






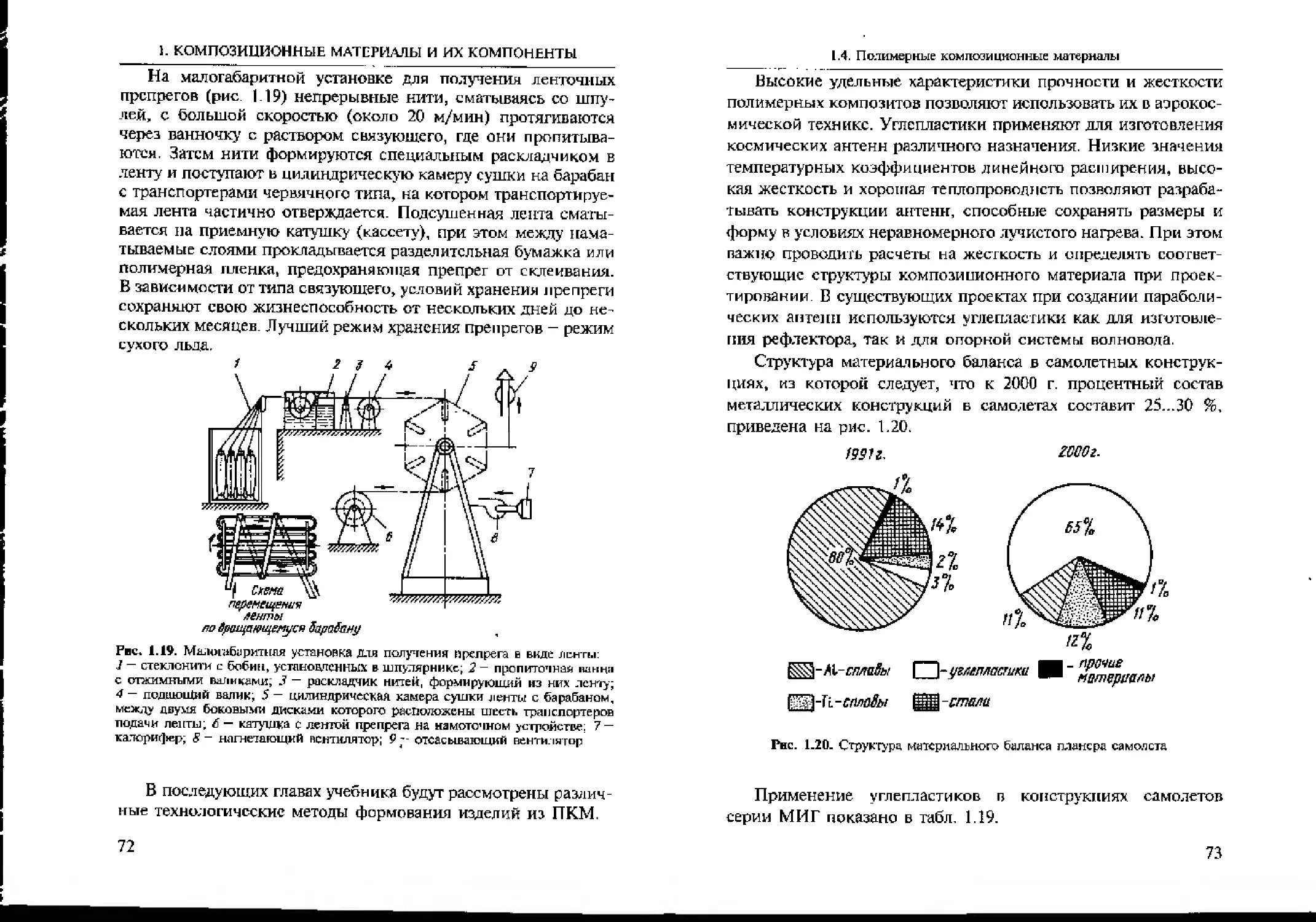
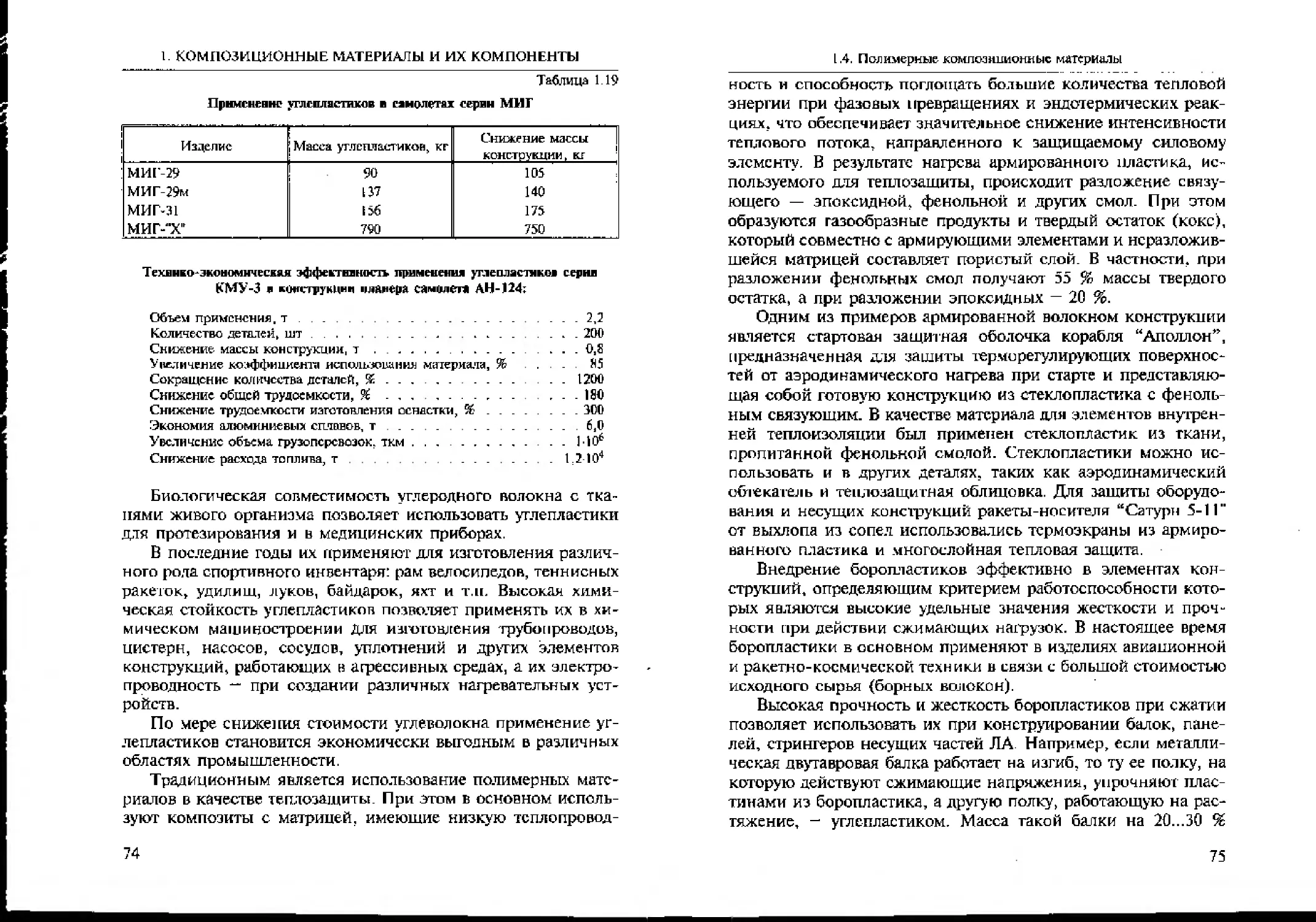

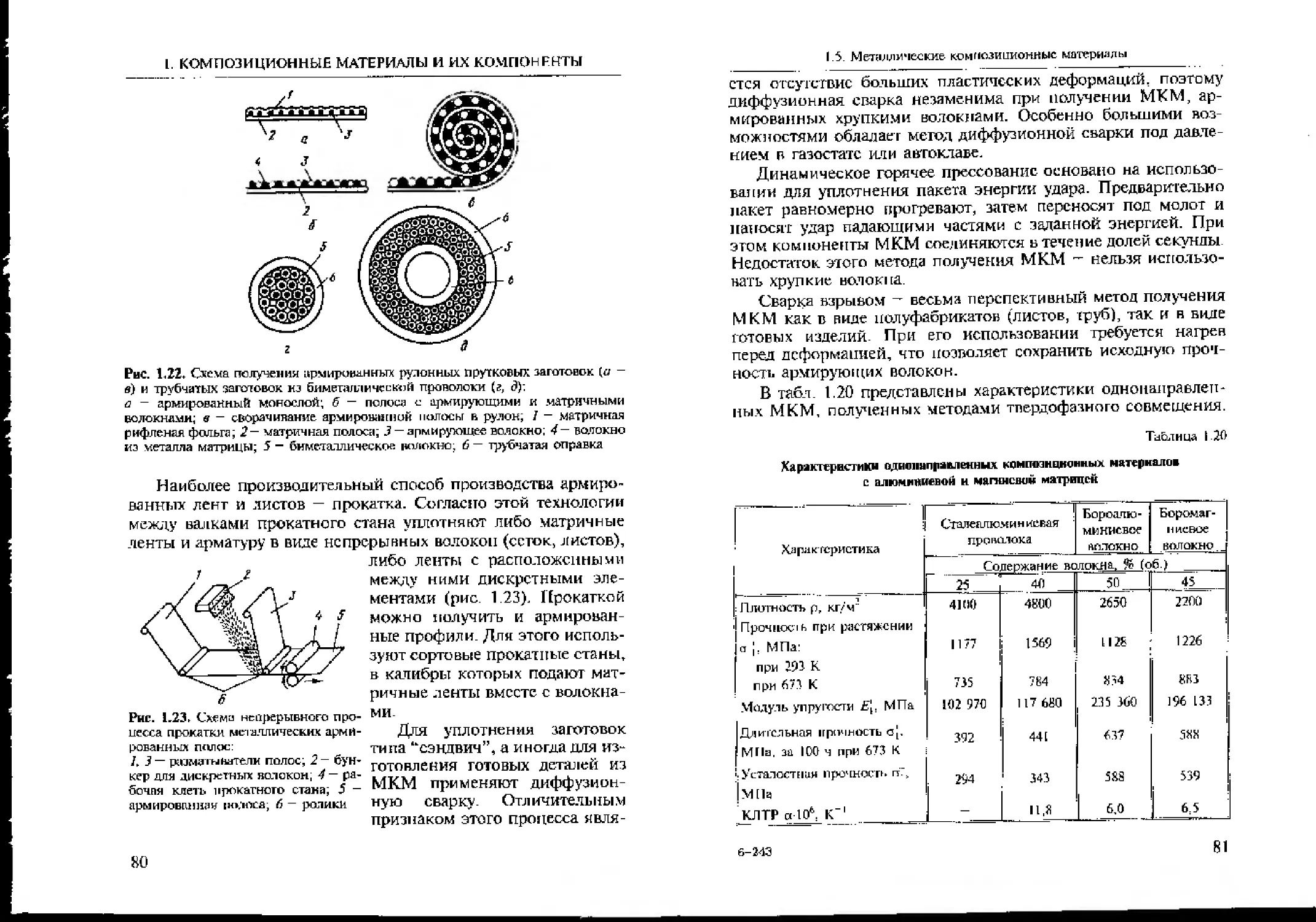








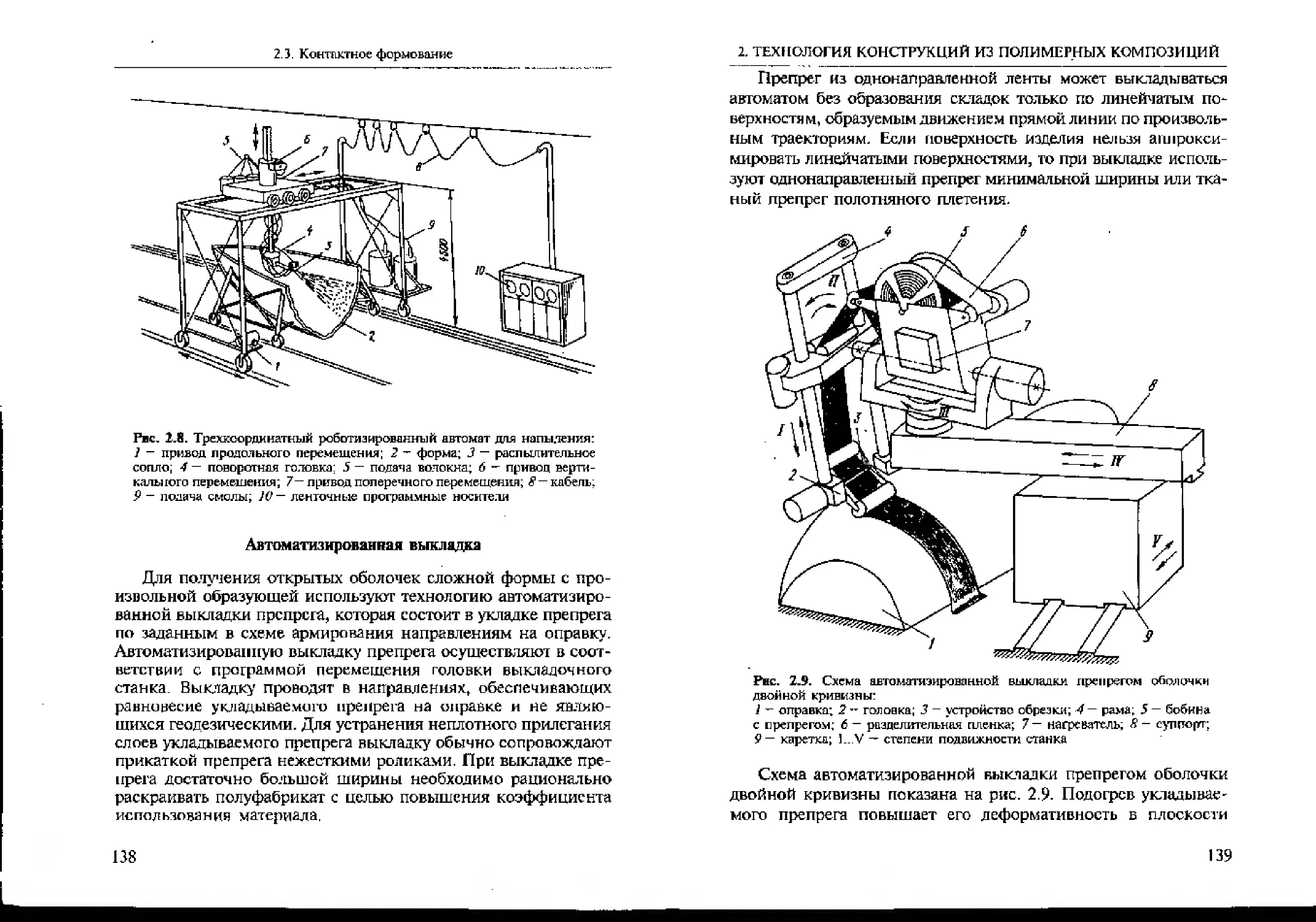
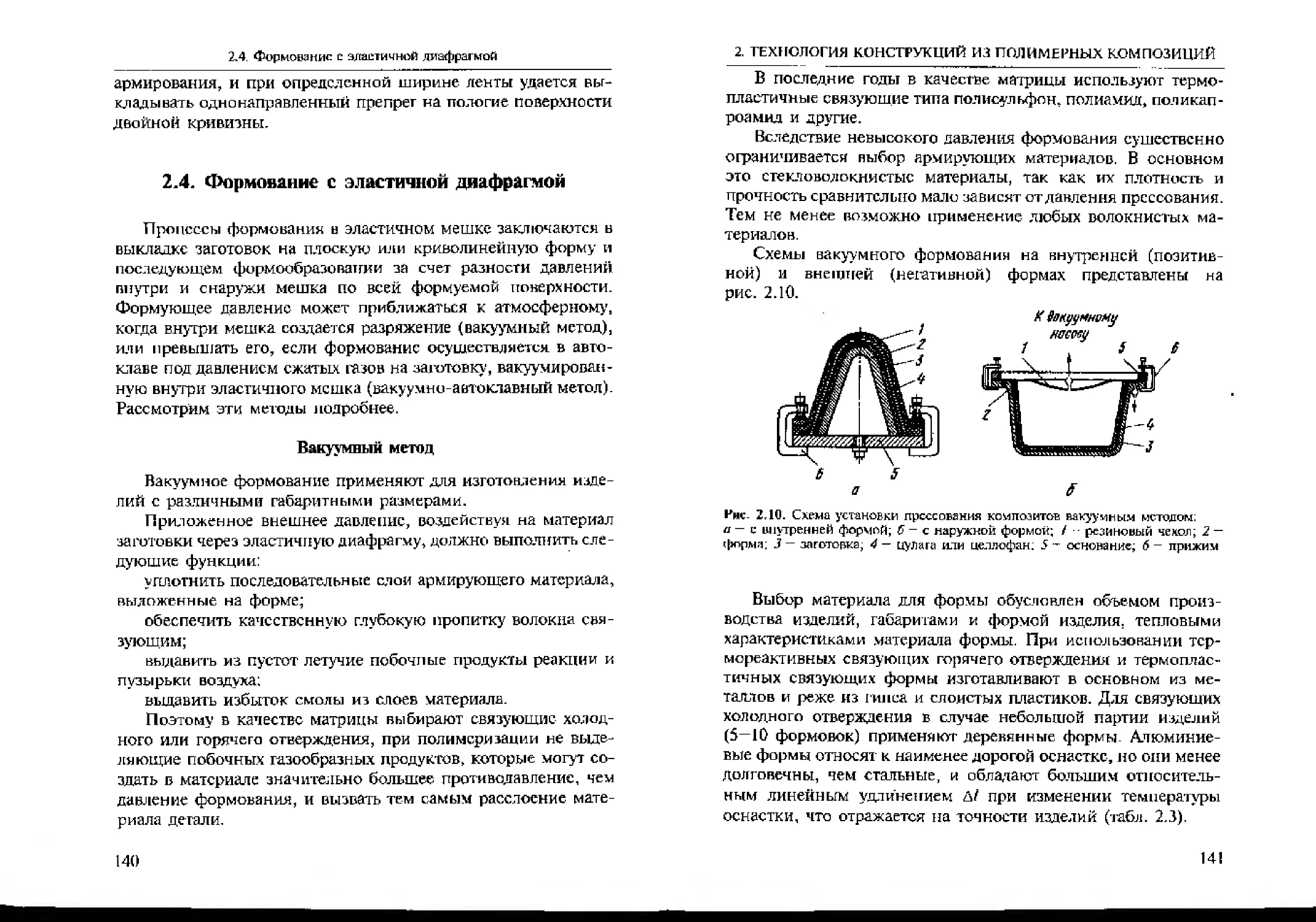


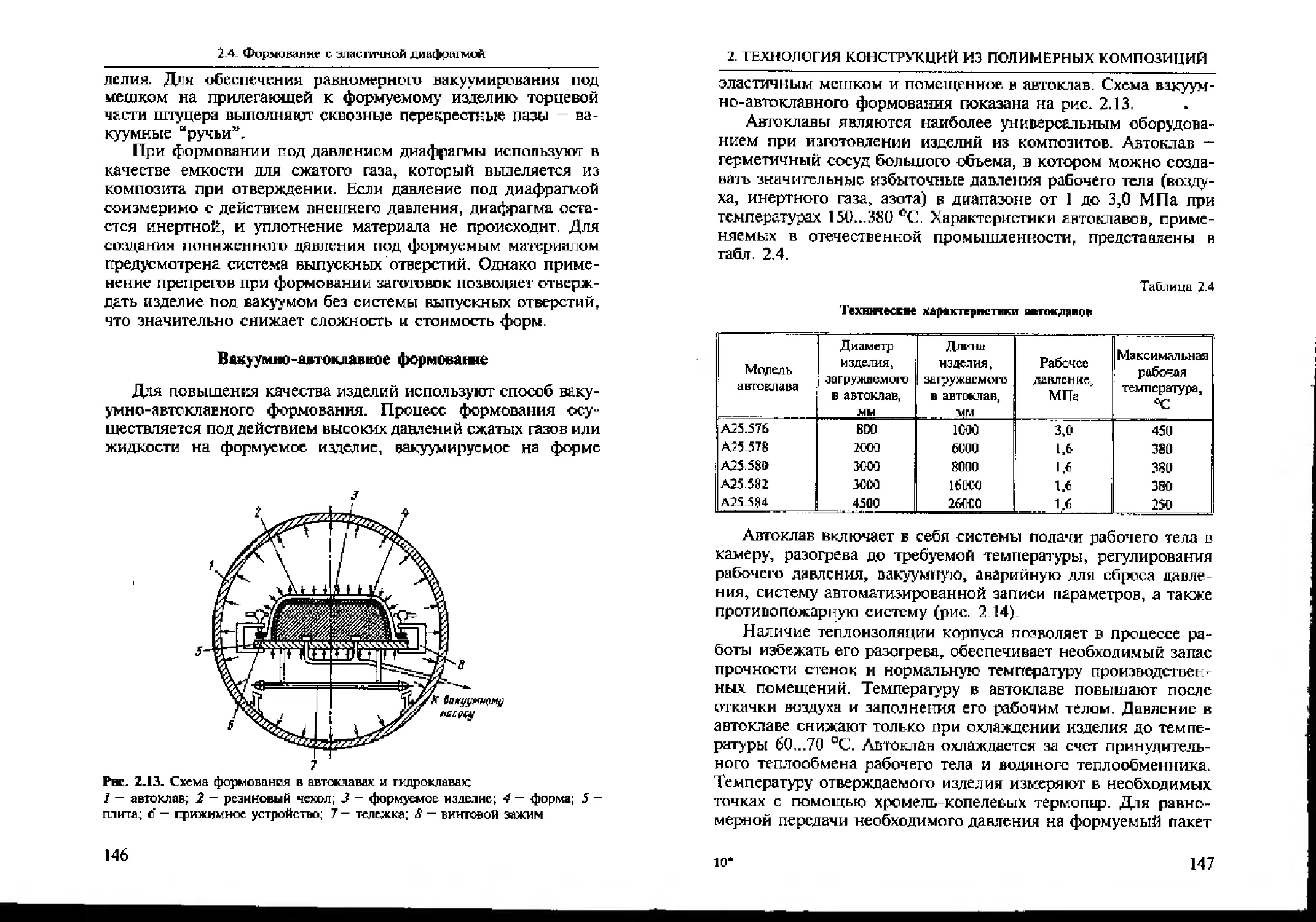
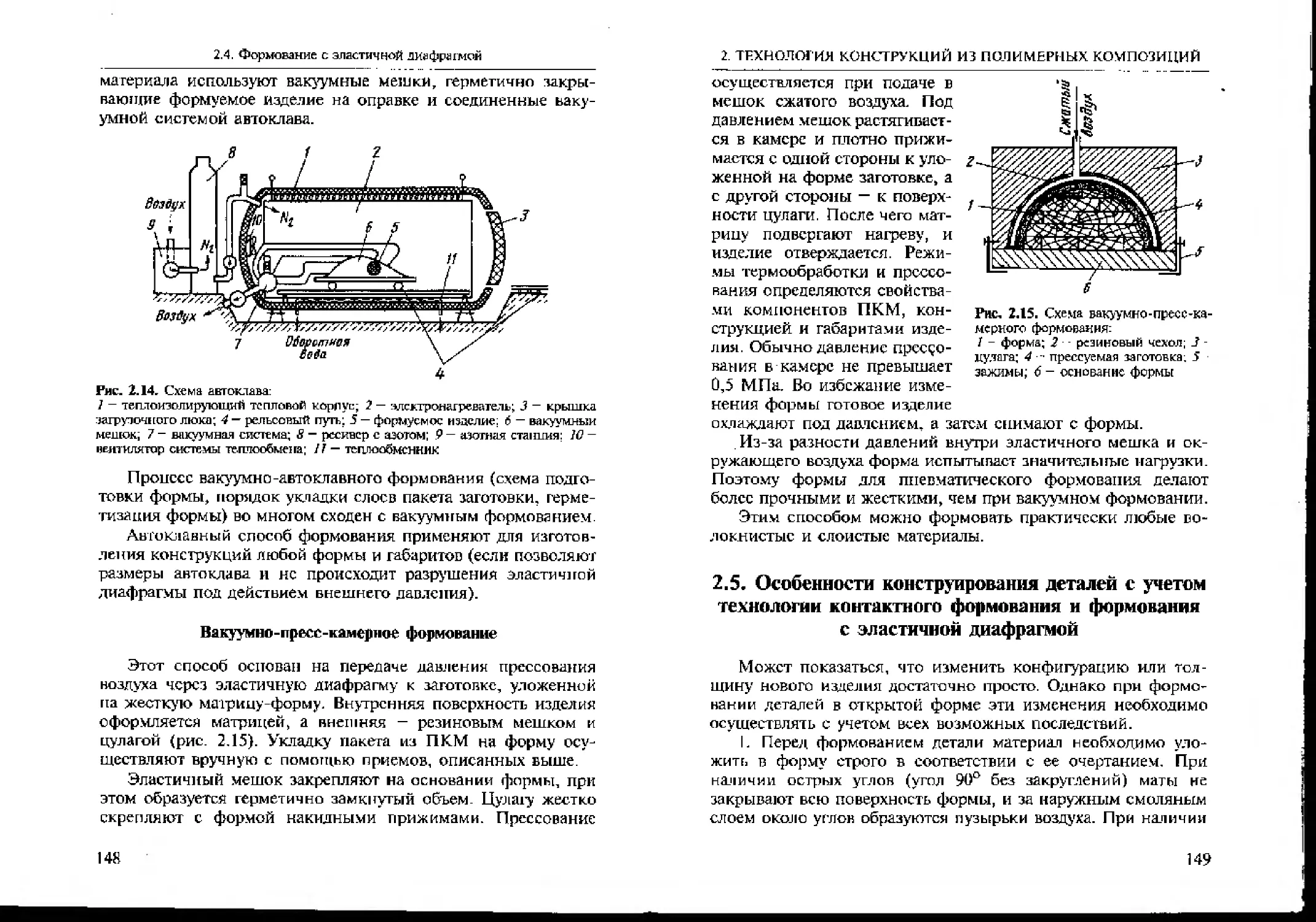
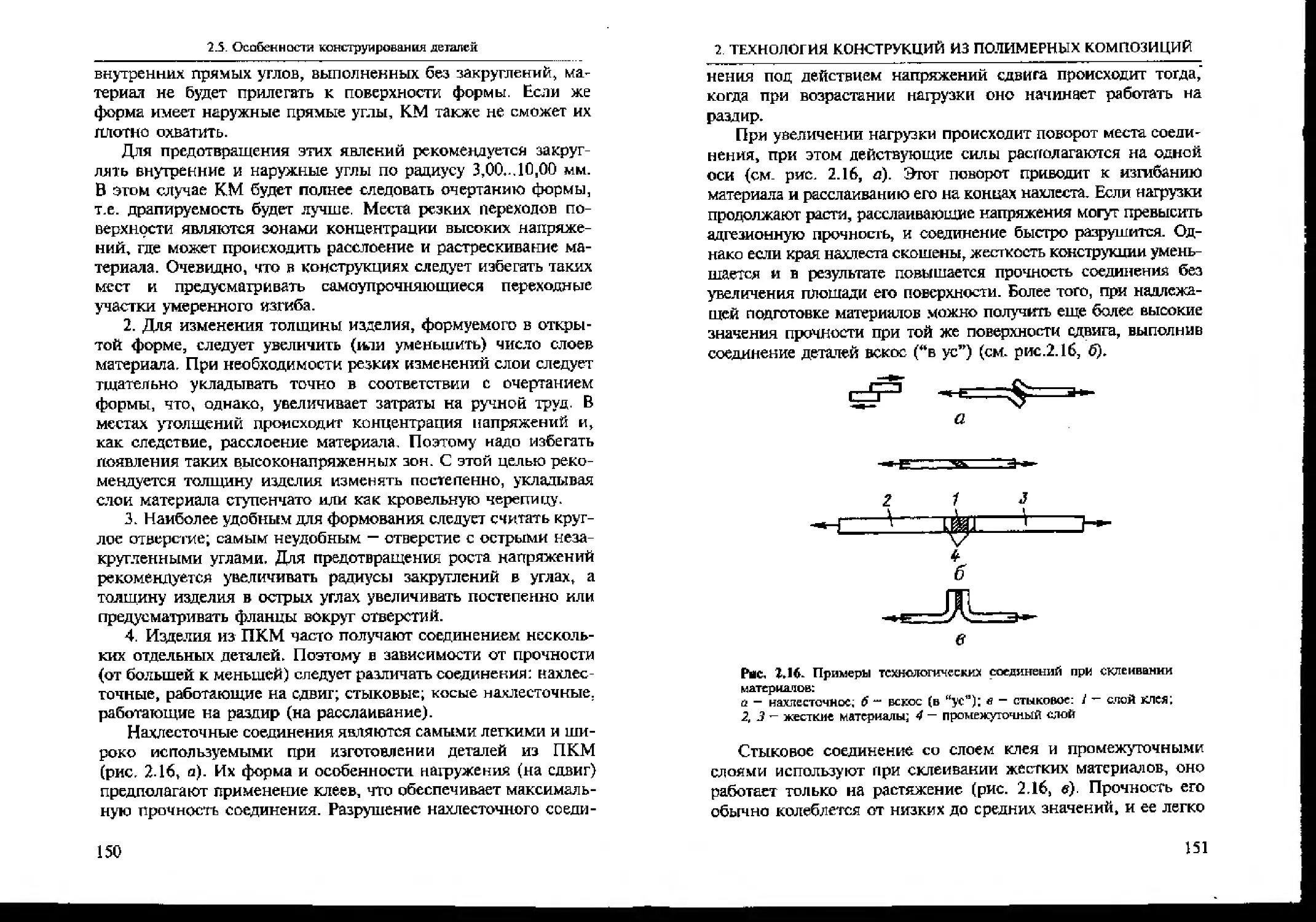
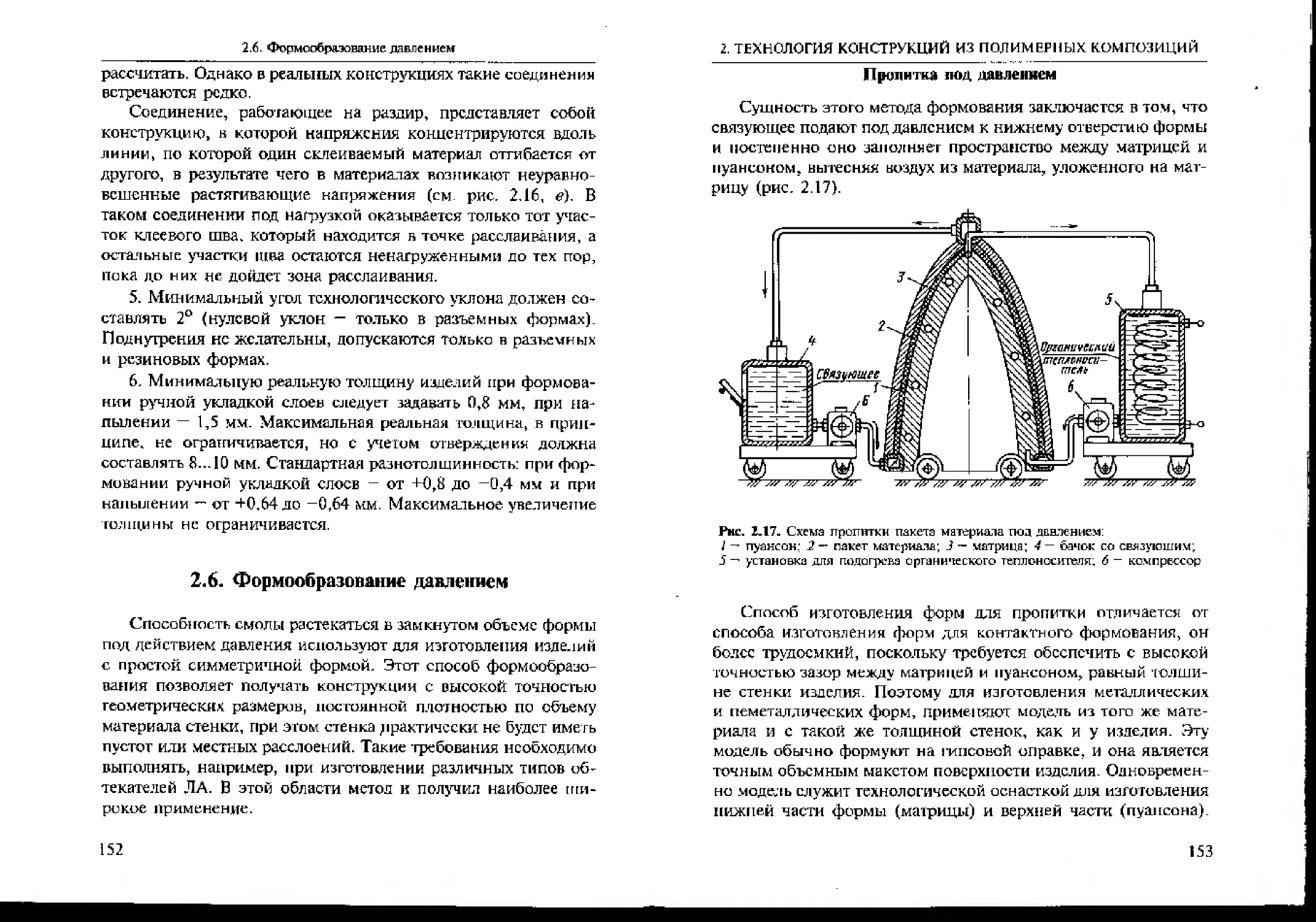

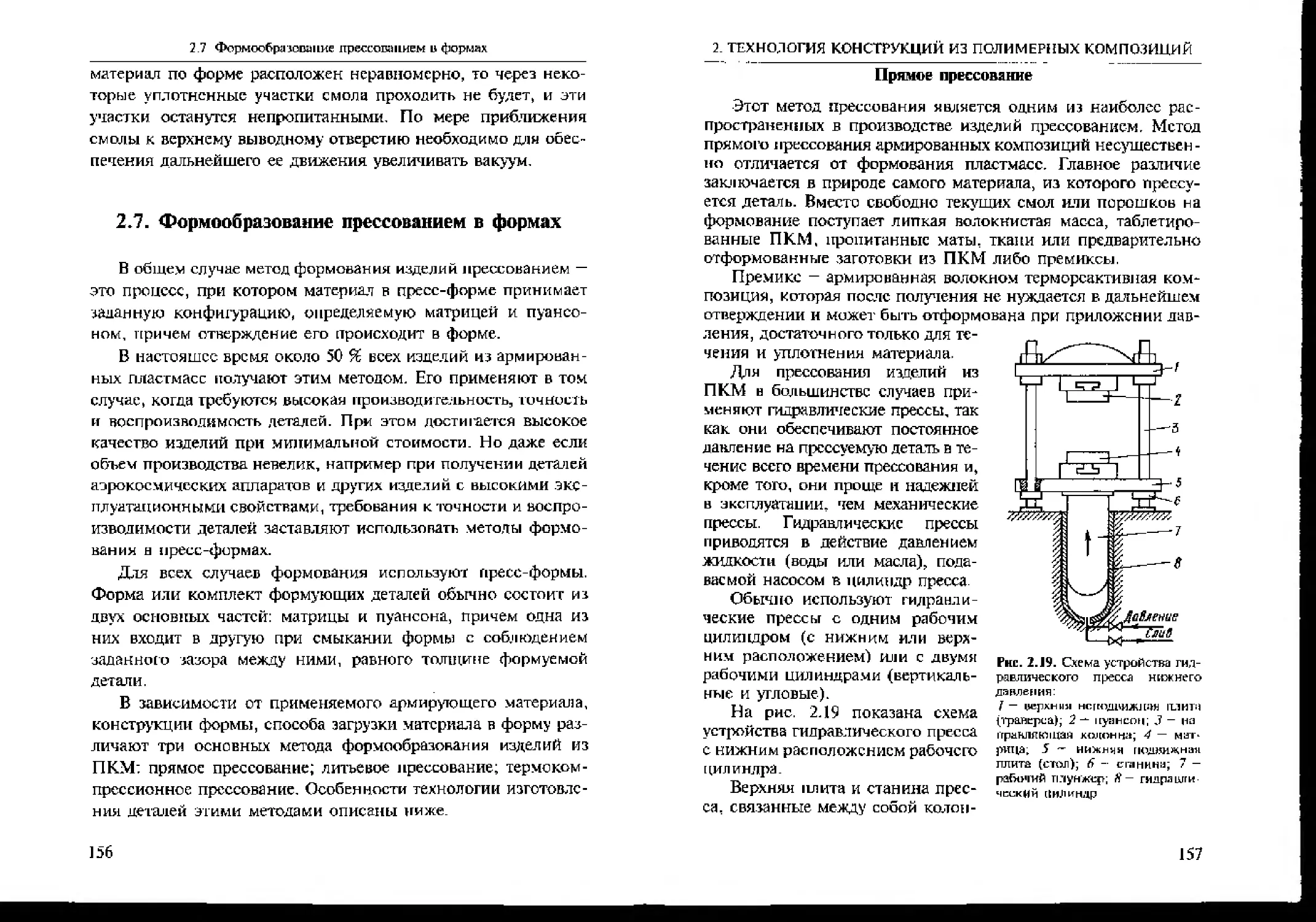
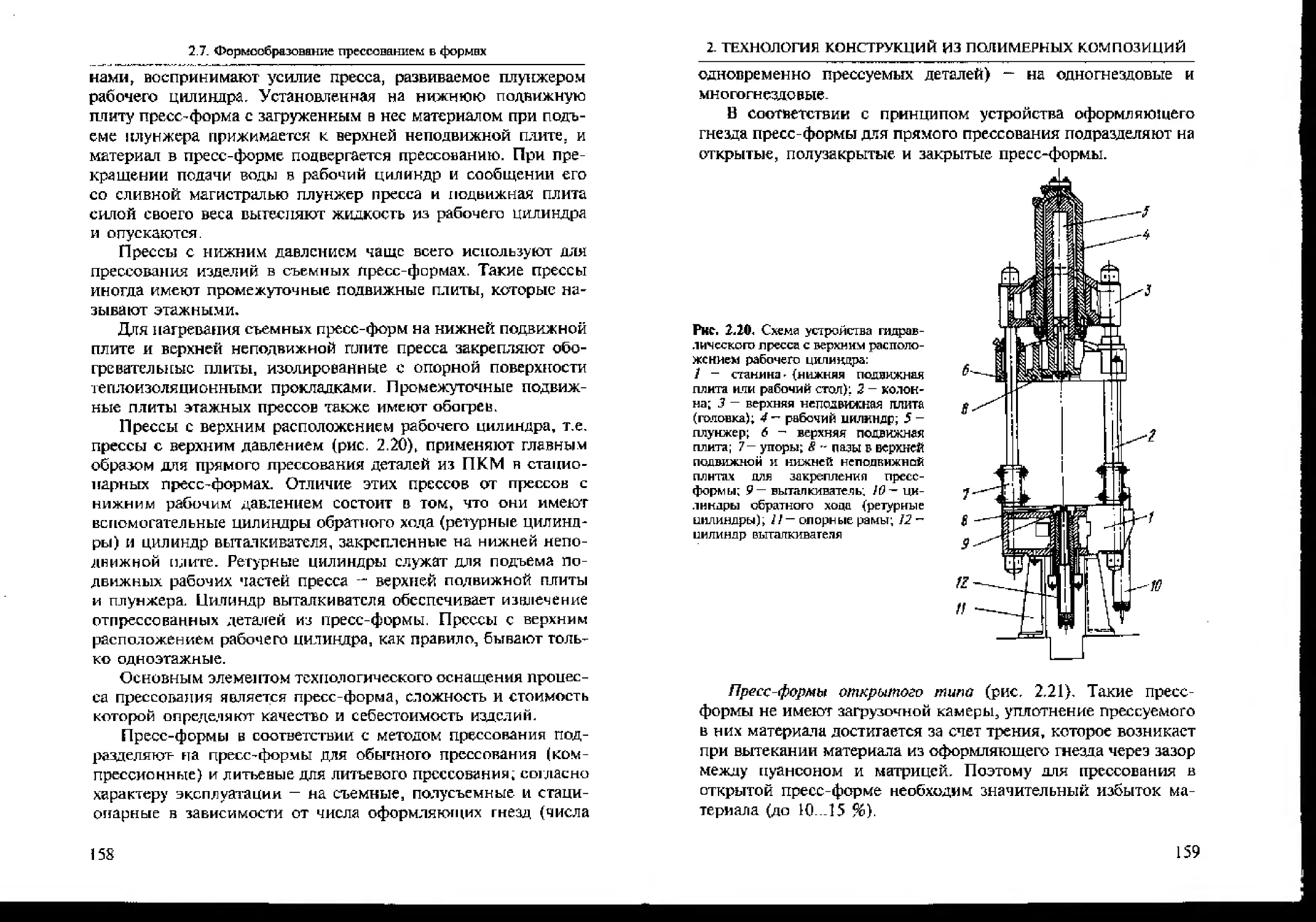




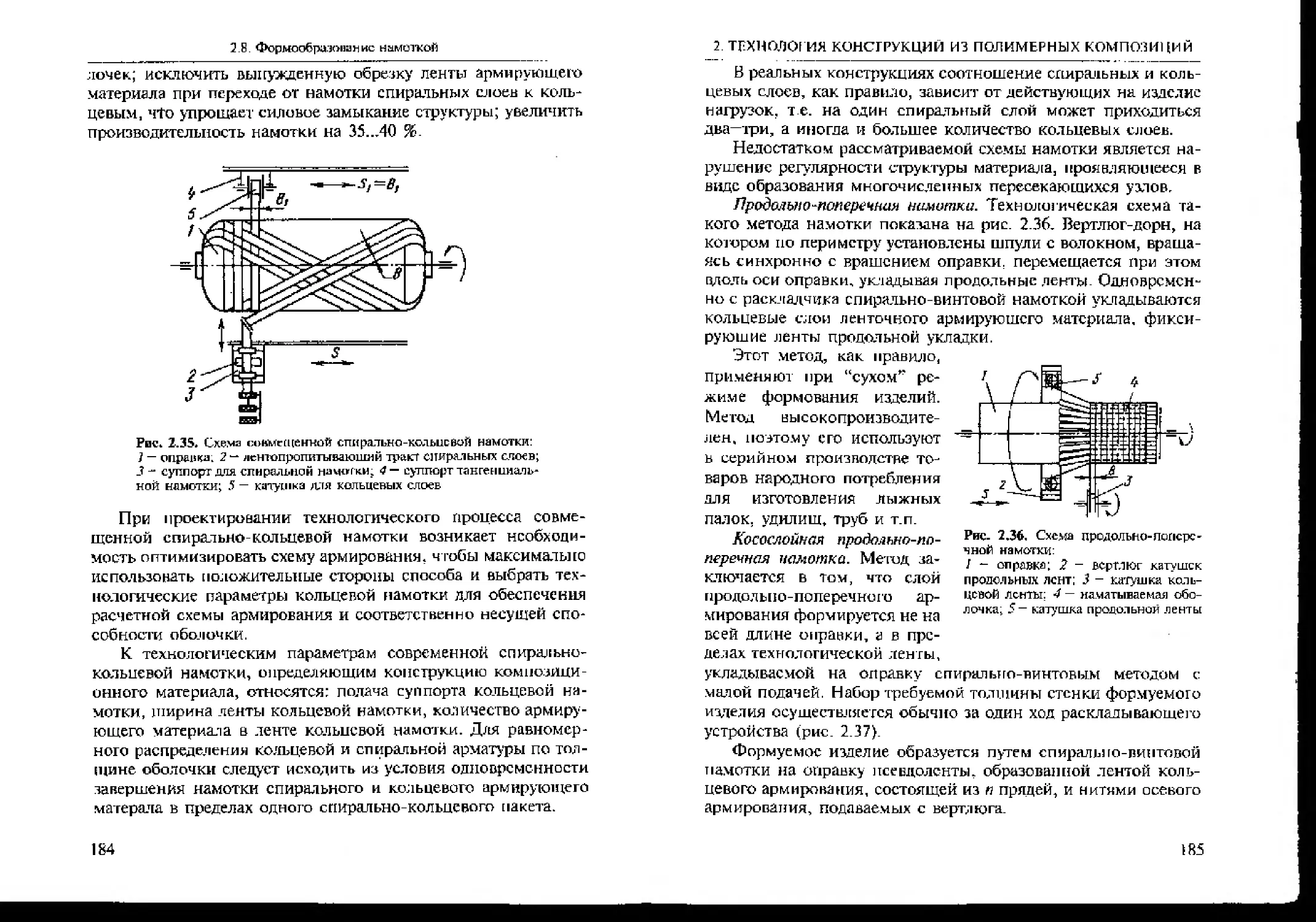
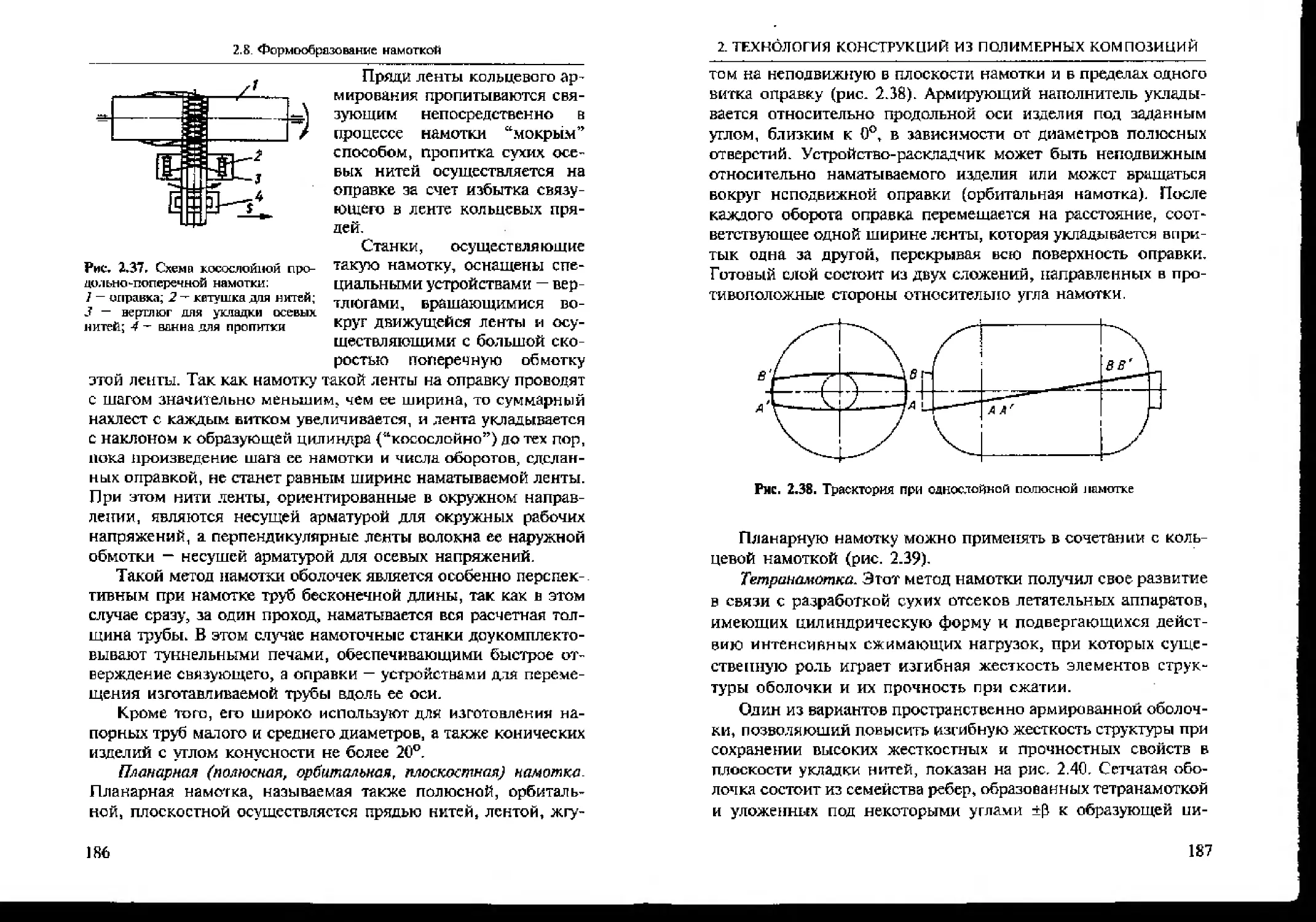
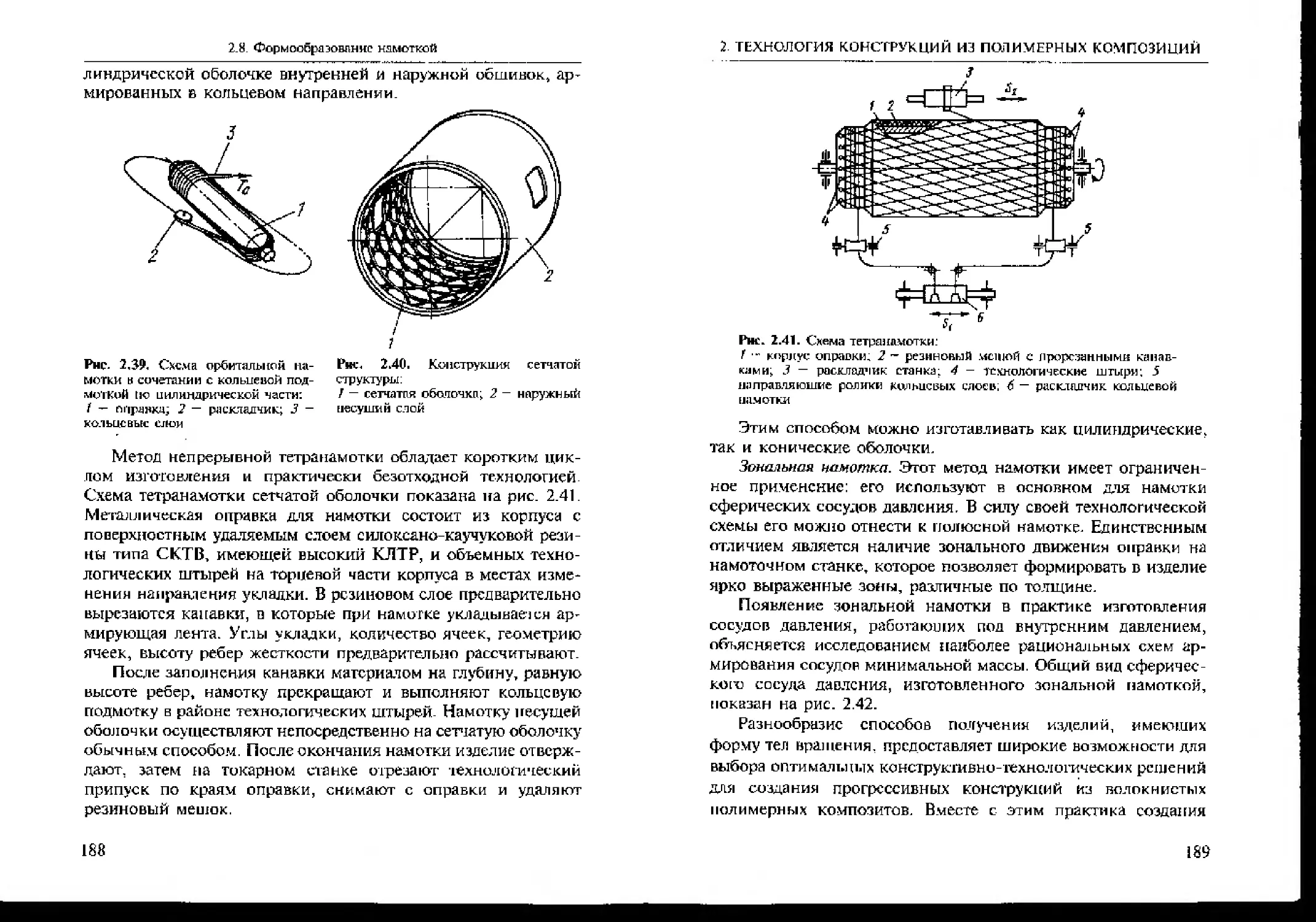
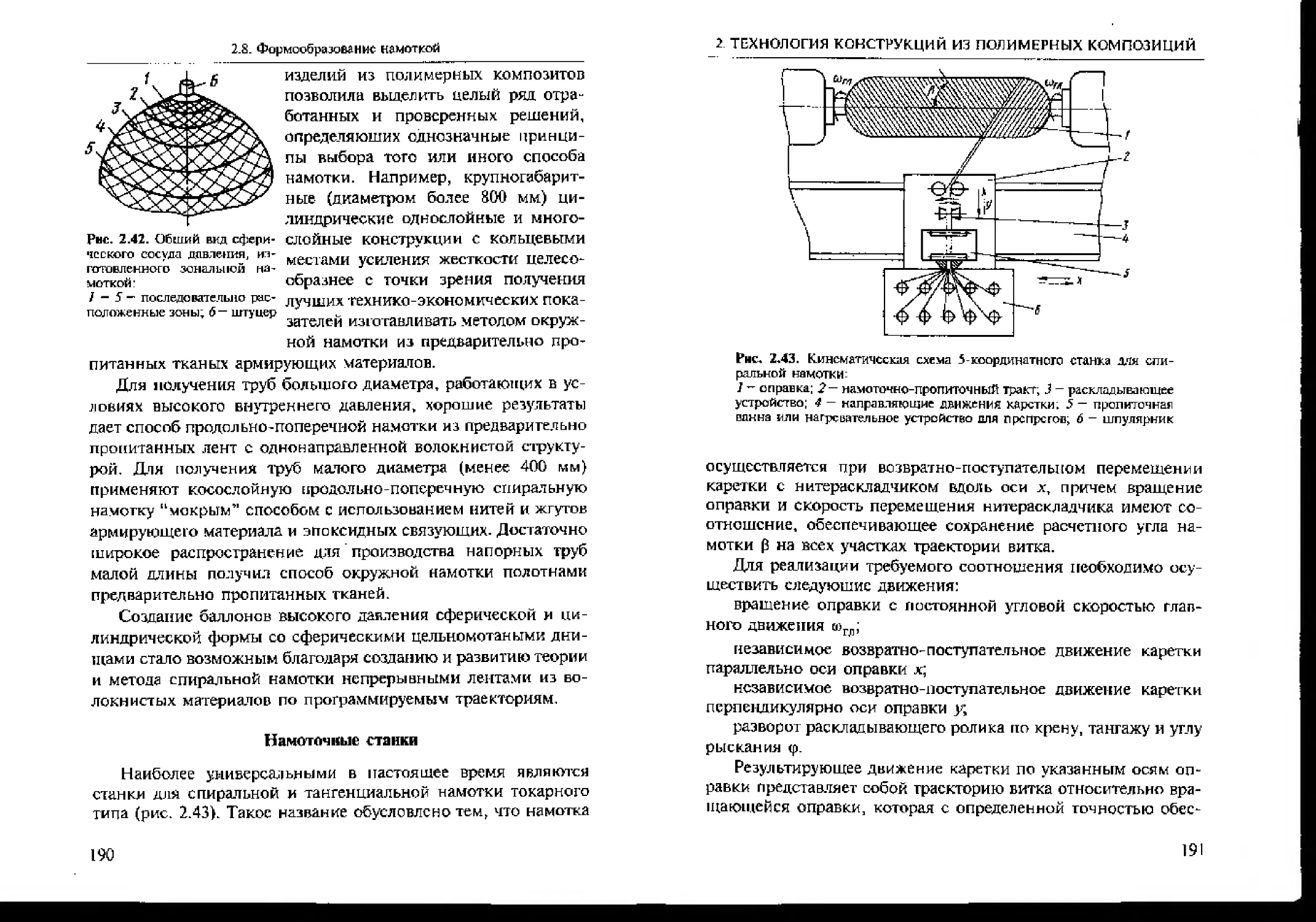
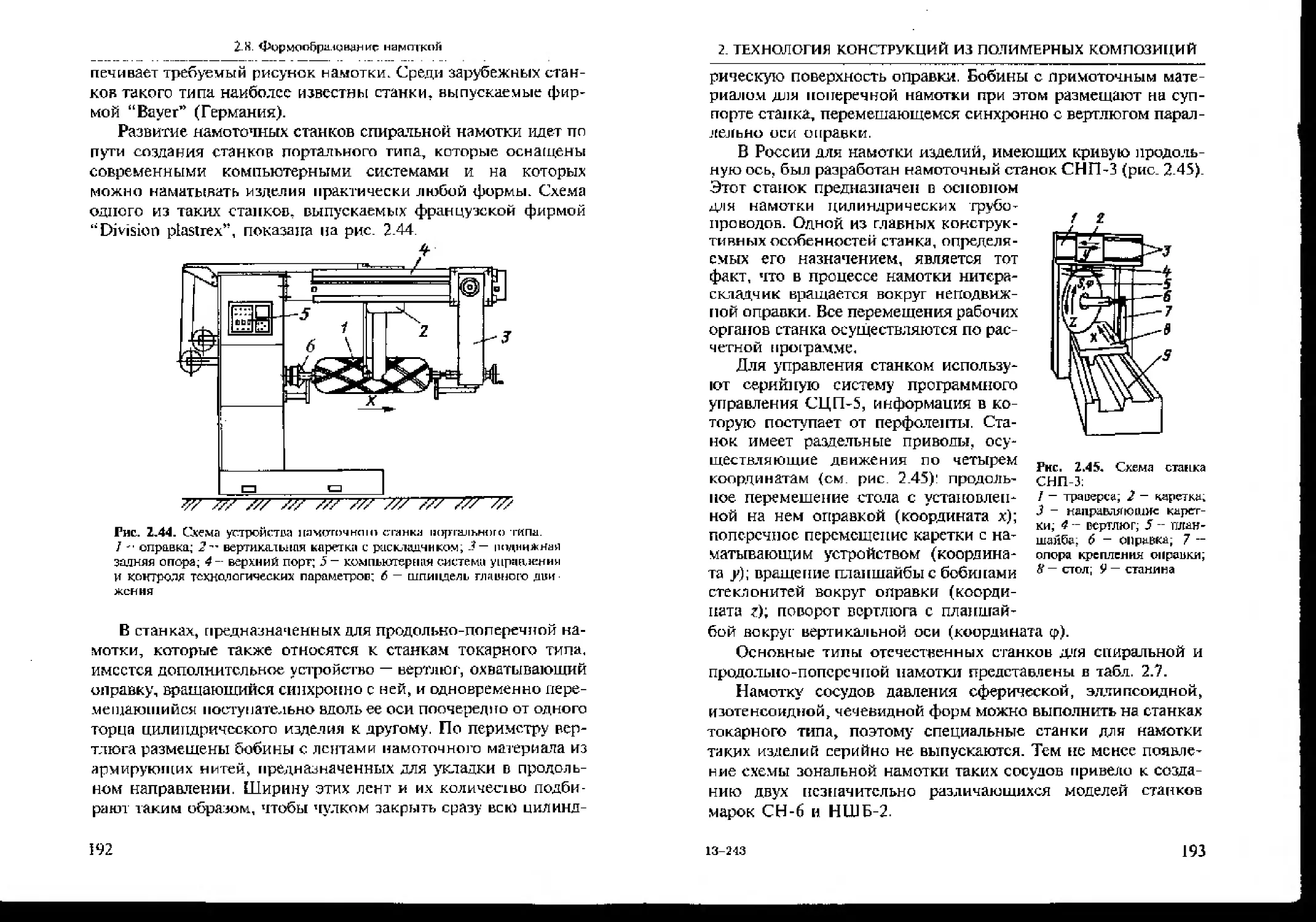

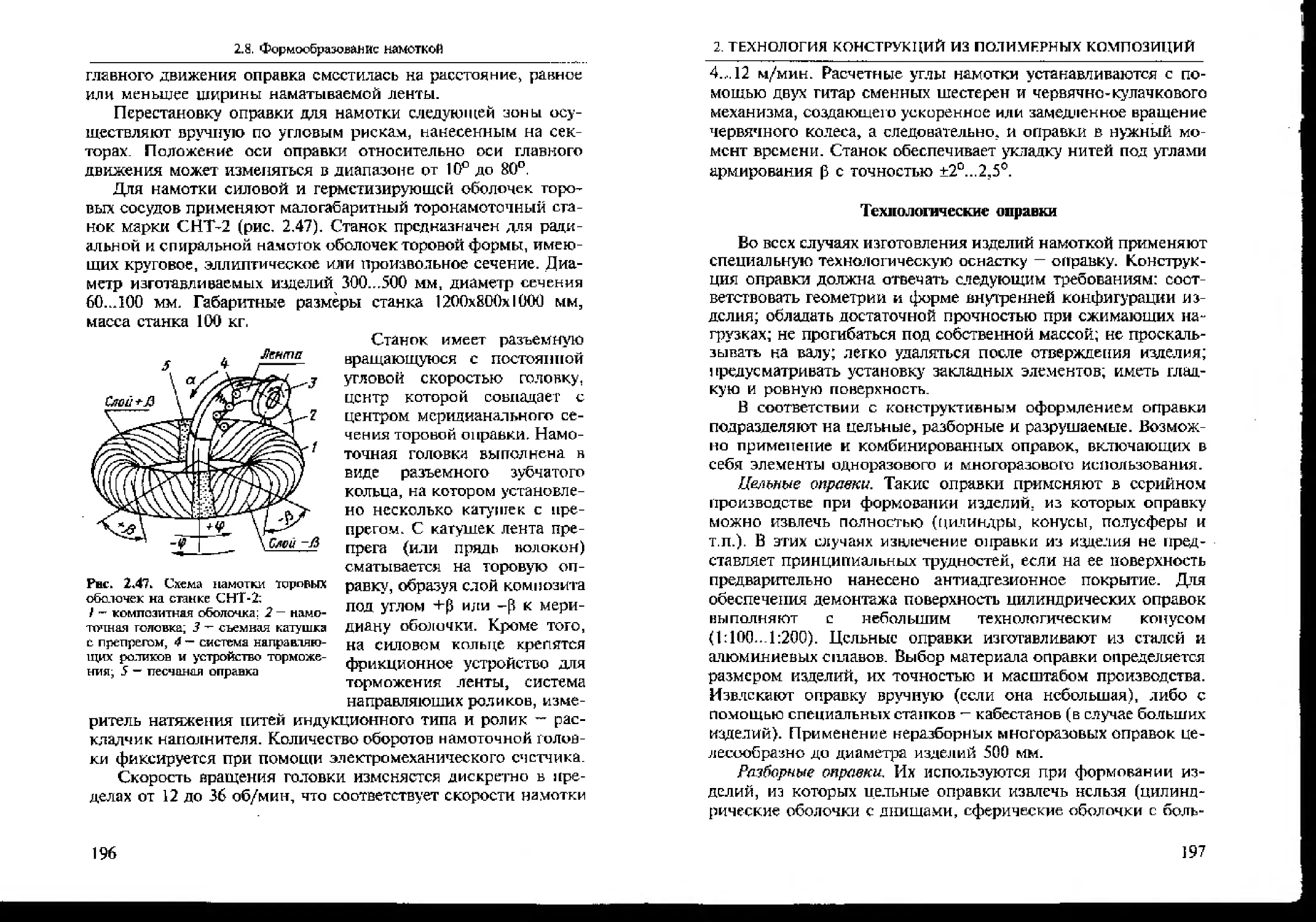
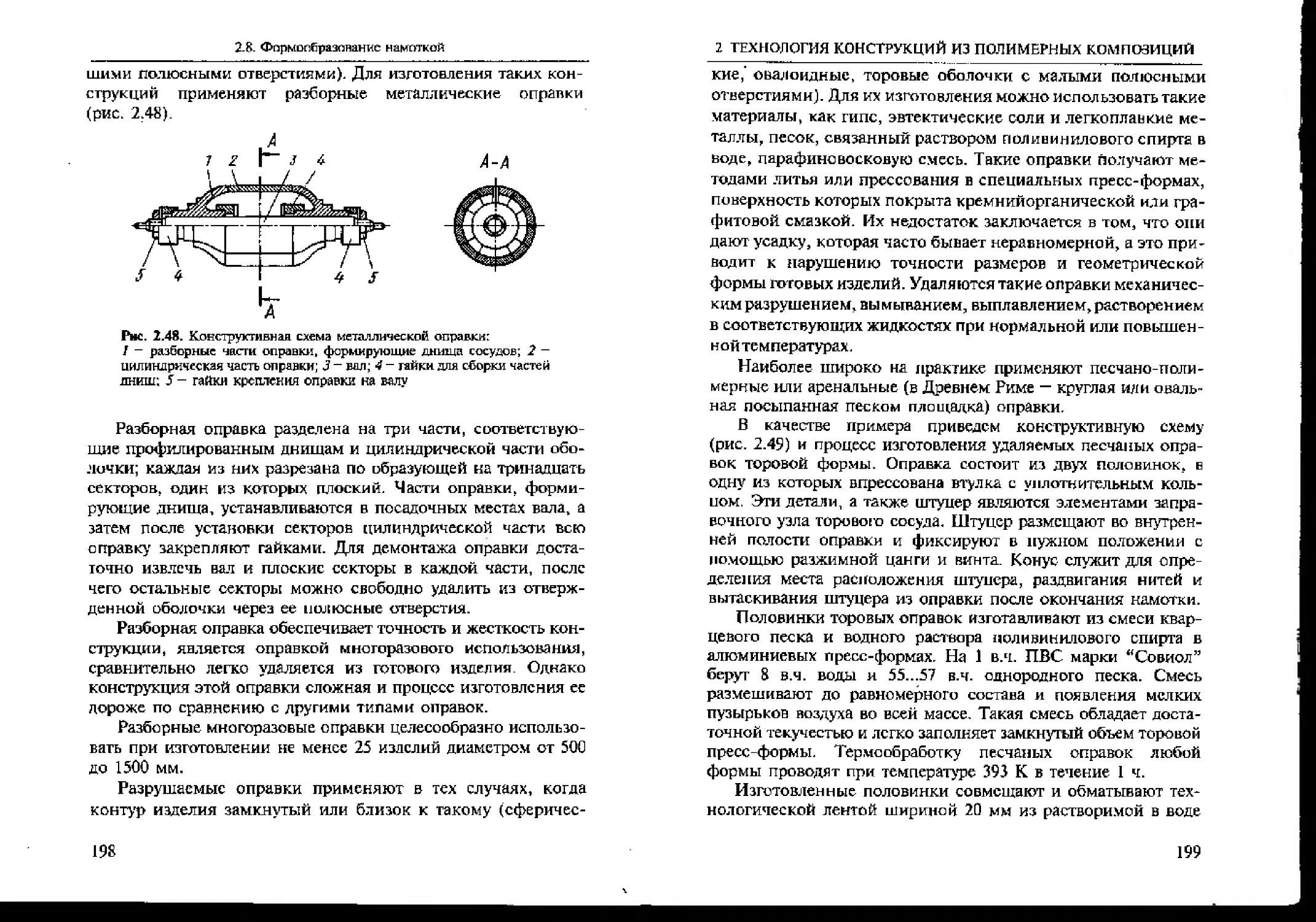

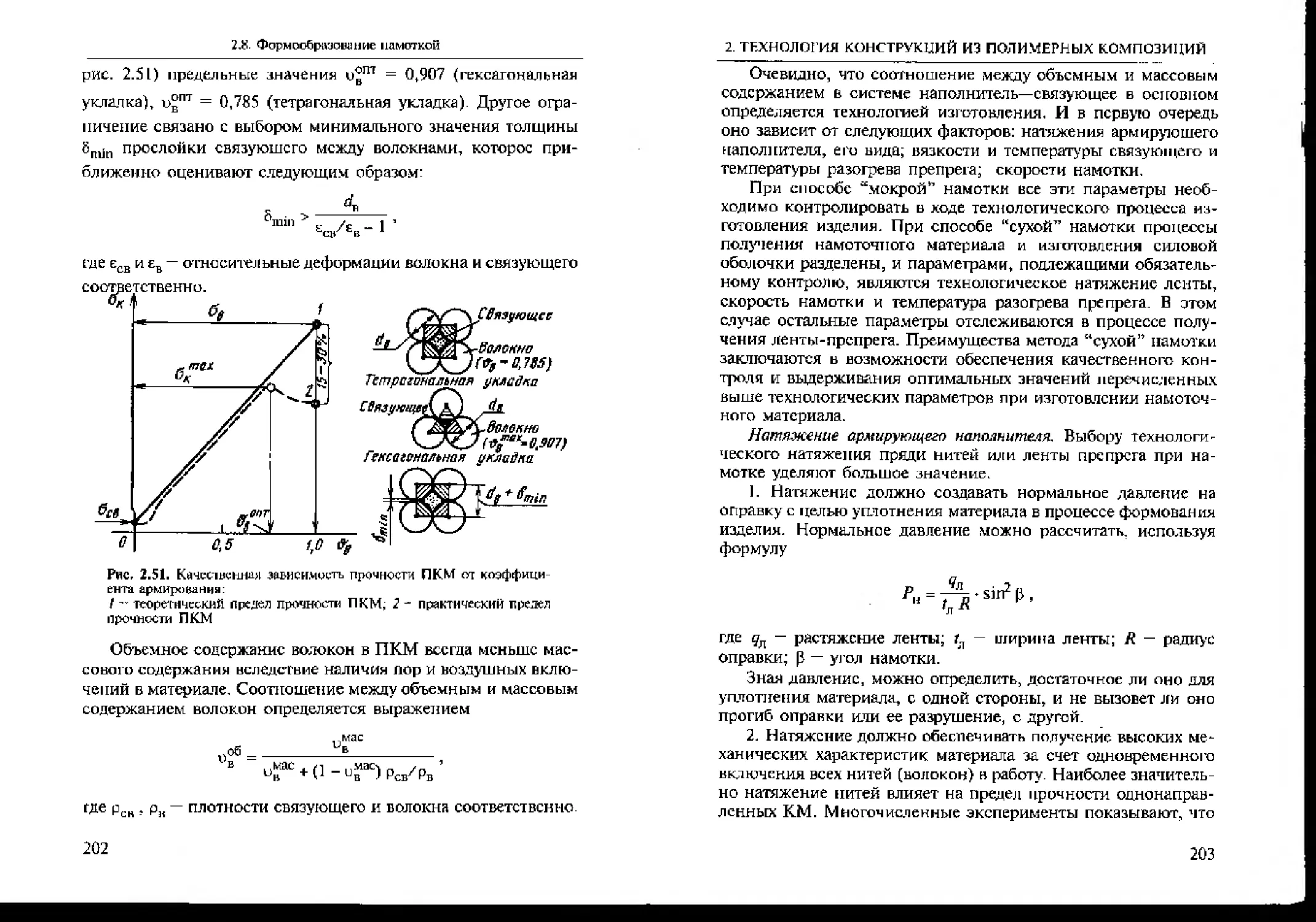









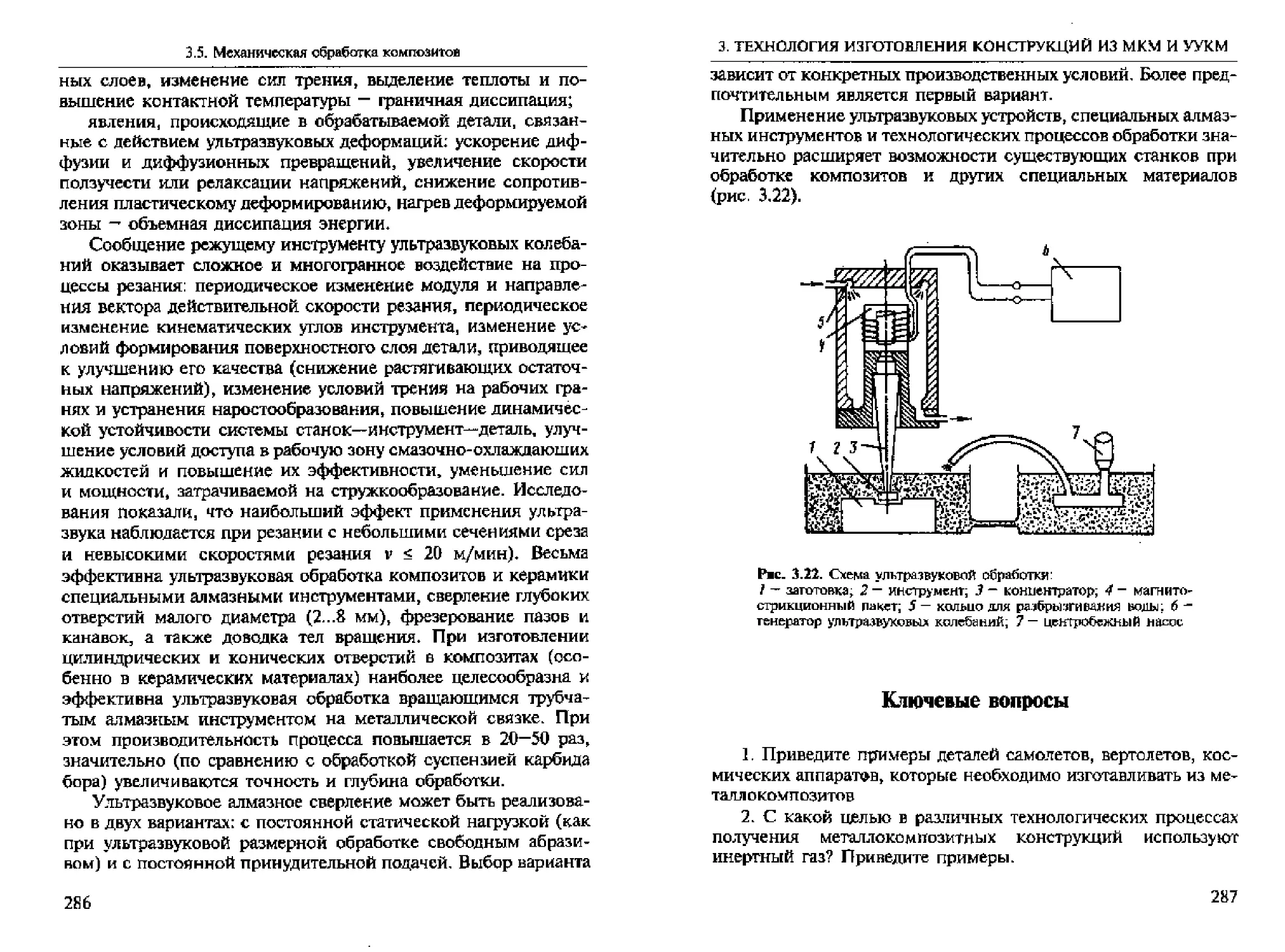
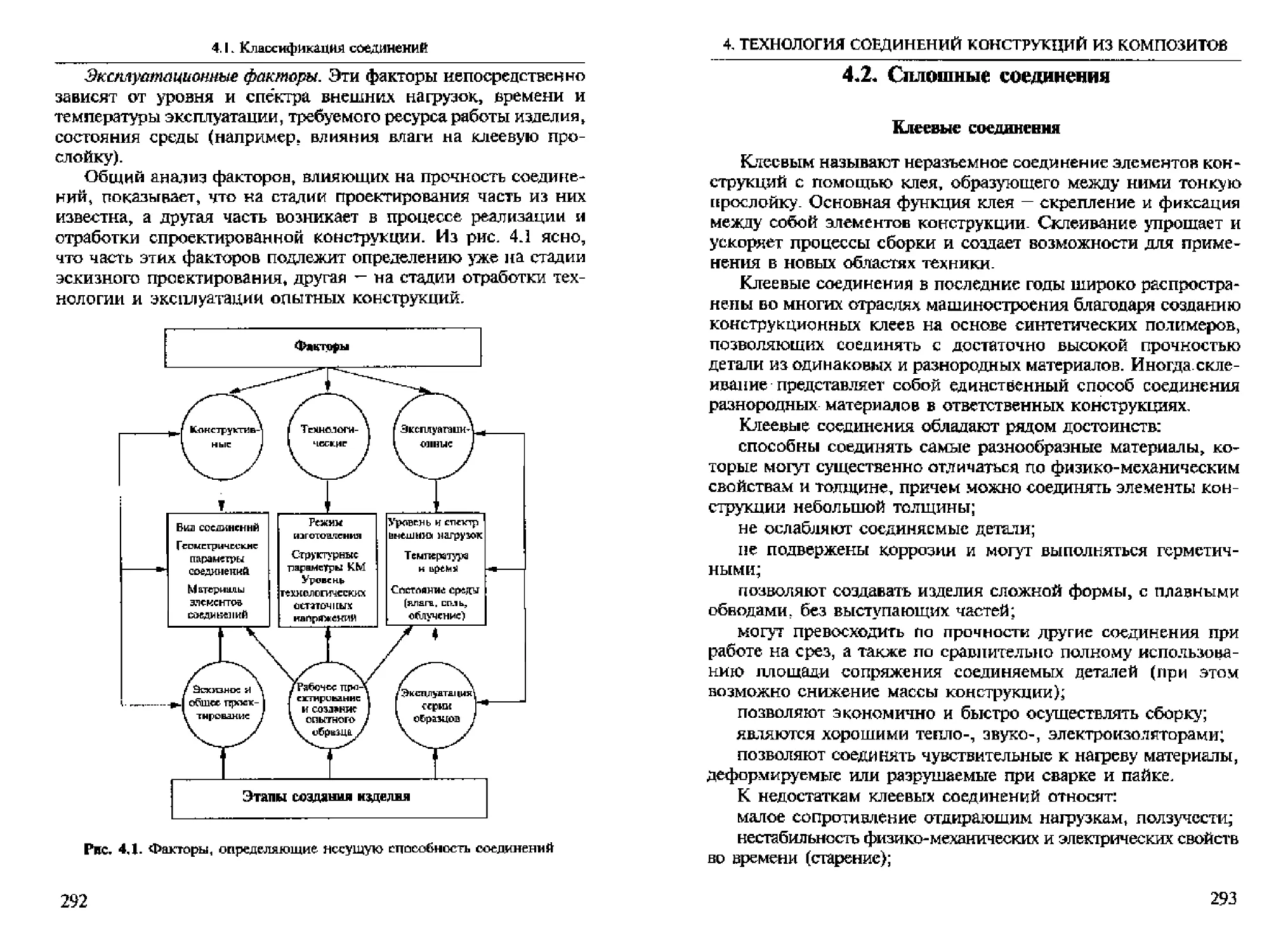

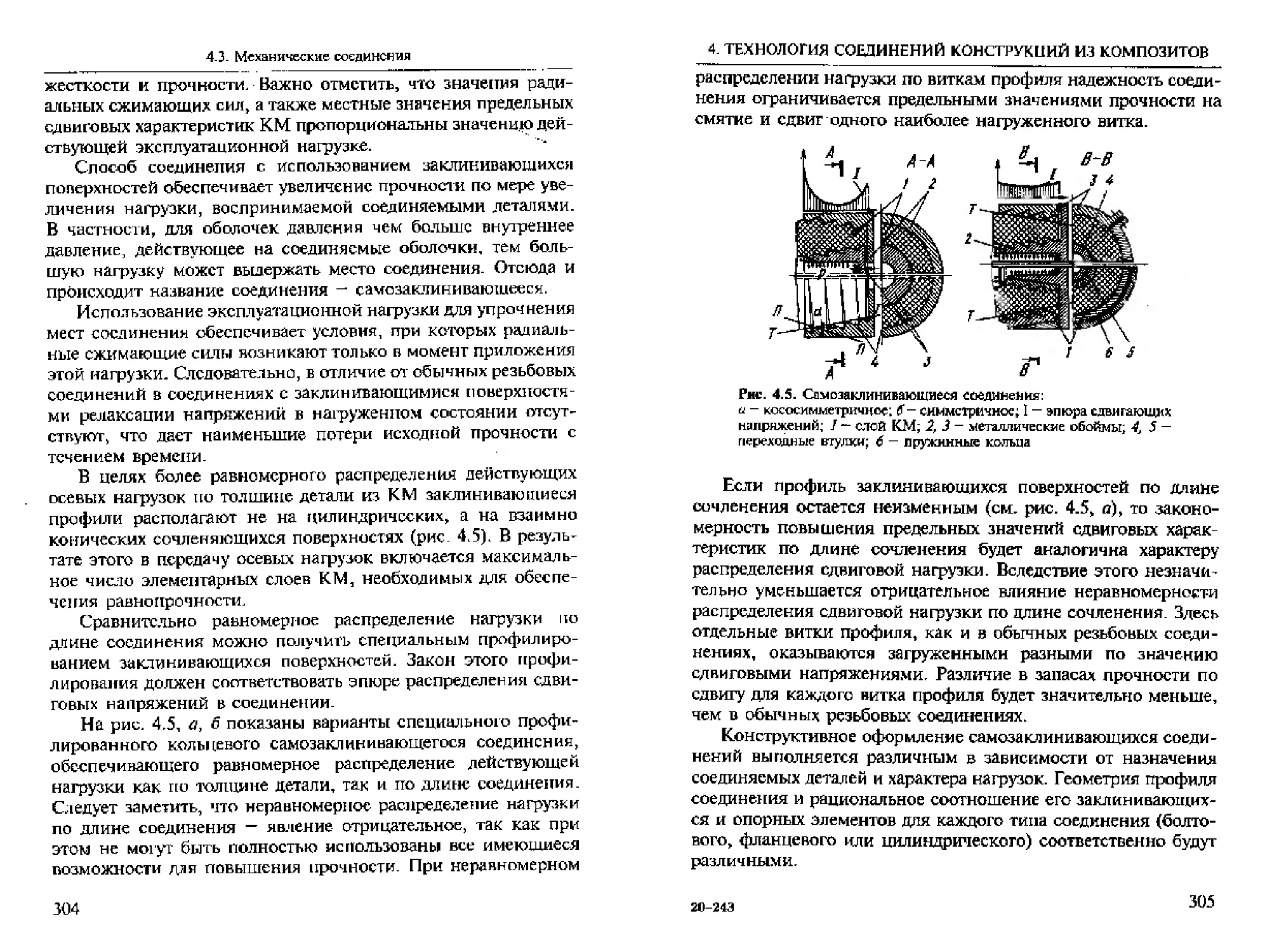

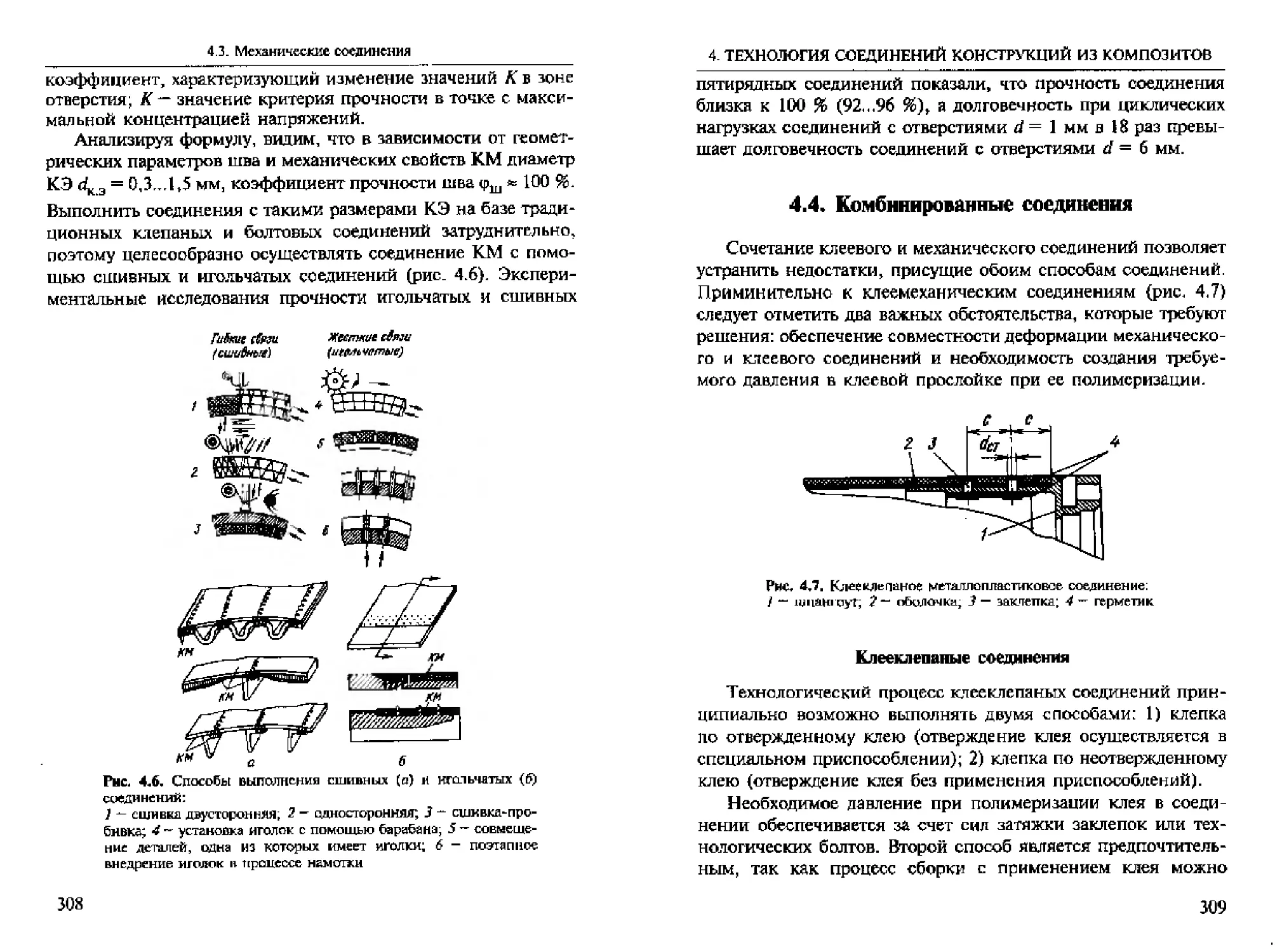
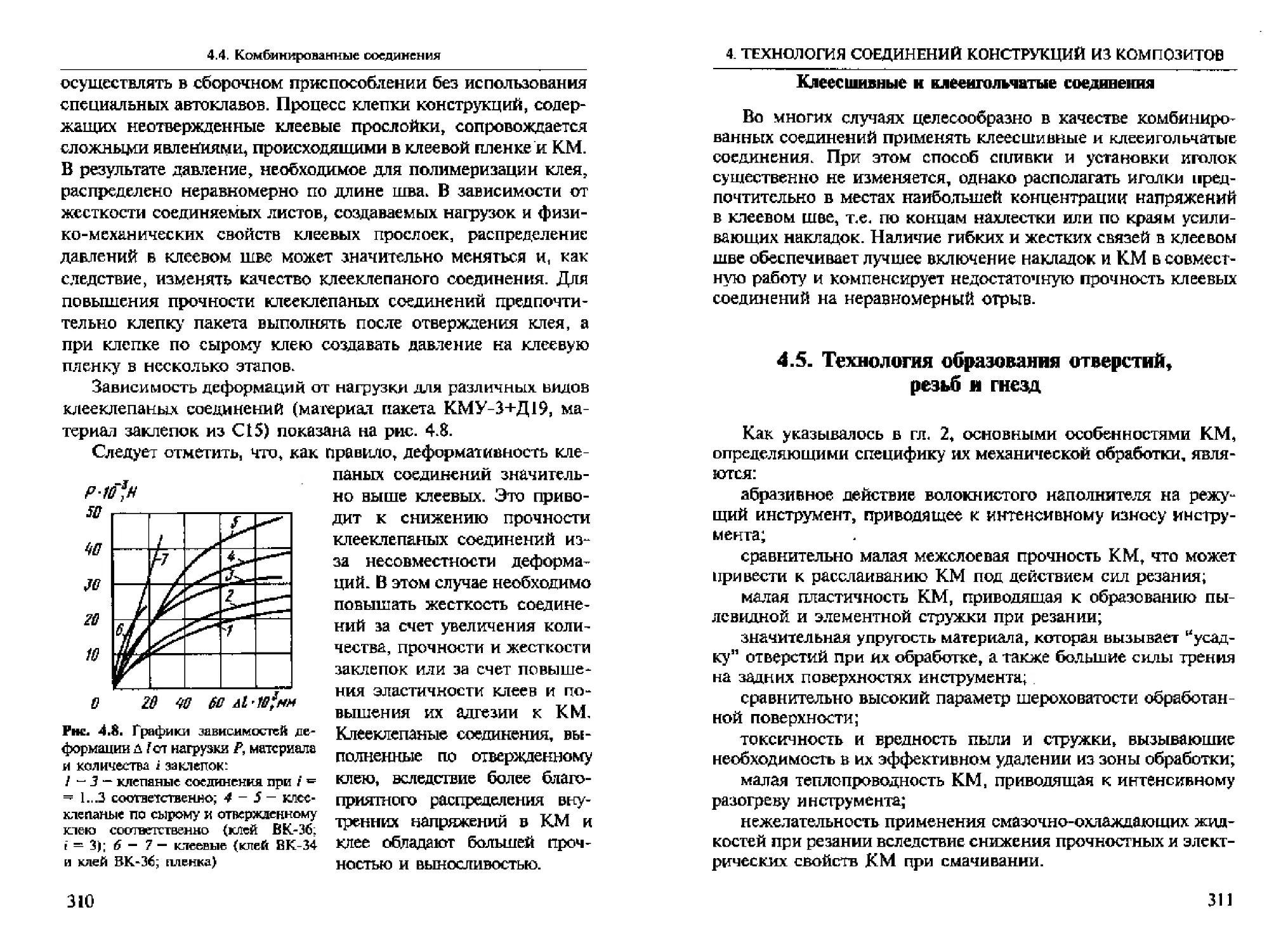
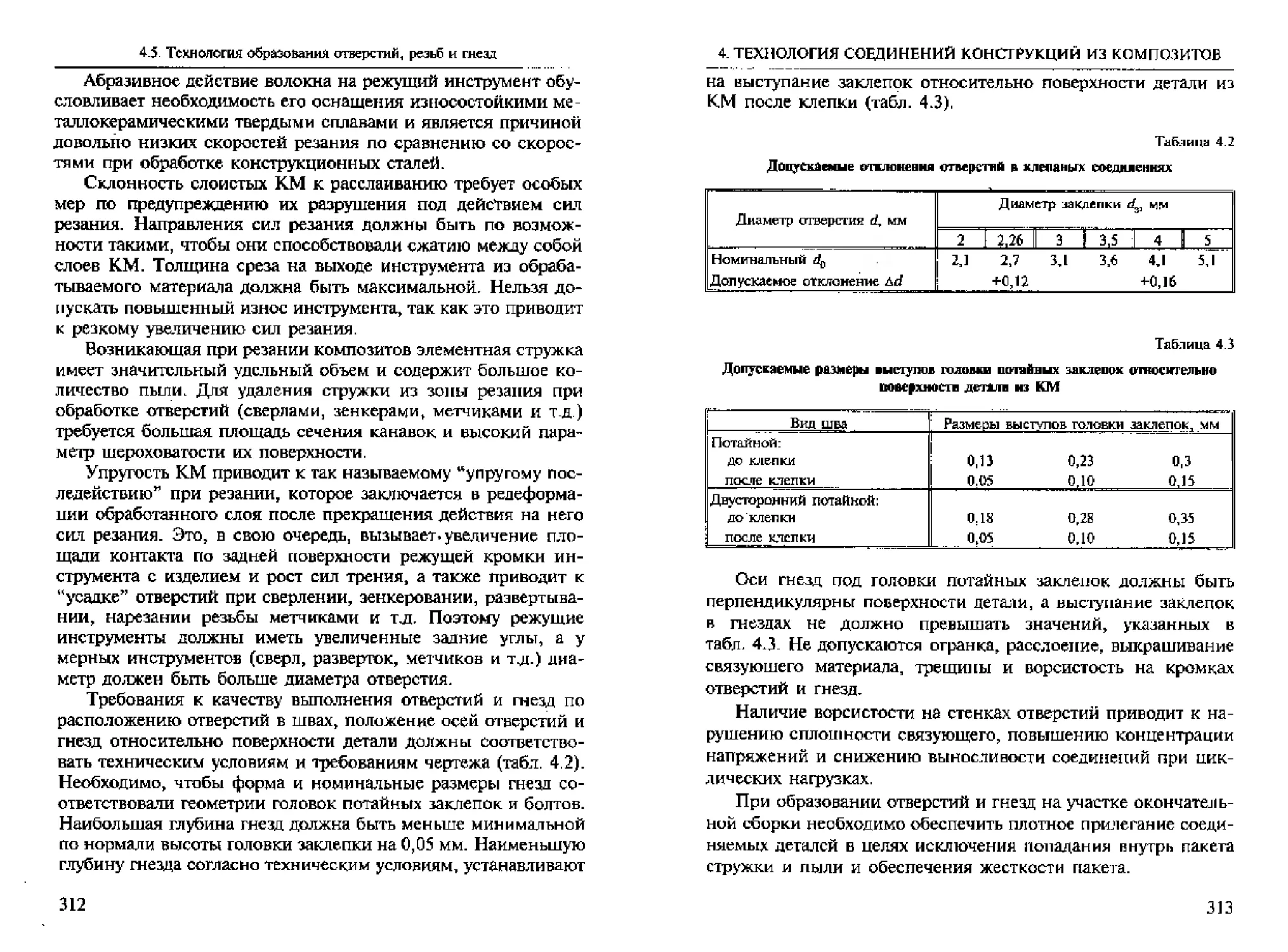






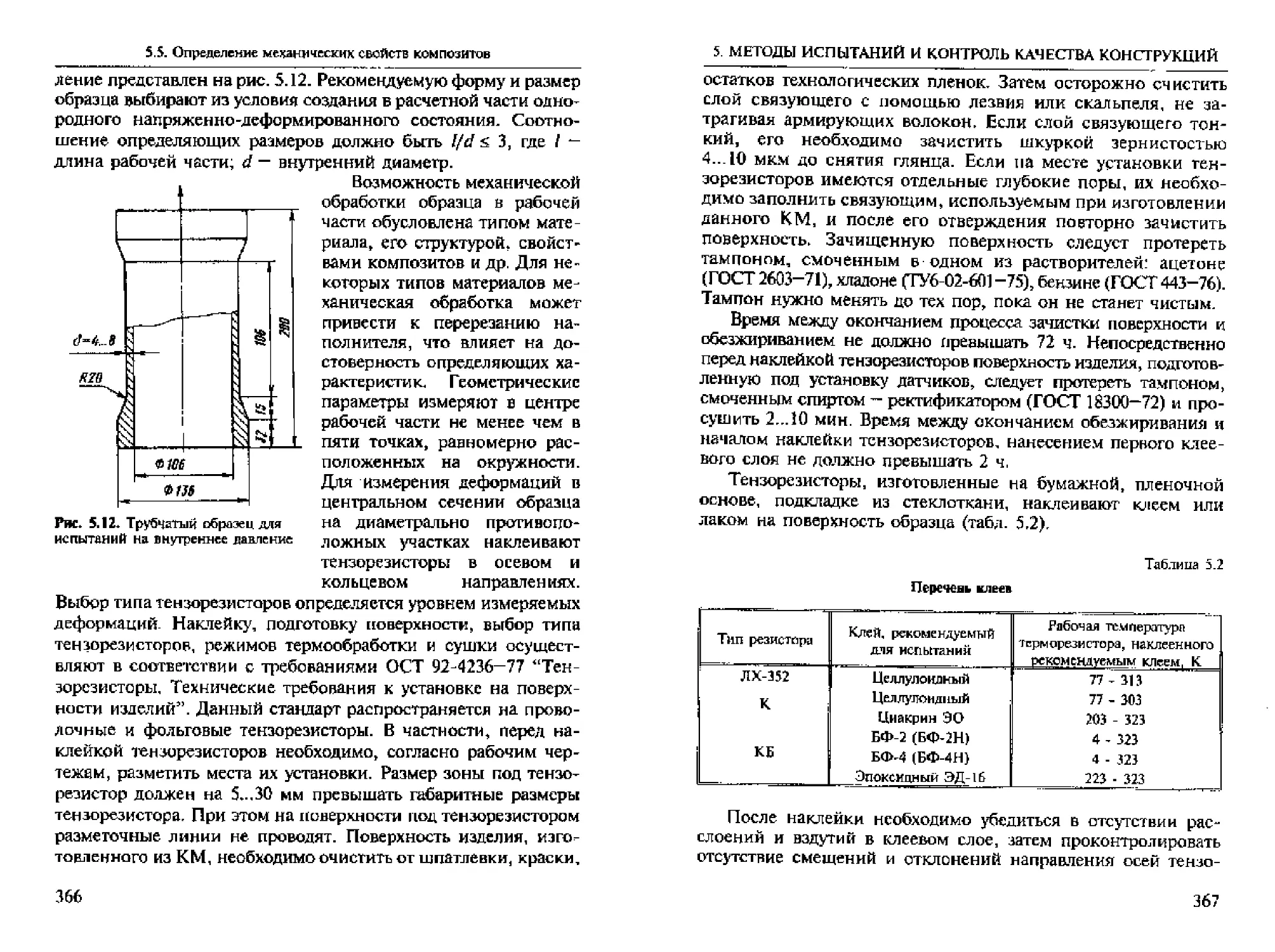
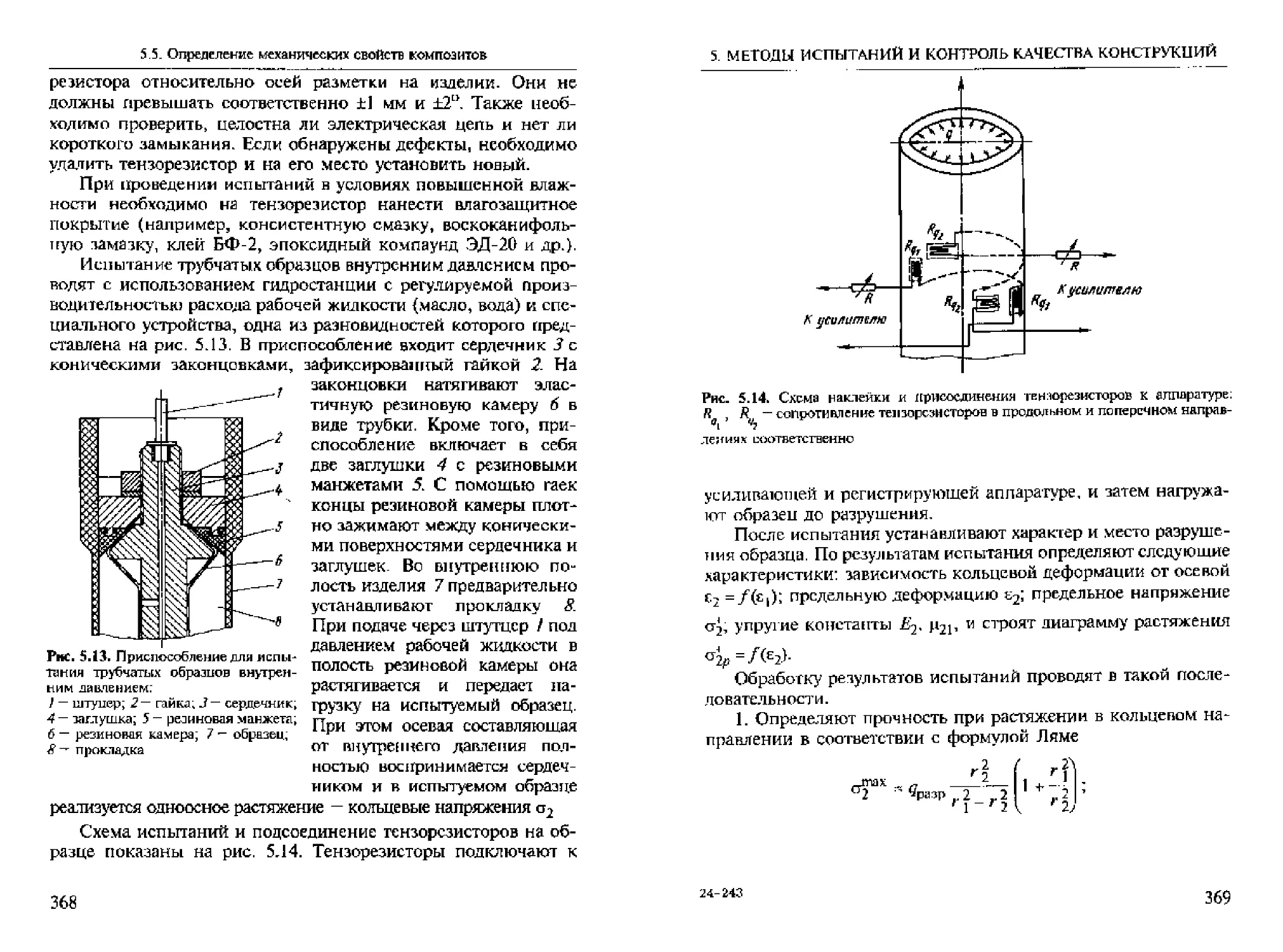
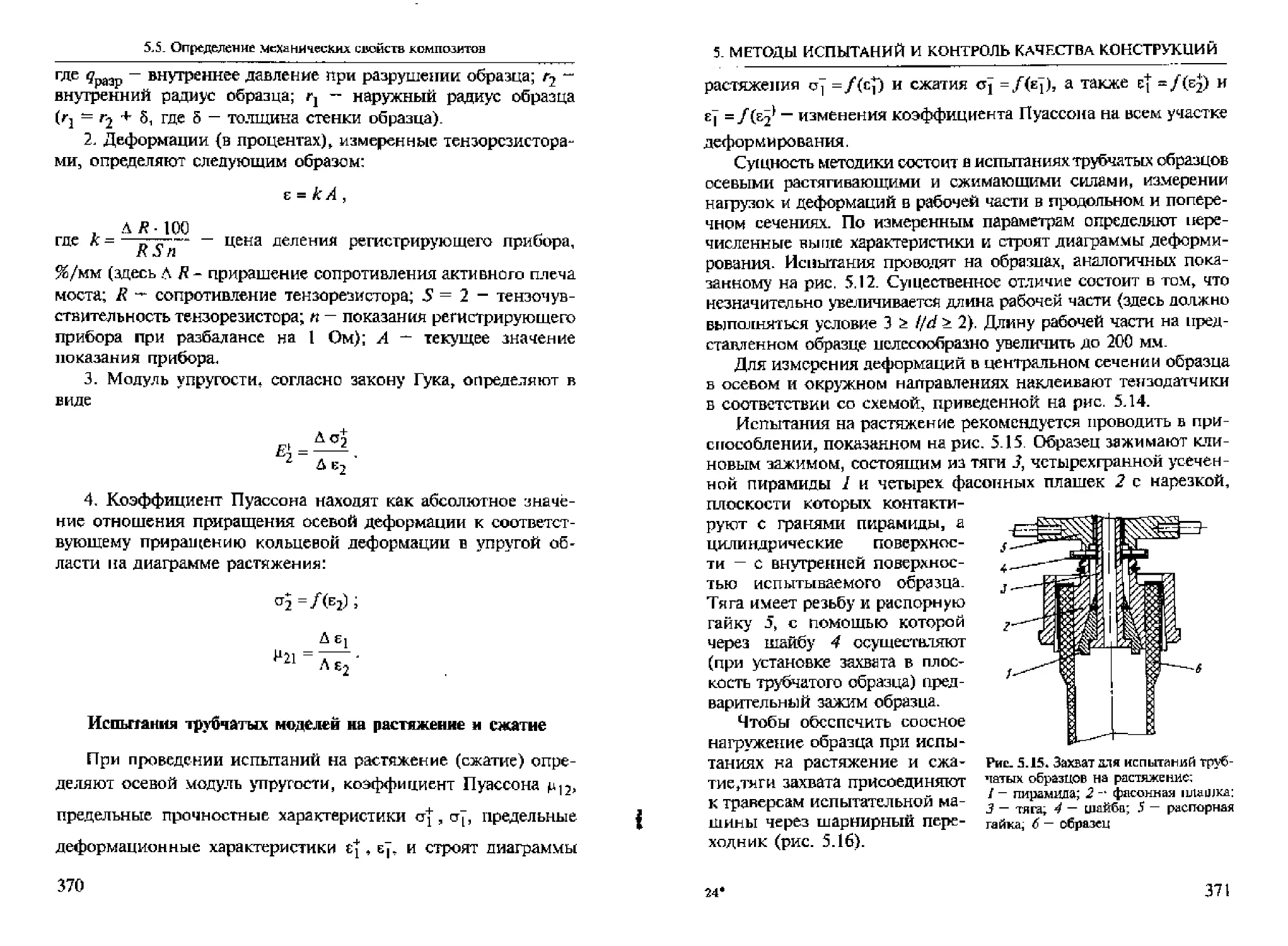
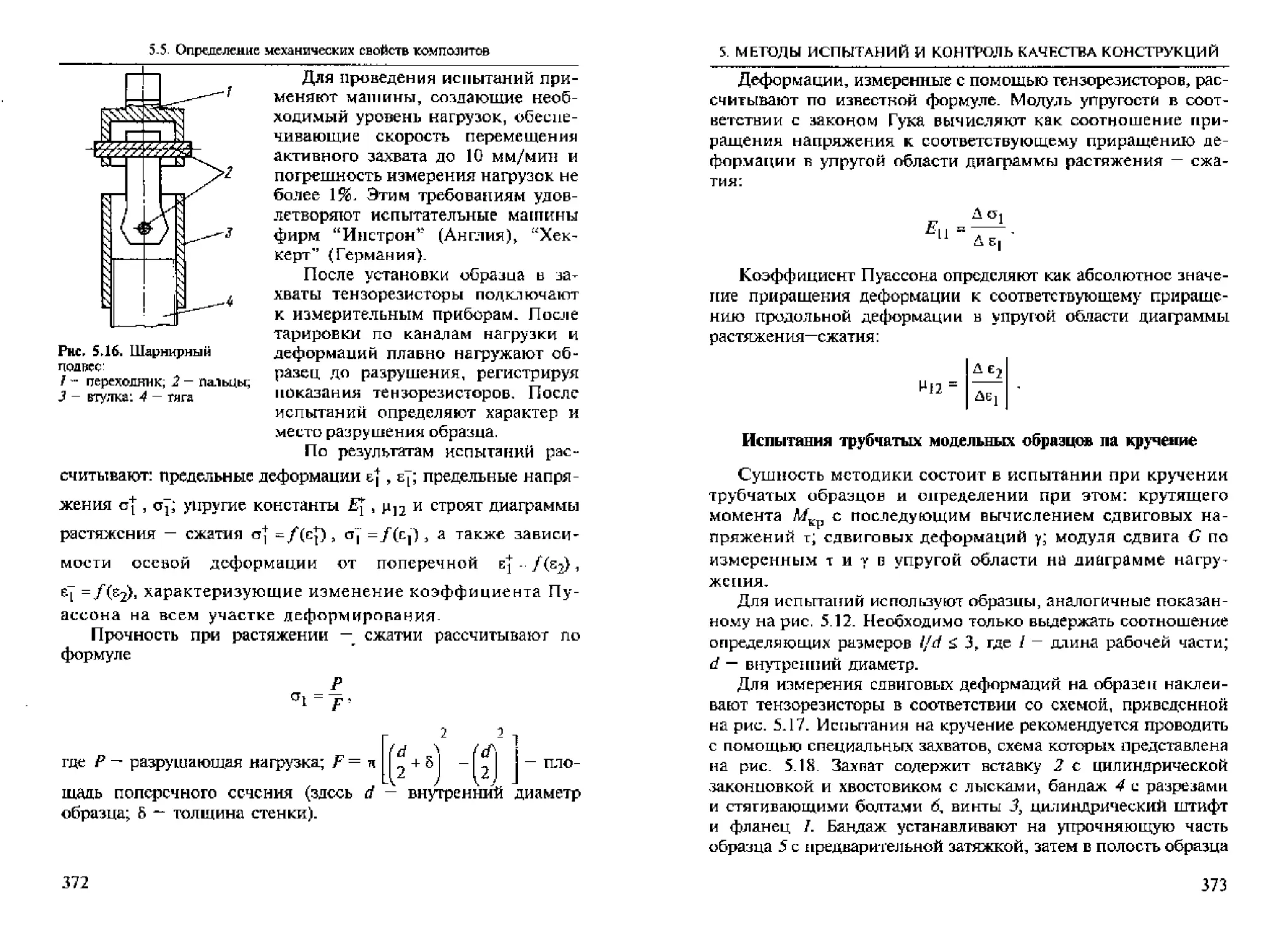

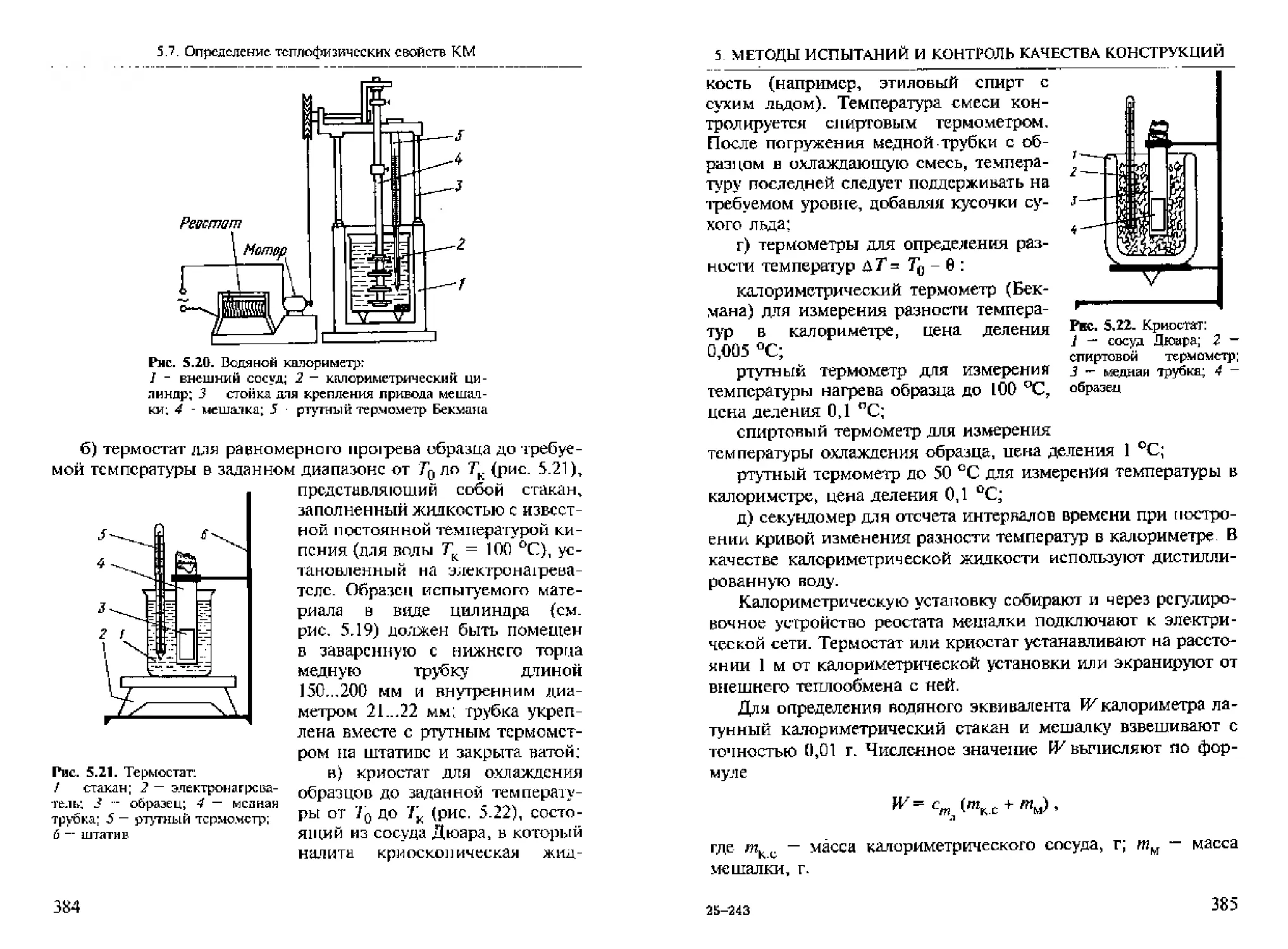
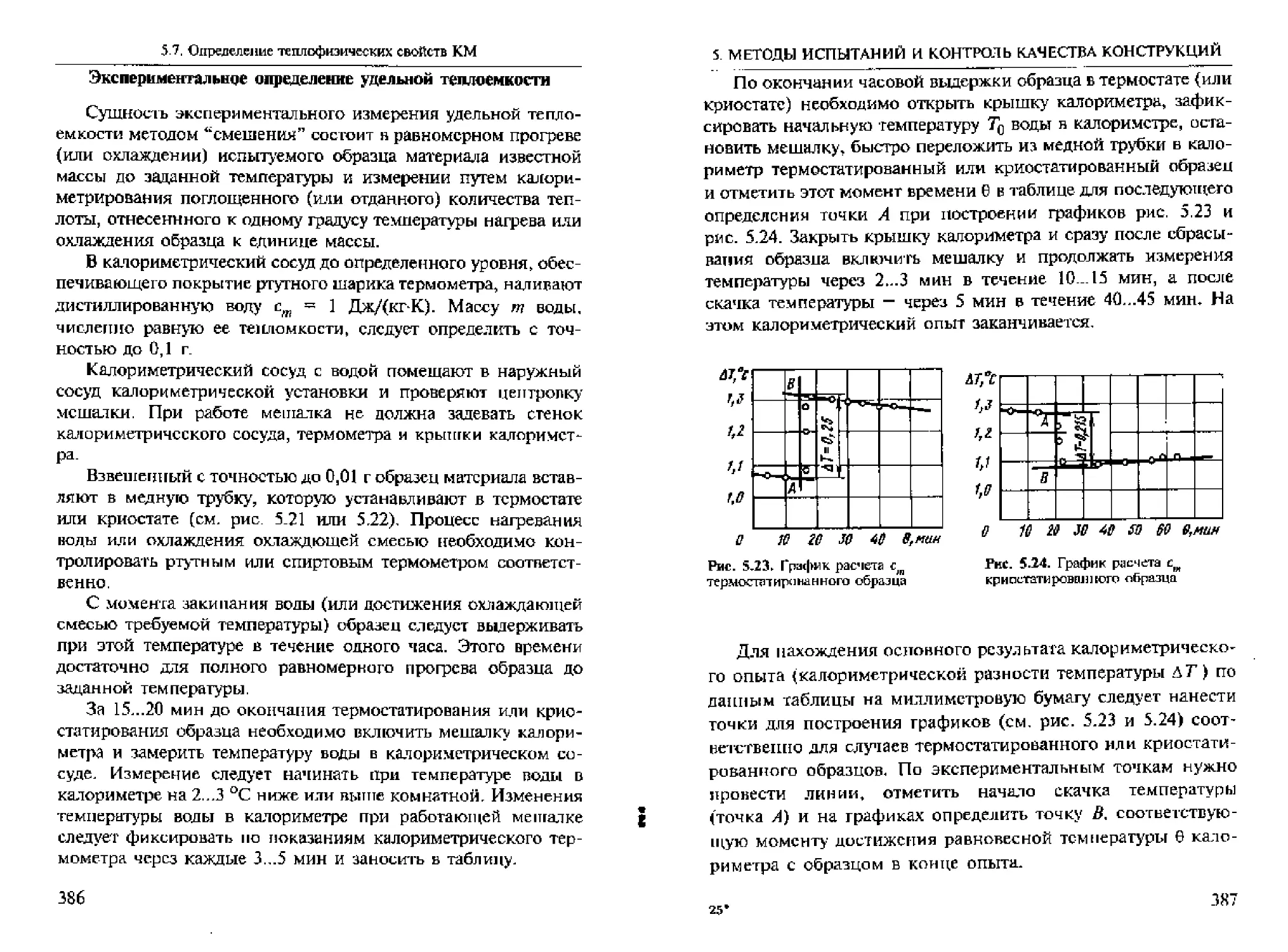

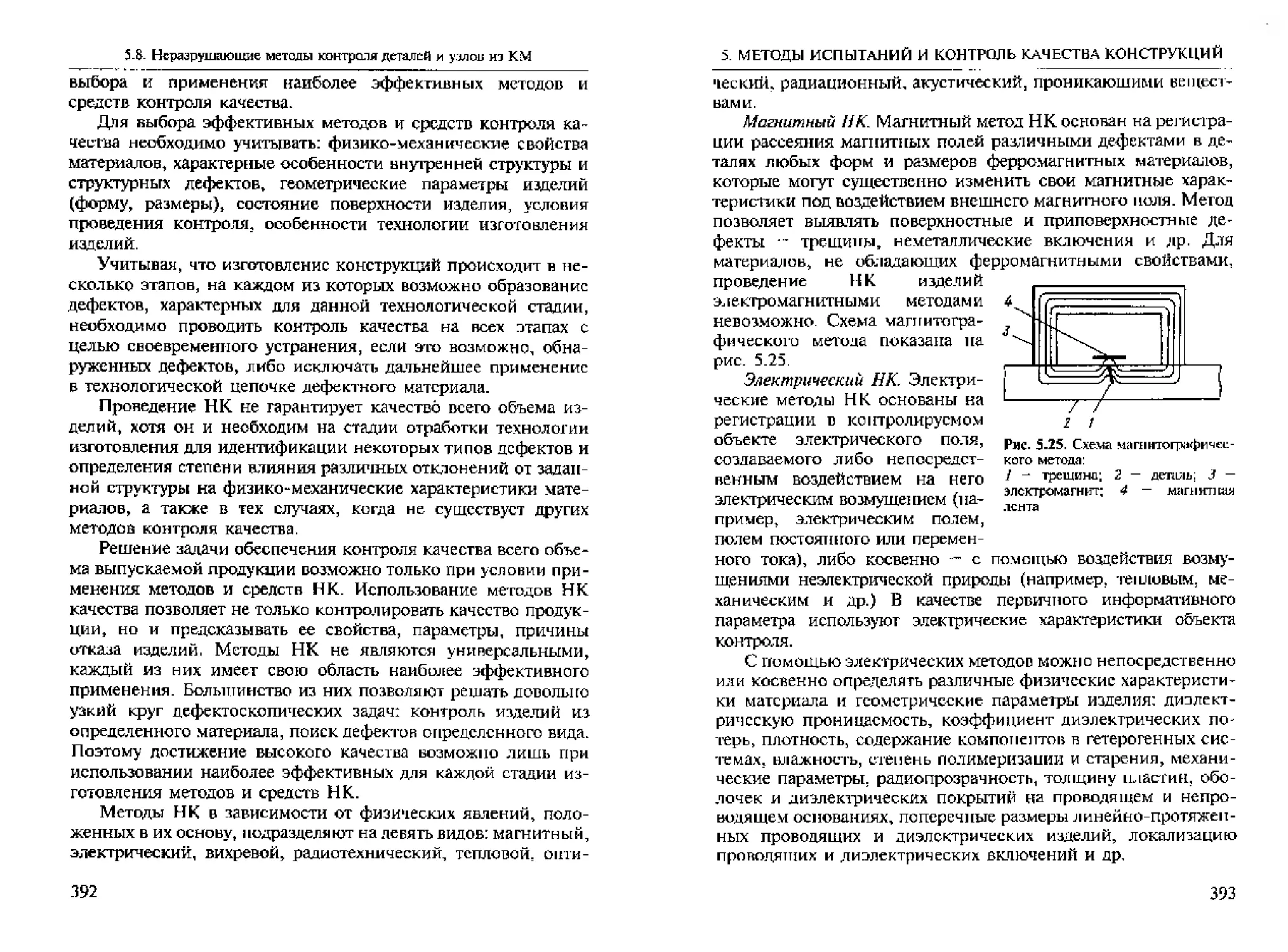
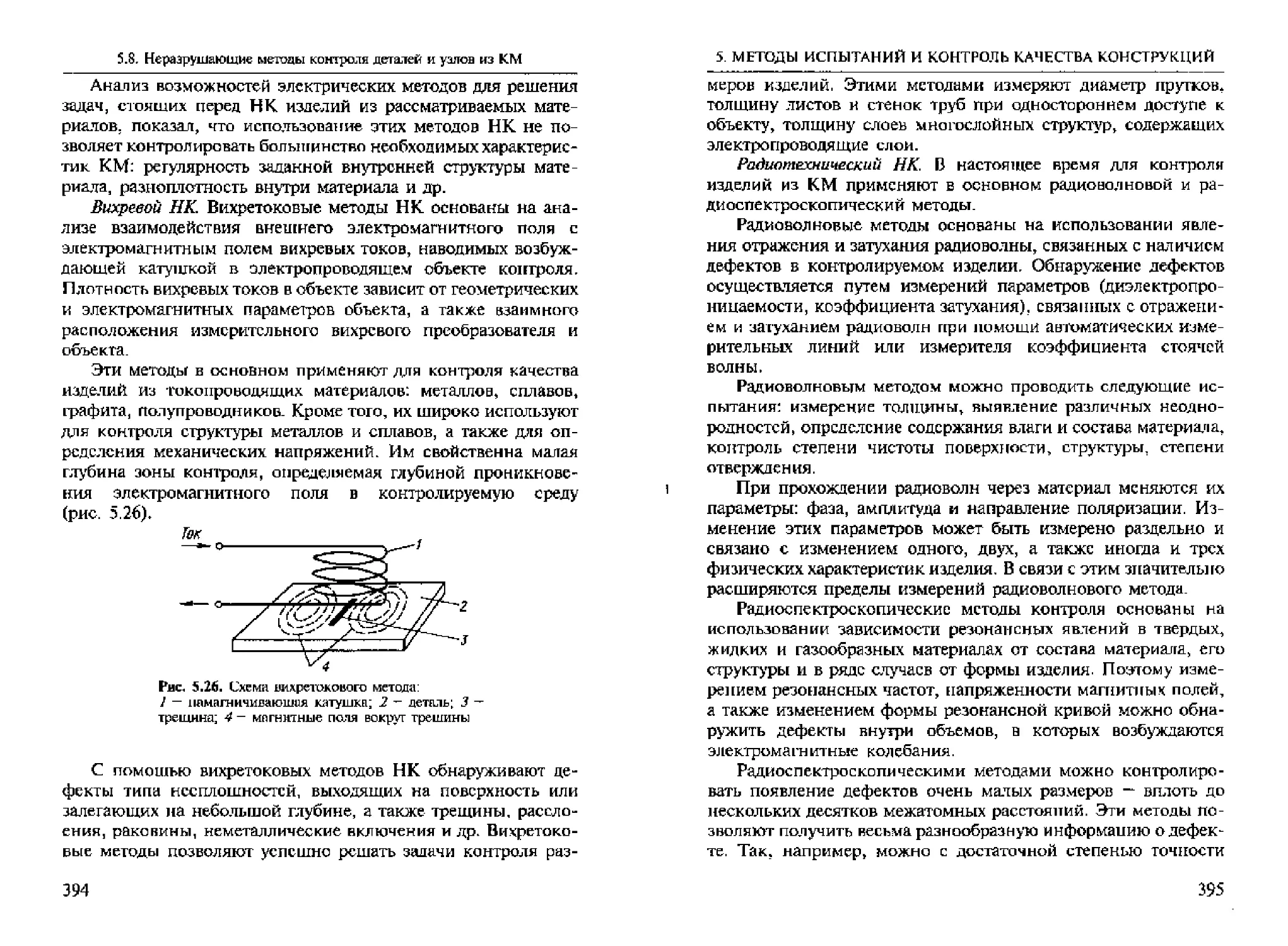
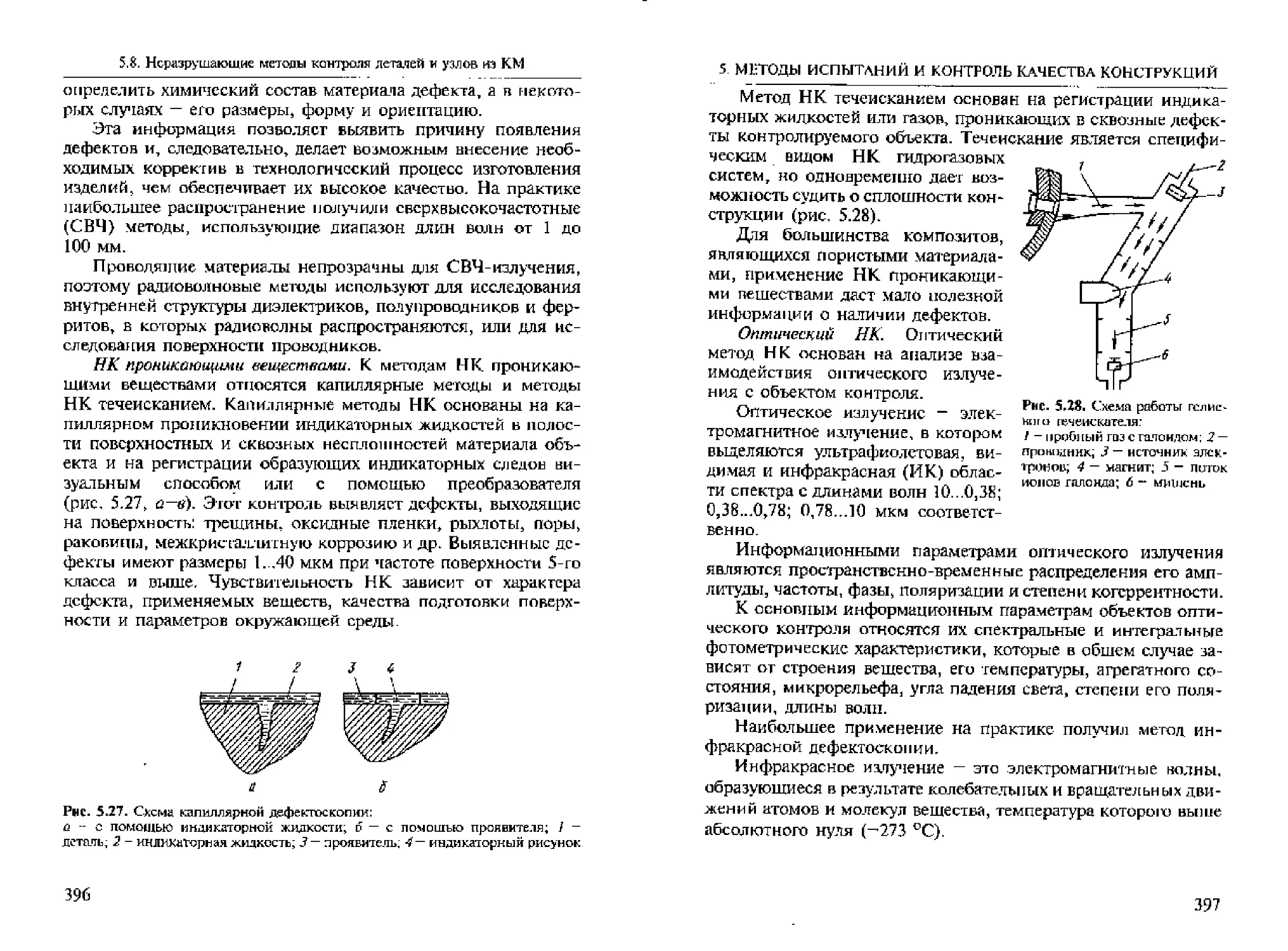
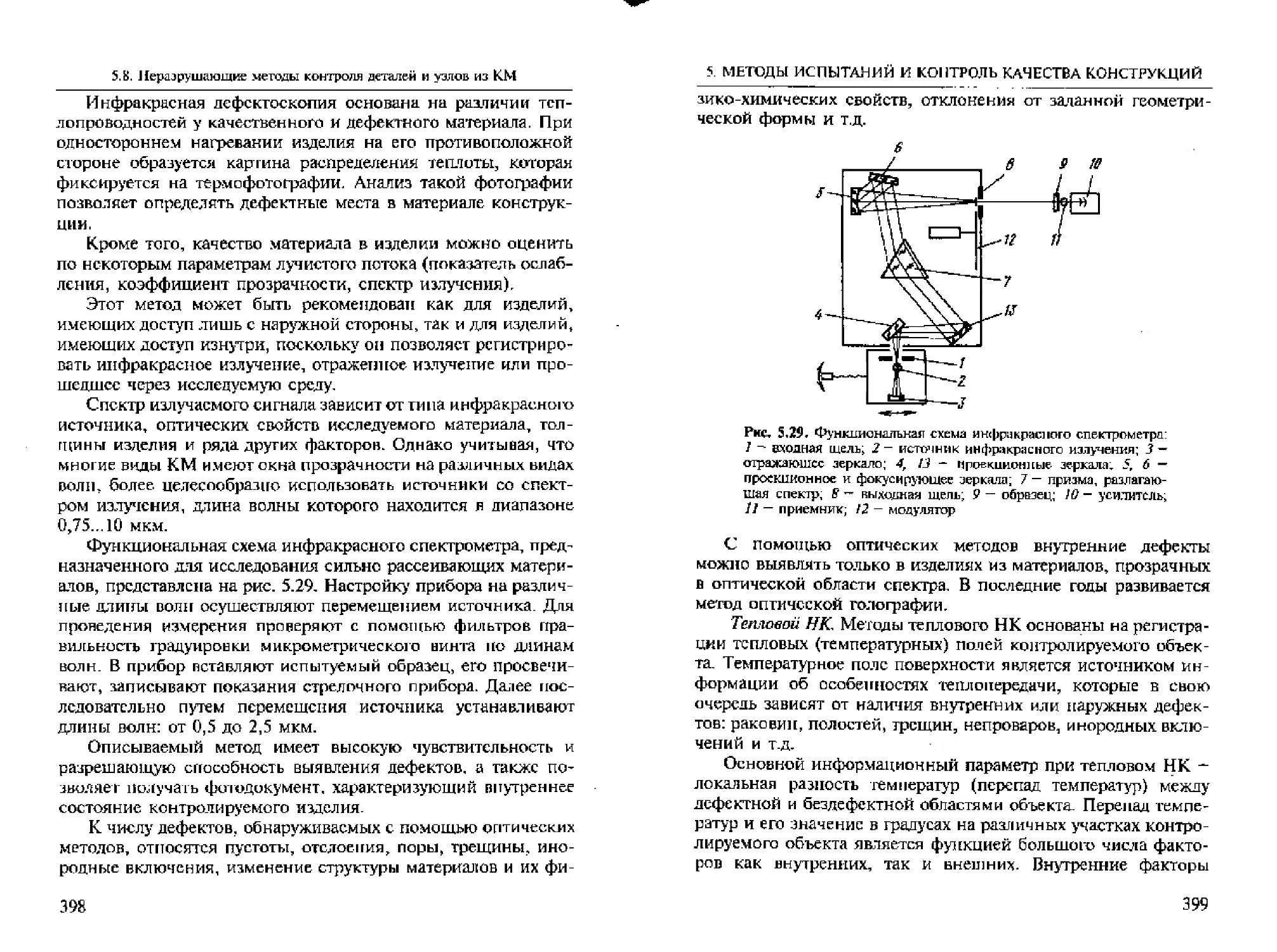
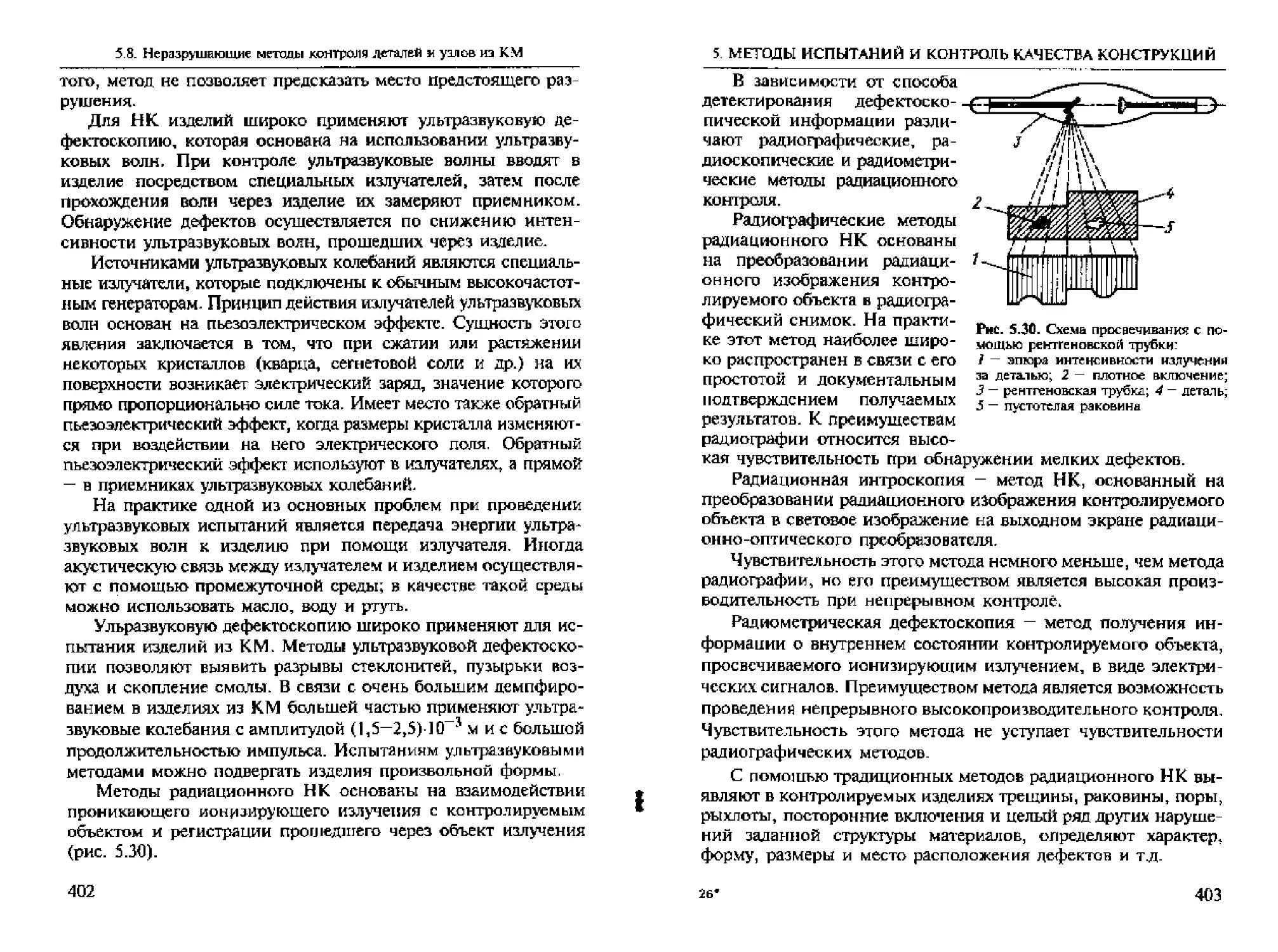
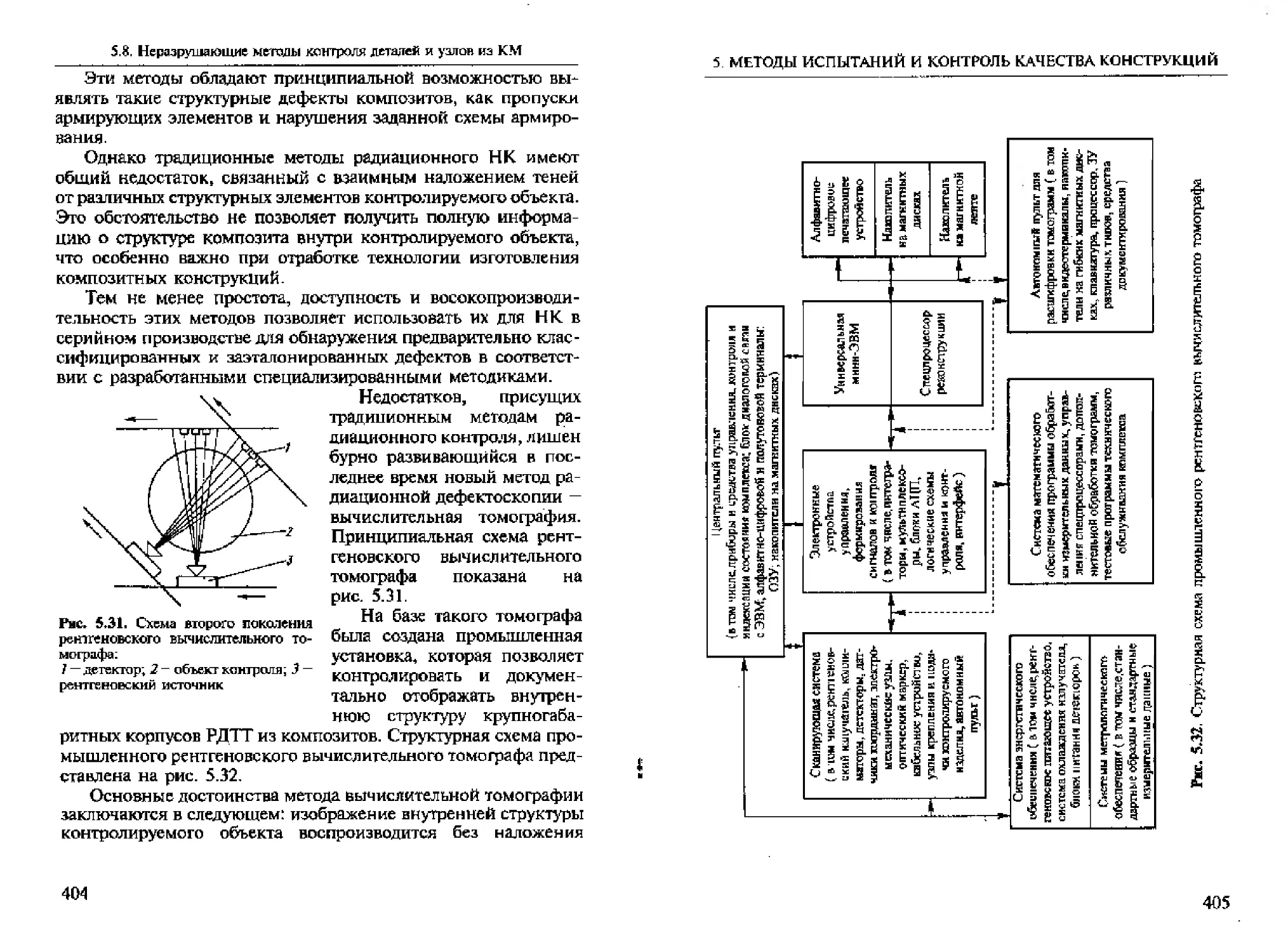
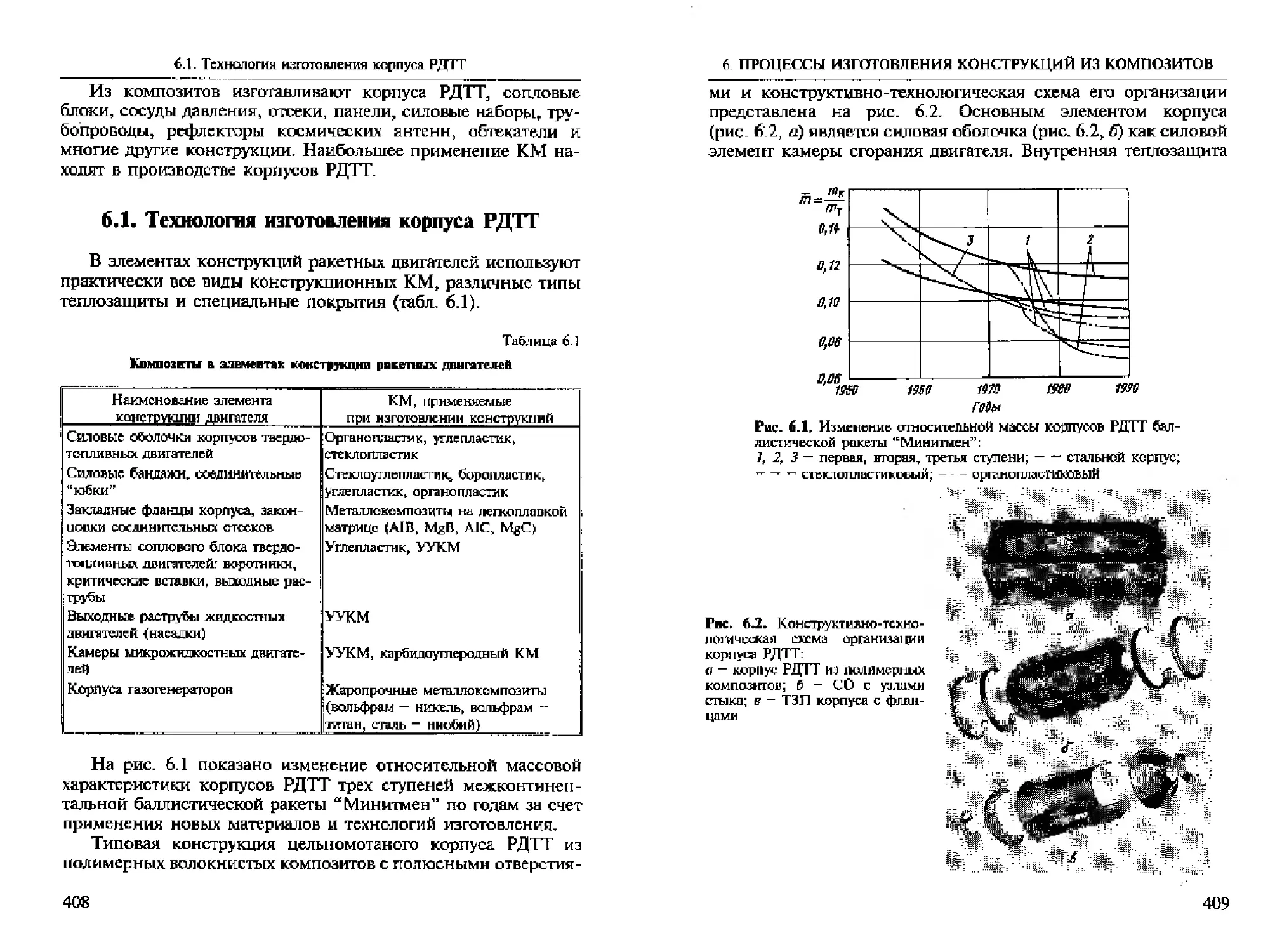





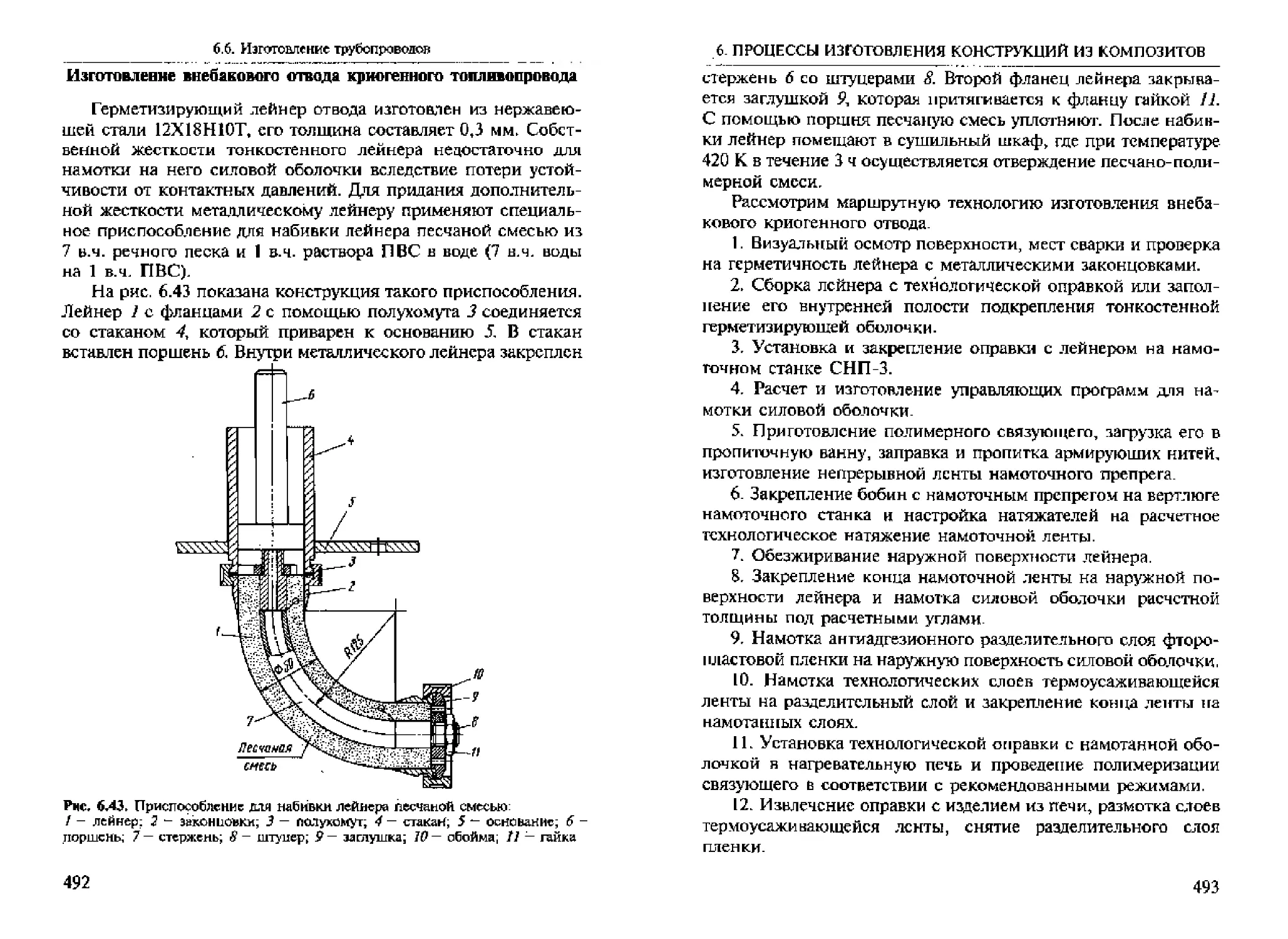
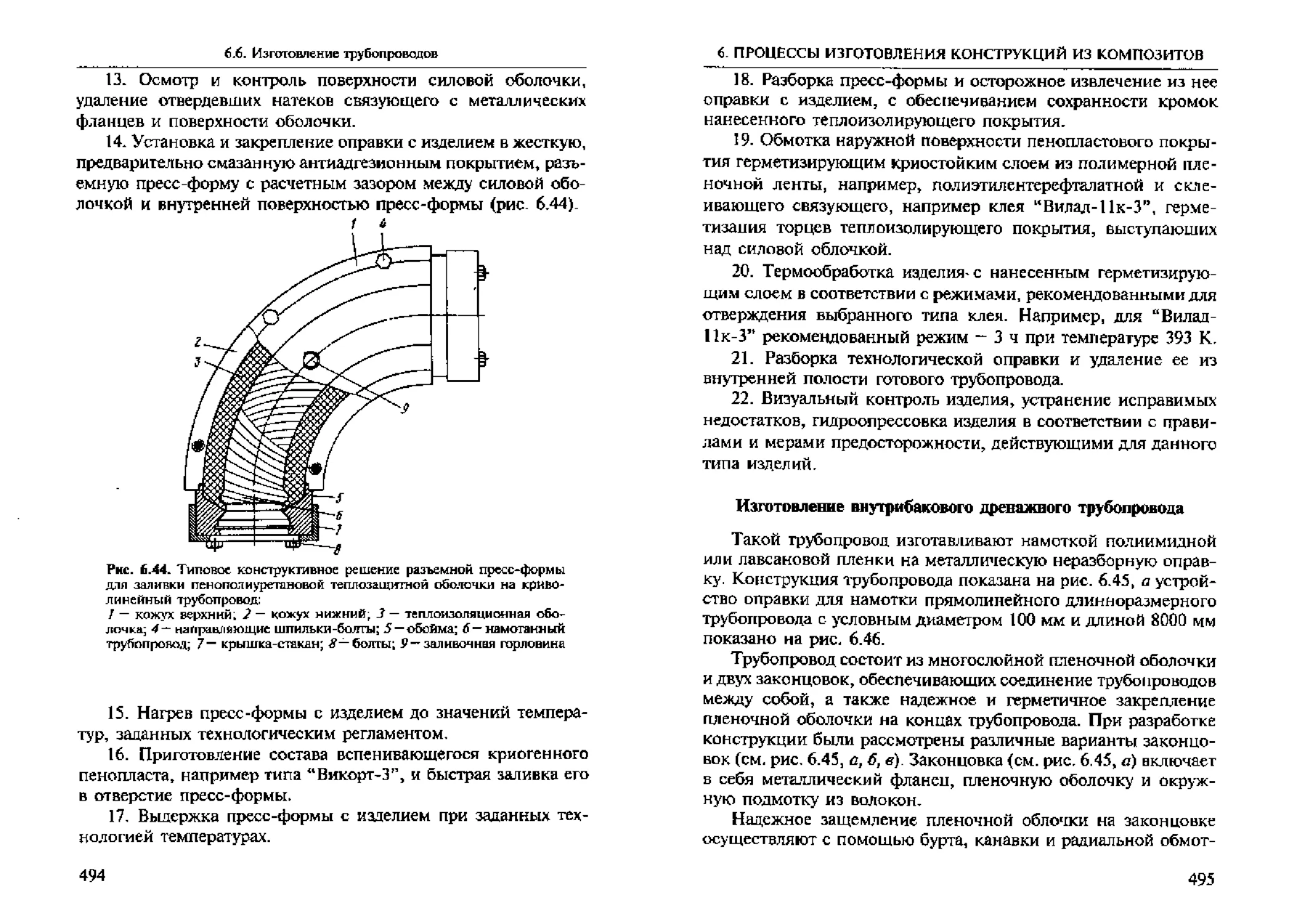
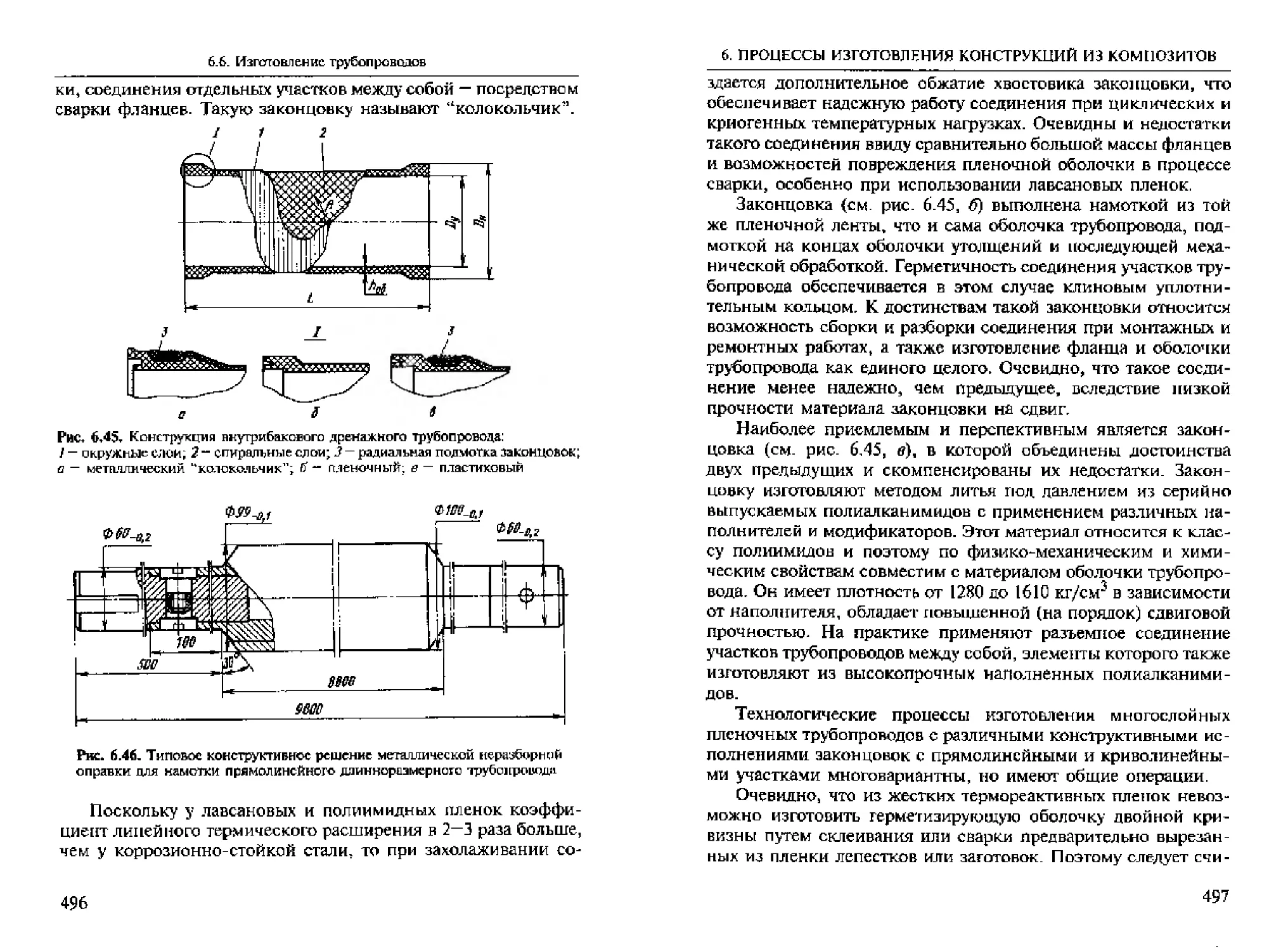



Author: Воробей В.В. Буланок И.М.
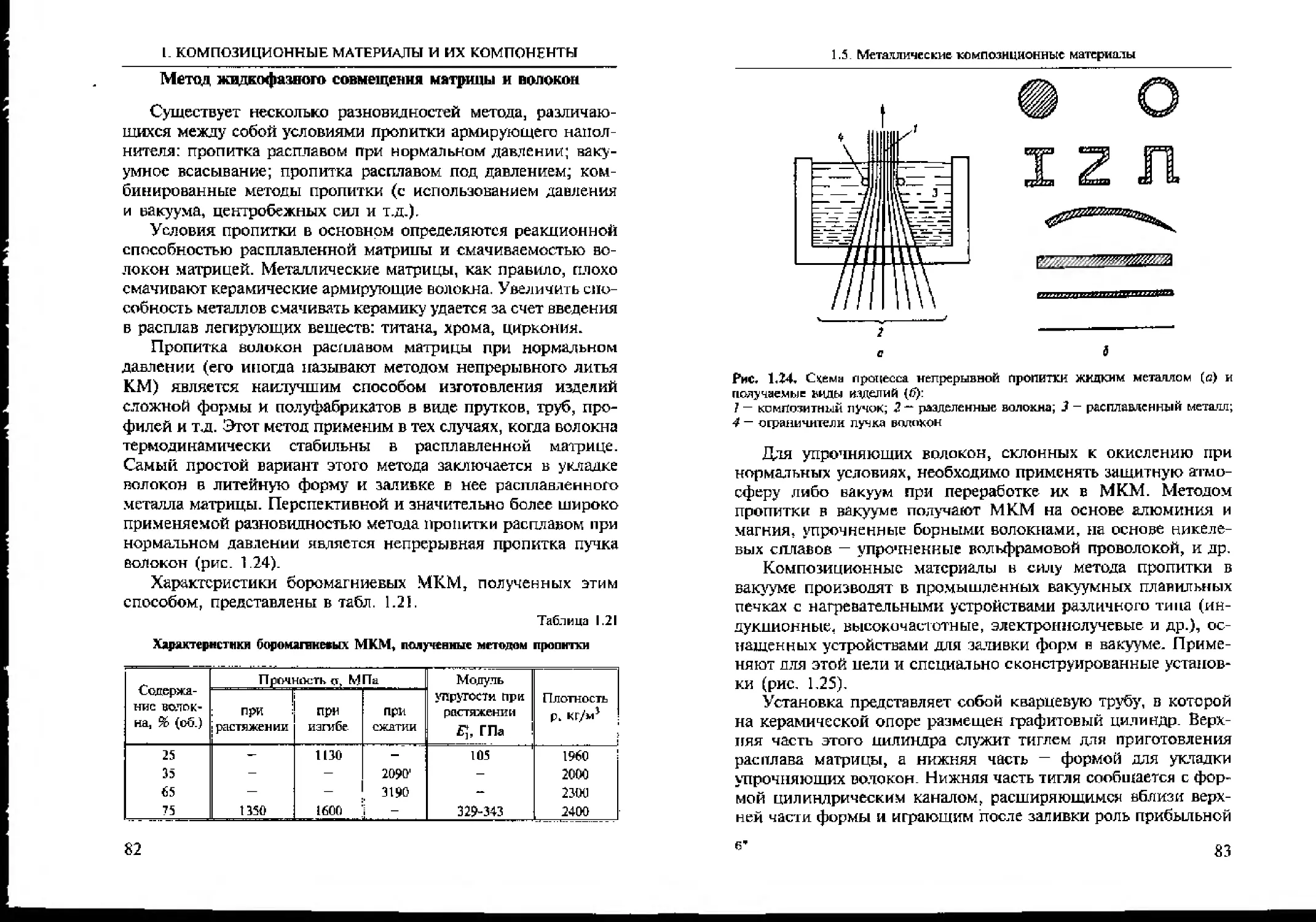
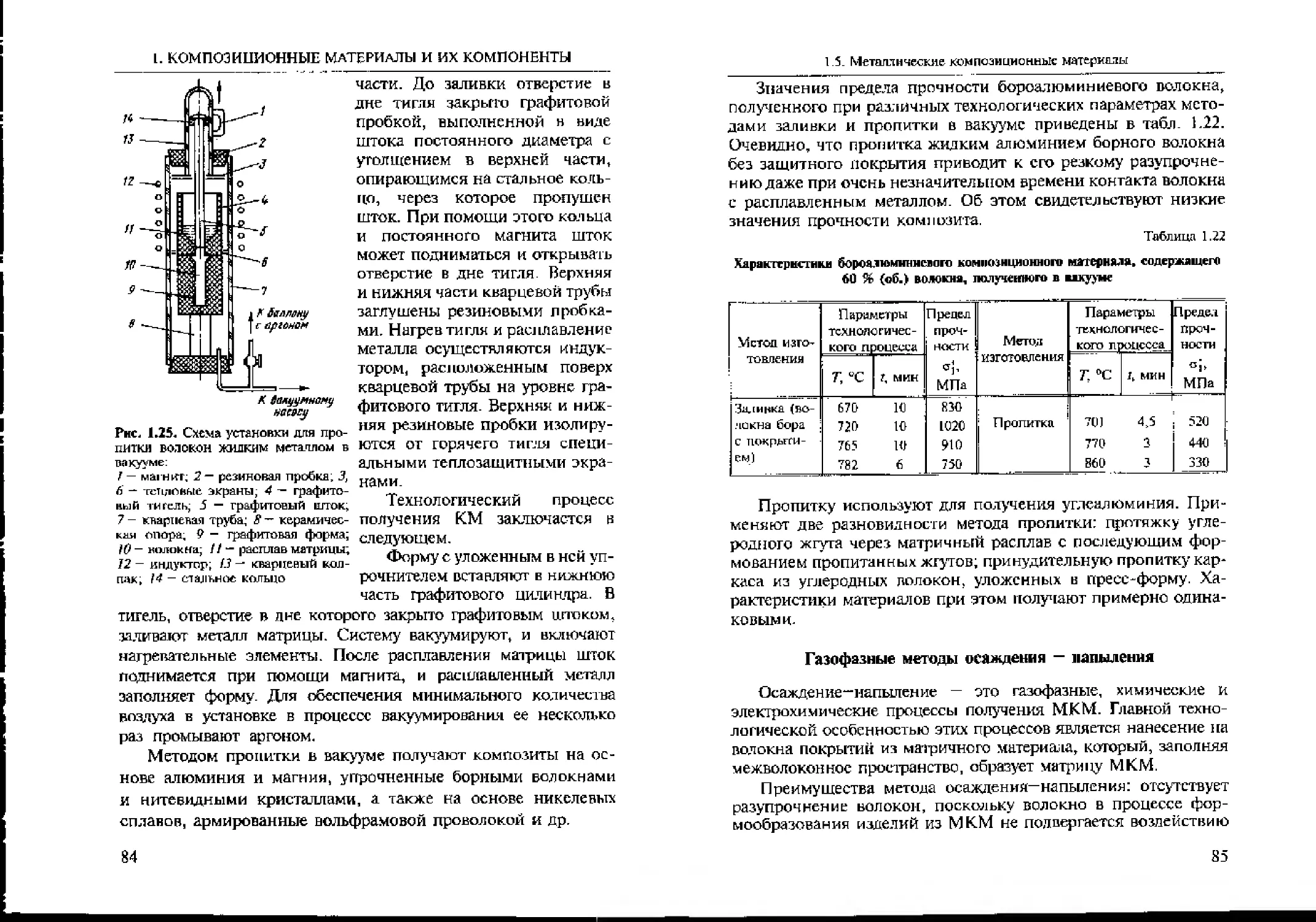
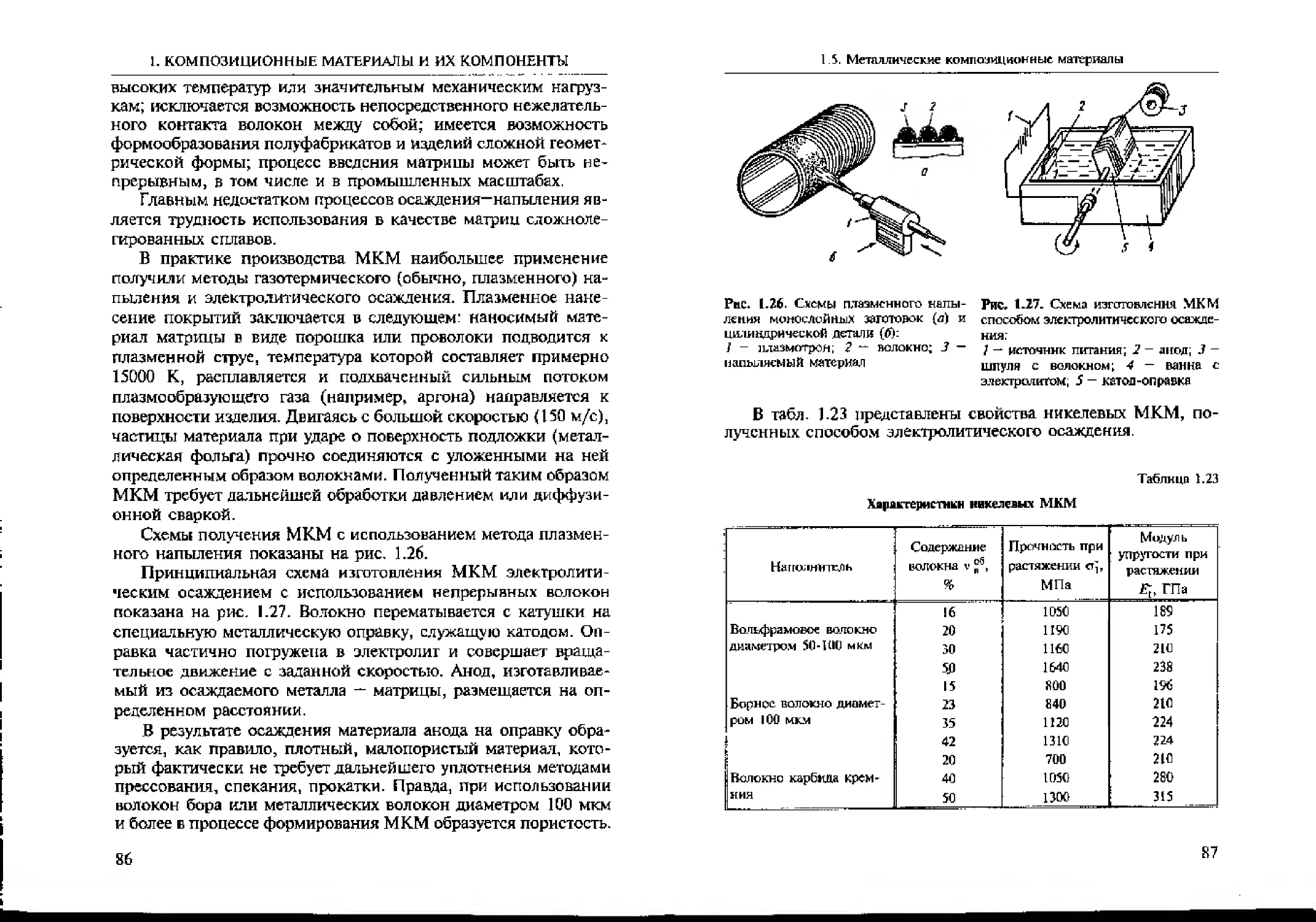
Tags: общее машиностроение технология машиностроения инженерное дело техника в целом машиноведение ракетная техника авиастроение композиты
ISBN: 5-7038-1319-0
Year: 1998




ИМ БУЛАНОВ. В В ВОРОБЕЙ
ТЕХНОЛОГИЯ
РАКЕТНЫХ
И АЭРОКОСМИЧЕСКИХ
КОНСТРУКЦИЙ
ИЗ КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ
Рекомендовано Министерством общего
и профессионального образования
Российской Федерации
в качестве учебника для студентов
гыгшт учебных заведении,
обучающихся по специальности
"Конструирование и производство изделий
из ком позиционных материалов "
Москва
И зл атез: :,ст пс» М ГТ У и м. JI. Э. Fitly ма i га
УДК [621 -744+621-778.2+62] .792j:624.016
БЕК 34.432
Б90
Рецензенты: канд. теки, наук, проф. Е.В. Mein к он,
п-ртехн. наук, проф. В.И. Смыслов
Б90 Буланок И.М., Воробей В.В. Технология ракетных и аэро-
космических конструкций из композиционных материа-
лов: Учеб, для вузоп. М.: Изд-во МГТУ' им. Н.Э. Баумана,
1998. 516 с., ил.
ISBN 5—7038 1319—0
Учебник посвящен прогрессивной технологии создании изделий ра-
кетной и аэрокосмический техники из композиционных нате риалов. Из-
ложена принципы разработки конструкций ИЗ коылотитов, приведены
сведения о материалах различной Природы, рассмотрены технологические
процессы изготовления, сборки, контроля и испытаний, оборудование и
оснастка дчя производство изделий из полимерных композиционных
материалов, металлических КОМЛОЗИЦИОНнш материалов Я углерии-угле-
роаных композиционных материалов.
Содержание учебника соответствует фундаментальному курсу лек-
ций. который авторы читают о МГТУ им. Н Э. Баумана и МАИ нм.
С. Орджоникидзе.
Для студентов технических вузов, обучающихся ПО направлению
"Ракетостроение, и авиаиня”, ннженеров-коиструкторов и технологов,
.занимающихся созданием и внедрением композитов во всех отраслях
мвщиносцюенил, и также может Сыть полезен аспирантам, научным
работникам и широкому кругу читателей.
ББК 34.432
ISBN 5 -703fi-l3]9-0
С1 И.М. Буланов. В.В. Воробей, 199R
© Издательство МГТУ им. Н.+ Баумана, 199В
Предисловие
Перспективы развитая ракетной, авиационной и космичес-
кой техники XXI в. и значительной мере связаны с использо-
ванием прогрессивных композиционных материалов. Успеш-
ная реализация больших потенииадЕ.пых возможностей, зало-
женных в идее композитов, заносит от уровня подготовки и
объема знаний специалистов, работающих в згой области.
Идея написания учебника возникла как реакция на потреб-
ность различных промышленных корпораций, институтов,
предприятий России в специалистах, которые способны разра-
батывать изделия из композиционных материалов, обладая при
этом знаниями о технологии изготовления.
Технология - основной этап создания конструкций из ком-
позиционных материалов, так как на атом этапе образуется как
сама конструкция, так и матер над, из которого она изготавли-
вается. Это обстоятельство выделяет технологию производства
конструкций из композитов к самостоятельную область знаний.
В настоящее время имеется целый ряд учебников и учебных
пособий, в которых рассматриваются вопросы проектирования,
расчетов и конструирования изделий из композитов.
Однако область технологии изготовления они практически
не затрагивают.
Предлагаемый учебник позволит студентам получить основ-
ные сведения о композиционных материалах и их компонентах,
различных тех fio логических процессах изготовления из них
конструкций ракетной и аэрокосмической техники, методах
сборки и испытаниях.
Содержание книги построено на материале различных ли-
тературных источников, а также на базе курсов лекций, чита-
емых авторами в МГТУ им. Н.Э. БаумаЕш и в МАИ нм. С. Орд-
жоникидзе.
5
При написании учебника авторы учитывали, что, в соот-
ветствии с учебными планами, студенты до изучения Данного
курса получают комплекс необходимых знаний по технологии
машиностроения, механике композитов, основам проектиро-
вания и конструирования изделий из композиционных мате-
риалов.
В главе 1 приведены общие сведения о композиционных
материалах, их компонентах, рассмотрены процессы пронзмзд-
ства различных волокон, препрегов, углерол-углеродпых мате-
риалов и керамики.
Технолопические процессы изготовления изделий из поли-
мерных композиционных материалов представлены в главе 2.
Й главе 3 рассмотрены технологии формообразования де-
талей из металлокомпозитов и углерод-углеродных композици-
онных материалов.
Глава 4 посвящена вопросам соединения деталей из ком-
позиционных материалов методами склеивания, клепки, снар-
ки и т.д.
В главе 5 описаны различные методы испытания и контроля
изделий из композитов.
В главе 6 приведены технологические процессы изготовле-
ния типовых конструкций ракетной и аэрокосмической техни-
ки из композиционных материалов.
В учебнике имеются словарь терминов, употребляемых в
тексте, список основных сокращений и обозначений, которые
призваны облегчить чтение и понимание материала.
Учебник предназначен для студентов высших технических
учебных заведений, обучающихся по конструкторским и тех-
нологическим специальностям в области ракетной и аэрокос-
мической техники, может быть полезен широкому кругу спе-
циалистов, инженерно-техническим работникам и аспирантам,
занимающимся разработкой и производством изделий из со-
временных композиционных материалов.
Авторы благодарны рецензентам канд. техн. наук,проф.
Е В- Мешкову и д-ру техн, наук, проф. В.И. Смыслову за Цен-
ные замечания, улучшившие содержание учебника.
Авторам трудно судить, насколько удачно написан учебник,
и они будут признательны читателям, которые пришлют свои
замечания по адресу: 107005, Москва, 2-я Бауманская, 5.
6
Основные сокращения и условные обозначения
ГКМ — гибридный композиционный материал
ЖРД - жидкостной ракетный двигатель
ЗКС ~ защит но-крепящ ий слой
ккм КЛТР — керамический композиционный материал — коэффициент линейного термического
км КТР КФ К9 ЛА ЛПФ мкм НК ПАН ПАС ЛВС ПИБ ПКМ РД7Т СВ со сож тзм тзп ттз ткм УС расширения композиционный материал — конструкторскс-технологическое решение ' контактное формование — крепежный элемент — летательный аппарат — ленточный полуфабрикат — металлический композиционный материал — неразрушающий контроль — полиакрилонитрильное волокно пространственная армирующая структура - поливиниловый спирт - и оли изобутилен — полимерный композиционный материал — ракетный двигатель твердого топлива — стеклянное волокно — силовая оболочка — смазочно-охлаждающая жидкость — теплозащитный материал - теплозащитное покрытие - твердотопливный заряд — термопластичный композиционный материал - узел стыка
УУКМ углерод-углеродный композиционный матери ал
ЭПАС элементы пространственной армирующей структуры
t*l J, Д 75 1 1 1 1 плотность материала предел прочности при растяжении предел прочности при сжатии модуль упругости при растяжении в направлении армирования
£i модуль упругости при сжатии в направлении армирования
T12 a - предел прочности при спвиге коэффициент линейного термического расширения
1 l 1 коэффициент теплопроводности удельная теплоемкость диаметр волокна
& g[2 ffl - T H мае шс _ ’ R ’ CH &e ой _ 4 * VCH P предельная деформация модуль сдвига масса материалов, конструкций и т.п- теплостойкость материала коэффициент Пуассона массовое содержание волокна, связующего объемное содержание волокна, связующего угол намотки, выкладки ширина ленты
ВВЕДЕНИЕ
Среди наиболее важных требований, предъявляем елх к кип
струкиимм современных ЛА, можно назвать: минимальную
массу, максимальную жесткость и прочность узлов, максималь-
ный ресурс работы конструкций в условиях эксплуатации, вы-
сокую надежность. В значительной мере перечисленные тре-
бования к конструкции обеспечиваются выбором материала и
совершенством технологии изготовления конструкции из лян-
нот и материала.
В настоящее время главным классом материалов, удовле-
творяющих всему ком ил иксу перечисленных требований, явля-
ются КМ — композиты на основе современных углеродных,
борных, органических и стеклянных волокон в сочетании с
полимерными, металлическими, yi дородны мн, керамическими
и другими видами матриц (связующих).
В переводе с английского языка термин "композит" ozsna-
чает сложный. Так называют материалы со структурой, состо-
ящей из нескольких компонентов, различных по своей приро-
де. Каждый компонент имеет свои свойства, свое назначение,
а весь композит в целом приобретает новые характеристики,
отличные пт составляющих компонентов.
Патент на создание первых композитов принадлежит вели-
кому творщг - природе. Так, дерево — эго сложная структура. в
которой высокопрочные длинные волокна целлюлозы связаны
мягким, податливым лигнином. Такое, сочетание придаст древе-
сиЕге прочность и гибкость качества желанные для многих
конструкций. Путь первых композитов, созданных человеком,
начинается из глубины веков. Достоверно’ известно, что ацтеки
и инки упрочняли керамику растительными волокнами, а чтобы
нс крошился мягкий алебастр, инод ил и в пего наполнитель —
бычий волос, нс подозревая, что создаютновый класс материалов.
Древние египтяне строили речные суда из тростника, пропитан-
ного битумом или горной смолой. При изгопоплеЕ1ии саманного
кирпича в глитгу добавляли наполнитель со. i ому, что првдот-
прашапо растрескивание глины при сушке.
Несмотря ня то, что композиты очень древний материал,
наука о них в том виде, в каком она существует. Появилась в
связи с применением композитов в ракетной технике. В на-
стоящее время композитные материалы широко используют в
п]>пизводствв аэрокосмической техники, автомобилей, бытовых
и спортивных товаров, всевозможного оборудования.
9
Введение
Объем производства композитов в промышленно развитых
странах увеличивается с каждым годом и многие ученые счи-
тают, что XXI в. станет веком композитных материалов.
Создание новых материалов, наряду с достижениями в тех-
нологии изготовления деталей, будет играть ключевую роль в
авиационных, космических и ракетных системах будущего для
уменьшения массы и стоимости конструкции. Например, в
США разработана программа развития аэрокосмической тех-
ники на ближайшее десятилетие с широким применением про-
грессивных КМ. Одна из задач этой программы касается со-
здания аэрокосмических аппаратов для заатмосферных поле-
тов, способных взлетать и приземляться на обычных взлетных
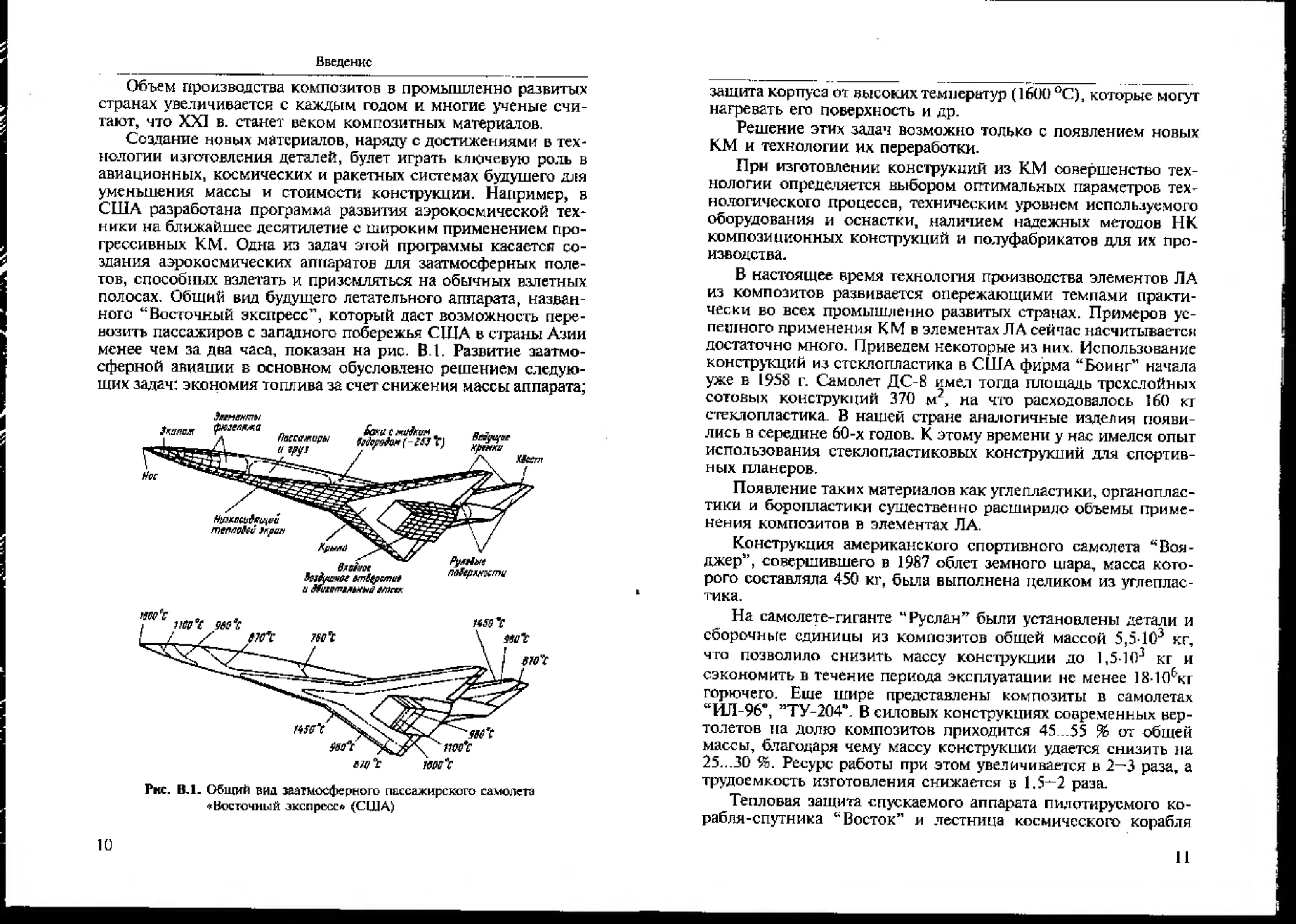
полосах. Общий вид будущего летательного аппарата, назван-
ного “Восточный экспресс”, который даст возможность пере-
возить пассажиров с западного побережья США в страны Азии
менее чем за два часа, показан на рис. ВЛ. Развитие эаатмо-
сферной авиации в основном обусловлено решением следую-
щих задач: экономия топлива за счет снижения массы аппарата;
Рис. ВЛ. Общий вид заатмосферного пассажирского самолета
«Восточный экспресс» (США)
10
защита корпуса от высоких температур (1600 °C), которые могут
нагревать его поверхность и др.
Решение этих задач возможно только с появлением новых
КМ и технологии их переработки.
При изготовлении конструкций из КМ совершенство тех-
нологии определяется выбором оптимальных параметров тех-
нологического процесса, техническим уровнем используемого
оборудования и оснастки, наличием надежных методов НК
композиционных конструкций и полуфабрикатов для их про-
изводства.
В настоящее время технология производства элементов ЛА
из композитов развивается опережающими темпами практи-
чески во всех промышленно развитых странах. Примеров ус-
пешного применения КМ в элементах ЛА сейчас насчитывается
достаточно много. Приведем некоторые из них. Использование
конструкций из стеклопластика в США фирма “Боинг" начала
уже в 1958 г. Самолет ДС-8 имел тогда площадь трсхслойных
сотовых конструкций 370 м , на что расходовалось 160 кт
стеклопластика. В нашей стране аналогичные изделия появи-
лись в середине 60-х годов. К этому времени у нас имелся опыт
использования стеклопластиковых конструкций для спортив-
ных планеров.
Появление таких материалов как углепластики, органоплас-
тики и боропластики существенно расширило объемы приме-
нения композитов в элементах ЛА,
Конструкция американскою спортивного самолета “Воя-
джер”, совершившего в 1987 облет земного шара, масса кото-
рого составляла 450 кг, была выполнена целиком из углеплас-
тика.
На самолете-гиганте "Руслан” были установлены детали и
сборочные единицы из композитов обшей массой 5,5-103 кг,
что позволило снизить массу конструкции до 1,5-103 кг и
сэкономить в течение периода эксплуатации нс менее 18-10&кг
горючего. Еще шире представлены композиты в самолетах
“ИЛ-96", ’’ТУ-204". В силовых конструкциях современных вер-
толетов па долю композитов приходится 45...55 % от общей
массы, благодаря чему массу конструкции удается снизить на
25...30 %. Ресурс работы при этом увеличивается в 2^3 раза, а
трудоемкость изготовления снижается в 1,5^2 раза.
Тепловая защита спускаемого аппарата пилотируемого ко-
рабля-спутника “Восток" и лестница космического корабля
11
Введение.
“Аполло”, по которой человек впервые сошел на поверхность
Луны, были выполнены из стеклопластика. Створки отсека
полезной нагрузки и 17-метровые штанги “рук” манипулятора
челночного корабля “Спсйс-Шатл” изготавливались из угле-
пластика.
Рис. В.2. Композиты в ракетной и аэрокосмической технике
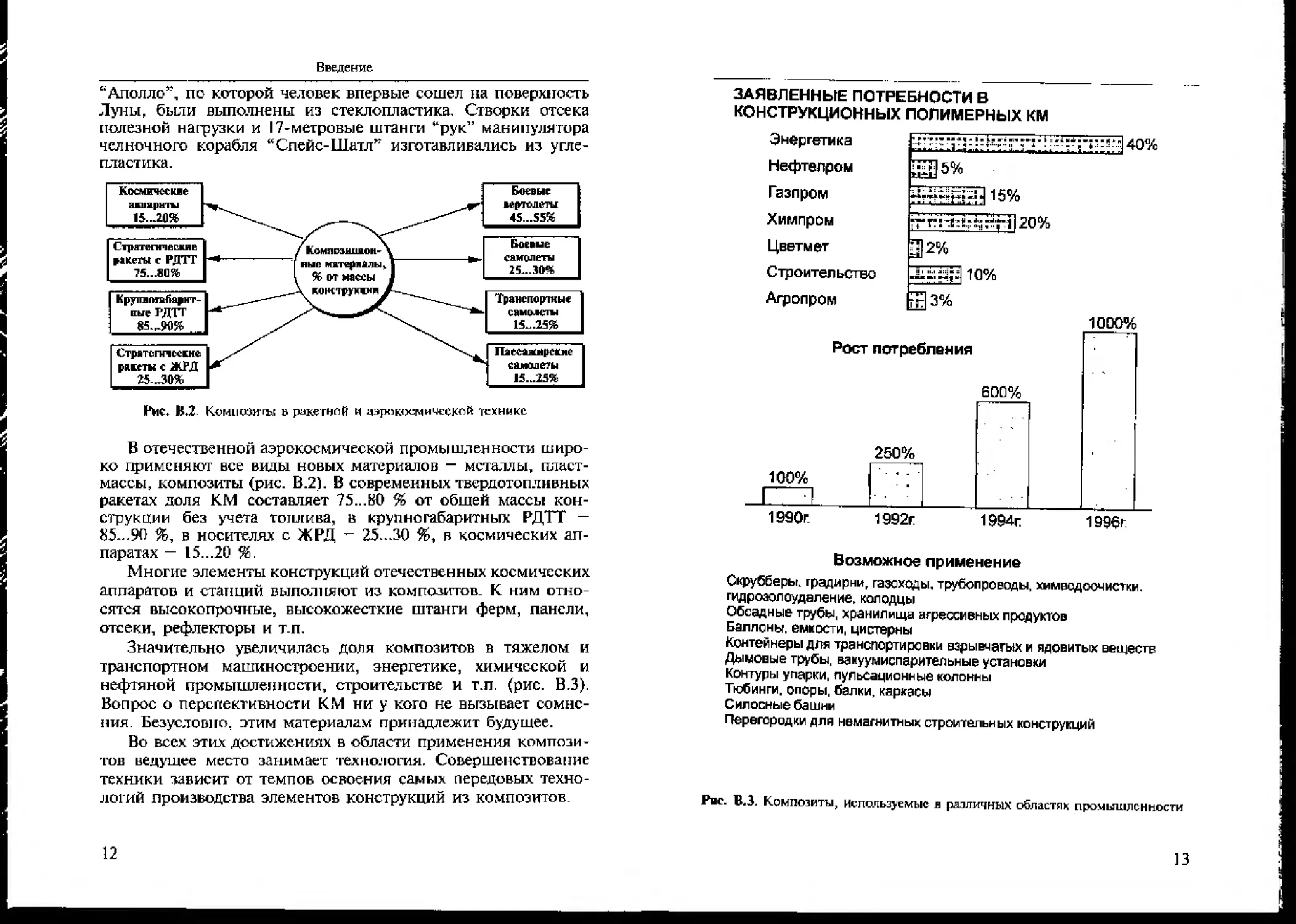
В отечественной аэрокосмической промышленности широ-
ко применяют все виды новых материалов - металлы, пласт-
массы, композиты (рис. В.2). В современных твердотопливных
ракетах доля КМ составляет 75...80 % от обшей массы кон-
струкции без учета топлива, в крупногабаритных РДТТ —
85*..90 %, в носителях с ЖРД - 25...30 %, в космических ап-
паратах — 15...20 %.
Многие элементы конструкций отечественных космических
аппаратов и станций выполняют из композитов. К ним отно-
сятся высокопрочные, высокожесткие штанги ферм, панели,
отсеки, рефлекторы и т.п.
Значительно увеличилась доля композитов в тяжелом и
транспортном машиностроении, энергетике, химической и
нефтяной промышленности, строительстве и т.п. (рис. В.З).
Вопрос о перспективности КМ ни у кого не вызывает сомне-
ния Безусловно, этим материалам принадлежит будущее.
Во всех этих достижениях в области применения компози-
тов ведущее место занимает технология. Совершенствование
техники зависит от темпов освоения самых передовых техно-
логий производства элементов конструкций из композитов.
12
ЗАЯВЛЕННЫЕ ПОТРЕБНОСТИ В
КОНСТРУКЦИОННЫХ ПОЛИМЕРНЫХ км
Энергетика
Нефтепром и 5%
Газпром
Химпром ТгН'!:^йг!'Г1|20%
Цветмет S)2%
Строительство 10%
Агропром Нз%
Возможное применение
Скрубберы, градирни, газоходы, трубопроводы, химводооч истки,
гидроэогоудаление, колодцы
Обсадные трубы, хранилища агрессивных продуктов
Баллоны, емкости, цистерны
Контейнеры для транспортировки взрывчатых и ядовитых веществ
Дымовые трубы, вакуумиспарительные установки
Контуры упарки, пульсационные колонны
Тьсбинги, опоры, балки, каркасы
Силосные башни
Перегородки для немагнитных строительных конструкций
Рис. В.З. Композиты, используемые в различных областях промышленности
13
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
И ИХ КОМПОНЕНТЫ
В копилку знаний
Прочитав эту главу, читатель узнает:
• что такое КМ и чем они отличаются от других материалов;
• основные тины армирующих наполнителей и способы их
производства;
• типы матричных материалов и механизм их взаимодейст-
вия с армирующими наполнителями;
• способы получения полуфабрикатов ПКМ, металлоком-
позитов и УУКМ;
• механические, физические, термические свойства КМ;
• некоторые области применения КМ.
1.1. Общие понятия и определения
В связи с нетрадиционностью технологий производства из-
делий из композитов приведем наиболее общие терминологи-
ческие определения, используемые в современной технической
литературе.
Композиционный материал — многофазный однородный
анизотропный материал регулярной структуры с четко выра-
женной границей раздела фаз.
Наполнитель, армирующий элемент - составная часть ком-
позита нитяной, жгутовой, проволочной, ленточной или тка-
невой структуры с известными физико-механическими харак-
тери ста ка м и матери ал о в.
14
1-1. Общие понятия и определения
Матрица — составная часть композита, обеспечивающая его
монолитность и совместную работу всех моноволокон напол-
нителя.
Связующее — смола, раствор, газ, порошок, расплав, обра-
зующие матрицу в процессе изготовления композита.
Препрег ~~ полуфабрикат, представляющий собой волокнис-
тый наполнитель, пропитанный связующим в определенном
весовом соотношении.
Отверждение — процесс затвердевания связующего при из-
готовлении композита в результате реакции полимеризации,
поликонденсации, перехода из жидкой фазы в твердую, а также
кристаллизации.
Реактопласт — композит, имеющий полимерную матрицу
с пространственно сшитой молекулярной структурой, который
отверждается при нагреве.
Термоплист — композит, имеющий наиболее простую ли-
нейную молекулярную структуру, который отверждается при
охлаждении.
Получение КМ с заданными физико-механическими харак-
теристиками имеет ряд особенностей.
1. Свойства КМ формируются в процессе производства
конкретной конструкции.
2. Процесс проектирования изделия начинается с констру-
ирования самого материала — выбора его компонентов и на-
значения оптимальных режимов производства.
3. Без учета особенностей технологии производства нельзя
правильно назначить требования к КМ (как к конструкцион-
ному материалу) и тем более к самой конструкции.
4. Главная особенность создания конструкций из КМ, в
отличие от традиционных конструкций, заключается в том, что
конструирование материала, разработка технологического про-
цесса изготовления и проектирование самой конструкции —
это единый взаимосвязанный процесс, в котором каждая из
составляющих не исключает, а дополняет и определяет другую.
Триада материал—конструкция—технология неразделима.
Композит представляет собой неоднородный сплошной ма-
териал, состоящий из двух или более компонентов, среди ко-
торых можно выделить армирующие элементы, обеспечиваю-
щие необходимые механические характеристики материала. и
15
L. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
матрицу (или связующее), обеспечивающую совместную работу
армирующих элементов- Поведение композита под действием
различных нагрузок определяется соотношением свойств ар-
мирующих элементов и матрицы, а также прочностью связи
между ними В композитах высокопрочные волокна восприни-
мают основные напряжения, возникающие в композиции при
действии внешних нагрузок, и обеспечивают жесткость и проч-
ность в направлении ориентации волокон.
Армирующие волокна, применяемые в конструкционных
КМ, должны удовлетворять комплексу эксплуатационных и
технологических требований. К первым относятся требова-
ния, обусловливающие прочность, жесткость, плотность, ста-
бильность в определенном температурном интервале, хими-
ческую стойкость и т.п. Ко вторым — технологичность воло-
кон, определяющая возможность создания высокопроизво-
дительных процессов изготовления силовых каркасов и из-
делий на их основе Армирующие компоненты используют в
виде моноволокон, нитей, проволок, жгутов, сеток, тканей,
лент, холстов. Свойства КМ при этом зависят не только от
свойств волокон и матрицы, но и от способа армирования,
в соответствии с которым можно выделить следующие ос-
новные группы: композиты, образованные из слоев, армиро-
ванных параллельными непрерывными волокнами (несмотря
на большое многообразие структур, которые определяются
числом слоев, их толщиной и взаимной ориентацией, свой-
ства таких материалов оцениваются свойствами однонаправ-
ленного слоя); композиты, армированные тканями (тканые
материалы); композиты с хаотическим и пространственным
армированием.
Форма волокнистых армирующих элементов определяется
природой волокон, способом их получения и дальнейшей
текстильной переработкой, а также процессом изготовления
композитов и изделий из них. Волокнистые армирующие
элементы — это, как правило, непрерывные волокна, пред-
ставляющие собой крученые и некрученые нити, жгуты (ро-
винги), ленты, ткани различного переплетения, а также ко-
роткие волокна в виде порошков, штапельных тканей, матов
и т.п.
16
1.1. Общие понятия и определения
Классификация композитов
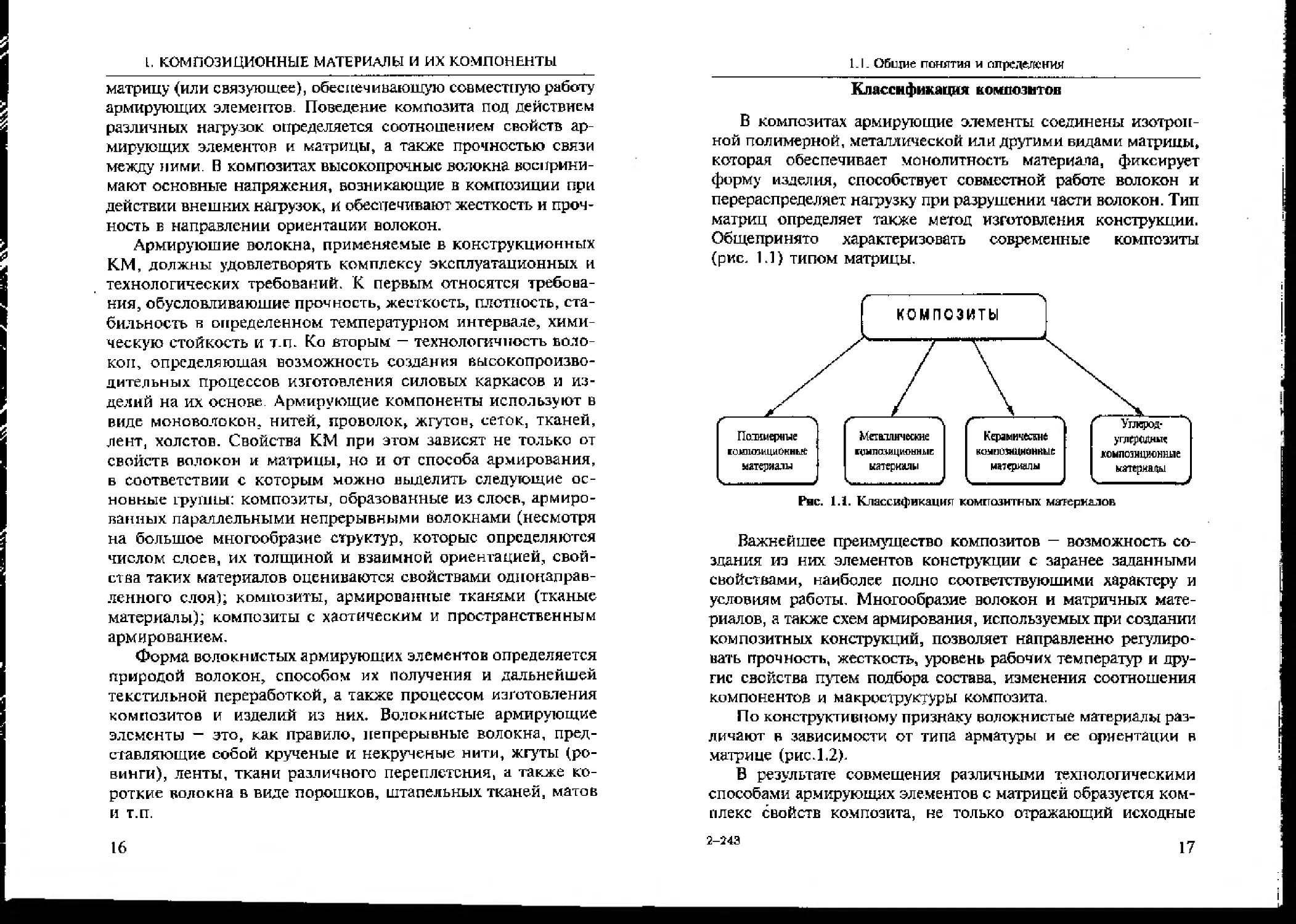
В композитах армирующие элементы соединены изотроп-
ной полимерной, металлической или другими видами матрицы,
которая обеспечивает монолитность материала, фиксирует
форму изделия, способствует совместной работе волокон и
перераспределяет нагрузку при разрушении части волокон. Тип
матриц определяет также метод изготовления конструкции.
Общепринято характеризовать современные композиты
(рис. 1.1) типом матрицы.
Ряс. 1.1. Классификация композитных материалов
Важнейшее преимущество композитов — возможность со-
здания из них элементов конструкции с заранее заданными
свойствами, наиболее полно соответствующими характеру и
условиям работы. Многообразие волокон и матричных мате-
риалов, а также схем армирования, используемых при создании
композитных конструкций, позволяет направленно регулиро-
вать прочность, жесткость, уровень рабочих температур и дру-
гие свойства путем подбора состава, изменения соотношения
компонентов и макроструктуры композита.
По конструктивному признаку волокнистые материалы раз-
личают в зависимости от типа арматуры и ее ориентации в
матрице (рис. 1.2).
В результате совмещения различными технологическими
способами армирующих элементов с матрицей образуется ком-
плекс свойств композита, не только отражающий исходные
2-243
17
1- КОМПОЗИЦИОННЫЕ МАТЕРИЛИЫ И ИХ КОМПОНЕНТЫ
характеристики его компонентов, но и включающий свойства,
которыми изолированные компоненты нс обладают.
а
Рис. 1.2. Классификация композитов по конструктивному признаку;
л - хаотически армированные: 1 — короткие волокна; 2— непрерывные волокна,
б — одномерно-армированные: / - однонаправленные непрерывные; 2 - одно-
направленные короткие, в - двумерно-армированные: 1 — непрерывные нити;
2 — ткани; г — пространственно армированные; 1 — три семейства нитей;
2 —н семейств нитей
Важным требованием при создании волокнистых компози-
тов является совместимость материалов волокна и матрицы.
При этом совместимыми считают компоненты, на границе
которых возможно достижение прочной связи, близкой к проч-
ности матрицы, при условиях, обеспечивающих сохранение
исходных свойств компонентов.
1.2. Армирующие волокнистые наполнители
Компонентами КМ являются различные дискретные и не-
прерывные волокна, а также матричные материалы.
В качестве армирующего наполнителя в КМ с матрицей из
синтетических смол применяют стеклянные, арамидные, угле-
родные и борные волокна (табл. 1.1), Кроме того, используют
базальтовые, сапфировые волокна,'на основе карбида кремния,
полиэтиленовые волокна. В композитах на основе металличес-
кой матрицы применяют проволоки из стали, вольфрама, бе-
18
1.2. Армирующие волокнистые наполнители
рил л ия. титана, ниобия и других металлов. Армирующие во-
локна могут иметь неоднородную структуру и обладать анизо-
тропией механических характерно™к.
Сравнительная характеристика волоков
Таблица 1.1
1 Свойства Волокно
Стеклянное Барное Углеродное Арамидное
Механические:
удельная прочность Высокая Высокая Средняя Очень
высокая
удельный модуль Низкий Высокий Очень ВЫСОКИЙ Средний
сопротивление удару Отличное Удовлетво- рительное Плохое Отличное
удлинение при разрыве Высокое Низкое Среднее Среднее
стибидьность Отличная Отличная Средняя Отличная ;
Тсплофизи чес кие: Низкая Средняя Высокая i Н изкая
I теплопроводность
температурный КЛТР Средний Средний Очень Очень
низкий низкий
демпфирующая способ-
ность Высокая Удовлетво- Хорошая Отличная
ригельная
11роизво детвенно-техноло-
ГИЧсскис;
наименьший радиус из- гиба Малый 0че1 [ъ большой Малый Малый
чувствительность к по-
врсХДСНИЯМ при перера- i fСотке Средняя Средняя Высокая Низкая
i возможность переработки в ленты и ткани Хорошая Плохая Хорошая Хорошая
Стоимость Очень Высокая Умеренная Умеренная
низкая
К волокнам с ярко выраженной анизотропией свойств отко-
сятся органические, арамидные, углеродные и борные волокна.
Металлические и СВ считают однородными и изотропными.
Рассмотрим основные типы волокон.
2
19
I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Стеклянные волокна
При создании неметаллических конструкционных компо-
зитов — стеклопластиком — широко применяют стеклянные
волокна. При сравнительно малой плотности они теплостойки,
устойчивы к. химическому и биологическому воздействию,
имеют высокую прочность и низкую теплопроводность.
Известно два вида СВ: непрерывное и штапельное. Для
первого характерны неограниченно большая длина, прямоли-
нейность и, как правило, параллельное расположение волокон
в нити; для второго — небольшая длина, извитость и хаоти-
ческое расположение волокон в пространстве.
Наиболее часто используют волокна, имеющие форму
сплошного круглого цилиндра. СВ другой формы, например
полые, называют профилированными. К профилированным
СВ относят волокна с формой поперечного сечения в виде
треугольника, квадрата, шестигранника, волокна лентовидной
и других форм с гладкой и гофрированной поверхностью.
Исходный технологический процесс для получения всех
видов СВ — вытягивание нитей из расплава.
Существуют три основных способа получения стекловолок-
на:
I) вытягивание волокон из расплавленной массы через фи-
льеры (одностадийный процесс);
2) вытягивание волокон из стеклянных штабиков при их
разогреве (двухстадийный процесс);
3) получение штапельного волокна путем расчленения струй
стекломассы под воздействием центробежных сил или потоков
воздуха, газа, пара.
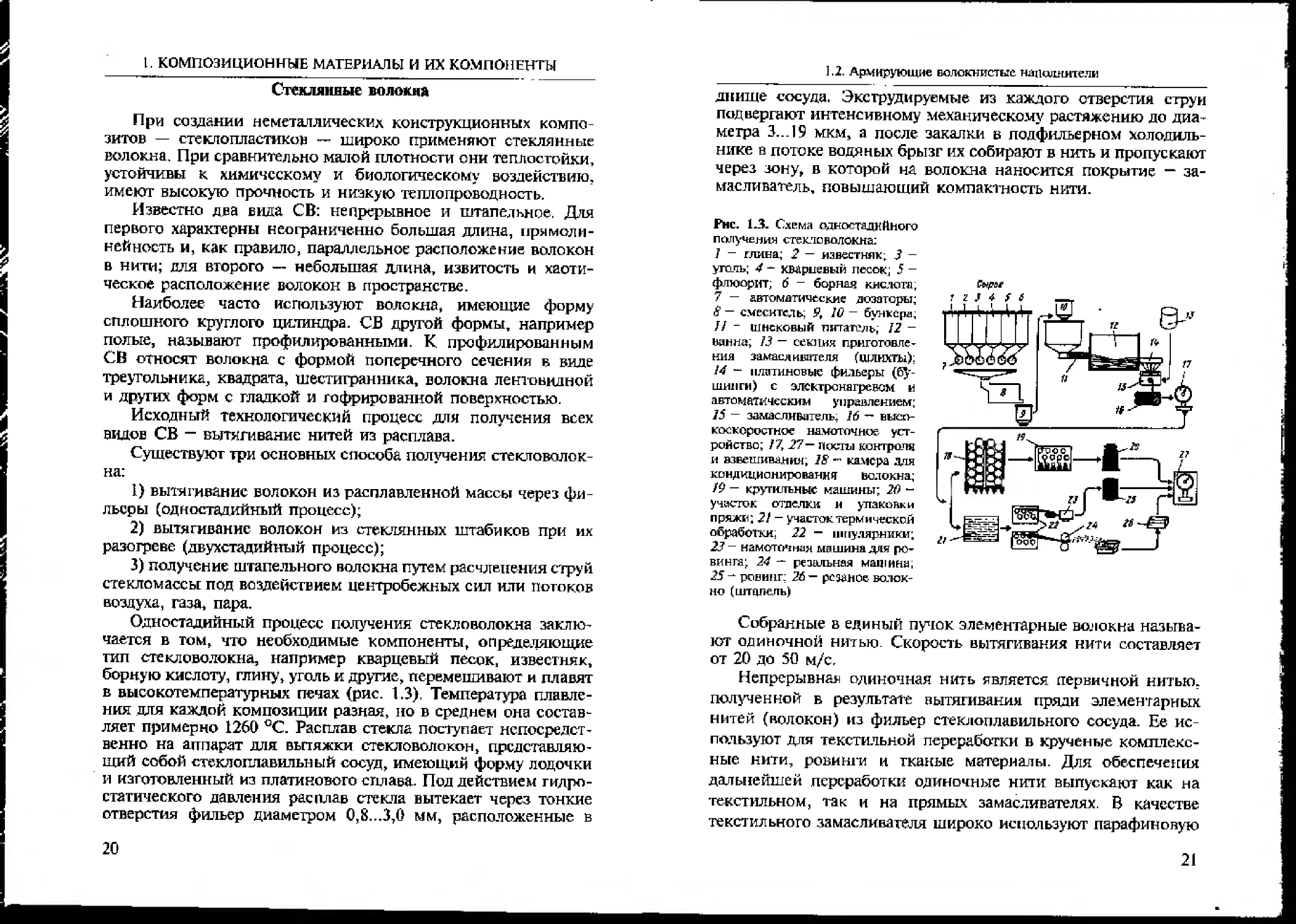
Одностадийный процесс получении стекловолокна заклю-
чается в том, что необходимые компоненты, определяющие
тип стекловолокна, например кварцевый песок, известняк,
борную кислоту, глину, уголь и другие, перемешивают и плавят
в высокотемпературных печах (рис. 13). Температуря плавле-
ния для каждой композиции разная, но в среднем она состав-
ляет примерно 1260 °C. Расплав стекла поступает непосредст-
венно на аппарат для вытяжки стекловолокон, представляю-
щий собой стеклоплавильный сосуд, имеющий форму лодочки
и изготовленный из платинового сплава. Под действием гидро-
статического давления расплав стекла вытекает через тонкие
отверстия фильер диаметром 0,8...3,0 мм, расположенные в
20
1.2. Армирующие волокнистые наполнители
днище сосуда. Экструдируемые из каждого отверстия струи
подвергают интенсивному механическому растяжению до диа-
метра 3. -19 мкм, а после закалки в подфильерном холодиль-
нике в потоке водяных брызг их собирают в нить и пропускают
через зону, в которой на волокна наносится покрытие — за-
масливатель, повышающий компактность нити.
Рис. 1.3. Схема одностадийного
получения стекловолокна:
7 - глина; 2 — известняк; 3 —
уголь; 4 — кварцевый песок; 5 -
флюорит; б - борнад кислота;
7 — автоматические дозаторы;
8 — смеситель; Р, 10 - бункера;
77 - шнековый питатель; 12 -
ванна; 13 — секция приготовле-
ния замасликпеля (шлихты);
14 - платиновые фильеры (б}г-
шилги) с элсктронагревом и
автоматическим управлением;
15 — замаелнватель; 16 — высо-
коскоростное намоточное уст-
ройство; 17, 27— посты контроля
и взвешивания, 18 - камера для
кондиционирования волокна;
19 — крутильные машины; 20 “
участок отладки и упаковки
пряжи; 21 ~ участок термической
обработки; 22 — пипу лирники;
23 — намоточная машина для ро-
винга; 24 — ре цельная машина,
25 - ровинг; 26 — резаное волок-
но (штапель)
Собранные в единый пучок элементарные волокна называ-
ют одиночной нитью. Скорость вытягивания нити составляет
от 20 до 50 м/с.
Непрерывная одиночная нить является первичной нитью,
полученной б результате вытягивания пряди элементарных
нитей (волокон) из фильер стеклоплавильного сосуда. Ее ис-
пользуют для текстильной переработки в крученые комплекс-
ные нити, ровинги и тканые материалы. Для обеспечения
дальнейшей переработки одиночные нити выпускают как на
текстильном, так и на прямых за мае л ивате лях. В качестве
текстильного замасливателя широко используют парафиновую
21
1 , КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
эмульсию, в качестве прямого замаслиьателя — сложные сис-
темы, содержащие специальные добавки — аппреты, которые
способствуют созданию адгезионной связи на границе раздела
полимер—стекло.
Нити характеризуются длиной (непрерывные, дискретные),
числом сложений и круткой, т.е. количеством продольных вит-
ков на 1 метр.
Толщина нитей зависит от толщины или диаметра волокон.
Эти показатели принято измерять в линейных единицах, в то
время как в производстве волокон — обычно в тексах (ГОСТ
10878-70).
Текс — внесистемная единица линейной плотности волокон
или нитей, т.е. отношение их массы т к длине £: 1 текс =
— 1 г/км = 1 мг/м. Характеризует толщину Т материалов.
В номерной системе толщина N нитей или волокон есть
отношение длины L к массе т.е. N = L/m = 1 м/г.
Для определения диаметра d используют следующую зави-
симость:
d= 0,0357 ,
Р
где р — плотность волокна, г/см3; Т — толщина волокна,
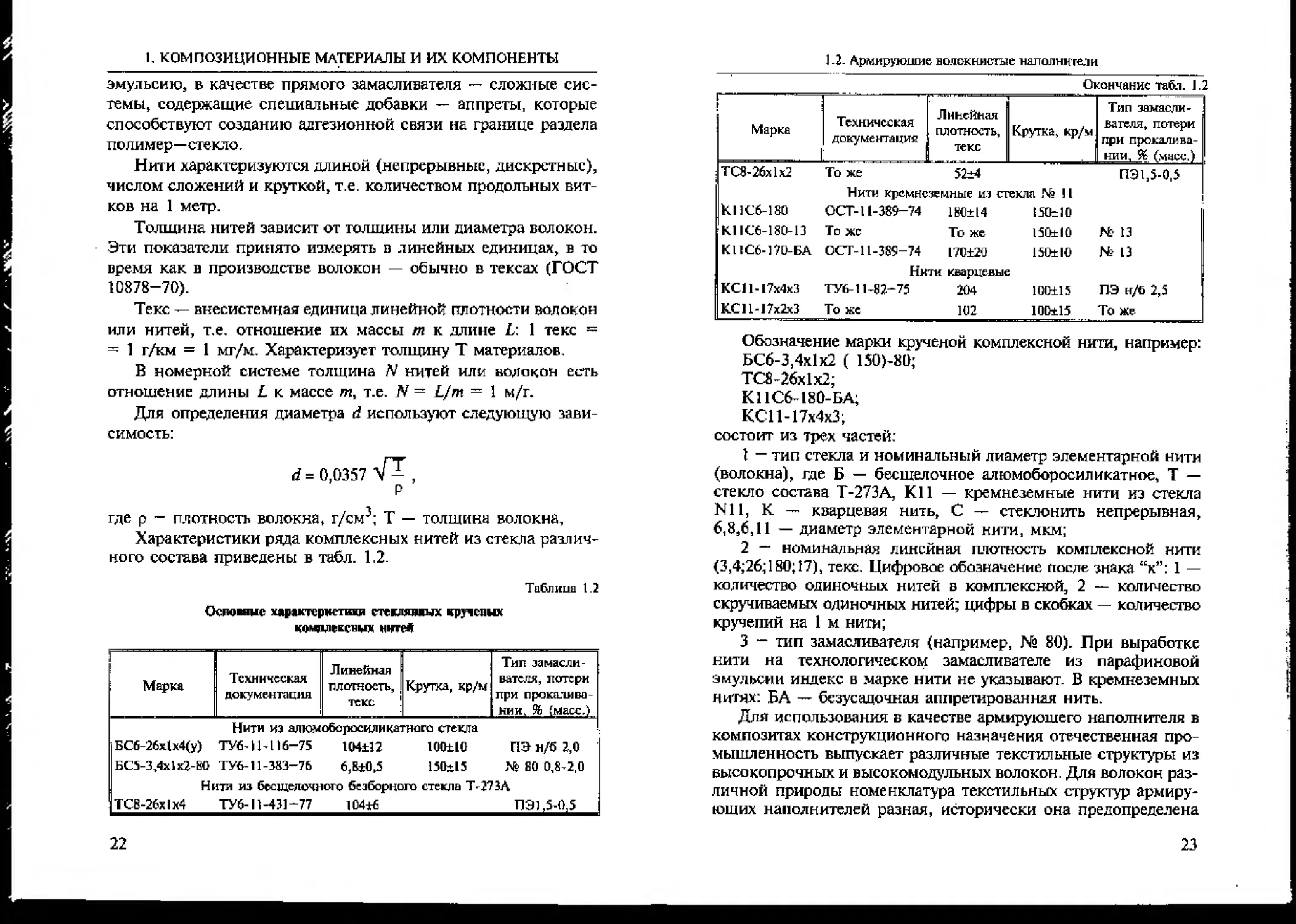
Характеристики ряда комплексных нитей из стекла различ-
ного состава приведены в табл. 1,2.
Таблица 1.2
Основные характеристики стеаляяжых крученых
кошшексных нитей
Марка Техническая документация Линейная плотность, текс Крутка, кр/м Тип за масли- вате ля, потери при прокалива- нии^ & (масс.)
Нити из алюмоборосиликаттюгс1 стекла
БС6-26х1х4(у) ТУ6-1 Ы16-75 104112 100110 ПЭ н/б 2,0
БС5-3,4x1x2-80 ТУ6-11-383-76 6,810,5 150+15 .4 80 0,8-2,0
Нити из бесщелочного без бор кого стекла Т-273Л
ТС8-26х1х4 ТУ6-11-431-77 10416 ПЭ1,5-0,5
22
1-2- Армирующие волокнистые наполнители
Скончание табл. 1.2
Марка Техническая документация Линейная плотность, текс Крутка, кр/м Тип замасли- . вателя, потери при прокали ва- нии, 9t (мцсс.)
ТС8-26x1x2 То же Нити кремнезег 52±4 шые из стекли № 11 ПЭ1,5-0,5
кНСб-180 К.1 IC6-180-13 ОСТ-11-389-74 То же 180±14 То же 15СЫ0 150ttl0 № 13
К11С6-170-БА ОСТ-11-389-74 170±20 150±10 № 13
КС11- 17x4x3 Нити ТУ6-11-82-75 кварцевые 204 10Q±15 ПЭ н/б 2,5
КС 11-17x2x3 То же 102 100±15 То же
Обозначение марки крученой комплексной нити, например:
БС6-3,4x1x2 ( 15О)-8О;
ТС8-26x1x2;
К11С6-180-БА,
КС11-17x4x3,
состоит из трех частей:
I — тип стекла и номинальный диаметр элементарной нити
(волокна), где Б — бесщел очное алюмоборосиликатнос, Т —
стекло состава Т-273А, КП — кремнеземные нити из стекла
Nil, К — кварцевая нить, С — стеклонить непрерывная,
6,8,6,11 — диаметр элементарной нити, мкм;
2 — номинальная линейная плотность комплексной нити
(3,4;26; 180; 17), текс. Цифровое обозначение после знака “х”: 1 —
количество одиночных нитей в комплексной, 2 — количество
скручиваемых одиночных нитей; цифры в скобках — количество
кручений на 1 м нити;
3 — тип замасливателя (например, № 80). При выработке
нити на технологическом замасли вателе из парафиновой
эмульсии индекс в марке нити не указывают. В кремнеземных
нитях: БА — безусадочная аппретированная нить.
Для использования в качестве армирующего наполнителя в
композитах конструкционного назначения отечественная про-
мышленность выпускает различные текстильные структуры из
высокопрочных и высокомодульных волокон. Для волокон раз-
личной природы номенклатура текстильных структур армиру-
ющих наполнителей разная, исторически она предопределена
23
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
условиями разработки и освоения, а также особенностями фи-
зико-механических свойств волокон. Наиболее полно номен-
клатура армирующих наполнителей разработана для стеклян-
ных волокон:
однонаправленные наполнители: непрерывные элементар-
ные нити (однонаправленные волокна, одиночные нити); ком-
плексные нити (крученые однонаправленные нити); ровинги
(жгуты);
тканые наполнители: тканые ленты; ткани и сетки (одно-
слойные и многослойные);
нетканые материалы: полотна нитепрошивныс, иглопробив-
ные, холстопрошивные и другие; маты (поверхностные, из руб-
ленных нитей, скрепленных полимерным связующим и др.);
полотна трикотажные.
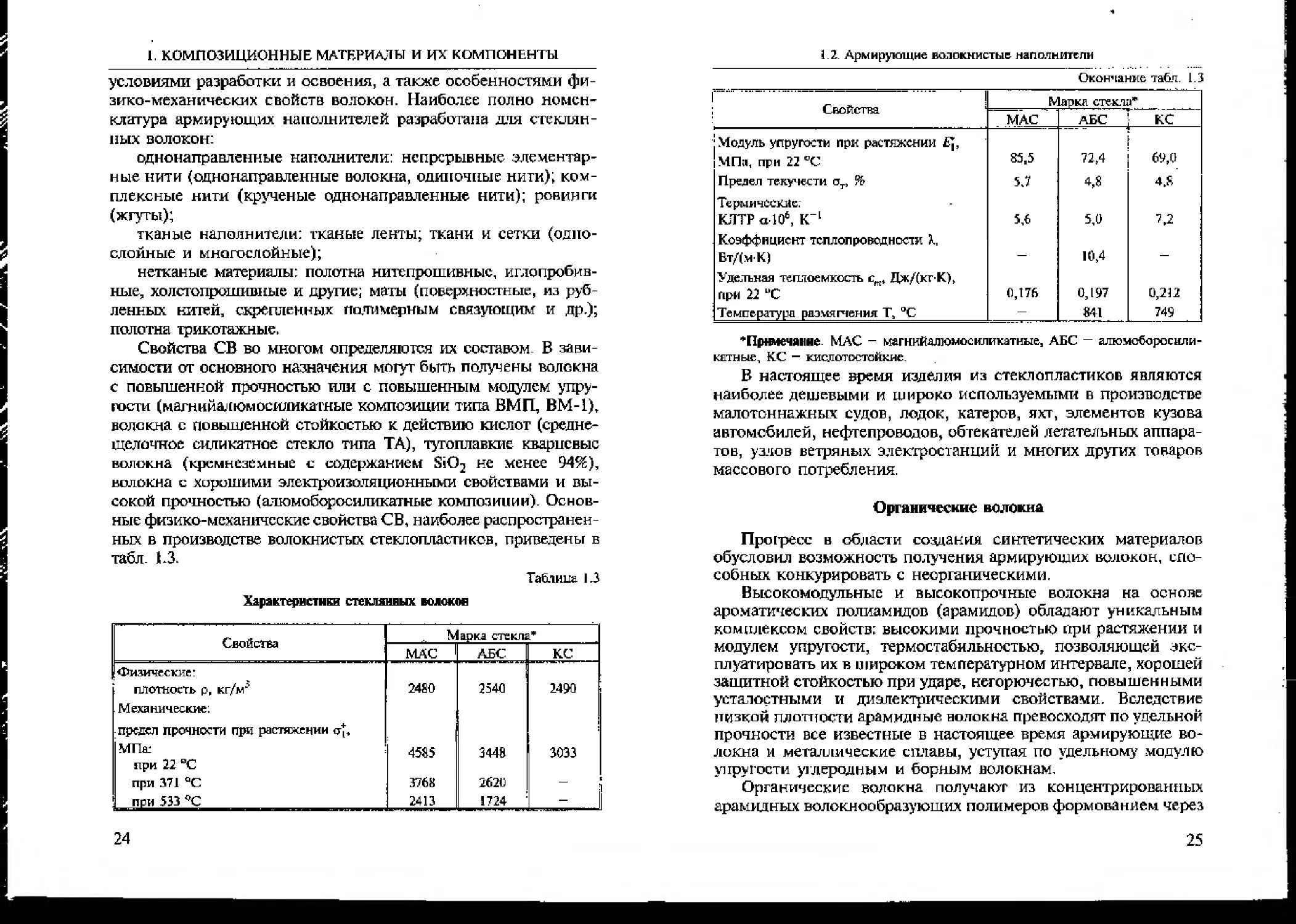
Свойства СВ во многом определяются их составом. В зави-
симости от основного назначения могут быть получены волокна
с повышенной прочностью или с повышенным модулем упру-
гости (магнийалюмосиликатные композиции типа ВМП, ВМ-1),
волокна с повышенной стойкостью к действию кислот (средне-
щелочное силикатное стекло типа ТА), тугоплавкие кварцевые
волокна (кремнеземные с содержанием SiO2 не менее 94%),
волокна с хорошими электроизоляционными свойствами и вы-
сокой прочностью (алюмоборосиликатные композиции). Основ-
ные физико-механические свойства СВ, наиболее распространен-
ных в производстве волокнистых стеклопластиков, приведены в
табл. 1*3.
Таблица 1.3
Характеристики стеклянных волоков
Свойства Марка стекла*
МАС 1 АБС КС
Физические: плотность р, кг/м? 2480 2540 2490 j
Механические; предел прочности при растяжении |МПаг 4585 3448 3033
при 22 °C при 371 °C 3768 2620 Е
! ПРИ 533 2413 1724 |1
24
12 Армирующие волокнистые наполнители
Окончание табл. 1.3
Свойства Марка стекла*
МАС АБС КС
Модуль упругости при растяжении FJ, МПа, при 22 °C 85,5 72.4 69,(1
Предел текучести от> % 5,7 4,8 4,8
Термические; КЛТР a l О6, К-1 5,6 5,0 7,2
Коэффициент теплопроводности 7., Вт/(мК) — 10,4 — ;
Удельная теплоемкость Дж/(кг-К), при 22 иС 0,176 0,197 0,212
Температура размягчения Т, °C — 841 749
*Пр№кчянне. МАС - магнийалюмосиликатные, АБС — ал юмоборос каи-
натные, КС - кислотостойкие.
В настоящее время изделия из стеклопластиков являются
наиболее дешевыми и широко используемыми в производстве
малотоннажных судов, лодок, катеров, яхт, элементов кузова
автомобилей, нефтепроводов, обтекателей летательных аппара-
тов, узлов ветряных электростанций и многих других товаров
массового потребления.
Органические волокна
Прогресс в области создания синтетических материалов
обусловил возможность получения армирующих волокон, спо-
собных конкурировать с неорганическими.
Высокомодульные и высокопрочные волокна на основе
ароматических полиамидов (арамидов) обладают уникальным
комплексом свойств; высокими прочностью при растяжении и
модулем упругости, термостабильностью, позволяющей экс-
плуатировать их в широком температурном интервале, хорошей
защитной стойкостью при ударе, негорючестью, повышенными
усталостными и диэлектрическими свойствами. Вследствие
низкой плотности арамидные волокна превосходят по удельной
прочности все известные в настоящее время армирующие во-
локна и металлические сплавы, уступая по удельному модулю
упругости углеродным и борным волокнам.
Органические волокна получают из концентрированных
арамидных волокнообразующих полимеров формованием через
25
I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
фильеры. Две схемы аппаратурного оформления формования
органической нити представлены на рис. 1.4 а,б. При формо-
вании волокон и нитей раствор очищенного полимера в силь-
ной кислоте (в частности, на производстве используют кон-
центрированную серную кислоту') экструдируют через фильеры
диаметром 50... 500 мкм при повышенной температуре
(51... 100 °C) и после прохождения воздушной прослойки по-
дают в осадительную ванну с холодной (4 °C) водой. При этом
удаляют основную часть растворителя из свежесформованных
волокон, проводят подсушку и последующую термообработку
в соответствии с непрерывным или периодическим способом.
Высокопрочные волокна подвергают дополнительной термо-
вытяжке, в процессе которой происходит увеличение модуля
упругости на 15—20%.
Рис. 1.4. Схема двух вариантов аппаратурного оформления «сухого - мокрого*
формования нити:
а — горизонтальная заправка, б - вертикальная заправка; / - червяк; 2 —
прядильная головка; 3 — фильера, 4 — элементарные волокна; 5 - газовая
прослойка, 6 — нитепровадннк, 7 — осадительная ванна; 8 - упрочнение
формуемой нити; 9 — приемная бобина; 10— корпус; 11 - прядильная трубка;
12 - тубус для оборотной ванны; 13 — насос; 14 — секция упрочнения фор-
муемой нити, 15 “ приемный бачок осадительной ванны
В зависимости от состава полимера и метода формования
получают органические волокна, имеющие плотность
1410.. .1450 кг/м3, предел прочности при растяжении
70... 150 ГПа. Волокно сохраняет исходные характеристики до
температуры 180 °C, а при повышении температуры, не пла-
вясь, карбонизируется. Криогенные температуры не вызывают
охрупчивания волокон. При разрыве (до 4,5 %) органические
26
1.2. Армируюшие волокнистые наполнители
волокна с высоким модулем упругости и большим предельным
удлинением обладают высокой ударной вязкостью и малой
чувствительностью к повреждениям. При сжатии композиты
на основе органических волокон значительно уступают стек-
лопластикам. Рассматриваемые волокна технологичны, однако
совмещаются с полимерными связующими хуже, чем стеклян-
ные.
Общий недостаток арамидных волокон — сорбирование
влаги, что приводит к ухудшению их свойств примерно на
15 .20 %. Арамидные волокна отличаются хорошей способнос-
тью к текстильной переработке, сохраняя после ткачества 90 %
исходной прочности нитей, что позволяет их использовать для
производства различных тканых армирующих материалов.
В середине 80-х годов была разработана технология полу-
чения самых легких (с плотностью 0,97 г/см3) волокон из
полиэтилена, обладающих упругопрочностными свойствами на
уровне арамидных, таких как Спектра (США), Дайнема (Ни-
дерланды), Текмилон (Япония).
Исходным материалом для получения таких волокон явля-
ется высокомолекулярный полиэтилен. Растворы высокомоле-
кулярного полиэтилена в декумиле, парафине или других рас-
творителях формуют в волокна фильерным способом, подвер-
гают осаждению в осадительной ванне и многократной термо-
вытяжке при температуре от 120 до 160 °C.
Полиэтиленовые волокна обладают невысокой температурой
эксплуатации, обычно не более 400 К, однако вследствие низкой
плотности, устойчивости к агрессивным средам, абразивной стой-
кости и ряда других достоинств являются весьма перспективными
материалами. Основные механические характеристики арамид-
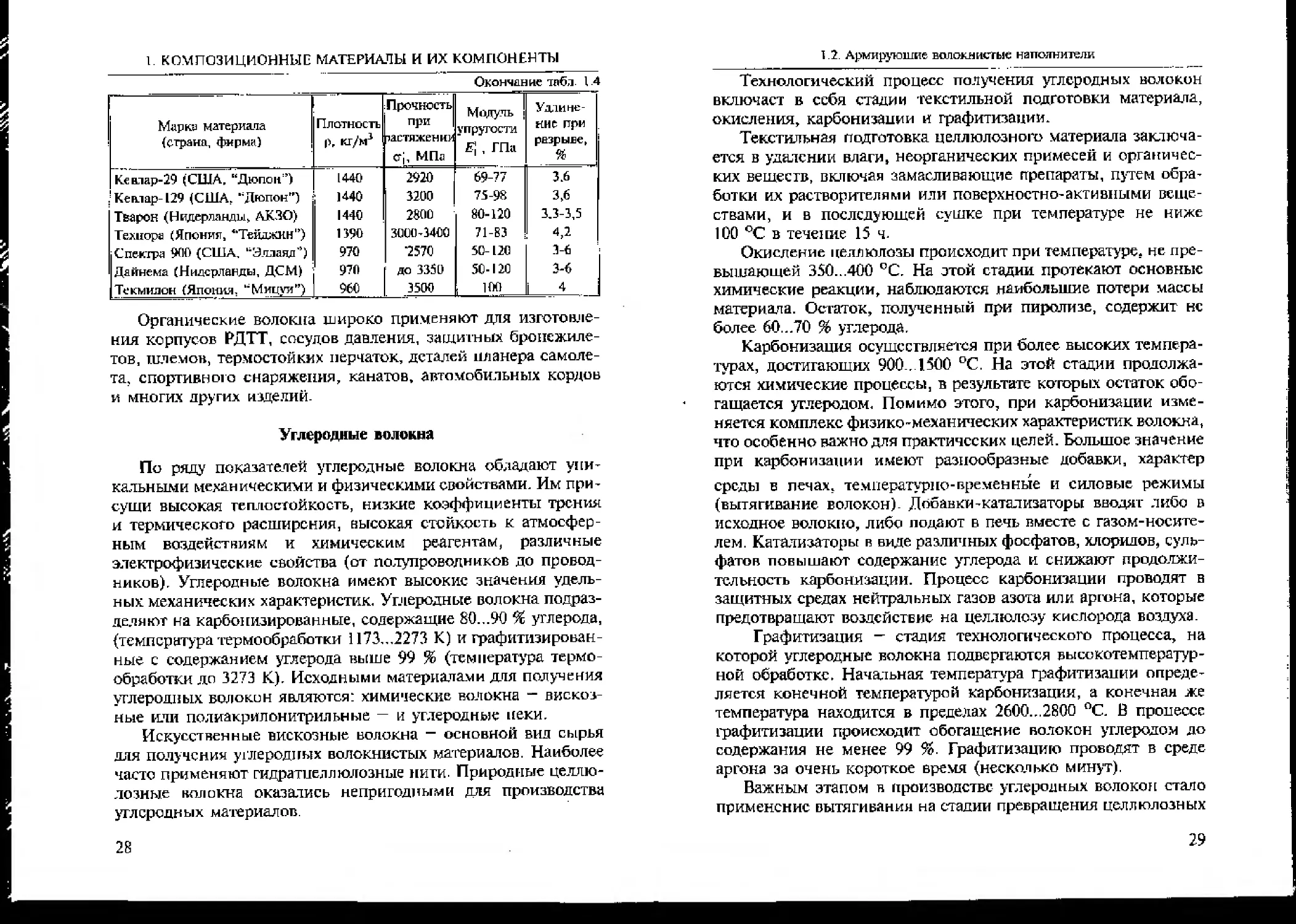
ных и полиэтиленовых волокон представлены в табл. 1.4.
Таблица 1.4
Механические характеристики Врамщных И полиэтиленовых волокон
Марка материала (страна, фирма) Плотность р, кг/м3 Прочность При растажсниг С|, МПа Модуль упругости , ГПа Удлине- ние при разрыве, £
Ар мое (Россия, ВНИЙПВ) 1450 5000-5500 140-142 3.5-4,5
СЕМ (Россия, ВНИИПВ) 1430 ЗЮ0-4200 120-135 4.0-4,5
I Тердон (Россия, В11ИР1ПВ) 1450 3100 100-150 2-3,5
27
I КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Окончание табл 1.4
Марка материала (страна, фирма) Плотность р, кг/м3 Прочность при 1астяженик crj, МПа Модуль упругости F] , ГПа Улти не- кие при . разрыве, %
Кевлар-29 (США. “Дюпон ’) 1440 2920 69-77 3.6
/Кевлар-129 (США. “Дюпон") 1440 3200 75-98 3,6
Тварон (Нидерланды, АКЗО) 1440 2800 80-120 3.3-3,5
Техпора (Япония, “Тейджин") 1390 3000’3400 71-83 4,2
i Спектра 900 (США, “Э.ллаяд”) 970 2570 50-120 3-6
Дайнема (Нидерланды, ДСМ) 970 до 3350 50-120 3-6
Текмилон (Япония, ‘'Мицуи”) 960 __ 3500 100 i 4 _
Органические волокна широко применяют для изготовле-
ния корпусов РДТТ, сосудов давления, защитных бронежиле-
тов, шлемов, термостойких перчаток, деталей планера самоле-
та, спортивного снаряжения, канатов, автомобильных кордов
и многих других изделий.
Углеродные волокна
По ряду показателей углеродные волокна обладают уни-
кальными механическими и физическими свойствами. Им при-
сущи высокая теплостойкость, низкие коэффициенты трения
и термического расширения, высокая стойкость к атмосфер-
ным воздействиям и химическим реагентам, различные
электрофизические свойства (от полупроводников до провод-
ников). Углеродные волокна имеют высокие значения удель-
ных механических характеристик. Углеродные волокна подраз-
деляют на карбонизированные, содержащие 80...90 % углерода,
(температура термообработки 1173..,2273 К) и графитизирован-
ные с содержанием углерода выше 99 % (температура термо-
обработки до 3273 К). Исходными материалами для получения
углеродных волокон являются: химические волокна — вискоз-
ные или полиакрилонитрильные — и углеродные пеки.
Искусственные вискозные волокна — основной вид сырья
для получения углеродных волокнистых материалов. Наиболее
часто применяют гидратцеллюлозные нити. Природные целлю-
лозные волокна оказались непригодными для производства
утл сро дн ы х мате риал ов
28
1.2. Армирующие волоки истые наполнители
Технологический процесс получения углеродных волокон
включает в себя стадии текстильной подготовки материала,
окисления, карбонизации и графитизации*
Текстильная подготовка целлюлозного материала заключа-
ется в удалении влаги, неорганических примесей и органичес-
ких веществ, включая замасливающие препараты, путем обра-
ботки их растворителями или поверхностно-активными веще-
ствами, и в последующей сушке при температуре не ниже
100 °C в течение 15 ч.
Окисление целлюлозы происходит при температуре, не пре-
вышающей 350...400 °C. На этой стадии протекают основные
химические реакции, наблюдаются наибольшие потери массы
материала. Остаток, полученный при пиролизе, содержит нс
более 60...70 % углерода.
Карбонизация осуществляется при более высоких темпера-
турах, достигающих 900.1500 °C. На этой стадии продолжа-
ются химические процессы, в результате которых остаток обо-
гащается углеродом. Помимо этого, при карбонизации изме-
няется комплекс физике-механических характеристик волокна,
что особенно важно для практических целей. Большое значение
при карбонизации имеют разнообразные добавки, характер
среды в печах, температурно-временные и силовые режимы
(вытягивание волокон). Добавки-катализаторы вводят либо в
исходное волокно, либо подают в печь вместе с газом-носите-
лем. Катализаторы в виде различных фосфатов, хлорилов, суль-
фатов повышают содержание углерода и снижают продолжи-
тельность карбонизации. Процесс карбонизации проводят в
защитных средах нейтральных газов азота или аргона, которые
предотвращают воздействие на целлюлозу кислорода воздуха.
Графитизация — стадия технологического процесса, на
которой углеродные волокна подвергаются высокотемператур-
ной обработке. Начальная температура графитизации опреде-
ляется конечной температурой карбонизации, а конечная же
температура находится в пределах 2600...2800 °C. В процессе
графитизации происходит обогащение волокон углеродом до
содержания не менее 99 %. Графитизацию проводят в среде
аргона за очень короткое время (несколько минут).
Важным этапом в производстве углеродных волокон стало
применение вытягивания на стадии превращения целлюлозных
29
I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
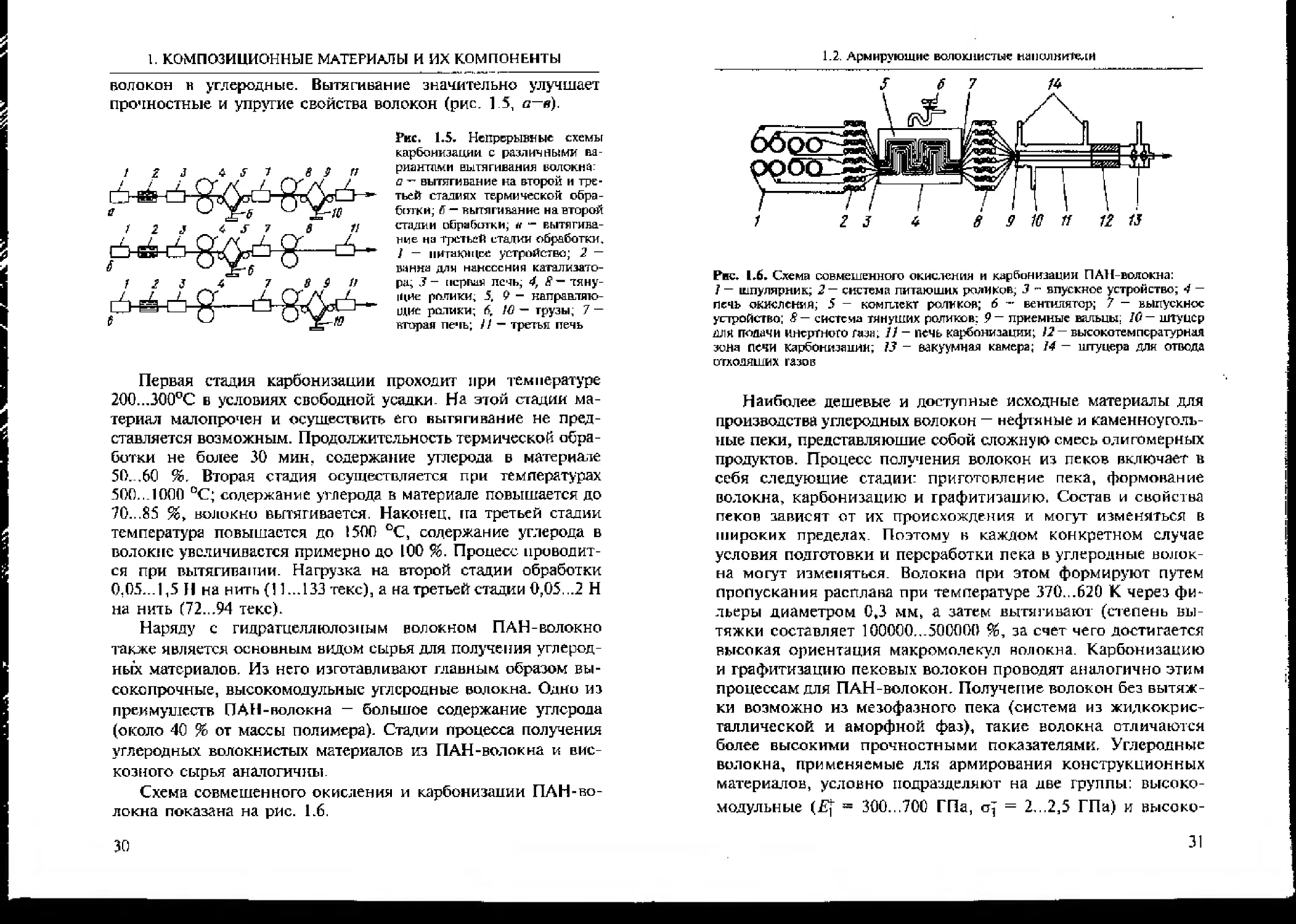
волокон н углеродные. Вытягивание значительно улучшает
прочностные и упругие свойства волокон (рис. 15, а—в).
Рис. 1.5. Непрерывные схемы
карбонизации с различными ва-
риантами вытягивания волокна:
а — вытягивание на второй и тре-
тьей стадиях термической обра-
ботки; fi — вытягивание на второй
стадии обработки; н — вытягива-
ние на третьей стадии обработки,
i — питающее устройство; 2 —
ванна для нанесения катализато-
ра, ,7 - первая печь; 4, 8 — тяну-
щие ролики; 5, Q — направляю-
щие ролики; 6, tf) — грузы; 7 —
вторая печь; it — третья печь
Первая стадия карбонизации проходит при температуре
200...300°С в условиях свободной усадки. На этой стадии ма-
териал малопрочен и осуществить его вытягивание не пред-
ставляется возможным. Продолжительность термической обра-
ботки не более 30 мин. содержание углерода в материале
50...60 %. Вторая стадия осуществляется при температурах
500... 1000 °C; содержание углерода в материале повышается до
70...85 %, волокно вытягивается. Наконец, па третьей стадии
температура повышается до 1500 °C, содержание углерода в
волокне увеличивается примерно до 100 %. Процесс проводит-
ся при вытягивании. Нагрузка на второй стадии обработки
0,05... 1,5 Н на нить (11 ...133 текс), а на третьей стадии 0,05...2 Н
на нить (72...94 текс).
Наряду с гидратцеллюлозным волокном ПАН-волокно
также является основным видом сырья для получения углерод-
ных материалов. Из него изготавливают главным образом вы-
сокопрочные, высокомодульныс углеродные волокна. Одно из
преимуществ ПАН-волокна — большое содержание углерода
(около 40 % от массы полимера). Стадии процесса получения
углеродных волокнистых материалов из ПАН-волок на и вис-
козного сырья аналогичны
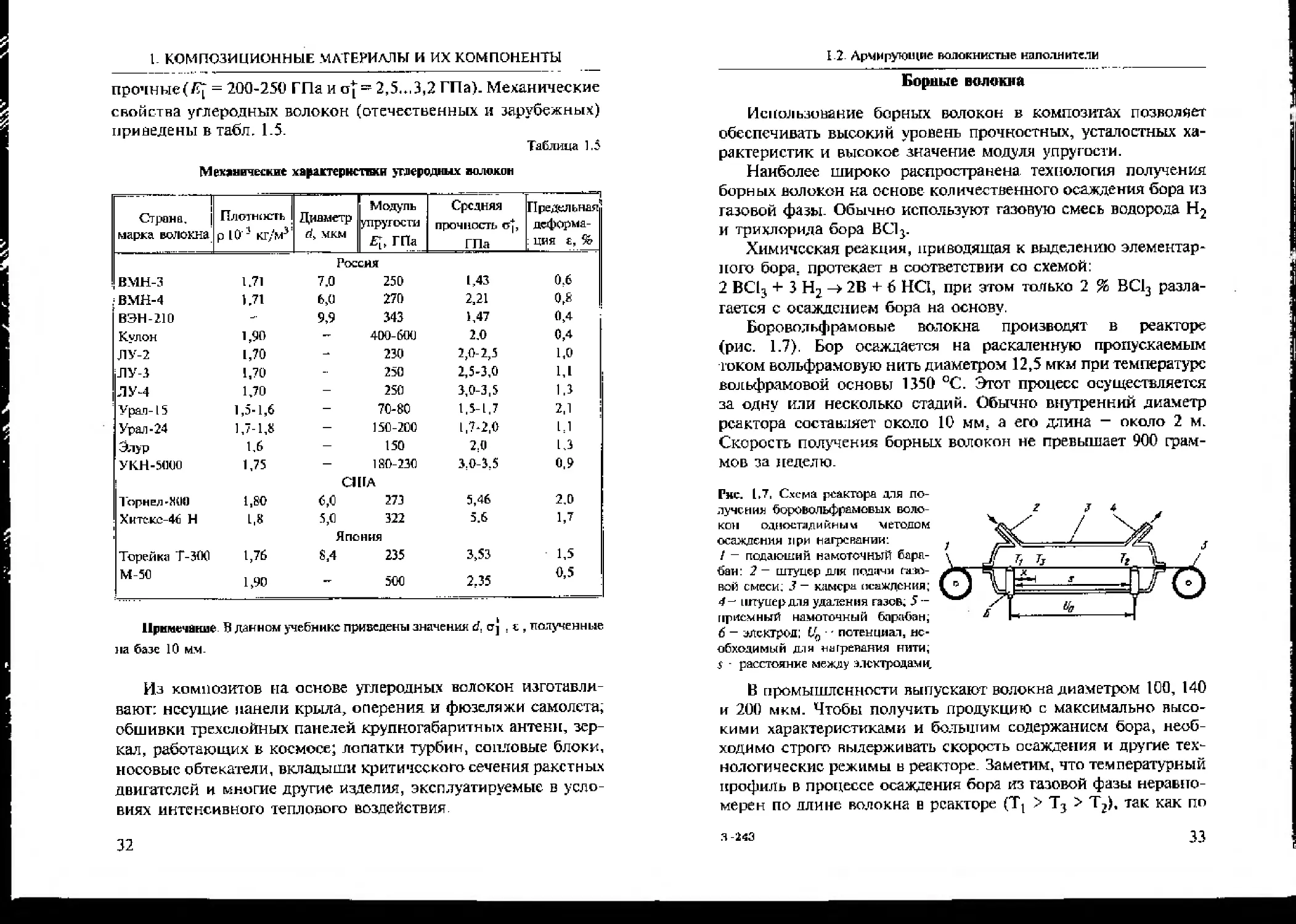
Схема совмещенного окисления и карбонизации ПАН-во-
локна показана на рис. 1.6.
30
1.2. Армирующие волокнистые наполнители
Рис. 1.6. Схема совмещенного окисления и карбонизации ПАН-вол окна:
7 — шпулирник; 2 — система питающих роликов; 3 - впускное устройство; 4 —
печь окисления; 5 - комплект роликов; 6 - вентилятор; 7 - выпускное
устройство; Я — система тянущих роликов; 9 ~ приемные вальцы: 10 — штуцер
ДЛЯ подачи инертного газа; 11 - печь карбонизации; 12 - высокотемпературная
зона печи карбонизации; 13 - вакуумная камера; 14 — штуцера для отвода
отходящих газов
Наиболее дешевые и доступные исходные материалы для
производства углеродных волокон — нефтяные и каменноуголь-
ные пеки, представляющие собой сложную смесь олигомерных
продуктов. Процесс получения волокон из пеков включает в
себя следующие стадии: приготовление пека, формование
волокна, карбонизацию и графитизацию. Состав и свойства
пеков зависят от их происхождения и могут изменяться в
широких пределах. Поэтому в каждом конкретном случае
условия подготовки и переработки пека в углеродные волок-
на могут изменяться. Волокна при этом формируют путем
пропускания расплава при температуре 370...62О К через фи-
льеры диаметром 0,3 мм, а затем вытягивают* (степень вы-
тяжки составляет 100000...500000 %, за счет чего достигается
высокая ориентация макромолекул волокна. Карбонизацию
и графитизацию пековых волокон проводят аналогично этим
процессам для ПАН-волокон. Получение волокон без вытяж-
ки возможно из мезофазного пека (система из жидкокрис-
таллической и аморфной фаз), такие волокна отличаются
более высокими прочностными показателями. Углеродные
волокна, применяемые для армирования конструкционных
материалов, условно подразделяют на две группы: высоко-
модульные (£[ = 300...700 ГПа, = 2...2,5 ГПа) и высоко-
31
I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
прочные (/?[ = 200-250 ГПа и и| = 2,5...3,2 ГПа). Механические
свойства углеродных волокон (отечественных и зарубежных)
приведены в табл. 1.5.
Таблица 1.5
Механические характернспки углеродных волокон
"1 1 Страна, марка волокна Платность 1 рЮ - кг/м3' Диаметр ri, мкм Модуль упругости £[, ГПа Средняя ПРОЧНОСТЬ СТр ГПа Предельная деформа- : ция Е, %
Россия
ВМН-3 1.71 7,0 250 1,43 0,6
ВМН-4 1.71 6,0 270 2,21 0,8
ВЭН-210 - 9,9 343 1,47 0,4
Кулон 1,90 400-600 2,0 0,4
ЛУ-2 1,70 - 230 2,0- 2,5 1,0
ЛУ-3 1,70 - 250 2,5-3,0 1,1 .
Л У 4 1,70 — 250 3,0-3,5 1.3
' Урал-15 1,5-1,6 — 70-80 1.5-1.7 2,1 I
Урал-24 1,7-1,11 — 150-200 1,7-2,0 L1
Элур 1,6 — 150 2,0 1,3
У КН-5000 1.75 — 180-230 3,0-3,5 0.9
США
Торн ел-ИСК) 1,80 6,0 273 5,46 2,0
Хитскс-46 Н 1,8 5,0 322 5.6 1,7
Япония
Торейки Т-300 1,76 8,4 235 3,53 1,5
М-50 1,90 — 500 2,35 0,5
Примечание В данном учебнике приведены значения d. с j . t, полученные
на базе 10 мм.
Из композитов на основе углеродных волокон изготавли-
вают: несущие панели крыла, оперения и фюзеляжи самолета,
обшивки трехслойных панелей крупногабаритных антенн, зер-
кал, работающих в космосе; лопатки турбин, сопловые блоки,
носовые обтекатели, вкладыши критического сечения ракетных
двигателей и многие другие изделия, эксплуатируемые в усло-
виях интенсивного теплового воздействия
32
1.2. Армирутощие волокнистые наполнители
Борные волокна
Использование борных волокон в композитах позволяет
обеспечивать высокий уровень прочностных, усталостных ха-
рактеристик и высокое значение модуля упругости.
Наиболее широко распространена технология получения
борных волокон на основе количественного осаждения бора из
газовой фазы. Обычно используют газовую смесь водорода Н2
и трихлорида бора ВСЦ.
Химическая реакция, приводящая к выделению элементар-
ного бора, протекает в соответствии со схемой:
2 ВС13 4- 3 Н2 -> 2В + 6 HCI, при этом только 2 % ВС13 разла-
гается с осаждением бора на основу.
Боро вольфрамовые волокна производят в реакторе
(рис. 1.7). Бор осаждается на раскаленную пропускаемым
током вольфрамовую нить диаметром 12,5 мкм при температуре
вольфрамовой основы 1350 °C. Этот процесс осуществляется
за одну или несколько стадий. Обычно внутренний диаметр
реактора составляет около 10 мм. а его длина — около 2 м.
Скорость получения борных волокон не превышает 900 грам-
мов за неделю.
Гнс. 1.7, Схема реактора для по-
лучения боровольфрамовых воло-
колI одеюстлд ийным метсдои
осаждения при нагревании:
1 - подаюший намоточный бард-
бан: 2~ штуцер для подачи га:ю-
еюй смеси; J - камера осаждения;
4- штуцер для удаления газов, 5 —
приемный намоточный барабан,
6 - электрод; Ц, - потенциал, не-
обходимый для нагревания нити;
S - расстояние между электродами.
13 промышленности выпускают волокна диаметром 100, 140
и 200 мкм. Чтобы получить продукцию с максимально высо-
кими характеристиками и большим содержанием бора, необ-
ходимо строго выдерживать скорость осаждения и другие тех-
нологические режимы в реакторе. Заметим, что температурный
профиль в процессе осаждения бора из газовой фазы неравно-
мерен по длине волокна в реакторе (Tt > Т3 > ТД так как по
3 -243
33
1 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
мере осаждения бора меняется электрическое сопротивление
волокна. Электросопротивление, температура волокна и ско-
рость осаждения бора уменьшаются от начала к концу реактора.
Температурный профиль можно поддерживать практически по-
стоянным, если применить двухстадийную (или более) схему
подведения электрического тока к подложке.
С целью повышения жаростойкости борных волокон их
покрывают карбидом кремния, осажденным из парогазовой
фазы в среде аргона и водорода. Такие волокна называют
борсиком.
Борные волокна обладают большей по сравнению с другими
типами армирующих волокон сдвиговой жесткостью. Модуль
сдвига превышает 180 ГПа. Прочность борных волокон имеет
заметный статистический разброс (коэффициент вариации
прочности колеблется в пределах 17...36 %). Механические
характеристики некоторых типов борных волокон приведены
в табл. 1.6.
Таблица L6
Механические характеристики борных яолокоы
Страна, марка волокна 1" Плотность Р- ИГ ’ кг/мэ Диаметр d, мкм Модуль упругости £♦, ГПа Средняя прочность на бдзе 10 мм ctp ГПа Предель- ная деформа- ция Е, %
США Avco (B/W) 2,5 98 390-40} 3.39 0,85
Япония Toshiba (B/W) 2,5 ,97,2 363-3S6 3,74 1,0
2,5 96,8 378-388 3,5Й 0,93
2,5 . 99 374-393 3,23 0,84
Франция SMPE (B/W) 2,5 КЮ±5 408 3,57 0:8S
ФРГ 'Wackeг-Chemie (B/W) 2,54 100±5 420 3,10 С,74
[Россия (B/W) 2,5 95±3 394 2,95-3,5 0,75-0,9
Использование в композите борных волокон благодаря их
полупроводниковым свойствам приводит к понижению тепло-
и электропроводности.
34
1.2. Армирующие волокнистые наполнители
Волокна бора используют в производстве композитов с
алюминиевыми и полимерными матрицами. Композиты с алю-
миниевыми матрицами имеют ряд преимуществ: их могут экс-
плуатировать при температурах до 640 К и перерабатывать на
обычном технологическом оборудовании, используемом в ме-
таллургической промышлен кости.
К недостаткам борных волокон следует отнести сложность
их переработки методом намотки изделий с малыми радиусами
кривизны, а также разкое падение механических характеристик
при температурах, превышающих 400 °C, в результате окисле-
ния бора. Кроме того, боро вольфрамовые волокна имеют до-
вольно высокую стоимость, что обусловило необходимость изу-
чения возможности использования более дешевых углеродных
волокон в качестве основы при получении борных волокон.
В настоящее время борокомпозиты применяют в производ-
стве изделий авиационной, ракетной и космической техники,
где определяющим критерием качества материала являются
удельные значения прочности и жесткости. В основном их
используют для изготовления стержневых элементов и панелей,
а также для усиления профилей и элементов конструкций
летательных аппаратов.
Волокна карбида кремния
Карбидокрсмниевые волокна SiC выполняют как на вольф-
рамовой, так и на углеродной подложках. Благодаря своим
физико-механическим свойствам волокна этого типа обычно
применяют в металлокомпозитах для эксплуатации при дли-
тельном воздействии высоких температур.
Получение волокон из SiC во многом сходно с процессом
получения борного волокна (см. рис. 1,7) Вместо ВСЦ в реак-
тор аналогичного устройства подают смесь ал кил силанов с
водородом. В настоящее время SiC-волокна предпочтительнее
изготавливать с использованием в качестве основы углеродного
волокна, а не вольфрамовой проволоки. Кроме того, процесс
получения SiC-волокон более экономичен, так как для полу-
чения 1 кг SiC-волокон необходимо всего 8 кг силана, в то
время как для получения 1 кг борного волокна необходимо
15 кг BClj. Скорость получения SiC-волокон в реакторе вдвое
выше скорости получения борного волокна.
з*
35
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Рассмотрим основные физико-механические характеристи-
ки волокон карбида кремния на вольфрамовой подложке:
Плотность plOJ, кг/ма.............................33
Модуль упругости при растяжении вдоль волокна £}, ГПа 400...500
Модуль сдвига G, ГПа .............................170
Средняя прочность при растяжении сф ГПа .........2...4
Предельная деформация г, %............................0,3.. 0,5
КЛТР а-10\ КГ1 (300...600 К.).....................3,3
Карбид окремп левые волокна на углеродной подложке более
дешевые, но имеют пониженные прочностные характеристики
и повышенную чувствительность к поверхностным дефектам.
Это обусловлено тем, что данный тип волокон имеет мелко-
зернистое строение, углеродный сердечник слабо связан со
слоем карбида кремния и остаточные напряжения сжатия в
поверхностном слое меньше, чем в карбидокремнневых волок-
нах на вольфрамовой подложке.
Композиты на основе карбидокремниевых волокон исполь-
зуют в конструкциях ядерных силовых установок, высокотем-
пературных подшипниках, направляющих и рабочих лопатках
газотурбинных двигателей, носовых обтекателях ракет.
Металлические волокна
Для конструкционных композитов наиболее эффективны-
ми и экономичными (в некоторых случаях) являются металли-
ческие проволочные волокна. Так для композитов, предназна-
ченных для работы при пониженных температурах, используют
стальные и бериллиевые волокна, а при высоких температу-
рах — вольфрамовые и молибденовые.
Проволочные волокна широко применяют для изготовле-
ния тонкой высокопрочной проволоки из коррозионно-стой-
ких сталей с метастабильным в условиях холодной деформации
аустенитом. Значительное упрочнение стальной проволоки до-
стигается вследствие практически полного превращения аусте-
нита в мартенсит, при оптимальных технологических режимах
изготовления, в сочетании с наклепом при холодном дефор-
мировании. Дополнительное упрочнение возможно в результа-
те отпуска проволоки.
36
1.2. Армирующие волокнистые наполнители
Понижение прочности стальных проволок происходит в
результате выдержки при температурах 650. .670 К. Исключение
составляет проволока из стали ВНС-9, сохраняющая свою
прочность ло температуры 780 К.
Для эксплуатации композитов при высоких температурах
наиболее приемлемыми считают вольфрамовые волокна. Вы-
сокотемпературную прочность вольфрамовых волокон повы-
шают за счет введения в вольфрам и его сплавы тугоплавких
дисперсных частиц (карбидных и др ).
Увеличение длительной прочности обеспечивается нанесе-
нием тонких (до 12 мкм) барьерных покрытий, причем наибо-
лее эффективным является покрытие из карбида гафния НАС,
которое позволяет избежать рекристаллизации вольфрамовых
волокон при температуре 1400 К в течение 1000 часов.
По сравнению с вольфрамовыми, молибденовые волокна
незначительно уступают по прочностным и упругим характе-
ристикам, а также по жаростойкости. Некоторые механические
характеристики молибденовых и других типов металлических
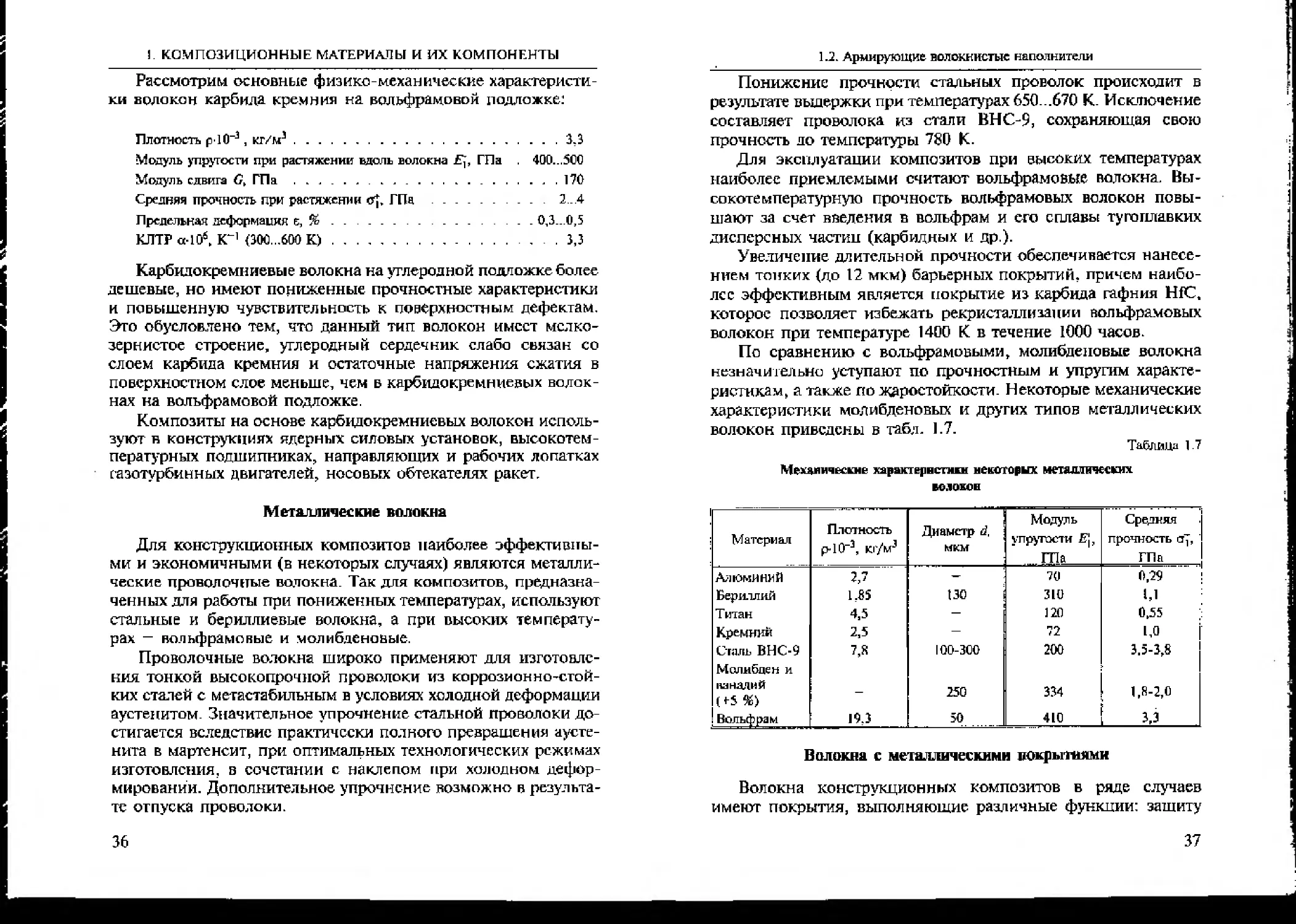
волокон приведены в табл. 1.7.
Таблица 1.7
Механические характеристики некоторых металлических
волокон
Материал Плотность р-10-3, кг/м3 Диаметр d, мкм Модуль упругости Е|, ГПа Средняя прочность СТр ГПа
Алюминий 2,7 — 70 0,29
Бериллий 1,85 130 310 U
Титан 4,5 — 120 0,55
Кремний 2,5 — 72 1,0
Сталь ВНС-9 7,8 100-300 200 3.5-3,8
Молибден и напалий (<-5 Ж) — 250 334 1,8-2,0
Вольфрам 19,3 50 410 з.э
Волокна с металлическими покрытиями
Волокна конструкционных композитов в ряде случаев
имеют покрытия, выполняющие различные функции: защиту
37
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
поверхности волокон от окисления или активного химического
объемного взаимодействия с поверхностью матрицы, от воз-
действия теплового потока при эксплуатации; повышение стя-
гиваемости поверхности волокон при формовании композита;
залечивание поверхностных микродсфектов волокон; повыше-
ние стойкости волокон к истиранию и изгибу.
К основным технологическим способам нанесения на во-
локно различных металлических покрытий относятся: осажде-
ние из газовой фазы, металлизация в паровой фазе, металли-
зация из расплава.
Для покрытия волокон используют такие металлы, как ни-
кель, железо, молибден, цирконий, алюминий, медь и др.
Оптимальная толщина металлических покрытий должна на-
ходиться в пределах от нескольких десятых долей микрона до
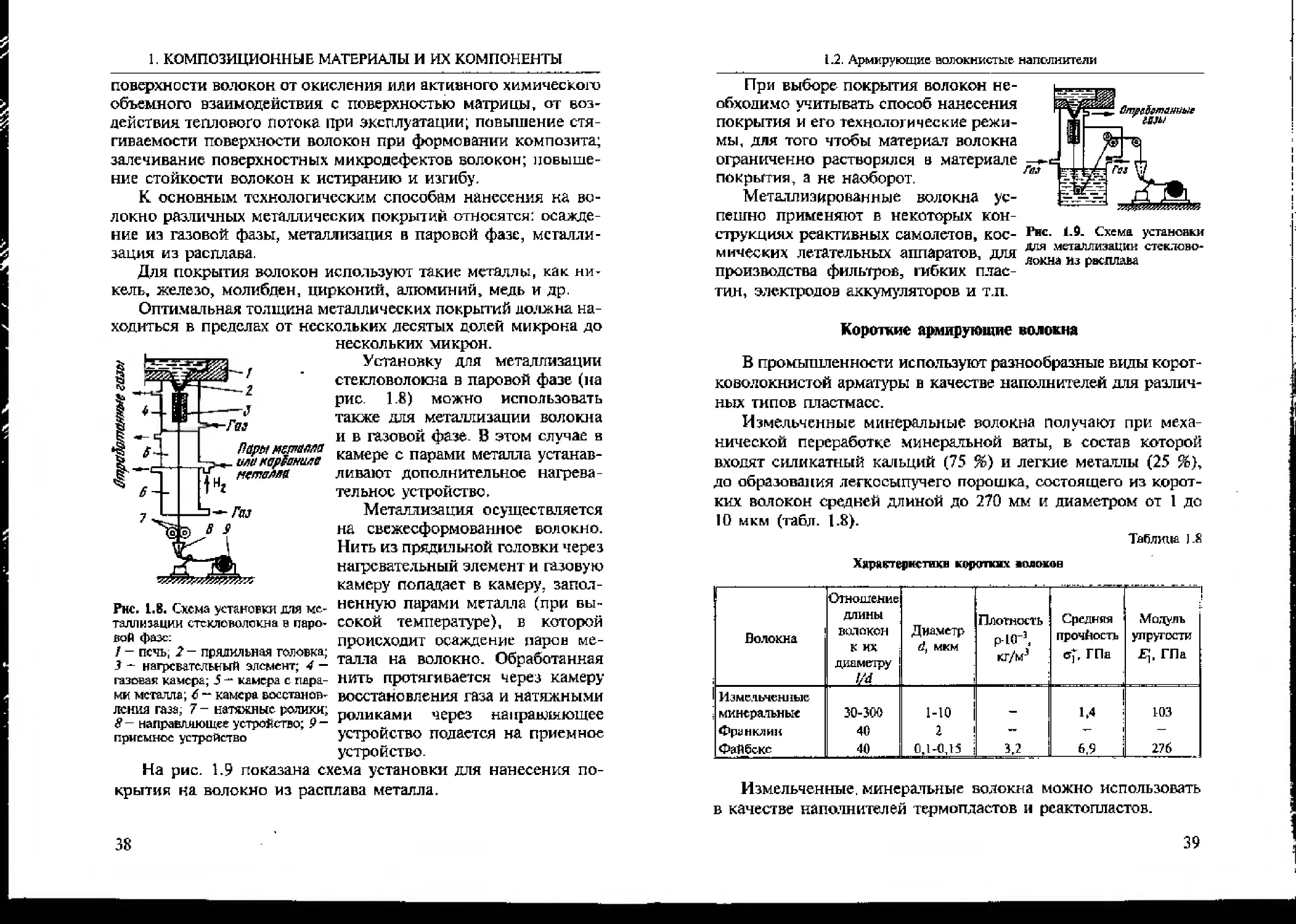
Рис. 1.8. Схема установки для ме-
таллизации стекловолокна в паро-
вой фазе:
1 — печь; 2 — прядильная головка;
J - нагревательный элемент; 4 —
газовая камера; 5 — камера с пара-
ми металла; 6 -* камера восстанов-
ления газа; 7 - натяжные ролики;
8— направляющее устройство; 9 —
приемное устройство
На рис. 1.9 показана с?
нескольких микрон.
Установку для металлизации
стекловолокна в паровой фазе (на
рис. 1.8) можно использовать
также для металлизации волокна
и в газовой фазе. В этом случае в
камере с парами металла устанав-
ливают дополнительное нагрева-
тельное устройство.
Металлизация осуществляется
на свежесформованное волокно.
Нить из прядильной головки через
нагревательный элемент и газовую
камеру попадает в камеру, запол-
ненную парами металла (при вы-
сокой температуре), в которой
происходит осаждение паров ме-
талла на волокно. Обработанная
нить протягивается через камеру
восстановления газа и натяжными
роликами через направляющее
устройство подается на приемное
устройство.
ема установки для нанесения по-
крытия на волокно из расплава металла.
38
1.2. Армирующие волокнистые наполнители
При выборе покрытия волокон не-
обходимо учитывать способ нанесения
покрытия и его технологические режи-
мы, для того чтобы материал волокна
ограниченно растворялся в материале
покрытия, а не наоборот.
Металлизированные волокна ус-
пешно применяют в некоторых кон-
струкциях реактивных самолетов, кос-
мических летательных аппаратов, для
производства фильтров, гибких плас-
Рис. 1.9. Схема установки
для металлизации стеклово-
локна из расплава
тин, электродов аккумуляторов и т.п.
Короткие армирующие волокна
В промышленности используют разнообразные виды корот-
коволокнистой арматуры в качестве наполнителей для различ-
ных типов пластмасс.
Измельченные минеральные волокна получают при меха-
нической переработке минеральной ваты, в состав которой
входят силикатный кальций (75 %) и легкие металлы (25 %),
до образования легко сыпуч его порошка, состоящего из корот-
ких волокон средней длиной до 270 мм и диаметром от 1 до
10 мкм (табл. 1.8).
Таблица J .S
Характеристики коротких волоков
Волокна Отношение длины волокон к их диаметру Vd Диаметр d, мкм Плотность р -КГ3, кг/м3 Средняя прочность Ср ГПа — Модуль упругости ГПа
Измельченные минеральные Франклин Фай беке 30-300 40 40 1-10 2 0,1-0,15 3,2 1.4 6,9 ЮЗ 276
Измельченные, минеральные волокна можно использовать
в качестве наполнителей термопластов и реактопластов.
39
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Волокна франклин получают в результате кристаллизации
сульфата кальция в водной среде при повышенных давлении
и температуре. Эти волокна представляют собой белый блес-
тящий порошок, состоящий из монокристаллов данной 80 мкм
и диаметром 2 мкм. Волокна франклин химически стабильны,
обладают низкой растворимостью в воде, имеют высокую
термостойкость и хорошие теплоизоляционные свойства. Во-
локна франклин применяют в качестве наполнителя пластмасс
и усиливающего наполнителя для алюминия.
Волокна файбекс представляют собой монокристаллы не-
органического титаната, которые получают перекристаллиза-
цией солей из расплавов. Эти волокна имеют повышенные
прочность и модуль упругости, их используют в качестве уси-
ливающего наполнителя пластмасс.
Нитевидные кристаллы (усы) монокристаллические во-
локна, выращенные в специальных условиях. В настоящее
время имеется более 100 типов усов из метаплов, карбидов.
оксидов металлов и других соединений. Усы имеют механичес-
кую прочность, эквивалентную прочности связи между атома-
ми, что обеспечивается бездефектностью структуры нитевид-
ных монокристаллов.
Монокристаллические волокна, получаемые из оксидов, об-
ладают прочностью, которая приближается к максимальной
теоретической прочности материалов. Нитевидные кристаллы
имеют диаметр от долей микрометра до нескольких микромет-
ров и длину от долей миллиметра до нескольких сантиметров.
Прочность усов заметно снижается с увеличением их диаметра
и длины. Усы по сравнению с обычными ноли кристалличес-
кими материалами обладают меньшей потерей прочности при
увеличении температуры.
Один из способов получения усов — восстановление солей
металлов. Аппарат Бреннера для получения усов методом вос-
становления представляет собой трубчатую печь с кварцевой
или муллитовой трубкой (рис. 1.10). С помощью вольфрамового
стержня в печь помещают платиновую лодочку, наполненную
галоидным соединением. Через трубку с определенной скорос-
тью пропускают водород, который, взаимодействуя с галоид-
ным соединением, восстанавливает соли, а газообразные про-
дукты при этом проходят через воду для отделения галоидово-
40
1.2. Армирующие волокнистые наполнители
дородных соединений.
Форма усов, полученных
этим способом, может быть
очень разноебразной
Наибольшие успехи до-
стигнуты в выращивании
этим методом усов сапфира
(о—AljOj) и карбида крем-
ния, однако этот процесс
пока еще малопроизводи-
тельный (около 1 кг усов
сапфира в течение недели).
Поэтому стоимость ните-
видных кристаллов высокая
Рис. 1.10. Прибор для вырашивания усов:
7 - термопара для измерения температуры
образна; 2 - печь, 3 — лодочка, наполнен-
ная галоидным соединением, 4 — кварце-
вая или муллитовая трубка; 5 — вольфра-
мовый стержень; 6 — расходомер; 7 - ох-
лаждающая камера; 8~ термопара для ре-
гулирования температуры печи
и несмотря на исключитель-
ные механические свойства, их производство и применение
ограничено, и усы следует рассматривать как материалы буду-
щего. Наиболее перспективным методом выращивания усов
является метод осаждения из газовой фазы.
Усы обладают одновременно достоинствами стеклянных и
борных волокон: их предельное удлинение как у стеклянного
волокна (3...4 %), а модуль упругости — как у борного (более
500 ГПа). При этом разрушающее напряжение при растяжении
усов в 5—10 раз больше, чем у стеклянных и борных волокон.
Характеристики некоторых видов нитевидных кристаллов
приведены в табл. 1.9.
Характеристики нитевидных кристаллов
Таблица 1.9
Кристалл Плотность p lCT3, кг/м3 Температура пл аиле ния, К Средняя прочность ГПв Модуль упругости £|, ГПа
Оксид мд гния 3,6 3072 24,1 310,3
Графит 2,2 866 20,7 980 i
Нитрид алюминия 3,3 472 17,0 345
Оксид алюминия 35 2327 28,0 500
|Нитрид кремния 3-2 2173 15,0 495
41
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Монокристаллические волокна имеют огромные потенци-
альные возможности для создания новых жаропрочных мате-
риалов и применения их в различных отраслях техники.
Тканые армирующие материалы
Тканые материалы на основе различных типов высокопроч-
ных волокон, используемые в качестве арматуры при изготов-
лении слоистых композитов, классифицируют по материало-
ведческому и конструктивному признакам (рис.1.11). Необхо-
димую для определенных целей анизотропию механических
характеристик слоистых композитов достигают за счет варьи-
рования соотношения волокон в основе и утке ткани.
Рнс. 1.11. Классификация тканых армирующих материалов
42
1.2. Армирующие волокнистые наполнители
Рис, 1.12. Схема ткацкого станка;
I - основной валик; 2 — товарный валик;
J - чалево; 4 — зев; 5 — челнок; 6 —
бердо; 7 — опушка ткани
Ткань изготавливают на ткацком станке переплетением двух
взаимноперпендикулярных систем нитей пряжи — основных и
уточных. Основные нити (основа) располагаются по длине
куска ткани, а уточные (уток) — по его ширине, от кромки к
кромке.
Процесс ткачества заклю-
чается в том, что основные
нити, перематываясь на ткац-
ком станке (рис. 1.12) с ос-
новного валика (навоя) на то-
варный валик, переплетаются
с нитями утка. Каждая основ-
ная нить проходит через от-
дельное небольшое колечко
(чалево), причем для образо-
вания зева, в который попа-
дает уточная нить, одновре-
менно часть основных нитей
поднимается чалевами, а дру-
гая часть опускается. Челнок
с уточной нитью, намотанной
на шпулю, механически прокидывается с одной стороны станка
на другую через зев, образованный основными нитями. Остав-
шаяся в зеве уточная нить, смотавшаяся со шпульки челнока,
пробивается к краю (опушке) ткани бердом (стальной гребен-
кой, сквозь зубья которой проходят после прохождения чалев
основные нити). Затем бердо отходит от опушки ткани, под-
нятые нити основы опускаются; опущенные поднимаются и в
новый зев вновь прокладывается нить утка.
Основные технические характеристики ткани следующие:
волокнистый состав, вид переплетения, способ отделки, ши-
рина, толщина, масса квадратного метра, число нитей основы
и утка на единицу длины (плотность ткани), разрывная нагруз-
ка и растяжимость (удлинение) при разрыве.
Ткацким переплетением называют порядок последователь-
ного перекрытия на лицевой стороне ткани нитей основы
нитями утка.
43
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Рис. 1,13. Схема полотняного перепле-
тения
Рис. 1.14. Схема сатинового переплете-
ния
В промышленности ис-
пользуют ткани, имеющие раз-
лич ныс ти п ы 1 iepe плетения.
Наиболее простым и широко
применяемым является полот-
няное переплетение (рис. 1,13):
каждая нить основы и утка
проходит поочередно сверху и
снизу пересекающихся нитей.
Сатиновым называют пере-
плетение (рис. 1.14), при кото-
ром каждая нить проходит по-
очередно сверху, а затем снизу
пересекающей ее нити Более
сложный тип переплетения —
саржевое (рис. 1.15), при кото-
ром нити основы и утка про-
ходят поочередно сверху и
снизу двух и четырех пересе-
кающих их нитей. В некото-
рых случаях применяют трех-
Рис. 1.15. Схема саржевого переплете-
ния (2x2)
мерные типы переплетений
(рис. 1.16).
Наиболее распространенны-
ми являются ткани, ширина ко-
торых составляет 40...75 см —
узкие, 75...100 см — средней
ширины, 100... 150 см — широ-
кие, 150...200 см и более — очень
широкие. Ткани шириной
0,5...7,5 см и более называют
ткаными лентами.
Рис. 1.16. Схемы многослойного переплетения
44
I 2. Армируюшйс волокнистые наполнители
Ткани массой до 100 г/м2 считают легкими, массой от 100
до 500 г/м2 - имеющими среднюю массу и ткани массой свыше
500 г/м2 — тяжелыми,
В отечественной промышленности наиболее широко
распространены ткани на основе стеклянных, органичес-
ких и углеродных волокон. Выпускаемые стеклоткани раз-
личаются составом стекла, характеристиками нитей, типом
переплетения, толщиной, прочностью, плотностью укладки
волокон и другими показателями (табл. 1.10).
Таблица 1.10
Характеристики тканей ня псноае стеклянных волокон
Марка ткани Тип переплете- ний нитей Поверх- ностная плот- ность rnr Ki Тол- щина Й, мм Плотность укладки нитей, текс/мм Средняя прочность ст], ГПа
ПО основе ПО утку по ОС! June ПО утку
Т-10 Сатин 8/3 0,29 0,29 0,23 187 104 0.47 0.26
Т-10-80 0,25 187 104 0,51 0.29
Т-П Сатин 8/3 0.39 0,30 238 140 0,39 0.23
Г-11-752 или 5/3 0,39 0.30 238 140 0,39 0,23
Т-Н-ГВС-9 0,39 0,30 238 140 0,27 0,14
Т-12 0,37 0,30 229 135 0,39 0,23
Т-12-41 0.37 0,30 229 135 0,36 0,19
Т-12-ГВС-9 0,37 0,30 229 135 0,27 0,14
Т-13 Полотно 0,29 0,27 173 108 0,30 0,19
Т-14 0,31 0,29 173 140 0,28 0,23
Т-14-78 0,31 0,29 173 140 0,29 0,24
А-1 0,11 0,10 54 54 0,24 0,24
А-2 0.7 0.06 34 27 0,20 0,17
ТСУ-8/Э- ВМ-78 Сатин 8/3 полотно 0,32 0.27 134 179 0.33 0,43
ТУ ПР 0,29 0,26 170 104 0,32 0,22
ТС-5Н-7Н 0,30 0.47 144 144 0.13 0,13
МТТС-2.1 Трехмерное переплете- ние i 2,10 L__ 2,20 — 0,25 0,18
45
I КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
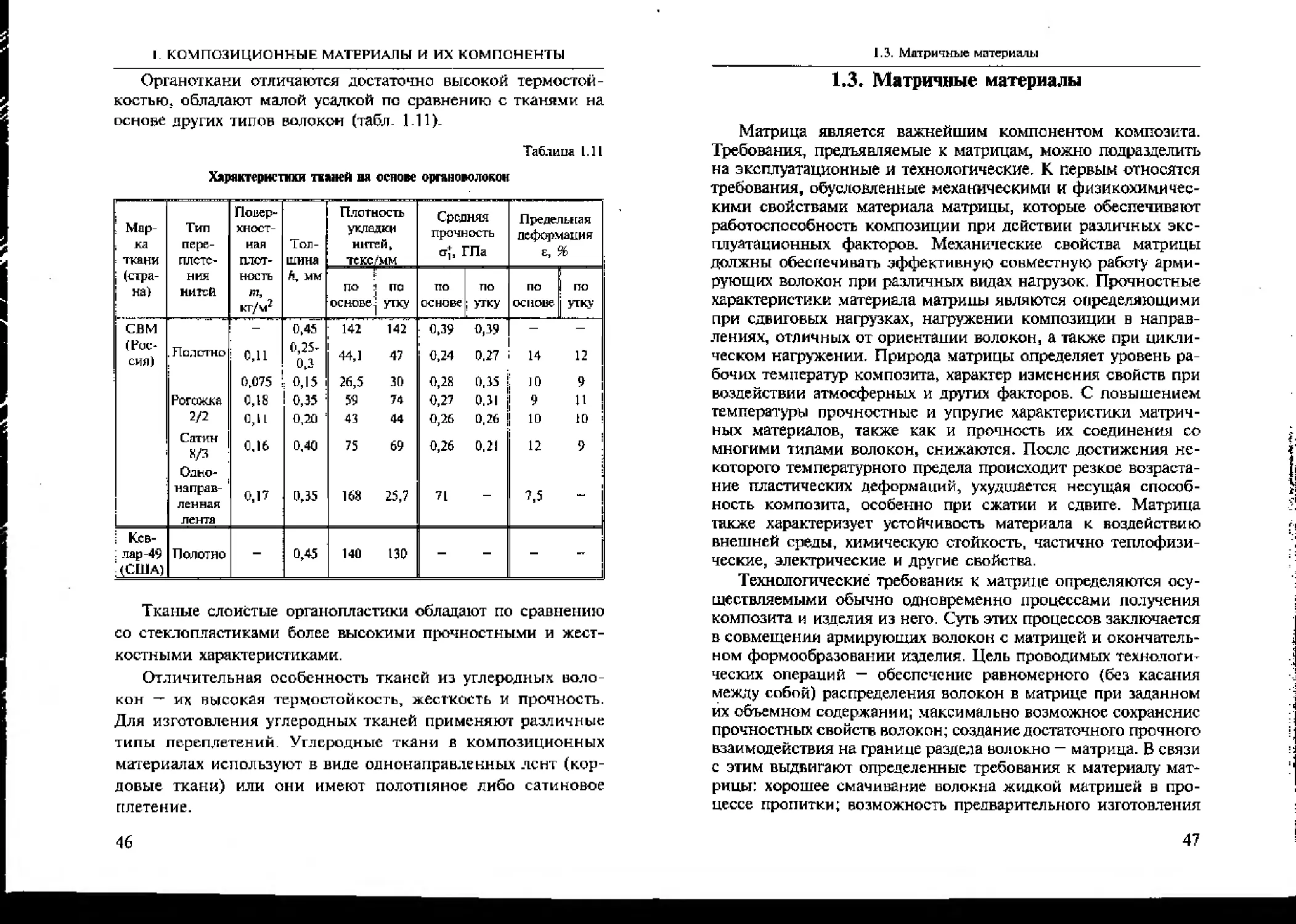
Органоткани отличаются достаточно высокой термостой-
костью* обладают малой усадкой по сравнению с тканями на
основе других типов волокон (табл. 111)-
Таблипа 1.11
Характеристики тканей на основе органоволокон
1 : Мир- i ка : ткани (стра- | на) Тип пере- плете- ния нитей Повер- хност- ная плот- ность /Л, КГ/м2 Тол- щина А, мм Плотность укладки нитей, ТС КС /мм Средняя прочность стр ГПа Предельная деформация Е, %
ПО ! основе. по утку по основе по ; утку ПО основе по утку
I свм — "о,4*Г 142 " 142 0,39 0,39 — —
(Нис* сил) Полотно 0,11 0,25- 0,3 44,1 47 0,24 0,27 14 12
0.075 0,15 26,5 30 0,28 0,35 10 9
Рогожка 0,18 0,35 59 74 0,27 0.31 9 11 '
2/2 0,11 0,20 43 44 0,26 0,26 10 ю i
Сатин И/3 Одно- 0,16 0,40 75 69 0,26 0.21 12 9 ;
направ- ленная 0,17 0,35 168 25,7 71 — 7,5 “ 1
лента
: КСВ- : лар-49 ТСША) Полотно — 0,45 140 130 — — — —
Тканые слоистые органопластики обладают по сравнению
со стеклопластиками более высокими прочностными и жест-
костными характеристиками.
Отличительная особенность тканей из углеродных воло-
кон — их высокая термостойкость, жесткость и прочность.
Для изготовления углеродных тканей применяют различные
типы переплетений. Углеродные ткани в композиционных
материалах используют в виде однонаправленных лент (кор-
довые ткани) или они имеют полотняное либо сатиновое
плетение.
46
1.3. Матричные материалы
1.3. Матричные материалы
Матрица является важнейшим компонентом композита.
Требования, предъявляемые к матрицам, можно подразделить
на эксплуатационные и технологические. К первым относятся
требования, обусловленные механическими и физикохимичес-
кими свойствами материала матрицы, которые обеспечивают
работоспособность композиции при действии различных экс-
плуатационных факторов. Механические свойства матрицы
должны обеспечивать эффективную совместную работу арми-
рующих волокон при различных видах нагрузок. Прочностные
характеристики материала матрицы являются определяющими
при сдвиговых нагрузках, нагружении композиции в направ-
лениях, отличных от ориентации волокон, а также при цикли-
ческом нагружении. Природа матрицы определяет уровень ра-
бочих температур композита, характер изменения свойств при
воздействии атмосферных и других факторов. С повышением
температуры прочностные и упругие характеристики матрич-
ных материалов, также как и прочность их соединения со
многими типами волокон, снижаются. После достижения не-
которого температурного предела происходит резкое возраста-
ние пластических деформаций, ухудшается несущая способ-
ность композита, особенно при сжатии и сдвиге. Матрица
также характеризует устойчивость материала к воздействию
внешней среды, химическую стойкость, частично теплофизи-
ческие, электрические и другие свойства.
Технологические требования к матрице определяются осу-
ществляемыми обычно одновременно процессами получения
композита и изделия из него. Суть этих процессов заключается
в совмещении армирующих волокон с матрицей и окончатель-
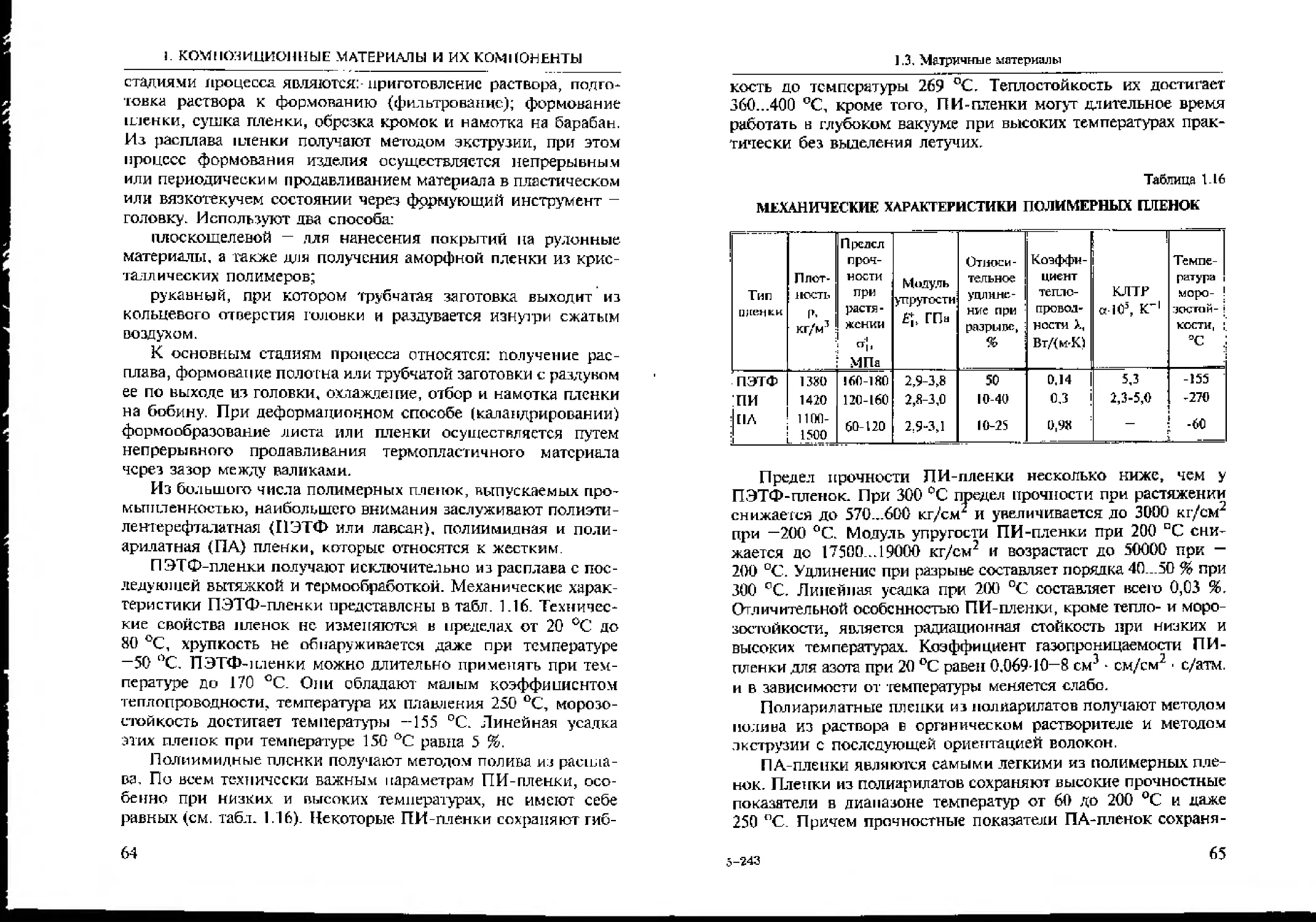
ном формообразовании изделия. Цель проводимых технологи-
ческих операций — обеспечение равномерного (без касания
между собой) распределения волокон в матрице при заданном
их объемном содержании; максимально возможное сохранение
прочностных свойств волокон; создание достаточного прочного
взаимодействия на границе раздела волокно — матрица. В связи
с этим выдвигают определенные требования к материалу мат-
рицы: хорошее смачивание волокна жидкой матрицей в про-
цессе пропитки; возможность предварительного изготовления
47
1 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
полуфабрикатов (например, препрегов) с последующим изго-
товлением из них изделий; качественное соединение слоев
композита в процессе формования; невысокая интенсивность
параметров окончательного формообразования (например,
температуры и давления); обеспечение высокой прочности
сцепления матрицы с волокном, небольшая усадка и т.д.
В настоящее время наиболее широко распространены во-
локнистые материалы на полимерной и металлической матри-
цах.
Термореактивные полимерные матрицы
В качестве матричных материалов полимерных композитов
используют терморсактивные и термопластичные связующие.
Термореактивные связующие — низковязкие, легкораство-
римые продукты (смолы), способные отверждаться при нагреве
под действием отвердителей, катализаторов с образованием
после отверждения необратимой сетчатой структуры (нераство-
римой и неплавкой).
Термопластичные связующие — высокомолекулярные ли-
нейные полимеры (волокна, пленки, порошки), которые при
нагревании расплавляются, а при последующем охлаждении
затвердевают и их состояние после отверждения обратимо.
Матрица должна обладать достаточной жесткостью и обес-
печивать совместную работу армирующих волокон; ее проч-
ность является определяющей при нагружении, не совпадаю-
щем по направлению с ориентациией волокон. Особенно важ-
ным является свойство матрицы образовывать монолитный
материал, в котором матрица сохраняет свою целостность
вплоть до разрушения волокон,
Таким образом, выбор связующего для композита - слож-
ная задача, правильное решение которой способствует созда-
нию материала с эффективными технологическими и эксплу-
атационными свойствами.
Полимерные матрицы (связующие) представляют собой от-
верждаемые терморсактивные смолы или олигомеры.
Основными компонентами большинства отверждающихся
связующих являются смолы — смесь реакционноспособных
низкомолекулярных полимеров. Природа, молекулярная масса,
количество реакционноспособных групп определяют темпера-
48
1.3. Матричные материалы
туру размягчения смолы, вязкость расплава или раствора, сма-
чивающую способность и условия отверждения связующего.
Отверждение связующих происходит при повышенных темпе-
ратурах или наличии катализаторов. В случае отверждения
смол, функциональные группы которых не способны реагиро-
вать между собой, применяют полуфункциональные вещест-
ва — отвердители, которые, взаимодействуя с олигомерами,
становятся звеньями сетчатого полимера. Помимо смолы, от-
вердителя, катализатора или инициатора отверждения в состав
связующего при необходимости вводят растворители, которые,
понижая вязкость связующего, облегчают совмещение его с
волокнами.
В производстве конструкций из композиционных материа-
лов наиболее широко применяют фенолформальдегидные,
полиэфирные, кремнийорганические, эпоксидные связующие,
а также связующие на основе циклических олигомеров (ноли-
имидные).
Фенолформальдегидные смолы. Получают поликонденсацией
фенолов с альдегидами. В зависимости от соотношения ком-
понентов и условий процесса образуются новолачные или ре-
зольные фенолформальдегидные смолы.
Новолаки представляют собой твердые хрупкие материалы
с температурой размягчения 80... 100 °C, хорошо растворимые
в спирте, ацетоне и других растворителях. При введении в
смолу отвердителей и на1реве протекает реакция образования
трехмерной структуры (отверждение), сопровождающаяся вы-
делением значительного количества воды, аммиака и формаль-
дегида.
Резольные смолы в зависимости от соотношения фенола и
формальдегида и глубины прошедшей реакции отверждения
могут быть жидкими или твердыми. Твердые резольные смолы
хорошо растворяются в 40...60%-ном этиловом спирте. Отверж-
дение резольных смол протекает без участия отвердителей,
ускоряется с повышением температуры нагрева и сопровожда-
ется выделением воды, а также некоторого количества летучих
веществ. Резольные смолы способны в условиях переработки
длительное время пребывать в вязкотекучем состоянии, что
позволяет применять их для приготовления препрегов и фор-
мования толстостенных изделий.
4-243
49
I. КОМПОЗИЦИОННЫЕ материалы и их компоненты
Процесс отверхаения фенолформальдегидных смол прово-
дят в интервале температур 160...200 °C иод давлением
30...40 МПа и выше.
Получаемые после отверждения трехмерные полимеры ста-
бильны при длительном нагревании до 200 °C и в течение
ограниченного времени способны противостоять действию и
более высоких температур (несколько суток при 200...250 °C,
несколько часов при 250...500 °C, несколько минут при
500...1000 °C). Смолы начинают разлагаться при температуре
около 3000 °C.
К недостаткам фенолформальдегидных смол можно отнести
их большую объемную усадку при отверждении (15...25 %),
связанную с выделением большого количества летучих веществ.
Для получения материала с малой пористостью необходимо
проводить формование под высоким давлением. Фенол фор-
маладегидные смолы очень хрупки, что обусловлено значитель-
ными остаточными напряжениями, возникающими в материа-
ле при отверждении.
Полиэфирные смолы, Представляют собой насыщенные
сложные эфиры (полималеинаты, олигоакрилаты и.т.п), их
смеси между собой или с низкомолекулярными мономерами.
Ненасыщенные полиэфиры являются продуктами поликон-
денсации ненасыщенных двухосновных кислот или их ангид-
ридов с многоатомными спиртами (гликолями). Эти смолы —
твердые вещества, хорошо растворимые в различных раствори-
телях. В частности, в качестве растворителей применяют мо-
номеры, способные в процессе отверждения деполимеризо-
ваться со смолами.
Связующие па основе полиэфирных смол могут отверждать-
ся как при комнатной, так и при повышенных температурах.
Для отверждения при комнатной температуре используют
наряду с инициаторами, необходимыми и при высокотемпера-
турном отверждении, и ускорители распада инициатора. Ини-
циаторами полимеризации чаще всего являются пероксиды и
гидро пероксиды, а ускорителями их распада — третичные
амины, кобальтовые соли нафтеновых кислот (например, на-
фтенат кобальта).
Полиэфиры в отвержденном состоянии характеризуются
высокой стойкостью к действию воды, минеральных масел,
50
IJ. Матричные материалы
неорганических кислот, многих органических растворителей,
хорошими диэлектрическими свойствами. К преимуществам
полиэфирных связующих относятся: малая вязкость полиме-
ров, обеспечивающая простоту совмещения их с волокнами;
способность отверждаться в широком температурном интервале
без применения высоких давлений вследствие того, что процесс
протекает без выделения низкомолекулярных веществ; просто-
та модифицирования другими смолами.
Недостатки полиэфирных смол — невысокий уровень ме-
ханических характеристик в отвержденном состоянии; неболь-
шая адгезия ко многим наполнителям; мапая жизнеспособность
связующих; достаточно большая усадка и наличие в составе
токсичных мономеров (типа стирола).
Кремнийорганические смолы. Получают поликонденсацией
продуктов совместного гидролиза смесей моно-, ди-, три- и
тетрахл орсил анов. Они обычно представляют собой твердые
хрупкие вещества, содержащие до 1(1 % не прореагировавших
силанольных групп
Нанесение кремнийорганичееких смол на волокна осущест-
вляют из спиртовых растворов и реже — из расплава.
Отверждение кремнийорганических смол происходит в со-
ответствии с поликонденсационным механизмом в результате
взаимодействия оставшихся силанольных групп между' собой и
с отвердителями при наличии катализаторов. Побочными про-
дуктами реакции отверждения являются обычно вода или
спирт.
Отвержденные кремнийорганическис смолы выгодно отли-
чаются от других связующих работоспособностью в широком
интервале температур (-200 ..350 °C), стойкостью к действию
органических растворителей и минеральных кислот, высокими
диэлектрическими свойствами. К недостаткам кремггийоргани-
ческих смол относятся: низкие по сравнению с другими смо-
лами механические характеристики при невысоких температу-
рах (до 100 °C), формование изделий под действием значитель-
ных давлений, длительный цикл отверждения.
Эпоксидные смолы. Представляют собой смесь олигомерных
продуктов с эпоксидными группами на концах звеньев. Чаще
применяют эпоксидные смолы, получаемые из эпихлоргидрина
и дифенилпропана (бисфенола А)т называемые диановыми
4*
51
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
(смолы типа ЭД), или из эпихлоргидрина и продуктов поли-
конденсации мстилолфенолов, называемые полиэпоксидными
либо эпоксифенольными смолами (смолы ЭФ, ЭМ и др.). В
последнее время используют смолы из эпихлоргидрина и
анилина (смола ЭА), диаминодифенил метана (смола ЭМДА),
п-аминофенола (смола УГТ-61О), производных циануровой кис-
лоты (смола ЭЦ) и др.
Высокая реакционная способность эпоксидных групп, а
также наличие в олигомерах гидроксильных и других функци-
ональных групп обусловливают разнообразие направлений про-
цессов отверждения эпоксидных смол. Как правило, отверж-
дение осуществляется при наличии отвердителей и катализа-
торов и протекает без выделения низкомолекулярных веществ
и с малыми объемными усадками. Чаше всего в качестве от-
вердителей эпоксидных смол применяют полифункциональные
амины и ангидриды кислот. Отвердитель смешивают со смолой
и ее расплавом. При недостаточной вязкости расплава или
высокой температуре плавления их смешивают с применением
инертного растворителя, например ацетона, который затем уда-
ляют, или активного разбавителя - низковязкой эпоксидной
смолы (ДЭГ, ТЭГ и т.п.).
Эпоксидным связующим присущ комплекс благоприятных
свойств, определивших их широкое применение в производстве
конструкций из композитов. К этим свойствам относятся: вы-
сокие механические и адгезионные характеристики, позволяю-
щие достаточно полно использовать свойства армирующих во-
локон; большая технологичность связующих, обеспечивающая
высокопроизводительную пропитку армирующего наполните-
ля, формование изделия и его окончательное отверждение.
Эпоксидные связующие обладают хорошей адгезией к раз-
личным волокнам, могут длительное время находиться в недо-
отвержденном состоянии, что позволяет изготавливать на их
основе предварительно пропитанные и частично отвержденные
полуфабрикаты (препреги). Процесс отверждения смол можно
при необходимости проводить в широком интервале темпера-
тур, и он протекает без выделения летучих с малой объемной
усадкой (1 ...5%). Отвержденные эпоксидные связующие имеют
достаточно высокие механические характеристики (табл. 1.12).
стойки к действию многих растворителей и агрессивных сред,
52
1.3. Матричные материалы
влагостойкие, их температура эксплуатации может достигать
порядка 150...200 °C.
Таблица 1.12
Фнзиио-механические характеристики
итяерждернык сеазующих
Характеристика ; Связующие
: Фенол - фор- ма льде- : гидные Крем- ний- органи- ческле Поли- эфирные Эпо- ксидные Поли- имид- ные
; Предел прочности, МПа:
! при растяжении о| 40-70 25-50 30-70 35-100 90-95
при сжатии ст. 100-125 60-100 80-150 90-160 250-280
Модуль упругости ГПа 7-11 6,8-10 2.8-3,8 2,4-4,2 3,2-5
Плотность р-10 КГ/.Ч"' Теплостойкость по Мар- 1,2-1.3 : 1.35-1,40 1,2-1,35 1,2 1,3 1,41 1,43
такту, "G Относительное удлине- 140-180 250-280 50-80 130-150 250-320
нис, % 0,4-0,5 0,3-0,5 1,0-5,0 2-9 1-2,5
Объемная усадка, % 15-25 15-20 5-10 1-5 15-20
KJ1TP о HP, 1<С Ь.0-8,0 2,0-4,2 6,0-9,0 4,8-13,0 5,0-5.8
Волопоглошсннс за 24 4, % 0.3-0.4 0,08-0,12 0,1-0,2 - 0,01-0,08 0,28-0,32
К недостаткам эпоксидных связующих относятся их отно-
сительно невысокая теплостойкость^ приводящая к резкой по-
тере прочностных свойств при температурах, близких к темпе-
ратуре стеклования полимера. Модифицированные эпоксид-
ные связующие имеют повышенную теплостойкость, и плас-
тики на их основе могут оставаться работоспособными при
температурах 180...200 °C.
Олигвциклические связующие. К таким связующим относятся
полимеры, цепи которых состоят из сопряженных ароматичес-
ких и гетероциклических звеньев. Наибольшее практическое
применение в настоящее время имеют полиимиды. В качестве
связующих эти полимеры можно использовать только на про-
53
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
межуточных стадиях их получения, так как на конечной стадии
образования они теряют пластичность и растворимость.
Первоначально использовали поликонденсационные поли-
имидные связующие, при отверждении которых выделялось
большое количество низкомолекулярных веществ и воды, что
приводило к большой пористости пластика (до 20 % об.).
В настоящее время предпочтение отдают полиимидным
(ПИ) связующим поли.мериэационного типа, состоящим из
олигомеров и смесей имидообразующих мономеров. На волок-
но связующие наносятся из их растворов (40%-ной концент-
рации). Эти связующие пригодны для совмещения с волокнами
различными методами и на их основе можно изготавливать
препреги с дитсльной жизнеспособностью. Отверждение ПИ
связующих протекает в интервале температур 300...350 °C. По-
ристость получаемых на их основе материалов составляет
L..3 %. Отвержденные полиимиды обладают высокой тепло- и
термостойкостью, хорошими механическими характеристиками
и стойкостью к действию различных агрессивных сред, ста-
бильностью размеров в широком температурном интервале.
К недостаткам ПИ связующих относятся значительные тех-
нологические трудности изготовления изделий из материалов
на их основе.
Сравнение прочностных и деформационных свойств связу-
ющих (табл. 1.12) показывает, что связующие, отверждающиеся
в соответствии с реакцией поликонденсации (фенолформаль-
дегиды, кремнийорганические, полиимидные), имеют наиболь-
ший модуль упругости. При наличии в структуре отвержденных
полиэфирных и эпоксидных связующих гибких эфирных мос-
тиков у этих полимеров повышается устойчивость к деформа-
ции и уменьшается модуль упругости. Прочность рассматрива-
емых связующих находится примерно на одном уровне.
Наивысшая температура эксплуатации конструкционных
композитов определяется теплостойкостью связующего. Тепло-
стойкость непосредственно связана с температурой стеклова-
ния полимера, так как при ее достижении модуль упругости
резко снижается Наибольшей теплостойкостью облапают гус-
тосетчатые полимеры с жесткими звеньями (отверждающиеся
согласно реакции поликонденсации). Большинство связующих
на основе полиэфирных смол обладают меныпей теплостой-
54
1.3. Матричные материалы
костью. Плотность и теплофизические свойства отвержденных
связующих различаются сравнительно мало.
Помимо механических характеристик при выборе связую-
щих оценивают и такие характеристики, как химическая стой-
кость, диэлектрические свойства и т.д.
Термопластичные полимерные матрицы
В последние годы в качестве матриц все более широко
применяют термопластичные материалы.
К конструкторским преимуществам композитов на основе
термопластичных связующих относят надежность изделий из
них, достигаемую прежде всего вследствие низкого уровня
остаточных напряжений, релаксирующих в термопластичной
матрице в первые часы после формования изделий.
Не менее значительными являются технологические пре-
имущества термопластов: неограниченная жизнеспособность
сырья и полуфабрикатов, резкое сокращение цикла формова-
ния изделий за счет исключения необходимости отверждения
связующего, расширение технологических возможностей
вследствие применения характерных для термопластов методов
производства — штамповки, гибки, послойного комбинирова-
ния листовых заготовок, сварки пултрузии и т.п. Дополнитель-
ные перспективы открываются благодаря снижению трудоем-
кости исправления технологических дефектов сваркой, дейст-
вием растворителей, местным деформированием элементов
конструкции путем нагрева, а также за счет возможности ути-
лизации отходов и вторичной переработки изделий, что создает
предпосылки и для эффективного решения экологических про-
блем.
В связи с этим использование термопластичных связующих
может привести к значительному снижению стоимости изделий
из композитов. По уровню механических характеристик неко-
торые термопласты не уступают отвержденным термореактив-
ным связующим, а по таким свойствам, как химическая стой-
кость и герметичность, как правило, превосходят их. К недо-
статкам рассматриваемых связующих относятся ярко выражен-
ная зависимость свойств композитов на их основе от темпера-
туры, низкая теплостойкость термопластов (исключение со-
ставляют специальные теплостойкие материалы) и технологи-
55
1 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
ческие трудности, связанные с высокой вязкостью их растворов
и расплавов
Совмещение компонентов композитов па основе термо-
пластичных матриц можно осуществить жидкофазным или
твердофазным способом.
Жидкофазный способ применяют для изготовления препре-
гов, он заключается в нанесении связующих на волокна (нити,
жгуты, ленты, ткани) из растворов или расплавов. При этом
главным параметром, определяющим качество пропитки, яв-
ляется вязкость пропиточной среды. Однако возможность сни-
жения вязкости термопластичных связующих ограничена, так
как вязкость их расплавов нередко остается на уровне
Ю11...1О12 Пас вместо 10... 102 Пас при допустимых темпера-
турах переработки, характеризующих термореактивные связую-
щие. Последнее обстоятельство требует соответствующего по-
вышения давления, что резко ограничивает возможности ме-
тода и создает опасности для сохранения целостности армиру-
ющих волокон. Поэтому для термопластичных композитов,
получаемых жидкофазным способом, типична высокая порис-
тость, превышающая в 10... 15 раз пористость композитов на
основе термореактивных связующих
Твердофазное совмещение освоено при изготовлении полу-
фабрикатов, в которых армирующие волокна сочетаются с тер-
мопластами в виде порошка, пленки или волокон. Основное
преимущество по сравнению с жидко фазным совмещением
состоит в том, что еще до пропитки достигается проникновение
матричных компонентов в объем волокнистых наполнителей и
тем самым повышается эффективность последующей пропитки
при плавлении твердых матричных включений: сокращается
время пропитки, снижаются энергетические затраты (давление,
температура), уменьшается пористость композита.
В некоторых случаях эффективность пропитки удается су-
щественно повысить, используя специальные технологические
приемы, например, диспергируя матричный порошок в полу-
фабрикате с помощью ультразвука или вибрационным воздей-
ствием. Однако использование порошков не позволяет полу-
чать термопластичные композиты с равномерной степенью ар-
мирования по всему объему материала.
56
13. Maipи11ные материалы
Пленочные связующие лишены этого недостатка, посколь-
ку имеется возможность послойно чередовать термопластичные
пленки с армирующими элементами. Однако глубина пропитки
при таком совмещении существенно зависит от толщины ар-
мирующих нитей, жгутов, лент, а также от сложности геомет-
рической формы формуемого изделия (двойная кривизна, под-
нутрения и т.п.).
Матричные термопластичные волокна наиболее результа-
тивны при совмещении компонентов. Их использование по-
зволяет создавать композиты с заданной регулярностью струк-
туры, надежной фиксацией схемы армирования на всех стадиях
переработки. Изделия на основе таких волокон можно изго-
тавливать различными технологическими методами — выклад-
кой, намоткой, пултрузией, а совмещение волокон с армиру-
ющими компонентами достигается при ткачестве, плетении.
Применение матричных термопластичных волокон позволяет
получать сверхпысокоармированные композиты с предельной
степенью армирования, близкой к единице, с низкой порис-
тостью (до 0,25 % об.), а в некоторых случаях создавать без-
матричные композиты, в которых монолитноеть армирующих
волокон достигается за счет их сварки или аутогезионного
вза и м од е йст в ия.
Среди термопластичных связующих особое место занимают
связующие нового типа, называемые роливсанами, которые
дают возможность сочетать высокую теплостойкость композита
и легкую перерабатываемость связующего. Роливсаны предна-
значены для получения композитов и изделий из них с широ-
ким диапазоном температур эксплуатации (27O...62O К). Основ-
ным преимуществом роливсанов перед другими связующими
является сочетание жидкого состояния малотоксичной исход-
ной композиции, незначительного выделения побочных лету-
чих продуктов при ее отверждении с высокой теплостойкостью
и прочностью как самой матрицы, так и композитов на ее
основе.
Физи ко-механические характеристики некоторых термо-
пластичных связующих приведены в табл. 1.13.
57
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Таблица 1.13
Физнко-механические хнряктсрнстикн термопластичных
связующих
Характеристика 1 Нейлон 6,5 Поли- фе- ны лен - сульфид Роливсан; НВ-1 Поли- сульфон Полп- енни р термо- плас- тичный
Предел прочности при рас- тяжении <т{, МПа 83 77 60 72 56
i Модуль упругости ГПа 2.8 4,2 2,0 2,7 2.5
Плотность р 10 ‘. кг/м 1.U = 1,34 1.16 1,24 L32
j Теплостойкость Т, °C 65 135 ; 320 174 68 !
Относительное удлинение. % _ JQ 3-4 ....3-4 . 50-100 10 ,
Углеродные матрицы
Углеродная матрица, подобная по физико-механическим
свойствам углеродному волокну, обеспечивает термостойкость
У У КМ и позволяет наиболее полно реализовать в композите
уникальные свойства углеродного волокна. Метод получения
углеродной матрицы определяет ее структуру и свойства. Наи-
более широко применяют два способа получения углеродной
матрицы: карбонизация полимерной матрицы заранее сформо-
ванной углепластике вой заготовки путем высокотемпературной
обработки в не окисляю щей среде; осаждение из газовой фазы
пироуглерода, образующегося при термическом разложении
углеводородов в порах угле волокнисто го каркаса. Процесс кар-
бонизации представляет собой высокотемпературную обработ-
ку изделия из углепластика до температуры 1073 К в неокис-
ля им ней среде (инертный газ, угольная засыпка и т.д.>. Цель
термообработки - перевод связующего в кокс. В процессе
карбонизации происходит термодеструкция матрицы, характе-
ризующаяся потерей массы, усадкой и образованием большого
числа пор.
Процесс сопровождается удалением испаряющихся смолис-
тых соединений и газообразных продуктов и образованием
твердого кокса, обогащенного атомами углерода. Свойства уг-
58
1.3. Матричные материалы
леродной матрицы в значительной мере зависят от вида исход-
ного связующего, в качестве которого применяются синтети-
ческие органические смолы с высоким коксовым остатком
(фенолформал ьдегидные, фурановые, кремнийорганивеские,
поли имидные и др.). Широко используют для получения угле-
родной матрицы каменноугольные и нефтяные леки (содержа-
ние углерода до 92. .95 %). Коксовую матрицу углеродных
композитов можно модернизировать за счет многократного
процесса дополнительной пропитки и карбонизации, позволя-
ющего регулировать плотность и прочность материала. В зави-
симости от структуры различают два вида кокса — изотропный
и струйчатый. Изотропный кокс представляет собой структуру,
отличающуюся большим количеством поперечных связей и
высоким пределом прочности (до 80 МПа при сжатии и модуле
упругости 500 МПа) и большим КЛТР (5 - 10 6). Струйчатый
кокс обладает весьма совершенной кристаллической структу-
рой и имеет более низкие коэффициент температурного рас-
ширения и прочность при сжатии (примерно в два раза).
При растяжении зависимость свойств углеродной матрицы
от ее структуры не так существенна: модуль упрут ости меняется
от 1 до 2 ГПа, предел прочности - от 10 до 15 МПа,
При получении УУКМ, согласно способу осаждения пиро-
углерода из газовой фазы, осаждающийся пироуглерод создает
соединительные мостики между волокнами. Кинетика осажде-
ний и структура получаемого пироуглерода зависят от многих
факторов: температуры, скорости потока газа, давления, реак-
ционного объема и т.п.
Характеристика пироуглеропа, полученные при изотерми-
ческом насыщении (Т = 900,.. 1030 °C):
Модуль упругости £[, ГПа.......
Коэффициент Пуассона ц...............................0.33
Коэффициент теплопроводности а, ВтДм-К)..............40
КЛТР а. К-1........................................ 7vio-e
Структура карбонизированных пластиков и композитов с
[[ироуглсродной матрицей после дополнительного уплотнения
с целью получения термостабильного материала совершенст-
вуется за счет высокотемпературной обработки (графитизации).
Конечная температура термообработки определяется условия-
59
1 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
ми эксплуатации, но лимитируется сублимацией материала,
которая интенсивно протекает при температуре свыше 3273 К.
Характеристики графитизированной матрицы (темпера гура
термообработки > 2100 °C):
Предел прочности, МПа
при растяжении в,..............................
при сжатии aj....... . ......................
Модуль упругости МПа....................................... 5хЮ4
Коэффициент Пуассона pi....................................0,33
КЛТР а. К-1 ............................................... 3,5x1 (Г6
Теплопроводность л, Вт/йфК) ...................... . . . НО
Металлические матрицы
Металлические матрицы волокнистых композитов пред-
ставляют собой легкие (алюминий, магний, бериллий) и жаро-
прочные металлы (титан, никель, ниобий), а также сплавы.
Наиболее широко в качестве матричного материала используют
алюминиевые сплавы, что объясняется удачным сочетанием в
них фиэико-механических и технологических свойств.
Матричные материалы на основе алюминия. Алюминий
имеет плотность 2700 кг/м3, температуру плавления около
780 °C и химически инертен к большинству волокнистых ма-
териалов, применяемых для производства композиционных
конструкционных материалов. Сплавы алюминия способны
подвергаться разнообразным видам пластического деформиро-
вания, литья, операциям порошковой металлургии, на которых
и основываются различные способы изготовления изделий из
композитов на металлической основе. По технологическому
признаку алюминиевые матрицы можно подразделить на не-
сколько типов: деформируемые, литейные, порошковые Все
же способы совмещения волокон с матрицей можно подразде-
лить на твердофазные, жидкофазные и осаждение.
Твердофазные способы совмещения волокон с матрицей
заключаются в сборке пакетов заготовок, состоящих из чере-
дующихся слоев материала матрицы и волокон, и последующем
соединении компонентов между собой. Жидкофазные способы
основаны на использовании различных видов литья расплав-
60
1.3. Матричные материалы
ленного материала матриц, обеспечивающих пропитку (в ва-
кууме, при обычном и повышенном давлении) предварительно
уложенной системы волокон. Образование металлической мат-
рицы методами осаждения состоит в нанесении на волокна
различными способами (газофазным, химическим, электроли-
тическим и т.п.) слоя металла и заполнении им межнолокон-
ного пространства.
К деформируемым алюминиевым сплавам относятся неуп-
рочняемые термической обработкой сплавы марок АМц, AM г
и другие, основными добавками в которых являются магний
Mg и марганец Мп. Эти сплавы обладают хорошей пластич-
ностью, коррозионной стойкостью, но сравнительно невысо-
кой прочностью. Большую механическую прочность имеют
упрочняемые термической обработкой дуралюмины <Д1, Д6,
Д] и др.) и сплавы групп АВ, АК., В95.
Наиболее распространенные литейные сплавы — силуми-
ны, однако они малопластичны, имеют низкую ударную вяз-
кость и жаропрочность. Из А1-матриц наиболее жаропроч-
ным является материал типа САП (спеченный А1 + порошок),
представляющий собой алюминий, упрочненный дисперс-
ными частицами оксида А13О3. В соответствии с методом
порошковой металлургии его получают брикетированием
А1-пудры с 6.22%-ным А12О3 и спеканием. Материал типа
САП при температуре Т = 500 °C сохраняет прочность
80... 120 МПа.
Для получения метан л о композитов на основе алюминия
наиболее широко применяют методы плазменного напыления
матричного материала, с помощью которых существенно из-
меняются его структура и свойства. В этом случае матрица
формируется в результате высокоскоростного перемещения
расплавленных мелких частиц, соударения их с поверхностью
и высокоскоростной кристаллизации. При этом матрица пред-
ставляет собой скопление тонко пластинчатых частиц размера-
ми 2..Л0 мкм, на границах которых образуются сплошные или
дискретные тончайшие оксидные пленки. Оптимальные пара-
61
I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
метры деформирования плазменно-напыленных матриц на ос-
нове алюминия представлены в табл. 114,
Таблица 1.14
Параметры деформирования плазменно-напыленных матриц
Материал Температура деформирования 7, °C Давление р. МПа Степень деформации, % ।
АД-1 550 40-45 60
AM г-61 500-520 90-150 50-55
Титановые и магниевые матрицы. В качестве матричных
материалов используют магниевые сплавы марок МА2-1, МА5,
МАЯ и некоторые другие. Основные механические характерис-
тики этих сплавов: of - 250...310 МПа, £j = 37...43 ГПа, е =
= 8... 15 %. Титановые матрицы обладают хорошей технологич-
ностью при горячем деформировании, свариваемостью, спо-
собное тью длительно сохранять высокие прочностные харак-
теристики (360... 1050 МПа) при повышенных температурах
(300...450 °C). Однако эти материалы сохраняют высокое со-
противление деформации даже при повышенных температурах,
что приводит к необходимости при получении композитов с
хрупкими волокнами использовать режимы сверхпластического
деформирования (табл. 1.15 ).
Таблица 1.15
Парянетры деформирования титановых матриц
Материал Температура деформирования 7, сС Напряжение с верхгыастического течения, МПа
ВТ 1-0 940 12-15
ОТ4-1 1010 11-15
ВТЗ 1 820 4-6
ВТ-14 85(^875 11-15
Полимерные пленочные материалы
Пленками называют материалы, представляющие собой
сплошные тонкие слои вещества. Специфическим показателем
62
1.3. Матричные материалы
для пленок является соотношение между массой и поверхнос-
тью. Для технических пленок характерно сочетание высокой
прочности с гибкостью. Формально к пленкам относятся лис-
товой и рулонный материал толщиной до 0,25 мм и шириной
более 100 мм. Узкие пленки называют лентами.
Классифицируют пленки по их химической основе (поли-
этиленовые, пол и стирольные и т.д.), иногда в соответствии с
распространенным фирменным названием (целлофан, саран,
лофеон).
В пределах одного вида пленки подразделяют в зависимости
от метода получения: отлитые из раствора, экструдированные,
каландрированные, ориентированные.
Пленкообразующими свойствами обладают практически
все полимеры, способные растворяться или переходить в вяз-
котекучее состояние при нагревании.
Пленки, как правило, получают либо путем испарения рас-
творителя из тонкого слоя раствора, нанесенного на подложку
(иногда с разделяющим слоем подложки), либо путем формо-
вания расплава в соответствующем формующем инструменте с
последующим охлаждением полученного полотна (или рукава)
пленки.
Для получения пленок используют полимеры линейного
строения, макромолекулы которых представляют собой сово-
купность одинаковых звеньев мономера, химически связанных
в длинные цепи.
Степень полимеризации, те количество однотипных зве-
ньев, входящих е полимерную цепь, определяет молекулярную
массу полимера.
Высокоэластическое состояние пленки достигается при не-
котором критическом значении молекулярной массы, харак-
терном для полимерных пленок, обладающих достаточной ме-
ханической прочностью и гибкостью. Так как молекулярная
масса зависит от химического строения полимера, т.е. состава
элементарного звена, правильнее оценивать критическую мо-
лекулярную массу степенью полимеризации.
Пленки из раствора полимеров получают поливом из дви-
жущейся фильеры на неподвижный стол или из неподвижной
фильеры на непрерывно движущуюся поверхность ~ бесконеч-
ную ленту или вращающийся барабан. При этом основными
63
1 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
стадиями процесса являются: приготовление раствора, подго-
товка раствора к формованию (фильтрование); формование
пленки, сушка пленки, обрезка кромок и намотка на барабан.
Из расплава пленки получают методом экструзии, при этом
процесс формования изделия осуществляется непрерывным
или периодическим продавливанием материала в пластическом
или вяз коте куч ем состоянии через формующий инструмент -
головку. Используют два способа:
плоскощелевой — для нанесения покрытий на рулонные
материалы, а также для получения аморфной пленки из крис-
таллических полимеров;
рукавный, при котором трубчатая заготовка выходит из
кольцевого отверстия головки и раздувается изнутри сжатым
воздухом.
К основным стадиям процесса относятся: получение рас-
плава, формование полотна или трубчатой заготовки с раздувом
ее по выходе из головки, охлаждение, отбор и намотка пленки
на бобину. При деформационном способе (каландрировании)
формообразование листа или пленки осуществляется путем
непрерывного продавливания термопластичного материала
через зазор между валиками.
Из большого числа полимерных пленок, выпускаемых про-
мышленностью, наибольшего внимания заслуживают полиэти-
лентерефталатная (ПЭТФ или лавсан), полиимидная и поли-
арилатная (ПА) пленки, которые относятся к жестким.
ПЭТФ-n ленки получают исключительно из расплава с пос-
ледующей вытяжкой и термообработкой. Механические харак-
теристики ПЭТФ-пленки представлены в табл 1.16. Техничес-
кие свойства пленок нс изменяются в пределах от 20 °C до
80 °C, хрупкость не обнаруживается даже при температуре
—50 °C. ПЭТФ-пленки можно длительно применять при тем-
пературе до 170 °C. Они обладают малым коэффициентом
теплопроводности, температура их плавления 250 °C, морозо-
стойкость достигает температуры —155 °C. Линейная усадка
этих пленок при температуре 150 °C равна 5 %.
Поднимидные пленки получают методом полива из распла-
ва. По всем технически важным параметрам ПИ-пленки, осо-
бенно при низких и высоких температурах, нс имеют себе
равных (см. табл. 1.16). Некоторые ПИ-пленки сохраняют гиб-
64
1.3. Матричные материалы
кость до температуры 269 °C. Теплостойкость их достигает
360...400 °C, кроме того, ПИ-пленки могут длительное время
работать в глубоком вакууме при высоких температурах прак-
тически без выделения летучих.
Таблица 1.16
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОЛИМЕРНЫХ ПЛЕНОК
Тип пленки Плот- ность р, кг/м3 Предел проч- ности при растя - женин «1. МПа Модуль упругости EJ, ГПа Относи- тельное удлине- ние при разрыве, % Коэффи- циент тепло- провод- ности X, Вг/(м-К) i КЛТД аЮ5, КГ1 Темпе- ратура морс- ! застой- ! кости, : °C .
ПЭТФ 1380 I60-180 2,9-3,8 50 0.14 5.3 -155
пи 1420 120-160 2,8-3,0 10-40 0.3 2,3-5,0 -270
: 11Л 1 1 1100- 1500_ 60-120 2,9-3,1 10-25 0,98 : 60
Предел прочности ПИ-пленки несколько ниже, чем у
ПЭТФ-пленок. При 300 °C предел прочности при растяжении
снижается до 570...600 кг/см2 и увеличивается до 3000 кг/см2
при —200 °C. Модуль упругости ПИ-пленки при 200 °C сни-
жается до 17500... 19000 кг/см3 и возрастает до 50000 при —
200 °C. Удлинение при разрыве составляет порядка 40 ..50 % при
300 °C. Линейная усадка при 200 °C составляет веет 0,03 %.
Отличительной особенностью ПИ-пленки, кроме тепло- и моро-
зостойкости, является радиационная стойкость при низких и
высоких температурах. Коэффициент газопроницаемости ПИ-
пленки для азота при 20 °C равен 0.06940—8 см3 см/см2 с/атм.
и в зависимости от температуры меняется слабо.
Пол мари латные пленки из нолиарилатов получают методом
полива из раствора в органическом растворителе и метолом
экструзии с последующей ориентацией волокон.
ПА-пленки являются самыми легкими из полимерных пле-
нок. Пленки из полиарилатов сохраняют высокие прочностные
показатели в диапазоне температур от 60 до 200 °C и даже
250 "С. Причем прочностные показатели ПА-пленок сохраня-
5-243
65
1. КОМПОЗИЦИОННЫЕ материалы и их компоненты
ются r значительной мере после длительной (до 500 ч) выдерж-
ки при температуре 180...200 °C. ПА-пленки отличаются высо-
кой химической стойкостью к воздействию концентрирован-
ной азотной, соляной, уксусной и муравьиной кислот, разбав-
ленных щелочей, масел.
Жесткие полимерные пленки перспективны для широкого
применения в качестве силовых и герметизирующих оболочек
сосудов давления, баков, трубопроводов, работающих в широ-
ком диапазоне температур, а также для использования в изде-
лиях массового производства — огнетушителях, аквалангах,
автомобильных баллонах и т.п.
1.4. Полимерные композиционные материалы
Как уже отмечалось, природа матрицы определяет в ос-
новном технологические параметры процесса изготовления
композитного элемента, при котором образуется и сам ма-
териал. ПКМ, образованные различного типа армирующими
элементами с полимерной матрицей, широко применяют в
различных отраслях промышленности в качестве конструк-
ционных и теплозащитных материалов. Наибольшее распро-
странение получили пластики, армированные стеклянными,
углеродными, органическими, борными и некоторыми дру-
гими видами волокон. В качестве матрицы используют от-
вержденные эпоксидные, полиэфирные и другие термореак-
тивные смолы, а также полимерные термопластичные мате-
риалы. К основным преимуществам композитов с полимер-
ной матрицей относятся высокая удельная прочность и жест-
кость, стойкость к химическим агрессивным средам, низкая
тепло- и электропроводность и т.п. Кроме того, при изго-
товлении этих материалов относительно легко при умерен-
ных температурах и давлениях удается соединить армирую-
щие элементы с матрицей. В этом случае применяют как
традиционные процессы — прессование, контактно-вакуум-
ное и автоклавное формование, так и специальные - намот-
ка, пултрузия и другие процессы, когда материал и изделие
создаются одновременно.
Физике-механические характеристики однонаправленных
пластиков на основе эпоксидных связующих в сравнении с
традиционными металлическими материалами приведены в
табл. 1.17.
66
1.4. Полимерные композиционные материалы
Таблица 1.17
Филино- механические характеристики однонаправленных пластиков
* в сравнении с металлами
Параметр Стекло- пластик Угле- пластик Органо- пластик Воро- ша стик Сталь : .Алю- ; Минин
Плотность р 10 кг/м3 ! 2.1 1,^ 1,38 1.9 7,8 2.7
Прелс,1 прочности, ГПа при растяжении вдоль волокон gJ 1,75 1.1 1,8 1,6 з,н 0.29
при сжатии ст[ 0,65 0,45 0,28 2,4
при сдвиге t|2 0,048 0,027 0,042 0,102 1
Удельная прочность при растяжении вдоль волокон п| 10 "3 м S3 73 130 ВС 50 11
; Модуль упругости вдоль волокон £|10“3. ГПл 57 180 72 210 200 70
Уцельная жесткость 1 £7- 10 е, м 2,7 12 5,3 10,5 2,5 0,28
Модуль сдвига <7|., ГПа 5,2 2,0 6,2 - -
Сравнение характеристик однонаправленных композитов
при растяжении или вдоль волокон показывает, что наиболь-
шей удельной прочностью обладают органопластики, а угле- и
боропластики значительно превосходят стекло- и органоплас-
тики по удельной жесткости.
Большинство однонаправленных композитов при сжатии в
направлении вдоль волокон ведут себя как упругие тела, подчи-
няющиеся закону Гука вплоть до разрушения материала. Их модули
упругости при растяжении и сжатии имеют одинаковое значение.
У большинства ПКМ прочность при растяжении выше, чем при
сжатии, за исключением боропластиков. Основные недостатки
рассматриваемых ПКМ - их низкие механические характеристики
при поперечном нагружении и сдвиге, обус ловленные недостаточ-
ными прочностью матрицы и связи на границе раздела компонен-
тов, низкие тепловая и радиационная стойкость, гигроскопичность,
изменение физ и ко-механических характеристик при старении и
под воздействием климатических факторов.
Свойства ПКМ, армированных различными тканями и про-
питанных разными связующими (табл. 1.18), зависят от боль-
шого числа факторов и в первую очередь характеризуются:
67
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
составом, формой, длиной, диаметром армирующих воло-
кон и способом подготовки их поверхности:
объемным содержанием армирующего наполнителя и свя-
зующего;
качеством пропитки армирующего наполнителя связующим;-
свойствами связующею и прочностью его связи с напол-
нителем;
технологией (методом и режимом) изготовления ПКМ;
взаимным расположением армирующего наполнителя в из-
делии (схемой армирования).
Таблица 1.18
Характеристики КМ, армированных различными тканями
Марка ткани Вид пере- пле- тения Тол- щина тка- ни, мм Плот— ность Р. кг/м1 Содер- жание связу- юще- го, % (масс.) Прочь пр растя:* ст], К основа [ОСТЬ и ении 1Па уток Модуль упругости При растяжении £], ГПа г □снова; уток
Стек.1 кика нь АСТТ(б)-С (фенолфор- мальдегидное связующее) Сати- новое 8/3 0,35 1850 38,8 530 280 26,6 20 ' !
Стеклоткань Т (полиэфир- ное связую- тсс> Полот- няное 0,27 1930 27,1 520 300 30 25
Стеклоткань МТБС-2,5 ’{полиэфир- ное связую- щее) Мно- го- слой- ное 2,5 1850 I 31,5 345 280 25 17.7
УглетканЬ П-5-13 (фенолфор- мальдегидное [ связующее} То же 3,0 — 1360 I 32,5 1 IQ1 92 12 13,5 = 1 i
1 Арамидная iткань (Кев- ‘лар-49 на Ос- анове эпоксид- :• него с вязу ю- щего) j Сати- i новое I 5/3 0,35 1330 50,0 517 ; 310 27,6 21,5
68
1.4. Полимерные композиционные материалы
Совмещение армирующих материалов со связующим для
получения ПКМ можно осуществлять прямыми иди непрямы-
ми способами.
К прямым способам относятся такие, при которых изделие
формуется непосредственно из исходных компонентов, минуя
операцию изготовления полуфабрикатов.
Непрямыми называют способы, при которых изделие изго-
тавливается из полуфабрикатов, т.е. из ПКМ, представляющих
собой предварительно пропитанные материалы - препреги с
ориентированным или неориентированным расположением во-
локон. К первым относятся однонаправленные ленты, ткани,
монолисты, а ко вторым ~ премиксы, пресс-волокниты и т.п.
Элементарный вил ПКМ — микропластик, т.е. нить, про-
питанная связующим. Показатели механических характеристик
микропластика используют для оценки коэффициента реали-
зации прочности армирующих волокон в материале изделия (в
процентах)
. 100 ,
°1 мп
где о\1ат — предел прочности материала; о^мп — предел проч-
ности микропластика.
На рис. 1.17 показано изменение коэффициента реализации
прочности органических волокон от микропластика до нату-
ральных изделий. Из рисунка ясно, что этот показатель умень-
шается по мере усложнения технологии изготовления изделий.
Поэтому основной задачей технолога является разработка спо-
собов (приемов), повышающих коэффициент реализации проч-
ности в реальных технологических процессах производства из-
делий.
Современное производство элементов конструкций из
полимерных композитов в значительной мере ориентируется
на препреговую технологию изготовления изделий. Суть этой
технологии состоит в использовании промежуточного полуфаб-
риката препрега с большой жизнеспособностью, т.е. сроком
существования активных радикалов в связующем, обеспечива-
ющих отверждение матрицы. При нормальной температуре
(20... 10 °C) этот срок составляет примерно три месяца, при
69
I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
пониженной - до года. Препрег, полученный на специальных
пропиточных установках, обладает наивысшим качеством про-
питки наполнителя связующим, минимальными механически-
ми повреждениями наполнителя, равномерным "наносом” свя-
зующего в наполнитель при оптимальном процентном содер-
жании связующего.
Рис. 1.17. Вл if ян не вида армирующего наполнителя на коэффициент реализации
прочности волокон СВМ в различных образцах
Готовый препрег обычно представляет собой рулоны или
пакеты ленточного калиброванного материала с разделитель-
ной пленкой между слоями. Отсутствие сколько-нибудь замет-
ной липкости при нормальной температуре (20 °C ± 10 °C)
позволяет автоматизировать процесс нанесения препрега мето-
дами намотки, выкладки, делать технологически "чистыми”
процессы ручной выкладки сложных изделий, проводить авто-
матизированный раскрой препрега на станках с программным
70
1-4- Полимерные композиционные материалы
управлением, например на лазерных или ультразвуковых уста-
новках раскроя материала.
Препреги с ориентированным расположением волокон из-
готавливают на специальных установках вертикального (шахт-
ного) или горизонтального типа. Последние являются более
предпочтительными.
Схема пропиточной установки шахтного типа представлена
на рис. 1,18. Поступая со шпулярника на распределительный
барабан, нити наполнителя формируются в ленту, которая под-
сушивается нагревателем и далее подается на пропитку в ванну
/4 Ю $ S
Рйс. 1.18. Схема пропиточной установки для получения препрега:
7 — вакуумный насос, 2 - вакуумная камера; 3 — нагреватель; 4 — компенсатор
уровня связующего; 5 - отжимное устройство; б - сушильная печь; 7— бобина
с разделительной пленкой; 8 - рулон с готовым препрегом; Р — кол и бру ю шее
устройство; 10 - нагреватель; 11 — ресивер; 12 - фильтр; 13 - вакуумный
затвор; 14 - ванна со связующим; 15 — нагреватель; 16 - шлулярник с нитяным
наполнителем, 17 - распределительный барабан
После этого осуществляют пропитку, отжим, сушку и ко-
дирование препрега. Наиболее важный этап в этой схеме —
вакуумирование нитяного наполнителя, образующего препрег,
его сушка и пропитка в вакуумной камере. Цель вакуумирова-
ния и сушки заключается в удалении газовых включений и
влаги из микротрещин и меж волокон кого пространства в нитях
наполнителя для свободного проникновения в них связующего.
71
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
На малогабаритной установке для полу гения ленточных
препрегов (рис 1.19) непрерывные нити, сматываясь со шп)'’
лей, с большой скоростью (около 20 м/мин) протягиваются
через ванночку с раствором связующего, где они пропитыва-
ются. Затем нити формируются специальным раскладчиком в
ленту и поступают в цилиндрическую камеру сушки на барабан
с транспортерами червячного типа, на котором транспортируе-
мая лента частично отверждается. Подсушенная лента сматы-
вается на приемную катушку (кассету), при этом между нама-
тываемые слоями прокладывается разделительная бумажка или
полимерная пленка, предохраняющая препрег от склеивания.
В зависимости от типа связующего, условий хранения препреги
сохраняют свою жизнеспособность от нескольких дней до не-
скольких месяцев. Лучший режим хранения препрегов - режим
сухого льда.
ленты
ла йращцющеяуся fapafany
Рис. 1.19. Малогабаритная установка для получения и penpen в виде ленты:
1 — стеклонити с бобин, установленных в шпулярнике; 2 — пропиточная ванна
с отжимными валиками; 3 — раскладчик нитей, формирующий из них ленту;
4 — подшоШий валик, 5 — цилиндрическая камера сушки ленты с барабаном,
между двумя боковыми дисками которого расположены шесть транспортеров
подачи лепты, 6 — катушка с лентой препрега на намоточном устройстве, 7 —
калорифер; 8 - нагнетающий вентилятор; 9 — отсасывающий вентилятор
В последующих главах учебника будут рассмотрены различ-
ные технологические методы формования изделий из ПКМ.
72
1.4. Полимерные композиционные материалы
Высокие удельные характеристики прочности и жесткости
полимерных композитов позволяют использовать их в аэрокос-
мической технике. Углепластики применяют для изготовления
космических антенн различного назначения. Низкие значения
температурных коэффициентов линейного расширения, высо-
кая жесткость и хорошая теплопроводистъ позволяют разраба-
тывать конструкции антенн, способные сохранять размеры и
форму в условиях неравномерного лучистого нагрева. При этом
важно проводить расчеты на жесткость и определять соответ-
ствующие структуры композиционного материала при проек-
тировании В существующих проектах при создании параболи-
ческих антенн используются углепластики как для изготовле-
ния рефлектора, так и для опорной системы волновода.
Структура материального баланса в самолетных конструк-
циях, из которой следует, что к 2000 г. процентный состав
металлических конструкций в самолетах составит 25...30 %,
приведена на рис. 1.20.
1991 г. ЮСОг.
^^-Т1-С(1лоЗы ЁЙЙ -стала
Рйс. 1.20. Структура материального баланса планера самолета
Применение углепластиков в конструкциях самолетов
серии МИГ показано в табл. 1.19.
73
1 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Таблица 1.19
Применение углепластиков в самолетах серин МИГ
ЙЗхЦелие Масса углепластиков, кг Снижение массы | конструкции, кг !
МИГ-29 90 105 :
МИГ-29м 137 140
МИГ-31 156 175
МИГ--Х* 790 750
Технико-экономическая эффективность применения углепластиков серии
КМУ-3 и конструкции планера самолета АН-124;
Объем применения, т...................................2,2
Количество деталей, шт . .............................200
Снижение массы конструкции, т ........................0,8
Увеличение коэффициент» испольэсванил материала, % ....85
Сокращение количества деталей, %.....................1200
Снижение общей трудоемкости, % ................ 180
Снижение трудоемкости изготовления оснастки, % ........ 300
Экономия алюминиевых сплавов, т.......................6,0
Увеличение объема грузоперевозок, ткм.................1Ю6
Снижение расхода топлива, т.......................1;2-104
Биологическая совместимость углеродного волокна с тка-
нями живого организма позволяет использовать углепластики
для протезирования и в медицинских приборах.
В последние годы их применяют для изготовления различ-
ного роля спортивного инвентаря: рам велосипедов, теннисных
ракеток, удилищ, луков, байдарок, яхт и т.н. Высокая хими-
ческая стойкость углепластиков позволяет применять их в хи-
мическом маш и построении Для изготовления трубопроводов,
цистерн, насосов, сосудов, уплотнений и других элементов
конструкций, работающих в агрессивных средах, а их электро-
проводность “ при создании различных нагревательных уст-
ройств.
По мере снижения стоимости углевод окна применение уг-
лепластиков становится экономически выгодным в различных
областях промышленности.
Традиционным является использование полимерных мате-
риалов в качестве теплозащиты. При этом в основном исполь-
зуют композиты с матрицей, имеющие низкую тсплопровод-
74
1.4. Полимерные композиционные материалы
кость и способность поглощать большие количества тепловой
энергии при фазовых превращениях и эндотермических реак-
циях. что обеспечивает значительное снижение интенсивности
теплового потока, направленного к защищаемому силовому
элементу. В результате нагрева армированного пластика, ис-
пользуемого для теплозащиты, происходит разложение связу-
ющего — эпоксидной, фенольной и других смол. При этом
образуются газообразные продукты и твердый остаток (кокс),
который совместно с армирующими элементами и нсразложив-
шейся матрицей составляет пористый слой. В частности, при
разложении фенольных смол получают 55 % массы твердого
остатка, а при разложении эпоксидных — 20 %.
Одним из примеров армированной волокном конструкции
является стартовая защитная оболочка корабля “Аполлон”,
предназначенная для зашиты термо регулирующих поверхнос-
тей от аэродинамического нагрева при старте и представляю-
щая собой готовую конструкцию из стеклопластика с феноль-
ным связующим. В качестве материала лля элементов внутрен-
ней теплоизоляции был применен стеклопластик из ткани,
пропитанной фенольной смолой. Стеклопластики можно ис-
пользовать и в других деталях, таких как аэродинамический
ofriCKarejib и теплозащитная облицовка. Для защиты оборудо-
вания и несущих конструкций ракеты-но сите л я “Сатурн 5-11"
от выхлопа из сопел использовались термоэкраны из армиро-
ванного пластика и многослойная тепловая защита.
Внедрение боропластиков эффективно в элементах кон-
струкций, определяющим критерием работоспособности кото-
рых являются высокие удельные значения жесткости и проч-
ности при действии сжимающих нагрузок. В настоящее время
боропластики в основном применяют в изделиях авиационной
и ракетно-космической техники в связи с большой стоимостью
исходного сырья (борных волокон).
Высокая прочность и жесткость боропластиков при сжатии
позволяет использовать их при конструировании балок, пане-
лей, стрингеров несущих частей ЛА Например, если металли-
ческая двутавровая балка работает на изгиб, то ту ее полку, на
которую действуют сжимающие напряжения, упрочняют плас-
тинами из боропластика, а другую полку, работающую на рас-
тяжение, - углепластиком. Масса такой балки на 20...30 %
75
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
ниже, чем масса балки из алюминиевых сплавов при одинако-
вой несу шей способности.
В последнее время исследуется применение боропластиков
в стойках шасси, отсеках фюзеляжа, обшивке крыльев самоле-
тов, в дисках компрессоров газотурбинных двигателей. В пер-
спективе использование бор о пластиков в корпусных деталях,
работающих при всестороннем или одноосном сжатии, в тру-
бах, сосудах внутреннего давления. Замена металлических из-
делий боропластиковыми позволяет снизить их массу, повы-
сить удельную жесткость, статическую прочность и вибро проч-
ность.
Экономия массы, получаемая при использовании материа-
лов. на основе борных волокон и полимерной матрицы, стиму-
лировала разработку разнообразных конструкций и технологи-
ческих процессов.
Авиация и космос, судостроение, автомобильный и желез-
нодорожный транспорт, строительство, нефтехимическая и
горнодобывающая отрасли, спортивная индустрия, медици-
на — далеке не полный перечень областей применения ПКМ.
L5. Металлические композиционные материалы
Металлические композиционные материалы представляют
собой такие материалы, в которых в качестве матрицы высту-
пают металлы и их сплавы, а в качестве арматуры — металли-
ческие и неметаллические волокна. Применение высокопроч-
ных и высокомодульных волокон значительно повышает фи-
зико-механические характеристики МКМ, а использование ме-
таллической матрицы увеличивает прочность материала и на-
правлении, перпендикулярном волокнам (трансверсальную), и
прочность при сдвиге до значений, сопоставимых с аналогич-
ными значениями металлов, так как прочность при сдвиге КМ
определяется свойствами матрицы.
Для металлической матрицы требуется использовать значи-
тельно более интенсивные в температурном и силовом отно-
шении технологические методы и, кроме того, производство
элементов конструкций из МКМ неразрывно связано с техно-
логией их получения. В настоящее время на базе металлурги-
76
1.5. Металлически к композиционные материалы
ческих производств организован выпуск полуфабрикатов из
МКМ в виде листов, труб и профилей.
Технологическую схему производства полуфабрикатов и де-
талей из МКМ можно представить следующим образом: очист-
ка поверхности волокон и матрицы — мойка, чистка, сушка;
объединение волокон с матрицей — сборка чередующихся слоев
матричных элементов и волокон либо приготовление волокон
в литейной форме под заливку матричным металлом; получение
компактных МКМ в соответствии с методами пластической
деформации, порошковой металлургии или литья либо с ис-
пользованием комбинации этих методов.
Важнейшим в технологии МКМ является этап совмещения
армированных волокон с матричным материалом. Способы
совмещения можно подразделить на твердофазные процессы,
жидкофазные и процессы осаждения — напыления.
Для твердофазных методов характерно использование мат-
рицы в твердом состоянии преимущественно в виде порошка,
фольги или тонкого листа. Процесс создания МКМ заключа-
ется в сборке пакета заготовок, состоящего из чередующихся
слоев матричного материала и упрочняющих волокон и после-
дующего соединения компонентов между собой различными
методами — диффузионной сваркой, сваркой взрывом, пл а сти
ческим деформированием, спеканием и т.д.
Жидкофазные методы заключаются в получении МКМ
путем совмещения армирующих волокон с расплавленной мат-
рицей. К ним относятся различные методы пропитки волокон
жидкими матричными материалами.
Изготовление МКМ методом осаждения — напыления со-
стоит в нанесении на волокна различными способами (газо-
фазным, химическим, электролитическим, плазменным и т.п.)
матричного материала и заполнение им межволоконного про-
странства.
Комбинированные методы основаны на последовательном
или параллельном применении первых трех методов (например,
плазменное напыление и горячее прессование, горячее прес-
сование и последующая прокатка и т.д.)
Выбор метода получения МКМ определяется природой мат-
рицы и волокна, возможностью совмещения компонентов с
обеспечением необходимой между ними связи на границе раз-
77
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
дела, особенностью процесса, позволяющего одновременно по-
лучить материал и деталь. экономичностью, наличием обору-
дования И Т.Д
Несмотря на то, что в настоящее время лишь небольшое
число МКМ находится в стадии внедрения, а возможности их
применения ограничиваются авиационной, ракетно-космичес-
кой и атомной техникой, несомненно, что в дальнейшем МКМ
найдут самое широкое применение и будут способствовать
технологическому усовершенствованию свойств обычных ма-
териалов.
Рассмотрим основные методы получения МКМ, применяе-
мые на практике.
Метод твердофазного совмещения матрицы и волокон
Обработка давлением является одним из наиболее часто
применяемых методов изготовления МКМ, состоящих из де-
формируемых матричных металлов и сплавов.
Если в качестве арматуры выбраны волокна со значитель-
ным запасом пластичности, то уплотнять МКМ можно про-
каткой, импульсным прессованием с помощью взрыва или
ударной нагрузки, гилроэкструзисй и т.п. В случае армирования
металлов хрупкими или малопластичными волокнами чаше
всего применяют процессы, при которых степень пластической
деформации невысока, например диффузионную сварку или
прокатку с малыми обжатиями.
В зависимости от формы полуфабриката используют раз-
личные способы сборки заготовок, подвергаемых пластической
деформации
Листовые заготовки собирают способом монослоев или спо-
собом “сэндвич”. Заготовки типа “сэндвич” — укладкой в пакет
слоев волокон (сеток, матов, тканей) и матричных слоев фоль-’
ги, соблюдая последовательность укладки слоев, требуемую
схему армирования и степень армирования. Нужную степень
армирования в заготовке обычно обеспечивают за счет приме-
нения матричной фольги различной толщины, укладки различ-
ного числа слоев арматуры или использования волокон разного
диаметра. Способом “сэндвич” получают заготовки только с
продольно-поперечным расположением волокон.
78
1.5. Металлические композиционные материалы
В соответствии со спосо-
бом монослоев (рис. 1.21},
можно собирать заготовки, в
которых слои волокон могуч
быть ориентированы под раз-
личными углами один к дру-
гому для наилучшего воспри-
ятия внешних нагрузок.
При сборке заготовок этим
способом осуществляют на-
мотку' бороволокна (одного
слоя волокон с требуемым
шагом и углом намотки) с бо-
бины на цилиндрический ба-
рабан-оправку, на котором за-
креплен слой алюминиевой
фольги. Для фиксации геомет-
рии укладки волокна закреп-
ляют на фольге беззольным
клеем в местах, по которым в
дальнейшем фольга разрезается. Снятые с барабана монослои
1.21. Схема ([юрмования боре-
Рнс.
алюминиевых МКМ способом намот-
ки монослоев:
а — получение заготовки; d — прессо-
вание заготовки; 2 — барабан; 2 ~ алю-
миниевая фольга; 3 — натяжное уст-
ройство; 4 — бобина бороволоюм; 5 —
заготовка
укладывают в нужном порядке в стопку и уплотняют прессо-
ванием.
Трубчатые и прутковые заготовки получают прокаткой, экс-
трузией и волочением (рис. 1.22).
Армированный монослой (рис. 1.22, г?), состоящий из мат-
ричной рифленой фольги и матричной полосы (рис. 1.22,6),
между которыми расположены волокна, сворачивают в плот-
ный рулон (рис. 1.22,<?}, подлежащий последующему уплотне-
нию.
Другим методом получения прутковых заготовок, в которых
арматура ориентирована вдоль оси прутка (рис. 1.22,а), можно
назвать укладку в трубу волокон с нанесенным на них матрич-
ным покрытием (биметаллическое волокно). Если укладку би-
металлических волокон провести между внугренней и наруж-
ной трубами (рис. 1.22,d), то можно получить трубчатую заго-
товку МКМ. Уплотняют такие заготовки гидроэкструзией или
волочением. Трубчатые заготовки можно также получить со-
вместной намоткой армирующего и матричного волокон.
79
I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Рис. L22. Схема получении армированных рулонных Прутковы?: заготовок (я -
ff) и трубчатых заготовок из биметалл и ческой проволоки (г, 5);
а - армированный монослой; б — полоса с армирующими и матричными
волокнами; в - сворачивание армированной полосы в рулон; 7 - матричная
рифленая фольга; 2— матричная полоса; 3 — армирующее волокно; 4— волокно
из металла матрицы; 5 - биметаллическое волокно; 6 — трубчатая оправка
Наиболее производительный способ производства армиро-
ванных лент и листов — прокатка. Согласно этой технологии
между валками прокатного стана уплотняют либо матричные
ленты и арматуру в виде непрерывных волокон (сеток, листов),
Рис. 1.23. Схема неотрывного про-
цесса прокатки металлических арми-
рованных полос:
7. 3 — разма i ывателм полос, 2 — бун-
кер для дискретных волокон; 4 — ра-
бочая клеть прокатного стана; 5 —
ярмировпннау полоса; 6 - ролики
либо ленты с расположенными
между ними дискретными эле-
ментами (рис 1 23). Прокаткой
можно получить и армирован-
ные профили. Для этого исполь-
зуют сортовые прокатные станы,
в калибры которых подают мат-
ричные ленты вместе с волокна-
МИ.
Для уплотнения за готово к
типа 11 сэндвич”, а иногда ятя из-
готовления готовых деталей из
МКМ применяют диффузион-
ную сварку. Отличительным
признаком этого процесса явля-
80
1.5. Металлические композиционные материалы
ст с я отсутствие больших пластических деформаций, поэтому
диффузионная сварка незаменима при получении МКМ, ар-
мированных хрупкими волокнами. Особенно большими воз-
можностями обладает метод диффузионной сварки под давле-
нием в газостатс или автоклаве.
Динамическое горячее прессование основано на использо-
вании для уплотнения пакета энергии удара. Предварительно
пакет равномерно прогревают, затем переносят под молот и
наносят удар падающими частями с заданной энергией. При
этом компоненты МКМ соединяются в течение долей секунды
Недостаток этого метода получения МКМ — нельзя использо-
вать хрупкие волокна.
Сварка взрывом - весьма перспективный метод получения
МКМ как в виде полуфабрикатов (листов, сруб), так и в виде
готовых изделий. При его использовании требуется нагрев
перед деформацией, что позволяет сохранить исходную проч-
ность армирующих волокон.
В табл. 1.20 представлены характеристики однонаправлен-
ных МКМ, полученных методами твердофазного совмещения.
Таблица i .20
Характеристики однопнправленных компвзицнонных материалов
с алюминиевой и магниевой матрицей
Характеристика г. Стэлеалюмин новая проволока Бороолю- минисвое волокно Боромаг- нисвое ВОЛОКНО
Содержание волокна. % (об.)
25 к- 4(1 50 45
Плоти ость р, кг/ч 41 (Ю 4800 2650 2200
Проч нос ih при растяжении а [. МПа: 1177 1569 1128 1226
при 293 К при 672 К 735 784 834 883
Модуль упругости £р МПа 102 970 117 680 235 360 196 133
Длительная прочность <з[. МПа, за 100 ч при 673 К 392 441 637
Усталостная прочность п", МПа 294 343 588 539
КДТР а 1(А К-1 11,8 _6,0 . ы
6-243
81
I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Метод жидкофазного совмещения матрицы и волокон
Существует несколько разновидностей метода, различаю-
щихся между собой условиями пропитки армирующего напол-
нителя: пропитка расплавом при нормальном давлении; ваку-
умное всасывание; пропитка расплавом под давлением; ком-
бинированные методы пропитки (с использованием давления
и вакуума, центробежных сил и т.д.).
Условия пропитки в основном определяются реакционной
способностью расплавленной матрицы и смачиваемостью во-
локон матрицей. Металлические матрицы, как правило, плохо
смачивают керамические армирующие волокна. Увеличить спо-
собность металлов смачивать керамику удается за счет введения
в расплав легирующих веществ: титана, хрома, циркония.
Пропитка волокон расплавом матрицы при нормальном
давлении (его иногда называют методом непрерывного литья
КМ) является наилучшим способом изготовления изделий
сложной формы и полуфабрикатов в виде прутков, труб, про-
филей и т.д. Этот метод применим в тех случаях, когда волокна
термодинамически стабильны в расплавленной матрице.
Самый простой вариант этого метода заключается в укладке
волокон в литейную форму и заливке в нее расплавленного
металла матрицы. Перспективной и значительно более широко
применяемой разновидностью метода пропитки расплавом при
нормальном давлении является непрерывная пропитка пучка
волокон (рис. 1.24).
Характеристики боромагниевых МКМ, полученных этим
способом, представлены в табл. 1.21.
Таблица 1.21
Характеристики боромагниевых МКМ, полученные методом пропитки
Содержа- ние волок- на, % (об.) Прочность <т, МПа Модуль упругости при растяжении £*, ГПа Плотность р. кг/м1
При растяжении при изгибе. при сжатии
25 — ИЗО — 105 I960
35 — — 2090' — 2000
65 — — 3190 2300
75 1350 1600 i - 329-343 2400
82
1.5. Металлические композиционные материалы
Рис. 1.24. С кем а процесса непрерывной пропитки жидким металлом (о) и
получаемые виды изделий (б):
7 — композитный пучок; 2 ~ разделенные волокна; J - расплавленный металл;
4 — ограничители пучка волокон
ппдаа
Для упрочняющих волокон, склонных к окислению при
нормальных условиях, необходимо применять защитную атмо-
сферу либо вакуум при переработке их в МКМ. Методом
пропитки в вакууме получают МКМ на основе алюминия и
магния* упрочненные борными волокнами, на основе никеле-
вых сплавов — упрочненные вольфрамовой проволокой, и др.
Композиционные материалы в силу метода пропитки в
вакууме производят в промышленных вакуумных плавильных
печках с нагревательными устройствами различного типа (ин-
дукционные. высокочастотные, электроннолучевые и др.), ос-
нащенных устройствами для заливки форм в вакууме. Приме-
няют для этой пели и специально сконструированные установ-
ки (рис. 1.25).
Установка представляет собой кварцевую трубу, в которой
на керамической опоре размещен графитовый цилиндр. Верх-
няя часть этого цилиндра служит тиглем для приготовления
расплава матрицы, а нижняя часть — формой для укладки
упрочняющих волокон. Нижняя частв тигля сообщается с фор-
мой цилиндрическим каналом, расширяющимся вблизи верх-
ней части формы и играющим после заливки роль прибыльной
е’
83
Рнс. 1.25. Схема установки для про-
питки волокон жидким металлом в
вакууме:
f — магнит; 2 — резиновая пробка; 3,
6 - тепловые экраны, 4 — графито-
вый тигель; 5 — графитовый итток,
7 — кварцевая труба; 8 — керамичес-
кая опора; 9 — графитовая форма;
Ю — волокна; / / - расплав матрицы;
12 — индуктор; 13 — кварцевый кол-
пак, 14 - стальное кольцо
I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
части. До заливки отверстие в
дне тигля закрыто графитовой
пробкой, выполненной н виде
штока постоянного диаметра с
утолщением в верхней части,
опирающимся на стальное коль-
цо, через которое пропущен
шток. При помощи этого кольца
и постоянного магнита шток
может подниматься и открывать
отверстие в дне тигля. Верхняя
и нижняя части кварцевой трубы
заглушены резиновыми пробка-
ми. Нагрев тигля и расплавление
металла осуществляются индук-
тором , рас 1 ioj юженн ы м по верх
кварцевой трубы на уровне гра-
фитового тигля. Верхняя и ниж-
няя резиновые пробки изолиру-
ются от горячего тигля специ-
альными теплозащитными экра-
нами.
Технологический процесс
получения КМ заключается в
следующем.
Форму с уложенным в ней уп-
рочнителем вставляют в нижнюю
часть графитового цилиндра. В
тигель, отверстие в дне которого закрыто графитовым штоком,
заливают металл матрицы. Систему вакуумируют, и включают
нагревательные элементы. После расплавлении матрицы шток
поднимается при помощи магнита, и расплавленный металл
заполняет форму. Дгтя обеспечения минимального количества
воздуха в установке в процессе вакуумирования ее несколько
раз промывают аргоном.
Методом пропитки в вакууме получают композиты на ос-
нове алюминия и магния, упрочненные борными волокнами
и нитевидными кристаллами, а также на основе никелевых
сплавов, армированные вольфрамовой проволокой и др.
84
1.5. Металлические композиционные материалы
Значения предела прочности боре алюминиевого волокна,
полученного при различных технологических параметрах мето-
дами заливки и пропитки в вакууме приведены в табл. 1.22.
Очевидно, что пропитка жидким алюминием борного волокна
без защитного покрытия приводит к его резкому разупрочне-
нию даже при очень незначительном времени контакта волокна
с расплавленным металлом. Об этом свидетельствуют низкие
значения прочности композита.
Таблица 1.22
Характеристики бороалюмнниевого композиционного материала, содержащего
60 % (об.) волокна, напученного в вакууме
Метоп наго- тонне ния Параметры технологичес- кого процесса Предел проч- ности «и МПа Метод изготовления Параметры технологииес- кого процесса Предел проч- ности °i> МПа
Т, °C Г, мин — Г °C 7, мин
Заминка (во- 670 10 830
юкна бора 720 10 1020 Пропитка ! 70) 4,5 520 •
с тюкрыги- 765 10 910 77(1 3 440
ем) 782 6 750 860 з 330
Пропитку используют для получения углсалюминия. При-
меняют две разновидности метода пропитки: протяжку угле-
родного жгута через матричный расплав с последующим фор-
мованием пропитанных жгутов; принудительную пропитку кар-
каса из углеродных волокон, уложенных в пресс-форму. Ха-
рактеристики материалов при этом получают примерно одина-
ковыми.
Газофазные методы осаждения — напыления
Осаждение “напыление — это газофазные, химические и
электрохимические процессы получения МКМ. Главной техно-
логической особенностью этих процессов является нанесение на
волокна покрытий из матричного материала, который, заполняя
межволокон нос пространство, образует матрицу МКМ.
Преимущества метода осаждения—напыления: отсутствует
разупрочнение волокон, поскольку волокно в процессе фор-
мообразования изделий из МКМ не подвергается воздействию
S5
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
высоких температур или значительным механическим нагруз-
кам; исключается возможность непосредственного нежелатель-
ного контакта волокон между собой; имеется возможность
формообразования полуфабрикатов и изделий сложной геомет-
рической формы; процесс введения матрицы может быть не-
прерывным, в том числе и в промышленных масштабах.
Главным недостатком процессов осаждения—напыления яв-
ляется трудность использования в качестве матриц сложноле-
гированных сплавов.
В практике производства МКМ наибольшее применение
получили методы газотермического (обычно, плазменного) на-
пыления и электролитического осаждения. Плазменное нане-
сение покрытий заключается в следующем’ наносимый мате-
риал матрицы в виде порошка или проволоки подводится к
плазменной струе, температура которой составляет примерно
15000 К, расплавляется и подхваченный сильным потоком
плазмообразующего газа (например, аргона) направляется к
поверхности изделия. Двигаясь с большой скоростью (150 м/с),
частицы материала при ударе о поверхность подложки (метал-
лическая фольга) прочно соединяются с уложенными на ней
определенным образом волокнами. Полученный таким образом
МКМ требует дальнейшей обработки давлением или диффузи-
онной сваркой.
Схемы получения МКМ с использованием метода плазмен-
ного напыления показаны на рис. 1.26.
Принципиальная схема изготовления МКМ электролити-
ческим осаждением с использованием непрерывных волокон
показана на рис. 1.27. Волокно перематывается с катушки на
специальную металлическую оправку, служащую катодом. Оп-
равка частично погружена в электролит и совершает враща-
тельное движение с заданной скоростью. Анод, изготавливае-
мый из осаждаемого металла — матрицы, размещается на оп-
ределенном расстоянии.
В результате осаждения материала анода на оправку обра-
зуется, как правило, плотный, малопористый материал, кото-
рый фактически не требует дальнейшего уплотнения методами
прессования, спекания, прокатки. Правда, при использовании
волокон бора или металлических волокон диаметром 100 мкм
и более в процессе формирования МКМ образуется пористость.
86
1.5. Металлические композиционные материалы
Рис. 1.26. Схемы плазменного напы-
ления монослой ных заготовок (а) и
цилиндрической детали ((•):
1 - плазмотрон, 2 — волокно; 3 —
напыляемый материал
Рис. 1.27. Схема изготовления МКМ
способом электролитическою осааде-
нил.
/ — источник питания; 2 - анод; 3 -
шпуля с волокном; 4 — ванна с
электролитом; 5 — катод-оправка
В табл. 1.23 представлены свойства никелевых МКМ, по-
лученных способом электролитического осаждения.
Характеристики никелевых МКМ
Таблица 1.23
Наполни гели Содержание волокна v JJ®, % Прочность при растяжении ст], МПа Модул ь упругости при растяжении £], ГПа
16 1050 189
Вольфрамовое волокно 20 1190 175
диаметром 5(1-ПК) мкм 30 1160 210
50 1640 238
15 «00 196
Борное волокно диамет- 23 840 210
ром 100 мкм 35 1120 224
1 42 1310 224
£ 20 700 210
Волокно карбида крем- 40 1050 280
ння 50 1300 315
87
I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Металлические КМ можно получить также осаждением из
газовой фазы, методом испарения и конденсации, катодным
распылением и другими способами, которые для формирова-
ния МКМ применяются очень редко. Эти способы рассмотре-
ны в специальной литературе.
Все чаще МКМ применяют в таких областях современной
техники, где они должны работать при низких, высоких и
сверхвысоких температурах, в агрессивных средах, при стати-
ческих, циклических, ударных, вибрационных и других гчнруз
ках. Наиболее эффективно применение МКМ в таких кон
струкциях, особые условия работы которых не допускают при-
менения традиционных металлических материалов.
В настоящее время особое внимание уделяется бороалюми-
пиевому волокну как одному из первых материалов, определя-
ющих возможность применения МКМ в авиационно-косми-
ческих конструкциях.
Например, согласно зарубежным данным, применение бо-
роалюмнниевою волокна в планере самолета F-106A (М-2)
позволило снизить его массу с 3860 до 2990 кг, те. на 23 %, и
увеличить за счет этого на 115% полезную нагрузку без умень-
шения скорости и дальности иолета.
Первый отечественный МКМ этого типа (BKAI), разрабо-
танный в ВИАМе. был получен с помощью диффузионной
сварки. Предел прочности и модуль упругости бораалюмин и е-
вого волокна ВКА-1 при объемном содержании волокон бора
50 % с прочностью волокон 2500 МПа составляют 1100 МПа
и 260 ГПа соответственно.
Бороалюминиевые волокна практически сохраняют свои
высокие прочностные и упругие свойства до температур
673...773 К. Существенно расширить рабочую температуру бо-
роалюминиевых материалов можно, используя волокна из бор-
сика (волокна бора с нанесенным защитным покрытием кар-
бида кремния).
Об эффективности применения МКМ в авиационной тех-
нике можно судить по их использованию в конструкции само-
лета ИЛ-62, обеспечивающему снижение взлетной массы само-
лета при сохранении летных характеристик на 17 %, увеличение
дальности полета на 15 % и увеличение полезной нагрузки на
20 %.
88
1.5 Металлические композиционные материалы
Применение бороалюминиевых композиций эффективно в
космических летательных аппаратах, узлах конструкций, под-
вергающихся нагреву, в герметических кабинах, для элементов
жесткости панелей, кожухов, юбок ракетного двигателя, соеди-
нительных отсеков ступеней баллистических ракет.
Легкие МКМ с алюминиевой матрицей, армированной уг-
леродными высокомодульными волокнами, хотя и обладают
пределом прочности, незначительно превышающем предел
прочности лучших промышленных алюминиевых сплавов, од-
нако имеют значительно более высокий модуль упругости
(140. .160 ГПа вместо 70 ГПа) при меньшей плотности
(2300 ГПа вместо 2750 кг/м3). Особенно велика разница в
удельной жесткости, которая для углеалюминиевой компози-
ции в 2,5 раза выше, чем для стандартных сплавов. Углеалю-
миний отличается высокой усталостной прочностью, которая
находится на уровне усталостной прочности титана и легиро-
ванных сталей. Он обладает также малым коэффициентом тем-
пературного расширения при изменении температуры в интер-
вале 293...673 К. Указанные свойства дают основание конструк-
торам использовать .материалы в опытных конструкциях таких
высоконагруженных деталей, как корпус и сопловые лопатки
турбин двигателей самолетов, вертолетов и ракет.
Углеродные волокна используют также в композиции с
медными, свинцовыми, цииконы.ми матрицами в изделиях раз-
личного назначения, для которых требуется высокая износо-
стойкость, малый коэффициент трения, высокая электропро-
водность, хорошая термо ста б илыт ость и способность сохранять
высокие прочностные и упругие свойства при нагреве Арми-
рование свинца углеродными волокнами даст возможность по-
лучить МКМ с пределом прочности и модулем упругости более
чем а 10 раз выше, чем у неармированного свинца. Это позво-
ляет использовать углесвинсц как конструкционный материю!
дпя оборудования и аппаратуры, обладающей высокой стой-
костью в агрессивных средах, способностью подавлять звуко-
вые колебания, поглощать гамма-излучения и выполнять дру-
гие функции.
Для изготовления подшипников, работающих без смазки,
успешно опробован антифрикционный МКМ на основе свин-
89
I. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
ца, армированного проволокой из нержавеющей стали или
оловянистой бронзой.
Введение арматуры из вольфрама или молибдена в медную
и серебряную матрицы позволяет получить износостойкие
электрические контакты для сверхмощных высоковольтных
выключателей.
Металлические композиты на основе никеля и хрома, ар-
мированные нитевидными кристаллами оксида алюминия, а
также композиции, в которых матрица изготовлена из жаро-
прочных сплавов, а арматура — из высокопрочных тутоплавких
волокон являются перспективными для изготовления жаро-
прочных деталей газотурбинных двигателей.
Специалистами научно-исследовательского центра NASA
(США) показана эффективность применения МКМ, получен-
ного методом электролитического осаждения для изготовления
камеры высокого давления жидкостного ракетного двигателя.
Высокопрочную стальную проволоку наматывали на цилинд-
рическую оправку с шагом, равным диаметру проволоки, после
чего осаждали плотный, беспористый слой никеля. Испытания
показали, что использование стальной проволоки повышает
прочность цилиндра не менее чем на 50 %.
Области применения МКМ практически не ограничены. К
настоящему времени работы по созданию конструкций из них
вышли далеко за рамки научных исследований и в ближайшие
годы следует ждать их широкого внедрения.
1.6, Углерод-углеродные композиционные материалы
Углерод-углеродные композиционные материалы представ-
ляют собой углеролосодержашую или графитовую матрицу',
армированную углеродным либо графитовым волокном. Эти
матрицы обладают как свойствами монолитного графита, так
и свойствами волокнистых КМ.
Основные преимущества УУКМ состоят в высокой тепло-
стойкости, малой плотности, стойкости к тепловому удару и
облучению. Эти материалы обладают высокими прочностными
и жесткостными характеристиками при обычной и повышен-
ной температурах, низким КЛТР и рядом других ценных
свойств. УУКМ длительно работоспособны при температурах
90
1.6. Углерод-углеродные композиционные материалы
до 773 К в окислительной среде и до 3273 К - в инертной
среде и вакууме. При этом их прочность с ростом температуры
повышается в 1,5 — 2 раза. Тем не менее применение графитов
ограничено их прочностными свойствами и, прежде всего,
термопрочностыо, т.е. способностью материала сопротивляться
температурным напряжениям, обусловленным неравномерным
прогревом конструкции.
Современные конструкции могут подвергаться значитель-
ным перепадам температур, достигающим 1000 К/см. В этих
случаях оказываются вне конкуренции УУКМ. От графитов
ими унаследована углеродная матрица, обладающая высокой
термостойкостью, при этом армирующий каркас из углеродных
волокон позволяет в несколько раз увеличить прочность ком-
позита по сравнению с графитами. Причем углеродные волокна
в этих материалах действуют не только как подкрепляющий
набор, но и как механизм, препятствующий распространению
трещин.
История применения УУКМ насчитывает около десяти лет.
За это время разработан широкий спектр этих материалов,
которые, предназначались, в основном, для эрозионной зашиты
ко нструкций ракетн о - ко с мичес ко й техн и ки. С овреме н н ые
УУКМ, обладающие высокой термостойкостью и высокими
механическими характеристиками (прочность на растяжение
материала в зависимости от структуры армирования изменяется
от 100 до 1000 МПа), открывают возможность для совершен-
ствования характеристик и создания качественно новых на-
правлений в самых разных областях.
В качестве армирующего материала наибольшее примене-
ние нашли утлеграфитовые волокна, нити, жгуты и пряжа.
Типовым материалом для матриц служат смолы (фенольные,
фурановые, эпоксидные и др.) и каменноугольный пек — про-
дукт крекинга угля.
В настоящее время УУКМ получают в основном тремя
способами: пропиткой смолой волокнистого каркаса и карбо-
низацией; осаждением углерода из газовой фазы между волок-
нами каркаса; сочетанием пропитки смолой и карбонизации с
осаждением углерода из газовой фазы.
Основными этапами при первом способе технологического
процесса получения УУКМ являются формование исходной
91
1 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
заготовки методами намотки или выкладки из углепластика,
полимеризация связующего, карбонизация, уплотнение пиро-
литическим углеродом, окончательная термическая обработка
и нанесение противоокислительных покрытий на основе кар-
бидов кремния, иридия, циркония. Полимеризация связующе-
го осуществляется при температуре не более 473 К. При пос-
ледующем пиролизе связующего происходит образование на-
углероженной фазы (кокса).
Чем больше содержание твердых продуктов пиролиза, проч-
ность кокса и выше его сцепление с волокнами, тем выше
качество получаемого УУКМ. При конечной температуре пи-
ролиза, ле превышающей 1073...]773 К, образуется карбонизи-
рованный материал. В случае нагрева карбонизированного ма-
териала до 2773...3273 К происходит его графитизация Процесс
пиролиза органических матриц очень продолжителен и состав-
ляет примерно 75 ч. Для получения плотного материала с
хорошими механическими свойствами осуществляют много-
кратно цикл пропитка—отвержден ие—карбон и зация.
Плотность УУКМ в зависимости от режимов его получения
находится в интервале от 1300 до 2000 кг/м3.
Свойства УУКМ изменяются в широком диапазоне, так как
они определяются многими факторами: свойствами исходного
волокна и природы связующего, степенью наполнения, свой-
ствами кокса и прочностью его связи с волокном, условиями
пропитки, отверждения, карбонизации, графитизации, числом
циклов пропитка—карбонизация.
Второй способ изготовления УУКМ состоит в получении
заготовки из сухого волокна методами укладки, намотки, пле-
тения, армированием ткани в третьем направлении короткими
волокнами, прошивкой. В настоящее время интенсивно разра-
батываются УУКМ, армированные в трех и более направлени-
ях. Углеродные волокна собирают с помощью специальных
приспособлений в соответствии со схемой ориентации волокон
в блоке. Получаемые таким образом пространственно армиро-
ванные УУКМ характеризуются относительной изотропностью,
низким коэффициентом термического расширения и позволя-
ют изготавливать заготовки для деталей больших размеров.
При получении матрицы методом химического осаждения
из газовой фазы применяют природный газ метан или аиало-
92
1.6. Углерод-углеродные композиционные материалы
гичный газообразный углеводород в комбинации с водородом
или аргоном.
Этот способ перспективен, поскольку позволяет создавать
материалы любой архитектуры с любыми наперед заданными
свойствами при этом даже послойно. Например, можно осаж-
дать таким образом не только углерод, но и такие материалы,
как цирконий, медь, тантал и другие, осаждать послойно, при-
давая КМ различные желаемые свойства. Таким образом, по-
лученный УУКМ в виде блока с определенной плотностью,
жесткостью и подобными характеристиками, является полу-
фабрикатом, который может быть переработан в деталь мето-
дами механической обработки.
В общем случае УУКМ, полученные вторым способом,
имеют большую плотность, более высокое содержание углеро-
да, лучшие характеристики сцепления волокна с матрицей, но
и большую стоимость, чем УУКМ, полученные пропиткой.
Структуры УУКМ обычно классифицируют по геометри-
ческому принципу (рис. 1.28, д—м). Наиболее перспективным
видом армирования УУКМ конструкционного назначения яв-
ляется многонаправленное армирование.
Многонаправленные УУКМ даюп возможность реализовать
заданные свойства материала в разных направлениях у готового
изделия. В зависимости от выбранного типа волокон или их
сочетания свойства УУКМ можно менять в широких пределах.
Волокна с наиболее высоким модулем упругости обеспечивают
самые высокие теплопроводность, плотность, содержание уг-
лерода и наиболее низкое термическое расширение композита.
Такое сочетание свойств обусловлено высокой температурой
при изготовлении пысокомодульных волокон. Выбор самого
подходящего типа волокна в каждом конкретном случае при-
менения следует рассматривать как самостоятельную задачу
прое ктиро ва и ия.
Подходящим для армирования композитов материалом из
переплетенных нитей является двунаправленная (20} ткань.
Ткани характеризуются шагом нитей, размером пучка, про-
центным содержанием нитей в каждом направлении, эффек-
тивностью упаковки нитей и сложностью узора плетения. Если
необходима схема армирования с третьим направлением нитей,
можно создать трехнаправленные (3D) ткани (рис. 1.29). Иде-
93
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ и ИХ КОМПОНЕНТЫ
Рис. 1.18. Структура УУКМ:
й — хаотичная; б — слоистая; в — розеточная; г — ортогональная ЗЦ д - 4Д;
е — ж — 5Л-Л; j — 52?; и — аксиально-радиально-окружная; к — акси-
ально-спиральная: л - радиально-спиральная; л, ~ аксиально-радиально-спи-
ральная
аль ной структурой обладают конструкционные композицион-
ные материалы, в которых заданный тип и количество арми-
рующих волокон в объеме изделия расположены так, что эле-
мент конструкции из этого материала выдерживает расчетные
нагрузки. Технология многонаправленного ткачества и являет-
ся способом производства композитов с регулируемыми свой-
ствами.
Простая многонаправленная структура из трех взаимно пер-
пендикулярных нитей (3D) показана на рис. 1.30. Для макси-
мального использования возможностей армирующего каркаса
он составлен из прямых нитей. В ортогональных 3D-структурах
тип и количество нитей на единицу длины можно варьировать
94
1.6. Углероц-углсроцныс композиционные материалы
Рис. 1.29. Однослой-
ная трехняправлснная
(3D) ткань
Рис. 1.30. Схемы ортогонального трехня-
правлен кого (3D переплетения
во всех трех направлениях (см. рис. 1.30). Например, укладка
1.1,1 является сбалансированной с одной нитью на единицу
длины в направлениях X, К и Z. Если считать нити твердыми
стержнями квадратного поперечного сечения, то предельная
плотность упаковки структурного элемента сбалансированной
ортогональной 3D-структуры равна 75 %, а остальные 25 %
объема составляют пересекающиеся пустоты. Для получения
малых пустот применяют плотную укладку нитей малого диа-
метра и схемы укладки с соотношением числа нитей 1.1.1
(рис. 1.31). Более равномерное распределение волокон в объеме
обеспечивают за счет разных модификаций основной ортого-
нальной 3D-структуры. Для получения композита с изотроп-
ными свойствами применяют структуры 4D, 5Д 77). 11D.
Проектирование схем армирования цилиндров и других тел
вращения основано на тех же варьируемых параметрах, что и
проектирование тканей и блоков. Схематически тканая струк-
тура тела вращения показана на рис. 1.32. Для обеспечения
постоянной плотности армирования цилиндрических изделий
с увеличением расстояний между радиальными нитями при
приближении к наружному диаметру цилиндра диаметр осевых
пучков нитей следует увеличивать (рис. 1.33, а). Другой способ
обеспечения постоянной плотности структуры цилиндрических
изделий основан на введении в основную схему армирования
по мере приближения к наружному радиусу укороченных ра-
95
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
z
Рис- 1,31- Типичная схема укладки волокон малого диаметра н ортогонально
армированном материале с целью получения высокой плотности каркаса
диальных элементов (рис, 1.33, б), Тканые армирующие карка-
сы могут также иметь форму усеченных конусов. Современная
Рис. 1.32. Расположение нитей в трехна-
правленном цилиндрическом переплете-
нии.
J — радиальные нити; 2 — осевые; J —
окружные
Рис. 133, Компенсация осевых н
радиальных нитей:
а компенсация осевых нитей от
внутреннего к наружному диаметру
изменением диаметра осевых
нитей; “ компенсация радиаль-
ных нитей изменением их длины
96
1.6. Углерод-углеродные композиционные материалы
технология позволяет изготавливать изделие в виде комбина-
ций цилиндра и усеченного конуса или цилиндра с полусфе-
рическим куполом, выполненных как одно целое.
Изготовление многонаправленных структур
МногонапраБлснные структуры УУКМ изготавливают раз-
личными методами, главными из которых являются: ткачество
сухих нитей; прошивка тканей; сборка жестких прутков (полу-
ченных из нитей методом пултрузии); намотка и плетение;
комбинирован ные методы.
Метод сухого ткачества. Широко используют в производ-
стве УУКМ. Процесс изготовления 3D ортогональных блоков
состоит в последовательном размещении на определенном рас-
стоянии горизонтальных рядов прямых нитей в направлении х
и у. Все смежные нити в слоях с направлением х и у отделены
рядом тонких спиц или трубок. После того, как подбором
горизонтальных слоев х и у достигнуты необходимые размеры
заготовки, эти спицы заменяются вертикальными армирующи-
ми нитями, образующими на-
правление z (рис- 1.34). Кроме
того, разработан модифициро-
ванный вариант ортогональной
структуры 3Z>, в котором нити
б плоскости х и у заменены
тканью со структурой 22). Кар-
касы такого типа в соответст-
вии с технологией изготовле-
ния были названы проколоты-
ми тканями (рис. 1.35). Для из-
готовления подобных структур
слои из ткани надевают на ре-
шетку из вертикальных метал-
лических прутков. На конеч-
ном этапе изготовления метал-
лические прутки-спины, кото-
рые образуют направление z
данной структуры, заменяют
графитовыми нитями или
предварительно отвержденны-
Рнс. 1.34- Схема раскладки трехна-
пра пленного (ЗР) армирующего карка-
са .
7-243
97
1 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ и их КОМПОНЕНТЫ
Рис. 1,35. Схема процесса изготовления блока из проколотой ткани:
а - укладка графитовой ткани на металлические стержни; £ — замена метал-
лических стержней предварительно полимеризованными углепластиковыми
стержнями
ми жесткими стержнями из нити и связующего. Блоки из
проколотой ткани имеют более высокое общее объемное со-
держание волокон и плотность. Применение проколотых тка-
ней делает технологию изготовления многонаправленных бло-
ков более разнообразной за счет возможности варьирования
структуры ткани, типа и характера распределения нитей.
Метод прошивки ткани. Заключается в укладке армирующих
тканей на оправку и последующей прошивки уложенных тка-
ней углеродными нитями в радиальном направлении. С этой
целью разработана и применяется малогабаритная швейная
машина “Пион-1". Она позволяет прошивать ткани толщиной
до 3 мм.
Многонаправленные структуры можно изготовить и без
применения ткачества. Основными элементами для изготовле-
ния заготовок в этом случае являются предварительно отверж-
денные пучки нитей в виде стержней, которые изготавливают
методом пултрузии из высокопрочных углеродных волокон и
фенольных связующих.
Полимеризованные пучки нитей (стержни) имеют диаметр от
1,0 до 1.8 мм и шестиугольное поперечное сечение для достиже-
ния максимальной плотности унак ивки Вследствие высокой эф-
фективности упаковки объем волокон достигает 75 %.
Для изготовления многонаправлрнных цилиндрических
структур применяется и метод намотки. Согласно этому методу
радиальная арматура представляет собой предварительно изго-
товленные композитные подэлементы из графитовых нитей и
98
1,6, Углерод-углеродные композиционные материалы
фенольных связующих. Собранные вместе на цилиндрической
оправке радиальные подэлсменты образуют решетку с пазами
в окружном и осевом направлениях. Далее в эти пазы заматы-
вают предварительно пропитанные ленты из однонаправлен-
ных высокомодульных графитовых волокон. При этом окруж-
ные слои чередуются с осевыми. Для получения разного объ-
емного содержания волокон в окружном и осевом направле-
ниях изменяют размеры и форму радиальных элементов.
После завершения работ по изготовлению каркаса заготов-
ки тем или иным методом полуфабрикат подвергается отверж-
дению для его превращения в УУКМ.
Уплотнение мпогонаправленных структур
Переработку полуфабриката с многонаправленной структу-
рой в предельно плотный УУКМ можно осуществить разными
тех налоги чес кими методами.
Выбирая полимерную матрицу для пропитки, последующе-
го уплотнения каркаса и перевода его в УУКМ, учитывают
следующие характеристики матрицы и продукта ее пиролиза:
а) вязкость, б) выход кокса, в) микроструктуру кокса, г) крис-
таллическую структуру кокса.
Все эти характеристики зависят от свойств матрицы, а также
от давления и температуры, изменяющихся в процессе полу-
чения УУКМ.
Терморсактивные фенольные и фурфуриловые смолы и пек
из каменно-угольной смолы или нефти являются обычно ис-
ходными материалами для матрицы УУКМ.
Использование терморсактивных смол обусловлено их хо-
рошей пропитывающей способностью и наличием обширной
технологической базы. Большинство термореактивных связую-
щих поли мери зуюгся при сравнительно низких температурах
(<250 °C), а при пиролизе образуют стекловидный углерод,
который не графитизируется при нагреве вплоть до 3000 °C.
Содержание кокса у этих смол составляет от 50 до 56 % по
массе. Термореактивные смолы имеют менее плотный и менее
графитизированный кокс, чем каменноугольная смола. Низкая
плотность кокса ограничивает уровень плотности УУКМ. Од-
нако в необходимых случаях в некоторых конструкциях целе-
сообразно иметь неграфитизированную матрицу.
99
1, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Тем не менее эффект графитизации фурфуриловых смол
можно получить, используя в процессе уплотнения высокие
давления. Предполагают, что внешние нагрузки, приложенные
в интервале температур 400.. ООО °C, увеличивают подвижность
молекулярной структуры, склонной к графитизации. Смолы,
отвержденные и карбонизированные под давлением, не имеют
усадочных трещин, которые характерны для смол, карбонизи-
рованных при малом давлении.
Пропиточные пеки, применяемые ли я получения У У КМ,
пред став л якут собой смеси полу циклических ароматических уг-
леводородов. Они имеют низкую температуру размягчения
(94... 101 °C), низкую вязкость расплава и высокое содержание
кокса (до 62 %). В отличие от пространственно сшитых тер-
морсактивных смол они являются термопластическими. Содер-
жание кокса в каменноугольной смоле при атмосферном дав-
лен ни составляет всего 50 %, однако пиролиз при температуре
550 °C в азотной атмосфере при давлении около 10 МПа
повышает содержание кокса до 90 %.
Наиболее широко применяемым методом введения углерод-
ной матрицы в многонаправленный армирующий каркас явля-
ется пропитка под низким давлением с последующей карбони-
зацией полученного композита в инертной среде. Насыщение
матрицы проводят или в ванне при атмосферном давлении,
или в вакуумной камере. УУКМ, пропитанные смолами, от-
верждают и термообрабатывают для завершения процесса от-
верждения, а затем подвергают карбонизации и, если гребуется,
графитизации. УУКМ, пропитанные пеками, не отверждают, а
сразу подвергают карбонизации в азотной атмосфере.
Характерный цикл карбонизации пока-
зан на рис. 1.36, а характерный цикл графи-
тизации на рис. 1.37. Для полного заверше-
ния процесса насыщения углеродом при со-
здании УУКМ цикл пропитка — термообра-
ботка повторяют многократно, причем гра-
фитизация не является обязательным эта-
— „ в , . пом каждого цикла. Этим методом целесо-
образно изготавливать УУКМ, в которых до-
Рмс. 1.36. Характер- пускается открытая пористость около 10 %,
ный цикл карбониза- При использовании пропитки под высо-
ции ким давлением повышается содержание
100
16. Углсрод-углеродныс композиционные материалы
кокса и сокращается время изготовле-
ния УУКМ. Уплотнение под высоким
давлением отличается от пропитки при
низком давлении только дополнитель-
ным давлением при карбонизации. При
подготовке процесса уплотнения под
высоким давлением пропитку заготовок
Т*с
Zafts.
МЫ
W
539
о с ? ’i к гв
Рис. 1.37. Характерный
цикл графитизации
проводят, как правило, горячим пеком.
Твердый пек расплавляют в вакууме в
емкости, нагретой до 250 НС; заготовки
(т.с. армирующие каркасы), помещен-
ные в металлические контейнеры, нагревают в вакууме до такой
же температуры в емкости, расположенной рядом. Горячий
жидкий пек через трубы, соединяющие обе емкости, продав-
ливается азотом в контейнеры с заготовками Когда заготовки
полностью погружены в горячий жидкий пек, свободный объем
емкости с заготовками заполняют азотом для выравнивания
давления и прекращения подачи пека. Контейнеры с пропи-
танными жидким пеком заготовками, подготовленными для
карбонизации под давлением, закрывают герметичными метал-
лическими крышками. Обработку' под высоким давлением про-
водят при изостатическом давлении в автоклаве или в специ -
альных газостатах (рис. 1.38). Изостатическое давление, при-
ложенное к топкому металлическому контейнеру, передается
на расплавленный пек. При повышенных температурах этот
металлический контейнер действует, по существу, как “рези-
новый мешок”. Схематически последовательность процесса
давление—пропитка—карбонизация изображена на рис. 1.39.
После обработки под давлением заготовки удаляют из ме-
таллических контейнеров и подвергают графитизации с регу-
лируемой скоростью нагрева. Полный цикл обработки повто-
ряют до достижения требуемой плотности композита. При этом
продолжительность процесса составляет всего 7...14 ч, а во
многих случаях удается получить заготовку за один цикл. В
этом и заключается преимущество данного метода.
Способ осаждения пироуглерода из газовой фазы. Заключав гея
в разложении газообразных углеводородов (метана, бензола,
ацетилена и т.п.) или смеси углеводородов с разбавляющим
газом (инертным газом или водородом) под действием высоких
101
1- КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Рис. 1.38. Схема устройства гироста-
та.
/ — корпус; 2 - изоляция; .? — ре-
торта; 4 — контейнер с изделием, 5 —
нагревает г,; б — опорная решетка;
7 - ввод аргона; 8 — обратный кла-
пан; У — дифференциальный кла-
пан; 10 — вывод газа из камеры
Рис. 1.39. Последовательность опе-
раций цикла уплотнения под давле-
нием:
а - подготовка образца; б - про-
питка; в — герметизация и откачка
контейнера; г — карбонизация; д —
очистка образца
температур на углерод, который
осаждается на нагретой поверх-
ности волокна, и газообразные
продукты реакции, которые уда-
ляются из реакционной камеры.
Осаждающийся углерод создает
соединительные мостики между'
волокнами. Процесс осаждения
проводится в вакууме, в индукци-
онных печах под давлением или
в обычных печах сопротивления.
Разработано несколько техноло-
гических методов получения пи-
роуглеродной матрицы.
Изотермический метод. Осно-
ван на том, что заготовка нахо-
дится в равномерно обогреваемой
камере. Равномерность обогрева
в индукционной печи обеспечи-
вается с помощью ]рафитовога
сердечника. Углеводородный газ
подается через днище печи и диф-
фундирует через заготовку, осаж-
даясь на волокна. Неправильный
'выбор температуры в печи приво-
дит к поверхностному наслоению
пироуглерода. Этот метод обычно
применяют для изготовления
тонкостенных деталей, поскольку
в этом случае заполняются пре-
имущественно поры, находящие-
ся у поверхности изделия
(рис. 1.40).
Для объемного насыщения
каркаса и получения толстостенных заготовок (блоков) приме-
няют неизотермический метод или метод термических гради-
102
1.6. Углерод-углеродные композиционные материалы
ентой. Заготовку в этом случае раз-
мещают на обогреваемой оправке-
сердечнике или металлическом
стержне, через который пропуска-
ют ток (рис. 1.41), Углеводородный
газ подается со стороны печи,
имеющей более низкую температу-
ру. В результате такою градиента
температур осаждение пироуглеро-
да происходит в наиболее горячей
зоне, т.е. в области сердечника или
стержня. Повышая температуру
сердечника или стержня, например
путем увеличения тока, создают ус-
ловия для осаждения углерода в
следующей зоне от центра к пери-
ферии. Таким образом, увеличение
плотности и теплопроводность
УУКМ приводит к перемещению
температурного фронта осаждения,
что обеспечивает в конечном итоге
полное насыщение заготовки угле-
родом. Этот метод позволяет полу-
чать УУКМ с высокой плотностью
(1700... 1800 кг/м3), характеризуется
большой скоростью осаждения, за-
полнением крупных пор и объем-
Рис. 1.40. Схема камеры для изо-
термического процесса химичес-
кого осаждения:
I — кожух; 2 - углеродный кар-
кас; 3 — индукционная катушка;
4 — графитовый сердечник
РнС, 1Л1. Схема печи для осаж-
лем ин цироуглерциа по методу
температурного [радцента:
/ — корпус печи, 2 ~ гп ко Воды;
3 — изделие; 4 — термопара; 5 -
ввод углеводорода; 6 — выход
продуктов реакции
ным уплотнением материала.
Физико-механические характе-
ристики УУКМ, измерении ые при
комнатной температуре, представ-
лены в габл. 1.24. Однако эти по-
казатели дают самое общее пред-
ставление о возможностях УУКМ, поскольку современные дан-
ные не позволяют сделать точную количественную оценку вли-
яния схем укладки типа матрицы, метода изготовления на
механические и тепловые характеристики УУКМ.
103
1. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Таблица 1-24
Характеристики углерод-углеродных и углеграфитовых материалов
Метод получения Плот-1 ностъ р, Проч- ность при растя- жении <= МПа Проч- I НОСТЪ | при сжатии °|> МПа Модуль упруго- сти 10\ МПа Тепло- провод- ность л, ВТ7(м-К) — КЛТР а 1(А 1/К Струк- I тура, тип матрицы
]УУКМ на 'основе ;высокомо- дульных волокон (осажде- ние из га- ! зовой -фазы)........ 1750 75,0 200,0 30,0 6-8 2-3 3/J- п л стеная, I h пиро- j углерои
УУКМ на основе HMJKOMO- дульныл Волокон (пропитка ' при низ- ; ком давле- нии) ‘ - '“‘1 1500 8(1,0 185,0 23,0 5 6 Тканевая, ' феноль- ная смола i
УУКМ на основе высокомо- лу явных i волокон | (пропитка в газостате) 1700 91,0 99,0 31,0 3,8 2,6 Тканевая, феноль- ная смола
1 УУКМ на основе высоком о- | дульных .волокон (осажде- ние ил га- зовой :фазы) | 1800 100,0 200,0 42,0 10 4 4D- । плетеная. пиро- утл е род 1 1
: Г рафит j ЦМ-Р I960 13,0 75,0 О СП VI 1 | 110-130 3,4 —
104
1.6. Углерод-углеродные композиционные материалы
УУКМ являются самыми перспективными материалами для
конструкций, работающих при высоких температурах. Из них
изготавливают высокотемпературные подшипники ядерных си-
ловых установок, носовые обтекатели ракет, вкладыши крити-
ческого сечения двигателей, сопловые блоки, лопатки турбин,
детали тормозных устройств самолетов и т.д.
Кроме упомянутых изделий авиационной и ракетно-косми-
ческой техники, УУКМ имеют широкие перспективы приме-
нения в промышленности (рис. 1.42).
Для широкого внедрения в промышленность УУКМ
одной из важнейших проблем является снижение их стои-
мости. Решающую роль может сыграть создание нового по-
коления дешевых углеродных волокон, а также разработка
промышленной технологии их изготовления.
Рис. 1.42. Перспективы приме[]епии УУКМ
105
1 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
1.7. Керамические композиционные материалы
Керамические композиционные материалы представляют
собой материалы, в которых матрица состоит из керамики, а
арматура из металлических и неметаллических наполнителей.
Керамические материалы характеризуются высокими тем-
пературами плавления, прочностью при сжатии, сохраняющей-
ся при достаточно высоких температурах, и стойкостью к окис-
лению. Эти свойства керамики, и прежде всего, силикатной, в
течение многих векон использовались при изготовлении футе-
ровки печей и многих огнеупорных изделий В настоящее время
требования к керамике как конструкционному материалу зна-
чительно выросли. Новые виды керамики на основе высоко-
огнеупорных оксидов тория, алюминия, бериллия, циркония,
магния, ванадия находят широкое применение в технике при
экстремальных условиях эксплуатации Достаточно сказать, что
температуры плавления оксидов циркония, алюминия, берил-
лия, тория, магния и гафния составляют 2973. 2273, 2S73. 3473,
3073 и 3111 К соответственно. Наряду с тугоплавкостью кера-
мика обладать высокой прочностью при растяжении и ударной
вязкостью, стойкостью к вибрациям и термоудару. Такие свой-
ства присущи, например, некоторым металлам. Сопоставление
свойств керамики и металлов привело к попыткам создания
КМ, в которых керамическая матрица сочетается с металли-
ческими включениями в виде порошка. Так, появились керме-
ты. Сегодня керметом считают материал, содержащий более
50 % тугоплавкой неметаллической фазы. Были созданы кер-
меты на основе карбида титана и оксида алюминия, слюды и
никеля, оксида системы алюминий-вольфрам—хром и многие
другие. Однако керметы обладают существенным недостат-
ком — хрупкостью, поэтому их применение во многих случаях
ограничено.
Дальнейшими исследованиями было установлено, что улуч-
шения физике-механических характеристик керамики можно
получить, армируя ее металлическими, углеродными и керами-
ческими волокнами. Чтобы достичь одинаковой с керметом
термостойкости, в керамику нужно ввести примерно в три раза
меньше металлических волокон, чем металла в виде порошка.
Для получения армированных ККМ пользуются прсимущест-
106
1.7. Керамические композиционные материалы
вснно методами порошковой металлургии, а также гидроста-
тическим, изостатичсским и горячим прессованием, шликер-
ным, центробежным и вакуумным литьем. В настоящее время
в стадии освоения находится взрывное и гидродинамическое
прессование.
В ККМ на1рузка перераспределяется с малопрочной мат-
рицы на более прочную, арматуру, однако увеличение предела
прочности при растяжении наблюдается у ККМ не всегда. В
некоторых случаях композиция получается менее прочной, чем
неармированная матрица. Объяснить это можно сочетанием
ККМ малой пластичности с высоким модулем упругости при
растяжении. Вследствие этого удлинения матрицы при нагру-
жении ее до разрушения оказывается недостаточным для того,
чтобы передать значительную часть нагрузки армирующим эле-
ментам. Достигнуть этого можно либо за счет подбора мате-
риала арматуры с более высоким, чем у матрицы, модулем
упругости, либо за счет предварительного напряжения армату-
ры при условии достаточно прочной связи ее с матрицей.
Важен и вопрос ориентации армирующих волокон п кера
микс. Они могут располагаться и матрице как направленно, так
и хаотично. Схема ориентации волокон в матрице определяется
условиями нагружения детали при эксплуатации.
Композиционные материалы с металлическими волокнами
Керамику чаше армируют волокнами вольфрама, молибде-
на, стали, ниобия. Основная цель введения в керамику метал-
лических волокон заключается в образовании пластической
сетки, которая способна обеспечить целостность керамики
после ее растрескивания и уменьшить вероятность преждевре-
менного разрушения. Изготавливают такие ККМ в основном
методами горячего прессования и шликерного литья, поскольку
металлические волокна не взаимодействуют с оксидной кера-
микой вплоть до температур 2073 .2773 К. Удельная вязкость
и термостойкость ККМ непрерывно повышаются по мере уве-
личения содержания армирующих волокон в композите. Одна-
ко при содержании волокон более 25 % возрастает пористость
материала, что приводит к его разупрочнению.
107
1 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Широкое применение металлических волокон для армиро-
вания керамики ограничивается их низкой стойкостью к окис-
лению при высоких температурах.
Комсюэиционпые материалы с углеродными волокнами
Взаимодействие углерода с оксидами, карбидами и силици-
дами происходит при более высоких температурах, чем с ме-
таллами, поэтому перспективно в качестве матриц высокотем-
пературных КМ с углеродными волокнами использовать кера-
мику. В тех случаях, когда предполЭЕдемая температура эксплу-
атации деталей из ККМ превышает 2273 К, целесообразно
применять керамическую матрицу на основе карбидов, выше
1273 К — па основе боридов и нитридов, при более низких
температурах — оксидную матрицу.
Важным условием для обеспечения прочности углеродистых
волокон в ККМ является оптимальное соотношение модулей
упругости волокон и матрицы. При объемной доле углеродных
волокон 50...60 % их прочность максимально используется при
отношении .модулей упругости материала и волокна, прибли-
жающемся к 0,1, поэтому для армирования керамики следует
применять высокомодульные волокна.
Из углекерамических КМ наиболее широко исследованы
композиты со стеклянной матрицей (боросиликатные, алюмо-
силикатные, литиевосиликатные и др.). Для указанных мате-
риалов характерна стабильность исходных физико-механичес-
ких параметров вплоть до высоких температур. Например, для
ККМ боросиликатное с текло угле волок] ео (60 % об.) при тем-
пературе 293 К предел прочности при изгибе составляет
1025 МПа и не изменяется до температуры 870 К.
Следует отмстить, что большое влияние на физико-меха-
нические свойства ККМ оказывает выбранный способ формо-
вания ККМ.
Композиционные материалы с волокнами карбида кремния
При практически равной прочности эти ККМ имеют пре-
имущества перед аналогичными материалами с углеродными
волокнами, так как имеют повышенную стойкость к окислению
108
1.8. Гибридные композиционные материалы
при высоких температурах и значительно меньшую аннзотро-
иию коэффициента термического расширения.
В качестве матричного материала используют порошки бо-
росиликатного, алюмоборосиликатного, литиево-боросиликат-
ного стекла или смеси стекол в различных соотношениях.
Волокна карбида кремния применяют в виде моноволокна или
непрерывной пряжи со средним диаметром отдельных волокон
10...12 мкм.
ККМ, армированные моно волокном, подучают горячим
прессованием слоев из лент волокна и стеклянного порошка в
среде аргона. Они удобны с точки зрения изготовления деталей
сложных форм из материалов, армированных непрерывной
пряжей. По своим свойствам эти материалы даже превосходят
ККМ, армированные моноволокном.
Материалы типа керамика-керамика имеют большую пер-
спективу. поскольку малое различие модулей упругости матри-
цы и наполнителя, КЛТР. химическое сродство позволяют
рассчитывать на получение материалов с уникальными свой-
ствами, которые смогут работать до температур 2073 К. Эти
композиты можно использовать для конструкций ядерных си-
ловых установок, высокотемпературных подшипников уплот-
нений, направляющих и рабочих лопаток газотурбинных дви-
гателей, антенных обтекателей возвращаемых космических ЛА
и носовых обтекателей ракет.
1.8. Гибридные композиционные материалы
Гибридными композиционными материалами называют ма-
териалы, содержащие в своем составе три или более компо-
нентов, регулирующие свойства композитов. Полиматричными
(или гетероматричными) называют материалы, состоящие из
двух или более матричных компонентов, отделенных один от
другого поверхностями раздела, причем армирующие волокна
могут сохранять непрерывность на границе раздела матриц.
Полиармированныс (поливолокнистые) КМ состоят из одной
матрицы с распределенными в ней армирующими компонен-
тами различных видов.
109
]. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Возможны различные варианты сочетаний непрерывных ар-
мирующих волокон: создание гетероволокнистых материалов по
принципу однородных смесей ~ волокна различных типов рав-
номерно распределяются в первичной нити, ленте или жгуте
(рис. 1.43, й); использование многокомпонентного армирующего
материала — ткани, мата или шпона из различных нитей и жгутов
(рис. 1.43, б); чередование сдоев листовых армирующих мате-
риалов с различными волокнами по слоям (рис. 1.43, &).
й Ь 8
Рис. 1.43. Варианты гибридных структур;
а — гетеровал окнистые нити; d — многокомпонентные ткани,
в — слоистые ГКМ
Для армирования могут быть использованы любые волок-
нистые наполнители. Они обеспечивают повышение показате-
лей прочностных и упругих свойств композитов, в том числе
и при многократных (циклических) нагрузках, повышение
термо- и химической стойкости, изменение электрофизических
характеристик и т.д. Большинство этих свойств композицион-
ного материала определяется соответствующими показателями
самих волокон.
Существует две основные причины, приводящие к необхо-
димости использования гибридных композитов: включение во-
локон, превосходящих по каким-либо параметрам другие во-
локна, входящие в композит, помогает ликвидировать недо-
статки этих волокон; снижение цены получаемого ГКМ.
КЛТР у стсклоуглепдастиков и opj аниуглепластиков может
не зависеть от температуры в диапазоне от — 120 до +160 °C
(рис. 1.44), тогда как у обычного стеклопластика и углепластика
1Н)
1.8. Гибридные композиционные материалы
aresf Ут
Рис 1.44. Зависимоеih ко:н]нрипие][та линейного термического расширения от
температуры для различных Г КМ;
1 - стеклопластик; 2 — стеклсуглепластик: 3 — органоуглеп ластик; 4 — угле’
пластик
эта характеристика значительно изменяется с увеличением тем-
пературы эксплуатации.
Гибридизация оказывает большое влияние на модуль упру-
гости Г КМ. прочность при сжатии, ударную вязкость, тепловые
характеристики. Уровень этих и других свойств определяется
относительным содержанием волокон в ГКМ (рис. 1.45).
Рис. 1.45. Зависимость физико-механических свойств ГКМ от содержания
волокон:
а - для стскдоуглепластика; б - для различных ГКМ; 1 - стеклоугленластик;
2— органоутлс пластик (СВМ - УКИ); 3 - органоугл г пластик (СБМ + ИМИ}
1U
L КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
Классификация гибрццных композиционных материалов
В соответствии с типом распределения компонентов ГКМ
обычно подразделяют следующим образом: однородные, харак-
теризующиеся равномерным распределением каждою армиру-
ющего компонента по всему объему материала; материалы с
линейной неоднородностью, в которых волокна одного вида
(или обоих видов) объединяются в жгуты, равномерно распре-
деленные по объему' материала; композиты с плоскостной не-
однородностью, когда волокна каждого вида образуют чере-
дующиеся слои; макро неоднородные композиты, в которых
разнородные волокна образуют зоны, соизмеримые с характер-
ным размером изделия.
Однородные полиармированные материалы получают двумя
способами: совместной намоткой мононитей двух видов, на-
пример, углеродных и стекловолокон; использованием ком-
плексных нитей, в которых равномерно распределены волокна
различных видов. При таком взаимном расположении волокон
остаточные напряжения КМ сводятся к минимуму и улучша-
ются условия перераспределения напряжений в процессе на-
гружения материала, однако технология получения таких КМ
сложна, в частности получение первичной нити или жгута из
различных волокон нс всегда возможно, так как технологичес-
кие процессы изготовления волокон могут принципиально раз-
личаться, а собрать готовые разнородные волокна в жгут до-
статочно трудно.
Для формирования линейно неоднородного полиармпро-
пан него КМ используют совместную намотку жгутов различ-
ных типов или жгутов из моноволокон, а также многокомпо-
нентного наполнителя — тканей, матов или шпона. Последний
способ, несомненно, более технологичен, однако и в этом
случае возникают затруднения, связанные с текстильной пере-
работкой хрупких вы со ко .модульных волокон.
Наиболее технологичными являются композиты с плос-
костной и макронеоднородностью, получаемые выкладкой
однородных слоев согласно затаи ной схеме армирования. К
недостаткам таких материалов относится наличие в них тер-
мических напряжений, возникающих в процессе формования
КМ или при изменении температуры его эксплуатации. Эти
112
L 8. Гн брняные ко мпози ци<яi н м с мате риал ы
напряжения необходимо учитывать при выборе состава, схемы
армирования и технологии изготовления деталей.
Следует отметить, что принцип полиармирования помимо
возможности регулирования физике-механических свойств
композитов позволяет заметно улучшить их технологические
свойства. Так, применение СВ в качестве оплеточных в ком-
плексной нити препятствует вытеканию связующего при фор-
мировании и способствует уменьшению пористости конечного
продукта.
К наиболее изученному типу ГКМ относятся полиармиро-
ванные. Одновременно с накоплением экспериментальных
данных об упругомеханических свойствах КМ предпринима-
лись попытки теоретически оценить основные характеристики
материалов и разработать модели их механического поведения
(деформирования и разрушения).
Характеристиками структуры ГКМ обычно считают направ-
ление и взаимное расположение разнородных армирующих
волокон (тип и схема армирования), объемное содержание
волокон и относительное содержание одного из армирующих
компонентов в другом.
Диахрамма растяжения моноармированных КМ с высоко-
прочными высокомодульными волокнами практически линей-
на вплоть до разрушения. Лишь для орган о пластиков наблю-
дается заметное отклонение от линейности при напряжениях,
составляющих более 0,6 от предельных. Для ГКМ, в которых
совмещены волокна с различным предельным удлинением, вид
диаграммы зависит от соотношения компонентов. При возрас-
тании доли низкомодульных волокон на диаграммах появляется
излом при деформации, примерно соответствующей предель-
ной для высоко модульных волокон. Далее на кривых может
появиться провал, площадка “псевдотекучестиили последо-
вать плавное повышение нагрузки с меньшим эффективным
модулем упругости, примерно равным модулю упру гости КМ
с соответствующим содержанием низкомодульных волокон.
На кривых зависимости прочности и предельной деформа-
ции КМ от относительного содержания низко модульных воло-
кон можно выделить два участка: на первом предельное удли-
нение гибридного КМ примерно равно предельному удлине-
нию высокомодульных волокон, а прочность ГКМ меньше
S-243
ИЗ
I КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
прочности моноарм про ванного КМ с высокомодульными во-
локнами; на втором участке предельное удлинение КМ резко
возрастает до значений, близких к предельному удлинению
моноармированиого КМ с низко модульными волокнами, а
прочность начинает линейно возрастать, приближаясь к проч-
ности КМ с низкомодульными волокнами.
ГКМ могут быть более надежными, чем моноармирован-
ные. Так, для углестеклопластика с увеличением доли стеклян-
ных волокон относительная деформация (прогиб) при ударном
растяжении или изгибе возрастает в 3,5 раза, в несколько раз
увеличивается время до разрушения, максимальная нагрузка
сохраняется на прежнем уровне, а при некоторых схемах ар-
мирования даже возрастает.
Еше одной характеристикой надежности КМ является вяз-
кость разрушения (трещи нестойкость), которая часто опреде-
ляется коэффициентом интенсивности напряжений, характе-
ризующим степень возрастания напряжений при приближении
к дефектной области в материале, например, к вершине тре-
щины.
Используя принцип полиармирования, длительную проч-
ность и ползучесть КМ можно регулировать либо введением
более высокомодульного армирующего компонента, либо улуч-
шением сопротивления ползучести матрицы армированием ее
дисперсными частицами. При этом следует помнить, что их
содержание должно быть таким, чтобы предельные деформации
матрицы, превышающие предельную деформацию волокон, со-
хранялись на требуемом уровне.
Основным достоинством волокнистых конструкционных
КМ является возможность их работы без снижения несущей
способности при значительном количестве накопленных под-
тверждений, другими словами, — повышенное сопротивление
развитию разрушающих трешин. Вопрос о том, как проявляется
это свойство в полиармированных КМ, давно привлекает вни-
мание исследователей. Установлено, что одной из особеннос-
тей таких КМ является наличие гибридного или синергетичес-
кого эффекта. Результаты экспериментов подтверждают пред-
ставления о множественном дроблении высокомодульных во-
локон в процессе нагружения гибридных КМ.
114
Ключевые вопросы
Возможность варьирования свойств гибридных КМ в до-
статочно широком интервале путем изменения комбинаций
армирующих волокон и их соотношения делает эти материалы
весьма перспективными для использования в различных облас-
тях промышленности. Такие гибридные композиты более де-
шевы и обладают рядом преимуществ по сравнению с тради-
ционными КМ. Например, гибридный материал, содержащий
20 % углеродных волокон и 80 % стеклянного волокна, обла-
дает прочностью, равной 75 % от прочности КМ, армирован-
ного только углеродными волокнами, а его стоимость состав-
ляет 30 % от стоимости обычного углепластика.
Ключевые вопросы
1. Какие главные свойства композитов по сравнению с
традиционными материалами определяют их применение в сле-
дующих конструкциях:
а) корпус ракетного двигателя твердого топлива:
б) корпус панели солнечной батареи;
в) удилище;
г) нефтяной трубопровод;
д) 1Ч)рные лыжи;
е) тазобедренный протез;
ж) ферменный отсек;
з) корпус катамарана;
и) корпус планера самолета?
2. Дайте определение и физический смысл понятий “удель-
ная прочность” и "удельная жесткость’5. Почему эти характе-
ристики являются наиболее важными при разработке конструк-
ций из композитов?
3. Укажите основные недостатки КМ. Какие пути исполь-
зуют конструкторы и технологи для преодоления этик недо-
статков?
4. В чем заключаются основные различия между углерод-
ными волокнами, полученными из пека, и ПАН-волокнами?
5. Какие типы матрицы и армирующего наполнителя можно
предложить для трубопровода из композита, работающего н
криогенной топливной системе самолета и почему?
е* 115
1 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И ИХ КОМПОНЕНТЫ
6. В чем состоят основные достоинства термопластичных
связующих, используемых в качестве матрицы корпуса тсныив-
ного бака, изготовленного из КМ?
7. По каким критериям выбирают материал для изготовле-
ния бронежилетов?
8. Приведите примеры использования вакуума в производ-
стве заготовок и полуфабрикатов ПКМ и металлокомпозитов.
2. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
В копилку знаний
Прочитав эту главу, читатель узнает:
• об основных этапах создания конструкций из композитов
и роли технологии в этом процессе;
• сущность технологических процессов изготовления кон-
струкций из ПКМ:
• преимущества и недостатки каждого технологического
процесса и их предельные возможности;
• о способах выбора технологических процессов для изго-
товления конструкций из ТКМ.
2.1. Понятие о конструкторско-технологическом
решении
Расширение класса конструкционных материалов и совер-
шенствование их свойств является результатом технического
прогресса. Материалы, появление которых, как правило, опре-
деляется необходимостью повышения эффективности разраба-
тываемых конструкций, в свою очередь, открывают возмож-
ности для реализации принципиально новых конструкторских
решений и технологических процессов. Такая взаимообуслов-
ленность процессов развития материалов, конструкций и тех-
нологий отчетливо проявляется в настоящее время в связи с
разработкой и применением КМ.
117
2.1. I юнятие о конструкторско-технологическом решении
Для эффективной реализации КМ в конструкциях требуется
решение комплекса задач, которые связаны с конструировани-
ем изделия, выбором материалов, определением рациональной
структуры материала, соответствующей механическим, тепло-
вым, химическим и другим воздействиям, с учетом существу-
ющих технологических ограничений.
Использование композитов предоставляет разработчику
возможность широкого выбора исходных компонентов мате-
риала, структурных схем материалов в конструкции, техноло-
гических способов формообразования, геометрии и формы
конструкции.
В начале 80-х годов был сформулирован основной принцип
создания изделий из КМ, согласно которому вопросы выбора
материалов, проектирования конструкции и разработки техно-
логического процесса следует рассматривать как три стороны
единой проблемы и не решать их изолированно один от дру-
гого. Такой подход потребовал на всех этапах создания изделия
более тесного взаимодействия подразделений расчетчиков,
конструкторов, материаловедов и технологов. Таким образом,
в процесс проектирования оказалось втянуто большое число
специалистов различного профиля и квалификации, а сам про-
цесс проектирования превратился в сложную иерархическую
систему, работа которой основана на постоянном взаимодей-
ствии между специалистами различных подразделений.
В таких условиях обеспечить ускорение процесса проекти-
рования при одновременном улучшении его качества и сниже-
нии стоимости можно лишь на основе коренной перестройки
самого процесса проектирования.
Процесс проектирования, согласно традиционной схеме,
содержит этапы конструирования, проектирования и разработ-
ки технологии, а также взаимную увязку конструкторско-тех-
нологических решений, направленную в основном на поиск
подходящей технологии и в меньшей степени на изменение
конструкции.
Отличительной особенностью проектирования конструк-
ций с применением КМ, как отмечалось выше, является тот
факт, что на этапе производства одновременно создаются и
сам материал, и конструкция. При этом этапы выбора матери-
алов, конструирования, проектирования и разработки техноло-
гии изготовления стали различными аспектами единого про-
Н8
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
цесса принятия решений. Отказ от этого принципа приводит,
как показывает анализ, к тому, что создание новых конструк-
ций затягивается, опытные образцы не удовлетворяют требо-
ваниям, непрерывно в конструкцию и технологию требуется
вносить изменения, многие из которых можно было учесть еще
па ранних стадиях проектирования, если бы имелась возмож-
ность просмотреть и оценить все альтернативные варианты
изделий. Практически вся последующая деятельность специа-
листов после принятия проектного решения направлена на
анализ новых решений, что приводит к потере времени и
удорожанию изделий. Подобная ситуация не является виной
конструктора. Это результат принципиального несоответствия
традиционных методов проектирования и сложности современ-
ных конструкций.
Конструирование изделий из КМ начинают с анализа его
формы, назначения и действующих на него внешних и внут-
ренних воздействий. В зависимости от этого выбирают кон-
структорско-технологическое решение. В общем случае КТР
представляет собой совокупность конструкционных элементов
проектируемого объекта, изготавливаемого из определенных
материалов или собираемого из определенных компонентов
(деталей, агрегатов и т.п.) и конкретных технологических про-
цессов или операций, обеспечивающих реализацию заданных
требований, которые предъявляются к данному объекту
(рис. 2.1). Например, применительно к конструкциям ракетно-
космической техники выбор КТР для каждого агрегата опре-
деляется следующими факторами:
формой изделия — тела вращения, тела сложной формы,
включая поверхности двойной кривизны, цилиндрические отески
малого и большого удлинения, балочные конструкции и др.;
видом и характером внешнего воздействия — открытый
космос, внутренние объемы обитаемых отсеков, интенсивность
общего силового внешнего нагружения, аэродинамический на-
грев, темп ературн о-влажностный режим окружающей среды;
видом и характером внутреннего воздействия — характер
приложения местных сосредоточенных сил и влияние вырезов
в силовой оболочке, необходимая степень герметичности, до-
пустимый уровень газовыделений, температурно-эрозионное
119
2.1 Понятие о конструктор ко-технологическом решении
воздействие, требования, предъявляемые к тер моста тирован и ю,
распределению внутренних сил.
Материалы
конструкции
Ко«структмвис-
смиаиан сяема-
Тип ы еоеди не ним
в «ЗНСТргуИЦИУ
Технологии
«гдповленмя
конструкций
Твкнопоглчесисе
осеруц&ван ив и
воастка
Пвр^метзы
надевд-яс’м
Mecca
ионотрукции
*^хийПО-
гичэдксги процесса
прси-ЗводСтв-З
Рис. 2.1. Структурная схема конструкторско-технологического решения
^знаки
Конструкторско-
технологическое
решение
^еРий выбор3
Т р/дсиыкость и
СйР|ЙйТОИие<ТГг,
Форма изделия в основном определяет схему укладки ар-
мирующего материала в конструкции и габаритные размеры
технологического оборудования, применяемого при изготовле-
нии изделий (размер оправок, пол и мериз£1 тонных печей,
станков для механической обработки и Др.).
Специфичность внешнего воздействия проявляется в пер-
вую очередь для агрегатов, используемых в открытом космосе —
это воздействие всей его физической среды, вызванной усло-
виями полета космического аппарата и действующими при
120
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
этом знакопеременными температурными полями, сели агрегат
нс подвергается термостатированию и нс закрыт экраны о-ва-
куумной термоизоляций (ЭВТИ). Если агрегат тсрмостатиру-
ется и закрыт ЭВТИ, то в этом случае применение полимерных
композитов в конструкции агрегата не будет эффективным,
поскольку полимерные материалы плохо проводят теплоту, и
для перераспределения теплоты внутри агрегата необходимо
будет внутреннюю часть агрегата обклеивать алюминиевым
листом толщиной не менее 0,8...! мм. В обитаемых отсеках
также ограниченно применяют полимерные материалы. Затруд-
нено использование ПКМ и для агрегатов, я которых необхо-
димо поддерживать внутреннее давление. При этом следует
принимать специальные меры, связанные с герметизацией
самой структуры материала или внесением в конструкцию
внутреннего герметизирующего слоя, что вызывает дополни-
тельные трудности.
Требования к созданию конструкций
При создании конструкции детали из КМ необходимо пра-
вильно выбрать материал с учетом особенностей его поведения
в условиях переработки и оценить его работоспособность в
эксплуатационных условиях. Конструкция должна позволять
достаточно точно и быстро выбирать технологически осущест-
вимый и наиболее экономически целесообразный вариант из-
готовления детали. Процесс конструирования летали связан с
анализом различных вариантов технологии ее изготовления,
тем более, что оформление конструкции детали чаще всего
происходит в процессе формования материала. Конструктор
выбором материала в значительной степени предопределяет
технологию изготовления детали, поэтому он обязан знать ос-
новные методы переработки материалов, особенности офор-
мления различных элементов конструкции, производственные
возможности предприятия, на котором планируется изготовле-
ние деталей.
Для создания технологичной конструкции детали необхо-
димо знать условия работы и эксплуатации детали в изделии;
механические, теплофизические, электроизоляционные и дру-
гие свойства применяемых материалов; технологические осо-
бенности переработки материалов.
121
2.2. Общая характеристика технологических процессов
Кроме того, требуется учитывать серийность изготовления,
поскольку конструкция массового выпуска может существенно
отличаться от конструкции детали, предназначенной для вы-
пуска в незначительном количестве. В первом случае может
быть оправдана и сложная оснастка и специальное оборудова-
ние, во втором случае выгоднее изготавливать детали на уни-
версальном оборудовании с применением простой оснастки.
2.2. Общая характеристика технологических
процессов
Отличительная особенность изготовления деталей из ПКМ,
как уже отмечалось, состоит в том, что ^материал и изделие в
большинстве случаев создаются одновременно. При этом из-
делию сразу придают заданные геометрические размеры и
форму, что позволяет существенно снизить его стоимость и
повысить конкурентоспособность по сравнению с изделиями
из традиционных материалов, несмотря на то что полимерные
связующие и волокнистые наполнители имеют сравнительно
высокую стоимость.
Для широкого использования КМ требуется создавать
новые высокопроизводительные технологические процессы,
обеспечивающие наивысшее качество изделий при минималь-
ной трудоемкости их изготовления.
В отличие от металлообрабатывающих технологий процессы
производства изделий из композитов позволяют существенно
повысить коэффициент использований материала и довести его
до значений 0,8,,.0,95. Кроме того, по сравнению с металли-
ческими конструкциями удается сократить количество техно-
логических разъемов в изделиях сложной формы, устранить
целый ряд сборочных операций, таких как клепка, сварка,
заменив их клеевыми и клее механически ми соединениями,
образуемыми непосредственно при формовании. В связи с этим
может быть достигнуто снижение трудоемкости изготовления
изделий по сравнения с металлическими аналогами в 1,5 — 2,5
раза.
В силу конструктивного исполнения изделия из КМ еди-
ничны, однако их можно классифицировать в соответствии с
122
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
тиковыми технологическими процессами производства и при-
меняемыми материалами.
Элементами типизации технологического процесса являют-
ся: используемое унифицированное оборудование, типовая ре-
цептура связующих, клеев, растворов, расплавов, типовые на-
полнители, технологические режимы изготовления композит-
ных конструкций. В остальном технологии изготовления кон-
струкций из композитов так же неповторимы, как и сами
конструкции.
К элементам индивидуализации технологического процесса
можно отнести оснастку, программы намотки, выкладки, ис-
пользуемые методы контроля и приемосдаточных испытаний.
Процесс производства конструкций из КМ представляет
собой сложную многоуровневую систему взаимосвязанных и
взаимообусловленных технологических приемов и операций,
обеспечивающих в конечном счете весь комплекс проектно-
конструкторских и функциональных качеств изделия, физико-
механических, теплофизических и специальных свойств мате-
риалов в этом изделии.
Каждое качество обретается объектом производства в ре-
зультате выполнения соответствующей технологической опера-
ции, направленной на придание ему того или иного свойства.
Такая операция представляет собой автономную систему (или
подсистему) взаимосвязанных технологических приемов и
переходов, объединенных единым технологическим методом и
решаемой с его помощью задачей. Иными словами, каждая
операция организуется из приемов, реализующих определен-
ный технологический метод производства для достижения част-
ной технологической задачи (например, приготовление связу-
ющего, изготовление непрерывной однонаправленной ленты,
формирование корпуса намоткой однонаправленной ленты,
операция отверждения намотанной заготовки, операция меха-
нической обработки и т.п.). Процесс производства конструкции
из композитов — это набор самых разнообразных технологи-
ческих процессов. Объект производства при этом, проходя по
определенному технологическому маршруту от операции к опе-
рации, претерпевает количественные и качественные измене-
ния до тех лор, пока по всем показателям не будет соответст-
вовать уровню требований технического задания. Обычно
123
2.2. Общая характеристика технологических процессов
объект производства на промежуточных этапах технологичес-
кого процесса называют полуфабрикатом. Полуфабрикат, по-
ступающий на операцию, принято называть заготовкой (для
данной операции), а выходящий с этой операции — ее полу-
фабрикатом (рис. 2.2).
[Л,] [г,1
[Хг1
-1У,]
Рис. 2,2. Модель операционной системы технологического процесса
Качественные и количественные показатели заготовки, по-
ступающей на операцию, характеризуются массивом величин
[.¥], Х2, Х3,...,Ду, называемых “входами” [XJ. Соответствующие
показатели полуфабриката на выходе с данной операции на-
зывают “выходами” | KJ.
Операция (ее технология, приемы, действия) реализуется с
помощью технических средств (оборудования, приспособле-
ний, другой технологической оснастки, приборов контроля
режимов и качества, средств управления), объединенных в
операционные технологические системы, которые характери-
зуются :t составом”, т е. набором элементов, обладающих опре-
деленными свойствами. Очевидно, что для решения задач тех-
нологического проектирования и постановки изделия на про-
изводство следует для каждой операции технологического про-
цесса 1S иметь модель функциональной взаимосвязи = / [Х-\
(см. рис. 2.2).
Для каждой операции технологическою процесса, необхо-
димо проанализировать, а при проектировании обосновать:
заготовку, ее технологические свойства и показатели качества;
полуфабрикат и его характеристики качества;
124
2 ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИЙ
технологи ческу ю систему, ее элементы, их технические ха-
рактеристики, а также структуру системы;
технологические приемы, действия и последовательность их
выполнения;
математические модели операции и ее элементов;
режимы функционирования технологической системы при
выполнении конкретной операции.
Технология изготовления деталей из ПКМ включает в себя
следующие основные операции: подготовку' армирующего напол-
нителя и приготовление связующего; совмещение арматуры с мат-
рицей; формообразование детали; отверждение связующего в КМ;
механическую доработку детали; контроль качества. Подготовка
исходных компонентов заключается в проверке их свойств на со-
ответствие техническим условиям, а также в обработке поверхности
волокон дня улучшения их смачиваемости и увеличения прочности
сцепления между наполнителем и матрицей в готовом ПКМ (уда-
ление замасливателя, аппретирование материала, активирование и
химическая очистка довср>хности, удаление влаги и т.п.).
Армирующие волокна совмещают со связующим прямыми
или непрямыми способами (см. гл. I).
К прямым способам можно отнести такие, при которых
изделие формуется непосредственно из исходных компонентов
КМ, минуя операцию изготовления из них полуфабрикатов.
Непрямыми способами изготовления называют такие, при
которых элементы конструкции образуются из полуфабрикатов.
В этом случае пропитка армирующих волокон связующим — это
самостоятельная операция получения предварительно пропитан-
ных материалов (препрегов) — нитей, жгутов, лент и тканей,
которые после подсушивания частично отверждаются.
Основные технологические процессы
В настоящее время известно множество технологических
процессов переработки ПКМ в изделия различных размеров,
конфигурации и целевого назначения. Основные технологи-
ческие процессы формования, применяемые в производстве из-
делий из ПКМ, а также рекомендуемые виды армирующих на-
полнителей и связующих для этих процессов приведены б табл, 2.1.
Технологические процессы, применяемые в производстве полуфаб-
рикатов, таких как различные т ипы препрегов, углерод-углеродные
каркасы, стренги, описаны р гл. 1.
125
2.2. Обшая характеристика технологических процессов
Таблица 2.1
Основные техно логические процессы формообразования изделий из ПКМ
Технологический процесс Рекомендуемые компоненты ПКМ
Тип армирующего наполнителя Тип связующего
Контактное формование:
ручная выкладка Короткие волоке ia, ленты, ткани, । Полиэфирные, эпоксидные, фенольные,
напыление МитЫ фурановые,
автоматизириьлнная выкладка Ф^рмйнание с эластичной диафрагмой: Ленты термо п ласти чн ы с
вакуумное вакуу mj ю-автокливноь влк>умня-пресс-камерное : Ткани, маты, ленты Эпоксидные, полиэфирные, полиамидные, фенольные, пояисульфон
Формообразование давлением:
пропитка под давлением Ткани, маты, ленты, Полиэфирные,
Пропитка б вакууме короткие- пил окна эпоксидные, фенольные, фурановые, полиамидные
Прессование в форма*:
Прямое .Ткани, ленты, мяты Полиэфирные, эпоксидные,
литьевое термоко.м! ipeiwmiHHoe Намотка Короткие волокна Ткани, ленты, маты фенольные, силиконовые, Термопл вст и чн ые р
"мокрая'' Нити, ленты, жгуты, ткани, иленки i Эпоксидные, полиэфирные, фенольные, псликмидные,
“сукая" Препреги — нити, ленты, жгуты, ткавгн it рмопластич Н ые
Пултрузия 1 Нити, жгуты, тканые ленты, т,. .нсплетеные заготовки Т е рморсакшвн ые, терм о пластич i сыс
126
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Окончание табл. 2.1
Технологический процесс Рекомендуемые компоненты ПКМ
Тип армируйте го напсутиититя Тип связующего
Предварительное формование заготовок и матов Короткие рубленые водок на„ нитевидные кристаллы. йодные растворы 1 эгиловогп спирта, । чсгыреххлорнстыи yjjicpou, полимерные связующие, органические ЖИДКОСТИ
Каждый технологический процесс имеет свои особенности,
преимущества и недостатки. Кроме того, каждый процесс обу-
словлен предельными технологическими возможностями фор-
мообразования изделий, параметрами процесса (давление, тем-
пература, скорости формования и т.п.), геометрии, формы сте-
пенью автоматизации и реализации исходной прочности ком-
понентов и т.д. Эти предельные возможности, с одной стороны,
заложены в самом методе формообразования, а с другой сто-
роны, ограничены параметрами технологического оборудова-
ния и оснастки.
Рассмотрим общую характеристику технологических про-
цессов формообразования изделий из ПК.М (см. табл. 2.1).
Контактное формование Процесс КФ заключается в по-
слойной укладке заготовок из волокнистого наполнителя на
форму вручную, напылением или с помощью специальных
выкладочных центров. Пропитку заготовок можно осущест-
влять как на форме, так и предварительно с последующим
удалением пузырьков воздуха из межслойного пространства.
Этим способом можно изготавливать изделия практически
любых размеров, но достаточно простой конфигурации. В США
этот метод называют “метод ведра и щетки” (busket and brush).
Методом прессования получают детали и узлы разнообраз-
ною назначения, формы и размеров, обладающие высокой
механической прочностью и жесткостью. Существует две раз-
новидности метода прессования: прямое и литьевое. Прямое
горячее прессование рационально применять для изготовления
деталей! средней сложности, больших габаритов и массы; ли-
127
2.2. Общая характеристика технологических процессов
тьсвос “ для изготовления тонкостенных деталей сложной кон-
фигурации.
Формование эластичной диафрагмой. Процесс заключается в
том, что изделие вакуумируется в резиновом мешке и форму-
ется под действием равномерного давления воздуха или смеси
газов (в автоклаве), которое распределяется по всей поверхнос-
ти изделия. Этот способ применяют для получения качествен-
ных изделий с высокими упругопрочностными характеристи-
ками, поскольку процесс отверждения происходит при повы-
шенных температурах, а внешнее давление уменьшает порис-
тость и улучшает пропитку матер и ап а. К недостаткам способа
относятся большие трудозатраты, энергозатраты, а также про-
блемы, связанные с выпуском крупносерийных партий изде-
лий.
Формообразование давлением. Процесс осуществляется ваку-
умной пропиткой или пропиткой под давлением связующего
сухого армирующего материала, заложенного в форму. Эти
способы формования применимы в основном для изготовления
изделий, имеющих простую симметричную форму — днища,
конуса, кожуха, полупатрубки. Кроме того, трудность изготов-
ления форм больших размеров, высокая стоим ость оборудова-
ния ограничивают размеры изделий, изготавливаемых этим
способом.
Прессование в формах открытого и закрытого типов. Способ
контактного формования имеет ряд недостатков, которые про-
являются в условиях серийного производства. К ним относятся:
значительный разброс показателей физико-механических
свойств изделий, длительность процесса формования, тяжелые
условия труда.
Однако применение способа КФ для производства крупно-
габаритных изделий в небольших количествах считают эконо-
мически целесообразным, так как не требуется сложной и
дорогостоящей технологической оснастки и оборудования. К
недостаткам этих способов относятся сравнительно низкие уп-
ругопрочностные характеристики материалов (особенно при
литьевом прессовании) вследствие хаотичного расположения
коротких волокон, армирующих материал, а также необходи-
мость использования дорогостоящих пресс-форм.
128
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Намотка. Процесс заключается в укладке нити, жгута,
ленты или ткани на вращающуюся или неподвижную оправку'
и отверждении изделия на оправке. Существует множество
способов укладки: спиральная намотка, закатка, продольн о-по-
перечная, но геодезическим линиям, хордовая, обмотка непо-
движной оправки и т.д. Совершенство процесса изготовления
изделий методом намотки определяет возможность его автома-
тизации и механизации. Намоткой изготавливают трубы, резе-
рвуары. обечайки, различные пустотелые профили, используя
достаточно простую технологическую оснастку. При намотке
однонаправленных лент, жгутов, нитей получают изделия с
максимальными физике-механическими показателями. Для из-
готовления наиболее ответственных изделий осуществляют на-
мотку сухих препрегов (“сухая” намотка). При этом, как пра-
вило, используют связующие горячего отверждения.
К недостаткам этого метода следует отнести неравномер-
ность распределения связующего по толщине стенки намоточ-
ного изделия и определенные трудности при съеме изделий с
оправки (особенно при длине оправки более 2 м).
Пултрузия. В технологическом процессе ориентация воло-
кон в профилях различных сечений осуществляется методом
протяжки, согласно которому собранные в жгут волокна с
нанесенным связующим протягивают через клинообразную на-
гретую фильеру, где происходит уплотнение и отверждение
материала. Поскольку при этом исключается выдержка матет
риала под давлением, то в процессе пултрузии используют, как
правило, расплавы смол, не содержащие растворителей (эпок-
сидные, полиэфирные). В соответствии с этим методом можно
формовать различные профили из непрерывных нитей или
Ж!угон и получать изделия с максимальными значениями проч-
ности при растяжении и изгибе вдоль оси протяжки. Дтя
улучшения пропитки и смачивания жгута обычно используют
две фильеры (формообразующую и калибровочную), располо-
женные после ватты со связующим.
Предварительное формование заготовок и матов. Независимо
от выбранных способов процессы предварительного формова-
ния заготовок и матов можно считать примерно одинаковыми,
различие состоит лишь в подготовке материалов (до формова-
ния) и сложности получаемых изделий. Этим способом полу-
9-243
129
2.3. Контактное формование
чают предварительно отформованные заготовки, близкие по
форме к детали, а также маты, которые в дальнейшем перера-
батываются в изделия.
2.3. Контактное формование
В настоящее время около 30 % всех изделий из ПКМ,
например корпуса лодок, яхт, элементы кузовов автомобилей,
мебель, панели, ванны, водяные горки и другие, производят
способами контактного формования.
Технологический процесс КФ заключается в том, что на
подготовленную поверхность открытой формы укладывают
вручную (или с помощью автомата) либо напыляют армирую-
щий наполнитель, затем пропитывают его связующим, уплот-
няют и отверждают. Рассмотрим особенности способов КФ.
Ручная выкладка
При КФ используют открытую форму без применения
давления. Форма может быть позитивной или негативной
в зависимости от требуемой гладкости внутренней или
внешней поверхности изделия.
Рис. 2*3. Элементы конструкции
формы и изделия при формовании
ручной укладкой:
1 — форма; 2 — разделительная пленка;
3 - наружный смоляной слой; 4 —
стекловолокно; 5 — ручной валик; 6 —
смола в смеси с катили заторо м
Негативная форма точно
воспроизводит наружный
контурформуемогоиздел ия ,а
позитивная — внутренний
контур. Типовые способы ук-
ладки материала па негатив-
ную и позити вную формы по -
казаны на рис. 2.3 и 2.4. Ха-
рактерная особенность этого
способа — получение тачных
размеров и гладкости только
той'поверхности изделия, ко-
торая непосредственно при-
легает к форме в процессе из-
готовления.
Для получения формы
можно использовать любой
материал, обладающий доста-
130
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Рис. 2.4. Типовой способ укладки волок-
нистого материале на позитивной форме:
1 — форма; 2 — слои волокнистого мате-
риала; 3 — деревянный брус, к которому
прикрепляется стеклоткань
точной жесткостью и обеспечивающий получение необходимой
геометрии изделия в процессе изготовления. Основное условие
заключается в том, чтобы материал формы не подвергался
химическому воздействию смолы и не оказывал вредного
влияния на скорость отверждения последней.
Для изготовления формы можно применять дерево, фанеру,
гипс, бетон, металлы. Цветные металлы можно использовать
только в облуженном или хромированном состоянии, так как
они чувствительны к действию некоторых катализаторов, вхо-
дящих в связующие, и оказывают отрицательное воздействие
на скорость отверждения. При использовании связующего го-
рячего отверждения формование изделий происходит на фор-
мах, изготовленных из стеклопластика, иесочно-полимерных
смесей, алюминия.
Пористые материалы обычно гигроскопичны. Об этом
нужно помнить, так как присутствие влаги замедляет отверж-
дение связующего. Гипс и бетон необходимо предварительно
высушивать при нагревании. Дерево, фанера также должны
быть тщательно высушены. Кроме того, в формах из пористого
материала необходимо заполнить и изолировать поры поверх-
ности формы парафином, воском, грунтом, шпаклевкой неза-
висимо от наличия разделительной пленки или смазки. Если
связующее хотя бы в отдельных местах пройдет сквозь разде-
лительную пленку, го может произойти прилипание отформо-
ванного изделия к форме и ее отверждение.
При подготовке формы нсообходимо реализовать следую-
щие требования:
геометрия формы должна соответствовать геометрии изде-
лия с учетом усадки материала и допуска на размеры;
9'
131
2.3. Контактное формование
поверхность формы должна быть такой, чтобы отформо-
ванное изделие можно было извлекать без больших усилий.
возможность обеспечения контроля равномерности и пол-
ноты нанесения наружных покрытий, а также качества про-
питки армирующего материала по цвету формы.
Первой стадией при получении любого изделия в открытой
форме является нанесение на ее поверхность антиадгез ио иного
покрытия. На практике применяют различные типы антиадге-
зионных покрытий (табл. 2.2).
Таблица 2.2
Типы аитнядгезяонных покрытий
Г~ Тип покрытия ’ Парафин Поливиниловый спирт (ЛВС) Фторированные углснолороды: силаны силоксаны Прокладочные бумаги и анти адгезионные пленки Внутренние антиадтезн о нн ые смазки Форма при нанесении Пастообразная или жидкая Жидкая, напыляемая Ленд кая, напыляемая Бумага с покрытием, целлофан, пленка из ПВС Жидкая (проникает в наружный смоляной’ слой) 1 Особенности покр ы ти й 1 Глянцевая поверхность, воспроизводит все летали формы, большие партии изделий Водорастворимое, одноразового и слоя мп нан ия, смы ваетс я с изделия и формы, превосходный антиал гезион н ый материал; позволяет получить легко окрашиваемую поверхность i. Низкий коэффициент i трения Нс дают хорошего глянца Дорогие Одноразового использования ' Формование плоских листов Глянцевая поверхность; сохраняет форму всех деталей, отпадает необходимость в парафинировании формы; позволяет получать легко окрашиваемую поверхность
132
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Выбор и эффективность разделительных покрытий опреде-
ляются тремя факторами:
1) типом материала применяемой формы и связующего,
которое может быть холодного или горячего отверждения;
2) степенью глянцевитости готовой поверхности изделия,
наличием или отсутствием вторичных отделочных операций
(например, окрашивания);
3) периодом времени, требуемого для сушки пленки разде-
лительного слоя, по отношению к общему времени цикла
формования.
При КФ положительные результаты можно получить при
использовании не одного, а двух антиадгезионных материалов,
например парафина и ЛВС.
После каждого цикла формования нужно всегда полировать
формы чистой салфеткой. Дополнительный слой парафина сле-
дует наносить после каждых 1-5 или более циклов в зависи-
мости от типа парафина и условий формования. Периодически
(через каждые 10...20 деталей) форму необходимо чистить для
удаления всех остатков парафина и смолы. Тщательная подго-
товка формы — один из основных этапов цикла формования.
Для получения наружного смоляного слоя (гелькоата) обыч-
но используют полиэфирную смолу, содержащую минеральные
наполнители и пигменты, но без армирующих добавок. Эту
композицию наносят на поверхность формы, а затем в процессе
формования она попадает на формуемое изделие, образуя на-
ружный слой. Тем самым обеспечивается образование декора-
тивной глянцевой окрашенной поверхности с хорошими за-
щитными свойствами, практически без пос ле дутошей отделки.
Гелькоат (жидкое пальто) представляет собой желеобразное
покрытие, которое наносят на поверхность из пульверизатора,
кистью или малярным валиком. При выкладке волокнистых
материалов на гелькоат необходимо обеспечить хорошую адге-
зию, для этого гелькоат должен оставаться гибким и незагряз-
ненным. Для устранения воздушных включений между слоями
следует тщательно разгладить первый выкладываемый слой, так
как из-за наличия даже небольших воздушных включений на
поверх!гости формируемого изделия могут возникать вздутия.
После правильной подготовки формы и нанесения наруж -
ною смоляного слоя приступают к укладке армирующих мате-
133
2.3. Контактное формование
риалов и их пропитке. Все типы армирующих материалов -
маты из рубленой стеклопряжи, ткани и тканый ровинг —
поступают на производство в виде больших рулонов различной
ширины. Лист нужной длины вырубают из рулона, а затем,
при необходимости, обрезают его по шаблону с помощью
универсального бритвенного ножа, больших ножниц или элект-
рической машины для резки тканей, аналогичной применяе-
мым в швейной промышленности.
Затем тщательно смешивают заранее отмеренные количе-
ства смолы и катализатора. Композицию можно наносить на
волокно как вне формы, так и внутри нее. Для полного уда-
ления воздуха и обеспечения равномерности пропитки смолу
в первую очередь наносят на участки волокна в верхней части
формы. Для уплотнения материала и удаления пузырьков воз-
духа используют щетки, резиновые и зубчатые валики (рис.2,5).
Как уже отмечалось, смесь катализатора со смолой можно
наносить на волокно распылителем, который автоматически
дозирует и смешивает компоненты.
Особое внимание следует уделить нанесению первого слоя
(часто это “кожица” из топкой вуали или мата с развесом
229 г/м3), чтобы не допустить образования воздушных пузырь-
Рис. 2.5- Валики, при?лен.юмые для обкатки волокнистого материала
134
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
ков между армирующим волокном и наружным смоляным
слоем (гелькоатам). После этого уже можно наносить необхо-
димое число слоев мата и (или) тканого ровинга до получения
расчетной суммарной толщины (и, следовательно, прочности).
Слои мата и тканого ровинга следует чередовать для обеспе-
чения хорошей мсжслойной прочности сцепления, предотвра-
щения появления воздушных включений и получения макси-
мальной прочности. Во всех случаях основной задачей па дан-
ной стадии производства является наиболее полное вытеснение
воздуха, задержанного слоями наполнителя.
В зависимости от типа армирующего материала в изделиях,
полученных способом контактного формования, содержание
волокна в материале составляет 35...50 %.
При формовании изделий на основе гермореактивных свя-
зующих после завершения процесса вы клади! изделие остается
на форме до тех пор, пока не закончится отверждение связу-
ющего. На этой стадии трогать формуемое изделие не следует.
Отверждение можно ускорить за счет нагревания самой формы.
После извлечения изделия из формы оно еще должно “дозреть"
в течение некоторого времени при комнатной температуре для
о конч ател ьн о го отверждения.
Следует иметь в виду', что выкладка в открытую форму
может быть одной из подготовительных операций, за которой
обязательно следует самостоятельная операция формования -
вакуумного, прессового, автоклавного и др.
При использовании ТКМ, в отличие от термореактивных,
можно совмещать выкладку с-формованием готового изделия.
Смысл совмещенного процесса заключается в последователь-
ном приформовы вании каждого последующего слоя с одновре-
менной его монолитизацией вплоть до достижения заданной
толщины листа. Схемы выкладочных устройств в процессе
роликовой и прессовой выкладки термопластичных полуфаб-
рикатов представлены на ряс. 2.6.
Технологические особенности формования термопластов
обусловлены состоянием связующего и свойствами полуфаб-
риката в процессе выкладки: отсутствием липкости при нор-
мальной температуре и ограниченными драпировочными воз-
можностями, особенно при выкладке пакета по поверхности
сложной формы. В случае нелипкости волоконного полуфаб-
135
2.3. Контактное формование
ри ката требуется для приваривания каждого последующего слоя
к предыдущему применять инструмент, нагретый до темпера-
туры, превышающей температуру плавления термопластичного
связующего. Так как драпировочные возможности ограничены,
при формовании сложных по форме деталей на оснастке сле-
дует предусматривать плавные переходы с радиусом кривизны
Ете менее 10 мм.
р
Рве. 2.6. Схема выкладочных устройств при роликовой (д) и прессовой
(б) выкладке термопластичных полуфабрикатов:
/ — нагревательное устройство; 2 — полуфабрикат; J - антиалге знойная
разделительная пленка; 4 — прикаточный ролик; 5 — металлическая
лента; 6 — нтретий инструмент; 7 — холодный инструмент; 8~ направ-
ляющие ролики; 9 — пакет; 10 — теплоизолирующая подложка; 11 -
стол; Р — сила нагружения ролика: Q— натяжение полуфабриката
Напыление
Поскольку метод напыления представляет собой фактичес-
ки механизированный вариант формования ручной выкладкой,
к нему полностью можно отнести вес рекомендации, касаю-
щиеся подготовки формы, нанесения разделительных слоев и
гелькоата.
Схема напыления рубленого короткого волокна с наружным
смешением компонентов связующего показана на рис. 2.7.
Измельченное волокно и смола одновременно вводятся в
открытую форму или на нее. Ровинг волокна проходит через
рубильное устройство и вдувается в поток смолы, который
направляется в форму распылительной системой с наружным
(случай 1) или внутренним (случай 2) смешением компонентов.
136
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Рис. 2.7, Безвоздушная система напыления с двумя емкостями:
1 — ровинг; 2 — смола с катализатором; .? — рубильное устройство; 4 —
смола с ускорителем; 5 - уплотненный слой; 6 — шпик; 7 — форма
1. Первая распылительная головка впрыскивает смолу,
предварительно смешанную с катализатором, или только ката-
лизатор, в то время как вторая солонка впрыскивает заранее
полученную смесь смолы с ускорителем.
2. Смола и катализатор подаются в смесительную каме-
ру распылителя позади единственной распылительной го-
ловки.
В обоих случаях полимерная композиция предварительно
покрывает волокно, и объединенный поток равномерно рас-
пыляется в форме в соответствии с заданной схемой.
После введения в форму смеси смолы с волокном образо-
вавшийся слой прикатывают вручную ад я удаления воздуха,
уплотнения волокон и получения гладкой поверхности.
В состав установки идя напыления входят устройства для
подачи смолы и катализатора по шлангам к распылителю,
включающие насосы, нагнетательные бачки; рубильное устрой-
ство для армирующего материала; распылительное устройство;
регуляторы подачи воздуха и измерительные приборы.
При массовом производстве изделий методами ручной ук-
ладки и напылением обычно применяют роботы. Преимуще-
ство робота состоит в том, что его применение при формовании
напылением позволяет выполнить жесткие требования по ох-
ране здоровья и безопасности труда на производстве. Схема
трехкоординатного роботизированного автомата для напыле-
ния показана на рис. 2.8.
137
2.3. Контактное формование
Рис. 2.8. Трехкоординатный роботизированный автомат для напыления:
1 — привод продольного перемещения; 2 - форма; 3 — распылительное
сопло; 4 — поворотная головка; 5 — подача волокна; 6 — привод верти-
кального перемещения; 7— привод поперечного перемещения; 8 — кабель;
9 - подача смолы; 70 — ленточные программные носители
Автоматизированная выкладка
Для получения открытых оболочек сложной формы с про-
извольной образующей используют технологию автоматизиро-
ванной выкладки препрега, которая состоит в укладке препрега
по заданным в схеме армирования направлениям на оправку.
Автоматизированную выкладку препрега осуществляют в соот-
ветствии с программой перемещения головки выкладочиого
станка. Выкладку проводят в направлениях, обеспечивающих
равновесие укладываемого препрега на оправке и не являю-
щихся геодезическими. Для устранения неплотного прилегания
слоев укладываемого препрега выкладку обычно сопровождают
прикаткой препрега нежесткими роликами. При выкладке пре-
прега достаточно большой ширины необходимо рационально
раскраивать полуфабрикат с целью повышения коэффициента
использования материала.
138
1. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Препрег из однонаправленной ленты может выкладываться
автоматом без образования складок только по линейчатым по-
верхностям, образуемым движением прямой линии по произволь-
ным траекториям. Если поверхность изделия нельзя аппрокси-
мировать линейчатыми поверхностями, то при выкладке исполь-
зуют однонаправленный препрег минимальной ширины или тка-
ный препрег полотняного плетения.
Рис. 2.9. Схема автоматизированной выкладки препрегом оболочки
двойной кривизны:
1 - оправка; 2 - головка; 3 — устройство обрезки; -4 — рама; 5 — бобина
с препрегом; 6 - разделительная пленка; 7 — нагреватель; 8 - суппорт;
9— каретка; J...V — степени подвижности станка
Схема автоматизированной выкладки препрегом оболочки
двойной кривизны показана на рис. 2.9. Подогрев укладывае-
мого препрега повышает его лефсрмативность в плоскости
139
2 А. Фор могшие с эластичной диафрагмой
армирования, и при определенной ширине ленты удается вы-
кладывать однонаправленный препрег на пологие поверхности
двойной кривизны.
2.4. Формование с эластичной диафрагмой
Процессы формования в эластичном мешке заключаются в
выкладке заготовок на плоскую или криволинейную форму и
последующем формообразовании за счет разности давлений
внутри и снаружи мешка по всей формуемой поверхности.
Формующее давление может приближаться к атмосферному,
когда внутри мешка создается разряжение (вакуумный метод),
или превышать его, если формование осуществляется в авто-
клаве под давлением сжатых газов на заготовку, вакуумирован-
ную внутри эластичного мешка (вакуумно-автоклавный метол).
Рассмотрим эти методы подробнее.
Вакуумный метод
Вакуумное формование применяют для изготовления изде-
лий с различными габаритными размерами.
Приложенное внешнее давление, воздействуя на материал
заготовки через эластичную диафрагму, должно выполнить сле-
дующие функции:
уплотнить последовательные слои армирующего материала,
выложенные на форме;
обеспечить качественную глубокую пропитку волокна свя-
зующим;
выдавить из пустот летучие побочные продукты реакции и
пузырьки воздуха;
выдавить избыток смолы из слоев материала.
Поэтому в качестве матрицы выбирают связующие холод-
ного или горячего отверждения, при полимеризации не выде-
ляющие побочных газообразных продуктов, которые могут со-
здать в материале значительно большее противодавление, чем
давление формования, и вызвать тем самым расслоение мате-
риала детали.
140
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ из ПОЛИМЕРНЫХ композиций
В последние годы в качестве матрицы используют термо-
пластичные связующие типа полисульфон, полиамид, гюликап-
роамид и другие.
Вследствие невысокого давления формования существенно
ограничивается выбор армирующих материалов. В основном
это стекловолокнистыс материалы, так как их плотность и
прочность сравнительно мало зависят от давления прессования.
Тем не менее возможно применение любых волокнистых ма-
териалов.
Схемы вакуумного формования на внутренней (позитив-
ной) и внешней (негативной) формах представлены на
рис. 2.10.
Ннс. 2.10. Схема установки прессования композитов вакуумным методом:
а — с внутренней формой; f - с наружной формой; / резиновый чехол; 2 —
форма; 3 — заготовка, 4- цулага или целлофан; 5 - основание, 6- прижим
Выбор материала для формы обусловлен объемом произ-
водства изделий, габаритами и формой изделия, тепловыми
характеристиками материала формы. При использовании тер-
мореактивных связующих горячего отверждения и термоплас-
тичных связующих формы изготавливают в основном из ме-
таллов и реже из гипса и слоистых пластиков. Для связующих
холодного отверждения в случае небольшой партии изделий
(5—10 формовок) применяют деревянные формы. Алюминие-
вые формы относят к наименее дорогой оснастке, но они менее
долговечны, чем стальные, и обладают большим относитель-
ным линейным удлинением А/ при изменении температуры
оснастки, что отражается на точности изделий (табл. 2.3).
141
2.4. Формование с эластичной диафрагмой
Таблица 2.3
Относительные удлинения материалов, применяемых для изготовления
оснастки при температуре до 204 °C
Материал д/^-И ± JCH1 % ч
Стеклопластик 0,12
Керамика 0,015
Инструментальная стал к 0,20
Никель 0,23
Сталистым чугун 0.24
Литой гипс 0,25
Эпоксидная смола 0,35
Алюмин и efiuc с пламя _ 0,42
Примечание: L , L - начальная и конечная длина образца при изменении
'н 1к
температуры от 7Н до Тк
Перед использованием формы покрывают антиадгезион-
ным покрытием. В качестве анти адгезионных смазок, как и
при контактном формовании, используют пастообразный пара-
фин (до температуры 121 °C).
Фторированные углеводороды образуют на поверхности оп-
равки сплошную пленку'. Их эксплуатируют до температуры
177 °C, поскольку при более высоких температурах выделяется
фтор, вредный как для здоровья, так и для материала формы.
Хорошим разделителем является политетрафторэтилен
(тефлон). Частички тефлона, перешедшие в композит, легко
удаляются с его поверхности растворителем.
При использовании термопластичных связующих (типа
поли имидных), которые требуют высоких температур отверж-
дения (до 300 °C), используют смазку на основе силановой
смолы, которая стабильна до температуры 482 °C. Силиконо-
вые смазки можно использовать только до температуры 204 °C,
но они загрязняют отформованный композит.
Смазки антиадгезивом обычно возобновляют после 4^5
запрессовок. Во избежание прилипания изделия на поверхность
формы можно наносить смазку на основе ПВС или пленку
142
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ из ПОЛИМЕРНЫХ композиций
целлофана. Целлофан рекомендуется укладывать полосами,
чтобы получить хорошее прилегание к поверхности, имеющей
кривизну. Обычно целлофан приклеивают раствором ПВС в
смеси воды с этиловым спиртом, после чего его смачивают
водой. При высыхании вследствие усадки целлофана последний
натягивается и плотно облегает форму. На подготовленную
таким образом поверхность наносят поочередно слои предва-
рительно пропитанной ткани или мата, которые тщательно
прикатываются роликом к форме и между собой с целью
создания контакта и удаления оставшегося воздуха.
На уложенную поверхность заготовки изделия выкладывают
разделительные дренажные ткани или пленки, которые могут
выполнять функции наружной поверхности отформованного
изделия ‘или абсорбировать избыток смолы из материала в
процессе его отверждения. В некоторых случаях па раздели-
тельный слой помещают пористые впитывающие слои стекло-
матов или стеклотканей, а поверх них — перфорированные слои
пленки или грубой ткани, выполняющие вентиляционные
функции и обеспечивающие неприлипаемость эластичного
мешка к пакету.
Иногда в качестве разделительного слоя используют цулагу.
Цулага представляет собой тонкую обшивку (0,5.,.1,5 мм) из
алюминиевого сплава типа АМЦ, у которой поверхность соот-
ветствует’ контурам формуемого изделия. Для пул аги возможно
также применение текстолита или стеклотекстолита толщиной
0.8...2 мм. Собранную таким или иным образом форму с заго-
товкой помешают либо в эластичный мешок, либо закрывают
чехлом, прижимая его по периферии на плите формы, обеспе-
чивая герметичность собранного пакета. Схема подготовленно-
го к вакуумному формованию изделия показана на рис. 2.11.
Вакуумный мешок — это многослойная система, которая
обеспечивает равномерное распределение давления во всех
зонах формуемого изделия и исключает образование застойных
зон, вызывающих недопрессовку материала. Материал диа-
фрагмы прежде всего должен выдерживать температуру горя-
чего отверждения и обладать невысокой газопроницаемостью
дня обеспечения постоянства давления при формовании и н
конечном счете качества изделия. Наиболее пригодными ма-
териалами для эластичной диафрагмы являются резины, однако
143
2.4. Фор гл знание t: ыгасгичнон диафрагмой
их срок службы небольшой, так как они разрушаются под
воздействием смол и высоких температур. Особенно важна
проблема создания термостойких вакуумных мешков для фор-
мования термопластичных ПКМ, так как их температура фор-
мования находится в диапазоне от 250 до 340 °C.
Рис. 2.11. Схема вакуумирования формуемого изделия:
7 - оправка (вакуумный стол); 2 - формуемое изделие; 3 ограничивающие
бобышки; 4 - герметизирующий жгут-паста; 5 - разделительные дренажные
пленки; 6 - вакуумный мешок; 7 - цулагд с дренажными отверстиями; 8 -
дренажный слой; 9 - компенсирующая складка; 10 - клапан вакуумной сис-
темы
На практике для изготовления эластичных диафрагм при-
меняют резины особых марок, прорезиненные ткани, силок-
сановый каучук, армированный стекловолокном, которые вы-
держивают температуру в диапазоне до 200 °C. В качестве
материалов вакуумных мешков и чехлов можно использовать
различные термостойкие пленки: ноли имидные (до температур
316 °C), пленки полиамидные (до температур 230 °C), пленки
из нейлона (до температуры 204 °C), пленки из поливинилового
спирта (до температуры 121 °C).
Указанные пленки имеют низкую газопроницаемость даже
по гелию (не более 0,7 м3/сут).
Применение пленочных мешков обеспечивает: стабиль-
ность параметров формования ПКМ; надежную герметичность
мешка при формовании; целостность вакуумного мешка; до-
статочно высокую технологичность при демонтаже вакуумного
мешка; высокую технологичность при изготовлении вакуумно-
го мешка.
Для обеспечения герметизации заготовки, собранной под
вакуумным мешком, разработано несколько конструктивно-
144
2 ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
технологических схем. Необходимое уплотнение диафрагмы,
обеспечивающее герметичность, реализуется вследствие при-
менения герметизирующих жгутов и лент с двусторонней лип-
кой основой (рис. 2.12, л), многоканавочтшх уплотнений (рис.
2.12, б) и наружной уплотняющей рамы (рис. 2.12, в).
Рис. Z.12. Копспруктивнп-тЕхнол(ничсские схемы обеспечения герметичности
вакуумного мешка:
« — приклеивание с помощью жгута: i — вакуумный мешок; 2 - материал
пористый; Л — TicifiE. ран делительная; 4 ~ изделие формуемое; 5. 7 - плиты;
6 - жгут гермегишрукииий; б — многежан явочное уплотнение; I — взаимосвя-
зи шы? канавки; 2~ компенсационный сальник; J—диафрагма нз армирован-
ного стекловолокном chjokchhuhoio каучука, 4 - оснастка; 5 - вакуумная
линия; 6— вкладыш ил мягкого силоксанового каучука; а — уплотняю ига л рама:
I — вакуумная линия; 2 - винт; ,? - верхняя рама: 4 — нижняя рама; 5 -
диафрагма; б — компенсационный сальник; 7 - оснастка; А1 - резиновые
уплотнения
Основное внимание перед формованием следует уделить
ликвидации утечек из-под диафрагмы путем герметизации ее
по всему периметру термостойкими герметиками или мягкими
хомутами. Штутцера для подсоединения к вакуумной линии
обычно вплавляют или вклеивают внутрь диафрагмы при ее
изготовлении. Количество штуцеров на вакуумном мешке оп-
ределяется из условия равномерного обжатия формуемого из-
10-243
145
2.4. Формование с эластичной диафрагмой
делил. Для обеспечения равномерного вакуумирования под
мешком на прилегающей к формуемому изделию ториевой
части штуцера выполняют сквозные перекрестные пазы — ва-
куумные “ручьи".
При формовании под давлением диафрагмы используют в
качестве емкости для сжатого газа, который выделяется из
композита при отверждении. Если давление под диафрагмой
соизмеримо с действием внешнего давления, диафрагма оста-
ется инертной, и уплотнение материала не происходит. Для
создания пониженного давления под формуемым материалом
предусмотрена система выпускных отверстий. Однако приме-
нение препрегов при формовании заготовок позволяет отверж-
дать изделие под вакуумом без системы выпускных отверстий,
что значительно снижает сложность и стоимость форм.
Вакуумно-автоклавное формование
Для повышения качества изделий используют способ ваку-
умно-автоклавного формования. Процесс формования осу-
ществляется под действием высоких давлений сжатых газов или
жидкости на формуемое изделие, вакуумируемое на форме
Рис. Z.13. Схема формования в автоклавах и гидроклавах;
I — автоклав; 2 - резиновый чехол; 3 - формуемое изделие; 4 — форма; 5 -
плита; 6 — прижимное устройство; 7 — тележка; <5' — винтовой зажим
146
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
эластичным мешком и помещенное в автоклав. Схема вакуум-
но-автоклавного формования показана на рис. 2.13.
Автоклавы являются наиболее универсальным оборудова-
нием при изготовлении изделий из композитов. Автоклав -
герметичный сосуд большого объема, в котором можно созда-
вать значительные избыточные давления рабочего тела (возду-
ха, инертного газа, азота) в диапазоне от 1 до 3,0 МПа при
температурах 150... 380 °C. Характеристики автоклавов, приме-
няемых в отечественной промышленности, представлены в
табл. 2.4.
Технические характеристики автоклавов
Табл ина 2.4
Модель автоклава Диаметр изделия, загружаемого в автоклав, мм Длина изделия, загружаемого в автоклав, мм Рабочее давление, МПа Максимальная рабочая температура, °C
А25.576 ВОС 1000 3,0 450
А25.578 2000 6000 1.6 380
A25.S8O 3000 8000 1.6 380
А25 582 3000 16000 1.6 380
А25.584 4500 26000 1,6 250
Автоклав включает в себя системы подачи рабочего тела в
камеру, разогрева до требуемой температуры, регулирования
рабочего давления, вакуумную, аварийную для сброса давле-
ния, систему автоматизированной записи параметров, а также
противопожарную систему (рис. 2 14).
Наличие теплоизоляции корпуса позволяет в процессе ра-
боты избежать его разогрева, обеспечивает необходимый запас
прочности стенок и нормальную температуру производствен-
ных помещений. Температуру в автоклаве повышают после
откачки воздуха и заполнения его рабочим телом. Давление в
автоклаве снижают только при охлаждении изделия до темпе-
ратуры 60...70 °C. Автоклав охлаждается за счет принудитель-
ного теплообмена рабочего тела и водяного теплообменника.
Температуру отверждаемого изделия измеряют в необходимых
точках с помощью хромель-копелевых термопар. Для равно-
мерной передачи необходимого давления на формуемый пакет
то
147
2.4. Формование с эластичной диафрагмой
материала используют вакуумные мешки, герметично закры-
вающие формуемое изделие на оправке и соединенные ваку-
умной системой автоклава.
Рис. 2.14. Схема автоклава:
1 — теплоизолирующий тепловой корпус; 2 — электронагреватель; 3 — крышка
загрузочного люка; 4 — рельсовый путь; 5 — формуемое изделие: б — вакуумный
мешок; 7 - вакуумная система; S - ресивер с азотом; Р — азотная станция: 7С -
вентилятор системы теплообмена; П — теплообменник
Процесс вакуумно-автоклавного формования (схема подго-
товки формы, порядок укладки слоев пакета заготовки, герме-
тизация формы) во многом сходен с вакуумным формованием
Автоклавный способ формования применяют для изготов-
ления конструкций любой формы и габаритов (если позволяют
размеры автоклава и нс происходит разрушения эластичной
диафрагмы под действием внешнего давления).
Вакуумно-пресс-камерное формование
Этот способ основан на передаче давления прессования
воздуха через эластичную диафрагму к заготовке, уложенной
па жесткую матрицу-форму. Внутренняя поверхность изделия
оформляется матрицей, а внешняя — резиновым мешком и
цулагой (рис. 2.15). Укладку пакета из ПКМ на форму осу-
ществляют вручную с помощью приемов, описанных выше
Эластичный мешок закрепляют на основании формы, при
этом образуется герметично замкнутый объем. Цулагу жестко
скрепляют с формой накидными прижимами. Прессование
148
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
осуществляется при подаче в
мешок сжатого воздуха. Под
давлением мешок растягивает-
ся в камере и плотно прижи-
мается с одной стороны к уло-
женной на форме заготовке, а
с другой стороны — к поверх-
ности цулаги. После чего мат-
рицу подвергают нагреву, и
изделие отверждается. Режи-
мы термообработки и прессо-
вания определяются свойства-
ми компонентов ПКМ, кон-
струкцией и габаритами изде-
лия. Обычно давление прессо-
вания в камере не превышает
0,5 МПа. Во избежание изме-
6
Рис. 2.15. Схема вакуумно-пресс-ка.
мерного формования:
/ - форма; 2 резиновый чехол; J -
цу.тага; 4 — прессуемая заготовка; 5
зажимы; 6 - основание формы
нения формы готовое изделие
охлаждают под давлением, а затеям снимают с формы.
Из-за разности давлений внутри эластичного мешка и ок-
ружающего воздуха форма испытывает значительные нагрузки.
Поэтому формы для пневматического формования делают
более прочными и жесткими, чем при вакуумном формовании.
Этим способом можно формовать практически любые во-
локнистые и слоистые материалы.
2.5. Особенности конструирования деталей с учетом
технологии контактного формования и формования
с эластичной диафрагмой
Может показаться, что изменить конфигурацию или тол-
щину нового изделия достаточно просто. Однако при формо-
вании деталей в открытой форме эти изменения необходимо
осуществлять с учетом всех возможных последствий.
I. Перед формованием детали матери ал необходимо уло-
жить в форму строго в соответствии с ее очертанием. При
наличии острых углов (угол 90° без закруглений) маты не
закрывают всю поверхность формы, и за наружным смоляным
слоем около углов образуются пузырьки воздуха. При наличии
149
2.5. Особенности конструирования деталей
внутренних прямых углов, выполненных без закруглений, ма-
териал не будет прилегать к поверхности формы. Если же
форма имеет наружные прямые углы, КМ также не сможет их
плотно охватить.
Для предотвращения этих явлений рекомендуется закруг-
лять внутренние и наружные углы по радиусу 3,00... 10,00 мм.
В этом случае КМ будет полнее следовать очертанию формы,
т.е. драпируемость будет лучше. Места резких переходов по-
верхности являются зонами концентрации высоких напряже-
ний, где может происходить расслоение и растрескивание ма-
териала. Очевидно, что в конструкциях следует избегать таких
мест и предусматривать самоупрочняющиеся переходные
участки умеренного изгиба.
2. Для изменения толщины изделия, формуемого в откры-
той форме, следует увеличить (или уменьшить) число слоев
материала. При необходимости резких изменений слои следует
тщательно укладывать точно в соответствии с очертанием
формы, что, однако, увеличивает затраты на ручной труд. В
местах утолщений происходит концентрация напряжений и,
как следствие, расслоение материала. Поэтому надо избегать
появления таких высоконапряженных зон. С этой целью реко-
мендуется толщину' изделия изменять постепенно, укладывая
слои материала ступенчато или как кровельную черепицу.
3. Наиболее удобным для формования следует считать круг-
лое отверстие; самым неудобным — отверстие с острыми неэа-
кругленными углами. Для предотвращения роста напряжений
рекомендуется увеличивать радиусы закруглений в углах, а
толщину изделия в острых углах увеличивать постепенно или
предусматривать фланцы вокруг отверстий.
4. Изделия из ПКМ часто получают соединением несколь-
ких отдельных деталей. Поэтому в зависимости от прочности
(от большей к меньшей) следует различать соединения: нахлес-
точные, работающие на сдвиг; стыковые; косые нахлесточные,
работающие на раздир (на расслаивание).
Нахлесточные соединения являются самыми легкими и ши-
роко используемыми при изготовлении деталей из ПКМ
(рис. 2.16, а). Их форма и особенности нагружения (на сдвиг)
предполагают применение клеев, что обеспечивает максималь-
ную прочность соединения. Разрушение нахлесточного с о ед и -
150
1. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
нения под действием напряжений сдвига происходит тогда,’
когда при возрастании нагрузки оно начинает работать на
раздир.
При увеличении нагрузки происходит поворот места соеди-
нения, при этом действующие силы располагаются на одной
оси (см. рис. 2.16, а). Этот поворот приводит к изгибанию
материала и расслаиванию его на концах нахлеста. Если нагрузки
продолжают расти, расслаивающие напряжения могут превысить
адгезионную прочность, и соединение быстро разрушится. Од-
нако если края нахлеста скошены, жесткость конструкции умень-
шается и в результате повышается прочность соединения без
увеличения плошади его поверхности. Более того, при надлежа-
щей подготовке материалов можно получить еще более высокие
значения прочности при той же поверхности сдвига, выполнив
соединение деталей вскос (“в ус”) (см. рис.2.16, б).
Ряс, 1.16- Примеры технологических соединений при склеивании
материалов:
а — нахлесточное, 6 ~ вскос (в “ус”): в — стыковое: 1 — слой клея;
2, 3 — жесткие материалы; 4 — промежуточный слой
Стыковое соединение со слоем клея и промежуточными
слоями используют при склеивании жестких материалов, оно
работает только на растяжение (рис. 2.16, е). Прочность его
обычно колеблется от низких до средних значений, и ее легко
151
2.6- Формообразование давлением
рассчитать. Однако в реальных конструкциях такие соединения
встречаются редко.
Соединение, работающее на раздир, представляет собой
конструкцию, н которой напряжения концентрируются вдоль
линии, по которой один склеиваемый материал отгибается от
другого, в результате чего в материалах возникают неуравно-
вешенные растягивающие напряжения (см рис. 2.16, с?). В
таком соединении под нагрузкой оказывается только тот учас-
ток клеевого шва. который находится в точке расслаивания, а
остальные участки шва остаются ненагруженными до тех пор,
пока до них не дойдет зона расслаивания.
5. Минимальный угол технологического уклона должен со-
ставлять 2° (нулевой уклон — только в разъемных формах).
Поднутрения нс желательны, допускаются только в разъемных
и резиновых формах.
6. Минимальную реальную толщину изделий при формова-
нии ручной укладкой слоев следует задавать 0,8 мм, при на-
пылении — 1,5 мм. Максимальная реальная толщина, в прин-
ципе, не ограничивается, но с учетом отверждения должна
составлять 8... 10 мм. Стандартная разнотол щин ность: при фор-
мовании ручной укладкой слоев - от +0,8 до -0,4 мм и при
напылении — от +0,64 до -0,64 мм. Максимальное увеличение
толщины не ограничивается.
2.6. Формообразование давлением
Способность смолы растекаться в замкнутом объеме формы
под действием давления используют для изготовления изделий
с простой симметричной формой. Этот способ формообразо-
вания позволяет получать конструкции с высокой точностью
геометрических размеров, постоянной плотностью по объему
материала стенки, при этом стенка практически не будет иметь
пустот или местных расслоений. Такие требования необходимо
выполнять, например, при изготовлении различных типов об-
текателей ЛА. В этой области метод и получил наиболее ши-
рокое применение.
152
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Пропитка под давлением
Сущность этого метода формования заключается в том, что
связующее подают под давлением к нижнему отверстию формы
и постепенно оно заполняет пространство между матрицей и
пуансоном, вытесняя воздух из материала, уложенного на мат-
рицу (рис, 2.17),
Рис.. Z.17. Схема пропитки пакета материала под давлением:
I — пуансон: 2 — пакет материала; 3 — матрица; 4 — бачок со связующим;
5 — установка для подогрева органического теплоносителя; 6 - компрессор
Способ изготовления форм для пропитки отличается от
способа изготовления форм для контактного формования, он
более трудоемкий, поскольку требуется обеспечить с высокой
точностью зазор между матрицей и пуансоном, равный (олши-
не стенки изделия. Поэтому для изготовления методических
и неметаллических фюрм, применяют модель из того же мате-
риала и с такой же толщиной стенок, как и у изделия. Эту
модель обычно формуют на гипсовой оправке, и она является
точным объемным макетом поверхности изделия. Одновремен-
но модель служит технологической оснасткой для изготовления
нижней части формы (матрицы) и верхней части (пуансона).
153
2.6. Формообразование давлением
Толщины стенок матрицы и пуансона для конкретного изделия
определяют экспериментальным путем.
Подготока поверхностей матрицы и пуансона заключается
в нанесении антиадгезивных смазок или разделительных пле-
нок так же, как и в случае контактного формования. Сухой
армирующий материал выкладывают на матрицу до закрытия
ее верхней частью формы и свинчивания.
Перед пропиткой материал, уложенный между позитивной
и негативной формами, следует высушить. Для сушки через
форму пропускают поток горячего воздуха, подаваемый от ка-
лорифера. В некоторых случаях для малогабаритных изделий
осуществляют “промывку" армирующего материала той же
смолой, которая входит в состав связующего. Таким образом
удаляют пузырьки воздуха из материала и тем самым устраняют
опасность образования в изделии незаполненных смолой участ-
ков. Однако для крупногабаритных изделий операция “про-
мывки” экономически не выгодна.
Давление связующего в процессе пропитки, воздействуя на
стенки матрицы и пуансона, расширяет зазор между ними и
способствует равномерному заполнению связующим армирую-
щего материала. Поэтому в данном случае небольшая нерав-
номерность при укладке материала на матрицу не имеет суще-
ственного значения. Скорость подъема связующего по форме
ограничена условиями качественной пропитки. Если эту ско-
рость превысить,, то связующее зальет воздушные пузырьки до
того, как они отделятся от волокна. Тогда пузырьки можно
удалить только путем “промывки” новой порцией чистой
смолы; такая промывка настолька длительна, что полностью
обесценивает все другие преимущества процесса.
Для качественной пропитки следует регулировать и контро-
лировать температуру, вязкость и скорость, с которой подни-
мается связующее.
После того, как связующее появляется в выводных отверс-
тиях в верхней части формы, подачу связующего прекращают,
и с целью ускорения процесса отверждения форму начинают
обогревать. В некоторых случаях пропитку материала осущест-
вляют в уже разогретой форме, для чего используют соответ-
ствующие обогревательные устройства. Иногда в качестве на-
гревателя используют медную проволоку, обмотанную вокруг
154
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
формы. В ряде случаев отверждение изделий проводят в печах,
в которые помещают форму. Параметры отверждения опреде-
ляются типом применяемого связующего.
В том случае, когда требуется обеспечить высокую произ-
водительность процесса, применяют короткие рубленые волок-
на (50...70 мм), предварительно отформованные по форме из-
делия. Однако в этом случае невозможно получить высоко-
прочный материал.
Пропитка вакууме
Процесс формования изделий пропиткой в вакууме (техно-
логия подготовки формы, укладки материала заготовки) ана-
логичен процессу формования пропиткой под давлением.
Схема вакуумной пропитки показана на рис. 2.18.
Рис. 2.18. Схема формования;
1 — связующее; 2 — запорное устройство; 3 - пуансон; 4 — смотровое
стекло; 5 - вакуумная система; 6 — бачок для излишков связующего;
7 — заготовка; 8 — матрица; 9 - канал для прохождения связующего;
W— эластичная прокладка
При использовании вакуума элементы формы должны быть
достаточно жесткими для предотвращения сдавливания арми-
рующего материала и нарушения свободного протекания смолы
при возможном сплющивании матрицы или пуансона. Если
155
2.7 Формообразование прессованием в формах
материал по форме расположен неравномерно, то через неко-
торые уплотненные участки смола проходить не будет, и эти
участки останутся непропитанными. По мере приближения
смолы к верхнему выводному отверстию необходимо для обес-
печения дальнейшего ее движения увеличивать вакуум.
2.7. Формообразование прессованием в формах
В общем случае метод формования изделий прессованием —
это процесс, при котором материал в пресс-форме принимает
заданную конфигурацию, определяемую матрицей и пуансо-
ном, причем отверждение его происходит в форме.
В настоящее время около 50 % всех изделий из армирован-
ных пластмасс получают этим методом. Его применяют в том
случае, когда требуются высокая производительность, точность
и воспроизводимость деталей. При этом достигается высокое
качество изделий при минимальной стоимости. Но даже если
объем производства невелик, например при получении деталей
аэрокосмических аппаратов и других изделий с высокими экс-
плуатационными свойствами, требования к'точности и воспро-
изводимости деталей заставляют использовать методы формо-
вания в пресс-формах.
Для всех случаев формования используют пресс-формы.
Форма или комплект формующих деталей обычно состоит из
двух основных частей: матрицы и пуансона, причем одна из
них входит в другую при смыкании формы с соблюдением
заданною зазора между ними, равного толщине формуемой
детали.
В зависимости от применяемого армирующего материала,
конструкции формы, способа загрузки материала в форму раз-
личают три основных метода формообразования изделий из
ПКМ: прямое прессование; литьевое прессование; термоком-
прессионное прессование. Особенности технологии изготовле-
ния деталей этими методами описаны ниже.
156
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Прямое прессование
Этот метод прессования является одним из наиболее рас-
пространенных в производстве изделий прессованием. Метод
прямого прессования армированных композиций несуществен-
но отличается от формования пластмасс. Главное различие
заключается в природе самого материала, из которого прессу-
ется деталь. Вместо свободно текущих смол или порошков на
формование поступает липкая волокнистая масса, таблетиро-
ванные ПКМ, пропитанные маты, ткани или предварительно
отформованные заготовки из ПКМ либо премиксы.
Премикс - армированная волокном тсрморсактивная ком-
позиция, которая после получения не нуждается в дальнейшем
отверждении и может быть отформована при приложении дав-
ления, достаточного только для те-
чения и уплотнения материала.
Для прессования изделий из
ПКМ в большинстве случаев при-
меняют гидравлические прессы, так
как они обеспечивают постоянное
давление на прессуемую летать в те-
чение всего времени прессования и,
кроме тою, они проще и надежней
в эксплуатации, чем механические
прессы. Гидравлические прессы
приводятся в действие давлением
жидкости (воды или масла), подда-
ваемой насосом в цилиндр пресса
Обычно используют гидранли-
ческие прессы с одним рабочим
цилиндром (с нижним или верх-
ним расположением) или с двумя
рабочими цилиндрами (вертикаль-
ные и угловые).
На рис. 2.19 показана схема
устройства гидравлического пресса
с нижним расположением рабочего
цилиндра.
Верхняя плита и станина прес-
са, связанные между собой колон-
Рнс. 2.19. Окема устройства гид-
равлического пресса низкие го
давления:
/ - 11ерхния НСГНИДИИЛОИН ПЛ И Til
(траНЕрса); 2~ пуансон; J — и а
irpaRJiftEOiiian колонна; 4 — мат-
]>ица; 5 — нижнчн подвижная
плита (стол); 6 - сглпина; 7 -
рабочий плунжер; Я — гидравли-
ческий ПиЛиндр
157
2.7. Формообразование прессованием в формах
нами, воспринимают усилие пресса, развиваемое плунжером
рабочего цилиндра. Установленная на нижнюю подвижную
плиту пресс-форма с загруженным в нес материалом при подъ-
еме плунжера прижимается к верхней неподвижной плите, и
материал в пресс-форме подвергается прессованию. При пре-
кращении подачи воды в рабочий цилиндр и сообщении его
со сливной магистралью плунжер пресса и подвижная плита
силой своего веса вытесняют жидкость из рабочего цилиндра
и опускаются.
Прессы с нижним давлением чаще всего используют для
прессования изделий в съемных пресс-формах. Такие прессы
иногда имеют промежуточные подвижные плиты, которые на-
зывают этажными.
Для нагревания съемных пресс-форм на нижней подвижной
плите и верхней неподвижной плите пресса закрепляют обо-
гревательные плиты, изолированные с опорной поверхности
теплоизоляционными прокладками. Промежуточные подвиж-
ные плиты этажных прессов также имеют обогрев.
Прессы с верхним расположением рабочего цилиндра, т.е.
прессы с верхним давлением (рис. 2.20), применяют главным
образом для прямого прессования деталей из ПКМ в стацио-
нарных пресс-формах. Отличие этих прессов от прессов с
нижним рабочим давлением состоит в том, что они имеют
вспомогательные цилиндры обратного хода (ретурные цилинд-
ры) и цилиндр выталкивателя, закрепленные на нижней непо-
движной плите. Ретурные цилиндры служат для подъема по-
движных рабочих частей пресса - верхней подвижной плиты
и плунжера. Цилиндр выталкивателя обеспечивает извлечение
отпрессованных деталей из пресс-формы. Прессы с верхним
расположением рабочего цилиндра, как правило, бывают толь-
ко одноэтажные.
Основным элементом технологического оснащения процес-
са прессования является пресс-форма, сложность и стоимость
которой определи ют качество и себестоимость изделий.
Пресс-формы в соответствии с методом прессования под-
разделяют на пресс-формы для обычного прессования (ком-
прессионные) и литьевые для литьевого прессования; согласно
характеру эксплуатации - на съемные, полусъемные и стаци-
онарные в зависимости от числа оформляющих гнезд (числа
158
2- ТЕХНОЛОГИЯ КОНСТРУКЦИЙ из ПОЛИМЕРНЫХ композиций
одновременно прессуемых деталей) “ на одногнездовые и
многогнездовые.
В соответствии с принципом устройства оформляющего
гнезда пресс-формы для прямого прессования подразделяют на
открытые, полузакрытые и закрытые пресс-формы.
Рйс. 2.20. Схема устройства гидрав-
лического пресса с верхним располо-
жением рабочего цилиндра:
1 - станина' (нижняя подвижная
плита или рабочий стол); 2 - колон-
на; 5 - верхняя неподвижная плита
(головка); 4 — рабочий цилиндр; 5 -
плунжер; 6 — верхняя подвижная
плита; 7— упоры; j ~ пазы в верхней
подвижной и нижней неподвижной
плитах для закрепления пресс-
формы; 9~ выталкиватель; 10 — ци-
линдры обратного хода (ретурные
цилиндры); // — опорные рамы; 12 -
цилиндр выталкивателя
Пресс-формы открытого типа (рис. 2.21). Такие пресс-
формы не имеют загрузочной камеры, уплотнение прессуемого
в них материала достигается за счет трения, которое возникает
при вытекании материала из оформляющего гнезда через зазор
между пуансоном и матрицей. Поэтому для прессования в
открытой пресс-форме необходим значительный избыток ма-
териала (до 10 .15 %).
159
2.7. Формообразование прессованием н ipopnax
Рпс. 2.21. Схема сьсмнпй пресс-
формы открытого типа:
Л [jyuiicoii; 2 — tirinраиляпиная ко-
лонна, 3 - ручки; 4 — матрица; 5 —
выталкиватель; 6 ~ заготовка
Так как сопротивление вы-
теканию материала постоянно
изменяется по мере уменьше-
ния зазора между пуансоном и
матрицей и зависит от свойств
материала, то применение от-
крытых пресс-форм для прес-
сования изделий из термореак
тивных пластических масс воз
можно только в случае прсссо
вания несложных изделий с не
большой высотой вертикаль-
ных стенок. Детали, отпрессованные в открытых пресс-формах
имеют низкую точность по высоте.
Пресс-формы полузакрытого типа, или пресс-формы с пере-
теканием (рис. 2.22). В них, как и н пресс-формах открытого
типа, необходимое уплотнение достигается за счет трения,
возникающего при вытекании материала из оформляющего
гнезда. Однако зазор, через который вытекает материал, рег-
ламентирован и остается практически постоянным в течение
всего процесса формования. Такие пресс-формы обеспечивают
большую степенв уплотнения прессуемого материала, чем
пресс-формы открытого типа, что позволяет оформлять в них
сложные детали. В полузакрытых пресс-формах матрицы имеют
Рнс. 2.22, Схема пресс-формы полузакрытого типа:
о — с горизонтальной плоскостью разъема; б — с вертикальной плос-
костью разъема, 7 - пуансон, 2 — матрица; J- вкладыш; 4 - обойма
160
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИЙ
надпрессовочное пространство — загрузочную камеру, являю-
щуюся продолжением оформляющего гнезда.
Загрузочная камера служит для того, чтобы поместить в нее
навеску пресс-материала. Для прессования в полузакрытых
пресс-формах необходим меньший избыток материала, чем при
прессовании в открытых пресс-формах.
Полузакрытые пресс-формы применяют главным образом
для прессования изделий из пластических масс.
Закрытые (поршневые) пресс-
формы (рис, 2,23), Характерно, что
во время прессования материал прак-
тически не вытекает из оформляющего
гнезда. Очертания пуансона таких
пресс-форм в плане точно соответству-
ют очертаниям изделия. Это услож-
няет изготовление пресс-форм и обу-
словливает их сравнительно низкую
эксплуатационную стойкость. Одна-
ко в таких пресс-формах достигается
Рис. 2.23. Схем» пресс-
формы закрытого типа;
1 — пуансон; 2 — мятрипй
большее уплотнение ма-
териала при постоянном давлении на него со стороны пуансона
в течение всего времени прессования. При прессовании в
закрытых пресс-формах необходимо точно выбрать навеску
прессуемого материала. Для промышленного производства в
основном применяют металлические пресс-формы, изготов-
ленные из износостойкой закаленной стали типа 4X13, У8А,
ХВГ, 12ХНЗА, У10А и других.
Качество поверхности пресс-форм для изготовления арми-
рованных композиций необязательно должно быть высоким.
Наличие наполнителей накладывает определенные ограниче-
ния на шероховатость и глянец прессованного изделия неза-
висимо от качества полированной поверхности формы. Тем нс
менее для защиты формы от коррозии, лучшего отделения
готовых изделий, удаления следов инструментов от механичес-
кой обработки ее поверхность желательно хромировать (тол-
щина покрытия 10...25 мкм).
Для проведения опытных запрессовок или для прессования
нескольких изделий возможно использование деревянных,
пластмассовых или гипсовых форм. При небольших давлениях
прессования формы можно изготавливать из цветных сплавов
11-243
161
27 ФсрмопЪралзвание прессованием в формах
методом литья, но они имеют короткий срок службы, хотя и
более дешевы, чем стальные.
Сталия извлечения изделий из формы является самой кри-
тической в процессе формования. Для облегчения этой опера-
ции, во-первых, необходимо на этапе разработки конструкции
учитывать технологию ее изготовления, а во-вторых, применять
антиадгезионные смазки или разделительные материалы, кото-
рые препятствуют прилипанию изделия к поверхности формы.
Материалы, употребляемые в качестве антиадгезивов,
можно подразделить на два типа:
пленочные материалы или растворы, образующие защитную
пленку;
жидкие или твердые вещества, размягчающиеся при темпе-
ратуре прессования и не образующие непрерывной пленки.
К первой группе относятся растворы поливинилового спир-
та в воде, растворы альгината натрия, целлофан, лавсан, фто-
ропласт и другие материалы. Во всех случаях пленка оказывает
влияние на образование дефектов поверхности отформованно-
го изделия.
Вторую группу составляют смазывающие пленки, более
удобные для нанесения на оснастку: воск, парафин, кремний-
органические смазки (типа К-21), нефтяные остатки и т.п.
При выборе антиадгезивов необходимо учитывать темпера-
туру формования и воздействие их на связующее формуемого
изделия.
Основными параметрами процессов прессования являются
температура, давление, время.
Полуфабрикат в процессе формования необходимо нагре-
вать до определенной температуры, чтобы придать ему требуе-
мую пластичность, т.е. способность к формообразованию. Для
термореактивных ПКМ нагревание необходимо также и для
отверждения. Однако возможность повышения температуры
формования всегда ограничена температурой деструкции и раз-
ложением связующих. Нагрев и охлаждение крупногабаритных
изделий осуществляется нагревателями, расположенными в
пресс-формах. В других случаях нагревательные устройства
могут быть расположены как в самих пресс-формах, гак и вне —
в верхней и нижней плитах пресса. Время отверждения изделий
162
2 ТЕХНОЛОГИЯ КОНСТРУКЦИЙ из полимерных композиций
должно быть всегда больше времени, необходимого для запол-
нения материалом данной пресс-формы.
В процессе формования давление необходимо для уплотне-
ния разогретого пластичного материала и придания ему кон-
фигурации изделия. Давление на материал должно оказываться
в течение всего времени, пока отформованное изделие не по-
теряет пластичность и не станет твердым в результате нагрева
(для термореактивных композиций) или в результате охлажде-
ния (для композиций на основе термопластов).
Время процесса определяется скоростью разогрева материа-
ла до пластического состояния и, главным образом, скоростью
отверждения или скоростью охлаждения.
Указанные три основные параметра процесса формова-
ния - температура, давление, время — взаимосвязаны. Изме-
нение одного параметра влечет за собой изменение других.
Например, повышение температуры формования термопластов
улучшает их пластичность и, сле-
довательно, уменьшает необходи-
мое давление и длительность
формования.
Основные параметры процесса
определяют в каждом конкретном
случае В зависимости от компо-
нентов ПКМ, схемы армирования
композита, геометрии и формы из-
делия и отрабатывают опытным
путем.
Прямое прессование (рис. 2.24)
заключается в том, что тот или
иной прессовочный материал по-
мещают в матрицу, нагретую до
температуры формования, на ко-
торый действует давление Рпр
верхней половины пресс-
формы — пуансона, нагретой до
такой же температуры. Под воз-
действием температуры материал
приобретает необходимую плас-
тичность и под давлением рас
пределяется по оформляющей
Рмс. 2.24. Схема прямого прессо-
вания:
1 — плиты обогрева; 2 — прессуе-
мая деталь; J — матрица; 4 — вы-
талкиватель; 5— навеска полуфаб-
риката; 6 — пуансон
11
163
2.7. Формообразование прессованием в формах
полости, заполняя со. Полное закрытие формы (замыкание)
происходит в момент окончательного оформления детали.
Замыкание пресс-формы осуществляется с малой скоростью,
чтобы воздушные включения были вытеснены из полости.
Отформованное изделие выдерживают в пресс-форме под
давлением в течение некоторого времени, необходимого для
охлаждения термопластичного композита или нагрева термо-
реактивного материала, после чего пресс-форму открывают,
и изделие извлекают с помощью выталкивателя с усилием
При неправильном выборе режимов прессования или нека-
чественных материалах в изделиях могут появиться следующие
дефекты: пузырьки воздуха вокруг выступающих участков на
поверхности детали; места, содержащие недостаточное количест-
во связующего из-за избытка армирующего наполнителя; рас-
трескивание связующего и места, содержащие его избыток; ма-
товая поверхность и пятна на изделии.
Каждый дефект имеет свои причины возникновения; реко-
мендации по их устранению обычно отражают в таком доку-
менте, как технологический регламент.
Рассмотрим особенности прямого прессования.
а. При оформлении детали можно запрессовать в нее раз-
нообразную арматуру (винты, гайки, стержни и т.п.), которая
будет прочно удерживаться в детали.
б. Прогревание материала происходит постепенно от сте-
нок нагретой пресс-формы вглубь, и, следовательно, в про-
цессе формования изделия различные слои материала могут
иметь разную температуру.
в. Разность температуры по толщине изделия приводит к
образованию внутренних напряжений и дефектов в результате
неравномерного протекания процесса отверждения или вулка-
низации.
г. Имеется опасность повреждения тонких и мал о проч-
ных оформляющих элементов пресс-формы или впрессо-
вываемой в деталь арматуры, так как материал под давле-
нием начинает заполнять оформляющую полость еще до
того момента, когда он весь прогреется и приобретет до-
статочную пластичность. Для устранения этой опасности в
большинстве случаев программируют режим давления и
применяют несколько предварительных подпрес совок.
164
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Кроме того, с помощью под прессовки удаляют летучие и пары
влаги за короткий промежуток времени начальной стадии от-
верждения материала.
д* На отформованных изделиях всегда образуются заусенцы
(грат) в плоскости разъема пресс-формы.
Методом прямого прессования можно изготавливать изде-
лия из любых материалов, как термопластичных, так и термо-
реактивных. Практически этот метод применяют главным об-
разом для изготовления деталей из термореактивных КМ. Ис-
пользование его для формования деталей из термопластов не-
целесообразно, так как в этом случае необходимо попеременно
нагревать и охлаждать пресс-форму в течение каждого цикла
формования, а это в значительной степени увеличивает дли-
тельность процесса.
Примерные режимы прямого прессования деталей, на ко-
торые ориентируются при огработке процесса формования,
приведены в табл. 2.5.
Таблица 2.5
Примерные режимы прямого прессования
Наименование материала Температура, К Удельное д анлен не tnin/tnax, МПа Время въщержки. мин Усадка. ' %
'Термопластичные КМ 393-523 2/15 5-15 1-3
। Эластомеры 343-473 0.4/25 3-60 1-2
Термореактивные КМ 393-473 3,0/75 3-15 0,2-i,2
Премиксы 393-473 3,5-7,0 1-3 0,5-1,0
Различные методы пропитки армирующего материала и ре-
жимы прессе канн л позволяют получить содержание наполни-
теля в композите от 20 до 50 %.
Литьевое прессование
Литьевое прессование заключается в том, что прессуемый
материал загружают в загрузочную камеру предварительно зам-
кнутой пресс-формы (рис. 2.25). Нагреваясь от стенок загру-
зочной камеры и приобретая при этом необходимую пластич-
ность, материал под давлением литьевого пуансона поступает
через литниковый канал в оформляющую полость пресс-формы
165
2.7. Формообразование прессованием в формах
и заполняет ее. После выдержки, необходимой для затвердева-
ния, пресс-форму раскрывают и извлекают готовое изделие
вместе с литниковым остатком.
Рис. 1.25. Схема пресс-формы для литьевого прессования на прессах
с одним рабочим цилиндром:
1 — коническая обойма матрицы; 2 — клиновая матрица; J - загру-
зочная камера, 4 — литьевой пуансон; 5 ~ отформованное изделие; 6 —
выталкиватель, 7 — литниковый канал
Особенности литьевого прессования состоят в следующем:
а) можно изготавливать детали с малопрочной или сквозной
арматурой и детали с глубокими отверстиями малого диаметра,
так как материал поступает в оформляющую полость пресс-
формы уже в пластичном состоянии и не в состоянии оказать
на оформляющие элементы пресс-формы и впрессовываемую
арматуру значительных сил деформации;
б) процесс формования материала протекает быстрее, чем
при обычном прессовании;
в) в деталях, полученных литьевым прессованием, не воз-
никают большие внутренние напряжения вследствие меньшего
перепада температур по толщине стенок детали;
г) на деталях, изготовленных литьевым прессованием, прак-
тически не остается грата, так как оформляющая полость
пресс-формы, образуемая пуансоном и матрицей, плотно за-
мыкается еще до заполнения ее материалом. Точность соблю-
дения размеров деталей при этом методе высокая, а механи-
166
2 ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
ческая доработка деталей сводится только к отрезке литников
и зачистке мест сраза;
д) при литьевом прессовании расходуется больше материа-
ла. чем при прямом прессовании, так как материал заполняет
литниковые каналы и в загрузочной камере запрессовывается
его остаток;
е) пресс-формы для литьевого прессования сложнее и до-
роже пресс-форм для прямого прессования.
Методом литьевого прессования можно изготавливать из-
делия из резиновых смесей и порошкообразных пластических
масс. Пластмассы с волокнистыми наполнителями теряют до
50 % своей прочности. Слоистые пластики перерабатывать ли-
тьевым методом нельзя, так как материал не в состоянии
пройти из загрузочной камеры пресс-формы в ее оформляю-
щую полость через узкие литниковые каналы.
Пресс-формы для литьевого прессования отличаются от
пресс-форм прямого прессования тем, что они имеют загру-
зочную камеру доя прессуемого материала, отделенную от
оформляющего гнезда и связанную с ним литниковыми кана-
лами. Оформляющее гнездо литьевой пресс-формы перед прес-
сованием закрывают, а материал в него поступает уже в плас-
тичном состоянии из загрузочной камеры по литникам.
Существует два принципиально различных конструктивных
варианта литье вых пресс-форм — литьевые пресс-формы для
прессования на специальных прессах с двумя рабочими цилинд-
рами (рис. 2.26) и литьевые пресс-формы для прессования на
обычных прессах с одним рабочим цилиндром (см. рис. 2.25).
Для прессования детали в пресс-форме материал загружают
в загрузочную камеру, затем верхнюю половину пресс-формы
опускают на нижнюю и удерживают под давлением плунжера
верхнего рабочею цилиндра пресса, чтобы пресс-форма не
раскрылась при заполнении материалом. Под действием дав-
ления нижнего рабочего плунжера пресса поднимается литье-
вой пуансон и выдавливает материал из загрузочной камеры
по литникам в оформляющую полость. После окончания прес-
сования пресс-форму открывают и изделия выталкивают до-
полнительным ходом литьевого пуансона.
Метод позволяет развивать давления прессования до
35... 150 МПа для деталей из термопластов и термореактоплас-
167
2.7. Формообрэзоканме прессованием в формах
Рис. 2.26. Схема пресс-формы
для литьевого прессования на
прессах с двумя рабочими ци-
линдрами;
i — литьевой пуансон; 2 — загру-
зочная камера; 3 - плоскость
разъема; 4 — изделие; 5 — литни-
ковые каналы; 6, 7 — верхняя и
нижняя части матрицы
тов соответственно и получать
более сложные и точные по кон-
фигурации детали. Этому способ-
ствует и более высокая, по срав-
нению с прямым прессованием,
температура нагрева, снижающая
вязкость материала и ускоряющая
время формования.
Режим течения размягченного
материала через литниковый
канал матрицы не только прибли-
жает этот процесс к литью, но и
способствует более однородному
прогреву материала и снижению
тем самым уровня остаточных
внутренних напряжений в стенках
детали. К недостаткам метода
можно отнести небольшие разме-
ры формуемых деталей, сложность
изготовления матриц и меньший
коэффициент использования ма-
териала, чем при прямом прессо-
вании.
Термокомпрессионное прессование
С увеличением размеров или усложнением конфигурации
и конструкции изделий из термопластичных композиционных
материалов резко возрастают трудности по обеспечению тре-
буемого качества, так как возможности традиционных методов
формования и соответствующей технологической оснастки ог-
раничены. Жесткие пресс-формы с увеличением габаритных
размеров изделия становятся не рентабельными, повышаются
их стоимость и трудоемкость изготовления, кроме того, зачас-
тую отсутствуют прессы со столами необходимых размеров.
Процесс формования с помощью эластичных мембран при
температурах свыше 180 °C затруднен за счет их недостаточной
надежности, ограниченного числа циклов формования (как
правило, 1—3 цикла) и, как следствие, увеличения брака. По
168
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
этим причинам большой интерес представляет термокомпрес-
сионный метод формования изделий из ТКМ.
Технологическая оснастка для осуществления этого метода
(рис. 2.27) состоит из ограничительной части, изготавливаемой,
например, из металлов и эластичного формующего элемента (ЭФЭ),
характеризуемого КЛТР в диапазоне (250...500) 10 6 °C-1 . Собра-
нный пакет формуется в ограничительной части оснастки за
счет температурного расширения ЭФЭ при нагревании. Вслед-
ствие значительного различия КЛТР материалов ограничитель-
ной части оснастки (10...25) 10-6 °C'1 и ЭФЭ возникает дав-
ление формования, под действием которого пакет из ТКМ
уплотняется. Если ЭФЭ вставлен в ограничительную часть
оснастки с некоторым начальным зазором 8, то нагревание
оснастки до о предо ленной температуры сопровождается нарас-
танием давления р, которое можно рассчитать, используя фор-
мулу
р = кр&Т
Здесь к — коэффициент тсрмокомпрессии материала ЭФЭ,
характеризующий прирост давления внутри замкнутого объема,
в котором находится ЭФЭ, при его нагреве на 1 °C, МПа/°С:
_ а Е
где а . Е, р - КЛТР, модуль упругости и коэффициент Пуас-
сона материала ЭФЭ; лТ — разность между текущей темпера-
турой Т и температурой 76, при которой исчезает зазор между
ЭФЭ и О1раничительной частью оснастки.
Если считать О1раничительную часть оснастки абсолютно
жесткой, то для резин к„ ~ 0,5...0,7 МПа/°С. Поэтому при
нагреве до температуры 300 ПС и выше можно создать практи-
чески любое давление формования, необходимое для изготов-
ления изделий из ТКМ.
Метод*термокомпрессионного прессования можно осуще-
ствить с использованием двух основных типов технологической
оснастки: с постоянным (рис. 2.27, а) и переменным
(рис. 2.27. б) объемами формования.
169
2.7. Формообразование прессованием в формах
Q
Рис, 2-27, Оснастка ДЛЯ термокомпрессионного формования с постоян-
ным (д) и переменным (б) объемом;
1 — металлический пуансон; 2— металлическая матрица, 3— эластичный
формующий элемент; 4 - уплотняемый пакет; 5 — опорные планки; 6 -
фиксирующие элементы; 7 - датчик дамсния, 8 - направляющие
колонки-фиксаторы; 9 ~ упругие тарированные элементы
В первом случае объем оформляющей полости в течение
всего цикла формования остается постоянным. Регулируя зазор
между ЭФЭ и пакетом ТКМ, можно в широких пределах
изменять температуру начала воздействия и конечного уров-
ня давления формования.
В оснастке с переменным объемом один из элементов ог-
раничительной части выполнен подвижным, но подкреплен
упругими тарированными элементами. При повышении давле-
ния, заданного упругими тарированными элементами, проис-
ходит некоторое перемещение пуансона по колонкам, при этом
давление формования сохраняется на заданном уровне.
В оснастке с ЭФЭ можно одновременно формовать и
собирать изделия интегральной конструкции, например па-
нели различной конфигурации с внутренним силовым набо-
ром. Вследствие эластичности материала ЭФЭ и высоких
значений КЛТР извлечение ЭФЭ из различных поднутрений
осуществляется без особых затруднений. Одновременно обес-
печивается качественное уплотнение всех поверхностей,
включая поверхности с малым радиусом перехода.
170
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Повышение температуры переработки конструкционных
ТКМ сужает круг выбора материалов ЭФЭ. Особенность экс-
плуатации заключается в том, что ЭФЭ находятся в условиях
всестороннего сжатия в замкнутом объеме при повышенных
температурах. Таким образом, материалы ЭФЭ для переработки
ТКМ должны обладать следующими свойствами:
высокой эластичностью, необходимой для передачи давле-
ния равномерно по всем направлениям;
стабильностью свойств при длительном нахождении в ус-
ловиях замкнутого объема при температурах эксплутании;
значениями КЛТР не ниже 250 It) °С-!, постоянными
в процессе эксплуатации.
Установлено, что из серийно выпускаемых отечественной
промышленностью эластомеров только резины на основе си-
локсановых каучуков обладают свойствами, удовлетворяющи-
ми предъявляемым требованиям. Составы на их основе обес-
печивают различные значения КЛТР, обладают хорошей теп-
лопроводностью, высокой стабильностью размеров при много-
кратном использовании. При температурах до 200 °C матери-
алом ЭФЭ может быть резина на основе силиконового каучука
СКТВ-1.
При использовании термокомпрессионного метода прессо-
вания можно получать равнотолщинные изделия с качественно
отформованными стенками. При этом трудоемкость изготов-
ления технологической оснастки снижается, а уровень физи-
ко-механических характеристик повышается за счет более рав-
номерного распределения давления формования.
Особенности конструирования деталей с учетом
технологии прессования
Основные принципы конструирования изделий, получае-
мых методом прессования, помогают избежать ошибок на ста-
дии проектирования, если учитываются технологические воз-
можности метода формования.
При конструировании детали следует учитывать, что на ее
конечную форму и качество оказывают влияние:
геометрическая форма детали (габаритные размеры, толщи-
на стенок, наличие выступов, отверстий, арматуры, их взаим-
ное расположение и т.д.);
171
2.7. Формообразование прессованием в формах
технология изготовления деталей (температурные и времен-
ные режимы процесса изготовления, применяемые давления,
режимы охлаждения и т.д.);
ориентация материала при заполнении формы и время ее
заполнения.
Влияние формы детали на конечные размеры. Детали из тер-
мореактивных композиций, имеющие Т-образное поперечное
сечение, коробятся с утягиванием к основанию полки Т-об-
разного сечения, так как вследствие разного охлаждения внут-
ренняя часть охлаждается медленнее, чем наружная, что и
вызывает соответствующую усадку (рис 2.28, а).
Детали, имеющие подковообразное сечение (рис. 2.28, б),
деформируются в сторону разгибания (эффект остаточного
пружинения). Наличие пазов и вырезов на поверхности детали
влияет на протекание усадочных процессов, приводящих к
овальности деталей и искажению формы паза (рис. 2.28, ff).
Рис. 2.28. Влияние формы деталей на конечные размеры
о — уемка; £— остаточное пружение; в — искажения формы: — по чертежу;
----фактическое
Арматура отрицательно влияет на точность детали; размер
детали оказывается тем больше, чем больше число армируюших
вставок он пересекает. После извлечения из формы деталь
имеет изогнутость, обращенную выпуклостью в ту сторону, где
температура формы была больше. Отклонения от геометричес-
кой формы плоских поверхностей непосредственно зависят от
площади детали.
Технологические уклоны, радиусы. Прессовый уклон (конус-
ность) должен иметь направление и величину, обеспечивающие
нормальный разъем пресс-формы, извлечение оформляющих
элементов и изделия из пресс-формы. Уклон для несопрягае-
мых размеров назначают в диапазоне значений от 1,5 до 3°.
172
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Уклоны внутренних поверхностей и отверстий следует делать
большими, чем уклоны по наружному контуру деталей. При
назначении уклонов крупногабаритных и сложнопрофильных
деталей необходимо учитывать силы, возникающие при извле-
чении их из формы и предел прочности материала детали при
сжатии. Поэтому детали из материалов с низкими пределами
прочности при сжатии должны иметь увеличенные уклоны.
При конструировании прессуемых деталей рекомендуется
избегать поднутрений, препятствующих извлечению детали из
формы. При наличии поднутрений требуются дополнительные
плоскости разъема форм, что приводит к последующей зачист-
ке деталей.
Острые утлы у прессованных деталей не рекомендуются, их
можно сохранять только на гранях, примыкающих к плоскости
разъема пресс-формы. Радиусы скруглений должны составлять
не менее 1,5—3,0 мм.
Оформление стенок деталей. В силу особенностей физико-
механических процессов при прессовании стенки летали долж-
ны иметь равномерную толщину. В случаях, когда по условиям
прочности толщина стенок не может быть одинаковой, реко-
мендуется избегать резких переходов от одного сечения в дру-
гое.
Разнотолшинность деталей допускается не более 2:1 при
прямом прессовании и не более 2,5:1 — при литьевом.
Толщину стенки сложных сечений, за исключением отдель-
ных случаев, нс рекомендуется назначать свыше 10... 12 мм.
Минимальные значения толщины стенки определяют исходя
из прочностного расчета детали. Для ее уменьшения предус-
матривают ребра жесткости.
Толщина ребра жесткости не должна превышать толщину
стенки детали или ее элемента, к которому они примыкают.
Оптимальная толщина ребер жесткости должна быть нс более
0,6...0,К толщины сопрягаемой стенки.
Ребра жесткости рекомендуется располагать на прямых
участках элементов детали.
При конструирован ни ребристых панелей, днищ и крышек
с плоской поверхностью необходимо стремиться к диагональ-
ному', диаметральному или шахматному расположению ребер,
причем форма их сечения должна быть постоянной по всей
длине.
173
2.7. Формообразование прессованием в формах
Оформление резьб. В деталях, получаемых прессованием,
резьбы можно оформлять в процессе формования армирова-
нием и механической обработкой. Наиболее технологичны
резьбы, получаемые непосредственно формованием.
Силовые резьбы, а также резьбы на деталях, которые под-
вергаются частой сборке и разборке, рекомендуется армировать
металлом. Наиболее прочной является метрическая резьба с
шагом 1,5 мм.
Резьбу малого диаметра (менее 2,5 мм) не рекомендуется
использовать так же, как и мелкую резьбу с шагом менее 0,5 мм.
Оформление отверстий. Отверстия в прессуемых деталях
можно получить:
полным оформлением а пресс-форме;
частичным оформлением в пресс-форме с последующим
сверлением;
сверлением и другими способами.
Отверстия в деталях по форме должны быть простыми.
Сквозные отверстия являются более технологичными, чем глу-
хие.
Перемычку между соседними отверстиями или отверстием
и краем детали назначают не менее диаметра отверстия для
термопластичных композитов, а для термореактивных выбира-
ют по табл. 2.6.
Таблица 2.6
Размеру перемычек между отиерспио® или от отверстия до края детали
Размер отверстия, мм Перемычка между отверстиями, мм Перемычка от края изделия до отверстия, мм
Свыше 3 до 4 2,5 3,5
4 до 5 3,0 4.0
6 до 8 4,0 5,0
1(1 до 1 2 5.0 6,0
12 до 14 6.0 7,0
14 до 30 8,0 9,0
30 до 50 10,0 11,0
Максимальное отношение глубины вертикального отверс-
тия к диаметру зависит от метода прессования и диаметра
отверстия. Для диаметров от 3 до 50 мм это отношение нахо-
дится в диапазоне (2,5...5,0) для прямого прессования и в
174
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
диапазоне (5,0..Л5) — для литьевого прессования. Максималь-
ная длина горизонтальных отверстий нс должна превышать
двойного диаметра.
2.8. Формообразование намоткой
Получение конструкций методом намотки явилось в 60-х
годах подлинным прогрессом в технологии производства изде-
лий из ПКМ. Это закономерно, поскольку метод намотки
позволил получить высокопрочные материалы в конструкциях
аэрокосмической и ракетной техники и заключал в себе огром-
ные возможности совершенствования, многие из которых се-
годня реализованы.
Намотка — технологический процесс, при котором непре-
рывный армирующий наполнитель в виде нитей, лент, жгутов,
тканей, пленок пропитывается полимерным связующим, пода-
ется на оправку, имеющую конфигурацию внутренней поверх-
ности изделия и укладывается по ее поверхности в заданном
направлении. После получения необходимой схемы армирова-
ния, заданной толщины и структуры материала производится
отверждение изделия тем или иным способом и удаление оп-
равки. Иногда оправка может быть элементом наматываемой
конструкции, например, герметизирующей оболочкой.
Методом намотки изготавливают изделия, имеющие форму
тел вращения: Одилоны давления, баки, корпуса ракетных дви-
гателей, головные части, отсеки ракет, транспортно-пусковые
контейнеры, корпуса подводных аппаратов, стволы орудий и
корпуса снарядов, жидконаливные цистерны, трубопроводные
магистрали, коробчатые шпангоуты, воздухозаборники самоле-
тов, лопасти винтов вертолетов, различные профили, простран-
ственно изогнутые трубы и т.д.
Основным элементом перечисленных конструкций являет-
ся тонкостенная силовая оболочка. Геометрически она обра-
зована вращением двух плоских кривых вокруг неподвижной
оси, лежащей в плоскости этих кривых. Расстояние между
кривыми называют толщиной оболочки Лоб, а среднюю кривую
у = f (г) - образующей или меридианом (рис 2.29, а).
Структура материала оболочки создается в результате набо-
ра (намотки) л-го количества слоев, которые образуют узор
175
2. Я. Формообразование намоткой
намотки или схему армирования оболочки. При этом основным
элементом намотки является форма витка нитей, укладывае-
мого на поверхность. В зависимости от формы витка различают
спиральную и планарную (плоскостную) намотки.
Рис. 2.29. Геометрическое представление оболочки вращения:
а - основные геометрические формы; б — геометрические параметры
и положение нити на поверхности вращения общего вида; гп - радиус
полюсного отверстия
Спиральный виток представляет собой замкнутую (или ра-
зомкнутую) пространственную кривую. Главная разновидность
спирали — геодезическая кривая или линия, которая опреде-
ляется уравнением Клеро (рис. 2.29, б):
г sin Р = Я sin = const ,
где £=/ (г) - текущий угол намотки; R - максимальный радиус
вращения; ро — расчетный угол намотки.
Геодезическая линия - это кратчайшее расстояние между
двумя точками на поверхности, например прямая линия на
плоскости, винтовая линия на цилиндре, окружность большого
диаметра на сфере, все меридианы оболочек вращения.
При планарной намотке (например, при намотке по мери-
дианам и широтам) форма витка нитей представляет собой
плоскую замкнутую кривую.
Технология изготовления изделий из КМ методом намотки
имеет ряд преимуществ по сравнению с другими известными
методами переработки композитов в изделия. Важнейшими из
этих преимуществ являются, во-первых, возможность наиболее
176
2 ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИЙ
полной реализации в изделиях высокой прочности на растя-
жение волокон, составляющих намоточный материал, а во-вто-
рых, возможность обеспечения высокой степени автоматиза-
ции подобного технологичсеско! о процесса изготовления из-
делий на станках с программным управлением.
Наиболее эффективна укладка волокон и нитей в направ-
лении действия главных напряжений, появляющихся в мате-
риале вследствие действия силовых нагрузок, а также, если эти
волокна одинаково натянуты и прочно склеены между собой.
Одинаково натянутыми волокна оказываются лишь при намот-
ке нитей на тела, имеющие выпуклую поверхность типа ци-
линдра, сферы, овалоида. изотензоида, тора и других им по-
добных, называемых телами вращения. Поэтому технология
намотки изделий композиционными материалами и является
наиболее применимой для этого класса изделий.
Технологические способы намотки
В зависимости от способа нанесения связующего на волок-
нистый армирующий материал и обеспечения необходимого
содержания его в материале изделия различают несколько тех-
нологических способов формования изделий намоткой.
Способ “сухой” намотки заключается в том, что волокнис-
тый армирующий материал перед формованием предваритель-
но пропитывают связующим на пропиточных машинах, кото-
рые обеспечивают не только качественную пропитку', но и
требуемое равномерное содержание связующего в пренрего ка
основе стекло-, органо- и углевод окон за счет применения
различных растворителей для регулирования вязкости связую-
щего в процессе пропитки. Особенно эффективно применение
предварительно пропитанных ровингов, полотен стекло-, угле-
тканей и лент. Схема намотки изделия препрегом на станке с
программным управлением показана на рис. 2.30. Для про-
граммной намотки изделия, в зависимости от его сложности,
применяют 3-5 координат управления перемещением раекча-
дочного устройства (головки).
При использовании способа “сухой” намотки улучшаются
условия и культура производства, повьпггается производитель-
ность процесса намотки в 1,5 - 2 раза, появляется возможность
использования практически любого связующего: эпоксидного,
эпоксид но-фенольного. фенолформальдегидного, полиимид-
ного.
12 2-13
177
2.8. Формообразование намоткой
Рис, 2.30. Схема “сухой” намотки препрегом изделия:
1 — справка; 2 — бобина с препрегом; J — разделительная пленка, 4 —
нагреватель, 5 — суппорт; 6 - каретка; 7 — головка; 8 — устройство
натяжения, I...IV — степени подвижности станка
Способ “мокрой" намотки отличается тем, что пропитка
армирующего волокнистого материала связующим и намотка
на оправку совмещены. При способе “мокрой" намотки
(рис. 2.31) нити, предварительно подсушенные горячим возду-
хом, попадают из шпулярника на индивидуальные натяжатеди,
собираются в прядь и посту кают в пропиточно-натяжной тракт.
Пропитка армирующего волокнистого материала связующим
осуществляется одним из следующий способов: протягиванием
нитей через ванночку со связующим; контактированием с ро-
ликом, купающимся в связующем; принудительной пропиткой
в клиновой или вакуумной камере.
178
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Ряс. 2,31. Схема ;‘мокрой” намотки;
1 — шпули с нитями; 2- шпупярник; 3 - направляющие перемещения
намоточно-пропиточного тракта, 4 — спиральные слом; 5 — оправка;
6 - окружные слои, 7 — привод вращения, Ц — панночка со связую-
щим; 9- сформированная прядь
После пропитки излишек связующего отжимается, прядь
нитей натягивав ген, проходит через систему контроля и через
раскладывающее устройство поступает на вращающуюся оп-
равку, укрепленную на намоточном станке. Необходимая вяз-
кость связующего в данном случае обеспечивается выбором
соответствующей смолы и применением подогрева связующего
в пропитывающей ванне. Преимущество способа “мокрой”
намотки заключается в более низком контактном давлении
формования, что требует оборудования с меньшей мощностью
привода и лучшей формуемостью поверхностей изделия. Поэ-
тому способ “мокрой” намотки применяют, как правило, лдя
изготовления крупногабаритных ободочек сложной конфигу-
рации.
12
179
2.В. Формообразование намоткой
Существует и третий способ намотки, при котором сухой
армирующий материал наматывается на оправку, а затем про-
питывается связующим путем разбрызгивания его под давле-
нием из пульверизатора, вручную с помощью кисти, с исполь-
зованием давления или вакуума. Этот способ, называемый
намоткой с последующей пропиткой, ограниченно применяют
при изготовлении панелей сетчатой структуры или тонкостен-
ных оболочек, поскольку обеспечить качественную пропитку
известными способами не удается.
Для способа ‘‘мокрой” намотки характерным является сле-
дующее: невысокая скорость намотки, ограниченная скорос-
тью пропитки наполнителя связующим; невозможность обес-
печения равномерного содержания связующего но толщине
наматываемого изделия (особенно для толстостенных кон-
струкций); большое количество отходов связующего в виде
загустевших остатков в пропиточной ванне и выдавленного
излишка связующего из наматываемого изделия; загрязнение
намоточиопрбпиточпого тракта и рабочего места связующим;
невозможность применения высоковязких связующих (напри-
мер, термопластов).
Способ ‘‘сухой” намотки более эффективен, чем “мокрой’’,
и его преимущества заключаются в следующем: высокая про-
изводительность, так как скорость намотки не лимитируется
условиями пропитки наполнителя; стабильность степени арми-
рования, т е. соотношения наполнитель—связующее; высокая
воспроизводимость физико-механических характеристик от
одного изделия к другому; возможность применения больших
значений технологического натяжения; возможность использо-
вания препрегов, предварительно пропитанных высоковязкими
связующими, в том числе и термопластичными; лучшие тех-
нологические условия для намотки изделий, имеющих конус-
ность или сложные кривизны, за счет эффекта прилипания
препрега к оправке; благоприятные экологические последст-
вия.
Технологические схемы намотки
В зависимости от типа укладки армирующего волокнистого
материала в намотанном изделии различают следующие техно-
логические схемы намотки: прямая (окружная); спирально-
180
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
винтовая (тангенциальная, кольцевая); спирально-перекрест-
ная (спирально-продольная, спирально-поперечная); совме-
щенная спирально-кольцевая; продольно-поперечная; косо-
слойная продольно-поперечная; планарная (полюсная, орби-
тальная, плоскостная); тетранамотка; зональная.
Рассмотрим особенности перечисленных схем намотки.
Прямая (окружная) намотка. Ее применяют в тех случаях,
когда необходимо получить оболочку, длина которой равна или
меньше ширины наматываемой ленты (рис. 232). В качестве
армируюшего волокнистого материала при прямой намотке
используют, как правило, по-
лотна предварительно пропи-
танных тканей или тканых лент.
В случае, когда методом
прямой намотки требуется по-
лучить изделие, длина которого
намного превышает ширину,
применяют намоточные уст-
ройства с несколькими узлами
раскладки.
Спирально-винтовая намот-
ка (кольцевая, тангенциальная).
Сущность метода заключается в
укладке сформированной ленты
волокнистого материала (тка-
Pile. 2.3Z. Схема прямей намотки:
i — оправка; 2 — рулон с тканью
ная или однонаправленная) на поверхность оправки по винто-
вой линии. При этом витки, образованные непрерывной ук-
ладкой ленты, плотно прилегают между собой или имеют стро-
го постоянный нахлест, величина которого связана с числом
формуемых одновременно слоев заданной структуры.
Возможны два варианта укладки слоев армирующего мате-
риала:
однослойная укладка, при которой формуется слой толщи-
ной, равной толщине одной лепты, а ленты между собой ук-
ладываются строго встык (рис. 233, а);
многослойная укладка, при которой многослойная струк-
тура формируется за один проход раскладывающего устройства,
а лента укладывается на оправке с нахлестом, характеризуемым
параметром к (рис. 233, б).
181
2.8. Формообразование намоткой
Рйс. 2.33. Схема спирально-винтовой намотки лентой:
а — в один слой за один проход; б — в В/к слоев за один проход: 1 —
оправка; 2— наматываемая лента; катушка с лентой; -У шаг намотки
Этот метод широко используют в сочетании с другими
схемами намотки, особенно со спирально-перекрестной намот-
кой. Отдельно метод находит применение в тех случаях, когда
необходимо провести усиление в местах, где требуется повы-
шенная кольцевая прочность или жесткость (например, упроч-
нение металлических труб, стволов стрелкового оружия, пус-
ковых контейнеров и др.).
Этот метод намотки применяют в основном для изделий
цилиндрической формы. Однако возможна намотка изделий с
углом конусности ф £ 20 ° (Р > 70 °C) для "мокрого” способа и
ср 30 0 (Р > 60 °C) для “сухого” способа намотки.
Спирально-перекрестная намотка, При этом методе лента
армирующего материала заданной ширины В укладывается на
оправку с подачей 5, превышающей ширину ленты в целое
число раз. За прямой и обратный ход раскладывающего уст-
ройства (полный проход) формируется один спирально-пере-
крестный виток, закрывающий часть поверхности оправки.
При следующем проходе раскладывающего устройства лента
укладывается встык к ранее намотанной (рис. 2.34). Процесс
ведут до тех пор, пока не будет закрыта вся поверхность оп-
равки и, таким образом, сформирован полный двойной слой.
Для получения заданной толщины стенки формуемого изделия
проводят намотку нескольких таких слоев.
182
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Этот метод намотки наибо-
лее распространен; его широко
используют для изготовления
изделий, имеющих форму тел
вращения с произвольной обра-
зующей — цилиндров, конусов,
сфер, баллонов давления и др.
Метод имеет большой диапа-
зон возможностей по констру-
ированию различных схем ук-
ладки волокнистого армирую-
щего материала в соответствии
с действующими нагрузками.
Меняя угол намотки,
Рис. 2.34. Схема спиральна-пере-
крестной намотки;
I — оправка; 2 — лента; 3 - каретка
поперечного перемещения катушки
можно получить различное распределение нагрузок в продоль-
ном и окружном направлениях, т.е. распределяя армирующий
материал вдоль направления действия главных напряжений от
действующих нагрузок, можно достигнуть максимального ис-
пользования прочности исходных волокон в изделиях.
С этой целью на практике применяют разновидности
спирально-перекрестной намотки — спирально-продольную
и спирально-поперечную. В первом случае спиральные витки
чередуются с укладкой продольных слоев, а во втором — с
укладкой окружных (кольцевых) слоев. Такой технологичес-
кий прием позволяет реализовать множество схем армирова-
ния в изделии.
Совмещенная спирально-кольцевая намотка. Метод заключа-
ется в одновременной укладке армирующего материала, сфор-
мированного в ленте, на оправку с двух раскладывающих уст-
ройств, движение которых программирование задается враще-
нием оправки (рис. 2.35). Непременным условием данного
способа является то, что начало намотки спирально-винтовым
и спирально-перекрестным методами и их окончание должно
быть осуществлено в одно и то же время.
Метод применяют для изготовления намоткой изделий ци-
линдрической и конической формы с углом конусности не
более 20°.
Разработка такого усовершенствованного метода намотки
позволила: полностью автоматизировать процесс намотки обо-
183
2.8. Формообраюнанис намоткой
лочек; исключить вынужденную обрезку ленты армирующего
материала при переходе от намотки спиральных слоев к коль-
цевым, чТо упрощает силовое замыкание структуры; увеличить
производительность намотки на 35...40 %.
Рис. 2.35. Схема сонме [ценной спиральна-кольцевой намотки:
J — оправка; 2 — ленютропитываюший тракт спиральных слоев;
J - суппорт доя спиральной на мог ки; 4 — суппорт тангенциаль-
ной намотки; 5 — катушка для кольцевых слоев
При проектировании технологического процесса совме-
щенной спирально-кольцевой намотки возникает необходи-
мость оптимизировать схему армирования, чтобы максимально
использовать положительные стороны способа и выбрать тех-
нологические параметры кольцевой намотки для обеспечения
расчетной схемы армирования и соответственно несущей спо-
собности оболочки.
К технологическим параметрам современной спирально-
кольцевой намотки, определяющим конструкцию композици-
онного материала, относятся: полача суппорта кольцевой на-
мотки, ширина ленты кольцевой намотки, количество армиру-
ющего материала в ленте кольцевой намотки. Для равномер-
ного распределения кольцевой и спиральной арматуры по тол-
щине оболочки следует исходить из условия одновременности
завершения намотки спирального и кольцевого армирующего
.матерала в пределах одного спирально-кольцевого пакета.
184
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
В реальных конструкциях соотношение спиральных и коль-
цевых слоев, как правило, зависит от действующих на изделие
нагрузок, т е. на один спиральный слой может приходиться
два—три, а иногда и большее количество кольцевых слоев.
Недостатком рассматриваемой схемы намотки является на-
рушение регулярности структуры материала, проявляющееся в
виде образования многочисленных пересекающихся узлов.
Продольно-поперечная намотка. Технологическая схема та-
кого метода намотки показана на рис. 2.36, Вертлюг-дорн, на
котором по периметру установлены шпули с волокном, враща-
ясь синхронно с вращением оправки. перемещается при этом
вдоль оси оправки, укладывая продольные ленты. Одновремен-
но с раскладчика спирально-винтовой намоткой укладываются
кольцевые слои ленточного армирующего материала, фикси-
рующие ленты продольной укладки.
Этот метод, как правило,
применяют при “сухом*' ре-
жиме формования изделий.
Метод высокопроизводите-
лен, поэтому его используют
в серийном производстве то-
варов народного потребления
для изготовления лыжных
палок, удилищ, труб и т.п.
Косослойная продольно-по-
перечная намотка. Метод за-
ключается в том, что слой
продолыю-поперечною ар-
мирования формируется не на
всей длине оправки, а в пре-
делах технологической ленты,
Рис. 2,36, Схема продольно-попере-
чной намотки:
I - оправка; 2 - вертлюг катушек
продольных лент; 5 - катушка коль-
цевой ленты: 4 — наматываемая обо-
лочка; 5 - катушка продольной ленты
укладываемой на оправку спирально-винтовым методом с
малой подачей. Набор требуемой толщины стенки формуемого
изделия осуществляется обычно за один ход раскладывающего
устройства (рис. 2.37).
Формуемое изделие образуется путем спирально-винтовой
намотки на оправку псевдолснты. образованной лентой коль-
цевого армирования, состоящей из п прядей, и нитями осевого
армирования, подаваемых с вертлюга.
185
2.8. Формообразование намоткой
Рис. 2.37, Схема косослойной про-
до,1ьно-поперечной намотки;
1 — оправка; 2 — кятушка для нитей;
J — вертлюг для укладки осевых
нитей; 4 - ванна для пропитки
Пряди ленты кольцевого ар-
миро ван ня пропитываются свя-
зующим непосредственно в
процессе намотки “мокрым”
способом, пропитка сухих осе-
вых нитей осуществляется на
оправке за счет избытка связу-
ющего в ленте кольцевых пря-
дей.
Станки, осуществляющие
такую намотку, оснащены спе
циальными устройствами — вер
тлюгами, вращающимися во
круг движущейся ленты и осу.
ществляющими с большой ско
ростью поперечную обмотку
□той ленты. Так как намотку такой ленты на оправку проводят
с шагом значительно меньшим, чем ее ширина, то суммарный
нахлест с каждым битком увеличивается, и лента укладывается
с наклоном к образующей цилиндра (“косослойно”) до тех пор,
пока произведение шага ее намотки и числа оборотов, сделан-
ных оправкой, не станет равным ширине наматываемой ленты.
При этом нити ленты, ориентированные в окружном направ-
лении, являются несущей арматурой для окружных рабочих
напряжений, а перпендикулярные ленты волокна ее наружной
обмотки — несущей арматурой для осевых напряжений.
Такой метод намотки оболочек является особенно перспек-
тивным при намотке труб бесконечной длины, так как в этом
случае сразу, за один проход, наматывается вся расчетная тол-
щина трубы. В этом случае намоточные станки доукомплекто-
вывают туннельными печами, обеспечивающими быстрое от-
верждение связующего, а оправки — устройствами для переме-
щения изготавливаемой трубы вдоль ее оси.
Кроме того, его широко используют для изготовления на-
порных труб малого и среднего диаметров, а также конических
изделий с углом конусности не более 20°.
Планарная (полюсная, орбитальная, плоскостная) намотка.
Планарная намотка, называемая также полюсной, орбиталь-
ной, плоскостной осуществляется прядью нитей, лентой, жгу-
186
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ из ПОЛИМЕРНЫХ композиций
том на неподвижную в плоскости намотки и в пределах одного
витка оправку (рис. 2.38). Армирующий наполнитель уклады-
вается относительно продольной оси изделия под заданным
углом, близким к 0°, в зависимости от диаметров полюсных
отверстий. Устройство-раскладчик может быть неподвижным
относительно наматываемого изделия или может вращаться
вокруг неподвижной оправки (орбитальная намотка). После
каждого оборота оправка перемещается на расстояние, соот-
ветствующее одной ширине ленты, которая укладывается впри-
тык одна за другой, перекрывая всю поверхность оправки.
Готовый слой состоит из двух сложений, направленных в про-
тивоположные стороны относительно угла намотки.
Ряс. 2.38. Траектория при однослойной полюсной намотке
Планарную намотку можно применять в сочетании с коль-
цевой намоткой (рис. 2.39).
Тетранамотка. Этот метод намотки получил свое развитие
в связи с разработкой сухих отсеков летательных аппаратов,
имеющих цилиндрическую форму и подвергающихся дейст-
вию интенсивных сжимающих нагрузок, при которых суще-
ственную роль играет изгибная жесткость элементов струк-
туры оболочки и их прочность при сжатии.
Один из вариантов пространственно армированной оболоч-
ки, позволяющий повысить изгибную жесткость структуры при
сохранении высоких жесткостных и прочностных свойств в
плоскости укладки нитей, показан на рис. 2.40. Сетчатая обо-
лочка состоит из семейства ребер, образованных тетранамоткой
и уложенных под некоторыми углами ±р к образующей ни-
187
2.8. Формообразование намоткой
линдрической оболочке внутренней и наружной обшивок, ар-
мированных в кольцевом направлении.
Рис. 2,39, Схема орбитальной на-
мотки в сочетании с кольцевой под-
moi кой tio цилиндрической части:
i — ппранка; 2 — раскладчик; 3 —
кольцевые слои
Ркс, 2.40. Конструкция сетчатой
структуры:
/ — сетчатая оболочка; 2 — наружный
несущий слой
Метод непрерывной тетранамотки обладает коротким цик-
лом изготовления и практически безотходной технологией.
Схема тетранамотки сетчатой оболочки показана на рис. 2.41
Металлическая оправка для намотки состоит из корпуса с
поверхностным удаляемым слоем силоксано-каучуковой рези-
ны типа СКТВ, имеющей высокий КЛТР, и объемных техно-
логических штырей на торцевой части корпуса в местах изме-
нения направления укладки. В резиновом слое предварительно
вырезаются канавки, в которые при намотке укладывается ар-
мирующая лента. Углы укладки, количество ячеек, геометрию
ячеек, высоту ребер жесткости предварительно рассчитывают.
После заполнения канавки материалом на глубину, равную
высоте ребер, намотку прекращают и выполняют кольцевую
подмотку в районе технологических штырей. Намотку несущей
оболочки осуществляют непосредственно на сетчатую оболочку
обычным способом. После окончания намотки изделие отверж-
дают, затем на токарном станке отрезают технологический
припуск по краям оправки, снимают с оправки и удаляют
резиновый мешок.
188
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Рис. 2.41. Схема тетранамотки:
1 •" корпус оправки; 2 ~ резиновый мспюй с прорезанными канав-
ками; 3 — раскладчик станка; 4 — технологические штыри; 5
направлявшие ролики кол лиевых слоев; 4 — раскладчик кольцевой
намотки
Этим способом можно изготавливать как цилиндрические,
так и конические оболочки.
Зональная намотка. Этот метод намотки имеет ограничен-
ное применение: его используют в основном для намотки
сферических сосудов давления. В силу своей технологической
схемы его можно отнести к полюсной намотке. Единственным
отличием является наличие зонального движения оправки на
намоточном станке, которое позволяет формировать в изделие
ярко выраженные зоны, различные по толщине.
Появление зональной намотки в практике изготовления
сосудов давления, работающих под внутренним давлением,
объясняется исследованием наиболее рациональных схем ар-
мирования сосудов минимальной массы. Общий вид сферичес-
кого сосуда давления, изготовленного зональной намоткой,
показан на рис. 2.42.
Разнообразие способов получения изделий, имеющих
форму тел вращения, предоставляет широкие возможности для
выбора оптимальных конструктивно-технологически к решений
для создания прогрессивных конструкций из волокнистых
полимерных композитов. Вместе с этим практика создания
189
2.8. Формообразование намоткой
Рис. 2.42. Обший вид сфери-
ческого сосуда давления, из-
готовленного зональной на-
моткой :
1 — 5 — последовательно рас-
положенные зоны; 6~ штуцер
изделий из полимерных композитов
позволила выделить целый ряд отра-
ботанных и проверенных решений,
определяющих однозначные принци-
пы выбора того или иного способа
намотки. Например, крупногабарит-
ные (диаметром более 800 мм) ци-
линдрические однослойные и много-
слойные конструкции с кольцевыми
местами усиления жесткости целесо-
образнее с точки зрения получения
лучших технико-экономических пока-
зателей изготавливать метолом окруж-
ной намотки из предварительно про-
питанных тканых армирующих материалов.
Для получения труб большого диаметра, работающих в ус-
ловиях высокого внутреннего давления, хорошие результаты
дает способ продольно-поперечной намотки из предварительно
пропитанных лент с однонаправленной волокнистой структу-
рой. Дня получения труб малого диаметра (менее 400 мм)
применяют косослойную продольно-поперечную спиральную
намотку “мокрым” способом с использованием нитей и жгутов
армирующего материала и эпоксидных связующих. Достаточно
широкое распространение для производства напорных труб
малой длины получил способ окружной намотки полотнами
предварительно пропитанных тканей.
Создание баллонов высокого давления сферической и ци-
линдрической формы со сферическими цельно мотаным и дни-
щами стало возможным благодаря созданию и развитию теории
и метода спиральной намотки непрерывными лентами из во-
локнистых материалов по программируемым траекториям.
Намоточные станки
Наиболее универсальными в настоящее время являются
станки для спиральной и тангенциальной намотки токарного
типа (рис. 2.43). Такое название обусловлено тем, что намотка
190
2 ТЕХНОЛОГИЯ КОНСТРУКЦИЙ из полимерных КОМПОЗИЦИЙ
Рис. 2.43. Кинематическая схема 5-координатного станка для спи-
ральной намотки:
1 - оправка; 2— намоточно-пропиточный тракт; 3 - раскладывающее
устройство; 4 — направляющие движения каретки; 5 — пропиточная
ванна или нагревательное устройство Ш1Я препрегов, 6 — шпулярник
осуществляется при возвратно-поступатслыюм перемещении
каретки с нитераскладчиком вдоль оси х, причем вращение
оправки и скорость перемещения нитераскладчика имеют со-
отношение. обеспечивающее сохранение расчетного утла на-
мотки р на всех участках траектории витка.
Для реализации требуемого соотношения необходимо осу-
ществить следующие движения:
вращение оправки с постоянной угловой скоростью глав-
ного движения согл;
независимое возвратно-поступательное движение каретки
параллельно оси оправки х;
независимое возвратно-поступательное движение каретки
перпендикулярно оси оправки у;
разворот раскладывающего ролика по крену, тангажу и углу
рыскания <р.
Результирующее движение каретки по указанным осям оп-
равки представляет собой траекторию витка относительно вра-
щающейся оправки, которая с определенной точностью обе с-
191
2. К. формоопралпнаиис намоткой
печивает требуемый рисунок намотки. Среди зарубежных стан-
ков такого типа наиболее известны станки, выпускаемые фир-
мой “Bayer’* (Германия).
Развитие намоточных станков спиральной намотки идет по
пути создания станков портального типа, которые оснащены
современными компьютерными системами и на которых
можно наматывать изделия практически любой формы. Схема
одного из таких станков, выпускаемых французской фирмой
“Division plastrex’*, показана на рис. 2.44.
Р7 /77 777 777 77/ 777 777 777 777 /7/
Гис. 2.44. Окема устройств:) пачьтгочнеип с ганка портального типа.
/ - оправка; 2 — вертикальная каретка с раскладчиком; поднижяаи
задняя опора; 4 - верхний порт; 5 - компыагерЕшя система управлении
и контроля технологических параметров; 6 — шпиндель гл я вею го ди и
жения
В станках, предназначенных для продольно-поперечной на-
мотки, которые также относятся к станкам токарного типа,
имеется дополнительное устройство — вертлюг, охватывающий
оправку, вращающийся синхронно с ней, и одновременно пере-
мещающийся поступательно вдоль ее оси поочередно от одного
торца цилиндрического изделия к другому. По периметру вер-
тлюга размещены бобины с лентами намоточного материала из
армирующих нитей, предназначенных для укладки в продоль-
ном направлении. Ширину этих лент и их количество подби-
рают таким образом, чтобы чулком закрыть сразу всю цилинд-
192
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
1 1
1 t
Рис. 2.45. Схема станка
СНП-3;
7 - трасере а; 2 — каретка,
5 - направил юные карет-
ки, 4 - вертлюг; 5 - план-
шайба; 6 - оправка; 7 --
опора крепления оправки;
8 — стол; 9 — станина
рическую поверхность оправки. Бобины с примоточным мате-
риалом для поперечной намотки при этом размещают на суп-
порте станка, переметающемся синхронно с вертлюгом парал-
лельно оси оправки.
В России для намотки изделий, имеющих кривую продоль-
ную ось, был разработан намоточный станок СНП-3 (рис. 2.45).
Этот станок предназначен в основном
для намотки цилиндрических трубо-
проводов. Одной из главных конструк-
тивных особенностей стайка, определя-
емых его назначением, является тот
факт, что в процессе намотки нитера-
складчик вращается вокруг неподвиж-
ной оправки. Все перемещения рабочих
органов станка осуществляются по рас-
четной программе.
Для управления станком использу-
ют серийную систему программного
управления СЦП-5, информация в ко-
торую поступает от перфоленты. Ста-
нок имеет раздельные приводы, осу-
ществляющие движения по четырем
координатам (см. рис. 2.45): продоль-
ное перемещение стола с установлен-
ной на нем оправкой (координата х);
поперечное перемещение каретки с на-
матывающим устройством (координа-
та у); вращение планшайбы с бобинами
стеклонитей вокруг оправки (коорди-
ната г); поворот вертлюга с планшай-
бой вокруг вертикальной оси (координата ср).
Основные типы отечественных станков для спиральной и
продольно-поперечной намотки представлены в табл. 2.7.
Намотку' сосудов давления сферической, эллипсоидной,
изотенсоидной, чечевидной форм можно выполнить на станках
токарного типа, поэтому специальные станки для намотки
таких изделий серийно не выпускаются. Тем не менее появле-
ние схемы зональной намотки таких сосудов привело к созда-
нию двух незначительно различающихся моделей станков
марок СН-6 и НШБ-2.
13-243
193
2. В. Формообразование намоткой
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Основные технические характеристики станков марок СИ-6 и НШБ-Д
соотеетсгвенно:
s
Диаметр наматываемого баллона, мм.....
Зональный угол намотки, град..........
Число оборотов шпинделя, об/мин.......
200-650 10-360
7-90 10-90
1,5-20 2-25
На станке марки СН-6 (рис* 2,46) перед началом намотки
оправку закрепляют в опорных узлах на секторах в расчетном
положении (первая зона намотки). Синхронное вращение пра-
вого и левого секторов обеспечивается разрезными шестернями
(безлюфтовая передача). Главное движение осуществляется
двигателем постоянного тока, а скорость главного движения
регулируется сменными шестернями, расположенными в пе-
редней бабке. Скорость полярного вращения задается управ-
ляемым двигателем постоянного тока с редуктором. Намотка
одной зоны осуществляется за один оборот оправки вокруг
своей оси. Поэтому скорость полярного вращения и переда-
точное число редуктора подбирают так, чтобы за один оборот
Рнс. 2.46, Скема зональной намотки сферической оболочки на станке
СН-6:
/ - шнулярник с про пи течь и-натяжным фактом; 2 — сферическая
□пранка и намотанной .'юлой: 3 — вращающиеся сектора: 4 — опора дли
□си оправки; 5 - электромеханический привод станка; 6 - корпус
станка; 7 - двигатель полярного вращения; & - коллектор приводя;
£'-'гл — главнее движение оправки; ш — полярное вращение оправки;
— зональное движение (изменение зонального угла намотки у)
194
13
195
2.8. Формообразование намоткой
Рис. 2.47. Схема намотки лещовых
оболочек на станке СНТ-2:
} - композитная оболочка: 2 — намо-
точная головка; 3 — съемная катушка
с препрегом, 4 — система направляю-
щих роликов и устройство торможе-
ния; 5 — песчаная оправка
главного движения оправка сместилась на расстояние, равное
или меньшее ширины наматываемой ленты.
Перестановку оправки для намотки следующей зоны осу-
ществляют вручную по угловым рискам, нанесенным на сек-
торах. Положение оси оправки относительно оси главного
движения может изменяться в диапазоне от 10° до 80°.
Для намотки силовой и герметизирующей оболочек торо-
вых сосудов применяют малогабаритный торонамоточный ста-
нок марки СНТ-2 (рис. 2.47). Станок предназначен дня ради-
альной и спиральной намоток оболочек торовой формы, имею-
щих круговое, эллиптическое или произвольное сечение. Диа-
метр изготавливаемых изделий 300...500 мм, диаметр сечения
60..Л00 мм. Габаритные размеры станка 1200x800x1000 мм,
масса станка 100 кг.
Станок имеет разъемную
вращающуюся с постоянной
угловой скоростью головку,
центр которой совпадает с
центром меридионального се-
чения торовой оправки. Намо-
точная головка выполнена н
виде разъемного зубчатого
кольца, на котором установле-
но несколько катушек с пре-
прегом. С катушек лента пре-
прега (или прядь волокон)
сматывается на торовую оп-
равку, образуя слой композита
под углом или -р к мери-
диану оболочки. Кроме того,
на силовом кольце крепятся
фрикционное устройство для
торможения ленты, система
направляющих роликов, изме-
ритель натяжения нитей индукционного типа и ролик ~ рас-
кладчик наполнителя. Количество оборотов намоточной голов-
ки фиксируется при помощи электромеханического счетчика.
Скорость вращения головки изменяется дискретно в пре-
делах от 12 до 36 об/мин, что соответствует скорости намотки
196
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
4.... 12 м/мин. Расчетные углы намотки устанавливаются с по-
мощью двух гитар сменных шестерен и червячно-кулачкового
механизма, создающего ускоренное или замедленное вращение
червячного колеса, а следовательно, и оправки в нужный мо-
мент времени. Станок обеспечивает укладку нитей под углами
армирования р с точностью ±2°...2,5°.
Технологические оправки
Во всех случаях изготовления изделий намоткой применяют
специальную технологическую оснастку — оправку. Конструк-
ция оправки должна отвечать следующим требованиям: соот-
ветствовать геометрии и форме внутренней конфигурации из-
делия; обладать достаточной прочностью при сжимающих на-
грузках; не прогибаться под собственной массой; не проскаль-
зывать на валу; легко удаляться после отверждения изделия;
предусматривать установку закладных элементов; иметь глад-
кую и ровную поверхность.
В соответствии с конструктивным оформлением оправки
подразделяют на цельные, разборные и разрушаемые. Возмож-
но применение и комбинированных оправок, включающих в
себя элементы одноразового и многоразовою использования.
Цельные оправки. Такие оправки применяют в серийном
производстве при формовании изделий, из которых оправку
можно извлечь полностью (цилиндры, конусы, полусферы и
т.п.). В этих случаях извлечение оправки из изделия не пред-
ставляет принципиальных трудностей, если на ее поверхность
предварительно нанесено антиадгезионное покрытие. Для
обеспечения демонтажа поверхность цилиндрических оправок
выполняют с небольшим технологическим конусом
(1:100... 1:200). Цельные оправки изготавливают из сталей и
алюминиевых сплавов. Выбор материала оправки определяется
размером изделий, их точностью и масштабом производства.
Извлекают оправку вручную (если она небольшая), либо с
помощью специальных станков — кабестанов (в случае больших
изделий). Применение неразборных многоразовых оправок це-
лесообразно до диаметра изделий 500 мм.
Разборные оправки. Их используются при формовании из-
делий, из которых цельные оправки извлечь нельзя (цилинд-
рические оболочки с днищами, сферические оболочки с боль-
197
2-8- Фпрмопйразонанис намоткой
ши ми полюсными отверстиями). Для изготовления таких кон-
струкций применяют разборные металлические оправки
(рис. 2.48)
Рис. 2.48. Конструктивная схема металлической оправки:
I - разборные части оправки, формирующие днища сосудов; 2 —
цилиндрическая часть опрявкм; 3 - вал; 4 - гайки дня сборки частей
лниш; 5 - гайки креплен ня справки на валу
Разборная оправка разделена на три части, соответствую-
щие профилированным днищам и цилиндрической части обо-
лочки; каждая из них разрезана по образующей на тринадцать
секторов, один из которых плоский. Части оправки, форми-
рующие днища, устанавливаются в посадочных местах вала, а
затем после установки секторов цилиндрической части всю
оправку закрепляют гайками. Для демонтажа оправки доста-
точно извлечь вал и плоские секторы в каждой части, после
чего остальные секторы можно свободно удалить из отверж-
денной оболочки через ее полюсные отверстия.
Разборная оправка обеспечивает точность и жесткость кон-
струкции, является оправкой многоразового использования,
сравнительно легко удаляется из готового изделия. Однако
конструкция этой оправки сложная и процесс изготовления ее
дороже по сравнению с другими типами оправок.
Разборные многоразовые оправки целесообразно использо-
вать при изготовлении не менее 25 изделий диаметром от 500
до 1500 мм.
Разрушаемые оправки применяют в тех случаях, когда
контур изделия замкнутый или близок к такому (сферичес-
198
2 ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИЙ
кие, овалоидные, торовые оболочки с малыми полюсными
отверстиями). Для их изготовления можно использовать такие
материалы, как гипс, эвтектические соли и легкоплавкие ме-
таллы, песок, связанный раствором поливинилового спирта в
воде, парафине восковую смесь. Такие оправки получают ме-
тодами литья или прессования в специальных пресс-формах,
поверхность которых покрыта кремнийорганической или гра-
фитовой смазкой. Их недостаток заключается в том, что они
дают усадку, которая часто бывает неравномерной, а это при-
водит к нарушению точности размеров и геометрической
формы готовых изделий. Удаляются такие оправки механичес-
ким разрушением, вымыванием, выплавлением,растворением
в соответствующих жидкостях при нормальной или повышен-
ной температурах.
Наиболее широко на практике применяют песчано-поли-
мерные или аренальныс (в Древнем Риме — круглая или оваль-
ная посыпанная песком площадка) оправки.
В качестве примера приведем конструктивную схему
(рис. 2.49) и процесс изготовления удаляемых песчаных опра-
вок торовой формы. Оправка состоит из двух половинок, в
одну из которых впрессована втулка с уплотнительным коль-
цом. Эти детали, а также штуцер являются элементами запра-
вочного узла торового сосуда. Штуцер размещают во внутрен-
ней полости оправки и фиксируют в нужном положении с
помощью разжимной цанги и винта. Конус служит для опре-
деления места расположения штуцера, раздвигания нитей и
вытаскивания штуцера из оправки после окончания намотки.
Половинки торовых оправок изготавливают из смеси квар-
цевого песка и водного раствора поливинилового спирта в
алюминиевых пресс-формах. На 1 в.ч. ПВС марки “Совиол”
берут 8 в.ч. воды и 55...57 в.ч. однородного песка. Смесь
размешивают до равномерного состава и появления мелких
пузырьков воздуха во всей массе. Такая смесь обладает доста-
точной текучестью и легко заполняет замкнутый объем торовой
пресс-формы. Термообработку песчаных оправок любой
формы проводят при температуре 393 К в течение 1 ч.
Изготовленные половинки совмещают и обматывают тех-
нологической лентой шириной 20 мм из растворимой в воде
199
2.8. Формосбра зона н lit: нами!кий
ПВС-пленки марки ПВС-Э с целью прочного скрепления по-
ловинок между собой и предохранения поверхности гермети-
зирующей оболочки от прилипания к ней отдельных песчинок.
Изготовленные таким способом оправки являются жесткими и
прочными (осж = 9 МПа), имеют малую усадку, твердую и
гладкую поверхность, безопасны при изготовлении и дешевы.
Рис. 2,49. Конструктивная схема вымываемой песчаной оправки торовой формы
с закладными элементами штуцера оболочки и цанговым устройством для из-
влечения штуцера из оправки после намотки однонаправленного КМ:
!, 10 — верхняя и нижняя половины торовой оправки; 2 — поверхностный слой
из пленки ПВС-Э; J - схема укладки ленты, вырезанной из пленки ПВС-Э:
4 - штуцер, 5 - втулка; 6 — разжимная цанга, 7 - раздвижной конус; 8 -
фторопластовое уплотнение; 9 — установочный винт
Песчаную оправку и пленку ПВС-Э удаляют из готового
изделия путем вымывания горячей водой (/’= 333 К). В течение
20...30 мин оправка распадается на мелкие части и удаляется
через штуцер наружу, одновременно растворяется и вымыва-
ется водой технологическая пленка ПВСЭ.
Общая технологическая схема изготовления песчано-поли-
мерных оправок показана на рис. 2.50.
Далее будут приведены примеры конструкторских решений
оправок для намотки конкретных изделий.
Технологические параметры процессов намотки
В связи с тем, что материал наматываемых изделий фор-
мируется во время их намотки, его физико-механические свой-
ства в значительной степени зависят от технологического про-
200
2. ТЕХНОЛОГИИ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
цесса изготовления таких изделий, точности выдерживания его
важнейших технологических параметров.
| Шд][ОЙ тт|И1ль Ш[1ьн и хвщиалллв
____ г
f НЁдготпвкя сырья пл я фп^лпянил h
------------- --------------“Г..............................
|ПпдтатсннЦ натвриалпе для фирыпвзийя ta
| Формвапи iiamiirn ялвдннтпв
I _________,_____,_______ _ _
| Шип обработка пмчальга элементов '
____________________________ I
| Удал в ннв п нпвн на Э-'i еиентов да ФЙн h
--------------------- |
| Орка оправки |
i ~
|_ Тинарнвя обработка |
Рис. 2.50. Технологическая схема изготовления песчано-полимерной оправки
Основными параметрами, определяющими свойства ПКМ,
в соответствии с законом аддитивности, являются характерис-
тики компонентов и объемное содержание vB волокон в ком-
позите:
°К = UB ' СВ + (1 “ ив) ' °£Е
Здесь ок, ов , о*в — прочности компонентов, волокон и связу-
ющего соответственно.
Из уравнения видно, что с увеличением коэффициента
армирования предел прочности однонаправленного КМ ли-
нейно возрастает. Однако эксперименты показывают. что су-
ществует оптимальное значение коэффициента и°пт (рис. 2.51),
при котором ок достигает своего максимума (ст[™х) при растя-
жении. Так, для однонаправленных стеклопластиков ивпт =
= 0,70...0,72, а для органо- и углепластиков ивпт = 0,60...0,65.
Это объясняется тем, что предельные значения коэффици-
ента армирования зависят от геометрии упаковок волокон. Так,
для круглых волокон в зависимости от схемы их упаковки (см.
203
2.8. Формообразование намоткой
рис. 2.51) предельные значения и£п7 = 0,907 (гексагональная
укладка), и™7 = 0,785 (тетрагональная укладка). Другое огра-
ничение связано с выбором минимального значения толщины
6niin прослойки связуюшсго между волокнами, которое при-
ближенно оценивают следующим образом:
где есв иев~ относительные деформации волокна и связующего
Рис. 2.51. Качественная зависимость прочности ПКМ от коэффици-
ента армирования:
I теоретический предел прочности ПКМ, 2 - практический предел
прочности ПКМ
Связующее
Волокно
QJS5)
Тетссгпьсльнпя укладка
СЗязук
d
SfMOKHQ
Гексагональная укладка
Объемное содержание волокон в ПКМ всегда меньше мас-
совою содержания вследствие наличия пор и воздушных вклю-
чений в материале. Соотношение между объемным и массовым
содержанием волокон определяется выражением
мае
„<Л =------------------------
t (1 - иГ) Рсв^Рв
где рсн, ри — плотности связующего и волокна соответственно
202
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Очевидно, что соотношение между объемным и массовым
содержанием в системе наполнитель—связующее в основном
определяется технологией изготовления. И в первую очередь
оно зависит от следующих факторов: натяжения армирующего
наполнителя, его вида; вязкости и температуры связующего и
температуры разогрева препрега; скорости намотки.
При способе “мокрой” намотки все эти параметры необ-
ходимо контролировать в ходе технологического процесса из-
готовления изделия. При способе “сухой” намотки процессы
получения намоточного материала и изготовления силовой
оболочки разделены, и параметрами, подлежащими обязатель-
ному контролю, являются технологическое натяжение ленты,
скорость намотки и температура разогрева препрега. В этом
случае остальные параметры отслеживаются в процессе полу-
чения ленты-препрега. Преимущества метода “сухой” намотки
заключаются в возможности обеспечения качественного кон-
троля и выдерживания оптимальных значений перечисленных
выше технологических параметров при изготовлении намоточ-
ного материала.
Натяжение армирующего наполнителя, Выбору технологи-
ческого натяжения пряди нитей или ленты препрега при на-
мотке уделяют большое значение.
]. Натяжение должно создавать нормальное давление на
оправку с целью уплотнения материала в процессе формования
изделия. Нормальное давление можно рассчитать, используя
формулу
рн = А ♦sin? Р .
где — растяжение ленты; / — ширина ленты; R — радиус
оправки; р — угол намотки.
Зная давление, можно определить, достаточное ли оно для
уплотнения материала, с одной стороны, и не вызовет ли оно
прогиб оправки или ее разрушение, с другой.
2. Натяжение должно обеспечивать получение высоких ме-
ханических характеристик материала за счет одновременного
включения всех нитей (волокон) в работу Наиболее значитель-
но натяжение нитей влияет на предел прочности однонаправ-
ленных КМ. Многочисленные эксперименты показывают, что
203
2.8. Формообразование намоткой
для однона] ipawieиных стеклопластиков оптимальным является
натяжение нити ди = (0,05...0,15) <7^, для орган о пластиков
ди = (0,25...0.36) а для однонаправленных углепластиков
дн = (0,02...0,07) <7рад, где i/pa3 - разрушающая нагрузка на ленту.
3. Натяжение должно обеспечивать равномерное содержа-
ние связующего в материале по тол шине, особенно при намот-
ке толстостенных изделий. В этом случае натяжение наполни-
теля программируют так, чтобы натяжение сначала увеличи-
лось, а затем уменьшилось при достижении заданной толщины
стенки изделия.
4. Натяжение должно снижать начальный уровень несовер-
шенства арматуры (искривления). Необходимое натяжение со-
здается в намоточно-пропиточном (нитепроводном) тракте от
щпулярника до наматываемого изделия. Нитепроводные трак-
ты являются важнейшим элементом намоточного станка.
Основные принципы построения нитетрактов следующие:
нитетракт должен быть (по возможности) коротким;
конструкция элементов нитетракта должна обеспечивать
минимальное травмирование волокон и не способствовать их
пушению.
Для выполнения этих требований необходимо, чтобы ко-
личество перегибов армирующего материала и касаний им
элементов нитетракта было минимальным; нити перед пропит-
кой были отделены одна от другой (рис. 2.52, д—а); радиусы
перегибов состав, вши не менее 10.15 мм; в местах касаний
лепты деталей нитетракта не было защемлений.
Кроме того, нитетракт должен быть удобен при заправке
арматурой и при обрыве нитей в процессе намотки; коэффи-
циент усиления натяжения тракта должен быть близок к по-
стоянному; все элементы нитепроводного тракта, контакти-
рующие с арматурой, должны иметь полированную или хро-
мированную поверхность и высокую стойкость к истиранию
(эффективно применение керамики и фторопласта).
В схеме нигспроводного тракта нельзя четко выделить зону
создания натяжения, так как все элементы и узлы тракта в той
или иной степени влияют на уровень натяжения. Однако в
тракте есть элементы, регулирующие уровень натяжения, ко-
торые называют натяжителями. Некоторые схемы устройства
натяжителей нитей, прядей нитей, лент показаны на рис. 2.53.
204
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Все устройства имеют механические регуляторы натяжения —
тормозные механизмы или нажимные грузики.
Механические натяжители обеспечивают разнонатянутостъ
арматуры в пределах +0*2 кг.
Рис. 1*52. Схема формирования ленты перед протяжкой:
а — прямым стержнем; изогнутым стержнем с прямыми плечиками;
в — кольцом; г — гребенкой; / - линия, параллельная осн оправки
Параметры процесса пропитки наполнителя. Как известно,
для каждого вида армирующего волокнистого наполнителя суще-
ствует оптимальное с точки зрения прочности формируемого ком-
позиционного материала, процентное содержание его в единице
объема. Для большей части применяемых при намотке напил ее и-
тслей оптимальное содержание составляет примерно 50...70%.
205
2.8. Формообразование намоткой
Рис, 2,53, Схемы устройств натяжения пряди нитей или ленты
Изменение этого технологического параметра неизбежно при-
водит к снижению прочности материала. В свою очередь объ-
емное содержание армирующих нитей в изделии зависит от
многих параметров процесса получения намоточной ленты:
вязкости полимерного связующего, скорости протягивания
нитей через пропиточную ванну, количества и плотности упа-
206
2 ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
ковки одновременно пропитываемых волокон, а также их спо-
собности к смачиванию данным типом связующего.
Вязкость связующего на практике определяют с помощью
простых вискозиметров типа ВЗ-4 и измеряют ее в секундах.
Согласно измерениям по ВЗ-4, вязкость — это время, за кото-
рое вытекает 100 мл связующего из конической воронки, имею-
щей диаметр выходного сечения 4 мм. Чем меньше вязкость
связующего во время соприкосновения с армирующими волок-
нами, тем лучше пропитка намоточного материала, тоньше его
слой на каждом волокне и, следовательно, выше объемное
содержание наполнителя в КМ и конечная прочность этого
материала. С целью уменьшения вязкости связующего в него
добавляют растворитель типа ацетоноспиртовой смеси, родст-
венный высокомолекулярный полимер или дополнительно по-
догревают его.
Следует заметить, что подогрев связующего во время про-
питки нужно осуществлять кратковременно и до определенных
температур, так как это может привести к ускорению реакции
полимеризации и к еще большему увеличению его вязкости.
С целью уменьшения наноса связующего на протягиваемую
через него ленту на выходе из пропиточной ванны устанавли-
вают отжимные валки или острые скребки, снимающие излиш-
ки связующего с верхней и нижней сторон намоточной ленты.
При способе “мокрой” намотки содержание наполнителя
в композиционном материале может изменяться по толщине
изделия: уменьшаться по мере удаления слоя от поверхности
технологической оправки. Это происходит вследствие того, что
сжимающие силы в материале, возникающие от технологичес-
кого натяжения наматываемой ленты, суммируются пропорци-
онально нарастанию толщины стенки изготавливаем ого изде-
лия, и жидкое связующее выдавливается, мигрируя от нижних
слоев к верхним. Получившееся в результате этого процесса
соотношение между содержанием наполнителя и связующего
фиксируется при отверждении, что приводит к неод но времен-
ности включения слоев в работу при нагружении эксплуатаци-
онными силами.
При “сухом” способе намотки фиксация этого важнейшего
технологического парам игра происходит уже при подсушке на-
моточной ленты в нагревательной камере, обеспечивающей
207
2.8. Формообразование намоткой
удаление растворителя и частичную полимеризацию термо ре-
активно го связующего. Поэтому при такой технологии изго-
товления изделий выдавливания связующего из нижних слоев
в верхние почти не происходит.
В происссс непрерывной намотки изделий и производстве
препрегов используют в основном два способа пропитки: про-
питка окунанием арматуры в ванночку (рис. 2.54, б?); пропитка
па вращающемся барабане, так называемый "‘типографский”
способ (рис. 2.54, 6).
Рис. 2.54. Л.е^’ способа пропитки наполнителя:
а - пропитка окунанием; б — пропитка на вращающемся барабане;
J — нити, сматываемые со игпулярникэ; 2 - направляющие ролики;
J- механизм подачи пропитанной ленты на оправку; 4 ••• устройство
формирования лепты ил пряди; 5- валики, регулирующие угол охвата
лентой барпбана; 6 — барабан
Вторая схема более предпочтительна, поскольку упрощает
обслуживание и позволяет перейти на нагрев связующего не
во всем объеме ванночки, а только в зоне пропитки, что
существенно снижает температуру связующего в ванночке и
резко увеличивает его жизнеспособность.
В соответствии с первым способом связующее нагревается
во всем объеме ванночки, поэтому жизнеспособность связую-
щего,, например ЭДТ-10, не превышает двух часов. Большим
недостатком этого способа является необходимость введения
системы тсрмостатирования связующего, регулирования и за-
качки теплоносителя (глицерина, масла, воды) с обеспечением
герметичности. Нарушение герметичности приводит к попада-
нию теплоносителя в связующее и необратимому браку изде-
лий.
208
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
При пропитке окунанием перемешивание связующего в
ванночке происходит за счет движения ленты, при барабанной
пропитке — вследствие вращения барабана, что повышает ин-
тенсивность перемешивания, выравнивает температуру связу-
ющего и улучшает качество пропитки. Тем не менее оба метода
не позволяюг существенно повысить жизнеспособность связу-
ющего.
Этого недостатка лишен радиационный метод напева
ленты и связующего в зоне пропитки при барабанном способе.
Простым подбором расстояния от инфракрасного нагревателя
до зоны пропитки обеспечивается нужная температура в этой
зоне. За счет того, что нагреву подвергается локальный участок,
значительно снижается потребляемая мощность. Однако и этот
способ имеет два недостатка: трудность организации контроля
и регулирования температуры связующего в зоне напева и
пропитки; зависимость качества прогрева от скорости движе-
ния ленты (пропитки).
Однако резкое уменьшение температуры связующего во
всем объеме ванночки, увеличение живучести и. как следствие,
времени межонерационных промывок нптетракта, а также сни-
жение требований по температуре к доливаемому связующему
в процессе его расходования делают этот способ наиболее
перс пекти иным.
Переработка связующего при повышенных температурах,
приводящая к сгуеткообразованию и преждевременному час-
тичному отверждению связующего, выражающемуся в быстром
нарастании вязкости, предъявляет определенные требования к
ванночкам. Это, прежде всего, отсутствие застойных зон, где
массообмен затруднен и “старое” связующее может стать цент-
ром нарастания вязкости во всем объеме.
Для непрерывного процесса намотки необходимо, чтобы
ванночки были быстросъемными, причем в комплекте ните-
тракта их должно быть нс менее двух. Ванночка и узлы, ос-
тающиеся на тракте, должны быть скомпонованы таким обра-
зом, чтобы все участки были доступны к промывке раствори-
телями. Особенно это относится ко всякого рода втулкам,
подшипникам, пробкам и узлам трения, в которые не исклю-
чено попадание связующего. Выполнение конструктором этих
Н 243
209
2.8 Формснтбразованне намоткой
условий существенно облегчил эксплуатацию оборудования и
повысит надежность процесса намотки.
Параметры процесса отверждения полимерного
композиционного материала
Процесс превращения полимерного связующего из жидкого
состояния, в котором оно лучше пропитывает волокнистую
арматуру, в твердое называют полимеризацией или отвержде-
нием. Для некоторых смол (например, полиэфирных) отверж-
дение наступает в результате реакции поликонденсации. Наи-
более эффективно отверждение связующего осуществляется
при najpeae материала. Полимерные связующие, у которых
отверждение является необратимым процессом, называют тер-
мореактивными. Полимеры, которые при нагревании могут
повторно переходить в жидкое или пластичное состояние, яв-
ляются термопластичными смолами. Режимы процесса отверж-
дения определяются видом применяемого полимерного связу-
ющего и входящего в его состав отвердителя, а также толщиной
стенки намотанной оболочки, частично ее размерами и фор-
мой.
Наиболее технологичными отвердителями для процесса
намотки являются отвердители, обеспечивающие ускорение
отверждения полимера при нагревании изделия до опреде-
ленных температур, способствующих сшивке молекул и об-
разованию сетчатых структур. Для распространенных эпок-
сидных связующих такими отвердителями являются соеди-
нения на основе алифатических и ароматических аминов
Например, ТЭАТ (триэтаполаминтитанат) обеспечивает до-
вольно длительную жизнеспособность эпоксидного компаун-
да типа КДА (ТУб-05 1380—76) при комнатной температуре и
достаточно быстрое его отверждение при нагреве до 455 К.
Схематично процесс отверждения эпоксидного связующего
в нагревательной печи выглядит таким образом (рис 2.55):
нагрев до температуры гелеобразования связующего Гг (по-
рядка 350...393 К); она соответствует'температуре формирова-
ния полимерной сетки, при которой связующее утрачивает
текучее состояние, теряет жизнеспособность и технологич-
ность;
выдержка для обеспечения прогрева всей массы изделия;
210
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
нагрев до температуры стеклования 7^а, при котором свя-
зующее твердеет;
повышение температуры до оптимальной температуры от-
верждения (около 453 К);
выдержка до окончания полимеризации связующего:
охлаждение до комнатной температуры.
Рис. 2.55. Типовой график термообработки ПКМ на основе
эпоксидного связующего
В процессе отверждения в материале (в волокнах и связу-
ющем) возникают усадочные напряжения за счет уменьшения
объема (2. -30 %) жидкого связующего при его затвердении.
При этом связующее испытывает растягивающие, а волокна —
сжимающие напряжения. Кроме того, вследствие различия ко-
эффициентов линейного расширения волокон и связующего в
них возникают термические напряжения, как правило, того же
знака. Эти напряжения снижают (компенсируют) технологи-
ческое натяжение нитей при намотке.
В связи с тем, что КМ на основе полимерных связующих,
как правило, имеют довольно низкую теплопроводность, при
больших толщинах намотанного и помещенного в печь изделия
возможны случаи, когда на его наружной поверхности, сопри-
касающейся с на1ретым воздухом, уже началась реакция поли-
меризации связующего, в то время как глубинные слои у
технологической оправки еще не прогрелись до этой темпера-
туры. По этой причине толстостенные трубы нередко имеют
дефекты в виде расслоений и межслоевого растрескивания. Для
борьбы с этими явлениями либо увеличивают время выдержки,
обеспечивающей прогрев изделия при более низкой те м пера-
1Г
211
2.Е. Форчообраюиание намоткой
туре, либо применяют процесс изготовления, заключающийся
в чередовании послойной намотки с операцией отверждения.
Для некоторых синтетических смол, использующихся при
намотке, например фенольных, кроме термообработки в про-
цессе отверждения необходимо обеспечить давление по наруж-
ной поверхности изделия. В этом случае отверждение изделий
осуществляют в автоклавах при давлениях на формуемую по-
верхность порядка 0,35...0,7 МПа, передаваемых от жидкого
или газового рабочего тела через эластичный мешок или диа-
фрагму.
Применение обжатия КМ при его отверждении, обеспечи-
вающее мополитизацию материала и получение изделий с улуч-
шенными физико-механически ми свойствами, нередко прово-
дя! и при использовании других видов связующих. Для этих
целей кроме автоклавного формования применяют:
вакуумное формование с эластичной диафрагмой:
формование под действием теплового расширения;
формование с обжатием термоусаживаюшейся лентой.
Первый из этих способов используют в тех случаях, когда
нельзя применять автоклавы из-за больших геометрических
размером изделия, например для труб длиной около 10 м и
выше. Основные стадии такого процесса заключаются в по-
слойной укладке материала, подготовке системы отверстий для
выпуска газов, излишков связующего и формовании надевае-
мой сверху диафрагмой. Эластичную диафрагму, соответствую-
щую конфигурации формуемой детали, размещают нал уло-
женными слоями материала, подключают к выпускной систе-
ме, вакуумной линии и уплотняют по линии стыка. Обычно
сначала создают небольшой вакуум, чтобы разгладить поверх-
ность диафрагмы, а затем окончательно вакуумируют и нагре-
вают систему. В большинстве случаев вакуум поддерживается
на протяжении всего цикла нагрева и охлаждения.
Один из методов формования под действием теплового
расширения заключается в намотке нескольких слоен резины,
например силиконовой, на намотанные или уложенные слои
композиционного материала и в размещении всего этого пакета
в .металлическую жесткую форму, которую, в свою очередь,
помещают в нагревательную печь. При повышении температу-
ры резиновая масса расширяется в большей степени, чем ог-
212
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
раничивающая ее металлическая оснастка, что вызывает дав-
ление-па отверждаемый материал. Благодаря этому отпадает
необходимость в приложении внешнего давления, как это де-
лается при автоклавном формовании. При использовании си-
ликоновой резины не требуется применять дополнительную
антиадгезионнуто подложку, гак как эта резина обладает низкой
адгезией к большинству применяемых связующих. Если масса
резины при таком обжатии выбрана без учета объема внутрен-
ней полости охватывающей оснастки, может развиться очень
высокое давление — до 5,6 МПа.
Тканые ленты из кремнеземных нитей обладают способ-
ностью усаживаться (уменьшать свою длину на 5...7 %) при
нагревании до 500...600 К. Подобные ленты применяют для
уплотнения материала, намотанного на жесткую технологичес-
кую оправку', при его отверждении в нагревательной печи. Если
у витков термоусаживаюшейся ленты отсугствует возможность
взаимного проскальзывания, то, укарачиваясь, они обеспечи-
ваю! прижатие расположенного под ними слоистого материала
к оправке, монолита зируют его, в результате чего повышаются
физико-механические характеристики изделия.
Широко распространенная термообработка изделий в печах
с целью отверждения связующего в К.М наряду с простотой
обладает и рядом технических недостатков.
Во-первых, очень много времени и энергии расходуется на
разогрев и выдержку изделия при расчетных температурах.
Во-вторых, возникают технические трудности с отверждением
изделий, имеющих большие габариты, из-за отсутствия соот-
ветствующих печей. Кроме того, при отверждении толстостен-
ных изделий трудно разогреть только наружную поверхность.
Все эти недостатки значительно снижают эффективность и
коэффициент полезного действия применяемых в настоящее
время печей и вынуждают исследователей искать другие ис-
точники нагрева и методы отверждения полимерных смол.
Один из наиболее перспективных методов — разогрев свя-
зующего под воздействием сверхвысоко частотно го электромаг-
нитного поля, при котором дипольные молекулы полимера,
колеблющиеся синхронно изменению частоты, за счет внут-
реннего трения очень быстро разогреваются до высоких тем-
ператур одновременно во всем объеме изделия. Интересными
213
2.Н. Формообразование намоткой
также являются исследования по радиационно-химическому
отверждению связующих под действием ускоренных электро-
нов. Имеется информация о том, что применение последнего
метода обеспечивает не только ускорение процесса, но и по-
вышение физико-механических параметров материала.
Иногда для ускорения процесса отверждения, например
при массовом выпуске изделий, в связующее добавляют ката-
лизаторы, активные химические добавки, способствующие су-
щественному убыстрению процесса полимеризации. Известны
случаи, когда под воздействием таких добавок и интенсивного
дополнительного нагрева изделий при помощи кварцевых ламп
отверждение связующего осуществлялось за 15..20 мин.
Особенности конструирования изделий с учетом технологии
намотки
Детали, изготавливаемые намоткой, должны быть симмет-
ричными, иметь форму тела вращения, однако возможно из-
готовление несимметричных конструкций, а также конструк-
ций, имеющих прямоугольное сечение.
Конструкции деталей, получаемых намоткой, могут быть с
заполнителями (пенопластовые блоки, соты, шпангоуты,
стрингеры и т.п ), а также иметь любые закладные элементы
из металлов или неметаллов.
Конфигурация детали должна обеспечивать возможность
съема детали с неразборных оправок, для чего необходимо
предусмотреть:
необходимые уклоны, особенно дпя длинных изделий (на-
пример, труб):
минимальные внутренние радиусы (5 мм);
отсутствие поднутрений (поднутрения возможны при ис-
пользовании разрушаемых или разборных оправок).
Толщины стенок дета™ могут быть практически любыми,
но ле менее двух толщин армирующего наполнителя; макси-
мальная тол шина стенок устанавливается прочностным расче-
том.
В области резких изменений конфигурации детали, а также
в зоне контакта деталей возникают повышенные напряжения
с ограниченной зоной распространения (местные напряже-
ния), в этом случае деталь должна иметь конструктивные эле-
214
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
менты, воспринимающие эти напряжения (например, утоли те-
ния. шпангоуты, закладные элементы и т.д.).
Закладные детали в намотанные изделия могут быть вмо-
таны, вклеены, приклепаны глухой или открытой клепкой или
размещены между слоями в многослойных конструкциях.
Коифигурация отдельных элементов намотанных изделий
(утолщения, шпангоуты, бобышки и т.д.) должна быть по
возможности однородного сечения. В трехслойных конструк-
циях утолщения рекомендуется располагать над шпангоутами
с целью предотвращения деформации наружной оболочки при
намотке и термообработке утолщений (рис. 2.56, а, б).
Рис. 156. Конструктивные решения утолщений (с) и закладных
элементов (й):
I — утолшелие; 2 — намотанная оболочка < наружная и внутренняя),
J - шпангоут
Изделия, работающие под внутренним давлением газов или
жидкостей, должны иметь герметичную стенку. Герметичность
может быть обеспечена:
за счет изготовления герметичного слоя из нетканых мате-
риалов, пропитанных связующим, имеющим хорошие дефор-
мативныс характеристики;
вследствие формования герметизирующей оболочки (лей-
нера) из металлов, резин, пленок, термопластов.
215
2.9. Формообразование пултрузией
Материал герметизирую!пего слоя должен но возможности
отверждаться одновременно с силовыми слоями оболочки, вы-
держивать максимальные температуры термообработки и обла-
дать полной или частичной совместимостью с матер излом обо-
лочки. Изделия, получаемые намоткой, должны быть сконс тру-
ированы так, чтобы по возможности нс требовалась механи-
ческая обработка после их отверждения Любое перерезание
волокон приводит, как правило, к снижению несущей способ-
ности изделия.
2.9. Формообразование пултрузией
Пултрузия — технологический процесс формования длин-
номерных профильных деталей путем непрерывного протяги-
вания армирующего материала, пропитанного связующим,
через формующую нщретую фильеру (рис. 2.57). Этот процесс
аналогичен процессу экструзии, в котором заготовка продав-
ливается через формующую фильеру под действием давления,
создаваемого в экструдере. При пултрузии материал протяги-
вается через фильеру под действием внешней силы, создавае-
мой тянущим устройством.
Армирующий материал (жгуты, нити или тканые лепты)
последовательно проходит через ванну с жидким связующим,
пропитывается, сжимается и идет далее в матрицу предвари-
тельного формования, а затем в обогреваемую пресс-форму,
где фиксируется требуемая конфигурация и отверждается поли-
мерное связующее. В матрице предварительного формования
плоская по форме лента пропитанного материала постепенно
преобразуется по сечению к форме получаемого конструктив-
ного элемента. Окончательно сечение формируется л профи-
лирующей матрице, где в результате нагрева происходит час-
тичное отверждение. Для завершения отверждения элемент
после формования дополнительно термообрабатывают в печи.
Материал протягивается по всему тракту формообразования
с помощью какого-либо тянущего устройства, например фрик-
ционной роликовой передачи, гусеничного механизма и т.п. По-
лученный профиль, трубу или пруток разрезают на части опре-
деленной длины и в дальнейшем используют при сборке кон-
струкций.
Для данного метода характерны:
216
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
высокая точность получаемых деталей;
изготовление деталей любой длины;
высокое значение коэффициента использования материала
(до 95 %);
точное регулирование заданного соотношения наполни-
тель — связующее;
большая производительность (до 1,5 м/мин).
Рис. 2.57, Схема установки для изготовления элементов пултрузией:
j - схема процесса пултрузии; б — вид продукция (сечения профилей);
/ - армирующий материал; 2 - ванночка со связующим; 3 - плирин
ляюшис ролики; 4 — матрица; 5 - обогреваемая пресс-форма; 6 — печь
для термообработки; 7 - тянущее устройство; 8 - устройство для
разрезки профиля, 9 — накопитель для заготовок
Все основные элементы пултрузионной установки — шпу-
лярник, ванночка, формующая фильера, термокамера, режущее
устройство. гм н у ш и й механизм — и м е ют пр осту го ко н с тру к ци ю
и могут использоваться б других технологиях.
Важным преимуществом пултрузионной технологии явля-
ется возможность при изготовлении профилей открытого се-
чения формовать исходный полуфабрикат вне пултрузионной
установки (на ткацком станке или шнурошютсльной машине).
Это увеличивает производительность, сокращает габариты пул-
трудера. поскольку основную длину такой установки составляет
узел формирования исходного материала.
217
2.9. Формообразование пултрузией
Препреги тоже можно использовать в качестве исходного
материала п пултрузионной технологии, но их применение
очень ограничено.
Существует два способа пропитки армирующих материалов
при пултрузии: пропитка сухих волокон в ванночке с последу-
ющим формованием профиля в матрице; предварительное фор-
мование профиля сухими волокнами с последующей пропит-
кой непосредственно в формующей фильере.
Второй способ наиболее предпочтителен при пултрузии
пустотелых деталей типа трубы.
В иултрузионных установках применяют три способа от-
верждения заготовок: в туннельных термокамерах; внешним
нагревателем; в формующей фильере в электромагнитном поле
СВЧ,
При отверждении внешним нагревом гребуется прерывать
движение заготовки для процесса полимеризации. Наиболее
эффективным является третий способ, при котором полное
отверждение композита происходит при непрерывном движе-
нии материала в формующей фильере длиной около 500 мм
(рис. 2.58).
Рис. 2.5В. Схема пултрузионной установки с отверждением за-
готовки в электромагнитном поле СВЧ:
1 — исходный материал; 2 — магнетрон СВЧ; J — предварительная
формующая фильера; 4 — тянущее устройство; 5 - отвержденная
заготовка; 6 - термокамера с формующей фильерой
218
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Производительность пултрузионного процесса определяет-
ся в основном временем отверждения композита, и в зависи-
мости от типа связующего и толщины детали скорость пулт-
рузии составляет от 0,6 до 1,5 м/мин.
Тянущие устройства представляют собой простые механиз-
мы трех типов: ременные или гусеничные со сменными тра-
ками под каждый типоразмер; непрерывные возвратно-посту-
пательные; прерывистые возвратно-поступательные. Наиболее
эффективны для проведения непрерывного вытягивания заго-
товок механизмы первого типа.
Устройства для резки представляют собой пилы с режущей
кромкой из материалов на основе различных карбидов или
искусственных алмазов. Тем не менее при резке арамидных
композитов эти пилы приходится часто перетачивать или за-
менять новыми. В некоторых установках используют гидрорез-
ку, т.е. резку тонкой струей воды под большим давлением.
Режущее устройство должно перемещаться в процессе отрезки
заготовки вместе с ее движением при непрерывной пултрузии.
Формующая фильера является основным и наиболее слож-
ным узлом пултрузионной установки. Для каждого типоразмера
изготавливаемого профиля при переходе па новый типоразмер
приходится проектировать и новую фильеру.
Пултрузия термопластичных композиционных материалов
Особенностями технологии пултрузии применительно к
ТКМ являются: более высокая по сравнению с реактопластами
температура формующей фильеры, равная температуре плавле-
ния матричных нолокон исходного волоконного полуфабрика-
та; пропитка наполнителя непосредственно в фильере в момент
формования и монолитизации материала профиля; охлаждение
полученного профиля в той же фильере перед выходом его из
формующего канала до температуры стеклования матрицы.
Таким образом, все перечисленные особенности пултрузии
ТКМ по волоконной технологии связаны с процессами, про-
исходящими в фильере, и, следовательно, их необходимо учи-
тывать в се конструкции.
Формующая зона фильеры (или зона пропитки) имеет су-
жающийся канал, переходящий от формы и размеров канала
входной зоны к форме и размерам сечения изготавливаемого
219
2.9. Формообразование пултрузией
профиля. В этих условиях давление формования создается
главным образом за счет уменьшения сечения канала по длине
зоны, за счет скорости протягивания материала через фильеру
и за счет избыточного количества материала, входящего в
фильеру, при сохранении заданного наполнения сечения вы-
ходного канала. Иначе говоря, в исходном полуфабрикате, если
он предназначен для пултрузии, требуется избыток плавких
волокон до 5... 15 % от расчетного содержания.
Важной величиной, характеризующей формующую зону,
является угол конусности канала, который, с одной стороны,
не должен превышать более 15°, чтобы расплав термопласта
захватывался движущимися волокнами наполнителя, а с другой
— должен иметь минимальное значение, чтобы обеспечить
плавное нарастание давления, так как это улучшает качество
и равномерность пропитки по толщине сечения и способствует
более полному удалению воздушных включений из формующей
зоны во входную зону. Однако слишком маленькая конусность
приводит к неоправданному увеличению длины этой зоны, а
значит и габаритов всей фильеры, что, в свою очередь, увели-
чивает время нахождения расплава при высокой температуре,
а значит, и степень термодеструкции, и увеличивает отжим
связующего с наружной поверхности профиля. Таким образом,
оптимальной следует считать конусность, равную 5о...10°.
Расчетное определение длины формующей зоны и значения
конусности для заданной скорости движения материала через
фильеру, как и решение обратной задачи, на сегодняшний день
для условий переработки ТКМ не очевидно и требуется про-
ведение соответствующих аналитических и экспериментальных
исследований. Поэтому для каждого конкретного состава ис-
ходного полуфабриката и принятых длины и конусности фор-
мующего канала оптимальную скорость пултрузии подбирают
эмпирически.
Вследствие относительно рыхлой структуры исходного па-
кета и большой степени его уплотнения при формовании тре-
буется использование переменной формы сечения капала фи-
льеры с плавными переходами от зоны к зоне, исключающими
повреждение армирующих волокон и наличие застойных зон
Входная зона фильеры имеет радиусный вход, чтобы не
повредить поступающий материал, и поперечное сечение, по
220
2 ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
размерам соответствующее толщине исходного волоконного
пакета, уплотненного в холодном состоянии.
В случае изготовления профиля сложного сечения (швел-
лер, тавр, двутавр и т.п.) из заданного сечения пакета полу-
фабриката форма канала входной зоны должна соответство-
вать форме исходного пакета.
Зона охлаждения (или калибровки) имеет постоянное
сечение по длине капала. Однако при назначении испол-
нительных размеров канала на выходе из фильеры следует
учитывать усадку материала профиля за счет его охлажде-
ния в данной зоне, чтобы обеспечить заданные размеры
изделия. Поскольку в зоне охлаждения идут процессы стек-
лования и кристаллизации матричного полимера, то ее
влияние на качество получаемого изделия весьма значимо,
следовательно, конструкция зоны должна содержать узел
принудительного охлаждения с заданной скоростью. Рас-
пределение температур на границах зон фильеры (рис. 2.59)
приведено в табл. 2.8.
Та Блина 2.8
Распределение температур в канале фильеры
Материал матричных волокон Значение рекомендуемой температуры на границах | :юи фильеры, с’С
T’i-ii r:i in Tui-lV Г Fl-iIK
Полипропилен 120 215 230 210 (ill
Поли капроамид 120 250 260 225 70
Лавеян 150 250 270 200 120
Поли сульфон 3(Ю 310 285 130
иолилфирэфиркетон 250 400 425 360 180
Материал фильеры работает в условиях комплексного воз-
действия температур, абразивного износа и химического воз-
действия со стороны компонентов ТКМ, поэтому вкладыши
канала необходимо изготавливать из жаростойких хром содер-
жащих сталей, подвергнутых соответствующей термообработке
и хромированию поверхности канала.
Несмотря на отмеченные недостатки, процесс пултрузии
для изготовления длинномерных профилей из ТКМ любого
сечения является наиболее перспективным и производитель-
ным, он обеспечивает макси мяльное воспроизводство свойств
изделий, а также позволяет создавать высокоавтоматизирован-
2.9. Формообразование пултрузией
ное мнооготоннажное производство такого типа изделий. Более
того, особенность ТКМ заключается в возможности многократ-
ной переформовки изделий из них. Применительно к пултру-
зии эту способность можно использовать путем установки на
выходе из пултрудера узлов штамповки, гибки, развальцовки
и других элементов, производительность которых сравнима со
Рис. 2.59. Схемы пултрузионной установки (д) и формующей фи-
льеры (б) для изготовления профилей из ТКМ;
1 - дорн; 2 шпулярник; 3 решетки; 4 - вертлюги; 5 камера
предподогрева; 6 формующая фильера; 7 тянущий узел; 8 -
режущий узел; 9 готовый профиль; 76' приемный стол; //
изоляторы; 12- радиатор охлаждения; 13 - нагреватели фильеры;
L длина фильеры
222
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
скоростью пултрузии. В этих случаях пултрудируемый профиль
является заготовкой для формования изделий конечной длины
и размеров.
2,10. Технологии предварительного формования
заготовок, деталей и матов
В производстве изделий из ПКМ с целью ускорения
производственного процесса изготовления используют пред-
варительно отформованные заготовки, близкие по форме
детали, а также маты, из которых формуются детали разной
сложности прессованием в формах. К изделиям, которые
могут быть получены такими методами, относятся кузовные
детали автомобилей, тракторов, ратраков; различные контей-
неры, ящики, формы для отливки бетона, цветочные горшки,
сидения автобусов и вагонов метро, корпуса маленьких лодок
и т.п.
Детали, получаемые формованием заготовок и матов, об-
ладают рядом преимуществ: низкой стоимостью оснастки, не-
большими капитальными затратами, привлекательным внеш-
ним видом.
Методы предварительного формования заготовок
Различают следующие методы предварительного формова-
ния заготовок и матов: приточное насасывание; распыление;
жидкостное насасывание; центробежная фильтрация; отлив
пульпы.
Приточное насасывание. Метод заключается в собирании
рубленого волокна на форме, придании ему очертаний изделия,
которое должно быть отформовано, и сохранении его в таком
состоянии до эффективной пропитки смолой. Для сбора руб-
леного волокна используют сетчатый каркас, имеющий форму
изделия. Интенсивный поток воздуха, проходящий через сетку,
затягивает в нее рубленое волокно и сравнительно равномерно
распределяет по поверхности. На подокна напыляют связующее
обычно в виде водяного раствора, чтобы сохранить приданную
армирующему компоненту форму. Эмульсия высушивается или
отверждается, после чего заготовку извлекают из сетки и по-
223
2.10. Технология препвири гсльпош форметания
мeiгщют в форму. Обычно для обеспечения необходимого сцеп-
ления волокон применяют около 5 % твердого связующего (от
массы заготовки), но эта цифра может изменяться в зависи-
мости от формы и размера заготовки. Волокно используют в
виде непрерывного жгута, намотанного на шпули. Этот жгут
проходит через резательную машину (станок), где рубится на
отрезки длиной 12,7...76 мм, в зависимости от типа машины и
назначения изделия. Для более точного контрол» конфигура-
ции детали можно использовать сочетание обрезков волокна
различной длины. При глубокой вытяжке изделий со сравни-
тельно прямыми сторонами заготовки должны быть очень
плотными, в противном случае они повредятся сдвиговой
кромкой матрицы при закрывании формы.
Для получения плотных заготовок требуются высокая ско-
рость воздуха и, следовательно, большая мощность двигателя.
Предельная толщина деталей, формуемых из заготовок, огра-
ничена всасывающей способностью машины. В большинстве
случаев максимальная толщина составляет 6.5 мм. Для этого
требуется расход воздуха 85 мэ/мин и мощность 4,5 кВт/м2.
Для получения более толстых изделий можно использовать две
заготовки, положенные одна па другую. В действительности
это требует применения двух сеток разного размера. Если
изделие имеет большую толщину только на каком-то одном
участке, то в этом месте на заготовку можно поместить кусок
мата.
Схема устройства для формования заготовок методом при-
точного насасывания изображена на рис. 2.60. Жгут (ровинг)
поступает па резательную машину, расположенную над при-
точной камерой. Рубленая пряжа направляется в распредели-
тельное устройство для разделения прядей и равномерного их
распределения в приточной камере. Падающие отрезки волок-
на втягиваются в сетку для заготовок за счет всасывания, после
чего на них напыляют связующее. Сетка обычно устанавлива-
ется па вращающемся поворотном столе для лучшего распре-
деления оседающего стекловолокна. Скорость вращения стола
составляет 30...60 об/мин. После нанесения необходимого слоя
стекловолокна заготовку вместе с сеткой переносят п печь, где
она отверждается и высушивается. После этого заготовку из-
влекают из сетки, а последнюю возвращают в приточную ка-
24
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Рис. 2.60. Схема получения заготовок
метопом приточного насасывания;
1 - вытяжной вентилятор; 2 - пульт
управления; J - регулируемые от-
верстия; 4 - ровинг; J -* резательная
машина для ровинга; 6 — приточная
камера; 7— распылитель связующего;
8 - сетка, 9 — поворотный стол; 10 —
выпуск воздуха
меру Процесс может быть ме-
ханизирован путем использова-
ния двух сеток, одна из кото-
рых поступает непосредственно
в печь, в то время как другая
возвращается в приточную ка-
меру.
Сетки для заготовок делают
из прочной проволоки или из
металла, 40 % поверхности ко-
торого перфорировано. На
сетку наносят антиадгезив в
виде эмульсии политетрафтор-
этилена, полиэтилена или
кремпийорганического соеди-
нения.
Распыление. Этот процесс
основан на подаче рубленого
волокна потоком воздуха, кото-
рый направляется оператором
на перфорированную сетку за-
готовки, при этом связующее
распыляется одновременно с
волокном (рис. 2.61). Поэтому
данный вид формования на
производстве называют шланговым способом. Оператор управ-
ляет потоком компонентов материала заготовки в соответствии
с конфигурацией сетки, обеспечивая отложение в нужных мес-
тах более тонкого слоя. Сетка для заготовки обычно вращается
для того, чтобы все поверхности попадали в сферу действия
вентилятора.
Резательное приспособление может автоматически отклю-
чаться после отложения на сетке необходимого количества
стекловолокна. Скорость его осаждения зависит от типа реза-
тельной машины, но обычно составляет 0,45 кг/мин. После
прекращения подачи стекловолокна оператор продолжает на-
пылять связующее, чтобы обеспечить полную пропитку стек-
ловолокна смолой. Процесс может быть приостановлен для
укладки дополнительных слоев мата н местах утолщений изде-
15-243
225
2 10 Технология предварительного формования
лия, а затем опять возобновлен для напыления оставшегося
количества рубленого волокна. После этого заготовку с сеткой
переносят в печь для удаления воды из эмульсии и отверждения
смолы.
Рис. 1.61. Схема получения заготовок распылением:
I - ровинг; 2 - резательная машина для ровинга; 3 - гибким
шланг; 4 — турбулизатор потока воздуха; 5 - вентилятор; б -
распыление связующего; 7 — сетка, 8 — вытяжной вентилятор;
9 — выпуск воздуха; 10 - поворотный стол
Преимущество этого процесса заключается в том, что опе-
ратор может обеспечить требуемую толщину заготовок, размер
которых не ограничен. К недостаткам следует отнести потери
волокна при всасывании в форму и загрязненность рабочего
места. Кроме того, для успешного выполнения этого процесса
требуется квалифицированный оператор.
Жидкостное насасывание. Процесс жидкостного насасыва-
ния предусматривает использование водных или органических
(трансформаторное масло) суспензий, коротких волокон, ни-
тевидных кристаллов, которые фильтруются через ситчатую
форму и осаждаются на ней. Схема процесса показана на
рис. 2.62.
В этой установке смоченное в суспензии (пульпе) волокно
попадает на ситчатую форму, которая работает как фильтр.
Центробежный насос, расположенный под камерой, откачива-
ет из нее очищенную пульпу в смесительную камеру аппарата
непрерывного приготовления пульпы. Когда на форме образу-
ется достаточный слой материала, она поднимается из камеры
226
2 ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
Рис. 2.62. Принципиальная
схема установки для получения
заготовок метолом жидкостного
насасывания:
/ - аппарат непрерывного при-
готовления пульпы, 2 — слой
осажденных кристаллов; 3 —
ситчатая форма; 4 — центробеж-
ный насос, 5 — расходомер
и высушивается горячим воздухом.
Перед прессованием заготовка
смачивается связующим и оконча-
тельно пропитывается в процессе
прессования в форме.
К недостаткам этого метода
можно отнести низкую скорость
фильтрации, повысить которую при
жидкостном насасывании очень
трудно вследствие низкой проница-
емости получаемых волокнистых
осадков, что объясняется повышен-
ной сжимаемостью некоторых
типов волокон и кристаллов, когда
при возрастании градиента давле-
ния одновременно возрастает
плотность осадка, что в свою оче-
редь еще больше уменьшает порис-
тость и проницаемость мата.
Ввиду указанных обстоятельств
метод жидкостного насасывания,
осуществляемый путем жидкост-
ной фильтрации пульп, имеет ес-
тественные ограничения, поэтому при переработке нитевидных
кристаллов малых диаметров и некоторых типов волокон этот
метод может быть рекомендован лишь для получения тонких
матов.
Центробежная фильтрация. Формование заготовок проис-
ходит как за счет осаждения волокон при фильтрации пульпы,
так и за счет осаждения под действием центробежных сил.
Осаждение волокон при центробежном способе осущест-
вляется на внутренней поверхности вращающегося формооб-
разующего барабана (рис. 2.63). При этом фильтрация идет под
действием столба жидкости. Благодаря воздействию центро-
бежных сил осаждение волокон многократно ускоряется. Поэ-
тому данный метод имеет высокую производительность и
может быть рекомендован для получения матов с максималь-
ной толщиной примерно 20...30 мм, а также для получения
заготовок, имеющих форму тел вращения.
15
227
2.10. Технология предварительного формования
Ptac. 2.63. Схема установки для получения чятод из нитевидных
кристаллов метопом центробежной фильтрации:
1 — центробежная камера; 2 — Аппарат непрерывною цриюгон-
ления пульпы; 3 — расходомер; 4 — центробежный насос; 5 -
привод вращения барабана
Другим достоинством метода является возможность при
получении заготовок одновременно осуществлять их пропитку
полимерными связующими, обладающими высокой вязкостью.
Кроме того, при подаче пульпы, приготовленной из высоко-
вязкой жидкости, через специально спрофилированный труб-
чатый мундштук удается получить мат с преимущественной
ориентацией волокон в окружном направлении.
Отлив пульпы. Отличие этого метода от предыдущего со-
стоит в применении вакуумного отсоса.
Схема установки для исследования технологического про-
цесса получения полуфабрикатов и заготовок деталей из ните-
видных кристаллов путем отлива пульпы одновременным ва-
куумным отсосом рабочей жидкости представлена на рис. 2.64.
Указанным методом можно получить широкую номенклатуру
заготовок деталей и полуфабрикатов, например могут быть
изготовлены как плоские детали сложной конфигурации с
переменной толщиной, так и оболочковые детали типа тел
вращения (цилиндр, конус и т.п.)
По мере роста слоя волокон и увеличения разряжения под
фильтром процесс отсоса жидкости начинает осуществляться
преимущественно за счет ее интенсивного испарения из при-
легающих к фильтру наиболее плотных слоев волокнистого
228
2 . ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ композиций
осадка. Последнее обстоятельство обеспечивает довольно вы-
сокую производительность метода фильтрации с использова-
нием вакуумного отсоса даже и при очень низкой проницае-
мости получаемых осадков.
Рис. 2.64. Схема установки для получения матов из нитевидных
кристаллов при отливе пульпы с одновременным вакуумным
обезвоживай нем:
i - отстойник; 2 - барабан для формования матов; 3 привод
барабана; 4 — бункер-доздтор подачи пульпы
Одно из важных преимуществ данного метода — возмож-
ность получения ориентированных структур.
Ключевые вопросы
1. Назовите элементы конструкторско-технологического ре-
шения:
а) бака для криогенной топливной системы самолета;
б) обтекателя ракеты;
в) лопасти вертолета;
г) переходного отсека ракеты;
д) параболической антенны.
2. Укажите основные отличия технологии формообразова-
ния изделий из термопластов от технологии изготовления кон-
струкций из реактопластов.
3. Что такое гелькоат и в каких случаях его используют1*
4. Перечислите материалы, применяемые в технологичес-
ком процессе формования с эластичной диафрагмой.
229
Ключевые вопросы
5. Назовите альтернативные технологические методы, ко-
торые можно применить для изготовления:
а) крыла самолета;
б) фюзеляжа самолета;
в) корпуса ракетного двигателя твердого топлива;
г) двери самолета;
д) обтекателя головной части ракеты;
е) стрингеров;
ж) шпангоутов;
з) зеркала телескопа.
6. Сравните разные способы отверждения ПКМ, укажите
их преимущества и недостатки.
7. Дайте сравнительную оценку по десятибалльной шкале
технологическим процессам ручной выкладки, автоматизиро-
ванной выкладки, намотки, формования с эластичной диафраг-
мой по критериям себестоимости, производительности, точ-
ности размеров, необходимой квалификации операторов.
8. Какие грубые ошибки может сделать конструктор, раз-
рабатывая чертежи деталей, которые должны изготавливаться
из полимерных композитов методами:
а) намотки;
б) контактного формования;
в) прессования;
г) формообразования давлением.
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
КОНСТРУКЦИИ ИЗ МЕТАЛЛИЧЕСКИХ
И УГЛЕРОД-УГЛЕРОДНЫХ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ.
СПОСОБЫ ОБРАБОТКИ
В копилку знаний
Прочитав эту главу, читатель сможет:
• понять и объяснить основные технологические процессы
изготовления конструкций из металлокомпозитов, оце-
нить их достоинства и недостатки;
• уяснить физическую сущность жидкофазных, твердофаз-
ных и газофазных процессов, составляющих основу тех-
нологии получения металлокомпозитных деталей и по-
крытий;
• уяснить основные технологические методы получения
пространственных армирующих структур из углеродных
материалов;
• узнать и обсудить некоторые традиционные и новые ме-
тоды механической обработки ПКМ и МКМ.
3.1. Жидкофазные методы изготовления деталей
из металлокомпозитов
Классификация процессов получения и обработки МКМ в
зависимости от агрегатного состояния матрицы представлена
на рис. 3.1. Газо- и парофазный методы используют в основном
для нанесения технологических покрытий на волокна и детали
для придания им особых свойств. В производстве конструкци-
онных композитов наибольшее развитие получили твердофаз-
231
3.1. Жддкофазныс методы изготовления деталей
Процессы получения н обработки КМ с нпылюшоя матрицей
Ткрдрфазвце1
' Направош'
грисшинцвя
____________-
[Ъалшннш
Вак уумкк кв
ждвнне паров
(aaiyywiu
ХОШНЩкЯ
WOTStUlCB)
Kicoe волокон
Компрессионная
Таюгсрикчсс-
ии пряжи
нанкимя
иомыти
ГПратяпвйяие'1
днтей и жгупж
. волйсон через
мирнчяын
экпш
~ -----------
г Пронин 4
ятугзв И Kip
Газлшгазыга-
^Высоксчветот-"1
г Принорншномдатки
- - ^
Рве. 3.1. Общая классификация процессов получения и обработки композитов
с метши) и ческой матрицей
ные процессы. В качестве полуфабрикатов при изготовлении
и обработке деталей из металлокомпозитов на предварительной
стадии используют волокна с покрытиями, пропитанные
жгуты, плетеные “ремни”, сетки, пористые ленты с одним
слоем волокон, в дальнейшем применяемые как элементы для
сборки многослойных заготовок. Компактированием этих за-
готовок получают полуфабрикаты (ленты, листы, полосы,
232
3 ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
плиты, трубы, проволоки), которые затем подвергаются про-
цессам формообразования, раскроя, сварки, механической об-
работки. В отдельных случаях процессы формообразования и
компактирования совмещены, т.е. изготовление изделий может
быть одно- либо двухстадийным. Технология получения полу-
фабрикатов была рассмотрена в гл. 1.
Пропитка заготовок в инертной среде
Вследствие высокой реак-
ционной способности боль-
шинства армирующих матери-
алов в контакте с металличес-
кими матрицами требуется
проводить операции пропитки
отформованных заранее заго-
товок в среде инертных газов.
Установка для получения
КМ методом пропитки в
инертной атмосфере (рис. 3.2)
состоит из плавильного тигля
и заливочной камеры, выпол-
ненных из графита и заклю-
ченных в контейнер. Снаружи
контейнера расположен ни-
хромовой нагреватель мощнос-
тью 5 кВт, изолированный от
контейнера термоизоляцион-
ным цементом. Нижняя часть
плавильного тигля имеет кони-
ческую форму, соответствую-
щую форме запорного плунже-
ра. Между плавильным тиглем
и заливочной камерой уста-
новлен графитовый фильтр с
отверстиями небольшого диа-
метра и графитовая пробка с
коническим коллектором и
двумя питателями. Сверху ус-
тановка закрыта крышкой, а в
Аргон
Рнс. 3.2. Схема уитаноикн для про-
питки:
/ — графитовый тигель; 2~ запорный
плунжер; 3 фильтр (графит); 4 -
пробка с коллектором и питателями
(графит); 5- :1Э.1ИН(Г1нач к л мера (ip;i-
фит); 6~ дно (графит); 7— холодиль-
ник (коррозионно-стойкая сталь);
8 — заготовка из армирующего мате-
риала; р— HarpEBniejfb (нихром); ff) —
контейнер (коррозионно-стойкая
сталь); 37 — крышка (графит); 12
термопара
233
3.1. Жидкофазные методы изготовления деталей
нижней ее части расположен холодильник с проточной водой.
Подача инертного газа — аргона — осуществляется через отверстие
в запорном плунжере. Температура расплава измеряется в тигле
термопарой. Установка работает следующим образом.
В заливочную камеру помещают заготовку из армирующего
материала. В контейнер устанавливают графитовую пробку и
плавильный тигель. В тигель, нижнее отверстие которого за-
крыто запорным плунжером, загружают материал матрицы.
Контейнер закрывают крышкой, и через отверстие в плунжере
его полость заполняется аргоном. Затем осуществляется нагрев
и расплавление матричного материала, после чего плунжер
поднимают вверх, и матрица, заполняя заливочную камеру,
пропитывает заготовку из армирующего материала. Этим ме-
толом изготавливают детали, имеющие форму тел вращения,
детали коробчатого сечения и другие.
Вакуумно-компрессионная пропитка
Особенность технологии МКМ заключается в том, что при-
менение какого-либо одного из известных технологических
процессов нс позволяет получить компактный материал, обла-
дающий требуемыми свойствами. При изготовлении таких ма-
териалов весьма часто приходится прибегать к последователь-
ному осуществлению двух и более технологических процессов,
например плазменного напыления и последующего горячего
прессован ия, горячего прессования и последующей прокатки
и т.д. К одному из таких комбинированных методов изготов-
ления МКМ относится и вакуумно-компрессионная пропитка,
сочетающая в себе элементы вакуумной пропитки и литья под
давлением.
Схема одной из установок, предназначенных для получения
МКМ метолом вакуумно-компрессионной пропитки, показана
на рис. 3.3. Установка представляет собой камеру, имеющую
две зоны нагрева: эону предварительного нагрева формы с
упрочнителем и зону плавления матричного металла, являю-
щуюся одновременно и зоной пропитки. Нагрев этих зон осу-
ществляется с помощью двух, печей сопротивления, установ-
ленных на разных уровнях по высоте снаружи камеры. Сверху
камера герметично закрыта крышкой. В крышке имеется от-
верстие с уплотнением, в котором перемещается вверх и вниз
234
3- ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
Рис. 3.3. Последовательные стадии и:лотом1сния КМ методом вакуумно-ком-
прессорной пропитки:
I - ннмегтка волокна на цилиндрическую оправку; П - установки в форму; III ~
предварительный нагрев; IV — пропитка; V — охлаждение; VI ~ разборка,
удаление формы и избытка металла и извлечение трубы из КМ; / - оправка;
2 “ волокно; J - вакуумированная форма; 4 - тонкостенное дно (0,15 мм); 5 —
холодильник; 6 — печь предварительного нагрева; 7 - форма с волокном; 8 —
печь для плавления металла; 9 - расплав матрицы; 10 - иглы для прокалывания
дна формы; 11 — рукоятка: 12 — шток; 13 — металл, заполнивший форму
полый шток контейнера с загруженным в него упрочнителем.
Контейнер представляет собой герметичную металлическую
оболочку, дно которой, по сравнению со стенками, имеет
меньшую толщину. На представленном здесь рисунке контей-
235
3.1. Жидкофазные методы изготовления деталей
нер имеет форму, позволяющую изготовить из КМ изделия в
виде колец. Шток контейнера связан с вакуумным насосом.
Крышка камеры имеет патрубок, через который в камеру
под давлением подается инертный газ. Для предотвращения
нагрева уплотнения штока контейнера в крышке имеется хо-
лодильник, выполненный в виде навитой на него по спирали
металлической трубки, через которую непрерывно подается
вода.
Рассмотрим технологический процесс вакуумно-компрес-
сионной пропитки, схема которого также показана на рис. 3.3
Упрочняющие волокна укладывают в контейнер, внутрен-
няя часть которого изготовлена по форме будущего изделия
(на приведенной схеме изображен контейнер для получения
кольца и поэтому волокно в данном случае предварительно
наматывается на специальную оправку', вместе с которой за-
фужается в контейнер). В нижнюю часть камеры, выполнен-
ную в виде тигля, помещают металл матрицы. Крышку вместе
с контейнером устанавливают на камере и герметично закреп-
ляют. Полый шток контейнера подключают к вакуумной сис-
теме, и контейнер вакуумируется. Затем контейнер устанавли-
вают в эону предварительного нагрева, а в камеру под нужным
давлением подают инертный газ. Включают печи, обогреваю-
щие зоны предварительного нагрева и плавления металла мат-
рицы, при этом в холодильник подают воду. Когда матричный
металл и волокно подогреваются до нужной температуры, кон-
тейнер спускается в расплавленный металл и его дно накалы-
вается на иглы, расположенные на дне тигля с расплавом. В
результате вакуума в контейнере, а также избыточного давления
газа в камере, расплавленный металл заполняет контейнер с
волокном. После пропитки контейнер поднимают в холодиль-
ник, где происходит кристаллизации матричного расплава.
Затем изделие извлекают из контейнера и подвергают механи-
ческой обработке.
В результате подбора оптимальных температурных условий,
удачной комбинации вакуума и давления, совершенствования
конструкции формы можно получить плоские и кольцевые
образцы для испытания при растяжении, практически не имею-
щие усадочных пор горячих тре-шин и непропитанных участков
между волокнами. Путем вакуумирования каркаса волокон
236
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
перед пропиткой устраняют в форме отверстия для прохода
металла и тем самым исключают контроль за расходом металла.
В связи с этим появляется возможность получать, например,
кольцевые образцы намоткой волокна на твердую оправку и
пропиткой расплавленным металлом, поступающим только с
наружной поверхности намотанного каркаса в результате по
1ружения оправки в расплавленный металл- Наличие избыточ-
ного давления необходимо в том случае, когда расстояния
между волокнами очень малы, либо при плохой смачиваемости.
Чтобы устранить усадочную пористость, в конструкции
формы делают выпоры и осуществляют подогрев ее верхней
части.
Для обеспечения качественной пропитки необходим тща-
тельный расчет теплоемкости системы, учитывающий темпе-
ратуру подогрева, массу волокна, оправки или формы, объем
выпоров и др. Так, например, если волокна не подогреты до
необходимой температуры, то матрица затвердеет прежде, чем
произойдет полная пропитка.
Пропитка расплавленной матрицей
Этим методом в основном получают заготовки деталей из
углсалюминиевых композиций, поскольку применение других
методов жидкофазного совмещения углеродных волокон и ме-
таллической матрицы приводит к интенсивному разрушению
волокна.
Известны две схемы этого процесса. В соответствии с пер-
вой схемой (рис. 3.4) применяют дне графитовые формы, по-
мешенные в индуктор, разделенные прокладкой и сжатые по
концам специальными крышками, обеспечивающими необхо-
димую герметичность. В нижнюю форму помещают углеродную
заготовку, в верхнюю — металл для пропитки. Пропитка осу-
ществляется в результате расплавления металла матрицы в ин-
дукторе и подачи его в форму с заготовкой под давлением
аргона (0,5. .1,0 МПа). Время пропитки при этом составляет
несколько минут.
Согласно второй схеме (рис. 3.5), заготовку с чередующи-
мися слоями матрицы и волокна укладывают в герметичный
металлический контейнер, который вначале продувается арго-
ном, а затем вакуумируется. Контейнер помещают между обо-
237
3-2- Твердофазные методы изготовления деталей
Рнс. 3.4. Схема установки для полу-
чения угпеплюмипиевых композиций
.методом пропитки:
I — углеродное волокно, 2 - графи-
товая форма; 3 — индуктор; 4 —
крышка; 5 — .металл матрицы; 6 —
прокладка
греваемыми плитами пресса
и при достижении температу-
ры, близкой к температуре
плавления матрицы, сжима-
ют под давлением порядка
15...20 МПа.
В момент расплавления
матричного материала давление
увеличивают и выдерживают
его в течение всего процесса
кристаллизации. Для углеалю-
миниевых композиций это дав-
ление составляет порядка
55 МПа, а время кристаллиза-
ции — около 3 мин. Метод по-
Рис. 3.5. Схема установки для полу-
чения углеалюминиевых композиций
методом прессования волокон с пла-
шпцейся матрицей:
/ — заготовка; 2— обогреваемые прес-
сующие плиты
зволяет получать металлоком-
позит, объемное содержание
волокна в котором находится в
диапазоне 25.. 35 %.
3.2. Твердофазные
методы изготовления
деталей
из металлокомпознтов
Диффузионная сварка
Этот метод формообразова-
ния относится к методам твер-
дофазного совмещения матри-
цы и волокна. Диффузионную
сварку используют в промыш-
ленности для соединения раз-
личных однородных и разно-
родных металлов и сплавов. Процесс сварки происходит без
расплавления основного металла н результате нагрева и сдав-
ливания соединяемых деталей. В месте сварки деталей осущест-
вляется диффузия одного металла в другой. Обычно при со-
единении деталей методом диффузионной сварки их поверх-
238
3, ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
пости тщательно зачищают и подгоняют, а сам процесс сварки
проводят в вакууме.
Процесс диффузионной сварки под давлением является
одним из наиболее часто применяемых методов изготовления
МКМ. Этот процесс по технологическим параметрам и аппа-
ратному оформлению незначительно отличается от процесса
диффузионной сварки как метода соединения двух деталей из
однородных или разнородных материалов.
В данном случае суть метода состоит в получении компакт-
ного материала или готовой детали из нескольких разнородных
по составу, форме и размерам элементов, образующих матрицу
и упрочнитель КМ.
Поскольку в состав КМ обычно входят пластичная мало-
прочная матрица и упрочнитель, обладающий, как правило,
более высокой твердостью по сравнению с твердостью матри-
цы, то этот упрочнитель в процессе диффузионной сварки под
давлением может разрушать оксидные слои, покрывающие по-
верхность металлической матрицы. В связи с этим процесс
диффузионной сварки упрощается: если для соединения дета-
лей методом диффузионной сварки почти всегда необходимо
создавать вакуум над поверхностями соединяемых деталей, то
для изготовления деталей этим методом не всегда необходим
вакуум, и процесс можно проводить в инертной, а иногда и в
воздушной среде. Следует отметить, что и в случае получения
КМ методом диффузионной сварки под давлением наличие
вакуума является фактором, интенсифицирующим процесс и
улучшающим его качество.
Другой важный отличительный признак этого процесса со-
стоит в том, что процесс получения КМ обычно связан с
пластическим течением матрицы, необходимым для заполне-
ния пространства между элементами упрочнителя, происходя-
щим обычно з замкнутом объеме. При соединении деталей
диффузионным методом пластическая деформация отсутствует.
Для изготовления методом диффузионной сварки различ-
ных полуфабрикатов и деталей из КМ необходимо использовать
специальное оборудование и оснастку, а также мощные прессы,
автоклавы, изостаты и др.
В процессе изготовления КМ необходимым условием яв-
ляется обеспечение пластической деформации, что связано со
239
3.2. Твердофазные методы изготовления деталей
значительным повышением технологических параметров про-
цесса - температуры, давления и времени выдержки при прес-
совании по сравнению с аналогичными параметрами процесса
соединения диффузионной сваркой двух деталей. Однако в
целом технологическому процессу изготовления КМ диффузи-
онной сваркой под давлением присущи все основные показа-
тели , характеризующие собственно процесс диффузионной
сварки двух деталей, такие как подготовка соединяемых кон-
тактирующих поверхностей, нагрев соединяемых элементов,
создание давления, время выдерживания параметров при этих
условиях и др.
Принципиальная схема изготовления этим методом КМ
представлена па рис. 3.6. Основными операциями технологи-
ческого процесса являются подготовка поверхности контакти-
рующих материалов, изготовление предварительных заготовок,
раскрой и сборка пакетов и прессование.
Исходные материалы. Матрицу в исходном состоянии чаще
всего используют в виде фольги металлов или сплавов. Иногда
матрицу применяют в виде слоев, нанесенных на упрочнитель
тем или иным метолом. Упрочнителями в этом случае являются
нитевидные кристаллы, волокна и проволоки из различных
металлов или сплавов. Нитевидные кристаллы, волокна и про-
волоки можно применять как в виде отдельных кристаллов,
моноволокон и проволок, так и в виде различных полуфабри-
катов: матов, жгутов, тканей, сеток и zip. Кроме того, упроч-
нители часто применяют в виде своеобразного предваритель-
ного КМ, представляющего собой отдельные кристаллы, во-
локна или проволоки, объединенные в матрицу. При этом
материал матрицы можно наносить на упрочнитель, используя
методы плазменного напыления, химического и электрохими-
ческого осаждения, осаждения из газовой фазы, протяжки во-
локна через расплав матрицы и лр.
Подготовка поверхности контактирующих материалов. Тех-
нологический процесс получения КМ методом диффузионной
сварки под давлением основан на диффузии элементов, вхо-
дящих в состав матрицы и упрочнителя. Диффузионные про-
цессы, способствующие образованию компактного материала
из компонентов матрицы и упрочнителя, протекают главным
образом на границах раздела матрица—упрочнитель и матри-
240
3, ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
Исходные материалы
Волокно
^Обработка поверхности^
QHeriKJifc4ne
на заготовки
заготовок в пакет
I
^Прсдсаванне(диффузиомпая сваркаУу
Пшчуфабрюаггы: листы,
L полосы, профили
^^ч^ткапоееркнпсп^^
Соединение деталей
Рис. 3.6. Технологическая схема производства полуфабрикатов
и изделий методом диффузионной сварки
16—243
241
3.2. Твердофазные методы изготовления деталей
ца—матрица, т.е. практически на поверхностях матрицы и уп-
рочнителя. В связи с этим существенное влияние на качество
процесса и качество полученного методом диффузионной свар-
ки КМ оказывает состояние контактирующих поверхностей
матрицы и упрочнителя.
Волокна, проволоки и нитевидные кристаллы, применяе-
мые в качестве упрочнителей, перед процессом диффузионной
сварки чаще всего подвергают поверхностной очистке хими-
ческими методами. Это связано с наличием на поверхности
упрочнителей различного вида замасливателей, смазок, приме-
няемых в процессе изготовления волокон и проволок, тонких
слоев оксидов и др. Такую очистку осуществляют в щелочных
или кислотных травителях. С целью повышения прочности
связи на границе раздела упрочнителя с матрицей на поверх-
ность волокон и нитевидных кристаллов в некоторых случаях
наносят покрытие из металла или их соединений методами
химического, электрохимического осаждения, осаждения из
газовой фазы и др.
Как было отмечено выше, при изготовлении КМ методом
диффузионной снарки под давлением матрицу чаще всего при-
меняют в виде фольги. Поверхность фольги из металлов и
сплавов может быть загрязнена различными смазками, приме-
няемыми в процессе ее изготовления, может быть покрыта
слоем оксида, затрудняющим протекание диффузионных про-
цессов. Наличие плотной оксидной пленки особенно характер-
но для фольги из алюминия и его сплавов. К основным методам
подготовки поверхности материала матрицы относятся про-
мывка, обезжиривание, механическая очистка, химическая об-
работка.
Промывку применяют главным образом для очистки по-
верхности фольги от различного вида поверхностных загрязне-
ний и осуществляют а спирте, горячей и холодной воде, в
различных моющих средствах. Обезжиривание применяют в тех
случаях, когда поверхность фольги за1уязнена маслами, чаще
всего входящими в состав смазок, применяемых при прокатке.
Обезжиривание проводят в бензине, ацетоне, четыреххлорис-
том углероде, дихлорэтане и специальных растворителях, в
состав которых обычно входят перечисленные выше вещества.
242
3 ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ и УУКМ
Механическая обработка является более радикальным сред-
ством очистки поверхности фольги, поскольку этот метод свя-
зан с удалением на небольшую глубину поверхностных слоев
материала. Она позволяет не только очистить поверхность
фольги, но и удалить оксидный слой, а также обнажить внут-
ренние, неокисленные и поэтому более активные для прохож-
дения диффузионных процессов слои матрицы. Механическую
обработку можно осуществлять с помощью шлифовальной бу-
маги, металлических щеток, абразивного инструмента. Для уда-
ления частиц металла и абразива, оставшихся на поверхности
фольги после такой обработки, обычно применяют промывку.
Химическая обработка также сопровождается удалением на
некоторую глубину поверхностных слоев материала матрицы.
Обычно эта обработка включает в себя операции обезжирива-
ния, щелочное или кислотное травление и иногда сочетание
того и другого, пассивирование поверхности. После каждой из
перечисленных операций обязательно применяют промывку.
Реактивы для химической обработки специально подбирают
для каждой матрицы. Технологические параметры процесса
химической обработки, такие как концентрация травителей,
температура и время обработки, определяют экспериментально
из условий обеспечения необходимого качества поверхностных
слоев, сохранения этого качества в течение некоторого времени
(включающего промежуток между операциями химической об-
работки и диффузионной сварки) и съема поверхностных слоев
матрицы заданной толщины. Последнее условие связано с тем,
что матрицу обычно используют в виде фольги малой толщины
(0,007...0,1 мм), поэтому удаление с поверхности слоя в не-
сколько микрон в дальнейшем может значительно изменить
соотношение матрицы и упрочнителя в КМ.
В соответствии с методом диффузионной сварки под дав-
лением КМ получают прессованием в вакууме при определен-
ной температуре и давлении в среде инертных газов или воз-
духе.
Прессование
Основной операцией процесса изготовления КМ методом
диффузионной сварки под давлением является прессование.
Именно при выполнении этой операции происходит соедине-
16'
243
3.2. Твердофазные методы изготовления деталей
ние отдельных элементов предварительных заготовок в ком-
пактный материал (формирование изделий). В отличие от прес-
сования как метода обработки давлением металлов и сплавов*
заключающегося в пыл запинании металла из замкнутой полос-
ти через отверстие в матрице и связанного с большими степе-
нями деформации обрабатываемого материала, данный процесс
по существу больше соответствует процессу прессования по-
рошковых материалов, применяемому в порошковой металлур-
гии. Прессование заготовок композитов в большинстве случаев
осуществляется в замкнутом объеме (в пресс-формах, состоя-
щих из матрицы и двух пуансонов типа пресс-форм, применя-
емых для получения изделий из металлических порошков) и с
незначительной пластической деформацией материала матри-
цы, необходимой только для заполнения пространства между
волокнами упрочнителя и максимального уплотнения самой
матрицы. При этом, как и в случае горячего прессования
порошков, наряду' с пластической деформацией матрицы на
границе раздела между слоями или частицами матрицы, т.е. на
границе матрица-матрица, а также на границе матрица—во-
локно, протекают диффузионные процессы, обеспечивающие
прочную связь на этих границах и, в конечном счете, необхо-
димую прочность КМ.
К основным технологическим параметрам прессования КМ
относятся давление прессования, температура, время выдержки
и среда, в которой осуществляется процесс.
В зависимости от технологического оформления можно
выделить четыре разновидности процесса прессования: прес-
сование в замкнутых пресс-формах и между обогреваемыми
плитами; ступенчатое прессование; изостатическое или авто-
клавное прессование; динамическое горячее прессование.
Прессование в пресс-формах и между обогреваемыми плитами.
В этом случае прессование КМ можно осуществлять на обыч-
ных гидравлических прессах различной мощности, применяе-
мых для обработки металлов давлением, в порошковой метал-
лургии, в производстве пластмасс. Для обеспечения пригоднос-
ти пресса в процессе диффузионной сварки необходимым ус-
ловием является возможность поддерживать заданное давление
на нем в течение длительного времени. Прессование изделий
из КМ на таких прессах проводят в специальных пресс-формах,
244
.1 технология ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
1Z 11
Рис. 3.7. Схема установки зля горя-
чего прессования;
/ — корпус камеры, 2 — упор; 3 -
индуктор; 4 — плоскость разъема ка-
меры; 5 - огнеупорные плиты; б -
пластины; 7 — прессуемый пакет, 8~
угиютнительная резина; ₽ — термопа-
ра; /О — стол; II — сильфон, 12 —
шток пресса
нагреваемых тем или иным
способом до нужной темпера-
туры. Диффузионную сварку
можно осуществлять на возду-
хе, в вакууме и защитной
среде. В зависимости от этого
пресс, на котором ее проводят,
может быть оснащен камерой
для создания вакуума или не-
обходимого давления.
В качестве примера одной
из таких установок, применяе-
мой для получения методом
диффузионной сварки КМ,
рассмотрим установку; пред-
ставляющую собой гидравли-
ческий пресс с вакуумной ка-
мерой (рис. 3.7). Нижняя часть
разъемного корпуса камеры
через сильфон связана со што-
ком пресса, на который уста-'
нанливают пакет из заготовок
КМ. В верхнюю часть корпуса
вмонтирован индуктор. В рабочем состоянии, т.е. при сомкну-
тых верхней и нижней частях корпуса, пакет расположен внут-
ри индуктора. Детали пресса и корпус камеры для предотвра-
щения нагрева пакета изолируют от штока пресса и упора
верхней части корпуса изоляционными огнеупорными плитами
из хромомагнезита. Для обеспечения равномерного нагрева
пакета между ним и огнеупорными плитами устанавливают
более массивные по сравнению с пакетом молибденовые плас-
тины, в результате чего основная часть магнитного потока,
создаваемого индуктором, поглощается этими пластинами. С
целью предотвращения схватывания КМ с молибденовыми
пластинами на их поверхность предварительно наносят тонкий
слой суспензии оксида алюминия в спирте. Прессование про-
водят в вакууме (10-3...10-4 мм рт.ст.). Схематически процесс
прессования листов на прессе между обогреваемыми плитами
показан на рис. 3.8.
245
3.2, Твердофазные методы изготовления деталей
Рве. 3,8, Схема изготовления
листов из бороалюминня:
1 - лист; 2 верхняя травер-
са; 3 - пакет; 4 — нижняя
траверса; 5 — обогреваемые
плиты
Ступенчатое прессование. Разно-
видностью процесса прессования
между обогреваемыми плитами прес-
са является ступенчатое прессование.
J Особенность этого процесса заключа-
ется в возможности получения полу-
фабрикатов в виде листов, полос,
лент, профилей большой длины из
КМ на прессах с небольшими разме-
рами прессующих плит. Прессование
пакета из заготовок КМ большой
длины осуществляется периодически:
вначале подпрессовывается участок,
ближайший к одному из концов па-
кета , затем пакет передвигается
। таким образом, что непосредственно
между плитами пресса
между плитами оказывается часть ранее пропрессованного
участка и еще не подвергавшаяся прессованию часть. Таким
образом постепенно прорабатывается весь пакет.
При ступенчатом прессовании только ширина изделия оп-
ределяется шириной прессующих плит, длина же его практи-
чески не ограничена. Схема процесса ступенчатого прессова-
Перспективность получения этим
ния показана на рис. 3.9.
Ряс, 3.9. Схема ступенчатого
прессования длинномерных
полуфабрикатов (полос, профи-
лей и т.п.) из (юроалюминиевых
композиций:
7 — полоса; 2 — обогреваемые
плиты; 3 - верхняя траверса; 4 -
пакет; 5 — нижняя траверса
методом листов из бороалюмини-
евых материалов шириной 1,2 м и
длиной до 9 м очевидна. Недостат-
ком ступенчатого прессования яв-
ляется невысокая производитель-
ность процесса, обусловленная не-
обходимостью выдержки каждого
из прессуемых участков пакета при
заданном давлении и температуре
в течение промежутка времени,
требующегося для пластической
деформации и процессов диффу-
зии.
Иэостатинеское, или автоклавное прессование. Процесс изо-
статического горячего прессования известен сравнительно не-
давно. Он сочетает в себе воздействие на тело температуры и
246
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
давления газа. Обычно тело, на которое оказывается воздейст-
вие, помешают в вакуумированный герметичный контейнер,
способный деформироваться при температуре процесса. Уста-
новка для изостатического горячего прессования, как правило,
состоит из трех основных агрегатов: сосуда высокого давления
или автоклава, системы для создания давления и системы
обеспечения температуры. Сосуд высокого давления может
быть выполнен либо в виде оболочки небольшой толщины,
подкрепленной намотанной на нее проволокой, либо толсто-
стенным, монолитным, Применяемые в настоящее время в
США в опытном производстве установки горячего изостати-
ческого прессования имеют диаметр рабочего пространства до
910 мм и рассчитаны на давление от 21 до 210 МПа. Наиболее
часто применяют установки с давлением 70...105 МПа. Экспе-
риментальные установки горячего изостатического прессова-
ния могут работать под давлением до 1050 МПа. Давление в
установках в зависимости от требуемой скорости нагружения
обеспечивается компрессорами диафрагменного или поршне-
вого типа. Высокие скорости создания давления достигаются
в результате использования аккумуляторов высокого давления.
В качестве рабочего газа обычно применяют гелий или аргон,
однако существуют системы, в которых используют азот или
воздух.
Установки изостатического горячего прессования обычно
построены по принципу “холодных стенок”, означающем!', что
охлаждающая среда приложена либо снаружи, либо изнутри к
стенкам сосуда высокого давления, уплотнениям и соединени-
ям.
Наиболее сложная и ответственная часть установки - сис-
тема обеспечения температуры прессования. Основой этой сис-
темы является печь, устанавливаемая внутри сосуда высокого
давления таким образом, чтобы не было утечки теплоты за счет
излучения и конвекции газов, находящихся под высоким дав-
лением, к стенкам сосуда.
Конструкции установок изостатического прессования в те-
чение последних 5—8 лет разрабатывали в двух основных на-
правлениях. Первое направление связано с усовершенствова-
нием сосудов высокого давления. Были созданы автоматичес-
кие быстроаакрываюшисся механизмы, позволяющие заклады-
247
3 2- Твердофазные методы изготовления деталей
вать и извлекать обрабатываемые детали. В конструкциях этих
механизмов применяют затворы игольчатого типа и бсзрезьбо-
вые затворы (закрепляемые обоймой), как в дополнение к
обычным резьбовым гидравлическим затворам.
Схема выполнения профилей из металлокомпозитов пока-
зана на рис. 3.10, а-е, возможные виды полуфабрикатов и
схемы приспособлений для их изготовления ~ на рис. 3.11.
Рис. 3.10. Схема изготовления профиля из КМ в изостате:
л - заготовка; б - сборка заготовки с формирующими элементами; в - заклю-
чение сборки в пластичный металлический контейнер и вакуумирование кон-
тейнера; а “ заваривание контейнера; й — нагрев и подача давления; е — готовый
профиль
Рнс. 3.11. Возможные виды полуфабрикатов;
I — готовый полуфабрикат; 2 — заготовка; 3 —
формирующий элемент; 4 - контейнер
248
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
Динамическое горячее прессование. Этот процесс, относящий-
ся к категории импульсных методов формирования и называе-
мый за рубежом процессом формования с применением высо-
ких скоростей и энергий, применялся первоначально для пре-
цизионной ковки металлических слитков в изделия сложной
формы. Изготовление композиционных материалов этим ме-
тодом заключается в диффузионной сварке пакета предвари-
тельной заготовки, нагретого до необходимой температуры, в
результате кратковременного приложения очень больших дав-
лений. Динамическое горячее прессование предварительных
заготовок можно осуществлять на ковочных молотах и подоб-
ных им установках в специальных пресс-формах или вакууми-
рованных пакетах. В отечественной практике этот метод при-
меняется редко.
Режимы изготовления и свойства бороалюминиевых ком-
позиций, полученных методом диффузионной сварки в изо-
стате, представлены в табл. 3.1.
Таблица 3.1
Режимы изготовления и характеристики бороалюминиевых композиций
т
Матрица Содер- жание волокна, % (об.) Параметры изготовления Предел прочно- сти, МПа Модуль упруго- сти, ГПа
Темпера - тура, °C Давле- ние, МПн Время выдерж- ки, мин
Алюминиевый сплав: J 6061 4В 490 35 60 1200 234
! 2024 30 500 48,5 60 580-830 179-190
Алюминий 50 580 30,0 2 1100 260
Сварка взрывом
Отличительная особенность метода состоит в том, что ком-
поненты матерала не подвергаются или почти не подвергаются
нагреву. Несмотря на то, что под действием ударной волны
температура металла в условиях адиабатического сжатия может
достигать высоких значений, время воздействия температуры
составляет несколько микросекунд, поэтому эта мгновенная
температура не оказывает существенного влияния на процессы
249
3 2- Твердофазные методы изготовления деталей
взаимодействия, происходящие на границе раздела волокна с
матрицей. Более существенное значение для этих процессов
имеет остаточная температура, т.е. температура непосредствен-
но после разгрузки металла.
Взрывное прессование позволяет изготавливать изделия
сложной формы, крупногабаритные полуфабрикаты, получить
которые обычными методами сварки и обработки давлением
либо практически невозможно, либо для этого следует исполь-
зовать дорогостоящее, уникальное оборудование и оснастку.
Принципиальная схема
изготовления КМ сваркой
взрывом показана на рис. 3.12.
Пакет, состоящий из череду-
ющихся слоев матрицы и уп-
рочняющих волокон, устанав-
ливают на основание, сверху
помещают метаемую пласти-
ну, затем слой взрывчатых ве-
ществ и детонатор. Под воз-
действием импульса высоко-
го давления, развиваемого
взрывчатом веществом, ме-
таемая пластина разгоняет-
ся, передает импульс энер-
Рис. 3.12. Принципиальная схема из-
готовления КМ сваркой взрывом:
/ - основание; 2 — матричный мате-
риал (лист, фольга), 3 — метаемая
плита; 4 — детонатор; 5 — слой взрыв-
чатого вещества; 6 — буферный слой;
7 — армирующие волокна
гии свариваемым пластинам, которые и свариваются между
собой и волокнами.
Основание, на котором проводят сварку' взрывом, играет
существенную роль. Материал основания подбирают таким,
чтобы его плотность и акустическое сопротивление были та-
кими же, как у композиционного материала, в противном
случае возможно появление расслоений и разориентации во-
локон. Например, при изготовлении сваркой взрывом алюми-
ниевого КМ, упрочненного вольфрамовой проволокой (сред-
няя плотность -4,5 г/см3), в качестве основания может служить
титановая плита.
В случае получения КМ на песчаном грунте листы имеют
коробление и шероховатую поверхность. При деформировании
композиционного листа на таком основании вследствие зна-
чительного прогиба в материале появляются большие касатель-
250
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ и УУКМ
ные напряжения, вызванные сдвигом
металла матрицы, относительно воло-
кон, которые обладают разными харак-
теристиками пластичности. Эти напря-
жения могут превышать прочность
связи волокна с матрицей, что иногда
приводит к образованию непроваров,
снижающих прочность композиции.
Кроме того, металлическая плита в ка-
честве основания имеет и другие недо-
статки: отраженная волна, интенсив-
ность которой составляет более 20 % от
интенсивности падающей ударной
волны, создает на границах раздела
между слоями матрицы значительные
растягивающие напряжения. Это может
приводить к образованию локальных
дефектов, также снижающих прочность
композиции. Более благоприятные ус-
ловия сварки, обеспечивающие высо-
кую прочность соединения, создаются
при использовании в качестве основа-
ния плиты из материала, имеющего до-
статочно высокую жесткость в сочета-
нии со сравнительно низким акустичес-
ким сопротивлением.
Схема взрывного прессования ци-
линдрических заготовок из порошково-
го вольфрамомолибденового КМ пока-
Рис, 3.13. Технологическая
схема получения цилинд-
рических заготовок мето-
дом взрывного прессова-
ния:
1 — поливинилхлоридный
диск; 2 взрывчатое веще-
ство; 3 — деревянный
конус, 4 — картонная
крышка; 5 - детонатор;
6 — картонная труба; 7 —
стальная пробка; 8— сталь-
ная трубка; 9— прессуемая
заготовка
зана на рис. 3.13.
При этом обычно используют взрывчатые вещества: тротил,
аммониты, гексоген, а также смеси и сплавы этих веществ.
Качественные соединения при сварке взрывом листовых сло-
истых и ело исто вол о кн истых КМ получают при использовании
малобризантных, порошкообразных взрывчатых веществ, на-
пример смеси тротила с аммиачной селитрой.
Взрывчатые вещества характеризуются такими физико-хи-
мическими свойствами, как плотность, химическая и физичес-
кая стойкость, чувствительность к внешним воздействиям
251
3.2. Твердофазные метоны изготовления деталей
(удар, трение, нагрев и др.), бризантное действие, теплота
взрыва, скорость детонации, температура взрыва. Бризантное
действие взрывчатых веществ оценивают обычно по степени
обжатия свинцовых цилиндров или по отклонению баллис-
тического маятника и измеряют в миллиметрах. Бризантное
действие можно ослабить в случае необходимости путем вве-
дения между слоем взрывчатых веществ и метаемой пласти-
ной прослойки из резины, пластика и других инертных ма-
териалов.
Процесс сварки металлов взрывом протекает в условиях,
отличающихся от условий обычной сварки. Процесс импульс-
ного нагружения характеризуется почти мгновенным возраста-
нием нагрузки до максимальных значений и обычным ее сни-
жением. Возникающие при этом напряжения локализованы и
вызывают локальную деформацию в микроучастках.
Соединение при сварке взрывом образуется в результате
пластической деформации, обеспечивающей физический кон-
такт разнородных материалов, локального перемешивания ме-
таллов в зоне соединения и тепловых процессов. Вследствие
кратковременности процессов тепловыделения взаимная диф-
фузия разнородных материалов в зоне соединения весьма не-
значительна либо отсутствует полностью.
Поверхности соединяемых листов и волокон, образующих
композиционный материал, необходимо предварительно очис-
тить от оксидных пленок и обезжирить. Методы очистки и
подготовки поверхности различны в зависимости от природы
материала, состояния поверхности (степени шероховатости,
степени и характера загрязнения).
Известно, что прочностные характеристики КМ в значи-
тельной степени зависят от ориентации и регулярного распо-
ложения волокон. При использовании тонких волокон с боль-
шим отношением длины к диаметру имеется вероятность пере-
плетения их, нарушения регулярного распределения их в за-
данном направлении. Для предотвращения этого явления ис-
пользуют различные способы фиксирования волокон, как пра-
вило, намотку волокон на листовую заготовку' из материала
матрицы, специальные рамки, на которые натягивают волокна.
Наиболее удобны сетки или лепты, плетеные из металлической
252
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
проволоки, равнопрочные или с очень редким утком, служа-
щим лишь для крепления основы.
В зависимости от геометрических размеров образцов сва-
риваемых компонентов, толщины листа, диаметра волокон, а
также от их свойств, таких как пластичность, модуль упругости
и чистота поверхности, число собираемых слоев для сварки
взрывом может быть различным (от трех до нескольких десят-
ков).
При изготовлении многослойного КМ условия для слоев,
находящихся на разных уровнях, неодинаковые. Армирующая
проволока в слоях, находящихся ближе к поверхности, сильнее
внедряется в пластину, чем проволока внутренних слоев. От-
мечено, что повреждения во внешнем слое материала могут
быть сведены к минимуму, если поверх собранного пакета под
слоем взрывчатого вещества поместить защитный слой в виде
резиновой или поливинилхлоридной пластины, слой жидкого
стекла и других веществ (см. рис. ЗЛЗ),
Существенное влияние на прочность КМ оказывает харак-
теристика заряда взрывчатых веществ. Для одного и того же
состава взрывчатой смеси существует оптимальная высота за-
ряда, обеспечивающая высокую прочность соединения и проч-
ность композиции в целом.
Как правило, метод сварки взрывом используют для полу-
чения слоистых и слоисто-волокнистых КМ, содержащих либо
разнородные металлические слои, либо пластичную матрицу,
упрочняемую высокопрочной металлической проволокой.
3.3. Газофазные методы изготовления деталей из
композитов
Принципиальная схема изготовления деталей из МКМ дан-
ными методами состоит в нанесении тем или иным способом
на волокна слоя материала, заполняющего межволоконное про-
странство и составляющего собственно матрицу. В зависимости
от способа нанесения может потребоваться дополнительная
операция уплотнения материала прессованием или спеканием
(например, при изготовлении композиций методом плазмен-
ного напыления).
253
33. Газофазные методы изготовления деталей
Очень часто описываемые ниже способы используют для
нанесения на упрочнители промежуточных слоев, либо выпол-
няющих роль диффузионных барьеров, предотвращающих вза-
имодействие волокон с матрицей, либо улучшающих смачива-
емость и прочность связи между матрицей и упрочнителем.
Методы нанесения покрытий целесообразно использовать
для изготовления материалов с упрочнителями, не допускаю-
щими контакта с жидким металлом, например таких как бор-
ные волокна — с алюминием, углеродные волокна — с нике-
левыми сплавами, большинство нитевидных кристаллов — с
металлами, а также волокон, не подвергающихся пластической
деформации (углеродные, борные волокна, волокна и нитевид-
ные кристаллы тугоплавких соединений).
Газотермическое плазменное напыление
Плазменное напыление — это процесс получения покрытий
заготовок, заключающийся в нагреве материала выше темпе-
ратуры плавления и распылении его с помощью газовой струи
на подложку.
При высокотемпературном нагреве, осуществляемом тем
или иным способом, напыляемое вещество плавится, а газовая
струя распыляет расплавленный материал и направляет его с
большой скоростью на поверхность изделия. При соударении
расплавленных частиц с покрываемой поверхностью и между
собой на поверхности образуется слой покрытия, толщина
которого, а также плотность и прочность сцепления с основой
определяются технологическим режимом процесса напыления
и природой материалов покрытия и основы.
Важная особенность нанесения покрытий газотермическим
напылением заключается в том, что покрытия можно наносить
без существенного повышения температуры изделия и других
процессов физико-химического взаимодействия покрытия с
покрываемой поверхностью. Прочность сцепления покрытия с
основой определяется тремя видами связи: механическим сцеп-
лением частиц металла (в случае металлизации) с шероховатой
поверхностью, силами адгезии и химическим взаимодействием
и микросваркой в очень тонком поверхностном слое основы.
Весь процесс можно подразделить на три непрерывные
основные стадии: распыление исходного материала; образова-
254
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ и УУКМ
кие направленного потока распыляемых частиц; образование
слоя напыленного материала в результате кристаллизации рас-
пыляемых частиц на подложке.
Схема плазменного напыления показана на рис. 3.14. В
плазменном распылителе, состоящем из водоохлаждаемых ка-
тодного (вольфрамовый катод) и анодного (медное сопло)
узлов, с помощью источника постоянного тока возбуждается
электрическая дуга, которая стабилизируется стенками канала
сопла и плазмообразующим газом, поступающим от системы
газоснабжения. Управление расходом рабочего газа и мощнос-
тью дуги осуществляется с помощью пульта управления. В
высокотемпературную плазменную струю, истекающую из
сопла распылителя, подается распыляемый материал в виде
порошка, стержня или проволоки, в соответствии с чем и
различаются виды напыления. Причем в случае напыления
проволокой последняя может служить анодом, замыкая на себе
дугу, при этом существенно увеличиваются производительность
и коэффициент осаждения материала.
Рнс. 3.14, Схема плазменного напыления;
а — расплавление исходного материала; б - формирование на-
правленного потока распыляемых частиц; # — формирование слоя
напыленного материала, 1 - источник питания; 2 - плазменный
распылитель; J - пульт управления; 4 - система подачи распы-
ляемого материала; 5 - система газоснабжения; 6 - система
водоснабжения
255
3.3. Газофазные метопы изготовления деталей
В качестве плазме образующих газов применяют азот, аргон,
гелий, водород и их смеси. Нейтральные газы способствуют
предотвращению окисления напыляемых материалов. Плаз-
менное напыление порошковыми материалами, на транспор
тировку которых расходуется около 10 % газа, предпочтитель-
нее, так как позволяет в более широких пределах варьировать
свойства образующихся покрытий за счет динамических харак-
теристик процесса и использовать механические смеси порош-
ков различного состава.
Принципиальные схемы устройства головок плазменных
горелок показаны на рис. 3.15. В головке (представленной на
рис. 3.15, а) напыляемый порошок вводится в дуговую плазму,
образуемую между вольфрамовым электродом (катодом) и со-
плом (анодом). В головке, представленной на рис. 3.15, б, сопло
остается электрически нейтральным, а дуговой разряд возни-
кает между вольфрамовым электродом горелки и напыляемой
проволокой, которая является расходуемым анодом.
Рис. 3.15- Схема устройства головок плазменных гсрслок для нанесения
покрытий из порошков (й) и проволоки (б):
1 — медное сопли; 2 — изолирующее кольцо; 3~ ввод плазм ^образующего
|-аза; 4 — вольфрамовый электрод (катод); 5 - прижимной контакт; 6 —
проволока из напыляемого металла (анод); 7 — направляющая труба
В отечественной практике обычно используют серийно вы-
пускаемые аппараты УПУ-ЗМ (напыление из проволоки и по-
рошка) и УМ П-5 (напыление из порошка).
Принципиальная технологическая схема изготовления во-
локнистых КМ с использованием метода плазменного напы-
256
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
пения матрицы состоит из следующих операций: укладки
волокон, например, на металлическую фольгу; плазменного
напыления тонкого слоя материала, служащего матрицей;
разрезки монослойного (или многослойного) полуфабриката
и укладки в форму для прессования; диффузионной сварки
под давлением, приводящей к образованию плотного мате-
риала.
В процессе плазменного напыления очень важно обеспе-
чить достаточно хорошую связь между напыленным слоем и
волокнами, а также между напыленным слоем и фольгой.
Хорошая связь между этими тремя составляющими КМ зна-
чительно облегчает операции раскроя и укладки, предотвраща-
ет отрыв и поломку волокон. Прочность связи покрытия с
волокнами и фольгой, так же как и качество покрытия, его
пористость, содержание примесей, определяют следующие ос-
новные технологические параметры: состояние поверхности
волокон и фольги (чистота, шероховатость); рабочая среда
(воздух, аргон, водород, азот); температура напыляемой поверх-
ности (подложки); расстояние от дуги до напыляемой поверх-
ности; напряжение и плотность тока дуги; расход плазмообра-
зующего газа; скорость подачи напыляемого материала (порош-
ка и проволоки); размер частиц напыляемого порошка; ско-
рость перемещения факела относительно напыляемой поверх-
ности.
При напылении на поверхность алюминиевой или тита-
новой фольги последнюю подвергают обезжириванию и ос-
ветляющей химической обработке для полного или частич-
ного растворения слоя оксидов, неизменно присутствующих
на поверхности фольги. В некоторых случаях для лучшего
растворения оксидной пленки целесообразно предварительно
подвергнуть поверхность фольги пескоструйной обработке
или механической чистке металлической щеткой; такая об-
работка приводит к механическому разрушению оксидной
пленки и облегчает процесс химического растворения ее.
Следует отметить, что удаление оксидной пленки с поверх-
ности фольги нс только повышает прочность связи ее с
напыляемым слоем, нс и значительно облегчает последую-
щий процесс диффузионной сварки.
!7-243
257
3.3. Газофазные методы изготовления деталей
Оксидную пленку следует удалять перед напылением, так
как длительное хранение очищенной фольги приводит к обра-
зованию нового оксидного слоя.
Технологический процесс плазменного напыления
(рис. 3.16) позволяет не только наносить различные покрытия,
Рнс, 3.16. Схема построения технологического процесса
258
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
но и изготавливать изделия, состоящие из одного или несколь-
ких напыленных материалов и сплавов. При этом напыление
осуществляют на специально изготовленные формы или моде-
ли, называемые оправками, которые придают напыляемым ма-
териалам заданную конфигурацию и размеры. После напыле-
ния изделие извлекают из формы или снимают с оправки (либо
последнюю уничтожают). Учитывая специфические особеннос-
ти и свойства напыленных материалов, изделия можно кон-
структивно упрочнить цельнометаллическим каркасом, арма-
турой и др.
Осаждение из газовой фазы
В последние голы все большее распространение в различ-
ных областях современной техники получил метод осаждения
металлических и неметаллических материалов из газовой фазы,
сопровождающийся химической реакцией. Несмотря на то, что
метод был известен еще в конце XIX столетия, лишь недавно
его начали применять для получения защитных покрытий и
формообразования изделий из МКМ.
Общим для всех разновидностей метода является то, что к
нагретой поверхности поступают пары легколетучего соедине-
ния металла и в результате химической реакции на покрывае-
мой поверхности образуется покрытие заданного состава. Ос-
тальные продукты реакции находятся в газообразном состоя-
нии и удаляются из реакционной системы.
В зависимости от рабочего давления в системе различают
установки для осаждении материалов при атмосферном и по-
ниженном давлении. Установки первого типа несколько проще
как в аппаратурном оформлении, так и в эксплуатации, в
частности для них не так важно требование полной герметич-
ности. К их преимуществам следует отнести возможность до-
стижения больших скоростей осаждения металла, что обеспе-
чивает высокую производительность процесса.
Преимуществом установок, работающих при пониженном
давлении, является качество получаемых металлов с достаточно
высоким сцеплением с подложкой.
Установки для осаждения металлов из газовой фазы при
атмосферном давлении в системе состоят обычно из реакци-
онной камеры, где происходит осаждение металла в результате
17*
259
3.3. Газофазные методы изготовления деталей
протекания реакции на горячей поверхности, устройства для
нагрева подложки и регистрации ее температуры, системы
очистки гаэо носителя, измерителей скорости потока — расхо-
домеров (водорода, гелия, аргона), испарителей металлосодер-
жащего соединения и приборов для измерения упругости паров
в реакционной камере (рис. 3.17).
Рис. 3.17. Схема процесса осаждения из газовой фазы
1 — смеситель реакционной камеры, 2 — нагреватели подложки;
3— нагреватели камеры; 4 вакуумный нлсос; 5- осадительная
печь; 6 — емкость-поглотитель; 7 - факел продуктов сгорания;
S ” фильтры исходных продуктов, 9 - реакционная камера
Реакционная камера (реактор) представляет собой один из
основных узлов установок для газофазного осаждения. Для
изготовления камеры используют специальные материалы, нс
существенно взаимодействующие с газовыми средами, как пра-
260
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
вило, стекло, медь, нержавеющую сталь. Преимуществом стек-
лянных установок является возможность визуального наблю-
дения процессов. Для предотвращения опасности конденсации
паров металлосодержащих соединений на холодных частях ре-
акционных камер, часто предусматривают термостатирование
стенок реактора, которое позволяет поддерживать заданную
температуру (180...200 °C) в течение всего эксперимента. Для
электрической и тепловой изоляции используют асбест, асбо-
цемент, оксиды алюминия, пенопласт. Вакуумные уплотнения
изготавливают из тефлона, меди, алюминия. Установки имеют
откалиброванные диафрагмы для регулирования скорости от-
качки газов.
Равнотолщинность слоя осаждаемого металла но длине из-
делия обеспечивается оптимальной скоростью потока парога-
зовой смеси. Кроме того, на толщину покрытия и эффектив-
ность процесса существенно влияют способ нагрева детали, а
также его геометрическое расположение в камере.
В процессах осаждения из газовой фазы применяют в ос-
новном три способа нагрева: индукционный, прямым пропус-
канием тока и с помощью инфракрасного излучения. При этом
очень важно обеспечить равномерный нагрев летали и предот-
вратить появление значительных перепадов температуры.
В реакторе происходи*] термодинамическая реакция
WF6 + ЗН2 -> W + 6 HF
или
WC16 + ЗН2 -> W + 6НС1,
при этом оптимальная температура осаждения покрытия со-
ставляет 500. .700 °C и 800 .1100 °C соответственно.
Максимальная скорость осаждения вольфрама W из гек-
сафторида вольфрама WF& получена при температуре 550 °C и
парциальном давлении 0,1 атм и составляет 6 мкм/мин.
Гексафторид вольфрама WF6 представляет собой белый по-
рошок. При температуре 17 °C этот порошок превращается в
жидкость, а при дальнейшем повышении он начинает испа-
ряться.
Водород Н3 и гексафторид вольфрама WFfi нагревают от-
дельно до температуры порядка 170 °C и смешивают только
261
3.3. Газофазные методы изготовления деталей
перед подачей в реакционную камеру, Водород проходит сис-
тему фильтров, освобождаясь от примесей воды. Фильтрами
служат емкости с гранулированной медью или палладиевые
сушители. Через реакционную камеру чаще всего эта смесь
проходит прямотоком со скоростью потока от 0,3 до 2 м/с.
При этом вначале температура подложки должна быть несколь-
ко выше температуры газа, а затем она снижается, но не ниже
температуры газа. В случае равенства температур или, что еще
хуже, если температура газа будет выше температуры подложки,
произойдет интенсивное осаждение вольфрама или выпадение
порошка б реакционную камеру. Вакуумные насосы для откач-
ки газа из камеры применять сложно ввиду присутствия
фтора F в газе.
После прохождения реакционной камеры газы попадают в
печь с температурой 1000 °C, где WF6 выпадает в осадок в виде
порошка, а непрореагировавшие продукты, в том числе фто-
рид HF, поступают в емкость-поглотитель, которая представ-
ляет собой цилиндр с размещенными в нем полочками, рас-
положенными лабиринтом. На этих полочках насыпан карбо-
нат кальция СаСО3, который, реагируя с HF, образует плави-
ковый шпат CaFj (минера.'!) и углекислый газ СО2 Плавиковый
шпат - вещество безвредное и даже полезное. В промышлен-
ном производстве можно было бы использовать и плавиковую
кислоту HF, но в условиях опытного производства это доста-
точно сложно и дорого.
Вместо печи, с температурой г = 1000 °C для осаждения
WF6 можно использовать ловушки с жидким азотом N3, в
которых при температуре t = —87 °C WF^ выпадает в виде
кристаллов. В процессе осаждения те места, на которые не
должен осаждаться металл, закрывают графитовыми кольцами
с особой геометрией (с острыми углами). После окончания
процесса осаждения поверхность трубы обтягивается до нуж-
ной толщины, при этом графитовое кольцо срезается также
механическим путем.
Выходяшая из реактора смесь продуктов разложения, обыч-
но содержащая соляную и плавиковую кислоты, является очень
агрессивной и токсичной. Утечка этих вещесгв в атмосферу не
допустима, а проникновение смеси в вакуумные насосы резко
снижает продолжительность работы насосов.
262
3- ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
Обычно с целью предотвращения нежелательных явлений
используют щелочные ловушки, противоточные водяные газо-
уловители с системой снижения излишка водорода на выходе.
Процессы осаждения из газовой фазы имеют большое число
параметров, оказывающих влияние на характеристики получа-
емых покрытий, — температура подложки, температура испа-
рения металлосодержащего соединения, скорость газового по-
тока, общее давление в реакционной камере, скорость откачки.
Измерение высокой температуры (свыше 1000 °C) целесооб-
разно проводить пирометрами через специальные окна из мо-
либденового стекла. В области средней температуры (до
1000 °C) измерения осуществляют с помощью термопар. Для
измерения скорости газовых потоков используют реометры.
Общее давление в камере измеряют с помощью манометров,
мановакуумметров и вакуумметров.
Осаждение из газовой фазы широко применяют для раз-
личных целей — для защиты сопел, камер сгорания ЖРД (диа-
метром до 50 см), тиглей, блоков и сердечников, лопаток тур-
бин, микротермопар, трубопроводов насосов, деталей реакто-
ров и т.д.
Кроме того, этот способ позволяет получать туго плавкие
материалы и сплавы с плотностью, близкой к теоретической,
а также изделия сложной формы из этих материалов, например
молибденовые и вольфрамовые трубы, носовые конуса ракет и
др.
Методом осаждения из газовой фазы можно изготавливать
материалы с уникальными свойствами, например пиролитичес-
кий графит, т е. материалы, получаемые термическим разложе-
нием углеводородов. В зависимости от условий осаждения
можно регулировать анизотропию свойств осажденного слоя.
Например, носовые конуса ракет, полученные таким способом,
обладают термической проводимостью вдоль поверхности,
почти в 100 раз превышающей проводимость в перпендикуляр-
ном направлении.
Известно, что осаждением из газовой фазы получен алю-
миний чистотой 99,999 %.
Качественно новым направлением является создание КМ
из несплавляемых компонентов. Кристаллизацией из газовой
фазы получены ыонокристальные усы из оксида алюминия,
263
3.4 Технология изготовления конструкций из УУКМ
карбида кремния, большинства металлов, графита и других
материалов. Упрочнение тугоплавкими волокнами значительно
улучшает физические характеристики жаростойких конструк-
ционных материалов. Так, нитевидные кристаллы графита, ко-
рунда, железа имеют при комнатной температуре предел проч-
ности, равный 20000, 15000 и 13000 МПа соответственно (проч-
ность массивных образцов из этих материалов равна 0,3 и
3 МПа соответственно). Этим возможности метода не о (рани-
чнваются.
3.4. Технология изготовления конструкций
из углерод-углеродных материалов
Изготовление пространственных армирующих структур
В основе производственного процесса изготовления угле-
род углеродных конструкций находятся технологические про-
цессы изготовления каркасов и насыщения их матричным ма-
териалом. Наиболее перспективным видом армирования
УУКМ конструкционного назначения, как указывалось и
предыдущей главе, является .многонаправленное пространст-
венное армирование. Такие образования называют простран-
ственными армирующими структурами, а составляющие их
компоненты — элементами пространственных армирующих
структур. Для изготовления каркасов используют технологичес-
кие методы намотки и выкладки, сшивки, ручного и автома-
тизированного плетения, ткачества. Кроме того, каркасы
можно собирать из заранее отформованных (углеродных жгу-
тов) и отвержденных стержней.
Основным структурным элементом ПАС из прямолинейных
ЭПАС является параллелепипед, у которого три ребра, шесть
диагоналей граней и четыре длинных внутренних диагонали
образуют тринадцать направлений. Если параллелепипед явля-
ется кубом, то, комбинируя направления трех подгрупп, можно
образовать уравновешенные (сбалансированные) системы.
Всего существует семь хорошо сбалансированных систем, изо-
тропия которых растет с увеличением числа направлений: 3D,
4Д 7D (4+3), 9D (6+3), 10D (6+4), 13D (6+4+3).
264
3 ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
Основные характеристики некоторых ПАС приведены в
табл. 3.2.
Таблица 3.2
Характеристики сбалансированных 3D, 4D, 6Л конструкции ин пучков
волокон круглого сечения
Наименование характеристик Структура
3D 4D 6D
Размещение пучков волокон Квадратная сетка В шахматном порядке В шахматном порядке
Углы между пучками стержней 2 х 90° 3 х 70,5е1 1 х 90°. 3 х 60°
Компактность, % 59 68 49,4
Пористж1Ъ Закрытая Открытая Открытая
Изотропия Слабая Хорошая Близкая к совершенной
Жесткость Слабая Хорошая Отличная
Расслоение Минимальная поверхность Воз можно Невозможно Невозможно 1
стержней в.срезе плоскости, % 19.7 34.0 24,7
Дня армирования УУКМ теплонапряженных толстостенных
деталей практическое применение нашли ПАС типа 3/), 4D.
При зтом наиболее перспективной считают структуру 4D, ко-
торая имеет преимущества не только перед ЗД но и перед 61)
и выше, так как будучи более изотропными, последние в то
же время сложны и трудны в изготовлении, а также имеют
меньшее содержание волокон в сечении, чем 3D и 4/).
Среди модифицированных ПАС особое место занимают
структура 4£>-Л, у которой в плоскости х—у размещаются три
группы волокон, смещенные между собой па угол 60°, и струк-
тура 5О-Л, у которой в плоскости х—у в дополнение к волокнам
со структурой 0...900 укладываются волокна под 45° (см.
рис. 1.28).
В том случае, когда необходимо улучшить свойства в одном
направлении, но без риска расслоения, разработана 5Л-струк-
гура, в которой пять направлений в параллелепипеде опреде-
ляются четырьмя длинными диагоналями и одним из трех
265
3.4. Технология изготовления конструкций из УУКМ
ребер. Практически это основной пучок волокон, заключенный
в 4Й-структуру. Эта структура имеет те же преимущества, что
и 4/)-структура. Она. как и ЗЦ имеет осевую симметрию чет-
вертого порядка относительно основного направления, что уп-
рощает теоретические расчеты механических и теплофизичес-
ких свойств изделий из таких упрочненных в одном направле-
нии конструкций со структурой 5Л.
Если необходимо упрочнение в двух направлениях, то ис-
пользуют 6£>-структуру, которая отличается от ранее рассмот-
ренной тем, что два основных пучка ориентированы под углом
90° в одной плоскости по ребрам куба и связаны четырьмя
более тонкими пучками, размещенными по типу 4Z>
В рассмотренных выше структурах все ЭПАС выполнены
прямолинейными и объединены в комплекты, ориентирован-
ные по характеристическим направлениям. Уже само по себе
существование этих преимущественных направлений указывает
на отсутствие полной изотропии композита (в частности, в
аспекте его механических и теплофизических свойств).
Если в конкретных условиях эксплуатации (например, в
условиях трения, абразивного износа, абляции) структурные
свойства поверхности композита являются определяющими
и если поверхность композита не ориентирована по харак-
теристическим для данной структуры направлениям, то ани-
зотропия обусловливает нежелательную гетерогенность
свойств композита. Именно такая ситуация типична при
использовании УУКМ (ЗД-каркас из армирующих углерод-
ных элементов, пропитанный углеродом) в высокоэнергети-
чсскик газовых трактах.
Несмотря на то, что углерод-углеродный композит с пря-
молинейными ЭПАС в силу жаростойкости и механических и
термических свойств обеспечивает высокие эксплуатационные
свойства изделий, нужно учитывать следующее. Если изделие
изготовлено из УУКМ с прямолинейной ПАС, то в различных
зонах поверхности тракта ПАС ориентирована к ней под раз-
ными углами. Это способствует неравномерной скорости уноса
композитного материала в различных точках поверхности,
омываемой горячими газами. В результате нарушается режим
газового потока. Следствием этого является различная скорость
уноса и снижение рабочих характеристик изделий. С целью
266
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
сочетания преимуществ пространственного армирования с рав-
номерностью ориентации на цилиндрической поверхности раз-
работан целый ряд ПАС, содержащих криволинейные арми-
рующие элементы и практически воспроизводящих форму из-
делия, что делает их более экономичными.
В зависимости от пространственной ориентации ЭПАС су-
ществует три принципиально отличающихся схемы армирова-
ния на основе 3 D-структуры и одна схема на основе 4D-JI.
Согласно первой схеме, z-волокна ориентированы по радиаль-
ному направлению, х-аолокна — по аксиальному и у-волокна —
по циркулярному направлениям. В соответствии со второй
схемой г-волокна ориентированы по радиальному направле-
нию, а х и у располагаются послойно в коаксиальных слоях по
спиральным траекториям. В третьем случае г-волокна распо-
лагаются в аксиальном направлении, а х и у расположены по
перекрестным траекториям с равными углами наклона отно-
сительно радиального направления. И наконец, согласно чет-
вертой схеме армирования, z-волокна располагаются по ради-
альному направлению, второй пучок волокон — по аксальному
направлению, а третий и четвертый — по спиральным траек-
ториям, причем элементы второго, третьего, четвертого направ-
лений располагаются в коаксиальных слоях и взаимно пере-
плетены.
Рассмотренные конструкции наполнителей обладают теми
же преимуществами и недостатками, что и прямолинейные
конструкции со структурой 3D и 4D-J1. Кроме того, они харак-
теризуются переменной компактностью, уменьшающейся в ра-
диальном направлении от внутренней поверхности к наружной.
Разработаны также ПАС для пустотелых тел вращения на
основе 4.0-структуры. В зависимости от ориентации относи-
тельно оси изделия предлагается 16 различных вариантов.
Пространственные армирующие структуры получают пле-
тением волокнистых жгутов или сборкой из жестких стержней.
Изготовление стержней и каркасов
При производстве на основе параллелепипеда любой моде-
ли жесткие стержни предпочтительнее гибкой пряжи. Стержни
получают методом осаждения пироугдерода из газовой фазы
или пултрузией, используя ориентированные волокна, пропи-
267
3.4. Технология изготовления конструкций из УУКМ
тайные (в случае пултрузии) термореактивными или термоплас-
тичными смолами.
При получении стержней методом пултрузии пропиткой
15...20%-ным водным раствором поливинилового спирта ПЕС
16/1 волокнистый наполнитель сматывается с бобин (рис. 3.18),
смачивается раствором в пропиточной ванночке, протягивается
через отверстие определенной формы (фильеру); при этом от-
жимается излишек связующего, происходит уплотнение напол-
нителя и его формование по заданному профилю. Сформиро-
вавшийся профиль поступает в камеру, где он подвергается
сушке при температуре 380...390 К, дополнительно уплотняется
промежуточной фильерой, проходит термообработку в камере
при температуре 450...550 К и окончательно уплотняется фи-
льерой на выходе из камеры. Движение формуемого стержня
осуществляется с помощью обрезиненных тянущих валиков.
Ряс. 3.18. Схема установки для изготовления стержней УИС-3:
[ — камера дпя сушки: II — камера для термической обработки; I ' шпулярник;
2 — пульт управления, J — пропиточная ванночка; 4 - сушильные камеры, 5 -
фильеры: <5 — механизм протяжки; 7 — механизм резки; S - контейнер
Изготовление ПАС 3D в виде блоков можно осуществлять
согласно нескольким технологическим схемам. В силу одной
из наиболее распространенных в вертикальном или горизон-
тальном направлении с заданным шагом устанавливаются во-
локна г-направления. Волокна двух других направлений с по-
мощью системы рапир при их возвратно-поступательном пере-
мещении размещаются послойно между волокнами первого
направления (рис. 3.19, а). Образующиеся при этом петли на
268
3- ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ и УУКМ
выходе из формуемого изделия фиксируются кромочной
нитью. После набора пакета заданной высоты осуществляется
его отрезка в специальной фиксирующей оснастке и продол-
жается дальнейшая наработка материала.
Изготовление ПАС 47? осуществляют преимущественно из
стержней. В основу разработанной технологии положена осо-
бенность строения структуры 47). заключающаяся в том, что в
случае расположения стержней в виде V-образной плоскости
все стержни данного направления одновременно входят в со-
бираемую текстуру, причем граница входа проходит через ее
центр (рис. 3.19, б). В V-образном слое стержни параллельны
между собой, расположены в плане с шагом, равным двум
диаметрам стержней. Геометрическая зона сборки, образую-
щаяся при сборке V-образными слоями стержней, позволяет
беспрепятственно подводить жестко зафиксированные стержни
в середину структуры. В результате отрезок пути, проходимый
устанавливаемыми в текстуру стержнями в соприкосновении
со'стержнями других направлений, сокращается вдвое, что
позволяет снизить повреждаемость стержней. Кроме того, при
сборке V-образными слоями каждый предыдущий слой выпол-
няет функцию дополнительной направляющей (опоры) для
последующего слоя, что позволяет повысить точность установ-
ки стержней и, следовательно, исключить ошибки при сборке
текстуры. И наконец, технология обеспечивает возможность
производства ПАС 4£) в непрерывном режиме машинным спо-
собом.
Изготовление ПАС 4£)-Л осуществляют согласно двум
принципиально отличающимся технологическим схемам.
В соответствии с первой технологической схемой
(рис. 3.19, в), структуру собирают в следующем порядке: стерж-
ни одной группы устанавливают в специальную перфорирован-
ную плиту в вертикальном направлении и шахматном порядке.
Стержни трех других направлений размещают между стержня-
ми вертикального направления параллельными слоями.
Согласно второй технологической схеме (рис. 3.19, а),
стержни первой группы размещают в горизонтальной плоскос-
ти; между стержнями этой группы в горизонтальной плоскости
размещают стержни второй группы. Стержни двух других групп
входят между стержнями первой и второй групп с двух проти-
269
3.4. Технология изготонлення конструкций из УУКМ
воположных направлений под углом 60° к горизонтальной
плоскости.
Рис. 3.19, Схемы устройств для установки стержней:
а — с одновременной пултрузией; fi ~ с предварительным проколом арматуры;
в - с ориентирующим и внедряющим роликами; г - с дозатором кассетного
типа
Для усовершенствования процесса изготовления ПАС пус-
тотелых тел вращения (оптимизация цены и качества) разра-
ботаны разные способы, в частности намотка нитей в двух
направлениях между металлическими стержнями, которые
потом заменяются нитями, т.е. комбинированная намотка; на-
мотка волокон в двух или трех направлениях на приспособле-
ние типа “еж” из армирующих волокон, образующих третье
направление; прошивка нитью или пробивка стержнями слоев
ткани в радиальном направлении.
Для реализации схемы переплетения (см. рис. 1.28, б) ме-
таллические стержни, определяющие продольное направление
заготовки, заправляют в специально просверленные пластины.
270
3 ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
Между ними автоматически пропускают (наматывают) ради-
ально и циркулярно пучки нитей (рис. 3.20, д). Оборудование
процесса позволяет изменить направление плетения, прибли-
жая форму заготовки к заданной. После намотки другая ма-
шина автоматически заменяет стержни нитями. Эту операцию
называют прошивкой (шнуровкой). Способ позволяет получить
50%-ную экономию материалов и 15-кратный выигрыш вре-
мени по сравнению с ручным способом.
a S
f г
Рио, 3.20. Технологические схемы получения криволинейных ПАС:
а ~ радиально-циркулярная намотка; б — аксиально-спиральная намотка; a -
радиально-спиральная намотка; г — аксиально-радиально-спиральная наметка
Развитием данного способа можно считать создание станка,
реализующего схему переплетения согласно рис. 1 28, к. Осо-
бенность технологии заключается в том, что в процессе изго-
товления цилиндрической заготовки автоматически обеспечи-
вается переплетение спиральных слоев нитей на внутренней
поверхности контура (рис. 3.20, 6).
271
3.4. Технология изготовления конструкций из УУКМ
Полые цилиндрические и конические ПАС (см. рис. 1.28, я)
получают на полностью автоматическом намоточном оборудо-
вании в соответствии с двумя технологическими схемами. Со-
гласно первому способу, изготовление ПАС осуществляется за
два этапа. На первом этапе с помощью специального станка
изготавливается ворсовая лента и наматывается на оправку.
Получается так называемое ворсовое покрытие (ворсовый
“еж"). Оправка с ворсовым покрытием перемещается на второй
станок для намотки спиральных слоев (рис. 3.20, е). Сущность
второго способа получения такой ПАС заключается в том, что
в предварительно изготовленную по форме внутреннего про-
филя изделия подложку из угле род-углеродного войлочного
материала вставляются жесткие углеродные стержни. В про-
странство между стержнями заматывают углеродные волокна
вдоль образующей и по спиральной траектории до необходимой
толщины. Подложка удаляется на промежуточных стадиях по-
лучения УУКМ, когда ПАС приобретает достаточную жест-
кость.
Совершенствованием этого способа изготовления ПАС яв-
ляется переход от трехмерной к четырехмерной схеме армиро-
вания (см. рис. 1.28, w). Машины для плетения ПАС созданы
на базе стандартного текстильного оборудования. Особенность
процесса заключается в том, что на специальной плетельной
машине переплетается ЭПАС трех направлений. Образованное
переплетение укладывается на поверхность оправки коаксиаль-
ными слоями между предварительно установленными радиаль-
ными стержнями со строгим соблюдением заранее заданных
направлений армирования (рис. 3.20, а).
Для получения ПАС прошивкой слои углеродной ткани
выкладывают на оправку, копируя внутренний профиль изде-
лия. После набора требуемой толщины прошивают пакет с лоев
углеродной швейной нитью. Прошивку осуществляют на швей-
ной машине челночного типа или на машине с односторонней
прошивкой с помощью кривой иглы.
Технология насыщения каркасов углеродной матрицей,
карбонизации и графитизации УУКМ описана в гл. 1.
272
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
3.5. Механическая обработка композитов
Для получения требуемых технологических параметров
(точности, шероховатости и др.) деталей и узлов применяют
как традиционные методы механической обработки, так и
новые, основанные на использовании энергии водяной струи,
лазерных методов, комбинированных методов обработки и др.
Эти методы обладают известными преимуществами: простотой,
высокой производительностью, малой энергоемкостью, хоро-
шим качеством поверхностного слоя. Новые методы обработки,
как правило, используют в том случае, когда традиционные
методы не могут обеспечить требуемые технологические харак-
теристики. Например, для получения отверстий малого диа-
метра (0,05 мм и менее) с успехом применяют лазерные уста-
новки.
Для изготовления изделий из КМ наиболее широко приме-
няют следующие виды механической обработки: точение, свер-
ление, зенкерование, развертывание, разрезка, шлифование,
нарезание резьбы.
Накопленный опыт показывает, что несмотря на различия
составов и свойств материалов, их обрабатываемость по ряду
критериев идентична. Поэтому целесообразно подразделять ма-
териалы по обрабатываемости на группы, и в дальнейшем при
появлении новых материалов прогнозировать режим обработки
на основании предложенной классификации.
Обрабатываемость того или иного материала - понятие
комплексное. Ее основные показатели: интенсивность затуп-
ления режущего инструмента, характеризуемая скоростью ре-
зания при определенной стойкости; качество поверхностного
слоя, постоянство размеров в пределах допусков и другие пара-
метры; сила резания и расходуемая мощность.
Анализ свойств и состава применяемых материалов позво-
ляет выделить основные критерии, по которым их следует
относить к той или иной группе обрабатываемости. Это, в
первую очередь, тип связующего (термопластичный или тер-
мореактивный). Важным фактором является тип наполнителя,
т.е. его состав (органический или неорганический), его физи-
ческая природа и свойства, и, наконец, — структура наполни-
теля (волокнистый, листовой, порошкообразный и т.д.).
18-243
273
3.5. Механическая обработка композитов
Особенности процесса резания и формирования
поверхностного слоя
Обработка резанием КМ имеет ряд особенностей, отлича-
ющих их от аналогичной обработки металлов. Эти особенности
сводятся к следующему.
1. Ярко выраженная анизотропия свойств. Это определяет
различие процесса резания при обработке вдоль и поперек
армирующих волокон. Схема армирования существенно влияет
на качество и производительность обработки. Поэтому при
разработке технологической операции механической обработки
КМ следует учитывать также направление обработки относи-
тельно направления армирования,
2. Сложность получения высокого качества поверхностного
слоя. Слоистая структура приводит к тому, что при износе
инструментов происходит расслоение материала. Кроме того,
при перерезании армирующих волокон, особенно при пере-
крестном армировании, наблюдается разлохмачивание перере-
занных волокон, что приводит к ухудшению качества поверх-
ностного слоя, поэтому иногда применяют дополнительную
отделочную операцию, например зачистку шкуркой.
3. Высокая твердость наполнителя у некоторых КМ вызы-
вает целый ряд трудностей при их обработке. Например, у
материалов на основе волокон бора микротвердость наполни-
теля составляет 40...43 ГПа, что превосходит твердость быстро-
режущих сталей (их твердость 8... 10 ГПа) и твердых сплавов
(их твердость 10... 16 ГПа) в несколько раз и соизмерима с
микротвердостью синтетических алмазов АС6 (89 ГПа) и “ЭЛь-
бора-Р” (84 ГПа). Поэтому при обработке таких материалов
возможно применение только сверхтвердых материалов.
4. Низкая теплопроводность материалов, обусловливающая
плохой отвод теплоты из зоны резания со стружкой и в обра-
батываемое изделие. Поэтому при обработке высокопрочных
КМ основная доля теплоты отводится через режущий инстру-
мент. Согласно экспериментальным данным, тепловой баланс
при обработке ПКМ следующий: в инструмент - 90 %, в
стружку — 5 %, в обрабатываемую деталь — 5 %, в то время
как при обработке металлов иногда до 90 % теплоты уносится
стружкой и только 10 % поглащается деталью и инструментом.
274
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из мкм и >зт<м
5. Интенсивное абразивное воздействие наполнителя. Наи-
большие трудности вызывает обработка высокопрочных ПКМ,
так как наполнителем в них являются стеклянные, борные,
угольные волокна, обладающие высокой твердостью и абразив-
ной способностью.
6. Высокие упругие свойства. Силы резания при обработке
ПКМ в 10...20 раз ниже, чем при аналогичной обработке ме-
таллов, а упругие характеристики выше, поэтом!' их точность
обработки в меньшей мере определяется упругими деформа-
циями системы станок—приспособление—инструмент. На точ-
ность изделий из высокопрочных материалов при их обработке
резанием влияют упругие деформации самих деталей,
7. Невозможность применения в большинстве случаев сма-
зочноохлаждающих жидкостей. Это обусловливается тем, что
большинство материалов обладает высоким влагопоглощением.
Поэтому применение СОЖ во многих случаях влечет за собой
введение дополнительной операции — сушки изделия — или
вообще недопустимо из-за необратимого изменения физико-
механических свойств.
8. Специфические требования техники безопасности при
резании композиционных материалов. Это связано с выделе-
нием мельчайших частиц материала при резании.
Состояние поверхностного слоя играет очень важную роль
в обеспечении высоких эксплуатационных показателей изде-
лий. В условиях эксплуатации изделий внешним воздействиям
в первую очередь подвергается поверхностный слой детали.
Поверхностный слой оказывает существенное влияние на мно-
гие эксплуатационные характеристики изделий: прочность,
износ, диэлектрические показатели, влагопоглощаемость и др.
Механическая обработка существенно изменяет свойства
поверхностного слоя, а следовательно, и эксплуатационные
показатели. При механической обработке происходит измене-
ние состояния поверхностного слоя (в частности, шерохова-
тости), перерезание армирующих волокон. Перерезание арми-
рующих волокон при обработке резанием приводит к сниже-
нию прочности изделий до 20 %.
Шероховатость поверхности влияет как на водопоглощение
и прочностные характеристики, так и на другие показатели
1Я
275
3,5. Механическая обработка композитов
качества (износостойкость, аэродинамические характеристики
и т.д ).
Механическая обработка изделий из композитов интенси-
фицирует, как известно, процесс водопоглощения. Это проис-
ходит за счет того, что при обработке, во-первых, снимается
всегда имеющийся на поверхности слой полимеризованного
связующего, являющийся как бы защитным слоем; во-вторых,
перерезаются армирующие волокна наполнителя; при этом об-
разуются микротрещины и другие дефекты материала, нару-
шающие его сплошность. Если же при обработке применяют
СОЖ, то процесс водопоглощения ускоряется еще интенсив-
нее.
Установлено, что механическая обработка активизирует
процесс водопоглощения. Отсюда следует, что при шерехова-
тости поверхности целесообразно назначать микронеровность
Rz < 40 мкм. В этом случае влияние механической обработки
на водопоглощение будет сведено к минимальному. Если, со-
гласно условиям эксплуатации и возможностям технологичес-
кого процесса обработки, высота микро неровностей составляет
40 мкм, то для уменьшения активности водопоглощения не-
обходимо защищать поверхности изделия, например, с помо-
щью ее окраски или покрытия лаком.
Исследование процесса водопоглощения и влияния на него
механической обработки приводит еще к одному важному вы-
воду. Речь идет о применении СОЖ при обработке. Несмотря
на малое время контакта поверхности детали с СОЖ, процесс
водопоглощения будет проходить активно, что во многих слу-
чаях потребует дополнительной операции — сушки изделия
после обработки. Поэтому в большинстве случаев механичес-
кую обработку следует выполнять без охлаждения СОЖ или,
в случае крайней необходимости, с охлаждением, например,
сжатым воздухом.
При механической обработке КМ всегда имеет место де-
струкция полимерного связующего, а при обработке таких ма-
териалов, как органопластики — и деструкция полимерного
наполнителя. Кроме того, при обработке происходит разруше-
ние армирующих волокон. В результате этих процессов обра-
зуется деструктированно-дис перги ров анный слой, который
ухудшает эксплуатационные характеристики изделий.
276
3 ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
Токарная обработка
Токарную обработку применяют при изготовлении деталей
типа оболочек, втулок, колец, заглушек. Такие детали обраба-
тывают на универсальных токарно-винторезных станках и на
специальных станках.
Базирование деталей типа оболочек осуществляют по от-
верстию при помощи конических грибков с насечкой на ко-
нусной части, гладких конических грибков, разжимных колец
с буртами, разжимных колец типа кулачковых патронов. При
обработке оболочек большой длины для уменьшения прогибов
применяют люнеты.
Требования точности размеров при обработке оболочек не-
высоки и соответствуют 11-му, 12-му квалитстам, параметр
шероховатости поверхности Rz г 20 мкм, поэтому при таких
требованиях к точности и шероховатости зачастую обработку
осуществляют за один проход с полным снятием припуска
(глубина резания до 5 мм). Чистовую обработку со снятем
малых припусков (глубина резания до 1 мм) применяют срав-
нительно редко.
Точение изделий из сгеклоуглепластиков
Для рационального построения технологического процесса
токарной обработки необходима оптимизация наиболее важ-
ных структурных составляющих процесса точения: инструмента
(т.е. его геометрических параметров и свойств инструменталь-
ного материала), режимов резания (скорости резания v, глуби-
ны резания у и подачи t) и качества обработанной поверхности.
Результаты большинства исследований показали, что наи-
более оптимальным инструментальным материалом при обра-
ботке стеклопластика являются однокарбидные твердые спла-
вы. Стеклопластики имеют низкую теплопроводность, они яв-
ляются термореактивными материалами; в зоне резания тем-
пература не должна превышать 300 °C. Выше этих температур
происходит их размягчение и выгорание, а также интенсивная
тсрмодеструкцня связующего. Поэтому для поддержания ука-
занных температур при значительных скоростях резания ин-
струментальный материал должен иметь высокую теплопровод-
ность.
277
3.5. Механическая обработка композитов
Так, теплопроводность однокарбидных вольфрамокобальто-
вых твердых сплавов в 1,6...2,6 раза выше, чем двухкарбидных
сплавов, а это означает, что их стойкость при одинаковой
твердости различается порой в шесть раз. Рекомендуется при-
менение сплавов марок ВКЗМ, ВК2, ВК4.
При назначении марки твердого сплава следует иметь в
виду, что с повышением содержания кобальта в сплаве увели-
чивается его прочность, но снижается износостойкость, поэ-
тому легко объяснима более высокая стойкость сплавов с мень-
шим содержанием кобальта. Коэффициенты стойкости раз-
личных марок твердых сплавов при обработке стеклопластиков
следующие:
ВК8.....................1,0
Б253....................2,2
ВКЗМ....................1,7
ВК2.....................1,7
ВК4.....................1,4
ВК6М....................1,4
BKSHB...................1.0
ТТЮКЙБ .................0,7
ТИК4....................0,25
Т15К6.................... 0,25
Изнашивание твердых сплавов при обработке стеклоплас-
тиков происходит главным образом за счет абразивного исти-
рания кобальта и выпадения вследствие этого отдельных зерен
карбидов. Этим можно объяснить и более высокую стойкость
мелкозернистых сплавов с достаточно высоким содержанием
кобальта, например ВК6М.
При выборе оптимальных геометрических параметров еле-
дует учитывать особенности резания композитов. Известно, что
КМ обладают высокой упругостью и при резании имеют боль-
шие фактические площади контакта по задней поверхности.
Поэтому при обработке стекло- и углепластиков оптимальные
значения заднего угла а намного больше, чем при резании
металлов. Оптимальными будут значения а при обработке стек-
лопластика (aw/n = 20°) и при обработке углепластика =
= 25... 30°). Для сравнения оптимальные значения угла а при
278
1 ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
обработке большинства металлов и сплавов находятся в диа-
пазоне от 8 до 12°.
Следовательно, необходимость применения больших
задних углов у янляетя отличительной особенностью про-
ектирования инструмента для обработки стекло- и угле-
пластиков.
Оптимальные значения передних углов у при обработке
рассматриваемых материалов составляет 10... 15°.
Оптимальные геометрические параметры режущей части
резцов для обработки стекло- и углепластиков приведены в
табл. 3.3.
Таблица 3.3
Геометрические параметры режущей части резцов, применяемых
для обработки стекло- и углепластиков
Обраба- тывае- мый ма- териал Материал режущей части Геометрические параметры
0° Г Ф° Ф? г, мм 4» мкм
Стекло- пластик ВК2, ВКЗМ, ВК4 ВК6М, ВК8 АСПК. АСЕ 20 0-2 10 20 45 45 15-45 20 0 0 1 £>,2-0,6
Углеплас- тик ВК2, ВКЗМ, ВК4Г ВК6М, В КН АСПК 25-30 0-2 15 20 45 45 15-45 20 с 0 1 L, . - 0 2-0,6
Примечание; <р , q>| - углы в плане; г - радиус при вершине; у - длина
фаски.
Данные для выбора оптимальных скоростей резания при
точении стеклопластика приведены в табл. 3.4.
Точение осуществляют резцами из твердого сплава ВК8,
поэтому при использовании других видов инструментальных
материалов все значения скорости резания следует умножать
на поправочные коэффициенты.
279
3.5. Механическая обработка композитов
Таблица 3.4
Значения скорости резания при точении стеклопластик!
Глубина резаная, мм Скорость резания v, м/с, при подаче J, ьш/об Глубина резания, мм Скорость резания у, м/с, при подаче .к, мм/об
0,1 0,2 0,3 ' °,4 0,1 0.2 0,3 0,4
До 0,5 1,0 0,80 0,68 0,62 2,0-2,5 0.57 0,43 0,37 0,33
0,5-1,0 0,80 0,62 0,53 0,48 2,5-3,0 0.52 0,40 0,35 0,32
1,0-i,5 0,68 0,53 0,45 0,42 3,0-4,0 0,47 0,37 0,32 0,28
1 1,5-2,0 0,62 0,47 0,40 0,37 —
Сверление изделий
Одной из наиболее часто встречающихся и в то же время
наиболее трудоемкой операцией при обработке является опе-
рация сверления. Достаточно отметить, что трудоемкость свер-
лильных операций на некоторых изделиях достигает 70,80 %
от общей трудоемкости процесса механической обработки. Ес-
тественно, что в этих условиях неправильный выбор режущего
инструмента и режимов резания приводит к значительным
издержкам.
Отверстия в П КМ сверлят как в направлении армирующих
волокон, так и перпендикулярно им, причем различают свер-
ление отверстий сквозных и глухих. У глухих отверстий торен
должен быть перпендикулярен оси. Требования к точности
отверстий относительно невелики и не превышают, как пра-
вило, ll-й, 12-й квалитеты: параметр шероховатости поверх-
ности должен соответствовать R, а 20 мкм. При таких требо-
ваниях к точности и шероховатости поверхности в большинстве
случаев удовлетворительные результаты получают при сверле-
нии твердосплавными сверлами из быстрорежущей стали. Од-
нако появление таких материалов, как боропластики, делает
порой невозможным применение традиционных инструментов
и приводит к необходимости применения инструментов из
сверхтвердых материалов.
Процесс сверления ПКМ сверлами из быстрорежущих ста-
лей и твердых сплавов изучен достаточно полно. Что же каса-
280
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из МКМ И УУКМ
ется процесса алмазного сверления, то этот процесс изучен
менее полно и порой сдерживает применение прогрессивного
метода в промышленности.
Повышение производительности и качества сверления
ПКМ возможно только за счет применения алмазного сверле-
ния. Полимерные ПКМ в отличие от традиционных материалов
обладают всеми специфическими свойствами, присущими как
армирующим волокнам, так и полимерной матрице. Влияние
связующего сказывается в первую очередь на ограничении
интенсивности обработки (по температуре) в зоне резания.
Поэтому' алмаз в данном случае является наилучшим инстру-
ментальным материалом. Обладая самой высокой твердостью,
алмаз имеет коэффициент трения по пластмассе значительно
меньший, а коэффициент теплопроводности больший, чем у
твердых сплавов.
Алмазное сверление повышает производительность труда,
уменьшает расход режущего инструмента и улучшает качество
обработанной поверхности.
Алмазные абразивные сверла состоят из двух частей: алма-
зоносного слоя и металлической оправки, на которую этот слой
наносится.
Проектирование алмазоносного слоя включает в себя на-
значение марки, зернистости алмазного порошка, связки и
выбор способа изготовления алмазоносного слоя. Проведенные
исследование позволяют с достаточной надежностью рекомен-
довать в качестве связки никель, а в качестве метода изготов-
ления — гальваностегию.
Зернистость алмазного порошка является одной из важней-
ших характеристик алмазных сверл, так как оказывает значи-
тельное влияние практически на все показатели процесса ал-
мазного сверления: качество обработанной поверхности, про-
изводительность й срок службы сверл.
Разрезка изделий
Разрезку изделий из композитов применяют для получения
требуемых размеров и форм изделий из листовых материалов,
плит и оболочек, используя ленточные и дисковые пилы, аб-
разивные и алмазные круги, струи жидкости высокого давле-
ния, лазерный луч. При этом ленточные и дисковые пилы.
281
3.5. Механическая обработки композитов
дисковые фрезы (даже твердосплавные) обладают весьма низ-
кой стойкостью, разрезка с их помощью малопроизводительна
и не обеспечивает требуемого качества реза. Наиболее эффек-
тивный метод — разрезка абразивными и алмазными кругами.
Для разрезки рекомендуется применять абразивные круги
из карборунда на вулканитовой и главным образом на бакели-
товой связках твердостью от СМ1 до СТ1. Толщина круга
составляет 1...4 мм, скорость вращения — 2500...3500 мин- .
Характерной особенностью процесса разрезки стеклоплас-
тиков абразивными кругами является их интенсивное изнаши-
вание, которое заключается в выпадении отдельных зерен из-за
сильного абразивного воздействия наполнителя обрабатывае-
мого материала. Кроме того, круг весьма интенсивно засали-
вается связующим и продуктами деструкции полимера. Интен-
сивность засаливания падает при обильном охлаждении обыч-
ной водой. Однако использование охлаждения в ряде случае
недопустимо: это существенно ограничивает область примене-
ния для разрезки абразивных кругов. В то же время опыт
использования для разрезки пластиков алмазных отрезных кру-
гов показывает, что применение алмазного инструмента по
сравнению с абразивным дает увеличение скорости и произво-
дительности в полтора—три раза и стойкости в десятки раз при
улучшении качества обработки. Кроме того, алмазные отрезные
круги позволяют производить резку без охлаждения жидкостью.
В последние годы в нашей стране и за рубежом в промыш-
ленном масштабе используют резку ПКМ с применением ла-
зеров. Использование пучка лазера обеспечивает получение
точных, чистых резов при скоростях, в несколько раз превы-
шающих скорости механического резания. Важными преиму-
ществами лазерной резки являются: отсутствие силы резания,
а значит, и деформаций, напряжений, расслоений и растрес-
кивания разрезаемых стенок объекта производства, чрезвычай-
но узкий рез (0,2 мм), отсутствие особых требований к рабочей
среде, малая зона термической деструкции, высокая точность
и скорость резания. В состав лазерной установки для резания
ПКМ входят; лазер (генератор излучения), оптическая система,
система эвакуации продуктов резки, система подачи техноло-
гического газа и устройства для установки и перемещения
объекта производства.
282
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
Поскольку пучок лазера не передает силу на обрабатывае-
мую стенку объекта производства, то вопросы конструирования
технологической оснастки и оборудования существенно упро-
щаются. При испод вдова нии лазерных систем возможны четы-
ре варианта организации технологической операционной сис-
темы (т.е. взаимного расположения и перемещения лазера,
оптической системы и заготовки).
Лазерная головка неподвижно закреплена, а объект произ-
водства перемещается по заданной программе, формируя тра-
екторию реза.
Лазерная головка перемещается над закрепленным объек-
том производства по заданной траектории.
Лазер и объект производства неподвижны, а пучок переме-
щается относительно объекта производства по заданной про-
грамме с помощью подвижных зеркал.
Комбинированная система: по одной из координат переме-
щается лазерный пучок, а по другой — объект производства.
Использование лазера на углекислом газе для резки ПКМ
позволяет увеличить производительность операции в пять —
десять раз и существенно улучшить санитарно-гигиенические
условия труда. ч,
Параметры режима лазерной резки приведены в табл. 3,5.
Таблица 3.5
Параметры лазерной резки ПКМ и волокнистых полуфабркятоя
ПКМ или полуфабрикаты Толщина, мм Скорость резки, м/с Ширина резки, мм
Стеклоткань МКТ 5 0,8 0,5
Стеклоткань ТСФ 1,5 5,0 0,4
Кварцевая ткань 5 6,50 0,5
Стеклопластики на основе 3 0.25 0,4
ткани МКТ и эпоксидного 6 0.10 0,4
связующего 9 0,05 0,7
Стеклотекстолит ПСД-Д 15 0,01 0,8
Органопластик 5 1,50 0,5
Борапластик 3 0.30 0,4
Углепластик 3 0.50 0,5
Кварцевое стекло 1 002 од.
283
3.5. Механическая обработка композитов
/ Используется также резка
ПКМ водяной струей, истекаю-
щей из сопла со скоростью
600...800 мм/с (рис. 3.21). Для по-
лучения потока с такой скорос-
тью давление в технической сис-
теме для подачи воды должно
быть равно 294...441 МПа.
н- '^4 Для резки ПКМ используют
Рис. 3.21. Схема падрореэки: СОПЛЙ Диаметром 0,1...0,3 ММ.
I — водяная струя; 2 — сопло фор- Расход воды составляет
сулки; У - линия разреза; 4- угол i}04...]/о л/мин, скорость реза-
100...4000мм/мин.
6 - направление движения сопла Так как при сверхвысоких
давлениях температура замерза-
ния воды возрастает, то при дав-
лении свыше 900 МПа можно применять водоглицериновую
смесь, имеющую пониженную температуру замерзания.
При таких давлениях и скоростях водяная струя диаметром
0,1...0,3 мм имеет жесткость и твердость, присущую искусст-
венному сапфиру и способна разрезать стенки из ПКМ тол-
щиной до 25 мм.
Ширина реза составляет от 0,!5 до 0,35 мм. Операция
выполняется без образования пыли и запаха, в связи с чем
обеспечивается высокая производительность труда. Разрезае-
мый материал остается сухим.
К недостаткам операции относят высокий уровень шума
при обработке и необходимость тщательной фильтрации жид-
кости.
Ультразвуковая механическая обработка
Проблема создания новых высокоэффективных методов об-
работки конструкционных материалов остается одной из глав-
ных в машиностроении- Очевидна и необходимость расшире-
ния возможности современных универсальных металлорежу-
щих станков, поскольку на многих производствах имеется зна-
чительное количество морально устаревшего, но не изношен-
ного оборудования. Один из путей — замена на нем устаревших
систем управления на новые современные. Второй путь связан
284
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
с созданием дополнительных устройств и приспособлений, рас-
ширяющих возможности существующих универсальных стан-
ков. В этом отношении большой интерес представляют резуль-
таты, полученные при использовании ультразвуковой механи-
ческой обработки деталей из композитов и других трудно об-
рабатываемых материалов. Этот метод основан на явлениях,
сопровождающих процессы введения ультразвуковых колеба-
ний в рабочие среды или в зону контакта инструментов с
обрабатываемой поверхностью. Базой для его реализации при
обработке конструкционных материалов являются существую-
щие технологические процессы: точение, сверление, фрезеро-
вание, разрезка и др.
Оптимизация процессов ультразвуковой обработки ведется
по трем параметрам — частоте, амплитуде колебаний и их
направлению относительно скорости резания. Проведенные
исследования показали сложный и неоднозначный характер
влияния ультразвука на процессы деформирования и разруше-
ния материалов. Установлено, что ультразвуковое воздействие
является эффективным способом повышения внутренней энер-
гии кристаллов.
В отличие от тепловой энергии, поглащаемой равномерно
во всем объеме, затухание ультразвука происходит в основном
в местах появления дефектов, поэтому ультразвук значительно
увеличивает энергию дислокации, активизирует источники их
образования.
При одновременном действии статических и высокочастот-
ных динамических нагрузок значительно снижается сопротив-
ление материалов пластической деформации. Ультразвуковой
эффект снижения сопротивления металлов пластическому де-
формированию реализован в технологических процессах по-
верхностного упрочнения при чистовой обработке маложест-
ких, тонкостенных деталей и деталей с мягкими покрытиями.
В основе всех процессов ультразвуковой механической об-
работки материалов лежит ряд сложных физико-химических
явлений, которые можно разделить на две группы:
явления, связанные с контактным воздействием вибриру-
ющего инструмента на обрабатываемую поверхность: пласти-
ческое деформирование или хрупкое разрушение поверхност-
285
3.5. Механическая обработка композитов
ных слоев, изменение сил трения, выделение теплоты и по-
вышение контактной температуры - граничная диссипация;
явления, происходящие в обрабатываемой детали, связан-
ные с действием ультразвуковых деформаций: ускорение диф-
фузии и диффузионных превращений, увеличение скорости
ползучести или релаксации напряжений, снижение сопротив-
ления пластическому деформированию, нагрев деформируемой
зоны объемная диссипация энергии.
Сообщение режущему инструменту ультразвуковых колеба-
ний оказывает сложное и многогранное воздействие на про-
цессы резания: периодическое изменение модуля и направле-
ния вектора действительной скорости резания, периодическое
изменение кинематических углов инструмента, изменение ус-
ловий формирования поверхностного слоя детали, приводящее
к улучшению его качества (снижение растягивающих остаточ-
ных напряжений), изменение условий трения на рабочих гра-
нях и устранения наростообразования, повышение динамичес-
кой устойчивости системы станок—инструмент—деталь, улуч-
шение условий доступа в рабочую зону смаэочно-охлаждаюших
жидкостей и повышение их эффективности, уменьшение сил
и мощности, затрачиваемой на стружкообразование. Исследо-
вания показали, что наибольший эффект применения ультра-
звука наблюдается при резании с небольшими сечениями среза
и невысокими скоростями резания v < 20 м/мин). Весьма
эффективна ультразвуковая обработка композитов и керамики
специальными алмазными инструментами, сверление глубоких
отверстий малого диаметра (2...8 мм), фрезерование пазов и
канавок, а также доводка тел вращения. При изготовлении
цилиндрических и конических отверстий в композитах (осо-
бенно в керамических материалах) наиболее целесообразна и
эффективна ультразвуковая обработка вращающимся трубча-
тым алмазным инструментом на металлической связке. При
этом производительность процесса повышается в 20—50 раз,
значительно (по сравнению с обработкой суспензией карбида
бора) увеличиваются точность и глубина обработки.
Ультразвуковое алмазное сверление может быть реализова-
но в двух вариантах: с постоянной статической нагрузкой (как
при ультразвуковой размерной обработке свободным абрази-
вом) и с постоянной принудительной подачей. Выбор варианта
2S6
3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ МКМ И УУКМ
зависит от конкретных производственных условий. Более пред-
почтительным является первый вариант.
Применение ультразвуковых устройств, специальных алмаз-
ных инструментов и технологических процессов обработки зна-
чительно расширяет возможности существующих станков при
обработке композитов и других специальных материалов
(рис. 3.22).
Рис. 3.21. Схема ультразвуковой обработки:
/ - заготовка, 2 — инструмент; 3 - концентратор; 4 - магнито-
стрикционный пакет; 5 — кольцо для разбрызгивания воды; 6 -
генератор ультразвуковых колебаний; 7 — центробежный лиспе
Ключевые вопросы
1. Приведите примеры деталей самолетов, вертолетов, кос-
мических аппаратов, которые необходимо изготавливать из ме-
таллокомпозитов
2. С какой целью в различных технологических процессах
получения мегаллокомпозитных конструкций используют
инертный газ? Приведите примеры.
287
Ключевые вопросы
3. Какой физический эффект дает наличие вакуума при
диффузионной сварке металлокомпозитов?
4. Оцените и сравните преимущества и недостатки техно-
логических методов изостатического прессования и сварки
взрывом деталей из металлокомпозитов.
5. Обоснуйте выбор типа ПАС УУКМ и методы их полу-
чения для изготовления;
а) тормозных дисков самолетов;
б) высокотемпературной теплозащиты возвращаемого кос-
мического корабля;
в) сопловых блоков ракетных двигателей;
г) носовых обтекателей;
д) подшипников скольжения.
6. Какие основные причины позволяют считать механичес-
кую обработку КМ более сложным процессом, чем обработку
металлов?
7. Укажите преимущества и недостатки технологических
процессов разрезки КМ алмазным кругом, лазером, струей
воды.
4. ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ
СОЕДИНЕНИИ КОНСТРУКЦИИ
ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
В копилку знаний
Прочитав эту главу, читатель узнает:
• основные типы и способы соединений, применяемых при
сборке конструкций ЛА;
• преимущества и недостатки различных типов соединений
и наиболее эффективные из них для конкретного случая;
• технологию получения отверстий и гнезд в конструкциях
из КМ для выполнения клепаных соединений;
• конструкторско-технологические решения соединения
обшивок из композита с металлическими и композитны-
ми силовыми элементами.
4.1* Классификация соединений
Требования, предъявляемые к конструкции соединительно-
го узла, характер нагрузок, действующих на соединение, зави-
сят от назначения и условий эксплуатации изделия. В соответ-
ствии с характером передачи нагрузок в ЛА соединения под-
разделяют на стыковочные и поддерживающие. К стыковоч-
ным относится группа механических и комбинированных ме-
таллопластиковых соединений, которые являются наиболее
распространенными конструкциями. В этих конструкциях все
нагрузки, приходящиеся на стык, воспринимаются металличес-
кими элементами и передаются на корпус изделия через со-
единительный отсек, представляющий собой оболочку из ком-
позиционного материала. Другую группу соединений составля-
ют конструкции, основная особенность которых заключается
289
19-243
+.1. Классификация соединений
в том, что нагрузка на стыке передается непосредственно ад-
гезионными прослойками- Примером поддерживающих соеди-
нений служат соединения обшивки со стрингерным набором
и обшивки с сотовым заполнителем.
В настоящее время наиболее широко распространены резь-
бовые, клеевые, заклепочные и шпилечно-болтовые соедине-
ния армированных пластиков и конструкций на их основе.
Несмотря на то, что клеевые и резьбовые соединения обладают
рядом преимуществ, их нельзя применять для передачи сосре-
доточенных нагрузок в соединениях элементов, имеющих боль-
шую толщину. В таких случаях широко используют заклепоч-
ные и шпилечно-болтовые соединения. Прочность и выносли-
вость шпилечно-болтовых соединений в конструкциях из КМ
в основном определяются уровнем концентрации напряжений
около отверстий. Начальные напряжения в соединениях такого
типа обусловлены применением шпилек, штифтов и болтов,
устанавливаемых с натягом или затяжкой, что создает в зоне
отверстий напряженное состояние, которое значительно изме-
няет прочностные характеристики механических соединений
при действии внешних нагрузок. Армирование материалов обо-
лочки в зоне стыка металлической фольгой или высокопроч-
ными пленками позволяет повысить механические характерис-
тики материала композиции и снизить массу конструкции.
Условно все виды соединений можно подразделить на три
класса: 1) сплошные (клеевые, формовочные, сварные); 2) ме-
ханические (резьбовые, клепаные, шпилечно-болтовые, само-
заклинивающиеся, сшивные и игольчатые); 3) комбинирован-
ные (клееклепанные, клеесшивные, клееигодьчатые, клеебол-
товые, клеерезьбовые и другие сочетания механических и кле-
евых соединений).
Рациональное проектирование соединительных узлов с целью
минимизации массы конструкции предопределяет прежде всего
анализ факторов, влияющих на их несущую способность.
Анализ факторов
АЪнструлдшвяые Дикторы. В зависимости от этих факторов
выбирают класс соединения, геометрические параметры, мате-
риалы крепежных элементов и вид элемента, подкрепляющие
конструкцию в эоне стыка, и т.д. Класс соединения (сплошные,
механические, комбинированные) наиболее значительно влия-
ет на прочность и надежность изделий и во многом определяет
290
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
технологию их изготовления. Следует отметить, что для сущест-
вующих в настоящее время классов соединений отсутствует еди-
ная методика выбора рационального соединения конструкций из
КМ. Считая, что данная проблема требует специального решения,
проанализируем основные параметры, которые необходимо оп-
ределить при проектировании различных соединений.
Наиболее важными конструктивными факторами сплош-
ных соединений являются длина адгезионной прослойки /пр,
толщины соединяемых элементов i и 5 и их изменение вдоль
шва, а также жесткости адгезионной прослойки 6пр и соеди-
няемых элементов Et и Е§. Основными факторами механичес-
ких соединений следует считать количество крепежных эле-
ментов пк э, диаметр силовых точек т, шаг между силовыми
точками t, расстояние от силовых точек до кромки с, а также
механические характеристики материала силовых точек и со-
единяемых материалов. Большое влияние на прочность оказы-
вает тип соединения: одно-, двухсрезное, рядное ми шахмат-
ное расположение силовых точек, одно- или многослойное
соединение.
В резьбовых соединениях большое значение имеют тип
резьбы и ее протяженность, наличие усиливающих элементов
и т.п. Главное при проектировании комбинированных соеди-
нений — обеспечение совместных деформаций клеевой про-
слойки и механических элементов.
Таким образом, основными конструктивными факторами,
влияющими на прочность соединения, являются отношения
модулей сдвига клеевого и механического соединений G^/GM с.
При этом жесткость механического соединения определяется
прочностью и жесткостью силовых точек и основного материа-
ла силовых оболочек, а клеевого — типом (маркой) клеевой
прослойки и соотношением параметров /пр, I, 5, СЮ1. Е{> Е^.
Технологические факторы. Эти факторы определяют струк-
турные параметры композиционного материала, его физико-
механические характеристики, остаточные напряжения, возни-
кающие в процессе изготовления соединений. Следует особо
отметить такие факторы, как натяг заклепок и болтов, усилие
затяжки болтов и шпилек, точность и взаимозаменяемость
элементов, усадочные напряжения в композиционных матери-
алах, качество образования отверстий и резьб.
19
291
4.1. Классификация соединений
Эксплуатационные факторы. Эти факторы непосредственно
зависят от уровня и спектра внешних нагрузок, времени и
температуры эксплуатации, требуемого ресурса работы изделия,
состояния среды (например, влияния влаги на клеевую про-
слойку).
Общий анализ факторов, влияющих на прочность соедине-
ний, показывает, что на стадии проектирования часть из них
известна, а другая часть возникает в процессе реализации и
отработки спроектированной конструкции. Из рис. 4.1 ясно,
что часть этих факторов подлежит определению уже на стадии
эскизного проектирования, другая — на стадии отработки тех-
нологии и эксплуатации опытных конструкций.
Рис. 4,1. Факторы, определяющие несущую способность соединений
292
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
4.2. Сплошные соединения
Клеевые соединения
Клеевым называют неразъемное соединение элементов кон-
струкций с помощью клея, образующего между ними тонкую
прослойку. Основная функция клея — скрепление и фиксация
между собой элементов конструкции. Склеивание упрощает и
ускоряет процессы сборки и создает возможности для приме-
нения в новых областях техники.
Клеевые соединения в последние годы широко распростра-
нены во многих отраслях машиностроения благодаря созданию
конструкционных клеев на основе синтетических полимеров,
позволяющих соединять с достаточно высокой прочностью
детали из одинаковых и разнородных материалов. Иногда скле-
ивание представляет собой единственный способ соединения
разнородных материалов в ответственных конструкциях.
Клеевые соединения обладают рядом достоинств:
способны соединять самые разнообразные материалы, ко-
торые могут существенно отличаться по физико-механическим
свойствам и толщине, причем можно соединять элементы кон-
струкции небольшой толщины;
не ослабляют соединяемые детали;
не подвержены коррозии и могут выполняться герметич-
ными;
позволяют создавать изделия сложной формы, с плавными
обводами, без выступающих частей;
могут превосходить по прочности другие соединения при
работе на срез, а также по сравнительно полному использова-
нию площади сопряжения соединяемых деталей (при этом
возможно снижение массы конструкции);
позволяют экономично и быстро осуществлять сборку;
являются хорошими тепло-, звуке-, электроизоляторами;
позволяют соединять чувствительные к нагреву материалы,
деформируемые или разрушаемые при сварке и пайке.
К недостаткам клеевых соединений относят:
малое сопротивление отдирающим нагрузкам, ползучести;
нестабильность физико-механических и электрических свойств
во времени (старение);
293
4.2. Сплошные соединения
ухудшение механических характеристик при низких и вы-
соких температурах; при воздействии биосферы, химических
реагентов и других факторов;
пожароопасность и токсичность некоторых клеев, недоста-
точная жизнеспособность, длительное время отверждения;
потребность технологической оснастки, необходимость тща-
тельней подготовки поверхности под оклеивание.
Область применения и объемы клеевых соединений непре-
рывно расширяются. Использование склеивания в машино-,
приборе- и автомобилестроении, в авиации и ракетно-косми-
ческой технике позволяет повышать производительность труда
и уровень надежности изделий, экономить дорогостоящие ма-
териалы. Современные самолеты имеют до 500 м , а аэробусы —
до 1500 № силовых клеевых соединений.
Конструктивно клеевые соединения выполняют внахлестку,
встык с двумя накладками и со скосом кромок и обычно
используют для толщин приклеиваемого материала не более
2...5 мм, Основное препятствие к применению этого способа —
высокая жесткость соединяемых материалов. Эффективность
его при прочих равных условиях падает с повышением жест-
кости и толщины соединяемых материалов. Если материалы
резко различаются по жесткости (например, боропластик и
алюминий), то при склеивании применяют амортизирующие
прокладки различного сечения из материала меньшей жесткос-
ти, исключающие возможность повышения концентрации на-
пряжений в соединениях.
Формовочные соединения
По механизму соединения и виду вспомогательных матери-
алов этот вид соединения близок к склеиванию. Сущность
приформовки заключается в нанесении на место стыка накла-
док из стеклоткани или другого материала, который пропитан
связующим, с последующим его отверждением и образованием
связи между деталями и накладками. Технологии процессов
приформовки и контактного формования аналогичны. Отличие
состоит лишь в том, что соединяются детали, прошедшие ста-
дию отверждения. Приформовку широко применяют при про-
изводстве крупногабаритных изделий из стеклопластиков и
294
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
других КМ. Кроме того, ее используют для крепления различ-
ной металлической арматуры, оборудования, механизмов и тл
При нанесении приформовочной массы методами напы-
ления или намотки достигается более высокий уровень ме-
ханизации работ. Как правило, этот вид соединения приме-
няют для толщин соединяемых материалов до 50 мм и выше.
При этом рациональной является ступенчатая конструкция
соединений, имеющая следующие преимущества: снижение
внутренних напряжений в 5 — 10 раз и более, и минимальный
межслоевой сдвиг в КМ. Для повышения прочности ступен-
чатых соединений по краям соединений применяют эластич-
ный клей, а при соединении высокомодульных материалов
типа углепластиков — низкомодульные накладки из стекло-
волокна.
Сварные соединения
Сварка - процесс получения неразъемного соединения,
основанный на тепловом движении (или химическом взаимо-
действии) макромолекул полимерной фазы материала, в ре-
зультате которого между соединяемыми поверхностями исче-
зает граница раздела. Прочность сварного соединения, как и
когезионная прочность полимеров, зависит от размеров,
формы, ориентации макромолекул. Этот метод предпочтителен
в тех случаях, когда соединяемые детали изготовлены из оди-
наковых материалов и недопустимо присутствие чужеродных
по отношению к применяемым материалам крепежных элемен-
тов или клеен.
В зависимости от механизма процесса различают диффузи-
онную и химическую сварку'. Диффузионную сварку использу-
ют для соединения термо- и эластопластов путем их нагрева
или с помощью растворителя. Высококачественное сварное
соединение между разнородными материалами образуется в
том случае, если параметры растворимости их полимерных фаз
сопоставимы. При диффузионной сварке материалы в зоне шва
переходят в вязкстекучее состояние. Выбор способа нагрева
зависит от формы и размеров детали, свойств материала (теп-
лопроводности, стойкости к деструкции, диэлектрических
свойств, коэффициента трения и ъд.), типа производства. Ос-
295
4.3. Механические соединения
ионным недостатком тепловых методов сварки является изме-
нение структуры шва по сравнению со структурой остальной
части изделия.
Химическая сварка эффективна при соединении реакто-
пластов. термопластов с поперечными связями между моле-
кулами, а также с кристаллической или ориентированной
структурой. Метод химической сварки заключается в непо-
средственном соединении поверхностей между собой или с
помощью присадочных реагентов. В последнем случае соеди-
нение можно считать сварным, если присадочный реагент,
вступая в химическую реакцию с соединяемыми поверхнос-
тями, не создает самостоятельную непрерывную фазу. Усло-
вия химической сварки отвержденных реактопластов опре-
деляются природой функциональных групп и остаточной
пластичностью материала.
4.3. Механические соединения
Резьбовые соединения
Соединения такого типа широко применяют в различных
конструкциях, они характеризуются простотой исполнения,
малыми осевыми размерами и массой.
Прочность резьбового соединения, как и любой другой
констру кции, обус л ов л ена ф изико - ме хан ич ес к и м и характер ис -
тиками материала, технологией выполнения резьбы, габарита-
ми сопрягаемых деталей, взаимодействием сил, воспринимае-
мых соединением. Значительное различие механических харак-
теристик КМ и металлов, в основном предела прочности при
срезе, обусловило необходимость использования "несиммет-
ричных” профилей резьб. Несиммитричность зависит от соот-
ношения допускаемых напряжений при межслойном срезе в
КМ и сдвиге в металлах.
В резьбовых соединениях КМ с металлом главным образом
применяют прямоугольные, треугольные, круглые и упорные
несимметричные профили (табл. 4.1).
296
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ из композитов
Таблица 4.3
Типы несимметричных профилей резьб, и С пользуемых в соединениях
композитов с металлом
Профиль Преимущества Недостатки
'Треугольный Простота изготовления и контроля, большая площадь среза Наличие радиальных напряжений при нагрузке, концентрация напряжений в острых углах
I Круглый Малая концентрация напряжений, большая площадь среза Наличие радиальных напряжений при нагрузке, трудность изготовления и контроля
Прямоугольный Отсутствие радиальных напряжений при нагрузке, простота изготовления и контроля Уменьшение площади среза и снижение прочности из-за наличия ленточной канавки, трудность изготовления
I Упорный «Ж! Отсутствие радиальных напряжений при нагрузке, большая площадь среза Наличие концентрации напряжений, трудность изготовления
При соединении тонкостенных оболочек из КМ, нагружен-
ных внутренним давлением, применение треугольных и круг-
лых профилей ограничено наличием осевой растягивающей
силы. Эта сила создает радиальные напряжения сжатия, кото-
рые могут превысить допускаемые значения, в результате чего
оболочка разрушится в зоне резьбы от сдвиговых и радиальных
напряжений.
Прочность резьбового соединения КМ с металлом ограни-
чивается главным образом сравнительно низким значением
допускаемых напряжений сдвига в связующем. Ее можно уве-
личить за счет структурного повышения сдвиговой прочности
и эластичности связующего, путем использования специальных
технологических мероприятий, обеспечивающих в месте соеди-
нения срез армирующего наполнителя в направлении, перпен-
дикулярном армированию, так как в этом случае напряжение
среза в семь — восемь раз больше, чем при послойном сдвиге.
297
4.3. Механические соединения
Значительное увеличение сдвиговой прочности достигается
также конструктивными решениями (рис. 4.2), позволяющими
повысить прочность резьбовых соединений. Так как модуль
упругости КМ (стеклопласты, стеклотекстолиты, органоплас-
ты) почти на порядок меньше, чем у стали, металлическую
обойму (кольцо) резьбового соединения в случае внутренней
нагрузки следует располагать на внешней поверхности оболоч-
ки из КМ (рис. 4.2, а). В оболочках, на которые действует
внешнее давление, сопрягаемые детали (металлическая обойма
и оболочка из КМ) должны быть расположены в обратном
порядке (рис. 4.2, б). Такое конструктивное решение позволяет
обеспечить прочность и герметичность соединения: под дейст-
вием внутреннего или наружного давления стенки оболочки из
КМ, как более пластичные, деформируясь, плотно прижима-
ются к металлическому кольцу. Во избежание отслоения ме-
таллического кольца от оболочки из КМ при температурных
перепадах соединения следует выполнять на клеевой прослой-
ке, которая предотвратит отслаивание разнородных материалов
сопрягаемых деталей.
Рис. 4.2. Способы расположения элемента соеди-
нения КМ с металлом в зависимости от места
приложения давления р.
а - внутреннего; б — внешнего; / ~ металлическая
обойма (кслыго}; 2 — оболочка из КМ
Для обеспечения прочности соединения при внешнем рас-
положении металлического кольца, торец оболочки из КМ
следует поджимать буртиком, выполняемым в кольце (см.
рис. 4.2, с). За счет утолшения оболочки в зоне резьбы высокая
температура на прочность КМ влияет в значительно меньшей
степени, чем в основной части оболочки. При внутреннем
расположении металлической обоймы в целях предотвращения
отслоения оболочки из КМ (например, по причине ее набуха-
ния от действия влаги и других сред) рекомендуется резьбовое
298
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
соединение выполнять на клею. Б этом случае его прочность
повышается на 20...30 %.
Для устранения вредного влияния микротрещин, возника-
ющих на поверхности резьбы в процессе ее изготовления,
необходимо на нее наносить защитную полимерную пленку
толщиной 5... 16 мкм. В целях обеспечения равномерного на-
гружения полимерного КМ (и одновременного “защемления”
стенки оболочки) иногда применяют двойную резьбу. В этом
случае длина свинчивания второй (внутренней) резьбы должна
составлять 0,4...0,6 от длины свинчивания внешней резьбы.
Клепаные соединения
При изготовлении узлов, панелей, агрегатов клепка до на-
стоящего времени является наиболее распространенным видом
неразъемного соединения, так как она обеспечивает требуемые
характеристики прочности, надежности и ресурса работы кон-
струкции. В зависимости от сочетания соединяемых элементов
и характера передачи сил с одного элемента конструкции на
другой различают следующие виды клепаных швов: внахлестку,
встык с одной накладкой, встык с двумя накладками и стрин-
герные (рис. 43, а-г).
--------------------------------
s S
-----ШФ —j#—г-
,--------------------г
Рнс. 4.3. Виды клепаных швов:
й — внахлестку; б - встык с одной накладкой; в - встык
с двумя накладками; г — стрингерные
Процесс соединения деталей заклепками включает в себя
следующие операции: сверление или пробивание отверстия под
заклепку; зенкование или штамповку гнезда под закладную
головку; заклепку при потайной клепке; установку заклепки в
отверстие; сжатие деталей и образование замыкающей головки,
т.е. собственно клепку; контроль качества соединения.
В производстве наиболее широко применяют холодную
клепку. При этом способе лучше заполняется отверстие стерж-
299
4-3. Механические соединения
нем заклепки, не снижаются механические свойства материа-
лов и значительно облегчается производство клепальных работ.
Заклепки изготавливают из легких сплавов и сталей с вы-
ступающей и потайной закладными головками. Применяемые
заклепки нормализованы и имеют шифр, указывающий форму
закладной головки, марку материала, диаметр и длину стержня.
Процесс клепки заключается в осаживании стержня заклеп-
ки и образовании из выступающей части стержня замыкающей
головки требуемой формы. Наиболее распространена плоская
форма замыкающей головки заклепки. Общая длина заклепки
L для соединения пакета толщиной S определяется следующим
соотношением:
L = 5+ l,3d3,
где 1,3 г/3 — припуск на замыкающую головку- tfj — диаметр
заклепки.
При образовании замыкающей головки стержень заклепки,
заполняя отверстие, деформируется неравномерно, причем его
диаметр со стороны закладной головки будет меньше, чем со
стороны замыкающей головки. Образование замыкающих го-
ловок заклепок осуществляют несколькими методами, наибо-
лее распространенными из них являются клепка ударом, прес-
сованием, раскатыванием.
Клепку ударом выполняют, как правило, ручным или пнев-
матическим клепальным молотком. Удары молотка наносят по
замыкающей головке, а к закладной головке прижимают под-
держку. Клепку прессованием осуществляют на клепальных
прессах. В этом случае заклепку вставляют в отверстие и вклю-
чают пресс, При работающем прессе автоматически подводится
верхний пуансон, пакет сжимается, и с помощью нижнего
пуансона образуется замыкающая головка. Клепку раскатыва-
нием выполняют на специальных раскатных станках или для
этих целей используют универсальные сверлильные станки.
При этом в процессе клепки происходит сжатие пакета и
раскатывание замыкающей головки заклепки специальным пу-
ансоном-раскатником. Одним из важных требований, предъ-
являемых к целому ряду клепаных конструкций, является обес-
печение необходимой степени герметичности в процессе экс-
плуатации: поддержание избыточного давления, предотвращу -
300
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
ние утечек топлива, защита различных отсеков и агрегатов от
проникновения в них агрессивных жидкостей и газов.
Утечка воздуха, газов или жидкостей в швах в основном
происходит через зазоры между контактными поверхностями
пакетов, между элементами заклепок (стержень, головка) и
стенками отверстия. Уменьшить или полностью устранить
утечки можно герметизацией шва, в том числе путем нанесения
слоя герметика на поверхность заклепки, за счет установки
упругих прокладок, резиновых колец, и применения заклепок
с уплотнительным пояском.
Упругие прокладки из металла, резины, асбеста, пластмасс
не имеют адгезии — сцепления с поверхностями соединяемых
деталей — и проявляют свои герметизирующие свойства только
в момент приложения силы сжатия. В случае ослабления силы
сжатия на прокладку эффект герметизации пропадает. Поэтому
упругие уплотнители не нашли широкого применения в про-
изводстве.
Заклепочные швы герметизируют специальными материа-
лами, которые обладают рядом преимуществ по сравнению с
упругими прокладками. Герметизирующие материалы имеют
адгезию к соединяемым деталям, допускают взаимное переме-
щение соединяемых деталей без нарушения герметичности, их
применяют в виде пленок, паст и жидкостей.
Кроме обычных стержневых заклепок в ряде производств
применяют специальные заклепки. При одностороннем подхо-
де в зону клепки используют заклепки для односторонней
клепки: с сердечником, гайки-пистоны, заклепки с высоким
сопротивлением срезу. В элементах конструкции, испытываю-
щих большие срезывающие силы, применяют заклепки с вы-
соким сопротивлением срезу (для соединений с двухсторонним
подходом) или болты-заклепки.
Один из способов уменьшения технологических остаточных
напряжений в зоне клепки - применение высокопрочных за-
клепок переменной жесткости специальной геометрической
формы, позволяющих значительно уменьшить усилие клепки
и технологические остаточные напряжения. Для повышения
местной прочности КМ следует использовать способ введения
металлических шайб, которые устанавливаются под замыкаю-
щую головку заклепки. Это также приводит к значительному
301
4.3. Механические соединения
уменьшению технологических остаточных напряжений в зоне
клепки и улучшает качество соединения. В случае применения
заклепок с промежуточным элементом, выполненным в виде
обжимающих стержень заклепки колец, модуль упругости ко-
торых больше, чем у заклепки, также уменьшаются контактные
давления на сопрягаемых поверхностях заклепки и стенки от-
верстия и появляется возможность осуществлять клепку много-
слойных пакетов с легким заполнителем.
В последние годы широко исследуются процессы магнит-
но-импульсной клепки, клепки с наложением ультразвуковых
колебаний, с электронагревом. Внедрение новых технологичес-
ких процессов позволит значительно улучшить качество кле-
паных конструкций.
Шпилечно-болтовые соединения
Дня соединения высоконагруженных конструкций из ком-
позиционных материалов чаще всего используют способы с
применением различного вида болтов и шпилек. Особенностью
шпилеч но -болтового соединения является наличие концевых
утолщений в элементах конструкции, радиальных штифтов,
болтов (или резьбовых шпилек
с гайками и шайбами), распо-
ложенных в профилированных
Рис. 4.4. Разъемные фланцевые
стыки:
а — штифто-болтовое соединение (/ —
фланцевое утолщение; 2 - штифт;
3 — шпилька), б - комбинированный
стык с заполнителем (/ — внутренняя
силовая оболочка; 2 — наружная си-
ловая оболочка; 3 — заполнитель; 4 —
штифт; 5 - шпилька; 6 - установоч-
ный шпангоут)
отверстиях и пазах концевых
утолщений (рис. 4.4).
Проблема создания соеди-
нений подобного типа охваты-
вает широкий крут вопросов,
включающих выбор парамет-
ров формования и механичес-
кой обработки утолщений,
выбор конструктивных пара-
метров крепежных элементов,
обеспечение прочности в мес-
тах перехода от усиленной
утолщенной зоны к основному
материалу конструкции. В за-
висимости от особенностей
конструкций, в которых при-
302
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
меняют штифто-болтовые или штифто-шпилечные способы
соединения, и требований к ним, последние выполняют как с
наружными, так и с внутренними фланцевыми утолщениями
Формование краевых утолщений под штифто-болтовые или
штифто-шпилечные соединения в зависимости от назначения
конструкции, уровня и характера эксплуатационых нагрузок
осуществляют различными способами. Среди этих способов
следует отметить специальную намотку кольцевых утолщений,
дополнительную приформовку, введение специальных упроч-
няющих элементов. Введение в зону утолщения высокопроч-
ного изотропного материала (металлической фольги, борных
пленок и т.д.) позволяет повысить значения упругих и проч
постных характеристик композиционного материала. Так, ис-
пользование в зоне соединений стеклопластиковых труб допол-
нительного армирования из бороалюминиевых лент позволяет
повысить прочность конструкции на 20..30 % при снижении
массы стыка на 10... 15 %.
В ряде случаев высокий уровень нагрузок не позволяет
ограничиться однорядными расположениями отверстий под
штифты. Тогда применяют многорддные соединения — соеди-
нения с шахматным расположением отверстий и т.п. При ис-
пользовании в многорядных соединениях штифтов с формой
поперечного сечения в виде овалов, эллипсов и шпилек раз-
личной длины значительно снижается уровень концентраций
напряжений и равномерно загружаются все ряды соединения.
Самоэаклннивающиеся соединения
Одним из способов местного повышения предельных зна-
чений сдвиговых характеристик КМ является использование
действующей эксплуатационной нагрузки.
Суть процесса состоит в следующем: в профиль соединения
вводят элементы, имеющие, как правило, двусторонние закли-
нивающие поверхности различной формы. При эксплуатации
нагрузка преобразуется так, что в месте соединения возникают
значительные радиальные силы, вызывающие местное радиаль-
ное сжатие слоев по всей толщине детали из КМ. В свою
очередь наличие сжимающих сил приводит к увеличению сил
сцепления между элементарными слоями КМ, а следовательно,
и к резкому повышению предельных значений межслоевой
303
4-3. Механические соединения
жесткости и прочности. Важно отмстить, что значения ради-
альных сжимающих сил, а также местные значения предельных
сдвиговых характеристик КМ пропорциональны значению дей-
ствующей эксплуатационной нагрузке.
Способ соединения с использованием заклинивающихся
поверхностей обеспечивает увеличение прочности по мере уве-
личения нагрузки, воспринимаемой соединяемыми деталями.
В частности, для оболочек давления чем больше внутреннее
давление, действующее на соединяемые оболочки, тем боль-
шую нагрузку может выдержать место соединения. Отсюда и
происходит название соединения - самозаклиниваюшееся.
Использование эксплуатационной нагрузки для упрочнения
мест соединения обеспечивает условия, при которых радиаль-
ные сжимающие силы возникают только в момент приложения
этой нагрузки. Следовательно, в отличие от обычных резьбовых
соединений в соединениях с заклинивающимися поверхностя-
ми релаксации напряжений в нагруженном состоянии отсут-
ствуют, что дает наименьшие потери исходной прочности с
течением времени.
В целях более равномерного распределения действующих
осевых нагрузок по тол шине детали из КМ заклинивающиеся
профили располагают не на цилиндрических, а на взаимно
конических сочленяющихся поверхностях (рис. 4.5). В резуль-
тате этого в передачу осевых нагрузок включается максималь-
ное число элементарных слоев КМ, необходимых для обеспе-
чения равнопрочности.
Сравнительно равномерное распределение нагрузки но
длине соединения можно получить специальным профилиро-
ванием заклинивающихся поверхностей. Закон этого профи-
лирования должен соответствовать эпюре распределения сдви-
говых напряжений в соединении.
На рис. 4.5, а, б показаны варианты специального профи-
лированного кольцевого самозаклинивающегося соединения,
обеспечивающего равномерное распределение действующей
нагрузки как по толщине детали, так и по длине соединения.
Следует заметить, что неравномерное распределение нагрузки
по длине соединения — явление отрицательное, так как при
этом не могут быть полностью использованы все имеющиеся
возможности для повышения прочности. При неранномерном
304
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
распределении нагрузки по виткам профиля надежность соеди-
нения ограничивается предельными значениями прочности на
смятие и сдвиг одного наиболее нагруженного витка.
Рис. 4.5. С о заклинивающиеся соединения:
а - кососимметричное; tf- симметричное; I — эпюра сдвигающих
напряжений; / — слей КМ; 2, 3 - металлические обоймы, 4, 5 —
переходные втулки; 6 — пружинные кольца
Если профиль заклинивающихся поверхностей по длине
сочленения остается неизменным (см. рис. 4.5, й), то законо-
мерность повышения предельных значений сдвиговых харак-
теристик по длине сочленения будет аналогична характеру
распределения сдвиговой нагрузки. Вследствие этого незначи-
тельно уменьшается отрицательное влияние неравномерности
распределения сдвиговой нагрузки по длине сочленения. Здесь
отдельные витки профиля, как и в обычных резьбовых соеди-
нениях, оказываются загруженными разными по значению
сдвиговыми напряжениями. Различие в запасах прочности по
сдвигу для каждого нитка профиля будет значительно меньше,
чем в обычных резьбовых соединениях.
Конструктивное оформление самозаклинивающихся соеди-
нений выполняется различным в зависимости от назначения
соединяемых деталей и характера нагрузок. Геометрия профиля
соединения и рациональное соотношение его заклинивающих-
ся и опорных элементов для каждого типа соединения (болто-
вого, фланцевого или цилиндрического) соответственно будут
различными.
305
20-243
4.3. Механические соединения
Рассмотрим схему самозаклинивающихся соединений на
примере разъемного соединения труб из О1 с металлическими
днищами (см. рис. 4.5, а). Труба нагружена внутренним давле-
нием р. Самозаклинивающиеся профили образованы располо-
женными на конических поверхностях Т — Т специальными
заклинивающимися поверхностями // — П, которые могут быть
выполнены как по винтовым (см. рис. 4.5, а), так и по коль-
цевым (см. рис. 4.5, б) линиям. Углы наклона заклинивающихся
поверхностей к оси симметрии соединения могут изменяться.
В самозаклинивающемся профиле (см. рис. 4.5, д) углы наклона
а остаются неизменными по всей длине соединения, а в про-
филе на рис. 4.5, б эти углы по длине соединения изменяются
в соответствии с заданным законом. Внутренний и внешний
самозаклинивающиеся профили могут быть расположены
между собой симметрично и кососимметрично.
Принцип соединения состоит в соединении элементов по
двум взаимно коническим поверхностям Т — Тс двумя метал-
лическими обоймами 2 и 3, Внутренние обоймы 2 выполнены
как одно целое с металлическими днищами. Днища 2 и внеш-
ние металлические обоймы 3 соединены между собой крепеж-
ными болтами. Такое решение позволяет связать днища и
металлические обоймы в единую силовую конструкцию, в ко-
торой эксплуатационная нагрузка (внутреннее давление) рав-
номерно распределяется между внутренними и внешними ме-
таллическими обоймами.
При сборке соединения винтовой профиль (см. рис. 4.5, й)
позволяет наворачивать внешнюю и внутреннюю металличес-
кие обоймы на трубу до упора или с определенным радиальным
натягом. При выполнении места соединения в виде кольцевого
самозаклинивающегося профиля внутренняя и внешняя метал-
лические обоймы изготавливают составными, что позволяет
‘'надевать” их на кольцевой самозаклиниваюшийся профиль.
В приводимом варианте (см. рис. 4,5, б) внешняя обойма —
разрезная, а внутренняя обойма выполнена целой и соединена
с трубой неразъемно в процессе изготовления. Такая конструк-
ция узла соединения позволяет предварительное радиальное
натяжение при необходимости выполнять с помощью стяжных
болтов внешней разрезной обоймы.
306
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ из композитов
Сборка узла и создание предварительного радиального на-
тяга при симметричном кольцевом самозаклинивающемся со-
единении (см. рис. 4.5, б) обеспечивается использованием сек-
ционных (разрезных) переходных втулок 4 и 5, которые удер-
живаются в собранном состоянии пружинными кольцами 6.
Отверстия под фланцевые соединения могут быть выполнены
в отвержденной оболочке механическим путем или в процессе
изготовления оболочки формованием. Как показали результаты
исследований, самозаклинивающиеся профили в ряде случаев
обеспечивают высокую прочность соединения при незначитель-
ной длине профилированной части (около двух-трех витков).
Сшивные и игольчатые соединения
Как известно, с уменьшением диаметра крепежных элемен-
тов (КЭ) прочность соединений возрастает. Изучение механиз-
ма разрушения соединений и оценка предельного состояния
соединений в зоне концентрации напряжений показали, что
это возрастание связано с относительным увеличением коли-
чества площадок сдвига в'КМ и статической природой разру-
шения КМ.
Вводя понятие о зоне разрушения ответственной за раз-
рушение всего соединения, и связывая величину с диаметром
КЭ, получим уравнение для определения диаметров КЭ и от-
верстий, которые не влияют на прочность. Наиболее прочные
соединения можно получить с применением сшивки материа-
лов и специальных иголок. Для определения диаметров кре-
пежных элементов, имеющих небольшие размеры, воспользу-
емся следующей формулой:
-
/?£(/ +
-11/2
I fLpn К tx(K t2 + 1)
где В, L — ширина и длина шва соответственно; I — длина
нахлестки; to — степень усиления зоны стыка; i — количество
КЭ в шве; т — показатель однородности механических свойств
в КМ; Л'т — теоретический коэффициент концентрации напря-
жений около отверстия, нагруженного локальной силой;
?1 ,72 относительные шаги между КЭ и между рядами; К —
307
20’
4 3 Механические соединения
коэффициент, характеризующий изменение значений К в зоне
отверстия; К — значение критерия прочности в точке с макси-
мальной концентрацией напряжений.
Анализируя формулу, видим, что в зависимости от геомет-
рических параметров шва и механических свойств КМ диаметр
КЭ (^ з = 0,3..Л ,5 мм, коэффициент прочности шва * 100 %.
Выполнить соединения с такими размерами КЭ на базе тради-
ционных клепаных и болтовых соединений затруднительно,
поэтому целесообразно осуществлять соединение КМ с помо-
щью сшивных и игольчатых соединений (рис. 4.6). Экспери-
ментальные исследования прочности игольчатых и сшивных
cfozu хесткие с&ш/
fcu/utifwt) (utMW/we)
Рис. 4.6. Способы выполнения сшивных (а) и игольчатых (б)
соединений:
1 — сшивка двусторонняя, 2 — односторонняя; J - сшивка-про-
бивка; 4 ~ установка иголок с помощью барабана, 5 ~ совмеще-
ние деталей, одна из которых имеет иголки; 6 - поэтапное
внедрение иголок в процессе намотки
308
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
пятирядных соединений показали, что прочность соединения
близка к 100 % (92...96 %), а долговечность при циклических
нагрузках соединений с отверстиями d = 1 мм а 18 раз превы-
шает долговечность соединений с отверстиями d = 6 мм.
4.4. Комбинированные соединения
Сочетание клеевого и механического соединений позволяет
устранить недостатки, присущие обоим способам соединений.
Приминительно к клеемеханнческим соединениям (рис. 4.7)
следует отметить два важных обстоятельства, которые требуют
решения: обеспечение совместности деформации механическо-
го и клеевого соединений и необходимость создания требуе-
мого давления в клеевой прослойке при ее полимеризации.
Рис. 4,7. Клее клепаное металлоп ластиковое соединение:
/ ~ шпангоут; 2 ~ ободочка, 3 — заклепка; 4 — герметик
Клееклепаные соединения
Технологический процесс клее клепаных соединений прин-
ципиально возможно выполнять двумя способами: 1) клепка
по отвержденному клею (отверждение клея осуществляется в
специальном приспособлении); 2) клепка по неотвержденному
клею (отверждение клея без применения приспособлений).
Необходимое давление при полимеризации клея в соеди-
нении обеспечивается за счет сил затяжки заклепок или тех-
нологических болтов. Второй способ является предпочтитель-
ным, так как процесс сборки с применением клея можно
309
4.4. Комбинированные соединения
осуществлять в сборочном приспособлении без использования
специальных автоклавов. Процесс клепки конструкций, содер-
жащих неотвержденные клеевые прослойки, сопровождается
сложными явлениями, происходящими в клеевой пленке и КМ.
В результате давление, необходимое для полимеризации клея,
распределено неравномерно по длине шва. В зависимости от
жесткости соединяемых листов, создаваемых нагрузок и физи-
ко-механических свойств клеевых прослоек, распределение
давлений в клеевом шве может значительно меняться и, как
следствие, изменять качество клееклепаного соединения. Для
повышения прочности клееклепаных соединений предпочти-
тельно клепкуг пакета выполнять после отверждения клея, а
при клепке по сырому клею создавать давление на клеевую
пленку в несколько этапов.
Зависимость деформаций от нагрузки для различных видов
клееклепаных соединений (материал пакета КМУ-3+Д19, ма-
териал заклепок из С15) показана на рис. 4.8.
Следует отметить, что, как
Рнс. 4.8. Графики зависимостей де-
формации Л lei нагрузки Р, материала
и количества i заклепок:
/ “ 3 — клепаные соединения при j =
1...3 соответственно; 4 - 5 — клсе-
клепаные по сырому и отвержденному
клею соответственно (клей В К-36;
i = 3); 6 — 7 — клеевые (клей ВК-34
и клей ВК-36; пленка)
правило, деформат и вность кле-
паных соединений значитель-
но выше клеевых. Это приво-
дит к снижению прочности
клееклепаных соединений из-
за несовместности деформа-
ций. В этом случае необходимо
повышать жесткость соедине-
ний за счет увеличения коли-
чества, прочности и жесткости
заклепок или за счет повыше-
ния эластичности клеев и по-
вышения их адгезии к КМ.
Клееклепаные соединения, вы-
полненные по отвержденному
клею, вследствие более благо-
приятного распределения вну-
тренних напряжений в КМ и
клее обладают большей проч-
ностью и выносливостью.
310
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
Клее сшивные к клееигольчатые соединения
Во многих случаях целесообразно в качестве комбиниро-
ванных соединений применять клеесшивные и клееигольчатые
соединения. При этом способ сшивки и установки иголок
существенно не изменяется, однако располагать иголки пред-
почтительно в местах наибольшей концентрации напряжений
в клеевом шве, т.е. по концам нахлестки или по краям усили-
вающих накладок. Наличие гибких и жестких связей в клеевом
шве обеспечивает лучшее включение накладок и КМ в совмест-
ную работу и компенсирует недостаточную прочность клеевых
соединений на неравномерный отрыв.
4.5. Технология образования отверстий,
резьб и гнезд
Как указывалось в гл. 2, основными особенностями КМ,
определяющими специфику их механической обработки, явля-
ются:
абразивное действие волокнистого наполнителя на режу-
щий инструмент, приводящее к интенсивному износу инстру-
мента;
сравнительно малая межслоевая прочность КМ, что может
привести к расслаиванию КМ под действием сил резания;
малая пластичность КМ, приводящая к образованию пы-
левидной и элементной стружки при резании;
значительная упругость материала, которая вызывает усад-
ку” отверстий при их обработке, а также большие сиды трения
на задних поверхностях инструмента;
сравнительно высокий параметр шероховатости обработан-
ной поверхности;
токсичность и вредность пыли и стружки, вызывающие
необходимость в их эффективном удалении из зоны обработки;
малая теплопроводность КМ, приводящая к интенсивному
разогреву инструмента;
нежелательность применения смазочно-охлаждающих жид-
костей при резании вследствие снижения прочностных и элект-
рических свойств КМ при смачивании.
311
4.5. Технология образования отверстий, резьб и гнезд
Абразивное действие волокна на режущий инструмент обу-
словливает необходимость его оснащения износостойкими ме-
таллокерамическими твердыми сплавами и является причиной
довольно низких скоростей резания по сравнению со скорос-
тями при обработке конструкционных сталей.
Склонность слоистых КМ к расслаиванию требует особых
мер по предупреждению их разрушения под действием сил
резания. Направления сил резания должны быть по возмож-
ности такими, чтобы они способствовали сжатию между собой
слоев КМ. Толщина среза на выходе инструмента из обраба-
тываемого материала должна быть максимальной. Нельзя до-
пускать повышенный износ инструмента, так как это приводит
к резкому увеличению сил резания.
Возникающая при резании композитов элементная стружка
имеет значительный удельный объем и содержит большое ко-
личество пыли. Для удаления стружки из зоны резапия при
обработке отверстий (сверлами, зенкерами, метчиками и т.д)
требуется большая площадь сечения канавок и высокий пара-
метр шероховатости их поверхности.
Упругость КМ приводит к так называемому “упругому пос-
ледействию” при резании, которое заключается в редеформа-
нии обработанного слоя после прекращения действия на него
сил резания. Это, в свою очередь, вызывает* увеличение пло-
щади контакта по задней поверхности режущей кромки ин-
струмента с изделием и рост сил трения, а также приводит к
“усадке” отверстий при сверлении, зенкеровании, развертыва-
нии, нарезании резьбы метчиками и т.д. Поэтому режущие
инструменты должны иметь увеличенные задние углы, а у
мерных инструментов (сверл, разверток, метчиков и т\д.) диа-
метр должен быть больше диаметра отверстия.
Требования к качеству выполнения отверстий и гнезд по
расположению отверстий в швах, положение осей отверстий и
гнезд относительно поверхности детали должны соответство-
вать техническим условиям и требованиям чертежа (табл. 4.2).
Необходимо, чтобы форма и номинальные размеры гнезд со-
ответствовали геометрии головок потайных заклепок и болтов.
Наибольшая глубина гнезд должна быть меньше минимальной
по нормали высоты головки заклепки на 0,05 мм. Наименьшую
глубину гнезда согласно техническим условиям, устанавливают
312
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
на выступание заклепок относительно поверхности детали из
КМ после клепки (табл. 43).
Таблица 4.2
Допускаемые отклонения отверстий в клепаных соединениях
Диаметр отверстия d, мм Диаметр заклепки d,, мм
2 2,26 | 3 ! 3,5 4 1 5
Номинальный Допускаемое отклонение Ad 2,1 2,7 +0,12 3,1 3.6 4,1 +0,16 5J
Таблица 4.3
Допускаемые размеры выступов головки потайных заклепок относительно
поверхности детхли из КМ
i Вид шва Размеры выступов головки заклепок, мм
Потайной: До клепки 0,В 0,23 0,3
после клепки 0.05 0,10 0,15
Двусторонний потайной: до клепки ОЛЯ 0,28 0,35
после клепки 0,05 0,10 0,15
Оси гнезд под головки потайных заклепок должны быть
перпендикулярны поверхности детали, а выступание заклепок
в гнездах не должно превышать значений, указанных в
табл. 43. Не допускаются огранка, расслоение, выкрашивание
связующего материала, трещины и ворсистость на кромках
отверстий и гнезд.
Наличие ворсистости на стенках отверстий приводит к на-
рушению сплошности связующего, повышению концентрации
напряжений и снижению выносливости соединений при цик-
лических нагрузках.
При образовании отверстий и гнезд на участке окончатель-
ной сборки необходимо обеспечить плотное прилегание соеди-
няемых деталей в целях исключения попадания внутрь пакета
стружки и пыли и обеспечения жесткости пакета.
313
4.5. Технология образования отверстий, резьб и гнезд
Способы образования отверстий и гнезд
Образование отверстий и гнезд в деталях из стеклопластика
и углепластика осуществляется сверлением, зенкера ван нем,
пробивкой или прошивкой с ультразвуком, из них наибольшее
распространение получило сверление.
Пробивку отверстий в стеклопластиках и углепластиках
можно осуществлять в обычных, инструментальных, одиноч-
ных и групповых штампах, используемых для пробивки отверс-
тий в металлах. В этом случае необходимо назначить исполни-
тельные размеры инструмента с учетам особенностей резания
стеклопластиков и углепластиков (усадка).
Наиболее распространенным инструментом для пробивки
единичных отверстий являются инструментальные скобы. Их
используют для пробивки отверстий диаметром 12... 15 мм, а
также для пробивки фигурных отверстий и групповой пробив-
ки. Наибольшая толщина пробиваемого КМ зависит от силы
пружин и равна 3...5 мм. Точность отверстий при пробивке их
в штампах зависит от целого ряда факторов и в первую очередь
от исполнительных размеров пуансонов и матрицы. При про-
бивке отверстий в армированных пластиках диаметр пуансона
определяют по формуле Рп = (£н + Д/2 + 6) — Ди, где Рн -
номинальный диаметр отверстия; Д — допуск на диаметр от-
верстия; 5 — усадка КМ, %; Ди - допуск на диаметр пуансона.
Значения S при пробивке отверстий для некоторых мате-
риалов приведены в табл. 4.4, значения двусторонних зазоров
между пуансоном и матрицей для стекло- и асбопластиков —
в табл .4.5.
Таблица 4.4
Влияние марки материала на усадку при пробивке отверстий
Материал Значения усадки КМ 5, %, для толщин, мм [
1-3 | 3-5 [ 5 и более
Тетина кс 16-10 10-9 9-6
Текстолит 18-12 12-10 10-8
Стеклотекстолит 20-15 15-10 10-7
Стекловолокнит 18-14 14-10 10-5
Углепластик 8-6 8-6 7-5
314
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
Таблица 4.5
Влияние толщины материала н* двусторонний зазор
Толщина материала, мм 1111 “ Двусторонний зазор в отверстиях
минимальный, мм максимальный ДЛЯ отверстий диаметром, мм
до 10 цо 50
До 0.5 0,02 0,025 0,3
“ 0,8 0,025 0,03 0,035
" 1,0 0,03 0,035 0,04
“ 1,2 0,035 0,04 0,045
“ 1.5 0.045 0,05 0,055
" 2,0 0,055 0,06 0,065
“ 45 0,065 0,075 0.08
“ 3,0 0.080 0,085 0.09
“ 4,0 0,10 0,105 0.15
“ 5,0 0,15 0,20 0,25
“ 6,0 0,20 0,25 0,30
* 8,0 0,25 0,30 0,35
“ 10,0 0,30 0,35 0,40
При образовании отверстий с помощью пробивки вследст-
вие особенностей процесса разделения получают неровную по-
верхность среза, трещины и ореолы около отверстий, что яв-
ляется недопустимым для болтовых и клепаных соединений,
работающих в условиях циклических нагрузок. В этих случаях
применяют операцию зачистки, осуществляемую в зачистных
штампах. Размер припуска под зачистку зависит от толщины
и марки КМ, его можно выбрать по данным табл. 4.6.
Таблица 4.6
Влияние толщины материала ня размер припусков для отверстий в слоистых
плястних
Толщина материала, мм Припуск на зачистку, мм
Текстолит Стеклопластик
0,5-1,5 0,5-0,8 0,3-0,6
1,5-2,0 1,2 1,0
2,0-3,0 1,5 1,0-1,5
2,0 1,5-1,8 :
315
4.5. Технология образования отверстий, резьб и гнезд
Вследствие введения дополнительных операций зачистки,
а также трудностей пробивки отверстий на этапе окончательной
сборки агрегата и пробивки отверстий в смешанных пакетах
(композит с металлом) этот процесс не нашел широкого при-
менения при образовании отверстий и гнезд в деталях из КМ.
Однако процесс пробивки отверстий в деталях из КМ следует
считать прогрессивным из-за его высокой производительности
и сравнительно большой стойкости инструмента.
Основными способами получения отверстий и гнезд в кон-
струкциях из КМ в настоящее время являются сверление,
зен керование и развертывание. Сверление осуществляют по
направляющим отверстиям металлических деталей, входящих
в пакет, или по кондуктору. Сверлить по разметке разрешается
в виде исключения в местах, недоступных для установки кон-
дуктора и при невозможности создания направляющих отверс-
тий. В зависимости от сочетания материалов, толщин пакета,
типа оборудования к инструмента отверстия под заклепки вы-
полняют либо за один переход (окончательный размер), либо
за два перехода. Образование отверстий под болт или болт-за-
клепку осуществляют сверлением с последующим развертыва-
нием; потайных гнезд для заклепок или болтов — зенкованием.
Штампование потайных гнезд для заклепок в гермореактивных
стеклопластиках и углепластиках не допускается из-за невоз-
можности осуществления пластических деформаций КМ как в
холодном, так и в нагретом состоянии.
В смешанных пакетах при наличии металлической обшивки
тол шиной до 1 мм гнезда под головки потайных заклепок
выполняют штампованием в металлической обшивке и зенко-
ванием в детали из КМ.
Для устранения попадания стружки между соединяемыми
деталями перед сверлением и зенкованием необходимо обес-
печить их полное прилегание с помощью специальных прижи-
мов, предусмотренных в сборочном приспособлении. Дня на-
тяжки обшивок можно применять амортизаторы с тендерами.
Чтобы пакет был жестким и плотно сжатым, следует уста-
навливать средства временного крепления в виде пружинных
фиксаторов (или технологических болтов) либо заклепок. Пру-
жинные фиксаторы рекомендуется применять толщиной до 4 мм,
технологические болты в пакетах — толщиной свыше 4 мм.
316
4 ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
В пакетах, не требующих промежуточной разборки, вместо
средств временного крепления разрешается ставить контроль-
ные заклепки согласно чертежу на изделие. Фиксаторы, техно-
логические болты или контрольные заклепки следует устанав-
ливать с шагом не более 150 мм а зависимости от жесткости
элементов конструкции.
Согласно принятой последовательности сборки узла, свер-
ление отверстий под средства временного крепления, а также
их установку необходимо осуществлять концевым (от одного
края к другому) или центральным (от центра к периферии)
способом.
Так как по уровню обрабатываемости стеклопластики и
углепластики близки к малоуглеродистым сталям, а по силам
резания — к магниевым сплавам (табл. 4.7). то отверстия можно
выполнять на существующем универсальном оборудовании,
выбирая при этом станки с меньшей мощностью, или с помо-
щью ручных пневматических сверлильных машин. Типы свер-
лильных машин (дрелей) выбирают исходя из диаметра отверс-
тий, удобства подхода к месту' сверления, рекомендуемых ре-
жимов резания и сочетания материалов в пакете.
ТаБлииа 4.7
Значения коэффициентов сил резания
Материал Марка. Коэффициенты сил резания
при точении при с нер.1 сн и и
С’таль конструкционная легиро- ванная (пв ~ 750 М Па) 30 ХГСА 1 !
Алюминиевый сплав Д16 0,25 =
Магниевый сплав МЛ5 — 0,12
Стеклотскстал нт = СЕКТ-11 — 0,11
То же j ФФЭ-70С2Р — 0,076 j
|г Г* СК-9Ф 0.073
Стеклсхге кето л и г ФН 0,06В —
То же СТ 0,05
Углепластик КМУ-1у — 0.05 i г_=-=г—_ . J
Сверление на станках с “ручной’’ подачей и пневмодрслями
композитных и металлокомпозитных пакетов, имеющих дву-
317
4.5. Технология образования отверстий, резьб и гнезд
сторонний доступ, рекомендуется осуществлять за два перехода:
вначале сверлить со стороны более прочной и “толстой” детали,
затем рассверливать со стороны “тонкой” детали — для ком-
позитных и со стороны композита — для металлокомпозитных
пакетов. Данное требование необходимо учитывать при назна-
чении сил резания деталей из КМ и металлов (особенно из
титана и стали), иначе при сверлении отверстий со стороны
металла и отверстия детали из КМ будут иметь рваные края и
значительную ворсистость. Ворсистости и выкрашивания кро-
мок отверстий при сверлении можно избежать, производя па-
кетную обработку сразу нескольких деталей с помощью спе-
циальной оснастки, обеспечивающей жесткий прижим мате-
риала по кромке отверстия. Аналогичный эффект получают
при использовании специальных прокладок из фибры и фане-
ры, удаляемых после образования отверстий.
Сверление
Сверление отверстий в однородных и смешанных пакетах
осуществляют сверлами из быстрорежущей стали Р18 и свер-
лами, оснащенными пластинками из твердого сплава, а также
сверлами из твердых металлокерамических сплавов марок ВК6,
ВК6М и ВК8 в соответствии с ГОСТ 3882—74*. Диаметр сверл
выбирают в зависимости от требуемого диаметра и точности
отверстий.
Принимая во внимание особенности процесса механичес-
кой обработки стеклопластиков и углепластиков, геометричес-
кие параметры режущей части сверл — угол при вершине 2ф,
задний угол а, передний угол у, угол наклона винтовой канавки
w, поперечную режущую кромку f - назначают исходя из осо-
бенностей сверления стеклопластиков и углепластиков. Кон-
струкции рекомендуемых сверл приведены на рис. 4.9.
Наибольшее влияние на качество обработанных отверстий
и износ сверл оказывает угол при вершине сверла 2<р. С умень-
шением этого угла снижается осевая сила, увеличивается длина
режущей кромки и, следовательно, удельное давление на еди-
ницу длины режущей кромки становится меньше, а это, в свою
очередь, приводит к меньшему изнашиванию сверла. Однако
чрезмерное уменьшение угла 2ср влияет на массу вершины
318
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
Рис> 4,9, Конструкции сверл для обработки стеклопластиков:
а - сверло спиральное цилиндрическое ил стали марки Р18; б —
сверло-головка для обработки термореактивных пластмасс с плас-
тинками из твердого сплава; л - сверло спиральное с пластинками
из твердого сплава
319
4.5. Технология образования отверстий, резьб и гнезд
сверла, теплоотвод, что приводит к перегреву сверла и ухудше-
нию качества отверстия.
Следует учитывать тот фактор, что при сверлении тонких
пакетов с ручной подачей инструмента чрезмерное снижение
осевой силы приводит к получению отверстий типа “проткну-
того’', поэтому нецелесообразно принимать 2(р < 100... 120° при
сверлении дрелями и на станках с ручной подачей инструмента.
С увеличением заднего угла ct происходит уменьшение сил
трения по задней грани, что способствует меньшему выкраши-
ванию связующего и, как следствие, повышению чистоты кро-
мок отверстия. Однако при значительном увеличении заднего
угла (а > 25°) происходит ухудшение чистоты отверстий. С
увеличением у шероховатость отверстия увеличивается. Следует
отметить, что у стандартных сверл, как правило, передние углы
большие, что и вызывает разлохмачивание кромок отверстий,
особенно в момент выхода уголков сверла из отверстий. Угол
ю наклона канавки w влияет на качество отвода стружки из
зоны резания. Уменьшение «о до 10—15 °C и применение сверл
с широкой полированной канавкой позволяет улучшить отвод
стружки, повысить качество отверстий. Для предотвращения
налипания стружки на инструмент при сверлении рекоменду-
ется наносить на поверхность канавок сверл дисульфид молиб-
дена.
Применять охлаждающие жидкости при сверлении КМ не
рекомендуется, так как последние смешиваются с пылью и
образуют пасту, которая затрудняет сверление. Для охлаждения
лучше использовать сжатый воздух, а для удаления пыли —
специальное пылеотсасывающее устройство.
Критерием износа сверл обычно является износ по задней
поверхности заборного конуса сверла. Предельный износ сверл
регламентируется качеством поверхности отверстия и стойкос-
тью инструмента.
Выбор параметров резания — скорости резания v и подачи
у - при сверлении оказывает большое влияние на качество
поверхности отверстий и стойкость инструмента, С увеличени-
ем подачи качество поверхности отверстий ухудшается, что
снижает долговечность соединений. С ростом скорости резания
в диапазоне скоростей 10...40 м/мин ворсистость отверстий
320
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
уменьшается. Оптимальные геометрические параметры и ре-
жимы резания приведены в табл. 4.8.
Точность образования отверстий при сверлении соответствует
9-му квалитету точности. Особенностью сверления КМ является
“усадка" отверстий (табл. 4.9), что связано с наличием эффекта
упругого последействия у стеклопластиков и углепластиков. Эф-
фект “усадки’* отверстий наблюдается только при сверлении по
кондуктору или через накладки при обычном сверлении. Вслед-
ствие “разбивки” отверстий при сверлении без кондуктора диа-
метр отверстия всегда больше диаметра сверла. Поэтому диаметр
сверла необходимо выбирать на 0,1...0,2 мм больше номинально-
го размера диаметра заклепки при сверлении по кондуктору и
большим на ОД мм - при сверлении без кондуктора. Во всех
случаях предпочтительным является использование сверл, режу-
щая часть которых выполнена из специальных сплавов. Перпен-
дикулярность осей отверстий при сверлении обеспечивается с
помощью насадки к дрели.
Таблица 4 8
Геиметрнческме параметры сверл и режимы резания
| Марка КМ Конструкция сверл Материал инструмента _Уг лы, гг —Г >ад 2Т_ V, м/мин s, мм/об
СТЭФ Спиральные с под- резаю ши «и и режущими кромками Спиральные С прямыми канавками ВК6М, ВК8 ВК6М, ВК8 ВК6М, ВК8 15-20 30 25 15 15 15 70-80 80-90 20-80 30-80 20-70 0,08-0,8 0.10,3 0.08-0,25
СНАМ Р18- ВК8, ВК6М 20 25 15 Ю 60 70 10-40 20-80 0,08-0,25 0,06-0,25
АГ-4С Спиральные Р18 ВКЯ, ВК6М 20 20 15 12 60 70 10-45 30-80 008-0,25 0,06-0,2
ВФТ-2ст Р18 ВК8 15-20 15-20 5 ' 5 110- 120 120 10-30 10-40 0,03-0,15 0,03-0,15
КМУ-1у ВК8 __ 15-20 5-8 90- LLC 50-80 0.03-0,06 '
Й1 243
321
4.5. Технология образования отверстий, резьб и гнезд
Таблица 4.9
Усадка отверстий (диаметром З-.В мм) при сверлении
Обрабатываемый материал Значение усинки, мм
Стеклотекстолит СТЭФ Стекловолокнит АГ-4С СВАМ Спяиктгекстол ит ВФТ- 2ст Стеклотекстолит КАСТ-В Углепластик КМУ-1у 0,605 - 0,02 0,01 - 0,03 0,02 - 0,04 0,01 - 0,06 0,01 - 0,05 0,01 - 0,025 !
Зенкование
Зенкование гнезда под потайные заклепки и болты необ-
ходимо проводить следующим образом: комбинированным ин-
Рнс, 4.10. Общий лид.
комбинированного
инструмента сверло-
эснковка (а} и кон-
струментом - сверлом-зевковкой (рис. 4.10)
при одновременном образовании отверстий
и гнезд в деталях из стеклопластика и угле-
пластика на сверлильно-зенковальных уста-
новках; зенковками с направляющими
штифтами при работе пневмодрслями.
Диаметры направляющих штифтов к
зенковкам выбирают в зависимости от диа-
метра заклепки по табл. 4.10. При зенкова-
нии применяют то же оборудование и руч-
ной механизированный инструмент, что и
при сверлении. Для зенкования гнезд под
головки заклепок и болтов с углом конуса
120° применяют четырех- или шестизубыс
зенковки. Угол при вершине зенковки дол-
жен быть равным углу конуса потайной го-
ловки заклепки или болта, т.с. 2<р = 120°;
задний угол а = 15...200, а передний угол
у = О...1О0, Зенкование гнезд под головки
потайных заклепок и болтов с углом конуса
90° осуществляют шестизубыми зенковками
с углами: 2<р = 90°, а — 15...20°, у = 0...100.
струкция TfiTIKnrUJJIh-
пой насадки (б)
При увеличении количества зубьев у зенко-
вок повышаются качество поверхности об-
322
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
рабатываемых гнезд и стойкость инструмента. Режущие кромки
зенковок должны быть остро заточены. Об износе зенковок
свидетельствует появление ворсинок и граненой поверхности
по периметру лунок. Допустимый износ но задней поверхности
составляет Лизн < 0,1 мм.
Таблица 4.10
Размеры и допуеси направляющих штифтов
1 ГТ Диаметр на- пранляющего штифта, мм Диаметр заклепки, d1, мм
2 2,6 3 4 5 6 । 7 8
Номинальный 2,1 2,7 зг1 3,6 4,1 5J 6,1 L?j . 8,1
। Допустимые -0,007 -0,011 -0,015
отклонения -0,032 -0.044 -0,055 ।
Для обеспечения точности выполнения зенкованных гнезд
необходимо применять зенковальные насадки с упоро-ограни-
чигелем глубины зенкования (см. рис. 4.10), закрепляемые в
патроне дрели или сверлильного станка. Перед выполнением
операции зенкования необходимо отрегулировать упор ограни-
чителя зенковальной насадки на заданный размер.
Упор-ограничитель зенковальной насадки настраивают по
калибру-заклепке на величину, указанную в табл. 4.11. Мини-
мально допустимая толщина слоистых армированных пласти-
ков, допускающая зенкование в них гнезд, зависит от размеров
заклепок и болтов и должна быть больше высоты потайной
головки заклепки или болта на 0,3...0,8 мм в зависимости ог
диаметра заклепки или болта.
Таблица 4.11
Размеры замыкающих головой заклепок
Параметр замыкающей ГОЛОВКИ, ММ Диаметр заклепки, мм
2 2,6 3 V 4 5 б
Номинальный диаметр 3,0 3,9 4,5 5,2 6 7,5 8,7
Допустимые отклонения ±0,2 ±0,25 ±0,3 ±0.4 =0,4 10,5 ±0.5
, Наименьшая высота 0,8_ м 1.2 ,_1>4 1.6 2 _2Л
21
323
4.5. Технология образования отверстий, резьб и гнезд
Развертывание
Чтобы обеспечить требуемые точность и качество отверстий
под болтовые соединения применяют развертывание отверстий.
Эту операцию можно осуществлять машинными и ручными
развертками. Рекомендуется машинное развертывание с ори-
ентацией инструмента с помощью вращающихся кондукторных
втулок. Могут быть использованы машинные развертки стан-
дартной конструкции, оснащенные твердыми сплавами
(рис. 4.11) с задней или с задней и передней направляющими.
Допускается также применение ручных быстрорежущих разверток
стандартной конструкции, однако следует учитывать их низкую
стойкость. Рабочие части разверток рекомендуется оснащать
твердыми сплавами марок ВКЗМ и ВК2. Допускается применение
сплава марки ВК8. Рекомендуются следующие геометрические
параметры рабочей части разверток: передний угол у = ()':>; задний
угол а = 8... 10°; угол при вершине 2ф ~ 15°.
Рис. 4.11. Схема конструкции машинкой развертки, оснащенной
пластинками из твердого сплава
Критерием затупления является износ по задней поверх-
ности, равный 0,08...0,1 мм. В целях компенсации “усадки”
отверстий диаметр калибрующей части следует увеличивать на
0,01...0,02 мм по сравнению с развертками для стали.
При машинном развертывании отверстий в КМ рекомен-
дуются следующие режимы резания:
Скорость резания к м/мин.......................... 20 — 40
Подача s, мм/об.......................................ОД - 0,6
Глубина резания /, мм................................0.2 — 0,3
324
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ из композитов
При увеличении подачи незначительно увеличивается
“усадка” отверстий. Поэтому изменением подачи можно регу-
лировать размеры отверстий н пределах 10... 20 мкм. Разверты-
вание с малыми подачами не рекомендуется, так как при этом
снижается точность отверстий, увеличиваются их овальность и
конусность
На точность отверстий влияют: сочетание материалов в
пакете - для однородных пакетов (композит с композитом)
точность несколько выше, чем для смешанных пакетов (ком-
позит с металлом) ~ и способ образования отверстий.
Использование нескольких сверл и разверток для образо-
вания отверстий под болтовые соединения не целесообразно,
так как точность таких отверстий практически соответствует
точности отверстий, полученных одним сверлом и одной раз-
верткой и соответствуют 7—9-му квалитету точности,
Образование резьб
Нарезание резьбы в деталях из стеклопластиков представ-
ляет значительные труд!гости ввиду выкрашивания материала
и невозможности получения чистой поверхности профиля резь-
бы. Поэтому образование резьб целесообразно осуществлять
прессованием или совместным формованием. Менее предпо-
чтительной является нарезка резьбы резцом или метчиком.
Точность резьбы не превышает 3-го класса. Основным спосо-
бом образования внутренних резьб под детали крепежа в стек-
лопластиках является нарезка резьбы с помощью метчиков.
Процесс нарезания резьбы метчиком в деталях из стеклоплас-
тика связан с определенными трудностями, обусловленными
следующими факторами:
наличием у стеклопластика значительной податливости, что
приводит к защемлению метчика;
неоднородностью и слоистостью структуры стеклопласти-
ков, которые не обеспечивают ровной и гладкой резьбовой
поверхности;
высокой истирающей способностью стеклопластиков, при-
водящей к быстрому изнашиванию метчиков.
Геометрические параметры метчиков для нарезания резьбы
в стеклопластиках значительно отличаются от геометрических
параметров инструмента для нарезания резьб на металлических
325
4.6. Технологические процессы клепки
деталях. Так, передний угол у “машинных” метчиков для обыч-
ной метрической резьбы должен иметь отрицательные значения
(от —5 до —10°).
4.6. Технологические процессы клепки
Особенности образования клепаных соединений
Основной особенностью процесса образования клепаных
соединений деталей из КМ следует считать возможность раз-
рушения композиций в процессе клепки. В силу специфичес-
ких свойств КМ (анизотропии, прочности, малого относитель-
ного удлинения, склонности к хрупкому разрушению) допус-
тимые деформации при клепки КМ имеют предел, который в
несколько раз меньше, чем у легких сплавов и сталей. Резуль-
татом процесса клепки является возникновение внутренних
напряжений в соединении, которые определяют несущую спо-
собность клепаных соединений при действии внешних нагру-
зок.
Для обеспечения прочности соединений в условиях нагрева
необходимо применять заклепки из стали или титана, что
значительно усложняет задачу ограничения деформаций и на-
пряжений при клепке КМ.
В соответствии с существующими особенностями к качест-
ву клепаных соединений из КМ предъявляют следующие тре-
бования:
расположение заклепок в швах, минимальные перемычки,
прямолинейность швов, тип и материал заклепок и шайб долж-
ны соответствовать чертежам и техническим условиям;
замыкающие головки заклепок должны иметь бочкообраз-
ную форму (см. табл. 4.11);
замыкающие головки заклепок и шайбы под замыкающими
головками должны прилегать всей поверхностью к материалу
пакета;
после клепки зазоры между деталями в местах их постанов-
ки не допускаются; местные зазоры в пакетах между заклеп-
ками не должны превышать 0,1...0,15 мм в зависимости от
толщины листа (однако не более 15 % заклепок шва);
326
4 ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
на поверхности деталей из КМ не допускаются: врезание
или вмятие закладных головок и шайб на глубину более
0,15 мм; зарубки, царапины и подсечки, нарушающие целост-
ность композиции; удаление царапин, зарубок, подсечек и
других повреждений с помощью зачистки наждачной бумагой,
кроме мест, указанных в чертежах;
выпучивание обшивки из КМ вокруг закладной и замы-
кающей головок потайных заклепок (в том числе и швов с
двусторонней потайной клепкой) разрешается в пределах до-
пуска на выступание потайных головок (но не более 10 %
заклепок шва);
не разрешается клепать КМ стальными заклепками без
специальной доработки и без шайб под замыкающими голов-
ками, заклепками из легких сплавов (кроме марки АМц) и
сталей, не имеющих специальной доработки (при образовании
швов с дву сторон пим потаем); а также заклепками из материала
Д19П по истечении трех часов с момента закалки.
Формы закладных и замыкающих головок должны соответ-
ствовать общепринятым требованиям,
4.7. Методы клепки
Прочность и выносливость заклепочных соединений зави-
сят от методов образования замыкающих головок, геометри-
ческих параметров отверстий, гнезд, заклепок и пакета, нали-
чия шайб под головками заклепок и пр.
В настоящее время широко распространены методы клепки
прессованием и ударом. В силу специфических свойств КМ
весьма перспективными методами являются: клепка давлением
с раскаткой; клепка за два перехода. Образование замыкающих
головок прессованием осуществляют на стационарных прессах
для групповой и одиночной клепки, а также переносными
клепальными скобами.
Тип пресса выбирают с учетом формы и габаритных раз-
меров изделия, а также усилий прессования, необходимых для
образования замыкающих головок. Усилие прессования для
клепки КМ меньше (на 20...30 %), чем для обычных клепаных
соединений металлических конструкций. Таким образом, для
выполнения клепаных соединений конструкций из КМ можно
использовать существующее оборудование для прессовой клеп-
327
4.7. Методы к лепки
ки (прессы моделей КП-204М. КП-403, КП-5ОЗМ; переносные
прессы моделей КП66-10-45К, КПГ8-Б и др ).
Клепку ударом осуществляют клепальными пневматичес-
ки ми молотками двумя способами: прямым или обратным. Дня
прямого способа клепки массу поддержек для пневмомолоткон
выбирают по табл. 4.12. Тип молотка и масса поддержек и
обжимок при обратном способе клепки приведены в табл. 4.13.
Таблица 4.12
Масса поддержек для пневмомолотков (прямой способ клепки)
Тип пневмомолотка Масса поддержки, кг Примечание
I КМП-13 КМП-23 КМП-31 5.0-6,0 . 6,0-8,0 8.0-10,0 В местах с затрудненным подходом, как исключение, разрешается применять поддержки меньшей массы, но не белее, чем в два раза Рекомендуется применять обжимки с прокладка ми для предотвращения выпучивания стеклопластика около потайной замыкающей головки заклепки j
Таблица 4.13
Масса поддержек в обжимок (обратный способ клепки)
Тип пневмомолотка Масса, кг
обжимки поддержки
КМП-13 0.035 1.0
КМП-23 0,045 2.0
КМП-31 0,075_ 3.0
Рабочие поверхности поддержек, применяемых при прямом
способе клепки, полируют, а остальные - протестируют. При
обратном способе клепки рабочие плоскости поддержек должны
иметь параметр шероховатости поверхности R, = 140...220 мкм.
Для уменьшения вибраций при клепке пневмомолотками
рекомендуется применять поддержки с виброгашением. Под-
держки массой более 4...5 кг как при прямом, так и при
обратном способах клепки рекомендуется подвешивать на ба-
лансирах и специальных приспособлениях.
Контроль качества соединений осуществляют а соответст-
вии с требованиями, предъявляемыми к заклепочным соеди-
нениям КМ.
328
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
Для снижения деформации КМ при клепке используют
метод клепки давлением с раскаткой. В настоящее время раз-
работаны два способа клепки давлением с раскаткой: круговой
и радиальный. Согласно зарубежным источникам, объем ис-
пользования кругового способа в обшсм объеме клепки давле-
нием с раскаткой достигает 90...93 %.
Рассмотрим процесс образования клепаных соединений в
смешанных пакетах давлением с раскаткой при круговой схеме
перемещения инструмента. Ось инструмента в атом случае
описывает в пространстве поверхность кругового конуса с вер-
шиной в точке А (рис. 4.12. ti), лежащей па оси вращения
шпинделя. Вращение инструмента вокруг своей оси отсутствует.
Данная схема движения инструмента исключает возникновение
сил трения в зоне контакта инструмента с заклепкой. При дви-
жении инструмента по круговой схеме контакт инструмента с
торцем стержня заклепки теоретически осуществляется по линии,
практически же - но некоторому сектору, центральный угол
которого определяется режимами клепки (осевая сила, подача и
скорость вращения шпинделя), углом наклона инструмента и
механическими свойствами деформируемого материала. Такая
схема перемещения инструмента способствует тому, что материал
заклепки смещается в радиальном направлении, при этом глубина
деформируемого слоя стержня за один проход инструмента не-
велика. В результате этого бо-
ковая поверхность выступаю-
щей части стержня заклепки
представляет собой поверх-
ность, близкую к конической
(рис. 4.12, б), в отличие от
прессовой кленки, при которой
выступающая часть стержня
принимает бочкообразную фор-
му. Специфический характер те-
чения материала стержня за-
клепки в процессе осадки спо-
Рнс. 4.12. Схема процесса образова-
ния зачыкзкицих головок при клепке
давлением с раскаткой;
а — движение инструмента; / — ось
вращения шпинделя; 2~ траектория
движения; 3 — ось инструмента; 4 -
торец заклепки; б — этапы изменения
формы головки
собствует благоприятному за-
полнению лунки под потайную
замыкающую головку.
Как видно из выше изло-
женного, создание напряже-
ний. превышающих предел те-
кучести в деформируемом на-
329
4.8. Технология комбинированных клеек, гена пых соединений
териале, обеспечивается малой площадью контакта рабочей
поверхности инструмента с поверхностью стержня заклепки,
что приводит к снижению усилий осадки.
4.8. Технология выполнения комбинированных
клееклепаных соединении
Технология получения комбинированных клеевых соеди-
нений заключается в следующем: на обе склеиваемые поверх-
ности наносят жидкий подслой эластичного клея (ВК-3 или
БК-32-200), который просушивают в течение времени 1800 с
при комнатной температуре и затем в течение 5400 с при
температуре 65 °C, после этого на обе поверхности наносят по
одному слою клея ВС-ЮТ, который просушивают в течение
5400 с при комнатной температуре, после чего поверхности
соединяют и осуществляют отверждение клеевого соединения
в течение 6000 с при температуре 180... 185 °C и давлении
0,08 М Па-
Соединения, выполненные на комбинации клеев, незна-
чительно уступают в прочности при сдвиге и приближаются
по прочности при неравномерном отрыве к клеевым соеди-
нениям на клее ВК-3 и превосходят клеевые соединения на
клее ВС-ЮТ. Такие соединения обладают хорошей водостой-
костью. Воздействие воды в течение 30 сут. практически не
влияет на прочность и эластичность клеевых соединений.
В качестве эластичного подслоя в комбинированных соеди-
нениях высокой теплостойкости и термостабильности можно
использовать клей В К- 32-200.
Удельное давление формования можно определить, исполь-
зуя следующую формулу:
NT
Р р »
с
где N — количество заклепок на заданной площади; х —
площадь соединений; Г*” усилие прессования; а — коэффициент,
учитывающий неравномерность распределения давления.
Клеесшивные и клееигольчатые соединения
Существует ряд, прогрессивных способов выполнения сшив-
ных и игольчатых соединений.
330
4 ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
Сшивные соединения стеклопластика на основе ткани
ТСУ-8/3-ВМ^78 выполняют нитками из органоволокон от
одного до пяти рядов. После сшивки проводят отверждение
связующего ЭДТ-10.
Игольчатые соединения осуществляют двумя способами:
запрессовкой игл в стыковой шпангоут и механической обра-
боткой предварительно выдавленных ребер на многошпиндель-
ном полуавтомате. Последующее соединение выполняют в про-
цессе намотки оболочки и одновременной замотки стыковых
и игольчатых элементов.
Рис. 4.13. Сравнительная характеристика прочности сшивных и игольчатых
соединений:
а — коэффициент увеличения прочности; б — коэффициент увеличения дсиио-
вечности; ь - сравнительная характеристика соединений; 1 - клеевые; 2 -
клепаные; 3 — резьбовые; 4 - игольчатые (запрессовка); 5 - игольчатые (меха-
ническая обработка); г — тип образна
Сравнительная характеристика прочности сшивных соеди-
нений представлена на рис. 4.13. Анализируя результаты испы-
таний соединений на прочность, выяснили, что с уменьшением
диаметра отверстий под КЭ увеличивается не только прочность
шва, но и долговечность. Поэтому дальнейшая отработка тех-
нологии изготовления сшивных и игольчатых соединений и
создание специализированного полуавтоматического оборудо-
331
4.9. Примеры выполнения соединений
вания для их выполнения являются насущной задачей t решение
которой позволит резко расширить объем применения КМ в
силовых конструкциях.
4.9. Примеры выполнения соединений
высоконагруженных узлов и деталей
Соединения обшивок с элементами каркасов. Самими много-
численными и ответственными в конструкциях летательных
аппаратов являются соединения обшивки с элементами каркаса
(стрингерами, шпангоутами, лонжеронами и нервюрами), на-
груженные в большинстве случаев касательными напряжения-
ми. Конструкторско-технологические решения для соединения
обшивки из композита (углепластика) с металлическим и ком-
позитным лонжеронами представлены на рис. 4.J4.
Наибольшей несущей способностью и жесткостью обладает
КТР, в котором металлическая полка лонжерона снабжена
крепежными элементами и приформована к обшивке
(рис. 4.14, а). Для соединения композитных конструкций эле-
ментов крыла наиболее оптимальными являются КТР, пред-
ставленные на рис. 4.14, б, <?).
Стыки и соединения лонжеронов и силовых нервюр. Конструк-
ция лонжерона из КМ представлена на рис. 4.15. Напряжения
с полок лонжеронов на обшивку крыла передаются с помошью
двух накладок из силана Д16АТ, образующих горизонтальный
стыковочный узел. Внутренние накладки изготовлены заодно
со стойкой, которая заформована между несущими слоями
трехслойной стенки лонжерона. На накладках и стойке фрезе-
рованием образованы пирамидальные крепежные элементы
(см. рис. 4.15).
Конструкция нервюры элевона крыла из углепластика
марки КМУ приведена на рис. 4.16. Нижний узел нервюры
является осью вращения элевона, а к верхнему присоединяется
управляющий (отклоняющий) силовозбудитель. Нервюра пред-
ставляет собой два пояса двутаврового поперечного сечения,
формуемые за одну технологическую операцию совместно с
трехслойной общей стенкой с заполнителем типа ПСП (сотоп-
ласг). Сгыковые вилки узлов образованы внутренними фитин-
гами (4 пгт ), имеющими приваренные крепежные элементы
диаметром 1.5 мм и лриформованными к полкам поясов при
332
4 ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
Рис. 4.14. Конслрукторско-технологичсскле решения соединения об-
шивки с лонжероном:
а — соединение углепластиковой обшивки с металлическим лонжеро-
ном; б ~ соединение углепластиковой обшивки с утл ел ластиковым
лонжероном, в — соединение углепластики ВОЙ обшивки с трехслойным
Композитным лонжероном
333
4.9. Примеры выполнения соединений
Рис. 4.14. [Продолжение!
334
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ из композитов
Рис. 4.14. (Окончание)
335
4.9. Примеры выполнения соединений
Рис, 4.15. Конструкторские решения соединений композитною лонже-
рона и силовых нерп юр
изготовлении нервюры. После извлечения конструкции из ос-
настки и подготовки поверхности устанавливают на клее В К-36
внешние охватывающие фитинги и дополнительно соединяют-
ся с внутренней композитной (или металлической) стойкой
при помощи болтов диаметром 4...5 мм.
336
4, ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
Рие. 4Л6. Конструкторское решение фрагмента силовой нервюры
элерона крыла из КМ
Ключевые вопросы
1. Приведите примеры разъемных и неразъемных соедине-
ний, применяемых при сборке ракет, самолетов, вертолетов.
Укажите типы этих соединений в каждом конкретном случае
и попытайтесь обосновать их применение.
2. Укажите предпочтительные типы соединений, применяе-
мые при сборке следующих композитных конструкций:
22-243
337
Ключевые вопросы
а) трехслойная панель;
б) топливный бак;
в) фюзеляж самолета;
г) трубопровод;
д) переходный отсек.
3. Объясните, как тип соединения влияет на герметичность
собираемой конструкции. Нарисуйте эскизы соединения. На-
зовите технологические способы и приемы, повышающие гер-
метичность соединений.
4. Почему клееклепаные соединения по отвержденному кле-
евому слою будут более прочными, чем соединения по неот-
вержденному клею?
5. Перечислите области применения, основные достоинства
и недостатки сшивных и игольчатых соединений.
6. Выберите тип резьбы законцовки композитного трубо-
провода, работающего под внутренним давлением, для соеди-
нения его с отводом*
7. Какой тип механического соединения можно рекомен-
довать при сборке корпуса РДТТ и переходного отсека?
8. Перечислите достоинства и недостатки технологических
способов получения отверстий и гнезд под соединения клепкой
в конструкциях из КМ.
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ
КАЧЕСТВА КОНСТРУКЦИИ
ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
В копилку знаний
Прочитан эту главу, читатель узнает:
• основные методы определения механических и теплофи-
зических характеристик КМ и их компонентов;
• физические основы методов испытания изделий из ком-
позитов на прочность и герметичность;
• природу дефектов в КМ и их влияние на работоспособ-
ность конструкций;
• достоинства и недостатки основных методов НК кон-
струкций из композитов;
• методы контроля и испытаний, обеспечивающие надеж-
ную работу композитных конструкций при эксплуатации
5.1. Общая характеристика испытаний
В конструкциях материалы могут испытывать различные
воздействия, связанные с видом нагрузки (растяжение, сжатие,
изгиб), характером нагружения (статический, динамический),
действием окружающей среды (температура, влажность и т.п.}.
Перечисленные факторы определяют комплекс конструк-
тивно-эксплуатационных требований, предъявляемых к кон-
струкционным материалам. Способность материалов удовле-
творять комплексу требований выявляется при анализе их ме-
ханических свойств, т.е. характеристик, определяющих поведе-
ние материала под действием приложенных внешних механи-
ческих сил.
22’
339
5.1. Общая характеристика испытаний
Определяемые свойства материалов
При оценке механических свойств различают несколько
видов показателей.
1. Показатели свойств материалов, определяемые вне зави-
симости от конструктивных особенностей и характера службы
изделий. Эти показатели определяют путем стандартных испы-
таний образцов на растяжение, сжатие, изгиб, твердость. Проч-
ностные и пластические показатели свойств, выявляемые при
статических испытаниях на гладких образцах, не полностью
характеризуют прочность материала в реальных условиях экс-
плуатации, Полученные результаты можно использовать лишь
для расчета деталей и конструкций, работающих при нормаль-
ных условиях и действии статических нагрузок.
2. Показатели конструктивной прочности материалов, ха-
рактеризующие их работу в условиях эксплуатации конкрет-
ного изделия. К этим показателям относятся характеристики
долговечности изделий (усталостная прочность, износоустой-
чивость, коррозионная стойкость) и надежности материалов
в изделии (вязкость разрушения, живучесть при циклическом
нагружении и т.д.). Количественные характеристики пере-
численных свойств определяют при статических и динами-
ческих испытаниях образцов с острыми трешинами, анало-
гичными тем, которые имеются в реальных деталях конструк-
ций в виде надрезов, отверстий, дефектов материала (пор,
микро пустот, инородных включений и т.п.).
3. Показатели технологичности конструкционных матери-
алов. Технологические свойства материалов должны обеспечи-
вать возможно меньшую трудом кость изготовления деталей и
конструкций. Технологичность характеризуют способностью
материала приобретать заданную форму при действии темпе-
ратурных факторов и давления, подвергаться механической
обработке, соединяться различными методами и т.д. Различия
упругих, прочностных и других свойств, присущих разным
материалам, тесно связаны с их составом и структурой. Изме-
нения состава и структуры (внутреннего строения) определен-
ным образом отражаются и на свойствах материалов. Знание
закономерностей, обусловливающих в материале наличие тех
или иных физических, механических, те пл ©физических, техно-
логических и иных свойств, позволяет рационально использо-
340
5. МЕТОДЫ .ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
вать их при создании современных эффективных конструкций
в различных областях техники.
Методы испытаний
Конструкционные композиционные материалы для оценки
их прочности и жесткости подвергают механическим испыта-
ниям. В соответствии с характером воздействия на материалы
методы испытаний подразделяют на прямые (разрушающие и
методы, основанные на непосредственном измерении переме-
щений и деформаций, т.е. методы механических испытаний) и
косвенные (i«разрушающие методы). Неразрушающие методы
испытаний развиваются по трем направлениям: контроль фи-
зико-механических характеристик, дефектоскопия элементов
конструкций и измерение напряжений. Косвенные неразру-
шающие методы исключительно важны. Однако их необходимо
обосновывать и проверять при помощи прямых методов. С
помощью прямых методов испытаний получают сведения о
свойствах материалов, необходимых при проектировании кон-
струкций.
Разработка и применение композитов в ответственных вы-
сокой агруженных конструкциях вновь заставляет обратиться к
методам механических испытаний, так как методы, применяе-
мые для испытаний металлов, оказались недостаточными. В
настоящее время исследовательская практика значительно обо-
гнала методы испытаний, регламентируемые существующими
стандартами. Многочисленные исследования композитов на
основе разных методов создали обстановку противоречивых
суждений о конструкционных возможностях этих материалов
и обусловили необходимость критического анализа существу-
ющих методов, их оценки и обобщения.
Образцы для испытаний
При выборе формы и способа изготовления образцов из
КМ необходимо правильно смоделировать все условия и про-
цессы изготовления предполагаемого материала, изделия или
конструкции. Форма образцов для механических испытаний
должна быть подобной форме изготавливаемой конструкции.
Наглядным примером удачного выбора формы образна явля-
341
5.1. Общая характеристика испытаний
ется использование кольцевых образцов для исследования ме-
ханических свойств намоточных изделий, имеющих форму тел
вращения.
Методы изготовления материала конструкции, соответст-
вующие им образцы и методы испытания показаны на рис. 5.1.
Как видно из этого рисунка, в зависимости от способа изго-
товления образны для механических испытаний подразделяют
на плоские к тела вращения (кольца, трубы). Плоские образцы
в свою очередь подразделяют на стержни и пластины.
Представленные схематически на рис. 5.1 образцы и методы
испытаний служат для паспортизации монослоя. Как видно из
рисунка, для паспортизации плоских монослоев достаточно
иметь образны одинаковой формы, но с различной укладкой
арматуры; для паспортизации намоточных монослоев — образ-
цы разной формы (кольцевые и трубчатые). Кольпевые одно-
направленные образцы используют для экспериментального
определения характеристик в направлении укладки наполни-
теля, трубчатые с углом намотки 90° — для определения харак-
теристик в направлении, перпендикулярном направлению ук-
ладки наполнителя. Однако назначение трубчатых образцов
этим не ограничивается — трубчатые образцы с различной
симметричной (относительно продольной оси образца) уклад-
кой наполнителя используют для определения характеристик
сдвига и для изучения сложного напряженного состояния; эти
способы нагружения на рис. 5.1 не показаны.
К образцу, используемому для механических испытаний,
предъявляют следующие требования: возможность применения
идя всех видов механических испытаний; простота закрепления
в испытательной машине; нечувствительность к способу за-
крепления; воспроизводимость характера разрушения; возмож-
ность применения для определения упругих характеристик и
исследования влияния окружающей среды.
Форма образца также в значительной степени зависит от
цели испытания: проверка научных гипотез; техническая пас-
портизация материалов; контроль качества метериалов. В на-
учных исследованиях для оценки определенного явления или
эффекта применяют специальные образцы и способы их на-
гружения, которые не пригодны для серийных испытаний (к
образцам этого типа относят образцы с укладкой наполнителя
342
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Образцы
Растяжение
Испытания
Сдвиг
Сдвиг
Сжатие
Сдвиг
Рис. 5.L Методы изготовления материала, конструкции, соответствующие
им образцы и схемы испытания
343
5.1. Общая характеристика испытаний
под углом к направлению действия нагрузки или с нсоднород-
ной по толщине укладкой армированных слоев).
Количественная оценка механических характеристик явля-
ется основой для технической паспортизации материала. Для
сс получения применяют простые, изготовленные предпочти-
тельно из ортотропного материала, образцы, в рабочей части
которых обеспечено однородное одноосное напряженное со-
стояние. Для упрощения эксперимента и обработки результатов
испытания в образцах этой группы должна быть обеспечена
симметрия структуры как в плоскости, так и по толщине
образца. В случае, когда последнее требование технологичес-
ки невыполнимо (например, в намоточных изделиях), все
побочные отрицательные явления, связанные с несиммет-
рией структуры, устраняются выбором достаточно большого
количества армирующих слоев. При испытаниях неоднород-
ных по толщине материалов обработку результатов следует
проводить с учетом особенностей их деформирования; в про-
тивном случае грубые иш-решности неизбежны. И, наконец,
образцы, применяемые в механических испытаниях для кон-
троля качества изготовления, не обязательно должны быть
пригодными для количественной оценки механических ха-
рактеристик материала.
Статистическая природа прочности армированных КМ обу-
словливает влияние геометрических размеров па прочность
этих материалов в конструкции. В отличие от конструкционных
материалов свойства КМ зависят от размеров образца, что
проявляется даже при статическом нагружении в условиях
однородного напряженного состояния. Это явление называют
масштабным эффектом. При растяжении кратковременная ста-
тическая прочность уменьшается с увеличением площади по-
перечного сечения образца; снижение прочности наблюдается
также и при малых толщинах образца.
Пониженная прочность толстостенных образцов объясня-
ется тем, что с увеличением площади поперечного сечения
возрастает вероятность появления дефектов, приводящих к
снижению прочности.
У тонкостенных образцов снижение прочности является
следствием относительно большого влияния повреждений по-
верхности (отсюда и более высокие требования к технологии
344
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
изготовления и механической обработке образцов малых раз-
меров) и нарушения условия перехода к сплошной среде (не-
достаточное количество слоев наполнителя).
Масштабный эффект имеет отчетливо выраженный анизо-
тропный характер. Влияние размеров образца на прочность
зависит от того, за счет какого размера происходит изменение
объема.
Масштабный эффект при разных видах нагружения и для
разных типов КМ, как и влияние концентрации напряжений
на прочность КМ при разных видах нагружения, исследованы
явно недостаточно. Однако известно, что наличие сравнитель-
но небольших источников концентрации напряжений (имеют-
ся в виду только механические повреждения структуры мате-
риала — трещины, царапины на поверхности, надрезы, а не
резкие изменения формы изделия) приводит к заметному
уменьшению прочности. Например, при нанесении на образец
двух царапин глубиной 0,2 мм, составляющей 0,1 от толщины
образца, понижает прочность углепластика при трехточечном
изгибе примерно на одну треть. Поэтому вполне справедливы
весьма жесткие требования разных стандартов к чистоте меха-
нической обработки образцов и обращению с ними: например,
не допускается нанесение на образец разных отметок острым,
режущим инструментом.
5.2. Определение свойств волокнистых
армирующих наполнителей
Измерение характеристик волокнистых наполнителей
включает в себя уточнение паспортных данных. Набор этих
данных может меняться в зависимости от текстильной формы
наполнителя (нити, жгуты, ленты), колебаний качества исход-
ного сырья, технологических режимов, а также от завода-из-
готовителя,
К основным паспортным характеристикам волокнистых на-
полнителей относят линейную плотность, разрывную нагрузку,
относительную разрывную нагрузку при разрыве петлей, плот-
ность, модуль упругости при растяжении, массовую долю ап-
прета.
345
5.2. Определение свойств волокнистых наполнителей
Определение линейной плотности
Сущность испытаний для определения линейной плотности
заключается в измерении массы нити (в граммах) длиной
1000 м. От каждой бобины отбирают не менее трех метров нити
и проводят по два замера на устройстве, обеспечивающем
закрепление и измерение участка нити с заданным предвари-
тельным натяжением (рис. 5.2).
Рис. 5.2. Приспрсобление для определения
линейной плотности'
7 — нить: 2 — линии обрела; 3 -* линейка;
4 — ролики; 5 — грулики
Испытуемая нить 7 с базовой длиной 0,5... 1,0 м распола-
гается на роликах 4 с натяжением 0,22 г/текс, обеспечивае-
мым грузиками 5. Нить по базовой длине, измеренной ли-
нейкой л. отрезают лезвием по линии обреза 2, отрезанные
нити взвешивают на весах, обеспечивающих погрешность не
более 0,5 % от общей массы. Затем подсчитывают общую
длину всех нитей и вычисляют среднюю линейную плотность
(в тексах):
Гср = 1000 ,
где т — общая масса нитей, г; I ~ длина нити, м; гг — число
нитей.
Относительное отклонение Д линейной плотности от
номинальной паспортной Тн определяют следующим образом:
Т - Т
J ср н
т
'н
100
346
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Определение разрывной нагрузки
Сущность испытаний состоит в измерении силы, необхо-
димой для разрыва испытуемого образца нитей (рис. 5.3).
Перед испытаниями нижний
подвижный захват 4 устанавлива-
ют в положение, при котором
обеспечивается расстояние между
захватами 4 и 7 / = 150...200 мм.
При этом маятник 2 устанавли-
вают в нулевое положение. Нить
защемляют в верхнем зажиме 5
и для исключения обрыва нити
оборачивают два—три раза во-
круг верхнего штифта б, затем
оборачивают вокруг нижнего
штифта 6 и защемляют в ниж-
нем зажиме 5. При движении
нижнего захвата вниз со скорос-
тью 50... 100 мм/мин от маятника
с грузом через звездочку 1, цепь
и захват на нить передается сила,
которая регистрируется по
Рнс. 5-3. Схема определения раз-
рывной нагрузки нити:
/ - звездочка; 2 — маятник; 3 -
шкала; 4~ захват нижний подвиж-
ный; 5 — зажимы верхний и ниж-
ний; 6 — нижний и верхний штиф-
ты, 7 - захват верхний; цепь
шкале 3.
Согласно формуле, средняя разрывная нагрузка
л
Относительное отклонение разрывной нагрузки от паспорт-
ного значения определяют следующим образом:
си 100
По этому показателю судят о стабильности механических
характеристик КМ.
347
3.2. Определение свойств волокнистых наполнителей
Определение плотности наполнителя
Существует довольно много способов определения плотнос-
ти волокнистых наполнителей, например пикномегрический,
градиентной колонки и взвешиванием в жидкости с известной
плотностью. Последний способ наиболее прост. Его сущность
состоит в сравнении масс одинаковых обьмов материалов и
жидкости известной плотности. На воздухе взвешивают пустую
подвеску-корзину и ее же с образцом взвешивают в этиловом
спирте. Исследуемый образец в подвеске-корзине опускают в
стакан с этиловым спиртом так, чтобы образец не касался
стенок и дна стакана до полного его погружения.
Плотность образца волокон рассчитывают, используя фор-
мулу
- т}) рсп
в " (m2 - ffij) - (m3 - w4) ’
где wfj — масса подвески в воздухе, г; — масса образца с
подвеской-корзиной в воздухе, г; т3 — масса образца с под-
веской в спирте, г; zn4 — масса подвески-корзины в спирте, г:
рС|1 — плотность спирта, г/см3.
В итоге определяют среднее значение плотности по не-
скольким измерениям и относительную погрешность результа-
та.
Определение модуля упругости волокна
Модуль упругости можно определить косвенно по резуль-
татам испытания образцов нитей на растяжение, а также ди-
намическим метолом с помощью ультразвука. Определение
модуля упругости последним методом основано на измерении
скорости распространения ультразвук о пой продольной волны
в образце. Эти испытания проводят на установке типа УИМ-2.
Образец нити длиной 150...200 мм приклеивают к концам
концентраторов так, чтобы нить была слегка натянута. Время
прохождения импульса регистрируют по показаниям частото-
мера. Модуль упругости вычисляют по формуле
348
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
£ = 1,2 КГ2
Рн 1
где Е — модуль упругости, ГПа; I - длина нити, мм; 1Х - время
прохождения импульса в образце через датчик, мкс; - время
прохождения импульса через датчики, мкс;*рн — плотность
нити, г/см3.
5.3. Определение свойств матричных материалов
К числу основных характеристик связующего, подлежащих
контролю, обычно относят вязкость, реакционную способ-
ность, сухой остаток.
Определение вязкости связующего
Для измерения вязкости связующего используют шарико-
вый вискозиметр Хепплера (ВМ-З). Измерение вязкости свя-
зующего данным прибором основано на определении сопро-
тивления вращательному и скользящему движению шарика в
цилиндрической наклонной измерительной трубке, заполнен-
ной изучаемым связующим.
Значение вязкости д подсчитывают по среднему результату
измерений времени zep паления шарика, используя формулу
Л ^ср (Рщ Рсв) ’
где рш , рсг — плотность материала шарика и связующего со-
ответственно, г/см3; Л' — константа прибора, МПа см3/г.
Связующие, применяемые для приготовления препрегов на
основе стекло- и углепластиков, имеют, например, следующие
значения вязкости:
Связующее...................... УП-2217 УП-345 ЭДТ-10
Вязкость, МПа с................ 12 5,2-5,5 57
349
5.3. Определение свойств матричных материалов
Определение реакционной способности связующего
и сухого остатка
Этот показатель характеризует время перехода связующего
из жидкого состояния (стадия А) в гелеобразное (стадия В) при
определенной температуре, а также живучесть.
Продолжительность стадии В определяют, регистрируя мо-
мент потери текучести при нагревании навески связующего на
металлической пластине или момент, когда стеклянная палоч-
ка, перемещаемая как поршень в измерительной трубке со
связующим, нагретым до температуры 130 °C, начинает застре-
вать.
Живучесть -- показатель, характеризующий текучесть и
одновременно реакционную способность связующего при тем-
пературе 125 °C. Определяется длиной “дорожки” (в милли-
ме ipax), которую оставляет на наклонной пластине выдержан-
ная в сухой камере измерительного устройства при температуре
125 °C таблетка диаметром 12,5 мм, спресованная из смолы.
Для измерения сухого остатка навеску смолы (2...3 г) по-
мещают в фарфоровый или металлический тигель и выдержи-
вают в сушильном шкафу при температуре 150 °C до образо-
вания постоянной массы (30 мин), после этого тигель охлаж-
дают и взвешивают навеску.
Определение прочностных характеристик при растяжения
В процессе испытаний образцов отвержденного связующего
непосредственно измеряемыми параметрами являются силы
нагружения и перемещения (деформации).
Для исследования механических характеристик образцы
связующего подвергают испытаниям на одноосное растяжение
или сжатие, а также на кручение и двухосное растяжение
(тонкостенные образцы цилиндрической формы). В случае
одноосного растяжения (сжатия) большое значение приобре-
тает выбор формы образца и способа его закрепления, при
которых обеспечивается однородное пояс напряжений и де-
формаций.
Образцы имеют цилиндрический рабочий участок диамет-
ром d = 5 мм и длиной / = 50 мм с коническим переходом к
головке (рис. 5.4). В отличие от образцов, применяемых для
350
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
стандартных испытаний металлов, эти образцы закрепляют в
специальном зажимном приспособлении с разъемными втул-
ками, у которых конфигурация внутренней поверхности точно
соответствует форме переходного участка образца. Вплоть до
момента образования шейки (для тех материалов, у которых
она образуется) поле деформаций по всей длине рабочего участ-
ка остается равномерным, а после образования шейки возни-
кающая неоднородность деформации затухает на расстоянии
Рис, 5.4. Полимерный образец дня испытаний на растяжение
В силу технологических требований у полимерных образцов
длина рабочего участка несколько уменьшена (с 50 до 40 мм),
конический участок заменен круговой галтелью. Это обуслов-
лено более высокой чувствительностью полимеров к концент-
рации напряжений в местах резкого изменения формы (см.
рис. 5.4).
Определение деформативных характеристик
Наиболее важной и трудной проблемой при эксперимен-
тальном исследовании механических параметров полимеров
является измерение их деформаций.
Вследствие малой жесткости полимеров и их чувствитель-
ности к концентрации напряжений расположение каких-либо
измерительных приборов на самих образцах нежелательно. С
этой точки зрения идеальным является оптический метод, при
котором оптическим прибором измеряют расстояние между
метками на образце.
Смещение в пространстве двух меток, нанесенных в пре-
делах рабочего участка образца, можно измерять с помощью
351
5.4. Определение физических к структурных свойств КМ
двух независимых катетометров типа КМ 6. по разности пока-
заний которых определяют деформацию.
Наряду с описанным можно применять метод, связанный
с установкой измерительного прибора на образец. В этом слу-
чае определяют изменение расстояния между зажимами, в ко-
торых закреплены головки образца. Для измерения перемеще-
ний зажимов применяют индикаторную головку.
Однако наиболее точным (особенно для малых деформа-
ций ~ до 0,1...0,5 %) является метод прямого использования
датчиков сопротивления, наклеиваемых на образцы.
5.4. Определение физических и структурных
свойств композиционных материалов
Определение свойств препрега
Термин “препрег” используют для описания многообразия
композиций волокно — связующее, которые применяют как
промежуточные материалы при конструировании и изготовле-
нии изделий из волокнистых композитов.
Содержание волокна и связующего ~ наиболее важные
параметры препрега, оказывающие существенное влияние на
различные характеристики композиционных материалов и вза-
имодействие между его слоями.
Для определения качества и технологичности препрега в
процессе его изготовления осуществляют контроль следующих
параметров ( в процентах): содержание летучих веществ в пре-
преге; количество связующего в препреге. Анализ проводят на
образцах, которые взвешивают, сушат при температуре 160 °C
+ 5 °C, охлаждают и снова взвешивают.
Содержание летучих определяют, используя следующую
формулу:
т - лц
vMacc =----1 . 100 %
л т
где /л — исходная масса образца препрега; — масса образца
после сушки и охлаждения.
Содержание связующего в препреге вычисляют следующим
образом:
352
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
масс _ I-____________в
св fflj в
100% ,
где flij — масса образца после сушки, те — масса погонного
метра волокнистого наполнителя; В — ширина ленты волок-
нистого наполнителя.
Значение параметра тв можно определить взвешиванием
или взять из паспортных данных.
В случае контроля препрега, получаемого совмещением с
расплавом, определяют только относительное содержание
смолы.
Одной из важнейших характеристик препрега является ста-
бильность его технологичности при хранении. Срок хранения
зависит главным образом от связующего и может колебаться
от двух суток до года. Технологичность препрега в процессе
хранения характеризуется количеством летучих веществ и со-
держанием растворимой смолы, которая должна составлять
95...97 %.
Определение содержания растворимой смолы в ленточных
углеродных стеклянных препрегах основано на растворении
неотвержденных смол в органическом растворителе. Обычно в
качестве растворителя применяют слирто-ацетоновую смесь в
соотношении 1:1 по объему.
Процесс включает в себя две стадии: растворение раство-
римой части смолы; выжигание нерастворимой части при тем-
пературе 300...350 °C.
Существуют экспресс-методы определения жизнеспособ-
ности, т.е. сохранения технологичности препрега, например,
по липкости препрега. Этот метод основан на измерении силы
отдира металлической пластины от поверхности препрега.
Найдя для анализируемого препрега (т.е. препрега с извест-
ным типом наполнителя и связующего) зависимость силы от-
дира от количества летучих и содержания растворимой смолы,
можно быстро и достаточно точно определить его жизнеспо-
собность.
Основным параметром оценки препрега является толщина
его слоя, которая связана с объемным содержанием волокна и
массой единицы поверхности упрочняющего материала соот-
ношением
23-243
353
5.4. Определение физических и структурных свойств КМ
vR рв 1000 ’
И 1 и
где & — толщина слоя препрега, мм; тв — масса единицы
поверхности волокна, г/м2; vB — содержание волокна, % (об.);
рв — плотность волокна, г/см3.
Определение степени отверждения
Степень отверждения характеризует полноту, закончен-
ность процесса отверждения. Наиболее достоверным способом
определения степени отверждения является измерение массы
неотвержденной смолы тсМ, растворившейся в органическом
растворителе при экстрагировании в приборе Сокслета. В ка-
честве растворителя используют горячий ацетон. Результаты
обрабатывают, используя зависимость
тсм - 1
(тг - /к0> 1 000
100% ,
где - масса колбы с экстрагированной смолой после высу-
шивания; т0 — масса пустой колбы; /н2 — масса навески
испытуемого материала; — содержание смолы в испытуемом
материале, %.
Для ускорения анализа иногда используют экспресс-метод,
заключающийся в сопоставлении количества летучих продук-
тов, выделяющихся во время термообработки при конечной
температуре отверждения (например, 160 °C для отвержденного
фенолформальдегидного образца препрега).
На практике законченность процесса отверждения КМ часто
требуется определять в процессе отверждения конструкции. Из-
вестно несколько косвенных методов, позволяющих не только
непрерывно контролировать параметры процесса (давление, тем-
пература), но и корректировать их в целях оптимизации.
В большинстве случаев используют различные методы кон-
троля, основанные на физических явлениях и законах. Один
из них построен на измерении удельного объемного электри-
ческого сопротивления отверждаемой композиции.
354
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Определение плотности композита
Этот параметр определяют после окончания процесса от-
верждения. Плотность зависит от технологии изготовления и
методов ее измерения. Наиболее точно плотность можно оп-
ределить методом рентгено-структурного анализа.
При технологическом контроле плотность измеряют, как
правило, обмером и взвешиванием или методом гидростати-
ческого взвешивания в жидкости (дистиллированной воде),
аналогичным методу определения плотности армирующих во-
локон.
Плотность КМ вычисляют, используя следующую формулу:
m рж
Ркм “ т - (irtj - 0 ’
где т — масса образца на воздухе; рж - плотность жидкости;
лт] — масса образца с проволочкой в воде; q — масса прово-
лочки, на которой взвешивается образец в воде.
Следует отметить, что в этом случае относительную плот-
ность определяют с погрешностью, зависящей от пористости
материала. Плотность, определяемая обмером и взвешиванием,
будет отличаться от плотности, определяемой гидростатичес-
ким методом по той же причине.
Определение содержания связующего методом выжигания
Оптимизация содержания армирующего наполнителя в КМ
позволяет в первую очередь максимально реализовать его ме-
ханические характеристики. Во многих случаях определяющим
параметром является плотность материала, которая зависит,
главным образом, от содержания армирующего наполнителя.
Сущность метода выжигания заключается в определении
процентного содержания наполнителя методом выжигания свя-
зующего до постоянной массы образца.
Содержание связующего рассчитывают по формуле
Wi - m-i
у™* в . 100% ,
fft] -
23'
355
5.4. Определение физических и структурных свойств КМ
где и”асс - содержание волокна в КМ, % (масс.); - масса
образца с тиглем до выжигания; лг2 “ масса образца с тиглем
после выжигания; т$ — масса тигля.
Содержание волокна вычисляют, используя следующую
формулу:
vwacc
v06 = В------™ . 1(Ю%
Рв
где v™ ~ содержание волокна в КМ, % (об.); р^ - плотность
КМ; рв ~ плотность волокна.
Определение содержания связующего
термогравнметрнческим методом
Для измерения содержания связующего применяют дери-
ватограф. Анализ проводят на образцах КМ массой около 1 г,
состоящего из отвержденного связующего и армирующего на-
полнителя, которые загружают в тигли печи дериватографа.
Содержание связующего в КМ рассчитывают, используя сле-
дующую зависимость:
где Пв — потеря массы волокна, %; — потеря массы КМ, %;
Псв — потеря массы связующего, %.
Определение содержания связующего химическим методом
Метол основан на измерении деструкции связующего в
азотной кислоте 58...59% ной концентрации. Для проведения
анализа образцы материала раздавливают под прессом и, взве-
сив, нагревают в азотной кислоте.
Согласно формуле, содержание связующего
100% ,
356
5 МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
где «] — масса образца; т2 ~ масса остатка образца после
обработки азотной кислотой.
Расчетный способ определения пористости композита
Для вычисления пористости о соответствии с полученными
результатами по наполнению и плотности используют соотно-
шение
П =
1
0KM
( ..масс
в
JVI00
„масс
vcb
pCB100
Ркм-100%,
где — плотность КМ; v^cc — содержание наполнителя, %
(масс.); рв — плотность волокна; — содержание связую-
щего, % (масс.); рсв — плотность связующего.
Более высокую точность дает метод термоструктурного ана-
лиза, который проводят на шлифах, изготовленных из образцов
КМ. Анализ проводят с использованием металлографического
микроскопа, при этом для исследования берут несколько шли-
фов с разных участков.
5.5. Определение механических свойств композитов
Оценку механических свойств КМ проводят как разруша-
ющими методами на специально изготовленных образцах ма-
териала, так и неразрушающими методами в изделии.
Контроль механических характеристик КМ обычно связан
с определением стандартного набора параметров: прочность и
модуль Юнга при растяжении и сжатии (с, прочность и
модуль при сдвиге (т, б), коэффициент Пуассона (ц).
При выборе геометрии и технологии изготовления образцов
необходимо моделировать процесс изготовления предполагае-
мого изделия. Например, при оценке материалов^ выполненных
по технологии намотки, используют кольцевые или трубчатые
образцы. Кольцевые — для оценки свойств в направлении
ориентации армирующих наполнителей, трубчатые — для оп-
ределения характеристик сдвига в направлении, перпендику-
лярном направлению ориентации.
357
5.2. Определение свойств волокнисты* наполнителей
Испытания плоских образцов на растяжение
Наиболее распространенным и хорошо изученным видом
механических испытаний КМ является одноосное растяжение.
Полученные при этом характеристики служат для оценки не-
сущей способности материала, так как почти все критерии
прочности включают прочность при одноосном растяжении.
При этих испытаниях определяют прочность oj, модуль
упругости £*, коэффициенты Пуассона (здесь х -
продольная ось образца, у — ось, направленная по ширине
образца; г - ось, перпендикулярная плоскости образца).
Перечисленные характеристики рассчитывают, используя
следующие формулы:
где - разрушающая нагрузка; F — площадь поперечного
сечения рабочей части образца; , е* , е| - относительные
деформации мерных баз по соответствующим осям при увели-
чении нагрузки на Д£).
Форма образца для испытаний, на растяжение должна со-
ответствовать следующим требованиям: в рабочей зоне образца,
где производят измерения деформаций и напряжений, должно
быть однородное напряженное состояние; разрушение образца
должно произойти в расчетном сечении.
На практике используют образцы в виде двухсторонних
лопаток с переменным по длине поперечным сечением, пря-
моугольных параллелепипедов (полосок), трехслойных балок
(рис. 5.5).
358
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Образцы простой формы в
виде полосок вполне пригодны
для определения кратковре-
менной статистической проч-
ности, модуля упругости и ко-
эффициента Пуассона. Недо-
статок образцов этого типа —
трудность надежного крепле-
ния в захватах испытательной
машины.
Трехслойные бачки ис-
пользуют для определения уп-
ругих постоянных нагружени-
ем балки по четырехточечной
схеме.
Чтобы предотвратить по-
вреждение поверхности конце-
вых участков образца в захва-
тах, часто растягивающую на-
грузку' прикладывают к образ-
цу через приклеенные к нему
накладки. При этом модуль
упругости материала накладок
должен быть меньше, а отно-
сительное удлинение при раз-
рыве больше соответствующих
Рис. 5,5. Образцы для испытаний на
растяжение:
а - лопатка; 6 - полоска с накладка-
ми; е — трехслойная балка; 1 - ниж-
няя обшивка; 2 - сотовый заполни-
тель; 3 — верхняя обшивка
характеристик испытуемого материала образца.
Толщину накладки рассчитывают, используя формулу
^накл (1.5 - 4)Л,
где Л — толщина образна.
Угол наклона переходного участка к плоскости образца
составляет 30...35°.
Рекомендации по видам образцов, их форме, размерам для
испытаний на растяжение приведены в ГОСТ 256-01—80.
Американским стандартом ASTMD 3039—76 рекомендованы
дня испытаний образцов на растяжение размеры, приведенные
в табл. 5.1
359
5,5. Определение механических свойств композитов
Римеры образца
Таблица 5 1
Характеристика образца Размер образна, мм, при схеме армирования
1:0 0:1 1:1
Длина рабочей части Расстояние между накладками Длина накладки (каждой), не менее Обшая длина образца, не менее Ширина В Толщина Л 127 152 38 228 13 0,5-2,5 38 89 38 165 25 0,5-2,5 J27 178 38 254 25 .. .°Л2,5
Испытания плоских образцов на сжатие
При испытаниях образца на сжатие результаты в значитель-
ной степени зависят от его формы и размеров. Если при
изготовлении образцов не выдержана геометрическая форма,
происходит внецентровое сжатие и снижается разрушающая
нагрузка.
При проведении испытаний на сжатие образцов в виде
полосок и лопаток различают три способа нагружения
(рис. 5.6): 1) нагружение по торцам образца; 2) нагружение по
боковым граням образца; 3) одновременное нагружение по
торцам и боковым граням.
Нагружение по торцам обеспечивают через плоские опор-
ные поверхности. Тангенс угла отклонения действия нагрузки
от продольной оси образца не должен превышать 0,001. Как
Рве. 5.6. Способы нагружения
©бразда при сжатии
правило, названное требование
обеспечить не удается. Это при-
водит к снижению значений раз-
рушающей нагрузки. Нагруже-
ние по основным граням осу-
ществляют специальными при-
способлениями в конусных за-
жимах.
Наиболее совершенный спо-
соб — комбинированный, когда
нагружают одновременно торце-
вые и боковые поверхности об-
360
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
разца. Такой способ обеспечивает наиболее высокие и стабиль-
ные результаты.
Следует отметить, что при проведении испытаний на сжатие
тонкостенных образцов необходимо предотвратить потерю их
устойчивости. Для этого используют различные приспособле-
ния, касающиеся поверхностей образна и предотвращающие
их выпячивание, но нс препятствующие деформации в плос-
кости.
Испытание плоских образцов на сдвиг
Одним из недостатков армированных пластиков является
их низкая сдвиговая прочность и жесткость. Правильное оп-
ределение сдвиговых характеристик имеет важное значение, так
как именно разрушение от сдвига во многом ограничивает
несущую способность конструкций из современных компози-
тов.
Следует отметить, что обеспечить в образцах состояние
чистого сдвига практически невозможно* В зависимости от
направления внешних сдвиговых нагрузок к осям армирования
различают две разновидности сдвига: сдвиг в плоскости уклад-
ки арматуры и межслойный сдвиг.
Сдвиговые характеристики в плоскости укладки арматуры
оценивают методами перекашивания полосы и кручения квад-
ратной пластины (рис. 5.7).
Рис, 5.7, Схемы испыта-
ний на сдвиг:
а - перекашиванием по-
лосы, б — кручением
квэдратной пластины
361
5.5. Определение механических свойств композитов
Характеристики межслойного сдвига определяют методами
растяжения или сжатия образцов с надрезами (рис. 5.8) и
трехточечного изгиба (рис. 5.9). При трехточечном изгибе сдви-
говую прочность вычисляют следующим образом:
ЗР
тхг д/г’
где Р - разрушающая нагрузка; F — площадь поперечного
сечения.
Рис. 5.8, Образцы для определения проч несли при межслоевом сдвиге
Рис. 5.9. Схема испытании образца на меже лее вой
сдвиг тректйчечны м изгибом короткого стержня
Испытания кольцевых образцов на растяжение и сжатие
В последние годы широко распространены методы испы-
таний композиционных материалов на образцах, имеющих
форму кольца. Эти методы отличает сравнительная простота.
362
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
достаточно высокая воспроизводимость и надежность получа-
емых результатов.
Растяжение кольцевых образцов можно осуществлять жест-
кими полудисками, эластичным кольцом, гидростатическим
давлением (рис. 5.10).
Ряс. 5.10. Схемы нагружения кольцевых образцов
при испытаниях на растяжение:
а - жесткими пал уд исками; б — эластичным коль-
цом, в — гидростатическим давлением
Метод растяжения полудисками используют для определе-
ния прочности и модуля упругости в окружном направлении
и прочности при сдвиге. ГОСТ 25603-82 предусматривает ис-
пытания колец с внутренним диаметром 150,1 ±0,1 мм, толщи-
ной 2 ±0,1 мм, шириной для однонаправленных материалов
8 ±0,1 мм.
При определении прочности образец с заданной скоростью
нагружают до разрушения, фиксируют разрушающую нагрузку
и определяют разрушающее напряжение:
8
р 2Bh мэг 1
где Рр — разрушающая нагрузка; В — ширина кольцевого об-
разца; h — толщина кольцевого образца; Аизг — коэффициент,
учитывающий влияние изгибающих напряжений при растяже-
нии.
Прочность кольцевого образца, определяемая в зависимос-
ти от толщины образца и типа применяемого КМ, несколько
занижена, так как при растяжении около разъемов полудисков
образуется зазор, и на этом участке образец изгибается, что
363
5.5. Определение механических свойств композитов
приводит к его пре аде временному разрушению. С целью по-
лучения достоверных значений прочности вводят коэффициент
/сизг - 1,01...!,05, зависящий от относительной толщины образ-
ца.
Модуль упругости при испытании кольцевых образцов рас-
считывают, используя следующую формулу:
1 ’ 2Bh 2ДСГ
где D — средний диаметр образца; Д(/ — изменение расстояния
между полудисками при увеличении нагрузки на дР.
Кроме того, модуль упругости можно определить через от-
носительную деформацию образца, измеренную непосредст-
венно в процессе испытания:
р. Р 1
1 2Bh Е’
где Р — приложенная нагрузка; е — относительная деформация.
Относительную деформацию в этом случае определяют с
помощью тензодатчиков, наклеенных на поверхность образца.
Чтобы исключить влияние эффектов, связанных с изгибом
кольца в месте разъема жестких полудисков, используют мето-
ды создания равномерного давления на кольцевой образец. К
ним, например, относятся методы нагружения эластичным
кольцом, когда давление на образец создается сжатием рези-
нового кольца в замкнутом пространстве, или гидростатически,
когда давление создается упругим вкладышем — подушкой, в
которую подается давление. Недостатки этих методов: необхо-
димость специального оборудования и тщательной обработки
внутренней поверхности испытуемого образца.
Сжатие кольцевых образцов осуществляют наружным дав-
лением, которое создают жесткими полудисками, эластичным
кольцом, гидростатическим давлением, металлической лентой
(рис. 5.11).
При испытаниях кольцевых образцов на сжатие прочность
и модуль упругости подсчитывают в соответствии с формулами,
используемыми при обработке результатов испытаний кольце-
вого образца на растяжение.
364
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Рис. 5.11. Схема нагружения кольцевых образцов при испытаниях на сжатие:
а — жесткими полудисками; б — эластичным кольцом; р — гидростатическим
давлением; г — металлической лентой
Испытания трубчатых образцов внутренним давлением
При испытаниях трубчатых образцов определяют механи-
ческие характеристики намоточного материала с различными
способами укладки арматуры. По сравнению с ранее рассмот-
ренными образцами простой формы трубчатые образцы дают
возможность с большей степенью приближения оценить харак-
теристики КМ при различных видах нацзужения. Трубчатые
образцы могут быть нагружены внутренним давлением, осевым
растяжением и сжатием, кручен нем.
При испытаниях трубчатых моделей внутренним давлением
могут быть определены модуль упругости в кольцевом направ-
лении коэффициент Пуассона р, предел прочности ст2 и
предельная деформация е2, а также характер изменения этих
параметров в процессе нагружения.
Сущность методики состоит в измерении внутреннего дав-
ления и деформаций в кольцевом (е2) и осевом (q) направле-
ниях. По измеренным значениям определяют перечисленные
выше упругие характеристики и строят диаграммы деформиро-
вания. Трубчатый образец для испытаний на внутреннее дав-
365
5.5. Определение механических свойств композитов
ление представлен на рис. 5.12. Рекомендуемую форму и размер
образца выбирают из условия создания в расчетной части одно-
родного напряженно-деформированного состояния. Соотно-
шение определяющих размеров должно быть l/t! < 3, где I —
длина рабочей части; d — внутренний диаметр.
Рис. 5.12. Трубчатый образец для
испытаний на внутреннее давление
Возможность механической
обработки образца в рабочей
части обусловлена типом мате-
риала, его структурой, свойст-
вами композитов и др. Для не-
которых типов материалов ме-
ханическая обработка может
привести к перерезанию на-
полнителя, что влияет на до-
стоверность определяющих ха-
рактеристик. Гсометрические
параметры измеряют в центре
рабочей части не менее чем в
пяти точках, равномерно рас-
положенных на окружности.
Для измерения деформаций в
центральном сечении образца
на диаметрально противопо-
ложных участках наклеивают
тензорезисторы в осевом и
кольцевом иаправл е н иях.
Выбор типа тензорезисторов определяется уровнем измеряемых
деформаций- Наклейку', подготовку поверхности, выбор типа
тензорезисторов, режимов термообработки и сушки осущест-
вляют в соответствии с требованиями ОСТ 92-4236—77 “Тен-
зорсзисторы. Технические требования к установке на поверх-
ности изделий”. Данный стандарт распространяется на прово-
лочные и фольговые тензорезисторы. В частности, перед на-
клейкой тензорезисторов необходимо, согласно рабочим чер-
тежам, разметить места их установки. Размер зоны под тензо-
резистор должен на 5...30 мм превышать габаритные размеры
тензорезистора. При этом на поверхности под тензорезистором
разметочные линии не проводят. Поверхность изделия, изго-
товленного из КМ, необходимо очистить от шпатлевки, краски.
366
5 МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
остатков технологических пленок. Затем осторожно счистить
слой связующего с помощью лезвия или скальпеля, не за-
трагивая армирующих волокон. Если слой связующего тон-
кий, его необходимо зачистить шкуркой зернистостью
4... 10 мкм до снятия глянца. Если па месте установки тен-
зорезисторов имеются отдельные глубокие поры, их необхо-
димо заполнить связующим, используемым при изготовлении
данного КМ, и после его отверждения повторно зачистить
поверхность. Зачищенную поверхность следует протереть
тампоном, смоченным в одном из растворителей: ацетоне
(ГОСТ 2603-71), хладоне (ТУ6-02-601 -75), бензине (ГОСТ 443-76).
Тампон нужно менять до тех пор, пока он не станет чистым.
Время между окончанием процесса зачистки поверхности и
обезжириванием не должно превышать 72 ч. Непосредственно
перед наклейкой тензорезисторов поверхность изделия, подготов-
ленную под установку датчиков, следует протереть тампоном,
смоченным спиртом — ректификатором (ГОСТ 18300-72) и про-
сушить 2... 10 мин. Время между окончанием обезжиривания и
началом наклейки тснзорезисторов, нанесением первого клее-
вого слоя не должно превышать 2 ч.
Тензорезисторы, изготовленные на бумажной, пленочной
основе, подкладке из стеклоткани, наклеивают клеем или
лаком на поверхность образца (табл. 5,2).
Перечень клеев
Таблица 5.2
Тип резистора Клей, рекомен^емый для испытаний Рабочая темперагтурт тврморезистора, наклеенного рекомендуемым клеем, К
JIX-352 Целлулоидный 77-ЗВ
к Целлулоидный Циакрин ЭО БФ-2 (БФ-2Н) 77 - 303 203 - 323 4-323
КБ БФ-4 (БФ-4Н) Эпоксидный ЭД-16 4 - 323 223 - 323
После наклейки необходимо убедиться в отсутствии рас-
слоений и вздутий в клеевом слое, затем проконтролировать
отсутствие смещений и отклонений направления осей тензо-
367
5.5. Определение механических свойств композитов
резистора относительно осей разметки на изделии. Они не
должны превышать соответственно ±1 мм и ±2“ Также необ-
ходимо проверить, целостна ли электрическая цепь и нет ли
короткого замыкания. Если обнаружены дефекты, необходимо
удалить тензорезистор и на его место установить новый.
При проведении испытаний в условиях повышенной влаж-
ности необходимо на тензорезистор нанести влагозащитное
покрытие (например, консистентную смазку, воскоканифоль-
тгую замазку, клей БФ-2, эпоксидный компаунд ЭД-20 и др.).
Испытание трубчатых образцов внутренним давлением про-
водят с использованием гидростанции с регулируемой произ-
водительностью расхода рабочей жидкости (масло, вода) и спе-
циального устройства, одна из разновидностей которого пред-
ставлена на рис. 5.13. В приспособление входит сердечник 3 с
коническими законцовками, зафиксированный гайкой 2 На
Рис. 5.13. Приспособление для испы-
тания трубчатых образцов внутрен-
ним давлением:
/ — штуцер; 2 — гайка; J— сердечник,
4 — заглушка; 5 - резиновая манжета,
б — резиновая камера; 7 - образец;
прокладка
законцовки натягивают элас-
тичную резиновую камеру 6 в
виде трубки. Кроме того, при-
способление включает в себя
две заглушки 4 с резиновыми
манжетами 5. С помощью гаек
концы резиновой камеры плот-
но зажимают между конически-
ми поверхностями сердечника и
заглушек. Во внутреннюю по-
лость изделия 7 предварительно
устанавливают прокладку 8.
При подаче через штутцер / пол
давлением рабочей жидкости в
полость резиновой камеры она
растягивается и передает на-
грузку на испытуемый образец.
При этом осевая составляющая
от внутреннего давления пол-
ностью воспринимается сердеч-
ником и в испытуемом образце
реализуется одноосное растяжение — кольцевые напряжения о2
Схема испытаний и подсоединение тензорсзисторов на об-
разце показаны на рис. 5.14. Тензорезисторы подключают к
368
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
V
A yCufii/meJTK!
Рис. 5.14. Схема наклейки и присоединения гкнюрезнсторов к аппаратуре:
— сопротивление теп зоре зи сторон в продольном и поперечном направ-
лениях соответственно
усиливающей и регистрирующей аппаратуре, и затем нагружа-
ют образец до разрушения.
После испытания устанавливают характер и место разруше-
ния образца. По результатам испытания определяют следующие
характеристики: зависимость кольцевой деформации от осевой
с2 = /(ct); предельную деформацию ь2; предельное напряжение
q-j, упругие константы £2. 1*21 ’ и СТР°ЯТ диаграмму растяжения
<^=/<e3}-
Обработку результатов испытаний проводят в такой после-
довательности.
1. Определяют прочность при растяжении в кольцевом на-
правлении в соответствии с формулой Ляме
г2
лтах ____2_
2 ' Уразр 2 г2
1 1 “г2
+• —*>
гъ
24-243
369
5.5. Определение механических свойств композитов
где — внутреннее давление при разрушении образца; г-± “
внутренний радиус образца; q — наружный радиус образца
(q — q + б, где 5 — толщина стенки образца).
2. Деформации (в процентах). измеренные тензорезистора-
ми, определяют следующим образом:
е = к Л ,
, А Я - 100
где к = ——— — цена деления регистрирующего прибора,
Л О fl
%/мм (здесь Л Я- приращение сопротивления активного плеча
моста; 7? — сопротивление тензорезистора; 5=2- тенэочув-
стйителъность тензорезистора; и — показания регистрирующего
прибора при разбалансе на 1 Ом); А — текущее значение
показания прибора.
3. Модуль упругости* согласно закону Гука, определяют в
виде
А Сэ
Е2 =-----
2 Ле2
4. Коэффициент Пуассона находят как абсолютное значе-
ние отношения приращения осевой деформации к соответст-
вующему приращению кольцевой деформации в упругой об-
ласти на диаграмме растяжения:
=/(ез) ;
A Ej
1121
Испытания трубчатых моделей на растяжение и сжатие
При проведении испытаний на растяжение (сжатие) опре-
деляют осевой модуль упругости, коэффициент Пуассона р12>
предельные прочностные характеристики nf, of, предельные
деформационные характеристики £j , q, и строят диаграммы
370
5- МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
растяжения oj =/(с|) и сжатия Cj = а также = /(>2) и
q = — изменения коэффициента Пуассона на всем участке
деформирования.
Сущность методики состоит я испытаниях трубчатых образцов
осевыми растягивающими и сжимающими силами, измерении
нагрузок и деформаций в рабочей части в продольном и попере-
чном сечениях. По измеренным параметрам определяют пере-
численные выше характеристики и строят диаграммы деформи-
рования. Испытания проводят на образцах, аналогичных пока-
занному на рис. 5.12. Существенное отличие состоит в том, что
незначительно увеличивается длина рабочей части (здесь должно
выполняться условие 3 £ /Д/ > 2). Длину рабочей части на пред-
ставленном образце целесообразно увеличить до 200 мм.
Для измерения деформаций в центральном сечении образца
в осевом и окружном направлениях наклеивают тензодатчики
в соответствии со схемой, приведенной на рис. 5.14.
Испытания на растяжение рекомендуется проводить в при-
способлении, показанном на рис. 5.15 Образец зажимают кли-
новым зажимом, состоящим из тяги 3, четырехгранной усечен-
ной пирамиды 1 и четырех фасонных плашек 2 с нарезкой,
плоскости которых контакти-
руют с гранями пирамиды, а
цилиндрические поверхнос-
ти — с внутренней поверхнос-
тью испытываемого образца.
Тяга имеет резьбу и распорную
гайкуг 5, с помощью которой
через шайбу 4 осуществляют
(при установке захвата в плос-
кость трубчатого образца) пред-
варительный зажим образна.
Чтобы обеспечить соосное
нагружение образца при испы-
Рис. 5.15. Захват для испытаний труб-
чатых образцов на растяжение;
1 - пирамида; 2 -* фасонная плашка:
3 — тяга; 4 — шайба; 5 — распорная
гайка, 6 — образец
таниях на растяжение и сжа-
тие,тяги захвата присоединяют
к траверсам испытательной ма-
шины через шарнирный пере-
ходник (рис. 5.16).
24
371
5-5. Определение механических свойств композитов
Рнс. 5.16. Шарнирный
подвес:
/ переходник; 2 — лальиы,
3 - втулка; 4 — тяга
Для проведения испытаний при-
меняют машины, создающие необ-
ходимый уровень нагрузок, обеспе-
чивающие скорость перемещения
активного захвата до 10 мм/мин и
погрешность измерения нагрузок не
более 1%. Этим требованиям удов-
летворяют испытательные машины
фирм “Инстрон” (Англия), "Хек-
керт" (Германия).
После установки образца в за-
хваты тензорезисторы подключают
к измерительным приборам. После
тарировки по каналам нагрузки и
деформаций плавно нагружают об-
разец до разрушения, регистрируя
показания тензорезисторов. После
испытаний определяют характер и
место разрушения образца.
По результатам испытаний рас-
считывают: предельные деформации е| , ef; предельные напря-
жения <у{ , Ор упругие константы Ef, и строят диаграммы
растяжения — сжатия о] oj =jr(^1), а также зависи-
мости осевой деформации от поперечной eJ-/^),
е[ = /(е2), характеризующие изменение коэффициента Пу-
ассона на всем участке деформирования.
Прочность при растяжении — сжатии рассчитывают по
формуле
где Р — разрушающая нагрузка; F = п
шддь поперечного сечения (здесь d
образца; & — толщина стенки).
2
I
I к
(d к
к, v, □
— внутренний диаметр
— пло-
372
5 МЕТОЛы ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Деформации, измеренные с помощью тензорезисторов, рас-
считывают по известной формуле. Модуль упругости в соот-
ветствии с законом Гука вычисляют как соотношение при-
ращения напряжения к соответствующему приращению де-
формации в упругой области диаграммы растяжения — сжа-
тия:
Коэффициент Пуассона определяют как абсолютное значе-
ние приращения деформации к соответствующему прираще-
нию продольной деформации в упругой области диаграммы
растяжения—сжатия:
д Ej
Испытания трубчатых модельных образцов па кручение
Сущность методики состоит в испытании при кручении
трубчатых образцов и определении при этом: крутящего
момента Мкр с последующим вычислением сдвиговых на-
пряжений г; сдвиговых деформаций у; модуля сдвига G по
измеренным т и у в упругой области на диаграмме нагру-
жения.
Для испытаний исполЕауют образцы, аналогичные показан-
ному на рис. 5.12. Необходимо только выдержать соотношение
определяющих размеров l/d ь 3, где 1 — длина рабочей части;
d — внутренний диаметр.
Для измерения сдвиговых деформаций на образец наклеи-
вают тензорезисторы в соответствии со схемой, приведенной
на рис. 5.17. Испытания на кручение рекомендуется проводить
с помощью специальных захватов, схема которых представлена
на рис. 5.18 Захват содержит вставку 2 с цилиндрической
закониовкой и хвостовиком с лысками, бандаж 4 с разрезами
и стягивающими болтами б, винты З3 цилиндрический штифт
и фланец 7. Бандаж устанавливают на упрочняющую часть
образца 5 с предварительной затяжкой, затем в полость образца
373
5.5. Определение механических свойств композитов
Рис. 5.17. Схема наклейки и подсоединения тензорезисторов
Phc. 5,18, Схема устройства дли ис-
пытания трубчатых образно» на кру-
чение:
1 — фланец; 2 - вставка, 3 - винты;
4 — разрезной бандаж; 5 — образец;
б — стягивающие болты
*
t
374
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
вводят вставку с цилиндрической частью. Вставки и бандаж
соединяют винтами и осуществляют его окончательную затяж-
ку. В аналогичной последовательности проводят сборку и ус-
тановку второго захвата. Посредством хвостовика вставки
и фланца захваты с образцом крепят на испытательной
машине.
Для проведения испытаний применяют машины, позво-
ляющие создать необходимый крутящий момент и скорость
захвата. Погрешность измерений не должна превышать 5 %.
После установки образца тензорезисторы подключают к
измерительным приборам. Осуществляют тарировку по кана-
лам нагрузки и деформаций и затем плавно нагружают образец
до момента разрушения, регистрируя показания приборов. Оп-
ределяют характер и место разрушения.
Сдвиговые напряжения рассчитывают в соответствии с фор-
мулой
т (О 4 — J 4)
где Мкр “ крутящий момент; Ир = ТбД—" * 6
полярный момент сопротивления.
Сдвиговые деформации рассчитывают по формуле
Y ’ I е1 | + | с2 |,
где Е[ , с2 — относительные деформации, измеренные под углом
+45° к продольной оси.
Модуль сдвига, согласно закону Гука, определяют по фор-
муле
У
причем значения т и у берут на упругом участке диаграммы
деформирования.
Все экспериментальные данные, полученные в результате
различных видов испытаний образцов, могут быть положены
в основу расчетов конструкций из КМ.
375
5.6. Контроль герметичности изделий из КМ
5.6. Контроль герметичности изделий
из композиционных материалов
При изготовлении конструкций из КМ, работающих иод
давлением, для определения их герметичности в настоящее
время разработаны и широко применяют различные методы
контроля: гидравлические, пневматические, химические, мас-
соспектрометрические, галоидные, радиационные и др. Каж-
дый из этих методов имеет свои разновидности.
Большое разнообразие методов объясняется различной их
чувствительностью к обнаружению течей, производительнос-
тью, возможностью выявления суммарных и локальных утечек,
стоимостью, безопасностью.
Наиболее важная характеристика — чувствительность мето-
да — определяется значением надежно регистрируемого мини-
мального потока газа или жидкости. Чувствительность метода
должна соответствовать степени герметичности контролируе-
мой конструкции. В технических условиях на изготовление
изделий, подлежащих контролю герметичности, метод контро-
ля и его чувствительность указываются совместно с требуемой
степенью герметичности. Если такое указание отсутствует, то
необходимо выбирать метод контроля, чувствительность кото-
рого в 2~3 раза превышает заданную степень герметичности.
В системе СИ чувствительность (течь) измеряют в еди-
ницах потока воздуха (мм2' МПа/с). Соотношение между
этой величиной и единицей, применяемой ранее, следующее:
1}3340-1мм3‘МПа/с = 1 л-мкм/с.
Как правило, перед проведением испытаний на герметич-
ность контролируемые объекты подвергают гидравлическому
испытанию на прочность (опрессовке). Обычно давление при
испытании в 1,5...2 раза превышает рабочее давление. Боль-
шинство из указанных выше методов с успехом применяют и
для контроля герметичности сосудов давления из КМ, полу-
ченных намоткой. Гидравлический метод контроля герметич-
ности может быть осуществлен тремя способами — гидравли-
ческим давлением, наливом и поливом воды.
Иногда контроль герметичности совмещают с испытаниями
изделий на прочность. Степень герметичности и места течи
этим способом определяют по падению давления жидкости,
376
5 МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
регистрируемому манометром, и по появлению на наружной
поверхности капель и струек жидкости, а также отдельных
отпотевших участков.
При таком способе контроля герметичности могут быть
выявлены дефекты с эффективным диаметром около I 10 3 мм.
В качестве контрольной жидкости можно применять воду, воду
с хромпиком, масла, растворы с радиоактивными добавками и
другие жидкости.
В качестве индикатора чаще всего применяют фильтроваль-
ную или индикаторную бумагу' в зависимости от типа контроль-
ной жидкости
При испытании поливом изделие размещают в потоке па-
дающих капель жидкости. Признаком герметичности в этом
случае является отсутствие видимой влаги на поверхности внут-
ренней полости.
Одним из наиболее распространенных методов контр ом
герметичности являются пневматические испытания, позво-
ляющие определять как суммарную, так и локальную негерме -
тичность. В зависимости от способа индикации течей пневма-
тические испытания подразделяют на манометрические, пу-
зырьковые и химические. Манометрический метод контроля
бывает двух видов; способ спада давления и способ дифферен-
циального манометра.
Первый способ применяют при контроле суммарной сте-
пени герметичности. В этом случае в объект под давлением
нагнетают воздух или воздушно-гелиевую смесь, затем под этим
давлением выдерживают его в течение определенного времени,
указанного в технических условиях на испытания.
Степень суммарной негерметичности контролируют мано-
метрами высокого класса точности по падению давления п
изделии за время выдержки. Этот способ рекомендуется при
испытаниях сосудов небольшого объема. Чувствительность
этого метода составляет примерно (1— 7) 10’3 мм3-МПа/с. При
этом температура в процессе испытаний не должна изменяться
более чем на ± (12) tJC.
Способ индикации течей с помощью дифференциального
манометра, применяемый чаще всего для обнаружения микро-
течей в сварных швах, является наиболее сложным, но и наи-
более чувствительным. Этим методом с применением специ-
377
5.6. Контроль герметичности изделий из КМ
альных магнетронных манометров удается обнаруживать течи
до 10-а мм3-МПа/с.
Пузырьковый метод контроля герметичности основан на
регистрации утечек в испытуемых емкостях по появлению пу-
зырьков газа. Различают три разновидности пузырькового ме-
тода: методы обмыливания, “аквариума” и вакуумирования.
При использовании метода обмыливания внутрь изде-
лия подают газ под давлением, составляющим 1—1,2 от
рабочего. После выдержки в течение 3...5 мин на контро-
лируемую поверхность наносят мыльную эмульсию. Места
течи выявляют но появляющимся мыльным пузырькам.
Данным методом можно обнаружить течи с эффективным
диаметром до 110-3 мм.
Для повышения чувствительности метода вместо мыльной
эмульсии применяют специальные деформирующиеся составы
на основе вязких латексов и дисперсных пенообразующих ве-
ществ. Места течи в этом случае определяют по вздутиям,
пенным пятнам или кратерам.
Использование деформирующих и дисперсных масс по-
зволяет повысить чувствительность метода обмыливания до
7-10-4 мм3-МПа/с.
Контроль герметичности методом “аквариума” заключается
в подаче на контролируемый объект воздуха или азота под
избыточным давлением с последующим погружением его в воду
или спирт. Утечки определяют по пузырькам газа в жидкости.
Значение избыточного давления в контролируемом объекте
составляет 0,2—0,3 от испытательного давления. Затем давление
в сосуде повышают до значения испытательного давления,
указанного в технической документации и выдерживают в те-
чение определенного времени.
Объект считается герметичным, если в процессе выдержки
в жидкости не будут замечены выделяющиеся из него пузырьки
воздуха. Чувствительность данного способа при использовании
воды составляет 10-3 мм3-МПа/с, а при погружении изделия
в спирт, отличающийся меньшим поверхностным натяжени-
ем, повышается до 5-10-4 мм3’МПа/с.
Метод “аквариума” рекомендуется применять для сосудов
давления вместимостью не более 150 дм3 и не имеющих на
своей поверхности видимых впадин.
378
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Химический метод контроля, называемый также методом
остаточных устойчивых следов, основан на изменении окраски
в специальном индикаторном веществе, происходящем в ре-
зультате его химической реакции с аммиаком (NH3). Приме-
няемое в данном случае индикаторное вещество имеет следую-
щий состав:
глицерин — 10 %; агар вымороженный — 1 %; спирт эти-
ловый — 1 %; индикатор креозоловый красный водораствори-
мый — 0,0075 %; спирторастворимый индикатор — 0,0075 %;
дистиллированная вода — остальное.
Данный состав приготавливают в специальных смесителях
и хранят в термосах при температуре 333.,,353 К.
Контроль герметичности изделия в соответствии с данным
способом осуществляют следующим образом:
1) на контролируемую поверхность изделия распылителем
наносят индикаторную массу, либо накладывают пропитанные
этой массой светлую ткань или фильтровальную бумагу' (по-
верхность должна быть сухой, химически чистой и нейтраль-
ной);
2) внутрь сосуда под избыточным давлением 0,1.. .0,15 МПа
(но не более рабочего) подают смесь воздуха с аммиаком
(объемная доля последнего равна 0,5... 1 %);
3) выдерживают изделие при этих условиях в тече-
ние 10.., 15 мин;
4) сбрасывают давление и осуществляют визуальный осмотр
изделия, фиксируя места течей (объект считается герметичным,
если на поверхности, покрытой индикаторной массой, не об-
наружено пятен малинового цвета);
5) продувают внутреннюю полость изделия сжатым возду-
хом;
6) отмывают изделие от индикаторной массы салфеткой,
смоченной в теплой воде.
Чувствительность химического метода контроля составляет
примерно 6,6 10 5 мм3 МПа/с. В последнее время для контроля
герметичности наиболее широко применяют специальные уст-
ройства — те че искатели.
Метод, основанный на использовании этих устройств, на-
зывают массоспектрометрическим и галоидным. Сущность того
и другого методов заключается в регистрации тем или иным
379
5-6. Контроль герметичности наделим из КМ
течеиска гелем молекул газа, проникающих через неплотности
в стенках сосуда давления.
При массоспектрометрическом методе контроля применя-
ют геливые течеискатели типа ПТИ-7А, ПТИ-9, ПТИ-10. В
качестве контрольного газа в этом случае используют чаще
всего гелий или его смесь с воздухом, так как, во-первых, его
атом имеет по сравнению с другими газами наименьший диа-
метр (около 1,9-10 10 м), а, во-вторых, его концентрация в
окружающей атмосфере чрезвычайно мала (5-10“4 %).
Галоидный метод основан на использовании галогенных
течеискателей типа ГТИ-ЗА, ГТИ-6 и испытательного газа
(фреона, четыреххлористого углерода и других галоидов).
Различают три способа контроля герметичности течеиска-
телями: тупом, накоплением при атмосферном давлении и
вакуумированием.
При первом способе внутрь контролируемого объекта под
избыточным давлением подают гелий или воздушно-гелиевую
смесь (для галогенных течеискателей используют галоиды), а
затем в течение 10 ...30 мин производят выдержку, после кото-
рой щуп течеискателя со скоростью не более 5 мм/с переме-
щают по наружной поверхности объекта, причем начинают с
нижних участков, постепенно переходя к верхним (рис. 5.19).
Рис. 5,19, Схема установки для контроля герметичности с помощью щупа;
I — тече искатель: 2 - выносной пульт управления; 3 лам г а термопарная;
4. ?/ - вентили; 5 - вакуумный tincoc; 6 - испытуемый объект; ?- шланг; Л’ —
щуп; 9 — манометр лтя замера давления смеси газов; 10 — манометр для замера
давления
Для работы с гелиевыми тсчсискателями в оптимальных
режимах (испытательное давление, концентрация гелия в кинт-
380
5 МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
рольном газе, скорость контроля и т.п.) в соответствии с ме-
тодом щупа характерна чувствительность 1СГ5 мм”-МПа/с.
Галогенные течеискатели при работе этим методом обеспе-
чивают чувствительность порядка 1СГ’2...1О~3 мм^МПа/с.
Контроль герметичности сосудов, согласно способу накоп-
ления при атмосферном давлении, осуществляют следующим
образом.
Контролируемое изделие помещают в герметичный кожух,
снабженный специальными отверстиями диаметром 1,..1,5 мм
(для ввода полого тонкого наконечника — иглы Льюера), со-
единенный со щупом гелиевого течеискатели. Вначале иглой
Льюера измеряют фон гелия в пространстве между кожухом и
изделием, затем испытуемый объект заполняют контрольным
газом до испытательного давления. После опрсделенной вы-
держки снова измеряют концентрацию гелия в том же про-
странстве. Степень герметичности изделия, суммарное натека-
ние оценивают по изменению значения концентрации гелия.
Кожух, окружающий изделия, может быть выполнен жест-
ким или мягким. Во втором случае в качестве материала ис-
пользуют прорезиненную ткань, клеенку, полихлорвиниловую
пленку, а также другие эластичные и герметичные материалы.
Чувствительность этого способа по гелию составляет
10 45 мм3 МПа/с.
Для определения суммарной степени герметичности закры-
тых объектов применяют способ вакуумной или гелиевой ка-
меры. В соответствии с этим способом изделие помещают в
вакуумную камеру, из которой затем откачивают воздух, после
чего соединяют ее с те ч с искателем. Внутрь изделия подают пом
давлением контрольный газ (гелий). Под воздействием разницы
давлений внутри и снаружи изделия частицы гелия проникают
через дефекты в вакуумную камеру и фиксируются течеиска-
телем.
Чувствительность данного метода в значительной мере за-
висит от объема пространства между изделием и внутренними
стенками вакуумной камеры, в котором происходит накопле-
ние частиц гелия. В том случае, если этот объем менее 1 м ,
чувствительность способа равна 10-7 мм^МПа/с, если объем
более 1 м3, то она уменьшается до 10 4 мм3 МПа/с.
ЗИ1
5.6. Контроль герметичности изделий из КМ
Основной недостаток этого способа заключается в том, что
для оценки герметичности крупногабаритных изделий необхо-
димо создавать вакуумные камеры больших размеров.
Метод контроля с помощью гелиевой камеры по своей сути
аналогичен методу вакуумной камеры, только в этом случае
воздух откачивают из изделия, а контрольный газ закачивают
в окружающую его камеру. После откачки воздуха с изделием
соединяют течеискатель. Контроль герметичности сосудов спо-
собом вакуумирования для галогенных течеискателей и кон-
трольного газа, состоящего из галоидов, аналогичен описанно-
му выше массоспектромстричсскому методу, но чувствитель-
ность его достигает лишь 10-6 мм3'МПа/с.
Среди других известных методов контроля герметичности,
применяемых при изготовлении летательных аппаратов, наи-
более интересными являются люминесцентный и радиацион-
ный методы.
По своей сущности эти методы аналогичны описанному
ранее химическому методу. И в том и в другом случае кон-
трольный газ или жидкость под испытательным давлением
подают внутрь контролируемого изделия. Просочившиеся через
течи частицы регистрируют на его наружной поверхности.
В состав контрольного вещества в одном случае входят
частицы, люминесцирующие под воздействием ультрафиолето-
вого облучения, а в другом — частицы радиоактивного элемен-
та. испускающие или ионизирующие излучение, фиксируемое
специальными приборами. В качестве люминесцентных жид-
костей наибольшее распространение получили составы ЛЖ-1,
ЛЖ-2. ТМС-6. В радиоактивном методе в последнее время
наиболее широко используют радиоактивный криптон-85, от-
личающийся большим периодом полураспада (более 10 лет),
безопасностью и дешевизной.
Чувствительность люминесцентного метода составляет
(1 -5)-1(Г4 мм3-МПа/с.
Радиоактивный метод контроля является наиболее чувстви-
тельным и позволяет обнаружить микротечи с расходом газа,
равным примерно 10-14 мм3-МПа/с.
В зависимости от требований, предъявляемых к изделию,
применяют различные методы контроля герметичности. В не-
которых случаях для одного и того же изделия последовательно
382
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
используют несколько методов контроля, начиная с менее чув-
ствительных, но более простых и производительных, и кончая
высокочувствительным методом, обеспечивающим проверку
требуемой степени герметичности. Применение методов с низ-
кой чувствительностью необходимо для быстрого выявления и
устранения крупных утечек.
5.7. Определение теплофизических свойств
композиционных материалов
Определение средней удельной теплоемкости
Среднюю удельную теплоемкость измеряют на образцах
материалов в виде цилиндров в количестве 3...5 шт. для каждой
партии материала (см. рис. 5 19) Образцы отбирают в соответ-
ствии с правилами составления средней пробы. они должны
отражать среднее значение характеристик контролируемого ма-
териала. Калориметрическая жидкость должна быть химически
инертной по отношению к образцам испытуемых материалов
и нс должна вызывать изменения состава материала в диапа-
зоне значений температуры испытания.
Температура окружающей среды при калоримстрировании
должна быть в пределах 20 ± 5 °C.
В качестве основного прибора для определения средней
удельной теплоемкости теплозащитных конструкционных не-
металлических материалов применяют калориметр “смеше-
ния”, обеспечивающий погрешность измерения не более 2 %
от измеренного значения.
Калориметрическая установка включает в себя:
а) водяной калориметр КЛ-1 с мешалкой и реостатом
для регулирования интенсивности перемешивания воды.
Собственно калориметр, состоящий из цилиндрических на-
ружного и внутреннего (калориметрического) сосудов и
мешалки, изготовленных из латуни с удельной теплоемкос-
тью = 0,092 Дж/(кг-К), схематически представлен на
рис. 5.20. Внешний сосуд с двойными стенками служит для
термоизоляции калориметрического цилиндра. На нем уста-
новлены стойки для крепления привода мешалки и термометра;
383
5.7. Определение, теплофизических свойств КМ
Рис. 5.20. Водяной калориметр:
J - внешний сосуд; 2 - калориметрический ци-
линдр; 3 стойка для крепления привода мешал-
ки; 4 - мешалка; 5 ртутный термометр Бекмана
б) термостат для равномерно го црелрева образца до требуе-
мой температуры в заданном диапазоне от 7k до Т (рис. 5.21),
Рис. 5.21. Термостат:
/ стакан; 2 — электронагрева-
тель; 3 - образец; 4 — мел на я
трубка: 5 — ртутный термометр;
6 — штатив
представляющий собой стакан,
заполненный жидкостью с извест-
ной постоянной температурой ки-
пения (для воды Гк = 100 °C), ус-
тановленный на электронафева-
тслс. Образен испытуемого мате-
риала в виде цилиндра (см.
рис. 5.19) должен быть помещен
в заваренную с нижнего торца
медную трубку длиной
150...200 мм и внутренним диа-
метром 21...22 мм; трубка укреп-
лена вместе с ртутным термомет-
ром на штативе и закрыта ватой;
в) криостат для охлаждения
образцов до заданной температу-
ры от 7Q до Г¥ (рис. 5.22), состо-
ящий из сосуда Дюара, в который
налита криоскопическая жид-
384
Г -
Рис. 5.22. Криостат:
J — сосуд Дюара; 2 -
спиртовой термометр;
5 ~ медиан трубка; 4 -
образец
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
кость (например, этиловый спирт с
сухим льдом). Температура смеси кон-
трол ируется ci 1 иртовым тер мо метром.
После погружения медной трубки с об-
разцом в охлаждающую смесь, темпера-
туру последней следует поддерживать на
требуемом уровне, добавляя кусочки су-
хого льда:
г) термометры для определения раз-
ности температур л Т = То - А :
калориметрический термометр (Бек-
мана) для измерения разности темпера-
тур в калориметре, цена деления
0,005 °C;
ртутный термометр для измерения
температуры нагрева образца до 100 °C,
цена деления 0,1 "С;
спиртовый термометр для измерения
температуры охлаждения образца, иена деления 1 °C;
ртутный термометр до 50 сС для измерения температуры в
калориметре, цена деления 0,1 °C;
д) секундомер для отсчета интервалов времени при постро-
ении кривой изменения разности температур в калориметре В
качестве калориметрической жидкости используют дистилли-
рованную воду.
Калориметрическую установку собирают и через регулиро-
вочное устройство реостата мешалки подключают к электри-
ческой сети. Термостат или криостат устанавливают на рассто-
янии 1 м от калориметрической установки или экранирую г от
внешнего теплообмена с ней.
Для определения водяного эквивалента ^калориметра ла-
тунный калориметрический стакан и мешалку взвешивают с
точностью 0,01 г. Численное значение И7 вычисляют по фор-
муле
^(ткс + тм),
где — масса калориметрического сосуда, г; тм — масса
мешалки, г.
25-243
385
5.7. Определение теплофиэическнх СВОЙСТВ КМ
Экспериментальное определение удельной теплоемкости
Сущность экспериментального измерения удельной тепло-
емкости методом “смешения” состоит в равномерном прогреве
(или охлаждении) испытуемого образца материала известной
массы до заданной температуры и измерении путем калори-
метрирования поглощенного (или отданного) количества теп-
лоты, отнесеннного к одному градусу температуры нагрева или
охлаждения образца к единице массы.
В калориметрический сосуд до определенного уровня, обес-
печивающего покрытие ртутного шарика термометра, наливают
дистиллированную воду cm = 1 Дж/(кг-К). Массу щ воды,
численно равную ее теиломкости, следует определить с точ-
ностью до 0,1 г.
Калориметрический сосуд с водой помещают в наружный
сосуд калориметрической установки и проверяют центровку
мешалки. При работе мешалка не должна задевать стенок
калориметрического сосуда, термометра и крышки калоримет-
ра.
Взвешенный с точностью до 0,01 г образец материала встав-
ляют в медную трубку, которую устанавливают в термостате
или криостате (см. рис 5.21 или 5.22). Процесс нагревания
воды или охлаждения оклаждющей смесью необходимо кон-
тролировать ртутным или спиртовым термометром соответст-
венно.
С момента закипания воды (или достижения охлаждающей
смесью требуемой температуры) образец следует выдерживать
при этой температуре в течение одного часа. Этого времени
достаточно для полного равномерного прогрева образца до
задан ной те м ператур ы.
За 15...20 мин до окончания термостатирования или крио-
статирования образца необходимо включить мешалку калори-
метра и замерить температуру воды в калориметрическом со-
суде. Измерение следует начинать при температуре воды в
калориметре на 2...3 °C ниже или выше комнатной. Изменения
температуры воды в калориметре при работающей мешалке
следует фиксировать по показаниям калориметрического тер-
мометра через каждые 3...5 мин и заносить в таблицу.
386
5 МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
По окончании часовой выдержки образца в термостате (или
криостате) необходимо открыть крышку калориметра, зафик-
сировать начальную температуру 70 воды в калориметре, оста-
новить мешалку, быстро переложить из медной трубки в кало-
риметр термостатированный или криостатированный образец
и отмстить этот момент времени 6 в таблице для последующего
определения точки А при построении графиков рис. 5.23 и
рис. 5.24. Закрыть крышку калориметра и сразу после сбрасы-
вания образна включить мешалку и продолжать измерения
температуры через 2...3 мин в течение 10—15 мин, а после
скачка температуры — через 5 мин в течение 40...45 мин. На
этом калориметрический опыт заканчивается.
Рис. 5.23. График расчета cjn
термостат при на иного образца
Рнс. 5-24. График расчета сж
кр и пстати ровш i ] юго образца
Для нахождения основного результата калориметрическо-
го опыта (калориметрической разности температуры Л Г) по
данным таблицы на миллиметровую бумагу следует нанести
точки для построения графиков (см. рис. 5.23 и 5.24) соот’
нетствепио для случаев термостатированного или криостати-
рованного образцов. По экспериментальным точкам нужно
провести линии, отметить начало скачка температуры
(точка А) и на графиках определить точку В, соответствую-
щую моменту достижения равновесной температуры 6 кало-
риметра с образцом в конце опыта.
25*
387
5.7. Определение теплофизических свойств КМ
Искомую калориметрическую разность (скачок температу-
ры) Л Т~ Гц - 6 следует отсчитывать в масштабе по графику как
расстояние между точками А и /?.
Согласно формуле, численное значение средней удельной
теплоемкости испытуемого образца материала на основании
данных калориметрического опыта равно
(Сг И')Л'Г
Cfn~ т®-Тк) ’
где Л7"= Tq G — кал ори метрическая разность температур, °C;
- температура воды в калориметре в момент погружения
образца, °C; 0 — температура в калориметрическом стакане
после наступления теплового равновесия между калориметром
и испытуемым образцом материала, °C; С ~ теплоемкость воды
в калориметре, кал/°С; m - масса образца материала, г; Тк —
конечная температура нагрева или охлаждения образца перед
погружением его в калориметр, °C.
Относительная погрешность измерений не должна превы-
шать 2...3 %.
Статистическую обработку результатов испытаний мате-
риалов с определением средних арифметических значений
удельной теплоемкости, среднеквадратичных отклонений и
коэффициентов вариации следует проводить по известным
формулам. Окончательные результаты испытаний представ-
ляют в виде
cm = Xc ±2S,
где X.. — среднее арифметическое значение удельной теплоем-
/л
кости; 5 — среднеквадратичное отклонение.
Определение теплопроводности
Образец представляет собой диск диаметром 12 + 0,1 мм и
толщиной 4 + 0,1 мм. Допускается применение образцов тол-
щиной 6 +0,1 мм при условии предварительной тарировки при-
бора по образцам-эталонам толщиной 6 мм. При невозмож-
ности изготовления образцов номинальных толщин допускает -
388
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
ся применение образцов толщиной от 2 мм и более с доведе-
нием толщины до номинальной путем приклеивания металли-
ческого диска с диаметром, равным диаметру образца.
Теплопроводность оценивают как среднюю величину по
измерениям на серии образцов, взятых от партии материала.
Количество образцов должно быть не меньше шести.
Измерения следует проводить на приборе типа “Лямбда”
или его аналогах. Прибор предназначен для определения
теплопроводности стационарным методом при комнатной
температуре. Диапазон измеряемых значений теплопровод-
ности 0,1... 2,5 Вт/(м К). Погрешность измерения ±5%.
Образцы для измерения теплопроводности должны посту-
пать в воздушно-сухом состоянии. Для кондиционирования
влажных образцов перед испытанием их прогревают при тем-
пературе 5O...7O °C в течение 25...35 мин с последующим ох-
лаждением и выдержкой в эксикаторе над влагопоглотителем
в течение 2...3 ч.
Перед проведением измерений ториевые поверхности
образца должны быть смазаны тонким слоем смазки типа
ЦИАТИМ.
Для каждого образца в соответствии с порядком проведения
измерений следует определить по показаниям прибора значе-
ние теплопроводности Х(-. При отличии толщины h образца от
номинальной Лнон следует пересчитать отсчитанные по прибору
значения k.-„.llu по соотношению
i Н-зМ
h
*4 ИЗЫ I,
HQM
Вычислить средние значения теплопроводности материала
по п образцам (п > 5):
л
X = - У X; .
Л '
ы
Окончательный результат измерений представить в виде
Л = X ± 25,
389
5.8. Неразрушакхтге' методы контроля деталей и узлов из КМ
где X — среднее арифметическое значение; S — среднеквадра-
тичное отклонение.
5.8. Неразрушающие методы контроля деталей
и узлов из композитов
Структурные дефекты и их влияние на свойства композитов
Оптимальные для конкретных условий эксплуатации физи-
ко-механические и теплозащитные свойства композитов прак-
тически полностью достигаются формированием заданной
структуры и зависят от степени ее соответствия расчетным
параметрам. Поэтому наличие структурных нарушений (дефек-
тов) может стать решающим фактором, определяющим рабо-
тоспособность конструкций.
Важной особенностью структурных дефектов слоистых и
пространственно-армированных композитов является то, что
нарядуг с дефектами, присущими традиционным материалам
(трещины, раковины, поры, рыхлоты, посторонние включения
и т.д.), могут образовываться дефекты, характерные только для
данного вида материала, связанные с особенностями структуры
армирующего каркаса и методом формирования матрицы. При-
чем дефекты, возникающие на разных этапах изготовления,
существенно различаются.
На сталии изготовления каркасов возникают дефекты, свя-
занные с отклонениями от расчетных параметров структуры:
направления укладки армирующих нитей и жгутов, периодич-
ности расположения структурных элементов, расстояния между
жгутами и пакетами жгутов, объемного содержания жгутов в
каждом направлении армирования.
Дефекты, которые образуются на этапе формирования мат-
рицы, связаны в основном с отклонениями от расчетного рас-
пределения плотности конечного материала, хотя и не исклю-
чены нарушения структуры армирующего каркаса, возникаю-
щие на различного рода подготовительных операциях. На этом 1
этапе возможно образование вследствие нарушения технологи-
ческих режимов пропитки или насыщения таких дефектов, как
раковины, рыхлоты и трещины.
390
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Дефекты типа “посторонние включения”, обычно металли-
ческого характера, могут образовываться на каждом этапе из-
готовления.
Таким образом, на основании проведенных исследований
удалось определить характер влияния различных видов струк-
турных дефектов на физико-механические и теплозащитные
свойства композиционных материалов.
Наличие различного шага укладки наполнителя вдоль ко-
ординатных осей может являться одной из причин отличия
расчетных значений упругих констант от реальных характерис-
тик материала.
Наличие искривленных волокон в ортогонально-армиро-
ванных материалах существенно снижает их жесткость при
растяжении и сжатии. Создание предварительного натяжения
арматуры при изготовлении каркасов способствует некоторому
увеличению модулей упругости и прочности в направлении
натяжения за счет исключения случайных искривлений жгутов,
однако чрезмерное натяжение в одном направлении может
вызвать нарушение ортогональности в других.
Уменьшение числа армирующих жгутов в каком-либо на-
правлении, обычно вследствие их припусков или обрывов,
приводит к снижению прочности при растяжении.
Повышенная пористость оказывает заметное влияние на
модуль упругости в трансверсальном направлении, где содер-
жание волокон мало, а влияние матрицы на формирование
жесткости указанного направления весьма значительно.
Выбор методов неразрушающего контроля качества
Изготовление конструкций из композитов — сложный и
многоступенчатый процесс, зависящий от десятков технологи-
ческих параметров, изменение любого из которых может при-
вести к необратимым нарушениям заданной структуры. Нали-
чие структурных дефектов часто становится решающим фак-
тором, определяющим работоспособность конструкций. Обес-
печение своевременного выявления структурных дефектов,
снижающих требуемые физике-механические характеристики,
является одной из наиболее актуальных проблем достижения
высокого качества изготавливаемых конструкций. Решение
этой проблемы возможно лишь при условии оптимального
391
3-S- Нсразрушающие методы контроля деталей н упои из КМ
выбора и применения наиболее эффективных методов и
средств контроля качества.
Для выбора эффективных методов и средств контроля ка-
чества необходимо учитывать: фи зико-механические свойства
материалов, характерные особенности в ну фен ней структуры и
структурных дефектов, геометрические параметры изделий
(форму, размеры), состояние поверхности изделия, условия
проведения контроля, особенности технологии изготовления
изделий.
Учитывая, что изготовление конструкций происходит в не-
сколько этапов, на каждом из которых возможно образование
дефектов, характерных для данной технологической стадии,
необходимо проводить контроль качества на всех этапах с
целью своевременного устранения, если это возможно, обна-
руженных дефектов, либо исключать дальнейшее применение
в технологической цепочке дефектного материала.
Проведение НК не гарантирует качество всего объема из-
делий, хотя он и необходим на стадии отработки технологии
изготовления для идентификации некоторых типов дефектов и
определения степени влияния различных отклонений от задан-
ной структуры на физико-механические характеристики мате-
риалов, а также в тех случаях, когда не существует других
методов контроля качества.
Решение задачи обеспечения контроля качества всего объе-
ма выпускаемой продукции возможно только при условии при-
менения методов и средств НК. Использование методов НК
качества позволяет не только контролировать качество продук-
ции, но и предсказывать ее свойства, параметры, причины
отказа изделий. Методы НК не являются универсальными,
каждый 413 них имеет свою область наиболее эффективного
применения. Большинство из них позволяют решать довольно
узкий круг дефектоскопических задач: контроль изделий из
определенного материала, поиск дефектов определенного вида.
Поэтому достижение высокого качества возможно лишь при
использовании наиболее эффективных для каждой стадии из-
готовления методов и средств НК.
Методы НК в зависимости от физических явлений, поло-
женных в их основу, подразделяют на девять видов: магнитный,
электрический, вихревой, радиотехнический, тепловой, онти-
.392
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
чес кий, радиационный, акустический, проникающими вещест-
вами.
Магнитный НК. Магнитный метод НК основан на регистра-
ции рассеяния магнитных полей различными дефектами в де-
талях любых форм и размеров ферромагнитных материалов,
которые могут существенно изменить свои магнитные харак-
теристики под воздействием внешнего магнитною ноля. Метод
позволяет выявлять поверхностные и приповерхностные де-
фекты ’ трещины, неметаллические включения и др. Для
материалов, не обладающих ферромагнитными свойствами,
проведение ПК изделий
элекгромагнитными методами
невозможно Схема магнитогра-
фического метода показана па
рис. 5.25.
Электрический НК. Электри-
ческие методы НК основаны на
регистрации в контролируемом
объекте электрического поля,
создаваемого либо непосредст-
венным воздействием на него
электрическим возмущением (на-
пример, электрическим полем,
I 1
Рис. 5-25. Схема нагнитографпчет-
кого метода:
I - трещина; 2 — деталь: 3 —
электромагнит; 4 — магнитная
лента
полем постоянного или перемен-
ного тока), либо косвенно — с помощью воздействия возму-
щениями неэлектрической природы (например, тепловым. ме-
ханическим и др.) В качестве первичного информативного
параметра используют электрические характеристики объекта
контроля.
С помощью электрических методов можно непосредственно
или косвенно определять различные физические характеристи-
ки материала и геометрические параметры изделия: диэлект-
рическую проницаемость, коэффициент диэлектрических по
герь, плотность, содержание компонентов в гетерогенных сис-
темах, влажность, степень полимеризации и старения, механи-
ческие параметры, радиопрозрачность, толщину пластин, обо-
лочек и диэлектрических покрытий на проводящем и непро-
водящем основаниях, поперечные размеры л инейно-протяжен-
ных проводящих и диэлектрических изделий, локализацию
проводящих и диэлектрических включений и др.
393
5.8. Неразрушающие методы контроля деталей и узлов из КМ
Анализ возможностей электрических методов для решения
задач, стоящих перед НК изделий из рассматриваемых мате-
риалов. показал, что использование этих методов НК не по-
зволяет контролировать большинство необходимых характерис-
тик КМ: регулярность заданной внутренней структуры мате-
риала, разноплотность внутри материала и др.
Вихревой НК. Вихретоковые методы НК основаны на ана-
лизе взаимодействия внешнего электромагнитного поля с
электромагнитным полем вихревых токов, наводимых возбуж-
дающей катушкой в электропроводящем объекте контроля.
Плотность вихревых токов в объекте зависит от геометрических
и электромагнитных параметров объекта, а также взаимного
расположения измерительного вихревого преобразователя и
объекта.
Эти методы в основном применяют для контроля качества
изделий из токопроводящих материалов: металлов, сплавов,
графита, полупроводников. Кроме того, их широко используют
для контроля структуры металлов и сплавов, а также для оп-
ределения механических напряжений. Им свойственна малая
глубина эоны контроля, определяемая глубиной проникнове-
ния электромагнитного поля в контролируемую среду
(рис. 5.26).
Рис. 5.26. Схема иихретокового метода:
1 — намагничивающая катушкп; 2 — деталь; 3 —
трещина; 4 - магнитные паяя вокруг трешины
С помошью вихретоковых методов НК обнаруживают де-
фекты типа нссплошностсй, выходящих на поверхность или
залегающих на небольшой глубине, а также трещины, рассло-
ения, раковины, неметаллические включения и др. Вихретоко-
вые методы позволяют успешно решать задачи контроля раз-
394
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
мерой изделий. Этими методами измеряют диаметр прутков,
толщину листов и стенок труб при одностороннем доступе к
объекту, толщину слоев многослойных структур, содержащих
электропроводящие слои.
Радиотехнический НК. В настоящее время для контроля
изделий из КМ применяют в основном радиоволновой и ра-
диоспектроскопический методы.
Радиоволновые методы основаны на использовании явле-
ния отражения и затухания радиоволны, связанных с наличием
дефектов в контролируемом изделии. Обнаружение дефектов
осуществляется путем измерений параметров (диэлектропро-
ницаемости, коэффициента затухания), связанных с отражени-
ем и затуханием радиоволн при помощи автоматических изме-
рительных линий или измерителя коэффициента стоячей
волны.
Радиоволновым методом можно проводить следующие ис-
пытания: измерение толщины, выявление различных неодно-
родностей, определение содержания влаги и состава материала,
контроль степени чистоты поверх!гости, структуры, степени
отверждения.
При прохождении радиоволн через материал меняются их
параметры: фаза, амплитуда и направление поляризации. Из-
менение этих параметров может быть измерено раздельно и
связано с изменением одного, двух, а также иногда и трех
физических характеристик изделия. В связи с этим значительно
расширяются пределы измерений радиоволнового метода.
Радиоспектроскопические методы контроля основаны на
использовании зависимости резонансных явлений в твердых,
жидких и газообразных материалах от состава материала, его
структуры и в ряде случаев от формы изделия. Поэтому изме-
рением резонансных частот, напряженности магнитных полей,
а также изменением формы резонансной кривой можно обна-
ружить дефекты внутри объемов, в которых возбуждаются
электромагнитные колебания.
Радиоспектроскопическими методами можно контролиро-
вать появление дефектов очень малых размеров — вплоть до
нескольких десятков межатомных расстояний. Эти методы по-
зволяют получить весьма разнообразную информацию о дефек-
те. Так, например, можно с достаточной степенью точности
395
5.8. Нсразрушающие методы контроля деталей и узлов из КМ
определить химический состав материала дефекта, а в некото-
рых случаях — его размеры, форму и ориентацию.
Эта информация позволяет выявить причину появления
дефектов и, следователи! о, делает возможным внесение необ-
ходимых корректив в технологический процесс изготовления
изделий, чем обеспечивает их высокое качество. На практике
наибольшее распространение получили с верх высокочастотные
(СВЧ) методы, использующие диапазон длин волн от 1 до
100 мм.
Проводящие материалы непрозрачны дня СВЧ-излучения,
поэтому радиоволновые методы используют для исследования
внутренней структуры диэлектриков, полупроводников и фер-
ритов, в которых радиоволны распространяются, или для ис-
следования поверхности проводников.
НК проникающими веществами. К методам НК проникаю-
щими веществами относятся капиллярные методы и методы
НК течеисканием. Капиллярные методы НК основаны на ка-
пиллярном проникновении индикаторных жидкостей в полос-
ти поверхностных и сквозных неспло!IIноетей материала объ-
екта и на регистрации образующих индикаторных следов ви-
зуальным способом или с помощью преобразователя
(рис. 5.27, а—в). Этот контроль выявляет дефекты, выходящие
на поверхность: трещины, оксидные пленки, рыхлоты, поры,
раковины, межкристаллитную коррозию и др. Выявленные де-
фекты имеют размеры 1. ,40 мкм при частоте поверхности 5-го
класса и выше. Чувствительность НК зависит от характера
дефекта, применяемых веществ, качества подготовки поверх-
ности и параметров окружающей среды.
Рис. 5.27. Схема капиллярной дефектоскопии:
й - с помощью индикаторной жидкости; d — с помощью проявителя; / -
деталь; 2 - индикаторная жидкость; J— проявитель; 4— индикаторный рисунок
396
5 МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Метод НК течеисканием основан на регистрации индика-
торных жидкостей или газов, проникающих в сквозные дефек-
ты контролируемого объекта. Течеискаиие является специфи-
ческим видом НК гидрогазовых
систем, но одновременно дает воз-
можность судить о сплошности кон-
струкции (рис. 5.28).
Для большинства композитов,
являющихся пористыми материала-
ми, применение НК проникающи-
ми веществами даст мало полезной
информации о наличии дефектов.
Оптический НК. Оптический
метод НК основан на анализе вза-
и м оде йст ви я о j гги ч еского излуче -
ння с объектом контроля.
Оптическое излучение - элек-
Рнс. 5,28. Схема работы гелие-
вого гечеискателя:
/ - пробный газ с галоидом; 2 —
пронодник; 5 — источник элек-
тронов; 4 — магнит; 5 - литок
иолов галоида; 6 - мп lac ни
тромагнитное излучение, в котором
выделяются ультрафиолетовая, ви-
димая и инфракрасная (И К) облас-
ти спектра с длинами волн 10...0,38;
0,38...0,78; 0,78...10 мкм соответст-
венно.
Информационными параметрами оптического излучения
являются пространственно-временные распределения его амп-
литуды, частоты, фазы, поляризации и степени когсррентности.
К основным информационным параметрам объектов опти-
ческого контроля относятся их спектральные и интегральные
фотометрические характеристики, которые в обшем случае за-
висят от строения вещества, его температуры, агрегатного со-
стояния, микрорельефа, угла падения света, степени его поля-
ризации, длины воли.
Наибольшее применение на практике получил метод ин-
фракрасной дефектоско! i и и.
Инфракрасное излучение — это электромагнитные волны,
образующиеся в результате колебательных и вращательных дви-
жений атомов и молекул вещества, температура которого выше
абсолютного нуля (-273 °C).
397
5. В. Леразрушающие методы контроля деталей и узлов из КМ
Инфракрасная дефектоскопия основана на различии теп-
лопроводностей у качественного и дефектного материала. При
одностороннем нагревании изделия на его противоположной
стороне образуется картина распределения теплоты, которая
фиксируется на терм о фотографии. Анализ такой фотографии
позволяет определять дефектные места в материале конструк-
ции.
Кроме того, качество материала в изделии можно оценить
по некоторым параметрам лучистого потока (показатель ослаб-
ления, коэффициент прозрачности, спектр излучения).
Этот метод может быть рекомендован как для изделий,
имеющих доступ лишь с наружной стороны, так и для изделий,
имеющих доступ изнутри, поскольку он позволяет регистриро-
вать инфракрасное излучение, отраженное излучение или про-
шедшее через исследуемую среду.
Спектр излучаемого сигнала зависит от типа инфракрасного
источника, оптических свойств исследуемого материала, тол-
щины изделия и ряда других факторов. Однако учитывая, что
многие виды КМ имеют окна прозрачности на различных видах
воли, более целесообразно использовать источники со спект-
ром излучения, длина волны которого находится я диапазоне
0,75... 10 мкм.
Функциональная схема инфракрасного спектрометра, пред-
назначенного для исследования сильно рассеивающих матери-
алов, представлена на рис. 5.29. Настройку' прибора на различ-
ные длины волн осуществляют перемещением источника. Для
проведения измерения проверяют с помощью фильтров пра-
вильность градуировки микрометрического винта по длинам
волн. В прибор вставляют испытуемый образец, его просвечи-
вают, записывают показания стрелочного прибора. Далее пос-
ледовательно путем перемещения источника устанавливают
длины волн: от 0,5 до 2,5 мкм.
Описываемый метод имеет высокую чувствительность и
разрешающую способность выявления дефектов, а также по-
зволяет получать фотодокумент, характеризующий внутреннее
состояние контролируемого изделия.
К числу дефектов, обнаруживаемых с помощью оптических
методов, относятся пустоты, отслоения, поры, трещины, ино-
родные включения, изменение структуры материалов и их фи-
398
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
зико-химических свойств, отклонения от заданной геометри-
ческой формы и т.д.
Рнс. 5,29. Функциональная схема инфракрасного спектрометра:
7 - входная щель; 2 - источник инфракрасного излучения; 3 —
отражающее зеркало; 4, 13 - проекционные зеркала; 5, 6 —
проекционное и фокусирующее зеркала; 7 — призма, разлагаю-
щая спектр; 8 — выходная щель; 9 — образец; 10 - усилитель;
11 — приемник; 12 - модулятор
С помощью оптических методов внутренние дефекты
можно выявлять только в изделиях из материалов, прозрачных
в оптической области спектра, В последние годы развивается
метод оптической голографии.
Тепловой НК. Методы теплового НК основаны на регистра-
ции тепловых (температурных) полей контролируемого объек-
та. Температурное поле поверхности является источником ин-
формации об особенностях теплопередачи, которые в свою
очередь зависят от наличия внутренних или наружных дефек-
тов: раковин, полостей, трещин, непроваров, инородных вклю-
чений и т.д.
Основной информационный параметр при тепловом НК -
локальная разность температур (перепад температур) между
дефектной и бездефектной областями объекта. Перепад темпе-
ратур и его значение в градусах на различных участках контро-
лируемого объекта является функцией большого числа факто-
ров как внутренних, так и внешних. Внутренние факторы
399
5.с. 1[ераэруцгаюшие методы контроля деталей н узлов из КМ
определяются теплофизическими свойствами контролируемых
объекта и дефекта, а также их геометрическими параметрами.
Внешними факторами являются характеристики процесса теп-
лообмена на поверхности объекта контроля, мощность источ-
ника нагрева и скорость его перемещения вдоль объекта. Знак
перепада зависит от соотношения теплофизических свойств
дефекта, изделия и исследуемой поверхности. Методами теп-
лового НК можно выявить такие дефекты, как пропуски ар-
мирующих нитей в каркасах, сравнительно крупные посторон-
ние включения. Однако эти методы пе позволяют обнаруживать
мелкие структурные дефекты, так как геометрическая разре-
шающая способность современной аппаратуры составляет при-
близительно 0,5 мм. Методы теплового НК имеют ряд других
недостатков: сравнительно долгая процедура на1рева и охлаж-
дения объекта контроля, плохая выявляеместь дефектов, кото-
рые глубоко залегают, и др.
Акустический НК. Методы акустического НК основаны на
регистрации параметров упругих колебаний, возбуждаемых в
исследуемом объекте. Колебания ультразвукового и звуковою
диапазона частот от 50 Гц до 50 МГц происходят в области
упругих деформаций среды, где напряжения и деформации
связаны пропорциональной зависимостыо.
Акустические методы НК подразделяют на две группы:
основанные на излучении и приеме акустических волн (актив-
ные методы); основанные только на приеме волн (пассивные
методы).
Акустический НК позволяет контролировать сплошность
металлических и неметаллических материалов, качество свар-
ных, паяных и клееных соединений, а также измерять толщины
при одностороннем доступе Точность измерения составляет
3...8 % от эквивалентной или условной чувствительности, ко-
торая задается специальными эталонными отражателями,
имеющими определенную форму, размеры, ориентацию и глу-
бину залегания. Применение акустического контроля эффек-
тивно для изделий простой формы. Малопригодными для кон-
троля являются мелкие детали сферической и конической
формы, участки деталей с резьбовыми и замковыми соедине-
ниями, выступами, фланцами, проточками сверления и т.д.
406
5 МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Для проведения акустического контроля необходимо, чтобы
изделие имело определенным образом подготовленную поверх-
ность.
Радиационные методы НК. Нередко для выявления дефектов
применяют метод “прозвучивания” изделий (звуковая дефек-
тоскопия), в котором о наличии или отсутствии дефекта судят
по характерному звуку, издаваемому изделием при ударе.
Такая техника прозвучивания позволяет обнаружить только
значительные по размерам дефекты. В настоящее время суще-
ственно улучшена техника прозвучивания и значительно уве-
личена чувствительность этого метода испытаний, например
разработаны ударные устройства с электромагнитным приво-
дом для простукивания изделий с некоторой постоянной час-
тотой.
Для того чтобы обнаружить изменение тональности изда-
ваемого изделием слышимого звука, используют такие прибо-
ры, как стетоскопы, телефонные устройства, микрофоны и
электронные усилители.
В настоящее время для определения прочности стеклоплас-
тиковых корпусов давления применяют метод прозвучивания,
который основан на том факте, что при производственных
гидростатических испытаниях по мере увеличения давления
происходит характерное потрескивание материала стенки кор-
пуса, возникают звуковые импульсы. Источником звуковых
импульсов является высвобождающаяся в материале стенки
внутренняя энергия. Аналогичное высвобождение энергии
имеет место, например, при локальных микроразрушениях
пластика, растрескивании связующего и обрыве армирующих
нитей.
Если определить некоторый параметр, который характери-
зует интенсивность потрескивания материала корпуса и связать
его со значением разрушающего давления, то с помощью этого
параметра можно оценивать качество сосудов и находить раз-
рушающее давление.
Описанный звуковой метод имеет следующие существенные
недостатки: он применим только для определения прочности
бездефектных изделий; очень сложен анализ полученных ре-
зультатов; необходимо большое количество аппаратуры. Кроме
26 243
401
5.8. Не разрушающие методы контроля деталей и узлов из КМ
того, метод не позволяет предсказать место предстоящего раз-
рушения.
Для НК изделий широко применяют ультразвуковую де-
фектоскопию, которая основана на использовании ультразву-
ковых волн. При контроле ультразвуковые волны вводят в
изделие посредством специальных излучателей, затем после
прохождения волн через изделие их замеряют приемником.
Обнаружение дефектов осуществляется по снижению интен-
сивности ультразвуковых волн, прошедших через изделие.
Источниками ультразвуковых колебаний являются специаль-
ные излучатели, которые подключены к обычным высокочастот-
ным генераторам. Принцип действия излучателей ультразвуковых
волн основан на пьезоэлектрическом эффекте. Сущность этого
явления заключается в том, что при сжатии или растяжении
некоторых кристаллов (кварца, сегнетовой соли и др.) на их
поверхности возникает электрический заряд, значение которого
прямо пропорционально силе тока. Имеет место также обратный
пьезоэлектрический эффект, когда размеры кристалла изменяют-
ся при воздействии на него электрического поля. Обратный
пьезоэлектрический эффект используют в излучателях, а прямой
— в приемниках ультразвуковых колебаний.
На практике одной из основных проблем при проведении
ультразвуковых испытаний является передача энергии ультра-
звуковых волн к изделию при помощи излучателя. Иногда
акустическую связь между излучателем и изделием осуществля-
ют с помощью промежуточной среды; в качестве такой среды
можно использовать масло, воду и ртуть.
Ульразвуковую дефектоскопию широко применяют для ис-
пытания изделий из КМ. Методы ультразвуковой дефектоско-
пии позволяют выявить разрывы стеклонитей, пузырьки воз-
духа и скопление смолы. В связи с очень большим демпфиро-
ванием в изделиях из КМ большей частью применяют ультра-
звуковые колебания с амплитудой < 1,5—2,5)-10—3 м и с большой
продолжительностью импульса. Испытаниям ультразвуковыми
методами можно подвергать изделия произвольной формы.
Методы радиационного НК основаны на взаимодействии
проникающего ионизирующего излучения с контролируемым
объектом и регистрации прошедшего через объект излучения
(рис. 5.30).
402
5 МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Рис. 5.30. Схема просвечивания с по-
мощью рентгеновской трубки:
7 — эпюра интенсивности излучения
за деталью, 2 — плотное включение;
3 — рентгеновская трубка; 4 — деталь;
5 — пустотелая раковина
В записи мости от способа
детектирования дефектоско-
пической информации разли-
чают радиографические, ра-
диоскопкческие и радиометри-
ческие методы радиационного
контроля.
Радиографические методы
радиационного НК основаны
на преобразовании радиаци-
онного изображения контро-
лируемого объекта в радиогра-
фический снимок. На практи-
ке этот метод наиболее широ-
ко распространен в связи с его
простотой и документальным
подтверждением получаемых
результатов. К преимуществам
радиографии относится высо-
кая чувствительность при обнаружении мелких дефектов.
Радиационная интроскопия - метод НК, основанный на
преобразовании радиационного изображения контролируемого
объекта в световое изображение на выходном экране радиаци-
онно-оптического преобразователя.
Чувствительность этого метода немного меньше, чем метода
радиографии, но его преимуществом является высокая произ-
водительность при непрерывном контроле.
Радиометрическая дефектоскопия — метод получения ин-
формации о внутреннем состоянии контролируемого объекта,
просвечиваемого ионизирующим излучением, в виде электри-
ческих сигналов. Преимуществом метода является возможность
проведения непрерывного высокопроизводительного контроля.
Чувствительность этого метода не уступает чувствительности
радиографических методов.
С помощью традиционных методов радиационного НК вы-
являют в контролируемых изделиях трещины, раковины, поры,
рыхлоты, посторонние включения и целый ряд других наруше-
ний заданной структуры материалов, определяют характер,
форму, размеры и место расположения дефектов и т.д.
26*
403
Рис. 5.31. Схема второго поколения
рентгеновского вычислительного то-
мографа:
7 — детектор; 2 - объект контроля; J —
рентгеновский источник
5.8. Неразрушающие методы контроля деталей и узлов из КМ
Эти методы обладают принципиальной возможностью вы-
являть такие структурные дефекты композитов, как пропуски
армирующих элементов и нарушения заданной схемы армиро-
вания.
Однако традиционные методы радиационного НК имеют
общий недостаток, связанный с взаимным наложением теней
от различных структурных элементов контролируемого объекта.
Это обстоятельство не позволяет получить полную информа-
цию о структуре композита внутри контролируемого объекта,
что особенно важно при отработке технологии изготовления
композитных конструкций.
Тем не менее простота, доступность и восокопроизводи-
тельность этих методов позволяет использовать их для НК в
серийном производстве для обнаружения предварительно клас-
сифицированных и заэталонированных дефектов в соответст-
вии с разработанными специализированными методиками.
Недостатков, присущих
традиционным методам ра-
диационного контроля, яишен
бурно развивающийся в пос-
леднее время новый метод ра-
диационной дефектоскопии —
вычислительная томография.
Принципиальная схема рент-
геновского вычислительного
томографа показана на
рис. 5.31.
На базе такого томографа
была создана промышленная
установка, которая позволяет
контролировать и докумен-
тально отображать внутрен-
нюю структуру крупногаба-
ритных корпусов РДТТ из композитов. Структурная схема про-
мышленного рентгеновского вычислительного томографа пред-
ставлена на рис. 5.32.
Основные достоинства метода вычислительной томографии
заключаются в следующем: изображение внутренней структуры
контролируемого объекта воспроизводится без наложения
404
5. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИЙ
Рис. 5.32, Структурная схема промышленного рентгеновского вычислительного томографа
405
Ключевые вопросы
теней; чувствительность к изменению плотности на порядок
выше, чем у традиционных методов радиационного контроля;
возможность получения количественной информации о рас-
пределении плотности по объему контролируемого изделия.
Ключевые вопросы
1. Почему механические свойства КМ часто ниже, чем
свойства входящего в него наполнителя? Не противоречит ли
этот факт закону аддитивности?
2. Перечислите физические явления и закономерности, ко-
торые лежат в основе измерений:
а) степени армирования КМ;
б) степени отверждения;
в) вязкости связующего;
г) толщины композитной пластины;
д) плотности материала.
3. Почему кольцевой образец наиболее часто используют
для оценки свойств КМ, применяемых для намотки конструк-
ций? Дайте сравнительную характеристику методов испытаний
кольцевых образцов.
4. Назовите самый дешевый и самый дорогой в смысле
затрат способ определения герметичности конструкций из КМ,
работающих:
а) при внутреннем давлении;
б) при наружном давлении*
5. Перечислите механические характеристики, которые
можно измерить при испытании трубчатых образцов, нагру-
женных растягивающей силой и внутренним давлением. Объ-
ясните сущность подобных испытаний.
6. Докажите, что измерение теплопроводности КМ требует
меньше времени, чем измерение удельной теплоемкости.
7. Расположите в порядке предпочтения методы НК по
критериям:
а) наибольшей информативности;
б) наибольшей достоверности;
в) минимальных затрат;
г) простоты проведения контроля.
Какие методы НК Вы можете рекомендовать в производстве
нефтяных трубопроводов из стеклопластика?
406
6. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ
ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
ДЛЯ РАКЕТНО-КОСМИЧЕСКОИ
И АВИАЦИОННОЙ ТЕХНИКИ
В копилку знаний
Прочитав эту главу, читатель узнает:
• типовые конструкции и технологии изготовления корпу-
сов РДТТ и его элементов из КМ;
• возможности применения метода намотки для изготовле-
ния сложнопрофильных конструкций из композитов на
примере коробчатого шпангоута, силовой балки, подкреп-
ленного отсека;
• области применения, способы изготовления и ремонта
трехслойных панелей с сотовым заполнителем;
• основные технологические методы изготовления тормоз-
ных дисков из УУКМ для авиационных систем;
• возможные конструкторские решения и применяемые
технологии изготовления топливных баков, сосудов дав-
ления и трубопроводов из полимерных композитов.
В настоящей главе рассмотрены различные технологии из-
готовления основных несущих конструкций, которые широко
применяют в ракетной технике, самолетах, спутниках, верто-
летах и других ЛА.
Область ракетно-космической и авиационной техники —
это тот полигон, где впервые были использованы прогрессив-
ные КМ, разработаны новые технологические процессы, что
позволило занять России ведущее место в мире в этой отрасли.
407
6.1. Технология изготовления корпуса РДТТ
Из композитов изготавливают корпуса РДТТ, сопловые
блоки, сосуды давления, отсеки, панели, силовые наборы, тру-
бопроводы, рефлекторы космических антенн, обтекатели и
многие другие конструкции. Наибольшее применение КМ на-
ходят в производстве корпусов РДТТ.
6.1. Технология изготовления корпуса РДТТ
В элементах конструкций ракетных двигателей используют
практически все виды конструкционных КМ, различные типы
теплозащиты и специальные покрытия (табл. 6.1).
Таблица 6.1
Композиты в элементах конструкции ракетных двигателей
Наименование элемента конструкции двигателя КМ, применяемые при изготовлении конструкций
Силовые оболочки корпусов твердо- топливных двигателей Силовые бандажи, соединительные “юбки” Закладные фланцы корпуса, закон- иовки соединительных отсеков Элементы соплового блока твердо- топливных двигателей: воротники, критические вставки, выходные рас- : Трубы Выходные раструбы жидкостных двигателей (насадки) Камеры микрожидкостных двигате- лей Корпуса газогенераторов Органопластик, углепластик, стеклопластик Стеклоуглеплястик, боролластик, углепластик, органо пластик Металлокомпозиты на легкоплавкой ; матрице (AIB, М^В. А1С, MgC) Углепластик, УУКМ . УУКМ УУКМ, Карбидоуглеродный КМ ) Жаропрочные металлокомпозиты i (вольфрам — никель, вольфрам - [титан, сталь - ниобий)
На рис. 6.1 показано изменение относительной массовой
характеристики корпусов РДТТ трех ступеней межконтинен-
тальной баллистической ракеты “Минитмен” по годам за счет
применения новых материалов и технологий изготовления.
Типовая конструкция цельномотаного корпуса РДТТ из
полимерных волокнистых композитов с полюсными отверстия-
408
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
ми и конструктивно-технологическая схема его организации
представлена на рис. 6.2. Основным элементом корпуса
(рис. 6.2, д) является силовая оболочка (рис. 6.2, б) как силовой
элемент камеры сгорания двигателя. Внутренняя теплозащита
Рис. 6.1, Изменение относительной массы корпусов РДТТ бал-
листической ракеты ’‘Минитмен”:
], 2, 3 — первая, вторая, третья ступени; — “ стальной корпус;
— — — стеклопластиковый;-----органопластиковый
Рве. 6.2. Конструктивно-тсхно-
j ни и ч сока л схема оргянилаци и
корпуса РДТТ:
« — корпус РДТ1 из полимерных
композитов; ₽ - СО с узлами
стыка; в - ТЗП корпуса с флан-
цами
409
6,1- Технология изготовления корпуса РДТТ
(рис. 6,2, в) предохраняет силовую оболочку от воздействия
продуктов сгорания топлива. Передний фланец соединяет кор-
пус с воспламенительным устройством. Задний фланец пред-
назначен для соединения соплового блока с корпусом РДТТ.
С помощью узлов стыковки корпус ракеты соединяют с ее
смежными элементами (переходные отсеки, ступени). Компен-
сационный клин применяют для снятия экстремальных, нор-
мальных и сдвиговых напряжений в СО и УС.
Поэлементная организация СО, УС и ТЗП, которые пред-
ставляют собой типовые конструкторские решения, показана
на рис. 63.
Рис. fi.3. Поэлементная организация тминных ТЗП, днищ СО, УС
Рассмотрим технологические процессы изготовления кор-
пуса РДТТ.
Силовая оболочка корпуса. Конфигурация СО и схема ее
армирования должны быть такими, чтобы при действии экс-
плуатационных нагрузок корпус деформировался в пределах
допустимых значений. Классической конфигурацией СО кор-
пуса двигателя является конструкция типа "кокон”, выполнен-
ная в виде цилиндрической оболочки, с овалоидными осесим-
метричными днищами. В малогабаритных двигателях днища
обычно имеют сферическую форму, в корпусах крупногабарит-
ных двигателей - изотензоцдную форму. Существует два тех-
410
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ из композитов
нологических метода формирования силовой оболочки — ме-
тоды спиральной и плоскостной (или орбитальной) намотки.
В нервом случае арматура наматывается на оправку спираль-
но-винтовыми витками по равновесным геодезическим траек-
ториям, и цилиндрическая часть корпуса дополнительно бан-
д аж и руст с я кольцевыми слоями. Тангенциальные напряжения
при нагружении в такой конструкции воспринимаются одно-
временно волокнами спирально-перекрестной и кольцевой
систем оболочки, а коаксиальные напряжения растяжения ™
только волокнами спирально-перекрестной системы.
Во втором случае арматура наматывается плоскими непре-
рывными витками, укладываемыми на оправку под углом 17°
к оси симметрии (воспринимают коаксиальные напряжения),
а на цилиндрическую часть наматываются кольцевые слои,
воспринимающие тангенциальные напряжения при действии
внутреннего давления.
Днища с фланцами. В полярные отверстия СО вматываю гея
фланцы, изготавливаемые из высокопрочных легких сплавов
(алюминиевых или титановых) или прессованные из компози-
тов. Соединение СО с фланцем осуществляют склеиванием
через эластичный промежуточный слой, выполняющий функ-
ции компенсатора термоупругих деформаций и упругого шар-
нира при передаче нагружения с фланца на СО. Кроме того,
в эластичной прослойке имеется специальный локальный ком-
пенсатор в виде местного раскрепления (расслоения) шарнира.
Обычно фланцы изготавливают совместно с элементами кон-
струкции теплозащиты (см. рис. 6.2, в), собирают и устанав-
ливают на оправку перед намоткой силовой оболочки. В про-
цессе намотки арматуры СО витки нитей охватывают петлями
перо фланца, образуя конфигурацию днища. Петельная струк-
тура законцовки днища создает кромку полеосного отверстия,
которая является основным элементом, передающим нагрузки
от фланца на СО корпуса.
Узлы стыка корпуса. Для соединения корпуса с другими
агрегатами ракеты в корпусе предусматривают специальные
стыковочные узлы, которые имеют форму цилиндрических
“юбок”, скрепленных с СО корпуса. Конструкция УС и метод
соединения "юбки” и шпангоута могут быть самыми разнооб-
разными (рис. 6.4). Наиболее часто используют два типа кон-
структорско-технологических решений: “юбки” композитные
4J1
6.1. Технология и потонлсния корпуса РДГГ
с металлическими шпангоутами и “юбки”, целиком изготов-
ленные из КМ. В обоих случаях цилиндрическая конструкция
“юбки” воспринимает и передает на СО нагрузки сжатия,
растяжения и изгиба. Цилиндрическую часть “юбки” армируют
продольными слоями под углом 0° (дтя передачи нагрузки) и
кольцевыми слоями (для обеспечения жесткости конструкции).
Кроме того, й ряде случаев используют перекрестное армиро-
вание под углами ± 45°. Торцевые стыковочные шпангоуты
обеспечивают точность и надежность соединения с другими
элементами конструкции ракеты. Как и в системе СО — фла-
нец, в соединении “юбок” с СО корпуса для компенсации
термоупругих, отрывающих и касательных напряжений пред-
усматривают эластичные компенсаторы в виде прослойки с
клиновым утолщением в развилке.
Рис, 6Ж Конструктивная организация “юбки” корпуса РДТТ
] — ТЗП, 2 — компенсационный резиновый клин; 3 — “юбка” из КМ;
4 - СО из композита; 5 — стыковочный фланец из алюминиевого
сплава
Теплозащита корпуса. Элементы конструкции корпуса дви-
гателя должны быть защищены от теплового воздействия вы-
сокотемпературных продуктов сгорания твердого топлива.
Вследствие сложной конфигурации, низкой и изменяющейся
по длине жесткости СО, больших деформаций и перемещения
днищ относительно фланцев, газо- и влагопроницаемости сте-
нок корпуса из композитного материала применяют ТЗП, об-
ладающее высокой эластичностью и герметизирующими свой-
ствами. Для защиты стенок корпуса от наружного аэродина-
мического нагрева, воздействия газов, истекающих из сопла, а
также от других тепловых потоков используют специальную
наружную теплозащиту.
Конструктивно-технологические решения внутренней теп-
лозащиты корпуса обусловлены главным образом повышенной
склонностью СО к деформациям.
412
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Для прочно скрепленных твердого! ши иных зарядов (ТТЗ)
деформации корпусов ограничиваются пределами L4...4 %. В
цельномотаных корпусах деформации в районе днищ сущест-
венно превышают указанные значения, достигая 30 %. Поэтому
используемые для защиты металлических корпусов теплоза-
щитные материалы нельзя применять в качестве внутренних
ТЗМ пластиковых корпусов, так как вследствие их малых от-
носительных удлинений не обеспечивается совместная работа
днищ СО и ТЗМ. Для обеспечения монолитности во всем
диапазоне функциональных перемещений элементов корпуса
наиболее приемлемыми являются резиноподобные эластичные
ТЗМ. Кроме того, в каждом случае необходимо разрабатывать
конструкцию компенсаторов в зонах повышенной деформации,
особенно для заднего соплового фланца. Концентрация напря-
жений в зоне скрепления фланцев с СО зависит от таких
факторов, как размер полярного отверстия, ширина, натяжение
ленты армирующего материала, диаметр корпуса, толщина
пластика вокруг фланца и некоторых других.
Наиболее теплонапряженными участками внутренней по-
верхности корпуса являются днища, где отсутствует теплоизо-
лирующее влияние свода топлива. Температура продуктов сго-
рания ТТЗ составляет около 3600 К, степень запыленности
конденсированной фазой — до 35 %, окислительный потенци-
ал — до 0,1, скорость обтекания переднего днища — 4.6 м/с,
заднего - 60...20 м/с (уменьшается по времени вследствие
разгара канала).
Как показывает опыт проектирования и отработки крупно-
габаритных двигателей, наиболее рациональной в целях обес-
печения минимальной массы и номенклатуры применяемых
ТЗМ является двухслойная конструкция ТЗП: наружный слой
из материала с, повышенной эрозионной стойкостью, облада-
ющего, как правило, пониженной эластичностью, и внутрен-
ний слой из материала с пониженной теплопроводностью и
повышенной эластичностью. Наряду с указанными слоями в
конструкции ТЗП в зоны, контактирующие с ТТЗ, вводят
защитно-крепящий слой, состоящий из защитного подслоя
(препятствующего миграции компонентов топлива в ТЗП) и
скрепляющего подслоя, имеющего развитую поверхность для
повышения адгезии топлива к ТЗП.
413
6.1. Технология изготовления корпуса РДТТ
Подготовка исходных материалов для намотки корпуса
Приготовление связующей, композиции. В производстве кор-
пусов РДТТ из КМ применяют в основном эпоксидные свя-
зующие композиции. Из них наиболее широко для “мокрой”
намотки используют связующие ЭДТ-10 100%-ной концентра-
ции, УП 612 М, ЭХД-М, ЭЦА-ЭМ, ЭЦМ, ЦАТ, а для “сухой”
намотки - ЦЭДТ-10П, ЭФБ-33, ЭЦТ-1, ЭЦТ-20, ПА и другие
(табл. 6.2)
Таблица 6.2
Состав и технологические характеристики связующих
; Марка связую- щего Состав Содержа- ние ком- понентов, масс, части Вязкость по ВЗ-1, с. при температуре, СС i Температура; переработ- ки, ПС
20 30 40 50 60
УП-612М УП 612 85 — — — —
ЭД-20 15 — — —
И-МТГФА ПО 43 17 9 6 4,5 30-35
УП-612М УП-606/2 0,5-69 1 — — — — — —
эхд 100 65 35 15 9 7.0 35-40
эхд-м И-МТГФА 108 — — — — — —
эц-м 50 38 20 15 7 5,0 30-35
ЭА 112 : — — — — — —
ЭДТ-10 ЭД-20 100 — — — — —
ДЭГ-1 .10 576 252 72 32 17,0 60-62
ТЭАТ 10-12 — — — — — —
Примечание. Секунда — внесистемная единица измерения вязкости, при-
меняемая на производстве.
Рассмотрим общие технологические указания и приемы
приготовления связующих композиций на примере связующих
композиций ЭДТ-10 и ЭДТ-10П. Эти связующие представляют
собой композиции на основе эпоксидных смол, отвердителя и
ускорителя. Компоненты, входящие в рецептуру связующей
композиции, должны пройти входной контроль на соответствие
ТУ и ГОСТ. При поступлении материалов на участок из них
изготавливают технологическую пробу для определения исход-
ной вязкости связующего и гомогенности раствора. Связующее
414
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
приготавливают в эмалированном аппарате вместимостью
50..JO0 л с якорной мешалкой, водяным обогревом и охлаж-
дением. Перед началом работы и после ее окончания аппарат
тщательно промывают сниртово-ацетоновой смесью в соотно-
шении 1:2. Изготовление связующего осуществляют в соответ-
ствии с технологической инструкцией, предусматривающей не-
обходимые доли исходных компонентов, порядок их смешения
и технологические параметры процесса. Вязкость полученного
связующего (по вискозиметру ВЗ-1, имеющему сопло диамет-
ром 5,4 мм) должна быть не менее 45 с при температуре
50 ± 5°С. Применительно к конкретному волокнистому полу-
фабрикату вязкость подбирают опытным путем. Готовое свя-
зующее передают в основное производство в герметичной таре
в сопровождении аттестата, в котором указаны дата изготовле-
ния и номер партии связующего.
В случае приготовления связующего ЭДТ-10П связующее
ЭДТ-10 растворяют до необходимой концентрации в спирто-
во-ацетоновой смеси с добавлением продукта АДЭ-3 согласно
рецептуре. Для приготовления связующего с требуемой кон-
центрацией перед употреблением добавляют слиртово-ацето-
новую смесь или раствор связующего по правилу '‘креста”.
Приготовленные связующие хранятся в герметичной таре: свя-
зующее ЭДТ-10 “ не более пяти суток при температуре 25 °C,
а ЭДТ-10П ” не более трех суток с момента приготовления.
Рецептуры связующих композиций, используемых для "мок-
рой” намотки, и их технологические свойства приведены в
табл. 6.2.
Для обеспечения требуемой вязкости (не более 15...25 с)
связующих и оптимального их содержания в наматываемой
оболочке приготовленные связующие помещают в пропиточ-
ную ванночку станка. Следует помнить, что их необходимо
переработать в течение следующего времени: ЭЦА-ЭМ - 3 ч,
ЭХД-М и ЭДТ-10 - 4...5 ч, УП 612М - 10... 15 ч.
Подготовка ленточных полуфабрикатов. Чтобы повысить
производительность процесса формования корпусов РДТТ, ис-
ходные волокнистые наполнители наматывают пучками одно-
направленных (параллельных) нитей, жгутов, ровингов. Одно-
направленные пучки волокнистых полуфабрикатов обычно
формируют в технологические ленты (ленточные заготовки},
415
6.1. Технология иагспонлення корпуса РД'ГТ
которые затем пропитывают связующим составом, сушат паи
в мокром состоянии окончательно оформляют в ленточный
полуфабрикат, придавая ему заданные размеры по ширине и
толщине, микроструктурные и технологические характеристи-
ки (нанос связующего, содержание в нем растворимых, летучих
компонентов, определенную технологическую липкость). Часть
из этих вопросов уже рассматривалась в гл. 2. Процесс произ-
водства ЛПФ для формования корпусов намоткой ('‘сухой” или
“мокрой”) состоит из следующей совокупности операций:
входной контроль исходных волокнистых полуфабрикатов
на соответствие нормалям, которые установлены техническими
условиями и стандартами на их производство;
входной контроль технологических свойств связующего со-
става и доведение их до требуемых значений;
формирование ленточной заготовки из исходных волокнис-
тых .полуфабрикатов; пропитка ленточной заготовки связую-
щим составом; технологическое отверждение пропитанной
ленточной заготовки; формование ЛПФ.
В процессе изготовления ЛПФ особое значение имеют опе-
рации контроля. Так, например, используя сортировку исход-
ных волокон <£Кенлар-49и( удалось без применения других тех-
нологических приемов повысить степень реализации прочнос-
ти органического волокна с 65 до 86 %, что явилось причиной
повсеместного перехода к входному контролю как армирующих
нитей, так и связующих. Контроль ЛПФ после изготовления
заключается в измерении содержания связующего, его состава,
содержания волокнистой арматуры. Скорость пропитки ленты
при производстве препрегов контролируется с погрешностью
до 1 %, при этом скорость протягивания ленты d технологи-
ческой системе обычно нс превышает 0,25 м/с при вязкости
связующего не более 0,3 Па с.
Оправки для намотки корпусов
Процесс изготовления формующей технологической ос-
настки, воспроизводящей конфигурацию и размеры внутрен-
ней полости корпуса двигателя, представляет существенную
часть его производства. Обычно его выделяют в отдельное
производство разрушаемых или разборных оправок.
416
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
В производстве корпусов РДТТ применяют комбиниро-
ванные оправки, силовую конструкцию которых выполняют
разборной из высокопрочных металлов (сталь, алюминиевые
сплавы), а ее рабочую формующую часть, имеющую сложный
и точный профиль, — разрушаемой из хрупких, легкоплавких
или растворимых материалов. В зависимости от габаритных
размеров формуемых корпусов и типа (серийности) произ-
водства можно использовать различные типы технологичес-
ких оправок.
Цельнометаллические разборные оправки сложны в изго-
товлении, имеют высокую стоимость, их эксплуатация затруд-
нена. Их используют в крупносерийном производстве для кор-
пусов диаметром нс более м. Выплавляемые из легких
материалов оправки склонны к ползучести при режимах на-
мотки, их применяют для изготовления оболочек диаметром
не более 300 мм и малоразмерных баллонов давления.
Растворимые оправки выполняют из различных раствори-
мых обмазок и эвтектических смесей солей, имеющих невысо-
кую температуру растворимости, Из таких материалов изготав-
ливают оправки диаметром до 600 мм.
Оправки с хрупкими или ломкими обмазками применяют
для производства крупногабаритных изделий с малыми сводами
разрушаемой части. В качестве хрупких материалов используют
гипс, алебастр и т.п. Надувные и жидкостные оправки имеют
заполняемую герметичную (из эластичного или гибкого тон-
колистового материала) оболочку. Для повышения жесткости
оправки и сопротивления кручению и сжатию такие оправки
можно заполнять песком или полыми микросферами.
В производстве корпусов двигателей широко применяют
оправки с вымываемой формующей частью из смолопесчаных
и песчаных смесей.
Многоэлементная конструкция песчано-полимерной оп-
равки для намотки СО корпуса показана на рис. 6.5. Основным
несущим элементом оправки является вал /0, на котором на-
ходятся отдельные элементы, секции 4, 5, 7, отформованные в
специальных формах. При сборке на валу эти элементы соеди-
няют в единое целое методом склеивания по торцевым поверх-
ностям. Характеристики, свойства и типы применяемых клеев
приведены в табл. 6,3.
27 243
417
6.1. Технология изготовления корпуса РДТТ
Рис. 6.5. Конструкция оправки для намотки СО корпуса РДТТ
с “юбками”:
1 — шпонка для передачи вращения с вали на оправку; Я б - втулки;
3, 8 — секции для намотки второго кокона, 4, 1 - несчано-полимерные
днища; 5 — песчано-поли мерные цилиндрические элементы; 9 - устано-
вочные элементы; 10 — вал
Таблица 6 3
Характеристики клеев н кзееных соединений для склеивания
элементов оправки
——" 1 Показатель К453 Всдсраетвори- 1 мый на основе ' эпокентриа- i зольной смолы (ЭТО
Жизнеспособность, ч (порции Цо 3 кг) 0,5 0,5
Время отверждения, ч, при температуре 15..-35 °C, не менге 16 24
Прочность при сжатии отвержденного клея. МПа, не менее 30 20
Прочность склеивания материала спра- вок при отрыве, МПа 5-8 5-7
Размываемость оправки горячей водой Не размывается . Размывается
Характер разрушения оправки Разрушение по материалу 1 оправки Разрушение по материалу оправки
В соответствии с принципом установки элементов оправки
на валу используют торцевое или радиальное базирование,
которое исключает взаимные перекосы торцевых поверхностей
418
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
фланцев корпуса, днищ, цилиндрических элементов. Для устра-
нения люфтов, зазоров цилиндрических элементов применяют
их клиновое соединение с втулками 6, приваренными на валу.
В конструкцию оправки (см. рис. 6.5) входят элементы 3 и
<¥, обеспечивающие изготовление в одном технологическом
процессе УС (“юбок”). Эти узлы изготавливают после намотки
основной СО корпуса в форме второго кокона (“ложного”
днища) методом спираль но-кольцевой намотки с подкрепле-
нием тканью. После отверждения “ложные" днища отрезаются,
в результате чего формируются “юбки” (см. рис. 6.4).
Для обеспечения требуемых геометрических размеров оп-
равки необходима ее механическая обработка после оконча-
тельной сборки.
Пссчано-полимерная часть оправки после отверждения на-
мотанной СО вымывается на специальных вертикальных стен-
дах при подаче пара (Т = 90... 100 °C) в течение 4...5 ч либо
воды с температурой более 80 °C под напором в течение I ...2 ч.
Технологическая схема изготовления оправки показана па
рис. 6.6.
EttKOClffo
Гис. 6.6. Технологическая аппаратурная схема изготовления оправки
27’
419
6.1. Технология изготовления корпуса РДТТ
При выборе типа оправки исходят из того, что допустимые
радиальные давления от усилий технологического натяжения
ЛПФ при намотке не должны превышать 20 % рабочего дав-
ления в корпусе двигателя, а допустимые радиальные дефор-
мации при намотке составляют 0,5 мм. Композиционные со-
ставы, используемые для изготовления вымываемых оправок,
приведены в табл. 6 4. Общий вид оправки показан на рис. 6.7.
Рис. 6.7. Общий вид оправки для намотки корпуса РДТТ
Таблица 6.4
Рецептура н физико-механические свойства песчано-смоляных оправок
Свойства Материал оправки
Содержание выплавляемой оправки. масс, доля Режим термообработки: температуря, °C время, ч Прочность при сжатии, МПа; при температуре 20 °C при температуре L50 °C Модуль упругости, ГПа: при сжатии при растяжении Время поролитической деструкции образца разме- ром 1,5 х 1 х 1 см2, мин, при температуре 100 °C ПВС 2-3 Песок 100 90-120 3 27 5 8,5 10,1 10 ЭТС-15 УП 605-3 Песок 100 Бура-3 110-150 8 100-130 25-26 20-22 18,8 17
420
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Технологические режимы намотки
Технологический режим формования определяется рядом
параметров, которые обусловливают качество производимых
корпусов. К таким параметрам относятся: технологическое на-
тяжение ЛПФ при намотке; контактное давление формования
(контактное давление на наматываемую поверхность); темпе-
ратура ЛПФ; скорость намотки ленточного полуфабриката;
температуры о-влажностные характеристики, запыленность и
загазованность производственного помещения.
Технологическое натяжение предназначено для создания
натяжения в гибкой вантовой системе формируемой оболочки
с целью придания ей конструктивной жесткости и прочности,
а также для создания технологического натяга в системе ста-
нок “ приспособление — оправка — ЛПФ, без которого невоз-
можно обеспечить ни кинематические, ни динамические усло-
вия намотки арматуры на оправку по заданным траекториям,
ни добиться устойчивости и повторяемости результатов намот-
ки. Технологическое натяжение определяется методом формо-
вания, кривизной формуемой поверхности, типом ЛПФ, спе-
цификой оборудования и другими факторами. Для каждого
конкретного случая оно зависит от типа материала, его опре-
деляют расчетом и уточняют экспериментально. Например, для
стеклопластиков практически используемые значения натяже-
ния 7() лежат в диапазоне 0,17\ < То < 0.2Т , где 7}, — натя-
жение, а Т? — разрывная сила ЛПФ.
Контактное давление формования предназначено для со-
здания натяга в технологической системе оболочка — оправка,
т.е. на границе контакта наматываемого ЛПФ и формующей
поверхности оправки (а затем на границе ранее сформирован-
ных слоев стенки оболочки). Контактное давление обеспечи-
вает уплотнение наматываемой структуры, заданную ей плот-
ность, отжим избытка связующего и вымывание воздушных
включений (в "мокром" способе формования), слипания и
адгезию связующего (при “сухом” методе формования). Кон-
тактное давление зависит от тех же факторов, что и 7"0, и не
должно быть ниже 0,049 МПа. Наибольшее его значение огра-
ничивается только опасностью передавливания хрупких арми-
рующих волокон и разрушения технологической оправки.
421
6.1. Технология изготовления корпуса РДТТ
Для создания и управления технологическим натяжением
используют различные технологические приемы и устройства:
торможение Л ПФ при помощи регулируемых тормозных уст-
ройств, создание натяга в волокнах с помощью разжимных,
надувных оправок и т.п. (см. гл. 2). Создавать контактное
давление и управлять им можно с помощью специальных при-
казных устройств, посредством обжимных, наружных рубашек
(канаты, ленты), внешнего гидростатического давления и т.п.
При малых и средних диаметрах корпусов необходимые значе-
ния контактного давления N можно обеспечить с помощью
создаваемого технологического натяжения:
Л-Г„ (6.1)
9 R ’
где R “ радиус криволинейной поверхности.
С увеличением диаметра формуемых изделий значение кон-
тактного давления при оптимальном значении снижается и
требуются обязательные дополнительные устройства для его
поддержания на требуемом уровне. Так, например, при намотке
крупногабаритных корпусов из органопластика применение
приказных роликов позволяет повысить прочность органоплас-
тиковых стенок на 5...S%, а модуль упругости - на 4—5%.
Температура формования является параметром режима
формования, с помощью которого управляют свойствами Л ПФ
в процессе намотки оболочки корпуса. Варьируя Тф, изменяют
агрегатное состояние и вязкость связующего, регулируют его
адгезионные и аутоадгеэионные свойства, уменьшают порис-
тость и увеличивают плотность изготавливаемой конструкции.
Нагревание ЛПФ осуществляют с помощью контактного обо-
греваемого ролика, газодинамических и радиационных (ин-
фракрасных) нагревателей и т.д. Оптимальная температура
формования зависит в каждом конкретном случае от рецептуры
применяемого связующего, его технологического состояния,
силовых параметров режима формования, скорости намотки.
Скорость намотки характеризуется принятым методом фор-
мования, кинематической схемой намотки, совмещенностью
операций формирования ЛПФ и намотки заготовки изделия,
возможностями намоточного оборудования. Для отечествен но-
422
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
го оборудования при “мокрой” намотке оболочек наибольшая
скорость подачи ЛПФ составляет 24 м/мин.
Определение конструкгнвно-технолоппеских
параметров намотки
Силовые оболочки корпусов представляют собой, как пра-
вило, комбинацию спиральных и окружных слоев, получаемых
непрерывной намоткой нитей. Спиральные слои, наматывае-
мые под небольшими углами р к оси изделия, выходят на
торцевую поверхность оправки й служат для формирования
днища оболочки. Окружные слои усиливают цилиндрическую
часть оболочки в кольцевом направлении.
Намотка слоев оболочки осуществляется за счет вращения
оправки, возвратно-поступательного движения суппорта слен-
торасклалчиком и радиального перемещения нитераскладчика
у торцев оправки с одновременным его поворотом вокруг соб-
ственной оси с целью предотвращения скручивания (жгутов а-
ния) наматываемой пряди нитей.
Рассмотрим схему укладки прядей нитей или ленты пре-
прега шириной гл (рис. 6.Я) на поверхность вращающейся оп-
равки. За один двойной ход нитераскладчика или один такт Т
намотки на оправку будет уложен один полный виток нитей
(одна спираль). При этом начало и конец витка нитей совпадут
только в том случае, если за время одного такта намотки
оправка повернется на целое число оборотов Zr Во всех ос-
тальных случаях, когда ZT не является целым числом, начало
и конец витка не совпадают на угловой шаг намотки ДФ.
Для обеспечения плотной (без зазоров) укладки наматыва-
емых лент необходимо добиться, чтобы угол АФ был кратным
углу 2п (или 360°), т.е. одному полному повороту оправки.
Кратными же будут те углы, для которых отношение 2д/ДФ
является целым числом: 1, 2, 3, 4, 5, 6, 7, 8 и т,д. Этим числам
соответствуют значения углового шага намотки ДФ*, равные
360°, 180°, 120°, 90°, 72°, 60°, 45° и т.д. Наиболее просто
кратность углового шага достигается дополнительным поворо-
том оправки на фланцах оболочки на А фф. Кроме того, после
каждого такта намотки или укладки одного витка ленты оп-
423
6.1. Технология изготовления корпуса РДТ Г
равку следует довернуть на угловую ширину ленты д <рл, которая
должна укладываться целое число раз в угловом шаге намотки
ДФ*.
Таким образом, в одном слое оболочки после его намотки
будет уложено 2л/Д(рл лент. Так как за один такт намотки
виток ленты дважды пересекает любую окружность оболочки,
то при числе тактов Т - 2 тг/Д9л образуется два полных спи-
ральных слоя, уложенных под углами ±р в каждой точке. При
этом оправка при Z = ZT Т вернется в исходное положение со
смещением на угловую ширину ленты Асрл,
Для заданных геометрических размеров технологические пара-
метры намотки рассчитывают в указанной последовательности.
1. Определяют угол намотки на цилиндрической части обо-
лочки
Ро = рц - arcsin (гг-7Г|, (6*2)
где А, гп — радиусы цилиндрической части и полюсного от-
верстия оболочки соответственно; рц — угол намотки на ци-
линдрической части.
2. Рассчитывают угол, на который поворачивается оправка
при укладке ленты на цилиндрическую часть оболочки за один
такт намотки,
- _ э _ о t п (6.3)
Фц - - 2 tg pu,
где /ц — длина цилиндрической части сосуда давления; фи -
угол поворота ленты.
3. Определяют угол поворота оправки при укладке ленты
на каждом из днищ (см. рис. 6.8)
к R 66 4)
Фд, = 2 Фд1 = 2J as = 2 J xTTFw dz.
r-r r±r
гт Ч
здесь г “ текущее значение радиуса вращения днища оболочки;
рг — угол армирования на днище; у' (г) — производная обра-
зующей контура днища:
424
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
rdr
2 ’
(6.5)
где
(6.6)
Ру — начальный угол намотки.
Вид А
Рис. 6.8. Схема намотки цилиндрических оболочек с днищами
425
6.1. Технология изготовления корпуса РДТТ
При этом максимальный радиус вращения rmax = + /?, а
минимальный —
V-Ji +4tg%-l .
(6.7)
В конечном виде интеграл (6,5) после замены переменной
r= E'Vl - /^sirre
(6, К)
выражается через эллиптические интегралы первого и второго
родов
Е(х,В) +
(6.9)
где F(x,Q) и Е(к}02) — табличные значения эллиптических
интегралов первого и второго родов; х ~ — модуль
эллиптического интеграла.
Аргумент эллиптического интеграла имеет вид
В = arc sin y'(R 2 - г 3) (А 2 - г .
Форма образующих днищ, построенных в относительных
координатах (у = y/R и г = г/R) по формулам (6.8) и (6.9) для
Рис. 6.9. Форма меридианов раин она-
пряженных днищ цилиндрических обо-
лочек при различных углах намотки на
экваторе с&ОЛОЧКи
разных значений (50, показана
на рис. 6.9. В вершине обо-
лочки при р0 * 0 образуется
отверстие, причем предпола-
гается, что при действии
внутреннего давления оно за-
крывается крышкой; мериди-
ональная кривая у ( г) опреде-
лена в интервале rmin s г < R.
4. Находят расчетный угол
поворота оправки за один
такт намотки или при укладке
одной спирали
426
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОР
фР = Ф„ + 2Ф„. (6.10)
5. Определяют расчетный угловой шаг намотки
Г«?1 (6.П)
ДФ = фР - । — 2т
Р т |>Г
где [фР/2л] ” целое число оборотов оправки в одном такте
намотки.
6. Определяют дополнительный поворот оправки на флан-
цах оболочки
(ЛФ'-АФ) (6.12)
Афф =-----j-- .
где АФ* — принятый угловой шаг намотки, равный ближайшему
кратному углу.
Рекомендуется в качестве углового тага выбирать ДФ* > 60°
(60е, 72°, 90", 120е и 180"). Если АФр > 180°, то оправку следует
повернуть на 2Асрф до ближайшего дополнительного угла (240°,
270е, 288°, 300° и 360°).
7. Рассчитывают смещение последующей спирали (витка
ленты) по отношению к ранее уложенной, т.с. определяют
поворот оправки на угловую ширину ленты
. _'к£_ G (613>
Фл ~ /? “ ЯсотРц’
где /кр и /л — кроющая и нормальная ширина наматываемой
ленты соответственно. При этом угол А <рд должен быть крат-
ным углу ДФ*, что не сложно выполнить для названных выше
значений ДФ*. Максимальное значение Д<р* ограничивается ко-
эффициентом трения пряди нитей о поверхность оправки
или поверхность наматываемого слоя.
В данном случае можно принять tg (Дфл/2) < Др, Следова-
тельно, максимальная ширина наматываемой ленты
r max < 2R cospu -arcLg/pp. Минимальная ширина ленты зависит
от скорости процесса намотки йнам.
427
6.1. Технология изготовления корпуса РДТТ
8. После выбора угловой ширины ленты Лс^л определяют
фактический угол поворота оправки за один такт намотки
ф; = Ф* = Фц + 2ФДН + 2Дфф + Д<рл , <6 14)
9. Определяют число оборотов оправки за один такт намот-
ки
Ф» (6.15)
Zt = 2 к '
10. Находят число витков ленты или число тактов при
намотке двойного спирального слоя
Т 2л 2 л 7? cos (6 16)
" 'л
11. Находят полное число оборотов оправки, необходимое
для намотки двойного спирального слоя
12. Определяют допустимую частоту вращения оправки из
расчета максимальной скорости намотки
sin рц (6.18)
2 л R
13. Находят время одного такта намотки
ZT Яф* (6-19)
поп ^йм5'п Рц
14. Рассчитывают минимально возможное время намотки
двойного спирального слоя
т - = (620)
Тсл-Тт "%п
+28
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Изготовление полуфабрикатов теплозащитных материалов
Полуфабрикаты рези но подобных ТЗМ изготавливают на
специализированных заводах методом каландрования и постав-
ляют для получения ТЗМ в рулонах. Процесс получения ка-
ландрованного полуфабриката ТЗМ состоит из следующих эта-
нов:
изготовление резиновой смеси из компонентов в резино-
смесителях или на вальцах, причем резиносмесители имеют
большую производительность;
вальцевание смеси (при изготовлении в резиносмесителях)
в пластину толщиной 10...20 мм;
каландрование листов, т.е. продавливание материала в за-
зоры между цилиндрическими валками до получения опреде-
ленной толщины.
Каландрованные листы выпускают обычно толщиной от 0,5
до 2 мм. так как более тонкие листы трудно снимать с послед-
него валка. При изготовлении листов с большей толщиной
возможно появление воздушных пузырей вследствие недоста-
точного давления при большом зазоре между валками. Неко-
торые материалы имеют и другие ограничения по толщинам,
например ТЗМ, наполненные асбоволокном, не выпускаются
толщиной меньше 1 мм из-за выкрашивания асбеста.
Специфической особенностью, присущей каландрованным
листам, является анизотропия свойств - каландровый эффект.
Эта анизотропия возникает вследствие продольной ориента-
ции, которой подвергается материал при проходе в зазорах
между валками. Каландровый эффект зависит от температуры
каландрования, скорости и фрикции валков, а также от свойств
резиновой смеси. С повышением температуры каландровый
эффект уменьшается, гак как снижаегся вязкость смеси. Для
снятия каландрового эффекта рекомендуется прогревать листы
резиновых смесей перед формованием в термостатах при тем-
ператере 60...70 °C в течение 1...4 ч. При термостатировании
происходит изменение геометрических размеров листов: умень-
шается длина и увеличивается толщина. Изменение толщины
составляет 10... 15%, что необходимо учитывать при расчете
схем набора толщин ТЗМ.
429
6.1. Технология изготовления корпуса РДТТ
Полуфабрикаты ТЗМ имеют ограниченный срок хране-
ния, что связано с протеканием процессов самовулканизации
и охрупчивания резиновых смесей. Пастообразные ТЗМ на
основе олигомерных низковязких каучуков изготавливают на
месте формования покрытий. Для изготовления используют-
ся камерные смесители, в основном периодического дейст-
вия.
Наиболее широко применяют смесители со шнековым уст-
ройством. Подготовка компонентов, входящих в состав пасто-
образных ТЗМ, включает в себя операции измельчения и сушки
порошкообразных наполнителей, а также взвешивания всех
компонентов.
Порошкообразные наполнители измельчаются в шаровых
мельницах с последующим отделением крупной фракции час-
тиц с помощью различных сит.
Влага из компонентов удаляется сушкой в термошкафах или
вакуумных сушилках. Время сушки определяется эксперимен-
тально и зависит от допустимой влажности компонентов, тем-
пературы и особенностей оборудования. Режимы сушки неко-
торых компонентов, входящих в состав ТЗМ, представлены в
табл. 6.5.
Таблица 6.5
Режимы сушки компонентов ТЗМ
Материал Температура сушки, °C Допустимая влажность, Ж
; Асбоволокно ПО 1.0
; Белая сажа 150 1,0
Технический углерод ПО t);2
Оксид цинка 110 0,2
Древесная мука 115 2,5
Фенольные микросферы 100 з.о
Стеклянные микросферы по 1,0
Компоненты дозируются с помощью весов или дозаторов,
в некоторых случаях используют объемную дозировку жидких
и сыпучих материалов.
Качество полуфабриката обеспечивается равномерностью
распределения компонентов материала и контролем времени
430
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
смешения, устанавливаемым экспериментально в зависимости
от вязкости каучука, температуры и применяемого оборудова-
ния.
Подготовка поверхности закладных деталей и оснастки
Качество поверхности определяет прочность соединения
деталей, а следовательно, и работоспособность изделия в целом.
Процесс подготовки поверхности состоит из операций меха-
нической й химической обработки.
Механические методы предназначены для удаления окали-
ны, ржавчины, заусенцев и создания требуемой шероховатости
поверхности. Известно, что адгезия различных покрытий на-
ходится в прямой зависимости от истиной поверхности скле-
ивания, определяемой шероховатостью. Существует оптималь-
ный параметр шероховатости для разных подложек. Так, для
крепления металлов и стеклопластиков с резинами необходим
параметр шероховатости Л, = 20...80 мкм.
К механическим методам создания шероховатости отно-
сятся струйная обработка металлической дробью, электроко-
рундом или другими абразивами, зачистка шлифовальной
шкуркой или металлическими щетками. Существуют дробе-
струйная и дробей етная обработка, которые различаются
способом разгона абразива. Дробеструйные аппараты разго-
няют абразив до нужной скорости сжатым воздухом. Дробе-
метные аппараты, работающие на метательном эффекте, в
несколько раз производительнее дробеструйных. Для цехов
и участков ТЗМ, имеющих большую номенклатуру изделий,
но относительно малый объем производства, преимущества
дробеструйных аппаратов, т.е. простота конструкции и гиб-
кость технологии, очевидны.
Струйную обработку применяют для деталей, толщина сте-
нок которых выдерживает воздействие струи типа “мембрана’’.
Для нежестких деталей поверхности зачищают шлифовальной
шкуркой с зернистостью 40...110 мкм. Поверхности деталей из
неметаллических материалов (пластики, резины) обрабатывают
431
6.1. Технология изготовления корпуса РДТТ
до удаления глянца. Пластмассовые детали после механической
обработки пригодны к сборке.
Кроме струйной обработки, а также в комбинации с ней
для тонкостенных деталей и деталей из некоторых сплавов
применяют химические методы подготовки поверхности, на-
пример травление для титана, вольфрама и молибдена. После
травления обязательна промывка деталей и сушка.
Обработанные поверхности деталей подвергают обезжири-
ванию с целью удаления масляных и других загрязнений. Про-
цесс обезжиривания основан на коллоидно-химическом рас-
творении загрязнений в органических растворителях (бензине,
ацетоне, трихлорэтилене) или эмульгировании в растворах
едких щелочей. Характеристики органических растворителей
представлены в табл. 6.6.
Таблица 6.6
Свойства органических растворителей
Раство- ритель Плот- ность, r/CMJ Темпе- ратура кипения, °C Темпера- тура замерзания, °C Лету- честь, % Основные с особенности
Ацетон 0,791 56,2 -17,8 XI Удовлетворительная
Бензин 0,722 80,0 3,5 очищающая способность Опасность воспламенения То же
Бензол 0,879 80.0 -11,0 3,0 Высокая токсичность
Дихлор- этан 1,260 83,5 — 4,1 Хорошая очищающая способность
Трихлор- этилен 1,480 87,3 — 3,8 Недостаточная стабильность
Хлорис- тый ме- тилен (фреон) 1.340 40,0 1,8 Хорошая очищающая способность Экологическое воздействие
Чстырех- хлоркс- тый угле- ,рид 1.590 70,5 4,0 Отличная очищающая способность Высокая токсичность
Уайт- спирит 0,795 _ 1.65 — — Низкая очншакнная | способность |
432
0. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
В последнее время большое внимание уделяют разработке
и применению водных моющих средств. Водные составы по
сравнению с органическими растворителями дешевле, они не-
горючие, нетоксичные, однако длительность обезжиривания
водными составами значительно выше.
В мелкосерийном производстве наиболее широко в силу
простоты и универсальности распространен метод обезжири-
вания протиркой салфетками, смоченными растворителями, с
последующей сушкой в условиях цеха. Время сушки зависит
от материала и составляет для металлов 10... 15 мин, для пласт-
масс — 30...44) мин. В серийном производстве применяют ме-
ханизированные способы обезжиривания окунанием, струй-
ным обезжириванием и т.д.
Подготовленные к склеиванию поверхности имеют ограни-
ченное время до нанесения клея, например: для стальных
деталей не более 12 ч, лля деталей из коррозионно-стойкой
стали и титановых сплавов не более 24 ч, лдя деталей из
алюминиевых сплавов не более 6 ч, для деталей из резины не
более 48 ч, для стекло-, асбо-, углепластиков не более 96 ч.
Для увеличения времени хранения подготовленных поверхнос-
тей используют их специальную защиту (консервацию) с по-
мощью пленок, прорезиненных тканей, специальных клеевых
подслоев. В этих условиях время хранения деталей может быть
увеличено до 30 сут, а иногда и более.
Для склеивания деталей из резины на основе неполярных
каучуков разработан метод подготовки поверхности путем
ультрафиолетового облучения. Суть метода состоит в окис-
лительных процессах, происходящих в поверхностных слоях
материалов под воздействием образующегося при ионизации
воздуха озона. В качестве источника излучения используют
ртутно-кварцевые лампы. Условия облучения (мощность
лампы, время облучения, расстояние до источника) устанав-
ливают экспериментально путем испытания склеиваемых об-
разцов.
Марки резин и рекомендуемые клеевые композиции для
склеивания резины и металлов приведены в табл. 6.7.
28-243
433
6.1. Технология изготовления корпуса РДТТ
Таблица 6.7
Марки резни н варианты их склеивания
Варианты склеиваемых материалов и клеевых композиций
Склеиваемые поверхности Клеевая композиция Прочность склеивания, МПа
Резина на основе этиленп ропи- Система клеев на основе
леновых каучуков и резина на растворов
основе фторкаучуков ! пояитрихлорбутадисна и
Резина на основе зтиленпропи- фгоркаучука Система клеев на основе На
леновых каучуков и металлы полихлорбутвдиена и отслаивание -
(сплав Ti) фенолкаучукового клея не менее 0,2
Резина на псионе эткленпропи- Клей на основе
леновых каучуков и органоплас- ПОЛИХЛорбутддиена —
тик Нитрильные резины и органо- фенол каучуковый клей На О1рЫН —
Еыасгак (ВК-3) 1,5
Нев> л завизированная этилен- Клей на основе
пропиленовая резина и вупкани- бутилкаучука (51-К-27) —
зированная , Невулканизированные между Бензин
собой резины
Оснастка, используемая для изготовления ТЗП, должна иметь
хорошо под готовленные оформляющие поверхности, контакти-
рующие с ТЗМ, Обычно их полируют, хромируют и т.д. Для
облегчения съема ТЗП с оснастки на оформляющие поверхности
наносят слой разделительной смазки, в качестве которой приме-
няют различные кремний органические продукты: жидкости
ПЭС-5 и ПМС-300, смазки М-5, К-21 и др, В ряде случаев на
формы укладывают технологический слой из эластичной капро-
новой ткани, который предохраняет ее от загрязнений.
Изготовление теплозащитного покрытия днища
Внутренние ТЗП крупногабаритных изделий из КМ, как
правило, представляют собой многослойные конструкции с
закладными элементами в виде манжет, воротников, компен-
саторов и т.д, В связи с этим заготовку ТЗП изготавливают в
434
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ конструкций из композитов
соответствии со специальным технологическим процессом, с
последующей установкой на оправку и намоткой на него СО.
На оправку (пуансон) вначале укладывают разделительные
и предохранительные слои материала защитно-крепящего слоя
(ЗКС) и затем послойно различные раскрои резин до получения
заданных толщин. В процессе выклейки ТЗП на форму в
необходимых зонах устанавливают предварительно подформо-
ванные (но не отвержденные) замковую часть манжеты, ком-
пенсаторы, раскрепляющие ТЗП и затем фланец корпуса.
Форма для выклейки определяет внутренний профиль ТЗП,
соответствующий размерам оправки для намотки с учетом усадок;
конструкция формы позволяет установить фланец на неспрессо-
ванную резину и ограничить его перемещение до обеспечения
заданной толщины резины под фланцем в процессе вулканиза-
ции. С наружной стороны ТЗП укладывают дренажные слои,
устанавливают вакуумный мешок и крышку гидроклава. В по-
лость между мешком и крышкой гидроклава под давлением
подают теплоноситель (глицерин), имеющий необходимую тем-
пературу. Полость между метком и ТЗП через дренажные слои
вакуумируют с целью удаления летучих веществ (рис. 6.10).
Рис. С.10. Пресс-форма для изготовления ТЗП днищ корпуса РДТТ:
/ — крышка гидроклавлой формы; 2 — трубопровод для подачи глицерина; 3 —
нагреватели; 4 — обогреваемые подставки; 5 — матрица; 6 - заготовка днища;
7 — фланец; Я — внешняя теплозащита; 9 — вакуумный мешок
Крышку гидроклавной формы соединяют с формой болто-
вым соединением по фланцу или байонетным затвором, при
га*
435
6.1. Технология изготовления корпуса РДТТ
этом одновременно осуществляют защемление технологичес-
кого резинового мешка по бурту. Для надежной герметизации
во фланце крышки имеются канавки, а на фланце формы “
скругленные выступы. Бурт технологического мешка толщиной
4...В мм одновременно используют в качестве уплотняющей
прокладки.
Крышки гидропланов снабжены системами автономного
подогрева теплоносителя (чаще всего глицерина). Подогрев
может быть паровым или электрическим. Для обеспечения
равномерности температурного поля рабочие элементы систе-
мы обогрева выполняют секционными с возможностью вклю-
чения их в работу в различных комбинациях. Для уменьшения
теплопотерь и форму, и крышки гидроклавов максимально
теплоизолируют напылением пенопласта, укладкой асботкани
и т.п. Для создания надежного тепл ©контакта нагреватели гид-
роклавной формы помещают в кожух, который заполняют сы-
пучим теплопроводным материалом (алюминиевая, чугунная
дробь и т.п.).
Чтобы обеспечить заданные параметры технологического
процесса, предусматривают принудительную циркуляцию теп-
лоносителя. В автоклаве — это системы нагнетающих вентиля-
торов, в гидроклаве — система насосов. Подогретый до темпе -
реатуры 120... 130 °C глицерин закачивают в гидроклав по тру-
бопроводу насосами низкого давления и высокой производи-
тельности. В установившемся режиме при изменении давления
производится подкачка горячего теплоносителя через дренаж-
ный клапан, отрегулированный на необходимое давление, и
слив в подогревательный бак.
Для удаления летучих веществ при вулканизации полость
между мешком и заготовкой вакуумируется с момента установ-
ки мешка и в течение всего процесса термообработки. Глубину
вакуума необходимо поддерживать на уровне 0,8...0,9 ати. Для
надежного удаления пузырей и захлопов летучих при вакууми-
ровании на наружную поверхность заготовки выкладывают по-
ристые дренажные слои стекло- и асботкани.
Массивные фланцы, особенно фланцы гидроклавных форм
и крышек, служат источником повышенных местных потерь
теплоты, что может существенно сказаться на качестве изделия.
Здесь оправдывает себя применение обогреваемых подставок,
436
б. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
значительно выравнивающих температурное поле- Важную
роль при проведении процесса вулканизации играют вакуумные
мешки. Если разрыв вследствие дефекта вакуумного мешка в
автоклаве может и не повлиять на качество ТЗП, то разрыв
мешка в гидроклаве ведет к попаданию жидкого теплоносителя
на ТЗП и окончательному, неисправимому браку последнего.
Поэтому мешки проходят тщательный контроль на целост-
ность, наличие пор, расслоения, а также контроль утонений
способами наддува и обмыливания.
Для поддержания параметров технологического процесса в
требуемых пределах (давление, температура, вакуум, время вы-
держки этих параметров на заданном уровне) автоклавную и
гидроклавную установки оснащают необходимым комплексом
измерительной и регулирующей стандартной аппаратуры. Учи-
тывая важность поддержания требуемой температуры именно
в материале покрытия, кроме измерения температуры тепло-
носителя, датчиком (термопарой) измеряют температуру непо-
средственно на покрытии.
На наружную поверхность заготовки перед укладкой дренаж-
ного слоя наносят разделительный слой, предохраняющий по-
крытие от слипания, склеивания с дренажным слоем или ваку-
умным мешком. Чаще всего применяют нанесение на наружную
поверхность из раствора слоя пол и изобутилена (ПИ Б). Однако
при использовании ТЗП в дальнейшем технологическом процессе
изпхговления корпуса для создания прочного скрепления СО с
ТЗП поверхностный слой ТЗП тщательно зашкуривают или об-
рабатывают шарошками на глубину внедрения ПИ Б. Для круп-
ногабаритных изделий эта операция является весьма трудоемкой,
поскольку практически не поддается механизации.
При изготовлении ТЗП необходимо осуществлять неполную
вулканизацию, так как требуемые свойства ТЗП достигаются
последующей совместной термической обработкой покрытия
СО корпуса РДТТ.
После вулканизации наружную поверхность заготовки ТЗП
зачищают от остатков разделительного слоя, проводят дефек-
тоскопию стенки днища и замеряют ее толщину.
Наиболее перспективным способом изготовления ТЗП со-
вместно с днищами является способ намотки предварительно
экструдированного резинового профиля непосредственно на
437
6.1- Технология изготовления корпуса РДТТ
оправку. Этот способ далек от практической реализации, но
для изготовления сверхкрупногабаритных корпусов РДТТ он
может оказаться единственно приемлемым.
Термообработка корпусов
Все экспериментальные исследования по подбору режимов
термообработки, которые обеспечили бы максимальные физи-
ко-механические характеристики, теплостойкость, полнот}' от-
верждения по всему сечению, минимум остаточных напряже-
ний, проводятся на тонкостенных кольцевых образцах диамет-
ром 140 .300 мм. Понятно, что для изделий с толщиной стенки
20...40 мм, а в местах фланцевых утолщений до 70...80 мм,
диаметрами 2500 мм и более, изготовленных методом намотки
на массивную песч ано-поли мерную оправку сложной конфи-
гурации, прямой перенос результатов отработки режимов поли-
меризации на образцах неправомерен. Положение осложняется
наличием в конструкции изделий отвержденных ТЗП, неот-
вержденных материалов, клеев и других материалов, для кото-
рых необходимы свои режимы термообработки. Все сказанное
характеризует задачу выбора, назначения и реализации режи-
мов термообработки как задачу комплексную, требующую для
своего решения системного подхода. Вид связующего, армиру-
ющего материала, характер взаимодействия связующего с ар-
мирующим материалом при повышенных температурах обу-
словливают подходы к решению этих проблем.
Так, например, для одного армирующего материала орга-
нического жгута ЖСВМ и связующих ЭДТ-10 и ЭХД для
образцов оптимальные режимы существенно различаются
(табл. 6.8).
Таблица 6.Й
Сравнительные режимы термообработки
Т синологические параметры Стадии процесса
1 2 1. . 5 1 4 1 5
Температура, °C so 10 ВО 140 160
Время выдержки: эдт-ю 3 2,5 2 2
эвд 3 — 4 — 5
438
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
В реальных условиях необходимо рассчитывать и корректи-
ровать режимы с учетом массы оправки, теплопроводности ма-
териала изделия, ТЗП оправки, толщины пластика, условий теп-
лообмена. Последнее является весьма существенным фактором,
так как теплопередача осуществляется в основном путем конвек-
тивного теплообмена при наружном обогреве и существенно
зависит не только от мощности печи для термообработки, но и
от скоростей потоков теплоносителя, их направленности. Дина-
мика нагрева в зависимости от этих факторов для разных типов
печей существенно различна, что подлежит обязательному учету.
Необходимо иметь в виду, что режим по температуре теп-
лонос игедя для мгновенно нагревающихся образцов практи-
чески не отличается от оптимального, для реальных изделий
температура в печи существенно превышает реальную темпе-
ратуру на поверхности и внутри стенки изделия. Это различие
в зависимости от температуры конструкции оправки и выше-
приведенных факторов может быть значительным и достигать
значений 20...40 °C
При термообработке происходит окончательное формообра-
зование изделия, когда народу с получением геометрических
размеров изделия, повторяющих размеры расширяющейся при
нагреве оправки, формируется и ось изделия. Как рассматрива-
лось выше, конструкции валов зависят от конструкции изделия
и могут иметь различную жесткость. Немаловажным фактором в
связи с этим является выбор места опор вала при термообработ ке.
В любом случае необходимо оговаривать в документации и сле-
дить за тем, чтобы места крещения опор были расположены
между собой на небольшом расстоянии. При этом оправка обя-
зательно должна опираться на опоры валом или жестко соеди-
ненными с ним деталями. Устанавливать опоры под цанги, по-
движные втулки и другие элементы во избежание нарушения
геометрических размеров изделия не допускается. При разогреве
связующее сначала резко теряет свою вязкость, подвижность его
увеличивается и, особенно при неплотной упаковке арматуры,
происходит некоторое стекание связующего под действием силы
тяжести. Для малогабаритных изделий предпочтительным явля-
ется медленное вращение оправки (1—2 об/мин) на этапах, когда
связующее еще не потеряло подвижности.
439
6.1. Технология изготовления корпуса РДТТ
Важную роль играет способ закрепления элементов изделия
и оправки на валу в процессе термообработки. Коэффициенты
линейного расширения стального вала, песчано-полимерной оп-
равки, изделия различны и ввиду разной массы и температуро-
и теплопроводности деформируются в процессе нагрева —охлаж-
дения во времени с неодинаковой скоростью. Это важнейшее
обстоятельство обусловливает необходимость, во избежание раз-
рушения оправки, необратимых деформаций и даже разрушения
изделия, раскрепления изделия от оправки и вала. Если один из
держателей фланца и шпангоутов жестко связан с валим, то
противоположным фланцу и шпангоуту необходимо обеспечить
возможность свободного осевого перемещения. Жесткое скреп-
ление вала, оправки, фланцев, шпангоутов в одну систему обя-
зательно приводит к таким дефектам как отслоение фланца от
оболочки, отрыв шпангоута, нарушение монолитности на грани-
це “юбка” СО и т.п. Даже в редких случаях, когда целостность
изделия при жестком скреплении не нарушается, остаточные
напряжения будут велики, и обеспечение заданных геометричес-
ких размеров изделия и сохранение их неизменными во времени
будет практически неразрешимой задачей. Несмотря на развитие
различных способов отверждения КМ вплоть до радиационного,
наибольшее применение получили способы термообработки в
печах конвективного теплообмена.
В последнее время на практике начинают применять более
экономичные печи аэродинамического нагрева. Для контроля и
регулирования температуры в печах (или по датчикам на поверх-
ности изделия) применяют автоматизированные системы.
После завершения процесса термообработки и извлечения
изделия из печи не следует немедленно приступать к разборке
оправки. Необходимо дать закончиться релаксационным процес-
сам выравнивания и перераспределения внутренних напряжений.
Эти процессы протекают довольно длительно, но опытным
путем установлено, что разборка и извлечение оправки через
1—1,5 сут. после извлечения изделия из печи надежно обеспе-
чивают воспроизводимость геометрических размеров изделия
и низкий уровень остаточных напряжений в материале
Типовая обобщенная структурная схема изготовления кор-
пуса РДТТ приведена на рис. 6.11; корпуса РДТТ, полученные
намоткой — па рис. 6 12.
440
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
441
6.2 Технологические процессы изготовления элементов СБ
Рис. 6,12. Общий вид корпусов РДТТ, полученных намоткой
6.2. Технологические процессы изготовления
элементов конструкций соплового блока
В производстве ответственных элементов конструкций со-
плового блока РДТТ широко используют термостойкие угле-
пластики и УУКМ.
В зависимости от требований, обусловленных эксплуа-
тационными нагрузками, применяют различные конструк-
тивные схемы и схемы армирования (2D, 3D, 4D и т.п ),
многочисленные технологические методы изготовления
каркасов и уплотнения матричным материалом. Основные
детали сопла современных РДТТ ~ вкладыши критического
сечения, моноблоковые критические вставки, раструбы со-
плового блока двигателей — изготавливают из этих же ма-
териалов (рис. 6.13, табл. 6.9). Композиты также широко
применяют в качестве основных материалов в различных
вариантах узлов подвески управляемых поворотных сопел,
в частности в разнообразных конструктивных схемах по-
воротных сопел с многослойным эластичным сферическим
шарниром.
442
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Таблица 6.9
Материалы для конструкций входных трактов сопловых блоков
Эле- ! мент кон- струк-1 НИИ : Марка мате- риала, страна Метод изготовления Механические характеристики Те плофиз ические характе ристики
<- МПа оу, МПа р 10 Г1, кг/м3 Вт/(мК) о., 1/К
Моно- блок КИМФ МБ, Россия УУКМ на основе каркаса 3D и и и роуглеродной матрицы. Каркас изготовлен метолом плетения высокомодульного жгута УКН-5000 50 160 1,85 5-15 ।
Моно- блок Sepcarb- 570. СИТА УУКМ на основе каркаса 3 D из углеродных стержней. М ногоннкл свое уплотнение с использованием нефтяного пека, графитизация 51 160 2,01 5-15
Вкла- дыш крити- ческо- го се- чений УПА-3, 1 Россия Вязаный углеродный каркас, насыщенный ттироуглсроцом 5,6 22 1,97 11,5 5-1СГ*
То же Десна. Россия Плетеный каркас 3D с матрицей из графитнзн рован ного пекового кокса, ; многократная iпропитка под !давленисм, графитизация 40,0- 50,0 160 1,95 3-4 2,540 6
РугвсагЬ -903, отд Стержневый каркас 3D с матрицей из граф итизированного пекового кокса, многократная пропитка, графитизация •25 155 1,95
443
ti-2. Технология изготовления конструкций сопли
f 7
Рис. 6,13. Сопловый блок РДТТ:
/ — раструб; 2 — критическая часть моноблока; 3 — ТЗП; 4 - соедини-
тельный фланеи; 5 - экрпн; 6 - уплотнение; 7 - воротник
Рассмотрим технологические процессы изготовления эле-
ментов соплового блока.
Изготовление моноблочном части сопла
Каркас, моноблочной части сопла (рис. 6.14) изготавливают
методом поперечной намотки нитей и продольной выкладкой
препрега на оправку с установленными на ней жесткими ра-
диальными элементами армирования. Процесс состоит из сле-
дующих этапов:
изготовление оправки из "мягкого’* материала (пенопласта,
пенографита, углепластика и т.п.);
изготовление методом пултрузии стержней из углеродного
наполнителя, выполняющих роль армирующих элементов кар-
каса в радиальном направлении;
установка стержневых элементов на оправку, выступающих
на высоту, соответствующую толщине заготовки;
послойная выкладка осевых элементов препрега с после-
дующей намоткой кольцевых слоев нитей.
Для изготовления каркаса используют универсальные на-
моточные станки и ряд специальных приспособлений.
Препрег изготавливают намоткой углеродной нити
(УКН-5000 и др.) на цилиндрическую оправку' с последующей
444
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Рнс. 6.14. Схема конструкции соплового блока с моноблочной критической
вставкой:
Z - моноблочная критическая вставка (УУКМ}; 2— защитный экран (углеплас-
тик); 3 — корпус (титан); 4 — раструб сопла (УУКМ)
пропиткой клеем ПВА и разрезкой на заготовки, длина которых
соответствует размерам осевых пазов между установленными
на оправке стержнями. Толщина препрега составляет
1,2... 1,5 мм. Набор пакета осуществляется пооперационной вы-
кладкой заготовок препрега в осевом направлении, закрепле-
нием их с помощью клея ПВА и последующей заметкой коль-
цевыми слоями нитей. Количество одновременно наматывае-
мых нитей соответствует ширине кольцевых пазов между
стержнями (при диаметре стержней 1,4... 1,5 мм и шаге уста-
новки б мм) намотка осуществляется в три нити* После выбора
пакета заданной толщины поверхность каркаса покрывают тон-
ким слоем клея БФ для предотвращения сползания нитей и
закрепления стержней, а также для исключения травмирования
нитей при транспортировке каркаса.
Насыщение каркаса комбинированное, осуществляется за
несколько этапов. На первом этапе с целью стабилизации
структуры ориентированных в заготовке волокон проводят
предварительное пироуплотнение заготовки до плотности
0,9... 1,1 г/см3 путем осаждения пирокарбида из газовой фазы.
Процесс протекает в стационарной установке с использованием
метана, аргона, водорода, порошка тантала и других компонен-
тов при температуре 1370 К в течение 100 ч. Дальнейшее
уплотнение заготовки до плотности 1,85... 1,9 г/см3 осуществля-
ется в процессе восьми—девяти циклов пропитки и науглеро-
живания с использованием нефтяного пека при низких (до
445
6.2. Технологические процессы изготовления элементов СБ
35 МПа) и высоких (105 МПа) значениях давления и несколь-
ких циклов графитизации при температуре 3073 К. Затем за-
готовку подвергают механической обработке, после которой в
зависимости от назначения изготавливаемой конструкции ее
дополнительно науглероживают или наносят против ооки ели -
тельное покрытие.
Вид заготовки монодетали до и после механической обра-
ботки показан на рис. 6.15 и 6.16.
Рис. 6Л5. Вид заготовки монадрпши Рис. 6Л6. Вид заготовки монодстяли
из УУКМ до механической обработки ИЗ УУКМ после механической обра-
ботки
Изготовление сопловых раструбов и насадков
Для изготовления выходных раструбов РДТТ широко
используют УУКМ. Каркасы раструбов в основном произ-
водят в соответствии со следующими технологиями: ткане-
выкладочная прошивка, намоточная и технология ткачест-
ва (табл. 6.10). Тканевыкладочная прошивная технология
и применяемое оборудование были рассмотрены в гл. 3.
Для намотки раструбов используют универсальное намо-
точное оборудование и те же процессы, что и для намотки
корпусов двигателей. Аналогичные процессы применяют и
для изготовления сопловых насадков жидкостных ракетных
двигателей.
446
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Таблица €.10
УУКМ для нтготоиленин раструбов РДТ1
I Марка ’ материала Каркас раструба 1 Матрица Основные характеристики !
Структура Наполнитель I р 10 \ кг/м-1 МП|1
Куп-ВМ- ПУ Заря г твп-км твп Л pi Луч КМ • Намспоч- Him. BMH ная Каркас Основа - изготандива нить ется на Урал-24 кругло- Уток — НИТЬ ткацкой УКН-5000 машине Ткане- Ткань выкладоч- Урал- ная ТМ-4-22 прошивная То же То же Ткане- Ткань вы клался- УТ-900 ;ная прошивная То же То же Кокс фе но лформа л ьде- гндной смолы, пироуплотнение П ироуплотнен не Кокс фен олформал ьце- Т'илной смолы, п проуплотнение П ироуплотн ей не То же Коке фенол форм дл где - ГИДНОЙ СМОЛЫ, пироуплотненне 1.4 1,4 5В 1,4 70 1,4 60 1 ; i 1,5-1,5 90 1,5-1,6 130
Конструкция соплового насадка ЖРД, изготавливаемая из
УУКМ, представлена на рис. 6.17, а структурная схема техно-
логического процесса его изготовления — на рис. 6.18.
Намотка - один из самых совершенных процессов изго-
товления высокопрочных армированных оболочек, позво-
ляющий получать оболочки вращения сложной формы и
реализовывать с высокой точностью большое количество
схем армирования.
447
Рис. б Л 7. Конструктивная схема насадка
При намотке изделий конической формы ткаными лентами
из волокнистых матери ало в слои армирующего материала рас-
полагаются не только параллельно образующей, но также па-
раллельно и под различными углами к оси изделия.
Технологический процесс спиральной намотки “сухим”
способом для рассматриваемого случая заключается в следую-
щем. Волокнистый армирующий материал перед формованием
предварительно пропитывают связующим (в данном случае
бакелитовым лаком ЛБС-2) на пропиточных машинах, которые
обеспечивают качественную пропитку и требуемое равномер-
ное содержание связующего в препреге за счет регулирования
вязкости связующего в процессе пропитки.
Насадок выполняют способом двухзаходной намотки, со-
гласно которому одновременно укладываются два слоя ленты.
Контактное давление формования создается путем натяжения
армирующего волокнистого материала.
С целью получения оптимальной геометрии намотки ис-
пользуют метод зонной намотки на универсальном намоточном
станке. После завершения процесса намотки оболочку по
внешней поверхности утягивают фторопластовой лентой. От-
верждение углепластика является частью технологического
448
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Рис. 6. Ilf. Структурная схема технологического процесса изготовления насадка
29 24.3
449
6.2. Технология изготовления конструкций спида
процесса, который должен обеспечить заданные требования по
физико-механически м характеристикам.
Задавая закон изменения температуры отверждения в про-
цессе нагрева и охлаждения, необходимо учитывать конкретные
условия, вытекающие из разнородности коэффициентов ли-
нейного термического расширения материалов изделия, ее гео-
метрии, теплопроводности применяемой формообразующей
оснастки, типа применяемого связующего, интенсивности теп-
лопритока нагревательных устройств. Вместе с тем, технологи-
ческие режимы отверждения должны обеспечивать бездефект-
ную структуру материала и конструкции с наименьшими за-
тратами энергетических ресурсов. Необходимо также, чтобы
температура отверждения обеспечивала оптимальные характе-
ристики всех материалов и по всей толщине изделия.
С учетом вышесказанного применяют следующий режим
отверждения оболочки. Изделие помещают в газостат. После
проверки его работоспособности поднимают давление до зна-
чения 400 кПа в течение 1 ч при температуре до 120 °C При
этих параметрах изделие выдерживают еще 1 ч. Происходит
предварительное отверждение, после чего давление доводят до
значения 650 кПа, а температуру до 160 °C, и изделие выдер-
живают еще 2 ч. Установку отключают. После остывания до
нормальной температуры изделие извлекают из установки, сни-
мают с оправки и подвергают термической обработке.
Режим термической обработки осуществляется за несколько
этапов: подъем температуры до 100 °C со скоростью 100 °С/ч,
выдержка при этой температуре 2 ч; до 250 °C со скоростью
20 °С/ч, выдержка - 2 ч; до 400 °C со скоростью 20 °С/ч,
выдержка — 4 ч; до 600 °C со скоростью 50 °С/ч, выдержка —
2 ч; подъем температуры до 1000 °C со скоростью 2СИЭ °С/ч.
Затем отключают нагрев установки путем плавного сниже-
ния напряжения с последующим отключением питания уста-
новки. Охлаждают печь с изделием до температуры 40 °C со
скоростью естественного охлаждения, и после этого изделие
извлекают из печи при включенной вытяжной вентиляции.
Изотермический процесс насыщения оболочки насадка пи-
роуглеродом заключается в следующем. Оснастку подготавли-
вают для насыщения каркаса и устанавливают нагреватель.
Конические за готовки-каркасы устанавливают по обеим сто-
450
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
ронам нагревателя до взаимного упора торцами. Наносят раз-
делительный слой из целлофана и бумаги на внутреннюю по-
лость заготовок. Вырезанными из угольной ткани лентами за-
полняют внутренние полости заготовок путем обмотки нагре-
вателя. Установкой переходников на нагреватель обеспечивают
соосность каркаса относительно стержня нагревателя. Просвер-
ливают в каркасе под термопару отверстие диаметром 10 мм
(см. гл. 3).
Далее нагреватель помещают в печь, в которую подают газ
(пропан, метан и др.).
При температуре 1000 °C и положении индикатора термо-
пары на отметке **0” по шкалам перемещения термопары на-
чинают отсчитывать время насыщения. В процессе изотерми-
ческого насыщения углеродный каркас нагревается за счет
излучения углеродного кожуха-сердечника индукционной
печи. Газообразный углеводород вводят во внутреннюю полость
формуемого тела и он заполняет кожух, насыщая при этом
нагретый каркас. Для измерения температуры в зонах охлаж-
дения углерода устанавливают скорость перемещения термопа-
ры 0,25 мм/ч. Перемещение термопары корректируют так,
чтобы за 8 ч процесса перемещение термопары равнялось 2 мм.
Длительность процесса насыщения составляет 72 ч при
температуре не выше 1100 °C. После этого отключают Haipeu
установки путем плавного снижения напряжения, подаваемого
на нагреватель, с последующим отключением питания установ-
ки. Заготовку охлаждают в печи в газовой среде до темпера-
туры 40 °C со скоростью естественного охлаждения печи. От-
ключают вакуумный насос, подают воздух, осуществляют пол-
ное отключение установки, открывают камеру и извлекают
готовое изделие.
Следует отметить, что изотермический процесс приводит к
равномерному осаждению углерода на волокнистой поверхнос-
ти. Получаемая в процессе насыщения плотность УУКМ равна
1,4 г/см. По завершении цикла процесса насыщения на изде-
лии образуется поверхностная корка, которую удаляют меха-
ническим путем.
С целью лротивоокислительной защиты используют покры-
тие на основе карбида кремния, удовлетворительно работающее
в диапазоне температур 1000... 1400 °C.
29’
451
6.2. Технология изготовления конструкций сопла
Вместе с изделием данный технологический процесс про-
ходят контрольные образцы.
“Кровельная” намотка теплозащиты соплового раструба
Способ “кровельной” намотки используют для нанесения
жестких ТЗМ. При этом ТЗП формируют отдельно от защи-
щаемой конструкции, а намотку соплового раструба ведут на
технологическую оправку-имитатор поверхности изделия.
Схема ориентирования волокон в таких ТЗМ оптимизирована
по минимуму эрозионного уноса массы материала покрытия и
минимуму теплопроводности в сторону стенки раструба. Вы-
сокоскоростные и высокотемпературные потоки газообразных
продуктов сгорания твердого топлива, содержащие конденси-
рован нута фазу и истекающие в расширяющуюся часть сопла,
вызывают интенсивный унос массы ТЗМ, волокна в котором
расположены параллельно защищаемой стенке конструкции.
При этом унос углепластика будет существенно больше уноса
стеклопластика вследствие их теплофизических и физико-ме-
ханических свойств. Если же волокна расположены перпенди-
кулярно защищаемой поверхности, то унос массы будет мини-
мальным.
Рис, 6,19. Схемы “кровельной11 намотки абляци-
онного покрытия на технологическую оправку:
/ — конструктивная или технологическая оправка
для намотки; 2 — цапфы крепления оправки; 1 —
наматываемое покрытие
Вместе с тем теплопроводность при такой схеме укладки
волокон, особенно углеродных, будет максимальной. Приве-
денные па рис. 6 19 утлы укладки тканой ленты из углеродных
452
fi. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
волокон приняты как результат рассмотренного компромисса,
а также с учетом сдвиговых характеристик в КМ и технология-
пости такой намотанной конструкции. Схему укладки слоев
материала при такой намотке называют “рыбья чешуя”, а саму
технологию намотки — “кровельной", обеспечивающей распо-
ложение слоев с нахлестом по направлению движения набега-
ющего потока газов. При формировании покрытия на поверх-
ности защищаемой конструкции процесс намотки начинают с
малого диаметра оправки, задавая требуемый угол укладки
ленты и располагая плоскость ленты параллельно оси изделия.
Такая схема намотки позволяет осуществить сильное натяже-
ние лент при намотке и не только обойтись без технологичес-
ких роликов, но и получить более плотную структуру материала
покрытия, чем в случае намотки па маложесткую конструкцию
изделия* Кроме того, структура намотанного покрытия может
быть улучшена, если намотку вести не на цельнометаллическую
технологическую, а па разжимную оправку, размеры которой
будут изменены в процессе отверждения материала покрытия.
Увеличение контактных давлений формования материала бла-
гоприятно скажется на улучшении свойств последнего. По
окончании процесса отверждения материала отформованную
оболочку покрытия снимают с оправки, механически обраба-
тывают и вклеивают в защищаемую конструкцию.
Схема “кровельной” намотки ориентирована на примене-
ние препрегов в виде лент, задающих волокнистую структуру
покрытия. При этом однонаправленные ленты можно исполь-
зовать при их возможно меньшей ширине, согласованной с
кривизной наматываемой поверхности так. чтобы нс вызвать
недопустимых складок и нарушений текстуры материала из-за
разной длины пути укладки обеих кромок одной ленты на
профилированной оправке. Для некоторого снижения остроты
проявления этого фактора применяют подогрев препрега и
используют в препреге нити, например, из лавсановых волокон
с удлинением до 7 % вместо стеклянных, углеродных и асбес-
товых. у которых удлинение только 2...3 %. При нанесении
покрытий из асбо-, стекло- и углепластиков наиболее часто
используют тканые ленты шириной 15...80 мм. Ткани сатино-
вого плетения характеризуются большей гибкостью и высокими
формующими свойствами, позволяющими обматывать оболоч-
453
6.2. Технология изготовления конструкций сопла
км большей крутизны. В отличие от них ткани полотняного
плетения можно использовать на оболочках малой кривизны,
в этом случае натяжение при намотке должно быть более
сильным.
Свойство формуемости тканых лент при рассматриваемой
схеме намотки может быть улучшено, если одну из кромок ленты
еще до начала намотки снабдить насечками, надрезами, выреза-
ми, увеличивающими способность к деформации лент до
20...30 %. Созданы и специальные ткани, легко деформирующие-
ся по профилю оправки. Структура таких тканей имеет по ширине
две зоны: одну обычной текстуры с удлинением 2—3 %, а другую
— с текстурой повышенной деформагинности (30 %).
Технологические параметры укладки ТЗМ по схеме “кро-
вельной” намотки следующие: скорость намотки равна
2,5,.Л5,0 м/мин, натяжение лент 5... 10 Н/см от ширины и не
превышает 20 % от разрывной нагрузки на ленту. Шаг намотки
в зависимости от ширины используемой ленты составит
2,0... 3,5 мм/об.
Изготовление сферического шарнира поворотного сопля
Среди разработанных к настоящему времени многочислен-
ных узлов подвески управляемых поворотных сопел наиболее
широко распространены конструктивные схемы поворотных
сопел с многослойным эластичным сферическим шарниром
(МЭСШ).
Конструктивно МЭСШ выполнен следующим образом
(рис. 6.20, а-ж). Подвижный и неподвижный металлические
стальные и титановые фланцы соединены между собой элас-
тичным сферическим подшипником, состоящим из чередую-
щихся слоев твердых, жестких и прочных тарелей и прослоек
эластомера, скрепленных между собой клеевыми системами.
Тарели изготовлены из высокопрочного и жесткого угле- или
стеклопластика, а прослойки эластомера — из различных марок
резин на основе полнизопреновых, натуральных, силиконовых
или неопренополибугадиеновых каучуков. Принципиальной
особенностью МЭСШ является совмещение в одном узле
функций опоры и уплотнения (герметизации). Размеры эле-
ментов сферического шарнира выбирают таким образом, чтобы
контактные давления на границе тарель — эластомер были всегда
454
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
выше давления в камере сгорания, что обеспечивает надежную
герметичность шарнира и делает его чувствительным к незна-
чительным технологическим погрешнос'гям (отслоения и не-
нроклей).
WSESS
Рас, 6.20, Многослойный эластичный сферический шарнир.
а — типовая конструкция; б — процесс изготовления таре ли; а —
сегмент; ? ~ пакет сегментов; д — схема сборки тарели в пакет,
е — опрессовка, ж — схема расположения слоев ткани в стенке
тарели
Основные требования, предъявляемые к качеству конструк-
ции шарнира, следующие:
минимальные (регламентируемые) величины посадки сопла
за счет сжимаемости эластомерных прослоек при рабочем дав-
лении в камере двигателя;
герметичность соединения корпуса и поворотного сопла
при рабочих нагрузках;
устойчивость сопла к нагрузкам при предельных углах по-
ворота.
Технологический процесс изготовления МЭСШ включает
в себя следующие основные операции:
455
6,2. Технологии изготовления конструкций сопла
пропитка угольной ткани (стеклоткани) связующим (от-
дельно эпоксидным и фенольным) и сушка с целью получения
тканевых препрегов:
раскрой полученных тканевых препрегов на сегменты;
выкладка сегментов на формообразующей поверхности
пресс-форм по форме “Розетта”;
опрессовка заготовки тарели в пресс-форме и отверждение;
сборка сферических тарелей и прослоек эластомера с уста-
новкой между тарелями мерных жестких прокладок,
вулканизация собранного пакета в пресс-форме под давле-
нием.
При этом защитный внешний край каждой тарели высту-
пает за кромку эластичных прослоек, образуя "рифленый”
торец шарнира, выполняющий роль барьера из “застойных"
зон для защитных эластомерных прослоек от прямого воздей-
ствия продуктов сгорания. Пропитанный эпоксидный препрег
раскраивают на сегментные заготовки длиной L — R^ где R —
радиус срединной поверхности дугового сегмента или тарели,
а угол ср принимают равным приблизительно 40°. Кроме того,
из углеродной ткани, пропитанной фенольным связующим,
изготавливают сегменты для защиты кромок тарелей и сшивают
эти сегменты с сегментами из эпоксидного тканевого препрега.
Такие сшитые сегментные заготовки выкладывают л пресс-
форму с углом перекрытия сегментов (около 6,66°), т е. со
сдвигом по кольцу около 6,66°.
Сформированную по типу “розетта” заготовку сферической
тарели формуют и отверждают и пресс-форме под давлением
1200 МПа и температуре 150... 160 °C. Время выдержки в пресс-
форме под прессом составляет 75... 120 мин до момента затвер-
девания смолы Затем тарели собирают в пакет, прокладывая
их прослойками эластомера, в следующей пресс-форме. В
ней прослойку вулканизируют для обеспечения качественно-
го скрепления прослоек с поверхностью сопряженных таре-
лей.
456
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
6.3. Изготовление шпангоутов, балок,
отсеков, панелей
Требования, предъявляемые к таким элементам конструк-
ции, как силовые шпангоуты, балки фермы, размерно-стабиль-
ные рамы, рефлекторы, волноводы, панели солнечных' батарей,
несущие отсеки, можно реализовать только при изготовлении
этих элементов из композитов, обладающих максимальной
удельной жесткостью, прочностью и строго регламентирован-
ными термомеханическими характеристиками.
Как показано в гл. 1, 2, современная промышленность
располагает гаммой высокопрочных, высокомодульных мате-
риалов и технологий. В частности, материалов на основе угле-
родных волокон, матричных материалов и значительным ко-
личеством технологических методов их переработки.
Рассмотрим некоторые технологические приемы изготовле-
ния такого типа конструкций.
Изготовление шпангоутов
Конструкция корпуса ЛА обычно представляет собой обо-
лочку, усиленную подкрепляющими, опорными и стыковоч-
ными ребрами жесткости. Используемые в настоящее время
штатные шпангоуты из волокнистого композиционного мате-
риала (ВКМ) зачастую имеют сплошное сечение, требуют ме-
ханической обработки, соединяются с оболочкой посредством
клеевого слоя. Их масса может достигать до 40 % массы кор-
пуса. В связи с возрастающими требованиями к снижению
массовых характеристик изделий и улучшению экономических
показателей при их изготовлении в последнее время особенно
остро стоит задача разработки прогрессивных конструкций
кольцевых ребер жесткости из высокопрочных и высокомо-
дульных ВКМ, обеспечивающих рациональное армирование
оболочки и шпангоутов, а также их эффективное соединение.
Определенным шагом вперед в этом направлении является
конструктивное решение шпангоута коробчатого сечения Этот
шпангоут содержит полую или с легким заполнителем оправ-
ку-каркас, как правило, с кольцевым направлением волокон
армирующего материала и внешние слои — преимущественно
457
6.3. Изготовление шпангоутов, балок, отсеков, панелей
со спиральным расположением волокон. Расположение мате-
риала в указанных направлениях по периферии шпангоута
эффективно с точки зрения получения высоких значений из-
гибпой и крутильной удельных жесткостей и прочности.
К трудностям изготовления таких шпангоутов коробчатого
сечения, сдерживающих их практическое использование, сле-
дует отнести необходимость создания специального торонамо-
точного оборудования. Остаются в значительной степени от-
крытыми вопросы обеспечения точности посадочный и стыко-
вочных размеров, особенно по внутренней полке шпангоута,
так как при намотке внешних спиральных слоев под малым
углом к кольцевому направлению внутренняя поверхность об-
ладает существенной нецилиндричностью. По-прежнему со-
единение данного шпангоута осуществляется посредством кле-
евой прослойки.
Перспективным направлением создания оболочек с внут-
ренними и наружными кольцевыми ребрами жесткости явля-
ется рассматриваемая ниже схема намотки плоской ленты,
которая состоит из двух семейств армирующих волокон, рас-
положенных под определенными углами к продольному на-
правлению.
В процессе намотки на оправку с кольцевой канавкой по
профилю ребра жесткости лента, изгибаясь и деформируясь,
принимает U-образную форму ребра жесткости, состоящего из
полки и двух стенок, с примыкающими по торцам двумя участ-
ками оболочки. Наматывая таким образом требуемое количе-
ство чередующихся слоев ленты и волокон кольцевого арми-
рования на полку, формируют открытый профиль ребра жест-
кости с участком оболочки. После проведения полимеризации
с одновременным уплотнением стенок шпангоута и обеспече-
нием перекрытия кольцевой полости, наматывают оставшуюся
часть оболочки. При относительно большой строительной вы-
соте ребра жесткости можно аналогичным способом изготав-
ливать дополнительные промежуточные полки, повышающие
устойчивость стенок. В целях повышения местной прочности
в местах приложения сосредоточенных нагрузок можно во
внутреннюю полость устанавливать закладные детали. При на-
мотке на оправку с кольцевыми выступами по профилю ребра
жесткости лента деформируется и принимает U-образную
458
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
форму шпангоута. Требуемая толщина стенок и полки ребра
жесткости обеспечивается необходимым количеством слоев
ленты.
Рассматриваемый способ позволяет использовать плоские
ленты тканого и нетканого строения на основе стеклянных,
органических и углеродных волокон. При механической намот-
ке, для сохранения требуемых ширины ленты и углов армиро-
вания двух ее семейств волокон, ленту снабжают двумя кро-
мочными нитями, воспринимающими натяжение в процессе
намотки на оправку. В углы между' полкой и стенками ребра
жесткости на ленту непрерывно накладываются две промежу-
точные нити кольцевого армирования, сматывающиеся с от-
дельно установленных шпуль.
Деформирование ленты осуществляется с помощью формо-
образующих роликов. Проходя через формообразующий ролик,
располагаемый на некотором удалении ог оправки, лента при-
обретает корытообразную форму и оказывается растянутой че-
тырьмя формообразующими нитями — двумя кромочными и
двумя промежуточными. Процесс деформирования ленты при
укладке на оправку и, следовательно, такие важнейшие пара-
метры намотки, как углы армирования, толщина слоя, факти-
ческая ширина, существенно зависят от типа ленты. Для тканой
ленты диаганального плетения, состоящей из двух семейств
параллельных прямолинейных армирующих волокон, наиболее
соответствующей реальности является следующая картина де-
формирования: элементарные ячейки ткани, имеющие в ис-
ходном состоянии форму параллелограмма и образованные
участками соседних волокон двух семейств, сохраняют длины
сторон, а изменяется лишь угол между волокнами.
Другой возможный тип ленты образуется обмоткой двух
кромочных нитей системой перекрестных волокон, сматываю-
щихся с вертлюга, т.е. аналогично тому, как образуется псев-
долента при косослойной продольно-поперечной намотке
(КП ПН). Перекрестные волокна будут укладываться по
геодезическим линиям, при этом углы армирования опреде-
ляться соотношением Клеро г sin ср = const.
Таким образом, расположение волокон в тканой ленте от-
личается от расположения нитей в нетканой ленте. В первом
459
6 3. И:♦!члявление шпангоутов, балок, отсеков, панелей
случае угол армирования возрастает с увеличением радиуса
оболочки, во втором — убывает.
Согласно способу КП НН, можно изменять ширину ленты,
углы армирования, номенклатуру волокнистых материалов, его
используют в промышленности при изготовлении гладких обо-
лочек на промышленных станках Т-250. РПН-380. Для изго-
товления оболочек большого диаметра можно дополнительно
установить вертлюг к станкам типа КУ-421 Схема намотки
ребер жесткости способом КП ПН и структура стенок шпан-
гоута показаны па рис. 6.21.
Нис. 6.21. Схема намотки ребер жесткости КППН:
а принципиальная; б - схема структуры стенок ребра жесткости: ) — иправка.
2 - прижимный ролик, 3 — кромочная нить; 4 — перекрестные волокна; 5 -
промежуточные нити кольцевого армирования; 6 — формообразующий ролик;
7— вертлюг
При намотке по схеме КППН на вертлюге размещают
шпули с армирующими нитями без связующего, поэтому бо-
ковые стенки ребер жесткости, образованные сухими нитями
перекрестного армирования, необходимо пропитывать связую-
щим контактным способом. Для уплотнения структ уры стенок
ребер при термической обработке давление создают термоком-
прессионным методом. В качестве диафрагмы используют ре-
зины марок ИРП 1399. ИРП 1338 или вспенивающуюся резину
марки 51-2181. уложенную через разделительную пленку.
При намотке шпангоутов лентой с диагональным располо-
жением армирующих волокон применяют две принципиальные
460
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
схемы конструктивно-технологического построения оболочек
с кольцевым подкреплением: раздельную и совмещенную. Пер-
вал построена на раздельном изготовлении шпангоутов с пос-
ледующим соединением их с обечайкой. Такое соединение
можно осуществлять с помощью вклейки шпангоутов в заранее
изготовленную обечайку, а также механического крепления
винтами или заклепками. Однако эти способы соединения не
обеспечивают высокой надежности и связаны с большой тру-
доемкостью сборочных работ. Более предпочтительным явля-
ется соединение путем намотки обечайки на шпангоуты, уста-
новленные в разборную удаляемую оправку. При этом для
надежного крепления шпангоутов с оболочкой внутренний
слой обечайки утягивают нитями кольцевого армирования в
кольцевые углубления внешней полки шпангоутов.
В торая конструктивно-технологическая схема предполагает
совмещение в единой оболочке шпангоутов и обечайки с по-
лучением конструкции интегрального типа. К достоинствам
таких конструкций относятся: уменьшение массы благодаря
устранению механических соединений; снижение экономичес-
ких показателей за счет сокращения трудоемкости, практичес-
кого исключения механической обработки и отходов материа-
ла, поскольку шпангоуты и обечайка формуются одновременно
с конструкцией оболочки. В данном случае изготовление обе-
чайки осуществляют намоткой на разборную удаляемую оправ-
ку с кольцевыми пазами для шпангоутов.
Конструктивно-технологическая проработка показала воз-
можность реализации трех принципиальных конструктивно-
силовых схем интегральных оболочек с кольцевым подкрепле-
нием: шпангоутами сплошного сечения; коробчатыми шпан-
гоутами пустотелого сечения; шпангоутами таврового сечения
(рис. 6.22. а — в).
Изготовление оболочки со шпангоутами сплошного сече-
ния ведут лентой U-образного профиля с укладкой кромок
ленты на дно двух соседних кольцевых пазов. Наматывая таким
образом последовательно лепту' по всей длине оправки, полу-
чают внутренний слой оболочки, состоящий из соосно-состы-
кованных обечаек U-образного профиля. В зазор между тор-
цами обечаек можно примотать нити кольцевого армирования.
461
6-3. Изгогокленис шпангоутов, балок, отсеков, панелей
Далее, осуществляют намотку обечайки и полимеризацию свя-
зующего.
Рис. 6.22. C>eMhj вариантов оболочек с кольцевыми ребрами, получаемых
методом намотки ленты с диагональным расположением армирующих волокон:
[ - оболочки с раздельным изготовлением шпангоутов; II - оболочки интег-
рального типа; я — шпангоуты сплошного сечения; — шпангоуты пустотелого
сечения; в — шпангоуты таврового сечения; I — перекрестные волокна, 2 -
кромочные нити; 3 - нити кольцевого армирования
При изготовлении оболочки с коробчатыми шпангоутами
пустотелого сечения ленту на оправку наматывают в виде
U-образного профиля, укладывая отбортовки с кромочной
нитью на дно двух соседних кольцевых пазов. В процессе
намотки на отбортовочные части ленты, уложенной в кольце-
вых пазах, одновременно наматывают нити кольцевого арми-
рования. Заматывая аналогичным путем всю длину оправки,
получают внутренний слой оболочки с кольцевыми пазами
между стенками шпангоутов. После проведения полимериза-
ции с одновременным уплотнением стенок шпангоутов нама-
тывают внешний слой оболочки, предварительно выполнив
перекрытие кольцевых пазов.
В процессе изготовления оболочки, усиленной шпангоута-
ми таврового сечения, ленту с кромочными нитями укладывают
на оправку в виде U-образного профиля. При этом намотку
462
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
оболочки ведут на разборную оправку, состоящую из взаимо-
подвижных кольцевых элементов, зафиксированных на валу
оправки с зазором. Намотку осуществляют аналогично намотке
оболочки с пустотелыми шпангоутами. После поочередной за-
метки всей длины оправки с обеспечением нахлеста отбортовок
соседних лент и пропитки связующим всей полученной обо-
лочки, подвижные элементы оправки соосно сближают для
оформления торцами подвижных элементов требуемого про-
филя шпангоута в виде тавра и его подпрессовки.
При необходимости повышения жесткости шпангоутов между
стенками устанавливают сотовый заполнитель. Дальнейшую на-
мотку внешних слоев оболочки проводят обычным путем.
К достоинствам рассмотренного способа изготовления
шпангоутов можно отнести отсутствие отходов армирующего
материала, механической обработки, а в случае изготовления
оболочек интегрального типа клеевого и механического соеди-
нения — шпангоутов с оболочкой.
Изготовление цилиндрической силовой балки с законцовками
Схема армирования материала цилиндрической силовой
балки, воспринимающей осевые изгибные и крутильные на-
грузки (рис. 6.23), определяется условиями расположения во-
Рис. 6.23. Схема формообразования цилиндрической балки:
/ - справка; 2 - зэконсовка; 3 - кольцевая подмотка; 4 -
спирально армированный материал балки; 5 - материал, уда-
ляемый после намотки; 6 — разделительный слой
463
6.3. Изготовление шпангоутов, балок, отсеков, панелей
локон по траекториям главных напряжений. Минимальное ко-
личество направлений армирования материала балки, обеспе-
чивающее статически устойчивую структуру матери ала, равно
трем (± а, 90°, 0°). Дчя ортотропной цилиндрической балки это
могут быть углы армирования ± а и 0°. Значение угла о опре-
деляется расчетом.
Такую структуру можно реализовать путем выкладки на
цилиндрическую оправку углеродной ленты, ориентированной
в осевом направлении (под углом 0°), и спиральной намотки
под углом ± с.
Для достаточно длинных балок использование комбиниро-
ванной выкладочно-намоточной технологии может принести к
нарушению ортотропии структуры при выкладке слоя ленты в
осевом направлении, что связано с возникновением нежела-
тельной загрузки торцев в готовом изделии. Поэтому для длин-
ных элементов трубчатого типа предпочтительной является
намоточная технология, позволяющая получать эквивалентные
механические характеристики материала.
Как правило, трубчатые балки содержат в своей коншрукции
соедини тельные закон цовки. На наружной поверхности закон-
цовки в зоне соединения имеются ’“шипы", полученные механи-
ческой обработкой. Перед намоткой па подготовленную поверх-
ность законцовки в зоне соединения с композитной оболочкой
наносят слой клея горячего отверждения. После этой операции
две законцовки устанавливают на оправку' для намотки. Затем
балка отверждается в автоклаве с вакуумным мешком или в
электропечи методом термо механического обжатия. В качестве
обжимаемого материала может служить сухая стеклоткань, нама-
тываемая на цулагу с заданным натяжением. Съем балки с оп-
равки осуществляют после удаления полюсных участков намо-
танного материала (см. рис 6,23, J). При изготовлении балок
большой длины дня обеспечения съема изделия с оправки назна-
чают технологические уклоны оправки порядка 1—2°
В отличие от рассмотренного типового технологического
процесса изготовления балки из композитов с полимерной
матрицей технология аналогичной металле композитной балки
требует уникальных установок для формования изделий.
464
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
В частности, для изготовления трубчатых балок с законцов-
ками из боро алюминия используют установку, представленную
на рис. 6.24.
В качестве исходного полуфабриката для формования при-
меняют однослойный бороалюминиеный шпон, полученный
методом плазменного напыления чистого алюминия на ленты,
образованные плотно уложенными борными волокнами. По-
лученный таким образом полуфабрикат имеет толщину 0,2 мм
и содержание наполнителя 60 % (об.).
Согласно рассматриваемой технологии, бороапюминиевые
трубчатые балки формуют непосредственно с металлическими
законцовками, выполненными из алюминиевого сплава. При
Рис. 6.24. Схема установки для
изготовления трубчатых балок и.<
бороалюминия:
} - вакуумный насос, 2 - вакуум-
ная печь; 3 — кольцевые обоймы,
4 — закониовка трубчатой балки;
5 - оправка, 6 — формующая зам-
кнутая оболочкас жидкостью; 7 -
борон л в; м и н иевый п олуфэбрикат;
8 - цулаги
этом используют паростатичес-
кий метод создания формующего
давления. На цилиндрическую
оправку 5(см. рис. 6.24) надевают
замкнутую герметичную тонко-
стенную металлическую оболоч-
ку типа тора с чечевицеобразным
сечением 6, содержащую парооб-
разующую жидкость. Снаружи на
оболочку 6 укладывают необхо-
димое количество сдоев бороалю-
миниевого полуфабриката 7 и
одновременно устанавливают де-
тали законцовок 4. Формуемый
пакет 7 помещают вместе с цула-
гами 8 в виде двух цилиндричес-
ких полуоболочек в кольцевые
обоймы. Полученную сборку по-
дают в вакуумную печь 2.
Бороалюминиевые трубчатые
балки формуют при температуре
500 °C и давлении 30 МПа, воз-
никающем за счет расширения
перегретого пара в полости фор-
мующей оболочки.
30-243
465
6.3. Изготовление шпангоутов, белок, отсеков, панелей
Данный технологический процесс является достаточно
трудоемким, однако позволяет получать изделия с уникаль-
ными механическими характеристиками. Одновременное об-
разование законцовочных элементов позволяет решать про-
блему соединений при сборке изделий с бороалюминиевыми
трубчатыми балками.
Изготовление цилиндрических отсеков
Использование цилиндрических оболочек из углепластика
в конструкциях ЛА, работающих на осевое сжатие, изгиб и
кручение, позволяет снизить массу конструкции на 25...40 %
по сравнению с алюминиевыми аналогами.
Рассмотрим схему изготовления цилиндрического отсека
типа подкрепленной оболочки. Аналогом такой оболочки
может служить алюминиевая конструкция со спиральными реб-
рами, получаемыми методом химического фрезерования. Тех-
нологический прием образования спиральных ребер подобен
схеме тетранамотки (см. гл. 2).
В данном случае систему спиральных ребер получают ме-
тодом намотки препрега на разборную цилиндрическую оправ-
ку со спиральными формообразующими пазами. Диаметр раз-
борной цилиндрической оправки меньше внутреннего диамет-
ра подкрепленной оболочки. Для образования формообразую-
щих спиральных канавок на поверхность оправки наносят уда-
ляемый “технологический” слой из термостойкого пенопласта,
гипсового состава или силиконокаучуковых резин. После об-
работки этого слоя по наружному диаметру, соответствующему
строительной высоте ребер, нарезают пазы на станке по про-
грамме, соответствующей схеме намотки ребер. Для этого на
место намоточной головки устанавливают фрезу с электропри-
водом, Препрег наматывают на оправку с подготовленными
формообразующими пазами в соответствии с программой, при
этом по торцам оболочки выкладывают (или наматывают с
отдельных бобин) торцевые шпангоуты.
В процессе намотки проводят частичное послойное отверж-
дение препрега с помощью инфракрасных ламп. После намотки
спиральных ребер и шпангоутов на всю глубину формообразу-
466
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Рис. 6.25. Оболочка, подкрепленная
системой спиральных ребер;
1 - торцевые шпангоуты; 2 — спи-
ральные ребра; 3 — обшивка
ющих пазов осуществляют
предварительное отверждение
препрега в печи или автоклаве
без поднятия давления.
После окончания отвержде-
ния отформованные ребра об-
рабатывают по наружному диа-
метру ятя более плотного при-
легания к обшивке, наматывае-
мой при последующих операци-
ях.
Намотку обшивки выполня-
ют “мокрым” способом для об-
разования надежного соедине-
ния внутренних слоев обшивки
с наружной поверхностью
ребер. Окончательное отверж-
дение отсека проводят в автоклаве по известкой схеме вакуу-
мирования отверждаемого пакета слоев.
Цилиндрическая оболочка, подкрепленная системой спи-
ральных ребер, представлена на рис. 6.25.
Для конструкций данного типа получены оптимальные зна-
чения углов намотки подкрепляющих ребер. В частности, при
осевом сжатии угол между ребрами составляет 60°, при этом
обшивка имеет преимущественно кольцевое армирование.
Цилиндрические оболочки широко применяют в качестве
фюзеляжей самолетов, переходных отсеков ракет, корпусных
конструкций подводных аппаратов, опорных мачт, водонапо-
рных башен и т.д. Применение композитов и прогрессивной
технологии намотки позоволяет изготавливать отсеки с высо-
кими значениями удельной нагрузки и повышенной жесткос-
тью. Одним из примеров таких конструкций является ячеистая
оболочка.
Конструктивная схема сетчатой (ячеистой) оболочки, обла-
дающей повышенной жесткостью по сравнению с трехслойны-
ми, приведена на рис. 6.26. Технологический процесс изготов-
ления базируется на методе намотки нитью из высокомодуль-
30'
467
6.5. Изготовление шпангоутов, балок, отсеков, панелей
ных углеродных волокон с эпоксидной матрицей. Для намотки
используют универсальное намоточное оборудование и специ-
альную оснастку и приспособления.
Рис. 6.26. Конструктивная схема сетчатой (ячеистой) оболочки
Основные характеристики изготавливаемых конструкций
следующие:
Максимальные размеры панелей, мм........ 1200x2200
Диаметры оболочки, мм ......................... от 30 до 3000
Длина, мм .......................................... до 8000
Приведенная массовая характеристика — нагрузка, отнесен-
ная к массе и площади оболочки при работе на осевое сжатие,
составляет 8... 10 кН/(кг-м2), при работе на внешнее давление —
0,01...0,03 МПа/(кг‘М2). Отсек
успешно эксплуатируют при
значениях температуры
170 °C...+60 °C.
Изготовленный переходный
отсек ячеистой структуры пока-
зан на рис. 6.27.
Изготовление трехслойных
панелей
В настоящее время в различ-
ных отраслях промышленности,
особенно в авиастроении, судо-
Рис. 6.27. Переходный отсек
ячеистой структуры
468
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
строении, ракетостроении и гражданском строительстве, ши-
роко применяют конструкции с заполнителями. Это объясня-
ется тем, что они обладают, как правило, высокими парамет-
рами жесткости и удельной прочности, вибростойкостью, хо-
рошими тепло- и звукоизоляционными свойствами. Несущие
слои, подкрепленные заполнителем, воспринимают высокие
напряжения сжатия, иногда превышающие предел упругости
материала. Благодаря таким свойствам изучение их прочности,
соадание и совершенствование процесса их конструирования
и изготовления представляется актуальной задачей.
Сотовые конструкции являются типичными представителя-
ми слоистых панелей. Они представляют собой в общем случае
конструкцию, состоящую из несущих слоев, сотового заполни-
теля, расположенного между ними, и различных элементов
каркаса, например таких, как окантовки, законновки, накладки
и т.д. Типовая структура слоев трехслойной сотовой панели
представлена на рис. 6.28.
Рис. 6,18- Структура слоев трекслийной панели:
} - нерхняп обшивка; 2 - клеевые пленки; 3 — сотовый запсит-
н иге ль; 4 — нижняя обшивка, 5 — ТрСХСЛОЙння панель в сборе
Применение сотовых конструкций обусловлено их сущест-
венными преимуществами, среди них принято выделять сле-
дующие: большая удельная прочность; высокая жесткость и
устойчивость при продольном сжатии; хорошие характеристики
по усталостной прочности, особенно в зонах с повышенными
акустическими нагрузками; невысокая трудоемкость при про-
ектировании сборочных узлов за счет уменьшения числа стыков
и опорных элементов в конструкции; повышенные тепло- и
звукоизоляционные свойства; меньшее количество деталей, со-
469
6 3 Изготовление шпангоутов, балок, отсеков, панелей
ставляющих узел или агрегат по сравнению с подобными кон-
струкциями из обшивок, подкрепленных силовым набором;
высокое качество внешней поверхности.
Особенно широко трехслойные панели применяют в кон-
струкциях панелей солнечных батарей, солнечных газотурбин-
ных установках, при изготовлении различных параболических
антенн, рефлекторов и размерно-стабильных элементов кон-
струкции космического телескопа.
Изготовление параболического рефлектора
Технологический процесс базируется на автоклавном фор-
мовании параболического рефлектора трехслойной конструк-
ции с несущими слоями из углепластика. Учитывая, что KJ1TP
углепластика невысокий, проводят рациональный выбор схем
армирования несущих слоев материала, это позволяет обеспе-
чить высокую размерную стабильность отражающей поверх-
ности в процессе эксплуатации при произвольном распределе-
нии температур с градиентами до 100 К/см. Для обеспечения
расчетной теоретической формы отражающей поверхности в
зависимости от экономической целесообразности используют
оправки, изготовленные из материалов с низким КЛТР. К
таким материалам относятся снталл, бетонокерамзит. фарфор
и гранит. В зависимости от габаритов рефлектора выкладка
препрега на оправку может производиться как вручную, так и
на выкл ад очной машине. Механическая выкладка является
предпочтительной, так как она исключает нарушения симмет-
рии упругих характеристик армированного материала.
Схема автоклавного формования параболического рефлек-
тора трехслойной конструкции с несущими слоями из угле-
пластика представлена на рис. 6.29.
Температуру отверждаемого изделия измеряют в необходи-
мых точках с помощью хромель-копелевых термопар. Для рав-
номерной передачи необходимого давления на формируемый
пакет используют многослойные вакуумные мешки, герметич-
но закрывающие формуемое изделие на оправке и соединенные
с вакуумной системой автоклава. Предусмотрены также допол-
нительные дренажные слои из нетканых материалов. В качестве
пленок, создающих вакуум, применяют резиновые пленки,
прорезинение ткани, а также термостойкие пленки. Количест-
470
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
во заборных клапанов на вакуумном мешке определяют для
каждого конкретного случая согласно условию равномерного
обжатия формуемого рефлектора. Для снижения градиента тем-
пературы охлаждаемого пакета оправка снабжена встроенными
нагревательными элементами, которые регулируют отставание
в разогреве оправки, закрытой отверждаемым изделием и ва-
куумным мешком от воздействия конвективного теплового по-
тока.
Телмбпи яыпак
Рнс. 6.19. Схема автоклавного формования параболического рефлектора:
1 - оправка, 2 — цилиндрический элемент; 3 ~ сдой препрега (обшивка); 4 —
пленочный клей; 5 - перфорированный сотовый заполнитель; 6 — дренажный
материал; 7 - вакуумный мешок; 8 - жгут-паста; 9 — разделительная пленка;
10 — нагревательные элементы
Рассматриваемая технология позволяет выполнить основ-
ное требование, предъявляемое к конструкции параболическо-
го рефлектора, используемого в качестве остронаправленной
антенны, — минимальное отклонение рабочей поверхности при
заданных градиентах температур.
Изготовление створки грузового отсека
Для изготовления створки грузового отсека спасаемого
блока многоразового космического аппарата была разработана
технология изготовления трехслойных панелей одинарной кри-
визны методом безматричного формообразования.
471
6.3. Изготовление шпангоутов, балок, отсеков, панелей
Технологическая схема изготовления такой панели показана
на рис. 6.30.
“flUCAOrlHHft CTJTHtiM ЭЛЕМЕНТ
Г.ОНС’₽*К ТМНЗ -Г! rH'Unrrt^tCKCirD
КАРКАЛА *0РыГи*МиГ1 ей
ЗАЕк<И1 ЫгИЧЧИГО ftOWV'KTlKD
Kf^kAla - фогмцн-ЮМП-М!
Рис. 6.30, Технологическая схема изготовления трехслойной панели створки:
> - окантовывающий силовой каркас; 2 - внутренний каркас-формоноситсль;
J “ нижняя и верхняя обшивки - несущие слои (НС); 4 - сотовый заполнитель;
5 — ।ср.мвизирующая лента; 6 — пленочный клей
Процесс формообразования состоит из семи основных эта-
пов. На этапе I собирают и склеивают окантовывающий каркас
из углепластикового профиля. После завершения этапа И
(сборки и склеивания внутреннего каркаса) подготовлен носи-
тель формы, который является основой последующих сбороч-
ных процессов. На этапе Ш неотвержденную угле пластиковую
обшивку, сформированную из прессованных монослоев с раз-
личными схемами армирования, фиксируют на нижней поверх-
ности внутреннего каркаса-формоносителя с иомошью специ-
альных зажимов и крепежных элементов. После этого на ниж-
нюю обшивку выкладывают пленочный клей типа ВК.-36 и
перфорированный сотовый заполнитель (этап IV). На этапе V,
после выполнения необходимых подготовительных работ, на
472
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
внешнюю торцевую поверхность сот укладывают пленочный
клей и наружную обшивку, которую, как и нижнюю, фикси
руюг на каркасе. Затем по всему контуру осуществляют герме-
тизацию собранной конструкции, и всю сборку подключают к
вакуумной системе (этап VI). После контрольного вакуумиро-
вания створку помешают в печь, где в соответствии с разрабо-
танным режимом происходит заключительная операция про-
цесса — склеивание (этап VII).
Рассмотренный процесс изготовления трехслойной панели
обеспечивает все предъявляемые требования и, кроме того,
является наиболее дешевым способом изготовления конструк-
ций типа “сэндвич".
При заделке торцев и соединении трехслойных панелей
различной высоты необходимо избегать местного ужесточения
конструкции. Для этого заделку и соединение выполняют с
плавным изменением толщины трехслойной панели Техноло-
гические свойства углепластика KMV-6-36, для которого в
качестве связующего используют пленочный клей 0К-36, при-
меняемый для склеивания сотового заполнителя с несущими
слоями, позволяют выполнить заделку или соединение непо-
средственно при склеивании трехслойных панелей. Это осо-
бенно важно при выполнении сборки и склеивании конструк-
ции на переналаживаемой и каркасно-шаблон ной оснастке.
Рис. 6.31. Последовательность заделки торна трсхслойной намели:
а - зв пен и ванне сотового блока, б — фрезерование закладного
элемента; £ — сборка
473
6.3. Изготовление шпангоутов, балок, отсеков, панелей
Последовательность заделки торца показана на рис. 6.31.
Блок сотового заполнителя заливают вспенивающейся компо-
зицией (рис. 6.31, й). После полимеризации клеевой компози-
ции фрезерованием изготавливают закладной элемент
(рис. 6.31, б). Сборку выполняют в соответствии со схемой,
представленной на рис. 6.31, л На подготовленный под скле-
ивание нижний несущий слой укладывают пленочный клей
ВК.-36, далее устанавливают и фиксируют закладной элемент,
на который последовательно укладывают пленочный клей и
верхний несущий слой. Затем по шаблонам вырезают заготов-
ки, представляющие собой два перекрестно-ориентированных
слоя углеродной ленты с проложенным между ними пленочным
клеем ВК-36. На подготовленную сборку в соответствии со
схемой армирования выкладывают заготовки и приглаживают
подогретым роликом. Далее укладывают разделительные и дре-
нажные слои, а затем выполняют контурную герметизацию.
Сборку подключают к вакуумному насосу и устанавливают в
термопечь для проведения формования и склеивания в соот-
ветствии с заданным режимом: температура в печи
175 °C ± 5 °C; давление 0,8 кг/см2; 0,08 МПа; охлаждение под
вакуумом до температуры 40 °C.
Согласно этой же технологии можно изготавливать кон-
структивные элементы силового набора (лонжероны, стринге-
ры) непосредственно на трехслойных панелях (рис. 6.32). При
сложных формах элементов угле пластиковую накладку необхо-
димо предварительно подпрессовывать.
Рис. 6.32. Пример изготовления лонжерона на трехслойной панели
474
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Bcmfra "“УЧ™ j^g
Вакуумный мешок
Стекяяпкаяъ
. К вакуумному
1 насоси
/ Сетка g J Герможгут
Рис. 6.33. Последовательность проведения ремонта плоской
трехслойной панели:
я — поврежденная панель; б ~ удаление поврежденных слоев;
и - порядок сборки; г - контурная герметизация
При ремонте плоских трехслойных панелей, имеющих по-
верхностные дефекты, используют следующий технологичес-
кий процесс (рис. 6.33, а). Фрезерованием удаляют поврежден-
ные несущий слой и сотовый заполнитель (рис. 6.33, б). В
обработанное пространство устанавливают вкладыши, вставки,
заплатки, перемежая их пленочным клеем (рис. 6.33, в). Вставку
сотового заполнителя с сотовым заполнителем ремонтируемой
панели склеивают пленочным вспенивающимся клеем. Вы-
кладку вставок и заплатки выполняют из заготовок-полуфаб-
рикатов, состоящих из двух слоев углеродной ленты с пленоч-
ным клеем ВК-36 и вырезанных по шаблону.
475
6.4. Изготовление сложно л роф ильных деталей из УУКМ
Толщину вкладыша и вставки обеспечивают необходимым
количеством слоев углеродной ленты, а их механические ха-
рактеристики се ориентацией. Причем для создания оптималь-
ного содержания заполнителя на два слоя углеродной ленты
приходится укладывать один слой пленочного клея ВК-36.
Давление, необходимое для склеивания и формования угле-
пластика КМУ-6-36, создается местным вакуумированием
(рис. 6.33, г).
Назрев до температуры формования проводят в термопечи.
Режим формования и склеивания следующий:
Температура, °C...........................................175 ± 5
Давление, МПа...........................................0,05...ОД
Время выдержки, ч..............................................3
OxjiiWUSHHe под вакуумом................................до 40 сС
6.4. Изготовление сложнопрофильных деталей
и тормозных дисков из углерод-углеродных
композиционных материалов
В технологии изготовления сложнопрофильных тонкостен-
ных деталей из углепластиков, УУКМ и карбкдоуглеродных
материалов при создании сложных многослойных конструкций
с трехмерной структурой используют различные методы арми-
рования (см. гл. 3):
многослойными тканями (плетение тканей по системе двух
или трех нитей);
пакетами сшитых однонаправленных монолент (прошивка
сухих и пропитанных лент);
Ряс. 6.34. Деталь входного устройст-
ва сверхзвукового ЛА из сшитых
многопрофильных элементов
нитевидными кристаллами
(хаотическое армирование по-
лимерной матрицы и армиро-
вание вискеризованными во-
локнами);
коротковолокнистой арма-
турой (хаотическое и регуляр-
ное армирование).
Наибольший практический
интерес для создания техноло-
гии сложнопрофильных дета-
лей представляют два метода:
476
L ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
прошивка сухих пакетов и прошивка пропитанных лент. В
частности, метод прошивки положен в основу технологии из-
готовления детали входного устройства сверхзвукового лета-
тельного аппарата (рис. 6.34), представляющей собой сложный
элемент конструкции из сшитых многопрофильных элементов.
В процессе изютонления отдельных элементов конструкции
прошивке подвергаются пакеты из углеродных лент (табл. 6.11),
состоящие из восьми слоев общей толщиной 1,8 мм. Для про-
шивки используют углеродные нити, характеристики которых
приведены в табл. 6.12. Пакеты набираются из углеродных
монолент, ориентированных один относительно другого под
углом 45°, что обеспечивает снижение анизотропии физико-
механических характеристик конечного пакета.
Tafijiniw 6.11
Характеристики углеродной лепты
Параметры Значение
Толщина углеродной ленты, мм 0,11...0.15
Ширина ленты, мм 255 ±20
Линейная плотность, г/м 35 ±5
Число нитей r основе ленты шириной 10 см 4S5 +30
Плотность нити н основе ленты, г/см 1/9.0,05
Таблиш.1 6.12.
Характеристики углеродных нитей
Параметры Значение
Линейная плотность, гекс Отклонение от заданной линейной плотности, текс Предельное удлинение не менее, % 215 ±15 0,4
В связи с тем, что при сухой сшивке трудно сохранить
заданную ориентацию монослоев вследствие их смещения ме-
ханизмом подачи швейной машины, и при этом часть волокон
прорубается при прохождении иглы через прошиваемый пакет,
в технологии изготовления используют метод прошивки про-
питанных связующим углеродных монолент.
477
64. Изготовление сложнопрофильных деталей
В качестве таких связующих служат три типа полимерных
композиций: жидкое стекло, поливиниловый спирт (ПВС),
карбометилцеллюлоза. Все эти матрицы водорастворимы и
легко удаляются при температуре до 60 °C, Наилучший резуль-
тат получают при использовании в качестве связующего
3%-ного раствора ПВС, которым пропитывают пакет слоев
монолент и смачивают углеродную нить.
Для защиты крайних слоев пакета в процессе прошивки от
механических повреждений в прошивочном тракте швейной
машины имеются водонепроницаемые защитные пленки
(полиэтиленовые, триацетатные и лавсановые). Наиболее эф-
фективно использование лавсановой пленки, обладающей по-
вышенной формоустойчивостью при смачивании ее раствором
ПВС. В качестве прошивочного агрегата применяют универ-
сальную швейную машину с усовершенствованным трактом
подачи нити, максимально исключающим резкие перегибы
углеродной прошивной нити по всему тракту. При этом натя-
жение прошивной нити по тракту составляет не более 0,1 кг,
что исключает ее повреждение в процессе прошивки пакета.
При прошивке используют несколько типов швейных игл диа-
метром от 1,5 до 3 мм. После прошивки детали подвергают
сушке при температуре 100 + 20 °C.
Лавсановую пленку после изготовления детали удаляют с
поверхности механическим путем.
Изготовление сложнопрофильных образцов типа тавра или
коробчатых конструкций прово-
дится путем совместной про-
шивки отдельных элементов с
последующей их фиксацией (с
силой Р) в специальных приспо-
соблениях-оправках (рис. 6.35) и
сушкой в термопечи.
Тормозные диски из хаотич-
но армированных УУКМ широ-
ко используют в авиации и
транспорте. В технологическом
процессе для формирования ар-
мирующего каркаса применяют
смесь рубленых углеродных и
арамидных волокон, а в качест-
Рвс. 6.35. Фиксация тавровой кон-
струкции из УУКМ в приспособле-
нии:
1 - композит; 2 — уголок; 5 — плита
478
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
ве связующего — порошок резольной фенолформальдегидной
смолы с добавками веществ — модификаторов коэффициента
трения и износа (карбонат кальция, сульфид бария).
В основу получения хаотично армированного препрега по-
ложен метод гидросуспензионного формования при помощи
вакуумного фильтра (нутч-фильтр).
Оборудование, используемое в промышленной технологии
формования заготовок тормозных колодок, состоит из следу-
ющих технологических единиц: миксера для приготовления
водных суспензий; миксера с регулируемой скоростью переме-
шивания для приготовления дискретно-волоконной массы;
двух емкостей для оборотной воды; нугч-фильтра и вакуумного
насоса; систем перепуска; термошкафа; карбонизатора.
Проектная мощность линии составляет 300...400 тормозных
колодок в смену. Технологический процесс изготовления тор-
мозных дисков, основанный на методе нутч-формования пре-
прегов дискретно хаотической структуры, включает в себя сле-
дующие операции.
1. Приготовление фрагментов углеродных нитей длиной
1...10 мм при помощи воздутдно-механической мельницы. При
этом используют различные типы наполнителей 1 КН-5000 и др.
2. Приготовление водяной суспензии связующего.
3. Механическое разноскоростное размешивание фрагмен-
тов нити в водяной суспензии до получения однородной во-
локнистой массы.
4. Нугч-фильтрация полученной массы.
5. Сушка в термошкафу при температуре 95 °C в течение
12 ч - получение препрега.
6. Закладка препрега в подогретую до 150 °C пресс-форму;
прессование с удельным давлением 35 МПа; выдержка в тече-
ние 40 мин; распрессовка (прессование производится на ме-
таллическую основу).
7. Карбонизация при температуре 1000 °C при заданном
усилии прессования.
8. Четыре цикла пропитки пеком с последующей карбони-
зацией.
9. После третьего и четвертого циклов графитизация при
температуре 2400 °C в течение 1,5 ч.
479
6.4. Изготовление сложнопрофильных деталей
Модификация свойств УУКМ позволила значительно рас-
ширить область их применения. Например, высокие фрикци-
онные свойства, малая скорость износа, сочетание высоких
прочностных и теплофизических характеристик с малой плот-
ностью обусловили применение УУКМ в тормозных системах.
Самолет “Конкорд” — первый гражданский самолет, на кото-
ром были установлены тормоза из УУКМ, что позволило сни-
зить массу самолета на 634 кг (по сравнению с тормозной
системой из бериллия). Разработанный и успешно применяв-
шийся в отечественной практике УУКМ марки “Термар” имеет
недостаточно высокий ресурс работы (не более 300. .400 взлетов
и посадок), в то время как в соответствии с современными
требованиями к тормозным дискам количество взлетов и по-
садок должно быть не менее 1000.
В настоящее время разработаны два типа УУКМ для тор-
мозных дисков, полностью удовлетворяющие требованиям
авиационной промышленности: коэффициент трения —
0,24...0,35; интенсивность износа ~ не более 2,0 мкм/торможе-
ние; коэффициент стабильности — не менее 0,75.
В процессе разработки материала был осуществлен полный
комплекс исследований, включавший в себя этапы проектиро-
вания, технологической отработки, структурных исследований,
определение физико-механических характеристик материала
Заключительной стадией работ стали испытания тормозных
дисков. Эти испытания проводились с использованием устано-
вок серии “Трибовак”, работающих в соответствии с различ-
ными кинематическими схемами, при следующих условиях:
среда r камере трения — воздух при атмосферном давлении;
нагрузка на вращающийся образен — 5 МПа; скорость сколь-
жения — 0,345 м/с; начальная температура образцов ~ 20 °C.
Испытания моделей пар трения показали, что лучшими
трибологическими характеристиками обладает материал струк-
туры 4D на основе высоком одул ьн ой нити УКН-5000, уплот-
ненный пироуглеродом из газовой фазы и донасыщснный
каменноугольным неком с последующей карбонизацией и гра-
фитизацией.
В производстве тормозных дисков используют следую-
щие режимы насыщения каркасов согласно пековой тех-
нологии:
480
6, ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
1) пропитка пеком:
предварительное вакуумирование, МПа .............. 0,(11
температура, °C................................... 270
давление, МПа.....................................2,88
время пропитки под давлением, мин . . . ..........60,0
охлаждение . ...............Произвольнее в инертней среде;
2) карбонизация под давлением;
предварительное вакуумирование, МПа................ 0,0)
температурный режим:
подъем температуры до 300 сС со скоростью 5 °С/мин
подъем температуры до 450 °C со скоростью 1 аС/мин
выдержка при 450 °C, ч .................... . . ... 4
подъем температуры ио ЮСА с‘С со скоростью 1 °С/мин
выдержка при 1000 СС, ч . '...................... 3^4
рабочее давление в ходе процесса, МПа . ..... .........55
охлаждение.....................произвольное в инертной среде;
3) графитизация при температуре 2400 °C в течение 1,5 ч.
Лучшие характеристики по коэффициенту трения и его
стабильности имеет материал структуры 4D
С целью снижения интенсивности линейного износа раз-
работанных УУКМ проводились исследования по модифика-
ции углеродной матрицы методами борирования, силицирова-
ния и алюмосилицирования.
Силицирование проводят посредством окунания заготовок в
расплав кремния с 10%-ным содержанием алюминия. Лучшие
результаты получают для УУКМ после силицирования с 10%-ным
содержанием алюминия, однако это значение превышает мак-
симально допустимое.
УУКМ для изготовления дисковых тормозов должны обла-
дать высокой стойкостью к окислению.
Лучшими проти во окислительными покрытиями являются
материалы на основе карбидов и нитридов кремния.
Наиболее часто используют шликерный метод силицирова-
ния УУКМ с применением порошкообразного нитрида крем-
ния и газофазный — с применением гафния.
При изготовлении дисков наилучшей является структура
армирования материала 4D. При этом три направления арми-
рования лежат в плоскости ХУ и повернуты одно относительно
другого на угол 60°. Четвертое направление перпендикулярно
плоскости ХУ. Плоскость диска при этом совпадает с плоское-
31 1-243
481
6.5. Изготовление топливных баков и сосудов давления
тью ЛУ, а ось Z перпендикулярна поверхности диска. Для
армирования используют жгуты из нитей в два и шесть сложе-
ний.
6.5. Изготовление топливных баков
и сосудов давления
Топливные баки ракет, самолетов, вертолетов имеют, как
правило, цилиндрическую форму с днищами.
Сосуды давления широко используют в двигательных уста-
новках в качестве вытеснительной системы подачи топлива.
Кроме того, их применяют в системе барботирования компо-
нентов топлива, в пневмогидравлических системах управления,
для поддержания избыточного давления в дисках, в системах
жизнеобеспечения космических кораблей, в качестве емкостей
для хранения жидких и газовых веществ.
Сосуды давления для аэрокосмической и ракетной техники
конструктивно могут быть выполнены в виде цилиндра с дни-
щами в форме сферы или тора, а также в виде комбинаций
этих форм.
В общем случае конструкция топливных баков и сосудов
давления состоит из силовой оболочки, внутренней гермети-
зирующей оболочки (лейнера) и присоединительной арматуры
(штугцеров, фланцев, законцовок). В некоторых случаях они
могут иметь внешнюю или внутреннюю теплоизоляцию. Ос-
новным технологическим способом изготовления баков и со-
судов давления является метод намотки волокнистых КМ (см.
гл. 2).
Рассмотрим технологию изготовления топливных баков на
примере разработки конструкции и технологии подвесного бака
вертолета для сжиженного газа.
Изготовление топливного бака вертолета
Бак конструктивно состоит из двух полукорпусов
(рис. 6.36), соединенных между собой центральным блоком,
изготовленным из металла, в котором находятся топливные
насосы и фильтры. Возможны два варианта технологии изго-
482
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
товления бака: одновременная намотка двух полукорпусов; раз-
дельная намотка полукорпусов.
Рис. 6.36. Конструкция полукорпуса вертолетного бака:
1 - полярный фланец; 2 — металлическое днище — лсйнср постоянной толщи-
ны; 3 - днище из намотанного ПКМ переменной толщины, 4 — спиральный
слой ПКМ на цилиндрическом участке; 5 - окружной слой ПКМ на цилинд-
рическом участке; 6 — металлический лейнер — цилиндрическая оболочка; 7 —
бандажное кольцо подвески бака; Л - фланцепетлевое соединение с разворотом
спирального слоя на угол 180°; 9 ~ кольцевой шпангоут; 10 — место сварки
лейнера
Полукорпус бака состоит из тонкого металлического лей-
нера, усиленного слоем КМ, намотанного сверху на тонкостен-
ную оболочку. Композитный слой представляет собой комби-
нацию спиральных и окружных слоев, получаемых непрерыв-
ной намоткой, Спиральный слой наматывают под углами ± р
к оси изделия, он выходит на торцевую поверхность корпуса
и служит для формирования днища оболочки. Окружные слои
дополнительно усиливают цилиндрическую часть оболочки в
кольцевом (окружном) направлении. Для получения равно-
прочной конструкии днишс бака имеет расчетный контур, от-
личающийся от сферической формы. Чтобы обеспечить креп-
ление технологической оправки на намоточном станке, днище
корпуса снабжено центральным (полярным) отверстием, кото-
рое оформлено металлическим фланцем (рис, 6*37), вмотанным
в композитную оболочку.
31-1*
483
6.5, Изготовление топливных баков и сосудов давления
Рис. fi.37. Конструкторское решение
днища корпуса для установки на на-
моточном станке:
7 - лейнер днища; 2 — спиральный
слой из ПКМ; 3 — полярный фланец;
4 ~ заглушка
После окончательного из-
готовления корпуса отверстие
фланца закрывается (заварива-
ется) крышкой. Соединение
полукорпуса бака с централь-
ным блоком осуществляется
через торцевой шпангоут
(рис. 638) при помощи сварки
с ответным шпангоутом блока.
Кроме того, торцевой шпанго-
ут сварен с металлическим
лейнером цилиндрической
части бака и вмотан в компо-
зитную оболочку способом
разворота спирального слоя на
угол 180° и примотки его в ка-
навку конического хвостовика
шпангоута. Варианты соедине-
ния металлических оболочек
на стыке днища и цилиндри-
ческого участка зависят от спо-
Рие. 6.38. Конструкторское решение центральной части бака:
J - окружной слой из однонаправленного ПКМ; 2— спиральный слом намотки;
3 — металлический лейнер; 4 — заделка спирального слоя в канавку хвостовика
шпангоута с разворотом на угол 180й; 5— кольцевой соединительный шпангоут;
6 — ответный шпагнгоут центрального блока
484
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
соба получения лейнера днища: штамповка — вытяжка или
штамповка — раскатка.
Технологический процесс одновременной намотки силовой
оболочки на металлический лейнер представлен на операци-
онных эскизах (рис. 6.39), где приняты следующие обозначе-
ния: 1 — вал; 2,3 — стопорные гайки; 4,8 — направляющие
шпонки; 5 — малый фланец; 6 - металлический лейнер; 7 —
оправка; 9 — пружина; 10 — большой фланец; 11 — спиральный
слой (с углом намотки на цилиндрическом участке р); 12 -
окружной слой; 13 — кольцевая канавка на большом фланце;
Рис. 6.39. Схема одновременной намотки СО бака на металлический лейнер:
а — окружная намотка на цилиндрических участках; б — намотка окружного
слоя на фланцах; я — развертка спиральных слоев; г ~ подмотка развернутых
слоев
485
6*5. Изготовление топливных баков н сосудов давления
74 — развернутые волокна спирального слоя; 75 — окружной
слой, заменяющий развернутые волокна.
Последовательность технологических операций изготовле-
ния топливного бака вертолета (вариант 1).
1. Установить металлические лейнеры 6 с малым 5 и боль-
шим 10 фланцами на оправках 7.
2. Установить собранные оправки на валу 7.
3* Зафиксировать с помощью гаек 2 и 3 оправки на валу,
обеспечив между ними зазор, равный 2 (<? + Д) (в — ширина
большого фланца, Д — длина кольцевой канавки 13 большого
фланца).
4. Установить собранную оправку на намоточный станок
(см. рис* 6.39).
5. Обезжирить наружную поверхность лейнеров, малых и
больших фланцев.
6. Намотать спиральный слой толщиной 1 мм (см. рис. 6.39,
/7) с углом армирования Р в соответствии с эскизом.
7. Намотать окружный слой 72 на цилиндрических участках
оправок (см. рис. 6.39, а).
8. Отвинтить стопорные гайки 2 и 5 левой оправки. Затем
гайкой 2 обеспечить осевое перемещение левой оправки в
направлении стрелки на величину 2 Д.
9. Осуществить намотку окружного слоя на больших флан-
цах, обеспечив вдавливание спирального слоя 11 в кольцевую
канавку 13 больших фланцев (см. рис. 6.39, 6).
10. Разрезать спиральный слой 11 по линии, указанной на
эскизе.
11. Развернуть волокна спирального слон. Развернутые во-
локна 14 уложить на поверхности больших фланцев поверх
кольцевого слоя 12 (см. рис. 6.39, в).
12. Намотать окружный слой 15 (см. рис. 6.39, г), обеспечи-
вающий фиксацию развернутых волокон 74 спирального слоя.
13. Поместить оправки с намотанными изделиями в печь и
провести их термическую обработку.
14. Разобрать оправки, снять намотанные изделия.
Конструкция пол у корпуса бака имеет приваренное цельно-
металлическое днище без центрального отверстия; его изготов-
ление (вариант 2) показано на рис. 6 40, где приняты следую-
щие обозначения: I — приварное днище; 2 — оправка; 3 -
486
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Рис. 6.40. Схема изготовления бака с металлическими днищами
ббз центрального отверстия
487
6.5. Изготовление топливных баков и сосудов давления
левый фланец цилиндрического участка; 4 — лейнер цилинд-
рического участка; 5 — правый фланец цилиндрического участ-
ка; 6, 9 ” стопорные винты; 7 - фальшднище; 8 — шпонка;
10 — вал; 11 — подложка; 12 — кольцевое усиление; 13 —
спиральный слой; 14 — кольцевой слой; 15 - развернутые
концы спирального слоя; 16 — кольцевая подмотка, фиксирую-
щая развернутые концы спирального слоя; 17 — кольцо.
Последовательность технологических операций раздельного
изготовления полукорпусов топливного бака (вариант 2).
1. Приварить днище 1 к фланцу 3.
2. Установить лейнер с фланцами 3 и 5 на оправке.
3. Зафиксировать лейнер на оправке винтами 6.
4. Установить фальшднище 7 и зафиксировать его винтом 9
(см. рис. 6.40).
5. Намотать кольцевой слой усиления 12 (см. рис. 6.40).
6. Намотать спиральный слой 13 (см. рис. 6.40).
7. Намотать кольцевой слой 14 (см. рис. 6.40).
8. Отвернуть винт 9.
9. Перерезать спиральные волокна наднище (см. рис. 6.40).
10. Завернуть намотку' кольце но га слоя 14,
11. Перерезать спиральный слой по линии разреза справа
(см. рис. 6.40).
12. Развернуть концы перерезанного спирального слоя (см.
рис. 6.40).
13. Зафиксировать развернутые слои кольцевой намоткой
(см. рис. 6.40).
14. Произвести отверждение изделия.
15. Снять изделие с оправки.
Изготовление пол у корпуса топливного бака в соответствии
со вторым вариантом дешевле и эффективнее, однако по от-
носительной массе второй вариант уступает первому.
Изготовление сферического сосуда давления
Рассмотрим технологию изготовления сферического сосуда
давления, предназначенного для хранения газообразного азота
и газообразного кислорода в системе жизнеобеспечения орби-
тальной станции. Газ хранится в 12 сферических баллонах
вместимостью 27 л каждый под давлением 30 МПа.
488
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Рис. 6.41. Типовая конструкция
сферического сосуда давления;
/ — герметизирующая оболочка;
2 — штуцер; 3 — гайка; 4 — шайба;
5 — уптспластиковая оболочка
На рис. 6.41 представлена конструктивная схема сосуда
давления. В качестве герметизирующей оболочки использованы
жесткие полимерные полиэтилещефталатные пленки (лавса-
новые) и ПМФ-352 (полиимидныс). Силовую оболочку изго-
тавливают из углепластика методом намотки (УКН-5000 +
+ ЭДТ-10П).
Намотка герметизирующего
лейнера и силовой оболочки осу-
ществляется на не сч ано-поли-
мерную оправку, изготовленную
в специальной форме согласно
технологии, описанной в гл. 2.
Маршрут изготовления сосу-
да давления состоит из следую-
щих операций.
1. Сборка и установка на на-
моточном станке СН-6 техноло-
гической оправки с металличес-
кими штуцерами.
2. Обезжиривание поверхнос-
ти штуцеров, контактирующих с
наматываемым пленочным Лей-
нером. Поверхность штуцеров предварительно пескоструят.
3. Установка кассеты с пленочным материалом па расклад-
чике намоточного станка, регулировка и настройка механизма
технологического натяжения.
4. Программная многослойная намотка пленочного мате-
риала до получения расчетной толщины лейнера.
5. Нанесение верхнего разделительного слоя фторопласто-
вой пленки и обмотка с увеличенным натяжением термоуса-
живающейся лентой.
6. Термическая обработка многослойного лейнера при тем-
пературе спекания (в данном случае при 573 К) и охлаждение
его вместе с печью.
7. Извлечение из нагревательной печи, снятие слоев термо-
усаж и ваю щей ся ленты и разделительного слоя.
S. Снятие кассеты с пленкой и установка кассеты с угле-
пластиковым препрегом.
9. Закрепление конца намоточной ленты на наружной по-
верхности лейнера, установка расчетного технологического на-
тяжения и зональная намотка силовой оболочки.
31-2-243
489
6.6. Изготовление трубопроводов
10. Намотка антиадге знойного разделительного слоя фто-
ро i ыасто вой пленки.
11. Намотка технологического слоя термоусаживаюшейся
ленты на разделительный слой и закрепление конца ленты
на оправке.
12. Установка справки с намотанной оболочкой в термопечь
и термообработка в соответствии с технологическими режимами.
13. Извлечение оправки с изделием из термопечи, размотка
слоев тсрмоусаживающейся ленты, снятие разделительного слоя.
14. Осмотр и контроль поверхности силовой оболочки и
штуцеров, удаление отвердевших натеков связующего.
15. Удаление технологической оправки вымыванием водой,
нагретой до температуры 70...80 °C.
16. Сушка внутренней поверхности сосуда давления, уста-
новка технологических заглушек и опрессовка изделия давле-
нием 0,3...0,5 рабочего давления.
Представленная здесь технология изготовления является
типовой для сосудов давления и может незначительно меняться
в зависимости от применяемых материалов и типа оправки.
6.6. Изготовление трубопроводов
В настоящее время во всем мире производится более
200 тыс. т труб из ПКМ, в основном из стеклопластика. Тру-
бопроводы из композитов широко применяют в коммунальном
хозяйстве, в нефтедобывающей и газовой промышленности, в
химических производствах. Особое место занимают трубопро-
воды в ракетной и аэродинамической технике, где к ним предъ-
являют высокие требования по удельной прочности, герметич-
ности, хемостойкости и где они должны надежно функциони-
ровать в широком диапазоне температур и давлений. Эти тре-
бования накладывают отпечаток как на конструкцию, так и на
технологию изготовления трубопроводов.
Рассмотрих* конструкторско-техн о логические решения топ-
ливопроводов применительно к криогенным топливным сис-
темам, работающим на жидком кислороде, водороде или сжи-
женном природном газе.
В сиду функционального признака в криогенном топлив-
ном комплексе выделяют четыре основных типа трубопрово-
дов, расположенных как вне бака, так и внутри его: 1 —
заправочно-сливные; 2 — подачи топлива к двигателям; 3 —
циркуляции и наддува; 4 — дренажные.
490
6 ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Конструкции внебаковых трубопроводов более сложные,
чем ннутр и баковых, так как они помимо герметизирующего
лейнера, силовой оболочки и закон цовок включают в себя
теплоизоляцию и наружную защитную оболочку. Теплоизоля-
ция криогенных трубопроводов предназначена для уменьшения
теплопритока к компоненту, сохранение его температуры и
кондиционного состояния при нахождении летательного аппа-
рата в заправленном состоянии и для обеспечения минималь-
ных потерь компонента на испарение.
Наружная защитная оболочка защищает теплоизоляцию от
криоподсоса воздуха и предохраняет ее от разрушения.
На рис. 6 42 показана конструкция отвода впебакового кри-
огенного топливопровода самолета. Отвод — наиболее сложная
в технологическом отношении конструкция.
29
Рис. 6.42. Отвод внеба нового криогенного топливопровода самолета:
1 — закониовка; 2’ герметизирующий лейнер (12X18HI0T); 3 — силовая
углепласгиковая оболочка; 4 — теплой зонирующая оболочка; 5~ наруж-
ная защитная оболочка
1 nafepayms
491
6.6. Иэготоьленис трубопроводов
Изготовление внебакового отвода криогенного топливопровода
Герметизирующий лей я ер отвода изготовлен из нержавею-
щей стали 12Х18Н10Т, его толщина составляет 0,3 мм. Собст-
венной жесткости тонкостенного лейнера недостаточно для
намотки на него силовой оболочки вследствие потери устой-
чивости от контактных давлений. Для придания дополнитель-
ной жесткости металлическому лейнеру применяют специаль-
ное приспособление для набивки лейнера песчаной смесью из
7 в.ч. речного песка и 1 в.ч. раствора ПВС в воде (7 в.ч. воды
на 1 в.ч. ПВС).
На рис. 6.43 показана конструкция такого приспособления.
Лейнер 1 с фланцами 2 с помощью полухомута 3 соединяется
со стаканом < который приварен к основанию 5. В стакан
вставлен поршень 6. Внутри металлического лейнера закреплен
Рис. 6.43. Приспособление для набивки лейнера песчаной смесью;
/ - дейнер; 2 - закон иовки, 3 — полухомут, 4 — стакаН; 5 — основание; 6 -
поршень; 7 — стержень; 8 - штуцер; Р — заглушка; 10 — обойма, 11 — гайка
492
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
стержень 6 со штуцерами 8. Второй фланец лейнера закрыва-
ется заглушкой 9, которая притягивается к фланцу гайкой 11.
С помощью поршня песчаную смесь уплотняют. После набив-
ки лейнер помещают в сушильный шкаф, где при температуре
420 К в течение 3 ч осуществляется отверждение песчано-поли-
мерной смеси.
Рассмотрим маршрутную технологию изготовления внеба-
кового криогенного отвода.
1. Визуальный осмотр поверхности, мест сварки и проверка
на герметичность лейнера с металлическими законцовками.
2. Сборка лейнера с технологической оправкой или запол-
нение его внутренней полости подкрепления тонкостенной
герметизирующей оболочки.
3. Установка и закрепление оправки с лейнером на намо-
точном станке СНП-3.
4. Расчет и изготовление управляющих программ для на-
мотки силовой оболочки.
5. Приготовление полимерного связующего, загрузка его в
пропиточную ванну, заправка и пропитка армирующих нитей,
изготовление непрерывной ленты намоточного препрега.
6. Закрепление бобин с намоточным препрегом на вертлюге
намоточного станка и настройка натяжателей на расчетное
технологическое натяжение намоточной ленты.
7. Обезжиривание наружной поверхности лейнера.
8. Закрепление конца намоточной ленты на наружной по-
верхности лейнера и намотка силовой оболочки расчетной
толщины под расчетными углами.
9. Намотка антиадгезионного разделительного слоя фторо-
пластовой пленки на наружную поверхность ситовой оболочки.
10. Намотка технологических слоев термоусаживающейся
ленты на разделительный слой и закрепление конца ленты на
намотанных слоях.
11. Установка технологической оправки с намотанной обо-
лочкой в нагревательную печь и проведение полимеризации
связующего в соответствии с рекомендованными режимами.
12. Извлечение оправки с изделием из печи, размотка слоев
термоусаживающейся ленты, снятие разделительного слоя
пленки.
493
6.6. Изготовление трубопроводов
13. Осмотр и контроль поверхности силовой оболочки,
удаление отвердевших натеков связующего с металлических
фланцев и поверхности оболочки.
14. Установка и закрепление оправки с изделием в жесткую,
предварительно смазанную антиадгезионным покрытием, разъ-
емную пресс-форму с расчетным зазором между силовой обо-
лочкой и внутренней поверхностью пресс-формы (рис. 6.44)
Рис. 6.44. Типовое конструктивное решение разъемной пресс-формы
для заливки пенополиуретановой теплозащитной оболочки на криво-
линейный трубопровод:
I — кожух верхний. 2 — кожух нижний, _? — теплоизоляционная обо-
лочка" направляющие шпильки-болты; 5 —обойма; 6— намотанный
трубопровод; 7~ крышка-стаклн; 8~ болты; 9—заливочная горловина
15. Нагрев пресс-формы с изделием до значений темпера-
тур, заданных технологическим регламентом.
16. Приготовление состава вспенивающегося криогенного
пенопласта, например типа “Викорт-3”, и быстрая заливка его
в отверстие пресс-формы.
17. Выдержка пресс-формы с изделием при заданных тех-
нологией температурах.
494
ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
18. Разборка пресс -формы и осторожное извлечение из нее
оправки с изделием, с обеспечиванием сохранности кромок
нанесенного теплоизолирующего покрытия.
19. Обмотка наружной поверхности пенопластового покры-
тия герметизирующим криостойким слоем из полимерной пле-
ночной ленты, например, полиэтилентерефталатной и скле-
ивающего связующего, например клея “Вклад-11 к-3”, герме-
тизация торцев теплоизолирующего покрытия, выступающих
над силовой облочкой.
20. Термообработка изделия-с нанесенным герметизирую-
щим слоем в соответствии с режимами, рекомендованными для
отверждения выбранного типа клея. Например, для “Вилад-
11 к-3" рекомендованный режим — 3 ч при температуре 393 К.
21. Разборка технологической оправки и удаление ее из
внутренней полости готового трубопровода.
22. Визуальный контроль изделия, устранение исправимых
недостатков, гидроопрессовка изделия в соответствии с прави-
лами и мерами предосторожности, действующими для данного
типа изделий.
Изготовление внутрибакового дренажного трубопровода
Такой трубопровод изготавливают намоткой полиимидной
или лавсановой пленки на металлическую неразборную оправ-
ку. Конструкция трубопровода показана на рис. 6.45, а устрой-
ство оправки для намотки прямолинейного длинноразмерного
трубопровода с условным диаметром 100 мм и длиной 8000 мм
показано на рис. 6.46.
Трубопровод состоит из многослойной пленочной оболочки
и двух законцовок, обеспечивающих соединение трубопроводов
между собой, а также надежное и герметичное закрепление
пленочной оболочки на концах трубопровода. При разработке
конструкции были рассмотрены различные варианты законцо-
вок (см. рис. 6.45, а, 6, е) Законцовка (см. рис. 6.45, а) включает
в себя металлический флансп, пленочную оболочку' и окруж-
ную подмотку' из волокон.
Надежное защемление пленочной об л очки на закон цовке
осуществляют с помощью бурта, канавки и радиальной обмот-
495
6.6. Изготовление трубопроводов
ки, соединения отдельных участков между собой — посредством
сварки фланцев. Такую за концовку называют “колокольчик'1.
Рис. 6Л5. Конструкция ннугрибакового дренажного трубопровода:
/ — окружные слои, 2~ спиральные слои; 3— радиальная подмотка законцсвок;
а — металлический ‘'колокольчик"; б - пленочный; в — пластиковый
Рис. 6.46. Типовое конструктивное решение металлической неразборпой
оправки для намотки прямолинейного дзинноризмерного трубопровода
Поскольку у лавсановых и полним иди ых пленок коэффи-
циент линейного термического расширения в 2—3 раза больше,
чем у коррозионно-стойкой стали, то при захолаживании со-
496
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
вдается дополнительное обжатие хвостовика законцовки, что
обеспечивает надежную работу соединения при циклических и
криогенных температурных нагрузках. Очевидны и недостатки
такого соединения ввиду сравнительно большой массы фланцев
и возможностей повреждения пленочной оболочки в процессе
сварки, особенно при использовании лавсановых пленок.
Законцовка (см рис. 6.45, б) выполнена намоткой из той
же пленочной ленты, что и сама оболочка трубопровода, под-
моткой на концах оболочки утолщений и последующей меха-
нической обработкой. Герметичность соединения участков тру-
бопровода обеспечивается в этом случае клиновым уплотни-
тельным кольцом. К достинствам такой законцовки относится
возможность сборки и разборки соединения при монтажных и
ремонтных работах, а также изготовление фланца и оболочки
трубопровода как единого целого. Очевидно, что такое соеди-
нение менее надежно, чем предыдущее, вследствие низкой
прочности материала законцовки на сдвиг.
Наиболее приемлемым и перспективным является закон-
цовка (см. рис. 6,45, в), в которой объединены достоинства
двух предыдущих и скомпенсированы их недостатки. Закон-
цовку изготовляют методом литья под давлением из серийно
выпускаемых полиалканимидов с применением различных на-
полнителей и модификаторов. Этот материал относится к клас-
су полиимидов и поэтому по физико-механическим и хими-
ческим свойствам совместим с материалом оболочки трубопро-
вода. Он имеет плотность от 1280 до 1610 кг/см3 в зависимости
от наполнителя, обладает повышенной (на порядок) сдвиговой
прочностью. На практике применяют разъемное соединение
участков трубопроводов между собой, элементы которого также
изготовляют из высокопрочных наполненных полиалканими-
дов.
Технологические процессы изготовления многослойных
пленочных трубопроводов с различными конструктивными ис-
полнениями законцовок с прямолинейными и криволинейны-
ми участками многовариантны, но имеют общие операции.
Очевидно, что из жестких термореактивных пленок невоз-
можно изготовить герметизирующую оболочку двойной кри-
визны путем склеивания или сварки предварительно вырезан-
ных из пленки лепестков или заготовок. Поэтому следует счи-
497
6.6. Изготовление трубопроводов
тать более рациональным изготовление полимерных пленочных
оболочек методом непрерывной намотки узких лент на оправ-
ку, используя для этого технологическое оборудование и ос-
настку, которые применяют дня намотки силовых оболочек
сосудов давления и трубопроводов из однонаправленных ком-
позитов.
Ширина наматываемой ленты зависит от степени дефор-
мируемости материала пленки и кривизны оболочки и в каж-
дом конкретном случае определяется расчетом.
Для соединения наматываемых пленочных лент между
собой разработаны две технологии. В первом случае лавсановые
и полиимидные пленки, не имеющие каких-либо покрытий,
склеивают специальным клеевым составом. При этом для улуч-
шения адгезионных свойств пленок их поверхность предвари-
тельно обрабатывают каким-либо физико-механическим спо-
собом. Во втором случае полиимидные пленки с односторон-
ним или двусторонним фторопластовым покрытием (типа
ПМФ-351 или ПМФ-352) соединяют путем обжатия и спекания
при определенной температуре.
Процесс получения многослойных пленочных оболочек
включает в себя разрезку рулонной пленки на полосы необхо-
димой ширины, обработку' поверхности пленки либо наждач-
ной шкуркой, либо химическим травлением или коронным
разрядом, нанесение на нее клеевого состава, намотку на оп-
равку требуемого числа слоев, термообработку и удаление оп-
равки из готового изделия.
Для склеивания лавсановых лент пленочной оболочки при-
меняют клеевой состав на основе эпоксидного связующего
ЭДТ-10, в которое для увеличения эластичности и деформа-
тивности добавляется продукт ДЭГ-1 (низкомолекулярная
смола). В целях увеличения адгезии к эпоксидному связующему
поверхность лавсановой пленки обезжиривают и обрабатывают
раствором NajCrjC^ в HjSO4 в течение 5... 10 с.
Полиимидная пленка ПМФ-352, используемая для намотки
герметизирующих оболочек, имеет двустороннее фторопласто-
вое покрытие (толщиной 5...6 мкм), поэтому намотанные из
нее слои необходимо обжать и провести спекание при темпе-
ратуре 565..575 К в течение 45...60 мин.
498
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Рассмотрим один из вариантов технологического процесса
изготовления прямолинейного участка цилиндрической пле-
ночной оболочки из полиимидной пленки ПМФ’352 с метал-
лическими законцовками из коррозионно-стойкой стали
12Х18Н10Т. Процесс включает в себя следующие операции:
1. Сборка и установка на намоточном станке технологичес-
кой оправки с закрепленными на ней металлическими закон-
цовками.
2. Подготовка поверхности хвостовиков законцовок под
склеивание с пленочным слоем и нанесение на поверхность
оправки тонкого разделительного слоя графитовой смазки с ее
последующей обмоткой фторопластовой лентой без нахлеста.
3. Намотка на оправку полиимидной пленки с расчетными
шириной, нахлестом, числом слоев и углами намотки.
4. Окружная подмотка волокном в районе законцовок пле-
ночной оболочки.
5. Намотка разделительного слоя фторопластовой пленки и
термоусаживающейся кремнеземной ленты для опрессовки
полиимидной оболочки и законцовок в процессе термообра-
ботки.
6. Термическая обработка многослойного лейнера при тем-
пературе спекания (573 ± 5 К) в течение часа, охлаждение на
воздухе.
7. Снятие кремнеземной ленты и фторопластового слоя с
наружной поверхности трубы, разборка технологической оп-
равки и съем готового пленочного трубопровода.
8. Установка технологических заглушек на фланцы и под-
готовка к испытаниям на герметичность и прочность.
Трубопроводы с полиимидными законцовками изготавли-
вают по аналогичной технологии. Для формирования законцо-
вок в данном технологическом процессе необходима дополни-
тельная операция механической обработки, которая выполня-
ется после термообработки.
Трубопроводы с полиалканимидными законцовками также
изготовляют согласно приведенной технологии. Однако сами
заготовки на заключительном этапе приклеивают на предвари-
тельно отвержденную оболочку специальным клеевым соста-
вом.
499
6.6. Изготовление трубопроводов
Конструктивно-технологические параметры трубопроводов
и результаты их испытания представлены в табл. 6.13.
Таблица 6.13
Конструкторски -технологические параметры модельных трубопроводов
из полиимидной пленки
Исследуемый параметр Законцовка
металли- ческая пленочная пластико- вая
Условный проходной диаметр, мм 50 50 50 :
Длина трубопровода, мм 295 295 295 i
Ширина пленки, мм 20 20 20 ;
Число слоев 10 10 10 I
Ширина нахлеста, мм ю 10 10 i
Угол намгпки в зоне законнонки, град. 87 90 90
Толщина ободочки н регулярной зоне, мм 1,15 1,15 1,15 i
Масса оболочки с оконцовками, кг ОД 12 о,по 0.B0 j
Давление разрушения, МПа, при темпсри'гурс. К: 293 3,4* 4,9* 4,5* 1
20 8,4* —
Параметр конструктивного совершен- ства**, кДж/кг 32,1 89,0 69,2 [
* Среднее по трем испытаниям.
* * , где /рЩ — давление разрушения; V— объем трубопровода;
т — масса трубопровода без законцовок.
Все изготовленные трубопроводы подвергают испытаниям
на прочность и герметичность при температуре 293 К, а три
трубопровода (см. рис. 6.45, а) испытывают в среде жидкого
водорода при температуре 20 К. После подготовки систем к
испытаниям и захолаживания в полости трубы увеличивают
давление на 0,5 МПа через каждые 30 с. Все три трубы разру-
шают при давлении, превышающем разрушающее давление при
температуре 293 К более, чем в 2,4 раза.
500
<J. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
На рис. 6.47 показан характер разрушения трубопровода с
за концовкой, выполненной в соответствии с рис. 6.45, а. При
проведении внешнего осмотра демонтированных труб разру-
шение всех трубопроводов, изготовленных в соответствии с
рис. 6.45, а, произошло в зоне соединения оболочки с фланцем,
т е. вмотанный фланец вырвало из оболочки. В то же время
разрушение трубопроводов, изготовленных в соответствии с
рис. 6.45, а, б, произошло по телу оболочки, что соответство-
вало результатам расчета. Перед прочностными испытаниями
все изготовленные модели проверяют на герметичность масс
спектрометрическим методом с использованием гелиевого те-
чеискателя ПТИ-10.
Рис. 6.47. Характер разрушения пленочного трубопровода
Таким образом, полиимидные и лавсановые пленки можно
использовать в качестве герметизирующих и несущих оболочек
в сосудах давления, трубопроводах, особенно внутр и баковых.
Полиимидные пленки при этом сохраняют работоспособность
до температуры жидкого гелия (4,2 К), а лавсановые — до
температуры жидкого азота (77 К).
Полиимидные и лавсановые пленки перспективны для ис-
пользования в изделиях массового потребления — огнетушите-
лях, аквалангах, автомобильных баллонах и т.д.
32-243
501
Ключевые вопросы
Ключевые вопросы
1, Перечислите функции основных конструктивных элемен-
тов корпуса РДТТ и сформулируйте требования к физико-ме-
ханическим и технологическим характеристикам материалов,
из которых они изготавливаются.
2, Назовите слои, которые составляют ТЗП корпуса РДТТ,
укажите функции, которые выполняет каждый слой, и техно-
логические приемы, которые обеспечивают чистоту' внутренней
поверхности ТЗП.
3. Предложите технологическую схему одновременной на-
мотки силовой оболочки корпуса РДТТ и переходного отсека.
4. Составьте примерное техническое задание на разработку
конструкции и технологии изготовления: а) соплового раструба
РДТТ; б) тормозных колодок для системы торможения само-
лета; в) грузовой стрелы для орбитальной космической стан-
ции; г) параболического зеркала космического телескопа;
д) криогенного топливопровода для жидкого водорода; е) авто-
мобильного бака для сжиженного природного газа.
5. Разработайте варианты маршрутных технологических
процессов изготовления трехслойной створки багажного отсека
самолета из КМ и сравните качественно эти варианты по
технико-экономическим затратам.
6. Какие конструкторские и технологические решения при-
меняют для обеспечения герметичности топливных баков, со-
судов давления, трубопроводов и как они связаны с характе-
ристиками рабочего тела?
7. Попробуйте обосновать необходимость и возможность
создания в будущем ЛА, полностью изготовленных из КМ.
502
Заключение
Можно смело предсказать, что XXI в. станет веком компози-
тов и высоких технологий. Повсеместно внедрение композитов —
настоящая революция в технике. Одной из главных сфер приме-
нения КМ остается авиационная и ракетно-космическая техника.
Массу самолетов, долговременных орбитальных станций и
научных модулей, выполненных с применением композитов,
можно снизить на 15..,20 %, что для летательных аппаратов
имеет решающее значение.
В начале следующего века дозвуковые самолеты будут со-
стоять из композитов на 30. „40 %, а сверхзвуковые - более
чем наполовину.
Известно, например, что самолет "Вояджер”, на котором
американские спортсмены без посадки обогнули весь земной
шар, полностью выполнен из КМ.
Разрабатываются проекты создания аэрокосмического пас-
сажирского самолета, развивающего скорость, в 25 раз превы-
шающую скорость звука в воздухе. Такой самолет сможет вы-
ходить на орбиту и преодолевать расстояние между Токио и
Вашингтоном за 2 ч летного времени. Авиалайнер XXI в.
сможет взять на борт 300 пассажиров и обеспечить дальность
полета без насадки свыше 20 000 км. Чудо-самолет больше чем
на половицу будет состоять из КМ.
Человек вышел в космос для того, чтобы познать мир.
Глубокие научные исследования в космосе требуют большой
энергетики и сложных, часто крупногабаритных инструментов
наблюдения. Обеспечение энертотики возможно только при
наличии легких и эффективных источников энергии.
Разрабатываются проекты электростанций на орбите - сол-
нечные газотурбинные установки мощностью до 20 кВт, кото-
рые на 90 % будут изготовлены из углепластиков. Новые ма-
32"
503
Заключение
тс риалы и технологии их переработки позволят значительно
повысить массовую эффективность бул у тих оптических теле-
скопов в космосе, огромных параболических рефлекторов, ан-
тенн, космических платформ и поселений на орбите.
Уже сегодня в космических кораблях многоразового ис-
пользования Space Shuttle общая масса применяемых КМ со-
ставляет около 5 т. Проектные оценки показывают, что за счет
применения перспективных КМ с улучшенными характерис-
тиками (углеполиимцды, УУКМ, керамика) можно снизить
массу конструкций многоразового транспортного корабля при-
мерно на 6,8 т.
Чтобы полностью реализовать потенциальные возможности
снижения массы конструкций при использовании полимерных
КМ, необходимо улучшить их характеристики стойкости к
ударным повреждениям и расслоению, а также обеспечить
ремонтопригодность дефектных конструкций.
Повышение характеристик допускаемой поврежденности
КМ связывается в первую очередь с разработкой полимерных
матриц с улучшенной вязкостью разрушения, с более высокой
теплостойкостью и технологичных при переработке. Наиболее
перспективными с этой точки зрения являются термопластич-
ные полимеры типа полиэфирэфиркетон, Однако эти полиме-
ры обладают одним существенным недостатком — высокой
стоимостью переработки. Поэтому большое различие в харак-
теристиках между термопластичными и термореактивными
полимерами потребует разработки третьего поколения связую-
щих, занимающих промежуточное положение.
Применение КМ во многом зависит от разработки новых
методов изготовления и технологического оборудования, обеспе-
чивающих снижение стоимости изделий из КМ и трудоемкости
их изготовления. Наиболее эффективной с этой точки зрения
представляется концепция создания непрерывных производст-
венных линий, которые включают в себя ряд наиболее гибких
технологических процессов и на которых можно производить
самые разнообразные изделия из полимерных композитов. Так,
например, в Японии действует производственная автоматизиро-
ванная линия, которая базируется на использовании процессов
термопластичной экструзии, пултрузии и намотки.
504
6. ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ из композитов
Изготовлен не плоских и умеренно криволинейных элемен-
тов конструкций наиболее эффективно и в будущем при ис-
пользовании автоматизированных выкладонных машин.
В настоящее время все большее внимание обращает на себя
новое поколение необычных высокопрочных керамических ма-
териалов, обладающих улучшенными электропроводностью,
жесткостью и стойкостью к тепловым ударам. Существует про-
ект керамического двигателя, в котором возможен полный
отказ от системы охлаждения и повышение ресурса работы в
5 раз и выше.
Керамика представляет огромную возможность производить
экономически выгодные материалы и конструкции с заданны-
ми свойствами на основе самых простых компонентов, распро-
страненных на Земле. Разработка новых технологий получения
керамических материалов, которые могут быть реализованы в
промышленных масштабах, — инженерная задача огромной
важности и сложности; ее надо решить в ближайшее время
тем, кто прочитал эту книгу.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Братухин А.Г., Сироткин ОС., Сабодаш ПФ. Материалы будущего и их
удивительные свойства. — М : Машиностроение, 1995. — 128 с.
Бушуев Ю.Г., Персии М.И., Соколов В.А. Углерод-углеродные композици-
онные материалы: Справочник. — М.: Металлургия, 1994. — 138 с.
Волоконная технология переработки термопластичных композиционных
материалов / Головкин Г.С., Гончаренко В.А., Дмитриенко В.П. и др.; Пол
ред. Г.С. Головкина. — М.: Изд-so МАМ, 1993. — 232 с.
Воробей В.В., Сироткин О С. Соединения конструкций из композиционных
материалов - М_: Машиностроение, 1985. - 166 с.
Воробей В В., Морозов Е.В., Татарников О. В. Расчет термонапряженных
конструкций из композиционных материалов. — М.; Машиностроение, 1992. —
238 с. '
Кияинчев В.А., Буланов И.М. Про]peerивные материалы в машиностроении:
Учебное пособие ятя СПТУ. — М.: Высш, шк., 1988 — 71 с.
Композиционные материалы: Справочник / Васильев В.В,. Протасов В Д.Ь
Болотин В.В. и др.; Под общей редакцией В.В. Васильева, ЮМ. Тернополь-
ского. — М.: Машиностроение, 1990- - 512 с.
Красин В Я., Крысин М.В. Технологические процессы формования, намотки
и склеивания конструкций. — М_: Машиностроение, 1989. — 240 с.
Основы проектирования н изготовления конструкций летательных аппа-
ратов из композиционных материалов / Васильев В.В., Добряков А.А., Дуд-
ченко А.П. и др. — М.; Идд-яо МАИ, 1985. — 218 с.
Справочник по композиционным материалам: В 2 кн/ Пер. с англ.
А. Б. Геллера и др.; Под ред. Дж. Любина. “ М.: Машиностроение, 1988. -
584 с.
506
СЛОВАРЬ ТЕРМИНОВ
Абляция " процесс массо- и тс пионере носа, обеспечиваю-
щий отвод большого количества теплоты из поверхностных
слоев материала, которая поглощается, рассеивается или пре-
образуется окружающим пространством посредством различ-
ных физических механизмов.
Автоклав - герметически закрывающийся аппарат, позво-
ляющий проводить отверждение композитов при нагреве и под
действием давления выше атмосферного.
Адгезия — прилипание. Явление, при котором две поверх-
ности разнородных тел соединены вместе за счет поверхност-
ных сил или других механизмов сцепления.
Анизотропия - неодинаковость количественных характерис-
тик физико-механических и тепловых свойств материала по
различным направлениям.
Антиадгезив - химическое покрытие или пленка, которые
используются для существенного уменьшения прилипания
одного твердого тела к другому, проявляющегося при контакте.
Армирование — усиление материала, заключающееся во вве-
дении в пластмассу армирующего материала для регулирования
ее физико-механических и тепловых характеристик.
Волокно первичное — гибкое и прочное протяженное тело
с малыми поперечными размерами, не бывшее в контакте с
какими-либо другими волокнами или твердыми материалами.
Волокно штапельное - волокно, получаемое резкой непре-
рывного жгута, состоящего из множества нитей, на отрезки
определенной длины (обычно от 12 до 50 мм).
Время отверждения (полимеризации) — отрезок времени,
необходимый для перехода жидких олигомеров в твердые поли-
507
Словарь терминов
меры, в течение которого формуемый материал подвергается
воздействию теплоты или давления либо того и другого вместе.
Гель “ дисперсная, желеобразная система, обладающая не-
которыми сростками твердых тел, образующаяся из жидких
компонентов связующей полимерной матрицы в процессе
полимеризации.
Геодезическая кривая — наикратчайшее расстояние между
двумя точками поверхности.
Герметизирующие материалы — материалы, обеспечивающие
непроницаемость жидкостей или газов в конструкциях.
Грат — излишки материала, остающиеся на кромках изде-
лий после операции формования. Приспособление к пресс-
форме для удаления из полосы формы избытка материала.
Графитизация — стадия технологического процесса получе-
ния углеродных волокон и углерод-углеродных композицион-
ных материалов, при которой волокно и матрица подвергаются
высокотемпературной обработке в инертной среде при
2600...2800 °C с образованием графитной структуры.
Диффузионная сварка - процесс получения неразъемного
соединения, при котором под воздействием нагрева и давления
формования происходит диффузия атомов контактирующих
материалов и образуется структура, близкая к структуре соеди-
няемых материалов.
Длина базовая — длина той части образна, на которой
измеряются его характеристики при испытаниях.
Жгут — совокупность (пучок) крученых или некрученых
нитей различной линейной плотности.
Карбонизация — стадия технологического процесса получе-
ния углеродных волокон и углерод-у где родных композицион-
ных материалов, при которой волокно и матрица подвергаются
обработке в инертной среде при температуре 1000... 1500 °C, в
результате чего из материала удаляются все элементы, кроме
углерода.
Когезия — сцепление. Явление притяжения между частица-
ми одного и того же твердого тела или жидкости, приводящие
к объединению этих частиц в единое тело.
508
Комплексная нить — нить, состоящая из совокупности (сло-
жений) отдельных первичных волокон.
Крутка — число витков волокна или нитей на 1 метр их
длины.
Ламинат — слоистый пластик, полученный горячим прес-
сованием связующей и армирующей компонент композицион-
ного материала в виде листового материала.
Лейнер — внутренняя оболочка бака, сосуда давления, тру-
бопровода (металлическая, эластичная, термопластичная, пле-
ночная и др ), предназначенная для предотвращения утечек
жидкости или газа из конструкции.
Мат — волокнистый нетканый материал, состоящий из
произвольно ориентированных волокон или спутанных нитей
и пропитанный соответствующим связующим.
Опрессовка: 1) технический способ уплотнения намотанно-
го на жесткую оправку' КМ посредством внутреннего или на-
ружного давления; 2) нагружение готового изделия давлением,
меньшим чем рабочее давление или равным ему.
Отверждение послойное — частичное или поднос отвержде-
ние намотанного слоя перед намоткой следующего слоя с
целью уменьшения податливости намотанных витков.
Пиролиз — высокотемпературное превращение органичес-
ких соединений, сопровождающееся их деструкцией и вторич-
ными процессами.
Подложка — твердое тело, на которое одним из технологи-
ческих методов, например напылением, осаждением и т.н.,
наносится материал, связанный с твердым телом только адге-
зионными связями. Подложка может быть частью конструк-
ции, оправкой, формой.
Пористость — отношение объема пор и пустот, содержа-
щихся в объеме материала, к общему объему тела, выраженное
в процентах.
Премикс — терморсактивпая формовочная композиция, ар-
мированная волокном, которая не нуждается в дальнейшем
отверждении, сушке или других технологических операциях и
готова для переработки на литьевом прессе.
509
Словарь терминов
Проницаемость — диффузия газа, паров или жидкости через
материал без физического или химического воздействия на
него.
Разнодлииность (провис) — разница в длинах прядей воло-
кон, составляющих ровинг (жгут) на определенном отрезке,
которая возникает в результате неравномерного натяжения.
Визуально отдельные составляющие пряди в жгуте провисают
при его горизонтальном натяжении.
Ровинг — жгут, образованный пучками непрерывных нитей
в виде некрученых жгутов или крученых нитей. При намотке
используется в виде лент с минимальной круткой.
Сварка взрывом — процесс получения неразъемного соеди-
нения КМ пол воздействием импульса высокого давления,
развиваемого взрывчатым веществом.
Сосуд модельный — конструкция в виде цилиндра с днища-
ми, изготавливаемая методом намотки и предназначенная для
отработки технологии изготовления и оценки физико-механи-
ческих характеристик материала.
Стренги (пучки) — первичный пучок непрерывных нитей
(или лент), собранных в единый компактный жгут без крутки.
Усадка — уменьшение объема тела при переходе из жидкого
состояния в твердое при полимеризации.
Усы — нитевидные искусственные монокристаллы, выра-
щенные в специальных условиях и имеющие механическую
прочность, эквивалентную прочности связи между' атомами.
Фильера — тип экструзионного приспособления. Обычно
металлическая пластина со множеством мелких отверстий (до
7 мкм), через которые продавливается расплав или раствор
полимера для получения волокон. В пултрузии — формующая
матрица; н намотке — направляющее очко для пряди нитей,
ленты.
Химическая сварка — процесс получения неразъемного со-
единения пластмасс или КМ, образуемого химическими свя-
зями либо непосредственно между функциональными группа-
ми контактирующих поверхностей полимеров, либо с помощью
510
промежуточных молекулярных образований (присадочных ре-
агентов), вводимых в зону сварного шва.
Шпулярник — приспособление для установки необходимого
количества паковок (бобин, шпуль) с волокнистым материа-
лом, часть технологического оборудования процессов намотки,
пултрузии, автоматизированной выкладки и т.п.
ОГЛАВЛЕНИЕ
Предисловие . . ......... _ 5
Основные сокращения н условные обозначения 7
Введение................................................... 9
I. Композиционные материалы и их компоненты . ... 14
I ]. Общие ннннтия и определения........................14
I 2. Армирующие волокнистые наполнители................ 18
L3. Матричные материалы .................................47
1.4. Полимерные композиционные материалы.................66
1.5. Металлические композиционные материалы ... 76
1.6. Углерод-углеродные композиционные материалы . 9fl
1.7. Керамические композиционные материалы .............106
1.8. Гибридные композиционные материалы.................109
Ключевые вопросы...................................... .115
2, Технология изготовления конструкций м3 полимерных
композиционных материалов ..... . ........ 117
2.1. Понятие о конструкторско-технологическом решении 117
2.2. Общая характеристика технологических процессов ...122
2.3. Контактное формование .......... 13(1
2.4. Формование с эластичной диафрагмой 140
2.5. Особенности конструирования деталей с учетом
технологии контактного формования и формовании
с :мистичной диафрагмой 149
2 6 Формообразование давлением........ .152
2.7. Формообразование прессован не я в формах ..........156
2.8. Формообразование намоткой...................... ... 175
2.9. Формообразование пултрузией .................... 216
2.10. Технологии предварительного формования заготовок,
деталей и матов ............... ...... - - .... 223
Ключевые вопросы........................................229
512
3. Технология из гот о клен ня конструкций из металлических и утлерол-
утлеродйых композиционных материалов, Способы обработки 2'1
3.1. Жидкофазные методы изготовления деталей
из металлокомпозитов.....................................231
3.2. Твердофазные методы изготовления деталей
из металлокомпозитов ...................................238
3.3. Газофазные истоды изготовления деталей из композитов . .253
3.4. Технология изготовления конструкций из уГЛСрОД-углсродных
материалов ...... 264
3.5. Механическая обработка композитов..................273
Ключевые вопросы........................................287
4. Технология выполнения соединений конструкции нз композиционных
мятерннлии . . . 289
4.1. Классификация соединений...........................289
4 2 Сплошные соединения...............................293
4.3. Механические соединения............................296
4.4. Комбинированные соединения...................... . . 309
4.5. Технология образования отверстий, резьб и гнезд.....311
4.6. Технологические процессы клепки....................326
4.7. Методы клепки......................................327
4.8. Технология выполнения комбинированных клееклепаных
соединений............................................. 336
4.9. Примеры выполнения соединений высоконагруженных у злой
и деталей...............................................332
Ключевые вопросы........................................337
5. Методы испытаний и контроль качества конструкций
нз композиционных материалов ................................ 339
5.1. Общая характеристика испытаний.....................339
5-2 Определение свойств волоки истых армирующих
наполнителей . . . ......................345
5 3 Определение свойств матричных материалов 349
5.4. Определение физических и структурных свойств
композиционных материалов...............................352
5.5. Определение механических свойств композитов........357
5.6. Контроль герметичности изделий из композиционных
материалов..............................................376
5.7. Определение теплофизических свойств композиционных
материалов . . . . г....................................383
513
5.8- Нсразрушаюшис методы контроля деталей и узлов
из композитов..............................................390
Ключевые вопросы...........................................406
6. Технологические щюцессы нзготоклешш конструкций
из композиционных митерилло» для ракетно-космической
и авиационной техники .......................................... 407
6.1 Технология изготовления корпуса РДТТ...................408
6.2. Технологические процессы изготовления элементов
конструкций соплового блока................................442
6.3. Изготовление шпангоутов, балок, отсеков, панелей 456
6.4. Изготовление сложно профильных деталей и тормозных
дисков из углерод- угле репных композиционных материалов . 476
6.5. Изготовление топливных баков и сосудов давления .... 482
6.6. Изготовление трубопроводов..........................490
Ключевые вопросы.........................................502
Заключение . . . . 503
Список рекомендуемой литературы.................................506
Словарь терминов................................................51)7