



Author: Пивоваров В.А. Машошин О.Ф.
Tags: испытания материалов товароведение силовые станции общая энергетика транспорт двигатели самолеты техническая диагностика неразрушающий контроль дефектоскопия
ISBN: 5-277-02032-2
Year: 1997




В. А. ПИВОВАРОВ
О. Ф. МАШОШИН
ДЕФЕКТОСКОПИЯ
ГРАЖДАНСКОЙ
АВИАЦИОННОЙ
ТЕХНИКИ
ИЗДАТЕЛЬСТВО’ТРАНСПОРТ»
В. А. ПИВОВАРОВ
О. Ф. МАШОШИН
ДЕФЕКТОСКОПИЯ
ГРАЖДАНСКОЙ
АВИАЦИОННОЙ
ТЕХНИКИ
Допущено
Федеральной
авиационной службой России
в качестве учебного пособия
для студентов высших
учебных заведений
гражданской авиации
МОСКВА «ТРАНСПОРТ» 1997
УДК 620 179.1(031)
ББК 39 53
П32
Пивоваров В. Л., Машошин О. Ф. Дефектоскопия гражданской авиационной тех-
ники. Учеб пособие для вузов. — М.: Транспорт, 1997. — 136 с.
Даны основы дефектологии материалов: сведения из механики сплошных сред,
виды и характеристики дефектов в материалах авиаконструкций, возможные причины
появления дефектов и способы их установления. Освещены вопросы дефектоскопии (не-
разрушающего контроля) авиаконструкций при технической эксплуатации авиационной
техники.
Учебное пособие разработано в соответствии с требованиями учебного плана
второго уровня высшего образования по специализации "Техническая эксплуатация
самолетов и двигателей", в которую включена дисциплина "Диагностика и неразрушаю-
щий контроль ЛА".
Для студентов авиационных учебных заведений и специалистов эксплуатационных
предприятий гражданской авиации.
Ил. 65, табл. 13, библиогр. 23 назв.
Рецензент проф Б. В. Зубков
Заведующий редакцией Л В Васильева
Редактор И В. Ридная
ISBN 5-277-02032-2
О В А Пивоваров. О Ф. Машошин 1997
С Издательство "Транспорт" нллюстра-
ции, оформление. 1997
ПРЕДИСЛОВИЕ
Обеспечение надежности и увеличение ресурсов эксплуатируемой
авиационной техники (АТ) возможно только при условии применения
совершенных методов контроля состояния наиболее напряженных
конструкций в процессе технического обслуживания. Из всех видов
контроля наиболее распространены методы неразрушающего контро-
ля (МНК). За последние 10 лет, когда ресурсы большинства самолетов
гражданской авиации (ГА) приближаются к предельным, объем работ
по неразрушающему контролю при техническом обслуживании и ре-
монте АТ существенно вырос. Без такого высокоэффективного кон-
троля невозможно, например, принимать решение о достаточной ра-
ботоспособности силовых элементов планера, скрытых обшивкой, це-
лостности лопастей турбовинтовых двигателей, несущих винтов
вертолетов, а также множества других, ответственных за безопасность
полетов конструкций и элементов АТ.
К настоящему времени в отрасли уже накоплен значительный
опыт использования МНК. Помимо основных задач — определения
несплошностей, оценки структуры материала, контроля геометричес-
ких размеров, МНК применяют при определении условий нагружения
отказавших деталей, а также при исследовании самих причин отказа.
В соответствии с государственным стандартом различают 9 видов
неразрушающего контроля (НК). Однако в ГА используют не все
виды, вследствие экономических причин, а также специфики дефек-
тов, наблюдаемых в условиях эксплуатации и ремонта авиатехники.
Как известно, дефектами в материалах называют отклонения от пре-
дусмотренных техническими условиями требований качества по
сплошности, структуре, химическому составу, механическим и другим
свойствам.
Опыт показывает, что для понимания задач и перспектив развития
МНК необходимо усвоить некоторые вопросы дефектологии матери-
алов, под которой здесь понимается совокупность сведений о приро-
де, видах, характеристиках и лабораторных методах идентификации
дефектов в материалах новых и работавших конструкций. Анализ ли-
тературных источников дает основание сделать вывод о практическом
отсутствии такого рода данных, собранных воедино.
В связи с возрастающей ролью неразрушающего контроля в усло-
виях усложнения АТ и невысоких показателей ее эксплуатационной
3
технологичности инженеру-механику необходимо глубоко изучить и
освоить весь спектр МНК, используемых в ГА Ведь несмотря на на-
личие инструктивной документации (бюллетеней) по использованию
той или иной технологии НК, в конкретных условиях технического
обслуживания АТ нередко приходится принимать самостоятельные
решения по обеспечению достоверности контроля при минимальной
продолжительности и трудоемкости контрольных операций.
Для более эффективного усвоения каждый из МНК" излагается по
единой схеме: область применения, физическая основа, технология
контроля, оборудование. В данном пособии упомянутые вопросы
раскрыты достаточно детально. Рассмотрены материалы по обеспе-
чению дефектоскопической технологичности объектов контроля,
выбору методов в зависимости от характера возможных дефектов,
мест их расположения, степени нагруженности конструкции, а
также требований на отбраковку. Отдельно рассмотрен важный
вопрос метрологического обеспечения НК.
Приведены практические примеры (технологии) контроля некото-
рых конструктивных элементов АТ в эксплуатационных (полевых) ус-
ловиях.
Глава 1
ОСНОВЫ ДЕФЕКТОЛОГИИ МАТЕРИАЛОВ
1.1. НАГРУЖЕНИЕ, ДЕФОРМИРОВАНИЕ И РАЗРУШЕНИЕ МАТЕРИАЛОВ
Если одинаковые объемы среды имеют одинаковые свойства, то
такую среду называют однородной, или сплошной. Абсолютное боль-
шинство авиаконструкций изготовлено из металлических материалов,
которые являются поликристаллической, а не сплошной средой. Воз-
никает вопрос — можно ли металлические материалы моделировать
однородной сплошной средой? Все зависит от поставленных задач.
Если оценивать возможность образования различных дефектов в сты-
ках зерен, учитывать неоднородность, а вместе с этим и неравнопроч-
ность материала, — необходимо. При рассмотрении же способностей
общих схем нагружения, где размеры зерен несопоставимы с размера-
ми конструкций, ошибка от замены реального материала сплошной
средой не будет существенной.
Итак, наиболее типичным воздействием на работающую кон-
струкцию является механическое. Механические воздействия могут
быть заданы, например, системой сил при перемещении, вызывающих
изгиб, скручивание и т.п., или ударным воздействием на конструк-
цию. Степень механического воздействия, как известно, определяется
удельными (приходящимися на единицу поперечного сечения) нагруз-
ками, называемыми напряжениями-, о = P/F. Механические напряже-
ния могут быть вызваны также немеханическими воздействиями, на-
пример, температурными. Большинство важнейших механических
характеристик материалов, пределы прочности, упругости, вынос-
ливости и т.д. выражены в напряжениях, единицами которых являют-
ся кгс/мм2 (традиционная) или МПа (в системе международных еди-
ниц — СИ).
Из всего многообразия факторов, влияющих на работоспособ-
ность материалов "бездефектных" конструкций или сплошных сред,
удовлетворяющих требованиям качества и работающих в условиях
расчетного (допустимого) уровня нагружения, можно выделить два —
фактор напряженности и фактор времени. Рассмотрим эти факторы.
В общем случае механические напряжения являются функцией
двух переменных: нагрузки (силы) Р и площади F. Любая сила, воз-
действующая на поверхность элемента конструкции, не будет идеаль-
но перпендикулярна к ней: ее всегда можно разложить на нормальную
и касательную силы. Следовательно, для полной характеристики на-
пряженного состояния в точке приложения силы необходимо знать
5
напряжения во всех сечениях, проходящих через данную точку тела и,
в частности, главные напряжения, выражаемые формулами
Е Е
Ох = у——j(ex + ЦЕ0; а, = - i(е? + ре 0 ,
где Е — модуль упругости, Па; с х, е у — деформации в направлениях х и у, ц —
коэффициент Пуассона.
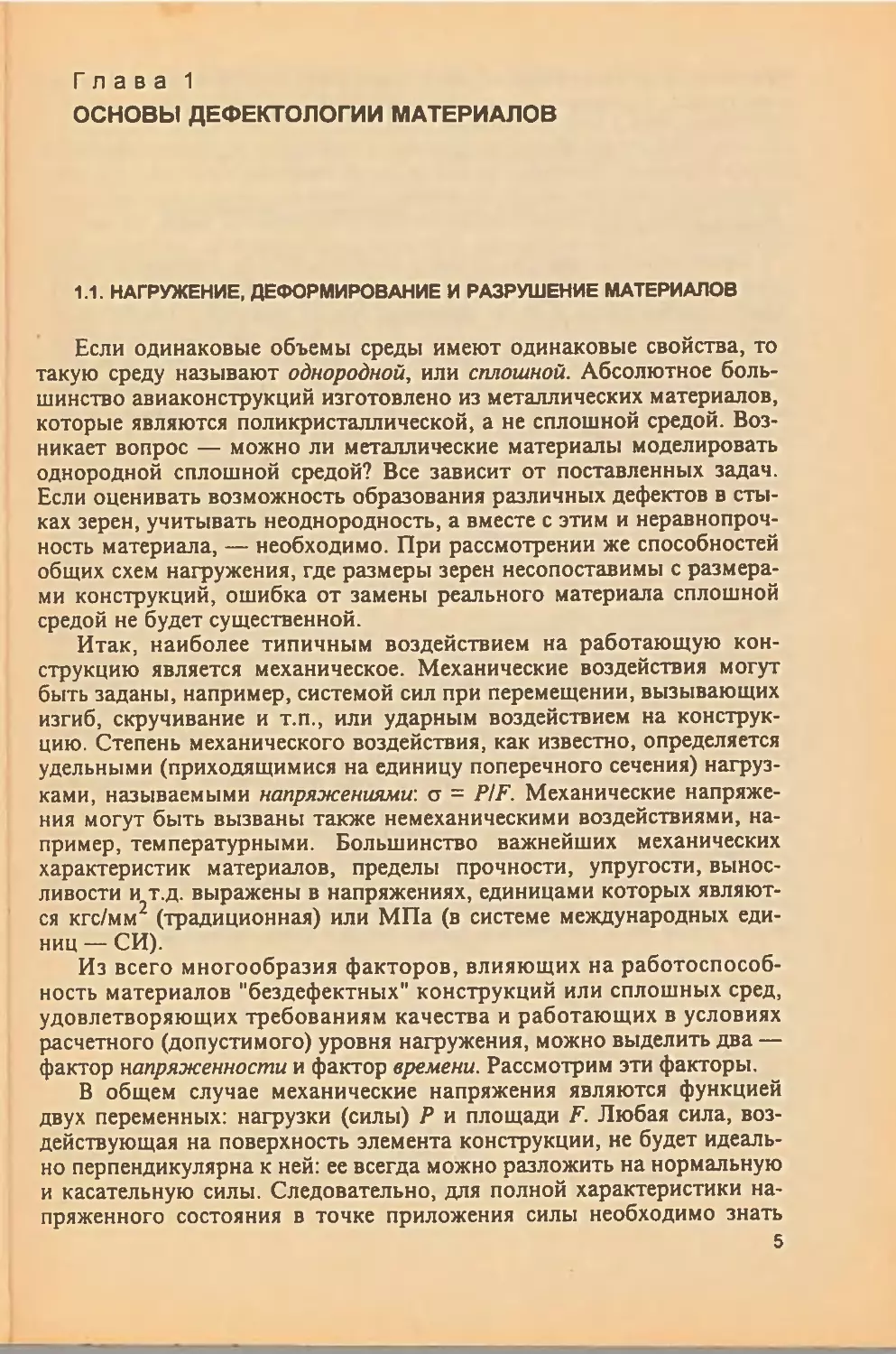
Ориентировка любого сечения (плоскости), проходящего через
точку приложения силы, выражается вектором (векторной функцией),
строго нормальным к этому сечению. Число сечений с учетом ком-
плексности реального нагружения, может быть довольно большим.
Выделить направления действия главных напряжений л измерить век-
торы напряжений в этом случае весьма сложно. Даже для сравнитель-
но простых схем нагружения эпюра распределения нормальных и ка-
сательных напряжений будет иметь нетривиальный вид (рис. 1.1).
Составляющие формул определения главных напряжений (как и
большинство других физико-механических характеристик материала)
не являются константами. Со временем они претерпевают изменения,
которые могут носить характер своеобразного "дрейфа" с непериоди-
ческими отклонениями в худшую или лучшую сторону, что определя-
ет сложные процессы изменения работоспособности конструкций с
наработкой.
Таким образом, характеристика объемно-напряженного состояния
большинства конструкций, которую часто представляют упрощенно,
на самом деле является довольно сложной. Эта сложность приводит
подчас к образованию в процессе работы необъяснимых на первый
взгляд нарушений сплошности материала, необратимых изменений
геометрической формы конструктивных элементов и т.п.
Для определения причин такого рода отклонений и разработки
профилактических мер по их предупреждению целесообразно разли-
чать напряженное состояние, характеризующееся так называемым
тензором напряжений (векторная функция от векторного аргумента,
которая для любой заданной площадки, проходящей через заданную
точку, определяет напряжение, действующее на этой площадке) в
месте образования дефекта, и способ нагружения, характеризующийся
Рис. 1.1. Эпюры распределения нормальных (сплош-
ные линии) и касательных (штриховые линии) на-
пряжений при растяжении плоского образца в зави-
симости от ориентировки сечения
6
способом приложения внешней нагрузки, формой конструкции или
детали, условиями ее закрепления и т.д.
Расчет напряженного состояния сплошных сред в виде конструк-
ций и их элементов в принципе возможен и используется при проекти-
ровании путем составления системы так называемых уравнений состо-
яния, учитывающих отмеченные особенности нагружения. Однако эти
математические зависимости характеризуют поведение лишь идеаль-
ного объекта, которое далеко не всегда воспроизводит поведение реа-
льного тела под нагрузкой с приемлемой точностью.
Опыт показывает, что во многих практических случаях способ на-
гружения известен, между тем как напряженное состояние, возникаю-
щее при этом, не совсем ясно.
Другим важнейшим фактором, оказывающим влияние на работо-
способность сплошных сред, является время воздействия механичес-
ких нагрузок. Любое механическое нагружение провоцирует в мате-
риале процессы релаксации — внутриструктурной реорганизации ма-
териала, происходящей в связи с необходимостью формирования
статического или динамического равновесия в системе нагрузка —
объект. Последствие релаксации — необратимые остаточные дефор-
мации или, образно говоря, своеобразная "память" материала о нагру-
жении. У жидкостей слабая "память" и ничтожное время релаксации,
у металлов время релаксации значительно больше. Итак, приложение
к телу механических воздействий, т.е. то или иное нагружение, выво-
дит его из исходного состояния равновесия. Возникающие при этом
деформация или разрушение — новое равновесное состояние. Уста-
новление равновесия при деформации и разрушении может осущест-
вляться двумя принципиально различными путями:
повышением сопротивления тела, например вследствие упрочне-
ния от структурных превращений, процессов старения и т.п. (это
более типично для невысоких нагрузок);
снижением сопротивления тела, например при образовании
"шейки" растягиваемого образца, перерезании его трещинами и т.п.
При всем многообразии механических воздействий на любое тело
можно различить четыре типа нагружения: механические или терми-
ческие удары; кратковременное статическое, однократное; длительное
статическое, однократное; многократное.
Для эксплуатантов наибольший интерес представляют два вида
нагружения: длительное статическое при высоком уровне нагрузок и
температур (сходные условия работы испытывают детали турбины
авиадвигателей) и многократное (явления механической и термичес-
кой усталости материалов большинства авиационных конструкций).
Можно считать доказанным, что длительное статическое нагруже-
ние конструкций АТ в условиях эксплуатации вызывает постепенное
необратимое изменение их геометрической формы независимо от
того, в какой области нагружения они находятся (упругой или упруго-
пластической). Это явление получило название ползучести. Ползу-
7
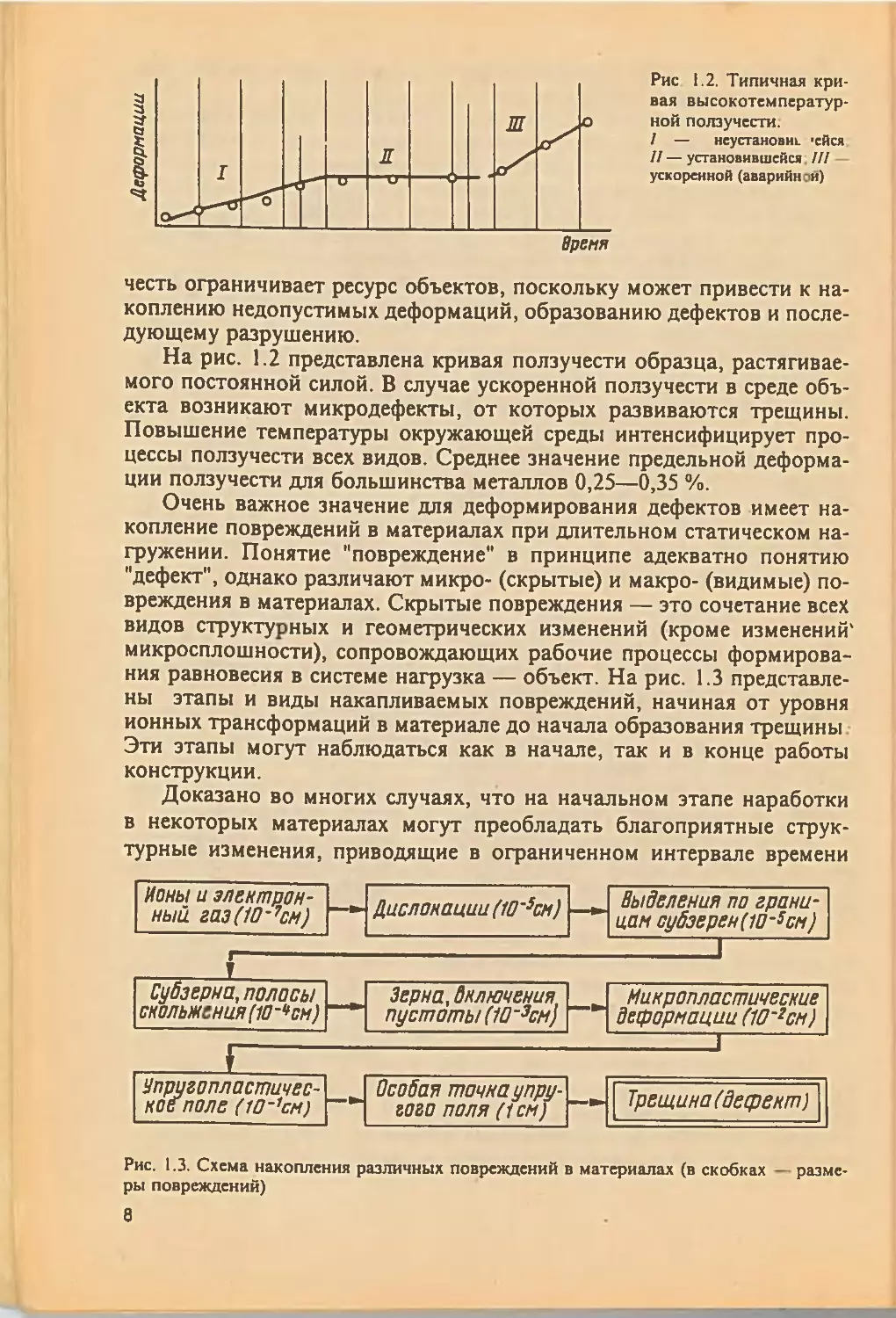
Рис 1.2. Типичная кри-
вая высокотемператур-
ной ползучести.
I — неустановик. *сйся
//— установившейся. ///
ускоренной (аварийной)
честь ограничивает ресурс объектов, поскольку может привести к на-
коплению недопустимых деформаций, образованию дефектов и после-
дующему разрушению.
На рис. 1.2 представлена кривая ползучести образца, растягивае-
мого постоянной силой. В случае ускоренной ползучести в среде объ-
екта возникают микродефекты, от которых развиваются трещины.
Повышение температуры окружающей среды интенсифицирует про-
цессы ползучести всех видов. Среднее значение предельной деформа-
ции ползучести для большинства металлов 0,25—0,35 %.
Очень важное значение для деформирования дефектов имеет на-
копление повреждений в материалах при длительном статическом на-
гружении. Понятие "повреждение" в принципе адекватно понятию
"дефект", однако различают микро- (скрытые) и макро- (видимые) по-
вреждения в материалах. Скрытые повреждения — это сочетание всех
видов структурных и геометрических изменений (кроме изменений'
микросплошности), сопровождающих рабочие процессы формирова-
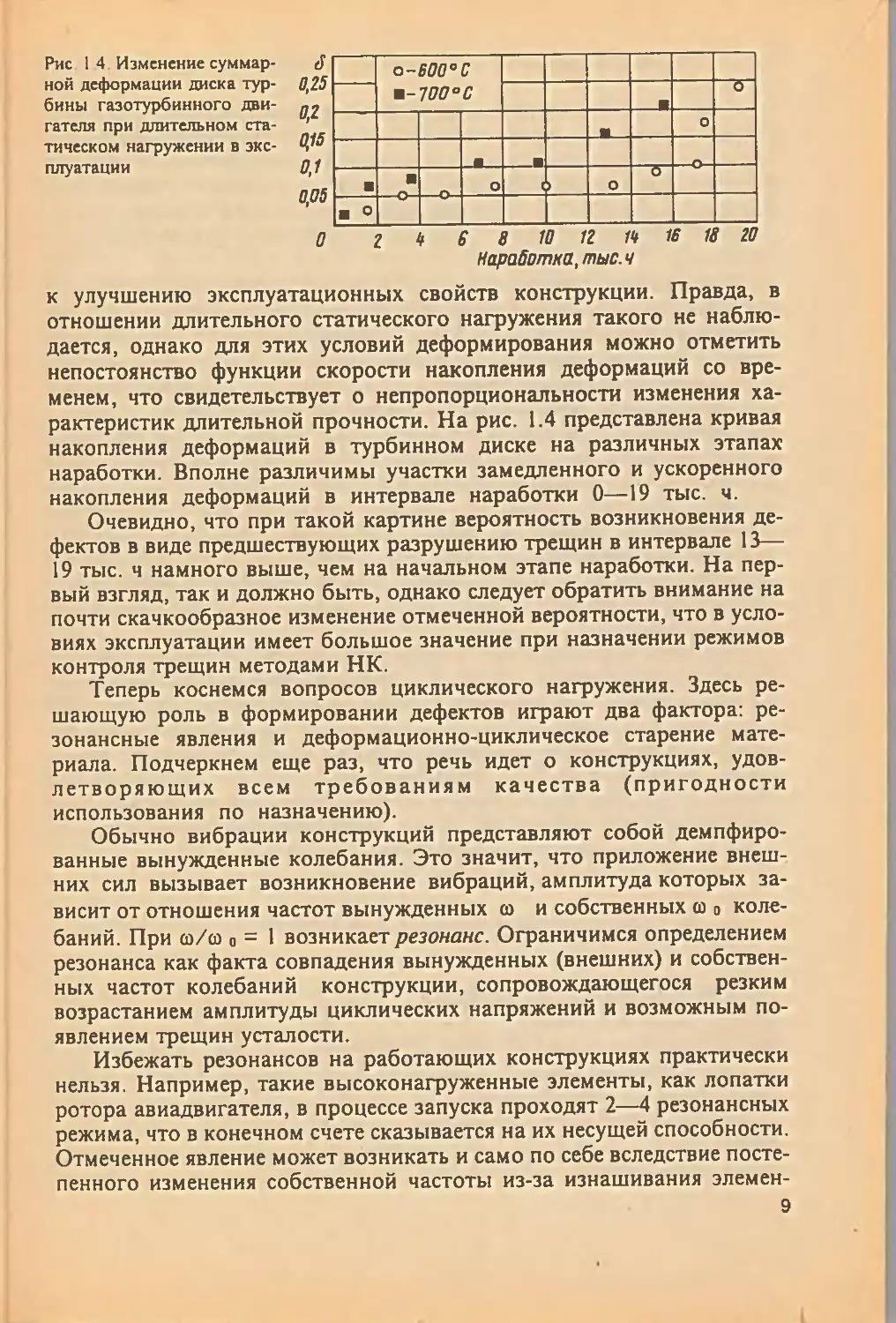
ния равновесия в системе нагрузка — объект. На рис. 1.3 представле-
ны этапы и виды накапливаемых повреждений, начиная от уровня
ионных трансформаций в материале до начала образования трещины
Эти этапы могут наблюдаться как в начале, так и в конце работы
конструкции.
Доказано во многих случаях, что на начальном этапе наработки
в некоторых материалах могут преобладать благоприятные струк-
турные изменения, приводящие в ограниченном интервале времени
Рис. 1.3. Схема накопления различных повреждений в материалах (в скобках — разме-
ры повреждений)
8
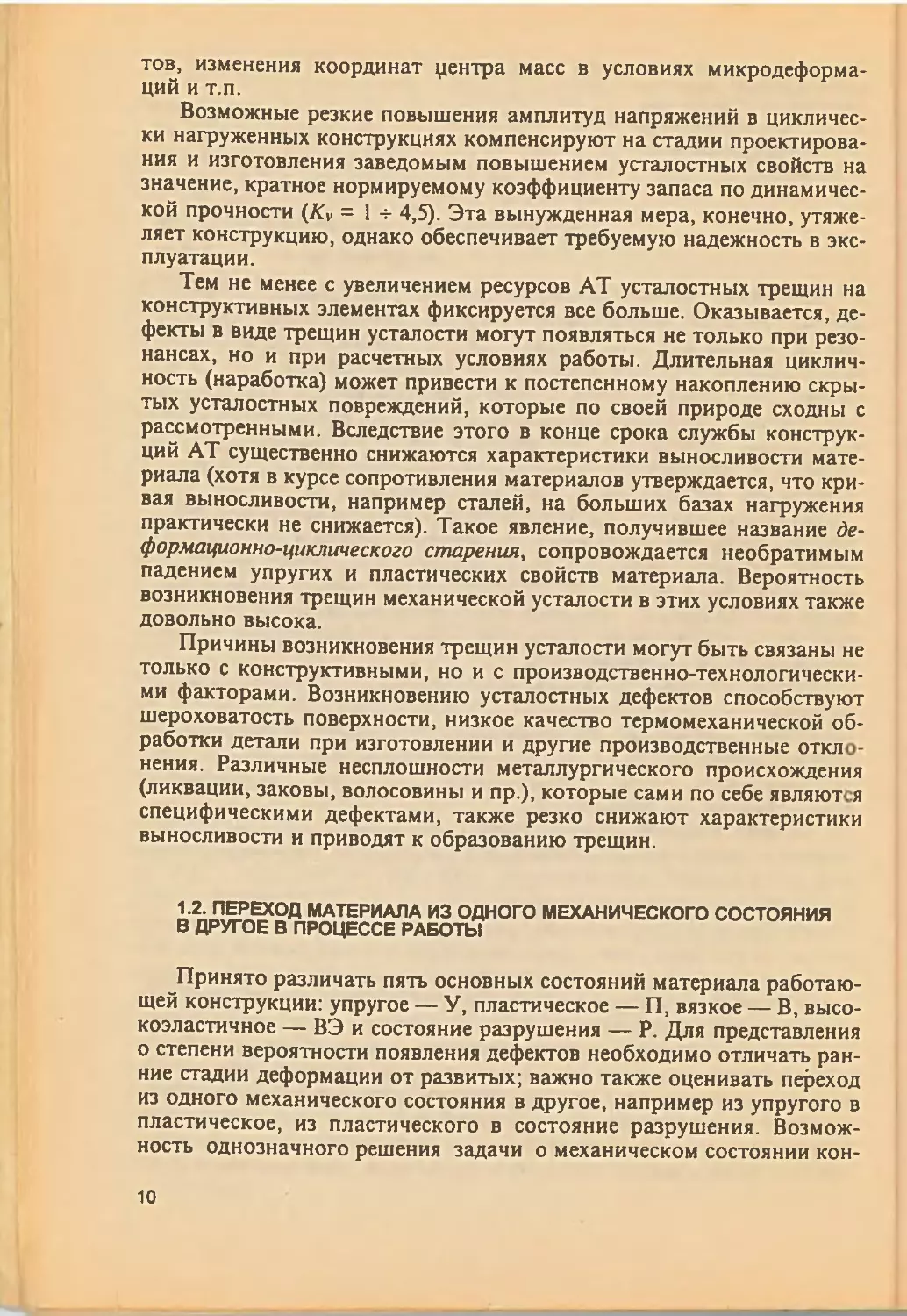
Рис 1 4 Изменение суммар-
ной деформации диска тур-
бины газотурбинного дви-
гателя при длительном ста-
тическом нагружении в экс-
плуатации
Наработка, тыс.ч
к улучшению эксплуатационных свойств конструкции. Правда, в
отношении длительного статического нагружения такого не наблю-
дается, однако для этих условий деформирования можно отметить
непостоянство функции скорости накопления деформаций со вре-
менем, что свидетельствует о непропорциональности изменения ха-
рактеристик длительной прочности. На рис. 1.4 представлена кривая
накопления деформаций в турбинном диске на различных этапах
наработки. Вполне различимы участки замедленного и ускоренного
накопления деформаций в интервале наработки 0—19 тыс. ч.
Очевидно, что при такой картине вероятность возникновения де-
фектов в виде предшествующих разрушению трещин в интервале 13—
19 тыс. ч намного выше, чем на начальном этапе наработки. На пер-
вый взгляд, так и должно быть, однако следует обратить внимание на
почти скачкообразное изменение отмеченной вероятности, что в усло-
виях эксплуатации имеет большое значение при назначении режимов
контроля трещин методами НК.
Теперь коснемся вопросов циклического нагружения. Здесь ре-
шающую роль в формировании дефектов играют два фактора: ре-
зонансные явления и деформационно-циклическое старение мате-
риала. Подчеркнем еще раз, что речь идет о конструкциях, удов-
летворяющих всем требованиям качества (пригодности
использования по назначению).
Обычно вибрации конструкций представляют собой демпфиро-
ванные вынужденные колебания. Это значит, что приложение внеш-
них сил вызывает возникновение вибраций, амплитуда которых за-
висит от отношения частот вынужденных со и собственных со 0 коле-
баний. При со/со о = 1 возникает резонанс. Ограничимся определением
резонанса как факта совпадения вынужденных (внешних) и собствен-
ных частот колебаний конструкции, сопровождающегося резким
возрастанием амплитуды циклических напряжений и возможным по-
явлением трещин усталости.
Избежать резонансов на работающих конструкциях практически
нельзя. Например, такие высоконагруженные элементы, как лопатки
ротора авиадвигателя, в процессе запуска проходят 2—4 резонансных
режима, что в конечном счете сказывается на их несущей способности.
Отмеченное явление может возникать и само по себе вследствие посте-
пенного изменения собственной частоты из-за изнашивания элемен-
9
тов, изменения координат центра масс в условиях микродеформа-
ций и т.п.
Возможные резкие повышения амплитуд напряжений в цикличес-
ки нагруженных конструкциях компенсируют на стадии проектирова-
ния и изготовления заведомым повышением усталостных свойств на
значение, кратное нормируемому коэффициенту запаса по динамичес-
кой прочности (Kv = 1 ч- 4,5). Эта вынужденная мера, конечно, утяже-
ляет конструкцию, однако обеспечивает требуемую надежность в экс-
плуатации.
Тем не менее с увеличением ресурсов АТ усталостных трещин на
конструктивных элементах фиксируется все больше. Оказывается, де-
фекты в виде трещин усталости могут появляться не только при резо-
нансах, но и при расчетных условиях работы. Длительная циклич-
ность (наработка) может привести к постепенному накоплению скры-
тых усталостных повреждений, которые по своей природе сходны с
рассмотренными. Вследствие этого в конце срока службы конструк-
ций АТ существенно снижаются характеристики выносливости мате-
риала (хотя в курсе сопротивления материалов утверждается, что кри-
вая выносливости, например сталей, на больших базах нагружения
практически не снижается). Такое явление, получившее название де-
формационно-циклического старения, сопровождается необратимым
падением упругих и пластических свойств материала. Вероятность
возникновения трещин механической усталости в этих условиях также
довольно высока.
Причины возникновения трещин усталости могут быть связаны не
только с конструктивными, но и с производственно-технологически-
ми факторами. Возникновению усталостных дефектов способствуют
шероховатость поверхности, низкое качество термомеханической об-
работки детали при изготовлении и другие производственные откло-
нения. Различные несплошности металлургического происхождения
(ликвации, заковы, волосовины и пр.), которые сами по себе являются
специфическими дефектами, также резко снижают характеристики
выносливости и приводят к образованию трещин.
1.2. ПЕРЕХОД МАТЕРИАЛА ИЗ ОДНОГО МЕХАНИЧЕСКОГО СОСТОЯНИЯ
В ДРУГОЕ В ПРОЦЕССЕ РАБОТЫ
Принято различать пять основных состояний материала работаю-
щей конструкции: упругое — У, пластическое — П, вязкое — В, высо-
коэластичное — ВЭ и состояние разрушения — Р. Для представления
о степени вероятности появления дефектов необходимо отличать ран-
ние стадии деформации от развитых; важно также оценивать переход
из одного механического состояния в другое, например из упругого в
пластическое, из пластического в состояние разрушения. Возмож-
ность однозначного решения задачи о механическом состоянии кон-
10
струкции во многом облегчила бы переход на эксплуатацию АТ по
техническому состоянию.
Надо отметить, что переход из одного механического состояния в
другое имеет исключительно локальный характер, поэтому для такого
анализа необходимо иметь детальное представление о напряженности
конструкции при работе. Здесь могут быть применены такие методы,
как тензометрирование, голография, муаровых полос и др. Как прави-
ло, переход может осуществляться в следующих локальных зонах кон-
струкций: местах структурной неоднородности материала или дефек-
тов производственного происхождения, местах защемления (заделки)
конструктивных элементов, резких изменений геометрической формы
(конструктивные концентраторы напряжений), зонах повреждения по-
верхностного слоя или плохой чистоты обработки поверхности, на
краях отверстий.
Существует несколько диаграмм механического состояния мате-
риалов при различных способах нагружения (диаграммы П. Людвика,
А. Ф. Иоффе, В. Кунце, Н. Н. Давиденкова и др.), однако каждая из
них построена на основе испытания образцов в условиях сравнитель-
но простых видов нагруженности. К тому же во всех диаграммах не
учтен фактор времени, что существенно ограничивает их практичес-
кое применение. В то же время для общего понимания условий пере-
хода различных материалов из упруго-пластического состояния в
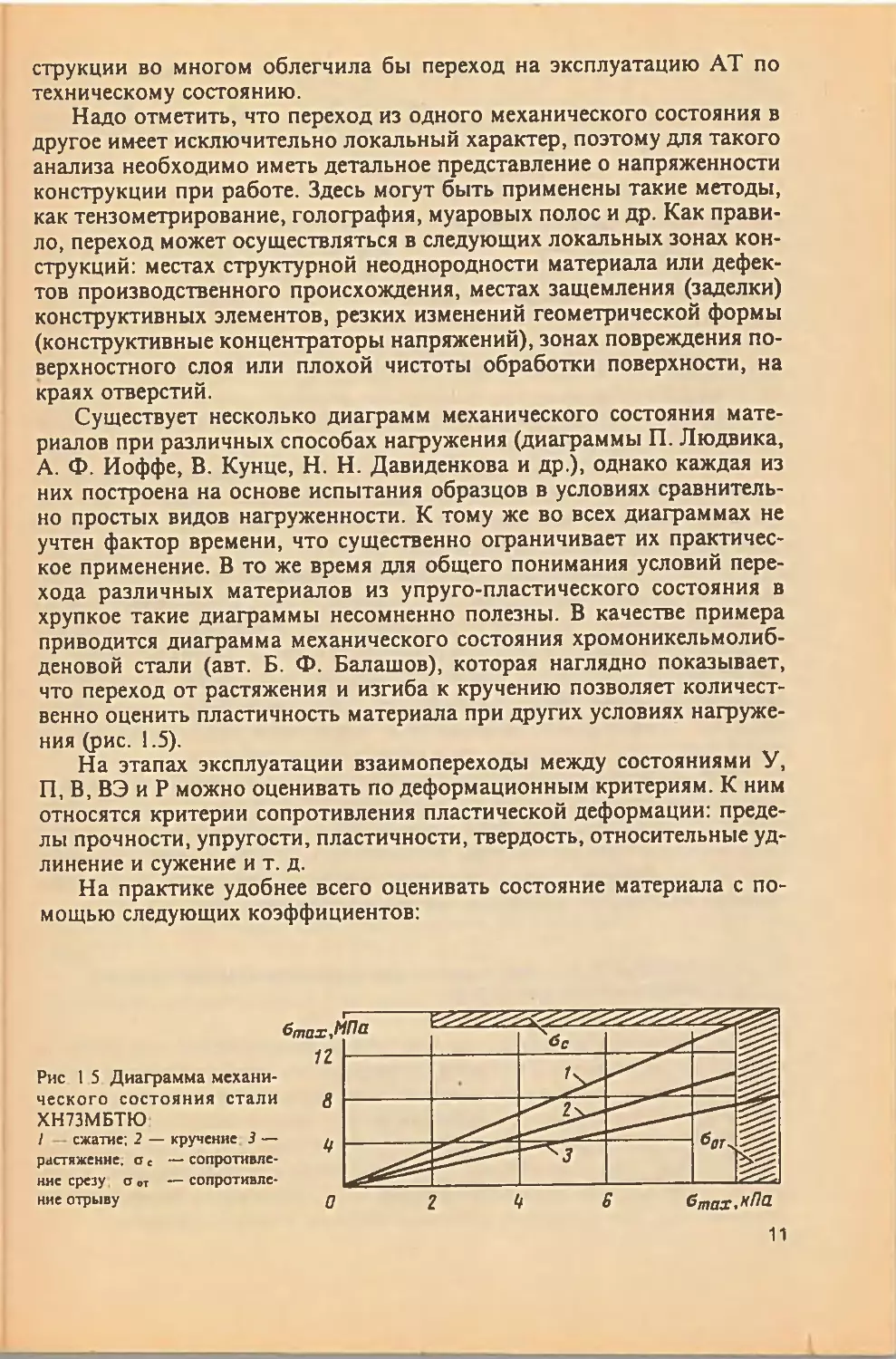
хрупкое такие диаграммы несомненно полезны. В качестве примера
приводится диаграмма механического состояния хромоникельмолиб-
деновой стали (авт. Б. Ф. Балашов), которая наглядно показывает,
что переход от растяжения и изгиба к кручению позволяет количест-
венно оценить пластичность материала при других условиях нагруже-
ния (рис. 1.5).
На этапах эксплуатации взаимопереходы между состояниями У,
П, В, ВЭ и Р можно оценивать по деформационным критериям. К ним
относятся критерии сопротивления пластической деформации: преде-
лы прочности, упругости, пластичности, твердость, относительные уд-
линение и сужение и т. д.
На практике удобнее всего оценивать состояние материала с по-
мощью следующих коэффициентов:
Рис 1 5 Диаграмма механи-
ческого состояния стали
ХН73МБТЮ
I сжатие; 2 — кручение 3 —
растяжение, о с — сопротивле-
ние срезу о от — сопротивле-
ние отрыву
11
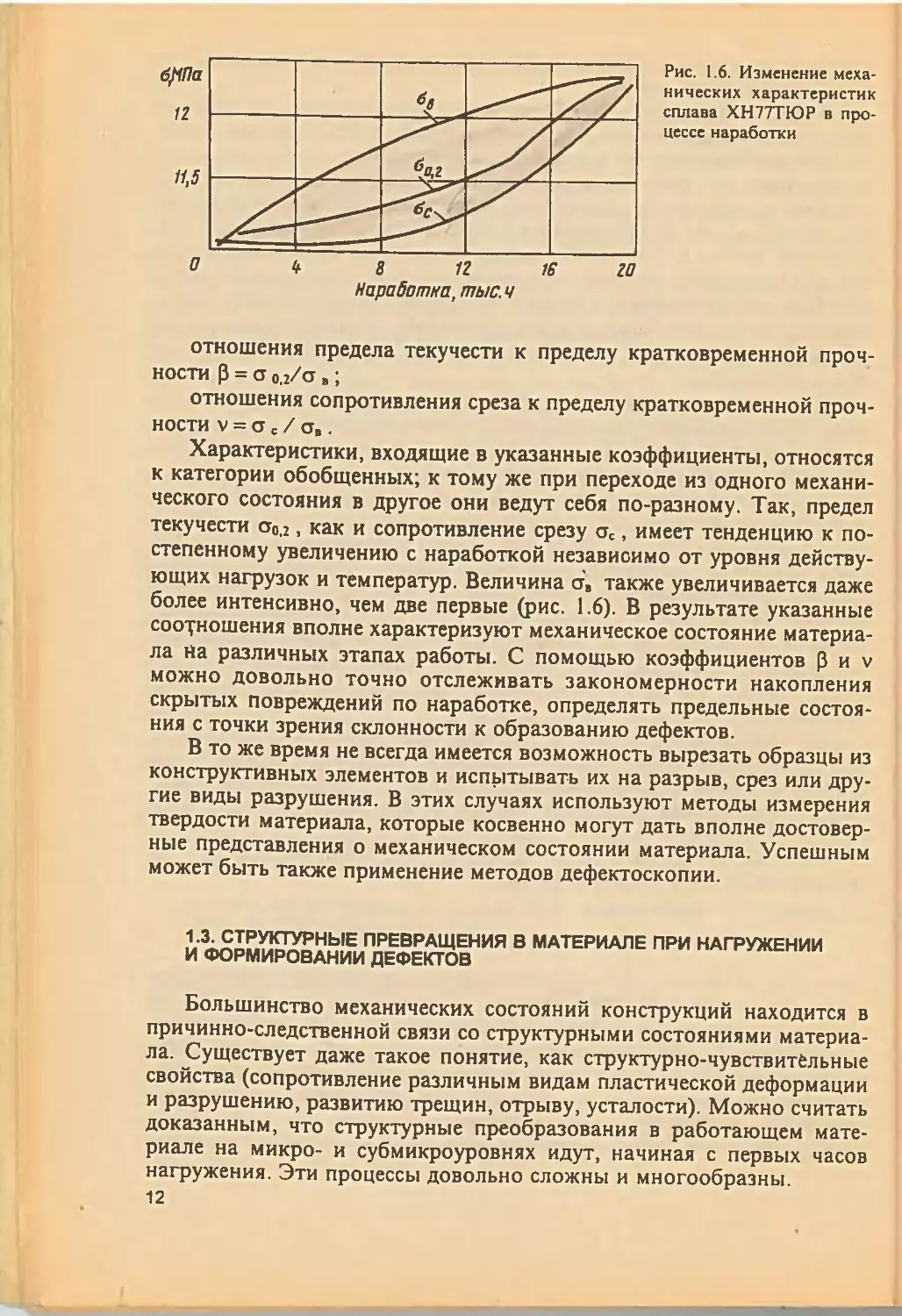
Рис. 1.6. Изменение меха-
нических характеристик
сплава ХН77ТЮР в про-
цессе наработки
отношения предела текучести к пределу кратковременной проч-
ности р = ст од/о в;
отношения сопротивления среза к пределу кратковременной проч-
ности v = ст с / ст,.
Характеристики, входящие в указанные коэффициенты, относятся
к категории обобщенных; к тому же при переходе из одного механи-
ческого состояния в другое они ведут себя по-разному. Так, предел
текучести ст0,г, как и сопротивление срезу ос, имеет тенденцию к по-
степенному увеличению с наработкой независимо от уровня действу-
ющих нагрузок и температур. Величина ст, также увеличивается даже
более интенсивно, чем две первые (рис. 1.6). В результате указанные
соотношения вполне характеризуют механическое состояние материа-
ла на различных этапах работы. С помощью коэффициентов р и v
можно довольно точно отслеживать закономерности накопления
скрытых повреждений по наработке, определять предельные состоя-
ния с точки зрения склонности к образованию дефектов.
В то же время не всегда имеется возможность вырезать образцы из
конструктивных элементов и испытывать их на разрыв, срез или дру-
гие виды разрушения. В этих случаях используют методы измерения
твердости материала, которые косвенно могут дать вполне достовер-
ные представления о механическом состоянии материала. Успешным
может быть также применение методов дефектоскопии.
1.3. СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ В МАТЕРИАЛЕ ПРИ НАГРУЖЕНИИ
И ФОРМИРОВАНИИ ДЕФЕКТОВ
Большинство механических состояний конструкций находится в
причинно-следственной связи со структурными состояниями материа-
ла. Существует даже такое понятие, как структурно-чувствительные
свойства (сопротивление различным видам пластической деформации
и разрушению, развитию трещин, отрыву, усталости). Можно считать
доказанным, что структурные преобразования в работающем мате-
риале на микро- и субмикроуровнях идут, начиная с первых часов
нагружения. Эти процессы довольно сложны и многообразны.
12
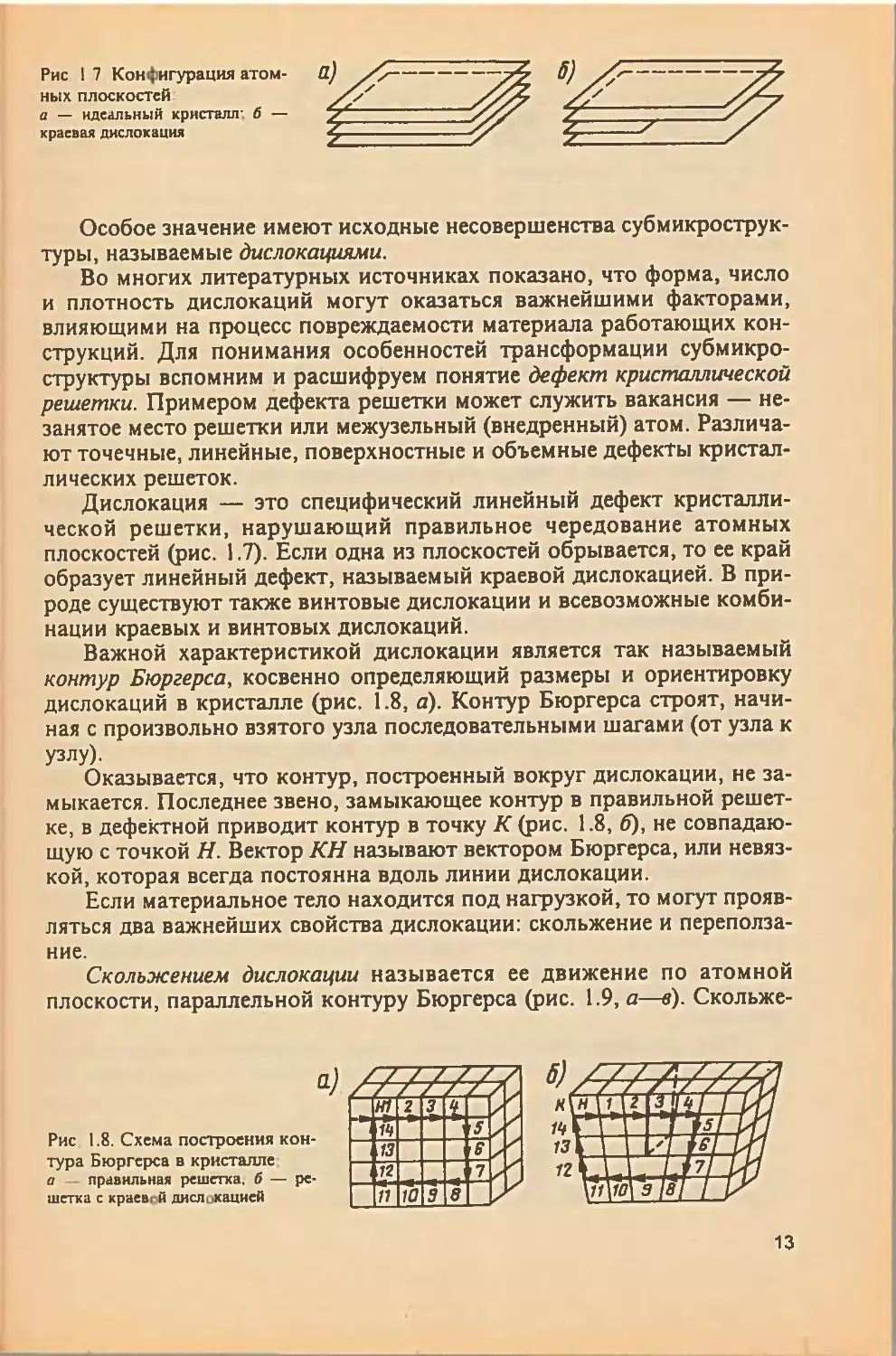
Рис 1 7 Конфигурация атом-
ных плоскостей
а — идеальный кристалл б —
краевая дислокация
Особое значение имеют исходные несовершенства субмикрострук-
туры, называемые дислокациями.
Во многих литературных источниках показано, что форма, число
и плотность дислокаций могут оказаться важнейшими факторами,
влияющими на процесс повреждаемости материала работающих кон-
струкций. Для понимания особенностей трансформации субмикро-
структуры вспомним и расшифруем понятие дефект кристаллической
решетки. Примером дефекта решетки может служить вакансия — не-
занятое место решетки или межузельный (внедренный) атом. Различа-
ют точечные, линейные, поверхностные и объемные дефекты кристал-
лических решеток.
Дислокация — это специфический линейный дефект кристалли-
ческой решетки, нарушающий правильное чередование атомных
плоскостей (рис. 1.7). Если одна из плоскостей обрывается, то ее край
образует линейный дефект, называемый краевой дислокацией. В при-
роде существуют также винтовые дислокации и всевозможные комби-
нации краевых и винтовых дислокаций.
Важной характеристикой дислокации является так называемый
контур Бюргерса, косвенно определяющий размеры и ориентировку
дислокаций в кристалле (рис. 1.8, а). Контур Бюргерса строят, начи-
ная с произвольно взятого узла последовательными шагами (от узла к
узлу).
Оказывается, что контур, построенный вокруг дислокации, не за-
мыкается. Последнее звено, замыкающее контур в правильной решет-
ке, в дефектной приводит контур в точку К (рис. 1.8, б), не совпадаю-
щую с точкой Н. Вектор КН называют вектором Бюргерса, или невяз-
кой, которая всегда постоянна вдоль линии дислокации.
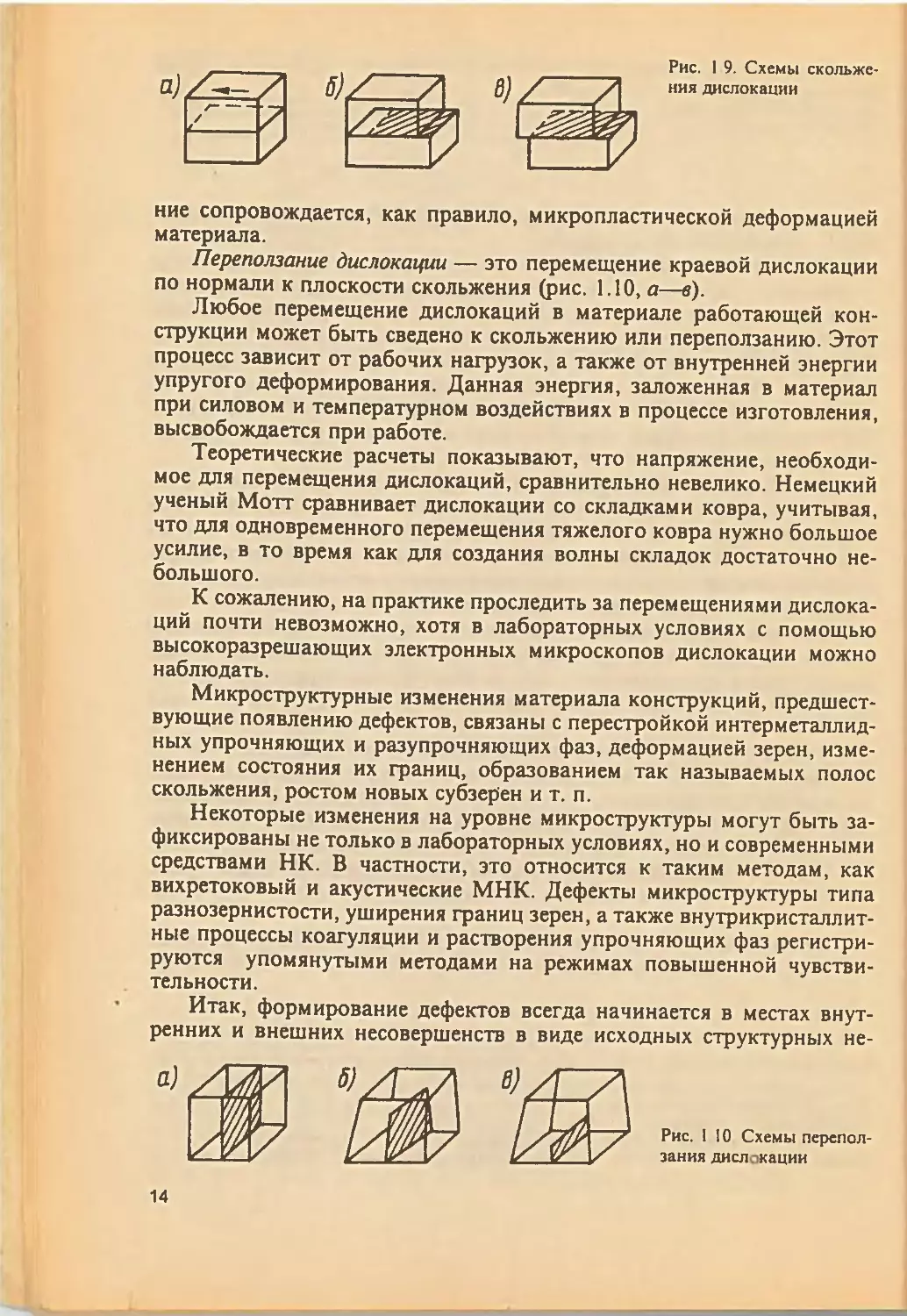
Если материальное тело находится под нагрузкой, то могут прояв-
ляться два важнейших свойства дислокации: скольжение и переполза-
ние.
Скольжением дислокации называется ее движение по атомной
плоскости, параллельной контуру Бюргерса (рис. 1.9, а—в). Скольже-
Рис 1.8. Схема построения кон-
тура Бюргерса в кристалле
а — правильная решетка, б — ре-
шетка с краевгй дислокацией
13
Рис. 1 9. Схемы скольже-
ния дислокации
ние сопровождается, как правило, микропластической деформацией
материала.
Переползание дислокации — это перемещение краевой дислокации
по нормали к плоскости скольжения (рис. 1.10, а—в).
Любое перемещение дислокаций в материале работающей кон-
струкции может быть сведено к скольжению или переползанию. Этот
процесс зависит от рабочих нагрузок, а также от внутренней энергии
упругого деформирования. Данная энергия, заложенная в материал
при силовом и температурном воздействиях в процессе изготовления,
высвобождается при работе.
Теоретические расчеты показывают, что напряжение, необходи-
мое для перемещения дислокаций, сравнительно невелико. Немецкий
ученый Мотт сравнивает дислокации со складками ковра, учитывая,
что для одновременного перемещения тяжелого ковра нужно большое
усилие, в то время как для создания волны складок достаточно не-
большого.
К сожалению, на практике проследить за перемещениями дислока-
ций почти невозможно, хотя в лабораторных условиях с помощью
высокоразрешающих электронных микроскопов дислокации можно
наблюдать.
Микроструктурные изменения материала конструкций, предшест-
вующие появлению дефектов, связаны с перестройкой интерметаллид-
ных упрочняющих и разупрочняющих фаз, деформацией зерен, изме-
нением состояния их границ, образованием так называемых полос
скольжения, ростом новых субзерен и т. п.
Некоторые изменения на уровне микроструктуры могут быть за-
фиксированы не только в лабораторных условиях, но и современными
средствами НК. В частности, это относится к таким методам, как
вихретоковый и акустические МНК. Дефекты микроструктуры типа
разнозернистости, уширения границ зерен, а также внутрикристаллит-
ные процессы коагуляции и растворения упрочняющих фаз регистри-
руются упомянутыми методами на режимах повышенной чувстви-
тельности.
Итак, формирование дефектов всегда начинается в местах внут-
ренних и внешних несовершенств в виде исходных структурных не-
14
однородностей, а также концентраторов напряжений, обусловленных
формой детали, чистотой обработки поверхности и т.п. При этом не-
обходимо проводить принципиальное различие между исходными де-
фектами и развивающимися в процессе нагружения. Это различие оп-
ределяется разной кинетикой развития микронеоднородностей "с
места" и возникающих в процессе работы дефектов "с хода".
Если бы деталь не имела исходных микродефектов, то это означа-
ло бы, что процесс ее разрушения происходит внезапно. Однако оба
ведущих вида эксплуатационного разрушения — длительное и уста-
лостное — всегда имеют "инкубационный период", связанный с разви-
тием характерных трещин. Этот принципиальный момент обусловил
возможность и необходимость применения МНК для выявления де-
фектов на эксплуатируемых объектах.
Что же страгивает структурные неоднородности с места, превра-
щая их в дефекты? Таких сил две: внешняя эксплуатационная нагрузка
Р и внутренняя упругая энергия деформирования W.
Нагрузка Р может спровоцировать развитие дефектов в детали
тогда, когда ее уровень превышает расчетный (допустимый) и в то же
время ниже однократно разрушающего. Воздействие таких нагрузок
всегда непродолжительно по времени (прохождение резонансного ре-
жима, удар и т.п.), вследствие чего в детали образуются разного рода
надрывы, сколы, срезы, которые впоследствии играют роль концент-
раторов напряжений — очагов развития длительных статических или
усталостных трещин. Такие случаи встречаются весьма редко, так как
случайные превышения нагрузки Р обычно компенсируются заложен-
ным в деталь при проектировании запасом прочности. Чаще бывает
так, что из-за неполноты данных об истинной картине напряженного
состояния детали при работе нагрузка Р незначительно, но все же
выше расчетной (с учетом заложенных запасов). Такое нагружение
вызывает активную подвижку дислокаций к местам концентрации на-
пряжений, а впоследствии — и образование дефекта с признаками
превалирующего вида нагружения (усталостные бороздки, межзерен-
ный характер разрушения и т.д.). Характерным моментом для описан-
ного условия нагружения является довольно тесная корреляция между
наработкой и частотой проявляемых дефектов. В этих случаях дефек-
ты классифицируют как конструктивные.
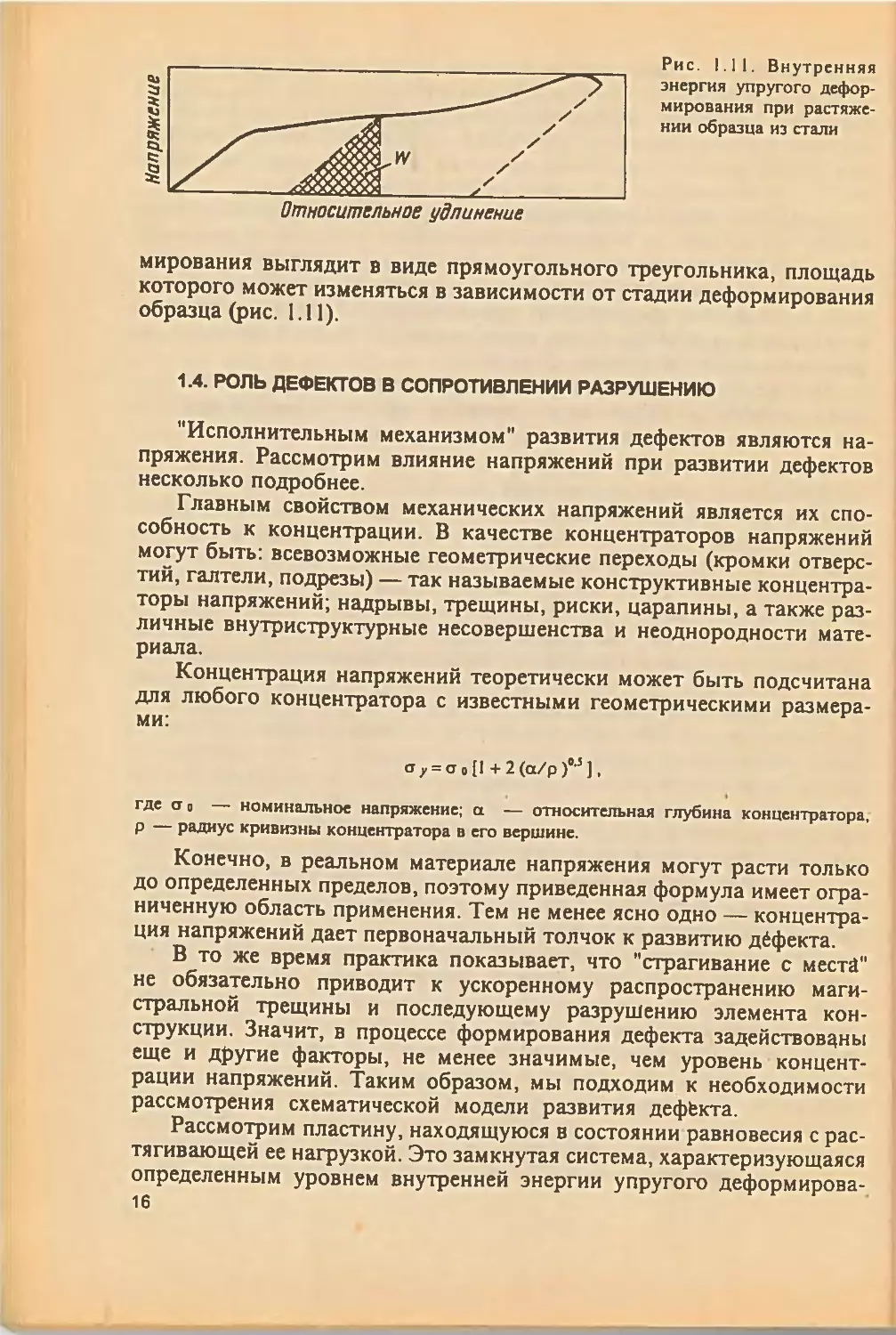
Для усвоения роли внутренней упругой энергии деформирования
в формировании дефектов коротко напомним о ее физической сущ-
ности. Эта энергия представляет собой запасенную обратимую энер-
гию межкристаллитных и межатомных связей, уровень которой зави-
сит от степени исходного деформирования материала конструкции
внешними нагрузками. У каждого материала своя предельная упругая
энергия W. При определенных условиях эта энергия может превра-
щаться в работу разрушения (образования дефекта), при этом напря-
женность материала в зоне разрушения уменьшается. На типовой кри-
вой стандартного растяжения потенциальная работа упругого дефор-
15
Рис. 1.11. Внутренняя
энергия упругого дефор-
мирования при растяже-
нии образца из стали
мирования выглядит в виде прямоугольного треугольника, площадь
которого может изменяться в зависимости от стадии деформирования
образца (рис. 1.11).
1.4. РОЛЬ ДЕФЕКТОВ В СОПРОТИВЛЕНИИ РАЗРУШЕНИЮ
"Исполнительным механизмом" развития дефектов являются на-
пряжения. Рассмотрим влияние напряжений при развитии дефектов
несколько подробнее.
Главным свойством механических напряжений является их спо-
собность к концентрации. В качестве концентраторов напряжений
могут быть: всевозможные геометрические переходы (кромки отверс-
тий, галтели, подрезы) — так называемые конструктивные концентра-
торы напряжений; надрывы, трещины, риски, царапины, а также раз-
личные внутриструктурные несовершенства и неоднородности мате-
риала.
Концентрация напряжений теоретически может быть подсчитана
для любого концентратора с известными геометрическими размера-
ми:
а у = а « [I + 2 (а/p )°’3 ],
где ст» — номинальное напряжение; а — относительная глубина концентратора,
р — радиус кривизны концентратора в его вершине.
Конечно, в реальном материале напряжения могут расти только
до определенных пределов, поэтому приведенная формула имеет огра-
ниченную область применения. Тем не менее ясно одно — концентра-
ция напряжений дает первоначальный толчок к развитию дефекта.
В то же время практика показывает, что "страгивание с места"
не обязательно приводит к ускоренному распространению маги-
стральной трещины и последующему разрушению элемента кон-
струкции. Значит, в процессе формирования дефекта задействованы
еще и другие факторы, не менее значимые, чем уровень концент-
рации напряжений. Таким образом, мы подходим к необходимости
рассмотрения схематической модели развития дефЬкта.
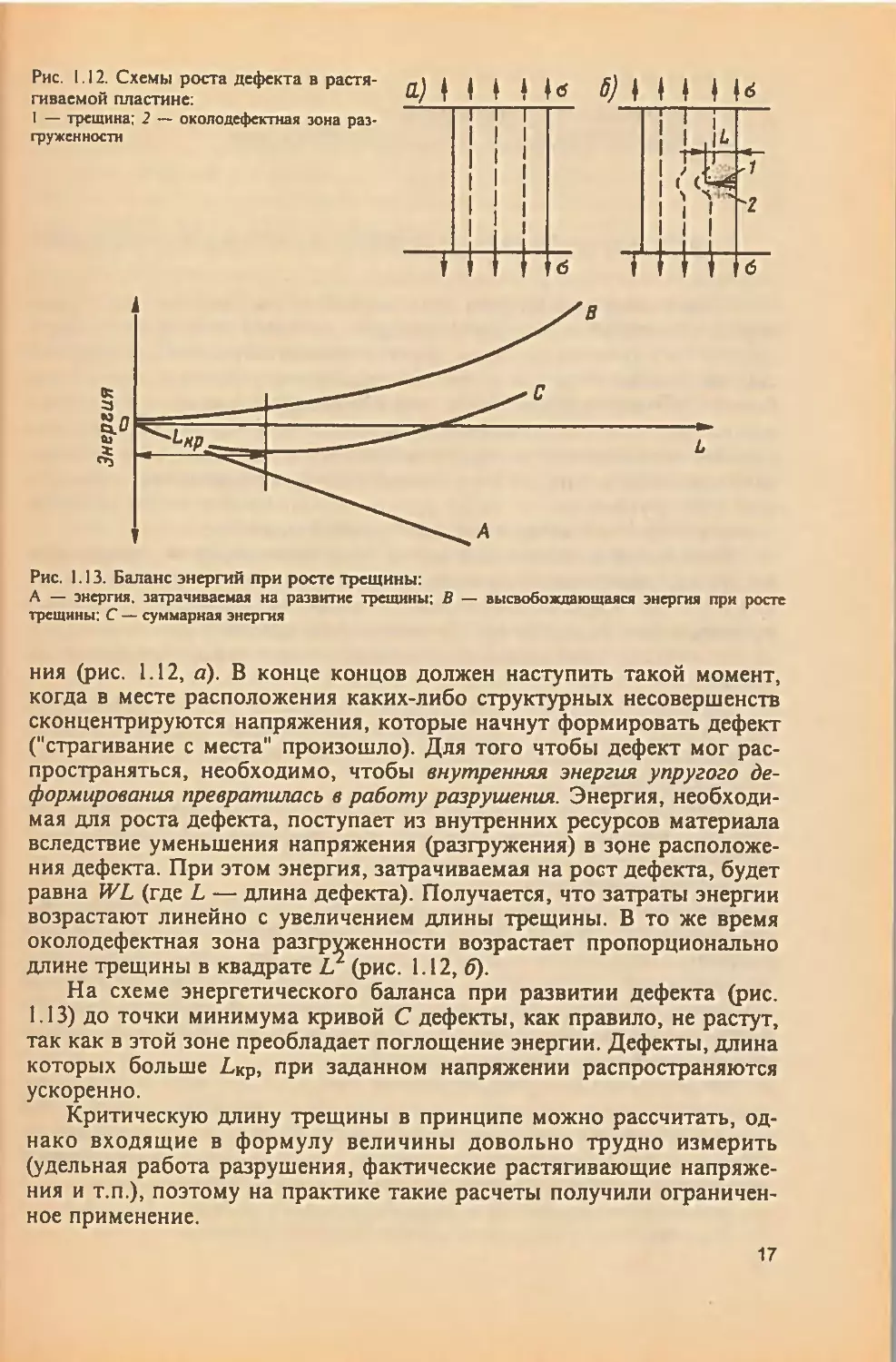
Рассмотрим пластину, находящуюся в состоянии равновесия с рас-
тягивающей ее нагрузкой. Это замкнутая система, характеризующаяся
определенным уровнем внутренней энергии упругого деформирова-
16
Рис. 1.13. Баланс энергий при росте трещины:
А — энергия, затрачиваемая на развитие трещины; В — высвобождающаяся энергия при росте
трещины: С — суммарная энергия
ния (рис. 1.12, а). В конце концов должен наступить такой момент,
когда в месте расположения каких-либо структурных несовершенств
сконцентрируются напряжения, которые начнут формировать дефект
("страгивание с места" произошло). Для того чтобы дефект мог рас-
пространяться, необходимо, чтобы внутренняя энергия упругого де-
формирования превратилась в работу разрушения. Энергия, необходи-
мая для роста дефекта, поступает из внутренних ресурсов материала
вследствие уменьшения напряжения (разгружения) в зоне расположе-
ния дефекта. При этом энергия, затрачиваемая на рост дефекта, будет
равна WL (где L — длина дефекта). Получается, что затраты энергии
возрастают линейно с увеличением длины трещины. В то же время
околодефектная зона разгруженное™ возрастает пропорционально
длине трещины в квадрате L2 (рис. 1.12, б).
На схеме энергетического баланса при развитии дефекта (рис.
1.13) до точки минимума кривой С дефекты, как правило, не растут,
так как в этой зоне преобладает поглощение энергии. Дефекты, длина
которых больше ЛКр, при заданном напряжении распространяются
ускоренно.
Критическую длину трещины в принципе можно рассчитать, од-
нако входящие в формулу величины довольно трудно измерить
(удельная работа разрушения, фактаческие растягивающие напряже-
ния и т.п.), поэтому на практике такие расчеты получили ограничен-
ное применение.
17
Глава 2
КЛАССИФИКАЦИЯ ДЕФЕКТОВ.
АНАЛИЗ ДЕФЕКТНЫХ АВИАКОНСТРУКЦИЙ
2.1. ВИДЫ ОБНАРУЖИВАЕМЫХ ДЕФЕКТОВ В МАТЕРИАЛЕ КОНСТРУКЦИЙ
Общие сведения. Исходя из определения государственного стан-
дарта, что дефектом называется каждое отдельное несоответствие про-
дукции требованиям качества, установленным нормативной докумен-
тацией, а также имея в виду, что идеально совершенных материалов не
бывает, логично предположить, что все авиационные конструкции яв-
ляются дефектными. Однако, если ограничиться только требованиями
отделов технического контроля заводов-изготовителей АТ и эксплуа-
тационных предприятий, то в начале работы большинство авиацион-
ных конструкций все же будет удовлетворять требованиям качества,
однако дефекты в материалах конструкций еще встречаются.
По происхождению все дефекты типа несплошностей подразделя-
ют на производственно-технологические (начиная от металлургичес-
ких и кончая сборочными) и эксплуатационные, сформировавшиеся и
развившиеся в процессе функционирования детали в результате уста-
лости металла, релаксационных процессов при деформировании, из-
нашивании и т. д.
Производственно-технологические дефекты весьма многообраз-
ны, однако встречаются редко. Эксплуатационные дефекты, обычно
провоцируемые условиями работы, встречаются гораздо чаще. Крат-
ко охарактеризуем их.
Производственно-технологические дефекты. Основные виды — ли-
тейные, кованые, сварные, а также возникающие при механической
обработке.
Литейные дефекты:
трещины горячие (видимые разрывы поверхности отливки, рас-
пространяющиеся по границам зерен материала), холодные (тонкие
разрывы поверхности отливки, образованные из-за действия внутрен-
них напряжений в процессе охлаждения, имеют интеркристаллитный
характер развития преимущественно в местах расположения концент-
раторов напряжений), термические (межкристаллитные, образующие-
ся в процессе термообработки детали);
раковины газовые (образующиеся при сравнительно быстром за-
твердевании металла вокруг пузырьков газа), усадочные (образуются
вследствие неравномерной усадки материала при затвердевании,
обычно в утолщенных местах отливки, где сердцевина затвердевает в
последнюю очередь), шлаковые (полость, заполненная шлаком);
рыхлоты — скопления мелких усадочных раковин;
пористости — скопления мелких газовых раковин;
18
включения неметаллические (неметаллические частицы, попавшие в
металл извне, — частицы шлака, огнеупора, графита и т.п. или окис-
лы, сульфиды, силикаты и др., образующиеся вследствие химического
взаимодействия компонентов; последние выглядят в виде цепочек,
располагающихся по границам зерен) и металлические (инородные
металлические тела, например нерасплавленный легирующий компо-
нент в основном металле отливки);
плены в отливках — пленки на поверхности или внутри отливки,
состоящие из окислов, часто с включением формовочного материала;
спаи — сквозные или поверхностные с закругленными краями или
углубления в теле отливки, образованные неслившимися потоками
преждевременно застывшего металла;
ликвационные зоны — неравномерности химического состава ме-
талла в теле отливки (дендритная или зональная ликвация).
Дефекты прокатанного и кованого металла:
закаты — вдавленные и закатанные в прокатываемом металле
заусенцы, получившиеся при предыдущем пропуске слитка через ка-
либр прокатного стана;
волосовины — мелкие внутренние или выходящие на поверхность
несплошности, образовавшиеся из газовых пузырей или неметалли-
ческих включений при прокатке или ковке; направлены вдоль воло-
кон металла и в поперечном изломе видны как точки;
расслоения — нарушения сплошности внутри прокатанного метал-
ла вследствие раскатывания усадочных раковин, пористости и т. п.;
флокены — волосяные трещины с кристаллическим строением, об-
разующиеся внутри массивных поковок из-за наводораживания стали
в сердцевине при быстром охлаждении;
плены прокатанного металла — сравнительно тонкие плоские от-
слоения на его поверхности ("языки"), образовавшиеся из-за наруше-
ния режимов прокатки.
Дефекты сварки:
трещины в зоне сварного шва вследствие неправильной технологии
сварки, неудовлетворительной конструкции изделия или неправиль-
ного расположения швов (так называемые "горячие трещины"), непра-
вильно выбранной марки присадочного материала, неудовлетвори-
тельного качества присадочной проволоки, обмазки или флюса, а
также неправильно выбранного режима сварки (трещины в наплав-
ленном металле), "выдувания" вольтовой дугой расплавленного ме-
талла при избытке серы в электродах (трещины в кратере), несоблю-
дения технологии термообработки (термические трещины), непра-
вильной технологии правки изделий, получивших коробление
(рихтовочные трещины);
непровары — отсутствие сплавления между основным и наплавлен-
ным металлами.
Дефекты при различных видах обработки деталей:
закалочные трещины — разрывы металла, возникающие при ох-
заждении деталей в процессе закалки из-за высоких внутренних на-
19
пряжений, обусловленных быстрым и неравномерным снижением тем-
пературы;
шлифовочные трещины — группа мелких и тонких разрывов, как
правило, в виде сетки, на шлифованной поверхности детали; возника-
ют вследствие местного перегрева металла при нарушении режимов
шлифования;
надрывы — неглубокие трещины, возникающие в деталях в резуль-
тате холодной деформации металла недостаточно заточенным режу-
щим инструментом (обточка тупым резцом или сверление неправиль-
но заточенным сверлом).
Эксплуатационные дефекты. Это различного вида трещины, меха-
нические и коррозионные повреждения, образовавшиеся при работе
конструкции.
Трещины:
усталостные — наиболее распространенный эксплуатационный
дефект; помимо рассмотренных причин появления усталостных тре-
щин (резонансные явления, деформационно-циклическое старение),
они появляются также в местах дефектов металлургического или тех-
нологического происхождения, а также следов грубой механической
обработки поверхности (рисок, царапин, повреждений и др.); в зоне
усталостного разрушения отсутствуют следы пластической деформа-
ции даже у очень пластичных материалов; в начальной стадии разви-
тия трещины неразличимы невооруженным глазом;
ползучести — распространяются по границам зерен, встречаются
на деталях из жаропрочных материалов (деталях "горячей части" газо-
турбинного двигателя — ГТД) — при достижении ими предельных
значений деформирования в процессе статического нагружения в со-
четании с повышенной температурой;
термические — возникают при резких сменах температуры, а
также при недостаточной смазке или при заедании (схватывании) по-
верхностей трущихся деталей, в результате чего поверхности послед-
них нагреваются до высоких температур; трещины часто наблюдают-
ся на поверхностях азотированных, цементированных или поверх-
ностно-закаленных деталей, работающих при высоких давлениях;
термической усталости — характерны для деталей из жаропроч-
ных сплавов, по внешнему виду похожи на термические трещины;
возникают в результате циклически изменяющегося теплового состоя-
ния (нагрева и охлаждения).
Повреждения:
механические (забоины, вмятины, риски, надрывы) по разным при-
чинам;
коррозионные — встречаются на деталях с различным электро-
дным потенциалом в условиях наличия коррозионного тока и кисло-
рода; при эксплуатации коррозией часто поражаются закрытые, внут-
ренние полости, труднодоступные для непосредственного осмотра,
что диктует необходимость применения МНК для оценки степени
коррозионных поражений.
20
2.2. ОСНОВЫ МЕТАЛЛОФИЗИЧЕСКОГО АНАЛИЗА
ДЕФЕКТНЫХ КОНСТРУКЦИЙ
В тех случаях, когда дефект вовремя не обнаружен или своевре-
менно не устранен, конструкция отказывает, т.е. происходит мгновен-
ное нарушение ее работоспособности. Часто причину отказа предпо-
ложительно связывают с наличием дефекта в материале отказавшей
детали, что делает необходимым применение методов металлофизи-
ческого анализа.
К данному виду анализа относятся: фрактографирование поверх-
ностей разрушения (изломов); металлоструктурные и металлографи-
ческие исследования; определение химического состава и механичес-
ких свойств материала.
Фрактографирование изломов осуществляют как невооруженным
глазом, так и с использованием оптических устройств наблюдения.
Если излом не поврежден, то методами фрактографии можно опреде-
лить наличие дефектов в очаге разрушения (если они имеются), тип
действовавшей нагрузки, оценить в целом условия работы детали в
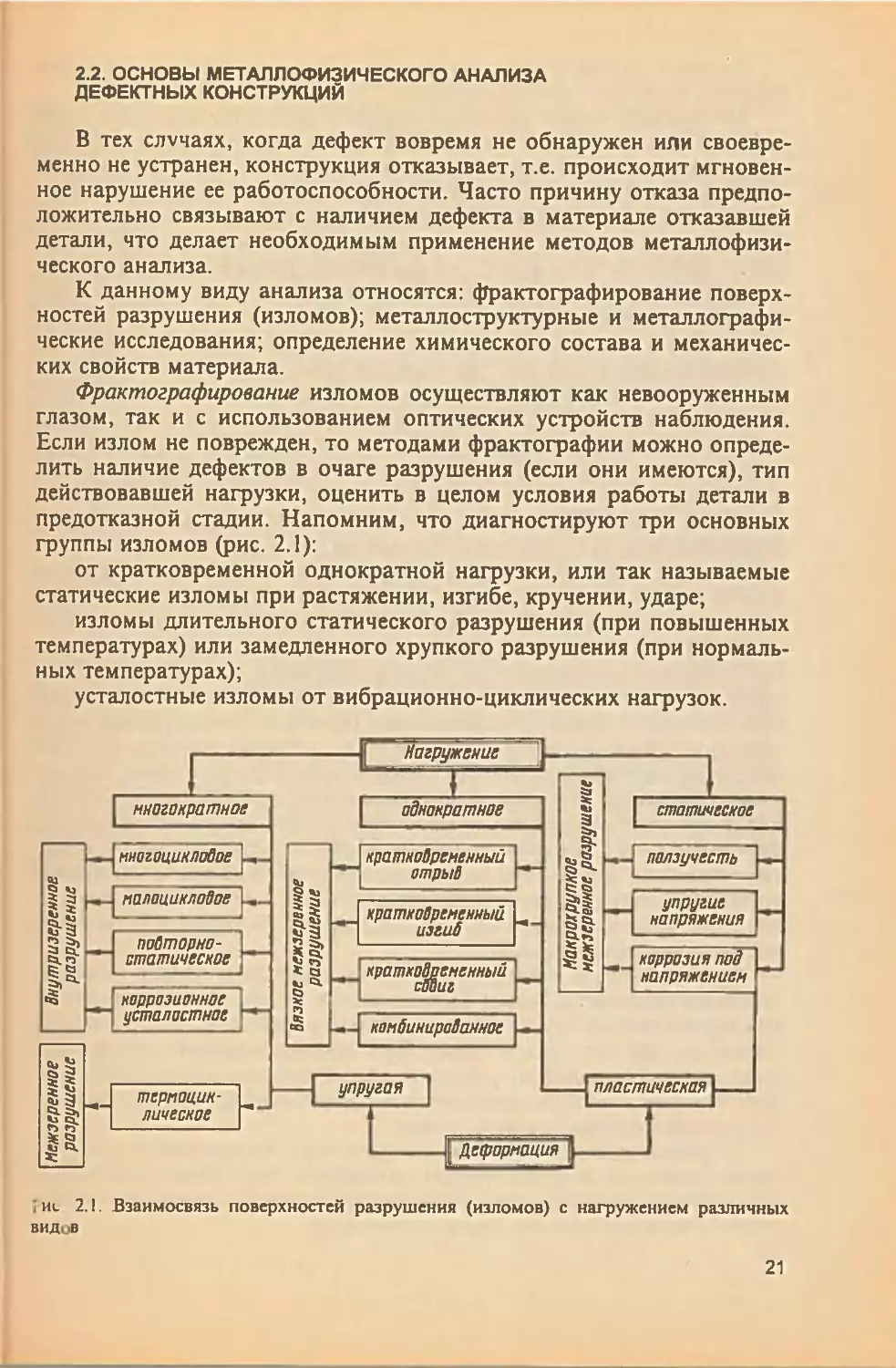
предотказной стадии. Напомним, что диагностируют три основных
группы изломов (рис. 2.1):
от кратковременной однократной нагрузки, или так называемые
статические изломы при растяжении, изгибе, кручении, ударе;
изломы длительного статического разрушения (при повышенных
температурах) или замедленного хрупкого разрушения (при нормаль-
ных температурах);
усталостные изломы от вибрационно-циклических нагрузок.
; ис 2.1. Взаимосвязь поверхностей разрушения (изломов) с нагружением различных
видов
21
Изломам каждого вида свойственны свои характерные признаки
строения на макро- и микроуровнях.
Взаимосвязь между причиной отказа и наличием дефекта в очаге
развития трещин как для усталостных, так и для длительных статичес-
ких разрушений практически однозначна. Эффективными средствами
идентификации дефектов при фрактографировании являются биноку-
лярные микроскопы типа МБС или ИМ. При наблюдении очагов раз-
рушений на изломах с 10—100-кратным увеличением, места располо-
жения дефектов отличаются характерным рельефом поверхности,
имеют довольно четкие грайицы, выделяются по цвету, степени плас-
тического деформирования и пр.
Металлоструктурный анализ относят к более тонким методам ис-
следования дефектных зон. Он позволяет охарактеризовать структур-
ные составляющие материала (зерна, их границы, фрагменты, блоки,
вторичные фазы и др.). По форме, размерам, строению, цвету, взаим-
ному расположению, количественному соотношению и другим при-
знакам можно установить тип дефекта (твердый раствор, механичес-
кая смесь, химическое соединение), отличить металлургические не-
сплошности материала от несплошностей, образованных в процессе
обработки детали на производстве или на этапе эксплуатации.
Металлографический анализ основан на оптическом исследовании
особенностей микроструктуры материала отказавшей детали. Для
этого вида исследования специально изготавливают шлифы (кусочек
исследуемого металла, залитый в сплав Вуда, с отполированной и
протравленной поверхностью). Исследуя шлифы, оценивают качество
материала с точки зрения его несущих свойств. Важную информацию
при этом несут такие показатели, как размер и конфигурация зерен,
тип структуры (мартенсит, сорбит и др.), состояние межзеренных гра-
ниц, наличие обезуглероженного слоя. О нарушении условий эксплуа-
тации (например, о воздействии повышенных температур) может сви-
детельствовать обеднение поверхностного слоя детали легирующими
компонентами, изменение толщины диффузионных покрытий и дру-
гие признаки. Результаты металлографического анализа позволяют
установить тип разрушения (внутризеренное, межзеренное, смешан-
ное), т.е. судить о характере действовавших нагрузок (статические,
вибрационно-циклические).
Особое место в металлографическом анализе занимает электрон-
но-микроскопический анализ. Исследования в электронных микроско-
пах осуществляют при просвечивании или отражении света с увеличе-
ниями до 600 тыс. раз и более. При просвечивающей электронной
микроскопии используют реплики (слепки), снятые с поверхности шли-
фов. Этот вид анализа позволяет исследовать субмикроструктуру ма-
териала на дислокационном уровне.
Отражающую электронную микроскопию применяют для опреде-
ления размеров и форм интерметаллидных фаз, изменения тонких
структурных составляющих, отражающих процессы старения, мартен-
ситного и эвтектоидного превращений и др.
22
Электронно-микроскопический анализ может оказать существен-
ную помощь при диагностировании микрорельефа поверхности раз-
рушения, формирующегося в результате реализации того или иного
механизма разрушения.
Важное место при оценке качества материала в зоне предполагае-
мого расположения дефекта занимает рентгеноструктурный анализ.
Он основан на способности рентгеновских лучей с малой длиной
волны проникать в глубь материала и вызывать колебательные дви-
жения его атомов, являющихся источниками вторичного, характерис-
тического излучения. С помощью анализа этого излучения определя-
ют параметры кристаллических решеток, фазового состава материа-
ла, а также: степень деформации кристаллических решеток (знак
остаточных напряжений); глубину и степень рекристаллизации (тем-
пературные условия деформирования и разрушения); преимуществен-
ную ориентацию кристаллов (направление и степень деформации в
процессе технологической обработки); концентрацию дислокаций.
Нередко для определения причин образования дефекта необходи-
мо определить химический состав материала. Самый простой метод
определения химического состава — капельный. Так выявляют группу
сплава, а иногда и его марку. Наиболее широко капельный метод
применяют при определении природы металла, внедренного или на-
липшего на поверхность исследуемого объекта.
Спектральный анализ позволяет судить о наличии тех или иных
химических элементов в сжимаемом материале по составу линейчато-
го спектра. Для проведения спектрального анализа применяют стил-
лоскопы типа СЛ, спектрографы или квантометры различных моди-
фикаций.
Химический состав может быть определен и с помощью рентгено-
спектрального анализа. Метод удобен тем, что позволяет анализиро-
вать микрообъемы материала (0,01—100 мкм), т.е. осуществлять иден-
тификацию мельчайших частиц и налетов, а это подчас является
очень важным моментом.
Глава 3
ОБЩИЕ СВЕДЕНИЯ О ДЕФЕКТОСКОПИЧЕСКОМ КОНТРОЛЕ
3.1. КРАТКИЕ ИСТОРИЧЕСКИЕ СВЕДЕНИЯ
Многие методы неразрушающих испытаний применялись в глубо-
кой древности — осмотр, измерение, опробование и осязание с помо-
щью органов чувств (органолептики) человека. Однако возникнове-
ние техники неразрушающего контроля, превышающей возможности
органолептики, относят ко времени открытия в ноябре 1895 г. дирек-
тором Института физики при Вюрцбургском университете Вильгель-
мом Рентгеном невидимых лучей, которые позволяли обнаруживать
металлические предметы в закрытой деревянной коробке.
Во время второй мировой войны в связи с повышенными требова-
ниями к вооружению и транспортным средствам в июне 1941 г. на
заводе фирмы "Babcock and Wilcox" был установлен первый рентге-
новский аппарат для просвечивания стальных деталей толщиной до
500 мм. В 1943 г. для этих целей впервые были использованы искусст-
венные радиоактивные изотопы.
Возможность использования вихревых токов для обнаружения де-
фектов была известна еще до открытия рентгеновских лучей — в
1879 г. Это явление было изучено американским ученым Хьюзом, но
практическое применение ему нашли позже. В 1889 г. Хьюз применил
магнитный анализ для сортировки деталей из твердой и мягкой ста-
лей. Тремя годами раньше американец Рейдер взял патент на метод
определения содержания углерода в железе путем измерения его маг-
нитной проницаемости. В 1917 г. Американское общество по испыта-
нию материалов учредило Комитет магнитного анализа, который в
20-е годы проводил работы по изучению методов магнитного контро-
ля свойств стали, определению связи между механическими и магнит-
ными свойствами черных металлов.
Магнитопорошковый метод НК появился в 1929 г. в США, а в
1939 г. вышло первое руководство по промышленному применению
этого метода, получившего название "Магнофлокс".
Большой вклад в развитие вихретоковых (электроиндуктивных)
методов НК последних десятилетий внесли теоретические исследова-
ния и конструкторские разработки в Германии под руководством д-ра
Ф. Ферстера.
В 1941 г. был оформлен первый патент на люминесцентный кон-
троль проникающими жидкостями.
После второй мировой войны получили распространение методы
контроля с применением ультразвуковых колебаний (впервые этот
метод дефектоскопии был предложен в 1928 г. советским специалис-
том С. Я. Соколовым).
24
С середины 50-х годов неразрушающие испытания стали предме-
том новой технической дисциплины во многих отечественных и зару-
бежных вузах.
3.2. ЗАДАЧИ, РЕШАЕМЫЕ С ПРИМЕНЕНИЕМ МЕТОДОВ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Важными критериями качества авиаконструкций являются их фи-
зические и функциональные показатели, а также соответствие эксплу-
атационных и технологических признаков (отсутствие дефектов типа
нарушения сплошности материала, соответствие физико-механичес-
ких свойств и структуры основного материала и покрытия, геометри-
ческих размеров и чистоты обработки) требованиям нормативно-тех-
нической документации (НТД).
В последнее время на авиапредприятиях и в авиакомпаниях ГА
широко применяют неразрушающий контроль, позволяющий прове-
рить качество авиационных конструкций без нарушения их пригод-
ности к использованию по назначению. В частности, МНК применя-
ют при периодических и оперативных видах технического обслужива-
ния (ТО), выполнении разовых проверок приписного парка самолетов
(вертолетов) по директивным указаниям, а также продлении назна-
ченного ресурса. Суммарный объем работ по НК вырос за последние
годы до 12—15 % общего объема работ по техническому обслужива-
нию и ремонту (ТОиР) авиатехники ГА.
Существующие средства НК согласно действующим государствен-
ным стандартам (приложение 1) предназначены для выявления дефек-
тов типа нарушения сплошности материала изделий, оценки состоя-
ния структуры материала, контроля геометрических размеров изде-
лий, оценки физико-химических свойств материала изделий.
В большинстве случаев НК осуществляют с помощью приборного
оборудования, называемого дефектоскопами. Контроль с применени-
ем дефектоскопов основан на получении информации в виде свето-
вых, звуковых и других сигналов о качестве проверяемых изделий при
взаимодействии их с физическими полями (электрическим, магнит-
ным, акустическим и др.) и (или) веществами. Область деятельности,
связанная с применением методов НК для контроля качества изделий,
называется дефектоскопией.
В зависимости от принципа работы дефектоскопов все методы НК
в соответствии с ГОСТ 18353—79 подразделяют на магнитный, элект-
рический, вихревой, радиоволновой, тепловой, оптический, радиаци-
онный, акустический, проникающими веществами.
Отраслевая дефектоскопия представляет собой ограниченное
число МНК, которые с учетом характера взаимодействия физических
полей с контролируемым объектом имеют следующие названия: маг-
нитопорошковый, вихретоковый, акустические (ультразвуковой, им-
25
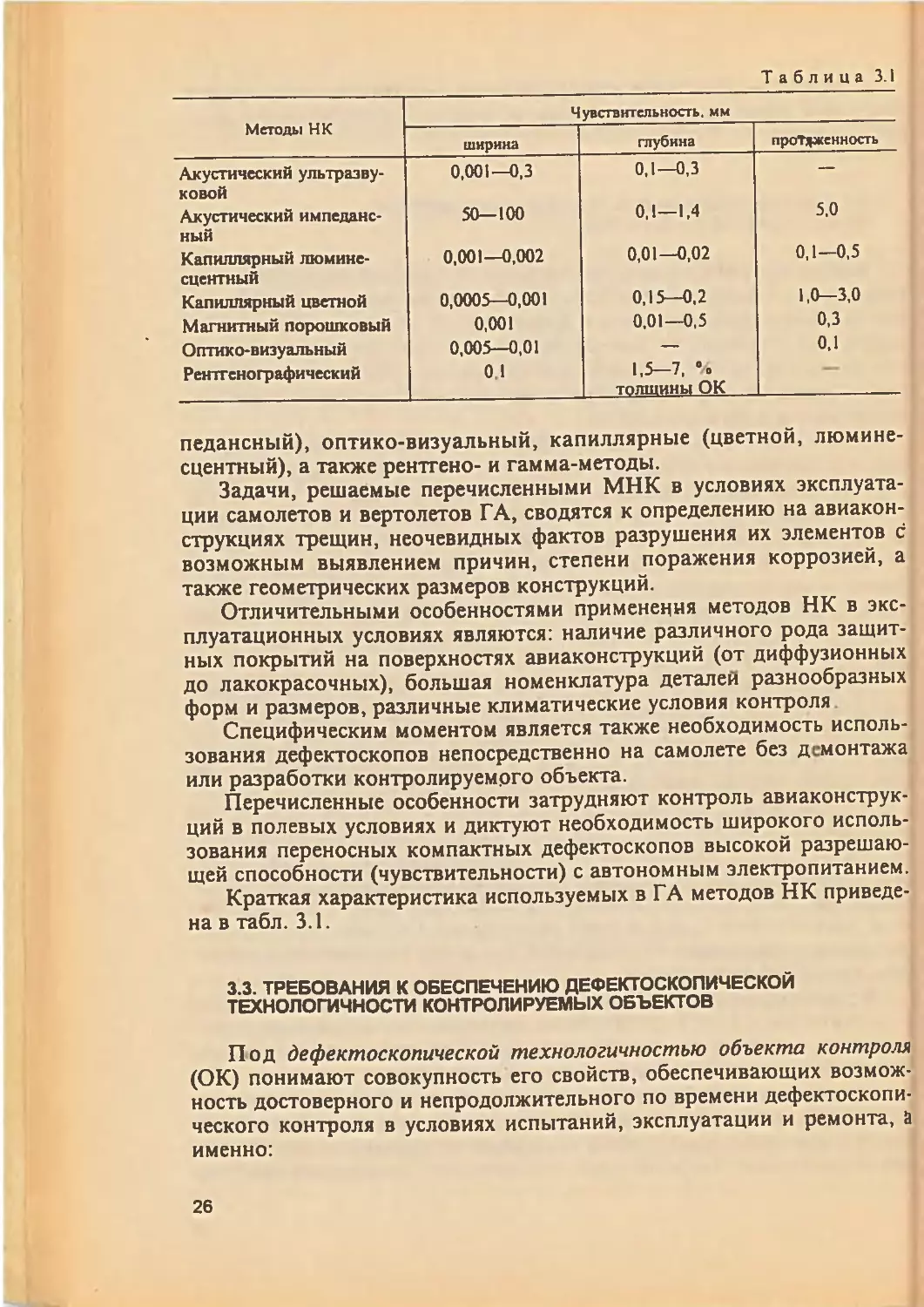
Таблица 3.1
Методы НК Чувствительность, мм
ширина глубина протяженность
Акустический ультразву- ковой 0,001—0,3 0,1—0,3 —
Акустический импеданс- ный 50-100 0,1—1,4 5.0
Капиллярный люмине- сцентный 0,001—0,002 0,01—0,02 0,1—0,5
Капиллярный цветной 0,0005—0,001 0,15—0,2 1,0—3,0
Магнитный порошковый 0,001 0,01—0,5 0,3
Оптико-визуальный 0,005—0,01 — 0,1
Рентгенографический 0.1 1,5—7, % толшины ОК
педансный), оптико-визуальный, капиллярные (цветной, люмине-
сцентный), а также рентгено- и гамма-методы.
Задачи, решаемые перечисленными МНК в условиях эксплуата-
ции самолетов и вертолетов ГА, сводятся к определению на авиакон-
струкциях трещин, неочевидных фактов разрушения их элементов с
возможным выявлением причин, степени поражения коррозией, а
также геометрических размеров конструкций.
Отличительными особенностями применения методов НК в экс-
плуатационных условиях являются: наличие различного рода защит-
ных покрытий на поверхностях авиаконструкций (от диффузионных
до лакокрасочных), большая номенклатура деталей разнообразных
форм и размеров, различные климатические условия контроля
Специфическим моментом является также необходимость исполь-
зования дефектоскопов непосредственно на самолете без демонтажа
или разработки контролируемого объекта.
Перечисленные особенности затрудняют контроль авиаконструк-
ций в полевых условиях и диктуют необходимость широкого исполь-
зования переносных компактных дефектоскопов высокой разрешаю-
щей способности (чувствительности) с автономным электропитанием.
Краткая характеристика используемых в ГА методов НК приведе-
на в табл. 3.1.
3.3. ТРЕБОВАНИЯ К ОБЕСПЕЧЕНИЮ ДЕФЕКТОСКОПИЧЕСКОЙ
ТЕХНОЛОГИЧНОСТИ КОНТРОЛИРУЕМЫХ ОБЪЕКТОВ
Под дефектоскопической технологичностью объекта контроля
(ОК) понимают совокупность его свойств, обеспечивающих возмож-
ность достоверного и непродолжительного по времени дефектоскопи-
ческого контроля в условиях испытаний, эксплуатации и ремонта, а
именно:
26
количественную оценку возможности контроля по критериям кон-
тролепригодности ;
возможность инструментальной доступности к контролируемым
зонам;
независимость результатов контроля от субъективных факторов
оператора-дефектоскописта.
Обеспечение высоких показателей контролепригодности, осуще т-
вляемое на стадии проектирования объектов, преследует цель мини-
мизации затрат времени на демонтажные и подготовительные работы
при неразрушающем контроле, а также максимальный универсальнос-
ти, относительной простоты в сочетании с высокой достоверностью
контроля.
На основе анализа расчетных напряжений, результатов статичес-
ких и динамических испытаний, а также статистики отказов при экс-
плуатации аналогичных по конструкции образцов АТ конструктор оп-
ределяет, какие детали и узлы подлежат НК в процессе эксплуатации и
как часто. Места возможного возникновения дефектов должны быть
закоординированы и описаны в технологических картах контроля.
В целом же в техническую документацию по дефектоскопическому
контролю АТ должны входить: перечень контролируемых зон, реко-
мендуемые методы, средства и технологии контроля, критерии выбра-
ковки (критические размеры дефектов). Необходимым моментом яв-
ляется также оценка трудозатрат и продолжительности работ на под-
готовку и выполнение контрольных операций.
Надо отметить, что перечисленные требования подчас выполня-
ются не в полной мере. Часто технологии контроля ориентированы
лишь на один тип дефектоскопа, нет рекомендаций по взаимозаменяе-
мости различных приборов и методов. В некоторых контрольных опе-
рациях предлагается силами предприятий дорабатывать штатные пре-
образователи, что впрямую сказывается на достоверности получае-
мых результатов.
3.4. ТРЕБОВАНИЯ К СРЕДСТВАМ ДЕФЕКТОСКОПИЧЕСКОГО КОНТРОЛЯ
К средствам дефектоскопического контроля помимо дефектоско-
пов относятся дефектоскопические материалы (проникающие и флюо-
ресцирующие жидкости, проявляющие краски, магнитные порошки,
суспензии и пр.), вспомогательные приборы (для определения кон-
центрации суспензии, степени намагниченности ОК и т.д.), а также
необходимые приспособления (контрольные образцы, фиксирующие
и сканирующие устройства).
Дефектоскопы (в эксплуатационных условиях преимущественно
переносные компактные приборы) по назначению подразделяют на
специализированные (для контроля однотипных деталей) и универ-
сальные, а по принципу поставляемой информации — на приборы
27
прямой сигнализации (вихретоковые, ультразвуковые, импедансные и
пр.) и обеспечивающие возможность контроля (магнитные).
Важной особенностью дефектоскопа является способ сигнализа-
ции о дефекте, реализуемый в виде световой, звуковой или стрелочной
индикации. В некоторых дефектоскопах сигнал о дефекте наблюдает-
ся на экране электронно-лучевой трубки (ЭЛТ) или в виде дискретных
составляющих частотного спектра. В требованиях на дефектоскопы
указано, что пороговые сигналы должны воздействовать сразу на не-
сколько органолептических чувств оператора (отклонение стрелки
должно дублироваться звуковым или световым сигналом).
Для эффективного использования дефектоскопической аппарату-
ры в эксплуатации необходимы следующие условия:
показания приборов не должны нарушаться при отрицательной
наружной температуре воздуха (до —25 °C);
дефектоскопы должны быть снабжены долговечными источника-
ми автономного питания (использование сетевого питания напряже-
нием 220 В запрещено);
обеспечение возможности быстрой и стабильной настройки де-
фектоскопов, низкой погрешности показаний (не выше 5 °.о), высокой
надежности работы аппаратуры.
Требования, предъявляемые к дефектоскопическим материалам,
сводятся к длительному сохранению исходных свойств, малой токсич-
ности, незамерзаемости.
Особые требования предъявляют к стандартным (контрольным,
настроечным) образцам, применяемым для проверки работоспособ-
ности и предварительной настройки дефектоскопов. Различают госу-
дарственные стандартные образцы (ГСО), отраслевые стандартные
образцы (ОСО) и стандартные образцы предприятия (СОП), утверж-
денные соответственно государственными (см. приложение 1), отрас-
левыми стандартами и стандартами предприятий.
Образцы не должны самопроизвольно подвергаться каким-либо
изменениям геометрической формы со временем (не истираться, не
коробиться, не корродировать), т.е. должны быть пригодны для дли-
тельного пользования. Необходимо, чтобы каждый образец имел свой
отличительный номер и был снабжен метрологическим свидетельст-
вом на пригодность использования по назначению.
3.5. ТРЕБОВАНИЯ К СПЕЦИАЛИСТАМ-ДЕФЕКТОСКОПИСТАМ
Высокая эффективность НК обеспечивается не только совершен-
ством дефектоскопической аппаратуры, устройств, материалов, мето-
дик и технологий контроля, но также высокой профессиональной под-
готовкой дефектоскопистов.
В настоящее время НК авиаконструкций в эксплуатации является
ручным, поэтому роль субъективного фактора при контроле очень
велика. В обязанности дефектоскописта входят настройка дефектоско-
28
пов, тщательное выполнение контрольных операций, оценка показа-
ний индикаторов, принятие решения по результатам контроля.
Вопросы подготовки и сертификации (аттестации) дефектоскопис-
тов отражены в стандартах многих стран. В частности, европейским
комитетом по стандартизации (СЕН) утвержден стандарт EN 473.1992
"Квалификация и сертификация персонала в области неразрушающе-
го контроля. Основные принципы". В соответствии с данным стандар-
том дефектоскописты аттестуются по трехуровневой схеме по каждо-
му МНК отдельно.
В России эти вопросы регламентируются отраслевыми стандарта-
ми. В гражданской авиации требования к дефектоскопистам отраже-
ны в ОСТ 54 30019—83 "Порядок применения методов и средств не-
разрушающего контроля при эксплуатации и ремонте авиационной
техники гражданской авиации". В соответствии с этим, стандартом,
общие требования к дефектоскопистам следующие:
к проведению дефектоскопического контроля АТ допускаются
лица, прошедшие теоретическую и практическую подготовку по мето-
дам и средствам НК, применяемым на данном предприятии,- и имею-
щие соответствующее свидетельство об аттестации;
аттестованные дефектоскописты должны быть физически здоро-
выми, уметь проверять работоспособность, настраивать оборудова-
ние и осуществлять контрольные операции в соответствии с требова-
ниями НТД (техническими картами и бюллетенями), правильно тол-
ковать результаты контроля.
Для обеспечения этих требований в отрасли осуществляются обу-
чение и аттестация дефектоскопистов эксплуатационных и ремонтных
предприятий ГА по 90-часовой программе, включающей теоретичес-
кую и практическую подготовку по НК, а также стажировку в авиа-
компаниях ГА и лабораториях промышленности.
Глава 4
МЕТОДЫ ДЕФЕКТОСКОПИЧЕСКОГО КОНТРОЛЯ
4.1. ОПТИКО-ВИЗУАЛЬНАЯ ДЕФЕКТОСКОПИЯ
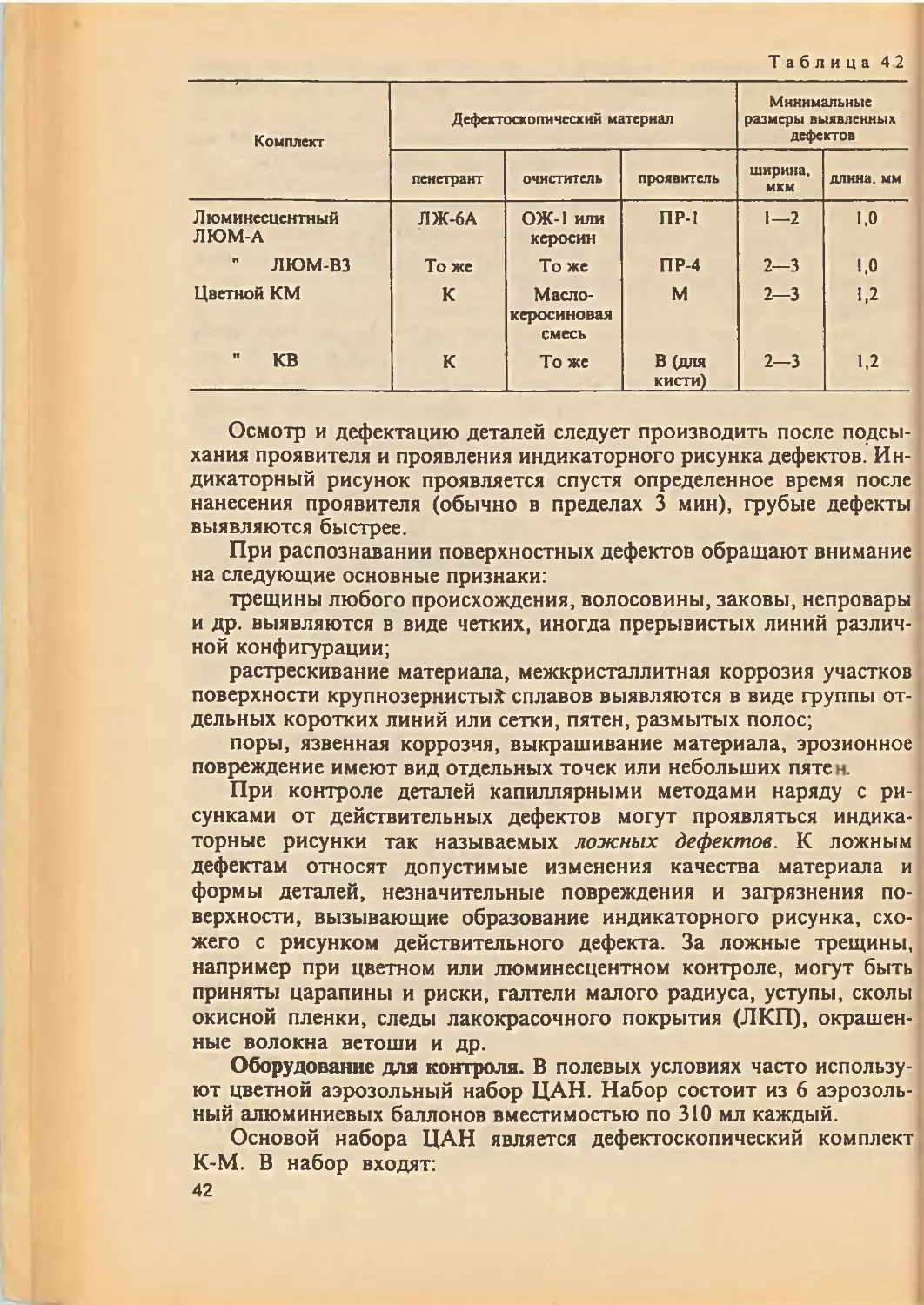
Применение контроля. Оптико-визуальная дефектоскопия —
метод НК, предназначенный для обнаружения с помощью оптических
приборов поверхностных дефектов материала деталей закрытых кон-
струкций летательных аппаратов (ЛА) при наличии каналов для до-
ступа приборов к контролируемым местам. Оптико-визуальный
НК — наиболее простой в освоении метод. В то же время для этого
метода характерны сравнительно высокая трудоемкость смотровых
работ (особенно при проверке состояния проточной части ГТД), а
также недостаточно высокие достоверность и чувствительность.
Метод применяют в следующих случаях:
для обнаружения трещин, коррозионных и эрозионных поверхнос-
тей, забоин на лопатках компрессоров и турбин ГТД, крупных не-
сплошностей, мест разрушения элементов конструкций, течей, загряз-
нений, а также посторонних предметов внутри закрытых конструк-
ций;
для детального анализа поверхностных дефектов, обнаруженных
на ОК каким-либо методом дефектоскопии (ультразвуковым, вихре-
токовым, цветным и др.);
для фрактографирования изломов.
Оптико-визуальную дефектоскопию, как правило, выполняют
вручную, ее результаты во многом зависят от субъективных факторов
и прежде всего от остроты зрения.
, Физические основы контроля. Метод основан на использовании
законов распространения и преломления лучей света в системах опти-
ческих приборов и взаимодействия света с ОК.
Видимость любого предмета, помимо субъективной реакции зре-
ния на него, определяется следующими объективными свойствами:
контрастом, яркостью, угловыми размерами, резкостью контуров.
Каждому из указанных свойств соответствует свой абсолютный порог
видимости, ниже которого предмет не виден. Однако наиболее суще-
ственно влияют на видимость предмета два фактора: контраст и угло-
вые размеры.
Под контрастом понимают свойство объекта выделяться на окру-
жающем фоне благодаря различию оптических свойств. Различают
последовательный и одновременный контрасты. Последовательный
контраст заключается в изменении визуальной оценки объекта в за-
висимости от того, какой свет ранее действовал на тот же участок
сетчатки глаза. Явление последовательного контраста следует учиты-
вать при оборудовании рабочих мест, выборе цвета окраски помеще-
30
ния и поверхностей столов, на которых проводится осмотр деталей.
Одновременный контраст объясняется различием излучения несколь-
ких видимых одновременно объектов, которые кажутся дефектоско-
писту находящимися в непосредственном соприкосновении.
Минимальный различаемый глазом яркостный контраст пред-
мета и фона называется порогом контрастной чувствительности
зрения. В оптимальных условиях для большинства людей он равен
1—2 %. Но практический порог контрастной чувствительности де-
фектов составляет 5 % и более, что объясняется малой яркостью
дефектов, малыми угловыми размерами, наличием бликов и других
мешающих факторов Следовательно, некоторые дефекты, у которых
контраст меньше порогового значения, не обнаруживаются глазом.
За меру яркостного контраста чаще всего принимают отношение
№ (Вф — Во)/Вф,
где Вф — яркость окружающего фона; Во — яркость рассматриваемого объекта.
При достаточной освещенности и большом контрасте глаз может
различать только те элементы рассматриваемого предмета, угловой
размер которых выше некоторого определенного значения. Это значе-
ние, называемое остротой зрения, для нормального глаза в оптималь-
ных условиях осмотра доходит до Г единицы. Средняя острота зрения
составляет 2—4’ единиц. При остроте зрения 2' единицы на расстоя-
нии наилучшего зрения (250 мм) глаз может различать детали разме-
ром не менее 0,15 мм.
На разрешающую способность и остроту зрения оказывает влия-
ние ирридиация, которая заключается в кажущемся увеличении разме-
ров светлых предметов на темном фоне: чем светлее предмет, тем он
кажется крупнее. Это явление при нормальной освещенности повыша-
ет остроту зрения, однако снижает разрешающую способность глаза.
На остроту зрения влияет также цвет объектов и фона. Высокая
острота зрения при наблюдении желто-зеленых объектов на темном
фоне и красных объектов на белом является одной из причин
применения именно этих цветов при люминесцентной и цветной
дефектоскопии.
Цвета подразделяют на ахроматические (черный, белый, серый) и
хроматические (все прочие цвета). Хроматические цвета отличаются
цветовым тоном, яркостью и насыщенностью. Под насыщенностью
цвета понимают степень отличия данного цвета от одинакового по
светлости серого цвета. Каждой длине волны света соответствует свое
значение светового порога: раньше других становятся заметными
синие объекты, позже всех — красные.
Отношение значения цветового порога к соответствующему зна-
чению светового порога называют ахроматическим интервалом. Зна-
чения ахроматического интервала для некоторых цветов (объект
виден под углом 1°) приведены в табл. 4.1.
31
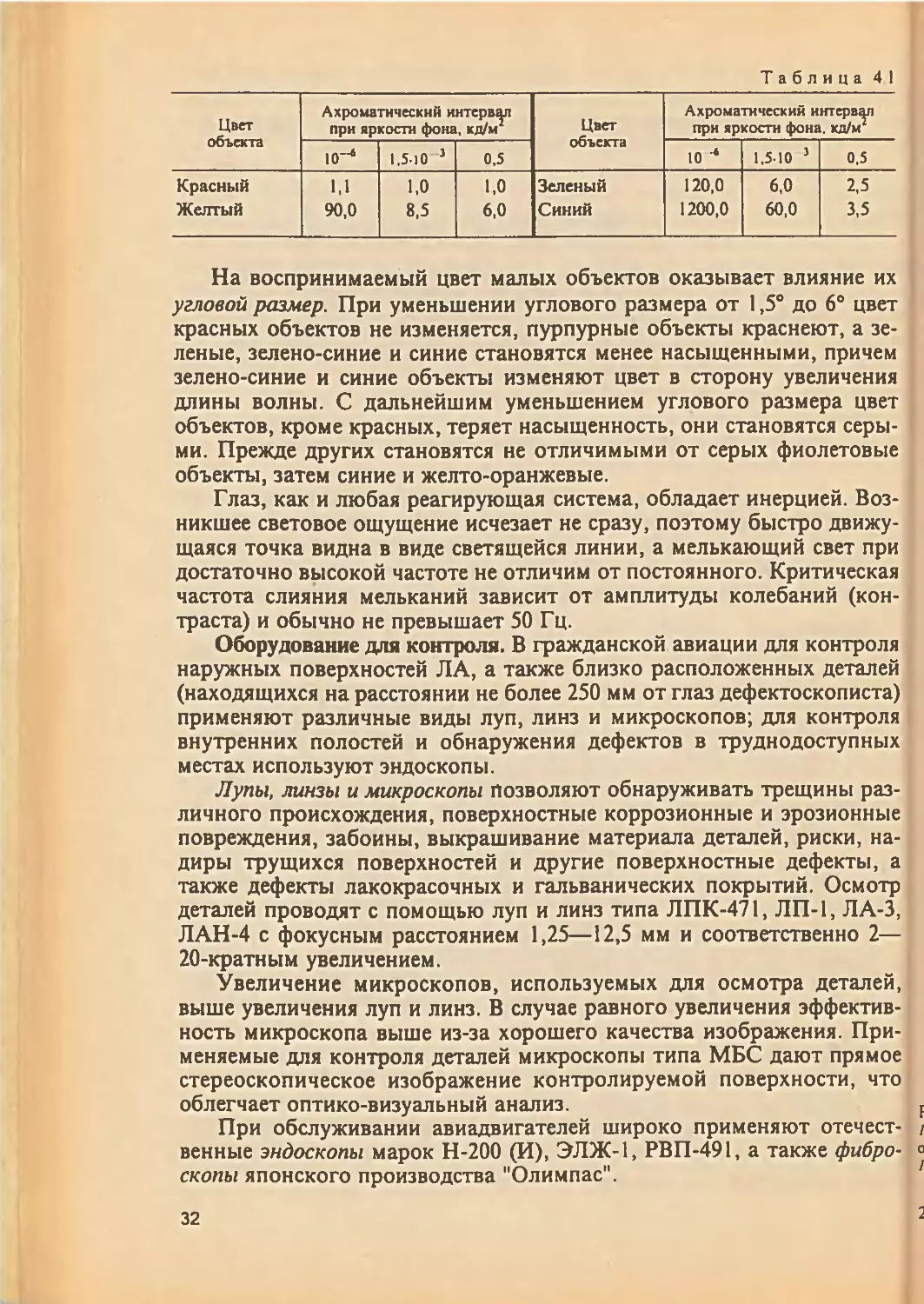
Таблица 41
Цвет объекта Ахроматический интервал при яркости фона, кд/м2 Цвет объекта Ахроматический интервал при яркости фона, кд/м2
10--* 1.5-10 3 0,5 10 4 1,5-10 3 0.5
Красный 1,1 1,0 1.0 Зеленый 120,0 6,0 2,5
Желтый 90,0 8,5 6,0 Синий 1200,0 60,0 3,5
На воспринимаемый цвет малых объектов оказывает влияние их
угловой размер. При уменьшении углового размера от 1,5° до 6° цвет
красных объектов не изменяется, пурпурные объекты краснеют, а зе-
леные, зелено-синие и синие становятся менее насыщенными, причем
зелено-синие и синие объекты изменяют цвет в сторону увеличения
длины волны. С дальнейшим уменьшением углового размера цвет
объектов, кроме красных, теряет насыщенность, они становятся серы-
ми. Прежде других становятся не отличимыми от серых фиолетовые
объекты, затем синие и желто-оранжевые.
Глаз, как и любая реагирующая система, обладает инерцией. Воз-
никшее световое ощущение исчезает не сразу, поэтому быстро движу-
щаяся точка видна в виде светящейся линии, а мелькающий свет при
достаточно высокой частоте не отличим от постоянного. Критическая
частота слияния мельканий зависит от амплитуды колебаний (кон-
траста) и обычно не превышает 50 Гц.
Оборудование для контроля. В гражданской авиации для контроля
наружных поверхностей ЛА, а также близко расположенных деталей
(находящихся на расстоянии не более 250 мм от глаз дефектоскописта)
применяют различные виды луп, линз и микроскопов; для контроля
внутренних полостей и обнаружения дефектов в труднодоступных
местах используют эндоскопы.
Лупы, линзы и микроскопы позволяют обнаруживать трещины раз-
личного происхождения, поверхностные коррозионные и эрозионные
повреждения, забоины, выкрашивание материала деталей, риски, на-
диры трущихся поверхностей и другие поверхностные дефекты, а
также дефекты лакокрасочных и гальванических покрытий. Осмотр
деталей проводят с помощью луп и линз типа ЛПК-471, ЛП-1, ЛА-3,
ЛАН-4 с фокусным расстоянием 1,25—12,5 мм и соответственно 2—
20-кратным увеличением.
Увеличение микроскопов, используемых для осмотра деталей,
выше увеличения луп и линз. В случае равного увеличения эффектив-
ность микроскопа выше из-за хорошего качества изображения. При-
меняемые для контроля деталей микроскопы типа МБС дают прямое
стереоскопическое изображение контролируемой поверхности, что
облегчает оптико-визуальный анализ. F
При обслуживании авиадвигателей широко применяют отечест- /
венные эндоскопы марок Н-200 (И), ЭЛЖ-1, РВП-491, а также фибро- °
скопы японского производства "Олимпас". 1
32
2
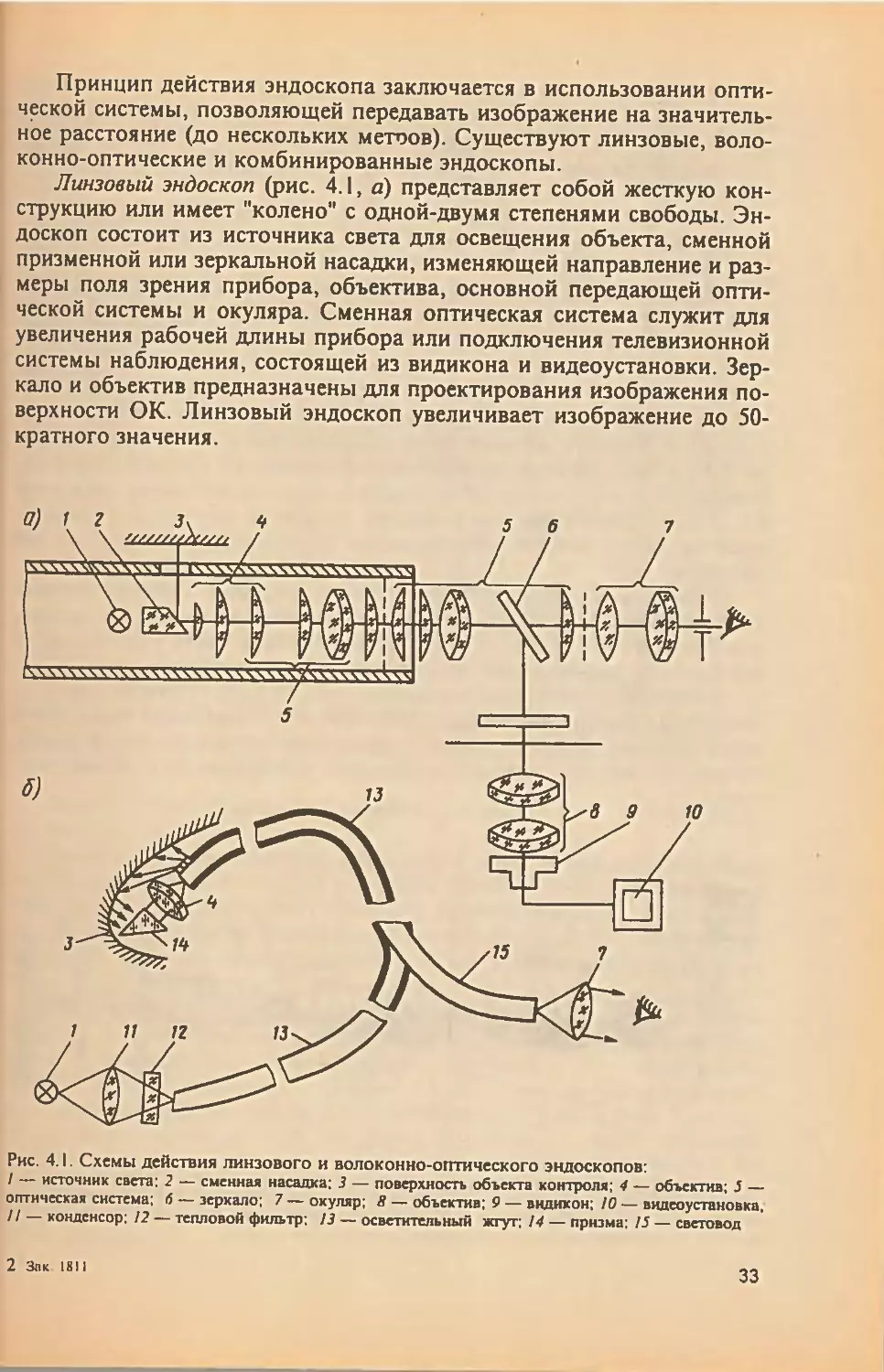
Принцип действия эндоскопа заключается в использовании опти-
ческой системы, позволяющей передавать изображение на значитель-
ное расстояние (до нескольких метоов). Существуют линзовые, воло-
конно-оптические и комбинированные эндоскопы.
Линзовый эндоскоп (рис. 4.1, а) представляет собой жесткую кон-
струкцию или имеет "колено" с одной-двумя степенями свободы. Эн-
доскоп состоит из источника света для освещения объекта, сменной
призменной или зеркальной насадки, изменяющей направление и раз-
меры поля зрения прибора, объектива, основной передающей опти-
ческой системы и окуляра. Сменная оптическая система служит для
увеличения рабочей длины прибора или подключения телевизионной
системы наблюдения, состоящей из видикона и видеоустановки. Зер-
кало и объектив предназначены для проектирования изображения по-
верхности ОК. Линзовый эндоскоп увеличивает изображение до 50-
кратного значения.
Рис. 4.1. Схемы действия линзового и волоконно-оптического эндоскопов:
I — источник света: 2 — сменная насадка: 3 — поверхность объекта контроля; 4 — объектив; 5 —
оптическая система; 6 — зеркало; 7 — окуляр; 8 — объектив; 9 — видикон; 10 — видеоустановка,
// — конденсор: 12 — тепловой фильтр; 13 — осветительный жгут; 14 — призма: 15 — световод
2 Зак 1811
33
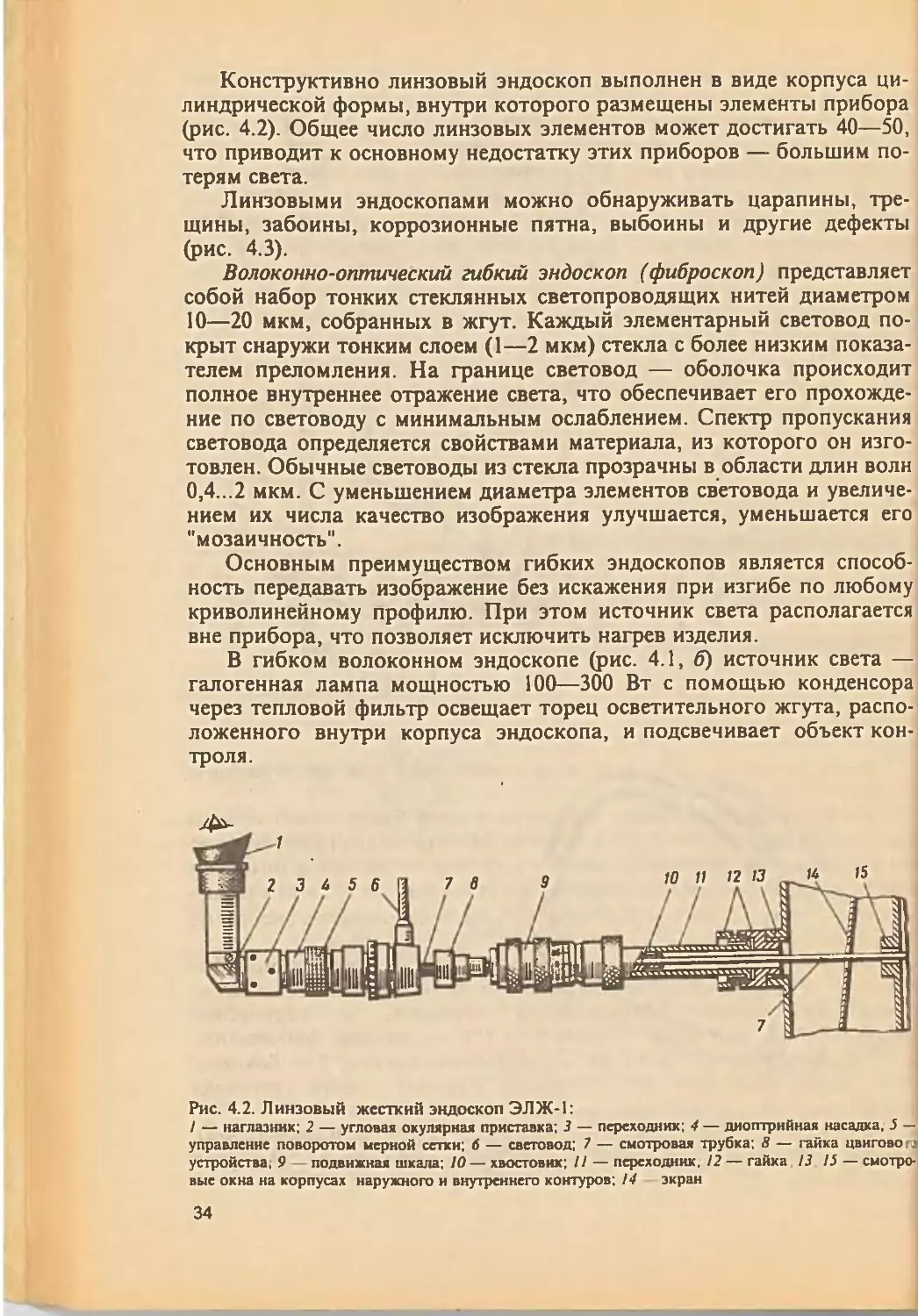
Конструктивно линзовый эндоскоп выполнен в виде корпуса ци-
линдрической формы, внутри которого размещены элементы прибора
(рис. 4.2). Общее число линзовых элементов может достигать 40—50,
что приводит к основному недостатку этих приборов — большим по-
терям света.
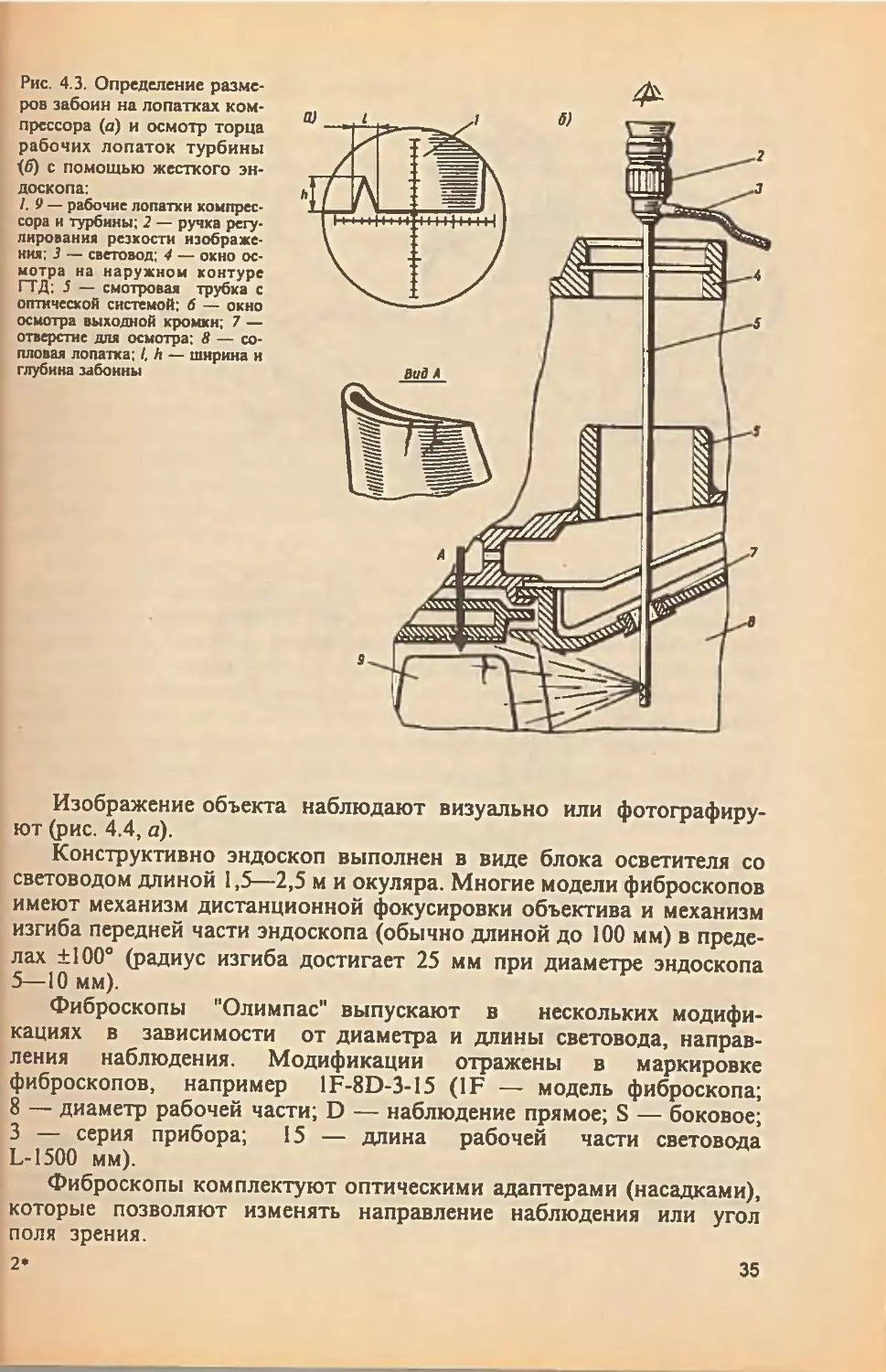
Линзовыми эндоскопами можно обнаруживать царапины, тре-
щины, забоины, коррозионные пятна, выбоины и другие дефекты
(рис. 4.3).
Волоконно-оптический гибкий эндоскоп (фиброскоп) представляет
собой набор тонких стеклянных светопроводящих нитей диаметром
10—20 мкм, собранных в жгут. Каждый элементарный световод по-
крыт снаружи тонким слоем (1—2 мкм) стекла с более низким показа-
телем преломления. На границе световод — оболочка происходит
полное внутреннее отражение света, что обеспечивает его прохожде-
ние по световоду с минимальным ослаблением. Спектр пропускания
световода определяется свойствами материала, из которого он изго-
товлен. Обычные световоды из стекла прозрачны в области длин волн
0,4...2 мкм. С уменьшением диаметра элементов световода и увеличе-
нием их числа качество изображения улучшается, уменьшается его
"мозаичность".
Основным преимуществом гибких эндоскопов является способ-
ность передавать изображение без искажения при изгибе по любому
криволинейному профилю. При этом источник света располагается
вне прибора, что позволяет исключить нагрев изделия.
В гибком волоконном эндоскопе (рис. 4.1, б) источник света —
галогенная лампа мощностью 100—300 Вт с помощью конденсора
через тепловой фильтр освещает торец осветительного жгута, распо-
ложенного внутри корпуса эндоскопа, и подсвечивает объект кон-
троля.
Рис. 4.2. Линзовый жесткий эндоскоп ЭЛЖ-1:
/ — наглазник; 2 — угловая окулярная приставка; 3 — переходник; 4 — диоптрийная насадка, 5 —
управление поворотом мерной сетки; б — световод; 7 — смотровая трубка; 8 — гайка цангового
устройства, 9 подвижная шкала; 10— хвостовик; 11 — переходник, 12 — гайка 13 15 — смотро-
вые окна на корпусах наружного и внутреннего контуров; 14 экран
34
Рис. 4.3. Определение разме-
ров забоин на лопатках ком-
прессора (а) и осмотр торца
рабочих лопаток турбины
<б) с помощью жесткого эн-
доскопа:
1.9 — рабочие лопатки компрес-
сора и турбины; 2 — ручка регу-
лирования резкости изображе-
ния; 3 — световод; 4 — окно ос-
мотра на наружном контуре
ГТД; 5 — смотровая трубка с
оптической системой; 6 — окно
осмотра выходной кромки; 7 —
отверстие для осмотра; 8 — со-
пловая лопатка; I, h — ширина и
глубина забоины
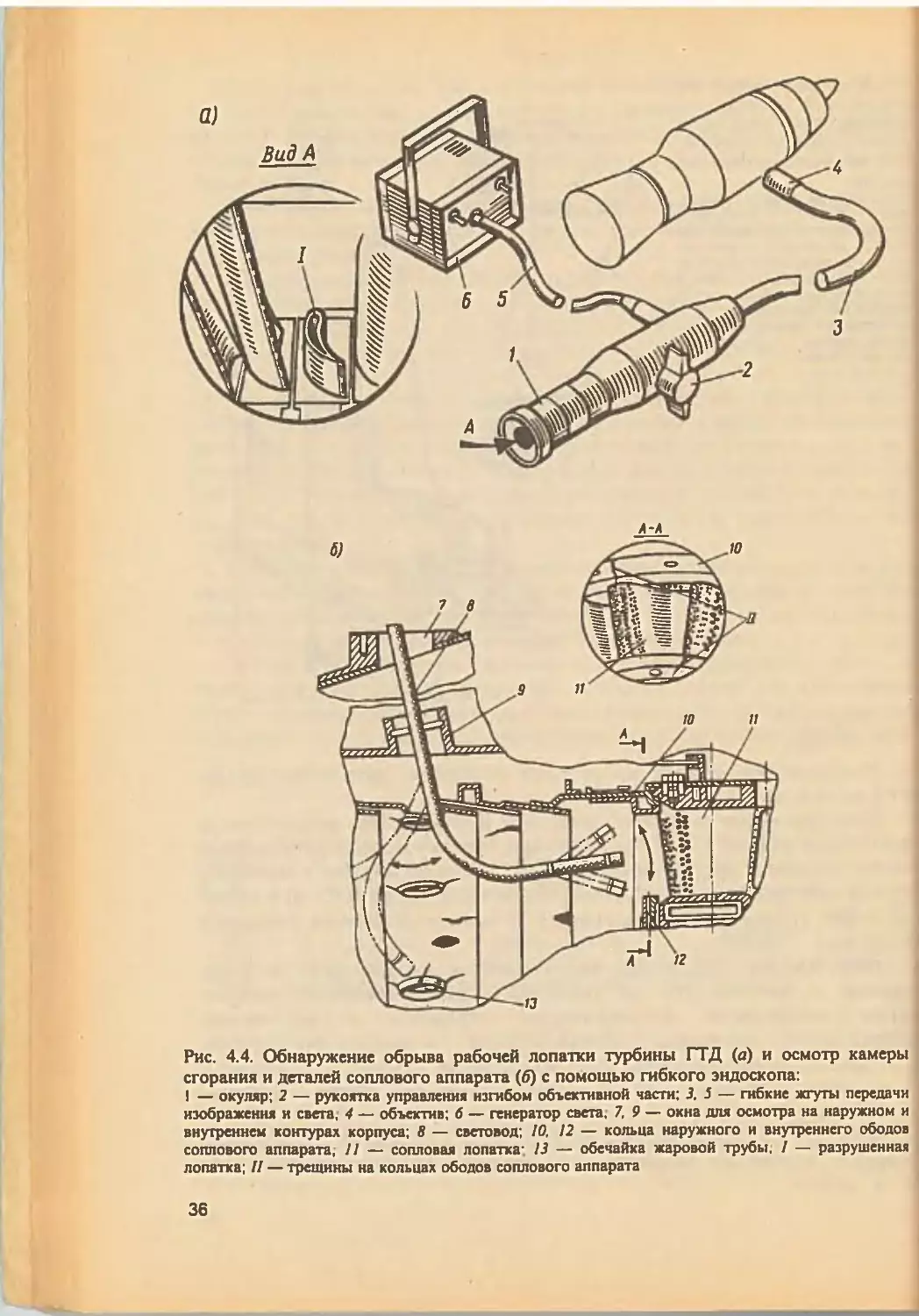
Изображение объекта наблюдают визуально или фотографиру-
ют (рис. 4.4, а).
Конструктивно эндоскоп выполнен в виде блока осветителя со
световодом длиной 1,5—2,5 м и окуляра. Многие модели фиброскопов
имеют механизм дистанционной фокусировки объектива и механизм
изгиба передней части эндоскопа (обычно длиной до 100 мм) в преде-
лах ±100° (радиус изгиба достигает 25 мм при диаметре эндоскопа
5—10 мм).
Фиброскопы "Олимпас" выпускают в нескольких модифи-
кациях в зависимости от диаметра и длины световода, направ-
ления наблюдения. Модификации отражены в маркировке
фиброскопов, например 1F-8D-3-15 (1F — модель фиброскопа;
8 — диаметр рабочей части; D — наблюдение прямое; S — боковое;
3 — серия прибора; 15 — длина рабочей части световода
L-1500 мм).
Фиброскопы комплектуют оптическими адаптерами (насадками),
которые позволяют изменять направление наблюдения или угол
поля зрения.
2* 35
Рис. 4.4. Обнаружение обрыва рабочей лопатки турбины ГТД (а) и осмотр камеры
сгорания и деталей соплового аппарата (б) с помощью гибкого эндоскопа:
I — окуляр; 2 — рукоятка управления изгибом объективной части; Л 5 — гибкие жгуты передачи
изображения и света, 4 — объектив; 6 — генератор света. 1.9 — окна для осмотра на наружном и
внутреннем контурах корпуса; 8 — световод; 10, 12 — кольца наружного и внутреннего ободов
соплового аппарата, 11 — сопловая лопатка' 13 — обечайка жаровой трубы. / — разрушенная
лопатка; II — трещины на кольцах ободов соплового аппарата
36
4.2. КАПИЛЛЯРНАЯ ДЕФЕКТОСКОПИЯ
Виды контроля. Капиллярный неразрушающий контроль (ГОСТ
18442—80) предназначен для выявления невидимых или слабо види-
мых глазом дефектов, выходящих на поверхность материала. Он осно-
ван на использовании таких физико-химических свойств жидкости,
как смачивание, капиллярность, сорбция и диффузия.
Освоенными в ГА капиллярными методами (КМ) являются цвет-
ной (метод красок), люминесцентный и комбинированный (люмине-
сцентно-цветной). Последние два метода используют, как правило,
при технологических процессах ремонта АТ, поэтому основное вни-
мание будет уделено цветному методу НК.
Капиллярный метод обладает многими достоинствами: высокой
чувствительностью; наглядностью изображения выявленного дефекта;
простотой технологических процессов; низкой стоимостью используе-
мых материалов; универсальностью основных технологических опера-
ций; возможностью точно устанавливать место дефекта, его направле-
ние и протяженность.
Обычно КМ используют в тех случаях, когда невозможно приме-
нить другие, равноценные по чувствительности методы, а также для
получения дополнительной, уточняющей информации о дефектах, об-
наруженных другими методами (дублирование контроля). Все капил-
лярные методы применяют в основном при контроле деталей из не-
магнитных металлов, однако возможно их использование и при кон-
троле стальных деталей, когда, например, затруднен магнитный
контроль, а также при проверке неметаллических материалов.
Чувствительность методов. Основными условиями применения ка-
пиллярных методов являются доступность контролируемого участка
для проведения контроля, и необходимое освещение контролируемой
поверхности.
Чувствительность КМ в условиях эксплуатации во многом зави-
сит от выбора комплекта применяемых дефектоскопических материа-
лов и оптимальных условий контроля.
Температура контролируемой поверхности, применяемых жидкос-
тей и окружающего воздуха должна быть в пределах 20—25 °C. По-
вышение температуры до 40—45 °C незначительно снижает чувстви-
тельность НК, а понижение температуры до 10 °C оказывает сущест-
венное влияние на чувствительность. Контролируемая поверхность не
должна иметь каких-либо покрытий, если не ставится вопрос об обна-
ружении сплошности самого покрытия.
Шероховатость обработки поверхности ОК должна быть не ниже
V5. Ухудшение чистоты обработки контролируемой поверхности сни-
жает чувствительность метода, а иногда приводит к невозможности
его применения.
37
Физические основы контроля. В капиллярных методах НК исполь-
зуют способность некоторых жидкостей проникать в полость дефек-
тов, удерживаться в них, а впоследствии извлекаться на поверхность
благодаря явлению капиллярности.
Жидкость удерживается в полости трещины силой сцепления, ко-
торая определяется смачивающими свойствами. Если взаимодействие
между молекулами жидкости и твердого тела больше, чем между мо-
лекулами самой жидкости, то происходит смачивание поверхности.
Под смачиванием понимают способность жидкости образовывать ус-
тойчивую поверхность раздела на границе с твердым телом при усло-
вии, что избыточная жидкость стекла с поверхности. Мерой смачива-
ния является косинус краевого угла смачивания 6, образованного по-
верхностью твердого тела и плоскостью, касательной к поверхности
жидкости в точке границы смачивания (рис. 4.5). Чем больше cos 0 ,
т.е. меньше краевой угол, тем лучше смачивание (жидкость растекает-
ся по поверхности и принимает форму линзы).
Равновесие капли определяется зависимостью
<Хт-в — а-г-ж = <Хж-в COS0 ,
где а т-в, а т-ж > аж-, — поверхностные натяжения на границе соответственно твердое
тело — воздух, твердое тело — жидкость, жидкость — воздух.
Косинус краевого угла является мерой статического смачивания:
„ а т-в — а т-ж
cos 0 =--------- .
а ж-в
Разность а т-в — ат.ж называется напряжением смачивания. Чем
она больше, тем меньше краевой угол и лучше смачивание. Если
cos0 приближается к единице, то наблюдается полное смачивание,
краевой угол смачивания уменьшается, стремясь к нулю. Избыток
жидкости безгранично растекается по поверхности твердого тела.
При cos 0 = —1 наблюдается полное несмачивание, жидкость не
вступает в физико-химическое взаимодействие с твердым телом.
Из приведенной формулы видно, что лучшее смачивание обеспе-
чивают жидкости с малым поверхностным натяжением. Это обстоя-
тельство следует учитывать при выборе жидкостей для ОК.
На смачивание оказывает влияние шероховатость поверхности. С
повышением шероховатости смачивание ухудшается, поэтому некото-
рые масла и жирные кислоты не растекаются по полированной по-
верхности.
Рис. 4.5. Капли смачивающей (а) и не-
смачивающей (6) жидкостей:
1 — касательная к поверхности капли; 2 —
поверхность ОК
38
Рис. 4.6 Влияние свойства смачивания
на заполнение капилляра жидкостью
Если в жидкость поместить узкую трубку из смачиваемого мате-
риала, то жидкость, заполнив часть трубки, образует мениск, создаю-
щий капиллярное давление р, втягивающее жидкость в трубку (рис.
4.6, а). Если смачивания нет, то давление р, направленное в сторону
жидкости, препятствует заполнению полости трубки (рис. 4.6, б):
Р = <Хж-в COS 0 /г,
где г — радиус кривизны мениска, мм.
Из приведенной зависимости следует, что чем меньше радиус г
капилляра, тем больше капиллярное давление р, следовательно, чем
меньше радиус, тем выше поднимается жидкость в капилляре. Жид-
кости, используемые при капиллярном контроле для заполнения по-
лостей дефектов с целью их последующей индикации, называются ин-
дикаторными, или пенетрантами.
Полости трещин чаще всего имеют форму узкого клина, вершина
которого обращена внутрь материала. Попав в трещину, пенетрант
продолжает проникать вглубь, если даже его остатки полностью уда-
лить с поверхности. В полости трещины образуются два мениска, вы-
зывающие появление двух капиллярных давлений (рис. 4.7). Их равно-
действующая, направленная в глубь полости,
р = pi — рг = 2 a cos 0 (1/л — 1/n),
где п > гг — радиусы кривизны соответственно второго и первого менисков в полости
перпендикулярного сечения трещины.
Жидкость-пенетрант, заполнившая полость трещины, будет ус-
тойчиво удерживаться в ней капиллярными силами. Однако если на
мениск, расположенный в устье трещины, наложить пористое вещест-
во, то он исчезнет. Вместо него образуется система малых менисков
различной формы и большой кривизны. Каждый мениск создает ка-
Рис 4 7 Схема проникновения жидкости в глубь поло-
сти трещины
Д Дг
39
пиллярное давление рг, которое значительно превышает давление р\ и
действует в противоположном направлении.
Вещество, благодаря которому индикаторная жидкость извлекает-
ся из полости трещины, называется проявителем. При использовании
в качестве проявителя лаков или красок возможно явление абсорбции,
т.е. равномерного поглощения проявителем жидкости-пенетранта.
Она растворяет проявитель и, выходя на поверхность, образует кон-
трастный цветовой рисунок, повторяющий конфигурацию несплош-
ности. При этом ширина образуемого следа пенетранта в несколько
раз увеличена по сравнению с фактической шириной раскрытия не-
сплошности.
При люминесцентном методе след индикаторной жидкости обна-
руживается в ультрафиолетовых лучах; при цветном методе изображе-
ния дефекта наблюдается в обычном дневном (монохроматическом)
свете.
Капиллярные методы контроля позволяют выявить поверхност-
ные несплошности с шириной раскрытия от 1 мкм до десятых долей
миллиметра. Надежно выявляются дефекты, если их глубина превы-
шает ширину раскрытия примерно в 10 раз.
Технология контроля. Контроль деталей методами капиллярной
дефектоскопии представляет собой следующие технологические опе-
рации (рис. 4.8): подготовка ОК к контролю (очистка, удаление оки-
слов и смазочного масла); нанесение индикаторной жидкости (пенет-
ранта); удаление пенетранта с поверхности ОК; нанесение проявителя;
осмотр деталей; удаление проявителя (очистка ОК).
Рис. 4.8. Основные этапы контроля деталей капиллярными методами:
а — проникающая жидкость / заполнила полость трещины; б — проникающая жидкость удалена с
поверхности детали; в — на деталь нанесена проявляющая краска 2, над трещиной образован
индикаторный рисунок 3, г — определение информативных параметров (трещин) 4
40
Способ очистки выбирают с учетом характера покрытия
контролируемой поверхности, а также веществ, которые могли
заполнить полости дефектов в процессе эксплуатации детали
или в результате предшествующей очистки. Чаще всего
высокое качество очистки достигается комбинацией двух или
более способов.
При подготовке деталей и узлов, не демонтируемых в процессе
контроля в условиях эксплуатации, выбор способов очистки ограни-
чен. В этих случаях может быть использован только растворяющий,
механический или химический способ.
Наиболее простым и широко применяемым способом заполнения
полостей дефектов пенетрантом является аэрозольный. Жидкость
наносят на контролируемую поверхность опрыскиванием и выдер-
живают определенное время для заполнения полостей дефектов под
действием капиллярных сил. При этом поверхность детали остается
смоченной. При использовании красной жидкости (типа "К")
процесс заполнения продолжается 3—5 мин, люминесцирующей
жидкости на основе масла с керосином 15—20 мин, жидкости ЛЖ-6А
5—6 мин.
После выдержки детали под слоем пенетранта в течение оп-
ределенного времени его полностью удаляют с контролируемой
поверхности, после чего наносят проявляющий состав. Время
между окончанием удаления пенетранта и окончанием нанесения
проявителя строго регламентировано технологией контроля с учетом
используемых дефектоскопических материалов. Пенетрант удаляют
для того, чтобы предотвратить появление окрашенного или
светящегося фона на бездефектной поверхности контролируе-
мой детали.
При контроле методом цветной дефектоскопии пенетрант
удаляют с помощью масляно-керосиновой смеси. Очиститель
наносят на поверхность ОК разбрызгиванием, кистью или оку-
нанием сразу же после нанесения последнего слоя, не допуская
его высыхания. Затем поверхность протирают сухой чистой ве-
тошью. Качество удаления панетранта проверяют визуальным ос-
мотром деталей.
Нанесение проявителя является одной из важнейших операций,
так как от этого существенно зависят достоверность результатов и
чувствительность контроля. Существует несколько способов нанесе-
ния проявителя, из которых наиболее приемлемыми в условиях экс-
плуатации являются распыление, напыление, кистевой, погружение
(окунание). Детали после покрытия проявителем должны быть выдер-
жаны при температуре окружающей среды 2011° °C от 5 мин до
2—4 ч.
Материалы, которые можно применять в условиях эксплуатации
при капиллярном НК приведены в табл. 4.2.
41
Таблица 42
Комплект Дефектоскопический материал Минимальные размеры выявленных дефектов
пенетрант очиститель проявитель ширина, мкм длина, мм
Люминесцентный ЛЮМ-А ЛЖ-6А ОЖ-1 или керосин ПР-1 1—2 1.0
" ЛЮМ-ВЗ То же То же ПР-4 2—3 1.0
Цветной КМ К Масло- керосиновая смесь М 2—3 1,2
" КВ К То же В (для кисти) 2—3 1.2
Осмотр и дефектацию деталей следует производить после подсы-
хания проявителя и проявления индикаторного рисунка дефектов. Ин-
дикаторный рисунок проявляется спустя определенное время после
нанесения проявителя (обычно в пределах 3 мин), грубые дефекты
выявляются быстрее.
При распознавании поверхностных дефектов обращают внимание
на следующие основные признаки:
трещины любого происхождения, волосовины, заковы, непровары
и др. выявляются в виде четких, иногда прерывистых линий различ-
ной конфигурации;
растрескивание материала, межкристаллитная коррозия участков
поверхности крупнозернистый сплавов выявляются в виде группы от-
дельных коротких линий или сетки, пятен, размытых полос;
поры, язвенная коррозия, выкрашивание материала, эрозионное
повреждение имеют вид отдельных точек или небольших пятен.
При контроле деталей капиллярными методами наряду с ри-
сунками от действительных дефектов могут проявляться индика-
торные рисунки так называемых ложных дефектов. К ложным
дефектам относят допустимые изменения качества материала и
формы деталей, незначительные повреждения и загрязнения по-
верхности, вызывающие образование индикаторного рисунка, схо-
жего с рисунком действительного дефекта. За ложные трещины,
например при цветном или люминесцентном контроле, могут быть
приняты царапины и риски, галтели малого радиуса, уступы, сколы
окисной пленки, следы лакокрасочного покрытия (ЛКП), окрашен-
ные волокна ветоши и др.
Оборудование для контроля. В полевых условиях часто использу-
ют цветной аэрозольный набор ЦАН. Набор состоит из 6 аэрозоль-
ный алюминиевых баллонов вместимостью по 310 мл каждый.
Основой набора ЦАН является дефектоскопический комплект
К-М. В набор входят:
42
два баллона с очистителем для предварительного удаления жиро-
масляных загрязнений с контролируемой поверхности и из полостей
дефектов;
один баллон индикаторного пенетранта, предназначенного для за-
полнения полостей дефектов красной проникающей жидкостью;
один баллон очистителя от пенетранта, предназначенного для уда-
ления пенетранта с контролируемой поверхности;
два баллона с проявителем, предназначенным для извлечения из
полостей дефектов проникающей жидкости и создания белого фона
на поверхности детали, увеличивающего контрастность выявленного
дефекта.
Очиститель от загрязнений — смесь органических растворителей
(ацетона, этилового спирта, перхлорэтилена и пропеллента); является
огнеопасным токсичным веществом, относится к 3-му классу токсич-
ности (по перхлорэтилену). Пенетрант — однородная смесь красной
проникающей жидкости "К" и пропеллента. Жидкость некоррозион-
но-активна, обладает большой летучестью, пожароопасностью, по
токсичности относится к 3-му классу опасности (по циклогексанону).
Очиститель от пенетранта — однородная смесь масла и керосина с
пропеллентом, предназначен для удаления пенетранта с контролируе-
мой поверхности, огнеопасен, по токсичности относится к 4-му классу
опасности (по керосину). Проявителем служит белая краска "М" для
цветной дефектоскопии в смеси с пропеллентом. Состав огнеопасен,
токсичен (по токсичности относится к 3-му классу опасности — по
бутиловому спирту).
В качестве пропеллента, т.е. вещества, создающего необходимые
давление и качественную струю распыла во всех составах, используют
хладон 112.
Содержимое баллонов набора сохраняет свои дефектоскопичес-
кие свойства при температурах хранения и транспортирования от
—40 до +45 °C. Диапазон рабочих температур находится в пределах
15—45 °C.
Технологическая схема контроля комплектом ЦАН состоит из
последовательного выполнения операций очистки поверхности, нане-
сения пенетранта, удаления с контролируемой поверхности излишков
пенетранта, нанесения проявителя.
С расстояния 25—30 см в течение 10—15 с наносят очиститель на
контролируемую поверхность и протирают ее чистой сухой белой ве-
тошью. Очистку повторяют до тех пор, пока на ветоши не будут оста-
ваться следы загрязнений. Остатки очистителя удаляют тщательной
протиркой ветошью.
На очищенную и сухую контролируемую поверхность с расстоя-
ния 25—30 см наносят с интервалом 5—6 слоев пенетранта.
Не допуская высыхания последнего слоя пенетранта, с расстояния
25—30 см в течение 10—15 с наносят очиститель на контролируемую
поверхность и протирают ее, не промакивая, чистой сухой белой не-
43
ворсистой ветошью. Очистку повторяют до тех пор, пока на ветоши
не будут оставаться красные следы пенетранта.
Перед началом контроля баллон встряхивают в течение 3-
5 мин. С расстояния 30—35 см, медленно перемещая баллон i
продольном и поперечном направлениях, наносят на контролируй
мую поверхность 5—6 слоев проявителя.
Появление на белом фоне ярко окрашенных полосок, извилин
пятен, точек указывает на наличие дефектов.
Содержимое набора ЦАН рассчитано на контроль поверхност
площадью 0,24 м2.
Во время проведения технологического цикла место контроля ог
раждают, чтобы исключить воздействие ветра, дождя, снега и пыли.
В том случае, если зона контроля достаточно мала (менее 4—5 см)
а загрязнение индикаторными жидкостями соседних участков контро
ля нежелательно, допускается, пользуясь содержимым набора, пане!
рант наносить кистевым способом, выпустив небольшое количеств
пенетранта в чистую сухую емкость. Для нанесения пенетранта ис
пользуют жесткие волосяные кисти.
4.3. МАГНИТОПОРОШКОВАЯ ДЕФЕКТОСКОПИЯ
Применение контроля. Для оценки технического состояния элемен
тов АТ, изготовленных из ферромагнитных материалов, широко при
меняют магнитный неразрушающий контроль, основанный на реги
страции магнитных полей рассеяния, возникающих над дефектами. I
соответствии с ГОСТ 24450—80 магнитные методы классифицирую
по способам регистрации магнитных полей рассеяния или опредеж
ния магнитных свойств ОК.
Разновидностью магнитного контроля является магнитопорошке
вый (МП) метод, используемый на предприятиях ГА для дефектаци
стальных силовых деталей как при ремонте, так и в условиях эксплу:
тации АТ. Он обладает многими достоинствами, к которым относятс
высокая чувствительность, наглядность изображения выявленного д(
фекта, простота технологического процесса контроля, низкая ctoi
мость используемых материалов.
Магнитопорошковый контроль позволяет обнаруживать дефект!
и на поверхности материалов, и расположенные на небольшой глуб>
не. Этот метод используют для определения не только эксплуатацией
ных дефектов (трещин усталости, замедленного хрупкого разрушени!
всевозможных надрывов и др.), но и производственно-технологиче<
ких (закалочных и шлифовочных трещин, дефектов литья и штампо!
ки). Перечисленные несплошности выявляются, как правило, довод
но четко. Лишь при контроле сварных соединений, выполнении
электродами из аустенитной стали, по границам шва вероятно ложне
отложение порошка, вызванное так называемой магнитной неодн»
44
родностью материала шва, поэтому сварные швы этим методом, как
правило, не контролируют.
Метод МП обеспечивает выявление дефектов в деталях после ок-
сидирования, окраски или нанесения металлического немагнитного
покрытия (цинкования, кадмирования, хромирования). Наличие
таких покрытий толщиной не более 15—20 мкм практически не влияет
на выявляемость дефектов. При увеличении толщины покрытий выяв-
ляемость дефектов резко ухудшается. При толщине покрытий 100—
150 мкм для обнаружения дефектов требуются специальные режимы
намагничивания.
Метод позволяет выявлять несплошности, распространяющиеся в
глубь металла под углом более 20° к поверхности ОК. На режиме
максимальной чувствительности МП-методом выявляют поверхност-
ные дефекты шириной раскрытия 0,001 мм и более, глубиной 0,01—
0,05 мм.
В ремонтных предприятиях ГА с помощью магнитопорошкового
метода производят дефектацию деталей АТ после разборки, исполь-
зуя мощные стационарные магнитные дефектоскопы, позволяющие
обнаруживать дефекты практически любого происхождения.
На эксплуатационных предприятиях ГА детали проверяют непо-
средственно на самолете или после демонтажа и частичной разборки.
В полевых условиях используют переносные (МПД-1) или передвиж-
ные (ПМД-70) дефектоскопы для контроля цилиндров и штоков
амортстоек, осей шасси, цапф, гидроцилиндров, болтов и других кре-
пежных соединений.
Физические основы контроля. Магнитопорошковый контроль ос-
нован на индикации частицами мелкодисперсного Fe-порошка маг-
нитных полей рассеяния, возникающих над дефектом предварительно
намагниченных деталей. Магнитный поток в бездефектной части на-
магниченной детали не меняет своего направления. Если же на его
пути встречаются участки с пониженной магнитной проницаемостью
(различные дефекты), то часть магнитных линий выходит за контур
детали (рис. 4.9). Там, где они выходят из детали и входят в нее обрат-
но, возникают местные магнитные полюсы N, S и поле рассеяния над
дефектом. Это магнитное поле неоднородно, поэтому на Fe-частицы,
попавшие в него, действует сила, стремящаяся затянуть их к месту
наибольшей плотности магнитных силовых линий (непосредственно к
месту расположения дефекта). В результате происходит осаждение
порошка в районах магнитных полюсов, образовавшихся на грани-
цах дефекта, которое указывает на его местоположение и протяжен-
ность.
В равномерно намагниченной детали магнитное состояние мате-
риала в бездефектной области определяется напряженностью магнит-
ного поля Но и магнитной индукцией Во, связанных между собой зави-
симостью
45
Во = ро (Но + W),
где цо — магнитная постоянная (проницаемость), г/м; М — намагниченность, А/м.
В свою очередь намагниченность есть векторная физическая вели-
чина, характеризующая состояние материала при его намагничива-
нии:
М = hm —rr ,
к-» о у
где V — намагничиваемый объем; т — элементарный магнитный момент
Вследствие перераспределения магнитного потока индукции под
дефектом (уменьшение сечения) величины Но и Во увеличиваются на
значения ЬНнкВ. Это изменение магнитного состояния материала в
месте дефекта определяется дифференциальной магнитной проницае-
мостью ц d-
Выход максимального магнитного потока поля рассеяния дефекта
достигается при низких значениях проницаемости и достаточно высо-
ких значениях индукции в материале детали. Это осуществимо при
напряженности внешнего магнитного поля, достаточной для создания
в материале детали значения Билах. Таким образом, чем меньше вели-
чина ц а материала в сечении дефекта, тем большая часть магнитно-
го потока выйдет на поверхность, образуя поле дефекта.
Рис. 4.9. Схемы образования магнитных полей рассеяния над трещинами (а) и вид
осевшего над дефектами порошка (б):
I — деталь; 2 — трещина; 3 — поле рассеяния; 4 — информативный параметр
46
Оптимальным условием обнаружения дефектов материала являет-
ся расположение магнитных силовых линий параллельно поверхнос-
ти, а дефекта — под углом к силовым линиям (условие поперечности).
Для выбора режимов контроля, обеспечивающих максимальные
размеры полей рассеяния над дефектами (выход магнитных силовых
линий за контур детали), необходимо учитывать зависимость магнит-
ных характеристик материала от напряженности намагничивающего
поля.
Основной магнитной характеристикой материала является вектор
магнитной индукции В, определяющий площадь магнитного поля
и его направление. Магнитный поток Ф в однородном магнитном
поле равен произведению индукции В на площадь сечения S, ог-
раничивающую этот поток: Ф = BS. Вектор напряженности Н ха-
рактеризует магнитное поле, внешнее по отношению к намагни-
чиваемому материалу.
Для магнитного контроля важное значение имеет максимальная
остаточная индукция Вг, т.е. индукция, которая остается в материале
при снятии намагниченного поля до нуля. Зависимость магнитной
индукции от напряженности магнитного поля характеризуется так на-
зываемой петлей магнитного гистерезиса (рис. 4.10).
При увеличении (от нуля) напряженности Н магнитного поля маг-
нитная индукция В в материале изменяется по кривой, которая интен-
сивно возрастает на участке ОА. В пределах участка АВ скорость на-
растания магнитной индукции падает. На участке ВС намагничен-
ность материала практически не увеличивается, так как происходит
насыщение, т.е. напряженность намагничивающего поля соответству-
ет насыщению Нт.
При снятии внешнего магнитного поля до Н=0 магнитная ин-
дукция уменьшается с Вт до остаточного значения Вг вследствие
частичной дезориентации напряженности магнитного потока. Для
размагничивания материала необходимо приложить напряженность
Нс обратного направления, называемую коэрцитивной силой, при
которой индукция в материале становится равной нулю.
Магнитные характеристики
авиационных сталей, подвергаю-
щихся МП-контролю, различаются
по своим магнитным свойствам, а
дефекты могут иметь разную ори-
ентацию. В связи с этим для со-
здания наилучших условий выяв-
ления дефектов необходимо ис-
пользовать различные виды,
режимы намагничивания и спосо-
бы контроля. Контроль можно осу-
ществлять либо в приложенном
магнитном поле, либо способом ос-
Рис. 4.10. Петля магнитного гистерези-
са
47
таточной намагниченности. Однако предварительно должно быть
обеспечено качественное намагничивание ОК. Разберем этот вопрос
подробнее.
Виды и способы намагничивания. Намагничивание ОК — наибо-
лее ответственная технологическая операция МП-контроля. От пра-
вильности выбора вида и способа намагничивания зависит достовер-
ность получаемых результатов.
На выбор вида и способа намагничивания влияют многие факто-
ры: контролепригодность ОК, магнитные характеристики материала,
направление и тип дефекта, используемые средства контроля и усло-
вия его проведения.
При контроле деталей МП-методом применяют три вида намагни-
чивания: продольное (полюсное), циркулярное и комбинированное
(табл. 4.3).
Таблица 4.3
Вид намагничивания
(по форме магнитного потока)
Способ намагничивания
Схема
Постоянным магнитом
Продольное (полюсное) Электромагнитом
Соленоидом
Пропусканием тока по детали
Циркулярное
С помощью провода с током,
помещаемого в отверстие
детали
^Ф
С помощью контактов,
устанавливаемых на деталь
48
При продольном (полюсном) намагничивании деталь образует разо-
мкнутую магнитную цепь с полюсами по краям в направлении намаг-
ничивающего поля. Продольное намагничивание используют в основ-
ном для контроля деталей, длина которых значительно больше шири-
ны. При этом деталь располагают так, чтобы продольная ось совпала
с направлением намагничивающего поля. Обнаруживаются дефекты,
расположенные перепендикулярно к направлению намагничивающего
поля или под углом 20—30° к нему. Дефекты, направленные вдоль
намагничивающего поля, не выявляются.
Продольное намагничивание может производиться различными
способами (см. табл. 4.3): постоянным, переменным или импульсным
током. Постоянным током намагничиваются немассивные детали,
имеющие сравнительно простую геометрическую форму (подкосы,
цапфы и пр.). Сила тока в этом случае не превышает 5 А, время намаг-
ничивания 3—5 с. Переменным током в соленоиде намагничиваются
немассивные детали сложной конфигурации (резьбы, шлицевые со-
единения), при этом напряжение не должно превышать 36 В, а ток 3 А.
Импульсное намагничивание осуществляют обычно с помощью гиб-
кого кабеля, наматываемого на массивную деталь. Намагничиваю-
щий ток в этом случае может достигать 1500 А, время намагничива-
ния десятые доли секунды.
49
При намагничивании постоянным током и контроле при остаточ-
ной намагниченности проверяют детали с отношением длины к шири-
не (диаметру) от 25 и более. При намагничивании переменным током
это отношение может составлять 3...5 и более.
Способ остаточной намагниченности является в ГА основным. Он
имеет следующие преимущества: простота расшифровки результатов
контроля, так как при таком контроле порошок в меньшей степени
имеет тенденцию к ложному отложению; меньшая вероятность при-
жога ОК в месте контакта с намагничивающими устройствами МП-
дефектоскопа.
Способ приложенного магнитного поля заключается в том, что все
операции (намагничивание, нанесение суспензии и осмотр) выполня-
ются одновременно, без извлечения детали из магнитного поля. Этот
способ используют в том случае, если остаточная намагниченность
материала недостаточна для надежного контроля, а именно: когда ОК
выполнен из магнитомягкого материала (простые сорта стали); когда
ОК имеет малое удлинение; при проверке небольших участков круп-
ногабаритных ОК (стоек шасси, балок крыла, узлов подвески двигате-
лей) с помощью электромагнитов.
Циркулярное намагничивание производится магнитным полем, со-
здаваемым током. Поле имеет вид концентрических окружностей, рас-
положенных в плоскости, перпендикулярной направлению тока. Этот
вид намагничивания применяют для выявления продольных (располо-
женных параллельно продольной оси детали) дефектов: трещин, воло-
совин, вытянутых шлаковых включений, радиальных трещин на тор-
цевых поверхностях цилиндрических деталей. При этом могут выяв-
ляться дефекты, ориентированные вдоль направления пропускаемого
тока или под небольшим углом (20...30°) к нему. Дефекты, ориентиро-
ванные перпендикулярно направлению тока, не обнаруживаются.
Ток намагничивания может пропускаться по ограниченному
участку детали с помощью специальных контактных устройств.
Таким способом намагничиваются участки сложных конструкций
для обнаружения дефектов, направление которых заранее известно
(например, трещины околосварных швов). Детали, имеющие от-
верстия или внутренние полости, намагничиваются путем пропус-
кания тока через кабель (стержень) из меди, латуни, алюминия,
на который нанизывают полую деталь, либо путем пропускания
тока через тороидальную обмотку, намотанную на кольцевую деталь.
Таким образом намагничиваются пустотелые валы и оси, шестерни,
втулки, сквозные отверстия большого диаметра и др.
При комбинированном намагничивании деталь находится под воз-
действием двух или более магнитных полей, направления которых не
совпадают. Это позволяет выявлять дефекты, имеющие различную
ориентацию только в приложенном магнитном поле.
Комбинированное намагничивание выполняют: при одновремен-
ном циркулярном и продольном (полюсном) намагничиваниях; при
50
циркулярном намагничивании в двух взаимно перпендикулярных на-
правлениях.
Магнитопорошковые дефектоскопы. Намагничивание, обработка
деталей магнитной суспензией и размагничивание их после контроля
осуществляют с помощью МП-дефектоскопов. Дефектоскопы подраз-
деляют на стационарные универсальные, передвижные и переносные
универсальные, специализированные.
На эксплуатационных предприятиях ГА используют передвижные
(ПМД-70, МД-50П) и переносные (МПД-1) дефектоскопы, представ-
ляющие собой источники постоянного, переменного или импульсного
(выпрямленного однополупериодного) тока. В этих дефектоскопах на-
магничивание осуществляется с помощью намагничивающих уст-
ройств: электромагнитов с изменяемой формой наконечников (про-
дольное намагничивание), раздвижных соленоидов и гибкого кабеля
(циркулярное намагничивание).
Электромагнит дефектоскопа обычно представляет собой катуш-
ку, заключенную в металлический немагнитный кожух. На корпусе
имеется кнопка включения питания. Внутрь катушки вставлен сталь-
ной сердечник с подвижными магнитопроводами и сменными нако-
нечниками.
Раздвижной соленоид состоит из двух катушек на общей панели,
одна из которых закреплена неподвижно, а вторая может перемещать-
ся по пазам. Расстояние между катушками может изменяться. Обмот-
ки катушек заключены в металлический немагнитный кожух.
Применяемые в ГА дефектоскопы различаются мощностью на-
магничивающих устройств, массой и размерами. Допустимые га-
баритные размеры ОК зависят от конструктивных особенностей
приборов и мощности намагничивающих устройств (наибольшей
мощностью из применяемых в полевых условиях МП-дефектоскопов
обладает ПМД-70).
Передвижной дефектоскоп ПМД-70 предназначен для контроля
ферромагнитных деталей и узлов, как снятых с ЛА, так и нахо-
дящихся на нем. Питание дефектоскопа может осуществляться от
источника постоянного тока напряжением 24 В или от сети пере-
менного тока напряжением 220 В и частотой 50 Гц, потребляемая
мощность — не более 250 Вт. Импульс тока в режиме импульсного
намагничивания с применением кабеля сечением 10 мм2, длиной
4 м — не менее 1000 А. Размагничивание осуществляется при
помощи тех же приспособлений (кабелей, соленоидов, электромаг-
нита), которыми проводилось намагничивание. При размагничива-
нии импульсным током происходит автоматическое снижение амп-
литуды импульсов с одновременным изменением их полярности.
Длительность цикла размагничивания 30—40 с.
В комплект дефектоскопа входят электроконтакты, кабели, соле-
ноид, контрольный образец для нанесения суспензии и осмотра. При-
бор можно применять в лабораторных и полевых условиях. Масса де-
51
о
Рис. 4.11. Магнитный переносной дефектоскоп МПД-1:
I — соленоид; 2 — сменные наконечники электромагнитов; 3 — электронный блок
фектоскопа 45 кг, масса намагничивающих устройств и приспособле-
ний 18 кг; габаритные размеры 620x500x260 мм.
Магнитопорошковый переносной дефектоскоп МПД-1 (рис. 4.11)
предназначен для проведения контроля ферромагнитных деталей и
узлов АТ в условиях эксплуатации с целью обнаружения поверхности
ных и внутренних (подповерхностных) дефектов — начальных уста-
лостных трещин, надрывов, расслоений.
Намагничивание может осуществляться:
в поле соленоида, питаемого импульсным или переменным током
напряжением 36 В и частотой 50 Гц либо постоянным током напряже-
нием 27 В и частотой 50 Гц;
в поле электромагнита, питаемого постоянным током напряже-
нием 27 В и частотой 50 Гц;
в поле гибкого кабеля (разложенного равномерной петлей)
питаемого импульсным током максимальным значением не менее
1000 А.
Размагничивание деталей и узлов осуществляется с помощью со-
леноида, электромагнита и гибкого кабеля следующими способами:
пропусканием переменного тбка через соленоид при уменьшении
напряжения с помощью регулятора или медленном удалении детали
от соленоида;
пропусканием разнополярных импульсов через гибкий кабель или
соленоид с постепенным автоматическим уменьшением амплитуды
импульсов до нуля;
коммутируемым постоянным током, проходящим через соленой:
или электромагнит, при автоматическом уменьшении амплитуды
разнополярных импульсов от максимума до нуля.
52
Режим работы прибора МПД-1 повторно-кратковременный: деся-
тиминутная работа с последующим десятиминутным перерывом для
охлаждения электронного блока и намагничивающих устройств. Нор-
мальная работа дефектоскопа осуществляется при температуре окру-
жающего воздуха от —25 до +45 °C.
Габаритные размеры электронного блока 254x250x125 мм; масса
дефектоскопа 7,3 кг, масса намагничивающих устройств 11,7 кг.
Магнитные индикаторы дефектов. Непосредственными индикато-
рами дефектов в МП-дефектоскопии служат магнитные порошки (Fe-
порошки), от качества которых зависят результаты контроля. Исполь-
зуют порошки с высокой магнитной проницаемостью и индукцией.
Для контроля деталей применяют как сухие магнитные порошки, так
и магнитные суспензии с 5—15 %-ной концентрацией Fe-порошка,
обладающие достаточной подвижностью частиц. Суспензия для МП-
контроля представляет собой взвесь магнитного порошка в жидкой
среде (в открытых сосудах или аэрозольных баллонах). В качестве
среды могут быть использованы вода, масло (типа МС, МК), керосин,
смесь масла с керосином и др.
Суспензия должна удовлетворять следующим требованиям: иметь
высокие антикоагуляционные свойства; обеспечивать смачивае-
мость поверхности ОК, обладать антикоррозионными свойствами; не
замерзать при отрицательных температурах окружающей среды (до
—5 °C).
Концентрация Fe-порошка в суспензии зависит от типа контроли-
руемых деталей: для МП-контроля большинства деталей она близка к
13—15 %, а для шлицевых соединений и резьб — не более 7—8 %.
Последнее требование обусловлено снижением ложных отложений
порошка в местах резкого изменения геометрической формы ОК.
Магнитный порошок наносят на контролируемую поверхность де-
тали путем аэрозольного напыления, полива или погружения детали в
магнитную суспензию. По цвету порошок должен контрастировать с
контролируемой поверхностью. Если поверхность ОК имеет одинако-
вый цвет с порошком, допускается предварительное нанесение на по-
верхность ОК контрастной краски (например, тонкого слоя белой
нитроэмали).
Основным типом черного магнитного порошка является измель-
ченная окись-закись железа (РезО4). Максимальный размер составля-
ющих частиц Fe-порошка не должен превышать 30 мкм; магнитовесо-
вая проба — не менее 7 г.
Водную суспензию готовят следующим образом. В теплой воде
(30—40 °C) разводят специальный препарат ОС-20, добавляют в рас-
твор хромпик и соду (или нитрат натрия) и тщательно размешивают;
порошок с небольшим количеством приготовленного раствора расти-
рают до консистенции сметаны, добавляя в полученную смесь остав-
шийся раствор, и вновь тщательно размешивают.
53
При приготовлении масляной суспензии необходимо растереть
Fe-порошок в небольшом количестве масла, в полученную смесь ввес-
ти оставшуюся часть масла и тщательно размешать.
На эксплуатационных предприятиях ГА часто применяют ин-
дикаторы дефектов в аэрозольных упаковках (МИД-1, МИД-2),
содержащие магнитную суспензию на основе минерального
масла, керосина и черного магнитного порошка ТУ6-14-1009-79 с
концентрацией 20 ± I г/л и антистатической присадкой. Магнитный
порошок состоит из частиц минимальных размеров, полу-
ченных в результате отмучивания магнитного порошка (раз-
мер частиц до 10 мкм).
Индикатор МИД заключен в алюминиевый баллон моноблочного
типа (ГОСТ 26220—84) вместимостью 175 мл. В кармане клапана бал-
лона имеется дополнительное отверстие для предотвращения его засо-
рения частицами магнитного порошка. Распылительная головка вы-
полнена по ОСТ 6-15-1202—79.
Для подачи суспензии из баллона внутрь его закачан сжиженный
газ—пропеллент (хладон-112). Вязкость МИД-1-8,9 мм2/с (сСт) (на,
масляной основе), МИД-2 — 1,6 мм2/с (на керосиновой основе).
По выявляющей способности индикаторы МИД приближаются к
водным магнитным суспензиям и обеспечивают обнаружение дефек-
тов, соответствующих условному уровню чувствительности "А" по
ГОСТ 21105—87 (протяженность дефекта от 0,5 мм с раскрытием
менее 1 мкм).
Индикаторы МИД-1 и МИД-2 могут быть использованы только
при положительных наружных температурах (5—45 °C), что ограни-
чивает их применение.
Перед применением баллон встряхивают в течение 3—5 мин. При
этом стальной шарик, находящийся в баллоне, должен ударяться о
дно. Наносят аэрозоль на контролируемую поверхность с расстояния
25—30 см путем нажатия на распылительную головку в течение 10—
15 с. Допускается увеличивать расстояние от баллона до контролируе-
мой зоны до 80 см, при этом время нанесения аэрозоля должно быть
увеличено до 30—35 с.
При использовании суспензий МИД обнаружение дефектов на ос-
таточной намагниченности возможно при толщине немагнитного по-
крытия не более 40 мкм; при большей толщине применяют контроль
способом приложенного магнитного поля.
Срок годности суспензии МИД в аэрозольной упаковке не огра-
ничен и определяется способностью выявления дефектов на контроль-
ных образцах.
Магнитометры. Приборы предназначены для определения степени
намагниченности (размагниченности) деталей, подвергаемых МП-
контролю. Принцип работы большинства магнитометров основан на
54
регистрации магнитных полей рассеяния в ОК. Регистрация осущест-
вляется с помощью феррозондового преобразователя (ФП), который
преобразует магнитные поля в электрический сигнал. Процесс кон-
троля намагниченности (размагниченности) осуществляют путем ска-
нирования поверхности ОК. Сигнал с выхода ФП поступает на блок
обработки информации магнитометра, где он фильтруется с целью
отделения от помех и сравнивается с некоторым фиксированным
уровнем сигнала.
В практике МП-контроля в ГА получил распространение магни-
тометр МФ-22И. Прибор имеет автономное питание от встроенных
батарей. Погрешность измерений составляет не более 10 %; масса при-
бора 3 кг.
Анализаторы концентрации суспензии. Анализаторы применяют
для контроля концентрации МП-порошка в масляно-керосиновых и
водных суспензиях. В используемых в ГА приборах АКС-1 и АКС-1С
регистрируется диэлектрическая проницаемость суспензии в зависи-
мости от содержания Fe-порошка. Указанная операция производится
пропусканием тока через суспензию, которой заполняются пробирки
до фиксированной высоты (120±5 мм). Степень концентрации фикси-
руют по показаниям амперметра, которые впоследствии, используя
градуировочный график, переводят в граммы на литр.
Приборы имеют погрешность не более 8 %.
Контрольные образцы. Для проверки работоспособности МП-де-
фектоскопов используют контрольные образцы, имеющие дефекты
определенных (минимальных) размеров; они должны быть аттестова-
ны и иметь соответствующие свидетельства. Работоспособность МП-
дефектоскопов проверяют по длине "валика" порошка, осевшего в
зоне расположения дефекта.
В гражданской авиации в качестве контрольных образцов ис-
пользуют отраслевые стандартные образцы ОСО-МД: стальные
пластины с дефектом протяженностью приблизительно 14 мм,
шириной раскрытия 0,25 мкм и глубиной 0,3 мм. Срок действия ОСО-
МД не ограничен; метрологическая аттестация проводится один раз в
5 лет.
4.4. ВИХРЕТОКОВАЯ ДЕФЕКТОСКОПИЯ
Применение контроля. Вихретоковой (ВТ) дефектоскопии отво-
дится немаловажная роль. Благодаря относительной простоте, досто-
верности результатов и надежному приборному оборудованию метод
вихревых токов является одним из широко используемых в практике
технического обслуживания и ремонта ГА. Метод успешно применя-
ют для выявления усталостных трещин и других дефектов, выходящих
55
на поверхность, а также под слоем лакокрасочного покрытия. Его
используют для контроля деталей, изготовленных из легких сплавов
(лопаток компрессора, силовых элементов, обшивки планера), а также
для измерения толщины покрытий, нанесенных на металлическое ос-
нование, толщины стенок листовых материалов, для обнаружения зон
структурной неоднородности материала в результате термического
воздействия (на режимах повышенной чувствительности).
Физические основы контроля. ВТ-контроль основан на взаимодей-
ствии внешнего электромагнитного поля с электромагнитным полем
вихревых токов, наводящихся в объекте контроля первичным (внеш-
ним) полем. Для того чтобы понять суть процессов взаимодействия
полей, рассмотрим природу электромагнитного поля.
Электромагнитное поле является совокупностью неразрывно свя-
занных друг с другом в пространстве электрических и магнитных
полей. Согласно закону электромагнитной индукции, всякое изме-
нение в пространстве магнитного поля сопровождается появлением
электрического поля, которое в свою очередь создает магнитное
поле.
Основной величиной, характеризующей направление и интенсив-
ность магнитного поля в любой точке среды, является вектор магнит-
ной индукции В, Тл:
В = н Н,
где ц — магнитная проницаемость среды, Г/м; Н — напряженность магнитного пои
А/м.
Напряженность магнитного поля зависит от силы тока, создающе-
го это поле.
Магнитный поток Ф — это число линий магнитной индукции
пронизывающих некоторую поверхность S:
Ф = BS.
Электромагнитное поле возникает в среде, окружающей элект-
рическую цепь, и в самой цепи при наличии в ней тока. Однак:
электрические и магнитные поля распределяются вдоль цепи не
равномерно: электрическое поле сосредоточено между пластинам
конденсатора, магнитное поле имеет наибольшую концентрацию i
среде, окружающей катушку индуктивности. Чем больше число вит
ков катушки и чем больше сила тока, протекающего по ее обмотке
тем выше напряженность поля Н и тем больший магнитный пота
Ф пронизывает катушку. Коэффициент, связывающий магнитны!
поток Ф и силу тока I, протекающего по обмотке катушки, на
зывается коэффициентом самоиндукции катушки, или индуктивное
тью L, Г:
56
Д = Ф/7
При всяком изменении магнитного потока, пронизывающего кон-
тур йроводника, в последнем возникает электродвижущая сила (ЭДС)
индукции. Это и есть закон электромагнитной индукции. ЭДС, наве-
денная в катушке и обусловленная изменением магнитного потока,
созданного протекающим в катушке током, называется ЭДС самоин-
дукции. ЭДС самоиндукции катушки пропорциональна угловой часто-
те (ш = 2 тс/ , где/— частота тока), индуктивности катушки L и силе
тока Г.
Е = <а U.
Общее сопротивление катушки, по обмотке которой протекает
переменный ток, складывается из активного и индуктивного сопро-
тивлений.
Активным сопротивлением R катушки называется сопротивление,
в котором происходит необратимый процесс превращения электри-
ческой энергии в другой вид энергии (например, тепловую).
Индуктивным сопротивлением Хь катушки называется сопротив-
ление, обусловленное ЭДС самоиндукции катушки:
Xl = । ® L,
где । — мнимая единица.
Результирующее сопротивление катушки, по которой протекает
переменный ток, определяется комплексным числом и называется
комплексным сопротивлением катушки:
Z = R + I со L.
Из сказанного следует, что при пересечении металлических тел
переменным магнитным полем, возникающим от катушки индуктив-
ности, в них, согласно закону электромагнитной индукции, появляет-
ся ЭДС и протекают вихревые токи (токи Фуко).
Возникновение вихревых токов объясняется следующим. Метал-
лическое тело можно представить состоящим из большого числа ци-
линдрических слоев, образующие которых параллельны линиям ин-
дукции магнитного поля (рис. 4.12). Цилиндрические слои при пересе-
чении их параллельными плоскостями образуют концентрические
кольца. Каждое такое кольцо представляет собой замкнутый контур,
связанный с частью магнитного потока Ф , проникающего в металли-
ческое тело. При изменении магнитного потока в каждом кольце на-
водится своя ЭДС взаимоиндукции ei, ei и т.д. и соответственно ток
плотностью б, , б2 и т.д.
Таким образом, вихревые токи представляют собой частный слу-
чай явления взаимоиндукции, а сплошное проводящее тело можно
57
рассматривать как вторичную обмотку трансформатора, замкнутую
накоротко.
Как всякий ток, вихревые токи создают свое магнитное поле, ко-
торое противодействует магнитному потоку, вызывающему вихревые
токи. Таким образом, магнитное поле вихревых токов всегда направ-
лено навстречу магнитному полю, их возбудившему, и уменьшает его.
В этом проявляется размагничивающее действие вихревых токов.
Важной особенностью, определяющей область применения вихре-
вых токов, является поверхностный эффект, который состоит в стрем-
лении вихревых токов к концентрации в поверхностном слое металли-
ческого тела, расположенном ближе всего к источнику возбуждаю-
щего поля. Вихревые токи и возбуждающее их магнитное поле пе
мере проникновения в глубь металла затухают по апериодическом)
закону
8, = &, е"ку ,
где 6, , 8о — плотности вихревых токов соответственно на глубине и на поверхносп
металла; е — основание натуральных логарифмов; к — коэффициент затухания; у -
глубина проникновения.
Это затухание обусловлено тем, что результирующий поток, рав-
ный разности потоков возбуждающего поля и поля вихревых токов
по мере проникновения в глубь металла уменьшается, и соответствен
но уменьшается плотность вихревых токов.
Затухание вихревых токов для разных металлов и при различно»
частоте неодинаково. Этот эффект проявляется тем сильнее, чем выпи
частота возбуждающего поля, больше удельная электропроводимос.-.
ст и магнитная проницаемость ц металла. Так, глубина проникнове
ния уо вихревых токов в немагнитный материал с ст =6,5 МСм/м пр;
возбуждение ЭДС взаимоиндукции и вих^
Рис. 4.12. Схемы возбуждения вихревых токов
а — тело, разделенное на концентрические кольца; б
вых токов в отдельных кольцах
58
Рис. 4.13. Классификация вихретоковых преобразователей
частоте 300 кГц равна примерно 1,1 мм, а при частоте 5 МГц всего
лишь — 0,3 мм. Глубина проникновения есть величина, обратная ко-
эффициенту затухания к, поэтому зависит от параметров /, а и ц :
у о = 1 / л ст ц/.
В магнитных металлах поверхностный эффект выражен гораздо
сильнее, чем в немагнитных; глубина проникновения вихревых токов
в магнитные материалы на тех же частотах значительно меньше.
Характер вихревых токов (а следовательно, и их обратное воздей-
ствие) зависит также от расстояния между возбуждающей катушкой и
объектом контроля (от толщины ЛКП) и кривизны контролируемой
поверхности. Эти факторы прямо влияют на достоверность результа-
тов контроля.
Классификация и принцип действия вихретоковых преобразовате-
лей. В настоящее время известно множество типов и разновидностей
вихретоковых преобразователей — ВТП (рис. 4.13).
По типу преобразования параметров ОК в выходной сигнал ВТП
подразделяют на параметрические и трансформаторные. Преимуще-
ство параметрических ВТП заключается в их простоте; недостатком
является зависимость выходного сигнала от температурных условий,
что слабее выражено в трансформаторных преобразователях.
По принципу съема информации ВТП делят на абсолютные и диф-
ференциальные. Абсолютным (рис. 4.14) называют ВТП, выходной
сигнал которого определяется абсолютными значениями параметров
ОК в зоне контроля. Дифференциальный ВТП — это совокупность
двух абсолютных ВТП, обмотки которых соединены так, что выход-
ной сигнал определяется разностью параметров соответствующих зон
контроля.
В зависимости от расположения ВТП по отношению к ОК их
классифицируют на проходные, накладные и комбинированные. Основ-
59
Рис. 4.14. Абсолютный трансформаторный ВТП:
1. 2 — возбуждающая и измерительная обмотки; 3 —
объект контроля
ной конструктивной особенностью проходных наружных преобразо-
вателей является то, что их катушки полностью охватывают ОК. Ка-
тушки внутренних ВТП вводят внутрь ОК (чаще всего они служат для
контроля труб на предприятиях промышленности). Проходные по-
гружные ВТП также используют в производстве для контроля жидких I
электропроводящих сред. В проходных экранных ВТП возбуждающие I
и измерительные катушки располагают по разные стороны ОК. Оче-1
видно, что наружными, внутренними и погружными могут быть как I
параметрические, так и трансформаторные преобразователи, а экран-1
ными — только трансформаторные.
Взаимодействие электромагнитного поля абсолютного преобразо-!
вателя с ОК определяют по изменению полного сопротивления ка-«
тушки (электрическому импедансу), которое выражается формулой
Z = (R1 + Сй L2)'12.
где R — активное сопротивление; ш — циклическая частота, кГц; L — индуктивность
катушки, Г.
Рис. 4.15. Изображение импеданса ВТП в
нормированной комплексной плоскости:
Д m Z.. Д R — вносимые реактивное и активное
сопротивления; <р —фазовый угол
При соприкосновении ВТП с'
объектом контроля в катушку!
индуктивности преобразователя I
вносятся дополнительные ин-|
дуктивное и активное сопротив-!
ления.
Для сравнения преобразова-1
телей разной формы при раз-’
личных значениях тока пита-!
ния принято проводить норма-!
лизацию делением обоих,
параметров на величину coLo —
реактивное сопротивление пре-[
образователя в воздухе (рис.»'
4.15).
При установке преобразова-Г
теля на пластины из материала!1
с различной электропроводное-!
тью вносимые сопротивления;
будут изменяться (рис. 4.16, а).I
60
Рис. 4.16. Годографы импеданса ВТП для различных электропроводностей (а) и на
повышенной рабочей частоте (б)-
А—Д — импедансы преобразователей: ДЕ — вектор изменения электропроводностей
Кривая, соединяющая импедансы преобразователя для различных ус-
ловий измерения, называется годографов.
Годограф показывает, как происходит изменение импеданса ВТП
при увеличении электропроводности, начиная от ст = О (преобра-
зователь в воздухе) до ст -> оо при его установке на образец без
зазора. Точками А—Г показаны промежуточные значения электро-
проводности образцов, причем стд>стг>ств>стб>стп.
Прямые, соединяющие точки А—Д с ординатой 1,0, называются
линиями отвода. Они показывают, как будет изменяться электри-
ческий импеданс ВТП при увеличении расстояния между ним и
поверхностью образца. Существенно, что угол между каждой линией
и осью coL/(coLo) остается практически постоянным для всего диа-
пазона расстояний.
Годограф строят для определенной фиксированной рабочей час-
тоты (в данном случае f = 1 кГц).
Если рабочая частота будет изменена, то все точки, кроме
предельных, займут иное положение. На рис. 4.16, б представлен
случай, когда рабочая частота увеличена (f = 100 кГц). Видно,
что рабочие точки сместились вниз по годографу. Изменяя таким
образом рабочую частоту, можно получить рабочий участок, где
злияние искомого параметра будет максимально, а мешающего фак-
тора — ослаблено.
61
6) 5J5
r-r
Рис. 4.17. Накладные вихретоковые преобразователи:
I, 2 — обмотки возбуждающие и измерительные; 3 — объект контроля
Для простого преобразователя, катушка которого имеет форму
очень короткого цилиндра, годограф может быть рассчитан по фор-
муле
Р =0,50(2 л/а р |ю>1/2,
где р — обобщенный параметр; D — диаметр катушки преобразователя.
Видно, что для попадания в одну и ту же точку при изменении
электропроводности достаточно изменить рабочую частоту так,
чтобы выполнялось условие
a\fl = aj/i.
Появление в ОК дефекта типа трещины всегда приводит к
кажущемуся снижению электропроводности и соответствующей ре-
акции ВТП.
В практике контроля на эксплуатационных предприятиях ГА
широко применяют ВТП Накладного типа. Обычно их оси распо-
лагают перпендикулярно к поверхности ОК, что позволяет кон-
тролировать образцы сложной конфигурации при высокой досто-
верности контроля.
Накладной ВТП имеет одну или несколько обмоток (в случае
дифференциального преобразователя). Катушки накладных ВТП
(рис. 4.17) могут быть круглыми коаксиальными (а), прямоуголь-
ными (б), прямоугольными крестообразными (в), с взаимноперпен-
дикулярными осями (г).
Накладные ВТП, как и проходные, могут быть экранного типа,
когда возбуждающие и измерительные катушки располагаются по
разные стороны ОК (например, для контроля листов, пластин, лент и
других изделий, где возможен двусторонний доступ). Конструктивно
накладные ВТП выполняют с ферромагнитными сердечниками (обыч-
но ферритовыми), благодаря которым повышается чувствительность
к изменению контролируемых параметров и формируется заданная
ориентация электромагнитного поля.
62
Корпус накладного ВТП (рис. 4.18) с установ-
ленным в его нижней части ферритовым магнито-
проводом в виде цилиндрического стержня с на-
мотанными на нем обмотками охвачен оправкой с
колпачком, сквозь который проходит кабель.
Спиральная цилиндрическая пружина между кол-
пачком и корпусом определяет силу, с которой
стержень прижимается к поверхности ОК. Оправ-
ка сдвигается вдоль оси, сжимая пружину до тех
пор, пока нижний торец оправки не прижмется к
поверхности ОК.
Приведенная конструкция датчика карандаш-
ного типа имеет широкое распространение и раз-
ные модификации (в том числе и без подпружини-
вания).
В процессе эксплуатации рабочие (торцевые)
поверхности накладных ВТП постепенно истира-
ются, что приводит к изменению параметров. Для
предотвращения износа трущиеся поверхности
усиливают керамическим кольцом, которое окру-
жает катушку и контактирует своим торцом с по-
верхностью ОК; другой способ — установка в
торце ВТП коррундовых или твердосплавных
вставок со сферической поверхностью.
Технология контроля. Как указывалось, при
контроле узлов, агрегатов и деталей АТ возбужде-
ние вихревых токов осуществляется переменным
магнитным полем, создаваемым катушкой индук-
тивности ВТП. Процесс контроля заключается в
последовательном сканировании поверхности ОК
преобразователем в направлении, поперечном
предполагаемому расположению дефекта, обычно
трещин (рис. 4.19). Важно, чтобы шаг сканирова-
ния не превышал диаметра сердечника катушки, в
противном случае часть мелких трещин может
быть не обнаружена. Обычно минимальные диа-
метры катушек ВТП, а следовательно, и макси-
мальный шаг сканирования составляют 1,5—2 мм.
Из-за тщательности операций контроля рас-
сматриваемый метод эффективен при обследова-
нии локальных участков (например, кромок лопа-
ток компрессоров и турбин, галтельных перехо-
дов, силовых элементов обшивки планера и др.).
Во всех случаях необходим доступ к контролируе-
мым участкам поверхности.
Зоны поверхностной и внутренней структур-
ной неоднородности на деталях "горячей части"
Рис. 4.18. Накладной
ВТП карандашного
типа с подпружинен-
ной катушкой:
/ — кабель; 2 — колпа-
чок; 3 — пружина; 4 —
оправка; 5 — корпус;
6 — стержень; 7 — об-
мотки
63
ГТД, вызванные случайным забросом рабочих температур, обнаружи-1
вают с помощью измерения электрической проводимости.
Качество ЛКП на металлических деталях контролируют электро !
контактным методом, который основан на определении электри ческо-1
го сопротивления между ВТП, помещенным на поверхности изделия,
и основным металлом без покрытия. При нарушении целостности не-
электропроводящих защитных слоев электролит (вода + 3 %-ный рас !
твор хромпика) заполняет полость повреждения и замыкает электри-1
ческую цепь, что фиксируется дефектоскопом. Перед контролем!
электрический щуп присоединяют к непокрытому ЛКП участку. ВТП
периодически смачивается электролитом и в процессе контроля пере-
мещается по поверхности ОК. В качестве проводника используют по-
ливинилформаль, наклеенный на металлическую пластину с припаян !
ным контактным проводом, идущим к выводам дефектоскопа.
Для выявления дефектов типа утонений используют вихретоковые
толщиномеры; применим также рассмотренный электроконтактный|
метод.
Необходимо иметь в виду, что дефектоскопический контроль,
может осуществляться только после предварительного прогрева и
проверки дефектоскопа на настроечном образце. Важно также, чтобы
контролируемая поверхность была очищена от грязи, окислов и пр., а
также имела шероховатость не ниже 5-го класса.
На практике бывает так, что вихретоковый дефектоскоп може1|
ошибочно указывать на наличие дефекта (ложное срабатывание)
Обычно это вызывается следующими причинами: низкой отрицатель]
ной температурой наружной среды, обрывом в катушке ВТП, влияний
Рис. 4.19. Схема НК немагнитных деталей вихретоковым методом:
/. И — поля вихревых токов в сплошном материале и в материале с трещиной. / — электрона,
блок дефектоскопа; 2 — ВТ-преобразователь • 3 деталь 4 информативный параметр
64
ем так называемого "краевого эффекта", влиянием постороннего ме-
талла в зоне контроля.
На практике перечисленные причины учитывают дополнительны-
ми проверками ОК или уточнением траекторий сканирования. При
этом чувствительность метода определяется выбранным режимом
контроля, глубиной, протяженностью, раскрытием и характером
предполагаемого дефекта. Результаты контроля в отдельных случаях
подтверждаются дополнительным анализом (обычно методом прямой
визуализации или металлографическим).
Существуют статический и динамическин-вихретоковые контроля
с использованием различных типов дефектоскопов.
Статические дефектоскопы комплектуют вихретоковыми пре-
образователями накладного типа. В этих приборах используется
амплитудно-частотный способ, при котором преобразователь вклю-
чается в резонансный контур автогенератора. При попадании ВТП
в зону трещины происходит срыв генерации, что фиксируется стре-
лочным индикатором микроамперметра, а также световой и звуковой
сигнализацией. Статические ВТ-дефектоскопы успешно применяют
для обнаружения усталостных трещин в узлах авиационных кон-
струкций, работающих при вибрационно-циклическом нагружении,
а также дефектов на барабанах колес шасси, тягах, лопатках ком-
прессоров, турбин ГТД и др. При контроле эффективно выявляются
раскрытые (0,002—0,01 мм) поверхностные трещины глубиной не
менее 0,1—0,2 мм и протяженностью от 1 мм.
Динамические (модуляционные) дефектоскопы с вращающимися
ВТП (диаметром 4—40 мм) весьма эффективны при контроле объ-
ектов с различной кривизной поверхности, в том числе внутренних
поверхностей отверстий различного диаметра. Приборы обладают
повышенной чувствительностью и обеспечивают возможность до-
ступа в зоны, недоступные для статических ВТП. Катушки индук-
тивности в динамическом дефектоскопе располагаются по радиусу
в торце насадки ротора электродвигателя, вращающегося с частотой
1500—5000 об/мин. При таком контроле дефект обнаруживается
по виду развертки на экране ЭЛТ дефектоскопа световой и звуковой
сигнализации.
Оборудование для контроля. Характеристики дефектоскопов.
Технические характеристики ВТ-дефектоскопов определяются
ГОСТ 26697—85 "Контроль неразрушающий. Дефектоскопы магнит-
ные и вихретоковые. Общие технические требования". Их можно раз-
делить на общие, относящиеся к дефектоскопам как продукции при-
боростроения (масса, мощность потребления, показатели надежности,
срок службы и т.д.), и специальные (порог чувствительности, разре-
шающая способность и максимальная производительность или ско-
рость контроля).
3 Зак. 1811 65
Основной параметр ВТ-дефектоскопа — порог чувствительности.
Это минимальные размеры дефекта заданной формы, при которых
происходит срабатывание сигнализации. Реальный порог чувстви-
тельности дефектоскопа зависит как от уровня сигнала, так и от уров-
ня помех, связанных с изменением свойств, размеров и шероховатости
поверхности ОК, а также с изменением взаимного положения ВТП и
ОК. Так как сигнал зависит от положения ВТП относительно дефекта,
то обычно при определении порога чувствительности имеют в виду
наибольшее значение сигнала, получаемого при сканировании де-
фектного участка.
Разрешающая способность — минимальное расстояние (обычно
5—15 мм) между двумя дефектами, при котором они регистрируются
раздельно. Для накладных ВТП разрешающая способность тем
лучше, чем меньше зона чувствительности прибора.
Максимальная производительность контроля — характеристика,
обычно задаваемая для дефектоскопов, работающих в автоматичес-
ком (полуавтоматическом) режиме при технологическом процессе на
производственных линиях.
Кроме перечисленных, важное значение имеют качественные ха-
рактеристики дефектоскопов: наличие автоматического подавления
влияния изменений зазора, возможность оценки глубины (протяжен-
ности) дефекта, документирование результатов контроля.
Статический дефектоскоп ТВД (А) широко используют при кон-
троле конструктивных элементов АТ (рис. 4.20). Автогенератор прибо-
ра настраивают на определенную частоту/, соответствующую электро-
Рис. 4.20. Дефектоскоп ТВД (А)
66
магнитным параметрам материала ОК, переключением конденсаторов
в резонансном контуре путем нажатия на соответствующие кнопки
(М — магнитный, Н — немагнитный, Т — титан), выведенные на лице-
вую панель дефектоскопа. Регулируя емкость переменного конденсато-
ра с помощью выведенной также на переднюю панель прибора ручки,
изменяют коэффициент отрицательной обратной связи до тех пор,
пока амплитуда напряжения автогенератора не будет установлена в за-
данных пределах, соответствующих установке ВТП на бездефектный
участок ОК или настроечный образец. При этом частотаf должна быть
такой, чтобы при соответствующем ей значении обобщенного пара-
метра Р комплексное сопротивление (импеданс) Z обмотки парамет-
рического ВТП определялось точкой А (рис. 4.21).
В случае появления дефекта в зоне сканирования точка, опреде-
ляющая комплексное сопротивление ВТП, перемещается в положе-
ние Б, при этом активное сопротивление R импеданса возрастает и
соответственно амплитуда напряжения автогенератора уменьшается.
Срабатывает пороговое устройство, реагирующее на уменьшение
уровня сигнала, запускается звуковой генератор и через наушники
прослушивается звук определенной тональности.
Настройка дефектоскопа ТВД(А) весьма проста и заключается в
установке режима работы автогенератора переменным конденсато-
ром в цепи обратной связи так, чтобы при расположении датчика на
бездефектном участке ОК автогенератор был близок к порогу сраба-
тывания дефекта. Сканируя ВТП по контролируемой поверхности
стандартного образца, добиваются срыва автоколебаний в зоне де-
фекта — стрелочной, звуковой и световой индикации.
Необходимо помнить о том, что дефектоскоп ТВД(А) имеет пара-
метрический ВТП, недостатком которого является зависимость его
сопротивления от окружающей температуры. В таких случаях влияние
Рис. 4.21. Годограф импеданса ВТП для различ-
ных условий сканирования:
/ — увеличение зазора: II — увеличение глубины тре-
щины
67
температуры может быть ослаблено периодической подстройкой де-
фектоскопа на бездефектном и дефектном участках ОК.
По схеме двухконтурного автогенератора построены используе-
мые в ГА дефектоскопы серии "Проба". Они работают на частотах
1—2 и 6—8 МГц, что относится к высокочастотному диапазону, и
имеют переменно-тональную звуковую сигнализацию о дефекте. При-
боры снабжены набором датчиков для контроля ребер лопаток ком-
прессоров и отверстий диаметром 4—25 мм, глубиной до 150 мм.
Порог чувствительности дефектоскопа 0,2—0,5 мм при подавлении
влияния изменения зазора в пределах 0—0,1 мм.
Существуют и другие статические ВТ-
дефектоскопы отечественного и ино-
странного производства, используемые в
авиакомпаниях ГА: "Полет", "Дуэт",
ВД-88Н, "Defectometer", "Elotest" (Герма-
ния), "Eddyprode", "Hales" (Великобрита-
ния) и др.
К динамическим ВТ-дефектоскопам,
используемым в отрасли, относятся при-
боры типа "Forster", "Rototest" (Герма-
ния), отечественные дефектоскопы ЭДМ-
Ф, Д-5.
Вращающийся ВТП (рис. 4.22) приме-
няют в динамических ВТ-дефектоскопах
для выявления несплошностей в стенках
отверстий различного диаметра.
Осциллографический индикатор ди-
намических ВТ-дефектоскопов работает
в режиме линейной развертки на экра-
не ЭЛТ.
Наиболее совершенны универсальные
дефектоскопы на основе микропроцессо-
ров: "Elotest ВГ фирмы "Rohmann" (Гер-
мания), AV-100 фирмы "Hoeking" (Вели-
кобритания) и NDT30 Eddyscan фирмы
"Namicon" (США—Италия). Эти прибо-
ры предназначены для работы как с на-
кладными, так и с проходными ВТП
разных конструкций в статическом и ди-
Рис. 4.22. Вращающийся ВТП:
1 — сигнальная лампа: 2 — конденсаторы: 3 — дроссели;
4 — тумблер: 5 — электродвигатель; 6 — соединительный
разъем; 7 — соединительные муфты: 8 — вал ротора: 9 —
подшипники; /0 —сменный наконечник, II — разъем
12 — гайка. 13 — катушка накладного ВТП; 14. 16 —
роторные обмотки трансформатора. 15, 17 — статорные
обмотки трансформатора- 18 — ферритовые магнитопро-
воды
68
намическом режимах, просты в обслуживании, их масса не превышает
7 кг, имеют автономное й сетевое питание. В памяти микропроцессора
можно зарезервировать до 50 стандартных программ под определен-
ные технологические операции. Диапазон рабочих частот в статичес-
ком режиме от 10 Гц до 10 МГц. В динамическом режиме используют-
ся фиксированные частоты.
Приборы работают в диалоговом режиме, информация представ-
ляется дефектоскописту в символьной форме на дисплее. Режимы на-
стройки приборов (тип ВТП, ток возбуждения и частота преобразова-
теля, коэффициент усиления, фаза опорного напряжения, тип и пара-
метры фильтра, вид представления информации на экране и др.)
запоминаются. Для документирования полученной информации име-
ется встроенный принтер.
Измерители электрической проводимости (структуроскопы, по-
зволяют оценивать степень химической частоты электропроводящих
материалов, сортировать полуфабрикаты и изделия по маркам (хими-
ческому составу) материала, твердости, прочности и т.д. Структуро-
скопами можно выявлять неоднородные по структуре зоны, оцени-
вать глубину и качество механической, термической и химико-терми-
ческой обработки, определять степень механических напряжений,
выявлять зоны усталости, контролировать качество поверхностных
слоев.
Дорогостоящие механические, металлографические и химические
испытания можно заменить неразрушающим вихретоковым контро-
лем только при установлении корреляционных связей между физико-
химическими свойствами материала и сигналами ВТП. Эти связи наи-
более успешно выявляются через электрофизические свойства мате-
риала, т.е. через удельную электрическую проводимость о и
магнитные характеристики, поэтому при решении вопроса о возмож-
ности контроля параметров вихретоковым структуроскопом необхо-
димо знать, влияет ли этот параметр на магнитные свойства и пара-
метр ст материала.
Вихретоковая структуроскопия изделий из неферромагнитных
электропроводящих материалов основана на оценке изменений удель-
ной электрической проводимости. Поэтому структуроскопы для кон-
троля объектов из неферромагнитных материалов называют также из-
мерителями удельной электрической проводимости (электропроводнос-
ти). Эти приборы обеспечивают изменение параметра ст в диапазоне
0,5—60 МСм/м, что полностью перекрывает диапазон значений, при-
меняемых в самолетах ГА неферромагнитных металлов и сплавов.
Погрешность измерений удельной электропроводности, согласно
ГОСТ 27333—87 "Контроль неразрушающий. Изменение удельной
электрической проводимости цветных металлов вихретоковым мето-
дом" не должно превышать 3 % в диапазоне 0,5— 3 МСм/м и 2 % в
диапазоне 3—37 МСм/м. Измерения должны проводиться на плоской
69
Таблица 4.4
Тип приборов Диапазон измерения электропро- водимости, МСм/м Относи- тельная погреш- ность, % Мини- маль- ная толщина ОК. мм Диаметр зоны контроля, мм Макси- мальны й зазор, мм Масса, кг
ВЭ-26Н (НПО "Спектр", Москва) 5—62 2 1 10 0,25 0,5
ВЭ-17 НЦ/3 (Уральский электромеханический завод, г. Екатеринбург) 0,5- -2,5 2 1 20 0,2 0,5
ВЭ-17 НЦ/4 2,1—9,9 2 1 15 0,2 0,5
ВЭ-17 НЦ/5 9> -35 2 1 10 0,2 0,5
FM-I40A ("Magnaflux", США) 5,8—60 2 3 15 — 1,7
поверхности ОК, с которой удалены ЛКП, загрязнения и пр. Перед
измерениями прибор настраивают по двум стандартным образцам,
имеющим удельную электрическую проводимость, близкую к верхней
и нижней границам диапазона измерения прибора, или по двум образ-
цам, близким по этому параметру к ожидаемому значению для ОК.
Для исключения влияния мешающих факторов (краевого эф-
фекта, кривизны поверхности, толщины) на погрешность измерений
рекомендуется вводить поправки.
Основные параметры выпускаемых в настоящее время вихре-
токовых измерителей удельной электрической проводимости при-
ведены в табл. 4.4.
Как упоминалось, измерители удельной электропроводимости
успешно применяют при техническом обслуживании ГТД для оп-
ределения степени перегрева жаропрочных материалов лопаток тур-
бин (прибор ВЭ-17 НЦ и др.). В качестве примера в приложении
2 приведена методика ВТ-контроля закрылков планера.
4.5. АКУСТИЧЕСКАЯ ДЕФЕКТОСКОПИЯ
Физические основы контроля. В основе акустической дефекто-
скопии лежат акустические колебания — механические колебания
частиц упругой среды; акустические волны — процесс распростра-
нения в этой среде механического возмущения. Человеческое ухо
может улавливать акустические колебания с частотой в интервале
от 20 Гц до 18 кГц. Частоты выше 18 кГц относятся к ультра-
звуковым (УЗ).
Ультразвуковые упругие волны характеризуют помимо частоты
колебания f еще двумя основными параметрами: длиной волны
70
X и скоростью распространения с, связанными между собой со-
отношением
X = с//.
Упругая волна в направлении распространения несет опреде-
ленную энергию. Количество энергии, переносимое волной за 1 с
сквозь поверхность площадью 1 м2, перпендикулярную направлению
распространения волны, называется ее интенсивностью. Интенсив-
ность плоской гармонической упругой волны
/. = 0,5 рса1,
где р — плотность среды, кг/м3; а — амплитуда колебательной скорости, м/с.
Однако в акустической дефектоскопии чаще всего измеряют
амплитудные характеристики колебаний, выраженные в логариф-
мических единицах — децибеллах (дБ). Значимый сигнал при акус-
тическом контроле — величина, на которую этот сигнал интен-
сивностью /в с амплитудой а отличается от некоторого исходного
уровня с интенсивностью /вО и амплитудой ао'.
дБ = lOlg(/.//»o) = 201g(a/«)).
Ультразвуковая дефектоскопия. Генерирование и регистрация УЗ-
волн позволяют выявлять дефекты в материале, размеры которых
соизмеримы с длиной волны. Этот метод акустической дефекто-
скопии называется ультразвуковым. Метод является универсальным
и предназначен для выявления в материале (упругой среде) по-
верхностных и внутренних дефектов в виде несплошностей, обу-
словленных условиями нагружения или неоднородностью структуры
(металлургические или производственно-технологические дефекты).
Основными объектами ультразвукового контроля на предприятиях
ГА являются: лопасти воздушных винтов, лопатки компрессоров
ГТД, корпуса гидрофильтров и гидроаккумуляторов, балки тележек
шасси самолетов, сварные швы (рис. 4.23) и др.
Главными моментами в ультразвуковом контроле (УЗК) является
генерирование и регистрация УЗ-волн, которые распространяются
в среде по законам геометрической оптики и отражаются или
рассеиваются от дефектов.
Различают три метода ультразвкового контроля:
эхо-метод (рис. 4.24, а), основанный на возбуждении в ОК
коротких импульсов упругих УЗ-колебаний и последующей реги-
страции интенсивности и времени поступления эхо-сигнала, отра-
женного от дефекта (метод широко распространен);
теневой метод (рис. 4.24, б) основан на посылке в ОК упругих
колебаний и регистрации изменения их интенсивности после одно-
кратного прохождения через упругую среду; колебания вводят
71
Рис. 4.23. Схема поиска дефектов ультразвуковым дефектоскопом в сварном шве
с подкладкой:
1.2 — начальный и стробирующий импульсы, 3 — эхо-сигнал от дефекта (трещины): 4 — сигналы от
подкладки; 5 — информативный параметр
в ОК излучающим преобразователем с одной его стороны, а при-
нимают приемным преобразователем, расположенным с другой сто-
роны;
зеркально-теневой метод (рис. 4.24, в) является разновидностью
теневого. При контроле приемную и излучающую головки уста-
навливают с одной стороны ОК; регистрация интенсивности упругих
УЗ-колебаний осуществляется после их отражения от противопо-
ложной (донной) поверхности ОК.
Рис 4 24 Схемы ультразвукового контроля (1 — дефект)
72
Рис. 4 25. Ультразвуковые волны
/ продольные: 2 — поперечные 3 — поверхностные
Ввод УЗ-волн
В дефектоскопии используют три типа УЗ-волн (рис. 4.25):
продольные, направление распространения которых совпадает с
направлением возмущения;
поперечные (сдвиговые), колебания которых перепендикулярны на-
правлению возмущения;
поверхностные (Релея), где колебания среды распространяются по
эллипсоидной траектории с поперечной и продольной составляю-
щими.
Возбуждение и прием ультразвуковых колебаний осуществляется с
помощью ультразвуковых пьезоэлектрических (УЗП) преобразовате-
лей. Формирование УЗК в них происходит с помощью прямого и об-
ратного пьезоэлектрического эффектов. Если пластину, изготовлен-
ную из таких материалов, как кварц, титанат бария, титанат-цирко-
нат свинца, подвергнуть механическому сжатию, а потом
растяжению, то на ее поверхностях попеременно будут появляться
разнополюсные электрические заряды. Это явление называется пря-
мым пьезоэффектом. При воздействии на такую пластину электричес-
кого поля возникает обратный пьезоэффект — деформация пластины.
Итак, если к пластине приложить переменное электрическое поле оп-
ределенной частоты, то она будет с той же частотой деформироваться.
Обычно толщину пластины подбирают так, чтобы ее собственная час-
тота совпадала с частотой электроколебаний. Вследствие резонанса
мощность УЗК резко возрастает.
Различают несколько типов УЗП (рис. 4.26). По углу ввода акусти-
ческих колебаний их подразделяют на прямые (обычно цилиндричес-
кие) и наклонные (обычно кубической формы).
Прямые УЗП генерируют только продольные колебания, наклон-
ные — сдвиговые и поверхностные волны. При продольном и наклон-
ном прозвучивании используют преобразователи трех типов:
совмещенные, когда пьезопластина одновременно выполняет роль
излучателя и приемника;
73
Рис. 4.26. Конструкции УЗ-преобразователей:
а — прямого совмещенного; б — наклонного совмещенного; » — раздельно-совмещенного: / —
пьезопластнна; 2 — демпфер; 3 — протектор; 4 — контактная жидкость; 5 — контролируемая
поверхность; 6 — корпус резонатора; 7 — выводы соединения с электронным блоком. 8 — призма:
9 — электроакустический экран
раздельные — пьезопластина используется только в режиме излу-
чения или приема;
раздельно-совмещенные — одна половина пьезопластины является
излучателем, а другая — приемником.
Для обозначения УЗП принята буквенно-цифровая система, отра-
жающая особенности их применения (обозначения наклеивают на не-
рабочую поверхность УЗП): "П" — означает "преобразователь"; груп-
па цифр, первая из которых означает способ контакта (1 — контакт-
ный, 2 — иммерсионный, 3 — контактно-иммерсионный), вторая —
направление акустической оси (1 — для прямых УЗП, 2 — для наклон-
ных), третья — режим работы (1 — совмещенный, 2 — раздельно-со-
вмещенный, 3 — раздельный); рабочая частота УЗП в мегагерцах;
угол ввода акустической оси (для наклонных УЗП); цифры специаль-
ного назначения, характеризующие максимальную температуру ОК,
диаметр пьезоэлемента в миллиметрах, особенности исполнения и т.д.
Отражение ультразвука от границ сред с разной плотностью реги-
стрируется на электронно-лучевой трубке (ЭЛТ) дефектоскопа. Эти
отражения могут быть различными в зависимости от формы и разме-
ров дефектов (рис. 4.27). Положение дефекта определяют по скорости
Рис. 4.27. Схема отраже-
ния УЗК от различных
дефектов
74
Рис. 4.28. Схема режима "мертвой зоны" при ультразвуковом контроле:
I — экран ЭЛТ; 2 — дефект
и времени распространения колебаний: расстояние до дефекта равно
их произведению.
Скорость УЗК сильно зависит от свойств среды (2500—6500 м/с), а
время прохождения равно половине времени от испускания импульса
до возвращения отраженного сигнала.
Упругие УЗ-волны распространяются в упругой среде так, как это
показано на рис. 4.28, а. Сначала волновое поле имеет цилиндричес-
кую форму (ближняя зона, или зона Фринеля), а на некотором рассто-
янии г — форму усеченного конуса с углом 0 при вершине (дальняя
зона, или зона Фраунгофера). Интерференция волн в ближней зоне
создает негативный эффект "размывания" зондирующего сигнала на
экране ЭЛТ (рис. 4.28, б). Бывает ситуация, когда сигнал от дефекта,
находящегося в ближней зоне, попадает в контур зондирующего сиг-
нала, т.е. дефект становится невидимым. Такая ситуация называется
работой в режиме "мертвой зоны".
Глубина ближней зоны
г = 7)2/4Х ,
где г — расстояние от УЗП, мм; D — диаметр пьезоэлемента, мм; А. — длина волны, мм
Угол расхождения пучка лучей в дальней зоне
sin 6 = 1,22 A ID.
Из приведенных соотношений видно, что уменьшить ближнюю
зону (снизить возможность работы в "мертвой зоне") можно путем
уменьшения пятна контакта УЗП с ОК, однако мощность УЗ- >лны
при этом также будет уменьшаться.
75
Затухание энергии упругих волн по мере их продвижения в
глубь среды обусловлено потерями на внутреннее трение и рассеяние.
В разных средах значение затухания различно в зависимости от
так называемого удельного волнового, или акустического, сопротив-
ления, которое равно произведению скорости распространения волн
в данной среде с на ее плотность о . Величина ср измеряется
от 420,0 (для воздуха) до 104,2-10-6 Па-с/м (для вольфрама). Боль-
шое затухание УЗ-волн в воздухе делает необходимым при-
менение контактных жидкостей на границе УЗП — поверхность
ОК, в качестве которых могут быть использованы маловязкие мо-
торные масла (для прямых УЗП) или глицерин с загустителем (для
наклонных УЗП).
Мощность ультразвукового луча снижается также вследствие яв-
лений рассеяния, преломления и трансформации колебаний на грани-
це сред с разными плотностями.
Процесс контроля заключается в сканировании ультразвуковым
преобразователем подготовленной поверхности ОК в зоне предпола-
гаемого дефекта. Этому предшествуют прогрев УЗ-дефектоскопа, про-
верка его работоспособности и настройка.
Настройка дефектоскопа — наиболее -ответственная операция
в технологическом процессе УЗ-контроля, сводится к выполнению
двух обособленных операций: настройке шкалы расстояний (ско-
рости развертки дефектоскопа) и настройке чувствительности.
Настройка скорости развертки заключается в выборе оптималь-
ного масштаба видимой на экране ЭЛТ части временной оси.
Масштаб должки обеспечивать визуализацию зондирующего, дон-
ного сигнала (для эхо-прозвучания) и сигнала от дефекта в пределах
экрана дефектоскопа. Такую настройку можно осуществить сначала
на стандартном настроечном образце, а затем на ОК. При контроле
глубинных дефектов используют глубиномерное устройство дефек-
тоскопа. В процессе настройки добиваются правильных показаний
глубиномера при измерении координат (глубины) искусственных
отражателей (имитаторов трещин) в образце.
Цель настройки чувствительности — установление такого усиле-
ния в акустическом тракте дефектоскопа, которое обеспечивает на-
дежную регистрацию эхо-сигналов от выявляемого дефекта.
Типовая схема настройки представляет собой три основных уров-
ня рабочей чувствительности: поисковый, при котором проводят
поиск дефекта; контрольный, при котором оценивают допустимость
дефекта по его предельным значениям; браковочный, значение ко-
торого зависит от глубины залегания дефекта и регулируется встро-
енным блоком временной регулировки чувствительности (ВРЧ). Блок
ВРЧ позволяет на ограниченном (застробированном) интервале раз-
вертки усилить эхо-сигнал от дефекта до уровня срабатывания
звуковой и световой сигнализации (блок АСД).
76
Рис 4 29 Стробирова-
ние сигнала от дефекта
при ультразвуковом
эхо-контроле.
1 — развертка; 2 — строб-
3 — сигнал от дефекта
Стробирование эхо-сигнала (рис. 4.29) — это выделение его на эк-
ране ЭЛТ двумя электронными маркерами. Стробирование автомати-
чески позволяет сориентировать измерительный блок дефектоскопа
на ограниченный участок развертки (интервал глубин возможного за-
легания дефекта в ОК).
Таким образом, контролирующая роль строба при проведении де-
фектоскопических УЗ-операций становится очевидной: оператор
может, не глядя на экран ЭЛТ, проводить сканирование поверхности
ОК, при этом строб находится в дежурном режиме ожидания. В слу-
чае появления эхо-сигнала от дефекта строб моментально включит
режим "тревога".
Адаптированная технология контроля УЗ-методом приведена в
приложении 3.
В России классификация ультразвуковых дефектоскопов (УЗД) оп-
ределена ГОСТ 23049—84. В гражданской авиации наиболее распро-
странены импульсные ультразвуковые дефектоскопы серии УД:
УД11—ПУ, УД2-12 .
В ультразвуковом дефектоскопе (рис. 4.30) генератор синхронизи-
рующих импульсов (СИ) обеспечивает синхронизацию работы узлов
дефектоскопа, реализуя импульсный режим излучения — прием УЗ-
колебаний. При ручном контроле этот генератор работает в режиме
самовозбуждения. Независимо от режима генератор вырабатывает
импульсы, используемые для пуска генератора радиоимпульсов,
генератора напряжения развертки, блока цифровой обработки,
схемы временной селекции автоматического сигнализатора дефектов
(АСД).
Генератор радиоимпульсов предназначен для формирования высо-
кочастотных электрических импульсов, используемых для возбужде-
ния УЗ-колебаний в преобразователе. До последнего времени наибо-
лее часто применяли схемы генераторов радиоимпульсов с контуром
ударного возбуждения. В дефектоскопах, созданных недавно, чаще
используют схемы, позволяющие получать радиоимпульсы с колоко-
лообразной огибающей, характеризующиеся большим коэффициен-
ту
Рис. 4.30. Обобщенная структурная схема импульсного УЗД
том полезного действия (КПД) и наиболее узким спектром при задан-
ной длительности.
Высокочастотные электрические колебания пьезопластиной пре-
образователя трансформируются в механические, которые при на-
личии акустического контакта вводятся в контролируемый объект.
Дойдя до границы с какой-либо инородной средой (дефектом), эти
колебания частично отражаются, регистрируются и преобразуются
в приемном преобразователе в электрические импульсы, поступаю-
щие на вход приемно-усилительного тракта дефектоскопа.
Приемно-усилительный тракт Дефектоскопа предназначен для
усиления дефектирования сигналов, регистрируемых приемным пре-
образователем. Тракт содержит следующие основные элементы: дву-
сторонний диодный ограничитель, ограничивающий амплитуду зон-
дирующего импульса на входе усилителя; калиброванный делитель
напряжения — измерительный аттенюатор; усилитель высокой час-
тоты; детектор; видеоусилитель; формирователь управляющего на-
пряжения временного регулирования чувствительности. Измеритель-
ный аттенюатор позволяет оператору сравнивать уровни эхо-сиг-
налов от различных отражателей.
В УЗ-дефектоскопах измерительные аттенюаторы выполняют, как
правило, путем цепочечного соединения звеньев на резисторах с изме-
нением вносимого затухания путем переключения звеньев. Общее за-
тухание, установленное на аттенюаторе, равно сумме затуханий, опре-
деляемых положением ручек аттенюатора.
78
Видеоусилитель современного дефектоскопа представляет собой
схему регулируемой отсечки. Схема обеспечивает передачу сигналов,
превышающих заданный уровень, называемый уровнем подавления,
без искажений.
Формирователь управляющего напряжения временного регулиро-
вания чувствительности предназначен для выработки напряжения,
управляющего во времени коэффициентом усиления приемного трак-
та дефектоскопа. Система ВРЧ позволяет уменьшить время вос-
становления усилителя после перегрузки его зондирующим импуль-
сом, а также компенсировать ослабление УЗ-колебаний в контро-
лируемом изделии, обусловленное дифракционным расхождением и
затуханием ультразвука.
В большинстве эхо-импульсных дефектоскопов в качестве ин-
дикаторов используют электронно-лучевые трубки с электростати-
ческим отклонением луча в виде индикаторов типа А. На экране
такого индикатора воспроизводится в масштабе процесс распро-
странения УЗ-колебаний в контролируемом объекте. Длительность
развертки регулируется в зависимости от скорости распространения
УЗ-колебаний в материале объекта и толщины контролируемого
слоя. Для формирования изображения на горизонтально отклоняю-
щие пластины подается пилообразное напряжение, вырабатываемое
генератором напряжения развертки.
Напряжение видеосигналов подается с выхода приемно-усили-
тельного тракта на вертикально отклоняющие пластины, в резуль-
тате чего на линии развертки появляются импульсы, положение
которых позволяет судить о расстоянии до отражающей поверх-
ности. При большой толщине изделия масштаб изображения на
экране ЭЛТ может оказаться слишком мелким, что не позволяет
наблюдать эхо-сигналы от близко расположенных отражателей. Для
устранения этого недостатка предусмотрено плавное регулиро-
вание длительности развертки и, кроме того, введен режим пуска
генератора напряжения развертки с задержкой, которую можно
плавно регулировать. Это позволяет наблюдать процесс распро-
странения УЗ-колебаний в любом слое контролируемого изделия
в достаточно крупном масштабе и в сочетании со схемой авто-
матического сигнализатора дефектов реализовать принцип контроля
по слоям.
Цифровой индикатор, или блок цифровой обработки (БЦО), пред-
назначен для измерения координат выявленных дефектов, а также
для измерения длительности и задержки развертки, временных пара-
метров автоматического сигнализатора дефектов и системы ВРЧ.
Координаты h и L расположения отражателя вычисляют по из-
вестным значениям времени t распространения УЗ-колебаний в кон-
79
тролируемом объекте до отражателя и обратно, а также по значению
угла ввода а:
h = 0,5сдcos а = kit; L = 0,5cifsin а = kst,
где к/, к2 — коэффициенты, учитывающие скорость с, и угол а ввода луча поперечной
волны.
Длительность неизвестного временнобго интервала преобразуют в
цифровой код путем заполнения этого интервала тактовыми импуль-
сами специального генератора, следующими с фиксированной часто-
той, и счета числа этих импульсов. Результат отображается на БЦО с
учетом масштабного коэффициента, зависящего от частоты следова-
ния тактовых импульсов. При определении координат дефектов зна-
чения коэффициентов к\ и кг учитываются с помощью подстроечных
элементов путем подбора частоты следования импульсов тактового
генератора.
Автоматический сигнализатор дефектов управляет дополнитель-
ными индикаторами. В этом блоке осуществляется временная селек-
ция сигналов, поступающих на его вход с выхода приемно-усилитель-
ного тракта. Временнйя селекция эхо-сигналов необходима для того,
чтобы на дополнительные индикаторы дефектоскопа не поступал зон-
дирующий импульс, а также эхо-сигналы от несплошностей, располо-
женных вне контролируемого слоя.
В последнее время в авиакомпаниях ГА начали использовать акус-
тические толщиномеры для проверки толщин элементов (обшивки,
стрингеров и пр.), подвергаемых в процессе эксплуатации коррозион-
ным повреждениям.
Наиболее распространенные акустические толщиномеры — эхо-
импульсные, позволяющие контролировать изделия как с гладкими
плоскопараллельными, так и с непараллельными поверхностями. Эхо-
импульсный толщиномер работает по принципу измерения времени t
распространения ультразвукового импульса от поверхности ввода
УЗК до донной поверхности и обратно. При этом измеряемая толщи-
на b = 0,5с/.
Так как толщина обшивки самолетов имеет сравнительно неболь-
шие размеры (Ь = 1,5 ч- 3,5 мм), преобразователь эхо-импульсного
толщиномера должен иметь малую мертвую зону. Применяют раз-
дельно-совмещенные или совмещенные прямые УЗ-преобразователи с
относительно небольшим пятном контакта (малым диаметром пьезо-
пластины), позволяющие излучать и принимать импульсы длитель-
ностью в несколько наносекунд.
В эхо-импульсных толщиномерах имеются узлы, функции кото-
рых аналогичны функциям УЗ-дефектоскопов (синхронизатор, гене-
ратор зондирующих импульсов, генератор развертки, УЗП и т. д.).
Дополнительными узлами являются триггеры, обеспечивающие необ-
ходимую длительность импульса и его измерение в условиях малых
толщин.
80
В гражданской авиации ис-
пользуют компактные толщино-
меры типов УТ-92П, УТ-93П с
широким диапазоном измеряе-
мых толщин (точность измере-
ния до 0,1 мм) и погрешностью
до 1,0 %.
Толщиномер УТ-93П (рис.
4.31) применяют для измере-
ния толщин деталей, изготовлен-
ных из конструкционных ста-
лей и сплавов, путем одноразо-
вого прижатия контактной
поверхности преобразователя к
поверхности ОК без сканирова-
ния. Измерение толщин произво-
дится на частоте 2,5 мГц в мате-
риалах со скоростями распро-
странения продольных УЗК
3000 — 6400 м/с (приложение 5).
При этом максимальная шерохо-
ватость поверхности ОК со сто-
роны входа должна быть не
более 160 мкм, а со стороны вы-
хода не более 320 мкм.
Толщиномер УТ-93П при из-
вестном значении толщины
можно использовать также для
Рис. 4.31. Верхняя и передняя панели тол-
щиномера УТ-93П:
I — регулятор показаний скорости звука; 2 —
ось резистора; 3 — регулятор показания толщи-
ны; 4 — контакты для подключения датчиков;
5 — кнопка включения; 6.9—ШР датчика;
7 — кабели; 8 — табло; 10 — датчик; II —
эталон; 12 — корпус
определения скоростей распространения продольных УЗК в диапа-
зоне 4400 — 6400 м/с в материале толщиной 20 — 300 мм.
Импедансный метод дефектоскопии (рис. 4.32, а). Метод сущест-
венно отличается от ультразвукового. Он основан на анализе измене-
ния механического импеданса участка поверхности объекта контроля, с
Рис. 4.32. Схемы контроля методами импедансным, резонансным, свободных колеба-
ний:
I — генератор; 2 — индикатор; J — колеблющийся стержень; 4 — модулятор частоты; 5 — регистра-
тор резонансов: 6 — преобразователь; 7 — вибратор; 8 — микрофон; 9 — спектроанализатор
81
Рис. 4.33. Схемы абсо-
лютного и дифференци-
ального преобразовате-
лей импедансных дефек-
тоскопов:
I — отражающая масса.
2 — излучатель: 3 — звуко-
проводящий стержень: 4 —
масса (инерционная нагруз-
ка) компенсационного пье-
зоэлемента: 5. 6 — компен-
сационный и измеритель-
ный пьезоэлементы: 7 —
контактный наконечник
которым взаимодействует преобразователь, возбуждающий в ОК из-
гибные колебания звуковых частот:
ZM = R + wL,
где Я и wL — соответственно активная и реактивная составляющие.
“ В импедансном методе различают два способа, в одном из кото-
рых используется совмещенный, в другом — раздельно-совмещенный
(PC) преобразователи. Совмещенный преобразователь имеет одну
зону контакта с OK, PC — две. Совмещенные преобразователи импе-
дансных дефектоскопов делят на абсолютные и дифференциальные.
В абсолютном преобразователе (рис. 4.33, а) в режиме холостого
хода (ZH = 0) амплитуда выходного напряжения пропорциональна
инерционному сопротивлению:
Хт = co (mi + тл/2),
где mi — масса контактного наконечника; тя — масса измерительного пьезоэлемента,
со — круговая частота.
Дифференциальный преобразователь (рис. 4.33, б) содержит допол-
нительный компенсационный пьезоэлемент, включенный встречно-
параллельно измерительному пьезоэлементу. Инерционную нагрузку
подбирают так, чтобы в режиме холостого хода амплитуда выходного
напряжения была минимальной.
В импедансном дефектоскопе с совмещенным преобразователем
(рис. 4.34) последний представляет собой стержень, на торцах которого
Рис. 4.34. Структурная схема импедансно-
го дефектоскопа с совмещенным преобра-
зователем:
1 — масса (нагрузка); 2, 4 — излучающий и из-
мерительный пьезоэлементы; 3 — стержень. 5 —
контактный наконечник; 6 — объект контроля
7 — усилитель; 8 — блок обработки сигнала.
9 — генератор; 10 — стрелочный индикатор
II — сигнальная лампочка
82
размещены излучающий и измерительный пьезоэлементы. Между ОК
и измерительным пьезоэлементом находится контактный наконечник
со сферической поверхностью. Излучающий пьезоэлемент соединен с
генератором синусоидального электрического напряжения, измери-
тельный — с усилителем. Масса повышает мощность излучения в стер-
жень. Генератор и усилитель соединены с блоком обработки сигнала,
имеющим стрелочный индикатор на выходе. Блок управляет сигналь-
ной лампочкой дефекта.
В доброкачественной зоне импеданс ZH определяется всеми слоями
ОК, колеблющегося как единое целое. Дефект (непроклей, расслоение)
ослабляет механическую связь между отдельными слоями. В зоне де-
фекта ZH обычно уменьшается, что сопровождается изменением
угла <р :
<р = arctg wL/R.
При изменении импеданса ZH изменяется коэффициент передачи
преобразователя:
К= U1JU\ = А",
где U\, Ui — комплексные амплитуды электрических напряжений на пьезоэлементах
соответственно 2 и 4, ц/ — угол сдвига фазы между напряжениями Ui и 17|
Обычно при контроле U\ = const, поэтому модуль К пропорциона-
лен амплитуде U2-
Изменение ZH отмечается по изменению К или ф , а также по одно-
временному их изменению. Соответственно различают амплитудный,
фазовый и амплитудно-фазовый варианты импедансного МНК.
В ГА для контроля импедансным методом используют дефекто-
скоп АД-40И с частотой пропускания 1,5 — 10 кГц. Он имеет стрелоч-
ный индикатор для выбора режима контроля и настройки. При нали-
чии дефекта включается расположенная в преобразователе сигнальная
лампочка. Дефектоскоп позволяет реализовать амплитудный и ампли-
тудно-фазовый варианты метода, причем в последнем регистрируется
изменение величины Ui = созф. Прибор снабжен калиброванным атте-
нюатором, позволяющим воспроизводить повторную настройку на за-
данную чувствительность без использования образцов, проверять ра-
ботоспособность преобразователей и осуществлять общую настройку
работы узлов. Преобразователь прижимается к ОК пружиной с посто-
янной силой, при этом обеспечивается перпендикулярность оси преоб-
разователя к контролируемой поверхности.
При ручном контроле оператор перемещает преобразователь по
поверхности ОК со скоростью 1 — 1,5 м/мин. Шаг сканирования со-
ставляет 60 — 80 % минимальной протяженности дефекта расслоения
(типичным дефектом для самолетов ГА является так называемый хло-
пун — местное отслаивание обшивки спойлера от сотового наполните-
ля) Контуры выявленных хлопунов отмечают на поверхности спойле-
ра, ориентируясь на показания дефектоскопа.
83
При использовании стоячих волн возбуждают свободные или вы-
нужденные колебания либо ОК в целом (интегральные методы), либо
его части (локальные методы). Свободные колебания возбуждают путем
кратковременного воздействия на ОК, например ударом, после чего он
колеблется свободно. Вынужденные колебания предполагают постоян-
ную связь колеблющегося ОК с возбуждающим генератором, частоту
которого изменяют. Информационными параметрами являются часто-
ты соответственно свободных колебаний или резонансов вынужден-
ных колебаний, которые несколько отличаются в связи с воздействием
возбуждающего генератора. Эти частоты связаны с геометрическими
параметрами ОК и скоростью распространения в нем ультразвука.
Иногда измеряют величины, связанные с затуханием колебаний в ОК.
амплитуды свободных или резонансных колебаний, добротность коле-
баний, ширину резонансного пика.
Схема контроля резонансным методом показана на рис. 4.32, б,
схема контроля локальным методом свободных колебаний (в этом ва-
рианте его называют просто методом свободных колебаний — МСК) —
на рис. 4.32, в. В части, например, слоистой панели, возбуждают коле-
бания с помощью ударов молоточком вибратора и анализируют
спектр возбуждаемых частот спектроанализатором. Простейший вари-
ант МСК — простукивание ОК с регистрацией изменения спектров на
слух.
При контроле методом СК в гражданской авиации используют
дефектоскоп АД-50У (рис. 4.35) с диапазоном воспринимаемых частот
Рис. 4.35. Лицевая панель дефектоскопа АД-50У:
1 — кнопка и лампа подключения сети; 2 — ручка усиления сигнала; 3 — ручка "Порог"; 4 —
переключатель “Настройка — работа”; 5 — лампа "Дефект"; 6 — регулятор силы удара; 7 — табло;
8. 9 — кнопки отключения и включения каналов: 10 — переключатель "Работа", II — разъем
преобразователя
84
Рис. 4.36. Структурная схема дефектоскопа АД-50У:
ГИ — генератор импульсов: УПИ — импульсный усилитель; ПУ — широкополосный усилитель;
С — синхронизатор: Ф — фильтры; УС — усилители; Д — детекторы; УПТ — усилители постоянно-
го тока: Й — индикаторы; / — приемники колебаний; 2—4 — возбудители колебаний; 5 — экран;
6 — табло “Дефект"
1 — 20 кГц, питанием от сети 36 или 220 В, массой 11 кг. Для настрой-
ки и оценки результатов здесь служит визуализирующее частотный
спектр световое табло.
При контроле используют преобразователи с ударными вибрато-
рами (ПА-1) и пьезоэлектрическими (ПДУ-1, ПДУ-2) или микрофон-
ным (ПДУ-3) приемниками (рис. 4.36).
Ударный вибратор преобразователя возбуждается импульсным
усилителем УПИ, управляемым синхронизатором С. Возбуждаемые в
ОК упругие колебания преобразуются пьезоэлектрическим или мик-
рофонным приемником в электрические сигналы, усиливаемые широ-
кополосным усилителем ПУ. Далее сигнал разветвляется на 12 кана-
лов спектроанализатора. Каждый канал содержит полосовой фильтр
Ф и усилитель УС, пиковый детектор Д и усилитель постоянного тока
УПТ. Последний управляет линейным газоразрядным индикатором
И, высота светящегося столба которого пропорциональна уровню
сигнала в канале.
85
Рис. 4.37. Схема контроля многослойной конструкции акустическим импедансным ме-
тодом:
/ — хвостовой отсек лопасти несущего винта вертолета: 2 — стрелочные индикаторы дефектоско-
пов, 3 — преобразователь с сигнальной лампочкой; 4 — обшивка; 5 — клеевой слой; 6 — сотовый
заполнитель; л — зона отслоения обшивки: Б — информативный параметр
Индикаторы образуют световые табло, визуализирующие спектр
сигнала (рис. 4.37). Дефекты отмечаются по увеличению амплитуды
выбранных составляющих спектра. Минимальная площадь обнару-
живаемого дефекта в зависимости от глубины его залегания со-
ставляет 1 — 15 см .
4.6. РЕНТГЕНО-И у (ГАММА-ДЕФЕКТОСКОПИЯ
Применение метода. Для контроля технического состояния объек-
тов АТ, особенно при проведении работ по продлению назначенного
ресурса, широко используют радиационный неразрушающий кон-
троль (ГОСТ 24034—80). Он основан на взаимодействии проникаю-
щего ионизирующего излучения с материалом ОК. Основным мето-
дом радиационного контроля, освоенным в ГА, является рентгенов-
ский метод, осуществляемый с помощью рентгеновского излучения.
Способ представления информации — графический, в виде изображе-
ния на пленке.
86
Рентгеновский метод НК предназначен для определения целост-
ности внутренних деталей механизмов и агрегатов, скрытых от внеш-
него наблюдения, а также для выявления внутренних пороков в мате-
риале авиаконструкций.
Возможность и целесообразность применения рентгеновского ме-
тода зависят от толщины ОК, плотности материала и располагаемой
чувствительности контроля. Наибольшая толщина изделий, при кото-
рой возможен рентгеновский контроль с напряжением на трубке до
400 кВ, составляет для стали 80 мм, для легких сплавов 250 мм; для
контроля изделий большей толщины применяют у -дефектоскопию.
Рентгеновский метод практически неэффективен для контроля из-
делий с изменяющейся по глубине плотностью материала (например,
многослойных конструкций из различных материалов).
Чувствительность метода определяется процентным отношением
протяженности дефекта в направлении просвечивания к толщине дета-
ли в этом сечении и для различных материалов изменяется от 1 до 10 %.
Она зависит также от раскрытия дефекта (0,1 — 0,25 % толщины ОК).
Наименьший размер дефекта, который может быть выявлен рент-
геновским методом, зависит от нескольких взаимосвязанных факто-
ров: материала, толщины и формы ОК в зоне просвечивания, жесткос-
ти излучения, условий просвечивания, воздействия рассеянного излу-
чения, типа применяемой пленки, применения защитных или
усиливающих экранов, качества фотообработки.
Учитывая относительно большую трудоемкость и сравнительно
низкую чувствительность рентгеновского метода, применять его целе-
сообразно только в тех случаях, когда поставленная задача не может
быть решена другим НК. Например, для обнаружения трещин в свар-
ных швах деталей и узлов шасси самолета рентгеновский метод ис-
пользовать нецелесообразно. Для этих целей может быть применен
ультразвуковой МНК (см. рис. 4.23).
Рентген оказывается единственным эффективным методом кон-
троля состояния деталей неразъемных соединений, закрытых сопря-
женными элементами: в этик условиях он позволяет обнаруживать
грубые трещины с раскрытием более 0,1 мм.
Физические основы контроля. Рентгеновское, как и у -излучение,
по своей природе является высокочастотными электромагнитными
волнами (а -излучение — поток ядер гелия, Р -излучение — поток
электронов или позитронов). Благодаря высокой энергии рентгенов-
ские лучи способны проникать через слои вещества различной толщи-
ны. Очень важным свойством рентгеновских излучений является их
способность оказывать воздействие на серебро эмульсии рентгенов-
ской пленки, проявляющееся в почернении ее после химической обра-
ботки. Степень почернения пленки тем интенсивнее, чем интенсивнее
излучение. Благодаря этому свойству рентгеновские пленки широко
применяют при радиографическом контроле.
87
Для просвечивания ОК в качестве источника излучений применя-
ют рентгеновские трубки или радиоактивные изотопы (у -дефектоско-
пия). Рентгеновская трубка в рентгеновском аппарате служит источ-
ником характеристического и тормозного излучений в широком диа-
пазоне энергий (до 1000 кэВ). Их применяют для просвечивания
металлических деталей.
Характеристическое излучение испускается возбужденными ато-
мами при их переходе в основное или менее возбужденное состояние.
Этот процесс заключается в переходе электронов с внешних оболочек
атома на внутренние, из которых выбиты электроны при бомбар-
дировке атома заряженными частицами (электронами, протонами
и т. д.). При каждом акте перехода электрона с одной орбиты
на другую излучается порция электромагнитной энергии, называемая
квантом, или фотоном'.
Е = Е\ — Ei = hv ,
где Ei и Ег — уровни энергий электронных оболочек; Л — постоянная Планка; v —
частота излучения.
Заряженные а- и р -частицы при прохождении через металл теря-
ют свою энергию в основном на ионизацию и возбуждение встречных
атомов и молекул. Частицы с высокими энергиями (Е = 1(г эВ и
более) теряют энергию также в результате торможения в электричес-
ком поле атомных ядер.
Тормозное излучение возникает при прохождении электрона через
поле атома или ядра, которым оно тормозится. Потери энергии
электронов на образование тормозного излучения называют радиа-
ционными.
а -частицы обладают большой ионизирующей и малой прони-
кающей способностью. Наиболее проникающие а-частицы (с энер-
гией, равной 10 МэВ) могут пройти слой воздуха толщиной не более
10 см, алюминия — до 70 мкм. Поэтому источники а-частиц для про-
свечивания деталей практически не применяют.
Проникающая способность р-частиц значительно выше: р -части-
цы с энергией более 70 кэВ могут пройти слой алюминия толщиной до
5 мм. В то же время ионизирующая способность их меньше, чем а-
частиц. В результате торможения р -частиц в веществе может возник-
нуть интенсивное тормозное рентгеновское излучение, которое необ-
ходимо учитывать при расчете защиты.
Наибольшей проникающей способностью обладает у -излучение.
Оно может быть получено от таких изотопов, как кобальт Со, молиб-
ден Мо, цезий Cs, иридий Ir. С течением времени число атомов радио-
активного вещества уменьшается по экспоненциальному закону с раз-
ной скоростью. Здесь имеет большое значение так называемый период
полураспада Т, т. е. время, в течение которого число радиоактивных
88
атомов уменьшается в 2 раза. Например, для кобальта Т = 5,25 года,
цезия — 29,6 года, иридия — 74,4 дня.
Оборудование для контроля. Основным оборудованием для рент-
геновского контроля являются аппараты, предназначенные для полу-
чения направленного рентгеновского излучения.
Рентгеновский аппарат является сложным устройством, состоя-
щим из следующих основных узлов: источника высокого напряжения,
рентгеновской трубки, пульта управления, штатива для крепления за-
щитного кожуха с рентгеновской трубкой.
По назначению рентгеновские аппараты подразделяют на стацио-
нарные, передвижные и переносные.
Стационарные и передвижные аппараты (РУП-150-10-1, РУП-200-
5-1, РУП-200-20-5, РУП-150/300-10, РУП-400-5-1) предназначены для
работы в помещениях, оборудованных специальной защитой от излу-
чения (лабораториях, камерах, на участках). Эти аппараты имеют
более широкий диапазон рабочих напряжений, возможность продол-
жительной непрерывной работы.
Переносные аппараты (8ЛЗ, РУП-120-5-1, РУП-160-10П) предна-
значены для работы в цеховых или полевых условиях при температуре
окружающего воздуха от —10 до +35 °C и относительной влажности
не более 80 %. Однако эти аппараты имеют меньший диапазон рабо-
чих напряжений и не рассчитаны на длительную непрерывную работу.
Конструктивно аппараты выполняют двух модификаций — ка-
бельные и моноблочные. В кабельном аппарате источник высокого
напряжения и рентгеновская трубка выполнены как отдельные узлы,
соединенные кабелем. В моноблочном аппарате эти узлы находятся в
одном блоке, т. е. необходимость в высоковольтном кабеле отпадает.
Технические характеристики рентгеновских аппаратов отечествен-
ного производства представлены в табл. 4.5. Помимо указанных в
таблице аппаратов, отечественная промышленность выпускает им-
пульсные рентгеновские аппараты типов ИРА-1Д, ИРА-2Д, РИНА-1Д,
ИРА-3 и ИРА-5. Эти аппараты имеют небольшую массу и габаритные
размеры, однако электрическая мощность их небольшая и интенсив-
ность рентгеновского излучения приблизительно в 100 раз меньше,
чем у переносных аппаратов типов РУП-120-5 и РУП-200-5-1.
В импульсных аппаратах для усиления рентгеновского излучения
используют флюоресцентные экраны. Однако такие экраны снижают
четкость рентгеновских снимков, что ухудшает чувствительность кон-
троля. Поэтому использовать импульсные аппараты для контроля из-
делий из алюминиевых или магниевых сплавов нецелесообразно: при
нерегулируемом напряжении на трубке (220 — 280 кВ) снимки получа-
ются малоконтрастными, что не обеспечивает выявления дефектов.
Рентгеновские пленки. Регистратором излучения, прошедшего
через контролируемое изделие при рентгеновском контроле, является
рентгеновская пленка. Она обеспечивает получение изображения про-
свечиваемого изделия в виде радиограммы (рентгеновского снимка).
89
Таблица 4.5
Тип аппарата Тип рентгеновской трубки Напряже- ние на трубке. кВ Номи- нальный ток на трубке, мА Напря- жение питаю- щей сети. В Мощ- ность, кВА Масса, кг Габаритные размеры, мм
рентгеновского аппарата защитных кожухов с трубкой
Переносные моноблочные:
7Л 2, 8ЛЗ 1БДМ6-25 70—75 10—18 220 2 29 — 330x250x200
РУП-120-5-1- 0.4БПМ2-120 50—120 5 220 2 30-пульт, 45-моноблок 1400x700x1300 300x250x540
РУП-160-1П 0.7БПК2-160П 80—160 6 220 2,5 45-моноблок 30 пульт, 32-тележка, 50-барабан 475x320x400 — пульт, 1420x1142 — тележка, 119x764 — барабан 300x850
РУП 160 ЮП 1БП14-160 80—160 10 220 3 29-пульт, 46-моноблок 22-тележка — —
Передвижной кабельный
РУП-150-10-1 1.5БПВ7-150 0.3БПВ6-150 35—150 35—150 10 2 220 380 2.5 670 1750x1390x2200 (602x458x910)— пульт) 270x880 (дли- на вынесенного ано да230); 270x810
РУП-200-20-5 1.5БПМ1-200 (ЗБПМ1-200) 70—200 20 220 7 750 2100x850x2500 300x865
РУП-150/300-10 1.5БПВ7-150 0.3БПВ6-150 2.5БПМ4-250 35-150 35-150 70—250 10 2 220 5 1000 1750x1390x2200 (60x561x925 — пульт) 270x900(дли- на вынесенно- го анода 230) 195x340x720
Портативный кабельный РАП 100-10 • 1БПВ15-100 10—100 10 220 2 15 900x975x500 0 90x420
Передвижной моноблочный РУП-200-5-1 0.7БПМЗ-200 70—200 5 220 380 2,5 35— пульт, 88 — блок- трансформа- тор 1520x880x130 270x450x750
Передвижной с блок-транс- форматором РУП-400-5-1 1.5БПВ2-400 1.5БПВЗ-400 250—400 5 220 4 600 1570x900x2000 (620x460x715 — пульт) 0 550x930 (длина вынесенного анода 590)
Радиограмма представляет собой свето-теневую проекцию просвечи-
ваемого изделия.
Наличие дефекта в материале изделия вызывает местное измене-
ние интенсивности прошедшего излучения. На пленке это проявляется
в виде изменения степени почернения (плотности почернения), повто-
ряющего очертания дефекта. Чем больше на пленке разность в степе-
ни почернения изображения дефекта и окружающего фона, т. е. чем
выше контрастность изображения, тем более мелкие дефекты и с боль-
шей степенью надежности могут быть выявлены. Минимальная кон-
трастность, воспринимаемая глазом, составляет 0,02 ед. оптической
плотности. Следовательно, для обеспечения надежного выявления де-
фекта на пленке контрастность его изображения должна быть не
менее 0,02 ед.
Под оптической плотностью понимается величина D, равная
логарифму отношения интенсивности светового потока /о, падаю-
щего на пленку, к интенсивности светового потока /Пр, прошедшего
через нее, т. е.
D = lgZo//np.
Увеличение плотности рентгенограммы повышает контрастность
изображения и, следовательно, чувствительность метода.
Таким образом, одним из важных свойств пленки, характеризую-
щих ее возможности, является контрастность.
Под чувствительностью к рентгеновскому излучению понимается
способность пленки поглощать рентгеновские лучи, а следовательно,
чернеть при проявлении. Чувствительность несколько меняется в за-
висимости от жесткости излучения. Более чувствительной считается
пленка, которая при прочих равных условиях становится более тем-
ной. Чувствительность пленки принято выражать в обратных рентге-
нах. Пленка наиболее чувствительна к излучению при напряжении на
трубке 60 — 80 кВ.
Под разрешающей способностью понимается число линий, разли-
чаемых на участке пленки длиной 1 мм. Разрешающая способность
зависит от зернистости пленки. Наибольшей разрешающей способ-
ностью обладает мелкозернистая пленка, при прочих равных условиях
она обеспечивает более четкое (резкое) изображение на снимке.
Четкость (резкость) снимка характеризуется шириной границы
перехода от потемнения к посветлению. Чем шире переход от светлых
участков к темным, тем меньше резкость снимка. Повышение резкос-
ти обеспечивает выявление на пленке более мелких дефектов.
Отечественная промышленность выпускает рентгеновские пленки
нескольких типов, что объясняется разнообразием требований, предъ-
являемых к рентгеновскому контролю различных деталей. Выпускае-
мые пленки по своим свойствам и назначению делят на четыре класса.
/ класс — безэкранная пленка РТ-5 — самая мелкозернистая,
имеет наибольшие контрастность и разрешающую способность, обес-
92
печивает наилучшую выявляемость дефектов. Однако сравнительно
низкая ее чувствительность к рентгеновскому излучению приводит к
необходимости заметно увеличивать экспозицию при просвечивании,
особенно при контроле изделий большой толщины. С целью уменьше-
ния экспозиции при съемке на пленку РТ-5 иногда применяют метал-
лические усиливающие экраны (вследствие вторичного излучения уве-
личивается плотность почернения пленки до заданной за меньшее
время экспонирования).
II класс — мелкозернистые и высококонтрастные безэкранные
пленки РТ-4, РТ-3, РНТМ-1. По зернистости они уступают пленке
РТ-5, но имеют большую чувствительность. Пленки применяют с ме-
таллическими усиливающими экранами и без них.
III класс — высокочувствительная безэкранная пленка РТ-1, обес-
печивает высокую производительность контроля, так как для получе-
ния оптимальной плотности снимка требуется меньшая экспозиция.
Контрастность пленки несколько ниже, чем у пленок I и II классов.
Применяют пленку с металлическими усиливающими экранами и без
них в зависимости от условий контроля.
IV класс — высокочувствительные экранные пленки РТ-2, РМ-1,
РМ-2 и РМ-3. Эти пленки, применяемые без экранов, обладают сред-
ними чувствительностью и контрастностью. Однако при использова-
нии усиливающих флюоресцентных экранов имеют наивысшую чувст-
вительность к рентгеновским лучам. Применяют их при просвечива-
нии изделий значительной толщины из стали, латуни и других
цветных сплавов большой плотности.
Характеристики рентгеновских пленок представлены в табл. 4.6.
Таблица 4.6
Тип пленки Время прояв- ления, мин Фотографические свойства пленок Оптическая плотность вуали пленки До, отн. ед. Разре- шающая способ- ность. Число линий на участке длиной 1 мм
с экранами без экранов
л = = 0.85F- г s'= 1 = 0.85Р-1 S,= 1P-' У
РТ-1 8 100 3,5 20 80—100 3,5 0,2 68—73
РТ-2 10 450 3,0 15 40 3,0 0,2 73—78
РТ-3 6 35—45 3,0 20—30 35—45 3,9 0,15 111
РТ-4 6 — — 9—12 15—20 3,5 0,1 134
РТ-4М 6 — — 5 — 3,5 0,1 —
РТ-5 6 13 3,5 3—5 6—10 4,0 0,1 178
РМ-1 10 300 3,0 18 30 2,5 0,13 73—78
РМ-1М 10 400 2,8 — — 2,8 0,2 —
РМ-2 10 400 2,8 20 35 2,8 0,15 73-78
РМ-3 10 300 2,7 12 20 2,7 0,13 78
РНТМ-1 6 — — 13 — 3,5 0,12 100
93
Отечественная промышленность выпускает рентгеновские пленки
следующих размеров, мм: 13x18, 15x40, 18x24, 24x30, 30x40 и 35,6x35,6.
Кроме того, выпускают рулонную пленку РТ-5 размером 6x30 000 см.
На диаграмме (рис. 4.38) участки, обозначенные цифрами, пока-
зывают, пленки какого типа рекомендуется использовать при контро-
ле изделий авиационной техники, выполненных на основе магния,
алюминия, стали и бронзы. Однако при решении конкретной произ-
водственной задачи рекомендуется руководствоваться следующим.
Если решающим фактором является высокое качество снимка, обеспе-
чивающее более надежное выявление дефектов минимальных разме-
ров, то вместо пленки, рекомендуемой данной диаграммой, следует
применять пленку, менее чувствительную к излучению и, следователь-
но, более мелкозернистую, т. е. I класса. Если решающим фактором
является уменьшение экспозиции просвечивания, то следует выбирать
пленку, более чувствительную к излучению, т. е. IV класса.
Назначение и типы металлических и флюоресцентных экранов. В
практике рентгеновского контроля изделий авиационной техники для
улучшения качества снимков и уменьшения экспозиции просвечива-
ния применяются металлические и флюоресцентные экраны.
Металлические экраны выполняют в процессе просвечивания не-
сколько функций в зависимости от места размещения их по отноше-
нию к пленке, контролируемой детали и источнику излучения. В каче-
стве экранов используют фольгу из тяжелых металлов (свинца, олова,
меди и т. п.) различной толщины.
При установке экрана на выходе лучей из тубуса трубки он выпол-
няет роль фильтра, поглощающего мягкое излучение. В результате
действующее на пленку излучение становится более равномерным по
энергии, т. е. по жесткости. Это позволяет несколько сгладить неоди-
Рис 4 38 Примерная диа-
грамма областей примене-
ния рентгеновских пленок:
/ — магний: // — сталь; Ш —
алюминий: IV — бронза; / —
высокочувствительная безэкран-
ная, класс III; 2 — мелкозернис-
тая безэкранная. классы I и II;
3 — экранная с флюоресцент-
ным экраном класс IV
94
наковое почернение пленки в случае контроля деталей с различной
толщиной отдельных участков.
При размещении металлического экрана между пленкой и просве-
чиваемым изделием он выполняет роль защитного экрана, предохра-
няющего пленку от воздействия рассеянного излучения. Рассеянное
излучение является одним из факторов, снижающих четкость и кон-
трастность снимка. Оно возникает при прохождении рентгеновских
лучей через материал детали или при попадании лучей на окружаю-
щие предметы. Падая под разными углами на пленку, рассеянное из-
лучение вызывает потемнение общего фона пленки. Это снижает кон-
трастность снимка. Установленный между пленкой и изделием метал-
лический экран задерживает рассеянное излучение, так как оно
является более мягким, чем прямое излучение, и легко поглощается
материалом экрана.
Снимки с применением экрана получаются более четкими и кон-
трастными, потому что, помимо защитных свойств, металлические
экраны оказывают и некоторое усиливающее действие благодаря до-
бавочному воздействию на пленку фотоэлектронов, выбиваемых рент-
геновскими лучами из материала фольги.
При размещении металлических экранов в кассете с обеих сторон
пленки они будут одновременно проявлять себя как защитные и как
усиливающие. Усиливающее действие экрана, т. е. дополнительное
потемнение пленки, зависит от жесткости излучения (рабочего напря-
жения на трубке). Заметное проявление усиливающего действия экра-
на наблюдается при напряжении более 100 кВ. При меньшем напряже-
нии на трубке металлический экран выполняет в основном роль защи-
ты от рассеянного излучения.
Основные форматы свинцовых экранов, см: 6x24; 6x36; 6x48; 6x72;
10x12; 10x24,10x36; 10x48; 10x78; 13x18; 18x24; 24x30; 7,5x40; 15x40;
30x40
Толщина экранов, мм: 0,02; 0,05; 0,09; 0,16; 0,2; 0,5.
В настоящее время отечественная промышленность выпускает
свинцово-оловянные экраны аналогичных размеров. Эти экраны
удобнее в работе, так как они более жесткие и меньше подвергаются
окислению, чем свинцовые.
Флюоресцентные экраны применяют для уменьшения экспозиции
просвечивания. Усиливающее действие экранов определяется воздей-
ствием на пленку фотонов видимой (сине-фиолетовой, ультрафиоле-
товой и инфракрасной) области спектра, высвечиваемых из люмино-
фора при прохождении через него ионизирующего излучения.
Флюоресцентные экраны изготовляют из пластика или картона,
на одну сторону которого наносят слой люминофора. В качестве лю-
минофора используют соединения ZnS, CdS, PbSO4, CaWO4, BaSO4.
Размеры медицинских флюоресцентных экранов типов ЭУ-В2
(Стандарт), ЭУ-ВЗ (УФДМ), ЭУ-В1 (ПРС), ЭУ-Б (СБ), ЭУ-С (УС), см-
95
Т а б л и ц a 4.7
Напряжение на труб- ке, кВ Флюоресцентные экраны Толщина, мм. свинцового экрана
Тип Люминофор Количество люминофора, мг/см2, на экране переднего заднего
переднем заднем
10—60 ЭУ-В2 CaWOa 60 60 — —
60—120 ЭУ-Б (Ba, Pb)SO4 70 70 0,02 0,05
120—200 ЭУ-С ZnS(Ag) 30 ПО 0,05 0,1
150—300 ЭУ-ВЗ CaWO< 40 120 0,1 0,2
13x18; 18x24; 24x30; 30x40; 40x40. Размеры промышленных экранов
типов УФД-П/2, УФД-П/3, см: 15x15; 30x30; 45x45; 60x60 (в скобках
указаны старые обозначения).
Эффективность применения усиливающих экранов при просвечи-
вании изделий авиационной техники зависит от прикладываемого к
рентгеновской трубке напряжения — энергии излучения (табл. 4.7).
Под коэффициентом усиления экранов понимается величина, пока-
зывающая, во сколько раз уменьшается экспозиция просвечивания при
использовании данного экрана. Коэффициент усиления свинцовых эк-
ранов находится в пределах 1,5 — 3, а флюоресцентных 20 — 30.
Усиливающее действие флюоресцентных экранов проявляется в
виде дополнительного потемнения пленки, но при этом снижается
чувствительность контроля из-за ухудшения четкости снимка. Это не-
обходимо учитывать при решении вопроса о целесообразности приме-
нения флюоресцентных экранов.
Эталоны чувствительности. Для оценки правильности выбора ус-
ловий просвечивания, качества полученных снимков и определения
достигнутой при этом чувствительности применяют специальные об-
разцы, называемые эталонами чувствительности.
Согласно ГОСТ 7512—82, существуют эталоны чувствительности
трех типов:
канавочные в виде пластин различной толщины, имеющие в каче-
стве искусственных дефектов набор прямоугольных канавок различ-
ной глубины (табл. 4.8);
проволочные в виде набора из семи проволочек различных диамет-
ров, расположенных одна параллельно другой и закрепленных между
склеенными пластмассовыми пленками (табл. 4.9);
пластинчатые в виде пластин различной толщины, имеющих в
качестве искусственных дефектов цилиндрические отверстия задан-
ных диаметров (рис. 4.39, табл. 4.10).
Эталоны должны быть изготовлены из материалов, близких по
плотности к материалам контролируемых изделий (деталей). Однако
96
Таблица 4,8
. Марка материала и маркировочный знак номера эталона Глубина канавки, мм Шири* на канав* км, мм Длина этало- на, L, мм Шири- на этало- на, С, мм Толщина, мм Высота маркиро- вочного знака, мм
этало- на просвечи- ваемого металла
Fei.Til, АП 0,1; 0,2; 0,3; 0,4; 0,5; 0,6 0,5 30 10 2 30 5
Fe2, Ti2, А12 0,5; 0,75; 1,0; 1,25; 1,5; 1,75 1,5 45 12 4 25—90 8
Fe3, Ti3, A13 1,5; 2,0; 2,5; 3,0; 3,5; 4,0 3,0 60 14 6 75 12
практически их выполняют из материалов ограниченного числа
марок.
Эталоны чувствительности укладывают (укрепляют) на контроли-
руемый участок детали и просвечивают одновременно с деталью. Чув-
ствительность определяют по выявляемости минимальной канавки,
оболочки или диаметра отверстий эталонов.
Эталоны различных типов не обеспечивают объективной оценки
чувствительности. Наиболее реальная оценка выявления дефектов до-
стигается при использовании проволочных эталонов. Естественные
дефекты, особенно трещины, выявляются всегда несколько хуже, чем
проволочные эталоны. Это необходимо учитывать при оценке чувст-
вительности метода в реальных условиях контроля.
Эталоны чувствительности дают приближенное представление о
достигнутой чувствительности. В основном с их помощью обеспечи-
вается проверка качества получаемого снимка.
Применять эталоны чувствительности необходимо при подборе
оптимальных режимов просвечивания, разработке методики контроля
деталей сложной конфигурации (для оценки разницы в получаемой
Таблица 4.9
Марка материала и маркировочный знак эталона Диаметр проволочек, мм Толщина контроли- руемого изделия, мм Толщина просвечи- ваемого металла, мм Высота маркиро- вочного знака, мм
Fel.Cul, АП 0,05; 0,63; 0,08; 0,1; 0,125; 0,16; 0,2 ' До 20 10 5
Fe2, Cu2, А12 0,1; 0,125; 0,16; 0,2; 0,25; 0,32; 0,4 12,5—50 10—20 5
Fe3, Cu3, AI2 0,32; 0,4; 0,5; 0,63; 0,8; 1,0; 1,25 25—100 16-60 8
Fe4 Cu4, A14 1,0; 1,25; 1,6; 2,0; 2,5; 3,2; 3,0 50—200 50 8
4 Зак. 1811
97
Рис. 4.39. Пластинчатый эталон
чувствительности на разных участках детали), при проведении рентге-
новского контроля по отработанной методике для оценки правиль-
ности ее выполнения.
Вспомогательные средства контроля. Для зарядки пленки применя-
ют в основном гибкие кассеты, выполненные в виде двух вставленных
один в другой конвертов из светонепроницаемой поливинилхлорид-
ной пленки. Внутренние размеры кассет 130x180; 150x400; 180x240;
240x300; 300x400 мм. На практике часто приходится использовать
самодельные кассеты с размерами, измененными применительно к га-
баритным размерам контролируемого участка (зоны). При контроле
даже криволинейных поверхностей обеспечивается плотное прилега-
ние пленки гибкой кассеты к контролируемой детали.
Для разметки и нумерации контролируемых участков (зон) и пле-
нок применяют маркировочные знаки в виде наборов, содержащих
Таблица 4.10
Номер этало- на Толщина эталона, мм Диаметр отверстия, мм Размеры, мм Длина этало- на, L, мм Шири- на этало- на С, мм Толщина просвечи- ваемого металла, мм Высота маркиро- вочного знака, мм
di di а в
1 0,1 0,2 0,1 5 5
2 0,2 0,4 0,2 5—10 5
3 0,4 0,6 0,3 5 5 25 10 10-15 5
4 0,4 0,8 0,4 15—20 5
5 0.5 1.0 0.5 20—25 5
6 0,6 1,2 0,6 25—30 8
7 0,75 1,5 0,75 30—40 8
8 1,0 2,0 1.0 6 7 35 12 40—50 8
9 1.25 2.5 1.25 50—65 8
10 1,5 3,0 1.5 65—75 12
11 1,75 3,5 1,75 75-90 12
12 2,0 4,0 2,0 90—100 12
13 2,5 5,0 2,5 7 9 45 14 100—125 12
14 3,0 6,0 3,0 125—150 12
15 3,5 7,0 3,5 150—175 12
16 4,0 8,0 4,0 175 12
98
Таблица 4.11
Номер набора
Маркировочный знак 1 2 3 4
Число, шт. Разме- ры, мм Число, пгт. Размеры, мм Число, шт. Размеры, мм Число, шт. Размеры, мм
Буква
Цифра 20 5x1 10 8x1,5 5 12x2,5 5 18x5
Стрелки Тире 20 4x1 10 4,8x1,5 5 7,2x2,5 5 10x5
буквы, цифры и др. (табл. 4.11). Знаки располагают на детали или
кассете со стороны трубки.
Оборудование для фотообработки пленок представляет собой ком-
плект, который состоит из термостата с баками для растворов, про-
мывочного бака, контрольного термостата, рамок для крепления
пленки, полок для крепления рамок и других ручных насосов для
слива растворов.
Баки для проявления и промежуточной промывки объемом по
15 л и бак для фиксирования пленки объемом 30 л изготовлены из
винипласта. Рабочая температура воды в термостате, в который поме-
щены баки, регулируется в пределах 18 — 20 °C с точностью ±2 °C.
Промывочный бак имеет объем 130 л, габаритные размеры
450x588x860 мм, массу 42 кг. При большом объеме работ в процессе
фотохимической обработки рентгеновских пленок рекомендуется ис-
пользовать автомат типа АФ-40, в котором можно обрабатывать
пленки типов РТ-1Д, РТ-5Д, РМТМ-1Д максимальной длиной 400 мм
и шириной 100 мм. Время проявления, фиксирования и промывки
одинаковое — 3 мин, время сушки 6 мин при температуре 40 — 60 °C.
Для качественной сушки отдельных снимков рекомендуется ис-
пользовать сушильный шкаф 2Ц-1193. В верхних и нижних выдвиж-
ных кассетах шкафа можно одновременно разместить 10 снимков раз-
мерами 300x400 мм. Рабочая температура в шкафу поддерживается
автоматически в пределах 36 — 44 °C. Время сушки верхнего ряда
снимков — не более 40 мин, нижнего — не более 60 мин.
Для расшифровки снимков после фотообработки необходимо
применять негатоскопы. Особенностью негатоскопа является наличие
матового стекла, которое обеспечивает равномерность освещения и
возможность регулирования степени яркости в нужных пределах. Оте-
чественная промышленность выпускает негатоскопы нескольких
типов, однако все они рассчитаны на просмотр снимков плотностью
не выше 1,5 ед. Для просмотра снимков плотностью 1.5 — 3 ед. требу-
ется применять негатоскопы с яркостью не менее 103 — ЗЮ4 кд/м .
Простейший негатоскоп может быть изготовлен силами ремонтных
или эксплуатационных предприятий.
99
Глава 5
МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
6.1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И НОРМАТИВНАЯ БАЗА
Для обеспечения единства и достоверности результатов контроль-
ных операций, выполняемых с целью оценки состояния объектов
авиатехники, все контрольно-измерительное оборудование (средства
измерений) предприятий и авиакомпаний ГА следует периодически
подвергать метрологической поверке. При этом устанавливают при-
годность средств измерения к использованию по назначению. Пригод-
ным к использованию признается оборудование, поверка которого,
выполненная по действующим правилам, подтверждает его соответст
вие заявленным показателям качества.
Вся деятельность метрологических служб нормируется Законом
Российской Федерации "Об обеспечении единства измерений", а также
соответствующими государственными стандартами (приложение 1).
В соответствии с упомянутым законом, "метрологической служ-
бой является совокупность субъектов деятельности и видов работ, на-
правленных на обеспечение единства измерений".
Единство измерений — это состояние измерений, при котором
их результаты выражены в узаконенных единицах величин и по-
грешности измерений не выходят за установленные границы с за-
данной вероятностью. В Российской Федерации в установленном
порядке допускаются к применению единицы физических величин
Международной системы единиц, принятой Генеральной конферен-
цией по мерам и весам, рекомендованные Международной орга-
низацией законодательной метрологии.
Метрологический контроль и надзор — деятельность, осуществляе-
мая органами государственной метрологической службы или метро-
логической службой юридического лица в целях проверки соблюде-
ния установленных метрологических правил и норм.
Поверка средства измерения — совокупность операций, выполняе-
мых органами государственной метрологической службы с целью оп-
ределения и подтверждения соответствия средства измерения установ-
ленным техническим требованиям.
Координацию деятельности в области метрологии осуществляет
Госстандарт РФ. По решению Госстандарта право поверки средств
измерений может предоставляться аккредитованным метрологичес-
ким службам предприятий и авиакомпаний ГА, которые в своей дея-
тельности руководствуются отраслевыми требованиями по метроло-
гическому обеспечению
100
В частности, в области технического обслуживания и ремонта АТ
основными целями метрологического обеспечения являются:
повышение качества работ по техническому обслуживанию и ре-
монту АТ и средств наземного обслуживания воздушных средств;
соблюдение метрологических правил и норм, обеспечение единст-
ва и требуемой точности измерений;
обеспечение достоверного учета и повышение эффективности ис-
пользования материальных и энергетических ресурсов;
контроль условий труда и охраны окружающей среды; ’
поддержание средств измерений, испытаний и контроля в посто-
янной пригодности к применению.
Организационная структура метрологического подразделения раз-
рабатывается исходя из объема и содержания задач по метрологичес-
кому обеспечению и утверждается руководителем предприятия.
5.2. ОБЩИЕ ПОЛОЖЕНИЯ ПО МЕТРОЛОГИЧЕСКОМУ ОБЕСПЕЧЕНИЮ
СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
К средствам неразрушающего контроля (СНК) относятся прибо-
ры (дефектоскопы), устройства, установки и аппараты, с помощью
которых производится контроль качества материалов ОК без разру-
шения, а также их физико-механических свойств.
Выпускаемые серийно в настоящее время СНК комплектуются
технической документацией, которая содержит основные положения о
порядке метрологической аттестации. Обычно это методики поверки
по параметрам, которые влияют на качество работы оборудования в
процессе проведения контрольных операций.
Если на предприятии отсутствует возможность осуществления
метрологической поверки СНК, они могут быть представлены на по-
верку в другие аккредитованные метрологически с лаборатории отрас-
ли или промышленности.
Перед поверкой СНК должны быть выполнены общие работы:
ознакомление с операциями поверки (поверяльщик должен оз-
накомиться с перечнем операций поверки; последовательность опе-
раций должна быть установлена с учетом возможности прекращения
поверки при получении отрицательных результатов на отдельных
операциях);
ознакомление со средствами поверки и их наличием;
оценка условий поверки (поверяльщик должен ознакомиться с ус-
ловиями поверки по технической документации и проверить факти-
ческие показатели условий (температуру окружающего воздуха, отно-
сительную влажность, атмосферное давление, напряжение и частоту
тока питания), а также отсутствие возможных помех ют влияния
электромагнитных полей, вибрации и т. д.); в соответствии с инструк-
цией по эксплуатации производится подготовка СНК к работе (вклю-
чение, прогрев).
101
Собственно поверка состоит из нескольких этапов.
При внешнем осмотре проверяют: соответствие комплектности
СНК прилагаемой к нему документации; наличие свидетельства о
прохождении предыдущей поверки; отсутствие механических повреж-
дений; целостность преобразователей, соединительных кабелей и
шнуров электропитания; надежность крепления и работоспособность
органов управления; наличие заводского номера СНК и соответствие
его паспорту.
При опробовании проверяют работу блоков питания, включения,
управления и регистрации дефекта, а также работоспособность каж-
дого преобразователя, входящего в комплект СНК. Если СНК пред-
ставляют собой электромагнитные, акустические, магнитные или
рентгеновские дефектоскопы, то при опробовании выполняют все
операции из раздела инструкции по эксплуатации "Подготовка дефек-
тоскопа к работе". Проверяют также способность СНК обнаруживать
дефекты на контрольных образцах, входящих в комплект или реко-
мендуемых технической документацией по поверке.
Определение метрологических характеристик производится по
всем операциям поверки методами и средствами, предусмотренными в
технической документации на СНК.
После оформления выполненной поверки при положительных ре-
зультатах на СНК наносят оттиск поверительного клейма, делают со-
ответствующую отметку в паспорте (формуляре) и выдают документ
по форме, рекомендуемой в приложении 6. При отрицательных ре-
зультатах поверки производят гашение ранее имевшегося поверитель-
ного клейма с указанием в протоколе причин непригодности данного
СНК к дальнейшей эксплуатации.
5.3. ПОВЕРКА СРЕДСТВ ВИХРЕТОКОВОГО КОНТРОЛЯ
Метрологической поверке подвергаются все перечисленные
(см. п. 4.4) ВТ-дефектоскопы, в том числе наиболее распростра-
ненные в отрасли ТВД и ТВД-А.
Рассмотрим операции метрологической поверки применительно к
дефектоскопам ТВД (ТВД-А). Поверку должны осуществлять аккре-
дитованные метрологические службы предприятий ГА с периодичнос-
тью один раз в год. Применяют следующие средства поверки:
внешний осмотр — лупа с 4-кратным увеличением, бинокулярный
микроскоп МБС-2;
опробование — отраслевые стандартные образцы ОСО-ВД, диэ-
лектрические прокладки толщиной 200 мкм;
определение чувствительности — стандартные образцы удельной
электропроводимости № 1395-78-1412-78 по Государственному рее-
стру мер и измерений приборов РФ или комплект мер электропрово-
димости КМЭ, состоящий из трех стандартных образцов удельной
электропроводности (СОУЭ).
102
Дефектоскоп считается поверенным и может быть допущен к
дальнейшей эксплуатации в том случае, если результаты, полученные
в ходе поверки, полностью удовлетворяют установленным требо-
ваниям.
Операции опробования и определения чувствительности связаны с
использованием стандартных образцов. Отраслевой стандартный об-
разец ОСО-ВД представляет собой комплект, состоящий из трех ме-
таллических брусков, каждый из которых соответствует основным
классам конструкционных материалов, применяемых в авиастроении:
образец № 1 предназначен для поверки работоспособности дефек-
тоскопа в диапазоне "Н" — контроль немагнитных материалов, обла-
дающих высокой электропроводностью;
образец № 2 предназначен для диапазона "Т" (титан) — контроль
немагнитных материалов с низкой электропроводностью;
образец № 3 предназначен для диапазона "М" — контроль ферро-
магнитных материалов.
Для имитации лакокрасочного покрытия ОК в ходе поверки ис-
пользуют диэлектрические прокладки, изготовленные из эластичной
пленки различной толщины.
Стандартный образец удельной электропроводности — это набор
шайб из различных материалов с заранее известной удельной электро-
проводностью. Срок действия СОУЭ — 5 лет со дня их выпуска пред-
приятием-изготовителем. Поверка СОУЭ в течение этого срока не
производится.
Поверку дефектоскопов проводят при нормальных условиях по
ГОСТ 22261—76. Перед проведением поверки необходимо убедиться в
отсутствии механических повреждений на рабочей поверхности кон-
трольных (стандартных) образцов и контрольных прокладок, а также
проверить состояние автономных источников питания и при необхо-
димости заменить их на новые.
При внешнем осмотре должны быть установлены: наличие техни-
ческого описания и инструкции по эксплуатации, комплекта по пере-
чню, приведенному в описании, маркировки, места для клейма и
пломбы; целостность кабелей, вихретоковых преобразователей, науш-
ников; плавность движения и четкость фиксации положений органов
управления.
Особенно тщательно необходимо осматривать рабочую поверх-
ность преобразователей. Осмотр следует производить с помощью
лупы или микроскопа. Если при осмотре обнаружено оголение витков
катушки, ВТП признают неработоспособным.
В процессе опробования осуществляют настройку и поиск дефекта
на контрольных образцах в соответствии с требованиями инструкции
по эксплуатации.
Опробование на каждом из классов материалов производят дваж-
ды: когда ВТП установлен на поверхность образца непосредственно и
через прокладки, имитирующие ЛКП (максимальная толщина про-
кладок в этом случае не должна превышать 0,2 мм). Операции опро-
103
бования производят с каждым ВТП, входящим в комплект поставки и
изготовленным на предприятии.
Дефектоскоп, который не обеспечивает надежного выявления де-
фекта хотя бы при одном из проведенных испытаний, признается не-
работоспособным.
Поверяемым метрологическим параметром дефектоскопа является
чувствительность к изменению электрической проводимости мате-
риала ст. Чувствительность определяют с одним из входящих в ком-
плект ВТП только на диапазоне "Н" для контроля материалов с высо-
кой удельной электропроводимостью (10 — 36 МСм/м).
Определение чувствительности заключается в оценке способности
дефектоскопа различать материалы, имеющие различную электропро-
водимость. Чем лучше эта способность, тем чувствительность дефек-
тоскопа считается выше. Дефектоскоп с приемлемой чувствительнос-
тью должен отличать один материал от другого при разности электро-
проводимостей этих материалов в пределах до 23 %, т. е. должно
выполняться условие
Да = Om« —Omh 1М s 23о/о
<3 яи
где ст mln — соответственно максимальная и минимальная удельные электропрово-
димости, См/м.
Оценку чувствительности выполняют следующим образом:
1) из комплекта СОУЭ выбирают три образца с различной
электропроводимостью так, чтобы электропроводимость одного из
них (образец условно № 1) была в пределах 16 — 18 МСм/м, а электро-
проводимость двух других была соответственно на 10 — 15 % ниже
(образец условно № 2) и на 15 — 20 % выше (образец условно № 3)
электропроводимости образца № I;.
2) устанавливают ВТП на образец № 1 и настраивают дефектоскоп
в соответствии с инструкцией по эксплуатации; вращением ручки
"смещение" устанавливают стрелку миллиамперметра на 3 — 5 деле-
ний шкалы;
3) вращением ручки "Настройка" добиваются неустойчивого ре-
жима работы, при котором включение и выключение сигнализации
дефектоскопа производят поворотом ручки плавно на небольшой
угол при изменении наклона ВТП;
4) переставляют ВТП на образец № 2, при этом стрелка отклонит-
ся вправо до конца шкалы миллиамперметра и сработает система сиг-
нализации о дефекте. Если этого не произойдет, повторяют настройку
в соответствии с п. 3;
5) переставляют ВТП на образец № 3, при этом стрелка миллиам-
перметра должна находиться в левой части шкалы, наклоны ВТП не
должны вызывать срабатывания системы сигнализации о дефекте;
если это не будет достигнуто, повторяют настройку в соответствии с
пп. 3 и 4;
104
6) попеременно переставляя (не менее 5 раз) ВТП с образца № 3 на
образец № 2 и обратно, убеждаются в устойчивой однозначности по-
казаний на каждом из образцов.
После поверок необходимо подсчитать погрешность Да и убе-
диться в том, что чувствительность дефектоскопа удовлетворяет уста-
новленным требованиям.
5.4. ПОВЕРКА СРЕДСТВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Условия поверки. Методика распространяется на ультразвуковые
импульсные дефектоскопы типа УД11-ПУ, УД2-12, используемые в
авиакомпаниях ГА для выявления глубинных и поверхностных не-
сплошностей в материалах авиаконструкций и определения коорди-
нат их залегания.
Операции метрологической поверки на указанных дефектоскопах
проводят аккредитованные метрологические службы предприятий
один раз в год.
Перед проведением метрологической поверки следует подгото-
вить необходимые средства, которые сами должны быть соответству-
ющим образом аттестованы для определения:
диапазона и основной абсолютной погрешности измерения дефек-
тоскопом временного интервала — генератор импульсов Г5-60 (дли-
тельность импульсов 0,1—99999 мс, максимальная амплитуда —
50 мкс), частотомер ЧЗ-34А (диапазон частот 10 Гц — 100 МГц, дис-
кретность отсчета длительности импульсов 0,01 мс);
номинального значения амплитуды, длительности, частоты запол-
нения импульсов и глубины регулирования амплитуды импульсов ге-
нератора импульсов (ГИ) — осциллограф С1-65;
максимальной чувствительности приемника и отклонения чувст-
вительности на рабочих частотах — генератор Г4-51, генератор им-
пульсов Г5-54, осциллограф С1-65, резистор С2-10-0,25-54,6 Ом;
глубины плавного регулирования усиления дефектоскопа (только
для УД2-12), абсолютной погрешности измерения по аттенюатору от-
ношения амплитуд сигналов на входе приемника дефектоскопа — ге-
нератор Г4-151, генератор импульсов Г5-54, осциллограф С1-65, ре-
зистор 02-10-0,25-54,6 Ом.
Для внешнего осмотра, опробования, проверки работоспособнос-
ти преобразователей средства поверки не требуются.
При проведении поверки должны соблюдаться следующие клима-
тические условия: температура окружающего воздуха (293 ± 5) К [(20 ±
± 5) °C]; относительная влажность воздуха (65 ± 15) %; атмосферное
давление (100 ± 4) кПа [(750 ± 30) мм рт. ст.].
Перед проведением поверки все средства поверки заземляют, де-
фектоскоп включают и прогревают в течение 10 — 12 мин.
При внешнем осмотре должны быть установлены: наличие техни-
ческого описания и инструкции по эксплуатации, перечня прилагае-
5 Зак. 1811 105
мого комплекта и самого комплекта, маркировки, места для клейма
или пломбы; отсутствие механических повреждений; целостность ка-
белей и преобразователей; плавность движения и четкость фиксации
положений органов управления.
На первом этапе опробования проверяют работоспособность пере-
ключателя режимов работы БЦО. Прикосновение пальцем к кнопкам
БЦО должно приводить к смене показаний на дисплее. Далее про-
веряют работоспособность аттенюатора "Ослабление dB" путем на-
жатия кнопок и фиксации уменьшения амплитуды импульсов на
экране ЭЛТ.
Работоспособность глубиномерного устройства проверяют путем
вращения потенциометра Лг на передней панели дефектоскопа
УД2-12 (-sHr — в дефектоскопе УД11-ПУ). В крайнем правом поло-
жении ручек изображение импульсов на экране ЭЛТ должно исчез-
нуть.
Метрологическая аттестация состоит из выполнения следующих
основных операций.
Определение диапазона и абсолютной погрешности измерения де-
фектоскопом временного интервала. Для этого устанавливают органы
управления дефектоскопа в следующие исходные положения:
все независимые кнопки на верхней панели — в отжатое положе-
ние (за исключением кнопок "эхо-тень", "АСД-ВРЧ" и лЛ_ в
дефектоскопе УД 11-ПУ, которые должны быть нажаты);
кнопки на задней панели УД2-12 — в нажатое положение (отжатое
у дефектоскопа УЦД11-ПУ);
все ручки управления на верхней панели — по часовой стрелке до
упора;
ручку передней панели -Rf ( •*R±' на УД 11-ПУ) — против
часовой стрелки до упора;
кнопки передней панели "Ослабление dB" — в отжатое положение.
Рис 5 I Схемы соединения прибо-
ров при испытании дефектоскопа
I — генератор импульсов; 2 — нагрузка № 1 из комплекта Г5-60 3 дефектоск .п' 4 частотомер;
5 — эквивалент нагрузки; 6 — осциллограф С1-65 7 — генератор ГЧ-151. Я резистор
С2-10-0 25-54,6 ± 0 5 Ом
106
Рис. 5 2. Форма импульса на выходе
ГИВ дефектоскопа
Включают дефектоскоп (кнопками "Накал", а затем "Работа") и
устанавливают линию развертки на нижнюю горизонтальную линию
ЭЛТ. Затем собирают схему согласно рис. 5.1, а и нажимают кнопку
V блока А6 (У7).
Включают и настраивают частотомер ЧЗ-34А, а также генератор
импульсов возбуждения (ГИВ) типа Г5-60. Устанавливают последова
тельно различную длительность импульсов и фиксируют их одновре-
менно на частотомере и БЦО дефектоскопа. Затем вычисляют абсо-
лютную погрешность Д Тизмерения интервала времени БЦО:
А Т = Т— Ti,
где Т, Ti — показания соответственно частотомера и БЦО, мс.
Дефектоскоп считается выдержавшим испытания, если диапазон
измерения временного интервала находится в пределах 1 — 2000 мс с
дискретностью по диапазонам 0,01; 0,1; 1,0 мс, а абсолютная погреш-
ность измерения временного интервала не превышает ±(0,01 Т± 0,2) мс.
Определение номинального значения амплитуды, длительности и
частоты заполнения импульсов генератора возбуждения. Для проведе-
ния этой поверки соединяют разъем (• на задней панели дефектоскопа
со входом синхронизации осциллографа С1-65, а к разъему (*- на пе-
редней панели подключают эквивалент нагрузки R — С (конденсаторы
емкостью 200 — 2000 пФ, резисторы сопротивлением 5 — 25 Ом), одно-
временно соединяя его также со входом осциллографа (рис. 5.1,6).
В режиме " 1,25" устанавливают регулятором "Частота MHz" блока
А7 (Уб) форму импульса на осциллографе (рис. 5.2) и измеряют: раз-
мах напряжения 2 U1 импульса ГИВ; период Г зондирующего импульса
между двумя максимальными амплитудами напряжения U1 и V 1.
Затем рассчитывают частоту заполнения импульса по формуле/ = МТ.
Эти операции выполняют для всех рабочих частот дефектоскопа.
Таблица 5.1
Положение "Частота MHz" Амплитуда импульса Ин, В Длительность импульса (не более), мкс Частота заполнения /.МГц
1,25 130(100) 1,5 (2,0) 1,3±0,13(1,25±0,25)
1.8 130 1,0 1,9±0,19
2,5 130 (75) 0,75(1,5) 2,6±0,26 (2,5±0,5)
5,0 100(50) 0,6 (1,0) 5,2±0,52(5,0±1,0)
10 100(50) 0,3 (0,5) 10,0±1,0
Примечание В скобках указаны предельные значения.
107
Дефектоскоп считается выдержавшим испытания, если отклонение
амплитуды U1 от номинального значения t/н не превышает ±2dB, а
длительность, частота и ее отклонение соответствуют значениям, ука-
занным в табл. 5.1.
Определение максимальной чувствительности приемника и откло-
нения ее значения на рабочих частотах. Для этого соединяют приборы
и вспомогательные устройства по схеме, приведенной на рис. 5.1, в.
В частотном режиме дефектоскопа 2,5 МГц устанавливают часто-
ту выходного сигнала генератора ГЧ-151, также равную 2,5 МГц.
Затем устанавливают регулятором "Выход" генератора ГЧ-151 ампли-
туду сигнала на стандартный уровень (четыре клетки шкалы ЭЛТ по
вертикали). Устанавливают регулятором "Длительность" генератора
Г5-54 длительность сигнала, равную 1 мс.
С помощью осциллографа С1-65 измеряют амплитуду сигнала на
входе приемника дефектоскопа и рассчитывают максимальную чувст-
вительность приемника:
*т.х = Wp/103,
где Up — амплитуда радиоимпульса на входе приемка, мкВ.
Полосу пропускания А/ усилителя дефектоскопа определяют по
показаниям частотомера генератора ГЧ-151, соответствующим верх-
нему /в и нижнему /н значениям отстройки генератора (в верхней и
нижней частях ЭЛТ дефектоскопа). При этом Д/ = /в —/н- Эти опе-
рации выполняют для всех рабочих частот дефектоскопа (1,25; 1,8; 5,0
и 10,0 МГц).
Результаты испытаний считаются положительными, если макси-
мальная чувствительность в полосе пропускания находится в пределах
120 — 185 мкВ.
Определение глубины и плавного регулирования усиления дефектен
скопа. Для этого устанавливают регуляторами "Выход" генератора
ГЧ-151 сигнал на стандартный уровень и фиксируют положение ручек
регуляторов No. После поворота регулятора V блока А8 дефек-
тоскопа против часовой стрелк и до упора восстанавливают стан-
дартный сигнал на ЭЛТ и фиксируют новое положение ручек
"Выход" NM. Результаты испытаний считаются положительными, если
разность NM — No будет не менее 46 дБ.
Определение абсолютной погрешности измерения по аттенюатору
отношения амплитуд сигналов на входе приемника дефектоскопа. На
частотном режиме дефектоскопа, равном 2,5 МГц, устанавливают вы-
ходную частоту генератора ГЧ-151, также равную 2,5 МГц. Далее вы-
ставляют амплитуду сигнала на стандартный уровень и фиксируют
значение ослабления No, полученное по лимбам регуляторов "Выход"
(плавное + ступенчатое). Нажимают кнопку "2" переключателя "Ос-
лабление dB" дефектоскопа, восстанавливают стандартный сигнал и
вновь фиксируют положение ручек N, регуляторов "Выход"
108
После проверки всех кнопок ослабления рассчитывают погреш-
ность измерений по аттенюатору:
Д М = М,/— (№ — М),
где N„i — номинальное значение аттенюатора при i-м измерении (2; 4; 8; 16; 20 и 32 дБ)
Результаты испытаний считаются положительными, если погреш-
ность измерений A Ni по аттенюатору не превышает предельных зна-
чений (0,3 — 1,8 дБ).
Проверка работоспособности преобразователей. Проверка заклю-
чается в фиксации шумовых импульсов при подсоединении ультразву-
кового преобразователя (УЗП) к дефектоскопу (расширение импульса
у исправных УЗП) и при прикасании к рабочей поверхности УЗП
(увеличение амплитуды импульса у исправных УЗП). При отсутствии
описанных шумовых эффектов преобразователь считается неработо-
способным.
5.S. ПОВЕРКА СРЕДСТВ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Поверка анализаторов концентрации суспензии. Периодической
метрологической поверке подвергаются анализаторы концентрации
магнитной суспензии типов АКС-1 и АКС-1С с диапазоном измеряе-
мых концентраций 10 — 50 г/л. В качестве средства поверки анализа-
торов используют образцовую суспензию, приготовленную из магнит-
ного порошка (ТУ6-14-1009-79) и жидкой основы (масло, керосин с
маслом, керосин, вода). Концентрация порошка образцовых суспен-
зий должна быть 10; 20; 30; 40 г/л ± 1 °А. Суспензию составляют из
расчета на (50 ± 5) мл жидкой среды, при этом навески порошка соот-
ветственно равны (0,5; 1; 1,5; 2,0 ± 0,005) г (рекомендуется использо-
вать весы лабораторные ВЛКТ-500М, ВРЛ-200Г или аналогичные
им). Высота уровня суспензии в пробирках П1-25-200ХС при испыта-
ниях должна быть (120 ± 5) мм (пробирки имеются в комплекте анали-
затора).
Поверку анализаторов выполняют при нормальных условиях с со-
блюдением соответствующих правил безопасности.
Перед проведением поверки выполняют подготовительные рабо-
ты, предусмотренные в инструкции по эксплуатации анализатора.
При внешнем осмотре анализатора должны быть установлены:
комплектность анализатора в соответствии с комплектовочной ведо-
мостью на поставку; отсутствие механических повреждений, влия-
ющих на метрологические характеристики; наличие на органах управ-
ления надписей, указывающих на конкретное назначение, заводского
номера и года выпуска анализатора.
При опробовании должны быть проверены действие органов уп-
равления, работа регистрирующих и сигнальных устройств.
109
Основную погрешность определяют с помощью пробирок с образ-
цовыми суспензиями концентрации 10; 20; 30; 40 ± 10 г магнитного
порошка, содержащегося в 1 л основы, следующим образом:
анализатор через автотрансформатор РНО-250-2 включают в сеть
и по истечении 15 мин ручкой "Установка нуля" устанавливают стрел-
ку микроамперметра на нулевую отметку;
в отверстие встроенного датчика анализатора вводят пробирку с
образцовой суспензией (после тщательного взбалтывания суспензии с
концентрацией 30 г/л) и ручкой "Чувствительность" по истечении 30 с
для масляной суспензии или 7 — 10 с для водной суспензии плавно
выводят стрелку микроамперметра на отметку 30 мкА;
после тщательного перемешивания (взбалтывания) в отверстие
датчика поочередно помещают пробирки с образцовой суспензией с
концентрацией соответственно 10; 20; 30 и 40 г/л содержания магнит-
ного порошка; данную операцию с каждой пробиркой образцовой
суспензии повторяют не менее 10 раз и вычисляют среднее арифмети-
ческое.
Результаты показаний микроамперметра А, с помощью графоана-
литического способа, приведенного в инструкции по эксплуатации,
переводят в граммы на литр (г/л).
По формулам
Д I = Л| — Лер;
Д 2 = Аг — Лер;
Д ю - Лю — Аср
вычисляют остаточные погрешности каждого измерения пробирки
образцовой суспензии.
Приведенная основная погрешность анализатора для каждой про-
бирки образцовой суспензии
Гпр = ^ 100 .
где 50 — конечное значение шкалы прибора (50 мкА).
Приведенная основная погрешность анализатора не должна пре-
вышать ±8 % для каждой пробирки образцовой суспензии. При изме-
нении напряжения питания на 10 —15 % ее определяют следующим
образом:
с помощью автотрансформатора устанавливают напряжение пи-
тания прибора 242 В (220 В + 10%) и не менее чем через 5 мин
110
производят рассмотренные операции, затем устанавливают напряже-
ние питания 187 В (220 В — 10 %) и так же, как в предыдущем случае,
проводят измерения.
Затем рассчитывают погрешность, которая для всех случаев не
должна превышать половины основной погрешности.
Герметичность выносного датчика анализатора проверяют от во-
допроводной сети давлением 3 — 4 кПа: включают воду и выдержива-
ют датчик в таком состоянии в течение 10 мин, затем отключают воду
и производят вышеописанную поверку.
Датчик считается выдержавшим испытания, если приведенная от-
носительная погрешность после отключения датчика от водопровод-
ной сети не превышает ±8 % для каждой пробирки образцовой суспен-
зии.
Периодичность поверки анализаторов концентрации суспензии —
не реже одного раза в год.
Поверка магнитопорошковых дефектоскопов ПМД-70 и ПМД-1.
При проведении поверки применяют следующие технические средства
для определения:
максимального циркуляционного тока намагничивания — латун-
ный стержень диаметром 20 мм и длиной 200 мм;
времени намагничивания способом остаточной намагниченнос-
ти — счетчик импульсов СБ-1М/50;
напряженности магнитного поля в соленоиде переменного тока —
катушка поля, электронный вольтметр Ф-564 (диапазон частот 45 —
10000 Гц, класс 1,5).
Для внешнего осмотра и поверки регистрирующих устройств сред-
ства поверки не требуются. Для опробования применяют стандартные
образцы ОСО-МД.
Дефектоскопы проверяют ежегодно при нормальных условиях.
При поверке следует выполнять требования действующих правил
работы с электроизмерительными и электронными приборами в соот-
ветствии с инструкциями по эксплуатации, а также правил техники
безопасности при работе с магнитными дефектоскопами.
При проведении внешнего осмотра должны быть установлены:
комплектность дефектоскопов по комплектовочной ведомости; отсут-
ствие механических повреждений, влияющих на нормальное функцио-
нирование дефектоскопов; наличие на дефектоскопах и изделиях, вхо-
дящих в комплект поставки, указателей типа, номера и года выпуска;
наличие свидетельств о предыдущих поверках.
При опробовании дефектоскопов проверяют действие органов уп-
равления, регистрирующих и сигнальных устройств, исправность всех
устройств намагничивания (размагничивания).
111
Начало поверки заключается в определении силы максимального
тока циркулярного намагничивания: в электромагнит вставляют ла-
тунный стержень; регулятор силы тока устанавливают в крайнее пра-
вое положение; кратковременно пропуская ток через латунный стер-
жень, фиксируют показания амперметра.
Сила измеренного тока должна соответствовать его максимально-
му значению, указанному в технических характеристиках на дефекто-
скоп: максимальное отклонение ±5 %.
Время импульсного намагничивания (число проходящих импуль-
сов) деталей способом остаточной намагниченности определяют сле-
дующим образом: соединяют электроконтакты гибкого кабеля дефек-
тоскопа через счетчик импульсов СБ-1М/50 и диод Д226Б; регулятор
силы тока поворачивают вправо до упора; кратковременно (не более
1 с) включают режим намагничивания. Счетчик импульсов должен
отсчитать не менее 3 — 5 импульсов.
Напряженность магнитного поля в соленоидах, питаемых пере-
менным током, определяют так: в центре соленоида устанав-
ливают измерительную катушку, подключенную к милливольтметру
типа Ф-564; включают соленоид и снимают показания милливольт-
метра.
Напряженность в соленоиде, А/с,
Я _ y.5L- '92
- 250К •
где Ucp — показания милливольтметра, мВ; К — постоянная катушки, Ом2.
Отклонение напряженности магнитного поля в центре соленоида
не должно превышать ±10 % значения, указанного в технической ха-
рактеристике дефектоскопа конкретного типа.
5.6. ПОВЕРКА РЕНТГЕНОВСКИХ АППАРАТОВ
При внешнем осмотре, опробовании, поверке головок электроиз-
мерительных приборов средства поверки не требуются. Реле времени
проверяют с помощью секундомера СОП.
При проведении поверки должны быть соблюдены следующие ус-
ловия: температура окружающего воздуха (20 ± 5) °C; атмосферное
давление (750 ± 30) мм рт. ст.; относительная влажность 80 %; напря-
жение питания сети 220 В при частоте 50 Гц.
Перед проведением поверки проверяют соответствие рентгенов-
ской лаборатории и аппаратуры требованиям "Правил устройства и
эксплуатации рентгеновских кабинетов и аппаратов при дефектации"
Министерства здравоохранения РФ, "Норм радиационной безопас-
112
ности НРБ-76" и "Основных санитарных правил работы с радиоактив-
ными веществами и другими источниками ионизирующего излуче-
ния".
При проведении внешнего осмотра должно быть установлено на-
личие документации (паспорта, технического описания, формуляра),
комплекта оборудования по перечню, указанному в документации,
маркировки на рентгеновском аппарате.
В процессе опробования проверяют общую работоспособность
рентгеновского аппарата, а также плавность движения и четкость
фиксации в заданных положениях органов управления на пульте, со-
ответствие их положений надписям на панели пульта.
Электроизмерительные приборы пульта управления проверяют в
соответствии с действующими инструкциями (например, № 184-89
"Проверка амперметров, вольтметров, ваттметров").
Реле времени проверяют методом непосредственного измерения
временного интервала секундомером СОП при трех значениях вре-
менной шкалы: 15; 8 и 5 мин. Отсчет по шкале осуществляют визуаль-
но. Погрешность расхождения показаний времени должна быть не
более ± 10 %.
5.7. ПОВЕРКА НЕГАТОСКОПОВ
При проведении поверки выполняются следующие подготовитель-
ные работы: выдерживают люксометр (типа Ю-116) и негатоскоп при
комнатной температуре в течение не менее 12 ч; включают и прогрева-
ют негатоскоп и люксометр.
После внешнего осмотра приступают к опробованию негатоскопа
согласно техническому описанию и методическому руководству заво-
да-изготовителя (для этих операций специальные средства поверки не
требуются).
Яркость экрана, кд/м2, подсчитывают после измерения освещен-
ности люксометром:
где р — коэффициент пропорциональности (равен 0,8); Е — освещенность, замеренная
люксометром, лк.
Яркость экрана негатоскопа проверяют в затемненной комнате.
Перед проверкой экран закрывают черной бумагой, оставляя в центре
экрана окно площадью 30 см2. Включают негатоскоп и устанавлива-
ют органы управления в положение, соответствующее максимальной
яркости экрана. Затем устанавливают фотоэлемент люксометра непо-
113
средственно на экран и измеряют освещенность. Яркость экрана нега-
тоскопа в центре экрана должна составлять не менее 3* 104 кд/м2.
По такой же методике определяют яркость экрана в четырех точ-
ках периферийных зон. Неравномерность яркости по полю экрана
должна быть не более 20 %.
5.8. ПОВЕРКА СРЕДСТВ КАПИЛЛЯРНОГО КОНТРОЛЯ
Методика распространяется на дефектоскопические материалы
(вещества, индикаторные жидкости), применяемые при дефектоско-
пии деталей АТ и не подвергаемые государственной поверке.
Целью поверочных испытаний является контроль качества дефек-
тоскопических веществ, к которым относятся пенетранты и проявите-
ли для цветного и люминесцентного методов. Контроль качества де-
фектоскопических веществ должен производиться в следующих случа-
ях: при получении веществ; если вещества хранились
неиспользованными более 6 мес; если вещества изготовлены силами
предприятий ГА.
Контроль производят в вытяжном шкафу при следующих услови-
ях окружающей среды:
скорость движения воздуха в рабочем проеме шкафа (1±0,3) м/с;
температура окружающего воздуха (20±5) °C; относительная влаж-
ность воздуха (65± 15) %; атмосферное давление (750+30) мм рт. ст.
Во время поверки средств капиллярной дефектоскопии должны
соблюдаться правила техники безопасности при работе с токсичными
веществами.
При внешнем осмотре обращают внимание на цвет, прозрачность
индикаторной жидкости (помутнение), наличие осадка и механичес-
ких примесей. С этой целью индикаторную жидкость наливают в про-
бирку и рассматривают в проходящем свете на фоне молочного стек-
ла. При наличии механических примесей, не влияющих на цвет и яр-
кость, допускается их дальнейшая эксплуатация после фильтрации
через пять слоев марли. При наличии помутнения жидкость браку-
ется.
Смачиваемость определяют так: на обезжиренную ацетоном стек-
лянную или металлическую поверхность накапывают несколько ка-
пель индикаторной жидкости: если жидкость не растекается по по-
верхности — последнюю бракуют.
Вязкость определяют по ГОСТ 8420—84 с помощью вискозиметра
ВЗ-1. Она должна соответствовать значению, указанному в техничес-
ких условиях на конкретную индикаторную жидкость.
114
Для проверки качества пленкообразующих проявителей применя-
ют следующие средства поверки: при внешнем осмотре — прозрачную
стеклянную пластину, источник ультрафиолетового света; при опреде-
лении вязкости — вискозиметр ВЗ-1, времени высыхания — секундо-
мер, краскораспылитель.
При внешнем осмотре проверяют состояние пленки проявителя,
нанесенного на стеклянную пластину. Чистоту пленки оценивают в
проходящем и отраженном свете. Не допускается наличие нераство-
ренных крупинок и комочков.
Проявители, применяемые при люминесцентном контроле, прове-
ряют в ультрафиолетовом свете (УФС) на отсутствие люминесценции.
В качестве источника УФС используют переносные облучатели КД-
31 Л или КД-32Л. Свечение пленки в УФС указывает на наличие в
проявителе индикаторной жидкости. Такой проявитель подлежит от-
браковке.
Вязкость проявителей определяют с помощью вискозиметра. При-
чем для распыляемых проявителей вязкость должна находиться в пре-
делах 28 — 30 мм2/с, для проявителей "под кисть" 35 — 40 мм2/с. При
большей вязкости проявителя ее можно довести до нормы, добавляя
ацетон в соотношении 1:1 при тщательном перемешивании.
Для определения времени высыхания проявитель наносят на стек-
лянную или металлическую пластинку в один слой и выдерживают
определенное время. Если по истечении установленного времени на
пленке не остается следов от прикосновения ватным тампоном, счита-
ется, что проявитель отвечает требованиям технических условий в от-
ношении времени высыхания.
Особой поверке подвергают проявители на водной основе (суспен-
зии). При внешнем осмотре дополнительно проверяют растрескива-
ние высохшего проявителя. Укрывистость определяют визуально с по-
мощью металлического шарика диаметром 25 — 30 мм, прикреплен-
ного к стержню. Шарик помещают в суспензию на несколько секунд.
После высыхания суспензии частицы проявителя должны равномер-
ным слоем покрывать металлическую поверхность.
Время оседания перемешанной суспензии определяют следующим
образом. Предварительно перемешанную суспензию набирают в про-
бирку диаметром 10 — 15 мм до высоты столбика 100 мм. Пробирку
устанавливают в вертикальное положение и последовательно через 1 ч
и 1,5 ч измеряют высоту столба отстоявшейся суспензии. Суспензия
отвечает требованиям технических условий, если через 1 ч от начала
отсчета высота отстоя будет находиться в пределах 40 мм, а через
1,5 ч — в пределах 30 мм.
При поверке порошкообразных проявителей дополнительно про-
веряют их сыпучесть. Грязный и слипающийся порошок бракуют.
115
Дисперсность порошка определяют просеиванием сухого порошка
через сито № 0071 по ГОСТ 6613—86. Порошок, прошедший через
ячейки сита, считается кондиционным.
Влажность проявляющего порошка определяют методом прока-
лывания, она должна быть (1,8±0,2) %.
Комплексная поверка дефектоскопических материалов подтверж-
дается на отраслевых стандартных образцах для капиллярного кон-
троля (ОСО-КД) в соответствии с действующими контрольными опе-
рациями.
ПРИЛОЖЕНИЕ /
ПЕРЕЧЕНЬ
ГОСУДАРСТВЕННЫХ СТАНДАРТОВ
В ОБЛАСТИ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Основополагающие стандарты (терминология)
15467—79* (ТОО)
16504—81 (ТОО)
18353—79 (Т59)
23829—85 (ТОО)
24034—80 (ТОО)
24289—80 (ТОО)
24450—80 (ТОО)
24521—80 (ТОО)
24522—80 (ТОО)
25313—82 (ТОО)
25314—82 (ТОО)
25315—82 (ТОО)
25541—82 (ТОО)
26790-85 (ТОО)
27655—88 (ТОО)
20911—89 (ТОО)
Управление качеством продукции. Основные понятия. Термины
и определения
Система государственных испытаний продукции. Испытания и кон-
троль качества продукции. Основные термины и определения
Контроль неразрушаюший. Классификация видов и методов
Контроль неразрушаюший акустический Термины и определения
Контроль неразрушаюший радиационный . Термины и определения
Контроль неразрушающий вихретоковый Термины и определения
Контроль неразрушающий магнитный Термины и определения
Контроль неразрушаюший оптический Термины и определения
Контроль неразрушающий капиллярный. Термины и определения
Контроль неразрушающий радиоволновый Термины и определения
Контроль неразрушающий тепловой. Термины и определения
Контроль неразрушающий электрический. Термины и определения
Электрорадиография. Термины и определения
Техника течеискания Термины и определения
Акустическая эмиссия Термины, определения и обозначения
Техническая диагностика. Термины и определения
Общие требования к видам и методам контроля
18442—80* (Т59)
20415—82 (В09)
20426—82 (В09)
21104—75* (Т59)
21105—87* (Т59)
23479—79* (Т59)
23480—79* (Т59)
23483—79* (Т59)
24054—80* (Т59)
28277—89 (В09)
28517—90 (Т59)
7512—82* (В09)
8490—77*Е (320)
Контроль неразрушающий. Капиллярные методы Общие требова-
ния
Контроль неразрушающий. Методы акустические. Общие положе-
ния
Контроль неразрушающий. Методы дефектоскопии радиационные.
Область применения
Контроль неразрушающий. Феррозондовый метод
Контроль неразрушающий. Магнитопорошковый метод
Контроль неразрушаюший. Методы оптического вида. Общие
требования
Контроль неразрушающий. Методы радиоволнового вида. Общие
требования
Контроль неразрушающий. Методы теплового вида. Общие
требования
Изделия машиностроения и приборостроения. Методы испытания
на герметичность. Общие требования
Контроль неразрушаюший. Соединения сварные. Электрорадиогра-
фический метод. Общие требования
Контроль неразрушающий. Масс-спектрометрический метод
течеискания. Общие требования
Радиационный контроль
Контроль неразрушающий. Соединения сварные. Радиографи-
ческий метод
Трубки рентгеновские. Общие технические условия
117
15843—79 (ФЗЗ)
17623—87 (Ж 19)
17625—83 (Ж 19)
18061—90 (Ф25)
22091.1—84—
22091.15—86(329)
23055-78* (В09)
23764—79* (ФЗЗ)
25113—86* (П64)
25642—83* (У89)
26902—86 (У89)
27947—88 (Т59)
12503—75* (В09)
14782—86 (В09)
17624—87 (Ж 19)
18576—85 (В09)
21120—75* (В09)
21397—81* (Т59)
22727—88 (В09)
23667—85 (П19)
23702—90 (П19)
24332—88 (Ж 19)
24507—80* (В09)
24983—81* (Ж29)
24830—81 (И29)
25714—83* (И 29)
Продолжение приложения I
Принадлежности для промышленной радиографии. Основные
размеры
Бетоны тяжелые, легкие и ячеистые. Радиоизотопные методы
определения объемной массы
Конструкции и изделия железобетонные. Методы определения
толщины защитного слоя бетона, размеров и расположения
арматуры просвечиванием ионизирующими излучениями
Толщиномеры радиоизотопные. Общие технические условия
Приборы рентгеновские. Методы измерения параметров
(экспозиционной дозы излучения, равномерности распределения
плотности потока энергии, спектрального состава и относи-
тельной загрязненности спектра, размеров эффективного фо-
кусного пятна и т. д.)
Контроль неразрушающий. Сварка металлов плавлением. Клас-
сификация сварных соединений по результатам радиографи-
ческого контроля
Гамма-дефектоскопы. Общие технические условия
Контроль неразрушающий. Аппараты рентгеновские для промыш-
ленной дефектоскопии. Общие технические условия
Пленки радиографические и флюрографические. Маркировка
и упаковка
Пленки радиографические. Условия экспонирования
Контроль неразрушающий. Рентгенотелевизионный метод
Общие требования
Акустический контроль
Сталь. Методы ультразвукового контроля. Общие требования
Контроль неразрушающий. Соединения сварные. Методы ультра-
звуковые
Бетоны тяжелые и легкие. Ультразвуковой метод определения
прочности
Контроль неразрушающий. Рельсы железнодорожные. Методы
ультразвуковые
Прутки и заготовки круглого и прямоугольного сечений. Методы
ультразвуковой дефектоскопии
Контроль неразрушающий.' Комплект стандартных образцов для
ультразвукового контроля полуфабрикатов и изделий из
алюминиевых сплавов. Технические условия
Сталь листовая. Методы ультразвукового контроля сплошности
Контроль неразрушающий. Дефектоскопы ультразвуковые. Методы
измерения основных параметров
Контроль неразрушающий. Преобразователи ультразвуковые.
Методы испытаний
Кирпич и камни силикатные. Ультразвуковой метод определения
прочности при сжатии
Контроль неразрушающий. Поковки из черных и цветных метал-
лов. Методы ультразвуковой дефектоскопии
Трубы железобетонные напорные. Ультразвуковой метод контро-
ля и оценки трещиностойкости
Изделия огнеупорные бетонные. Ультразвуковой метод контроля
качества
Контроль неразрушающий. Акустический звуковой метод опреде-
ления открытой пористости, кажущейся плотности, плотности и
предела прочности при сжатии огнеупорных изделий
118
26126—84* (В09)
26136-84 (Ж 19)
28831—90 (В09)
3242—79 (В09)
22238—76* (П53)
25997—83 (Т59)
26182—84 (Т59)
28558—90 (Т59)
Примеча
Окончание приложения 1
Контроль неразрушающий. Соединения паяные. Ультразвуковые
методы контроля качества
Бетоны. Ультразвуковой метод определения морозостойкости
Прокат листовой. Методы ультразвукового контроля
Прочие стандарты
Соединения сварные. Методы контроля качества
Контроль неразрушающий. Меры образцовые для поверки толщино-
меров покрытий. Общие положения
Сварка металлов плавлением. Статистическая оценка качества по
результатам неразрушающего контроля
Контроль неразрушающий. Люминесцентный метод течеискания
Контроль неразрушающий. Масс-спектрометрический метод течеис-
кания Общие требования
и е В скобках указана группа стандарта.
119
ПРИЛОЖЕНИЕ 2
ВИХРЕТОКОВЫЙ КОНТРОЛЬ
ЗАКРЫЛКОВ САМОЛЕТА ТУ В УСЛОВИЯХ ЭКСПЛУАТАЦИИ
Общие положения. Технология предназначена для поверки кронштейнов навески
внешнего закрылка (нервюры № 10, 12, 14 СЧК) на отсутствие трещин у болтов
крепления кронштейнов к лонжерону закрылка и в проушинах у болтов крепления
каретки (рис. П 2.1).
Работу выполняют на всех самолетах типа Ту при каждой периодической форме
ТО с наработки 8000 полетов. Материал контролируемых зон — АК8.
Подготовительные работы. Полностью выпускают закрылки. Очищают контро-
лируемую поверхность от загрязнений с помощью волосяной кисти, смоченной нефтя-
ным растворителем НЕФРАС С50/170, и протирают насухо хлопчатобумажными сал-
фетками.
Обеспечивают освещенность в зоне контроля переносными лампами напряжени-
ем 27 В и температуру (—10 + +40) °C, используя при необходимости аэродромный
подогреватель.
Осматривают контролируемую зону на предмет отсутствия разрушений Л КП,
коррозии и других повреждений. При необходимости используют лупу 4-кратного
увеличения.
Рис. П 2.1. Зоны контроля кронлггейнов навески внешних закрылков (крестиками обо-
значены места настройки датчика дефектоскопа, штриховыми линиями со стрелками —
маршрут контроля, жирными стрелками — дефекты; НП — направление полета)
120
Соединяют дефектоскоп ТВД с преобразователем карандашного типа, включают
его и прогревают в течение 10 мин. Проверяют соответствие сроков метрологической
поверки дефектоскопа (дефектоскоп, не прошедший метрологическую поверку, к экс-
плуатации не допускается). Проверяют работоспособность дефектоскопа на контроль-
ном образце (режим "Н").
Производят настройку дефектоскопа в соответствии с инструкцией по эксплуата-
ции в зоне, указанной на рис. П 2.1.
Технология контроля. Произвести вихретоковый контроль в зонах расположения
щек верхних и нижних проушин кронштейнов, указанных на рис. П2.1, перемещая
Г-образный преобразователь по маршрутам со скоростью не более 10 мм/с, соблюдая
расстояние между маршрутом перемещения преобразователя и краем торцевой части
щек не менее (2,5±0,5) мм, а между окружным маршрутом и головкой (гайкой) сталь-
ного болта — не менее (5±0,2) мм. Для обеспечения минимально допустимых расстоя-
ний между маршрутом перемещения преобразователя и краем торцевых частей щек,
головками (гайками) болтов допускается применять неметаллические трафареты и на-
садки к преобразователю.
При резком отклонении стрелки микроамперметра вправо с одновременным
включением световой и звуковой сигнализации отвести преобразователь от подкон-
трольной зоны, область дефекта отметить мелом.
Повторить контроль зоны, отмеченной мелом. Повторное срабатывание сигна-
лизации и резкое отклонение стрелки микроамперметра вправо при прохождении пре-
образователем по ранее отмеченной зоне контроля свидетельствует о наличии трещины
в подконтрольной зоне.
Отметить красным мелом на нижней обшивке панели центроплана и СЧК место
нахождения трещины, определить ее расположение и протяженность.
Эксплуатация самолета с обнаруженными трещинами не допускается.
Заключительные работы. Восстановить на кронштейнах крепления кареток внеш-
них'закрылков ЛКП по технологии: один слой грунта АК-070, затем два слоя эмали
АС-1115 соответствующего цвета. Установить обе части зашивки на нижней поверхнос-
ти закрылков в зонах установки кронштейнов; убрать закрылки.
Проверить наличие средств НК и инструмента, применявшихся в технологичес-
ком процессе НК. Оформить карту-наряд, операционную ведомость на выполнение
технологической карты НК на самолете.
121
ПРИЛОЖЕНИЕ 3
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
ФИТИНГОВ ПЛАНЕРА САМОЛЕТА ТУ (АДАПТИРОВАННЫЙ)
Методика предусматривает выявление усталостных трещин на глубине от 3 мм и
более в галтельном переходе Вертикальной стенки фитинга (рис. П3.1, а) в зоне между
нижними болтами крепления (рис. П3.1, б), развивающихся с внутренней стороны
фитинга.
Ультразвуковой контроль осуществляют по наружной стороне фитинга эхо-им-
пульсным методом с использованием сдвиговых ультразвуковых волн. Контроль вы-
полняют два дефектоскописта, один из которых осуществляет установку и сканирова-
ние ультразвукового преобразователя контролируемой зоны, а другой — управление
дефектоскопом и слежение за эхо-сигналами на экране ЭЛТ.
Аппаратура и принадлежности для контроля: эхо-импульсный дефектоскоп
УД2-12 (ЦПУ); раздельно-совмещенный преобразователь с рабочей частотой 5 МГц;
контрольный образец для настройки дефектоскопа (рис. П3.2); контактное смазочное
масло; кисть для нанесения смазки; обтирочные салфетки; мягкий карандаш или мел.
Ультразвуковой преобразователь перед контролем дорабатывают; плоскость
среза УЗП должна быть выполнена под углом 33° (рис. ПЗ.З, а). Контактную
поверхность УЗП обрабатывают напильником до угла 57° без зажатия его в тиски
(рис. ПЗ.З, б). Доработанный преобразователь показан на рис. ПЗ.З, в.
Рис. П 3.1 Схемы контроля фитинга:
А — ось галтели; Б—ось нервюры №9: 7, 7/ — эоны контроля: III, IV—положения А и Б
I — УЗП П112-5,0 мм, 2 — фитинг; 3 — трещина; 4 — зондирующий импульс: 5 — эхо-сигнал от
трещины; 6 — строб-импульс (эона АСД)
122
Рис. П3.2. Схема настройки на контрольном образце:
1.2 — контрольные отражатели № I и 2
В процессе подготовки к контролю заземляют самолет, открывают створки левой
и правой гондол шасси, очищают поверхность фитингов от загрязнений. Дефектоскоп
устана^швают в гондоле шасси (питание дефектоскопа — от аккумуляторов) Подсо-
единяют преобразователь и устанавливают регулировочные ручки дефектоскопа в по-
ложения, указанные в табл. П3.1. Затем включают дефектоскоп нажатием кнопок
"Накал" и "Работа". Наносят на поверхность слой контактной смазки и устанавливают
УЗП перед отверстиями № 1 и 2 (рис. П3.2) так, чтобы его передняя грань была
направлена в сторону контрольного отражателя (КО) /, а центр УЗП был примерно на
средней линии, проходящей между отверстиями.
Перемещают преобразователь от отверстий в сторону КО 1 на расстояние 2 —
5 мм и одновременным разворотом влево-вправо добиваются появления на ЭЛТ мак-
симального эхо-сигнала КО 1. Кнопками ослабления на передней панели дефектоскопа
устанавливают амплитуду сигнала, равную 4 — 6 делениям вертикальной шкалы ЭЛТ.
При этом запоминают суммарное значение на отжатых кнопках, которое в дальнейшем
будет браковочным уровнем.
Регулятором длительности развертки блока У7 устанавливают передний фронт
эхо-сигнала от КО / на два деления левее центра ЭЛТ.
Устанавливают УЗП за отверстиями № 1 и 2 образца так, как это делалось
вначале, и увеличивают суммарное значение отжатых кнопок до 20 дБ. Перемещая
преобразователь от отверстий на расстояние 5 — 10 мм, добиваются в правой части
ЭЛТ эхо-сигнала от КО 1 (второе отражение) и с помощью кнопок ослабления уста-
навливают его амплитуду равной 4 — 6 делений по вертикали Суммарное значение
Рис. ПЗ 3. Схемы
доработки УЗП
123
Таблица П3.1
Орган управления Место расположения Положение
Кнопка ослабления Передняя панель —
Регулятор длительности строба глубиномера Блок Уб Крайнее левое
Независимые кнопки Задняя панель Отпущены
Регулятор:
усиления То же Крайнее левое
длительности развертки Блок У7 Среднее
задержки развертки То же Крайнее левое
установки "С" н То же
Кнопка "эхо-тень" Блок 8 Нажата
Регулятор:
задержки зоны ВРЧ То же Крайнее левое
длительности ВРЧ И То же
глубины ВРЧ к И
формы ВРЧ и н
формы ВРЧ м и
начала строба АСД II и
конца строба АСД н и
Кнопка:
"АСД—ВРЧ" и Нажата
20 Блок 9 н
кнопок ослабления — браковочный уровень при контроле фитинга из зоны II (см. рис.
ПЗ. I, а). Затем немного уширяют строб.
Аналогичным образом устанавливают браковочный уровень для зоны за отверс-
тиями № 2 и 3 (см. рис. П3.2) по контрольному образцу КО 2.Контроль трещин в
галтельном переходе фитингов осуществляют путем поочередной установки и
перемещения УЗП в двух зонах так, как это показано на рис. ПЗ.I, а.
Контроль на отсутствие трещин в зоне между нижними болтами крепления осу-
ществляют путем установки и перемещения УЗП в зоне 3 (см. рис. ПЗ. 1, б).
Если при перемещении преобразователя в зоне контроля возникает эхо-сигнал в
пределах строба с амплитудой более 20 мм, чувствительность контроля снижают до
уровня браковочной и повторяют контроль. Устойчивость эхо-сигнала свидетельствует
о наличии трещины в контролируемой зоне.
124
ПРИЛОЖЕНИЕ 4
РЕНТГЕНОВСКИЙ КОНТРОЛЬ
БОЛТОВЫХ И ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ ПЛАНЕРА САМОЛЕТА ТУ
Назначение. Методика предназначена для проведения рентгеновского контроля
с целью выявления усталостных трещин болтовых и заклепочных соединений участков
планера. При контроле могут быть выявлены трещины, которые на 4 — 5 мм выходят
за размеры головки болта и имеют глубину не менее 8 — 10 % суммарной толщины
пакета
Температурно-климатические условия проведения контроля определяются техни-
ческими характеристиками применяемых рентгеновских аппаратов. При организации
работ на открытом воздухе следует учитывать, что отрицательные температуры и
атмосферные осадки могут неблагоприятно влиять на кассеты с рентгеновской пленкой
и аппаратуру. В этом случае на участке контроля необходимо устраивать навесы и
ширмы из брезента и другого подобного материала. Фотообработка рентгеновской
пленки производится при температуре 18 — 20 °C.
Характеристика объектов контроля. Участки планера, подлежащие рентгеновско-
му контролю, определены в соответствии с Указаниями по систематическому контролю
за состоянием силовых узлов и деталей конструкции этого изделия и эксперименталь-
ными данными, полученными при рентгеновском контроле конструкции после испыта-
ний на выносливость в лабораторных условиях.
Таблица П4.1
Просвечи- ваемый участок Толщина контроли- руемого участка, мм Фокус- ное рассто- яние, мм Напря- жение на труб- ке, кВ Анод- ный ток, А Время экспо- зиции, мин Размер пленки, мм Толщина экрана из фольги, мм
По нервюре 3 (см. рис. П4.2)
Участки, просвечивае- мые с позиции 1 15 1000 80 4 5 10x11 0 16—0,2 (задняя)
Участки, просвечивае- мые с позиции 2 10 1000 70 4 4 13x20 То же
Между нервюрами 12 и 14 (см. рис. П4.3)
Между нервюрами 12 16
и 14 (от 1-го до 27-го
стрингера)
То же при снятой верх- 10
ней панели
1400 75
1000 70
60x340
60x340
0,2
(задняя)
То же
Между нервюрами 14 и 21 (см. рис. П4.4)
Нижний пояс лонжеро- 21 700 85 4 4 100x340 н
на 2, между нервюра- ми 14 и 21 По не/. >вюре 2 7 (см. 1 nic. П4 5)
Стык панелей вдоль нервюры 27 10—12 700 65 4 3 140x340 н
125
Рис. П4.1. Схема расположения зон контроля:
I — по нервюре 3; II — между нервюрами 12—14; 111 — между нервюрами 14—21; IV — по
нервюре 27
Контролируемые участки конструкции расположены в четырех зонах (рис. П4.1,
табл. П4.1):
I зона (рис. П4.2) — стык панелей центроплана по нервюре 3 на участке между
лонжеронами 1л — Зл, по болтам крепления лонжеронов и стрингеров к профилям
стыка (правая и левая консоли);
Рис. П4.2. Схемы контролируемого участка по нервюре 3:
I — эона контроля; 2 — стыки панелей
126
Рис. П4 3 Схема контролируемых участков между нервюрами 12 и 14
II зона (рис П4.3) — обшивка под наружным накладным листом в зоне между
нервюрами 12 и 14 и лонжеронами 1 и 3 центроплана (правая и левая консоли), вдоль
каждого стрингера и лонжерона;
III зона (рис П4.4) — нижний пояс лонжерона 2 ОЧК на участке между нервю-
рами 14 и 21 (правая и левая консоли);
IV зона (рис П4 5) — стык панелей обшивки ОЧК на участке между лонжерона-
ми 1 и 3 вдоль нервюры 27 (правая и левая консоли).
Конструкция контролируемых участков представляет собой пакеты из двух и
более деталей, соединенных болтами или заклепками с применением герметика.
Примечания I.Ha рис. П4.1 — П4.5 бук м "и" возле цифровой позиции означает
"нервюра” буква "л" — "лонжерон". "с" — “стрингер”.
2. Для просвечивания применяют пленку РТ-5.
Рис П4.4 Схема контролируемых участков между нервюрами 14 и 21
127
нп
А-А
Рис. П4.5. Схемы контролируемого участка по нервюре 27
Оборудование и материалы. Для контроля применяют следующие оборудование
и материалы: рентгеновский аппарат РУП-120-5-1, укомплектованный трубкой 4БПМ2-
120, или рентгеновский аппарат РАП-150-10; рентгеновскую пленку контрастную, мел-
козернистую типа РТ-5; центратор или отвес; кассеты бумажные; экран — задний
свинцовый (или свинцово-оловянистый) толщиной 0,1 — 0,15 мм для защиты от рассе-
янного излучения; эталоны чувствительности; маркировочные знаки (свинцовые), обти-
рочные салфетки; мягкий графитовый карандаш; пластилин или липкую ленту; негато-
скоп типа НС-2М или аналогичный ему; лупу 4 — 7-кратного увеличения для просмот-
ра снимков; баки и рамки для фотообработки рентгеновской пленки, сушильный
шкаф, термометр, таймер, химикаты для фотообработки рентгеновской пленки.
Для установки рентгеновского аппарата РУП-120-5-1 в положение просвечива-
ния, при котором пучок излучения должен быть направлен вверх, используют штатив
из комплекта аппарата и легкий передвижной стол высотой примерно 1 м. Если время
работы рентгеновского аппарата относится ко времени перерыва как 1:3, то аппарат
можно эксплуатировать без охлаждения его водой.
Подготовка изделия к контролю. Перед проведением контроля топливо из баков
должно быть полностью слито, а баки продуты.
Контроль может производиться как с отстыкованными, так и с неотстыкованны-
ми ОЧК. Отстыкованные ОЧК должны быть установлены на ложементы таким обра-
зом, чтобы зоны контроля не перекрывались ложементами, а расстояние между полом
и нижней поверхностью крыла составляло не менее 1 м.
Верхние съемные панели на СЧК и ОЧК должны быть сняты. Основное шасси
должно быть снято, а изделие установлено на домкраты.
Для обеспечения работы рентгеновского аппарата РУП-120-5-1 к месту контроля
должна быть проведена сеть переменного электрического тока напряжением 220 или
380 В, рассчитанная на потребляемую мощность 2 кВ-А.
В целях улучшения выявляемое™ трещин в элементах конструкции нижней по-
верхности крыла на него необходима нагрузка, направленная вверх, равная Р = Pi +
+ Pi = 20 кН (где Pi = Pi = 10 кН на I и 3 лонжероны) и приложенная к нервюре 42
128
Рис. П4.6. Схемы нагру-
жения винтовых подъем-
ников с тензоголовками:
1 — войлочные прокладки
толщиной 20 мм; 2 — винто-
вой подъемник с тензоголов-
кой; 3 — деревянные бобыш-
ки
(рис. П4.6). Крыло (правая и левая консоли) нагружают одновременно в четырех
точках с помощью винтовых подъемников (домкратов), оборудованных тензоголовка-
ми ЭВЦ-45. Деформация крыла по нервюре 42 (т. е. по ходу винта подъемника) при
указанной нагрузке должна быть £ 256 мм при одновременном подъеме двумя домкра-
тами.
В целях предохранения верхней плоскости крыла от повреждений на кронштейны
блок-трансформатора рентгеновского аппарата надевают отрезки резинового шланга
или трубки, на обувь следует надевать матерчатые чехлы.
Обязательно применение свинцовых (свинцово-оловянистых) экранов толщиной
0,1 — 0,15 мм для защиты рентгеновской пленки от рассеянного излучения. На кассете
с рентгеновской пленкой должна быть пометка, указывающая расположение пленки и
экрана.
Для повышения надежности контроля при просвечивании и расшифровке рент-
геновских снимков в кассеты необходимо заряжать по две рентгеновские пленки.
Поскольку отдельные экземпляры рентгеновских трубок могут отличаться по
радиационному выходу, а различные партии рентгеновской пленки — по чувствитель-
ности, режимы, указанные в табл. П4.1, необходимо корректировать, для чего рекомен-
дуется проводить пробные просвечивания.
Участки конструкции, предназначенные для рентгеновского контроля, должны
быть очищены от загрязнений и проверены визуально. Обнаруженные поверхностные
дефекты должны быть зафиксированы для их последующей идентификации на снимках.
Визуально-оптический контроль рекомендуется проводить с применением лупы ЛП-1
или бинокулярной налобной лупы с осветителем БЛ-2.
Методика контроля. Зоны контроля размечают мягким графитовым карандашом
на отдельные участки, соответствующие размерам снимков.
На контролируемых участках пластилином, липкой лентой (или другим спосо-
бом) крепят эталоны чувствительности, а также свинцовые маркировочные знаки, ука-
зывающие: номер контролируемого участка; номер стрингера, лонжерона или нервюры
в зависимости от их наличия на участке контроля (устанавливается на соответствующий
элемент); две-три последние цифры бортового номера изделия.
Так как номера участков на правой и левой сторонах изделия совпадают, то при
маркировке к номерам участков необходимо добавлять соответствующий литерный
индекс (например, "Л" и "П"). Маркировочные знаки следует устанавливать таким
образом, чтобы при взгляде на контролируемый участок со стороны рентгеновского
аппарата (если стоять лицом по направлению полета) цифры читались правильно.
Кассеты с рентгеновской пленкой крепят с помощью липкой ленты, перекрытие
соприкасающихся участков — по ГОСТ 7512—75.
Моноблок рентгеновского аппарата устанавливают напротив центра просвечива-
емого участка с помощью центратора или отвеса.
129
Чувствительность контроля, оцениваемая по эталонам чувствительности, должна
быть не ниже 1,5 — 2 %. На снимках в зависимости от заданной чувствительности
контроля должны быть видны определенные проволочки (табл. П4.2).
Оптическая плотность получаемых рентгеновских снимков должна быть 1,6 —
1,8 относительных единиц.
Расшифровку снимков участков зон контроля выполняют в соответствии с ин-
струкцией НИАТ "Контроль сварки, пайки и литья методами рациационной дефекто-
скопии". По рентгеновским снимкам с помощью лупы 4 — 7-кратного увеличения
определяют вид, характер, размеры и число дефектов. К расшифровке снимков допус-
каются операторы, знающие конструкцию, направления действующих нагрузок, харак-
тер развития трещин и т. П. Результаты расшифровки оформляют протоколом, актом
или свидетельством и приобщают к "Делу воздушного судна".
Меры безопасности. При проведении работ по рентгеновскому контролю участ-
ков планера имеются следующие виды опасности (вредности): поражение электричес-
ким током и облучение рентгеновскими лучами.
Источниками опасности являются: узлы, части и детали рентгеновского аппара-
та, находящиеся под напряжением; рентгеновская трубка при включенном высоком
напряжении.
Персонал, осуществляющий рентгеновский контроль изделия, должен иметь
удостоверение о допуске к работам на электроустановках, работающих под напряже-
нием свыше 1000 В. Контроль облучения персонала должен производиться с помощью
индивидуальных дозиметров типа ИФК или аналогичных им.
Изделие и рентгеновский аппарат во время контроля должны быть надежно
заземлены.
При проведении работ по радиографическому контролю участков планера необ-
ходимо строго соблюдать Основные санитарные правила работы с радиоактивными
веществами и другими источниками ионизирующих излучений, Нормы радиационной
безопасности, Правила технической эксплуатации электроустановок потребителей и
правила техники безопасности при эксплуатации электроустановок потребителей.
Для защиты персонала, осуществляющего радиографический контроль изделия,
от воздействия излучения рентгеновского аппарата необходимо пользоваться защитной
ширмой.
Лица, проводящие рентгеновский контроль изделия, должны быть ознакомлены
с правилами техники безопасности при работах по обслуживанию планера и строго их
соблюдать. К проведению работ по рентгеновскому контролю допускаются только
аттестованные рентгенологи.
Перед контролем в цеховых и полевых условиях разрабатывают и согласуют с
местной санитарно-эпидемиологической станцией положение о проведении этих работ,
предусматривающее мероприятия по обеспечению безопасности обслуживающего пер-
сонала лиц, работающих на данном предприятии и профессионально не связанных с
облучением, и всего остального населения.
Таблица П4.2
Толщина просвечиваемого мате- риала (сплав на основе алюминия), мм Номер проволочного эталона из алюминиевого сплава Номер проволочки, которая должна быть видна на рентгеновском снимке Диаметр проволочки, мм Чувствитель- ность контроля. %
15 2 пр 3 0,25 1,6
20 2 пр 2 0,32 1,6—1,7
25 2 пр 1 0,4 1,4—1,6
Примечание. Толщина участков указана в таблицах режимов просвечивания
130
ПРИЛОЖЕНИЕ 5
СКОРОСТЬ, М/С, РАСПРОСТРАНЕНИЯ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
В НЕКОТОРЫХ МАТЕРИАЛАХ
Материалы на основе железа
Железо "Армко"..................................... 5930
Стали-
3 .............................................. 5930
10 ............................................... 5920
У10 ....................................... .... 5925
40 5925
У8 ........................................ .... 5900
50 ............................................... 5920
45Л-1 ............................................ 5925
ШХ-15 ............................................ 5965
. 40X13 ......................................... 6070
30ХГСА.............................................5915
30ХМА ............................................ 5950
08Х17Н14МЗ...................................... 5720
12Х18Н9Т ......................................... 5720
12Х18Н10Т..................................... ... 5760
Х12Н22ТЗМР.................................... 5650
20Х12ВНМФ......................................... 5990
ХН40МДТЮ ........................................ 5750
ЗОХРА.......................................... 5900
Х70МФВ.......................................... 5900
40ХНМА.......................................... 5600
ХН70ВМТЮ 5960
НХ35ВТ . 5680
Х15Н15ГС........................................ 5400
20ГСНДМ ... 6060
Сплавы-
ХН77ТЮР ....... ........ 6080
ХН35В5. . 5980
ХН70ВМТЮ.......................................... 5930
ХНВМЮ . . 6020
Сплавы на основе алюминия
Д16 6380
Д16АТ............................................ 6365
Д16ТПП.......................................... 6420
В95 6280
В95Т1ПП.......................................... 6330
АМг2 ........................................... 6390
АМг2М........................................... 6390
АМгЗ............................................. 6400
АМг5 ........................................... 6390
АМг5М . . . 6380
АМгб ........... . . . . . 6380
131
Окончание приложения 5
АМгбМ 6405
АД..................... 6360
АД1 .................... 6385
Д1....................... 6365
АМц ......... ......... 6405
Сплавы на основе титана
ВТ6С.....................................................
ОТ4......................................................
ВТ4 . . . ......................
BTI4 ... .......... ...............
ВТ9 . .......... ...............
ЗВ..........................................................
BTI . ...................
6150
6180
6090
6105
6180
6170
6180
Материалы на основе меди
Медь ... 4680
Ml................................................... 4780
М2 .................................................. 4750
ЛС52-1 . . 4050
ЛС59-1 ........ . . . . . . . . 4360
ЛС63 4180
Л62 ................................................. 4680
Л63 .................. . 4440
БрХО, 8Л ......... 4850
БрКМцЗ-1 .................................. ... 4820
БрОЦ4-3 ........................................... . . 4550
БрАМц9-2 ..................................... .... 5060
БрАЖМц 10-3-1,5 ................................... 4900
Примечание Температурный коэффициент скорости, (м/с) • °C. распространения
ультразвуковых колебаний для сплавов на основе: железа 0,5 — 0.7, алюминия 1 — 1.2, титана 0,6 —
0,7, меди 0,5 — 0,6.
132
ПРИЛОЖЕНИЕ 6
ФОРМА ПРОТОКОЛА МЕТРОЛОГИЧЕСКОЙ ПОВЕРКИ
Утверждаю
______________________(должность)
______________________(подпись)
____________________199 г.
ПРОТОКОЛ
шоверки параметров дефектоскопа(тип, инв. №)
199 г.(место проведения)
Параметр Наименование и номера пунктов НТД. в соответствии с которыми проводилась поверка Тип. инвентарный номер применяемых средств поверки
Условия поверки соответствуют требованиям НТД
(наименование НТД)
(подпись отв. лица) (фамилия отв. лица)
Средства поверки соответствуют требованиям НТД
(наименование НТД)
Результаты поверки:
(подпись отв лица) (фамилия отв. лица)
Поверку проводил (должность)
(поОпиь)
(фамилия .
133
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
Абрамов Б. А., М а ш о ш и н О. Ф., Ж и с л и н Ф. А. Методические
указания к выполнению лабораторных работ по дисциплине "Диагностика ЛА и АД"
М.: РИО МИИГА, 1990, 52 с.
Беда П. И. Контроль кромок лопаток газовых турбин авиационных двигате-
лей методом вихревых токов: Методическое руководство. М.: РИО в/ч 75360, 1966 56 с
Диагностика авиационных деталей / В. Н. Лозовский, Г. В. Бондал, А. О. Каксис
А. Е. КолТунов. М.: Машиностроение, 1989. 456 с.
Директивные материалы по неразрушающему контролю- Бюллетень № 965 БЭ-Г.
М.: РИО МГА, 1984. 290 с.
Инструкция по применению импортных приборов "Элотест В2" для контроля
материалов деталей, узлов и конструкций АТ ГА. М.: РИО ГосНИИ ГА, 1986. 14 с.
Коллакот Р. Диагностика повреждений. М.: Мир, 1989. 516 с.
Контроль технической исправности самолетов и вертолетов: Справочник / Под
ред. В. Г. Александрова. М.: Транспорт, 1976. 360 с.
Методика ультразвукового контроля фитинга I24A-2201-12 самолетов Ту-134А с
неусиленным крылом в условиях эксплуатации. М.: РИО МГА, 1986. 14 с.
Методические указания к выполнению лабораторного практикума по дисципли-
не "Диагностика ЛА и АД". М.: РИО МГТУ ГА, 1994. 32 с.
Методические указания по метрологическому обеспечению средств НК. М.:
МГА-ГосНИИ ГА, 1990. 48 с.
Методические указания по применению ультразвуковых методов неразрушающе-
го контроля. М.: РИО ГосНИИ ГА, 1982. 76 с.
Методическое руководство по применению капиллярных методов нсразрушаю-
щего контроля для оценки технического состояния изделий авиационной техники. М.:
РИО МГА, 1982. 104 с.
Методическое руководство по применению рентгеновского метода неразрушаю-
шего контроля для оценки технического состояния изделий авиационной техники. М.:
Воздушный транспорт, 1981. 142 с.
Методы акустического контроля металлов / Н П Алешин В Е Белый,
А. X. Вопилкин и др. М.: Машиностроение, 1989. 456 с.
Неразрушающие физические методы выявления дефектов в авиационных матери-
алах / Под ред. А. Л. Дорофеева. М РИО ВИАМ. ОНТИ, 1979 68 с
Неразрушающий контроль. Кн. 3 / Под ред. В. В. Сухорук, ва. М.. Высшая
школа, 1992. 320 с.
Неразрушающий контроль металлов и изделий- Справочник / Под ред
Г. С. Самойловича. М.: Машиностроение, 1976 456 с.
Пивоваров В. А. Повреждаемость и диагностирование авиационных
конструкций. М.: Транспорт, 1994 208 с
Пивоваров В. А. Современные методы и средства неразрушающего
контроля состояния авиационной техники М РИО МИИГА, 1988 76 с.
Пивоваров В. А., Абрамов Б А., Машошин О. Ф. Оценка
технического состояния авиатехники с применением оптического и магнитопорошково-
го методов неразрушающего контроля. М : РИО МИИГА, 1991. 36 с.
Приборы для неразрушающего контроля материалов и изделий: Справочник /
Под ред В. В. Клюева. М.: Машиностроение, 1982 352 с.
Руководство по применению магнит с порошкового метода неразрушающего кон-
троля изделий авиационной техники гражданской авиации / Под ред. Р. И. Лихачева.
М.: РИО ГосНИИ ГА, 1982. 140 с
Техническая эксплуатация летательных аппаратов- Учеб для вузов / Под ред
Н Н Смирнова М • Транспорт 1990 424 с
134
СОДЕРЖАНИЕ
Предисловие............................................................. .3
Глава I. Основы дефектологии материалов...................... ........ .5
1.1. Нагружение, деформирование и разрушение материалов..............5
1.2. Переход материала из одного механического состояния в другое
в процессе работы...................................................10
1.3. Структурные превращения в материале при нагружении и форми-
ровании дефектов ...................................................12
1.4. Роль дефектов в сопротивлении разрушению.......................16
Глава 2. Классификация дефектов. Анализ дефектных авмакоеструкций .... 18
2.1. Виды обнаруживаемых дефектов в материале конструкций...........18
2 2. Основы металлофизического анализа дефектных конструкций........21
Глава 3. Общие сведения о дефектоскопическом контроле........ ..... 24
3.1. Краткие исторические сведения .................................24
3.2. Задачи, решаемые с применением методов неразрушающего контроля . 25
3.3. Требования к обеспечению дефектоскопической технологичности
контролируемых объектов ..........................26
3.4. Требования к средствам дефектоскопического контроля............27
3.5. Требования к специалистам-дефектоскопистам.....................28
Глава 4. Методы дефектоскопического контроля ............30
4.1. Оптико-визуальная дефектоскопия ............30
4.2. Капиллярная дефектоскопия . ...................37
4.3. Магнитопорошковая дефектоскопия . ................44
4.4. Вихретоковая дефектоскопия . ..........................55
4.5. Акустическая дефектоскопия ....................................70
4.6. Рентгено- и у (гамма)-дефектоскопия............................86
Глава 5. Метрологическое обеспечение неразрушающего контроля............100
5.1. Основные определения и нормативная база.......................100
5.2. Общие положения по метрологическому обеспечению средств нераз-
рушающего контроля ................................................101
5.3. Поверка средств вихретокового контроля.................. . . 102
5.4. Поверка средств ультразвукового контроля........... . 105
5.5. Поверка средств магнитопорошкового контроля...................109
5.6. Поверка рентгеновских аппаратов............................. 112
5.7. Поверка негатоскопов......................................... 113
5 8. Поверка средств капиллярного контроля................... ... 114
Приложение 1. Перечень государственных стандартов в области
неразрушающего контроля................................................ 117
Приложение 2. Вихретоковый контроль закрылков самолета Ту
в условиях эксплуатации.................................................120
Приложение 3. Ультразвуковой контроль фитингов планера самолета Ту
(адаптированный) ...................................................... 122
Приложение 4 Рентгеновский контроль болтовых и заклепочных
соединений планера самолета Ту..........................................125
Приложение 5 Скорость, м/с, распространения ультразвуковых колебаний
в некоторых материалах................................................. 131
Приложение 6 Форма протокола метрологической поверки................... 133
Список использованной литературы....................................... 134
Учебное пособие
ПИВОВАРОВ ВЛАДИМИР АНДРЕЕВИЧ.
МАШОШИН ОЛЕГ ФЕДОРОВИЧ
ДЕФЕКТОСКОПИЯ ГРАЖДАНСКОЙ АВИАЦИОННОЙ ТЕХНИКИ
Обложка художника Г. Л. Феборова
Технический редактор М. А. Шуйская
Корректор И. А. Попова
Изд. лиц. № 010163 от 21.02.97. Подписано в печать 12.09.97. Формат 60x88 1/16
Усл. печ. л. 8,33.. Уч.-изд. л. 9,14 Тираж 1000 экз. Заказ 1811 С 064
Изд. № 1-1-177 № 6793
Государственное унитарное предприятие ордена
"Знак Почета" издательство "Транспорт".
103064. Москва. Басманный туп 6а
АООТ "Политех-4".
129110 Москва Б Переяславская ул. 46