслуживают особого внимания следующие [3-7—3-8]: 1) разработка гелеобразного тиксотропного электролита; 2) применение бессурьмяных сплавов для изготовления токоведущих основ электродов; 3) разработка метода заряда, предотвращающего газовыделение, и автоматизация процесса заряда; 4) рациональный подбор соотношения активных масс и эффективных добавок, снижающих газовыделение при заряде и скорость саморазряда; 5) разработка конструкции батареи, исключающей выделение паров и капель электролита.
Рассмотрим несколько подробнее сущность перечисленных усовершенствований. В герметичных свинцовых аккумуляторах часто используется загущенный электролит на основе серной кислоты.1 В качестве загустителя в большинстве иностранных патентов рекомендуется применять кремниевую кислоту, либо мелкодисперсную двуокись кремния [3-9]. Электролит с указанным загустителем, индифферентным к активным массам электродов, обладает тиксотропными свойствами. Это позволяет заливать электролит в жидком состоянии, что обеспечивает хороший контакт электро-
1 В некоторых типах герметичных свинцовых аккумуляторов применяется жидкий электролит, полностью абсорбированный в порах микропористых сепараторов и активных масс.
87
лита с поверхностью электродов. В патентной литературе предлагались и другие составы и способы загущения сернокислотного электролита (добавки тонкоизмельченной гуминовой кислоты, гипса, лигнина, древесной муки, цемента, крахмала, глины, окиси алюминия, двуокиси титана, солей щелочноземельных металлов и т. д.). Некоторые из предложенных составов гелеобразных электролитов обладают, однако, тем существенным недостатком, что после короткого периода эксплуатации аккумуляторов они теряют свои первоначальные тиксотропные свойства в результате явления синерезиса. Вследствие этого на электродах появляются многочисленные пустоты и изолирующие слои, что приводит к быстрой потере емкости. Для устранения указанного недостатка рекомендуют вводить в состав электролита, содержащего кремниевую кислоту, некоторое количество окиси алюминия или магния, играющих роль стабилизаторов геля.
Электролит, загущенный силикатной добавкой, нашел практическое применение во многих герметичных свинцовых аккумуляторах, например, в аккумуляторах фирмы «Зонненшайн» («Зоп-nenschein», ФРГ) и «Глоб Юнион» («Glob Union», США). В гелеобразном электролите этих аккумуляторов содержится примерно 5% SiO2 с размером частиц менее 1 мкм. Для лучшего заполнения пор пластин и сепараторов электролитом в некоторых патентах рекомендуется производить заливку электролита под вакуумом.
Исследования, проведенные в последние время авторами настоящей книги и их сотрудниками, показали, что в качестве гелеобразующей добавки может быть успешно использован аэросил марок А-300 и А-380. Введение в раствор H2SO4 плотностью 1,25—1,28 г/см3 5—5,5% аэросила позволяет получить гелеобразный электролит с весьма стабильными характеристиками [3-10]. Добавление указанного количества аэросила приводит к возрастанию плотности электролита на 0,025—0,030 г/см3 и снижению удельной электропроводности на 0,05—0,070 Ом^-см"™1. Столь малое уменьшение проводимости электролита не вызывает заметного возрастания внутреннего сопротивления аккумулятора. Поэтому аккумуляторы с гелеобразным электролитом могут успешно разряжаться стартерными и импульсными режимами.
Длительные наблюдения за состоянием силикатных гелей, содержащих 5,5% аэросила, показали, что в растворе H2SO4 плотностью 1,28 г/см3 синерезис практически не протекает. С уменьшением концентрации H2SO4 (а также SiO2) синерезис начинает проявляться более заметно. Отсюда, в частности, следует, что хранить аккумуляторы с гелеобразным электролитом желательно в заряженном состоянии, т. е. при максимальной концентрации электролита.
Важным технологическим параметром электролита герметичных свинцовых аккумуляторов является начальная вязкость, т. е. вязкость коллоидного раствора, заливаемого в аккумулятор. Именно этот параметр во многом определяет скорость и глубину 88
проникновения электролита в поры аккумуляторных пластин. Как показали измерения, начальная вязкость существенно зависит от режима перемешивания раствора, уменьшаясь в процессе перемешивания. Постоянство вязкости достигается через 10—15 мин интенсивного перемешивания. Вязкость электролита, содержащего 5% аэросила А-380 и 5% Н3РО4, в растворе H2SO4 плотностью 1,28 г/см3 при 25°С составляет ~12 сП. Отметим для сравнения, что вязкость электролита той же плотности без загущающей добавки равна ~1,5 сП.
Повышенная вязкость коллоидного электролита накладывает определенные ограничения на технологию изготовления герметичных свинцовых аккумуляторов. Так, в данном случае сборка блоков из отформированных и высушенных пластин с последующей заливкой в аккумуляторный бак электролита оказывается малоэффективной, так как значительная часть поверхности электродов остается в этом случае вне контакта с электролитом (даже при использовании вакуумной пропитки).
Гораздо более рациональным методом представляется блочное формирование пластин. После удаления большей части формировочного электролита блоки погружаются в баки, предварительно заполненные свежеприготовленным коллоидным электролитом. Можно полагать, что в процессе последующей тренировки (циклирования) аккумуляторов будет достигнута относительная гомогенность электролита в порах пластин, сепараторов и в межэлектродных пространствах.
Длительное циклирование положительных пластин в гелеобразном электролите не приводит к заметному разрушению и оплыванию активной массы. Аналогичные испытания, проведенные в обычном электролите (не содержащем SiO2), показывают, что в условиях свободной сборки пластин весьма сильное оплывание положительной активной массы наблюдается уже после проведения 15—20 зарядно-разрядных циклов. Данный результат связан, по-видимому, с высокой вязкостью*геля, а также, в известной мере, может быть объяснен пониженной концентрацией серной кислоты у поверхности положительных электродов в процессе их разряда в связи с уменьшением скорости диффузии кислоты. Отметим, что конвективный перенос кислоты в гелеобразном электролите, очевидно, невозможен.
Резкое снижение скорости оплывания'положительной активной массы, вызванное применением гелеобразного электролита, позволяет использовать конструкции герметичных свинцовых аккумуляторов, в которых блок пластин опирается непосредственно на дно сосуда, а шламовое пространство полностью отсутствует. Такие конструкции характерны для герметичных батарей, выпускаемых за рубежом.
Отметим, также, что, как показывают визуальные наблюдения, гелеобразный электролит способствует меньшему разбуханию активной массы отрицательного электрода, содержащей дубитель
89
БНФ (0,3%) и BaSO4 (1%), в процессе длительного циклирования.
Зарядная емкость положительного электрода герметичных свинцовых аккумуляторов должна несколько уступать емкости отрицательного электрода. В этом случае к моменту полного заряда положительного электрода отрицательный электрод будет находиться в недозаряженном состоянии, практически исключающем возможность разряда ионов водорода. Кислород, выделяющийся на двуокисносвинцовом электроде, может частично окислять свинцовую губку и тем самым подавлять выделение водорода. Для обеспечения достаточно свободного доступа кислорода к отрицательному электроду необходимо применение минимального количества электролита и тонких газопроницаемых сепараторов. Возможно, в принципе, также поглощение водорода на положительном электроде в результате восстановления РЬО2 PbSO4 [3-11].
Следует отметить, что растворимость килорода и водорода в электролите кислотного аккумулятора (36,8% H2SO4), составляющая соответственно 6,5• 10“4 и 3,76• 10“4 моль/л, заметно превышает растворимость этих газов в щелочном электролите (30% КОН), равную соответственно 10“4 и 0,94-10~4 моль/л [3-11 ]. Коэффициент диффузии растворенного водорода составляет в кислотном электролите 2,5-10“5 см2/с, а в щелочном — 0,7-10“5 см2/с [3-11]. Значения коэффициента диффузии кислорода: в кислотном электролите ~10“5 см2/с, а в щелочном 0,6-10~5 см2/с. Однако непосредственное участие электролита в разрядном процессе, составляющее характерную особенность свинцового аккумулятора, существенно затрудняет возможность рекомбинации газов в связи с необходимостью иметь достаточный запас электролита, т. е. достаточное расстояние между электродами разного знака.
Согласно экспериментальным данным Махато, Вайсмана и Лейрда [3-11Р, скорость восстановления кислорода на свинцовом электроде со свинцово-кальциевой основой составляет ~3 см3/(ч-см2) в расчете на геометрическую поверхность электрода. Скорость же окисления водорода на РЬО2-электроде с той же основой—всего ~0,17 см3/(ч-см2). Таким образом, рекомбинация водорода в герметичном кислотнбм аккумуляторе (так же, как и в щелочном НК-аккумуляторе) имеет весьма небольшое значение, в то время как поглощение кислорода отрицательной активной массой может играть заметную роль.
Как известно, скорость саморазряда отрицательного электрода, сопровождающегося выделением водорода, существенно зависит от состава сплава, используемого для изготовления токоведущих основ. Состав сплава в значительной мере определяет также скорость газовыделения при заряде, особенно если заряд проводится в условиях постоянства напряжения. Поскольку герметизация свинцового аккумулятора требует максимального снижения газовыделения, свинцово-сурьмяные сплавы, широко используемые
90
аккумуляторной промышленностью, оказываются в данном случае мало пригодными, так как наличие сурьмы заметно снижает как водородное перенапряжение на отрицательном электроде, так и перенапряжение выделения кислорода на положительном электроде.
Наибольшего внимания применительно к рассматриваемому здесь объекту заслуживают бессурьмяные сплавы, в частности, сплавы системы РЬ—Са. Для предотвращения быстрого окисления кальция в процессе приготовления сплава и отливки решеток в сплав вводится добавка алюминия (~0,05%). Окисляясь кислородом воздуха, этот металл образует на поверхности расплава тонкую пленку А12О3, эффективно защищающую кальций от выгорания.
За рубежом практическое применение в герметичных свинцовых аккумуляторах нашли свинцово-кальциевые сплавы, содержащие 0,1—0,2% Са и небольшие добавки Sn. Применение этих сплавов в качестве материала для отливки аккумуляторных решеток сочетается с введением в электролит добавки фосфорной кислоты (~5%). Использование сплавов, легированных кальцием, в батареях Dryfit-PC фирмы «Зонненшайн» позволило существенно снизить скорость саморазряда. Так, если обычные свинцовые аккумуляторы, хранившиеся при температуре +20°С, потеряли* 50% первоначальной емкости в течение двух месяцев, то батареи Dryfit-PC, хранившиеся в тех же условиях, потеряли 50% емкости только спустя 17 месяцев. Батареи Dryfit-PC испытывались на саморазряд также и при более высоких температурах: + 30 и + 40° С. Потеря 50% емкости была обнаружена после 10 и 5 месяцев хранения соответственно [3-7]. Отличная сохранность заряда батареями Dryfit-PC позволяет изготавливать батареи полностью заряженными и не подзаряжать их до тех пор, пока они не попадут к потребителю.
Преимущества батарей, в которых использованы кальциевые сплавы и добавка фосфорной кислоты (по сравнению с батареями старой конструкции), можно проиллюстрировать данными, приведенными на рис. 3-11, где представлено изменение емкости в процессе циклирования. Из рисунка видно, что, если емкость обычных батарей после проведения 50—170 циклов падает до 40% от номинала, то емкость новых батарей (с кальциевым сплавом и фосфорной кислотой) в течение 210.циклов превышает номинальное значение.
Отметим, что, как показали наши исследования, для изготовления токоведущих основ отрицательных пластин, наряду со РЬ—Са-сплавами, может быть использован также чистый свинец. Однако токоведущие основы положительного электрода должны быть непременно легированы кальцием (0,05—0,15%), так как применение чистого свинца ведет в данном случае к росту контактного сопротивления на границе раздела решетка — активная масса за счет достаточно рыхлой структуры двуокисносвинцовой пленки, обра-
91
зующейся на свинце. Кроме того,"решетка из свинца подвержена в сильной степени коррозионной деформации в процессе эксплуатации аккумулятора. Все это приводит к тому, что разрядная емкость и срок службы положительных пластин с токоведущими основами из свинца заметно уступают емкости и сроку службы пластин с РЬ—Са-решетками. Различие в емкости особенно заметно проявляется при коротких режимах разряда.
Кроме свинцово-кальциевых сплавов, известную перспективу имеет, по-видимому, использование сплавов систем РЬ—Sr, а также РЬ—Са—Sr. Применение токоведущих основ из этих сплавов, возможно, не потребует одновременного введения в электролит добавки фосфорной кислоты.
Рис. 3-11. Изменение емкости в процессе циклирования батарей
1 — Dryfit, 2 — Dryfit PG
Исследования, проведенные недавно Пирсоном и др. [3-12], показали, что для обеспечения минимального газовыделения должно быть, по возможности, исключено присутствие в герметичных свинцовых аккумуляторах ряда элементов. В табл. 3-5 приведены предельно допустимые концентрации 24 изученных элементов в аккумуляторном электролите. Данные получены путем сбора газа в процессе перезаряда аккумулятора в течение 4 ч при напряжении 2,35 В и температуре 51,7°С. Максимальное количество газа, выделившегося из опытного аккумулятора, не содержащего посторонних примесей, составляло 271 мл (среднее значение — 230 мл). Примесь считалась вредной, если она вызывала газовыделение, превышающее указанную максимальную величину.
Из данных таблицы 3-5 видно, что наиболее вредными примесями следует считать Те, Ni, Со, а также Sb и As. Из изученных элементов 9 (Sn, Са, Р, Cd, Hg, Zn, Li, Ba и Cl) не оказывают заметного влияния на скорость газовыделения. Сказанное можно подтвердить также результатами, приведенными в табл. 3-6 [3-12].
В [3-12] отмечается, что вредное влияние примесей несколько убывает в процессе циклирования аккумулятора. Это можно объяс-92
Таблица 3-5
Предельно допустимые примеси (%) в электролите герметичных свинцовых аккумуляторов
Элемент Концентрация, % Элемент Концентрация, %
А1 0,05 Li 0,5
—4 —4
Sb 10 Мп 3-10
—4
As 10 Hg 0,5
Ba Насыщение Mo 0,05
Bi 0,05 Ni io~5
Cd 0,5 P 0,5
Ca Насыщение Ag 0,05
—5
Ce 0,05 Те 10
Cl 0,5 Sn 0,5
Cr 0,05 V 0,05
—5
Co 10 Zn 0,5
Cu 0,05 Fe 0,016
Таблица 3-6
Объем газа, выделившегося за 4 ч перезаряда аккумулятора при 2,35 В при концентрации примесей, равной 0,5% или насыщению
Элемент | Объем газа, мл У Элемент Объем газа, мл
Al 306,4 Fe 309,7
Sb 2557,3 Li 258,4
As 626,2 Мп 936,2
Ba 193,0 Hg 194,2
Bi 916,0 Mo 941,6
Cd 243,7 Ni 1076,4
Ca 172,5 P 171,4
Ce 286,4 Ag 285,8
Cl 266,4 Те 1498,4
Cr 571,8 Sn 179,2
Co 5500,8 V 635,6
Cu 530,4 Zn 218,4
нить экранированием осажденных на поверхности отрицательных пластин металлов свинцом или сульфатом свинца.
Существенное-значение при. эксплуатации герметичных свинцовых аккумуляторов имеет рациональный выбор «режима заряда. Наибольшего внимания заслуживает проведение заряда при постоянном напряжении, значение которого не должно значительно превышать э. д. с. аккумулятора. При таких условиях ток расходуется, в основном, на восстановление PbSO4 Pb и окисление PbSO4 -> РЬО2 и лишь в незначительной степени — на разложение воды.
93
Как показали исследования 3. В. Дмитрешевой и А. П. Сыро-вегиной, скорость газовыделения в процессе заряда при напряжении 2,20 В в 15 раз меньше, чем при напряжении 2,35 Вив 100— 160 раз меньше, чем в конце последней ступени заряда при постоянном токе. Следует, однако, иметь в виду, что продолжительность заряда по мере снижения зарядного напряжения заметно увеличивается. Так, процесс заряда при напряжении 2,20 В в 2,3—2,5 раза продолжительнее, чем при напряжении 2,35 В. В связи с этим велись поиски других, более эффективных методов заряда, сочетающих быстроту зарядного процесса и минимальную скорость газо-
Рис. 3-12. Диаграмма изменения тока, напряжения и емкости в процессе заряда батареи емкостью 2,6 А-ч, напряжением 6 В
I — ток заряда; /3 — ток подзаряда при постоянном напряжении, Q — емкость в % от номинального значения; U& — напряжение батареи; U3 — напряжение аккумулятора
выделения. Был предложен режим, при котором заряд сначала проводится обычным способом до достижения напряжения 2,47 В на аккумулятор. Батарея выдерживается некоторое время при этом напряжении, после чего либо отключается ввиду окончания заряда, либо переключается на напряжение постоянного подзаряда, равное~2,20 В на элемент. Изменения электрических параметров 6-вольтовой батареи типа Dryfit-PC емкостью 2,6 А-ч в процессе заряда по указанному режиму приведены на рис. 3-12.
Как видно из рисунка, на протяжении первых 5 ч, цепь работает при нерегулируемом зарядном токе. Напряжение возрастает в этот период до~ 2,1 В на аккумулятор. Начальный ток не оказывает влияния на поведение батареи. После 5 ч заряда степень заряженности батареи достигаем 75% от своей номинальной величины. На этой стадии эффективность зарядного тока практически равна 100%, т. е. весь ток расходуется на основной процесс, и никакого газовыделения не наблюдается. Заряд в последующие 4 ч ведет к росту напряжения на батареи до — 7,4 В (2,47 В на аккумулятор) и резкому падению зарядного тока, главным обра-94
зом из-за нелинейного сопротивления диода Зенера в схеме зарядного устройства (рис. 3-13). К этому периоду времени достигается 110% номинальной емкости, т. е. заряд практически .закончен, и происходит весьма незначительное газовыделение.
В течение последующих 2,5 ч после 9-часового периода заряда напряжение на клеммах батареи сохраняется практически постоянным (2,47 В на аккумулятор), в то время как зарядный ток, необходимый для поддержания этого напряжения, падает приблизительно до 25 мА. В этот период времени зарядное, устройство либо
Рис. 3-13. Схема устройства для заряда герметичных'свинцовых батарей
1 — сглаживающий конденсатор; 2 — пусковой конденсатор; 3 и 7 — сопротивления; 4 и 5 — транзисторы 2-каскадного стабилизатора, 6 — диод Зенера, 8 — индикаторная лампа
отключается, поскольку заряд окончен, либо переключается на постоянное напряжение 2,20 В, которое лишь незначительно превышает напряжение разомкнутой цепи заряженного аккумулятора.
При уменьшении напряжения от 2,47 до 2,20 В зарядный ток резко падает до нуля, ибо не может идти от зарядного устройства к батарее, которая имеет в этот период более высокое напряжение. Только спустя некоторое время зарядный ток снова немного возрастает, а затем в течение нескольких часов медленно падает до очень малого значения (~1 мА). Неограниченно длительный подзаряд малым током желателен для компенсации потери емкости за счет саморазряда.
Устройство' зарядной цепи с транзисторным переключателем, обеспечивающей автоматическое ведение описанного выше режима заряда герметичных свинцовых батарей, показано на рис. 3-13. В основу работы данной цепи положены два электрических критерия. Первый из них заключается в достижении заранее установленного напряжения на клеммах (2,47 В на аккумулятор), после чего
95
заряд может быть завершен, а .второй — в уменьшении зарядного тока ниже заранее определенного значения (~25 мА), при котором на клеммах устанавливается это напряжение, после чего батарея отключается или переключается на режим постоянного подзаряда при 2,20 В.
Как видно из приведенной схемы, выпрямленное напряжение поступает на сглаживающий конденсатор /, который в свою очередь передает импульс тока через пусковой конденсатор 2 на батарею. Этот импульс зарядного тока вызывает падение напряжения на сопротивлении 3. Напряжение поступает на двухкаскадный стабилизатор, образуемый транзисторами 4 и 5, так что транзистор 5 становится полностью проводящим. Полный зарядный ток теперь попадает в батарею через последовательно соединенные сопротивление 3 и транзистор 5. Диод Зенера и подстроечное сопротивление присоединяются к батарее параллельно для контроля с целью отключения батареи при достижении на ней напряжения, равного 2,47 В на элемент. В этот момент часть зарядного^тока посредством диода Зенера и транзистора 5 регулируется так, чтобы напряжение на аккумуляторе не превышало установленного значения, т. е. удовлетворяется первый из упомянутых выше критериев.
По мере дальнейшего заряда, ток, необходимый для поддержания этого напряжения (2,47 В), уменьшается до тех пор, пока не достигнет значения, соответствующего полному заряду батареи. При снижении этого заранее установленного значения тока падение напряжения на сопротивлении 3 уже недостаточно, и происходит автоматическое переключение устройства, в результате чего транзистор 5 закрывается и заряд прекращается.
Герметичные свинцовые аккумуляторные батареи, выпускаемые различными фирмами, имеют сходную конструкцию. Ниже в качестве .примера приводится краткое описание 6-вольтовой батареи Dryfit-PC, показанной на рис. 3-14. Батарея выпускается в пластмассовом моноблоке с общей крышкой, в которую вмонтированы три клапана (по числу аккумуляторов в батарее). Межэлементные соединения и выводные борны утоплены в углублениях крышки с наружной стороны и залиты мастикой. Для измерения напряжения отдельных элементов на межэлементных соединениях имеются небольшие выступы. Крышка батареи имеет фигурную конструкцию — углубления для борнов и межэлементных соединений на верхней поверхности и втулки — на нижней. Крышка соединяется с моноблоком посредством паза и клина и скрепляется с помощью кислотостойкого клея.
Герметизация борнов — посредством уплотнительных колец и заливочной мастики. При сборке блоков используется двойная сепарация: стеклянное волокно толщиной ~0,1 мм, в которое обернуты пластины обеих полярностей, и перфорированный гофрированный винипласт.
Важной особенностью описанной батареи является конструкция клапанов (рис. 3-15). Положение клапана фиксируется шпеньком.
Клапан устанавливается в аккумулятор после заливки электролита и поверхности завальцовываются. Клапан устроен таким образом, что открывается только наружу при избыточном давлении внутри аккумулятора для пропускания газа и затем закрывается. Имеется резиновая пластина в форме диска 2, снабженная
S)
Рис. 3-14. Батарея Dryfit PC: а — внешний вид; б — разрез одного аккумулятора
круглым буртиком, который вставляется между поверхностью клапана 1 и конусообразным выступом крышки клапана 3. Последняя укреплена в корпусе крышки моноблока в нужном положении с помощью приваренного буртика 4. который пропускает газ. Пленка силиконовой смазки между контактной поверхностью резинового диска 2 и самим клапаном 1 обеспечивает клапану герметичность, когда он закрыт. Ниже желоба 5 для газа клапан 1 имеет уловитель, так что капли электролита, которые могут образовы-
£/а 4 заказ № 1731
97
Рис. 3-15. Конструкция клапана герметичных свинцовых батарей фирмы «Зон-неншайн» (ФРГ): 1 — корпус клапана; 2 — резиновая пластинка; 3— крышка; 4— буртик; 5— желоб; 6 — отражатель
ваться при сильном газовыделении, отводятся от герметичного клапана. Использование таких клапанов и тиксотропного геля позволяет создать герметичные аккумуляторы, работа которых совершенно не зависит от их положения в пространстве.
В последние годы за рубежом получили распространение герметичные свинцовые батареи с клапанами ниппельной конструкции. Батарея имеет общий коллектор для сбора газов, выделяющихся из всех аккумуляторов, с одним ниппельным клапаном.
Отметим, что, согласно данным [3-13], возможно создание полностью герметичных свинцовых аккумуляторов, в конструкции которых отсутствует клапан. Такие аккумуляторы работают при избыточном давлении в 2—2,5 атм, значение которого стабилизируется в результате рекомбинации выделяющихся газов на электродах. Лабораторные образцы полностью герметичных аккумуляторов выдерживают длительные перезаряды умеренными плотностями тока и характеризуются высоким сроком службы (более* Т000 зарядно-разрядных циклов).
Герметичные свинцовые аккумуляторы, из которых собираются батареи напряжением до 24 В, имеют отличные разрядные характеристики. По данным [3-7], 6-вольтовая батарея при разряде то
Рис. 3-16. Разрядные кривые герметичного свинцового аккумулятора
ком, в 300 раз превышающем ток 20-часового режима, показывает время разряда до 50 с (рис. 3-16). Батарея емкостью 2,6 А-ч может разряжаться током до 60 А, а батарея емкостью 6 А-ч — током до 80 А. Следует отметить, что у герметичных КН батарей непрерывный разряд током, в 20 раз превышающим ток 20-часового разряда, обычно невозможен.
98
Особым преимуществом свинцовых батарей является сравнительно малая зависимость их емкости от температуры. Это относится и к герметичным свинцовым батареям. Сравнение емкостей герметичных свинцовых и КН батарей со спеченными электродами показывает, что у последних она резко уменьшается при низких, а также при высоких температурах, в то время как свинцовые батареи к таким переменам менее чувствительны. Загущенный электролит сообщает батарее повышенную морозостойкость.
Из сравнения удельных характеристик 6-вольтовых малогабаритных батарей следует, что при сопоставимой их мощности КН батареи, состоящие из аккумуляторов прямоугольной формы, имеют большую массу и объем, чем свинцовые. Если к сказанному добавить, что герметичные свинцовые батареи, имеющие срок службы более 200 циклов, стоят в 3,5—4 раза дешевле, чем сопоставимые КН батареи, то станет понятной наметившаяся за рубежом тенденция отказа от применения КН батарей в бытовой электротехнике и замены их свинцовыми батареями.
3-8. СВИНЦОВЫЙ АККУМУЛЯТОР
И ПРОБЛЕМА ЭЛЕКТРОМОБИЛЯ
Автомобиль, без которого немыслима жизнь в современном обществе, стал вместе с тем основным источником загрязнения атмосферы крупных городов. По данным работы [3-14], из 142 млн. тонн загрязнений в США, учтенных в 1966 г., более 86 млн. тонн (или 60%) приходится на загрязнения от автомобилей. Основу этих-загрязнений составляют СО, NO, и другие токсические вещества. В выхлопных газах содержатся также канцерогенные соединения.
Выбрасываемые двигателями внутреннего сгорания ядовитые газы в сырую погоду, соединяясь с туманом, образуют так называемый смог, представляющий серьезную опасность для здоровья и жизни людей в больших городах. Так, в. районе Лос-Анджелеса (США), где загрязнение воздуха выхлопными газами достигает 90%, зарегистрировано свыше 60 смоговых дней в году. Особенно тяжелы последствия загрязнения окружающей среды в Японии, где на сравнительно небольшой территории с сильно развитой промышленностью проживает более 100 млн. человек.
Специалисты считают, что даже при оптимальных условиях контроля над загрязнением атмосферы выхлопными газами, его не удастся сколько-нибудь существенно снизить в течение ближайших 30—35 лет в связи с непрерывным увеличением количества автомобилей. Поскольку контроль над загрязнением и другие меры не в состоянии кардинально разрешить задачу обезвреживания выхлопных газов, в настоящее время повсеместно проводятся большие работы по переводу автомобиля на электротягу, т. е. по созданию электромобилей.
V24*
99
Необходимо отметить, что проблемой элёктромобиля интересовались сразу же после возникновения производства электрических аккумуляторов, т. е. уже в восьмидесятых годах прошлого столетия, хотя тогда этот интерес не мог быть обусловлен задачей борьбы с загрязнениями атмосферой. Созданный И. В. Романовым в 1889 г. электромобиль развивал скорость до 35 км/ч, а заряда свинцовой аккумуляторной батареи хватало на 60 км пробега. В США (1893 г.) и во Франции (1895 г.) были созданы электромобили, работающие от свинцовых батарей. Эти машины получили впоследствии довольно большое распространение. Так, например, в 1900 г. в США электромобиль был более распространен, чем автомобиль. В дальнейшем электромобили эксплуатировались также и в других странах: в Англии, Чехословакии и Германии. Однако малый запас хода, явно недостаточный для междугородных поездок, и небольшая скорость тогдашних машин, обусловленные низкой удельной энергией аккумуляторных батарей, не позволили электромобилю выдержать конкуренцию с автомобилем, и дальнейшие работы по созданию электромобилей были повсеместно прекращены.
В наше время электромобиль вновь привлек к себе всеобщее внимание в связи с бурным ростом автомобильного парка в крупных городах и загрязнением атмосферы этих городов. Над созданием новых, более эффективных электромобилей работают инженеры и исследователи многих промышленно развитых стран. Так, в США предполагается в течение 1975—1980 гг. затратить 160 млн. долларов на проведение научно-исследовательских работ по усовершенствованию. аккумуляторных батарей и созданию электромобилей. В течение предыдущих пяти лет (1969—1974 гг.) на указанные цели в США было израсходовано только 1,186 млн. долларов [3-19].
К настоящему времени уже сконструированы образцы электромобилей, развивающих скорость от 40 до 100 км/ч и имеющие запас хода от 50 до 190 км (табл. 3-7 [3-15]). Почти все перечисленные в табл. 3-7 машины функционируют от свинцовых батарей.
В современной литературе описан ряд конструкций свинцовых батарей, созданных специально в качестве источников питания электромобилей. Характерной особенностью этих батарей является стремление максимально повысить удельную энергию, наряду с сохранением достаточно продолжительного срока службы. В работе [3-16] описаны характеристики батареи, выпускаемой фирмой «Варта» («Varta», ФРГ) для городского транспорта. Емкость батареи 450 А-ч, напряжение 360 В. Максимальный ток нагрузки 600 А. Допускается кратковременная перегрузка до 1200 А. Удельная энергия одного аккумуляторач33 Вт-ч/кг, а батареи в целом — 29 Вт-ч/кг (при 5-часовом разряде).
В СССР в последние годы [3-17] разработаны конструкции аккумулятора ЭМ-200 емкостью 200 А-ч и батареи 6ЭМ-100 (в габаритах существующей стартерной батареи 6СТ-75). Аккумулятор ЭМ-200 предназначен для комплектации батарей напряжением 80 100
Таблица 3-7
Некоторые характеристики электромобилей
Стр а на Модель Общая масса, кг Масса батарей, кг Скорость, км/ч Запас хода, км Тип "батареи
США GM 512 566 48 75 Свинцовая
МАРС И 1860 — 96 190 »
MARKETTE 780 — 40 80 »
ROWAN 1050 — 65 100 »
PROTO И 880 — 66 56
Англия SCAMP 450 — 55 50 »
COMUTA 480 153 40 65
ENFIELD 610 — 65 65 »
WINN 543 — 50 65
Япония mitsubishu 780 — 60 120 »
DAIHATSU 795 — 70 80
SUBARI 800 — 60 50 Никель-
SUZUKI CORRA 730 — 50 60 кадмиевая Свинцовая
Италия URBANIKA 340 — 55 .85 »
FIAT 500 530 — 50 гоо »
ФРГ Электромобиль 596 360 70 175 »
СССР Электромобиль 60 60 »
ЕрПИ-1 — ♦ 50 70 »
и 96 В для грузового электромобиля. В этих конструкциях реализованы следующие усовершенствования. Для изготовления аккумуляторных пластин применены облегченные токоведущие основы (решетки), изготовленные из свинцово-сурьмяно-мышьяковистого сплава. Масса единицы объема решетки составляет 2,25 г/см3, а отношение массы активного материала к массе решетки в пластине— 1,65. В качестве сепараторов использован поровинил, имеющий наименьшее сопротивление. Для изготовления сосудов и крышек применен полиэтилен низкого давления. В конструкции батареи использованы внутренние межэлементные соединения, проходящие через перегородку. Батарея имеет коллектор, с помощью которого выделяющиеся из аккумуляторов газы и пары кислоты выводятся через шланг из внутреннего пространства электромобиля наружу. Удельная энергия и емкость разработанных источников тока при различных режимах разряда приведены в табл. 3-8 и 3-9 [3-17]. Срок службы разработанных изделий составляет в среднем 300 циклов. В дальнейшем предполагается применить в этих изделиях металло-пластмассовые конструкции токоведущих основ, что будет способствовать существенному повышению удельных характеристик.
101
Таблица 3-8
Удельные электрические характеристики аккумулятора ЭМ-200
Разрядный ток, А • • • • 10 20 40 120 200
Емкость, А-ч 234 212 202 157 134
Удельная энергия: Вт-ч/кг 42,5 38,5 35,8 .26,4 22,0
Вт-ч/дм3 101 91,5 85,0 62,5 52,0
Таблица 3-9 Удельные электрические характеристики батареи 6ЭМ-100
Разрядный ток, А 5 9 15 30 50 80
Емкость, А-ч 90 86 80 75 56 48
Удельная энергия:
Вт-ч/кг 40 37 34 31 23 19
Вт-ч/дм3 74 71 65 60 45 37
Одним из основных требований к источникам питания электромобилей является возможность достаточно быстрого проведения заряда. Этот,вопрос интенсивно изучается в последние годы [3-181.
В работе В. С. Янченко [3-17] обстоятельно изучен заряд аккумуляторов при постоянном напряжении и падающем значении тока. В основу рассмотрения этого вопроса может быть положен так называемый «закон ампер-часов» (Вудбридж, 1918 г.), согласно которому ток / при заряде должен изменяться во времени т по уравнению
1 = Ае~\ (3-5)
оставаясь все время меньше числа отданных ампер-часов [1-12 L При этом условии ток расходуется, в основном, только на проведение основного зарядного процесса
2PbSO4 + 2Н2О -> РЬ + РЬО2 4- 2H2SO4, (3-6)
а разогрев и газовыделение—минимальны. Вудбридж показал, что, следуя «закону ампер-часов», можно восстановить при заряде аккумулятора 90% емкости за 2 ч 20 мин [1-12].
Используя результаты современной теории 2-фазных пористых электроДов [В-2], В. С. Янченко получил для изменения тока при потенциостатическом заряде аккумуляторных электродов уравнение, подобное (3-5):
/ = /к+(/н-/к)е-и, • (3-7)
где /—ток в данный момент времени, /н—начальное, а /к — конечное значение тока, k—константа скорости заряда (ч""1).
102
Поскольку I = dq/dx, где q — количество электричества, сообщенное в процессе заряда, то, согласно (3-7),
9 = 2H^(i_^) + 7KT. (3-8)
к
Уравнение (3-8) хорошо соответствует экспериментальным данным.
В [3-17] показано, что заряд аккумулятора при постоянном напряжении не следует точно уравнению (3-7), так как сильный разогрев электролита под влиянием большого тока в начале заряда ведет к росту коэффициента k. Поэтому в начале заряда наблюдается некоторый рост тока, а уже затем его экспоненциальное снижение по уравнению (3-7). Чтобы ограничить начальный ток и одновременно увеличить его конечное значение, рекомендуется последовательно с аккумулятором включать малое постоянное сопротивление (порядка внутреннего сопротивления аккумулятора или несколько выше г). Начальное напряжение на аккумуляторе при этом может составлять (при комнатной температуре) ~2,4 В, а в конце заряда—2,58 В. Заряд продолжается 3—3,5 ч с коэффициентом использования тока 75—80%. Отметим, что заряд постоянным током продолжается ~10 ч с коэффициентом использования тока 60—65%.
Снижение температуры окружающего воздуха требует увеличения зарядного напряжения. Так, если заряд ведется при 0°С, оно должно составлять 2,7 В, а при — 10°С— 2,8 В. При этом время заряда заметно не изменяется. Понижение температуры до— 20°С и ниже делает проведение заряда невозможным. В этом случае требуется предварительный подогрев электролита (см. § 1-2).
Главным препятствием интенсивного развития электромобилей является недостаточная плотность энергии существующих в настоящее время химических источников тока. Так, мощность современных химических источников ^ока (ХИТ) на единицу массы составляет примерно 10 Вт/кг, в то время как мощность обычного двигателя внутреннего сгорания —1000 Вт/кг. Автомобиль с полным запасом бензина может пройти 480 км пути со скоростью 96 км/ч, в то время как электромобиль такого же размера с полным комплектом современных ХИТ пройдёт с этой скоростью только 4,8 км [3-14]. Соотношение этих величин убедительно показывает, что проблема полного перевода всего автомобильного парка на электротягу в настоящее время неразрешима и что ее удовлетворительное решение упирается, главным образом, в создание ХИТ, плотность энергии которых если не на порядок, то, по крайней мере, в несколько раз превысила бы удельную энергию существующих свинцовых батарей. Ввиду сложности данной проблемы высказываются предположения о том, что даже для внутригород-
1^Принципы подбора этого сопротивления подробно рассмотрены в
103
ских поездок в ближайшие три десятилетия автомобиль останется преобладающим средством передвижения. Общее же количество электромобилей в мире пока незначительно. Так, в 1975 г. количество электромобилей, работающих на свинцовых батареях, в США достигло 750 тысяч, в то время как число автомобилей в этой стране исчисляется десятками миллионов. В качестве серьезных трудностей отмечается также необходимость создания новых стационарных энергетических установок по выработке электроэнергии общей мощностью, равной мощности всех существующих в настоящее время электростанций, для заряда источников питания электромобилей. Эти установки должны использовать главным образом атомную энергию, так как другие энергетические установки также являются источниками загрязнения атмосферы, хотя и в меньшей степени, чем автомобильный транспорт.
Из сказанного выше можно заключить, что полного решения проблемы электромобиля в обозримом будущем ожидать не следует. Однако, несмотря на отдаленность решения этой задачи, уже в настоящее время необходимы поиски, направленные как к созданию принципиально новых источников тока с высокой плотностью энергии, пригодных для удовлетворения потребностей электромобиля в будущем, так и к более рациональному использованию имеющихся возможностей свинцовых батарей для частичного перевода машин, обслуживающих магазины, склады, почтовые отделения и другие объекты в пределах больших городов, а также иные машины с ограниченным запасом хода и небольшой скоростью.
Современное состояние теории и технологии производства свинцовых аккумуляторов позволяет предположить, что в ближайшие годы будут созданы батареи с удельной энергией 40—50 Вт-ч/кг, а к концу восьмидесятых годов — 50—60 Вт-ч/кг. Учитывая высокую надежность свинцового аккумулятора и очень низкую его стоимость, можно надеяться, что использование свинцовых батарей в качестве источника питания двигателя электромобилей будет заметно расширено.
Что касается принципиально новых химических источников тока, пригодных для питания электромобиля, то рассмотрение этой проблемы не входит в задачу данной книги. Поэтому ограничимся лишь констатацией того, что перспективными для указанной цели являются источники тока, основанные на системах литий— хлор, литий--сера, натрий—сера, ряд разновидностей топливных элементов, а также никель-цинковый аккумулятор [3-14].
Глава четвертая. ВОПРОСЫ
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СВИНЦОВЫХ АККУМУЛЯТОРОВ
4-1. СХЕМА ПРОИЗВОДСТВА СТАРТЕРНЫХ БАТАРЕЙ
Подавляющее большинство стартерных батарей с намазными электродами в настоящее время изготовляется по порошковой технологии. Перспективная схема производства, предусматривающая использование современного оборудования и новых техноло-гическйх приемов работы, показана на рис. 4-1. Плавление компонентов сплава, перемешивание и подача сплава осуществляются магнитодинамическим методом. Установка предполагает механизированную загрузку свинца и сурьмы, а также устройство для автоматического поддержания уровня и температуры сплава. К литейным автоматам сплав подается по трубам. Решетки отливаются на автоматах типа «Хлорайд» или «Винкель». Один плавильный котел дает сплав двум литейным автоматам.
Свинцовый порошок изготовляется в мельницах фирмы* «Хлорайд» с производительностью 100 т порошка в неделю. Свинец в виде чушек загружается в мельницы автоматически. Готовый порошок собирается и передается в бункер-накопитель шнековыми транспортерами. Из бункера порошок поступает в смеситель непрерывного действия также при помощи шнековых транспортеров.
Намазка и сушка пластин производятся на поточно-механизированных линиях. Паста приготовляется в смесителе непрерывного действия, куда поступает свинцовый порошок. Смеситель для приготовления положительной пасты снабжен дозаторами воды и серной кислоты, а смеситель для приготовления отрицательной пасты имеет добавочный дозатор для подачи расширителя. Готовая паста из смесителя поступает в бункер намазочной машины. В питатель намазочной машины подаются решетки. Решетки намазываются на машинах фирмы «Винкель» производительностью 155 двойных пластин в минуту. Пластины далее передаются в прокатную машину, обрабатываются углекислым аммонием и поступают в сушило. Высушенные пластины направляются на склад-накопитель, а оттуда — на формировку. Пластины, предназначенные для батарейного формирования, по выходе из сушила поступают на сборку.
Пластины формируются на конвейере. В качестве оптимального варианта может служить гидротолкающий подвесной конвейер с разветвленными путями. Конвейер служит для транспортирования баков с пластинами, объединенных в формировочные группы. Движение конвейера — пульсирующее. На основные пути конвейера заводятся формировочные группы и после соединения со стационарным токоотводом остаются на них без движения во время
105
Рис. 4-1. Схема производства стартерных свинцовых аккумуляторов
106
всего процесса формирования. В процессе формирования в баки может добавляться пенообразователь, который заливается одновременно с электролитом. По окончании процесса группа отсоединяется от токоотводов и передвигается на вспомогательные пути. По этим' путям баки идут непрерывным потоком.
Сборка пластин в блоки, пайка положительных пластин и заливка электролита производятся на одном участке вспомогательных путей, а разборка пластин и удаление электролита — на другом. Формировочное отделение имеет систему приготовления, охлаждения и корректировки электролита.
Сушка отформированных пластин ведется в универсальном конвейерном сушиле, состоящем из ряда узлов: питателя с ванной для промывки электродов, гидррзатвора, корпуса с калориферами и вентиляторами и привода с устройством для охлаждения пластин. Высушенные пластины по выходе из сушила попадают в устройство разделения пластин, после чего готовые пластины подаются транспортером на сборку.
Сепарированные блоки собирают на автомате, работающем в комплексе с роторным устройством, в котором происходит отливка мостика с борном. Готовые блоки передаются на пластинчатый конвейер для укладки их в моноблоки. Блоки вставляют в моноблоки и устанавливают крышки и МЭС вручную. Пайка межэлементных соединений и выводов производится водородной горелкой. Для выравнивания верхней поверхности батарей после заливки швов мастикой батареи проходят туннель, имеющий нагреватель инфракрасного излучения.
Изготовленные таким образом батареи проверяются на отсутствие переполюсовки, коротких замыканий и на герметичность, затем, после вставления резиновых прокладок и завинчивания пробок, поступают на склад готовой продукции.
4-2. ЛИТЬЕ АККУМУЛЯТОРНЫХ РЕШЕТОК
В литейных цехах аккумуляторных заводов изготовляются токоведущие основы электродов—аккумуляторные решетки, детали крепления (борны, МЭС, баретки, втулки) и полуфабрикаты (прутки, применяющиеся для пайки пластин при формировке и для пайки полублоков и МЭС и др.). Наибольшую трудность представляет изготовление решеток,' отличающихся малой толщиной и ажурной конструкцией. Качество отливки решеток зависит в основном от трех факторов: состава сплава, конструкции литейных автоматов и литейных форм и температурного режима литья. В современных свинцовых аккумуляторах широко применяются решетки, изготовленные из свинцово-сурьмяного сплава, легированного мышьяком. Наиболее предпочтительным является сплав, содержащий 3—5% сурьмы и 0,1—0,3% мышьяка. Этот сплав разработан специально для решеток положительного электрода, но может быть использован и для отрицательного электрода. Для герметич
107
ных свинцовых аккумуляторов и некоторых .типов стационарных аккумуляторов применяется свинцово-кальциевый сплав, содержащий до 0,2% Са. В перспективе можно, по-видимому, ожидать использования свинцово-стронциевых сплавов, а также перехода на армированные металло-пластмассовые решетки.
1. Современные литьевые машины
Конструкция автоматов для отливки аккумуляторных решеток, выпускаемых различными фирмами, весьма близка. Прототипом современных литьевых машин можно считать машину Ланда. Она имеет две формы, подвижные части которых крепятся на ползунах, перемещающихся в направляющих типа «ласточкин хвост». Машина имеет устройство для подогрева форм. Для более интенсивного отвода тепла от отливки в момент кристаллизации сплава в форме
Рис. 4-2. Литейный автомат фирмы «Хлорайд» (Англия)
применено водяное охлаждение. Литейный котел смонтирован вместе с машиной. Механизм заливки работает синхронно с механизмом открывания форм.
Более легкая конструкция у одноформной литейной машины Доната. Помимо литейного устройства, эта машина имеет приспособление для обрубки литника и нижнего облоя, позволяя тем самым подавать готовые решетки прямо в намазку.
В современных литейных автоматах английской фирмы «Хлорайд», в отличие от описанных выше машин, плавильный котел монтируется отдельно. Это позволяет от одного котла 1 питать сплавом одновременно два литейных автомата (рис. 4-2). Температура, сплава в котле поддерживается немного выше температуры плавления и только при подаче сплава поршневым насосом в заливоч
108
ную насадку он дополнительно разогревается в трубопроводе до температуры, необходимой при заливке. Такой режим литья предохраняет сплав от угара и позволяет избежать шлакообразования.
Открывание и закрывание литейной формы в автоматах фирмы «Хлорайд», а также сброс отливки штифтами ведутся пневматическим приводом. Затем отливка рихтуется валками 3 и подается транспортером на пресс. В прессе решетка фиксируется по ушкам, и происходит обрубка нижнего облоя. При втором опускании штампа решетка фиксируется в новом положении по нижней кромке, и происходит обрубка литника. Готовая решетка завешивается ушками на направляющие накопителя 4 выводного устройства. Облой и литники возвращаются транспортером в плавильный котел. Автомат имеет блокировочное устройство на случай, если отливка не выпала из формы или последняя полностью не закрылась. Управление машиной и регистрирующие приборы централизованы на одном щите управления 2.
' Производительность описанного автомата составляет 5 тыс. отливок за смену. Один литейщик обслуживает два автомата. Основными достоинствами машин фирмы «Хлорайд» можно считать компактность, надежность в работе, высокую производительность и хорошие санитарно-гигиенические условия работы.
Из серии машин подобной конструкции заслуживают внимания литейные автоматы американской фирмы «Винклер». Они имеют производительность до 2 тыс. решеток в час и также очень компактны по своей конструкции. Выводные устройства американских автоматов имеют разнообразную конструкцию. Так, например; модель 64 имеет накопитель, в котором решетки завешиваются так же, как в автомате фирмы «Хлорайд». Модель 66 имеет выводной транспортер иной конструкции, обеспечивающий литье двойных решеток с производительностью от 8 до 15 циклов в минуту [4-4].
2. Формы для отливки аккумуляторных решеток
Формы, применяемые для отливки аккумуляторных решеток, представляют собой две массивные стальные плиты, на внутренних, соприкасающихся друг с другом, поверхностях которых методом фрезерования нанесено модельное изображение отливаемой решетки. Рабочие поверхности форм* снабжены каналами для быстрого удаления воздуха при заливке сплава. Лучшему заполнению форм сплавом способствует дополнительный нагрев электронагревательными элементами, вмонтированными в корпус. Для отливки решеток массовых типов обычно* применяют двухместные формы.
Особое внимание должно быть уделено температурному режиму работы литейных форм и точному его регулированию, так как общий перегрев и, особенно, местные перегревы (образование термических узлов) являются основной причиной возникновения в отливках внутренних напряжений и образования в них трещин. К та-
109
ким перегревам особенно {чувствительны свинцово-сурьмяные сплавы, легированные мышьяком [4-5 — 4-7].
В литейных формах для аккумуляторных решеток обе прилегающие друг, к другу плоскости полуформ с повышением температуры деформируются и становятся выпуклыми. Это приводит к тому, что по краям формы наблюдаются заливы, а центральная часть испытывает повышенное давление. Такие условия ведут к получению некачественных отливок и одновременно повышают износ форм. Поэтому передовые иностранный фирмы много внимания уделяют подбору более прочного и менее деформируемого материала для форм, а также совершенствованию самой конструкции
Рис. 4-3. Заполнение литейной формы (%) свинцово-сурьмяными сплавами ® зависимости от температуры формы (°C): а — РЬ + 6,25% Sb; б — РЬ + + 9% Sb; в — РЬ + 13% Sb
Температура металла (в % от температуры начала кристаллизации): 1 — 105; 2 — 114; 3 — 127; 4 153 j
форм. Наибольшего успеха в этом направлении достигла фирма «Хлорайд» [4-8]. В формах этой фирмы, кроме применения специального состава стали, реализован ряд усовершенствований. Так, подвижная часть формы, в отличие от обычных конструкций, состоит из-двух частей. Верхняя часть формы, составляющая литник; соединена шпунтом с нижней частью. Это соединение создает некоторую термоизоляцию между литником и корпусом формы и -отводит вытесненный из полости формы воздух. Таким образом, литник может работать при более низкой температуре, что ускоряет затвердевание сплава и повышает скорость отливки.
Другой важной особенностью указанных форм является наличие в них системы водяного охлаждения. Для охлаждения центральной части формы, где находится наибольшее количество сплава, высверлен вертикальный водяной канал, соединяющийся с водяным каналом литника в неподвижной половине формы. Литейные- формы снабжаются многочисленными углубленными ячейками, расположенными между канавками, в которые заливается сплав. Размеры этих ячеек пропорциональны объему отливаемой ре-110
шетки. В момент заливки сплава воздух, находящийся в литейной форме, вытесняется сплавом в эти ячейки. В результате отливка формируется при небольшом избыточном давлении, что улучшает ее качество и облегчает Отставание отливки в момент раскрытия формы.
Распространенными являются также формы, имеющие множество мелких отверстий, просверленных между канавками. В момент заливки сплава воздух выталкивается в эти отверстия, и процесс литья заметно облегчается. Однако такие формы требуют более тщательного ухода, так как отверстия часто засоряются и для их очистки применяется продувка, иногда после каждой отливки.
225^ 275^525 375 425 475 525 575 625 675 °C ‘
Рис. 4-4. Заполнение литейной формы (%) различными сплавами в зависимости от температуры металла (°C) Температура формы (в % от температуры начала крис1аллизации)3 1 — 70; 2 — 95
При литье аккумуляторных решеток требуется большая точ- ’ ность заполнения форм, зависящая от многих факторов. Литейные свойства свинцовых сплавов в условиях, близких к производственным, исследовали В. П. Машовец и его сотрудники [4-9]. Температура формы колебалась от 79 до 95%, а Температура сплава — от 105,5 до 153% абсолютной температуры начала кристаллизации отливаемого металла. Было найдено, что резкое влияние на степень заполнения оказывает температура формы (рис. 4-3), в то время как влияние температуры металла на этот процесс мало заметно (рис. 4-4). Поэтому высоких коэффициентов заполнения гораздо легче добиться повышением температуры формы, чем повышением температуры металла.
3. Покрытия для литейных форм
Существенную роль при отливке аккумуляторных решеток играет покрытие рабочей поверхности форм теплоизолирующим слоем, который, предотвращая чрезмерную потерю тепла отливкой, обеспечивает равномерное заполнение каналов формы. Из всех предложенных до сих пор покрытий для литейных форм аккумуля-
111
торных заводов наилучшим оказалось покрытие, получаемое из водной суспензии, содержащей пробковую муку (50—100 г/л) и силикат натрия (10—25 г/л). Масса пробковой муки, приходящаяся на единицу объема, составляет 0,04—0,2 г/см3, плотность раствора силиката натрия 1,3—1,5 г/см3. Дефицитность импортной корковой пробки, необходимой для изготовления пробковой муки, побудила исследователей искать равноценные заменители. В [4-101 было показано, что такими заменителями могут служить лигнин^ табачная пыль или амурский бархат. При отливке деталей крепления можно пользоваться более дешевой суспензией, состоящей из сульфата бария (150—200 г/л) и силиката натрия (160 г/л).
Процесс охлаждения отливок в литейной форме и влияние материала покрытия форм на скорость охлаждения изучались в работах А. И. Цибрика [4-11]. Было установлено, что отвод тепла отливки из литейной формы зависит главным образом от теплофизических свойств материалов формы и поверхностного покрытия. Важнейшими свойствами форм, оказывающими влияние на кристаллизацию отливки, являются температуропроводность и тепловая аккумуляционная способность, которые связаны с основными теплофизическими коэффициентами материала покрытия уравнениями:
« = <44>
Са
Ь = УСМ, (4-2)
где а—коэффициент температуропроводности материала покрытия, м2/ч; b — коэффициент тепловой аккумуляции материала покрытия, кДж/(м2-К-ч1/2); %—коэффициент теплопроводности, кДж/(м2-К-ч); С—теплоемкость материала покрытия, кДж/кг, d—плотность материала покрытия, г/см3.
Большое влияние на теплообмен между отливкой и формой оказывают также свойства самой отливки. Результирующим фактором, определяющим охлаждение отливки, является отношение произведения коэффициентов тепловой аккумуляции отливки Ьо и формы Ьф к их сумме:
в = —b°b* . (4-3)
Ьо +
В соответствии с формулой (4-2) эти коэффициенты зависят от физических свойств исходных материалов отливки и покрытия, определяемых, в основном, по правилу аддитивности свойств элементов, входящих в данный материал. Подбирая материал для литейной формы с различными коэффициентамй тепловой аккумуляции (тепловой инерции), можно в принципе создать заданный режим охлаждения данного сплава в литейной форме.
Значение коэффициента b для различных материалов колеблется в пределах от 0,1 до 500. Лучшими теплоизоляционными свойствами обладают материалы, имеющие b от 0,2 до 20. Приготовлен-112
ные из таких материалов покрытия почти не аккумулируют тепла и не охлаждают жидкого сплава, обусловливая тем самым полное заполнение литейной формы. Эти материалы имеют обычно ячеистую или слоистую структуру и очень малую плотность. Материалы, у которых b = 20-н70, характеризуются зернистой структурой и обладают средней охлаждающей способностью. Наконец, материалы, у которых b = 70-н 500, обладают плотной структурой, большой плотностью и высокой охлаждающей способностью, что делает их непригодными для покрытия литейных форм.
При выборе материалов для покрытия литейных форм большое внимание должно быть обращено также на термостойкость покрытий R, которая определяется формулой
R = n —, (4-4)
а
где п — коэффициент, равный отношению прочности о к модулю упругости Е (п = er/Е), а — коэффициент линейного расширения покрытия, мм/К, равный
“=0,0И5С-|/ (4-5)
где V — молекулярный объем материала покрытия, a tn — температура покрытия.
Заполнение формы металлом вызывает газообразование внутри теплоизоляционного покрытия. Если покрытие обладает высокой газопроницаемостью, то газ создает отрицательное давление в капиллярах и втягивает в них металл. Эго приводит к образованию на поверхности отливки неровностей, которые нередко затрудняют извлечение ее из формы. Покрытие с низкой газопроницаемостью не всегда успешно сопротивляется давлению газа. Слой покрытия может разрушаться также из-за локальных линейных и объемных расширений, возникающих в нем вследствие больших изменений температуры. Наконец, разрушение покрытия может быть обусловлено действием гидродинамических ударов жидкого металла. Термостойкость материала покрытия определяется, главным образом, его прочностью, тепловой аккумуляцией и структурой.
В работе [4-12] было изучено влияние смачивания поверхности литейной формы жидким сплавом на степень заполнения формы. Было установлено, что в хромированных формах, нагретых до 200°С, отливаются только литники решеток, в то время как в тех же формах, припудренных тальком, нормальные отливки получаются уже при температуре формы, равной 110°С. Такое различие объясняется изменением смачивания поверхности формы жидким сплавом, поскольку теплопроводность хромированной формы очень мало изменяется от наличия на ее поверхности чрезвычайно тонкого слоя талька. Следовательно, покрытия литейной формы, наряду с малым коэффициентом теплопроводности, должны
113
обладать также достаточно большим значением краевого угла смачивания жидким сплавом. Для нахождения этой величины может быть использована методика, предложенная в [4-12].
Согласно полученным в этой работе данным, краевой угол равен для покрытия из пробковой суспензии 42,4°, для хромированной формы, припудренной тальком,— 43,3°, а для хромированной формы без дополнительного покрытия — 16°.
Необходимо отметить, что металлические литейные формы с теплоизоляционными покрытиями имеют ряд принципиальных недостатков. Их изготовление сложно и требует больших затрат. Поверхностные покрытия быстро разрушаются, а частая замена покрытая снижает производительность литейных установок. В связи с этим проводились работы по изысканию материалов, применяемых без- поверхностных теплоизоляционных покрытий и позволяющих изготовить литейные формы иными методами, например, прессованием. В работах [4-12 — 4-13] показано, что перспективными материалами для этой цели могут явиться кремнийорганические пресс-порошки.
4-3. ПОЛУЧЕНИЕ СВИНЦОВОГО ПОРОШКА
Приготовление свинцовых порошков на аккумуляторных заводах производится в специальных мельницах. Принцип действия мельниц различных конструкций и их технологические параметры описаны в [В-3].
В настоящее время заметное распространение на наших заводах получили мельницы типа «Хардинг» английской фирмы «Хлорайд». Особенностями этих мельниц являются, во-первых, питание их свинцовыми чушками и, во-вторых, воздушная продувка, применяемая для выдувания из мельницы свинцового порошка, который затем разделяется центробежным классификатором и поступает на хранение в бункеры.
Мельницы типа «Хардинг» дают весьма мелкодисперсный порошок со стабильными свойствами. Содержание частиц с размером менее 53 мкм превышает 90%, в то время как в порошке, получаемом в мельницах обычного типа, содержится только 50% таких частиц (рис. 4-5).
Принцип действия мельниц типа «Хардинг» заключается в следующем. Подъемные перекладины подбирают измельченную окись свинца на выходе и тем самым способствуют выносу воздушным потоком максимально возможного количества материала в классификатор, где порошок подвергается центробежному воздействию, вызывающему выпадение крупных частиц. Последние возвращаются на вход мельницы при помощи шнека и вдуваются в барабан обратной струей воздуха. Температура корпуса мельницы регулируется обычным способом, если не считать того, что охлаждающая вода распыляется на наружную поверхность, а не впрыскивается внутрь. Все органы управления /Выведены на центральный щит,
114 -
где ведется, в частности, непрерывная’регистрация температуры на нескольких участках мельницы. Воздух поступает от'компрессора, составляющего одно целое с установкой. Содержание-РЬО в порошке во время работы мельнйцы можно поддерживать в пределах от 55 до 65%.
Механизм образования порошка из свинцовых шариков или чушек в мельницах изучен к настоящему времени еще недостаточно. Дезынтеграция свинца в мельницах не может быть отнесена к хрупкому разрушению, так как свинец при температурах 80—160°С, которые характерны для работающей мельницы, отличается вы-
Рис. 4-5. График работы мельницы типа «Хардинг» фирмы «Хлорайд» (Англия)
1 — поглощение воды, мл/100 г; 2 — производительность, т/неделя; 3 — содержание РЬО в порошке, %; 4 — дисперсность порошка (% порошка, состоящего из частиц мельче 53 мкм)
может быть также сведено к истиранию металла с поверхности, поскольку этот процесс протекает с очень малой скоростью.
В. В. Новодережкин [4-14] указал на то, что в данном случае имеет место механизм усталостного разрушения свинца по плоскостям скольжения его кристаллов. Такому механизму разрушения способствуют два обстоятельства: особый характер кристаллической структуры свинца и условия, существующие в мельнице.
Кристаллическая структура свинца характеризуется четырьмя наиболее плотно упакованными плоскостями (111) и обладает 12 системами скольжения. Благодаря поверхностной деформации сжатие или удар приводит к такому расположению кристаллов на поверхности металла, когда обеспечивается деформация по плоскостям скольжения, параллельным этой поверхности. Поверхность металла покрывается отслаивающимися металлическими лепестками. Последние состоят из многих слоев и находятся в разных стадиях отделения от тела разрушающегося металла. Длина этих металлических лепестков (10-1 — 10-5) см намного превосходит их толщину (310—3—10—5 см). Лепестки свинца, как правило,
115
расположена параллельно друг другу и имеют' приблизительно одинаковую толщину. Данные рентгеноструктурного анализа свидетельствуют о том, что каждый лепесток представляет собой монокристалл свинца. Длительное пребывание таких лепестков в мельнице приводит к их окислению, измельчению и частичному слипанию.
Вероятность описанной схемы подтверждается тем, что другие металлы (например, кадмий) с меньшим числом систем скольжения, для которых деформация по плоскостям скольжения затруднена, не поддаются разрушению путем размола.
Таким образом, особый характер кристаллической структуры свинца, обладающей большим числом плоскостей скольжения, и склонность к деформации по плоскостям скольжения являются одним из главных факторов, обусловливающих разрушение свинца в мельнице. Другой, не менее важной причиной разрушения свинца являются климатические условия в мельнице (высокие влажность и температура), вызывающие появление многочисленных усталостных трещин по плоскостям скольжения, приводящих к ускоренному разрушению металла вследствие окисления.
Мельничный метод получения порошков для производства свинцовых аккумуляторов является весьма распространенным, но не единственным способом. Порошки с заданными характеристиками можно получить также методом распыления жидкого свинца. Полученные таким способом свинцовые порошки уже находят довольно широкое промышленное применение. По мнению специалистов, метод распыления гораздо экономичнее мельничного и со временем должен/ стать преобладающим способом производства свинцового порошка в аккумуляторной промышленности.
4-4. ПАСТЫ ДЛЯ НАМАЗКИ АККУМУЛЯТОРНЫХ ЭЛЕКТРОДОВ
1. Процесс приготовления электродных паст
Химические процессы, имеющие место при приготовлении паст и их отверждении, были изучены Барнесом и Матисоном [4-15]. Исследованные этими авторами пасты содержали 1 г-экв. H2SO4 на 12 г-экв. окиси свинца. Было показано, что ^главными компонентами пасты являются трехосновный сульфат свинца, окись свинца и металлический свинец, содержащийся в исходной окиси. Одноосновный сульфат исчезает через несколько часов после приготовления пасты. Некоторые участки пасты имеют кислотный характер, что обусловливает образование PbSO4PbO и даже PbSO4. Средний сульфат свинца реагирует затем с РЬО с образованием 3PbO-PbSO4-H2O. Водная фаза пластины имеет следующий состав: pH = 9,3; [РЬ2+ + НРЬОГ] = 4,8-10-8 г-ион/л, [SO1~] = = 5,4-10-4 г-ион/л.
116
Из термодинамических данных можно рассчитать состав водной фазы при ее равновесии с РЬО и 3PbOPbSO4H2O в зависимости от pH. При pH = 9,3 расчет приводит к следующим результатам: [РЬ2+ + НРЬОГ]/— 2,6-10-6 г-ион/л и [SO2-] = = 4-10“10 г-ион/л. Наблюдается, таким образом, значительное расхождение расчетных и экспериментальных величин. Поэтому модель пасты, рассматриваемой как совокупность отдельных частиц. РЬО и 3PbO-PbSO4H2O в равновесии с водной средой, не корректна. Если, однако, предположить, что только трехосновный сульфат соприкасается с водной фазой, то при измеренных значениях pH и концентрации ионов сульфата расчетная концентрация ионов свинца составит 2,2-10-8 г-ион/л, что по порядку соответствует экспериментальной величине.
Поскольку, однако, окись свинца имеется в пасте, полученные данные показывают, что каждая частица РЬО покрыта слоем трехосновного сульфата, изолирующего РЬО от взаимодействия сводной фазой.
В пасту для положительного электрода часто добавляют сурик (РЬ3О4). Если паста имеет низкое значение pH, то РЬ3О4 должен диспропорционировать с образованием трехосновного сульфата и РЬО2. Однако РЬО2 не была обнаружена в составе паст. Анализ водной фазы показал, что она имеет такой же состав, как и водная фаза отрицательной пасты. Можно предположить, что каждая частица РЬ3О4 в пасте так же, как и частица РЬО, покрыта слоем трехосновного сульфата.
После намазки перед сушкой пластины. часто обрабатывают кислотой. Этот процесс повышает прочность пластин за счет образования оболочки, более сульфатированной, чем вся остальная масса. На поверхности пластин обнаруживается вначале сульфат свинца, количество которого быстро убывает во времени.-Это объясняется тем, что водная фаза диффундирует изнутри, уменьшая кислотность среды, и PbSO4 реагирует с РЬО, образуя сначала одноосновный, а затем трехосновный сульфат свинца.
Если обработке кислотой подвергаются .положительные пластины, содержащие в пасте РЬ3О4, то в результате диспропорционирования сурика, на поверхности образуется РЬО2. Двуокись свинца, как известно, термодинамически нестабильна в кислотной среде, на может быстро стабилизироваться благодаря диффузии щелочного раствора из толщи пластины.\ Однако, если даже диффузия протекает очень медленно, РЬО2 может длительное время присутствовать в пасте вследствие высокого кислородного перенапряжения, которое тормозит процесс восстановления РЬО2 -+ РЬ (II).
В процессе отверждения пластин наблюдаются три эффекта: отверждение пасты, уменьшение содержания свободного свинца и коррозия токоведущей основы. Первое из этих явлений — физический процесс дегитратации и рекристаллизации. Уменьшение содержания РЬ сопровождается- соответствующим увеличением содержания
117
РЬО. Этот процесс отличается значительной сложностью, поскольку, как было указано выше, РЬО покрыта слоем трехосновного сульфата. Таким образом, частицы РЬ в пасте окружены двухслойным покрытием из РЬО (внутренний слой) и 3PbO-PbSO4-H2O (наружный слой). Для протекания окислительной реакции необходимо, чтобы ионы кислорода диффундировали внутрь частицы через эти слои, либо ионы металла диффундировали наружу. При pH = 9,3 свинец не может окисляться с восстановлением ионов Н+, так как (Ррь/рЬ2+^><Рн+/н •' Поэтому необходима иная катодная реакция, сопряженная процессу РЬ РЬ (II). Можно предполо-
Рис. 4-6. Изменение во времени концентрации металлического свинца и воды в электродной пасте
жить,'что такой реакцией является восстановление кислорода Оа + 4Н+ + 4е -> 2Н2О, растворенного в водной фазе пасты и диффундирующего в толщу частиц, образующих пасту.
Коррозия токоведущих основ протекает по аналогичному механизму, с тем отличием, что сурьма в составе сплава образует катодные участки, на которых преимущественно может происходить восстановление кислорода. Катодные участки могут возникать и на поверхности свинца вследствие ее неоднородности, либо вследствие дифференциальной аэрации. Решетки из сплавов системы РЬ—Sb достаточно легко корродируют при отверждении пластин, обусловливая хорошую связь решетки с пастой. Решетки из чистого свинца гораздо медленнее корродируют, что можно объяснить заторможенностью катодной реакции. Таким образом, прочность связи решетки с пастой в значительной мере определяется реакцией восстановления кислорода, поэтому ускорение этой реакции будет 118
способствовать упрочнению пластин. Введение в решетку металлов, на которых легко протекает восстановление О2, уменьшает время, необходимое для создания прочной связи пасты с решеткой. Введение в пасту веществ, которые могут быть катодно восстановлены легче чем О2, также способствует улучшению связи высушенной пасты с решеткой.
Как показано в работе Пирсона [4-16 ], окисление свинца и испарение воды в процессе сушки пластин после намазки протекают одновременно и тесно связаны друг с другом (рис. 4-6). Вода слу-
Рис. 4-7. Изменение во времени содержания 3- и 4-основного свинца в электродной пасте
С другой стороны, теплота, выделяющаяся в результате окисления РЬ -> РЬО, способствует испарению влаги. Решетка поглощает тепло, поэтому процесс окисления решетки до прогревания всей массы протекает медленно. Пирсоном установлена также определенная зависимость состава высушенной пасты ,от температуры сушки. При относительно высоких температурах (80—90°С) трехосновный сульфат свинца превращается в четырехосновный (рис. 4-7). Если же пластины выдерживались при температуре —50°С, состав пасты изменялся исключительно вследствие окисления металлического свинца. < Как будет показано ниже, состав пасты оказывает значительное влияние на структуру активной массы аккумуляторных электродов.
Процессы, протекающие при приготовлении электродных паст, обстоятельно изучались в последние годы Павловым и его сотрудниками [4-34—4-351, Авторы показали, что рост концентрации H2SO4 от 0 до 8% (относительно массы свинцового порошка) приводит к увеличению содержания в пасте 3PbSO4-PbO-Н2О. Дальнейшее повышение концентрации кислоты до 12% ведет к образованию PbO-PbSO4. С ростом температуры возрастает содержание в пасте 4PbO-PbSO4 и (при высоких концентрациях H2SO4) —
119
PbOPbSO4. Пористость сухих паст и морфология кристаллов также проявляют зависимость от условий приготовления пасты [4-35]. Авторы цитированных работ считают электродные пасты неравновесными системами, состав и свойства которых определяются кинетическими особенностями протекающих в них химических реакций.
2. Высокоактивные пасты для положительного электрода
Важное место в качественной характеристики современных свинцовых батарей занимает запас емкости в период сдаточных и начальных циклов. Емкость определяет продолжительность стартерного разряда при обычных и отрицательных температурах, разрядное напряжение батареи и некоторые другие важные характеристики.
В [4-17] исследовалась возможность повышения начальных характеристик за счет изменения режима приготовления паст положительного электрода.
Известно, что при изготовлении водных паст одинаковой консистенции путем введения в порошок вначале воды, а затем концентрированного раствора серной кислоты плотностью 1,40 г/см8 (способ В К) пасты получаются наименее плотными? Плотность их значительно снижается также с увеличением количества серной кислоты. Принятый в последнее время способ введения жидких фаз в порошок: вначале слабого раствора серной кислоты, а затем более концентрированного (способ КК) —дает несколько более плотные пасты чем способ В К. Если же в порошок вначале вводить раствор кислоты высокой концентрации, а затем воду (способ КВ), то при той же консистенции пасты плотность пасты значительно повышается. Таким образом, в зависимости от способа изготовления плотность пасты при одном и том же содержании моногидрата серной кислоты в рецепте может изменяться в значительных пределах. Например, при введении 40 г H2SO4 на 1 кг порошка плотность пасты может колебаться от 3,95 до 4,45 г/см3.
Способ КВ позволяет получить пасту с нормальными консистенцией и плотностью, но со значительно повышенным содержанием серной кислоты. В работе [4-17] было показано, что из таких паст можно получить положительные активные массы с повышенным коэффициентом использования на начальных циклах. При стартерных режимах разряда способ КВ обусловливает увеличение продолжительности разряда на 1 мин, а при длительных разрядах емкость возрастает примерно на 10%. В то же время срок службы батарей практически не изменяется.
В той Же, работе исследовалась возможность изготовления положительных паст нормальной плотности и консистенции из высо-коокисленных маловлагоемких свинцовых порошков путем увеличения содержания серной кислоты в рецепте. Как известно, пасты из высокоокисленных порошков вследствие их малой влагоемко-120
сти, обычно имеют либо чрезмерно высокую плотность, либо слишком жидкую консистенцию.
Результаты испытаний опытных батарей подтвердили возможность повышения начальных емкостных характеристик путем применения высокоокисленного свинцового порошка, содержащего до 78% РЬО, и одновременного увеличения количества серной кислоты в пасте до 50—60 г моногидрата на 1 кг порошка. Пасту при этом рекомендуется приготовлять по способу ВК.
Как показано в работе [4-18], увеличение содержания моногидрата серной кислоты в пасте способствует повышению истинной поверхности активной массы, уменьшению среднего диаметра и коэффициента извилистости пор. Все это служит непосредственной причиной увеличения начальной емкости аккумулятора.
Влияние ряда технологических факторов (концентрация ионов SOl- в пасте, температура и природа исходных окислов) на структуру активной массы положительного электрода изучалось в [4-19]. Авторы исследовали также зависимость разрядной емкости электрода от структуры последнего.
Было установлено, что увеличение концентрации сульфат-ионов в пасте увеличивает пористость и удельную поверхность активной массы. Повышение температуры обусловливает уменьшение объема пор и удельной поверхности. Электроды, полученные из окислов с высоким содержанием орторомбической модификации РЬО, имеют меньшее содержание РЬО2 и меньшую удельную поверхность, чем электроды из свинцового порошка. Уменьшение концентрации орторомбической РЬО ведет к росту удельной -поверхности и разрядной емкости электрода. Технологические особенности приготовления паст с добавками-связующими рассмотрены в [В-2].
3. Физико-механические характеристики паст
Структурно-механические свойства пасты, определяющие в известной степени ее технологические характеристики, обусловлены сцеплением крупных игольчатых кристаллов основного сульфата свинца, образующих структурный каркас пасты. Этот факт был подтвержден в работе [4-20], посвященной изучению влияния расширителей на структуру и механические свойства пасты. Авторами было показано, что органические расширители, введенные в количестве 0,5%, уменьшают значение начального предельного напряжения сдвига (по сравнению с соответствующей величиной для пасты, не содержащей органических добавок). Было установлено также, что прочность паст в процессе хранения возрастает, но соотношение между прочностью паст, содержащих различные добавки, при этом не изменяется. Наиболее прочной-и быстро твердеющей является паста, не содержащая органических расширителей, наименее прочной — паста с расширителями типа дубителя № 4. Пасты с лигносульфоновыми расширителями занимают промежуточное положение.
5 Заказ № 1731
121
Электронно-микроскопические исследования показали, что в процессе хранения заметно увеличивается средний размер кристаллов: от долей микрона в свежеприготовленных пастах до десятков микрон в пастах, хранившихся длительное время. Таким образом, имеется определенная корреляция между средним размером кристаллов и прочностью пасты. Было также установлено, что присутствие в пасте расширителей изменяет соотношение между количеством тетрагональной окиси и трехосновного сульфата свинца. Наибольшее количество трехосновного сульфата обнаружено в пастах без добавок. Концентрация 3PbOPbSO4-H2O возрастает с увеличением температуры, при которой готовится паста. Введение добавок (дубитель № 4 и лигносульфонат кальция) уменьшает содержание основного сульфата.
В процессе хранения состав пасты заметно не изменяется. По мнению авторов [4-20], этот факт подтверждает вывод о том, что для упрочнения паст необходимо не просто присутствие основного сульфата свинца, а наличие определенной структуры, образованной сформировавшимися кристаллами основного сульфата.
Влияние расширителей на свойства паст носит двоякий характер. С одной стороны, эти вещества уменьшают общее содержание в пасте основного сульфата хвинца — соединения, из которого в дальнейшем образуется .структурный каркас. С другой стороны, расширители, адсорбируясь на гранях растущих кристаллов основного сульфата, ослабляют силы сцепления между этими кристаллами, что также понижает прочность пасты. Коагуляция расширителей и их десорбция, особенно при повышенных температурах, могут привести к схватыванию пасты.
При расчете устройств для транспортировки свинцовых паст выявилась необходимость определения ряда параметров, связанных с перемещением паст транспортерами или трубопроводами [4-21].
Объектом исследования служили пасты с влажностью от 20 до 28%. Для этих паст определялись физические характеристики: вязкость и динамическое сопротивление сдвигу, липкость, коэффи-4 циенты внутреннего трения и трения по стали.
Было найдено, что предельное напряжение сдвига а существенно зависит от влажности w пасты и уменьшается с увеличением последней:
w, % .... 20 22,3 24,4 26,4 28
а, Н/м* ... 1188 1188 528 528 484
Вязкость т] исследованных паст зависит от частоты вращения ротора вискозиметра v. Эта зависимость имеет гиперболический характер. Для пасты с влажностью, равной 26,4%, эта зависимость следующая:
м/с . • • 0,1 0,2 0,3 0,4 0,5 0,7
т), П . . . 40 25 20 18 10 10
122
Определение численных значений силы прилипания паст й зависимости ее от влажности проводилось по методу Качинского. Значения коэффициента липкости изученных паст, характеризующие усилие, необходимое для того, чтобы оторвать от образца пасты прилипший к нему диск, приведены ниже:
w9 %............. 20 24,4 28
Липкость, гс/см2 . . 3 2,3 1,75
Для определения коэффициента внутреннего трения исследуемая паста помещалась между двумя металлическими пластинами, одна из которых затем перемещалась относительно другой. Коэффициент внутреннего трения К определялся из соотношения: К = = F/N, где N — сила, действующая в направлении, перпендикулярном поверхности пластины, a F — сдвиг пластин относительно друг друга. По данным авторов, для исследованных паст К ж 0,5. Коэффициент трения пасты по стали р, определялся по методу предельного угла. Было найдено, что р, « 0,3.
Значительный интерес представляют теплофизические характеристики паст, к числу которых относятся объемная теплоемкость С, коэффициент теплопроводности % и коэффициент температуропроводности а — X/(Cd). Знание этих параметров необходимо для'выбора оптимальных режимов сушки пластин. Методы определения указанных характеристик для влажных материалов разработаны Г. В. Волоховым. При этом используются уравнения:
а = 4L2 Г In (Тс-—7\) — In (7\--Т2) "I (4_6)
Л2 _ т2 — Tj
—*Le-mx'\ (4-7)
ДТ ( л /’
где L — полутолщина испытуемого образца пасты, q — удельный тепловой поток, АТ — перепад температуры по толщине образца, т — время опыта, Тс — разность температур среды и какой-либо фиксированной точки образца в стационарном режиме, Т — то же при испарении (охлаждении).
Выражение в квадратных скобках уравнения (4-6) — положительное число, называемое темпом охлаждения или нагревания (/п), которое в течение эксперимента остается постоянным. Значение tn находят из наклона кривой (In Т, т). Величина X может быть также определена из уравнения для стационарного состояния:
K = = ., (4-8)
ДТ 23ДТ ' '
где — мощность, S — площадь нагревателя.
Для нахождения С используются плотности сухой d0 и влажной d пасты, а также влажность пасты w:
С = —, ad
(4-9)
5*
123
где
_ d = d0(l+w). (4-10)
Результаты изучения - теплофизических свойств аккумуляторных паст различной влажности представлены в табл. 4-1.
Таблица 4-1
Теплофизические характеристики аккумуляторных паст
W, % К, Вт/(м2-К) а. 10 7м2/с С-104Дж/(кг-К)
9,9 0,845 0,560 0,361
9,6 0,820 0,560 0,352
9,0 0,760 0,520 0,352
7,1 0,656 0,470 0,342
6,8 0,690 0,432 0,338
4,0 0,480 — —
1,8 0,330 0,406 0,210
Установлена линейная зависимость X и а от w:
k = Xo + kw, ' (4-11)
где Хо — теплопроводность сухой пасты, k — тангенс угла наклона кривой Х(да);
a — a0 + k'w, (4-12)
где а0 = 0,4-10-7 м2/с, k’ = 0,17-10-3.
Отклонение величин, рассчитанных по формуле (4-12), от опытных данных не превышает 5%.
4-5. СУШКА АККУМУЛЯТОРНЫХ ПЛАСТИН
1. Сушка свеженамазанных пластин
Аккумуляторные "пластины в процессе их производства подвергаются сушке дважды: после намазки и после формировки. Свеженамазанные пластины в принципе могут не сушиться перед формированием или подвергаться лишь подсушке, при которой из пластин удаляется немногим более 10—20% влаги. Однако этот, казалось бы, более экономичный способ изготовления пластин имеет малое применение, так как после формировки «сырых» пластин наблюдается повышенный процент брака из-за вспучивания активной массы.
В связи с этим в настоящее время почти повсеместно свеженамазанные пластины подвергаются сушке. При этом из пластин удаляется более 90% влаги. Для предотвращения образования трещин, особенно при интенсивных режимах сушки, пластины перед поступлением в сушило либо выдерживаются на стеллажах при комнатной температуре в течение 2—3 суток, либо карбонизируются 124
слабым раствором углекислого аммония (окунанием или орошением). Продолжительность такой обработки не превышает 2—3 мин. Образующаяся при этом поверхностная пленка из углекислого свинца толщиной 10—30 мкм надежно защищает пластину от растрескивания при последующей интенсивной сушке. Последняя проводится в 2—3-стадийных конвейерных сушилах непрерывного действия, работающих по принципу конвекции.
Режим работы сушил приведен в табл. 4-2. Конструктивные особенности этих сушил и технологический процесс сушки свеже-намазанных пластин описаны в [В-3].
Таблица 4-2
Режим работы конвейерных сушил при сушке свеженамазанных пластин стартерного типа
Параметр I стадия (I зона) II стадия (последующие зоны) III стадия (последняя зона)
Температура, °C ДО 150 30—80 80—110
Скорость воздуха, м/с 2—4 1—3 2—4
Влажность, % Продолжительность сушки, до 35 до 60 20—40
мин 5—10 15—40 5—10
Степень высушивания, % Содержание окиси в сухой 40—55 80—100 100
пасте, % — >70 74
Для аккумуляторных пластин, как и для большинства влажных материалов, характерна различная инерционность полей влажности и температуры, что обусловливает различную скорость просекания тепло- и массопереноса при высокоинтенсивной сушке. Нагрев пластин происходит значительно интенсивнее, чем обезвоживание. Это обстоятельство ограничивает возможности дальнейшей интенсификации процесса сушки пластин конвективным способом из-за появления трещин и ухудшения адгезии пасты к решетке. Причиной появления трещин, представляющих собой локальное разрушение пасты (часто на границах раздела решетка—паста), является развитие объемно-напряженного состояния, которое создается в пластине в результате усадочных явлений. Последние возникают как следствие неравномерного распределения массосодержания и температуры по сечению пластины.
Для устранения этих явлений изучалась возможность использования метода радиационно-конвективной сушки [4-22]. Преимущество данного метода состоит также и в том, что при сушке пластин с помощью инфракрасного излучения интенсивность испарения влаги (по сравнению с конвективной сушкой) значительно увеличивается.
Поскольку инерция поля влажности пасты при сушке во много раз превышает инерцию поля температуры, быстрое нарастание
125
температуры не позволяет удалить требуемое количество влаГи без превышения предельно допустимой температуры пластины. Следовательно, эффективность сушки пластин должна быть обеспечена подбором оптимальных скоростей нагрева и обезвоживания пасты.
Для этого П. С. Куц, П. М. Корниенко и др. предложили метод осциллирования, т. е. попеременный нагрев и охлаждение пластин через определенные промежутки времени. Это позволяет ис-' пользовать высокотемпературный нагрев при сохранении необходимого качества пластин. Процесс сушки при таком режиме состоит из ряда циклов, в каждом из которых нагретые до оптимальной температуры пластины охлаждаются в зоне промежуточного охлаждения. Применение осциллирующего режима способствует уменьшению нагрева и пересыхания поверхности пластин в процессе сушки, что позволяет повысить температуру теплоносителя, не превышая предела его термоустойчивости. При этом продолжительность сушки во много раз сокращается. Был установлен следующий оптимальный режим осциллирования: 10 с — нагрев и 10 с — охлаждение; продолжительность сушки — 5 мин.
Механизм данного метода сушки заключается, по-видимому, в следующем. Прогрев пластин, происходящий в условиях лучистого и конвективного теплообмена, вначале вызывает перемещение влаги по направлению теплового потока, т._ е. внутрь пластин. Затем начинается интенсивное испарение влаги при углублении поверхности испарения. Это ведет к 3—4-кратному увеличению допустимой плотности теплового потока на поверхности пластин (по сравнению с конвективным способом сушки) и, следовательно, к сокращению продолжительности сушки.
Радиационно-конвективный метод сушки не увеличивает исходную окисленность пасты, что открывает возможности использования данного метода также для сушки отформированных свин-цовых^пл астин.
2. Сушка заряженных (отформированных) пластин
Как отмечалось, отечественные стартерные батареи по начальным характеристикам нуждаются в серьезном улучшении. Так как причиной ограничения емкости батарей на начальных циклах является повышенная окисленность отрицательных' пластин и недостаточное содержание РЬО2 в положительных пластинах после их сушки, то большое внимание в работах, ведущихся по улучшению качества стартерных батарей, уделялось выбору режима сушки заряженных пластин.
В [4-23] обстоятельно исследовалось влияние температуры, влажности и скорости движения воздуха на интенсивность сушки и качество пластин. При этом для уменьшения окисления отрицательных пластин в их активную массу вводился ингибитор атмосферной коррозии свинца — а-оксинафтойная кислота. Ниже при-126
ведены основные результаты этой работы, завершившейся разработкой эффективного режима сушки пластин.
Сушка заряженных отрицательных пластин может быть успешно реализована несколькими способами:
1) Сушка в инертной парогазовой среде с использованием перегретого пара при температуре ~180°, азота, двуокиси углерода и др. [4-24].
2) Сушка в инертных по отношению к свинцу жидкостях, нагретых выше точки кипения. В качестве таких сред могут быть использованы: керосин, тяжелый бензин, тетралин и другие органические соединения.
3) Сушка в вакууме.
4) Сушка с использованием излучения и контактной теплопередачи. В первом случае используются инфракрасные лампы, а во втором — электроды, тесно контактирующие с нагретыми керамическими пластинами в условиях ограниченного доступа воздуха и беспрепятственного испарения влаги [4-24].
5) Сушка горячим воздухом после предварительной пропитки пластин в растворе ингибитора окисления свинца (анилин, глицерин, фенол, крезол, борная кислота, пленкообразующие соединения).
6) Сушка пластин, содержащих ингибиторы окисления в активной массе, горячим воздухом [4-1].
Анализ перечисленных способов сушки показал, что по своей технологичности, конструктивному оформлению и технико-экономическим показателям наилучшим является последний способ. Этот метод после детального экспериментального изучения нашел практическую реализацию на аккумуляторных заводах.
Было установлено, что при увеличении температуры сушки от 60 до 180°С при всех исследованных скоростях движения воздуха (от 2 до 6 м/с) продолжительность сушки сокращается более чем в 4 раза. При этом наибольшее влияние скорости движения воздуха обнаруживается при невысоких температурах сушки. В интервале температур от 60 до 100°С увеличение влажности воздуха от 20 до 30% удлиняет время сушки на 15—20%, а при увеличении влажности до 50% время сушки удлиняется на 25—30%. В области более высоких температур, где перегретый пар выступает в роли сушащего агента и теплоносителя, влияние влажности воздуха заметно уменьшается.
Увеличение скорости движения воздуха от 2 до 6 м/с приводит к двукратному снижению концентрации окиси свинца в активной массе пластин, содержащих добавку а-оксинафтойной кислоты. Этот эффект наблюдается при всех исследованных температурах сушки (60—180°С) и может быть объяснен тем, что с увеличением интенсивности удаления влаги из зоны сушки уменьшается возможность окисления пластин.
При изучении влияния температуры на сохранность органических добавок в электроде было установлено, что содержание по-
127
следних несколько уменьшается с ростом температуры. Это уменьшение менее заметно при умеренных температурах и становится значительным при температуре > 160°С. Аналогичное явление, имеющее место и при сушке свеженамазанных пластин, ограничивает возможности использования высоких температур сушащего воздуха. По данным послойного анализа, концентрация РЬО в поверхностном слое отрицательных пластин примерно втрое больше, чем в глубине пластины, а содержание органики в глубине пластины выше, чем на поверхности.
Зависимость продолжительности сушки положительных пластин от температуры и скорости движения воздуха аналогична описанной выше. Было обнаружено, что пластины, высушенные при высоких температурах (160—180°С), характеризуются несколько пониженной емкостью, что, возможно, связано с частичным взаимодействием РЬО2 и со свинцом решетки, ведущим к образованию плохо проводящей пленки РЬО на поверхности решетки. Поскольку скорость реакции конпропорционирования (РЬО2 + + РЬ -> 2РЬО) возрастает с увеличением температуры, последняя должна быть также ограничена.
В результате обширных экспериментальных исследований, проведенных В. В. Новодережкиным и его сотрудниками, предложен режим сушки электродов сухозаряженных стартерных батарей, представленный в табл. 4-3 [4-1].
Режим сушки (Сформированных пластин
Таблица 4-3
Электрод Температура, °C Влажность воздуха, % Скорость воздуха, м/с Удаление влаги, % Продолжи -тель-ность сушки, мин
I II 1 1 II 1 II I II
Отрицательный 170-190 100—140 < 20 < 30 2—10 2-10 55-85 15-45 10-20
Положительный 140—160 80—120 <25 <40 2-10 2—10 50—70 30-50 20—30
Примечание. При сушке пластин отрицательного электрода продолжительность I и II стадий примерно одинакова. При сушке положительных пластин продолжительность I стадии составляет ~5 мин.
В качестве ингибитора окисления губчатого свинца, наряду с а-оксинафтойной кислотой, может быть использована также борная кислота, добавляемая в пасту и в формировочный электролит [4-1].
Разработанный способ сушки аккумуляторных пластин позволил наладить производство сухозаряженных стартерных батарей, не требующих дополнительного подзаряда после заливки электролита.
128
4-6. ФОРМИРОВОЧНЫЙ ПРОЦЕСС
1. Формирование отрицательного электрода
Процесс формирования отрицательного электрода свинцового аккумулятора заключается в электрохимическом восстановлении соединений двухвалентного свинца, содержащихся в высушенной пасте, до металлического свинца. Формирование проводят обычно в разбавленном растворе серной кислоты (d « 1,07 г/см3) при температуре окружающего воздуха. В процессе электролиза электролит разогревается за счет джоулева тепла, а также наблюдается известный рост концентрации H2SO4 в результате восстановления среднего и основного сульфатов свинца.
В настоящее время, как правило, отрицательные и положительные пластины свинцового аккумулятора формируются совместно в специальных баках либо непосредственно в батарейных сосудах. В отдельных случаях отрицательный электрод аккумулятора может формироваться со специальными свинцовыми анодами, что обеспечивает наибольшую чистоту формируемых пластин.
Плотность формировочного тока обычно не превышает 2 А/дм2 (в расчете на геометрическую поверхность пластин). Существуют ступенчатые режимы формирования, параметры которых определяются типом изготовляемых аккумуляторов, характером применяемого оборудования и спецификой технологического процесса, предшествующего формированию пластин [4-25].
Процесс катодного восстановления электродной пасты в губчатый свинец Pb (II) -> РЬ отличается значительной сложностью. Кинетика этого процесса обстоятельно изучалась в последние годы. При этом широко использовались наряду с потенциометрическими методами способы оптической и электронной микроскопии.
Согласно наблюдениям Симона и Джонса [4-26], превращение соединений двухвалентного свинца в металлические кристаллы начинается в местах непосредственного контакта решетки с активной массой. В дальнейшем рост уже образовавшихся кристаллов свинца происходит параллельно с образованием новых центров кристаллизации. Поверхность формируемой пластины состоит из беспорядочно ориентированных дендритных кристаллитов свинца, расположенных на фоне сульфата. Отдельные кристаллы свинца характеризуются иглообразной формой.
Последующие исследования Симона [4-27] показали, что в ряде случаев дендритные кристаллы свинца первоначально образуются в толще сульфата. Восстановительный процесс начинается при этом на расстоянии примерно 100 мкм от наружной поверхности пластины. Затем дендриты свинца растут по направлению к центру электрода, сохраняя параллельную ориентацию. Автор наблюдал, что вокруг каждого растущего дендрита свинца имеется пространство, не заполненное твердой фазой. Из этих наблюдений делается
129
вывод о первоначальном переходе в раствор ионов РЬ2+, восстановление которых обусловливает рост кристаллитов свинца.
В конце формировки толщина невосстановленного поверхностного слоя значительно уменьшается и дендриты свинца достигают поверхности электрода. Эти поверхностные кристаллы отличаются более крупными размерами (по сравнению с кристаллами, находящимися в толще активной массы), расположены на большем расстоянии друг от друга и более беспорядочно ориентированы.
Как отмечено в работе Симона [4-27] при формировании некоторых пластин наблюдается интенсивный рост иглообразных кристаллов сульфата свинца, которые постепенно превращаются в свинец. Превращение PbSO4 -> РЬ начинается в произвольных точках вдоль дендритов сульфата. Образование сульфата в процессе формировки и его непосредственное восстановление в свинец может, по-видимому, играть заметную роль в кинетике формировочного процесса.
Изучение отформированных пластин позволило обнаружить значительное разнообразие форм и размеров кристаллов свинца. Определение истинной структуры этих кристаллов представляет весьма сложную задачу. Симон приходит к выводу, что механизм образования кристаллов свинца в процессе формирования отличается от механизма образования этих кристаллов при заряде. При формировании имеет место частичный переход основных сульфатов в раствор и последующее восстановление свинца из этого раствора. Наряду с этим основным процессом наблюдается также промежуточное образование иглообразных кристаллов сульфата свинца, которые претерпевают затем метасоматическое превраще-. ние в свинец. Последний процесс сходен в известной мере с явлением, происходящим при заряде отрицательногочэлектрода.
В работе Пирсона и др. [4-28] изучалось влияние добавки производных лигнина, применяемых в зарубежной практике в качестве органических расширителей, на ,формирование отрицательных пластин свинцового аккумулятора. Авторы указывают, прежде всего, на то, что добавки лигнина (1%) резко уменьшает растрескивание активной массы при сушке отформированных пластин. В соответствии с рассмотренными выше данными в [4-28] установлено заметное различие в структуре кристаллов свинца, расположенных на поверхности и в толще активной массы. Кристаллы, находящиеся на поверхности, характеризуются /более крупными размерами и более значительными межкристаллитными расстояниями. В пластинах, не содержащих органической добавки, наблюдалось наличие пустот, расположенных непосредственно под поверхностным слоем. Введение в активную массу 1% лигнина полностью устраняло это явление. Данное вещество вызывало также рост размера конгломератов свинца. Вблизи поверхности решетки наблюдались параллельно расположенные нити металла, находящиеся друг от друга на расстоянии 200—375 мкм. В остальных частях
130
активной массы не наблюдалось определенной ориентации кристаллов.
Авторы работы[4-28] предлагают детальный механизм дендритного роста свинца в процессе формирования отрицательного электрода. Кристаллы свинца образуют первоначально длинные иглы. Затем возникают вторичные ответвления (рис. 4-8), направление роста которых перпендикулярно направлению роста основного ствола. На более поздней стадии образуются третичные ответвления, расположенные под прямым углом друг к другу. Ком-
Рис. 4-8. Схема роста дендритов свинца в процессе формировки. Стрелка указывает направление роста
бинация третичных ответвлений и кристаллов, возникающих в пространстве между ними, может создавать почти сплошную пленку. В результате получается система параллельных слоев, основой которых служат дендриты свинца.
Пирсон и др. указывают на то, что наличие добавки лигнина существенно упрощает структуру активной массы. Предполагается, что лигнин почти не оказывает влияния на начальную стадию роста кристаллитов свинца, но подавляет рост вторичных ответвлений в результате адсорбции на боковой поверхности первичных стволов. Поэтому дальнейший процесс восстановления Pb (II) -* РЬ может происходить в присутствии лигнина главным образом за счет образования новых центров кристаллизации. Менее сложная структура активной массы делает ее более устойчивой к воздействию напряжений, возникающих в процессе испарения воды при сушке пластин. Благодаря этому, по-видимому, уменьшается вероятность образования трещин.
Обстоятельное исследование процесса формирования активной массы отрицательного электрода было проведено в [4-29]. Изучение характера распределения PbSO4 по поперечному сечению пла-
131
Рис. 4-9. Изменение относительной интенсивности дифракционных линий в процессе формирования отрицательного электрода: а — РЬОтето +
+ ЗРЬО-PbSO4 • Н2О; б— ЗРЬО-PbSO4-Н2О; в — PbSO4; г — РЬ + 3PbO-PbSO4-H2O О — на поверхности пластин; ± — в толще пластин
в поверхностном слое, интенсивно реагируют кислотой, превращаясь
стины показало, что сульфат свинца образуется сначала на поверхности пластины и постепенно распространяется к центру. Заметное восстановление PbSO4 РЬ начинается примерно через 8 ч после начала формировки, когда сульфат свинца распределен по всему поперечному сечению относительно равномерно.
Изменение фазового состава электродной /тасты в процессе формирования показано на рис. 4-9. Из этих данных следует, что окись и трехосновный сульфат свинца, находящиеся достаточно с серной в PbSO4. Образование свинца в первые 4 ч формировки происходит только на поверхности электрода, в основном за счет восстановления РЬО и 3PbO.PbSO4.H2O.
Схема элементарных химических и электродных реакций при формировании отрицательной активной массы представлена на рис. 4-10. В этой схеме отражены превращения, которые претерпевают два исходных соединения, обнаруженные в высушенной электродной пасте: окись и трехосновный сульфат свинца [4-29].
Согласно схеме на рис. 4-10, а, гидролиз РЬО (реакция Л) приводит первоначально к образованию ионов РЬ2+, которые могут катодно восстанавливаться по реакции (/'), а также участвовать в химических процессах (3) и (4). Ионы гидроксила, также возникающие при гидролизе РЬО, участвуют в реакции (3) и в процессе нейтрализации (2). Авторы работы [4-29] отмечают, что в зависимости от кислотности среды в формируемой пасте наряду с ионами РЬ2"1”, возможно существование комплексных образований: РЬ (ОН)+, РЬ (ОН)2, РЬ (ОН)Г и НРЬОГ, которые, однако, не рассматриваются в представленной на рис. 4-10 схеме. Кислотность среды будет определять также относительные скорости протекания реакций (3) и (4).
Согласно схеме, приведенной на рис. 4-10, б, гидролиз трехосновного сульфата свинца (В) приводит к образованию ионов РЬ2+, ОН”" и SO2”". Ионы РЬ2"1” могут участвовать как в электрохимическом восстановлении (1"), так и в химической реакции (4). Возмож-132
ность протекания этой реакции зависит от степени проникновения серной кислоты из толщи раствора в поры электрода.
Наряду с восстановлением ионов РЬ2+ в процессе формирования возможно также непосредственное восстановление имеющихся в пасте соединений свинца:
РЬО + 2Н+ + 2е -> РЬ + Н2О (<р° = 0,248 В), ЗРЬО- PbSO4 • Н2О + 6Н+ + 8е 4Pb. + SO2- + + 4Н2О (<р° = 0,030 В), PbSO4 + 2е -+ РЬ + SO2- (<р° = — 0,356 В).
а)
б)
H+
(2) H+OH^O (1‘) mPb2++ 2me —mPb L—-—। |
(A) PbO+H2O=2OH~+Pb2+
Н'
S04
(3) tOH+4Pb2++SO2-*- 3PbO-PbSO4-H2O+2H2O
(4) Pb2++59j~-*PbS04
I
(2) 6H++60H-=6H20 (1“)лРЬ2++2пе-^РЬ
_ ..~~...1 I +
(B)3Pb0-PbS04H20+2H20^60H"+4Pb2+S05
(A) /7?Pb2 + mS04^mPbS04 ।
* Io- 4- 1 Г
(5) mS02+2mH = /nH2SO4| t______________2____L
H2SOZ
। h2so4
f
(Г) mPb2++2me-^mPb
Рис. 4-10. Схема элементарных химических и электродных процессов при формировании отрицательного электрода; исходное соединение РЬО (а) или 3PbO-PbSO4-H2O (б)
Реакции восстановления РЬО и 3PbO PbSO4-H2O происходят, в основном, в первые часы формировки.
Расход ионов РЬ2+ вызывает нарушение электронейтральности раствора в порах формируемого электрода. Этот расход должен компенсироваться миграцией Н+-ионов из толщи раствора и ионов сульфата — в противоположном направлении. Потоки этих ионов контролируют продвижение зоны свинца в глубину пластины, поскольку локальное накопление ионов SO2- и ОН- должно снижать скорость катодного восстановления РЬ2+ -> РЬ.
В рассматриваемой работе [4-29] проводилось измерение пористости пластин на разных стадиях формировки. Установлено, что средний радиус пор у неформированных электродов составляет 0,1—0,3 мкм. В процессе формирования радиус возрастает до 0,6—8 мкм (преимущественно 1—4 мкм).1 Рост пористости связан с объемными изменениями, происходящими в процессе формировки.
1 Согласно данным работы [1-4], средний радиус пор активной массы отрицательного электрода существенно зависит от природы органических добавок. Для пластин, в которых в качестве расширителя использован дубитель БНФ, он составляет 4—10 мкм.
133
Наблюдаются две стадии изменения объемной пористости. В первый период (до 6-го часа формировки) объемная пористость уменьшается, что указывает на преобладающее влияние химических реакций. В конечный период формировки пористость возрастает. Это указывает на определяющую роль процесса восстановления сульфата свинца. Сказанное выше может быть подтверждено данными табл. 4-4, согласно которым процессы сульфатации ведут к увеличению объема, в то время как процессы катодного восстановления связаны с его уменьшением.
Таблица 4-4
Объемные изменения, сопровождающие химические и электродные реакции в процессе формировкц отрицательного электрода
Исходный продукт Конечный продукт Объемные изменения по отношению к начальному продукту, %
Формула П потное гь, г/см3 Молярный объем, см3/моль Формула Плотность, г/см3 Молярный объем, см3/моль
РЬ 11,34 18,28 —23
РЬОтетр 9,36 23,88 3PbO-PbSO4. •н2о 6,50 152,00 +60
РЬОортор 9,64 23,15
PbSO4 6,32 , 47,96 + 100
РЬ 11,34 12,28 —52
3PbO-PbSO4-H2O 6,50 152,00 PbSO4 6,32 47,96 +23
PbSO4 6,32 47,96 РЬ 11,34 12,28 —60
Авторы работы [4-29] приходят к выводу о том, что формирование отрицательной активной массы происходит в дв£ стадии. В период I стадии кристаллы РЬ возникают за счет восстановления РЬ2+-ионов, образующихся в результате гидролиза РЬО и 3PbO-PbSd4-H2O. Процесс РЬ2+ РЬ протекает при повышенных значениях pH раствора пор (в области pH 6) и ведет к образованию сетки из кристаллов РЬ, растущей от решетки к поверхности пластины. В дальнейшем возможен также рост кристаллов РЬ в обратном направлении (от поверхности в глубь активной массы).
В период II стадии происходит восстановление кристаллов сульфата свинца на первоначально образовавшейся сетке из кристаллов РЬ. Это приводит к появлению вторичной структуры отрицательной активной массы, свойства которой зависят от условий формировки.
В процессе формирования отрицательных пластин иногда наблюдается образование вздутий (пузырей). Исследованию этого явления посвящена работа Ярднела [4-30]. Автор установил, что возникновение пузырей наблюдается в том случае, когда формиро-134
ванне ведется в условиях свободной сборки. При батарейном формировании, когда губчатый свинец лишен возможности свободно расширяться, пузыри не образуются.
В работе [4-30] изучался процесс формирования пасты, приготовленной из четырехосновного сульфата свинца на воде с добавкой 2% расширителя (AX-expander, National Lead Companie), в растворах H2SO4 плотности 1,005—1 210 г/см3 при плотности тока / = 0,35 А/дм2.
На рис. 4-11 представлены типичные кривые изменения потенциала в процессе формирования. Кривые показывают резкий переход от области восстановления свинца Pb (II) -> РЬ (левая часть рисунка) к области, соответствующей выделению водорода Н+ -> Н2 (правая часть рисунка). Резкий сдвиг потенциала в отрицательную сторону наблюдается после завершения формировочного процесса, который протекает со 100%-ным вы-ходом по току..
Детальное рассмотрение начального участка кривых изменения потенциала во времени, снятых в разбавленных растворах H2SO4, приводит к выводу о последовательном протекании следующих процессов:
4РЬО • PbSO4 ЗРЬО • PbSO4 -> ->PbO-PbSO4->PbSO4->Pb. [(4-13)
Рис. 4-11. Изменение потенциала отрицательной пластины аккумулятора в процессе формирования в растворе серной кислоты плотности, г/см3:
1 — 1,005; 2 — 1,015; 3 — 1,030; 4 — 1,050 и 5 — 1,210. Потенциал измерен относительно Н£/Н£2$О4-электрода
При погружении электрода в раствор H2SO4 на поверхности пластины возникает сульфат свинца в результате реакции 4PbOPbSO4 с серной кислотой. Этот поверхностный слой PbSO4 последним восстанавливается в процессе формирования. Предполагается, что образующийся на поверхности свинец отличается пониженной пористостью. Толщина поверхностного слоя возрастает с увеличением концентрации H2SO4. Так, она не превышает 0,005 см в электролите плотностью 1,005 г/см3 и колеблется в пределах 0,094—0,142 см в электролите плотностью 1,210 г/см3.
В конце формировки, когда начинается выделение водорода, последний процесс может происходить под еще не восстановленным поверхностным слоем сульфата, что вызывает вздутие поверхностного слоя. Вероятность образования пузырей повышается по мере увеличения концентрации H2SO4, так как при этом возрастают толщина* и плотность поверхностного слоя. Наличие металличе-
135
ских примесей, характеризующихся низким водородным перенапряжением, повышает возможность образования пузырей в активной массе отрицательных пластин. Таким образом, снижение концентрации формировочного электролита и повышение чистоты исходных материалов являются эффективными средствами борьбы с образованием вздутий активной массы при формировании отрицательного электрода.
2. Формирование положительного электрода
Процесс формирования активной массы положительного электрода обстоятельно изучался многими исследователями. Разностороннему изучению реакций анодного окисления электродной пасты в двуокись свинца посвящена, в частности, работа [4-26], а также опубликованные в последние годы [4-16], [4-31], [4-32] и [4-33]. Значительное внимание в .этих работах уделено проблеме образования а- и р-модификаций двуокиси свинца в процессе формирования и влиянию свойств пасты, а также условий электролиза на фазовый состав активной массы. Как известно [В-2], соотношение концентраций а- и р-РЬО2 в значительной мере определяет начальные емкостные характеристики положительного электрода.
Согласно данным Симона и Джонса [4-26], формирование положительных пластин начинается на поверхности решетки, постепенно распространяясь к наружной поверхности пластины. В от-формированной активной массе установлено присутствие обеих кристаллических модификаций РЬО2, различающихся морфологией кристаллов. Было замечено, что кристаллы сульфата свинца превращаются в двуокись без заметного изменения внешней формы. Степень формировки и структура активной массы существенно зависят от условий электролиза. Так, при заданном количестве пропущенного электричества наибольшее ^одержание РЬО2 достигается в диапазоне температур: + (40 — 60)°С, при наиболее низкой концентрации H2SO4 (d = 1,05 г/см3) и плотности тока (0,025 А/дм2).
Авторы [4-26]1 установили симбатное изменение концентрации PbSO4-3PbOH2O в пасте и а-РЬО2 в отформированной активной массе. Кристаллы а-РЬО2 при определенных условиях создают пространственную ячеистую структуру, способствующую увеличению проводимости активной массы и срока ее службы за счет упрочнения массы.
Как показано в работе Пирсона [4-16], окисление электродной пасты при плотности тока 3,3 А/дм2 протекает крайне неравномерно. Первоначально формируются поверхности кристаллов, где электропроводность наиболее велика. Затем процесс распространяется в толщу кристаллов. Микроскопические наблюдения Пирсона подтвердили метасоматический характер превращения исход-- ных соединений двухвалентного свинца в РЬО2, что свидетельствует в пользу твердофазного механизма окислительных реакций, 136
Окисление металлического свинца, имеющегося в электродной пасте, приводит к получению ромбической модификации РЬО2, в то время как окисные соединения превращаются при дальнейшем окислении в смесь а- и р-РЬО2.
Автор приходит к выводу о нежелательности присутствия металлического свинца в сухой пасте, так как участие его в электропроводности весьма невелико, а образующаяся при анодном окислении свинца а-РЬО2 характеризуется пониженной разрядной емкостью.
Согласно данным, полученным в работе [4-16], существенное влияние на протекание формировочного процесса оказывает режим сушки пластин после их намазки. При высокотемпературной сушке мелкие кристаллы трехосновного сульфата свинца рекристаллизуются в более крупные частицы четырехосновного сульфата. Эта рекристаллизация сопровождается обычно изменением цвета пластин от желто-бежевого к красно-оранжевому. Кристаллы четырехосновного сульфата окисляются при формировке в основном только по поверхности. Это приводит к низкому суммарному содержанию РЬО2 в отформированных пластинах (—52%). Кроме того, концентрацця а-РЬО2 в этом случае довольно значительна (—37%). В процессе последующего циклирования формируется толща кристаллов, что ведет к росту концентрации аккумуляторного электролита. Пирсон отмечает, что наряду с указанными выше отрицательными явлениями наличие четырехосновного сульфата может обусловливать известное улучшение эксплуатационных свойств положительного электрода. В частности, значительный размер и высокая плотность кристаллов повышают механическую прочность активной массы.
В активной массе пластин, высушенных после намазки при низких температурах, преобладают мелкодисперсные кристаллы Р-РЬО2. Содержание а-РЬО2 составляет в этом случае 23—28%. По мнению Пирсона, для улучшения разрядных характеристик положительного электрода следовало бы разработать метод формировки, позволяющий полностью окислять центральную часть кристаллов основного сульфата в р-РЬО2. Это позволило бы создать ячеистую структуру активной массы с плотным, хорошо проводящим наружным слоем (а-РЬО2), окружающим центральную часть, где локализованы мелкодисперсные кристаллы р-РЬО2.
В работе [4-32] для изучения формировочных процессов использованы электронно-микроскопичесйш и рентгенографический методы. Пластины, в составе которых установлено наличие смеси PbSO4-3PbOH2O, РЬО (ромбической и тетрагональной) и РЬ, формировались в растворе H2SO4 плотности 1,060 г/см3. Согласно полученным данным, в начальный период формировки проходят химические реакции превращения трехосновного сульфата и орторомбической окиси в средний сульфат свинца. В последующие периоды происходит анодное окисление этих соединений в а- и р-РЬО2. Последовательность реакций на поверхности электрода и в толще
137
активной массы одинакова в течение всей формировки. Однако в отформированной пластине а-РЬО2 не обнаруживается в поверхностном слое. Наличие значительного количества PbSO4 на поверхности пластин обусловливает образование |3-РЬО2 в процессе анодного окисления; а-РЬО2 образуется преимущественно в глубинных слоях активной масбы. По данным,Батлера и др., в составе полностью отформированной активной массы положительного электрода содержится 81% РЬО2 (а- и р-модификацйи), 17% РЬО (тетрагональной) и 2% приходится на РЬ и PbSO4.
В работе Павлова и др. [4-33] изучалась кинетика изменения фазового и химического состава положительной активной массы в процессе формирования в растворах с различными значениями pH: 0,25 (раствор H2SO4 плотности 1,05), 0,20 (раствор H2SO4 плотности 1,15) и 7(0,7 М раствор Na2SO4). Во время формировки каждые два часа определялись следующие параметры: потенциал положительной пластины под нагрузкой и при разомкнутой цепи, фазовый состав пасты, химический состав пасты и распределение продуктов реакции по поверхности пластины.
На рис. 4-12, а представлено изменение интенсивности характеристических дифракционных линий 3PbO-PbSO4H2O, 2PbO PbSO4, PbSO4, РЬО, а- и 0-РЬО2 при формировке в растворе H2SO4 плотности 1,15 г/см3, а на рис. 4-12, б— результаты химического анализа активной массы в различные периоды формировки. Из приведенных данных следует, что основные сульфаты разлагаются в течение первых двух часов формировки, в то время как РЬО реагирует с кислотой в течение 6 ч. В результате этих процессов образуется PbSO4, количество которого вначале нарастает и начинает уменьшаться за счет анодного окисления только через 4 ч после начала формировки. Из рис. 4-12, а и б^видно также, что в течение первых 4 ч электрохимически окисляется до а-РЬО2 только РЬО (тетрагональная) и основные сульфаты; [3-модификация РЬО2 начинает интенсивно образовываться в последующий период в результате окисления PbSO4.
Характер временной зависимости электродного потенциала (рис. 4-12, в) отражает ход изменения площади активной поверхности электрода. В начале формировки плотность тока весьма велика вследствие малой площади проводящей поверхности решетки, что обусловливает значительную величину анодного потенциала. Образование РЬО2 приводит к росту поверхности, на которой возможно протекание электрохимических реакций. Это вызывает спад потенциала. Дальнейшее повышение и стабилизация потенциала объясняются существенной ролью процесса выделения кислорода в кинетике заключительной стадии формировки.
Описанные выше данные показывают, что формировочный процесс можно условно разделить на два периода. В первый период, продолжающийся примерно 4 ч, химически взаимодействуют тетрагональная РЬО и основные сульфаты с H2SO4. В результате образуется PbSO4. Кроме того, происходит электрохимическое окис
138
ление РЬО и основных сульфатов в а-РЬО2 и частично в (3-РЬО2. Во второй период сульфат свинца окисляется в 0-РЬО2, а также наблюдается окисление Н2О -> О2.
Результаты изучения взаимодействия электродной пасты с серной кислотой в отсутствие анодной поляризации показаны на
Рис. 4-12. Изменения: а — интенсивности I характеристических дифракционных линий ЗРЬО РЬ SO4-H2O с d=3,26 А (О), 2PbOPbSO4c d= = 2,95 А (•), PbSO4 с d=3,00 А (Д), Р — РЬО2 с d = 2,79 А (□) и тетрагональной РЬО + а-РЬО2 с d = = 3,12—3,13 А (); б—общего содержания с (%) a + Р — РЬО2 (*), PbSO4 (Д), РЬО (сум.) (Д); в — потенциала пластины ф (по отношению к Hg/Hg2SO4) под током (+) и при разомкнутой цепи (х) в процессе формировки в растворе H2SO4 плотности 1,15 г/см3
Рис. 4-13. Изменения: а — интенсивности I характеристических дифракционных линийЗРЬО- PbSO4- Н2О с d=3,26A°(O), 2PbO-PbSO4 с d= = 2,95 А (•), PbSO4 с d=3,00 А (Д) о и тетрагональной РЬО с d = 3,12 А (); б — суммарного количества РЬО (Д) и PbSO4 (Д); в — потенциала ф пластины (по отношению к Hg/Hg2SO4 — электроду) при нахождении пластин в растворе H2SO4 плотности 1,15 г/см3
рис. 4-13. Как видно из рисунка, основные сульфаты реагируют с H2SO4 в течение ~10 ч. Небольшое количество РЬО(~12%) остается в пластине даже после 18-часовой выдержки в растворе H2SO4. Сопоставление рис. 4-12 и 4-13 показывает, что скорость образования PbSO4 возрастает при наложении анодной поляризации.
139
В рассматриваемой работе [4-33] установлено, что процесс формирования протекает неравномерно по поверхности и толщине пластины. Разные области пластины находятся в некоторый заданный момент времени на различных стадиях формировки. В соответствии с описанными выше результатами установлено, что
Рис. 4-15. Изменения: а—интенсивности I характеристических дифракционных линий ЗРЬО-PbSO4-Н2О с d=3,26 А (О), 2PbO PbSO4 с d = = 2,95 А (•), PbSO4 с d= 3,00 А°(А) тетрагональной РвО с d=3,12 А (); б — количества (с, %) РЬО (Д) и PbSO4 (А)*, в—потенциала пластины (по отношению к Hg/Hg2SO4^eK-троду) при нахождении положительной пластины в растворе H2SO4 плотности 1,05 г/см3
Рис. 4-14. Изменения: а — интенсивности I характеристических дифракционных линий 3PbO-PbSO4- Н2О с d = 3,26 А (О), 2PbO-PbSO4 с d = = 2,95 А(«), PbSO4 с d= 3,00 А (А) Р — РЬО2 с d = 2,79 А (□) и тетрагональной РЬО + а—РЬО2 с d — = 3,12—3,13 А (Д); б — количества (с, %) а + р —РЬО2 (*), PbSO4 (А), и РЬО (сум.) (Д); в — потенциала ф пластины (по отношению к Hg/Hg2SO4 -электроду) под током (+) и при разомкнутой цепи (X) в процессе формировки в растворе H2SO4 плотности 1,05 г/см3
в отформированных электродах р-РЬО2 локализована преимущественно на наружной поверхности, а а-РЬО2— во внутренних слоях активной массы. .
Снижение концентрации формировочного электролита (рис. 4-14 — 4-15) уменьшает роль химического взаимодействия РЬО (свободной и связанной) с H2SO4. В результате первая стадия
140
формировки продолжается в растворе H2SO4 плотностью 1,05 г/см3 —8 ч, a p-PbQ2 начинает образовываться на шестом часу формировки. В активной массе, отформированной в разбавленном электролите, содержатся примерно одинаковые количества а- и р-РЬО2 (рис. 4-15, а). Как видно из рис. 4-15, скорость сульфатации пасты (без тока) сильно уменьшается со снижением концентрации H2SO4.
Формировочный процесс включает целый ряд элементарных стадий, среди которых могут быть названы: гидратация, разложение, растворение, диффузия, миграция, нейтрализация, перенос зарядов, образование центров кристаллизации, рост кристаллов и т. д. В зависимости от конкретных условий в порах активной массы формируемого электрода тот или иной процесс может ограничивать скорость. Поскольку объем раствора в порах относительно мал (по сравнению с размером поверхности), в толще электрода возможны быстрые изменения концентрации раствора, что благо-
приятствует протеканию процессов кристаллизации, растворения, а также гидратации и нейтрализации. Все эти процессы происходят поэтому с большой скоростью. С другой стороны, малый диаметр преобладающего числа пор определяет значительную роль диффузии и миграции ионов в кинетике формировочного процесса. Необходимо учесть также и то обстоятельство, что заряд ионов свинца возрастает при формировке (от 2 до 4). Для сохранения электронейтральности избыточные положительные заряды должны мигрировать из внутренних частей электрода в толщу раствора. Этот процесс может лимитировать скорости анодного окисления и роста кристаллов двуокиси свинца. Влияние поляризации на скорость миграции ионов позволяет объяснить различие в скорости химических реакций, протекающих в пластине, погруженной в раствор H2SO4, без тока и при протекании тока.
Указанные соображения и описанные выше экспериментальные результаты положены в основу схемы формировочного процесса, представленной на рис. 4-16. В качестве исходного продукта на рис. 4-16 принят трехосновный сульфат свинца. В результате проникновения воды в поры пластины 3PbO PbSO4 H2O гидролизуется. Благодаря гидролизу трехосновного сульфата в порах поддерживается определенная концентрация ионов Pb2+, SO2~
и ОН . В поры диффундирует также серная кислота (D
5ОГИР
н+>
рис. 4-16, а), которая реагирует с РЬ2+ и ОН- по схемам (7) и (2). Эти реакции ведут к нейтрализации РЬО и образованию PbSO4.
Внутренние участки пластины в течение значительного промежутка времени не подвергаются действию H2SO4. Трехосновный сульфат свинца в толще пластины находится в равновесии с ионами Pb2+, SO4~ и ОН- в растворе. Анодная поляризация вызывает окисление ионов РЬ2+ по схеме (3) _с последующим гидролизом РЬ4+-ионов по схеме (4). Образующиеся при этом ионы Н+
141
должйы для сохранения электронейтральности частично мигрировать в наружный раствор (Мн+). Благодаря этому раствор в порах подщелачивается, и становится возможным - образование а-РЬО2. Концентрация а-РЬО2 возрастает с увеличением содержания РЬО в пасте или, иначе говоря, с увеличением соотношения’концентра-ций РЬО и PbSO4. Соотношение PbO/PbSO4 зависит от количества серной кислоты, добавляемой в пасту при ее приготовлении, и изменяется в процессе формировки в’результате протекания реакций U). и (2).
Рост концентрации формировочного электролита и времени выдержки до включения тока приводит к увеличению содержания
' PSO4~*
(1) /nPb2++/nSOj-^/nPbS04
ЗРЬ0-РЬ8(Ц Н2О+2Н2О 4Pb2++ $04 + 60ГГ Ой*
(3) пРЬ2- гле-пРЬ4* (2) 2пОН + 2пН^2пН2Д
I - Г | ’
(4) пРЬ4++ 2пН20-пРЬ02+4пН+ _____________ Н20 | | . Мн+
РЬЗСЦ = Pb2+tSO^ *
(3) РЬ2+-2е—.РЬ4+ 1(5) 8(£-+2Н^-Н2ЗД, ’ I
(4) :РЬ4++2Н2О—4H'*’+pPW2
0н2$о4
2Н20=ае20Н"+ 2Н+
| 1_-1_
20Н"- 2е —102+ Н2«
Рис. 4-16. Схема элементарных химических и электродных процессов на первой (а) и на второй (б) стадиях формирования положительного электрода
PbSO4 и соответствующему снижению относительного количества а-РЬО2 в отформированной массе.
В течение второго периода формировки (рис. 4-16, б) PbSO4 окисляется в [}-РЬО2, а ионы ОН- в О2. Серная кислота, образующаяся по схеме (5), диффундирует из пор пластины в толщу раствора (OHjSOJ. В результате концентрация формировочного электролита увеличивается.
Описанный механизм формировочного процесса позволил авторам [4-33] предложить формулу, определяющую соотношение содержаний а- и р-РЬО2.в активной массе положительного электрода:
са _ срьо ~cPbso, ~ срьо (4 ।
СР cPbSO, + CPbSO, + СРЬО
где c°b0 — суммарное исходное количество РЬО, содержащейся в пасте в виде дискретной фазы или входящей в состав основных сульфатов, СрЬ0 — количество РЬО, окисляющейся в 0-РЬО2 в конце первой и в начале второй_стадии формировки за счет подкис-142
ления раствора в порах, Cpbso — начальное количество PbSO4 в составе основных сульфатов и Cpbso — количество PbSO4, образующегося в первый период формировки.
При наличии в пасте металлического (неокисленного) свинца, который, как известно, превращается при анодном окислении в а-РЬО2, к числителю в правой части уравнения (4-14) следует добавить дополнительное слагаемое
4-7. СБОРКА СВИНЦОВЫХ
АККУМУЛЯТОРОВ И БАТАРЕЙ
Технологический процесс сборки аккумуляторов состоит из ряда операций. Последовательность их такова: разрубка сдвоенных пластин на одинарные, зачистка ушков, пайка полублоков с бареткой, устранение подтеков сплава, вставка блока в ячейку моноблока, покрытие ячейки крышками, вставка уплотнителей зазора между крышками и стенками блока, припайка межэлементных соединений (МЭС), напайка выводных полюсов, заливка зазоров заливочной мастикой, оплавление поверхности мастики, проверка на герметичность, короткие замыкания и переполюсовку, вставка прокладок и ввинчивание пробок, упаковка и транспортировка изделий на склад.
Разрубку пластин производят на прессах Блиссе. С подъемной платформы сдвоенные пластины попадают в питатель. Пластины укладывают в стопку в специальные направляющие. Нижняя пластина при подготовительном ходе автомата толкателем подается на исходное место перед штампом станка Вторым движением механизма другой толкатель подает пластину на матрицу штампа. Вырубка падает на движущуюся ленту, которая проходит под разрубочными станкам-и, установленными в цехе в один ряд. Производительность станка — около 4500 пластин в час.
Разрубленные пластины направляют на конвейер пайки полублоков,, снабженный паяльными машинами. Паяльная машина имеет гребенку, состоящую из двух половин, расположенных на уровне высоты пластины и каркаса. Последняя половина гребенки сделана откидной. Для сборки полублока пластины одной полярности устанавливают ушками в пазы неподвижной половины гребенки, потом вторую половину гребенки подают впритык к первой, благодаря чему образуется литейное гнездо с торчащими ушками пластин. В гнездо вставляют баретку с выводным штырем, надетую на ушки, В каждой паяльной машине, таким образом, собирают одновременно по пять-шесть полублоков.
Припайку бареток к ушкам пластин. производят полуавтоматически. Собранные полублоки, двигаясь на конвейере, попадают под направленные языки пламени ряда водородных горелок, установленных над конвейером. Для пайки применяют паяльные прутки из сплава свинца с 5% сурьмы. Места припоя охлаждают обдувом холодного воздуха. В дальнейшем переднюю половину паяльной гребенки откидывают, вынимают блоки^ из паяльной машины и перекладывают на конвейер сборки батарей.
Сборку батарей осуществляют на ленточном конвейере, представляющем собой стол длиной 30—50 и шириной 0,7—0,9 м, посередине которого движется столешница шириной 0,5—0,6 м, состоящая из металлических или деревянных пластин, прикрепленных к тяговым цепям Галля.
Блоки аккумуляторных пластин вставляют в ячейки моноблоков, следя за тем, чтобы выводной штырь баретки отрицательного электрода данного блока соединялся с выводным штырем положительного электрода другого блока. Поверх блока накладывают предохранительный щиток из перфорированного винипласта, который предохраняет блок от коротких замыканий. Затем вставляется батарейная крышка. Выводные штыри электродов проходят через отверстия втулок крышки. Эти втулки плотно впрессованы в тело
143
крышки с таким расчетом, чтобы их верхняя кромка несколько возвышалась над крышкой. Поверх втулки накладывают кольцо МЭС, а поверх наплавляемых деталей наставляют формочку. Сплавление деталей осуществляют паяльным прутком из сплава РЬ + 5% Sb с помощью горелки с водородным пламенем.
На крайних выводных штырях электродов наплавляют контрольные полюса батареи. Для прикрепления крышки к корпусу моноблока и герметизации стыков ее краев со стенками ячейки моноблока применяют заливочную мастику.
Собранные таким образом батареи после вставки и ввинчивания пробок предъявляются ОТК. Принятые ОТК батареи цепным транспортером передают на склад готовой продукции.
Описанная схема сборки состоит из множества ручных операций, малопроизводительна и отличается большой трудоемкостью. В разное время делались попытки механизировать и автоматизировать процесс сборки батарей, но успеха они не имели. Лишь сравнительно недавно некоторым из зарубежных аккумуляторных фирм удалось разрешить эту сложную техническую задачу и создать высокопроизводительные автоматы по сборке батарей. К таким фирмам относятся «Винклер» "(США), «Лукас» и «Хлорайд» (Англия), «Варта» (ФРГ). Автоматы производительностью ~ 100 000 стартерных батат рей в год предполагается в дальнейшем использовать на отечественных аккумуляторных заводах.
СПИСОК ЛИТЕРАТУРЫ
К ВВЕДЕНИЮ
В-1. Цветная металлургия капиталистических и развивающихся стран в 1971 г. М., ЦНИИТЭЦветмет, 1973, с. 142—144.
В-2. Дасоян М. А., Агуф И. А. Современная теория свинцового аккумулятора. Л., «Энергия», 1975, 312 с. с ил.
В-3. Дасоян М. А., Новодережкин В. В., Томашевский Ф. Ф. Производство электрических аккумуляторов. М., «Высшая школа», 1970. 427 с. с ил.
К ГЛАВЕ 1
1-1. Агуф И. А.. Некоторые вопросы теории пористого электрода и процессы, протекающие в свинцовом аккумуляторе.— «Сб. работ по хим. ист. тока», вып. 3. Л., «Энергия», 1968, с. 87—100.
1-2. Baikie Р. Е., Gillibrand М. I., Peters К. Влияние температуры и плотности тока на емкость пластин свинцового аккумулятора.— «Electroch. Acta», 1972, vol. 17, № 5, р. 839—844.
1-3. Агуф И. А. Объемные изменения в активных массах свинцового аккумулятора.— «Сб. работ по хим. ист. тока», вып. 9. Л., «Энергия», 1974, с. 34—38.
1-4. Бессонова Т. М., Большакова Н. В., Животинский П. Б. Изменение структуры пористых пластин свинцовых аккумуляторов при работе.— «Сб. работ по хим. ист. тока», вып. 6. Л., «Энергия», 1971, с. 28—34.
1-5. Lehning Н. К математическому описанию электрохимических процессов в свинцовом аккумуляторе.— «Elektrotechn. Zts.», 1972, Bd. 93, № 2, S. 62—66.
1-6. Агуф И. А. К вопросу о распределении поляризации по толщине пористого электрода.— «Электротехника», 1968, № 11, с. 38—39.
1-7. Агуф И. А. Элементарный расчет некоторых характеристик пассиви-, рующих сульфатных пленок и предельных коэффициентов использования активных масс свинцового аккумулятора.— «Сб. работ по хим. ист. тока», вып. 10. Л., «Энергия», 1975, с. 49—56.
1-8. Селицкий И. А., Герчиков Б. А., Константинов М. М. Производство свинцовых аккумуляторов. М., Госэнергоиздат, 1947, 216 с. с ил.
1-9. Янченко В. С., Селицкий И. А. Зависимость емкости отрицательных пластин свинцового аккумулятора от их толщины и плотности тока.— «Сб. работ по хим. ист. тока», вып. 2. Л., «Энергия», 1967, с. 42—44.
1-10. Агуф И. А. Распределение потенциала по толщине отрицательного электрода свинцового аккумулятора в присутствии поверхностно-активных добавок.— «Сб. работ по хим. ист. тока», вып. 5. Л., «Энергия», 1970, с. 17—20.
1-11. Свинцовый аккумулятор. Авт. свидет. №361489, 18.9.1972 (Бюл. изобр. № 1, 1973). Авторы: М. А. Дасоян, И. А. Селицкий, В. С. Смолькова, Ю. А. Егоров и др.
1-12. Вайнел Д. Аккумуляторные батареи. М.—Л., Госэнергоиздат, 1960, 480 с. с ил.
145
1-13. Лызлов В. С. Методы расчета аккумуляторов.— «Сб. научно-исслед. работ по хим. ист. тока», изд. ЦАЛ, Л., 1935, вып. 1, с. 105—117; вып. 2, с. 41—55.
1-14. Белицкий Е. О роли контактной, поверхности.— «Сб. научно-исслед. работ по хим. ист. тока», вып. 4, Изд. ЦАЛ, Л., 1939, с. 15—34.
1-15. Бирюк К. И. Исследования в области усовершенствования конструкции стартерных батарей. Автореферат дис. на соиск. уч. степ. канд. техн. наук. МАДИ, 1975. 24 с.
1-16. Васильев В. Г. Расчет токоведущих деталей аккумуляторных батарей.— «Сб. работ по хим. ист. тока», вып. 2. Л., «Энергия», 1967, с. 45—50.
1-17. Новаковский А. М., Леви М. Н. О расчете химических источников тока. Там же, с. 199—208.
1-18. Gross S. Теплообразование в герметичных батареях.— «Energy Conversion», 1968, vol. 9, № 2, р. 55—62.
1-19. Рашевиц К. Тепловые потери в электрических аккумуляторах и расчет температурных режимов.— В кн.: «Энергоснабжение пассажирского поезда». Рига, «Зинантне», 1950, с. 135—145.
1-20. Юдилевич С. Р., Дасоян М. А. Расчет теплового режима охлаждаемых электрохимических систем.— «Электротехника», 1971, № 2, с. 56—58.
1-21. Абрамович С. Ф., Крючков Ю. С. Динамическая прочность судового оборудования. Л., «Судостроение»*, 1967/511. с. с ил.
1-22. Инструкция по расчету перекрытий на импульсивные нагрузки. М., Стройиздат, 1966. 134 с.
1-23. Справочник по динамике сооружений. М., «Стройиздат», 1972. 511 с.
1-24. Черномордик М. Е., Юдилевич С. Р., Дасоян М. А. Механический расчет свинцово-кислотных аккумуляторов.— «Сб. работ по хим. ист. тока», вып. 4. Л., «Энергия», 1969, с. 116—123.
1-25. Прочность, устойчивость, колебания. Справочник, т. 1. М., «Машиностроение», 1968, 831 с.
1-26. Вайнберг Д. В., Вайнберг Е. Д. Расчет пластин. Киев, «Буд1вельник», 1970. 435 с.
1-27. Voss Е., Huster G. Надежность свинцовых аккумуляторов.— «Chem.— Ing. —-Techn.», 1966, Bd. 38, № 6, S. 623—626.
1-28. Прокофьев А. А., Даниленко И. Ф. О расчете параметрической надежности изделий, имеющих усеченный закон распределения первоначальных параметров.— «Надежность и контроль кач-ва», 1972, № 1, с. 19—23.
1-29. Прокофьев А. А., Даниленко И. Ф. Оценка надежности короткоразрядных серебряно-цинковых элементов.— «Электротехн. пром.», 1971, № 6, с. 10.
К ГЛАВЕ 2
2-1. Дасоян М. А. Химические источники тока. Л., «Энергия», 1969, 587 с. с ил.
2-2. Животинский П. Б. Влияние сепараторов’на работу свинцов. аккумуляторов— «Сб. работ по хим. ист. тока», вып. 3. Л., «Энергия», 1968, с: 101 — 111.
2-3. Животинский П. Б., Бессонова Т. М. Сепараторы для свинцов. аккумуляторов— «Сб. работ по хим. ист. тока», вып. 7. Л., «Энергия», 1972, с.81—91.
2-4. Животинский П. Б. Методы производства сепараторов.— «Сб. работ по хим. ист. тока», вып. 4. Л., «Энергия», 1969, с. 130—140.
2-5. Животинский Л. Б., Бессонова Т. М. Производство сепараторов для свинцов. аккумуляторов за рубежом.— «Сб. работ по хим. ист. тока», вып. 7, Л., «Энергия», 1972, с. 91—98.
2-6. Животинский П. Б., Бессонова Т. М. Концентрационные цепи в свинцовых аккумуляторах.— «Журн. прикл. хим.», 1971, т. 5, № 6, с. 1276— 1281.
2-7. Бессонова Т. М. Исследование влияния микропористых сепараторов на работу свинцовых аккумуляторов. Автореферат дис. на соиск. уч. степ. канд. техн. наук. ЛТИ им. Ленсовета, 1975. 23 с.
146
2-8. Выбор поверхностно-активных веществ для улучшения смачивания сепараторов свинцовых аккумуляторов.— «Сб. работ по хим. ист. тока», вып. 6. Л., «Энергия», 1971, с. 34—41. Авт.: П. Б. Животинский, Т. М. Бессонова и др.
2-9. Материалы для аккумуляторных моноблоков.—«Электротехн. пром-сть», 1973. № 9 (27), с. 17—18. Авт.: А. А. Селиванова и др.
К ГЛАВЕ 3
3-1. Новый ряд свинцово-кислотных стационарных аккумуляторов с на-мазными пластинами.— «Сб. работ по хим. ист. тока», вып. 3. Л., «Энергия», 1968, с. 118—130. Авт.: В. И. Бариленко, В. Г. Белозеров и др.
3-2. Влияние давления на разрядные характеристики отрицательного электрода.— «Сб. работ по хим. ист. тока», вып. 5. Л., «Энергия», 1970, с. 31—37. Авт.: А. П. Сыровегина, М. А. Дасоян и др.
3-3. Дасоян М. А., Сыровегина А. П., Лащагин И. В. Влияние повышенных давлений на разрядные характеристики положительного электрода свинцового аккумулятора.— «Электротехн. пром.», 1970, № 2, с. 7—8.
3-4. Агуф И. А., Дасоян М. А., Сыровегина А. П. Влияние давления на поляризацию электродов свинцового аккумулятора в процессе разряда.— «Электротехн. пром-сть», 1970, № 3, с. 3—5.
3-5. Сыровегина А. П., Лащагин И. В., Волобуева К. И. Создание батарей для глубоководных аппаратов.— «Сб. работ по хим. ист. тока», вып. 10. Л., «Энергия», 1974, с. 82—89.
3-6. Сыровегина А. П. Исследования в области разработки свинцового аккумулятора, эксплуатируемого при высоких гидростатических давлениях. Автореферат дис. на соиск. уч. степ. канд. техн. наук. ЛТИ им. Ленсовета, 1975. 19 с.
3-7. Eberts К. Характеристики малогабаритных герметичных свинцовых аккумуляторов с неподвижным электролитом.— In: «Power Sources», 2. Oxford et al., 1970, p. 61—83.
3-8. Обзор патентов по герметичным свинцовым аккумуляторам.— «Электротехн. пром-сть», 1973, вып. 9(27), с. 28—30. Авт.: О. 3. Расина, Е. В. Паршикова и др.
3-9. Дасоян М. А., Агуф И. А. Проблема герметизации свинцового аккумулятора.— «Электротехн. пром-сть», 1974, вып. 8(35), с. 4—7.
3-10. Орки на Т. Н., Агуф И. А. Исследование электропроводности и структурно-реологических свойств гелеобразного электролита.— «Коллоидный журн.», 1975, т. 37, № 3, с. 579—583.
3-11. Mahato В. К., Weissman Е. Y., Laird Е. С. Некоторые аспекты рекомбинации газов в свинцовом аккумуляторе.— «J. Electroch. Soc.», 1974, vol. 121, № 1, р. 13—16.
3-12. Pierson J. R., Weinlein С. E., Wright С. E. Определение допустимой концентрации загрязнений в свинцовых аккумуляторах, не требующих ухода. — «9th Intern. Power [Sources Symp., 1974, Brighton, Engl” Preprint, 10 p.
3-13. Mahato В. K., Laird E. С. Рекомбинация газов в свинцовом аккумуляторе. То же, Preprint, 12 р.
3-14. Halmen R. Р., Christopher Н. А. Требования к удельной мощности и плотности энергии аккумуляторов, предназначенных для транспортных средств. Отчет № 71—С—706 фирмы «General Electric Company», Межд. симп. по преобраз, энергии. М., 1971. 38 с.
3-15. Кузнецова А. С. Современное состояние и перспективы работ по электромобилям и электроциклам. Обзор. Серпухов, изд. ОНТИ м-ва автопром, 1972, 47 с.
3-16. Новые батареи для транспорта.— «Elek. Bahnen», 1974, Bd. 45, № 5, S. 122.
3-17. Янченко В. С. Разработка свинцовых аккумуляторов повышенной удельной энергии для электромобилей. Автореферат дис. на соиск. уч. степ. канд. техн. наук. Иваново, ИХТИ, 1974. 27 с.
147
3-18. Gross S. Быстрый заряд свинцовых батарей.— «IEEE Conf. Rec. 8 th. Annu. Meet. Ind. Appl. Sac., Wise., 1973», N. Y., p. 905—912.
3-19. Colin N. Субсидирование конгрессом США исследовательских работ по электромобилям.— «Nature», 1975, vol. 257, № 5522, р. 81—82.
К ГЛАВЕ 4
4-1. Новодережкин В. В., Эйдман Г. И. Прогрессивная технология изготовления сухозаряженных свинцовых аккумуляторов.— «Электротехн. пром-сть», 1973, № 9 (27), с. 20—22.
4-2. Изучение некоторых процессов технологии производства сухозаряженных батарей.— «Сб. работ по хим. ист. тока», вып. 5. Л., «Энергия», 1970, с. 44—54. Авт.: Г. И. Маноим, М. А. Дасоян и др.
4-3. Этапы развития технологии производства свинцовых аккумуляторов.— «Сб. работ по хим. ист. тока», вып. 10. Л., «Энергия», 1975, с. 123—140. Авт.: В. В. Новодережкин, Е. Ф. Бордт и др.
4-4. Галузин Ю. П., Дасоян М. А. Развитие кокильного литья в аккумуляторной промышленности.— «Электротехника», 1965, № 8, с. 60—63.
4-5. Дасоян М. А., Гордякова Г. Н., Будылина Л. П. Влияние термической обработки на свойства мышьяковистых сплавов.— «Сб. работ по хим. ист. тока», вып. 5. Л., «Энергия», 1970, с. 5—11.
4-6. Дасоян М. А., Гордякова Г. Н., Ляндрес А. 3. Влияние различных факторов на качество решеток, отлитых из мышьяковистых сплавов. Там же, с. 11 — 17.
4-7. Коррозионностойкие сплавы для аккумуляторов.— «Сб. работ по хим. ист. тока», вып. 6. Л., «Энергия», 1971, с. 3—10. Авт.: М. А. Дасоян, Г. Н. Гордякова и др.
4-8. Машина для литья решеток. Каталог фирмы «Хлорайд». Междунар. электротехн. выставка. Москва, 1972.
4-9. Машовец В. П., Дариган-Сущ ев И. И. Влияние температурных условий на заполнение формы при литье свинцово-сурьмяных сплавов.— «Литейное производство», 1953, № 2, с. 18—21.
4-10. Дасоян М. А., Ратнер М. Л. Подбор покрытий для литейных форм аккумуляторных решеток.— «Литейное производство», 1957, № 7, с. 20—30.
4-11. Цибрик А. Н. Теплофизические основы литейной формы.— «Труды Украинского ин-та проблем литья», вып. 4. Киев, 1966, с. 36—38.
4-12. Теплоизоляционные покрытия для литейных форм.— В кн.: Инф.-техн. сборник. М., изд. ЦБТИ ЭП, 1958, № 4, с. 20—30. Авт.: М. А. Дасоян, М. Л. Ратнер, В. Д. Мурашев, Е. И. Смушкович.
4-13. Дасоян М. А. Выбор термостойких покрытий для литейных .форм.— В кн.:— «Новое в произв-ве хим. ист. тока», вып. 10. М., «Информэлек-тро», 1970, с. 10—19.
4-14. Новодережкин В. В. Об одном случае усталостного разрушения металлического свинца.— «Журн. техн, физ.», 1951, т. 21, № 12, с. 1569— 1570.
4-15. Barnes S. A., Mathieson R. Т. Диаграмма потенциал — pH для свинца и ее применение к изучению свинцовых аккумуляторов.— «Batteries», vol. 2, Perg. Press, 1965, p. 41—45.
4-16. Pierson J. R. Кристаллографические изменения в процессе изготовления положительной активной массы свинцового аккумулятора.— «Electrochem. Technol.», 1967, vol. 5, № 7—8, р. 323—327.
4-17. Нечепоренко 3. С., Новодережкин В. В., Дасоян М. А. Высокоактивные плотные пасты из свинцового порошка.— «Сб. работ по хим. ист. тока», в. 5. Л., «Энергия», 1970, с. 38—43.
4-18. Исследование влияния некоторых технологических факторов на структуру паст и отформированной активной массы положительного электрода свинцового аккумулятора.— «Сб. работ по хим. ист. тока», вып. 9. Л., «Энергия», 1974, с. 38—42. Авт.: Г. А. Коликова, Е. Ф. Бордт и др.
148
4-19. Влияние различных факторов на пористую структур] положительного электрода свинцово-кислотных батарей.— «Electrochim. Acta», 1972, vol. 17, № 8, р. 1353—1360. Авт.: Е. Skoluda, К. Nowaka. oth.
4-20. Влияние поверхностно-активных веществ на структуру и состав паст для отрицательного электрода свинцового аккумулятора.— «Электрохимия», 1971, т. 7, № 4, с. 581—583. Авт.: Э. Г. Ямпольская, М. И. Ершова и др.
4-21. Баранов А. И., Классен Э. И., Майоров Ю. С. Определение физических характеристик свинцовых паст.— «Сб. работ по хим. ист. тока», вып. 7. Л., «Энергия», 1972, с. 99—101.
4-22. Радиационно-конвективная сушка аккумуляторных пластин.— «Элек-тротехн. пром-сть», 1973, № 9 (27), с. 18—20. Авт.: П. С. Куц, Л. М. Корниенко и др.
4-23. Маноим Г. И., ДасоянМ. А., Новодережкин В. В. Изучение некоторых процессов технологии изготовления сухозаряженных батарей.— «Журн. прикл. хим.», 1971, т. 44, № 4, с. 799—807.
4-24. Malik I., Malikova N. Обзор технолргии изготовления сухозаряженных пластин свинцовых аккумуляторов.— «Electrotechn. Obzor», 1965, т. 54, № 2, с. 85—89.
4-25. Бордт Е. Ф., Новодережкин В. В., Коликова Г. А. Некоторые вопросы технологии формирования пластин свинцово-кислотных аккумуляторов автомобильного типа.— «Сб. работ по хим. ист. тока», вып. 7. Л., «Энергия», 1972, с. 48—54.
4-26. Simon А. С., Jones Е. L. Кристаллогенезис при формировании пластин свинцового аккумулятора.— «J. Electrochem. Soc.», 1962, vol. 109, № 9, р. 760—770.
4-27. Simon А. С. Аномалии в структуре отрицательного электрода свинцовых аккумуляторов.— Материалы межд. конф, по ист. тока. Брайтон, Англия, 23—25 сент. 1968 г., с. 29—48.
4-28. Pierson J. R., Gurlusky Р. Кристаллические изменения в процессе формирования свинцового электрода, содержащего производные лигнина.— «J. Electroch. Soc.», 1970, vol. 117, № 12, р. 1463—1470.
4-29. Процесс формирования отрицательных пластин свинцового аккумулятора.— «J. Electrochem. Soc.», 1974, vol. 121, № 7, р. 854—860. Авт.: D. Pavlov, V. Iliev, G. Papazov, E. Bashtavelova.
4-30. Jarnell C. F. Механизм образования пузырей на отрицательных пластинах свинцовых батарей.— «J. Electrochem. Soc.», 1972, vol. 119, № 1, р. 19—24.
4-31. Pierson J. R. Кристаллографическое и микроскопическое исследование положительных пластин свинцовых батарей. Материалы межд. конф, по ист. тока. Брайтон, Англия, 23—25 сент. 1968 г., с. 93—108.
4-32. Batler W. О., Venuto С. J., Wisler D. V. Электронно-микроскопическое исследование положительных электродов свинцовых аккумуляторов в процессе формирования.— «J. Electrochem. Soc.», 1970, vol. 117, № И, р. 1339—1342.
4-33. Pavlov D., Papazov G., Iliev V. Механизм процесса формирования положит. пластин свинц. аккумуляторов.— «J. Electrochem. Soc.», 1972, vol. 119, № 1, р. 8—19.
4-34. Павлов Д., Илиев В. Влияние расширителя на процессы приготовления пасты для отрицательных пластин свинцовых аккумуляторов.— «Электрохимия», 1975, т. 11, № 11, с. 1735—1737.
4-35. Pavlov D., Papazov G. Зависимость свойств положительных пластин свинцовых батарей от условий их изготовления.— «J. Appl. Electroch.», 1976, vol. 6, р. 339—345.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ ...................................................
Глава первая. ОСНОВЫ РАСЧЕТА СВИНЦОВЫХ АККУМУЛЯТОРОВ 1-1. Основные принципы электрического расчета свинцового аккумулятора .....................................................
1. Коэффициенты использования активных масс............
2. Расчет габаритов аккумуляторных пластин.............
3. Расчет объема и концентрации электролита............
4. Расчет токоведущих деталей..........................
1-2. Тепловой расчет свинцового аккумулятора.............
1-3. Механический расчет свинцового аккумулятора.........
1-4. Оценка надежности свинцовых батарей.................
Глава вторая. ОБЩИЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ СВИНЦОВЫХ АККУМУЛЯТОРОВ И БАТАРЕЙ И ОСНОВНЫЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ................................
2-1. Аккумуляторные электроды............................
2-2. Сепараторы в свинцовом аккумуляторе.................
2-3. Баки, крышки и методы укупорки...................' .
2-4. Соединительные элементы.............................
2-5. Вентиляционные пробки...............................
2-6. Элементы проектирования -свинцовых аккумуляторов....
Глава третья. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СОВРЕМЕННЫХ СВИНЦОВЫХ АККУМУЛЯТОРОВ И БАТАРЕЙ 3-1. Автомобильные аккумуляторные батареи...................
3-2. Стационарные аккумуляторы ..........................
3-3. Вагонные аккумуляторы...............................
3-4. Тяговые аккумуляторные батареи......................
3-5. Авиационные /батареи .......................f ... .
3-6. Аккумуляторы погружного типа........................
3-7. Герметичные аккумуляторы и батареи..................
3-8. Свинцовый аккумулятор и проблема электромобиля......
Глава четвертая. ВОПРОСЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА СВИНЦОВЫХ АККУМУЛЯТОРОВ.........................................
4-1. Схема производства стартерных батарей...............
4-2. Литье аккумуляторных решеток........................
1. Современные литьевые машины........................
2. Формы для отливки аккумуляторных решеток...........
3. Покрытия для литейных форм.........................
150
4-3. Получение свинцового порошка...........................114
4-4. Пасты для намазки аккумуляторных электродов...........116
1. Процесс приготовления электродных паст.................—
2. Высокоактивные пасты для положительного электрода . . . .120
3. Физико-механические характеристики паст...............121
4-5. Сушка аккумуляторных пластин...........................124
1. Сушка свеженамазанных пластин..........................—
2. Сушка заряженных (отформированных) пластин...........126
4-6. Формировочный процесс..................................129
1. Формирование отрицательного электрода..................—
2. Формирование положительного электрода.................136
4-7. Сборка свинцовых аккумуляторов и батарей...............143
СПИСОК ЛИТЕРАТУРЫ..............................................145
Мартин Аветисович Дасоян, Игорь Авраамович Агуф
ОСНОВЫ РАСЧЕТА, КОНСТРУИРОВАНИЯ И ТЕХНОЛОГИИ ПРОИЗВОДСТВА СВИНЦОВЫХ АККУМУЛЯТОРОВ
Редактор Б. И. Леонова
Художественный редактор Г. А. Гудков
Техн, редактор Н. Ф. Грачева
Корректор О. С. Денисенко
ИБ 702
Сдано в набор 23.06.1977 г. Подписано к печати 21.11.1977 г. М-12726. Формат бОХЭО1/^. Бум. тип. № 3. Литературная гарнитура. Печать высокая. Печ. л. 9,5. Уч.-изд л. 10,72. Заказ № 1731. Тираж 6000 экз. Цена 80 коп.
Ленинградское отделение издательства «Энергия», 192041, Ленинград, Марсово поле, 1.
Ленинградская типография № 4 Союзполиграфпрома при Государственном комитете Совета Министров СССР по делам издательств, полиграфии и книжной торговли. 196126, Ленинград, Социалистическая ул., 14.