/



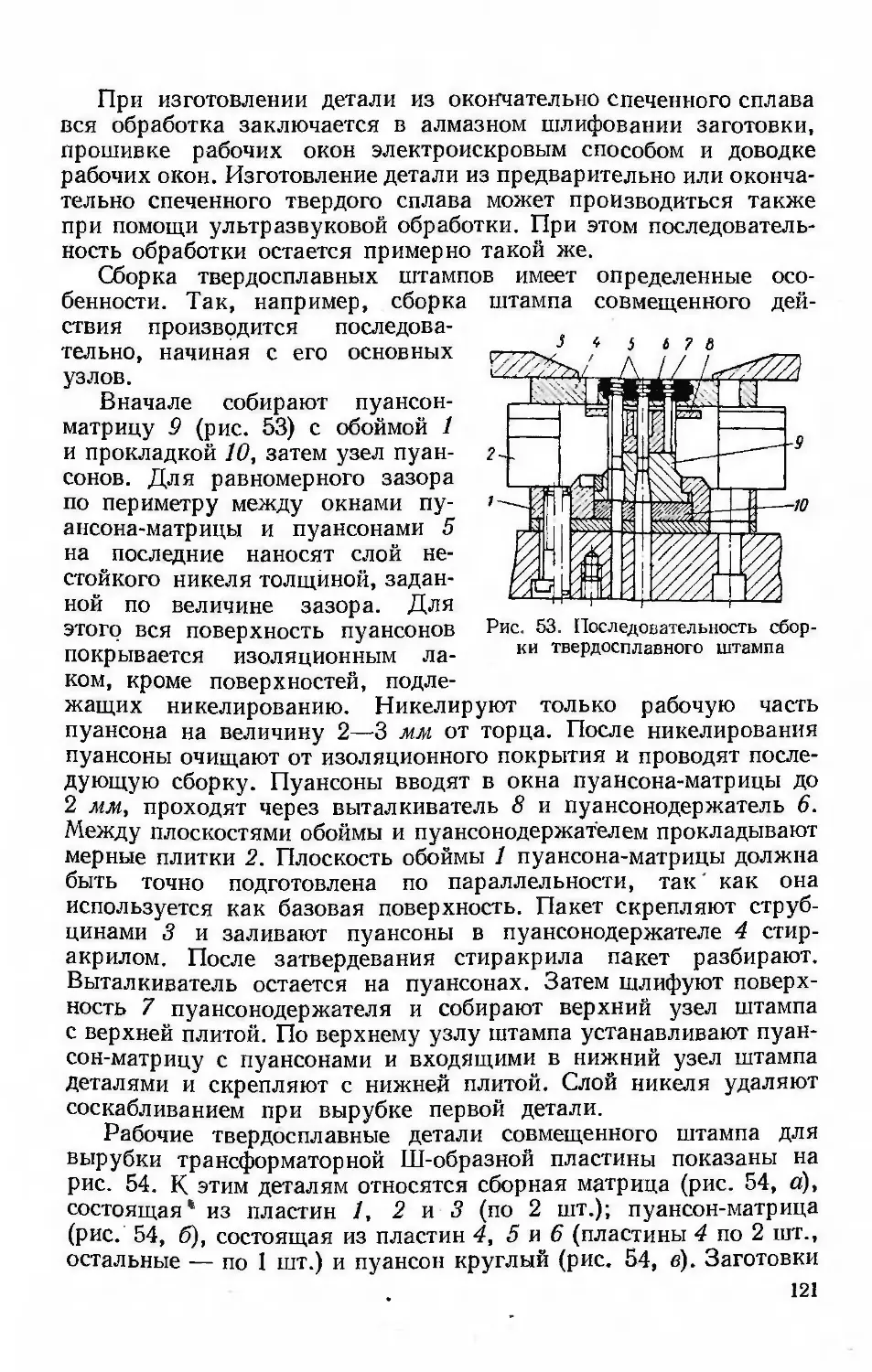
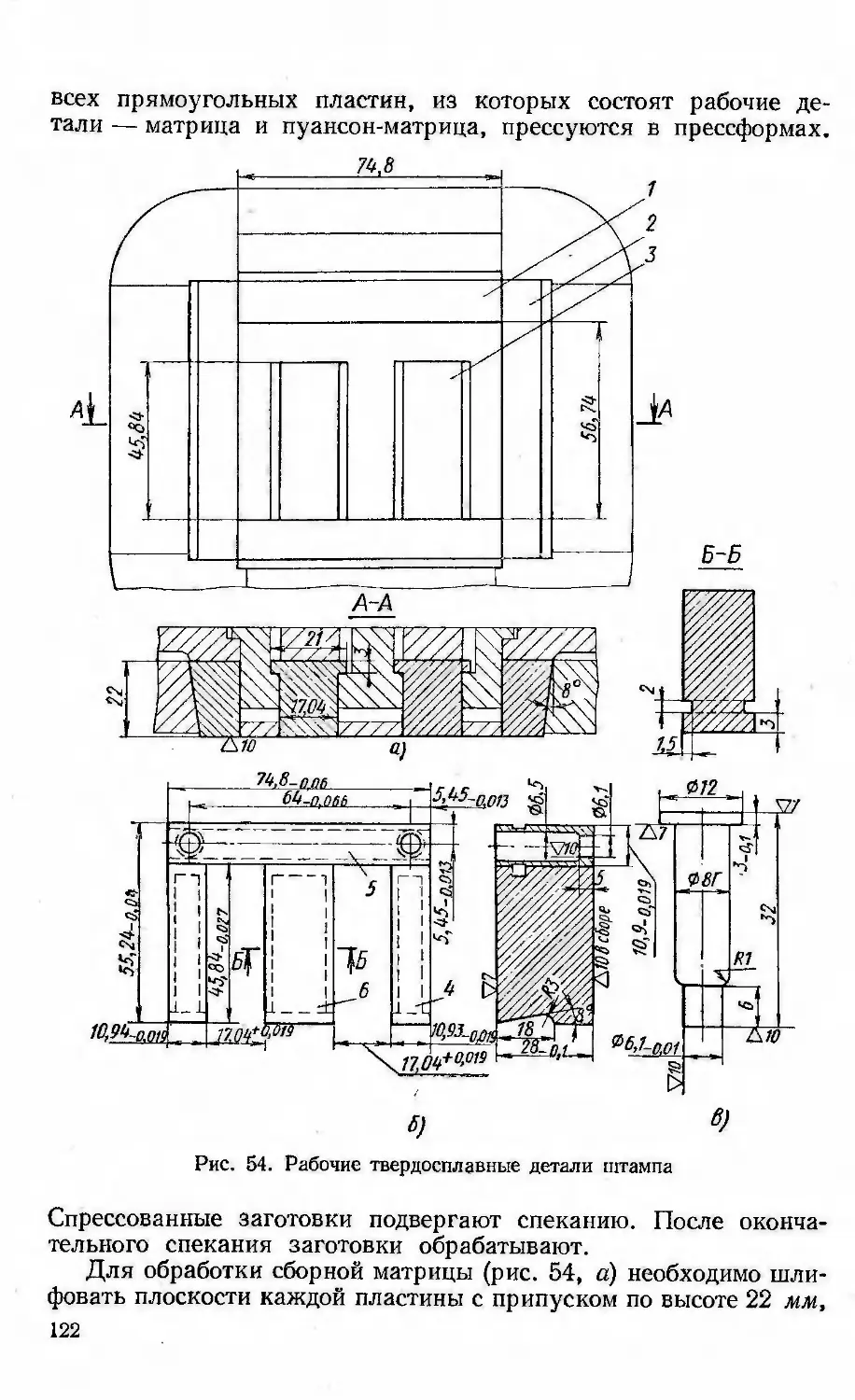






Text
ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
ШТАМПОВ
И ПРЕССФОРМ
В. С. МЕНДЕЛЬСОН,
Л. И. РУДМАН
ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
ШТАМПОВ
И ПРЕССФОРМ
Допущено Министерством высшего!и^среднего
специального образования СССР fe качестве
учебника для машиностроительных техникумов
ИЗДАТЕЛЬСТВО
«МАШИНОСТРОЕНИЕ»
Москва 1971
ПРЕДИСЛОВИЕ
В Директивах XXIV съезда КПСС по пятилетнему плану раз-
вития народного хозяйства СССР на 1971—1975 гг. отмечено,
чт<> необходимо: ускорить темпы научно-технического прогресса
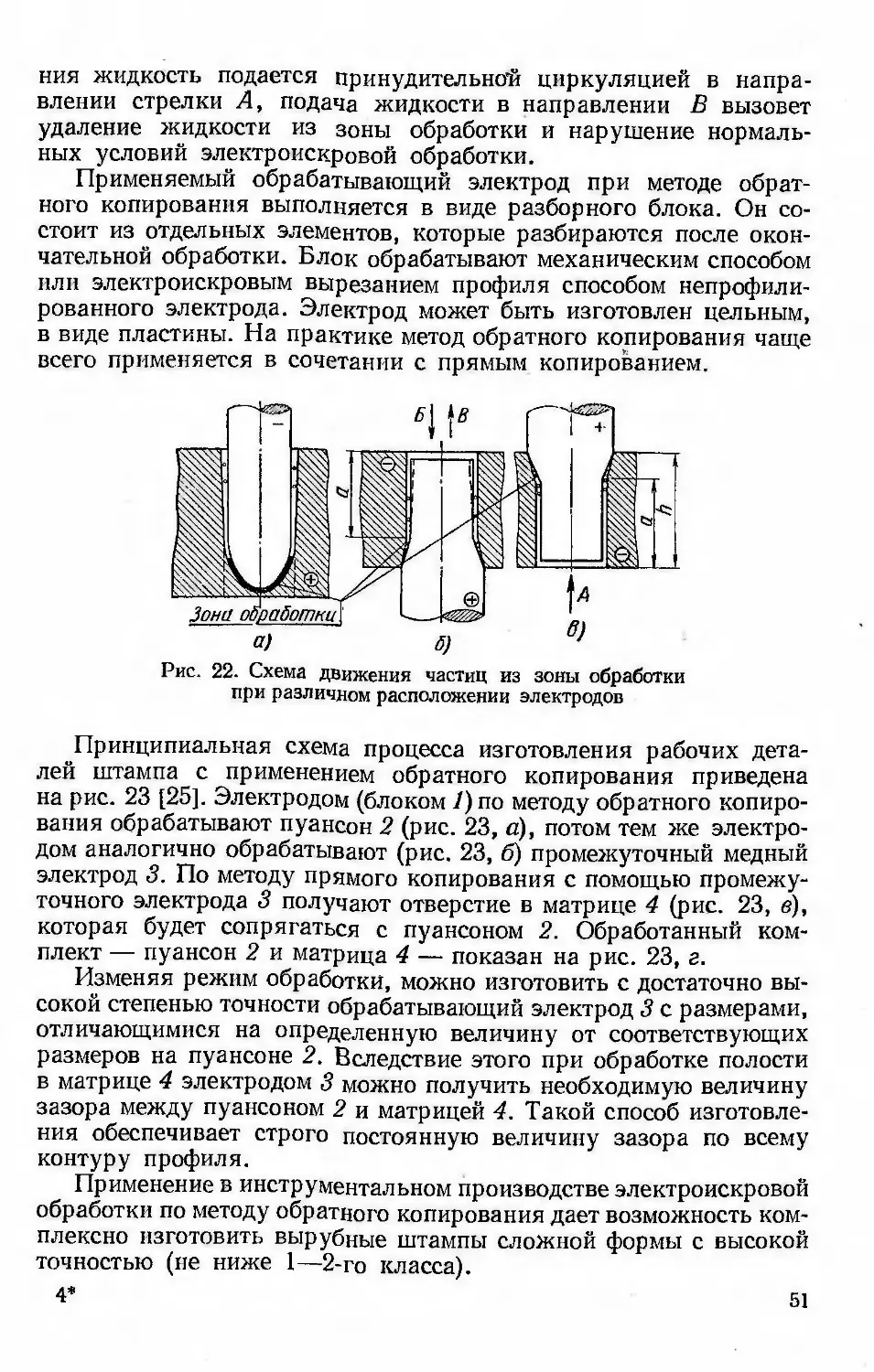
и обеспечить осуществление единой технической политики; шире
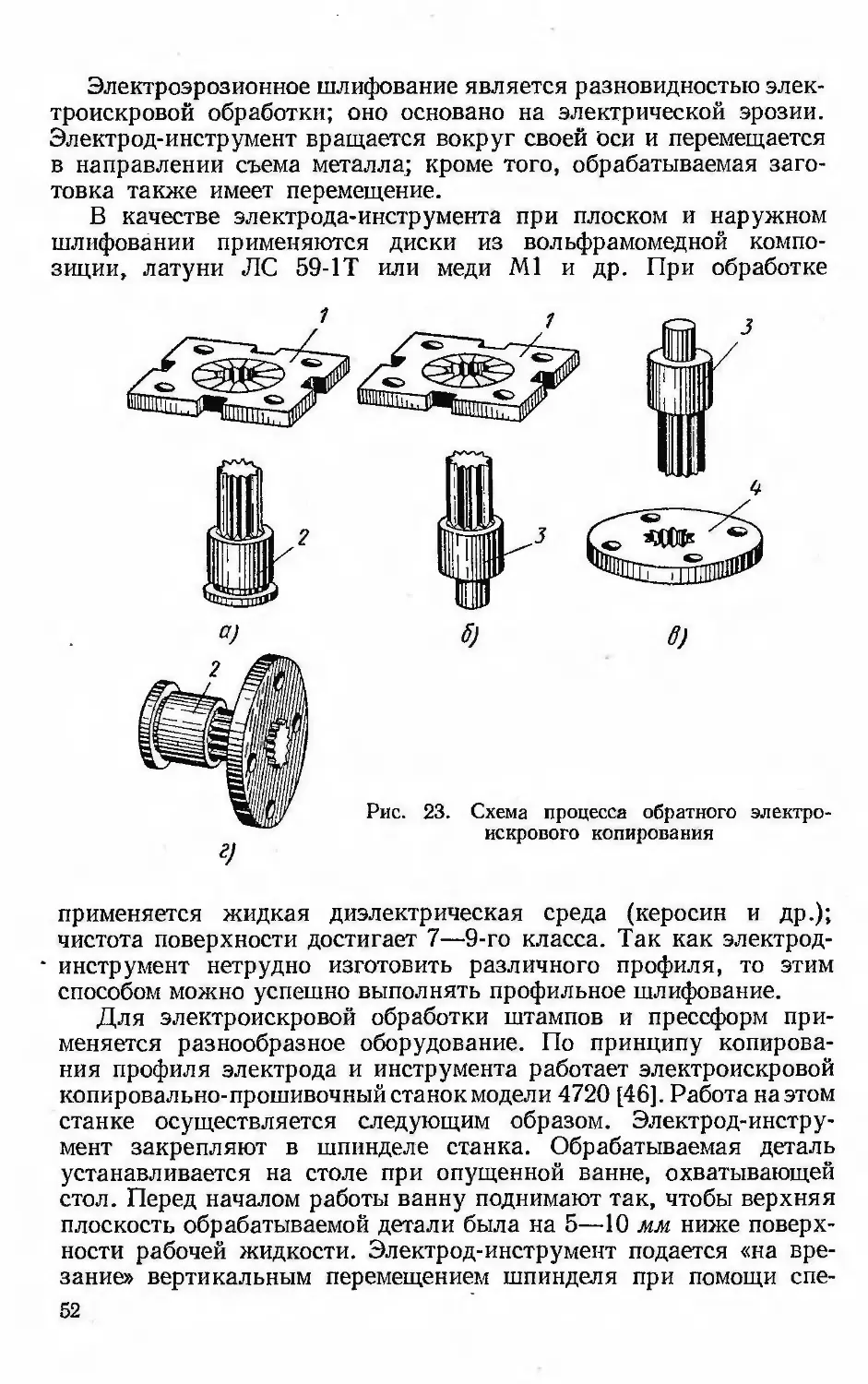
использовать возможности, создаваемые научно-технической ре-
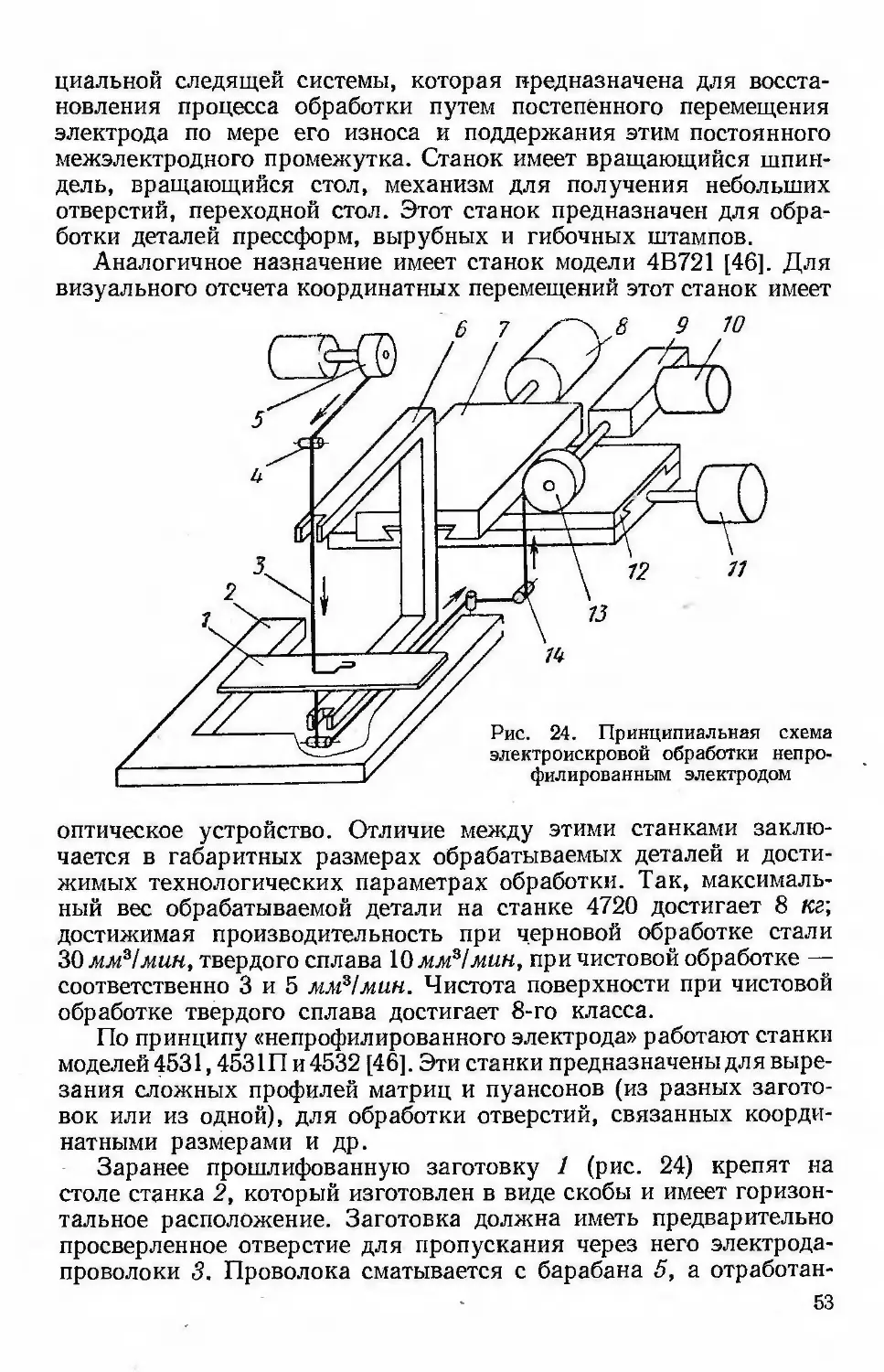
волюцией для ускорения развития производительных сил; созда-
ППТ1. п внедрять принципиально новые орудия труда, материалы
it технологические процессы, превосходящие по своим технико-
ткономпчсским показателям лучшие отечественные и мировые
достижения.
Для решения поставленных задач потребуются еще более ква-
лифицированные кадры специалистов технологов — машинострои-
телей широкого профиля, глубоко изучивших основы технологии
машиностроения и умеющих применить их к заданным производ-
ственным условиям.
Технология изготовления штампов и прессформ является частью
общей технологии машиностроения. Развитие и формирование
технологии изготовления штампов и прессформ зависит от тех-
нологии обработки металлов давлением, технологии прессования
пластмасс и общей технологии машиностроения. Для изготовле-
нии современных сложных штампов и прессформ применяют но-
вые методы обработки металлов. Необходимость повышения стой-
кости штампов и прессформ привела к применению твердосплав-
ных рабочих деталей в их конструкциях и т. д. Появление таких
прогрессивных методов, как холодное выдавливание глухих по-
лостей, профильное шлифование, электрофизические и электрохи-
мические методы обработки, и наряду с этим широкое использова-
ние п промышленности новых полимерных и других неметалличе-
ских материалов в качестве конструкционных позволили создать
одну из технически передовых отраслей машиностроения — от-
расль производства штампов и прессформ и обеспечить выпол-
нение высоких требований к продукции этой отрасли.
Первые опубликованные работы по технологии изготовления
штампов и прессформ посвящались отдельным вопросам изго-
товления технологической оснастки. Так например, в 1932 г.
I* 3
в книге М. Г. Мандзика впервые были систематизированы во-
просы технологии изготовления штампов. В работе В. Я. Дубо-
вого, вышедшей в 1938 г., освещены вопросы производства рабо-
чих элементов штампов, влияния режимов штамповки и конструк-
тивных параметров рабочих элементов на стойкость штампов.
Некоторые проблемы технологии изготовления штампов и повы-
шения их стойкости были опубликованы (1936—1960 гг.) в ра-
ботах В. Т. Мещерина, А. Н. Малова, Д. А. Вайнтрауба и др.
Технология изготовления штампов и прессформ получила
развитие в результате использования основных теоретических
работ по технологии машиностроения и обработке металлов реза-
нием. К этим работам следует отнести труды Н. А. Бородачева,
К. В. Вотинова, Г. И. Грановского, А. И. Каширина, В. М. Кована,
А. П. Соколовского, В. С. Корсакова и др.
В работах этих ученых приведены основы технологии произ-
водства, достижения высокого качества деталей машин, пути
снижения затрат на изготовление машин и даны основы разра-
ботки технологического процесса изготовления деталей и сборки
машин.
В настоящем учебнике курс «Технология изготовления штам-
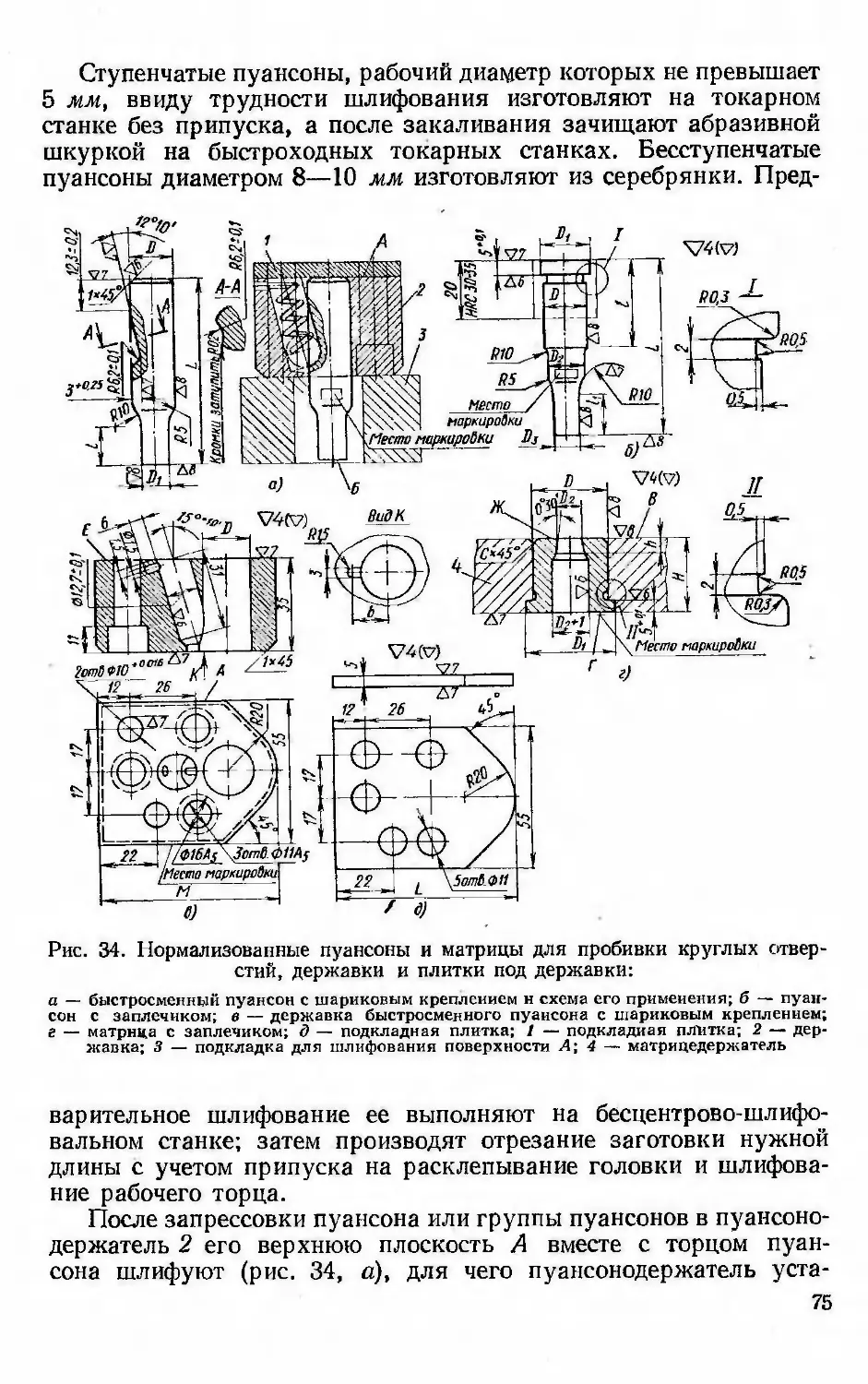
пов и прессформ» излагается применительно к одноименной про-
грамме. Курс читается после изучения дисциплины «Конструи-
рование штампов и прессформ».
Глава I
ПОНЯТИЕ
О ТЕХНОЛОГИЧЕСКОМ
ПРОЦЕССЕ
| 1. ТИПЫ ПРОИЗВОДСТВА ШТАМПОВ И ПРЕССФОРМ
Производство штампов и прессформ на заводе в основном
Сосредоточено в инструментальных цехах, изготовляющих всю
Номенклатуру оснастки и инструмента, которые необходимы пред-
приятию.
В отдельных случаях, когда на заводе используется большое
количество штампов, создаются отдельные штамповые цехи, в ко-
торых изготовляют штампы (преимущественно для горячей объем-
ной штамповки). Эти цехи обычно оснащают всем универсальным
н специальным оборудованием, необходимым для производства
Штампов.
Производство штампов и прессформ, на неспециализированных
шнюдпх является вспомогательным и, как правило, единичным.
Только при достаточно высоком уровне предметной специализа-
ции ио основной продукции и при высокой степени нормали-
зации деталей штампов и прессформ на отдельных участках
инструментального или штампового цеха возможна организация
работы ио принципу мелкосерийного и даже серийного произ-
1ЮД1 HI.I.
Особенпо эффективной организации труда при производстве
нннмиои н прессформ можно достичь при его централизации —
ппдшнш инструментальных заводов по производству штампов,
Нрггг<|и>рм с соответствующей технологической специализацией
Нахой п участков внутри заводов.
Инструментальные и штамповые цехи в основном выпускают
сложную продукцию, так как штампы и прессформы изготовляют
п огиошюм по 1 и 2-му классам точности.
Характер специализации определяется формой организации
iimipy ментального производства данного завода. Производство
IHH1MIHTII п прессформ может иметь комплексную или раздельную
форму организации. Инструментальные цехи с комплексной
формой организации производят все группы штампов, прессформ
и другой оснастки. При раздельной форме организации инстру-
мсит.ип.пого производства могут создаваться такие цехи, как ин-
струментальный (по производству режущего и другого инстру-
мента, штампов), модельный, приспособлений и др. Возможна и
5
более узкая специализация: штамповые цехи в отдельных слу-
чаях специализируются по выпуску только определенного вида
штампов.
Кроме того, на крупных предприятиях одновременно со спе-
циальным штамповым цехом, изготовляющим новые штампы,
может функционировать цех ремонта штампов. Характер произ-
водства инструментального или штампового цеха определяется
прежде всего объемом производственною задания (годовой про-
граммой).
$ 2. НЕКОТОРЫЕ ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ В ПРОИЗВОДСТВЕ ШТАМПОВ
И ПРЕССФОРМ
В условиях мелкосерийного и индивидуального производства
iiiniMrioB и прессформ разработка технологического процесса сво-
дится к составлению маршрутно-технологической карты на изго-
товление каждой детали с указанием перечня инструмента вто-
рого порядка, материальной спецификации на заготовки для
всего штампа или прессформы и технологической карты на ковку
отдельных заготовок. На сборку штампа или прессформы также
должна быть составлена маршрутно-технологическая карта,
в которой должны быть перечислены основные переходы сборки,
отмечены все пригоночные операции, которые должны быть выпол-
нены слесарем-сборщиком в процессе сборки, и установлена норма
времени на всю операцию сборки.
Кроме перечисленных документов, составляют операционные
карты типовых технологических процессов. Такие карты состав-
ляют на детали и узлы, которые систематически обрабатывают
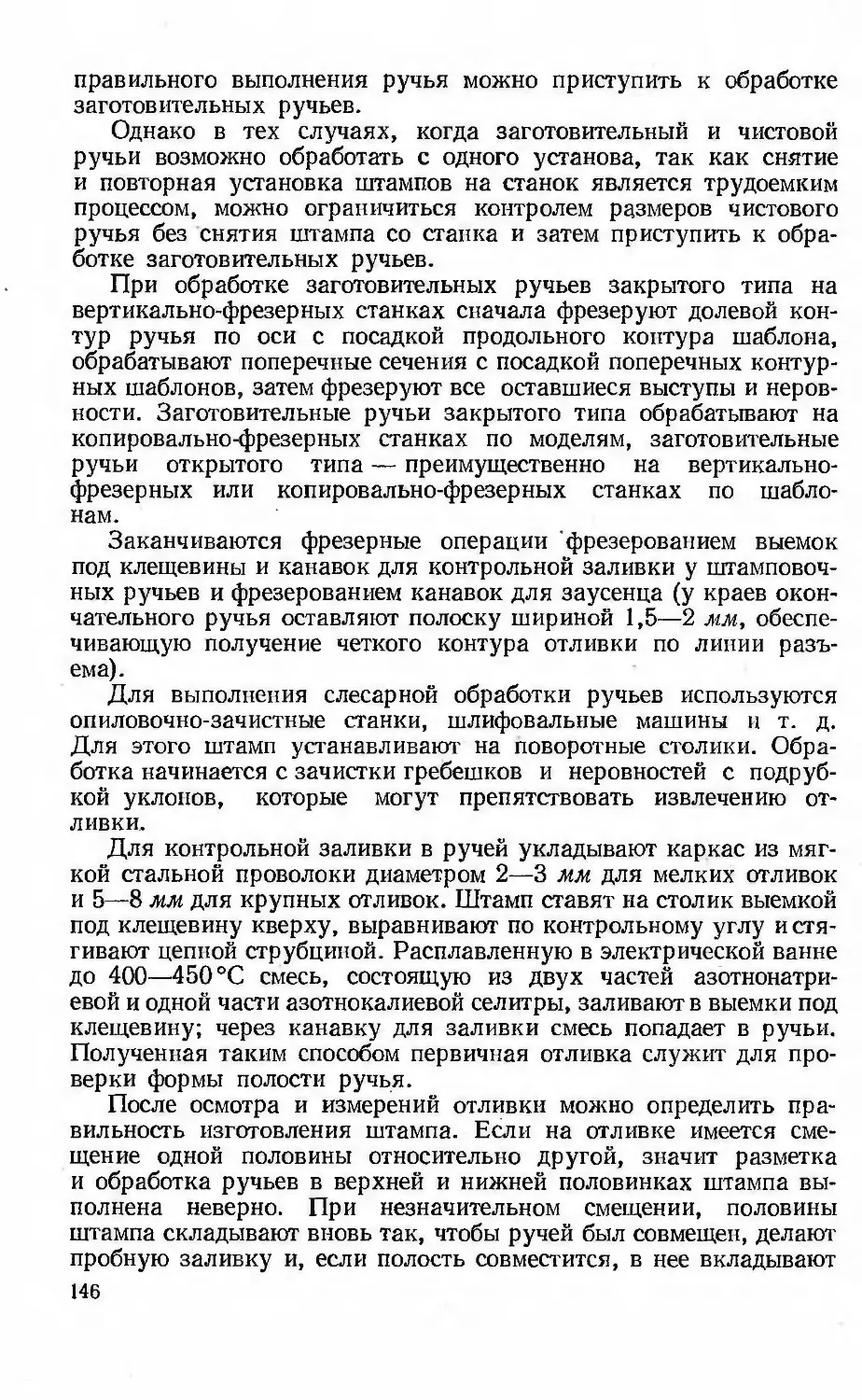
(плиты, колонки, блоки и т. д.), а также на отдельные часто по-
вторяющиеся операции (заготовительные, термические и др.).
Прежде чем приступить к разработке технологического про-
цесса, необходимо изучить чертеж штампа или прессформы.
Изучение чертежей штампа или прессформы включает в себя озна-
комление с их конструкцией, принципом действия, техническими
требованиями к детали, получаемой в результате штамповки или
прессования.
Для деталей, которые изготовляют по рабочим чертежам,
составляют маршрутные и операционные технологические карты,
и в соответствии с этим осуществляется выбор баз для установки
и закрепления детали на станке, определяются припуски на обра-
ботку. Затем устанавливают размеры заготовок и их форму,
а следовательно, и метод их получения (отливка, ковка, отрезка).
В соответствии с этим выдаются заказы на изготовление от-
ливок и поковок. Все полученные данные вносятся в маршрутно-
технологические и операционные карты, в которых также указы-
вают оборудование и инструмент.
6
При разработке технологии изготовления деталей штампов и
11|нчсформ должны учитываться условия, обеспечивающие созда-
ние оптимального технологического процесса: получение единых
In»'гояпных установочных баз для всего процесса обработки;
ипргделение необходимой последовательности операций, обеспе-
чпшпощих изготовление детали высокого качества при наимень-
ших затратах; рациональное распределение припусков на черно-
вую и чистовую обработку детали; выбор эффективного оборудова-
нии н оснастки для обеспечения намеченного процесса обработки
и определение оптимальных режимов обработки.
. ()дпако при назначении операций и выборе оборудования сле-
дует учитывать ряд особенностей, вытекающих из повышенных
требований к точности и шероховатости поверхности деталей
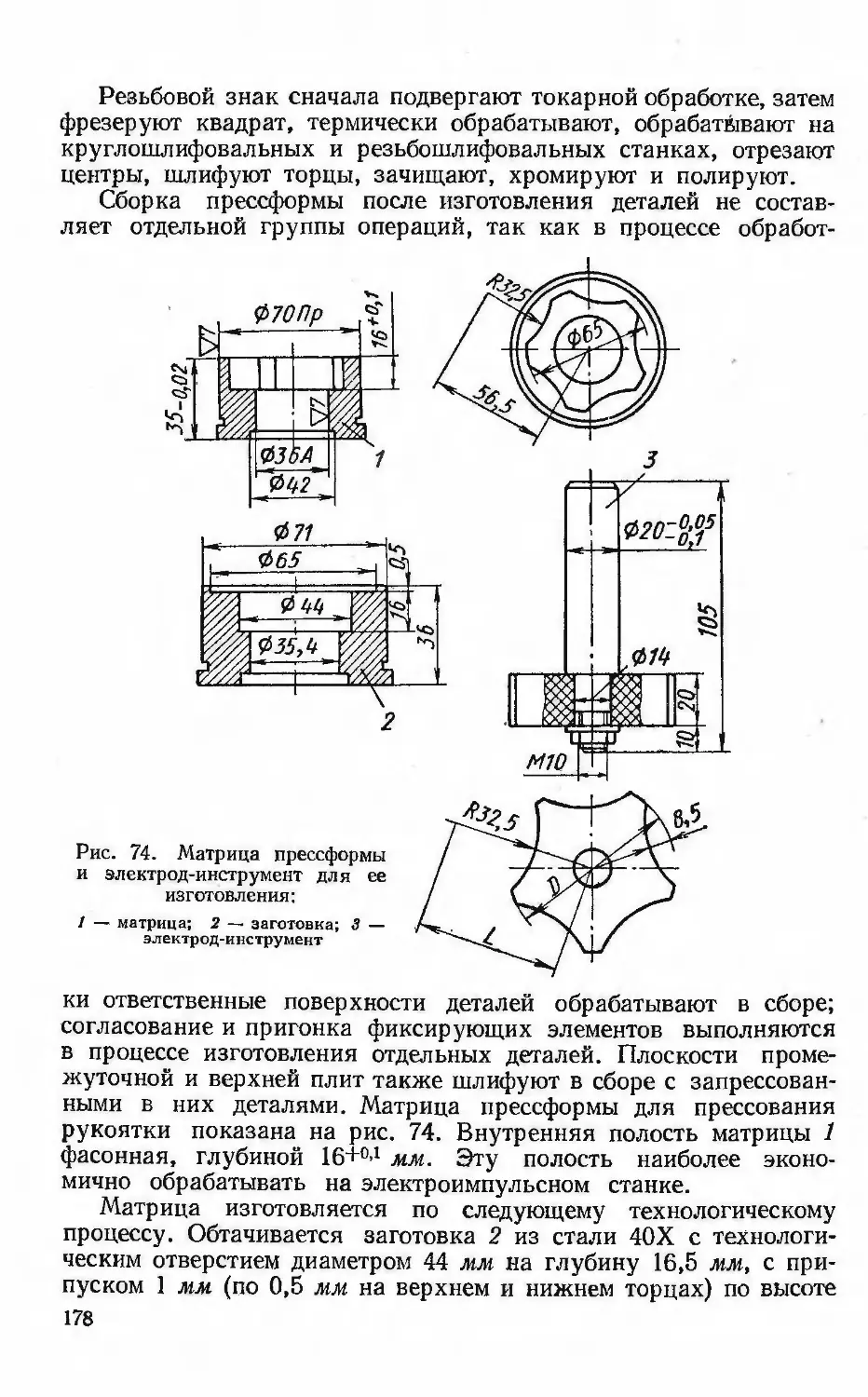
штампов и прессформ.
Форма и чистота рабочих поверхностей штампов и прессформ
определяют размеры, форму и чистоту поверхности изготовляемых
и них деталей. Погрешности, с которыми изготовлены детали штам-
пов и прессформ, и шероховатость их поверхности влияют на
качество деталей машин. Поэтому требования, предъявляемые
к точности и шероховатости поверхности деталей штампов и пресс-
форм, являются повышенными по сравнению с требованиями,
предъявляемыми к получаемым путем штамповки или прессования
деталям.
Повышенные требования в первую очередь относятся
к пуансону, матрице, оформляющим поверхностям деталей
11 Т. д.
Выполнение этих требований достигается вследствие примене-
ния точных методов обработки, станков повышенной, высокой и
особо высокой точности (классы П, В, А), вследствие высокой ква-
лификации рабочих-станочников, слесарей инструментальщиков
п сборщиков, в результате использования средств повышения жест-
кости системы СПИД металлорежущих станков и т. д.
Достижение необходимых высоких классов чистоты детали
(особенно рабочих поверхностей) осуществляется в результате
выполнения шлифовальных и доводочных операций, в том числе
алмазного шлифования с применением специальных гальваниче-
ских покрытий и т. д. Кроме того, должны учитываться особен-
ности, связанные с индивидуальным характером сборочных работ.
Так как принцип взаимозаменяемости пуансона и матрицы
в большинстве случаев неприменим, возникает необходимость
индивидуальной подгонки пуансона и матрицы. Некоторые
детали могут обрабатываться с отклонениями от чертежа с уче-
том последующей подгонки при сборке. В большей степени это
относится к толщинам плит, высоте выталкивателей и длинам
толкателей.
На основании разработанного технологического процесса опре-
деляется трудоемкость изготовления оснастки. Для каждой опе-
7
(itiiutn yriи11fiiijimini'K'>1 разряд работы, норма времени, рас-
цепки.
Kom iрупринципе специального инструмента второго порядка
допустится только в случае невозможности использования тести-
рованного или нормализованного инструмента.
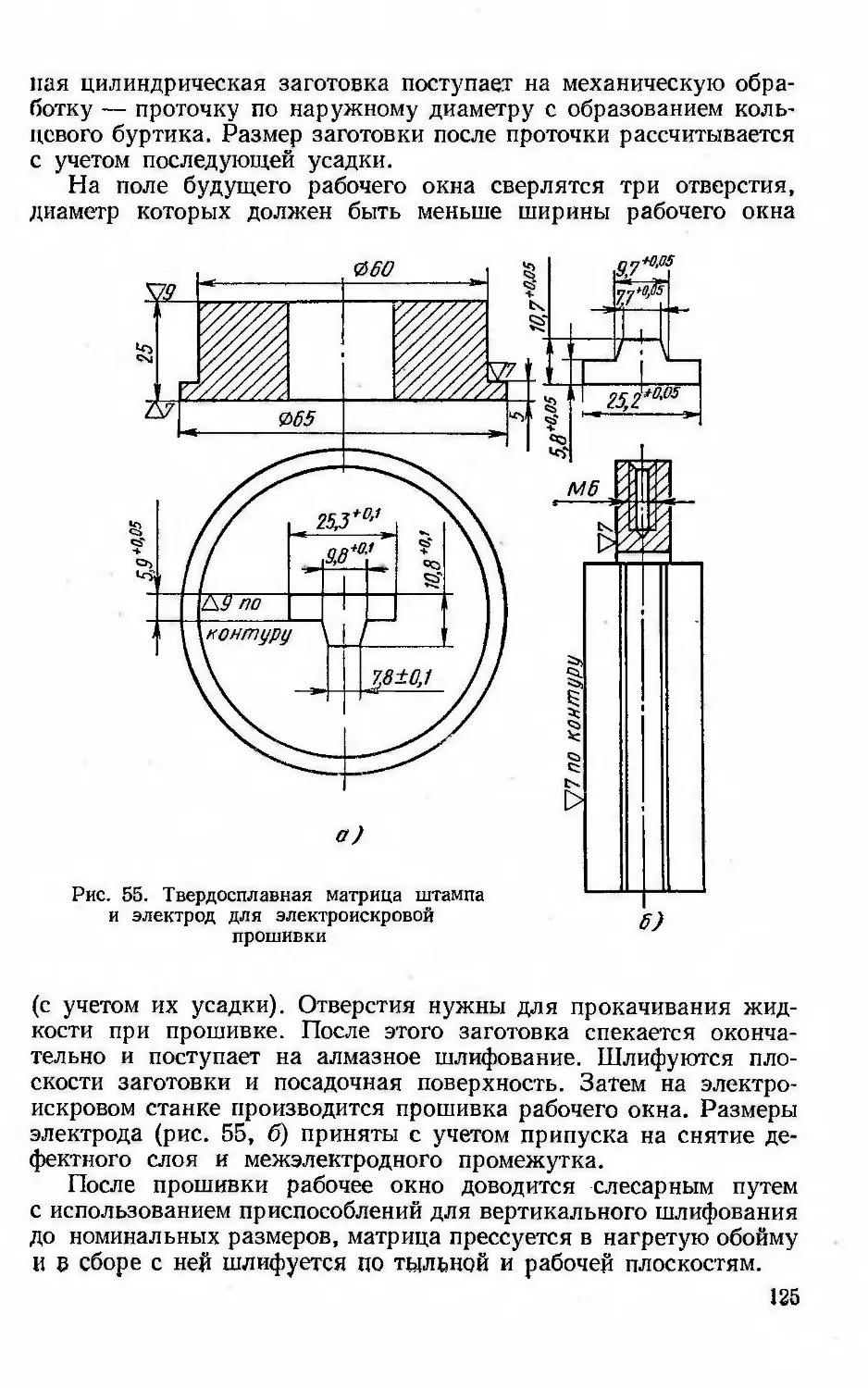
§ 3. ЗАГОТОВКИ И ИХ ИЗГОТОВЛЕНИЕ
Для изготовления деталей штампов и прессформ применяют
чугунное литье, конструкционную и инструментальную сталь.
Этот материал поставляют в виде прутков круглого, прямоуголь-
ного, квадратного сечений (кованая, горячекатаная, холоднотя-
нутая, холоднотянутая шлифованная сталь-серебрянка); листы
холодного и горячего проката; поковки, получаемые штамповкой;
стальные н чугунные отливки.
Соответствующие ГОСТы лимитируют марки и технические
условия па стали, размеры и технические условия на заготовки.
Для изготовления деталей штампов наиболее часто используют
стильные кованые заготовки (ГОСТ 7831—55).
Этим ГОСТом предусмотрены заготовки прямоугольного се-
чения (полосовые и мерные) и круглого сечения (прутковые
и мершие) из углеродистых и легированных сталей разных
марок.
Заготовки изготовляют способом свободной ковки под молотом
или прессом при условии обязательной осадки слитка или проме-
жуточной заготовки не менее чем на 50% исходной высоты. Сте-
пень уковки заготовок должна быть не менее 3. Прутковые заго-
товки перед окончательной протяжкой и подкаткой обязательно
вытягиваются в направлении перпендикулярной оси заготовки со
степенью уковки не менее 6.
Штамповые заготовки поставляют после полного отжига
(НВ 187—255). Такие заготовки можно применять для изготовле-
ния деталей, подвергающихся ударным нагрузкам. Кроме пере-
численных видов заготовок, применяют специальный двухслой-
ный прокат. Из двухслойного проката изготовляют прямолиней-
ные секции матриц и пуансонов для вырубки и обрезки. Сечение
такого проката является оптимальным по форме, и поэтому про-
изводится минимальная механическая обработка. Главная осо-
бенность двухслойного проката состоит в том, что при его Прокатке
для опорной части применяется сталь обычного качества, а для
рабочей — легированная инструментальная сталь. При термо-
обработке закалять можно только рабочую часть.
Путем гибки в горячем состоянии из двухслойного проката
можно получить секции, представляющие собой окружности боль-
шого радиуса.
Во всех случаях применение того или иного вида заготовок
определяется прежде всего требуемой маркой материала, а также
8
конструкцией, формой и размерами детали, наличием нужных раз-
меров заготовок, требуемой точностью заготовок и т. д.
Иногда из-за отсутствия на заводе металла нужного профиля
возникает необходимость перековки заготовки. Это относится
к перековке индивидуальной заготовки, т. е. ковке поковки, из
которой получают одну заготовку.
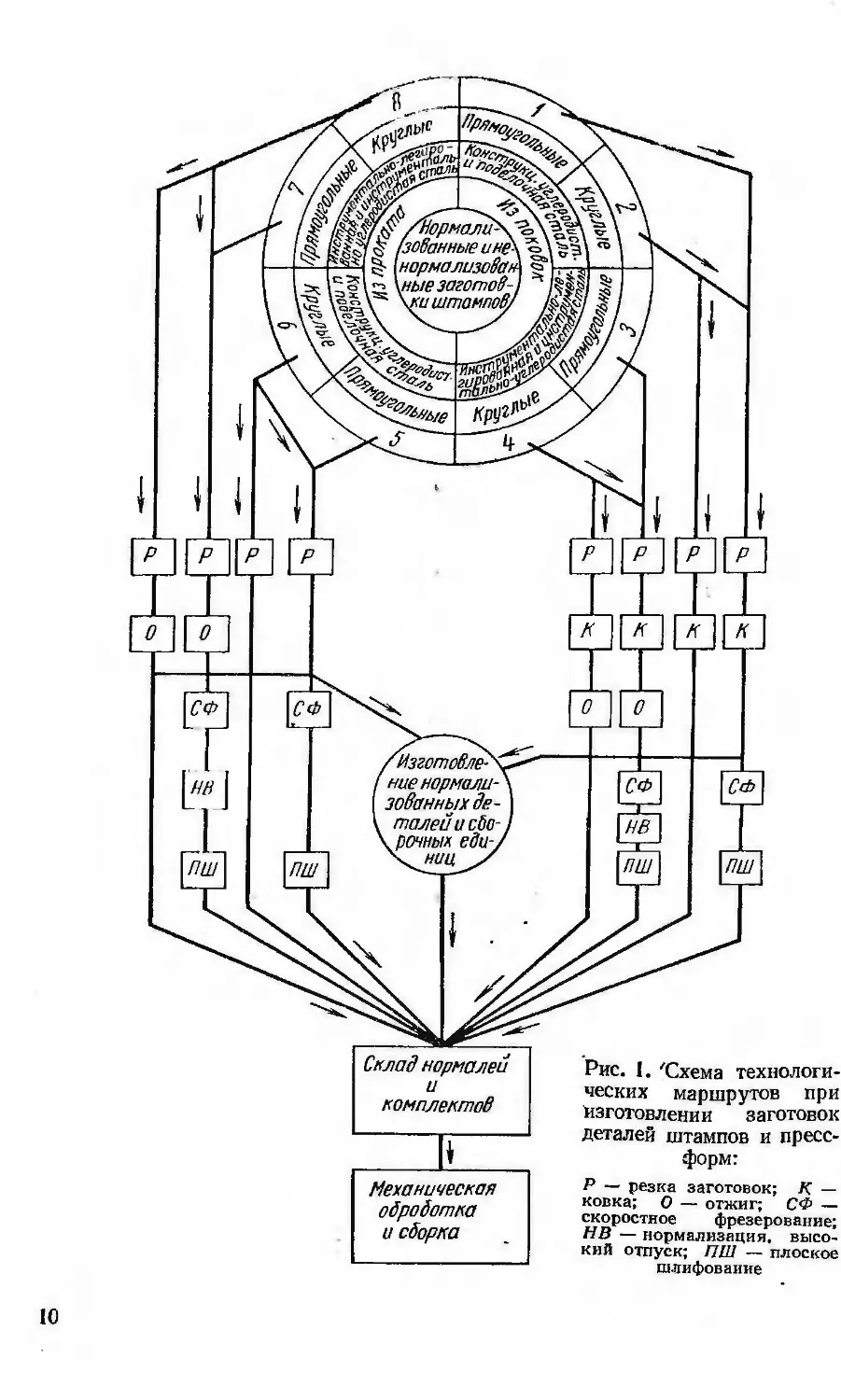
При изготовлении штампов и прессформ применяются следу-
ющие виды заготовок (схема технологических маршрутов их
изготовления приведена на рис. 1): прямоугольные заготовки
пл поковок конструкционных углеродистых сталей (при этом ис-
ходная заготовка для изготовления поковки может быть в виде
круглого, листового или полосового проката); круглые заготовки
из поковок конструкционной углеродистой стали; прямоугольные
заготовки из поковок инструментальной легированной и инстру-
ментальной углеродистой сталей; круглые заготовки из поковок
инструментальной углеродистой или инструментальной легиро-
ванной сталей; прямоугольные заготовки из проката конструк-
ционных углеродистых сталей; прямоугольные заготовки из про-
ката инструментальных сталей; круглые заготовки из проката
конструкционных сталей; круглые заготовки из проката инстру-
ментальных сталей [36].
Кроме перечисленных видов заготовок, при изготовлении
корпусных и других деталей штампов и прессформ применяется
стальное и чугунное крупногабаритное (плиты, пуансоны и ма-
трицы крупных штампов) и мелкое (пуансоны и матрицы обрезных
штампов и др.) литье,- Наиболее часто применяют отливки из серого
чугуна для изготовления верхних и нижних плит штампов. Круп-
ные отливки изготовляют путем открытой формовки в землю по
деревянным моделям. Их обработка заключается во фрезеровании
пли строгании плоскостей. Мелкие отливки, особенно в серийном
производстве, часто отливают точным литьем; они требуют лишь
шлифования сопрягаемых и рабочих поверхностей.
Для отрезания заготовок используют ножовочные станки,
отрезные станки (дисковые пилы), абразивно-отрезные станки,
ленточные пилы.
Ножовочные станки имеют невысокую производительность,
по, несмотря на это, очень часто используются для отрезания за-
готовок из прутков, различного сечения полос и т. д. Преимущества
этих станков заключаются в простоте обслуживания и небольшой
ширине пропила. Ножовочные станки модели 872 предназначены
для отрезания заготовок из проката более крупного сечения.
Толщина ножовочных полотен 2—3 мм.
Отрезные станки (дисковые пилы) служат для отрезания за-
готовок из прутков различного сечения. Отрезают заготовки круг-
лыми сегментными пилами диаметром 285—1535 мм, толщиной
5—10,5 мм. На отрезных станках целесообразно отрезать только
заготовки крупных размеров, так как потери при резании, ввиду
9
СФ
Склад нормалей
и
комплектов
Изготовле-
ниц
ние нормали-
зованных де-
талейи сбо-
рочных еди-
СФ
и
СФ
пш
Механическая
обработка
и сборка
Рис. I. 'Схема технологи-
ческих маршрутов при
Изготовлении заготовок
деталей штампов и пресс-
форм:
Р — резка заготовок; К —
ковка; О — отжиг; СФ —
скоростное фрезерование;
НВ — нормализация, высо-
кий отпуск; ПШ — плоское
шлифование
10
6i i,it иной толщины пилы, весьма велики. Пилы с крупными зубьями*
целесообразно применять для разрезания вязких сталей — 45,
•Ю X, 30 X и др., а пилы со средними и мелкими зубьями —для
|ип|1с:шния твердых сталей — 9ХС, Х12 и др.
Абразивно-отрезные станки предназначены для отрезания за-
ицопок абразивными кругами. Особенно эффективно работает
г пшик при разрезании закаленных углеродистых и легированных
стилей и твердых сплавов. Станки могут работать без охлаждения
инструмента, а некоторые модели станков работают с охлаждением
Ii"ii пым содовым раствором.
Отечественная промышленность выпускает абразивно-отрезные
стнпкн (модели 8220, 8230, 8240 и МФ-332), на которых можно
отрезать заготовки от прутка диаметром 25—100 мм. Применяемые
для разрезания абразивные круги обычно имеют диаметр 200—
100 мм, толщину 2—4 мм.
.Ленточные пилы представляют собой станки с бесконечным
пилотном. Производительность таких станков вследствие отсут-
стиня холостого хода в 2—2,5 раза выше производительности
ножовочных станков.
1' л а в a II
ОСОБЕННОСТИ ПРИМЕНЕНИЯ
ОБЩИХ МЕТОДОВ ОБРАБОТКИ
ПРИ ИЗГОТОВЛЕНИИ ШТАМПОВ
И ПРЕССФОРМ
§ 4. ТОЧЕНИЕ, СТРОГАНИЕ И ФРЕЗЕРОВАНИЕ
Точение, строгание и фрезерование — наиболее распростра-
ненные методы обработки, применяемые при изготовлении деталей
штампов и прессформ. Точение применяется для изготовления де-
талей штампов и прессформ, представляющих собой тела вращения.
Определенный отпечаток на применение токарной обработки
накладывает характер индивидуального и мелкосерийного произ-
водства: станки применяются в подавляющем большинстве уни-
версальные, высокоточные; почти исключено применение разного
рода специальных приспособлений для крепления деталей, спе-
циальных фасонных резцов и т. д.
Детали при обработке на токарных станках крепятся в уни-
версальном самоустанавливающемся трехкулачковом патроне,
в четырехкулачковом — с независимой установкой кулачков,
на планшайбе и т. д. Широкое применение находят универсальные
переналаживаемые приспособления для установки детали со
смещением относительно оси вращения, под углом к ней и т. д.,
а также приспособления для обработки сферических и других
кривых поверхностей.
Строгание применяется для обработки плоских и фасонных
поверхностей. Процесс строгания осуществляется на универсаль-
ных поперечно- и продольно-строгальных и фасонно-строгальных
станках. Последние все более широко применяются при изготов-
лении штампов и предназначены для строгания сложных наруж-
ных профилей пуансонов и составных матриц. С помощью этих
станков можно получать пуансоны со сложным рабочим профилем
и простым основанием, в результате выхода резца из профиля по
кривой.
Схема обработки пуансона сложного профиля на фасонно-
строгальном станке приведена на рис. 2. Резец 1 совершает воз-
вратно-поступательное движение в вертикальной плоскости. Ра-
бочий участок резец проходит по прямой линии, опускаясь вниз;
в конце хода мостик, на котором закреплен резец, поворачивается
вокруг оси 2; в результате этого резец выходит из тела обрабаты-
ваемого пуансона 3 (направление выхода показано стрелкой) и
происходит обработка пуансона у основания по радиусу, который
12
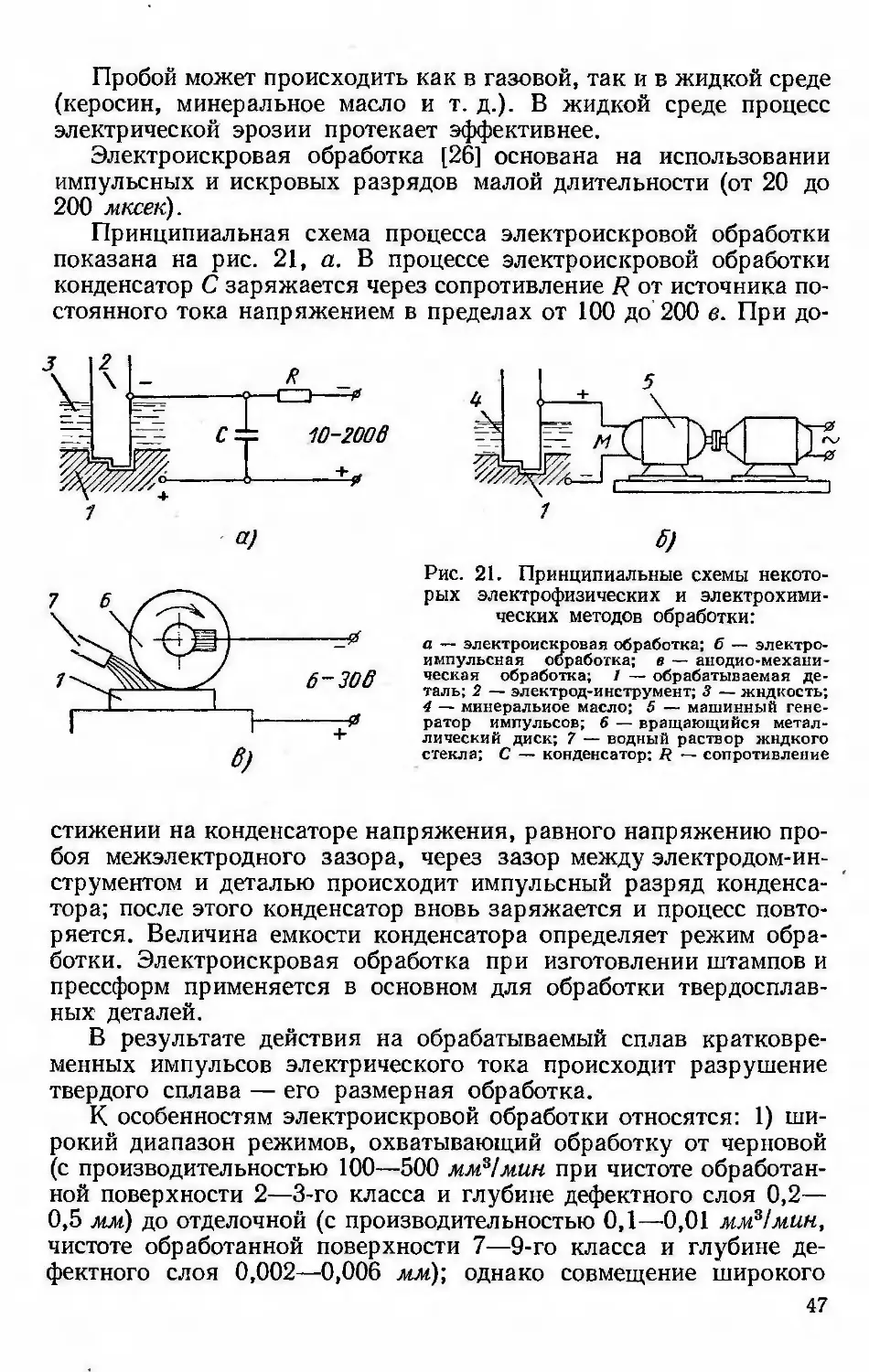
Рис. 2. Принципиальная схема
фасонного строгания пуансона
нпнп-нт от расстояния между вершиношрезца и осью 2. Затем резец
пн шращается в исходное положение, не задевая обрабатываемую
л<1.|.чь; после этого начинается второй двойной ход.
Обрабатываемый пуансон 3 устанавливают и закрепляют на
। пик* (па боковой поверхности углового стола, на круглом столе
делительной головки, в кулачковом патроне, делительной головке
и г. д.). Пуансон может перемещаться в продольном и поперечном
направлениях и поворачиваться вместе с круглым делительным •
i'iiuiom вокруг вертикальной оси
(показано стрелками). Все эти
движения дают возможность обра-
бншиать сложные профили при
минимальной затрате времени.
Детали со сложным профилем
обрабатывают по разметке, на-
несенной на верхнем торце детали.
I акне детали можно обрабатывать
фасонным резцом, а многогран-
ники — при помощи делительного
с гола. Возможна обработка пуан-
сонов со сквозным профилем,
г. е. пуансонов, сечения которых
одинаковы по всей длине, и пуан-
сонов с рабочим профилем только
па части длины.
Из станков этого типа наи-
большее распространение получил
фасонно-строгальный станок мо-
дели 749, на котором точность
обработки достигает ±0,02 мм,
л шероховатость поверхности —
8 го класса чистоты. При этом
дальнейшей обработки не тре-
буется. Станок модели 749 может быть предназначен для обработки
пуансонов простого и сложного профиля по разметке, оттиску
или шаблону, закрепленному на торце. На станке имеется спе-
циальное устройство, которое позволяет вести строгание с вы-
кружкой в месте перехода от профиля детали к опорному торцу.
Станок имеет оптическое устройство, служащее для точной
установки обрабатываемой детали и наблюдения за строганием
при окончательной обработке. Кроме того, станок оснащен коор-
динатным столом, который дает возможность обрабатывать пуан-
соны по координатам и радиусам с центрами, не совпадающими
с осью вращения стола.
Фрезерованием обрабатывают плоские и фасонные поверхности.
Для производства штампов и прессформ применяют все разновид-
ности фрезерных станков. Ниже дано краткое описание только
13
гиг пил л i.iu>i x и ciii4iii;ijiii:ui|>(»ii;iiiiii,ix станков и методов обработки
ДГТПЛСЙ III I .(Mill III II |1|1(Ч(ч||<1|>М.
К •iifHiia.iii.iii.iM фрезерным • ганкам, применяющимся для про-
изводства нпамнон и прессформ, относятся гравировальные,
опиловочные и др. Гравировальные станки предназначены для
гравирования надписей и узоров на пуансонах, матрицах и т. д.
Принцип работы станка основан на копировании увеличенного
контура шаблона с уменьшением
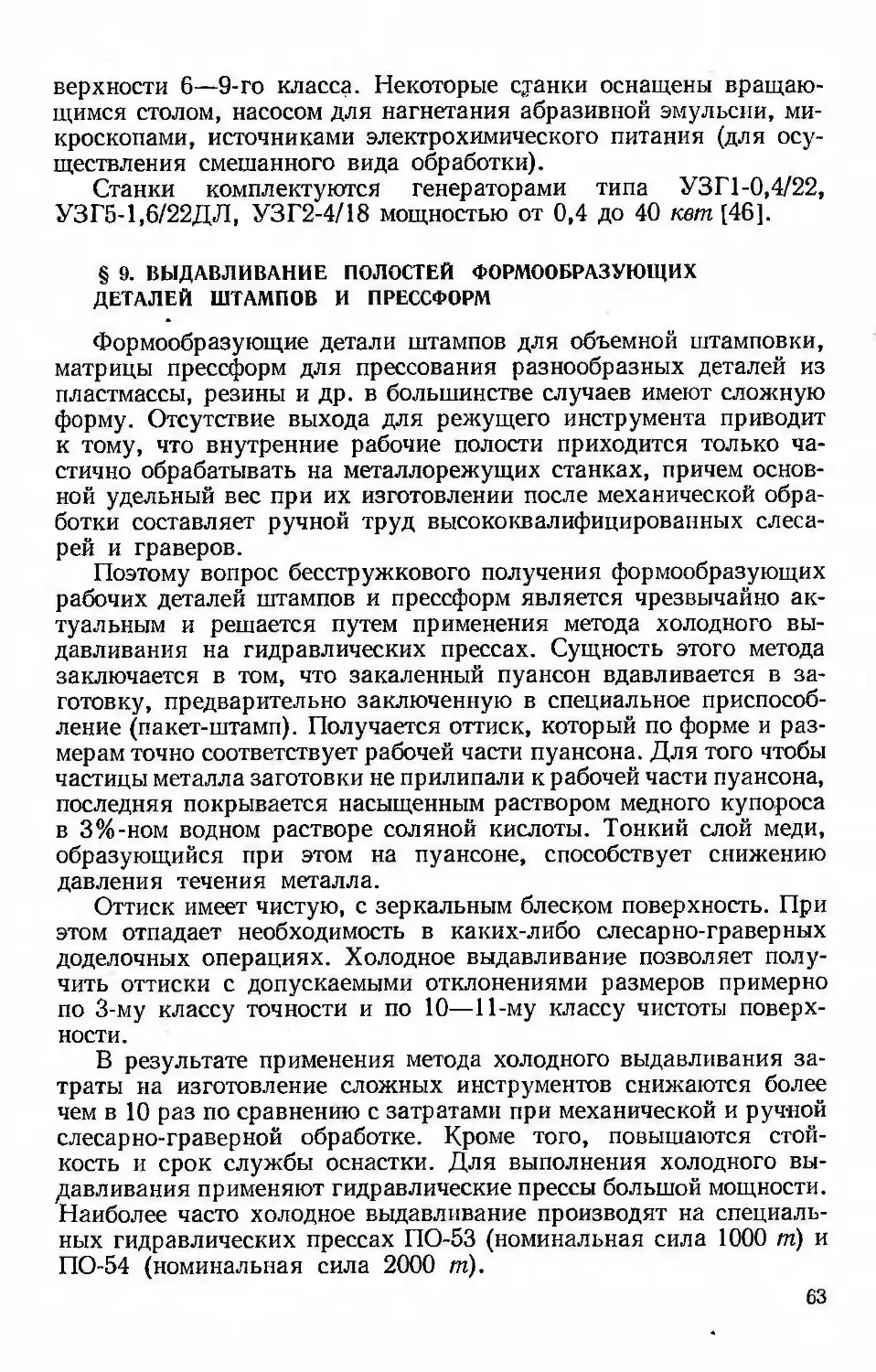
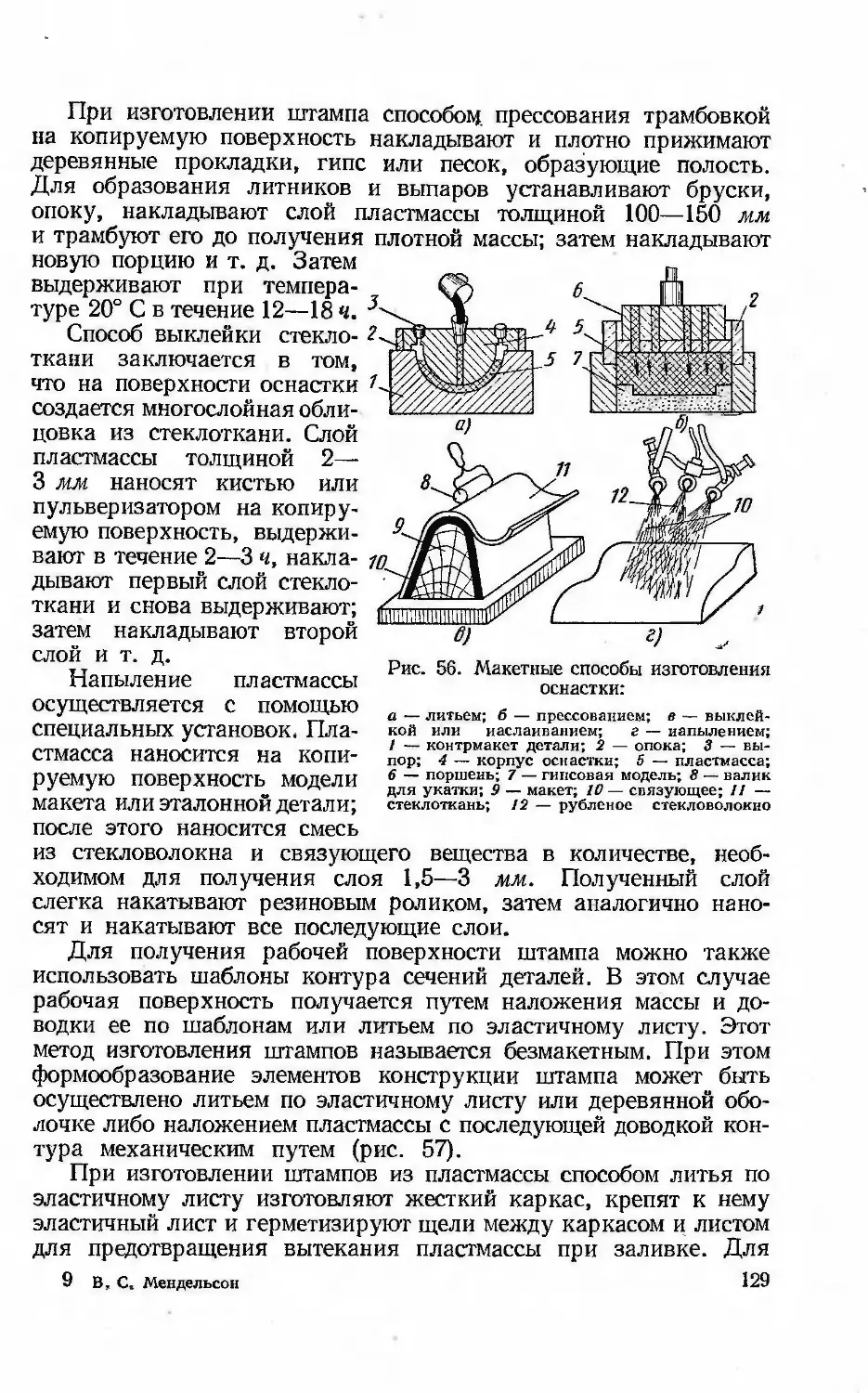
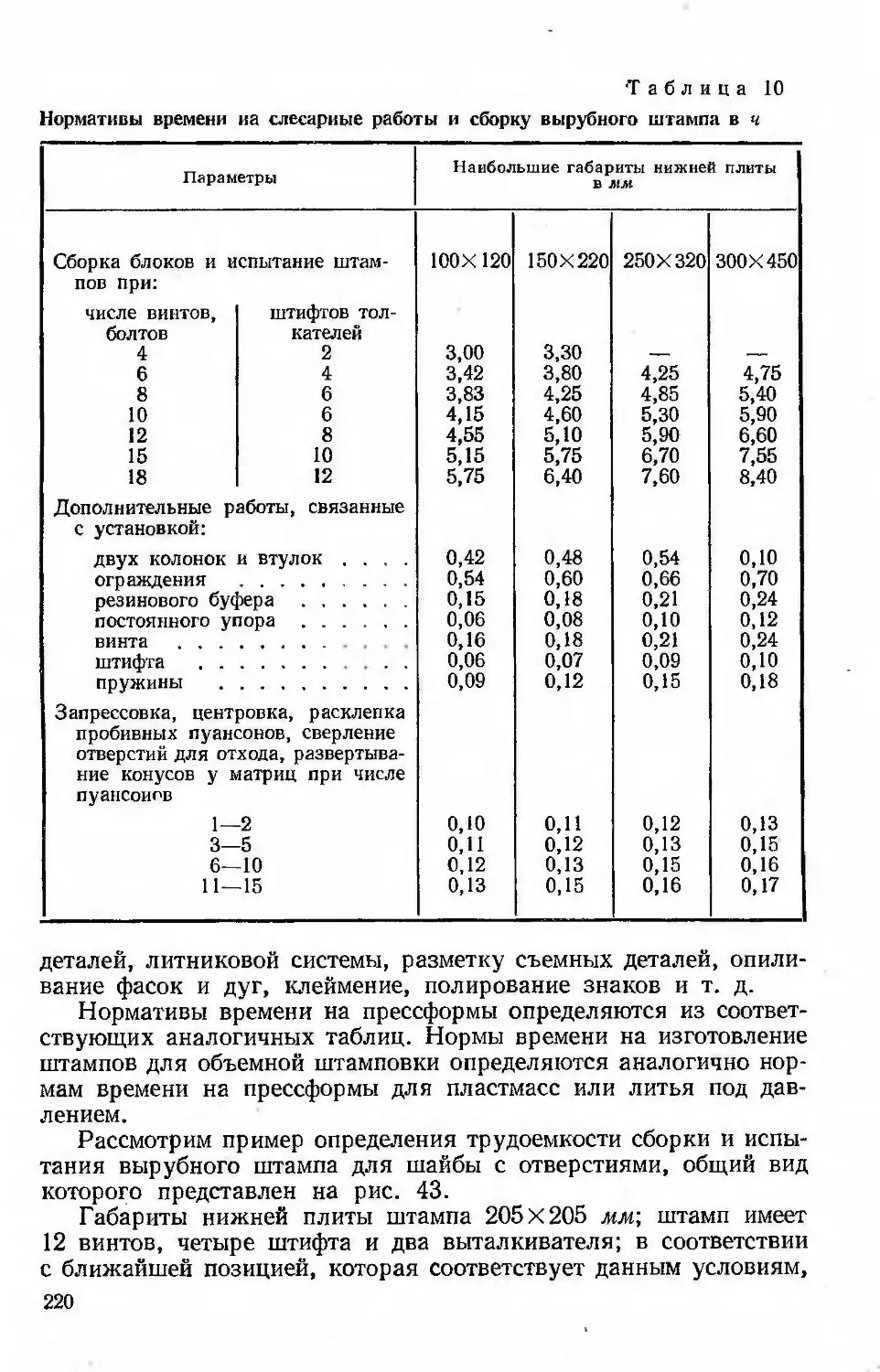
Рис. 3. Схема работы опиловочного станка
его до натуральных размеров
при помощи пантографа. Гра-
вирование цифр и надписей
выполняют по набору по-
стоянных шаблонов-шрифтов.
Гравирование осуществляет-
ся специальными фрезами.
Распространены гравиро-
вальные станки моделей
6Л463, 6Т463, на которых
копирование осуществляется
при помощи пантографа.
Опиловочные станки пред-
назначены для механического
опиливания пройм матриц,
пуансонодержателей, съем-
ников и им подобных дета-
лей.
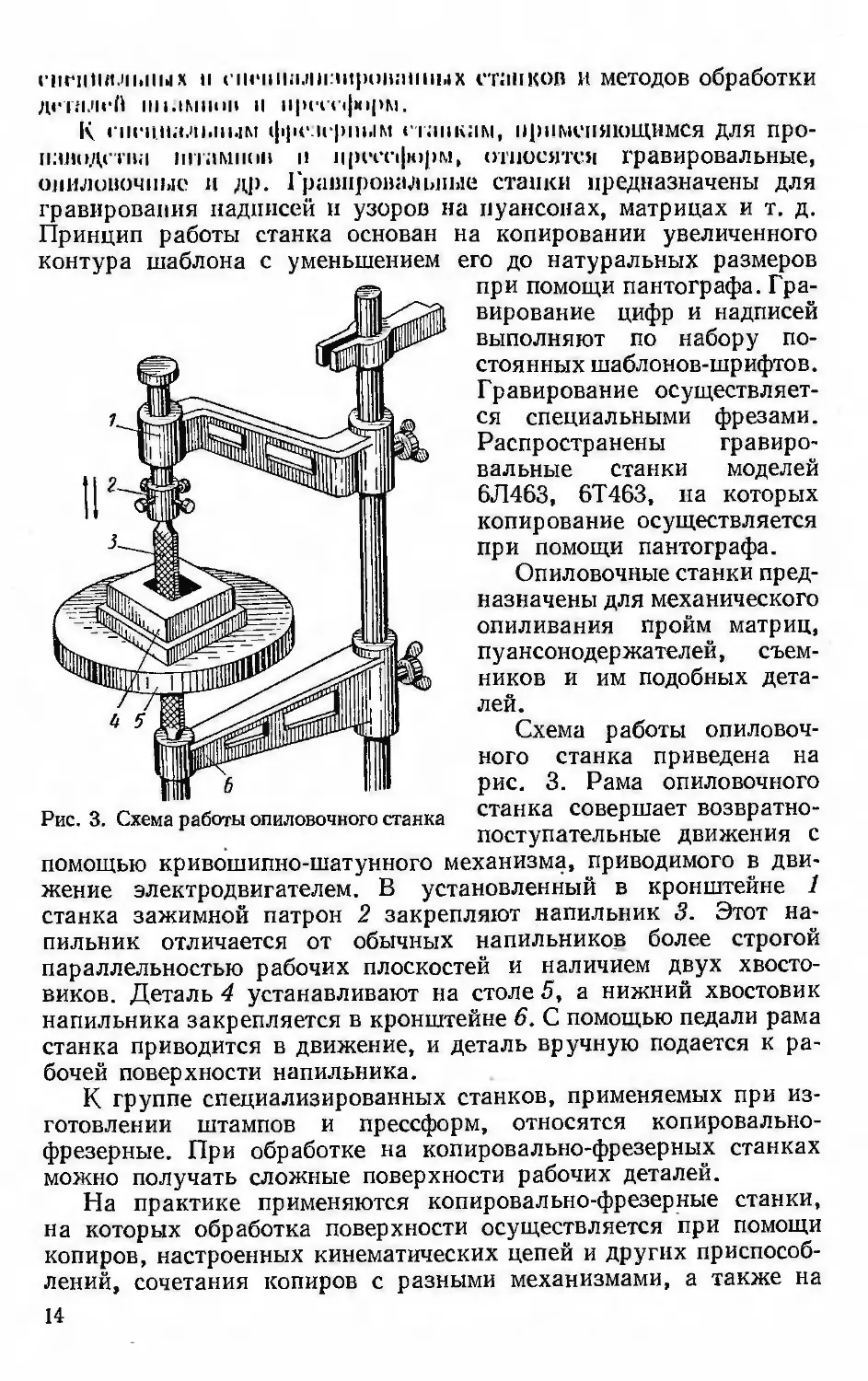
Схема работы опиловоч-
ного станка приведена на
рис. 3. Рама опиловочного
станка совершает возвратно-
поступательные движения с
помощью кривошипно-шатунного механизма, приводимого в дви-
жение электродвигателем. В установленный в кронштейне 1
станка зажимной патрон 2 закрепляют напильник 3. Этот на-
пильник отличается от обычных напильников более строгой
параллельностью рабочих плоскостей и наличием двух хвосто-
виков. Деталь 4 устанавливают на столе 5, а нижний хвостовик
напильника закрепляется в кронштейне 6. С помощью педали рама
станка приводится в движение, и деталь вручную подается к ра-
бочей поверхности напильника.
К группе специализированных станков, применяемых при из-
готовлении штампов и прессформ, относятся копировально-
фрезерные. При обработке на копировально-фрезерных станках
можно получать сложные поверхности рабочих деталей.
На практике применяются копировально-фрезерные станки,
на которых обработка поверхности осуществляется при помощи
копиров, настроенных кинематических цепей и других приспособ-
лений, сочетания копиров с разными механизмами, а также на
14
c i ликах с программным управлением. Ниже приведены некоторые
гм-мы фрезерования по копиру, наиболее характерные для про-
п.нюдства штампов и прессформ.
При обработке по одному копиру механизм совершает посту-
п.ггелыюе движение копира и детали, вращательное движение
копира и детали, поступательное движение копира и вращатель-
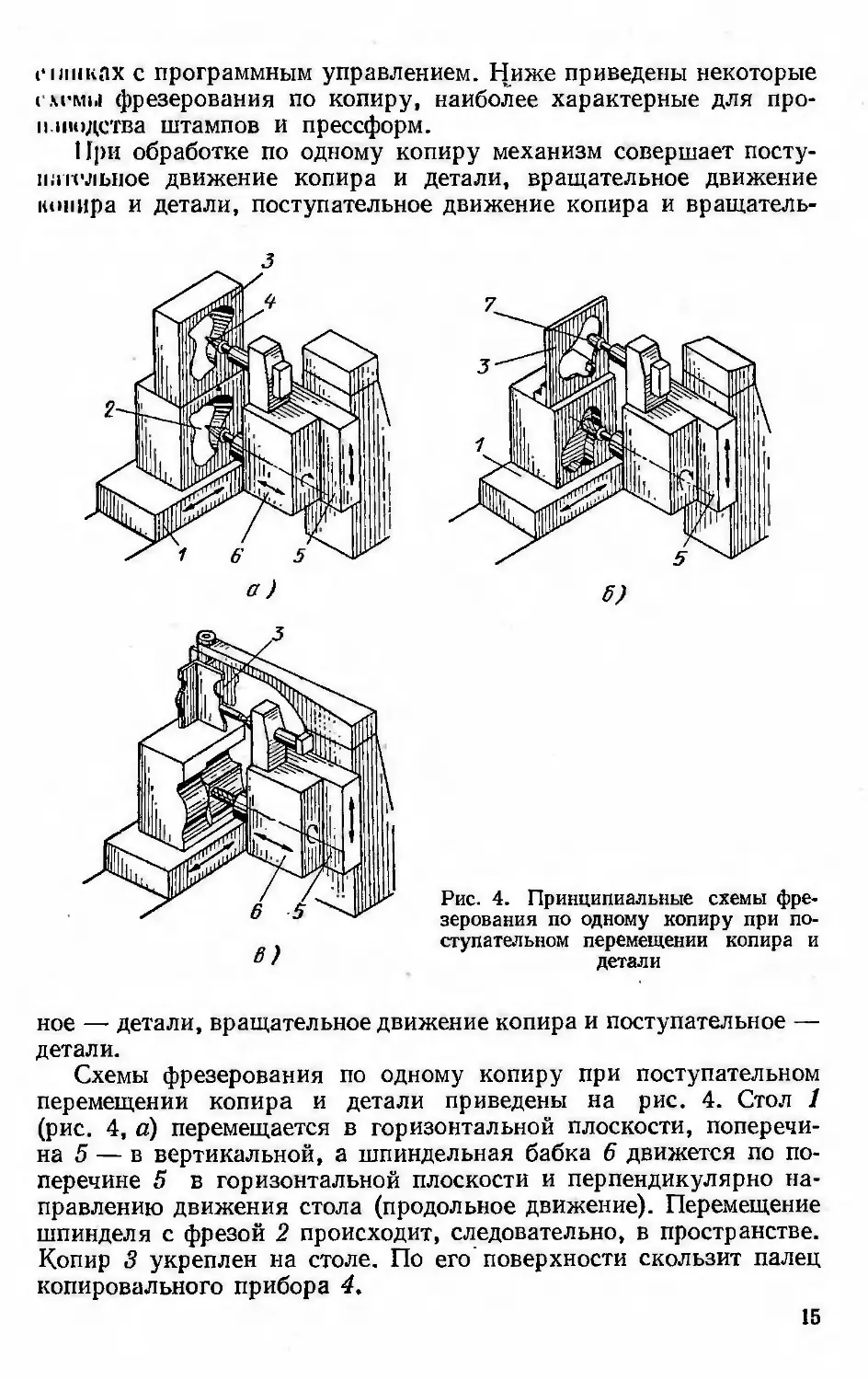
Рис. 4. Принципиальные схемы фре-
зерования по одному копиру при по-
ступательном перемещении копира и
детали
ное — детали, вращательное движение копира и поступательное —
детали.
Схемы фрезерования по одному копиру при поступательном
перемещении копира и детали приведены на рис. 4. Стол 1
(рис. 4, а) перемещается в горизонтальной плоскости, поперечи-
на 5 — в вертикальной, а шпиндельная бабка 6 движется по по-
перечине 5 в горизонтальной плоскости и перпендикулярно на-
правлению движения стола (продольное движение). Перемещение
шпинделя с фрезой 2 происходит, следовательно, в пространстве.
Копир 3 укреплен на столе. По его поверхности скользит палец
копировального прибора 4,
15
3
2
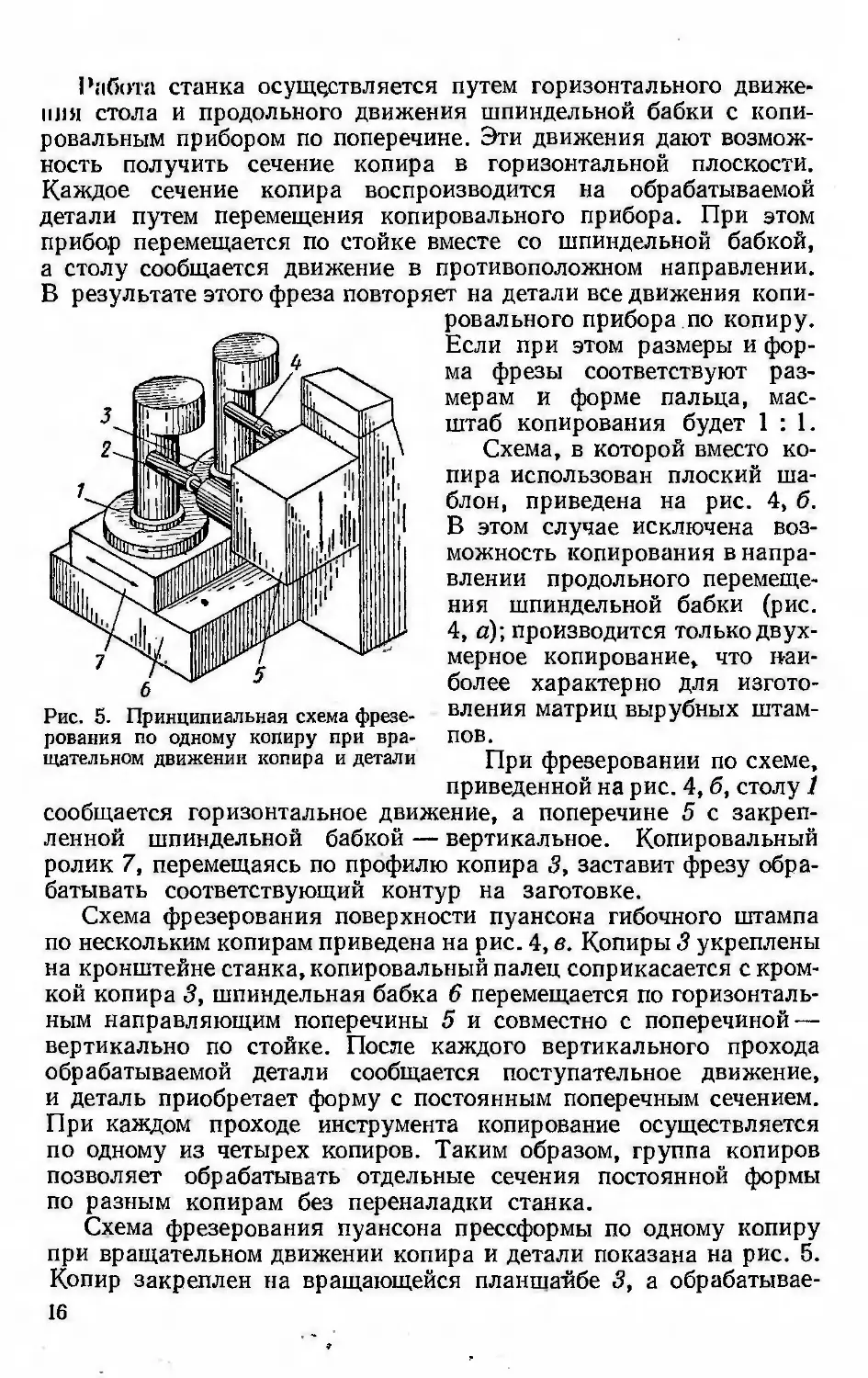
Рис. 5. Принципиальная схема фрезе-
рования по одному копиру при вра-
щательном движении копира и детали
Работа станка осуществляется путем горизонтального движе-
ния стола и продольного движения шпиндельной бабки с копи-
ровальным прибором по поперечине. Эти движения дают возмож-
ность получить сечение копира в горизонтальной плоскости.
Каждое сечение копира воспроизводится на обрабатываемой
детали путем перемещения копировального прибора. При этом
прибор перемещается по стойке вместе со шпиндельной бабкой,
а столу сообщается движение в противоположном направлении.
В результате этого фреза повторяет на детали все движения копи-
ровального прибора по копиру.
Если при этом размеры и фор-
ма фрезы соответствуют раз-
мерам и форме пальца, мас-
штаб копирования будет 1:1.
Схема, в которой вместо ко-
пира использован плоский ша-
блон, приведена на рис. 4, б.
В этом случае исключена воз-
можность копирования в напра-
влении продольного перемеще-
ния шпиндельной бабки (рис.
4, с); производится только двух-
мерное копирование, что наи-
более характерно для изгото-
вления матриц вырубных штам-
пов.
При фрезеровании по схеме,
приведенной на рис. 4, б, столу 1
сообщается горизонтальное движение, а поперечине 5 с закреп-
ленной шпиндельной бабкой — вертикальное. Копировальный
ролик 7, перемещаясь по профилю копира 3, заставит фрезу обра-
батывать соответствующий контур на заготовке.
Схема фрезерования поверхности пуансона гибочного штампа
по нескольким копирам приведена на рис. 4, в. Копиры 3 укреплены
на кронштейне станка, копировальный палец соприкасается с кром-
кой копира 3, шпиндельная бабка 6 перемещается по горизонталь-
ным направляющим поперечины 5 и совместно с поперечиной —
вертикально по стойке. После каждого вертикального прохода
обрабатываемой детали сообщается поступательное движение,
и деталь приобретает форму с постоянным поперечным сечением.
При каждом проходе инструмента копирование осуществляется
по одному из четырех копиров. Таким образом, группа копиров
позволяет обрабатывать отдельные сечения постоянной формы
по разным копирам без переналадки станка.
Схема фрезерования пуансона прессформы по одному копиру
при вращательном движении копира и детали показана на рис. 5.
Копир закреплен на вращающейся планшайбе 3, а обрабатывае-
16
мни деталь — на вращающейся планшайбе 1. Обе планшайбы
Vtиптнлены на столе 7 и вращаются синхронно. Копировальный
палец 4 скользит по копиру, а фреза 2 обрабатывает заготовку.
biKiKa 5 со шпинделем и копировальным прибором перемещается
и вертикальном направлении по стойке, а стол 7 в продоль-
ном направлении по станине 6. Если вертикальная подача
имеет постоянную скорость, то в результате совместного дей-
ствия всех подач на детали от фрезы остается след в виде вин-
loiioii линии.
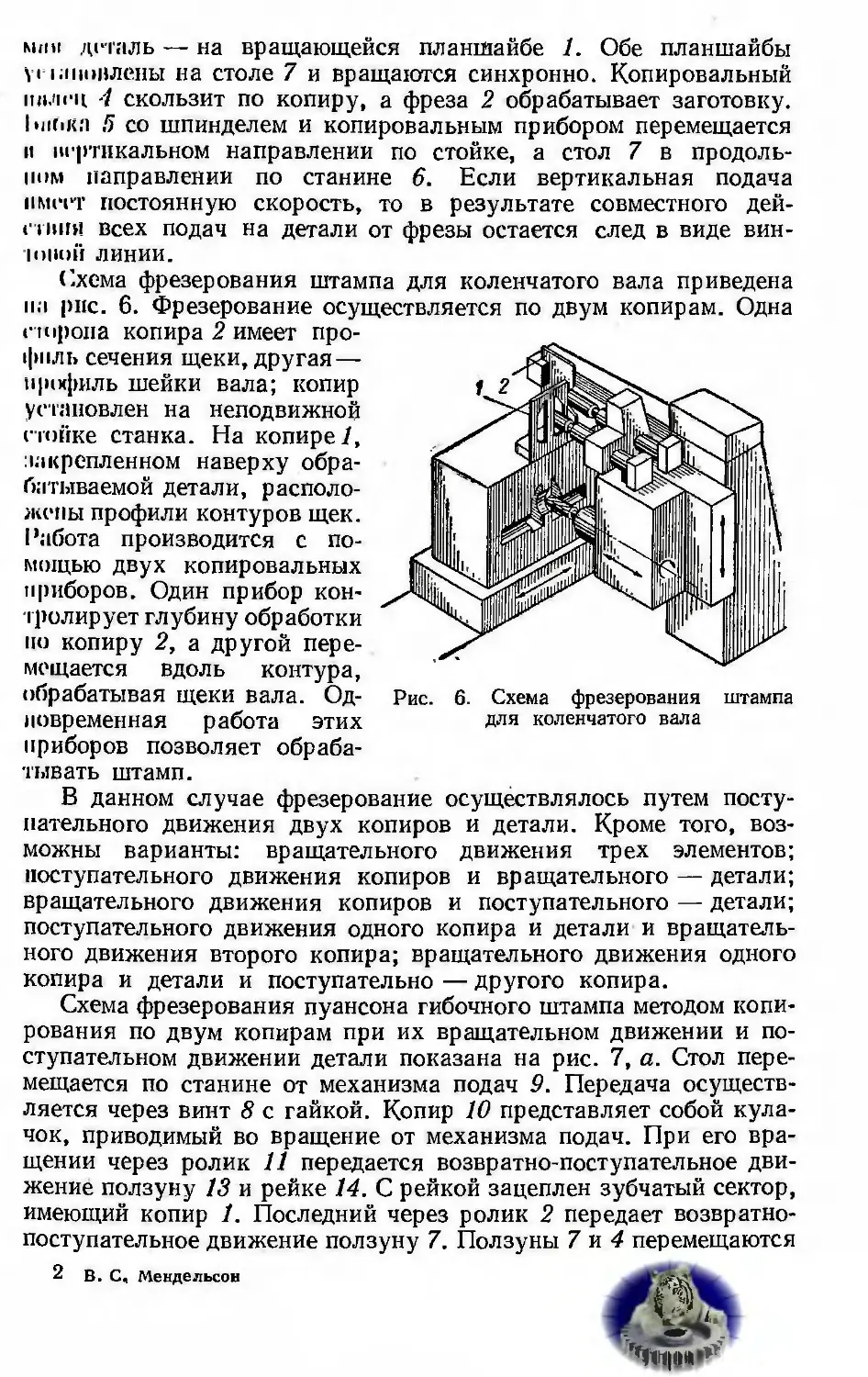
Схема фрезерования штампа для коленчатого вала приведена
па рис. 6. Фрезерование осуществляется по двум копирам. Одна
пирона копира 2 имеет про-
филь сечения щеки, другая —
нр1х|шль шейки вала; копир
установлен на неподвижной
стойке станка. На копире/,
закрепленном наверху обра-
батываемой детали, располо-
жены профили контуров щек.
Работа производится с по-
мощью двух копировальных
приборов. Один прибор кон-
тролирует глубину обработки
по копиру 2, а другой пере-
мещается вдоль контура,
обрабатывая щеки вала. Од-
новременная работа этих
приборов позволяет обраба-
Рис. 6. Схема фрезерования штампа
для коленчатого вала
тывать штамп.
В данном случае фрезерование осуществлялось путем посту-
пательного движения двух копиров и детали. Кроме того, воз-
можны варианты: вращательного движения трех элементов;
поступательного движения копиров и вращательного — детали;
вращательного движения копиров и поступательного — детали;
поступательного движения одного копира и детали и вращатель-
ного движения второго копира; вращательного движения одного
копира и детали и поступательно — другого копира.
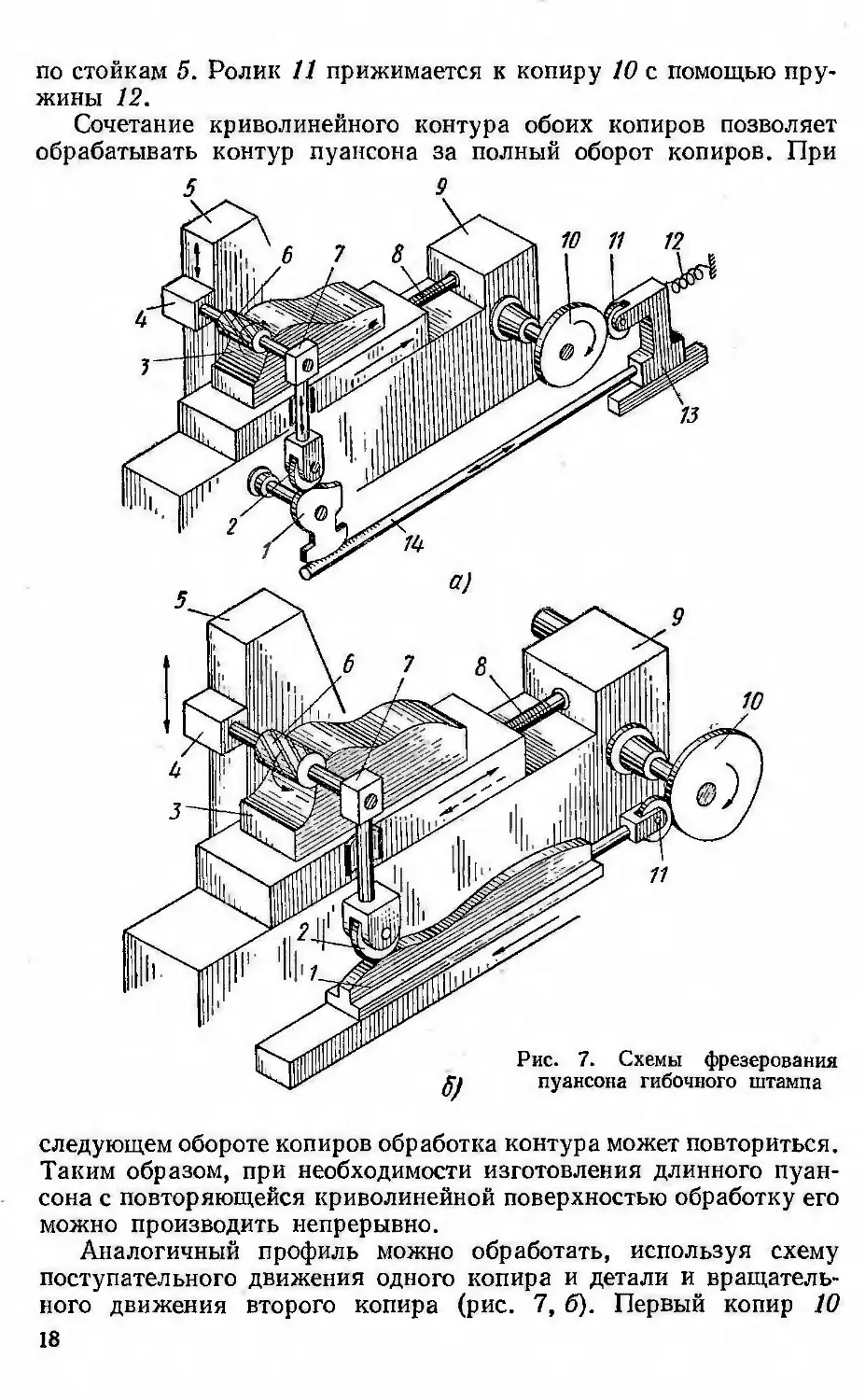
Схема фрезерования пуансона гибочного штампа методом копи-
рования по двум копирам при их вращательном движении и по-
ступательном движении детали показана на рис. 7, а. Стол пере-
мещается по станине от механизма подач 9. Передача осуществ-
ляется через винт 8 с гайкой. Копир 10 представляет собой кула-
чок, приводимый во вращение от механизма подач. При его вра-
щении через ролик 11 передается возвратно-поступательное дви-
жение ползуну 13 и рейке 14. С рейкой зацеплен зубчатый сектор,
имеющий копир 1. Последний через ролик 2 передает возвратно-
поступательное движение ползуну 7. Ползуны 7 и 4 перемещаются
2 В. С, Мендельсон
по стойкам 5. Ролик 11 прижимается к копиру 10 с помощью пру-
жины 12.
Сочетание криволинейного контура обоих копиров позволяет
обрабатывать контур пуансона за полный оборот копиров. При
следующем обороте копиров обработка контура может повториться.
Таким образом, при необходимости изготовления длинного пуан-
сона с повторяющейся криволинейной поверхностью обработку его
можно производить непрерывно.
Аналогичный профиль можно обработать, используя схему
поступательного движения одного копира и детали и вращатель-
ного движения второго копира (рис. 7, б). Первый копир 10
18
приводится во вращение от механизма подач 9. Второй копир 1
получает поступательное перемещение от того же механизма подач
через ролик 11. Копир 1 через ролик 2 передает возвратно-посту-
пательное движение ползуну 7.
Стол с обрабатываемой деталью 3 перемещается по станине
п деталь обрабатывается фрезой 6. Подача осуществляется через
пинт с гайкой. Ползуны 4 и 7 перемещаются по стойкам 5. По-
стоянный контакт ролика 11 и копира 10 осуществляется проти-
понесом или пружиной.
Модели и шаблоны для копировально-фрезерных станков
изготовляют из дерева, пластмасс, сплавов цветных металлов и
других легкообрабатываемых материалов в масштабе по отноше-
нию к обрабатываемой детали 1:1.
Станкостроительные заводы выпускают копировально-фрезер-
ные станки не только с механическим, но и с гидравлическим
приводом. Рабочее перемещение стола этих станков (продольное
и поперечное) и копирующее движение шпиндельной головки
и вертикальном направлении осуществляют с помощью гидравли-
ческой следящей системы, позволяющей производить копирова-
ние выпуклых и вогнутых поверхностей.
Точность копирования формы модели или шаблона достигает
10,05 мм.
Наибольшее распространение при изготовлении штампов и
прессформ получили копировально-фрезерные станки моделей
6Л461, 6441Б; 6М11К, 6М12К, 6М13К, ЛР-205.
§ 5. КООРДИНАТНОЕ РАСТАЧИВАНИЕ
Метод координатного растачивания заключается в том, что
деталь, закрепленная на столе, перемещается в плоскости, пер-
пендикулярной к оси рабочего инструмента, закрепленного в шпин-
деле станка; перемещение детали производится по методу пря-
моугольных координат.
Для обработки этим методом применяются универсальные
и специальные координатно-расточные станки. Современные коор-
дипатно-расточные станки предназначены главным образом для
обработки цилиндрических отверстий, допуски на межосевые
расстояния которых в прямоугольной системе координат изме-
няются от 0,001 до 0,005 мм, точно расположенных относительно
базовых поверхностей. Кроме растачивания точных отверстий,
па этих станках выполняют тонкое доводочное фрезерование пло-
скостей, фрезерование криволинейных поверхностей, обработку
профильных поверхностей деталей (копиров, шаблонов и т. д.),
нанесение штрихов на точных линейных шкалах и лимбах, при
отсутствии специальных делительных машин. Для станков малых
и средних размеров чаще всего применяется одностоечная (кон-
сольная) компоновка, обычно с поперечно-подвижными салазками
и продольно-подвижным столом (крестовый стол).
2" 19
Для станков средних и крупных размеров применяется двух-
стоечцая (портальная) компоновка. Обычно эти станки имеют не-
подвижную верхнюю поперечину, связывающую стойки и прида-
ющую большую жесткость всей конструкции. По вертикальным
направляющим стоек перемещается траверса, несущая поперечно
подвижную шпиндельную бабку. Стол перемещается только в про-
дольном направлении. Станки средних размеров имеют один верти-
кальный шпиндель, а станки с шириной стола 1000 мм и более
(моделей ЛР87, 2А460, 2470) — два шпинделя (вертикальный и
боковой горизонтальный). Боковой горизонтальный шпиндель рас-
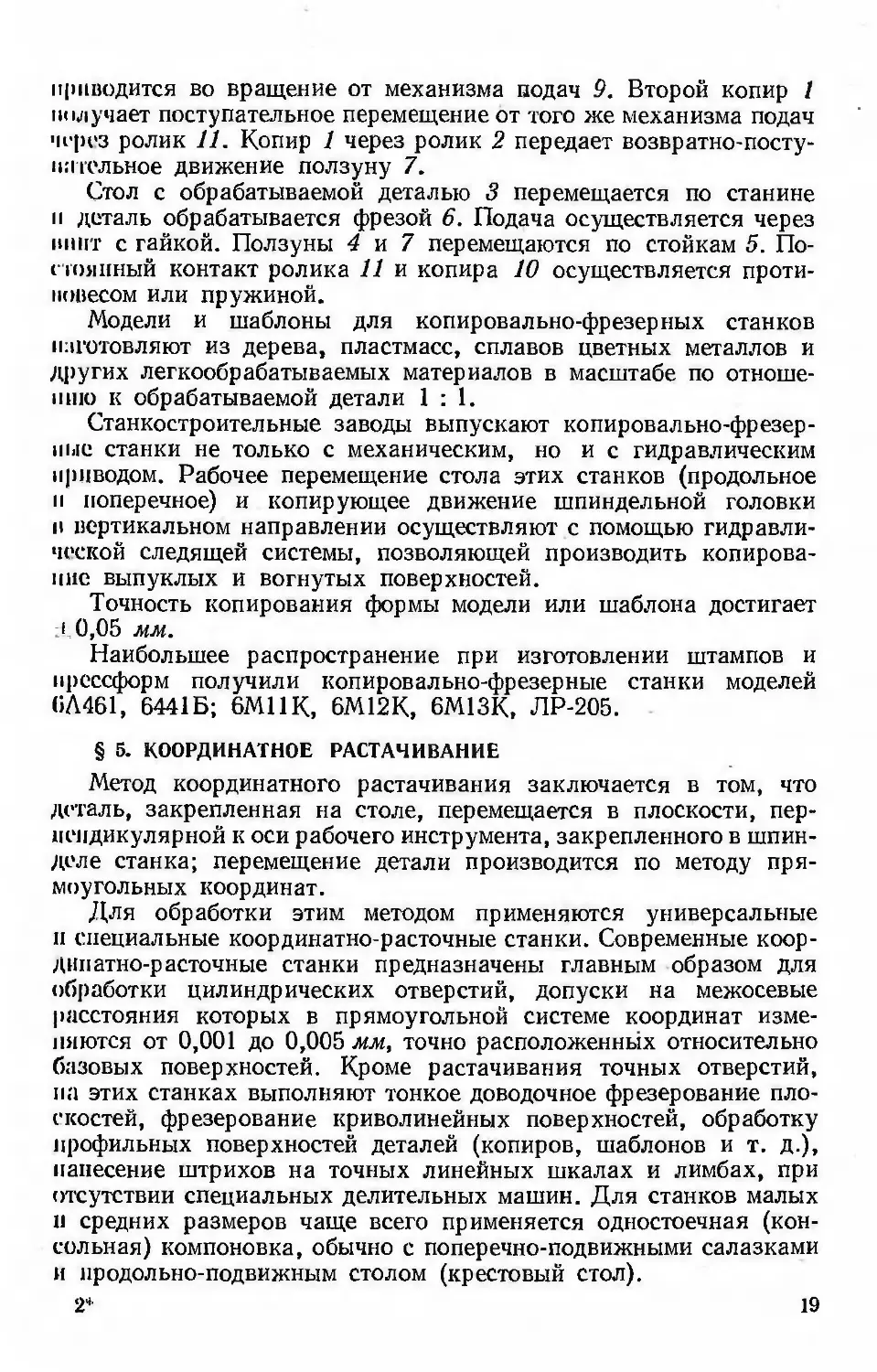
Рис. 8. Стол [координатно-расточного станка с отсчетом
координат с помощью точного ходового винта с лимбом,
нониусом и коррекционной линейкой
положен на правой стойке и имеет вертикальное установочное
перемещение, а на левой стойке помещают ползун с люнетом для
борштанги.
Станки оборудованы одним из приведенных ниже измеритель-
ных устройств: точным ходовым винтом с лимбом, нониусом, и
коррекционной линейкой; жесткими и регулируемыми мерами
в сочетании с индикаторными устройствами; точными оптико-
механическими системами; индуктивными проходными винто-
выми датчиками для измерения координат.
В станках, оборудованных точным ходовым винтом с лимбом,
нониусом и коррекционной линейкой (рис. 8), стол 1 перемещают
вручную маховичком 5 с помощью ходового винта 2 по лимбу 4,
укрепленному на валу ходового винта, и нониусу 3, свободно
сидящему на ходовом винте. Неточности шага ходового винта ис-
правляются коррекционной линейкой 9 с криволинейным кон-
туром. Ошибке шага винта 0,01 мм соответствует впадина либо
выступ коррекционной линейки высотой 2 мм или больше. Ли-
нейка 9 производит через системы рычагов 6, 7 и 8 поворот но-
ниуса 3 в соответствии с величиной погрешности шага ходового
винта. Точность измерения координаты этим способом недостаточно
20
нысока и зависит от степени износа элементов измерительной си-
стемы и скручивания ходового винта.
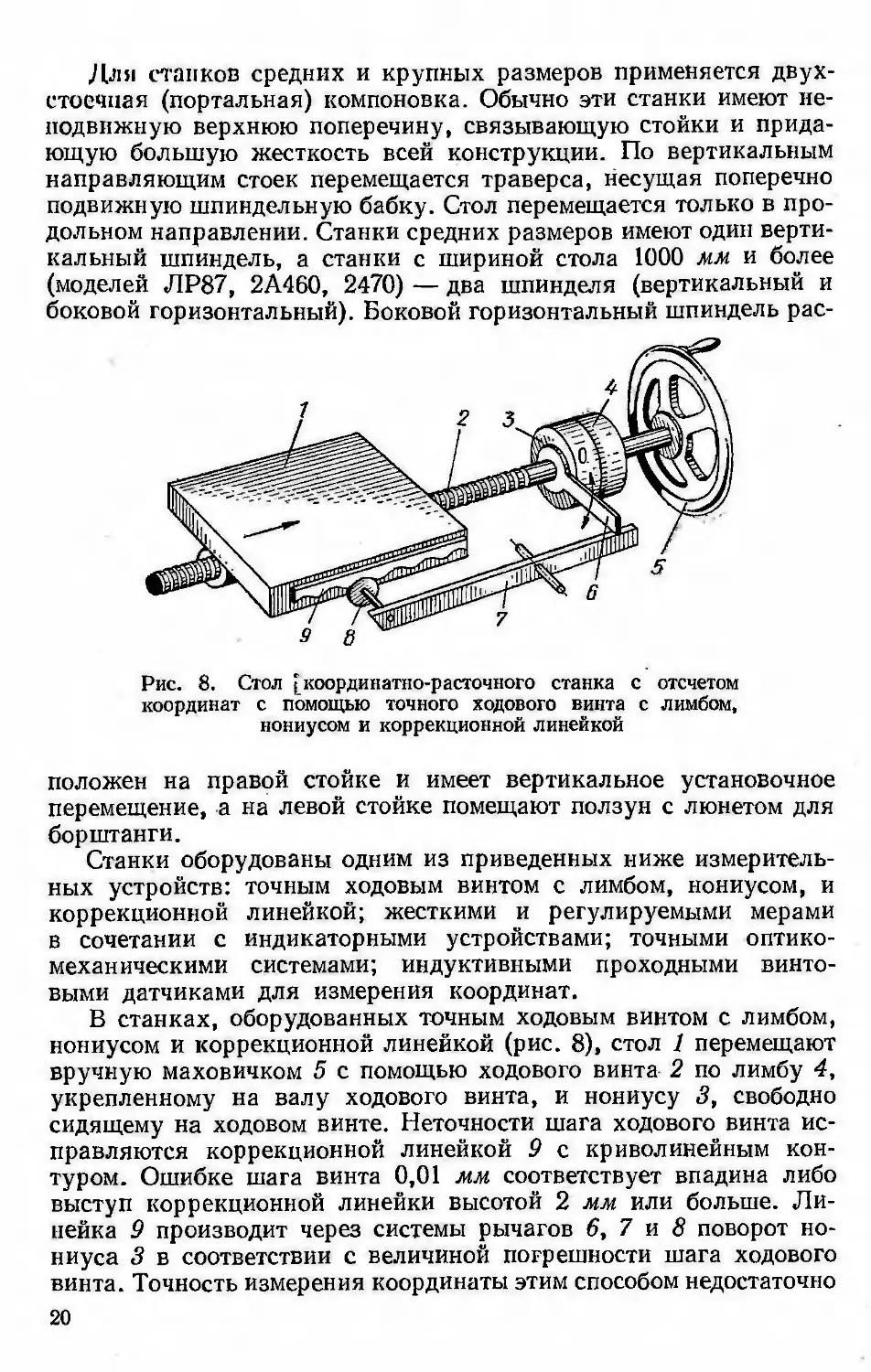
В станках с измерением перемещений при помощи концевых
мер (рис. 9) точность измерения не зависит от точности сопряжения
ходового винта 6 с гайкой 2, перемещающих стол 1 и лимб. Набор
плиток 4, соответствующий требуемому перемещению, устанав-
ливается между упором 5 стола и штифтом индикатора 3, закреп-
ленным на станке. Точность измерения координаты в этом слу-
чае зависит от точности эталонов длины, точности индикатора и
чувствительности упоров.
Рис. 9. Стол координатно-расточного станка с отсче-
том координат при помощи концевых мер
В станках, оборудованных точными оптико-механическими
системами, координаты стола определяются по штриховым этало-
нам длины, не участвующим в перемещении стола.
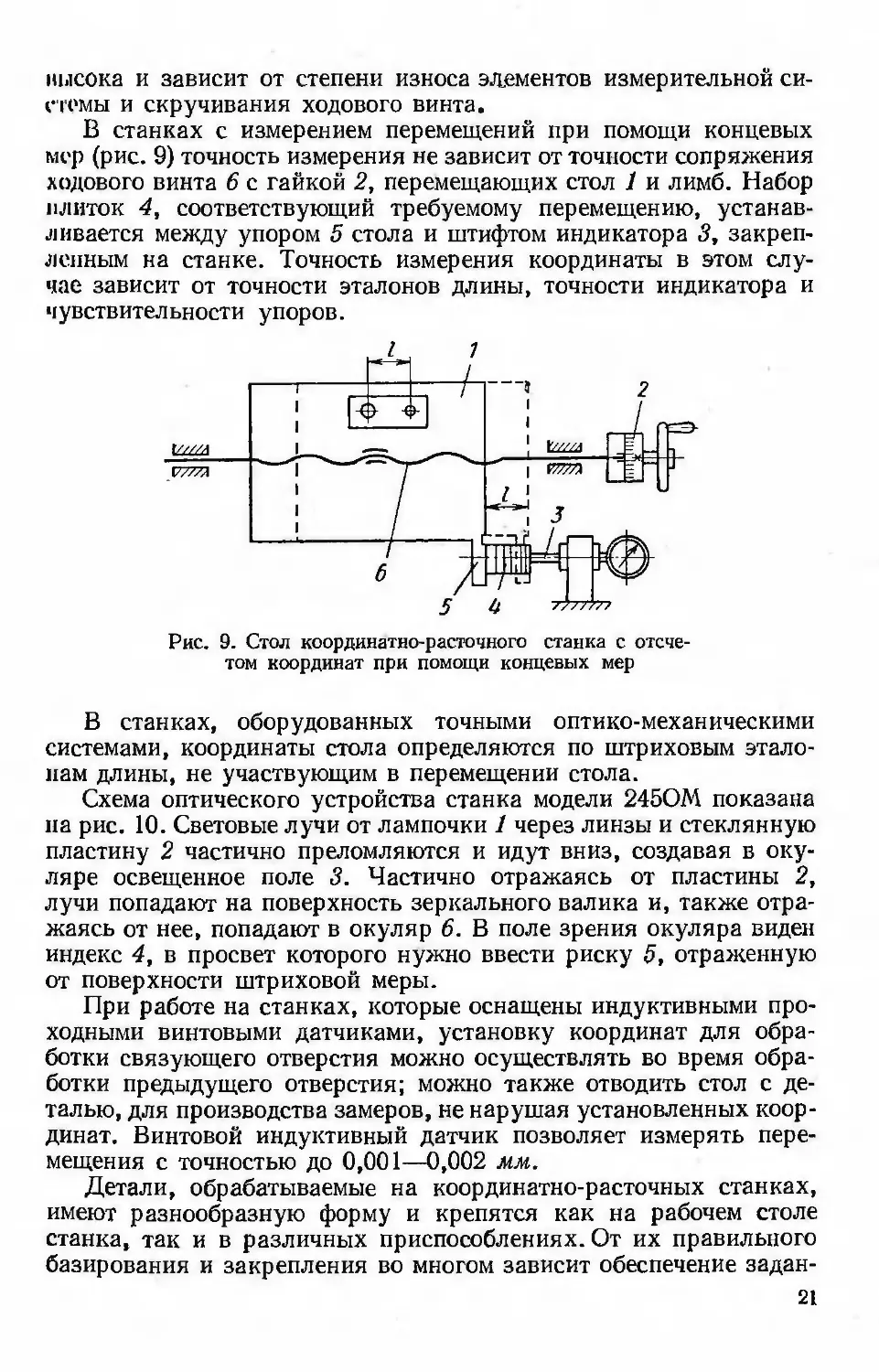
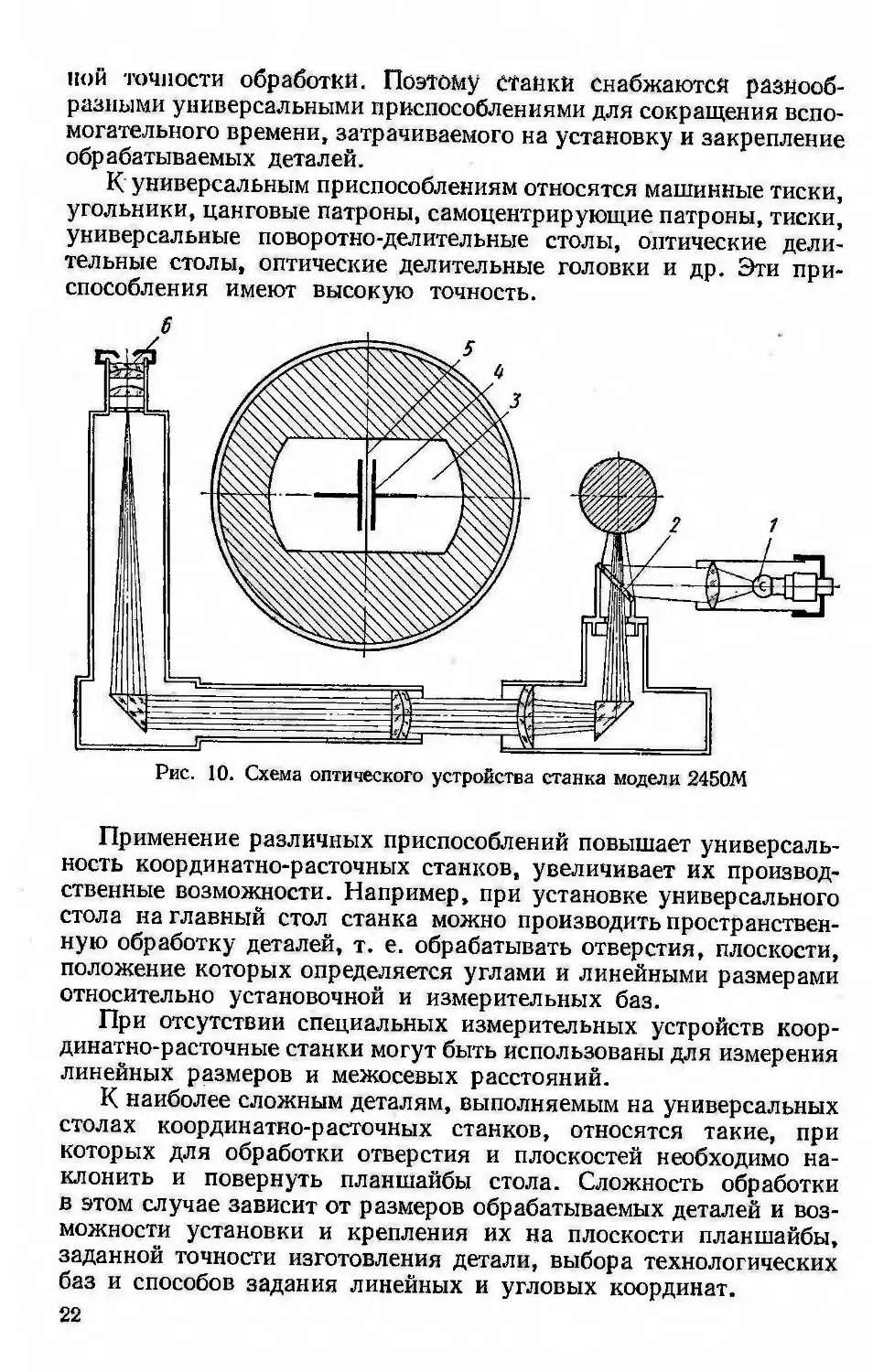
Схема оптического устройства станка модели 245ОМ показана
па рис. 10. Световые лучи от лампочки / через линзы и стеклянную
пластину 2 частично преломляются и идут вниз, создавая в оку-
ляре освещенное поле 3. Частично отражаясь от пластины 2,
лучи попадают на поверхность зеркального валика и, также отра-
жаясь от нее, попадают в окуляр 6. В поле зрения окуляра виден
индекс 4, в просвет которого нужно ввести риску 5, отраженную
от поверхности штриховой меры.
При работе на станках, которые оснащены индуктивными про-
ходными винтовыми датчиками, установку координат для обра-
ботки связующего отверстия можно осуществлять во время обра-
ботки предыдущего отверстия; можно также отводить стол с де-
талью, для производства замеров, не нарушая установленных коор-
динат. Винтовой индуктивный датчик позволяет измерять пере-
мещения с точностью до 0,001—0,002 мм.
Детали, обрабатываемые на координатно-расточных станках,
имеют разнообразную форму и крепятся как на рабочем столе
станка, так и в различных приспособлениях. От их правильного
базирования и закрепления во многом зависит обеспечение задан-
21
ной точности обработки. Поэтому стайки снабжаются разнооб-
разными универсальными приспособлениями для сокращения вспо-
могательного времени, затрачиваемого на установку и закрепление
обрабатываемых деталей.
К универсальным приспособлениям относятся машинные тиски,
угольники, цанговые патроны, самоцентрирующие патроны, тиски,
универсальные поворотно-делительные столы, оптические дели-
тельные столы, оптические делительные головки и др. Эти при-
способления имеют высокую точность.
Рис. 10. Схема оптического устройства станка модели 2450М
Применение различных приспособлений повышает универсаль-
ность координатно-расточных станков, увеличивает их производ-
ственные возможности. Например, при установке универсального
стола на главный стол станка можно производить пространствен-
ную обработку деталей, т. е. обрабатывать отверстия, плоскости,
положение которых определяется углами и линейными размерами
относительно установочной и измерительных баз.
При отсутствии специальных измерительных устройств коор-
динатно-расточные станки могут быть использованы для измерения
линейных размеров и межосевых расстояний.
К наиболее сложным деталям, выполняемым на универсальных
столах координатно-расточных станков, относятся такие, при
которых для обработки отверстия и плоскостей необходимо на-
клонить и повернуть планшайбы стола. Сложность обработки
в этом случае зависит от размеров обрабатываемых деталей и воз-
можности установки и крепления их на плоскости планшайбы,
заданной точности изготовления детали, выбора технологических
баз и способов задания линейных и угловых координат.
22
При работе на универсальных столах имеется возможность
поворота и наклона планшайбы стола в прямоугольной простран-
ственной системе координат; это позволяет определять положение
любой точки на плоскости, направление оси отверстия и других
элементов обрабатываемой детали.
/Обрабатываемая деталь на координатно-расточном станке
должна занимать строго определенное положение относительно
измерительной системы станка. Положение детали на плоскости
стола координатно-расточного станка определяется ее техноло-
гическими базами (установочной и измерительной). Выбор уста-
Рис. 11. Схема обработки отверстий в матрице прессформы на коор-
динатно-расточном станке
новочной базы зависит от конструктивных и технологических осо-
бенностей детали, ее формы и размеров. Обычно установочными
базами являются плоскости и поверхности тел вращения. Поло-
жения обрабатываемых элементов детали определяются относи-
тельно измерительной базы, которая предусматривается кон-
струкцией детали. Измерительными базами могут быть плоскости,
поверхности тел вращения, риски, вспомогательные отверстия.
Измерительная база может совпадать с установочной базой, если
она конструктивно связана с обрабатываемыми элементами’детали.
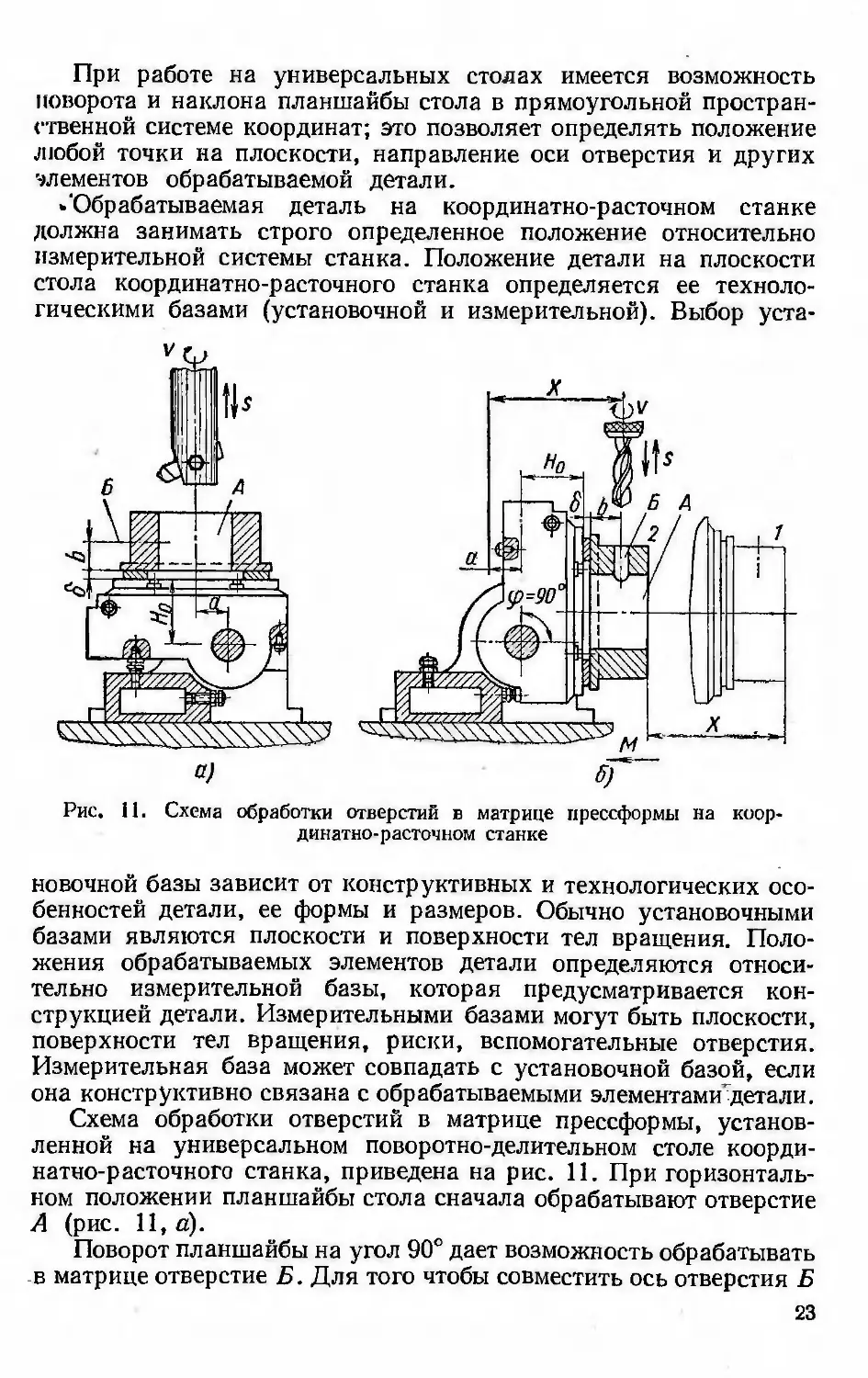
Схема обработки отверстий в матрице прессформы, установ-
ленной на универсальном поворотно-делительном столе коорди-
натно-расточного станка, приведена на рис. 11. При горизонталь-
ном положении планшайбы стола сначала обрабатывают отверстие
А (рис. 11, а).
Поворот планшайбы на угол 90° дает возможность обрабатывать
в матрице отверстие Б. Для того чтобы совместить ось отверстия Б
23
с осью шпинделя, перемещают главный стол из положения 1
в положение 2 по направлению стрелки М (рис. 11, б) на величину
X = ci -f- Но -f- 6 b,
где а — расстояние от оси поворотного стола до оси шпинделя
при растачивании отверстия А;
Но — расстояние от оси вращения стола до плоскости план-
шайбы;
6 — высота мерных подставок;
Ь — расстояние от плоскости основания матрицы до оси
отверстия Б.
§ 6. ШЛИФОВАНИЕ
Шлифование — один из важнейших методов обработки дета-
лей при изготовлении штампов и прессформ. Получение высокого
класса чистоты поверхности и точных размеров достигается раз-
личными видами шлифования.
При производстве штампов и прессформ используется плоское,
круглое внутреннее, круглое наружное и профильное шлифование.
Все эти операции применяются как для грубого предварительного
шлифования, так и для чистовой и доводочной обработки, после
которых деталь полностью готова для сборки и эксплуатации.
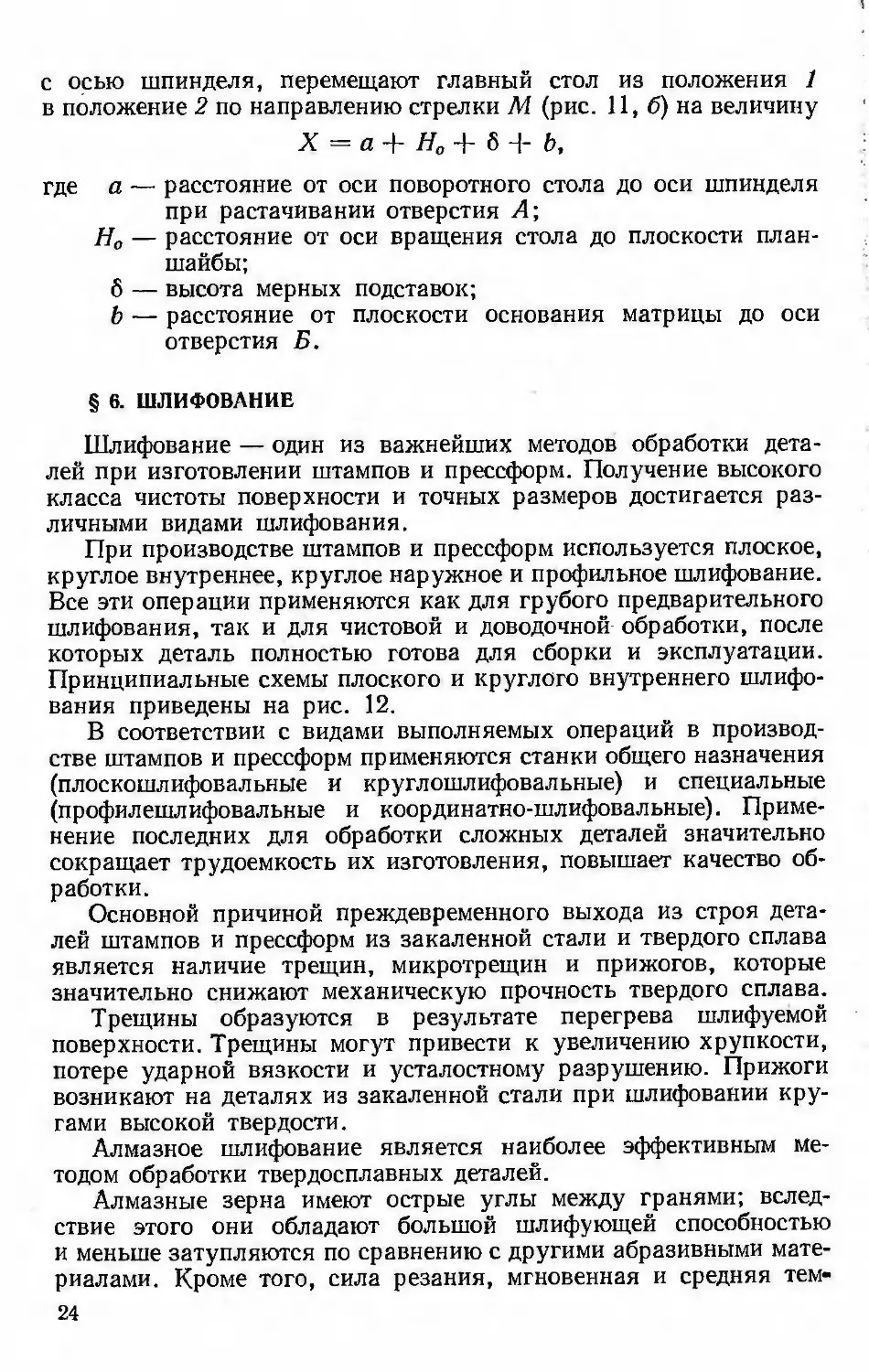
Принципиальные схемы плоского и круглого внутреннего шлифо-
вания приведены на рис. 12.
В соответствии с видами выполняемых операций в производ-
стве штампов и прессформ применяются станки общего назначения
(плоскошлифовальные и круглошлифовальные) и специальные
(профилешлифовальные и координатно-шлифовальные). Приме-
нение последних для обработки сложных деталей значительно
сокращает трудоемкость их изготовления, повышает качество об-
работки.
Основной причиной преждевременного выхода из строя дета-
лей штампов и прессформ из закаленной стали и твердого сплава
является наличие трещин, микротрещин и прижогов, которые
значительно снижают механическую прочность твердого сплава.
Трещины образуются в результате перегрева шлифуемой
поверхности. Трещины могут привести к увеличению хрупкости,
потере ударной вязкости и усталостному разрушению. Прижоги
возникают на деталях из закаленной стали при шлифовании кру-
гами высокой твердости.
Алмазное шлифование является наиболее эффективным ме-
тодом обработки твердосплавных деталей.
Алмазные зерна имеют острые углы между гранями; вслед-
ствие этого они обладают большой шлифующей способностью
и меньше затупляются по сравнению с другими абразивными мате-
риалами. Кроме того, сила резания, мгновенная и средняя тем-
24
пература при алмазной обработке в .несколько раз ниже, чем
при обработке обычными абразивами. Это приводит к снижению
и'рмодинамического нагружения поверхностного слоя обработан-
ной детали и значительно уменьшает возможность образования
трещин.
При шлифовании алмазными кругами деталей из твердых спла-
вов точность обработки достигает 1-го класса, чистота поверх-
ности — 13-го класса, в зависимости от размера зерен алмазных
Рис. 12ч Принципиальные) схемы шлифования:
а — плоское шлифование периферией круга; б — плоское шлифование торцом круга;
в — круглое внутреннее шлифование при вращающейся детали; г — круглое внутреннее
шлифование при вращающейся детали и поперечной подаче; д — круглое внутреннее
шлифование отверстии в неподвижной детали; 1 — магнитный стол станка; 2 — шлифуемая
деталь; 3 — шлифовальный круг
кругов. После шлифования алмазными кругами деталей из твер-
дых сплавов режущие кромки обрабатываемых рабочих деталей
штампов получаются острыми, без завалов и выкрашиваний.
Алмазное шлифование применяется при обработке сложных де-
талей штампов, например матриц и-пуансонов для вырубки пла-
стин статора и ротора электродвигателей, Ш-образных пластин
трансформатора и других аналогичных деталей. Трудоемкость
обработки твердосплавных деталей штампов алмазными кругами
по сравнению с обработкой обыкновенными абразивными кругами
снижается при шлифовании и доводке в 2 раза.
Алмазные шлифовальные круги состоят из металлического или
пластмассового корпуса и режущей части (алмазоносный слой).
Алмазоносный слой состоит из синтетических порошков или ал-
мазных зерен, связки и наполнителя.
25
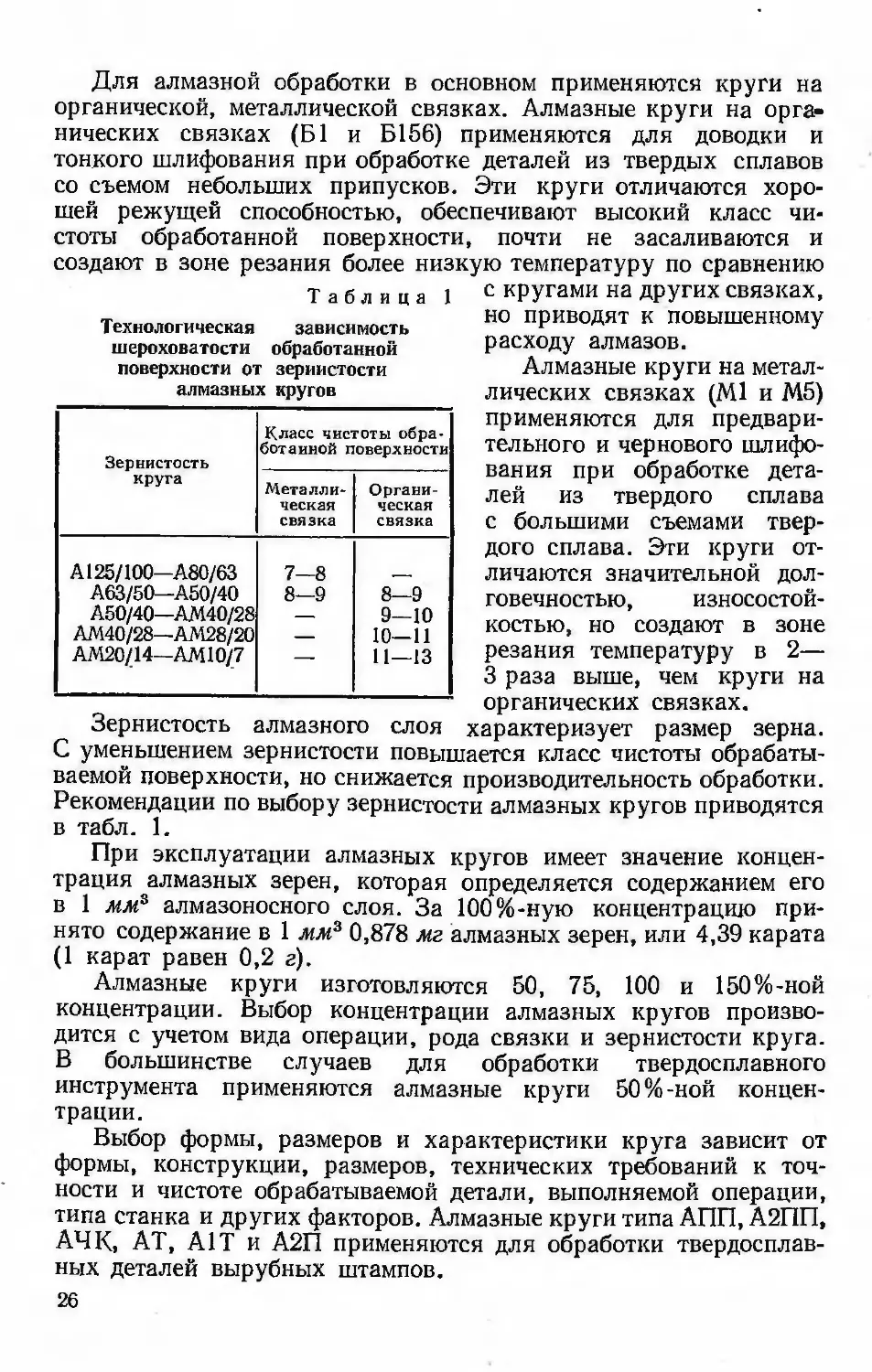
Для алмазной обработки в основном применяются круги на
органической, металлической связках. Алмазные круги на орга-
нических связках (Б1 и Б156) применяются для доводки и
тонкого шлифования при обработке деталей из твердых сплавов
со съемом небольших припусков. Эти круги отличаются хоро-
шей режущей способностью, обеспечивают высокий класс чи-
стоты обработанной поверхности, почти не засаливаются и
создают в зоне резания более низкую температуру по сравнению
1
Таблица
Технологическая зависимость
шероховатости обработанной
поверхности от зернистости
алмазных кругов
Зернистость круга Класс чистоты обра- ботанной поверхности
Металли- ческая связка Органи- ческая связка
А125/100—А80/63 7—8
А63/50—А50/40 8—9 8—9
Л50/40—АМ40/28 — 9—10
ЛМ40/28—АМ28/20 — 10—11
АМ20/14—ЛМ10/7 — 11—13
Зернистость алмазного слоя
с кругами на других связках,
но приводят к повышенному
расходу алмазов.
Алмазные круги на метал-
лических связках (Ml и М5)
применяются для предвари-
тельного и чернового шлифо-
вания при обработке дета-
лей из твердого сплава
с большими съемами твер-
дого сплава. Эти круги от-
личаются значительной дол-
говечностью, износостой-
костью, но создают в зоне
резания температуру в 2—
3 раза выше, чем круги на
органических связках,
характеризует размер зерна.
С уменьшением зернистости повышается класс чистоты обрабаты-
ваемой поверхности, но снижается производительность обработки.
Рекомендации по выбору зернистости алмазных кругов приводятся
в табл. 1.
При эксплуатации алмазных кругов имеет значение концен-
трация алмазных зерен, которая определяется содержанием его
в 1 мм3 алмазоносного слоя. За 100%-ную концентрацию при-
нято содержание в 1 мм3 0,878 мг алмазных зерен, или 4,39 карата
(1 карат равен 0,2 г).
Алмазные круги изготовляются 50, 75, 100 и 150%-ной
концентрации. Выбор концентрации алмазных кругов произво-
дится с учетом вида операции, рода связки и зернистости круга.
В большинстве случаев для обработки твердосплавного
инструмента применяются алмазные круги 50 %-ной концен-
трации.
Выбор формы, размеров и характеристики круга зависит от
формы, конструкции, размеров, технических требований к точ-
ности и чистоте обрабатываемой детали, выполняемой операции,
типа станка и других факторов. Алмазные круги типа АПП, А2ПП,
АЧК, AT, А1Т и А2П применяются для обработки твердосплав-
ных деталей вырубных штампов.
26
Круги типа АППи А2ПП применяются на плоскошлифовальных,
круглошлифовальных и внутришлифовальных станках для обра-
ботки плоскостей и тел вращения. Для шлифования торцов, ка-
навок, выступов пуансонов и заточных и профилешлифоваль-
ных станках используются круги тарельчатого типа — А1Т и АТ.
Круги чашечные, типа АЧК, применяются для шлифования тор-
цовых поверхностей тел вращения и плоскостей разъема сбор-
ных твердосплавных матриц и пуансонов.
Круги типа А2П используются при профильном шлифовании
твердосплавных деталей штампов на профилешлифовальных стан-
ках.
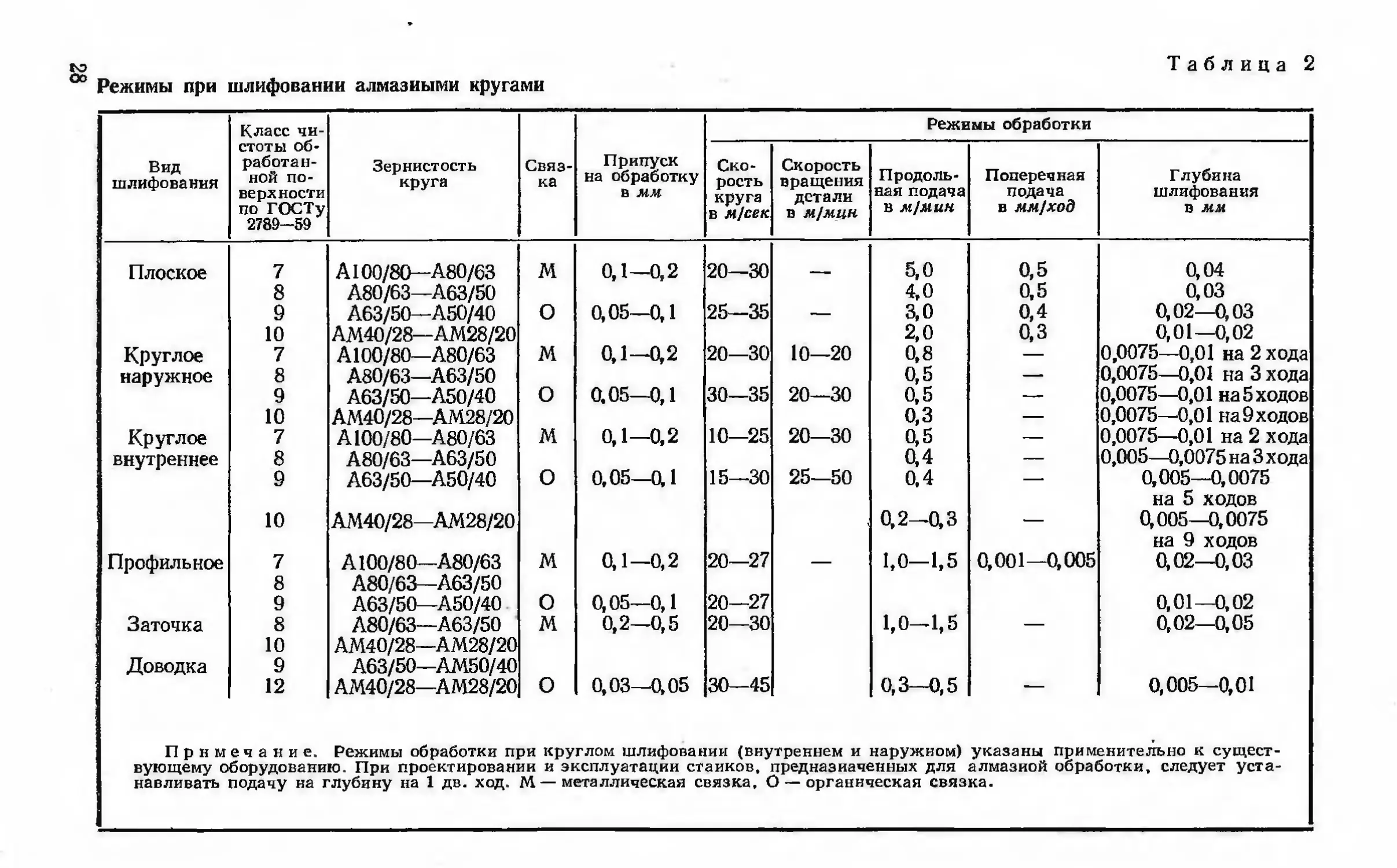
Режимы алмазного шлифования зависят от требуемого класса
чистоты, зернистости алмазного порошка круга и других факторов
(табл. 2).
Для обработки деталей рабочих элементов штампов и пресс-
форм из закаленной стали применяют круги из нового синтетиче-
ского сверхтвердого материала — эльбора. Эльбор, обладая твер-
достью и абразивной способностью, близкой к алмазу, значи-
тельно превосходит последний по термостойкости. Это обеспечи-
вает эльбору преимущество перед алмазом, особенно при обработке
сталей.
Инструменты из эльбора изготовляют на органических (КБ
и Б1) и керамических (К) связках. По эксплуатационным показа-
телям инструменты из эльбора на органических связках отли-
чаются высокими режущими свойствами, не засаливаются и поз-
воляют осуществлять бесприжоговое шлифование с глубиной
0,005—0,03 мм за один проход (в зависимости от зернистости эль-
бора и вида шлифования).
Инструменты из эльбора на керамических связках характе-
ризуются высокой стойкостью, превышающей стойкость обычных
абразивных инструментов.
Чистота поверхности при обработке инструментом из эльбора
зернистостью Л16—Л4 на органических и керамических связках
достигает 7—10-го класса. Инструментами на органической
связке КБ зернистостью ЛМ28—ЛМ5 достигается чистота поверх-
ности И и 12-го классов.
По сравнению с обычно применяемыми в промышленности абра-
зивными Э9 и К39 и алмазными -А и АС инструментами инстру-
менты из эльбора при обработке сталей характеризуются повышен-
ной режущей способностью и ее постоянством в процессе длитель-
ной эксплуатации; низким удельным расходом (в 3—5 раз ниже
алмазного и почти в 100 раз ниже абразивного инструмента);
отсутствием засаливания, что исключает необходимость правки
кругов для восстановления режущих свойств; высокой стойкостью
рабочего профиля, обеспечивающей получение деталей высокой
прочности.
27
Режимы при шлифовании алмазными кругами
Таблица 2
Вид шлифования Класс чи- стоты об- работан- ной по- верхности по ГОСТу 2789—59 Зернистость круга Связ- ка Припуск на обработку в мм Режимы обработки
Ско- рость круга в м/сек Скорость вращения детали в м/мцн Продоль- ная подача в м/мин Поперечная подача в мм/ход Глубина шлифования в мм
Плоское 7 А100/80—А80/63 м 0,1—0,2 20—30 5,0 0,5 0,04
8 А80/63—А63/50 4,0 0,5 0,03
9 А63/50—А50/40 о 0,05—0,1 25—35 — 3,0 0,4 0,02—0,03
10 АМ40/28—АМ28/20 2,0 0,3 0,01—0,02
Круглое 7 А100/80—А80/63 м 0,1—0,2 20—30 10—20 0,8 — 0,0075—0,01 на 2 хода
наружное 8 А80/63—А63/50 0,5 — 0,0075—0,01 на 3 хода
9 А63/50—А50/40 о 0.05—0,1 30—35 20—30 0,5 — 0,0075—0,01 на 5 ходов
10 АМ40/28—АМ28/20 0,3 — 0,0075—-0,01 на 9 ходов
Круглое 7 А100/80—А80 63 м 0,1—0,2 10—25 20—30 0,5 — 0,0075—0,01 на 2 хода
внутреннее 8 А80/63—А63/50 25—50 0,4 — 0,005—0,0075 на 3 хода
9 А63/50—А50/40 о 0,05—0,1 15—30 0.4 — 0,005—0,0075
на 5 ходов
10 АМ40/28—АМ28/20 0,2—0,3 — 0,005—0,0075
на 9 ходов
Профильное 7 А100/80—А80/63 м 0,1—0,2 20—27 — 1,0—1,5 0,001—0,005 0,02—0,03
8 А80/63—А63/50
9 А63/50—А50/40 о 0,05—0,1 20—27 0,01—0,02
Заточка 8 А80/63—А63/50 м 0,2—0,5 20—30 1,0—1,5 — 0,02—0,05
10 АМ40/28—АМ28/20
Доводка 9 А63/50—АМ50/40 0,005—0,01
12 АМ40/28—АМ28/20 о 0,03—0,05 30—45 0,3—0,5
Примечание. Режимы обработки при круглом шлифовании (внутреннем и наружном) указаны применительно к сущест-
вующему оборудованию. При проектировании и эксплуатации станков, предназначенных для алмазной обработки, следует уста-
навливать подачу на глубину на 1 дв. ход. М—металлическая связка, О — органическая связка.
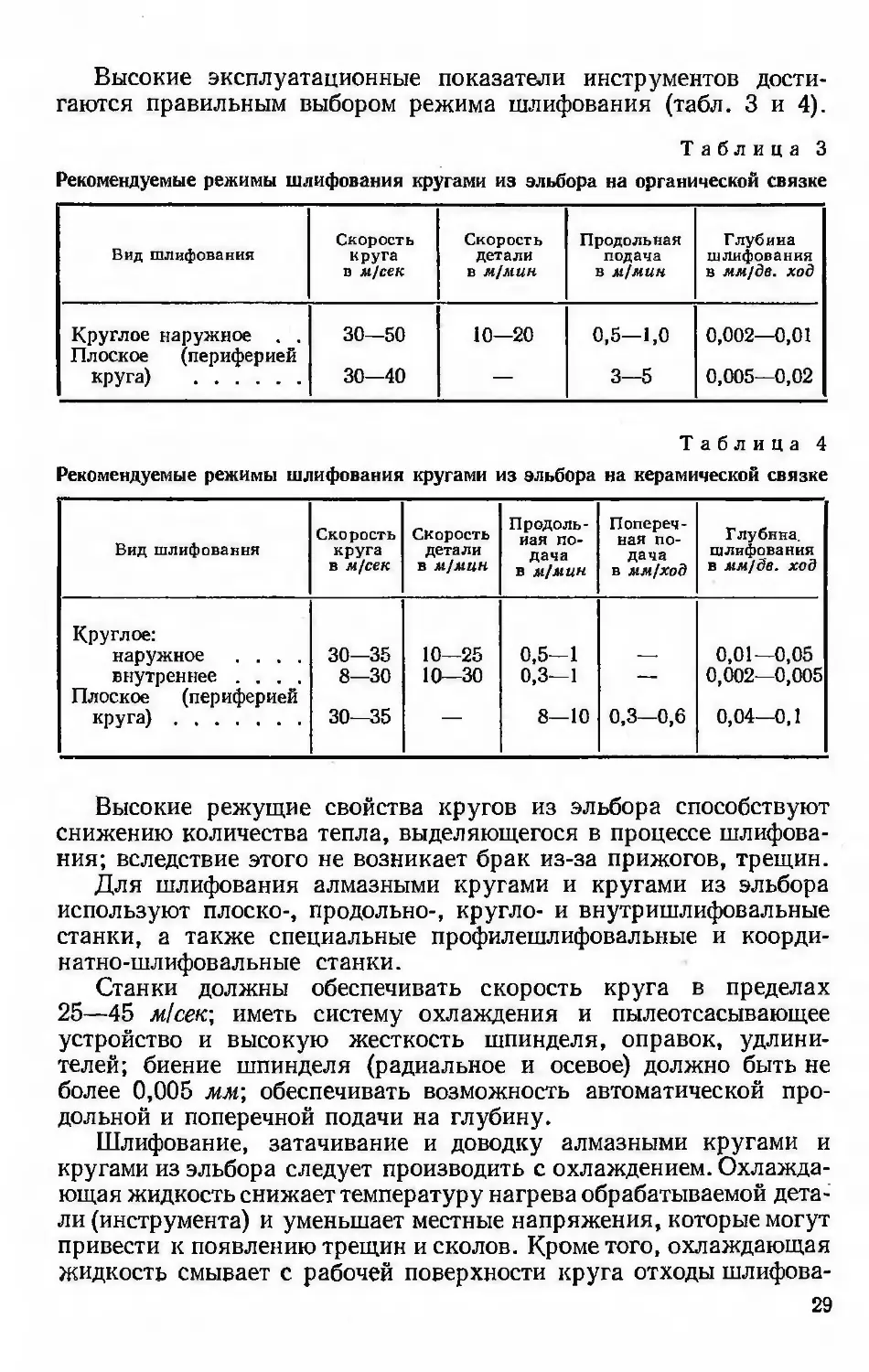
Высокие эксплуатационные показатели инструментов дости-
гаются правильным выбором режима шлифования (табл. 3 и 4).
Таблица 3
Рекомендуемые режимы шлифования кругами из эльбора на органической связке
Вид шлифования Скорость круга в м/сек Скорость детали в м[мин Продольная подача в м/мин Глубина шлифования в мм/дв. ход
Круглое наружное . . Плоское (периферией круга) 30—50 30—40 10—20 0,5—1,0 3—5 0,002—0,01 0,005—0,02
Таблица 4
Рекомендуемые режимы шлифования кругами из эльбора на керамической связке
Вид шлифования Скорость круга в м/сек Скорость детали в м/мин Продоль- ная по- дача в м[мин Попереч- ная по- дача в мм [ход Глубина, шлифования в мм/дв. ход
Круглое: наружное .... внутреннее .... Плоское (периферией круга) 30—35 8—30 30—35 10—25 10—30 0,5—1 0,3—1 8—10 0,3—0,6 0,01—0,05 0,002—0,005 0,04—0,1
Высокие режущие свойства кругов из эльбора способствуют
снижению количества тепла, выделяющегося в процессе шлифова-
ния; вследствие этого не возникает брак из-за прижогов, трещин.
Для шлифования алмазными кругами и кругами из эльбора
используют плоско-, продольно-, кругло- и внутришлифовальные
станки, а также специальные профилешлифовальные и коорди-
натно-шлифовальные станки.
Станки должны обеспечивать скорость круга в пределах
25—45 м!сек-, иметь систему охлаждения и пылеотсасывающее
устройство и высокую жесткость шпинделя, оправок, удлини-
телей; биение шпинделя (радиальное и осевое) должно быть не
более 0,005 мм-, обеспечивать возможность автоматической про-
дольной и поперечной подачи на глубину.
Шлифование, затачивание и доводку алмазными кругами и
кругами из эльбора следует производить с охлаждением. Охлажда-
ющая жидкость снижает температуру нагрева обрабатываемой дета-
ли (инструмента) и уменьшает местные напряжения, которые могут
привести к появлению трещин и сколов. Кроме того, охлаждающая
жидкость смывает с рабочей поверхности круга отходы шлифова-
29
ння, что способствует значительному снижению засаливания по-
верхности круга, повышению класса чистоты обрабатываемой
поверхности. При шлифовании алмазными кругами на металли-
ческой связке обязательно (кроме фасонной чистовой обработки)
непрерывное охлаждение. Охлаждающая жидкость должна пода-
ваться в количестве 2—3 л!мин. Круги на органической связке
можно применять и без охлаждения.
Алмазные круги и круги из эльбора в процессе эксплуатации
желательно не снимать с фланцев, так как каждая установка кру-
гов вызывает дополнительное биение; в случае необходимости
круги’правят.
Для алмазного шлифования твердосплавных деталей штампов
рекомендуется оставлять припуски, которые обеспечивали бы
снятие дефектного слоя, образующегося при предварительных
операциях. На основе опыта работы на заводах можно рекомендо-
вать припуски на алмазное шлифование в пределах 0,05—0,1 мм
на сторону после шлифования кругами из карбида кремния зеле-
ного и 0,1—0,12 мм после электроискровой обработки. Припуски
при шлифовании деталей из закаленной стали составляют 0,1—
0,6 мм.
Профильное шлифование на станках общего назначения.
Отличительной особенностью современного производства штампов
и прессформ является высокая степень механизации обработки
сложных поверхностей, ранее обрабатывавшихся исключительно
слесарным путем (особенно тех деталей, которые имеют сложный
профиль). Профильное шлифование на станках общего назначения
может осуществляться на плоскошлифовальных станках плоским
кругом при помощи специальных приспособлений, обеспечива-
ющих необходимое перемещение детали относительно круга в про-
цессе шлифования; на плоскошлифовальных и круглошлифоваль-
ных (иногда на заточных) станках профилированными кругами,
на которых специальными приспособлениями с большой точностью
образуется обратный профиль (или отдельные участки профиля).
При данном способе профильного шлифования не требуются
специальные профилешлифовальные и оптикошлифовальные
станки.
Одним из видов профильного шлифования является шлифова-
ние под разными углами с помощью различных поворотных синус-
ных, вращающихся плит.
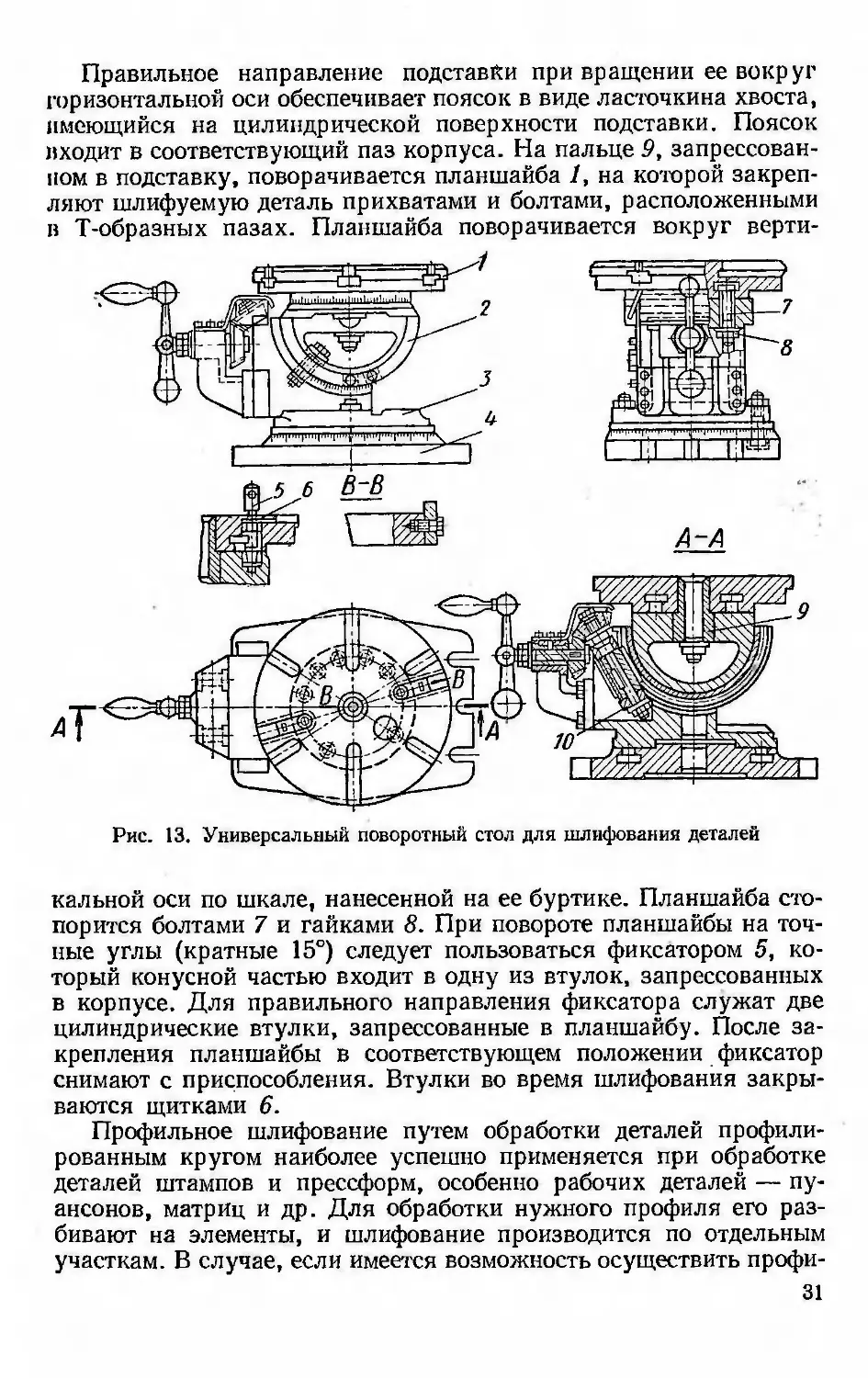
Универсальный поворотный стол для шлифования деталей
под двумя углами показан на рис. 13. На основании 4 корпус 3
поворачивается на 360°, затем фиксируется по шкале, нанесенной
на цилиндрическом пояске основания. На корпусе расположена
подставка 2, к которой прикреплен зубчатый сектор, сцепленный
с червяком 10. Подставка вращается при помощи рукоятки и пары
конических шестерен, а закрепляется поворотом на требуемый
угол болтами.
30
Правильное направление подставки при вращении ее вокруг
горизонтальной оси обеспечивает поясок в виде ласточкина хвоста,
имеющийся на цилиндрической поверхности подставки. Поясок
входит в соответствующий паз корпуса. На пальце 9, запрессован-
ном в подставку, поворачивается планшайба 1, на которой закреп-
ляют шлифуемую деталь прихватами и болтами, расположенными
в Т-образных пазах. Планшайба поворачивается вокруг верти-
Рис. 13. Универсальный поворотный стол для шлифования деталей
кальной оси по шкале, нанесенной на ее буртике. Планшайба сто-
порится болтами 7 и гайками 8. При повороте планшайбы на точ-
ные углы (кратные 15°) следует пользоваться фиксатором 5, ко-
торый конусной частью входит в одну из втулок, запрессованных
в корпусе. Для правильного направления фиксатора служат две
цилиндрические втулки, запрессованные в планшайбу. После за-
крепления планшайбы в соответствующем положении фиксатор
снимают с приспособления. Втулки во время шлифования закры-
ваются щитками 6.
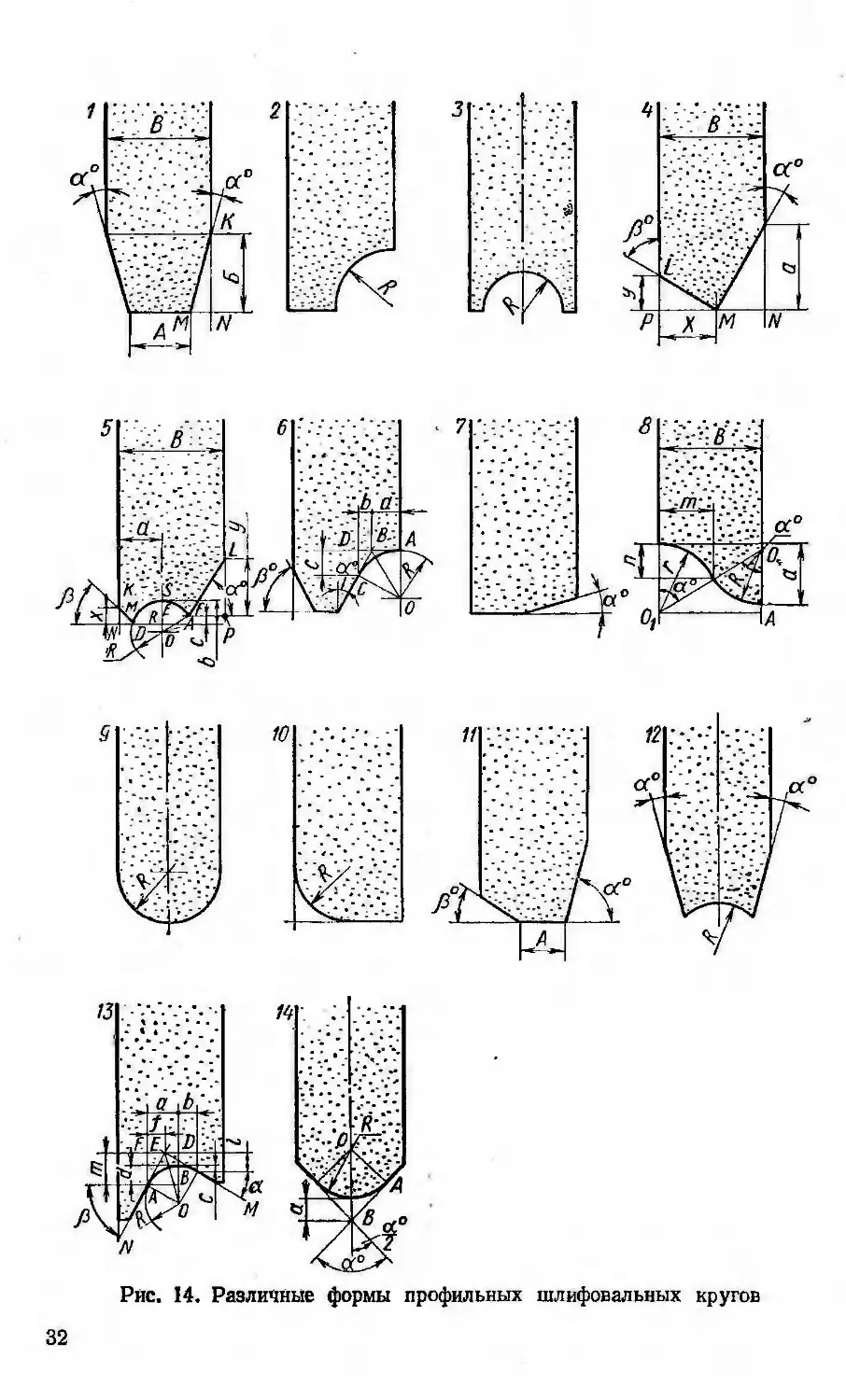
Профильное шлифование путем обработки деталей профили-
рованным кругом наиболее успешно применяется при обработке
деталей штампов и прессформ, особенно рабочих деталей — пу-
ансонов, матриц и др. Для обработки нужного профиля его раз-
бивают на элементы, и шлифование производится по отдельным
участкам. В случае, если имеется возможность осуществить профи-
31
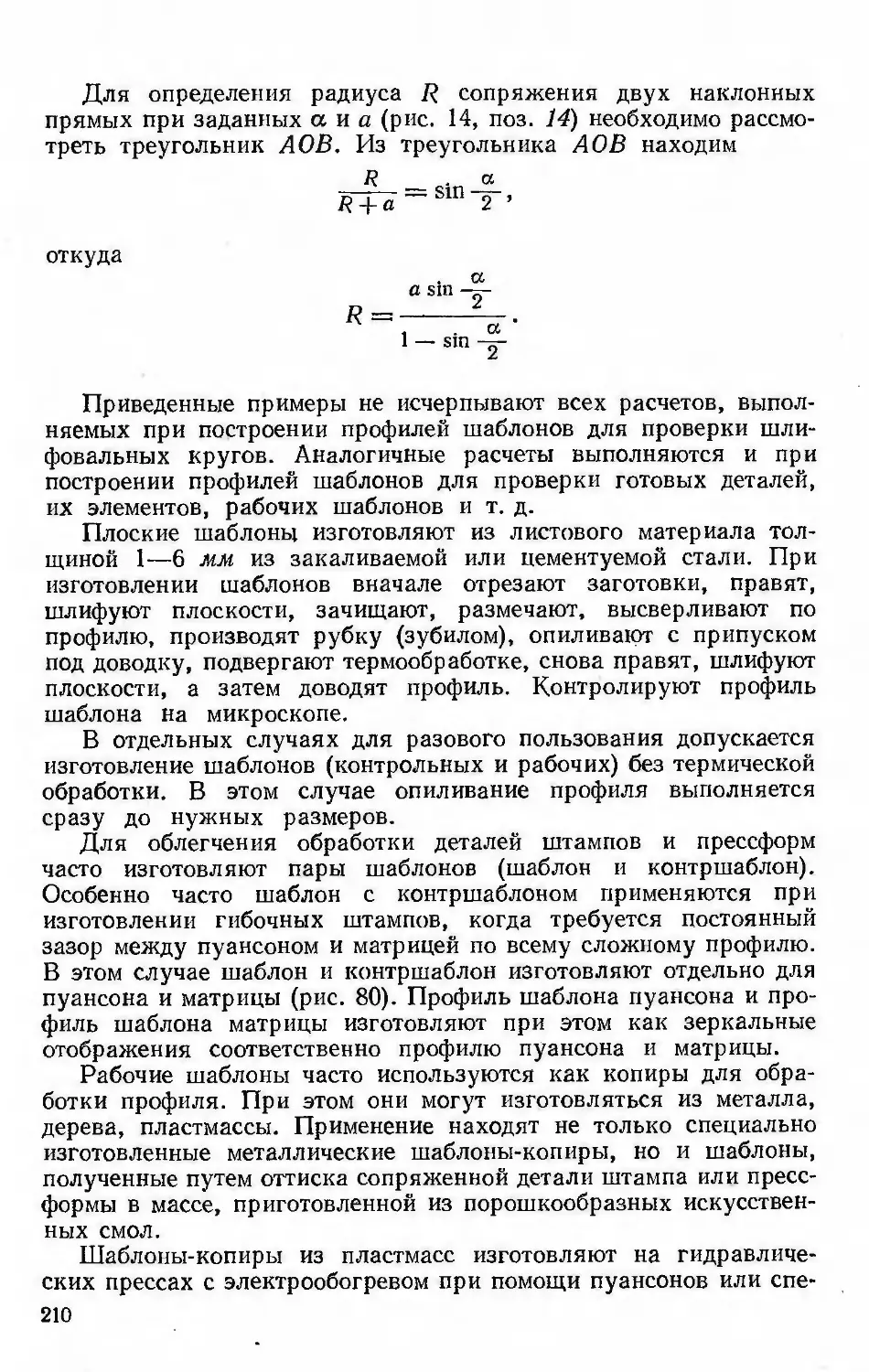
Рис. 14. Различные формы профильных шлифовальных кругов
32
лирование круга по всему необходимому профилю, шлифование
производится сразу.
Перед профильным шлифованием производят профилирование
шлифовального круга. Различные формы профильных шлифоваль-
ных кругов показаны на рис. 14. Профилирование кругов произво-
дится алмазом, обычно устанавливаемым в держателе приспособ-
ления.
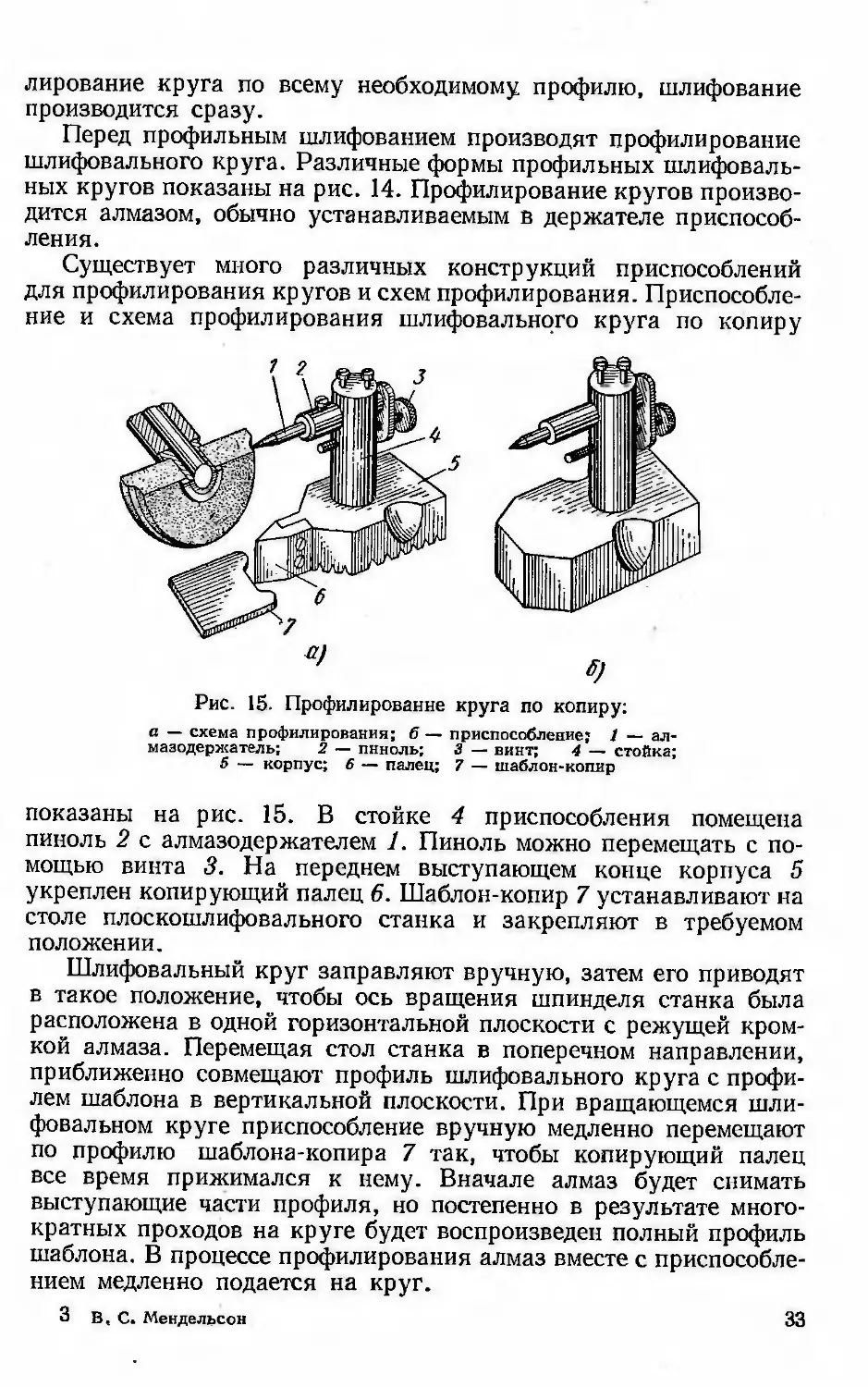
Существует много различных конструкций приспособлений
для профилирования кругов и схем профилирования. Приспособле-
ние и схема профилирования шлифовального круга по копиру
Рис. 15. Профилирование круга по копиру:
а — схема профилирования; б — приспособление; / — ал-
мааодержатель; 2 — пнноль; 3 — винт; 4 — стойка;
5 — корпус; 6 — палец; 7 — шаблон-копир
показаны на рис. 15. В стойке 4 приспособления помещена
пиноль 2 с алмазодержателем 1. Пиноль можно перемещать с по-
мощью винта 3. На переднем выступающем конце корпуса 5
укреплен копирующий палец 6. Шаблон-копир 7 устанавливают на
столе плоскошлифовального станка и закрепляют в требуемом
положении.
Шлифовальный круг заправляют вручную, затем его приводят
в такое положение, чтобы ось вращения шпинделя станка была
расположена в одной горизонтальной плоскости с режущей кром-
кой алмаза. Перемещая стол станка в поперечном направлении,
приближенно совмещают профиль шлифовального круга с профи-
лем шаблона в вертикальной плоскости. При вращающемся шли-
фовальном круге приспособление вручную медленно перемещают
по профилю шаблона-копира 7 так, чтобы копирующий палец
все время прижимался к нему. Вначале алмаз будет снимать
выступающие части профиля, но постепенно в результате много-
кратных проходов на круге будет воспроизведен полный профиль
шаблона. В процессе профилирования алмаз вместе с приспособле-
нием медленно подается на круг.
3 В, С. Мендельсон 33
Для предварительного профилирования используют боковые
стороны алмаза, а для чистового — его вершину. В первом слу-
чае копирующий палец устанавливают и перемещают под острым
углом к профилю, а во втором — под прямым. Вследствие этого
острие алмаза не затупляется, а следовательно, достигается боль-
шая точность профилирования.
Шлифовальные круги, профиль которых не имеет вогнутых
участков, целесообразно править копировальным приспособле-
нием (рис. 15, б) без копирующего пальца; функции последнего
выполняет передняя базовая поверхность основания корпуса. Это
приспособление допускает профилирование в заданном масштабе.
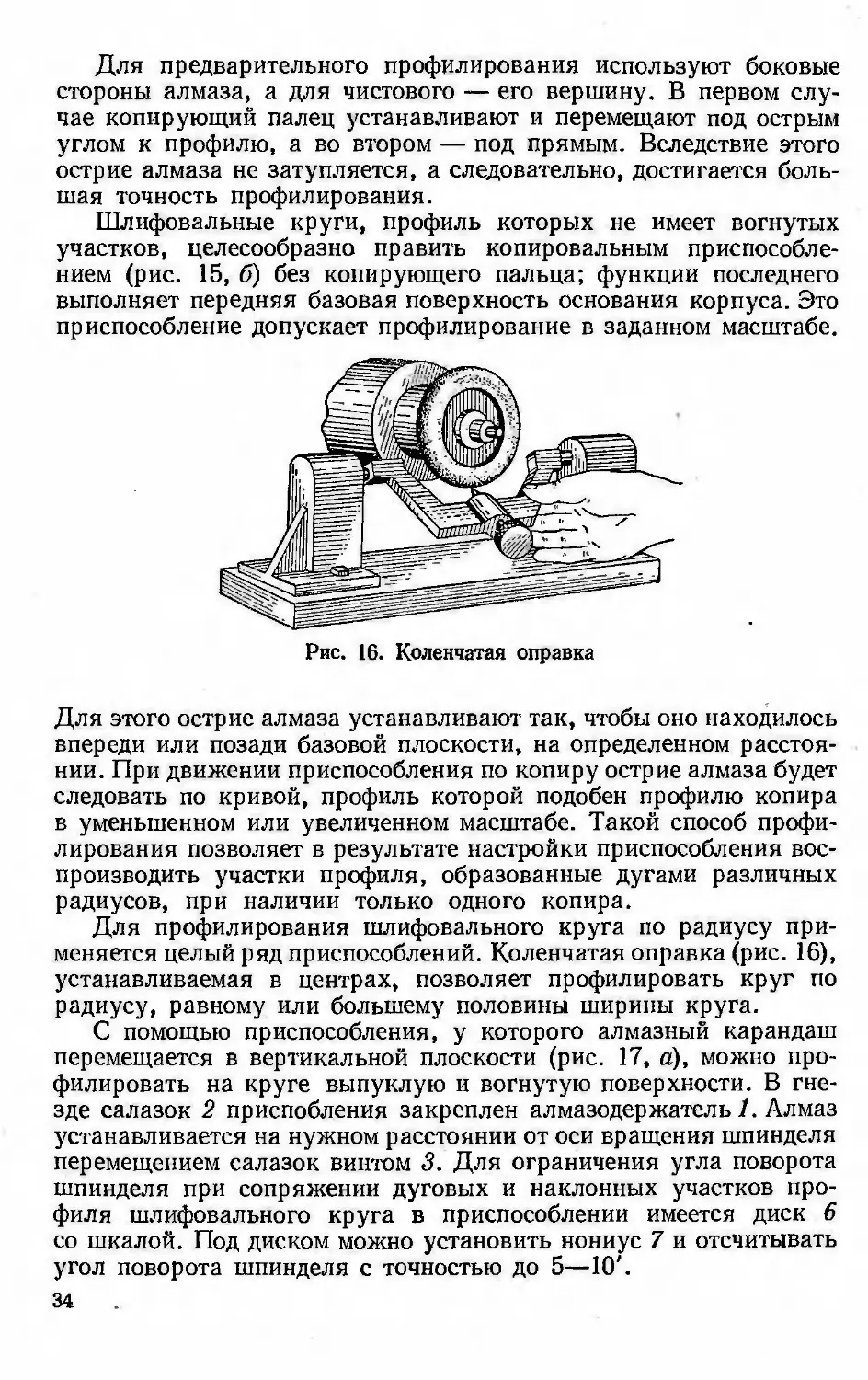
Рис. 16. Коленчатая оправка
Для этого острие алмаза устанавливают так, чтобы оно находилось
впереди или позади базовой плоскости, на определенном расстоя-
нии. При движении приспособления по копиру острие алмаза будет
следовать по кривой, профиль которой подобен профилю копира
в уменьшенном или увеличенном масштабе. Такой способ профи-
лирования позволяет в результате настройки приспособления вос-
производить участки профиля, образованные дугами различных
радиусов, при наличии только одного копира.
Для профилирования шлифовального круга по радиусу при-
меняется целый ряд приспособлений. Коленчатая оправка (рис. 16),
устанавливаемая в центрах, позволяет профилировать круг по
радиусу, равному или большему половины ширины круга.
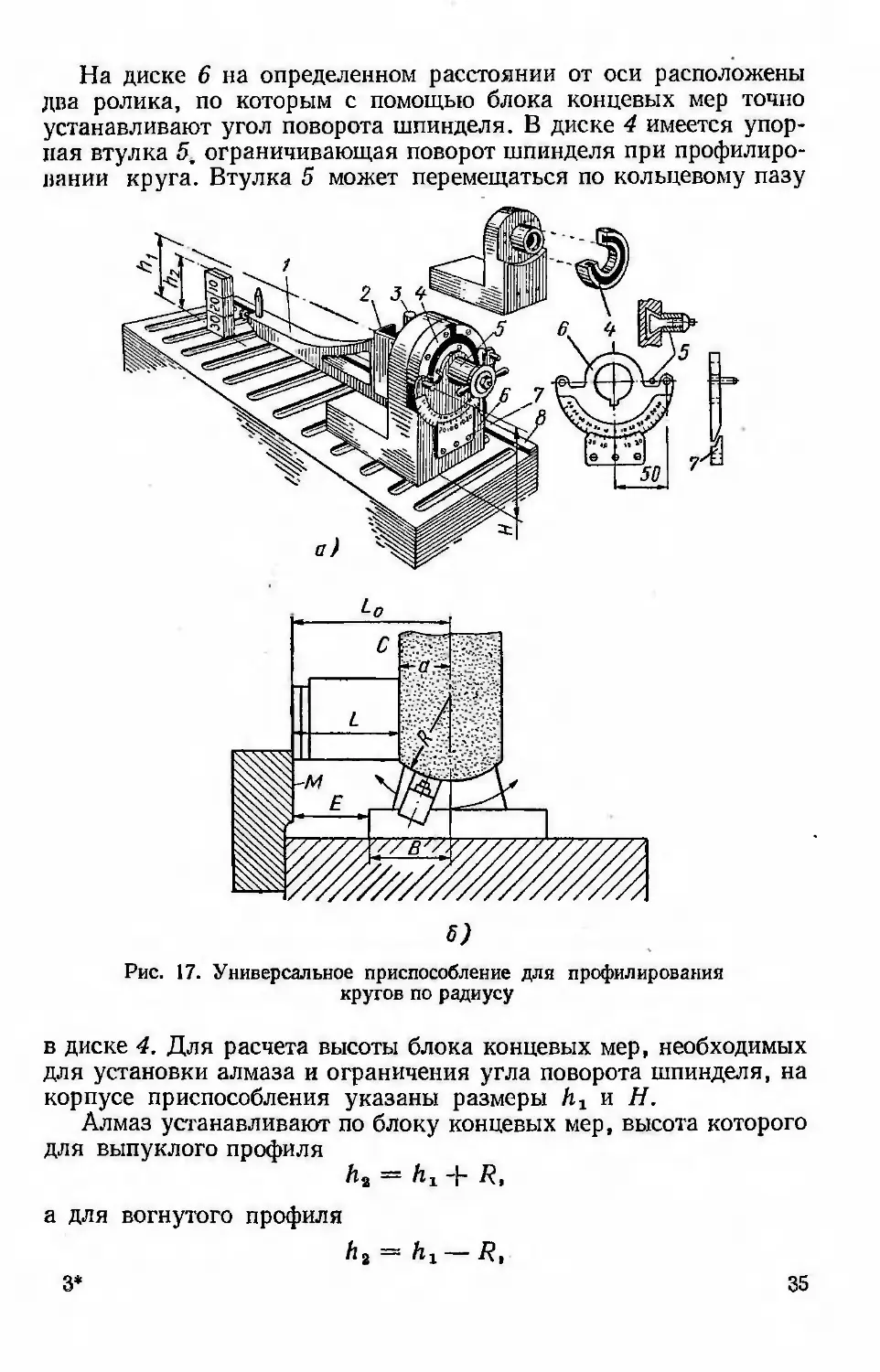
С помощью приспособления, у которого алмазный карандаш
перемещается в вертикальной плоскости (рис. 17, а), можно про-
филировать на круге выпуклую и вогнутую поверхности. В гне-
зде салазок 2 приспобления закреплен алмазодержатель 1. Алмаз
устанавливается на нужном расстоянии от оси вращения шпинделя
перемещением салазок винтом <3. Для ограничения угла поворота
шпинделя при сопряжении дуговых и наклонных участков про-
филя шлифовального круга в приспособлении имеется диск 6
со шкалой. Под диском можно установить нониус 7 и отсчитывать
угол поворота шпинделя с точностью до 5—10'.
34
На диске 6 на определенном расстоянии от оси расположены
два ролика, по которым с помощью блока концевых мер точно
устанавливают угол поворота шпинделя. В диске 4 имеется упор-
ная втулка 5, ограничивающая поворот шпинделя при профилиро-
вании круга. Втулка 5 может перемещаться по кольцевому пазу
6)
Рис. 17. Универсальное приспособление для профилирования
кругов по радиусу
в диске 4. Для расчета высоты блока концевых мер, необходимых
для установки алмаза и ограничения угла поворота шпинделя, на
корпусе приспособления указаны размеры hY и И.
Алмаз устанавливают по блоку концевых мер, высота которого
для выпуклого профиля
Ла = Лх 4- R,
а для вогнутого профиля
Л8 = Лг — R,
3*
35
где hi — расстояние от основания приспособления до оси враще-
ния шпинделя;
— радиус профиля круга.
Таким образом, при профилировании выпуклого профиля
алмаз расположен ниже, а при профилировании вогнутого про-
филя — выше оси вращения шпинделя.
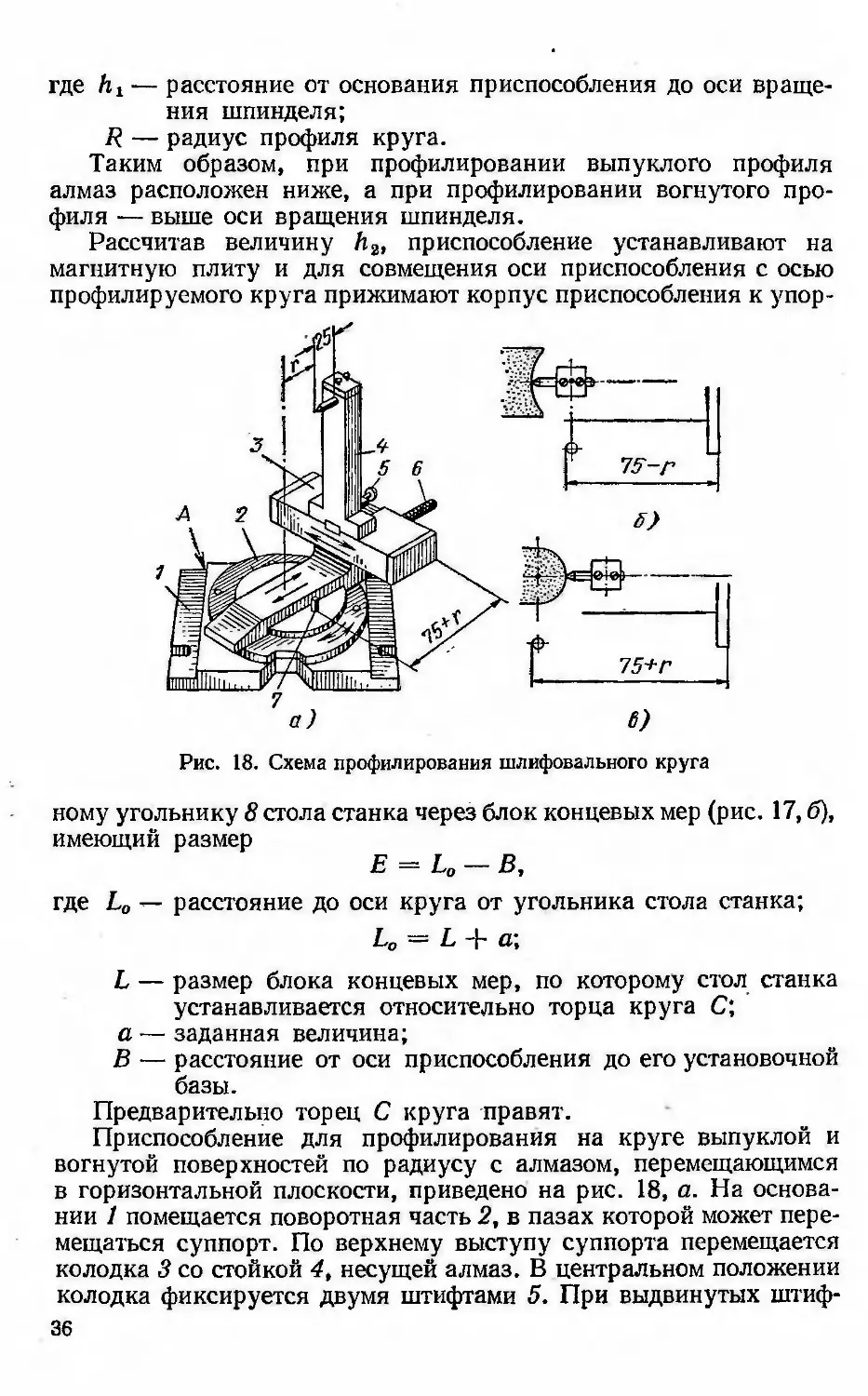
Рассчитав величину h2, приспособление устанавливают на
магнитную плиту и для совмещения оси приспособления с осью
профилируемого круга прижимают корпус приспособления к упор-
Рис. 18. Схема профилирования шлифовального круга
ному угольнику 8 стола станка через блок концевых мер (рис. 17, б),
имеющий размер
Е = Lo — В,
где Lo — расстояние до оси круга от угольника стола станка;
Lo = L -|- а;
L — размер блока концевых мер, по которому стол станка
устанавливается относительно торца круга С;
а — заданная величина;
В — расстояние от оси приспособления до его установочной
базы.
Предварительно торец С круга правят.
Приспособление для профилирования на круге выпуклой и
вогнутой поверхностей по радиусу с алмазом, перемещающимся
в горизонтальной плоскости, приведено на рис. 18, а. На основа-
нии 1 помещается поворотная часть 2, в пазах которой может пере-
мещаться суппорт. По верхнему выступу суппорта перемещается
колодка 3 со стойкой 4, несущей алмаз. В центральном положении
колодка фиксируется двумя штифтами 5. При выдвинутых штиф-
36
I ii x колодка и алмаз имеют свободу перемещения в обе стороны от
центрального положения. Поворотная часть может быть закреп-
лена в требуемом положении или свободно вращаться с помощью
рукоятки 6.
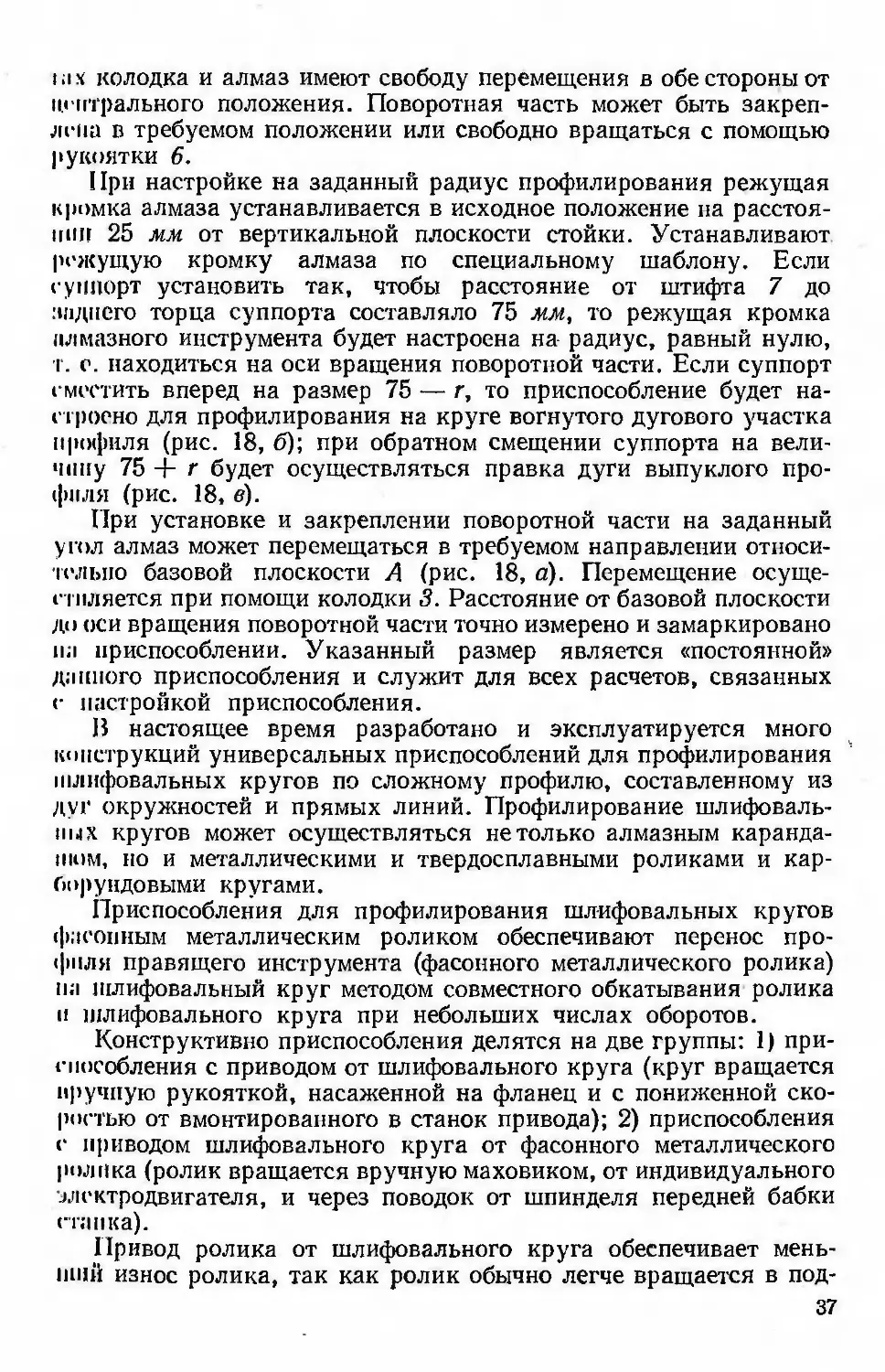
При настройке на заданный радиус профилирования режущая
кромка алмаза устанавливается в исходное положение на расстоя-
нии 25 мм от вертикальной плоскости стойки. Устанавливают
режущую кромку алмаза по специальному шаблону. Если
суппорт установить так, чтобы расстояние от штифта 7 до
заднего торца суппорта составляло 75 мм, то режущая кромка
алмазного инструмента будет настроена на радиус, равный нулю,
т. с. находиться на оси вращения поворотной части. Если суппорт
сместить вперед на размер 75 — г, то приспособление будет на-
строено для профилирования на круге вогнутого дугового участка
профиля (рис. 18, б); при обратном смещении суппорта на вели-
чину 75 + г будет осуществляться правка дуги выпуклого про-
филя (рис. 18, в).
При установке и закреплении поворотной части на заданный
угол алмаз может перемещаться в требуемом направлении относи-
тельно базовой плоскости Л (рис. 18, а). Перемещение осуще-
ствляется при помощи колодки 3. Расстояние от базовой плоскости
до оси вращения поворотной части точно измерено и замаркировано
ii.-i приспособлении. Указанный размер является «постоянной»
данного приспособления и служит для всех расчетов, связанных
с настройкой приспособления.
В настоящее время разработано и эксплуатируется много
конструкций универсальных приспособлений для профилирования
шлифовальных кругов по сложному профилю, составленному из
дуг окружностей и прямых линий. Профилирование шлифоваль-
ных кругов может осуществляться не только алмазным каранда-
шом, но и металлическими и твердосплавными роликами и кар-
борундовыми кругами.
Приспособления для профилирования шлифовальных кругов
фасонным металлическим роликом обеспечивают перенос про-
филя правящего инструмента (фасонного металлического ролика)
па шлифовальный круг методом совместного обкатывания ролика
и шлифовального круга при небольших числах оборотов.
Конструктивно приспособления делятся на две группы: 1) при-
способления с приводом от шлифовального круга (круг вращается
вручную рукояткой, насаженной на фланец и с пониженной ско-
ростью от вмонтированного в станок привода); 2) приспособления
с приводом шлифовального круга от фасонного металлического
ролика (ролик вращается вручную маховиком, от индивидуального
электродвигателя, и через поводок от шпинделя передней бабки
станка).
Привод ролика от шлифовального круга обеспечивает мень-
ший износ ролика, так как ролик обычно легче вращается в под-
37
шипниках и меньше проскальзывает. На круглошлифовальных и
затыловочных станках ролики устанавливаются на оправках
в центрах станка вместо шлифуемой детали. На плоскошлифо-
вальных станках применяются оба типа приспособлений. В этих
приспособлениях вращение осуществляется вручную; при этом
необходимо отключать привод шлифовального круга и снимать
приводной ремень.
Для изготовления рабочих роликов применяется сталь У10А,
закаленная до твердости HRC 62—64. При шлифовании деталей
4—5-го класса точности можно пользоваться незакаленными ро-
ликами, профиль которых легко восстанавливается токарным
резцом.
Для изготовления мастер-роликов применяется сталь Р18,
закаленная до твердости HRC 62—64. Рекомендуется применять
также сталь марки ХГС. Мастер-ролики предназначены для окон-
чательного профилирования кругов, шлифующих рабочие ро-
лики. Профиль мастер-роликов следует шлифовать на оптико-
шлифовальных станках или доводить по шаблону.
Наиболее производительной конструкцией роликов являются
ролики с канавками. Канавки должны иметь неравномерный шаг
для предотвращения образования неровностей на поверхности
шлифовального круга.
Отношение диаметра ролика к диаметру круга следует при-
Dp 1 1 .
нцмать -тг-=-г-:-?-, причем диаметр ролика должен быть не
менее 60 мм. Профилирование производится без охлаждения.
При необходимости шлифования фасонных профилей на эле-
ментах матриц и пуансонов, изготовленных из твердого сплава,
алмазными шлифовальными кругами профилирование последних
можно осуществлять электроискровым способом (вращающимся
электродом-роликом из графита марки ЭЭГ, фасонным электродом,
^профилированным электродом-проволокой). Указанный способ
обработки целесообразно применять для получения фасонных
кругов негостированного профиля, когда невозможно изготовить
такие круги методом спекания, с применением электрохимии или
другими способами, а также в тех случаях, когда затраты на по-
тери алмазом в удаляемой электроискровым способом части алма-
зоносного слоя круга значительно меньше затрат на изготовление
его другим способом (круги с неглубоким фасонным профилем).
Шлифовальные станки специального назначения. Профиль-
ное шлифование может выполняться на специальных профиле-
шлифовальных станках. В этом случае отпадает необходимость
профилирования шлифовальных кругов, применение приспо-
соблений для поворота и перемещения детали в процессе шли-
фования и т. д.
Современные профилешлифовальные станки подразделяются
на три группы: 1) основанные на принципе копирования контура
38
чертежа или шаблона, выполненного в* увеличенном масштабе,
при помощи пантографа; 2) основанные на принципе совмещения
обрабатываемого профиля с соответствующим профилем чертежа,
выполненным в увеличенном масштабе (профиль детали в процессе
обработки проектируется на чертеже в том же масштабе); 3) ос-
нованные на принципе геометрического построения отдельных уча-
стков профиля при помощи математического расчета и механиче-
ского определения координатных размеров этих участков, свя-
занных целым профилем.
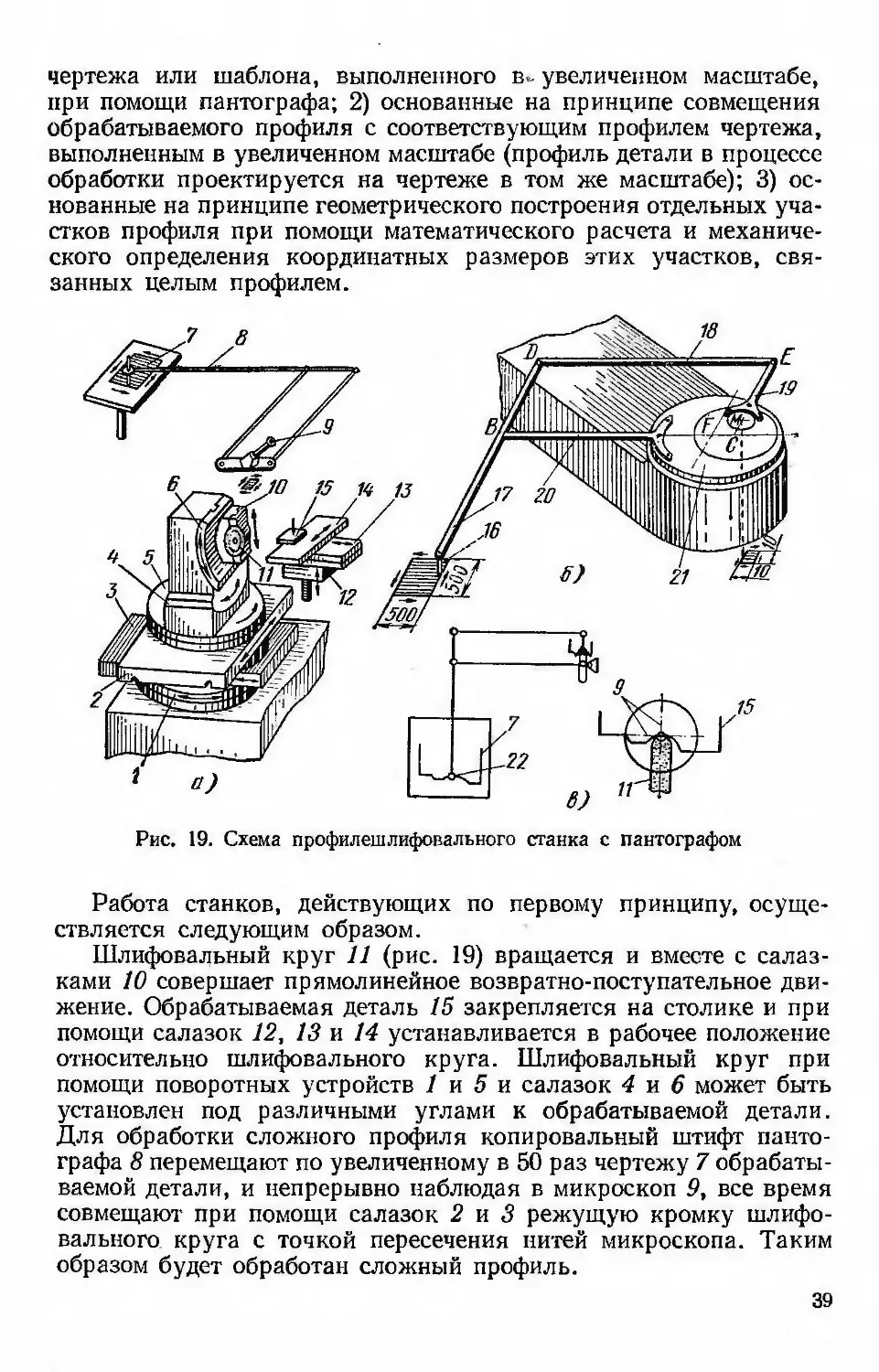
Рис. 19. Схема профилешлифовального станка с пантографом
Работа станков, действующих по первому принципу, осуще-
ствляется следующим образом.
Шлифовальный круг 11 (рис. 19) вращается и вместе с салаз-
ками 10 совершает прямолинейное возвратно-поступательное дви-
жение. Обрабатываемая деталь 15 закрепляется на столике и при
помощи салазок 12, 13 и 14 устанавливается в рабочее положение
относительно шлифовального круга. Шлифовальный круг при
помощи поворотных устройств 1 и 5 и салазок 4 и 6 может быть
установлен под различными углами к обрабатываемой детали.
Для обработки сложного профиля копировальный штифт панто-
графа 8 перемещают по увеличенному в 50 раз чертежу 7 обрабаты-
ваемой детали, и непрерывно наблюдая в микроскоп 9, все время
совмещают при помощи салазок 2 и 3 режущую кромку шлифо-
вального. круга с точкой пересечения нитей микроскопа. Таким
образом будет обработан сложный профиль.
39
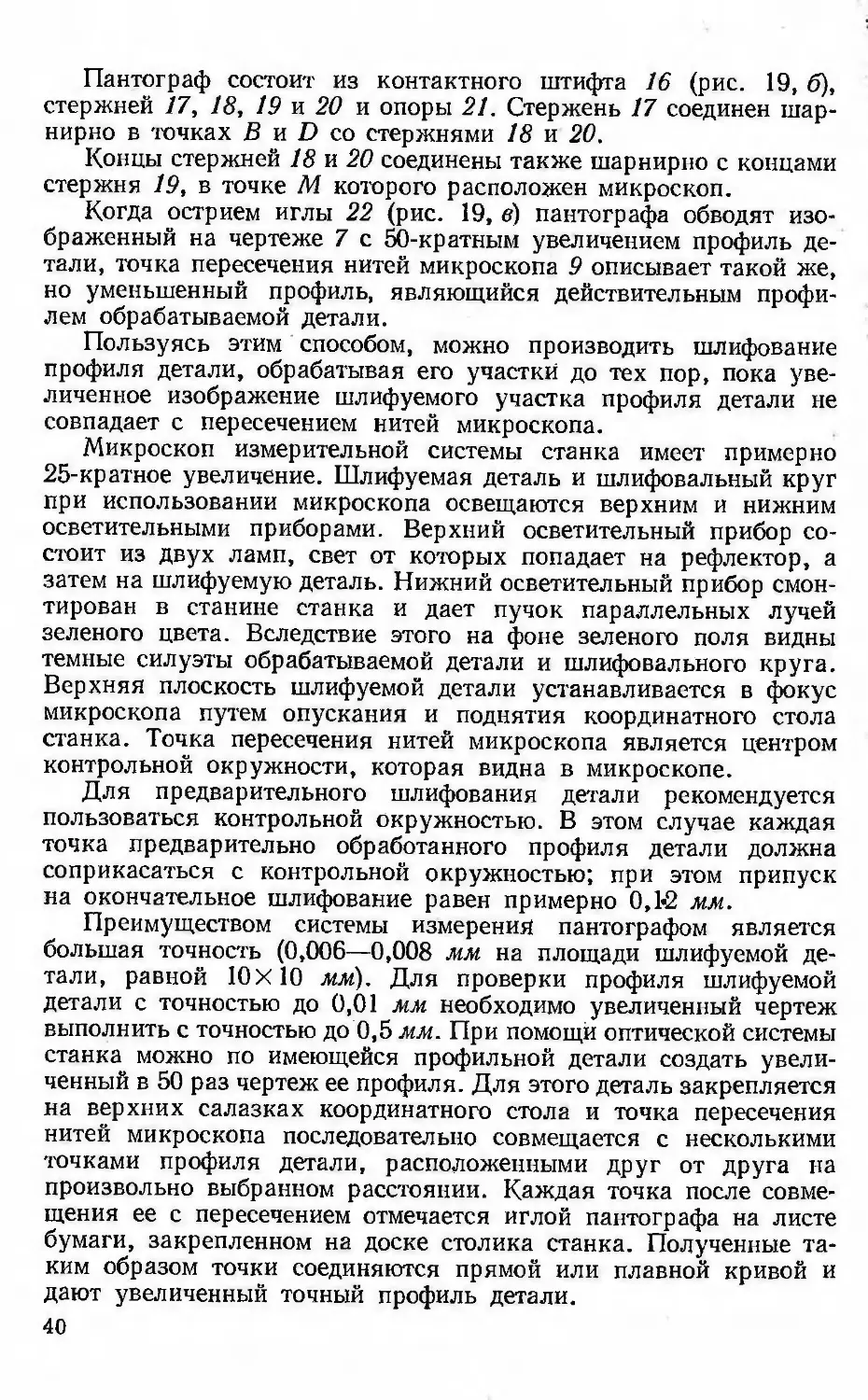
Пантограф состоит из контактного штифта 16 (рис. 19, б),
стержней 17, 18, 19 и 20 и опоры 21. Стержень 17 соединен шар-
нирно в точках В и D со стержнями 18 и 20.
Концы стержней 18 и 20 соединены также шарнирно с концами
стержня 19, в точке М которого расположен микроскоп.
Когда острием иглы 22 (рис. 19, в) пантографа обводят изо-
браженный на чертеже 7 с 50-кратным увеличением профиль де-
тали, точка пересечения нитей микроскопа 9 описывает такой же,
но уменьшенный профиль, являющийся действительным профи-
лем обрабатываемой детали.
Пользуясь этим способом, можно производить шлифование
профиля детали, обрабатывая его участки до тех пор, пока уве-
личенное изображение шлифуемого участка профиля детали не
совпадает с пересечением нитей микроскопа.
Микроскоп измерительной системы станка имеет примерно
25-кратное увеличение. Шлифуемая деталь и шлифовальный круг
при использовании микроскопа освещаются верхним и нижним
осветительными приборами. Верхний осветительный прибор со-
стоит из двух ламп, свет от которых попадает на рефлектор, а
затем на шлифуемую деталь. Нижний осветительный прибор смон-
тирован в станине станка и дает пучок параллельных лучей
зеленого цвета. Вследствие этого на фоне зеленого поля видны
темные силуэты обрабатываемой детали и шлифовального круга.
Верхняя плоскость шлифуемой детали устанавливается в фокус
микроскопа путем опускания и поднятия координатного стола
станка. Точка пересечения нитей микроскопа является центром
контрольной окружности, которая видна в микроскопе.
Для предварительного шлифования детали рекомендуется
пользоваться контрольной окружностью. В этом случае каждая
точка предварительно обработанного профиля детали должна
соприкасаться с контрольной окружностью; при этом припуск
на окончательное шлифование равен примерно 0,1«2 мм.
Преимуществом системы измерения пантографом является
большая точность (0,006—0,008 мм на площади шлифуемой де-
тали, равной 10X10 мм). Для проверки профиля шлифуемой
детали с точностью до 0,01 мм необходимо увеличенный чертеж
выполнить с точностью до 0,5 мм. При помощи оптической системы
станка можно по имеющейся профильной детали создать увели-
ченный в 50 раз чертеж ее профиля. Для этого деталь закрепляется
на верхних салазках координатного стола и точка пересечения
нитей микроскопа последовательно совмещается с несколькими
точками профиля детали, расположенными друг от друга на
произвольно выбранном расстоянии. Каждая точка после совме-
щения ее с пересечением отмечается иглой пантографа на листе
бумаги, закрепленном на доске столика станка. Полученные та-
ким образом точки соединяются прямой или плавной кривой и
дают увеличенный точный профиль детали.
40
Станок такого типа (модель ЗП95)оборудован параллело-
граммом, обеспечивающим в процессе шлифования положение
круга, нормальное к обрабатываемому профилю; масштаб пан-
тографа регулируется; стол приводится в возвратно-поступатель-
ное движение автоматически.
Работа станков, относящихся
ко второй группе, основана на
визуальном совмещении кон-
тура обрабатываемой детали,
увеличенного и спроектирован-
ного на экран, с чертежом
заданного профиля, также соот-
ветственно увеличенным. Про-
филь детали обрабатывается
путем перемещения шлифоваль-
ного круга в двух взаимно пер-
пендикулярных направлениях
суппортами шлифовальной го-
ловки. К станкам этого типа
относится оптический профиле-
шлифовальный станок модели
395М.
При обработке профильной
детали на оптико-шлифовальном
станке модели 395М приходится
непрерывно смотреть на экран
станка и шлифовать последова-
тельно мелкие участки профиля
до совпадения профиля заготов-
ки, видимой на экране, с линией
увеличенного чертежа, помещен-
ного между стеклами проектора.
В этом случае приходится также
Рис. 20. Схема профилешлифовального
станка с двумя координатными систе-
мами:
1 — шлифовальный круг; 2 — микроскоп;
3 — обрабатываемая деталь; 4 к 8 — попе-
речные и продольные салазки верхней
координатной системы; 5 и 6 — попереч-
ные и продольные салазки нижней коор-
динатной системы; 7 — поворотный стол
вручную управлять подачами
станка для перемещения шлифовальной головки. Такая работа
утомительна, производительность труда низка; при этом полу-
чается значительная шероховатость поверхности.
Станки, относящиеся к третьей группе, не имеют этих недо-
статков. К станкам такого типа относятся оптико-шлифовальные
станки (2СПШ, ЗР196 и 10ПС) с двумя координатными системами,
на которых криволинейные участки профиля шлифуются не по
отдельным участкам малой протяженности с ручной подачей,
а обкаткой шлифовальным кругом всего криволинейного участка
при проворачивании обрабатываемой детали вокруг центра
дуги.
Схема шлифования пуансона на профилешлифовальном станке
приведена на рис. 20. Центр дуги радиуса обрабатываемой поверх-
41
ности совмещается с осью вращения О поворотного стола пере-
мещением салазок 4 и 8 верхней координатной системы. Совмеще-
ние оси О поворота верхней координатной системы с точкой 0t
пересечения нитей микроскопа 2 достигается установкой эталонов
между неподвижными и подвижными упорами салазок нижней
координатной системы.
Салазки верхней координатной системы перемещаются в на-
правлении осей Xj и У1 в положение, при котором точка О,
неподвижного микроскопа при вращении детали будет находиться
на кривой радиуса Rt. В исходном положении заготовки прямо-
линейный участок Б профиля должен оказаться параллельным
направлению перемещения вдоль оси При проверке этого
положения нулевая риска круговой шкалы поворотного стола 7
при установке точки О, микроскопа на грань Б и переме-
щении при этом вдоль оси Уг должна совпадать с риской но-
ниуса.
Вначале определяют припуск на шлифование профиля детали.
Для этого замеряют микрометром или штангенциркулем заготовку
детали. Затем к эталону поперечных салазок нижней координат-
ной системы добавляют блок мерных плиток размером Rj,. В этом
случае верхняя координатная система вместе с закрепленной на
ней деталью переместится в направлении оси Y на величину Rx.
На эту же величину переместится ось вращения О поворот-
ного стола относительно точки (Д пересечения нитей микро-
скопа.
После этого перемещением салазок верхней координатной
системы в направлении осп Yг заготовку детали подводят к пере-
сечению нитей микроскопа таким образом, чтобы точка О микро-
скопа отстояла от периферии заготовки радиусом на величину
припуска на обработку. Величина этого припуска устанавливается
по шкале микроскопа или по контрольной окружности. Точка
пересечения нитей микроскопа 0г является центром контрольной
окружности, которая видна в поле зрения микроскопа. После
такой установки центр 02 дуги радиусом Rt окажется совмещен-
ным с осью О поворота верхней координатной системы. Повора-
чивая верхнюю координатную систему относительно вращающегося
шлифовального круга, обрабатывают поверхность радиусом на
центральном угле у (угол сопряжения кривой с двумя прямоли-
нейными участками Б и В профиля детали). Шлифование заканчи-
вают, когда точка пересечения нитей микроскопа окажется
на обработанной поверхности.
Прямолинейные участки Б и В детали обрабатывают в следую-
щей последовательности. Из исходного положения детали пово-
ротный стол 7 поворачивают на 90°. После такой установки верх-
няя координатная система стопорится. Вращением маховика про-
дольного перемещения шлифовальной головки станка шлифуют
участок Б профиля «на выход». Припуск с этой поверхности сни-
42
мают до точки Oj пересечения нитей микроскопа, которая нахо-
дится на расстоянии от центра дуги 02. Затем деталь из исход-
ного положения поворачивают на угол у — 90° таким образом,
чтобы прямолинейный участок В оказался расположенным у шли-
фовального круга, и снова перемещением шлифовальной головки
станка обрабатывают этот участок «на выход». Шлифование произ-
водится до точки Ог пересечения нитей микроскопа.
Аналогично устанавливают изделие для шлифования криво-
линейной’поверхности радиусом /?2. Поворот детали на нужный
центральный угол (угол сопряжения) производится или по круго-
вой шкале, нанесенной на поворотном столе 6, или по синусному
устройству, предусмотренному на поворотной части координат-
ного стола. В последнем случае блок мерных плиток устанавли-
вается между мерными роликами синусного диска и доведенными
гранями закаленных планок, закрепленных на корпусе поворот-
ного стола.
Производительность труда на станках с двумя координатными
системами превышает производительность труда на станках мо-
дели 395М в 2—3 раза; при этом форма поверхности получается
автоматически, вследствие вращательного или прямолинейного
движений детали или шлифовальной головки станка.
Оптико-шлифовальные станки моделей 2СПШ, ЗР196 и 10ПС
позволяют обрабатывать при одном закреплении детали любые
внешние ее поверхности, профили которых составлены из участков
в виде дуг и прямых линий.
Контролируют профиль без использования пантографа или
увеличенного чертежа, а с помощью устройства в виде двух коор-
динатных систем перемещения шлифуемой детали при неподвиж-
ном микроскопе.
Большое распространение получают координатно-шлифоваль-
ные станки (модель 5КШС), предназначенные для шлифования
одного или нескольких отверстий (круглых), связанных коорди-
натными размерами от базовых плоскостей и между собой, кони-
ческих отверстий, а также профилей, состоящих из дуг окруж-
ностей и прямых линий.
Принцип работы этих станков аналогичен принципу работы
координатно-расточных станков. На станке 5КШС можно обраба-
тывать сложные профили без дополнительных приспособлений.
Поэтому станок удобно применять для окончательной обработки
замкнутого контура матриц, профиль которого состоит из дуг
и прямых линий; при этом обработка ведется сразу с углом на-
клона режущей кромки 30—45'.
Точность обработки на этом станке достигает следующих ве-
личин: координатные размеры между осями отверстий — до
0,01 мм', геометрические размеры, замеряемые при помощи опти-
ческого микроскопа — до 0,01 мм, при помощи калибров — 2-й
класс точности; чистота обработки — 8-й класс.
43
§ 7. СЛЕСАРНО-СБОРОЧНЫЕ ОПЕРАЦИИ
Слесарная обработка занимает значительное место в произ-
водстве штампов и прессформ. Механизация ручного труда в ин-
струментальном деле, как и в любом производстве, играет суще-
ственную роль, но в силу его индивидуального и мелкосерийного
характера удельный вес слесарной обработки остается высоким.
В настоящее время в инструментальных цехах, а особенно на
специализированных инструментальных заводах, выделяются
группы слесарей-инструментальщиков с ограниченной специализа-
цией: слесари невысокой квалификации, выполняющие подготови-
тельные работы; разметчики; шлифовщики; инструментальщики;
слесари-доводчики; слесари-сборщики по отдельным видам осна-
стки и т. д. Высокая степень разделения труда и максимальное
использование приспособлений и инструментов, механизирующих
ручной труд, позволяют значительно повысить производитель-
ность слесарной обработки и качество изготовляемой оснастки.
В том случае, когда слесарь-сборщик ведет всю слесарную об-
работку деталей, — разметку, пригонку, сверление и т. д. и сборку
штампа или прессформы, — он в значительной мере оказывает
влияние на весь технологический процесс изготовления оснастки.
В условиях же узкой специализации слесарей и разделения труда
в инструментальном цехе технолог и мастер, ответственны за пра-
вильное определение технологического процесса слесарной об-
работки: последовательности выполнения слесарных операций,
величины межоперационных припусков, режимов обработки, на-
значения инструмента, приспособлений и т. д.
Слесарная обработка деталей штампов и прессформ принци-
пиально ничем не отличается от аналогичной обработки деталей
других приспособлений. Обычно применяются операции общего
характера: рубка и резка металла, правка и гибка, плоскостная
и пространственная разметка, распиливание, припасовка, шабре-
ние, доводка, полирование, сверление, развертывание, нарезание
резьбы, сборка. При выполнении этих операций используются
универсальные инструменты, приспособления, средства механи-
зации.
От сборочных операций в значительной мере зависит качество
штампа и прессформы. Сборка штампа выполняется до и после
термообработки деталей. Ввиду того что сборочные операции почти
полностью выполняет вручную один слесарь или небольшая
группа слесарей, качество выполнения этих операций целиком
зависит от навыка рабочего.
Слесарно-сборочные операции при изготовлении штампов для
холодной штамповки состоят из следующих видов работ: опреде-
ление комплектности и качества деталей, поступивших на сборку;
зачистка деталей; работы по подготовке деталей к сборке; сборка
матрицы с нижней плитой штампа, пуансонов с пуансонодержа-
44
телями; обработка в сборе опорной плоскости пуансонодержателя
и пуансонов, и режущих поверхностей пуансонов; сборка верх-
ней и нижней плит; установка и крепление пуансонодержателей
с пуансонами на верхней плите; монтаж съемно-удаляющих ус-
тройств и установочных деталей; общая сборка с проверкой дей-
ствия всех подвижных частей и равномерности зазоров в режущих
частях (с помощью фольги, непосредственным замером или проб-
ной штамповкой); маркировка штампа; пробная вырубка детали
из прессшпана или пергамина; сдача в отдел технического контроля
(ОТК); испытание на прессе; исправление выявленных недостат-
ков; окончательная сдача в отдел технического контроля; окраска
штампа.
Содержание и порядок операций изменяются в зависимости от
особенностей конструкции штампа. Порядок сборки вытяжного и
формовочного штампов и штампа для холодной или горячей объем-
ной штамповки значительно отличается от приведенного. После-
довательность слесарно-сборочных операций при изготовлении
прессформ отличается в основном наличием операций подготовки
поверхностей под хромирование, совместным растачиванием гнезд
в нескольких плитах, полированием после хромирования, нали-
чием операций холодного выдавливания и др.
Глава III
СПЕЦИАЛЬНЫЕ
МЕТОДЫ
ОБРАБОТКИ
§ 8. ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ
РАЗМЕРНОЙ ОБРАБОТКИ
Большое применение в производстве штампов и прессформ на-
ходят электрофизические и электрохимические методы размерной
обработки. Эти методы характеризуются рядом особенностей:
независимостью обработки от физико-механических свойств обра-
батываемых материалов; отсутствием значительных механических
сил при осуществлении процесса обработки; отсутствием необхо-
димости в инструментах более твердых, чем обрабатываемый ма-
териал; значительным сокращением расхода обрабатываемого ма-
териала; высокой точностью обработки; относительной неслож-
ностью технологии; возможностью местной обработки деталей
с большими габаритными размерами без специальных станков;
возможностью полной автоматизации процесса; высокой произво-
дительностью.
Наиболее важными общими особенностями этих методов об-
работки являются реализация энергии формоизменения непо-
средственно в зоне обработки и осуществление локального изме-
нения формы детали вследствие протекания на ее поверхности тех
или иных эрозионных процессов.
Для осуществления размерной обработки могут быть исполь-
зованы электрофизические, электрохимические, химические, им-
пульсно-механические и лучевые методы. В производстве штампов
и прессформ нашли широкое применение только некоторые раз-
новидности электрофизических (рис. 21, а и б), электрохи-
мических (рис. 21, в) и импульсно-механических методов обра-
ботки.
Электрофизические методы обработки. Электрофизические ме-
тоды включают электроэрозионную и электроконтактную обра-
ботку. Наибольшее распространение в производстве штампов и
прессформ получили следующие виды электроэрозионной обра-
ботки: электроискровая, электроимпульсная и электроискровая
высокочастотная. В основе этих видов обработки лежит открытие,
сделанное в 1943 г. Б. Р. Лазаренко и Н. И. Лазаренко. Сущность
процесса состоит в том, что при сближении двух электродов про-
исходит пробой межэлектродного промежутка, в результате ко-
торого поверхность электродов разрушается.
46
Пробой может происходить как в газовой, так и в жидкой среде
(керосин, минеральное масло и т. д.). В жидкой среде процесс
электрической эрозии протекает эффективнее.
Электроискровая обработка [26] основана на использовании
импульсных и искровых разрядов малой длительности (от 20 до
200 мксек).
Принципиальная схема процесса электроискровой обработки
показана на рис. 21, а. В процессе электроискровой обработки
конденсатор С заряжается через сопротивление R от источника по-
стоянного тока напряжением в пределах от 100 до 200 в. При до-
Рис. 21. Принципиальные схемы некото-
рых электрофизических и электрохими-
ческих методов обработки:
а — электроискровая обработка; б — электро-
импульсная обработка; в — анодио-механи-
ческа я обработка; 1 — обрабатываемая де-
таль; 2 — электрод-инструмент; 3 — жидкость;
4 — минеральное масло; 5 — машинный гене-
ратор импульсов; 6 — вращающийся метал-
лический диск; 7 — водный раствор жидкого
стекла; С — конденсатор; R — сопротивление
стижении на конденсаторе напряжения, равного напряжению про-
боя межэлектродного зазора, через зазор между электродом-ин-
струментом и деталью происходит импульсный разряд конденса-
тора; после этого конденсатор вновь заряжается и процесс повто-
ряется. Величина емкости конденсатора определяет режим обра-
ботки. Электроискровая обработка при изготовлении штампов и
прессформ применяется в основном для обработки твердосплав-
ных деталей.
В результате действия на обрабатываемый сплав кратковре-
менных импульсов электрического тока происходит разрушение
твердого сплава — его размерная обработка.
К особенностям электроискровой обработки относятся: 1) ши-
рокий диапазон режимов, охватывающий обработку от черновой
(с производительностью 100—500 ммЧмин при чистоте обработан-
ной поверхности 2—3-го класса и глубине дефектного слоя 0,2—
0,5 мм) до отделочной (с производительностью 0,1—0,01 мм?! мин,
чистоте обработанной поверхности 7—9-го класса и глубине де-
фектного слоя 0,002—0,006 мм)\ однако совмещение широкого
47
диапазона режимов в одном станке осуществляется редко и наблю-
дается достаточно четкая специализация оборудования по режи-
мам обработки; 2) сравнительно низкая производительность обра-
ботки, особенно на чистовых режимах; 3) большой износ электро-
дов-инструментов, относительная величина которого колеблется
в зависимости от режимов и условий обработки в пределах 50—
1000% объема обработанного материала; 4) использование прямой
полярности (электрод-инструмент подключается к отрицатель-
ному полюсу источника тока); 5) образование на обрабатываемой
поверхности тонкого дефектного слоя.
Зависимость технологических характеристик обработки от ее
режимов приведена в табл. 5. Получение высокого класса чистоты
обрабатываемой поверхности при электроискровой обработке обе-
спечивается главным образом вследствие небольшой энергии им-
пульсов, реализуемых в межэлектродном промежутке. Однако
производительность при этом резко уменьшается. Для повышения
качества и класса чистоты обрабатываемой поверхности В. Ю. Ве-
романом был предложен высокочастотный электроэрозионный ме-
тод обработки, обеспечивающий требуемую производительность.
Этот метод основан на повышении частоты следования эрозион-
ных импульсов, обладающих малой энергией [25].
Таблица 5
Зависимость технологических параметров от режимов
электроискровой обработки [37]
Режим обработки Энергетиче- ские затраты в квт-ч/см* Класс чистоты Производи- тельность в ммР/мин Глубина дефектного слоя в мм
Жесткий 0,4—0,8 2—3 200—400 0,2—0,5
Средний 0,3—0,5 7 50—150 0,02—0,06
Мягкий 0,5—0,6 8 1—20 0,003—0,02
Особо мягкий .... — 9—10 0,01—0,1 0,002
В настоящее время в установках промышленного типа дости-
гнуты частоты 100—150 кгц, что обеспечивает максимальную про-
изводительность. Дальнейшее повышение частоты следования им-
пульсов до 200—300 кгц требует применения специальных устройств
для очистки диэлектрической жидкости от продуктов эрозии и
подачи свежей жидкости в зону обработки. В этом случае может
быть обеспечена производительность 1—1,5 мм?! мм при получе-
нии поверхности 9—10-го класса чистоты [37].
При обработке заготовки электроискровым способом не тре-
буется применения электрода-инструмента из более твердого ма-
териала, чем обрабатываемый материал.
48
При получении отверстия электроискровым способом размеры
этого отверстия будут больше, чем размеры обрабатывающего
электрода. Точность обработки в значительной степени будет
зависеть от способа и скорости удаления продуктов (вырванных
частиц металла, сажи и пр.) из зоны обработки. Поэтому целесо-
образны любые меры, способствующие их быстрому удалению.
Эффективной мерой является удаление жидкости через полый
обрабатывающий электрод. В этом случае все продукты обработки
попадают внутрь электрода и тем самым предотвращают допол-
нительное разрушение боковых стенок образующегося отверстия.
Другим, менее эффективным способом, но также улучшающим
точность обработки, является способ получения отверстия ступен-
чатым электродом. В этом случае инструмент, пройдя тонкой
частью через обрабатываемую заготовку, способствует свобод-
ному выходу продуктов обработки. Затем в работу вступают по-
следующие ступени обрабатывающего электрода, с большим раз-
мером, чем первая ступень; при этом окончательный размер от-
верстия будет иметь меньшую конусность и большую точность,
чем при получении отверстия обрабатывающим электродом, имею-
щим заданный размер.
Жидкость, являющаяся межэлектродной средой, должна иметь
незначительную вязкость, в процессе работы не выделять ядо-
витых паров или газов, не воспламеняться, иметь небольшую стои-
мость, быть химически нейтральной к материалу электродов, при
работе не терять основных свойств. Почти всеми этими свойствами
обладает обычная промышленная вода. Однако при электроискро-
вой обработке происходит электролиз воды; это приводит к не-
производительным затратам электрической энергии; кроме того,
протекающие электрохимические процессы вредно влияют на об-
рабатываемую заготовку, нарушая заданную геометрию и вызы-
вая сильную коррозию поверхности. Поэтому при осуществлении
электроискровой обработки во всех случаях, когда требуется
большая точность обработки, правильная геометрия поверхностей
детали и высокая чистота поверхности, в качестве межэлектрод-
ной среды используются диэлектрики — керосин или этиловый
спирт.
При выборе материала для изготовления обрабатывающего
электрода необходимо учитывать, что он должен обладать высо-
кой эрозионной стойкостью и хорошей электропроводностью.
В большинстве случаев для обработки используют электроды из
чугуна, меди, железа, алюминия, латуни, вольфрама. Наиболее
пригодным материалом для электродов при высокочастотной элек-
троискровой обработке является красная медь.
На практике применяются следующие основное методы элек-
троискровой обработки твердосплавных деталей. Наиболее рас-
пространенным является метод прямого копирования (рис. 21, а).
При этом методе электрод-инструмент имеет форму, похожую на
4 в. С. Мендельсон 49
требуемую форму обрабатываемого окна, поэтому его трудно из-
готовить. Во многих случаях окончательная чистовая обработка
рабочего отверстия матрицы выполняется новым электродом.
Метод непрофилированного электрода-инструмента позволяет
обрабатывать сложные замкнутые контуры без применения слож-
нофасонных электродов-инструментов.
Уменьшение площади контакта обрабатывающего инструмента
с обрабатываемой деталью приводит к повышению производи-
тельности процесса. В этом случае производительность обработки
выше, чем если бы плоская абразивная поверхность обрабаты-
вала плоскую поверхность детали. При электроискровой обра-
ботке разряд между электродом-инструментом и обрабатываемой
деталью в каждый данный момент происходит в одной точке.
Таким образом, нецелесообразно использовать большую поверх-
ность электрода. Рационально в качестве электрода применять тон-
кую проволочку; при этом удаляется наименьшее количество ме-
талла и производительность резко возрастает.
Используя в качестве катода медленно движущуюся вольфра-
мовую, молибденовую, латунную проволоку небольших диаме-
тров (например, 0,008 мм), можно осуществлять электроискро-
вой процесс. Так как износ проволоки практически не оказывает
влияния на точность обработки, то можно получать детали с очень
высокой точностью и чистотой поверхности 9—10-го класса.
При изготовлении матриц и пуансонов вырубных штампов не-
обходимо обеспечить строго равномерное распределение зазора
между ними. Изготовление режущих элементов штампа может
производиться одновременно из одной заготовки; диаметр прово-
локи выбирается с учетом величины зазора. Так как при этом прак-
тически отсутствует уклон на режущей кромке матрицы, такой
метод изготовления наиболее целесообразен для пуансонов и ма-
триц штампов совмещенного действия.
Если зазор небольшой и проволоку малого диаметра применять
нельзя, то матрицу и пуансон изготовляют из отдельных заготовок.
Метод обратного копирования дает возможность получать ра-
бочие детали штампов любой сложной конфигурации без конус-
ности по всей длине [41]. Это обусловлено определенным распо-
ложением электрода и детали, т. е. электрод снизу, а деталь
сверху (рис. 22).
В этом случае частицы металла не могут попасть в зону а,
так как их не выталкивают выделяющиеся при электрическом
разряде газы. Следовательно, в зоне а при прочих равных усло-
виях величина зазора будет постоянной и не будет происхо-
дить дополнительных боковых разрядов. При обычном расположе-
нии электродов частицы металла, проходя зону обработки, вызы-
вают боковые разряды в зоне а\ вследствие этого образуется
конусность (рис. 22, а).
При электроискровой обработке методом обратного копирова-
50
ния жидкость подается принудительной циркуляцией в напра-
влении стрелки А, подача жидкости в направлении В вызовет
удаление жидкости из зоны обработки и нарушение нормаль-
ных условий электроискровой обработки.
Применяемый обрабатывающий электрод при методе обрат-
ного копирования выполняется в виде разборного блока. Он со-
стоит из отдельных элементов, которые разбираются после окон-
чательной обработки. Блок обрабатывают механическим способом
или электроискровым вырезанием профиля способом непрофили-
рованного электрода. Электрод может быть изготовлен цельным,
в виде пластины. На практике метод обратного копирования чаще
всего применяется в сочетании с прямым копированием.
Рис. 22- Схема движения частиц из зоны обработки
при различном расположении электродов
Принципиальная схема процесса изготовления рабочих дета-
лей штампа с применением обратного копирования приведена
на рис. 23 [25]. Электродом (блоком /) по методу обратного копиро-
вания обрабатывают пуансон 2 (рис. 23, а), потом тем же электро-
дом аналогично обрабатывают (рис. 23, б) промежуточный медный
электрод 3. По методу прямого копирования с помощью промежу-
точного электрода 3 получают отверстие в матрице 4 (рис. 23, в),
которая будет сопрягаться с пуансоном 2. Обработанный ком-
плект — пуансон 2 и матрица 4 — показан на рис. 23, г.
Изменяя режим обработки, можно изготовить с достаточно вы-
сокой степенью точности обрабатывающий электрод 3 с размерами,
отличающимися на определенную величину от соответствующих
размеров на пуансоне 2. Вследствие этого при обработке полости
в матрице 4 электродом 3 можно получить необходимую величину
зазора между пуансоном 2 и матрицей 4. Такой способ изготовле-
ния обеспечивает строго постоянную величину зазора по всему
контуру профиля.
Применение в инструментальном производстве электроискровой
обработки по методу обратного копирования дает возможность ком-
плексно изготовить вырубные штампы сложной формы с высокой
точностью (не ниже 1—2-го класса).
4* 51
Электроэрозионное шлифование является разновидностью элек-
троискровой обработки; оно основано на электрической эрозии.
Электрод-инструмент вращается вокруг своей оси и перемещается
в направлении съема металла; кроме того, обрабатываемая заго-
товка также имеет перемещение.
В качестве электрода-инструмента при плоском и наружном
шлифовании применяются диски из вольфрамомедной компо-
зиции, латуни ЛС 59-1Т или меди Ml и др. При обработке
применяется жидкая диэлектрическая среда (керосин и др.);
чистота поверхности достигает 7—9-го класса. Так как электрод-
инструмент нетрудно изготовить различного профиля, то этим
способом можно успешно выполнять профильное шлифование.
Для электроискровой обработки штампов и прессформ при-
меняется разнообразное оборудование. По принципу копирова-
ния профиля электрода и инструмента работает электроискровой
копировально-прошивочный станок модели 4720 [46]. Работа на этом
станке осуществляется следующим образом. Электрод-инстру-
мент закрепляют в шпинделе станка. Обрабатываемая деталь
устанавливается на столе при опущенной ванне, охватывающей
стол. Перед началом работы ванну поднимают так, чтобы верхняя
плоскость обрабатываемой детали была на 5—10 мм ниже поверх-
ности рабочей жидкости. Электрод-инструмент подается «на вре-
зание» вертикальным перемещением шпинделя при помощи спе-
52
циальной следящей системы, которая предназначена для восста-
новления процесса обработки путем постепенного перемещения
электрода по мере его износа и поддержания этим постоянного
межэлектродного промежутка. Станок имеет вращающийся шпин-
дель, вращающийся стол, механизм для получения небольших
отверстий, переходной стол. Этот станок предназначен для обра-
ботки деталей прессформ, вырубных и гибочных штампов.
Аналогичное назначение имеет станок модели 4В721 [46]. Для
визуального отсчета координатных перемещений этот станок имеет
оптическое устройство. Отличие между этими станками заклю-
чается в габаритных размерах обрабатываемых деталей и дости-
жимых технологических параметрах обработки. Так, максималь-
ный вес обрабатываемой детали на станке 4720 достигает 8 кг\
достижимая производительность при черновой обработке стали
30 мм3/мин, твердого сплава 10 мм3/мин, при чистовой обработке —
соответственно 3 и 5 мм3/мин. Чистота поверхности при чистовой
обработке твердого сплава достигает 8-го класса.
По принципу «непрофилированного электрода» работают станки
моделей 4531,453 Ш и 4532 [46]. Эти станки предназначены для выре-
зания сложных профилей матриц и пуансонов (из разных загото-
вок или из одной), для обработки отверстий, связанных коорди-
натными размерами и др.
Заранее прошлифованную заготовку 1 (рис. 24) крепят на
столе станка 2, который изготовлен в виде скобы и имеет горизон-
тальное расположение. Заготовка должна иметь предварительно
просверленное отверстие для пропускания через него электрода-
проволоки 3. Проволока сматывается с барабана 5, а отработан-
53
ная проволока наматывается на барабан 13, который приводится
во вращение электродвигателем 10 через редуктор 9.
Проволока направляется скобой 6, промежуточными роли-
ками 4 и 14 и может перемещаться в горизонтальной плоскости
в двух взаимно перпендикулярных направлениях при помощи
суппортов 12 и 7, которые приводятся в действие автоматическими
регуляторами подачи 8 и 11. Автоматические регуляторы работают
по составленной программе и обеспечивают вырезание детали
требуемого контура.
Промышленность выпускает целый ряд станков для электро-
искровой обработки штампов и прессформ по методу непрофили-
рованного электрода. При обработке на станке модели 4531 до-
стигается точность 0,01 мм и чистота обрабатываемой поверхности
до 7-го класса. Станок оборудован электроконтактной копиро-
вальной системой.
Станки моделей 453 Ш и 4532 оснащены, кроме этого, пультом
числового программного управления, обеспечивающим автомати-
ческую обработку по программе, задаваемой на бумажной перфо-
ленте. На станке модели 4532 применена принудительная подача
рабочей жидкости вдоль электрода-проволоки в электроэрозион-
ном зазоре, повышающая производительность обработки. Инстру-
ментом во всех моделях станков является проволока из латуни Л62
диаметром 0,1—0,3 мм.
Источником технологического тока для копировально-про-
шивочных станков моделей 4720 4В721 служат релаксационные и
высокочастотные генераторы: для станка модели 4720 — транзи-
сторный модели ГТИ-3 и для станка модели 4В721 — ВГИ-3 [46].
Станки для электроискрового вырезания снабжены генераторами
импульсов.
На электроискровых станках можно выполнять большое ко-
личество разнообразных операций, в том числе обрабатывать
без последующей доработки матрицы по пуансонам вырубных
штампов, предназначенных для вырубки деталей толщиной более
0,35 мм\ матрицы и пуансоны одновременно из одной заготовки
для вырубных штампов при толщине материала 2 мм, и более;
матрицы и пуансоны гибочных штампов открытого профиля и др.
Электроимпульсная обработка (см. рис. 21, б) применяется
для предварительной обработки внутренних и наружных фасон-
ных поверхностей, сквозных и глухих отверстий при изготовлении
высадочных матриц и пуансонов, ковочных штампов, прессформ
и т. д. [19]. Электроимпульсный метод применяется для обработки
как стальных, так и твердосплавных деталей. Электроимпульс-
ная обработка используется для многократного восстановления
оснастки путем занижения верхней плоскости и соответствующего
углубления износившейся фасонной полости или полного удале-
ния полости и изготовления новой. Таким способом восстанавли-
ваются молотовые штампы, обрезные штампы и др.
54
В основу электроимпульсного метода обработки положена не-
одинаковая эрозия электродов при различной длительности им-
пульса. Полярный эффект при импульсах малой и средней дли-
тельности приводит к повышенной эрозии анода, что и исполь-
зуется при электроискровой обработке, а при импульсах большей
длительности (более 10 000 мксек) катод разрушается значительно
интенсивнее. Поэтому применяют обратную полярность включения
[26, 37] электродов и обработку производят при действии импуль-
сов, создаваемых электромашинным или электронным генератором,
длительность которых в зависимости от типа генератора находится
в пределах 500—10 000 мксек. Средняя сила тока в рабочем кон-
туре достигает 250 а.
В результате применения таких импульсов при электроим-
пульсной обработке инструмент меньше изнашивается. Износ со-
ставляет всего 0,1—0,3% вследствие отсутствия переходных про-
цессов, возникающих в конце каждого импульса при электроискро-
вой обработке. Высокие мощности, реализуемые в импульсах,
позволяют проводить производительную предварительную обра-
ботку деталей штампов.
Материалами для электродов-инструментов служат углеграфи-
товые композиции И23, В1, ЭЭГ; иногда применяются медные
электроды марок Ml и М2. Обработка ведется в соляровом или
трансформаторном масле [37].
Таблица 6
Высота микронеровиостей при среднечастотной и низкочастотной
электроимпульсной обработке сталей и твердого сплава [26]
Обрабатываемый материал Частота импульса f в гц Сила тока 1срва Энергия в дж ^ер в мкм Скорость съема металла в ммР/мин
10 5 270 100
ПА 50 18 590 790
300 115 1250 5 000
1000 340 1830 15 000
10 2,6 220 105
Сталь 50 14,7 410 750
4) 70 930 5 350
’О •. 138 1250 11 800
1 > 0,6 150 ПО
400 5'1 3 3 280 700
у Л 20,5 530 4900
Твердый сплав ВК20 400 1) 20 30 50 0,6 1 1 1,3 35 75 90 НО 6—10 62 90 190
55
Таблица 7
Чистота обработанной поверхности и производительность при высокочастотной
электроимпульсиой обработке сталей и твердого сплава [26]
Обрабаты- ваемый материал Частота импульса f в кгц Сила тока ’ср* а Энергия в дж Класс чистоты Скорость съема металла в ммв/мин
2 0,009 5 7—8
7 10 0,038 5 80
30 0,098 4 240
Сталь 2 0,0028 5—6 2—3
25 10 0,011 5 16
20 0,024 5 50
100 2 0,0065 6—7 1—2
10 0,0027 5—6 8
5 0,02 6 5
1 30 0,098 5 50
Твердый 25 5 0,012 6—7 2
сплав 20 0,024 5—6 20
100 4—5 0,0012 7 0,5—1
10 0,0027 7 2—3
Происходящий процесс электроимпульсиой обработки харак-
теризуется технологическими параметрами, в значительной мере
зависящими от электрического режима — частоты следования
импульсов и средней силы тока (табл. 6 и 7).
Применяющиеся электроимпульсные станки в результате ис-
пользования широкодиапазонных генераторов импульсов могут
обрабатывать детали с различной производительностью и с раз-
личной точностью и чистотой поверхности. Наибольшее распрост-
ранение в промышленности нашли станки конструкции ЭНИМСа.
Одним из современных электроимпульсных станков является
станок модели 4Б722, применяющийся преимущественно при из-
готовлении прессформ, вырубных, просечных, гибочных и ковоч-
ных штампов. На станке можно обрабатывать детали весом до
120кг. Производительность обработки в зависимости от частоты сле-
дования импульсов регулируется в пределах от 6 до 1500 ммЧмин
(по стали); чистота поверхности достигает 5-го класса. В настоя-
щее время станок выпускается с генератором импульсом ШГИ-125-
100 и регулятором ПР-2 [37].
Из других электроимпульсных станков наиболее широкое при-
менение в производстве штампов и прессформ получили станки
56
моделей 4723 (для деталей весом до 45Q кг), 4А724’(для крупных
ковочных штампов и прессформ с деталями весом до 1200 кг),
4725 (на базе радиально-сверлильного станка — для обработки
ковочных штампов, прессформ с деталями весом до 4000 кг),
4726 и др.
В настоящее время большинство электроимпульсных станков
оборудуется широкодпапазонными генераторами импульсов
ШГИ-125-100 с регулятором типа ПР-2, ТГ-250-66, МГИ-П9;
вследствие этого характеристики электроискрового и электроим-
пульсного процессов сочетаются в одном станке, и тем самым
чистота поверхности при обработке достигает 7-го класса.
Электрохимические методы обработки. Электрохимическая об-
работка включает анодно-механические и электрохимические ме-
тоды.
Метод анодно-механической обработки преимущественно при-
меняется для резки заготовок из специальных сталей (см.
рис. 21, в). Металлический шлифовальный диск (или другой ин-
струмент — лента, притир и т. п.) перемещается по обрабаты-
ваемой детали; затем в зону соприкосновения подается водный
раствор жидкого стекла. К детали и диску подводится постоянное
напряжение 6—30 в, причем к детали подводится положительный
потенциал источника тока. В результате электрохимического про-
цесса на аноде-детали образуется тонкая пленка окиси кремния,
являющаяся изолятором. При контактировании микровыступов
инструмента и детали происходит разрушение пленки и образова-
ние дуговых разрядов, вызывающих эрозию электродов. Расплав-
ленный металл из электроэрозионных лунок выносится вращаю-
щимся диском. При чистовых режимах и низком напряжении ис-
точника тока, когда не возникает электрический разряд, съем
материала с поверхности детали происходит в результате механи-
ческого удаления анодной пленки, образующейся на обрабаты-
ваемой поверхности [26].
Используя в качестве электролита жидкое стекло и силу тока
в несколько сот ампер, можно быстро разрезать большие заготовки.
Методы электрохимической обработки при производстве штам-
пов и прессформ часто комбинируются со шлифованием абрази-
вом или алмазом на токопроводящей основе (электроабразивная
или электроалмазная обработка). При этом процесс анодного рас-
творения облегчает съем металла. Метод электроабразивной об-
работки токопроводящими шлифовальными кругами был предло-
жен В. Н. Гусевым в 1951 г. для чистовой обработки твердых
сплавов. В настоящее время в связи с применением алмазных кру-
гов на металлической связке этот метод используется и для боль-
ших съемов металла.
Электроалмазное шлифование повышает производительность
примерно в 10 раз, снижает износ алмазного инструмента в сред-
нем в 7 раз по сравнению с обычным алмазным шлифованием при
57
одинаковой точности и чистоте поверхности. Основной особен-
ностью электроабразивного и электроалмазного шлифования яв-
ляется то, что шлифовальный круг выполняется из абразива на
токопроводящей основе; к кругу и к шлифуемой детали подводится
ток. Оптимальным условием проведения процесса является под-
держание зазора, при котором плотность электрического тока
будет наибольшая, но короткое замыкание не произойдет. Абра-
зивные зерна при перемещении токоведущего диска снимают анод-
ную пленку и некоторое количество металла детали. Электролит
подводится в зону обработки; при этом высокая интенсивность
анодного растворения обеспечивается высокой плотностью тока.
Производительность при предварительной обработке дости-
гает 20—30 мм31мин\ при этом около 85—90% металла снимается
вследствие анодного растворения и 10—15% — вследствие меха-
нического действия абразива.
Удаление связки при износе круга происходит автоматически.
Электрические режимы зависят от вида обработки. При предва-
рительной обработке напряжение выбирается в пределах 20—
25 в и сила тока 20—30 с; при окончательной обработке напряже-
ние и сила тока снижаются соответственно до 10—15 в и 12—15 а.
Чистота поверхности при электроабразивной обработке достигает
10-го класса. Припуски на электроабразивную обработку выби-
раются в пределах 0,05—0,5 мм.
Электроалмазная обработка производится по тем же схемам,
но с применением электропроводных кругов с тонким слоем
(5 = 3 мм) алмазной крошки зернистостью А8—А10. Концентра-
ция алмазной крошки на этих кругах для предотвращения корот-
кого замыкания достигает 100%, что значительно выше, чем на
кругах для механического алмазного шлифования. Вследствие
этого плотность тока при электроалмазной обработке может до-
стигать 60—100 а!см?, что значительно увеличивает производи-
тельность. Напряжение в зоне обработки низкое (5—15 в), это
исключает возникновение эрозионных процессов. Износ алмаз-
ных кругов значительно ниже; стойкость круга достигает 10 000—
12 000 ч. До 25% металла удаляется в результате действия абра-
зивного круга и 75% — с помощью анодного растворения. Чи-
стота поверхности достигает 10—11-го класса при плоскостности
0,01 мм на 100 мм.
В СССР выпускаются станки для электроабразивного и элек-
троалмазного шлифования моделей ЗЭ110, ЗЭ730, ЗЭ731. Элек-
трохимическая обработка применяется также как размерная об-
работка. Сущность метода состоит в проведении обработки при
прокачивании электролита в межэлектродный промежуток. Про-
цесс может осуществляться в электролитической ванне (рис. 25, а),
или в закрытой камере (рис. 25, б). При электрохимической об-
работке непрерывно подводимая в межэлектродный промежуток
струя свежего электролита растворяет образующиеся на аноде
58
соли и удаляет их из зоны обработки. Д,ля того чтобы удаление
металла с заготовки-анода осуществлялось ориентированно, уча-
стки детали, не нуждающиеся в обработке, изолируются, а ка-
тодной пластине, являющейся электродом-инструментом, при-
дается форма, зеркально отображающая получаемую поверхность.
Для размерной электрохимической обработки применяют ней-
тральные электролиты, с которыми металл детали или не вступает
в реакцию, или реакция протекает слабо. Наиболее широкое при-
менение нашли электролиты, состоящие из растворов солей нат-
рия (NaCl, NaNO3 и Na2SO4), нейтральность которых достигается
добавлением в электролит слабого раствора соляной кислоты.
Рис. 25. Схема электрохимической обработки:
а — в электролитической ванне; б — при прокачивании
электролита; 1 — инструмент-катод; 2 — электролит; 3 —
деталь-анод; 4 — менолектродиый промежуток; 5 — отвер-
стие для прокачивания электролита; б — изоляции инстру-
мента
Основными преимуществами этого метода являются высокая
производительность, точность и возможность получения тре-
буемого микрорельефа поверхности. Например, скорость углу-
бления инструмента для электрохимической обработки соизме-
рима со скоростью механического сверления и достигает 10—
12 mmImuh в материалах высокой твердости, поэтому электрохими-
ческий способ особенно эффективен при обработке материалов
с твердостью выше НВ 400.
Разновидностью электрохимической обработки является элек-
троалмазное сверление, с помощью которого можно получать
сквозные и глухие отверстия (круглые и фасонные) в твердосплав-
ных деталях штампов и прессформ. Электроалмазное сверление
является наиболее производительным способом получения отвер-
стий в твердых сплавах (в 12 раз производительнее электроискро-
вой прошивки и в 16 раз — электроискрового вырезания прово-
локой).
Для злектроалмазного сверления могут быть использованы
вертикально-сверлильные или фрезерные станки, обеспечивающие
число оборотов шпинделя 2000 в минуту и модернизированные
59
для этого вида обработки. При модернизации станка предусматри-
вается возможность подключения к вращающемуся алмазному
инструменту одного из полюсов отрицательного источника постоян-
ного тока и подачи электролита в зону обработки через вращаю-
щееся полое алмазное сверло. При наличии в детали технологи-
ческого отверстия электролит можно подавать в рабочую зону
через специальный кондуктор. Второй полюс (положительный)
источника электрического тока подключают непосредственно к об-
рабатываемой детали с помощью прижимов. Необходимо при этом
обеспечить электрическую изоляцию обрабатываемой детали или
алмазного сверла от корпуса станка. Станок должен иметь источ-
ник постоянного тока мощностью 0,3—0,6 квпг с выходным напря-
жением 6—8 в [26].
При электрохимической размерной обработке производитель-
ность достигает 50 000 ммЧмин и выше; чистота обработанной по-
верхности обычно находится в пределах 7—9-го класса; не проис-
ходит износа электрода-инструмента; с увеличением производи-
тельности повышается класс чистоты поверхности и точность об-
работки; электрохимическая размерная обработка требует очистки
электролита с помощью центрифуг или отстоем в баках и удаления
водорода из рабочей камеры (при удалении 1 кг стали выделяется
около 0,5 ж3 водорода). Процесс электрохимической размерной
обработки имеет высокую энергоемкость (1000 а-ч на 1 кг снятого
металла) [26].
Вследствие возможности применения для изготовления ин-
струмента сравнительно недорогих материалов стоимость ин-
струмента значительно ниже, чем при механической обработке;
кроме того, инструмент имеет высокую стойкость, так как износ
его незначителен. Форма инструмента может искажаться только
вследствие электролитического осадка металла детали, что устра-
няется пропусканием импульсов тока обратной полярности или
в результате случайного искрообразования.
Отечественная промышленность выпускает ряд электрохими-
ческих копировально-прошивочных станков, используемых для
обработки деталей штампов и прессформ. Станок модели МА-4423,
имея рабочую поверхность стола 400X630 мм, обеспечивает обра-
ботку с производительностью 15 000 ммг!мин\ точность обработки
в пределах ±0,05 мм, чистота поверхности достигает 9-го класса.
На станке осуществляется обработка углублений и отверстий в де-
талях штампов и прессформ. Выпускается также электрохимиче-
ский станок модели МА-4429 для вырезания электродом-прово-
локой или стрежнем фасонных отверстий штампов и прессформ.
Он обеспечивает точность прямолинейного вырезания 0,02 мм,
конус реза 1—1,5°, производительность до 40 ммА1мин\ чистота
поверхности достигает 9-го класса [46].
Импульсно-механическая обработка. Этот вид обработки вклю-
чает электрогидравлическую и ультразвуковую обработку. В про-
60
изводстве штампов и прессформ широкое применение нашла
ультразвуковая обработка (рис. 26). Ультразвуковой метод обра-
ботки основан на механическом ударном импульсном действии на
обрабатываемый материал [28].
Электрические колебания ультразвуковой частоты (16 000—
25 000 гц) преобразуются в механические в электромеханическом
(магнитострикционном) преобразователе, состоящем из набора
Рис. 26. Принципиальная схема
ультразвуковой обработки:
/ — обрабатываемая деталь: 2 — абра-
зивная суспензия; 3— инструмент; 4 —
концентратор; 5 — магнитострикцион-
ный сердечник; 6 — ультразвуковой
генератор; 7 — насос
стекло, фарфор, полупровод-
и др.
специальных пластин, обладающих
способностью изменять свои ли-
нейные размеры в переменном
магнитном поле [38].
Через систему акустических
концентраторов колебания сооб-
щаются торцу инструмента. В зону
обработки, под торец инструмента,
поступает абразивная суспензия
зерен абразива в воде. Колеблю-
щийся с ультразвуковой частотой
инструмент ударяет по зернам
абразива, которые выкалывают ча-
стицы материала, осуществляя та-
ким образом копирование формы
инструмента на заготовке. Источ-
ником питания является ультра-
звуковой генератор мощностью от
сотен ватт до нескольких кило-
ватт.
Этим методом обрабатывают
твердые и хрупкие материалы,
в том числе не проводящие ток
(керамика, кварц, рубин, алмаз,
ники), а также твердые сплавы
Ультразвуковая обработка в основном применяется в ин-
струментальном производстве (чистовые и доводочные операции
при изготовлении вырубных, чеканочных и других штампов).
В качестве абразива применяется карбид бора, карбид кремния,
корунд. Инструмент должен быть износостойким, поэтому его
делают из вязких материалов, плохо поддающихся ультразвуковой
обработке. Наиболее пригодными материалами являются стали 20,
35, латунь, нержавеющая сталь, углеродистая закаленная сталь [5].
Инструмент делается пустотелым, чтобы при сквозной про-
шивке он вырезал часть материала. Это повышает производитель-
ность и позволяет использовать вырезанные куски. При этом
профиль внутренней полости выполняется по кривой — экспоненте,
что резко повышает акустические свойства инструмента.
При конструировании инструмента следует учитывать боковую
разбивку отверстия, величина которой (0,06—0,35 мм) зависит от
61
размера зерна абразива. Конструкция инструмента должна обяза-
тельно обеспечивать попадание абразивной суспензии в зону реза-
ния. Для этого в нем предусматривают проточки, скосы и ка-
навки.
Размер, форма и вес инструмента оказывают значительное влия-
ние на акустические свойства концентратора. Так, при использова-
нии полых инструментов конусность или разностенность, допу-
щенная при обработке их внутренней полости значительно сни-
жает амплитуду колебаний. Аналогично ножевидные инструменты,
применяющиеся для долбления щелей, должны иметь постоянное
сечение по длине.
Ультразвуковой размерной обработкой можно обработать
только хрупкие, непрочные материалы, стекло, кремний, герма-
ний. Цветные металлы практически не поддаются обработке
ультразвуком. Ультразвуковой метод обработки можно исполь-
зовать как для металлов, так и для неэлектропроводных мате-
риалов [26].
При ультразвуковом методе необходимо учитывать сложность
проектирования и изготовления инструмента, связанную с необ-
ходимостью акустического расчета. При этом методе отсутствует
местный нагрев в зоне обработки и дефектный слой на обработан-
ной поверхности. Кроме того, при этом методе обработанная по-
верхность имеет высокую чистоту, достигающую 9-го класса, и
высокую точность обработки, находящуюся в пределах 0,01—
0,02 мм [5].
Точность и чистота обработанной поверхности на ультразву-
ковых станках в основном зависят от величины зерна в суспензии,
с уменьшением диаметра зерна класс чистоты и точность повыша-
ются. Применение абразивов с зернистостью М20, М10 позволяет
получить точность до 0,01 мм при чистоте поверхности 10—11-го
класса. Таким образом, точность обработки на ультразвуковых
станках ниже, чем на электроискровых [5].
Следует отметить, что чистота боковых поверхностей на два
класса ниже, чем торцовых, это связано с движением суспензии.
Стенки отверстий получаются конусными (для зерен диаметром
120—150 мкм средняя конусность составляет 3—3,5°, для зерен
диаметром 40—50 мкм 1—1,5°). Точность обработки можно повы-
сить, если после чистовой ультразвуковой обработки применять
ультразвуковую доводку.
Отечественная промышленность выпускает ультразвуковые
прошивочные станки моделей 4770 (наибольшая площадь обра-
ботки 80 мм2, точность обработки до 0,05 мм, производительность
по твердому сплаву 8 ммЧмин, чистота обрабатываемой поверх-
ности достигает 9-го класса), 4771, 4772А, 4Б772, 4773А. Станки
отличаются друг от друга в основном габаритами, мощностью и
соответственно площадью обработки (в станке 4773А — до
3000 мм2). Все станки обеспечивают чистоту обрабатываемой по-
62
верхности 6—9-го класса. Некоторые станки оснащены вращаю-
щимся столом, насосом для нагнетания абразивной эмульсии, ми-
кроскопами, источниками электрохимического питания (для осу-
ществления смешанного вида обработки).
Станки комплектуются генераторами типа УЗГ1-0,4/22,
УЗГ5-1.6/22ДЛ, УЗГ2-4/18 мощностью от 0,4 до 40 кет [46].
§ 9. ВЫДАВЛИВАНИЕ ПОЛОСТЕЙ ФОРМООБРАЗУЮЩИХ
ДЕТАЛЕЙ ШТАМПОВ И ПРЕССФОРМ
Формообразующие детали штампов для объемной штамповки,
матрицы прессформ для прессования разнообразных деталей из
пластмассы, резины и др. в большинстве случаев имеют сложную
форму. Отсутствие выхода для режущего инструмента приводит
к тому, что внутренние рабочие полости приходится только ча-
стично обрабатывать на металлорежущих станках, причем основ-
ной удельный вес при их изготовлении после механической обра-
ботки составляет ручной труд высококвалифицированных слеса-
рей и граверов.
Поэтому вопрос бесстружкового получения формообразующих
рабочих деталей штампов и прессформ является чрезвычайно ак-
туальным и решается путем применения метода холодного вы-
давливания на гидравлических прессах. Сущность этого метода
заключается в том, что закаленный пуансон вдавливается в за-
готовку, предварительно заключенную в специальное приспособ-
ление (пакет-штамп). Получается оттиск, который по форме и раз-
мерам точно соответствует рабочей части пуансона. Для того чтобы
частицы металла заготовки не прилипали к рабочей части пуансона,
последняя покрывается насыщенным раствором медного купороса
в 3%-ном водном растворе соляной кислоты. Тонкий слой меди,
образующийся при этом на пуансоне, способствует снижению
давления течения металла.
Оттиск имеет чистую, с зеркальным блеском поверхность. При
этом отпадает необходимость в каких-либо слесарно-граверных
доделочных операциях. Холодное выдавливание позволяет полу-
чить оттиски с допускаемыми отклонениями размеров примерно
по 3-му классу точности и по 10—11-му классу чистоты поверх-
ности.
В результате применения метода холодного выдавливания за-
траты на изготовление сложных инструментов снижаются более
чем в 10 раз по сравнению с затратами при механической и ручной
слесарно-граверной обработке. Кроме того, повышаются стой-
кость и срок службы оснастки. Для выполнения холодного вы-
давливания применяют гидравлические прессы большой мощности.
Наиболее часто холодное выдавливание производят на специаль-
ных гидравлических прессах ПО-53 (номинальная сила 1000 т) и
ПО-54 (номинальная сила 2000 т).
63
Выдавливание применяется в свободном состоянии и в пакете-
штампе. При выдавливании в свободном состоянии не получается
точного чистого рельефа. При выдавливании в пакете-штампе
получаются точные отпечатки, с высокой степенью чистоты по-
верхности.
Холодное выдавливание в пакете-штампе может осуществляться
различными способами.
В зависимости от направления течения металла различают два
способа выдавливания полостей: без приемного кольца, с тече-
нием вверх вытесняемого металла заготовки рабочей детали
Рис. 27. Способы выдавливания полостей:
а — без приемного кольца: б — с приемным
кольцом; 1 — заготовка; 2 — направляющее
кольцо; 3 — мастер-пуансон; 4 — обойма;
Б — разрезное кольцо; 6 — пружинное кольцо;
7 — приемное кольцо
Для цилиндрических полостей
(рис. 27, а), и с применением
приемного кольца, с тече-
нием металла заготовки как
вверх, так и вниз, в отвер-
стие приемного кольца (рис.
27, б). Последний способ
выдавливания позволяет сни-
зить требуемую силу.
Основным параметром, ха-
рактеризующим процесс вы-
давливания полостей рабочих
деталей прессформ и штам-
пов, является относительная
глубина выдавливания.
h
жается отношением -у, для прямоугольных
глубина выдавливания выра-
h
Vbl
(где h — глу-
бина выдавливания полости за один рабочий ход пресса; d —
диаметр цилиндрической полости; I и b длина и ширина прямо-
угольной полости). Эти значения зависят от применяемых марок
стали для рабочих деталей. Так, для стали 20 предельное значение
-4- = 1,2, а —= 0,9, для стали У10А соответственно 0,6 и 0,4.
4 \ГЫ
До выдавливания заготовки отжигают для устранения вну-
тренних напряжений и повышения пластичности. При этом твер-
дость заготовок должна составлять НВ 116—120. Поверхность за-
готовки, подлежащую выдавливанию, шлифуют и полируют до
зеркального блеска. Для предотвращения опасности появления
трещин при выдавливании полостей рекомендуется заготовки из
сталей марок У10А, 7X3, ЗХ2В8Ф предварительно подвергать
ковке для получения структуры металла с расположением воло-
кон перпендикулярно направлению движения мастер-пуансона.
Цилиндрические и конические заготовки следует применять
в основном для выдавливания круглых полостей, а также прямо-
угольных с отношением сторон прямоугольника менее 1,5. При
выдавливании прямоугольных полостей с отношением сторон
более 1,5 нужно использовать только прямоугольные заготовки.
64
При выдавливании прямоугольных полостей в цилиндрических
или конических заготовках расчетный диаметр полости dpac4 сле-
дует принимать равным диагонали описанного прямоугольника,
как показано на рис. 28:
dpacv — ]/~Li Ь\-
Рис. 28. Определение
расчетного диаметра
заготовки для выдав-
ливания
Габаритные размеры заготовок обычно определяют по спра-
вочным таблицам, приведенным в руководящих технических ма-
териалах. При этом габаритные размеры цилиндрических и ко-
нических заготовок определяют в зависи-
мости от отношения размеров полостей
~, а прямоугольных заготовок — в зави-
симости от отношения размеров полостей
-yL . Габаритные размеры заготовок, опре-
деляемые по этим таблицам, должны быть
не менее габаритных размеров окончательно
обработанных матриц с учетом необходимых
припусков.
Сила выдавливания зависит от размеров
рабочей части пуансона и его формы, при-
нятого технологического приема выдавли-
вания (в пакете-штампе, в свободном со-
стоянии, с приемником) материала заготовки, формы и размеров
заготовки и т. д. Ориентировочно расчет требуемой силы холод-
ного выдавливания Р, может быть произведен по упрощенной
формуле:
р__ Ч?
г ~ 1000 ’
где q — давление в кПмм2\
F — площадь проекции выдавливаемой полости в мм2.
Значения давлений для различных условий принимаются по
таблицам соответствующих руководящих материалов.
Мастер-пуансон является деталью, непосредственно произво-
дящей выдавливание (оформление) рабочей полости матрицы пресс-
формы или штампа. Мастер-пуансон по форме и размерам точно со-
ответствует форме и размерам прессуемой полости, но рельеф на
нем является обратным. Для оформления обтекаемых поверх-
ностей, простых геометрических фигур с плавными переходами
между сопрягаемыми поверхностями при давлении до 250 кПмм2
применяют мастер-пуансоны, которые изготовляют из стали У10А
с закалкой до твердости HRC 58—62. Рабочие элементы мастер-
пуансона должны иметь чистоту поверхности 10—12-го класса.
Исполнительные размеры мастер-пуансона рассчитывают с уче-
том допусков на изготовление полости и самого мастер-пуансона.
5 В. С. Мендельсон 65
Уточнять исполнительные размеры приходится эксперименталь-
ным путем. Конструктивные размеры (рис. 29) D, I, hlt Л2 и т. д.
рассчитывают по эмпирическим формулам, приведенным в руко-
водящих материалах, в зависимости от диаметра d рабочей части
Рис. 29. Круглый мастер-пуансон (а) и схема его
применения (б):
/ — мастер-пуансон; 2 — направляющее кольцо; 3 — за-
готовка
(величина 0.4D предусмотрена для направления пуансона до на-
чала выдавливания).
После окончания операции мастер-пуансон 1 выпрессовывают
из’полости заготовки 3 при помощи различных приспособлений
(скоб с болтами, ввернутыми в резьбовое отверстие мастер-пуан-
сона; клиновых вилок; специальных съемников и т. д.). Эти при-
способления не являются
универсальными, и их из-
готовляют применительно
для каждого случая.
Для установки заго-
товки при выдавливании,
ее замыкания в обойме,
направления мастер-пуан-
сона применяются паке-
ты-штампы. Пакет-штамп,
в который помещается за-
Рис. 30. Пакет-штамп холодного
выдавливания:
1 — пуансон; 2 — обоЛма; 3 — на-
правляющее кольцо; 4 — конус-
ное кольцо; 5 — заготовка матрицы;
б — приемник; 7 — вилка; 8 —
нижняя плита; 9 — нижняя под-
кладка; 10 — рукоятка; 11 — бу-
фер; 12 — пружинное кольцо
66
готовка, препятствует течению металла в, стороны. Под действием
пуансона металл вытесняется вверх, а внешний диаметр заго-
товки остается неизменным.
Конструкция универсального пакета-штампа для холодного
выдавливания рабочих полостей матриц прессформ и штампов
в цилиндрических заготовках показана на рис. 30.
В пакете-штампе имеются сменные направляющие кольца 3,
трехсекционное кольцо 4 и приемник 6. Вследствие наличия смен-
ных взаимозаменяемых частей в пакете-штампе можно произво-
дить выдавливание рельефов в заготовках различного диаметра.
Набор сменных трехсекционных колец дает возможность кон-
струировать заготовки так, чтобы металл расходовался наиболее
экономично. Собрав все детали пакета-штампа, его ставят на стол
гидравлического пресса. В гнездо трехсекционного кольца по-
мещают заготовку 5, а в направляющее кольцо 3 вводят пуансон 1.
При выдавливании полостей ковочных штампов вследствие
больших габаритных размеров обоймы и пакеты-штампы не тре-
буются. Мастер-пуансон устанавливается непосредственно на за-
готовку штампа по предварительной разметке.
б*-
Глава IV
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ШТАМПОВ для холодной
ЛИСТОВОЙ ШТАМПОВКИ
§ 10. НАЗНАЧЕНИЕ И КОНСТРУКЦИИ ШТАМПОВ
Построение технологических процессов изготовления деталей
и сборки штампов в значительной мере зависит от назначения
штампов, от рода выполняемых ими операций. Различают две
основные группы штампов: для разделительных и формоизменяю-
щих операций. К первой группе относятся штампы для отрезки,
вырубки, пробивки, надрезки, разрезки, обрезки, зачистки и про-
сечки. Ко второй группе относятся штампы для различных опера-
ций гибки, вытяжки, формовки и объемной штамповки.
На построение технологического процесса изготовления штам-
пов оказывает также влияние степень и характер совмещенности
выполняемых ими операций. Более простым является технологи-
ческий процесс изготовления однооперационных штампов, более
сложным — комбинированных штампов. Технологический процесс
изготовления комбинированных штампов совмещенного действия
принципиально отличается от процесса изготовления комбиниро-
ванных штампов последовательного действия.
Классификация штампов предопределяет особенности техно-
логии их изготовления. Это особенно важно при организации се-
рийного изготовления штампов, в условиях внедрения групповых
методов обработки.
Наиболее ответственными элементами штампов являются ра-
бочие поверхности рабочих деталей штампов. Это режущие по-
верхности пуансона и матрицы, разделительных штампов, офор-
мляющие поверхности пуансона и матрицы формоизменяющих
штампов и т. д.
Для качественного изготовления штампов необходимо пра-
вильно рассчитать исполнительные размеры рабочих деталей и их
поверхностей. При этом в качестве исходных данных принимаются
номинальные размеры и допуски на штампуемую деталь.
Для вырубных и пробивных штампов методика расчета испол-
нительных размеров матрицы и пуансона зависит от назначения
штампа. В штампе для вырубки деталей матрица принимается
в качестве основной детали; зазор выполняется путем уменьшения
размеров пуансона. В процессе износа штампа наружные размеры
детали увеличиваются. Поэтому за номинальный размер прини-
68
мают размер, меньший номинального размера штампуемой детали
па величину допуска на изготовление детали. Допуск на изго-
товление матрицы дается в сторону увеличения на величину, мень-
шую допуска на изготовление детали, и зависит от точности штам-
пуемой детали.
В штампе для пробивки отверстия в качестве основной детали
принимается пуансон; зазор выполняется путем увеличения раз-
меров матрицы. Допуск на отверстие дается в сторону увеличения,
поэтому и номинальный размер пуансона увеличивается на вели-
чину допуска на пробиваемое отверстие. Допуск на изготовление
пуансона дается в сторону уменьшения.
Размеры пуансонов и матриц вырубных и дыропробивных штам-
пов в зависимости от характера детали и вида выполняемой ра-
боты рассчитывают по приведенным ниже формулам [37].
I. Сопрягаемые детали с заданным допуском для вырубки
наружного контура размером Д—Д
Д« = (Д-Д)+Ч Дп = (Д-Д-?)-6„;
для пробивки отверстия размером d + Д
dM = (d + Д + z)+\ dn = (d+ Д)_6/1.
II. Несопрягаемые детали свободных размеров для вырубки
наружного контура размером Д
Дмс = Д+^-, Дпс = Щ- г)-б„;
для пробивки отверстия размером d
dMC = (d -f- z) dnc == d^n,
где Дя, Дп, dM, dn — исполнительные размеры матриц и пуансо-
нов при вырубке и пробивке деталей с за-
данным допуском (Д — Д или d + Д);
Дмс, Дпс< dMC1 dm — исполнительные размеры матриц и пуан-
сонов при вырубке и пробивке деталей со
свободными размерами;
Д — допуск на изготовление детали (контура
или отверстия);
Д и d — номинальные размеры контура или отвер-
стия;
z — наименьший технологический зазор между
пуансоном и матрицей;
и б„ — допуски на изготовление пуансона и ма-
трицы.
При изготовлении сопрягаемых деталей с заданным допуском
допуски на изготовление пуансонов и матриц и = (0,25 +
:-0,35) Д, а при изготовлении несопрягаемых деталей свободные
69
размеры берутся по 4-му классу точности. При расчете исполни-
тельных размеров вытяжных пуансонов и матриц допуски, за-
данные на вытягиваемой детали, учитываются на последней опе-
рации.
Исполнительные размеры пуансонов и матриц при вытяжке
деталей с допуском по наружному диаметру Д — Д рассчитывают
по приведенным выше формулам, а при вытяжке деталей с до-
пуском по внутреннему диаметру
d + Д — по формулам
dM = (d + z)+4 dn = d - 6„,
где Д — номинальный наружный
диаметр стакана;
Д — допуск детали;
5М и бп — допуски на изготовление
матрицы и пуансона;
z — зазор между пуансоном и
матрицей при вытяжке,
который принимается рав-
ным толщине материала,
из которого вытягивается
деталь, или больше его
на 5—20%, в зависимости
от материала и коэффи-
циента вытяжки;
d — номинальный внутренний
диаметр стакана.
Для качественного изготовления
штампов необходимо выбрать нуж-
Рис. 31. Штамп:
/ — верхняя плита; 2 — хвостовик;
3 — направляющая втулка; 4 —
направляющая колонка; 5 — ниж-
няя плита; 6 — матрица; 7 — пу-
ансон; 8 — установочные детали;
9 — пуаисонодержатель; 10 — съем-
ник
ный материал и вид термической
обработки. Рабочие детали штампов (матрицы и пуансона) изго-
товляют из сталей У8А, Х12М, ХВГ и др. Несущие элементы
штампов (плиты, планки и др.) изготовляют из стали Ст. 3, 45
и 35, направляющие элементы (втулки, колонки и др.) — из
сталей 20Х и 20 с последующей цементацией.
Твердость после термообработки рабочих частей штампов не
должна быть одинаковой по всей длине, а должна распределяться
примерно следующим образом: предельная твердость у матриц —
на глубине не менее половины ее высоты и на расстоянии не ме-
нее 5 мм по кругу рабочего контура; остальная часть может
иметь твердость по шкале НДС на 5—42 единиц ниже; у пуан-
сонов — по всей высоте, исключая хвостовую часть под рас-
клепку или головку. В отдельных случаях (при штамповке мяг-
ких материалов, тонколистовых и сложных деталей) допускается
изготовление матриц без термообработки.
Каждый вид штампов в зависимости от назначения должен
удовлетворять определенным техническим требованиям.
70
Ниже приводится перечень основных технических требований
к штампам (применительно к штампам для разделительных опе-
раций, как наиболее трудоемких в изготовлении).
1. Строгая параллельность вертикальных поверхностей пуан-
сона 7 с внутренними поверхностями матриц, перпендикулярность
всех вырубных и пробивных пуансонов к поверхности матрицы
(рис. 31).
2. Равномерность зазора между пуансонами и матрицами по
всему контуру и его соответствие требованиям чертежа.
3. Строгая параллельность плит 1 и 5 блока (0,01 мм на 100 мм)
и перпендикулярность расположения к ним осей направляющих
колонок 4 и втулок. Перемещение верхней части блока относи-
тельно нижней должно осуществляться без чрезмерной силы и
вместе с тем без ощутимого зазора.
4. Симметричное расположение хвостовика 2 относительно
направляющих колонок и строгая перпендикулярность его оси
к верхней плоскости плиты блока.
Ц). Затяг до отказа всех крепежных винтов и глухая посадка
штифтов.
§ 11. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ШТАМПОВ
Технологические маршруты изготовления деталей и сборки
штампов. В большинстве случаев изготовление штампов произ-
водится слесарями , и станочниками высокой квалификации. Од-
нако не все операции по изготовлению штампов должны выпол-
няться рабочими высокой квалификации. Подготовительные ра-
боты могут выполняться слесарями 3-го и 4-го разряда. Необхо-
димость дифференциации (разделения) операций слесарных работ
возникает в связи с ростом производства и значительным увели-
чением потребности в штампах.
Изготовляемые штампы группируются по технологическим
признакам; так же группируются и типовые детали. На базе такой
группировки создаются типовые процессы изготовления деталей
и сборки штампов. Одновременно слесарные участки подраз-
деляют на участки предварительной и окончательной сборки.
За участком предварительной сборки закрепляются все работы
низких разрядов, включая полную комплектацию штампов, в том
числе изготовление пуансонов, выталкивателей, а в некоторых
случаях и матриц.
Для совершенствования технологического процесса предвари-
тельной сборки штампов работа на участке осуществляется с ма-
ксимально возможной дифференциацией слесарных операций и
переходов. Все слесарные верстаки устанавливают в одну линию,
а рабочие места слесарей располагают в порядке последователь-
ности технологических операций и переходов. Для этого все опе-
рации предварительной сборки разбивают на простейшие опера-
71
ции (переходы): снятие грата, зачистка, припиливание, разметка,
сверление, нарезание резьбы, маркировка штампов, предвари-
тельная пригонка пуансонов, матриц, съемников, плит и др.
За каждым рабочим местом закрепляется операция, переход или
несколько идентичных операций (или переходов) для группы одно-
типных деталей. Слесарь высокой квалификации при этом вы-
полняет окончательную сборку и отладку штампа.
Дифференциация труда слесарей совместно с применением пе-
редовых методов обработки в производстве штампов значительно
повышают производительность труда и качество выпускаемой про-
дукции.
При изготовлении любых деталей штампов и прессформ, следует
учитывать, что обработка с «одного установа» дает возможность
значительно повысить точность взаимного расположения поверх-
ностей.
План построения операций технологических процессов изго-
товления деталей штампов- имеет в основном общий характер.
Однако следует учесть, что с изменением масштаба производства
и резким изменением габаритов штампов технологические мар-
шруты могут в значительной мере изменяться.
Изготовление нормализованных деталей. Нормализованные
детали наиболее целесообразно изготовлять заранее, обрабатывая
их полностью или частично, с последующей доработкой при уста-
новке в штамп. Так, например, обработку основных по трудоем-
кости нормализованных узлов — блоков можно производить за-
ранее с незначительной доработкой при сборке штампа.
Один из нормализованных стационарных блоков и рабочие
чертежи его деталей—плит, направляющих колонок и втулок
показаны на рис. 32.
Плиты поступают в виде отливок; на вертикально-фрезерном
(или поперечно-строгальном) станке обрабатывают их плоскости
с припуском под шлифование, затем фрезеруют лыску (место
маркировки), шлифуют плоскости, размечают и сверлят отверстия
под колонки и втулки (с припуском до 10 мм на диаметр). Направ-
ляющие колонки изготовляют на токарном станке из прутка с при-
пуском под шлифование, подвергают цементации, закаливают,
шлифуют или изготовляют из отдельной заготовки «в центрах»,
также с припуском под шлифование. Втулки изготовляют на
токарном станке, из прутка или трубы, внутреннее отверстие
и посадочную часть (с припуском под шлифование) подвергают
цементации и шлифуют.
Сборка блока производится в последовательности, приведен-
ной в табл. 8.
Отверстие в верхней плите под хвостовик обрабатывают при
изготовлении штампа, так как положение его и размеры не могут
быть определены заранее. После определения положения, формы
и размеров отверстия под хвостовик его сверлят, рассверливают
72
Рис. 32. Нормализованный блок:
а — блок в сборе; б — детали блока; I — нижняя плита; 2 — верхняя плита; 3 — на-
правляющая колонка; 4 — направляющая втулка
73
и растачивают (или нарезают резьбу). Положение осн отверстия
под хвостовик зависит от положения центра давления штампа.
Форма и размеры отверстия зависят от применяемого хвостовика.
Основные типы нормализованных хвостовиков штампов и соот-
ветствующие им отверстия в верхней плите показаны на рис. 33.
Некоторыми особенностями отличается технология изготовле-
ния магнитных блоков, т. е. изготовление деталей, входящих в цепь
магнитного потока. Эти детали обычно изготовляются из низко-
углеродистой стали, обладающей большой магнитной проницае-
мостью. Так как элементы штампов, закрепляемые на рабочих
V4 остальное
Рис. 33. Нормализованные хвостовики и отверстия в верхней плите для их креп-
ления
плоскостях корпусов блока, входят в цепи магнитных потоков,
то рабочие плоскости корпусов блока следует тщательно шли-
фовать. На плоскостях не должно быть ржавых участков, вмятин
и других пороков.
Особенность изготовления подобных блоков заключается и
в необходимости изготовления специальных катушек и их намотки,
заливки полости корпусов блока битумным составом и др., кроме
того необходимо обеспечить влагонепроницаемость корпусов
блока, электрическую прочность изоляции и определенную силу
тяги.
Одними из наиболее ответственных деталей штампов являются
пуансоны и матрицы. Круглые пуансоны и матрицы разделитель-
ных штампов, державки к ним и подкладные плитки нормализо-
ваны. Некоторые типы нормализованных пуансонов, матриц,
державок и подкладных плиток показаны на рис. 34. Технология
их изготовления изменяется в зависимости от характера произ-
водства и применяемого оборудования. Однако во всех случаях
построение технологии по принципу обработки поверхностей
детали «с одного установа» приводит к повышению точности и
является наиболее рациональным.
74
Ступенчатые пуансоны, рабочий диаметр которых не превышает
5 мм, ввиду трудности шлифования изготовляют на токарном
станке без припуска, а после закаливания зачищают абразивной
шкуркой на быстроходных токарных станках. Бесступенчатые
пуансоны диаметром 8—10 мм изготовляют из серебрянки. Пред-
Рис. 34. Нормализованные пуансоны и матрицы для пробивки круглых отвер-
стий, державки и плитки под державки:
а — быстросменный пуансон с шариковым креплением н схема его применения; б — пуан-
сон с заплечиком; в — державка быстросменного пуаисона с шариковым креплением;
г — матрица с заплечиком; д — подкладная плитка; 1 — подкладная плитка; 2 — дер-
жавка; 3 — подкладка для шлифования поверхности Л; 4 — матрицедержатель
варительное шлифование ее выполняют на бесцентрово-шлифо-
вальном станке; затем производят отрезание заготовки нужной
длины с учетом припуска на расклепывание головки и шлифова-
ние рабочего торца.
После запрессовки пуансона или группы пуансонов в пуансоно-
держатель 2 его верхнюю плоскость А вместе с торцом пуан-
сона шлифуют (рис. 34, а), для чего пуансонодержатель уста-
75
V4(v)
Рис. 35. Нормализованные детали штампов:
а — пружина сжатия; б — ловитель; в — шаговый нож; г — утопающий упор; д — фикса-
тор; в — нож для разрезания отходов; а® — постоянные упоры
заготовки, предварительная механическая обработка, образова-
ние нужного профиля механическим путем, термическая обра-
ботка, шлифование опорных и режущих частей, механическое
или ручное шлифование и доводка рабочего профиля).
К самым сложным работам относится выполнение рабочего
профиля’до и после термической обработки. До термической обра-
ботки рабочий профиль пуансонов и матриц образуется на верти-
кально-фрезерных, координатно-расточных, копировально-фре-
зерных, профилестрогальных, профилешлифовальных и других
станках. Все операции выполняются по разметке или по шаблонам.
Операции по окончательной обработке профиля могут также вы-
полняться до термической обработки. При этом не гарантируется
точность изготовления деталей, так как в процессе термической
обработки происходит деформация детали и обезуглероживание
ее поверхности. Поэтому такой способ применять не рекомендуют.
Применение специальных марок стали, не подвергающихся
деформациям, и специальных «холодных» видов термохимической
обработки (например, цианирования) дает возможность использо-
вать метод окончательной обработки деталей до термической
обработки.
Слесарь высокой квалификации должен выполнять сборочные
операции; в тех случаях, когда в процессе сборки неизбежны
такие слесарные операции, как припиливание контура по оттиску
и т. и., их должны выполнять слесари более низкой квалификации.
После механических операций по обработке профиля рабочие
детали поступают для выполнения слесарных операций: сверле-
ния, развертывания отверстий под штифты и нарезания резьбы
под винты, доработки отдельных труднодоступных мест на рабочей
поверхности и т. д.
При изготовлении рабочих частей штампов их профили, со-
прягающиеся между собой, дожны быть обработаны с равномерным
зазором. Равномерный зазор между пуансоном и матрицей разде-
лительного штампа можно получить двумя способами: способом
взаимной пригонки и способом независимой обработки, которые
применяются в зависимости от степени сложности контуров и
объемов производства. При изготовлении партии одинаковых
штампов рекомендуется применять способ независимой обработки.
При обработке способом взаимной пригонки вначале полностью
изготовляется одна из рабочих деталей, а вторая пригоняется
по ней. Так как контур и размеры вырубаемых деталей опреде-
ляются матрицей, то для вырубных штампов первичным при обра-
ботке является рабочее окно матрицы, которое обрабатывают
полностью в соответствии с размерами чертежа.
Профиль пуансона пригоняют по матрице с нужным зазором.
Иногда пригонку пуансона ведут по матрице после ее окончатель-
ного изготовления, т. е. закалки и доводки. В этом случае на пред-
варительно обработанной заготовке пуансона можно производить
78
оттиск профиля готовой матрицей и всю дальнейшую обработку
вести по оттиску. При этом предварительную обработку пуансона
выполняют по разметке, нанесенной на торец заготовки пуансона,
фрезерованием или строганием с припуском 0,3—0,6 мм. Затем
пуансон устанавливают над полостью матрицы и давят на него
ползуном ручного винтового пресса; после этого на торце пуансона
получается отчетливый оттиск контура матрицы. Для правильного
взаимного расположения пуансона относительно матрицы необ-
ходимо предусмотреть способ его фиксации, которую осуществляют
специальными технологическими фиксаторами в виде грибков,
запрессованных в отверстия в торце пуансона, или небольшими
выступами. После получения оттиска пуансон вновь обрабаты-
вают по контуру с припуском 0,05 мм под слесарную обработку,
которая выполняется предварительно до термообработки и окон-
чательно — после нее.
Пуансоны простой формы, доступной для шлифования по всему
контуру, до термообработки не пригоняют по матрице. После
закалки их подвергают шлифованию на станках с обеспечением
зазора по готовой матрице. Посадочная часть пуансона должна
иметь простой контур (круглые или прямоугольные); это ускоряет
пригонку окна в пуансонодержателе. Большие пуансоны крепят
непосредственно к верхней плите штампа.
Если в штампе производится пробивка отверстий, то их раз-
меры и профиль определяются пуансоном; в этом случае первич-
ным при обработке является пуансон. Его рабочий контур обра-
батывается полностью. При этом можно использовать профильное
шлифование. На заготовке матрицы с предварительно обработан-
ным отверстием делают оттиск закаленным пуансоном, после
чего контур матрицы обрабатывают окончательно.
Слесарная обработка матриц с несколькими рабочими отвер-
стиями производится так же, как и с одним, — после расточной
обработки и фрезерования контура каждого отверстия его опили-
вают до получения окончательного размера. Фрезерование и опи-
ливание могут производиться по оттискам, причем при опиливании
используются шаблоны. Несколько небольших одинаковых отвер-
стий целесообразно обрабатывать с помощью прошивок. Для этого
в матрице предварительно растачивают на координатно-расточном
станке технологические круглые отверстия, в которые вставляется
направляющая цилиндрическая часть прошивки. Рабочая часть
прошивки наносит оттиск на поверхности матрицы глубиной 0,3—
0,5 мм, по которому производится последующее фрезерование,
долбление или сквозное прошивание несколькими прошивками.
Круглые рабочие отверстия в матрице растачивают на коорди-
натно-расточном станке; для получения конусности стенок рабо-
чего пояска их необходимо разворачивать с обратной стороны.
Изготовление сложных элементов контура в матрице и обра-
ботка небольших отверстий значительно упрощается, если при-
79
менять вставки. Например, если в матрице требуется получить
узкие пазы, целесообразно в заготовке матрицы сделать большое
прямоугольное окно и запрессовать в него прямоугольную вставку
с уступом, образующим отверстие (рис. 36, а). Обрабатывать
/-А
Рис. 36. Технологичные конструкции матриц:
а — матрица с продолговатым узким пазом; б — матрица вырубного штампа сборной
конструкции; в — сборные пуансон и матрица; г — технологичная конструкция ма-
трицы гибочного штампа; 1 — секции; 2 — обойма; 3 — сердечник; 4 — вставной пуан-
сон; 5 — сердечник матрицы; 6 — обойма матрицы; 7 — матрица; 8 — выталкиватель;
9 — пуансон; 10 — вставка
открытые с одной стороны углубления нетрудно. Аналогично
может быть образовано фигурное окно, ограниченное дугой
и прямой линией, с помощью цилиндрической вставки со срезан-
ным сегментом, а вставка стопорится штифтом. Иногда матрица
изготовляется составной из секций (рис. 36, в). Каждую секцию
80
шлифуют по рабочему профилю до окончательных размеров уже
после термообработки. Слесарная работа сводится только к сборке
этих секций.
В результате термической обработки нарушается выполнен-
ный ранее профиль деталей и равномерность зазора, поэтому для
матриц, как наиболее подвергающихся деформации при терми-
ческой обработке, следует использовать малодеформируемые леги-
рованные стали.
В штампах для гибки и вытяжки вопрос взаимной пригонки
пуансона и матрицы решается проще, так как зазор между ними
обычно значительно больше зазора при рубке. Матрицы гибочных
штампов в большинстве случаев полностью обрабатываются на
станках, и слесарь обрабатывает лишь крепежные отверстия.
Только в некоторых случаях рабочие профили матриц подвер-
гаются слесарной обработке. Однако технологичность гибочных
матриц является важным вопросом. Так, например, в часто при-
меняющихся типовых конструкциях гибочных штампов для гибки
Г-образных деталей трудоемким процессом является обработка
поверхности Г матрицы 7 (рис. 36, г). Неплоскостность этой
поверхности не должна превышать 0,01—0,02 мм на всей длине;
чистота этой поверхности должна соответствовать 7—9-му классу,
а угол, который она составляет с плоскостью Д выталкивателя 8,
должен с высокой степенью точности совпадать с соответствующим
углом пуансона 9.
В условиях инструментальных цехов эти требования обычно
не могут быть выполнены с помощью металлорежущего оборудо-
вания, поэтому поверхность матрицы обрабатывают вручную.
Для обработки поверхности матрицы шлифованием рекомендуется
создавать -конструкцию матрицы со вставкой 10. Такая конструк-
ция является более технологичной и позволяет полностью исклю-
чить слесарную обработку.
Гибочные пуансоны простой формы полностью обрабатывают
на станках. При сложном контуре пуансоны требуют слесарной
доработки. Зазор между гибочными пуансоном и матрицей обычно
выполняют по шаблону и контршаблону, которые изготовляют
специально для матрицы и пуансона. Так как при сложной гибке
профиль пуансона и матрицы подлежит уточнению после испыта-
ния штампа, пробная гибка производится до термообработки
пуансона и матрицы. После проверки пробной детали размеры
и форму профиля пуансона и матрицы по возможности корректи-
руют до получения годной детали.
Матрицы вытяжных штампов также в основном обрабатывают
на станках, только при фигурном рабочем контуре отверстия окон-
чательное припиливание его осуществляет слесарь. Так как для
вытяжных матриц имеет большое значение шероховатость поверх-
ности, оформляющей деталь, особую роль приобретает доводка
и полирование рабочих поверхностей. Для этого используются
6 В. С. Мендельсон 81
приспособления и станки для шлифования и полирования. Вытяж-
ные пуансоны, как правило, полностью обрабатываются на станках.
При независимой обработке профиля сокращается производ-
ственный цикл, так как можно вести обработку пуансона и ма-
трицы параллельно. Кроме того, обеспечивая взаимозаменяемость
рабочих деталей штампа, этот способ целесообразно использовать
при изготовлении нескольких одинаковых штампов. Однако этот
способ требует больших затрат и более квалифицированного труда,
так как изготовлять рабочие детали необходимо с большей точ-
ностью, чем при взаимной пригонке.
Если при взаимной пригонке точность изготовления рабочих
элементов матрицы и пуансона в основном определяется допуском
на штампуемую деталь, то при независимой обработке точность
определяется, кроме этого, зазором между пуансоном и матрицей,
который обычно значительно меньше допуска на деталь. Напри-
мер, требуется вырубить диск диаметром 100 мм. Допуск по 7-му
классу точности на этот диаметр составляет 0,87 мм. Учитывая,
что износ матрицы в процессе работы приведет к увеличению диа-
метра штампуемого диска, необходимо номинальный диаметр ее
рабочего окна уменьшить на величину допуска на деталь. Таким
образом, номинальный диаметр окна матрицы будет 99,13 мм.
Допуск на обработку окна принимают 0,3 допуска на штампуемую
'деталь. В данном случае он составляет 0,26 мм. Размер окна
матрицы принимаем 99,13-ф 0,26 мм. Предельные размеры
матрицы при этом (99,13 и 99,39 мм) находятся в поле допуска
на штампуемую деталь и, кроме того, имеется запас на износ
рабочего окна (0,61 мм). В данном случае допуск на изготовле-
ние рабочего окна матрицы составляет 0,26 мм.
Так как диск должен штамповаться из стали толщиной 1 мм,
то средний зазор рубки составляет 0,06 мм на диаметр. Если
диаметр окна матрицы принять равным 99,13 -ф 0,26 мм, то
номинальный диаметр пуансона должен быть на 0,06 мм меньше
фактического размера матрицы. Это выполняется индивидуаль-
ной пригонкой.
Если же изготовление пуансона и матрицы вести независимо,
то при том же номинальном размере матрицы допуски на изго-
товление необходимо уменьшить таким образом, чтобы их сумма
не превышала величины максимального зазора рубки.
В данном случае исполнительные размеры для матрицы
99,13+0-02 мм и для пуансона 99,09-о.о2 мм. Таким образом,
наибольший зазор между матрицей и пуансоном может быть
0,08 мм, а наименьший 0,04 мм. Такое колебание зазора допу-
стимо, но изготовление матрицы необходимо вести с допуском
0,02 мм вместо 0,26 мм. Изменение способа изготовления рабочих
деталей в данном случае, давая возможность независимо изго-
товлять пуансон и матрицу, приводит к уменьшению допуска на
изготовление матрицы в 13 раз.
82
Кроме описанных способов, — взаимной пригонки и независи-
мой обработки профиля, — известен еще способ чистовой обра-
ботки профиля пуансонов и матриц копированием по шаблону.
Такая обработка особенно эффективна при обработке замкнутых
внутренних профилей, спаренных с наружным.
Для выполнения такой обработки на столе 6 специального
шлифовального станка с вертикальным шпинделем (может быть
использован вертикально-сверлильный станок повышенной жест-
кости) устанавливают и крепят приспособление (рис. 37), состоя-
щее из основания 5, в котором соосно со шпинделем станка за-
Рис. 37. Схема чистового шлифования внутренних профилей
матриц:
/ — шаблон с внутренним профилем; 2 — шлифовальный инструмент;
3 — обрабатываемая матрица; 4 — копирующий ролик; 5 — основание;
6 — стол
прессована ось копирующего ролика 4 и шаблона 1, внутреннее
окно которого представляет собой копир для рабочего окна ма-
трицы. Шлифуемая матрица 3 крепится прихватами на поверно-
сти шаблона 1. Шлифовальный круг крепится в шпинделе станка.
Шлифуют окно матрицы постепенно, перемещая ее вместе с шабло-
ном по копирующему ролику. Так как диаметры абразивного
круга и копирного ролика одинаковы, абразивный круг точно
перенесет профиль пластмассового или металлического шаблона
на деталь.
Съем металла производится постепенно; для этого имеются
сменные ролики разных диаметров. Уменьшая диаметр ролика,
постепенно доводят его до диаметра шлифовального круга и,
таким образом, приближают обрабатываемый Профиль к профилю
шаблона.
При изготовлении матриц и пуансонов применяются различные
устройства, позволяющие механизировать слесарную обработку.
Приспособление и схема его применения для шлифования прямо-
угольных матриц показаны на рис. 38 (матрица условно показана
6* 83
в аксонометрии). Это приспособление предназначено для высоко-
производительной обработки внутренних стенок прямоугольных
матриц, окна которых закруглены в углах (0,2—0,3 мм).
Приспособление исключает ручную обработку. Оно закре-
пляется на торце шпиндельной головки шлифовального станка.
Шлифовальный круг приспособления получает вращение от шпин-
деля 2 станка с надетым на него шкивом3 через приводной ремень5
и шкив 1. Оправка 6 поворачивается вокруг своей оси на 90°
и фиксируется в нужном положении относительно трубки 4.
Рис. 38. Схема обработки внутренних поверхностей прямоугольных
матриц
Предварительно шлифовальный круг правится по нужному про-
филю алмазом, закрепленным в алмазодержателе, который ста-
вится с призмой на стол станка. После этого на стол станка уста-
навливают матрицу и обрабатывают ее.
Фигурные окна в цельных матрицах можно обрабатывать с
помощью специальных пробойников. Для этого используется
приспособление, которое приведено на рис. 39. На основании 1
установлены направляющие колонки 2, на которых перемещается
штанга 3 с набором призм 4, 5 и 7 и упорные планки 9. Матрицу 10
устанавливают на основание 1 и закрепляют прихватами 11.
В призмы 5 и 7 устанавливают пробойник б, который удерживается
пружиной 8. Окно матрицы должно быть расположено точно
под пробойником. Это достигается с помощью упорных планок 9,
блоков концевых мер, а также путем перемещения призм 5 и 7
вдоль штанги 3. Призмы фиксируются в нужном положении вин-
тами. В процессе работы (при легком ударе молотка по головке
84
хвостовика пробойника) пружину 8 сжимают большим пальцем
левой руки, правильно направляя пробойник по отношению к кон-
туру гнезда матрицы.
После легкого удара пробойника на матрице остается его от-
тиск. В результате этого получается наплав металла, который
осторожно снимают надфилем. Эти операции повторяют до тех пор,
пока матрица не будет обработана по всему контуру. Обработка
Рис. 39. Схема обработки матрицы по внутреннему
контуру
матрицы упрощается, если она изготовляется сборной (см.
рис. 36, б). При обработке секций матрицы сначала выполняют
фрезерование, оставляя припуск 0,5—0,8 мм на окончательное
шлифование профиля.
Секции матрицы термически.обрабатывают до твердости HRC
58—60 с отпуском. Затем секции матрицы шлифуют по наружным
поверхностям, выдерживая угол 90° ± 3' между взаимно перпен-
дикулярными плоскостями, которые являются базовыми при даль-
нейшей обработке. Обрабатываемую деталь 1 устанавливают на
магнитную плиту по упору 2 и угольнику 3 (рис. 40, а). Сначала
шлифуют угловой участок (операция /) и боковую сторону В
на глубину до размера 3,2 мм. Затем деталь переворачивают
и стороной А, прижимают ее к упору и угольнику и шлифуют дру-
гой участок профиля, выдерживая размеры 82,6 и 3,2 мм. После
этого шлифовальный круг 4 снимают со шпинделя станка и на
Х 85
его место устанавливают круг 5, заправленный по профилю впа-
дины (рис. 40, б, операция II). Окончательно шлифуют сопряжен-
ный участок впадины. Дак как обе впадины имеют одинаковый
профиль, их можно шлифовать способом кантовки.
Закончив шлифование, секцию снимают и проверяют на тене-
вом проекторе. Ставят другой шлифовальный круг — для обра-
ботки последнего участка профиля, образованного дугой ради-
уса 14 мм. Шлифование продолжают до тех пор, пока не будет
выдержан размер выступа по высоте. Затем на станке устанавли-
86
вают шлифовальный круг с прямоугольным профилем и шлифуют
секцию матрицы снаружи.
Вторую секцию шлифуют кругом 6 до сопряжения с дугой
(рис. 40, в, операция /); после этого секцию шлифуют по профилю
впадины. Затем кругом 7 (операция II) шлифуют впадину.
Рис. 41. Схема шлифования профиля пуансона:
/ — заготовка: 2 —- упорный угольник; 3 — синусный столик; 4 — магнито-
проводящая плитка; 5 — электромагнитная плита; 6 — пластина; 7 — блок
плнток; 8 — магннтопроводящая призма; 9 — пластина
При шлифовании наклонной плоскости под углом 125° и ниж-
ней плоскости площадки на размер 10 мм периодически повора-
чивают секцию; при этом выдерживают расстояние 29 мм между
двумя симметричными участками профиля. Затем шлифуют по-
ловину участка профиля, образованного дугой радиусом 2 мм.
Далее, не меняя установки круга, стол с помощью маховичка
87
подают по нониусу лимба поперечного перемещения на 16,5 мм
(рис. 40, г, операция III) и шлифуют другую половину этого
участка, периодически поворачивая секцию.
Закончив шлифование сопряженных участков профиля секции,
этим же кругом шлифуют ее горизонтальные участки, выдерживая
размер 4 мм. Затем шлифовальный круг 7 снимают и на его место
устанавливают плоский дисковый круг 8 (рис. 40, д), предвари-
тельно заправленный
с таким расчетом,
чтобы его толщина
была на 0,02—0,03лш
меньше ширины обра-
батываемого паза,
равной 3 мм. Отба-
лансировав шлифо-
вальный круг и про-
верив точность его
установки относи-
тельно паза, начи-
нают осторожно, с
минимальной подачей
0,02—0,05 мм!об,
опускать круг (рис.
40, д, операция IV).
Такой способ обра-
ботки исключает раз-
рыв шлифовального
круга и образование
на обрабатываемых
поверхностях «зава-
Рис. 42. Универсальное приспособление с копи- лов>> в момент входа
ровальным устройством и регулировочно-устано- круга В паз И выхода
вочными кулачками его из паза.
При обработке
секции матрицы по наружному контуру прежде всего необходимо
шлифовать посадочные участки по месту окна в обойме, согласуй
наружные размеры второй секции с размерами первой.
Последовательность обработки вставного пуансона штампа,
приведенного на рис. 36, в, показана на рис. 41. Шлифование
пуансона выполняется на плоскошлифовальном станке. Первой
операцией является шлифование базовых плоскостей.
Часто при изготовлении пуансонов и других деталей штампов
и прессформ на цилиндрических заготовках необходимо обраба-
тывать овальные или квадратные головки (рис. 42, б). Для этой
операции можно применять универсальное приспособление с ко-
пировальным устройством и регулировочно-установочными ку-
лачками (рис. 42, а).
88
Приспособление состоит из двух копировальных полудисков 1,
скрепленных с квадратными половинками корпуса 3 и соединен-
ных мелоду собой по линии разъема направляющими колонками 12
и винтом 10. Полудиски 1, прикрепленные снизу винтами и штиф-
тами к квадратным половинкам корпуса 3, должны быть точно
подогнаны друг к другу. На верхней плоскости корпуса 3 уста-
новлены и закреплены две направляющие щечки 9, по которым
перемещаются два клина 6, сжимающие кулачки 8. Кулачки 8
фиксируют в центральном положении шлифуемый пуансон 7.
Перемещение клиньев осуществляется с помощью винта 4 через
планку 5.
Пуансон перед установкой на приспособление должен быть
прошлифован по наружному диаметру. Настройка приспособле-
ния для шлифования наружных радиусов на пуансоне 7 с меж-
центровым расстоянием £2 производится в следующей последо-
вательности: вначале набирают два одинаковых блока плиток 2
концевых мер на размер Llt равный размеру L2 и устанавливают
их между половинками корпуса 3, после чего закрепляют вин-
том 10-, затем в кулачки 8 устанавливают пуансон 7 и зажимают его
клиньями 6 с помощью винта 4 от руки.
Настроив приспособление, его устанавливают на невключен-
пую магнитную плиту плоскошлифовального станка так, чтобы
копировальные полудиски 1 корпуса 3 упирались в упорный уголь-
ник 11. При шлифовании радиусов на пуансоне приспособление
поворачивают вручную, не отодвигая его от упорного угольника.
На данном приспособлении можно шлифовать овальные поверх-
ности и поверхности квадратного шестигранного сечения разме-
ром до 25 мм.
Обработка съемников и пуансонодержателей обычно произ-
водится после окончательного изготовления пуансона и матрицы.
Если штамп монтируется на блоке, контурные окна в съемнике,
предварительно обработанные на станках, припиливают по от-
тиску пуансона с зазором, величина которого зависит от того,
чем направляется верхняя часть штампа. В тех случаях, когда
окно съемника одновременно служит направлением штампа, зазор
между пуансоном и съемником должен быть меньше зазора между
пуансоном и матрицей. При наличии в штампе направляющих ко-
лонок и втулок величина зазора между пуансоном и съемником
может быть значительно больше, но зависит от толщины штам-
пуемого металла.
Наиболее трудоемки в изготовлении пуансонодержатели раз-
делительных штампов. Разметка окон в пуансонодержателе про-
изводится на координатно-расточном станке. Если посадочная
часть пуансона имеет несложную форму, окно в пуансонодержа-
теле обрабатывается окончательно по размерам чертежа. Если
окно в пуансонодержателе повторяет контур пуансона, его обра-
ботка ведется по оттиску.
89
Круглые отверстия небольшого диаметра растачивают на
координатно-расточных станках окончательно. Для расклепы-
вания посадочной части призматических пуансонов на кромке
окна пуансонодержателя снимается фаска 1,5—2 мм. Примене-
ние заливки съемников пластмассой снижает трудоемкость их
изготовления. О применении этого способа изготовления штампов
подробно будет сказано ниже.
Процесс изготовления штампа завершается сборкой и испыта-
нием. Особенность сборки состоит в том, что многие ее операции
не поддаются контролю, и поэтому ошибки, допущенные при
сборке, выявляются при испытании и в эксплуатации штампа.
Сборка штампа обычно выполняется в два этапа: в первый
входят все операции, подготовляющие условия для окончательной
сборки (сверление отверстий, нарезание резьбы, сборка отдельных
деталей и узлов); во второй — входит окончательная сборка.
Сборка вырубного или пробивного штампа начинается с креп-
ления матрицы к нижней плите по предварительно обработанным
отверстиям. Затем пуансоны через отверстия в съемнике встав-
ляют в рабочие окна матрицы на глубину 3—4 мм, скрепляют
съемник с матрицей струбцинами, сверлят и разворачивают отвер-
стия под штифты. После установки штифтов в съемнике сверлят
отверстия под винты. Если в штампе имеются шаговые ножи и
направляющие планки, последние устанавливают параллельно
рабочему окну в матрице так, чтобы их направляющие плоскости
были смещены относительно режущих кромок окон под ножи на
0,05 мм каждая для свободного прохода полосы. В таком
положении планки прижимают к матрице съемником, скре-
пляют струбцинами и обрабатывают в сборе отверстия под
штифты.
После сборки нижней части штампа переходят к верхней.
Сборку начинают с установки в пуансонодержатель пуансонов и
ножей; в первую очередь устанавливают вырубной пуансон,
обращая особое внимание на отсутствие качки в посадке и строгую
перпендикулярность к плоскости пуансонодержателя. Пооче-
редно вставляют все пуансоны. Проверка осуществляется накла-
дыванием матрицы на пуансоны и подсвечиванием зазора снизу,
что позволяет убедиться в его равномерности.
Если пуансоны не имеют заплечиков, их после проверки слегка
расклепывают с верхней стороны и шлифуют, чтобы совместить
опорные плоскости пуансонов и пуансонодержателя. Затем пуансо-
нодержатель крепят к верхней плите. Для этого пуансоны вво-
дятся в окна матрицы, закрепленной на нижней плите блока,
на пуансонодержатель накладывается верхняя плита, надетая
втулками на направляющие колонки, весь штамп скрепляется
в таком виде струбцинами и после этого производится сверление
крепежных и штифтовых отверстий в сборе в верхней плите и
пуансонодержателе.
90
Сборка гибочных и вытяжных штампов в отношении слесарной
обработки менее сложна. При сборке гибочного или вытяжного
штампа без блока не требуется никаких специальных операций
для обеспечения правильного взаимного расположения матрицы
и пуансона, которое достигается при установке на прессе.
При сборке блочного гибочного штампа сначала крепят ма-
трицу к нижней плите,. пуансон устанавливают на матрице,
укладывая на их рабочей поверхности, между матрицей и пуансо-
ном, эталонную деталь или набор плиток. Верхнюю плиту, введен-
ную втулками на колонки, устанавливают на пуансонодержатель
(или непосредственно на пуансон, если последний крепится к
плите без пуансонодержателя), скрепляют штамп струбцинами
и обрабатывают крепежные и штифтовые отверстия в верхней
части штампа в сборе.
Трафареты и другие детали, определяющие положение заго-
товки относительно гибочной матрицы, устанавливают предвари-
тельно, без фиксации штифтами. После испытания штампа и уточ-
нения положения трафаретов и размеров заготовки в трафаретах
размечают, сверлят и разворачивают (по предварительно обрабо-
танным в матрице отверстиям) отверстия под штифты. Затем тра-
фареты термически обрабатывают и окончательно закрепляют.
Сборка вытяжных штампов аналогична. При закреплении вы-
тяжных матриц на их поверхностях не допускаются углубления
и острые кромки отверстий. Поэтому отверстия под штифты и
винты не рекомендуется делать сквозными. В этих случаях в местах
установки штифтов следует запрессовывать в отверстия большего
диаметра незакаленные пробки, в которых необходимо сверлить
и разворачивать по месту глухие отверстия под штифты.
Примеры технологических процессов изготовления деталей
и сборки штампов. Пример сборочного чертежа и чертежей дета-
лей штампа совмещенного действия для вырубки шайбы с тремя
отверстиями показан на рис. 43.
Сборку штампа необходимо производить в следующем по-
рядке: 1) установить пуансон-матрицу 3 с матрицедержателем 2 и
подкладной плиткой на нижнюю плиту 1, скрепить струбцинами,
обработать в сборе отверстия под штифты, затем скрепить матрице-
держатель с нижней плитой; 2) посадить съемник 12 на пуансон-
матрицу, наметить отверстия через нижнюю плиту, обработать
отверстия, потом нарезать резьбу; 3) надеть матрицу 4 на пуан-
сон-матрицу, подложив под матрицу на пуансоно-держатель 2
дистанционные технологические плитки; 4) ввести пуансоны с пуан-
сонодержателем в отверстия пуансона-матрицы, предварительно
проложив промежуточную плиту 10 между матрицей и пуансоно-
держателем; 5) наложить поверх пуансонодержателя упорную
плиту 8; 6) установить верхнюю плиту 7 со втулками на колонки
и наложить ее на плиту 8, затем скрепить штамп струбцинами;
7) сверлить и развернуть в сборе отверстия во всех деталях верх-
91
ней части штампа по отверстиям в матрице 4 и закрепить штиф-
тами; 8) разобрать штамп; 9) установить на нижней части штампа
буфер, закрепить съемник; 10) собрать верхнюю часть штампа
с выталкивателем 11; И) установить верхние толкатели, тарелку 9,
пружину и ввернуть хвостовик; 12) собрать хвостовик-с обоймой;
13) провести испытания; 14) заклеймить и смазать штамп.
Порядок операций при сборке вырубного последовательного
штампа приведен в табл. 8.
Схемы некоторых нормализованных пакетов гибочных штам-
пов приведены на рис. 44. В пакете с прямоугольной матрицей
(рис. 44, а) пуансон закрепляется в пуансонодержателе путем
прессования и расклепывания. Пуансон имеет поднутрения для
того, чтобы штампуемый материал меньше пружинил. Наиболь-
ший размер рабочей части пуансона должен быть не больше по-
садочного, для того чтобы пуансон после расклепывания можно
было выпрессовывать из окна пуансонодержателя. Матрица па-
кета цельная, крепится в нижней плите через промежуточную
плиту, которая образует колодец для выталкивателя. Пакет уста-
навливается и крепится на нормализованном блоке с направляю-
щими колонками.
В пакетах с прямоугольной матрицей без направляющих коло-
нок (рис. 44, б, в) пуансон закрепляется к вильчатому пуансоно-
держателю-хвостови-,
ку с помощью штиф-
тов. Для деталей ма-
лых габаритов в та-
ком пакете приме-
няется выталкива-
тель с буртом, для
больших деталей —
гладкий выталкива-
тель, удерживаемый
специальными винта-
ми. Пакеты устанав-
ливаются на нижнюю
нормализованную
плиту.
В пакете с двух-
секционной матрицей
(рис. 44, а) последняя
состоит из двух рабо-
чих секций и двух
скрепляющих скоб.
Гибка осуществляет-
ся по двум плоско-
стям (детали П-об-
разной формы). Ма-
92
to
It
205x205
Рис. 43. Штамп сов
a — штампуемая деталь; б — общий вид штампа; в — детали
матрица; 5 — пуансон; б — пуансонодержатель; 7 —верх-
межу точная
JiiiiWf
трица пакета четырехсекционная, состоит из двух распорных сек-
ций, двух охватывающих секций и двух скоб. Пакеты (рис. 44, а
гид) можно устанавливать на нормализованные блоки с колон-
ками или на плиты без колонок. При изготовлении отдельных де-
талей пакетов применяются строгальные, фрезерные и шлифо-
вальные операции.
мещенного действия:
штампа; 1 — иижияя плита; 2 — матрицедержатель; 3 — пуаисон-матрица; 4 —
няя плита; 8 — упорная плита 9 — тарелка выталкивающего-устройства; 10 — про-
плнта; 11 — выталкиватель; 12 — съемник
93
Порядок операций при^сборке вырубного штампа последовательного действия для шайбы
Таблица 8
Содержание операций и переходов Эскиз Технические и технологические требования Указании по контролю Оборудование, инструмент, приспособления и материалы
/. Подготовка плит к растачиванию отверстий под колонки, втулки и хвостовик
1. Проверить плиты на парал- лельность Рабочая и опорная пло- скости плит должны быть параллельны; не- параллельность допу- скается ие более 0,07 мм на длине 300 мм Разметочная плита и набор разметочного инструмен- та, струбцины
2. Соединить верхнюю и ниж- нюю плиты и параллельные прокладки 1 струбцинами. Разметить отверстия. Сдать на расточку отверстий Кромки плит должны сов- падать между собой
II. Сборка верхней части, пакета
1. Запрессовать хвостовик в
верхнюю плиту
2. Сверлить отверстие под
штифт
<|<§| * к
та
3. Развернуть отверстие под
штифт
— —
— —
— —
4. Сдать на шлифование ниж- ней плоскости Нижний торец хвостовика должен быть расположен в одной плоскости с нижней поверхностью плиты, хвостовик пер- пендикулярен к плите Ручной пресс — сила 3 Т, угольник 90°, контроль- ный валик
5. Запрессовать две направля- ющие втулки в отверстия верхней плиты Пр 1 Зазор между контрольным валиком, вставленным в отверстие втулки, и угольником, приложен- ным к верхней плоскос- ти плиты, должен быть не более 0,02 мм на длине 100 мм Сверло, развертка
М-* я 1 М1
III. Сборка нижней части пакета
Запрессовать колонки в от-
верстия нижней плиты
После запрессовки первой
колонки проверить ее
угольником на перпен-
дикулярность; убедив-
шись в правильности
установки, запрессовать
вторую колонку; зазор
между угольником и ко-
лонкой должен не превы-
шать 0,02 мм на длине
100 мм
с
Ручной пресс — сила 3 Т,
угольник 90°
Продолжение табл. 8
Содержание операций и переходов Эскиз Технические и технологические требования Указания по контролю Оборудование, инструмент, приспособления н материалы
/ 1. Надеть верхнюю плиту иа колонки, поставить пакет на стол пресса, закрепить хво- стовик в ползуне; нижнюю плиту прикрепить к столу пресса IV. Приработка втулок к колонкам —
Л 1
2. Включить привод пресса для приработки еж ж t Прирабатывать втулки в течение 20—30 мин не- прерывной работы пресса Кривошипный пресс, ин- дикатор, бензин, машин- ное масло
3. Снять пакет с пресса после приработки, тщательно очи- стить втулки и колонки от следов грязи, протереть их концами, промыть бензином и смазать Параллельность опорных плоскостей обеих плит (нижней плоскости, ниж- ней плиты и верхней плоскости верхней пли- ты) после приработки проверить индикатором; допускается отклонение не более 0,08 мм на дли- не 300 леи
1. Разметить отверстия в матри- це под винты, штифты, упор и пуансоны V. Обработка матрицы и съемника Индикатор, разметочная плита и набор разметоч- ного инструмента, во- роток, отвертка, молоток, сверла, разметки
‘яшм _ । . 1
2. Сверлить отверстия в матри- це под винты, штифты и упор
. Мендельсон
3. Развернуть отверстия в мат- рице под штифты и упор —
4. Собрать матрицу и съемник с направляющими планками, сдать на расточку отверстий под пуансоны —
5. Отделить и сдать матрицу на термообработку и шлифова- ние рабочей и опорной по- верхностей Допускается непараллель- ность не более 0,07 мм. на длине 300 мм —
1. Разметить в пуансонодержа- теле отверстия под винты, штифты и пуансоны VI. Сборка пуансонов с пуансс нодержателем. Молоток, струбцины, спе- циальная кондукторная втулка и ступенчатый штифт; разметочная пли- та, набор разметочного инструмента, ручной пресс — сила 3 Т
2. Сверлить в пуансонодержа- теле отверстия под винты и штифты, нарезать резьбу под винты, передать пуансоно- держатель на расточку отвер- стия под вырубной пуансон
— У J я
3. Запрессовать вырубной пу- ансон в пуансонодержатель
4. Определить положение от- верстия в пуансонодержателе под пробивной пуансон Положение отверстия в пуансонодержателе под пробивной пуансон оп- ределяется при помощи специальной кондуктор- ной втулки 1 и ступенча- того штифта 2 Воротки, сверла, метчики, развертка
Продолжение табл. 8
Содержание операций и переходов Эскиз Технические и технологические требования Указания по контролю Оборудование, инструмент, приспособления и материалы
5. Скрепить струбцинами втул- ку с пуансонодержателем, снять ступенчатый штифт / — —
6. Сверлить через специальную кондукторную втулку отвер- стие под пробивной пуансон — —
7. Развернуть отверстие под пробивной пуансон — —
8. Запрессовать пробивной пу- ансон и расклепать торец Допускаемая непараллель- ность осей пуансонов дол- жна не превышать 0,07 лш на длине 300 мм —
9. Передать пуансонодержа- тель в сборе с пуансонами на шлифование верхней пло- скости
VII. Сборка нижней
части штампа
1. Наложить матрицу на ниж- нюю плиту и скрепить обе де- тали струбцинами г г 'I . Матрицу на нижней плите расположить с учетом по- ложения центра давле- ния
9 X Чаа f о Хи—д
2. Через отверстия в матрице сверлить отверстия в плите под винты и штифты —
3. Наложить на матрицу на- правляющие планки и съем- Выдержать размер между направляющими планка- Молоток, отвертка, струб- цина, сверла, зенковка,
ник 4. Через отверстия в матрице сверлить отверстия в планках и съемнике МИ штангенциркуль, воро- ток
5. Зенковать отверстия под го- ловки винтов — —
6. Нарезать резьбу в отвер- стиях под винты — —
7. Запрессовать в матрицу упор — —
8. Окончательно собрать на винтах нижнюю плиту с мат- рицей, планками и съемником — —
9. Развернуть отверстия под штифты, запрессовать штифты — —
1. Установить и закрепить ло- витель в вырубном пуансоне VIII. Сборка верхней части штампа Молоток
2. Пуансоны в сборе с пуансо- нодержателем вставить в ма- трицу; верхнюю плиту надеть на колонки и опустить ее до соприкосновения с верхней плоскостью пуансонодержа- теля; установить равномер- ные зазоры между пуансоном и матрицей; скрепить струб- циной пуансонодержатель с верхней плитой Равномерность зазора между пуансонами и ма- трицей выверить щупом Отвертка, щуп, струбцина, сверло, метчик, угольник 90°
о
Продолжение табл- 8
Содержание операций
и переходов
Эскиз Технические и технологические требования Указания по контролю Оборудование, инструмент, приспособления и материалы
3. Снять верхнюю плиту с ко-
лонок и через отверстия пуан-
сонодержателя сверлить от-
верстия в ней под винты
Зенковка, сверло, разверт-
ка
4. Нарезать резьбу в пуансо-
нодержателе
5. Скрепить верхнюю плиту с
пуансонодержателем винта-
ми (предварительно); верх-
нюю плиту в сборе надеть на
колонки и опустить до входа
пуансонов в матрицу; окон-
чательно выверить положение
пуансонов и затянуть винты
в верхней плите до отказа
Перпендикулярность пу-
ансонов к плоскости мат-
рицы проверяется уголь-
ником 90°
6. Снять с колонок верхнюю
плиту; через отверстия пуан-
сонодержателя сверлить и
развернуть отверстия в верх-
ней плите; запрессовать штиф-
ты
Клеймить штамп
IX. Клеймение штампа
Молоток и клейма
1. Проверить зазор между пу- ансонами и матрицей при по- мощи щупа 9 Au .4 Д’ П «ч 1 тампа Угольник 90° и щуп
2. Проверить правильность положения пуансонов при по- мощи угольника — Индикатор и штангенцир- куль
3. Проверить качество посадки колонок в направляющих втулках — Колонки при работе не дол- жны иметь ощутимой кач- ки и перекоса —
4. Проверить параллельность опорных поверхностей верх- ней и нижней плит — —
5. Проверить 25—100 пробных отштампованных деталей Отштампованные детали должны иметь правиль- ные размеры и качествен- ные поверхности —
6. Проверить состояние штам- па после пробной штамповки — На рабочих поверхностях штампа не должно оста- ваться следов поврежде- ния — выкрашивания, затупления, вмятин — .♦
XI. О 1. Разобрать штамп, острые края деталей притупить, про- мыть детали кончательная сборка штампа по еле испытания Молоток, отвертка, напиль- ник, бензин, краска, ма- шинное масло
2. Собрать штамп, нерабочие поверхности окрасить, рабо- чие поверхности смазать — —
102
Сборку штампа с прямоугольной матрицей (рис. 44, а) необ-
ходимо производить в следующем порядке: 1) собрать и скрепить
струбцинами матрицу с промежуточной плитой на нижней плите
блока, затем разместить и обработать в плите все отверстия;
2) разобрать, установить выталкиватель, толкатели и собрать
окончательно нижнюю часть с помощью винтов и штифтов;
3) ввести пуансон с эталонной деталью в окно матрицы, устано-
вить равномерный зазор по нерабочим граням, установить на пу-
ансонодержатель верхнюю плиту блока, надетую втулками на ко-
лонки, и скрепить струбцинами, разместить и обработать в верх-
ней плите все отверстия; 4) разобрать верхнюю часть, установить
готовую подкладную плиту, собрать верхнюю часть и скрепить ее
винтами и штифтами; 5) собрать верхнюю и нижнюю части штампа,
затем испытать штамп.
Сборка пакетов (рис. 44, бив) упрощается вследствие отсутст-
вия блока и колонок; при этом отпадает необходимость центриро-
вания верхней и нижней части. Пуансон с пуансонодержателем
скрепляются отдельно, независимо от нижней части. Сборка паке-
тов (рис. 44, г и д) более сложная вследствие наличия сборных мат-
риц и необходимости взаимной пригонки секций. Пригонку элемен-
тов и сборку матрицы окончательно производит слесарь после
предварительной механической обработки секций и скоб.
Простые по форме секции после термообработки могут быть
доведены шлифованием до окончательных размеров с нужными
посадками; в этом случае слесарь только собирает матрицу. Для бо-
лее сложных секций (в матрицах с криволинейным контуром,
с закруглениями в углах и т. д.) слесарю приходится выполнять
трудоемкую работу по пригонке и сборке матрицы.
Некоторые нормализованные пакеты вытяжных штампов по-
казаны на рис. 45. В пакете (рис. 45, а) производится вырубка из
полосы круглой заготовки и вытяжка цилиндрического стакана.
Вырубка осуществляется пуансоном-матрицей 10 на матрице#,
а вытяжка — внутренней полостью пуансона-матрицы на вытяж-
ном пуансоне 2.
Прижим заготовки при вытяжке для предотвращения об-
разования складок осуществляется съемником 3, на который
через толкатель 6 действует амортизатор пресса или штампа.
Съем полосы с пуансона-матрицы при обратном ходе осуществ-
ляется двумя съемниками 9, которые служат также в качестве
направляющих для полосы. Готовая деталь выталкивается из
пуансона-матрицы выталкивателем 12, на который через толка-
Рис. 44. Нормализованные пакеты гибочных штампов:
и - с прямоугольной матрицей (устанавливается на блок с направляющими колонками);
ti — с прямоугольной матрицей без направляющих колонок для деталей малых габаритов;
е — с прямоугольной матрицей без направляющих колонок для деталей больших габари-
тов; г — с двухсекционной матрицей; д — с четырехсекционной матрицей; 1 — верхняя
плита; 2 — подкладная плитка; 3 — пуансонодержатель; 4 — пуансон; 5 — матрица;
6 — выталкиватель; 7 — промежуточная плнта; 8 — нижняя плита; 9 — толкатель
103
>4-/1 В-В
Рис. 45. Пакеты вытяжных штампов по нормалям машиностроения
104
толь 1 действует выталкивающее устройство пресса. Вытяжной
пуансон пакета запрессован в пуансонодержатель 4 и вместе с ним
крепится к нижней плите. Пакет устанавливается на нормализо-
ванный блок с направляющими колонками. Этой же особенностью
обладает пакет (рис. 45, б) для первой вытяжки цилиндрического
стакана из плоской заготовки (его пуансон также запрессован
в пуансонодержатель). В этом пакете заготовка укладывается на
плоскость съемника 3 между упорами. Вытяжка осуществляется
матрицей 14 на пуансоне 2.
Пакет может быть установлен на блок с направляющими колон-
ками или на плиты без направляющих колонок. Пакет (рис. 45, в)
отличается тем, что крепление пуансона в нем осуществляется
непосредственно к плите 5 винтами и штифтами. Такое крепление
пуансона применяется обычно при больших его диаметрах. Пакет
(рис. 45, г), предназначенный для второй и последующих вытяжек,
не устанавливается на блок с направляющими колонками; вытяж-
ной пуансон 2 центрируется по матрице 14 при установке штампа
на пресс с помощью эталонной детали или пробной вытяжки.
Съем готовой детали с пуансона осуществляется двумя съемни-
ками 16, которые под действием пружин 17 прижимаются к вытяж-
ному пуансону и снимают с него деталь после вытяжки.
Пакет (рис. 45, б), предназначенный для второй и последую-
щих вытяжек цилиндрических стаканов, отличается наличием ци-
линдрического съемника 3, на который надевается цилиндричес-
кая заготовка, вытянутая на предыдущей операции. Пуансон 2
пакета крепится к нижней плите 5 с помощью пуансонодержа-
теля 4. Пакет, показанный на рис. 45, е, предназначен для вы-
тяжки прямоугольных коробок из плоской заготовки.
Сборка штампа (рис. 45, а) выполняется в следующей последо-
вательности. На нижней плите 5 устанавливают пуансон 2 с пуан-
сонодержателем 4, промежуточную плиту 7 и вырубную матрицу 8.
На пуансон 2 надевается эталонная деталь, толщиной, равной за-
зору между внутренним диаметром пуансона-матрицы и вытяж-
ным пуансоном. После этого пуансон-матрица 10 надевается на
эталонную деталь и вводится одновременно в рабочее отверстие
вырубной матрицы 8 с равномерным зазором. В таком положении
пакет скрепляется струбцинами, производится разметка и обра-
ботка в сборе всех отверстий для винтов и штифтов; разметка
производится по готовым отверстиям в закаленной матрице 8.
Отверстия под толкатели 6, в пуансонодержателе и нижней плите
также обрабатываются в сборе, размечается и обрабатывается
резьбовое отверстие в нижней плите для крепления шпильки
амортизатора. Отверстия для винтов в съемниках 9 размечаются
по готовым отверстиям в матрице 8, сверлятся и цекуются.
Нижний пакет полностью собирается, пуансон-матрица 10
с’пуансонодержателем 11 вводится в рабочее окно нижнего пакета
(с эталонной деталью), на пуансонодержатель устанавливается
105
верхняя плита блока, надетая втулками на колонки. В таком поло-
жении весь штамп скрепляется струбцинами (между пуансонодер-
жателем 11 и матрицей 8 устанавливаются мерные прокладки,
чтобы первый был прижат к верхней плите 13', съемники 9 при этом
должны быть сняты), производится разметка и обработка в сборе
отверстий под винты и штифты в верхней части пакета. Затем
штамп окончательно собирается, производится его испытание,
клеймение и сдача.
Технология изготовления штампа с пакетом, показанным
на рис. 45, б, более простая по сравнению с предыдущей, вслед-
ствие того что совмещению подлежат только две поверхности:
внутренняя поверхность вытяжной матрицы 14 и наружная по-
верхность пуансона 2 с зазором, большим толщины материала.
Поэтому нижняя часть пакета — пуансон 2 с пуансонодержате-
лем 4 — может быть установлена и закреплена на плите без верх-
ней части, а затем установка и крепление верхней части пакета про-
изводится по нижней, а съемник 3 центрируется по пуансону.
Все отверстия в верхней части размечаются по готовым отвер-
стиям в закаленной матрице 14.
Порядок изготовления пакетов с непосредственным крепле-
нием паунсона к нижней плите, без пуансонодержателей, отли-
чается от порядка изготовления предыдущих тем, что резьбовые
отверстия под винты в пуансоне 2 обрабатываются до термообра-
ботки. По этим отверстиям размечают отверстия на поверхности
нижней плиты с помощью переводных кернеров, которые заверты-
вают в резьбовые отверстия пуансона после термообработки.
Переводные кернеры имеют резьбовую часть, завертывающуюся
в отверстие пуансона, и выступающую часть — керн, которым
наносится отпечаток на плиту. Такой метод разметки отверстий
в сопрягаемых деталях применяется в тех случаях, когда отверстия
в закаленной детали глухие, и разметка не может быть произве-
дена через них.
Отверстия в плите для штифтов размечаются также по соот-
ветствующим отверстиям в пуансоне, если они сквозные. Если же
сквозные отверстия в пуансоне не допускаются, то фиксируют
пуансон с.помощью двух фиксаторов 15, один из которых входит
головкой в цилиндрическое отверстие в пуансоне, а второй — в ра-
диально расположенный паз. В этом случае два отверстия в нижней
плите для установки фиксаторов 15 обрабатываются независимо от
пуансона, а в пуансоне — отверстие и паз — независимо от плиты;
отверстие и паз обрабатывают окончательно после термообработки.
В плиту прессуют фиксаторы, готовый пуансон с переводными
кернерами, ввернутыми в глухие резьбовые отверстия, устанав-
ливается на фиксаторы. Совпадение отверстия и паза в пуансоне
с запрессованными в плиту фиксаторами достигается всегда, при
любой погрешности в их расположении. При этом только незна-
чительно смещается ось пуансона от оси плиты, что не оказывает
106
влияние на точность штампа, так как "все его остальные детали
устанавливаются по пуансону.
Изготовление вытяжных штампов листовой штамповки для
деталей с пространственной формой (кузовных), имеет некоторые
особенности. Эти особенности определяются двумя основными
факторами: высокими требованиями к качеству поверхности рабо-
2370
Рис. 46. Крупный вытяжной штамп для облицовочной
детали автомобиля:
1 — матрица; 2 — складкодержатель; 3 — пуансон
чих деталей этих штампов и их сложной пространственной фор-
мой.
Вытяжной штамп для облицовочной детали автомобиля при-
веден на рис. 46. Рабочие поверхности деталей этого штампа (пуан-
сон, матрица и складкодержатель) являются пространственными
и сложными. Для получения полного представления об этих по-
верхностях требуется большое количество сечений; при этом во
всех сечениях профиль рабочих поверхностей будет сложным,
состоящим из сопряжений кривых линий различной кривизны.
107
Характерной особенностью производства указанных штампов
является предварительное изготовление мастер-модели для уточ-
нения поверхности деталей, подлежащих штамповке, и перенос
этой поверхности на рабочие детали штампа.
Мастер-модели являются базой, по которой ведется изготовле-
ние моделей для литья и моделей для обработки деталей штампов
на копировально-фрезерных станках. По ним же изготовляются
объемные шаблоны, производится обработка и контроль свароч-
ных и проверочных приспособлений. Мастер-модель состоит из
отдельных секций и в большинстве случаев изготовляется из де-
рева. Секции укрепляются на каркасе, на котором они обрабаты-
ваются окончательно по шаблонам.
Шаблоны изготовляют для всех сечений, указанных в черте-
жах, а на мастер-модели, для определения места обработки по шаб-
лону в местах указанных сечений, выполняется разметка. Шаблон
перед наложением на поверхность мастер-модели натирают с ра-
бочей стороны цветным карандашом, затем устанавливают на
размеченную линию и перемещают вперед и назад на 3—4 мм по
поверхности мастер-модели. Таким образом контролируется пра- '
вильность кривизны поверхности мастер-модели по всем указан-
ным в чертеже сечениям. Остальная поверхность между линиями
сечений выполняется в виде плавных переходов.
Недостатком мастер-моделей, изготовленных из дерева (даже
при применении ценных твердых пород), является изменение их
размеров 5 процессе эксплуатации под действием окружающей
среды. Поэтому деревянные мастер-модели не применяют при пов-
торном изготовлении штампов.
Применение пластмассовых мастер-моделей является более
эффективным. При этом достигается стабильность размеров,
можно неоднократно использовать одну мастер-модель и, кроме
того, повышается производительность труда и сокращается срок
подготовки производства.
Следующим этапом технологического цикла изготовления
штампа является изготовление моделей из гипса для производства
отливок рабочих деталей. При этом учитываются припуски на
усадку металла и механическую обработку. Одновременно с изго-
товлением гипсовых формовочных моделей для литья, по мастер-
модели изготовляются гипсовые модели для обработки рабочих
деталей на копировально-фрезерных станках (гипсовые слепки).
Гипсовые слепки отличаются от формовочных тем, что не имеют
полной формы детали штампа, а только копирную поверхность,
используемую при фрезеровании.
Края гипсовых слепков выполняются из сплава Вуда для того,
чтобы они не изнашивались под действием щупа копировально-
фрезерного станка. Такой штамп изготовляют в следующем по-
рядке: фрезеруют или строгают отливки-заготовки пуансона, мат-
рицы и складкодержателя по опорным плоскостям; фрезеруют ра-
108
бочие поверхности пуансона на копировально-фрезерном станке по
мастер-модели с последующей зачисткой ее ручными пневмати-
ческими машинками, с пригонкой по объемному шаблону по
краске; фрезеруют рабочую поверхность матрицы на копироваль-
но-фрезерном станке по гипсовой модели с последующей зачисткой
и пригонкой по поверхности пуансона с учетом толщины под-
лежащей штамповке детали; фрезеруют рабочую прижимную
поверхность складкодержателя и окна под пуансон с последующей
зачисткой и подгонкой к поверхности матрицы с учетом толщины
металла штампуемой детали.
Рис. 47. Штамп из пескомассы с пластмассовой облицовкой рабочих поверх-
ностей:
1 — нижняя плнта; 2 — направляющая призма; 3, 10 и /3 — опорные выравнивающие
поверхности; 4 — матрица; 5, 6 и 7 — облицовочные слои; S — пуансон; 9 — направляю-
щая призма; 11 — направляющая планка прижима; 12 — плита пуансона; 14 — направ-
ляющая планка пуансона; 15 — промежуточная плита; 16 — верхний прижим
Подгонка рабочих поверхностей матрицы и складкодержателя
по рабочей поверхности пуансона осуществляется при установке
штампа на специальной подгоночный пресс. Подгонка выпол-
няется по краске ручными шлифовальными машинками до полного
соответствия поверхностей.
Изготовление кузовных штампов является трудоемким про-
цессом и может быть упрощено применением рабочих деталей,
армированных пластмассой. Штамп для вытяжки кузовных дета-
лей приведен на рис. 47. Изготовление такого штампа значительно
проще, и затраты на его изготовление ниже.
Для упрощения подготовки производства изделий в случае
применения штамповки для мелкосерийного производства часто
изготовляют листовые штампы (рис. 48). Штамп состоит из ниж-
ней 2 и верхней 3 стальных пластин, между которыми проложена
стальная пластина 1. Пластины соединены заклепками. В свобод-
ном состоянии верхняя пластина отогнута на угол 10—20°. К верх-
109
ней пластине приклепан пуансон 5, к нижней — матрица 4.
Полоса для вырубки детали направляется между упорами 6.
Изготовление штампа производится в следующей технологи-
ческой последовательности. Вначале на отполированной пла-
стине 4 из стали У8А толщиной 3—4 мм размечают контуры
матрицы; затем внутреннюю часть матрицы сверлят и фрезеруют,
оставляя припуски 0,1—0,15 мм на окончательную обработку.
После этого матрицу припиливают по внутреннему контуру, не
стремясь к большой точности.
Вид А
Рис. 48. Листовой штамп для вырубки рычага
Пуансон изготовляют из пластины стали У8А путем фрезеро-
вания и опиливания. В пуансоне сверлят отверстия под заклепки,
закаливают, шлифуют по плоскостям. Готовый пуансон вставляют
в окно матрицы и производят чеканку матрицы по контуру вокруг
пуансона с обратной стороны, добиваясь равномерного зазора.
Чеканка производится на расстоянии 1—1,5 мм от кромки пуан-
сона.
Не выбивая пуансон из матрицы, их шлифуют в сборе, устраняя
вмятины от чеканки. После этого пуансон выбивают из матрицы,
накладывают на пластину 3, размечают, сверлят в ней отверстия
(по отверстиям в пуансоне) и соединяют заклепками. В матрице
спиливают скосы на рабочей кромке, накладывают ее на пласти-
ну 2, сверлят в сборе отверстия и соединяют заклепками. Верхняя
пластина предварительно должна быть изогнута по чертежу.
Пуансон вновь вставляют в окно матрицы и скрепляют пакет
струбцинами, прокладывают стальную пластину 1, сверлят
ПО
в сборе три пластины и соединяют их заклепками. Весь пакет
в собранном виде опиливают, снимают струбцины; верхняя пла-
стина выпрямляется и вынимает пуансон из матрицы. Матрицу
не закаливают, а пуансон закаливают до твердости HRC 54—56.
В практике штамповки иногда применяются сложные штампы,
представляющие собой механизмы со сложной кинематической
связью отдельных деталей. Один из таких штампов показан на
рис. 49. Штамп предназначен для пробивки круглых отверстий
в угольниках; он является универсальным, так как вследствие
наличия элементов наладки позволяет пробивать отверстия раз-
личного диаметра, по-разному расположенные на полке уголь-
ника.
На плите 3 установлен матрицедержатель 4, внутри которого
на конусной поверхности посажена цанга. В цангу устанавли-
вается сменная матрица 6; зажим ее осуществляется гайкой 5.
Крепление сменного пуансона 11 производится цангой 8, уста-
новленной в пуансонодержателе 10 и зажимаемой гайкой 9. Смен-
ной деталью является также упорная планка 7, которая опреде-
ляет базовое расстояние до отверстия в угольнике.
Во время хода вниз клин 13 перемещает каретку 12, которая
через буфер и кронштейн 14 передает силу на два зажимающих
кулачка 15. Последние, упираясь в вертикальную стенку штампуе-
мого угольника и прижимая его к базовой планке 7, поворачи-
ваются относительно оси и прижимают угольник к плоскости мат-
рицы. При первом ударе угольник упирается в упор 16, который
перемещается микрометрическим винтом и закрепляется в нужном
положении разрезной гайкой. При последующих ударах угольник
фиксируется пробитым отверстием на одном из утопающих фикса-
торов подвижных кареток 1. На штампе можно одновременно
установить два базовых (справа и слева) и четыре шаговых раз-
мера.
Изготовлять рабочие детали этого штампа не сложно. Однако
изготовление деталей привода-клина, каретки, кулачков, крон-
штейна, а также деталей фиксации — кареток, упоров и деталей
крепления — цанг, гаек, представляет собой сложный про-
цесс.
Сборка штампа осуществляется в последовательности, обеспе-
чивающей зажим штампуемой детали в момент пробивки отверстия.
Для этого верхняя часть штампа надевается на колонки и опус-
кается таким образом, чтобы рабочей торец пуансона приблизился
к плоскости полки штампуемого угольника на расстояние 0,5—1 мм
(предварительно на матрицу устанавливается угольник, подле-
жащий штамповке). В таком положении между верхней и нижней
плитами устанавливается два стальных шлифованных совместно
бруска и весь пакет сжимается струбцинами. Предварительно,
до надевания верхней плиты на колонки, в окно каретки 12 вво-
дится клин с клинодержателем.
111
Д-Д повернуто
Рис. 49. Универсальный штамп для пробивки отверстий в угольниках
Каретка перемещается вперед до зажима штампуемого уголь-
ника кулачками 15; в этом положении каретка закрепляется
струбцинами. Клин поднимается вверх до соприкосновения тыль-
ной плоскости клинодержателя с плоскостью верхней плиты,
рабочая поверхность клина плотно прижимается к рабочей поверх-
ности окна каретки 12, и в таком положении клинодержатель при-
жимается струбцинами к верхней плите. Затем верхняя часть
штампа вместе с клинодержателем и клином снимается с колонок;
после этого отверстия для крепления клинодержателя обраба-
тываются в сборе. Таким образом обеспечивается надежный за-
жим штампуемой детали в момент ее штамповки. Каретки 1 при-
тираются по направляющим для обеспечения легкого их переме-
щения.
§ 12. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ШТАМПОВ
С ПРИМЕНЕНИЕМ ДЕТАЛЕЙ ИЗ ТВЕРДЫХ СПЛАВОВ
При больших партиях штампуемых деталей, особенно при
штамповке деталей из трансформаторного железа и других метал-
лов, приводящих к повышенному износу пуансона и матрицы, воз-
никает необходимость изготовления рабочих частей штампа из ма-
териалов, обладающих повышенной износостойкостью — из твер-
дых сплавов. Применение таких штампов дает большой экономи-
ческий эффект. Стойкость стального штампа между переточками
2000—3000 ударов, стойкость твердосплавных штампов 200 000
ударов. Следует отметить, что при эксплуатации твердосплавных
штампов резче проявляются дефекты прессов. К прессам должны
предъявляться более жесткие требования, более тщательной
должна быть установка и наладка штампов.
В штампах для холодной штамповки применяются вольфрамо-
кобальтовые металлокерамические твердые сплавы. Они обладают
большой твердостью и высокой износостойкостью. Это в основном
сплавы марок ВК10, ВК15, ВК20 и ВКЗО.
Процесс изготовления твердосплавных заготовок начинается
с восстановления вольфрамового ангидрида до металлического
вольфрама. Это восстановление происходит в муфельных электро-
печах при температуре 800—1000° С в потоке водорода. Восстанов-
ленный порошок металлического вольфрама просеивают и сорти-
руют по размерам зерен порошка. Кобальт восстанавливают при
температуре 500—700° С в таких же печах, причем чистый ко-
бальт просеивают и сортируют.'
Вольфрам смешивают с сажей, полученную смесь прокаливают
при температуре 1460—1480° С и получают слегка спекшийся по-
рошок карбида вольфрама; его измельчают до размера частиц ме-
нее 3 мкм. Затем этот порошок смешивают с чистым кобальтом и
размалывают с применением спирта. Полученную смесь сушат,
просеивают, засыпают в прессформу, прессуют и затем спекают
в электропечах.
8 В. О. Мендельсон ИЗ
Для рабочих деталей штампов из твердого сплава могут слу-
жить заготовки, окончательно спеченные или предварительно спе-
ченные и пластифицированные. Предварительное спекание произ-
водится при температуре 800—1000° С. Пластифицирование произ-
водится путем пропитки заготовок парафином.
Заготовки из предварительно спеченного пластифицированного
твердого сплава хорошо обрабатываются на металлорежущих
станках; это позволяет получить перед окончательным спеканием
заготовки, по форме и размерам близкие к обработанным оконча-
тельно рабочим деталям. Окончательное спекание производится
при температуре 1400—1500° С.
Размеры заготовок из предварительно спеченного пластифици-
рованного твердого сплава определяют с учетом усадки сплава при
окончательном спекании и припуска на обработку после него.
Величина усадки при спекании характеризуется коэффициентом
усадки — отношением размера детали до спекания к размеру спе-
ченной детали. В паспорте каждой партии пластифицированных
заготовок указывается коэффициент усадки.
Для определения размеров детали до спекания номинальный
размер спеченной детали умножается на коэффициент усадки.
При этом необходимо учитывать возможные различия в величине
линейной усадки в разных частях одной детали, которые встре-
чаются при спекании круглых деталей с осевым отверстием (диа-
метр последнего уменьшается в несколько меньшей степени, чем
диаметр внешнего контура) и при изготовлении деталей из тонких
дисковых заготовок (усадка по толщине может быть заметно
меньше, чем по диаметру). Величина углов на деталях до спекания
принимается равной величине углов на спеченных деталях. При-
пуск на обработку после окончательного спекания принимается
0,2—0,3 мм на сторону.
При сложном контуре твердосплавной заготовки рекомендуется
увеличивать припуск до0,5лш для учета неравномерной усадки.
При длине (ширине) заготовки свыше 100 мм, а также для относи-
тельно длинных и тонких твердосплавных деталей штампов (напри-
мер, пробивных пуансонов) рекомендуется увеличить припуск
до 0,7 мм на сторону ввиду опасности искажения формы при окон-
чательном спекании.
С учетом усадки и припуска производится расчет размеров
заготовки. Так, наружный размер пластифицированной заготов-
ки А для детали любой формы определяется по формуле
А = (Б + 277) К,
где Б — номинальный размер по чертежу детали в мм;
П — припуск на обработку после окончательного спекания
в мм;
К — коэффициент усадки, указываемый заводом для каждой
партии твердого сплава.
114
Для определения размеров отверстий применяется формула
А = (Б — 2П) К1г
где Ki — коэффициент усадки для отверстий (Ki = К — 0,02 мм).
В случае определения размеров детали с односторонним при-
пуском в качестве слагаемого в формулах принимается величина Пк
а не 277. Допуск на линейные размеры обрабатываемых участков
пластифицированных заготовок должен не превышать ±0,2 мм.
Для получения резьбы в твердосплавной детали штампа сле-
дует рассчитать диаметр и шаг резьбы с учетом усадки, после этого
в исходной заготовке из предварительно спеченного пластифици-
рованного твердого сплава нарезать стандартную резьбу, близкую
к расчетной. После окончательного спекания определяют пара-
метры фактически полученной резьбы пухем непосредственного
измерения или расчета (расчет производится исходя из размеров
резьбы, выполненной в заготовке из пластифицированного твер-
дого сплава). По результатам замера или расчета изготовляют
присоединительную деталь (специальный винт). Шаг нарезки под-
бирают стандартный, близкий к требуемому.
Как уже отмечалось выше, пластифицированные заготовки
легко поддаются обработке металлорежущим инструментом, но их
нельзя обрабатывать с помощью давления. Поэтому заготовки не-
обходимо предохранять от ударов или сильного сжатия.
Металлорежущий инструмент, которым обрабатывают заго-
товки, должен быть тщательно заточен и доведен, так как примене-
ние затупившегося или плохо заточенного инструмента вызывает
выкрашивание и снижение чистоты обработанной поверхности.
Для обработки заготовок целесообразно применять инструмент из
твердого сплава. Инструмент из быстрорежущей стали быстро
изнашивается, и его необходимо часто затачивать.
Обработанные заготовки до спекания следует хранить на про-
тивнях, уложенными в один ряд, с небольшими промежутками
между деталями. Детали сложной формы целесообразно уклады-
вать на слой технической ваты, предохраняя их от удара друг о
друга и поломок.
При ручной обработке пластифицированных заготовок при-
меняют обычный слесарный инструмент (напильники, надфили,
заточенные ножи для зачистки или снятия слоя с небольшого
участка поверхности). Для распиливания заготовок можно при-
менять ножовочные полотна и лобзиковые пилки. Ножовочные
полотна часто приходится менять из-за быстрого затупления. Для
предотвращения выкрашивания в некоторых случаях целесооб-
разно распиливать заготовки с двух сторон, делая два прореза
навстречу друг другу. Распиловку рекомендуется производить
на фрезерных станках тонкими дисковыми фрезами.
При точении для закрепления заготовок в патроне применяют
один из следующих приемов: зажим в трехкулачковом патроне
8* 115
с помощью разрезной втулки (желательно текстолитовой); зажим
в цанге, зажим в цанге или патроне с поддержкой противополож-
ного конца длинной (стержневой) заготовки с помощью задней
бабки и вращающегося центра. При обработке длинных тонких де-
талей целесообразно применять вращающийся обратный центр.
Дисковые заготовки с центральным отверстием обрабатывают на-
саженными на стальную оправку.
Как резцы, так и другой режущий инструмент для обработки
пластифицированных заготовок должны иметь большой задний
угол (25—30°). Малые задние углы способствуют налипанию ма-
териала на передней и задней поверхностях инструмента; это вызы-
вает деформацию обрабатываемой поверхности и резкое ухудшение
шероховатости поверхности, обнаруживаемое после спекания.
Величина заднего угла может меняться в значительных пределах
без заметнщ'о изменения процесса резания. Режимы токарной
обработки при чистовом точении следующие: скорость реза-
ния 20—200 м/мин.', подача на один оборот 0,02—0,1 мм.', глу-
бина резания 20—200 м1мин\ подача на один оборот 0,02—0,1 мм',
глубина резания 0,1—2 мм.
Фрезерование пластифицированных заготовок следует произ-
водить твердосплавными фрезами. Так как сила резания пластифи-
цированных заготовок невелика, можно применять фрезы с тон-
ким и высоким зубом; это позволяет сократить расход алмазных
кругов при их переточке, а также значительно увеличить число
возможных переточек фрезы. Пластифицированные заготовки
рекомендуется фрезеровать против подачи (передний угол фрезе-
рования 10—15°, задний угол 20—25°). Скорость резания при
фрезеровании 40—100 м!мин, в зависимости от характера обра-
ботки. Подача на один зуб фрезы 0,003 (при чистовой) и 0,02 мм
(при черновой) обработке.
Сверление пластифицированных заготовок усложняется при-
липанием стружки к поверхности канавки сверла. При длительном
сверлении стружка не поднимается по канавке, а полностью ее
забивает. Поэтому сверло погружают в обрабатываемую заго-
товку только на глубину, равную его диаметру. Затем сверло
вынимают из отверстия и очищают канавку, эту операцию повто-
ряют до тех пор, пока заготовка не будет просверлена на нужную
глубину. Для предотвращения выкрашивания при выходе конца
сверла из заготовки под нее следует подкладывать пластинку
парафина или бракованную пластифицированную заготовку. Если
очистка производится нерегулярно, то стружка забивает канавку,
врезание сверла прекращается и вследствие повышенного давле-
ния около отверстия появляются трещины. При сверлении боль-
ших отверстий целесообразно сначала просверлить малое отвер-
стие, и по нему произвести сверление более крупным сверлом.
Растачивание отверстий производят на токарном станке
обычными расточными резцами с напаянной твердосплавной пла-
116
стинкой. Задний угол резца должен быть равен 25—30°, передний
угол 0—5°. При расточке больших отверстий передний угол может
быть увеличен до 10°.
Рис. 50. Блоки и их элементы для штампов с деталями из твердых сплавов:
а — блок с шариковыми направляющими; б — блок со скользящими направляющими;
в — втулки с винтовым креплением; г — втулки с запрессовкой; д — сепаратор для шари-
ковых направляющих; / — верхняя плита; 2 — нижняя плита; 3 — направляющая ко-
лонка; 4 — втулка; 5 — сепаратор
Строгание пластифицированных заготовок производят остро
заточенными резцами с большими задним и передним углами
(20—25°). Желательно применять твердосплавные резцы.
117
Рис. 51. Плавающие хвостовики
ной разборки штампа в нижней
Твердосплавные штампы отличаются от стальных в основном
конструкцией блоков, у которых направляющие устройства дол-
жны иметь повышенную точность; наличием узлов крепления
твердосплавных деталей и самими рабочими деталями, изготовлен-
ными из твердого сплава. Кроме того, они отличаются технологией
изготовления, включающей электрофизические методы и методы
алмазной обработки.
Блоки с шариковыми направляющими (рис. 50, а) для вырубных
твердосплавных штампов отличаются от блоков стальных штам-
пов высокой жесткостью конструкции.’ Верхнюю 1 и нижнюю 2
плиты изготовляют большой толщины, а вместо чугуна используют
термообработанную сталь
45. Диаметры направляю-
щих колонок 3 увеличи-
вают и взамен двух ко-
лонок часто применяют
четыре. Колонки и втул-
ки 4 изготовляют из ста-
ли ШХ15; после термо-
обработки твердость их
должна быть не ниже
HRC 61. Для обеспечения
возможности заточки мат-
рицы и пуансонов без пол-
[те блока с односторонним
расположением устанавливают две или одну колонку (в зави-
симости от того, сколько колонок будет иметь блок), а осталь-
ные колонки помещают в верхней плите с противоположной
стороны.
Колонки и втулки, смонтированные на шариках с натягом
0,01—0,02 мм, запрессовывают в плиты по глухой посадке 2-го
класса точности и дополнительно крепят к плитам через фланцы
винтами. Сепаратор 5 с шариками помещается между каждой
колонкой и втулкой. В шариковых направляющих зазоров между
колонкой, шариками и втулкой не допускается. При наличии
зазора блок бракуют.
Блоки со скользящими направляющими (рис. 50, б) изго-
товляют с притертыми колонками по 1-му классу точности и с саль-
никовыми уплотнениями во втулках.
Блоки с шариковыми направляющими рекомендуется приме-
нять в разделительных штампах при толщине штампуемого мате-
риала до 2 мм, а блоки со скользящими направляющими — при-
менять в разделительных штампах при толщине штампуемого
материала свыше 2 мм, а также в формообразующих штампах.
Хвостовики желательно использовать плавающие, прикрепляе-
мые поверх плиты (рис. 51, а) или врезанные в нее (рис. 51, б).
В разделительных штампах для материала толщиной свыше 3 мм
118
и в формообразующих штампах можйо применять обычные хво-
стовики (см. рис. 33).
В твердосплавных штампах применяются следующие способы
крепления рабочих деталей: механическое, заливка легкоплав-
ким сплавом, пайка твердым припоем. Механическое клиновое
крепление используется в основном для составных матриц прямо-
угольной формы (рис. 52, а). Для круглых составных матриц
Рис. 52. Примеры крепления деталей твердосплавных штампов
применяется крепление конусными кольцами (рис. 52, б). Цель-
ные и составные матрицы, шаговые ножи и др. могут крепиться
путем запрессовки в стальные обоймы с натягом (с предваритель-
ным нагревом обоймы до температуры 370—400° С (рис. 52, в).
Крепление пуансонов может производиться с помощью легко-
плавких сплавов или самотвердеющей пластмассы (рис. 52, а).
Иногда к стальному пуансону твердосплавные пластины крепятся
с помощью резьбовых вкладышей, впаянных в пластины
(рис. 52, д).
Матрицы твердосплавных штампов с круглым режущим конту-
ром применяют цельными, а матрицы с фигурным контуром изго-
товляют составными (рис. 52, б) и цельными (рис. 52, в). Форма
режущих кромок матриц зависит от толщины материала. Для
119
материала толщиной 0,15 мм угол заточки рабочей кромки со-
ставляет 5', высота рабочей шейки 6 мм, а для материала тол-
щиной 1 мм — соответственно 25' и 9 мм.
Пуансоны для пробивки отверстий небольших диаметров
обычно изготовляют короткими, ступенчатыми, для увеличения
их жесткости. Цилиндрические пуансоны малых диаметров иногда
запрессовывают в гильзы, которые являются как бы усиленной
частью пуансона. Пуансоны больших диаметров изготовляют со-
ставными (рис. 52, д).
Зазоры между твердосплавными пуансонами и матрицами
должны устанавливаться большими по сравнению с зазорами
между стальными пуансонами и матрицами в вырезных (пробив-
ных) штампах в связи с опасностью выкрашивания твердого сплава
при малых зазорах, а также высокой износостойкостью твердо-
сплавных рабочих деталей.
В штампах совмещенного действия пуансоны-матрицы яв-
ляются деталями, наиболее трудоемкими и сложными в обработке.
Поэтому, в твердосплавных разделительных штампах рекомен-
дуется вначале изготовить матрицу (пуансон-матрицу), а пуан-
соны доработать по матрице с необходимым зазором. В связи
с этим на чертежах матриц (пуансонов-матриц) указывают до-
пуски на рабочие размеры. На чертеже пуансона (пуансона и
матрицы — в штампах совмещенного действия) указывают испол-
нительные размеры без допуска и на поле чертежа пишут приме-
чание: «режущий контур пригнать по матрице с двусторонним
зазором». В штампах для пробивки отверстий по 2-му классу
точности вначале изготовляют пуансоны и по ним пригоняют
матрицы.
Технология обработки твердосплавных деталей штампа опре-
деляется конструктивными формами детали, которые задаются
при проектировании штампа. Технологическая последователь-
ность изготовления твердосплавной детали из предварительно
спеченного и пластифицированного твердого сплава с примене-
нием электроискровой обработки схематически сводится к сле-
дующему перечню операций. Заготовку простой формы из пред-
варительно спеченного пластифицированного твердого сплава
(размеры заготовки должны быть приняты с учетом усадки при
окончательном спекании и припусков на обработку) механически
обрабатывают: сверлят, точат, фрезеруют и т. д.; затем после
предварительной механической обработки, в результате которой
получается заготовка, по форме близкая к готовой детали, произ-
водится окончательное спекание, а затем алмазное шлифование
плоскостей, прошивка рабочих окон электроискровым способом
с припуском на доводку, доводка их карбидом бора или алмазным
порошком с помощью разжимных притиров; после алмазного шли-
фования посадочных поверхностей деталь прессуется в обойму
и шлифуется в сборе с ней по плоскостям.
120
При изготовлении детали из окончательно спеченного сплава
вся обработка заключается в алмазном шлифовании заготовки,
прошивке рабочих окон электроискровым способом и доводке
рабочих окон. Изготовление детали из предварительно или оконча-
тельно спеченного твердого сплава может производиться также
при помощи ультразвуковой обработки. При этом последователь-
ность обработки остается примерно такой же.
Сборка твердосплавных штампов имеет определенные осо-
бенности. Так, например, сборка штампа совмещенного дей-
ствия производится последова-
тельно, начиная с его основных
узлов.
Вначале собирают пуансон-
матрицу 9 (рис. 53) с обоймой 1
и прокладкой 10, затем узел пуан-
сонов. Для равномерного зазора
по периметру между окнами пу-
ансона-матрицы и пуансонами 5
на последние наносят слой не-
стойкого никеля толщиной, задан-
ной по величине зазора. Для
этого вся поверхность пуансонов
покрывается изоляционным ла-
Рис. 53. Последовательность сбор-
ки твердосплавного штампа
ком, кроме поверхностей, подле-
жащих никелированию. Никелируют только рабочую часть
пуансона на величину 2—3 мм от торца. После никелирования
пуансоны очищают от изоляционного покрытия и проводят после-
дующую сборку. Пуансоны вводят в окна пуансона-матрицы до
2 мм, проходят через выталкиватель 8 и пуансонодержатель 6.
Между плоскостями обоймы и пуансонодержателем прокладывают
мерные плитки 2. Плоскость обоймы 1 пуансона-матрицы должна
быть точно подготовлена по параллельности, так' как она
используется как базовая поверхность. Пакет скрепляют струб-
цинами 3 и заливают пуансоны в пуансонодержателе 4 стир-
акрилом. После затвердевания стиракрила пакет разбирают.
Выталкиватель остается на пуансонах. Затем шлифуют поверх-
ность 7 пуансонодержателя и собирают верхний узел штампа
с верхней плитой. По верхнему узлу штампа устанавливают пуан-
сон-матрицу с пуансонами и входящими в нижний узел штампа
Деталями и скрепляют с нижней плитой. Слой никеля удаляют
соскабливанием при вырубке первой детали.
Рабочие твердосплавные детали совмещенного штампа для
вырубки трансформаторной Ш-образной пластины показаны на
рис. 54. К этим деталям относятся сборная матрица (рис. 54, а),
состоящая* из пластин 1, 2 и 3 (по 2 шт.); пуансон-матрица
(рис.' 54, б), состоящая из пластин 4, 5 и 6 (пластины 4 по 2 шт.,
остальные — по 1 шт.) и пуансон круглый (рис. 54, в). Заготовки
121
всех прямоугольных пластин, из которых состоят рабочие де-
тали — матрица и пуансон-матрица, прессуются в прессформах.
Рис. 54. Рабочие твердосплавные детали штампа
Спрессованные заготовки подвергают спеканию. После оконча-
тельного спекания заготовки обрабатывают.
Для обработки сборной матрицы (рис. 54, а) необходимо шли-
фовать плоскости каждой пластины с припуском по высоте 22 мм,
122
равным 0,1 мм\ на торцовых поверхно.стях пластин 3 и 1, подле-
жащих пригонке в сборе, также оставляется припуск до 0,2 мм.
Шлифование производится алмазными'кругами на плоскошлифо-
вальном станке. Для закрепления заготовки применяются ле-
кальные тиски. При шлифовании плоскостей пластин необходимо
выдерживать допуски на параллельность плоскостей и допуски
на перпендикулярность до 0,01 мм на размер.
После шлифования на заточном станке ЗА64М плоскостей на
пластинах 3 обрабатывают уступы (заплечики). При этом для
рабочего размера 17,04 мм оставляется двусторонний припуск
0,25 мм, а на заплечике вместо размера 3 мм выполняется 3,2 мм.
После вырезания уступов производится шлифование пластин
до размера 17,04; 3 и 45,84 мм.
Обе пластины шлифуются комплектно, а размер 17,04 мм уточ-
няется по фактическому размеру пуансона-матрицы так, чтобы
был обеспечен односторонний зазор 0,01 мм. Пластины / и 2
обрабатываются аналогично, но вместо заплечиков на них обра-
батывается скос углом 8°. Для этого пластины поворачиваются
под углом к плоскости круга с помощью лекальных тисков, уста-
новленных на магнитную синусную плиту или специальный маг-
нитный блок.
Пластины, собранные и расклиненные в обойме, должны быть
пригнаны без зазоров по соприкасающимся плоскостям, а по ра-
бочей плоскости шлифуются в сборе.
При обработке пуансона-матрицы (рис. 54, б) необходимо сна-
чала обработать пластины 4 и 6. Для этого шлифуются предвари-
тельно все плоскости, на электроискровом станке модели 4531
вырезается фигурный паз по радиусу 3 мм с углом 8° на глубину
18 мм, на заточном станке вырезается трехсторонний паз 2 X 1,5 мм,
шлифуются окончательно все плоскости, причем плоскости по раз-
мерам 45,84—0,027 мм шлифуются комплектно на трех деталях.
Пластина 5 обрабатывается в такой же последовательности;
дополнительно прошивают на электроискровом прошивном станке
ЛКЗ-18 два отверстия диаметром 6,5 мм на глубину 22 мм и со сто-
роны рабочей плоскости — технологические отверстия диаметром
3 мм\ затем на станке «Электром 15» прошивают два отверстия
диаметром 6,05—0,1 мм, эти отверстия шлифуют и доводят.
Пластины собирают в обойме, зажимают и затем шлифуют рабо-
чую плоскость в сборе до размера 28—0,1 мм. Дополнительное
крепление пластин в обойме осуществляется заливкой самотвер-
деющей пластмассой, которая заполняет пазы по контуру всех
пластин и гнезд в матрицедержателе.
При обработке пуансона (рис. 54, в) используют заготовку,
предварительно спеченную и пластифицированную. Размеры заго-
товки при этом (с учетом коэффициента усадки 1,25) соответ-
ственно равны: 15,1 ± 0,1 мм вместо 12; 10,1 ± 0,1 мм вместо 8Г;
7,62 ± 0,1 мм вместо 6,1—0,01; 7,9 ± 0,1 мм вместо 6; 40,6 мм
123
вместо 32; 4,5 мм вместо 3—0,1; 1,5 мм вместо 1 мм. Такую сту-
пенчатую заготовку прессовать сложно и нецелесообразно. Поэтому
спекают брусок квадратного сечения 16 X 16 мм или круглый
стержень диаметром 16 мм. На токарном станке 1К62 в трехку-
лачковом патроне заготовка обрабатывается до следующих раз-
меров (с учетом припуска на обработку после окончательного спе-
кания): 16 вместо 15,1; 11 вместо 10,1; 8 вместо 7,62; 7 вместо
6,1; 8,2 вместо 7,9; 44,5 вместо 40,5; 5 вместо 4,5 мм. После этого
заготовка подвергается окончательному спеканию.
Торцы заготовки зачищают, и к ним припаивают технологиче-
ские стальные центры. При этом нагрев стальной детали и твердо-
сплавной заготовки, а также расплавление припоя можно осу-
ществлять токами высокой частоты (т. в. ч.); шероховатость по-
верхности припаиваемой стальной детали не должно превышать
5-го класса чистоты, а твердосплавной — 7-го класса.
Непосредственно перед пайкой стальные детали, твердосплав-
ные заготовки и полоски припоя должны быть промыты в ацетоне
и тщательно протерты. Для пайки применяется припой, изгото-
вленный в виде полос толщиной 0,3 мм. Применяется флюс, кото-
рый состоит из 1,0 кг буры, 0,5 кг борной кислоты, 0,1 кг фтористого
кальция. При расплавлении плавиковый шпат и борная кислота
теряют до 40% веса и в результате получается примерно 1 кг
флюса.
Тщательно перемешанную смесь из указанных компонентов
помещают в стальную коробку и расплавляют в электропечи при
температуре 800—850° С. После расплавления компонентов сплав
выдерживают в печи до прекращения выделения газов. Измель-
ченный флюс хранят в стеклянной закрытой посуде.
После припайки технологических центров производится под-
резка их торцов и сверление центровых отверстий с двух сторон,
а затем шлифование по всем диаметрам до размеров чертежа
в центрах на круглошлифовальном станке (вначале предваритель-
ное, с припуском 0,05—0,1 мм на сторону, кругами КЗ, а затем
чистовое, алмазными кругами, до размеров чертежа). Шлифова-
нию подвергается также нижняя поверхность заплечика.
После шлифования обрезаются технологические центра на
заточном станке отрезным кругом КЗ. Шлифование тыльного
торца производится в сборе с пуансонодержателем, а рабочего —
в сборе с матрицей. Шлифование цилиндрической поверхности
пуансона может также производиться не в центрах на кругло-
шлифовальном станке, а на специальных заточных станках. При
этом заготовка изготовляется с припуском в хвостовой части для
закрепления в цанге или патроне.
Цельная твердосплавная матрица штампа совмещенного дей-
ствия для вырубки Т-образной пластины показана на рис. 55, а.
Технологический процесс ее изготовления включает следующие
основные операции. Предварительно спеченная пластифицирован-
124
пая цилиндрическая заготовка поступает на механическую обра-
ботку — проточку по наружному диаметру с образованием коль-
цевого буртика. Размер заготовки после проточки рассчитывается
с учетом последующей усадки.
На поле будущего рабочего окна сверлятся три отверстия,
диаметр которых должен быть меньше ширины рабочего окна
прошивки
(с учетом их усадки). Отверстия нужны для прокачивания жид-
кости при прошивке. После этого заготовка спекается оконча-
тельно и поступает на алмазное шлифование. Шлифуются пло-
скости заготовки и посадочная поверхность. Затем на электро-
искровом станке производится прошивка рабочего окна. Размеры
электрода (рис. 55, б) приняты с учетом припуска на снятие де-
фектного слоя и межэлектродного промежутка.
После прошивки рабочее окно доводится слесарным путем
с использованием приспособлений для вертикального шлифования
до номинальных размеров, матрица прессуется в нагретую обойму
И В сборе с ней шлифуется по тыльной и рабочей плоскостям.
126
В последнее время получает распространение новый метод
обработки твердых сплавов — электроалмазное сверление при
низких скоростях вращения инструмента. Этот процесс осуще-
ствляется на обычных сверлильных или фрезерных станках при
их соответствующей модернизации, обеспечивающей возможность
подключения к вращающемуся алмазному инструменту одного
из полюсов источника постоянного тока и подачи электролита
в зону обработки через вращающееся полое алмазное сверло;
другой полюс подключают к детали. Этот метод может применяться
при изготовлении твердосплавных рабочих деталей штампов;
он в 12 раз производительнее электроискровой прошивки и в
16 раз — электроискрового вырезания проволокой.
§ 13. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ШТАМПОВ С ПРИМЕНЕНИЕМ
ПЛАСТМАСС И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Применение пластмассы для изготовления штампов значи-
тельно снижает трудоемкость слесарно-доводочных работ и об-
щую трудоемкость изготовления штампа.
Из пластмасс изготовляют рабочие детали штампов (пуансоны,
матрицы и др.). В этом случае детали изготовляют путем простей-
ших технологических процессов (отливки, прессования, напыле-
ния и т. д.). Кроме того, пластмассы применяются как материал
для соединения рабочих и других деталей штампов с несущими де-
талями (плитами, пуансонодержателями и т. д.). При этом исклю-
чается трудоемкая взаимная пригонка, центровка, появляется
возможность быстро и без больших затрат осуществить строгое
согласование в расположении рабочих и других деталей штампов.
Возможность применения пластмассовых штампов возрастает
(с экономической точки зрения) с увеличением сложности профиля
детали.
Изготовление штампов с применением пластмасс обладает
следующими преимуществами: быстрота и простота изготовления;
изготовление рабочих частей без дополнительной обработки; ста-
бильность размеров; высокая механическая прочность; стойкость
к смазывающим материалам; небольшой вес.
Основные пластмассы, применяемые при изготовлении штам-
пов, подразделяются на четыре группы, в соответствии с приме-
няемыми в их композиции связующими веществами.
1. Пластмассы на основе эпоксидных смол (эпоксипласты),
в состав которых входит связующий элемент (эпоксидная смола),
характеризуются способностью отверждаться без применения
внешнего давления, в большинстве случаев при комнатной темпе-
ратуре; высокой адгезией к металлам, древесине; высокой меха-
нической прочностью; минимальной усадкой; устойчивостью
к действию влаги, масел, эмульсий; отсутствием корродирующего
действия на металл.
126
Кроме эпоксидных смол, в состав эпоксипластов входят пла-
стификаторы, отвердители, наполнители. Пластификаторы вво-
дятся в композиции для снижения хрупкости и повышения элас-
тичности после отверждения. Отвердители способствуют процессу
отверждения пластмассы.
Наполнители вводятся в композицию для изменения ее свойств
и в целях экономии смолы. Особенно сильное упрочняющее влия-
ние оказывают волокнистые наполнители. Пластмассы с наполни-
телем в виде стеклоткани или стекловолокна обладают высокими
прочностными показателями, приближающимися к показателям
стали.
Порошковые наполнители не оказывают такого упрочняющего
влияния на эпоксипласт, но значительно изменяют его физиче-
ские свойства (усадку, вязкость и др.). Эпоксипласты с порошко-
выми наполнителями в виде гипса, железного порошка и др.
используются для изготовления рабочей части вытяжных, гибоч-
ных и формовочных и сердцевины рабочей части разделительных
штампов.
2. Пластмассы на основе акриловых смол (акрилопласты) —
это пластмассовые композиции, в которых связующим элементом
являются акриловые смолы. Эти пластмассы состоят из порошков
и жидкостей — мономеров. В состав акрилопластов, кроме свя-
зующих, входят наполнители, пластификаторы, катализаторы,
ускорители и пигменты для окраски. Свойства акрилопластов
способствуют их широкому использованию при изготовлении
штампов. Акрилопласты хорошо обрабатываются резанием. Акри-
лопласты могут соединяться с дополнительны^ слоем однородной
композиции без видимого следа. Это дает возможность наращивать
имеющийся контур для изменения его формы, увеличения разме-
ров и т. д.
Акрилопласты отличаются возможностью вторичной перера-
ботки в результате дробления отвержденной массы с последующим
ее набуханием в жидкости (мономере). Для изготовления штампов
используются акрилопласты (стиракрил ТШ и акрилат АСТ-Т).
Эти акрилопласты применяются для изготовления направляю-
щих элементов, закрепления рабочих деталей и т. д.
Стиракрил ТШ и акрилат АСТ-Т относятся к группе термо-
пластов, состоящих из двух компонентов (порошка и жидкости).
Применяемая заливочная самотвердеющая пластмасса получается
смещением порошка и жидкости в различных пропорциях. Масса
отверждается при комнатной температуре без дополнительного
давления. Процесс отверждения протекает с выделением
тепла.
Текучесть заливочной массы зависит от соотношения компо-
нентов, а также от времени смешивания: с увеличением количества
порошка в смеси или времени смешивания массы текучесть сни-
жается, а скорость отверждения увеличивается.
127
3. Пластмассы на основе фенол ьно-формальдегидных смол (фе-
нопласты) по свойствам уступают эпоксипластам, но более дешевы.
Основным недостатком фенопластов является — их хрупкость.
Для изготовления штампов применяют фенопласты: древесно-
клеевую массу (ДКМ) и пескоклеевую массу (ПСК). Древесно-
клеевая масса состоит из смоляного клея и сухих древесных опи-
лок и применяется в качестве сердечника рабочих деталей формо-
вочных штампов.
4. Пластмасса на основе этилцеллюлозы (ТЛК-3), кроме этил-
целлюлозы, состоит из пластификатора, стабилизатора и наполни-
теля (железный сухой сурик). Пластмасса расплавляется до вяз-
котекучего состояния при температуре 190—200° С, а при темпе-
ратуре 20° С затвердевает. Пластмасса на основе этилцеллюлозы
применяется для изготовления рабочих деталей формообразующих
штампов.
По способу изготовления детали и элементы конструкций
штампов из пластмассы можно разделить на две группы:
1. Детали и элементы конструкций, связанные с рабочей
поверхностью штампа, к которым относятся детали или отдельные
их части, изготовляемые полностью из пластмассы, а также обли-
цовка рабочей поверхности.
2. Детали и элементы конструкций, не связанные с рабочей
поверхностью штампа, к которым относятся подслой под обли-
цовку рабочей поверхности, корпус (сердечник) или межкорпус-
ный заполнитель, узлы крепления пластмассовых элементов к ме-
таллу, дереву и др., а также узлы крепления частей штампа между
собой.
При изготовлении деталей и элементов конструкций, связан-
ных с рабочей поверхностью штампа, применяются два основных
метода изготовления: макетный и безмакетный.
В том случае, когда для получения рабочей поверхности детали
используются гипсоформа или форма из другого материала, пуан-
сон или матрица, макеты и контршаблоны элементов штампа, изго-
товленные из различных материалов, или когда используется
любая поверхность, по которой может быть скопирована и воспро-
изведена рабочая поверхность из пластмассы, такой метод изго-
товления оснастки называют макетным.
Формообразование конструкций штампа при макетном методе
увязки может быть осуществлено способом литья, прессования
трамбовкой, выклейкой и напылением (рис. 56).
При изготовлении штампа способом литья на копируемую по-
верхность устанавливают опоку или облицовываемый корпус
штампа и тщательно герметизируют все щели гипсом, пластилином
или липкой лентой, после чего заливают пластмассу через лит-
ник, если заливка будет закрытой, или прямо на копируемую по-
верхность, если заливка будет открытой. Выдержка зависит от
применяемой пластмассы.
128
Рис. 56. Макетные способы изготовления
оснастки:
а — литьем; б — прессованием; в — выклей-
кой или наслаиванием; г — напылением;
/ — контрмакет детали; 2 — опока; 3 — вы-
пор; 4 — корпус оснастки; 5 — пластмасса;
6 — поршень; 7 — гипсовая модель; 8 — валик
для укатки; 9 — макет; 10— связующее; 11 —
стеклоткань; 12 — рубленое стекловолокно
При изготовлении штампа способом, прессования трамбовкой
на копируемую поверхность накладывают и плотно прижимают
деревянные прокладки, гипс или песок, образующие полость.
Для образования литников и выпаров устанавливают бруски,
опоку, накладывают слой пластмассы толщиной 100—150 мм
и трамбуют его до получения плотной массы; затем накладывают
новую порцию и т. д. Затем
выдерживают при темпера-
туре 20° С в течение 12—18 ч.
Способ выклей ки стекло-
ткани заключается в том,
что на поверхности оснастки
создается многослойная обли-
цовка из стеклоткани. Слой
пластмассы толщиной 2—
3 мм наносят кистью или
пульверизатором на копиру-
емую поверхность, выдержи-
вают в течение 2—3 ч, накла-
дывают первый слой стекло-
ткани и снова выдерживают;
затем накладывают второй
слой и т. д.
Напыление пластмассы
осуществляется с помощью
специальных установок. Пла-
стмасса наносится на копи-
руемую поверхность модели
макета или эталонной детали;
после этого наносится смесь
из стекловолокна и связующего вещества в количестве, необ-
ходимом для получения слоя 1,5—3 мм. Полученный слой
слегка накатывают резиновым роликом, затем аналогично нано-
сят и накатывают все последующие слои.
Для получения рабочей поверхности штампа можно также
использовать шаблоны контура сечений деталей. В этом случае
рабочая поверхность получается путем наложения массы и до-
водки ее по шаблонам или литьем по эластичному листу. Этот
метод изготовления штампов называется безмакетным. При этом
формообразование элементов конструкции штампа может быть
осуществлено литьем по эластичному листу или деревянной обо-
лочке либо наложением пластмассы с последующей доводкой кон-
тура механическим путем (рис. 57).
При изготовлении штампов из пластмассы способом литья по
эластичному листу изготовляют жесткий каркас, крепят к нему
эластичный лист и герметизируют щели между каркасом и листом
для предотвращения вытекания пластмассы при заливке. Для
9 В, С. Мендельсон 129
12
Рис. 57. Безмакет-
ный метод изготов-
ления оснастки:
а — изготовление ос-
н астки способом литья
по эластичному листу;
б — изготовление ос-
настки способом ли-
тья по деревянной
оболочке; е — изгото-
вление оснаспсн спо-
собом наложения мас-
сы; 1 — шаблоны се-
чений; 2 — межкар-
касный заполнитель;
2 — эластичный лист;
4 и 13 — пластмасса;
5 — ложемент; 6 —
обтяжной пуансон;
7 — деревянные шаб-
лоны; 8 — межкар-
касный заполнитель;
9 — облицовка из
эпоксипласта; 10 —
поддон фанерный;
11 — фанерная обо-
лочка; 12 — контр-
шаблон; 14— корпус;
15— поддон; 16—
шаблон; 17 — обтяж-
ные пуансоны для
обшивок; 18 — об-
тяжной пуансон для
профилей; 19 — ма-
кет поверхности
заливки облицовки применяют только, свежеприготовленную ком-
позицию пластмассы с небольшой вязкостью и с минимальным
удельным весом для лучшего заполнения формы.
Для изготовления штампа способом наложения массы обезжи-
ривают поддон или облицовываемый корпус и на него наносят
первый слой пластмассы (подслой), который выдерживают при
температуре 20° С до тестообразного состояния; после этого уда-
ляют лишнюю пластмассу, слегка пр втрамбовывают и заглажи-
вают, оставив до рабочих контуров шаблонов свободное место
высотой 3—6 мм для нанесения лицевого слоя.
Лицевой слой наносится с некоторым излишком для оконча-
тельной обработки. В качестве каркаса, который облицовывается
пластмассой может быть использован не только металл, но и де-
рево, и сварные металлоконструкции, и пескомасса.
Штамп из пескомассы с пластмассовой облицовкой приведен
па рис. 47. Особенность его изготовления состоит в изготовлении
псскомассовых каркасов. Пескомасса состоит из сухого песка,
эпоксидной смолы, дибутилфталата и кубового остатка гексаме-
тилендиамина. Необходимый вес пескомассы определяют по объему
заполняемой формы с учетом плотности 2,4 г!смэ и коэффициента
потерь 1,1. Опорные плиты крепятся к пескомассовому каркасу
специальными анкерными болтами, которые заблаговременно уста-
навливают в форму и заливают пескомассой.
В последнее время все более широкое применение находят
элементы штампов из железобетона. Из железобетона изготовляют
обтяжные пуансоны, матрицы для гидроформовки и штамповки
взрывом.
При изготовлении элементов крепления деталей штампов часто
используют пластмассы. Применение пластмасс позволяет повы-
сить точность сопряжения направляющих элементов блоков и па-
кетов штампов; это способствует увеличению стойкости пуансонов
и матриц. Кроме того, применение пластмасс снижает трудоем-
кость изготовления штампов вследствие ликвидации координат-
ной расточки отверстий в плитах блоков, съемниках, пуансонодер-
жателях, точной слесарной пригонки сопрягаемых деталей и т. д.
При изготовлении элементов крепления деталей штампов для
получения подвижных и неподвижных соединений применяют
в основном акриловые пластмассы АСТ-Т и ТМ, а для неподвиж-
ных соединений — эпоксидный компаунд ЭК-340. Низкий коэф-
фициент трения самотвердеющих пластмасс по стали обеспечивает
высокую износостойкость направляющих поверхностей в подвиж-
ных соединениях, а незначительные величины усадки при отвер-
ждении — малые величины зазоров в съемниках (прижимах);
это позволяет осуществлять подвижные посадки с высокой точ-
ностью без доводки.
Как уже отмечалось, самотвердеющие пластмассы применяются
для образования поверхностей направляющих элементов, закре-
9* 131
пления колонок и втулок в плитах блока, для образования поверх-
ности направляющих элементов в прижимах и съемниках, для
закрепления пуансонов в пуансонодержателях и др.
Различные варианты применения пластмассы для. изготовле-
ния элементов крепления штампов приведены на рис. 58. В блоке
с применением самотвердеющей пластмассы для образования на-
правляющей поверхности втулок (рис. 58, а) направляющие ко-
лонки должны быть запрессованы в нижнюю плиту. Направляю-
Рис. 58. Применение пластмасс для изготовления элементов крепления
штампов
щая часть поверхности колонок должна соответствовать 10-му
классу чистоты. Применение самотвердеющей пластмассы одно-
временно для заливки колонок и втулок не рекомендуется. Во
втулках следует предусмотреть две-три канавки шириной 3 мм
и глубиной 2—3 мм для увеличения прочности соединения с зали-
ваемой пластмассой. Шероховатость внутренней поверхности
втулки до заливки должна соответствовать 1-му классу.
Конструкция блока с закреплением колонок в нижней плите
при помощи самотвердеющей пластмассы показана на рис. 58, б.
Направляющие втулки должны быть при этом запрессованы в верх-
нюю плиту.
В нижней части колонок следует предусмотреть три канавки
шириной 3 мм и глубиной 2—3 мм для увеличения прочности
132
соединения с заливаемой пластмассой. Шероховатость поверх-
ности нижней части колонок должна соответствовать 1-му классу.
Конструкция блока с закреплением втулок в верхней плите
при помощи самотвердеющей пластмассы взамен запрессовки
и обычных блоках показана на рис. 58, в. Эта конструкция исклю-
чает деформацию отверстия втулки при запрессовке и позволяет
повысить точность направляющего узла блока. На наружной
поверхности втулок следует предусмотреть две-три канавки шири-
ной 3 мм и глубиной 2—3 мм для увеличения прочности соедине-
ния с заливаемой пластмассой. Шероховатость наружной поверх-
ности тонкой части втулки должна соответствовать 1-му классу.
Заливка пластмассой направляющих съемников и пуансоно-
держателей в многопуансонных штампах показана на рис. 58, г.
I Три этом расстояние между отдельными пуансонами должно быть
по менее 7 мм. В съемниках, пуансонодержателях сверлятся, фре-
зеруются или растачиваются гнезда и окна простейшей формы для
заливки отдельных пуансонов или для их групповой заливки.
Величина зазора прямо пропорциональна глубине заливки. По-
верхности заливочных гнезд обрабатывают не выше 3-го класса
чистоты; кроме того, выполняют фаски, выточки или насечки для
увеличения сцепления пластмассы с поверхностью металла.
На поверхности деталей штампов (пуансонов, направляемых
съемниками, колонок, направляемых втулками и др.) при приме-
нении пластмассы для образования подвижного соединения дол-
жен быть нанесен равномерный слой смазки. Для смазки колонок
при заливке направляющих элементов втулок блока наносится
тонкий слой графита; при этом достигается скользящая посадка
1-го класса точности. Такая же посадка достигается при окунании
деталей в веретенное масло. Слой парафина обеспечивает скользя-
щую посадку 2-го класса точности, посадку движения 2-го класса
или другую посадку, в зависимости от метода его нанесения на
поверхность деталей.
Детали штампа, смежные с заливаемыми, следует для защиты
от прилипания к их поверхности пластмассы смазывать силиконо-
вым маслом, парафином или изолировать прокладками из листовой
бумаги (между матрицей и съемником рекомендуется прокладывать
кальку). Чтобы не допустить утечки пластмассы при заливке на-
правляющих втулок, в блоках рекомендуется применять пласти-
лин. Для обеспечения равномерного зазора между отверстиями
матрицы и пуансонами или ножами следует последние перед за-
ливкой нарастить по всему периметру до размеров соответствую-
щих отверстий матрицы. Наращивание пуансонов и ножей на
длине, равной высоте матрицы, осуществляется химическим нике-
лированием, электролитическим меднением, парафинированием
и т. д., в зависимости от зазора.
Смесь для заливки приготовляют непосредственно перед при-
менением. Порошок и жидкость измеряют по объему в соответ-
133
Таблица 9
Порядок операций при заливке пластмассой направляющих поверхностей
съемников для подвижных соединений и пуансонодержателей для неподвижных
соединений с пуансонами (ножами)
Эскиз
Содержание операции
Примечание
Нарастить пуансон 1 на
г
величину -g- и на высо-
ту Н с помощью химиче-
ского никелирования,
меднения, окунания в
алюминиевую окраску
или обертывания фольгой
Смазать зеркало матрицы
маслом или покрыть гра-
фитом
1. Смазать пуансоны
маслом
2. Вставить пуансоны и
нож 2 в матрицу 5
3. Оградить края матрицы
призмами 4 высотой 5—
10 мм или пластилином
высотой 5—10 мм
4. Подготовить требуемый
объем компонентов
пластмассы исходя из
расчета объема техноло-
гической пластины 3, от-
ливаемой из пластмассы,
толщиной 4—5 мм
5. Подготовить раствор и
залить зеркало матрицы
при толщине заливаемого
слоя 4—5 ЛМ4
6. Выдержать до отвержде-
ния
7. Снять призмы (или пла-
стилин) и извлечь пуан-
соны из матрицы
1. Смешать порошок
и жидкость в течение
3—5 мин при темпера-
туре 18—25° С
2. Отвердить в тече-
ние 2—3 v
134
Продолжение табл. 9
Эскиз
Содержание операции
Примечание
4-4
1. Обезжирить отверстия
в съемнике под пуансо-
ны 1
2. Просушить
3. Смазать зеркало матри-
цы 5 маслом
4. Собрать съемник 6 с ма-
трицей и направляющими
планками 8 и установить
штифты (для штампов,
устанавливаемых на бло-
ки, произвести сборку с
плитами блока 7)
5. Смазать поверхности
пуансонов и ножа 2 мас-
лом или нанести слой па-
рафина
6. Вставить пуансоны, со-
бранные с технологиче-
ской пластиной 3, в от-
верстия матрицы, уста-
новив между технологи-
ческой пластиной и съем-
ником точные по высоте
призмы 4.
7. Подготовить требуемый
объем компонентов
пластмассы исходя из
расчета уточненного за-
полняемого объема
8. Подготовить раствор и
залить пространство
между пуансонами и от-
верстиями в съемнике
9. Выдержать до отвержде-
ния
10. Снять технологическую
пластину
1. Сушить в течение
15 -20 мин
1. Смешать порошок
и жидкость в течение
3—5 мин при темпера-
туре 18-25° С
2. Отвердить в тече-
ние 2—3 ч
135
Продолжение табл. 9
Эскиз Содержание операции Примечание
| Груз ——। 1. Обезжирить отверстия в пуансонодержателе под пуансоны 1 2. Просушить 3. Установить пуансоно- держатель на подклад- ную плиту 7 (для штам- пов, устанавливаемых на блоки, пуансонодержа- тель собрать с плитой блока) 4. Собрать пуансонодер- жатель 3 со съемником 6, матрицей 5 и пуансонами, проложив между пуан- сонодержателем и съем- ником точные по высоте призмы 4 5. Подготовить требуемый объем компонентов пластмассы исходя из расчета уточненного за- ливаемого объема 6. Подготовить раствор и залить пространство меж- ду пуансонами и отвер- стиями в пуансонодержа- теле 7. Выдержать до отвер- ждения Сушить в течение 15—20 мин при темпера- туре 18-25° С Смешать порошок и жидкость в течение 3—5 мин при темпера- туре 18-25° С Отвердить в течение 2—3 ч
к т 1 1 i R .5 ~6 -4 -3 3
у
ствующей пропорции. Для этого используют отдельную стеклян-
ную или стальную тару. Порошок высыпают в заливочный ковш
и в него вливают жидкость. Стеклянной или металлической палоч-
кой смесь размешивают в течение 0,5—3 мин. Доведенная до сме-
танообразного состояния смесь готова к заливке. Перед пригото-
влением смеси следует приблизительно подсчитать объем за-
ливки и при выборе порошка и жидкости, соответствующих при-
меняемому порошку и выбранному весовому отношению, считать
объем заливки равным суммарному объему порошка и жидкости.
Учитывая, что жидкая смесь хорошо склеивается с затвердев-
шей массой, не следует приготовлять сразу большое количество
пластмассы, лучше произвести заливку несколькими небольшими
136
порциями. Заливка пластмассы должна производиться в вытяжном
шкафу, с соблюдением правил техники безопасности.
Порядок заливки пластмассой съемников и пуансонодержателей
приведен в табл. 9.
§ 14. ВЛИЯНИЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШТАМПОВ
НА ИХ КАЧЕСТВО И ДОЛГОВЕЧНОСТЬ
Технология изготовления пуансонов и матриц в значительной
мере влияет на их стойкость и качество работы штампа. Качество
изготовления блоков также влияет на долговечность штампа.
Износ рабочих частей штампа проявляется в изменении исполни-
тельных (оформляющих) размеров и в ухудшении состояния
поверхности. Износ пуансона при вырубке «на провал» почти
в 2 раза больше износа матрицы.
Затупление проявляется в виде образования на рабочих кром-
ках небольшого закругления (иногда похожего на фаску), посте-
пенно увеличивающегося по мере дальнейшего износа. Напри-
мер, при пробивке стального листа (сталь 15) толщиной 12 мм
пуансон после 4000 ударов притупляется.
В результате износа на матрице образуется дефектный слой,
который удаляется при перешлифовках. Важным фактором, влияю-
щим на износ штампа, является зазор между пуансоном и матри-
цей. На практике величины зазоров всегда отличаются от опти-
мальных, что влияет на стойкость штампов. При оптимальном
зазоре сила трения между штампуемым материалом и рабочими
частями штампа имеет наименьшее значение. При заниженных
зазорах увеличиваются поверхность контакта и сжимающие напря-
жения в зоне деформации, а при завышенных зазорах наблюдается
затягивание материала в матрицу с последующим отрывом детали
от полосы. Кроме того, в обоих случаях при наличии зазора,
отличного от оптимального, появляются раньше положенного
времени заусенцы, что приводит к ускорению износа рабочих
частей штампа.
Большое влияние на износ оказывает твердость рабочих частей
штампа (матрицы и пуансона). Износостойкость матрицы зависит
от твердости и структуры материала, из которого она изготовлена,
т. е. при повышении твердости матрицы наблюдается увеличение
ее стойкости.
Износостойкость и, следовательно, долговечность штампов
для разделительных операций зависит от качества направления
рабочих частей, качества поверхности, величины и равномер-
ности зазора между ними, их твердости и соотношения величин
твердости пуансона и матрицы. Все перечисленные факторы в зна-
чительной мере определяются технологией изготовления штампов.
Для электротехнических сталей, содержащих около. 4% крем-
ния (трансформаторная сталь), применяются увеличенные зазоры
137
(для толщин листа 0,2—0,5 мм они берутся равными 12—14%
толщины листа). При вырубке деталей из закаленных сталей
твердостью HRC 40—50 оптимальными являются зазоры, кото-
рые составляют 20% толщины материала даже при толщинах
листа, равных 0,2—0,3 мм. Для нержавеющих аустенитных сталей
зазоры должны быть увеличены на 20—25% по сравнению с
обычными.
Увеличенные зазоры требуются также и для других металлов,
обладающих повышенной вязкостью и склонных к наволакива-
нию на поверхности'рабочих частей штампов. Однако нужно
учесть, что при увеличенных зазорах в пробивных штампах наблю-
дается прилипание отхода
металла к торцовой поверх-
ности пробивных пуансонов,
что может привести к по-
ломке последних. Для устра-
нения этого явления необхо-
димо для пробивных пуансо-
нов использовать специальные
приспособления, которые бу-
дут снимать прилипшие
отходы металла.
Форма профиля рабочего
окна матрицы для штамповки
Рис. 59. Форма профиля рабочего окна
матрицы для вырубки «на провал»
«на провал» показана на рис. 59. Величина уклонов зависит от
максимальных зазоров между пуансоном и матрицей и опре-
деляет высоту рабочего пояска S матрицы, которую можно
рассчитать по следующей формуле:
S = 0,5 (zinax — zrain) ctg а,
где zmax и zmln — максимальный и минимальный зазоры между
пуансоном и матрицей;
Матрицы совмещенных штампов, выполняют вертикальными,
т. е. без уклона. Однако рекомендуется придавать стенкам матрицы
этих штампов небольшой уклон (примерно 2—3' на сторону),
способствующий более легкому удалению вырубленной детали.
Такие небольшие уклоны могут быть качественно выполнены и про-
верены только при обработке полостей матриц на станках (круглое
или профильное шлифование или плоское шлифование составных
матриц).
Многочисленными опытами установлена зависимость между
чистотой поверхности частей штампа и его стойкостью. При повы-
шенных требованиях к шероховатости поверхности рабочих частей
(9—10-го класса чистоты) наблюдается интенсивное налипание
штампуемого металла на рабочие части штампа, и в результате
этого наблюдается усиленный их износ. При пониженной чистоте
138
поверхности налипшие частицы металла сравнительно легко отде-
ляются при следующем рабочем ходе штампа.
Большое значение для стойкости пуансона имеет также напра-
вление штрихов, полученных при шлифовании. Применение круг-
лого шлифования, при котором штрихи располагаются поперек
направления штамповки, приводит к заметному увеличению тре-
ния и ускорению износа пуансона (примерно на 15—20%). Устра-
нение поперечных штрихов на рабочих частях пуансона значи-
тельно повышает его стойкость. Этим объясняется и повышенная
стойкость пуансонов, изготовленных из калиброванной стали-сере-
брянки, у которой направление волокон и направление штрихов
совпадает с направлением штамповки.
Изготовить гибочные и вытяжные штампы менее трудно,
чем изготовить штампы для операций резки.
Износостойкость вытяжных матриц зависит в большей степени
от направления штрихов полученных при обработке. При обычном
круглом шлифовании эти штрихи располагаются перпендикулярно
направлению движения материала при вытяжке, что увеличивает
износ матрицы. Размерный износ матрицы при шероховатости
поверхности по 8-му классу чистоты примерно на 50% ниже, чем
при шероховатости поверхности по 10-му классу чистоты.
Значительного повышения стойкости штампов можно достичь
путем покрытия их рабочих частей дисульфидом молибдена MoS2.
Последний обладает низким коэффициентом трения и высокой
адгезией к черным металлам и образует на трущихся поверхностях
прочную антифрикционную пленку.
Для покрытия дисульфидом молибдена очищенные от смазки
и отшлифованные пунасоны и матрицы устанавливают вместе
с блоками на специальные подставки и опускают в ванну предва-
рительного обезжиривания. Эти подставки служат для погруже-
ния только рабочих частей штампа и направляющих колонок.
Размеры боковых отверстий в подставках и их расстояние от
центра выбраны таким образом, чтобы в них могли входить на-
правляющие колонки всех штампов. Обезжиривающий раствор
нагревают до 80—90° С при помощи нихромового нагревательного
элемента, расположенного под ванной. После этого подставку
погружают в следующую ванну для вторичного обезжиривания
в таком же растворе. Особенно важно тщательное обезжиривание
стенок отверстий и пазов. Продолжительность выдержки штампов
в обеих ваннах зависит от степени загрязненности и их габарит-
ных размеров и колеблется в пределах 3—15 мин.
Обезжиренные штампы на подставке промывают в ванне с горя-
чей водой во втором вытяжном шкафу в течение 15 мин, а затем
переносят в ванну с кипящей 10%-ной суспензией порошка синте-
тического дисульфида молибдена в воде. Суспензия должна нахо-
диться в состоянии кипения до тех пор пока в ней находится
штамп.
139
В зависимости от габаритных размеров штампов процесс
длится 15—40 мин. Пуансон-матрица должна находиться в ванне
рабочей частью вниз, т. е. в таком положении, чтобы пазы распо-
лагались вертикально. Это обеспечивает одинаковое и качествен-
ное покрытие и исключает нежелательное попадание порошка
дисульфида молибдена в узкие пазы.
Находящиеся в кипящей воде во взвешенном состоянии частицы
дисульфида молибдена покрывают поверхности погруженного
в суспензию штампа и образуют на них прочное покрытие. При
этом частицы дисульфида молибдена, касающиеся металлической
поверхности, образуют плотный нижний слой покрытия, а частицы,
расположенные выше этого подслоя, образуют рыхлый черный
матовый слой, который легко снять. Плотный подслой является
антифрикционным покрытием.
Штамп просушивают на воздухе, а затем в термостате в тече-
ние 45—60 мин. После этого со штампа тщательно удаляют рыхлый
верхний слой. На рабочей поверхности штампа должна быть
синевато-серая блестящая пленка (антифрикционное покрытие),
толщиной 1—1,5 мкм. Штамп можно использовать через 24 ч после
покрытия. На детали вытяжных штампов покрытия наносят на
поверхности, по которым скользит материал штампуемой детали,
причем место скольжения следует обрабатывать наиболее тща-
тельно.
Собранные штампы затачивают; при затачивании снимается
пленка дисульфида молибдена с торцовых поверхностей штампов.
Для восстановления антифрикционной пленки эти поверхности
смазывают жидкой пастой дисульфида молибдена, разведенного
в ацетоне. Затем смазанные поверхности сушат в течение 40—
80 мин и протирают до появления на поверхностях темно-синего
блеска. В результате обработки дисульфидом молибдена стойкость
вырубных штампов повышается в 1,4—1,8 раза, а вытяжных
штампов — в 2,5—3,5 раза.
Г л а в a V
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ШТАМПОВ для ХОЛОДНОЙ
И ГОРЯЧЕЙ
ОБЪЕМНОЙ ШТАМПОВКИ
§ 15. ИЗГОТОВЛЕНИЕ ШТАМПОВ ДЛЯ МОЛОТОВ
Молотовые штампы делятся на открытые и закрытые. Откры-
тые штампы бывают одноручьевыми и многоручьевыми. Кроме
этого, штампы подразделяются на цельные и со вставками.
Ручьи молотового штампа подразделяются на заготовительные
и штамповочные. Заготовительные ручьи в зависимости от выпол-
няемого перехода штамповки бывают протяжные, подкатные, фор-
мовочные, гибочные, площадки для осадки и расплющивания
и др. Штамповочные ручьи подразделяются на черновые и чисто-
вые. Вокруг чистового ручья располагается канавка для облоя.
Цельные штампы для молотов состоят из двух половин, каж-
дая из которых имеет форму параллелепипеда с простроганными
выступами-хвостовиками для крепления к бабе и штамподержа-
телю молота.
Для молотов с весом падающих частей до 3 Т используются
штампы со вставками. При этом рабочие части штампа являются
сменными, а сам блок — постоянным. Вставки в блоке могут кре-
питься путем горячей посадки, с шариковым креплением, с крепле-
нием винтами, шпильками, с клиновым креплением. Вставки
применяются призматические и цилиндрические.
Молотовые штампы для горячей штамповки работают в тяже-
лых условиях, поэтому их изготовляют из стали, обладающей
высокими механическими свойствами, которые должны сохра-
няться в условиях нагрева штампов во время работы. Наряду
с этим штамповая сталь должна хорошо сопротивляться истира-
нию от трения горячего металла и хорошо обрабатываться реза-
нием. Всеми этими свойствами обладает сталь 5ХНМ; однако она
дорога, и из нее изготовляют только наиболее ответственные
штампы.
Для изготовления открытых и закрытых молотовых штампов,
кованых блоков с черновыми ручьями для вставок и вставок для
штамповки углеродистых и легированных сталей рекомендуется при-
менять сталь марки 5ХГСВФ. Кроме этой стали можно использо-
вать стали 5ХНВ, 5ХГС, 5ХЗСМ (В), 5Х2СМ (В). Кованые блоки
(без ручьев) для вставок рекомендуется изготовлять из стали 45Х
или стали 40Х, а литые блоки — из сталей марок 45Л и 50Л.
141
Вставки для штамповки труднодеформируемых сталей изгото-
вляют из стали 4Х5В2ФС.
Твердость рабочей части штампов после термообработки должна
быть в пределах НВ 275—460, в зависимости от веса падающих
частей молота, глубины ручья и других факторов. Чем крупнее
молот, тем меньше твердость штампа. Вставки из стали 4Х5В2ФС
для штамповки труднодеформируемых сталей должны иметь твер-
дость НВ 330—495.
Рис. 60. Элементы штампового кубика:
1 — шпоночный паз; 2 — опорные плоскости уступов; 3 —
поперечная контрольная сторона; 4 — плоскость разъема;
5 — продольная контрольная сторона; 6 — хвостовки
Штамп, его элементы, опорные и другие плоскости и чистота
их обработки показаны на рис. 60.
Для строганых поверхностей разъема, хвостовика и контроль-
ного угла отклонение должно быть в пределах 0,03% их размеров.
Если этот допуск нарушен в процессе обработки или вследствие
коробления при термообработке, поверхности необходимо грубо
прошлифовать. Параллельность опорной плоскости хвостовика
и плоскости разъема должна быть в пределах 0,05% наибольшего
размера этих плоскостей, опорных плоскостей верхнего и нижнего
штампов 0,08%. Для штампов с габаритными размерами в плане
свыше 750 мм допускается непараллельность в пределах 0,6 мм,
боковых поверхностей хвостовика 0,02% его длины и т. д.
Контрольный угол должен быть обработан с точностью 90° ±Б'.
При установке штампов по контрольному углу несовпадение кон-
туров штамповочного ручья в верхней и нижней частях штампа
142
не должно превышать 0,2—0,4 лиг при размерах ручья до 100 мм,
0,3—0,6 мм при размерах ручья до 250 мм и 0,4—0,6 мм при разме-
рах ручья в плоскости разъема свыше 250 мм. Меньшие значения
отклонений относятся к окончательному ручью, а большие —
к предварительному.
Штамповые заготовки (кубики) куют из слитков под молотами
или ковочными прессами большой мощности.
В настоящее время применяется технологический процесс
ковки штамповых -кубиков, включающий следующие основные
операции: оттяжка технологической цапфы из прибыли слитка;
биллетирование слитка; осадка слитка в кольце с вогнутой вну-
тренней поверхностью; протяжка на прямоугольное или квадрат-
ное сечение; протяжка пластины в размере сечения кубика; рубка
на заготовки, равные длине кубика; торцовка кубиков для полу-
чения размеров, углов, плоских граней.
Исключение операции биллетирования слитка значительно
снижает трудоемкость ковки. Это позволяет осуществить все опе-
рации ковки с первого нагрева. Со второго нагрева до 900—950° С
осуществляется торцовка кубиков. Во всех случаях обязательной
является осадка с уковом не менее 2. После ковки кубики отжи-
гаются по режиму, зависящему от марки стали.
Построение операций механической обработки штамповых
кубиков зависит от величины твердости, заданной по чертежу
для готового штампа. В соответствии с величиной твердости
рабочей части штампов технологическая последовательность их
механической обработки представляет собой одну из трех схем.
1. Штампы мелкие и средние, имеющие в готовом виде наибо-
лее высокую твердость, сначала подвергаются полной механиче-
ской обработке, затем закалке и отпуску, после этого следует
слесарная обработка и полирование рабочих поверхностей.
2. Штампы средние и полутяжелые, имеющие в готовом виде
среднюю твердость, подвергаются предварительной механической
обработке, закалке и отпуску и окончательной механической
обработке.
3. Наиболее тяжелые штампы подвергаются закалке и отпуску
до механической обработки. Их низкая твердость позволяет
вести механическую обработку после термообработки.
Последовательность механической обработки молотового
штампа может быть схематически представлена следующим поряд-
ком операций.
Разметка штампов осуществляется на разметочных столах
с помощью универсальных и специальных разметочных инстру-
ментов, шаблонов. Базами для разметки служат контрольные
плоскости штампа. От контрольных плоскостей проводят риски
(осевые линии и линии контура). После предварительной разметки
на радиально-сверлильном станке сверлят подъемные отверстия,
а затем строгают обе части штампа на продольно-строгальном
143
станке при большом ходе резца. При строгании кубики обраба-
тывают со стороны плоскости разъема на глубину 5—10 мм (рис. 60).
Затем строгают продольную контрольную поверхность на такую
же глубину шириной 60 мм. Кубик поворачивают на 180° и стро-
гают плоскость со стороны хвостовика на ту же глубину. В соот-
ветствии с разметкой строгают боковые уступы для образования
хвостовика, затем скосы и опорные плоскости уступов хвостовика;
затем строгают закругления на хвостовике, после этого строгают
молотовых штампов
поперечную контрольную поверхность на глубину 10 мм и пло-
щадку для клеймения.
После строгания кубики контролируют (рис. 60). Затем разме-
чают и фрезеруют площадку для клеймения и кубики клеймят.
В таком виде кубики поступают на разметку плоскости разъема.
Порядок обработки после этого зависит от формы разъема штампа
и наличия у него замков.
Замки служат для предохранения от смещения фигуры ручья
в плоскости разъема и для уравновешивания сдвигающих сил.
Замки бывают круглые (рис. 61, а), продольные (рис. 61, б),
самоуравновешивающиеся, образованные соединением заготовок
(рис. 61, в) и поворотом ручья (рис. 61, г). При одностороннем
расположении заготовки применяют разгружающие контрзамки
(рис. 61, д). При наличии замков производится их разметка, стро-
гание, фрезерование, слесарная обработка поверхностей замка
до полного соприкосновения частей штампа по поверхности соуда-
рения.
144
Ручьи обрабатывают после обработки замков. Если в штампе
отсутствуют замки, обрабатывают ручьи сразу после клей-
мения кубиков. Ручьи размечают по чертежу с помощью шаб-
лонов.
Ручьи несложной формы мелких штампов фрезеруют в основ-
ном на вертикально-фрезерных станках, а ручьи более сложной
формы, крупных и средних штампов — на копировально-фрезер-
ных станках.
Обработка на вертикально-фрезерных станках начинается
с фрезерования (чернового) наиболее глубокой части ручья.
На дальнейшую обработку оставляются припуски до 2 мм. Черно-
вое фрезерование производится торцовыми фрезами, а чистовое —
конусными фрезами с уклоном, который равен штамповочному
уклону, указанному в чертеже штампа, и радиусом торца, равным
радиусу закругления у дна ручья. Боковые углы в полости ручья
обрабатывают такими же фрезами, но меньшего диаметра и с пол-
ным скруглением торца. Отдельные части ручья, имеющие форму
тел вращения диаметром до 50 мм с вертикальной осью, обраба-
тывают специальными затачиваемыми по шаблону двузубыми мер-
ными фрезами. Такие фрезы устанавливают точно по центру обра-
батываемой полости, затем сообщают им вертикальную подачу.
Отдельные части ручья, имеющие форму полуцилиндров с гори-
зонтальной осью, с небольшим радиусом цилиндра обрабатывают
радиусными фрезами при горизонтальной подаче, а при большом
радиусе — на вертикально-фрезерных станках с кулисным меха-
низмом, обеспечивающим подачу фрезы по радиусу требуемого
размера. После чистового фрезерования самой глубокой части
ручья такими же способами обрабатывают менее глубокие его
части.
На вертикально-фрезерных станках можно работать по шабло-
нам и моделям, устанавливаемым рядом с обрабатываемым штам-
пом. При этом фреза, идущая по штампу, копирует движения ука-
зателя по шаблону (или модели) при ручной подаче указателя.
На копировально-фрезерных станках фреза связана с указателем
с помощью контактных приборов и фрезерование осуществляется
полуавтоматически или автоматически.
После чистового фрезерования на всех поверхностях ручья
оставляют припуск 0,3—0,5 мм на сторону на слесарную обра-
ботку. На поверхности разъема оставляют припуск 0,2—0,3 мм
для контрольного шлифования посл§ термообработки. Следует
учесть, что в процессе эксплуатации глубина ручья штампа умень-
шается в результате смятия поверхности разъема. Поэтому при
изготовлении нового штампа глубину ручья следует выполнять
по верхнему отклонению размера.
После обработки чистового ручья целесообразно произвести
контрольную заливку штампа. (Последовательность ее выполне-
ния описана ниже). После контрольной заливки при условии
10 В. С. Мендельсон 145
правильного выполнения ручья можно приступить к обработке
заготовительных ручьев.
Однако в тех случаях, когда заготовительный и чистовой
ручьи возможно обработать с одного установи, так как снятие
и повторная установка штампов на станок является трудоемким
процессом, можно ограничиться контролем размеров чистового
ручья без снятия штампа со станка и затем приступить к обра-
ботке заготовительных ручьев.
При обработке заготовительных ручьев закрытого типа на
вертикально-фрезерных станках сначала фрезеруют долевой кон-
тур ручья по оси с посадкой продольного контура шаблона,
обрабатывают поперечные сечения с посадкой поперечных контур-
ных шаблонов, затем фрезеруют все оставшиеся выступы и неров-
ности. Заготовительные ручьи закрытого типа обрабатывают на
копировально-фрезерных станках по моделям, заготовительные
ручьи открытого типа — преимущественно на вертикально-
фрезерных или копировально-фрезерных станках по шабло-
нам.
Заканчиваются фрезерные операции 'фрезерованием выемок
под клещевины и канавок для контрольной заливки у штамповоч-
ных ручьев и фрезерованием канавок для заусенца (у краев окон-
чательного ручья оставляют полоску шириной 1,5—2 мм, обеспе-
чивающую получение четкого контура отливки по линии разъ-
ема).
Для выполнения слесарной обработки ручьев используются
опиловочно-зачистные станки, шлифовальные машины и т. д.
Для этого штамп устанавливают на поворотные столики. Обра-
ботка начинается с зачистки гребешков и неровностей с подруб-
кой уклонов, которые могут препятствовать извлечению от-
ливки.
Для контрольной заливки в ручей укладывают каркас из мяг-
кой стальной проволоки диаметром 2—3 мм для мелких отливок
и 5—8 мм для крупных отливок. Штамп ставят на столик выемкой
под клещевину кверху, выравнивают по контрольному углу и стя-
гивают цепной струбциной. Расплавленную в электрической ванне
до 400—450 °C смесь, состоящую из двух частей азотнонатри-
евой и одной части азотнокалиевой селитры, заливают в выемки под
клещевину; через канавку для заливки смесь попадает в ручьи.
Полученная таким способом первичная отливка служит для про-
верки формы полости ручья.
После осмотра и измерений отливки можно определить пра-
вильность изготовления штампа. Если на отливке имеется сме-
щение одной половины относительно другой, значит разметка
и обработка ручьев в верхней и нижней половинках штампа вы-
полнена неверно. При незначительном смещении, половины
штампа складывают вновь так, чтобы ручей был совмещен, делают
пробную заливку и, если полость совместится, в нее вкладывают
146
качественную отливку и обрабатывают заново грани контрольного
угла.
Одновременно с повторной обработкой контрольного угла
восстанавливают параллельность боковых сторон хвостовиков по
отношению к боковой стороне контрольного угла. При дальнейшей
слесарной обработке необходимо получить размеры ручьев и чисто-
ту их поверхностей, требуемые в технических условиях. Обработка
производится борфрезами, шарошками и абразивным инстру-
ментом.
Размеры проверяют универсальным измерительным инстру-
ментом и шаблонами. Для сложных фигур прибегают к дополни-
тельной разметке полости. Селитровая отливка для проверки раз-
меров непригодна, так как она дает усадку. Для контроля разме-
ров применяют свинцовые отливки, которые плавятся при темпе-
ратуре 325—330° С. После сдачи контрольной отливки в отдел
технического контроля сошлифовывают полоски вокруг оконча-
тельного ручья, подчеканивают и шлифуют закругления кромок
по контуру окончательного ручья, зачищают заготовительные
ручьи по шаблонам и канавки для облоя. Слесарная обработка
заканчивается полированием штамповочных ручьев, мостика об-
лойной канавки и закруглений по контурам штамповочных ручьев.
Полируют все элементы шлифовальными шкурками.
После этого штамп подвергают термообработке и исправляют
коробление шлифованием на плоскошлифовальном станке опор-
ной плоскости хвостовика и поверхности разъема при одновре-
менном доведении глубины штамповочных ручьев до требуемого
размера. Иногда шлифование заменяют скоростным фрезерова-
нием фрезами диаметром 130—250 мм с пластинками твердого
сплава (скорость резания 85—140 м!мин). Скоростному фрезерова-
нию подвергают также заплечики штампа, расположенные по
обеим сторонам от хвостовика.
Окончательно обработанный штамп поступает на разметку
шпоночных пазов. Разметка производится с установкой от попе-
речной контрольной базы. Затем фрезеруют шпоночные гнезда
и фаски на вертикально-фрезерном станке. Для этого устанавли-
вают на столе станка обе части штампа хвостовиками вверх и шпо-
ночными гнездами друг к другу. После этого производится оконча-
тельный контроль штампа в сборе, а также верхней и нижней
его частей в отдельности с помощью шаблонов и универсального
измерительного инструмента.
В случае необходимости обработки осесимметричных ручьев
их растачивание осуществляется на лобовых, карусельных, рас-
точных и токарных станках.
Наиболее изнашиваемые ручьи штампов можно располагать
во вставках, закрепляемых путем горячей посадки в гнездо блока.
Вставки штампуются с помощью мастер-штампа. Штампованные
ручьи имеют более высокую стойкость (на 30—40%), чем фрезеро-
10* 147
ванные, так как волокна металла располагаются вдоль поверх-
ности ручья. Вследствие того что вставки можно заменять после
их износа, удлиняется срок службы всего штампа.
Инструментом для штамповки вставок штампов, как уже было
отмечено выше, является мастер-штамп, который изготовляют
составным из мастер-вставки и обоймы (рис. 62). Крепление мастер-
вставки в обойме производится горячей запрессовкой. Мастер-
вставка имеет форму призмы высотой не менее 25 мм с выступаю-
Вид А
Рис. 62. Схема
мастер-штампа
для штамповки
рабочей вставки:
1 — верхний пло-
ский боек; 2 —
заготовка рабочей
вставки; 3 — обой-
ма мастер-штампа; 4 — мастер-вставка для штам-
повки нижней рабочей вставки; 5 — мастер-вставка
для штамповки верхней рабочей вставки; 6 —контур
рельефа на мастер-вставке; 7 — облойная канавка;
8 — выемка для облегчения снятия рабочей вставки
после штамповки
щим рельефом будущего
ручья штампа и облой-
ной канавки. Размеры
рельефа мастер-вставки
рассчитываются с уче-
том усадки штамповой
вставки на 1,5%.
При точной штам-
повке вставок размеры
мастер-вставки не пред-
усматривают никакой
доводки ручья штам-
повой вставки, пред-
усматривается только
припуск на шлифование
зеркала вставки 0,2—
0,4 мм для устранения
дефектов, вызванных
короблением. Коробле-
ние самой мастер-встав-
ки при термообработке
не превышает допуска
на ее изготовление
(±0,05 ми). Габаритные размеры мастер-вставки больше габа-
ритных размеров гнезда обоймы на величину натяга при го-
рячей посадке (толщина стенок должна превышать 1,5 глубины
гнезда для обеспечения прочности). Проверяют размеры мастер-
вставки по контуру и сечениям специальными шаблонами.
Мастер-вставки изготовляют из поковок стали марки 4ХВ8
(или заменяющих ее марок). После термообработки (с предохра-
нением от окалинообразования) мастер-вставку доводят и поли-
руют. Твердость в результате ступенчатой закалки с охлаждением
в селитровой ванне достигает HRC 54—58.
Обоймы изготовляют из стали 5ХГМ; их твердость после термо-
обработки должна быть HRC 38—42.
Процесс изготовления рабочих вставок включает предваритель-
ную и окончательную штамповку. После предварительной штам-
повки заготовки термически обрабатывает, фрезеруют облой,
строгают и шлифуют зеркало. Габариты штампованной заготовки
148
должны быть такими, чтобы в нагретом состоянии она вошла
в обойму мастер-штампа. Перед штамповкой вставки нагреваются
с предохранением от окалинообразования и обезуглероживания.
Для этого применяется специальная упаковка, состоящая из
листов оцинкованного железа и железной коробки.
Штамповка осуществляется на молоте. Нагретую заготовку
вставки быстро освобождают от упаковки, устанавливают в обойму
пакета-штампа и штампуют двумя-тремя ударами верхнего пло-
ского бойка. После штамповки вставку медленно охлаждают, очи-
щают, механически обрабатывают по нерабочим поверхностям, за-
тем термически обрабатывают. Перед посадкой вставки блок про-
гревают в печи с температурой 450—500° С в течение 2—2,5 ч.
Процесс изготовления штампованных вставок молотовых штам-
пов является наиболее экономичным, когда вместо штампованных
применяют литые заготовки. При этом в зависимости от сложности
фигуры штампуемого ручья заготовки отливают плоскими
или с отлитой на их рабочей поверхности наметкой фигуры
ручья.
Литые заготовки вставок с точно отлитой фигурой простейших
ручьев, не испытывающие высоких напряжений в эксплуатации,
можно не штамповать. Такие вставки, как и штампованные, после
соответствующей обработки поступают на посадку в блок. По
эксплуатационным качествам эти вставки не уступают штампован-
ным и, кроме того, они являются более дешевыми.
Штамповку вставок целесообразно использовать только при
массовом производстве поковок.
Молотовые штампы иногда изготовляют путем вдавливания
вставок в штамповые кубики. При этом кубики предварительно
строгают по верхней и нижней плоскости, затем фрезеруют углу-
бление под ручей.
Кубик равномерно прогревают до температуры 1100° С, на
середине углубления устанавливают вставку и ударами пло-
ского бойка ковочного молота вдавливают ее в тело кубика
на всю глубину. После этого производится отжиг, механическая,
термическая и слесарная обработка.
Способ холодного выдавливания полостей молотовых штампов
также является высокопроизводительным. Применение наплавки
рабочих элементов деталей снижает расход инструментальной
стали. Это относится особенно к деталям, работающим в тяжелых
условиях, при больших давлениях. Особенно целесообразно при-
менять наплавку при ремонте штампов. Наплавка может осуще-
ствляться с помощью газового пламени. При этом рабочие по-
верхности наплавляют любыми твердыми сплавами (стеллит ВЗК
и типа сормайт № 1 и 2). При наплавлении с помощью газового
пламени происходит расплавление части металла наплавляемой
детали и образуется промежуточный сплав, положительно влияю-
щий на наплавленный слой.
149
Твердость сплава после наплавки составляет HRC 44—52.
Сормайт № 2 можно закалить до твердости HRC 50—56.
Детали перед наплавкой нагревают до температуры 550—
650° С, а наплавляемые поверхности специально снятых фасок
дополнительно подогревают до оплавления на глубину 0,1—
0,2 мм. Наплавление производят в два-три слоя, общая толщина
которых составляет 2—5 мм. При наплавке применяют ацетиле-
но-кислородные горелки № 2 и 3.
После наплавки во избежание трещин деталь помещают в печь
и нагревают до температуры 600—650° С, а затем медленно охла-
ждают в подогретом до температуры 200° С песке. Если напла-
вленная деталь изготовлена из инструментальной стали, то после
этого ее подвергают обычной для нее термообработке (закалке
и отпуску). Наплавленную поверхность обрабатывают твердо-
сплавным инструментом или шлифованием. Шлифуют кругами
из электрокорунда без охлаждения или с обильным охлаждением.
При слабом охлаждении могут появиться трещины в наплавлен-
ном слое.
Другим способом наплавки является наплавка с помощью элект-
рической дуги. При этом применяют электроды ЦН-4,ЦН-5,ЭНГ-35,
ЭНГ-40, ЭНГ-50, в зависимости от условий эксплуатации штам-
пов. При многослойной наплавке деталей из закаливаемых сталей
их предварительно нагревают до температуры 350—400° С. После
наплавки такие детали не закаляют. Стали, не закаливаемые
и наплавляемые в два-три слоя, можно предварительно не нагре-
вать. Обрабатывают наплавленный слой твердосплавным инстру-
ментом или шлифовальными кругами. Применение методов элек-
троэрозионной, ультразвуковой и других новых методов обра-
ботки значительно снижает затраты на обработку.
Большое применение находит анодно-механическое долбле-
ние ручьев. Для долбления применяются медные инструменты-
катоды, повторяющие форму обрабатываемого ручья. Обработка
ручья производится в начале на жестком режиме. Доводка разме-
ров ручья и одновременно его зачистка производится на мягком
(доводочном) режиме. Размеры катодов, применяющихся при
мягком режиме, отличаются от размеров готового ручья на 0,2—
0,3 мм (внешние размеры меньше, а внутренние — больше разме-
ров ручья).
Изготовлять сложные полости штампов можно на электро-
импульсных копировально-прошивочных станках. Заготовки
в виде призматической вставки обрабатывают до заданных разме-
ров и подвергают закалке до твердости HRC 40—45; после этого
они поступают на электроимпульсный копировально-прошивочный
станок (например, 4А722, у которого номинальная площадь обра-
ботки достигает 1500 м2, а наибольшие размеры обрабатываемой
детали 300X200X150 мм). Обработка ведется в специальном
приспособлении, состоящем из нижней плиты с двумя направляю-
150
щими колонками, по которым перемещается верхняя плита с хво-
стовиком. С помощью хвостовика верхняя плита крепится к шпин-
делю станка. 5 верхней плите предусмотрены отверстия для подачи
рабочей жидкости к электрододержателю и инструменту-элек-
троду. Верхняя плита изолирована от нижней (ее втулки изго-
товлены из пластмассы или металлокерамики).
При больших габаритных размерах обрабатываемой вставки
применяют трехколоночные приспособления.
§ 16. ИЗГОТОВЛЕНИЕ ШТАМПОВ ДЛЯ ГОРИЗОНТАЛЬНО-
КОВОЧНЫХ МАШИН
На горизонтально-ковочных машинах изготовляют поковки
типа стержней, с утолщениями на конце (клапаны, шестерни,
валы и др.).
Штампы горизонтально-ковочных машин обычно состоят из
пуансонов и матрицы из двух половинок, которые смыкаются перед
тем, как производится высадка поковки и размыкаются для уда-
ления готовой поковки. Матрица обычно имеет несколько ручьев
со вставками, закрепленными в блоках матриц. Матрицы имеют
обычно заготовительные, пережимные, прошивные, обрезные
и вспомогательные ручьи, отрезной нож и окончательный формо-
вочный ручей. Для изготовления рабочих частей штампов приме-
няют стали 5ХНМ, 5ХНВ, 4Х5В2ФС, 4Х2В5ФМ и др.
Для изготовления блоков, матриц без вставок, вставок зажим-
ных, пережимных, прошивных, обрезных и просечных ручьев,
а также формовочных пуансонов рекомендуется использовать
сталь 7X3 или 5ХЗСМ (В). Блоки матриц со вставками изгото-
вляют из стали 45. Вставки, пуансоны для труднодеформируемых
сплавов и прошивные пуансоны изготовляют из стали 4Х5В2ФС.
Блоки для вставок должны иметь твердость НВ 321—444, блоки
для вставок НВ 285—321, блоки для рабочих вставок и пуансо-
нов НВ 368—478 (в зависимости от материала).
Поверхностное упрочнение рекомендуется производить дро-
беструйным наклепом, азотированием и др.
В заготовках матриц вначале сверлят подъемные отверстия,
затем их строгают попарно с шести сторон, выдерживая перпен-
дикулярность сторон. После этого на плоскостях разъема обеих
матриц размечают все ручьи или гнезда для крепления ручьевых
вставок и шпоночный паз. Шпоночный паз строгают в двух заготов-
ках, затем обрабатывают ручьи — на горизонтально-расточных
или на вертикально-фрезерных станках. В первом случае раста-
чивают одновременно в двух сомкнутых заготовках. Вначале
выполняется черновое, затем чистовое растачивание.
Нецилиндрические гнезда и фасонные углубления фрезеруют,
потом подвергают слесарной обработке. Зажимную часть ручьев
при этом строгают насквозь, до расточки. Во втором случае зажим-
151
ную часть ручьев фрезеруют на горизонтально-фрезерном станке
с перемещением фрезы вдоль ручья. Все полости ручьев обраба-
тывают в каждой заготовке аналогично обработке молотовых
штампов. После предварительной обработки ручьи закаливают,
шлифуют плоскости разъема, затем окончательно шлифуют и про-
изводят слесарную обработку.
Вставки матриц изготовляют из кованых заготовок; если
вставки должны образовать ручей цилиндрической формы, их
куют в виде кольца и разрезают, или в виде двух полуколец.
Плоскость разъема вставок обрабатывают. Вставки складывают
или соединяют с помощью сварки (при больших габаритных разме-
рах), или хомутами и другими приспособлениями в сборе обраба-
тывают. Рабочую полость обтачивают или фрезеруют в зави-
симости от ее формы. Во вставках сверлят и нарезают отверстия
для крепления; после термообработки вставки пригоняются по
гнездам блоков и их рабочая полость доводится окончательно.
Пуансоны штампов обычно имеют цилиндрическую форму,
поэтому их обработка в основном ведется на токарных станках.
При сборке штампа пуансоны устанавливают и крепят в пуансо-
нодержателе. Блоки матриц фиксируют шпонками и крепят при-
хватами и болтами.
Вставные матрицы и зажимы вследствие больших габаритных
размеров в процессе термообработки подвергаются значительному
короблению. Исправить этот дефект шлифованием после термооб-
работки трудно. Более целесообразно не оставлять припуск на
шлифование после закалки, а производить вначале закалку и затем
путем фрезерования и растачивания получать окончательно нуж-
ную форму и размеры ручьев. Такая обработка возможна, так как
вставные матрицы, зажимы и пуансоны имеют твердость HRC 45.
Обработка выполняется на мощных станках твердосплавным
инструментом.
В этом случае технологический маршрут изготовления полу-
матриц и полузажимов состоит из следующих операций. Заго-
товки отрезают от сортового проката, куют, придавая им форму
полуцилиндров, отжигают, производят предварительную меха-
ническую обработку, оставляя большой припуск на окончатель-
ную обработку, закаливают, отпускают, фрезеруют и шлифуют
плоскости разъема, соединяют полуматрицы зажимами или элек-
тросваркой и производят чистовую обработку в сборе на токарных
и фрезерных станках. Так же обрабатывают и пуансоны.
§ 17. ИЗГОТОВЛЕНИЕ ШТАМПОВ ДЛЯ КРИВОШИПНЫХ
ПРЕССОВ
Принципиально объемная горячая штамповка на кривошипных
прессах не отличается от штамповки на молотах. Однако некото-
рые особенности прессов приводят к тому, что конструктивно
152
штампы, устанавливаемые на прессы, значительно отличаются
от молотовых. Наиболее существенными являются две особенности:
постоянный ход ползуна пресса приводит к тому, что заполнение
ручья происходит за один нажим на заготовку. В отличие от
пресса, заполнение ручья молотового штампа может происходить,
за несколько ударов.
Вследствие отсутствия ударных нагрузок можно применять
при установке на прессы сборные штампы. Штампы, устанавливае-
мые на прессы, имеют выталкивающие устройства для принуди-
тельного выталкивания поковки после ее изготовления; это позво-
ляет значительно снизить штамповочные уклоны.
В штампах кривошипных прессов обычно размещают не более
трех ручьев; подкатные и протяжные ручьи вообще не приме-
няются, так как они требуют слабых ударов, нанести которые на
прессе, имеющем постоянный ход, невозможно.
Обычно штампы состоят из пакета, собранного из двух плит,
колонок и втулок. Принципиально пакеты ничем не отличаются
от блоков штампов для холодной штамповки. В гнездах пакетов
устанавливают и крепят прихватами ручьевые вставки. Приме-
няются пакеты в основном для цилиндрических ручьевых вста-
вок, для призматических ручьевых вставок и для штампов, испы-
тывающих большие горизонтальные усилия.
Рабочая полость ручьевых вставок не отличается от полости
молотовых штампов соответствующего назначения.
Примеры рабочей полости осадочного, предварительного и
окончательного ручьев вставок для штамповки шестерни показаны
на рис. 63.
В отличие от рабочих полостей молотовых штампов аналогич-
ного назначения в штампах, устанавливаемых на кривошипные
прессы, сверлят газоотводящие каналы. Газоотводящие каналы
служат для свободного выхода воздуха и газов, образовавшихся
в процессе сгорания смазки в глубоких полостях штампа. Газо-
отводящие каналы необходимы потому, что полная деформация
осуществляется за один ход пресса и газы не успевают выйти из
глубоких полостей. Обычно диаметр газоотводящих каналов со-
ставляет 1,2—1,5 мм. При таком диаметре металл в каналы не
затекает, а небольшие выступы, образующиеся на поверхности
поковки, на ее качество не влияют.
Кроме штампов для горячей объемной штамповки, на криво-
шипные прессы устанавливают чеканочные, калибровочные, выса-
дочные штампы, штампы для холодного прессования и др. Пример
конструкции штампа для холодного прессования показан на
рис. 64.
Плиты пакетов изготовляют из стали 40ХЛ или 40Л. Из такого
же материала изготовляют подкладные плиты и прижимы. Вставки
осадочные, ручьевые для штамповки углеродистых сталей и встав-
ные знаки изготовляют из стали 5ХГСВФ, матрицы и пуансоны
153
Рис. 63. Рабо-
чая полость
ручьевых вста-
вок для штам-
повки шестерни:
а — осадочный
ручей: б — пред-
варите л ьный ру-
чей; е — оконча-
тельный ручей
0)
Рис. 64. Штамп для холод-
ного прессования цилиндри-
ческого стакана:
1 — гильза; 2 — опорная про-
кладка, 3 — нуансои; 4 и S —
посадочные кольца; 6 — съем-
ник; 7 — рабочая вставка мат-
рицы; 8 — внутренний бандаж;
’9 — выталкиватель; 10 — на-
ружный бандаж; II — посадоч-
ное гнездо
12 3 4 5 6
для штамповки методом выдавливания изготовляют из стали
ВШ-650 или 4Х5В2ФС, а выталкиватели — из стали 4Х5В2ФС
или 4Х8В2.
Траверсы, толкатели, их тяги, рычаги, планки изготовляют
из стали 45Х, съемники — из стали 7X3, направляющие колонки—
из стали 20, втулки — из бронзы Бр. ОЦС 6-6-3 или биметалличе-
ские с внутренним слоем (2—3 мм) бронзы.
Твердость рабочей части различных деталей штампов должна
находиться в пределах: плит пакетов НВ 302—352, осадочных
и пережимных вставок НВ 341—415, ручьевых вставок из
стали 5ХГСВФ НВ 341—495, знаков из стали 5ХГСВФ НВ 363—
429, матриц и пуансонов для выдавливания НВ 388—444. Кон-
структивные детали из стали 45Х должны иметь твердость
НВ 321—388. Упрочнению поверхности подвергают вставные
знаки, пуансоны и матрицы для выдавливания их азотируют на
глубину 0,22—0,3 мм или подвергают электроискровому упрочне-
нию.
Как уже отмечалось выше, ручьи вставок мало отличаются
от ручьев молотовых штампов. Следовательно, и технология их
изготовления аналогична технологии изготовления молотовых
штампов.
Штамповка на кривошипных прессах выполняется с большей
точностью, чем на молотах. Этому способствует постоянный ход
пресса, жесткость станины и всех узлов кривошипно-шатунного
механизма, более качественная конструкция направляющих.
Соответственно и точность обработки рабочей полости ручьев
также должна быть выше.
Цилиндрические вставки, предназначенные в основном для
штамповки тел вращения, обрабатывают на токарных станках,
протачивают посадочную часть и растачивают концентрично рас-
положенные полости ручья. После токарной обработки следует
закалка, шлифование посадочной части, шлифование и доводка
рабочей полости. В случае, когда в цилиндрической вставке распо-
ложен осесимметричный ручей, не представляющий собой кон-
центрично расположенные цилиндрические поверхности, обра-
ботка ведется на фрезерных станках.
Призматические вставки обрабатывают в такой же последова-
тельности, как и молотовые штампы. В отличие от молотовых
штампов призматические вставки тщательно обрабатывают по всем
наружным поверхностям. При этом боковые наклонные поверх-
ности вставок должны быть согласованы с углом наклона сопря-
гаемых плоскостей упорных планок и прижимов пакета. До раз-
метки ручья лицевая плоскость каждой вставки должна быть
прошлифована с базой на обработанную опорную плоскость.
Разметка рабочей полости должна быть произведена строго со-
гласованно в двух вставках, ее необходимо вести от одноименных
баз — упорных наклонных плоскостей. Обрабатывают ручьи
155
обычно на копировально-фрезерных станках с последующей довод-
кой до и после термообработки. Применяется также холодное
выдавливание рабочих полостей вставок; кроме того, целесооб-
разно применять различные электрофизические и ультразвуко-
вые методы обработки глухих полостей вставок.
При наличии плавных переходов в полостях (см. рис. 63)
вставки изготовляют цельными, при наличии резких переходов
и острых углов (см. рис. 63) часто применяют вставки из состав-
ных элементов.
Как уже отмечалось, отличительной особенностью ручьев вста-
вок являются газоотводящие каналы. При обработке газоотводя-
щих каналов необходимо соблюдать некоторые условия. Если дно
глубокой выемки имеет сферическую форму, то сверлят по одному
отверстию на дне каждой выемки. В тех случаях, когда дно глу-
бокой выемки имеет плоский участок, отверстия сверлят у каждой
стенки. Отверстия -должны сверлиться рядом со стенкой, в про-
тивном случае металл перекроет отверстия, а участок поковки-
у вершины ребра останется незаполненным.
Для простоты выполнения каналов малые отверстия сверлят
на глубину 15—20 мм, затем с обратной стороны ручья сверлят
отверстие диаметром 8—15 мм до соединения с малым отверстием.
Для сообщения с атмосферой на опорной поверхности ручьевой
вставки фрезеруют канавку радиусом 5—6 мм, пересекающую
все отверстия.
Изготовление пакетов сходно с изготовлением блоков штампов
для холодной штамповки. В качестве заготовок плит пакетов
обычно используют стальные отливки, их обрабатывают по
плоскости и в сборе растачивают отверстия под колонки и
втулки.
После обработки гнезд под вставки размечают и обрабатывают
все остальные гнезда, пазы, окна, выполняется сборка механиз-
мов выталкивания, зажимов и других деталей. Втулки и колонки
пакета подвергают цементации и закалке.
Изготовление штампов для холодного прессования (рис. 64)
имеет некоторые особенности. Эти особенности определяются повы-
шенными требованиями к жесткости и точности штампов. Пуан-
соны этих штампов обычно изготовляют монолитными, матрицы —
составными с применением бандажирования. Вследствие банда-
жирования достигается значительное повышение прочности
матрицы. Опорные плиты, воспринимающие большие нагрузки,
применяются утолщенными.
Закрепляют пуансоны с помощью специальных гаек или бол-
тами с прижимным фланцем. Кроме того, закреплять пуансоны
можно с помощью конических колец, входящих в коническое,
гнездо плиты. Для точного совмещения пуансона и матрицы кольцо
выполняется строго соосным по наружным и внутренним посадоч-
ным поверхностям.
156
Инструмент для прессования изготовляют из сталей У10А,
9ХС, ХВГ, Х12М, Х12Ф1, Х6ВФ, Р18 и др. Инструменталь-
ные стали, применяемые для изготовления рабочего инструмента,
должны содержать низкое количество серы и фосфора. Для повы-
шения качества инструмента рекомендуется предварительно про-
изводить ковку заготовок с применением многократной осадки
и протяжки при строгом соблюдении температурного интервала
ковки, а также строго соблюдать режимы термообработки.
После механической обработки концентричность поверхностей
матриц должна быть в пределах 0,02—0,03 мм, неперпендикуляр-
ность торцев не превышать 0,02—0,03 мм на 100 мм. Аналогич-
ные требования предъявляются и к остальным деталям.
§ 18. ВЛИЯНИЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШТАМПОВ
НА ИХ КАЧЕСТВО И ДОЛГОВЕЧНОСТЬ
Технологическая сущность операций объемной штамповки
требует создания в полости штампа большого давления. Поэтому
штампы для объемной штамповки работают в очень тяжелых усло-
виях. При вырубке напряжения возникают только на узкой по-
лоске вдоль режущих кромок, при объемной штамповке зона на-
пряжения занимает значительное пространство.
По конструктивным причинам рабочие части штампа часто
не удается сделать достаточно больших габаритных размеров,
чтобы уменьшить концентрацию напряжения. Поэтому стойкость
штампов для большинства операций объемной штамповки низка.
В большой степени стойкость штампов для объемной штамповки
(молотовых, горизонтально-ковочных машин, кривошипных прес-
сов) определяется методом получения штамповочного ручья. Как
уже отмечалось, применение метода холодного выдавливания
полостей, штамповки вставок повышает стойкость штампа. На по-
вышение стойкости влияет также качество отделки поверхности
штамповочных ручьев. Необходимо применять методы шлифова-
ния, при которых риски от абразивного инструмента распола-
гаются в направлении течения металла при заполнении им ручья,
повышать чистоту поверхности полированием, упрочнять поверх-
ность ручьев дробью. Кроме того, на повышение стойкости влияет
правильный выбор марки материала и режима термообработки;
при этом для каждой детали обеспечивается высокая стойкость
штампа. Значительное повышение стойкости штампов достигается
методом борирования (насыщение бором их рабочей поверхности
с последующей закалкой). Борирование повышает твердость,
коррозионную стойкость, жаростойкость и износостойкость
штампов.
При изготовлении штампов для штамповки поковок из тита-
новых сплавов для уменьшения налипания металла на поверх-
ности штампа, повышения качества поверхности поковок и уве-
157
личения срока службы штампов их рабочую поверхность рекомен-
дуется подвергать сульфидированию.
В последнее время проведены опыты, показавшие, что значи-
тельного повышения износостойкости штамповой оснастки можно
достичь путем пластического деформирования полостей штампов
в результате энергии взрыва бризантных взрывчатых веществ
и порохов. Так, вставки, изготовленные горячей штамповкой
мастер-пуансоном, имеют среднюю стойкость 2500 поковок,
а после обработки взрывом 4400 поковок. При этом пороховые
газы способствуют образованию в поверхностном слое карбидных
соединений, увеличивающих термостойкость.
При изготовлении калибровочных и чеканочных штампов основ-
ные требования предъявляются к полировке, достаточной твер-
дости и толщине закаленного слоя рабочих частей. При изгото-
влении рабочих частей высадочных штампов весьма существенную
роль играет термообработка цельных матриц. Повышению твер-
дости стенок способствует применение струйной закалки.
Использование в машиностроении жаропрочных и титановых
сплавов потребовало применения скоростной штамповки, изотер-
мической штамповки (при поддерживании постоянной температуры
900—1000° С), для которых стойкость стальных штампов оказалась
неприемлемой. Повышение стойкости в данном случае достигается
применением специальных конструкций штампов с твердосплав-
ными вставками. Вставка запрессовывается в кольцо, а затем
вместе с ним нагорячо (400° С) запрессовывается в обойму. Дости-
гнутая стойкость нижней половины штампа 20 000 поковок, верх-
ней 46 000.
Глава VI
ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
ПРЕССФОРМ
§ 19. НАЗНАЧЕНИЕ И КОНСТРУКЦИИ
ПРЕССФОРМ
Прессование — один из наиболее экономичных способов из-
готовления деталей машин. С помощью этого способа можно по-
лучать готовые детали, идущие прямо на сборку; заготовки,
подвергаемые последующей механической обработке перед сборкой;
промежуточные модели, предназначенные для получения формы
для заливки в нее расплавленного металла, и т. д. Материалом
для прессования может служить пластмасса, резина, металл,
восковая смесь, порошкообразная фарфоровая, металлическая
или керамическая масса и т. д. Прессформы можно изготовлять
из металла (черного или цветного), пластмассы, гипса, твер-
дого сплава и т. д.
В настоящее время наибольшее распространение получили
прессформы из пластмасс. Эти прессформы делятся на три группы:
прямого прессования, литьевого прессования и для литья под
давлением. Первые две группы прессформ предназначены для
прессования деталей из реактопластов, третья — для термопла-
стов. Кроме этого, прессформы делятся на съемные, полустационар-
ные, стационарные и блочные, а по количеству гнезд — на
одногнездные и многогнездные.
Прессформы классифицируются также по направлению пло-
скости разъема и по другим конструктивным и технологическим
признакам.
Детали прессформ разделяются на нормализованные и спе-
циальные. К нормализованным деталям прессформ относятся
верхние и нижние плиты, пуансонодержатели, обоймы матриц,
загрузочные камеры, плиты обогрева, направляющие колонки
и втулки, ручки и т. д. К специальным деталям прессформ отно-
сятся вставные матрицы, пуансоны, гладкие знаки, резьбовые
знаки и кольца и т. д. Некоторые детали и элементы прессформ
для прессования пластмасс показаны на рис. 65.
Матрицы являются наиболее трудоемкими деталями пресс-
форм, поэтому особое внимание необходимо обращать на техноло-
гичность их конструкций. Для улучшения технологичности кон-
струкций матриц, а также для возможности внедрения метода
159
\h=(14,5)D
160
холодного выдавливания оформляющих гнезд следует применять
вставные матрицы (рис. 65, а).
При необходимости получения вертикального облоя оформ-
ляющее гнездо следует проектировать так, как показано; на
рис. 65, б. При прямом прессовании избыточный материал и газы
удаляются через щели, образованные лысками на рабочей части
круглых пуансонов. Глубина лысок должна быть 0,2—0,3 мм
(рис. 65, в); на прямоугольных пуансонах лыски снимаются на
закруглениях (рис. 65, г). На прямоугольных пуансонах больших
габаритных размеров (рис. 65, д) прорезают канавки глубиной
0,2—0,3 мм.
Закрепление пуансона в пуансонодержателе чаще всего про-
изводят при помощи бурта (рис. 65, е). Пуансоны, имеющие
большие габаритные размеры и сложную форму, закрепляют
болтами, которые вворачивают непосредственно в пуансон; фик-
сируют пуансоны штифтами. Для фиксации пуансонов после
термической обработки применяют пробки, которые вводят в пуан-
сон на неподвижной посадке; после этого сверлят отверстия под
штифты (рис. 65, ж). Существует способ закрепления пуансона
(рис. 65, з) врезанием его в пуансонодержатель по всему контуру.
Оформляющие гнезда прессформ литьевого прессования,
а также открытых прессформ прямого прессования должны в точ-
ности соответствовать форме прессуемых деталей. Конструкция
гнезда закрытой компрессионной прессформы с перетеканием
показана на рис. 65, и, поршневой — на рис. 65, к.
Гладкие знаки применяются для оформления отверстий в прес-
суемых деталях (рис. 65, л). Они могут быть подвижными, когда
одновременно с оформлением отверстий выполняют функцию вытал-
кивателей (рис. 65, м). Резьбовые знаки и кольца предназначены
для оформления соответственно внутренней и наружной резьбы
в прессуемых деталях. Резьбовые знаки можно устанавливать
в нижней (рис. 65, и) и в верхней половине прессформы. Пример
оформления рабочей части резьбового знака показан на рис. 65, о,
а резьбового кольца — на рис. 65, п.
Важным элементом литьевых прессформ является литниковая
система, предназначенная для перетекания прессмассы из загру-
зочной камеры в оформляющее гнездо.
В области литейной технологии к числу наиболее эффективных
относится способ точного литья по выплавляемым моделям, или
так называемое прецизионное литье. Прессформы для получения
выплавляемых моделей имеют простую конструкцию, но обработка
внутренней рабочей полости для деталей, имеющих сложную
форму, представляет значительную сложность, поэтому часто
изготовляют прессформы из неметаллических материалов путем
отливки, прессования и т. д. Прессформа (рис. 66) состоит из
верхней 1 и нижней 2 плиток, изготовленных из пластмассы АСТ-Т,
в которых отформована оформляющая полость. При прессовании
И В. С. Мендельсон 161
обе плитки прессформы сжимаются накидными винтами с гай-
кой 3. Воск запрессовывают через литниковый канал (сечение ВВ).
Выталкивание готовой модели производится выталкивающим
устройством 4.
Вследствие того что пластмасса АСТ-Т обладает пониженной
теплопроводностью, которая способствует замедлению процесса
отвердения восковой смеси, такие прессформы часто изгото-
Рис. 66. Прессформа из пластмассы АСТ-Т для прессования
восковой выплавляемой модели
вляют комбинированными (часть прессформы с более простой по
форме рабочей полостью выполняется из металла).
Для изготовления деталей прессформ используют в основном
конструкционные и инструментальные стали марок 20, 45, У8А,
ХВГ, 12ХНЗА и др. Термическая обработка должна обеспечивать
твердость рабочих элементов HRC 56—60 и стойкость их против
истирания. Стали, применяемые для изготовления формующих
деталей, должны иметь минимальную деформацию при термической
обработке, что особенно важно при сложной форме деталей.
Всем этим требованиям отвечают конструкционные стали, которые
подвергаются цементации. Эти стали хорошо обрабатываются
162
и после закалки позволяют получить высокий класс чис^
верхности. Формующие детали, независимо от марки приц оты по„"
стали следует подвергать отпуску (после закалки), вс,?няемои
которого обеспечивается почти полное снятие внутренний едстБне
жений при наилучшем сочетании прочности и пласт» напРя’
Изготовленные прессформы должны отвечать высокиьЧ1ЮСТИ-
ческим требованиям. На формообразующих поверхности^ техни'
пускается никаких пороков. Формообразующие поверхно^У не до'
трицах и пуансонах обрабатывают до 10-го класса чие*™ в ма“
верхности, после этого их хромируют и полируют до п0“
чистота поверхности при этом должна соответствовать ^блеска,
классу. Толщина слоя покрытия хрома должна быть 14'МУ
30 мкм. Отклонения от перпендикулярности направляв менее
центрирующих деталей относительно плоскости разъем^ ’^HX и
должны находиться в пределах допусков на посадочные к Ф°РМЫ
этих деталей. Размеры
В собранном виде непараллельность верхней плоское^
ней плиты относительно нижней плоскости нижней плиты 11 веРх"
быть не более 0,15 мм на длине 300 мм. Отклонения от пар^олжна
пости плоскости разъема формы по отношению к опорц^аллель'
скостям допускаются не более 0,05 мм на длине 200 мм. 1м ПЛ0‘
Подвижные части формы по направляющим колонкам, Q
выталкиватели и колонки возврата в отверстиях должц^ гакже
перемещаться без перекосов и заеданий. 1 легко
§ 20. ИЗГОТОВЛЕНИЕ ПРЕССФОРМ
Организация производства прессформ аналогична орга^
производства штампов как в условиях индивидуально^Изации
и в условиях серийного производства. Применяемые мек0’ так
работки также не имеют принципиальных особенностей. об"
ственно и технологические маршруты изготовления дет.!/О1.вет'
сборки прессформ соответствуют маршрутам изготовлений
Изготовление металлических формообразующих деталц
форм. Рассматривать технологию изготовления нормализ<к пРесс"
и специальных деталей и узлов прессформ, являющихсьанных
щими, направляющими и т. д., нецелесообразно, так как несУ"
товление в основном ведется аналогично таким же детали^ изг0'
нов. Ниже рассматриваются некоторые методы изготовления штам"
ных формообразующих деталей прессформ. основ-
Пример прессформы, изготовленной методом холоди^.
давливания, показан на рис. 67. Деталь, получаемая в прес/? вы"
(рис. 67, а), имеет форму высокого стакана с рифленой Hat/ °Рме„>
поверхностью, поэтому матрица прессформы (рис. 67, ^Ужпои
глубокую полость. Заготовка для выдавливания полости имеет
принята цилиндрической, так как матрица в плане круц ГРИЦЫ
11* ЭЯ‘
163
Габаритные размеры можно определить по таблицам РТМ
113—63. Вначале определяют расчетный средний диаметр dcp
выдавливаемой полости (как среднее арифметическое между диа-
метрами верхней и нижней части рабочей полости):
. 14,9+11,4 1С
dcp — ——-±—— =13,15 мм.
Рис. 67. Прессформа, изготовленная методом холодного выдавливания
Отношение глубины выдавливания h полости к ее среднему
диаметру: h _ 32|2 _
dcp ~ 13,2
По таблице РТМ 113—63 при 20 > dcp >> 10 определяем диа-
метр D и высоту заготовки И при = 2:
D = 3dcp = 3 • 13,2 40 мм,
Н = 2,2h = 2,2-32,2 71 мм.
Учитывая, что размеры заготовки должны быть не меньше
габаритных размеров готовой матрицы с учетом припуска на
обработку, принимаем (рис. 67, б) Ds = 60 мм; Нд — 80 мм.
164
В заготовке предварительно обрабатывают углубление диаметром
28 X 14 мм, которое выдавливать не нужно, так как его нетрудно
выполнить растачиванием. Чистота и точность изготовления
заготовки должна соответствовать
товку выполняют из стали Ст.З.
По табл. РТМ определяем при
q — 300 кПмм2.
Затем определяем силу, не-
обходимую для выдавливания
полости:
указаниям на чертеже. Заго-
р__ qF ___ 300-175
Г “ 1000 — 1000 ~ 7 >
где F — площадь проекции вы-
давленной полости в мм2', F =
3,14-14,9» 2
- ——175 мм2.
4
Мастер-пуансон для выдав-
ливания (рис. 67, в) изготов-
ляют из стали Х12М, закали-
вают до твердости HRC 59—61.
Рабочие поверхности мастер-
пуансона должны быть отпо-
лированы до блеска.
Полости матрицы вследствие
большой ее глубины выдавли-
вают в два приема. Глубина
Рис. 68. Схема изготовления матриц
прессформ путем давления на жидкий
металл
вдавливания мастер-пуансона в
заготовку при первом приеме составляет 20—25 мм. После первого
приема необходимо извлечь мастер-пуансон из, заготовки; для
этого в заготовке надо просверлить отверстие диаметром 7 мм.
Заготовку подвергают промежуточному рекристаллизационному
отжигу. После отжига производится второй прием выдавливания
на требуемую глубину. Направление пуансона в процессе выдавли-
вания обеспечивается специальным хвостовиком.
Производительным методом изготовления формообразующих
деталей прессформ является метод, при котором оказывают давле-
ние на жидкий металл. При этом для получения необходимой
вставки для прессформы изготовляют оснастку, состоящую из
стального цилиндра (обоймы) 3 и плунжера 5 (рис. 68), который
во избежание возможного заклинивания при перекосах, входит
в обойму с небольшим зазором (1—1,5 мм). В обойму вставляют
плиту 2, к которой крепят эталонный вкладыш 1, воспроизводя-
щий форму будущей детали.
Собранную оснастку нагревают в электропечи до температуры
280—320° Сив горячем состоянии переносят на неподвижную
165
плиту гидропресса. В горячую оснастку заливают сплав 4 на
цинковой основе при температуре 580—600° С.
После того как у краев залитой формы сплав начинает кри-
сталлизоваться, на форму ставят плунжер, подвижная плита
пресса опускается и производится прессование кристаллизи-
рующегося сплава. По окончании кристаллизации, которая длится
2—3 мин, давление снимается и форма с отливкой охлаждаются.
После охлаждения отливку извлекают из формы, отделяют от
эталонного вкладыша, и она может быть использована для уста-
новки в прессформу.
При расчете размеров эталонов необходимо учитывать усадку
сплава, расширение обоймы при нагревании и др. Прессформы,
изготовленные таким методом, в 8—10 раз дешевле прессформ,
изготовленных с помощью механической обработки, они удобнее
в эксплуатации. Эти прессформы применяются для прессования
легкоплавных выплавляемых моделей для точного литья и пласт-
масс.
В ряде случаев, когда возможности обработки резанием огра-
ничиваются сложной формой обрабатываемой поверхности или
плохой обрабатываемостью материала детали, эти трудности можно
преодолеть, применяя электроимпульсный способ обработки.
Если рабочая деталь подвергается термообработке, то электро-
импульсная обработка производится после термообработки и
шлифования базовых поверхностей заготовки.
В тех случаях, когда требуется удалить большой объем ме-
талла, целесообразно производить предварительную обработку
резанием. В большинстве случаев трудоемкость обработки элект-
роимпульсным методом снижается примерно в 2—3 раза по
сравнению с фрезерованием. Чем сложнее формующие полости,
тем больше экономический эффект от применения данного ме-
тода. Для сложных форм полостей достигается увеличение произ-
водительности в 5—6 раз.
Так как обрабатывают уже закаленную прессформу, то не-
будет происходить искажения профиля в результате термообра-
ботки. Кроме того, после электроимпульсной обработки припуск
будет равномерней, а высота неровностей меньше, чем после
фрезерования, поэтому значительно уменьшается объем слесарно-
механических работ. При изготовлении прессформ для прессо-
вания изделий из резины, когда требования к шероховатости по-
верхности ниже, чем к прессформам для пластмассовых деталей,
можно полностью исключить необходимость в слесарной доводке.
Электроимпульсная обработка позволяет изготовлять пресс-
формы, которые обычными способами обработать нельзя, напри-
мер прессформы для зубчатых колес. Электроимпульсные станки
целесообразно также применять при ремонте прессформ, при
доводке размеров прессформ по прессуемой детали и т. п., когда
съем припуска производится без отжига детали,
166
Обработка прессформ осуществляется на универсальных ко-
пировально-прошивочных станках. Только для крупных прессформ
используемых в шинной промышленности спроектированы и вы-
пускаются специальные станки. Электроимпульсный способ из-
готовления деталей прессформ экономически выгодно применять
в тех случаях, когда количество изготовляемых прессформ со-
ставляет 3—5 шт. в год.
Все большее распространение получает изготовление матриц
прессформ методом порошковой металлургии. Процесс изготовле-
ния матриц из железного порошка заключается в том, что в спе-
циальной прессформе на гидравлическом прессе осуществляется
спрессовывание железного порошка, а затем спекание спрессован-
ной заготовки. Пуансон специаль-
ной прессформы является мастер-
пуансоном, повторяющим форму
будущей детали, обратную копию
формообразующей полости мат-
риц изготовляемой прессформы.
После спекания заготовка до-
прессовывается в той же спе-
циальной прессформе, а затем
окончательно спекается. Такая
Рис. 69. Прессформа, выполненная
гальванопластическим методом
технология двукратного прессования позволяет получать заго-
товки с высокой плотностью, приближающейся к плотности же-
леза.
• Готовые детали подвергают цементации в твердом карбюриза-
торе, затем закаливают с охлаждением в воде и отпускают. Твер-
дость матриц равна HRC 56—57.
Для прессования пластмассовых деталей, выплавляемых мо-
делей и др. в опытном и мелкосерийном производстве часто при-
меняются временные медные прессформы, полученные гальвано-
пластикой. Вначале изготовляется мастер-модель из неметалли-
ческого материала путем отливки по образцу детали или механи-
ческим путем. На нее наносится токопроводящий слой путем
погружения в раствор азотнокислого серебра (серебрение).
Мастер-модель с нанесенным на ее поверхность токопроводя-
щим слоем погружается в ванну для омеднения для нанесения слоя
металла до 2 мм, затем производится монтаж прессформы. Мастер-
модель извлекается из прессформы после ее монтажа.
Для придания медной прессформе необходимой для выпуска
опытной партии пластмассовых деталей прочности ее монтируют
следующим образом. Медные детали прессформы (матрица 2
и пуансон 5) приклепывают к стальным рамкам 1 и 4 (рис. 69).
Поверхность медных деталей в местах прилегания к рамкам тща-
тельно припиливают или строгают. Обратную сторону рамки
заливают баббитом 5. Лишний баббит и наросты меди удаляют.
Собранную таким образом матрицу (или пуансон) с рамкой при-
167
винчивают к подушкам 6 и 7 и устанавливаю! на шпильке 8.
Рабочую поверхность прессформы полируют и хромируют.
При изготовлении прессформы для прессования шестерен
необходимо учитывать ряд особенностей. Так, при изготовлении
знака, оформляющего внутренние зубья шестерен, следует иметь
в виду, что зуб знака по своему профилю не является нормальным
зубом шестерни для наружного зацепления. Элементы профиля
зуба знака являются обратной копией зуба внутреннего зацепле-
ния шестерни, высота его ножки равна высоте головки зуба ше-
стерни, а высота головки — высоте ножки зуба шестерни. Вслед-
ствие этого зубья знака нельзя нарезать обычными червячными
или модульными фрезами или долбить нормальным долбяком.
Для этого должен быть изготовлен специальный долбяк, а кон-
тролировать глубину врезания можно универсальными мерите-
лями.
Изготовить резьбовые знаки и кольца прессформ трудно из-за
необходимости учета усадки для пластмассовой детали, высокого
класса чистоты поверхности резьбы знака и др.
При расчете исполнительных размеров диаметров резьбооформ-
ляющих деталей прессформ должны быть учтены допуски на
диаметры резьбы и усадка пластмассы для всех диаметров резьб.
При расчете исполнительных размеров шага резьбооформля-
ющих деталей усадка по шагу учитывается при
где L — длина прессуемой резьбы в мм;
l^cp — допуск на средний диаметр резьбы в мм;
Q — расчетный коэффициент усадки пластмассы.
При этом шаг резьбы на знаке или кольце tnp определяется
по формуле
tnp = t(\ + Q),
где t — шаг резьбы.
Шаг резьбы знака или кольца может также быть определен
по таблицам справочников. По рассчитанному шагу производится
настройка токарного станка на нарезание резьбы на знаке или
в кольце прессформы.
Современные токарные станки имеют механизм подачи, обес-
печивающий настройку на любой шаг резьбы без помощи сменных
зубчатых колес. Однако большинство старых станков и часть
новых, главным образом операционных, снабжены гитарами по-
дач, требующие их настройки.
При нарезании резьбы на закаливаемых деталях необходимо
учитывать изменения их размеров, получающиеся во время термо-
обработки. Если известно, что закалка детали из данной стали
сопровождается уменьшением размеров, то шаг резьбы на неза-
каленной детали должен быть несколько больше требуемого.
168
Необходимое изменение шага обычно очень невелико, величина
шага получается ненормальной, а поэтому неосуществимой па
станке с коробкой подач. При работе на станке без коробки
подач в таких случаях необходимы специальные сменные
колеса.
Особенности изготовления неметаллических формообразующих
деталей прессформ. В последнее время все большее применение
Рис. 70. Приспособление для изготовления пласт-
массовых прессформ
находят прессформы с деталями из неметаллических материалов
(пластмасс, гипса и др.). Изготовление прессформ для получения
пластмассовых деталей является перспективным, так как даже
для получения нескольких опытных образцов пластмассовых
деталей необходимо изготовлять дорогостоящие и трудоемкие ме-
таллические формы.
Для изготовления пластмассовых прессформ используются
композиции на основе эпоксидной смолы, применяемой в штам-
пах. При изготовлении пластмассовых заготовок матриц прессформ
применяется специальное приспособление (рис. 70), состоящее
из двух стаканов 3 и 4, поршня 2 и трех зажимов 1. Приспособ-
ление устанавливают на полированной плитке 5.
169
На рис. 66 показана восковая модель, прессуемая в пресс-
форме. По чертежу восковой модели, прессуемой в прессформе
(см. рис. 66), с учетом припуска на усадку изготовляют мастер-
модель. При этом принимается в расчет только усадка восковой
композиции, так как усадкой пластмассы АСТ-Т можно прене-
бречь. Материалом для мастер-модели может служить любой
металл, сплав, древесина.
Предварительно внутреннюю поверхность стаканов 3 и 4
(рис. 70) смазывают техническим или растительным маслом.
Этим же составом смазывают мастер-модель. Нижний стакан за-
полняют размягченным гипсом 6 вдавливают в него мастер-мо-
дель 7 по линии разъема и дают гипсу затвердеть. После оконча-
тельного затвердения поверхность гипса на уровне линии разъема
обрабатывают (срезают выступы, заделывают выемки, зачищают,
покрывают ее маслом, мастер-модель устанавливают в выемку,
устанавливают верхний стакан 3, скрепляют стакан зажимами 1).
Затем полость верхнего стакана заполняют приготовленной
пластмассой АСТ-Т (приготовление пластмассы отличается при-
менением алюминиевой пудры и других металлических порошков,
смешиваемых с порошком АСТ-Т для улучшения теплообмена).
В стакан устанавливают поршень 2 и с помощью ручного пресса
давят на поверхность массы. Через каждые 10 мин пресс под-
жимают или осуществляют давление пресса на пуансон через
сжатую резиновую подушку. Признаком начала отвердения
является нагревание цилиндров обоймы. Через 1,5 ч пластмасса
полностью отвердевает. Таким образом получается одна половина
пластмассовой прессформы, которую очищают от гипса и при
необходимости ремонтируют с помощью этой же массы. Затем
приспособление переворачивают и устанавливают на плиту тор-
цом стакана 3, в котором находится затвердевшая пластмасса.
В образовавшуюся выемку вставляют мастер-модель; плоскость
разъема покрывают техническим или растительным составом;
надевают на заточку стакан 4, очищенный от остатков гипса
и также смазанный маслом, и приспособление вновь скрепляют
зажимами 1. Полость стакана 4 заполняют пластмассой АСТ-Т
и производят давление поршнем. После отвердения обе заготовки
прессформы выталкиваются из стаканов, очищаются и передаются
на механическую и слесарную обработку.
Вначале зачищают заготовки, срезают лишнюю пластмассу,
дорабатывают поверхности рабочих полостей. Затем в сборе
с мастер-моделью обрабатывают отверстия под фиксирующие
штыри. Затем фрезеруют лыски, обрабатывают пазы отверстий,
устанавливают зажимы 3, обрабатывают литниковую систему,
изготовляют и монтируют выталкивающее устройство и т. д.
Метод изготовления прессформ с применением пластмасс
исключает необходимость проектирования прессформ, снижает
трудоемкость в 7—10 раз, ускоряет технологический цикл в 5—
170
6 раз, удешевляет и упрощает производство прессформ. Однако
прессформы, изготовленные из эпоксидных смол, имеют суще-
ственный недостаток: вследствие низкого коэффициента тепло-
проводности смол время отверждения воска значительно увели-
чивается. Этот недостаток может быть устранен путем введения
в смолу металлического порошка. Абсолютная теплопроводность
массы прямо пропорциональна количеству вводимого наполни-
теля, однако с увеличением его количества теряется вязкость
массы и ухудшаются условия изготовления прессформы.
Наиболее приемлемым является алюминиевый порошок, ко-
торый может быть введен в массу с доведением высокого соотно-
шения наполнителя к смоле (1,8 : 1,0) без потери ее литьевых
свойств. Такая композиция называется металлопластмассовой,
а прессформы, изготовленные из нее, позволяют прессовать до
4000 моделей.
Применяется также металлизация прессформ, изготовленных
из эпоксидной смолы, т. е. покрытие рабочей поверхности тонким
слоем металла путем напыления. Наиболее перспективным яв-
ляется метод вакуумной металлизации, при котором мастер-
модель помещают в емкость с вакуумом до 10-4 мм рт. ст. На-
пыляемый металл помещают ца источники испарения. При на-
греве источников напыления этот металл осаждается на поверх-
ность мастер-модели, которую предварительно покрывают маслом.
В процессе металлизации мастер-модель вращается в двух пло-
скостях; в результате этого обеспечивается равномерное покрытие
всей поверхности. Затем по мастер-модели изготовляют две по-
ловинки прессформы. Вследствие наличия разделительного слоя
на поверхности мастер-модели и хорошей адгезии металлической
пленки к эпоксипласту после отверждения эта пленка остается на
поверхности полости прессформы, образуя с ней прочное сцепление.
Для прессования восковых выплавляемых моделей для точ-
ного литья наряду с пластмассовыми применяют гипсовые пресс-
формы. Для гипсовых форм следует применять медицинский гипс,
отличающийся высокой механической прочностью. Применять
гипсовую прессформу целесообразно тогда, когда изготовлять
нужно небольшое число отливок (10—30 шт.).
Прессформы для выплавляемых моделей можно изготовлять из
резины. Резиновую прессформу для отливки средней сложности
можно изготовить в течение 3—4 ч. Для этого в специальную
обойму помещают металлическую мастер-модель, обойму подо-
гревают до 80° С и засыпают в нее сырую резину с компонентами
для вулканизации, предварительно нагретую до 70е С. Резину
в обойме прессуют и выдерживают в течение 1,5—2,5 ч под дав-
лением 10—30 кПсм? при 140—150° С. Затем обойму охлаждают,
резиновую прессформу извлекают и разрезают.
В резиновой прессформе можно изготовить 500—600 выплав-
ляемых моделей. При этом модели получаются с точными разме-
171
рами и более высокой чистотой поверхности по сравнению с мо-
делями, получаемыми в гипсовых прессформах.
Особенности технологии изготовления прессформ с твердо-
сплавными рабочими частями. Для производства прессованных
деталей из керамики и металлокерамических порошков, требуется
большое количество стальных дублирующих прессформ, так как
при прессовании, например, деталей из карбонильного железа
стойкость прессформы не превышает 8 ч работы (2000 шт. деталей).
Для увеличения продолжительности работы прессформ рабочие
элементы их армируются твердыми сплавами ВКЮ, ВК11 и BKJ5,
ВК20.
Технологические процессы изготовления твердосплавных пресс-
форм в значительной мере такие же как и приемы обработки
твердосплавных деталей штампов. Отличительной чертой изго-
товления твердосплавных рабочих частей прессформ являются
повышенные требования к чистоте поверхности. Так, например,
при прессовании деталей из порошков ферритного и карбониль-
ного железа шероховатость поверхности у рабочих частей пресс-
форм должна быть не ниже 11-го класса.
При изготовлении сложных профилей в деталях из твердого
сплава, когда предварительная обработка алмазными кругами
невозможна в той степени, как это имеет место при изготовлении
открытых профилей, плоскостей без выступов и простейших тел
вращения, получение высокой чистоты с зеркальной поверхностью
представляет большие трудности. Поэтому при изготовлении
твердосплавных прессформ целесообразно применять пластифи-
цированные и предварительно спеченные при высокой темпера-
туре заготовки. Это в значительной степени сокращает трудоем-
кость подготовительных операций. Производительным и в то же
время эффективным с точки зрения получения необходимой ше-
роховатости поверхности является метод глубинного шлифования
твердосплавных деталей прессформ графитовыми кругами. Метод
глубинного шлифования характеризуется тем, что шлифоваль-
ный круг устанавливают на полную глубину шлифования
и обработку производят за один или два продольных хода
круга.
Графитовые круги позволяют получать чистоту поверхности
12—13-го класса в результате смазывающего действия гра-
фита.
Вследствие высоких требований, предъявляемых к чистоте
поверхности деталей, важной операцией при обработке деталей
прессформ является доводка.
Доводку применяют для обработки наружных и внутренних
цилиндрических, конических и сферических поверхностей, пло-
ских поверхностей и т. д. При доводке наряду с получением по-
верхности высокого качества (шероховатость поверхности до
13—14-го класса чистоты) устраняются неточности предыдущей
172
обработки и достигается требуемый размер (отклонение от пло-
скостности и цилиндричности до 0,001 мм).
Доводка часто является единственным методом окончательной
обработки высокоточных деталей из твердых сплавов и закаленных
сталей. Процесс доводки осуществляют на доводочных дисках
и плитах абразивными порошками в рабочей жидкости и смазоч-
ной среде.
В качестве абразива при доводке применяют естественный
корунд, электрокорунд, карбид кремния, окись хрома, карбид
бора и алмазный порошок. При доводке применяют два способа
подвода абразива к обрабатываемой поверхности. При первом
способе абразив подается на диск периодически в виде пасты или
непрерывно методом полива; при втором способе абразив, нане-
сенный на диск, предварительно шаржируется, а в процессе
доводки подается рабочая жидкость. Материал доводочного диска
должен иметь меньшую твердость, чем материал обрабатываемой
детали. Наиболее распространенными материалами для прити-
ров являются чугун, сталь, медь, латунь, свинец, стекло, сам-
шит, бук.
При доводке с крупнозернистыми абразивными порошками
твердость притира должна быть меньше, чем при доводке мелко-
зернистыми порошками. Для окончательной доводки применяют
доводочные диски менее твердые, чем при предварительной.
Доводка алмазными пастами и порошками может осуществ-
ляться тремя методами: 1) свободным нанесением пасты или по-
рошка на рабочую поверхность доводочного инструмента; 2) пред-
варительным принудительным шаржированием алмазных зерен
в рабочую поверхность доводочного инструмента с помощью
шаржирующего устройства; 3) алмазными суспензиями.
Доводка деталей из стали мелкозернистыми алмазными па-
стами или порошками со свободным нанесением их на рабочую
поверхность плоского или сферического инструмента (притира)
позволяет получить шероховатость обработанной поверхности до
13—14-го класса чистоты при условии сохранения точности формы
рабочей поверхности инструмента. При работе по методу шаржи-
рования мелкозернистых алмазных паст работоспособность алмаз-
ных зерен сохраняется в течение нескольких часов непрерывной
работы. В этом случае работоспособность алмазных зерен в де-
сятки раз выше, чем при свободном нанесении паст на рабочую
поверхность инструмента. Это обстоятельство позволяет сохра-
нить высокую плоскостность или сферичность рабочей поверх-
ности инструмента, постоянно получать обрабатываемые поверх-
ности с шероховатостью поверхности 13—14-го класса чистоты.
Станки, применяемые для односторонней и двухсторонней
доводки плоских, цилиндрических, сферических и других поверх-
ностей деталей, классиф'ицируются по типу кинематической связи
рабочих органов станка (инструмента — притиров и сепарато-
173
ров — кассет с деталями, приспособлений с закрепленными де-
талями и т. д.): 1) станки с жесткой кинематической связью
или с определенной кинематикой перемещений точек детали и
инструмента в их относительном движении; 2) станки с фрикцион-
ной связью между обрабатываемыми деталями и инструментом;
3) станки с жесткой кинематической связью рабочих органов.
Примеры технологических процессов изготовления деталей
и сборки прессформ. Конструкция полустационарной прессформы,
устанавливаемой в универсальный блок с верхней съемной за-
Рис. 71. Полустационарная прессформа:
а — общий еид прессформы; б — прессуемая деталь; 1 — сборная
матрица; 2 — подкладная плита; 3 — резьбовой знак; 4 — проме-
жуточная плита; б — верхняя плита; 6 — литниковая втулка; 7 —
центральный знак; 8 — втулка; 9 — колонка
грузочной камерой, показана на рис. 71. Прессформа (шести-
местная) предназначена для литьевого прессования втулки из
фенопласта К21-22 (рис. 71, б). Основным узлом прессформы
является матрица 1, состоящая из трех вкладышей, соединенных
между собой колонками. Наружная поверхность сборной матрицы
коническая. Матрица устанавливается на подкладную плиту 2
с хвостовиком; поверх матрицы устанавливается сборная верхняя
плита-знакодержатель, состоящая из цилиндрических плит 4 и 5,
соединенных винтами. В пластинах посажены литниковые втулки 6,
втулки 8 с запрессованными в них центральными знаками 7.
Матрица соединяется с подкладной плитой и верхней плитой-
знакодержателем с помощью колонок 9.
Резьба в нижней части прессуемой детали имеет резьбовые
знаки 3. Кроме этих деталей, в комплект прессформы входят
разгрузочные приспособления (вильчатый съемник, клинья и др.).
174
Примерный перечень и краткое содержание операций по изго-
товлению составной матрицы указанной прессформы приведены
ниже. Матрицы изготовляют из стали ХВГ. С заготовительного
участка поступают две заготовки размером 53,6x140x60 и
36,6x140x60 мм. Заготовки шлифуют по двум плоскостям до
размера 53 мм (две заготовки в сборе) и 36 — 0,1 мм (одна заго-
товка). В заготовках растачивают три отверстия диаметром 6А мм
и три отверстия диаметром 8А мм с обеспечением стыковки трех
заготовок. Устанавливают колонки 9 и собирают заготовки на
колонках. Производят строгание в сборе плоскостей заготовки
размером 142X140 X 60 до 140X138 x 56,3 мм. Шлифуют в сборе
четыре стороны заготовки по размерам 140, 138, 56,3 и 55,6_0,i мм.
Растачивают с двух установок два отверстия диаметром 10А мм
и двух отверстий диаметром 8А мм на глубину 20,5 мм с каждой
стороны заготовки и растачивают девять технологических отвер-
стий диаметром 6А6 мм на глубину 8 мм со стороны плоскости В
(рис. 72).
Размечают канавки пазов на поверхности заготовки в сборе.
Канавки по линии разъема строгают для клиньев шириной 5 мм
и глубиной 10 мм. Производят пайку заготовок матрицы в сборе
на стыках в нескольких местах. Шлифуют плоскости В с базой
на плоскость Б. Устанавливают колонки 9 (рис. 71, а), собирают
заготовки матрицы с заготовкой промежуточной плиты 4 и паяют
по линии разъема (плита 4 предварительно прошлифована по
плоскости, прилегающей к матрице). Шлифуют верхнюю пло-
скость плиты 4 с базой на плоскость Б. Растачивают шесть сквоз-
ных отверстий диаметром 15А мм в сборе с плитой 4 по линиям
разъема (вместо диаметра 15,1+°’06мм), затем разбирают детали
(плита 4 поступает на растачивание), растачивают отверстия под
литниковые втулки, затем эту плиту 4 накладывают на заготовку
матрицы в сборе с фиксацией по колонкам 9 и кернят центры
сферических поверхностей радиусом 6 мм на плоскости В через
отверстия в плите 4. Размечают девять сферических поверхностей
радиусом 6 мм по кернам с учетом припуска 0,03 мм на пло-
скости В. Изготовляют технологическую плиту с диаметром
фланца меньше меньшего диаметра плиты 2. По координатам
плиты 2 в технологической плите растачивают отверстия диамет-
ром 8А мм и 10А мм (рис. 73, а).
Собирают заготовку плиты 2 с заготовкой матрицы в сборе
и с технологической плитой по отверстиям, протачивают конусы
18° на диаметр 153_о,2 мм, распаивают и разбирают детали.
Фрезеруют шесть формующих полостей и литниковых кана-
лов с припуском 0,05 мм на сторону по диаметру 15,1+°.оз и
22+0’05 мм с припуском 0,3 мм по плоскости В. Фрезеруют лунки
по радиусу 6,5 мм и пазы для клиньев разъема по размерам 20
и 16 мм с учетом 6° и выступа 104x8 мм в нижней части. Затем
формующие полости и литниковые каналы подготавливают под
175
термическую обработку (закаляют до твердости HRC 50—54).
Литниковые каналы формующих поверхностей обрабатывают
в соответствии с требованиями чертежа, и перед шлифованием
собирают.
176
Шлифуют плоскости Б и В с обеспечением размеров 55.-«.оз
и 1,5 мм и конус на угол 18° с подгонкой по обойме блока (шли-
фуют в сборе, детали собирают как перед протачиванием). Затем
разбирают детали, хромируют и полируют их. Остальные детали
прессформы имеют форму тел вращения, и изготовляют их путем
токарной обработки, координатного растачивания, шлифования.
При изготовлении плиты 2 (рис. 71, а) протачивание конуса
должно быть выполнено в сборе с матрицей. Для этого детали
соединяют между собой пайкой. Растачивание отверстий под
знаки должно быть выполнено так же как и для промежуточной
плиты.
При обработке центрального знака (рис. 73, в) принята сле-
дующая последовательность операций: токарная (с учетом обра-
зования технологического центра), термическая, круглошлифо-
вальная (цилиндрической и конической поверхностей), подреза-
ние торца Б до размера 43,7_.0,i мм, отрезка технологического
центра, шлифование торца А в сборе с промежуточной плитой,
гальваническая, полировальная.
12 в. С. Мендельсон 177
Резьбовой знак сначала подвергают токарной обработке, затем
фрезеруют квадрат, термически обрабатывают, обрабатывают на
круглошлифовальных и резьбошлифовальных станках, отрезают
центры, шлифуют торцы, зачищают, хромируют и полируют.
Сборка прессформы после изготовления деталей не состав-
ляет отдельной группы операций, так как в процессе обработ-
ки ответственные поверхности деталей обрабатывают в сборе;
согласование и пригонка фиксирующих элементов выполняются
в процессе изготовления отдельных деталей. Плоскости проме-
жуточной и верхней плит также шлифуют в сборе с запрессован-
ными в них деталями. Матрица прессформы для прессования
рукоятки показана на рис. 74. Внутренняя полость матрицы 1
фасонная, глубиной 16+0-1 мм. Эту полость наиболее эконо-
мично обрабатывать на электроимпульсном станке.
Матрица изготовляется по следующему технологическому
процессу. Обтачивается заготовка 2 из стали 40Х с технологи-
ческим отверстием диаметром 44 мм на глубину 16,5 мм, с при-
пуском 1 мм (по 0,5 мм на верхнем и нижнем торцах) по высоте
178
заготовки. Выточка диаметром 65 мм, глубиной 0,5 мм является
направляющим элементом для электрода-инструмента. Заго-
товку закаливают в масле и отпускают до твердости HRC 48—52.
Формообразование рабочей полости осуществляется на электро-
импульсном станке модели 4Б722; при этом применяют электроды-
инструменты 3 из углеграфита ЭЭГ.
При обработке используют черновые и чистовые инструменты,
отличающиеся один от другого размерами D и L. Размеры чисто-
вых электродов-инструментов занижают эквидистантно соответ-
ствующим размерам полости на величину межэлектродного за-
зора при чистовой обработке, а размеры черновых электродов-
инструментов определяют по формулам:
D = DM — 2 (п + z); L = LM — (n + z),
где D и D„ — диаметральные размеры соответственно электрода-
инструмента и полости матрицы в мм;
п — припуск на чистовую обработку в мм\
z — межэлектродный зазор при черновой обработке
полости в мм;
L и L„ — линейные размеры соответственно электрода-
инструмента и полости матрицы в мм.
При черновой электроимпульсной обработке полости исполь-
зуют машинный генератор импульсов типа МГИ-2МС (глубина
обработки 15 мм). После достижения указанной глубины режим
изменяют на более мягкий и достигают глубины 15,7 мм.
Шероховатость обработанной поверхности после черновой
обработки достигает 3-го класса. Для получения более высокого
класса чистоты поверхности применяют высокочастотный гене-
ратор импульсов типа ШГИ-125-100. Одновременно устанавли-
вают новый (чистовой) инструмент. Глубина прошивки при этом
составляет 16„од мм.
После обработки рабочей полости прессформы электроимпульс-
ным способом шероховатость поверхности на боковых стенках
достигает 7-го класса, а на нижнем торце 6-го класса чистоты.
Одного комплекта электродов-инструментов (чернового и чисто-
вого) достаточно для обработки шести—восьми матриц, причем
перед обработкой каждой новой матрицы размеры чистового
инструмента восстанавливают до номинальных, подрезая его
рабочий торец на токарном станке на величину уступа, образо-
вавшегося при выполнении предыдущей операции.
При окончательной механической обработке прессформы на
шлифовальных станках удаляют припуски и различные устано-
вочные элементы. Иногда зачищают некоторые участки рабочей
полости оселками. Рабочие участки прессформы полируют до
полного удаления следов электроимпульсной обработки. Хроми-
рование и окончательное полирование полости выполняют так же,
как при обработке прессформ без электроимпульсного способа.
12* 179
Г л aj3 а VII
ТЕРМИЧЕСКАЯ ОБРАБОТКА
И ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ,
ПРИМЕНЯЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ
ШТАМПОВ И ПРЕССФОРМ
§ 21. ОСОБЕННОСТИ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ТЕРМООБРАБОТКИ
Инструмент, предназначенный для деформирования металла
в холодном состоянии, должен обладать высокой твердостью
и износостойкостью, достаточной вязкостью и малой деформи-
руемостью при закалке; кроме того, на инструмент не должен
налипать металл. Такие же свойства должен иметь инструмент,
предназначенный для горячего деформирования металла, но его
свойства (прочность, вязкость, износостойкость) должны сохра-
няться при высоких температурах 600—800° С. Детали пресс-
форм должны обладать свойствами, аналогичными свойствам
инструмента для холодного деформирования, однако в отличие
от него этот инструмент должен иметь большую твердость, пре-
дельно возможную для металла, из которого изготовлены детали.
Термическая обработка деталей штампов и прессформ имеет
некоторые трудности. Особенно это относится к деталям из угле-
родистых сталей, имеющим сложную форму с неравномерно
распределенной массой металла, способствующей появлению тре-
щин, короблению и т. д. Поэтому при закалке деталей, изго-
товленных из углеродистых сталей, применяют способы охлаж-
дения, уменьшающие коробление и возможность появления тре-
щин. Обычным способом является охлаждение в воде с выдержкой
до того момента, когда температура нагретой детали не понизится
до 180—200° С (для углеродистых сталей) и 200—250° С (для
легированных сталей), после чего деталь переносят в масло.
Правильно определить момент переноса детали из одной охлаж-
дающей среды в другую трудно. Перенос из воды в масло произ-
водится через несколько секунд после потери деталью цвета
каления или при прекращении сильного дрожания и шипения
в баке. Вынимать окончательно деталь из масла нужно тогда,
когда масло, остающееся на поверхности штампа, перестанет
дымить. Для этого деталь время от времени вынимают из бака.
Для увеличения глубины закаленного слоя детали штампов,
изготовленных из углеродистых сталей, закаливают при более
высоких температурах (820—830° С). Иногда детали предвари-
тельно подвергают нормализации, но при этом вследствие роста
зерна может понизиться твердость.
180
Закалка деталей из легированных сталей связана с меньшими
трудностями по сравнению с закалкой деталей из углеродистых
сталей. Детали из легированных сталей закаливают в масле,
что предохраняет их от образования трещин и кроме того, они глу-
боко прокаливаются и мало деформируются.
Одной из наиболее распространенных рабочих деталей штам-
пов для холодной листовой штамповки является дыропробивной
пуансон, изготовленный из углеродистой стали. Дыропробивной
пуансон работает в условиях ударных нагрузок и поэтому должен
быть закален так, чтобы в работе не ломался, не изгибался, не
выкрашивался (рабочая часть), не осаживался (крепежная часть).
Следует также учесть, что пониженная твердость посадочной части
пуансона приводит к снижению износа сопрягаемых с ним участ-
ков незакаленных плит, пуансонодержателя и др., кроме того,
исключает случаи отрыва головки пуансона во время эксплуата-
ции. Таким образом, твердость дыропробивного пуансона должна
постепенно снижаться от рабочего конца к крепежной части.
Для обеспечения этих требований необходимо весь пуансон
нагревать до температуры закалки. Рабочую часть следует охла-
ждать до температуры 200—150° С, после чего пуансон перено-
сят в масло и он полностью охлаждается. Затем тыльную часть
пуансона отпускают в соляной ванне, после этого весь пуансон
отпускают до требуемой твердости.
Иногда после нагрева пуансона до температуры закалки про-
изводят охлаждение в водном растворе соли до температуры 90—
100° С; после этого его переносят в масляную или соляную ванну
с температурой 170—180° С, где производят общий предваритель-
ный отпуск всего пуансона в течение 60—90 мин. Затем произво-
дится отпуск переходной части; для этого пуансон погружают
(вертикально, крепежной часью вниз) в нагретую до температуры
300—500° С соляную ванну, чтобы рабочая часть выступала над
поверхностью соли на 8—10 мм, и выдерживают в течение 15—
30 мин, в зависимости от размера пуансона. После этого твердость
крепежной части пуансона достигает HRC 40—44, переходной
части и половины длины рабочей части HRC 48—52, торца рабо-
чей части HRC 56—58.
При термообработке матриц для холодной штамповки, особенно
матриц вырубных штампов, имеющих углы рабочих окон без
закруглений и близко к ним расположенные крепежные отверстия,
часто образуются трещины. Для предохранения от образования
трещин отверстия заполняют глиной и асбестом. Более эффектив-
ным средством является ступенчатое охлаждение. При этом матрицу
нагревают под закалку на 20—30° С выше нормальной темпе-
ратуры, опускают в воду одной стороной до. потемнения крепеж-
ных отверстий, а затем — другой стороной; после этого матрицу
полностью охлаждают в воде до температуры 150—180° С и пере-
носят в масло. При таком способе места, где может появиться
181
трещина, не подвергаются закалке, что исключает появление
трещин.
Матрицы для холодного объемного деформирования работают
в тяжелых условиях. Для нормальной эксплуатации матриц
требуется высокая твердость, износостойкость. Эти матрицы
изготовляют из углеродистых сталей У10А, У11А или легирован-
ных Х12М, Х12Ф1 и др.
Матрицы из углеродистой стали нагревают в печах с безокис-
лительной атмосферой и охлаждают поверхность рабочей зоны
струями воды до потемнения боковой поверхности; после этого
матрицу охлаждают в масляной ванне для отпуска при темпера-
туре 220—240° С. При этом получается твердость у рабочей по-
лости HRC 57—59, а у поверхности HRC 48.
В матрицах из стали У10А глубина закаленного слоя (по
рабочей части) получается не более 1,5—2 мм. Такие матрицы при
работе в тяжелых условиях теряют свои размеры главным образом
при первых ударах, что объясняется их пластической деформацией,
вызываемой силой высадки, а не истиранием.
Значительно более высокой прочностью, обеспечивающей ма-
ксимальное сопротивление пластической деформации от силы вы-
садки при работе в тяжелых условиях, обладают матрицы, изго-
товленные из стали 9С(ЭИ790). После струйчатой закалки матрицы
из этой стали прокаливаются на глубину 3—4 мм (по рабочей
части), т. е. в 2 раза больше, чем матрицы из стали У10А.
Матрицы из стали 9С нагревают до температуры 820—840° С,
подвергают струйчатой закалке водой до потемнения поверхности
(до 500—550° С) и охлаждают на воздухе. При таком охлаждении
происходит самоотпуск закаленной рабочей части матрицы,
частично снимающий напряжения, возникающие при закалке.
Отпуск после закалки производится при температуре 320—
340° С с получением твердости рабочей части HRC 56—61 (твер-
дость поверхности HRC 40).
Заготовки матриц из сталей Х12М и Х12Ф1 подвергают ковке
в интервале температур 1150—850° С, после чего их охлаждают
в ящиках с золой, затем подвергают изотермическому отжигу при
температуре 850—870° С с выдержкой при температуре 720—
750° С и охлаждению до температуры 600—650° С с печью, а после
этого — на воздухе.
Закалка матриц производится от температуры 1020—1040° С.
При этом нагрев идет тремя этапами: до 300—400, до 800—850
и до 1020—1040° С. Охлаждают в масле и получают твердость
HRC 61—63. Затем производят отпуск при температуре 200—
275° С с получением твердости HRC 57—59.
Как уже отмечалось, рабочие детали штампов для горячей
штамповки должны сохранять высокие характеристики проч-
ности, износостойкости при температурах, иногда превышающих
нормальную температуру отпуска стали, из которой изготовлены
182
эти рабочие детали. В процессе работы штампы испытывают пе-
риодический нагрев и охлаждение рабочей поверхности. Темпе-
ратура нагрева рабочей поверхности штампов может превышать
критическую для стали. Следовательно, при каждом нагревании
и охлаждении будут происходить фазовые превращения, сопро-
вождающиеся объемными изменениями. В результате периодич-
ности нагревания и охлаждения на рабочей поверхности штампа
появляются так называемые трещины «разгара», которые обычно
имеют вид сетки. Поэтому сталь для изготовления штампов, де-
формирующих металл в горячем состоянии, должна быть стойкой
против «разгара».
На стойкость штампов большое влияние оказывает располо-
жение волокон в заготовке. При прокатке или при ковке с одно-
сторонней вытяжкой волокна располагаются вдоль направления
вытяжки, и механические свойства такой заготовки в разных
направлениях различны. Такое расположение волокон снижает
стойкость штампа, так как по условиям работы штамп должен
иметь одинаковые механические свойства как в продольном, так
и в поперечном направлении. Для получения механических свойств
одинаковых во всех направлениях, заготовки (кубики), из ко-
торых изготовляются штампы, подвергаются ковке не только
вытяжкой, но осадкой в торец, т. е. ковке в трех перпендикуляр-
ных направлениях. При такой ковке получается наиболее благо-
приятное расположение волокон.
Для устранения внутренних напряжений, возникших при
ковке, для измельчения зерна, получения однородной структуры
и понижения твердости (лучшая обрабатываемость) штамповые
заготовки (кубики) подвергают отжигу или нормализации с вы-
соким отпуском. Если термическая обработка штампов проведена
неудовлетворительно, то в штампах могут возникнуть трещины
(в процессе термической обработки или после некоторого времени
работы).
Режим термообработки зависит не только от химического
состава стали, но и от режима нагрузки на стали. Так, например,
для деталей, работающих в особо тяжелых условиях, при больших
давлениях и повышенном разогреве 600—650° С (прошивные
пуансоны для обрезных штампов, зубчатые вкладыши для штам-
пов шестерен, различные выступающие вставки и т. д.), изготовлен-
ных из стали ЗХ2В8, рекомендуются следующие режимы термо-
обработки: закалка при температуре 1130—1160° С, отпуск при тем-
пературе 660—680° С; при этом получается твердость HRC 40—45.
В случае, если детали из стали ЗХ2В8 подвергаются давле-
ниям и разогреву не выше 550—600° С, режим их термообработки
изменяется: закалка при температуре 1070—1100° С, отпуск при
температуре 620—650° С; получаемая при этом твердость равна
HRC 42—45. Значительное повышение твердости можно полу-
чить, применяя после этого азотирование.
183
Изменение режима термообработки позволяет повысить стой-
кость тяжелонагруженных деталей и элементов штампов и сде-
лать ее равной стойкости средненагруженных деталей даже при
изготовлении тех и других из одного материала.
При закаливании деталей, как уже отмечалось, возникают
значительные внутренние напряжения, особенно при закалке
крупных молотовых штампов. При нагревании внутренние напря-
жения возникают в связи с разницей температур в отдельных
зонах штампа.
Для предотвращения образования значительных внутренних
напряжений от неравномерного нагревания штампы должны
медленно нагреваться до температуры 500—600° С. При дальней-
шем повышении температуры нагревание может быть более бы-
стрым. Обычно при нагревании под закалку штампы загружают
в печь, где температура не более 650° С. При охлаждении вслед-
ствие изотермической закалки трещины не образуются.
Для предохранения от окисления и обезуглероживания при
нагревании рабочую поверхность штампа засыпают отработанным
твердым карбюризатором, сверху обмазывают шамотной глиной
и устанавливают в печь фигурой вверх или штамп помещают
фигурой вниз в железную коробку, в которую насыпают слой
отработанного карбюризатора.
Продолжительность нагревания и выдержки перед закалкой
зависит от размера штампа и колеблется для штампов с наимень-
шей стороной 250—700 мм в следующих пределах (при нагрева-
нии в электропечи): выдержка после загрузки в печь 0,5—2 ч,
нагревание до температуры закалки 8—23 ч, выдержка при тем-
пературе закалки 2—5 ч. После выдержки при температуре за-
калки штампы для уменьшения напряжений и деформаций под-
стуживают на воздухе до температуры 750—780° С и охлаждают
в масле до температуры не выше 70° С или на воздухе.
Тяжелые молотовые штампы подвешивают тросом к тельферу
и опускают в масляную ванну рабочей частью вниз. В масле
штамп выдерживают до достижения температуры его нагретой
поверхности 200—150° С.
Большие внутренние напряжения, возникающие в результате
закалки, снимаются во время отпуска. При этом штампы поме-
щают в печь с температурой 400° С и затем нагревают до темпе-
ратуры отпуска. При быстром нагревании штампа могут обра-
зоваться трещины.
Молотовые стали, содержание углерода в которых примерно
одинаково, могут подвергаться отпуску при одинаковых режимах,
зависящих от размеров кубиков: для мелких штампов (высота
до 300 м) температура отпуска 475—520° С, твердость НВ 387—444;
для средних (до 400 мм) температура 485—560° С, твердость
НВ 363—387; для крупных (более 400 мм) температура 510—
620° С, НВ 302—341.
184
Продолжительность нагревания и выдержки при отпуске
для штампов с наименьшей стороной (высотой) 250—700 мм
колеблется в следующих пределах (при нагревании в электро-
печи): нагревание до температуры отпуска 9—25 ч, выдержка
при температуре отпуска 2—5 ч.
После общего отпуска всего штампа производится отпуск
хвостовика. Для этого штамп хвостовиком вниз помещают на
специальную щелевую печь и хвостовую часть нагревают до
температуры 590—620° С (мелкие и средние штампы, твердость
НВ 302—340) или до температуры 640—690° С (крупные штампы,
твердость НВ 248—286). После дополнительного отпуска хвосто-
вика штамп охлаждают на воздухе или, чтобы не возникло хруп-
кости, в масле.
Такой длительный процесс термообработки молотовых штампов
можно сократить. Для этого при охлаждении в масле нагретого
до температуры закалки штампа на его хвостовик надевают ме-
таллический кожух. При охлаждении масло внутрь кожуха не
проникает, так как этому препятствует находящийся в кожухе
воздух и масляные пары. При таком способе охлаждения хвосто-
вик не закаливается, а подвергается нормализации с самоотпуском
и получением необходимой твердости, и поэтому дополнительный
отпуск его проводить не требуется.
Местная закалка штампов способствует сокращению цикла
термической обработки и улучшает качество штампов. При этом
нагрев штампа производится со стороны рабочей части, а хвосто-
вик в результате теплопроводности нагревается до температуры,
не превышающей 450° С; вследствие этого при охлаждении штампа
он не закаливается и отдельного отпуска тоже не требует.
Закалка массивных молотовых штампов часто представляет
значительные трудности, связанные с возникновением трещин,
короблением при применении активных охлаждающих средств
(вода) или недостаточным повышением твердости при применении
мягких охладителей, например масла. Комбинированный метод
охлаждения (через воду в масло) не всегда можно использовать
из-за трудности перемещения тяжелых штампов. В связи с этим
в ряде случаев применяется закалка с использованием водо-
воздушных охлаждающих смесей (увлажненного воздуха), пода-
ваемых под давлением на охлаждаемую поверхность.
Применение водо-воздушных смесей различного состава дает
возможность получить диапазон режимов охлаждения: от охлаж-
дения в струе воздуха до закалки в струе воды. Для получения
водо-воздушных смесей в качестве смесителя и распылителя при-
меняют специальные форсунки с наконечником для увеличения
угла распыления.
Применение закалки штампов в водо-воздушной смеси дает
очень хорошие результаты. Так, глубина проникновения зака-
ленного слоя больших штампов из стали 5ХНВ достигает 200 мм.
185
При этом в зависимости от расхода воды твердость на поверхности
изменяется от НВ 300 до НВ 555. Если для изготовления приме-
няют литые кубики из сталей 45ХНВ и 45ХНТ, то крупные ку-
бики подвергают гомогенизации при температуре 1050—1100° С
с выдержкой в течение 8—12 ч и охлаждением в печи, а средние
и мелкие отжигают при температуре 850—870° С с выдержкой
3—8 ч. Под закалку обработанные кубики нагревают до темпе-
ратуры 870—890° С и закаливают в масле, как и кованые. От-
пуск при температуре 440—625° С, причем твердость достигает
НВ 341—285.
Для повышения стойкости штампов целесообразно применять
электролизное борирование (процесс насыщения поверхности
детали бором).
Электролизное борирование производят в твердой или жидкой
среде, аналогично цементации. До процесса борирования детали
обрабатывают окончательно, остается только припуск на доводку.
Для борирования используют углеродистые стали У7, У8, У8А,
а не легированные, на которых борированный слой является ме-
нее качественным.
Штампы для штамповки поковок из титановых сплавов под-
вергают сульфидированию; для сталей 5ХНВ и 5ХНМ сульфиди-
рование осуществляется при температуре 150° С, а для сталей
ЗХ2В8 и ЭП958 — при температуре 560° С.
Перед сульфидированием штампы обезжиривают и промывают
в горячей воде. В первом случае штамп погружается в расплав-
ленную ванну при температуре 150° С, а во втором — при тем-
пературе 206—300° С и нагревается вместе с ванной до темпе-
ратуры 560° С, при которой выдерживается в течение 1 ч.
Детали прессформ изготовляют из сталей, обладающих вы-
сокими механическими свойствами, хорошей сопротивляемостью
истиранию и минимальной деформацией при термообработке
(последнее особенно важно при сложной форме деталей). Всем
этим требованиям отвечают конструкционные стали, подверга-
ющиеся цементации (12ХНЗА, 12Х2Н4А и др.). Эти стали под-
вергают цементации и закалке до твердости HRC 50—55. До
такой же твердости закаливаются формующие детали из ста-
лей ХГ, ХВГ, 5ХНМ, ЗХ2В8, 5ХНТ и др. Если формующие
детали изготовляют из углеродистых инструментальных сталей,
то закалка производится до более высокой твердости, HRC 55—58.
Формующие детали независимо от марки стали подвергают
отпуску (после закалки), вследствие которого почти полностью
снимаются внутренние напряжения.
Вследствие высоких требований к стойкости- прессформ при
температуре 750—800° С в последнее время их рабочие детали
изготовляют из жаропрочных материалов 4Х12Н8Г8МФБ,
Х12Н20ТЗТ и ХН77ТЮР. Эти стали являются окалиностойкими
и износостойкими.
186
Особенность изготовления прессформ- из указанных материа-
лов заключается в том, что после закалки (при температуре
1080—1180° С) с охлаждением для стали 4Х12Н8Г8МФБ в воде
и для остальных на воздухе осуществляется двукратное ста-
рение (при температуре 670° С в течение 15 ч и при температуре
780° С в течение 15 ч) с охлаждением на воздухе.
Во всех случаях закалки деталей, имеющих отверстия, близко
расположенные к краям, необходимо заполнить эти отверстия
смесью глины с асбестом. Это предохраняет детали от образования
трещин.
§ 22. ГАЛЬВАНИЧЕСКОЕ ПОКРЫТИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ
ПРЕССФОРМ И ШТАМПОВ
Для улучшения свойств формующих поверхностей прессформ
и удлинения срока их службы используют электролитическое
хромирование. Основными преимуществами электролитического
хрома, осажденного на полированную поверхность стали, являются
высокая химическая стойкость, хорошая сопротивляемость меха-
ническому износу, высокая жаростойкость и отражательная
способность, низкая налипаемость на хром твердых вязких мате-
риалов.
При изготовлении прессформ для прессования пластмасс
обязательно применяют гальваническое хромирование. Однако
получение электролитических осадков хрома необходимых свойств,
особенно на поверхностях сложной формы, требует определенных
условий и производственного опыта.
Физико-механические свойства хромового покрытия зависят
от концентрации основных компонентов электролита (хромового
ангидрита и серной кислоты), наличия примесей (особенно вредна
примесь азотной кислоты), температуры электролита, плотности
тока, качества контактов, конструкции подвесных приспособле-
ний, состояния покрываемой поверхности и др.
Снятие недоброкачественных хромовых покрытий можно осу-
ществить в 50%-ном водном растворе соляной кислоты, но при
этом нарушается качество полированной поверхности металла.
Снимать хром рекомендуется на аноде в 20 %-ном растворе
щелочи; при этом сохраняется зеркальная поверхность ме-
талла.
Для опускания деталей прессформ в ванну с электролитом
применяют специальные приспособления (подвески для хроми-
рования). Все токоведущие подвески изготовляют из полосовой
или прутковой меди или латуни такого сечения, чтобы на 1 м2
площади сечения сила тока была не более 2 а. При хромировании
прессформ особенно трудно покрывать хромом матрицы, имеющие
углубления и отверстия, так как при этом обязательно нужно
применять внутренние аноды. В этих случаях форма анода должна
187
быть подобна форме углублений или отверстий. Анод при монтаже
на подвесное приспособление должен центрироваться относи-
тельно хромируемой поверхности.
Электролитическое хромирование применяется и для формо-
изменяющих штампов холодной и горячей штамповки, детали
которых интенсивно изнашиваются. Технология хромирования
деталей штампов не отличается от технологии хромирования де-
талей прессформ.
Детали штампов, которые хромировались, при нагружении во
время штамповки не должны подвергаться значительным дефор-
мациям. При деформациях происходит вдавливание хромирован-
ного слоя с последующим его выкрашиванием. Нагревание штампа
до высоких температур также нарушает хромированный слой,
размягчая его.
Глава VIII
ТЕХНИЧЕСКИЙ КОНТРОЛЬ
ШТАМПОВ
И ПРЕССФОРМ
§ 23. ОБЩИЕ ПОЛОЖЕНИЯ
Основными задачами технического контроля в цехе или на
заводе, изготовляющем штампы и прессформы, являются про-
верка качества отдельных деталей и готовых штампов и прессформ
в соответствии с технической документацией, установление при-
чин брака и устранение их.
Индивидуальный характер производства штампов и прессформ
накладывает своеобразный отпечаток на организацию контроля.
В некоторых случаях, ограничившись проверкой инструмента,
которым должна выполняться та или иная операция, контро-
лер гарантирует качественное выполнение детали, так как этим
инструментом или при данной настройке будет обрабатываться
всего одна деталь.
Контроль осуществляют по этапам: операционный контроль
деталей, контроль готовых деталей, операционный контроль
сборки, контроль готовой оснастки, испытание оснастки и кон-
троль отштампованной или отпрессованной детали, обнаружение
дефектов штампа или прессформы после испытания, повторные
испытания и контроль после устранения дефектов.
При контроле штампов и прессформ проверяют: а) геометриче-
ские параметры, т. е. соответствие формы и размеров деталей
форме и размерам, указанным в чертеже; б) шероховатость поверх-
ности деталей и в) прочностные характеристики деталей, которые
определяются в основном по показателям твердости после терми-
ческой обработки, в отдельных случаях — по анализу структуры
материала готовых деталей, по наличию трещин, по поверхност-
ным дефектам и т. д.
В каждом отдельном случае при контроле штампов и пресс-
форм следует руководствоваться рабочим чертежом и техническими
условиями. Технические условия устанавливают общие положе-
ния, которыми следует руководствоваться при контроле оснастки.
Для каждого вида штампов и прессформ устанавливаются свои
технические условия, которые регламентируют все основные до-
пускаемые отклонения от чертежа, нормы точности выполнения
свободных размеров, величины твердости и класс чистоты поверх-
ности, не указанные в чертеже и т. д.
18g
Контроль геометрических параметров деталей штампов и
прессформ осуществляется измерительными инструментами
(плоскопараллельными концевыми мерами длины, проверочными
линейками, плитами, штангенинструментами, инструментами для
контроля углов, микрометрическими инструментами) и измери-
тельными приборами (универсальными микроскопами, теневыми
проекторами и др.).
Шероховатость поверхности деталей проверяют с помощью
профилометров и профилографов, микроскопов и микроинтер-
ферометров и образцов шероховатости. Последние в производ-
ственных условиях наиболее удобны и, хотя дают только каче-
ственную оценку чистоты поверхности и позволяют осуществлять
контроль до 6-го класса чистоты, применяются широко.
Контроль твердости деталей осуществляется после термооб-
работки с помощью приборов Роквелла, тарированными напиль-
никами или с помощью прессов Бринеля. Микроструктуру кон-
тролируют обычно выборочно (3—5% от партии) после цианирова-
ния или цементации (определение глубины и качества слоя). Кон-
троль качества цементованных деталей производится на образ-
цах-свидетелях, изготовленных из -того же материала, что и де-
тали, и подвергнутых химико-термической обработке одновременно
с этими деталями.
Качество хромовых покрытий на деталях прессформ определяют
нанесением на их поверхность раствора медного купороса. Если
на поверхности слоя хрома, смоченного раствором медного купо-
роса, в течение 3—5 мин не появляются признаки отложения кон-
тактной меди, то такое покрытие считается коррозионноустойчи-
вым. Толщину слоя хрома определяют магнитным толщино-
мером.
Контроль изготовления твердосплавных деталей на отсутствие
трещин производится при изготовлении заготовок и в процессе
обработки после ответственных операций. Наибольшее примене-
ние нашел оптический метод контроля люминесцентной дефекто-
скопии и цветной дефектоскопии.
Оптический метод контроля заключается в сильном освещении
твердосплавной детали и рассмотрении ее через бинокулярную
лупу с увеличением в 10—20 раз.
Сущность метода люминесцентной дефектоскопии заключается
в том, что твердосплавную деталь погружают на 5—10 мин в флуо-
ресцирующий раствор, после чего промывают, сушат и посыпают
слоем окиси магния. После этого деталь осматривают при ультра-
фиолетовом освещении в темном помещении. Люминесцентное
вещество, оставшееся в трещинах твердосплавной детали, вытя-
гивается окислом магния и при ультрафиолетовом свете начинает
светиться.
Метод цветной дефектоскопии основан на способности неко-
торых жидкостей, окрашенных анилиновым красителем в ярко-
190
красный цвет, проникать в глубь дефектов (трещин) и выступать
из трещин и пор на наружную поверхность освещенной детали.
В большинстве случаев операции контроля геометрических
параметров, чистоты поверхности, прочностных и прочих харак-
теристик отдельных деталей штампов и прессформ не отличаются
какой-то ни было спецификой и осуществляются аналогично
подобным операциям в общем машиностроении и в инструменталь-
ном производстве.
Некоторыми особенностями отличается контроль готовых штам-
пов и прессформ, который, являясь комплексным, позволяет дать
окончательное заключение об их пригодности к эксплуатации.
§ 24. КОНТРОЛЬ ГОТОВЫХ ШТАМПОВ И ПРЕССФОРМ
Комплексным контролем изготовленного штампа или пресс-
формы является их испытание в производственных условиях
цеха, в котором эта оснастка будет эксплуатироваться. Но до
этого в инструментальном или штамповочном цехах по возможности
производится условное испытание. Перед условным испытанием
оснастку осматривают, проверяют правильность и четкость ее
клеймения, габаритные привалочные размеры и т. д.
Условные испытания неодинаковы для различных видов
штампов и прессформ. Разделительные штампы испытывают,
вырубая на них бумагу (для зазоров 0,03—0,04 мм) или картон
(для больших зазоров). Если срез получается чистым по всему
контуру, значит зазор выполнен правильно. Обрыв или затяги-
вание бумаги в зазор указывают на неравномерность либо
чрезмерную величину зазора или на затупление режущих кромок.
Гибочные штампы испытывают на мягком материале, толщина
которого равна номинальной толщине материала детали, подле-
жащей штамповке. При этом штамп устанавливают на стол вин-
тового или гидравлического пресса. Чтобы не крепить верхнюю
часть штампа, на его верхнюю плиту укладывают кольцо, по
толщине несколько большее высоты выступающей части хвосто-
вика, или два стальных шлифованных одинаковых по толщине
бруска. Рабочий ход штампа осуществляется под действием пол-
зуна пресса, а разъем — с помощью специальных ломиков. За-
меры полученной таким образом детали позволяют установить
правильность выполнения матрицы и пуансона, равномерность
зазора между ними по рабочему профилю, работоспособность
имеющихся механизмов, поворотных матриц, клиновых устройств
и т. д. Однако по результатам условного испытания нельзя судить
о правильности принятых размеров заготовки, о фактических
углах пружинения и т. д. Эти факторы могут быть установлены
только при окончательном испытании с использованием металла,
из которого должна изготовляться штампуемая деталь.
Формовочные штампы испытываются аналогично гибочным,
а вытяжные испытываются сразу в производственных условиях.
191
Условное испытание штампов для горячей объемной штамповки
может осуществляться путем пробной отливки из смеси азотно-
кислых солей или свинца.
Условный контроль формообразующих штампов и всех пресс-
форм может осуществляться путем прессования оттиска из само-
твердеющей пластмассы АСТ-Т. Прессование оттиска из само-
твердеющей пластмассы производится следующим образом. При-
готовленную массу загружают в ручей штампа или прессформы,
предварительно смазывают растительным маслом; сверху накла-
дывают металлическую пластину или пуансон и прессформу или
штамп устанавливают под пресс, где создается давление 30—
70 кПсм*. Высокая пластичность массы обеспечивает хорошее
заполнение матрицы массой, а развиваемое при экзотермической
реакции затвердевания тепло способствует удалению газообраз-
ных продуктов из полости матрицы. Объемная усадка пласт-
массы АСТ-Т не превышает 0,4%. После отвердевания массы оттиск
вынимают и зачищают облой. Такой контроль может производиться
непосредственно у рабочего места слесаря. Для этого необходим
небольшой ручной винтовой пресс. Зажимать малые штампы
с пластмассой можно даже в слесарных тисках.
Контроль оттисками верхней и нижней частей штампов и
прессформ производится раздельно. Окончательный контроль
перед термической обработкой осуществляется по полному от-
тиску детали вместе с верхней и нижней частями штампа или
прессформы.
После термической обработки вторично производится полный
оттиск детали, по которому можно определить дефекты штампа
или прессформы, появившиеся после термической обработки.
Окончательный оттиск детали производится после шлифования
и полирования ручьев штампа или после хромирования пресс-
формы. Контроль прессформ и штампов оттисками из пластмассы
может вести контролер отдела технического контроля или сле-
сарь-инструментальщик.
Возможность иметь оттиск рельефа ручья на каждом этапе
обработки (после фрезерования, расточки, шлифования, сле-
сарной или термической обработки и т. д.) позволяет своевременно
исправлять дефекты обработки и повысить качество штампов для
горячей штамповки и прессформ для пластмассы.
Окончательное комплексное испытание штампов и прессформ
дает возможность выявить все дефекты конструкции оснастки и ее
изготовления. Как правило, эти испытания выполняет наладчик
цеха, принимающий оснастку в эксплуатацию, в присутствии
технолога этого цеха и контрольного мастера или контролера
цеха — изготовителя оснастки.
Основные неисправности, обнаруживаемые при испытании
штампов для холодной листовой штамповки, их причины и спо-
собы устранения приведены ниже.
192
Основные неисправности штампов для холодной листовой штамповки,
обнаруживаемые при испытании, и способы их устранения [17]
Причина неисправности 1 Способ устранения
Дыропробивные, вырезные и обрезные штампы
Обнаружены заусенцы на штампованной детали после вырезки или пробивки
Мал или велик зазор между пуансо- ном и матрицей Оси пуансонов и матриц не совпа- дают Сместились секции матрицы Не обеспечивается точное направле- ние верхней части штампа по от- ношению к нижней Установить нормальный равномер- ный зазор по всему периметру Посадить секции в гнездо или поста- вить шпонки Увеличить количество направляющих колонок
Деталь после вырезки получается вогнутой или выпуклой
Обратный конус у матриц Режущая кромка пуансона или кром- ка выталкивателя не имеет хоро- шей подгонки к штампуемой заго- товке Шлифовать отверстие у матрицы Подогнать кромку пуансона и вы- талкивателя к штампуемой заго- товке по краске
Вмятина на отштампованной детали около пробитого отверстия
Штампуемый материал не прилегает к матрице
Съемник не снимает полосу
Недостаточная сила пружин Увеличить предварительное сжатие пружин, установить пружины с большей допустимой нагрузкой и увеличить количество пружин
Срез режущих кромок
Режущие части штампа установлены несоосно Большой зазор колонок на втулках Опорная плоскость ползуна непарал- лельна плоскости настольной пли- ты Плиты штампа непараллельны Неодновременное по периметру ре- жущего контура резание, начина- ющееся на одной стороне штампа Втулки заходят на колонки позже начала резания Установить равномерный зазор по всему периметру режущих кромок Сменить втулки Устранить непараллельность пло- скостей ползуна и плнты Прошлифовать плнты Устранить шлифованием непарал- лельность режущих кромок Заменить колонки илн втулки, уве- личив длину колонок или высоту борта у втулок
13 В. С, Мендельсон
193
Продолжение
Причина неисправности Способ устранения
Резкое сотрясение пресса при вырезке
Отсутствуют скосы на режущей кром- ке матрицы Шлифовать режущую кромку матри- цы, сделав скосы
Заготовка не садится правильно на фиксатор
Плохая подгонка фиксатора по заго- товке Подогнать фиксатор к заготовке по краске
Гибочные и формовочные штампы
Отштампованная деталь не имеет нужных размеров
Упругая деформация металла Смещение заготовки в начале гибки или формовки При малой величине отгибаемого участка угол гибки получается больше 90° Неточность фиксирующего устройства Изменить рабочие части с учетом упругой деформации металла Обеспечить зажим заготовки Придать дну матрицы такую форму, чтобы согнутые криволинейные участки штампуемой детали под- вергались достаточно сильному сжатию Исправить нли добавить новые фик- саторы
Искривление отогнутого участка
Недостаточная глубина матрицы Углубить матрицу
Задиры на отогнутых участках
Мал зазор между пуансоном и ма- трицей Недостаточная твердость матрицы Увеличить зазор
Хромировать или азотировать матри- цу
Отверстия расположены неправильно по отношению к отогнутым бортам и размеры бортов не соответствуют чертежу
Недостаточно надежное фиксирование Добавить ловители и а отверстия в за- готовке I
След на бортах штампованной детали
Мал радиус гибки Деталь не протягивается в матрицу на полную высоту борта Увеличить радиус Уменьшить высоту прижима
Отгибаемый борт получается волнистым
Велик зазор между пуансоном и ма- трицей Уменьшить зазор
194
Продолжение
Причина неисправности Способ устранения
На отформованной поверхнос/ Подгонка пуансона к матрице про- изведена недостаточно тщательно и неравномерный зазор Вытяжные Блестящие следы на цилиндричеаам Мал зазор между пуансоном и матри- цей. Неправильное положение пу- ансона относительно матрицы Задиры на штам Мал зазор между пуансоном и ма- трицей Недостаточная твердость матрицы Разрыв металла на цилиндрическс имеет блестящие следы и разрыв м Велико давление прижима Утонение стенок шг Мал радиус закругления матрицы Отрыв дна детали при Недостаточная высота заготовки, по- лучаемой в предыдущем штампе Мал радиус закругления матрицы Несоответствующая смазка Складки на фланце и мор Мало давление прижима Неодинаковая t Неравномерное давление на заготов- ку и шпильки прижима разной высоты Смещение фланца отн Неправильное фиксирование •пи имеются резкие оттиски Подогнать пуансон к матрице, выдер- жав равномерный зазор штампы i части штампованной детали Увеличить зазор и установить пуан- сон так, чтобы его ось совпадала с осью матрицы пованной детали Увеличить зазор Хромировать или азотировать пуан- сон и матрицу ш части детали, фланец детали еталла при последующей вытяжке Уменьшить давление панпованной детали Увеличить радиус закругления ма- трицы последующей вытяжке Увеличить высоту вытяжки первого перехода Увеличить радиус закругления Заменить смазку щины на стенках детали Увеличить давление прижима иирина фланца Высоту шпилек сделать одинаковой осительно оси детали | Исправить фиксирующие детали
13:
195
Продолжение
Причина неисправности Способ устранения
При вытяжке полого цилиндра без фланца получается скошенный торец
Неравномерный зазор между пуансо- 1 ном и матрицей | Сделать зазор равномерным
Следы морщин на цилиндрической части вытягиваемой детали при второй операции
Неправильно рассчитаны размеры вытягиваемой детали после первой операции Уменьшить высоту вытягиваемой за- готовки при первой операции
Прогиб дна у вытянутой детали
Отсуктвуея отверстие в пуансоне и плите для воздуха Выталкиватель мал по диаметру Сверлить отверстие в пуансоне и пли- те штампа Увеличить диаметр выталкивателя
Дно цилиндрической детали не получается плоским
Нет нажима пуансона на выталкива- тель в конце хода пресса Увеличить высоту выталкивателя
Складки на фланце и волны или морщины на стенках деталей (прямоугольные или несимметричные детали)
Недостаточный зажим заготовки Прогиб прижима Установить перетяжное ребро Увеличить количество шпилек при- жима
Разрыв болтов, крепящих пуансон или матрицу, при ходе пресса
Зазор между пуансоном и матрицей меньше толщины штампуемого ме- талла Увеличить зазор
Прижим не доходит до верхней плоскости пуансона после первых ходов пресса
Согнутые шпильки прижима | Увеличить диаметр шпилек
196
Окончательное испытание штампов для горячей штамповки
также производится путем пробной штамповки и проверки полу-
ченных деталей по форме, размерам и шероховатости поверхности.
Одним из основных дефектов, обнаруживаемых при испытании
молотовых штампов, является поперечное или продольное смеще-
ние половин штампа или их разворот друг относительно друга.
Эти дефекты являются следствием неправильного взаимного поло-
жения хвостовиков и шпоночных пазов. Дефекты эти могут быть
устранены путем центровки половинок штампа с последующей
доработкой плоскостей хвостовиков или шпоночных пазов. Кроме
того, устранить эти дефекты можно путем установки прокладок
между плоскостями гнезда бабы и хвостовиков или шпоночных
гнезд штампа.
При испытании обрезных штампов часто обнаруживают
на пуансоне заусенец, который трудно снять. Причиной такого
дефекта является малый зазор между окном матрицы и пуан-
соном.
Одним из дефектов штампов горизонтальноковочных машин,
также как и молотовых, является смещение половин в плоскости
разъема. Это возникает вследствие неправильного расположения
ручьев в обеих половинах относительно базовой плоскости.
Устраняют этот дефект соответствующим исправлением или
устанавливают прокладки.
Если расположение ручьев в полуматрицах не согласовано
с расположением гнезд для крепления пуансонов, получается
несоосность внутренних углублений в поковке с ее наружной
поверхностью. Такие дефекты могут быть устранены путем уста-
новки прокладок под полуматрицы или снятия лишнего слоя
на нижней опорной плоскости в тех случаях, когда все их ручьи
смещены относительно всех пуансонов на одну и ту же величину.
В противном случае брак штампа является окончательным и тре-
буется замена отдельных его узлов.
Осуществление окончательного испытания прессформ не от-
личается от испытания штампов. Однако следует учитывать,
что при прессовании в большей степени, чем при холодной и
горячей штамповке, качество деталей зависит не только от пресс-
форм, но в значительной мере и от ряда других факторов (напри-
мер, режима прессования). Виды брака прессуемых деталей,
причинами которого могут быть качество прессформы, режим
прессования, качество пресспорошка и т. д., приведены ниже.
В результате контрольного испытания оснастки делается
окончательный вывод о ее пригодности к эксплуатации. В про-
цессе приемки и испытания штампов и прессформ может опре-
делиться необходимость в их доводке до рабочего состояния.
Доводка может заключаться в уменьшении шероховатости поверх-
ности рабочих деталей, полировании их элементов, подпиливании
упоров, установке трафаретов гибочных штампов, увеличении
197
Виды брака при прессовании пластмасс, его причины
и способы устранения
Причины возникновения Меры предупреждения
Вздутия (выпуклые места) на поверхности деталей
Наличие в прессматериале большого количества влаги и газообразных продуктов Подсушка и таблетирование прессма- териала, применение предвари- тельного подогрева таблеток и под- прессовок Установить необходимые для прессо- вания детали время, температуру и давление Замедлить скорость опускания пуан- сона с момента соприкосновения его с находящимся в матрице пресс- материалом
Недостаточная выдержка при прессо- вании; в результате этого прессма- териал неполностью отвердел и плохо сопротивляется давлению га- зов, образующихся внутри массы прессматериала Нарушение параметров прессования. Быстрое опускание пуансона, вы- зывающее нагнетание в прессфор- му воздуха
Пористость и рыхлость поверхности отпрессованной детали, особенно у ее краев
В прессформу загружено недостаточ- ное количество материала Материал обладает большой текуче- стью, при быстром опускании пу- ансона происходит выброс материа- ла из прессформы Преждевременное (до полного замы- кания прессформы) отверждение части материала Недостаточная текучесть материала препятствует затеканию его в глу- бокие полости прессформы Сильный нагрев прессформы при ме- дленном опускании пуансона вызы- вает преждевременное отверждение прессматериала и значительное па- дение его текучести Перекосы, плохое и неравномерное замыкание прессформы Плохая очистка прессформы от за- усенцев и остатков пресспорошка от предыдущей запрессовки Увеличить дозировку прессматериа ла Замедлить скорость опускания пуан- сона и уменьшить вентиляционные каналы Ускорить замыкание прессформы, снизить температуру обогрева прес- формы и применять прессматериал с меньшей скоростью отверждения Применить материал с большей те- кучестью или увеличить давление прессования Уменьшить нагрев прессформы Заменить прессформы Очистить забитые отверстия напра- вляющих колонок
Коробление или деформация деталей, вынутых из прессформы, в процессе их остывания
Преждевременная выгрузка детали из прессформы Высокая температура прессования Большая разница между темпера- турой в нижней и верхней ча- стях прессформы Увеличить время прессования Соблюдать правильные тепловые ре- жимы прессформы
198
Продолжение
Причины возникновения Меры предупреждения
Дефекты в конструкции детали (при большой длине детали отсутствуют ребра жесткости, имеются резкие переходы от тонких стенок к тол- стым). Неравномерная толщина сте- нок изделия, неправильное распо- ложение и распределение арматуры Матовая (серая) пятнисг Плохая полировка внутренней по- верхности прессформы или нару- шение целости хромированного слоя прессформы Применение неподходящей смазки Попадание машинного масла в пресс- форму Использование невычищенной пресс- формы. Применение нестандарт- ного прессматериала, с занижен- ным количеством смоляной части Волнистость noet Применение сырого прессматериала Смешение прессматериалов различной текучести Изменение окраски (изменена Низкая теплостойкость красителя (пигмента) Слишком высокая температура прес- сования Склс Запоздалое замыкание прессформы; запоздалое и медленное проведе- ние подпрессовок Растрескивание деталей по поверх! металлическ Употребление влажного прессмате- риала Деталь сконструирована неправильно Большая разница между коэффи- циентами линейного расширения прессматериала и металла при на- гревании Изменить конструкцию детали и соответственно изменить прессфор- му или изготовить новую пресс- . форму, для устранения коробле- ния готовую деталь следует охла- ждать на специальных оправках пая поверхность детали Ремонт прессформы (полирование и хромирование формующей полости прессформы) Заменить смазку Следить за чистотой пресса Тщательно очистить прессформу от прилипших к ее внутренней поверх- ности частиц прессматериала, за- менить прессматериал 'рхности детали Предварительно подогреть прессма- териал Сортировка прессматериалов ’ основного цвета красителя) Заменить прессматериал Снизить температуру прессования гдки Ускорить подпрессовки, быстрее за- мыкать прессформу юсти. или в местах запрессовки ой арматуры Подсушить прессматериал. Приме- нять прессматериал с малой усад- кой Переделать деталь и прессформу Применять прессматериал с малой усадкой или обладающий некоторой пластичностью. Понизить темпе- ратуру и увеличить время прессо- вания детали с арматурой
199
Продолжение
Причины возникновения
Меры предупреждения
Понижение механических и диэлектрических свойств деталей
Пониженная температура прессова- ния и недостаточная выдержка де- тали в прессформе Влажность исходного пресспорошка Соблюдать технологию прессования Применять подсушенный и каче-
или наличие в нем посторонних примесей (пыль, масло и т. п.) ственный прессматериал
Прилипание детали к стенкам прессформы
(невозможно извлечь ее из прессформы)
Отсутствие смазки в составе прессма-
териала
Плохая очистка прессформы от за-
усенцев и остатков предыдущих
запрессовок
Неправильная конструкция пресс-
формы или неправильное ее изго-
товление (например, прессформа
сделана из незакаленной стали)
Применять качественный прессмате-
риал. Смазывать оформляющую по-
лость пресс-формы смазкой (стеа-
рином, олеиновой кислотой и др.)
Правильно производить очистку
прессформы
Переделать прессформу
Брак по размерам (несоответствие размеров по высоте или
толщине детали)
Неправильная дозировка материала
Не учтена величина усадки прессма-
териала при конструировании и из-
готовлении прессформы
Малая выдержка
Изменить навеску прессматериала
Правильно подбирать прессматериал
переделать прессформу
Увеличить выдержку
размеров литниковых каналов и т. д. Изготовленная оснастка
должна обладать высокой стойкостью и быть безотказной в ра-
боте. Стойкость оснастки определяется по количеству годных
деталей, полученных при испытании в производственных усло-
виях; безотказность оснастки определяется по работе отдельных
ее элементов, особенно подвижных деталей и узлов.
Глава IX
ПРОЕКТИРОВАНИЕ
И ИЗГОТОВЛЕНИЕ
ОСНАСТКИ ВТОРОГО ПОРЯДКА
При разработке технологических процессов изготовления штам-
пов и прессформ необходимо применять инструменты и приспо-
собления, изготовленные в соответствии с требованиями ГОСТов.
Если невозможно использовать их для выполнения заданного
технологического процесса, производится проектирование и изго-
товление специальной оснастки второго порядка.
Проектирование оснастки второго порядка простой конструк-
ции (типа гладких оправок, подкладок и т. д.) разового примене-
ния осуществляется в виде эскизов. Проектирование нормализо-
ванной и специальной оснастки второго порядка постоянного
применения, а также сложных конструкций специальной оснастки
разового применения осуществляется по заданиям технологов
конструкторами в виде рабочих чертежей.
Шифр оснастки второго порядка состоит из шифра изготовляе-
мых штампа или прессформы с добавлением через тире порядко-
вого номера по ведомости, размещенной на обороте маршрутно-
технологической карты. Технологические процессы на изго-
товление оснастки второго порядка разрабатываются аналогично
технологическим процессам основной продукции цеха.
Вследствие необходимости опережения изготовления оснастки
второго порядка чертежи и маршрутно-технологические карты
на нее в первую очередь передаются в цехи. Вся технологическая
документация должна иметь подпись «Оснастка второго порядка».
При изготовлении штампов и прессформ в качестве оснастки
второго порядка применяется режущий, мерительный инструмент,
разные приспособления, мастер-штампы, шаблоны, прессформы,
электрод-инструменты и т. д.
§ 25. ПРОЕКТИРОВАНИЕ И ИЗГОТОВЛЕНИЕ ПРИСПОСОБЛЕНИЙ
При изготовлении деталей штампов и прессформ специальные
приспособления применяются редко; однако широко применяются
приспособления универсальные, т. е. такие, которые могут
применяться для обработки групп деталей однотипных штампов
или прессформ. В качестве примеров таких приспособлений можно
201
привести приспособления для электроэрозионной обработки ма-
триц и других деталей штампов (рис, 75 и 76).
Приспособление, показанное на рис. 75, применяется, когда
при электроэрозионной чистовой
Рис. 75. Блок с установленными электро-
дами и обрабатываемой деталью
обработке деталей штампов
необходимо точно располо-
жить отверстия на заданных
расстояниях от базовых по-
верхностей или одно отно-
сительно другого, а исполь-
зуемые электроэрозионные
станки не позволяют это
сделать.
Приспособление представ-
ляет собой блок, состоящий
из нижней и верхней плит,
соединенных между собой
колонками с шариковыми
направляющими. Нижнюю
плиту устанавливают на
столе станка, верхняя плита
соединяется со шпинделем
станка через плавающий
хвостовик. Электрод или
группу электродов устанав-
ливают и закрепляют на верхней плите блока. Закрепление
осуществляется механическими способами или заливкой легко-
плавкими сплавами. Деталь устанавливают на нижней плите,
выверяют относительно электродов и закрепляют прихватами.
Процесс установки детали и электродов проходит вне станка,
Рис. 76. Делительное приспособление со сменными дисками
2Q2
что создает возможность осуществлять контроль и измерения
любыми доступными средствами, вплоть до большого инструмен-
тального микроскопа. Часто электроды устанавливают и заливают
по специальным шаблонам кондукторного типа. Кроме этого,
сборка блоков вне станка значительно сокращает простои послед-
него при подготовительно-заключительных операциях. При сборке
блока необходимо обеспечить надежный электрический контакт
между соответствующей плитой и устанавливаемыми деталями.
Направляющие втулки закреплены в верхней плите через слой
диэлектрика, залиты стиракрилом или эпоксидной смолой.
Для обработки пуансонов-матриц штампов для пластин рото-
ров и статоров и им подобных деталей применяется делительное
приспособление с устройством, направляющим электрод (рис. 76).
Деление производится при помощи сменного делительного диска
с числом фиксаторных отверстий, равным числу отверстий в об-
рабатываемой детали, расположенных под теми же углами. На
плите 1 приспособления установлен поворотный диск 2, на ко-
тором закрепляют обрабатываемую деталь. На краях плиты /
запрессованы две колонки 3, по которым на шариковых направ-
ляющих перемещается кондукторная плита 4, несущая направ-
ляющий вкладыш 5, служащая одновременно для прижима про-
кладки 6 к поверхности детали. Это необходимо для того, чтобы
рабочая жидкость, нагнетаемая снизу через предварительно обра-
ботанные отверстия, проходила только через зазор между элек-
тродом и обрабатываемым отверстием. Базовые поверхности
гнезда в кондукторной плите для закрепления направляющего
вкладыша выполнены в строго заданных размерах относительно
оси вращения поворотного диска. Это положение позволяет обра-
батывать отверстие в направляющем вкладыше вне приспособле-
ния с обеспечением точного положения его относительно оси
вращения поворотного диска.
Направляющий вкладыш выполнен в виде стальной пустоте-
лой коробочки. В специальном вспомогательном приспособлении
устанавливают направляющий вкладыш и электрод, причем
электрод фиксируют простыми шаблонами. Полость вкладыша
заливают стиракрилом, эпоксидной смолой или другой быстро-
твердеющей диэлектрической массой. После затвердевания массы
вынимают электрод, образовавший в направляющем вкладыше
отверстие, точно соответствующее его профилю, вставляют вкла-
дыш в гнездо кондукторной плиты, устанавливают и закрепляют
на поворотном столе деталь. Приспособление устанавливают и
закрепляют на столе электроэрозионного станка, электрод встав-
ляют в направляющее отверстие и закрепляют в широкоплава-
ющей оправке шпинделя.
На указанном приспособлении отверстия обрабатывают по-
следовательно, по одному. По окончании обработки одного от-
верстия электрод выводят из него, кондукторная плита слегка
203
поднимается (при помощи гаек с накаткой, навернутых на концы
направляющих колонок и пружин) и диск поворачивается на
заданный угол для обработки следующего отверстия. Электрод
заменяют по мере износа. Это приспособление обеспечивает высо-
кую точность расположения обрабатываемых отверстий.
К универсальным приспособлениям, применяющимся для
обработки большей номенклатуры деталей разных штампов
и прессформ, относятся лекальные тиски (рис. 77). Эти тиски
Рис. 77. Лекальные тиски
имеют простую конструкцию и повышенную точность изготовле-
ния. Неподвижная губка тисков А составляет одно целое с корпу-
сом 1. Подвижная губка 5 перемещается по плоскости корпуса;
направление этим губкам дают две шпонки 6. Подвижная губка
удерживается на плоскости корпуса винтами 3, которые проходят
через дистанционный упор 4 и планку 2.
Дистанционный упор обеспечивает при затянутых винтах
возможность перемещаться деталями 2, 3, 4 и 6 по скользящей
посадке относительно корпуса. Перемещение системы осуще-
ствляется винтом 9, вращающимся в гайке 7, неподвижно закреп-
ленной на корпусе и застопоренной в подвижной губке штифтом 8.
Боковые поверхности лекальных тисков перпендикулярны осно-
ванию и параллельны между собой, а зажимные плоскости губок
перпендикулярны верхней плоскости корпуса и основанию ти-
сков и т. д.
Детали лекальных тисков изготовляют из стали 45 строганием,
фрезерованием; термически обработанные детали подвергаются
204
тщательному шлифованию, обеспечивающему параллельность и
перпендикулярность граней и высокую чистоту их поверхности.
Особую группу приспособлений для производства штампов
и прессформ составляют приспособления — прессформы, приме-
няемые для прессования заготовок из разных материалов и, в част-
ности, заготовок твердосплавных деталей штампов. Одна из
таких прессформ представлена на рис. 78. Прессформа состоит
из двух щек 4, распорных сухарей 1, подкладки 6, вкладышей 2.
Эти детали, соединенные шпильками 3, образуют корпус пресс-
формы. Пуансон 5 вставляют в полость корпуса; планка 7 ограни-
чивает опускание ползуна пресса и пуансона. Собранная пресс-
форма во время прессования зажимается в специальном приспо-
соблении.
Детали прессформы фрезеруют, термически обрабатывают и
шлифуют. До термической обработки эти детали сверлят в сборе
и разворачивают отверстия под шпильки. Шлифование должно
обеспечить параллельность плоскостей всех деталей. Кроме того,
осуществляется шлифование собранной прессформы для обеспе-
чения параллельности плоскостей щек.
Часто приходится применять приспособления для термиче-
ской обработки, гальванических покрытий деталей штампов и
прессформ. Такие приспособления обычно изготовляют как
205
универсальные. Приспособление для хромирования деталей пресс-
форм приведено на рис. 79. Это приспособление состоит из плиты 1
с крючками 6, с помощью которых оно подвешивается к шинам
катода ванны. Медные шпильки 4 служат для подвода тока к плите;
между двумя втулками 10 зажаты две текстолитовые пластины 5,
Вид /\
Рис. 79. Универсальное приспособление для хромирования
деталей прессформ
а между ними — свинцовый лист 2. К листу 2 через контактную
гайку 9, центральный болт 8 и шину 7 подводится ток от анода
ванны. Свободные края листа 2 вначале разрезают на широкие
полосы, а затем на более узкие и т. д.
Таким образом образуется большое количество гибких анодов
небольшого сечения, напоминающих щупальцы. Эти «щупальцы»
вводятся в полость, поверхность которой должна хромироваться,
могут занять любое требуемое положение в ней, наиболее благо-
приятное для процесса хромирования. Этим достигается равно-
206
мерное качественное хромирование всей поверхности прессформы,
всех ее углублений, щелей и т. д. Магниты 3 служат для фиксации
детали, подлежащей хромированию на плите 1.
Детали приспособления строгают, фрезеруют и подвергают
токарной и слесарной обработке.
§ 26. ПРОЕКТИРОВАНИЕ И ИЗГОТОВЛЕНИЕ ШАБЛОНОВ
При изготовлении штампов и прессформ в качестве оснастки
второго порядка применяются контрольные и рабочие шаблоны.
Контрольные шаблоны используют для проверки профиля шли-
фовального круга, подготовленного для профильного шлифова-
ния, для проверки готовых рабочих деталей и т. д. Рабочие ша-
блоны используют для разметки и обработки нужного профиля
на заготовке рабочей детали. При этом шаблоны используются
для слесарной обработки, а также для обработки на металлоре-
жущем оборудовании (копировально-фрезерных, профилешлифо-
вальных, электроискровых и других станках).
Перед изготовлением шаблонов производят расчет и раз-
метку их профиля. При наличии несложного профиля расчет и
разметку выполняет рабочий-лекальщик, в наиболее сложных
случаях — с помощью технолога цеха.
Профиль шаблонов, применяемых для контроля, обычно
повторяет или зеркально отражает профиль проверяемого контура.
Некоторые профили кругов для шлифования показаны на
рис. 14. Шаблоны, изготовляемые для проверки этих профилей,
зеркально их отражают. Для построения профиля самих шаблонов
необходимо производить расчет координат точек профиля.
Простейший расчет производится при необходимости опреде-
ления глубины заправки Б (рис. 14, поз. 1) по заданной ширине А,
расположенной симметрично относительно продольной оси камня
и углу заправки а°. В этом случае размер Б определяется из тре-
угольника MNK:
Р В —А
Аналогично может быть определена любая из входящих в фор-
мулу величин.
В случае необходимости определения координат X и Y (см.
рис. 14, поз. 4) по данным величинам а, а° и 0° производят сле-
дующий расчет: из треугольника MNK определяют X =
= В — a tga, а из треугольника MPL находят Y = X ctg 0.
Для определения координат точек (X и У) пересечения дуги
радиуса R с наклонными КМ и LF (см. рис. 14, поз. 5) при задан-
ных координатах центра дуги а, ширине круга В, углов наклона
прямых участков и 0° размеров b и с; необходимо рассмотреть
треугольник ОМА.
207
Из треугольника ОМА находим
МА == У0М2~0Ай = ]//?2 —7?2 + 27?&--Ь2 = Vb (2R — b),
так как АО = R — Ь, то
NM = а — Vb (2R—b),
а искомая координата X имеет вид
X = NM tg р = [а — Vb (2R — b) 1 tg р.
Из треугольника OEF определяем
EF = V0F2—0E2 = /7?2 —(7? —Ы-с)2 =
= ]/(fe—с)[2/? —(fe —с)],
обозначив отрезок ES = b — с = К, получим EF =
= VK (27? — К); в этом случае
FP = R — (а — EF) = В — [а 4- (27? — К)];
тогда из треугольника PFL находим
Y = FP tg а,
у = {В — [а + VX (27?-Д)]} tg а.
Для определения координат (а, b и с)
с наклонной прямой при заданных 7? и а° (рис^ 14, поз. 6) необхо-
димо рассмотреть треугольники АВО и
Так как [_А ОС = 90° — а, то
^_аов = двое = 900~ :
тогда из треугольника АВО находим
п, 90° — а
a=7?tg----g---,
а из треугольника BCD определим b = ВС sin а; но
ВС = ВА = а = 7? tg
точки сопряжения дуги
BCD.
следовательно,
sin а;
cos а.
b = Rtg -90-г--
аналогично определим с = ВС cos а, т. е.
п . 90° — а
<7= Rtg—2—
Для определения координат (т, п и В) точки сопряжения двух
дуг при заданных 7?, г и а (рис. 14, поз. S) необходимо рассмотреть
208
треугольник ОАОг. Так как отрезок ОА = R + (г — а), то из
треугольника 0А0г находим
О А К + (г — а)
C0Sa—0^- 7+г ;
тогда
В = (R + г) sin а;
т = г sin а;
п — г (1 — cos а) = 2г sin2 -2-.
При необходимости определения координат (а, b, с, d, I, f
и т) точек сопряжения дуги с двумя наклонными прямыми
(рис. 14, поз. 13) при заданных R, а и р, нужно рассмотреть
треугольник А ВО; так как а = АВ, то из треугольника А ВО,
у которого £_А0В = р, находим а = R sin р.
Аналогично определим b — R sin а. Величина с определяется
как разность отрезков:
с = R — R cos а = R (1 — cos а);
с — 2R sin2 .
Таким же образом найдем величину d:
d = 2R sin2
Обозначим /_MEN = у, где у = 180° — (а + Р). Из треуголь-
ника ОАЕ определим
АЕ к 2 ’
тогда
Из треугольника AEF найдем
АР а
-^- = S1np,
откуда
т — AF = АЕ sin р;
R sin 6
т =------- •
«4
f = /псо^Р=
I = т — d + с.
14 В, С. Мендельсон
R sin 20
м7
209
Для определения радиуса R сопряжения двух наклонных
прямых при заданных а и а (рис. 14, поз. 14) необходимо рассмо-
треть треугольник АОВ. Из треугольника АОВ находим
R . а
Д+а — sin ~2~ ’
откуда
а
О Sin —
R =-------- .
1 а
1 - s,n
Приведенные примеры не исчерпывают всех расчетов, выпол-
няемых при построении профилей шаблонов для проверки шли-
фовальных кругов. Аналогичные расчеты выполняются и при
построении профилей шаблонов для проверки готовых деталей,
их элементов, рабочих шаблонов и т. д.
Плоские шаблоны изготовляют из листового материала тол-
щиной 1—6 мм из закаливаемой или цементуемой стали. При
изготовлении шаблонов вначале отрезают заготовки, правят,
шлифуют плоскости, зачищают, размечают, высверливают по
профилю, производят рубку (зубилом), опиливают с припуском
под доводку, подвергают термообработке, снова правят, шлифуют
плоскости, а затем доводят профиль. Контролируют профиль
шаблона на микроскопе.
В отдельных случаях для разового пользования допускается
изготовление шаблонов (контрольных и рабочих) без термической
обработки. В этом случае опиливание профиля выполняется
сразу до нужных размеров.
Для облегчения обработки деталей штампов и прессформ
часто изготовляют пары шаблонов (шаблон и контршаблон).
Особенно часто шаблон с контршаблоном применяются при
изготовлении гибочных штампов, когда требуется постоянный
зазор между пуансоном и матрицей по всему сложному профилю.
В этом случае шаблон и контршаблон изготовляют отдельно для
пуансона и матрицы (рис. 80). Профиль шаблона пуансона и про-
филь шаблона матрицы изготовляют при этом как зеркальные
отображения соответственно профилю пуансона и матрицы.
Рабочие шаблоны часто используются как копиры для обра-
ботки профиля. При этом они могут изготовляться из металла,
дерева, пластмассы. Применение находят не только специально
изготовленные металлические шаблоны-копиры, но и шаблоны,
полученные путем оттиска сопряженной детали штампа или пресс-
формы в массе, приготовленной из порошкообразных искусствен-
ных смол.
Шаблоны-копиры из пластмасс изготовляют на гидравличе-
ских прессах с электрообогревом при помощи пуансонов или спе-
210
циально сделанных для этой цели шаблонов (вкладышей), име-
ющих соответствующий профиль. Иногда шаблоны-копиры изго-
товляют путем получения оттиска сопряженной детали или пуан-
сона в массе, приготовленной из стиракрила, растворенного
в жидкости, которая представляет собой метилметакрилат с добав-
кой 1,5—3% ускорителя — диметиланимина. Этот способ проще
первого, так как весь процесс происходит непосредственно на
Рис. 80. Шаблоны и контршаблоны: 1
а — пуансон и матрица гибочного штам-
па; б — шаблон (ннжинй) и контрша- j
блон (верхний) пуансона; в — шаблон *
(верхний) и коитршаблои (ннжннй)
матрицы.
рабочем месте и не требуется гидравлический пресс и обогрева-
тельная система. Необходимо только приготовить подходящую
металлическую тару для размешивания порошка и жидкости
до получения сметанообразной массы и залить эту массу в метал-
лическую обойму, в центре которой установлен пуансон, предва-
рительно отполированный и покрытый тонким слоем воска.
§ 27. ИЗГОТОВЛЕНИЕ РЕЖУЩИХ И ПРОЧИХ ИНСТРУМЕНТОВ
К специальному режущему инструменту, применяемому для
изготовления штампов и прессформ, относятся некоторые виды
резцов, фрез, долбяков и др. Специальные резцы изготовляют
цельными, сварными, наплавными, цельнопаяными и сборными.
Для изготовления цельнопаяных резцов (у которых режущие
пластинки приваривают непосредственно у рабочей части резца)
используют горячекатаный прокат прямоугольного или круглого
14* 211
сечения, из которого нарезают заготовки. Заготовки разрезают
на прессах, пилах или токарных станках.
Затем в кузнице головке резца придают нужную форму и об-
рабатывают все плоскости державки фрезерованием и строганием;
кроме того, обрабатывают поверхности рабочей части (задние,
задние вспомогательные, паз под пластинку). После зачистки
производится пайка пластинки газовым пламенем в печах, индук-
ционным нагревом или контактным способом.
Потом производят заточку и доводку резца. Форма рабочей
поверхности выполняется в соответствии с требованиями чертежа,
которые определены применением резца для обработки той или
иной сложной поверхности или поверхности в труднодоступном
месте штампа либо прессформы.
Специальные фрезы применяются для обработки профильных
канавок, пазов и т. д. Эти фрезы, как и резцы, по технологии
изготовления принципиально не отличаются от универсальных.
Специальная форма режущей части получается теми же методами,
что и форма универсальных фрез.
Фрезерование винтовых канавок осуществляется с помощью
универсальных делительных головок на универсальных фрезер-
ных станках. После термической обработки в первую очередь осу-
ществляется восстановление центровых отверстий (на сверлильном
станке твердосплавным зенкером). Затем производят шлифоваль-
ные и заточные операции, выполняемые от технологических
баз —• центров.
Электрод-инструменты для электрофизической и ультразвуковой
обработки и мастер-пуансоны для холодного выдавливания фор-
мообразующих углублений изготовляют различными способами:
литьем в металлические формы, под давлением или по выплавляе-
мым моделям; чеканкой; литьем в металлические формы с последу-
ющей чеканкой; штамповкой; слесарно-механической обработкой.
Электрод-инструменты, изготовленные литьем без последующей
чеканки, применяются для предварительной черновой обработки
и обработки деталей несложной формы. Для получения более
точных размеров детали электрод-инструменты после отливки
подвергаются чеканке; в результате этого повышается плотность
металла, что повышает эрозионную стойкость. Электрод-инстру-
менты для прошивания полости глубиной до 10 мм могут изго-
товляться только чеканкой в штампах.
Для изготовления электрод-инструментов используются пуан-
сонострогальные станки, строгальные, фрезерные и др. При изго-
товлении медных электродов следует избегать методов литья,
так как эти методы требуют соблюдения специальных условий
для обеспечения высокого качества материала. В отличие от мед-
ных, целесообразно алюминиевые электроды изготовлять методом
литья. Получаемые при этом электроды отличаются неточными раз-
мерами и грубой поверхностью, однако их часто применяют на
212
первичных операциях с последующим применением точных элек-
тродов.
Электрод-инструменты из графитированного материала изго-
товляют путем механической и слесарной обработки. Графитизи-
рованные материалы хорошо подвергаются фрезерованию, точе-
нию, сверлению, протягиванию и т. д. При обработке на металло-
режущих станках допускается применение скоростей резания до
200—700 м!мин и подач до 500—4000 м!ми,н. Нижний предел подач
рекомендуется при чистовой обработке во избежание скалывания
материала.
Износ инструментапри обработке графитизированного материала
происходит главным образом по задней грани. Поэтому задний
угол увеличивается до 10—30°. Передний угол устанавливается
в пределах от 0 до 10°.
Обработка сложных поверхностей электрод-инструмента неболь-
ших размеров из графитизированного материала может производи-
ться на ультразвуковых станках, копировально-фрезерных и др. и
слесарным путем (напильниками, шаберами, абразивной шкуркой).
При серийном изготовлении электрод-инструментов целесо-
образно применять сравнительно новый метод обработки фасон-
ных поверхностей — вихревое копирование. Применение указан-
ного метода позволяет повысить производительность труда при
изготовлении фасонных электрод-инструментов из графитизиро-
ванного материала в 10—25 раз при точности обработки до 0,05—
0,1 мм и шероховатости поверхности 3—6-го классов.
Суть метода вихревого копирования заключается в следующем.
Вначале изготовляют мастер-электрод, имеющий форму и размеры
рабочих электродов, серийная обработка которых должна осуще-
ствляться на вихрекопировальном станке. Мастер-электродом
производится электроимпульсная обработка режущего инстру-
мента фасонной формы, в котором предварительно сверлятся
отверстия для нагнетания воздуха и отсоса графитированной
стружки. Обработка инструмента осуществляется на электро-
импульсном копировально-прошивочном станке при помощи спе-
циального приспособления, позволяющего производить круговое
колебательное движение вихревого копирования. Полученный
режущий инструмент закрепляется на планшайбе вихрекопиро-
вального станка.
Рабочий инструмент, полученный таким образом, на станке
осуществляет поступательное движение с круговой траекторией,
когда все его точки описывают окружности одинакового радиуса
и любая проходящая через них прямая остается во время движения
параллельной самой себе. Одновременно осуществляется переме-
щение заготовки, из4 которой изготовляется электрод-инструмент,
вдоль оси обработки.
Вихрекопировальная обработка может производиться на уни-
версальных металлорежущих станках, снабженных специальным
213
устройством или на специальных вихрекопировальных станках,
одним из которых является станок модели 4592.
Разработке чертежа мастер-пуансона предшествует тщатель-
ный технологический контроль чертежа детали, подлежащей
изготовлению методом холодного выдавливания.
Во-первых, нельзя допускать поднутрение контура в направ-
лении, перпендикулярном к направлению движения мастер-
пуансона, ввиду невозможности удаления последнего из полости
после окончания операции выдавливания. Кроме этого, необ-
ходимо предусмотреть плавный переход между отдельными уча-
стками полости, притупление острых кромок, наименьший радиус
закругления 0,5 мм и конусность боковой поверхности полости
не менее 1 : 100. Следует также учитывать факторы, влияющие
на стойкость мастер-пуансона. Так, например, при выдавливании
несимметричной полости давление на наклонную поверхность
мастер-пуансона может вызвать поломку последнего, а также
искажение выдавливаемой полости. Для устранения этих недо-
статков следует применять высокие направляющие кольца для
точного направления мастер-пуансона.
В выдавливаемой полости не должно быть также тонких и
длинных пазов, так как соответствующие им выступы на мастер-
пуансоне разрушаются под действием высокого давления дефор-
мируемого металла заготовки. При применении метода выдав-
ливания полостей матриц, предназначенных для получения
букв, цифр и знаков, не рекомендуется конструировать полость
с утопающей гравировкой ввиду трудности обработки выступа-
ющей гравировки на мастер-пуансоне. Рекомендуется преду-
сматривать в формообразующей полости выступающую грави-
ровку, что позволяет облегчить изготовление мастер-пуансона.
Мастер-пуансоны изготовляют в основном из легированных
сталей Х12М, ХВГ, а в некоторых случаях (для выдавливания
менее сложных профилей) из инструментальных сталей У8А
и У10А с последующей закалкой до твердости HRC 58—62. Об-
работка мастер-пуансона в общем случае включает отрезание за-
готовки, токарную и фрезерную ее обработку с припуском на
шлифование, разметку, фрезерование, гравирование, термооб-
работку, шлифование, доводочные операции. Шероховатость ра-
бочих поверхностей мастер-пуансона после обработки должна
соответствовать не менее чем 10—12-му классу чистоты. Все
острые углы и поверхности на рабочей части должны быть за-
круглены (радиус закругления не менее 0,3 мм)', рабочая часть
должна иметь конусность в пределах допуска на изделие, что
необходимо для более свободного извлечения мастер-пуансона из
заготовки. Чтобы металл не прилипал к вертикальным стенкам
мастер-пуансона, их тщательно доводят и полируют по ходу его
скольжения с уклоном 15—30'.
Глава X
ОРГАНИЗАЦИЯ
И ПОДГОТОВКА ПРОИЗВОДСТВА
ШТАМПОВ И ПРЕССФОРМ
§ 28. ОРГАНИЗАЦИЯ ТРУДА НА РАБОЧЕМ МЕСТЕ
Одним из важнейших условий повышения производительности
является дальнейшее совершенствование организации труда.
Необходимость постоянного совершенствования организации тру-
да определяется быстрым ростом новой техники, усложнением
выпускаемой продукции, применением в производстве новых
материалов. Задачи организации труда сводятся прежде всего
к обеспечению наиболее эффективного использования в про-
цессе производства рабочего времени, предметов и орудий
труда.
В этом отношении большое значение приобретает научная
организация труда (НОТ), как один из факторов неуклонного роста
производительности труда. Под научной организацией труда на
рабочем месте слесаря или станочника-инструментальщика сле-
дует понимать создание организационно-технических условий,
способствующих использованию всех новейших достижений тех-
нологии инструментального производства для постоянного повы-
шения производительности и облегчения условий труда рабочего.
Наиболее общими требованиями к научной организации труда
на рабочем месте являются рациональное размещение материалов
и инструмента; освещение рабочего места, соответствующее харак-
теру выполняемой работы; оснащенность рабочего места необхо-
димыми инструментом, приспособлениями и т. д.; максимально
возможная защита рабочего от производственного шума и вибра-
ции; обеспечение норм техники безопасности и производственной
санитарии.
Наиболее важным элементом рабочего места слесаря-инстру-
ментальщика является слесарный верстак. Существующие много-
местные верстаки с общими выдвижными ящиками, закрыва-
ющимися двухстворчатыми дверками, неудобны. Так, если сле-
сарь начинает опиливать или обрубать деталь, сотрясение верстака
мешает работать другим; если одному из работающих за тисками
необходимо взять нужный инструмент, ему^приходится делать
лишние движения. Труд в подобных условиях вызывает прежде-
временную усталость из-за неправильного положения тела во
время работы (в полуоборот по отношению к слесарным тискам).
215
Более удобен одноместный верстак, по форме напоминающий
письменный стол. Желательно оборудовать рабочее место спе-
циальным верстаком для монтажа штампов и прессформ. Рабочее
место слесаря должно быть оснащено необходимым универсаль-
ным инструментом и, кроме того, специальными приспособле-
ниями для обработки деталей и сборки штампов и прессформ.
К ним относятся ряд приспособлений для обработки сложных
деталей, приспособлений для. сборки пуансонов с матрицей,
подъемные устройства для тяжелой оснастки и т. д.
Организация участка по изготовлению оснастки с применением
пластмасс обладает некоторыми особенностями.
На участке размещают термокамеру, установку для при-
готовления эпоксидной композиции (облицовочного слоя), уста-
новку для приготовления пескомассы, монтажную плиту, бункер
для хранения песка, слесарный верстак, участок для приготовле-
ния гипсовых смесей, склад для хранения материалов. На
участке обязательно должны быть краны с холодной и горя-
чей водой, а также щит с противопожарным инвентарем (лом,
лопата, ведро, огнетушитель, ящик с песком).
При организации рабочего места нужно создавать условия для
безопасной работы. Необходимо при изготовлении штампов и
прессформ соблюдать правила техники безопасности.
Слесарю-инструментальщику приходится работать на свер-
лильных, заточных, доводочных, а иногда и шлифовальных
станках. Поэтому каждый слесарь должен предварительно пройти
инструктаж о правилах работы на этих станках (знать правила
их эксплуатации и правила техники безопасности при работе
на них). Кроме того, приходится работать и на другом оборудо-
вании, например на гидравлических прессах при изготовлении
формообразующих деталей штампов и прессформ методом холод-
ного выдавливания. В связи с высокими рабочими напряжениями
обоймы и мастер-пуансона при холодном выдавливании полостей
и опасностью их разрыва следует прессы, предназначенные для
этих операций, оборудовать надежным защитным устройством,
позволяющим включить пресс на рабочий ход только после огра-
ждения доступа в рабочую зону.
При изготовлении штампов и прессформ с применением пласт-
масс следует учитывать, что часть компонентов пластмасс и клеев
на основе эпоксидных и акриловых смол обладает токсичностью
и огнеопасностью. Так, например, некоторые пластмассы при
длительном действии на кожу вызывают сильное раздражение
и' язвы. Летучие вещества, выделяющиеся из отвердителей, дей-
ствуют раздражающе на слизистую оболочку глаз и дыхатель-
ные пути. Растворители, перекись бензола и другие подобные
вещества огнеопасны.
Токсичность и огнеопасность перечисленных и многих других
компонентов композиций пластмасс наиболее сильно проявляются
216
при переливании, пересыпании или транспортировке химических
компонентов, когда появляется опасность разлива или рассыпа-
ния химикатов из-за неаккуратного обращения или деформации
тары; при длительном обезжиривании деталей растворителями
в небольшом помещении без вентиляции, когда смесь паров раство-
рителей с воздухом помещения становится взрывоопасной; одно-
временно происходит раздражение слизистых оболочек глаз и
органов дыхания; в момент приготовления композиций, особенно
при перемешивании, когда выделяется некоторое количество ле-
тучих веществ, также возможно загрязнение одежды и рук при-
готовляемой массой при работе; при непосредственном изготовле-
нии технологической оснастки в момент заливки, выкладки, трам-
бовки, прессовки и т. д.; при механической обработке отвержден-
ных композиций, когда образующаяся пыль может вызвать раз-
дражение слизистых оболочек глаз и органов дыхания.
Однако при нормальных условиях работы, строгом соблюдении
гигиены труда и правил техники безопасности можно избежать
действия токсичных и огнеопасных компонентов пластмасс.
При изготовлении оснастки с применением пластмасс, необ-
ходимо соблюдать следующие правила техники безопасности.
1. Все производственные процессы, связанные с использова-
нием эпоксидных пластиков, должны проводиться в изолирован-
ных помещениях, имеющих приточно-вытяжную вентиляцию.
Стены и потолки этого помещения следует оштукатурить и по-
крывать на 2/3 высоты нитроэмалью. Полы необходимо делать
из материалов, устойчивых к действию вредных веществ.
2. Отопительные приборы должны иметь гладкую поверхность,
чтобы их можно было легко очищать от пыли.
3. Кроме общих умывальников и душевых, в мастерской
должны быть установлены краны с горячей и холодной во-
дой.
4. Эпоксидную смолу, дибутилфталат, отвердитель и раство-
рители нужно хранить в закрытом помещении и в герметически
закрывающейся таре поставщика. Развешивать материалы, при-
готовлять пластмассы, заливать формы необходимо при включен-
ной вытяжной вентиляции, в спецодежде (халатах, фартуках,
колпаках и резиновых перчатках). При механической обработке
следует пользоваться не только спецодеждой, но и очками и респи-
раторами.
5. Рабочие столы, на которых заливают и обрабатывают
штампы, должны быть покрыты прочной бумагой.
6. При попадании на кожу лица или рук капель отвердителя
надо немедленно смыть их теплой водой с мылом. Если на откры-
тый участок кожи попадает эпоксидная смола или пластмассовая
композиция, то сначала следует тщательно протереть этот участок
кожи салфеткой, смоченной дибутилфталатом, а затем промыть
теплой водой с мылом.
7. Перед приготовлением композиции руки необходимо сма*
зывать по локоть специальной пастой.
8. В помещении, где взвешивают и перемешивают материалы
для приготовления пластмассовой композиции, запрещается ку-
рить, пользоваться нагревательными приборами с открытыми
спиралями, хранить загрязненный обтирочный материал.
9. Все материалы, используемые для изготовления компо-
зиции, должны иметь четкую надпись с наименованием материала,
номера партии и даты получения, а на посуде, применяемой при
взвешивании материалов, должно быть описание о ее назна-
чении.
§ 29. ОПРЕДЕЛЕНИЕ ТРУДОЕМКОСТИ ИЗГОТОВЛЕНИЯ ШТАМПОВ
И ПРЕССФОРМ
Четкость планирования производства штампов и прессформ
в значительной мере зависит от точности определения плановой
трудоемкости их изготовления. Существует метод определения
плановой трудоемкости путем отнесения изготовляемой оснастки
(по признаку внешнего сходства ее с типовым представителем)
к определенной группе сложности с заранее установленной тру-
доемкостью. Такой метод определения трудоемкости является
субъективным, установленные группы сложности настолько
укрупнены, что они дают неточную величину трудоемкости.
Более точным и качественным является метод, который
дает возможность устанавливать плановую трудоемкость оснастки
в зависимости от ее конструкции и размеров, параметров, характе-
ризующих размеры и форму штампуемой или прессуемой детали
и других объективных характеристик, с учетом дифференциро-
ванного подхода к определению трудоемкости изготовления от-
дельных деталей и сборки.
Обычно из общей нормы плановой трудоемкости выделяется
плановая норма слесарной обработки, что дает возможность ис-
пользования этой нормы для оперативного технического нормиро-
вания слесарных работ по сборке оснастки. При этом штампы
и прессформы подразделяются на типовые конструкции и все
параметры, определяющие трудоемкость, вычисляются для каж-
дой из типовых конструкций по определенной методике.
При дифференцированном расчете общей нормы времени на
изготовление штампа или прессформы используются типовые
нормы времени и нормативы на отдельные виды механической и
слесарной обработки, включая сборочные работы.
В качестве типовых используют нормы времени на изготовле-
ние отдельных деталей штампов и прессформ: плит, направляющих
колонок и втулок, хвостовиков, ограничителей, пуансонов, но-
жей для разрезания отходов, ловителей, толкателей и др.
Типовые нормы времени на их изготовление помещены в соот-
ветствующих справочниках (справочник нормировщика машино-
218
строителя, том IV. Под ред. В. С. Вольского). Типовые нормы на
изготовление отдельных деталей разрабатывают применительно
к определенным условиям и к определенному технологическому
процессу и для определенных типоразмеров деталей.
По этим же таблицам справочника устанавливают нормы под-
готовительно-заключительного времени.
На большинство деталей штампов и прессформ не могут быть
установлены типовые нормы времени. Нормы времени для дета-
лей разрабатываются на основании укрупненных нормативов
на различные виды механической обработки. Укрупненные норма-
тивы могут устанавливаться на единицу длины обрабатываемой
поверхности или на обработку полной поверхности. По укруп-
ненным нормативам на основе конкретного технологического про-
цесса рассчитывается норма времени на изготовление той или иной
детали штампа или прессформы. Принципиально методика такого
расчета не отличается от методики расчета норм времени на об-
работку общемашиностроительных деталей при мелкосерийном
и индивидуальном характере их производства.
Некоторое отличие содержит расчет норм времени на слесар-
ную обработку, включая сборку штампов и прессформ. Нор-
мативы времени на слесарную обработку деталей вырубного
штампа устанавливаются на комплект рабочих деталей, непосред-
ственно производящих вырубку. Нормативы зависят от длины вы-
рубаемого контура детали. Время на обработку деталей штампов
по вырубаемому контуру детали включает время на изготовление
комплекта рабочих деталей, состоящего из матрицы, пуансона,
пуансонодержателя и нижней плиты. В состав нормативов вре-
мени включается время на разметку, опиливание после станочной
обработки, оттиск, опиливание по оттиску, доводку рабочих
деталей после термообработки, запрессовку пуансона в пуансоно-
держатель, обработку отверстий, полную сборку, испытание.
Учитываются дополнительные работы, связанные с наличием на-
правляющих колонок, упоров пружин и т. д. Некоторые из ука-
занных нормативов времени приведены в табл. 12.
Норма штучного времени на штамп рассчитывается путем сум-
мирования нормативов времени на отдельные комплексы работ.
Расчет норм времени на слесарную обработку гибочных штампов
производится аналогично. В качестве составляющих принимается
время на обработку матрицы и пуансона по контуру изгибаемой
детали, на сборку штампов, на опиливание дуг, плоскостей,
обработку матрицы, выталкивателя и т. д.
Нормативы времени на изготовление прессформ для пластмасс
определяются в зависимости от группы сложности прессуемых
деталей, от^суммарной площади рабочих поверхностей и также
даются на выполнение определенных комплексов работ — сле-
сарную обработку комплекса рабочих деталей и сборку пресс-
формьь слесарную обработку обойм матриц и промежуточных
218
Таблица 10
Нормативы времени иа слесарные работы и сборку вырубного штампа в ч
Параметры Наибольшие габариты нижней плиты в мм
Сборка блоков и испытание штам- 100Х 120 150X 220 250X 320 300X450
пов при:
числе винтов, штифтов тол- болтов кателей
4 2 3,00 3,30 —
6 4 3,42 3,80 4,25 4,75
8 6 3,83 4,25 4,85 5,40
10 6 4,15 4,60 5,30 5,90
12 8 4,55 5,10 5,90 6,60
15 10 5,15 5,75 6,70 7,55
18 12 Дополнительные работы, связанные 5,75 6,40 7,60 8,40
с установкой:
двух колонок и втулок .... 0,42 0,48 0,54 0,10
ограждения 0,54 0,60 0,66 0,70
резинового буфера 0,15 0,18 0,21 0,24
постоянного упора 0,06 0,08 0,10 0,12
винта 0,16 0,18 0,21 0,24
штифта 0,06 0,07 0,09 0,10
пружины Запрессовка, центровка, расклепка пробивных пуансонов, сверление отверстий для отхода, развертыва- ние конусов у матриц при числе 0,09 0,12 0,15 0,18
пуансонов
1—2 0,10 0,11 0,12 0,13
3—5 0,11 0,12 0,13 0,15
6—10 0,12 0,13 0,15 0,16
11—15 0,13 0,15 0,16 0,17
деталей, литниковой системы, разметку съемных деталей, опили-
вание фасок и дуг, клеймение, полирование знаков и т. д.
Нормативы времени на прессформы определяются из соответ-
ствующих аналогичных таблиц. Нормы времени на изготовление
штампов для объемной штамповки определяются аналогично нор-
мам времени на прессформы для пластмасс или литья под дав-
лением.
Рассмотрим пример определения трудоемкости сборки и испы-
тания вырубного штампа для шайбы с отверстиями, общий вид
которого представлен на рис. 43.
Габариты нижней плиты штампа 205x205 мм; штамп имеет
12 винтов, четыре штифта и два выталкивателя; в соответствии
с ближайшей позицией, которая соответствует данным условиям,
220
определяем норму времени на сборку блока и испытание штампа:
5,90 ч. Учитывая, что время на установку первого штифта или
выталкивателя составляет 0,09 ч, следует вычесть из полученной
нормы времени время на установку двух штифтов: 5,90 — 0,18 =
— 4,72 ч.
Норма времени на работу, связанную с установкой двух коло-
нок и втулок, 0,54 ч, с резиновым буфером 0,21 ч, с двумя постоян-
ными упорами 0,10-2 = 0,20 ч, с пружиной выталкивателя 0,15 ч;
с ограждением 0,66 ч, с тремя пуансонами для пробивки 0,13х
ХЗ = 0,39 ч.
Таким образом, штучное время на сборку, испытание и сдачу
штампа составляет
4,72 + 0,54 + 0,21 + 0,20 + 0,15 + 0,66 +
+ 0,39 = 6,87 ч.
Время на слесарную обработку деталей штампа по контуру
вырубаемой детали для приведенного штампа не учитывается,
так как вся обработка матрицы, пуансона и других сопрягаемых
деталей выполняется в данном случае (ввиду того, что выру-
баемый контур является цилиндрическим) механическим путем.
Для определения полной трудоемкости указанного штампа
необходимо к рассчитанной выше норме штучного времени на
сборку и испытание прибавить нормы на изготовление всех дета-
лей штампа с учетом их механической и слесарной обработки,
определяемые в соответствии с разработанным технологическим
процессом.
Расчет трудоемкости изготовления штампов и прессформ,
выполняемый на основе таблиц Справочника нормировщика-
машиностроителя, является наиболее точным. Он позволяет
правильно определять трудоемкость изготовления отдельных
деталей и сборки оснастки и, следовательно, правильно оценивать
работу станочников и слесарей, а также весьма точно определять
трудоемкость штампа или прессформы в целом, обеспечивая воз-
можность принятия в расчет истинной трудоемкости при планиро-
вании работы для цеха или участка.
ЛИТЕРАТУРА
1. А х м а ч е т Л. С.,Вайсер Л. В., Чудновский А. Р. Приме-
нение пластических масс в технологической оснастке. М. Машгиз, 1962.
2. В а й н т р а у б Д. А. Повышение стойкости штампов. Лениздат, 1958.
3. Веденеев Н. П., Волченков А. И. иНовгородов А. С.
Твердосплавная технологическая оснастка. М., Машгиз, 1961.
4. Веденеев Н. П.,Волченков А. И. иКорсаков В. Д. Вы-
рубные штампы, армированные твердым сплавом, и технология их изготовления.
ЛДНТ, 1958.
5. Гельфанд А. Е., Новгородов А. С. иФотеев Н. К- Обра-
ботка твердых сплавов. М., Машгиз, 1963.
6. Григорьев С. П. Практика слесарно-инструментальных работ. М.,
«Машиностроение», 1964.
7. Д а н и л е в с к и й В. В. Технология машиностроения. М., «Высшая
школа», 1963.
8. Д е м и н Е. Н. Прогрессивные методы проектирования и изготовления
прессформ. М., Машгиз, 1957.
9. Д о л м а т о в с к и й Г. А. Справочник технолога по обработке метал-
лов резанием. М., Машгиз, 1962.
10- Д р у ж и н с к и й И. А. Методы обработки сложных поверхностей
на металлорежущих станках. М., «Машиностроение», 1965.
11. Иванов В. Н. Приспособление для косой заточки пуансонов.
ГОСИНТИ № 24—64, 1359 (470, 1964).
12. К а м ы ш е в П. А. Практика профильного шлифования. Горьковское
книжн. изд-во, 1962.
13. Красникова Б. Г., Л е н ь к о в С. С. Изготовление штамповочной
оснастки из пластмасс М., Машгиз, 1961.
14. К о г а н А. И. Технология выдавливания сложных матриц пресс-
форм и штампов. ЦБТИ приборостроения и средств автоматизации, 1958.
15. Крымский П. П. Горячая штамповка. М., Трудрезервиздат, 1958.
16. К о с м а ч е в И. Г. Основы слесарного дела в инструментальном про-
изводстве, М., «Высшая школа», 1965.
17. К у х т а р о в В. И. Изготовление штампов для холодной штамповки.
М., Машгиз, 1951
18. Лазаренко Б. Р. Электрические методы обработки металлов и спла-
вов. М., НТО Машпром, 1961.
19. Л и в ш и ц А. Л. и др Электроимпульсная обработка металлов. М.,
«Машиностроение», 1967.
20. Малкин Б. М. Магнитные приспособления к металлорежущим стан-
кам. М., «Машиностроение», 1965.
21. Малкин Б. М. Профилешлифовальные станки. М-, «Машинострое-
ние», 1967.
22. Машиностроение. Энциклопедический справочник. Т. 6. М., Машгиз,
222
23. М е щ е р и и В. Т., Ч а р н к о Д. В. .Технология производства куз-
нечно-штамповочного оборудования и штамповой оснастки. М., Машгиз, 1961.
24. Нанесение хромовых покрытий. ГОСИНТИ № 16—63 — 479/24, 1963.
25. Опыт конструирования, изготовления и применения штампов, армиро-
ванных твердыми сплавами. Под ред. В. Д. Корсакова. Центральный институт
научно-технической информации машиностроения, 1961.
26. Попилов Л. Я. Электрофизическая и электрохимическая обработка
материалов. М., «Машиностроение», 1969.
27. Приспособления для профилирования шлифовальных кругов. М.,
ЦБТИ, 1958.
28. Р о з е н б е р г Л. Д., Я химович Д. Ф. Ультразвуковая размер-
ная обработка хрупких материалов. Профиздат, 1961.
29. С а м о х о ц к и й А. И. Технология термической обработки металлов.
М., Машгиз, 1962.
30. С г и б н е в В. Д. Конструкции и изготовление штампов. М., Машгиз,
1960.
31. С о б о л е в Н. П. Станки точной индустрии. М., 1953.
32. С о р к и н Л. М. Повышение стойкости штампов электролизным бори-
рованием. Киев, 1966.
33. Справочник нормировщика-машиностроителя. Т. IV. Под ред. В. С. Воль-
ского М., 1962.
34. Терентьев Я- К., Ф р и д г а н т А. Я. Опыт повышения стой-
кости вытяжных и вырубных штампов путем покрытия дисульфидом молибдена.
ГОСИНТИ № 24—64 — 1214/419, 1964.
35. Технологический справочник по ковке и объемной штамповке. Под ред.
М. В. Сторожева М., Машгиз, 1959.
36. Технологическая оснастка для холодной штамповки, прессования пласт-
масс и литья под давлением. Ч. I, II и III. Центральный институт научно-тех-
нической информации по автоматизации и машиностроению при Госплане
СССР, 1964.
37. Технология материалов в приборостроении. Под. ред. А. Н. Малова
«Машиностроение», 1969.
38. Ультразвуковая обработка материалов. Под. ред. проф. А. П. Владзиев-
ского. М., ЭНИМС, 1961.
39. Фотеев Н. К- Твердосплавные штампы и их изготовление. ЛК,
ГОСИНТИ, 1962.
40. Хромирование прессформ и инструментов. УКРНИИМЕСТПРОМ, 1957.
41. X о л о дн о в Е. В. Электроискровое изготовление прецизионных ин-
струментов. АН СССР. «Электроискровая обработка металлов» Вып. 2, 1960.
42. Холодное выдавливание сложных матриц прессформ. ЦИНТИ, 1959.
43. Штурман А. А. Пластмассы в инструментальном производстве.
М., Машгиз, 1960.
44. Шулимович Г. В. Приспособление для заточки пуансонов штам-
пов. ГОСИНТИ. № 24—64—674/210, 1964.
45. Электроэрозиониые, ультразвуковые, анодно-механические станки.
ЦБТИ, 1963.
46. Электрофизические и электрохимические станки. Каталог-справочник.
НИИМАШ, 1969.
47. Я к и р и н Р. В. Технологичная конструкция матрицы типового гибоч-
ного штампа. ГОСИНТИ № 24—64—795/261, 1964.
2
ОГЛАВЛЕНИЕ
Предисловие
•Глава I. Понятие о технологическом процессе .......................... 5
§ 1. Типы производства штампов и прессформ .................. 5
§ 2. Некоторые особенности проектирования технологических
процессов в производстве штампов и прессформ .... 6
§ 3. Заготовки и их изготовление .................. 8
Глава II. Особенности применения общих методов обработки при изготов-
лении штампов и прессформ ........................................... 12
§ 4. Точение, строгание и фрезерование...................... 12
§ 5. Координатное растачивание............................. 19
§ 6. Шлифование ........................ ... . . 24
§ 7. Слесарно-сборочные операции............................ 44
Глава III. Специальные методы обработки............................... 46
§ 8. Электрофизические и электрохимические методы размер-
ной обработки ............................................. 46
§ 9. Выдавливание полостей формообразующих деталей штам-
пов и прессформ ........................................... 63
Глава IV. Технология изготовления штампов для холодной листовой
штамповки............................................................ 68
§ 10. Назначение и конструкции штампов..................... 68
§11. Технология изготовления штампов....................... 71
§ 12. Особенности изготовления штампов с применением дета-
лей из твердых сплавов ........................... 113
§ 13. Особенности изготовления штампов с применением пласт-
масс и других неметаллических материалов ................. 126
§ 14. Влияние технологии изготовления штампов на их каче-
ство и долговечность ....................................... 137
Глава V Технология изготовления штампов для холодной и горячей объ-
емной штамповки..................................................... 141
§ 15. Изготовление штампов для молотов ................... 141
§ 16. Изготовление штампов для горизонтально-ковочных ма-
шин .................................................. 151
§ 17. Изготовление штампов для кривошипных прессов ... 152
§ 18. Влияние технологии изготовления штампов на их качество
и долговечность....................................... 157
Глава VI. Технология изготовления прессформ.......................... 159
§ 19. Назначение и конструкции прессформ.................. 159
§ 20. Изготовление прессформ.............................. 163
Глава VII. Термическая обработка и гальванические покрытия, применяе-
мые при изготовлении штампов и прессформ ........................... 180
§ 21. Особенности построения технологических процессов тер-
мообработки ........................................ 180
§ 22. Гальваническое покрытие поверхности деталей пресс-
форм и штампов........................................ 187
Глава VIII. Технический контроль штампов и прессформ............ 189
§ 23. Общие положения ................................ 189
§ 24. Контроль готовых штампов и прессформ........... 191
Глава IX. Проектирование и изготовление оснастки второго порядка 201
§ 25. Проектирование и изготовление приспособлений . . . 201
§ 26. Проектирование и изготовление шаблонов........... 207
§ 27. Изготовление режущих и прочих инструментов .... 211
Глава X. Организация и подготовка производства штампов и прессформ 215
§ 28. Организация труда на рабочем месте................ 215
§ 29. Определение трудоемкости изготовления штампов и
прессформ .............................................. 218
Литература ...................................................... 222