/







































































Author: Михайов Е.И. Денищук Б.В.
Tags: производство газов автоматизация химические производства производство кислорода
Year: 1968




Text
МИХАЙЛОВ Е. И.,
ДЕНИЩУК Б. В.
ОСНОВЫ
АВТОМАТИЗАЦИИ
И МЕХАНИЗАЦИИ
КИСЛОРОДНОГО
ПРОИЗВОДСТВА
ИЗДАТЕЛЬСТВО «ХИМИЯ»
МОСКВА
19 6 8
УДК 661.932.012-52
М 69
Михайлов Е. И., Денищук Б. В. Основы автомати-
зации и механизации кислородного производства.
В книге обобщен отечественным опыт, накопленный наукой,
промышленностью и проектными организациями, в области авто-
матизации и механизации процессов разделения воздуха кисло-
родного производства. Приводимые в книге методы автоматиза-
ции и механизации могут быть применены не только иа азотио-
кислородных станциях, но и в других производствах, связанных
с глубоким охлаждением и сжатием газов.
Книга предназначена для широкого круга инженерно-техни-
ческих работников, научно-исследовательских институтов, про-
ектных организаций и предприятий кислородной и азотной про-
мышленности и металлургических комбинатов. Она может быть
также полезна преподавателям и студентам вузов, а также спе-
циалистам, занятым в области автоматизации и механизации
промышленных установок.
В книге содержатся 18 таблиц, 67 рисунков, 28 библиографи-
ческих ссылок.
3-14-2
202-68
СОДЕРЖАНИЕ
Предисловие ............................................................ 5
I. Основы автоматизации кислородных производств......................... 7
Основные направления механизации и автоматизации кислородных
станций........................................................ 7
Технологические основы автоматизации и механизации кислородных
станций 9
II. Приборы и средства автоматизации....................................14
Автоматический контроль ......................................... 14
Надежность приборов контроля и средств автоматизации..............21
Общая государственная система приборов ...........................23
Дистанционное управление ........................................ 24
III. Автоматизация кислородных станций..................................34
Требования к автоматизации основного оборудования ............... 34
Блоки разделения воздуха ........................................ 34
Воздушные компрессоры............................................ 35
Общие требования к автоматизации кислородных установок .... 41
IV. Основы автоматизации воздухоразделительиых установок...............43
Общие требования..................................................43
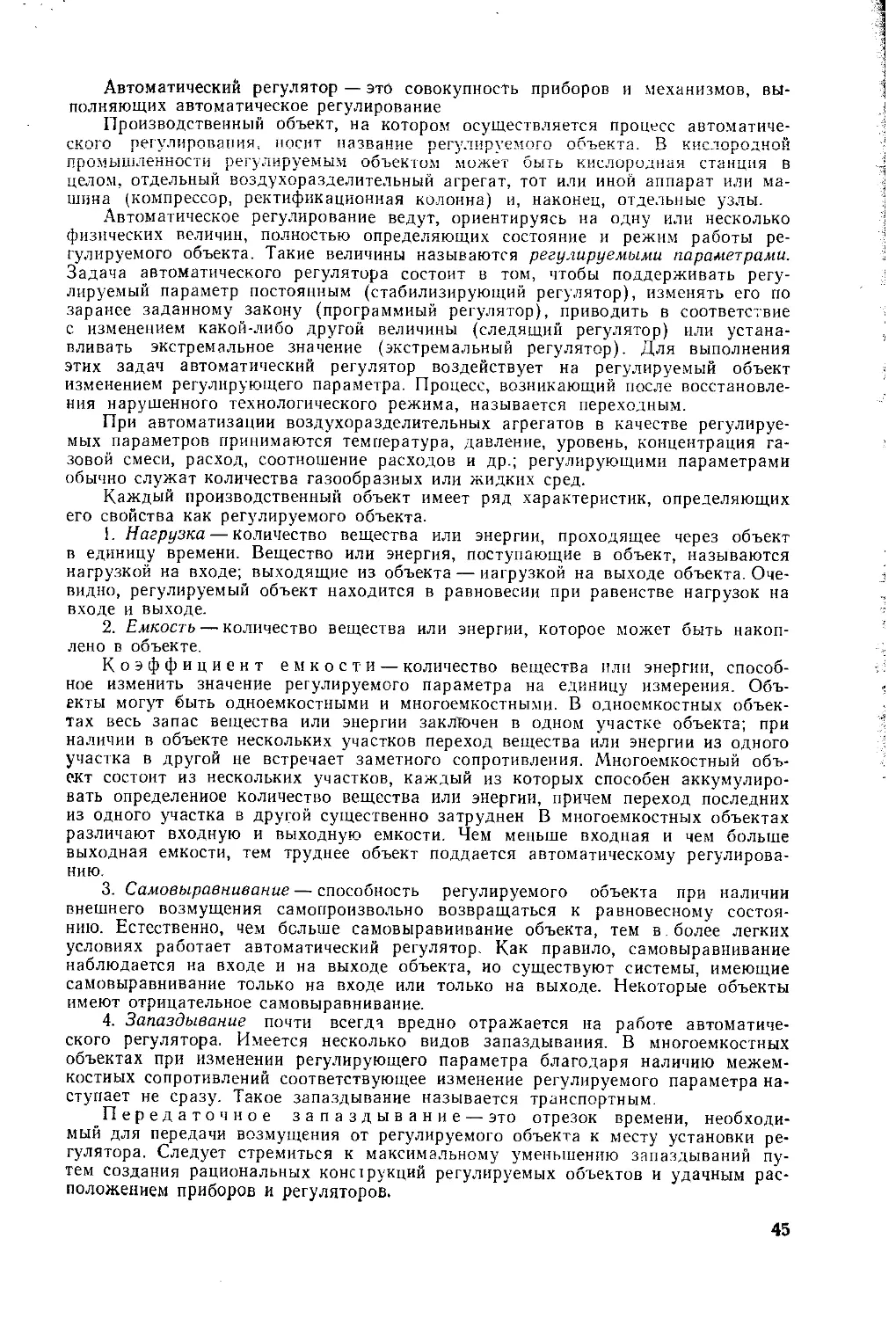
Элементы теории автоматического регулирования.....................44
Воздухоразделительная установка как объект регулирования .... 52
Методика получения динамических характеристик воздухоразделитель-
ных установок.................................................... 56
Автоматизация установок высокого давления ....................... 61
Автоматизация установок с двумя давлениями перерабатываемого
воздуха ..........................................................64
Автоматизация установок низкого давления ........................ 70
V. Средства автоматизации блоков разделения воздуха ................... 75
Регулирование уровня жидкости ...................................76
Регулирование соотношения потоков.........................7б
Регулирование концентрации ..................................... 77
Работа регуляторов при прерывистом регулировании ................ 7ь
Регулирование температуры насадки в средней части регенераторов 82
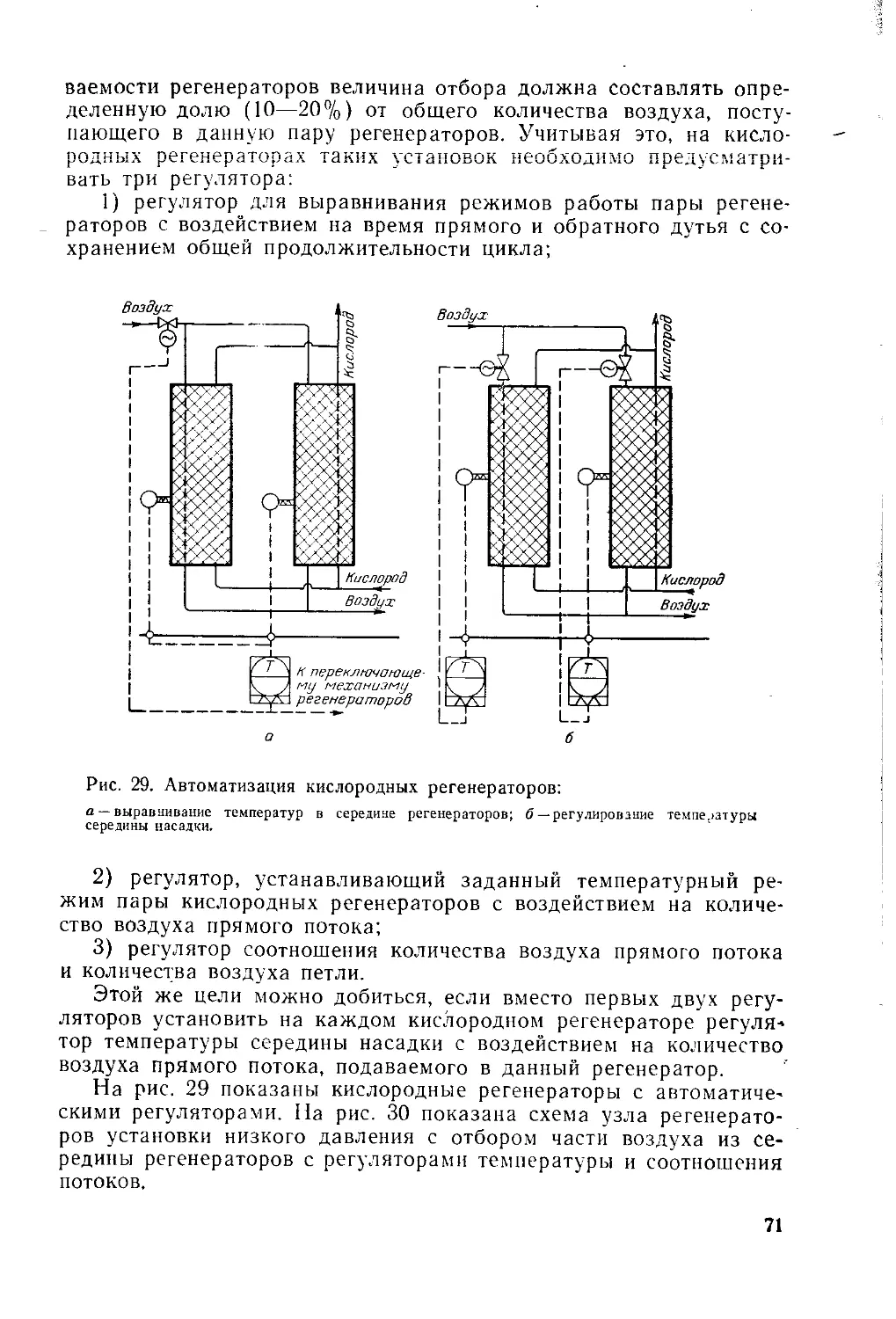
Выравнивание температурного режима пары регенераторов .... 85
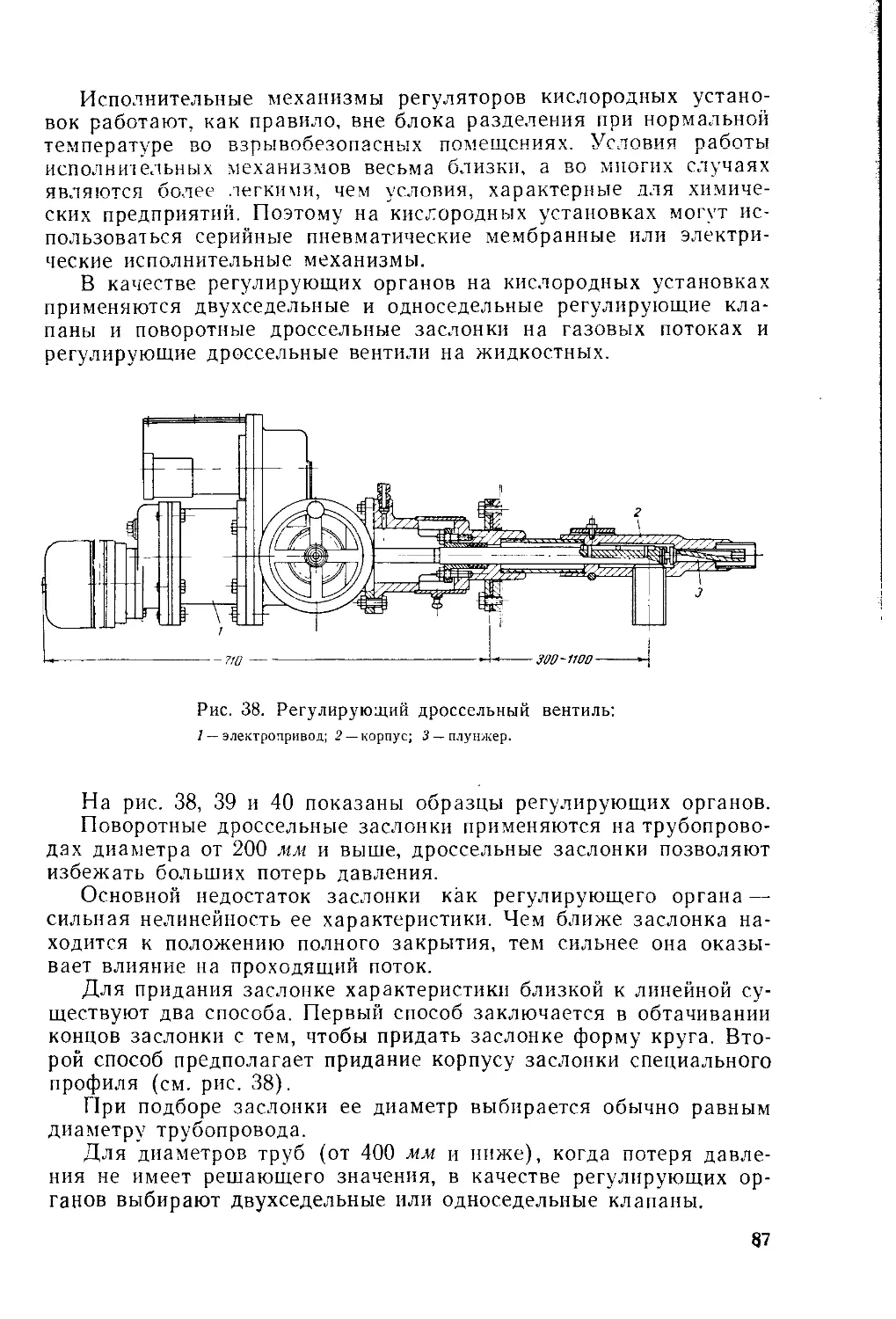
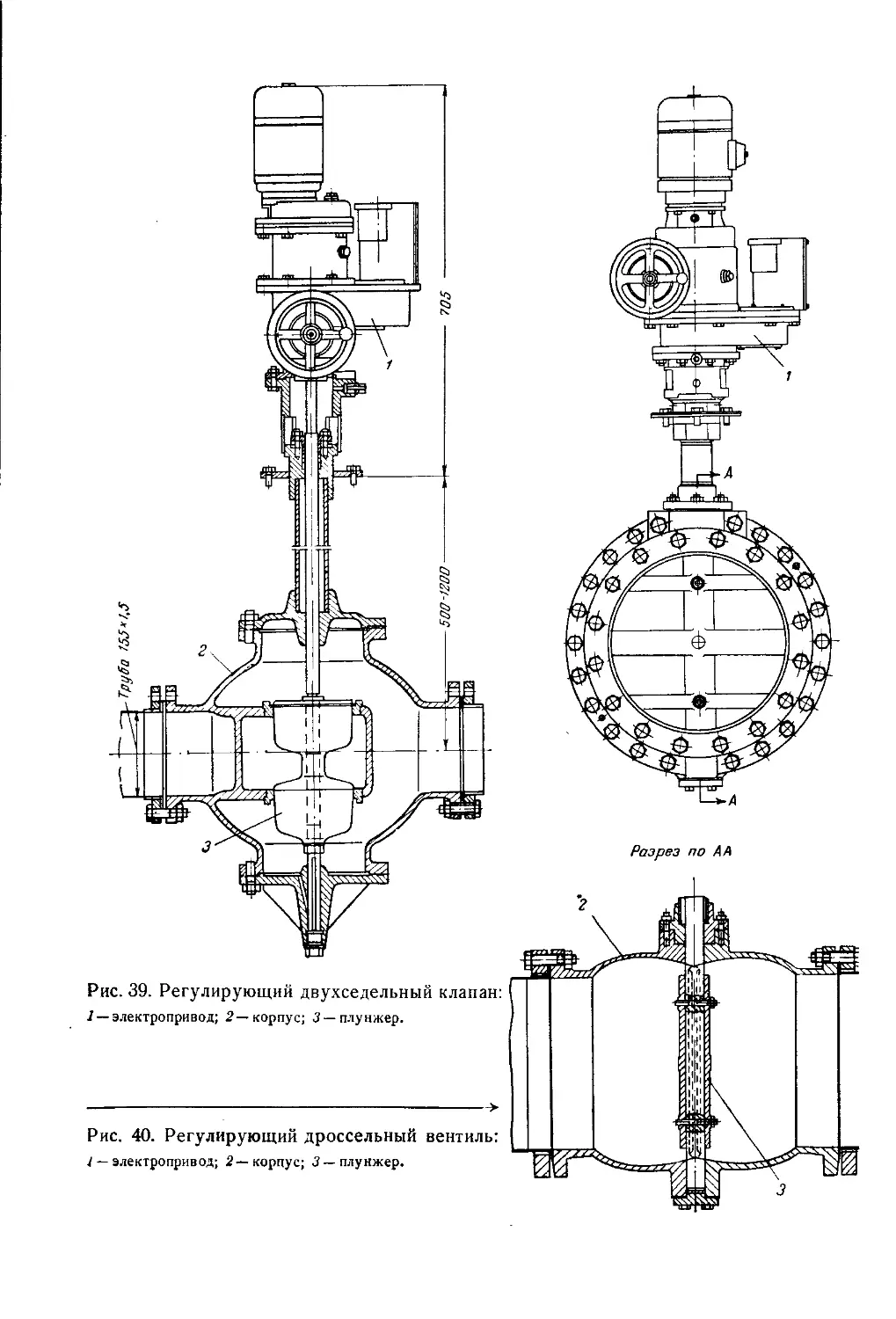
Исполнительные механизмы и регулирующие органы....................8о
VI. Автоматизация основных цехов.......................................91
Воздухоразделительный цех.........................................91
Цех компрессии ...................................................93
VII. Автоматизация вспомогательных цехов.............................. 95
Цех наполнения баллонов ... 95
Цех очистки аргона .............................................. 95
Цех очистки криптона..............................................97
6
VIII. Управление производством продуктов разделения воздуха...............98
Оперативно-диспетчерская система управления ....................... 98
Автоматические системы управления..................................103
Управляющие математические машины..................................107
Управление производством по технико-экономическим показателям . . 112
IX. Промышленное телевидение, связь и сигнализация.................121
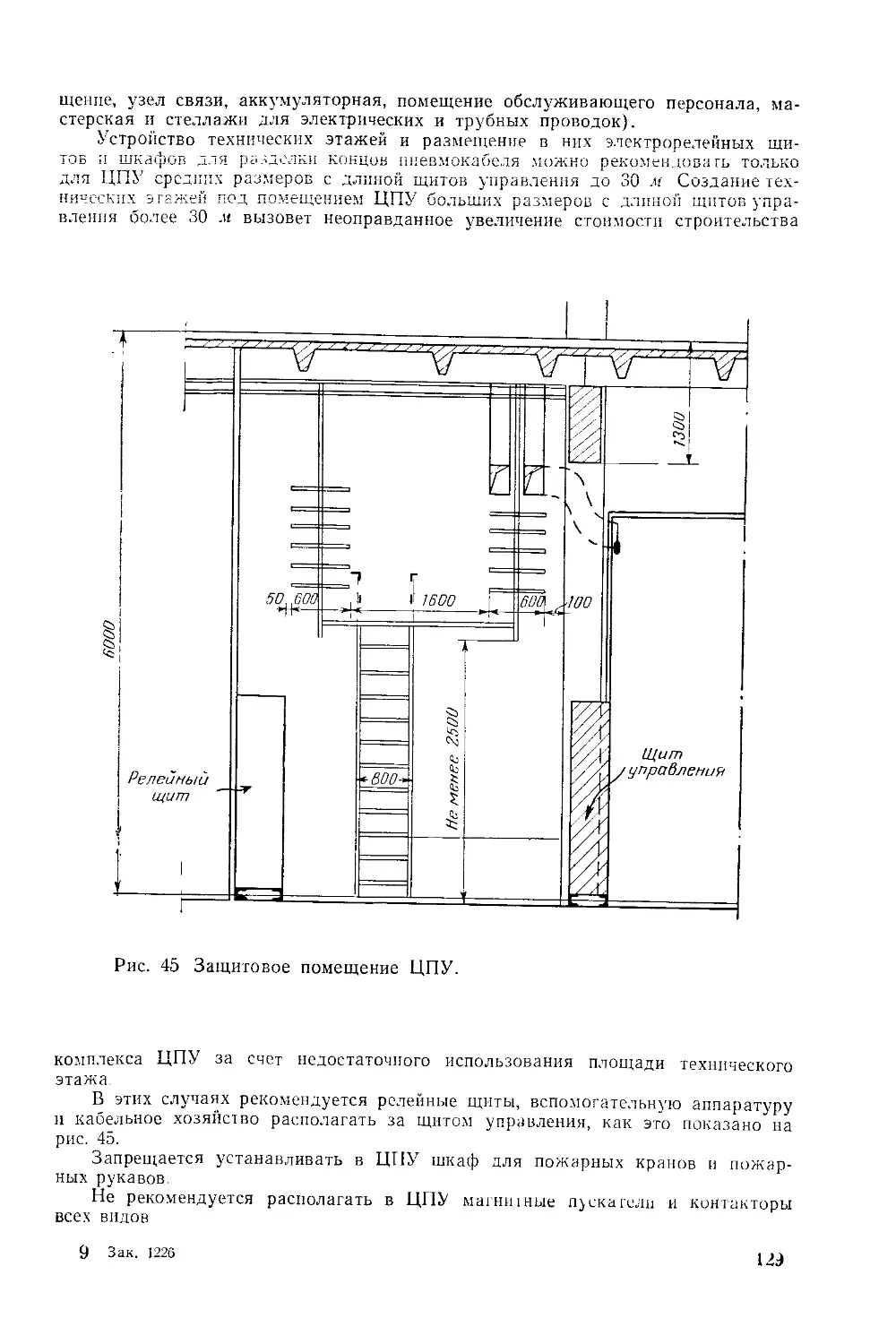
X. Центральный пункт управления кислородным производством .... 124
Расположение ЦПУ..............................................125
Общие требования к ЦПУ........................................127
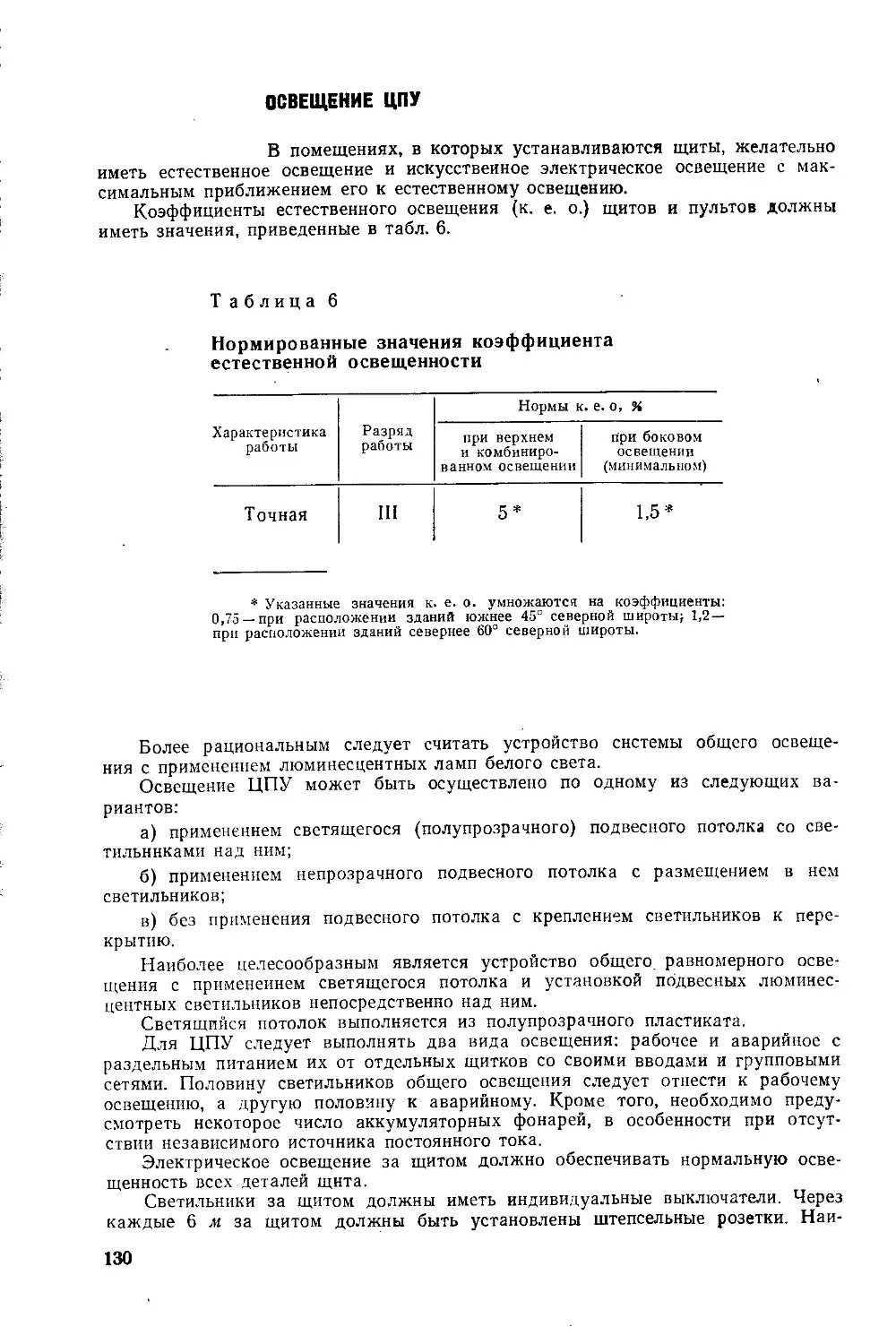
Освещение ЦПУ.................................................130
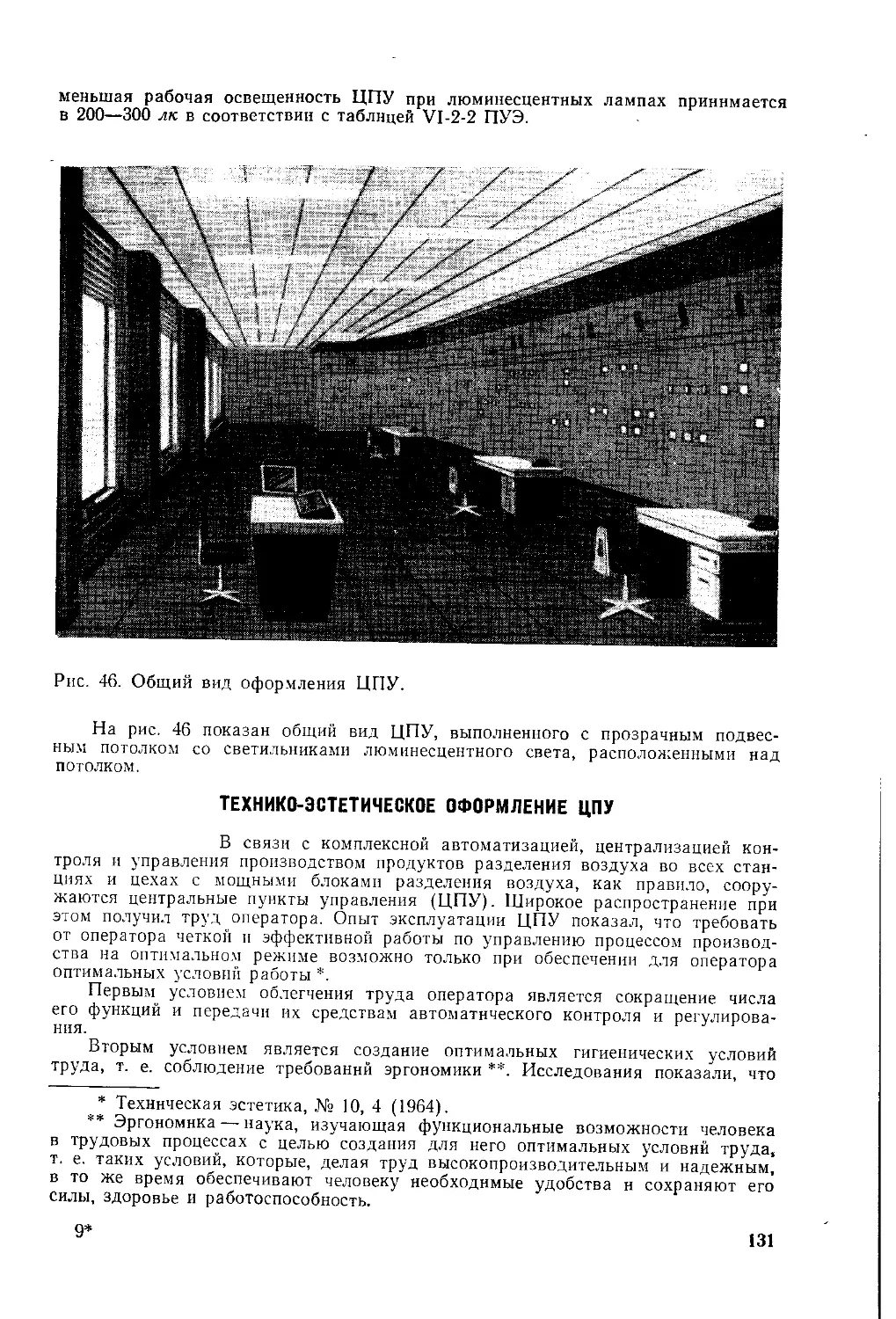
Технико-эстетическое оформление ЦПУ...........................131
XI. Автоматизация межзаводских газопроводов........................133
Автоматизация и телемеханизация газопроводов ..................... 133
Защита газопроводов...........................................135
XII. Основы механизации трудоемких работ в кислородном производстве . . 137
Общие положения................................................... 137
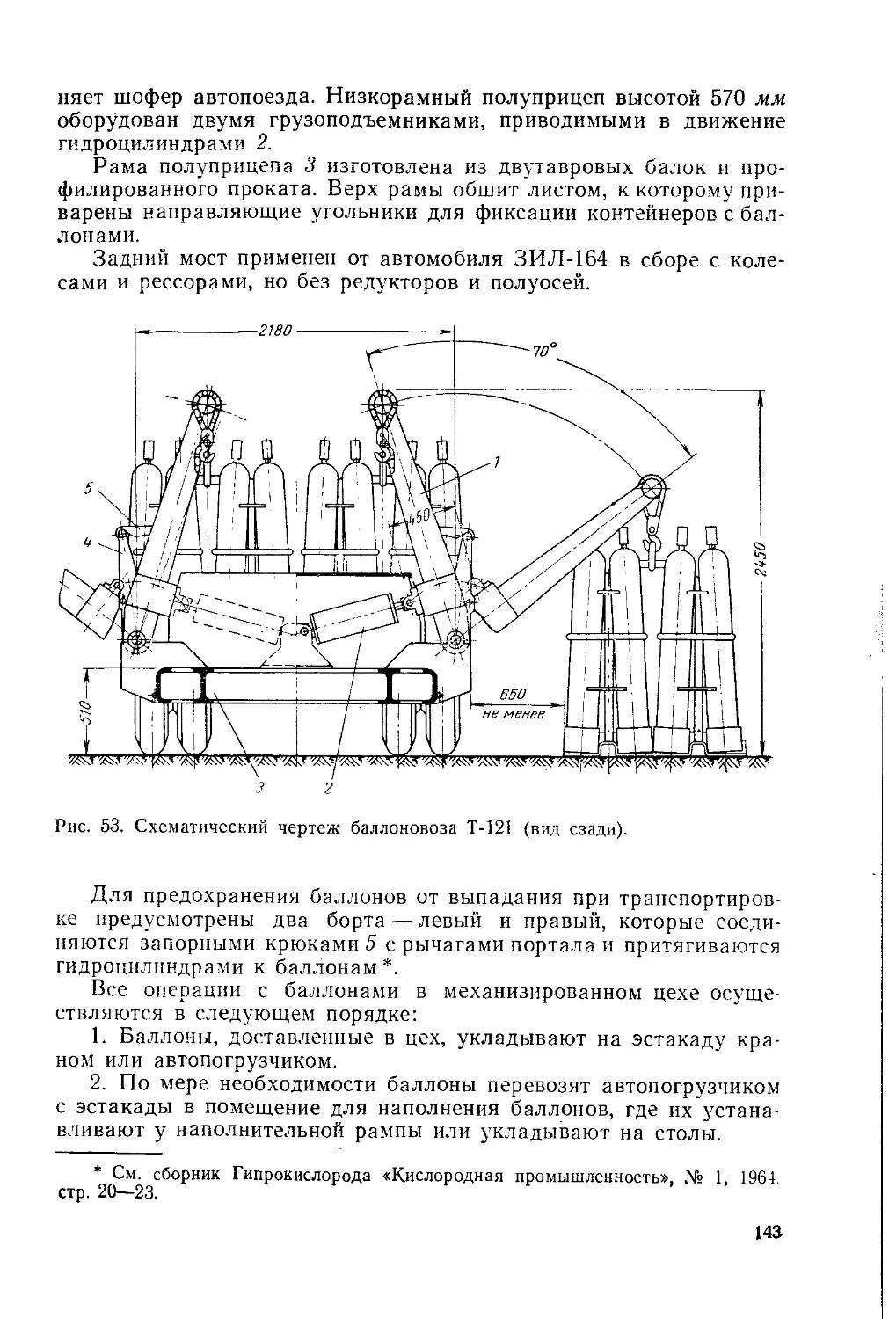
Механизация цехов для наполнения баллонов ........................ 138
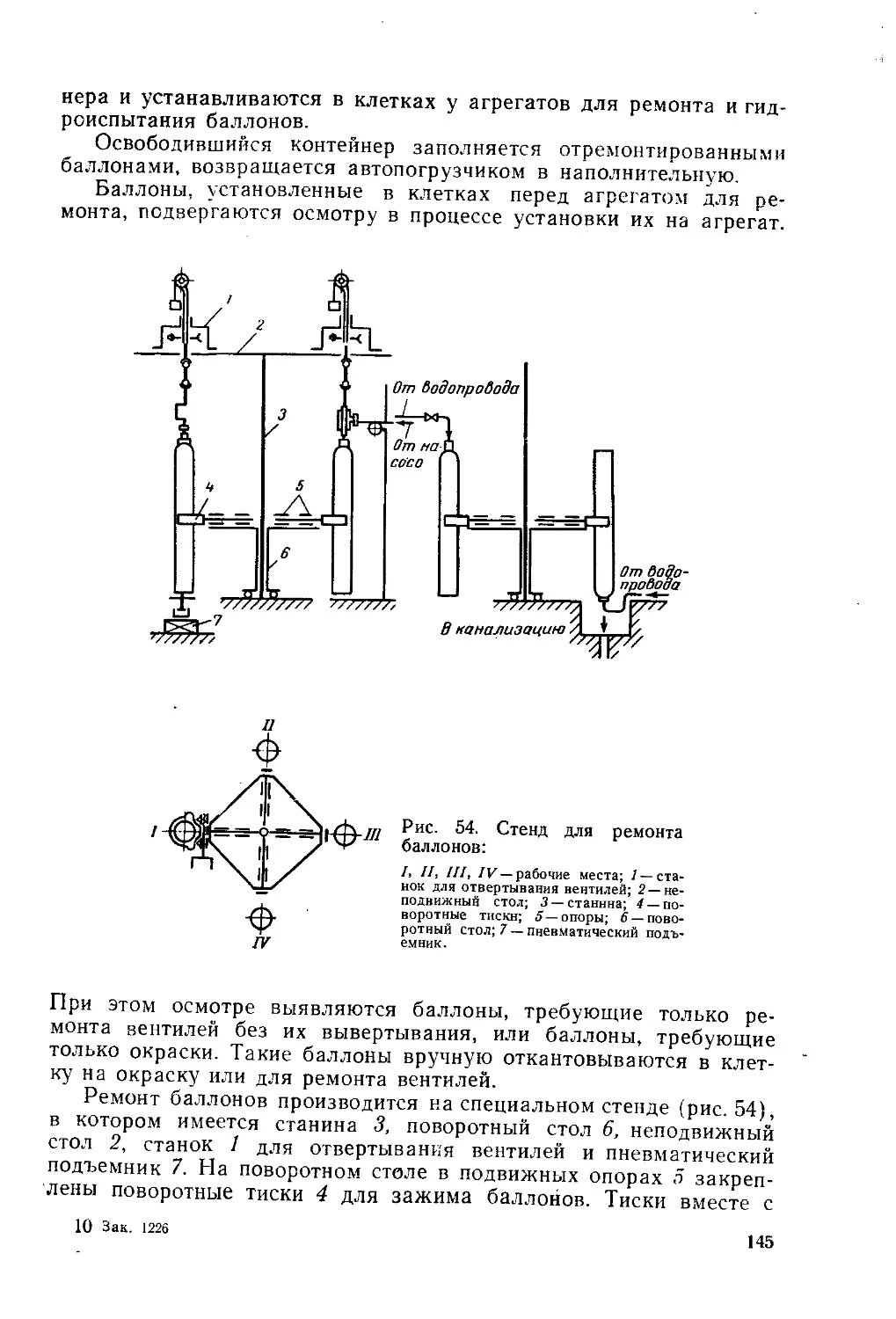
Механизация ремонта баллонов ..................................... 144
Приготовление водного раствора едкой щелочи...................150
Ремонтные работы..............................................153
XIII. Проектирование автоматизации и механизации кислородных производств 155
Общие положения...............................................155
Макетно-модельный метод проектирования........................158
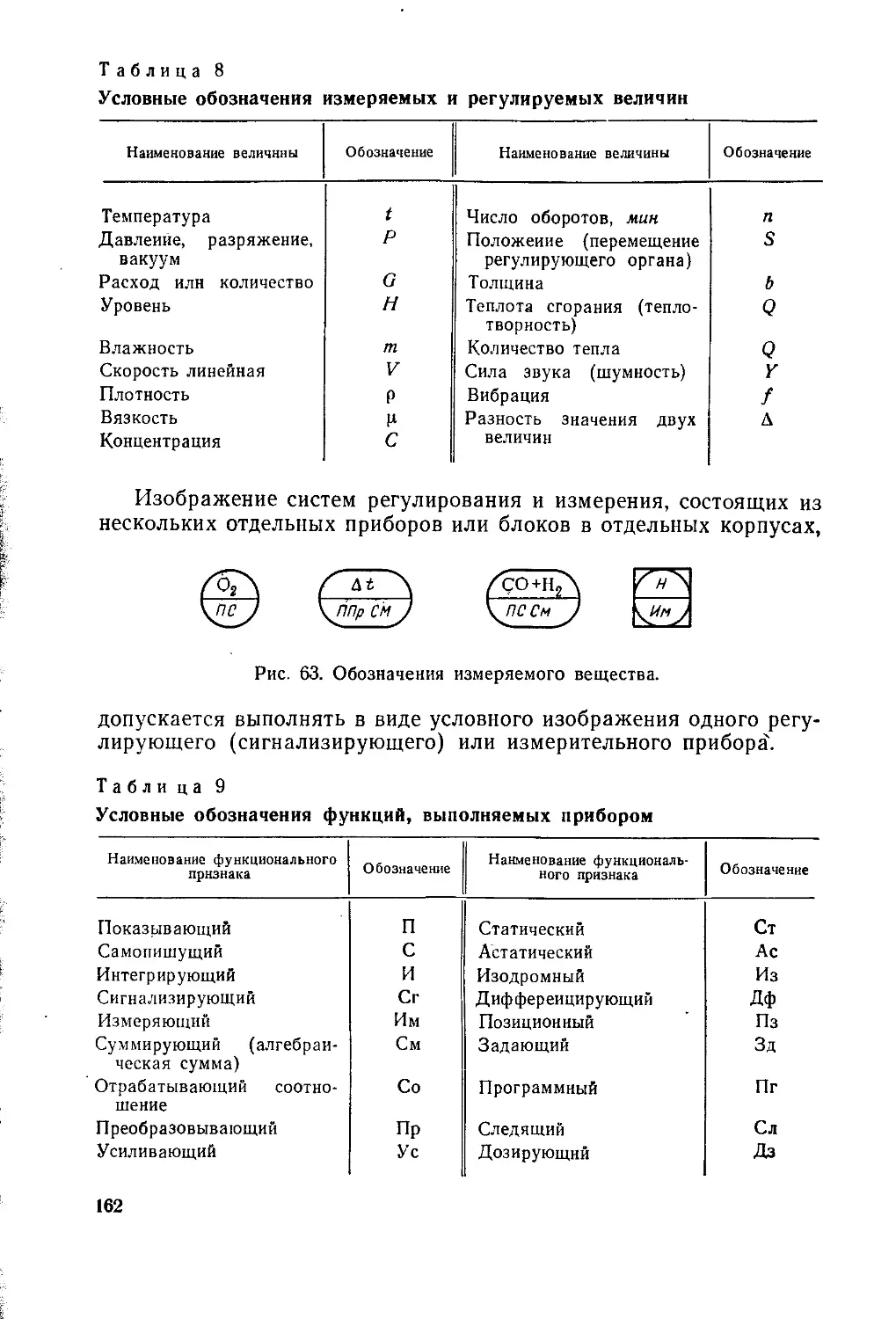
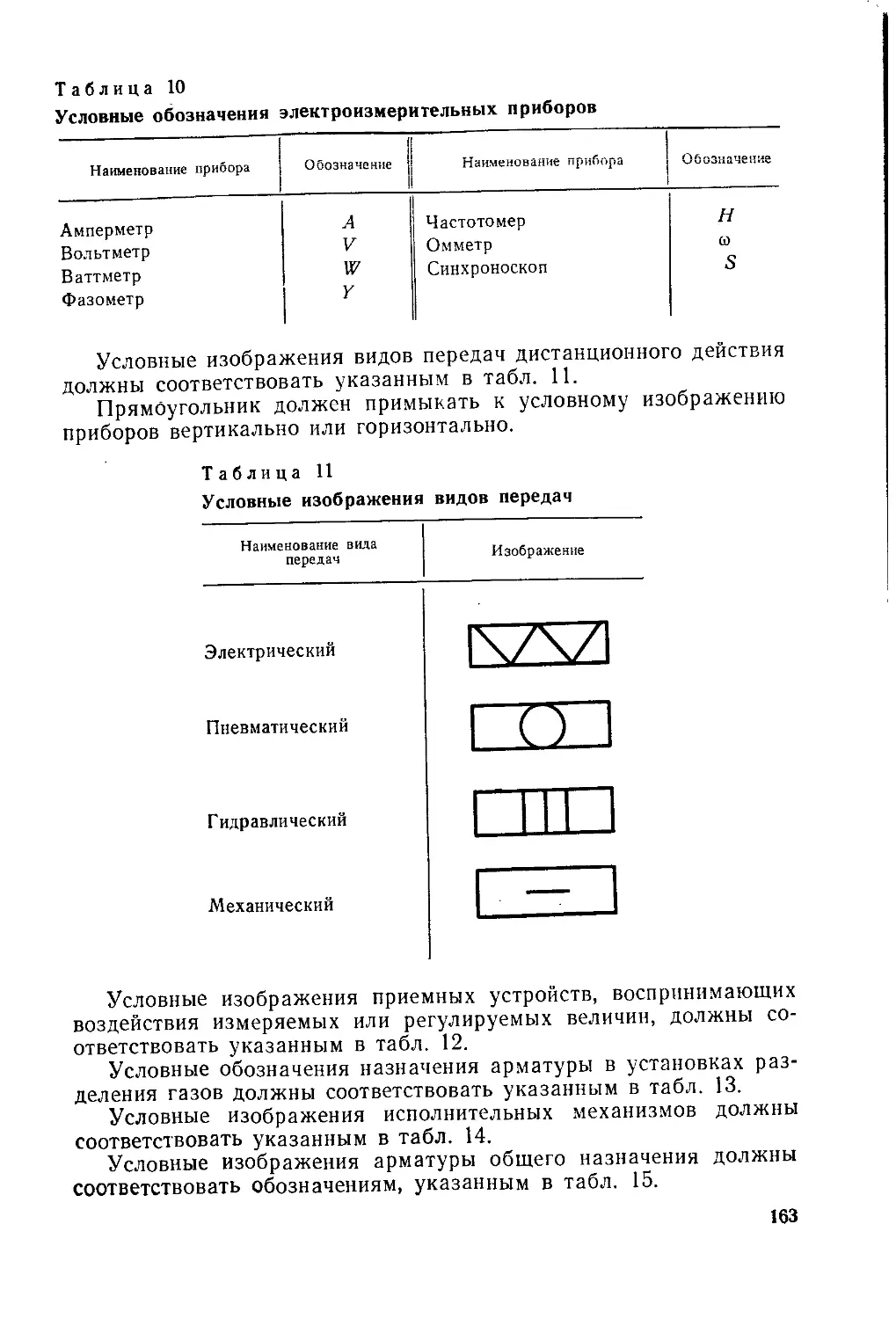
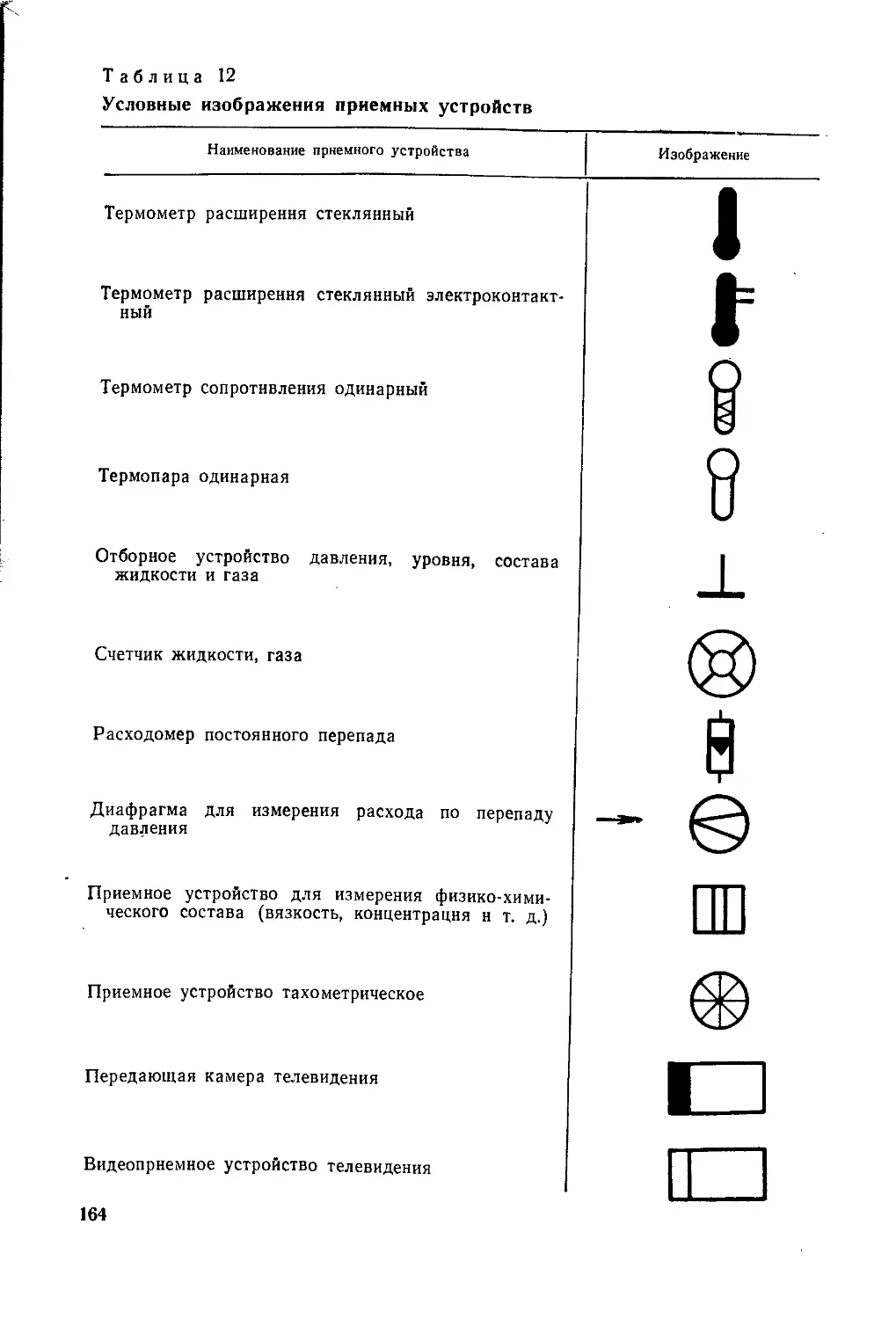
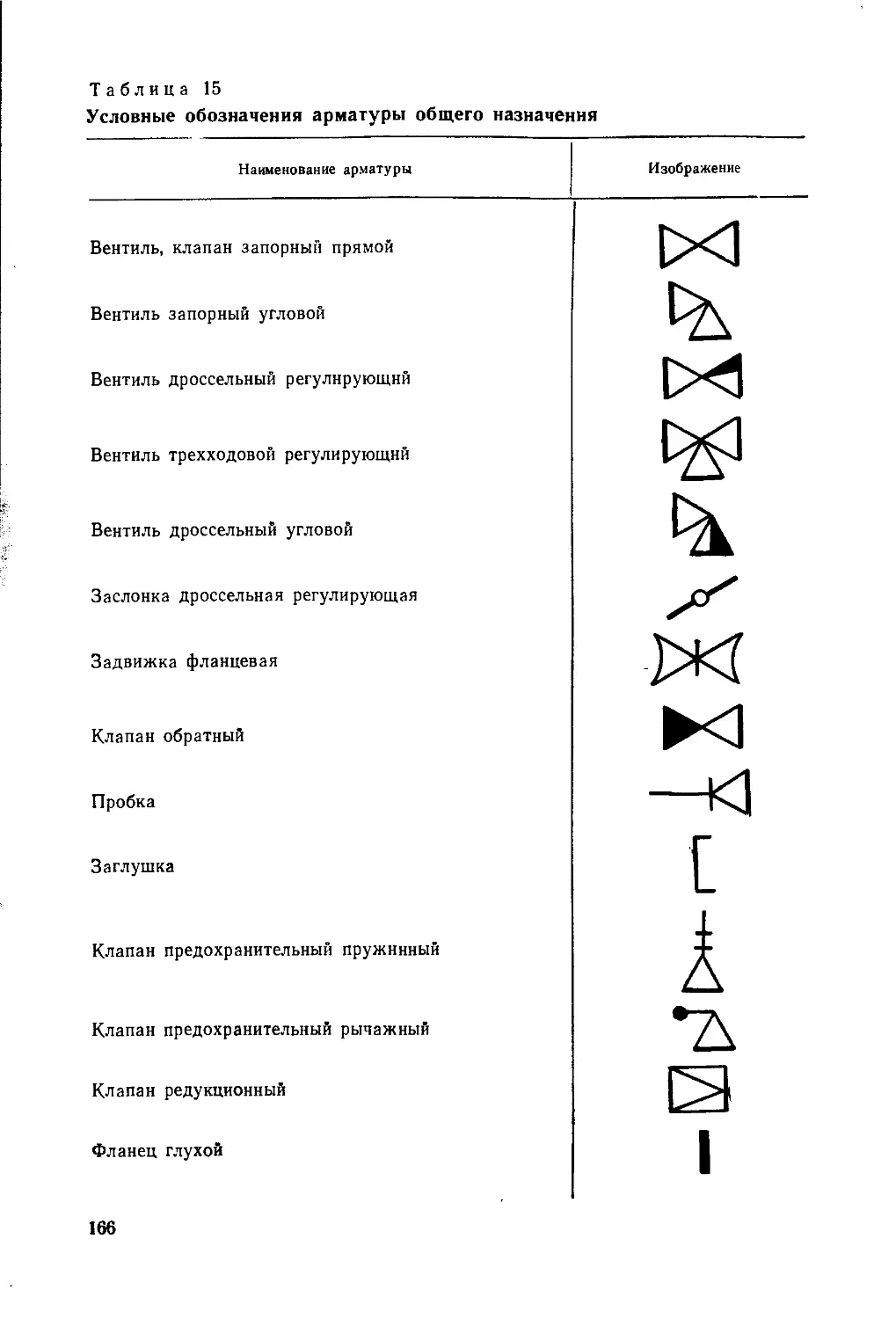
Условные обозначения ..............................................160
XIV. Технико-экономнческне вопросы комплексной автоматизации и меха-
низации .............................................................171
Литература ..............................................................178
ПРЕДИСЛОВИЕ
Программой Коммунистической партии Советского
Союза выдвинута задача в течение текущего двадцатилетия в мас-
совом масштабе осуществить комплексную автоматизацию техно-
логических процессов со все большим переходом к полностью авто-
матизированным объектам, к цехам и предприятиям-автоматам,
обеспечивающим высокую технико-экономическую эффективность
промышленного производства. В связи с этим важное значение
приобретает дальнейшее развитие автоматизации кислородной про-
мышленности, так как производство кислорода и использование его
в качестве мощного интенсификатора различных технологических
процессов является одним из факторов технического прогресса. За
последние годы в Советском Союзе проведены большие работы по
дальнейшему увеличению применения кислорода во многих отрас-
лях промышленности. Кислород нашел широкое применение в до-
менном, мартеновском и конвертерном производствах, при плавке
легированных сталей в электропечах и выплавке цветных металлов.
Комплексное применение кислорода и природного газа откры-
вает еще более широкие возможности увеличения производства
чугуна.
Широкое применение кислорода и азота в химической промыш-
ленности, в производстве минеральных удобрений, а также при
получении синтетических материалов привело к значительному уве-
личению числа кислородных станций на металлургических и хими-
ческих предприятиях. В нашей стране ежегодно вводятся в эксплуа-
тацию новые и расширяются действующие кислородные станции,
а также заводы с мощными цехами разделения воздуха.
Автоматизация и механизация кислородного производства дол-
жна рассматриваться как одно из важнейших направлений раз-
вития технического прогресса в кислородной отрасли промышлен-
ности. Главным техническим направлением развития автоматизации
в кислородной промышленности является переход от частичной
автоматизации отдельных агрегатов и процессов к комплексной
автоматизации производства разделения воздуха в целом.
Весьма важным направлением в развитии автоматизации яв-
ляется также проводимое в настоящее время увеличение мощно-
сти блоков разделения воздуха и машинного оборудования.
В данной книге на основе исследовательского опыта по проек-
тированию и эксплуатации кислородных станций, освещаются ос-
новы автоматизации и механизации кислородного производства.
5
В книге собран и обобщен материал из многочисленных источ-
ников, однако некоторые положения требуют дальнейшей практи-
ческой проверки в период длительной эксплуатации кислородных
установок.
Ограниченный объем книги позволил рассмотреть только основ-
ные решения, средства, устройства, механизмы и аппаратуру, при-
меняемые в установках контроля автоматизации и механизации
кислородной отрасли промышленности.
Авторы считают своим долгом выразить глубокую благодар-
ность всем лицам, которые в той или иной мере содействовали вы-
ходу в свет настоящей книги. Авторы также будут признательны
за все практические указания и замечания по данной книге.
АВТОРЫ
ОСНОВЫ АВТОМАТИЗАЦИИ КИСЛОРОДНЫХ
ПРОИЗВОДСТВ
I--------------------------------------------------------------------------------------------
ОСНОВНЫЕ НАПРАВЛЕНИЯ МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ КИСЛОРОДНЫХ СТАНЦИЙ
Промышленное внедрение автоматизации и меха-
низации в технологию кислородного производства приводит к по-
вышению степени использования технологического оборудования,
повышению безопасности производства, резкому улучшению усло-
вий труда, повышению культуры производства, улучшению усло-
вий эксплуатации, повышению качества продуктов разделения
воздуха, поддержанию стабильности технологического процесса,
снижению себестоимости продуктов и некоторого сокращения об-
служивающего персонала.
Для кислородного производства характерны различные степени
механизации и автоматизации производства. Например, производ-
ственный процесс является частично механизированным, если ме-
ханизированы лишь отдельные (обычно основные) операции. В слу-
чае механизации всех основных и вспомогательных трудоемких
операций при помощи взаимной системы машин и оборудования,
характеризуемой наивысшими возможными в данных условиях
технико-экономическими показателями, производственный процесс
является комплексно механизированным.
При комплексной механизации ручной труд может быть допу-
щен лишь на тех производственных операциях, механизация кото-
рых по технико-экономическим соображениям нецелесообразна.
Под частичной автоматизацией подразумевается усовершен-
ствование кислородного производства в результате осуществления
функции управления отдельными машинами, агрегатами, узлами и
производственными процессами, автоматическими устройствами.
Комплексная автоматизация — это'усовершенствование произ-
водства путем осуществления функций управления всеми основ-
ными и вспомогательными производственными процессами, начи-
ная с поступления сырья и кончая выходом готового продукта, ав-
томатическими устройствами.
Комплексная автоматизация производства сопровождается мак-
симальной механизацией, централизацией контроля и управления.
При этом ручной труд допустим лишь на операциях управления,
автоматизация которых по технико-экономическим соображениям
нецелесообразна.
7
Цех-автомат (завод-автомат)—это комплексно автоматизиро-
ванное производство, на котором автоматизированы такие опера-
ции, как пуск, остановка, защита от аварий и выведения из ава-
рийных режимов работы оборудования в масштабах цеха или за-
вода.
В кислородном производстве могут сочетаться различные уров-
ни и степени автоматизации, поэтому при их определении следует
указывать, на какую часть кислородной станции они распростра-
няются (например, блок разделения воздуха, компрессор, агрегат,
цех или производство в целом).
В течение последнего десятилетия на базе серийных отечествен-
ных приборов и средств автоматизации были выполнены проекты
и смонтированы ряд кислородных станций в металлургической, хи-
мической и других отраслях промышленности с частичной автома-
тизацией технологических процессов. В настоящее время вопросы
частичной автоматизации в кислородном производстве в основном
решены и многие эксплуатируемые и сооружаемые кислородные
станции имеют частично и комплексно автоматизируемое оборудо-
вание. Накоплен значительный отечественный опыт по частичной
автоматизации и автоматическому контролю в кислородном про-
изводстве. Однако главными и решающими средствами, обеспечи-
вающими дальнейший прогресс, являются комплексная автомати'-
зация и механизация производства. Проведенные исследователь-
ские, конструкторские и проектные работы в области частичной
автоматизации и механизации кислородного производства, а также
накопленный опыт эксплуатации создали необходимые условия для
перехода к комплексной автоматизации.
Комплексная автоматизация не является разовым мероприя-
тием, решаемым при однократном проектировании цеха, завода.
Комплексная автоматизация внедряется в процессе непрерывного
повышения уровня развития технологии кислородного производ-
ства, связанного с общим прогрессом техники. Поэтому даже при
разработке схем частичной автоматизации необходимо учитывать
возможность перехода к комплексной автоматизации. В свою оче-
редь, схема комплексной автоматизации отделений, цехов должна
учитывать возможность объединения их в единую систему опера-
тивного управления заводом.
Однако в связи с широким смыслом понятия «комплексная ав-
томатизация» следует различать различные ее уровни. На низшем
уровне комплексной автоматизации кислородного производства
возможно наличие в автоматизированном цехе отдельных неавто-
матизированных операций.
В ближайшие годы будет еще целесообразно участие человека
в таких операциях, как наблюдение за работой оборудования и
средствами автоматизации, запуск и остановка оборудования кис-
лородного производства, наладка средств автоматизации, выбор и
установка оптимальных режимов работы оборудования. Необхо-
8
я
я
димо также участие человека в постановке и решении сложных
задач управления и организации производства.
Комплексная автоматизация не исключает также сознательных
действий человека по выбору наиболее рационального и экономи-
ческого ведения технологии производства, по наблюдениям за дей-
ствием автоматики и т. п. Однако указанные воздействия на ав-
томатический процесс должны быть по возможности минималь-
ными.
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ АВТОМАТИЗАЦИИ
И МЕХАНИЗАЦИИ КИСЛОРОДНЫХ СТАНЦИЙ
Каждой отрасли промышленности присущи специ-
фические особенности, определяющие выбор того или другого спо-
соба автоматизации, средств, приборов и аппаратуры; поэтому сле-
дует кратко остановиться на технологии получения продуктов
разделения воздуха и особенностях этого производства, связанных
с его автоматизацией и механизацией.
Сырьем для получения кислорода методом глубокого охлажде-
ния является атмосферный воздух — смесь кислорода и азота
(78,03% N2 и 20,93% О2) с небольшими примесями аргона, крип-
тона, ксенона, гелия и углекислого газа.
Разделение воздуха методом глубокого охлаждения происхо-
дит в два этапа: охлаждение воздуха и его сжижение с последую-
щим разделением жидкого воздуха на кислород и азот методом
ректификации. Жидкий азот при атмосферном давлении кипит при
температуре —195,8° С, а жидкий кислород — при —182,9° С. Раз-
ница между температурами кипения этих газов составляет почти
13° С, что является достаточным для разделения сжиженной смеси
этих газов. Таким образом, основой для промышленного получения
кислорода из воздуха является охлаждение его до температуры
сжижения. Предварительно воздух сжимается в компрессоре, а за-
тем для получения низких температур расширяется. В технике
глубокого охлаждения применяют два основных холодильных
цикла:
1) с дросселированием воздуха;
2) с расширением воздуха в детандере.
Имеются и другие способы получения кислорода. Однако эти
способы неэкономичны и промышленного применения не нашли.
Промышленное получение кислорода в настоящее время осу-
ществляется по трем схемам: высокого давления, двух давлений
и одного низкого давления. В установках малой производительно-
сти (до 300 л?/ч технического кислорода) обычно используется
холодильный цикл высокого или среднего давления. В этих уста-
новках воздух компримируется поршневыми компрессорами. Очи-
стка воздуха от углекислоты производится в декарбонизаторах или
скрубберах. Для получения холода в этих установках используется
дросселирование или расширение воздуха в поршневом детандере.
9
В настоящее время промышленностью выпускаются установки ма-
лой производительности, оснащенные только приборами местного
и дистанционного контроля технологических параметров без при-
менения узлов автоматического регулирования.
Установки средней производительности до 3500 м3!ч кислорода
строятся в основном по технологической схеме двух давлений.
Большая часть этих установок имеет регенераторы, где воздух,
охлаждаясь, очищается от углекислоты и влаги. В этих установ-
ках компримирование воздуха производится в поршневых компрес-
сорах и турбокомпрессорах, расширение осуществляется в поршне-
вых компрессорах или турбодетандерах.
Кислородные установки большой производительности (более
5000 м3/ч технологического кислорода) работают по схеме одного
низкого давления, без применения поршневых машин для компри-
мирования и расширения воздуха.
Эти установки выпускаются комплектно со щитами контроля,
дистанционного управления и средствами частичной автоматизации.
Однако частичная автоматизация кислородных установок не
может удовлетворить современным требованиям, необходима ком-
плексная автоматизация.
Комплексная автоматизация процесса разделения воздуха пред-
ставляет собой сложную инженерную задачу вследствие большего
числа регулируемых параметров, их взаимной связи, сложной и
недостаточно изученной динамики процесса.
При комплексной автоматизации необходимо .искать принци-
пиально новые пути осуществления автоматического контроля.
Приборы информации при существующей или даже более высокой
точности должны быть проще по конструкции, надежнее и дешевле
и занимать меньше места. Специальные устройства должны непре-
рывно сверять текущие значения измеряемых величин с их допу-
стимыми значениями. Контроль следует организовать так, чтобы
при нарушении допусков контролируемых величин выдавалась бы
дополнительная специальная информация и автоматически переда-
валась бы по нужному адресу для принятия мер. Нужно, чтобы
контрольно-измерительные приборы автоматически контролиро-
вали правильность своей работы и точность измерений. Устройства
для фиксации результатов работы блоков разделения воздуха и
оборудования следует применять более емкие и малых габаритов.
Информация должна фиксироваться в форме, удобной для чте-
ния, хранения, передачи и дальнейшей проработки.
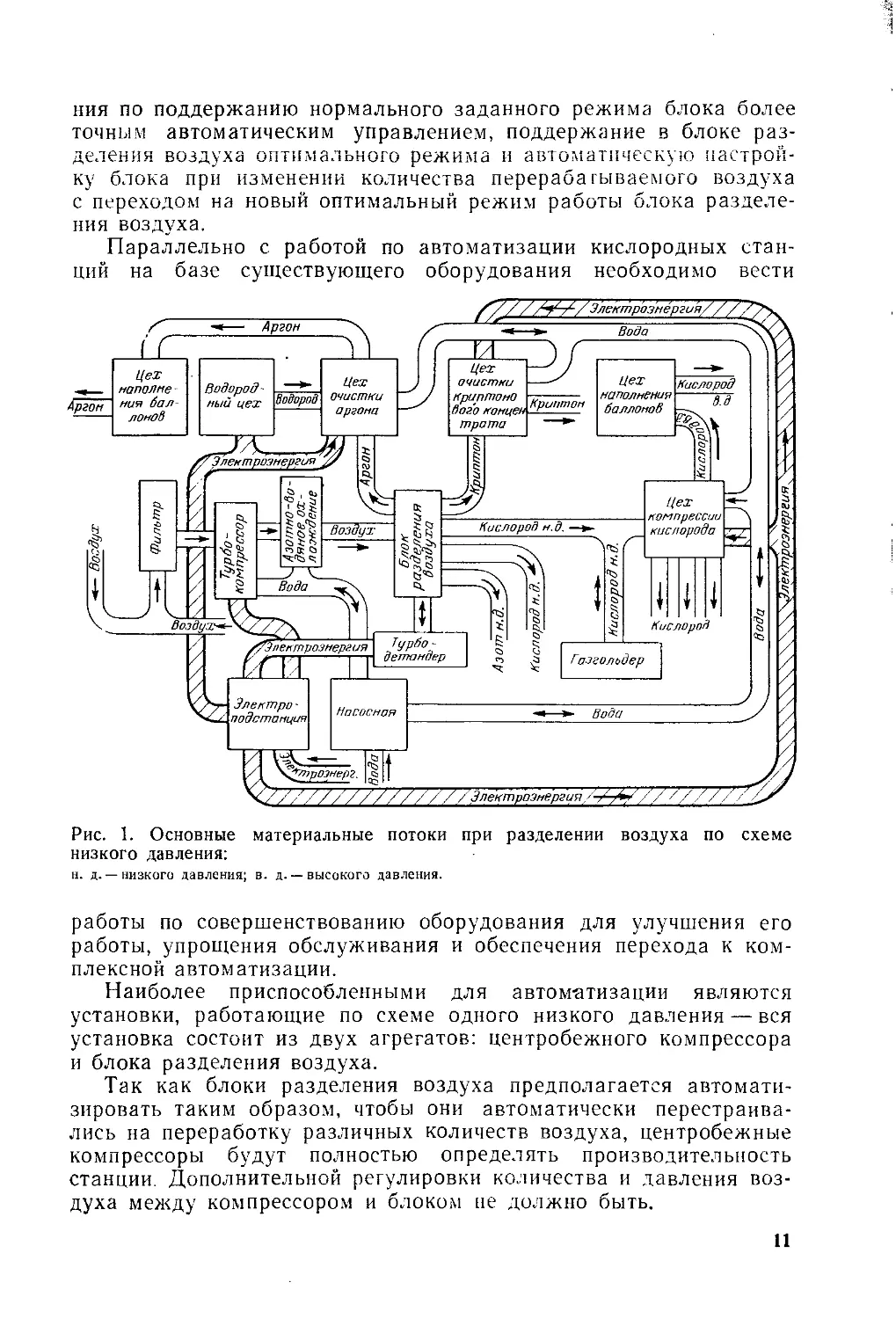
При выполнении автоматизации кислородных станций и соста-
влении схем автоматизации следует пользоваться примерной схе-
мой материальных потоков при разделении воздуха, приведенной
на рис. 1.
При осуществлении комплексной автоматизации кислородных
станций предъявляются совершенно конкретные требования к ав-
томатизации основного оборудования. Автоматизированные блоки
разделения воздуха должны обеспечить замену ручного управле-
10
ния по поддержанию нормального заданного режима блока более
точным автоматическим управлением, поддержание в блоке раз-
деления воздуха оптимального режима и автоматическую настрои-
ку блока при изменении количества перерабатываемого воздуха
с переходом на новый оптимальный режим работы блока разделе-
ния воздуха.
Параллельно с работой по автоматизации кислородных стан-
ций на базе существующего оборудования необходимо вести
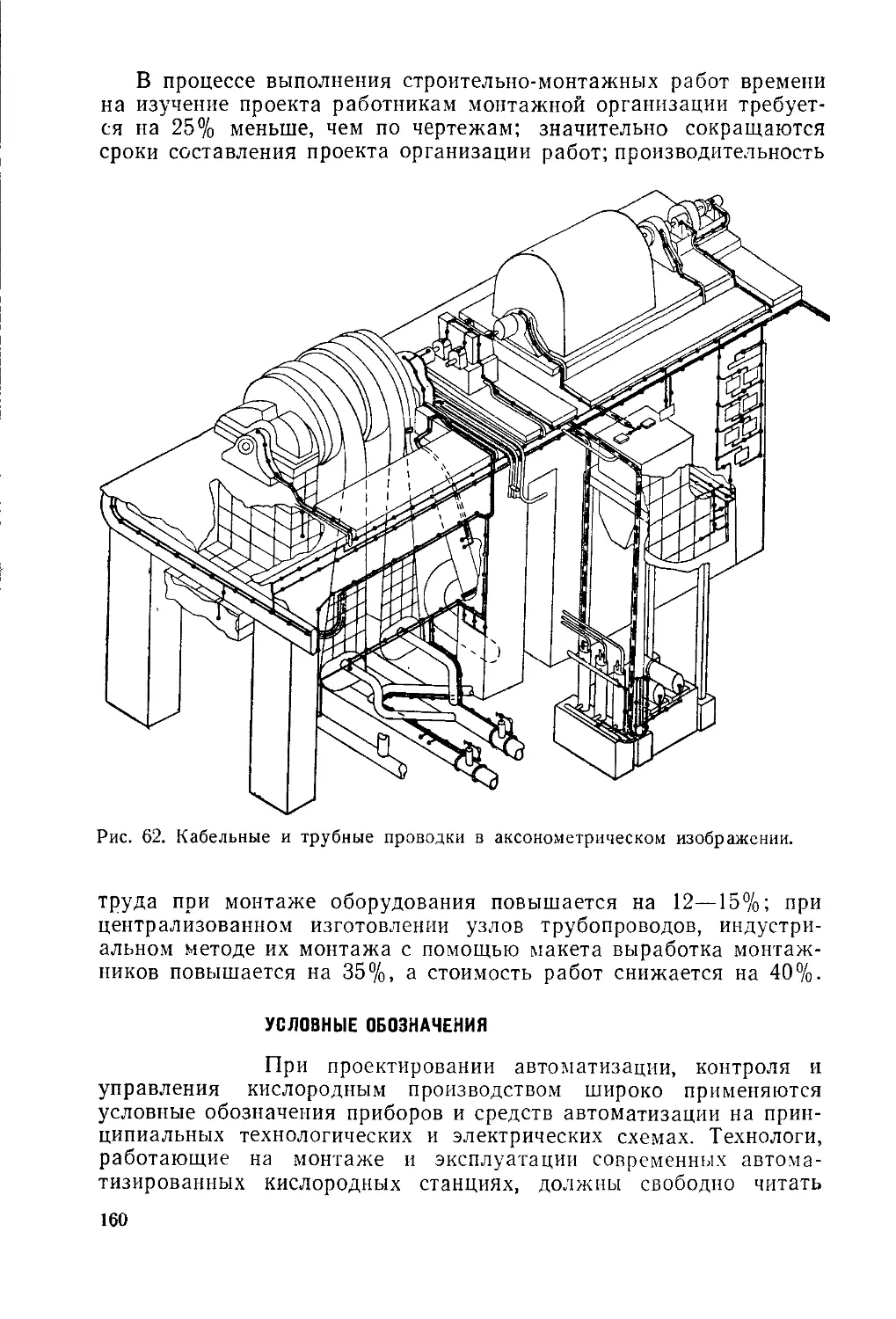
Рис. 1. Основные материальные потоки при разделении воздуха по схеме
низкого давления:
н. д. — низкого давления; в. д. — высокого давления.
работы по совершенствованию оборудования для улучшения его
работы, упрощения обслуживания и обеспечения перехода к ком-
плексной автоматизации.
Наиболее приспособленными для автом-атизации являются
установки, работающие по схеме одного низкого давления — вся
установка состоит из двух агрегатов: центробежного компрессора
и блока разделения воздуха.
Так как блоки разделения воздуха предполагается автомати-
зировать таким образом, чтобы они автоматически перестраива-
лись на переработку различных количеств воздуха, центробежные
компрессоры будут полностью определять производительность
станции. Дополнительной регулировки количества и давления воз-
духа между компрессором и блоком не должно быть.
11
Автоматизация воздушных центробежных компрессоров долж-
на обеспечить поддержание оптимальных параметров воздуха, ав-
томатически действующую защиту компрессора и привода от ава-
рий и поломок, вызванных недостатками в работе системы смазки,
водоснабжения, а также при перегреве электродвигателя, сдвиге
ротора, от помпажа.
При автоматизации центробежных компрессоров необходимо
предусматривать автоматическое поддержание заданной произво-
дительности с возможностью изменения задания как вручную, так
и автоматически, а также автоматическую продувку воздухоохла-
дителей и влагоотделителей. Для мощных кислородных станций
необходим дистанционный и автоматический пуск и остановка ком-
прессора с автоматическим соблюдением последовательности опе-
рации.
При автоматизации поршневых компрессоров обычно преду-
сматривается полная автоматически действующая защита компрес-
сора от аварий и поломок, вызванных недостатками в работе си-
стемы смазки, водоснабжения, перегрузки ступеней и от нарушения
температурного режима.
Следует также полностью автоматизировать продувку водомас-
лоотделителей с тем, чтобы эта операция не требовала вмешатель-
ства оператора.
Выполнение этих задач требует сокращения до минимума пре-
дупредительной сигнализации и оснащения компрессора возможно
более полно автоматическими средствами защиты. Только такое
решение вопроса позволит значительно сократить обслуживающий
персонал.
При осуществлении механизации и автоматизации и установке
средств контроля и автоматизации в цехах получения продуктов
разделения воздуха необходимо учитывать основные специфические
особенности, присущие кислородной промышленности:
— наличие газов и жидкостей, имеющих очень низкие темпе-
ратуры [(—100) + (—200° С)];
— наличие машин, аппаратов, трубопроводов и баллонов, на-
ходящихся под высоким давлением;
— применение химически активных и ядовитых веществ;
— способность кислорода интенсивно поддерживать горение
материалов и металлов;
— возможность взрывов аппаратов и трубопроводов при нару-
шении правил контроля за содержанием ацетилена и масла в пе-
рерабатываемом воздухе;
— возможность вспышек и взрывов в кислородных компрес-
сорах, аппаратах и кислородопроводах при попадании в них
масла;
— наличие взрывоопасных и пожароопасных помещений;
— наличие приборов, заполненных ртутью.
Разработка систем автоматизации для правильного решения
задачи внедрения комплексной автоматизации в технологию кис-
12
лородного производства должна вестись в соответствии с принци-
пом «от общего к частному».
В первую очередь разрабатываются принципиальные схемы уп-
равления производством, которые должны основываться на глубо-
ком анализе технологии производства и его технико-экономических
показателях. Одной из задач при этом является определение тре-
буемого и целесообразного уровня автоматизации кислородного
производства.
Затем на основе этих общих решений переходят к выбору от-
дельных параметров контроля и регулирования, схем и средств
автоматизации цехов и агрегатов.
Промышленное внедрение комплексной автоматизации в кисло-
родную отрасль производства требует пересмотра многих устано-
вившихся представлений о конструкции машин и аппаратов, о тех-
нологическом процессе производства и его аппаратном оформле-
нии. Если прежде технология кислородного производства строилась
исходя из возможностей ручного управления, при обязательном
присутствии обслуживающего персонала непосредственно у рабо-
тающего оборудования, то в новых условиях при автоматическом
регулировании и дистанционном управлении эти ограничения сни-
маются.
Это позволяет, в частности, широко использовать возможности
выноса технологического оборудования из цехов на открытые пло-
щадки с управлением из центрального пункта.
В качестве примера, подтверждающего необходимость пересмот-
ра существующих решений, можно привести результаты некото-
рых научно-исследовательских и опытных работ в области автома-
тизации блоков разделения воздуха. Эти исследования показали
целесообразность применения к арматуре ручного управления
поршневых пневмопроводов и регулирующих клапанов с мембран-
ным приводом, необходимость внесения изменений в технологиче-
ские схемы блоков разделения воздуха для снятия возмущений
при переключении регенераторов и стабилизации процесса ректи-
фикации, что приводит к значительному повышению коэффициента
извлечения продуктов разделения воздуха и к улучшению условий
отбора аргона. Назрела также необходимость замены несовершен-
ного механизма переключения клапанов регенераторов бесконтакт-
ной электрической системой. Практика показала необходимость
устройства автоматической отсечки чистого азота на выходе из
блоков при загрязнении его кислородом, а также пересмотра ряда
других устаревших узлов, конструкций и схем.
ПРИБОРЫ И СРЕДСТВА АВТОМАТИЗАЦИИ
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ
В производстве кислорода и других продуктов раз-
деления воздуха могут применяться как общетехнические серийные
приборы контроля, так и специальные приборы, выпускаемые про-
мышленностью.
Приборы применяются в зависимости от класса взрывоопасно-
сти помещений, а электрооборудование — по правилам устройств
электрооборудования (ПУЭ) с учетом окружающей среды.
Как правило, на кислородопроводах должны быть установлены
приборы контроля, предназначенные специально для кислорода.
Однако допускается установка приборов общего назначения при
выполнении следующих условий:
через прибор не проходит кислород (например, манометр);
приборы обезжирены *.
Перед установкой приборы должны быть подвергнуты ревизии,
частичной разборке для выявления пригодности их для кислорода,
обезжирены и после сборки окрашены снаружи в голубой цвет.
На всех приборах, устанавливаемых для измерения параметров
кислорода, после их окраски должны быть нанесены несмываемой
краской надписи: «Кислород», «Маслоопасно». Обезжиривание
контрольно-измерительных приборов рекомендуется производить в
четыреххлористом углероде.
Обезжириваемые приборы подлежат частичной (в случае слож-
ной конструкции — полной) разборке, и детали этих приборов,
соприкасающиеся в период работы с кислородом, погружаются на
три-четыре часа в растворитель. Затем обезжиренные детали тща-
тельно просушиваются на открытом воздухе или в вытяжном
шкафу, после чего прибор собирается.
Прокладки приборов должны быть изготовлены из отожженной
меди, латуни, фибры или асбестового картона. Непригодны для
измерения параметров кислорода приборы, содержащие любые
масла.
Опыт эксплуатации показал, что применение контрольно-изме-
рительных приборов и средств автоматизации, непосредственно
* В соответствии с производственной инструкцией по обезжириванию че-
тыреххлористым углеродом оборудования, труб и арматуры кислородных уста-
новок. МСН-59—64 ГМСС СССР.
14
контактирующих с влажным кислородом, возможно только при
условии использования не корродирующих материалов для изгото-
вления Приборов.
Основными контролируемыми параметрами процесса производ-
ства продуктов разделения воздуха являются давление, темпера-
тура, уровень, расход и состав продукционных и промежуточных
газов и фракций. Производственные процессы разделения воздуха,
сжатия и очистки газов проводятся при различном давлении (от
нескольких мм вод. ст. до 250 кгс/сл2) и температуре (от —200 до
+ 400° С). Некоторые приборы должны выдерживать в широких
пределах изменение указанных параметров. Для измерения малых
разностей температур или давлений при больших абсолютных их
значениях приборы должны обладать повышенной точностью. Спе-
цифичным также для кислородного производства, особенно в связи
с выносом оборудования на открытые площадки, является необхо-
димость дистанционного контроля, так как визуальный контроль
почти невозможен.
При контроле технологических параметров в установках с ре-
генераторами необходимо учитывать пульсацию измеряемых вели-
чин, вызываемых циклическими переключениями регенераторов.
При этом рекомендуется применять специальные устройства (филь-
тры) для сглаживания пульсации по рекомендациям заводов-изго-
товителей оборудования.
Первичные приборы (датчики) должны быть малоинерционны-
ми для достаточно точного отражения колебаний измеряемых ве-
личин. В установках разделения воздуха, работающих с поршневы-
ми компрессорами, при измерении выходных параметров следует
применять дросселирующие игольчатые вентили или многокамер-
ные демпферы для сглаживания пульсации. Измерения параметров
контроля сжиженных газов требуют применения особой методики
и специальных приборов. В связи с тем, что технологический цикл
производства продуктов разделения воздуха является непрерыв-
ным и длительным, к приборам контроля предъявляются особые
требования по надежности, прочности и непрерывности показаний.
В большинстве случаев в кислородной промышленности вторичные
приборы применяются общепромышленного назначения, а датчики
приспосабливаются к требованиям измерений в области глубокого
холода.
Конструкция приборов, применение монтажной схемы установ-
ки и специфика монтажа приборов и средств автоматизации в дан-
ной книге не приводится. Эти материалы приведены в специальной
литературе.
Измерение давления. Давление кислорода измеряется мано-
метрами, мановакуумметрами и вакуумметрами общего назначе-
ния, а также специальными кислородными манометрами.
При выборе шкал приборов следует пользоваться следующими
правилами: если давление измеряемой среды изменяется плавно,
то предельно допустимое рабочее давление не должно превышать
15
3/4 верхнего предела; если давление измеряемой среды изменяется
быстро, то рабочее давление не должно превышать 2/3 верхнего
предела.
Для измерения давления газа и пара (в том числе кислорода)
применяются специальные манометры (верхний предел измерения
более 60 кгс/см2) с устройством, обеспечивающим в случае разру-
шения упругого элемента выход измеряемой среды без поврежде-
ния лицевой стороны прибора. Такие манометры имеют индекс
«ГС» (газовая среда).
Манометры с верхним пределом измерения более 60 кгс!см2,
без защитного устройства для выхода среды при разрушении уп-
ругого элемента, допускаются только для измерения давления
жидких сред. На шкале таких манометров нанесена надпись «Гид-
равлика».
Для измерения давления кислорода применяются специальные
кислородные манометры, на шкале которых нанесены надписи
«Кислород» и «/Маслоопасно».
Для измерения разности давлений используются дифференци-
альные манометры; на кислородных станциях они применяются
для измерения сопротивления аппаратов, уровней жидкостей и
расходов газообразных и жидкостных потоков. На воздухоразде-
лительных аппаратах целесообразно использовать дифференциаль-
ные манометры, которые могут выдерживать одностороннюю пере-
грузку.
Перегрузки часто появляются при низкотемпературных изме-
рениях в результате забивки импульсных трубок твердой углекис-
лотой или льдом.
Измерение температуры. Наибольшее распространение для из-
мерения температуры в кислородном производстве получили тер-
мометры сопротивления, работающие в комплексе с логометрами
или автоматическими электронными мостами.
Принцип действия термометров сопротивления основан на свой-
стве термочувствительного элемента изменять свое электрическое
сопротивление при изменении температуры окружающей среды.
Термометры сопротивления изготовляются с термочувствитель-
ным элементом, выполненным из медной или платиновой проволоки.
Медные термометры сопротивления выпускаются для измере-
ния температур в пределах от —50 до 4-100° С при давлении из-
меряемой среды до 40 кгс!см2.
Платиновые термометры сопротивления выпускаются для из-
мерения температур в пределах от —200 до 4-500° С при давлении
измеряемой среды до 250 кгс!см2.
По степени инертности термометры сопротивления изгото-
вляются трех модификаций; с большой инерционностью (до 10лшн),
с обыкновенной инерционностью (до 3 мин) и с малой инерцион-
ностью (до 20 сек).
Помимо термометров сопротивления, в кислородной промыш-
ленности для измерения температур применяются термопары, од-
16
У/ t&ty
нако они не нашли широкого применения. Это объясняется тем,
что отечественной промышленностью в настоящее время не выпу-
скаются стандартные потенциометры со шкалами до —200° С, по-
этому применение термопар связано с индивидуальной традуиров-
кой вторичных приборов.
В качестве вторичных приборов для измерения температуры в
комплекте с термометрами сопротивления применяются автомати-
ческие электронные уравновешенные мосты и логометры.
Для измерения температуры в комплекте с термопарами при-
меняются автоматические потенциометры.
Кроме перечисленных приборов, на кислородных станциях для
измерения температуры применяются также манометрические тер-
мометры и другие общепромышленные приборы.
Новые способы измерения температуры с помощью полупровод-
никовых датчиков-термисторов для низких температур пока не
применяются, так как термисторы не обладают еще достаточной
стабильностью характеристик в необходимой области измеряемых
температур.
Измерение уровня. Получение продуктов разделения воздуха
методом глубокого холода связано с переработкой сжиженных га-
зов и измерением их уровней в сосудах. Сжиженные газы в уста-
новках разделения воздуха находятся почти
всегда в кипящем состоянии. Измерение уров-
ней сжиженных газов может производиться
гампсометрами, дифманометрами, электроем-
костными датчиками, манометрическими ука-
зателями уровня, весовыми датчиками
и др.
При измерении уровня дифманометром
необходимо в нижней точке сосуда делать спе-
циальный вывод для устранения толчков, об-
разующихся при испарении жидкости, зате-
кающей в импульсную трубку.
Один из рекомендуемых выводов показан
на рис. 2. Теплоприток через импульсную
трубку обеспечивает постоянное заполнение
колпачка газовой фазой и необходимую точ-
ность измерения уровня. Описание применяе-
мых методов измерения уровня сжиженных
газов приведено в литературе *.
Измерение расхода. Для измерения расхода газообразных
продуктов разделения воздуха наибольшее распространение в
кислородном производстве получили расходомеры переменного
перепада, состоящие из нормального сужающего устройства,
Рис. 2. Схема «орга-
низованного» вывода
импульсной трубки:
/ — стенка сосуда; 2 — кол-
пачок; 3 — изоляция; 4 — им-
пульсная трубка.
_ * Е. И. Михайлов, В. Н. Т о н и н. Автомятияяниа—шюларлпных стан-
ций, Изд «Металлургия», 1965. | уд. . хцчзазод j
2 Зак. 1226 I - Д. „ 17
дифференциального манометра-расходомера и соединительных
линий.
Нормальные суживающие устройства должны удовлетворять
правилам Государственного Комитета стандартов, мер и измери-
тельных приборов СССР (28—64), по измерению расхода жидко-
стей, газов и паров стандартными диафрагмами и соплами.
В случае соблюдения этих требований устройства для измере-
ния расхода могут изготовляться и применяться без индивидуаль-
ной градуировки. В соответствии с указаниями по проектированию
и монтажу трубопроводов газообразного кислорода У-347-00-4 при
установке сужающих устройств на кислородопроводе для изгото-
вления диафрагм и камер к дифманометрам в зависимости от ра-
бочего давления применяют следующие материалы: при давлении
до 64 кгс/см2— диафрагмы из нержавеющей стали (ГОСТ 5632—
61), камеры из углеродистой стали обыкновенного качества (ГОСТ
380—60); при давлении свыше 64 кгс/см2— диафрагмы из латуни
марки ЛЖМц 59-1-1 (ГОСТ 1019—47) тянутой или катаной, каме-
ры из латуни марки ЛС 59-1 (ГОСТ 1019—47).
По рекомендациям Гипрокислорода типы и материалы прокла-
док, фланцев и длины прямых участков трубопроводов следует
принимать:
1. На трубопроводах азота, воздуха, аргона с внутренним диаметром более
50 мм и Ру<400 кгс/см2, а также кислородопроводах Ру < 2,5 кгс/см2 флан-
цевые соединения для установки диафрагм и дисков должны соответствовать
нормалям машиностроения:
а) для Ру <100 кгс/см2 — МН 2866—62; МН 2876—62;
б) для Ру=100—400 кгс/см2 МН 5058—63 — МН 5060—68.
2. На кислородопроводах с внутренним диаметром более 50 мм и услов-
ным давлением от 2,5 до 40 кгс/см2 допускается применение фланцевых соеди-
нений для установки диафрагм по нормалям машиностроения. Применение нор-
малей МН 2866—62; МН 2876—62 возможно при условии замены паронитовых
прокладок на прокладки, изготовленные из отожженной листовой меди, марки М3
толщиной 1 мм, или на прокладки, изготовленные из фибры марки ФПК
(ГОСТ 6910—54) толщиной 1 мм. Установка фибровых прокладок должна произ-
водиться в распаренном состоянии. При установке дисковых диафрагм по
указанным нормалям необходимо паронитовые прокладки заменить на асбесто-
латунные гофрированные.
3. Установка нестандартных диафрагм выполняется по соответствующим
нормалям Гипрокислорода для следующих случаев:
а) трубопроводы воздуха, азота и аргона для £>вн.<50 мм и любого Ру;
б) кислородопроводы для £>.вп.<50 мм н любого Ру для £>вн.>50 мм.
Ру>40 кгс/см2.
4. Прямые участки для установки диафрагм должны быть:
а) до диафрагмы — 20 6В„.
б) после диафрагмы — 6 Рвн- (Пвн.— внутренний диаметр трубопровода).
Если на кислородопроводе, рассчитанном на давление свыше
16 кгс/см2, устанавливается сужающее устройство, то участок,
расположенный непосредственно за ним по ходу газа, должен быть
выполнен из латунных или медных труб длиной 5D для проходов
диаметром до 100 мм и из стальных труб с медной рубашкой дли-
ной 5D для проходов диаметром более 100 мм.
18
Измерение расхода сжиженных газов, находящихся при темпе-
ратуре кипения, с применением нормальных сужающих устройств
невозможно в связи с тем, что количество жидкой и парооб-
разной фазы измеряемого потока меняется в сужающем устрой-
стве. В соответствии с требованием Правил 28—64 измерение таких
потоков нормальными сужающими устройствами не допускается.
Поэтому для измерения расхода сжиженного газа с использова-
нием таких устройств требуется предварительное его переохлаж-
дение.
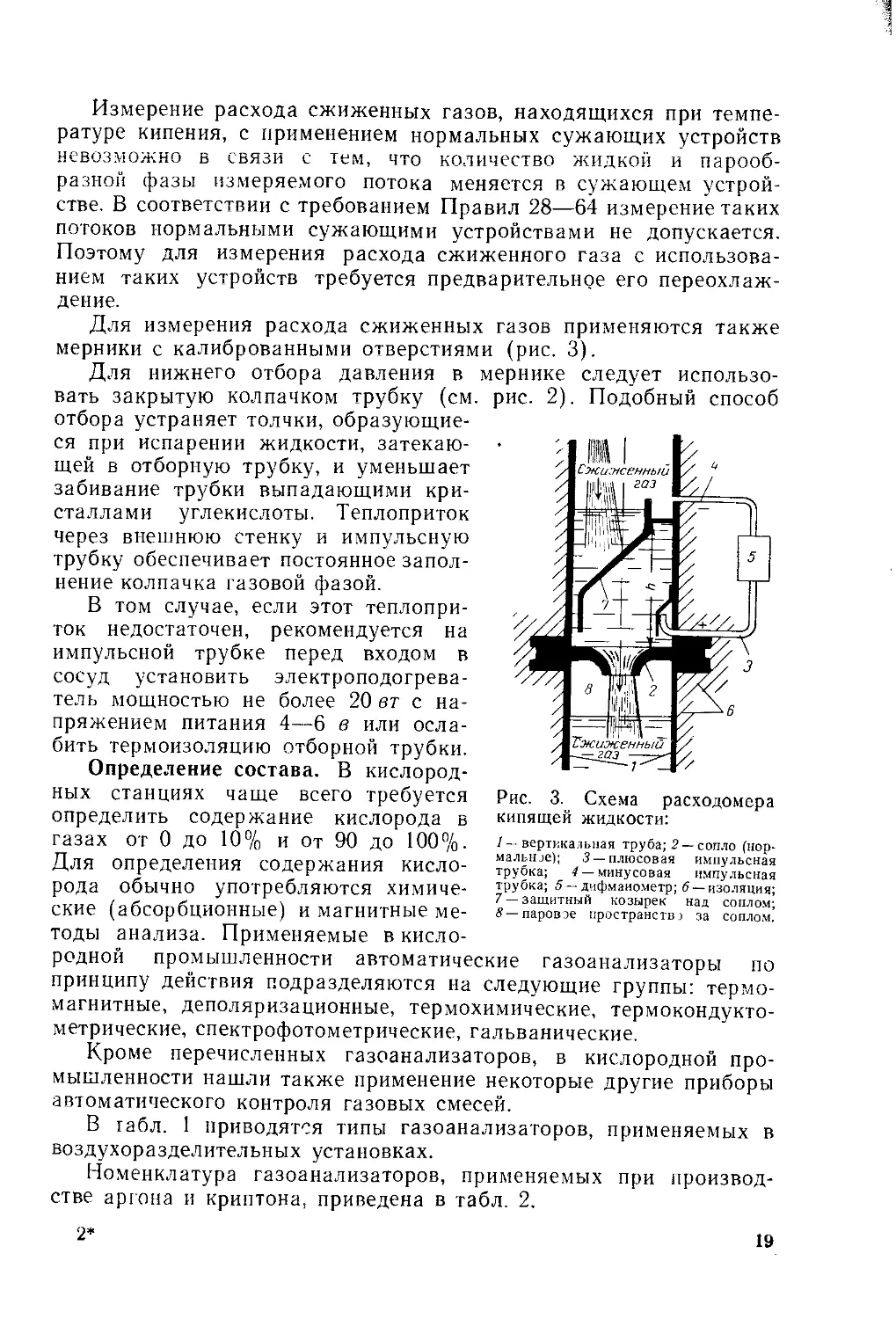
Для измерения расхода сжиженных газов применяются также
мерники с калиброванными отверстиями (рис. 3).
Для нижнего отбора давления в мернике следует использо-
вать закрытую колпачком трубку (см. рис. 2). Подобный способ
отбора устраняет толчки, образующие-
ся при испарении жидкости, затекаю-
щей в отборную трубку, и уменьшает
забивание трубки выпадающими кри-
сталлами углекислоты. Теплоприток
через внешнюю стенку и импульсную
трубку обеспечивает постоянное запол-
нение колпачка газовой фазой.
В том случае, если этот теплопри-
ток недостаточен, рекомендуется на
импульсной трубке перед входом в
сосуд установить электроподогрева-
тель мощностью не более 20 вт с на-
пряжением питания 4—6 в или осла-
бить термоизоляцию отборной трубки.
Определение состава. В кислород-
Рис. 3. Схема расходомера
кипящей жидкости:
/ — вертикальная труба; 2 —сопло (нор-
мальнее); 3 — плюсовая импульсная
трубка; 4 — минусовая импульсная
трубка; 5 —дифманометр; 6 — изоляция;
7 — защитный козырек над соплом;
паровое пространство за соплом’
ных станциях чаще всего требуется
определить содержание кислорода в
газах от 0 до 10% и от 90 до 100%.
Для определения содержания кисло-
рода обычно употребляются химиче-
ские (абсорбционные) и магнитные ме-
тоды анализа. Применяемые в кисло-
родной промышленности автоматические газоанализаторы по
принципу действия подразделяются на следующие группы: термо-
магнитные, деполяризационные, термохимические, термокондукто-
метрические, спектрофотометрические, гальванические.
Кроме перечисленных газоанализаторов, в кислородной про-
мышленности нашли также применение некоторые другие приборы
автоматического контроля газовых смесей.
В габл. 1 приводятся типы газоанализаторов, применяемых в
воздухоразделительных установках.
Номенклатура газоанализаторов, применяемых при производ-
стве аргона и криптона, приведена в табл. 2.
2*
19
Таблица 1
Газоанализаторы кислорода для воздухо разделительных установок
Тип установки и место отбора пробы Определяемая концентрация О2 объемы. % Тип газоанализатора
Установки технологического кисло-
рода:
О2 после регенераторов- . . . 95—96 МН 5128
О2 в сборнике верхней колонны 94,5—95 МН 5128
кубовая жидкость 38 МН 5130
N2 жидкий 3—3,5 МН 5127
N2 газообразный Установка технологического кисло- рода с криптоновым блоком и ко- лонной технического кислорода 3—3,5 МН 5127
О2 технический Установка чистого азота (типа 99,5 МН 5128
БР-6):
N2 чистый Азотно-кислородные установки не- 0,002 ТХГ-6А или ГЛ 5108
большой производительности, ста-
ционарные:
02 технический 99,5 МН 5128
N2 чистый ОД ТХГ-6А или ДПГ-5А-52
Транспортные установки:
О2 технический . 99,5 МН 5132
О2 газообразный 0,5—1 МН 5131
Колонна сырого аргона:
аргонная фракция -.85 МН 5130 или МГК-6
сырой аргон <10 мгк-з
Установка очистки типа УТА:
циркуляционный газ перед ре- <2,5
актором МГК-3 или ДПГ-5А-52
чистый аргон 0,005 ТХГ-6А илн ГЛ 5108
Таблица 2
Приборы, применяемые для газоаналитического контроля
при производстве аргона и криптона
Тип установки Определяемый компонент Тип газоанализатора
Колонна сырого аргона: аргонная фракция сырой аргон Аргон или азот Кислород Аргон или азот Кислород ТКГ-4П МН5130А или МГК-6 ТКГ-4Р МГК-3
20
П родолзюение
I
5 Определяемы»
| компонент
I
пзатора
Установка очистки аргона типа УТА:
циркуляционный газ ..........
технический аргон после кон-
тактных аппаратов . . . .
чистый аргон.................
Колонна первичного концентрирова-
ния криптона
первичный криптоновый кон-
центрат ......................
Кислород
Водород
Кислород
Азот
Вода
Кислород
МГК-3
ДПГ-5-52
ТХГ-6 или ГЛ 5108
СФ4102
Г2 или ДДН-2
ТХГ-6 или ГЛ 5208
Криптон
Углеводороды
хтд
ГИП-7
НАДЕЖНОСТЬ ПРИБ0Р03 КОНТРОЛЯ И СРЕДСТВ
АВТОМАТИЗАЦИИ
В связи с резким увеличением мощностей кислород-
ных станций и внедрением комплексной автоматизации в произ-
водство продуктов разделения воздуха возрастают требования,
предъявляемые к средствам автоматического управления и кон-
троля, к их надежности и долговечности.
Усложнение приборов и увеличение их количества приводят к
снижению надежности систем управления и повышению затрат на
эксплуатацию средств автоматизации. Повышение уровня автома-
тизации вызывает, с одной стороны, повышение эффективности
производства вследствие снижения себестоимости продуктов раз-
деления воздуха, а с другой стороны — увеличение затрат на экс-
плуатацию с возрастанием потерь при отказах автоматических
устройств. В связи с этим существует определенный оптимальный
уровень автоматизации, превышение которого приводит не к повы-
шению, а к снижению эффективности автоматизации производства.
При решении вопросов надежности следует придерживаться тер-
минологии, предложенной Комитетом технической терминологии
АН СССР:
1) Надежность — свойство системы (элемента) выполнять все заданные
функции в течение некоторого промежутка времени и в определенных условиях
эксплуатации.
2) Система автоматического управления (САУ) — совокупность технических
средств (элементов), осуществляющих операции управления технологических
объектов без непосредственного участия человека-оператора.
3) Элемент — конструктивно самостоятельная часть системы, имеющая оп-
ределенные назначения и функции (например, датчик, блок, АУС и т. п.).
4) Отказ САУ — любое нарушение нормальной работы САУ, происшедшее
вследствие отказа какого-либо элемента н влекущее отклонение хода управляе-
мого технологического процесса от заданного.
21
5) Отказ элемента — любое нарушение нормальной работы элемента САУ
(датчика, регулятора и т. п.), в результате которого хотя бы один из парамет-
ров элемента вышел за установленные техническими условиями пределы. Ина-
че говоря, отказ элемента — это такая неисправность, без устранения которой
элемент не может нормально выполнять все заданные ему функции.
6) Наработка на отказ — время безотказной работы системы (элемента)
между двумя последовательными отказами, которые используются как количе-
ственная мера надежности.
Иногда используется понятие о частоте отказов, значение которой является
обратной величиной наработки на отказ.
7) Время ликвидации отказа (время отказа) — время, при котором обна-
руживают и устраняют отказ системы (элемента).
8) Резервирование — метод повышения надежности системы путем замены
отказавших частей или элементов на заранее предусмотренный резерв.
Надежность работы технологического объекта в целом состоит из надеж-
ности системы управления и надежности технологического оборудования. При
рассмотрении надежности САУ следует различать две группы отказов:
а) отказы САУ, приводящие к аварии;
б) отказы, приводящие к браку продуктов разделения воздуха.
Понятие надежности включает:
1. Количественное определение величины надежности САУ по отказам, при-
водящим к авариям, соответствует установившемуся практическому понятию
«безотказная система».
2. Количественное определение величины надежности САУ по отказам, при-
водящим к браку, для конкретных технологических объектов (цех разделения
Рис. 4. Технико-экономические показатели
надежности САУ:
/ — затраты на САУ и ее эксплуатацию в зависимо-
сти от надежности САУ; 2 —потери от отказов —бра-
ков в зависимости от надежности САУ; 3 — суммарные
затраты в зависимости от надежности САУ.
следствия, экономическая оценка надежности
что неограниченное повышение надежности 1
воздуха, цех компрессии, цех очи-
стки и т. п.).
3. Использование средств ав-
томатизации с определенной га-
рантированной (повышенной) на-
дежностью, обеспечивающих не-
прерывность кислородного произ-
водства.
4. Внедрение методов эксплу-
атации, обеспечивающих сохране-
ние надежности САУ на запроек-
тированном уровне в течение все-
го времени эксплуатации.
При определении количествен-
ной меры надежности САУ, соот-
ветствующей понятию «безопасная
система», нужно исходить из сле-
дующих положений:
а) создание абсолютно безот-
казной системы, для которой ве-
роятность отказа равна нулю, не-
возможно;
б) несмотря на то, что для
отказов, имеющих аварийные по-
неприемлема, следует иметь в виду,
2АУ влечет за собой неоправданно
высокие затраты на автоматизацию;
в) количественная мера надежности «безотказной системы» не может быть
найдена расчетным путем, а должна представлять собой величину, выбранную
из ряда соображений;
г) вероятность аварий по вине отказов САУ должна быть пренебрежимо
мала по сравнению с вероятностью аварий по другим причинам (на 1—2 по-
рядка ниже).
Определение количественной меры надежности САУ по отказам-бракам тео-
ретически базируется на следующих положениях (рис. 4):
22
1. Потери от отказов-браков непосредственно зависят от средней выработки
САУ на отказ. Чем выше надежность, тем эти потери меньше.
2. Стоимость САУ и стоимость =‘кг,пл'7эта,1ч,1 являются чапвж-
ности. При этом необходимо иметь в виду, что повышение надежности связано
с удорожанием средств автоматизации и применением резервирования, т. е. удо-
рожанием САУ. Следовательно, определив для конкретных условий величину
потерь от отказов-браков, а также стоимость САУ и затраты на эксплуатацию
в зависимости от степени надежности САУ, можно найти оптимум надежности,
или, вернее, оптимальную структуру САУ, при которой сумма затрат (потерь
от отказов стоимости САУ и затрат на эксплуатацию) будет минимальной.
ОБЩАЯ ГОСУДАРСТВЕННАЯ СИСТЕМА ПРИБ0Р03
Общая государственная система приборов и техни-
ческих средств автоматизации (ГСП) представляет собой совокуп-
ность всех приборов и устройств, служащих для получения, пере-
дачи, переработки и использования информации, позволяющая
совместное использование их в необходимых сочетаниях для по-
строения любых систем автоматического контроля, регулирования
и управления. Разработка этой системы и возможность такого
использования приборов и средств автоматизации основана на стан-
дартизации сигналов входных и выходных параметров контроля,
параметров источников питания, пределов и точности для входных
параметров приборов и устройств для получения информации (дат-
чиков, измерительных приборов), выходных устройств для исполь-
зования информации (исполнительных устройств и механизмов),
присоединительных и габаритных размеров. Унифицированы не-
прерывные электрические (ГОСТ 9895—61) и пневматические сиг-
налы (ГОСТ 9468—60). Параметры элементов импульсных и ча-
стотных входных и выходных электрических сигналов унифициро-
ваны в ГОСТ 10 938—64.
Ведутся дальнейшие работы по унификации и стандартизации
цифровых приборов, выходов для вычислительных машин, вспо-
могательных материалов (диаграммная бумага, перфолента) и
прочих средств автоматизации.
НИИ теплоприбор разработал унифицированную систему взаи-
мозаменяемых датчиков ГСП и передал в серийное производство.
Система взаимозаменяемых датчиков позволяет с помощью
трех унифицированных преобразователей получать стандартный
выходной сигнал (пневматический с диапазоном от 0,2 до 1,0 кгс/см2,
электрический токовый с диапазоном от 0 до 20 ма или от 0 до
5 ма, электрический частотный с диапазоном от 1500 до 2500 гц)
для измерения 15 различных теплотехнических параметров расхо-
да, абсолютного давления, избыточного давления, сверхвысокого
давления, вакуума, разности давлений, тяги, напора, уровня и плот-
ности жидкостей, температуры, усилия, числа оборотов, вязкости,
перемещения.
Измерительные блоки, обеспечивающие преобразование изме-
ряемого параметра в усилие, также унифицированы и могут быть
присоединены к любому из трех преобразователей.
23
Класс точности приборов 0,6; 1; 1,6. Приборы применяются в
диапазоне температур окружающего воздуха от —40 до +60° С.
При измерении параметров агрессивных сред следует приме-
нять разделительные устройства.
Унифицированные датчики государственной системы приборов
могут работать в комплекте с пневматическими приборами си-
стемы АУС, системы «Старт», вторичными показывающими и
регистрирующими пневматическими приборами, с электрическими
приборами системы ЭАУС и автоматическими потенциомет-
рами.
Высокий уровень унификации обеспечивает большое удобство
в эксплуатации, простой ремонт и высокую надежность в работе.
ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ
Важнейшим условием осуществления комплексной
автоматизации кислородного производства является наличие воз-
можности дистанционного управления технологической арматурой.
При централизации контроля и управления производством, особен-
но при выносе оборудования на открытые площадки главным
условием является наличие необходимой номенклатуры технологи-
ческой арматуры с приводом дистанционного управления. Армату-
ра дистанционного управления отличается от арматуры ручного
управления конструкцией верхней части корпуса и шпинделя, ко-
торые выполняются так, чтобы обеспечивалось наиболее удобное
сочленение арматуры с исполнительным механизмом. Обычно ар-
матура с дистанционным управлением имеет и штурвал для руч-
ного управления.
По своему назначению арматура подразделяется на запорную,
регулирующую и предохранительную.
Запорная арматура должна обеспечивать плотность в закрытом
состоянии и не создавать больших сопротивлений для протекаю-
щей среды в открытом состоянии.
Регулирующая арматура должна обеспечивать равномерное из-
менение расхода рабочей среды при изменении положения регу-
лирующих клапанов.
Предохранительная арматура не должна допускать аварийного
повышения давления или предохранять от обратного протекания
рабочей среды.
При выборе типа необходимой арматуры руководствуются ра-
бочими условиями — температурой, давлением, коррозионными дей-
ствиями среды и классом помещений. Выбор арматуры по давле-
нию и температуре необходимо производить с учетом требований
ГОСТ 356—59, из которого видно, что с повышением температуры
снижаются пределы применяемости арматуры по давлению. При
выборе материала арматуры необходимо учитывать влияние ра-
бочей среды в соответствии с указаниями по проектированию и
монтажу трубопроводов газообразного кислорода У-347-00-4.
24
На основании указаний по проектированию производства кис-
лорода и других продуктов разделения воздуха У-866-00-3 основ-
ныб помещения кислородных стянций относятся к помещениям с
нормальной средой. Поэтому на кислородопроводах допускается
установка запорной и регулирующей арматуры с электрическим
приводом. Однако широкое применение в кислородной промышлен-
ности нашла арматура с пневмоприводом. Арматура, применяемая
на кислородных станциях, делится на арматуру с ручным управле-
нием и арматуру с электро- и пневмоприводом. Первая применяет-
ся при малых диаметрах условных проходов, когда для открытия
и закрытия арматуры требуются сравнительно небольшие усилия.
Запорная арматура с электроприводом применяется для трубопро-
водов с большим диаметром, koi да для открытия и закрытия ар-
матуры требуются значительные усилия, а также в тех случаях,
когда арматура должна управляться дистанционно (например, из
диспетчерского пункта). Арматура с пневмоприводом и электро-
приводом широко используется в схемах автоматического регули-
рования.
Серийная арматура с электроприводом подразделяется на три
группы:
1) запорные задвижки с приводом типа А;
2) плотнозапорные вентили с приводом типа А;
3) запорные задвижки и вентили с приводами типов Б, В, Г
и Д.
Указанные типы приводов различаются между собой по вели-
чине максимального момента, который может развить привод.
Электропривод типа А имеет электродвигатель мощностью от 0,6
до 7 кет.
При комплектовании задвижек электропривод следует подби-
рать так, чтобы развиваемый им номинальный момент был равен
или на одну ступень больше момента, который требуется для за-
крывания и открывания задвижки.
В указанных типах приводов ограничение момента электропри-
вода производится двумя способами:
а) для приводов типа А — применением муфты предельного
момента;
б) для приводов типов Б, В, Г и Д — применением токового
реле в цепи двигателя.
В качестве пусковой аппаратуры для привода запорных уст-
ройств рекомендуются реверсивные магнитные пускатели с двумя
дополнительными блок-контактами и с тепловой защитой для при-
водов типов А и без тепловой защиты для приводов типов Б, В,
Г и Д.
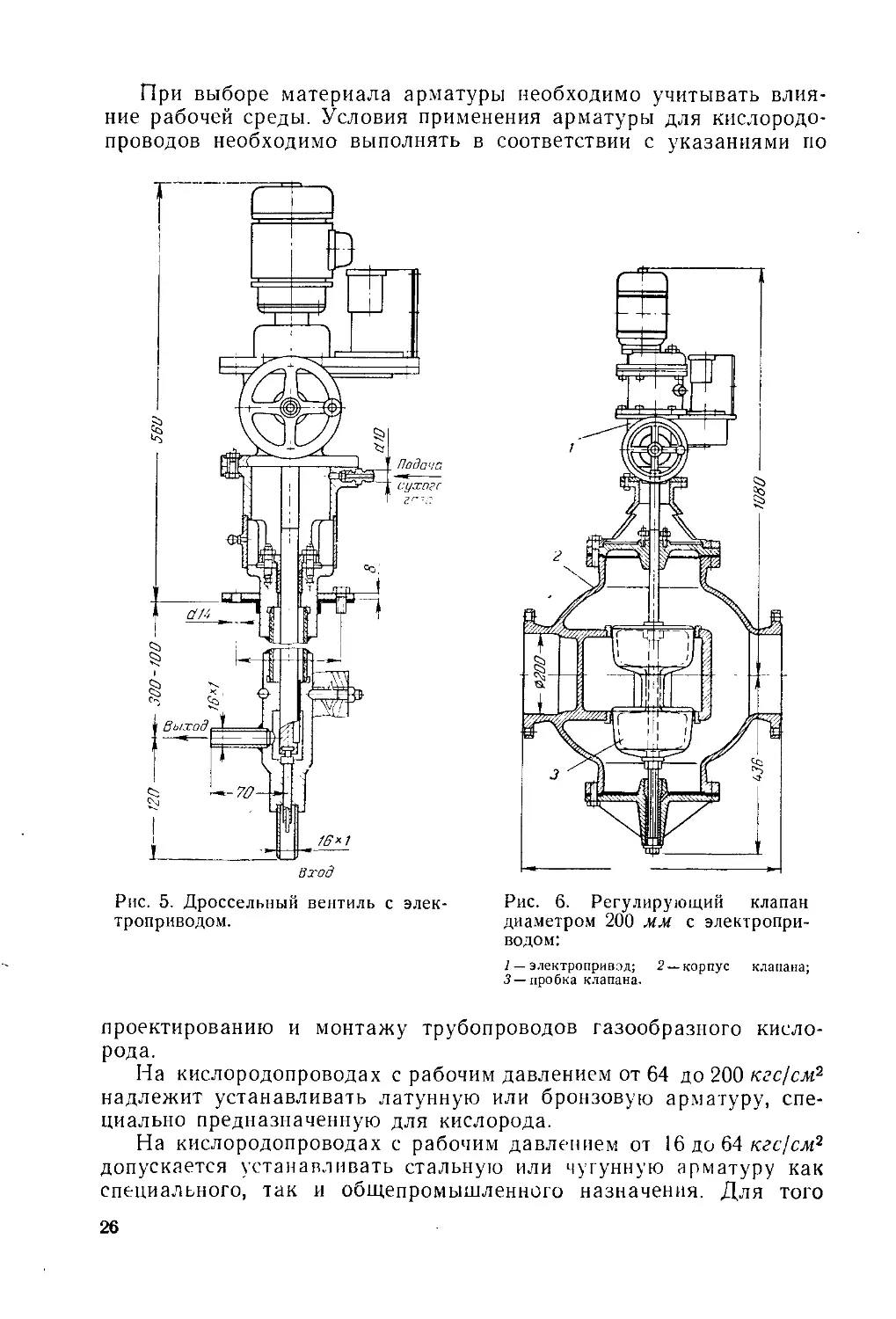
Общий вид электропривода, устанавливаемого непосредственно
на холодном дроссельном вентиле, работающем на сжиженном
газе при температуре —196° С, показан на рис. 5. На рис. 6 пока-
зан регулирующий клапан диаметром 200 мм с электрическим при-
водом.
25
При выборе материала арматуры необходимо учитывать влия-
ние рабочей среды. Условия применения арматуры для кислородо-
проводов необходимо выполнять в соответствии с указаниями по
Рис. 5. Дроссельный вентиль с элек-
троприводом.
Рис. 6. Регулирующий клапан
диаметром 200 мм с электропри-
водом:
1 — электропривод; 2 — корпус клапана;
3 — пробка клапана.
проектированию и монтажу трубопроводов газообразного кисло-
рода.
На кислородопроводах с рабочим давлением от 64 до 200 кгс/см2
надлежит устанавливать латунную или бронзовую арматуру, спе-
циально предназначенную для кислорода.
На кислородопроводах с рабочим давлением от 16 до 64 кгс/см2
допускается устанавливать стальную или чугунную арматуру как
специального, так и общепромышленного назначения. Для того
26
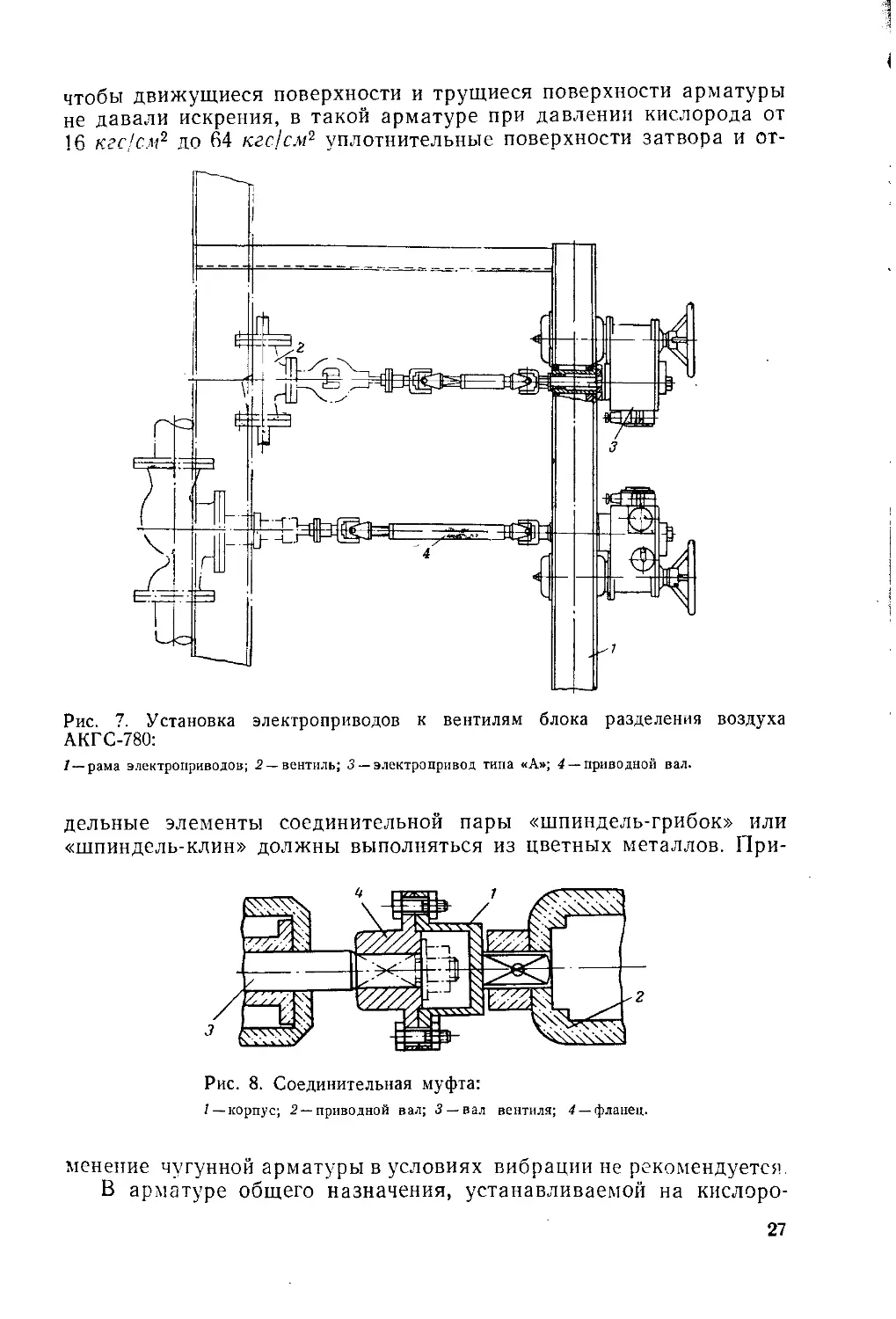
чтобы движущиеся поверхности и трущиеся поверхности арматуры
не давали искрения, в такой арматуре при давлении кислорода от
16 кгс/см2 до 64 кгс!см2 уплотнительные поверхности затвора и от-
Рис. 7. Установка электроприводов к вентилям блока разделения воздуха
АКГС-780:
/—рама электроприводов; 2 — вентиль; 3 — электропривод типа «А»; 4 — приводной вал.
дельные элементы соединительной пары «шпиндель-грибок» или
«шпиндель-клин» должны выполняться из цветных металлов. При-
Рис. 8. Соединительная муфта:
Z — корпус; 2 — приводной вал; 3 — вал вентиля; 4 —фланец.
менение чугунной арматуры в условиях вибрации не рекомендуется.
В арматуре общего назначения, устанавливаемой на кислоро-
27
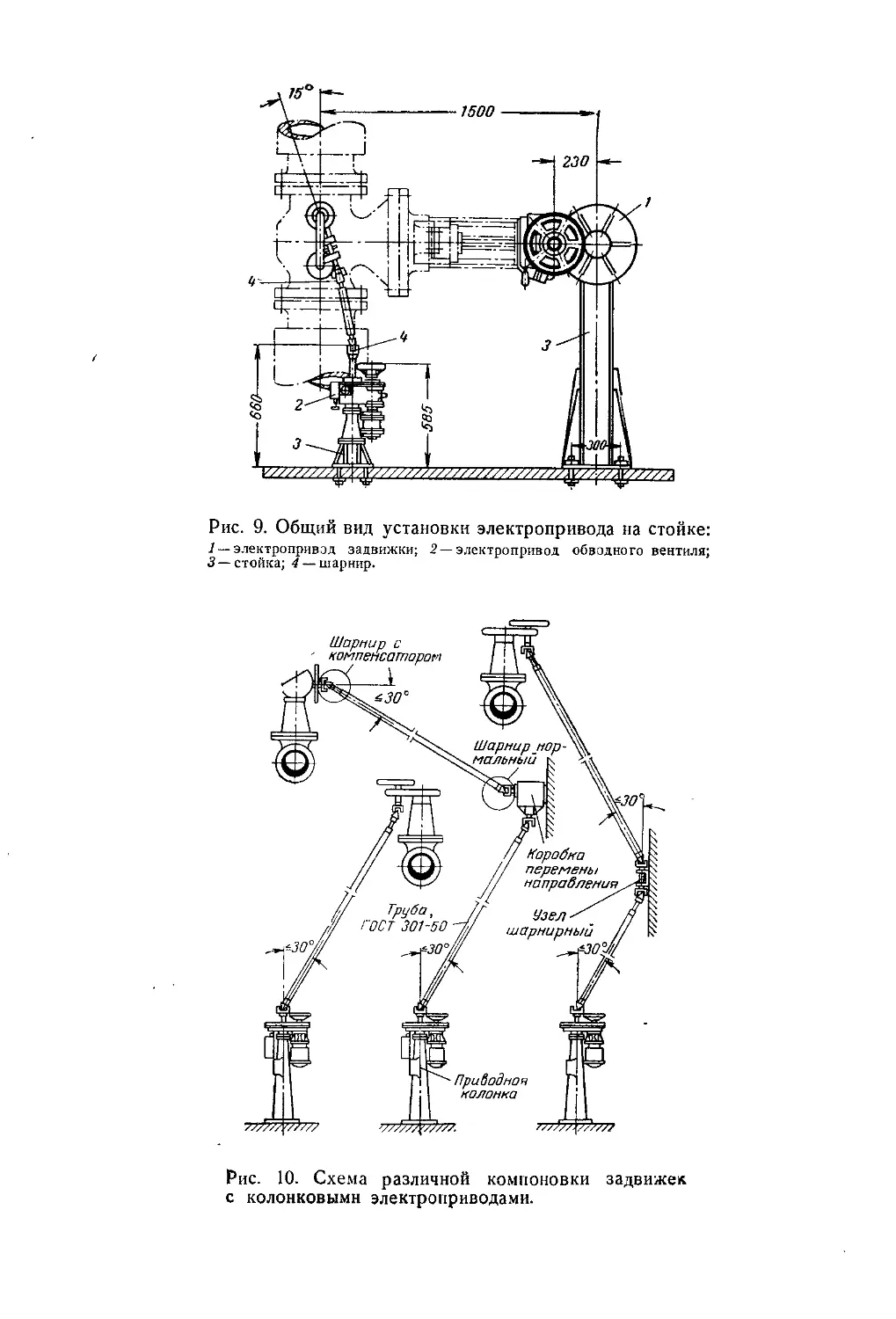
Рис. 9. Общий вид установки электропривода на стойке:
1 — электропривод задвижки; 2 —электропривод обводного вентиля;
3 — стойка; -/ — шарнир.
Рис. 10. Схема различной компоновки задвижек
с колонковыми электроприводами.
допроводах, надлежит применять фибровые прокладки и сальнико-
вые набивки из прографиченного шнурового асбеста.
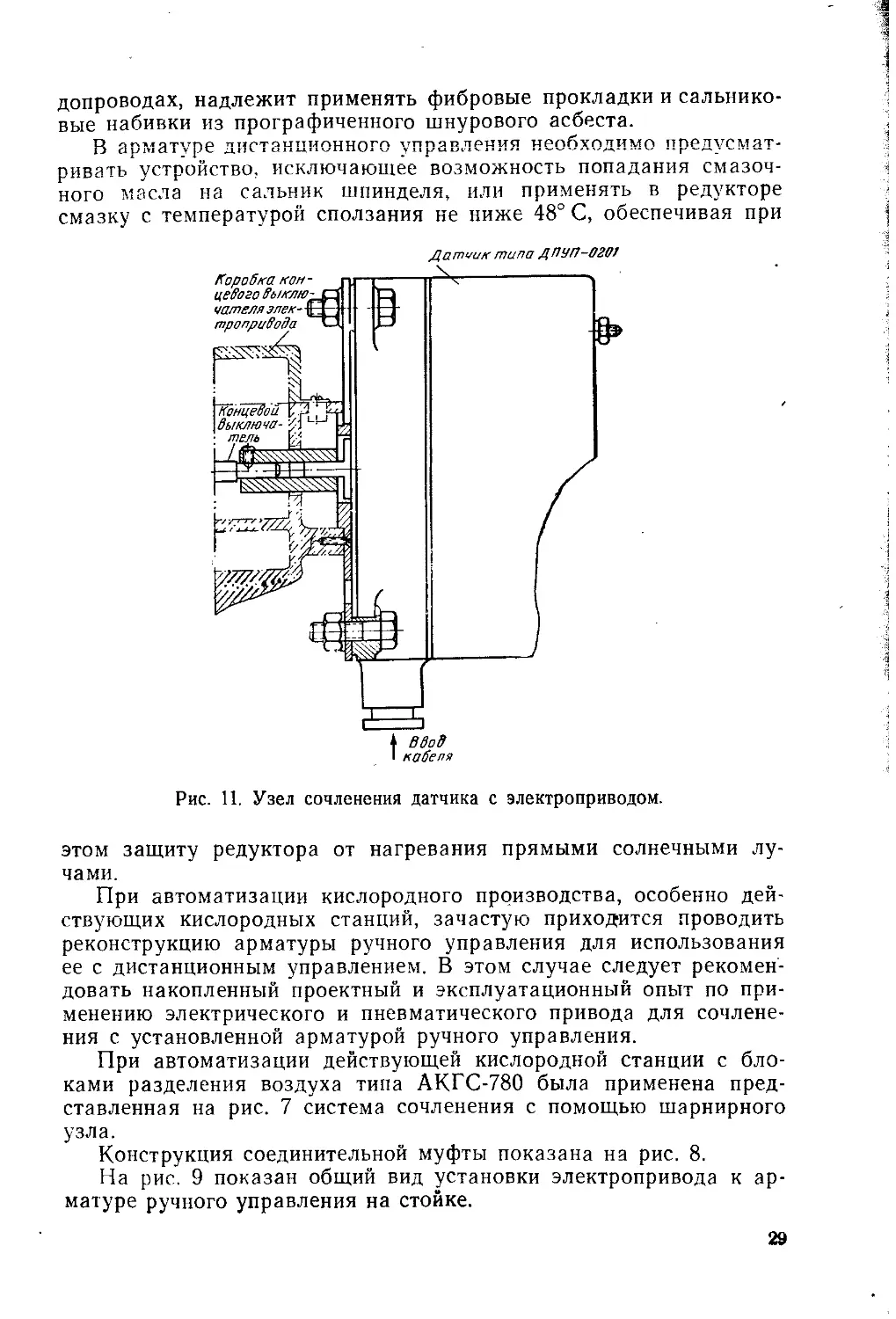
В аоматуре дистанционного управления необходимо предусмат-
ривать устройство, исключающее возможность попадания смазоч-
ного масла на сальник шпинделя, или применять в редукторе
смазку с температурой сползания не ниже 48° С, обеспечивая при
Рис. 11. Узел сочленения датчика с электроприводом.
этом защиту редуктора от нагревания прямыми солнечными лу-
чами.
При автоматизации кислородного производства, особенно дей-
ствующих кислородных станций, зачастую приходится проводить
реконструкцию арматуры ручного управления для использования
ее с дистанционным управлением. В этом случае следует рекомен-
довать накопленный проектный и эксплуатационный опыт по при-
менению электрического и пневматического привода для сочлене-
ния с установленной арматурой ручного управления.
При автоматизации действующей кислородной станции с бло-
ками разделения воздуха типа АКГС-780 была применена пред-
ставленная на рис. 7 система сочленения с помощью шарнирного
узла.
Конструкция соединительной муфты показана на рис. 8.
На рис. 9 показан общий вид установки электропривода к ар-
матуре ручного управления на стойке.
29
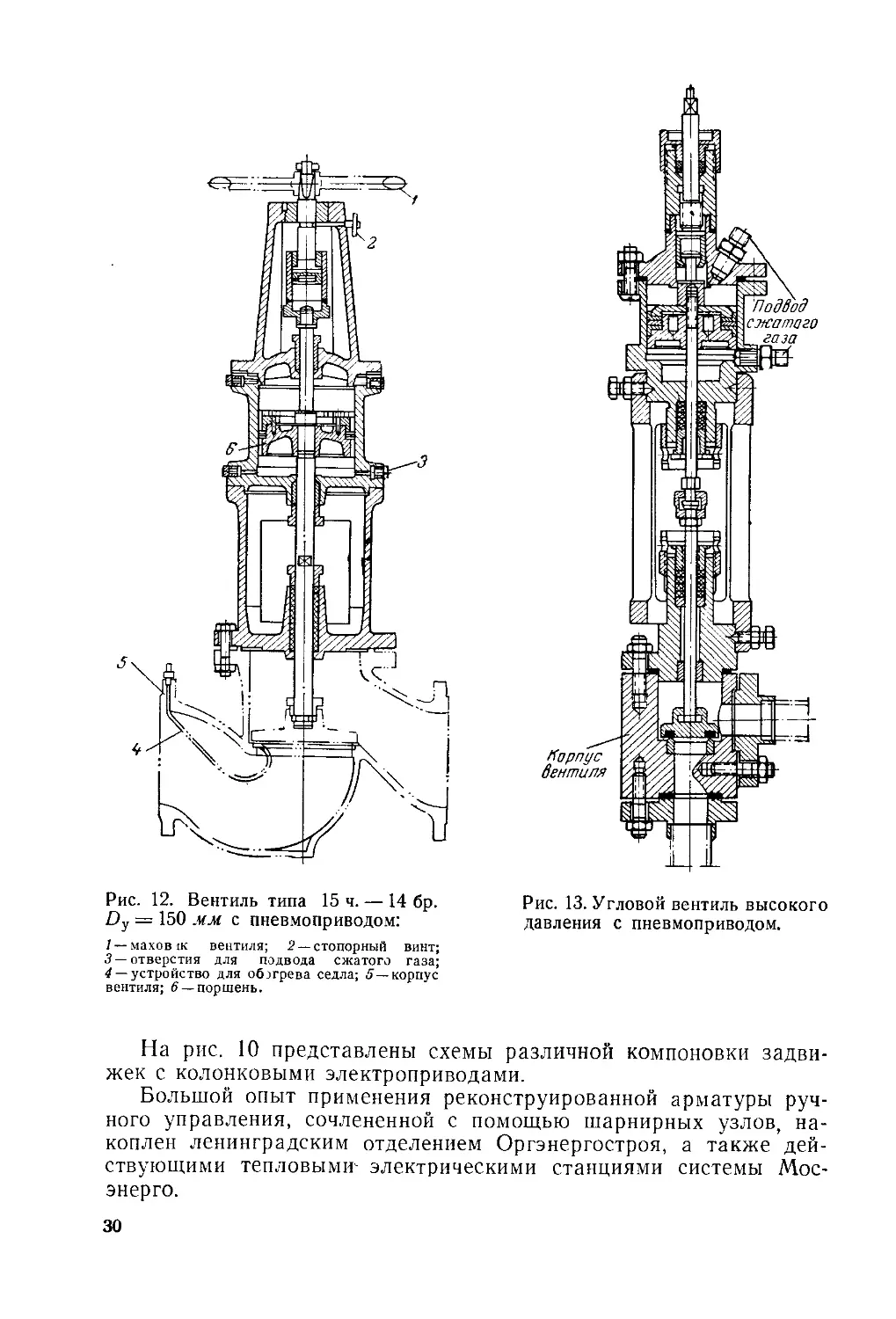
Рис. 13. Угловой вентиль высокого
давления с пневмоприводом.
Рис. 12. Вентиль типа 15 ч. — 14 бр.
Dy = 150 мм с пневмоприводом:
/ — махов ж вентиля; 2 — стопорный винт;
3 — отверстия для подвода сжатого газа;
4 — устройство для обэгрева седла; 5— корпус
вентиля; 6 — поршень.
На рис. 10 представлены схемы различной компоновки задви-
жек с колонковыми электроприводами.
Большой опыт применения реконструированной арматуры руч-
ного управления, сочлененной с помощью шарнирных узлов, на-
коплен ленинградским отделением Оргэнергостроя, а также дей-
ствующими тепловыми^ электрическими станциями системы Мос-
энерго.
зо
Для визуального наблюдения
за положением арматуры, сочле-
ненной с электрическим приводом
при переводе на дистанционное
управление, применяются серий-
ные датчики типа ДПУП-0201.
Узел сочленения датчика с
электроприводом показан на
рис. 11. Вал коробки концевого
выключателя «А» сочленяется с
реахордом датчика указателя по-
ложения задвижки. Местный
стрелочный указатель концевого
выключателя, рычажная и зубча-
тая передачи датчика демонти-
руются. Сочленение валиков про-
изводится согласованно с градуи-
ровкой шкалы вольтметрового
указателя типа УПД-0201.
Широко также применяется
сельсинная система передачи по-
казаний о положении арматуры
на расстоянии.
При автоматизации блоков
разделения воздуха типа Г-6800
на Днепродзержинском АТЗ и
КТ-3600 на Щекинском химзаводе
ЦНИИКА применены пневмати-
ческие поршневые исполнитель-
ные механизмы для ранее уста-
новленной арматуры ручного уп-
равления.
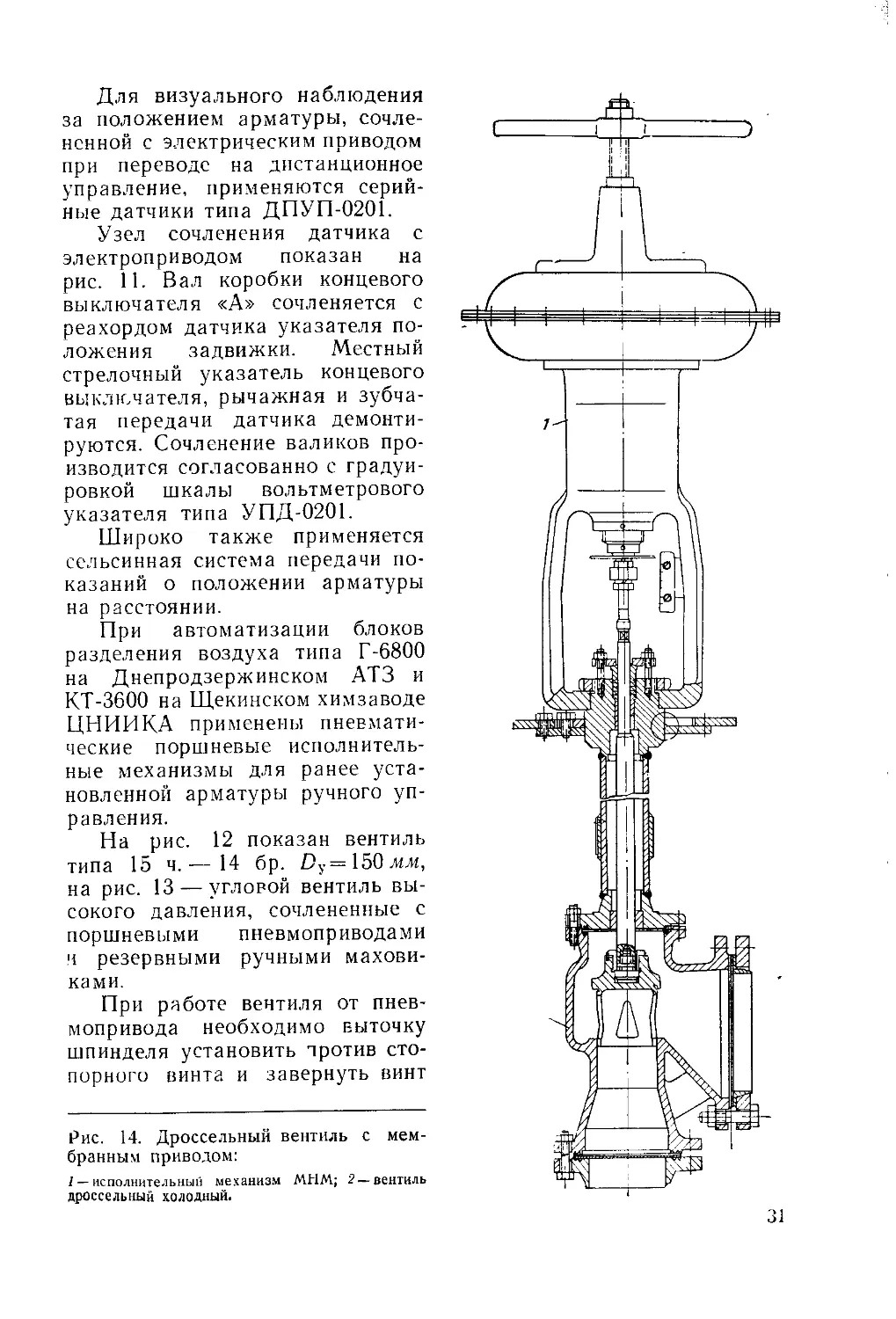
На рис. 12 показан вентиль
типа 15 ч. — 14 бр. Ду=150лглг,
на рис. 13—угловой вентиль вы-
сокого давления, сочлененные с
поршневыми пневмоприводами
и резервными ручными махови-
ками.
При работе вентиля от пнев-
мопривода необходимо выточку
шпинделя установить против сто-
порного винта и завернуть винт
Рис. 14. Дроссельный вентиль с мем-
бранным приводом:
/ — исполнительный механизм МММ; 2 — вентиль
дроссельный холодный.
31
до упора. Для сигнализации крайних положений привод снабжает-
ся путевыми выключателями типа МП-1М. Многолетний опыт экс-
плуатации поршневых пневмоприводов показал высокую надеж-
ность в работе и простоту обслуживания.
Машиностроительный завод им. 40-летия Октября успешно
применяет сочленение холодной арматуры с мембранным пневмо-
приводом, как это показано на рис. 14.
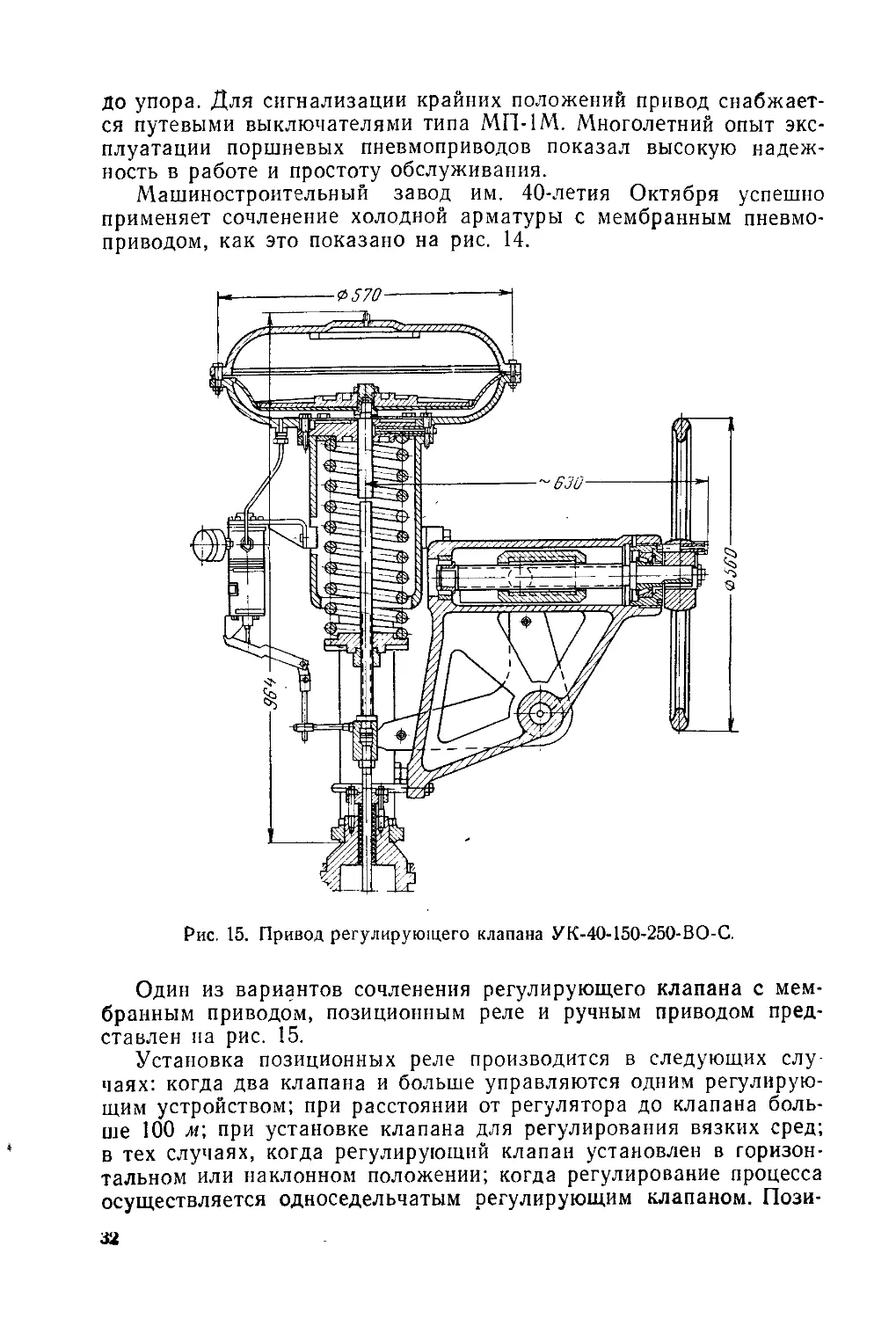
Ф570
Рис. 15. Привод регулирующего клапана УК-40-150-250-ВО-С.
Один из вариантов сочленения регулирующего клапана с мем-
бранным приводом, позиционным реле и ручным приводом пред-
ставлен на рис. 15.
Установка позиционных реле производится в следующих слу
чаях: когда два клапана и больше управляются одним регулирую-
щим устройством; при расстоянии от регулятора до клапана боль-
ше 100 при установке клапана для регулирования вязких сред;
в тех случаях, когда регулирующий клапан установлен в горизон-
тальном или наклонном положении; когда регулирование процесса
осуществляется односедельчатым регулирующим клапаном. Пози-
32
ционные реле устанавливаются также при установке регулирую-
щих клапанов с условным проходом выше 200 мм и когда клапан
работает в условиях высоких температур и давлений (рабочая тем-
пература выше 300° С и Рраб. 30 кгс/сл«2); при наличии клапанов
с условными проходами 15 и 20 мм и перепаде давления дои после
клапана, превышающем 25 кгс/см2\ в клапанах с условными прохо-
дами 25 и 40 мм и превышении перепада давления—15 кгс/см2-,
в клапанах с условными проходами 50, 70 и 80 мм и перепаде дав-
ления 10 кгс!см2\ в клапанах с условными проходами 100 и 150 мм
и перепаде давления, превышающим 5 кгс/см2', в тех случаях, ко-
гда мембранный исполнительный механизм работает некачественно
и разница в перемещении плунжера при прямом и обратном ходе
превышает 2% от полного рабочего хода плунжера.
3 Зак 1226
III.
АВТОМАТИЗАЦИЯ КИСЛОРОДНЫХ СТАНЦИЙ
ТРЕБОВАНИЯ К АВТОМАТИЗАЦИИ ОСНОВНОГО
ОБОРУДОВАНИЯ
Для осуществления комплексной автоматизации,
централизации управления мощных кислородных станций и воз-
можности применения средств вычислительной техники для упра-
вления технологическим процессом по технико-экономическим пока-
зателям Гипрокислородом разработаны рекомендации по объемам
автоматизации основного технологического оборудования кисло-
родных станций.
При разработке рекомендаций был учтен опыт, накопленный
промышленностью, научными и проектными организациями, а так-
же были приняты во внимание рекомендации по построению систем
управления различными предприятиями, основные положения и
руководящие материалы по сооружению щитовых помещений для
химических производств.
БЛОКИ РАЗДЕЛЕНИЯ ВОЗДУХА
Система автоматизации блоков разделения воздуха
и установок азотно-водного охлаждения должна обеспечить работу
оборудования в оптимальном режиме при заданной чистоте про-
дуктов разделения и при различных (заданных) количествах пере-
рабатываемого воздуха, а также автоматический переход работы
блока с одной производительности на другую.
Блоки должны иметь автоматическую блокировку, предотвра-
щающую выдачу потребителю некондиционных продуктов.
Приборы контроля, на которых отражается пульсация, созда-
ваемая при переключении регенераторов, должны снабжаться спе-
циальными устройствами (фильтрами) для сглаживания пульса-
ций.
Для блоков разделения воздуха заводами-изготовителями раз-
рабатывается и поставляется мнемосхема блока, которая должна
располагаться над всеми панелями щита управления.
Автоматизация блоков разделения воздуха описана в специаль-
ном разделе книги.
34
ВОЗДУШНЫЕ КОМПРЕССОРЫ
Воздушные компрессоры кислородных станций пред-
назначены для подачи воздуха в блоки разделения. В некоторых
случаях часть компримируемого воздуха выдается из коллектора
нагнетания компрессоров в заводскую сеть сжатого воздуха и для
питания пневматических приборов и регуляторов. В последнем слу-
чае воздух перед подачей потребителю проходит осушку в специ-
альных установках. В зависимости от типа применяемых устано-
вок разделения воздуха на кислородных станциях могут быть ис-
пользованы поршневые или центробежные компрессоры.
Ниже приводятся общие требования, предъявляемые к схемам
автоматики воздушных компрессоров, работающих на кислородных
станциях.
Центробежные воздушные компрессоры. Воздушные центро-
бежные компрессоры устанавливают на кислородных станциях,
работающих по схеме низкого давления или двух давлений. По
схеме одного низкого давления в настоящее время работает боль-
шая часть мощных кислородных станций металлургических и хи-
мических заводов.
Центробежные компрессоры, применяемые на кислородных
станциях, имеют электрический или паровой привод. Оснащение
приборами контроля электродвигателя компрессора или паровой
турбины не является специфичными и в данной книге не приво-
дится.
Автоматизация воздушных центробежных компрессоров должна
отвечать следующим требованиям:
1) обеспечивать полную автоматически действующую защиту компрессора
и привода от аварий и поломок, вызванных недостатками в работе системы
смазки, водоснабжения, а также при перегреве электродвигателя, сдвиге ротора
и помпаже;
2) автоматизацию продувки воздухоотделителей и влагоотделителей;
3) автоматическое поддержание заданной весовой производительности с воз-
можностью изменять задание вручную и автоматически от внешнего импульса;
при этом получение заданной производительности должно быть обеспечено наи-
более экономичным регулированием;
4) дистанционный и автоматический пуск компрессора и его остановку с ав-
томатическим соблюдением последовательности операций;
5) снижение трудоемкости обслуживания компрессоров.
Блоки разделения воздуха должны быть автоматизированы та-
ким образом, чтобы они автоматически перестраивались на пере-
работку различных количеств воздуха. Поэтому центробежные
компрессоры должны полностью определять производительность
станций — никакой дополнительной регулировки количества и дав-
ления воздуха между компрессором и блоком не должно быть.
Следовательно, основные требования, предъявляемые к центро-
бежным компрессорам при автоматизации, — поддержание задан-
ных параметров воздуха перед входом в блок и возможность эко-
3*
35
номично регулировать эти параметры при дистанционном или ав-
томатическом изменении задания.
Регулировка производительности компрессоров осуществляется
по таким параметрам, как количество кислорода, выдаваемого
блоком разделения воздуха (в этом случае регулирование сводится
к поддержанию заданной производительности по кислороду при
помощи регулирования производительности центробежных ком-
прессоров), количество сжатого воздуха, выдаваемого компрессо-
ром в блок разделения воздуха.
На предприятиях со строго равномерным расходом кислорода
может быть использовано в качестве импульса заполнение кисло-
родного газгольдера или наличие и направление потока в кисло-
родопроводе к непроточному газгольдеру и количество воздуха,
проходящего через всасывающий трубопровод компрессора.
Воздушные центробежные компрессоры должны быть оснаще-
ны системой автоматики, обеспечивающей автоматический пуск и
остановку компрессора с автоматическим соблюдением последова-
тельности операций и с осуществлением запрета пуска при ненор-
мальных режимах в системе смазки, водо-, паро- и газоснабжения
и при превышении допустимой величины сдвига ротора.
Обычно схемой автоматики предусматривается автоматическое
включение пускового масляного насоса при падении давления мас-
ла ниже нормы и при остановке компрессора, а также автомати-
ческое включение резервного масляного насоса при низком давле-
нии масла после включения пускового насоса.
Для обеспечения оптимальных условий работы кислородных
станций предусматривается регулирование производительности
компрессора — ручное у компрессора, дистанционное с общецехо-
вого щита и со щита блока разделения воздуха, автоматическое с
корректировкой по атмосферным условиям (температура и давле-
ние) и по расходу кислорода.
Автоматическая продувка воздухоохладителей и влагоотдели-
телей осуществляется конденсатоотводчиками. Схемой автоматики
также предусматривается автоматическая антипомпажная защита
компрессора.
Центробежные воздушные компрессоры должны быть снабжены
дистанционными приборами для контроля следующих параметров:
давление воздуха на всасывающей линии после каждой ступени,
после концевого воздухоохладителя и в коллекторе; давление
масла до фильтра и после него; давление воды; температура воз-
духа на всасывающей и нагнетающей линиях каждой ступени и
после концевого воздухоохладителя, а также воздуха, поступаю-
щего на охлаждение электродвигателя (для компрессоров с элек-
тродвигателем); температура воды после воздухо-и маслоохлади-
телей; температура масла на сливе в бак и после маслоохладителя;
температура подшипников; температура обмоток электродвигате-
лей; уровень масла в баке; количество воздуха, поступающего в
компрессор, с корректировкой по температуре и давлению.
36
Помимо приборов контроля, центробежные воздушные ком-
прессоры должны быть снабжены приборами сигнализации: паде-
ния давления масла ниже нормы; падения расхода воды ниже нор-
мы; повышения температуры подшипников сверх нормы; осевого
сдвига ротора выше нормы; падения уровня масла в баке ниже
нормы; повышения температуры масла после маслоохладителя
сверх нормы; повышения температуры обмоток электродвигателя
сверх нормы (для компрессоров с электродвигателем).
Системой автоматики должна предусматриваться автоматиче-
ская остановка центробежного компрессора с одновременной по-
дачей светового и звукового сигнала при падении давления масла
ниже нормы; падении расхода воды ниже нормы; повышении тем-
пературы подшипников сверх нормы; ненормальном осевом сдвиге
ротора; отсутствии напряжения в сети или нарушении паро- или
газоснабжения; других неисправностях турбокомпрессора, вызы-
вающих автоматическую остановку.
Центробежные кислородные компрессоры. Для компримирова-
ния технического и технологического кислорода и подачи его по-
требителям на кислородных станциях устанавливаются турбоком-
прессоры. В настоящее время отечественной промышленностью
выпускаются три типа кислородных турбокомпрессоров: КТК-7,
КТК-12,5/35 и ЦКК-25/15. Кислородные турбокомпрессоры осна-
щаются средствами контроля, регулирования и защиты. Операции
пуска и отключения турбокомпрессоров полностью автоматизиро-
ваны и производятся по заданной программе.
В отличие от воздушных турбокомпрессоров запуск и останов-
ка кислородных турбомашин осуществляется по более сложной
программе и требует четкого выполнения всех операций, так как
всякое нарушение этой программы может привести к серьезной
аварии.
Привод кислородных турбокомпрессоров осуществляется от
электродвигателей. Электрическая аппаратура запуска и зашиты
двигателя включается в общую схему автоматики и устанавливает-
ся на щите турбокомпрессора.
Так как все кислородные турбокомпрессоры имеют привод от
электродвигателей с постоянным числом оборотов, то осуществить
плавное регулирование производительности этих машин измене-
нием числа оборотов невозможно. Поэтому все кислородные турбо-
компрессоры оснащаются системой автоматического регулирования
давления путем дросселирования на всасывающей линии турбо-
компрессора и байпассирования кислорода. Система автоматиче-
ского регулирования обеспечивает поддержание заданного давле-
ния кислорода после компрессора при незначительных изменениях
потребления кислорода перемещением дроссельной заслонки на
всасывающем трубопроводе компрессора. Изменения производи-
тельности при больших колебаниях в потребности кислорода этим
методом достичь не удается, так как значительное закрытие дрос-
сельной заслонки при полном давлении в нагнетающей линии
37
может привести к помпажу и аварии. Поэтому регулирование ве-
дется в два этапа: сначала дросселирование на всасывающей ли-
нии, а затем открытие байпасного клапана.
Система автоматики предназначена для автоматической подго-
товки к пуску, пуска и остановки компрессора, а также автомати-
ческого регулирования давления кислорода в нагнетающей линии,
или весового расхода, дистанционного управления сервоприводами
и защиты компрессора от ненормальных режимов работы.
Система автоматики должна обеспечивать автоматическую под-
готовку к пуску, пуск и остановку компрессора с соблюдением по-
следовательности технологических операций, в соответствии с про-
граммой. Все операции осуществляются дистанционно со щита
управления, установленного в щитовом помещении.
Схемой автоматики предусматривается автоматическое регули-
рование давления кислорода в нагнетающей линии или весового
расхода.
Система автоматического регулирования производительности
компрессора должна предусматривать возможность параллельной
работы компрессоров на общий коллектор. В объем автоматиза-
ции входит антипомпажная защита компрессора, а также преду-
предительная звуковая и световая сигнализация с последующим
сохранением информации о характере неисправности при сниже-
нии расхода охлаждающей воды, уровня масла в маслобаке и дав-
ления масла в коллекторе ниже установленного предела с одновре-
менным включением пускового маслонасоса.
При повышении температуры подшипников агрегата выше 70° С
и температуры газа в нагнетающей линии до 175° С, а также сни-
жении расхода охлаждающей воды, давления масла в коллекторе,
давления азота в лабиринтах ниже установленного предела, по-
даются звуковой и световой сигналы с одновременной остановкой
компрессора.
Автоматическая остановка компрессора должна происходить
также прн осевом сдвиге ротора компрессора на 1 мм в любую
сторону и при возникновении пожара. При аварийных режимах
предусматривается автоматический запрёт пуска компрессора.
Схема автоматизации предусматривает дистанционный конт-
роль основных параметров давления на всасывающей и нагнетаю-
щей линиях, на линии расхода кислорода (весового). Необходимо
также контролировать давление масла в коллекторе и азота в ла-
биринтах, а также температуру: на линиях всасывания и нагнета-
ния; охлаждающей воды, масла в коллекторе, температуру под-
шипников агрегата и обмоток электродвигателя.
Предусматривается также визуальный контроль по месту дав-
ления на нагнетающей линии давления масла до и после фильтра,
давления воды и азота в лабиринтах.
При аварийной остановке компрессора в результате повышения
температуры газа в нагнетающей линии и температуры подшип-
ников агрегата выше допустимой остановка должна производиться
38
с соблюдением последовательности технологических операций по
программе остановки компрессора.
При осевом сдвиге и пожаре остановка основного электродви-
гателя должна производиться тотчас после поступления аварий-
ного сигнала.
Поршневые воздушные компрессоры. Поршневые компрессоры
кислородных станций оснащают необходимыми приборами авто-
матики, контроля, блокировки и сигнализации. Схемы автомати-
зации должны обеспечивать защиту компрессоров от аварий и по-
ломок.
Общие требования, предъявляемые к схемам автоматизации
поршневых воздушных компрессоров, сводятся к следующему:
1. Пуск электродвигателя компрессора разрешается при необходимом да-
влении масла в системе смазки, давлении или расходе охлаждающей воды и
включенном лубрикаторе (для компрессоров с автономным приводом лубрика-
тора).
2. Электродвигатель компрессора отключается автоматически при падении
давления или расхода охлаждающей воды, давления масла, при повышении тем-
пературы подшипников и воздуха после каждой ступени компрессора, а также
при остановке двигателя лубрикатора (для компрессоров с автономным приво-
дом лубрикатора) и отсутствии напряжения питания.
3. Л^асловлагоотделители автоматически продуваются конденсатоотводчи-
ками, конструкции которых должны исключать потери воздуха при продувках.
В схеме управления компрессоров, пуск которых осуществляется
при отсутствии давления в системе смазки, необходимо предусма-
тривать блокировку кнопки «Пуск» контактом реле, срабатываю-
щим от датчика давления масла в случае, если давление повы-
шается сверх минимально допустимого.
Перед автоматической остановкой электродвигателя необхо-
димо произвести автоматическую разгрузку компрессора; автома-
тизация должна обеспечить полную автоматически действующую
защиту компрессора от аварий, вызванных недостатками в работе
систем смазки и водоснабжения, от перегрузки ступеней и от на-
рушения температурного режима, а также полностью должна быть
автоматизирована и продувка масловлагоотделителей.
Электродвигатель не запускается или автоматически останавли-
вается при падении давления неразрывной струи воды, подаваемой
в компрессор, ниже допустимого.
Поршневые компрессоры снабжены сравнительно небольшим
числом приборов, служащих для контроля и измерения следующих
параметров: давление масла, давление воды, давление воздуха
после каждой ступени, разрежение воздуха в всасывающей линии,
температура воздуха в нагнетающей и всасывающей линиях всех
ступеней, температура масла после маслоохладителя (для ком-
прессора с маслоохладителем).
Для предупреждения аварий воздушные поршневые компрес-
соры должны быть оснащены световой и звуковой сигнализацией,
срабатывающей при падении давления масла ниже нормального,
при давлении или расходе воды ниже нормального, при повышении
3»
температуры подшипников сверх нормы, при повышении темпера-
туры воздуха в нагнетающей линии каждой ступени сверх нормы,
при отсутствии напряжения, при отключении двигателя лубрика-
тора (при автономном приводе лубрикатора), при падении уровня
в масляном баке ниже нормального.
В соответствии с «Правилами устройства и безопасной экс-
плуатации воздушных компрессоров и воздухопроводов» воздуш-
ные поршневые компрессоры должны быть снабжены следующей
арматурой и контрольношзмерительными приборами:
манометрами и предохранительными клапанами на компрессо-
рах, холодильниках и воздухосборниках;
при давлении 300 ат и выше на последней ступени сжатия дол-
жны устанавливаться два манометра;
термометрами или термопарами для указания температуры
сжатого воздуха на каждой ступени компрессора, после проме-
жуточного и концевого холодильника, а для компрессоров про-
изводительностью свыше 50 мР/мин регистрирующими прибо-
рами;
для сигнализации и автоматического отключения компрессора
при повышении давления и температуры сжатого воздуха сверх
допустимых норм, а также при прекращении поступления охлаж-
- дающей воды должны устанавливаться контактные манометры и
тепловые реле;
для измерения температуры и давления масла устанавливаются
указывающие манометры и термометры;
при работе нескольких компрессоров в общую сеть на воздухо-
проводе для каждого из них должны быть установлены обратный
клапан и перекрывающая задвижка или вентиль;
компрессоры производительностью более 50 м31мин должны
быть оборудованы устройствами для автоматического регулирова-
ния давления сжатого воздуха.
Компрессорные станции с тремя машинами и более необходимо
оборудовать системой дистанционного контроля и сигнализации
работы установок со следующими контрольно-измерительными
приборами, устанавливаемыми на каждом компрессоре: прибо-
рами дистанционного контроля температуры и давления воздуха,
воды и масла, а также приборами, сигнализирующими отклонение
работы компрессора от нормального режима по этим парамет-
рам; приборами, автоматически выключающими компрессор при
повышении давления и температуры сжатого воздуха, а также
при прекращении подачи охлаждающей воды.
При проектировании автоматизированной компрессорной стан-
ции с большим числом машин система контроля и автоматики
должна предусматривать общий щит или пульт на центральном
пункте управления с размещением на нем аппаратуры, сигнализи-
рующей об отклонении основных параметров работы компрессора
от номинальных значений и аппаратуры автоматического или по-
луавтоматического и дистанционного управления.
40
Местный щит или пульт устанавливается в непосредственной
близости от компрессора. На этом щите располагаются приборы
для сигнализации и контроля основных параметров компрессора,
органы местного ручного управления компрессором с необходимой
арматурой.
Для определения количества сжатого воздуха на компрессор-
ной станции следует предусматривать установку расходомеров.
Манометры, устанавливаемые на компрессорной установке, дол-
жны быть снабжены трехходовыми кранами. Термометры для из-
мерения температуры сжатого воздуха должны устанавливаться в
специальных металлических гильзах, ввернутых на резьбе. Каждая
точка замера температуры должна иметь индивидуальный термо-
метр.
Количество предохранительных клапанов, их размеры и про-
пускная способность должны быть выбраны так, чтобы не могло
образоваться давление, превышающее рабочее более чем на 0,5 ат
для сосудов с давлением до 3 ат включительно, на 15% для сосу-
дов с давлением от 30 до 60 ат и на 10% для сосудов с давлением
свыше 60 ат. Регулировку предохранительных клапанов произво-
дит специально выделенное лицо, с записью результатов в ремонт-
ной книге компрессорной станции.
Каждый предохранительный клапан должен быть снабжен при-
способлением для принудительного открытия во время работы
компрессорной установки.
Натяжные гайки пружинных предохранительных клапанов дол-
жны быть запломбированы. Грузы рычажных предохранительных
клапанов должны быть закреплены, закрыты металлическими ко-
жухами и запломбированы.
При наличии на компрессоре регулятора производительности
настройка и проверка его работы производится по данным завода-
изготовителя.
ОБЩИЕ ТРЕБОВАНИЯ К АВТОМАТИЗАЦИИ
КИСЛОРОДНЫХ УСТАНОВОК
Щиты управления с основными приборами и сред-
ствами автоматизации, необходимыми для дистанционного кон-
троля и управления агрегатов кислородной установки, должны рас-
полагаться в отдельном изолированном щитовом помещении на
расстоянии до 100—150 м от агрегатов. Щиты управления следует
набирать из отдельных панелей по ГОСТ 3244—56. Расположение
отдельных панелей в щитовом помещении производится проектной
организацией в зависимости от компоновки помещений кислород-
ных станций.
Приборы местного контроля, необходимые для пуска или пе-
риодического наблюдения за оборудованием, должны распола-
гаться на местных щитах, устанавливаемых непосредственно у обо-
рудования.
41
Датчики контрольно-измерительных приборов (КИП) необходи-
мо располагать на специальных стеллажах вблизи оборудования.
Панели щитов КИП не должны комплектоваться местным осве-
щением. На щитах КИП не должны монтироваться контакторы и
магнитные пускатели. Силовая электрическая аппаратура должна
размещаться в специальных шкафах, изготавливаемых из серий-
ных блоков.
Приборы контроля и средства автоматики должны быть уни-
фицированы для всего оборудования кислородной станции.
Приборы контроля основных выходных параметров (анализ,
расход, давление и температура) должны иметь устройство для
подключения дублирующих вторичных приборов, устанавливае-
мых на диспетчерском пункте кислородной станции.
Для обеспечения подачи информации на вычислительные ма-
шины комбината выходы указанных приборов должны быть уни-
фицированы и соответствовать системе ГСП; электрический токо-
вой — от 0 до 5 ма\ пневматический от 0,2 до 1 кгс/см2.
В целях однотипности конструкций щитов и шкафов, их эсте-
тического оформления и унификации принятых решений необхо-
димо принципиальные решения при проектировании согласовать с
головным проектным институтом — Гипрокислородом.
Для выполнения общей мнемонической схемы производства за-
воды-изготовители оборудования должны предусматривать в по-
ставляемых щитах и пультах клеммные выходы для использования
их в схемах сигнализации.
ОСНОВЫ АВТОМАТИЗАЦИИ
ВОЗДУХОРАЗДЕЛИТЕЛЬНЫХ УСТАНОВОК
ОБЩИЕ ТРЕБОВАНИЯ
Управление любым технологическим процессом ве-
дется для поддержания оптимального или близкого к оптималь-
ному режиму. Воздухоразделительные агрегаты (в зависимости от
назначения) могут работать в двух режимах. Первый из них ха-
рактеризуется требованием получения определенного (чаще всего
максимально возможного) количества продукта, причем концентра-
ция последнего может колебаться в некоторых пределах. При дру-
гом режиме агрегата необходимо получать продукт строго опреде-
ленной концентрации при возможно максимальном выходе.
В обоих случаях оптимальным будет такой режим, при кото-
ром количество перерабатываемого воздуха и его давление перед
блоком будут наименьшими. Энергетические затраты в этом слу-
чае будут также наименьшими.
Режим воздухоразделительного агрегата устанавливается и ве-
дется по неёкольким основным физическим параметрам, значения
которых дают возможность судить насколько правильно и без-
опасно работает агрегат. Рекомендуемые значения этих парамет-
ров устанавливаются в соответствии с технологическими расчетами
агрегата и определяются главным образом на основании опыта,
полученного при эксплуатации аналогичных образцов.
Задача ручного регулирования сводится к получению задан-
ных выходных параметров продукта (по количеству и концентра-
ции) при длительной безаварийной работе агрегата. Технологиче-
ский режим, который при этом выдерживается в большинстве
случаев в той или иной степени отличается от оптимального. Уве-
личение размеров и производительности воздухоразделительных
агрегатов, усложнение их схем, вызванное одновременным получе-
нием с одного агрегата нескольких продуктов, значительно услож-
няет экспериментальное получение данных оптимального режима
и затрудняет ручное управление процессом разделения воздуха.
При решении вопроса об эффективности автоматизации наибо-
лее правильным было бы сравнение данных, полученных при ра-
боте двух (автоматизированного и неавтоматизированного) агре-
гатов, но постановка такого эксперимента в высшей степени
затруднена. Поэтому при оценке эффективности автоматизации
исходят из приближенных расчетов и предложений. Несомненно,
43
что внедрение автоматизации во многом облегчит труд обслужи-
вающего персонала, повысит производительность оборудования и
сократит энергетические затраты. Автоматизация приведет также
к некоторому сокращению количества работников цеха разделения
воздуха.
Основной экономический эффект можно получить за счет ста-
билизации и оптимизации режима работы воздухбразделительного
агрегата. Всякие нарушения нормального режима на крупных
установках приводят к большим потерям, а восстановление ре-
жима занимает много времени. Если учесть, что в этих случаях
нарушается также работа агрегатов, потребляющих продукты раз-
деления воздуха, то стабилизация режима воздухоразделительного
агрегата приобретает особое значение. Не меньшую роль играет
также и оптимизация процесса разделения. На крупных кислород-
ных станциях, перерабатывающих сотни тысяч кубометров воз-
духа в час и производящих десятки тысяч кубометров продуктов
разделения воздуха, даже небольшое снижение давления перера-
батываемого воздуха или увеличение выхода продуктов приводит
в сумме к существенной экономической выгоде.
Таким образом, увеличение производительности и габаритов
воздухоразделительных агрегатов, а также усложнение их схем
настоятельно диктуют широкое внедрение автоматизации.
Для автоматизации агрегатов разделения воздуха должны быть
найдены динамические характеристики, которые позволят опре-
делить основные взаимосвязи между важнейшими параметрами
агрегата и установить их качественные и количественные соотно-
шения. Знание динамических характеристик позволяет также пра-
вильно выбрать, рассчитать и дать рекомендации по настройке
систем автоматизации воздухоразделительных агрегатов.
Было бы неправильно думать, что автоматизация — это внедре-
ние только автоматических регуляторов. Автоматизация включает
в себя также оснащение агрегатов новейшими автоматическими
контрольно-измерительными приборами и системой дистанцион-
ного управления. Необходимость этих работ вызывается требова-
нием организации централизованного контроля и управления агре-
гатом. Переход к автоматическому регулированию является есте-
ственным дальнейшим шагом работы в этом направлении.
ЭЛЕМЕНТЫ ТЕОРИИ АВТОМАТИЧЕСКОГО
РЕГУЛИРОВАНИЯ
Под системой автоматического регулирования (САР) пони-
мается замкнутый контур, образованный - автоматическим регулятором и регу-
лируемым объектом.
Автоматическое регулирование представляет собой процесс воздействия ав-
томатического регулятора на регулируемый объект. В результате в САР устана-
вливается и поддерживается без участия человека заданный режим, который
определяется только требованиями технологии производства и соблюдается в те-
чение необходимого времени вне зависимости от изменения внешних условий и
состояния самой САР.
44
Автоматический регулятор — это совокупность приборов и механизмов, вы-
полняющих автоматическое регулирование
Производственный объект, на котором осуществляется процесс автоматиче-
ского регулирования, носит название регулируемого объекта. В кислородной
промышленности регулируемым объектом может быть кислородная станция в
целом, отдельный воздухоразделительный агрегат, тот или иной аппарат или ма-
шина (компрессор, ректификационная колонна) и, наконец, отдельные узлы.
Автоматическое регулирование ведут, ориентируясь на одну или несколько
физических величин, полностью определяющих состояние и режим работы ре-
гулируемого объекта. Такие величины называются регулируемыми параметрами.
Задача автоматического регулятора состоит в том, чтобы поддерживать регу-
лируемый параметр постоянным (стабилизирующий регулятор), изменять его по
заранее заданному закону (программный регулятор), приводить в соответствие
с изменением какой-либо другой величины (следящий регулятор) или устана-
вливать экстремальное значение (экстремальный регулятор). Для выполнения
этих задач автоматический регулятор воздействует на регулируемый объект
изменением регулирующего параметра. Процесс, возникающий после восстановле-
ния нарушенного технологического режима, называется переходным.
При автоматизации воздухоразделительных агрегатов в качестве регулируе-
мых параметров принимаются температура, давление, уровень, концентрация га-
зовой смеси, расход, соотношение расходов и др.; регулирующими параметрами
обычно служат количества газообразных или жидких сред.
Каждый производственный объект имеет ряд характеристик, определяющих
его свойства как регулируемого объекта.
1. Нагрузка — количество вещества или энергии, проходящее через объект
в единицу времени. Вещество или энергия, поступающие в объект, называются
нагрузкой на входе; выходящие из объекта — нагрузкой на выходе объекта. Оче-
видно, регулируемый объект находится в равновесии при равенстве нагрузок на
входе и выходе.
2. Емкость — количество вещества или энергии, которое может быть накоп-
лено в объекте.
Коэффициент емкости — количество вещества или энергии, способ-
ное изменить значение регулируемого параметра на единицу измерения. Объ-
екты могут быть одноемкостными и многоемкостными. В одноемкостных объек-
тах весь запас вещества или энергии заключен в одном участке объекта; при
наличии в объекте нескольких участков переход вещества или энергии из одного
участка в другой не встречает заметного сопротивления. Многоемкостный объ-
ект состоит из нескольких участков, каждый из которых способен аккумулиро-
вать определенное количество вещества или энергии, причем переход последних
из одного участка в другой существенно затруднен В многоемкостных объектах
различают входную и выходную емкости. Чем меньше входная и чем больше
выходная емкости, тем труднее объект поддается автоматическому регулирова-
нию.
3. Самовыравнивание — способность регулируемого объекта при наличии
внешнего возмущения самопроизвольно возвращаться к равновесному состоя-
нию. Естественно, чем больше самовыравнивание объекта, тем в . более легких
условиях работает автоматический регулятор. Как правило, самовыравнивание
наблюдается на входе и на выходе объекта, ио существуют системы, имеющие
самовыравнивание только на входе или только на выходе. Некоторые объекты
имеют отрицательное самовыравнивание.
4. Запаздывание почти всегда вредно отражается на работе автоматиче-
ского регулятора. Имеется несколько видов запаздывания. В многоемкостных
объектах при изменении регулирующего параметра благодаря наличию межем-
костиых сопротивлений соответствующее изменение регулируемого параметра на-
ступает не сразу. Такое запаздывание называется транспортным.
Передаточное запаздывание — это отрезок времени, необходи-
мый для передачи возмущения от регулируемого объекта к месту установки ре-
гулятора. Следует стремиться к максимальному уменьшению запаздываний пу-
тем создания рациональных коншрукций регулируемых объектов и удачным рас-
положением приборов и регуляторов.
45
Инерционность объекта характеризует скорость Изменения регули-
руемого параметра при внешних возмущениях. Инерционность зависит от коэф-
фициента емкости и в некоторых случаях способствует лучшему ходу процесса
регулирования.
5. Время разгона регулируемого объекта (рис. 16) равно промежутку вре-
мени с момента подачи на вход объекта вещества или энергии в количестве,
соответствующем номинальной нагрузке и до момента установления номиналь-
ного значения регулируемого параметра, при условии отсутствия нагрузки на
выходе. Постоянная времени — коэффициент, который не зависит от но-
минальных значений регулируемого и регулирующего параметров, а опреде-
ляется только свойствами регулируемого объекта — взаимосвязью параметров
входа и выхода, емкостью и коэффициентом емкости.
Рассмотрим для примера нижнюю часть ректификационной колонны возду-
Рис. 16. Кривая разгона:
а —кривая разгона; б —ступенчатое воз-
мущение; х — регулирующий параметр;
у —регулируемый параметр.
хоразделительного агрегата, где предпола-
гается регулировать уровень обогащенной
кислородом жидкости. Нагрузка на входе —
это количество воздуха, подаваемое в ко-
лонну. Нагрузка на выходе — количество
паров, поднимающихся вверх по колонне
и количество жидкости, отбираемое для
орошения верхней колонны. Емкость опре-
деляется количеством жидкости, заключен-
ной в нижней части колонны. Регулируемый
параметр — уровень жидкости, регулирую-
щий параметр — количество жидкости, отби-
раемое в верхнюю колонну. Коэффициент
емкости численно равен площади попереч-
ного сечения колонны, м2.
Нижняя часть колонны является одно-
емкостным объектом с незначительным
самовыравниванием; если увеличить по-
дачу воздуха на вход, то это приведет к
повышению давления в колонне и к неко-
торому увеличению отбора жидкости, но
количество поднимающихся паров уменьшится. Время разгона — это время, не-
обходимое для заполнения нижней части колонны до номинального уровня
при условии нормальной нагрузки по воздуху агрегата и отсутствия нагрузки
на выходе. Постоянная времени определяется общими размерами колонны
и ее поперечным сечением, а также взаимным соотношением количеств посту-
пающего воздуха, поднимающихся паров н отбираемой жидкости. Объект
имеет транспортное запаздывание, обусловленное удалением регулирующего ор-
гана (дроссельного вентиля) на некоторое расстояние от нижней колонны.
Второй главной составляющей САР является автоматический регу-
лятор. Различают два вида автоматического регулирования: по отклонению
регулируемого параметра и по возмущению в САР. В первом случае регулятор
контролирует состояние регулируемого параметра и при возникновении отклоне-
ния от заданного значения оказывает соответствующее воздействие на регули-
рующий параметр. Очевидно, этот вид регулирования предполагает возможность
некоторого нарушения режима работы объекта и роль регулятора сводится к
устранению этого нарушения. При регулировании по возмущению регулятор
оценивает последнее н производит необходимые изменения в объекте для под-
держания заданного режима. Регулирование по возмущению более оптимально,
но практическое применение подобных регуляторов чрезвычайно затруднено вслед-
ствие большого разнообразия возмущений даже на одном и том же объекте.
В каждом регуляторе можно выделить три основные части: чувствительный
элемент, или датчик; регулирующее устройство; исполнительный механизм и ре-
гулирующий орган.
Датчик регулятора осуществляет измерение регулируемого парамет-
ра и при наличии отклонения передает соответствующий импульс на регулирую-
щее устройство.
46
Регулирующее устройство оценивает отклонение параметра по
величине и знаку, по скорости или ускорению отклонения, усиливает импульс,
пришедший от датчика, и приводит в действие исполнительный механизм. По-
следний производит перестановку регулирующего органа (вентиль, заслонка, за-
движка и др.), воздействуя на объект в нужном направлении с определенной
интенсивностью.
В автоматическом регуляторе имеются связи, по которым осуществляется
взаимодействие его частей. Прямая связь действует в направлении чув-
ствительный элемент — регулирующее устройство — исполнительный механизм.
Обратная связь идет от исполнительного механизма к регулирующему
устройству; отрицательная обратная связь в значительной степени сокращает и
улучшает переходный процесс. Действие жесткой связи не зависит от величины
отклонения регулируемого параметра. Гибкая (или упругая) обратная связь
имеет действие, пропорциональное этому отклонению.
В регуляторах прямого действия перестановка регулирующего органа про-
изводится за счет усилия, развиваемого чувствительным элементом регулятора
(в регулирующем устройстве нет звена усиления).
В регуляторах непрямого действия импульс датчика усиливается за счет по-
ступления энергии от постороннего источника для привода исполнительного ме-
ханизма.
Элемент регулирующего устройства, усиливающий импульс датчика, часто
называют усилите л ь н ы м реле.
В регуляторах непрерывного действия имеется постоянная связь между все-
ми частями и в процессе изменения регулируемого параметра происходит не-
прерывная перестановка регулирующего органа. Для регуляторов прерывистого
действия характерно периодическое нарушение связи между какими-либо частя-
ми, и перестановка регулирующего органа производится через некоторые про-
межутки времени, определяемые состоянием САР и настройкой регулятора. Как
пример регулятора прерывистого действия можно рассматривать многопозицион-
ный регулятор, который производит ступенчатую перестановку регулирующего
органа в результате временного разрыва связи между регулирующим устрой-
ством и исполнительным механизмом. Частным случаем миогопозиционного яв-
ляется двухпозициониый регулятор, регулирующий орган которого может за-
нимать только два крайних положения.
К регуляторам непрерывного действия относятся статический, или пропор-
циональный, астатический и изодромный регуляторы.
У статического, или пропорционального, регулятора пе-
рестановка регулирующего органа пропорциональна величине отклонения регу-
лируемого параметра, т. е. каждому значению последнего отвечает только одно
положение регулирующего органа. Статический регулятор не устраняет откло-
нения, возникшего в САР, а приводит ее в стабильное состояние в соответствии
с изменившимися условиями процесса. Если регулируемый параметр не меняется
по величине, то регулирующий орган статического регулятора остается непо-
движным. Во время переходного процесса скорость перемещения регулируемого
органа пропорциональна скорости отклонения регулируемого параметра.
У астатического регулятора регулирующий орган перемещается
до тех пор, пока регулируемый параметр не примет первоначально заданного
значения, т. е. астатический регулятор стремится устранить отклонение, воз-
никшее в САР. Однако переходный процесс часто носит колебательный харак-
тер, а в некоторых случаях эти колебания могут иметь возрастающую ампли-
туду.
Изодромный регулятор сочетает в себе свойства статического и
астатического регуляторов, в результате чего переходный процесс в случае пра-
вильной настройки носит резко затухающий характер при полном устранении
отклонения регулируемого параметра.
В принципе каждый регулятор воспринимает и оценивает отклонение регу-
лируемого параметра. Для статических регуляторов характерно регулирование по
мгновенному значению отклонения, или так называемое П-регулирование; для
астатического регулятора характерно регулирование по интегральному значению
отклонения, т. е. И-регулирование. Изодромный регулятор (ПИ-регулятор)
47
производит регулирование по мгновенному н интегральному значению от-
клонения. Для улучшения процесса регулирования строят регуляторы с предва-
рением, способные оценить также величины производных — скорости или уско-
рения— отклонения регулируемого параметра. Соответственно имеются статиче-
ский с предварением, или ПД-регулятор, и изодромный с предварением, или
ПИД-регулятор.
Чувствительностью регулятора называется наименьшее откло-
нение регулируемого параметра, способное вызвать минимальное перемещение
регулируемого органа. Удвоенное значение чувствительности соответствует зоне
нечувствительности регулятора.
Неравномерность регулятора — это наименьшее изменение регу-
лируемого параметра, достаточное для перестановки регулирующего органа из
одного крайнего положения в другое. У статического регулятора неравномер-
ность имеет величину, зависящую от настройки регулятора; у астатического и
изодромного регуляторов любое самое незначительное отклонение регулируемого
параметра за зону нечувствительности, если оно сохраняется достаточно долго,
может вызвать полную перестановку регулирующего органа; таким образом, для
этих регуляторов неравномерность считают равной нулю.
Настройку регуляторов для работы с данным регулируемым объектом про-
изводят в основном по трем характеристикам.
1. Зона или диапазон дросселирования представляет собой величину откло-
нения регулируемого параметра, необходимую для полной перестановки регули-
рующего органа, выраженную в процентах от разности верхнего и нижнего пре-
делов измерения регулятора. Например, если регулятор температуры имеет пре-
делы измерения от —120°С до +30°С и зону дросселирования, равную 200%,
то для полной перестановки регулирующего органа температура должна изме-
ниться на 200% от 150° С. Современные регуляторы позволяют изменять зону
дросселирования в пределах от 10 до 1000%.
Очевидно, чувствительность регулятора обратно пропорциональна диапазону
дросселирования, причем коэффициент пропорциональности определяется харак-
теристиками регулятора и исполйительного механизма.
2. Время изодрома — это время, за которое производится перестановка ре-
гулирующего органа из одного крайнего положения в другое только за счет
действия астатической составляющей изодромного регулятора. В последних об-
разцах регуляторов время изодрома может изменяться в пределах от 0 до 20—
30 мин.
3. Время предварения — это относительное уменьшение времени полной пе-
рестановки регулирующего органа, определяемое скоростью изменения регули-
руемого параметра; например, если наблюдается отклонение регулируемого па-
раметра на 10 единиц в одном случае за время 10 сек, а в другом за время
20 сек, то во втором случае ПИД- или ПД-регулятором перестановка регули-
рующего органа будет производиться с меньшей скоростью и, значит, на мень-
шую величину.
В случае, если диапазон дросселирования выбирается в зависимости от ве-
личины допустимых колебаний регулируемого параметра в нормальном режиме,
то время изодрома и время предварения влияют на продолжительность и ам-
плитуду отклонения регулируемого параметра от заданного значения при пере-
ходном процессе.
При организации САР основная задача состоит в правильном выборе типа
и определении оптимальных параметров настройки автоматического регулятора.
Без этого трудно ожидать надежной и устойчивой работы САР. Даже наи-
лучшим образом сконструированный и выполненный регулятор в случае непра-
вильного применения может полностью разладить нормальный режим работы
объекта. Правильный выбор типа регулятора и его настройка может быть про-
изведена только при наличии статических и динамических характеристик авто-
матического регулятора и регулируемого объекта. Под статической характери-
стикой подразумевается функциональная связь между входной и выходной ве-
личинами при установившемся состоянии системы. Статическая характеристика
не отражает поведение системы при переходном процессе от одного установив-
шегося состояния к другому.
48
Статическая характеристика автоматического регулятора пока-
зывает связь измеряемой величины (регулируемого параметра — температуры,
уровня и т. д.) и результирующего действия (величины перестановки регули-
рующего органа).
Статическая характеристика регулируемого объеюа упанавливает связь ме-
жду входными и выходными величинами.
Естественно, что статическая характеристика сложной системы (автоматиче-
ского регулятора, состоящего из нескольких узлов, или технологической произ-
водственной цепочки) определяется статическими характеристиками отдельных
ее звеньев.
Динамические характеристики описывают движение системы
при переходном процессе, вызванном действием какого-либо возмущения.
Динамические свойства автоматического регулятора можно оценить по сте-
пени инерционности датчика, времени запаздывания измерительного устройства,
времени полной перестановки выходного элемента исполнительного устройства
и т. д. Эти свойства автоматического регулятора и его отдельных узлов опре-
деляются при испытаниях опытных образцов и даются, как правило, в соответ-
ствующих паспортных документах.
К динамическим свойствам регулируемого объекта относятся коэффициент
самовыравнивания, коэффициент усиления, время разгона, постоянная времени
и др.
При изучении динамики регулируемых объектов последние рассматриваются
как линейные системы. При решении конкретных задач определения динамиче-
ских характеристик нелинейных систем производится их линеаризация мето-
дами, изложенными в специальной литературе. Существуют зависимости, свя-
зывающие между собой основные параметры линейного регулируемого объекта.
Коэффициент самовыравнивания С:
__ Pq I dHBlix. dHBX \
Ho\ dP ' dP )
где Ho — нагрузка объекта, соответствующая нормальному режиму; Ро— номи-
нальное значение регулируемого параметра; Н и Р—текущие значения тех же
величин.
Коэффициент усиления U:
где С — абсолютная величина коэффициента самовыравнивания.
Время разгона:
Т — k
₽ На
где k — коэффициент емкости, характеризующий специфические свойства объ-
екта.
Постоянная времени:
Как известно, большинство регулируемых объектов может быть описано
обобщенным уравнением вида
р=Ня'"
где Р — текущее значение регулируемого параметра; R— текущее значение ре-
гулирующего параметра.
Решение этого уравнения в конечном счете даст зависимость Р= FСо-
ставление математического описания регулирующего объекта сводится к оты-
сканию этой зависимости, из которой при фиксированных значениях t можно
4 Зак. 1226
49
получить ряд статических характеристик, а также составить график или таб-
лицу, показывающую поведение объекта в динамике.
Получение функции P=F(R,t) аналитическим способом для большинства
производственных процессов является неразрешимой задачей. Поэтому практиче-
ски динамические характеристики регулируемых объектов получают эксперимен-
тальными методами и выражают в виде кривых разгона, импульсных или ча-
стотных характеристик.
Кривая разгона (см. рис. 16) показывает изменение выходной вели-
чины Р во времени при ступенчатом (рис. 16, б) изменении входной величины.
Импульсная характеристика (рис. 17) дает аналогичную зави-
симость при импульсном (рис. 17,6) изменении входной величины.
Рис. 17. Импульсная характеристика:
а — импульсная характеристика; б — импульс-
ное возмущение; х — регулирующий параметр;
у— регулируемый параметр.
Рис. 18. Амплитудная частот-
ная характеристика.
Амплитудная частотная характеристика (рис. 18) выра-
жает отношение амплитуд А(<в) величин Р и R в зависимости от частоты по-
следней — R(a).
Фазовая частотная характеристика (рис. 19) определяет раз-
ность фаз <р(<в) величин Р и R как функцию частоты У?(<в).
На основе двух частотных характеристик можно построить амплитудно-фа-
зовую частотную характеристику (рис. 20), которая полностью описывает ди-
намические свойства регулируемого объекта.
Динамические характеристики можно получить, применяя активные и пассив-
ные методы.
Активные методы требуют введения на вход изучаемого объекта возмуще-
ния, вид которого определяется типом характеристики. Амплитуда, частота и фа-
за возмущения выбираются в зависимости от предварительно произведенной
оценки регулируемого объекта с таким расчетом, чтобы при проведении экспе-
римента не возникло непредвиденное внешнее возмущение, а также по возмож-
ности не нарушалось нормальное течение технологического процесса. По резуль-
татам экспериментов после необходимой обработки строятся графики динами-
ческих характеристик.
В тех случаях, когда нет возможности осуществить чистый эксперимент (без
внешних неконтролируемых возмущений) или предъявляются очень жесткие тре-
бования к стабильности технологического процесса и нанесение возмущений
невозможно, применяют пассивные методы получения динамических характери-
стик. Наряду с аналитическим методом к пассивным относятся методы, основан-
ные на использовании математической статистики и, в частности, теории корре-
ляции. Вначале проводится эксперимент, при котором фиксируются величины
50
всех основных показателей технологического процесса при нормальном режиме;
длительность эксперимента зависит от необходимой точности конечных резуль-
татов.
После обработки результатов эксперимента
выряжающие зависимость величин ня входе
уравнений строятся динамические характери-
стики.
Для оценки правильности расчета и проек-
тирования САР производится проверка ее на
устойчивость.
Система считается устойчивой, если после
нанесения возмущения амплитуда колебаний
регулируемого параметра при свободном дви-
жении асимптотически приближается к нулю.
В случае астатического регулирования система
вернется к первоначальному положению, а
в случае статического — к новому равновес-
ному состоянию.
Если амплитуда колебаний регулируемого
параметра остается постоянной или возра-
стает, или значение регулируемого параметра
апериодически неограниченно увеличивается,
то система считается неустойчивой.
Проверка устойчивости системы произво-
могут быть получены уравнения,
Рис. 19. Фазовая частотная
дится посредством оценки корней характери- характеристика.
стического уравнения Существует несколько
критериев устойчивости—Гурвица, Михайло-
ва, Найквиста — Михайлова и др., ставящих определенные условия для корней
характеристического уравнения. При соблюдении этих условий система является
устойчивой.
Практически проверку устойчивости удобнее всего производить, используя
критерий Найквиста — Михайлова, по амплитудно-фазовой частот-
ной характеристике разомкнутой САР.
Рис. 20. Амплитудно-фазовые характеристики:
а —для устойчивой системы; б — для неустойчивой системы.
Если точка с координатами —1, 10 находится вне контура, образованного
кривой амплитудно-фазовой характеристики и прямой, соединяющей точки этой
характеристики для значений <о=0 и <о= оо (рис. 20), то система устойчива.
Если точка —1, 10 находится на линии контура, то в системе при некоторой
частоте будут возникать незатухающие колебания.
Во всех остальных случаях расположения точки —1, 10 система будет не
устойчива.
Конечной целью всех экспериментов и расчетов является рациональный вы-
бор типа автоматического регулятора и определения оптимальных параметров
4*
51
его настройки. Вследствие большого разнообразия регулируемых объектов И их
характеристик, а также неопределенности частоты и фазы внешних возмущений
тип регулятора может быть выбран только ориентировочно.
Для объектов без самовыравнивания или с малым самовыравниванием це-
лесообразно применять статические или изодромные регуляторы.
Для объектов с самовыравниванием могут быть применены также и астати-
ческие регуляторы.
Если регулируемый объект характеризуется большим запаздыванием, то наи-
лучших результатов можно достичь, используя изодромные регуляторы.
При наличии значительных и часто повторяющихся возмущениях нужно вы-
бирать регуляторы с предварением.
Позиционные регуляторы могут устанавливаться только на объектах с боль-
шим самовыравниванием, малым запаздыванием и плавно меняющейся нагруз-
кой.
Расчет параметров настройки автоматических регуляторов производят, ис-
ходя из качества переходного процесса, т. е. допускаемого наибольшего откло-
нения регулируемого параметра от заданного значения, допускаемой наибольшей
продолжительности переходного процесса и др. Необходимо также знать вели-
чину и частоту предполагаемых возмущений и запас устойчивости системы.
При наличии готовых регуляторов с ограниченными пределами настройки
производят проверочный расчет на устойчивость, предварительно задавшись на-
стройкой регулятора.
ВОЗДУХОРАЗДЕЛИТЕЛЬНАЯ УСТАНОВКА КАК ОБЪЕКТ
РЕГУЛИРОВАНИЯ
Воздухоразделительная установка представляет со-
бой сложный комплекс машин и аппаратов, объединенных между
собой большим количеством технологических трубопроводов. По-
чти все оборудование установки (кроме компрессора) работает в
условиях низких температур и помещено в кожух с тепловой изо-
ляцией. В состав воздухоразделительной установки входит обору-
дование для сжатия воздуха — поршневые компрессоры или турбо-
компрессоры, оборудование для очистки воздуха — осушительные
батареи, блоки осушки, декарбонизаторы, щелочные скрубберы и
собственно блоки разделения воздуха.
К блоку разделения воздуха относятся все аппараты для ох-
лаждения воздуха, его последующей ректификации, а также де-
тандер.
В каждой из этих групп аппаратов осуществляются совершенно
различные технологические процессы, что обусловливает специфи-
ческий подход к их автоматизации.
В зависимости от типа и назначения воздухоразделительной
установки в качестве аппаратов для охлаждения воздуха могут
быть использованы теплообменники или регенераторы.
Автоматическое регулирование процесса в теплообменнике дол-
жно обеспечить установку и поддержку заданной температуры ос-
новного технологического потока. В кислородной установке таким
потоком является воздух. Воздействовать на температуру воздуха
можно только изменением количества теплообменивающихся по-
токов, т. е. воздуха и кислорода или азота. В кислородной уста-
новке нельзя изменить абсолютное количество воздуха, так как это
52
приведет к изменению производительности установки; нельзя так-
же изменить и абсолютное количество обратных потоков — это на-
рушает материальное равновесие установки. Очевидно, удобнее
всего байпасировать часть обратного потока в обход теплообмен-
ника.
Таким образом, при автоматическом регулировании теплооб-
менников кислородной установки в качестве регулируемого пара-
метра принимается температура прямого потока — воздуха, а в
качестве регулирующего — количество обратного потока — кисло-
рода или азота, причем регулирующий орган байпасируется по
отношению к теплообменнику.
Автоматическое регулирование работы регенераторов является
значительно более сложной задачей вследствие периодичности про-
цессов в них, а также в связи с тем, что регенераторы кроме ох-
лаждения производят очистку воздуха от примесей. Автоматиче-
ское регулирование регенераторов должно быть построено так, что-
бы наряду с заданным температурным режимом обеспечивалась
также и длительная незабиваемость регенераторов. Это можно до-
стичь при сохранении заданного соотношения количеств прямого
и обратного потоков и стабилизации разности температур на хо-
лодном конце регенератора. Обычно количество обратного потока
составляет 103,5% от количества прямого.
В установках с регенераторами, работающими по циклу двух
давлений (КГ-300М, КТ-1000М, КТ-3600), превышение обратного
потока через регенераторы над прямым достигается за счет нали-
чия воздуха высокого давления. В установках одного низкого дав-
ления (Бр-1, Бр-1м, Бр-5м, Бр-6, Бр-2) в кислородных регенерато-
рах прямой поток искусственно уменьшается в сравнении с об-
ратным, а в азотных — благоприятные условия работы создаются
в результате создания воздушной или азотной петли.
Очевидно, что условия работы азотных и кислородных регене-
раторов установки двух давлений и кислородных регенераторов
установки низкого давления одинаковы, но резко отличаются от
условий работы азотных регенераторов установки низкого дав-
ления.
При нормальной работе блока разделения в регенераторах уста-
навливается некоторое определенное распределение температур по
высоте регенератора в соответствии с соотношением количеств
прямого и обратного потоков. Оценку температурного режима це-
лесообразнее всего производить по температуре в средней (по
высоте) части регенератора.
Теплый и холодный концы регенератора подвергаются непре-
рывному воздействию потоков с постоянной температурой (воз-
духа на теплом и кислорода или азота на холодном) и поэтому
яв'ляются наиболее инертными частями при намечающемся нару-
шении режима регенератора. В средней же части регенератора
температура наиболее быстро и наиболее резко отзывается на из-
менение температурного режима.
53
Обычно температура в средней части регенератора изменяется
по кривой, близкой к синусоиде, колеблясь около какого-то сред-
него значения. Амплитуда колебания составляет 15—20°К при
среднем значении температуры 213—198° К. "Если колебания тем-
пературы и ее уровень остаются постоянными или изменяются в
некоторых допустимых пределах, то и температурный режим реге-
нераторов можно считать стабилизированным.
Типичный вид такой температурной кривой показан на рис. 21.
При прохождении прямого потока воздуха температура в регене-
раторе повышается и в конце теплого
Рис. 21. Температурная кривая середины
насадки регенераторов.
полупериода в регенераторе
является наиболее высокой;
при прохождении обратного
потока — кислорода или азо-
та — регенератор охлажда-
ется и в конце холодного
полупериода температура в
регенераторе наиболее низ-
кая.
Величина постоянной со-
ставляющей температуры
при данной нагрузке зави-
сит от соотношения коли-
честв прямого и обратного
потоков, а величина ампли-
туды колебаний — от абсо-
лютных значений этих пото-
ков.
Температурный режим регенераторов определяется четырьмя
факторами: количеством и температурой входящего воздуха и ко-
личеством и температурой входящего обратного потока. В установ-
ках низкого давления на режим работы регенераторов влияет ко-
личество петлевого потока.
В воздухоразделительном аппарате, как правило, температура
воздуха зависит от температуры воды в концевом холодильнике
турбокомпрессора.
Температуры обратных потоков определяются режимом работы
верхней колонны и практически остаются неизменными. Для созда-
ния необходимой разности температур на холодных концах реге-
нераторов в некоторых установках обратные потоки перед вхо-
дами в регенераторы подогреваются.
При оценке влияния количеств прямого и обратного потоков
следует учитывать, что основную роль играет количество тепла
или холода, вносимое данным потоком в регенератор. Воздействие
на последний можно осуществить изменением абсолютной вели-
чины потока или времени его протекания по регенератору. Оче-
видно, что для прямого потока применимы оба способа, а для об-
ратного— только второй, так как изменение абсолютной величины
обратного потока (азота или кислорода) приводит к изменению
54
Рис. 22. Объект регулирования — нижняя
ректификационная колонна.
концентрации газа и к нарушению режима ректификационной ко-
лонны.
Таким образом, можно сказать, что при регулировании группы,
состоящей из двух регенераторов, в качестве регулируемого пара-
метра следует принимать температуру в средней части насадки, а
в качестве регулирующего — количество прямого потока или время
протекания потоков при сохранении неизменной общей длительно-
сти цикла. При регулировании группы, состоящей из трех регене-
раторов, входящей в состав
руемый параметр — соотно-
шение количеств воздуха,
подаваемого в блок разделе-
ния и воздуха петли; регу-
лирующий параметр — ко-
личество воздуха петли.
Другим крупным аппа-
ратом блока разделения воз-
духа является ректифика-
ционная колонна.
Работа ректификацион-
ных колонн блоков разделе-
ния, построенных по различ-
ным схемам, в основном
определяется одними зако-
нами, и это обусловливает
одинаковый подход к реше-
нию вопросов автоматиза-
ции колонн. Различие будет
только в типах и конструкциях автоматических регуляторов в связи
с тем, что в колоннах блоков разделения с регенераторами возни-
кают периодические пульсации большинства основных параметров,
вызываемые переключениями регенераторов.
Основными требованиями, предъявляемыми к работе колонны,
являются устойчивая ректификация воздуха с получением конеч-
ных продуктов заданной чистоты при наибольшем коэффициенте
извлечения. Для выполнения этих требований необходимо обеспе-
чить соблюдение материального баланса .и правильно организовать
орошение колонны.
Рассмотрим нижнюю и верхнюю колонны в отдельности.
Материальный баланс нижней колонны (рис. 22) стабилен в
том случае, если подача на входе (воздух) и отбор на выходе (ку-
бовая жидкость и азотная флегма) будут одинаковы. Количество
азотной флегмы, отводимой из карманов, устанавливается в соот-
ветствии с необходимой концентрацией этой флегмы. Остаток воз-
духа должен быть выведен в виде кубовой жидкости. Показателем
равенства подачи и отбора является уровень жидкости в кубе
колонны. Он должен поддерживаться в таких пределах, чтобы
не было заброса жидкости на нижние тарелки колонны и не
55
обнажался змеевик испарителя. Для этого достаточно установить
регулятор уровня жидкости в испарителе, воздействующий на ко-
личество отбираемой кубовой жидкости через соответствующий
дроссельный вентиль.
Режим работы верхней колонны можно стабилизировать под-
держанием надлежащих параметров получаемого продукта. Мате-
риальное равновесие в верхней колонне обеспечивается самим по-
строением схемы и аппарата, и задача регулирования сводится к
тому, чтобы установить правильное распределение отходящих кис-
лорода и азота.
Количество отбираемого кислорода определяется его концент-
рацией, которая, как правило, задана. Остальной газ уходит в
виде газообразного азота.
Для поддержания заданной концентрации отходящего кисло-
рода автоматический регулятор должен воздействовать на регу-
лирующий орган, установленный на трубопроводе кислорода, из-
меняя отбор последнего. Тем самым достигается распределение
выходящих потоков.
Процесс ректификации в верхней колонне при прочих равных усло-
виях определяется концентрацией азотной флегмы, подаваемой в
верхнюю часть колонны. Чтобы стабилизовать режим верхней колон-
ны, необходимо установить регулятор концентрации азотной флегмы.
Работу верхней колонны можно регулировать также по содержа-
нию аргона на тарелках колонны. При нормальном режиме наиболь-
шая концентрация аргона будет на 8-й, 9-й и 10-й тарелках верхней
колонны. Регулирование можно осуществить, приняв содержание
аргона на тарелках в качестве регулируемого параметра. Регулирую-
щим параметром в этом случае будет количество азотной флегмы.
Должен быть также предусмотрен еще один автоматический
регулятор, влияющий на работу всего аппарата — регулятор уровня
жидкости в конденсаторе. Этот уровень является индикатором запа-
са холода в аппарате. Постоянство уровня говорит о равновесии
холодильного баланса установки. Регулировать уровень в конденса-
торе можно посредством воздействия на основной источник холода —
дроссельный вентиль высокого давления или на детандер.
В настоящее время на большинстве установок в качестве источ-
ника холода применяется расширительная машина — поршневой
детандер или турбодетандер. Регулирование работы детандеров
сводится к увеличению их холодопроизводительности, так как в
течение рабочей кампании аппарата холодопотери в окружающую
среду растут.
МЕТОДИКА ПОЛУЧЕНИЯ ДИНАМИЧЕСКИХ
ХАРАКТЕРИСТИК ВОЗДУХОРАЗДЕЛИТЕЛЬНЫХ
УСТАНОВОК
Получение динамических характеристик столь
сложного аппарата, как блок разделения воздуха, является чрез-
вычайно трудной задачей. Вследствие наличия многочисленных
56
внутренних взаимосвязей, а также большого числа параметров,
подлежащих контролю при эксперименте, получение динамических
характеристик всего блока разделения в целом возможно только
в результате математической обработки данных по отдельным ап-
паратам. Поэтому предварительно блок разделения должен быть
условно разбит на отдельные технологические звенья, для которых
динамические характеристики в принципе могут быть получены
любым методом, рекомендованным в соответствующей литературе.
Однако практически некоторые методы оказываются неприем-
лемыми. К таким методам относятся аналитический метод, пред-
полагающий получение кривой разгона при ступенчатом возму-
щении. Аналитический метод основан на составлении уравнений
физико-химических процессов, происходящих в отдельных аппа-
ратах и во всем комплексе. Для отдельных аппаратов блока раз-
деления воздуха имеются уравнения материального и теплового
балансов, а также диаграммы, позволяющие проследить измене-
ние состояния веществ при теплообмене, ректификации и некото-
рых других процессах. Однако отсутствуют какие-либо данные для
составления уравнений, описывающих взаимосвязи параметров и
позволяющих определить их оптимальные значения, особенно во
время переходных процессов. Получение таких данных возможно
на основе исследований на реальных объектах или специально из-
готовленных моделях.
Нанесение ступенчатого возмущения для получения кривой раз-
гона блока разделения в целом или его отдельных узлов практи-
чески неприменимо, так как неизбежно приводит к нарушению нор-
мальной работы установки и большим материальным и энергети-
ческим потерям.
Наиболее рациональными методами оказываются получение кри-
вой разгона при импульсном возмущении, а также статистический
метод, основанный на теории корреляции.
Следует отметить, что кривые разгона могут быть получены
для отдельных аппаратов установки; получение динамических ха-
рактеристик всего блока разделения практически невозможно, так
как постановка чистого эксперимента в цеховых условиях не-
реальна. На ход кривой разгона оказывают влияние не только ис-
кусственные, но и реальные возмущения.
Одним из преимуществ статистического метода является воз-
можность получения динамических характеристик не только от-
дельных аппаратов, но и всей установки в процессе ее нормальной
эксплуатации без нанесения каких-либо искусственных возмуще-
ний. Правда, статистический метод требует проведения больших
и трудоемких математических вычислений с применением электрон-
но-вычислительных машин. Для применения обоих методов блок
разделения воздуха условно разбивают на ряд участков, имеющих
самостоятельные входные и выходные параметры. Элементарный
участок для получения кривой разгона можно представить как от-
дельный узел регулирования с выделенными в нем регулируемым
57
и регулирующим параметрами. Например, в регенераторах таким
участком может быть узел регулирования температуры середины
насадки регенератора; в ректификационной колонне — узел регу-
лирования уровня в испарителе и т. д.
Импульсное возмущение следует наносить по каналу регули-
рующего параметра данного узла (количество воздуха на входе в
регенератор, количество отбираемой кубовой жидкости и т. и.).
Предварительно на основании опыта эксплуатации следует оце-
нить величину и продолжительность возмущения, при котором бу-
дет наблюдаться заметное, но допустимое отклонение регулируе-
мого параметра, не выводящее установки из нормального режима.
Перед проведением эксперимента должны быть тщательно выве-
рены соответствующие контрольно-измерительные приборы и орга-
низована автоматическая запись значений регулируемого и регу-
лирующего параметров.
Возмущение рациональнее всего наносить запорным или регу-
лирующим вентилем, при этом нужно отмечать степень открытия
вентиля до, во время и после возмущения; такие данные могут
быть полезны при необходимости проведения аналогичного экспе-
римента. Для последующей оценки инерционности системы следует
точно отмечать время начала и конца опыта. Запись значения ре-
гулируемого параметра следует вести до полного успокоения. Для
регистрации результатов опыта и удобства их последующей обра-
ботки лучше всего использовать самопишущие приборы с ленточ-
ной диаграммой, производящие запись в прямоугольных коорди-
натах. Очень важно подобрать наиболее выгодную скорость пере-
движения ленты.
В случае применения для получения динамических характери-
стик статистического метода в качестве исходного материала ис-
пользуются данные записей параметров при нормальной эксплуа-
тации всего комплекса. Если имеется сложный комплекс, состоя-
щий из многих аппаратов, то согласно этому методу весь комплекс
условно делится на отдельные участки.
Элементарный участок блока разделения при статистическом
методе получения динамических характеристик может представ-
лять собой отдельную машину или аппарат, на которых предпола-
гается устанавливать автоматические регуляторы. Разбивку же-
лательно производить таким образом, чтобы участки образовы-
вали непрерывную цепочку, охватывающую весь блок разделения
в целом. В каждом участке должны быть определены входные и
выходные параметры. К выходным параметрам следует относить
величины, по которым оценивается состояние, режим работы дан-
ного участка. К входным параметрам относятся величины, которые
влияют на состояние, на режим данного аппарата. Непрерывная
цепочка участков может быть получена в том случае, когда вы-
ходные параметры одного участка будут являться входными для
соседнего и т. д.
58
Выбор участков должен производиться таким образом, чтобы
каждый из них имел по возможности наименьшее число входов и
выходов.
Например, для установки низкого давления в качестве участ-
ков или звеньев могут быть выбраны кислородные регенераторы,
азотные регенераторы, верхняя колонна, нижняя колонна.
На рис. 23 условно изображен участок кислородных регене-
раторов и отмечены параметры входа и выхода. Как видно, этот
участок имеет пять параметров входа и три параметра выхода.
Ввиду большой трудоемкости и сложности математической об-
работки результатов опыта для участков со многими выходами
производят дополнительное деление таких участков на звенья,
^2
Т5
Кислородный
регенератор
Рис. 23. Участок эксперимента — кислородные регенераторы:
а'1—количество воздуха, поступающего в кислородные регенераторы; х% — количе-
ство кислорода, поступающего в регенераторы; хз —давление воздуха перед регенера-
торами; Х4 —температура воздуха на входе в регенераторы; хб — температура кисло-
рода на входе в регенераторы; — недорекуперация кислородных регенераторов;
Ху— температура воздуха на выходе из кислородных регенераторов; х$ — темпера-
тура середины насадки кислородных регенераторов.
каждое из которых имеет только один выходной параметр. Таким
образом, участок кислородных регенераторов может рассматри-
ваться как три звена, имеющих по одному параметру выхода.
После разбивки на участки определяется общее число вели-
чин, подлежащих записи, и блок подготавливается к эксперименту.
Предварительно на основе данных эксплуатации должна быть
определена длительность эксперимента, равная
®и
где ин — наинизшая частота спектра случайного процесса для установок низ-
кого давления; а>п = 0,3—0,5 колебаний, час.
В процессе эксперимента ведутся одновременные измерения
всех намеченных величин. Для установок без регенераторов изме-
рения ведутся непрерывно; для установок с регенераторами — че-
рез определенные интервалы времени, равные, как правило, циклу
переключения регенераторов.
По данным опыта после математической обработки составляет-
ся система уравнений, на которой могут быть получены динамиче-
ские характеристики исследуемого объекта.
Статистический метод получения динамических характеристик
основан на теории корреляции. Теория корреляции рассматривает
переменные величины, зависимость между которыми не является
5»
вполне определенной. Если при функциональной зависимости двух
переменных каждому значению одной из них соответствует одно
значение другой, то при корреляционной зависимости каждому
значению аргумента соответствуют вероятности различных значе-
ний функции; при изменении значения аргумента меняется рас-
пределение функции. Таким образом, при корреляционной связи
зависимость наблюдается между одной из величин и математиче-
ским ожиданием другой.
Объект, подлежащий исследованию, с определенной степенью
точности можно описать линейными уравнениями или линеаризо-
вать общеизвестными методами.
Процессы, происходящие на входе и выходе объекта при его
нормальной эксплуатации, считают эргодическими стационарными
случайными процессами и для них определяются корреляционные
и взаимно корреляционные функции, имеющие вид:
т
Rx (т) = -{,- j x(t + x)x(t)dt
О
т
Ryx (т) = -у J у (t + т) х (t) dt
о
где x(f)—реализация процесса на входе; </(/)—реализация процесса на вы-
ходе объекта; Т — период колебания; т — сдвиг во времени между отдельными
значениями х,- и у,, зависящий от общей длительности эксперимента и от ин-
тервала времени между двумя соседними замерами.
По корреляционным и взаимно корреляционным функциям че-
рез преобразование Фурье определяются спектральные и взаимно
спектральные плотности.
Спектральная плотность:
т
lim Д- f Rx (т) eiar dx
T->co 1 J
0
Взаимно спектральная плотность:
(°) == Км (®) — (®)
где о — частота случайных процессов на входе и выходе, определяемая на осно-
вании предварительных наблюдений; Км и 1Мм — соответственно действитель-
ная и мнимая часть взаимно спектральной плотности.
Составляется система уравнений вида:
2 Kki (®) Pk (®) + 2 (®) Qk (®) = Kki (®)
k-\ й-1
— M-ki (®) Pk (®) + 2 Kkt (®) Qk (®) = — (co)
k-l k=l
В результате решения такой системы определяются действи-
тельная Pfe(w) и мнимая Qfc(co) составляющие частотной характе-
ристики объекта.
60
АВТОМАТИЗАЦИЯ УСТАНОВОК ВЫСОКОГО ДАВЛЕНИЯ
Воздухоразделительные установки, работающие по
холодильному циклу высокого давления, предназначаются для по-
лучения газообразных и жидких продуктов разделения воздуха.
Наиболее широкое распространение получили установки УКА-0,11,
КГН-30, КЖ-150 и КЖ-1. Из них первые две служат для полу-
чения главным образом газообразных азота и кислорода, а вто-
рые — для получения жидкого кислорода.
Основным аппаратом этих установок является ректификацион-
ная колонна; стабильная работа колонны определяет стабильную
работу всей установки.
Установки для получения газообразных продуктов снабжены
насосом жидкого кислорода или азота, что дает возможность по-
лучать эти вещества на выходе из установки сразу под высоким
давлением. Особенностью установок жидкого кислорода является
вывод продукта из установки в жидком виде, в результате чего
холод отбираемой жидкости не используется. В связи с этим си-
стемы автоматизации установок газообразного и жидкого кисло-
рода существенно отличаются друг от друга.
Принципы автоматизации ректификационных колонн блоков
разделения воздуха изложены выше.
Следует отметить некоторые особенности, которые необходимо
учитывать при осуществлении отдельных регуляторов установок
высокого давления.
Уровень жидкости в испарителе нижней колонны регулируется
дроссельным вентилем кубовой жидкости. При нечеткой работе
регулятора может произойти недопустимо большое открытие дрос-
сельного вентиля, что приведет к повышению давления в верхней
колонне. Для предотвращения этого нужно предусматривать бло-
кировку, препятствующую дальнейшему открытию дроссельного
вентиля в случае, если давление в верхней колонне достигает
0,7 ат.
Холодопроизводительность цикла в установках газообразного
кислорода регулируется (по уровню жидкости в межтрубном про-
странстве конденсатора) дроссельным вентилем высокого давле-
ния. Для предупреждения чрезмерного повышения давления в
нижней колонне должна быть предусмотрена блокировка, запре-
щающая дальнейшее открытие дроссельного вентиля высокого
давления, в случае если давление в нижней колонне достигло
5,5 kzcIcm'1.
Концентрация отходящего кислорода регулируется измене-
нием его отбора. В установках с насосом изменить отбор кисло-
рода можно только, изменяя производительность насоса, для чего
в приводном механизме последнего должно быть установлено
специальное приспособление.
На рис. 24 показана технологическая схема установки
УКА-0,11 с автоматическими регуляторами. Для стабилизации
61
работы узла теплообмена в схеме предусмотрены регуляторы тем-
пературы воздуха после ожижителя и теплообменника. Регулиро-
вание производится байпасированием части отбросного азота
Рис. 24. Схема установки высокого давления с автоматическими регуляторами:
/ — ожижитель; II — абшайдер; /// — блок осушки воздуха; IV — теплообменник; У—колонна высокого
давления; VI — колонна низкого давления; VII — емкость для жидкого азота; VIII — детандерный
теплообменник; IX — переохладитель; X— адсорбер ацетилена; X/ —насос жидкого кислорода;
XII — поршневой детандер.
/ — регулятор температуры воздуха после ожижителя; 2 —регулятор температуры воздуха после
теплообменника; 3 — регулятор недорекуперации; 4 — регулятор уровня жидкости в колонне высокого
давления; 5— регулятор уровня жидкости в колонне низкого давления; б —регулятор концентрации
отходящего кислорода; 7 —регулятор концентрации азотной флегмы.
мимо аппаратов; предусматривается также регулирование недо-
рекуперации изменением количества воздуха, направляемого в де-
тандер.
62
На рис. 25 представлена технологическая схема установки для
получения жидкого кислорода. Регулирование теплообмена можно
осуществить аналогично регулированию в установке газообраз-
ного кислорода. Автоматические регуляторы уровня жидкости в
Рис. 25. Схема установки для получения жидкого кислорода с автоматическими
регуляторами:
/—ожижитель; // — основной теплообменник; /// — детандер; IV— нижняя колонна; V — верхняя
колонна; VI — основной конденсатор; VII — переохладитель азотной флегмы; VIII — переохладитель
кубовой жидкости; IX — переохладитель жидкого кислорода.
/ — регулятор температуры воздуха после ожижителя; 2 — регулятор температуры воздуха после
основного теплообменника; 3 — регулятор недорекуперации; 4 — регулятор уровня в основном кон*
денсаторе; 5— регулятор уровня в нижней колонне; б —регулятор концентрации азотной флегмы;
7 —регулятор концентрации отходящего кислорода.
нижней колонне и концентрации азотной флегмы также анало-
гичны соответствующим регуляторам установки газообразного кис-
лорода. Уровень жидкости в межтрубном пространстве конденса-
тора регулируется изменением отбора жидкого кислорода, опре-
деляющего расход холода в установке.
63
Изменение концентрации отбираемого жидкого Кислорода при
сохранении неизменной величины отбора равносильно изменению
общего количества холода, вводимого в установку, т. е. измене-
нию давления перерабатываемого воздуха. Таким образом, ре-
гулятор концентрации отбираемого кислорода должен быть свя-
зан с регулятором давления воздуха на воздушном компрессоре
и давать ему задание, -соответствующее принятой концен-
трации.
На установках высокого давления должна быть предусмотрена
защита нижней колонны от чрезмерного повышения давления; если
давление в нижней колонне достигает 5,8 кгс/см'2, то воздушный
компрессор должен быть остановлен.
Желательно также измерять содержание ацетилена в жидко-
сти, проходящей по межтрубному пространству конденсатора.
Прибор должен не только измерять, но и сигнализировать б пре-
дельной концентрации (около 0,0034 сл/3/л).
Особое внимание следует обратить на организацию очистки и
осушки воздуха от примесей, чтобы полностью исключить возмож-
ность забивки теплообменной аппаратуры и дроссельного вентиля
высокого давления.
На практике встречаются еще несколько типов кислородных
установок высокого и среднего давления, отличающихся друг от
друга по производительности, роду получаемого продукта, конст-
руктивными особенностями аппаратуры. К ним относятся уста-
новки: АКГ-115/18; УКГС-100; УАКГС-780; КГСН-150; ЖА-ЗОО-2;
ГЖА-2000 и др. Изложенные выше принципы автоматизации в
полной мере справедливы для каждой из этих установок.
АВТОМАТИЗАЦИЯ УСТАНОВОК С ДВУМЯ ДАВЛЕНИЯМИ
ПЕРЕРАБАТЫВАЕМОГО ВОЗДУХА
Воздухоразделительные установки, работающие по
холодильному циклу с двумя давлениями перерабатываемого воз-
духа, предназначаются, как правило, для получения газообраз-
ных продуктов разделения воздуха. Известны четыре установки
двух давлений: Г-6800; КГ-300М; КТ-1000М и КТ-3600.
В установке Г-6800 очистка воздуха от углекислоты произво-
дится в щелочных скрубберах, а вымораживание влаги в переклю-
чающихся теплообменниках теплой и холодной ветви. В установ-
ках КГ-300М, КТ-ЮООМ и КТ-3600 очистка и осушка воздуха
низкого давления происходит в регенераторах. Переключение теп-
лообменников в установке Г-6800 производится по мере их забивки
влагой, поэтому режим установки и величины всех параметров
длительное время остаются неизменными. В установках с регене-
раторами переключения последних происходят раз в 1,5 мин, бла-
годаря чему режим установки и величины большинства парамет-
ров испытывают непрерывные циклические колебания. Эти особен-
ности технологического процесса существенно влияют на выбор
64
способов автоматизации установки Г-6800 и установок с регене-
раторами.
Работы по автоматизации установки Г-6800 проводились
ЦНИИКА на Днепродзержинском азотно-туковом комбинате*.
На рис. 26 показана технологическая схема установки Г-6800 с ав-
томатическими регуляторами, предложенными ЦНИИКА. Наблю-
дения за узлом теплообмена показали, что температура после теп-
лообменников при их нормальном сопротивлении колеблется в
малых пределах, и поэтому отсутствует необходимость в автома-
тическом регулировании температуры воздуха. Температурный ре-
жим установки стабилизируется только своевременным переклю-
чением и продувкой теплообменников. В установке имеется че-
тыре пары переключающихся аппаратов: теплообменники азотные,
аммиачные, кислородные и спирали форкюлера. Аппараты пере-
ключаются тогда, когда их сопротивления, измеряемые дифмано-
метрами, достигают заданной величины. Очередность открытия и
закрытия арматуры при переключении и продувке выдерживается
с помощью командного электропневматического прибора КЭП-12У.
Привод арматуры осуществляется от пневматических исполни-
тельных механизмов через пневматические усилители мощности.
Автоматизация узла ректификации, предложенная ЦНИИКА,
несколько отличается от общепринятой. Изменения коснулись ре-
гулятора концентрации азотной флегмы; регулируемым парамет-
ром этого регулятора взята не концентрация собственно флегмы,
а концентрация жидкости на одной из верхних тарелок верхней
колонны. В систему регулирования узла ректификации введены ре-
гулятор давления в верхней колонне с воздействием на количество
отбираемого азота и регулятор «нагрузки». Последний выполнен
как регулятор концентрации отбираемого азота с воздействием
на количество воздуха низкого давления, подаваемого в блок, с
коррекцией по концентрации отбираемого кислорода, концентра-
ции жидкости на тарелке верхней колонны и давления в колонне.
Регуляторы уровня в нижней колонне и концентрации отходя-
щего кислорода выполнены аналогично регуляторам па установ-
ках высокого давления.
Система автоматизации установки Г-6800 содержит также уст-
ройство для автоматического слива жидкости из выносного кон-
денсатора при достижении заданного значения уровня в нем и си-
стему сброса продукционного азота в атмосферу при ухудшении
концентрации азота.
Установка двух давлений с регенераторами КГ-300М в отличие
от других подобных установок имеет одну пару регенераторов, и
это значительно облегчает ее автоматизацию, Если в установ-
ке без регенераторов нормальный режим определяется работой
* Л. А. Котенко, Л. Д. Л азо пуло. Автоматизация установки разде-
ления воздуха с применением пневматических элементов, Азотная и кислород-
ная промышленность, Информационный бюллетень, № 4, ГИАП, Москва, 1964.
5 Зак. 1226 65
Рис. 26. Схема установки Г-6800 с автоматическими регуляторами по системе ЦНИИКА:
/ — азотные теплообменники; /7 —аммиачные теплообменники; /// — кислородные теплообменники; IV — форкюлер; V — теплообменники теплой ветви;
VI — теплообменник холодной ветви; VII — нижняя колонна; VIII — верхняя колонна; IX — выносной конденсатор; X — якорный теплообменник.
/—регулятор концентрации отходящего азота; 2 —переключатель азотных теплообменников; 3 —регулятор давления в верхней колонне; 4 — переклю-
чатель аммиачных теплообменников; 5— переключатель спиралей форкюлера; 6—переключатель кислородных теплообменников; 7 —регулятор нагрузки;
8— регулятор концентрации азотной флегмы; 9 — регулятор уровня в нижней колонне.
колонны, то в установке с регенераторами основное внимание дол-
жно быть обращено на автоматизацию узла регенераторов. По-
этому в дальнейшем применительно к установкам с регенерато-
рами вопросы автоматизации ректификационных колонн будут
рассматриваться только в том случае, если имеется существенное
отличие от способов автоматизации, изложенных выше.
В установке КГ-300М имеется одна пара азотных регенерато-
ров, через которую проходит все количество воздуха низкого дав-
ления и все количество азота, отводимое из установки. Последнее
определяется режимом ректификации и в процессе эксплуатации,
как правило, не изменяется.
Таким образом, однажды установленное соотношение прямого
и обратного потоков в регенераторах установки КГ-300М сохра-
няется неизменным, если остаются постоянными концентрации от-
бираемых продуктов. В этом случае задача автоматизации реге-
нераторов сводится к выравниванию температурных режимов
обоих регенераторов. Так как сопротивление каждого из регене-
раторов обратному потоку практически всегда неодинаково, то
неодинаково и количество азота, проходящее через них, а это обу-
словливает их различный температурный режим. Установить пра-
вильное соотношение потоков в регенераторе можно только изме-
нением времени прохождения воздуха и азота через данный реге-
нератор. В регенераторе, сопротивление которого меньше (через
этот регенератор проходит большее количество азота), длитель-
ность азотного дутья должна быть несколько уменьшена, а так
как общий цикл переключения регенераторов не меняется, то дли-
тельность воздушного дутья увеличится на такое же время.
В другом регенераторе (с большим сопротивлением и с мень-
шим количеством проходящего азота) соответственно увеличится
время азотного дутья и уменьшится время воздушного. При пра-
вильном распределении потоков температурный режим обоих реге-
нераторов будет одинаковым. Длительность дутья можно изме-
нить воздействием на переключающий механизм регенераторов,
для чего на механизме должна быть установлена регулирующая
приставка.
Регулирование можно производить, сравнивая температуры
средней части насадки каждого регенератора. При совпадении их
температурных режимов разность температур в середине полу-
цикла (рис. 27) должна быть равна нулю. В противном случае
производится соответствующее изменение времени дутья.
Установка двух давлений КТ-1000М имеет две пары регенера-
торов — азотные и кислородные. Воздух низкого давления прохо-
дит через регенераторы, а воздух высокого давления через тепло-
обменник. Необходимое превышение количества обратного потока
над количеством прямого в кислородных регенераторах создается
искусственным уменьшением количества воздуха, подаваемого в
кислородные регенераторы. В азотных регенераторах аналогич-
ный режим обеспечивается направлением в азотные регенераторы
5*
67
части азота, полученного при разделении воздуха высокого дав-
ления. Автоматические регуляторы должны, во-первых, установить
правильное соотношение количеств прямого и обратного потоков
в каждом регенераторе и, во-вторых, — правильное распределение
воздуха между парами регенераторов. Первая задача для обеих
пар регенераторов решается изменением длительности прямого и
обратного дутья в данной паре при сохранении неизменной общей
продолжительности цикла. При этом оба регенератора одной пары
будут работать в одинаковом температурном режиме.
Рис. 27. Выравнивание температур в средней части регенераторов:
т — время цикла переключения регенераторов; т/2~ время полуцикла; ДГ—разность
температур в середине насадки регенераторов в средний момент полуцикла.
Дт —уменьшение времени полуцикла.
Правильное распределение воздуха между несколькими пара-
ми регенераторов служит для установления в них оптимального
режима. Для двух кислородных регенераторов необходимо устано-
вить автоматический регулятор температуры в середине насадки
с воздействием на количество воздуха низкого давления, подавае-
мого в кислородные регенераторы. Очевидно, в азотные регенера-
торы поступит весь оставшийся воздух низкого давления, и регу-
лировка воздействием на этот воздух исключена. Заданный режим
двух азотных регенераторов поддерживается соответствующим
распределением отходящего азота между регенераторами и тепло-
обменником.
Ректификационная колонна установки КТ-1000М автоматизи-
руется методами, изложенными выше. На колонне может быть
установлен также регулятор уровня жидкого кислорода в основ-
ном конденсаторе; постоянство этого уровня показывает на баланс
холода в установке. Так как основное количество холода полу-
чается в поршневом детандере, при регулировании уровня жидко-
сти в конденсаторе воздействие следует оказывать на количество
воздуха высокого давления, направляемое в детандер.
68
Рис. 28. Схема установки двух давлений с автоматическими регуляторами:
/—кислородные регенераторы; // — азотные регенераторы; /// — теплообменники; IV — адсорбер ацетилена; V — фильтр СО2- //-верхняя колонна'
/// — нижняя колонна; //// — основной конденсатор; IX — переохладитель; X—детандерный теплообменник ;Х/ — абшайдер; XII — выносной конленсятлп-
XIII — отделитель жидкости; XIV — турбодетандер. «тачшц
/ — регулятор температуры середины насадкн кислородных регенераторов; 2— регулятор выравнивания температур в регенераторах; 3-регулятор темпе-
«О ратуры, середины насадкн азотных регенераторов; 4 — регулятор концентрации азотной флегмы; 5—регулятор уровня в ннжней колонне- 6-регулятор
уровня в основном конденсаторе; 7 —регулятор концентрации отходящего кислорода; 3 —регулятор температуры азота перед регенераторами г
Наиболее крупной и широко распространенной установкой двух
давлений является КТ-3600. Автоматизация этой установки может
быть решена теми же приемами, что и установки КТ-1000М.
Некоторое отличие можно отметить только в автоматическом
регуляторе уровня жидкости в конденсаторе (регуляторе холодо-
производительности). В установке КТ-3600 для получения холода
применен турбодетандер, работающий на потоке азота, отбирае-
мого из-под крышки конденсатора; изменить количество этого
азота нельзя, так как может быть нарушен режим ректификации.
Поэтому в данном случае регулирование можно производить кла-
паном, установленным на линии воздуха высокого давления. Сле-
дует отметить, что кислородная установка может иметь избыток
холода непосредственно после отогрева, и регулирование холодо-
производительности носит односторонний характер в сторону ее
увеличения.
На рис. 28 представлена технологическая схема установки двух
давлений КТ-3600 с линиями автоматического регулирования.
АВТОМАТИЗАЦИЯ УСТАНОВОК НИЗКОГО ДАВЛЕНИЯ
В последнее время широкое распространение полу-
чили установки, работающие по схеме одного низкого давления.
По таким схемам построены наиболее крупные современные кис-
лородные установки БР-1, БР-2, БР-5 и БР-6.
Воздухоразделительные установки, работающие по циклу од-
ного низкого давления, включают в себя регенераторный узел,
состоящий из нескольких пар регенераторов. Характерной особен-
ностью регенераторов установки низкого давления является на-
личие несбалансированного потока или так называемой петли.
Петля может быть организована по методу тройного дутья
(установки БР-5 и БР-1), отбором части воздуха из середины ре-
генераторов (установки БР-6 и БР-2М), а также может быть осу-
ществлена и азотная петля (установка БР-2). Несбалансирован-
ный поток вводится в схему установки для того, чтобы в течение
всего периода эксплуатации регенераторы не забивались.
Регенераторный узел установки низкого давления содержит,
как правило, одну пару кислородных регенераторов.
В установках БР-1 и БР-5 (с тройным дутьем в азотных реге-
нераторах) незабиваемость кислородной пары достигается искус-
ственным уменьшением количества воздуха прямого потока, по-
даваемого в эти регенераторы. Таким образом, режим их работы
практически ничем не отличается от режима кислородных регене-
раторов установки двух давлений, а поэтому и способы автомати-
зации их остаются теми же.
В установках с отбором части воздуха из середины регенера-
торов режим кислородной пары определяется не только соотно-
шением прямого и обратного потоков в верхней теплой половине
регенератора, но и величиной отбора. Для обеспечения незаби-
70
ваемости регенераторов величина отбора должна составлять опре-
деленную долю (10—20%) от общего количества воздуха, посту-
пающего в данную пару регенераторов. Учитывая это, на кисло-
родных регенераторах таких установок необходимо предусматри-
вать три регулятора:
1) регулятор для выравнивания режимов работы пары регене-
раторов с воздействием на время прямого и обратного дутья с со-
хранением общей продолжительности цикла;
Рис. 29. Автоматизация кислородных регенераторов:
а — выравнивание температур в середине регенераторов; б — регулирование температуры
середины насадки.
2) регулятор, устанавливающий заданный температурный ре-
жим пары кислородных регенераторов с воздействием на количе-
ство воздуха прямого потока;
3) регулятор соотношения количества воздуха прямого потока
и количества воздуха петли.
Этой же цели можно добиться, если вместо первых двух регу-
ляторов установить на каждом кислородном регенераторе регуля-
тор температуры середины насадки с воздействием на количество
воздуха прямого потока, подаваемого в данный регенератор.
На рис. 29 показаны кислородные регенераторы с автоматиче-
скими регуляторами. На рис. 30 показана схема узла регенерато-
ров установки низкого давления с отбором части воздуха из се-
редины регенераторов с регуляторами температуры и соотношения
потоков.
71
Для автоматизации кислородных регенераторов установки низ-
кого давления с азотной петлей можно применить аналогичные
регуляторы.
Установки низкого давления с отбором части воздуха из сред-
ней части регенераторов или с азотной петлей имеют обычно чет-
ное число азотных регенераторов, работающих попарно.
При наличии одной пары азотных регенераторов достаточно
установить два автоматических регулятора:
регенераторов
Рис. 30. Автоматизация узла регенераторов установки низкого давления с
отбором части воздуха из середины регенераторов.
1) регулятор для выравнивания температурных режимов реге-
нераторов в паре;
2) регулятор соотношения потоков воздух — петля.
Способ регулирования температурного уровня азотных реге-
нераторов зависит от количества блоков разделения воздуха, име-
ющихся в цехе, и от организации снабжения блоков разделения
воздухом.
Если имеется система воздухоснабжения блок разделения —
компрессор, то температурный уровень азотных регенераторов не-
зависимо от числа блоков в цехе определяется распределением
воздуха между кислородной и азотной парой регенераторов. При
правильном соотношении количеств воздуха и кислорода в кисло-
родных регенераторах (а это соотношение должно устанавливаться
72
Вход воздуха
Рис. 31. Схема установки низкого давления с тройным дутьем в регенераторах с автоматическими регуля-
торами:
/ — кислородные регенераторы; // —азотные регенераторы; /// —нижияя колонна; IV — верхняя колонна; V — переохладитель; VI — детан-
дерный теплообменник; VII — подогреватель азота; VIII — турбодетаидер; IX — основной конденсатор; X — выносной конденсатор.
1 — регулятор температуры середины насадки; 2 —регулятор соотношения потоков; 3 —регулятор температуры азота перед регенераторами;
4 — регулятор концентрации отходящего кислорода; 5—регулятор концентрации азотной флегмы; б —регулятор уровня в верхней колонне;
7 —регулятор уровня в нижней колонне.
автоматическим регулятором в зависимости от температуры в се-
редине регенераторов) остаток воздуха пойдет в азотные, регене-
раторы; это количество воздуха будет соответствовать количеству
азота, уходящему через регенераторы, и таким образом (при пра-
вильном отборе петли) определит температурный уровень азотной
пары.
Если в цехе имеется коллекторная система воздухоснабжения,
то количество воздуха, идущего в азотные регенераторы, опреде-
ляется их сопротивлением, а также сопротивлением регенераторов
всех остальных блоков разделения. В этом случае на линии входа
воздуха в азотные регенераторы ставится регулирующий орган,
сблокированный с регулирующим вентилем на линии входа воз-
духа в кислородные регенераторы. Если последний вентиль при-
крывается в результате действия автоматического регулятора, то
первый вентиль приоткрывается; этим все время выдерживается
соответствующее сопротивление регенераторов, а следовательно, и
правильное распределение воздуха между парами.
Если в установке имеется две или более пары азотных регене-
раторов, то на каждой паре, кроме одной, устанавливается регу-
лятор выравнивания температурных режимов в паре, регулятор
соотношения воздух — петля и регулятор температуры в середине
насадки с воздействием на количество воздуха, подаваемое в дан-
ные регенераторы. Последняя пара азотных регенераторов воспри-
нимает все изменения количества воздуха, происходящие за счет
работы регуляторов остальных пар. Температурный режим этой
последней пары стабилизируется регулированием количества от-
бираемого воздуха петли.
В установках низкого давления, на которых установлены реге-
нераторы с насыпной насадкой и встроенными змеевиками для чи-
стых продуктов, должны быть предусмотрены регуляторы, поддер-
живающие постоянный расход этих продуктов, если такое регули-
рование не будет оказывать влияние на их концентрацию.
В установках низкого давления с тройным дутьем устанавли-
вается три азотных регенератора и поэтому регулятор выравнива-
ния температурных режимов с воздействием на длительность дутья
применить нельзя. Температурный режим в этом случае стабилизи-
руется только регулятором соотношения потоков воздух—петля.
Во всех установках низкого давления целесообразно поддер-
живать постоянной температуру обратных потоков на входе в хо-
лодный конец регенераторов, что осуществляется при наличии в
установке подогревателей азота или кислорода. Регулирование
температуры можно производить байпасированием части обрат-
ного потока мимо подогревателя.
На рис. 3! показана типовая схема установки низкого давле-
ния с линиями автоматического регулирования.
СРЕДСТВА АВТОМАТИЗАЦИИ БЛОКА
у РАЗДЕЛЕНИЯ ВОЗДУХА
Отечественная промышленность выпускает доста-
точное количество серийных приборов, полностью охватывающих
диапазон температур, давлений и концентраций в процессе раз-
деления воздуха. Однако имеется ряд специфических особенно-
стей, накладывающих ограничения на ассортимент приборов, при-
меняемых при автоматическом регулировании кислородных уста-
новок.
Одна из таких особенностей — это высокая активность кисло-
рода как химического элемента, особенно если он находится под
высоким давлением.
Вторая особенность, которая оказывает сильное влияние на
аппаратурное выполнение автоматических регуляторов, состоит в
непрерывных периодических колебаниях почти всех параметров
кислородной установки с регенераторами. Эти колебания вызыва-
ются переключениями регенераторов, при которых происходят рез-
кие изменения величины материальных потоков в установке, а это
влечет за собой толчки давления, уровней и концентраций, пере-
падов давления на измерительных диафрагмах и т. д.
Колебания эти настолько сильны, что амплитуда их падает
только через 30—40 сек. Если рассматривать один блок разделе-
ния, в котором имеется одна пара кислородных и одна пара азот-
ных регенераторов, то в нем переключения регенераторов проис-
ходят с интервалами 90 сек. Следовательно, номинальное значение
параметра, которое кладется в основу работы автоматического
регулятора, сохраняется в течение 50—60 сек. Если в блоке
разделения воздуха установлено больше, чем две пары регенера-
торов, то переключения происходят чаще и время существования
номинального значения регулируемого параметра сокращается. На
установках типа БР-2 и БР-9 переключения регенераторов проис-
ходят настолько часто, что стабилизация регулируемых парамет-
ров невозможна. Подобная же картина наблюдается в случае,
если от одного воздушного коллектора питаются несколько блоков
разделения. Колебания параметров одного из блоков вызываются
переключениями регенераторов соседнего.
Эти обстоятельства требуют, во-первых, применения для авто-
матического регулирования приборов с малой инерционностью и,
75
во-вторых, исключают применение непрерывных способов регули-
рования. Практически все автоматические регуляторы на блоках
разделения воздуха являются регуляторами прерывистого дей-
ствия.
РЕГУЛИРОВАНИЕ УРОВНЯ ЖИДКОСТИ
Основными точками блока разделения воздуха, в
которых производится регулирование уровня, являются испари-
тель нижней колонны и конденсатор верхней колонны.
Измерение уровня в местах регулирования (как, впрочем, и в
любом другом месте установки) осуществляется при помощи диф-
ференциального манометра по гидростатическому давлению столба
жидкости.
Практически лучше всего использовать для регуляторов элект-
рической системы дифманометр ДММ-К и для регуляторов пнев-
матической системы дифманометры ДМПК-4 и ДМПК-100.
В качестве регулирующих приборов хорошо себя зарекомендо-
вали приборы типа ЭР-Ш-59 или ЭР-Ш-К, которые отличаются
высокой чувствительностью, стабильностью рабочих характеристик
и широкими диапазонами настройки.
В случае применения пневматической системы регулирования
можно ориентироваться на стандартные приборы систем МАУС,
«Старт» и др.
Исполнительные механизмы и регулирующие органы, приме-
няемые при регулировании уровня, не имеют какой-либо особой
специфики, и их описание дано ниже.
При регулировании уровня в установках без регенераторов не
требуется никаких дополнительных устройств и основная труд-
ность заключается в организации надежного измерения уровня и
в правильном подборе проходного сечения регулирующего кла-
пана.
В установках с регенераторами регуляторы уровня должны
иметь специальное устройство, исключающее влияние на регулятор
резких колебаний уровня при переключениях регенераторов (см.
стр. 80).
РЕГУЛИРОВАНИЕ СООТНОШЕНИЯ ПОТОКОВ
В воздухоразделительных установках может встре-
титься в основном регулирование соотношения газовых потоков.
Чаще всего необходимо регулировать соотношение потоков воз-
духа, подаваемого в регенераторы и петли. Расход газа в трубо-
проводе измеряется стандартными измерительными диафрагмами,
изготовленными из нержавеющей стали, в комплекте с дифферен-
циальными манометрами. Для целей автоматического регулирова-
ния, учитывая унификацию приборов, рационально использовать
серийные дифманометры ДММ-К, ДМПК-4 или ДМПК-ЮО в зави-
симости от параметров регулируемого потока и принятой системы
регулирования.
76
Должны быть приняты все меры для локализации возмущений
потоков, вызываемых переключением регенераторов.
Если хотя бы один из регулируемых потоков является жид-
костью (сжиженным газом), то измерение расхода последней мо-
жет быть организовано с помощью мерника, конструкция которого
описана в литературе*. В этом случае расход жидкости может быть
выражен через уровень жидкости в мернике и, в конечном счете,
через перепад давления. Таким образом, измерение расхода жидко-
сти-сводится к измерению перепада давления, для чего может быть
использован один из вышеуказанных дифманометров.
В качестве регулирующего прибора обычно применяется регу-
лятор ЭР-Ш-К или ЭР-Ш-59, допускающий работу одновременно
с двумя дифманометрами. Регулирование соотношения потоков
приборами пневматической системы производится общеизвестными
методами.
В установках, где воздух петли отбирается из середины каж-
дого регенератора, регулирование соотношения воздуха — петля
имеет некоторые особенности. В этих установках воздух в данную
пару регенераторов подается непрерывно, а воздух петли отби-
рается поочередно то из одного, то из второго регенератора. В связи
с неодинаковым гидравлическим сопротивлением количество воз-
духа петли, отбираемого из середины регенераторов, будет также
неодинаковым.
Измерительная диафрагма регулятора ставится на общем тру-
бопроводе петлевого потока данной пары, а регулирующие органы
на трубопроводах петли, выходящей из каждого регенератора. Та-
ким образом, регулирующий прибор должен работать попеременно
с одним или с другим регулирующим органом, в зависимости от
того, из какого регенератора отбирается воздух — петля. Для этого
в состав регулятора должно быть включено устройство, подклю-
чающее выход регулятора на соответствующий регулирующий
орган. Так как петля отбирается из регенератора во время про-
хождения прямого потока, то импульс на переключение может
быть получен от контактного манометра, установленного на одном
из регенераторов. В зависимости от показаний манометра будет
подключаться соответствующий регулирующий орган.
РЕГУЛИРОВАНИЕ КОНЦЕНТРАЦИИ
В воздухоразделительных установках может воз-
никнуть необходимость поддерживать постоянными состав отби-
раемого кислорода и состав азотной флегмы. В обоих случаях
производится измерение содержания кислорода и могут быть
применены однотипные приборы с различными пределами изме-
рения. Для измерения малых концентраций кислорода (0—5%,
* Разделение воздуха методом глубокого охлаждения, под ред. В. И. Епи-
фановой и Л. С. Аксельрода, Изд. «Машиностроение», 1964.
77
О—10 объемн. %) могут быть использованы термомагнитные газб*
анализаторы МН 5113, МН 5127 и МГК.-ЗМ; соответственно для
больших концентраций (95—100%, 98—100%) — МН 5114, МН 5128,
МГК-6 или МГК.-8.
В кислородных установках без регенераторов могут возникнуть
медленные, плавные изменения концентрации, являющиеся след-
ствием нарушений технологического режима. Для автоматического
регулирования концентрации в таких установках следует ориенти-
роваться на газоанализаторы серии МГК, которые могут комплек-
товаться вторичными прибо-
Рис. 32. Диаграмма концентрации кислорода
в газе над первой тарелкой верхней ко-
лонны установки БР-5.
рами со встроенными пнев-
матическими регуляторами.
Ввиду большой инерцион-
ности системы регулирова-
ния концентрации пневмати-
ческие регуляторы должны
быть с расширенными диа-
пазонами настройки. Ориен-
тировочные подсчеты пока-
зывают, что пневматические
элементы системы «Старт»
и УСЭППА в этом отноше-
нии имеют вполне удовлетво-
рительные характеристики.
В установках с регенера-
торами концентрации неко-
торых потоков испытывают
непрерывные циклические
изменения, которые вызы-
ваются несколькими причи-
нами. В моменты переклю-
чения регенераторов времен-
но приостанавливается движение паров в верхней и нижней колон-
нах установки, что приводит к проваливанию части жидкости с верх-
них тарелок на нижние. В первые же моменты после переключения
регенераторов режим колонны восстанавливается, но величины
концентрации претерпевают при этом резкие изменения.
Концентрации несколько меняются также и между переключе-
ниями регенераторов.
И, наконец, значение концентрации отходящего кислорода за-
висит от небольших изменений количества воздуха, поступающего
в колонну. Здесь оказывают влияние даже те изменения количе-
ства воздуха, которые обусловлены неодинаковым сопротивлением
регенераторов. На рис. 32 показана диаграмма с записью концен-
трации кислорода в газе над первой тарелкой верхней колонны
установки БР-5. На диаграмме отчетливо видны скачки концентра-
ции при переключении регенераторов, изменения концентрации во
время дутья и влияние неодинакового количества, поступающего
78
в колонну воздуха. Все это вынуждает при регулировании концен-
трации прибегать к прерывистому регулированию.
По диаграмме находят участок кривой, где концентрация наи-
большее время сохраняет относительно постоянную величину.
Обычно этот участок лежит во времени за несколько секунд до
переключения азотных регенераторов. Значение этой концентрации
принимают за исходное и с ним сравнивают мгновенное текущее
значение в данный момент цикла. При наличии разности концен-
траций регулятор оказывает соответствующее воздействие на ре-
гулирующий параметр.
Подобное прерывистое регулирование осуществляется механиз-
мом, замыкающим цепь регулятора в выбранные моменты цикла
и работающим синхронно с механизмом переключения регенера-
торов.
Имеет значение также место отбора газа, подаваемого в газо-
анализатор. При регулировании концентрации отходящего кисло-
рода отбор лучше всего производить с одной из тарелок (напри-
мер, с первой) верхней колонны. Это приводит к значительному
снижению запаздывания в системе, так как заметное нарушение
концентрации на тарелке произойдет быстрее, чем в межтрубном
пространстве конденсатора.
Отбор азотной флегмы для подачи в газоанализатор обычно
производят из соответствующего трубопровода возможно ближе
к нижней колонне.
РАБОТА РЕГУЛЯТОРОВ ПРИ ПРЕРЫВИСТОМ
РЕГУЛИРОВАНИИ
Нарушения плавного течения процесса разделения
воздуха в результате переключения регенераторов заставляют при-
бегнуть к прерывистому регулированию. Сущность его заклю-
чается в том, что регулятор работает периодически, включаясь в
определенные заранее выбранные моменты времени, строго согла-
сованные с циклом регенераторов. Выбор моментов времени ра-
боты регулятора производится в зависимости от назначения регу-
лятора. Для регуляторов уровня и соотношения потоков необхо-
димо предотвратить ложные срабатывания регулятора в моменты
переключения регенераторов, когда наблюдаются резкие скачки
уровней и перепадов на измерительных диафрагмах. В эти мо-
менты необходимо разрывать цепь регулятора и замыкать ее снова
после полного успокоения регулирующего параметра. Для регуля-
торов уровня эти разрывы можно делать только при переключе-
ниях азотных регенераторов, так как переключения кислородных
регенераторов на уровнях не сказываются. Для регулятора соот-
ношения потоков разрыв цепи нужно делать при каждом пере-
ключении.
Для регуляторов концентрации прерывистое регулирование осу-
ществляется замыканием цепи регулятора один раз в течение
79
одного (двух или трех) циклов переключения регенераторов в
моменты, когда регулируемые концентрации принимают наиболее
устойчивое и характерное значение.
Если в этот момент текущее значение концентрации не совпа-
дает с заданием, то срабатывает контактное устройство вторич-
ного прибора газоанализатора и производится перестановка регу-
лирующего органа.
В дальнейшем при естественном течении процесса значение
концентрации не будет совпадать с заданием регулятору, но это
несовпадение не означает нарушения технологического процесса.
Остановка движения регулирующего органа должна произво-
диться за счет срабатывания контактов командного механизма. Пе-
риодичность замыканий, а также их длительность должны выби-
раться с учетом инерционности системы регулирования.
Разрыв цепи можно производить любым способом, но удоб-
нее всего делать это на участке от регулятора до регулирующего
органа. Для разрывов цепи регуляторов необходимо предусматри-
вать устройство, работающее строго синхронно с механизмом пе-
реключения регенераторов. Это устройство должно позволять про-
изводить разрыв цепи в любой момент цикла регенераторов и лю-
бой продолжительности и иметь число контактных групп, равное
количеству регуляторов уровня, соотношения потоков, концентра-
ции и др., установленных на блоке разделения воздуха. Подобное
устройство называют командным механизмом.
Командный механизм может быть выполнен чисто механиче-
ским и иметь привод от одной из шестерен кинематической цепи
механизма переключения регенераторов. В этом случае команд-
ный механизм должен иметь несколько кулачковых дисков, совер-
шающих один оборот за время, кратное полуциклу переключения
регенераторов, и управляющих одной или двумя контактными
группами, которые включаются в цепь регуляторов.
Если имеется электромеханический механизм переключения
регенераторов (установка БР-6), то командный механизм выпол-
няется на базе нескольких моторных реле времени (например, Е-58,
РВТ-1200 и др.).
На рис. 33, 34 представлены кинематическая, электрическая
схемы командного механизма, выполненного для установки с трой-
ным дутьем. Механизм позволяет производить разрыв цепи на
время не более 1 мин через каждые 3 и 6 мин и замыкание цепи
на время до 1 мин через каждые 9 мин.
Если колебания параметров вызываются также переключе-
ниями регенераторов соседнего блока, то необходимо сблизить,
насколько возможно, моменты переключений обоих блоков (дать
разрыв между переключениями двух блоков 10—15 сек). При этом
колебания параметров, вызванные обоими переключениями, будут
накладываться друг на друга и их можно будет исключить одним
несколько более продолжительным разрывом цепи регулятора. Не-
обходимо также обеспечить строгую синхронность переключений,
80
чтобы интервал (10—15 сек) выдерживался в течение всего пе-
риода работы. При невозможности осуществить автоматическую
Рис. 33. Кинематическая схема командного механизма:
/—шестерня переключающего механизма; 2, 3, 4, 5, 6 —шестерни привода механизма;
7 —диск размыкающий контакт 1 км через каждые 1,5 мин (при каждом переключении реге-
нераторов); 8 — диск, размыкающий контакт 2 км, через каждые 3 мин (при переключе-
нии только азотных регенераторов); 9—диск, размыкающий контакт 3 км через каждые
9 мин (в определенный момент цикла какого-нибудь азотиого регенератора); 10 — зубчатая
муфта, служащая для установки замыкания в нужный момент цикла регенераторов.
синхронизацию следует соответствующую корректировку произво-
дить вручную после того, как накопится достаточно большая
ошибка.
Рис. 34. Электрическая схема командного механизма:
1 км, 2 км, 3 км — ко.пакты командного механизма; 1МП, 2МП, ЗМП —катушки
магнитных пускателей в системе регуляторов; IP, 2Р, ЗР —контакты регулирующих
приборов; 1РВ, 2РВ, ЗРВ — катушки реле времени (наибольшая выдержка 60 сек)',
1РВ1, 2РВ1, ЗРВ1 — контакты реле времени.
При наличии установки с большим числом регенераторных
пар, когда регулируемый параметр не успевает успокоиться в пе-
рерывах между переключениями, необходимо применять демпфи-
рование колебаний в датчиках, для чего на импульсных трубках
6 Зак. 1226
31
дифманометров могут быть установлены промежуточные емкости —
ресиверы, или могут быть встроены ограничительные шайбы с уз-
кими отверстиями. Правда, при этом увеличивается запаздывание
регулятора, что нужно учитывать при настройке последнего.
РЕГУЛИРОВАНИЕ ТЕМПЕРАТУРЫ НАСАДКИ
В СРЕДНЕЙ ЧАСТИ РЕГЕНЕРАТОРОВ
Температура насадки в средней части регенерато-
ров является величиной, наиболее чувствительной к изменению их
состояния и поэтому выбирается в качестве регулируемого пара-
метра при регулировании температурного режима регенераторов.
Типичная температурная кривая насадки в средней части регене-
ратора была показана на рис. 21. При нормальной работе регене-
раторов эта температура совершает колебания около некоторого
среднего значения (от —70 до —80° С) с амплитудой 15—20° С.
Частота колебаний температуры определяется частотой переклю-
чения регенераторов, которые переключаются в большинстве слу-
чаев один раз в три минуты. Среднее значение температуры на-
садки или ее постоянная составляющая зависит от соотношения
количеств прямого и обратного потоков, проходящих через реге-
нератор, и показывает тенденцию изменения температурного ре-
жима. Амплитуда колебаний связана с абсолютными значениями
этих потоков, т. е. зависит от нагрузки регенераторов.
Температура в средней части насадки регенераторов регули-
руется специальными регуляторами прерывистого действия.
Задача автоматического регулятора состоит в поддержании
температуры насадки в средней части постоянной и равной зара-
нее заданному значению. Эта задача будет выполненной, если по-
стоянная составляющая температурной кривой регенераторов бу-
дет оставаться неизменной. Величина постоянной составляющей
определяется точкой температурной кривой, соответствующей се-
редине полуцикла регенераторов. Постоянство температурного ре-
жима регенераторов означает, что каждый раз в средний момент
полуцикла температура равна одному и тому же значению. Поло-
жение всех остальных точек температурной кривой зависит также
и от нагрузки регенераторов, поэтому при стабилизации темпера-
турного режима за основу следует принимать значение темпера-
туры в средний момент полуцикла.
Таким образом, автоматический регулятор температурного ре-
жима регенераторов неизбежно должен содержать в себе устрой-
ство для измерения температуры и устройство для фиксации мо-
мента середины полуцикла. Последнее, как правило, достигается
при помощи контакта, связанного с механизмом переключения ре-
генераторов и срабатывающего точно в середине полуцикла.
Измерение температуры проводится при помощи серийных тер-
мометров сопротивления с малой тепловой инерционностью и рас-
положенных в средней по высоте части регенератора. Для того
82
чтобы измерение температуры не искажалось в результате оседа-
ния влаги или углекислоты на термометре, последний следует уста-
навливать в той зоне регенератора, где уже не выпадает влага и
еще не выпадает углекислота.
В качестве вторичного прибора может быть использован се-
рийный автоматический уравновешенный мост, имеющий электри-
ческий или пневматический выход, или специально разработанный
измерительный и регулирующий прибор.
С помощью серийного моста с электрическим контактным вы-
ходом можно осуществить прерывисто-пропорциональное регули-
рование. Сущность этого вида регулирования заключается в том,
Рис. 35. Пропорционально-прерывистое регулирование
регенераторов:
ПС — постоянная составляющая температуры; ИП —зона замыкания кон-
тактов измерительного прибора; ПМ —момент замыкания контактов на пере-
ключающем механизме; Ai, Д2 — время работы регулятора (интервал времени
между замыканием ИП и ПМ).
что оценивается величина и знак отклонения температуры в сред-
ний момент полуцикла от заданного значения и пропорционально
отклонению изменяется количество воздуха, подаваемое в регене-
ратор.
Величина отклонения температуры (рис. 35) выражается интер-
валом времени между замыканием контактов моста и замыканием
контактов на механизме переключения. Замыкание контактов мо-
ста происходит, когда температура в регенераторе становится рав-
ной заданной, а механизма переключения точно в середине полу-
цикла. Знак отклонения определяется очередностью замыкания тех
же контактов.
Следует отметить, что прерывисто-пропорциональное регулиро-
вание не обеспечивает строгого постоянства температуры в регене-
раторе. В результате некоторого перерегулирования постоянная
составляющая температуры изменяется по синусоиде с амплитудой
5—10° С и периодом 1,5—2 ч. Во многих случаях такое регулиро-
вание является вполне приемлемым и может быть осуществлено,
учитывая сравнительную простоту аппаратурного оформления.
6*
83
£ЗРЛ1
Рис. 36. Вариант электрической схемы пропорционально-
прерывистого регулятора:
ИП — контакт измерительного прибора; ПМ1 —контакт переключающего
механизма; замыкание в середине прямого дутья ПМ-2 — контакт переклю-
чающего механизма: замыкание в конце прямого дутья; 1РП, 2РП, ЗРП —про-
межуточные реле; 1РП1, 1РП2, 1РПЗ, 2РП1, 2РП2, 2РПЗ, ЗРП1 — контакты
промежуточных реле; 1М, 2/4 —катушки реверсивного магнитного пускателя;
1М1, 2М1 —блок контакты магнитного пускателя.
Рис. 37. Пропорционально-изодромное регулирование регенераторов.
т —цикл регенераторов; т/2 —полуцикл; ПС — постоянная составляющая температуры:
Дф —температура в средней момент полуцикла 1 совпадает с постоянной составляющей;
Д1 — температура в момент 2 не совпадает с ПС,'регенератор отепляется, регулятор умень-
шает количество воздуха; Дг — регенератор продолжает отепляться, регулятор вновь умень-
шает количество воздуха; Д3 —отепление прекратилось, регенератор возвращается к нор-
мальному режиму, регулятор увеличивает количество воздуха.
На рис. 36 показан вариант простейшей электрической схемы
прерывисто-пропорционального регулятора. К недостатку этой схе-
мы следует отнести отсутствие какой-либо регулировки пропор-
циональности между отклонением температуры от задания и вели-
чиной действия регулятора.
Прерывисто-изодромное регулирование дает очень хорошее ка-
чество регулирования и выдерживает температуру постоянной с
отклонениями порядка 2—3°С. Однако такое регулирование тре-
бует специальной аппаратуры.
Прерывисто-изодромный регулятор включает в себя запоминаю-
щее устройство, которое запоминает величину отклонения темпе-
ратуры от заданного значения в данном полуцикле и сравнивает
эту величину с отклонением температуры в следующем аналогич-
ном полуцикле. Количество воздуха, подаваемое в регенератор,
изменяется пропорционально величине и знаку разности двух сле-
дующих друг за другом отклонений температуры (рис. 37).
Оба вида регулирования могут быть осуществлены с примене-
нием средств как электрической, так и пневматической системы.
В последнем случае наибольшие возможности дает применение
элементов системы УСЭППА.
ВЫРАВНИВАНИЕ ТЕМПЕРАТУРНОГО РЕЖИМА ПАРЫ
РЕГЕНЕРАТОРОВ
Температурный режим в одноименной паре регене-
раторов выравнивается по температуре насадки регенераторов.
При нормальных и идентичных температурных режимах темпера-
туры насадки регенераторов совпадают. Опыты показывают, что
в средний момент полуцикла наблюдается равенство температур
в точках, расположенных по высоте несколько (около 1 м) ниже
середины регенератора.
При равенстве температур регулятор не показывает никакого
воздействия на регенератор. В противном случае регулятор умень-
шает или увеличивает длительность соответствующего полуцикла,
оставляя общее время цикла неизменным. Очевидно, при этом ре-
гулятор воздействует на регенераторы в противоположных направ-
лениях. Например, если в данном полуцикле по одному из регене-
раторов идет воздух, а по другому кислород, то увеличение вре-
мени полуцикла приведет к повышению температуры первого и по-
нижению температуры второго регенератора.
Если имело место симметричное расхождение температурных
режимов, то регулятор, изменив время полуцикла, выравняет ре-
жимы и сохранит прежний температурный уровень (постоянная
составляющая температуры не изменится).
Если же произошло несимметричное расхождение температур-
ных режимов, то регулятор выравняет температуру регенераторов,
но при новом значении постоянной составляющей, которое в прин-
ципе может сильно отличаться от заданного. Для приведения
85
температурного уровня регенераторов к заданному значению необ-
ходим дополнительный автоматический регулятор, воздействующий
на количество воздуха, подаваемого в регенераторы.
Для осуществления регулирования выравнивания температур
пары регенераторов в простейшем случае может быть применен
принцип построения схемы, показанный на рис. 35.
Измерительный прибор должен работать от двух термометров
сопротивления одновременно, а его контактная система ИП долж-
на срабатывать при совпадении температур в регенераторах неза-
висимо от того, в какой момент цикла оно произошло.
В зависимости от величины интервала времени между момен-
том равенства температур в регенераторах и (см. рис. 27) и оче-
редности срабатывания контактов ИП и ПМ регулятор должен
соответствующим образом изменить время полуцикла, оставив об-
щее время цикла постоянным.
Эту манипуляцию можно произвести воздействием на переклю-
чающий механизм регенераторов. Для этого должен быть сконст-
руирован новый тип механизма или должна быть разработана при-
ставка, которая вместе с переключающим механизмом старого
типа даст возможность осуществить регулирование.
При работе совместно с автоматическим регулятором модерни-
зированный механизм переключения должен давать возможность
уменьшать или увеличивать время полуцикла регенераторов, оста-
вляя общую продолжительность цикла неизменной и делать это
независимо для каждой пары регенераторов.
Западногерманская фирма «Линде» пошла по этому пути
и разработала приставку с очень сложной кинематикой, вклю-
чающей в себя несколько электромагнитных муфт. В качестве
измерительного прибора фирма «Линде» применяет мостовую схе-
му, в диагональ которой включен милливольтметр с падающей
дужкой.
ВНИИКИмаш разработано новое электрическое устройство для
переключения регенераторов; один из вариантов этого устройства
выполнен на релейных элементах с применением шаговых искате-
лей, а второй на полупроводниковых логических элементах. Оба
варианта могут быть использованы в схемах автоматического ре-
гулирования.
ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ И РЕГУЛИРУЮЩИЕ
ОРГАНЫ
Исполнительный механизм и регулирующий орган
являются одними из важнейших частей автоматического регуля-
тора.
Надежность исполнительных механизмов и правильный выбор
места установки, проходного сечения и характеристики регулирую-
щего органа определяют успешную работу всего автоматического
регулятора в целом.
86
Исполнительные механизмы регуляторов кислородных устано-
вок работают, как правило, вне блока разделения при нормальной
температуре во взрывобезопасных помещениях. Условия работы
исполнительных механизмов весьма близки, а во многих случаях
являются более легкими, чем условия, характерные для химиче-
ских предприятий. Поэтому на кислородных установках могут ис-
пользоваться серийные пневматические мембранные или электри-
ческие исполнительные механизмы.
В качестве регулирующих органов на кислородных установках
применяются двухседельные и односедельные регулирующие кла-
паны и поворотные дроссельные заслонки на газовых потоках и
регулирующие дроссельные вентили на жидкостных.
Рис. 38. Регулирующий дроссельный вентиль:
/ — электропривод; 2 — корпус; 3 — плунжер.
На рис. 38, 39 и 40 показаны образцы регулирующих органов.
Поворотные дроссельные заслонки применяются на трубопрово-
дах диаметра от 200 мм и выше, дроссельные заслонки позволяют
избежать больших потерь давления.
Основной недостаток заслонки как регулирующего органа —
сильная нелинейность ее характеристики. Чем ближе заслонка на-
ходится к положению полного закрытия, тем сильнее она оказы-
вает влияние на проходящий поток.
Для придания заслонке характеристики близкой к линейной су-
ществуют два способа. Первый способ заключается в обтачивании
концов заслонки с тем, чтобы придать заслонке форму круга. Вто-
рой способ предполагает придание корпусу заслонки специального
профиля (см. рис. 38).
При подборе заслонки ее диаметр выбирается обычно равным
диаметру трубопровода.
Для диаметров труб (от 400 мм и ниже), когда потеря давле-
ния не имеет решающего значения, в качестве регулирующих ор-
ганов выбирают двухседельные или односедельные клапаны.
87
Рис. 39. Регулирующий двухседельный клапан:
/ — электропривод; 2— корпус; 3—плунжер.
Рис. 40. Регулирующий дроссельный вентиль:
1 — электропривод; 2—корпус; 3— плунжер.
3
Характеристикой клапана является величина удельной пропуск-
ной способности С при полном открытии клапана. Эта величина
зависит от коэффициента сопротивления клапана (табл. 3).
Таблица 3
Значение коэффициента С для расчета клапанов Главгидромаша
Диаметр седла 15 20 25 40 50 70 80 100 125 150 200 250 300
^усл> И/Ж 25 25 25 50 50 80 80 100 125 150 200 259 £09
с 3,4 6,2 9,5 25 38 78 98 155 250 340 620 970 1400
Коэффициент С определяется из формулы расхода газа, прохо-
дящего через клапан:
Q = 460еС ]/ (1)
где Q — расход газа в нормальном состоянии, (Р=760 мм рт. ст., /=0°С);
ДР — перепад давления на клапане, кгс/см2', Р — абсолютное давление до кла-
пана, кгс/см2, Т — температура, °К; б — отношение удельного веса газа к удель-
ному весу воздуха:
б — ^газа ; Увозд. = 1,293 кгс)м3
Увозя.
е — коэффициент, учитывающий сжатие газа:
др
при -^-<0,08 £=1
др ДР
при 0,08 < -^- < 0,528 £ = 1 — 0,46
ЛР
при —— 0,528 е — 0,75
Перепад давления на клапане определяется по формуле:
ЛР = Р„-(РкЬЛРт-гАРм-гЛРЛ) (2)
где Ра — начальное давление в расчетном участке; Рк — конечное давление в
расчетном участке; ЛРТ — суммарная потеря давления на трение в трубопрово-
дах; ДРМ — суммарная потеря давления на местные сопротивления (арматуру,
переходы, повороты, аппараты и пр.); ЛРл—напор, определяемый по разности
высот между начальной и конечной точками расчетного участка (обычно не учи-
тывается в связи с малым относительным значением).
Значения Рп и Рк являются параметрами технологической схе-
мы и при расчете известны; потери давления ДРТ и Рм определяют-
ся по формулам:
потери на трение
L W2
= <3)
89
потери на местные сопротивления
(4)
где 'к— коэффициент трения; L — длина трубопровода, м; Dxp. — диаметр тру-
бопровода, м; W— скорость газа, м/сек; q — ускорение силы тяжести, м/сек2;
у— удельный вес газа; $ — коэффициент сопротивления.
Коэффициенты Л и £ должны быть известны либо определяются
по справочникам гидравлических сопротивлений *.
Из формулы (1), подсчитав АР с учетом выражений 3, 4 и 5,
находим коэффициент расхода клапана С для известных величин
расхода Qmax> Qhopm., Qinln-
По найденному значению С в таблице определяется диаметр
условного прохода £>усл. клапана таким образом, чтобы
Сгаах < 0,9С
Сш1п>0,1С
Профиль пробки клапана желательно выполнять по линейной
или параболической характеристике.
Конструкция регулирующего дроссельного вентиля ясна из
рис. 40. При выборе сечения регулирующего вентиля необходимо
учитывать, что дроссельные вентили, установленные на линиях
жидкостных потоков (на линии жидкости из испарителя, на линии
азотной флегмы), имеют проходное сечение значительно большее,
чем необходимо, исходя из условий пускового режима, когда по
этим вентилям идет газ.
При нормальном режиме установки, когда по вентилям идет
жидкость, степень открытия их составляет всего 5—7%. Использо-
вание дроссельных вентилей, входящих в комплект установки в ка-
честве регулирующих нецелесообразно, так как для регулирования
можно использовать всего около 1 % хода вентиля.
Регулирующие дроссельные вентили удобно устанавливать на
байпасе к основным, штатным. В этом случае использование хода
вентиля можно довести до 60—70%, что значительно улучшает
переходной процесс.
Сечение дроссельного регулирующего вентиля может быть оп-
ределено по эмпирической формуле:
где G — расход через вентиль, кгс/ч; f — проходное отверстие вентиля, мм2;
у;к— удельный вес жидкости в рабочих условиях, кгс/м3; _\Р—перепад давле-
ния на вентиле, кгс/см2.
Эта формула справедлива только для жидкостей, переохлаж-
денных не менее чем на 2—3° С.
Расход через вентиль следует принимать равным
С = (Стах -р 5 %) (Grniri 5 % )
где Стах и Gmin соответственно расход жидкости через штатный вентиль при
максимальной и минимальной нагрузках установки.
* См., например, «Справочник по гидравлическим расчетам», Госэнергоиз-
дат, 1957.
VI.
АВТОМАТИЗАЦИЯ ОСНОВНЫХ ЦЕХОВ
ВОЗДУХОРАЗДЕЛИТЕЛЬНЫЙ ЦЕХ
Современные тенденции в развитии автоматизации
процессов разделения воздуха связаны с выносом оборудования
на открытые площадки или установки его в цехах облегченных
конструкций. Проектный уровень автоматизации производства про-
дуктов разделения воздуха направлен на максимальную центра-
лизацию контроля и управления производством, комплексной и
полной автоматизации оборудования и снижения себестоимости
продуктов.
Основным фактором, влияющим на себестоимость продукции
воздухоразделительных цехов, является эффективность установок
разделения воздуха.
В табл. 4 приведены данные Гипрокислорода о себестоимости
получения кислорода на станциях с блоками различных типов.
Таблица 4
Распределение элементов себестоимости получения кислорода
в цехах разделения воздуха (в %)
Наименование затрат Типы блоков разделения воздуха
КТ-1000 КТ-3600 АР БР-5 БР-1 БР-2 Б Р-9
Стоимость электроэнергии .... 43.5 56,3 59,2 61,4 70,2 63,0
Стоимость водоснабжения . . 1.3 2,8 3,8 3,5 0,9 2,8
Стоимость теплоснабжения . . . Амортизационные отчисления, теку- щий ремонт и содержание обору- 1,1 0,5 0.4 0,5 0,4 0,4
дования .... Амортизационные отчисления и те- кущий ремонт зданий и сооруже- 23.4 16,8 18,0 17.7 12,6 17,5
ний Зарплата с начислениями и охрана 36 2,2 1,2 1,1 1,5 1,4
труда 12,0 6.7 3,8 2.2 1,0 1,6
Материалы ... 1,2 1,3 0,2 0.2 0,1
Цеховые расходы 4,3 4,3 4.3 4,3 4,3 4,3
Общезаводские расходы 9,1 9,1 9,1 9,1 9,1 9,1
91
Из распределения общей себестоимости продуктов по отдель-
ным видам затрат видно, что автоматизация процесса должна
проводиться двумя путями:
1) снижение трудоемкости процесса;
2) работа оборудования в оптимальном режиме.
Установки разделения воздуха, производящие товарный кис-
лород, должны работать с максимальной производительностью.
В связи с этим на небольших установках регулирование произво-
дительности обычно не требуется.
На крупных кислородных и азотно-кислородных станциях тех-
нологического назначения, где продукты разделения воздуха яв-
ляются сырьем для производства конечного продукта, следует пре-
дусматривать регулирование производительности станции измене-
нием производительности воздушных компрессоров.
Необходимость регулирования производительности подобных
станций определяется режимом потребления продуктов разделения
воздуха. При наличии в цехе нескольких установок разделения воз-
духа их производительность можно регулировать изменением про-
изводительности только одной из работающих установок или изме-
нением производительности всех работающих установок одновре-
менно.
Исследования показали, что одновременное регулирование про-
изводительности всех работающих агрегатов наиболее экономично
по расходу энергии, а также сохраняет коллекторную схему рас-
пределения воздуха, что значительно упрощает эксплуатацию и
систему регулирования.
Преимуществом этого метода регулирования является также
и то, что при коллекторной системе питания блоков разделения
воздуха в коллекторе установится минимальное давление, соответ-
ствующее заданной производительности.
При этом каждый из блоков разделения будет принимать на
переработку такое количество воздуха, которое соответствует его
индивидуальным особенностям: блоки, обладающие меньшим со-
противлением, будут принимать - большое количество воздуха, и
наоборот. Таким образом, воздух будет распределяться между бло-
ками наиболее эффективно.
Современные мощные цехи разделения воздуха, работающие
по схеме низкого давления, оснащаются автоматизированными
блоками разделения воздуха, установками азотно-водяного охла-
ждения и воздушными турбокомпрессорами. Относительная сте-
пень автоматизации современного оборудования определяется ко-
личеством элементов автоматизации, комплектно поставляемых с
оборудованием заводами-изготовителями. Под элементами авто-
матизации следует подразумевать устройства, которые выполняют
одну из функций: измерение, сигнализацию, управление, блокиров-
ку, регулирование, контроль.
Принципиальная схема технологического контроля, автоматики,
сигнализации и дистанционного управления межагрегатных ком-
92
муникаций и воздушно-водяного охлаждения в цехе предусматри-
вает измерение, регулирование и сигнализацию основных парамет-
ров, необходимых для правильного ведения технологического ре-
жима, а также дистанционное управление задвижками с электри-
ческим приводом.
Вторичные приборы контроля, сигнализации и средства упра-
вления располагаются на щитах и пультах в ЦПУ и диспетчерском
помещении.
На ряде предприятий азот, отбираемый с установок разделе-
ния воздуха, используется для различных технологических целей,
например для создания инертной среды, для продувок различных
взрывоопасных, пожароопасных и токсичных систем и т. д.
При нарушении режима работы блока и системы автомати-
ческого переключения регенераторов возможно получение азо-
та с повышенным содержанием кислорода сверх допустимой
нормы.
Это может привести к нарушению технологического режима по-
требляющих азот производств и к созданию взрывоопасной и по-
жароопасной ситуации.
Для получения азота требуемого качества Гипрокислород в
новых проектах цехов разделения воздуха предусматривает уста-
новку автоматических газоанализаторов и соответствующей ар-
матуры, обеспечивающих при повышении содержания кислорода
в азоте автоматическое отключение блока разделения воздуха от
коллектора со сбросом азота в атмосферу. Предусмотрена также
установка проходного газгольдера с вводом и выводом газа на
максимальном удалении друг от друга, позволяющего получить
усредненную концентрацию азота, успевшего пройти через отсе-
кающее устройство до момента срабатывания системы отсечки
(около 2 мин).
Однако, учитывая запаздывания импульса от газоанализаторов
и инерционность арматуры при небольшой длине цеховых трубо-
проводов азота и ограниченной емкости газгольдеров, указанные
меры не могут полностью исключить возможность поступления к
потребителю загрязненного азота. Необходимо устанавливать от-
секающий орган или предусматривать автоматическое отключение
азотных компрессоров у потребителей (по импульсу газоанализа-
тора, устанавливаемого в цехе разделения воздуха).
ЦЕХ КОМПРЕССИИ
В современных мощных цехах компрессии продук-
тов разделения воздуха в основном применяются полностью авто-
матизированные турбокомпрессоры типа КТК и ЦКК производ-
ства Казанского компрессорного завода.
Поршневые компрессоры высокого давления автоматизируются
в соответствии с требованиями, изложенными в разделе «Требова-
ния к автоматизации основного оборудования».
93
Все основные параметры, характеризующие работу цеха ком-
прессии, измеряются приборами, установленными на щите обще-
цеховых замеров в ЦПУ и дублируются на щите диспетчера.
По установленным приборам осуществляется контроль расхода
температуры и давления воды на вводе в цех, расхода, давления
и температуры технического кислорода к потребителю, контроль
расхода, давления и температуры технологического кислорода, по-
ступающего к потребителю; контроль расхода, давления и темпе-
ратуры азота на лабиринтные уплотнения компрессоров. Осуще-
ствляется также измерение степени наполнения кислородного газ-
гольдера и контроль давления азота в системе низкого давления.
На щитах расположены приборы сигнализации положения коло-
кола газгольдера, сигнализации падения давления воды на вводе
в цех, а также сигнализации и дистанционного управления обще-
цеховыми запорными органами. Для поддержания постоянного
давления в трубопроводах, подающих газы к потребителям, уста-
навливаются автоматические регуляторы и регулирующие органы.
Для дистанционного измерения наполнения газгольдеров и за-
щиты их от вакуумирования применяются контрольные приборы
и блокировка соответствующих компрессоров.
VII.
АВТОМАТИЗАЦИЯ ВСПОМОГАТЕЛЬНЫХ ЦЕХОВ
ЦЕХИ НАПОЛНЕНИЯ БАЛЛОНОВ
Газообразные продукты разделения воздуха могут
отпускаться потребителям не только по трубопроводам, но и в бал-
лонах.
Газообразный кислород отпускается потребителям в стальных
баллонах под давлением 150 кгс/слг2. Цехи наполнения баллонов,
входящие в состав кислородной станции, имеют, помимо помеще-
ния, где расположены наполнительные рампы, также помещения
для хранения порожних и наполненных баллонов, помещения ре-
монтной мастерской с испытательным оборудованием и окрасоч-
ную.
Рампа для наполнения баллонов оснащается местными мано-
метрами для контроля давления в процессе наполнения, а также
приборами для контроля степени наполнения баллонов. В качестве
последних применяются регистрирующие манометры типа МСТО
с контактным устройством, используемые для световой и звуковой
сигнализации при наполнении баллонов до заданного давления.
Для связи наполнителя с машинистом компрессоров или аппа-
ратчиком блока разделения воздуха (если газ в баллоны подается
при помощи насоса для сжиженных газов) применяется двусто-
ронняя телефонная или радиотрансляционная связь. Следует иметь
в виду, что в цехах, где производится сжатие газа для подачи в
баллоны, уровень шумов может достигать величины 100 дб. Для
установки телефонов в этих случаях применяются специальные
кабины; обслуживающий персонал вызывается к кабинам звуко-
выми сигналами, подаваемыми наполнителем. При большом уровне
шума следует отдавать предпочтение двусторонней радиотранс-
ляционной связи. Количество устанавливаемых точек связи опре-
деляется конкретными условиями и зависит от числа обслуживаю-
щего персонала, установленного оборудования и его расположения
в цехе.
ЦЕХ ОЧИСТКИ АРГОНА
Для нормального ведения технологического процес-
са очистки сырого аргона Гипрокислород и заводы-изготовители
оборудования предусматривают поставку приборов для измерения,
95
сигнализации и регулирования нижеследующих величин и пара-
метров:
1. Автоматическое регулирование: заданного состава сырого
аргона в коллекторе сырого аргона путем подмешивания техниче-
ского аргона; избытка водорода на выходе из каждого реактора
изменением подачи водорода; давления в блоке осушки аргона;
давления азота в коллекторе.
2. Автоматический сброс сырого аргона при максимальном по-
ложении колокола газгольдера.
3. Сигнализация в случае: повышения концентрации кислорода
выше 2,5% в аргоне после смешения; повышения концентрации
водорода на выходе из каждого реактора; повышения содержа-
ния кислорода в техническом аргоне до 0,01% кислорода; по-
вышения температуры в середине реактора, а также сигнализация
о степени наполнения газгольдера сырого аргона и автомати-
ческое выключение газодувок при минимальном положении коло-
кола газгольдера; степени наполнения газгольдера технического
аргона.
4. Контроль: наполнения газгольдера сырого аргона с дубли-
рованием показаний приборов в диспетчерскую: давления на ли-
нии сырого аргона из газгольдера и сигнализация повышения дав-
ления выше заданного; содержания кислорода в сыром аргоне
на входе в цех; расхода циркуляционного аргона на входе в каж-
дый реактор; содержания кислорода в техническом аргоне на вы-
ходе из влагоотделителя после каждого реактора; расхода и тем-
пературы технического аргона в цех разделения с дублированием
показаний расхода в диспетчерскую кислородной станции; расхода
и температуры воды на входе в цех; расхода и температуры азота
из цеха разделения воздуха; расхода и температуры водорода на
входе в цех; температуры циркуляционного аргона перед реакто-
рами; температура в реакторе (в верхней части, в середине, в ниж-
ней части).
5. Автоматическое прекращение подачи водорода в реакторы
со световой и звуковой сигнализацией при выключении газодувок,
при повышении концентрации водорода после реакторов, при повы-
шении температуры в середине реактора, при уменьшении потока
циркуляционного аргона в реакторы, а также при прекращении
подачи электроэнергии.
Кроме того, предусматривается ряд местных приборов, осуще-
ствляющих контроль: температуры после газодувок; давления пос-
ле газодувок; давления азота на входе из цеха разделения; давле-
ния технического аргона в реципиентах; давления водорода после
редукторов; давления воды на входе в цех; давления технического
аргона в цех разделения; давления водорода на входе в реакторы;
давления циркуляционного аргона после газодувок; температуры
после концевых холодильников.
Для связи цеха очистки аргона с диспетчерской предусматри-
вается двусторонняя радиотрансляционная связь.
96
ЦЕХ ОЧИСТКИ КРИПТОНА
В цехе очистки криптонового концентрата преду-
сматривается установка средств автоматики и приборов для регу-
лирования, измерения и сигнализации следующих параметров:
1. Автоматическое регулирование: давления криптонового кон-
центрата на входе в цех очистки криптона, что позволяет обеспе-
чить соответствие между количеством криптонового концентрата,
идущего на счистку, и получаемым из цеха разделения воздуха и
исключает возможность сброса излишков криптонового концентрата
в атмосферу; давления азота на всасывающей линии азотного ком-
прессора, что позволяет обеспечить подачу азота на компрессию,
защитить газгольдер и подать азот необходимого давления в
печи первого и второго выжигания; заданного расхода крипто-
нового концентрата после компрессоров путем перепуска с нагне-
тающей линии на всасывающую; давления в коллекторе азота
высокого давления путем сброса излишка азота из коллектора;
уровня жидкого азота в конденсаторе блока концентрирования
дросселированием азота (изменение задания задатчику в зависи-
мости от режима работы блока концентрирования производится
дистанционно вручную); давления в блоке концентрирования отбо-
ром паров; заданной температуры в печах первого, второго и треть-
его выжигания.
2. Сигнализация повышения: давления азота во всасывающем
коллекторе до 50 мм вод. ст.-, давления криптонового концентрата
на входе в цех до 50 мм вод. ст., концентрации сырого криптона в
испарителе блока концентрирования до 80—95%; уровня в испа-
рителе колонны концентрирования; давления в колонне концентри-
рования; давления азота перед блоками концентрирования.
3. Сигнализация и автоматический сброс: криптонового кон-
центрата в атмосферу из печей первого и второго выжигания при
понижении давления азота в рубашке печей; азота из рубашки со-
ответствующей печи первого или второго выжигания при пониже-
нии давления криптона в печи.
4. Сигнализация отклонения: расхода криптонового концен-
трата после компрессоров от заданного; степени наполнения мяг-
ких газгольдеров от допустимых норм, а также сигнализация
увеличения сопротивления колонны концентрирования сверх номи-
нального, остановки электродвигателей и щелочных насосов, паде-
ния давления воды на вводе в цех.
Для связи цеха очистки и криптонового концентрата с диспет-
чером предусматривается дублирование показаний расходомера
криптонового концентрата на входе в цех на щит диспетчера и ра-
диотрансляционная связь диспетчера с аппаратчиком.
7 Зак. 1226
97
VIII.
УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ ПРОДУКТОВ
РАЗДЕЛЕНИЯ ВОЗДУХА
До недавнего времени развитие производства про-
дуктов разделения воздуха, функции управления машинами, тех-
нологическим оборудованием и в целом производством оставались
в основном за человеком, осуществляющим управление отдель-
ными машинами и агрегатами непосредственно у оборудования.
С увеличением степени централизации контроля, автоматиза-
ции оборудования и выноса его на открытые площадки, а также с
резким увеличением мощностей кислородных станций управление
оборудованием и процессом производства выполняется централи-
зованно из специальных помещений (ЦПУ). Функции управления
получением и распределением продуктов разделения воздуха в
масштабе завода, комбината осуществляются диспетчером (диспет-
черская система управления). Система управления производством
продуктов разделения воздуха будет различной и зависит от
степени автоматизации оборудования и процесса в целом. Для ча-
стичной автоматизации производства характерно децентрализован-
ное управление, для комплексной автоматизации управление дол-
жно быть централизованным, а на промежуточных стадиях автома-
тизации— комбинированным. Наиболее распространенные системы
управления кислородными станциями на ближайшие годы следует
считать комбинированные системы управления.
ОПЕРАТИВНО-ДИСПЕТЧЕРСКАЯ СИСТЕМА
УПРАВЛЕНИЯ
В последние годы все более широкое применение
продукты разделения воздуха находят в химической и металлур-
гической промышленности.
В металлургической промышленности необходимость интенси-
фикации доменного, мартеновского и конвертерного процессов при-
вела к созданию на комбинатах разветвленной сети кислородопро-
водов, нескольких цехов разделения воздуха, компрессии и очистки
продуктов разделения воздуха, представляющих отдельное кисло-
родное хозяйство комбината. Общая длина разветвленной сети
кислородопроводов по территории комбинатов достигает 30—50 км.
В зависимости от требований технологии отдельных металлурги-
ческих производств комбината к потребителям подается кислород
98
различной чистоты и давления. Весьма разнообразны также гра-
фики количественного потребления кислорода.
Учитывая огромное значение применения кислорода как мощ-
ного интенсификатора, а также значительную сложность и специ-
фичность кислородного хозяйства и большую протяженность кис-
лородных сетей, на комбинатах создают специальные диспетчер-
ские службы кислородоснабжения для осуществления контроля
работы блоков разделения воздуха и подачи кислорода в завод-
ские сети кислородоснабжения, а также контроля распределения
кислорода между потребителями. Предусматриваются системы ко-
мандной сигнализации из диспетчерского пункта к потребителям
для сигнализации изменения потребления кислорода или полного
прекращения потребления. Из диспетчерского пункта может вы-
полняться оперативное вмешательство в ритм потребления кисло-
рода цехами-потребителями и, в случае необходимости, его пере-
распределения при возникновении аварийных состояний и невы-
полнения потребителями команд диспетчера. Осуществляется так-
же контроль за состоянием кислородных сетей.
На основе указанных выше задач и функций диспетчерской
службы кислородного хозяйства комбината предусматривается
установка приборов для измерения давлений и температур кисло-
рода на вводе в цех потребителя по вызову, для постоянного из-
мерения расходов кислорода, воздуха, а также измерения по вы-
зову давлений и температур сжатого воздуха и кислорода в трубо-
проводах между отдельными кислородными станциями.
Устанавливается аппаратура для постоянного измерения поло-
жения колокола кислородного газгольдера, для подачи диспетче-
ром в отдельные цехи-потребители команд об уменьшении расхода
кислорода или о полном прекращении потребления. Устанавли-
ваются также приборы для оперативного измерения потребления
кислорода дистанционным изменением положения дроссельных за-
слонок на входе кислорода в цехи-потребители и постоянного из-
мерения количества и качества кислорода, вырабатываемого всеми
блоками разделения воздуха *.
Четкое и быстрое выполнение функций диспетчерской службы
и оперативного управления не может быть обеспечено (на круп-
ных комбинатах) средствами обычной телефонной связи. Диспет-
черу необходимы такие средства связи, которые позволили бы на-
блюдать за состоянием контролируемых и управляемых объектов
и получать автоматически передаваемую информацию о происхо-
дящих нарушениях нормального хода технологического процесса.
При этом диспетчер должен управлять отдельной арматурой
трубопроводов непосредственно из диспетчерского пункта. Наибо-
лее совершенными техническими средствами связи с контроли-
рующими объектами являются телемеханические устройства и
* Е. И. Михайлов, Диспетчерская система управления кислородным хо-
зяйством металлургического комбината, Кислородная промышленность, № 3, 28
(1965).
7*
99
телевидение, точно и быстро передающие с контролируемых объек-
тов на диспетчерский пункт телесигналы результатов телеизмерения
величин, характеризующих состояние контролируемых объектов, а
также характер воздействия на изменение хода технологических
процессов.
В связи с тем, что большинство объектов кислородоснабжения,
связанных с диспетчерским пунктом кислородного хозяйства, на-
ходится на значительных от него расстояниях и диспетчерская
связь многопроводными кабельными системами технически и эко-
номически нецелесообразна, применяются телемеханические сред-
ства с использованием в качестве каналов связи жилы телефонных
кабелей комбината. Для наиболее рационального использования
средств телемеханики при проектировании системы управления
кислородного хозяйства на Челябинском металлургическом заводе
произведена разбивка принятого объема диспетчеризации по кон-
тролируемым пунктам (КП). Разбивка на КП производится по тер-
риториальному признаку. На каждом КП устанавливается полу-
комплект телемеханического устройства, который связан с соответ-
ствующим полукомплектом на диспетчерском пункте (ДП).
В качестве телемеханического устройства рекомендуется наиболее
прогрессивная бесконтактная, циклическая, серийно выпускаемая
система телеуправления, телеизмерения и телесигнализации типа
БТЦП. Эта система обладает высокой надежностью при передаче
команд, минимальными требованиями к обслуживанию устройств
в процессе эксплуатации и значительной эффективностью исполь-
зования каналов связи.
Централизованный контроль и управление технологическим
процессом и координации действия обслуживающего персонала
кислородных станций вызвали необходимость создания диспетчер-
ских пунктов. На крупных комбинатах диспетчерская служба кис-
лородного хозяйства обычно размещается в основном цехе произ-
водства кислорода.
Целесообразно рассмотреть структурную схему диспетчерского
управления мощной кислородной станции комплексного использо-
вания продуктов разделения воздуха по схеме низкого давления.
Производительность установок этого типа в настоящее время
колеблется от 5000 м3/ч до 35 000 м3/ч, а в ближайшие годы достиг-
нет 70 000 м3/ч.
Эти установки отличаются малым количеством технологиче-
ских агрегатов больших размеров.
Установки комплектуются центробежными высокооборотными
компрессорами с высоким уровнем шумов, достигающих 120—
130 дб.
Основные продукты разделения воздуха выдаются из установок
под давлением, близким к атмосферному, и часто требуется уста-
новка компрессоров для их сжатия.
Блоки разделения воздуха имеют большое количество регули-
руемых параметров, много точек контроля и сигнализации (до
100
0009----»+*-- 0009 --Н*-- 0009
Рис. 41. Щитовое помещение ЦПУ кислородного производства:
/ — щит диспетчера; 2 — щиты оборудования; 3 — пульт управления.
ДУ-КС-ДС-АХС
ДУ-КС-ДС-АХС
ДУ-КС-ДС-АХС
Диспетчер
завода
Щит цеха
1g
Л\ О
гй? a
!§.
СЭ
?e
E s-
КС-ДС-АХС
КС-ДС-АХС
АХС
s.||B
6§
3-^
кс-дс
сз
<и к
5ГК
Водородный
цех
Диспетчер отдельного
производства
'чай
Щит цеха
компрессии
ц1и
Оператор
Л £ о
s a
<§E«
Наполнитель
Наполнитель
е§
5i С:
5Г5
Q >
Н S
Диспетчерский пункт
кислородного производства
~нс \дс Iodo) те | th j4/g
Диепе тчер______
—
Служба КИП и
>д/у,\ автоматики
pis
,е0
C$ £ Cj
5: £ a
cv ь>
41
5Л
g §
Машинист
Обходчик \ Обходчик
Аппаратчик
Аппаратчик
Обходчик | Обходчик | Обходчик
Машинист \Машинист\Машинист
помещение цеха
s V) $?
5? а а
s »>
SES
&£
£ >
Площадка
Цех разделения воздуха
Цех компрессии
Отделение
компрессии
Цех очистки
криптона
ts о
о к
СЬ QJ
Баллон-
ный цех
аргона
Цех очистки
аргона
Компрессия вы
сокого давлен.
Отделение
блоков
баллон-
ный цех
кислороде
Компрессия среднего
_____ давления
§§
I
5-Й I
I g
5Г S
£ 5
Рис. 42. Структурная схема управления кислородного хозяйства завода (для одного агрегата):
КС — контроль и сигнализация; ДУ — дистанционное управление; АР — автоматическое регулирование; ДС — диспетчерская связь; ПГС — про~
изводственная радиотрансляционная (громкоговорящая) связь; ТВ — телевидение; ТИ — телеизмерение; АК — акустический контроль
АХС — административно-хозяйственная связь.
150 на агрегат). Пуски таких установок занимают от 3 до 10 суток
и отличаются значительной сложностью.
Установки обеспечивают работу других производств, что тре-
бует непрерывной координации их работы с производствами, по-
требляющими продукты разделения воздуха.
Внутристанционные технологические связи также довольно
сложны и требуют непрерывной координации между собой.
Объем автоматизации установок разделения воздуха преду-
сматривает автоматическое поддержание заданного режима при
оптимальном значении параметров.
В этих условиях приняты определенные компоновки размеще-
ния оборудования с изолированными щитовыми помещениями для
каждой установки разделения воздуха и щитом диспетчера для
всего кислородного производства в целом (рис. 41).
Структурная схема диспетчерского управления кислородным
производством представлена на рис. 42.
Цех разделения воздуха управляется оператором и обслужи-
вается двумя обходчиками, которые находятся в щитовом помеще-
нии и периодически проходят в производственные помещения для
осмотра оборудования или выполнения указаний оператора. Дис-
петчер кислородного производства или начальник смены, пользуясь
подаваемой информацией, осуществляет общее управление всем
производством продуктов разделения воздуха.
Для удобства наблюдения за приборами и управления произ-
водством продуктов разделения воздуха и их распределением на
диспетчерском пункте устанавливается щит с мнемосхемой, пульт
управления, средства телефонной и радиосвязи и аппаратура
телеуправления.
АВТОМАТИЧЕСКИЕ СИСТЕМЫ УПРАВЛЕНИЯ
Приступая к разработке системы комплексной ав-
томатизации и автоматического управления кислородным произ-
водством, необходимо предварительно решить ряд вопросов, свя-
занных с установлением наиболее правильного объема и рацио-
нального применения автоматизации, позволяющих экономично
решить вопросы автоматизации, выявления количественных и ка-
чественных зависимостей производства, выбора экономичных и
эффективных типов и систем автоматических устройств и опреде-
ления очередности работ по автоматизации. Разработке систем ав-
томатизации кислородного производства должно обязательно пред-
шествовать решение задач механизации ручного физического
труда в баллонных цехах, ремонтных и других работ.
При проектировании и осуществлении работ по комплексной
автоматизации большое значение имеет правильный выбор струк-
туры системы управления кислородным производством.
Центральной задачей в настоящее время является целесообраз-
ное использование средств автоматики и вычислительной техники
для повышения качества управления.
103
Воздухоразделительные и вспомогательные цехи кислородного
производства входят в состав крупных заводов или комбинатов,
поэтому структурные схемы управления процессов разделения воз-
духа строятся с учетом требований и степени автоматизации пред-
приятий.
Рассматривая вопрос об автоматической системе управления
производством продуктов разделения воздуха, представляется, что
технологический процесс, производство, состоящее из отдельных
технологических процессов, и, наконец, завод и комбинат в целом
со всеми вспомогательными производствами и службами, должны
управляться единой автоматической системой, обеспечивающей со-
блюдение оптимальных показателей деятельности всего предприя-
тия. В настоящее время в химической промышленности при про-
ектировании комбинатов применяется четырехступенчатая система
автоматического управления, а для отдельных заводов трехступен-
чатая система управления. Приняты следующие системы упра-
вления:
1. Локальные системы автоматического регулирования контро-
ля и управления технологическими процессами кислородных стан-
ций, входящих в состав отдельных производств.
2. Системы управления отдельным производством с элементами
воздействия на локальные системы.
3. Системы управления заводом, координирующие работу от-
дельных производств, общезаводских служб и материальных по-
токов.
4. Системы управления комбинатом в целом, координирующие
работу отдельных заводов, входящих в состав комбината.
Первичным элементом системы управления заводом (комбина-
том) являются локальные системы управления, контроля и регу-
лирования отдельных технологических процессов (например, про-
цесса разделения воздуха).
Локальные системы автоматического регулирования отдель-
ных процессов производства объединяются системой централизо-
ванного оперативного управления производством предприятия, яв-
ляющегося второй ступенью системы управления.
Основными задачами второй системы управления являются:
централизованный сбор информации; сигнализация и регистрация
отклонения параметров; переработка информации с целью опре-
деления технико-экономических показателей и их анализа; опреде-
ление оптимальных режимов технологических процессов производ-
ства при заданном плане; передача необходимой информации в
систему управления предприятием.
Система централизованного управления заводом, комбинатом
является высшей ступенью управления и объединяет все предыду-
щие ступени — локальные системы и системы управления отдель-
ными производствами. Основными задачами этой системы явля-
ются следующие:
104
1) сбор информации с отдельных производств для расчета тех-
нико-экономических показателей и анализа технико-экономиче-
ского состояния предприятия;
2) материально-бухгалтерский учет по заводу или комбинату
в целом:
3) расчет технико-экономических показателей завода, комби-
ната, анализ этих показателей и выработка рекомендаций по оп-
тимизации деятельности предприятия;
4) оперативное планирование работы отдельных производств;
5) исследовательские работы, связанные с обработкой стати-
стического материала для составления алгоритмов управления
предприятием;
6) сигнализация предаварийных и аварийных участков произ-
водств и предприятий в целом.
7) регистрация технико-экономических показателей по пред-
приятию и отклонений этих параметров от регламентных норм.
Первая ступень управления должна строиться по принципам,
свойственным отдельным производствам предприятия. Она дол-
жна решать чисто технические задачи, основными из которых
являются:
Оптимальное ведение технологического режима путем поддер-
жания необходимых значений параметров технологического про-
цесса. Первая ступень является наиболее важной, так как вклю-
чает в себе измерение переменных величин, характеризующих тех-
нологический процесс—расход, температуру, давление и т. п., и
воздействует по ним на ход технологического процесса. При вы-
боре системы контроля и управления производством необходимо
в первой ступени определить пути воздействия на технологический
процесс при перестройке производства на наивыгоднейший режим
работы, а также использовать типовые схемы автоматического
управления процессом с использованием индивидуальных и связан-
ных регуляторов, задания которым можно было бы автоматически
изменять по выработанным рекомендациям после обработки ин-
формации.
Объем информации о ходе технологического процесса в локаль-
ной системе должен определяться качественными показателями
(параметрами) процесса, которые косвенно характеризуют свой-
ства получаемых продуктов, и удобны для измерения и математиче-
ской обработки.
Локальная система контроля должна представлять совокуп-
ность приборов и регуляторов, входящих в первую ступень автома-
тизации. Приборы и регуляторы локальной системы должны раз-
мещаться на операторских щитах и пультах соответствующих
производств. Локальная система должна иметь выход на инфор-
мационную машину, установленную во второй ступени управления.
Информация с датчиков локальных систем в виде стандартных
сигналов поступает на вход первого каскада информационной
мдщиры.
10а
На второй ступени осуществляется централизованный сбор па-
раметров с локальных систем управления группы производства.
Первый каскад информационной машины устанавливается на
диспетчерском пункте групп производства, связанных с техноло-
гическими процессами. На первом каскаде информационной ма-
шины осуществляется печатание абсолютных замечаний парамет-
ров контроля и сигнализации отклонений их значений. Дальше
основные параметры технологического процесса, необходимые для
анализа работы производства, передаются на второй каскад ин-
формационной машины, где происходит печатание абсолютных зна-
чений основных параметров с выдачей сигналов об отклонении и
переработка их в цифровую кодированную форму. Информация
в виде кодированных цифровых сигналов поступает на последний
третий каскад счетно-вычислительной машины, где анализируется
деятельность производства и вырабатываются задания (рекомен-
дации) системам первой ступени.
Эти данные в период освоения будут выдаваться в виде реко-
мендаций оператору производства и диспетчеру группы производ-
ства для введения их в локальные системы автоматизации. В даль-
нейшем эти рекомендации будут вводиться в локальные системы
не через оператора, а автоматически, в виде заданий автоматиче-
ским регуляторам. Всю предварительную переработку информации
следует производить- в локальных системах (например, введение
коэффициентов, необходимых поправок и пересчетов), так как цен-
трализация переработки предварительной информации на вычис-
лительной машине повлечет за собой большее количество каналов
связи, потребует синхронной передачи, приема и переработки ин-
формации во времени, например расходы газов, их температуры
и давления в данный момент измерения, приведет к увеличению
объема передаваемой информации, так как часть информации бу-
дет вспомогательного характера. По мере разработки математиче-
ских описаний и алгоритмов управления кислородным производ-
ством возможности трехступенчатой схемы управления значитель-
но расширятся.
Таким образом, трехступенчатая система управления заводом
и четырехступенчатая система управления комбинатом дает реаль-
ную возможность постепенного перехода от частичной автомати-
зации к комплексной автоматизации производства.
Главной задачей всей системы управления является оптимиза-
ция производственного цикла всего завода (комбината) для вы-
полнения плана по выпуску целевых продуктов, их высокого каче-
ства и минимальной стоимости.
В качестве свободного технико-экономического показателя
завода в целом приняты расходные коэффициенты на единицу
вырабатываемой продукции и ее себестоимости.
Продукты разделения воздуха рассматриваются в масштабе
завода как конечные и поэтому их расходные коэффициенты и по-
казатели себестоимости должны рассчитываться.
106
При построении системы управления кислородным производ-
ством следует уделять значительное место созданию надежных
систем автоматической сигнализации и защиты отдельных участков
от аварий. Для построения систем защиты предварительно соста-
вляется список аварийных ситуаций. Для каждой из выявленных
аварийных ситуаций выбираются способы ее обнаружения и пре-
дотвращения; выбираются типы датчиков; устанавливается число
датчиков из такого расчета, чтобы иметь возможность получения
информации об аварийной ситуации при условии, что определен-
ное количество датчиков может дать случайные отклонения. Места
расстановки датчиков выбираются таким образом, чтобы получить
представление о пространственном развитии аварийной ситуации.
При выборе типов исполнительных механизмов и мест их расста-
новки исходят из того, чтобы возможный отказ одного из испол-
нительных механизмов не срывал бы выполнение защитных мер
по ликвидации аварийного состояния.
Структурные схемы и системы управления кислородным про-
изводством выбираются в зависимости от мощности блоков раз-
деления воздуха, схемы производства и мощности кислородных
станций.
УПРАВЛЯЮЩИЕ МАТЕМАТИЧЕСКИЕ МАШИНЫ
В современных мощных кислородных станциях
один оператор вынужден иногда обслуживать десятки и даже сот-
ни приборов. Длина щитов управления, даже при малогабаритной
аппаратуре, достигает в отдельных случаях десятков метров. Та-
кие элементарные операции, как ежесуточная смена диаграмм
или заливка чернил в приборы, вследствие большого количества
приборов занимают много времени. Для ежедневной обработки
диаграмм, периодической градуировки и проверки приборов, кон-
троля за правильностью их показаний нужно значительное коли-
чество эксплуатационного персонала. В то же время для дальней-
шего прогресса технологии необходимо резкое увеличение источ-
ников информации, т. е. в основном измерительных устройств, и,
что очень важно, еще более оперативный учет этой информации.
Оператор уже при частичной автоматизации становится наи-
более медленно действующим звеном в цепочке учета и перера-
ботки информации. Он не в состоянии следить за показаниями
такого большого количества приборов, а следовательно, не может
учитывать эти показания в своей работе.
Фиксация результатов работы оборудования в виде графиков
на бумажных лентах затрудняет сбор первичной информации и ее
обработку, вносит при обработке дополнительные значительные по-
грешности и в результате делает невозможной автоматизацию опе-
раций сбора и переработки информации.
107
Использование системы контроля с применением показываю-
щих и регистрирующих приборов предполагает обязательное уча-
стие в ней оператора, который должен отбирать нужную информа-
цию и осуществлять в какой-то мере необходимое (обратное) воз-
действие на ход процесса.
Поскольку увеличение количества контролируемых параметров
и точек контроля в ряде случаев требует применения большого ко-
личества приборов, то быстрота и точность действий оператора
становятся лимитирующими факторами для работы систем кон-
троля и управления в целом.
Увеличение мощности и количества оборудования кислородных
станций приводит к увеличению информации, передаваемой на дис-
петчерский пункт кислородного производства.
При нормальном режиме работы диспетчер может восприни-
мать до 80 информаций (связей) в час, при количестве информа-
ций от 80 до 140 в час работа диспетчера затрудняется, а режим,
в котором диспетчеру подается более 140 информаций, допускается
только кратковременно.
Эти обстоятельства явились одной из причин, определивших
два характерных направления в развитии современной техники
контроля:
1) все большее применение замкнутых систем автоматического
регулирования, охватывающих группы параметров и снижающих
потребность в контрольных приборах;
2) разработка средств контроля, позволяющая максимально
облегчить для оператора отбор и использование нужной инфор-
мации.
К таким средствам можно отнести графические панели, мнемо-
схемы, а в том случае, если количество приборов, устанавливае-
мых на диспетчерском пункте кислородного производства, превы-
шает 80—100, то для обработки данных, полученных приборами
и регуляторами, установленными на местах, должны применяться
обегающие устройства с печатным цифровым выходом отклонения
параметров процессов от заданных значений измеряемых и регу-
лируемых величин.
Наиболее высокой ступенью развития современных средств
контроля является применение электронных машин централизо-
ванного контроля и управляющих математических машин.
Если при ручном управлении процессами аппаратчики могут
поддерживать агрегаты на оптимальном режиме, опираясь на свой
опыт, учитывая заданную производительность, качество продуктов
разделения, состояние оборудования и другие факторы, от которых
этот режим может зависеть, то осуществление этих операций в
условиях автоматизированного предприятия, связанное с пере-
стройкой системы автоматической стабилизации, становится не-
легкой задачей для обслуживающего персонала.
Рациональным решением этой задачи является применение са-
монастраивающихся автоматических систем, которые должны не
108
только восполнить отсутствие эксплуатационного персонала, под-
держивающего оптимальный режим работы агрегатов, но и при-
вести к значительному повышению экономичности производства
в результате непрерывности регулирования, экономичности и
объективности действия (вследствие выполнения ими функций
строго в соответствии с заложенной в их конструкцию логи-
кой ).
Экономическую целесообразность представляют системы авто-
матической оптимизации системы экстремального и оптимального
регулирования.
Применение вычислительных устройств позволяет осуществить
системы автоматического управления производством, представляю-
щие собой новую, более высокую ступень автоматизации по срав-
нению с распространяемыми в настоящее время системами стаби-
лизирующего регулирования.
Под вычислительным устройством понимается устройство, спо-
собное совершать математические операции, последовательность
выполнения которых определяется некоторой программой.
В зависимости от типа устройства программа работы может
быть жесткой (счетно-аналитические машины) или гибкой (дис-
кретные электронные вычислительные машины). Третий тип
устройств — непрерывные.
Под вычислительным устройством контроля и управления при-
нято понимать дискретные электронные машины, обладающие на-
ибольшим количеством математических операций и наибольшей
возможностью комбинирования этих операций в любой заданной
последовательности. Дискретная электронная машина способна
выполнять любой алгоритм, описанный в математических сим-
волах.
Так как управление любым процессом и аппаратом принципи-
ально может быть описано конечным числом математических фор-
мул, то становится очевидной возможность применения вычисли-
тельных устройств для функций управления. Это приведет к повы-
шенной точности управления, возможности изменять как пара-
метры схемы управления, так и саму структурную схему упра-
вления.
Если к этому добавить возможность создания полностью авто-
матизированных процессов и аппаратов и связанный с этим вывод
обслуживающего персонала из опасных для здоровья условий ра-
боты, то станет понятным интерес к применению вычислительных
устройств для контроля производственных процессов и управле-
ния ими.
В настоящее время имеются отдельные устройства, приборы и
машины, которые можно использовать для управления. Ведутся
работы по теоретическому изучению технологических процессов в
целях создания алгоритмов управления кислородным производ-
ством.
10Э
По данным Лисичанского филиала института автоматики воз-
можны два основных направления применения вычислительных
машин для управления производствами*:
1. Управляющая вычислительная машина производит обра-
ботку первичной информации, выдавая результаты обработки на
печать, мнемосхему, пульт и т. д., помогая диспетчеру, управляю-
щему производством, производить анализ хода технологического
процесса и принимать решения по изменению технологии при ме-
няющихся обстоятельствах.
2. Управляющая вычислительная машина вырабатывает сигна-
лы или команды, непосредственно воздействующие на исполни-
тельные механизмы и тем самым автоматически осуществляет
управление технологическим процессом.
Рассмотрим более подробно различные задачи, которые могут
возникать при применении вычислительных машин для целей
управления.
Устройства класса «объект — вычислительная машина — чело-
век— объект» могут применяться для следующих целей:
1) Вычисление сложных зависимостей (показателей), характе-
ризующих работу аппарата или производства (коэффициенты по-
лезного действия, удельных расходов сырья и энергии на единицу
продукции, анализ сложных смесей и т. п.).
2) Сбор информации о состоянии аппаратуры и протекании тех-
нологического процесса, вычисление экономических показателей,
характеризующих работу цеха или производства, выдачу рекомен-
даций диспетчеру по управлению производством. Информационные
машины производят сбор информации и сравнение ее с заданными
минимальными значениями. Более сложным устройством (с вклю-
чением в состав его вычислительной машины) является «Автодис-
петчер», который может производить сбор информации, сравнение
ее с заданными номинальными значениями параметров, вычис-
ление удельных расходов сырья и энергии по отдельным цехам и
производству в целом, выдачу рекомендаций диспетчеру по управ-
лению и по устранению аварий, установление связей между пара-
метрами.
Второй класс устройств — «объект — вычислительная машина—
объект» может решать как задачи первого типа устройств, так и
некоторые новые задачи, а именно:
1) Управление объектами, оснащенными системой обычных ре-
гуляторов, с помощью определяемых вычислительными машинами
оптимальных коэффициентов настройки регуляторов. Управление
процессом в этом случае сводится к дистанционному изменению
настроек регуляторов. Такая схема совместного использования вы-
числительного устройства и системы обычных регуляторов имеет
большое преимущество на первой стадии внедрения вычислитель-
* Автоматизация и пути применения вычислительной техники в химической
промышленности, ЦБТИ, Луганск, 1959.
ПО
ных устройств, так как выход их из строя не вызывает изменений
в схеме управления и управление процессом можно вести обычным
путем с помощью оператора и обходчика.
2) Управление объектами с помощью вычислительной машины,
вычисляющей команды исполнительным механизмам. Изменение
коэффициентов настройки регуляторов происходит автоматически
путем вычисления по определенной программе оптимальных зна-
чений коэффициентов, что позволяет осуществлять с помощью по-
добного устройства программное регулирование. Использование
одного вычислительного устройства вместо системы регуляторов
позволяет осуществлять связи между ранее независимыми конту-
рами управления для получения оптимизированного процесса.
Кроме того, возможно осуществление самонастраивающего
устройства, выбирающего наилучшие в некотором смысле коэф-
фициенты настройки отдельных контуров регулирования при изме-
нении условий протекания технологического процесса и изменение
самой структуры управления объектом. Вычислительное устройство
такого типа может получить широкое распространение, так как на
первой стадии его работы необходимо только знание коэффициен-
тов настроек отдельных регуляторов, что обычно бывает известно,
если производство уже было оснащено обычными средствами регу-
лирования.
3) Управление периодическими процессами или процессами
пуска и остановки агрегатов с помощью вычислительной машины
может быть проведено в двух вариантах — вычисление настроек
регуляторов или непосредственное управление исполнительными '
механизмами.
В обоих случаях программа работы вычислительной машины
представляет собой последовательность отдельных операций по
управлению исполнительными органами, которые могут меняться
в ходе технологического процесса (например, сначала открывается
один клапан, затем по прошествии заданного времени или по мере
возрастания какого-либо параметра первый клапан закрывается,
а второй открывается и т. д.). На отдельных стадиях управления
могут быть применены оптимизирующие уравнения, решение кото-
рых будет давать искомые значения управляющих параметров.
4) Управление процессами, аналитические зависимости между
параметрами которых неизвестны, но предполагается наличие экс-
тремума выходной величины, являющегося неизвестной функцией
известных величин. Для решения подобных задач можно приме-
нять поисковые регулирующие устройства, которые по определен-
ным правилам производят такие изменения входных величин, ко-
торые приводят выходную величину к экстремальному значению.
Примером подобного устройства могут служить экстремальные
регуляторы с несколькими независимыми входами, требующие со-
блюдения ряда ограничений по другим параметрам. Поиск нуж-
- ных изменений входных величин производят, как правило, шагами,
поочередно для каждой из выбранных входных величин.
ш
Для выбора того или иного направления применения вычисли-
тельных машин не существует общих правил. Выбор осуществля-
ется с учетом особенностей процесса — непрерывности или перио-
дичности, количества входных и выходных параметров, иногда
требований предприятия в отношении вывода персонала из вред-
ных условий работы и т. д.
Целесообразно выбирать тот вариант, который наиболее эко-
номичен.
Одним из критериев экономичности может служить срок оку-
паемости средств автоматизации, в течение которого капитальные
затраты на автоматизацию покроются средствами, сэкономлен-
ными в результате снижения себестоимости, увеличения количества
выпускаемой продукции и повышения ее качества.
Другим видом критерия может служить коэффициент эффек-
тивности автоматизации, показывающий, во сколько раз капиталь-
ные затраты на автоматизацию для обеспечения определенного
увеличения производительности агрегата или машины меньше
затрат для получения такого же увеличения производительности
агрегата или машины без применения автоматики. В настоящее
время рекомендуется освоение УВМ в промышленности произво-
дить в три этапа:
Для отдельного производства: на первом этапе
УВМ используется для сбора и обработки производственной ин-
формации и расчета технико-экономических показателей (ТЭП);
на втором этапе УВМ используется для исследования технологи-
ческого процесса и обработки алгоритма управления; на третьем
этапе УВМ включается в контур автоматического управления для
оптимизации технологического процесса.
Для завода: на первом этапе УВМ используется для сбора
и обработки производственной информации и расчета ТЭП завода;
на втором этапе УВМ используется для решения задач планиро-
вания, материального обеспечения, бухгалтерского учета и отчет-
ности; на третьем этапе УВМ используется для решения задач оп-
тимального управления заводом по экономическому критерию.
Широкое использование информационных машин, не имеющих
в своем составе достаточно мощных вычислительных устройств,
считается нецелесообразным.
УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ ПО ТЕХНИКО-
ЭКОНОМИЧЕСКИМ ПОКАЗАТЕЛЯМ
Главной задачей при переходе от частичной к ком-
плексной автоматизации является создание систем управления кис-
лородными станциями, обеспечивающими наилучшие технико-эко-
номические показатели производства.
Одним из реальных источников снижения расходных коэффи-
циентов электроэнергии, себестоимости продуктов разделения воз-
духа и повышения эффективности производства состоит в автома-
Ш
тическом управлении технологическим процессом по технико-эко-
номическим показателям.
Как известно, основным критерием эффективности автомати-
зации является снижение себестоимости продуктов разделения
воздуха.
Для обеспечения требуемой экономической эффективности про-
изводства необходимо иметь возможность непрерывного контроля
за технико-экономическими показателями. Однако в настоящее
время расчет фактических показателей себестоимости получения
продуктов разделения воздуха выполняется по месячным отчетным
данным и усредненным показателям в целом по цеху.
Совершенно очевидно, что такая система контроля .за эффек-
тивностью производства несовершенна и не дает возможности
даже вручную своевременно вмешиваться в процесс производства
при ухудшении технико-экономических показателей на каждой из
установок.
Обслуживающий персонал при эксплуатации установок разде-
ления воздуха в основном следит за безаварийностью процесса
производства и качеством продукционных газов, не занимаясь ана-
лизом технико-экономических показателей в процессе производ-
ства.
Для автоматизации процесса получения информации, осуще-
ствления систематического контроля за технико-экономическими
показателями и своевременного принятия мер для их улучшения
применяются вычислительные машины. Вычислительная машина
должна собирать большой объем непрерывно поступающей техно-
логической информации и рассчитывать за установленный проме-
жуток времени (час, смену, сутки) фактические показатели себе-
стоимости.
В связи с тем, что основным сырьем в кислородном производ-
стве является атмосферный воздух и режим потребления продук-
тов разделения воздуха должен осуществляться по оптимальным
показателям, возможность непрерывного автоматического контроля
за экономичностью кислородного производства является весьма су-
щественной.
При этом открываются перспективы повышения экономической
эффективности действующих и сооружаемых кислородных стан-
ций, используя вычислительную технику для расчетов и контроля
себестоимости и управляя технологическим процессом производ-
ства дистанционно или вручную.
Кроме себестоимости и других технико-экономических показа-
телей представляется целесообразным автоматически вычислять
расходные коэффициенты электроэнергии на продукты разделения
воздуха в к.п.д. машинного и технологического оборудования.
Автоматический расчет этих величин дает возможность не
только создавать системы автоматической оптимизации, но и вы-
водить агрегаты на частичный отогрев, ремонт и т. п. Указанная
система расчета удобна тем, что позволяет систематически
§ Зак. 1220
ИЗ
контролировать эффективность производства, вследствие чего воз-
никает возможность использования себестоимости в качестве пока-
зателя оптимума производственного процесса.
Однако следует учитывать, что для установок разделения воз-
духа, обеспечивающих потребителей с расходом кислорода и азо-
та, превышающим производительность установки, оптимальным
режимом будет такой режим, при котором обеспечивается макси-
мальная производительность при минимальном расходе электро-
энергии. Для установок, работающих на ограниченную произво-
дительность, оптимальным режимом будет такой режим, при
котором заданная производительность обеспечивается при мини-
мальном расходе электроэнергии.
Ведение процесса производства по технико-экономическим по-
казателям с применением вычислительных машин в настоящее
время осуществляется в масштабе завода или отдельного произ-
водства с охватом комплекса цехов, поэтому стоимость дополни-
тельных капиталовложений на осуществление автоматических рас-
четов себестоимости по цеху разделения воздуха относительно
низкая.
С увеличением надежности средств автоматизации, изучения
динамики кислородного производства, усовершенствования схем и
накопления опыта автоматизации возможен переход от ручного к
автоматическому управлению производством.
Для автоматического управления производством необходимо
не только рассчитывать показатели себестоимости, но и на основе
анализа их вырабатывать управляющие воздействия на техноло-
гию производства.
Себестоимость продуктов разделения воздуха представляет со-
бой комплекс различных производственных расходов. Одни эле-
менты непосредственно зависят от протекания технологического
процесса и на него воздействуют, другие этими свойствами не об-
ладают и не могут являться исходными данными для- воздействия
на технологический процесс.
К первым элементам в основном относится энергия. Это пере-
менная технологическая часть себестоимости.,Другие элементы се-
бестоимости—цеховые расходы, амортизационные отчисления и
зарплата (условно прямые расходы) — являются практически по-
стоянными и могут изменяться только периодически, в зависимо-
сти от технического уровня производства. Поэтому для решения за-
дачи оперативного управления производством вполне достаточно
наличие показателя технологической себестоимости.
При автоматизации расчета себестоимости переменную состав-
ляющую вычислительная машина определяет по информации, по-
ступающей от датчиков, а постоянную — вводят в машину как по-
стоянную составляющую.
Для составления алгоритмов себестоимости и автоматизации
расчетов Гипрокислородом разработана методика распределения
затрат по продуктам при комплексном разделении воздуха. Укд-
!Н
занная методика дает возможность определять себестоимость каж-
дого из продуктов разделения воздуха с учетом его состава, дав-
ления и агрегатною состояния. Учитывая, что основной составляю-
щей себестоимости отдельных продуктов является энергия, мето-
дика даст рекомендации по распределению затраченной энергии
между продуктами пропорционально энергетической емкости про-
дукта, определяемой по минимальной работе, необходимой для
получения его из воздуха в чистом виде при давлении, равном од-
ной атмосфере, и температуре +20° С.
Распределение энергетических затрат по продуктам разделения
воздуха производится пропорционально минимальной теоретиче-
ской работе, необходимой для выделения данного продукта с уче-
том его чистоты, давления и агрегатного состояния.
При этом для продуктов, получаемых из воздухоразделитель-
ных аппаратов под давлением или в жидком виде, к величинам
минимальной теоретической работы вводятся поправочные коэф-
фициенты, учитывающие повышенный, по сравнению с процессом
разделения воздуха, коэффициент полезного действия сжатия и
ожижения газов.
Амортизационные отчисления от стоимости оборудования и со-
оружений, расходы на зарплату производственного персонала,
цеховые и общезаводские расходы, связанные с получением про-
дуктов разделения воздуха, распределяются между всеми продук-
тами пропорционально энергетическим затратам.
Расходные коэффициенты электроэнергии на получение каждого
из продуктов определяются по формуле:
дг = квт. ч1мз
где Л^общ. — общий расход электроэнергии по активному счетчику; ц — доля
расхода энергии для получения данного продукта (определяется дополнитель-
ными расчетами); V — количество получаемого воздуха (в лг3) по расходомеру.
Пользуясь этой формулой, можно подсчитать расходные энерге-
тические коэффициенты на продукты разделения воздуха. Напри-
мер, для установки с блоком БР-1 расходные коэффициенты элек-
трической энергии составляют: на кислород 95%—0,528 квт • ч/м\
на 99,5%—0,877;’ на азот 99,8%—0,175; на криптон 0,1% —
4818,7 квт • ч/м?.
При применении УВМ для управления производством продук-
тов разделения воздуха по технико-экономическим показателям
для уменьшения объема информации целесообразно продукты раз-
деления воздуха приводить к 95%-ному кислороду, использовав
приведенные величины для целей управления.
На основании указанной методики в табл. 5 даны расчетные
удельные расходы электрической энергии для ряда воздухораз-
делительных блоков, приведенные по эксергии к 95 %-ному кисло-
роду.
9*
115
Таблица 5
Удельный расход электроэнергии для установок разделения воздуха*
Тип установки Потребляемая мощность кет Суммарная энергия кет Производитель- ность установки, приведенная по эксергии к 95 %-ному кислороду мъ!час Удельный расход электроэнергии на 1 л<3 продукта, приведенного по эксергии к 95 %-ному кислороду квгч/м3
БР-1 6 920 555,05 13537,8 0,511
БР-1К 6 860 552,85 13484,1 0,509
БР-1Кч 6 770 538,4 13131,7 0,516
БР-1К-Ар 7 080 559,6 13648,8 0,519
БР-1А 7 200 602,3 14690,2 0,490
БР-1Ж 13 440 1014,1 24734,1 0,543
БР-6 4 780 432,6 10551,2 0,453
БР-5М 3 050 226,2 5517,1 0,553
АКГСН-930 .... 229 9,0 219,5 1,043
ГЖА-2000 585 31,4 765,8 0,698
КЖ-1Ар 2120 165,3 4031,7 0,526
КЖА-1 2 080 201,2 4907,3 0,424
КТ-ЗбООАр 2110 188,77 4604,2 0,458
* М. Я- Шапиро, Методика распределения затрат при комплексном получении продуктов
разделения воздуха, Кислородная промышленность, № 3 (1965).
Производительность установки, приведенная по эксергии к
95 %-ному кислороду, определяется делением суммарной эксергии
по данной установке на эксергию 95%-ного кислорода.
Удельный расход энергии определяется делением потребляемой
мощности данной установки на производительность установки,
приведенной по эксергии к 95 %-ному кислороду.
При использовании вычислительной техники для определения
текущих значений технико-экономических показателей работы кис-
лородных установок и переработки информаций по ходу процесса
производства следует учитывать основные рекомендации Гипро-
кислорода для составления алгоритма расчетов ТЭП на УВМ.
Информация, передаваемая на вычислительную машину от
датчиков:
1) расход, давление и температура воздуха, определяющие
производительность каждого компрессора, подающего воздух в
блок: расход — Q“; давление—Ркв\ температура — I*;
2) те же параметры для воздуха, поступающего в каждый блок
разделения:
'в
3) расход, давление, температура и концентрация каждого про-
дукта на выходе из каждого блока:
0й Р t'° и6
*<11р.» пр.’ пр.» ^пр.
116
4) те же параметры для каждого продукта на выходе к потре-
бителю:
С?пг>,’ Упр,
5) расходы оборотной и умягченной воды Q°6,; Qb. д.;
6) потребляемая мощность электроэнергии на компрессию воз-
духа для блоков — NK',
7) потребляемая мощность электроэнергии, на прочие техноло-
гические нужды — ЛТг.н.;
8) мощность электроэнергии, возвращаемая детандером — NK.
Величины, закладываемые в машину как постоянные, с учетом
расчетного отрезка времени:
1) стоимость электроэнергии, оборотной и умягченной воды:
Hi; Ц2;
2) затраты на оплату электроэнергии за установленную мощ-
ность (имеются ввиду предприятия с двухтарифной оплатой элек-
троэнергии) — 35;
3) эксплуатационные затраты на все установки разделения воз-
духа, куда входят затраты на материалы, амортизационные отчис-
ления, зарплата, начисления на зарплату, цеховые расходы и об-
щезаводские расходы — Зэ;
4) минимальная теоретическая работа (эксергия), необходимая
для получения данного продукта с учетом паспортных данных (чи-
стота, давление, агрегатное состояние) установки распределения
воздуха — /Пр.;
5) абсолютное значение специальных эксплуатационных затрат
для каждого блока с учетом расчетного отрезка времени — Зб“;
6) коэффициенты стоимости дополнительного блока, приходя-
щиеся на данный продукт — Кзр;
7) коэффициенты увеличения стоимости дополнительного блока
с учетом части стоимости аппаратов основного блока, относящейся
на данный продукт — Не-
основные положения для составления алгоритма расчета ТЭП
на УВМ:
1) Первичная обработка поступающей информации:
а) приведение расходов к нормальным условиям, а расходов
продуктов разделения воздуха также к паспортной или к 100%
чистоте;
б) суммирование расходов продуктов, воды электроэнергии за
расчетный отрезок времени т.
2. Определение удельного расхода электроэнергии на 1 л/3 ком-
примированного воздуха для каждого воздушного компрессора
э^.=экМ-
3. Определение среднего удельного расхода электроэнергии на
1 м3 компримированного воздуха для всех компрессоров:
а) суммарная производительность воздушных компрессоров, по-
дающих воздух на блоки разделения воздуха: Q°0W' = 2Qb;
117
6) суммирование расхода электроэнергии, затраченной на ком-
прессию воздуха воздушными компрессорамиЭ«бш’ — 2ЭК, где Эк —
количество электроэнергии, затраченной одним компрессором за
время т;
в) средний удельный расход электроэнергии для всех компрес-
соров: Эп =
4. Определение удельного расхода электроэнергии на каждый
продукт по всем блокам:
а) расход электроэнергии на каждый блок: Эб = Эуд (х) Q®;
б) расход электроэнергии на все блоки: Эббш' = 2Эб;
в) расход электроэнергии на каждый продукт по всем блокам:
Эобщ. /<21СР’
пр. ^/'^'np.j
г) удельный расход электроэнергии на каждый продукт по всем
блокам:
^общ.
эуд* _ пр*
Пр« /-)ООЩ.
’’‘пр.
где QnpJ4' — расход продукта, приведенный к паспортной чистоте, а для аргона
и криптона к 100%.
5. Определение средневзвешенного коэффициента расхода элек-
троэнергии для каждого продукта по всем блокам *:
а) эксергия на каждый продукт по каждому блоку:
/б =/ -О6
‘пр. ‘пр. Vnp.
где Сдр— расход продукта, приведенный к паспортной чистоте;
б) суммарная эксергия на каждый продукт по всем блокам:
«общ. у/б .
‘пр. — "‘пр,
в) суммарная эксергия на все продукты по всем блокам: /Общ.=
г) средневзвешенный коэффициент для каждого продукта: е„р.=
______^общ./^общ-
6. Специальные эксплуатационные затраты по всем блокам по
всем продуктам, на которые относятся спецзатраты:
а) эксплуатационные спецзатраты, соответствующие каждому
продукту каждого блока: Зпр'/б — 3™' • Кзр' • К4Р’;
б) эксплуатационные спецзатраты, приходящиеся на каждый
продукт по всем блокам: Зпр. = 23п£/б!
в) спецзатраты по всем продуктам всех блоков: 3сп‘ = 23пр,-
7. Полные эксплуатационные затраты без учета специальных
эксплуатационных затрат по всем блокам: 3 = 31 + 32 + 3з+34 +
+ З5+3;
а) разность между эксплуатационными затратами и специаль-
ными эксплуатационными затратами по всем блокам: ДЗ = Зэ—Зсп;
* Коэффициент расхода электроэнергии для каждого продукта для одного
блока подсчитывается аналогично.
118
б) затраты на электроэнергию (на сжатие воздуха на все.
блоки): 31 = Эббщ’И1; о6
в) затраты на оборотную воду 3, = Q° • Ц2;
г) затраты на умягченную воду З3=чвд. • Цз;
д) затраты на оплату электроэнергии на прочие технологиче-
ские нужды 34=Эт.н. — Э. gUi.
8. Определение себестоимости каждого продукта:
а) доля эксплуатационных затрат, приходящихся на каждый
продукт: 3пр. = 3е^:; . . g п-
б) себестоимость продукта: Спр =—пр'общ ПР' •
^пр.
Для управления технологическим процессом получения продук-
тов разделения воздуха по технико-экономическим показателям с
Рис. 43. Схема управления кислородным производством по технико-экономиче-
ским показателям с использованием вычислительной техники.
помощью вычислительной машины фактические технико-экономи-
ческие показатели сравниваются с плановыми значениями показа-
телей на данный отрезок времени и в случае отклонения показа-
телей от плановых значений на основе анализа исходных данных
выдаются рекомендации на изменение параметров процесса произ-
водства.
На рис. 43 показана схема управления кислородным производ-
ством по технико-экономическим показателям с использованием
рычислительной техники.
П?
Как видно из схемы, в цепь обратной связи, замкнутой через
процесс и оператор, включена ВМ, вычисляющая технико-эко-
номические показатели во время процесса кислородного произ-
водства.
На основе полученной от ВМ информации с помощью методики
анализа технико-экономических показателей, рекомендаций по оп-
тимизации процесса и технологических инструкций оператор (ап-
паратчик) может контролировать тенденцию изменения себестои-
мости и определять причины ее нарушения. Это, в свою очередь,
создает возможность своевременного вмешательства для оптими-
зации технологического процесса по технико-экономическим пока-
зателям путем воздействия на задатчики регуляторов или дистан-
ционного управления арматурой.
ПРОМЫШЛЕННОЕ ТЕЛЕВИДЕНИЕ, СВЯЗЬ
. И СИГНАЛИЗАЦИЯ
1Л| I ....
В результате оптимизации технологических процес-
сов, более напряженной работы агрегатов, уменьшения численно-
сти и необходимости вывода эксплуатационного персонала из шум-
ных цехов становится необходимым не только централизованно
контролировать технологические параметры, но и наблюдать за
состоянием оборудования и установок централизованного контроля.
Для этого применяются промышленные телевизионные установки,
которые выполняют нижеследующие функции в комплексно авто-
матизированных цехах:
а) наблюдение за состоянием основного технологического обо-
рудования;
б) проверка работы центральной информационной машины по
показаниям приборов на местных щитах;
в) контроль за эксплуатацией отдельных агрегатов при ремон-
тах центральной информационной машины;
д) дистанционное наблюдение за выполнением производствен-
ных операций.
Большой интерес представляет также новое направление в про-
мышленном телевидении — это телевизионный метод контроля и
управления, в котором полученная информация непосредственно
используется оператором для управления процессом разделения
воздуха.
Телевизионный способ телеметрии позволяет передавать одно-
временно показания различных приборов, установленных на мест-
ных щитах контроля.
При проектировании обычно передающие телекамеры, состоя-
щие из головки камеры и механизма поворота, устанавливаются
непосредственно у наблюдаемого объекта, а видоприемное устрой-
ство и пульт дистанционного управления — в ЦПУ или диспет-
черском помещении.
В целях продления срока службы передающей трубки телека-
мер и ускорения получения изображения в установках промышлен-
ного телевидения применяются схемы дежурного режима, при
котором за время холостой работы отсутствует анодное пита-
ние, а накал ламп находится под пониженным напряжением.
121
Освещенность объекта наблюдения выбирается в зависимости от
типа установки по заводским данным. При недостаточной осве-
щенности объектов целесообразно использовать в передающей ка-
мере наиболее светосильные объективы. В целях экономии элек-
троэнергии управление дополнительными светильниками для пере-
дающих телекамер должно производиться дистанционно с диспет-
черского пункта.
В настоящее время серийно выпускаются промышленностью
ряд типов промышленных телевизионных установок (ПТУ) как
на трубке «видикон» (ПТУ-ОМ, ПТУ-ОМ1, ПТУ-2М, ПТУ-4М,
ДТУ-18), так и на трубке «суперортикон» (ПТУ-3, ПТУ-ЗМ, ПТУ-5,
ПТУ-10, ДТУ, ДТУ-А, ПТУ-102, ПТУ-103). Установки на трубке
«видикон» дешевле прочих в производстве и эксплуатации, меньше
по габаритам и легче по весу. Их недостаток по сравнению с уста-
новками на «суперортиконе» является более низкая световая
чувствительность. Для выбора параметров установок необхо-
димо пользоваться заводскими каталогами и специальной литера-
турой.
При разработке схемы управления, проектирования и сооруже-
ния диспетчерского пункта и ЦПУ кислородного производства не-
обходимо предусматривать следующие виды связи:
1) административно-хозяйственная телефонная связь от АТС
комбината;
2) внешняя диспетчерская телефонная связь;
3) диспетчерская связь внутри станции с цехами-потребите-
лями;
4) прямые виды телефонной и радиосвязи;
5) поисковая радиотрансляционная связь;
6) радиорепродукторы от радиосети комбината;
7) электрические часы;
8) пожарная сигнализация;
9) для обходчиков походные радиостанции, шлемофоны и ме-
гафоны;
10) технологическая сигнализация;
11) дальнопись;
12) промышленное телевидение.
Для диспетчерской телефонной связи следует предусматривать
установку коммутаторов оперативной связи, например типа
КОС-22М. К коммутатору прилагается симплексный усилитель, ко-
торый создает нормальную громкость при разговоре с нескольки-
ми абонентами.
Для производственной двусторонней симплексной связи следует
предусматривать установку переговорного радиотрансляционного
устройства, например типа ПГУ-20, которое позволяет включать
до 20 абонентов.
Центральный аппарат и диспетчерский коммутатор устанавли
ваются в помещении диспетчерского пункта, а абонентские —
в производственных помещениях.
122
Видоприемное устройство, блок управления, блок коммутации
и коммутатор промышленной телевизионной установки, пульт уп-
равления радиотрансляционной связью и коммутатор диспетчер-
ской связи располагаются в ЦПУ или диспетчерском поме-
щении.
Дальнопись — фототелеграфная связь для передачи докумен-
тальных записей диспетчеру — применяется только в тех слу-
чаях, когда эта система принята в целом по заводу или комби-
нату.
Для размещения информационных и вычислительных ма-
шин следует предусматривать специальные изолированные поме-
щения.
ЦЕНТРАЛЬНЫЙ ПУНКТ УПРАВЛЕНИЯ
КИСЛОРОДНЫМ ПРОИЗВОДСТВОМ
Постоянное совершенствование технологического
процесса получения продуктов разделения воздуха, укрупнение
кислородных установок, повышение чистоты продуктов, промыш-
ленное использование всех продуктов разделения воздуха и совер-
шенствование системы управления технологией производства —
все это привело к резкому увеличению объема необходимой ин-
формации.
Современный технологический процесс получения продуктов
разделения воздуха по схеме низкого давления требует постоян-
ного наблюдения за большим количеством параметров, характери-
зующих ход производства: температурой, давлением, уровнем, рас-
ходом, составом газов и т. п.
Дистанционный контроль осуществляется приборами, устана-
вливаемыми на специальных щитах. Длина щитов контроля и уп-
равления одним агрегатом, даже при применении малогабаритных
приборов, достигает нескольких метров. Количество контрольно-
измерительных приборов современного цеха разделения воздуха
исчисляется несколькими сотнями штук.
В современных промышленных комбинатах все большее зна-
чение приобретает централизация управления заводами и отдель-
ными производствами, а также централизованный учет. При этом,
как правило, предусматривается организация диспетчерской служ-
бы с совершенными техническими 'средствами связи, телеизмере-
ния и телеуправления объектами, входящими в состав комбината.
Удобство обслуживания щитов блоков, компрессоров, изоляция
обслуживающего персонала от шумов, создание нормальных усло-
вий для логического ведения и управления технологическим про-
цессом и изоляция приборов и аппаратуры от шлаковаты, паров
масла, пыли и производственных газов — все это является причи-
ной создания щитовых помещений (ЩП).
Централизованный контроль и управление технологическим
процессом продуктов разделения воздуха и координация действий
обслуживающего персонала также вызывает необходимость созда-
ния диспетчерских пунктов (ДП).
Если прежде аппаратчик должен был наблюдать за работой
аппаратов по приборам, установленным в непосредственной бли-
зости от этих аппаратов, то современные кислородные станции
из-за множества параметров, требующих одновременного контроля,
124
и из-за непрерывности, с которой необходимо проводить этот кон-
троль, заставляют максимально централизовать контроль и упра-
вление производством.
Практическое осуществление этой централизации привело к
созданию так называемых центральных пунктов управления (ЦПУ),
т. е. помещений, изолированных от производственных цехов, от-
куда производится контроль и управление технологическим про-
цессом.
Для размещения щитов контроля и пультов управления тре-
буются большие производственные площади, достигающие 500 лг2
и более. Поэтому при проектировании и сооружении щитовых по-
мещений (ЩП) и (ЦПУ) необходимо соблюдать целый ряд техни-
ческих требований. По материалам Государственного института
азотной промышленности, Главпроектмонтажавтоматики и практи-
ческого опыта Гипрокислорода следует рекомендовать следующие
требования.
РАСПОЛОЖЕНИЕ ЦПУ
В компоновке кислородных станций ЦПУ занимает
главное место, играя существенную роль в управлении технологи-
ческим процессом. Поэтому при проектировании кислородных стан-
ций, оснащенных современными средствами автоматизации, необ-
ходимо уделять особое внимание наиболее удобному расположе-
нию ЦПУ по отношению к технологическому оборудованию.
По возможности ЦПУ необходимо располагать посередине про-
изводства, равноудаленно от всех аппаратов и машин (рис. 44).
Максимальное удаление ЦПУ от технологического оборудования
по предполагаемой трассе определяется дальностью действия
пневматических приборов систем АУС и УСЭППА и может быть
увеличено, если будут применены электропневматические приборы
системы ЭАУС.
При выборе места расположения необходимо стремиться к
тому, чтобы ЦПУ были удалены от опасных зон промышленных
установок (т. е. от зон с возможностью возникновения взрыво-
опасных смесей, вибраций и сильного шума).
В случае встройки или пристройки к производственному зда-
нию, ЦПУ изолируется от производственных помещений, во избе-
жание проникновения воздуха производственных помещений.
Не допускается располагать ЦПУ над помещениями, отнесен-
ными к категориям А и Б, под душевыми, санузлами, под и над
вентиляционными камерами, рядом с электрораспределительными
устройствами и трансформаторными подстанциями.
При расположении ЦПУ в пристройках для бытовых помеще-
ний разрешается над ЦПУ размешать цеховые лаборатории при
условии прокладки инженерных коммуникаций (вода, канализа-
ция, газ и т. д.) за щитами у наружных стен в вертикальных ко-
робках, за исключением стояков отопления, расположенных откры-
то у наружных стен,
125
Рис. 44. Расположение ЦПУ в кислородной станции.
С конструктивной точки зрения ЦПУ подразделяются:
1) ЦПУ, встроенные в производственные помещения;
2) ЦПУ, пристроенные к промышленным зданиям, полностью
изолированные от производственных помещений капитальными
стенами или встроенные в блоки бытовых и вспомогательных про-
изводственных помещений;
3) ЦПУ в отдельно стоящих зданиях. Такого типа ЦПУ при-
меняются в том случае, когда практически все технологическое
оборудование располагается вне здания.
ОБЩИЕ ТРЕБОВАНИЯ К ЦПУ
ЦПУ по пожарной опасности относятся к категории Д, по
взрывоопасности — к невзрывоопасным помещениям.
В ЦПУ установка строительных колонн, как правило, не допускается.
Категорически запрещается прокладывать через помещение ЦПУ техноло-
гические или санитарные трубопроводы.
Запрещается вводить в помещение управления пожарные водопроводы, а
также устанавливать шкафы для пожарных кранов и рукавов. В качестве
средств пожаротушения в этих помещениях следует применять углекислотные
огнетушители.
Вход в помещение ЦПУ должен осуществляться только через специально
выполненный или общий для всего корпуса тамбур или лестничную клетку.
В силу важности аппаратуры, расположенной на щите управления, с точки
зрения ее воздействия на ход технологического процесса, нельзя устраивать
проходы через ЦПУ из одного помещения производства в другое.
Двери и проходы должны допускать транспортировку щитов и пультов.
В необходимых случаях могут быть предусмотрены монтажные проемы.
Фундаменты под ЦПУ должны устанавливаться на основных колоннах, бал-
ках и перекрытиях зданий, не подверженных вибрации.
Перекрытия ЦПУ должны иметь гидроизоляцию, исключающую возмож-
ность проникновения влаги в помещение.
В необходимых случаях следует предусматривать звукоизоляцию.
Под полом ЦПУ разрешается прокладка импульсных труб, водопроводов,
канализации, паропроводов и других вспомогательных трубопроводов, электри-
ческих проводов в трубах и пожарных водоводов без фланцев.
Не разрешается под полом ЦПУ прокладывать материальные трубопроводы,
по которым транспортируются взрыво- и пожароопасные жидкости и газы.
Длину ЦПУ рекомендуется принимать равной 6, 9 или 12 метрам из усло-
вий стандартных строительных блоков. В отдельных случаях, например при
установке в щитовом помещении панельных щитов, длина может быть умень-
шена.
Высоту ЦПУ рекомендуется принимать не менее 3,5 лг для помещений опе-
ративных щитов и не менее 3,8 м для помещений диспетчерских щитов. Опре-
деление высоты из архитектурных соображений следует увязывать с размером
площади помещения. Свободный проход за щитом рекомендуется принимать не
менее 1,2 м.
К компоновке ЦПУ важного назначения рекомендуется привлекать специа-
листов-архитекторов для выполнения интерьера, подбора колера красок и вы-
полнения эскиза ЦПУ в красках.
Число эвакуационных выходов из ЦПУ должно быть, как правило, не менее
двух.
Устройство одного эвакуационного выхода допускается из помещений пло-
щадью до 200 м2 с производствами категорий Г и Д; из помещения или группы
помещений общей площадью до 200 м'2, расположенных в подвале или на пер-
вом этаже вспомогательных зданий. Двери, предназначенные для эвакуации,
должны открываться в сторону выхода из здания. Высота дверей и проходов,
127
используемых для эвакуации как в помещениях, так и в лестничных клетках,
должна быть не менее 2 м.
Ширина коридоров на путях эвакуации должна быть не менее 1,4 м, а ши-
рина дверей — не менее 0,8 м.
Стены и потолки ЦПУ должны быть оштукатурены. Стены на высоту 2 м
рекомендуется покрывать масляной краской, а остальную поверхность стен и
потолков окрашивать клеевой краской.
Окраска стен ЦПУ должна быть светлых тонов с учетом наличия естествен-
ного освещения н расположения щитового помещения относительно сторон
света.
Допускается окраска стен помещения разными цветами; северных стен —
более светлыми, мягкими тонами, южных — более темными.
Полы в ЦПУ должны быть теплыми н могут покрываться линолеумом или
релиновыми плитками по цементной или асфальтовой стяжке, ксилолитом или
метлахскими плитками.
Потолки в ЦПУ должны быть гладкими, без выступающих больших желе-
зобетонных балок и ферм, а при наличии последних должен быть выполнен лег-
кий подвесной потолок.
Допускается заделывать промежуток между верхом щита и потолком, ис-
пользуя его для осуществления вентиляционных отверстий, а в необходимых
случаях и для выполнения мнемосхем.
В ЦПУ должна поддерживаться постоянная температура до 20±4°С и
влажность 60 % •
Для целей отопления следует применять теплоноситель, имеющий темпера-
туру 90—100° С. Наиболее приемлемым видом отопления для ЦПУ является воз-
душное.
Рекомендуется применение установок кондиционирования воздуха.
ЦПУ должны иметь приточную вентиляцию, обеспечивающую 3—4-кратный
обмен воздуха. Воздух, подаваемый приточной вентиляцией, должен подвер-
гаться очистке от механических включений. Открытая прокладка вентиляцион-
ных коробов в щитовых помещениях недопустима.
В ЦПУ установка щитов и пультов в соответствии с чертежами проекта мо-
жет производиться на междуэтажном перекрытии или на специально предусмо-
тренном фундаменте.
Для ввода труб и кабелей в щиты и пульты должны предусматриваться ка-
налы, приямки или проводы в перекрытиях.
В перекрытии необходимо предусматривать проемы или закладывать про-
ходные трубы.
Каналы, колодцы и приямки, сооружаемые в щитовом помещении, должны
быть обязательно покрыты плитами.
В ЦПУ при прокладке значительного количества кабелей следует предусма-
тривать двойные съемные полы с промежутком между полами 0,5—0,7 м или
кабельные полуэтажи. В кабельных полуэтажах должны быть установлены стел-
лажи для кабелей с таким расчетом, чтобы был обеспечен легкий доступ к ка-
белям для осмотра и перекладки. Полуэтаж должен иметь звукоизоляцию и
вентиляцию. ЦПУ должно непосредственно сообщаться с помещением кабель-
ного полуэтажа лестницей.
В междуэтажном перекрытии, при наличии кабельного полуэтажа, должны
предусматриваться проемы под каждым пультом с лестницами и площадками,
обеспечивающими удобства обслуживания аппаратуры и коммутации внутри
пульта.
В случае выполнения перекрытий из сборного железобетона допускается,
при выполнении больших проемов под пульты, применение монолитного железо-
бетона. В отдельных случаях проемы могут предусматриваться под каждой па-
нелью щита.
Проемы, предусматриваемые для ввода электрических и трубных проводок
в ЦПУ, должны заделываться после выполнения прокладки этих проводок.
При двухэтажном размещении ЦПУ (верхний этаж — собственно щитовое
помещение, ннжний — кабельное помещение) целесообразно в нижнем этаже
размещать все помещения, связанные с обслуживанием пункта (релейное поме-
128
щенпе, узел связи, аккумуляторная, помещение обслуживающего персонала, ма-
стерская и стеллажи для электрических и трубных проводок).
Устройство технических этажей и размещение в них электрорелейных ши-
тое и шкафов для разделки концов пневмокабеля можно рекомендовать только
для ЦПУ средних размеров с длиной щитов управления до 30 м Создание тех-
нических этажей под помещением ЦПУ7 больших размеров с длиной' щитов упра-
вления более 30 я вызовет неоправданное увеличение стоимости строительства
Рис. 45 Защитовое помещение ЦПУ.
комплекса ЦПУ за счет недостаточного использования площади технического
этажа.
В этих случаях рекомендуется релейные щиты, вспомогательную аппаратуру
и кабельное хозяйство располагать за щитом управления, как это показано на
рис. 45.
Запрещается устанавливать в ЦПУ' шкаф для пожарных кранов и пожар-
ных рукавов.
Не рекомендуется располагать в ЦПУ магнитные пускатели и контакторы
всех видов
9 Зак. 1226
129
ОСВЕЩЕНИЕ ЦПУ
В помещениях, в которых устанавливаются щиты, желательно
иметь естественное освещение и искусственное электрическое освещение с мак-
симальным приближением его к естественному освещению.
Коэффициенты естественного освещения (к. е. о.) щитов и пультов должны
иметь значения, приведенные в табл. 6.
Таблица 6
Нормированные значения коэффициента
естественной освещенности
Характеристика работы Разряд работы Нормы к. е. о, %
при верхнем и комбиниро- ванном освещении при боковом освещении (минимальном)
Точная III 5* 1,5*
* Указанные значения к. е. о. умножаются на коэффициенты:
0,75 —при расположении зданий южнее 45° северной широты; 1,2—
при расположении зданий севернее 60° северной широты.
Более рациональным следует считать устройство системы общего освеще-
ния с применением люминесцентных ламп белого света.
Освещение ЦПУ может быть осуществлено по одному из следующих ва-
риантов:
а) применением светящегося (полупрозрачного) подвесного потолка со све-
тильниками над ним;
б) применением непрозрачного подвесного потолка с размещением в нем
светильников;
в) без применения подвесного потолка с креплением светильников к пере-
крытию.
Наиболее целесообразным является устройство общего равномерного осве-
щения с применением светящегося потолка и установкой подвесных люминес-
центных светильников непосредственно над ним.
Светящийся потолок выполняется из полупрозрачного пластиката.
Для ЦПУ следует выполнять два вида освещения: рабочее и аварийное с
раздельным питанием их от отдельных щитков со своими вводами и групповыми
сетями. Половину светильников общего освещения следует отнести к рабочему
освещению, а другую половину к аварийному. Кроме того, необходимо преду-
смотреть некоторое число аккумуляторных фонарей, в особенности при отсут-
ствии независимого источника постоянного тока.
Электрическое освещение за щитом должно обеспечивать нормальную осве-
щенность всех деталей щнта.
Светильники за щитом должны иметь индивидуальные выключатели. Через
каждые 6 м за щитом должны быть установлены штепсельные розетки. Наи-
130
меньшая рабочая освещенность ЦПУ при люминесцентных лампах принимается
в 200—300 лк в соответствии с таблицей VI-2-2 ПУЭ.
Рис. 46. Общий вид оформления ЦПУ.
На рис. 46 показан общий вид ЦПУ, выполненного с прозрачным подвес-
ным потолком со светильниками люминесцентного света, расположенными над
потолком.
ТЕХНИКО-ЭСТЕТИЧЕСКОЕ ОФОРМЛЕНИЕ ЦПУ
В связи с комплексной автоматизацией, централизацией кон-
троля и управления производством продуктов разделения воздуха во всех стан-
циях и цехах с мощными блоками разделения воздуха, как правило, соору-
жаются центральные пункты управления (ЦПУ). Широкое распространение при
этом получил труд оператора. Опыт эксплуатации ЦПУ показал, что требовать
от оператора четкой и эффективной работы по управлению процессом производ-
ства на оптимальном режиме возможно только при обеспечении для оператора
оптимальных условий работы *.
Первым условием облегчения труда оператора является сокращение числа
его функций и передачи их средствам автоматического контроля и регулирова-
ния.
Вторым условием является создание оптимальных гигиенических условий
труда, т. е. соблюдение требований эргономики **. Исследования показали, что
* Техническая эстетика, № 10, 4 (1964).
** Эргономика — наука, изучающая функциональные возможности человека
в трудовых процессах с целью создания для него оптимальных условий труда,
т. е. таких условий, которые, делая труд высокопроизводительным и надежным,
в то же время обеспечивают человеку необходимые удобства н сохраняют его
силы, здоровье и работоспособность.
9*
131
в единицу времени оператор может принять и переработать строго ограничен-
ное количество информации. Кроме того, работа оператора периодически бывает
очень напряженной, сменяясь затем длительными периодами относительной без-
деятельности.
Эти условия необходимо учитывать при проектировании щитов контроля,
пультов управления и помещений ЦПУ. Правильный подход к технико-эстетиче-
скому конструированию ЦПУ обеспечивает максимальную эффективность опера-
тивного управления производством и создание благоприятных условий труда
оператора. По рекомендациям ВНИИТЭ и ЦНИИКА при разработке проектов
и сооружений ЦПУ следует учитывать основные принципы эстетического кон-
струирования ЦПУ.
На мнемосхемах производства следует различные технологические контуры
(трубопроводы, несущие жидкости и газы) выделять особыми цветами, опреде-
ленными ГОСТ 3464—63. Основной технологический контур должен обозна-
чаться иначе, чем вспомогательный. Символы агрегатов должны резко отли-
чаться от символов технологических контуров. При компоновке мнемосхемы по-
лезно соблюдать соответствие между натуральными размерами агрегатов и ве-
личиной их условных обозначений.
Размеры и яркость сигналов, их расположение в поле зрения зависит от
важности технологического процесса, а также от скорости его протекания и,
следовательно, от требуемой скорости реакции оператора на отклонения пара-
метра.
Расположение органов управления на пульте должно соответствовать распо-
ложению их условных обозначений на мнемосхеме в соответствии с эргономи-
ческим требованием совместимости, стимула и реакции.
Операторский пункт рекомендуется разбивать на две зоны: рабочую зону и
зону отдыха оператора.
Освещение интерьера должно быть тесно связано с цветовым решением. Ко-
лорит рабочей зоны выбирается холодный, голубовато-зеленоватого оттенка, что
способствует более четкому восприятию индикаторов технологической информа-
ции, расположенных в этой зоне. Цвет в зоне отдыха теплый золотисто-оранже-
вый.
Соответственно колориту зон ЦПУ подбираются цвета технического обору-
дования и мебели. Рабочее кресло оператора изготавливается на основе данных
тщательного антропометрического анализа.
В процессе эксплуатации ЦПУ дежурному оператору следует создавать все
необходимые условия для плодотворной работы и не допускать в помещение
оператора посторонних лиц, отвлекающих внимание оператора.
Рациональное решение интерьеров ЦПУ, конструирование щитов контроля
и пультов управления в соответствии с психофизиологическими особенностями
труда оператора должно значительно повысить «надежность» человека как зве-
на в системе управления, облегчить его работу, способствовать сохранению его
здоровья.
XI.
АВТОМАТИЗАЦИЯ МЕЖЗАВОДСКИХ ГАЗОПРОВОДОВ
>
АВТОМАТИЗАЦИЯ И ТЕЛЕМЕХАНИЗАЦИЯ
ГАЗОПРОВОДОВ
Одним из видов механизации процессов транспортирования
продуктов разделения воздуха к потребителю является подача газообразного
кислорода, азота и аргона от промышленного объекта, производящего газы, к
месту их потребления. Проведенные технико-экономические исследования рацио-
нальных способов транспортирования газов показали высокую эффективность
подачи газов по трубопроводам по отношению к развозке газов к потребителю
в баллонах. Современным направлением в области глубокого холода является
также транспортировка сжиженных продуктов разделения воздуха по трубопро-
водам. Межзаводской газопровод состоит из основного газопровода, ответвлений
для попутного транспортирования газов к промышленным объектам, промежу-
точных компрессорных станций, ремонтно-эксплуатационных и контрольно-изме-
рительных пунктов.
Неотъемлемой частью каждого межзаводского газопровода является аппа-
ратура связи, контроля, управления, защиты от почвенной коррозии, блуждаю-
щих токов, статического электричества и молниезащита.
Основной задачей газопроводов является обеспечение бесперебойной подачи
продуктов разделения воздуха установленного качества при наиболее рацио-
нальном давлении и в максимальном количестве Выполнение этой задачи до-
стижимо только при наличии централизованного управления всеми сооружениями
межзаводских или магистральных газопроводов. Такое управление может быть
осуществлено при оснащении диспетчерской службы и всех сооружений газопро-
вода необходимыми средствами автоматики и телемеханики. Автоматизация и
телемеханизация газопроводов дает следующие преимущества:
1) повышается надежность и бесперебойность работы отдельных агрегатов
и установок, газораспределительных и компрессорных станций и всего газопро-
вода в целом;
2) сокращается время пуска и остановки агрегатов. Все технологические
процессы проходят на оптимальных параметрах и наиболее экономичных ре-
жимах;
3) сокращаются эксплуатационные расходы, в основном за счет уменьшения
обслуживающего персонала;
4) уменьшается количество аварий в результате ошибок обслуживающего
персонала;
5) увеличивается срок службы оборудования;
6) сокращается время, необходимое для обнаружения и устранения аварии
трубопроводов, благодаря чему значительно сокращаются потери газов от ава-
рийных утечек;
7) при сооружении автоматизированного газопровода резко сокращаются
расходы на жилищное строительство для обслуживающего персонала.
При проектировании, сооружении и эксплуатации межзаводских газопрово-
дов необходимо учитывать нижеследующие рекомендации Гипрокислорода по
автоматизации и мерам защиты газопроводов
Уровень и средства автоматизации, технологического контроля и телемеха-
низации диспетчерской службы следует принимать в соответствии с требова-
ниями технологии транспортирования газообразного кислорода (азота, аргона),
133
с учетом технико-экономической целесообразности и обеспечения безопасной и
надежной эксплуатации межзаводских трубопроводов.
Проектирование установок контроля и автоматизации компрессорных стан-
ций (КС) и газораспределительных пунктов кислорода (азота, аргона) должно
выполняться в соответствии с указаниями Госхимкомитета по проектированию
производства кислорода и других продуктов разделения воздуха № У-866-00-3.
Средства автоматики, контроля и телемеханики, обслуживающие линейные
трубопроводы, должны размещаться в постоянно отапливаемых помещениях или
в специально обогреваемых шкафах.
В изолированных производственных и бытовых помещениях, где возможно
проникновение кислорода (азота и аргона) из межзаводских трубопроводов,
должны быть установлены автоматические газоанализаторы с сигнализацией пре-
дельных концентраций кислорода (азота, аргона) в воздухе с обязательной
блокировкой их с системами вентиляции.
Выбор регулирующей и запорной арматуры и материала для. импульсных
кислородопроводов должен производиться в соответствии с указаниями по про-
ектированию и монтажу трубопроводов газообразного кислорода У-347-00-4.
Импульсные трубопроводы для наземных линейных трубопроводов в случае
подачи влажного воздуха должны обогреваться; для подземных — проклады-
ваться в земле, на глубине ниже промерзания.
Для питания пневматических приборов и регулирующей или запорной ар-
матуры с пневмоприводами должна предусматриваться специальная установка
или сеть сжатого воздуха (азота).
Сеть сжатого воздуха (азота) должна иметь буферные емкости, обеспечи-
вающие запас сжатого воздуха (азота) для работы в течение не менее одного
часа.
Для надежного отключения межзаводских трубопроводов от источников
производства или потребления газа и замера количества газа в начале и конце
трубопровода и на каждом ответвлении должен быть установлен расходомер
для замера количества принимаемого или отпускаемого газа и запорный вен-
тиль (задвижка). За вентилем на расстоянии не менее 1 м от арматуры пред-
усматривается фланцевое соединение для установки заглушки.
Регулирующие клапаны должны устанавливаться только на горизонтальных
участках трубопроводов, причем шпиндель клапана должен располагаться вер-
тикально (мембранной головкой вверх); между клапаном и запорной отсечной
арматурой (с обеих сторон клапана) должны быть установлены промежуточные
патрубки. Регулирующие клапаны должны быть защищены фильтрами от за-
грязнений.
В местах установки регулирующего клапана на трубопроводе должен быть
установлен предохранительный клапан, два манометра (перед регулирующим
клапаном и после него) и смонтирована обводная (байпасная) линия с соответ-
ствующими запорными устройствами. Байпасный узел должен быть жестко за-
креплен на опорах.
Если давление продувочного воздуха или азота превышает давление в тру-
бопроводах, то на вводе продувки должна быть последовательно (по ходу газа)
установлена следующая регулирующая и предохранительная арматура:
а) автоматический регулятор давления;
б) предохранительный клапан;
в) два манометра, устанавливаемые перед автоматическим регулятором
давления и после него.
При установке привода к арматуре маховик для ручного управления дол-
жен открывать арматуру при вращении маховика против часовой стрелки и за-
крывать арматуру — по часовой стрелке.
На трубопроводах должны быть предусмотрены все штуцера и бобышки
для установки первичных контрольно-измерительных приборов и автоматики.
Первичные приборы контроля и автоматики следует устанавливать с учетом воз-
можности свободного доступа к ним для осмотра, регулирования, а также за-
мены или ремонта в процессе эксплуатации.
Прокладку соединительных импульсных трубок для КИП и регуляторов
давления необходимо производить с плавными изгибами и располагать их в ме-
134
стах, доступных для обслуживания и контроля. Длина .соединительных линий
от диафрагмы до расходомера должна быть не более 50 м.
Для уменьшения потерь газа при повреждении межзаводского трубопровода
отключающая линейная арматура должна иметь автоматическое управление, за-
крывающее арматуру при резком падении давления газа в магистрали. Отклю-
чающая арматура, устанавливаемая на перемычках между параллельными газо-
проводами и в начале каждого ответвления от основного межзаводского газо-
провода, должна приниматься с дистанционным управлением и автоматическим
закрытием при резком падении давления газа в магистрали или в ее ответ-
влении.
Автоматическое отсекающее устройство должно обеспечить закрытие арма-
туры для кислорода и азота в течение 8—10 мин и для аргона в течение
2—3 мин при снижении давления в газопроводе на 10—15% от номинального.
При сооружении кислородопроводов выдачу и приемку труб, арматуры и
контрольно-измерительных приборов для монтажа следует оформлять актом,
в котором должны быть оговорены пригодность материалов и изделий для мон-
тажа кислородопровода, а также соответствие их стандартам.
Каждый вентиль, задвижку и контрольно-измерительный прибор следует
снабдить биркой с отметками о проверке их по сертификатам, паспортам или
о проведенных испытаниях, а также о проведенном обезжиривании.
При проектировании, монтаже и эксплуатации трубопроводов для транспор-
тирования продуктов разделения воздуха в жидкой фазе следует также учиты-
вать, что контрольно-измерительные приборы, установленные на кислородопрог
водах и работающие через газовую подушку, должны быть специально пред-
назначены для кислорода и иметь надпись: «Кислород — маслоопасно». Эти
приборы должны быть снабжены паспортами или сертификатами, а также соот-
ветствующими документами, свидетельствующими о проведенном обезжиривании.
При выборе арматуры и импульсных труб следует руководствоваться «Пра-
вилами устройства и безопасной эксплуатации сосудов, работающих под давле-
нием» Госгортехнадзора *.
Проектирование телемеханизации диспетчерской службы должно вестись
в соответствии с «Временными основными положениями по телемеханизации
диспетчерской службы магистральных трубопроводов», составленными ВНИИгаз
и утвержденными Главгазом СССР 5 июля 1961 года.
ЗАЩИТА ГАЗОПРОВОДОВ
В проекте межзаводских трубопроводов должны быть разра-
ботаны мероприятия по защите трубопроводов от коррозии блуждающими то-
ками, молниезащиты и защиты от статического электричества.
Защита подземных межзаводских кислородопроводов, азотопроводов и арго-
нопроводов от коррозии должна выполняться в соответствии с «Правилами
защиты подземных металлических сооружений от коррозии» (СН 266—63 и
СН 65—59).
Стальные трубопроводы, прокладываемые непосредственно в земле, в зонах
воздействия блуждающих токов, должны иметь, как правило, весьма усиленное
противокоррозионное покрытие, независимо от коррозионной активности грунта.
Защита межзаводских трубопроводов от коррозии блуждающими токами
выполняется следующими способами:
а) нейтрализацией блуждающих токов (катодная защита, протекторная за-
щита);
б) отводом блуждающих токов (прямой дренаж, поляризованный дренаж,
усиленный дренаж).
Основным способом защиты трубопроводов, расположенных вблизи источ-
ников блуждающих токов (трамвайных путей, путей электрифицированных же-
лезных дорог), следует считать электрический дренаж.
* «Углетехиздат», 1959.
135
В случаях, когда одним из вышеуказанных средств защиты невозможно
обеспечить требуемые защитные потенциалы, следует применять защиту соче-
танием двух и более перечисленных способов.
При выходе из земли подземных газопроводов, оборудованных активной
электрической защитой от коррозии, должны ставиться изолирующие фланцы
в местах, выбираемых проектной организацией на основании электрометрических
измерений.
При необходимости оборудования подземных газопроводов электрозащитой
она должна быть выполнена не позже чем через 6 месяцев после окончания
строительства газопровода.
В качестве контрольно-измерительных пунктов для измерения потенциалов
подземного газопровода относительно грунта допускается использовать при-
годные для электрических измерений элементы газопровода (конденсатосбор-
ники, вводы, задвижки и т. п.).
На участках, имеющих протекторную защиту, в качестве контрольно-изме-
рительных пунктов могут использоваться их контактные выводы.
Не подлежат использованию в качестве контрольных пунктов вводы к по-
требителям в точках, удаленных от газопроводов на расстояние более 10 м,
а также вводы, пересекающие другие металлические подземные сооружения.
Количество контрольно-измерительных пунктов на подземных газопроводах
устанавливается проектом.
Контрольные пункты следует предусматривать по трассе газопровода по обе
стороны пересечения газопроводом трамвайных путей, путей электрифицирован-
ных железных дорог, водных преград и в местах установки изолирующих
фланцев.
При проектировании, надземных трубопроводов следует предусматривать
молниезащиту в следующем объеме:
а) при толщине стенок трубопровода более 4 мм молниезащита выполняется
путем заземления трубопровода у ввода в здание и через 250—300 м по трассе.
Величина сопротивления заземления /? = 40 ом;
б) при толщине стенок трубопровода менее 4 мм молниезащита выпол-
няется путем установки стержневых молниеприемников иа опорах трубопро-
водов.
При вводе магистрального трубопровода в здание или сооружение II кате-
гории по молниезащитным мероприятиям, трубопровод необходимо заземлить
у ввода в здание и у ближайшей к зданию опоре. Сопротивление заземления
/? = 10 ом.
В пределах территории объекта (завода) опоры трубопровода должны быть
заземлены через 40—50 м, R = 20 ом; вне территории объекта — через 250—
300 м, 7? = 40 ом.
Все элементы газопровода при параллельной прокладке или при пересечении
с воздушными линиями электропередач должны быть надежно заземлены. Ве-
личина переходного сопротивления заземления должна быть не более 10 ом.
На всех фланцевых соединениях надземных трубопроводов следует устраи-
вать токопроводящие перемычки, обеспечивающие переходное сопротивление не
более 0,03 ом.
Сооружение защиты от воздействия вторичных проявлений молнии и раз-
рядов статического электричества следует вести в соответствии с «Правилами
защиты от статического электричества и вторичных проявлений молнии в про-
изводствах химической промышленности» * и «Временными руководящими ука-
заниями по проектированию и устройству молниезащиты зданий и сооружений
Госстроя СССР»** (СН 305—65).
* Госхимиздат, 1963
** Госстрой СССР, 1965.
XII.
ОСНОВЫ МЕХАНИЗАЦИИ ТРУДОЕМКИХ РАБОТ
В КИСЛОРОДНОМ ПРОИЗВОДСТВЕ
ОБЩИЕ ПОЛОЖЕНИЯ
Внедрение механизации в производства получения
продуктов разделения воздуха обеспечивает значительное сниже-
ние ручного труда при погрузочно-разгрузочных работах, при про-
изводстве ремонта оборудования и баллонов, а также при приго-
товлении водного раствора едкой щелочи. В первую очередь меха-
низируются работы, связанные с применением больших физиче-
ских усилий.
Наиболее трудоемкими работами при производстве и распре-
делении продуктов разделения воздуха являются: работы, связан-
ные с ремонтом технологического и машинного оборудования;
приготовление водного раствора едкой щелочи; работы в цехах на-
полнения и хранения баллонов — выгрузка пустых баллонов,
доставляемых от потребителя, из автомашин или железнодорож-
ных вагонов; доставка баллонов к наполнительной рампе; напол-
нение баллонов газами; транспортирование наполненных баллонов
к месту погрузки для отправки потребителю; погрузку наполнен-
ных баллонов на автомашины и в железнодорожные вагоны. Тру-
доемкими являются также работы в цехах ремонта баллонов: вы-
вертывание и ввертывание вентилей; очистка внутренней полости
баллонов; промывка баллонов; гидравлическое испытание балло-
нов; слив воды из баллона; окраска баллонов; сушка баллонов
после окраски; клеймение баллонов.
Все указанные работы до осуществления механизации выпол-
нялись вручную или применялись примитивные приспособления
в виде ручных тележек, зажимов, ручного инструмента и т. п. По-
скольку вес 40-литрового наполненного баллона равен 76 кгс, про-
изводительность ручного труда рабочего весьма низкая. Кроме
этого, при ручной разгрузке и погрузке баллонов длительное время
простаивает транспорт. При большой производительности кисло-
родных заводов и станций количество оборачиваемых баллонов
достигает нескольких тысяч штук и ручное ведение работ является
узким местом в цехах хранения и наполнения баллонов производ-
ства продуктов разделения воздуха.
137
МЕХАНИЗАЦИЯ ЦЕХОВ ДЛЯ НАПОЛНЕНИЯ БАЛЛОНОВ
На основе опыта эксплуатации и результатов ис-
следовательских работ, проведенных заводами и проектно-конст-
рукторскими организациями, Гипрокислородом разработаны схемы
комплексной механизации работ в цехах наполнения и ремонта
баллонов.
На рис. 47 показана схема производства механизированного
баллонного хозяйства азотно-кислородной станции.
на автомашинах б вагоны
Рис. 47. Схема производства механизированного баллонного хозяйства.
В цехах баллонного хозяйства кислородного производства име-
ются следующие отделения: отделения наполненных и порожних
баллонов; наполнительная кислорода; наполнительная азота; ре-
монтно-испытательная мастерская; окрасочная; бытовые помеще-
ния.
В механизированных отделениях выполняются работы по раз-
грузке баллонов из автомашин и железнодорожных вагонов, пере-
возке баллонов в отделение порожних баллонов, перевозке балло-
нов на наполнение, работы по осмотру, освидетельствованию
баллонов перед наполнением, наполнению баллонов, перевозке
наполненных баллонов в отделение наполненных баллонов, хране-
138
нию наполненных баллонов, погрузке наполненных баллонов в ав-
томашины и железнодорожные вагоны, ремонту баллонов и гидро-
испытанию.
На одной из схем механизации в отделении наполненных и
пустых баллонов предусматривается установка подвесного подъ-
емного крана грузоподъемностью в 2 т для механизированной
погрузки баллонов в автотранспорт. Погрузка баллонов в железно-
дорожные вагоны производится электропогрузчиком типа ЭП-102
грузоподъемностью 1 т.
Рис. 48. Разборный контейнер:
1 — основание; 2 — стойка; 3, 4 — опорные пластины; 5— проушины для крюка;
6 — подпятники; 7 —замковые кольца.
В механизированных складах поступающие от потребителей
баллоны устанавливаются в специальные разборные (рис. 48) или
неразборные контейнеры (рис. 49).
Разборный контейнер (см. рис. 48) состоит из основания 1,
имеющего проемы для вилочного захвата погрузчика, стойки 2,
опорных пластин 3 и 4, проушины 5 для крюка, подпятников 6 и
двух замковых колец 7. Разборный контейнер вмещает восемь бал-
лонов, которые устанавливают на подпятники в слегка наклонном
положении. Назначение подпятников — облегчить поворачивание
баллонов при их осмотре и присоединении к змеевикам наполни-
тельной рампы.
Наклонно установленные баллоны сохраняют устойчивое поло-
жение до надевания на них замкового кольца. Благодаря этому
сборка контейнера упрощается. Замковые кольца, заклиниваясь
139
на баллонах под действием силы тяжести, удерживают их во вре-
мя перевозки в неподвижном состоянии.
Неразборный контейнер (см. рис. 49) состоит из основания 1,
установленного на подставках 2 (для удобства подъема контейнера
вилочным захватом), стойки 3, траверсы 4, проушины 5 и группы
баллонов 6. Баллоны соединены между собой трубами 7 при по-
мощи тройников 8. Блок баллонов имеет один общий наполнитель-
ный вентиль 9, закрепленный на кронштейне 10 и управляемый
Рис. 49. Неразборный контейнер:
/ — основание; 2 — подставки; 3 —стойка; 4 —траверса; 5— проушина;
6 — группа баллонов; 7 —трубы: 8 — тройники; 9—наполнительный вентиль;
10 — кронштейн; Л —съемный маховичок; 12 — съемная крышка контейнера;
13 — хомуты.
съемным маховичком 11. Съемная крышка 12 контейнера предна-
значена для защиты соединительных труб от механических повре-
ждений, а также для пломбирования контейнера. Баллоны кре-
пятся хомутами 13, которые стягиваются болтами 14. В неразбор-
ные контейнеры целесообразно помещать баллоны облегченного
типа. В контейнер устанавливают десять баллонов, на которых
имеется клеймо с одной и той же датой очередного гидроиспыта-
ния; такое же клеймо ставят на крышку контейнера. Следователь-
но, осматривать отдельные баллоны в таком контейнере не нужно.
С автомашин контейнеры и блоки баллонов снимаются подвес-
ным краном и устанавливаются в отделение порожних баллонов.
-140
Разгрузка с помощью крана позволяет разгружать автома-
шины с прицепами. В этом случае автомашина вместе с прицепом
устанавливается боковым бортом вдоль эстакады отделения. По-
грузкз контейнеров в автомашины и прицепы ?.Ю/кет производиться
одновременно с разгрузкой.
При разгрузке и погрузке контейнеров с баллонами в крытые
железнодорожные вагоны автопогрузчик по съемному железному
трапу въезжает внутрь вагона.
Рис. 50. Электрокар типа К0204.
Разгрузка и погрузка контейнеров у потребителя производится
с помощью консольно-поворотного настенного крана грузоподъем-
ностью 1 т с вылетом 4,5 м, специально приспособленного тель-
фера или других подъемно-транспортных средств.
Все внутрицеховые перемещения баллонов осуществляются
электропогрузчиком. Электропогрузчик перевозит контейнеры и
блоки баллонов, захватывая их стержневым захватом, который
ставится вместо вилок. Стержневой захват перевозит контейнер
в подвешенном состоянии.
Один из способов внутризаводского транспортирования балло-
нов на электрокаре типа К 0204 грузоподъемностью 1,5 т с верти-
кальным наклоняющимся гидроподъемником показан на рис. 50.
Ленинградским научно-исследовательским институтом автомо-
бильного транспорта грузовой автомобиль типа ЗИЛ-151 оборудо-
ван гидравлическим краном типа ЛАЗ-4030, приспособленным для
погрузки и транспортировки баллонов в контейнерах на четыре
баллона (рис. 51).
141
Для доставки потребителям баллонов в контейнерах ПКБ Глав-
мосавтотрансом разработан и смонтирован специальный баллоно-
воз типа Т-121, внешний вид которого показан на рис. 52.
Рис. 51. Автомашина ЗИЛ-151, оборудованная
гидравлическим краном типа ЛАЗ-4030.
Рис. 52. Внешний вид баллоновоза Т-121.
Баллоновоз (рис. 53) состоит из низкорамного полуприцепа,
работающего с тягачом ЗИЛ-164 и оборудованного грузоподъем-
ным механизмом 1. Все погрузочно-разгрузочные операции выпол-
142
няет шофер автопоезда. Низкорамный полуприцеп высотой 570 мм
оборудован двумя грузоподъемниками, приводимыми в движение
гидроцилиндрами 2.
Рама полуприцепа 3 изготовлена из двутавровых балок и про-
филированного проката. Верх рамы обшит листом, к которому при-
варены направляющие угольники для фиксации контейнеров с бал-
лонами.
Задний мост применен от автомобиля ЗИЛ-164 в сборе с коле-
сами и рессорами, но без редукторов и полуосей.
Рис. 53. Схематический чертеж баллоновоза Т-121 (вид сзади).
Для предохранения баллонов от выпадания при транспортиров-
ке предусмотрены два борта—левый и правый, которые соеди-
няются запорными крюками 5 с рычагами портала и притягиваются
гидроцилпндрами к баллонам *.
Все операции с баллонами в механизированном цехе осуще-
ствляются в следующем порядке:
1. Баллоны, доставленные в цех, укладывают на эстакаду кра-
ном или автопогрузчиком.
2. По мере необходимости баллоны перевозят автопогрузчиком
с эстакады в помещение для наполнения баллонов, где их устана-
вливают у наполнительной рампы или укладывают на столы.
*2(См. сборник Гипрокислорода «Кислородная промышленность», № 1, 1964,
143
3. Бракованные баллоны помещают в специальные контейнеры,
предназначенные для внутренних перевозок, а на место бракован-
ных ставят годные баллоны, доставляемые из ремонтной мастер-
ской.
4. Контейнер с бракованными баллонами отвозят в ремонтную
мастерскую автопогрузчиком.
5. Годные баллоны подключают к коллектору наполнительной
рампы и наполняют кислородом.
6. Контейнеры и рамки с наполненными баллонами отвозят ав-
топогрузчиком в помещение для наполненных баллонов.
7. Контейнеры или рамки с наполненными баллонами уклады-
ваются автопогрузчиком на автомашины или в железнодорожные
вагоны для отправки потребителям.
Механизированные цехи баллонов дают ряд преимуществ.
В результате механизации погрузочно-разгрузочных работ потреб-
ность в ручном труде рабочих цеха сводится до минимума; осво-
бождаются рабочие, сопровождающие машину к цеху баллонов;
простои машины при погрузке сокращаются в 2—3 раза. Ручная
кантовка баллонов или поштучная перевозка их на ручной тележ-
ке заменяется перевозкой баллонов погрузчиком. Такая замена
способствует улучшению условий труда, а также повышению про-
изводительности труда рабочих, занятых на откатке баллонов.
Использование блоков баллонов способствует механизации по-
грузочно-разгрузочных работ в крупных цехах для наполнения бал-
лонов, которые обслуживают потребителей, получающих значи-
тельное количество технического кислорода и имеющих собствен-
ную сеть кислородопроводов. Упрощаются операции по наполнению
баллонов,-установленных в контейнеры. Отпадает необходимость
устанавливать каждый отдельный баллон на рампу. Обеспечи-
вается возможность использования грузоподъемных механизмов
при разгрузке и погрузке баллонов на складе потребителей. По
предварительным расчетам, себестоимость наполнения и хранения
кислорода должна снизиться на 10—12%.
МЕХАНИЗАЦИЯ РЕМОНТА БАЛЛОНОВ
В ремонтно-испытательной мастерской баллоны
подвергаются таким операциям, как отвертывание и завертывание
вентилей, слив воды из баллона, промывка внутренней полости
баллона, гидравлическое испытание баллона, клеймение баллонов,
мелкий ремонт вентилей. Некоторые из перечисленных операций
являются весьма трудоемкими, так как связаны с необходимостью
применения больших усилий (поворот баллонов, вывертывание
вентиля).
Механизация ремонтно-испытательной мастерской обеспечивает
облегчение большинства трудоемких работ.
Бракованные баллоны, доставленные в ремонтно-испытатель-
ную мастерскую электропогрузчиком, выкантовываются из контей-
144
нера и устанавливаются в клетках у агрегатов для ремонта и гид-
роиспытания баллонов.
Освободившийся контейнер заполняется отремонтированными
баллонами, возвращается автопогрузчиком в наполнительную.
Баллоны, установленные в клетках перед агрегатом для ре-
монта, подвергаются осмотру в процессе установки их на агрегат.
Рис. 54. Стенд для ремонта
баллонов:
/, II, III, IV—рабочие места; 1 — ста-
нок для отвертывания вентилей; 2 —не-
подвижный стол; 3 — станина; 4 —по-
воротные тиски; 5— опоры; 6 — пово-
ротный стол; 7 —пневматический подъ-
емник.
При этом осмотре выявляются баллоны, требующие только ре-
монта вентилей без их вывертывания, или баллоны, требующие
только окраски. Такие баллоны вручную откантовываются в клет-
ку на окраску или для ремонта вентилей.
Ремонт баллонов производится на специальном стенде (рис. 54),
в котором имеется станина 3, поворотный стол 6, неподвижный
стол 2, станок 1 для отвертывания вентилей и пневматический
подъемник 7. На поворотном столе в подвижных опорах 5 закреп-
лены поворотные тиски 4 для зажима баллонов. Тиски вместе с
10 Зак. 1226
145
баллоном могут поворачиваться на 360“ вокруг горизонтальной
оси. *
На стенде для ремонта баллонов производятся следующие опе-
рации: баллон вручную ставят на площадку пневмоподъемника
специальными тисками, которые позволяют поворачивать баллон
на 180°. После этого стол пневмоподъемника опускается, и баллон
оказывается в «подвешенном» состоянии. Вентиль баллона захва-
тывается ключом станка для вывертывания вентилей. Включают
мотор станка, и вентиль вывертывается. Стенд поворачивают на 90°
против часовой стрелки.
Над столом пневмоподъемника оказываются пустые тиски, куда
вставляется очередной баллон, а баллон в тисках, сдвинутый на
90°, поворачивается вниз горловиной, сливается вода из баллона,
в горловину вставляют конец трубки для подачи воды и промы-
вают баллон. Во время последующего поворота стенда на 90° вода
выливается из баллона. После четырехкратного поворота первый
баллон приходит в первоначальное положение над столом пневмо-
подъемника. Здесь ставят клеймо — дату промывки, завертывают
вентиль, освобождают баллон от зажима и опускают с помощью
пневмоподъемника, а на его место ставят новый баллон для слива
воды и промывки. В баллоны, подлежащие гидроиспытанию, вен-
тиль не ввертывается. Эти баллоны ставятся в клетки для гидроис-
пытания .
Гидроиспытание происходит в следующем порядке: баллон
устанавливают на платформу пневмоподъемника, установленного
на платформе весов. Взвешивают порожний баллон. Вес подъем-
ника, как постоянного груза, вычитается из величины показания
весов. Наполняют баллон водой и взвешивают его, определяя та-
ким образом гидравлическую емкость баллона.
Баллон поднимают подъемником, закрепляют в тисках и, по-
ворачивая стенд на 90°, ставят его на вторую позицию под голов-
кой для гидроиспытания. Завертывают головку, производят гидро-
испытание, после чего головку отвертывают, а баллон переста-
вляют на новую третью позицию поворотом стенда на 90°. В этом
месте баллон опрокидывают и сливают из него воду.
Одновременно с этим производятся работы на предыдущих по-
зициях: на второй — гидроиспытание, а на первой — взвешивание
баллона.
После слива воды баллон переводят на последнюю четвертую
позицию и поворачивают горловиной вверх. После взвешивания
четвертого баллона и гидроиспытания третьего баллона первый
баллон возвращается на исходную позицию. В баллон ввертывают
вентиль и чеканят дату испытания, затем баллон опускают и от-
кантовывают в клетку на окраску. На весы ставят очередной бал-
лон, и цикл повторяется.
* Д. Л. Глизманенко, Получение кислорода, Изд. «Химия», 1965.
146
Очистка внутренней полости баллонов. Окалина и коррозия
внутри баллонов нарушают нормальное уплотнение вентилей и
зачастую выводят их из употребления. Поэтому при осмотре, ре-
МЛНТД м ырпмтаиияу бяпплнпп МРлбулЯИМП ПРПИЛ7ИЧПСКП А’ДЯЛЯТК
Xtl 1 1 1 Х_ 11. 11 VII 1_/1 I U 11 11 А А Л-- - & VX ХЛ A * A'A x - A A- £X a - ., ~ V A A J,
накопившийся жидкий ил. Очистка внутренней полости баллонов
а
Рис. 55. Схема станка для очистки баллонов:
а —общая схема; б —схема крепления баллонов; / — коробка скоростей; 2 —муфта;
3 — вал; 4 — подшипник; 5— стойка; 6 — хомут; 7 — баллоны; 8 — электромотор; 9 — шкив.
от окалины и коррозии производилась вручную, остукиванием мо-
лотком наружной поверхности и последующей промывкой водой
баллона. Этот трудоемкий метод очистки не дает необходимого
качества.
По предложению рационализаторов М. Д. Павлова и А. М. Куд-
ряшова для этих целей были разработаны и использованы станки,
схематично показанные на рис. 55 для очистки четырех баллонов,
Рис. 56. Схема станка для очистки одного баллона.
а на рис. 56 для очистки одного баллона. Перед очисткой в бал-
лоны засыпаются мелкорубленные кусочки стали и заливается сла-
бый раствор каустической соды. Баллоны устанавливаются и кре-
пятся в станке, а затем в течение шести часов вращаются.
Окраска н сушка баллонов. Баллоны после ремонта и гидро-
испытания устанавливаются в клетки или в порожние контейнеры
и затем перевозятся в окрасочную.
В настоящее время наиболее распространенным методом окра-
ски является окраска баллонов в окрасочной камере пневматиче-
10*
147
Рис. 57. Установка типа УЭРЦ-1.
скими распылителями с последующей сушкой в течение 1,5 ч в спе-
циальных сушильных камерах. Такой способ окраски является
весьма неэкономичным, так как при распылении велики потери
красителей.
Специальным конструкторским бюро № 3 БССР разработана
установка УЭРЦ-1, с помощью которой можно производить эко-
номичную окраску баллонов с полезным использованием лакокра-
сочных материалов до 98% *.
Установка УЭРЦ-1 (рис. 57) безопасна в работе и не требует
специальных окрасочных кабин. Установка состоит из электронного
генератора высокого напряже-
ния, ручного электрического
распылителя и дозирующего
устройства. Генератор высоко-
го напряжения прост по кон-
струкции и надежен в эксплуа-
тации. При работе установки
не требуется мощной вентиля-
ции и фильтров для очистки
воздуха.
Наиболее прогрессивным
механизированным методом
окраски баллонов в настоящее
время является поточный ме-
тод окраски баллонов в элек-
тростатическом поле. Этот ме-
тод при максимальном исполь-
зовании красителей создает
высококачественную окраску
при сохранении наилучших ги-
гиенических условий для об-
служивающего персонала.
Установка для окраски баллонов в электростатическом поле
исключает тяжелый ручной труд, максимально автоматизирована,
обеспечивает качественную окраску 75 баллонов в час. Схема по-
точной окраски показана на рис. 58.
Поточная система окраски предусматривает следующую после-
довательность технологических операций: очистка наружной по-
верхности баллона; перекантовка баллона на рольганг; установка
на баллон специального колпака; передвижение баллона по роль-
гангу при помощи цепного питателя к гидроподъемнику; подъем
баллона на гидроподъемнике и навешивание его на движущийся
цепной конвейер; транспортировка баллона конвейером в камеру
окраски в электрическом поле высокого напряжения; окраска бал-
лона эмалью ПФ 133, растворенной уайт-спиритом, при его движе-
* Техническая и экономическая информация. Кислородная промышленность,
вып. 4, НИИТЭхим, 1965, стр. 42.
148
нии и вращении в зоне окраски; транспортировка баллона конвей-
ером в сушильную электротерморадиационную камеру; транспор-
тировка баллона конвейером к гидроподъемнику; снятие баллона
Рис. 58. Схема установки для поточной окраски и сушки баллонов:
1 — камера ддя окраски в электростатическом поле; 2— камера сушильная электротерморадиацион-
ная; 5—конвейер подвесной; 4 — станок для чистки баллонов; 5—питатель цепиой; б —питатель
цепной; 7 —рольганг; <$ — рольганг поворотный; 9 — подъемник; 10—очиститель воздуха.
с движущегося цепного конвейера и опускание баллона на гидро-
подъемнике; передвижение баллона по рольгангу при помощи цеп-
ного питателя; снятие специального колпака и укладка его в ящик;
П Зак. 1226
149
перекантовка баллона с рольганга в контейнер; нанесение трафа-
рета (полосы и надписи) эмалью ПФ 133 кистью вручную.
После окончания работы ящик с наклонными спецколпаками
необходимо перевести в ремонтное отделение.
Перед окраской поверхность баллона очищается от возможных
загрязнений, а также от старой краски. Очистка производится на
специальном станке стальными щетками.
После очистки баллон вручную перекантовывается на рольганг,
по которому при помощи питателя перемещается на гидравличе-
ский подъемник, находящийся под монорельсом с движущимся
подвесным цепным конвейером. На каждый баллон одевается
спецколпзк.
Баллон, оказавшись на гидравлическом подъемнике под кон-
вейером, автоматически поднимается таким образом, что диск кол-
пака находится на уровне захватывающего устройства конвейера.
В момент, когда захватывающее устройство конвейера совместит-
ся с диском колпака, гидроподъемник опустится вниз в первона-
чальное положение, а баллон повиснет иа подвеске конвейера.
Движущийся со скоростью 0,5 м/мин подвесной конвейер доста-
вляет баллон в окрасочную камеру, где он подвергается окраске
в электростатическом поле высокого напряжеиия,-
После окрасочной камеры подвесной конвейер доставляет бал-
лон в терморадиационную электросушильную камеру, где при
температуре 110° С происходит сушка баллона в течение 10 мин.
Из камеры сушки на подвесном конвейере баллон поступает в
помещение склада, где установлен второй рольганг. В момент по-
ступления баллона на рольганг автоматически включается гидро-
подъемник, баллон поднимается, а подвеска конвейера, двигаясь
вперед, выходит из диска колпака. Освобожденный от подвески
баллон автоматически опускается на рольганг, по которому при
помощи питателя перемещается к месту разгрузки. Баллоны вруч-
ную устанавливаются на пол склада. После этого с баллона сни-
мается специальный колпак и баллон устанавливается в контей-
нер. Отличительные надписи наносятся вручную через трафарет на
баллоны непосредственно в контейнере; здесь же неокрашенная
часть баллона (верхняя), где нанесена маркировка, покрывается
бесцветным лаком. После естественной сушки надписей баллоны,
установленные в контейнер, считаются готовыми и направляются
на наполнение.
ПРИГОТОВЛЕНИЕ ВОДНОГО РАСТВОРА
ЕДКОЙ ЩЕЛОЧИ
Для очистки воздуха от углекислоты в кислородных
установках, работающих по схеме высокого и среднего давления,
применяются скрубберы и декарбонизаторы, заполненные водным
раствором едкой щелочи. При пропускании воздуха через раствор
едкого натрия происходит поглощение углекислоты. Ручной способ
150
приготовления раствора щелочи очень трудоемкий, мало произво-
дителен и не является безопасным.
Для механизации процесса растворения щелочи и создания без-
опасных условий труда применяют установку для приготовления
раствора щелочи в герметически закрытом аппарате; в основу
Рис. 59. Механизация растворения щелочи:
1 — сборник-растворитель; 2 — барабан со щелочью; 3 —матерчатый фильтр; 4—мер-
ное стекло; 5— предохранительный колпак; 6 — ручной насос для отбора проб; 7 —при-
емник раствора; 8 — центробежный насос; 9 — кошка с ручной талью; J0 — электро-
блокировочное устройство; И — распылитель; 12 — ложное дно.
этой схемы положен принцип вымывания щелочи из барабана
струей воды, циркулирующей при помощи центробежного насоса.
Установка для растворения щелочи (рис. 59) состоит из цилин-
дрического сборника-растворителя 1 с коническим днищем и слив-
ным штуцером, через который вода сливается в канализаций) при
промывках (растворитель имеет ложное дно, на которое устана-
11*
151
вливается барабан 2 с щелочью), фильтра 3 на линии подачи воды;
мерного стекла 4 для определения уровня воды, предохранитель-
ного колпака 5, герметически соединяющегося с растворителем
при помощи болтов, распылителя 11 для направления струи воды
в барабан с щелочью; ручного насоса 6, с помощью которого про-
изводится отбор проб, приемника 7 для растворенной щелочи, цен-
тробежного насоса 8 с системой коммуникаций и вентилей.
С помощью насоса производится циркуляция воды из раство-
рителя и вымывание щелочи из барабана, а также перекачивание
раствора щелочи из растворителя в приемник.
Съем предохранительного колпака с растворителя и установка
барабана с щелочью на ложное дно растворителя производится
с помощью монорельса, оборудованного «кошкой» с ручной талью 9.
Установленное электроблокировочное устройство 10 при съеме
предохранительного колпака автоматически выключает мотор цен-
тробежного насоса и не дает возможности включить его при не-
установленном и герметически не соединенном предохранительном
колпаке.
Приготовление раствора щелочи по новой схеме в герметически
закрытом аппарате производится следующим образом.
После проверки исправности всей установки закрывается вен-
тиль сливного штуцера и вентиль по линии, соединяющей сборник-
растворитель 1 с центробежным насосом 8. Затем через фильтр 3
производится заполнение сборника-растворителя водой до кон-
трольной риски на мерном стекле 4.
После этого поступающий в цех барабан со щелочью вскры-
вается специальным ножом и устанавливается при помощи тали 9
отверстием вниз на ложное дно сборника-растворителя над распы-
лителем. С помощью этой же тали над барабаном устанавливается
предохранительный колпак 5, закрепляемый болтами.
Выступ передвижной планки электроблокировочного устрой-
ства 10 освобождает электропусковую кнопку «стоп», и отверстия
на передвижной планке устанавливаются против кнопок «пуск»
и «стоп».
После перекрытия вентиля на линии, соединяющей сборник-
растворитель с приемником 7 растворенной щелочи, и открытия
вентиля на линии циркуляции раствора из сборника-растворителя
включается центробежный насос 8.
При этом вода из нижней части сборника-растворителя цен-
тробежным насосом подается вверх через распылитель в барабан
и растворяет щелочь, которая через ложное дно стекает обратно
в сборник-растворитель. Отсюда раствор снова поступает через
распылитель в барабан с щелочью и т. д.
В процессе циркуляции повышается концентрация щелочного
раствора. Циркуляция раствора заканчивается при достижении не-
обходимой концентрации щелочи. Проба для определения концен-
трации отбирается с помощью ручного насоса 6. После получения
раствора щелочи нужной концентрации закрывается вентиль на
152
линии подачи щелочью раствора в приемник раствора 7. Затем
с помощью центробежного насоса готовый раствор перекачивается
в приемник щелочи или непосредственно в скрубберы, декарбони-
заторы и т. д.
РЕМОНТНЫЕ РАБОТЫ
Помимо механизации труда в основном производ-
стве должно быть уделено большое внимание решению задач ме-
ханизации трудоемких процессов и замене ручного физического
труда, особенно тяжелого, во вспомогательных службах кислород-
ного производства.
В связи с тем, что основные цехи производства продуктов раз-
деления воздуха имеют мощное громоздкое и тяжелое технологи-
Рис. 60. Грузовая стрела.
ческое и машинное оборудование, заслуживают внимания вопросы
механизации при производстве ремонтных работ оборудования.
Для облегчения работ, связанных с разборкой и сборкой обору-
дования при его монтаже и ремонте, в цехах разделения воздуха
и компрессии, как правило, монтируются мощные мостовые подъ-
емные краны. В производствах с оборудованием, установленным
на открытых площадках, могут применяться для этих целей козло-
вые краны, передвижные автомобильные краны или грузовые
стрелы (рис. 60).
153
В кислородных станциях средней и малой производительности
эффективно используются кран-балки, электрические тельферы и
другие грузоподъемные средства механизации.
Для транспортировки деталей оборудования в ремонтные мас-
терские и цехи в зависимости от веса деталей применяют авто- и
электропогрузчики, автомо-
бильные прицепные тяжело-
возы и другие виды транс-
порта.
Как правило, при произ-
водстве ремонта непосред-
ственно у места расположе-
ния оборудования широко
используется механизиро-
ванный пневматический или
электрический инструмент.
Для обслуживания на
высоте до 7 м арматуры
электрического освещения и
смены ламп применяются
специальной конструкции те-
лескопические вышки (рис.
61).
Наиболее эффективным
мероприятием следует счи-
тать организацию централь-
ной ремонтной службы в
масштабе предприятия. Со-
временная тенденция орга-
низации ремонта оборудова-
ния и изготовления запас-
ных частей предусматривает
централизацию ремонтных
работ по заводу (комбина-
ту) на базе центрального
ремонтно-механического за-
Рис. 61. Общий вид телескопической в°Да предприятия с упразд-
вышки; нением мелких механиче-
1 — тележка; 2 — телескоп; 3 —механизм подъема; СКИХ МЭСТерСКИХ В ЦСХЭХ
4 —корзина. ПО ОТДеЛЬНЫМ ПрОИЗВОД-
ствам. Централизация ре-
монтной службы дает возможность снизить применение физическо-
го труда ремонтников и стоимость ремонта, повысить качество
ремонта, удлинить сроки межремонтного пробега оборудования,
резко сократить цеховые и общезаводские расходы, которые в на-
стоящее время достигает 20% заводской себестоимости.
ПРОЕКТИРОВАНИЕ АВТОМАТИЗАЦИИ
И МЕХАНИЗАЦИИ КИСЛОРОДНЫХ ПРОИЗВОДСТВ
ОБЩИЕ ПОЛОЖЕНИЯ
Инженерные сооружения, конструкции машин, ап-
паратов, приборов и различных механизмов всегда создаются по
проектам. В технике под названием «проект» понимается план,
программа осуществления технической идеи или задачи строитель-
ства сооружения.
Проект состоит из определенной технической документации,
разработанной по форме и содержанию согласно установленным
правилам проектирования. Эта документация носит название про-
ектной.
Проектирование установок контроля и автоматизации произ-
водства кислорода и других продуктов разделения воздуха, а
также хранилищ сжиженных газов надлежит выполнять в соответ-
ствии с классификацией среды помещений по Правилам устрой-
ства электротехнических установок, требованиям СНиП, обяза-
тельными ведомственными нормами, техническими условиями, ука-
заниями и инструкциями, с учетом специальных ведомственных
требований, указаний по проектированию производства кислорода
и других продуктов разделения воздуха У-866-00-3.
Степень применения автоматизации, управления и контроля
общетехнических и специальных параметров, а также средств ди-
станционной передачи показаний для использования вычислитель-
ной техники принимается в соответствии с требованиями техноло-
гии производства и отраслевыми ведомственными рекомендациями
на базе современных средств автоматизации и контроля.
Уровень автоматизации и структуры управления кислородного
производства следует определять исходя из уровня автоматизации
предприятия в целом, с учетом экономической целесообразности.
Технологический контроль, регулирование и блокировки сле-
дует проектировать в соответствии с требованиями технологиче-
ского режима и схемы производства.
Состав и содержание проектов автоматизации в зависимости
от принятого уровня автоматизации, мощности кислородного про-
изводства и его назначения должны включать проектные материа-
лы по автоматизации контроля и управления технологическим про-
цессом, диспетчеризации управления технологическими агрегатами
155
и цехами (в масштабе производства и предприятия) по автома-
тизации противопожарной, противоаварийной и санитарной защиты
производства и технико-экономические обоснования принятого
уровня автоматизации.
В проекте должен быть раздел о применении средств вычисли-
тельной техники для централизации контроля управления и опе-
ративного технико-экономического анализа производства.
Состав и содержание проектов, по которым осуществляется
строительство новых и реконструкция действующих промышлен-
ных предприятий и кислородных производств, установлены Инст-
рукцией Государственного комитета Совета Министров СССР по
делам строительства СН 202—62, введенной в действие с 1 марта
1962 года.
В основном проектирование систем автоматизации производ-
ственных процессов выполняется в две стадии — «Проектное за-
дание» и «Рабочие чертежи».
При разработке проектов автоматизации необходимо руковод-
ствоваться: заданием на проектирование и действующими норма-
тивными документами по проектированию — нормами и правилами
строительного проектирования, санитарными, электротехническими
и противопожарными нормами проектирования и отраслевыми нор-
мами проектирования кислородной промышленности, утвержден-
ными сметными нормами, прейскурантами, расценками и ценни-
ками для определения сметной стоимости установок автоматизации.
При проектировании должны учитываться требования действую-
щих норм и правил на производство строительных, монтажных и
специальных работ.
Состав и содержание проектов автоматизации вытекают из тре-
бований решения задач автоматизации на современном техниче-
ском уровне с учетом технико-экономической эффективности авто-
матизации и связаны с увеличением сложности проектируемых си-
стем автоматизации.
Проект должен учитывать современные задачи, стоящие перед
монтажными организациями в производстве монтажных работ
индустриальными методами. Техническая документация проектов
автоматизации по своему составу, содержанию и формам, испол-
нению должна обеспечивать максимальное сокращение сроков
монтажа, улучшение качества и снижение стоимости строитель-
ства. При проектировании необходимо применять условные графи-
ческие обозначения электрической аппаратуры и ее элементов в
электрических схемах согласно ГОСТ 7621—55 и 7624—62 изда-
ния 1965 г.; в технологических схемах контроля и автоматики —
согласно ГОСТ 3925—59 и 3463—46.
Условные обозначения трубопроводов, несущих жидкости и
газы, а также соответствующие цвета окраски трубопроводов в
мнемонических схемах выполняются по ГОСТ 3464—63.
Автоматизация, механизация, контроль и управление производ-
ственным процессом является неотъемлемой частью всего проек-
156
I
тируемого производственного комплекса, и требования к ним долж-
ны учитываться во всех остальных частях проекта.
В технологической части, равно как и в других частях проек-
тов, в которых предусматривается автоматизация, механизация,
контроль и управление, при разработке технологической аппара-
туры и монтажных чертежей должна предусматриваться установка
аппаратуры контроля и автоматизации, непосредственно входящей
в комплекс технологического монтажа.
В целях общей координации и взаимоувязки проектных реше-
ний по проектируемому комплексу в начале проектирования вы-
полняется структурная схема взаимосвязей, общая технологиче-
ская схема и схемы по вспомогательным производствам.
Ниже приводится перечень проектной документации, необходи-
мой для выполнения автоматизации оборудования, отдельных
производств цехов и заводов в соответствии с указаниями по про-
ектированию автоматизации производственных процессов СН 281 —
64 Госстроя СССР.
Перечень проектных материалов, выполняемых в проектном задании. Проект-
ное задание должно содержать следующие материалы: схемы взаимосвязи
между пунктами контроля и управления; принципиальные схемы автоматиза-
ции (контроль, сигнализация, управление, регулирование) по отдельным цехам;
расположение щитов и пультов на плане объекта; заявочные ведомости * на
приборы, регуляторы и вспомогательное оборудование, электроаппаратуру, щиты
и пульты, кабели, провода и трубы; перечень новых, не изготовляемых про-
мышленностью приборов и средств автоматизации; технические задания на но-
вые, не изготавливаемые промышленностью, приборы и средства автоматизации
(к проекту не прикладываются, высылаются заказчику в процессе проектирова-
ния); сметно-финансовый расчет стоимости оборудования и монтажа; поясни-
тельная записка с технико-экономическим расчетом; задание на обеспечение
установок автоматизации источниками питания; задание на щитовые помещения
и основные строительные сооружения.
Перечень проектных материалов, выполняемых в рабочих чертежах. В состав
рабочих чертежей при двухстадийном проектировании и в состав проекта при
одностадийном проектировании входят;
схемы взаимосвязей между пунктами контроля и управления; принципиаль-
ные схемы автоматизации; принципиальные электрические, гидравлические и
пневматические схемы автоматического регулирования, управления, блокировки
и сигнализации; принципиальные электрические схемы питания; общие виды
щитов и пультов; монтажные схемы щитов, пультов и соединительных коро-
бок; схемы внешних электрических и трубных проводок; монтажные чертежи
электрических и трубных проводок (чертежи трасс); чертежи установки аппа-
ратуры, вспомогательных устройств, щитов и пультов; чертежи общих видов
нетиповых элементов, узлов и конструкций и нестандартного оборудования;
пояснительная записка; расчеты регулируемых дроссельных органов и не по-
ставляемых промышленностью сужающих устройств расходомеров (в проекте
дается сводная таблица исходных данных и результатов расчетов или эти дан-
ные приводятся в заказных спецификациях). Текст расчетов в состав проекта
не включается. Спецификации приборов, регуляторов и вспомогательного обору-
дования; спецификация электроаппаратуры; спецификация щитов и пультов;
спецификация соединительных и протяжных коробок; спецификация материалов
* Заявочные ведомости выдаются заказчику для составления предваритель-
ных заявок на оборудование и материалы и для приближенного определения
стоимости автоматизации. По заявочным ведомостям заказ оборудования и мон-
тажных материалов не производится.
157
(трубы, проводная арматура, монтажные изделия, металлы и пр.); специфика-
ция нестандартизированного оборудования; сметы стоимости оборудования и
монтажа; задания на конструкции и сооружения для установки щитов и пуль-
тов; задания на туннели, каналы, проемы, в том числе монтажные проемы и
закладные части; задания на размещения отборных и приемных устройств, регу-
лирующих и запорных органов, устанавливаемых на технологическом оборудо-
вании и трубопроводах; перечень нормалей, использованных в проекте.
Проектирование отдельных приспособлений, аппаратов и механизмов для
механизации производства выполняется в соответствии с требованиями ГОСТ
3450—60 «Чертежи в машиностроении» и ГОСТ 5290—60 «Система чертежного
хозяйства».
МАКЕТНО-МОДЕЛЬНЫЙ МЕТОД ПР0ЕКТИР03АНИЯ
Применяемый ныне графический метод проектиро-
вания не обеспечивает комплексного решения всех задач, возни-
кающих перед проектировщиками. Так, использование чертежей
или эскизов, вычерчиваемых в ортогональных проекциях, предпо-
лагает значительные затраты труда по увязке отдельных звеньев
проекта. Это приводит к тому, что во время строительства или
после его завершения часто обнаруживаются серьезные ошибки,
удорожающие стоимость работ.
Практика показывает, что нельзя приступить к возведению
сложного промышленного сооружения без экономически грамотной
проработки проектных решений, без четкого объемного предста-
вления о сооружении в целом.
За последнее время в ряде отраслей промышленности, и в осо-
бенности в химической отрасли, все большее распространение по-
лучает объемный метод проектирования, принципиально отличаю-
щийся от существующего графического метода проектирования и
имеющий ряд неоспоримых преимуществ по сравнению с по-
следним.
Процесс проектирования объемным методом осуществляется
созданием масштабных макетов (моделей), проектируемых объек-
тов из готовых, легко собираемых, типовых моделей оборудования,
аппаратуры, деталей трубопроводов, арматуры, строительных кон-
струкций и т. п. элементов, являющихся масштабными упрощен-
ными копиями натурных элементов или деталей.
Универсальность этих моделей или элементов позволяет легко
осуществлять на стадии проработки проектного задания различ-
ные варианты компоновки оборудования и строительных конструк-
ций для выявления наиболее удачного объемно-планировочного
решения проектируемого объекта.
Сборка вариантов макета (модели) осуществляется силами
проектировщиков, одновременно всех заинтересованных специаль-
ностей, без выполнения большого объема графических работ, свой-
ственных обычному методу проектирования, что обеспечивает боль-
шую маневренность в выявлении оптимального решения и тем
значительно сокращает сроки проектирования.
На рабочей стадии проектирования применение объемного ме-
тода основывается на изготовлении моделей в более крупном мас-
158
штабе по сравнению с макетами, создаваемыми при проектирова-
нии на стадии проектного задания. Модели создаются на базе
утвержденного варианта проектного задания. Они позволяют оп-
ределять наиболее выгодное и правильное размещение не только
основного производственного оборудования, но и всех трубопрово-
дов, арматуры, узлов управления, а также их полную увязку со
всеми другими инженерными устройствами данного объекта (вен-
тиляционными коробами, кабельными и импульсными трассами).
Благодаря своей наглядности объемный метод проектирования
способствует выявлению наиболее экономичных технических реше-
ний при строительстве объекта, наиболее целесообразного реше-
ния вопросов удобства и безопасного обслуживания агрегатов,
внутрицехового транспорта, прокладки трубопроводов и т. п., что
в конечном счете повышает качество проектирования и способ-
ствует удешевлению строительства.
При осуществлении строительства и монтажа модели обеспе-
чивают возможность быстрейшего и более успешного изучения
проекта на месте монтажа, рациональной организации строитель-
но-монтажных работ, а также способствуют заблаговременной под-
готовке и обучению эксплуатационного персонала, что значительно
сокращает сроки строительства, освоения запроектированных объ-
ектов и повышает качество строительства.
Преимущества объемного метода наиболее полно проявляются
при проектировании объектов с большой насыщенностью техноло-
гическим оборудованием, машинами, механизмами, трубопровода- ,
ми, а также при проектировании реконструкции предприятий и
разработке типовых проектов.
На рис. 62 показан аксонометрический чертеж макета кабельных
и трубных проводок к средствам контроля и автоматизации турбо-
компрессора.
По данным Гипрокаучука, макетно-модельный метод проекти-
рования дает значительный экономический эффект как в процессе
проектирования, так и в ходе строительно-монтажных работ.
Экономический эффект в процессе проектирования достигается
прежде всего за счет лучших объемно-планировочных решений,
выбора на макете наиболее рационального варианта размещения
оборудования и трубопроводов. Анализ показывает, что при этом
общая протяженность трубопроводов сокращается на 10%. Об эко-
номической эффективности можно судить по таким, в частности,
данным: современный цех нефтеперерабатывающей и нефтетехни-
ческой промышленности имеет около 40 тыс. м технологических
трубопроводов, стоимость монтажа которых достигает 60—65%
общей стоимости монтажа всей технологической установки.
Кроме того, с помощью макета удается сократить количество
трубопроводных деталей (переходы, тройники, фланцы) на 10—•
15%, расход металла для крепления трубопроводов и обслуживаю-
щих площадок на 15%, объем изоляционных работ по трубопрово-
дам на 10%, строительные объемы зданий на 8—12%.
159
В процессе выполнения строительно-монтажных работ времени
на изучение проекта работникам монтажной организации требует-
ся на 25% меньше, чем по чертежам; значительно сокращаются
сроки составления проекта организации работ; производительность
Рис. 62. Кабельные и трубные проводки в аксонометрическом изображении.
труда при монтаже оборудования повышается на 12—15%; при
централизованном изготовлении узлов трубопроводов, индустри-
альном методе их монтажа с помощью макета выработка монтаж-
ников повышается на 35%, а стоимость работ снижается на 40%.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
При проектировании автоматизации, контроля и
управления кислородным производством широко применяются
условные обозначения приборов и средств автоматизации на прин-
ципиальных технологических и электрических схемах. Технологи,
работающие на монтаже и эксплуатации современных автома-
тизированных кислородных станциях, должны свободно читать
160
проектные материалы и схемы автоматизации, применяемые в про-
изводствах продуктов разделения воздуха.
Обозначения в технологических схемах. Для схем автоматиза-
ции производственных процессов установлены обозначения изме-
ряемых и регулируемых величин и условные изображения прибо-
ров и устройств в соответствии с ГОСТ 3925—59 и 3463—46.
Условные обозначения трубопроводов, несущих жидкости и газы,
выполняются согласно ГОСТ 3464—63. Отраслевая нормаль, разра-
ботанная ВНИИхимаш, «Условные обозначения трубопроводов,
арматуры, приборов контроля и автоматизации в технологических
схемах установок разделения воздуха» (НКО-287—61), содержит
все необходимые обозначения, встречающиеся в кислородных
станциях.
В табл. 7 приведены условные изображения измерительных и
регулирующих (сигнализирующих) приборов.
Таблица 7
Условные изображения измерительных и регулирующих приборов
Наименование приборов
Условное изображение
базовое допускаемое
Прибор измерительный
Прибор регулирующий (сигнали-
зирующий)
Прибор измерительный и регули-
рующий (сигнализирующий) в
одном корпусе
Над горизонтальной чертой внутри изображения прибора (ква-
драта, круга) наносятся буквенные обозначения измеряемых и ре-
гулируемых величин (табл. 8), а под чертой — буквенные обозна-
чения основных функций, выполняемых прибором (табл. 9).
Для измерительных приборов обозначения измеряемых или ре-
гулируемых величин заменяются условными обозначениями наи-
менования приборов (табл. 10).
При измерении концентраций продуктов вместо специального
обозначения вписывается химическая формула измеряемого веще-
ства или его название (рис. 63).
161
Таблица 8
Условные обозначения измеряемых и регулируемых величин
Наименование величины Обозначение Наименование величины Обозначение
Температура t Число оборотов, мин п
Давление, разряжение, вакуум р Положение (перемещение регулирующего органа) S
Расход илн количество G Толщина ь
Уровень Н Теплота сгорания (тепло- творность) Q
Влажность т Количество тепла Q
Скорость линейная V Сила звука (шумность) к
Плотность р Вибрация f
Вязкость и Разность значения двух А
Концентрация с величин
Изображение систем регулирования и измерения, состоящих из
нескольких отдельных приборов или блоков в отдельных корпусах,
со+нг
ПС См
Рис. 63. Обозначения измеряемого вещества.
допускается выполнять в виде условного изображения одного регу-
лирующего (сигнализирующего) или измерительного прибора.
Табли ца 9
Условные обозначения функций, выполняемых прибором
Наименование функционального признака Обозначение Наименование функциональ- ного признака Обозначение
Показывающий п Статический Ст
Самопишущий с Астатический Ас
Интегрирующий и Изодромный Из
Сигнализирующий Сг Дифференцирующий Дф
Измеряющий Им Позиционный Пз
Суммирующий (алгебраи- ческая сумма) См Задающий Зд
Отрабатывающий соотно- шение Со Программный Пг
Преобразовывающий Пр Следящий Сл
Усиливающий Ус Дозирующий Дз
162
Таблица 10
Условные обозначения электроизмерительных приборов
Наименование прибора Обозначение Наименование прибора б означе ние
Амперметр А Частотомер н
Вольтметр V Омметр
Ваттметр W Синхроноскоп S
Фазометр Y
Условные изображения видов передач дистанционного действия
должны соответствовать указанным в табл. 11.
Прямоугольник должен примыкать к условному изображению
приборов вертикально или горизонтально.
Таблица 11
Условные изображения видов передач
Условные изображения приемных устройств, воспринимающих
воздействия измеряемых или регулируемых величин, должны со-
ответствовать указанным в табл. 12.
Условные обозначения назначения арматуры в установках раз-
деления газов должны соответствовать указанным в табл. 13.
Условные изображения исполнительных механизмов должны
соответствовать указанным в табл. 14.
Условные изображения арматуры общего назначения должны
соответствовать обозначениям, указанным в табл. 15.
163
Таблица 12
Условные изображения приемных устройств
Наименование приемного устройства
Термометр расширения стеклянный
Термометр расширения стеклянный электроконтакт-
ный
Термометр сопротивления одинарный
Термопара одинарная
Отборное устройство давления, уровня, состава
жидкости и газа
Счетчик жидкости, газа
Расходомер постоянного перепада
Диафрагма для измерения расхода по перепаду
давления
Приемное устройство для измерения физико-хими-
ческого состава (вязкость, концентрация н т. д.)
Приемное устройство тахометрическое
Передающая камера телевидения
Видеопрнемное устройство телевидения
164
Таблица 13
Условные обозначения назначения арматуры
в установках разделения газов
Назначение арматуры Условные обозначения
Отогрев о
Продувка п
Анализ А
Арматура к манометрам м
Арматура к уровнемерам У
Сопротивление с
Температура Т
Предохранительные клапаны Пк
Прочая предохранительная арматура Пр
Запорная арматура 3
Регулирующая арматура р
Заслонки (бабочки) Б
Диафрагмы Д
Таблица 14
Условные изображения исполнительных механизмов
Наименование механизма Изображение
f—।
Поршневой (гидравлического действия) ф
Электромагнитный (соленоидный) й
Мембранный (пневматического действия) 9
С электродвигателем переменного и постоян-
ного тока
Привод ручной механический т
12 Зак. 1226
165
Таблица 15
Условные обозначения арматуры общего назначения
Наименование арматуры
Вентиль, клапан запорный прямой
Вентиль запорный угловой
Вентиль дроссельный регулирующий
Вентиль трехходовой регулирующий
Вентиль дроссельный угловой
Заслонка дроссельная регулирующая
Задвижка фланцевая
Клапан обратный
Пробка
Заглушка
Клапан предохранительный пружинный
Клапан предохранительный рычажный
Клапан редукционный
Фланец глухой
Изображение
[
4
।
166
Условное обозначение клапана прямого запорного с пневмати-
ческим управлением (поршневой исполнительный механизм) пока-
зано на рис. 64, а, на
рис. 64, б показано ус-
ловное изображение
дроссельной заслонки
с ручным механиче-
ским приводом, а на
рис. 65, а — дроссельно- а $
го вентиля с электро-
приводом (электродви-
гатель переменного то-
ка).
На рис. 65 изобра-
Рис. 64. Примеры обозначения арматуры с
приводом:
а —клапан прямой запорный с пневматическим управлени-
ем; б—заслонка дроссельная с ручным механическим при-
водом; в — вентиль дроссельный с электрическим приводом.
жена технологическая
схема измерения расхода в трубопроводе и передача показаний на
несколько щитов контроля.
Рис. 65. Технологическая схема
измерения расхода.
Обозначения в электрических
схемах. Условные графические обо-
значения в электрических схемах
выполняются в соответствии с ГОСТ
7624—62. Обозначения электриче-
ского оборудования, средств авто-
матизации и проводок на планах
зданий выполняется в соответствии
с ГОСТ 7621—55.
Рис. 66. Электрическая схема сигнализа-
ции повышения температуры.
Наиболее употребляемые обозначения по ГОСТ 7624—62 при-
ведены в табл. 16.
На рис. 66 показана простейшая схема сигнализации темпе-
ратуры.
12*
167
Таблица 16
Условные графические обозначения по ГОСТ 7624—62
Наименование
Обозначения
Сопротивление нерегулируемое
Сопротивление нерегулируемое с отводами
Сопротивление регулируемое (реостат); общее обо-
значение
Конденсатор нерегулируемый, общее обозначение
Элемент гальванический или аккумуляторный
Обмотка реле, контактора и магнитного пускателя
Примечания
1. Если необходимо подчеркнуть, что реле яв-
ляется однообмоточным, должно быть исполь-
зовано следующее обозначение
2. Выводы обмотки допускается изображать
по одну сторону прямоугольника
3. Допускается в прямоугольник вписывать
величину сопротивления обмотки реле. Напри-
мер, обмотка, величина сопротивления которой
равна 200 ом
4. Если необходимо уточнить род тока реле,
в прямоугольник следует вписывать соответ-
ствующий знак. Например, обмотка реле пере-
менного тока
5. Если необходимо отразить в обозначении
токовую обмотку или обмотку напряжения, а
также обмотки реле максимального тока или
минимального напряжения, следует использо-
вать следующие обозначения:
а) обмотка токовая
б) обмотка напряжения
168
Продолжение табл. 16
Наименование
Обозначения
Контакт реле
а) замыкающий
б) размыкающий
в) переключающий
г) с двойным замыканием
Переключатель цепи управления многопозиционный
(например, командо-контроллер, переключатель
управления и т. д.). Размыкающий контакт от-
ключается при повороте вправо (В) в положения
1 и 2 и при повороте влево (/7) в положение 2
Контакт остается включенным в положении 1 при
повороте влево
Примечание. Если переключатель в не-
скольких соседних положениях остается вклю-
ченным, допускается вместо зачерненных точек
использовать сплошную линию, которая соеди-
няет указанные положения включения
Переключатель цепи управления на три положения
с фиксацией переключающего механизма в ней-
тральном положении. Замыкающий контакт вклю-
чается при повороте вправо (В) или влево (Н) и
отключается после возврата переключающего ме-
ханизма в нейтральное положение
" в
2 i 0 i 2
t 2 3 ч
I । I I |
Кнопка с самовозвратом с замыкающим контактом
Кнопка с самовозвратом с размыкающим контак-
том
Кнопка с самовозвратом с одним замыкающим и
одним размыкающим контактами
Предохранитель плавкий. Общее обозначение
Заземление
169
Продолжение табл. 16
Наименование
Звонок электрический. Общее обозначение
Зуммер
Сирена электрическая
Гудок
Лампа накаливания сигнальная
При повышении температуры контакт термореле ТК замыкает
электрическую цепь, в результате чего включается сигнальная
лампа ЛС и через нормально замкнутый контакт промежуточного
реле Р включается звуковой сигнал ЗС.
Рассматриваемая схема сохраняет световую сигнализацию
включений до тех пор, пока не будет восстановлена нормальная
температура. Звуковой сигнал снимается кнопкой К.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ВОПРОСЫ
КОМПЛЕКСНОЙ АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ
Задача механизации и автоматизации производ-
ства и транспортировки продуктов разделения воздуха может
быть решена, как правило, в нескольких вариантах. Принятие
правильного технического решения в каждом конкретном слу-
чае сводится к выбору наиболее экономичного варианта. В связи
с этим возникает необходимость установления объективных кри-
териев оценки экономической эффективности вариантов механи-
зации и автоматизации производственных процессов.
Прежде чем принять решение об осуществлении механизации
или автоматизации того или иного объекта, необходимо произве-
сти технико-экономические расчеты, и только после определения
экономического эффекта и сравнения времени окупаемости капи-
тальных вложений на автоматизацию с нормативным временем
приступают к проектированию и осуществлению экономически
оправданного объема автоматизации оборудования или в целом
всего производства.
Определение экономической эффективности выполняется в со-
ответствии с методикой Госплана СССР и Академии наук СССР по
определению экономической эффективности внедрения новой тех-
ники механизации и автоматизации производственных процессов
в промышленности, издания 1962 года.
Определение экономической эффективности автоматизации при
производстве продуктов разделения воздуха заключается в соиз-
мерении капитальных затрат на автоматизацию с экономией на
текущих расходах и в обеспечении возможно большей экономии об-
щественного труда. Получение минимума затрат или повышение
производительности общественного труда выражается в снижении
стоимости продуктов разделения воздуха и является критерием
экономической эффективности автоматизации.
Основными показателями эффективности автоматизации яв-
ляются:
1) капитальные затраты на автоматизацию;
2) снижение себестоимости продуктов разделения воздуха;
3) срок окупаемости капитальных затрат или обратная ему
величина — коэффициент эффективности.
Капитальные затраты делятся на общие, новые и дополни-
тельные.
171
Основным показателем эффективности автоматизации является
снижение себестоимости продуктов разделения воздуха. В себе-
стоимости отражены затраты прошлого труда ( сырье, материалы,
энергия, вода, амортизация основных средств) и живого труда (за-
работная плата). Экономия сырья, материалов и энергетических
затрат дает существенное изменение себестоимости. Коэффициент
эффективности учитывает фактор времени и показывает, за какой
период новые или дополнительные капиталовложения окупятся в
результате экономии на текущих затратах. При определении эко-
номической эффективности автоматизации учитываются и допол-
нительные экономические показатели: рост производительности
труда; увеличение годового выпуска продуктов, отдача продукции
на 1 рубль общих капитальных затрат, улучшение качества про-
дуктов разделения воздуха.
Кроме того, учитываются и другие стороны автоматизации:
облегчение и улучшение условий труда, повышение безопасности
работы, повышение надежности работы машин и аппаратов, повы-
шение общей культуры производства и труда. Целесообразность
применения продуктов разделения воздуха в промышленности за-
частую ограничивается высокой их себестоимостью.
Для небольших установок разделения воздуха заработная
плата имеет очень большой удельный вес в себестоимости продук*
тов разделения. Так, например, для установки КГН-30 заработная
плата составляет 38,9% всех эксплуатационных затрат. Удельный
вес зарплаты в себестоимости продуктов разделения воздуха, по-
лучаемых на больших установках, невелик; так, например, для
установки БР-2 он составляет 1 % от всех эксплуатационных за-
трат. На этих установках наибольшие эксплуатационные затраты
падают на стоимость энергии (для блоков БР-2 — 70,2%).
Поэтому при проведении мероприятий по снижению себестои-
мости продуктов разделения воздуха необходимо основное внима-
ние уделять систематическому снижению расхода электрической
энергии.
При промышленном получении кислорода способом разделе-
ния воздуха методом глубокого охлаждения и ректификации тео-
ретически необходимо израсходовать 0,056 квт-ч1м3 кислорода.
Однако на современных мощных установках низкого давления
расходуется 0,45—5 кет • ч, т. е. термодинамический коэффициент
полезного действия установок разделения воздуха не превышает
12—13%; остальная энергия расходуется на компенсацию потерь
в машинах и аппаратах установок разделения воздуха.
Работы, проведенные Московским энергетическим институтом,
показали распределение потерь в аппаратах и машинах современ-
ной установки разделения воздуха низкого давления.
Как видно из табл. 17, общие потери составляют 88,7% от
всей подведенной энергии. Из них 40,6% теряется при сжатии воз-
духа в воздушном турбокомпрессоре, 48,1% — в аппаратуре и ар-
матуре блока разделения воздуха. Следовательно, непосредствен*
172
Таблица 17
Энергетический баланс кислородной установки низкого давления
Аппарат или машина Величина потери
ккал! моль О2 %
Компрессор 3850 40,6
Клапаны регенераторов 150 1.6
Азотные регенераторы 820 8,7
Кислородные регенераторы 290 3,1
Подогреватель азота 70 0,7
Детендерный теплообменник 170 1.8
Турбодетендер 55 0,6
Дроссель перед турбодетендером 160 1,7
Нижняя колонна 550 5,8
Конденсатор 420 4.5
Верхняя колонна 1320 13,9
Азотный дроссельный вентиль 50 0,5
Дроссельный вентиль кубовой жидкости 200 2,1
Переохладитель азота 280 2,9
Переохладитель кубовой жидкости 20 0,2
Всего потерь . . . 8405 88,7
но на получение продуктов разделения воздуха расходуется всего
лишь 11,3% потребляемой энергии*.
Для уменьшения удельного потребления электрической энергии
и повышения к.п.д. кислородных установок необходимо усовершен-
ствовать конструкции блоков разделения воздуха и турбокомпрес-
соров, а также снизить расход электроэнергии при эксплуатации
установок.
Снижение удельного расхода электрической энергии в 3 раза
было достигнуто при переходе со схем разделения воздуха высо-
кого давления к современным схемам низкого давления. При про-
ведении мероприятий по дальнейшему снижению расхода электро-
энергии необходимо иметь в виду, что наиболее экономичное веде-
ние процесса разделения воздуха, с энергетической точки зрения,
заключается в том, чтобы наиболее рационально использовать
энергию при сжатии воздуха в турбокомпрессоре. Чем меньше по-
тери в блоке разделения воздуха, тем ниже должно быть давление
воздуха после турбокомпрессора и расход электроэнергии.
Как известно, одним из факторов снижения себестоимости про-
дуктов разделения воздуха, расхода электрической энергии и по-
вышения производительности труда является автоматизация про-
изводства.
Ведение технологического процесса на оптимальном режиме при
помощи систем автоматического регулирования дает наибольший
* В. М. Бродянский, Энергетические потери в современных кислород-
ных установках. Изв. высш, учебн. зав., Энергетика, № 7 (1950).
173
экономический эффект. При осуществлении автоматизации ком-
прессоров и блоков разделения воздуха можно добиться некото-
рого снижения потерь и повышения к. п. д. установок разделения
воздуха. При этом следует иметь в виду, что потребляемая мощ-
ность современных установок настолько возросла, что снижение
расхода электрической энергии только на 1 % составит годовую
экономию по кислородной станции средней производительности
примерно 2 млн. кет • ч.
Серьезным недостатком в работе неавтоматизированных бло-
ков разделения воздуха, работающих по схеме низкого давления,
является забивка азотных и кислородных регенераторов твердой
углекислотой.
Забивка твердой углекислотой насадки регенераторов увели-
чивает сопротивление прохождению ее потоков, что в конечном
счете приводит к росту давления в верхней колонне и разгрузке
агрегата по воздуху и кислороду. Неравномерная, как правило, за-
бивка насадки кислородных регенераторов приводит к тому, что
при изменении потоков по регенераторам резко изменяются пара-
метры всего технологического процесса агрегата, как-то: давление
в верхней и нижней колоннах, равновесный состав жидкой и па-
ровой фаз на тарелках, выход кислорода, соотношение прямого и
обратного потока в азотных регенераторах.
При таком колебании 'технологических параметров забивка на-
садки твердой углекислотой увеличивается, коэффициент извлече-
ния кислорода из воздуха снижается. В результате неравномерной
забивки насадки кислородных регенераторов колебания выхода
кислорода, в зависимости от того, по какому регенератору идет
обратный поток, достигают от 8000 л/3/ч до 12 000 лг3/ч (для блока
типа БР-1).
Исходя из опыта эксплуатации агрегатов разделения воздуха
на Лисичанском химкомбинате, можно сделать выводы, что при-
чинами забивки насадки регенераторов твердой углекислотой яв-
ляются:
— высокая температура воздуха, подаваемого в блок. Расчет-
ная температура воздуха 30° С. Практически, особенно в летний
период времени, температура воздуха достигает 45° С. В данном
случае забивка насадки происходит более или менее равномерно
по всем регенераторам;
— недостаточная точность ведения технологического процесса
обслуживающим персоналом, в результате чего не всегда выдер-
живается режим, обеспечивающий условия незамерзаемости реге-
нераторов, как-то: соблюдение оптимальной разницы температур
обратного и прямого потоков, соотношение обратного и прямого
потока, одинаковое распределение потоков по регенераторам,
плавное изменение нагрузки по воздуху и кислороду;
— неполадки с клапанами принудительного и автоматического
действия, в результате чего происходит резкое отепление одного и
174
охлаждение другого регенераторов и, следовательно, нарушение
условий незамерзаемости регенераторов.
Лабораторией автоматики Машиностроительного завода
им. 40-летия Октября разработана система автоматического регу-
лирования температурного режима регенераторов для установки
разделения воздуха типа БР *.
Система выполнена средствами пневмоавтоматики и собрана
на стандартных, серийно выпускаемых мостах ЭМД-232, регуля-
торах системы «Старт» и элементах УСЭППА.
Внедрение автоматического регулирования температурного ре-
жима регенераторов на блоках разделения воздуха типа БР и его
модификаций на Лисичанском химическом комбинате позволило
Рис. 67. Графики изменения сопротивления кислородных регенера-
торов блока БР-1:
/ — до автоматизации; 2—после автоматизации.
стабилизировать температурный режим и, следовательно, соотно-
шение прямого и обратного потоков в регенераторах, что создало
условия их незамерзаемости, а также устранило снижение произ-
водительности агрегатов по кислороду из-за забивки регенераторов.
Таким образом, за основу при подсчете экономической эффек-
тивности автоматизации блоков следует брать основной фактор не-
забиваемости регенераторов и, как следствие, более продолжитель-
ный безостановочный период работы блока с производительностью
не ниже паспортной.
На рис. 67 показаны кривая сопротивления регенераторов
блока типа БР-1 до и после автоматизации.
Лабораторией также разработана система автоматического ре-
гулирования уровня в кубе нижней колонны установок разделения
воздуха и передана в промышленную эксплуатацию. Автоматика
обеспечивает высокое качество регулирования и надежность, осво-
бождает аппаратчика от операции регулирования уровня. Стаби-
* Техническая и экономическая информация, Кислородная промышленность,
вып. 4, НИИТЭхим, 1965, стр. 2.
175
лизация уровня в кубе нижней колонны обеспечивает более равно-
мерную подачу жидкости в верхнюю колонну, тем самым улучшая
режим ректификации.
По данным Гипрокислорода, снижение себестоимости кисло-
рода в результате автоматизации производственного процесса воз-
можно от 3 до 7% в зависимости от типа кислородной установки.
Из этого следует, что основной упор при автоматизации круп-
ных кислородных станций должен быть сделан на обеспечение оп-
тимизации процесса.
В результате проведенных технико-экономических расчетов
средства, затрачиваемые на автоматизацию, окупаются по кисло-
родной станции с блоками БР-2 за 0,6 года, с блоками БР-9 — за
1,1 года, с блоками БР-5 — за 3,7 года, с блоками высокого давле-
ния типа КГСН-150 — за 2,6 года (табл. 18).
Таблица 18
Технико-экономические показатели автоматизации кислородных станций
Тип блоков разделения воздуха кислородной стаиции Увеличение сметной стоимости строитель- ства после автомати- зации % Сокраще- ние обслужи- вающего персонала % Увеличение произво- дительно- сти % Снижение расхода электроэнер- гии на полу- чение продуктов разделения воздуха % Сннже ние себестоимо- сти товарного продукта % Окупае- мость дополни- тельных капитало- вложений (в годах)
1ХКГН-30 . . . 22,7 23,5 2,9 4,5 6,0
2ХКГСН-150 . . 8,4 33,3 2,9 — 5,8 2,6
4ХКТ-3600 Ар . . 6,2 24,3 0,8 3,3 1,9 6,1
4ХБР-5 3,9 24,2 2,1 2,0 2,4 3,7
ЗХБР-9 1,4 22,4 2,6 2,0 4,8 1,1
2ХБР-2 1,5 24,8 4,2 2,0 5,7 0,6
Из анализа экономического эффекта видно, что затраты на
комплексную автоматизацию кислородного производства, особенно
по схеме низкого давления, окупаются в короткий срок. Следова-
тельно, автоматизация кислородного производства экономически
оправдана и требует дальнейшего развития.
Увеличение производства продуктов разделения воздуха тре-
бует также и дальнейшей механизации трудоемких процессов.
На одном из кислородных заводов в 1962 г. был введен в экс-
плуатацию новый механизированный баллонный цех емкостью
3000 баллонов, построенный по типовому проекту Гипрокислорода.
В этом цехе механизированы такие трудоемкие работы, как
погрузка и выгрузка баллонов с автомашин, перемещение балло-
нов по цеху, присоединение баллонов к наполнительным рампам
и их наполнение, ремонт и испытание баллонов. Механизация по-
грузки и выгрузки баллонов с автомашин и перемещение балло-
нов внутри цеха решены применением легко разбираемых кон-
тейнеров.
176
Разгрузка и погрузка баллонов с автомашин осуществляются
кран-балками грузоподъемностью 3 т. Внутрицеховая транспорти-
ровка баллонов в контейнерах производится электрокарами
типа 4004.
На заводе производится одновременная погрузка и разгрузка
двух контейнеров, что значительно ускоряет выполнение погрузоч-
ных работ.
В настоящее время на заводе имеется в обращении 1500 кон-
тейнеров.
Механизация трудоемких процессов в баллонных цехах позво-
лила увеличить выпуск газообразного кислорода в 1963 г. на 20%
против предусмотренного проектом. Имеются предпосылки для
дальнейшего увеличения выпуска кислорода.
Механизация погрузки и разгрузки баллонов облегчила и уско-
рила погрузочно-разгрузочные операции не только на заводе-из-
готовителе, но и у потребителей, что увеличило оборачиваемость
автотранспорта. Увеличилась сохранность баллонов и уменьшился
расход вентилей и запасных частей для их ремонта.
На заводе облегчен труд 35 рабочих. Если раньше на заводе
работало 17—20 грузчиков на ручной погрузке, то сейчас работает
всего лишь 3—4 человека для отпуска кислорода мелким потреби-
телям. Общий годовой экономический эффект в результате меха-
низации составил 71 257 руб.
ЛИТЕРАТУРА
1. Крючков А. Д„ Автоматизация поршневых компрессоров, Машгиз, 1963.
2. Бродянский В. М., Энергетика и экономика продуктов разделения воз-
духа, Изд. «Металлургия», 1965.
3. К р а с и в с к и й С. П„ Приборы и технические средства автоматизации,
Изд. «Машиностроение», 1965.
4. Б о р о н и х и и А. С., Г р и з а к Ю. С., Основы автоматизации производства
и контрольно-измерительные приборы, Стройиздат, 1964.
5. Михайлов Е. И., Применение информационных и вычислительных машин
в азотио-кислородных производствах, Механизация и автоматизация произ-
водства, № 8 (1964).
6. Стальский В. В., Житомирский О. Р., Автоматизация магистраль-
ных трубопроводов, Гостоптехиздат, 1961.
7. Крючков А. Д„ Автоматизация поршневых компрессоров, Машгиз, 1963.
8. Автоматизация кислородной установки БР-5, ЦБТИ Госкомитета по автома-
тизации и машиностроению, Москва, 1961.
9. Ордынцев В. М., Математическое описание объектов автоматизации, Изд.
«Машиностроение», 1965
10. С о л о д о в н и к о в В. В., Усков А. С., Статистический анализ объектов
регулирования, Машгиз, 1960.
11. Солодовников В. В., Статистическая динамика линейных систем авто-
матического управления, Физматгиз, 1960.
12. Гуревич Д. Ф., Расчет и конструирование трубопроводной арматуры, Изд.
«Машиностроение», 1964.
13. Труды ВНИИКИМАШ, ЦБТИ Мосгорсовнархоза, вып. 3 н 4, 1960.
14. Кислород, № 2 (1958); № 6 (1959).
Евгений Иванович Михайлов
Борис Васильевич Денищук
ОСНОВЫ АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ
КИСЛОРОДНОГО ПРОИЗВОДСТВА
М., Издательство «Химия», 1968 г.
с. 180 УДК 661.932.012-52
Редактор Л. М. Сафонов
Технический редактор 3. И, Яковлева
Художник Б. С. Цимбал
Корректоры Н. Л. Жукова, С. Л. Федотова
Т-07172. Подписано в печать 26/VI 1968 г. Формат бОхЭО’/^. Уч.-нзд. л. 11,5.
Печ. л. 11,25. Бум. л. 5,68. Тираж 4000 экз. Заказ № 1226. Цена 76 коп.
Тип. бум. № 2. Тем. план 1968 г. № 2.
Ленинградская типография № 2 имени Евгении Соколовой Главполиграфпрома
Комитета по печати при Совете Министров СССР. Измайловский проспект. 29.