













































































































































































































































































Author: Рябов В.Р. Кривов Г.А. Ищенко А.Я. Мельников Р.В. Чаюн А.Г.
Tags: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления техника средств транспорта общая технология основы промышленного производства воздушный транспорт авиация и воздушные соединения воздушные линии и аэропорты сварка авиация авиастроение
ISBN: 966-7192-12-1
Year: 1998




%
УДК 621.791:629,735
ББК 30.61+39.53
С 24
СВАРКА В САМОЛЕТОСТРОЕНИИ
Под редакцией Б.Е. Патона
Авторы: Г.А. Кривов, В.Р. Рябов, А.Я. Ишенко, Р.В, Мельников, АТ. Чаюй
Рецензенты: академик РИА, профессор, доктор технических наук
Г.Е. Лозино-Лозинский, профессор, доктор технических наук О. С. Сироткин, профессор, доктор технических наук ВС. Кривцов
Утверждено к печати Ученым советом
Украинского научно-исследовательского института авиационной технологии
В книге обобщены и систематизированы сведения о современных способах получения неразъемных соединений авиационных узлов и конструкций. Даны характеристики свариваемых сплавов (алюминиевых, титановых, сталей) и композиционных материалов, применяемых в авиационных конструкциях. Обоснован их выбор и оценена массовая эффективность. Рассмотрены особенности конструирования отдельных узлов под сварку, дана опенка свариваемости, приведены сведения о присадочных материалах (проволоках), электродах, клеях, покрытиях, методах подготовки поверхности и кромок под сварку. Подробно описаны современные способы сварки, применяемые в самолетостроении. Приведены примеры использования комплексной технологии сварки типовых узлов самолета. Описаны перспективы применения сварки при создании самолетов нового поколения.
Книга рассчитана на инженерно-технических работников предприятий машиностроительного профиля и может быть полезна студентам вузов соответствующих специальностей.
Никакая часть настоящего издания ни в каких целях не может быть воспроизведена в какой бы то ни было форме и какими бы то ни было средствами, будь то электронные или механические, включая фотокопирование и запись на магнитный носитель, если на это нет письменного разрешения издательства "Межотраслевого информационно-издательского, выставочного центра" (МИНИН).
ISBN 966-7192-12-1
© Издательство МИИВЦ, 1998
ОГЛАВЛЕНИЕ
Коротко об авторах....................................................3
Благодарность.........................................................5
Введение..............................................................7
Глава I. Сварка — перспективная технология самолетостроения ......... 11
§1 . Совершенствование авиационной техники стран СНГ............11
§2 . Авиационные материалы и прогресс авиационно-космической техники..........................................................15
§3 . Выбор материалов и оценка их массовой эффективности.......17
§4 . Новые конструкционные свариваемые сплавы в авиакосмической
технике......................................................22
§5 . Перспективы применения сварки при создании самолетов
нового поколения.............................................36
Литература к главе I............................................41
Глава 11 Сварка узлов и деталей из современных конструкционных алюминиевых ставов ...................................................42
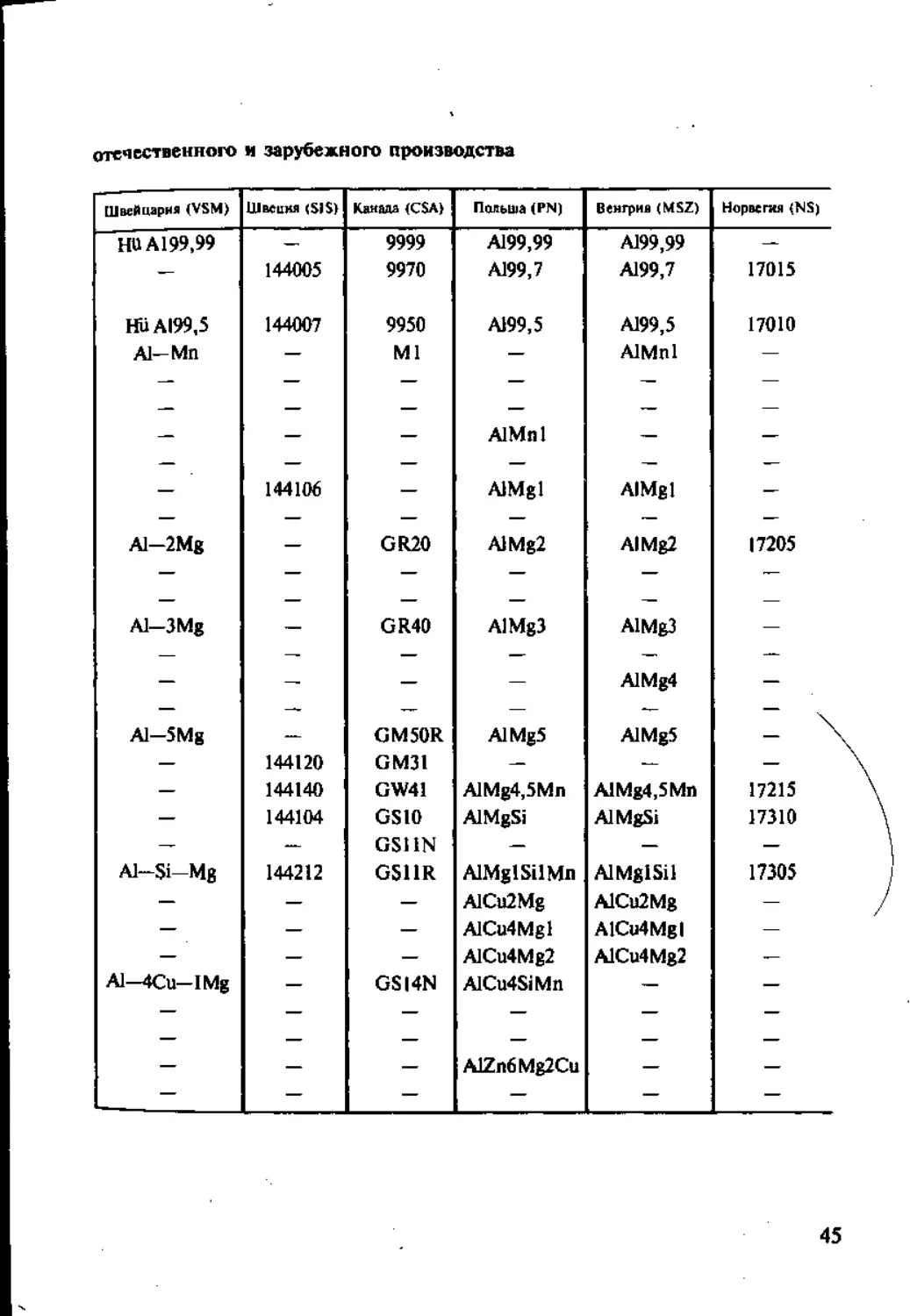
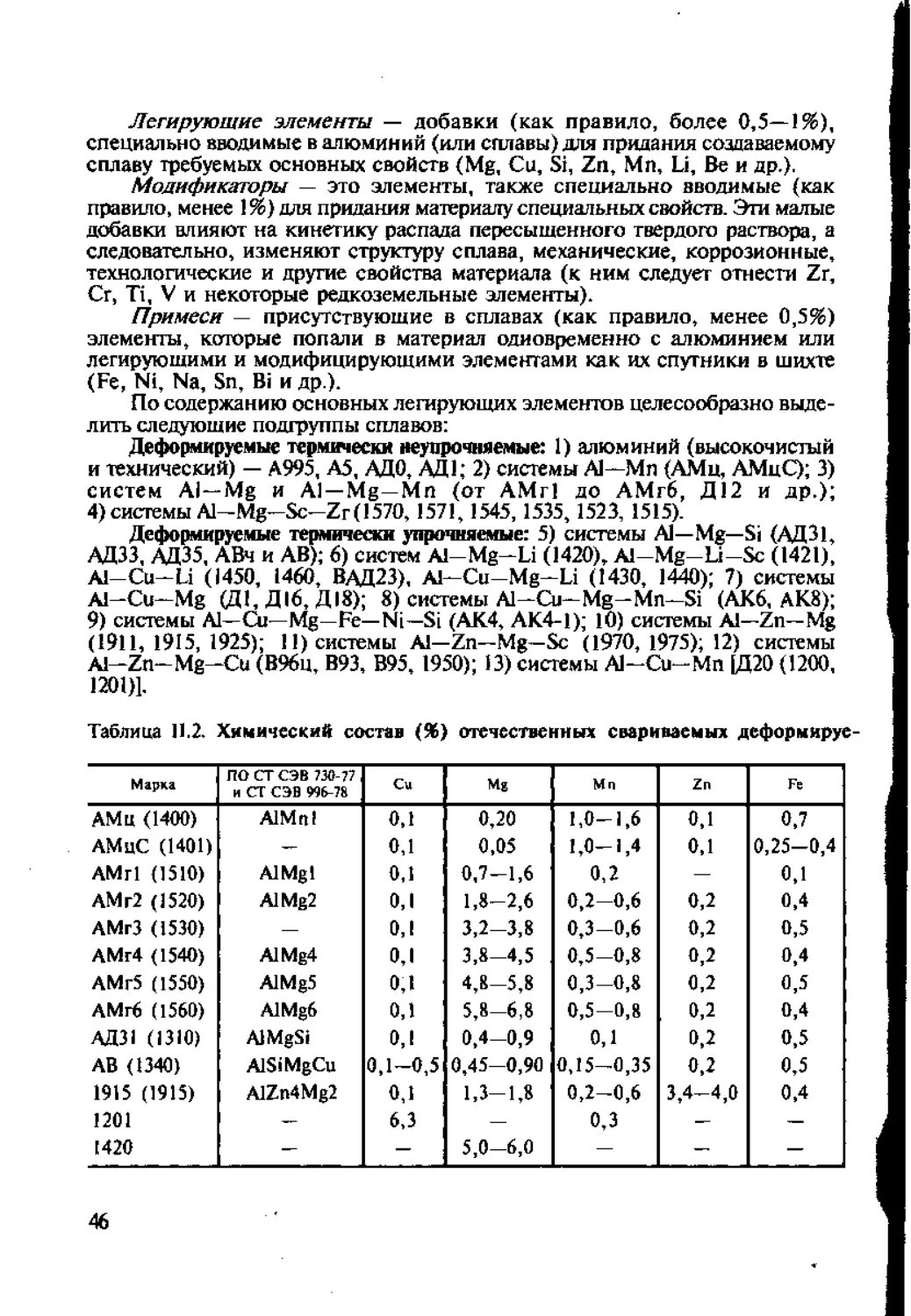
§1. Алюминий и его сплавы.....................................42
1.1. Системы и марки алюминиевых сплавов....................42
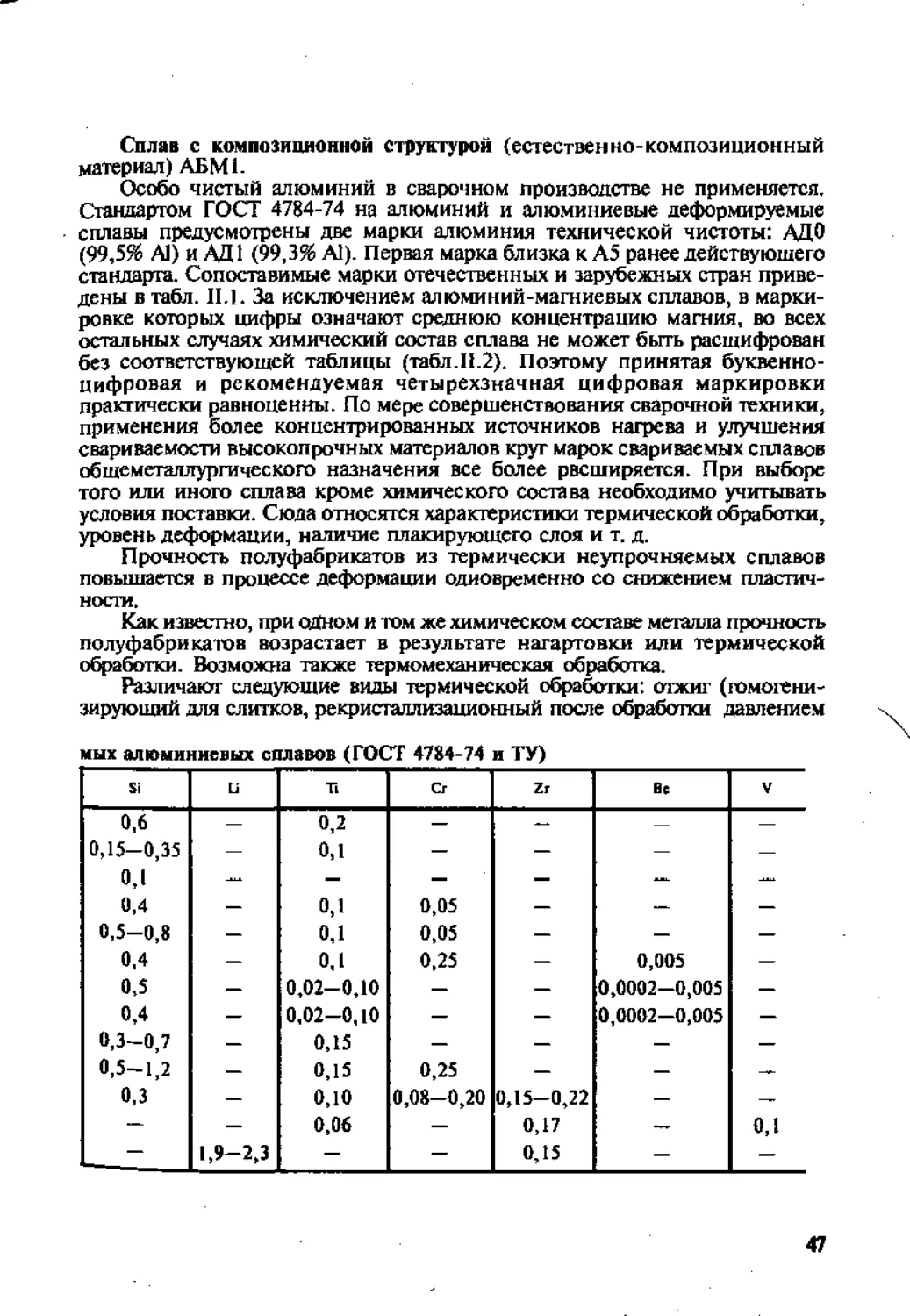
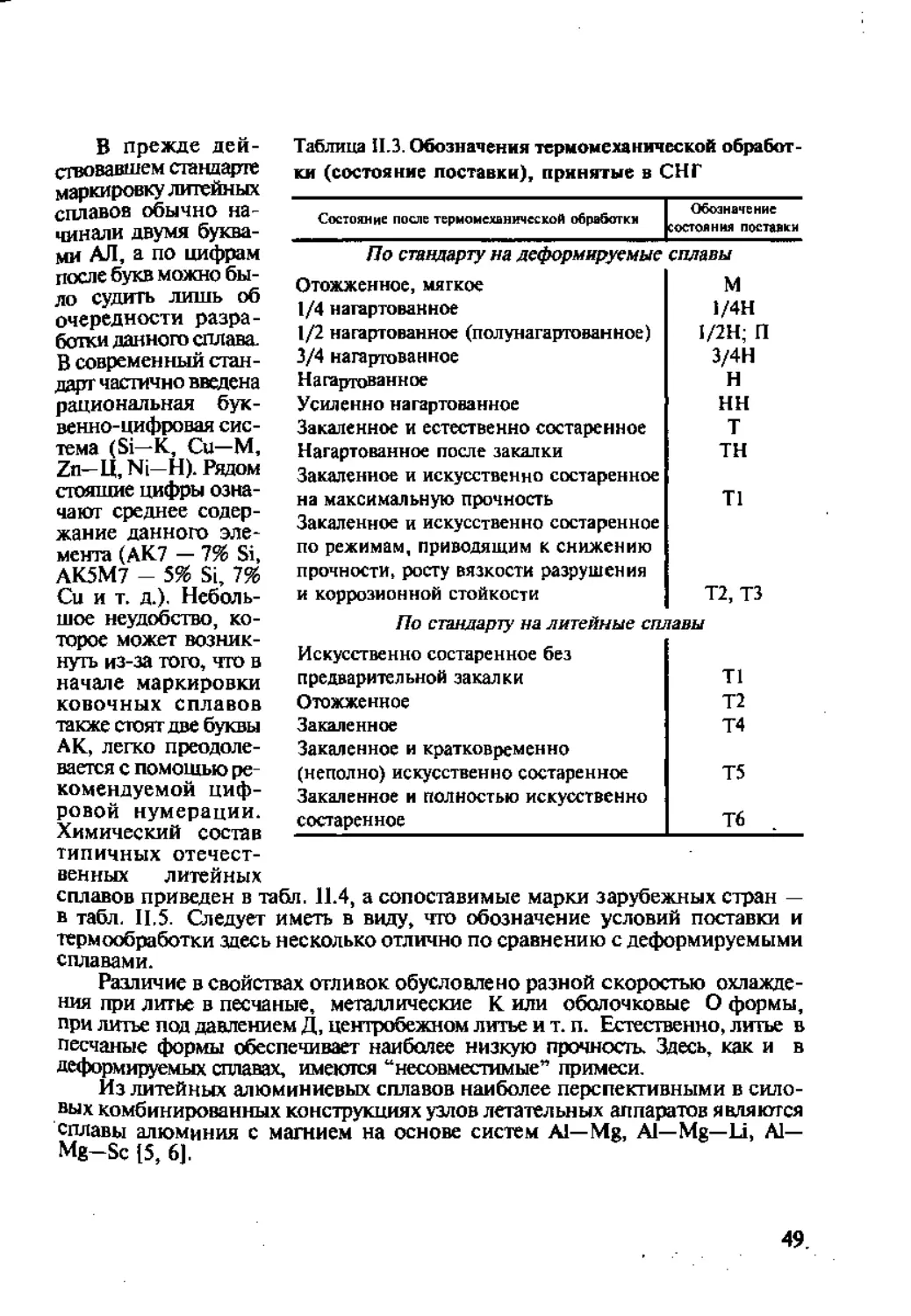
1.2. Металлургические характеристики алюминия и его сплавов.52
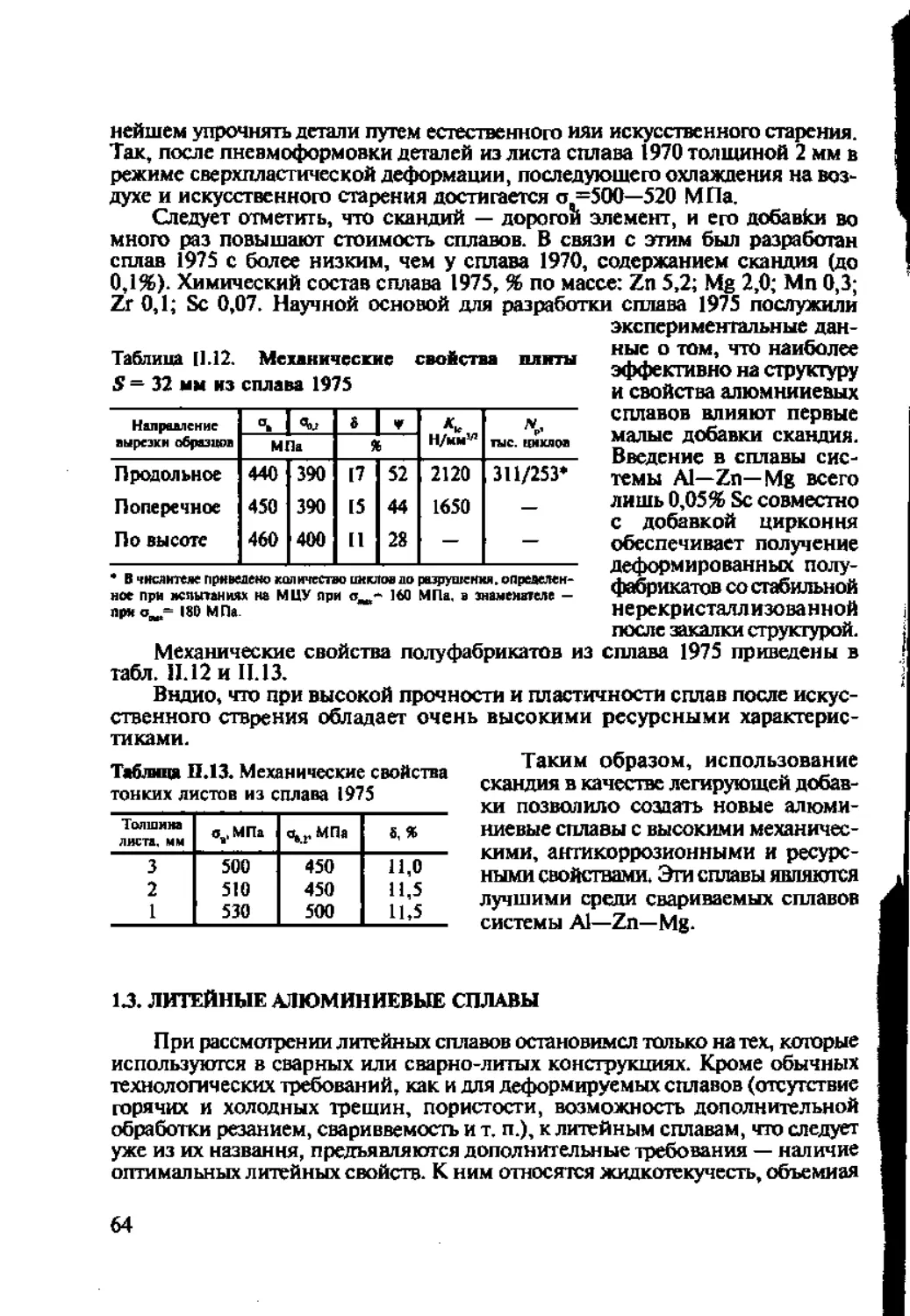
1.3. Литейные алюминиевые сплавы............................64
1.4. Применение алюминиевых сплавов в конструкциях самолетов....................................................66
§2, Свариваемость алюминиевых сплавов...........................72
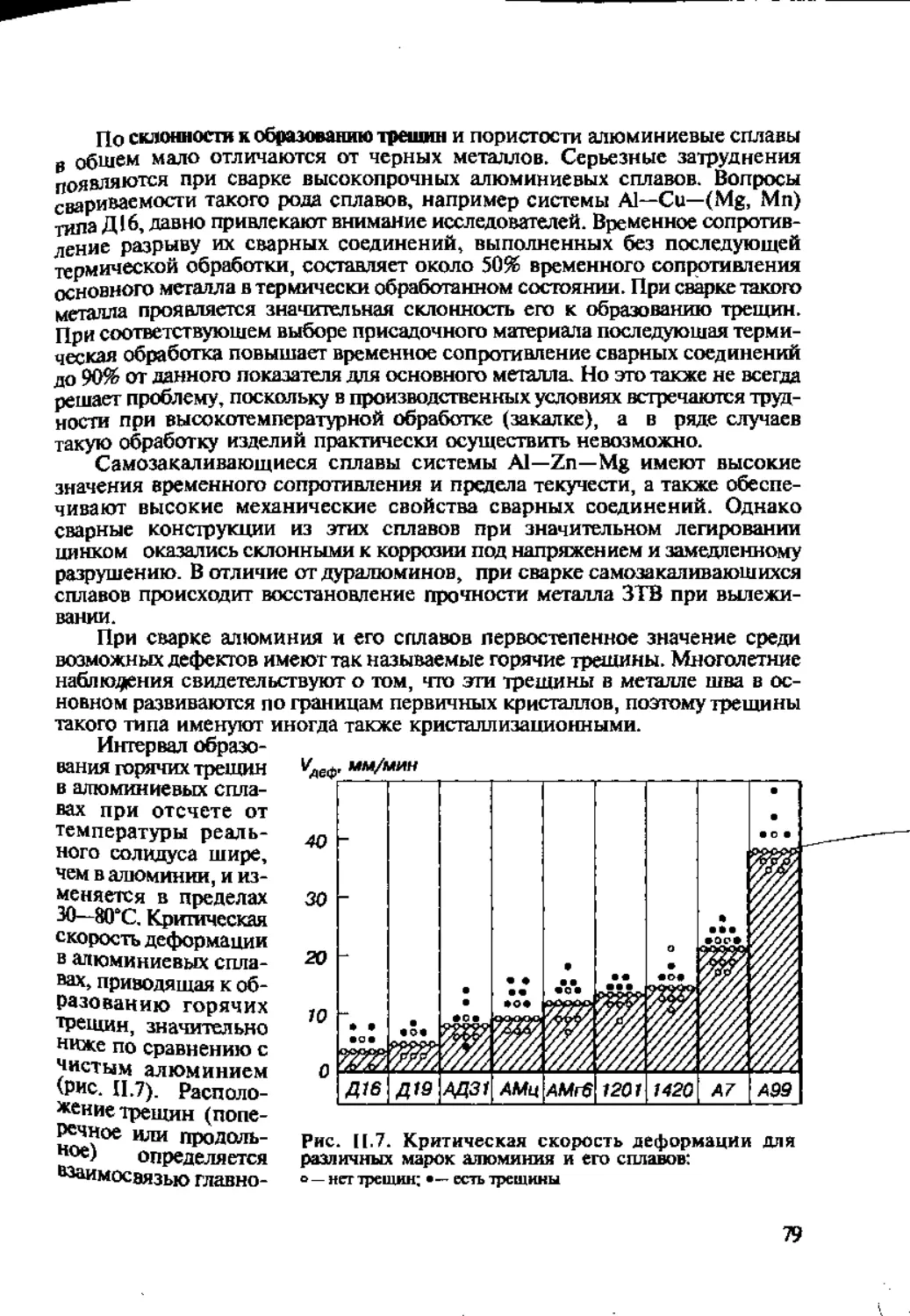
2.1. Особенности свариваемости алюминия и его сплавов........72
2.2. О свариваемости деформированных полуфабрикатов из алюминиевых сплавов..........................................82
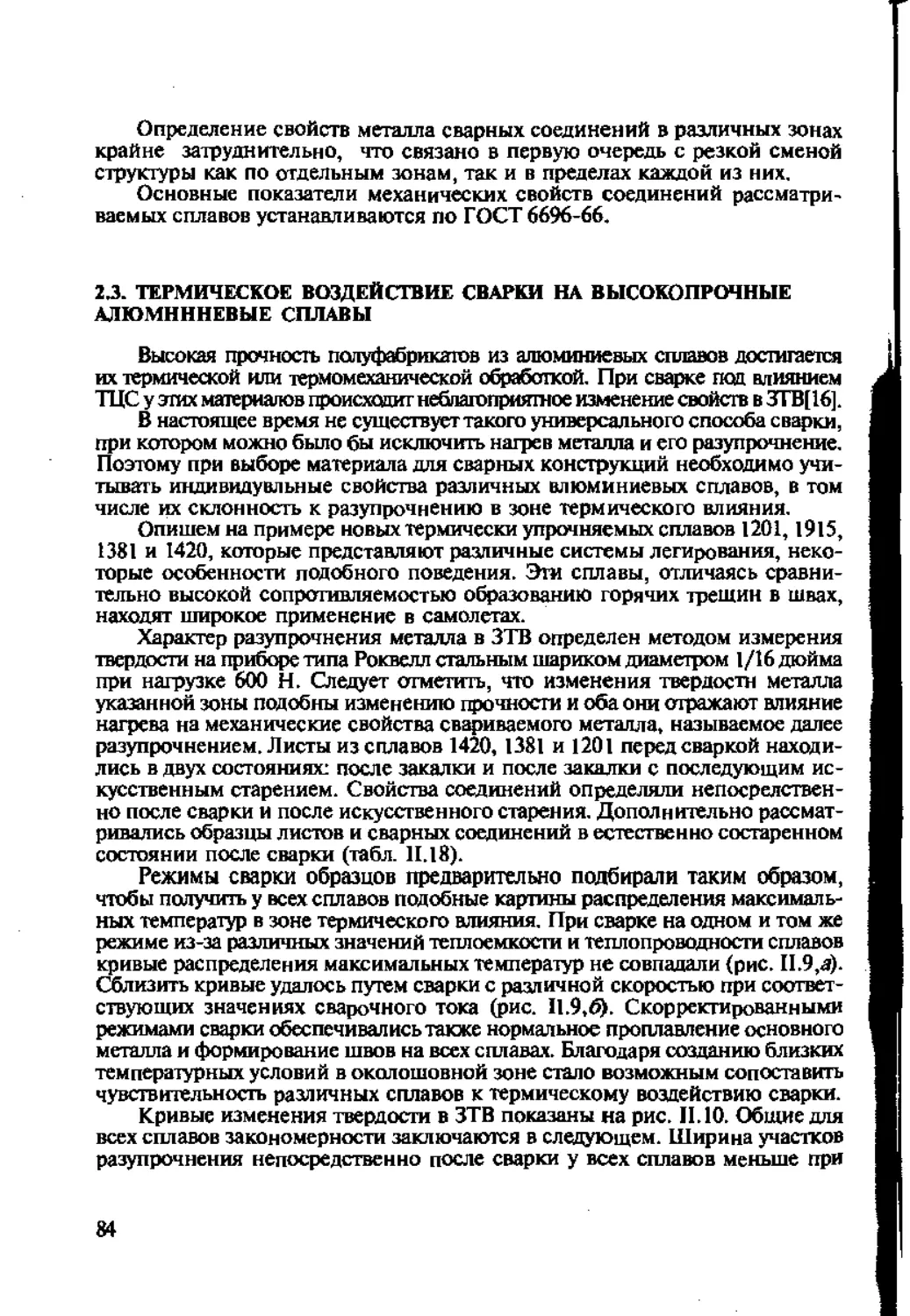
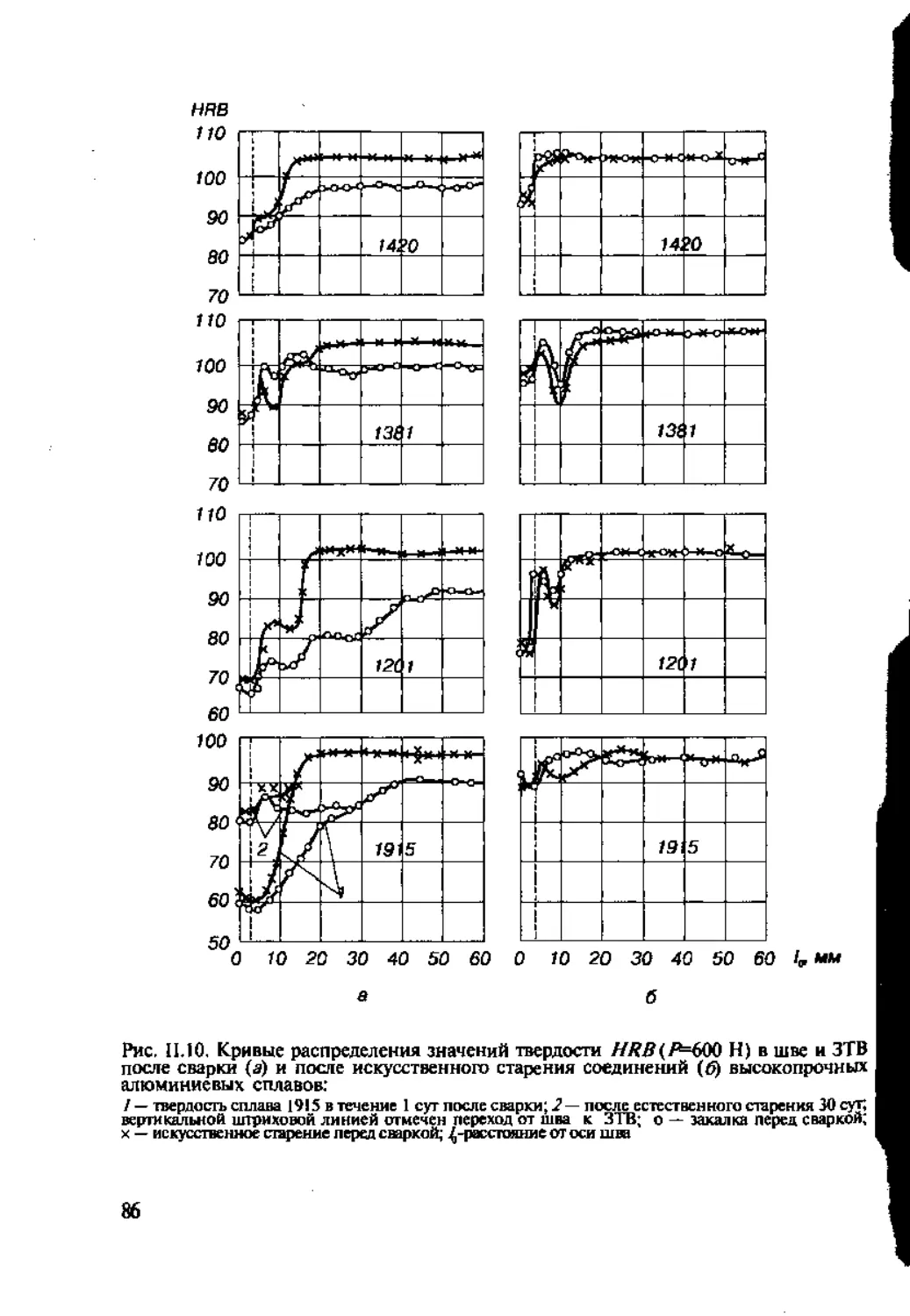
2.3. Термическое воздействие сварки на высокопрочные алюминиевые сплавы...........................................84
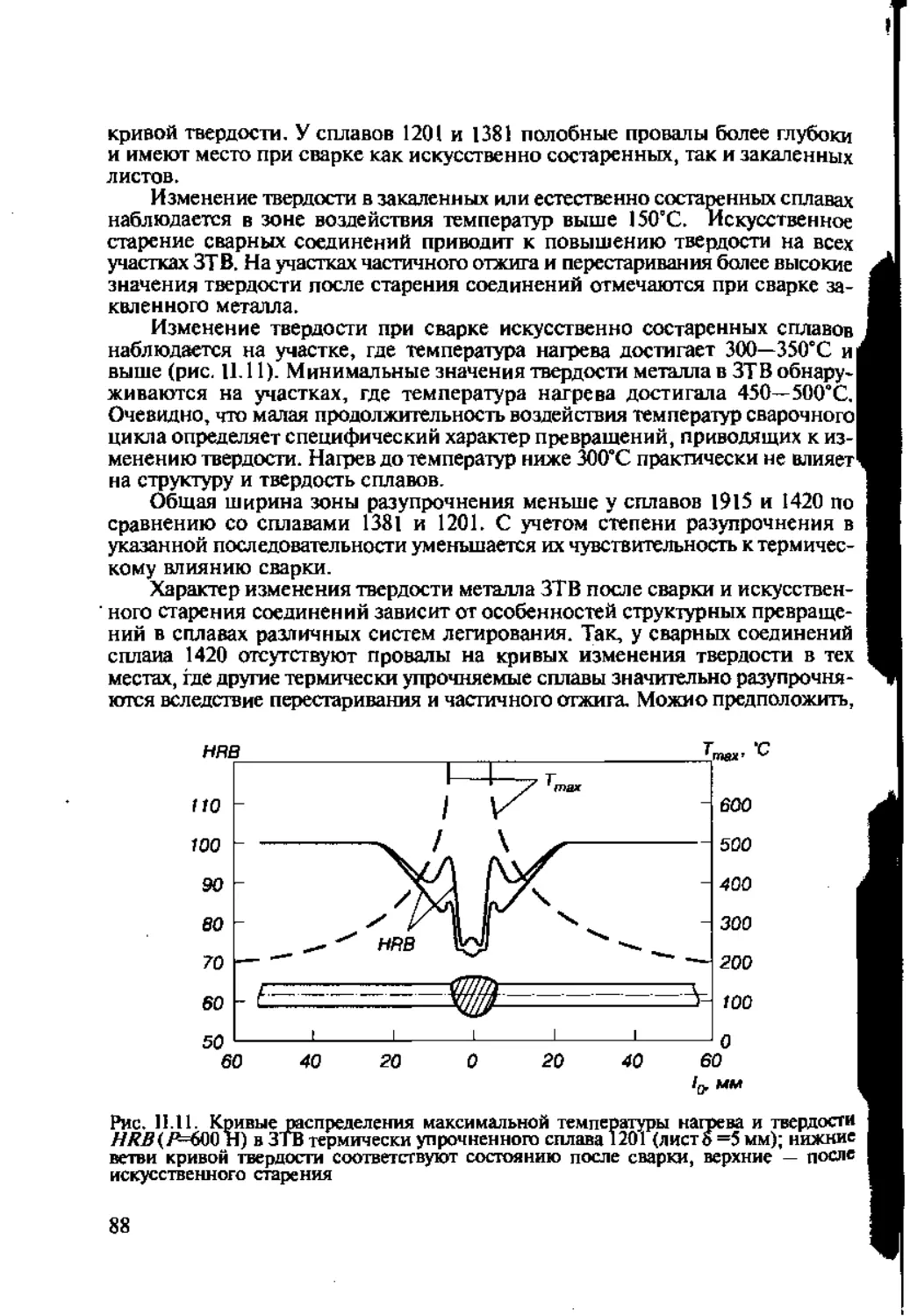
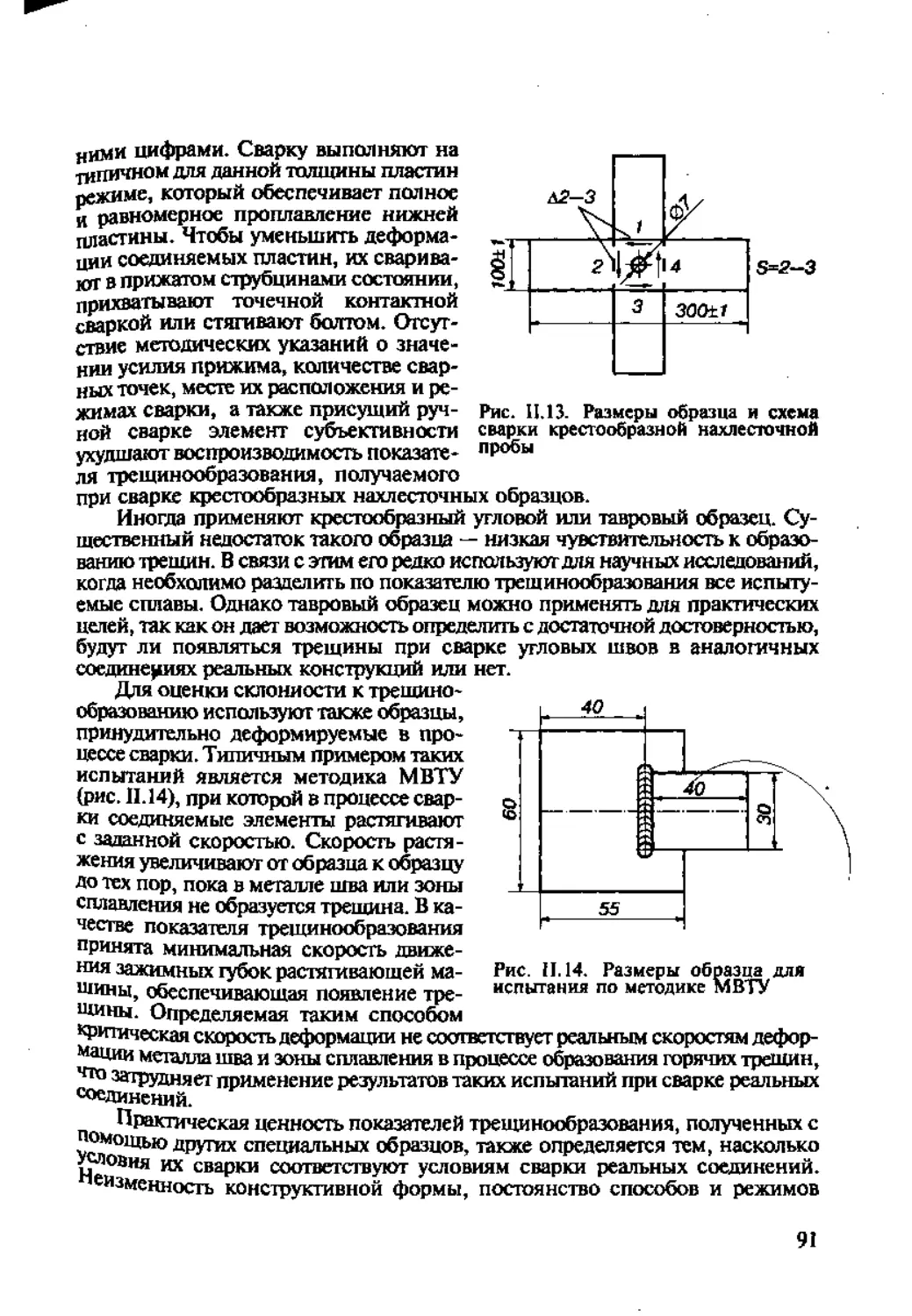
2.4. Методы оценки свариваемости.............................89
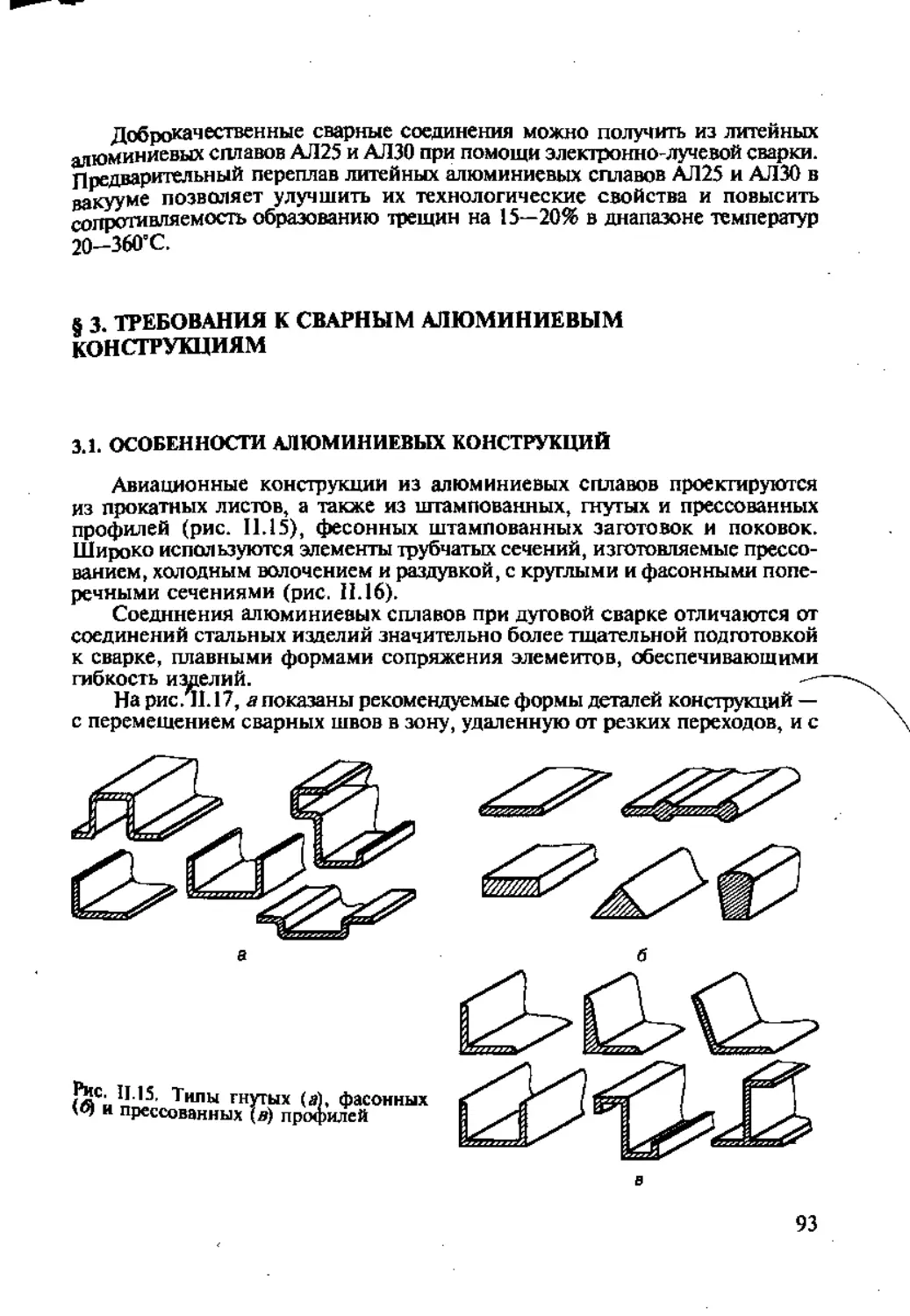
§3 . Требования к сварным алюминиевым конструкциям.............93
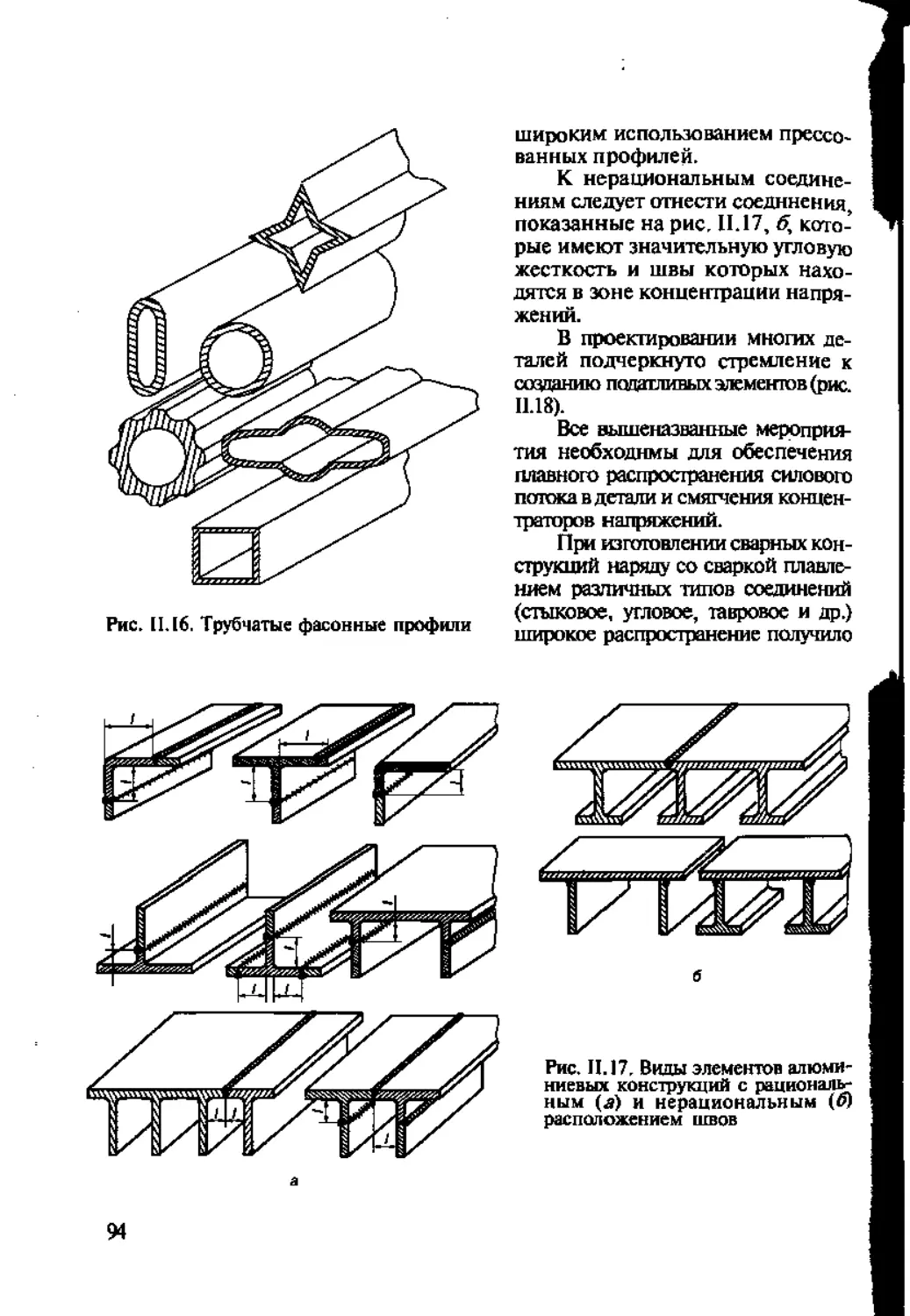
3.1. Особенности алюминиевых конструкций....................93
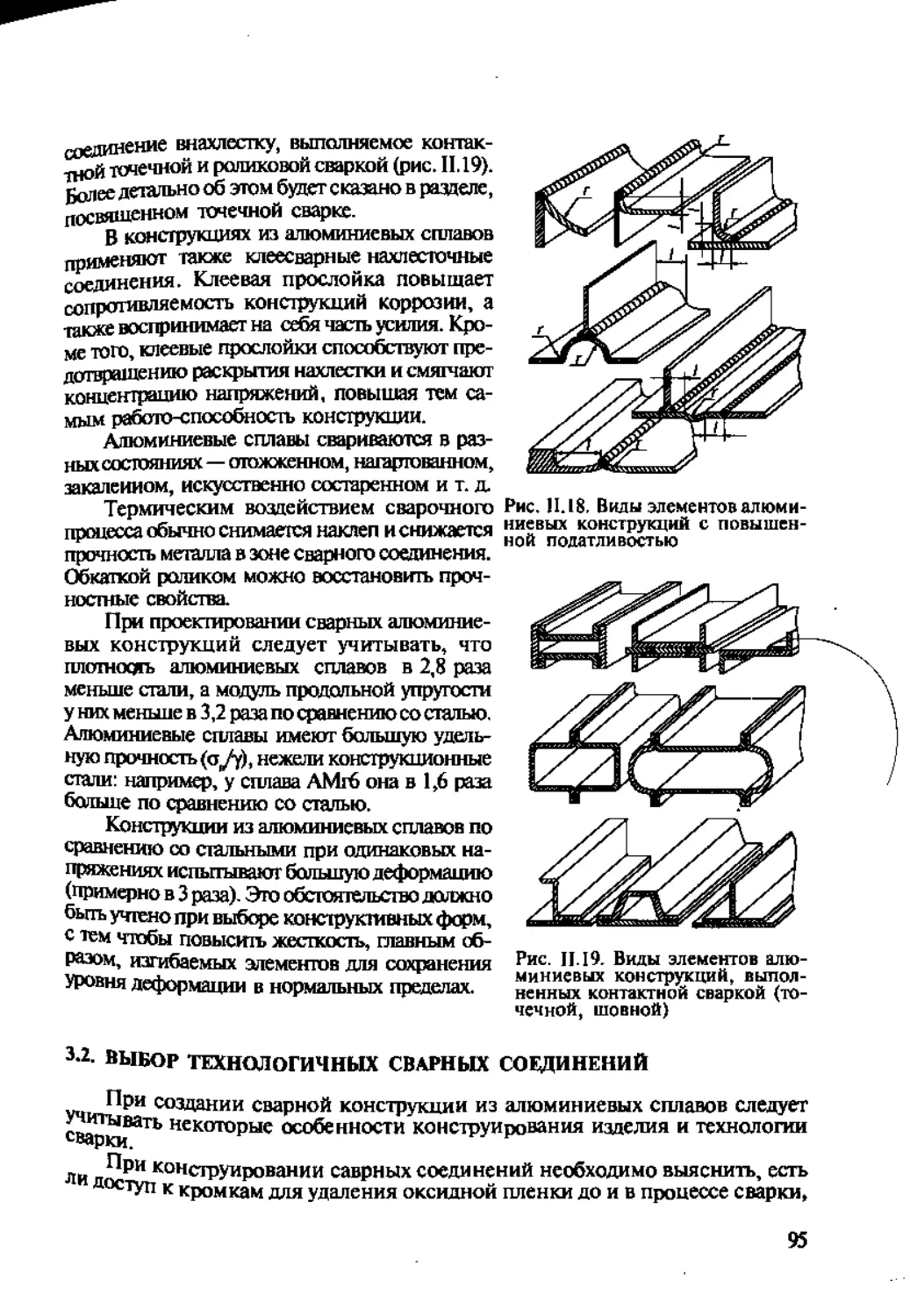
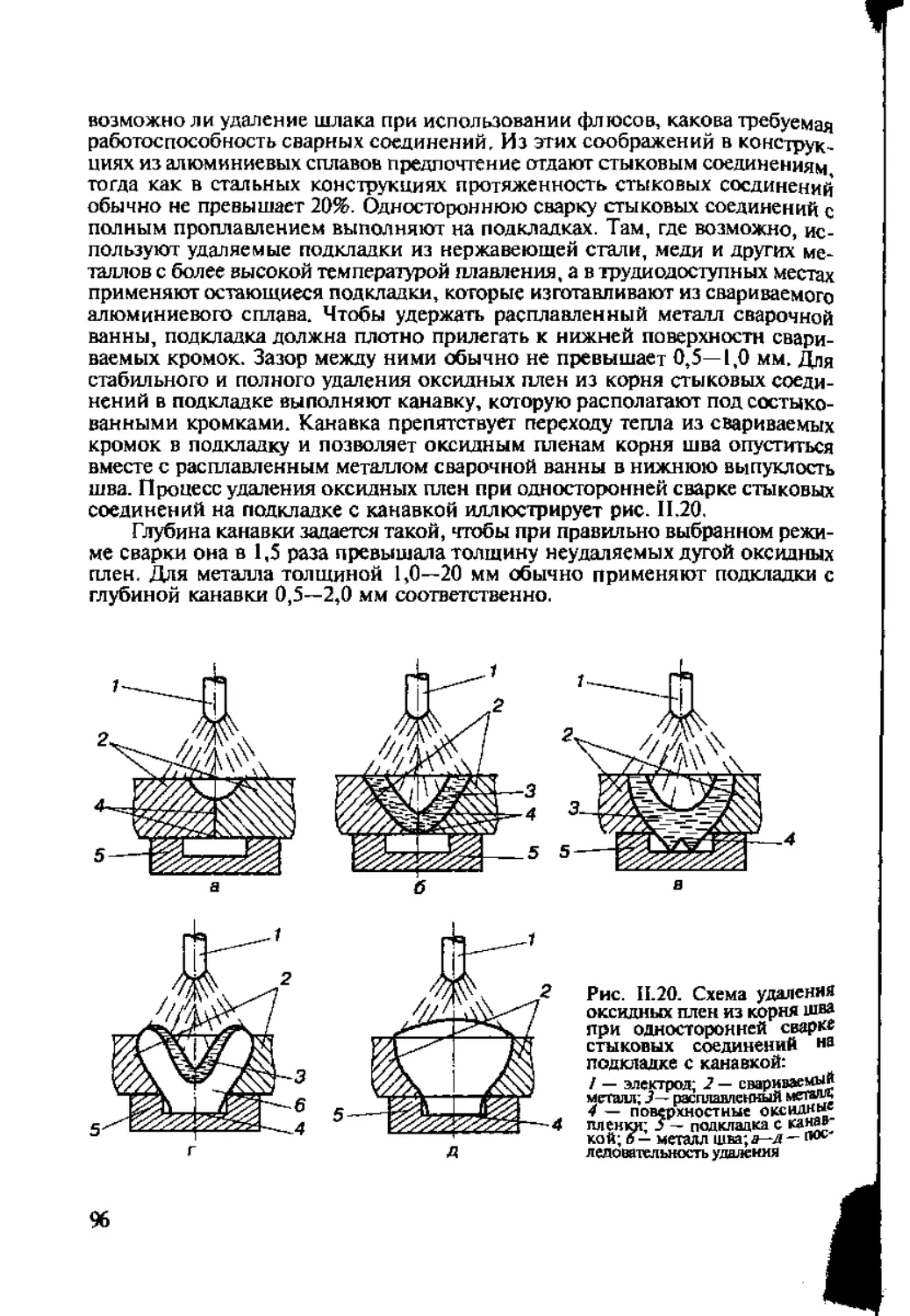
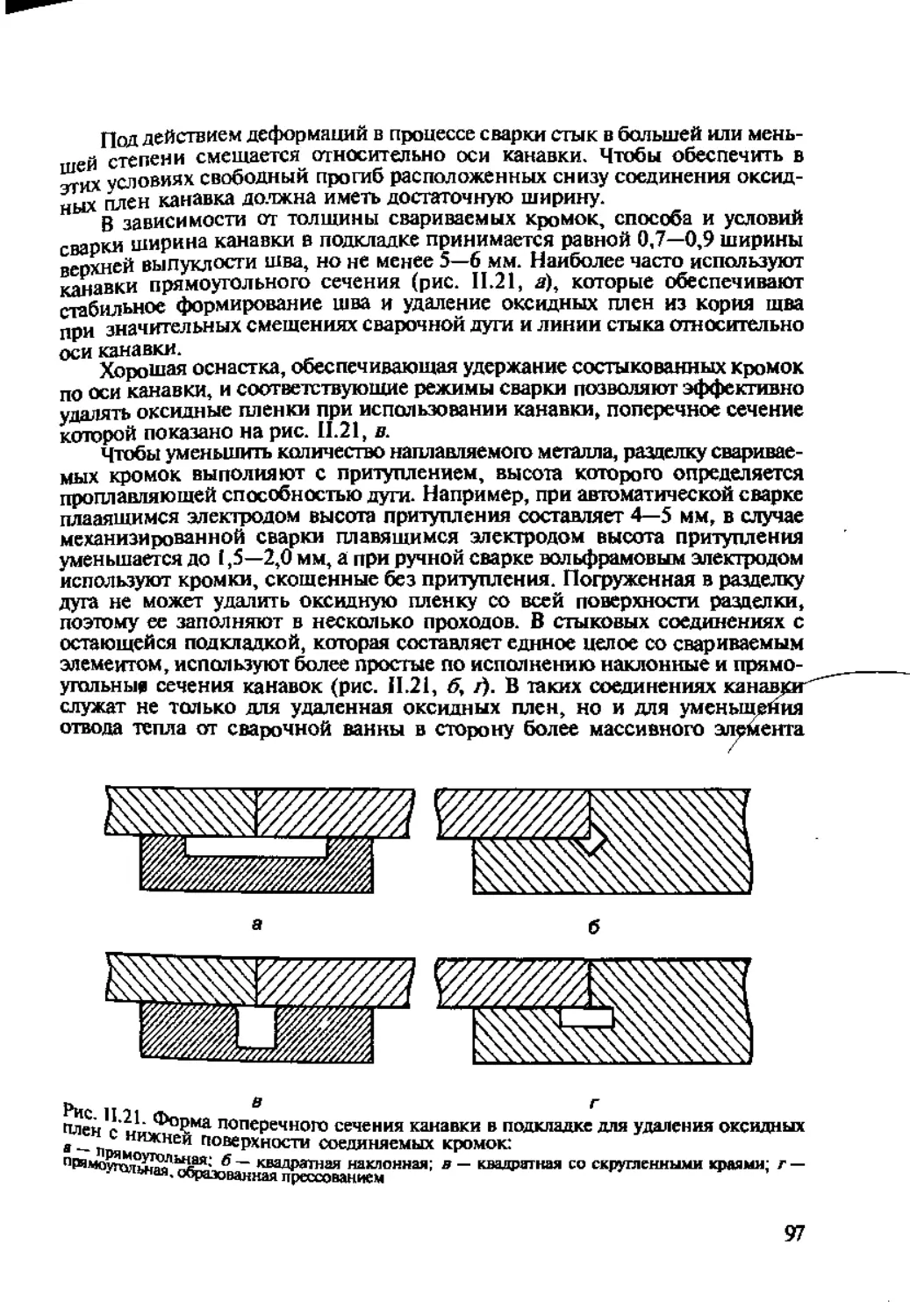
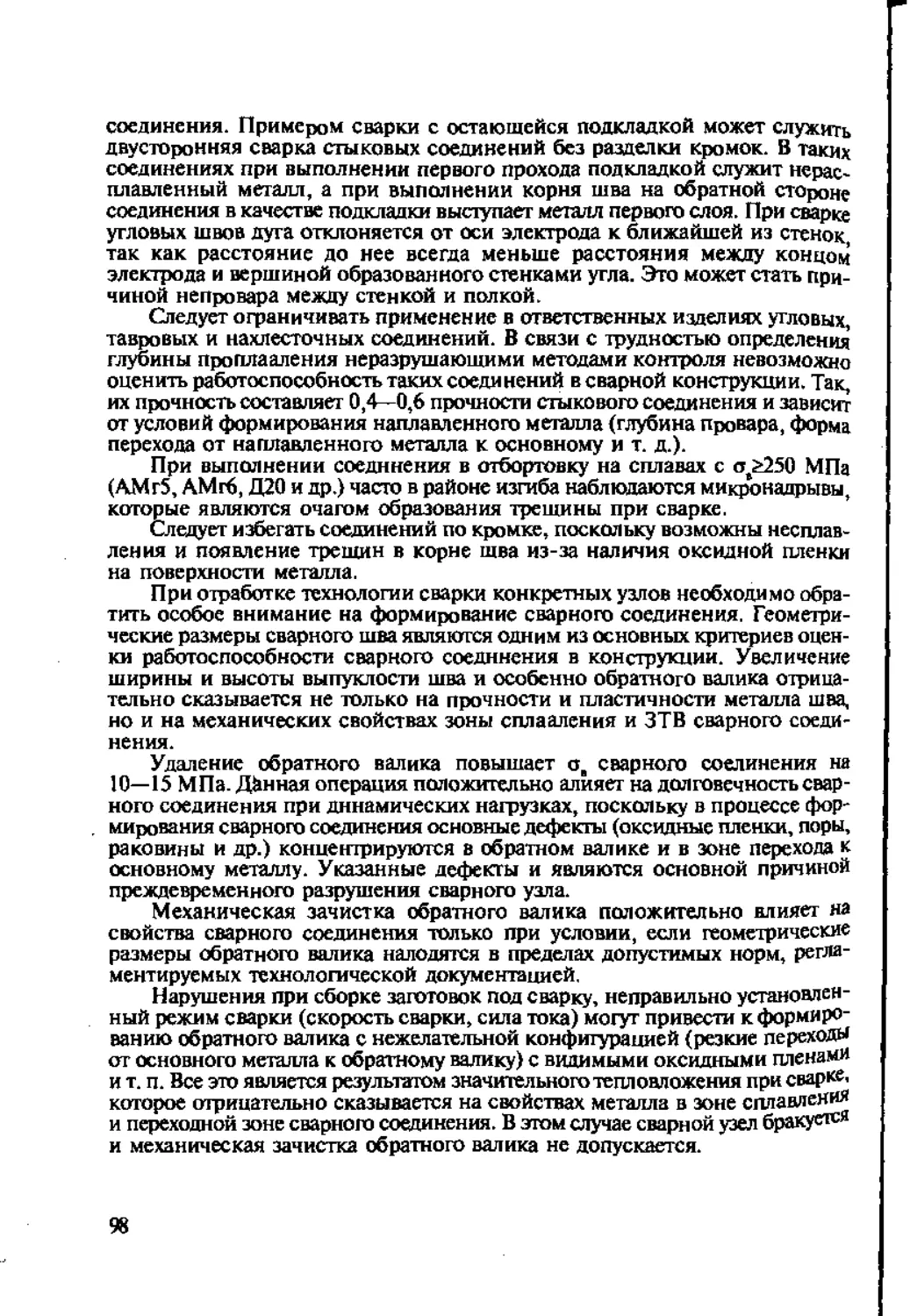
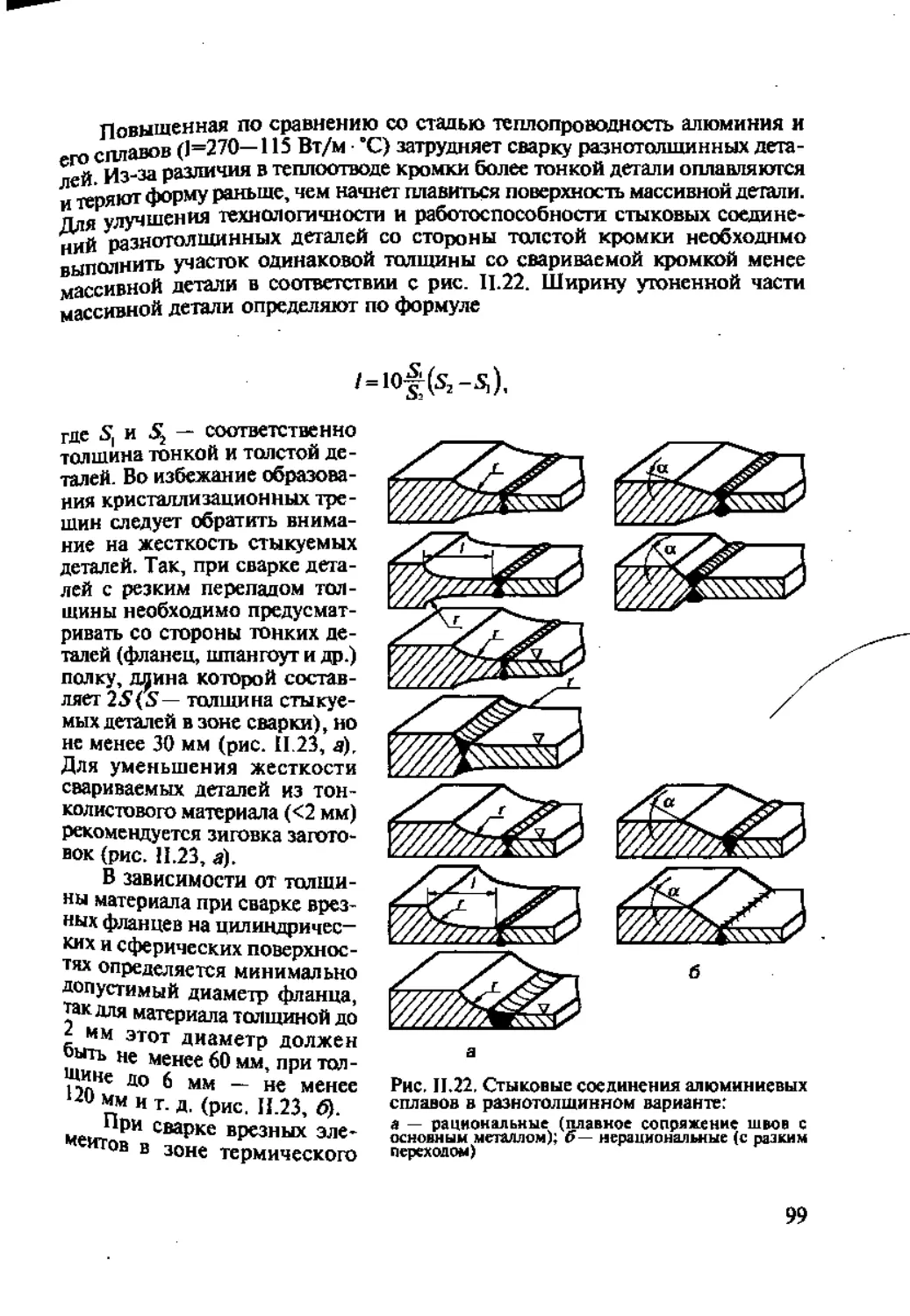
3.2. Выбор технологичных сварных соединений.................95
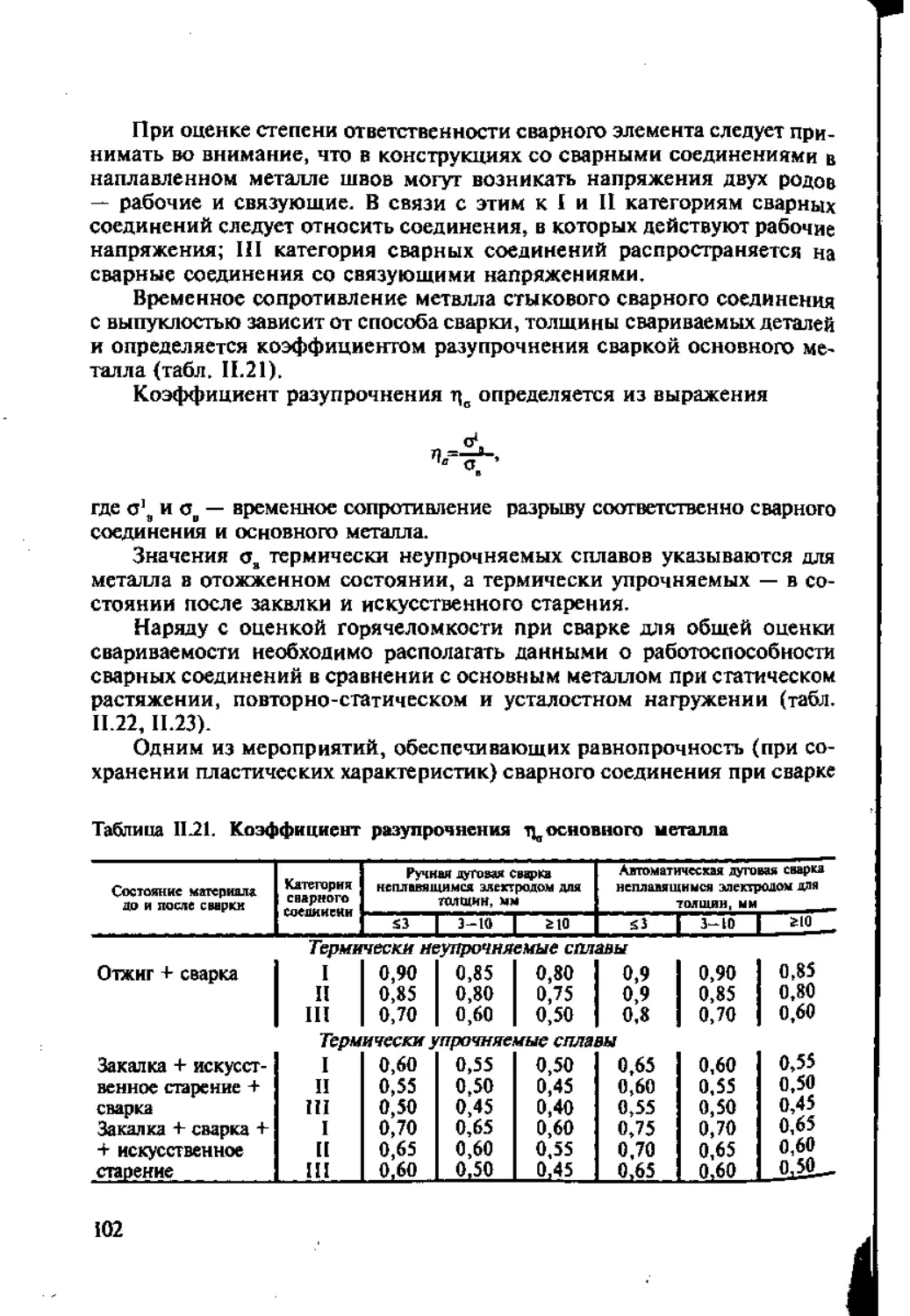
3.3. Механические свойства сварных соединений..............100
3.4. Общие мероприятия по снижению и устранению остаточных напряжений и деформаций, вызванных сваркой..................107
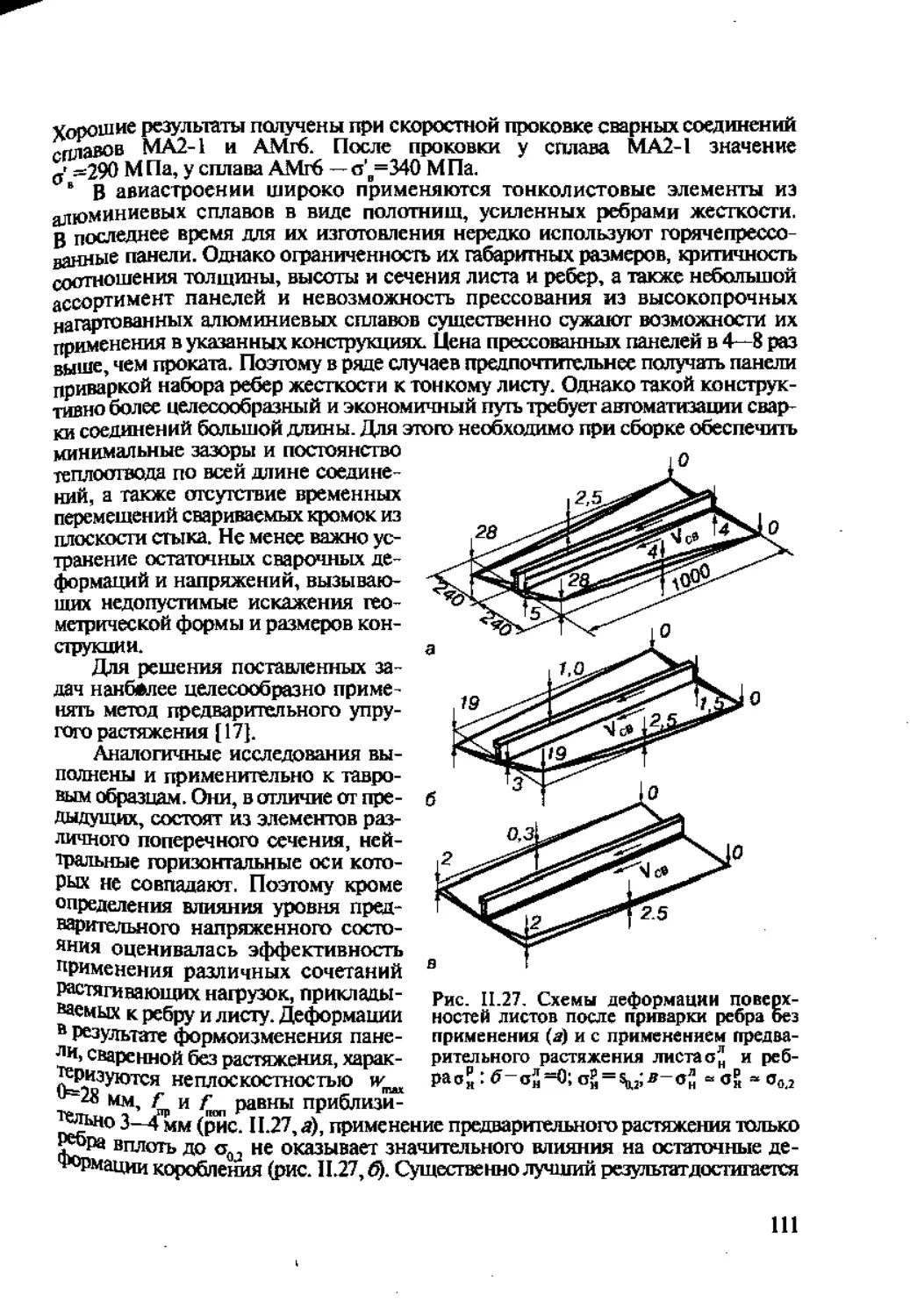
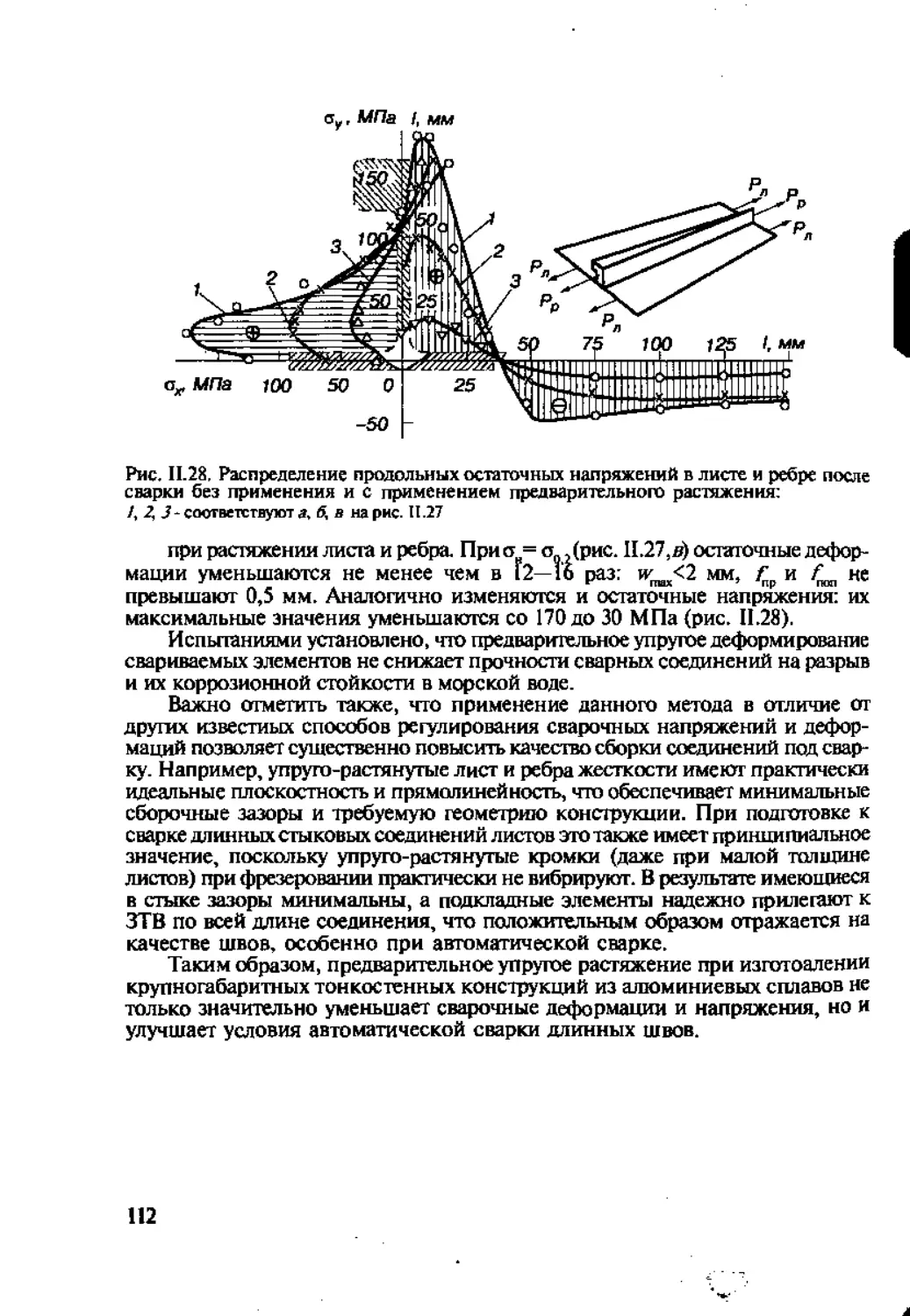
§4 . Подготовка деталей и материалов под сварку...............113
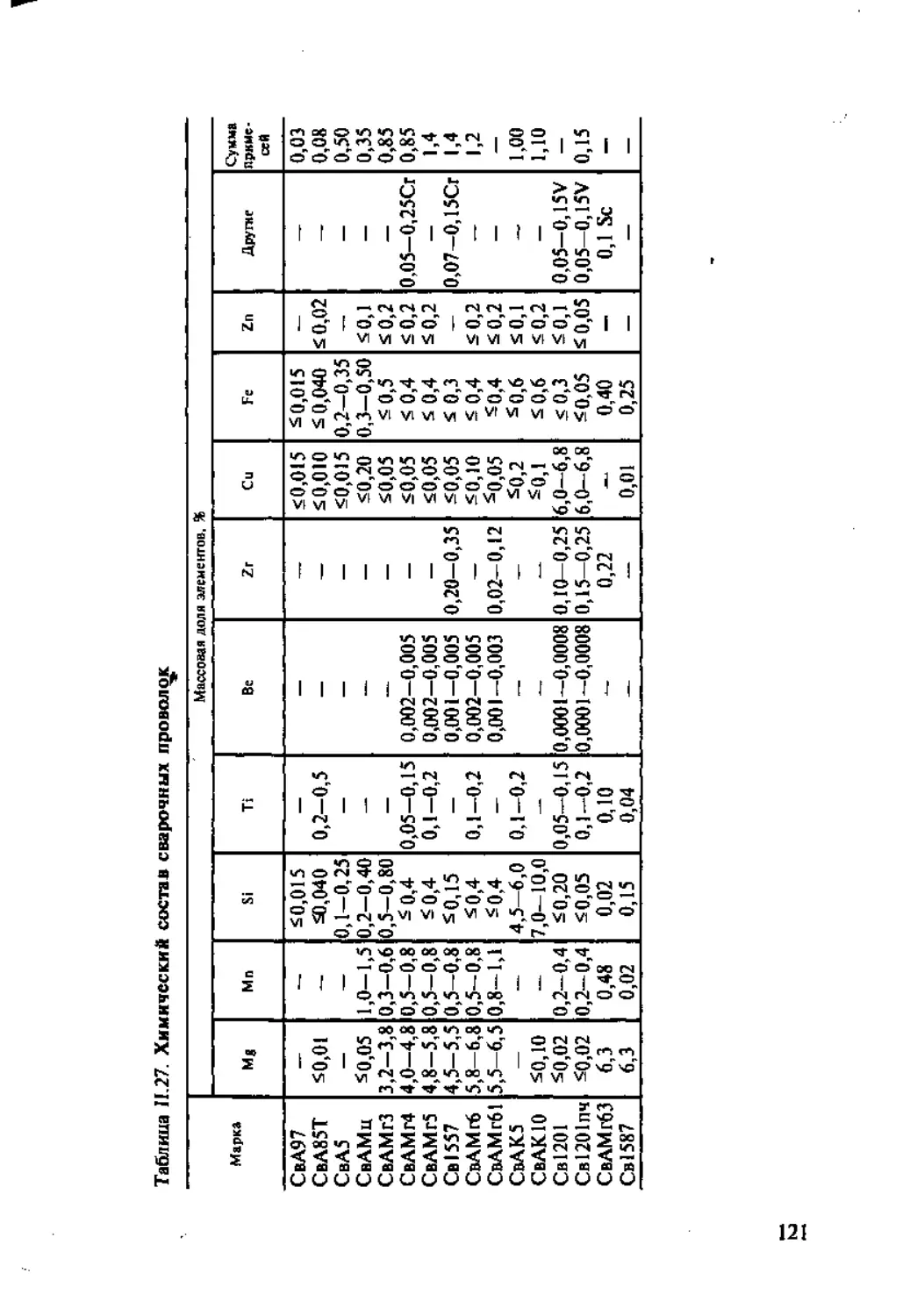
§5 . Сварочные материалы......................................116
5.1. Присадочные материалы для сварки промышленных сплавов...116
5.2. Инертные газы и вольфрамовые электроды.................126
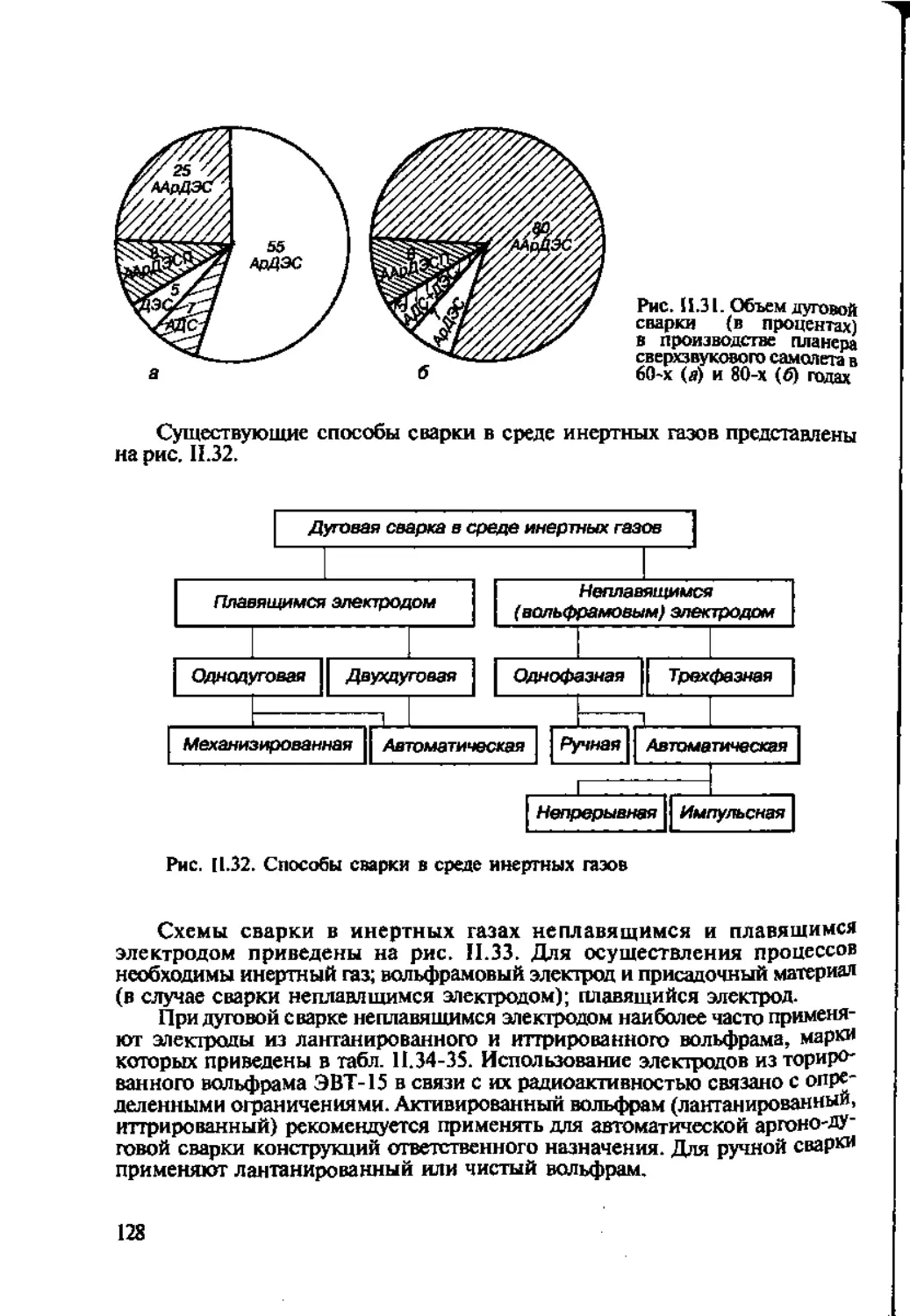
§6 . Способы сварки плавлением алюминиевых сплавов............127
6.1. Дуговая сварка в среде инертных газов..................127
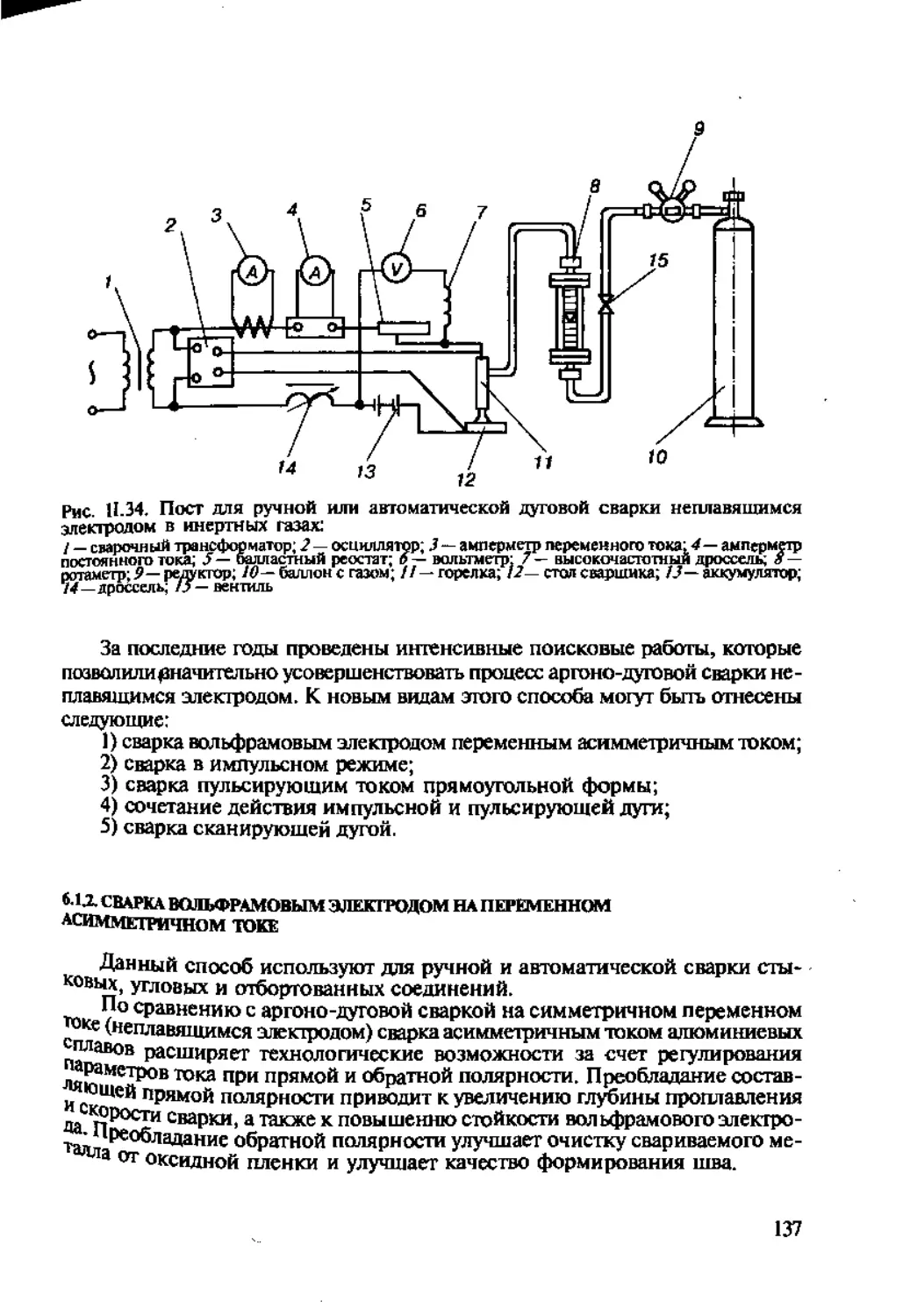
6.1.1. Сварка вольфрамовым электродом на переменном симметричном токе в аргоне..................................130
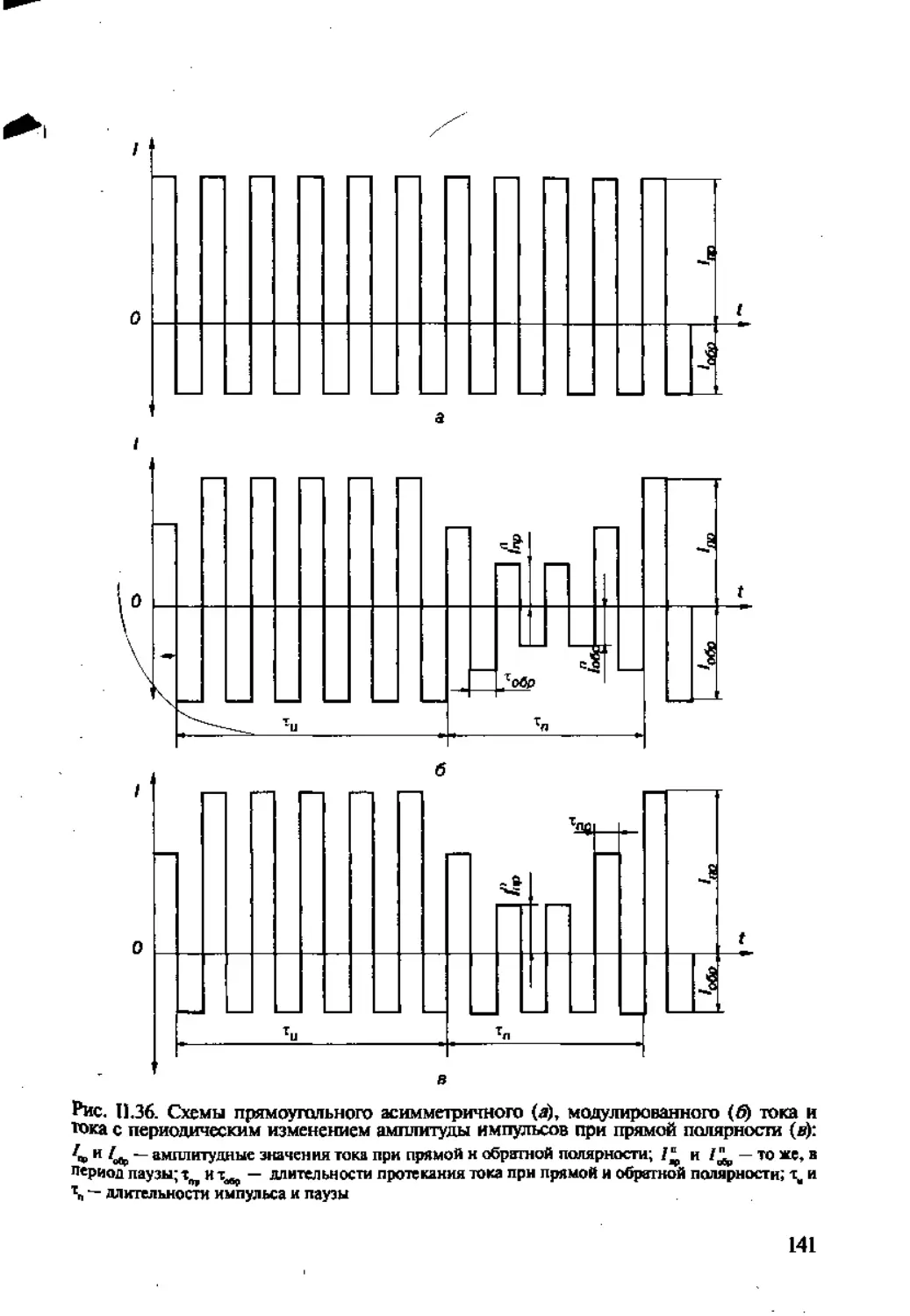
6.1.2. Сварка вольфрамовым электродом на переменном асимметричном токе.........................................137
6.1.3. Сварка пульсирующей дугой...........................138
6.1.4. Сварка сканирующей дугой............................143
6.1.5. Плазменная сварка...................................144
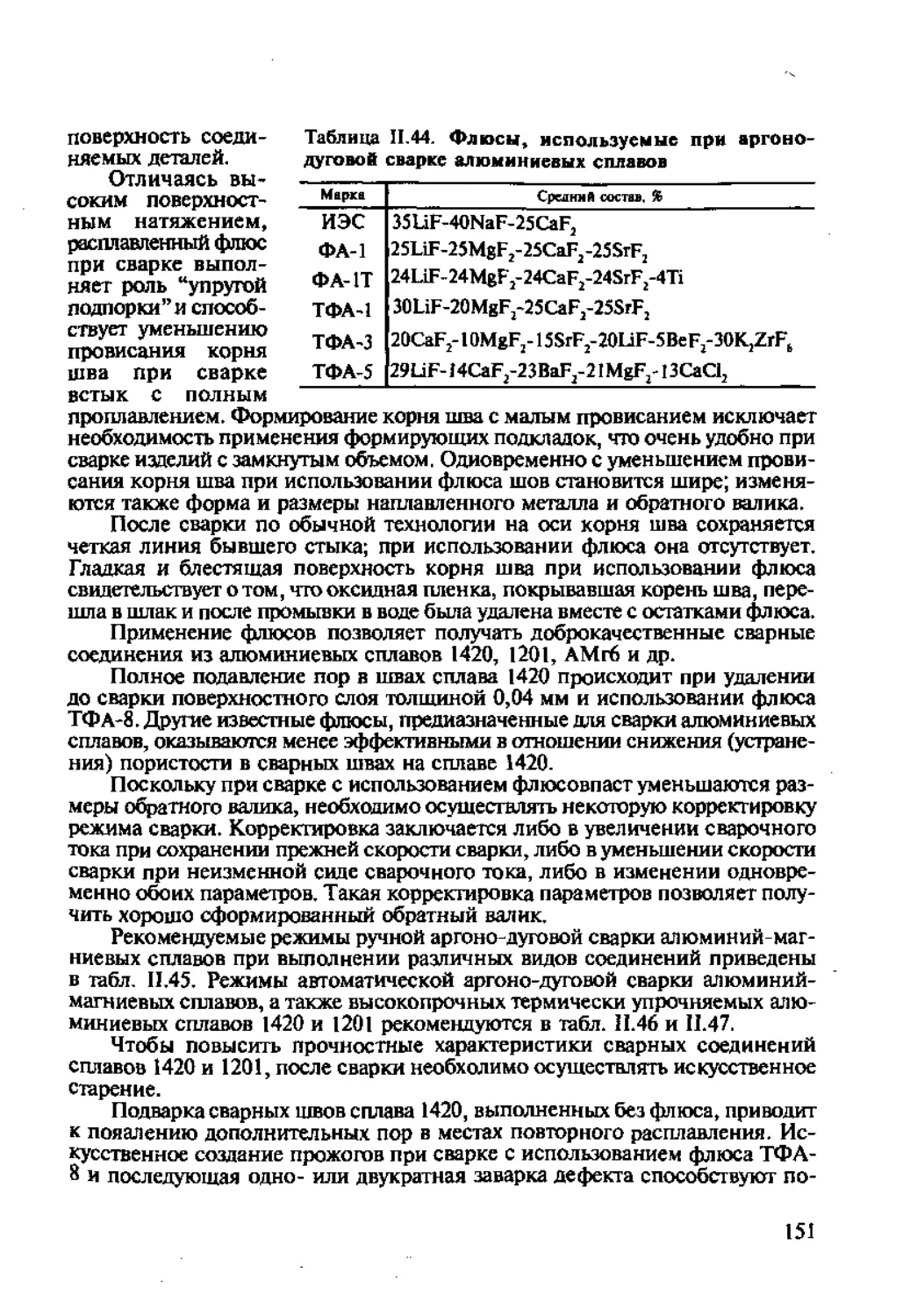
6.1.6. Применение флюсов-паст при аргоно-дуговой сварке....150
6.1.7. Сварка трехфазной дугой вольфрамовым электродом на переменном токе............................................153
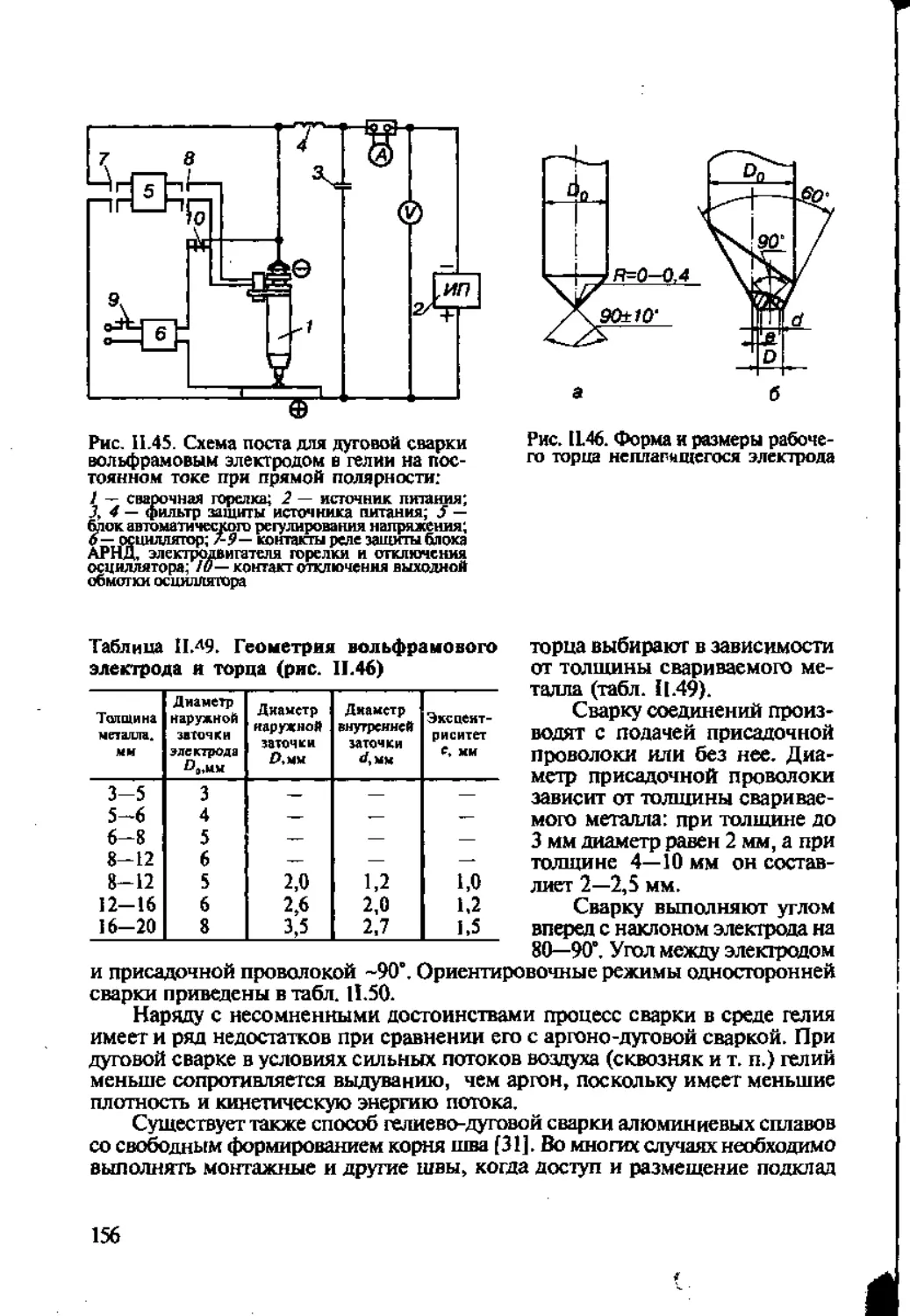
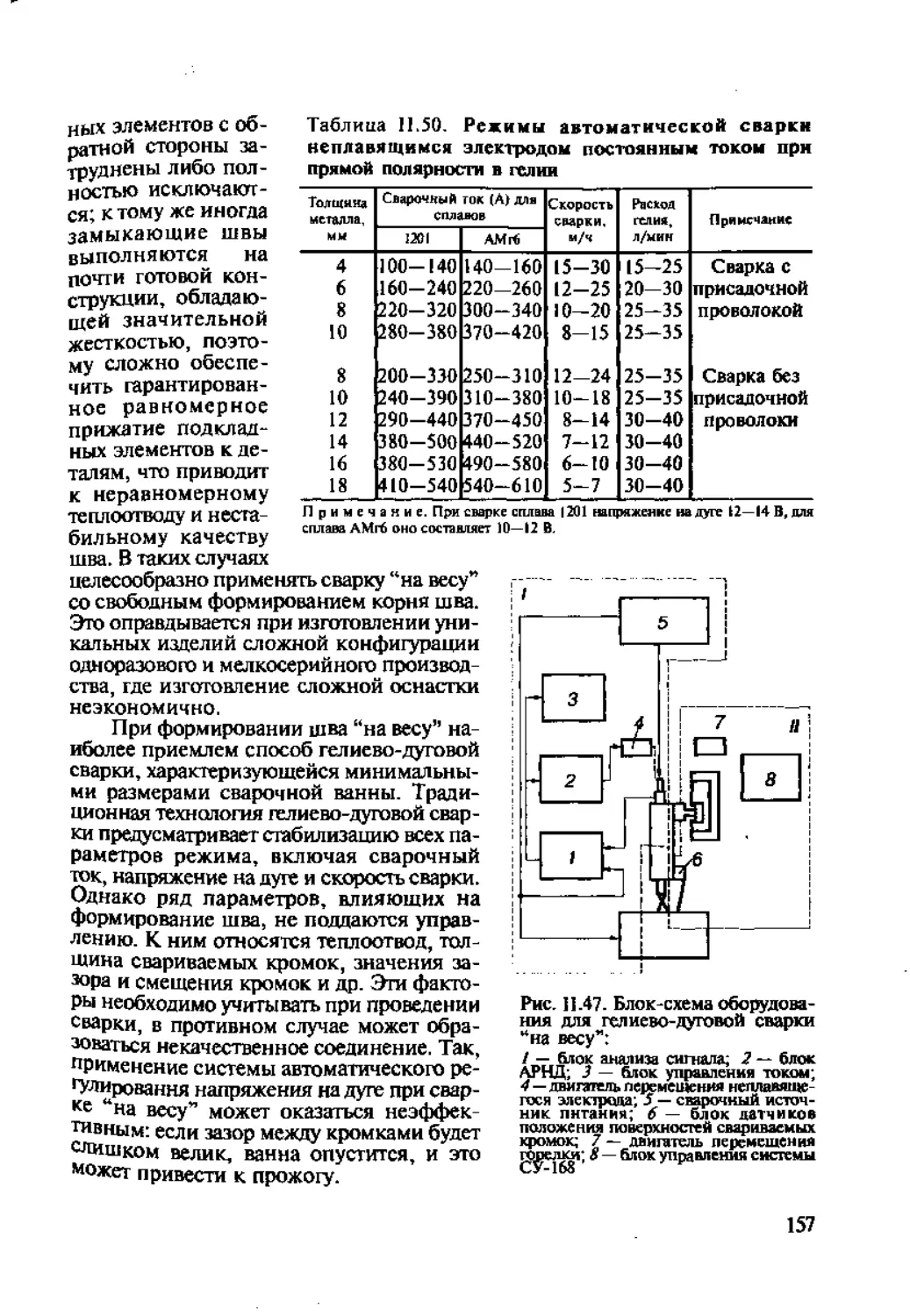
6.1.8. Сварка вольфрамовым электродом на постоянном токе при прямой полярности в гелии..............................154
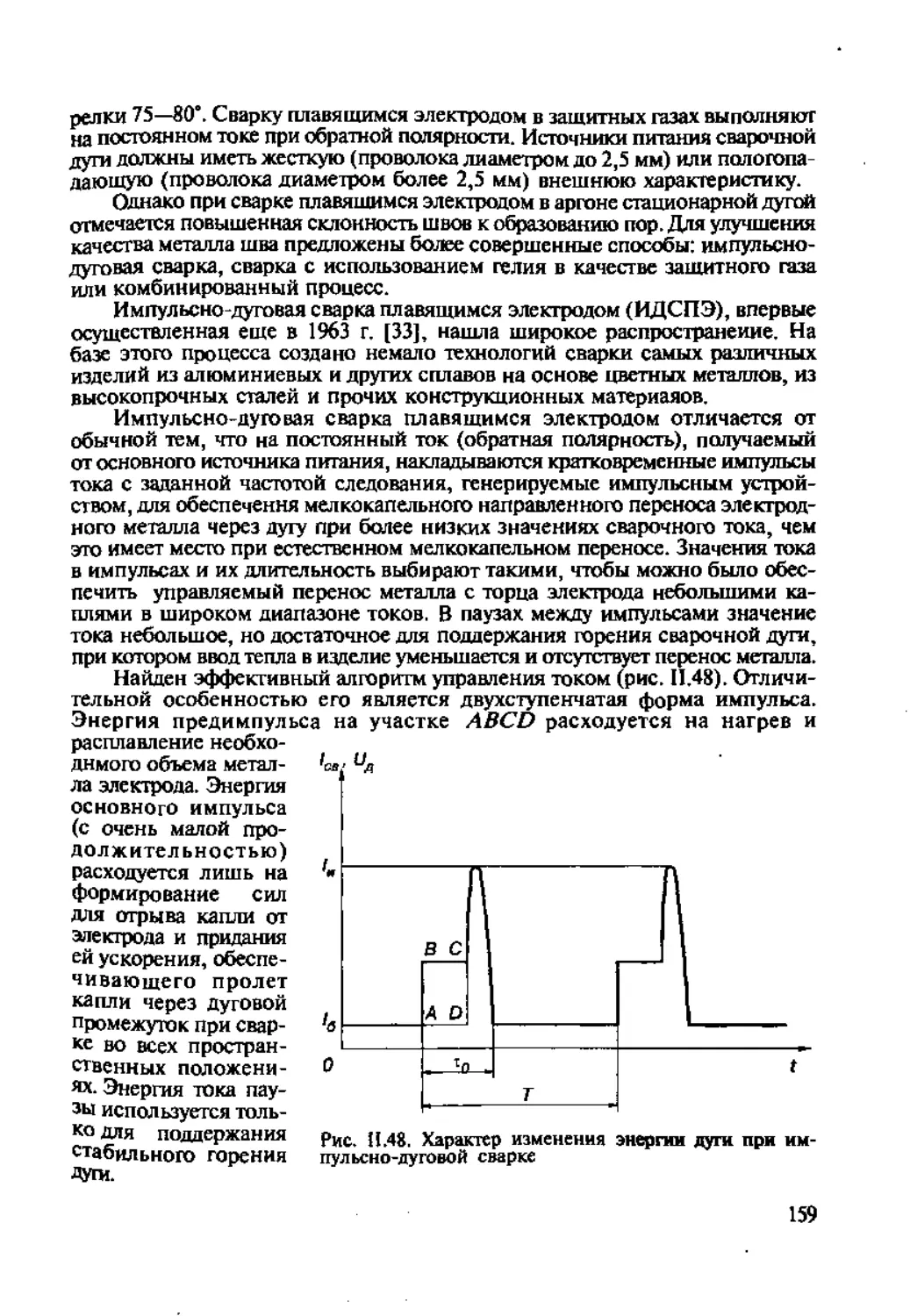
6.1.9. Сварка плавящимся электродом........................158
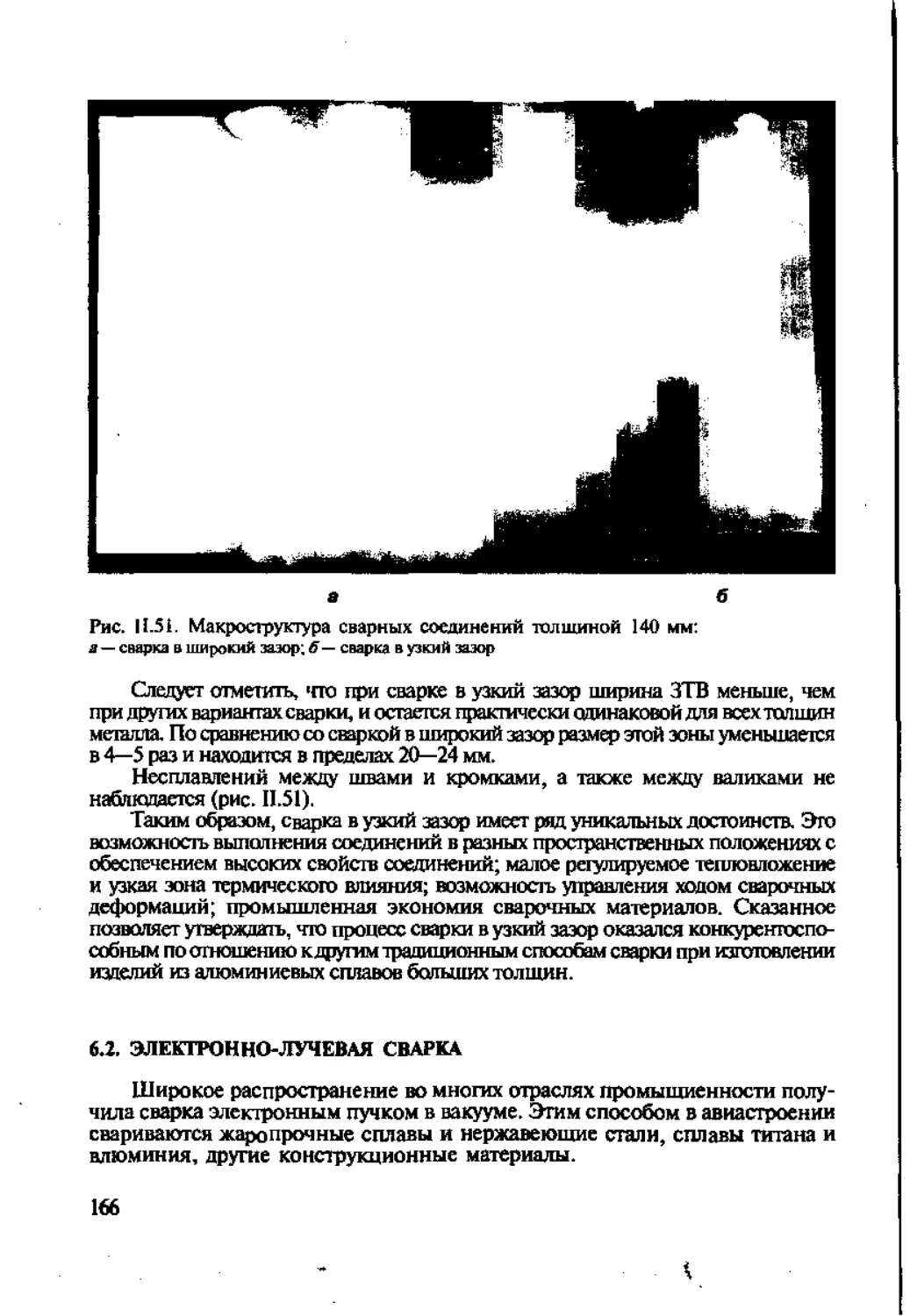
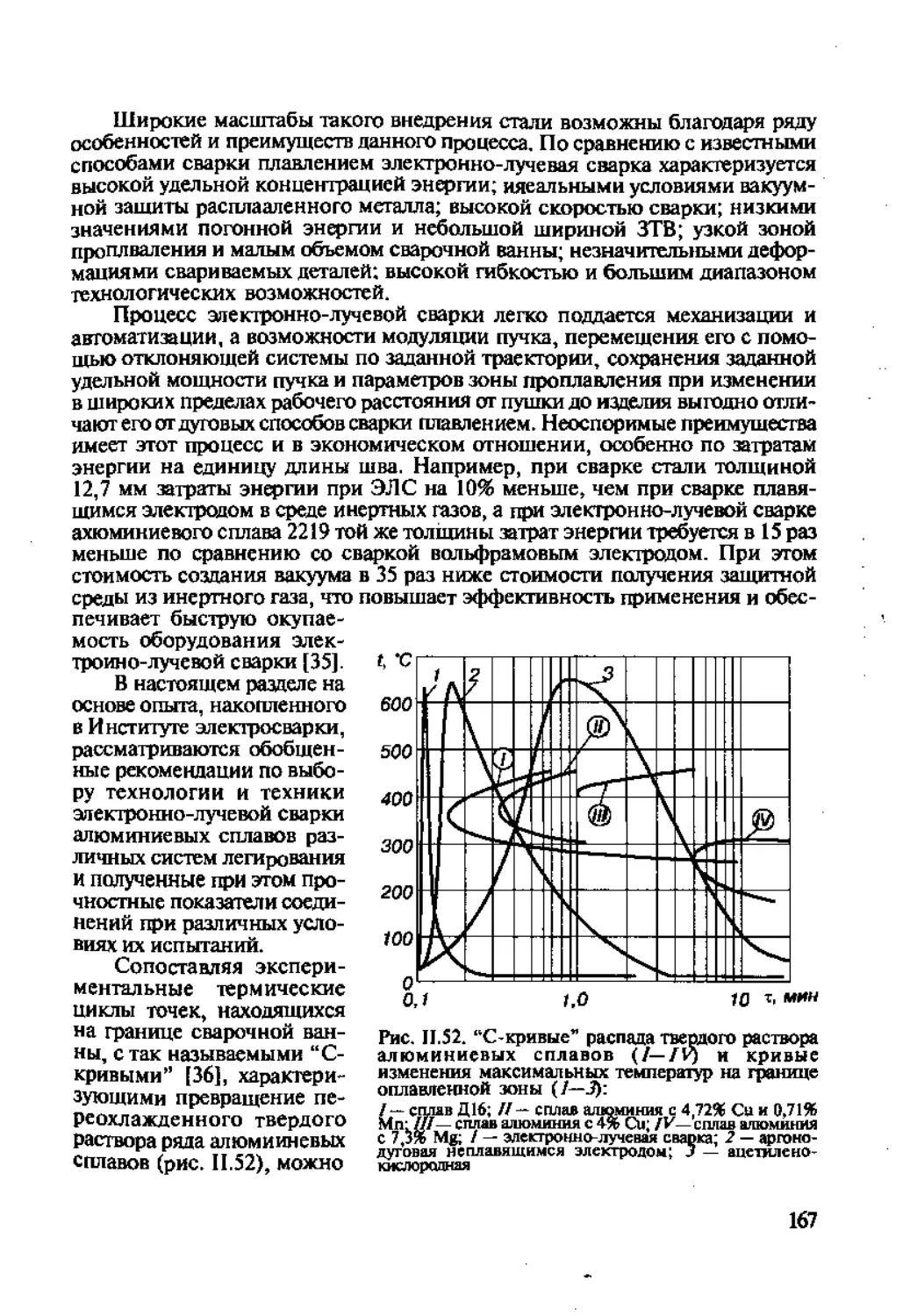
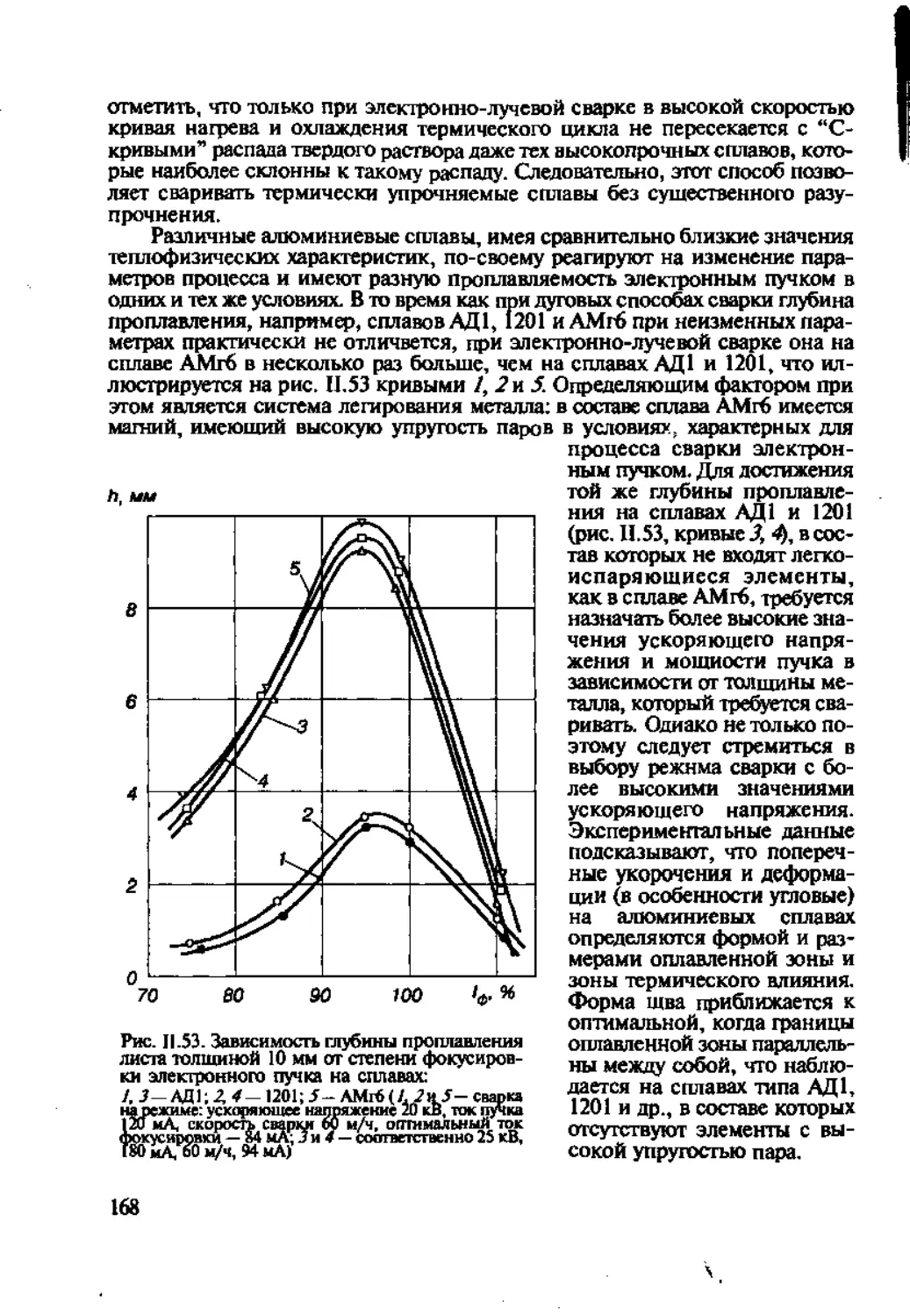
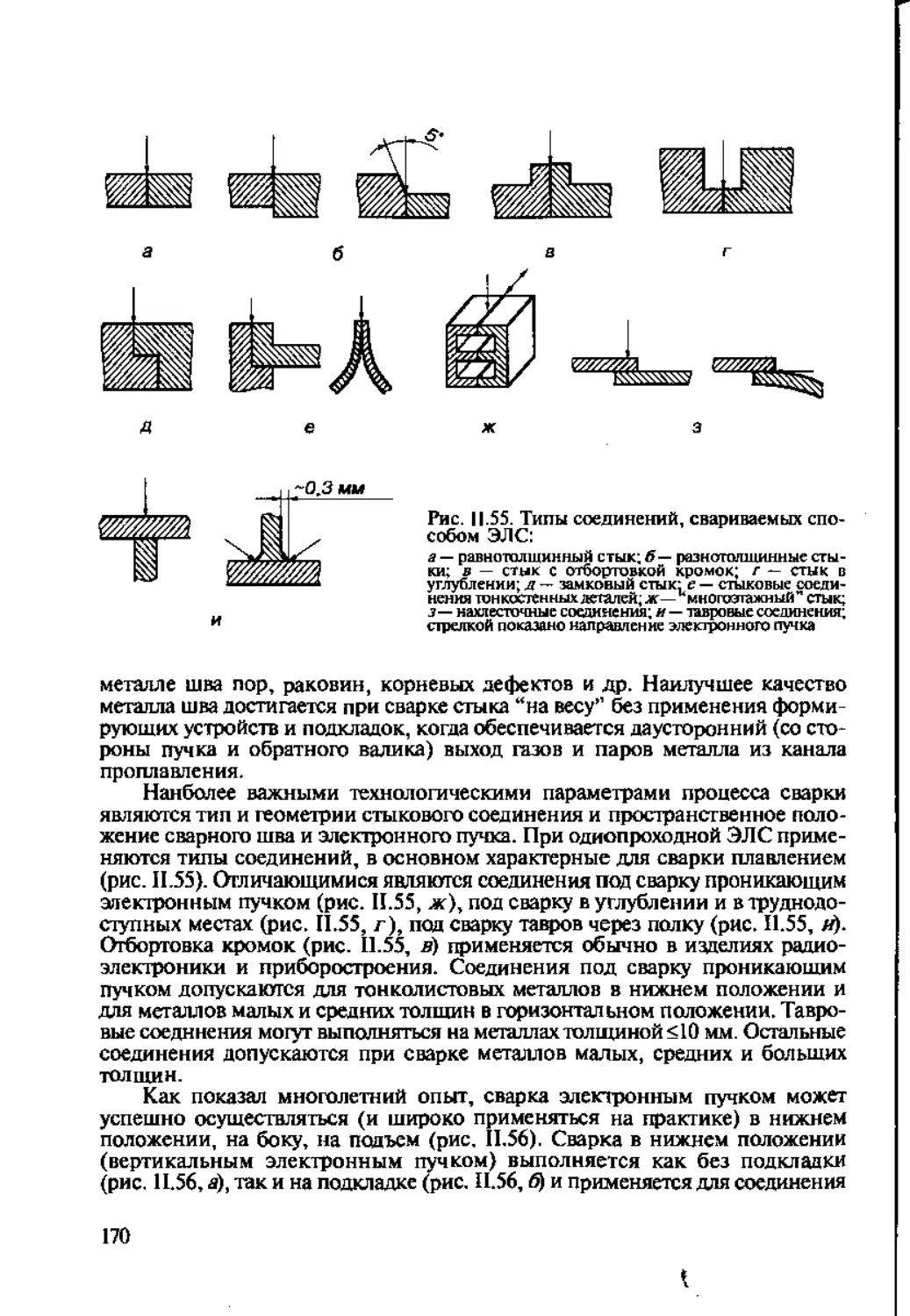
6.2. Электронно-лучевая сварка............................ 166
6.3. Лазерная сварка.......................................176
6.4. Кислородао-ацетиленовая (газовая) сварка............ 177
§7 . Особенности сварки плавлением алюминиевых сплавов различных групп.............................................. 178
7.1. Сварка сплава АМц (система А1—Мп).....................181
7.2. Сварка сплавов типа АМг (система Al—Mg—Мп)........... 181
7.3. Сварка авиалей (сплавы АД31, АД33, АД35, АВ — система Al-Mg-Si)..................................................188
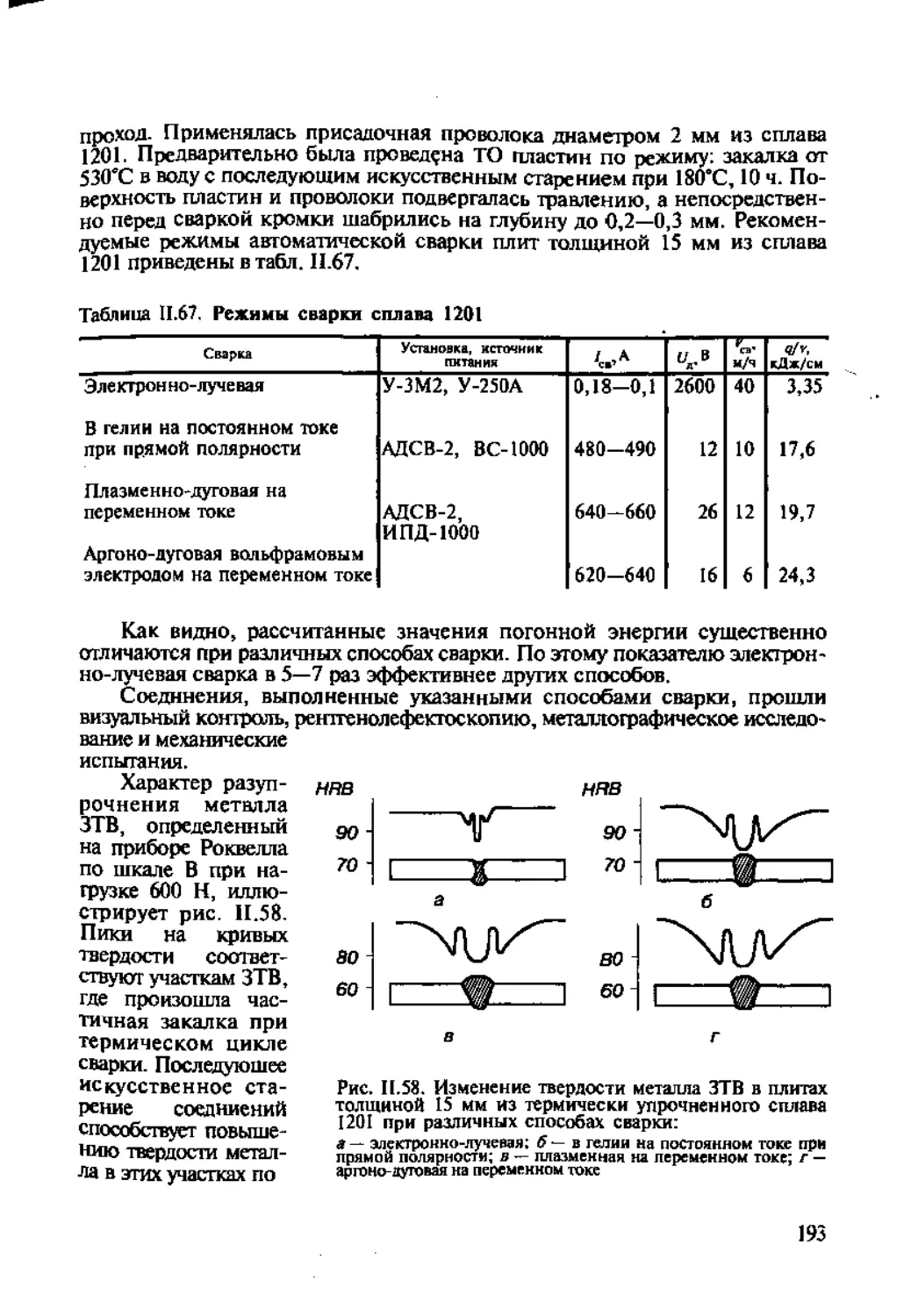
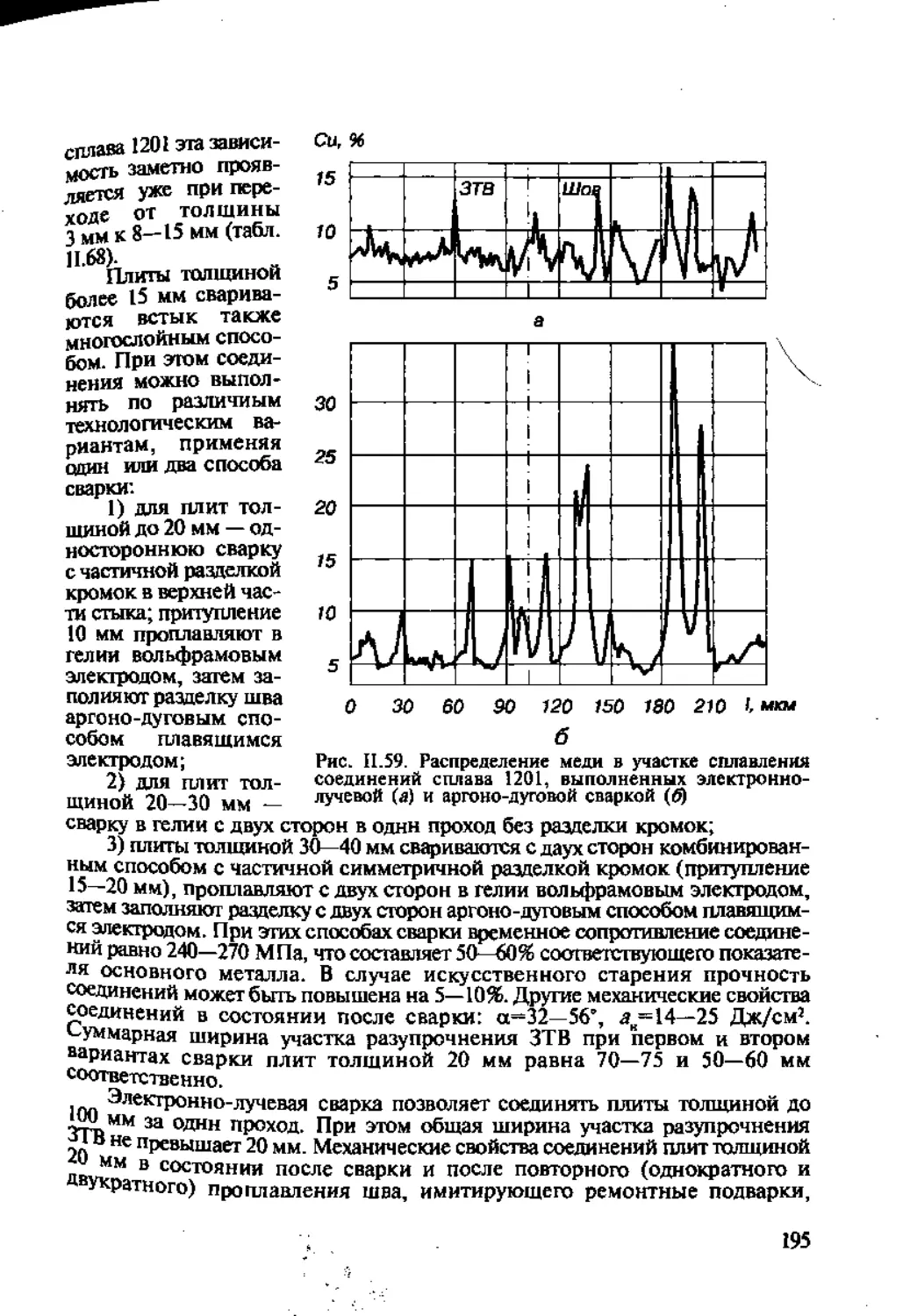
7.4. Сварка сплавов типа 1201 (система А1—Си—Мп)...........191
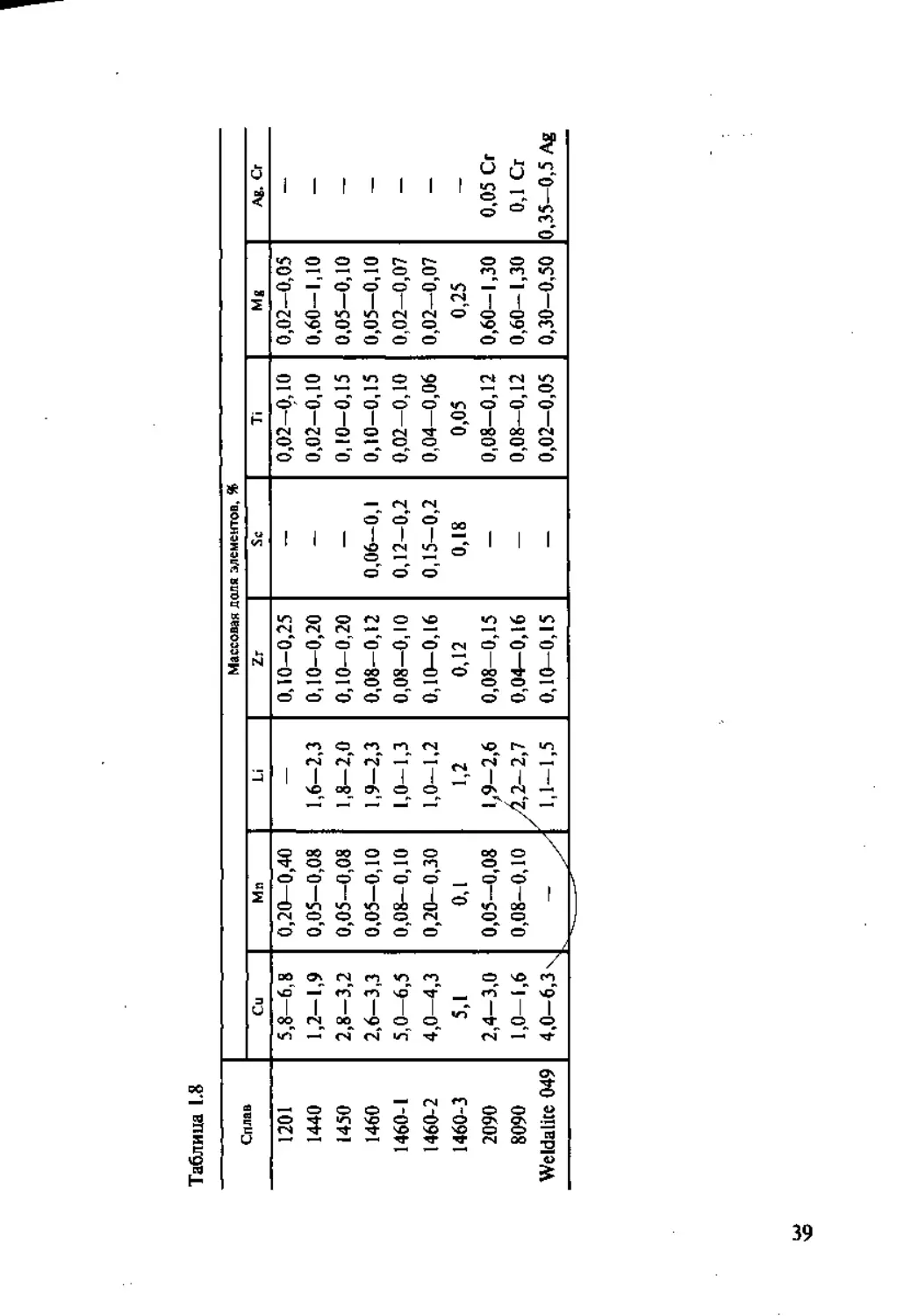
7.5. Сварка сплавов типа 1460 (система Al—Си—Li).......... 196
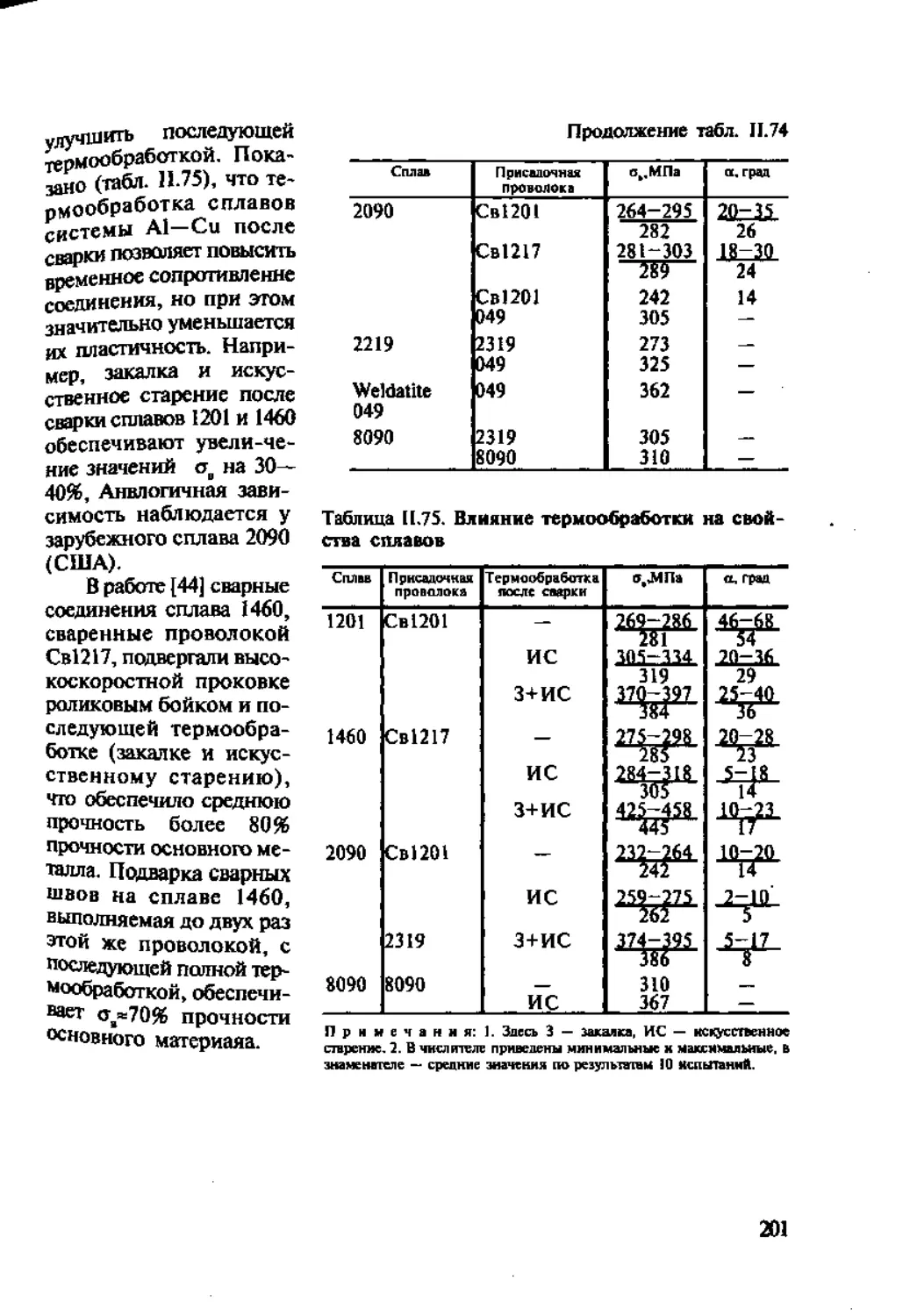
7.6. Сварка сплавов типа Д16 (система Al—Си—Mg)............202
7.7. Сварка сплавов типа В92, 1915 (система Al—Zn—Mg)......203
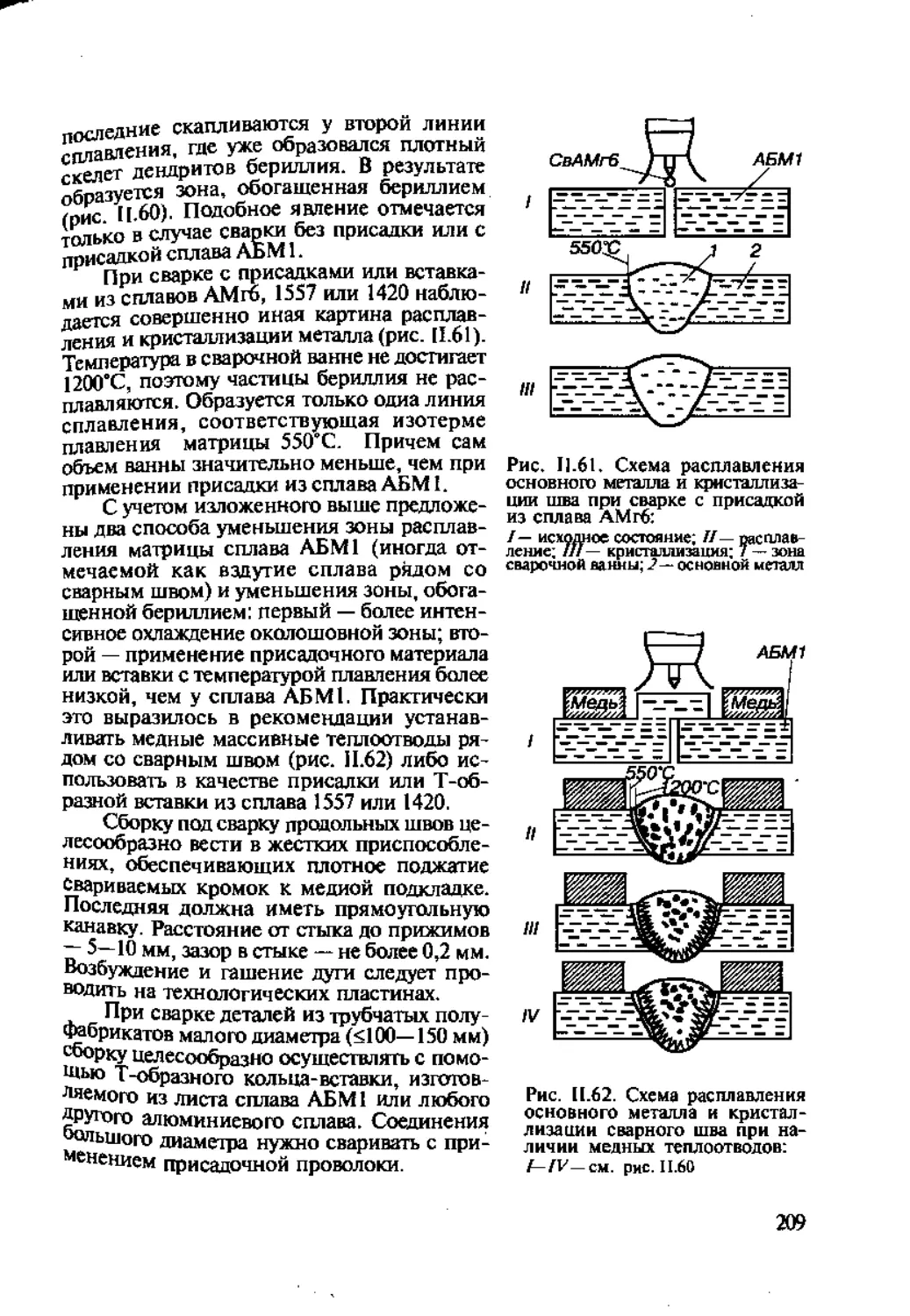
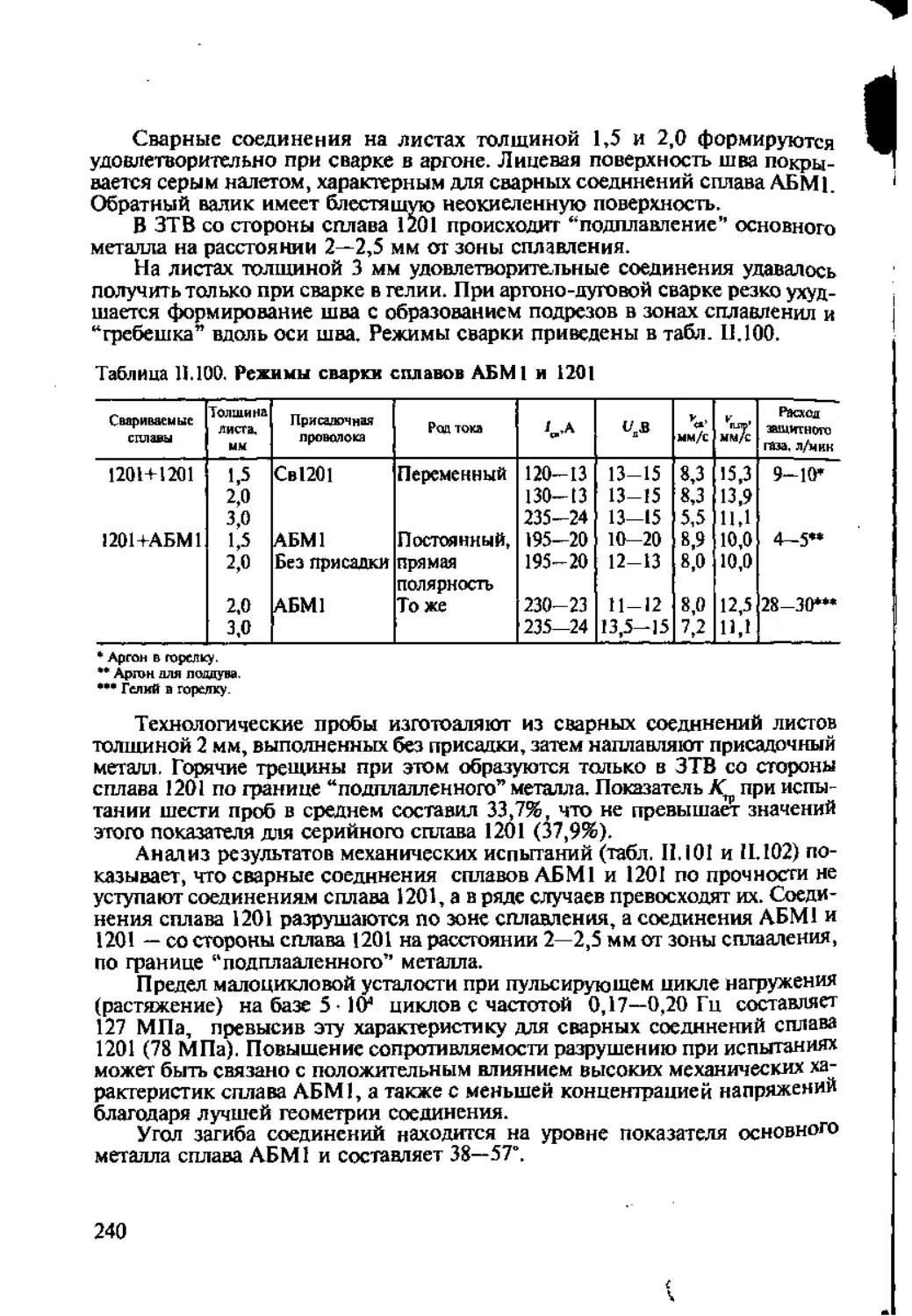
7.8. Некоторые вопросы технологии сварки плавлением сплава АБМ1.......................................................206
7.9. Сварка перспективных алюминиевых сплавов...............211
7.9.1. Сварка сплавов, легированных литием.................212
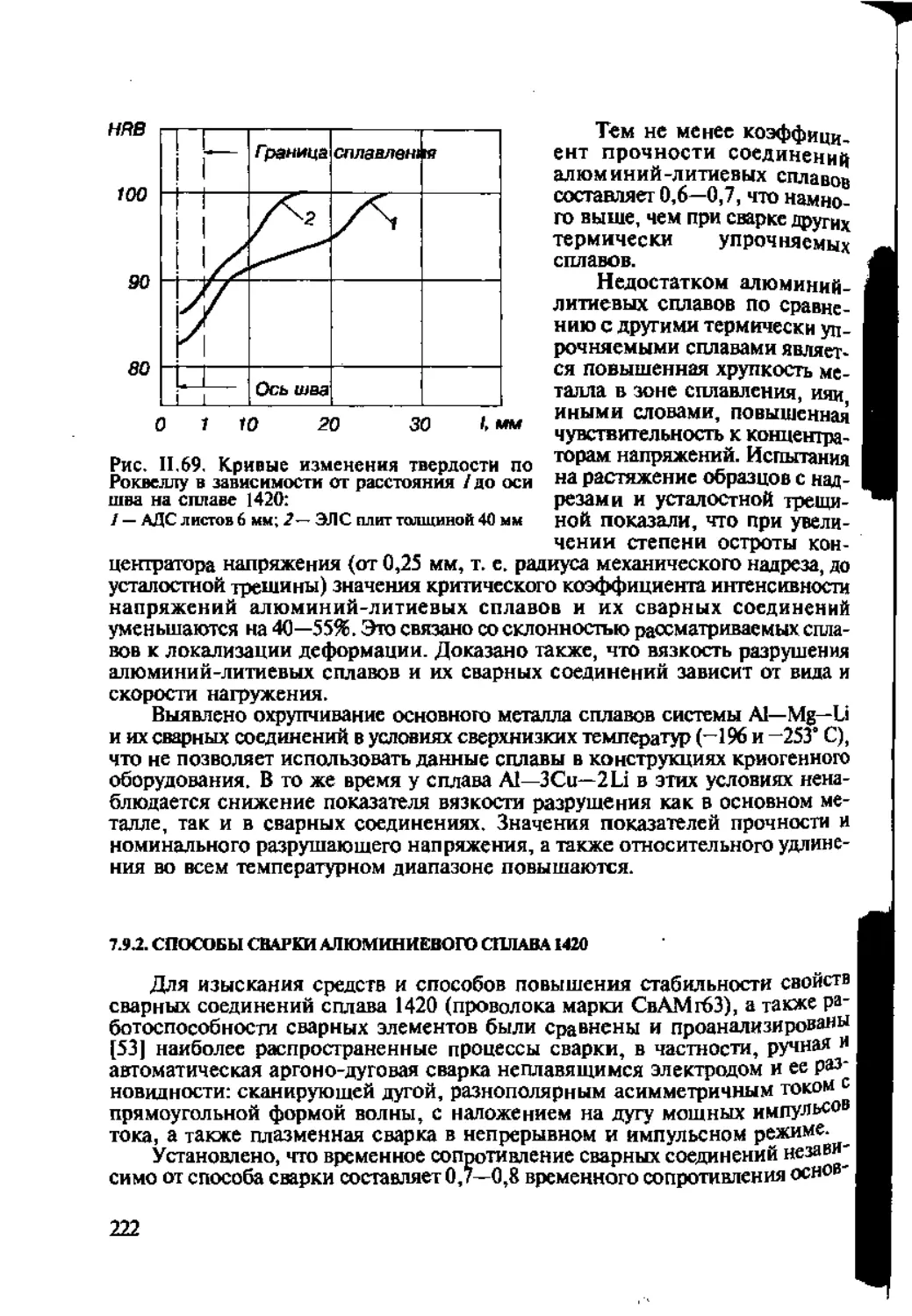
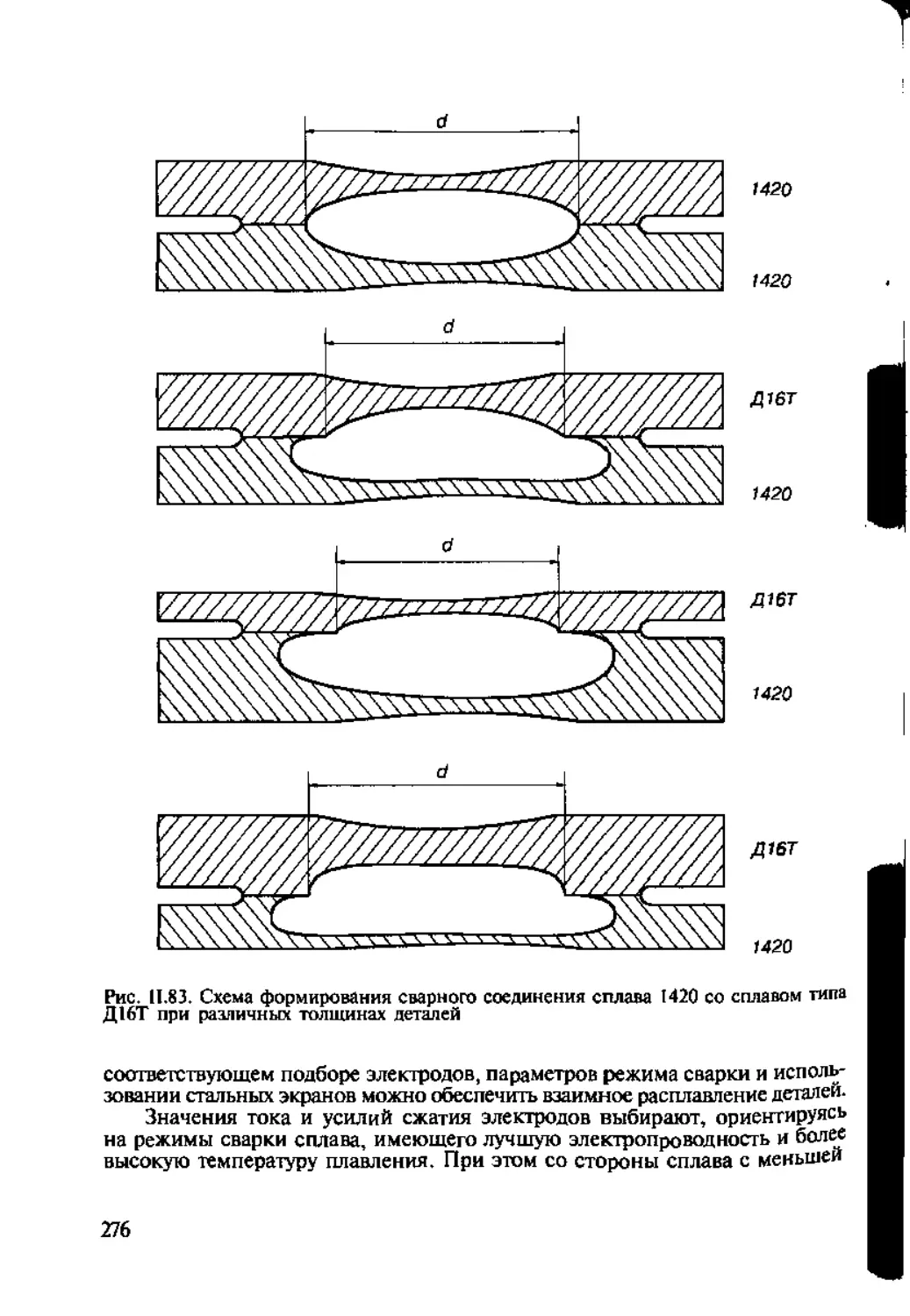
7.9.2. Способы сварки алюминиевого сплава 1420.............222
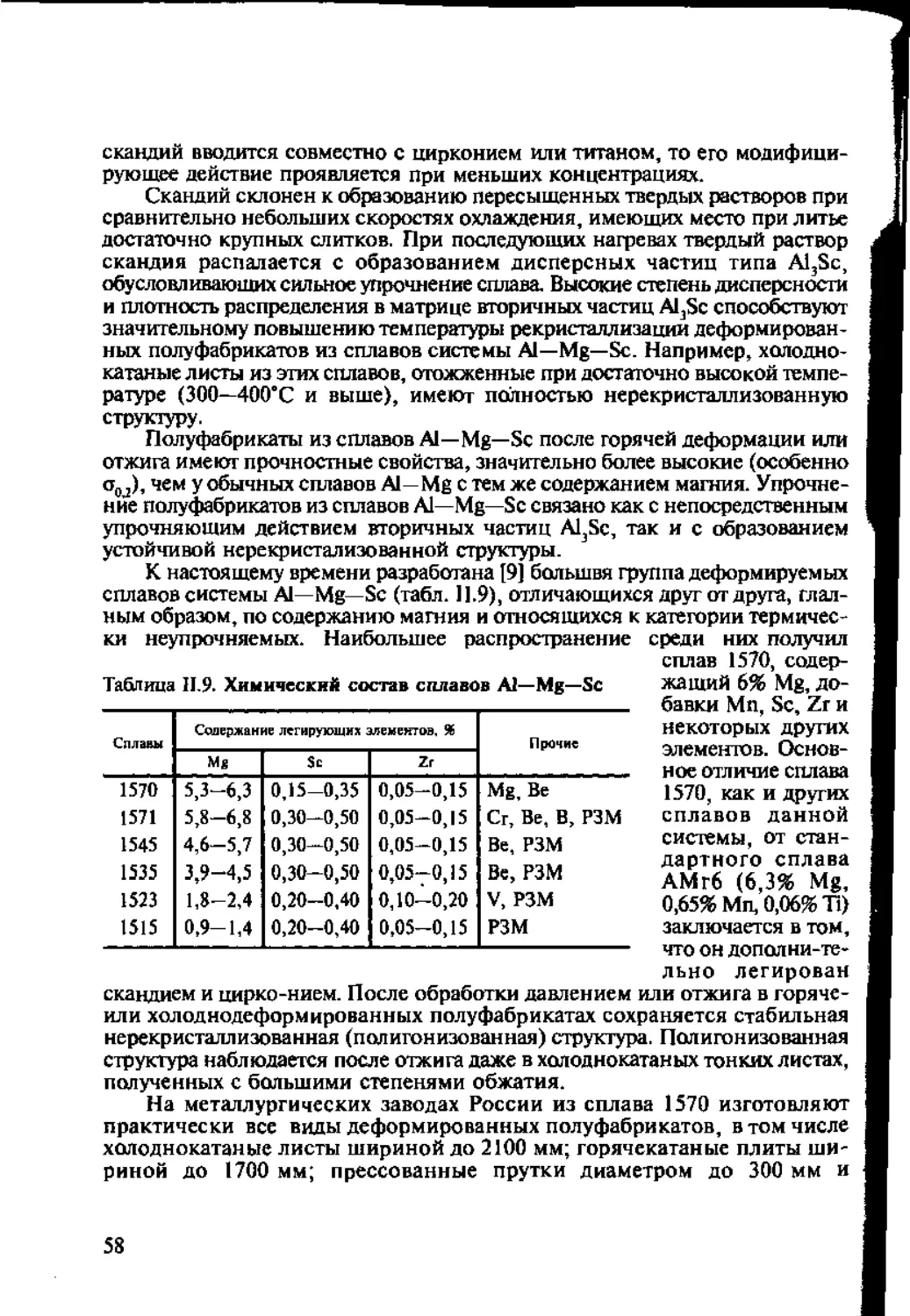
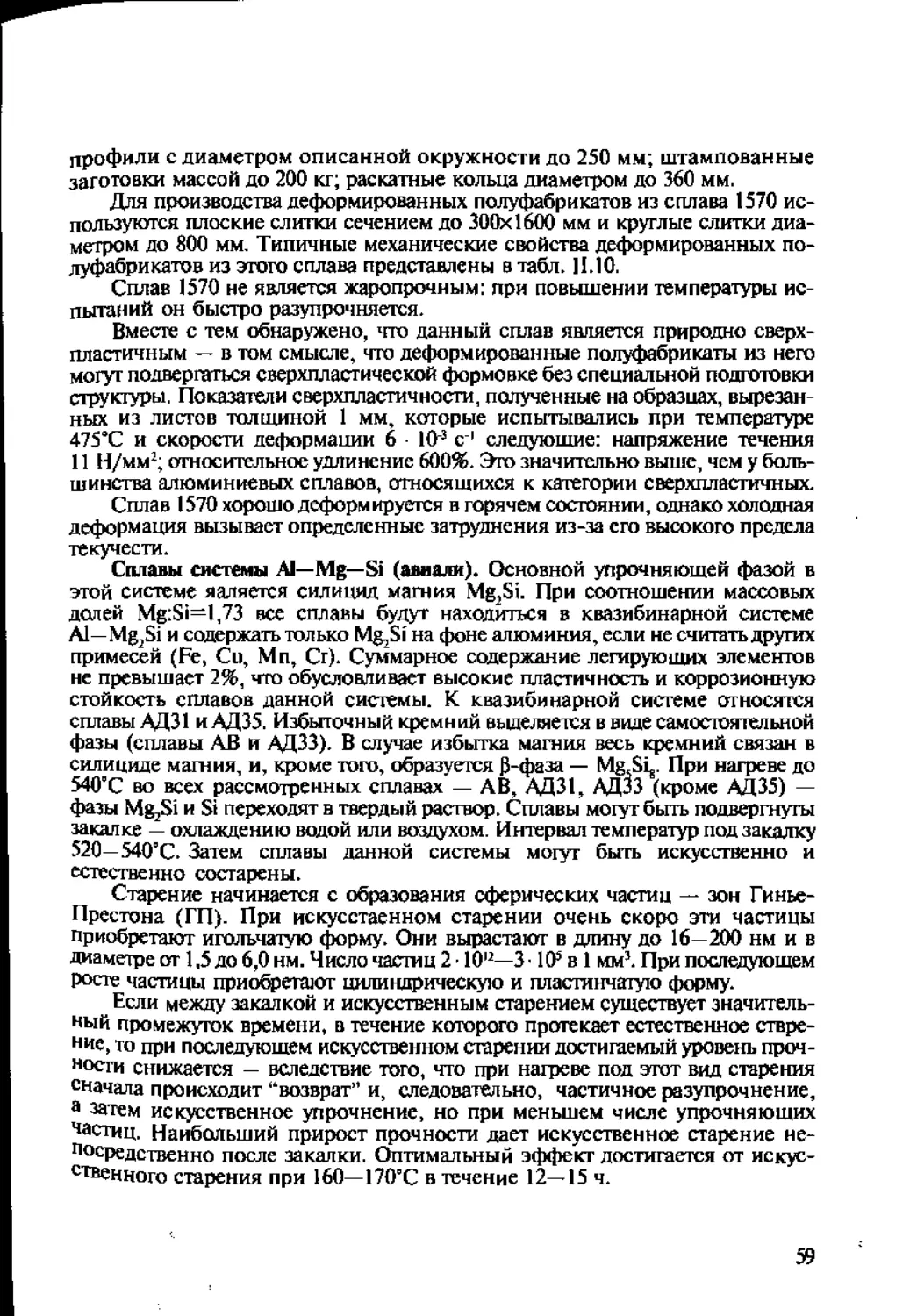
7.9.3. Сварка сплавов, легированных скандием...............226
§8 . Сварка разноименных алюминиевых сплавов..................232
8.1. Сварка разноименных деформируемых алюминиевых сплавов..233
8.2. Сварка деформируемых и литейных сплавов между собой....241
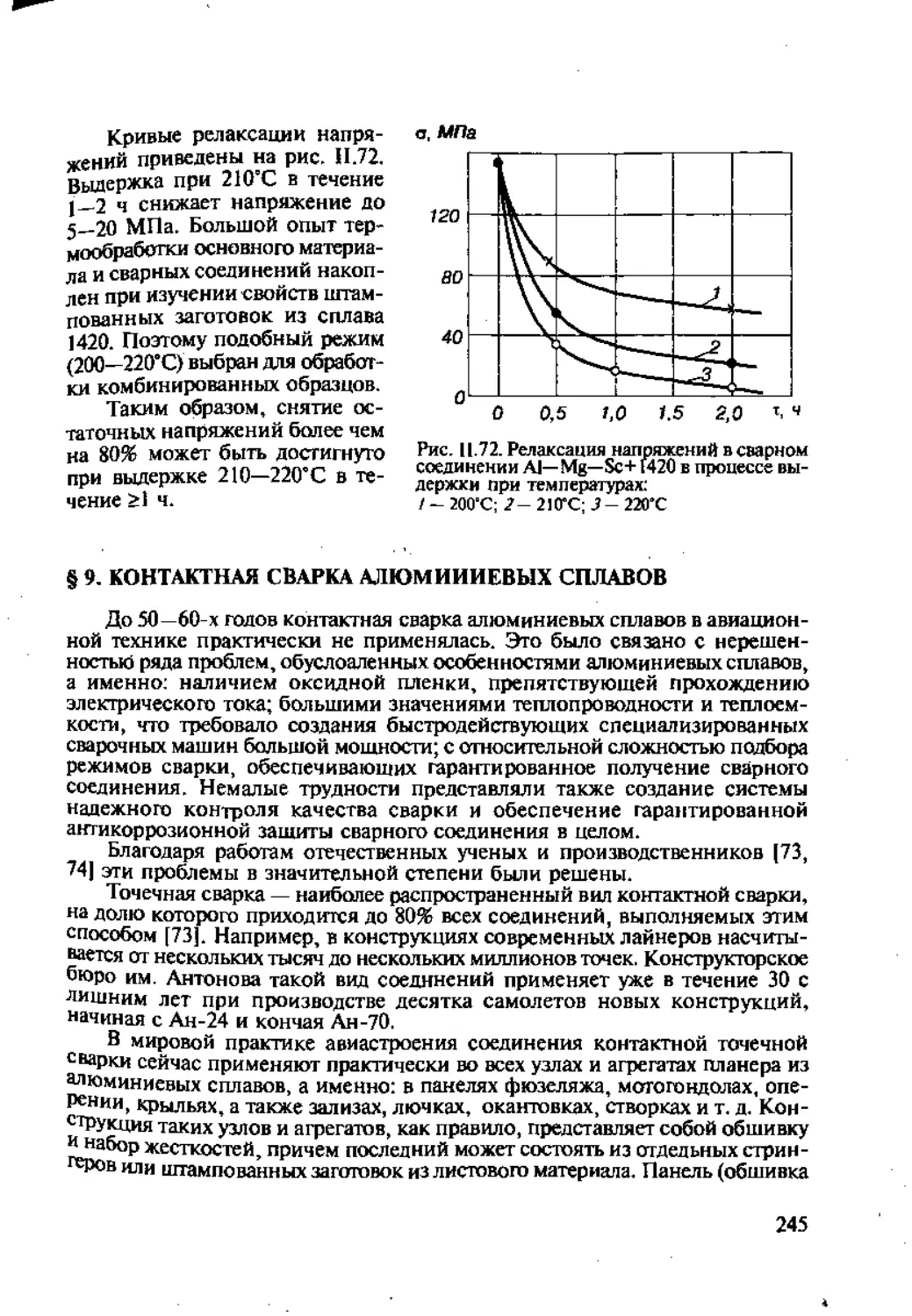
§9 . Контактная сварка алюминиевых сплавов....................245
9.1. Особенности контактной сварки легких сплавов..........246
9.2. Требования к режимам контактной сварки................248
9.3. Специализированное оборудование для контактной точечной и шовной сварки............................................250
9.4. Технология сварки.....................................254
9.4.1. Типы сварных соединений и узлов.....................254
9.4.2. Типовые схемы технологического процесса............. 258 '
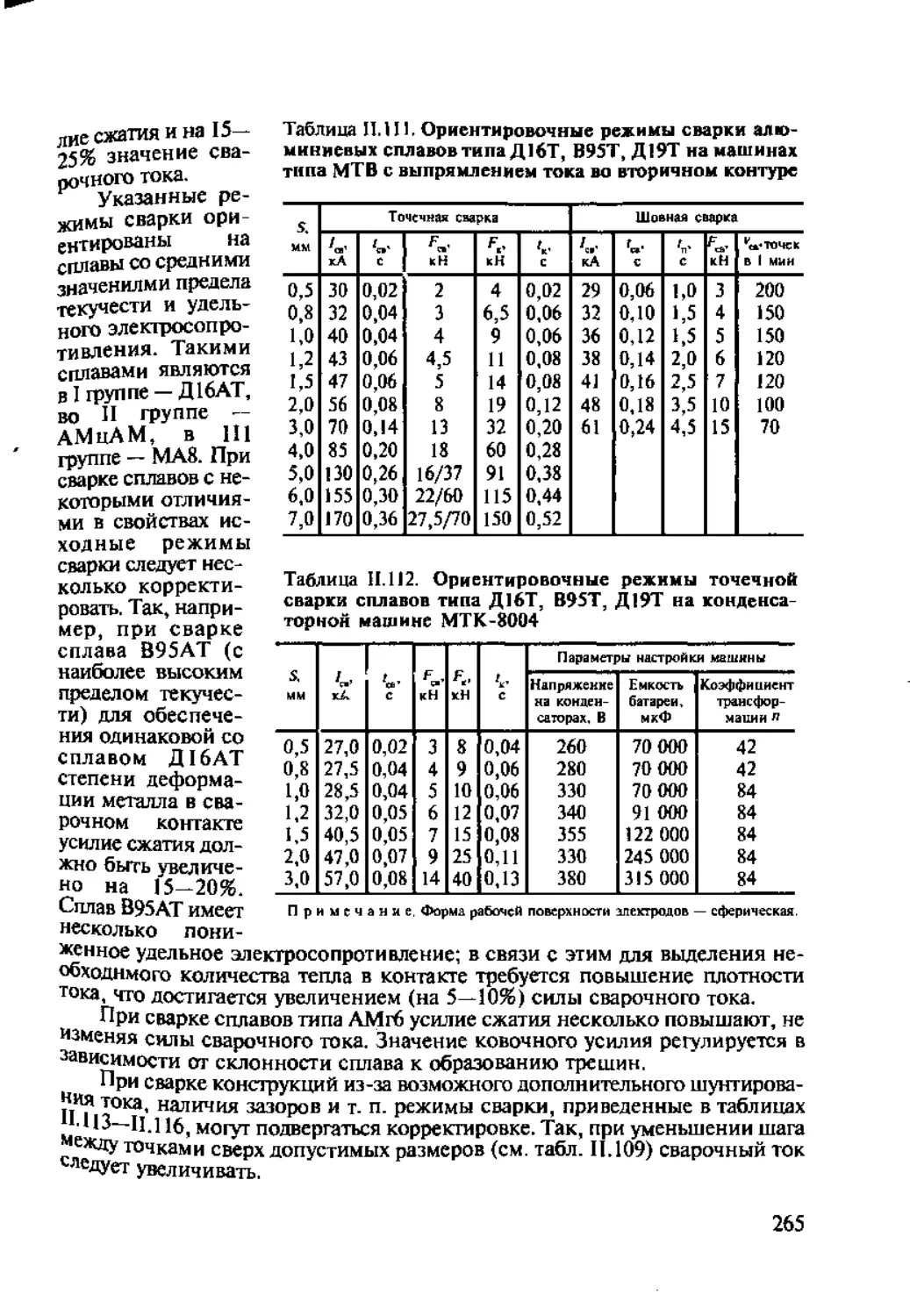
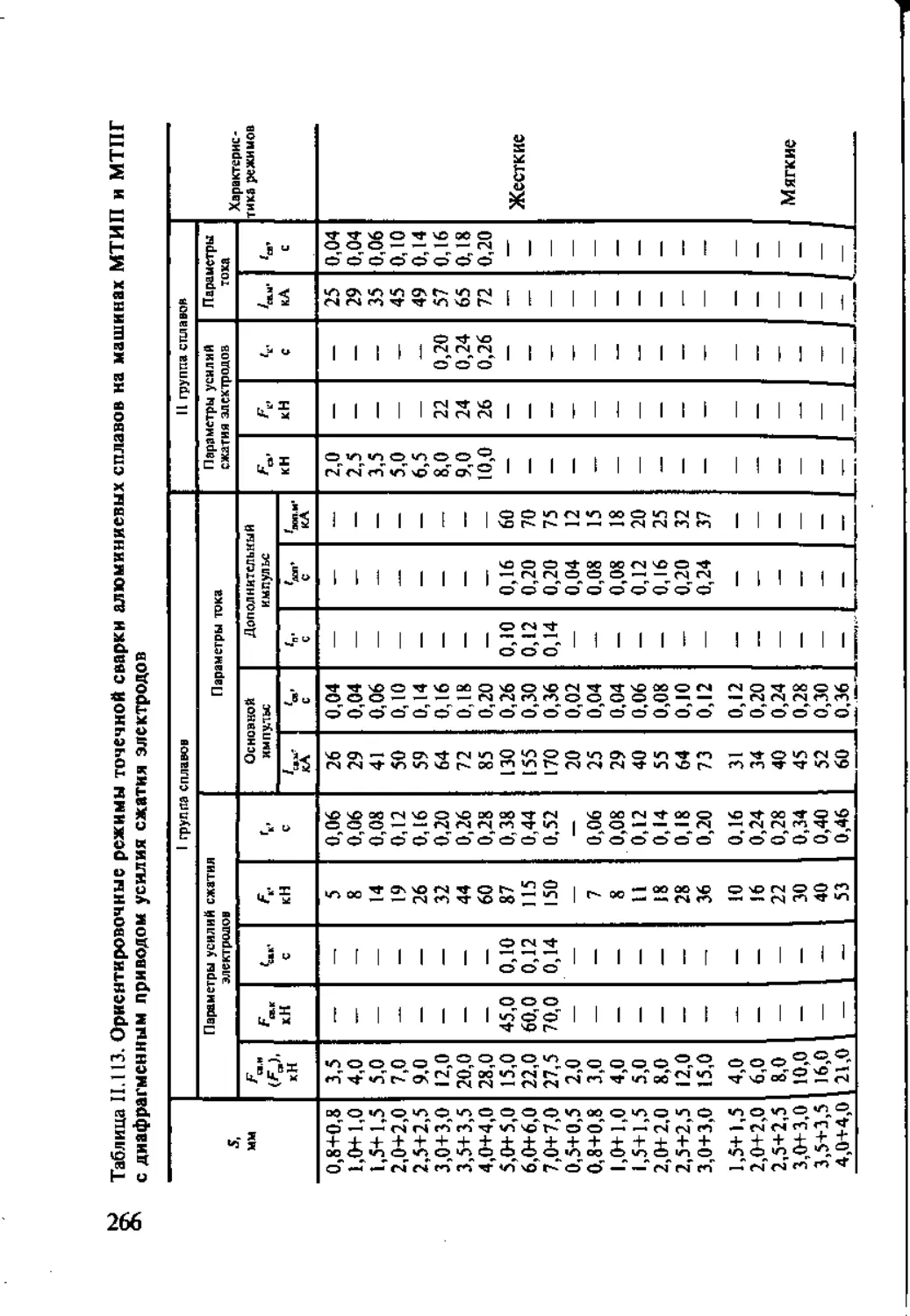
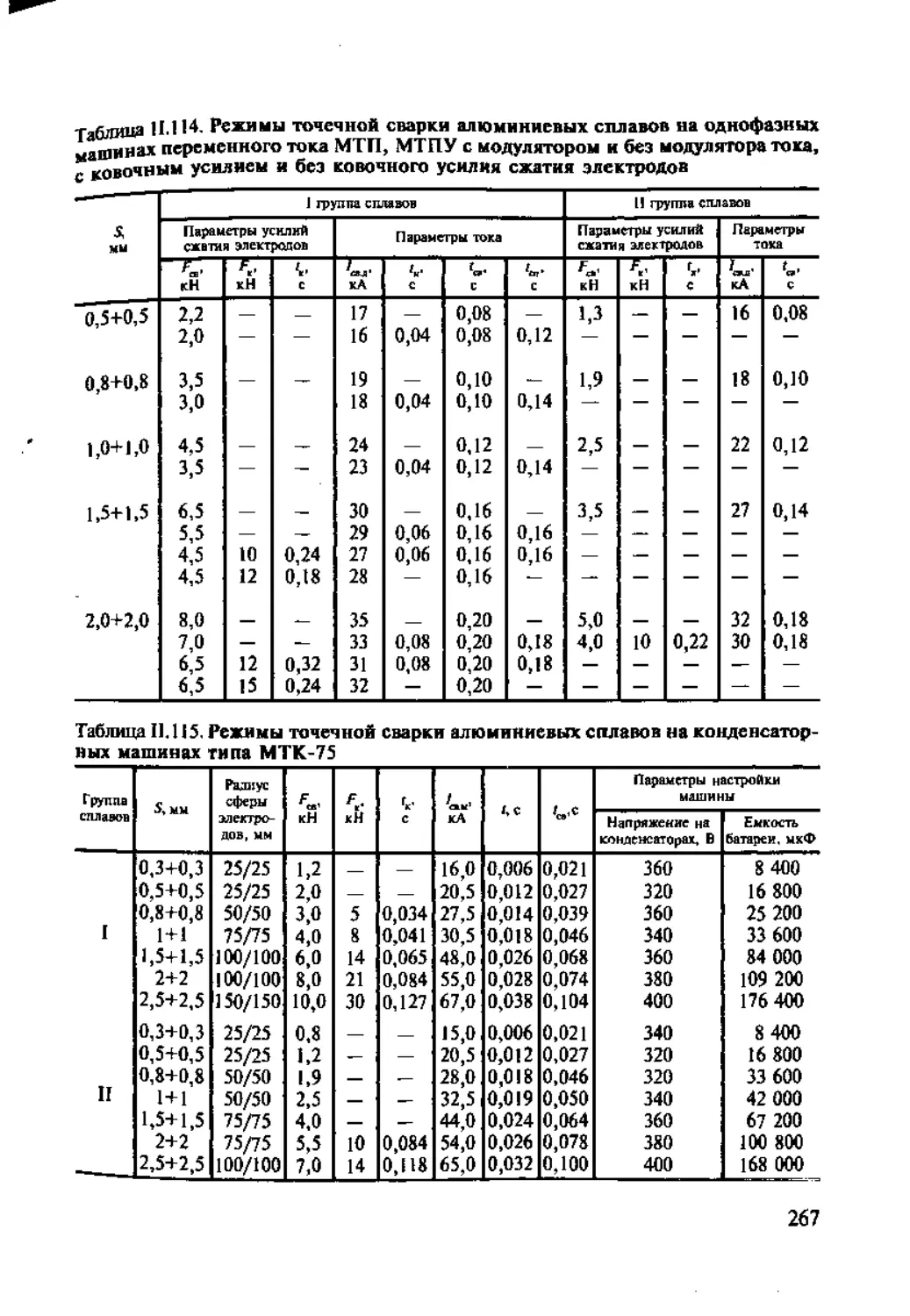
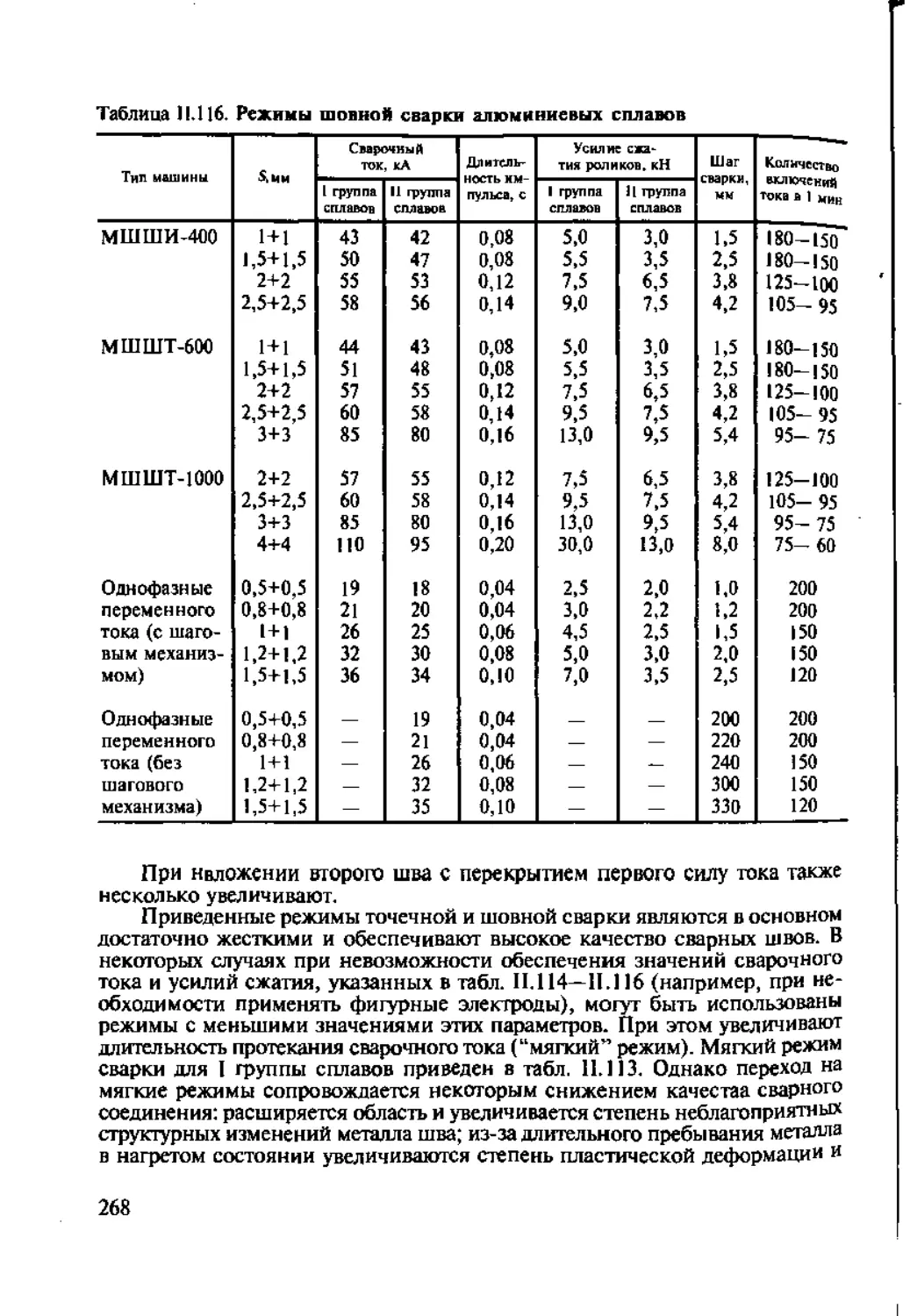
9.4- 3- Режимы точечной и шовной сварки................... 261
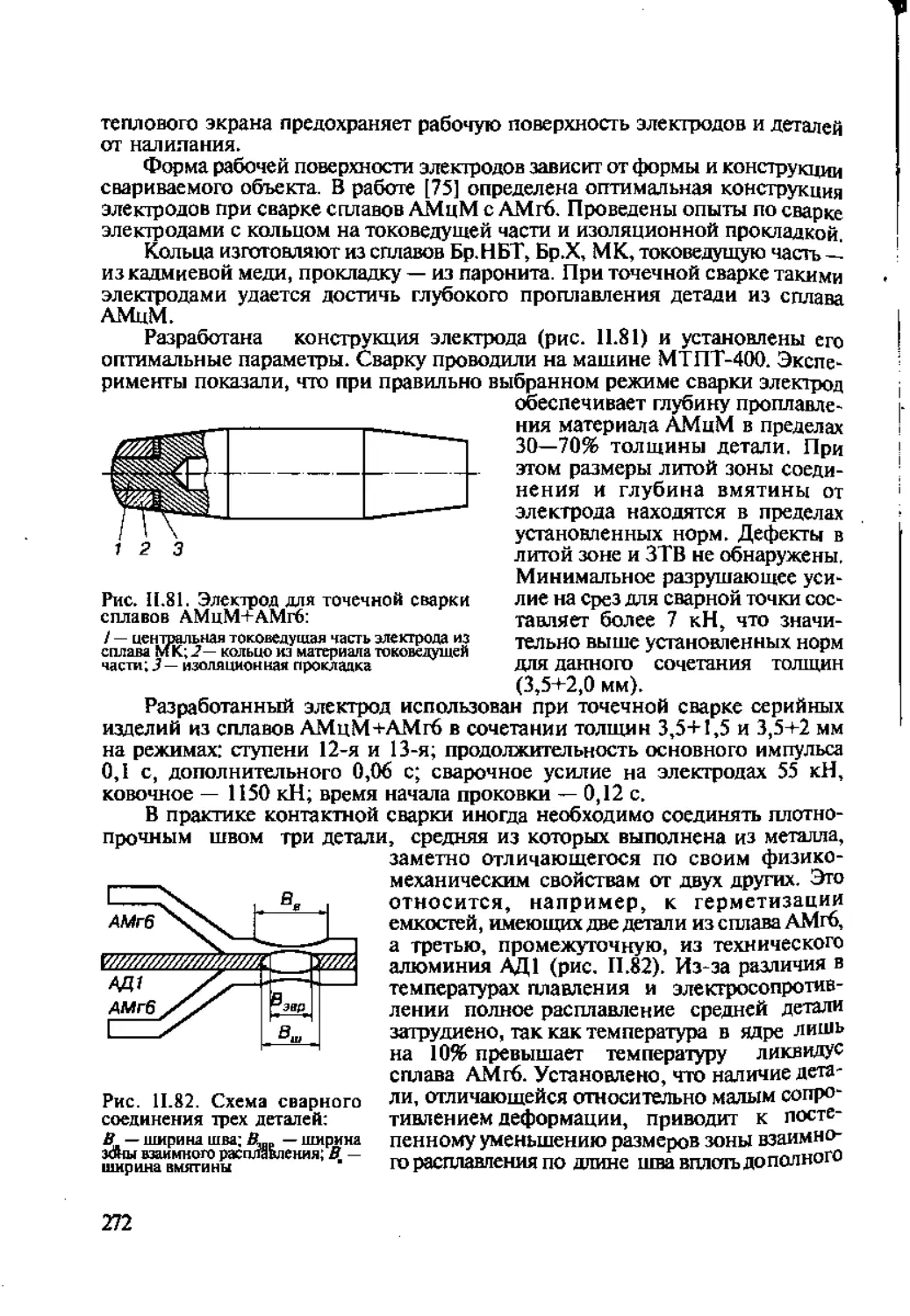
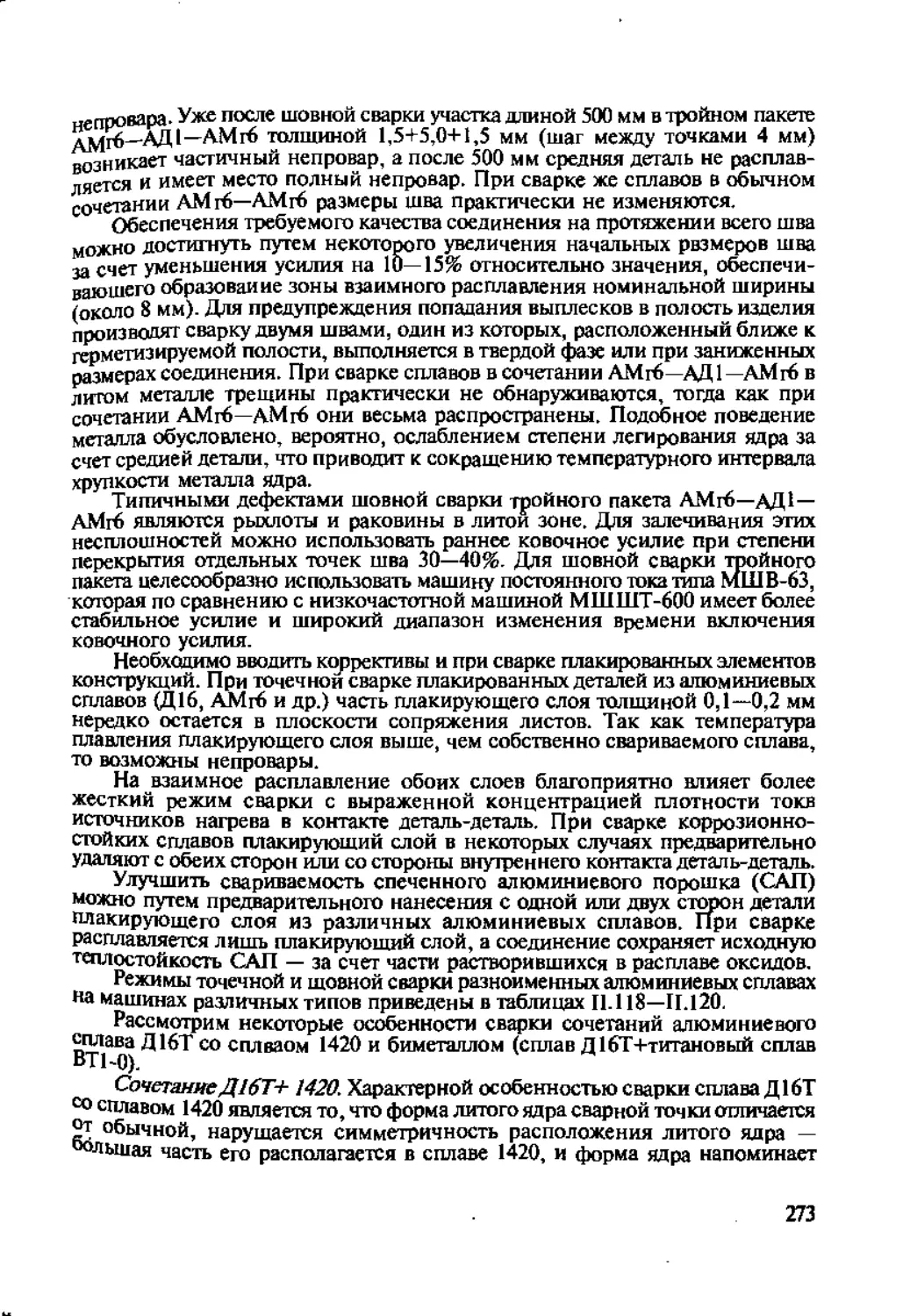
9.5. Точечная сварка разноименных алюминиевых сплавов......269
9.6. Контактная точечная сварка алюминиевых сплавов различных групп......................................................278
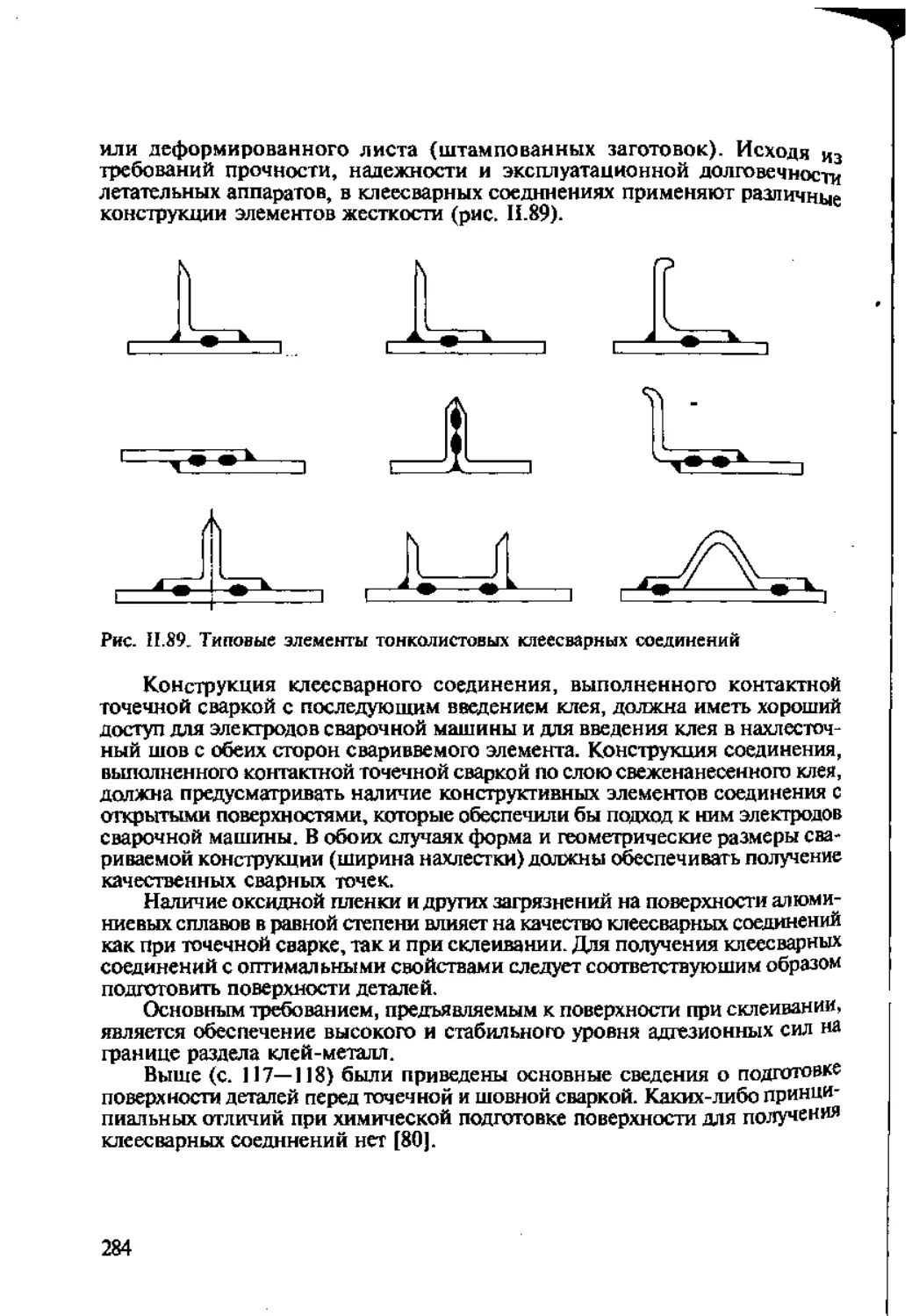
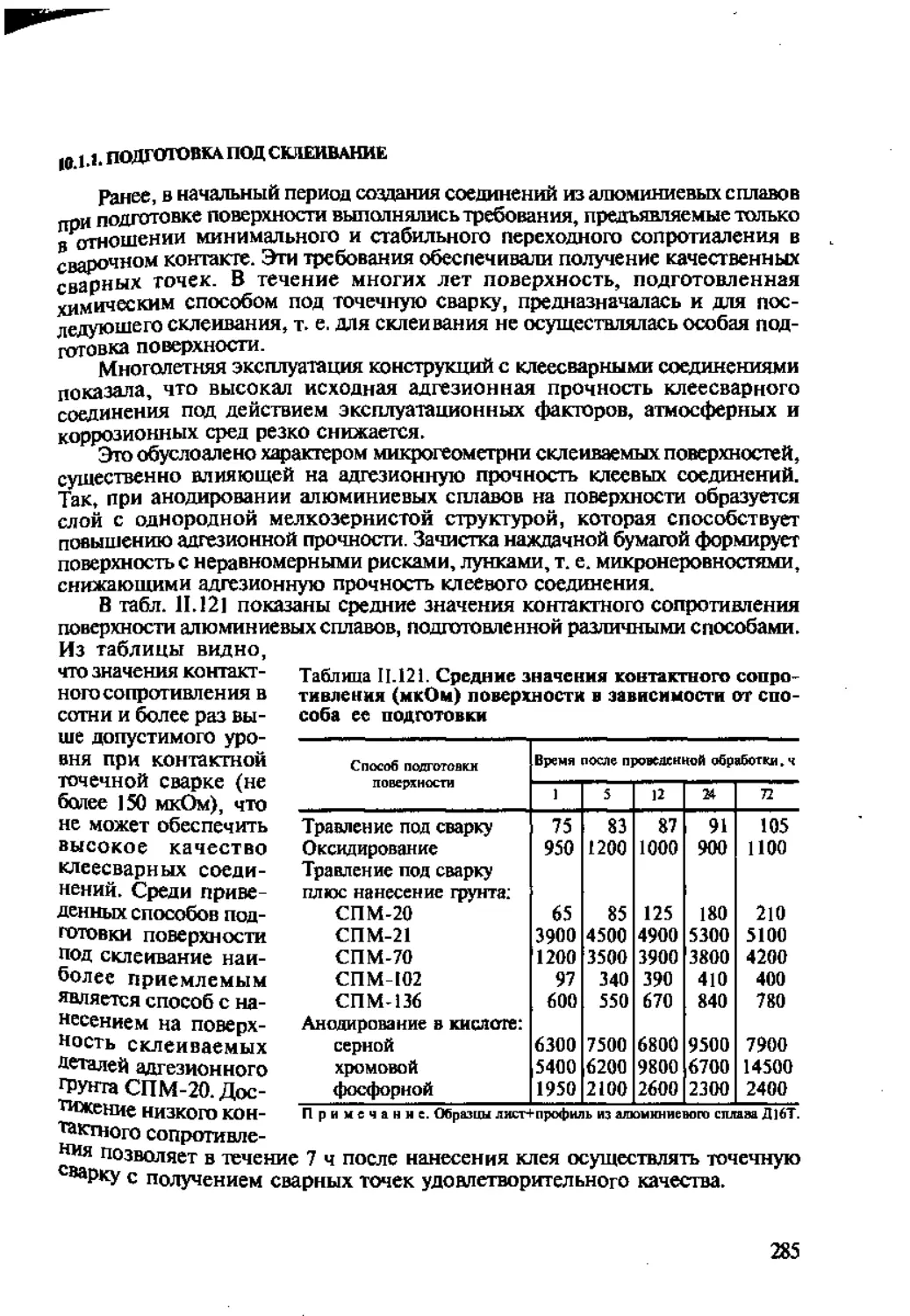
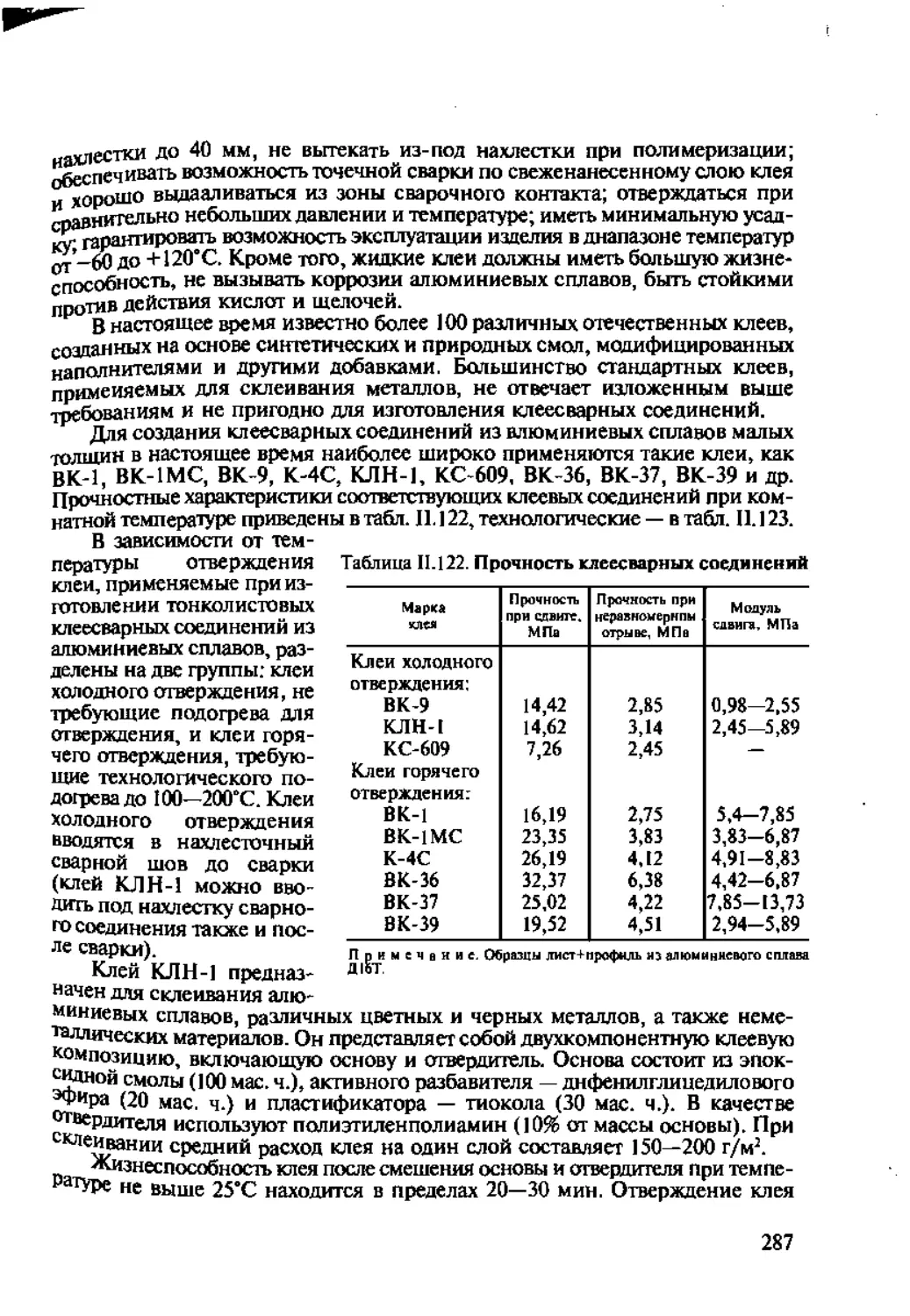
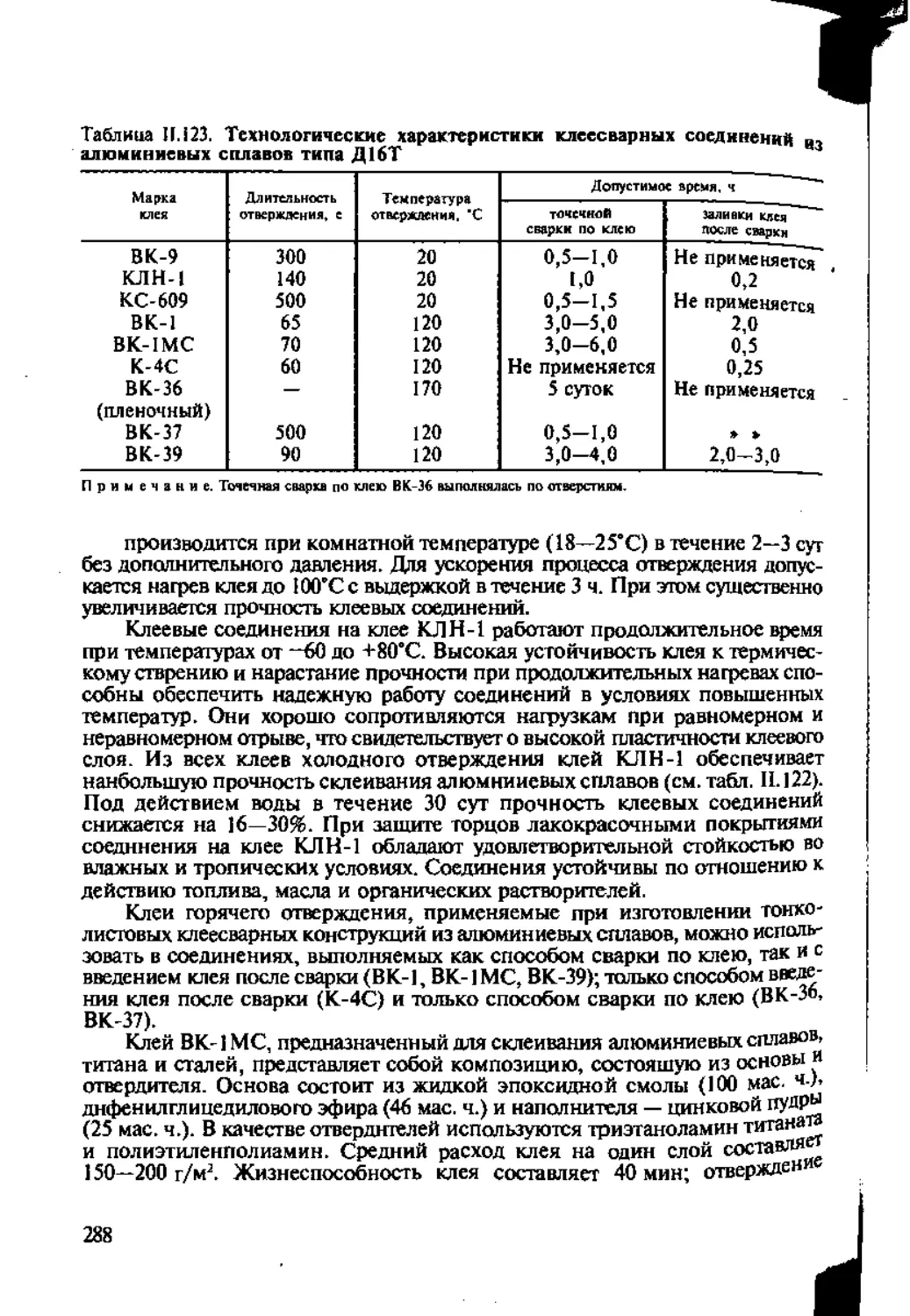
§10 . Клеесварные конструкции.................................282
10.1. Подготовка поверхности деталей при изготовлении тонколистовых клеесварных соединений...............................283
10.1.1. Подготовка под склеивание.....:....................285
10.1.2. Клеи, применяемые при изготовлении тонколистовых клеесварных конструкций .................................... 286
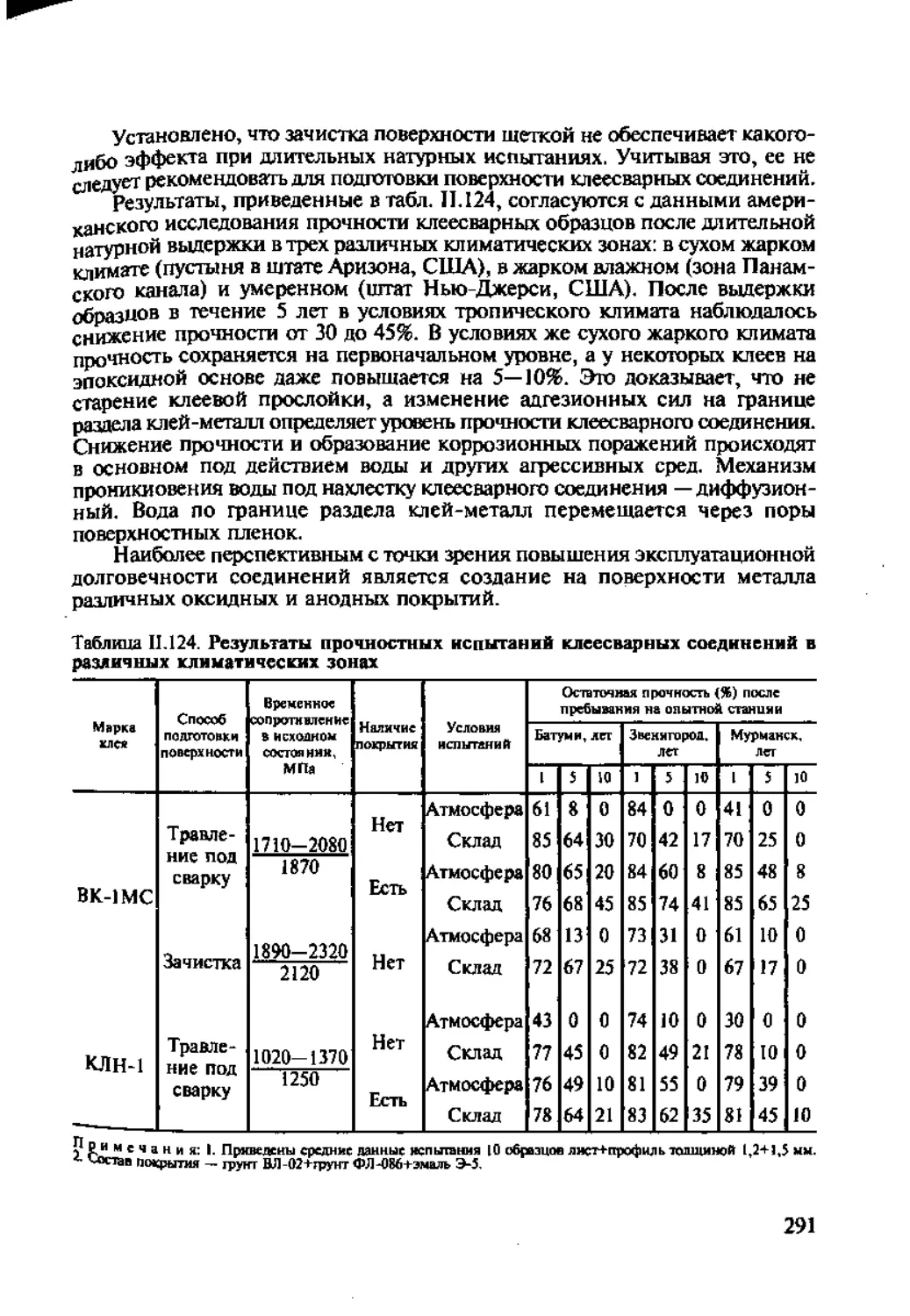
10.2. Долговечность клеесварных соединений...................290
10.3. Опыт эксплуатации клеесварных соединений ..............294
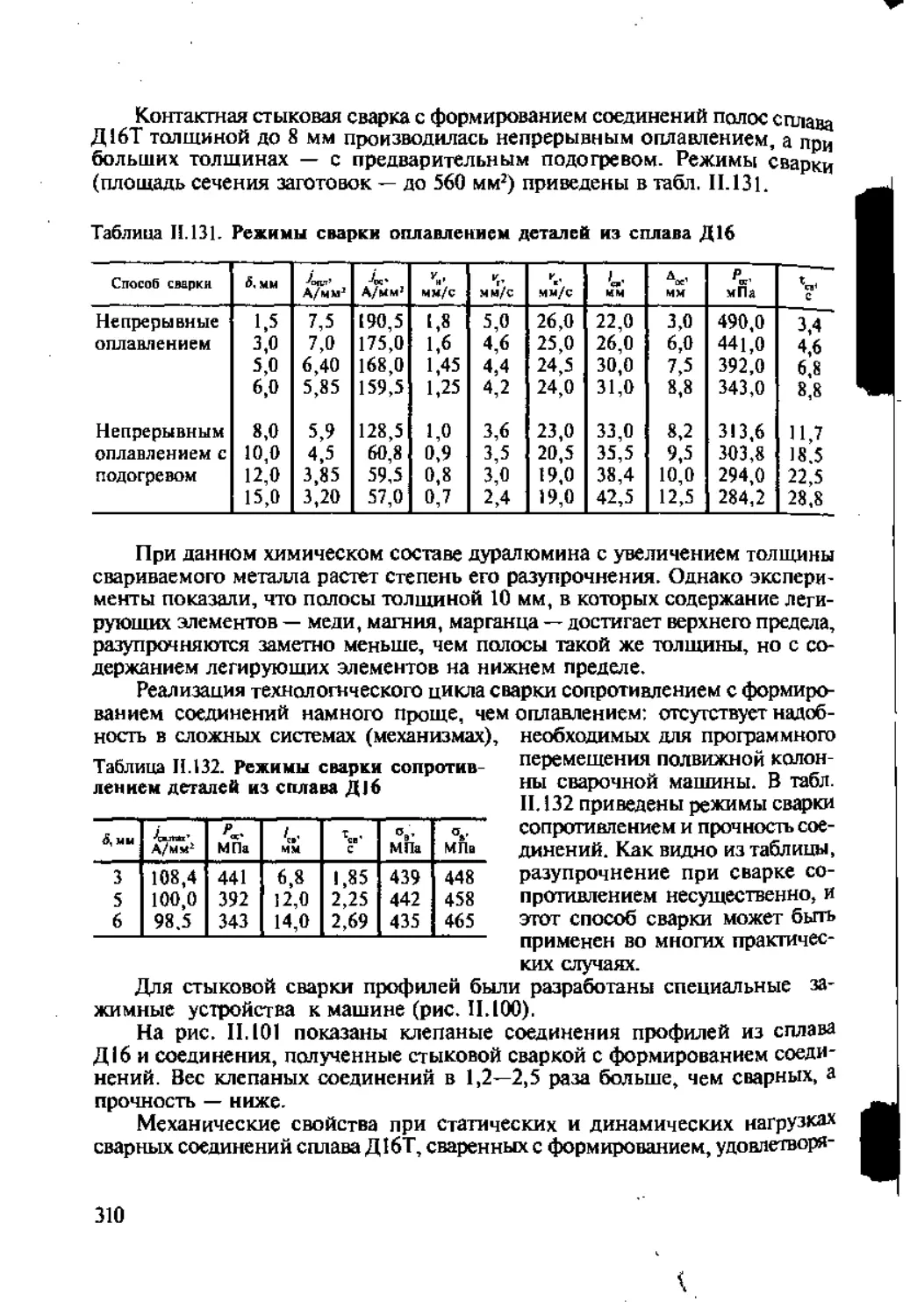
§11 . Контактная стыковая сварка.................................296
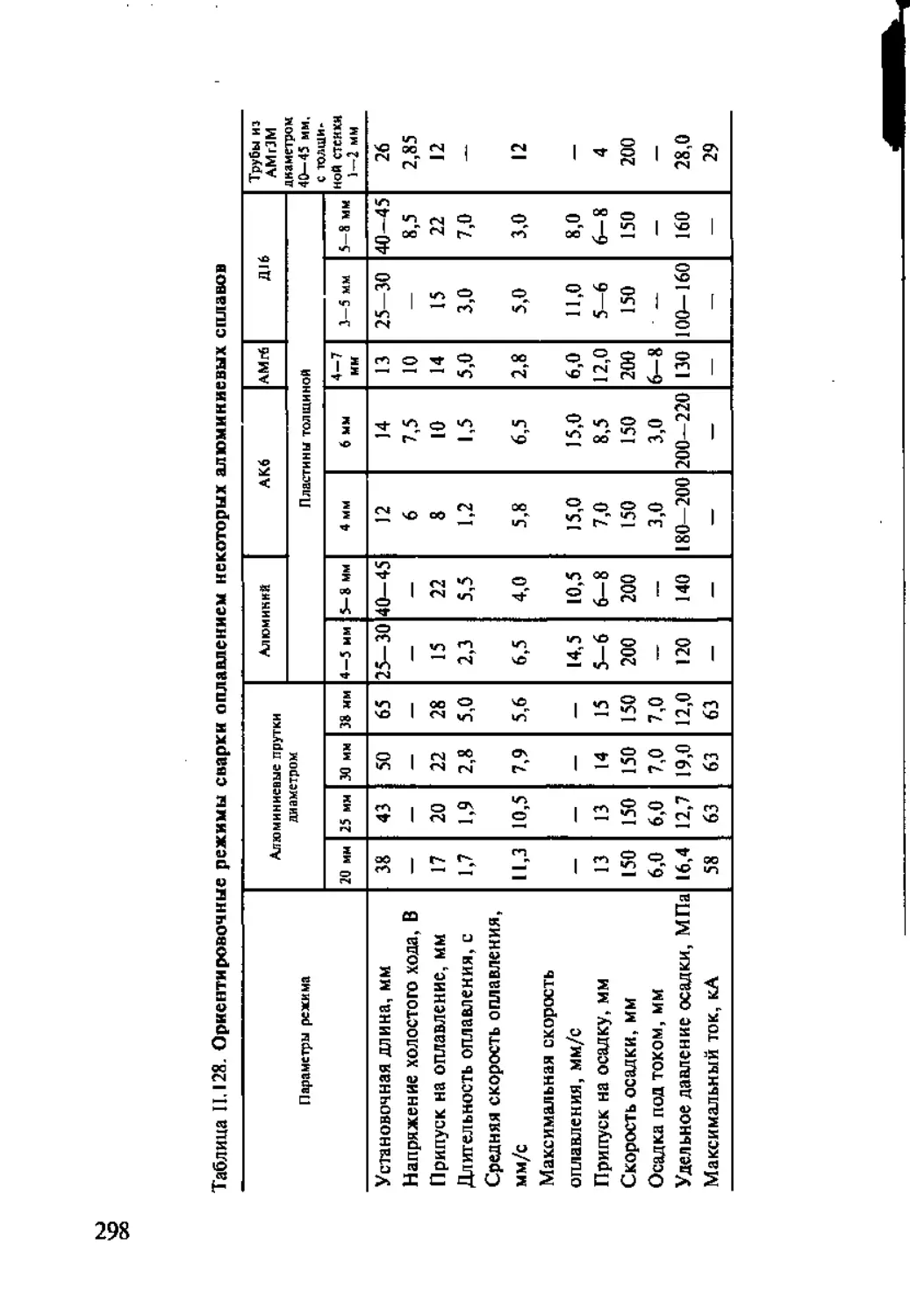
11.1. Особенности контактной стыковой сварки авиационных алюминиевых сплавов..........................................297
11.2. Контактная стыковая сварка алюминиевых сплавов типа Д16 ................................................... 306
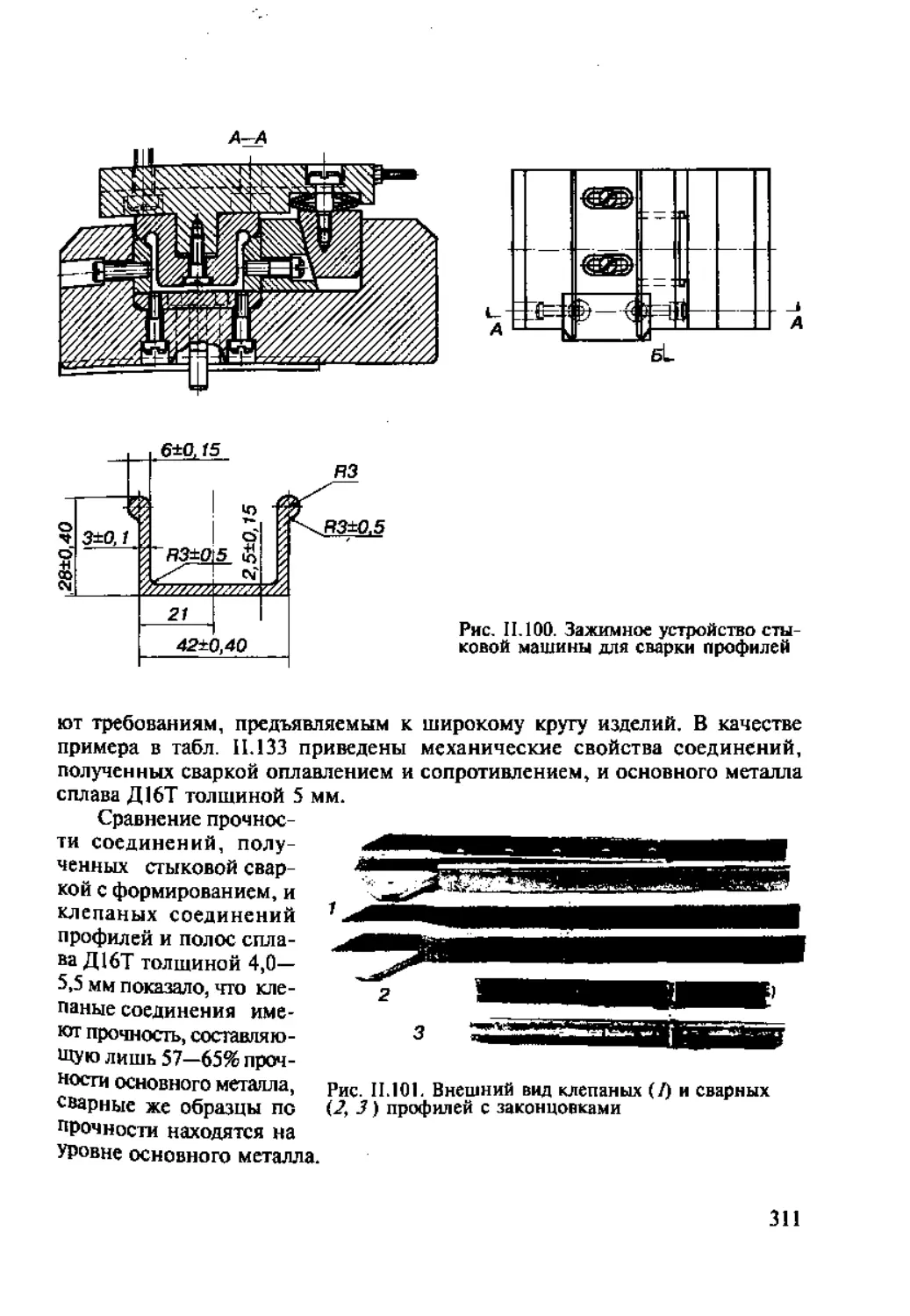
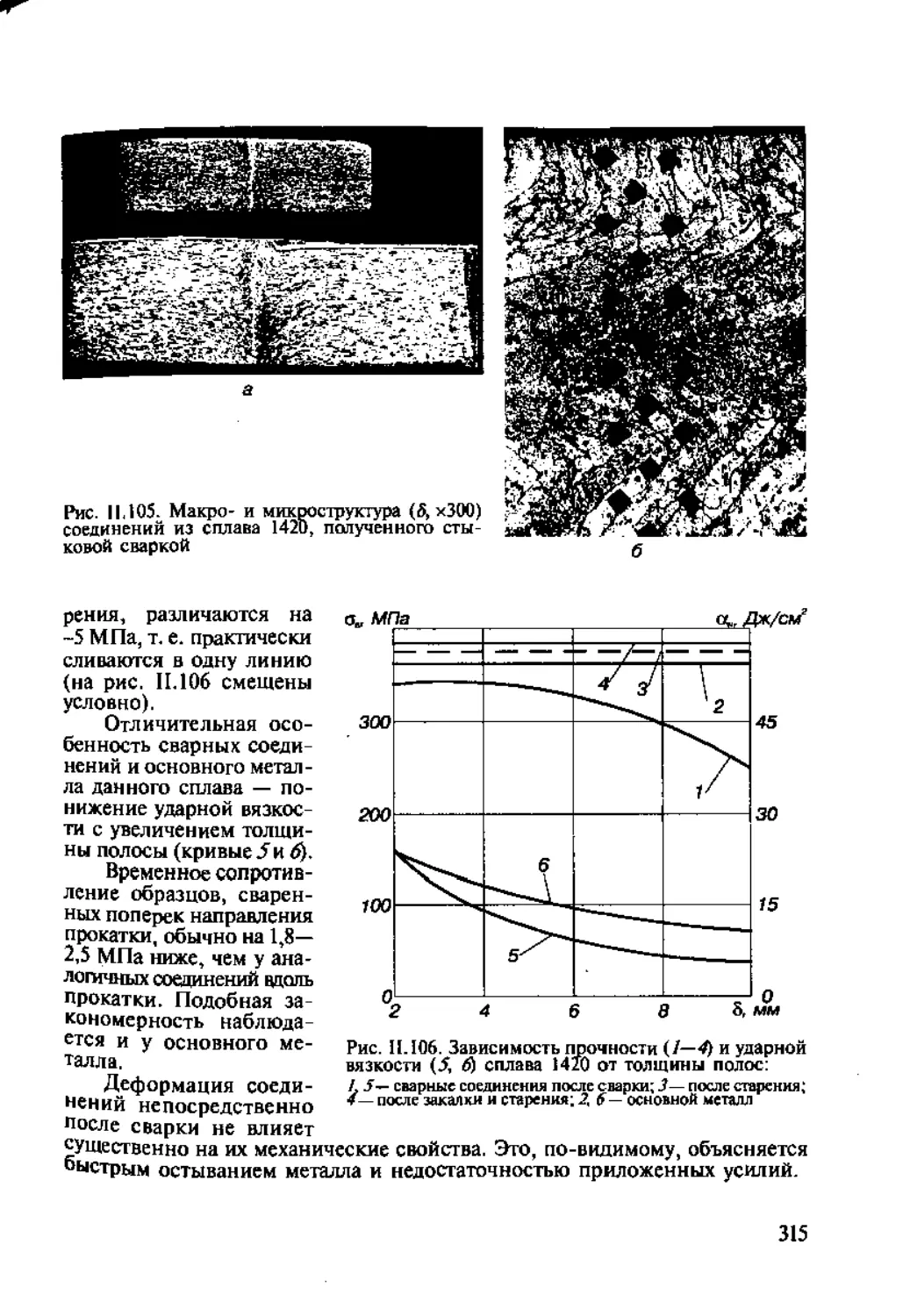
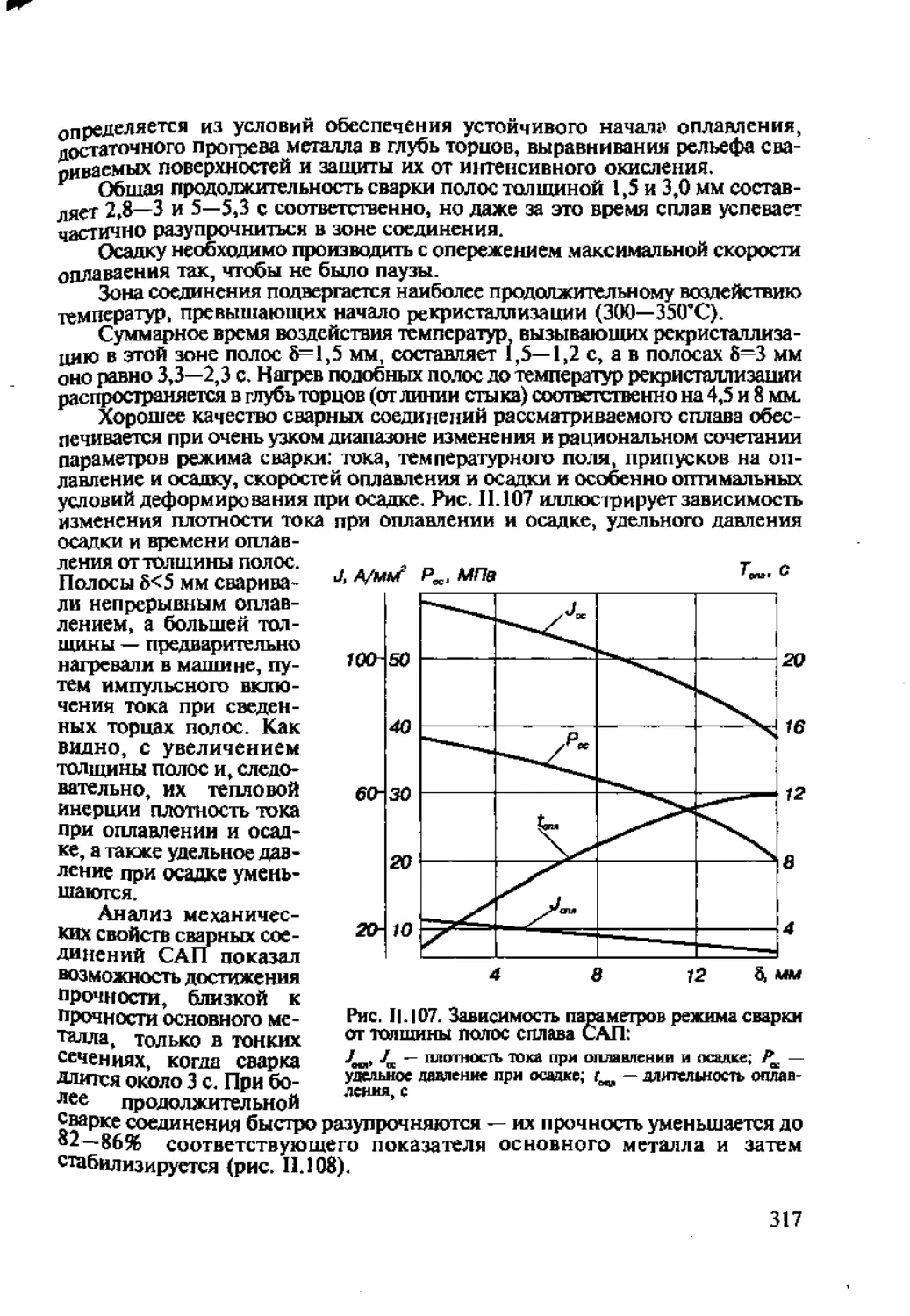
11.3. Особенности контактной стыковой сварки сплава 1420.....314
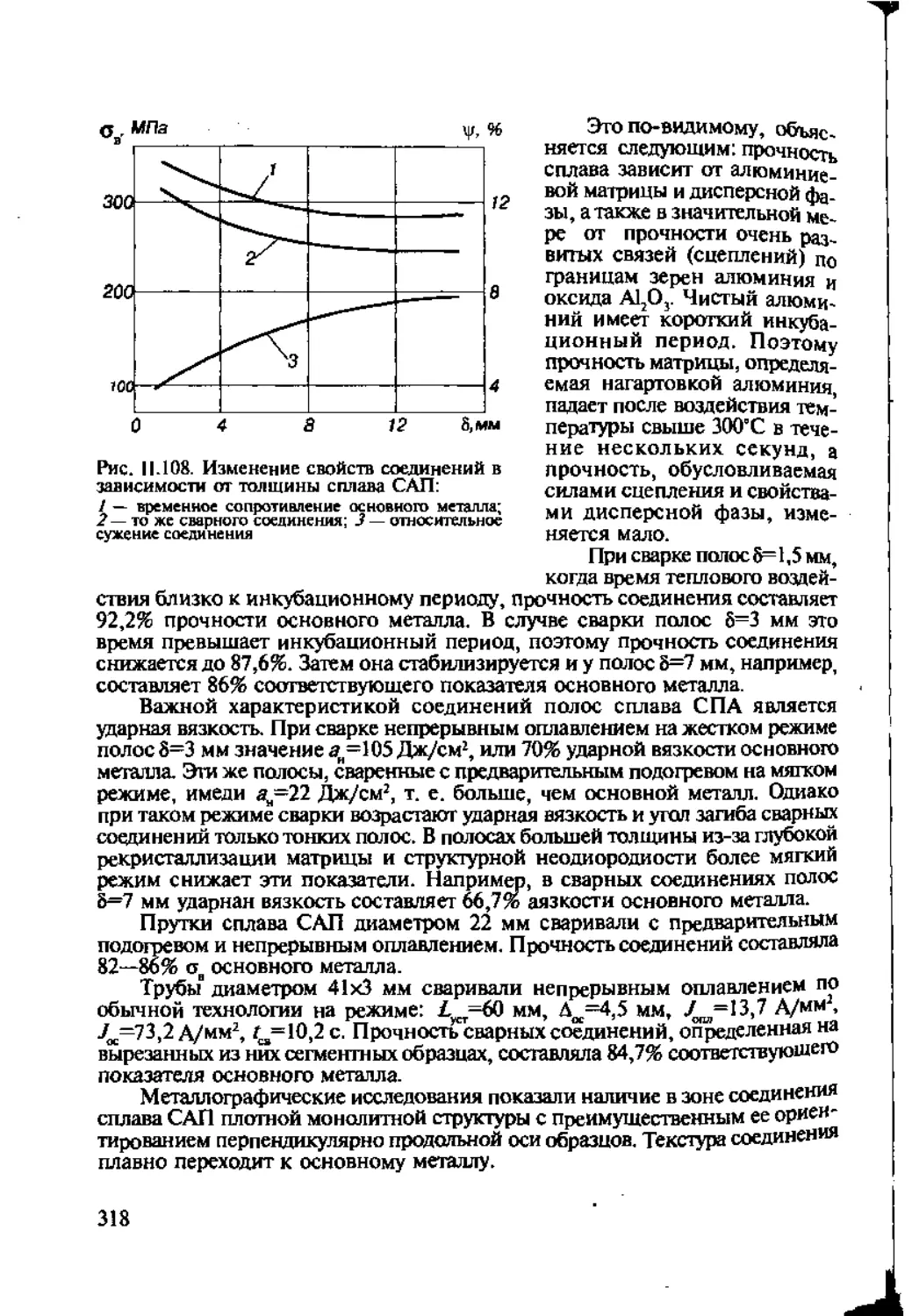
11.4. Контактная стыковая сварка сплава САП..................316
Литература к главе 11 .......................................... 319
Глава III. Сварка узлов и деталей из плановых сплавов .............. 324
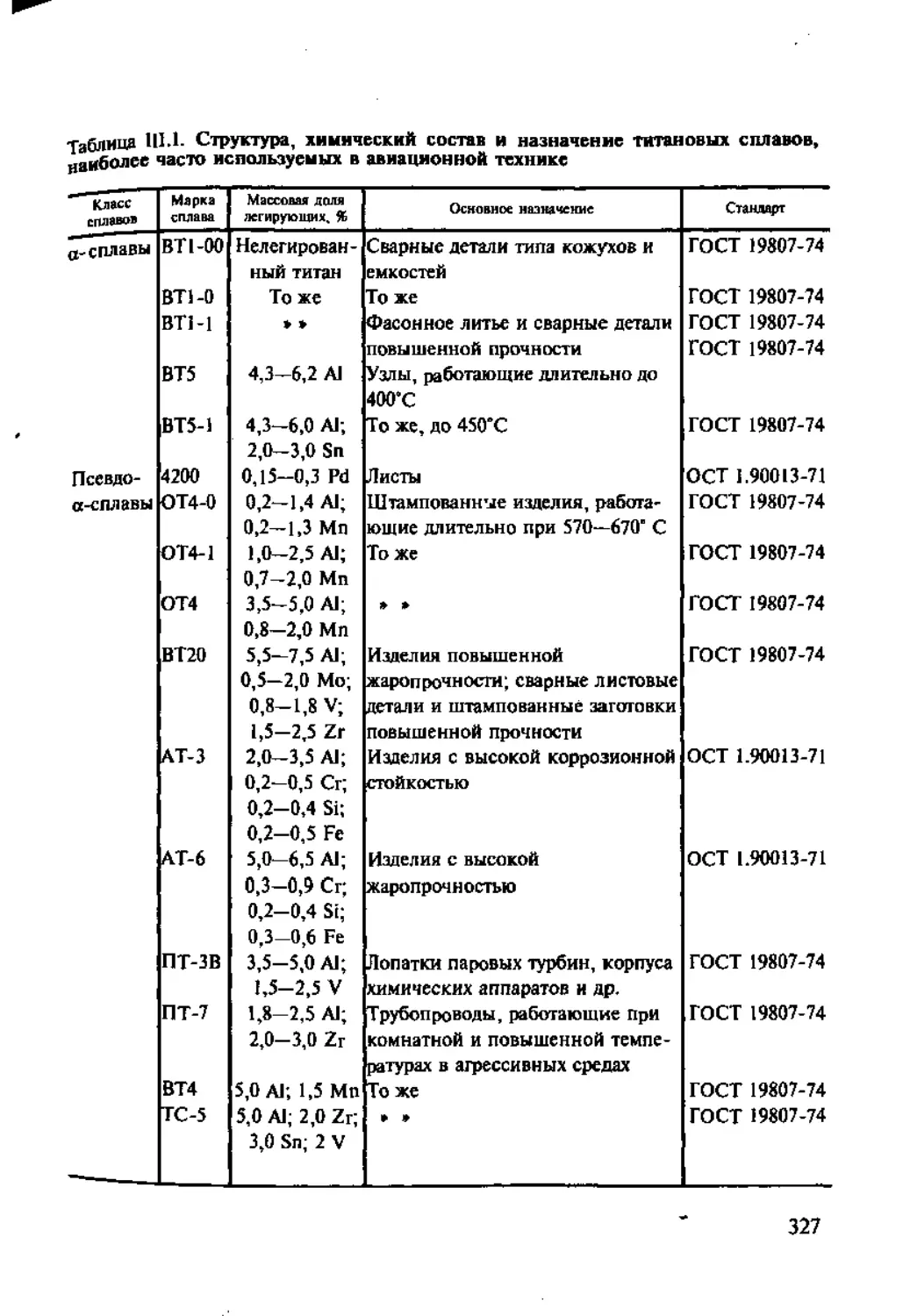
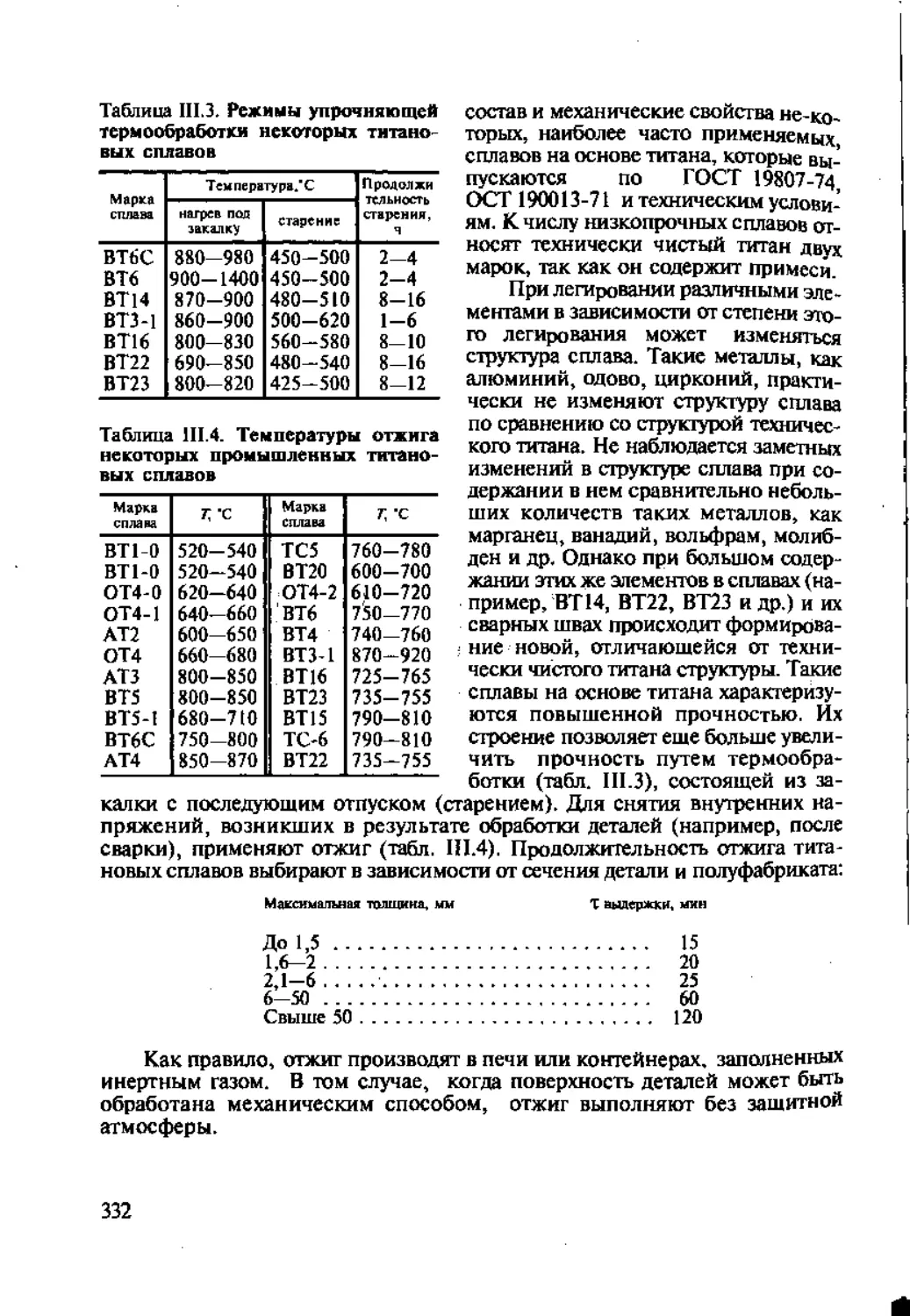
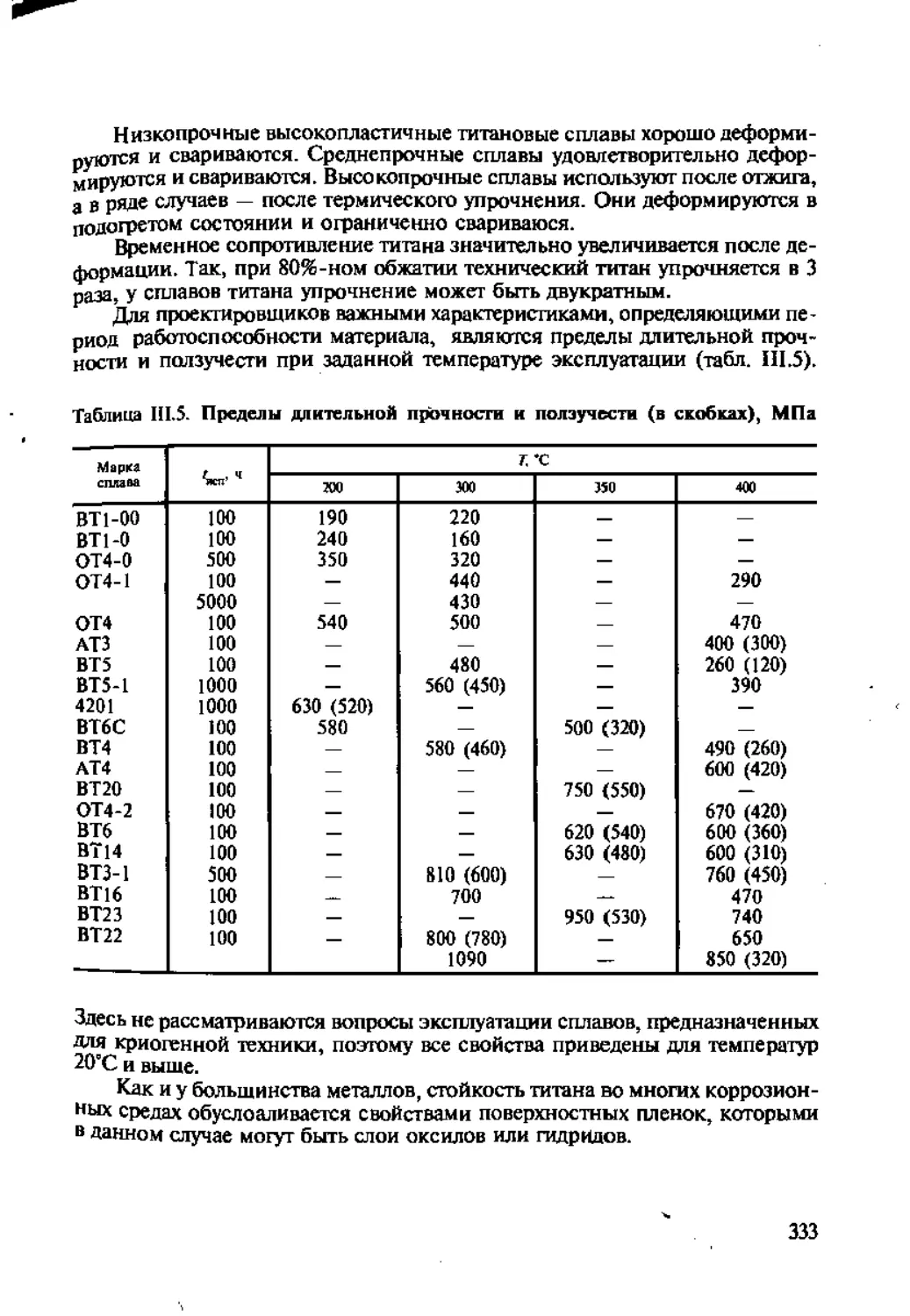
§1 . Характеристика титана и его сплавов........................325
§2 . Свариваемость титановых сплавов............................334
2.1. Показатели свариваемости................................334
2.2. Титановые сплавы с а- и псевдо-а-структурой.............335
2.3. Двухфазные (он-р)-сплавы ...............................336
2.4. Высоколегированные р-сплавы............................ 338
§3 . Способы сварки титана......................................339
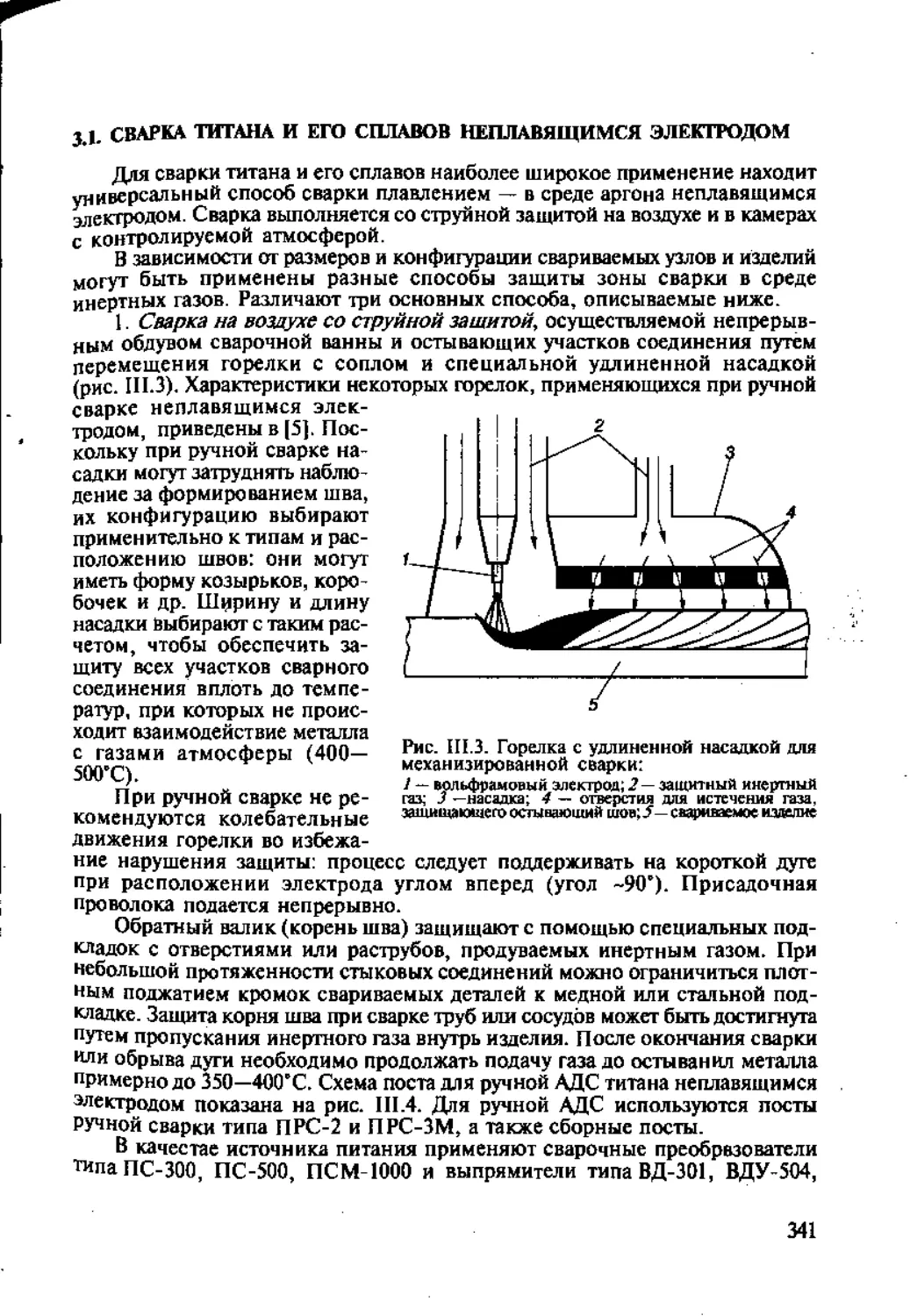
3.1. Сварка титана и его сплавов не плавящимся электродом ..................................................341
3.2. Технологические возможности АДС титана по пасте-флюсу... 345
3.3. Особенности сварки титана в узкий зазор.................349
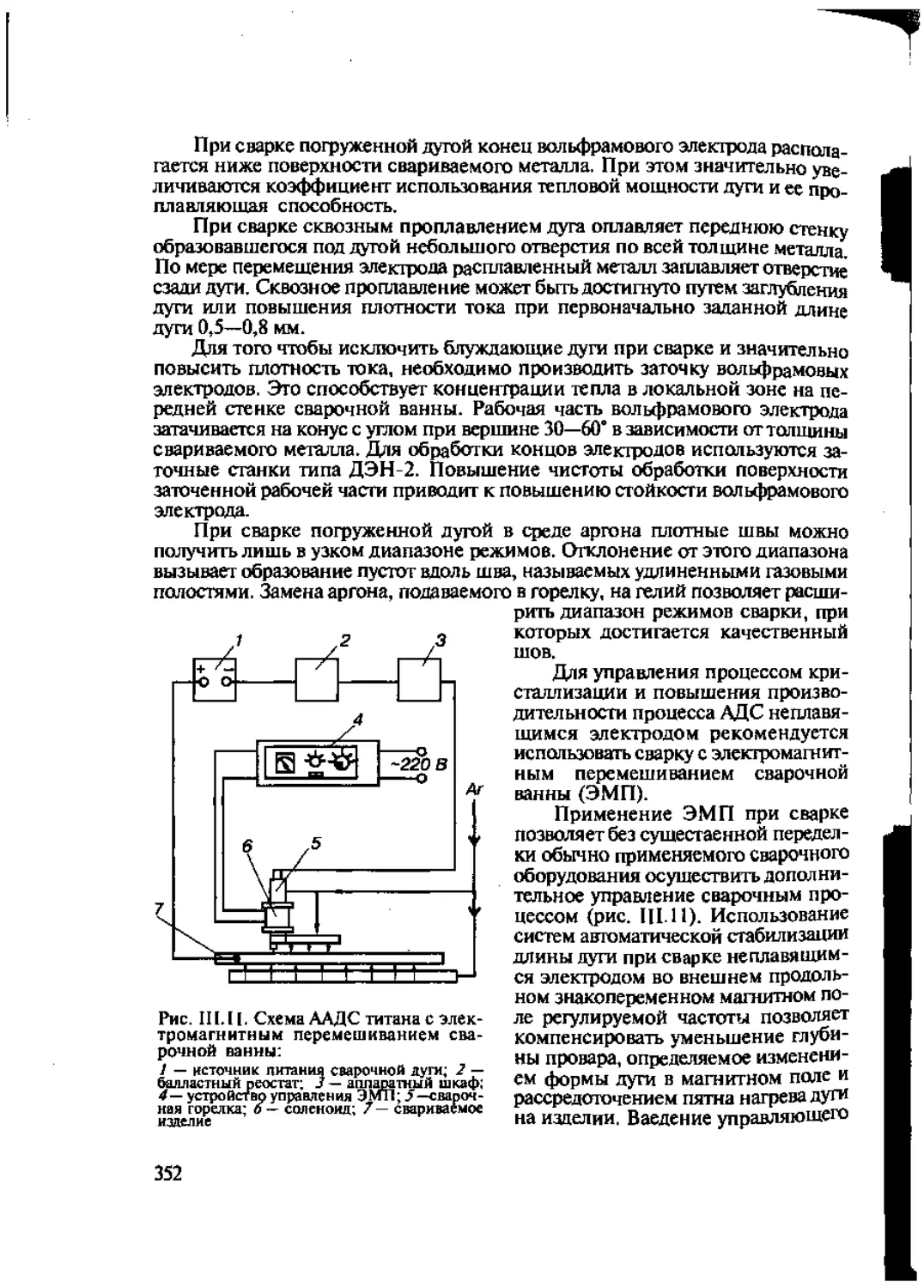
3.4. Сварка неплавящимся электродом в инертных газах погруженной дугой............................................351
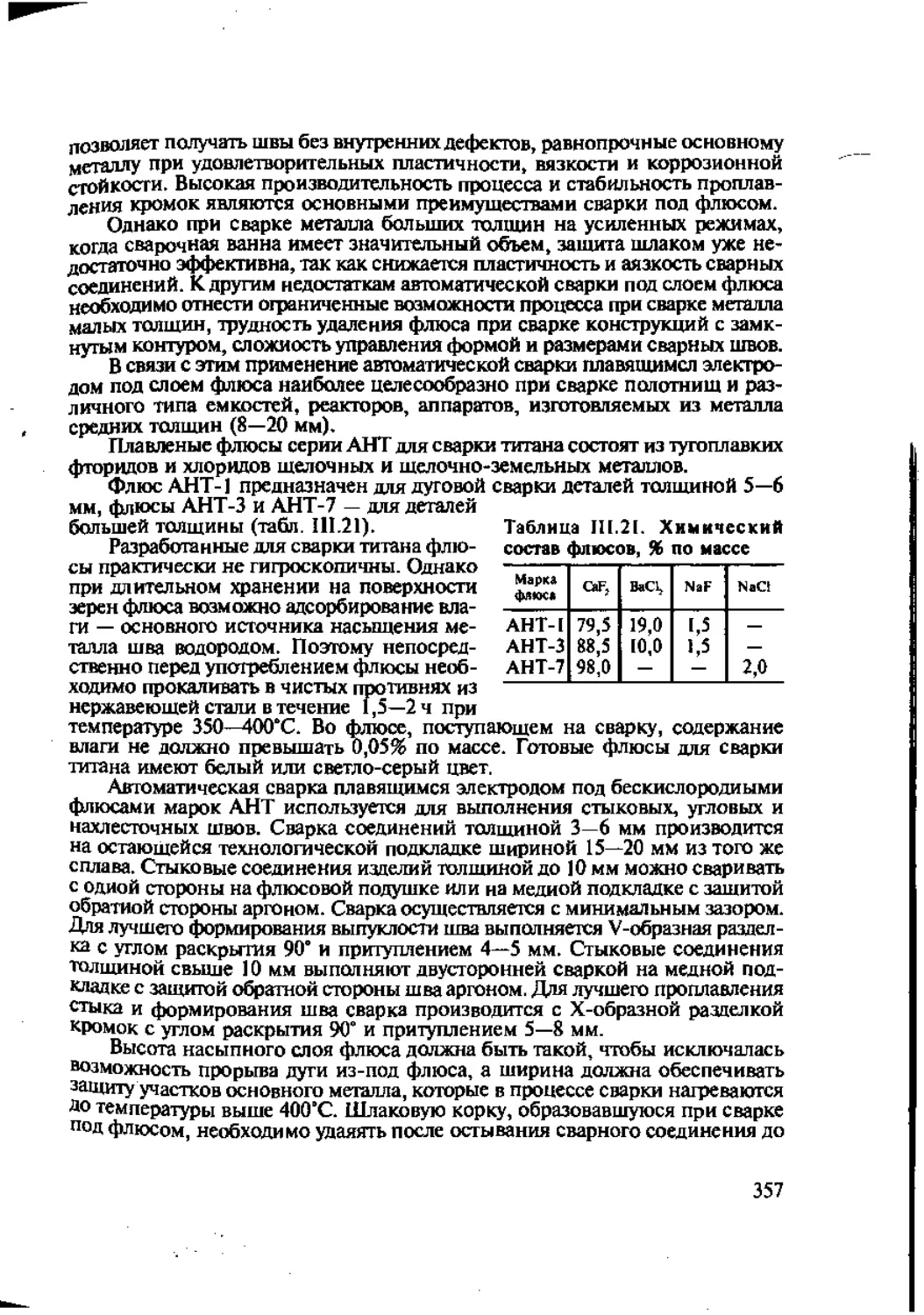
3.5. Автоматическая сварка плавящимся электродом в среде инертных газов и под флюсом..................................354
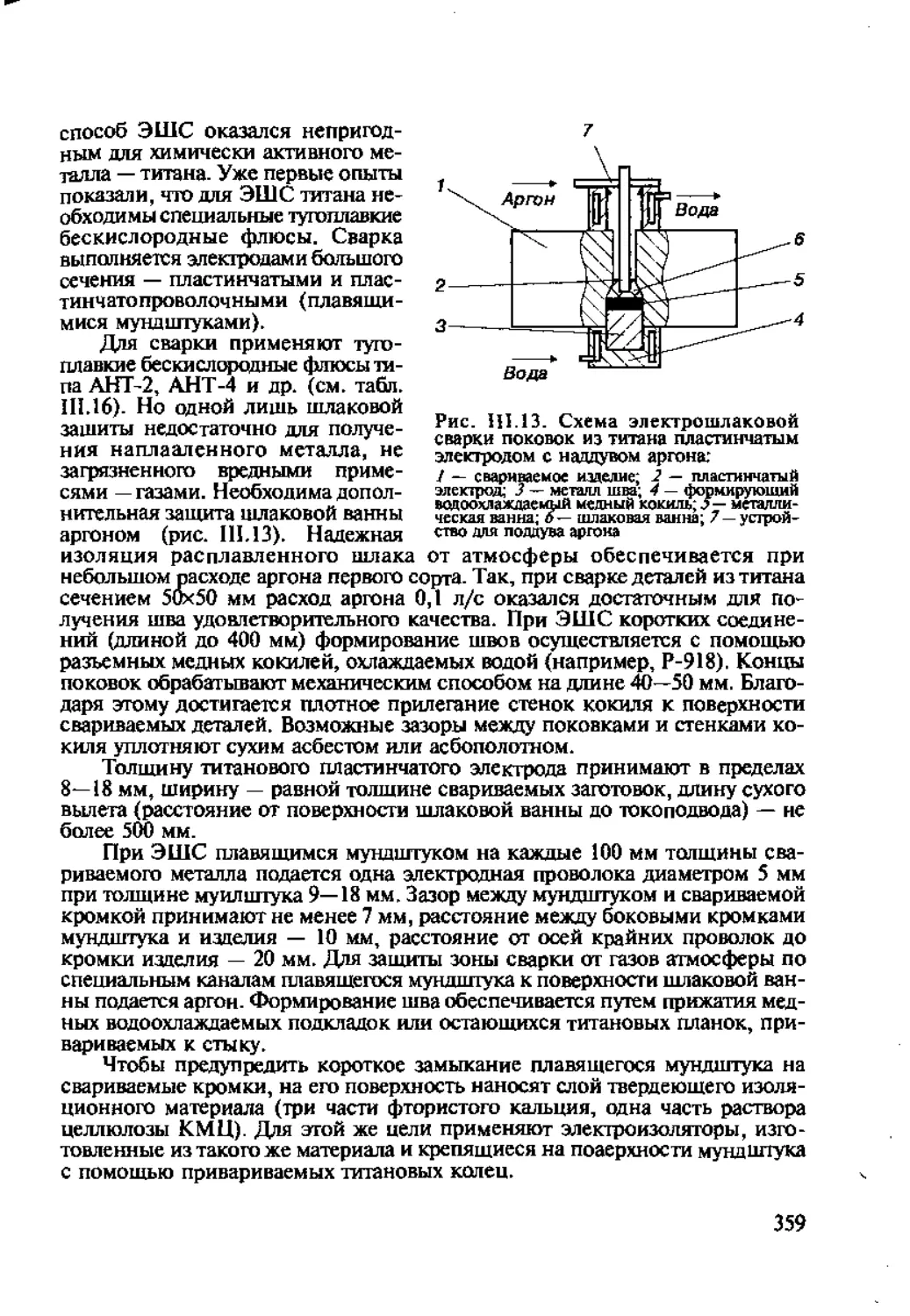
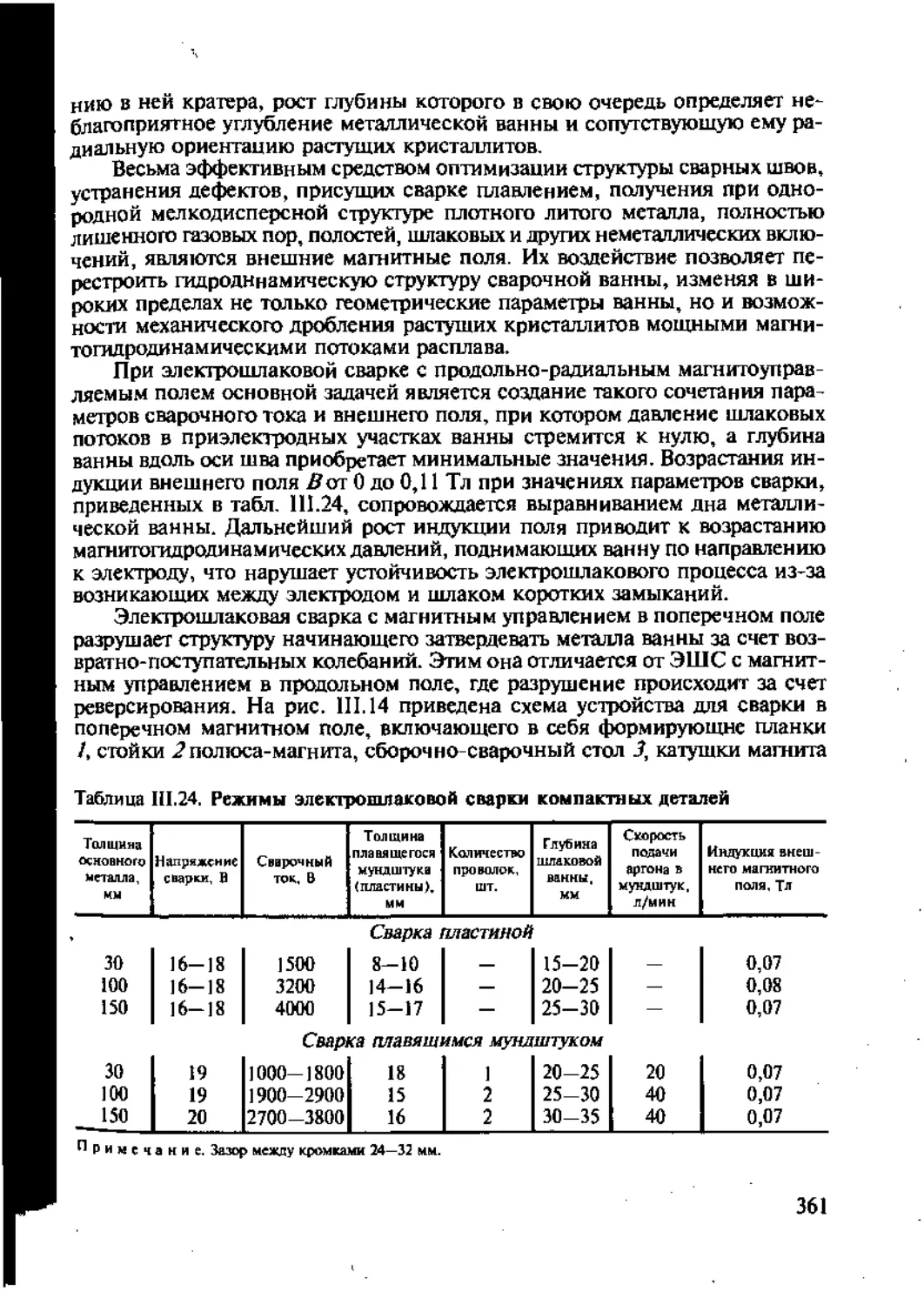
3.6. Электрошлаковая сварка..................................358
3.7. Плазменная и микроплазм енная сварка....................362
3.8. Электронно-лучевая сварка...............................363
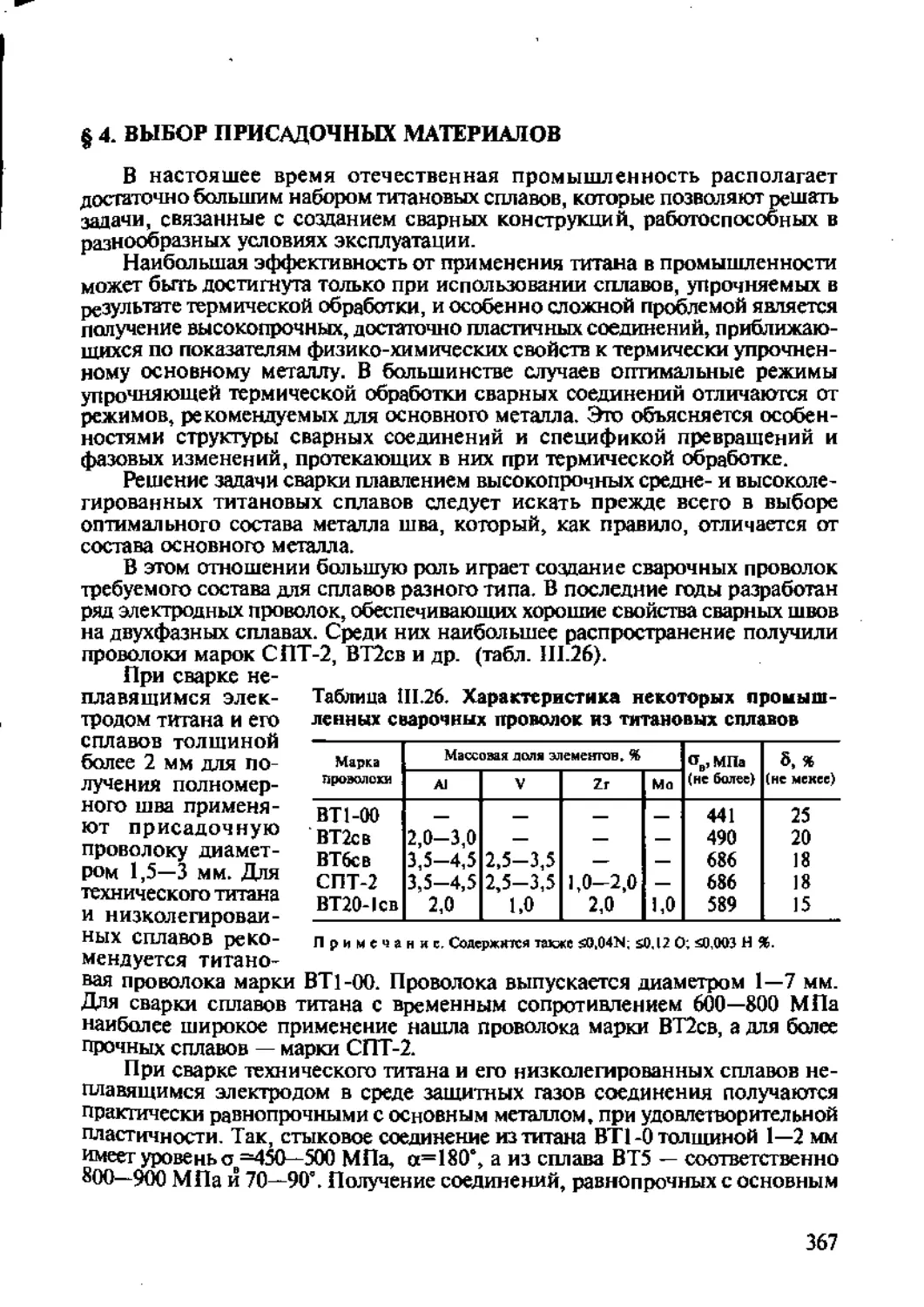
§4 . Выбор присадочных материалов...............................367
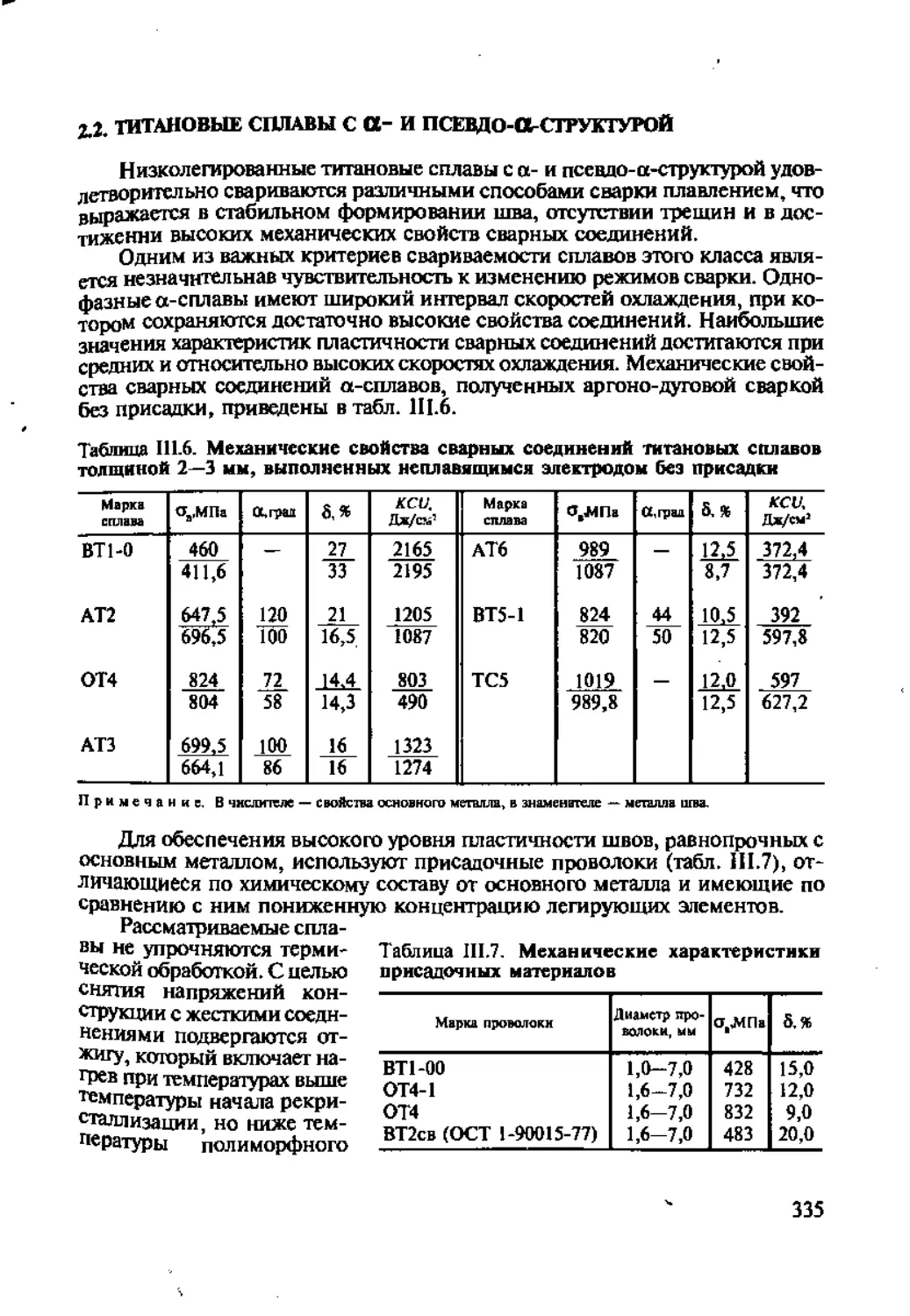
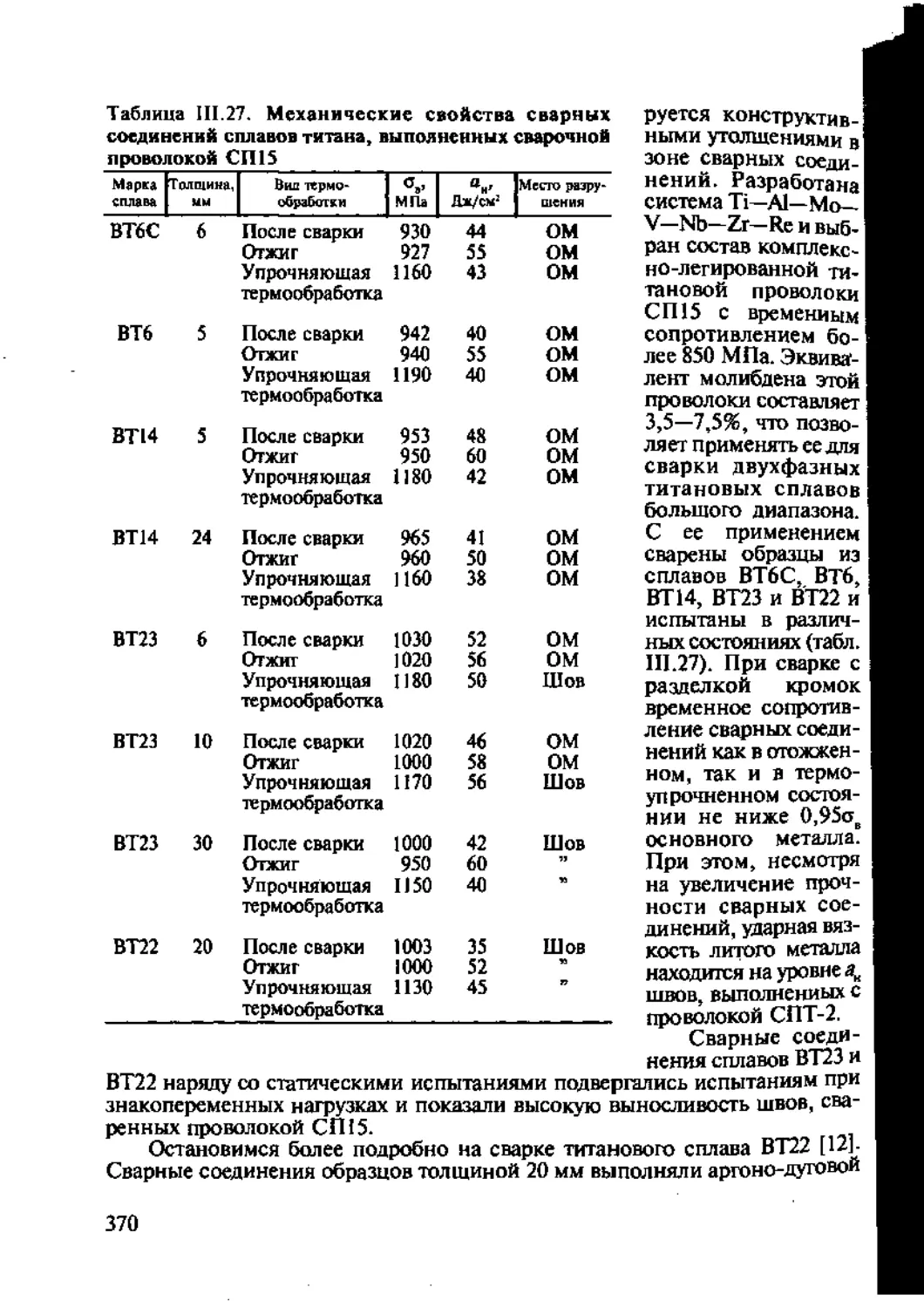
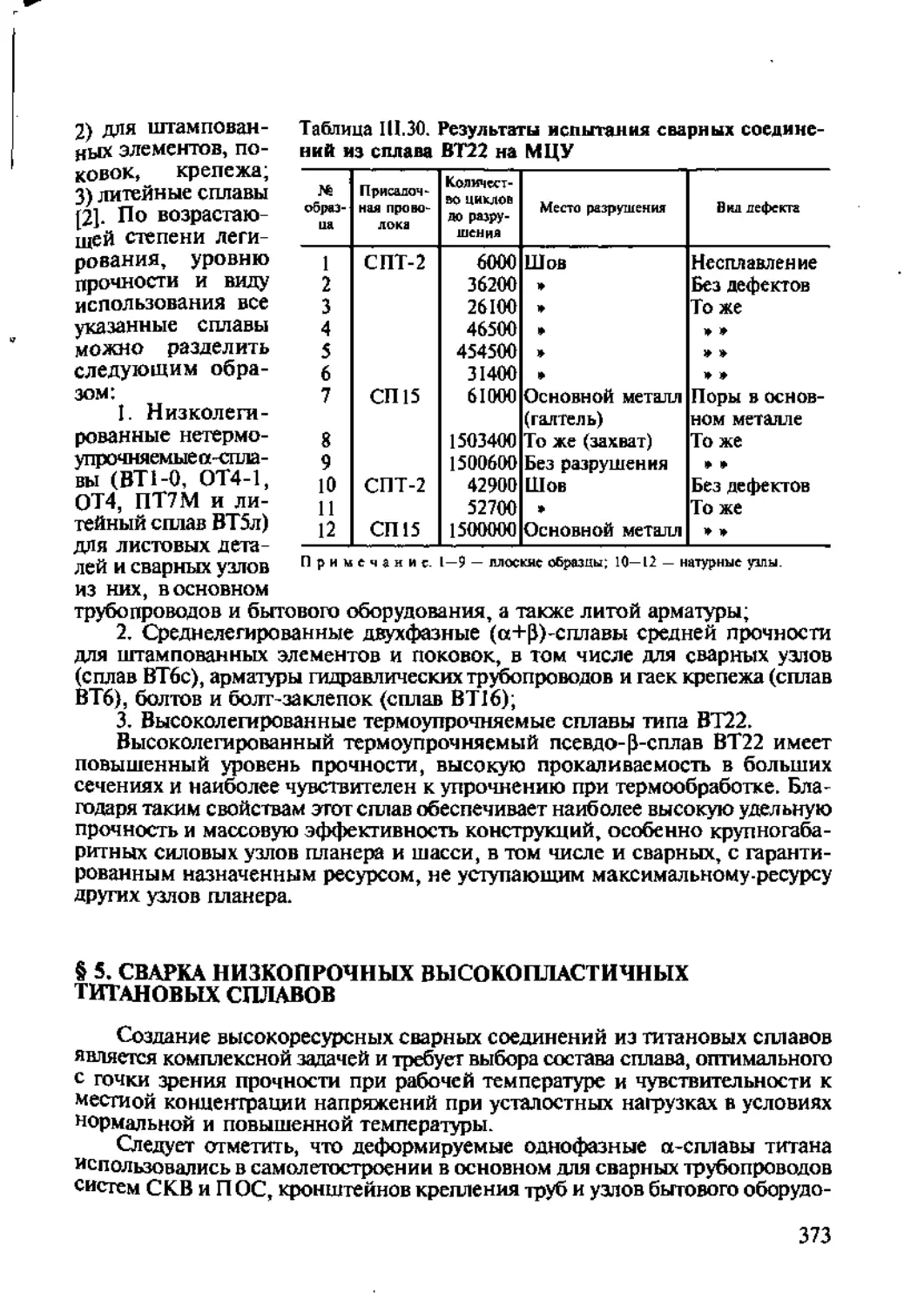
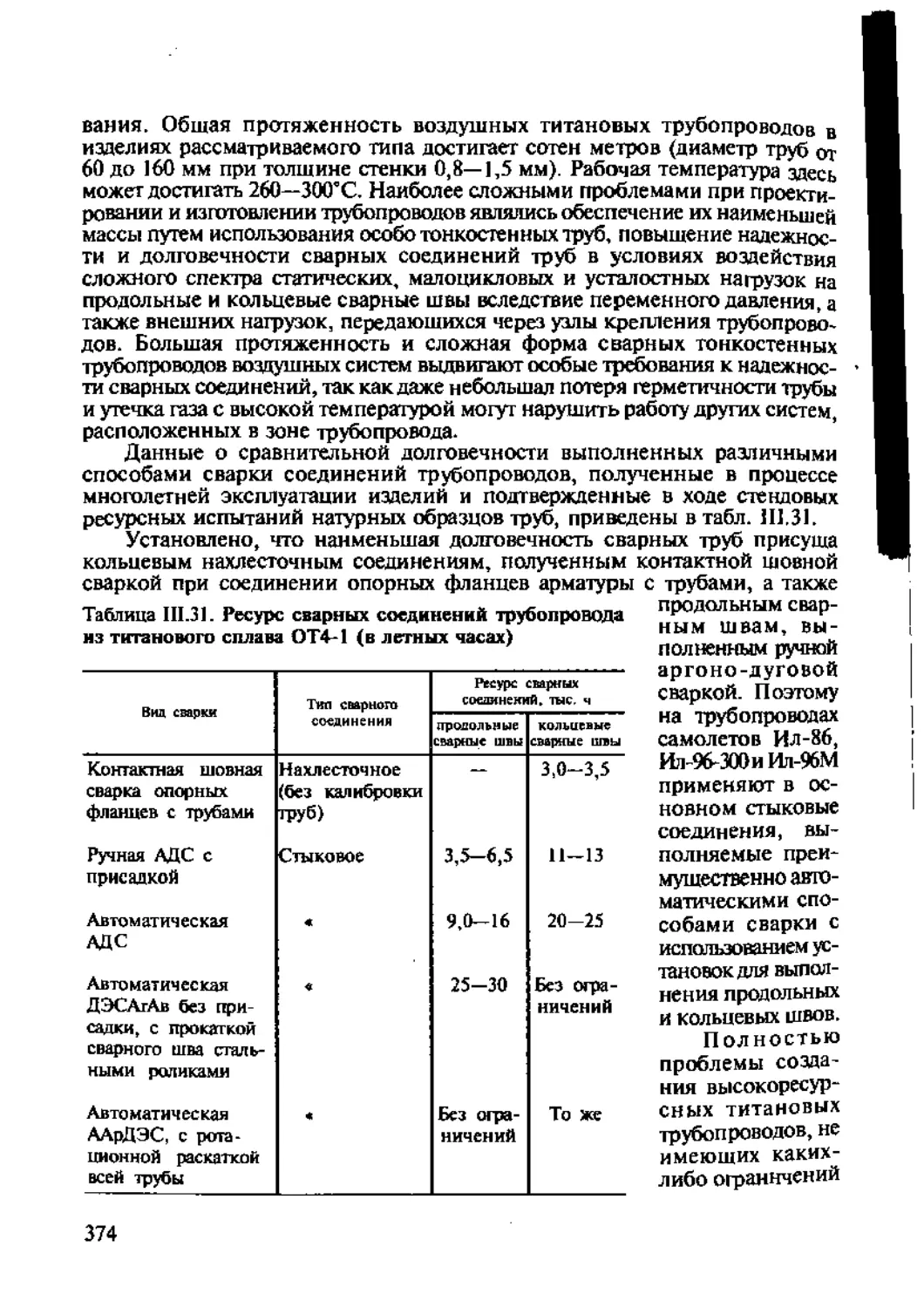
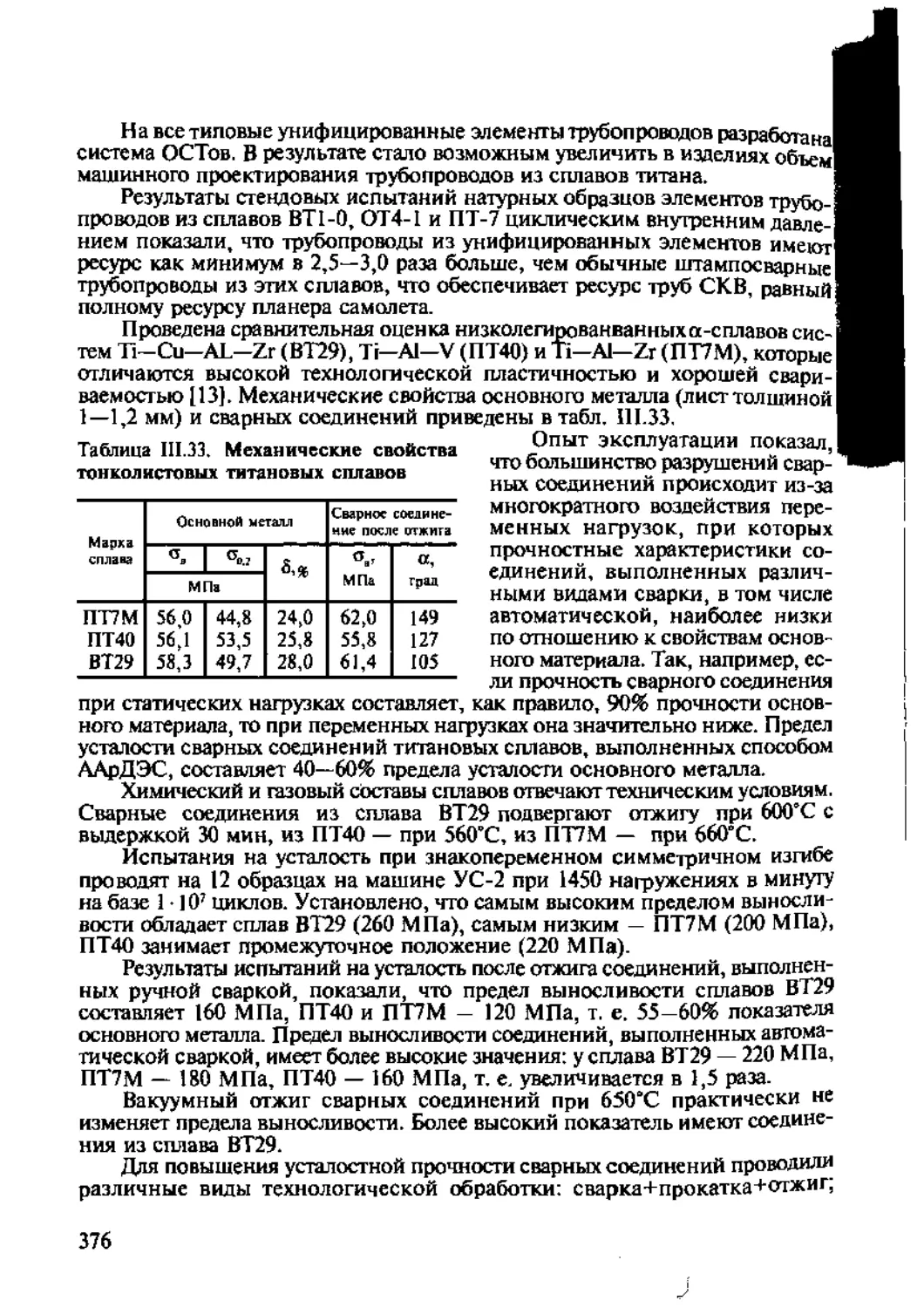
§5 . Сварка низкопрочных высокопластичных титановых сплавов ........................................................ 373
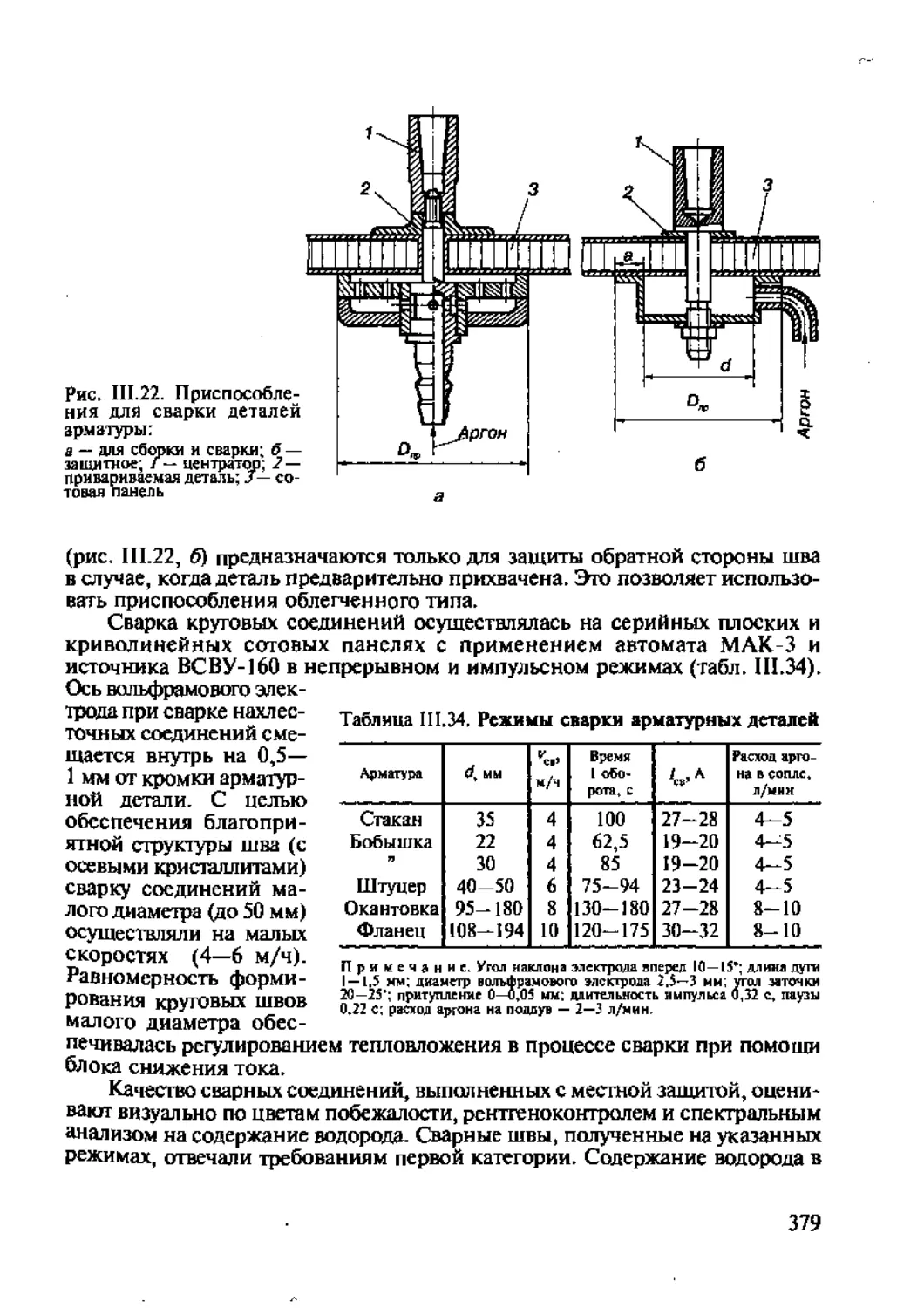
§6 . Сварка титановых сплавов средней прочности...........380
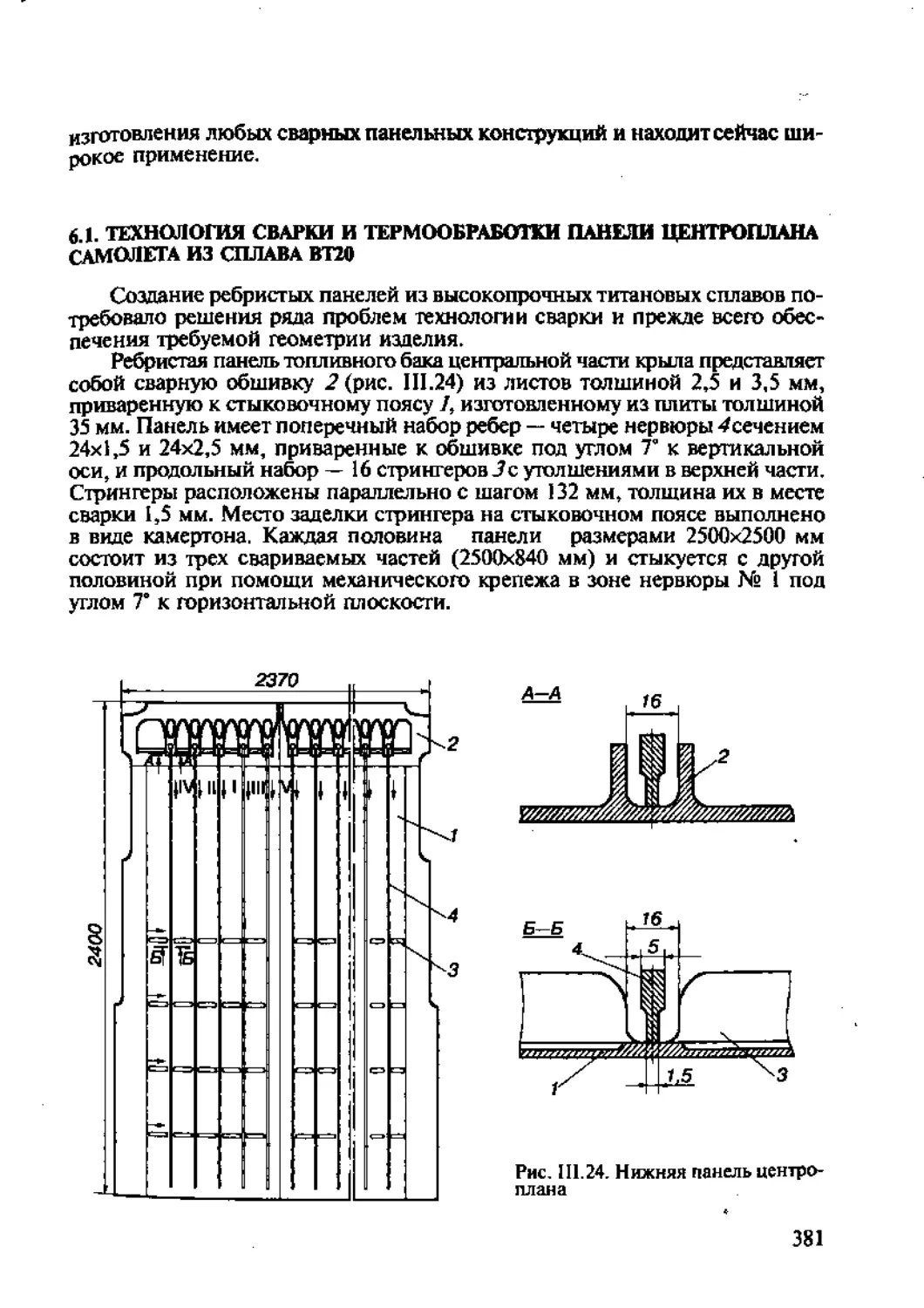
6.1. Технология сварки и термообработки панели центроплана самолета из сплава ВТ20 .................................... 381
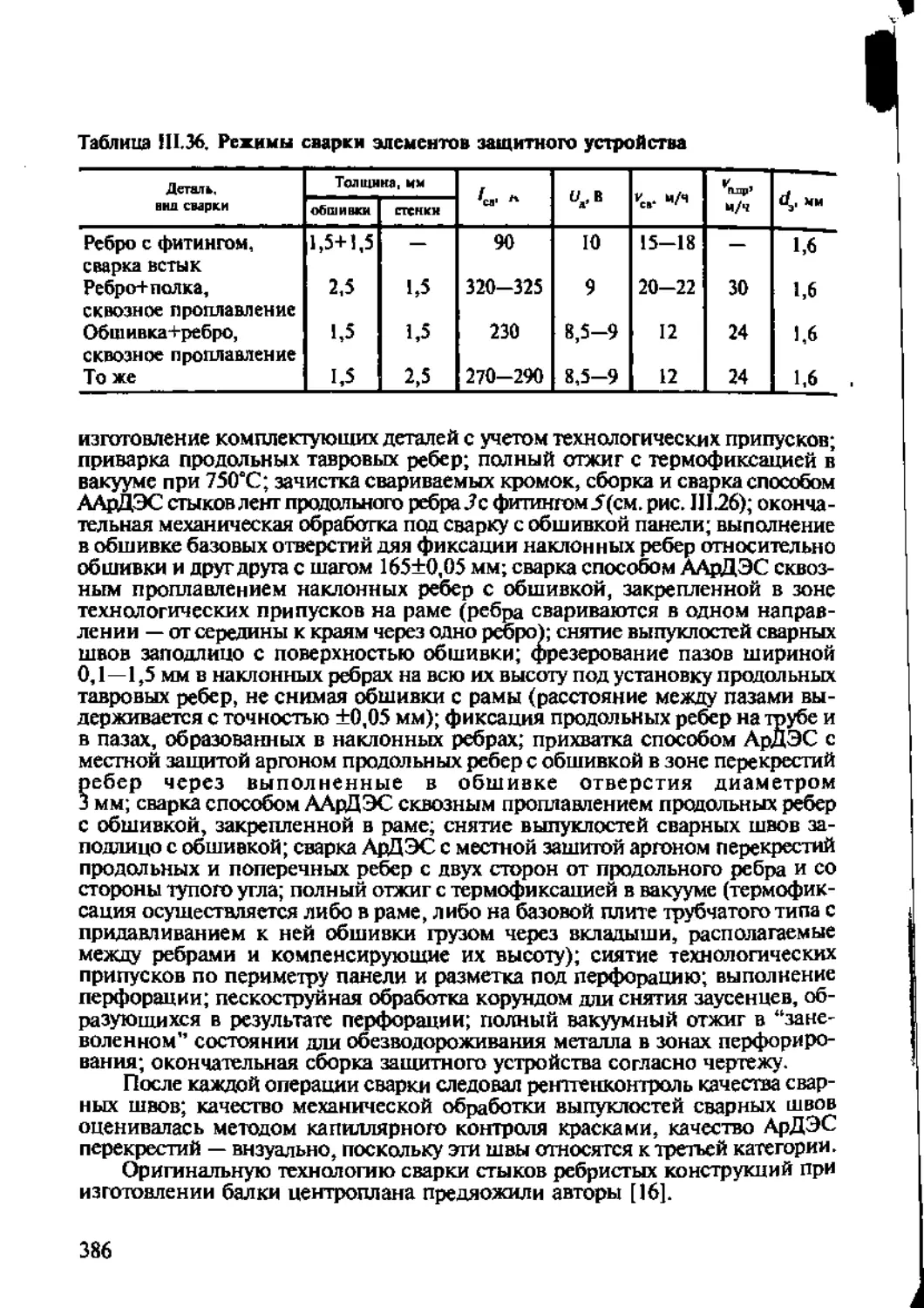
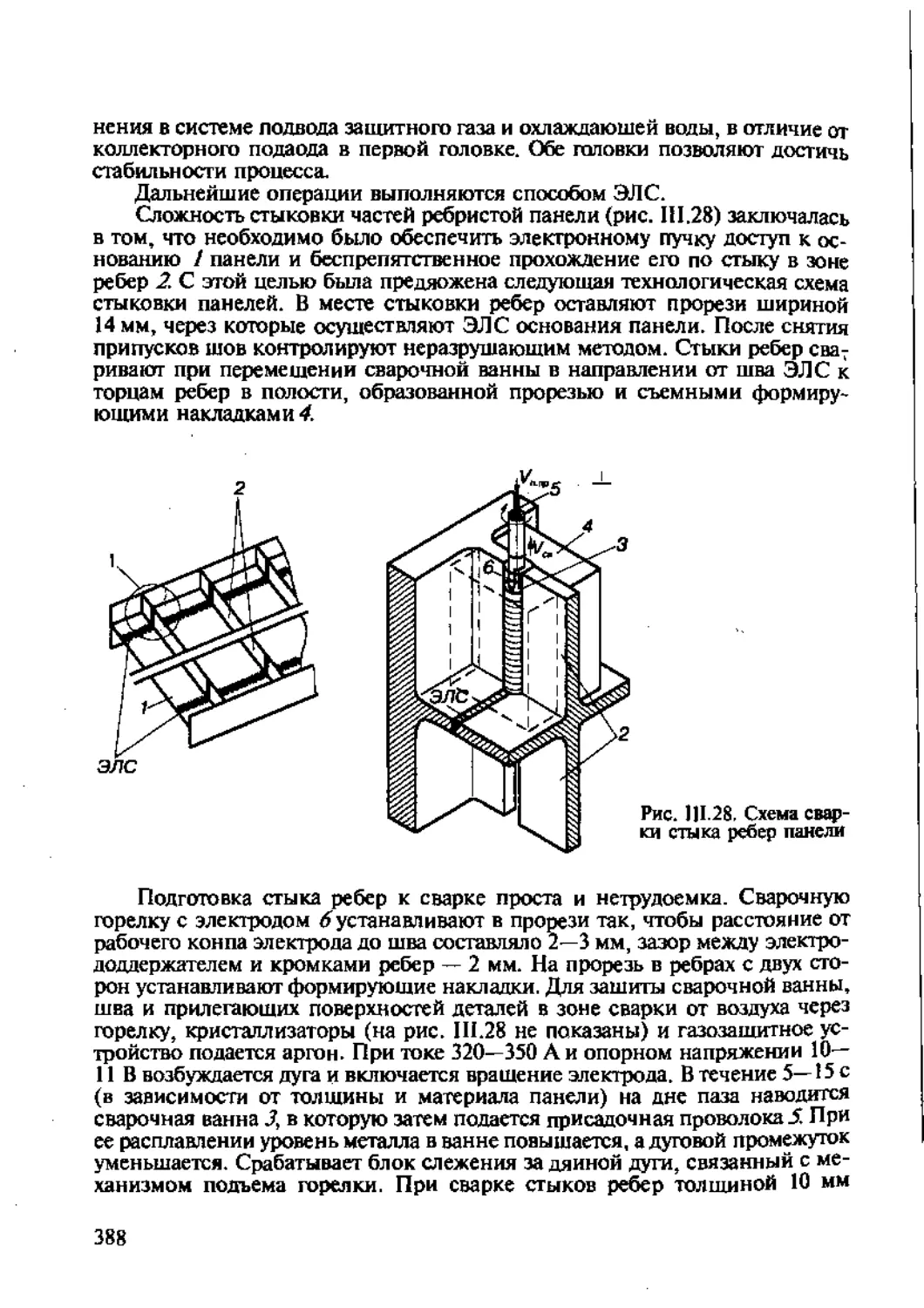
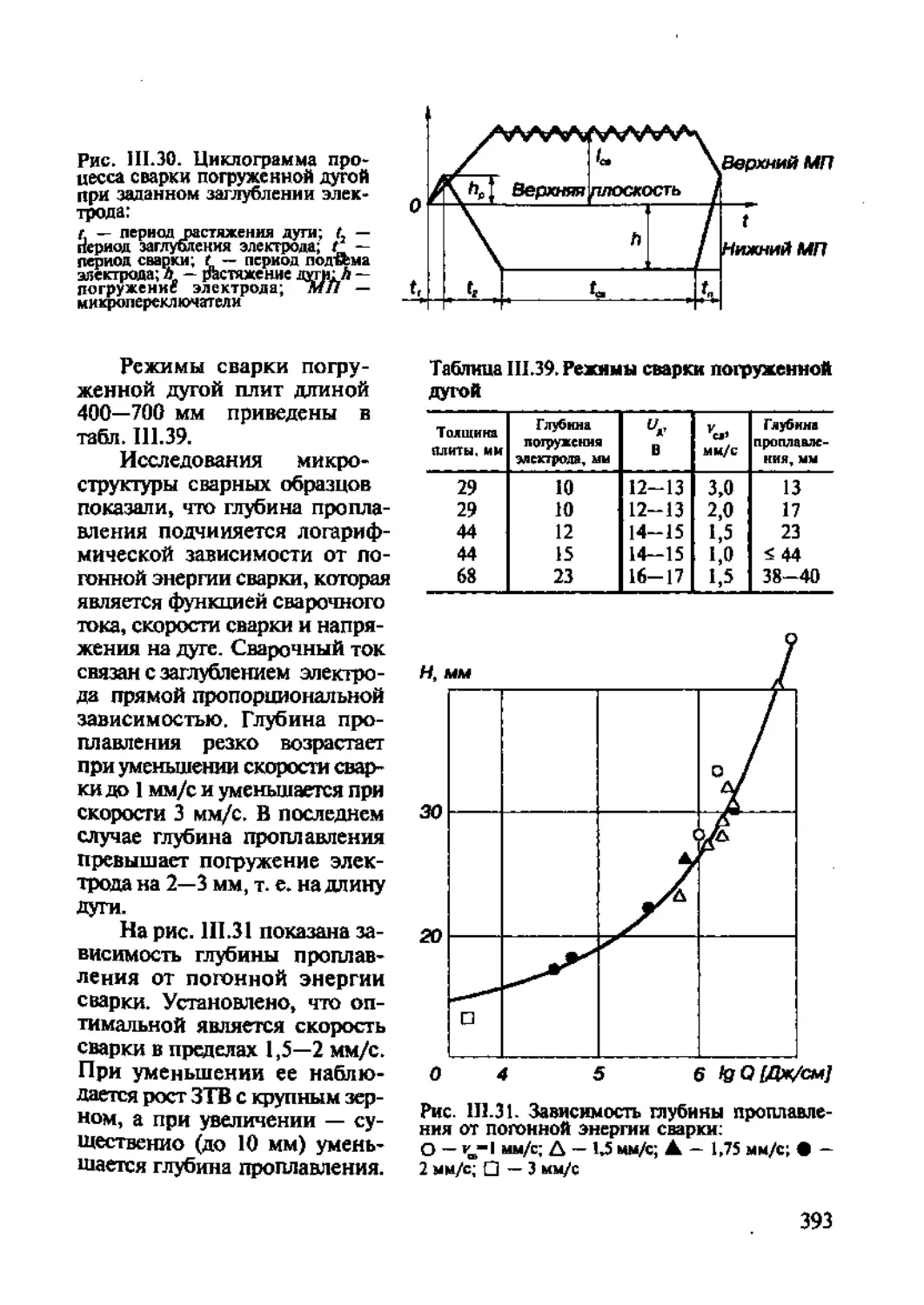
6.2. Изготовление крупногабаритных сварных конструкций защитного устройства двигателя из титановых сплавов.......384
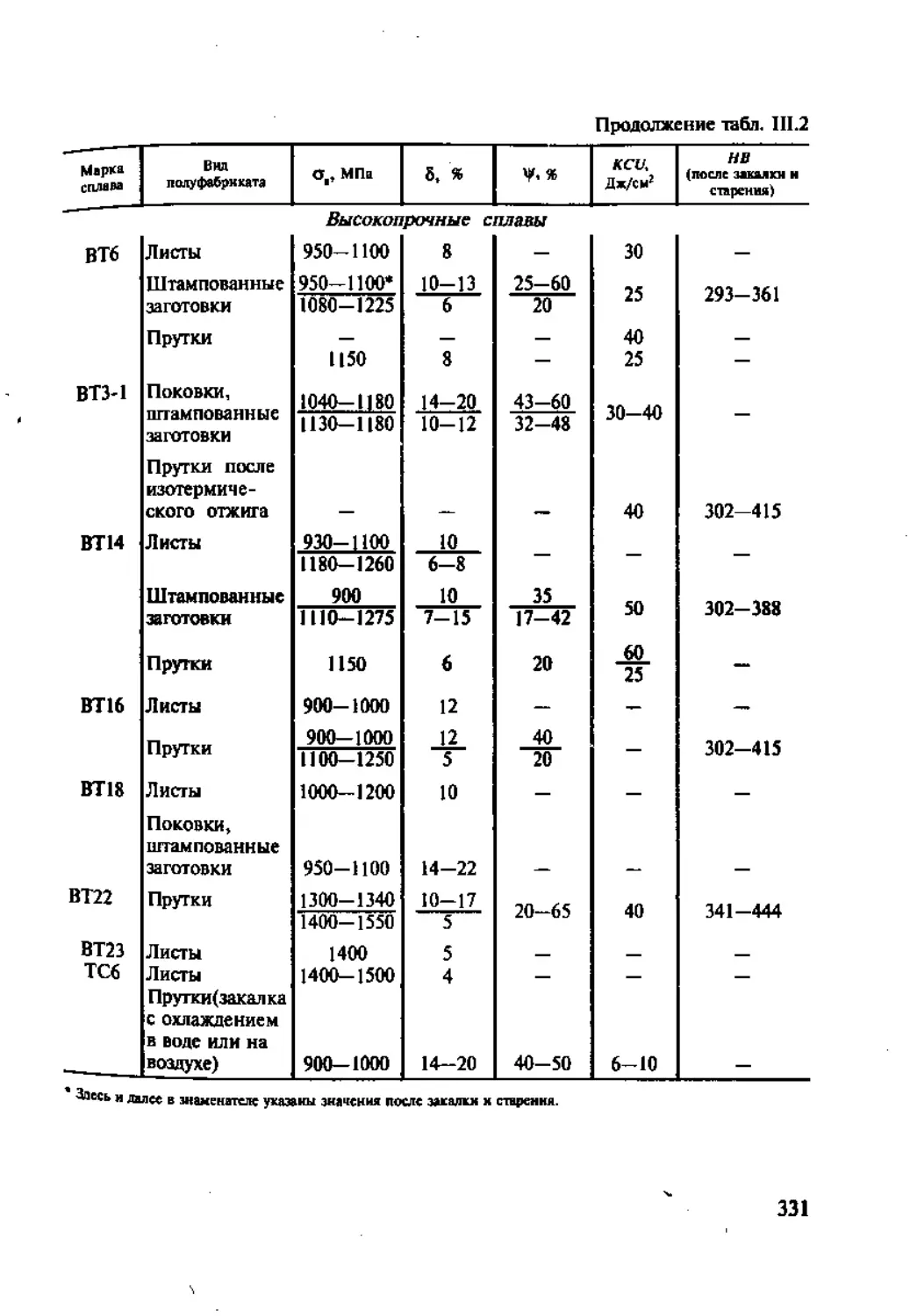
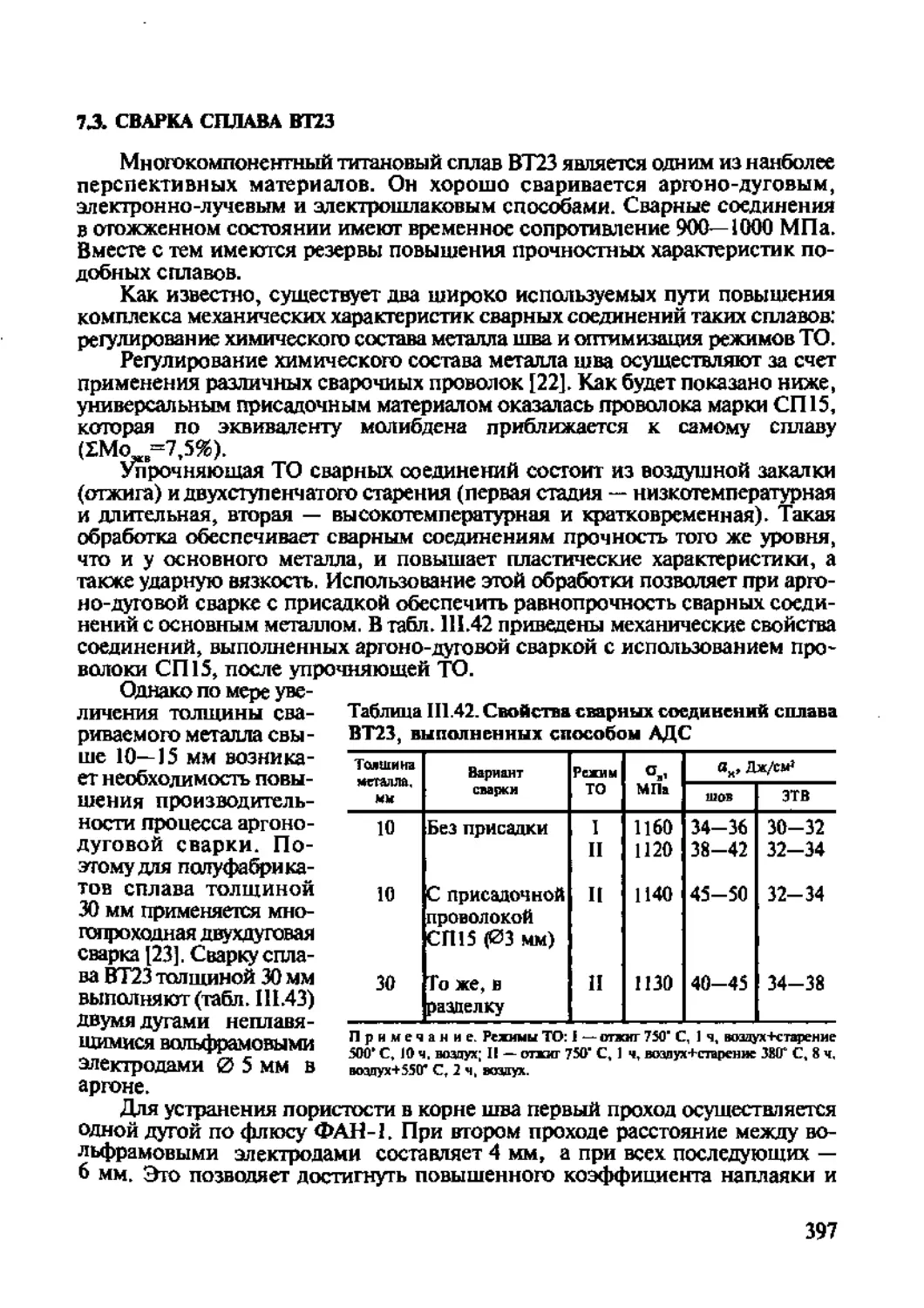
§7 . Сварка высокопрочных титановых a+fJ-сплавов ........ 394
7.1. Сварка листов из сплава ВТ22 .......................... 394
7.2. Совершенствование технологии сварки траверсы шасси из толстых листов сплава ВТ22 ........................ 395
7.3. Сварка сплава ВТ23 .................................... 397
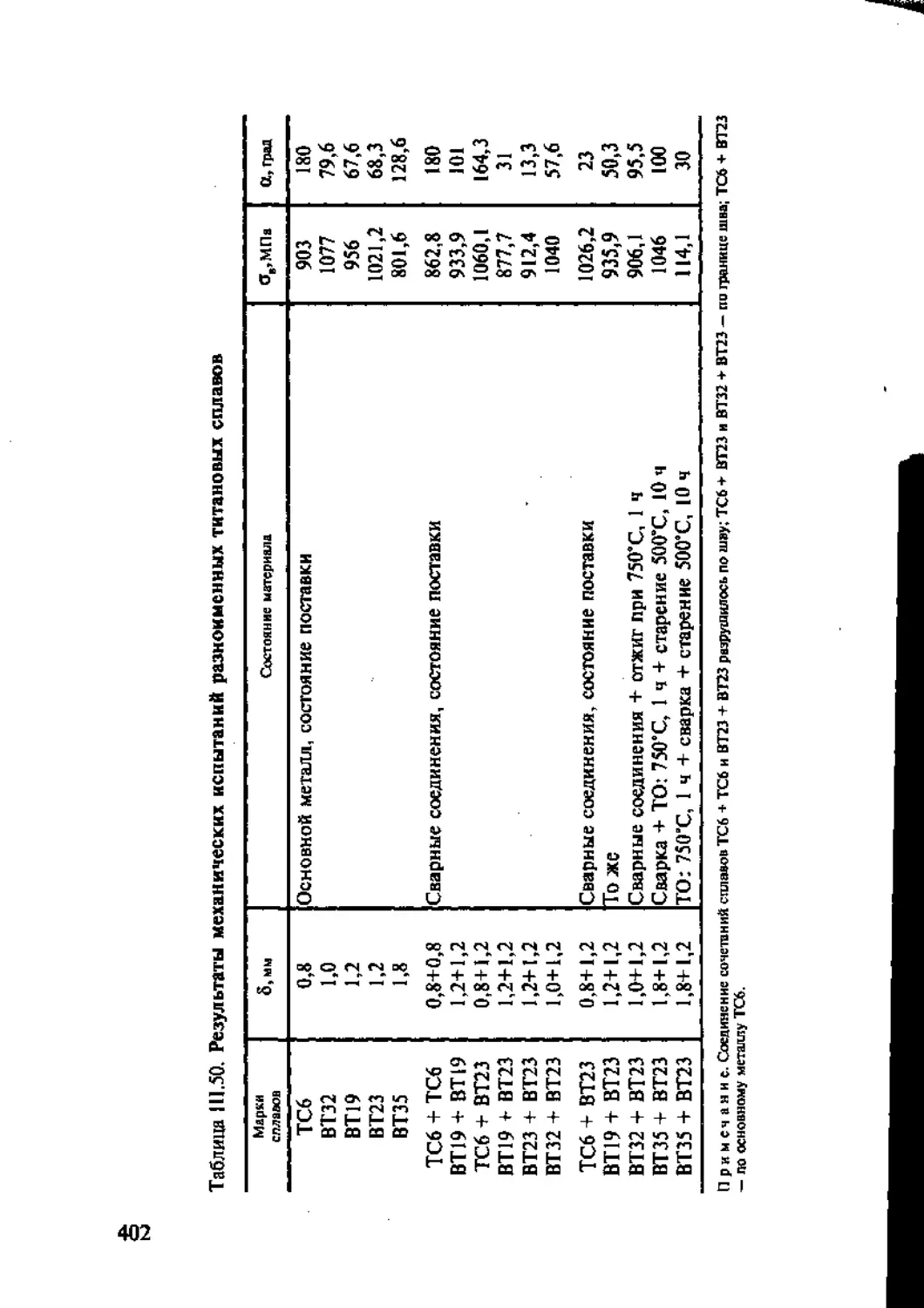
§8 . Сварка разноименных титановых сплавов..................... 401
Литература к главе III ......................................... 407
у
Глава IV. Сварка стальных узлов и деталей ....................... 409
§1 . Выбор сталей для различных элементов конструкции самолета ... 409
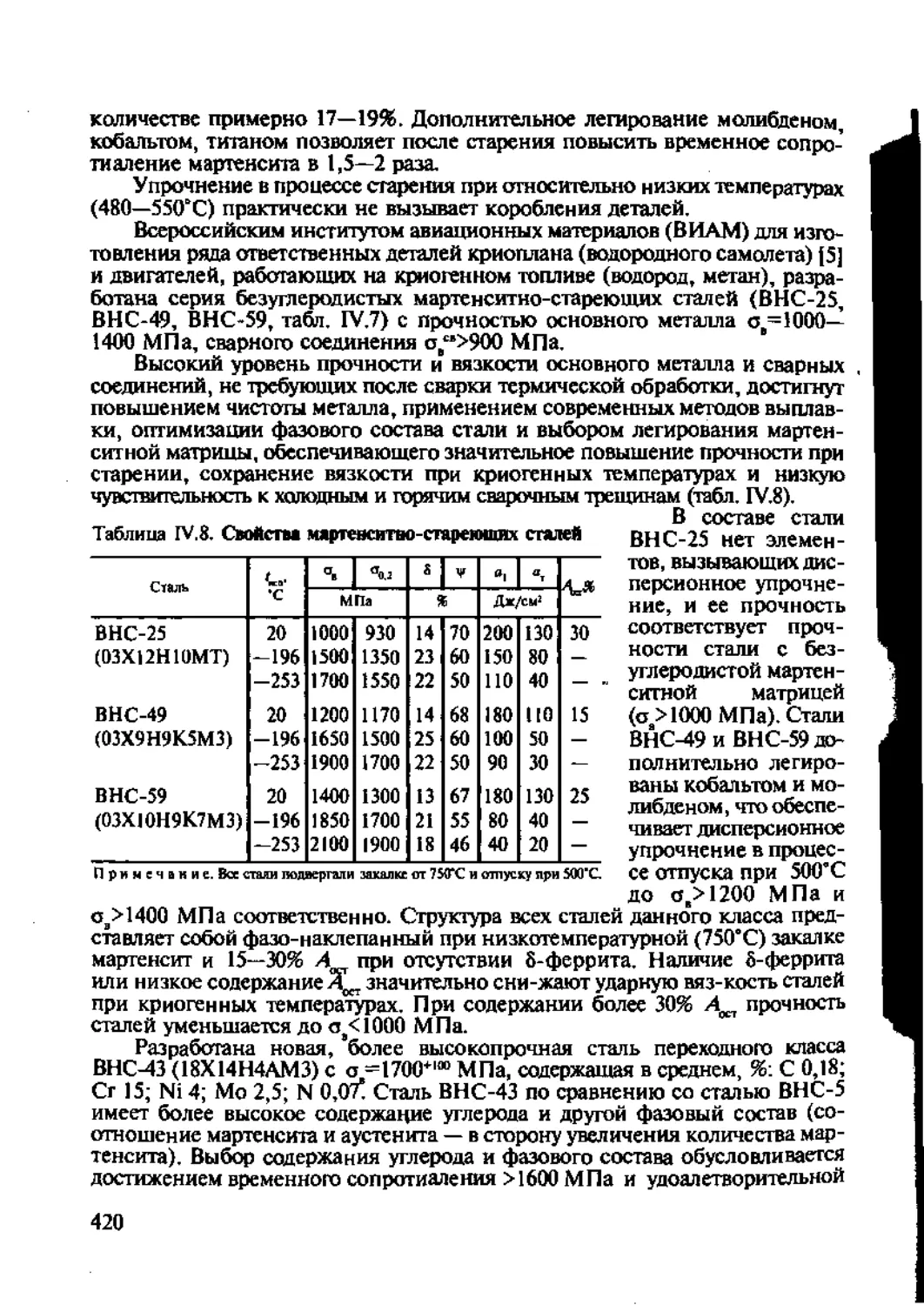
§2 . Свариваемость высокопрочных сталей .................... 421
§3 . Подготовка стальных деталей под сварку ................ 428
§4 . Разработка и совершенствование технологического процесса сварки деталей и узлов самолета из высокопрочных сталей ..... 430
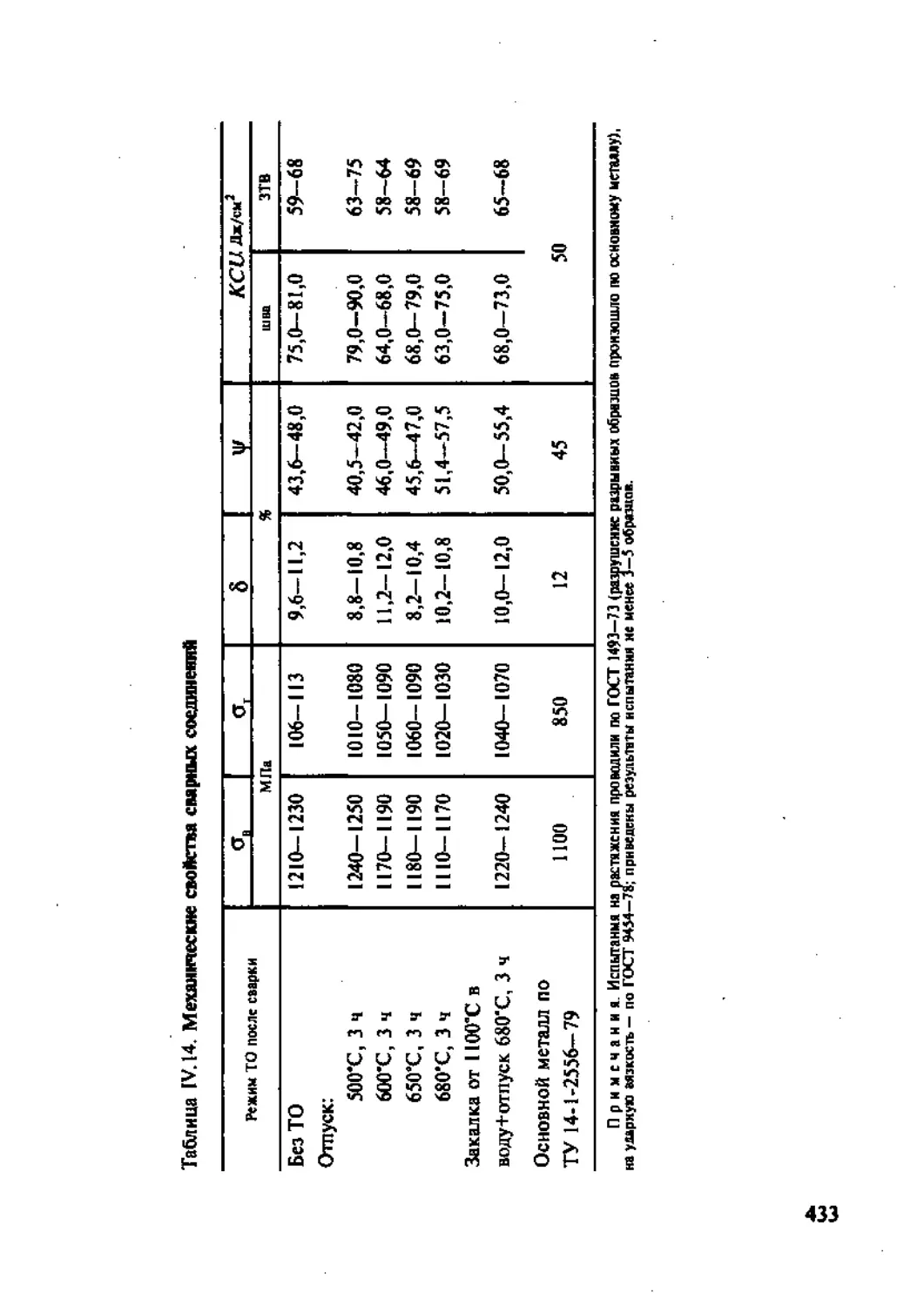
4.1. Сварка сталей мартенситного класса ................. 431
4,1.1. Автоматическая сварка стали Х15Н5Д2Т (ВНС-2) ..... 435
4.1.2. Свойства сварных соединений стали ВНС-16 толщиной 0,8 мм ....................................... 435
4.2. Сварка деталей шасси из высокопрочных сталей ....... 437
§5 . Сварка мартенсит но-стареющих сталей .................. 440
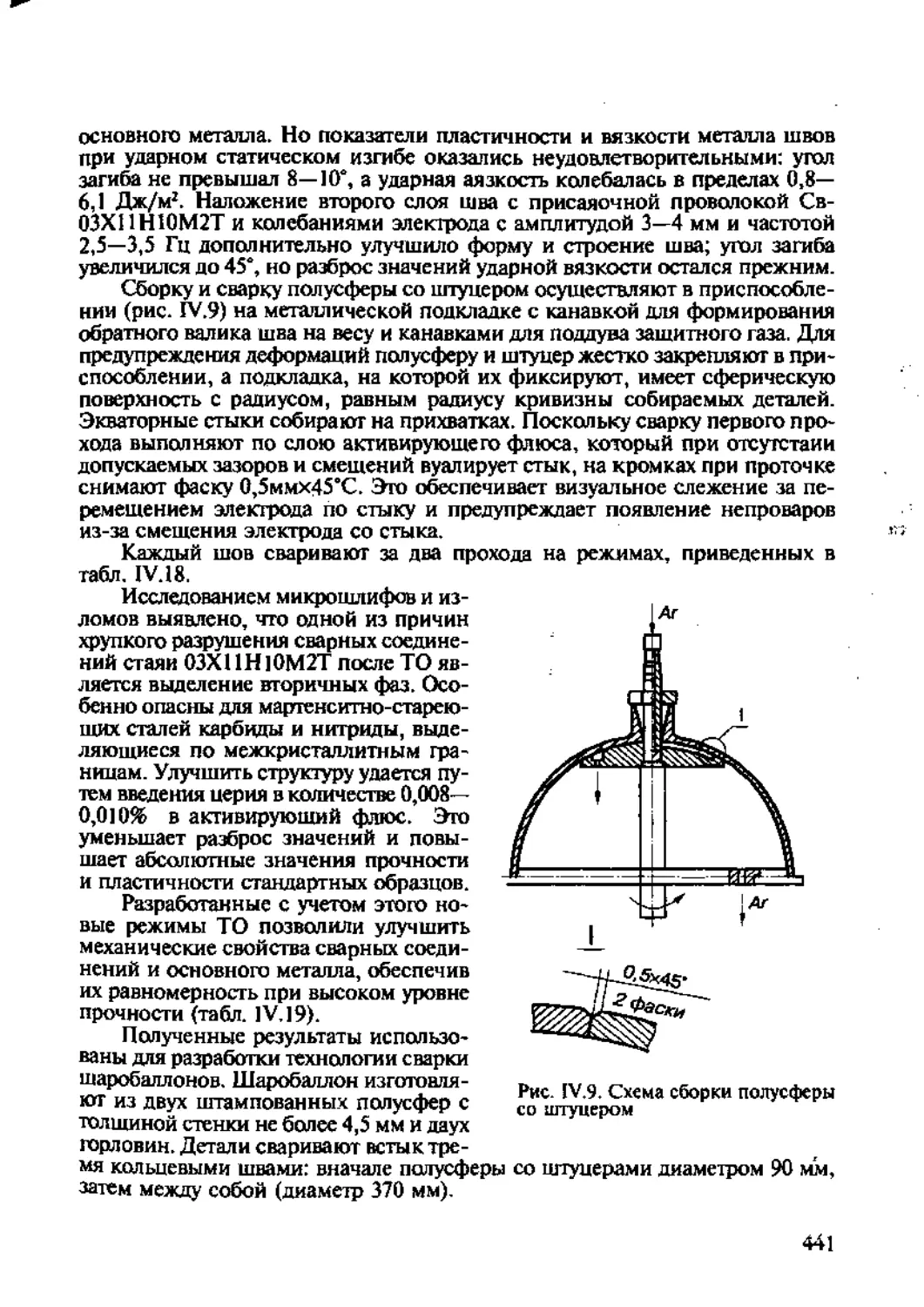
5.1. Сварка шаробаллонов из стали 03X1H10M2T ............ 440
5.2. Точечная сварка деталей из стали Х15Н5Д2Т .......... 445
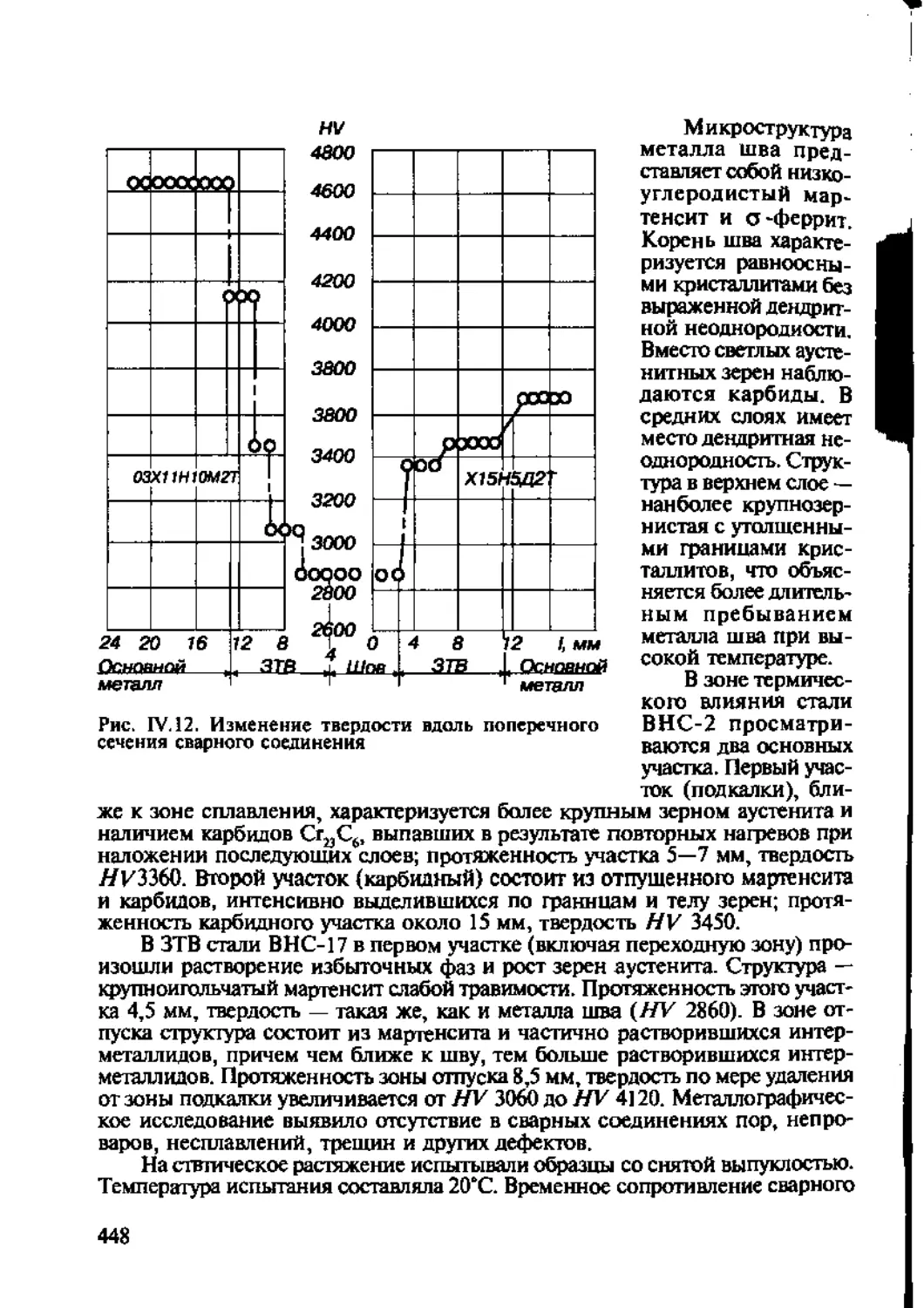
§6 . Сварка закаленных разнородных сталей .................. 447
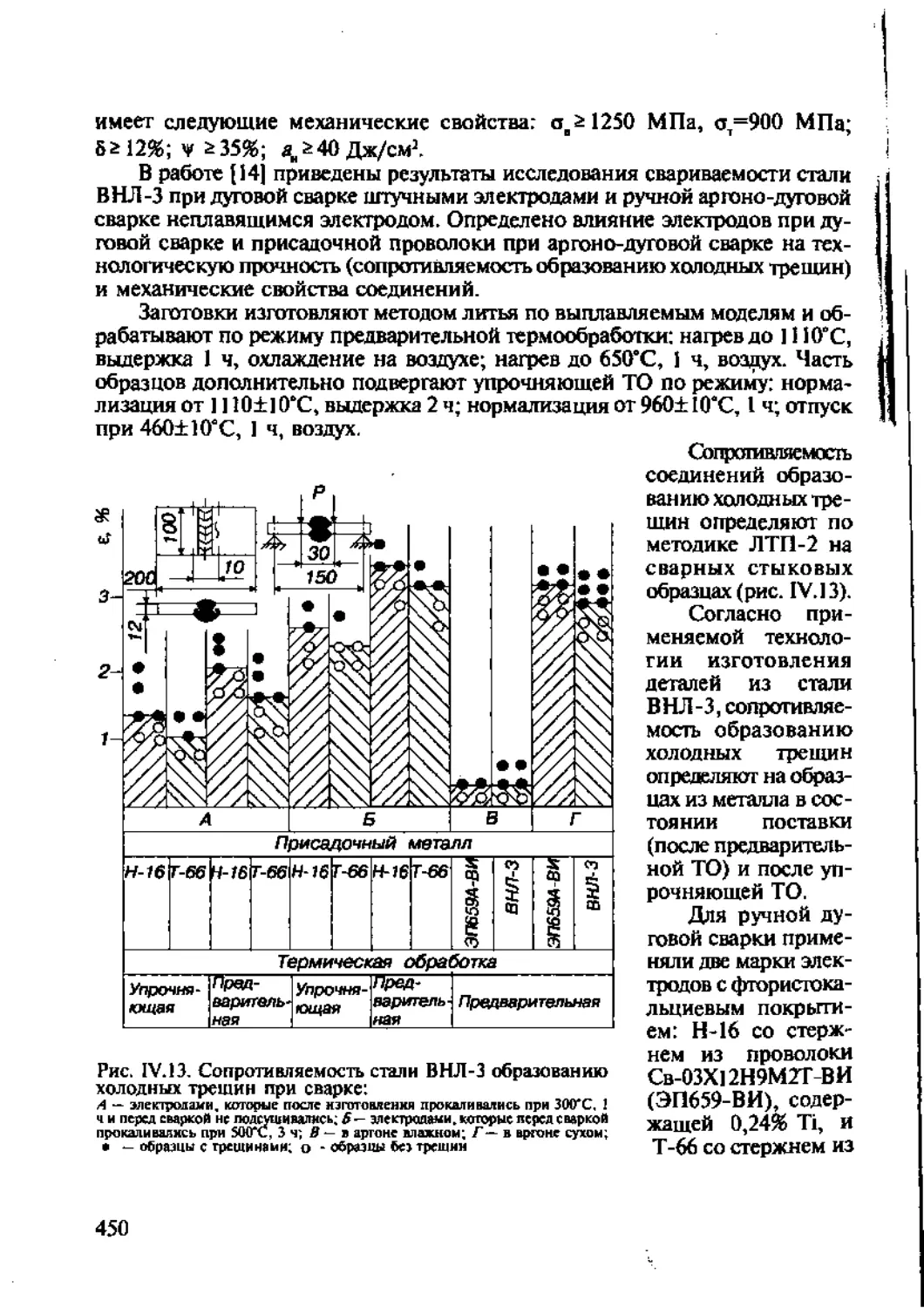
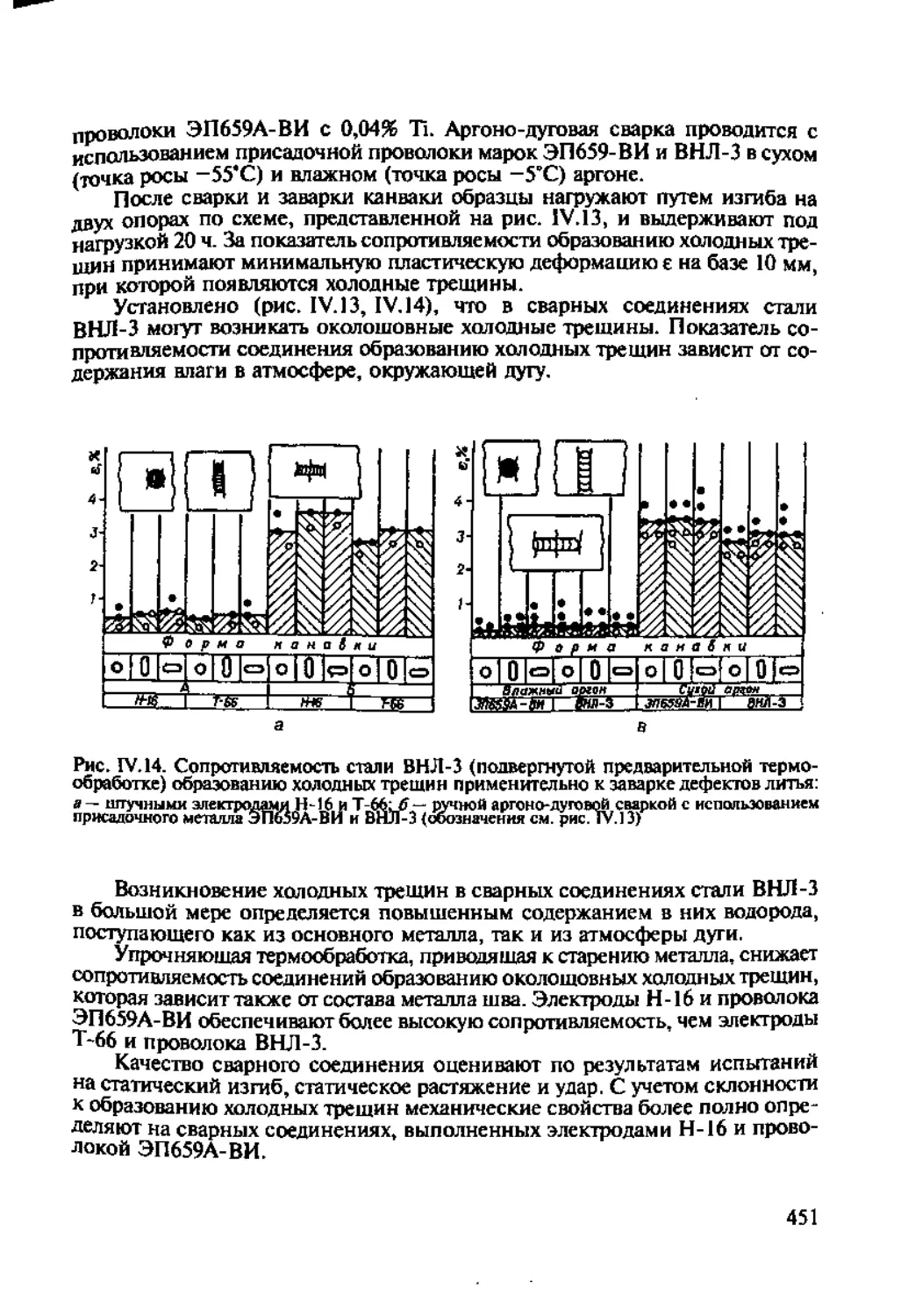
§7 . Сварка литой высокопрочной нержавеющей стали ВНЛ-3 .... 449
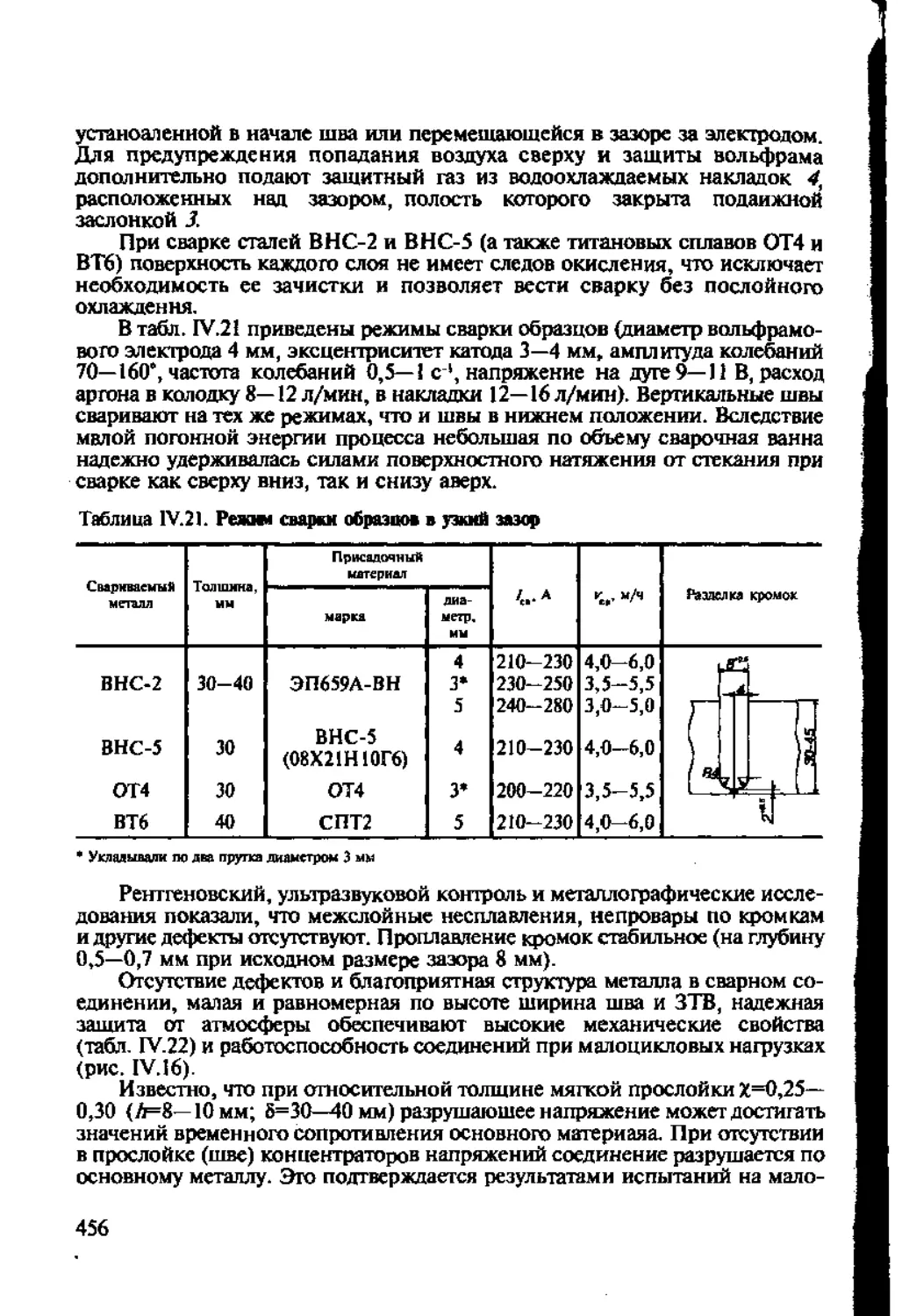
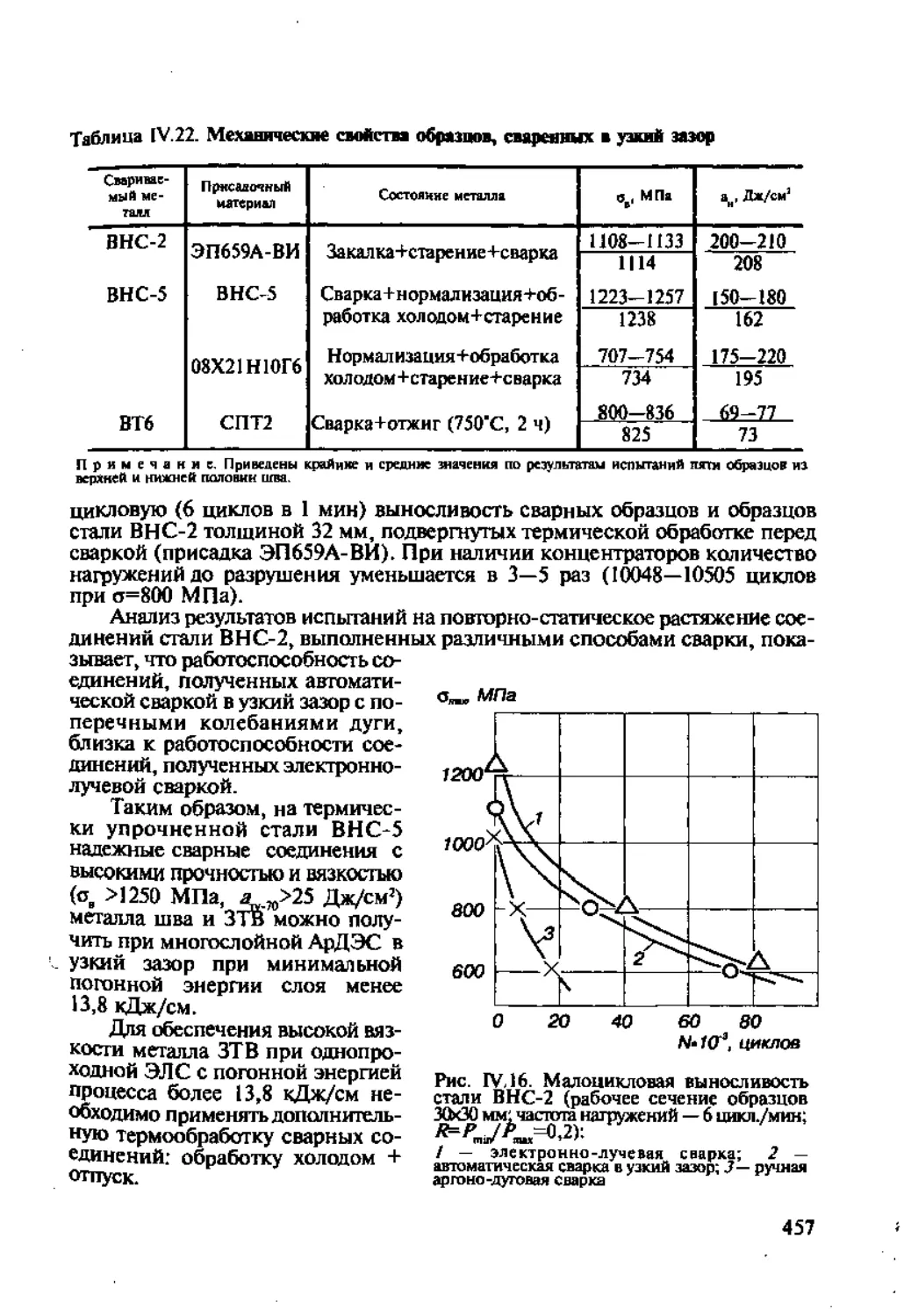
§8 . Сварка сталей переходного (аустенитно-мартенситного) класса 453 8.1. Особенности сварки стали 13X15H4AM3 (ВНС-5) ............ 453
8.2. Изготовление литосварных конструкций из высокопрочных сталей .................................................. 459
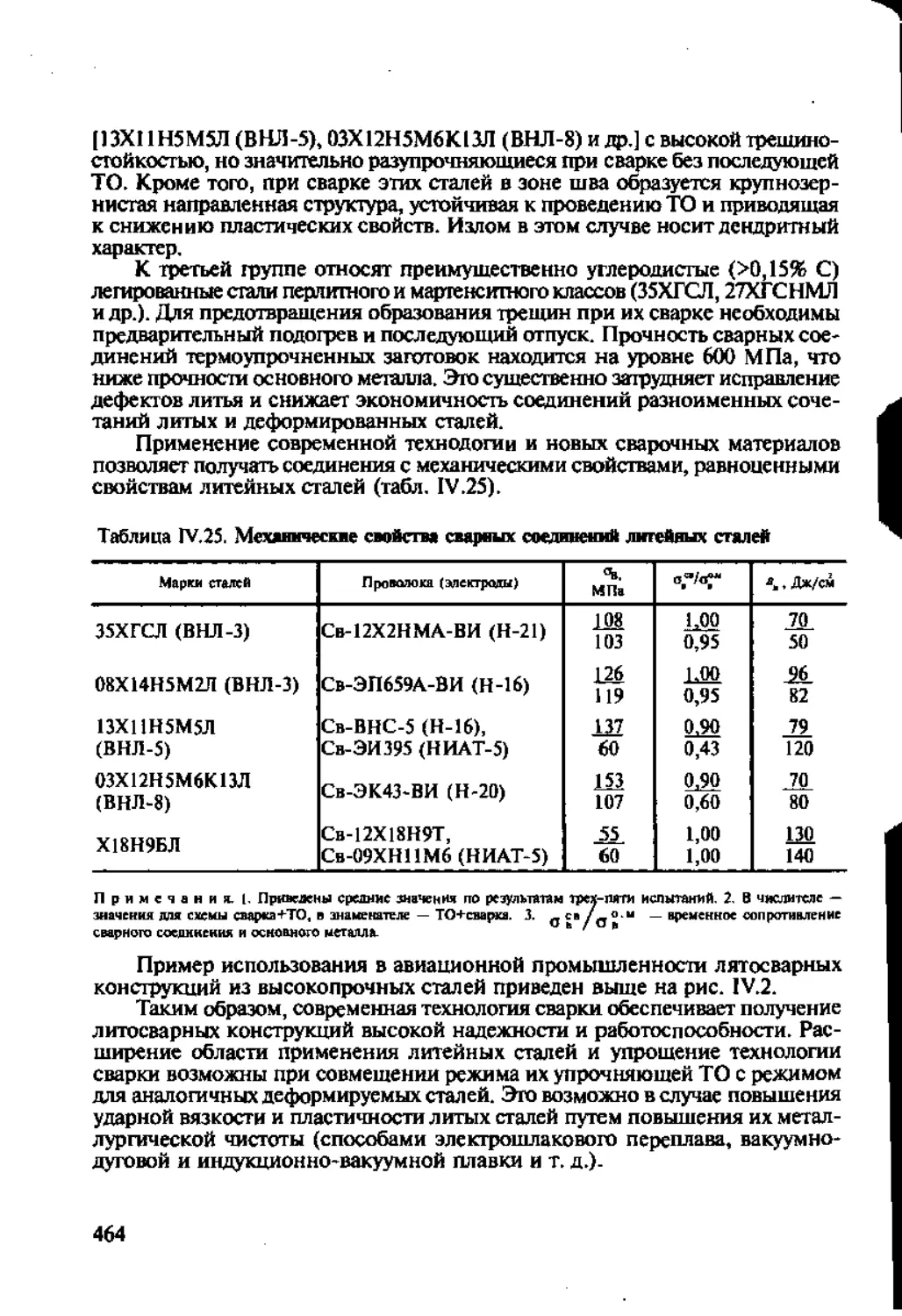
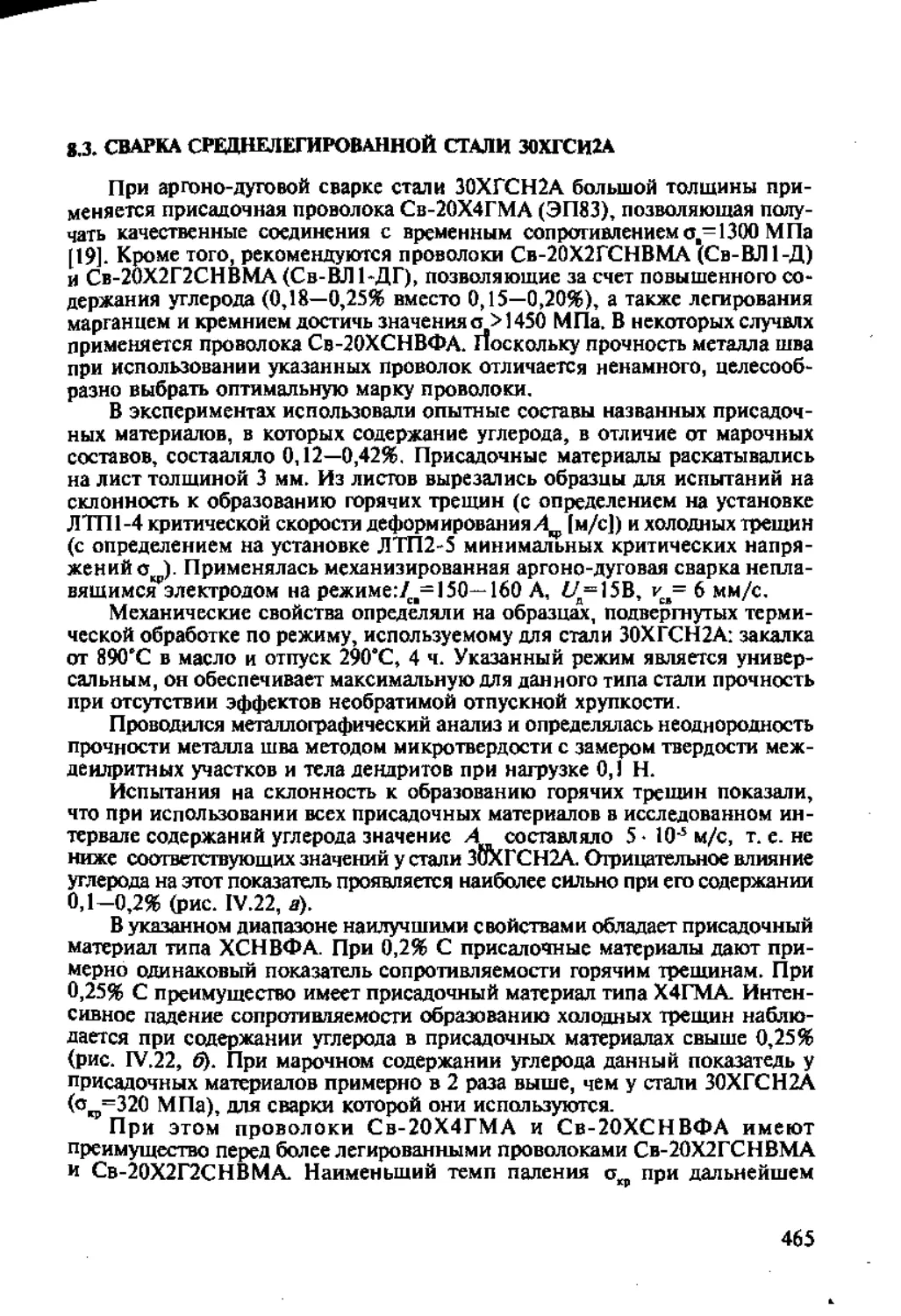
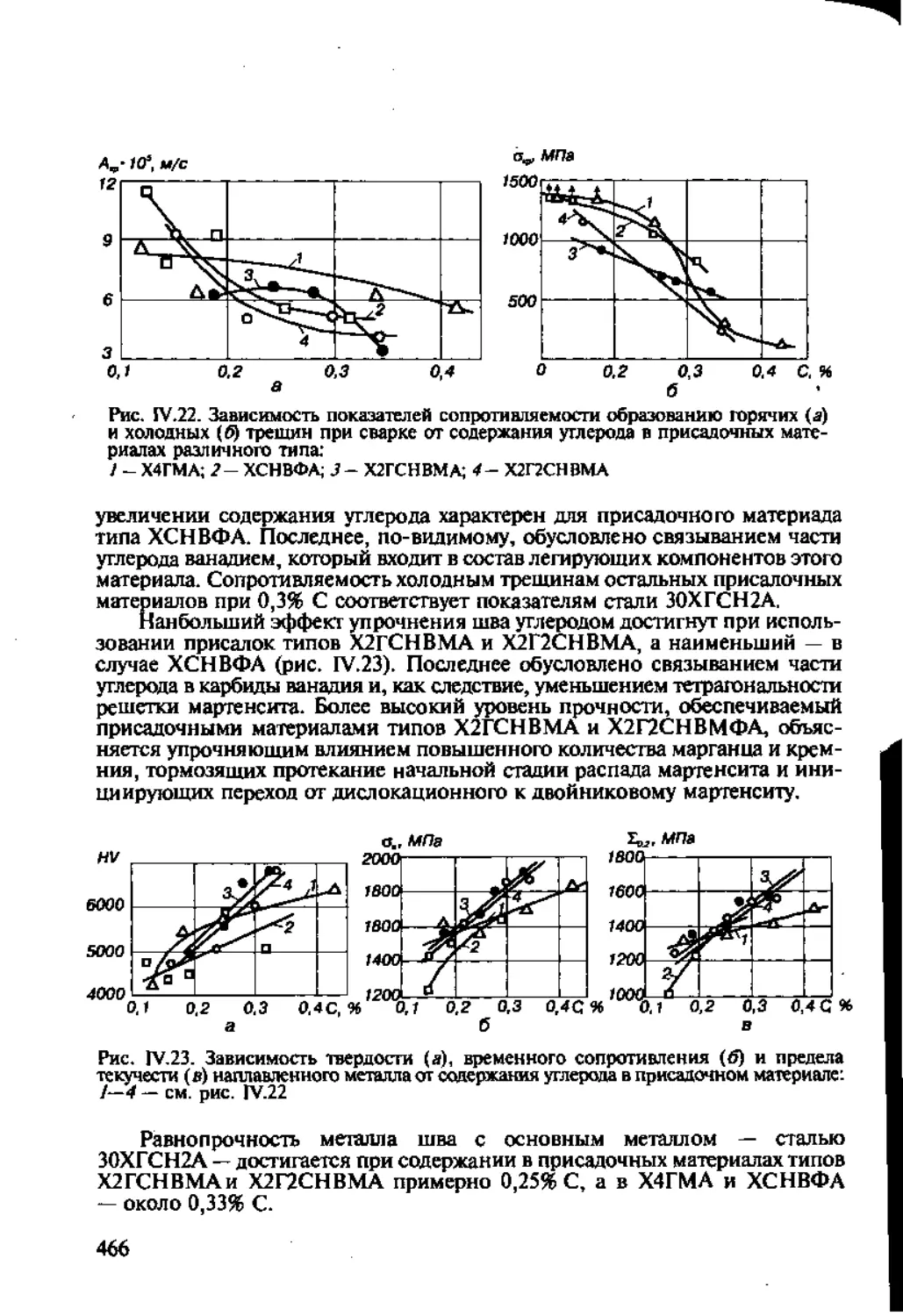
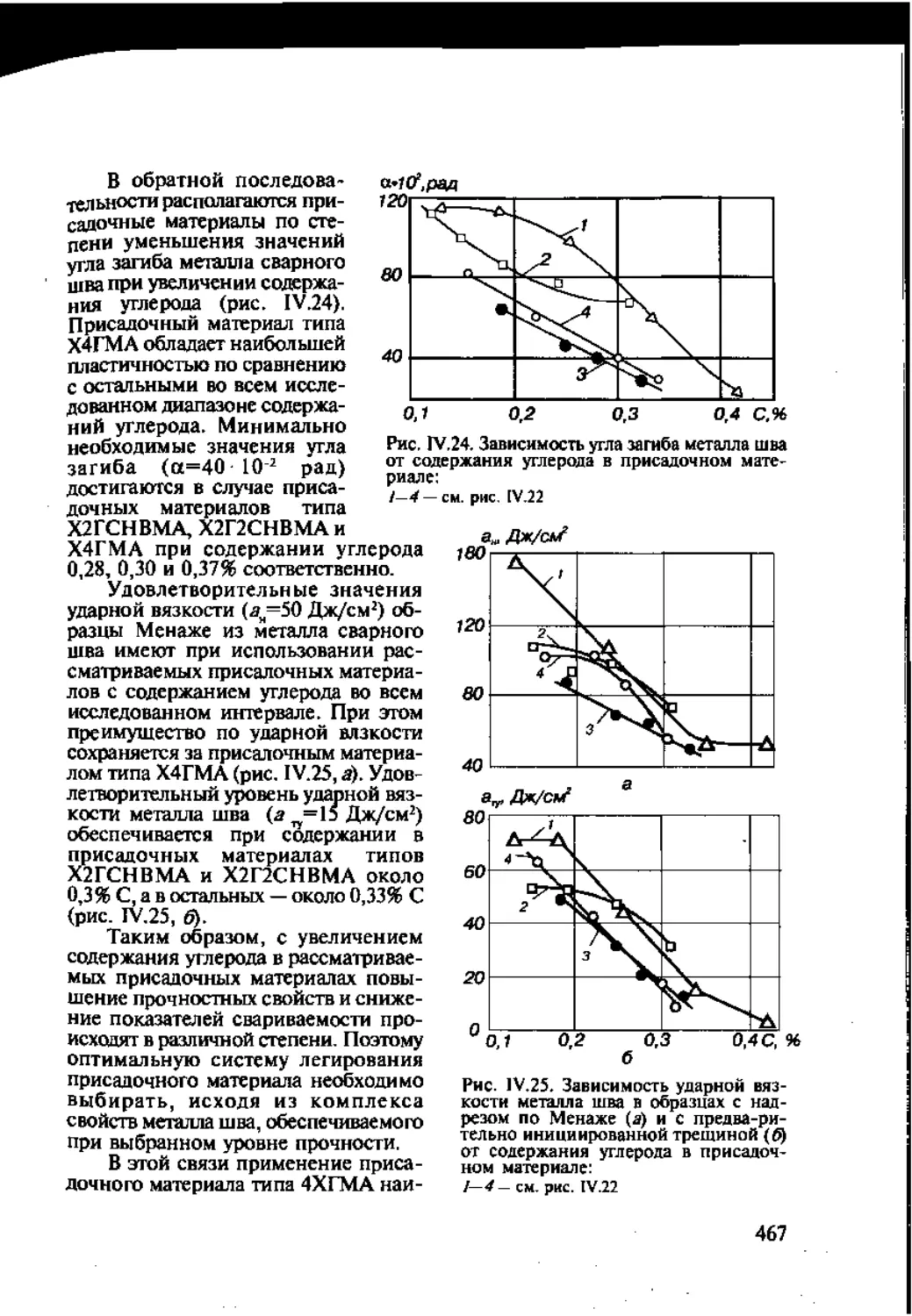
8.3. Сварка среднелегированной стали 30ХГСН2А ........... 465
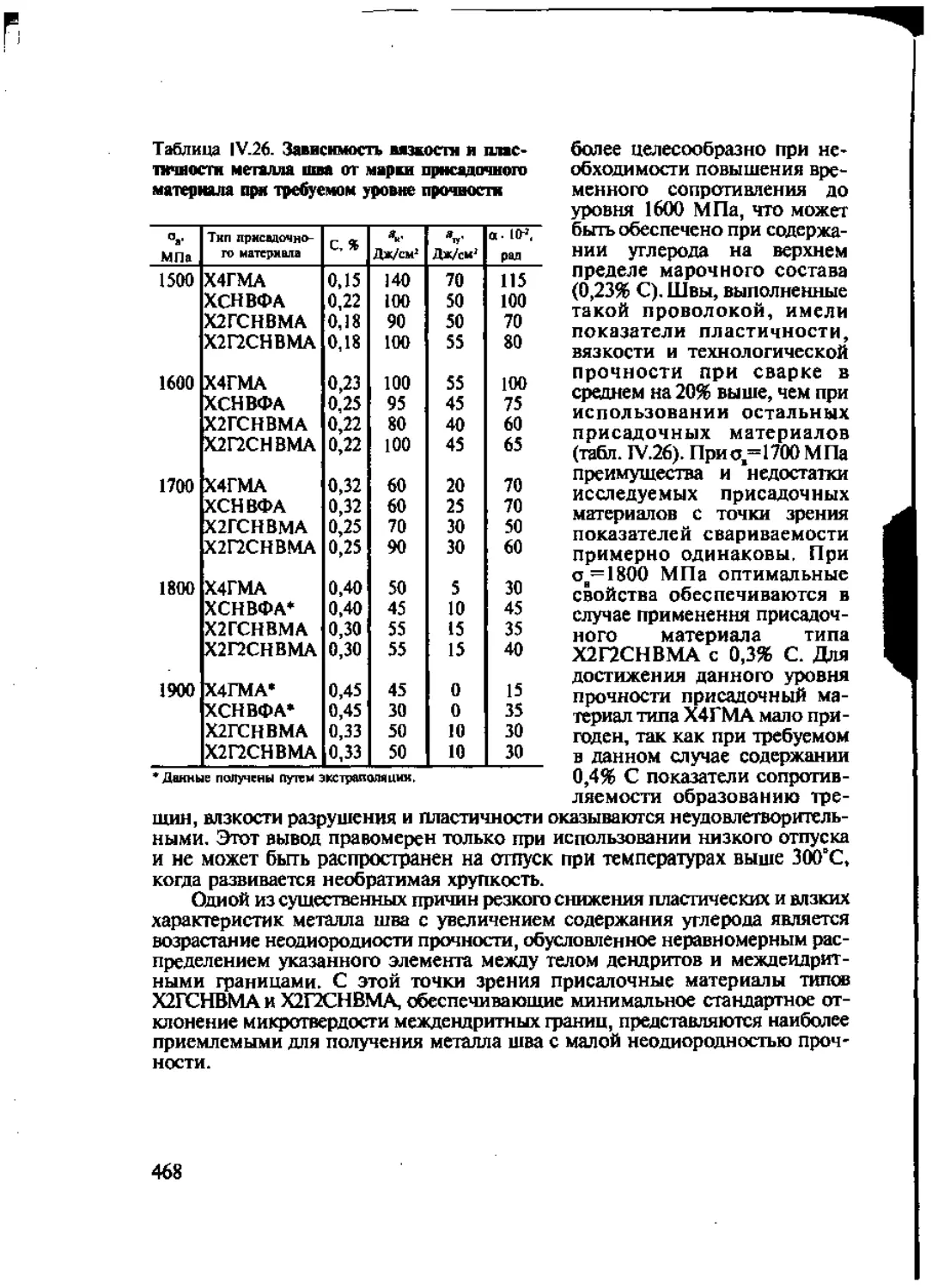
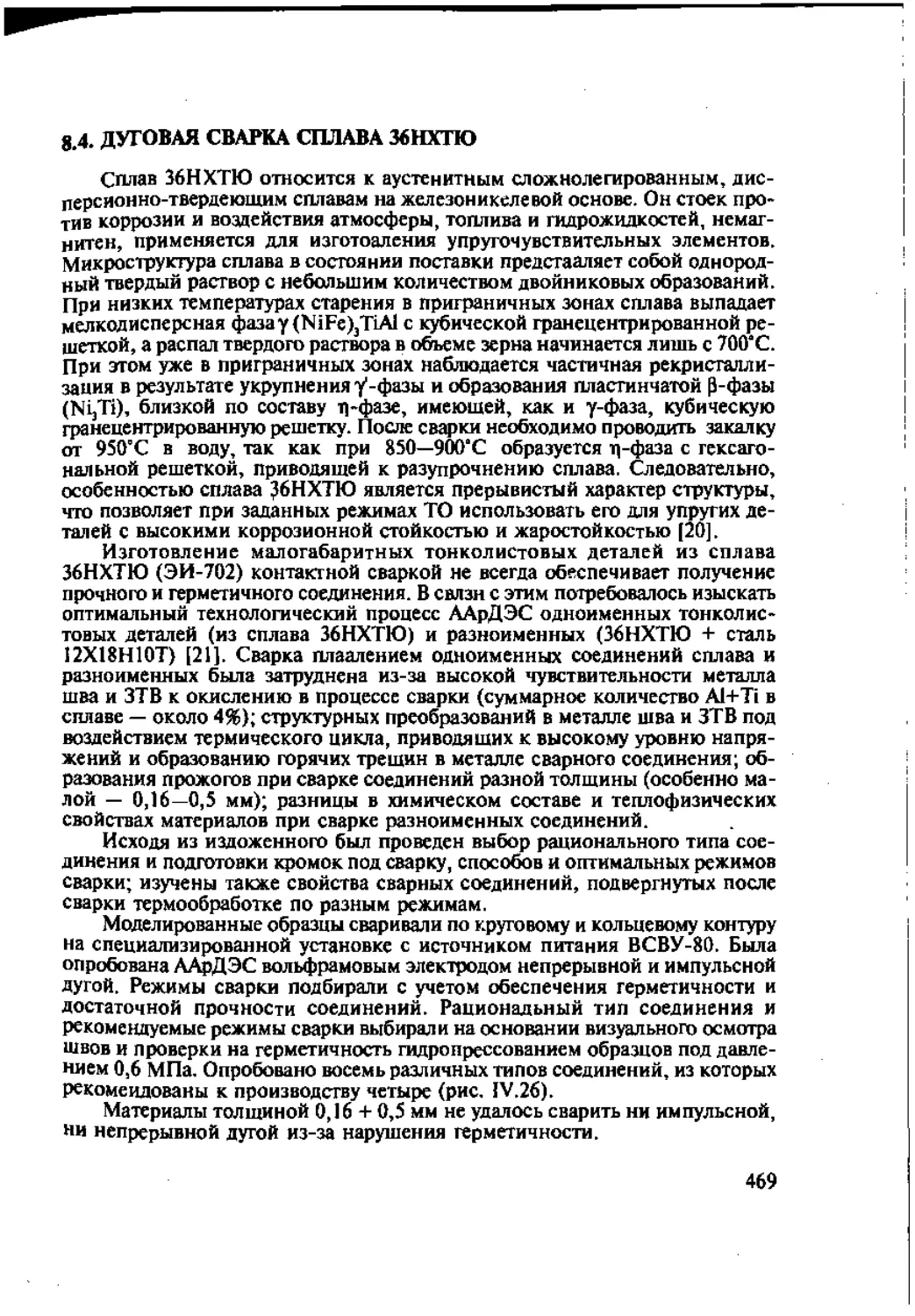
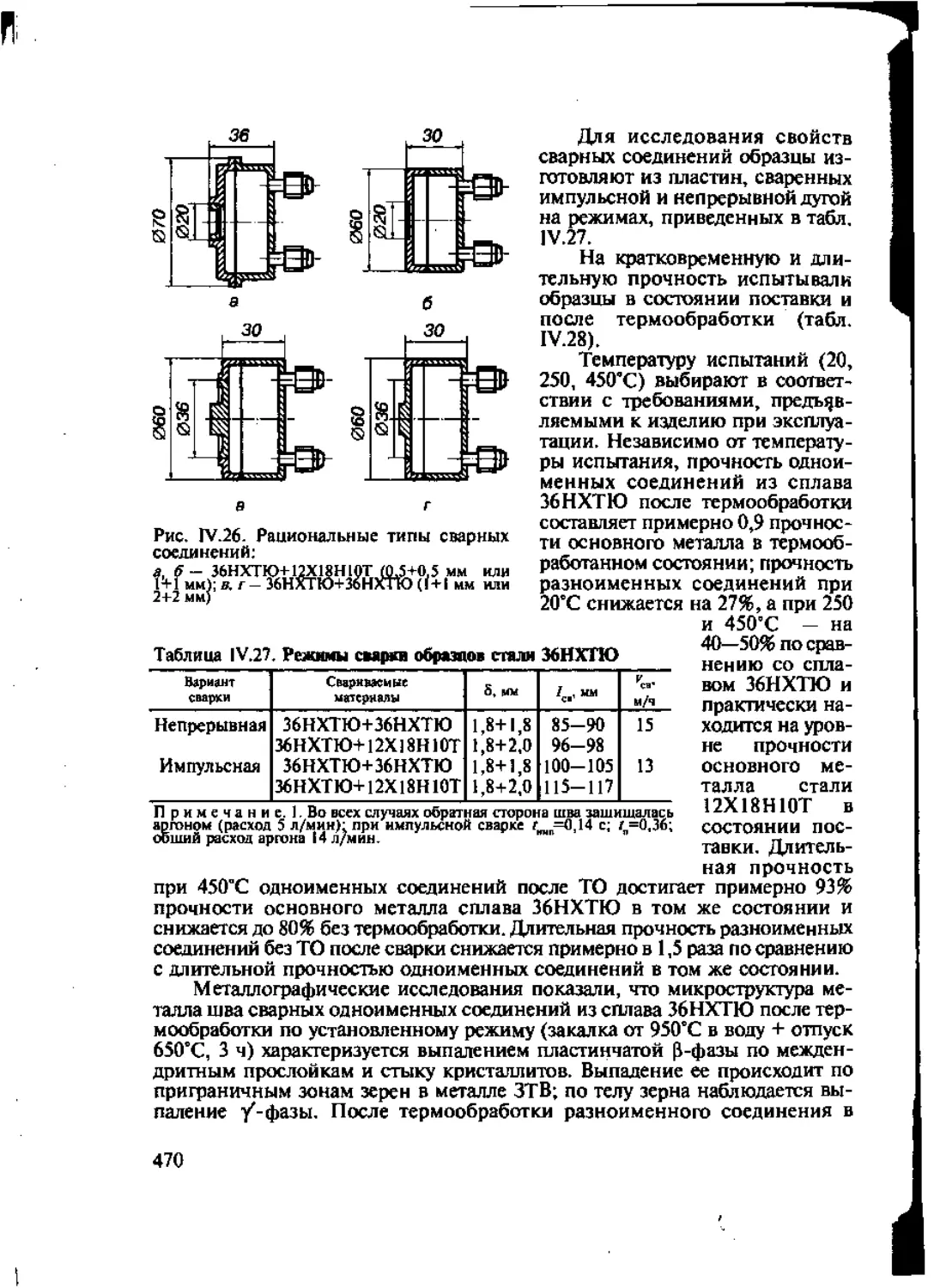
8.4. Дуговая сварка сплава 36НХТЮ ....................... 469
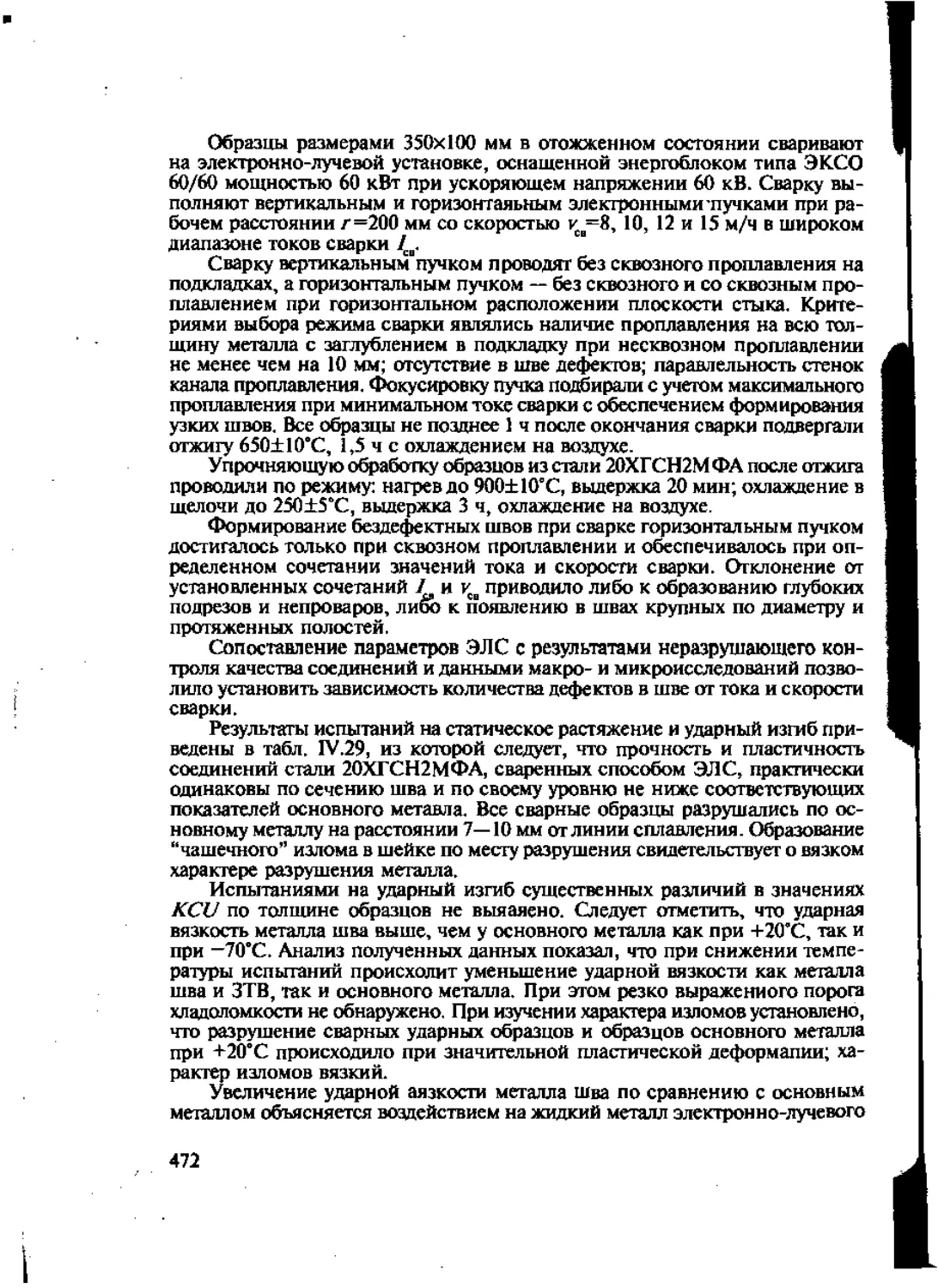
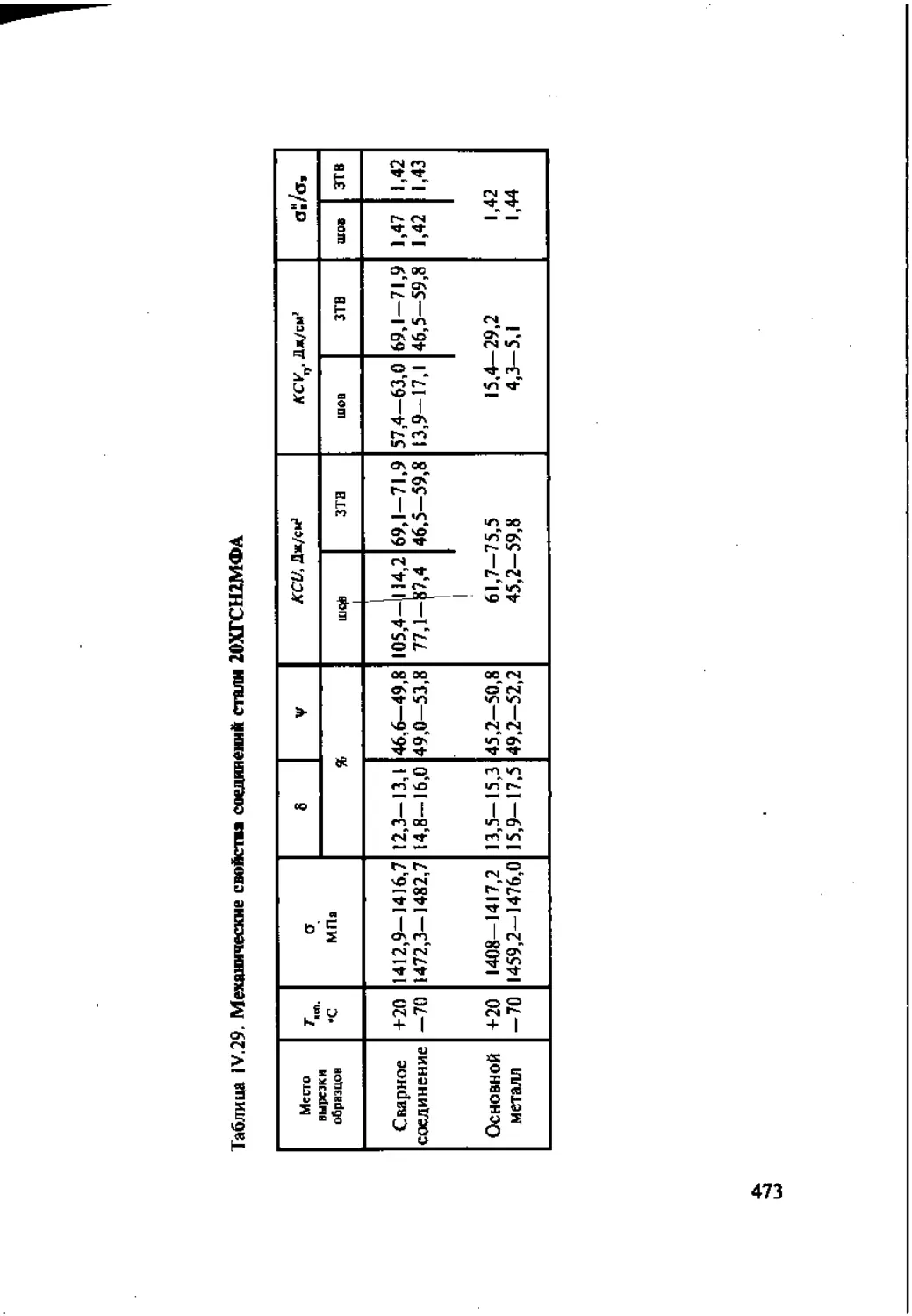
8.5. Электронно-лучевая сварка листов стали 20ХГСН2МФА ..... 471
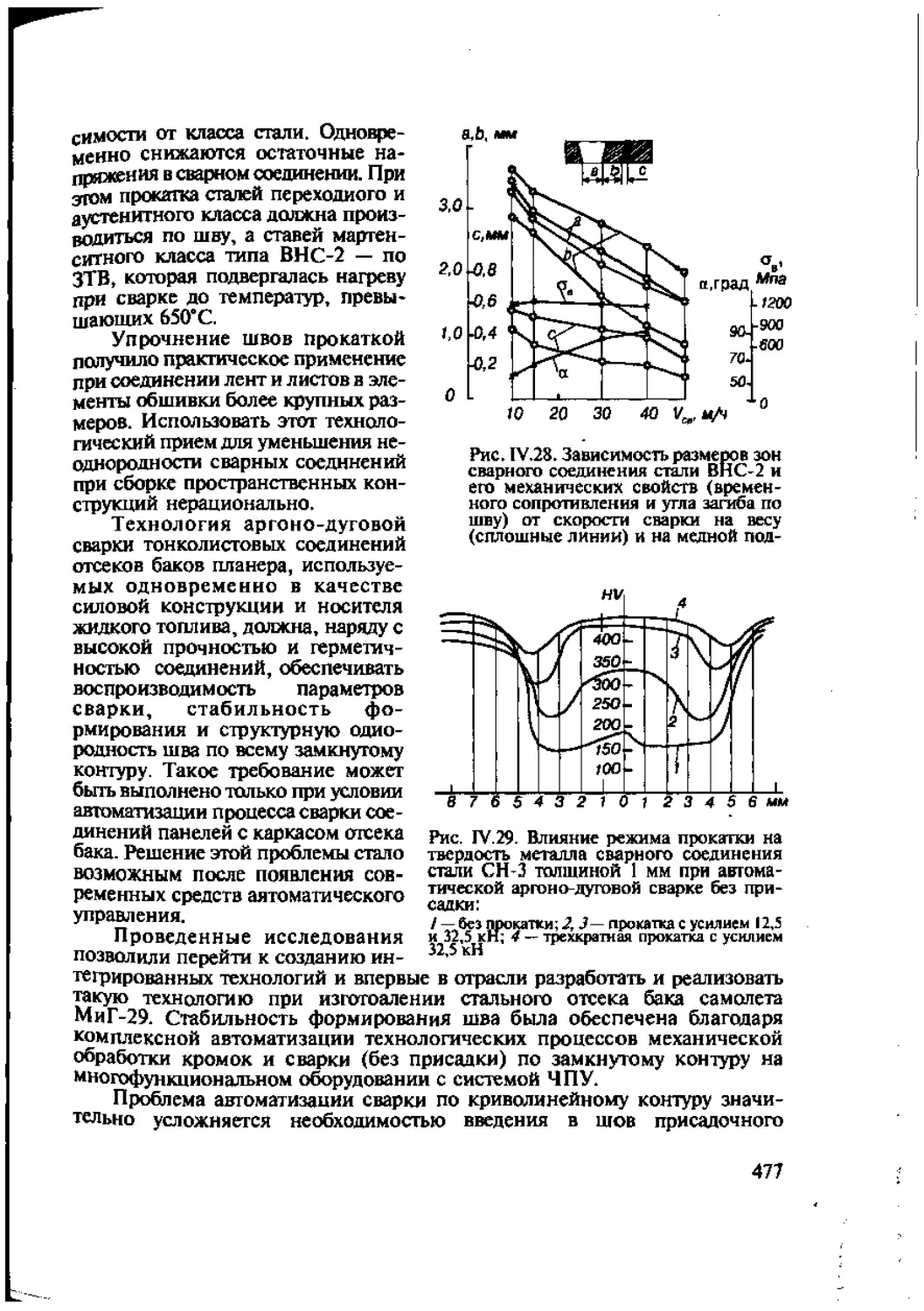
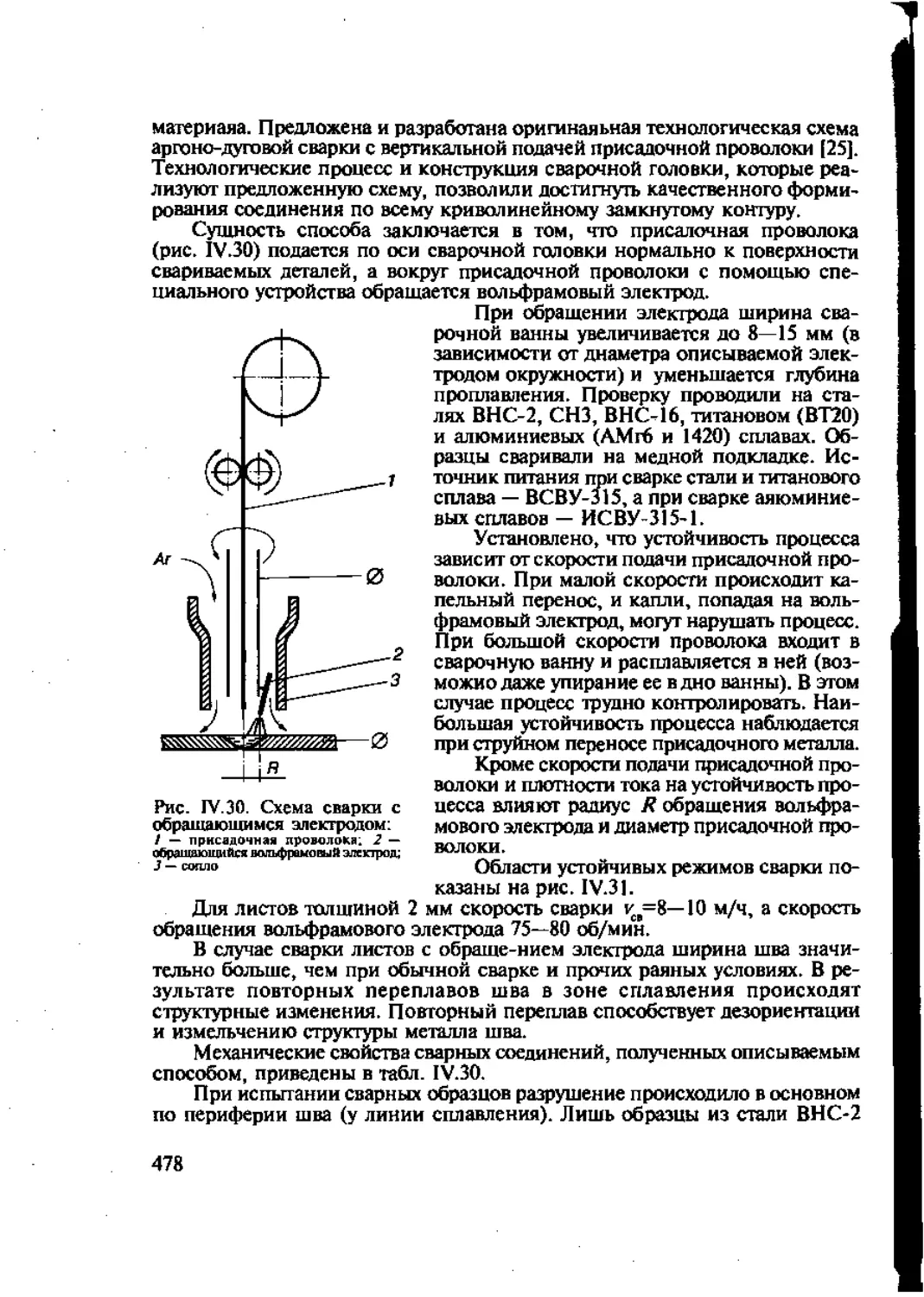
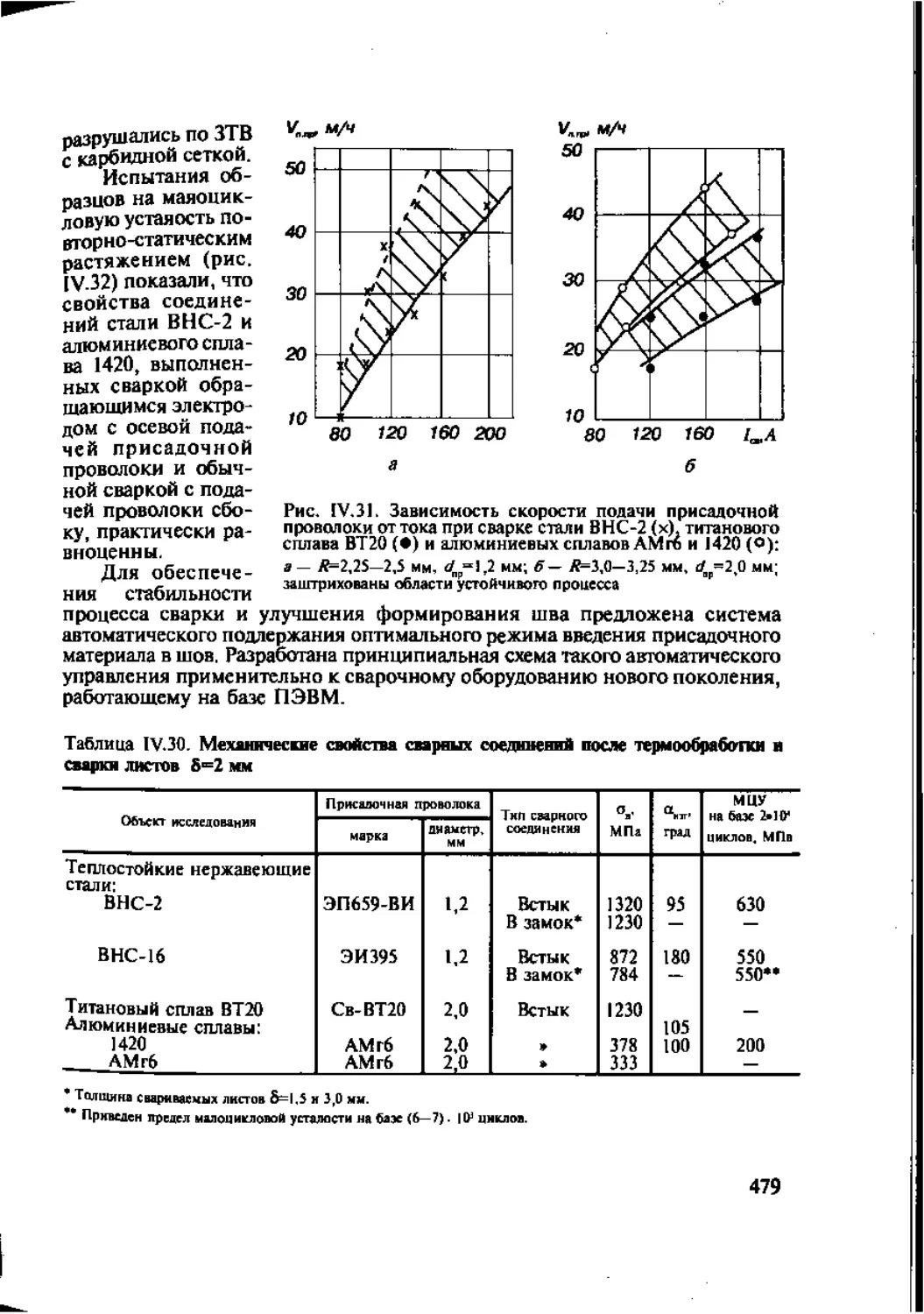
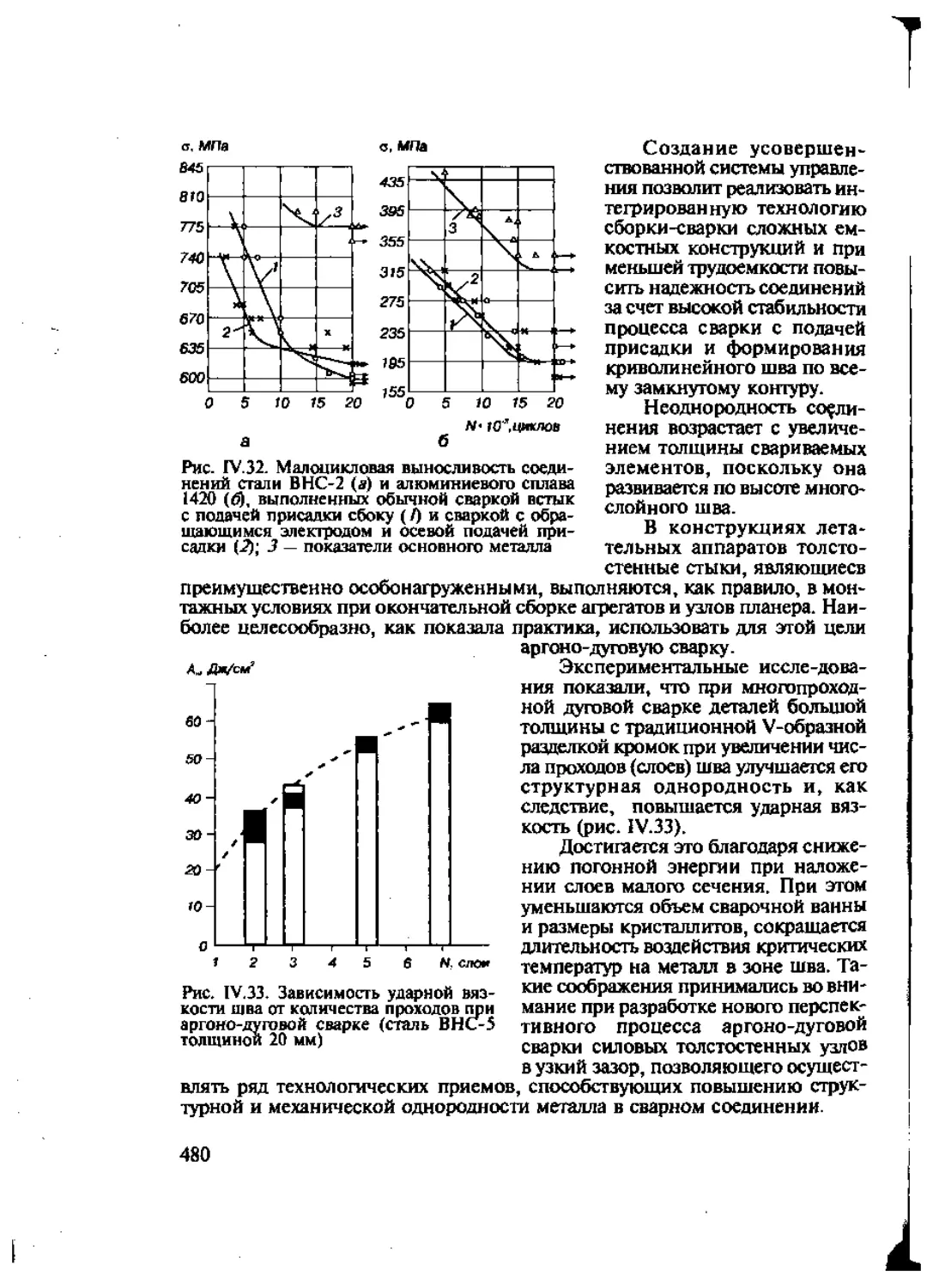
8.6. Уменьшение неоднородности сварных соединений стальных отсеков баков фюзеляжа самолета ......................... 474
§9 . Применение сварки в авиационном двигателе- и агрегатостроении ... 481
9.1. Высоколегированные сплавы на никелевой основе .......... 481
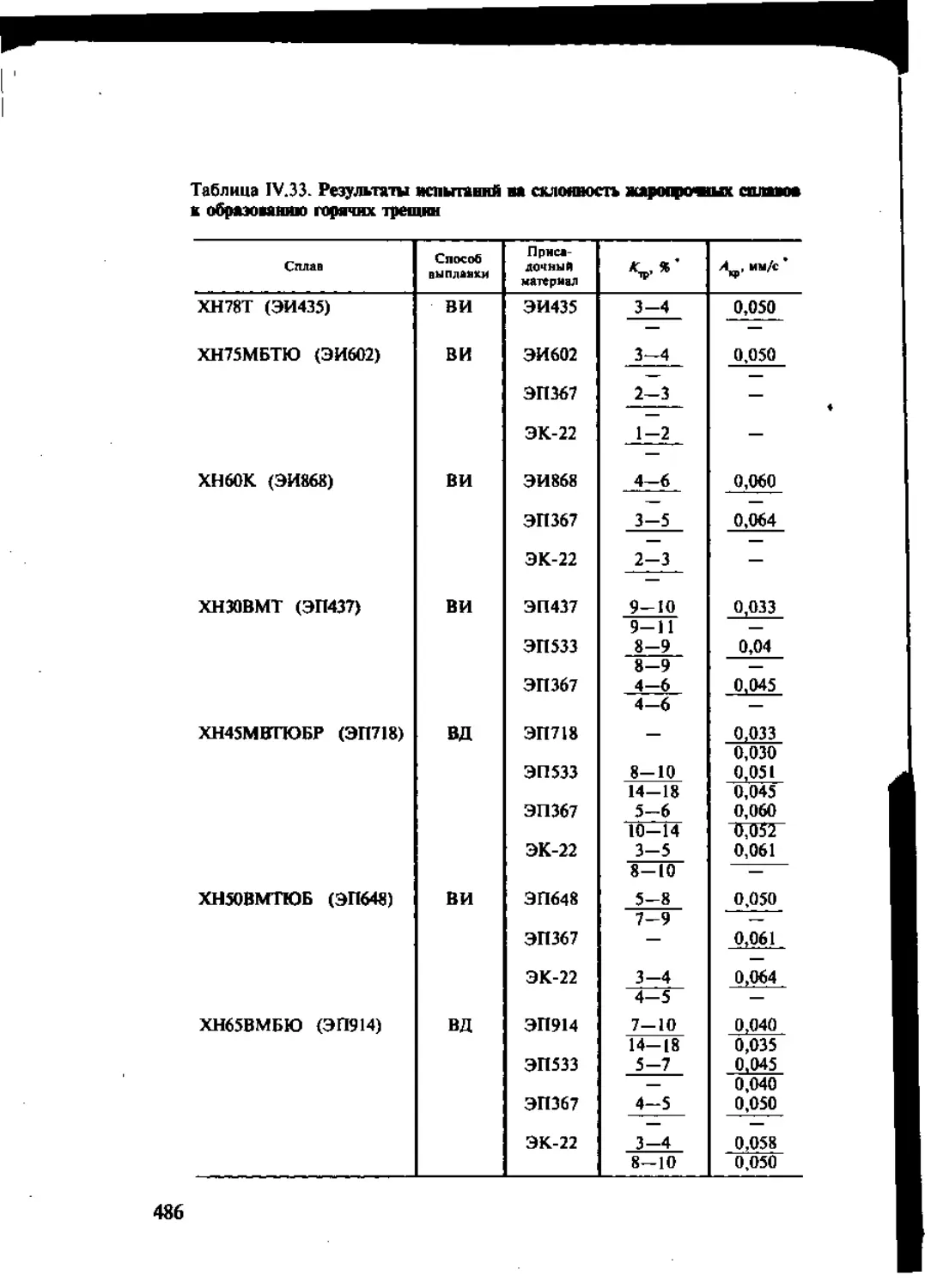
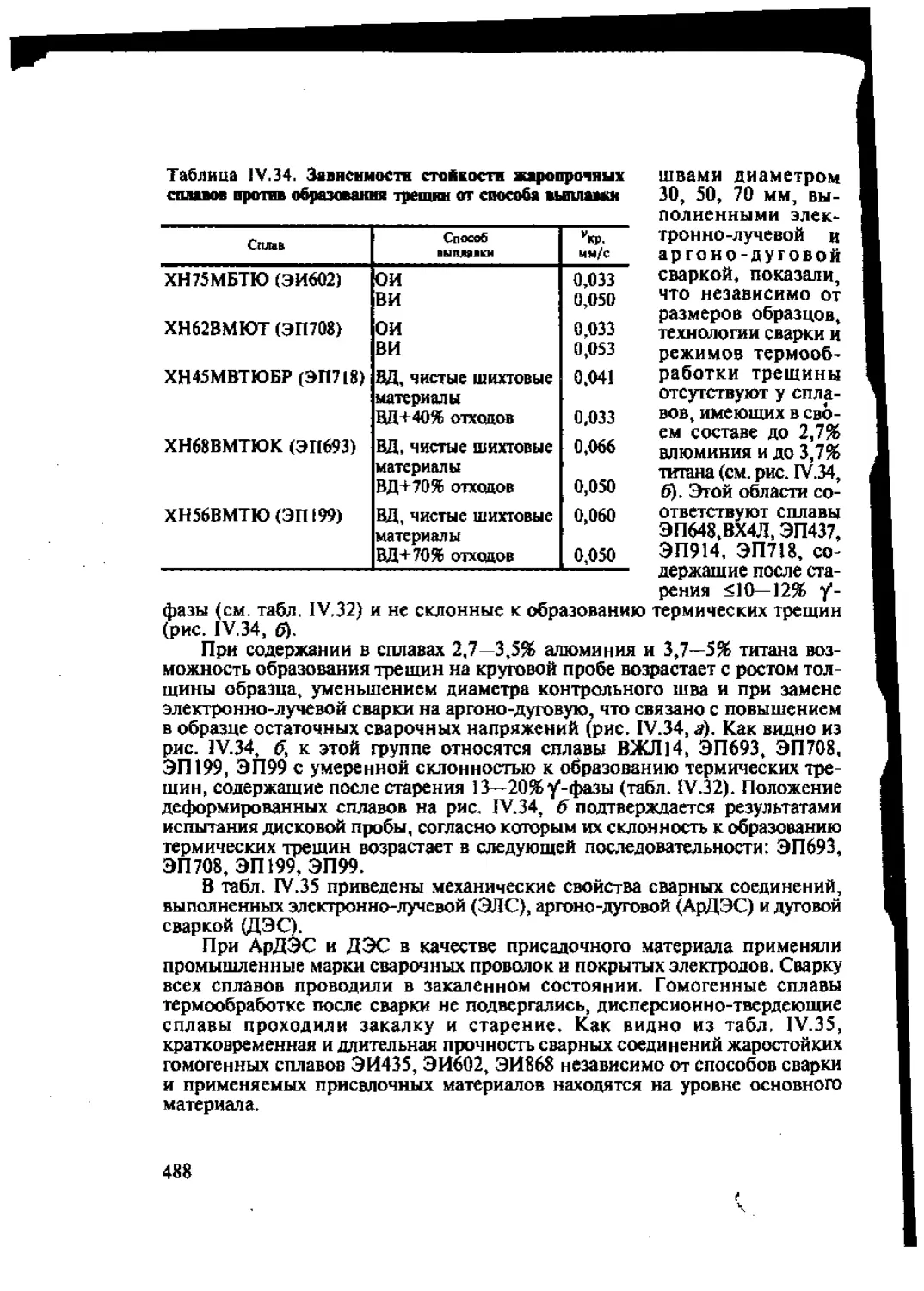
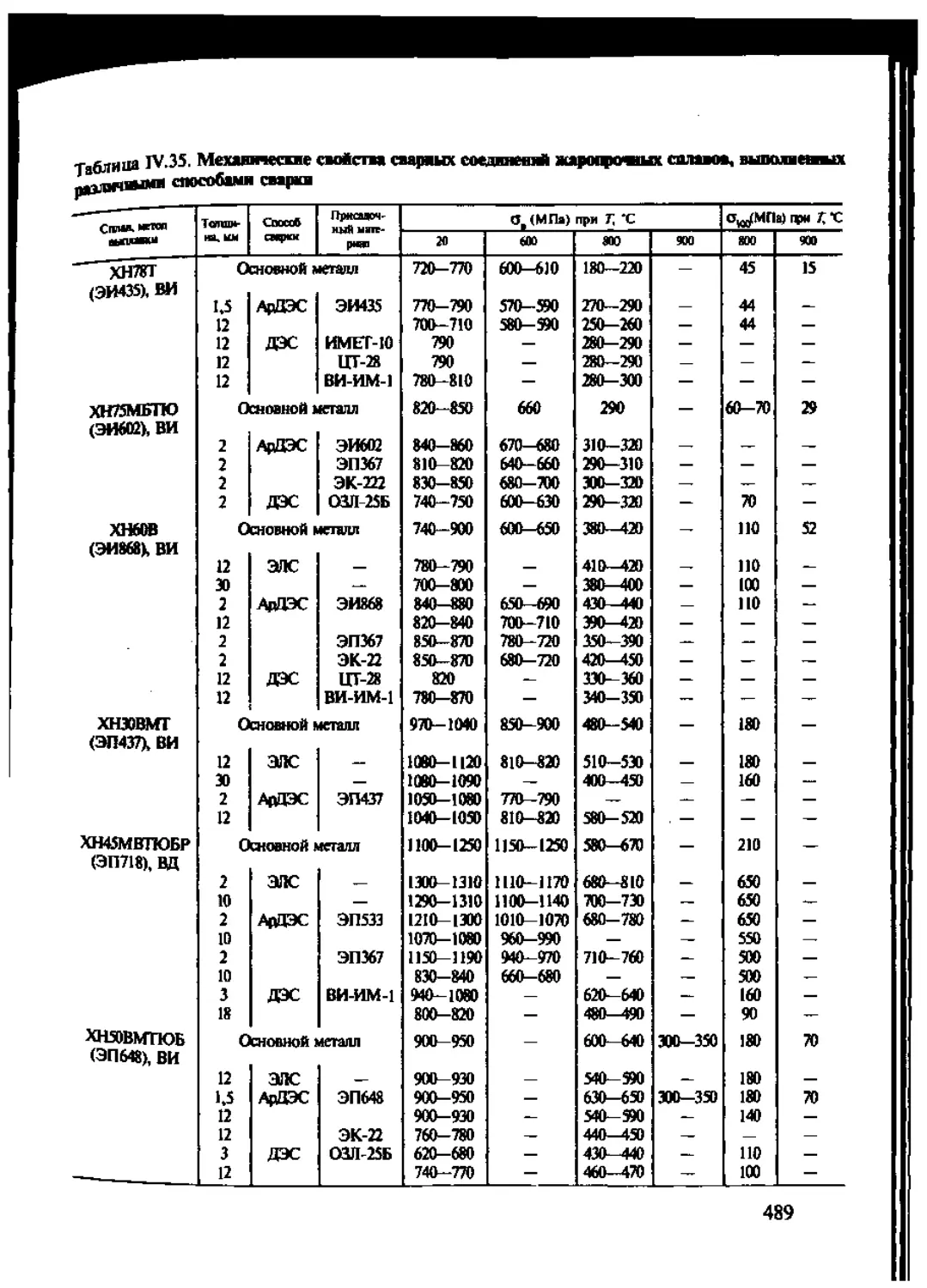
9.2. Свариваемость жаропрочных сплавов .................. 484
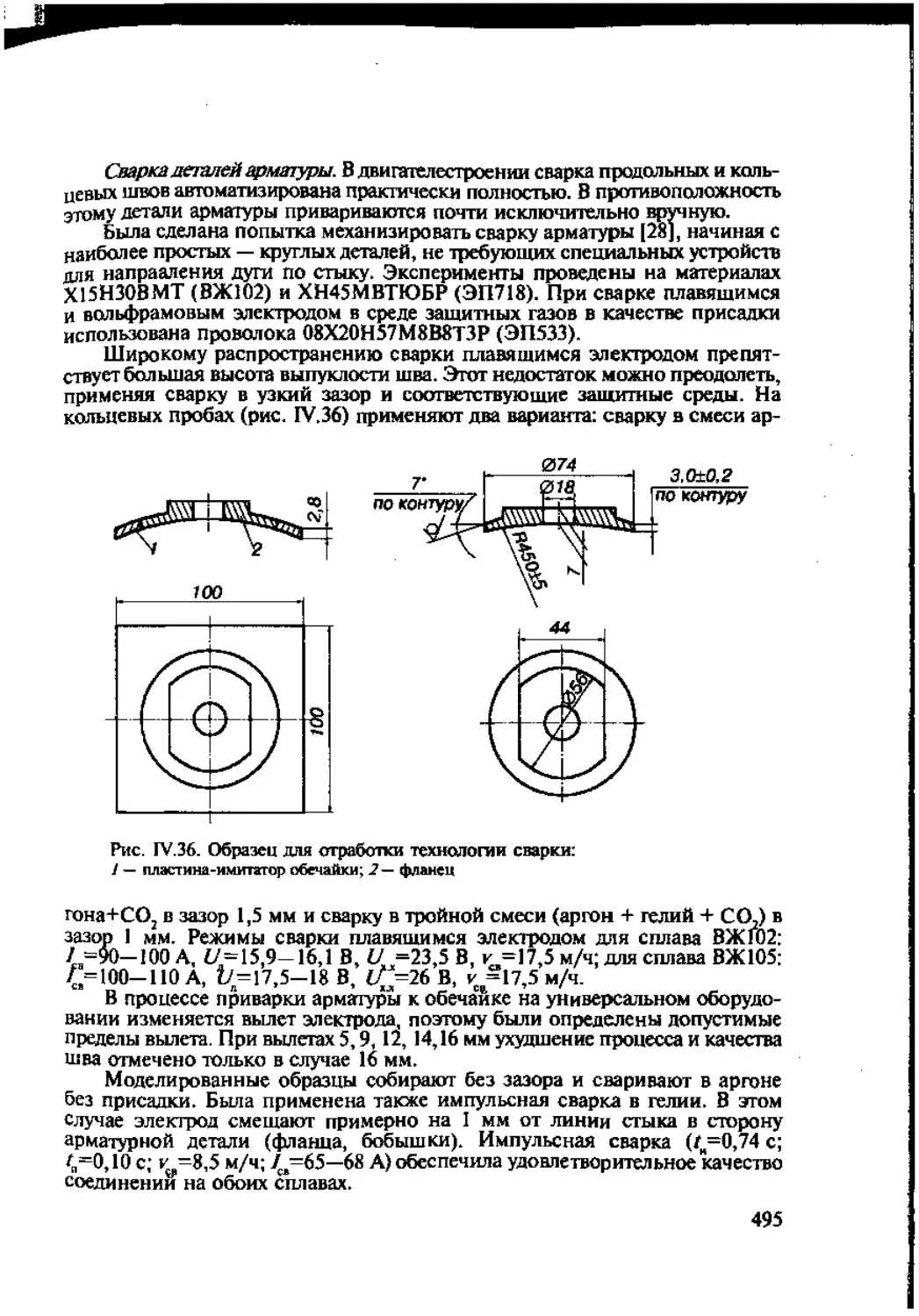
9.2.1. Способы сварки жаропрочных сплавов ............... 492
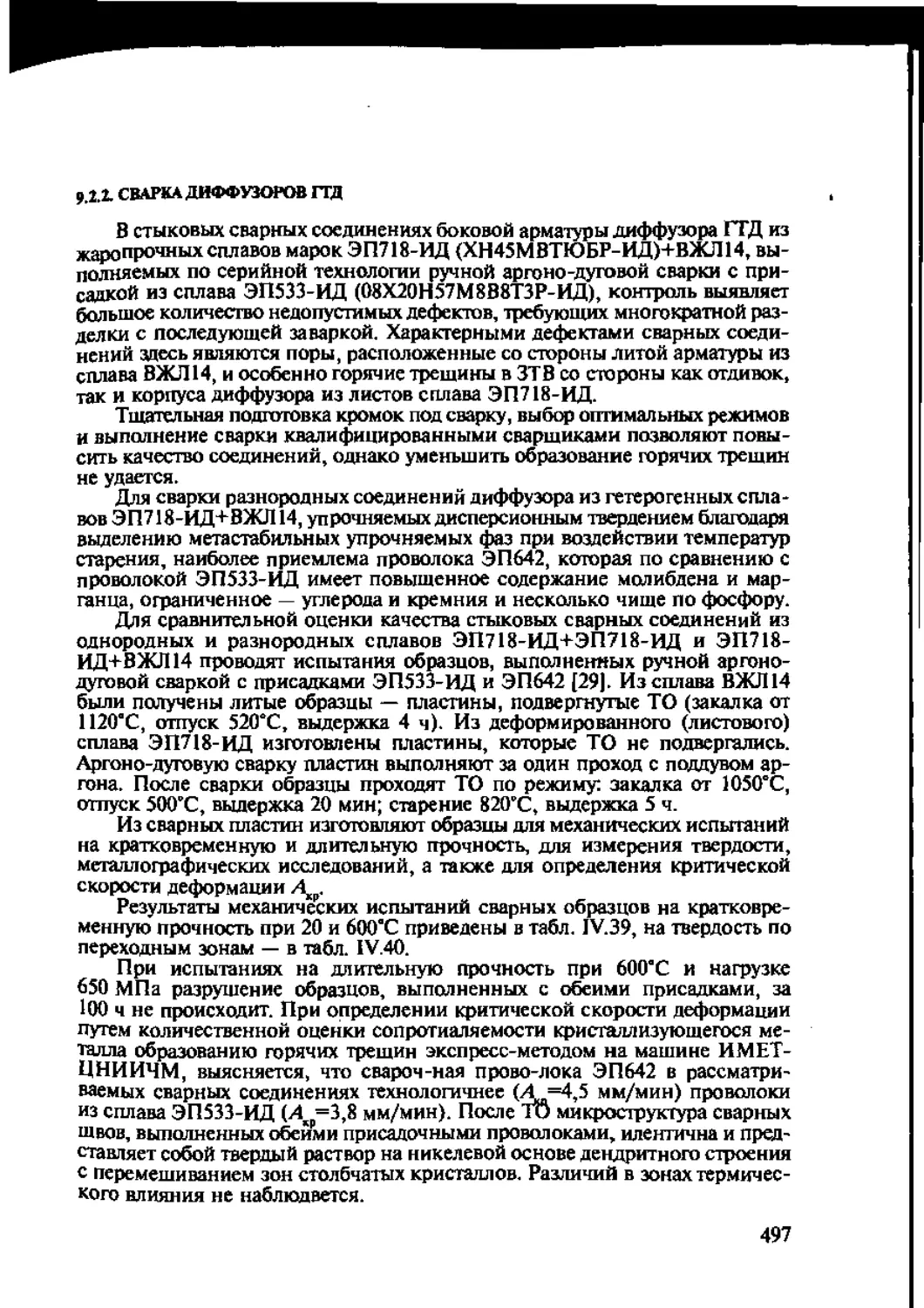
9.2.2. Сварка диффузоров ГТД ............................ 497
9.2,3. Автоматизация процесса сварки трубчатых коллекторов . 498
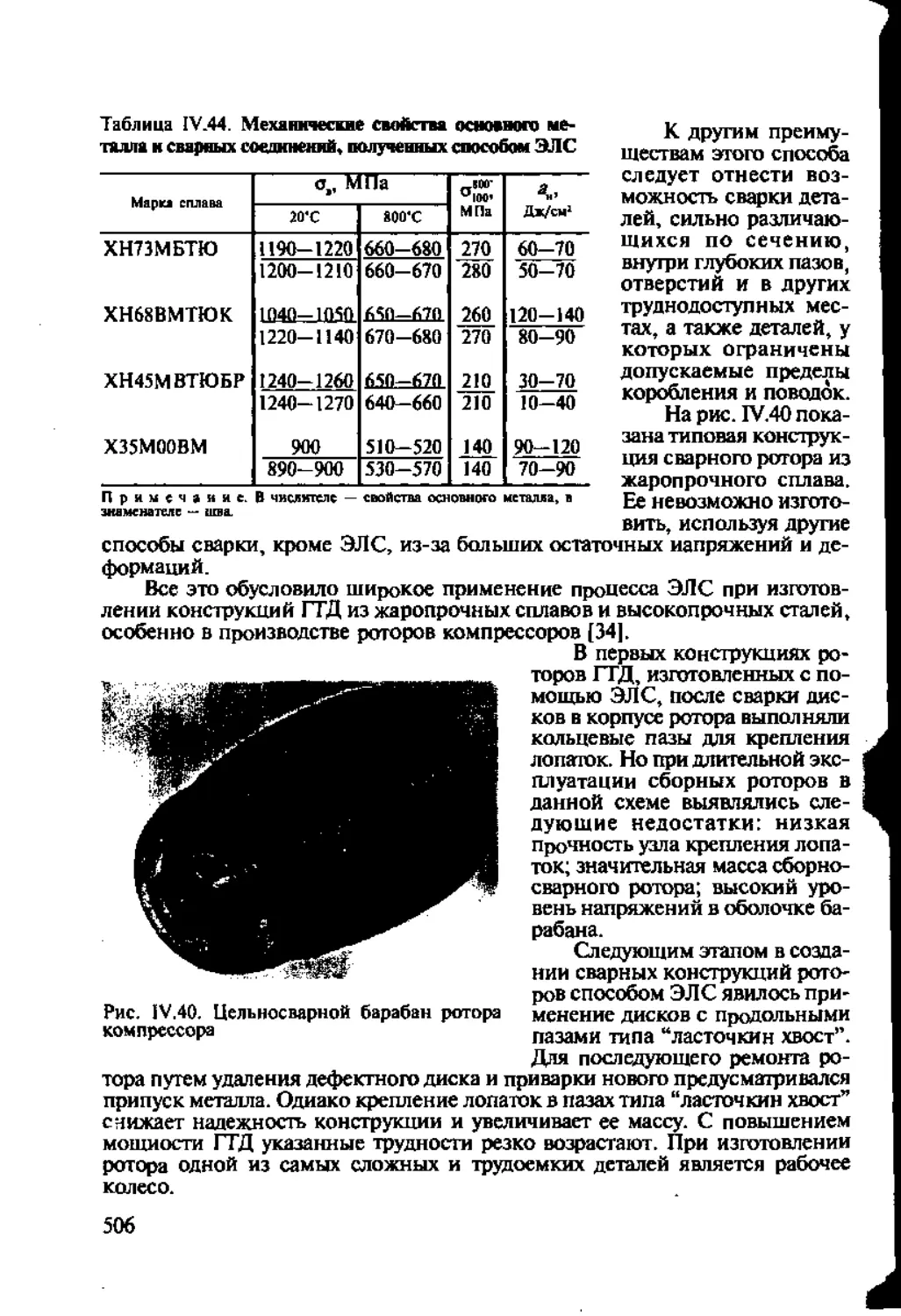
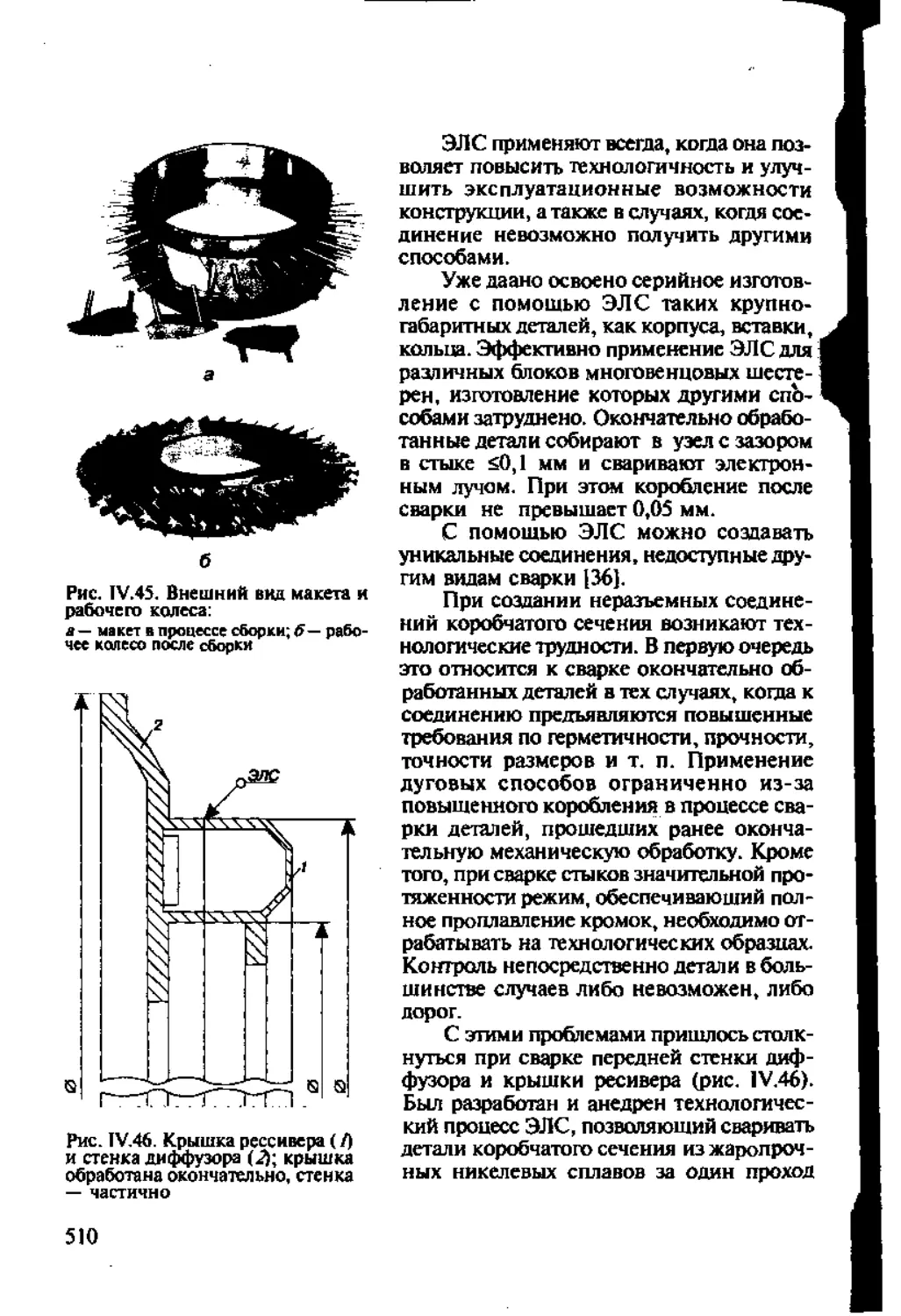
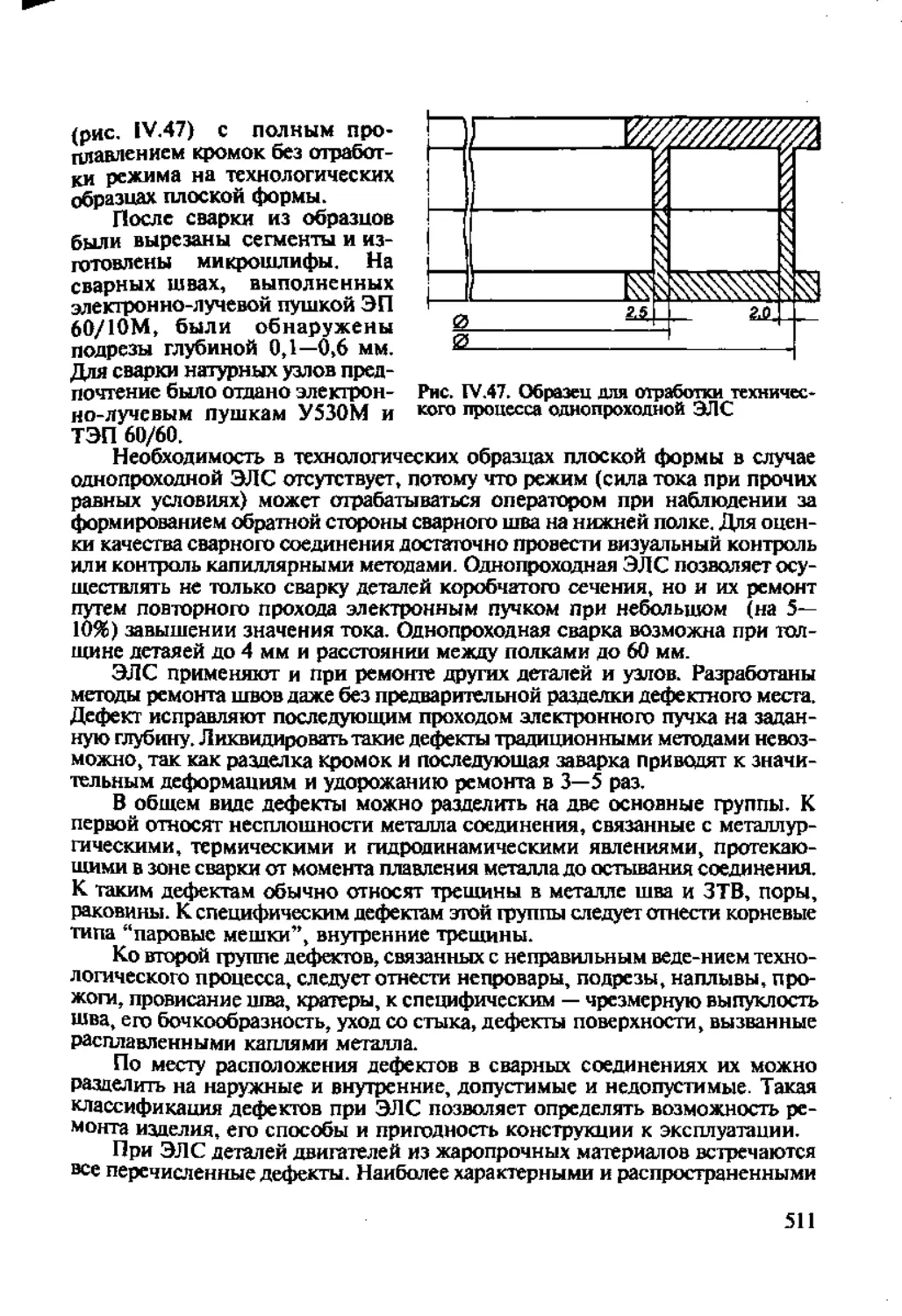
9.2.4. Применение электронно-лучевой сварки при изготовлении и ремонте ГТД ........................................... 505
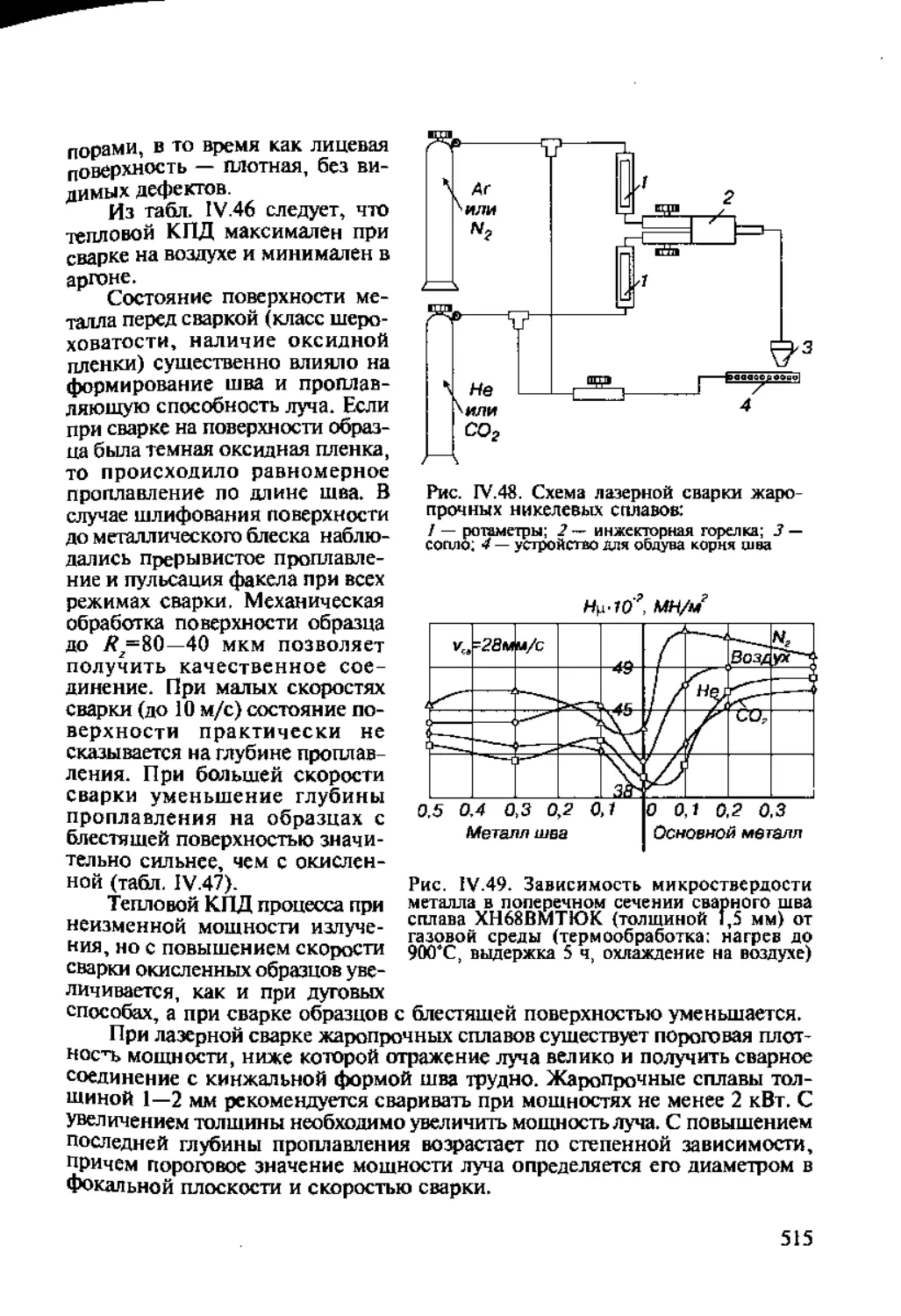
9.2.5. Лазерная сварка жаропрочных никелевых сплавов .... 512
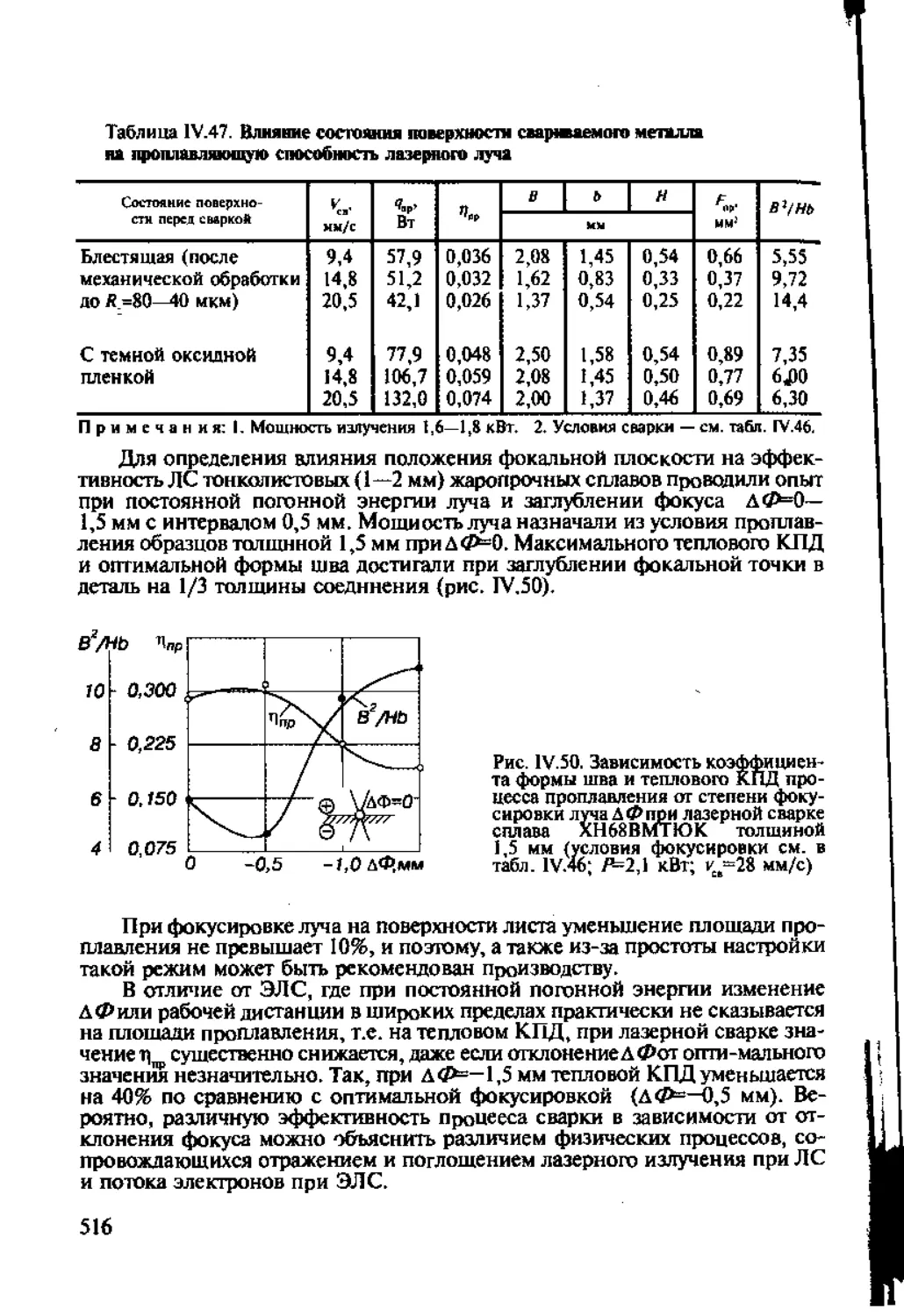
9.2.6. Плазменная сварка ................................ 517
Литература к главе IV .................................... 519
Глава V. Сварка композиционных материалов ....................... 521
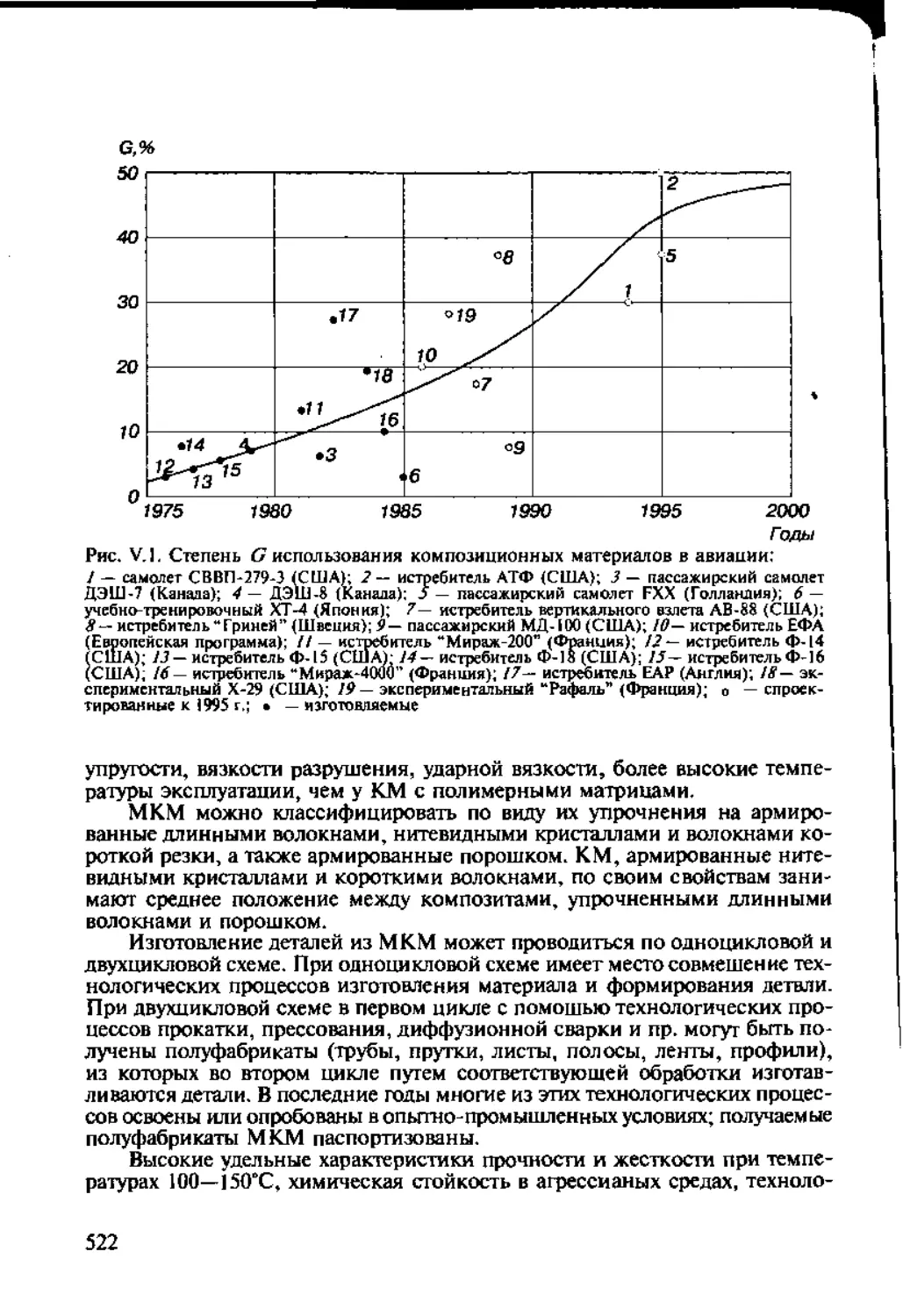
§1 . Металлические композиционные материалы ................ 521
§2 . Технология получения, виды и свойства волокнистых МКМ . 524
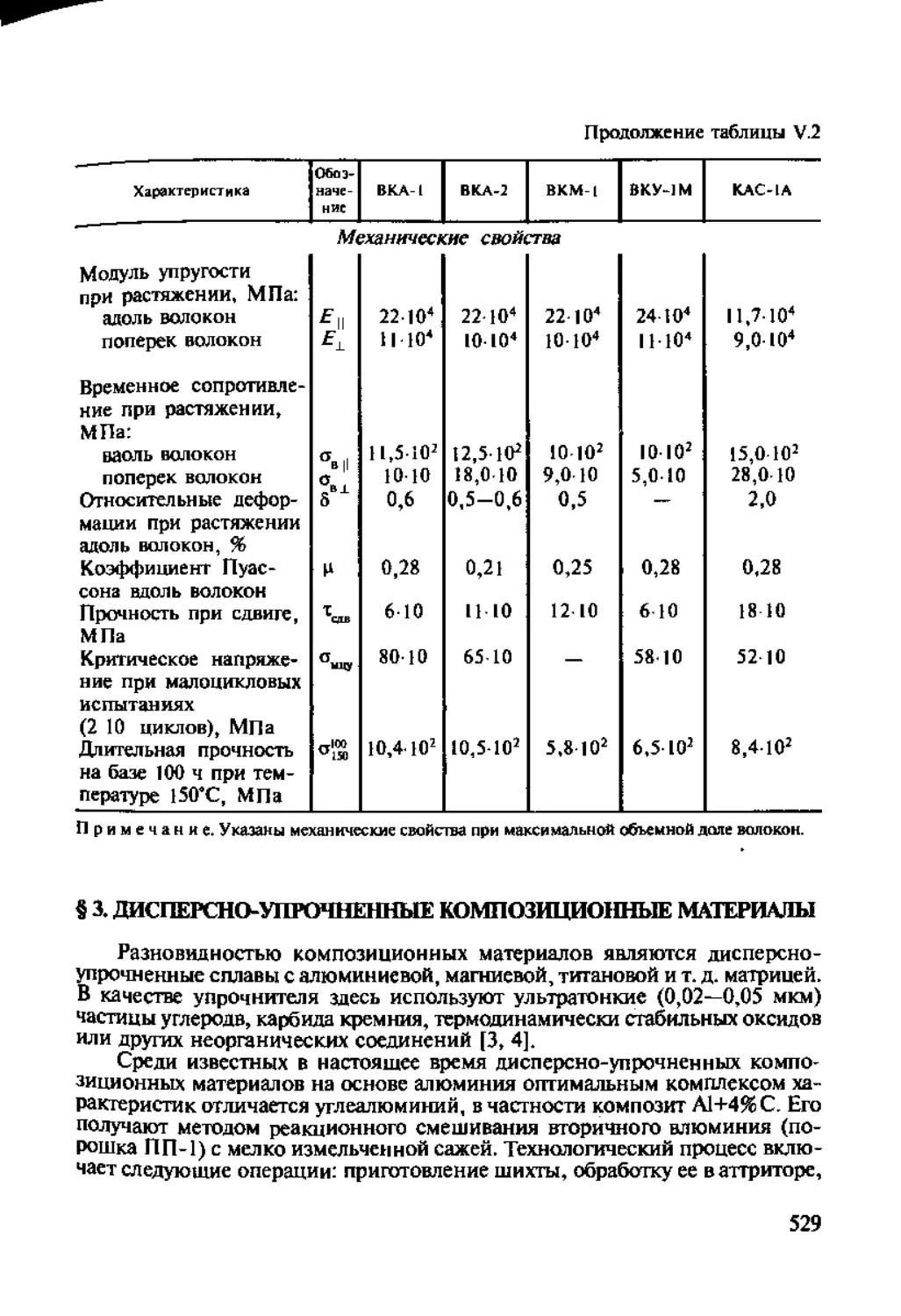
§3 . Дисперсно-упрочненные композиционные материалы ........ 529
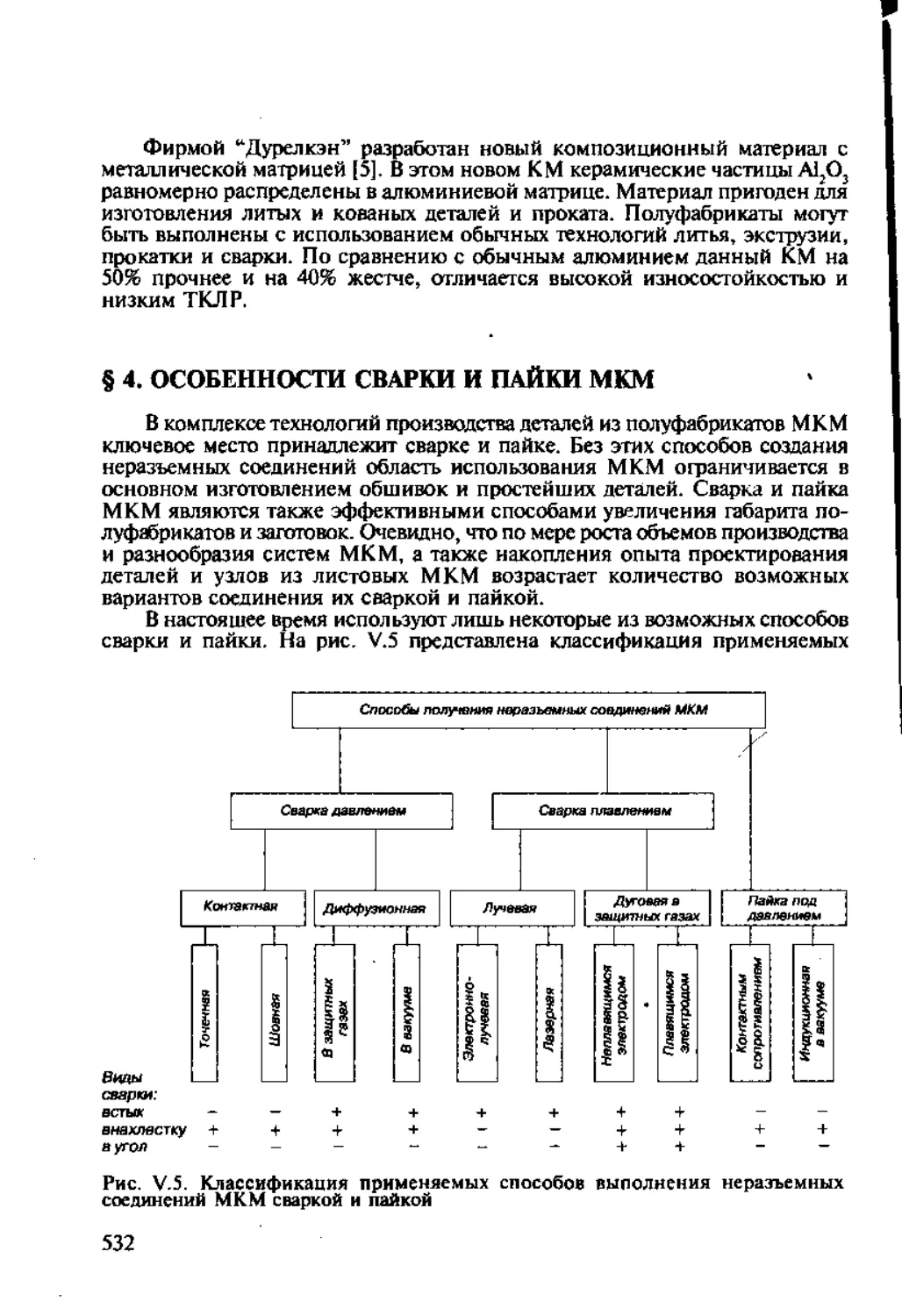
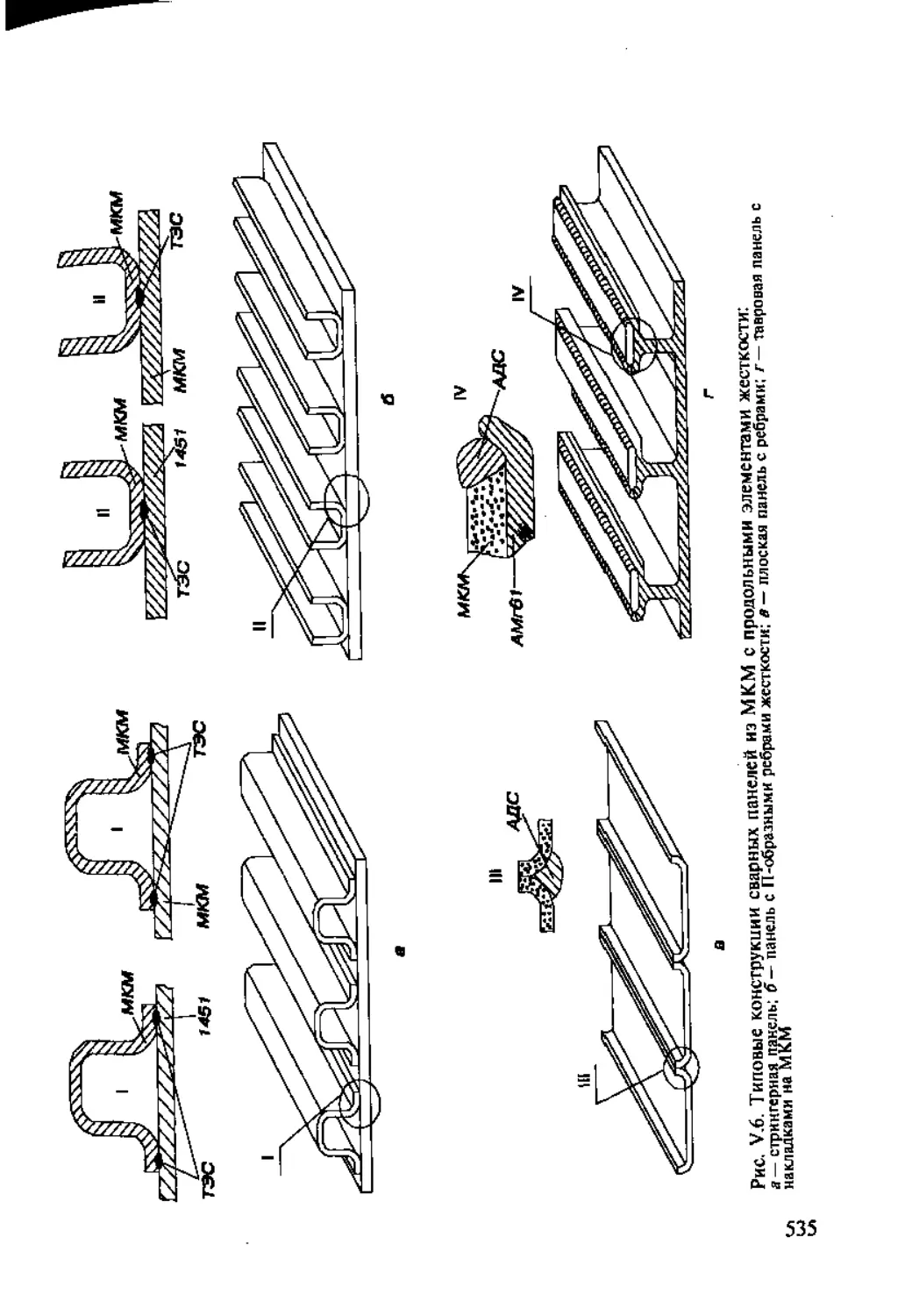
§4 . Особенности сварки и пайки МКМ ........................ 532
4.1. Контактная точечная электросварка .................. 537
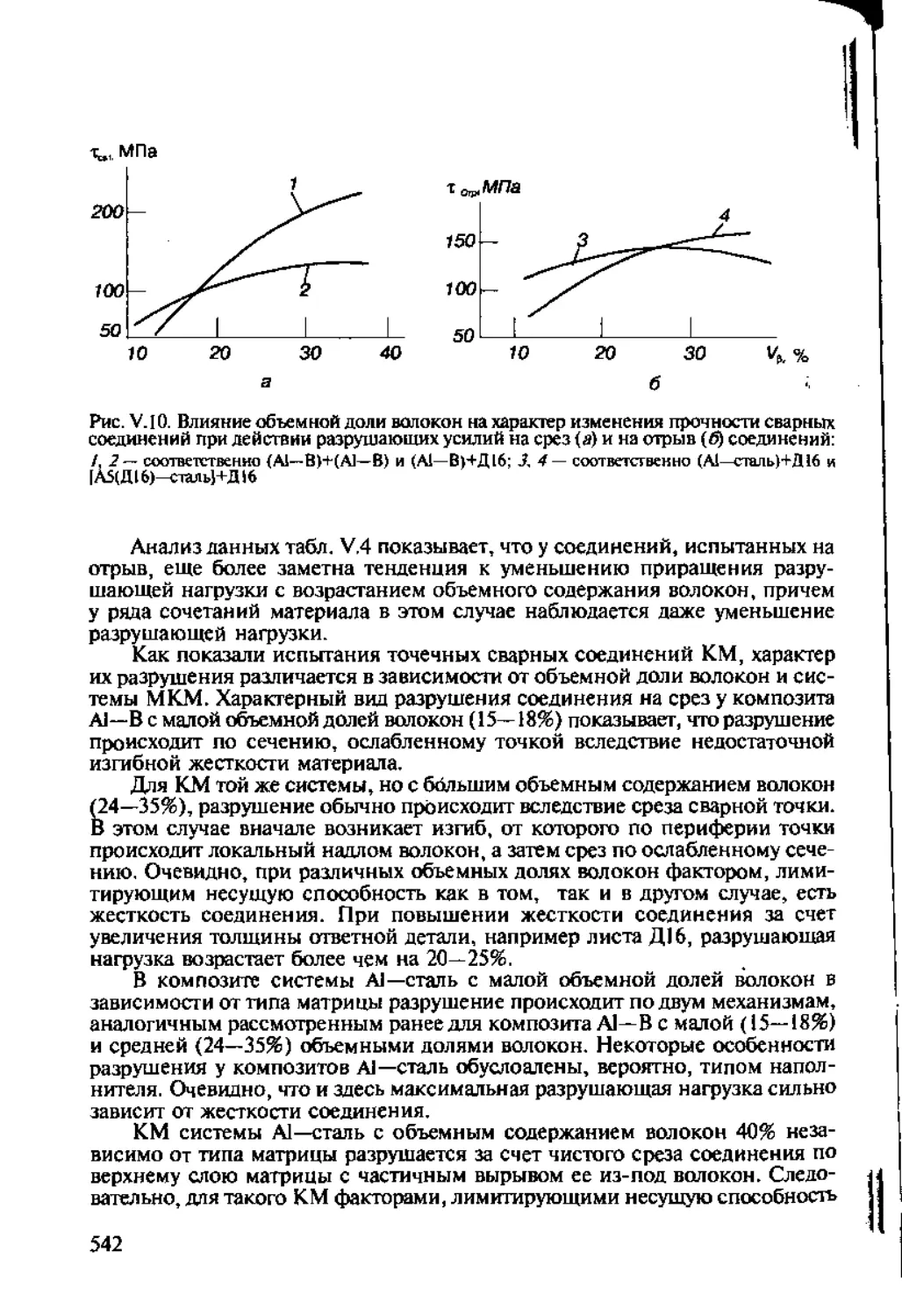
4.2. Контактная сварка-пайка ............................ 543
4.3. Диффузионная сварка ................................ 546
4.4. Диффузионная сварка МКМ на основе алюминия, упрочненного нитевидными Кристаллами SiC ............................. 551
4.5. Клино-прессовая сварка.............................. 553
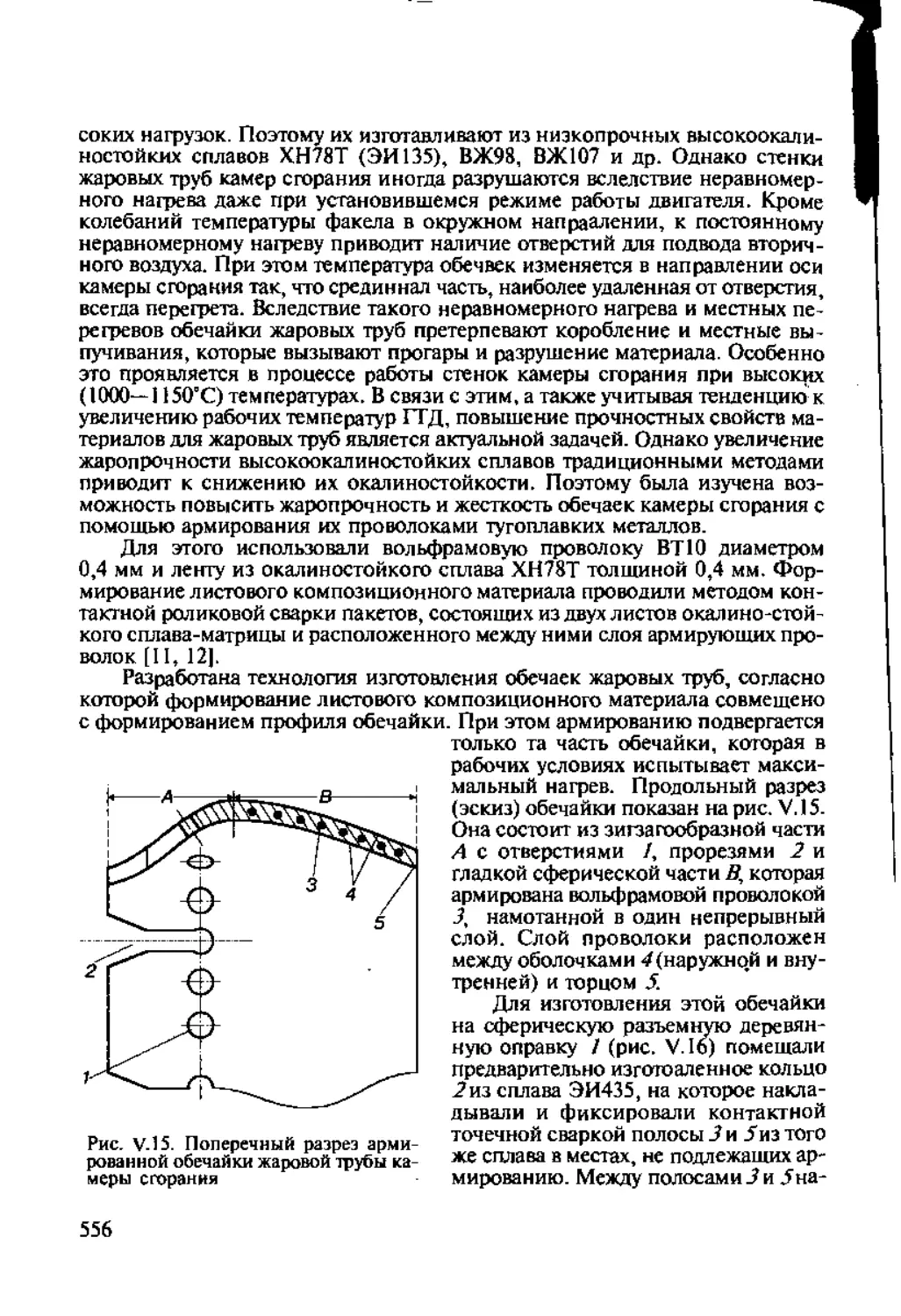
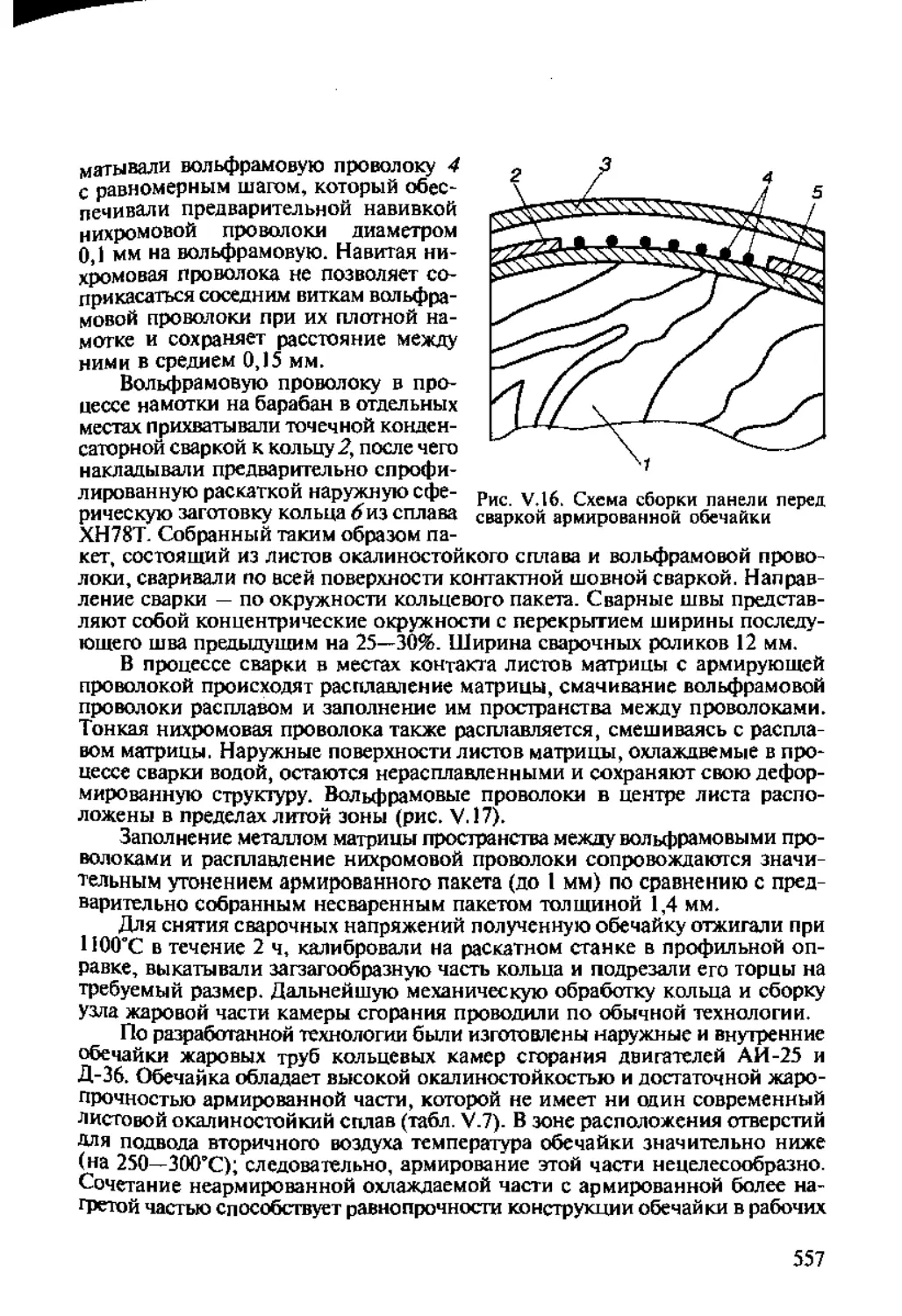
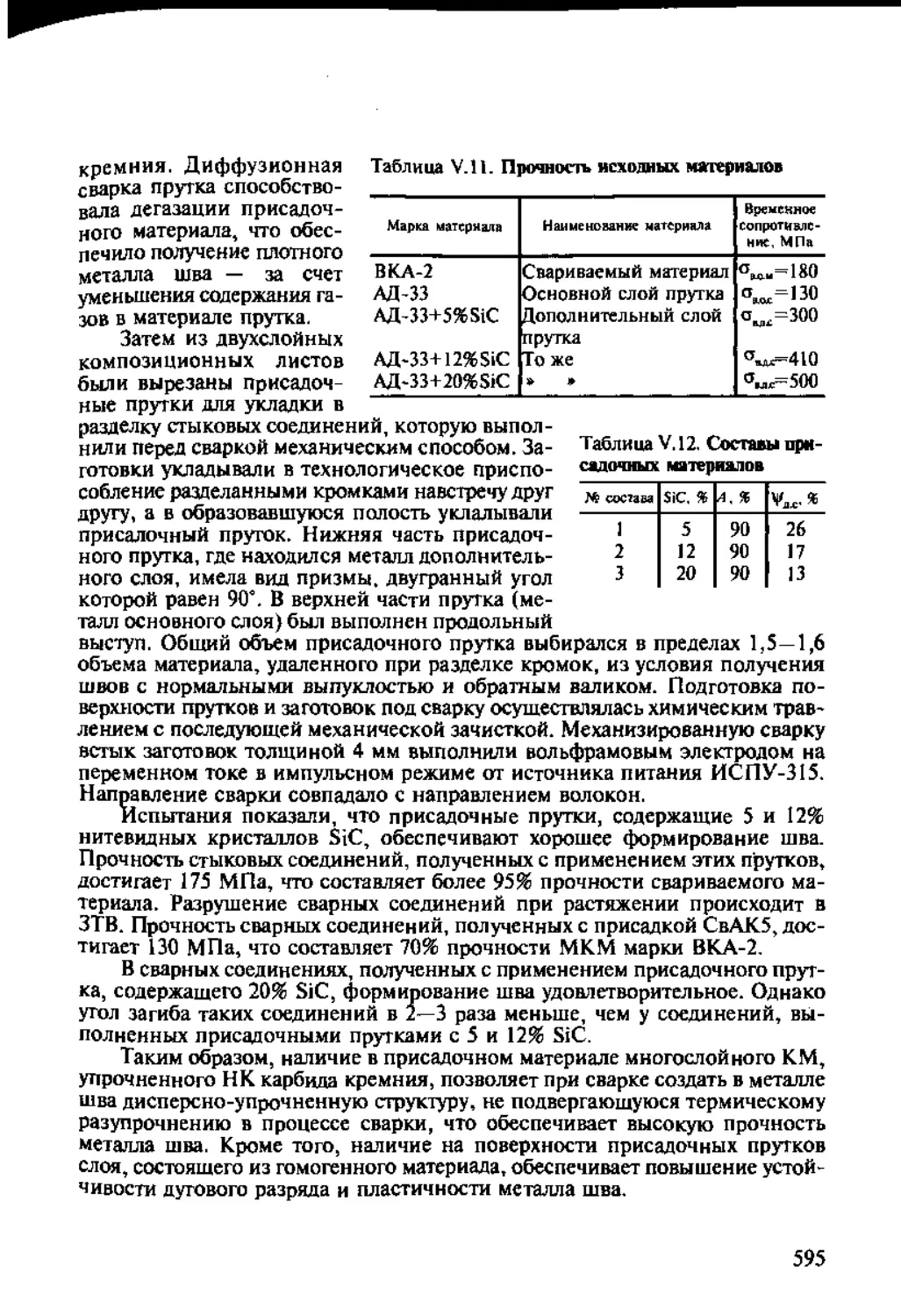
§5 . Армирование обечаек жаровых труб камер сгорания ГГД........555
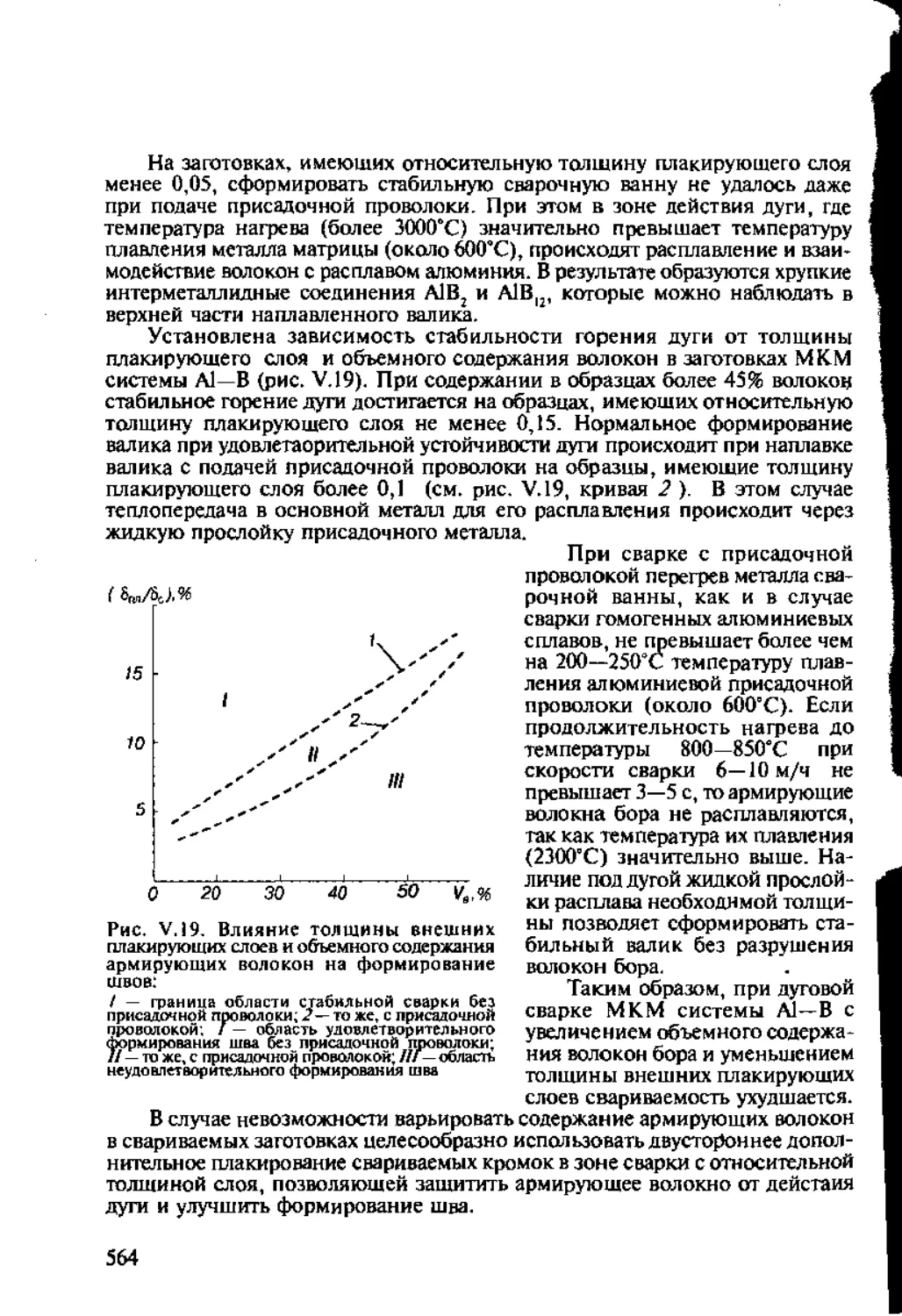
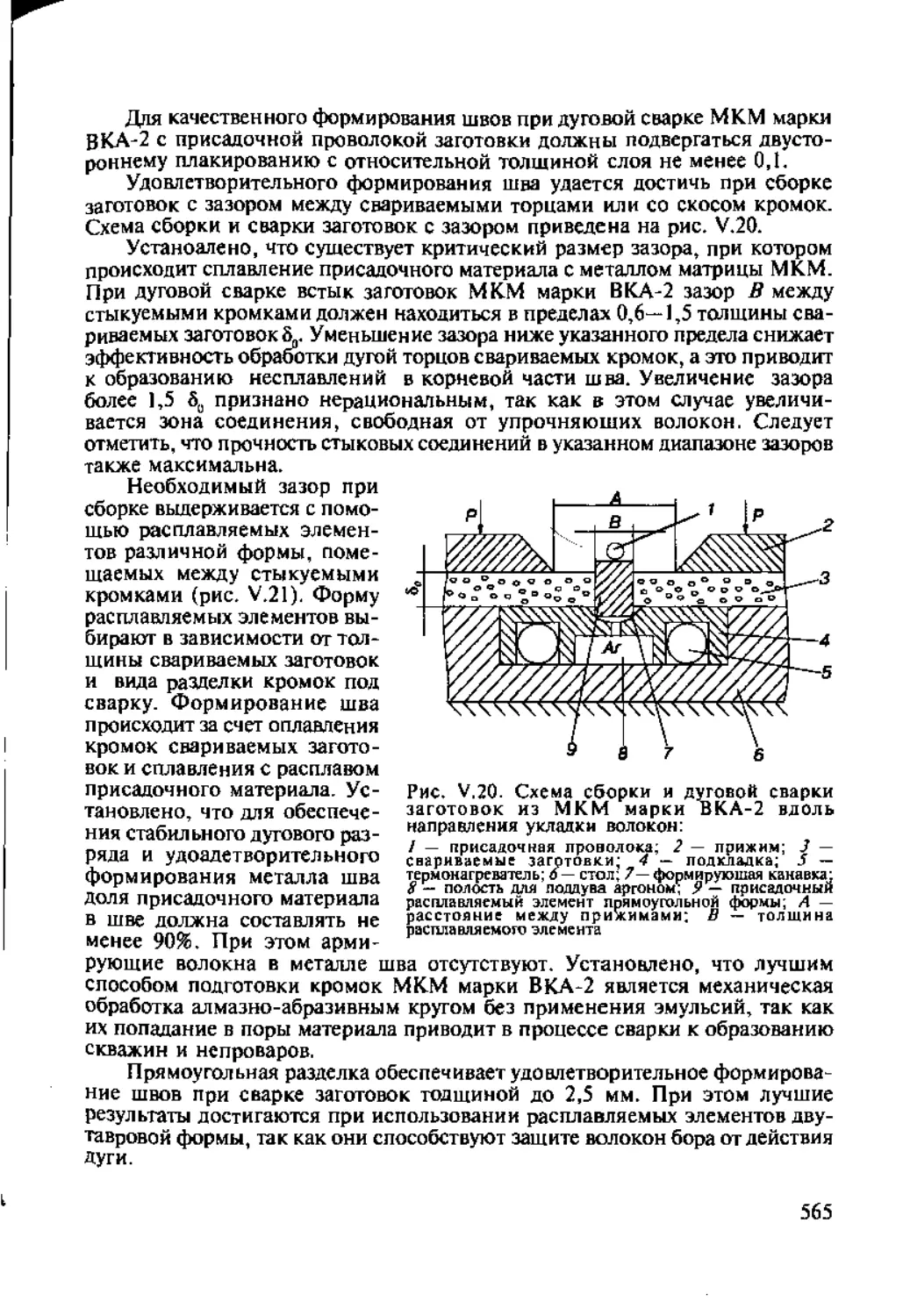
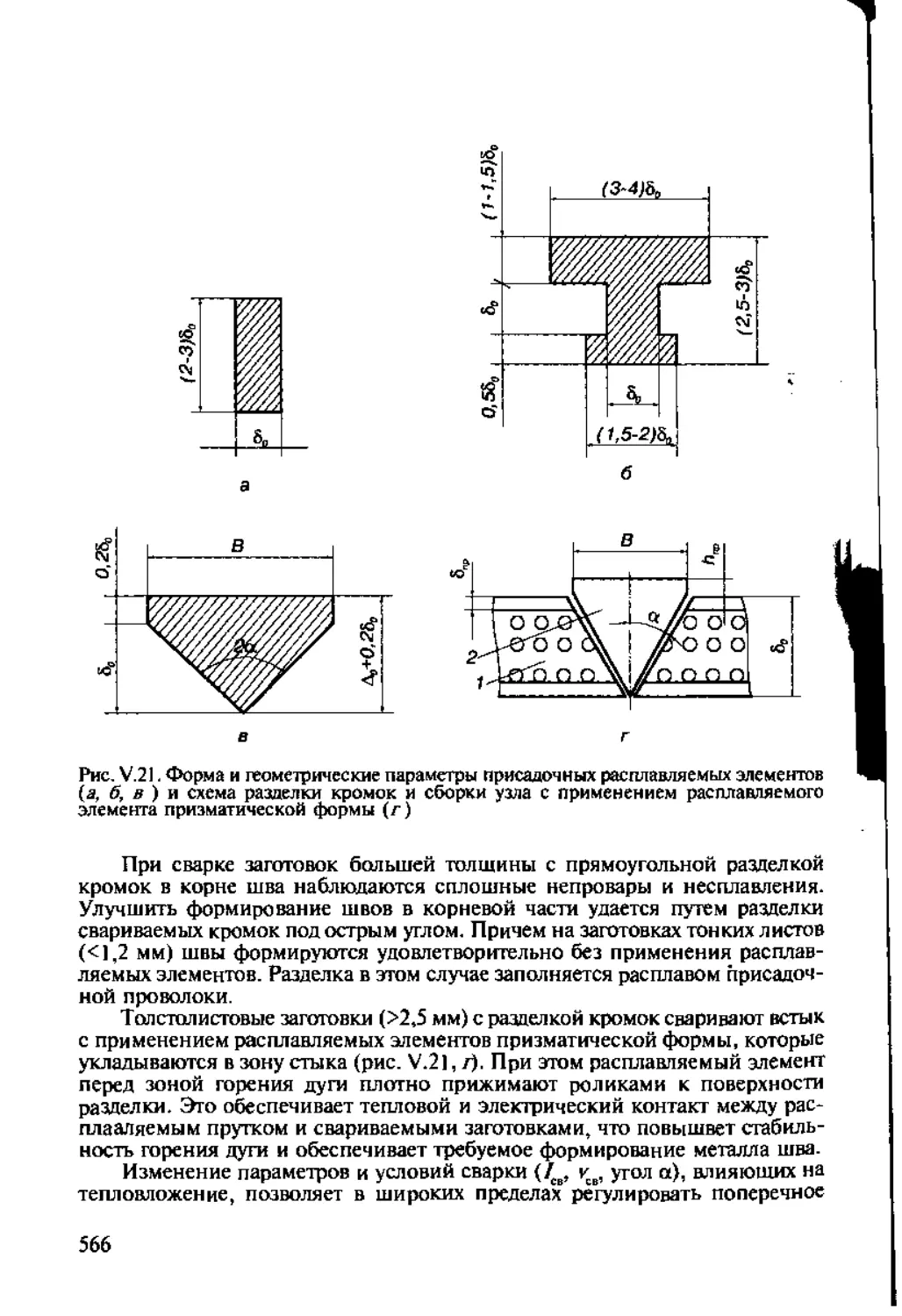
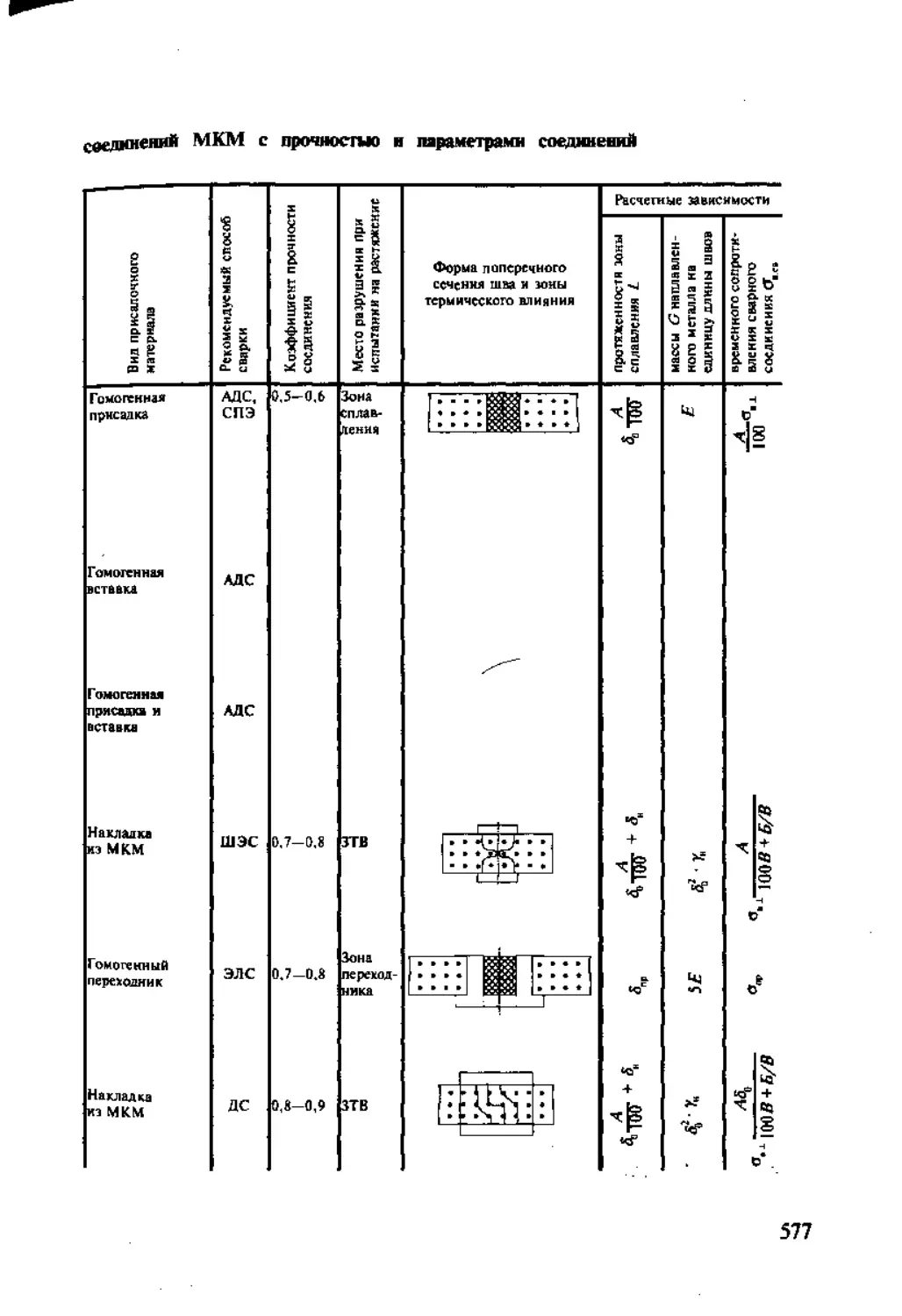
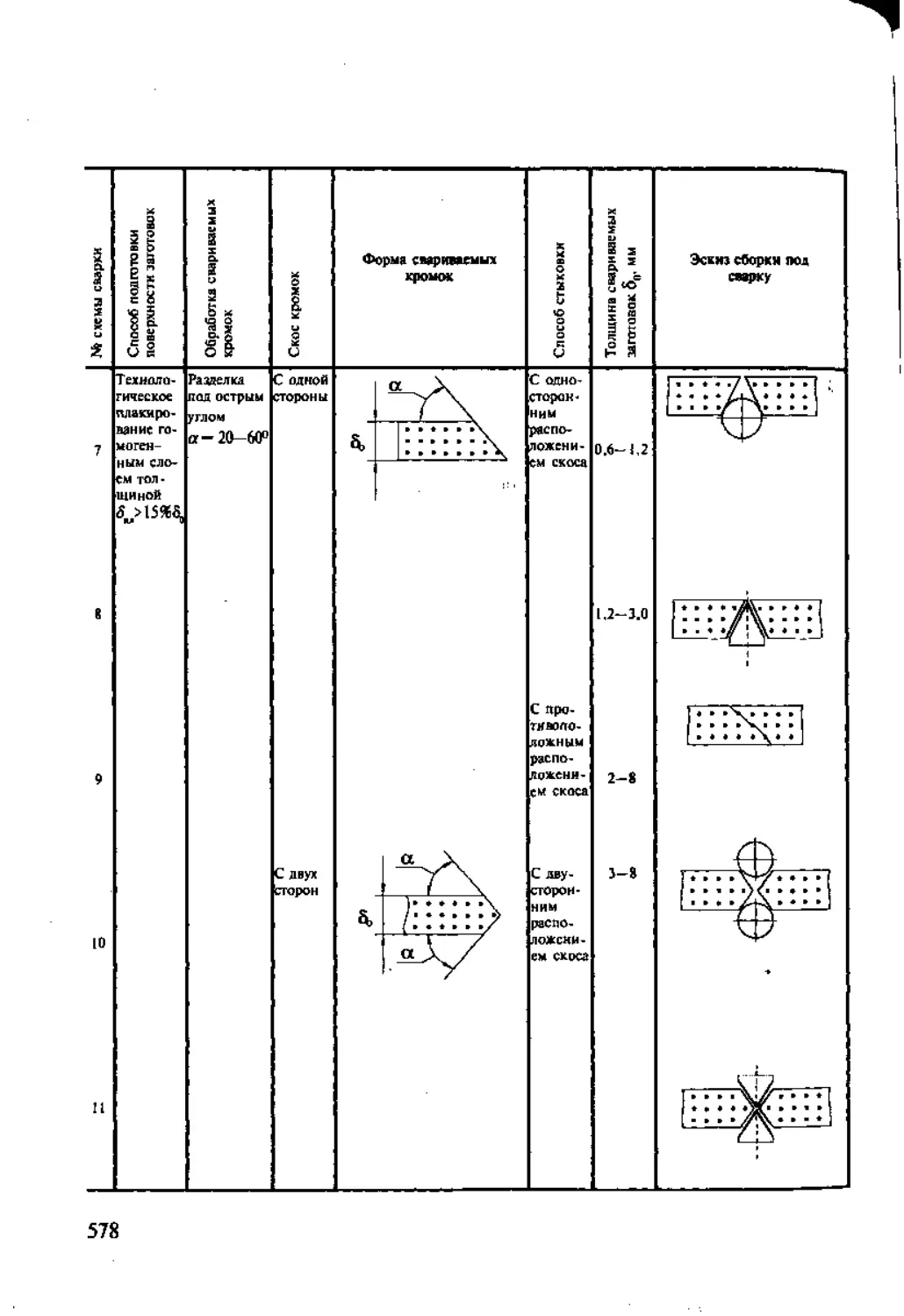
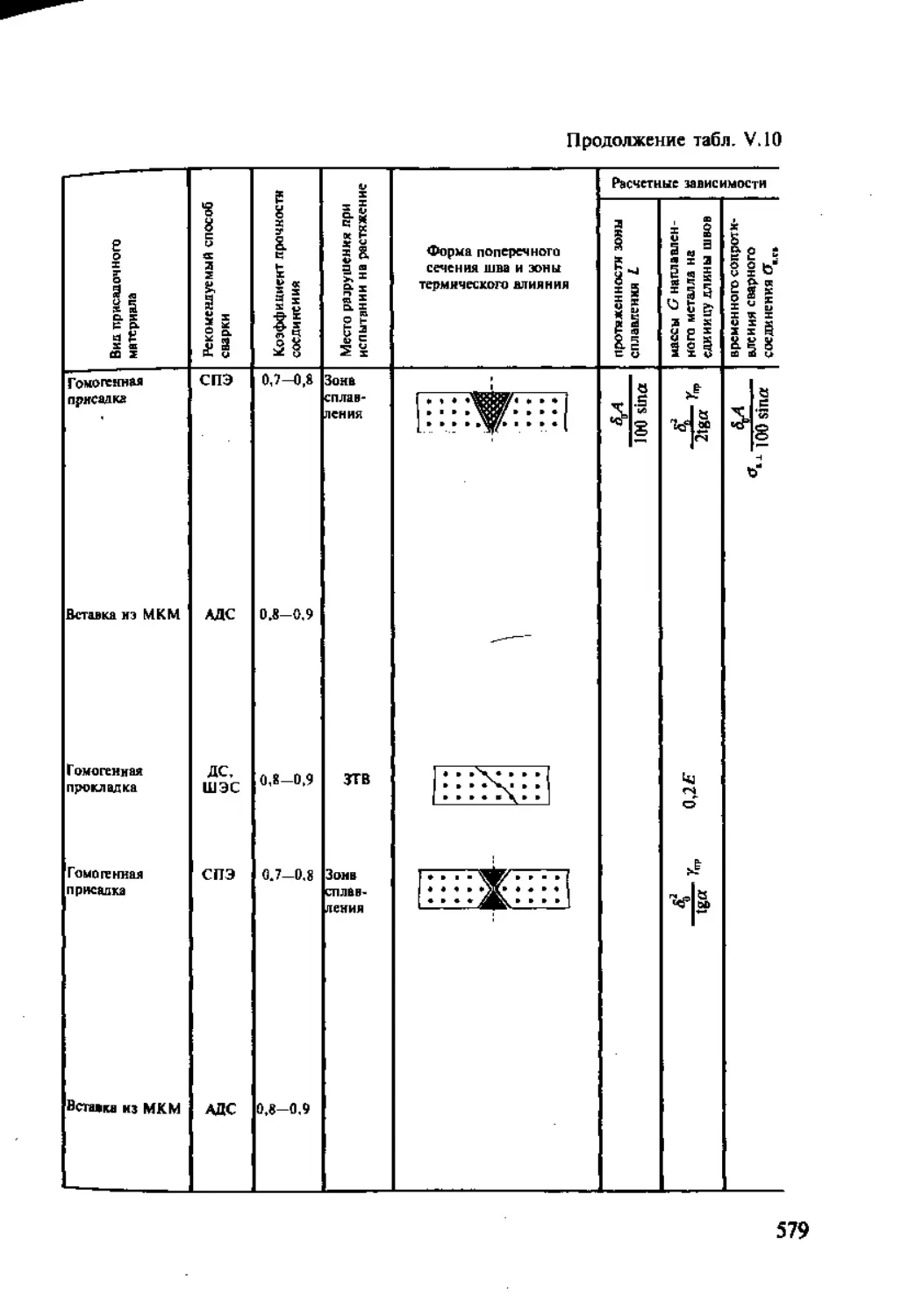
§6 . Сварка плавлением композиционных материалов................558
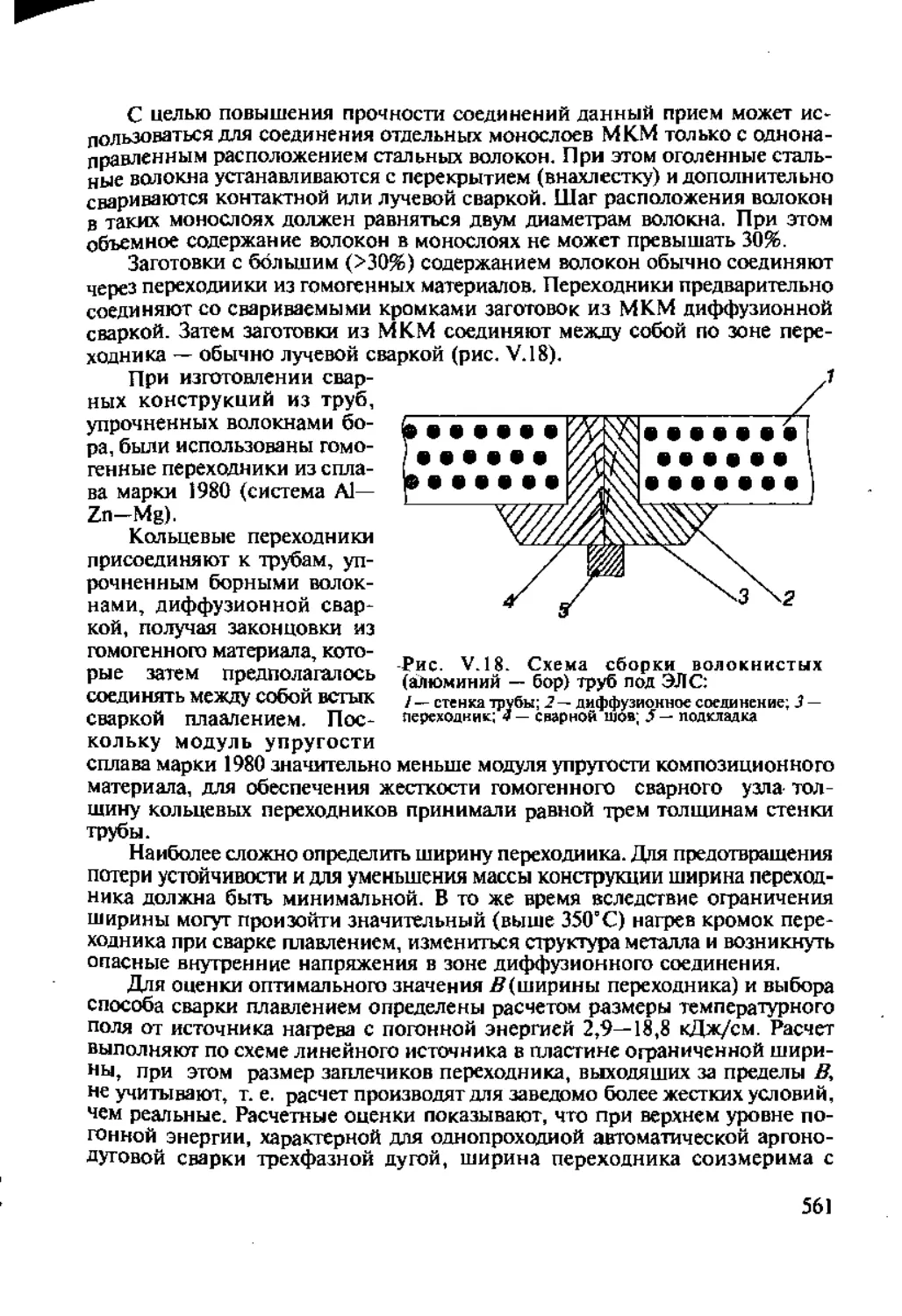
6.1. Аргоно-дуговая сварка...................................560
6.2. Сварка плавлением МКМ в среде гелия.....................569
6.3. Сварка плавлением дисперсно-упрочненных композитов (ДУ КМ) .................................................... 571
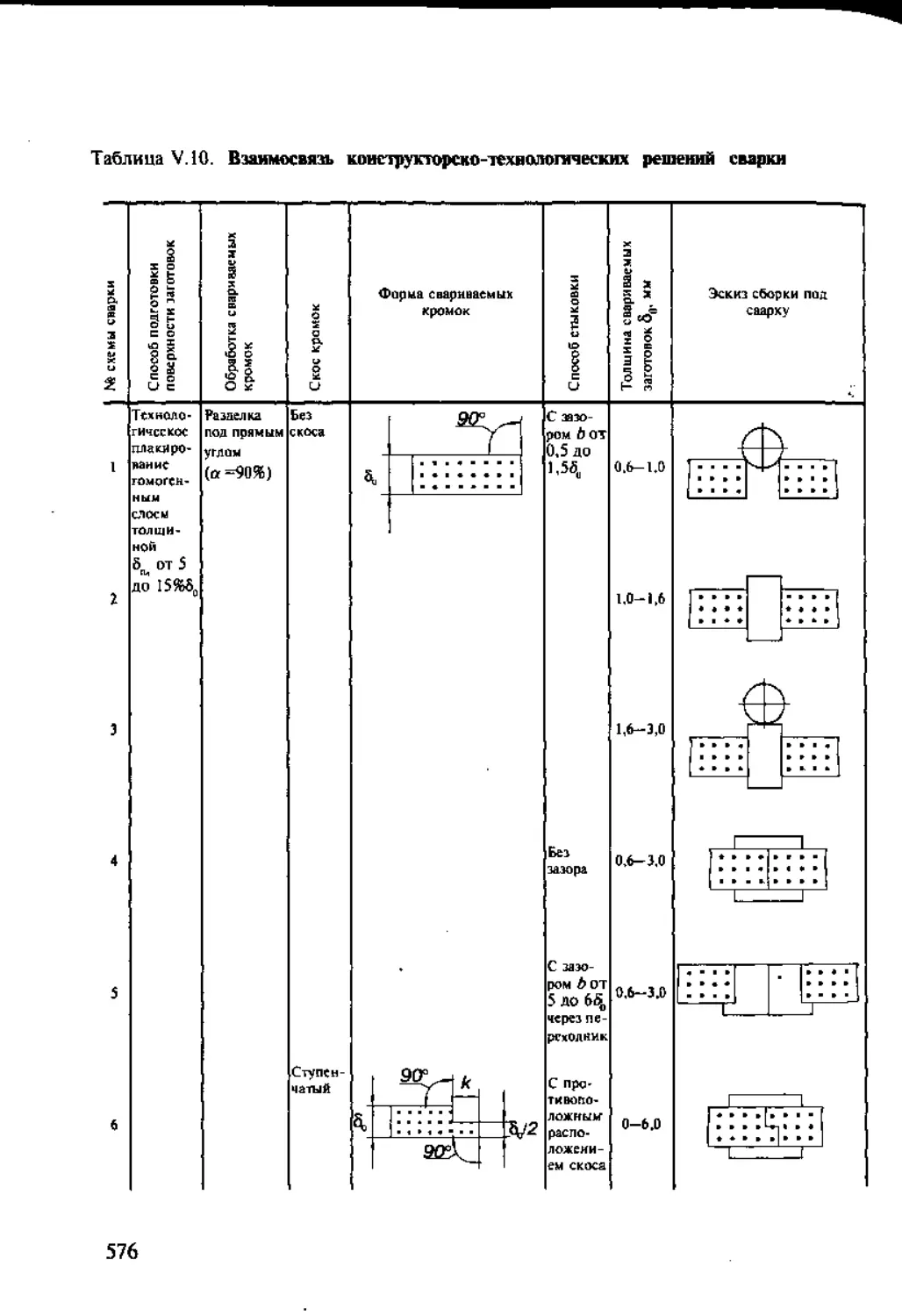
6.4. Оптимизация конструкторско-технологических решений при
разработке и выполнении сварных стыковых соединений из МКМ .... 574
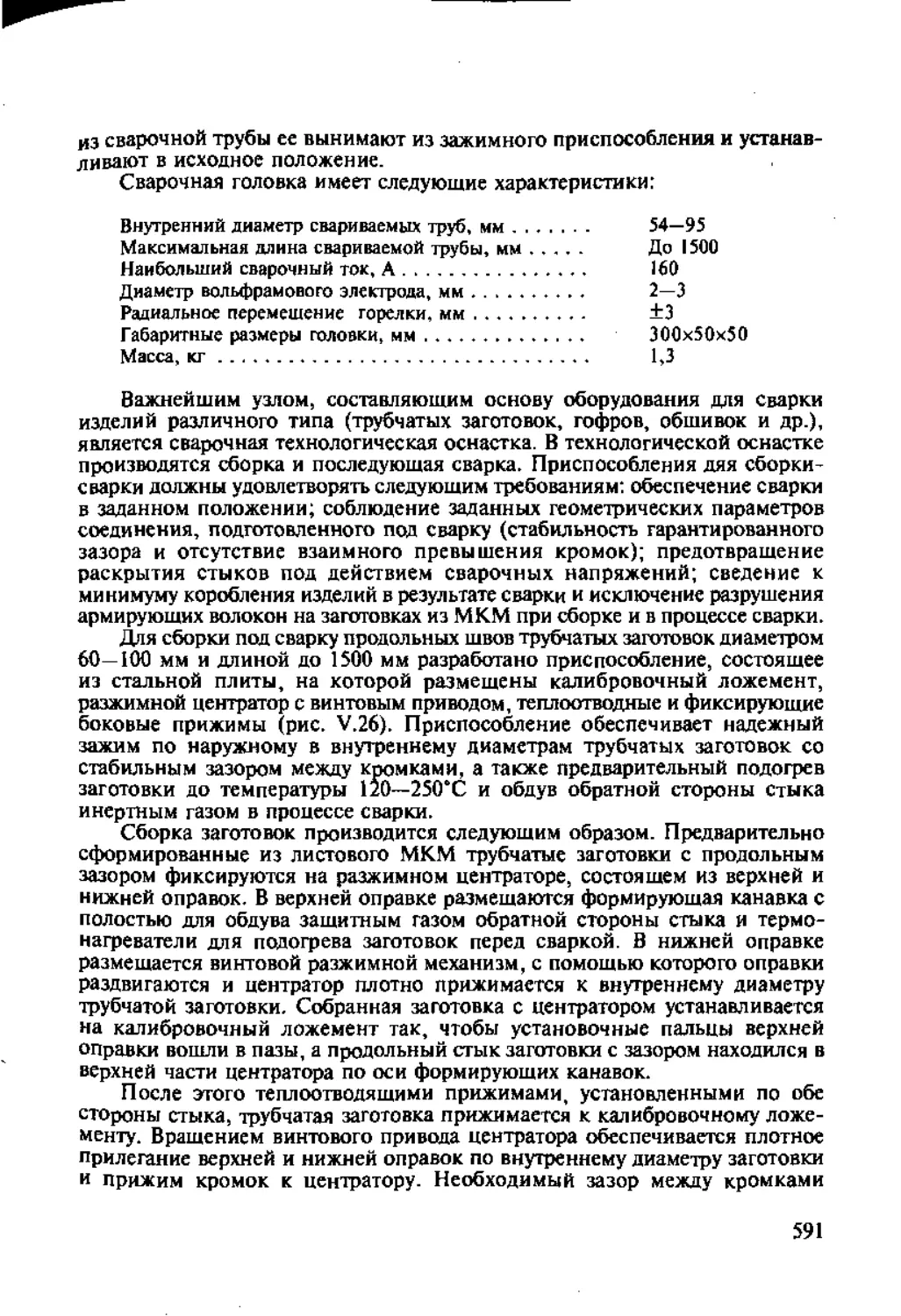
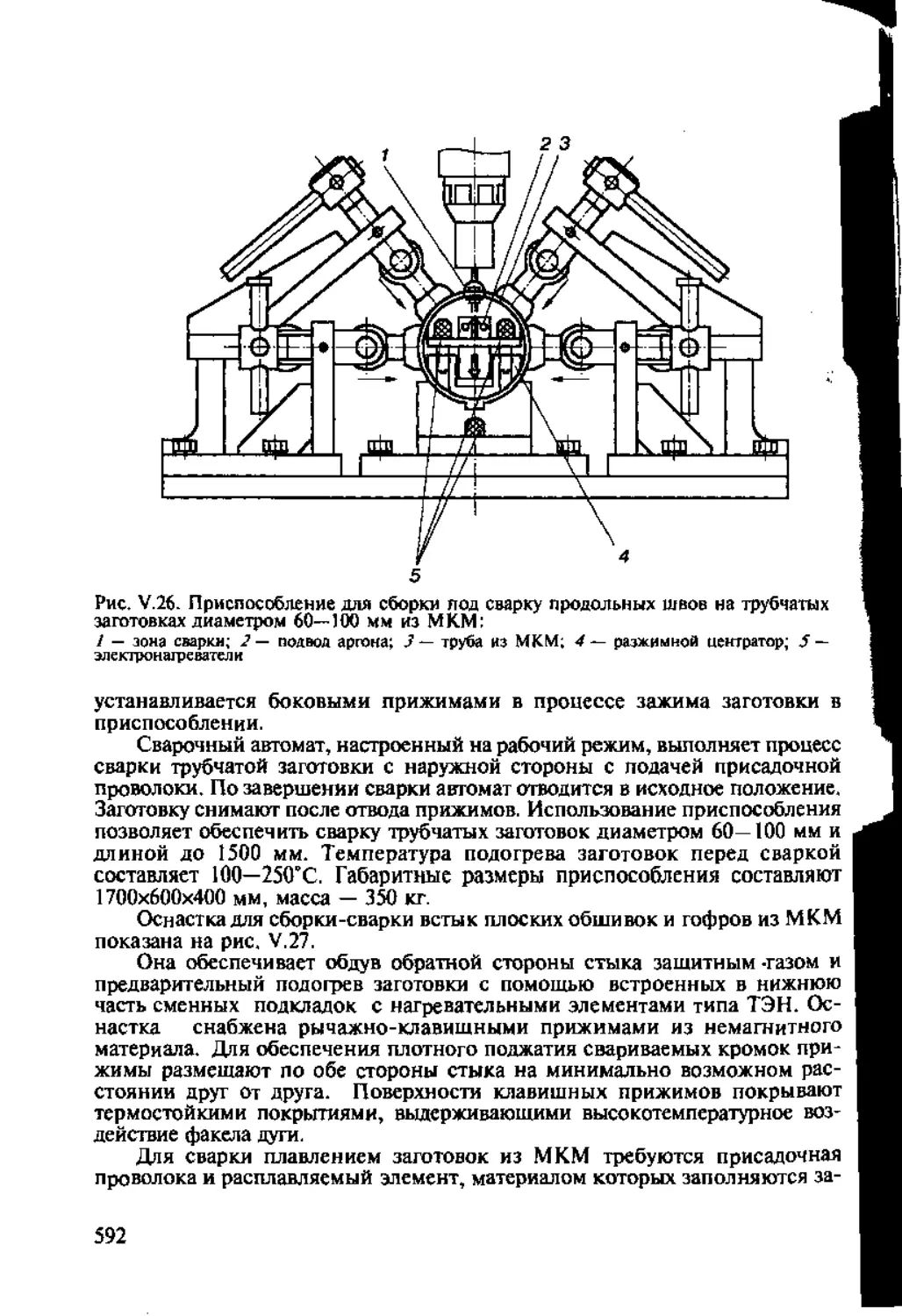
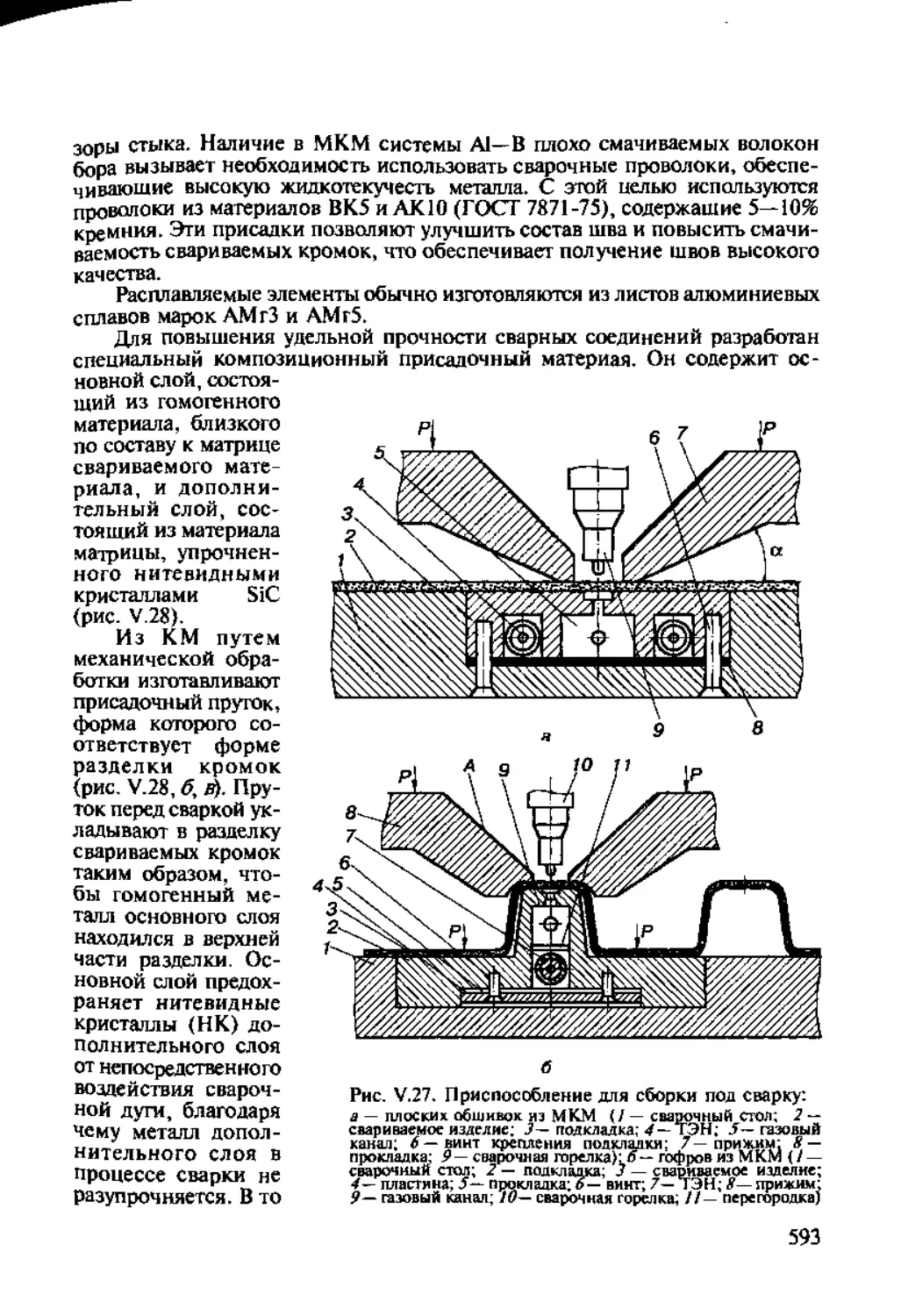
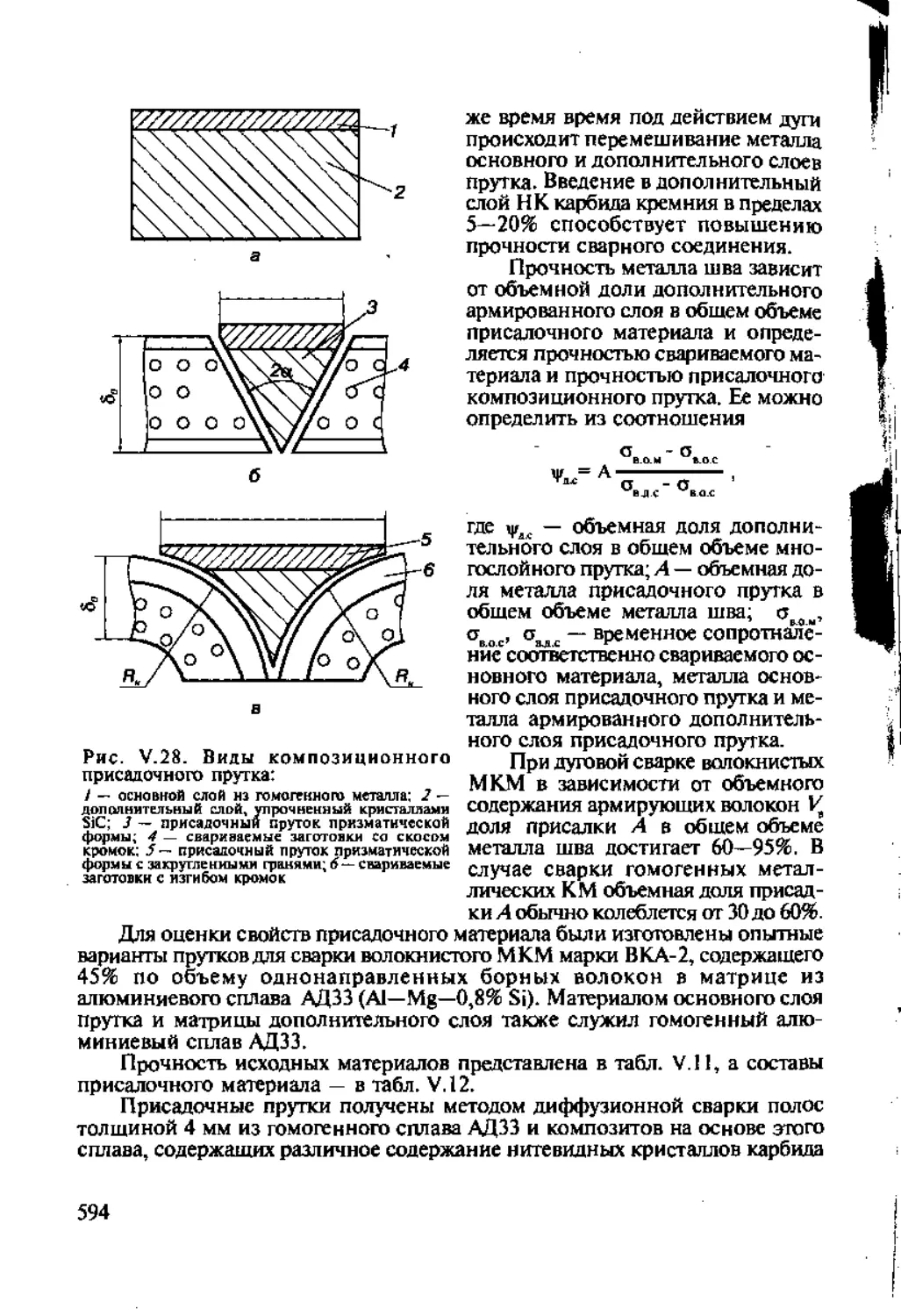
6.5. Технологическое оборудование и оснастка для сварки......587
Литература к главе V.............................................596
Глава VI Примеры комплексной технологам сварки типовых узлов самолета ........................................................... 598
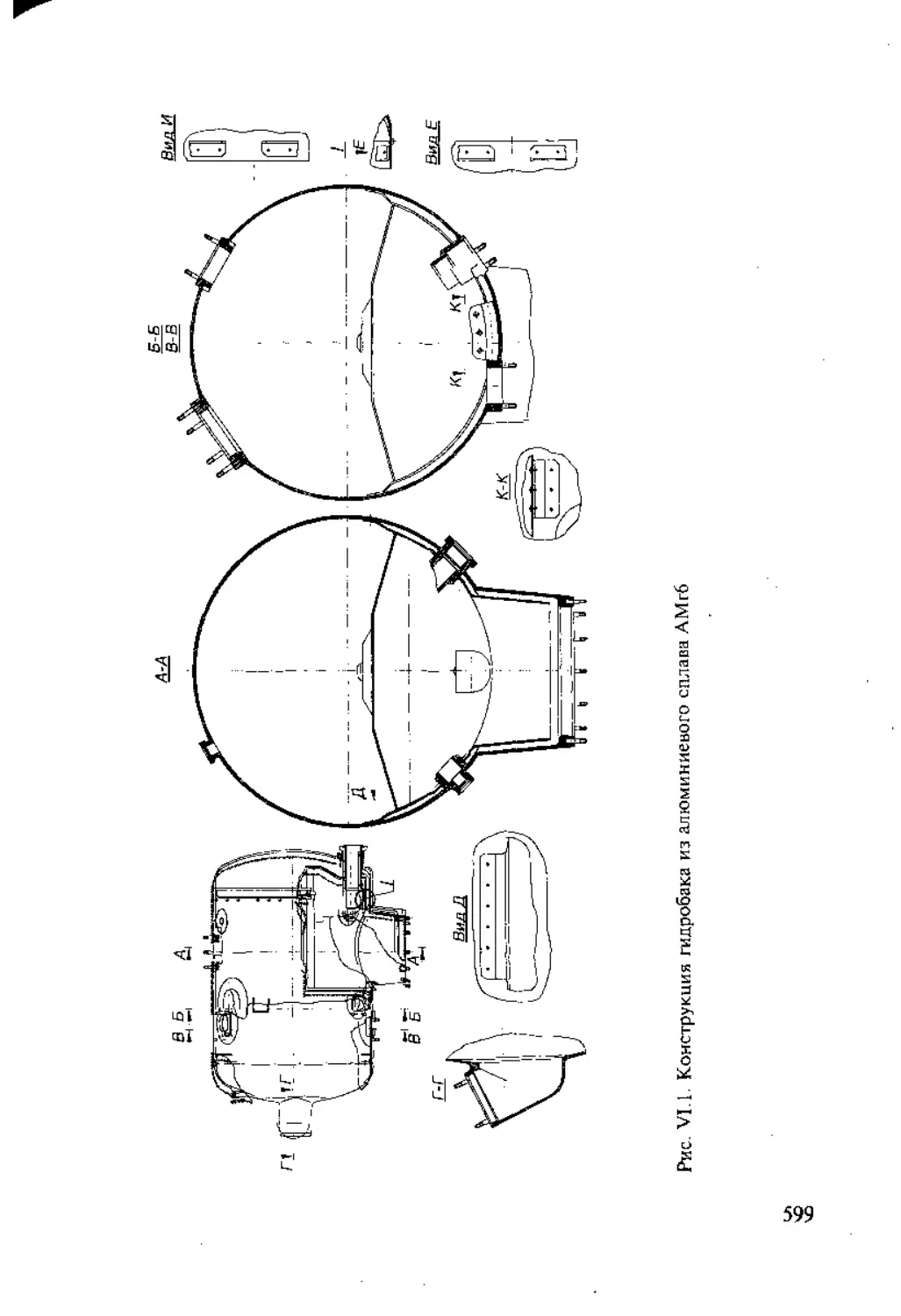
§1 . Аргоно-дуговая сварка гидробаков из алюминиевого сплава АМГ6 .................................................... 598
§2 . Сварка кислородных баллонов из стали СН-2А.................601
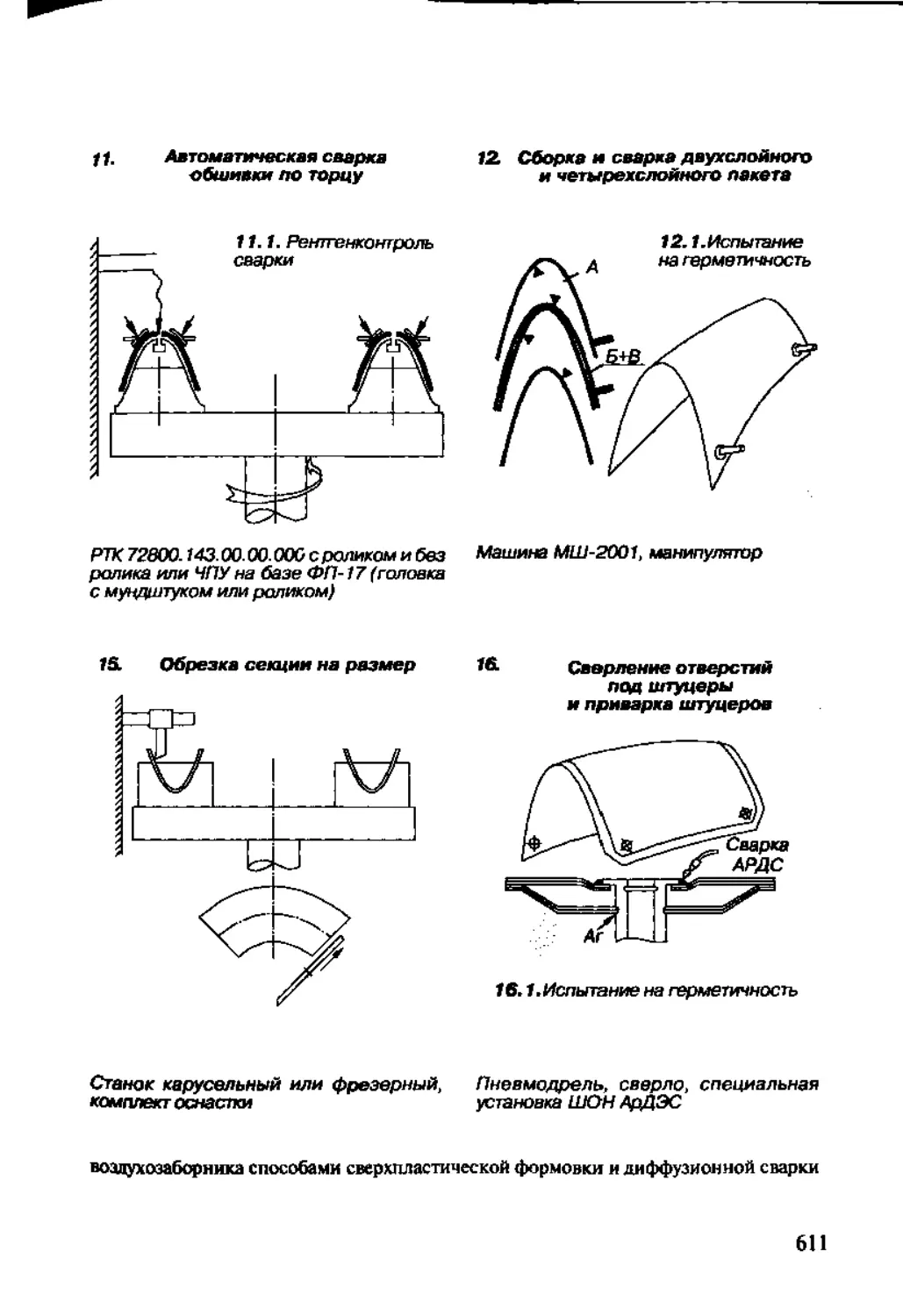
§3 . Сварка воздухозаборника-теплообменника ................... 605
3.1. Изготовление секции носка воздухозаборника .............606
3.2. Сварка коллектора.......................................615
§4 . Сварка трубопроводов ..................................... 619
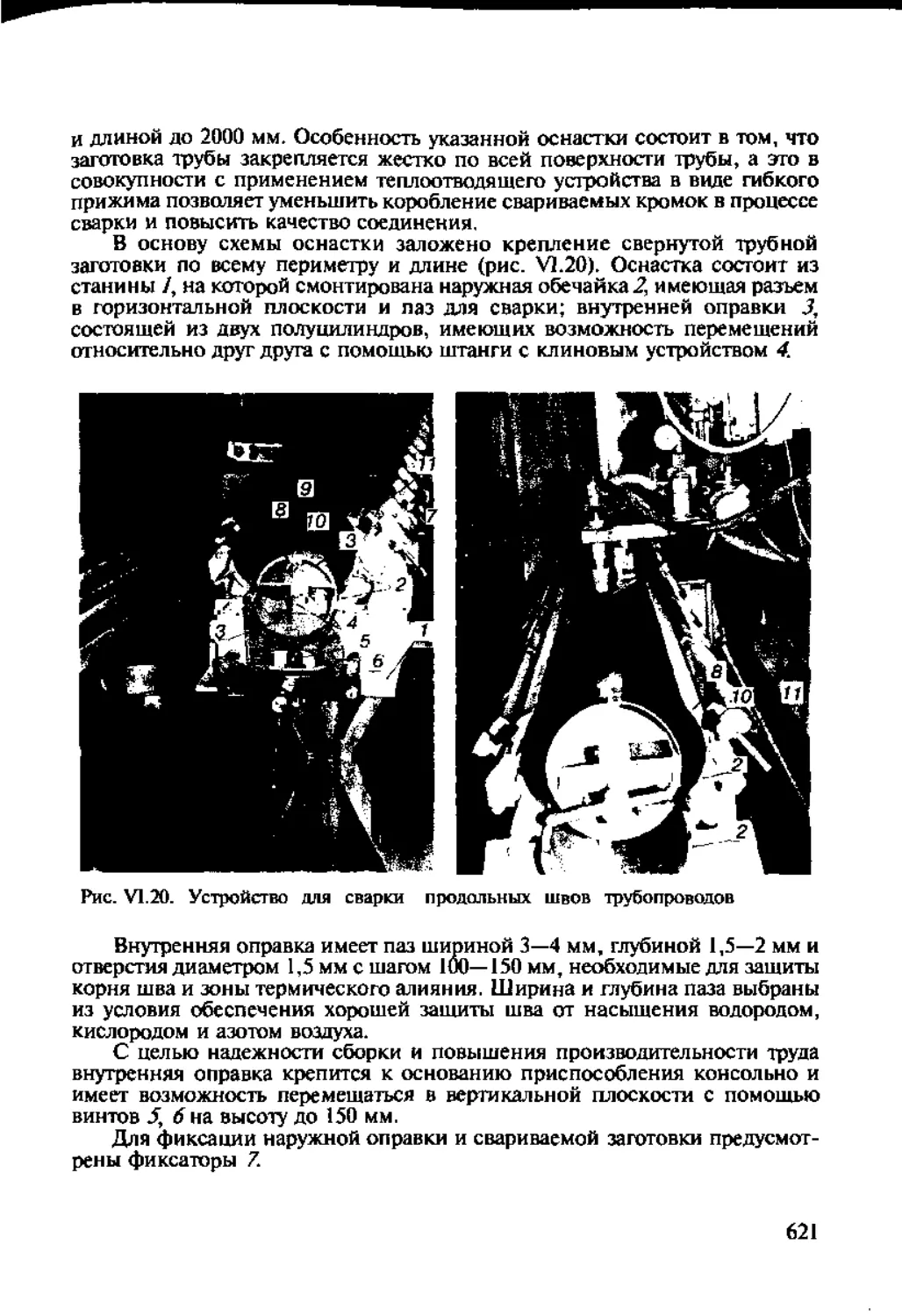
4.1. Сварка продольных швов ................................ 620
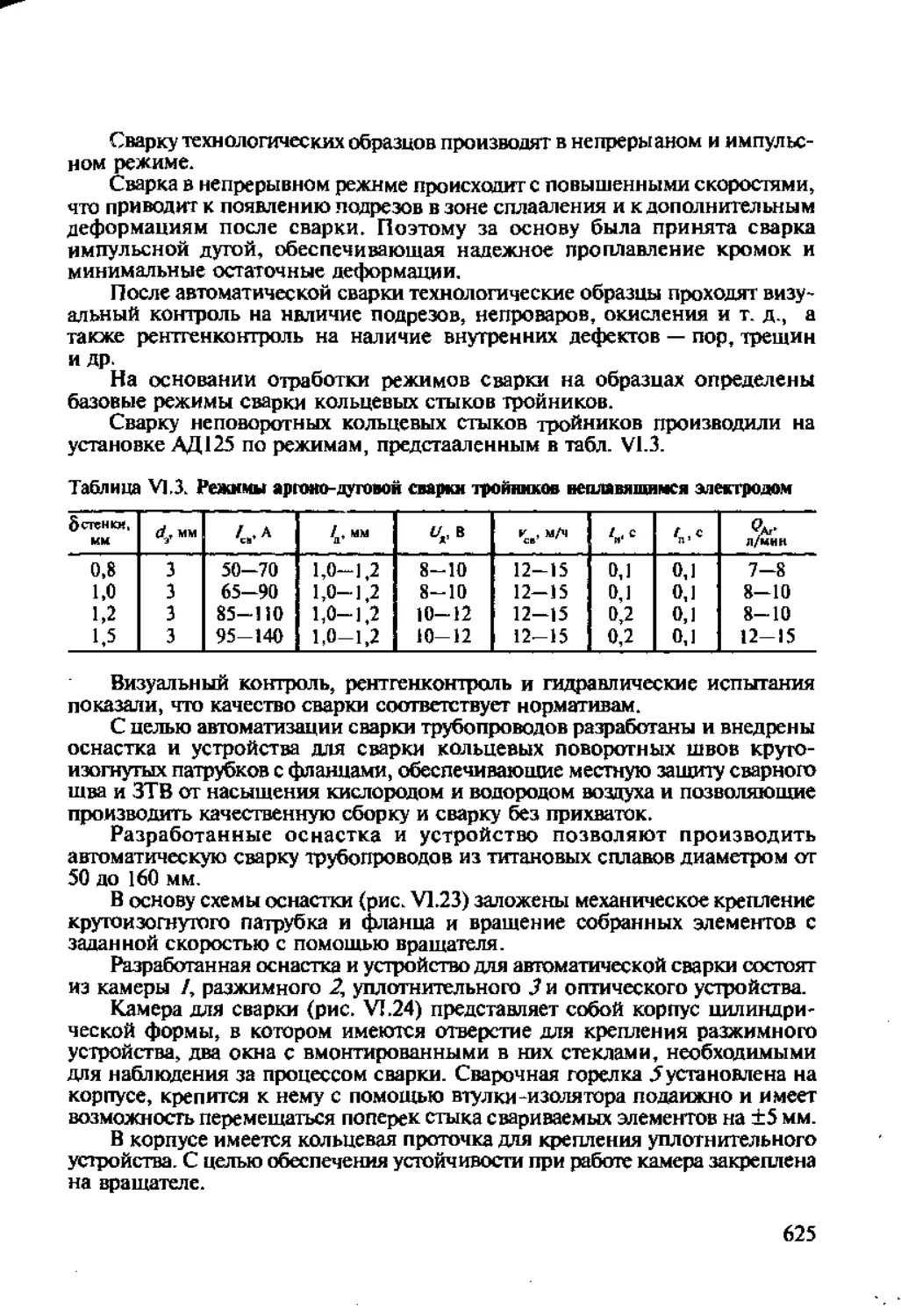
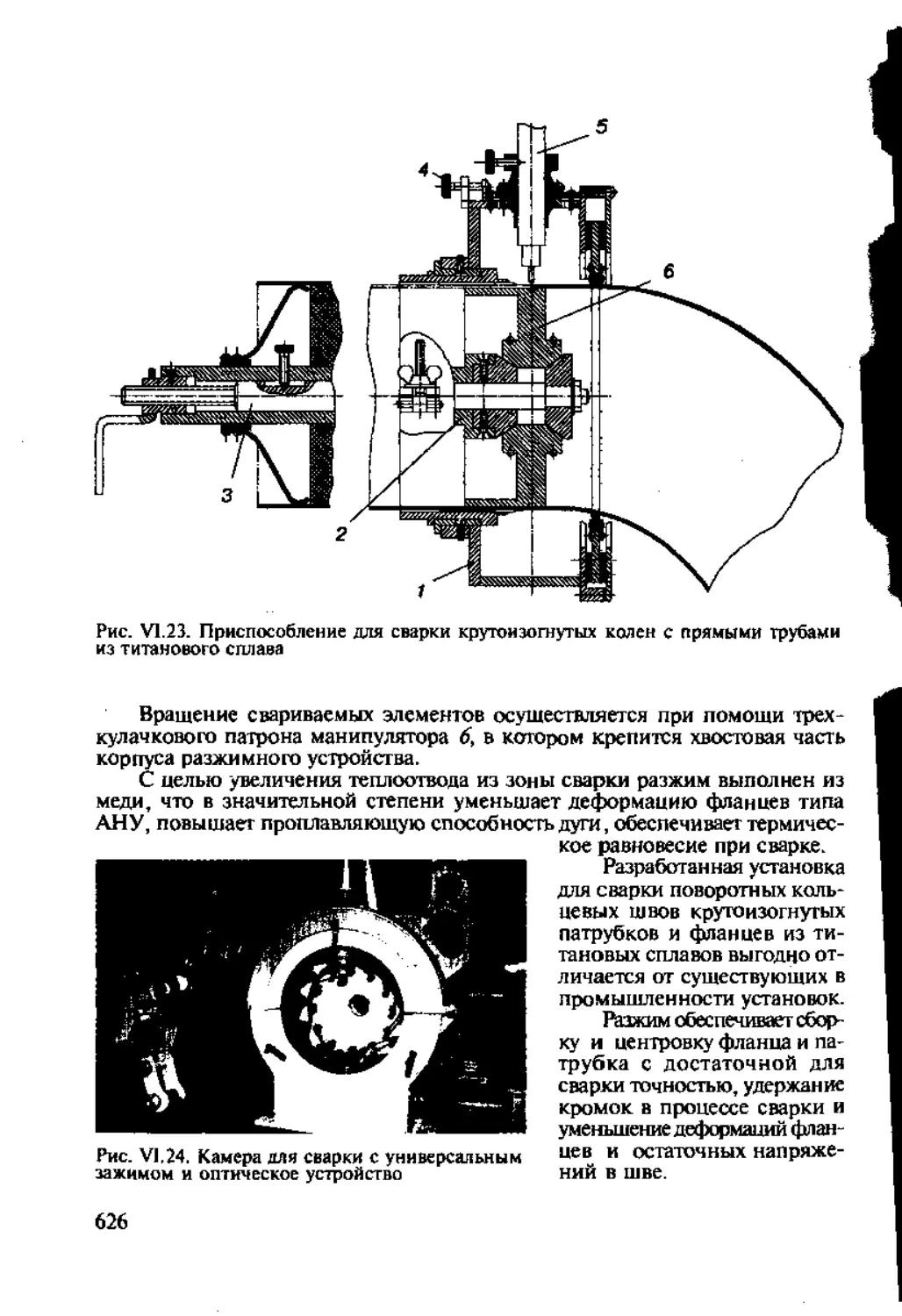
4.2. Сварка кольцевых швов.................................. 623
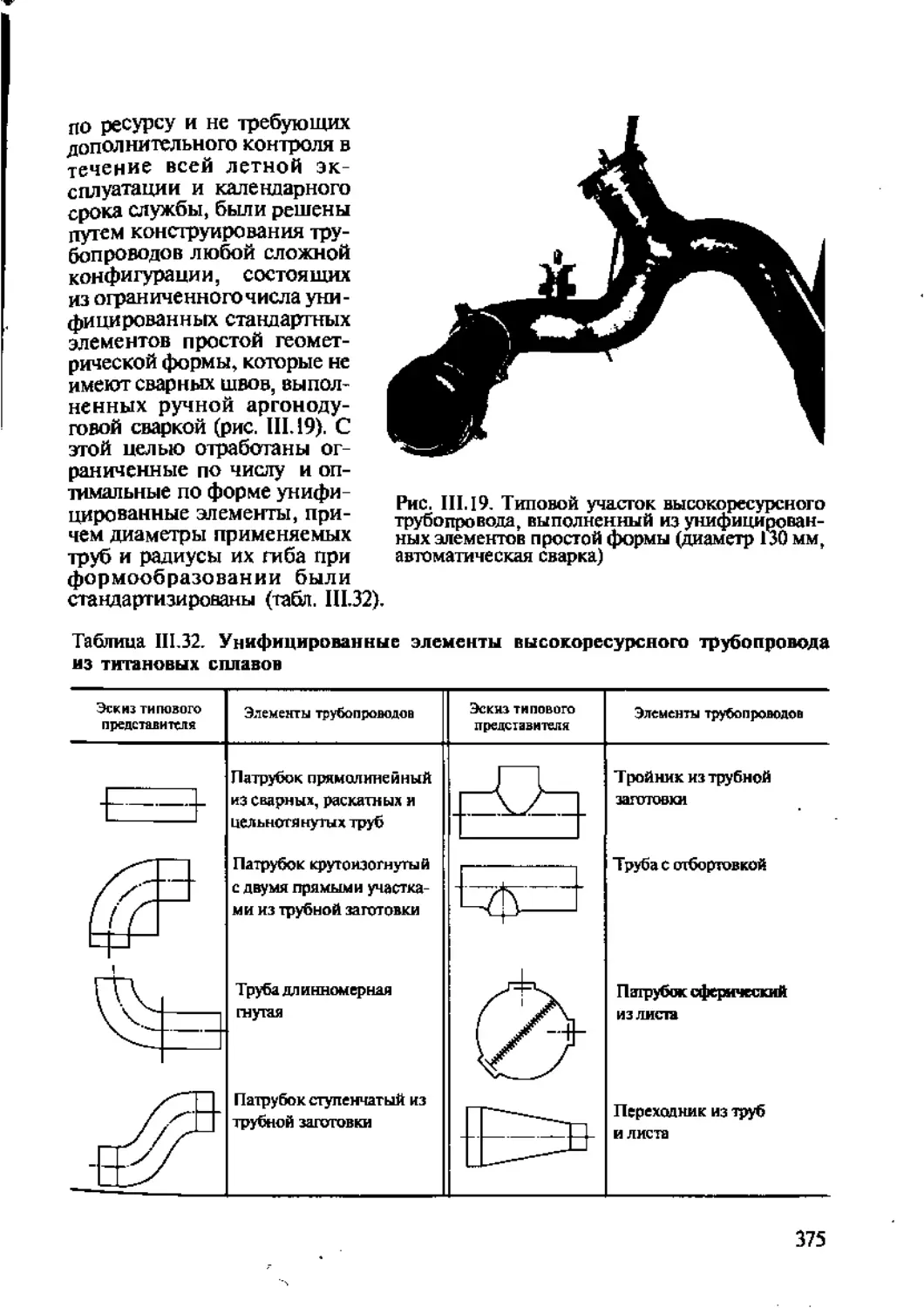
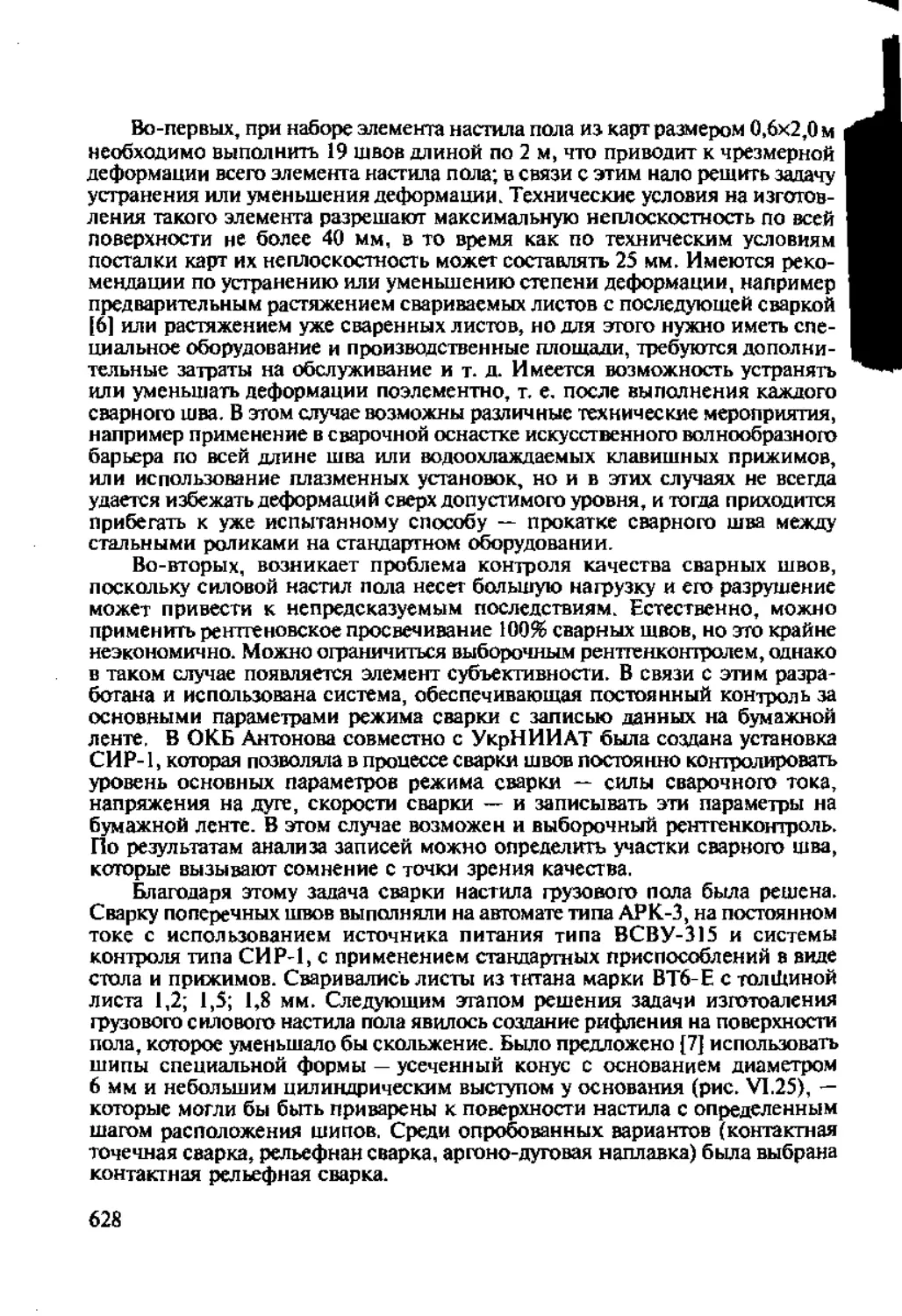
§5 . Сварка настила грузового пола из титановых сплавов.........627
§6 . Сварка полозьев лыж.................... ....................629
§7 . Изготовление высокопро'шых круглозвенных швартовочных цепей с применением контактной стыковой сварки...................632
§8 . Сварка узлов шасси.........................................634
8.1. Автоматическая сварка подкосов из сплава ВТ22...........635
8.2. Элекгрошлаковая сварка поворотных узлов шасси из сплава ВТ22...............................................637
§9 . Диффузионная сварка титановых сплавов..................... 641
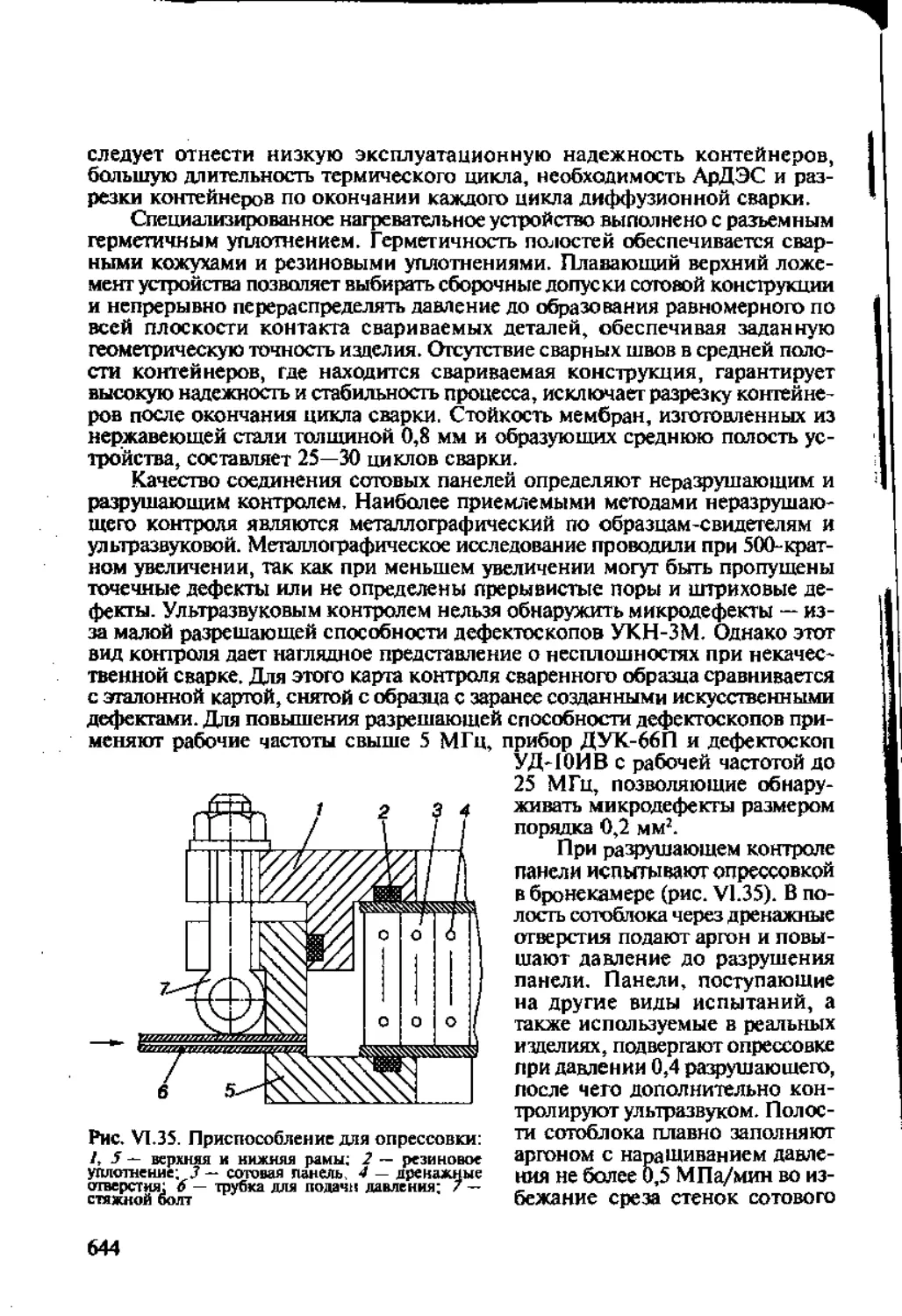
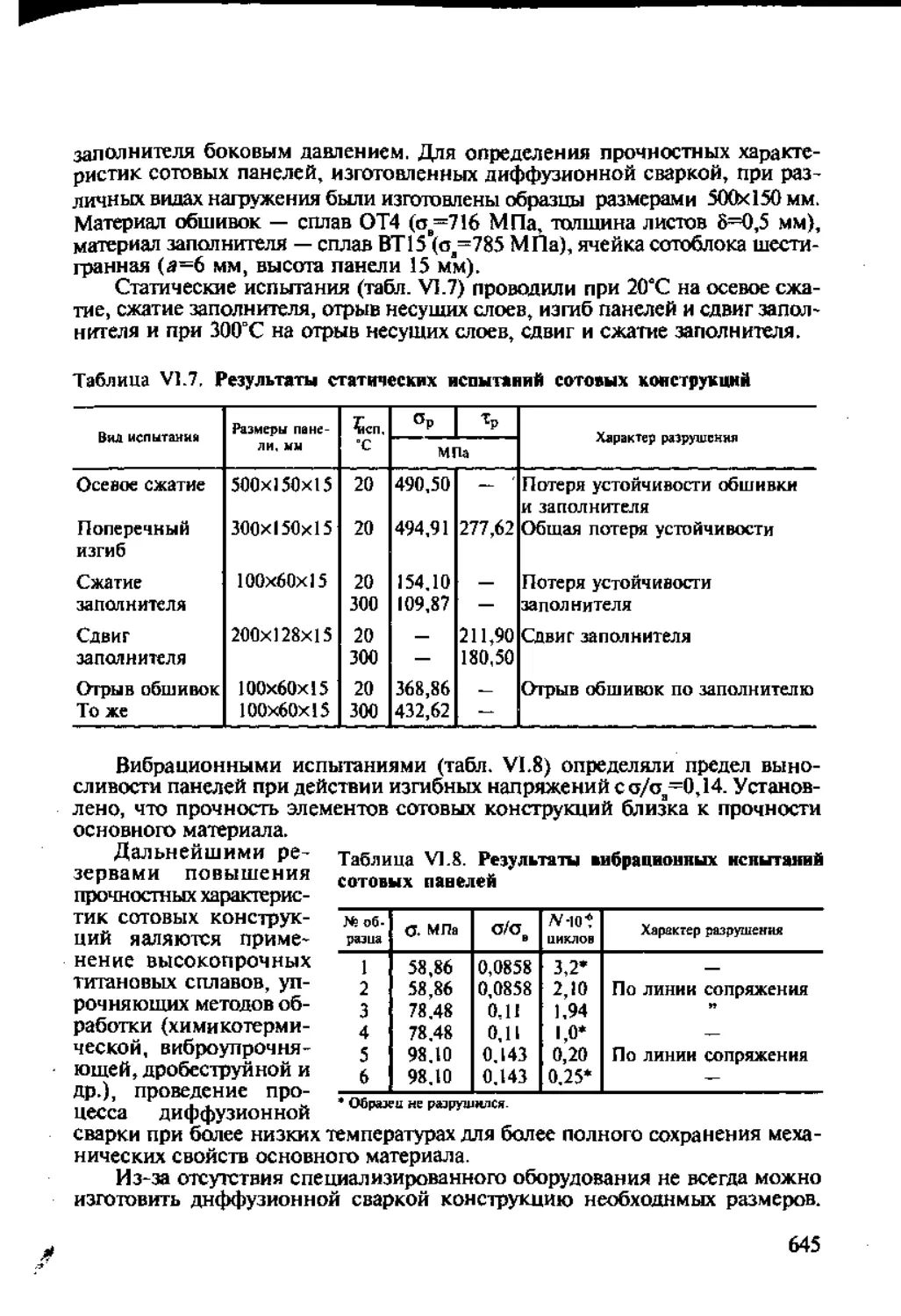
9.1. Диффузионная сварка титановых сотовых конструкций........642
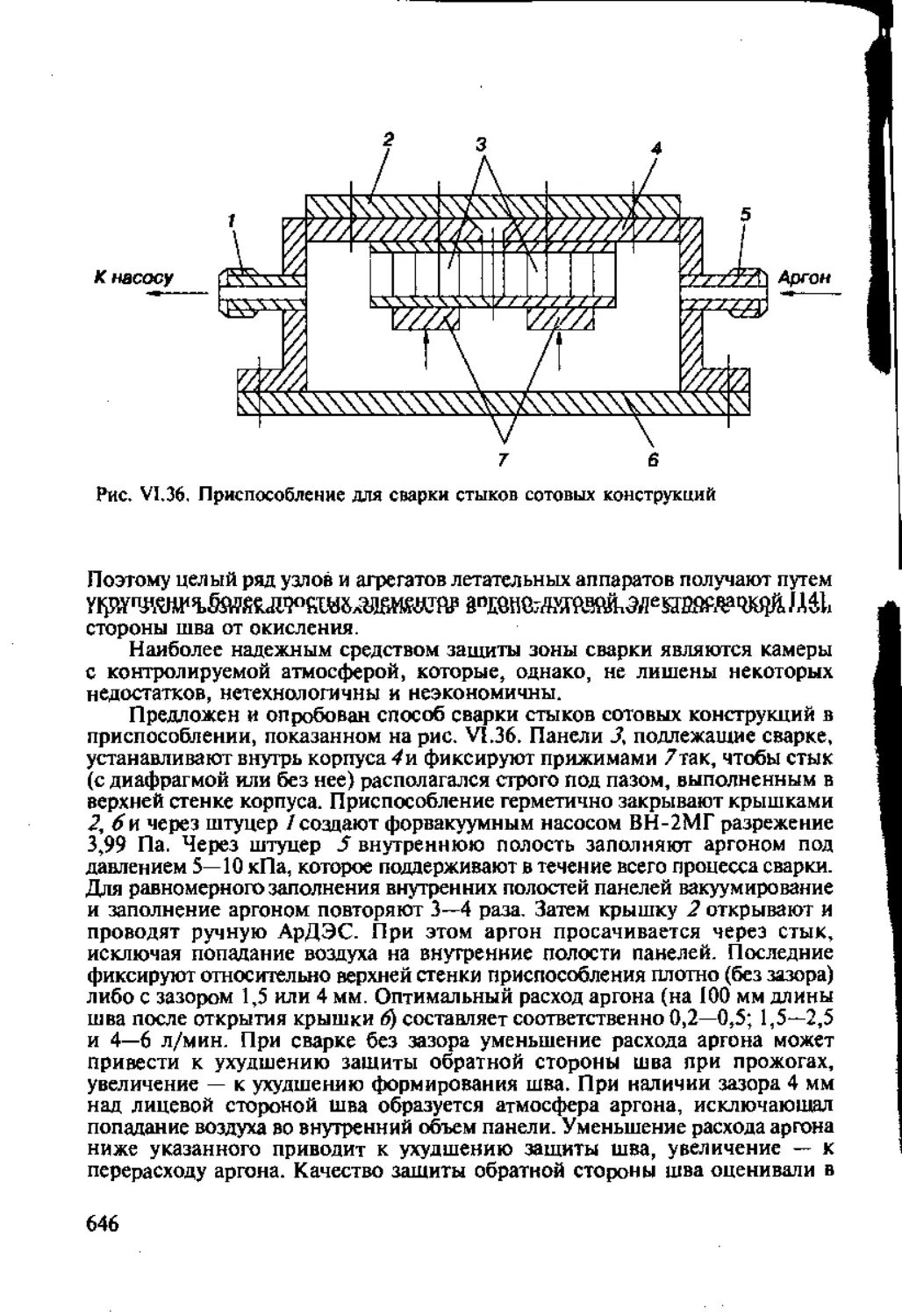
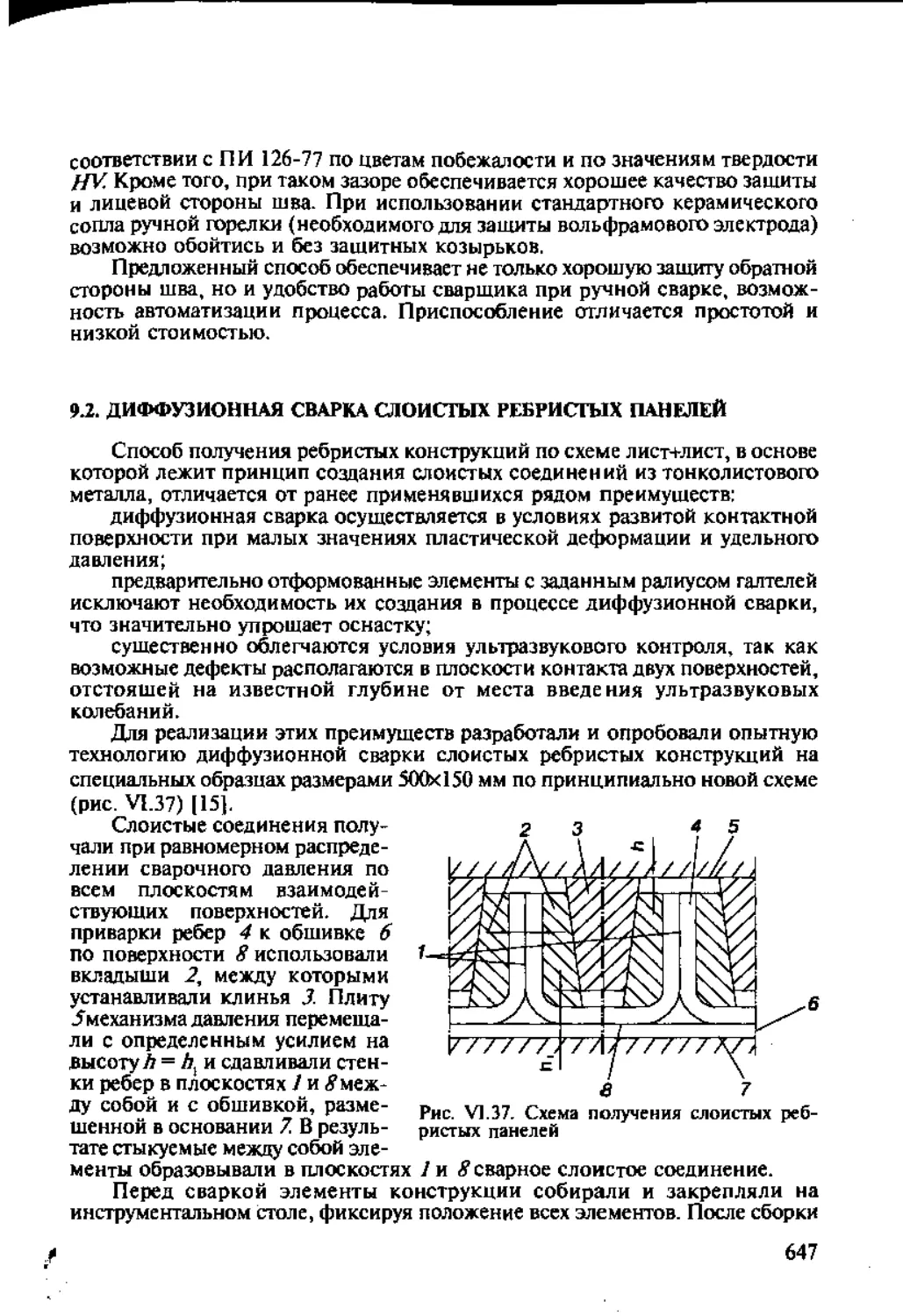
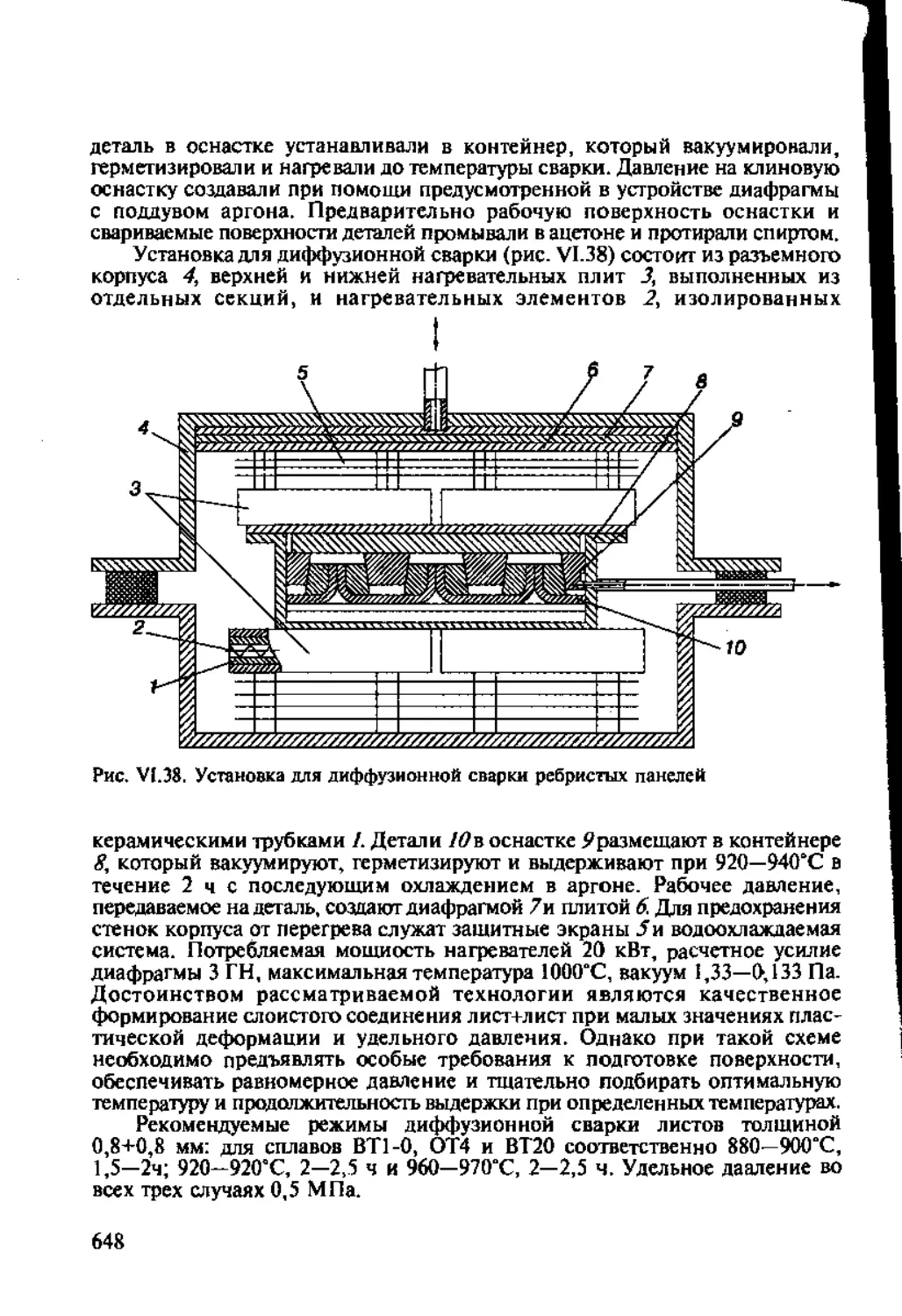
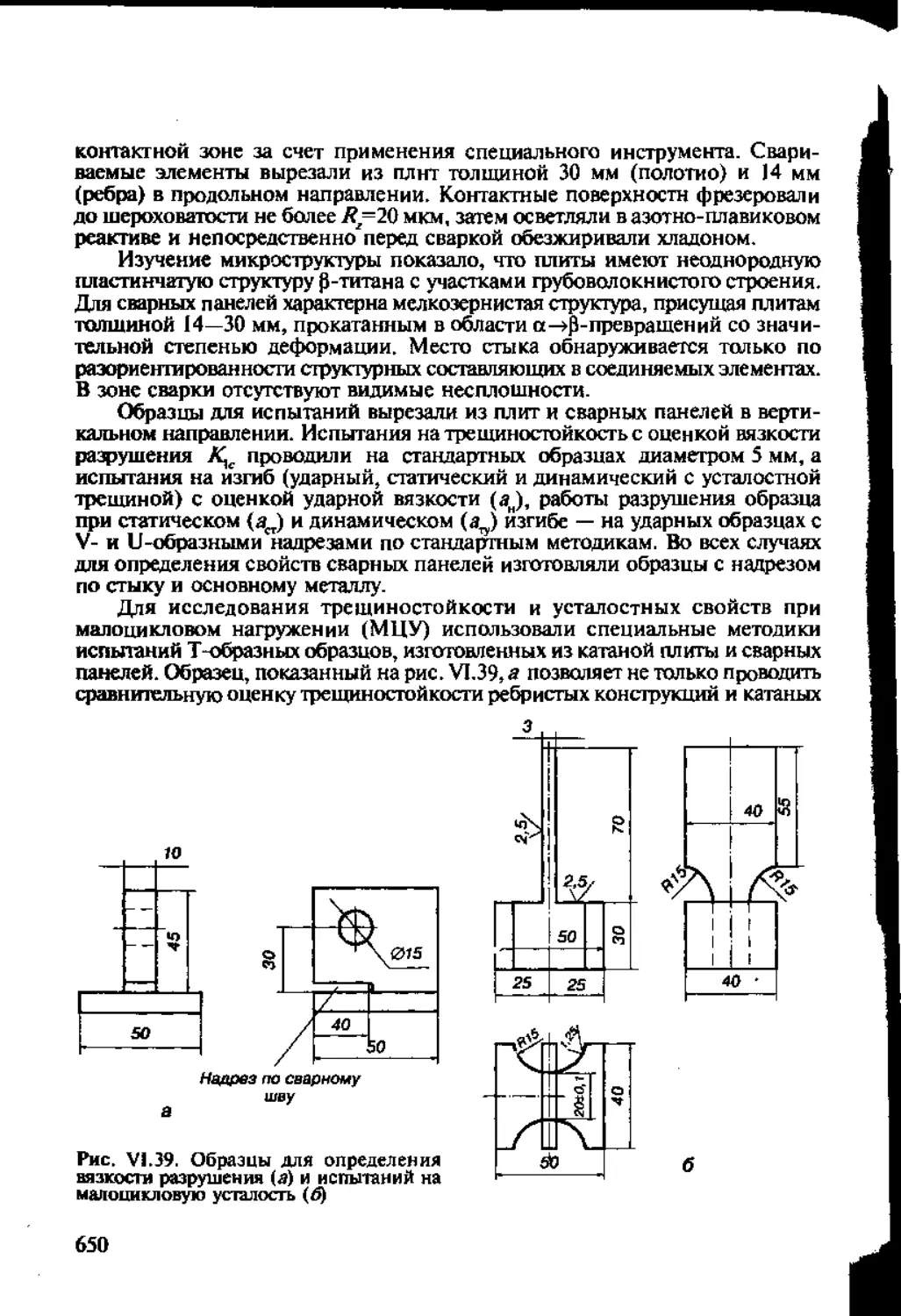
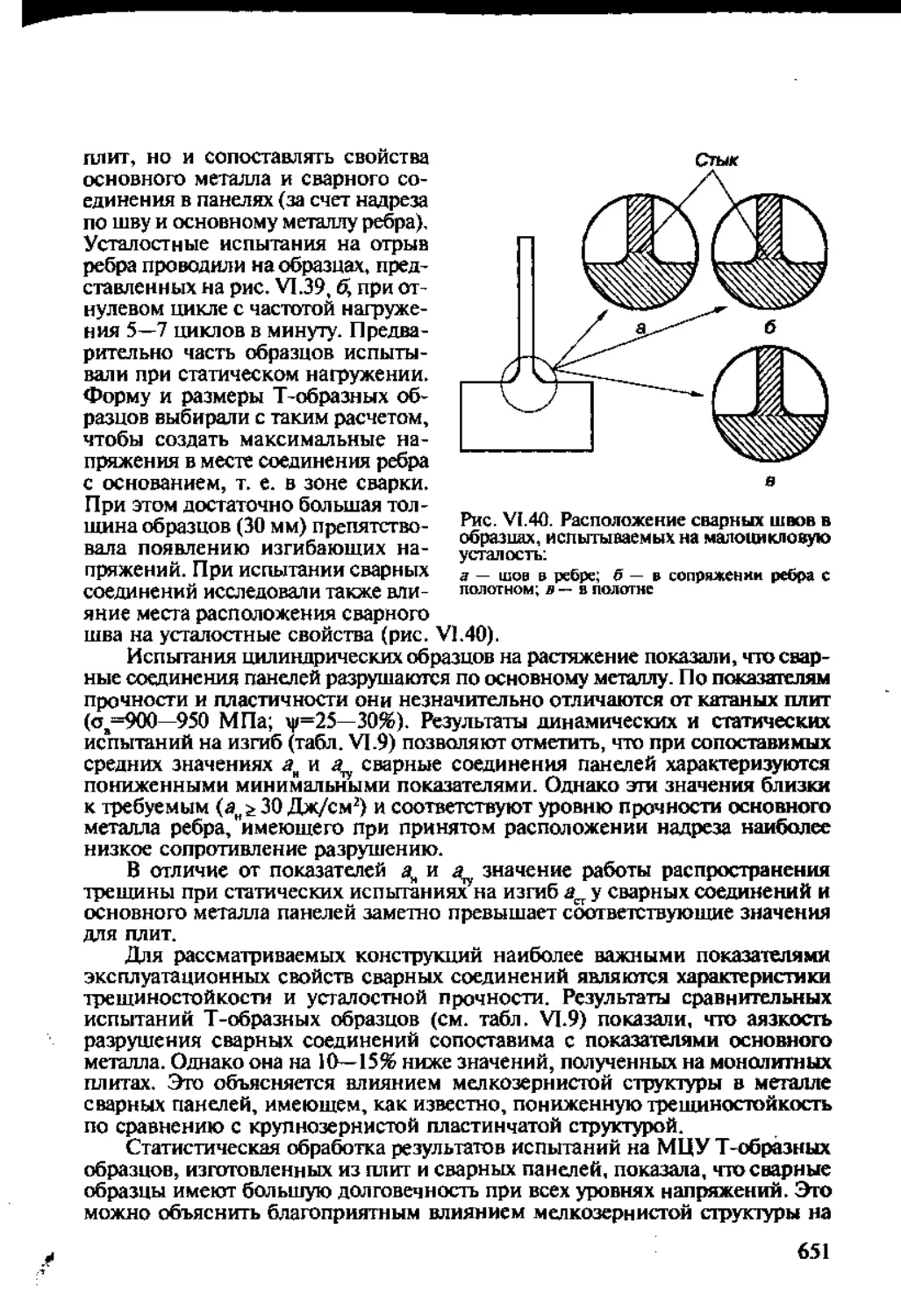
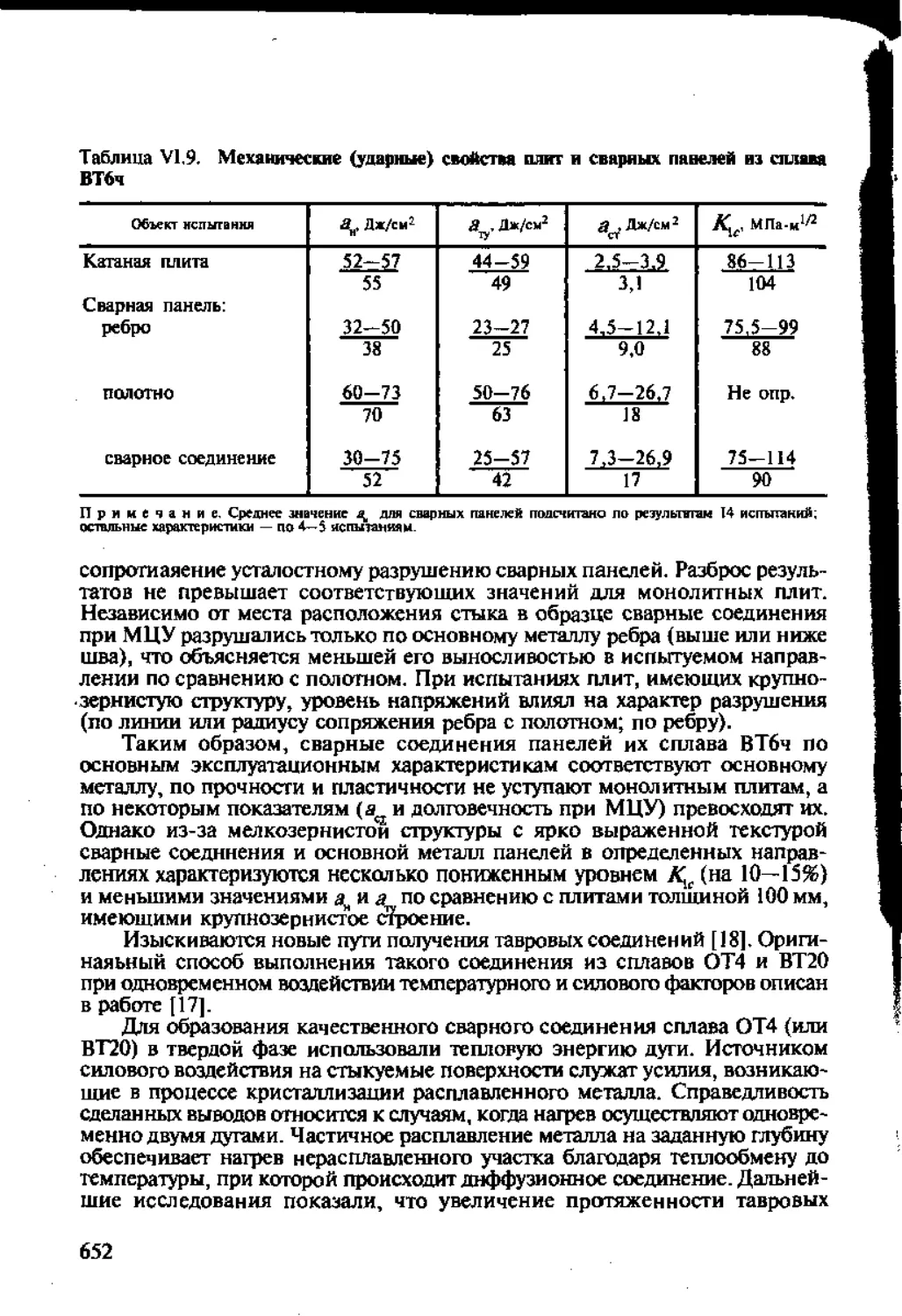
9.2. Диффузионная сварка слоистых ребристых панелей..........647
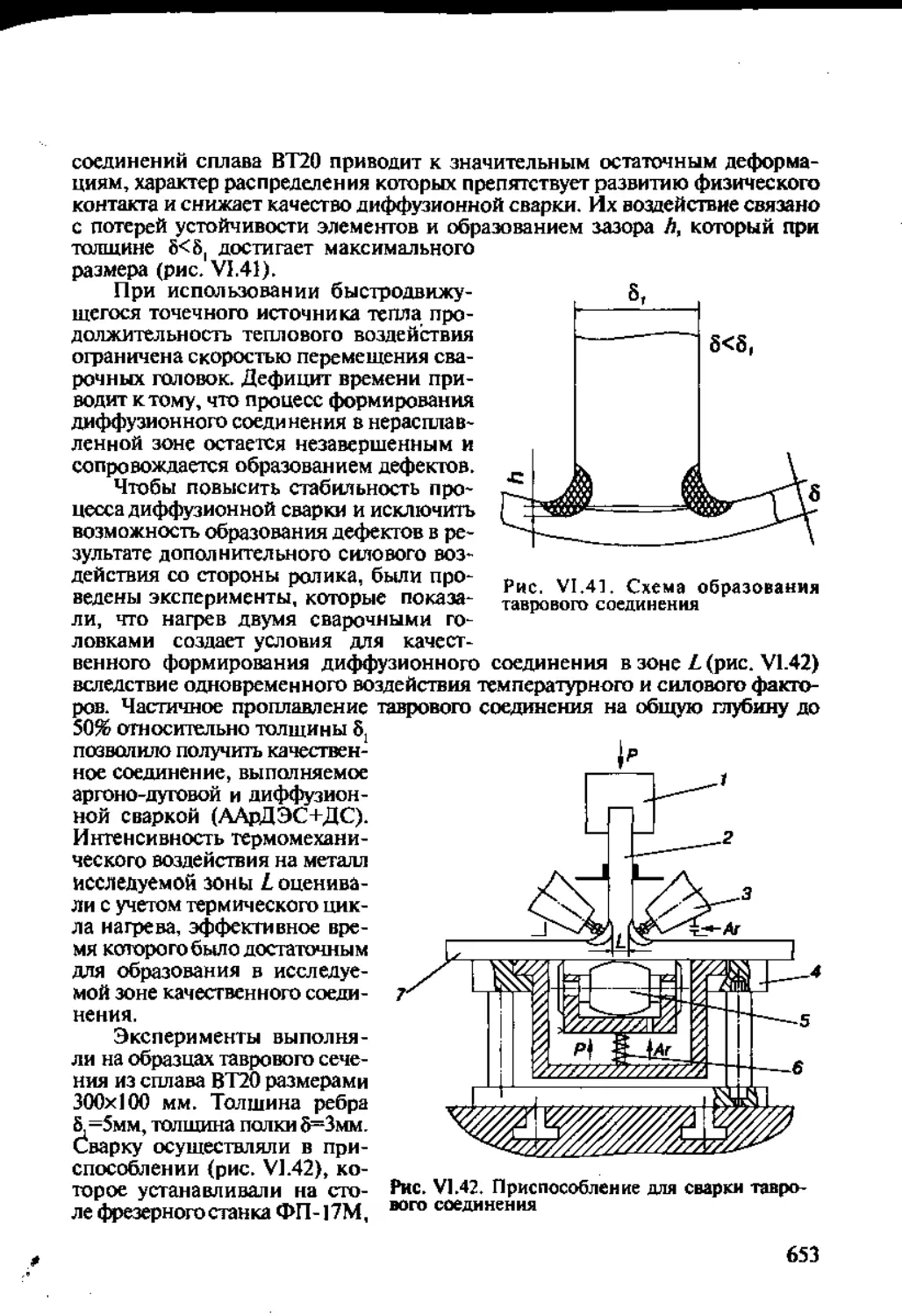
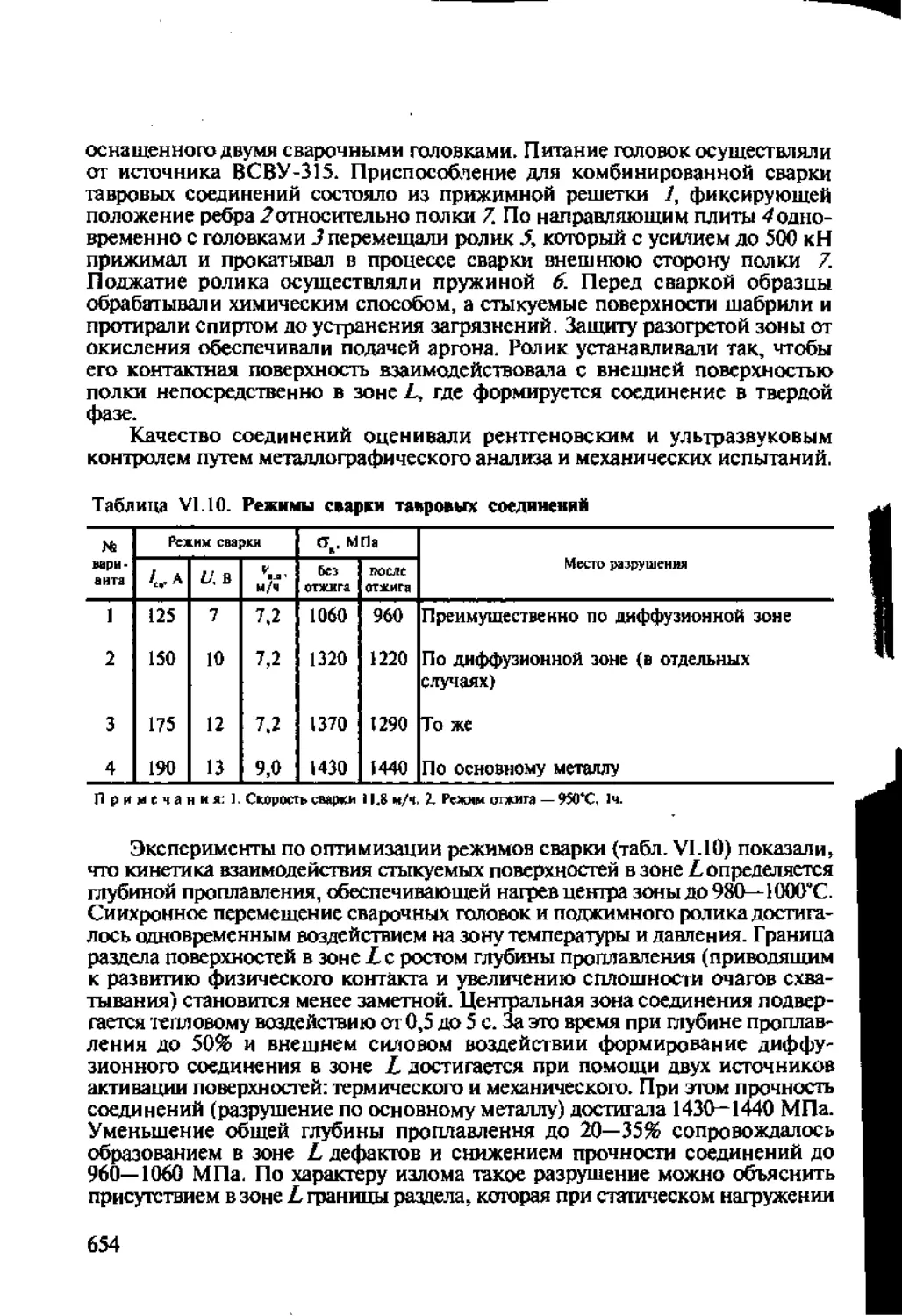
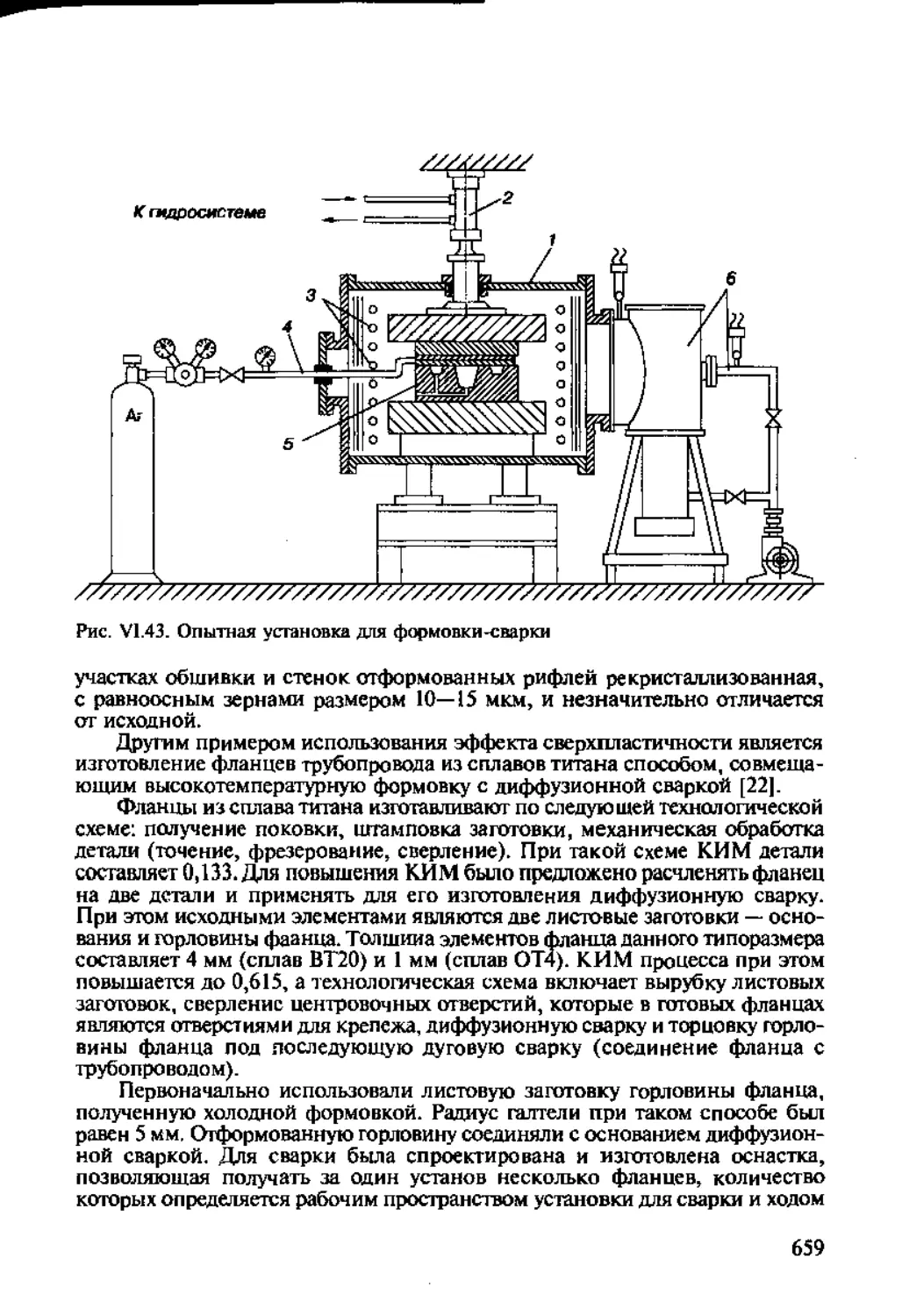
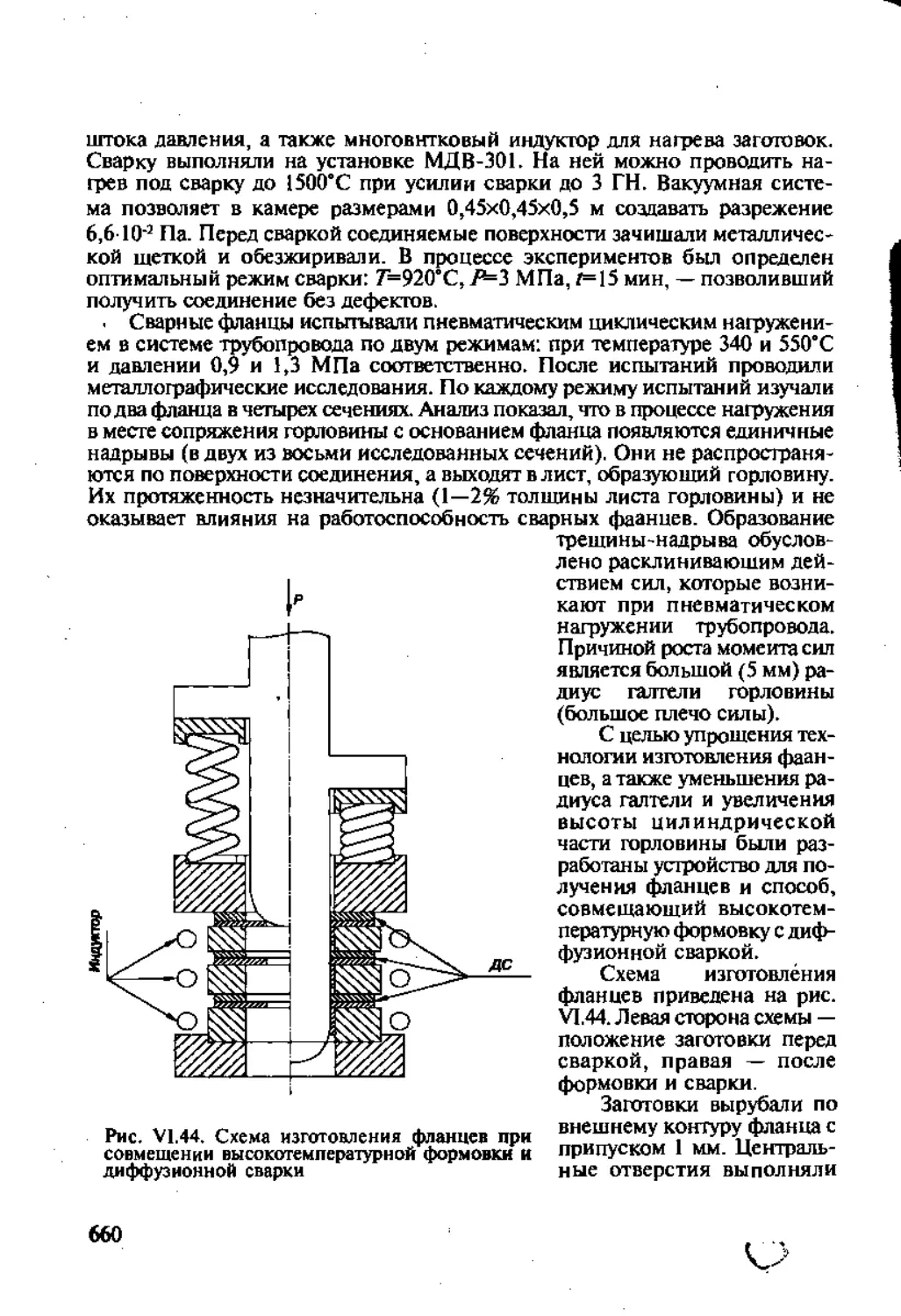
§10 . Технология изготовления авиационных деталей методом сверхпластического формирования, в том числе в сочетании с диффузионной сваркой.............................................655
§11 . Восстановительный ремонт лопаток компрессора ГТД электронно-лучевой сваркой ..................................... 661
Литература к главе VI ...........................................665
Глава VII. Контроль качества сварных соединений .................... 667
§1 . Дефекты сварных соединений................................. 667
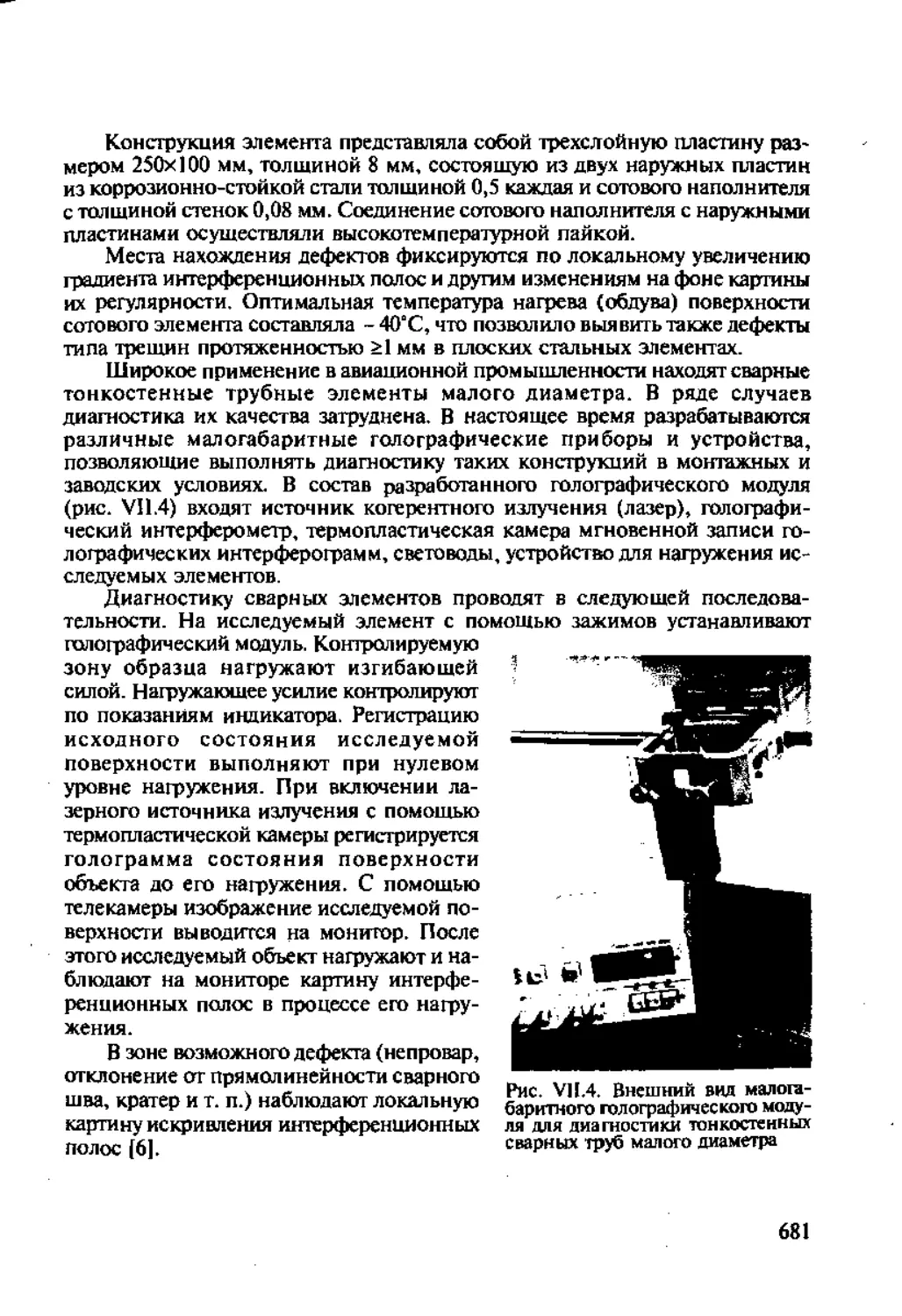
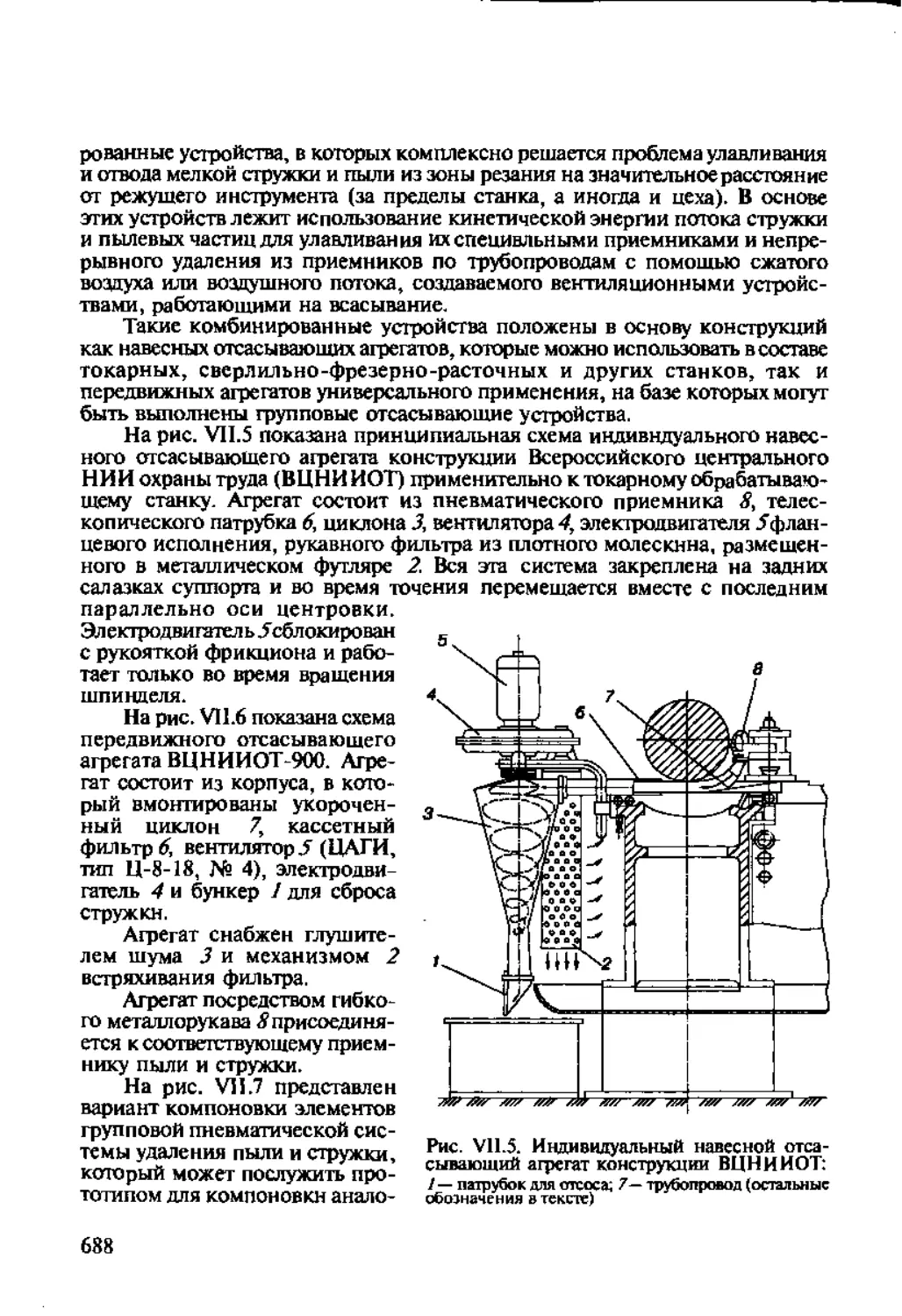
§2 . Способы контроля качества сварных соединений ............. 669
§3 . Неразрушающий контроль элементов конструкций из МКМ...........................................................682
§4 . Техника безопасности.......................................684
Литература к главе VII...........................................690
ВВЕДЕНИЕ
Широкое применение сварки в самолетостроении началось во второй половине 40-х годов, когда вместо традиционных способов газовой и атомноводородной сварки были разработаны и начали использоваться в производстве технологические процессы ручной и автоматической дуговой сварки алюминиевых сплавов и сталей в среде защитных газов.
Первые образцы оборудования, созданные в то время для аргоно-дуговой сварки, нашли затем широкое применение при сварке конструкций из сталей, алюминиевых, титановых и магниевых сплавов. Дальнейшие исследования в этой области позволили разработать технологические процессы для сварки тонколистовых (1—3 мм) материалов и сознать один из первых в СССР специализированных автоматов для сварки продольных и кольцевых стыков трубопроводов различных систем из алюминиевых, тигановых сплавов и сталей.
В период широкого внедрения в промышленность титана и его сплавов (1960—1970 гт.) определены оптимальные условия сварки титановых конструкций разной толщины, в результате чего в СССР была сознана целая серия установок с контролируемой атмосферой для сварки титана, которые отличались размерами рабочего пространства и функциональным назначением — как для ручной, так и для автоматической сварки.
В конце 60-х годов сконструирована и изготовлена уникальная для того времени обитаемая камера «Атмосфера» для сварки в среде защитных газов большой номенклатуры деталей.
Создание в те же годы первого в мире цельносварного самолета стимулировало поиск новых и совершенствование известных технических решений в области сварки. Были разработаны новые прогрессивные технологические процессы аргоно-дуговой импульсной сварки, серия новых сварочных автоматов и полуавтоматов, ряд источников питания, специальная сборочно-сварочная оснастка.
Это позволило обеспечить серийный выпуск цельносварочных самолетов, а разработанные технологические процессы расширили возможности дуговой сварки, в особенности в среде инертных газов.
В самолетостроении стала широко использоваться сварка по флюсу-реагенту, что позволило увеличить концентрацию энергии дугового сварочного разряда и тем самым увеличить проплавляющую способность дуги в 1,5—2 раза.
Для материалов толщиной 10—30 мм перспективным оказался способ сварки погруженной дугой. С целью его осуществления созданы система автоматического регулирования тепловложения и оборудование, позволяющее сваривать толстостенные изделия из алюминиевых, магниевых, титановых сплавов за один-два прохода.
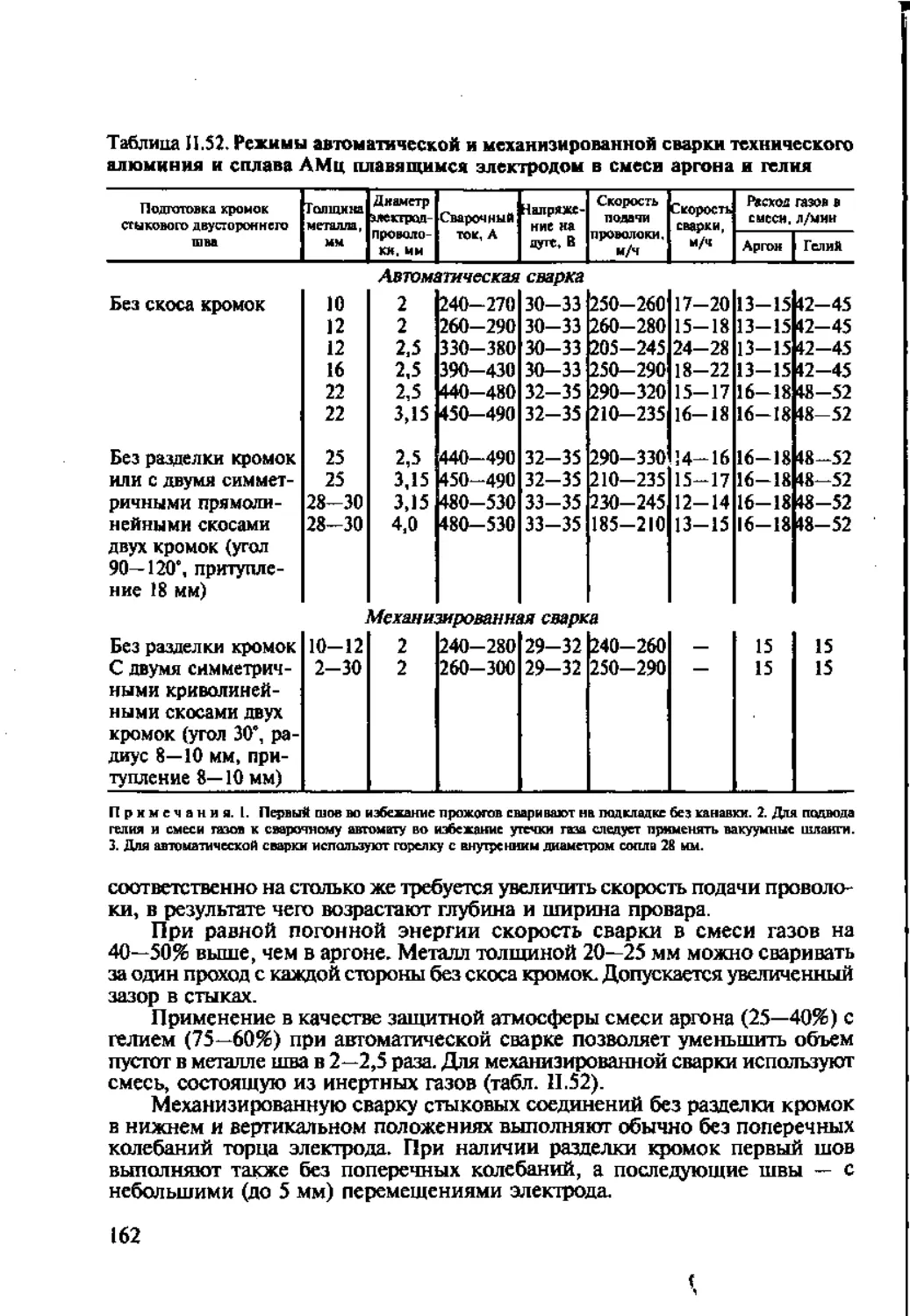
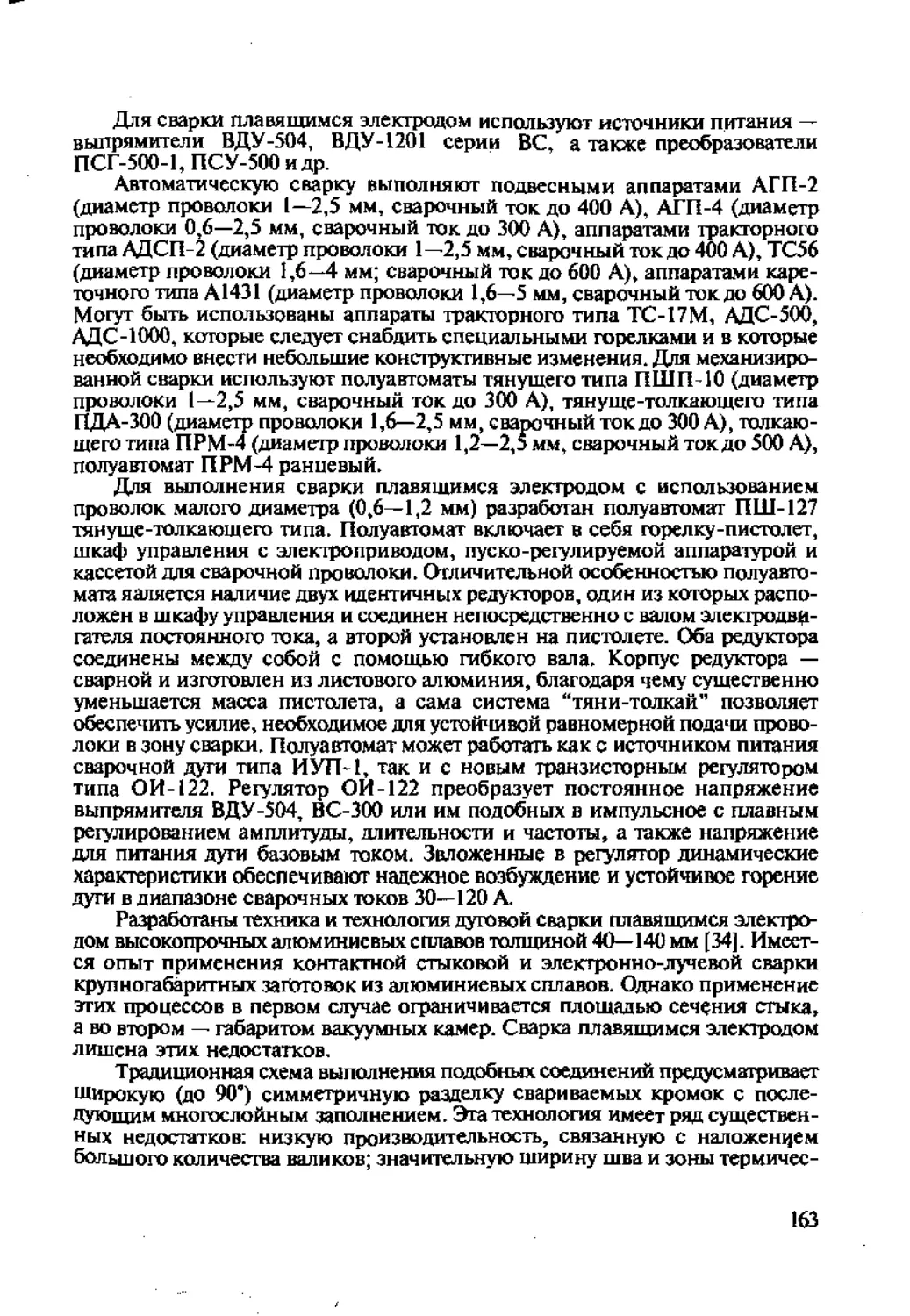
Для получения коротких швов больших и сложных сечений разработан и внедрен эффективный способ аргоно-дуговой сварки в узкий (щелевой) зазор.
При этом были использованы спецй%ьно созданные сварочные головки.
Применительно к самолетостроению’разрабстаны специальные технологические процессы и оборудование для сварки листов и профилей из стали и титана с толщиной стенок свариваемых элементов от 0,8 до 10 мм.
В 60-е годы впервые в мировой практике для самолетостроения разработан и применен способ сварки в среде углекислого газа для малоуглеродистых, низколегированных и некоторых жаропрочных сталей, создано соответствующее технологическое оборудование.
В области контактной сварки активно проводились работы по совершенствованию существующего оборудования и созданию специализированных установок для авиастроения. Специально для этой отрасли создан и серийно выпускается ряд сварочных точечных и роликовых машин, обеспечивающих сварку алюминиевых и магниевых сплавов.
В те же годы впервые в мировой практике специалистами конструк-тор-ского бюро им. О. К. Антонова в сотрудничестве с учеными созданы технология и оборудование для получения клеесварных соединений. Эго, в свою очередь, стимулировало разработку аппаратуры и приборов для непрерывного, периодического контроля и стабилизации параметров режима сварки, аттестацию контактного сварочного оборудования по необходимым параметрам, создание способов управления процессами точечной сварки. Все это позволило обеспечить производство тонколистовых пространственных конструкций из сталей и титановых сплавов, создать и оснастить сварочные участки и цехи самолетостроительных предприятий.
Прогресс сварки в самолетостроении связан также с применением высококонцентрированных источников тепла, таких, как электронный луч и луч лазера. В результате комплексных научно-исследовательских, проектноконструкторских и экспериментальных работ созданы промышленные установки для сварки электронным лучом самолетных конструкций,
В последующие годы в опытном и серийном производстве широко использовались адаптированные для применения в самолетостроении технологические процессы электронно-лучевой сварки, а также универсальное и специализированное оборудование для этих целей. К началу 80-х годов были созданы около 30 моделей электронно-лучевых установок. Более 250 единиц этого оборудования с мощностью электронного луча 2,5; 10; 15; 30 кВт работают на различных самолетостроительных предприятиях. За год на этих заводах электронным лучом выполнялось более 20 тысяч сварных швов. На ряде предприятий были организованы специализированные участки электронно-лучевой сварки.
Преимущества лазерной сварки наиболее полно проявляются в самолетостроении при соединении конструкций типа панелей, в которых ее при
менение позволяет избежать коробления. Это дало возможность разработать технологические процессы, предусматривающие предварительную прихватку свариваемых деталей лазерным лучом, и осуществлять окончательную сборку без силовой оснастки. При помощи лазерной сварки удалось освоить изготовление типовых деталей из высокопрочных титановых сплавов и сталей.
Повышение объемов использования композиционных материалов (КМ) в самолетостроении и появление в конструкции самолетов деталей, изготавливаемых из полуфабрикатов (листов, труб, профилей) КМ с металлической матрицей, привело к необходимости разработки технологических процессов и оборудования для их сварки. Из КМ с металлической матрицей предусматривается изготовлять трубчатые подкосы, тяги, обшивки, сварные панели из листов и профилей и другие детали.
Опытные работы по сварке композиционных материалов, проводившиеся с начала 70-х годов, включали исследования свариваемости новых полимерных материалов и металлических КМ, изыскание новых приемов сварки, изучение свойств сварных соединений, создание устройств для контроля и оборудования для испытаний. Сварка КМ с металлической матрицей производилась, в основном, на универсальном оборудовании для контактной сварки, с дополнительной переналадкой, использованием специальных параметров режимов сварки и электродов, обеспечивающих цельность армирующих волокон, уменьшающих сварочное усвлие и сокращающих время нагрева. Использовались также диффузионная сварка в вакууме или в инертных газах и некоторые виды сварки плавлением с ограничением температуры в зоне эффективного нагрева.
В последние годы наблюдается непрерывное увеличение объемов сварки и пайки при изготовлении авиационных двигателей, а также рост рабочих температур, при которых эксплуатируются такие соединения. По прогнозам, в ближайшие десятилетия эта тенденция сохранится. Так, количество сварных и паяных узлов в самолетных конструкциях увеличится на 30—40%, а рабочие температуры возрастут до 1100°С. Доля сварных операций в общей трудоемкости изготовления двигателей возрастет до 20%. Разработан и внедрен в серийное производство ряд новых технологических процессов сварки и пайки: электронно-лучевая сварка корпусных и несущих элементов двигателя, аргоно-дуговая сварка жаропрочных титановых сплавов с локальным охлаждением сварочной ванны, пайка рабочих лопаток турбины и т. д.
К началу 90-х годов уровень автоматизации процессов аргоно-дуговой сварки — основного технологического процесса сварки листовых конструкций сверхзвуковых самолетов — возрос, по сравнению с предыдущим периодом, в 2—3 раза, и соответственно повысились качество и надежность сварных соединений.
Проведенные в последние годы исследования позволили разработать новые процессы дуговой сварки неплавящимся вольфрамовым электродом в
среде защитных газов: это сварка обращающимся электродом с осевой подачей присадочной проволоки; импульсная сварка; сварка с наложением на дугу мощных кратковременных импульсов тока; сварка погруженной дугой и др. Разработанные процессы расшиадли технические возможности сварки и позволили повысить качество сварных соединений.
Благодаря совместным усилиям и объединению знаний конструкторов, специалистов по прочности, материаловедов, технологов, работников производства, испытателей стало возможным создание новых типов авиационной техники.
Очевидно, что и в будущем поиски эффективных путей создания авиационных сварных конструкций будут продолжаться. Направлены они будут как на совершенствование существующих и создание новых технологических процессов и оборудования, так и на разработку новых свариваемых материалов.
В этой связи авторам настоящей монографии актуальной представлялась задача обобщить и в определенной степени систематизировать опыт использования сварки в отечественном самолетостроении, подвести некоторые итоги достижений, полученные в этой одной из передовых областей производства второй половины двадцатого века.
Авторы отдают себе отчет в том, что освещение всех аспектов сварки в самолетостроении — методически весьма сложная и многоплановая задача. Возможно поэтому не все стороны этой проблемы представлены в книге с должной полнотой.
Заранее признательны всем организаторам и лицам, которые своими предложениями помогут устранить недостатки в будущем.
Мы постараемся их учесть в следующем издании книги.
Наш адрес: Украина, 254080, Киев, ул. Фрунзе, 19—21,
Украинский научно-исследовательский институт авиационной технологии.
Тел.: (044) 417-80-08
Факс: (044) 417-50-46
СВАРКА - ПЕРСПЕКТИВНАЯ ТЕХНОЛОГИЯ САМОЛЕТОСТРОЕНИЯ
§ 1. СОВЕРШЕНСТВОВАНИЕ АВИАЦИОННОЙ ТЕХНИКИ СТРАН СНГ
По летно-техническим характеристикам современные отечественные самолеты (в том числе сверхзвуковые МиГ-25, МиГ-29, МиГ-31, Як-141, Су-27 и их модификации), разрабатываемые с 60-х годов, значительно превосходили и превосходят зарубежные аналоги. Эти самолеты проектируются и производятся с учетом чрезвычайно жестких условий эксплуатации, каковыми являются значительное превышение скорости звука, многократно повторяющиеся пиковые нагрузки, форсированные режимы полетов при любой погоде, резкие перепады температур и аэродинамический нагрев конструкции, динамический характер внешних силовых воздействий. Одновременно решается задача минимизации габарита и массы, обеспечения качества и надежности, заданного ресурса работы конструкции и ее агрегатов.
Решение этих сложных и многообразных задач требует создания цельносварных конструкций планера самолета или отдельных его элементов, таких, как несущие кессон-баки и др.
Реализация прогрессивных конструкторских идей возможна только при применении хорошо свариваемых материалов (желательно тех, которые не требуют после сварки термической обработки), имеющих в то же время высокую удельную прочность, жесткость, длительный ресурс и работоспособность при значительном перепаде температур.
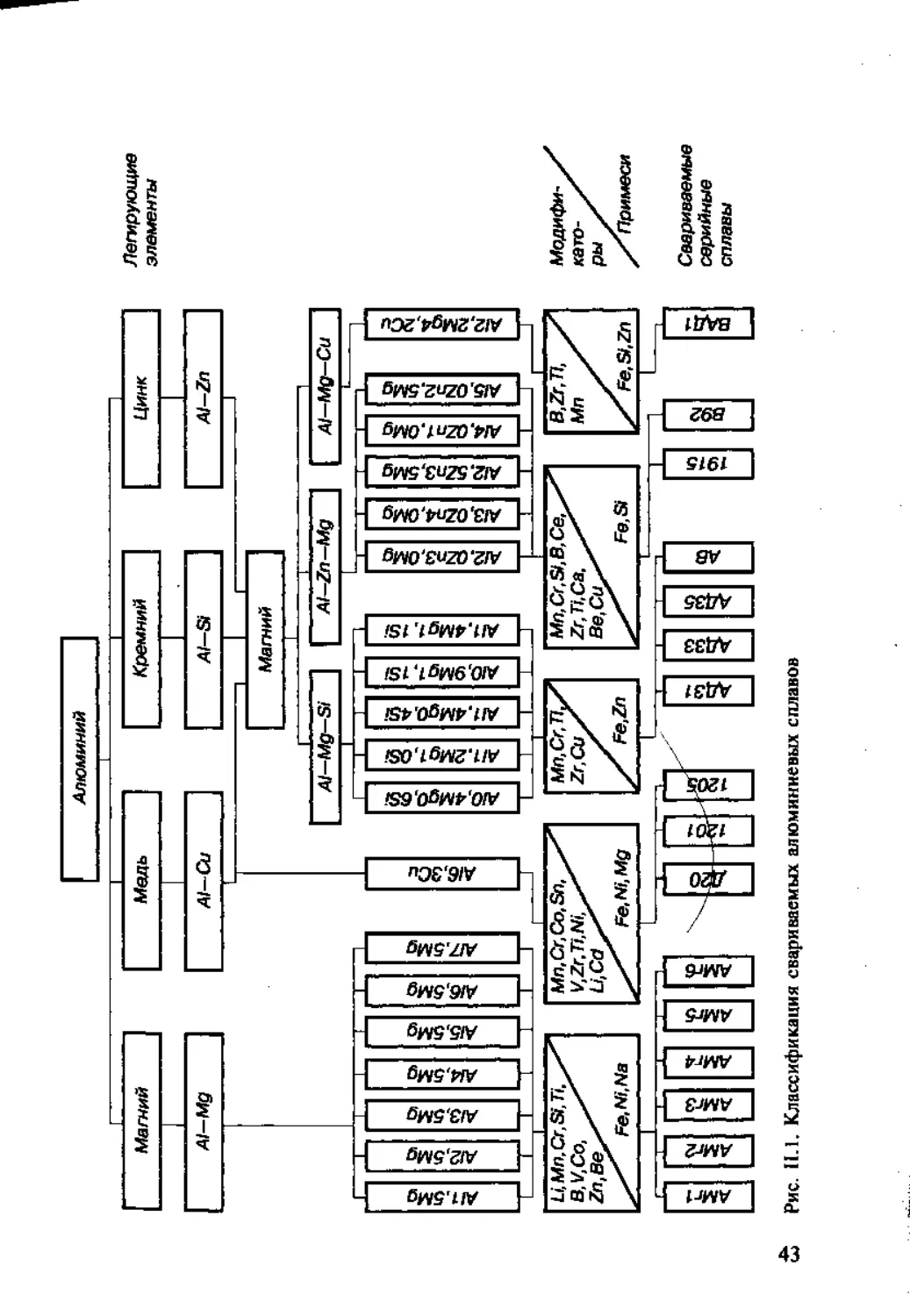
Из широко применяемых в самолетостроении конструкционных материалов (рис. 1.1) поставленным перед этой отраслью требованиям наиболее полно отвечают хорошо свариваемые алюминиевые сплавы с высокой удельной прочностью, титановые сплавы с достаточной жесткостью, высокопрочные стали, различные виды композиционных материалов.
В соответствии с конструкторскими требованиями в отношении прочности, надежности, ресурса и других характеристик технологу-сварщику необходимо прежде всего оценить свариваемость (с учетом предварительных операций точного литья, штамповки и т. д.) выбранных конкретных марок материалов д ля изготовления различных элементов цельносварных самолетов, разработать новые и усовершенствовать существующие технологические процессы сварки, увязав их, в случае необходимости, с этапной термообработкой.
Применительно к военной технике, а в условиях конверсии — к гражданской авиационной технике нового поколения (магистральная авиация, криоплан и др.) нужно определить перспективы развития хорошо свариваемых высокопрочных сталей, алюминий-литиевых сплавов пониженной плотности, титановых и никелевых сплавов, а также композиционных материалов, работоспособных в экстремальных условиях эксплуатации.
Общие вопросы конструирования сварных соединений из алюминиевых, титановых и других сплавов, технология сварки изделий из этих сплавов и методы контроля качества рассмотрены в работах [1-4].
9
1
9
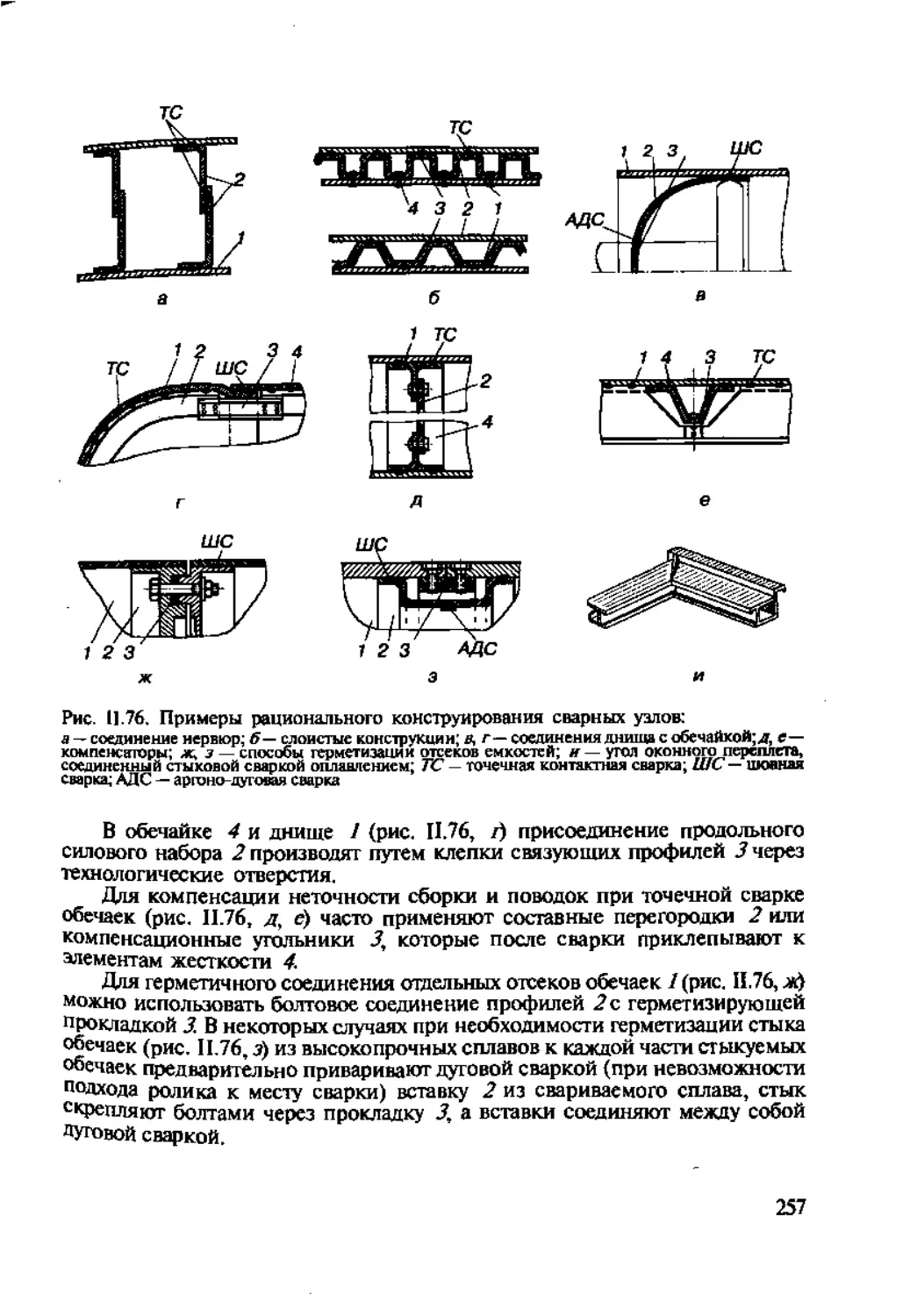
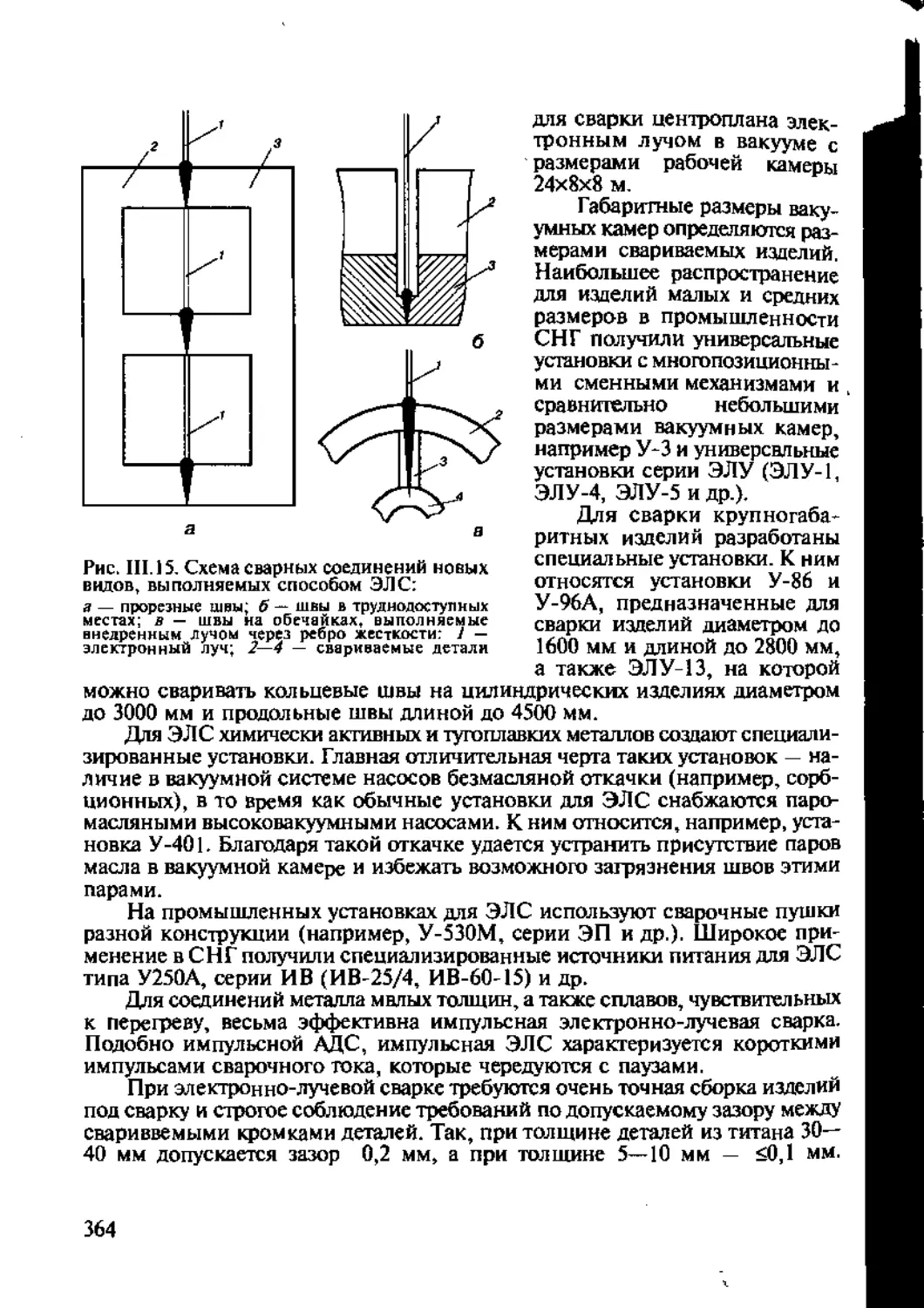
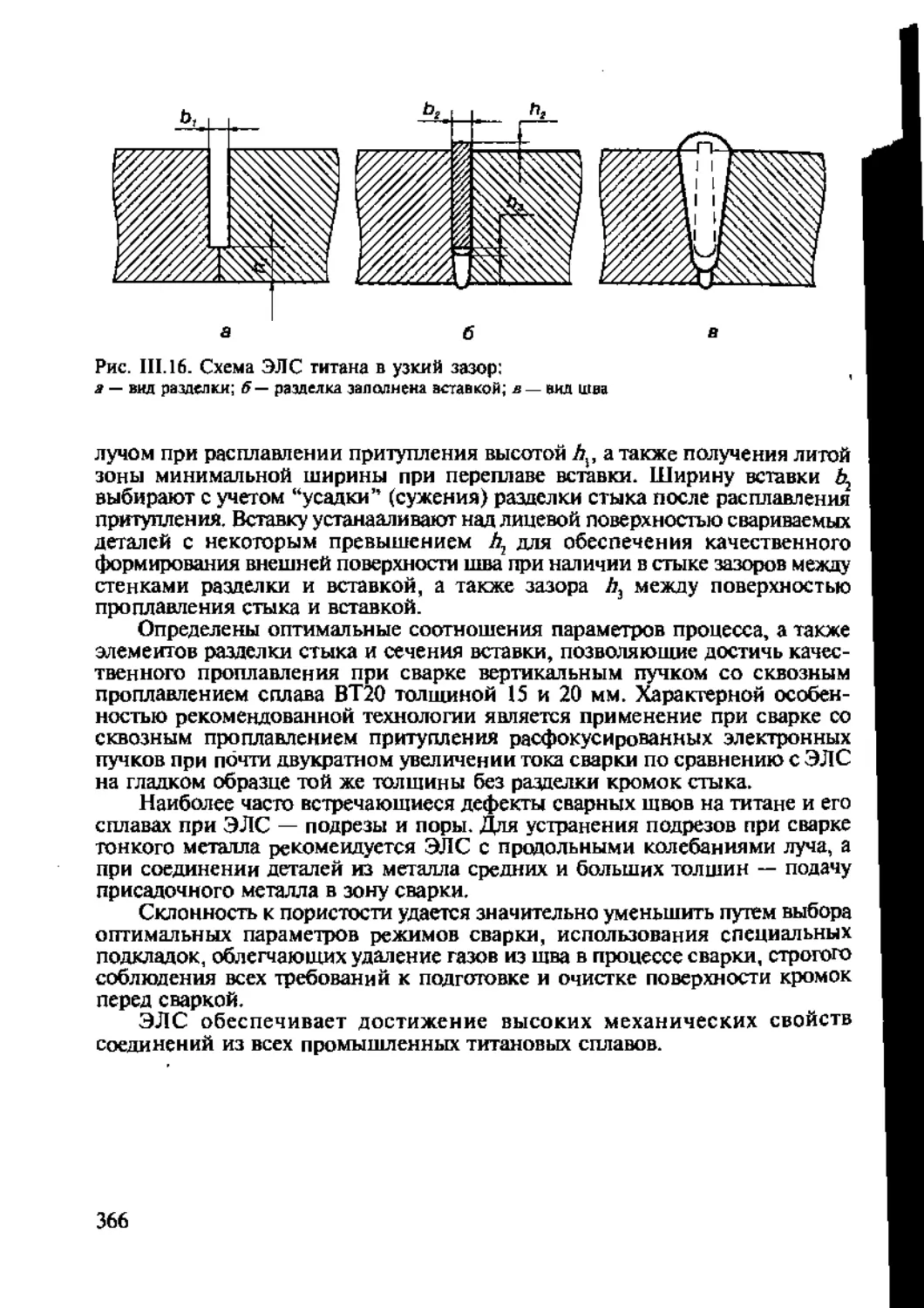
Рис. 1.1. Материалы, применяемые в конструкции самолета Ан-38:
1 — сплав Д164 (панели фюзеляжа и крыла)?2— сплав АК4-14 (иосок крыла, подкоса); 3— сплав 1933 (шпангоуты); 4— сплав АКБ (кронштейны крепления грузолюка); 5 — стали (узлы шасси);
6 — титановые сплавы (кронштейн узла шасси); 7— сплав ДМ и (элементы капота двигателя); 8— АМг (кок винта); 9 — органопластик (панели оперения крыла и закрылка); 10— стеклопластик (панели мотопондолы, фюзеляжа)
Развитие гражданской авиационной техники СНГ предусматривает увеличение объемов производства самолетов и вертолетов гражданской авиации в ближайшие годы [5], Для этого потребуется загрузка мощностей, высвобождаемых в результате сокращения производства военной техники и перепрофилируемых на выпуск авиационной техники гражданского назначения и прежде всего — современных комфортабельных самолетов с низким расходом топлива, таких, как региональный самолет нового поколения Ан-140, самолет д ля местных воздушных линий Ан-38, грузопассажирские самолеты семейства Ан-74 (Ан-74ТК-100, Ан-74ТК-200) генерального конструктора П. В. Балабуева; дальнемагистральный самолет Ил-96-300; самолет для местных воздушных линий Ил-114 КБ генерального конструктора Г, В, Новожилова; средне магистральный Ту-204 и ближне магистральный Ту-334 самолеты АНТК имени А, Н. Туполева; самолет-амфибия А-200 КБ генерального конструктора Г. С. Панатова; пассажирские и транспортные вертолеты КБ генеральных конструкторов С. В, Михеева и М. В, Вайнберга; деловые, туристические, самолеты-такси КБ генеральных конструкторов М. П. Симонова, Г. В. Новожилова, Р. А. Белякова, А. Н. Дондукова, Г. Е. Лозино-
Лозинского, Е. В. Новикова; сверхлегкие летательные аппараты КБ главных конструкторов А. И. Залюбского, А. Н. Усольцева и др. На рис. 1.2 показаны новые современные самолеты, разработанные в КБ им. О. К. Антонова.
Расширяя производство самолетов и вертолетов гражданского назначения, промышленность сможет решить одновременно две народнохозяйственные проблемы: обеспечить дополнительные поставки пассажирских самолетов для гражданской авиации, что позволит обновить устаревший парк, частично компенсировать неудовлетворенные потребности в авиаперевозках, которые в начале 90-х годов составляли примерно 20 млн. человек в год, а также расширить поставки на экспорт с учетом возможностей международной кооперации; эффективно использовать созданный научно-производственный потенциал ваиационной промышленности, которая является единственной отраслью, производящей летательные аппараты в СНГ.
Развитие пассажирской авиации с предполагаемым до 2005 года увеличением в мире объема перевозок в 2 раза вынуждает принимать действенные меры по защите уже сильно загрязненной атмосферы. При сжигании в авиационном двигателе керосина образуются среди прочих Известные “парниковые” газы — монооксид углерода, водяной пар, оксиды азота.
Наряду с уже начавшимся усовершенствованием камер сгорания значительное уменьшение или полное исчезновение выбросов оксида углерода можно обеспечить лишь при использовании криотоплива — сжиженного природного газа или жидкого водорода. Кроме того, применяя водород, авиация не будет зависеть от сокращающихся запасов нефти на земле. Такой экспериментальный криоплан ту-155 создан АНТК имени А. Н. Туполева и КБ генерального конструктора даигателей Н. Д. Кузнецова. В 1989 г. он впервые демонстрировался на IX Международном конгрессе по сжиженному природному газу во Франции.
В авиационной промышленности разрабатываются и выпускаются: специализированное технологическое оборудование для прецизионной механической обработки авиационных материалов; установки и автоматизированные комплексы электронно-лучевой, аргоно-дуговой и других видов сварки (под научным руководством академика Б. Е. Патона); оборудование для производства монокристаллических лопаток ГТД, конструкций из полимерных композиционных материалов; испытательное оборудование и др.
Авиационная промышленность демонстрирует такие уникальные достижения научно-технического прогресса, как космический беспилотный корабль многоразового действия “Буран”, транспортировка его самым горузоподъем-ным в мире самолетом Ан-225 “Мрш”, оперативно-технический военно-транспортный самолет нового поколения Ан-70 (рис 1.2, б), новейшие военные самолеты МиГ-31, МиГ-29, Су-27, спортивные самолеты, другие современные летательные аппараты, не уступающие лучшим мировым разработкам.
Конверсия в авиационной промышленности способствует снятию секретности со многих сторон ее деятельности. Свидетельством этому могут служить проекты, сама мысль о которых несколько лет тому назад была бы совершенно недопустимой, например разработка российских пассажирских авиалайнеров, для которых фирмы США будут поставлять двигатели и бортовое оборудование. Разные этапы проработки проходят такие же программы для самолетов Ил-96М и Ту-204М. КБ генерального конструктора
Рис. 1.2, а. Самолет Ан-225 "Мр(я"
М. П. Симонова и КБ генерального консгруктора М. П. Чепкина совместно с фирмами “Гольфстрим” (США) и “Роллс-Ройс” (Великобритания) работают над проектом создания сверхзвукового пассажирского самолета (на основе истребителя-перехватчика Су-27), который сможет переносить 40 пассажиров на расстояние более 9000 км со скоростью более 2000 км/ч.
Совершенствование авиационно-космической техники предполагает обязательное развитие двух взаимосвязанных направлений: создание новых материалов и разработка процессов их соединения в неразъемные конструкции. Чем ответственнее функциональные задачи, которые ставятся перед новыми летательными аппаратами, тем более совершенными должны быть
Рис. 1.2, б. Самолет Ан-70
материалы, применяемые в конструкциях, что выдвигает еще более сложные проблемы перед специалистами в области их соединения.
Рассмотрим сначала вопрос о разработке (история создания, современное состояние и перспективы применения) материалов, используемых при изготовлении самолетов.
§ 2. АВИАЦИОННЫЕ МАТЕРИАЛЫ И ПРОГРЕСС АВИАЦИОННО-КОСМИЧЕСКОЙ ТЕХНИКИ
Для самолетов, которые представляют собой продукцию высоких технологий, вбирающую в себя все последние достижения науки и техники, постоянно разрабатываются новые перспективные материалы; самолетостроение является и лидером в их потреблении. Специфика требований к таким материалам, необходимость сочетания “взаимоисключающих” свойств, обеспечение максимальной эксплуатационной надежности изделий при высокой массовой эффективности — все это привело к возникновению нового направления в авиационном материаловедении, призванного на основе фундаментальных и прикладных исследований обеспечить разработку и всестороннее изучение материалов, специально предназначенных для авиационной техники.
Важную роль в обеспечении авиационной промышленности новыми материалами сыграл Всероссийский (ранее — Всесоюзный) институт авиационных материалов (ВИАМ).
В 30-е годы тяжелые самолеты изготовлялись из алюминиевых сплваов и стали, а истребители — преимущественно из дерева и ткани. Естественно, что все усилия металловедов, металлургов и технологов были направлены на создание таких материалов, которые позволили бы достигнуть высокой прочности при минимальной массе. В частности, был поставлен вопрос о возможности применения в самолетостроении сталей с прочностью выше 1400 МПа [6]. Разработки высокопрочных сталей, алюминиевых и магниевых сплавов, а также конструкционных неметаллических материалов находились уже тогда в центре внимания специалистов в области авиационного материаловедения. В результате в конце 30-х годов была, в частности, разработана и внедрена в промышленность высокопрочная (os=1600 МПа) сталь 30ХГСА (хромансиль), в которой отсутствовали добавки импортируемых молибдена и никеля и которая позволила авиастроителям создать более легкие конструкции силовых элементов самолета.
В этот же период в промышленности был освоен алюминиевый сплав Д16 (ств =450—500 МПа), ставший основным конструкционным материалом в самолетостроении.
В годы войны были проведены работы по повышению боевой живучести самолетов и улучшению их летно-технических характеристик: создана броневая сталь АБ-2, использованная в броневом корпусе штурмовика конструкции С. В. Ильюшина; в авиадвигателях боевых самолетов уже успешно применялись стали, изготавливаемые на отечественном сырье.
В послевоенный период в результате фундаментальных исследований в области теории легирования ставей и сплавов, разработки теории разрушения
сплавов при длительном действии перегрузки, структурной теории прочности и жаропрочности, а также изыскания новых сталей и сплавов были созданы и освоены жаропрочные материалы для турбинных и сопловых лопаток, для дисков турбин, камер сгорания и других деталей двигателя — такие, как ЖСЗ и ЖС6, превосходившие по прочности все зарубежные сплавы; стали 30ХГСН2А (о =1700 МПа) и ЭИ643 (<т=1900—200?^Па). Для планера и шасси самолетов разработаны и успешно применены высокопрочные алюминиевые сплавы В93, В95, АК4-1.
С развитием сверхскоростной реактивной авиации и возрастанием тепловой напряженности деталей и узлов ГТД был разработан новый класс жаропрочных материалов — литейные сплавы ЖС6-У и ЖС6-Ф на основе никеля, обеспечивающие высокую работоспособность более мощных двигателей с температурой газа перед турбиной 1870—1920“С.
В период с конца 50-х до начала 80-х годов ускоренными темпами развивалась технология различных видов обработки материалов, и в частности сварки, что было обусловлено бурным развитием отечественного авиастроения, резким повышением тактико-технических характеристик летательных аппаратов — грузоподъемности, скорости палета и других показателей. Это потребовало использования новых материалов и новых конструкторских решений [7]. Возникло множество сложных проблем в области сварки, поскольку рост эксплуатационных силовых и тепловых нагрузок на конструкцию планера сверхзвуковых самолетов означал необходимость перехода к цельносварным агрегатам из новых высокопрочных коррозионно-стойких сталей и титановых сплавов.
В 60-е годы, когда создавался первый сверхзвуковой самолет МиГ-25 цельносварной конструкции из новых теплостойких сталей, был разработан рял процессов сварки, обеспечивающих технологическую возможность серийного производства этого изделия.
В эти же годы достигнут качественный скачок в области дальнейшего повышения характеристик создаваемых материалов: разработаны сверхпрочные стали типа ВКС-210 и ВКС-240 (о =2100—2400 МПа), а также принципиально новые материалы 1420, АБ, ВД-75 и ВДУ-2Р, удовлетворявшие требованиям повышения надежности и ресурса авиационной техники того времени и не уступавшие по уровню свойств зарубежным сплавам.
В 1986 г. на воздушные трассы вышел широкофюзеляжный лайнер Ил-86, для которого были разработаны новые композиционные, сотовые, клеевые и другие материалы, обеспечившие уменьшение массы самолета на 2 т и создание современного интерьера с повышенным комфортом. Были также внедрены технологические процессы изготовления деталей и агрегатов (в том числе крупногабаритных длиной 9 м) методами прессования, автоклавного формирования и намотки на станках с программным управлением. Только за счет применения полимерных композиционных материалов достигнуто, например, уменьшение массы самолета Як-42 иа 100 кг и Ан-72 на 90 кг.
б 3. ВЫБОР МАТЕРИАЛОВ И ОЦЕНКА ИХ МАССОВОЙ ЭФФЕКТИВНОСТИ
Одним из основных критериев эффективности металлических конструкций летательных аппаратов является их масса. Ее уменьшение достигается как конструктивно-технологическим путем (обеспечением равнопрочное™, сокрашением количества механических разъемов, вырезов, несиловых элементов, использованием сварных и литосварных узлов и т. д.), так и применением новых конструкционных материалов с более высокими показателями эксплуатационных характеристик.
В работах [8, 9] предложен концептуальный подход к выбору конструкционных материалов, заключающийся в том, что для получения объективной информации об эффективности выбираемого материала учитывается комплекс его свойств, проявляющихся в конкретных условиях эксплуатации летательного аппарата, которые, как правило, достаточно сложны.
При выборе нового конструкционного материала и прогнозировании уменьшения массы изделия оценивают обычно удельные прочностные характеристики: статическую прочность о/у, предел текучести о02/у и жесткость Eft (Y ~ плотность материала). Причем в случае работы элемента конструкции на изгиб и кручение критерием в отношении массы материала рекомендуют отношение о^/у (для случая изгиба берется ов, а для кручения tJ, на сжатие, сдвиг и поперечный изгиб — Е 1/3/у, а при ударных нагрузках — Сто./2£,Т и т' д-
Сравнивая какое-либо одно свойство материала с базовым, трудно получить достоверную оценку массовой эффективности выбираемого материала. Объективная информация возможна только при учете упомянутого комплекса свойств и — дополнительно — свариваемости материала (основного критерия технологической надежности конструкции).
В результате экспертного анализа условий работы конструкций (в том числе и сварных) фюзеляжа самолета и оптимизации количества параметров, входящих в критериальную зависимость оценки массовой эффективности материала на первых этапах разработки изделия, предложен комплексный критерий
(1)
где<т(7) — одна или произведение нескольких характеристик механических, теплофизических, физических и других свойств материала или его сварного соединения в функциональной зависимости от температуры Т, определяемых конструктором в зависимости от условий эксплуатации изделия и техникотактических требований; ЕСТ} — модуль упругости; А (7) — работа разрушения конструкционйбгохйтериала при ударе; индекс “В" относится к
выбираемому материалу (или его сварному соединению), “Б” — к базовому материалу (или его сварному соединению).
Если в результате расчета получают ^>1, значит массовая эффективность выбираемого материала по сравнению с базовым положи’ льна, при А"< 1 — наоборот. '/
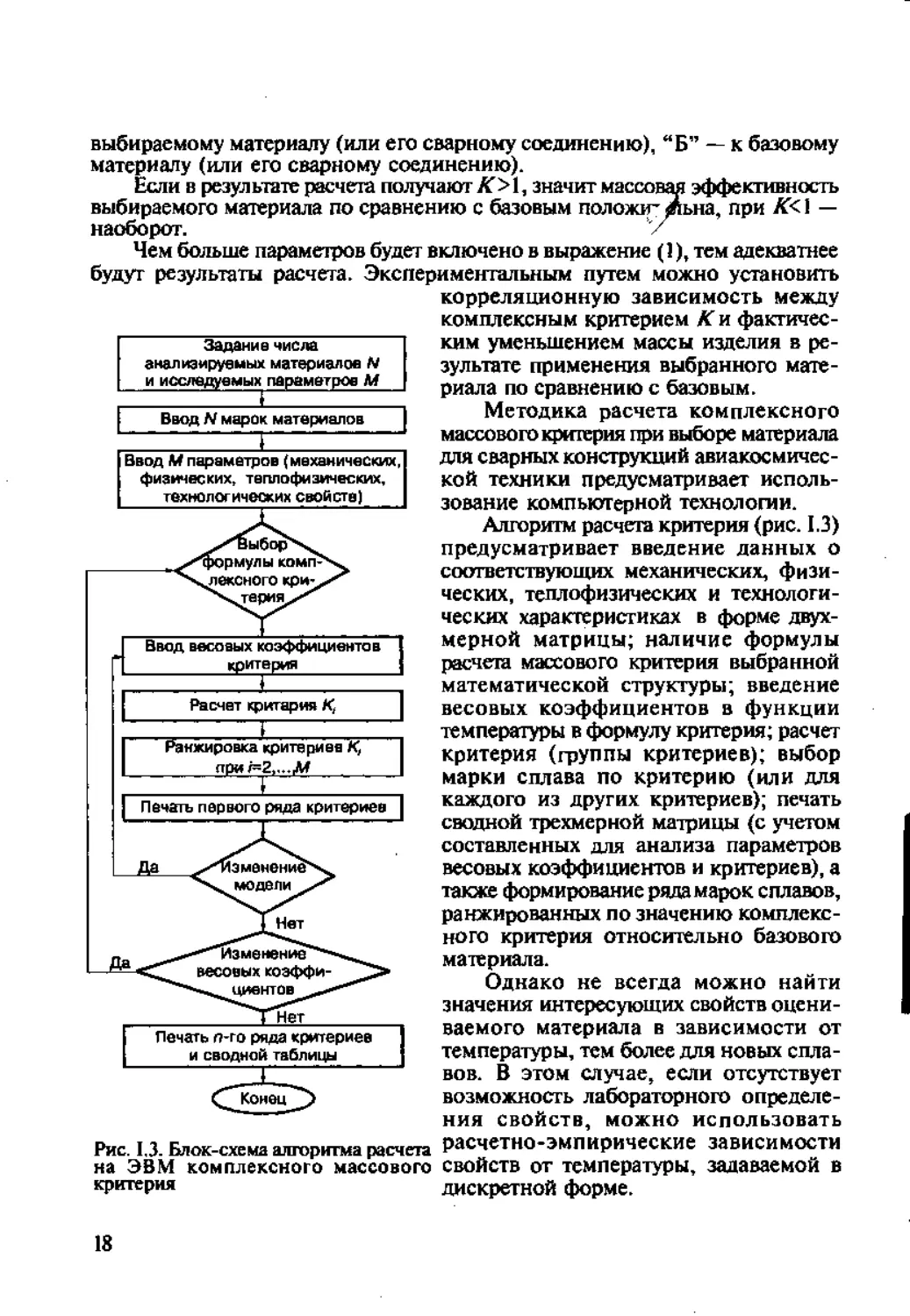
Чем больше параметров будет включено в выражение (1), тем адекватнее будут результаты расчета. Экспериментальным путем можно установить
Задание числа анализируемых материалов N и исследуемых параметров М
Ввод N марок материалов -------------------------------
Ввод М параметров (механических, физических, теплофизических, технологических свойств!
Ввод весовых коэффициентов критерия
Расчет критерия К,
Ранжировка критериев К, при г=2,...ЛГ
Рис. 1,3. Блок-схема алгоритма расчета на ЭВМ комплексного массового критерия
корреляционную зависимость между комплексным критерием К и фактическим уменьшением массы изделия в результате применения выбранного материала по сравнению с базовым.
Методика расчета комплексного массового критерия при выборе материала д ля сварных конструкций авиакосмической техники предусматривает использование компьютерной технологии.
Алгоритм расчета критерия (рис. 1.3) предусматривает введение данных о соответствующих механических, физических, теплофизических и технологических характеристиках в форме двухмерной матрицы; наличие формулы расчета массового критерия выбранной математической структуры; введение весовых коэффициентов в функции температуры в формулу критерия; расчет критерия (группы критериев); выбор марки сплава по критерию (или для каждого из других критериев); печать сводной трехмерной матрицы (с учетом составленных для анализа параметров весовых коэффициентов и критериев), а также формирование ряда марок сплавов, ранжированных по значению комплексного критерия относительно базового материала.
Однако не всегда можно найти значения интересующих свойств оцениваемого материала в зависимости от температуры, тем более для новых сплавов. В этом случае, если отсутствует возможность лабораторного определения свойств, можно использовать расчетно-эмпирические зависимости свойств от температуры, задаваемой в дискретной форме.
На базе имеющихся табличных справочных данных о механических (ов, ow, и др.) и теплофизических ()., уи др.) свойствах сталей, алюминиевых и титановых сплавов, применяя методы интер- и экстраполяции, можно получить эмпирические формулы и построить кривые зависимости A=f{ 7). Так, например, при моделировании характеристик прочности В. В. Фроловым рекомендуется использовать выражение
о = 0,386/1, TJexp (-4,866*,), (2)
где — поправочный коэффициент, учитывающий степень рассогласования экспериментальных значений прочности с рассчитанными по формуле (1) при At=l; K = TJTn — гомологическая температура (Г — температура эксплуатации; Та — температура плавления конструкционного материала, рассчитанная по формуле Лифшица
’' = (Л+^п.к)-^(С,АС+273),
(3)
здесь Т' — температура плавления технически чистого металла; Д/к — температурный интервал кристаллизации сплава; С — содержание /-го легирующего элемента в сплаве; ДТ - изменение температуры плавления металла от введения 1% /-го элемента; л — число легирующих элементов в сплаве).
Зависимость модуля упругости от температуры может быть определена формулами:
В=92,8Д,5^7;(1/ехр 0,45*;) при 0<*,<0,5; (4)
f=142,254s£tt7;(i/exp 1,3*,) при 0<*,<1 (5)
(Я„5 — поправочный коэффициент, представляющий собой сравнение рассчитанного и экспериментального значений £при *,=0,5; В — зависящий от К. коэффициент линеаризированной функции Л,(К,) и Я,(*,), который оптимально генерируется одним из соответствующих выражений:
>=1/(^1^+ferf-с),
x=a expffte+cr1),
где а, Ь, с — коэффициенты; у — соответствует Л, (*,) или Я,(*;) в зависимости от определяемой характеристики; х =К — гомологическая температура).
С использованием выражений (2)—(7) определены расчетные значения о02(Т) и £( 7) для титановых сплавов ОТ4-1, ВТ20, ВТ6, ВТ23, ВТ16, ВТ5-1 при температуре 273—1273“С. При этом достигнута хорошая сходимость расчетных и экспериментальных результатов, что свидетельствует об адекватности полученных расчетно-эмпирических зависимостей.
Методика опробована при оценке массовой эффективности свариввемых алюминиевых сплавов в процессе разработки крупногабаритного топливного бака (отсека крыла) идтонксяистового полуфабриката летательного аппарата и при разработке сварной конструкции топливного бака, выполняющего одновременно функции балки крепления узлов оперения сверхзвукового летательного аппарата, изготовляемого из тонколистового полуфабриката и толстостенной штампованной заготовки (или плиты).
Базовым конструкционным материалом являлся алюминиевый сплав В95, который широко использовался в аналогичных конструкциях, изготовляемых с помощью клепки.
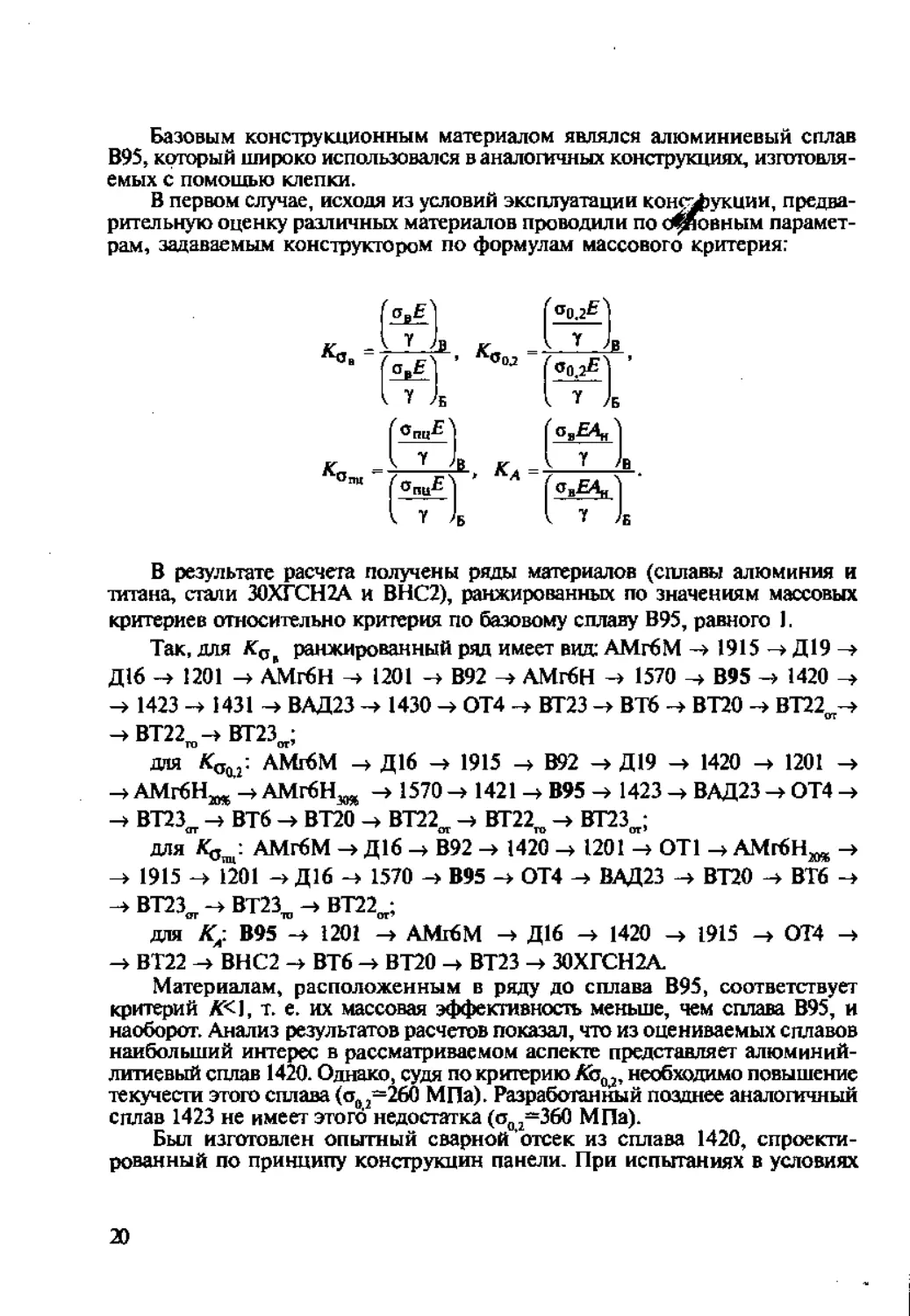
В первом случае, исходя из условий эксплуатации конструкции, предварительную оценку различных материалов проводили по основным параметрам, задаваемым конструктором по формулам массового критерия:
В результате расчета получены ряды материалов (сплавы алюминия и титана, стали 30ХГСН2А и ВНС2), ранжированных по значениям массовых критериев относительно критерия по базовому сплаву В95, равного J.
Так, для КО( ранжированный ряд имеет вид: АМгбМ-> 1915-> Д19-э Д16 1201 -> АМгбН 1201 -э В92 + АМгбН -> 1570 В95 -» 1420 -+
-> 1423 -э 1431 -> ВАД23 -> 1430 -» ОТ4 -> ВТ23 -> ВГб-э ВТ20 -> ВТ22т-> -> ВТ22,„-> ВТ23,„;
для Каи: АМгбМ -> Д16 -э 1915 -> В92 -> Д19 -> 1420 -> 1201 -> -> АМгбНм -> АМгбН^ -> 1570 -> 1421 -> В95 1423 -> ВАД23 -> ОТ4 ->
-> ВТ23<гт -» ВТб -> ВТ20 -> ВТ22от -> ВТ22го -> ВТ23от;
для КОщ: АМгбМ —> Д16 —> В92 —> 1420 —> 1201 -» ОТ1 -чАМгбН^ -> -> 1915 -> 1201 -> Д16 - > 1570 -> В95 -> ОТ4 -> ВАД23 -э ВТ20 ВТ6 -э у ВТ23ОТ -э Вт23та -> ВТ22от;
для КА. В95 -э 1201 -> АМгбМ -> Д16 -> 1420 -> 1915 -> ОТ4 -> -> ВТ22 -> ВНС2 -» ВТ6 -> ВТ20 -> ВТ23 -> 30ХГСН2А.
Материалам, расположенным в ряду до сплава В95, соответствует критерий ^<1, т. е. их массовая эффективность меньше, чем сплава В95, и наоборот. Анализ результатов расчетов показал, что из оцениваемых сплавов наибольший интерес в рассматриваемом аспекте представляет алюминийлитиевый сплав 1420. Однако, судя по критерию необходимо повышение
текучести этого сплава (ов2=260 МПа). Разработанный позднее аналогичный сплав 1423 не имеет этого недостатка (0^=360 МПа).
Был изготовлен опытный сварной отсек из сплава 1420, спроектированный по принципу конструкции панели. При испытаниях в условиях
повторно-статических нагрузок отсек выдержал требуемое количество циклов без разрушения.
Во втором случае при расчете комплексного массового критерия для сравнительного анализа выбраны широко используемые высокопрочные сплавы В95 и AK4-I, новый свариваемый сплав 1420 системы Al Mg— Li, а также титановые сплавы ОТ4, ВТ20, ВТбч, ВТ22, ВТ23. Такие высокопрочные сплавы, как ВАД23 (используемый для изделий разового применения) и пластичный сплав 1570, у которого при >120"С проявляется ползучесть, не рассматривали. В качестве базового, как и в предыдущем случае, был взят сплав В95 (термоупрочненная плита).
Учитывая условия эксплуатации конструкции, в критериальную зависимость вносили также параметры прочности (сг0 2, о_р Е, а также и я для материала силовых элементов). Рассчитывали два варианта: изготовление балки из тонколистового полуфабриката и плиты для силовых элементов бака.
Значения механических свойств рассматривали для 20 и 150'С, т. е. рабочих температур. При их отсутствии в ряду значений механических свойств при 150“С эти параметры находили методами линейной интерполяции и экстраполяции.
Массовый критерий имел вид г, rf ЛВ = ЛБ —------------------------------
для листового полуфабриката и
ob°0,2o-i£“h лВ = лБ-------------
Y
ДЛЯ плиты.
Соответствующий вид имел массовый безразмерный критерий К для листа и плиты.
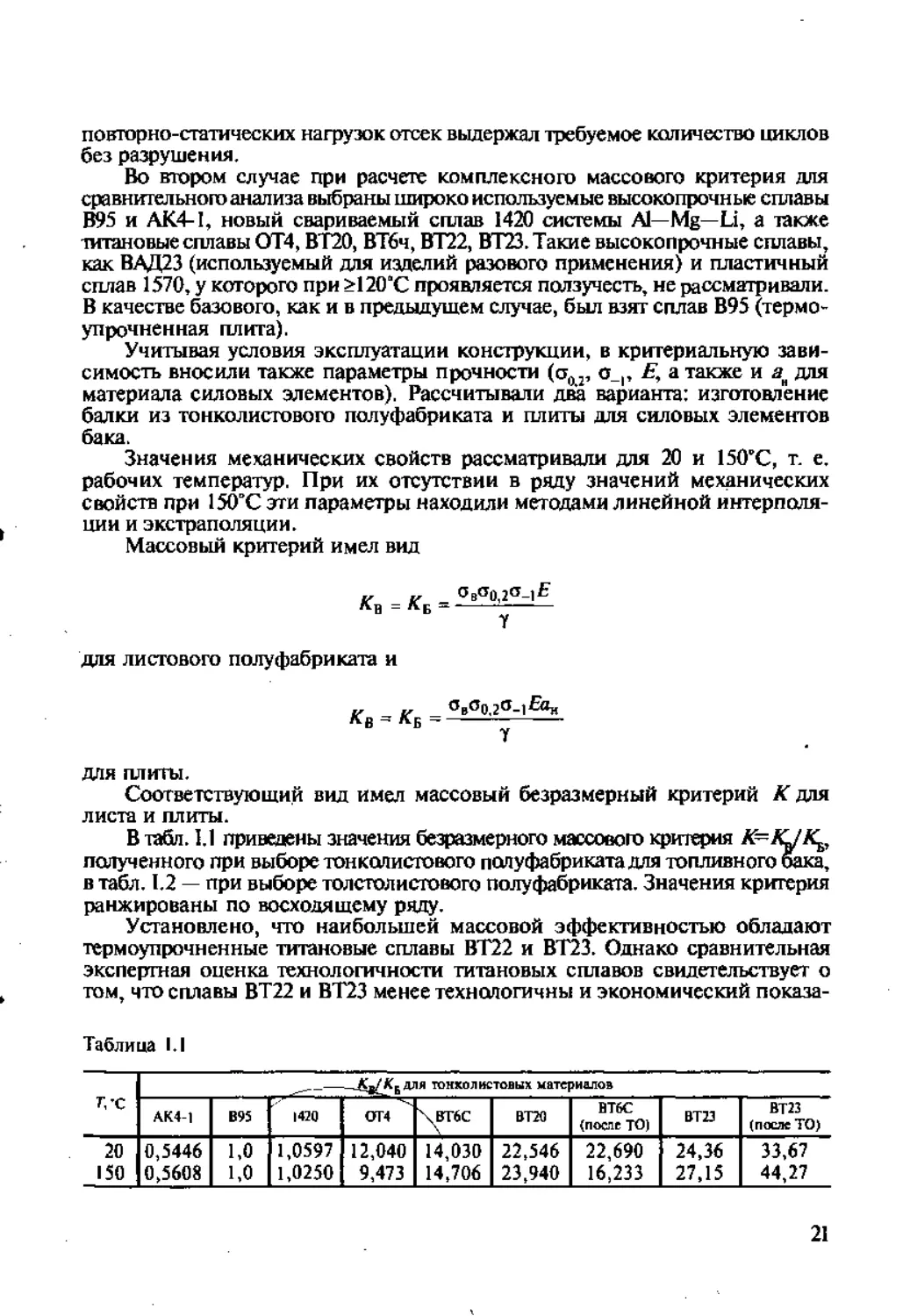
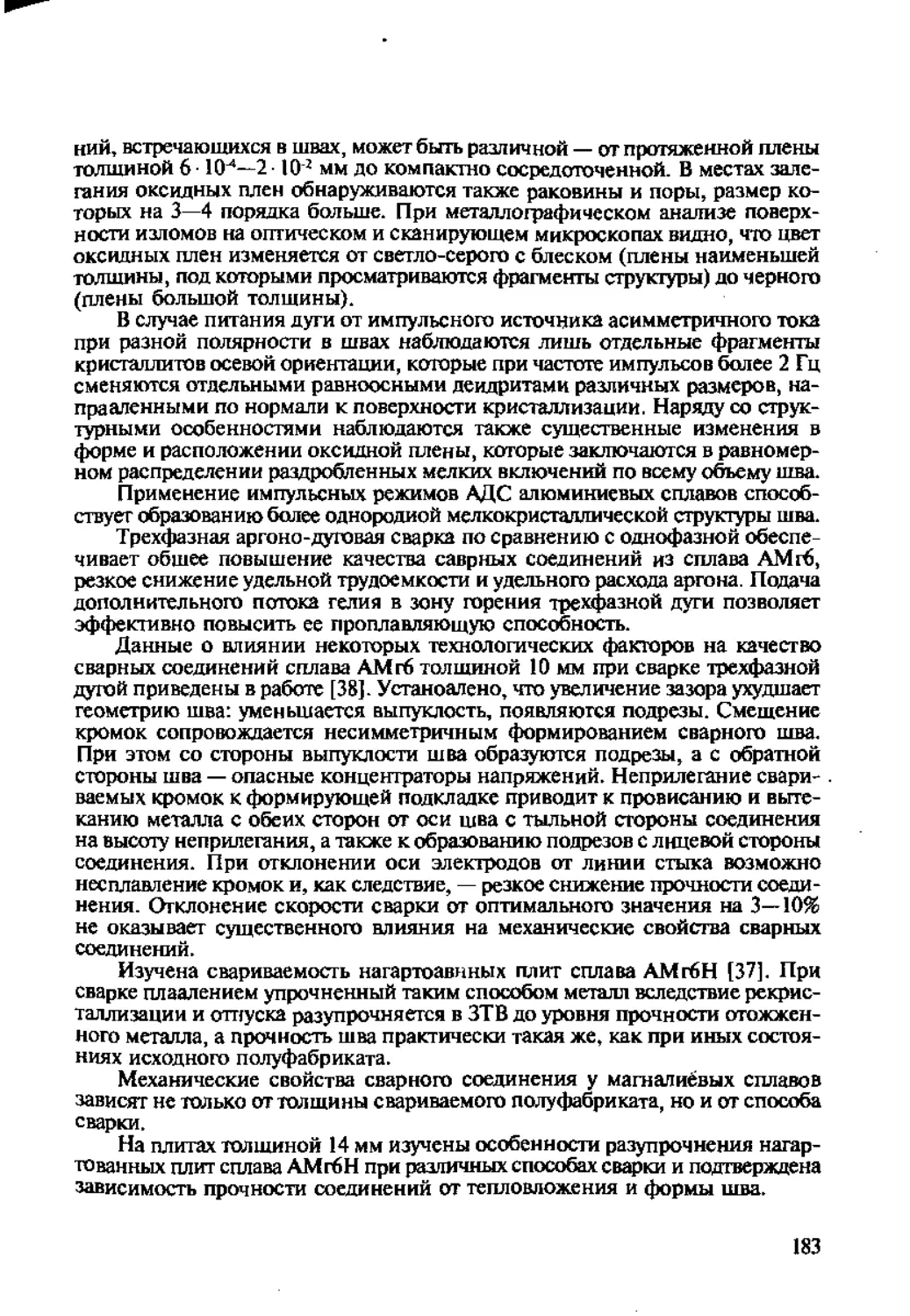
В табл. 1.1 приведены значения безразмерного массового критерия K=KJK^ полученного при выборе тонколистового полуфабриката для топливного бака, в табл. 1.2 — при выборе толстолистового полуфабриката. Значения критерия ранжированы по восходящему ряду.
Установлено, что наибольшей массовой эффективностью обладают термоупрочненные титановые сплавы ВТ22 и ВТ23. Однако сравнительная экспертная оценка технологичности титановых сплавов свидетельствует о том, что сплавы ВТ22 и ВТ23 менее технологичны и экономический показа-
Таблица 1.1
,Бдля тонколистовых материалов
Г,-с АК4-1 В95 1420 ОГ4 \BT6C втзо ВТ6С (после ТО) ВТ23 ВТ23 (после ТО)
20 0,5446 1,0 1,0597 12,040 14,030 22,546 22,690 24,36 33,67
150 0,5608 1,0 1,0250 9,473 14,706 23,940 16,233 27,15 44,27
К^/К^для толстолистовых материалов
г/с 1420 АК44 В95 ОТ4 ВТ23 (после ТО) ВТ23 ВТ6С ВТ2О ВТ22 ВТО (после ТО)
20 0,102 0,481 1,0 21,96 33,66 36,19 43,86 45,04 64,69 76
150 0,114 0,803 1,0 26,98 44,27 45,46 60,47 63,99 86,71 114
тель у них ниже, чем у высокопрочного титанового сплава ВТ20. Эго объясняется сложностью их упрочняющей термообработки и низкой стабильностью свойств (особенно ударной вязкости металла ЗТВ). Кроме того, листовой полуфабрикат из сплава ВТ22 промышленностью не выпускается.
Критерий К для соответствующих материалов при 150’С больше, чем при 20°С, т. е. с повышением температуры механические свойства базового материала В95 снижаются более интенсивно, чем у титановых сплавов.
Исходя из результатов анализа (см. таблицы), для изготовления сварного топливного бака выбрали листовой полуфабрикат и плиту в состоянии после полного отжига из сплава ВТ20.
Таким образом, составив таблицы и графики для различных комплексных критериев в зависимости от температуры, можно объективно оценить эффективность интересующих конструктора или технолога материалов и их сварных соединений и осуществить обоснованный выбор материала.
§ 4. НОВЫЕ КОНСТРУКЦИОННЫЕ СВАРИВАЕМЫЕ СПЛАВЫ В АВИАКОСМИЧЕСКОЙ ТЕХНИКЕ
Анализ перспектив (до 2010 г.) использования конструкционных материалов в летательных аппаратах показывает, что и в двигателях, и в планере около 80% объема будут составлять металлические материалы (основные из которых — сплавы на основе алюминия, титана, магния, железа, никеля), а также композиционные материалы [10].
Главная тенденция развития новых материалов как для планера, так и для двигателя основывается на двух принципах - повышение прочностных или жаропрочных характеристик материала и снижение плотности сплава: в обоих случаях увеличивается значение удельной прочности (отношения прочности к плотности). Улучшение указанных характеристик базируется на усложнении химического состава, режимов термической обработки и других технологических приемов, приводящих, однако, к снижению пластических свойств материалов. Создание неразъемных конструкций из материалов такого типа является крупной научной и технологической проблемой.
Выбор сплава для конструкции осуществляется на основе дифференцированного подхода к работе каждого узла с учетом его ресурса, эксплуатационных нагрузок, возможности нагрева и других требований к деталям.
Современная авиационная техника - это техника с многоразовой и длительной эксплуатацией (30 000—60 000 летных часов). Ее изделия
испытывают воздействие циклических нагрузок, температуры и атмосферной среды.
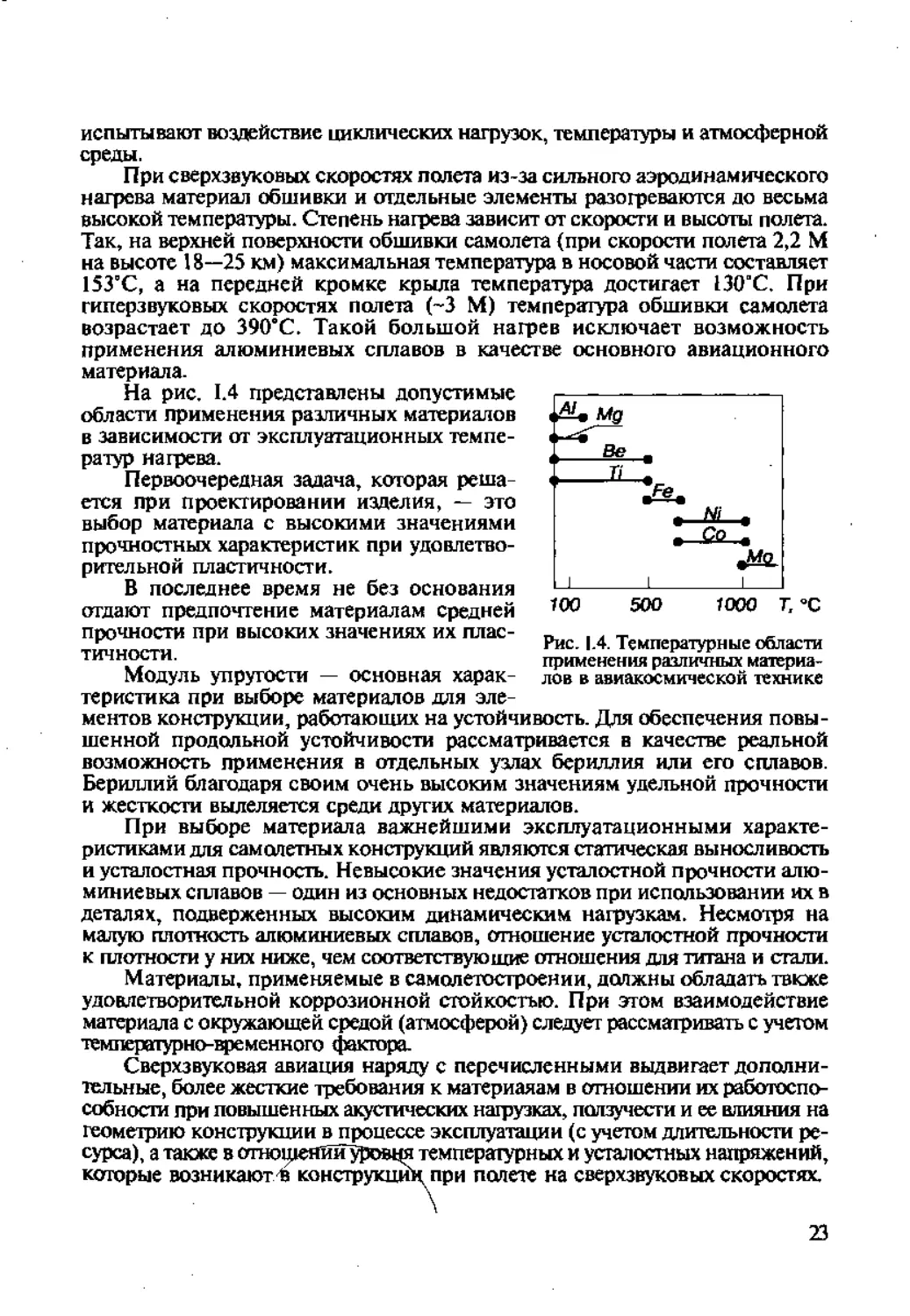
При сверхзвуковых скоростях полета из-за сильного аэродинамического нагрева материал обшивки и отдельные элементы разогреваются до весьма высокой температуры. Степень нагрева зависит от скорости и высоты палета. Так, на верхней поверхности обшивки самолета (при скорости полета 2,2 М на высоте 18—25 км) максимальная температура в носовой части составляет 153°С, а на передней кромке крыла температура достигает 130°С. При гиперзвуковых скоростях палета (~3 М) температура обшивки самолета возрастает до 390°С. Такой большой нагрев исключает возможность
применения алюминиевых сплавов в качестве основного авиационного
Рис. 1.4. Температурные области применения различных материалов в авиакосмической технике
материала.
На рис. 1.4 представлены допустимые области применения различных материалов в зависимости от эксплуатационных температур нагрева.
Первоочередная задача, которая решается при проектировании изделия, — это выбор материала с высокими значениями прочностных характеристик при удовлетворительной пластичности.
В последнее время не без основания отдают предпочтение материалам средней прочности при высоких значениях их пластичности.
Модуль упругости — основная характеристика при выборе материалов для эле
ментов конструкции, работающих на устойчивость. Для обеспечения повышенной продольной устойчивости рассматривается в качестве реальной возможность применения в отдельных узлах бериллия или его сплавов. Бериллий благодаря своим очень высоким значениям удельной прочности
и жесткости выделяется среди других материалов.
При выборе материала важнейшими эксплуатационными характеристиками для самолетных конструкций являются статическая выносливость и усталостная прочность. Невысокие значения усталостной прочности алюминиевых сплавов — один из основных недостатков при использовании их в деталях, подверженных высоким динамическим нагрузкам. Несмотря на малую плотность алюминиевых сплавов, отношение усталостной прочности к плотности у них ниже, чем соответствующие отношения для тигана и стали.
Материалы, применяемые в самолетостроении, должны обладать также удовлетворительной коррозионной стойкостью. При этом взаимодействие материала с окружающей средой (атмосферой) следует рассматривать с учетом температурно-временного фактора.
Сверхзвуковая авиация наряду с перечисленными выдвигает дополнительные, более жесткие требования к материалам в отношении их работоспособности при повышенных акустических нагрузках, ползучести и ее влияния на геометрию конструкции в процессе эксплуатации (с учетом длительности ресурса), а также в отногцеяйиуровця температурных и усталостных напряжений, которые возникают в конструкции при полете на сверхзвуковых скоростях.
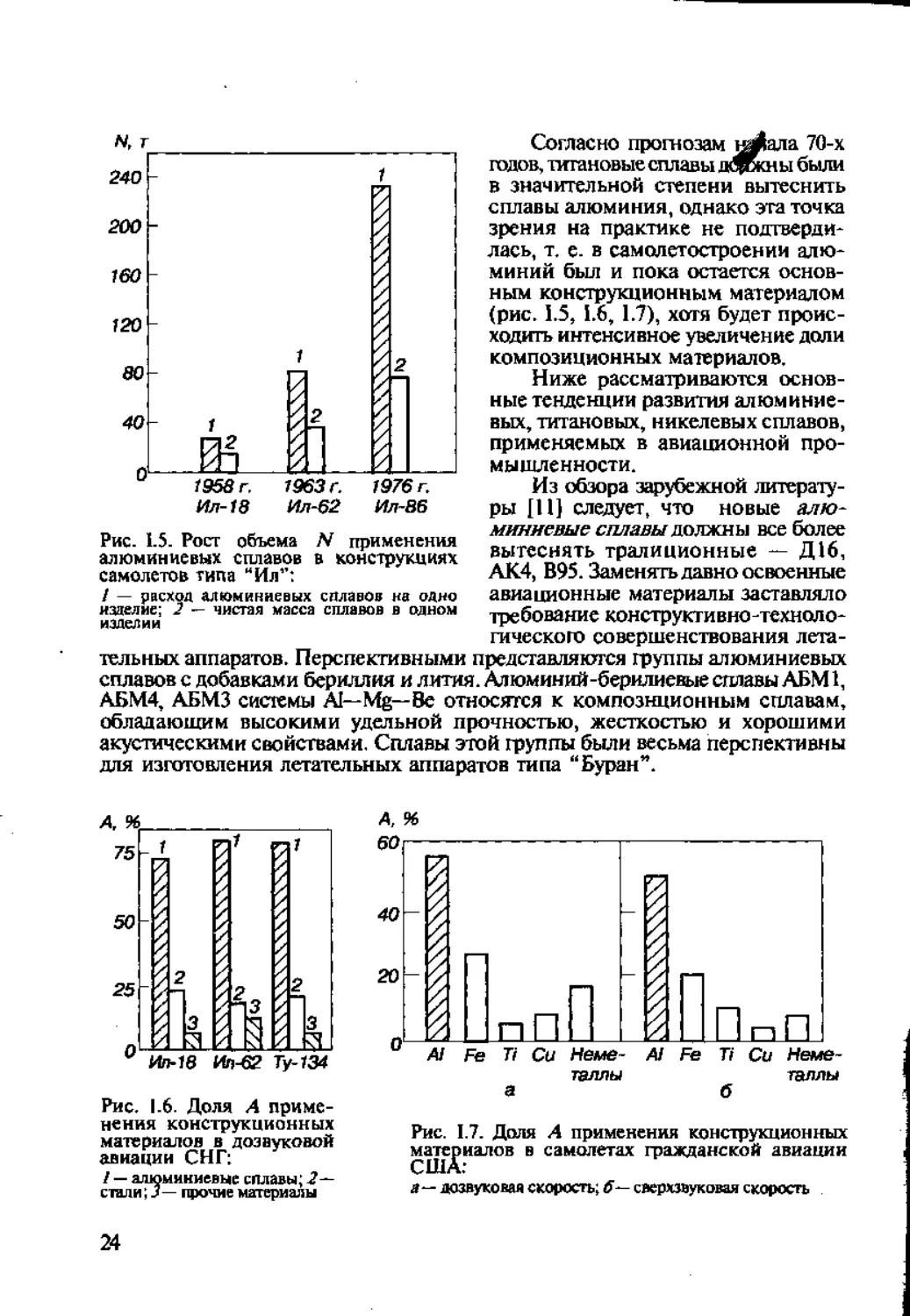
Рис. 1.5. Рост объема W применения алюминиевых сплавов в конструкциях самолетов типа “Ил”:
Согласно прогнозам ш^ала 70-х годов, титановые сплавы дб|окны были в значительной степени вытеснить сплавы алюминия, однако эта точка зрения на практике не подтвердилась, т. е. в самолетостроении алюминий был и пока остается основным конструкционным материалом (рис. 1.5, 1.6, 1.7), хотя будет происходить интенсивное увеличение доли композиционных материалов.
Ниже рассматриваются основные тенденции развития алюминиевых, титановых, никелевых сплавов, применяемых в авиационной промышленности.
Из обзора зарубежной литературы [11} следует, что новые алюминиевые сплавы должны все более вытеснять традиционные — Д16, АК4, В95. Заменять давно освоенные
1 — расход алюминиевых сплавов на одно изделие; 2 — чистая масса сплавов в одном изделии
авиационные материалы заставляло требование конструктивно-технологического совершенствования лета-
тельных аппаратов. Перспективными представляются группы алюминиевых сплавов с добавками бериллия и лития. Алюминий-берклиевые сплавы АБМ1, АБМ4, АБМЗ системы Al—Mg—Вс относятся к композиционным сплавам, обладающим высокими удельной прочностью, жесткостью и хорошими акустическими свойствами. Сплавы этой группы были весьма перспективны для изготовления летательных аппаратов типа “Буран”.
А применения конструкционных самолетах гражданской авиации
Рис. 1.6. Доля А применения конструкционных материалов в дозвуковой авиации СНГ:
I — алюминиевые сплавы; 2— стали; 3— прочие материалы
Рис. 1.7. Доля материалов в США: а— дозвуковая скорость; б— сверхзвуковая скорость
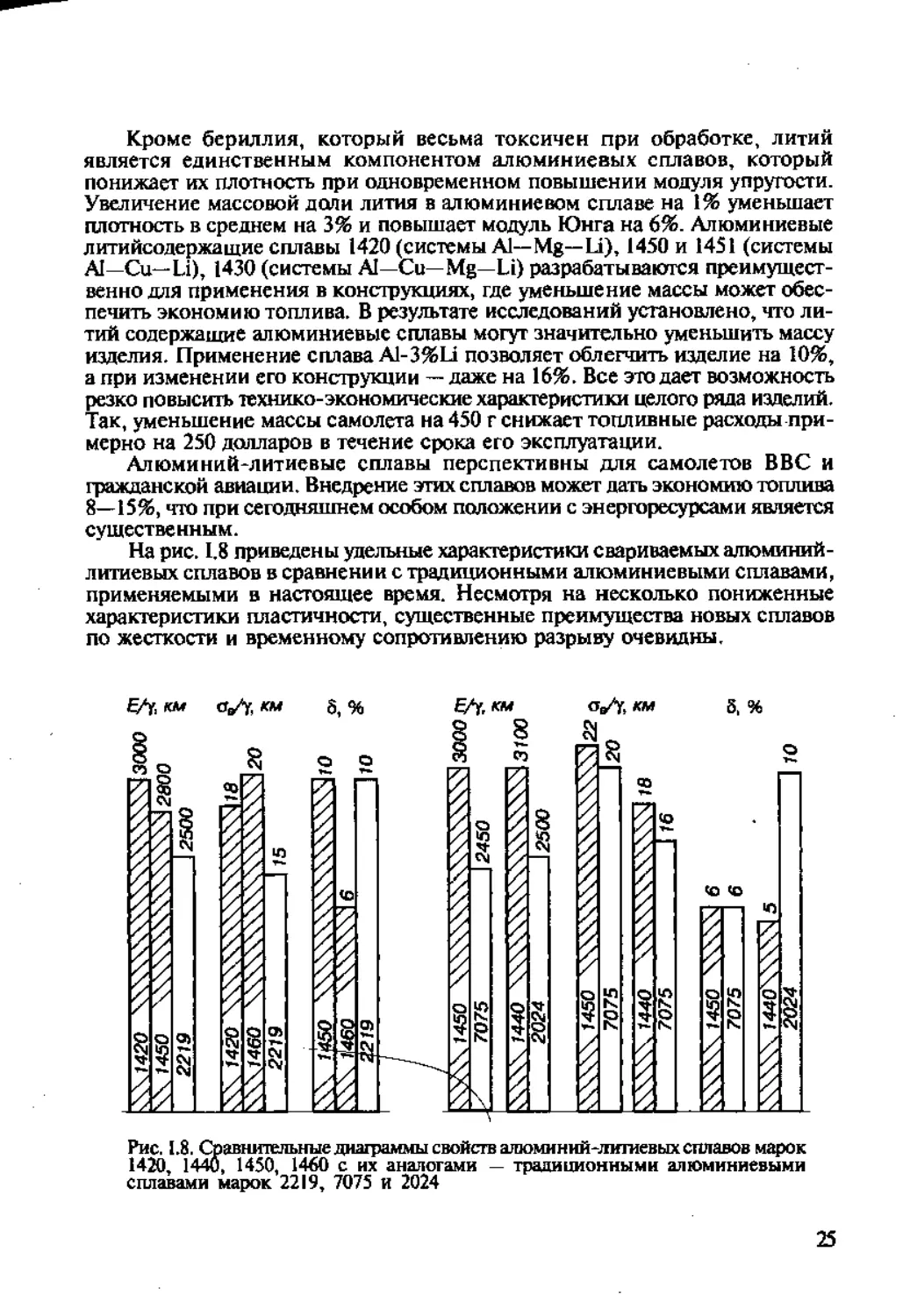
Кроме бериллия, который весьма токсичен при обработке, литий является единственным компонентом алюминиевых сплавов, который понижает их плотность при одновременном повышении модуля упругости. Увеличение массовой доли лития в алюминиевом сплаве на 1% уменьшает плотность в среднем на 3% и повышает модуль Юнга на 6%. Алюминиевые литийсодержащие сплавы 1420 (системы Al—Mg—Li), 1450 и 1451 (системы Al—Си—Li), 1430 (системы Al—Си— Mg—Li) разрабатываются преимущественно для применения в конструкциях, где уменьшение массы может обеспечить экономию топлива. В результате исследований установлено, что литий содержащие алюминиевые сплавы могут значительно уменьшить массу изделия. Применение сплава Al-3%Li позволяет облегчить изделие на 10%, а при изменении его конструкции — даже на 16%. Все это дает возможность резко повысить технике-экономические характеристики целого ряда изделий. Так, уменьшение массы самолета на 450 г снижает топливные расходы примерно на 250 долларов в течение срока его эксплуатации.
Алюминий-литиевые сплавы перспективны для самолетов ВВС и гражданской авиации. Внедрение этих сплавов может дать экономию топлива 8—15%, что при сегодняшнем особом положении с энергоресурсами является существенным.
На рис. 1.8 приведены удельные характеристики свариваемых алюминийлитиевых сплавов в сравнении с традиционными алюминиевыми сплавами, применяемыми в настоящее время. Несмотря на несколько пониженные характеристики пластичности, существенные преимущества новых сплавов по жесткости и временному сопротивлению разрыву очевидны.
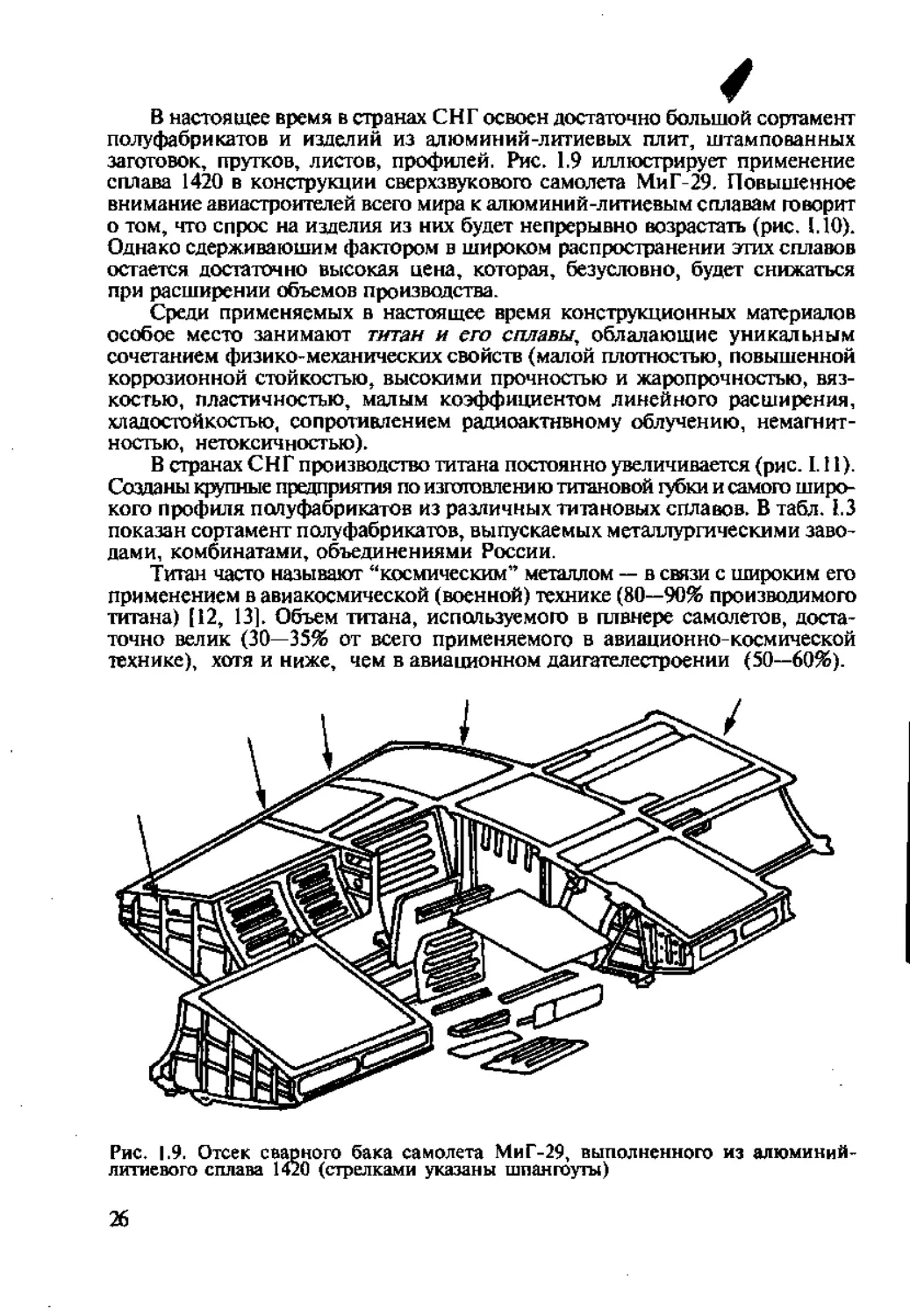
В настоящее время в странах СНГ освоен достаточно большой сортамент полуфабрикатов и изделий из алюминий-литиевых плит, штампованных заготовок, прутков, листов, профилей. Рис. 1.9 иллюстрирует применение сплава 1420 в конструкции сверхзвукового самолета МиГ-29. Повышенное внимание авиастроителей всего мира к алюминий-литиевым сплавам говорит о том, что спрос на изделия из них будет непрерывно возрастать (рис. 1.10). Однако сдерживающим фактором в широком распространении этих сплавов остается достаточно высокая цена, которая, безусловно, будет снижаться при расширении объемов производства.
Среди применяемых в настоящее время конструкционных материалов особое место занимают титан и его сплавы, обладающие уникальным сочетанием физико-механических свойств (малой плотностью, повышенной коррозионной стойкостью, высокими прочностью и жаропрочностью, вязкостью, пластичностью, малым коэффициентом линейного расширения, хладостойкостью, сопротивлением радиоактивному облучению, немагнит-ностью, нетоксичностью).
В странах СНГ производство титана постоянно увеличивается (рис. 1.11). Созданы крупные предприятия по изготовлению титановой губки и самого широкого профиля полуфабрикатов из различных титановых сплавов. В табл. 1.3 показан сортамент полуфабрикатов, выпускаемых металлургическими заводами, комбинатами, объединениями России.
Титан часто называют “космическим” металлом — в связи с широким его применением в авиакосмической (военной) технике (80—90% производимого титана) [12, 13]. Объем титана, используемого в плвнере самолетов, достаточно велик (30—35% от всего применяемого в авиационно-космической технике), хотя и ниже, чем в авиационном даигателестроении (50—60%).
Рис. 1.9. Отсек сварного бака самолета МиГ-29, выполненного из алюминийлитиевого сплава 1420 (стрелками указаны шпангоуты)
Рис. 1.10. Перспектива развития производства полуфабрикатов алюминий-литиевых сплавов в России
В дозвуковых самолетах, где основным конструкционным материалом является алюминий, титановые сплавы применяются незначительно (до 8% массы планера), преимущественно взамен сталей при изготовлении лонжеронов, монорельсов, деталей шасси. В сверхзвуковых самолетах титановые сплавы
Рис. 1.11, Динамика производства полуфабрикатов из титановых сплавов в России
оо
Тип сплавай о,. МПа Виды полуфабрикатов
Пластины. листы Профили Поковки» штампованные заготовки Трубы Прутки, балки Кольца Проволока
Нелегированный титан ВТ 1-00, ВТ-00 300-500 + + + + + + +
Сплавы средней прочно- 500 + + + + + + +
сти ОТ4-0, ОТ4-1, ОТ4, ВТ6С 1000 + + + + + + —
Высокопрочные сплавы ВТ6, BTI4, ВТ22 900-1250 + + + + + + -
Суперсплавы ВТ31, ВТ9, 950 — — + + + + —
BTI8, ВТ20, ВТ25 Литейные сплавы ВТ5Л, ВТ20Л 1250 700-950 + + + О т л + ивки + +
Примечание. Здесь *+» - сплав применяется, «—» — не используется.
используются в большом количестве (в ряде случаев до 25% всей массы и более) для изготовления силового набора и обшивки планера, деталей шасси и крепления, коммуникационных труб, арматуры и различных агрегатов. Так, в планере дальнемагистрального самолета Ил-96-300 титановые сплавы используются в узлах шасси, стенках силовых шпангоутов мото го идолы, силовых кронштейнах фюзеляжа в шассийных отсеках, в тонкостенном сварном трубопроводе системы кондиционирования диаметром 80—160 мм, в листовых деталях планера (подкладки, фитинги, коробки), в штампованных заготовках для силовых узлов, в других деталях арматуры из прутков, в цельнотянутых трубах гидравлических систем. При этом применяются следующие сплавы и виды полуфабрикатов: ОТ4 — листы; ВТ 1-0 — лента; ВТ64 — фольга; ВТ14 — штампованные профили; ВТ22 — плиты; ВТЗ-1 — прутки; ВТ-Л — литье; ПТ7Ма — трубы.
Благодаря хорошей свариваемости титановых сплавов их использование в сварном варианте конструкций продолжает увеличиваться.
Возможность уменьшения в 1,7 раза массы изделий при замене стальных деталей на титановые, с сохранением показателей прочности и долговечности, а также изготовление деталей из прутков, сварных листовых и штампованных заготовок, отливок позволили элементам из титановых сплавов прочно утвердиться в составе узлов так называемой холодной части газотурбинного даигателя. Высоко оценили конструкторы и технологи способность титановых деталей удовлетворять требованиям всеклиматических условий эксплуатации без нанесения каких-либо покрытий или покраски [12].
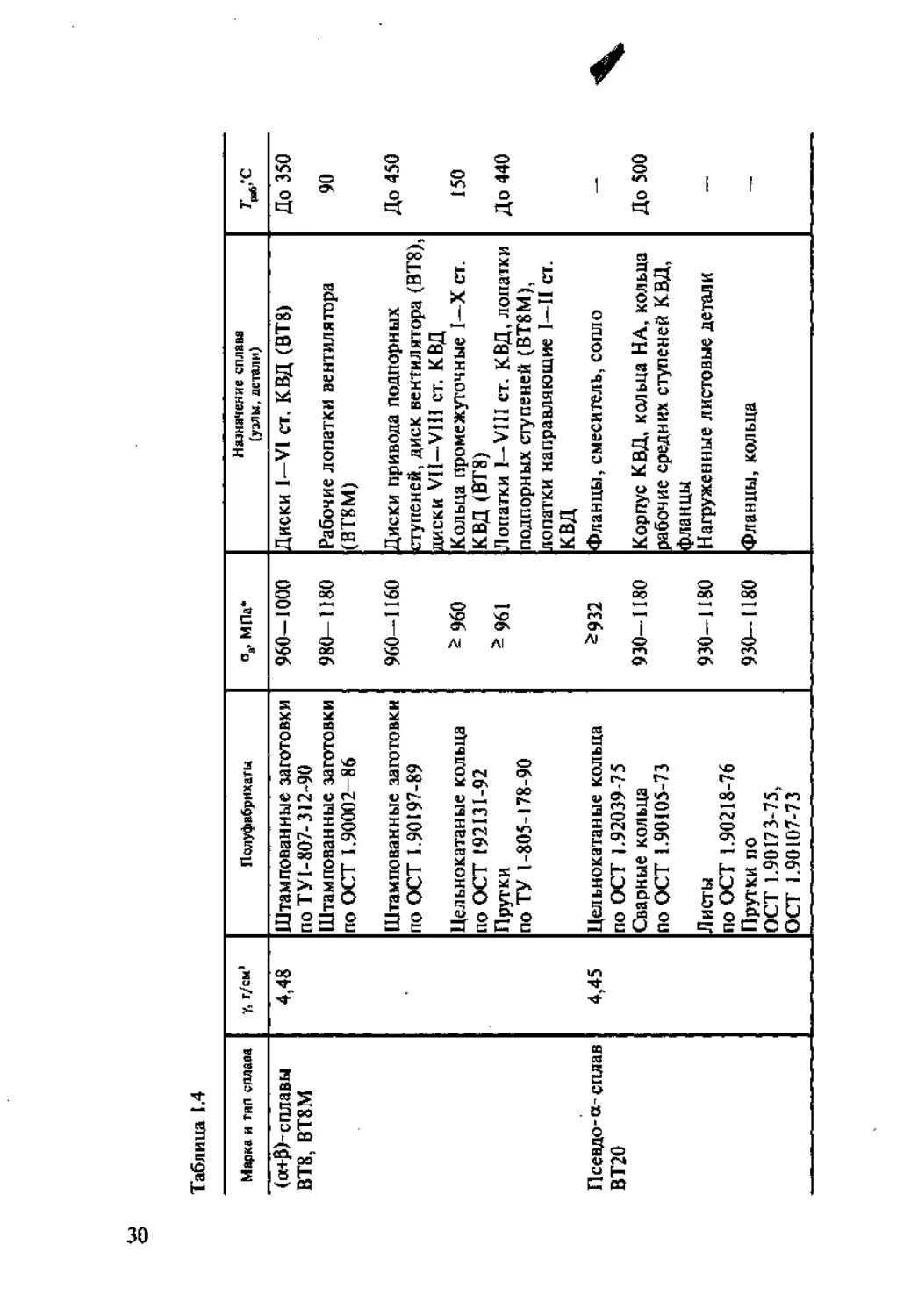
В конструкции двигателей, разработанных АО “Авиадвигатель” (г. Пермь), широко используются детали, полученные из кованых заготовок, и сварные конструкции. Так, например, на даигателе ПС-90А (табл. 1.4) около 40 сварных узлов выполнены электронно-лучевой сваркой. На установках ЭЛУ-5, ЭЛУ-9, ЭЛУ-10 и ЭЛ У-25 свариваются соединения из сплавов ОТ4, ОТ4-1, ВТ5Л, ВТ6, ВТ8, ВТ20 с толщинами стыков от 1,25 до 20 мм. Свариваемые детали — корпуса, кольца, фланцы, штоки, направляющие и др. [12].
Применяемое оборудование и технология сварки обеспечивают уровень прочности сварного соединения не менее 80% прочности соединяемых материалов. Дуговую сварку крупногабаритных узлов со швами сложного пространственного расположения осуществляют в камере с контролируемой атмосферой.
Для производства таких ответственных и нагруженных деталей, как диски, рабочие и направляющие лопатки, промежуточные кольца компрессоров, применяют деформируемые двухфазные (а+Р)-сплавы ВТЗ-1, ВТ8, а-сплав ВТ18У. Корпусные и другие детали изготовляются из низколегированного сплава с повышенной-плаетцчностью ОТ4-1, псевдо-а-сплавов средней прочности ОТ4, ВТ20 и (а+р)-сп}тава ВТ6, имеющих удовлетворительную технологическую пластичность. Для фасонного литья с целью повышения коэффициента использования металла и снижения трудоемкости используют а-сплав ВТ5Л. Более подробная информация об использовании титановых сплавов в двигателе ПС-90А представлена в табл. 1.4.
Достаточные прочность и надежность большого количества деталей, полученных из титановых сплавов, подтверждены многолетней эксплуатацией многотысячного парка двигателей семейства Д-30 на самолетах гражданской (Ту-134, Ту-134А, Ил-62М, Ил-76, Ту-154М) и военной (МиГ-31) авиации.
Марка и тип сплава у, г/см’ Полуфабрикаты
(а+ЗТсплавы ВТ8, ВТ8М 4,48 Штампованные заготовки по ТУ1-807-312-90 Штампованные заготовки по ОСТ 1.90002-86 Штампованные заготовки по ОСТ 1.90197-89 Цельнокатаные кольца по ОСТ 192131-92 Прутки по ТУ 1-805-178-90
Псевдо-а- сплав ВТ20 4,45 Цельнокатаные кольца по ОСТ 1.92039-75 Сварные кольца по ОСТ 1.90105-73 Листы по ОСТ 1.90218-76 Прутки по ОСТ 1.90173-75, ОСТ 1.90107-73
Оа> МПа* Назначение сплава (узлы, детали) Г *С Р®
960-1000 Диски I—VI ст. КВД (ВТ8) До 350
980-1180 Рабочие лопатки вентилятора (ВТ8М) 90
960-1160 Диски привода подпорных ступеней, диск вентилятора (ВТ8), диски VII—VIII ст. КВД До 450
960 Кольца промежуточные I—X ст. КВД (ВТ8) 150
-961 Лопатки 1—VIII ст. КВД, лопатки подпорных ступеней (ВТ8М), лопатки направляющие I—II ст. КВД До 440
-932 Фланцы, смеситель, сопло —
930-1180 Корпус КВД, кольца НА, кольца рабочие средних ступеней КВД, фланцы До 500
930-1180 Нагруженные листовые детали —
930-1180 Фланцы, кольца —
Марка и тип сплава у, г/см1 Полуфабрикаты
а-сплав ВТ5Л 4,40 Литые электроды по ОСТ 1.90031-77; отливки по ОСТ 1.90060-79
(сн-0)-сплав ВТ6 4,43 Кольца сварные по ОСТ 1.90100-73 Кольца цельнокатаные по ОСТ 1.92039-75 Прутки по ОСТ 1.90173-75, Прутки по ОСТ 1.90266-86
(ot+Р)-сплав ВТЗ 4,50 Прутки по ОСТ 1.90173-75
а-сплав ВТ18У 4% Штампованные заготовки по ТУ 1-92-32-80
Сплав 0Т4 с преобладанием раствора с небольшим количеством р-фазы 4,55 Цельнокатаные кольца по ОСТ 1.92039-75 Сварные кольца по ОСТ 1.90102-72 Листы по ОСТ 1.90218-76
Продолжение табл. 1.4
МПа* Назначение сплава (узлы, детали) Vе
686-980 Литые детали различной сложности (фланцы, кронштейны, цилиндры и др.) До 400
930-1080 Кольца, фланцы, обечайки, корпуса и др. До 350
s 883 — —
900-1050 — —
900-1050 Детали арматуры, переходники, фланцы, кольца, втулки и др. 350-400
980-1225 Детали крепежа До 350
й 883 Диски IX-XI ст. КВД До 580
й 675 Кольца ВНА внутренние, опора шарикоподшипника, фланцы, кольца До 350
686-883 Кольца ВНА наружные, кольца НА, корпуса НА, кольца рабочие 1—111 ст. КВД, фланцы реверсивного устройства До 350
686-883 Штампуемые сварные детали (обечайки, манжеты, накладки и ДР 0 До 350
Эти двигатели имеют сегодня ресурс 18 000—19 000 ч, а суммарная наработка двигателя Д-30 в настоящее время превысила 23 млн. ч.
Необходимо также отметить следующее. В связи с удорожанием авиационного топлива должен быть повышен КПД двигателей, т. е. повышена температура рабочих газов на входе в сопло. Но поскольку максимальная
эксплуатационная температура жаропрочных титановых сплавов нынешнего поколения близка к пределу (7|я6=600‘’С), одним из приоритетных направлений современного материаловедения считается разработка жаропрочных сплавов нового класса на основе алюминидов титана (7[и6=900°С) [13]. Еще до 2000 г. ожидается практическое применение в газотурбинных двигателях композиционных материалов на металлической и керамической основе, удельная прочность и жесткость которых в несколько раз превышают уровень этих характеристик у титана [14]. Следовательно, к 2010 г. общая доля титана в реактивных двигателях снизится почти наполовину и составит 15% от их массы. К этому следует добавить и неблагоприятные для титановой промыш
ленности тенденции сокращения военных заказов.
В настоящее время в самолетостроении используются более 50 различных марок титановых сплавов. Не останавливаясь подробно на преимуществах
основных групп этих сплавов, следует отметить, что широко используются сплавы с прочностью от 400 до 1400 МПа, в том числе способные длительно работать при температурах до 600°С. Достаточно широк и диапазон толщин применяемых титановых сплавов. Например, создана промышленная установка, позволяющая изготавливать фольгу толщиной от 10 до 50 мкм и шириной 400 мм для производства сотовых конструкций и для других целей.
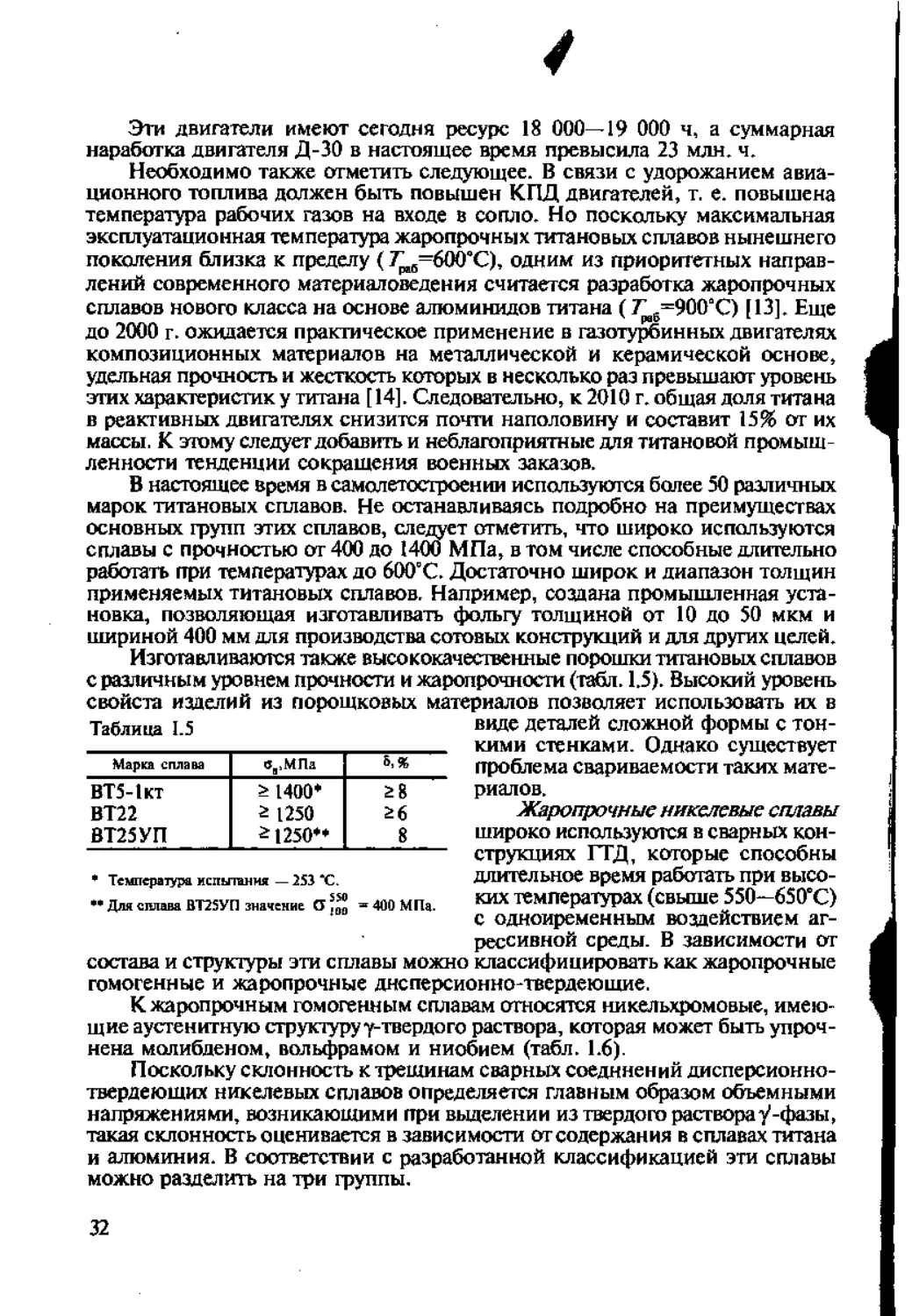
Изготавливаются также высококачественные порошки тигановых сплавов с различным уровнем прочности и жаропрочности (табл. 1.5). Высокий уровень свойств изделий из порошковых материалов позволяет использовать их в Таблица 1.5 виде деталей сложной формы с тон-
кими стенками, иднако существует проблема свариваемости таких материалов.
Жаропрочные никелевые сплавы широко используются в сварных конструкциях ГТД, которые способны длительное время работать при высоких температурах (свыше 550—650°С) с одноиременным воздействием агрессивной среды. В зависимости от классифицировать как жаропрочные
Марка сплава ояЬМПа в, %
ВТ5-1кт > 1400* 28
ВТ22 г 1250 26
ВТ25УП г1250** 8
• Температура испытания — 253 “С, ** Для сплава ВТ25УП значение П = 400 МПа.
состава и структуры эти сплавы моя
гомогенные и жаропрочные днсперсионно-твердеющие.
К жаропрочным гомогенным сплавам относятся никельхромовые, имеющие аустенитную структуру у-твердо го раствора, которая может быть упрочнена молибденом, вольфрамом и ниобием (табл. 1.6).
Поскольку склонность к трещинам сварных соединений дисперсионно-твердеющих никелевых сплавов определяется главным образом объемными напряжениями, возникающими при выделении из твердого раствора 7-фазы, такая склонность оценивается в зависимости отсодержания в сплавах титана и алюминия. В соответствии с разработанной классификацией эти сплавы можно разделить на три группы.
Массовая доля элементов, ft
Марка сплава с Мп Si Сг Со Мо W Nb Ti А) Fe Другие элементы
не более нс более
ХИ78Т (ЭИ435) 0,12 0,7 0,8 19-22 — — — — 0,15-0,35 <0,5 6 —
ХН75МБТЮ (ЭИ602) 0,08 0,4 0,8 19-22 — 1,8-2,3 0,9-1,3 0,35-0,75 0,35-0,75 8 —
ХН60ВТ (ЭИ868) 0,10 0,5 0,8 23,5-26,"5 — — 13-16 — 0,30-0,70 <0,50 4 —
ХН67ВМТЮ (ЭП202) 0,08 0,5 0,6 /17-20 — 4,0-5,0 4—5 —' 2,20-2,80 1,00-1,50 2 —
ХН77ТЮР (ЭИ437Б) 0,07 0,Г 0,6 19-22 — — — — 2,40-2,80 0,60-1,00 1 0,070 Си; 0,001 РЬ
ХН56ВМТЮ (ЭП199) 0,10 0,5 0,6 19-22 — 4—6 9—11 — 1,10-1,60 2,10-2,60 4 0,008 В
ХН50МВКТЮР (ЭП99) 0,10 0,4 0,5 18-22 5-8 3,5-5,0 6-8 1,00-1,50 2,50-3,50 5 0,005 В; 0,002 Се
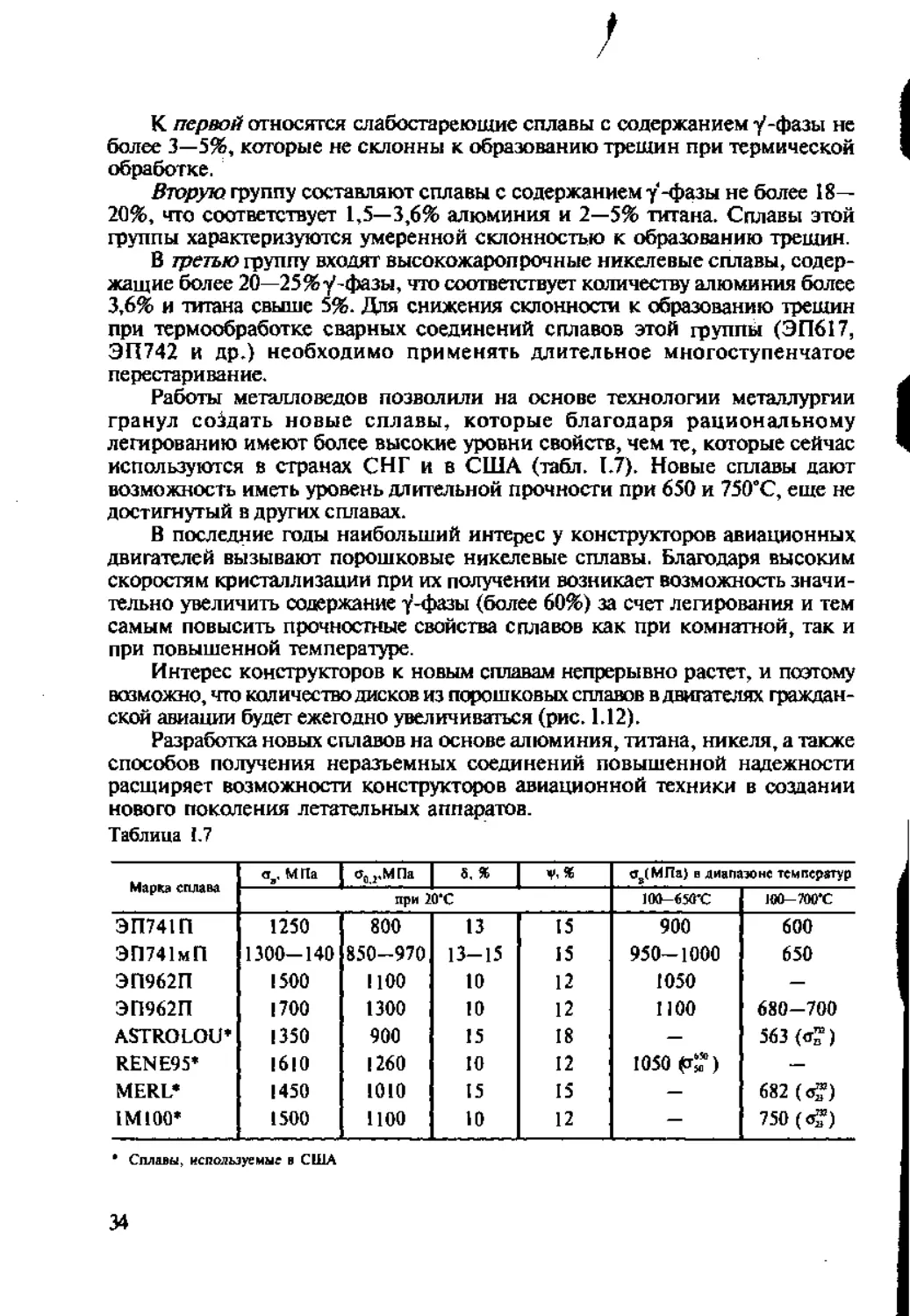
К первой относятся слабоста реющие сплавы с содержанием /-фазы не более 3—5%, которые не склонны к образованию трещин при термической обработке.
Вторую группу составляют сплавы с содержанием у -фазы не более 18— 20%, что соответствует 1,5—3,6% алюминия и 2—5% титана. Сплавы этой группы характеризуются умеренной склонностью к образованию трещин.
В третью группу входят высокожаропрочные никелевые сплавы, содержащие более 20—25%-/-фазы, что соответствует количеству алюминия более 3,6% и титана свыше 5%. Для снижения склонности к образованию трещин при термообработке сварных соединений сплавов этой группы (ЭП617, ЭП742 и др.) необходимо применять длительное многоступенчатое пе ре стари ван ие.
Работы металловедов позволили на основе технологии металлургии гранул создать новые сплавы, которые благодаря рациональному легированию имеют более высокие уровни свойств, чем тс, которые сейчас используются в странах СНГ ив США (табл. 1.7). Новые сплавы дают возможность иметь уровень длительной прочности при 650 и 750’С, еще не достигнутый в других сплавах.
В последние голы наибольший интерес у конструкторов авиационных двигателей вызывают порошковые никелевые сплавы. Благодаря высоким скоростям кристаллизации при их получении возникает возможность значительно увеличить содержание у-фазы (более 60%) за счет легирования и тем самым повысить прочностные свойства сплавов как при комнатной, так и при повышенной температуре.
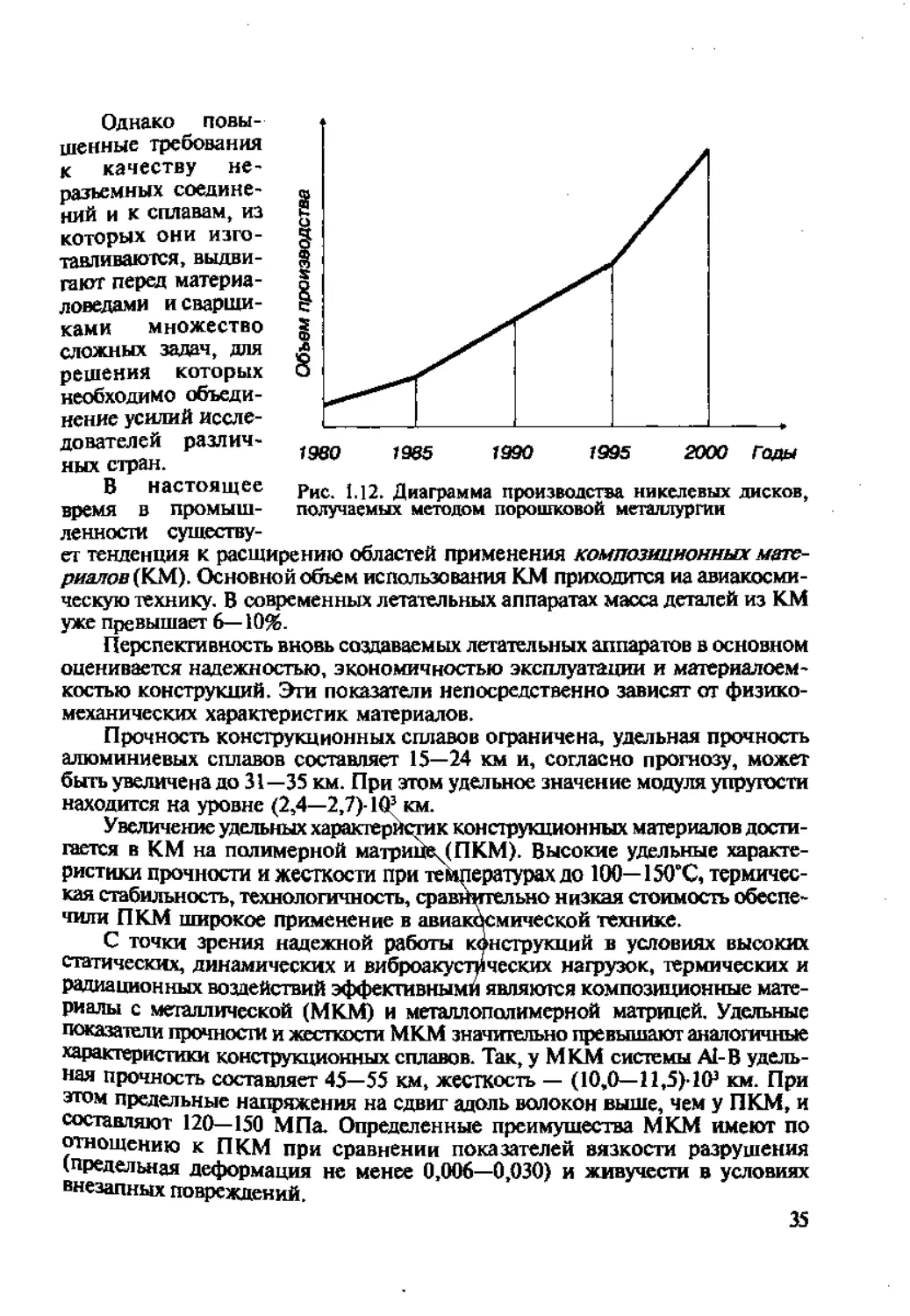
Интерес конструкторов к новым сплавам непрерывно растет, и поэтому возможно, что количество дисков из порошковых сплавов в двигателях гражданской авиации будет ежегодно увеличиваться (рис. 1.12).
Разработка новых сплавов на основе алюминия, титана, никеля, а также способов получения неразъемных соединений повышенной надежности расширяет возможности конструкторов авиационной техники в создании нового поколения летательных аппаратов.
Таблица 1.7
Марка сплава ав, МПа о01.МПа а. % ов(МПа) в диапазоне температур
при 20*С 100-650'С 100-WC
ЭП741П 1250 800 13 15 900 600
ЭП741мП 1300-140 850-970 13-15 15 950-1000 650
ЭП962П 1500 1100 10 12 1050
ЭП962П 1700 1300 10 12 1100 680-700
ASTROLOU* 1350 900 15 18 563 (<т")
RENE95* 1610 1260 10 12 1050
MERL* 1450 1010 15 15 682 (<£)
IM100* 1500 1100 10 12 750 (в?)
• Сплавы, используемые в США
иднако повышенные требования к качеству неразъемных соединений и к сплавам, из которых они изготавливаются, выдвигают перед материаловедами и сварщиками множество сложных задач, для решения которых необходимо объединение усилий исследователей различных стран.
В настоящее время в промышленности сушеству-
Рис. 1.12. Диаграмма производства никелевых дисков, получаемых методом порошковой металлургии
ет тенденция к расширению областей применения композиционных материалов (КМ). Основной объем использования КМ приходится иа авиакосмическую технику. В современных летательных аппаратах масса деталей из КМ уже превышает 6—10%.
Перспективность вновь создаваемых летательных аппаратов в основном оценивается надежностью, экономичностью эксплуатации и материалоемкостью конструкций. Эти показатели непосредственно зависят ст физикомеханических характеристик материалов.
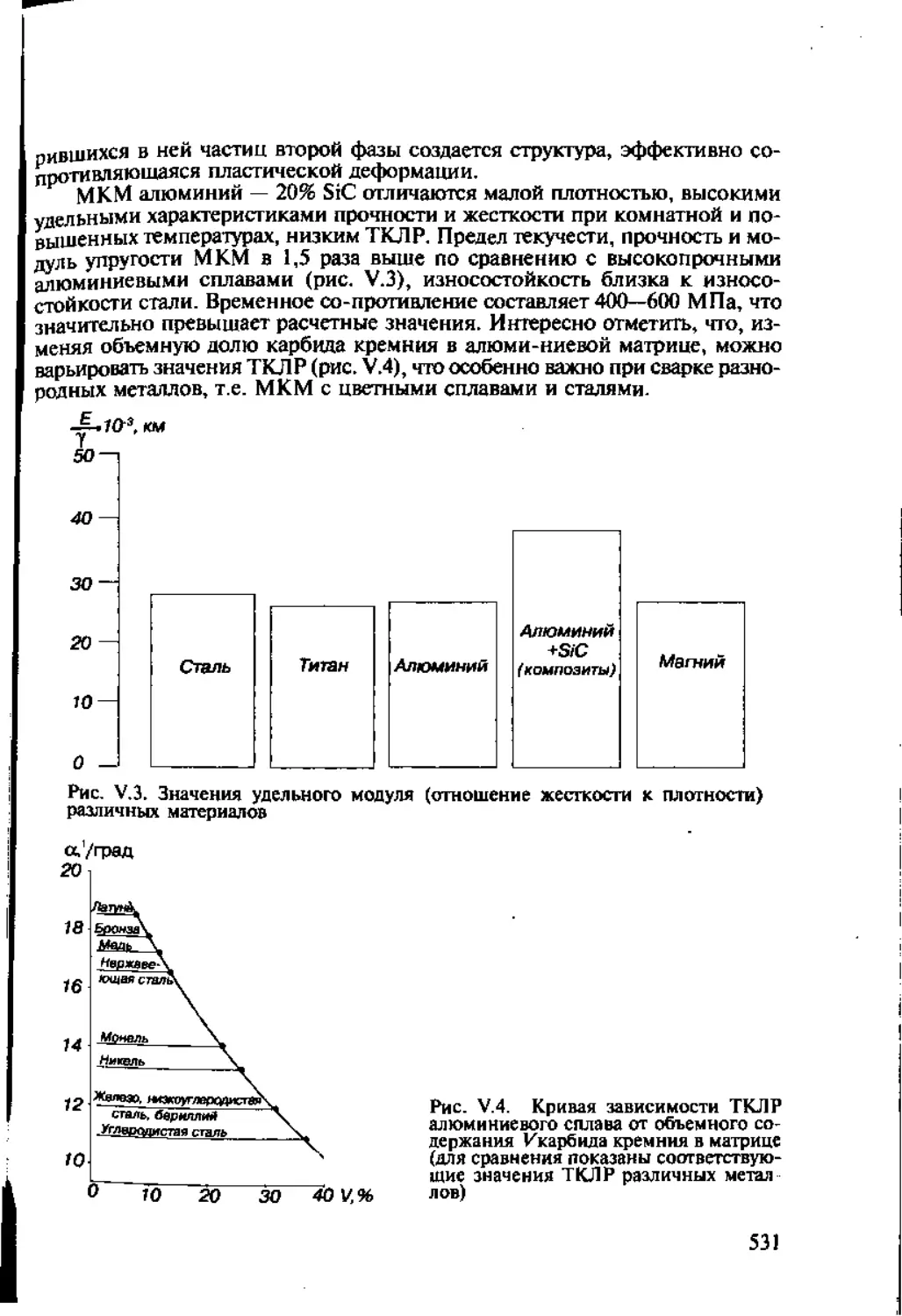
Прочность конструкционных сплавов ограничена, удельная прочность алюминиевых сплавов составляет 15—24 км и, согласно прогнозу, может быть увеличена до 31—35 км. При этом удельное значение модуля упругости находится на уровне (2,4—2,7)103км.
Увеличение удельных характеристик конструкционных материалов достигается в КМ на полимерной матрицей ПКМ). Высокие удельные характеристики прочности и жесткости при температурах до 100— 150’С, термическая стабильность, технологичность, сравнительно низкая стоимость обеспечили ПКМ широкое применение в авиакосмической технике.
С точки зрения надежной работы конструкций в условиях высоких статических, динамических и виброакустрческих нагрузок, термических и радиационных воздействий эффективными являются композиционные материалы с металлической (МКМ) и мегаллополимерной матрицей. Удельные показатели прочности и жесткости МКМ значительно превышают аналогичные характеристики конструкционных сплавов. Так, у МКМ системы Al-В удельная прочность составляет 45—55 км, жесткость — (10,0—11,5)1(Р км. При этом предельные напряжения на сдвиг адоль волокон выше, чем у ПКМ, и составляют 120—150 МПа. Определенные преимущества МКМ имеют по отношению к ПКМ при сравнении показателей вязкости разрушения (предельная деформация не менее 0,006—0,030) и живучести в условиях внезапных повреждений.
Высокая стоимость МКМ предопределила их преимущественную область применения — это авиационная и космическая техника. Выполненный анализ использования МКМ в конструкциях летательных аппаратов показал, что они обеспечивают значительное уменьшение массы конструкций различных типов.
Использование волокнистых композитов для вы соконагруженных трубчатых конструкций (подкосы, раскосы) обеспечивает уменьшение их массы иа 45—55%, для силовых стрингерных панелей — на 35—55%. Слоистые металлополимерные КМ используют в качестве обшивки, для стенок нервюр и других элементов конструкций, которые обеспечивают уменьшение массы до 12%, увеличение демпфирующей способности, повышение ресурса в 2—3 раза и живучести в 10—15 раз. Многослойные металлические КМ используют для более широкого класса деталей: обшивок, обтекателей, профилей, электрошин и др.
В то же время по сравнению с существующими конструкционными сплавами стоимость волокнистых МКМ выше в 50—100 раз, слоистых метал-лополимерных — в 10—25 раз, слоистых металлических — в 2—5 раз.
В последние десятилетия разработана технология и освоены в производстве листовые полуфабрикаты слоистых металлических КМ: Д16+ВТ1-0 (ТУ 1.9.34-76), 12Х18Н10Т+АД1 (ТУ 1.809.649-82), АПМ-2(ТУ 1.809.431-82) и др.; волокнистых металлических КМ (ВКЛ-1; ВКЛ-2 и др.). Разработана и осваивается в условиях производства технология изготовления слоистых металлополимерных КМ. Наряду с этим высокая стоимость КМ требует применения технологических процессов, обеспечивающих высокие коэффициенты использования материала и качество изготовления деталей.
§ 5. ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ СВАРКИ
ПРИ СОЗДАНИИ САМОЛЕТОВ НОВОГО ПОКОЛЕНИЯ
Научно-исследовательские разработки в области создания перспективных материалов и технологий неразъемного соединения их применительно к самолетостроению позволили создать высокоэффективную сверхзвуковую авиацию военного назначения. Предполагается, что использование цельносварных конструкций обеспечит возможность дальнейшего повышения качества, надежности и срока эксплуатации самолетов — за счет применения новых высокопрочных легких сплавов, эффективных способов сварки, современной методологии проектирования и изготовления сварных узлов. Это относится и к перспективе создания нового поколения широкофюзеляжных самолетов — аэробусов [15].
Имеющиеся результаты исследований свариваемости новых алюминийлитиевых сплавов, а также опыт успешного применения некоторых из них в авиакосмической технике стали предпосылкой создания гражданских самолетов, отличающихся высокими показателями экономичности и безопасности. Новая концепция создания цельносварных узлов самолетов предусматривает изготовление сварных оребренных панелей крыла, обладающих большой жесткостью и минимальной удельной массой, элементов фюзеляжа, шасси и др. При рациональном проектировании сварных конструкций с высокими фи зико-механическим и характеристиками сварных швов ожида
ются существенная экономия металла, уменьшение массы конструкции при замене механических соединений сварными — за счет более полного использования рабочих сечений и отсутствия вспомогательных элементов крепления. При этом будет достигнута более высокая технологичность изготовления конструкций и обеспечены белее простые способы герметизации, улучшатся условия труда рабочих.
Комплексная программа научно-исследовательских работ должна обеспечить решение ряда сварочных проблем, среди которых важнейшими являются следующие: обоснование выбора новых свариваемых высокопрочных алюминиевых сплавов; разработка технологий получения сварных узлов и элементов конструкций из алюминий-литиевых сплавов для высокоресурсных самолетов; разработка методов рационального проектирования сварных конструкций из алюминий-литиевых сплавов и других высокопрочных материалов; обоснование критериев оценки статической прочности, усталостной долговечности, живучести и коррозионной стойкости исследуемых высоконагруженных сварных соединений.
На основе полученных данных будут определены принципы создания авиационной техники XXI века с высокой степенью технологичности при изготовлении и надежности в эксплуатации. Будут отработаны методы проектирования и технологии производства ответственных сварных конструкций крупных самолетов. На первом этапе предполагается их проверка при изготовлении и испытании силового набора панелей крыла, элементов фюзеляжа и т. д.
Исходя из уже накопленного опыта и возможностей самолетостроительного производства, основные положения при создании, например, сварной конструкции кессона-крыла видятся следующими: соединения продольных стрингеров с листами и другие элементы подкрепления панелей выполняются контактной точечной сваркой; продольные соединения панелей между собой и с лонжеронами выполняются стыковыми швами с использованием автоматической сварки плавлением; соединения стрингеров с нервюрами и других элементов подкрепления выполняются с помощью механического крепежа или контактной точечной либо ручной аргоно-дуговой сваркой; для формирования корня продздгьных швов при сварке плавлением могут быть использованы технологическйе (временные) и конструктивные (постоянные) подкладки; соединения в местах законцовок и в местах, недоступных для использования сварки, выполняются другими способами (без применения сварки). \
При проведении опытных работ на первом этапе создания сварных силовых конструкций для выбора конкретного технологического процесса автоматической сварки продольных соединений панелей предполагается проверить следующие способы: аргоно-дуговую сварку неплавящимся электродом на переменном токе, в стационарном режиме и пульсирующей дугой; сварку сжатой дугой на переменном токе (плазменную сварку); сварку плавящимся электродом в среде гелия стационарной и импульсной дугой; электронно-лучевую сварку в вакуумируемых камерах; лазерную сварку.
В качестве основного материала для сварных узлов необходимо испытать в первую очередь листы и прессованные профили из алюминиевых сплавов системы Al- Си—Mg—Li (марок 1430, 1440, 1450).
Оптимизация химического состава металла шва с целью предотвращения горячих трещин при сварке может быть достигнута путем использования
специальных присадок в виде проволок из сплавов, содержащих скандий и другие эффективные модификаторы.
По результатам предварительной оценки свариваемости и свойств сварных соединений будут определены варианты соединений для дальнейших испытаний, с целью определения характеристик усталости, вязкости разрушения, коррозии под напряжением, живучести и остаточной прочности сварных конструктивных элементов.
Решение задач, связанных с конструктивно-технологической проработкой сварных элементов, должно предусматривать выбор геометрии свариваемых стыков для конкретного способа соединения; учет изменения толщины материала по длине шва (например, от 5 до 2 мм в панели крыла); оптимизацию конструкции сварных лонжеронов (вертикальные стенки); определение требований к сборке деталей, подлежащих сварке; разработку мероприятий для уменьшения уровня остаточных напряжений и предотвращения или устранения деформаций свариваемых узлов; определение требований к зачистке поверхностей шва; исследование ресурсных характеристик натурных сварньЕХ агрегатов в системе планера самолета.
Полученные результаты составят основу создания надежных легких силовых сварных конструкций. В производстве самолетов появится возможность более широкого применения автоматизированного оборудования при значительном сокращении объемов ручного труда; снизится трудоемкость, улучшится экологическая обстановка. В итоге откроется перспектива создания нового поколения более эффективных аэробусов с широким использованием сварных конструкций фюзеляжа и крыльев из перспективных материалов.
Остановимся еше на одном важном для авиации вопросе - изготовлении сварных криогенных топливных баков из алюминиевых сплавов [16].
В ближайшее аремя наиболее перспективным топливом для самолетов представляется жидкий водород. Преимущество его перед керосином, помимо экологической чистоты, состоит в том, что он имеет втрое меньшую по плотность, что создает перспективы уменьшения взлетной массы или повышения коммерческой нагрузки. Основные проблемы при размещении жидкого водорода — это в 4 раза больший объем по сравнению с керосином и сверхнизкая температура, что требует использования специальных хорошо изолированных баков, выдерживающих высокое давление.
Новое поколение самолетов, работающих на жидком водороде, будет создаваться на базе традиционных типов аэробусов с размещением топливных баков над фюзеляжем. Конструктивно криогенные топливные баки представляют собой цилиндрические емкости длиной 5—10 м и диаметром 2—3 м. Баки состоят из отдельных обечаек, переднего и заднего днищ и системы трубопроводов. Сами обечайки выполняются из вафельных иди ребристых панелей с толщиной полотна 1,5—3 мм. Толщина стыков в зоне соединения элементов бака 2—10 мм. Основным способом соединения элементов топливных баков является сварка.
Наиболее перспективными конструкционными материалами для топливных баков являются новые деформируемые термоупрочияемые алюминиевые сплавы систем А1—Си и Al—Си—Li: 1440,1450,1460, 2090,2091,8090, Weldalite 049 и др. Химический состав их приведен в табл. 1.8.
При комнатной температуре у этих сплавов <^=500—600 МПа, а о02=500—550 МПа; при —253°С значенияоа=670—790 МПа, что в 2—3 раза больше, чем у применяемого в настоящее время алюминиевого сплава АМгб.
Сплав
Си Мп Li
1201 5,8-6,8 0,20-0,40 —
1440 1,2-1,9 0,05-0,08 1,6-2,3
1450 2,8-3,2 0,05-0,08 1,8-2,0
1460 2,6—Э.З 0,05-0,10 1,9-2,3
1460-1 5,0-6,5 0,08-0,10 1,0-1,3
1460-2 4,0-4,3 0,20-0,30 1,0-1,2
1460-3 5,1 0,1 1,2
2090 2,4-3,0 0,05-0,08 1,9—2,6
8090 1,0—1,6 0,08-0,10 Л2-2,7
Weldalite 049 4,0—6,3 \ / 1,1-1,5
Массовая давя элементов, %
Zr Sc Ti Mg Ав» Сг
0,10-0,25 — 0,02—0,10 0,02-0,05 —
0,10-0,20 — 0,02-0,10 0,60-1,10 —
0,10-0,20 — 0,10-0,15 0,05-0,10 —
0,08-0,12 0,06-0,1 0,10-0,15 0,05-0,10 —
0,08-0,10 0,12-0,2 0,02-0,10 0,02-0,07 —
0,10-0,16 0,15-0,2 0,04-0,06 0,02-0,07 —
0,12 0,18 0,05 0,25 —
0,08-0,15 — 0,08-0,12 0,60-1,30 0,05 Сг
0,04-0,16 — 0,08-0,12 0,60-1,30 0,1 Сг
0,10-0,15 — 0,02-0,05 0,30-0,50 0,35-0,5 Ag
Изготовление сварных криогенных топливных баков из алюминиевых сплавов принципиально возможно по двум схемам.
Первая схемах гибка плит в обечайки; контактная стыковая или электронно-лучевая сварка продольных стыковых обечаек; механическая обработка обечаек изнутри для получения вафельного рельефа поверхности; соединение обечаек между собой и со шпангоутами кольцевыми швами многопроходной сваркой плавящимся или не плавящимся электродом (в зависимости от толщины стыка); приварка сферических дниш кольцевыми швами и вварка фланцев.
Вторая схемах механическая обработка плоских заготовок из плиты с образованием вафельной гравюры; формирование вафельной панели по контуру обечайки; сборка и сварка сформированных панелей в обечайку продольными швами; сборка-сварка обечаек с обечайками и шпангоутами кольцевыми швами; приварка сферических диищ кольцевыми швами и вварка фланцев.
Каждая схема имеет свои преимущества и недостатки. Первая схема отличается высокой трудоемкостью, требует уникального оборудования, но обеспечивает большую геометрическую точность сварных баков. Вторая схема может быть выполнена на универсальном оборудовании, менее трудоемка, но связана с применением специальных приемов для снижения остаточных деформаций после сварки. С теоретической точки зрения первая схема изготовления предпочтительнее, одиако на практике в настоящее время она трудно реализуема. Поэтому все реальные технологические процессы изготовления криогенных топливных баков основаны на второй схеме.
Серийное изготовление криогенных топливных баков для гражданских самолетов целесообразно осуществлять на заводвх, имеющих многолетний опыт производства ракет. Это будет означать реальную конверсию оборонных заводов, с использованием высококвалифицированных кадров и имеющегося оборудования и площадей.
Сказанное позволяет сделать следующие выводы. Применительно к криогенным топливным бакам оптимальное сочетание свариваемости, прочностных и пластических свойств обеспечивает алюминиевый сплав 1460-1 с содержанием 5,5—6,5% Си и не белее 0,07% Mg.
В качестве присадочного материала для сварки сплава 1460-1 рационально использовать проволоку типа Св1201 с содержанием 6,5—7,5% Си.
Прочностные свойства сварных соединений из сплавов типа 1460 при комнатной температуре в 1,3—1,5 раза, а пластические свойства в 2—4 раза ниже, чем у сплавов 1420, 1421, 1570 и т. п. При температуре —253°С прочностные свойства сплавов типа 1460 на 10—35% выше, чем у других алюминиевых сплавов.
Наиболее реальна следующая схема изготовления сварных криогенных топливных баков: получение плоских вафельных панелей, формирование и сварка обечаек с продольными швами.
В заключение следует отметить, что успехи современного авиастроения во многом обусловливаются широкой международной кооперацией, с участием ведущих фирм как Европы, так и Америки. Такой подход к решению важнейших научно-технических проблем целесообразен и при осуществлении программ создания перспективных цельносварных гражданских самолетов XXI века.
ЛИТЕРАТУРА К ГЛАВЕ I
1. Кривов Г. А. Технология самолетостроительного производства. — Киев: КВ1Ц, 1997- - 460 с.
2. Рабкин Д. М. Металлургия сварки плавлением алюминия и его сплавов. — Киев: Наук, думка, 1986. — 256 с.
3. Рябов В. Р. Получение металлических композиционных материалов и методы их неразъемного соединения / Автомат, сварка. — 1994. — № 4. — С. 49—55.
4. Арбузов Ю. П. Свариваемые алюминиевые сплавы. — М.: Машиностроение, 1990. - 240 с.
5. Братухин А. Г. Развитие авиационной промышленности в условиях конверсии и рыночной экономики Ц Авиац. пром-сть. — 1992. — № 5. — С. 3—9.
6. Шаяин Р. Е. Авиационные материалы и прогресс авиационно-космической техники. — М.: ВИАМ, 1980. — 208 с.
7. Штрикман М. М. Тенденция развития технологии дуговой сварки листовых конструкций летательных аппаратов // Авиац. пром-сть. — 1995. — № 11—12 — С 19— 23.
8. Редчиц В. В., Маханек В. В. Методика выбора материала и оценки его массовой эффективности по комплексному критерию при проектировании сварных конструкций для авиакосмической техники / Свароч. пр-во. — 1996. — № 3. — С. 22—25.
9. Братухин А. Г., Редчиц В, В., Лукин В. И. Проблемы создания сварных конструкций летательных аппаратов // Там же. — 1994. — № 10. — С. 2—5.
10. Разработка и применение новых конструкционных свариваемых сплавов в авиационной промышленности / А. Г. Братухин, К. А Ющенко, И. С. Полькин, Е. Б. Качанов // Автомат, сварка. — 1993. — № 11. — С. 33—38.
11. Колганов И М„ Башилов А. С., Богданов Б. В. Изготовление панелей с гнутыми профилями из перспективных алюминиевых сплавов / Авиац. пром-сть. - 1994. - № 9-10. - С. 3-5.
12. Решетников Ю. Е. Применение титановых сплавов в двигателях разработки АО “Авиадвигатель” // Титан. — 1996. — № 1—2. — С/9-^12.
13. Кривенко Р. А., Герман А. Н. Современное состояние развития и применения деформированных титановых сплавов в зарубежном самолетостроении / Технология, оборудование, материалы, процессы. — 1991. — № 2—3. — С. 43—47.
14. Ушков С. С., Иголкин А. И. Новые области применения тигана и задачи материаловедения на современном этапе // Вопр. материаловедения. — 1995. — № 1. - С. 61-79. /
15. Перспективы применения сварки при создании самолетов нового поколения / Б. Е. Патон, А Я. Ищенко, К. А Ющенко и др. // Автомат, сварка. — 1996. — № 6. - С. 26-27.
16. Рязанцев В. И., Федосеев В А. Изготовление сварных криогенных топливных баков из алюминиевых сплавов // Авиац. пром-сть. — 1995. — № 7—8. — С. 9—12.
Глава II
СВАРКА. УЗЛОВ И ДЕТАЛЕЙ ИЗ СОВРЕМЕННЫХ КОНСТРУКЦИОННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
Одними из основных конструкционных материалов в самолетостроении являются сплавы на основе алюминия. Даже в сверхзвуковых самолетах, у которых из-за разогрева в результате трения о воздух определенные элементы фюзеляжа и несущих плоскостей приходится выполнять из титановых сплавов или сталей, большую часть конструкции также выполняют из алюминиевых сплавов: на их долю в самолетах приходится 60—70% от обшей массы изделия [1]. Алюминиевые сплавы обладают махой плотностью, относительно высокой прочностью, хорошей тепло- и электропроводностью, высокой коррозионной стойкостью. Они сохраняют высокие механические свойства (прочность и пластичность) при отрицательных температурах; характеризуются высокой технологичностью при обработке прессованием, прокаткой и проковкой. Вследствие этого изготовление полуфабрикатов самого различного профиля и деталей сложной конфигурации намного менее трудоемко и значительно проще по сравнению с изготовлением аналогичных изделий из стали. Более того, из алюминиевых сплавов можно получать такие профили, прессовать которые из стали весьма затруднительно или невозможно.
Алюминиевые сплавы практически не “искрят’’ при ударных воздействиях, отличаются повышенной огнестойкостью, их поверхность имеет приятный внешний вид даже без дополнительной отделки.
Первыми достоинства алюминия и алюминиевых сплавов оценили авиаконструкторы. Белее 50 лет назад был создан первый отечественный цельнометаллический самолет из дуралюмина. С тех пор и по настоящее время алюминиевые сплавы как конструкционный материал доминируют в авиастроении.
§ 1. АЛЮМИНИЙ И ЕГО СПЛАВЫ
По способам получения алюминий и его сплавы обычно делят на две группы: деформируемые (к ним относится и технический алюминий) и литейные. Другой классификационный принцип учитывает применение термической обработки: по этому признаку все алюминиевые сплавы подразделяют на термически неупрочняемые и термически упрочняемые. Термическое упрочнение возможно в результате закалки и последующего естественного или искусственного старения. В сварочной практике в зависимости от назначения изделия применяют материал как после естественного, так и после искусственного старения [2-4].
Алюминиевые сплавы объединяют в ряд подгрупп, различающихся по системам легирования.
1.1. СИСТЕМЫ И МАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
Множество химических элементов, добавляемых к алюминию, можно разбить на три группы (рис. 11.1).
Рис. II.1. Классификация свариваемых алюминиевых сплавов
Легирующие элементы
Примеси
Модификаторы
Свариваемые серийные сплавы
Таблица 11.1. Сопоставимые марки деформируемых алюминиевых сплавов
Международный стандарт (ISO) СНГ (ГОСТ 47M-74) США (АА). Япония US) Англия (BS) Германия (DIN) Франция (AFNOR) Италия (UNI)
— A99 1199 1 A199.99R
А199.7 A7 1170 А199.7 A7 P-A199.7
А199.5 АДО (1011) 1150 1В А199.5 A5 P-AP7
A5 —
AlMnl АМц (1400) 3103 N3 А1Мп A-Ml P-AM1,2
— AMuC (1401) — — — — —
— — 3105 — AIMn0,5Mg0,5 — —
— — 3005 N53 AlMnl Mg0.5 — —
— — 3004 — AlMnl Mgl — —
Al Mg I АМН (1510) 5005 — AiMgl A-G6 —
Al Mg 1,5 — 5050 — AJMgl.5 — —
. AlMg2 АМг2 (1520) 5051 N4 AJMg2MnO,3 A-G2 P-ARG2
AlMg2 АМг2 (1520) 5061 — — — —
AlMg2,5 — 5052 — AlMg2,5 — —
AlMg3 АМгЗ (1530) 5754 N5 AlMg3 A-G3 —
A!Mg3,5 — 5154 — — — P-AG3.5
' AlMg4 АМг4 (1540) 5086 AlMg4Mn A-G4MG —
AIMg4 АМг4 (1540) 5082 AlMg4,5 — —
AlMg5 АМг5 (1550) 5О56А N6 AlMg5 A-G5 P-AG5
AIM g3 Mn — 5454 N51 AlMg2,7Mn — —
AlMg4,5Mn — 5083 N8 A!Mg4,0Mn — —
AlMgSi АД31 (1310) 6063 Н9 A!MgSi0,5 A-GS P-AS0.4G
АДЗЗ (1330) 606! Н20 — — —
AlSilMgMn АД35 (1350) 6351 нзо AtMgSil A-SGM P-AS11G
AlCu2Mg Д18 (1180) 2117 — AICu2,5Mg0,5 A-U2G —
AlCu4MgSi Д1 (НЮ) 2О17А Н14 AICuMgl — —
AlCu4Mgl Д16 (1160) 2024 — AlCuMg2 A-U4G1 —
AlCu4SiMn АК8 (1380) 2014 Н15 AlCuSiMn A-U4SG P-AC4GM
AlZn4Mg 1915 7020 — AlZn4,5Mgl A-Z5G —
AlZn4Mg 1915 7005 — AlZnSMgl — —
AlZn6MgCu В95 (1950) 7075 L95 AlZnMgCul,5 A-Z5U —
— 1201 2219 — — — —
отечественного и зарубежного производства
Швейцария (VSM) Швеция (SIS} Канада (CSA) Польша (PN) Венгрия (MSZ) Норвегия (NS)
HU А 199,99 — 9999 A199.99 A199.99 —
— 144005 9970 A199.7 A199.7 17015
Ни А199,5 144007 9950 AJ99.5 A199.5 17010
А1- Мп — Ml — AlMnl —
— — — — — —
— — — — — —
— — — AlMnl — —
— — — — — •—
— 144106 — AlMgl AlMgl —
— — — — — —
Al—2Mg — GR20 AlMg2 AIMg2 17205
— — — — — —
— — — — — —
Al—3Mg — GR40 AlMg3 AlMg3 —
— —' — — —
— — — — AlMg4 —
— —— —- — — —
Al—5Mg — GM50R AlMg5 AlMg5
— 144120 GM31 — —
— 144140 GW41 AlMg4,5Mn AlMg4,5Mn 17215
— 144104 GS10 AlMgSi AlMgSi 17310
— — GS11N — —
Al—Si—Mg 144212 GS11R AlMgl Sil Мл AlMglSil 17305
— — — AlCu2Mg AlCu2Mg —
— — — AlCu4Mgl AlCu4Mgl —
— — — AlCu4Mg2 AlCu4Mg2 —
Al—4Cu—IMg — GSI4N AlCu4SiMn — —
— — — — — —
— — — — — —
— — — AlZn6Mg2Cu — —
— — — — — —
Легирующие элементы — добавки (как правило, более 0,5—1%), специально вводимые в алюминий (или сплавы) для придания создаваемому сплаву требуемых основных свойств (Mg, Си, Si, Zn, Мп, Li, Be и др.).
Модификаторы — это элементы, также специально вводимые (как правило, менее 1 %) для придания материалу специальных свойств. Эти малые добавки влияют на кинетику распада пересыщенного твердого раствора, а следовательно, изменяют структуру сплава, механические, коррозионные, технологические и другие свойства материала (к ним следует отнести Zr, Cr, Ti, V и некоторые редкоземельные элементы).
Примеси — присутствующие в сплавах (как правило, менее 0,5%) элементы, которые попали в материал одновременно с алюминием или легирующими и модифицирующими элементами как их спутники в шихте (Fe, Ni, Na, Sn, Bi и др.).
По содержанию основных легирующих элементов целесообразно выделить следующие подгруппы сплавов:
Деформируемые термически неупрочняемые: 1) алюминий (высокочистый и технический) — А995, А5, АДО, АД1; 2) системы А1—Мп (АМц, АМцС); 3) систем Ai—Mg и Al —Mg—Мп (от АМН до АМгб, Д12 и др.); 4) системы Al—Mg—Sc—Zr( 1570, 1571, 1545,1535, 1523, 1515).
Деформируемые термически упрочняемые: 5) системы Al—Mg— Si (АД31, АДЗЗ, АД35, АВч и АВ); 6) систем Al— Mg—Li (1420), Al—Mg—Li—Sc (1421), Al—Cu—Li (1450, 1460, ВАД23), Al—Cu—Mg—Li (1430, 1440); 7) системы Al—Cu—Mg (Д1, Д16, Д18); 8) системы Al—Cu—Mg—Mn—Si (AK6, AK8); 9) системы Al—Cu—Mg—Fe—Ni—Si (AK4, AK4-1); 10) системы Al—Zn—Mg (1911, 1915, 1925); 11) системы Al—Zn—Mg—Sc (1970, 1975); 12) системы Al—Zn—Mg—Cu (В96ц, B93, B95, 1950); 13) системы Al-Cu-Мп [Д20 (1200, 1201)].
Таблица 11.2. Химический состав (%) отечественных свариваемых деформируе-
Марка ПО СТ СЭВ 730-77 и СТ СЭВ 996-78 Cu Mg Mn Zn Fe
АМц (1400) AlMnl 0,1 0,20 1,0-1,6 o,l 0,7
АМцС (1401) — 0,1 0,05 1,0-1,4 0,1 0,25-0,4
АМН (1510) AlMgl 0,1 0,7-1,6 0,2 — 0,1
АМг2 (1520) AlMg2 0,1 1,8-2,6 0,2-0,6 0,2 0,4
АМгЗ (1530) — 0,1 3,2-3,8 0,3-0,6 0,2 0,5
АМг4 (1540) AlMg4 0,1 3,8-4,5 0,5-0,8 0,2 0,4
АМг5 (1550) AlMg5 0,1 4,8-5,8 0,3-0,8 0,2 0,5
АМгб (1560) AlMg6 0,1 5,8-6,8 0,5-0,8 0,2 0,4
АД31 (1310) AlMgSi 0,1 0,4-0,9 0,1 0,2 0,5
АВ (1340) AlSiMgCu 0,1-0,5 0,45-0,90 0,15-0,35 0,2 0,5
1915 (1915) AlZn4Mg2 o,l 1,3-1,8 0,2-0,6 3,4-4,0 0,4
1201 — 6,3 — 0,3 — —
1420 — — 5,0-6,0 — — —
Сплав с композиционной структурой (естествен но-композиционный материал) АБМ1.
Особо чистый алюминий в сварочном производстве не применяется. Стандартом ГОСТ 4784-74 на алюминий и алюминиевые деформируемые сплавы предусмотрены две марки алюминия технической чистоты: АДО (99,5% А1) и АД1 (99,3% А1). Первая марка близка к А5 ранее действующего стандарта. Сопоставимые марки отечественных и зарубежных стран приведены в табл. II.1. За исключением алюминий-магниевых сплавов, в маркировке которых цифры означают среднюю концентрацию магния, во всех остальных случаях химический состав сплава не может быть расшифрован без соответствующей таблицы (табл.II.2). Поэтому принятая буквенноцифровая и рекомендуемая четырехзначная цифровая маркировки практически равноценны. По мере совершенствования сварочной техники, применения более концентрированных источников нагрева и улучшения свариваемости высокопрочных материалов круг марок свариваемых сплавов общеметаллургического назначения все более расширяется. При выборе того или иного сплава кроме химического состава необходимо учитывать условия поставки. Сюда относятся характеристики термической обработки, уровень деформации, наличие плакирующего слоя и т. д.
Прочность полуфабрикатов из термически неупрочняемых сплавов повышается в процессе деформации одновременно со снижением пластичности.
Как известно, при одном и том же химическом составе металла прочность полуфабрикатов возрастает в результате нагартовки или термической обработки. Возможна также термомеханическая обработка.
Различают следующие виды термической обработки: отжиг (гомогенизирующий для слитков, рекристаллизационный после обработки давлением
мых алюминиевых сплавов (ГОСТ 4784-74 и ТУ)
Si Li Ti Cr Zr Вс V
0,6 — 0,2 — — — —
0,15-0,35 — 0,1 — — — —
0,1 — — —
0,4 — 0,1 0,05 — — —
0,5-0,8 — 0,1 0,05 — — —
0,4 — o.l 0,25 — 0,005 —
0,5 — 0,02-0,10 — — 0,0002-0,005 —
0,4 — 0,02-0,10 — — 0,0002-0,005 —
0,3-0,7 — 0,15 — — — —
0,5-1,2 — 0,15 0,25 — —
0,3 — 0,10 0,08-0,20 0,15-0,22 — —
— — 0,06 — 0,17 0,1
— - 1,9-2,3 — — 0,15 — —
термически упрочненных сплавов с целью разупрочнения), закалка, старение (естественное или искусственное; кроме такого деления, в зависимости от свойств частиц, образующихся в результате распада твердого раствора, различают зонное, фазовое и коагуляционное старение). Для термически упрочненных сплавов выделяют также операцию “возврат” - нагрев состаренных сплавов с целью “возвращения” их в свежезакаленное состояние. Кроме того, для алюминиевых сплавов характерным является пресс-эффект — структурное упрочнение. Основной причиной пресс-эффекта является измельчение структуры в прессованных нерекристализованных изделиях — образование при прессовании и последующем нагреве субзерен, ориентированных так же, как и исходные литые зерна, в направлении течения металла. Сохранению нерекристал изованной структуры при закалке способствуют высокая температура деформации, схема всестороннего сжатия при деформировании и наличие марганца в твердом растворе.
В металлургическом производстве принято раздельно рассматривать листы (толщина металла до 12 мм) и плиты (12—30 мм и выше вплоть до 300 мм). Металлургические заводы поставляют потребителям листы:
с указанием на наличие плакирующего слоя — неплакированные из алюминия, сплавов АМц, АМцС, АМг2, АМгЗ, АМгб, АВ (без дополнительного обозначения); плакированные из сплавов АМгб и Д16 с технологическим плакированием (в маркировке здесь добавляется буква Б — АМгбБ); плакированные с нормальным плакированием А сплавов Д1, Д16 (с обозначением Д1А, Д16А и др.); плакированные с утолщенным плакирующим слоем У (АМгбУ, Д16У);
с указанием характера термообработки и уровня деформации (табл. 11.3) — без термической обработки (подобные полуфабрикаты могут быть подвергнуты отжигу М); ненагартованные, полунагартованные 1/2 Н и наторгованные Н (АМцС1/2Н, АМгбН); закаленные и естественно состаренные Т (АВТ, Д16БТ, Д16ПТ); закаленные и искусственно состаренные Т1 (АВТ1); закаленные, естественно состаренные и затем наторгованные TH (Д16БТН).
Следует отметить, что нанесенный в процессе изготовления листа плакирующий слой может играть важную роль в образовании доброкачественного сварного соединения, особенно при контактной сварке.
С позиции технолога-сварщика большое значение имеет не только наличие, но также состав и толщина плакирующего слоя. Большинство полуфабрикатов плакируют техническим алюминием, а высоколегированные типа В95 — сплавом, содержащим 1% Zn. Толщина плакирующего слоя с каждой стороны не должна превышать 1,5% номинальной толщины листа (плиты), а у листов из сплава АМгб — не менее 4%.
Несложно подсчитать, что при наличии самого тонкого плакирующего слоя полное проплавление стыка с даух сторон на сплаве АМгб (без присадочной проволоки) приводит к уменьшению содержания магния в металле на 0,2%, что равносильно снижению временного сопротивления на 10 МПа.
Литейные алюминиевые сплавы. Литейные сплавы по химическому составу делят на пять групп (ГОСТ 2685-75) в соответствии с такими системами легирования: Al—Si (АЛ 2, АЛ4, АЛ9, АК7 (АЛ98) и др.); Al—Si—Си (АЛ5, АК5М7 (АЛ 10В), АК7М2 (АЛ 14В) и др.); Al-Си (АЛ19); Al-Мп (АЛ8, АЛ27, АЛ29 и др.); алюминий — прочие компоненты (АЛ25, АЛ30 и др.).
В прежде действовавшем стандарте маркировку литейных сплавов обычно начинали двумя буквами АЛ, а по цифрам после букв можно было судить лишь об очередности разработки данного сплава. В современный стандарт частично введена рациональная буквенно-цифровая система (Si—К, Си—М, Zn—Ц, Ni—Н). Радом стоящие цифры означают среднее содержание данного элемента (АК.7 — 7% Si, АК5М7 - 5% Si, 7% Си и т. д.). Небольшое неудобство, которое может возникнуть из-за того, что в начале маркировки ковочных сплавов также стоят две буквы АК, легко преодолевается с помощью рекомендуемой цифровой нумерации. Химический состав
Таблица II.3. Обозначения термомеханической обработки (состояние поставки), принятые в СНГ
Состояние после термомеханической обработки Обозначение состояния поставки
По стандарту на деформируемые сплавы
Отожженное, мягкое м
1/4 нагартованное I/4H
1/2 нагартованное (полунагартованное) I/2H; П
3/4 нагартованное 3/4Н
Нагартованное Н
Усиленно нагартованное НН
Закаленное и естественно состаренное т
Нагартованное после закалки TH
Закаленное и искусственно состаренное на максимальную прочность Т1
Закаленное и искусственно состаренное по режимам, приводящим к снижению прочности, росту вязкости разрушения и коррозионной стойкости Т2, ТЗ
По стандарту на литейные сплавы
Искусственно состаренное без предварительной закалки Т1
Отожженное Т2
Закаленное Т4
Закаленное и кратковременно (неполно) искусственно состаренное Т5
Закаленное и полностью искусственно состаренное Тб
типичных отечественных литейных сплавов приведен в табл. 11.4, а сопоставимые марки зарубежных стран — в табл. II.5. Следует иметь в виду, что обозначение условий поставки и термообработки здесь несколько отлично по сравнению с деформируемыми сплавами.
Различие в свойствах отливок обусловлено разной скоростью охлаждения при литье в песчаные, металлические К или оболочковые О формы, при литье под давлением Д, центробежном литье и т. п. Естественно, литье в песчаные формы обеспечивает наиболее низкую прочность. Здесь, как и в деформируемых сплавах, имеются “несовместимые” примеси.
Из литейных алюминиевых сплавов наиболее перспективными в силовых комбинированных конструкциях узлов летательных аппаратов являются сплавы алюминия с магнием на основе систем Al—Mg, Al—Mg—U, Al— Mg—Sc [5, 6J.
Таблица 11.4. Химический состав (%) литейных алюминиевых
Система Марка сплава Mg Si Мп Си
Al-Si АЛ 2 10Л-13Л
АЛ 4 0,17-0,3 8,0—10,5 0,2-0,5 —
АЛ 9 0,2—0,4 й,0-8,0 — —
Al—Si—Си АЛ34 (ВАЛ5) АЛ 5 0,35—0,55 tf,35—0,6 6,5-8,5 4,5-5,5 1,о-1,5
АК5М7 (АЛ 10В) 0,2-0,5 4,5-6,5 — 6,0-8,0
АК7М2 (АЛ14В) 0,2—0,6 6,0-8,0 0,2-0,6 1,5-3,0
Al-Си АЛ 19 0,6-1,0 4,5-5,3
Al—Mg АЛ 8 9,3-10,0 —— —г —
АЛ27 9,5—10,5 — — —
АЛ 29 6,0-8,0 0,5—1,0 0,25-0,60
Al — прочие АЛ25 0,8-1,3 11,0-13,0 0,3-0,6 1,5-3,0
элементы АЛ 30 0,8-1,3 11,0-13,0 — 0,8-1,5
АЛ 26 0,4-0,7 20,0-22,0 0,4-0,8 1,5-2,5
Примечание. Здесь 3 — литье в песчаные формы, О — в оболочковые формы,
Таблица 11.5. Сопоставимые марки литейных алюминиевых сплавов отечественного и зарубежного производства
СНГ (ГОСТ 2685—751 США (АА) Англия <1490) Канада (Торговая) Франция (А57—702/3) Германия (DIN 1725/2)
АЛ18 514,0 LM5 В 320 A-G3T G-AlMg5
АЛ2 — LM6 6290 A-S13 G-AlSil2
АЛ4 А360.0 LM9 161 A-S10G G-AlSilOMg
АЛК, АЛ27 520,0 LM10 350 — G-AlMglO
АЛ12, АЛ28 222,0 LM12 — A-U10G —
АЛ25, АЛ30 А332,0 LM13 162 A-S12UN —
АЛ9 355,0 LM16 125 — —
СвАК5* 443,0 LM18 123 — —
— 413,0 LM20 — A-S13Y4 G-AlSil2(Cu
АЛ6 319,0 LM21 — — G-AlSi6Cu4
АЛ14В А38О,О LM24 С 143 — G-AlSi8Cu3
АЛ 2 9 356,0 LM25 135 — G-AlSi7Mg
— F332,0 LM26 — — —
• По ГОСТ 7871-83
сплавов ГОСТ 2685-75)
Ni Ti Be Zr Другие элементы Суммарное количество примесей, не более
3. о, В к A 1
— — 0,70 1,00 1,50
— — — — 0,60 0,90 1,00
0,60 1,00 1,50
0,1-0,3 0,15-0,4 — — 0,60 0,60 —
0,60 1,00 1,50
1,20 1,20 1,30
. — — — — 1,10 1,30 1,30
0,15-0,35 — — — 0,20 0,30 —
— 0,30 0,30
— 0,05-0,15 0,05-0,15 0,05-0,20 — 0,20 0,20 0,20
0,90
0,8-1,3 0,05-0,20 — — — — 0,80 —
0,8-1,3 — — — — — 0,70 —
1,0-2,0 До 0,2 — — До 0,3 Zn, 0,1-0,4 Сг — 0,70 —
В — по выплавляемым моделям, К — в кокиль, Д — под давлением.
Сплав ВАЛ16 системы Al—Mg, обладающий высокой коррозионной стойкостью и хорошими литейными свойствами, применяют в сварных узлах элементов кабины и планера самолетов. Его средний химический состав следующий, %: Mg 7,5—8,5; Ti 0,1—0,2; Zr 0,1—0,15;/tr 0,15— 0,25; Mn 0,15—0,2; Be 0,1—0,15; алюминий — остальное. Содержание примесей железа и кремния ограничено соответственно 0,25 и 0,2% [7]. Механические свойства сплава ВАЛ16 следующие: о —300 МПа; о0,— 170 МПа;6-13,1%. \
Сплавы системы Al—Mg—Li имеют наименьшую плотность (2,47 г/см3) среди литейных алюминиевых сплавов. Плотные, с минимальным содержанием газов отливки получают при оптимальном легировании и по специально разработанной технологии литья, включающей
применение защиты от окисления в процессе плавки, кристаллизации и термообработки.
Основные труднос-
ти в получении качественных фасонных отливок из сплавов системы Al— Mg—Li связаны с высокой химической активностью лития, который особенно ин-
Таблица П.6. Механические свойства сплавов
Способ заливки МПа ^.2- МПа 5, %
Песчано-бентонитовая форма 150 120 0,3
Графите-бентонитовая форма 187 140 1.2
Кокиль 350 200 4,6
тенсивно взаимодейству-
ет с материалом литейной формы. Наилучшие результаты получены при литье в кокиль. Механические свойства сплавов в зависимости от материала литейной фермы приведены в табл. 11.6.
Таким образом, для получения фасонных отливок из сплавов Al— Mg—Li с плотной, мелкозернистой структурой, без газовой и газоусадочной пористости необходимы химическая инертность литейной формы, исключающая взаимодействие расплава с материалом формы, и повышенная скорость кристаллизации сплава, обеспечивающая благоприятное формирование структуры отливок. Данные условия выполняются при литье в металлические формы.
Разработан [6] литейный сплав системы Al—Mg—U, который предназначен для сварки с деформируемыми сплавами 1420 и АМгб. Сплаву присвоена марка АЛ23-3. Химический состав сплава, %: Mg 7—8; U 1,0—1,5; Мп 0,3—0,5; Cd 0,1—0,2; Т10,1—0,15; Be 0,07—0,15. Достигнутая прочность сварных соединений: > 310 МПа у сочетания АЛ23-3+АЛ23-3; >290 МПа у АЛ23-3+АМг6 и > 330 МПа у АЛ23-3+1420.
Сплавы системы Al—Mg—Sc относятся к наиболее прочным. Повышение их прочностных характеристик достигнуто благодаря введению скандия и оптимальному соотношению легирующих элементов. Повышенные технологические свойства позволяют получать из них тонкостенные литые детали сложной формы методами литья в металлические формы, в том числе с затрудненной усадкой.
1.2. МЕТАЛЛУРГИЧЕСКИЕ ХАРАКТЕРИСТИКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ
Высокочистый алюминий имеет сравнительно низкую температуру плавления (660,4’С), высокую точку кипения (2480’С), малую плотность (2,698 г/см3), отличается большими значениями теплоты плавления и испарения — 105 и 310 кДж/моль соответственно, теплоемкости — 28,7 Дж/ /(моль • К). Теплопроводность его при комнатной температуре составляет 60% соответствующего показателя меди. Соотношение теплопроводности алюминия и стали равно 4—4,5. Примеси и легирующие элементы уменьшают теплопроводность алюминия.
Технический алюминий. Чистый алюминий — сравнительно мягкий материал. Небольшим упрочнением технический алюминий обязан наличию неизбежных примесей — жедеза и кремния. При соотношении концентрагщй этих элементов больше единицы создаются тройные интерметаллиды FeSiAl, и FeSiAlj, которые имеют также обозначения £-AlSiFe и a-AlSiFe. В тройном соединении на одну массовую часть кремния требуется не менее 1,5 массовых частей железа. При меньшем соотношении сохраняется свободный кремний. Избыток железа дает самостоятельный интерметаллид FeAl3. С повышением суммарного содержания примесей временное сопротивление материала (в листах) возрастает от 55 (А99) до 80 МПа (А5), а в нагартованном состоянии — от 85 до 145 МПа. Соответственно значение о05 металла в отожженном состоянии увеличивается от 20 до 35 МПа, а в нагартованном — от 85 до 130 МПа. При этом относительное удлинение снижается соответственно с 55 до 47% и с 12 до 10%. В сварных конструкциях нагаргованный алюминий практически не применяется. Поэтому конструктору и технологу следует ориентироваться на показатели отожженного (ненагаргованного) металла.
Сплав АМц. Марганец в основном входит в твердый раствор. Вследствие частичного распада последнего при переделе образуется интерметаллид (MnFe)AJ6, примесь кремния входит в соединение типа (FeMnJjSijAl,;, (AIFeSiMn). Основной упрочняющий компонент сплава — твердый раствор марганца в алюминии. Средний показатель прочности чистого по примесям отожженного металла — 110 МПа. За счет незначительной нагартовки и примесей расчетное значение временного сопротивления сплава АМцСМ составляет 120 МПа, предела текучести 65 МПа. Относительное удлинение его при переходе из состояния М в 1/2Н снижается с 30—40 до 11—12%. Больший, чем при легировании марганцем, уровень упрочнения металла легко достигается в случае легирования алюминия магнием или сочетанием магния и марганца.
Сплавы системы Al—Mg—(Мп). Система Al Mg является одной из самых перспективных при разработке свариваемых сплавов. Сплавы этой системы (<10% Mg) относятся к группе термически неупрочняемых, высокие свойства их достигаются вследствие увеличения концентрации магния в пересыщенном твердом растворе.
Магналиевым сплавам свойственны высокие пластичность и коррозионная стойкость при средних значениях прочности и текучести, пониженная чувствительность к концентраторам напряжений.
Магний — основной легирующий компонент большой группы сплавов двойных и тройных систем: Al—Mg, Al—Mg—Мп, Al—Mg—Si, Al—Mg—Zn и др. При легировании твердого раствора магний весьма существенно упрочняет алюминий. Максимальная концентрация магния в твердом растворе составляет 17,4% при 450°С. С понижением температуры растворимость падает и при комнатной составляет 1,4%. В системе Al—Mg наиболее] близкое к алюминию соединение — Mg$Alg ф-фаза). Встречается также менее точная формула — MgjAl3. Соединение MgjAls вступает с твердым раствором алюминия в эвтектическую реакцию при 449°С. Эвтектическая точка — примерно 34% Mg. Выделения p-фазы в виде эвтектики наблюдаются в сплавах с 3—6% Mg. Примеси железа, кремния и марганца образуют те же соединения, что и в АМц. В небольших количествах марганец полезен, так как он дополнительно упрочняет сплав А1—Mg-
Показатели механических свойств ряда алюминиевых и магниевых сплавов приведены в табл. П.7.
С целью повышения временного сопротивления и особенно предела текучести применяется также нагартовка. 20- и 30%-ная нагартовка сплава АМгб повышает значение о03 соответственно на 75 и 100%. При этом относительное удлинение снижается на 50 и 60%. В отношении алюминиймагниевых сплавов парадоксальным представляется то обстоятельство, что среди них не применяются деформируемые сплавы с более высоким, чем у АМгб, содержанием магния, так как каждый его процент в твердом растворе Увеличивает временное сопротивление примерно на 30 МПа. Происходит это потому, что сплавы, содержащие более 6% Mg, склонны к коррозии под напряжением; кроме того, при сварке плавлением, особенно при дуговой плавящимся электродом и электронно-лучевой, существенно возрастает испарение магния. В результате, например, при сварке плавящимся электродом из сплава АМг7 в металл шва поступает почти столько же магния, сколько из проволоки АМгб.
Ь
Таблица 11.7. Механические свойства полуфабрикатов алммнтвевых и магниевых сплавов
Сплвв Состояние Лист 5е 2 мм Лист 5= 10 мм Плита 5= 20 мм Профиль Поковка tn - 80—100 кг
бв-МПа МПа 8. % МПа °w- МПа & ж <?в, МПв °-л-МПа а.» ста-МЛа МЛа а. я °.’ МПа МПа а, ж
Алюминиевые сплавы
АДО М 80 35 35 80 35 35 — — — — —- —- —
АД1 н 150 100 6 150 100 6 — — — — — — — —- —
АМц м 120 60 40 110 60 25
п 170 130 25 170 130 25 150 120 22 — — — — — —
н 220 280 5 220 180 5
АМг1 м 120 65 25
н 200 180 6 — — — — — — — — — — —
АМг2 м 190 80 25 170 — 16 180 — 7 — — — 150 130 —
н 270 220 4 220 — 15 — — — 230 — 12 — — —
АМгЗ м 220 100 25 190 80 15 190 — 15 180 80 12 170 — 12
п 250 200 7
АМг4 м 280 140 20 260 120 15
н 340 160 12
АМг5 м 300 150 20 280 130 15 — — — — — — 300 150 15
н — — 340 160 14 320 170 23 270 120 15 — — —
АМгб м 340 170 20 320 160 15 — — — 345 170 20 340 180 21
н 400 300 9 — — — 400 310 7 355 190 19 — — —
Д20 Т1 400 300 10 380 280 8 380 280 8 350 240 8 400 320 12
1201 Т1 430 320 60 400 300 10 450 350 7 420 350 8 380 270 10
Т1Н 450 350 55 420 340 6 460 350 5 — — — — — —
1205 Т1 440 350 9 420 330 7 420 320 7 465 370 8 445 365 7
Д21 Т1 430 350 9
АД 31 т 170 80 22 170 80 22 — — — 140 70 13 — — —
Т1 240 190 11 240 190 11 235 200 13 255 227 12 240 200 11
АДЗЗ т 250 НО 19 250 НО 19 — — — 180 ПО 15 — — —
Т1 310 260 14 310 260 14 290 270 10 290 260 12 270 20 8
АД 35 т 240 140 18 240 140 18 270 200 13 270 200 13 — — —
Т1 320 250 12 320 250 12 330 300 10 330 300 10 330 300 10
Продолжение табл. 11.7.
Сплав Состояние Лмст 5= 2 мм Лист $= 10 мм Плита 5= 20 мм Профиль Поковка m = 80—100 кг
МПа МПа а.» МПа МПа а, % ств-МПа МПа в.» °.' МПа МПа а, % МПа °UJ' МПа в.»
Алюминиевые сплавы
АВ Т 250 160 23 250 160 23 — 180 14 — — —
TI 320 270 13 320 270 13 330 290 13 335 295 12 300 260 10
В92ц т 400 250 15 400 250 15 420 280 12 440 320 10 420 280 10
Т1 420 300 12 420 300 12 — — — 470 360 8 430 300 8
1915 т 350 220 17 350 220 17 — — — 370 250 11 350 220 14
Т1 380 300 10 380 300 10 420 260 14 400 320 10 370 290 12
ВАД1 т 420 290 8 440 340 7 420 270 7 430 310 10 — — —
Т1 430 300 7 450 360 6 — — — — — — 410 290 7
Д1 т 370 200 15 380 200 15 380 220 11 380 230 12 360 180 6
Д16 т 420 280 13 440 280 10 420 280 6 430 310 15 — — —
Т1 465 355 12 465 360 8 — — — 445 370 11 — — —
Д19 Т1 430 280 12 435 280 10
В95 Т1 520 440 14 — — —- — — — 600 550 8 610 550 10
В96 TI 680 640 7 — — —
Магниевые сплавы
МА1 М 220 140 8 200 130 6
Без ТО — — — — — — — — 240 — 4 — — —
МА8 М 260 140 15 230 120 10
Без ТО — — — — — — 210 по 10 220 — 10 — — —
М20 М 240 160 20 220 150 18 —
Без ТО — — — — — — 210 по 20 250 180 20 — — —
МА2 Без ТО 270 170 12 270 170 8
МА2-1 М 270 170 14 270 170 12
Без ТО — — — — — — 270 160 16 180 170 10 240 — 5
МА15 (ВМДЗ) М 270 200 6 250 180 4 —
Без ТО — — — — — — 270 200 5 280 230 5 270 170 5
МА19 (ВМД6) Без ТО — 390 340 8
МА14 (ВМ65-1) ТЗ — — — 340 290 10 300 250 12
МА12 Т1 300 200 7 280 180 6 — — — —• — — 280 150 8
МА5 т — — 310 220 8
МАИ Т1 — — — — — — 280 150 12 — — — 270 130 12
Отрицательное алияние на механические свойства рассматриваемых сплавов оказывает натрий, даже в ничтожно малых количествах.
Среди технологов, незнакомых с производством алюминия, бытует представление о том, что режим термообработки не имеет значения для свойств термически неупрочняемых сплавов. Это представление весьма неточно, Алюминий-магниевые сплавы поставляются потребителю в отожженном на воздухе состоянии.
Если требуется обеспечить более высокую пластичность, чем у сплава АМгб, то после нагрева и выдержки при температуре отжига производят закалку водой, а не охлаждение на воздухе. При таком термическом цикле имеют место более полное растворение fj-фазы на этапе нагрева и выдержки и максимальное сохранение пластичного твердого раствора, который частично распадается в процессе охлаждения на воздухе. Повышение пластичности сплава АМг2 с различным уровнем нагартовки достигается путем проведения стабилизирующего отжига после прокатки. Он заключается в нагреве до 140—150, 200—230, 230—240°С и выдержке в течение 1 ч нагар-товаиного, полунагартованното и четвертьнагартованного материала соответственно.
Сплавы системы Ai—Mg—Li. В сплавах системы Al—Mg—Li возможно присутствие следующих фаз: р (Al^Mg.,), UA1, a (Al,MgLi). Установлено, что значительный эффект упрочнения после закалки и искусственного старения достигается у сплавов, расположенных в фазовой области сс+5 (AlMgLi). Легирование небольшими добавками переходных металлов (титана, циркония, хрома и др.) положительно влияет на структуру и механические свойства сплавов Al—Mg—Li.
В этой системе перспективным промышленным сплавом является сплав 1420. Он подвергается закалке от температуры 500°С и последующему искусственному старению при 170°С в течение 10 ч. Твердый раствор в сплаве 1420 устойчив и фиксируется при охлаждении от 500’С даже на воздухе. При этом обеспечивается более высокая коррозионная стойкость материала. Естественное старение не происходит. От всех алюминиевых сплавов сплав 1420 отличается наиболее низкой плотностью — 2,5 г/см3, что на 12% ниже, чем у используемого в самолетостроении дураяюмина Д16 (по модулю упругости его преимущество составляет 8%); временное сопротивление в термообработанном состоянии ав=38О—480 МПа, условный предел текучести оод=320—340 МПа, относительное удлинение 5=7—12%.
Сплав 1420 (содержащий 1,8...2,1% лития, 4,9...5,5% магния и 0,12% циркония) был разработан в 1965 г. на базе открытия, сделанного И. Н. Фрид-ляндером, Н. В. Ширяевой и В. Ф. Шамраем, установившими, что в отличие от общепринятого закона аддитивности возможен вариант, когда при введении в алюминий элементов с низким модулем упругости модуль упругости сплава не снижается, а повышается [8].
Сплав обладает высокой коррозионной стойкостью, о чем свидетельствует опыт эксплуатации клепаных самолетов вертикального азлета (базирующихся на морских кораблях), начиная с 70-х годов.
Применение сварки вместо клепки сразу же потребовало существенного повышения качества металла в отношении содержания водорода, натрия и других щелочных металлов и неметаллических включений. Содержание водорода в сплаве было ограничено 0,4 см3/100 г металла, а концентрация
натрия не превышает 0,0015%. Поскольку оказалось, что частицы флюса могут попадать в металл и ухудшать его коррозионную стойкость, в настоящее время разработана и освоена плавка и разливка алюминийлитиевых сплавов в атмосфере аргона без использования флюса. При этом качество металла сущестаенно улучшилось.
Из сплава 1420 и его модификаций освоен выпуск широкого ассортимента листов, в том числе для сверхпластичной формовки (табл. II.8). Применение плакировки обусловлено чисто технологическими соображениями. Листы из сплава 1420 имеют прочность, предел текучести и удлинение на уровне дуралюминов, очень низкую скорость развития усталостной трещины (СРТУ), что важно для авиационных конструкций, рассчитываемых по принципу безопасной повреждаемости. Сопротивление повторным нагружениям (малоцикловая усталость — МЦУ) у сплава 1420 несколько ниже, чем у дуралюминов.
Таблица II.8. Типичные свойства листов сплава 1420
Полуфабрикаты Направление Модуль упругости ГПа сти, МПа МПа ъ.% МЦУ, тыс. циклов СРТУ, мм за 1000 циклов
&К - ДК=31,0
Листы неплакиро- Продольное 76 430 270 И — 0,7 1,9
ванные Поперечное 440 270 13 — — —
Листы Продольное 76 415 260 13 85 0,5 1,9
плакированные Поперечное 430 270 15 100 — —
Листы для сверх- Продольное 77 480 275 12 — 1,1
пластической формовки Поперечное 475 290 12 — —
Сварные соединения (АДС) Поперечное — 370 — — 179 0,8 3,7
* Условия испытания: m 160 МПа; коэффициент концентрации напряжения в образце £ = 2,6; Г— 3 Гц,
Сплавы системы Al—Mg—Sc. Увеличение содержания магния выше 7% в сплавах системы Al—Mg приводит к снижению их коррозионной стойкости. Упрочнение сплавов за счет коррозионной нагартовки вызывает заметное снижение пластичности. Кроме того, нагартованный материал разулрочня-ется при сварке. Увеличение содержания марганца в сплавах этой группы позволяет несколько повысить прочность прессованных полуфабрикатов, но это не решает проблемы для листов.
Представляло интерес найти такой легирующий элемент, который позволил бы существенно повысить прочность термически неупрочняемых сплавов Al—Mg при сохранении их высокой пластичности, хорошей свариваемости и коррозионной стойкости. Таким легирующим элементом оказался скандий.
В результате проведенных исследований было установлено, что при легировании сплалов Al—Mg скандием можно получать слитки достаточно больших сечений с недеидритной структурой. В этом случае скандий ведет себя как сильный модификатор. Модифицирующее действие скандия проявляется при заэвтектических концентрациях (более 0,6% Sc). Если
скандий вводится совместно с цирконием или титаном, то его модифицирующее действие проявляется при меньших концентрациях.
Скандий склонен к образованию пересыщенных твердых растворов при сравнительно небольших скоростях охлаждения, имеющих место при литье достаточно крупных слитков. При последующих нагревах твердый раствор скандия распадается с образованием дисперсных частиц типа Al3Sc, обусловливающих сильное упрочнение сплава. Высокие степень дисперсности и плотность распределения в матрице вторичных частиц Al3Sc способствуют значительному повышению температуры рекристаллизации деформированных полуфабрикатов из сплавов системы Al—Mg—Sc. Например, холоднокатаные листы из этих сплавов, отожженные при достаточно высокой температуре (300-400’С и выше), имеют полностью перекристаллизованную структуру.
Полуфабрикаты из сплавов Al—Mg—Sc после горячей деформации или отжига имеют прочностные свойства, значительно более высокие (особенно o0J), чем у обычных сплавов Al—Mg с тем же содержанием магния. Упрочнение полуфабрикатов из сплавов Al—Mg—Sc связано как с непосредственным упрочняющим действием вторичных частиц Al3Sc, так и с образованием устойчивой нере кристал изо ван ной структуры.
К настоящему времени разработана [9] большая группа деформируемых
сплавов системы Al—Mg— Sc (табл. 11.9), отличающихся друг от друга, глал-
ным образом, по содержанию магния и относящихся к категории термичес-
ки неупрочняемых. Наибольшее распространение среди них получил
сплав 1570, сод ер-
Таблица II. 9. Химический состав сплавов Al—Мя—Sc жащий 6% Mg, ДО-
банки Мп, Sc, Zr и
Содержание легирующих элементов, Я5 некоторых других
Сплавы Прочие элементов. Основ-
НОе Отличие силана
1570 5,3-6,3 0,15-0,35 0,05-0,15 Mg, Be 1570, как и других
1571 5,8-6,8 0,30-0,50 0,05-0,15 Сг, Be, В, РЗМ сплавов данной
1545 4,6-5,7 0,30-0,50 0,05-0,15 Re рчм системы, от стан-
1535 3,9—4,5 0,30-0,50 0,05—0,15 „ дартного сплава Be, РЗМ АМгб (63%
1523 1,8-2,4 0,20-0,40 0,10-0,20 V, РЗМ 0,65% Мп, 0,06% 71)
1515 0,9-1,4 0,20-0,40 0,05-0,15 РЗМ заключается в том, что он дополни-те-
льно легирован скандием и цирко-нием. После обработки давлением или отжига в горяче-или хол од нодефор миро ванных полуфабрикатах сохраняется стабильная перекристаллизованная (полигонизованная) структура. Пол и гон изо ванная структура наблюдается после отжига даже в холоднокатаных тонких листах, полученных с большими степенями обжатия.
На металлургических заводах России из сплава 1570 изготовляют практически все виды деформированных полуфабрикатов, в том числе холоднокатаные листы шириной до 2100 мм; горячекатаные плиты шириной до 1700 мм; прессованные прутки диаметром до 300 мм и
профили с диаметром описанной окружности до 250 мм; штампованные заготовки массой до 200 кг; раскатные кольца диаметром до 360 мм.
Для производства деформированных полуфабрикатов из сплава 1570 используются плоские слитки сечением до 300x1600 мм и круглые слитки диаметром до 800 мм. Типичные механические свойства деформированных полуфабрикатов из этого сплава представлены в табл. 11.10.
Сплав 1570 не является жаропрочным: при повышении температуры испытаний он быстро разулрочняется.
Вместе с тем обнаружено, что данный сплав является природно сверхпластичным - - в том смысле, что деформированные полуфабрикаты из него могут подвергаться сверхпластической формовке без специальной подготовки структуры. Показатели сверхпластичности, полученные на образцах, вырезанных из листов толщиной 1 мм, которые испытывались при температуре 475’С и скорости деформации 6 10-5 с_| следующие: напряжение течения 11 Н/мм3; относительное удлинение 600%. Это значительно выше, чем у большинства алюминиевых сплавов, относящихся к категории сверхпластичных.
Сплав 1570 хорошо деформируется в горячем состоянии, однако холодная деформация вызывает определенные затруднения из-за его высокого предела текучести.
Сплавы системы Al—Mg— Si (авиали). Основной упрочняющей фазой в этой системе яаляется силицид магния Mg2Si. При соотношении массовых долей Mg:Si=l,73 все сплавы будут находиться в квазибинарной системе Al—Mg2Si и содержать только Mg, Si на фоне алюминия, если не считать других примесей (Fe, Си, Мп, Сг). Суммарное содержание легирующих элементов не превышает 2%, что обусловливает высокие пластичность и коррозионную стойкость сплавов данной системы. К квазибинарной системе относятся сплавы АД31 и АД35. Избыточный кремний выделяется в виде самостоятельной фазы (сплавы АВ и АД33). В случае избытка магния весь кремний связан в силициде магния, и, кроме того, образуется 0-фаза — Mg, Sig. При нагреве до 540°С во всех рассмотренных сплавах — АВ, АД31, АДЗЗ (кроме АД35) — фазы Mg,Si и Si переходят в твердый раствор. Сплавы могут быть подвергнуты закалке — охлаждению водой или воздухом. Интервал температур под закалку 520— 540°С. Затем сплавы данной системы могут быть искусственно и естественно состарены.
Старение начинается с образования сферических частиц — зон Гинье-Престона (ГП). При искусственном старении очень скоро эти частицы приобретают игольчатую форму. Они вырастают в длину до 16—200 нм и в диаметре ст 1,5 до 6,0 нм. Число частиц 2 10'2—3 105 в 1 мм5. При последующем росте частицы приобретают цилиндрическую и пластинчатую форму.
Если между закалкой и искусственным старением существует значительный промежуток времени, в течение которого протекает естественное ствре-ние, то при последующем искусственном старении достигаемый уровень прочности снижается — вследствие того, что при нагреве под этот вид старения сначала происходит “возврат” и, следовательно, частичное разупрочнение, а затем искусственное упрочнение, но при меньшем числе упрочняющих частиц. Наибольший прирост прочности дает искусственное старение непосредственно после закалки. Оптимальный эффект достигается от искусственного старения при 160—170°С в течение 12—15 ч.
Таблица 11.10. Механические свойства сплава 01570
Вид полуфабриката Термическая обработка Направление вырезки образцов* МПа °0,2’ МПа *•%
Плита горячекатаная толщиной 32 мм д 410-420 265-270 18-21
п 390-400 250-265 19-23
Лист горячекатаный толщиной 6—10 мм — п 390-420 270-300 15-20
Лист холоднокатаный толщиной, мм: Отжиг 325"С
0,8-2,3 п 410-450 280-330 11-16
2,5-5,0 п 390-420 260-290 15-20
Пруток прессованный диаметром, мм:
55 — д 430-445 305-345 15-18
120 — д 420-425 290-300 16-19
180 — д 380-390 230-240 20-22
Штамповки массой до 100 кг Отжиг 325'С д, п, в 350-380 230-260 13-21
X 395-410 250-265 20-25
Раскатное кольцо с наружным диаметром о 365—395 240—260 12—22
3600, толщиной стенки 120, высотой 300 мм р 345-360 225-240 8-13
♦ Д - продольное; П — поперечное; В — поперечное по высоте; X — хордовое; О — осевое; Р — радиальное.
При разрыве между закалкой и искусственным старением до 15 суток снижение уровня прочности составляет 20—30 МПа. Типичные механические свойства авиалей приведены в табл. П.7. Сплав АД31 не содержит марганца, в нем не наблюдается пресс-эффект. Поэтому свойства его в листах и в пресс-профилях одинаковы. Авиали привлекают внимание металлургов легкой прессуемосгью, но отличаются повышенной склонностью к образованию горячих трещин.
Сплавы Al—Си—(Mg) с примесями Мп, Fe, Si (дуралюмнны). В дуралюминах ведущий легирующий элемент — медь, максимальная растворимость которой при отсутствии других примесей 5,7% при 547°С. При комнатной температуре растворимость меди падает до 0,05%. Для сохранения меди в твердом растворе в максимальном количестве применяют закалку — быстрое охлаждение со скоростью 1 104— 1 К?°С/с. При медленном охлаждении, например при отливке в песчаную форму, медь уходит из твердого раствора с образованием крупных включений интерметаллица 0-фазы (СиА12) в алюминиевой матрице. Такая отливка сравнительно низкопрочна При наличии примесей магния и марганца растворимость меди несколько снижается.
Твердый раствор меди в алюминии неустойчив. Даже при комнатной температуре он распадается с образованием эон ГП. По современной модели зоны ГП1 содержат один-два слоя меди на алюминиевой матрице. Зоны вырастают до определенных размеров в зависимости ст температуры. При комнатной температуре — до толщины 3—7 нм, при температуре 77—127°С диаметр их состааляет 10—15 нм. В сплаве, содержащем 4% Си, при комнатной температуре содержится I 10w—1 I0iS зон ГП на 1 мм5, а расстояние между ними составляет 2—4 нм. Выделение зон сопровождается упрочнением материала и снижением его пластичности. При нагреве создаются зоны ГП2,0' и 0-фазы. Последние две поваляются при температуре выше 227 и 277°С соответственно. Зоны ГП1 при температуре выше 227°С, а зоны ГП2 выше 327°С не образуются. “Возврат” у данной группы сплавов происходит при нагреве до 177°С, когда 8' и 8-фазы еще не образуются, а зоны уже растворились. Он сопровождается разупрочнением материала и допускает деформацию его до необходимой формы. При дальнейшем вылеживании — повторном естественном старении — материал снова упрочняется.
При наличии примесей состав зон ГП и, соответственно, выделяющихся фаз усложняется. Здесь появляются интерметаллиды CuMgAl2, CujMnjAl^, CuMg4Al(| и др. Наличие железа и кремния также приводит к образованию и нтерметаллидов.
После меди магний является вторым ведущим упрочняющим элементом в дуралюминах. У многих сплавов данной системы наиболее высокие механические свойства достигаются не при естественном, а при искусственном старении. Механические свойства полностью термообработанных полуфабрикатов из дуралюмина некоторых марок в направлении прокатки приведены в табл. 11.7. Наилучшей свариваемостью отличается сплав 1201, а наивысшей жаростойкостью — АК4-1.
Сплавы системы Al—Zn—Mg—(Си). Из-за наиболее высокой растворимости в твердом растворе цинка и магния сплавы этой системы имеют наиболее высокие механические свойства после полного цикла термической обработки. Максимальная растворимость цинка составляет 70% при 443°С.
Попытки применения деформируемых сплавов с высоким содержанием цинка и магния предпринимались еще в начале века, но безуспешно — из-за высокого уровня их коррозии под напряжением. Она связана со сплошной сеткой интерметаллидов, выделяющихся по границам зерен. В современных свариваемых сплавах суммарное содержание цинка и магния не превышает 6—6,5%. При большем содержании этих элементов сплав прочнее, но более склонен к коррозии, а при обратном соотношении коррозионная стойкость повышается, а прочность снижается.
Пересыщенный твердый раствор в этих сплавах сохраняется при сравнительно малых скоростях охлаждения ст высоких температур на воздухе (“самозакаливание”). Таким образом, после сварки в соединении сохраняется пересыщенный твердый раствор, в котором при последующем естественном старении произойдет упрочнение материала.
В результате старения последовательно образуются зоны ГП1, ГП2, д*-, д-фазы и Т-фаза (MgjZn/Jj, по другим данным — MgsZnAlM).
Естественное старение данных сплавов протекает в течение 1 мес, а затем прочность повышается на 10—15 МПа в течение 3—5 лет без заметного снижения пластичности.
В случве искусственного старения оптимальный режим ступенчатый. Для сплава 1915 оно заключается в предварительной закалке от450—460°С, а затем обработке на старение: 1-я ступень — при 95—105°С в течение 24 ч; 2-я ступень — при 145—155°С, 5—10 ч. В готовом сварном соединении 2-я ступень — 145—155’С в течение 5—10 ч. Механические свойства сплава 1915 (листы) приведены в табл. 11.7.
Деформируемые сплавы системы Al— Zn— Mg обладают рядом преимуществ по сравнению с другими алюминиевыми сплавами. К основным из них относятся возможность достижения высоких прочностных свойств в сочетании с хорошими пластическими и ресурсными характеристиками, а также хорошая свариваемость, технологичность в металлургическом производстве и общая коррозионная стойкость. Однако их широкое применение сдерживается из-за склонности сварных соединений к коррозии под напряжением.
Сопротивление коррозионному растрескиванию сварных соединений из алюминиевых сплавов повышают добавками переходных металлов — Мп, Сг, Zr, Ti, Все современные свариваемые сплавы на основе системы Al—Zn— Mg содержат указанные элементы. В работе [10] показана возможность дополнительного повышения их сопротивления коррозионному растрескиванию за счет легирования скандием. С учетом положительного действия скандия был разработан высокопрочный свариваемый сплав 1970, содержащий достаточно большое количество цинка, магния и легированный комплексной добавкой скандия, циркония, титана. Химический состав сплава 1970, % по массе: Zn 5,2; Mg 2,0; Mn 0,3; Zr0,l; Sc 0,2.
Кроме перечисленных элементов сплав 1970 содержит небольшое количество меди (0,4%), которая резко повышает устойчивость сварных соединений против коррозии под напряжением и замедленного разрушения. Обычно в свариваемых сплавах системы Al—Zn—Mg содержание меди ограничивается 0,2%, так как при более высокой концентрации этого элемента возрастает их склонность к образованию трещин при сварке. При содержании более 0,3% Си сплавы становятся несвариваемыми. Однако у
сплава 1970, содержащего 0,4% Си, склонность к образованию трещин не повышается из-за значительного измельчения зерна в сварном шве благодаря добавке Sc, Zr и Ti.
Наличие скандия обусловливает резкое повышение температуры рекристаллизации, которая начинается только после нагрева до 550° С и выше. В связи с этим после нагрева под закалку (/,=450° С) полуфабрикатов из сплава 1970 их структура остается перекристаллизованной. Термическая стабильность нерекристаллизованной структуры полуфабрикатов из сплава 1970 очень высока,
В табл. 11.11 приведены типичные свойства полуфабрикатов из сплава 1970 после закалки и искусственного старения.
Видно, что полуфабрикаты из сплава 1970 имеют высокие прочностные свойства (<тя=480—520 МПа, oOJ=420—490 МПа) при удовлетворительных значениях относительного удлинения (6=11—15%). Следует отметить очень малую анизотропию прочностных и пластических свойста массивных полуфабрикатов (плит и штампованных заготовок). Характеристики прочности практически не зависят от направления вырезки образцов, а относительное удлинение изменяется незначительно по сравнению с другими высокопрочными алюминиевыми сплавами.
Таблица 11.11. Механические свойства сплава 1970
Полуфабрикаты Вдоль волокна Поперек волокна По высоте
о,. МПа гМ Па S, % МПа а02МПа в, % а,.МПа а0,ЛШа 6. %
Плита $ =4 32 мм 490 440 15 480 430 13 480 420 11
Штампованная заготовка 490 440 15 490 430 14 480 420 11
Лист 5= 2 мм 520 490 11 520 490 11 — — —
Прессованный тонкий профиль Прессованная массивная 490 460 12 — — — — — —
полоса 480 460 И 480 450 12 470 420 9
Сплав 1970 обладает природной сверхпластичностью. Практически все виды полуфабрикатов из этого сплава без специальной обработки могут подвергаться сверхпластической деформации в достаточно широком Диапазоне температур и скоростей. Эго объясняется тем, что благодаря термической стабильности структуры в полуфабрикатах в процессе горячей обработки давлением или отжига не происходит рекристаллизация, т. е. полуфабрикаты сохраняют перекристаллизованную структуру. В процессе последующей сверхпластической деформации активно протекает динамическая рекристаллизация, обеспечивающая повышенный ресурс пластичности.
При охлаждении деталей на спокойном воздухе после сверхпластичес-коЙ деформации, которая происходит в температурной области существования твердого раствора цинка и магния в алюминии, раствор надежно Фиксируется из-за его высокой устойчивости. Это дает возможность в даль
нейшем упрочнять детали путем естественного ияи искусственного старения. Так, после пневмоформовки деталей из листа сплава 1970 толщиной 2 мм в режиме сверхпластической деформации, последующего охлаждения на воздухе и искусственного старения достигается о =500—520 МПа.
Следует отметить, что скандий — дорогой элемент, и его добавки во много раз повышают стоимость сплавов. В связи с этим был разработан сплав 1975 с более низким, чем у сплава 1970, содержанием скандия (до 0,1%). Химический состав сплава 1975, % по массе: Zn 5,2; Mg 2,0; Mn 0,3; Zr 0,1; Sc 0,07. Научной основой для разработки сплава 1975 послужили
Таблица [1.12. Механические свойства плиты S = 32 мм из сплава 1975
экспериментальные данные о том, что наиболее эффективно на структуру и свойства алюминиевых
Направление °. » «г сплавов влияют первые малые добавки скандия. Введение в сплавы системы Al—Zn—Mg всего лишь 0,05% Sc совместно с добавкой циркония обеспечивает получение деформированных полуфабрикатов со стабильной перекристаллизованной после закалки структурой.
аыреэкн образцов МПа S6 Н/ИМИ тыс. цншоа
Продольное Поперечное По высоте 440 450 460 390 390 400 [7 15 11 52 44 28 2120 1650 311/253*
* В числителе приведено количество инклов до разрушения, определенное при испытаниях на МЦУ яри о*,* 160 МПа, в знаменателе — при 180 МПа.
Механические свойства полуфабрикатов из сплава 1975 приведены в табл. П.12 и 11.13.
Вндио, что при высокой прочности и пластичности сплав после искусственного старения обладает очень высокими ресурсными характеристиками.
Таблица ПЛЗ. Механические свойства тонких листов из сплава 1975
Толщина листа, мм <5^, МПа МПа 5, %
3 500 450 11,0
2 510 450 Н,5
1 530 500 11,5
Таким образом, использование скандия в качестве легирующей добавки позволило создать новые алюминиевые сплавы с высокими механическими, антикоррозионными и ресурсными свойствами. Эти сплавы являются лучшими среди свариваемых сплавов системы А1—Zn—Mg.
13. ЛИТЕЙНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ
При рассмотрении литейных сплавов остановимся только на тех, которые используются в сварных или сварно-литых конструкциях. Кроме обычных технологических требований, как и для деформируемых сплавов (отсутствие горячих и холодных трещин, пористости, возможность дополнительной обработки резанием, свариваемость и т. п.), к литейным сплавам, что следует уже из их названия, предъявляются дополнительные требования — наличие оптимальных литейных свойств. К ним относятся жидкотекучесть, объемная
и линейная усадка, склонность к ликвации. Большая часть литейных свойств зависит от эффективного интервала кристаллизации. Как правило, чем больше интервал кристаллизации, тем меньше жидкотекучесть сплава, тем больше он склонен к образованию усадочной пористости и горячих трещин. В эвтектических и заэвтектических сплавах, мало склонных к горячим трещинам, появляется возможность образования холодных трещин.
Алюминий-магниевые сплавы. Содержание магния в этой группе сплавов достигает 9,5—11,5%, т. е. в два раза выше, чем в деформируемых Однако и в том и в другом случае основное упрочнение достигается за счет максимального сохранения магния в твердом растворе. Постепенный распад пересыщенного твердого раствора наблюдается уже при наличии в твердом растворе более 6,5—7% Mg. Тем не менее к дополнительному упрочнению это не приводит, но обусловливает снижение пластичности. Оптимальные свойства сплавов Al—Mg могут быть обеспечены после закалки ст 430+5°С в масло (выдержка при нагреве под закалку 12—20 ч). Процесс распада пе-
ресыщенного твердого раствора магния в алюминии протекает медленно при комнатной температуре и намного быстрее при 50—70’С. Однако и в этих условиях старение длится от нескольких месяцев до многих лет, вызывая охрупчивание материала. Для повышения исходной пластичности резко ограничивают содержание в сплаве примесей железа и кремния, а также вводят модификаторы — титан и цирконий. Основные структурные составляющие рассматриваемых сплавов — твердый раствор магния в алюминии и (1-фаза (Mg.Alj). При наличии примесей кремння и железа выявляются Mg2Si, (Fe,Mn)Al6, (Fe.MnJjSijAljj и другие фазы, в зависимости от соотношения примесей. При литье сплавов Al—Mg легко образуется рыхлая поверхностная пленка, которая способствует газонасыщенности слитка. Поэтому рекомендуют до отливки подвергать расплав тщательной дегазации и рафинированию.
Алюминий-медные сплавы. Эти сплавы, в которых основным легирующим элементом является медь, представляют ограниченный интерес. К ним относятся А17, АЛ 19, АЛ 23. Большее практическое значение имеют литейные сплавы более сложного легирования системы Al—Si—Си—Ni— Mg— Fe. На их основе выпускаются в массовом масштабе поршни двигателей внутреннего сгорания. Поршни изготавливаются не только из литейных сплавов, но и из деформируемого материала путем обработки давлением. В качестве литейных сплавов здесь используются преимущественно доэвтектические и заэвтектические силумины.
Принципы создания поршневых сплавов заключаются в том, чтобы, практически не влияя на свойства металла при комнатной температуре, повысить его длительную прочность при 300—350°С, остаточную прочность и износостойкость, особенно в районе первой канавки под компрессионное кольцо. Выделяющийся при кристаллизации каркас из фаз сложного состава типа Cu3NiAl(, CuMnjilt2 обеспечивает достаточную жаропрочность материала и длительный ресурс работы даигателя.
Алюминий-кремниевые сплавы (силумины). Применяют силумины Доэвтектические, легированные только кремнием либо имеющие также небольшие количества других примесей (Си, Мп). Структура их представляет г?оой a-твердый раствор и эвтектику (a+Si). Эвтектика содержит 12,5% Si. Максимальное содержание кремния в твердом растворе при эвтектической
температуре (577°С) составляет 1,65%. Закалкой такого насыщенного твердого раствора можно на непродолжительный период времени удержать его в пересыщенном состоянии (растворимость кремния при комнатной температуре — около 0,1%). При старении выделяются тонкодисперсные частицы легирующего компонента, однако упрочняющий эффект незначителен. Очень быстрой закалкой можно кратковременно удержать в твердом растворе около 16% Si и сдвинуть эвтектическую точку до 17% Si. Эффективный модификатор силуминов — натрий в количестве 0,01%. Модифицированный силумин не рекомендуется применять в сочетании со сплавами Al— Mg. Возможна также модификация силумина фосфором. Силумины, не содержащие кроме кремния других примесей, термически неупрочняемы. Небольшие -количества магния вследствие образования его силицида дают возможность осуществлять термическое упрочнение сплава. В отличие от технического алюминия и сплава АМц, небольшие количества примеси железа оказывают на силумины отрицательное влияние, которое частично нейтрализуется марганцем. Железо с кремнием дает хрупкие пластинчатые образования — a-фазу (FCjSiAip и 0-фазу (FeSiAl). При большом содержании кремния возможно образование 5-фазы (FeSi2Al4) и у-фазы (FeSiAl3). При большом содержании железа возможно появление наиболее тугоплавкого соединения FeAl, (7"=655°С). Марганец с железом дает смешанные менее хрупкие кристаллы (f^Mn^SiyAlj. Легирование медью наряду с магнием позволяет получать более сложные упрочняющие фазы (например, CUjMg^Si^Alj) и соответственно достигать большего эффекта в результате термического упрочнения.
Из всех литейных сплавов силумины отличаются наивысшей жидкотекучестью. Вслед за ними идут алюминий-магниевые и алюминий-медные сплавы.
Как указывалось выше, при изготовлении различных авиационных узлов и деталей преимущественно применяются деформируемые сплавы. Объем применения литейных сплавов в связи с их меньшей технологичностью ниже. Вместе с тем в летательных аппаратах используются сварно-литые конструкции и узлы, например, в поршнях с галерейным охлаждением, насосах и др.
1.4. ПРИМЕНЕНИЕ АЛЮМИНИЕВЫХ СПЛАВОВ В КОНСТРУКЦИЯХ САМОЛЕТОВ
На современном этапе развития дозвуковой авиации алюминиевые сплавы являются основными конструкционными материалами в самолетостроении. Выбор марки сплава определяется характером нагружения отдельных элементов конструкции. Мы вкратце рассмотрим использование современных алюминиевых сплавов в авиастроении СНГ и США. В СНГ при изготовлении авиационной техники успешно используются упрочняемые термической обработкой высокопрочные алюминиевые сплавы системы Al—Zn—Mg—Си и сплавы средней и повышенной прочности Al— Mg—Си. Они являются конструкционным материалом для обшивки и внутреннего силового набора элементов планера самолета (фюзеляж, крыло, киль и др.).
Свариваемые алюминиевые сплавы систем Ai—Mn, Ai—Mg, Ai—Си, *[_Mg—Li, Ai— Mg—Si поступают на изготовление планера, бортовых систем, шасси, лопастей воздушного винта, приборов и элементов внутренней отделки салона.
При изготовлении гидросамолетов предусмотрено применение свариваемых коррозионно-стойких магниевых сплавов (АМг5, АМгб), сплавов системы д]—Zn— Mg (1915, В92) и сплава 1420.
Планер легкого самолета (фюзеляж, крылья и хвостовое оперение), как правило, изготовляется из алюминиевого сплава Д16. Детали конструкции (стрингеры, лонжероны, шпангоуты и др.) — из прессованных профилей Д16 и В95.
Бортовая система транспортного самолета выполняется из материалов, характеризующихся хорошей свариваемостью. Топливные и масляные баки, бачки, маслопроводы, арматура гидросистем, трубопроводы, тракты систем кондиционирования воздуха изготавливают из сплавов АМц, АМг2, АМгЗ, АМг5, АМгб, АВ и АДЗЗ. Трубы из сплавов АМг2, АМгЗ и АДЗЗ образуют
гидравлическую систему.
В конструкции самолетов гражданского флота используют в основном сплавы Д16, Д19, В95, В96 в качестве материалов для фюзеляжа, крыла и
киля. Обшивка верхней поверхности крыла выполняется из сплавов типа В95, хорошо работающих на сжатие. Детали растянутой зоны крыла и обшивка фюзеляжа, вспомогательные лонжероны и нервюры изготовляются из высокопрочных сплавов типа Д16 и его аналогов. Лонжероны и шпангоуты фюзеляжа выполняют из сплавов Д16, В95. Эти сплавы рекомендуются для силовых деталей, которые воспринимают большие эксплуатационные нагрузки. Прессованные полуфабрикаты из сплавов В95 и В96 поступают на изготовление киля крупногабаритных самолетов. Обшивка в зоне даигателя, подвергающаяся нагреву, в основном изготовляется из сплавов Д16, Д19.
Конструкции сверхзвуковых самолетов при скоростях палета более 2,2 М подвергаются аэродинамическому нагреву до 120’ С и значительным перегрузкам. Основным материалом в конструкции самолета данного типа
является сплав АК4-1. Лишь моторные гондолы, элероны и рули поворота изготовляются из титановых сплавов.
В табл. П.14 приведены характеристики свариваемости алюминиевых сплавов с указанием полуфабрикатов, используемых в СНГ и США для различных отраслей промышленности.
В авиации США широко применяются сплавы серий 2лоя, Зххх, 5ххх, бххг и 7лхг. Сплавы серии 2лхг, например 2024, способны работать при высоких температурах и обладают повышенной вязкостью разрушения. Сплавы серии Тхххрекомендованы для работы при более низких температурах значительно напряженных деталей и в условиях коррозии под напряжением.
Для малонагруженных узлов применяются сплавы серий Зххх, 5ххх и озаас. Они же используются в гидро-, масло- и топливных системах. Планер легкого самолета выполняется из сплавов 2024 и 6061. Сплав 2024 как ковочный материал нашел применение при изготовлении шасси и гидравлических цилиндров. Для малонагруженных деталей в гидро-, масло- и топливной истемах применяются сплавы 3003, 5052, 6061. При изготовлении арматуры применяют также сплавы 3003, 6061, 6951, 5454, 5086 и 6070.
Таблица 11.14. Марки алюминиевых деформируемых сплавов СНГ и США, их свариваемость и виды полуфабрикатов
Система Страна Марка Оптимальней состав по основным компонентам, % по массе Свариваемость основного металла, МПа Полуфабрикате
дуговая сварка контактная сварка лист ПЛ НТВ поковка лруток профиль труба проволока (заклепочная)
Термически неупрочияемые сплавы (после отжига)
А1 СНГ АД1 99,3 А1 A A 80 + + — + + + +
(1XXX) США 1145 99,45 А1 A В 75 + — — — — —
1060 99,6 А1 A В 70 + + — — + + +
1100 99,0 А1 A A 90 + + + + + + +
At - Мп СНГ АМц А1 1,3 Мп A A 120 + + — + + 4-
(Зала) США 3003 А1 1,2 Мп 0,12 A A ПО + + + + + +
3004 At 1,2 Мп 1,0 A A 180 + + + — — 4- —
Al - Mg СНГ AMrl А1 1,1 Mg Б A 120 + — — — + — —
АМг2 Al 2,2 Mg 0,4 Мп Б A 190 + + + + + + +
АМгЗ Al 3,5 Mg 0,6 Mn 0,6Si A A 220 + + + + + + —
АМг4 Al 4,3 Mg 0,6 Mn A A 280 + — — + — — —
АМг5 Al 5,3 Mg 0,6 Mn A A 300 + + 4” + + + —
АМгб Al 6,3 Mg 0,6 Mn A A 340 + + 4- + + + —
5ххх США 5005 Al 0,8 Mg A A 125 + + — + — +
5050 Al 1,4 Mg A A 145 + + — — — + —
5052 Al 2,5 Mg 0,25 Cr A A 195 + + — + — + +
5083 Al 4,4Mg 0,7 Mn0,15Cr A A 290 + + — — + + —
5086 Al 4,0Mg 0,45 MnO,lCr A A 260 + + + + + —
5154 Al 3,5 Mg 0,25 Cr A A 240 + + — + + + +
5252 Al 2,5 Mg A A 180 + + — — —
5454 Al 2,8Mg O,8MnO,lCr A A 250 + + — — + + —
5456 Al 5,2Mg O,8Mn0,lCr A A 310 + + — — + — —
5457 Al 1,0 Mg 0,3 Mn A A 130 + + — — — — —
5657 Al 0,8 Mg 0,3 Mn A A но + — — — — — —
Продолжение табл. 11.14,
Система Страна Марка Оптимальный состав по основным компонентам, % по массе Свариваемость основ-кого металла. МПа Полуфабрикаты
дрсовая сварка контактная сварка лист плита поковка Пруток *^°'|труба| филь[ | проволока (.заклепочная)
Термически упрочняемые сплавы (после закалки и старения)
AI-Си СНГ Д20 А16,5СиО,6Мп Б Б 400 + + + + + — —
Al-Mg-Cu 1201 А16,ЗСи0,ЗМп А Б 430 + + + + + + +
ВАД1 A14,lCu2,5MgO,6Mn Б А 430 — — + + — —
Д1 A14,lCuO,6MgO,6Mn д А 370 + + + —
Д16 A14,3Cul,0Mg0,6Mn д А 465 + + — + + + —
Ц19 AI4,OCu2,OMgO,75Mn д А 430 + + — + + —
2ххх США 2014 AI4,4CuO,5MgO,8MnO,8Si с А 485 + + + + + + +
2017 A14,OCuO,6MgO,7MnO,5Si с А 425 — — — + — — +
2024 A14,5Cul,5MgO,6Mn с А 485 + + + + + + +
2218 A14,0Cul,5Mg2,0Ni с А 330 — + — — — —
2219 A16,2Cu0,3Mn А А 420 + + — + + + +
2618 A12,3Cu!,6Mgl,lNi l.lFe с А 430 — — + — — — —
AI-Mg-Si СНГ АД 31 A10,6MgO,5Si Б Б 240 — — — + + — —
АДЗЗ All JMgl,OSiO,25Cu Б Б 310 — — — + + — —
АД35 All ,lMgl,0Si0,7Mn Б Б 320 — — — + + — —
А0 AJO,7MgO,85SiO,25Mn А А 320 + + + + + + —
бххх США 6061 iAll,OMgO,6SiO,2CrO,25Mn А А 310 + + + + + + +
6063 AIO,7MgO,4Si А А 240 — — + — + . + —
6070 AIO,8MgI,35SiO,7Mn v,2?Cu А А 380 — — — + + —
6101 A10,6MgO,5Si А А 220 — — — + + + —
6201 AJO,8MgO,7Si А А 330 — — — + — — +
6951 A10,6MgO,35SiO,25Cu А А 270 + + — + — + +
AI-Zn-Mg, СНГ В92 1AI3,2Zn4,4MgO,8Mn Б Б 420 + + + — —
Al—Zn—Mg—Си 1915 iAJ3,7Znl,lMgO,4Mn Б Б 380 + — — + +
В95 AI6,0Zn4,3Mgl,7Cu д А 520 + + + + + 4- —
В96ц Д18,5Zn2,6Mg2,3Cu д А 600 — — + — — — —
7xw США 7005 AI4,5Znl,4MgO,45Mn 0.13 Cr D А 350 + — — — —
Продолжение табл. 11.14.
Система Страна Марка Оптимальный состав по основным компонентам» % по массе Свариваемость 0» ОСНОВ' него метал -да» МПа Полуфабрикат
дуговая сварка контактная сварка лист плита поковка пруток профиль труба проволока {за клепочная)
7075 A15,6Zn2,5 Mg 1,6СиО,2Сг с А 570 + + + + + + +
7475 A15,7Zn2,2Mgl,6Cu 0,22Сг — — 505 + + — — — — —
7178 A16,8Zn2,7Mg2,0Cu0,2Cr с А 605 + + + + + + +
Ai—Mg—Si—Си СНГ АК6 A10.6 MgO,9Si2,2CuO,6M n д — 420 — — + + + —
АК8 A10,6Mg0,9Si4,3Cu0,7Mn д — 460 — + + — — —
Ai—Cu—Mg— СНГ АК4 A12,2Cul,6Mgl,2Fei,3Ni д — 400 — — + + — — —
Fe—Ni АК4-1 A12,2Cul,6Mgl,2Fel,2Ni д - 400 + + + + + + —
Примечания:!. Свариваемость: СНГ — при дуговой сварке в среде инертных газов неплавящимся электродом и при точечной и роликовой сварке; США - при дуговой сварке в инертных газах и контактной сварке.
2. Оценка свариваемости: СНГ: А — хорошая свариваемость, Б — удовлетворительная, требуется разработка специальной технологии, Д — плохая (сварка не рекомендуется); США: А — легко свариваемый. В— свариваемый во многих случаях, однако требуется специальная технология, С— ограниченная свариваемость, D— сварка не рекомендуется.
В конструкциях транспортных самолетов США широкое применение каходят сплавы серий 2ххх, 7лхх(2024,2014, 7075 и 7178) — при изготовлении ^□еляжа, крыльев, киля и внутреннего силового набора (лонжероны, нервюры, шпангоуты и др.).
Сжатые зоны крыла, фюзеляжа, обшивки и силовые элементы выполняются из сплавов 7075,7475 и 7178,
Передняя кромка крыла и обшивки в районе тракта двигателя, где температуры могут достигать 100°С и более, часто используют сплавы 2014, 2024 и 2219.
Лонжероны фюзеляжа, шпангоуты и детали киля выполняют из прессованных полуфабрикатов сплавов 7075 и 7178; детали шасси, колеса тяжелых самолетов — из алюминиевых ковочных сплавов марок 7079, 7075 и 2014.
Сверхзвуковые самолеты изготавливаются в основном из сплавов серии 2ххх. Из прессованных полуфабрикатов сплавов 2014 и 2618 изготавливают детали для зон с повышенной температурой; находит применение сплав 2219 в конструкции гондолы двигателя. Наружная обшивка фюзеляжа, силовые элементы, подкрепляющие обшивку, изготовлены из сплава 2024; внутренние элементы фюзеляжа, не подвергающиеся нагреву до высоких температур, — из сплавов 7075 и 2219; обшивка крыла и хвостовое оперение — из сплава 2219.
Бесспорное преимущество принадлежит свариваемым алюминиевым сплавам при создании объектов космической техники. Высокие значения удельной прочности, удельной жесткости материала позволили обеспечить бакам, межбаковым и носовым частям ракеты высокую продольную устойчивость. Кдостоинствам алюминиевых сплавов (2219 и др.) следует отнести их работоспособность при сверхнизких температурах в контакте с жидким кислородом, водородом и гелием. У этих сплавов происходит так называемое криогенное упрочнение, т. е. прочность и пластичность растут параллельно понижению температуры.
Широкое применение ряда алюминиевых сплавов в сварных конструкциях космической техники позволили странам СНГ и США выполнить обширные космические программы: полет на Луну, к Венере и Марсу и др.
Заслуживает особого внимания создание космических кораблей многоразового использования. Космоплан по своей конструкции значительно сложнее любого современного самолета. Он должен выдерживать стартовые вибрации и маневрировать не только как космический корабль, но и как самолет, рассчитанный на палеты в широком диапазоне аэродинамических режимов — от гиперзвуковых и сверхзвуковых скоростей до скоростей дозвукового диапазона.
Один из основных агрегатов корабля — герметичная кабина - представляет собой тонкостенный сосуд высокого давления. Он изготовлен из алюминиевых сплавов серии 2ххх(2219 и др.) со стыковкой отдельных элементов методом Дуговой сварки неплавящимся электродом в среде инертных газов.
Успешный запуск таких кораблей показал высокую работоспособность и надежность алюминиевых сплавов и их сварных конструкций.
§ 2. СВАРИВАЕМОСТЬ АЛЮМИНИЕВЫХ СПЛАВОВ
Возможность использования алюминиевых (и магниевых) сплавов в сварных авиационных конструкциях ответственного назначения определяется в первую очередь их свариваемостью. Свариваемость — это совокупность определенных свойств материала, позволяющих при рациональном технологическом процессе получать качественные сварные соединения. При сварке плавлением свариваемость зависит от комплекса факторов: это реакция металла на термодеформационный цикл сварки, способ и режим сварки, характеристики присадочного материала, степень защиты зоны сварки, применение флюсов, конструктивные особенности свариваемого изделия и условия его эксплуатации, принятый технологический процесс изготовления изделия и др. [11 — 12]. Часто свариваемость оценивается сопоставлением свойств сварных соединений с аналогичными свойствами основного металла. Принято учитывать также склонность материала к образованию при сварке дефектов (трещин, пор, оксидных плен и др.), свойства при статических, повторно-статических, высокочастотных и ударных нагрузках, коррозионную стойкость с учетом условий эксплуатации изделий [4].
В табл. II.15 приведена оценка свариваемости сплавов при сварке плавлением (дуговая сварка неплавящимся электродом в среде инертных газов) и контактной сварке (точечная и роликовая). Там же представлены рекомендации по выбору сварочной проволоки при сварке, прихватке и под варке сплавов.
2.1. ОСОБЕННОСТИ СВАРИВАЕМОСТИ АЛЮМИНИЯ И ЕГО СПЛАВОВ
Свариваемость алюминия и его сплавов имеет ряд особенностей, связанных с физико-химическими и технологическими свойствами материала. Основные затруднения при сварке создает наличие плотной оксидной пленки, что резко отличает алюминиевые сплавы от стали.
Важными являются также склонность этих материалов к образованию трещин; склонность к повышенному поглощению водорода при температурах сварки; склонность к образованию пор; высокая теплопроводность; высокие значения термического коэффициента линейного расширения.
Алюминий отличается от прочих металлов очень высокой теплотой плавления — порядка 396 Дж/кг. Вследствие больших значений теплоты плавления и теплоемкости на расплавление алюминия затрачивается значительное количество энергии. Характеризуясь высокой химической активностью, алюминий легко взаимодействует с кислородом воздуха и образует оксидную пленку. Плотность у-модификации А12О3 составляет 3,85 г/см3, что существенно выше плотности жидкого алюминия. Поэтому при сварке поверхностная оксидная пленка оседает на дно ванны и способна засорить сварной шов. При значительной протяженности пленки прочность металла шва может снизиться до 50%, что сделает нецелесообразным использование такого узла в конструкции. Поскольку оксидная пленка всегда содержит на поверхности адсорбированную влагу и водород, ее присутствие в жидкой ванне вызывает опасность появления пор в металле сварных швов.
Таблица П.15. Марки, химический состав и свариваемость алюминиевых и магниевых деформируемых сплавов
Система 1 Марка система 1 сплава Химический состав, % по массе Свариваемость (сварка плавлением) РеьОмсндуС-мы? марки сварочной проволоки Г оряче ломкость
бсЭ при'| садкой |Тл с присадкой крестовая 1 проба проба: | МВТУ: К, % iAcMm/mhh
Алюминиевые сплавы
Термически неупрочняемые
А1 АД1 99,3 Al CB CB CB CbA97; CbA85 5,0 9,0
Al—Mn АМц 1,3 Mn CB CB — CbAMu 0,7 7,0
Ai—Mg AMrl 1,1 Mg CB CB — CbAMH 12,0 6,0
AMr2 2,2 Mg; 0,4 Mn HC HC CB СвАМг2 12,0 6,0
АМгЗ 3,6 Mg; 0,6 Si; 0,5 Mn CB CB — СвАМгЗ 8,0 8,0
AMr4 4,3 Mg; 0,6 Mn; 0,06 Ti CB CB CB СвАМг4 10 7,0
АМг5 5,3 Mg; 0,6 Mn; 0,06 Ti CB CB CB СвАМг5 10 7,0
АМгб 6,3 Mg; 0,6 Mn; 0,06 Ti CB CB CB СвАМгб 8,0 8,0
Термически упрочняемые
Al—Си Д20 6,5 Си; 0,6 Mn; 0,15 Ti CB CB — Д20 15 6,0
1201 6,3 Си; 0,3 Mn; 0,06 Ti; 0,17 Zr; 0,1 V CB CB — CB1201 5 10,0
1205 6,3 Си; 0,6 Mn; 0,06 Ti; 0,11 Zr; 0,15 Cd HC HC CB Cb1201 12 6,0
Al-Mg-Si АД31 0,6 Mg; 0,5 Si HC HC CB CbAK5 15 6,0
АДЗЗ 1,1 Mg; 0,25 Си; 0,6 Si; 0,25 Cr HC HC CB CbAK5 12 6,0
АД35 1,1 Mg; 1,0 Si; 0,7 Mn; 0,25 Cr HC HC CB CbAK5 12 6,0
AB 0,7 Mg; 0,3 Си; 0,85 Si; 0,25 Mn HC HC CB CbAK5 10 7,0
Al—Zn—Mg В92ц 4,4 Mg; 3,2 Zn; 0,8 Mn; 0,13 Zr; 0,14 Cr CB CB HC СвВ92ц 12 6,0
1915 1,1 Mg; 3,7 Zn; 0,4 Mn; 0,18 Zr HC HC CB CB1557 10 7,0
Al—Mg—Си ВАД1 2,5 Mg; 4,1 Си; 0,6 Mn; 0,06 Ti; 0,15 Zr CB CB HC ВАД1 10 7,0
Д1 0,6 Mg; 4,3 Си; 0,6 Mn HC HC HC Д1 40 2,0
Д16 1,5 Mg; 4,3 Си; 0,6 Mn HC HC HC Д16 50 1,0
Д19 2,0 Mg; 4,0 Си; 0,75 Mn HC HC HC Д19 45 2,0
Al— Mg—Си—Zn B95 2,3 Mg; 1,7 Си; 6,0 Zn;0,4 Mn; 0,18 Cr HC HC HC B95 50 1,0
B96 2,6 Mg; 2,3 Си; 8,5 Zn HC HC HC B96 60 1, o
Al—Mg—Si—Си AK6 0,6 Mg; 2,2 Си; 0,9 Si; 0,6 Mn HC HC HC AK6 45 —
AK8 0,6 Mg; 4,3 Си; 0,9 Si; 0,7 Mn HC HC HC AK8 50 —
Al—Mg—Си—Fe—Si AK4 1,6 Mg; 2,2 Си; 1,2 Fe; 1,3 Ni HC HC HC AK4 60 —
AK4-1 1,6 Mg; 2,2 Си; 1,2 Fe; 1,2 Ni HC HC HC AK4 65 —
Продолжение табл. 11.15
Система Марка сплава Химический состав, % по массе Свариваемость (сварка плавлением) Рекомендуемые марки сварочной проволоки Горяче ломкость
без присадки с присадкой ЕЬЛ С присадкой гр. Б крестовая проба; л. Ж проба МВТУ; Л. мм/мин
Магниевые сплавы
Термически неупрочняемые
Mg—Мп MAI 1,9 Mn CB CB HC MAI 10 —
MA8 1,9 Mn; 0,25 Ce HC HC CB MA2-1 20 -—
Mg—Zn MA20 (ВМД8) 1,25 Zn; 0,2 Ce; 0,09 Zr HC HC CB MA20-1 10 —
Mg-Al-Zn MA2 3,5 Al; 0,5 Zn; 0,3 Mn HC HC CB MA2-! 15 —
MA2-1 4,4 Al; 1,1 Zn; 0,4 Mn CB CB HC MA2-1 20 —
Mg—Zn—Cd—La MAI 5 (ВМДЗ) 1,6 Cd; 3,0 Zn; 0,9 La; 0,7 Zr HC HC HC MA15 30 —
Mg—Zn—Cd—Nd MAI 9 (ВМД6) 0,6 Cd; 6,2 Zn; 1,7 Nd; 0,7 Zr HC HC HC MA19 >30 —*
Термически упрочняемые
Mg—Zn MAI 4 (BM65-1) 5,5 Zn; 0,6 Zr HC HC HC MAI4 >40 —
Mg—Nd MA12 3,0 Nd; 0,6 Zr CB CB HC MA12 15 —
Mg-Al-Zn MA5 8,5 Al; 0,5 Zn; 0,3 Mn CB CB HC MA5 20 —
Mg—Mn—Nd MAI 1 3,0 Nd; 2,0 Mn; 0,2 Nt HC HC HC MA11 >40 —
Примечания: I. Здесь "св" — сплав свариваемый, "нс" — трудносвариваемый. 2. “Гр. А" — проволока химического состава основного металла; "гр. Б" — проволока, по составу не идентичная с основным металлом. 3. При контактной сварке (точечной, роликовой) все сплавы относятся к свариваемым.
рассмотрим более подробно свойства поверхностной оксидной пленки. Свеже вс крытая поверхность алюминия даже при комнатной температуре сравнительно быстро покрывается оксидной пленкой, толщина которой уже в первый час окисления достигает 0,8— 1 нм (рис. II.2). Последующая выдержка алюминия на воздухе приводит к медленному росту оксидной пленки в течение 70—80 дней, толщина ее при 25°С и относительной влажности воздуха 45—55% достигает 3 нм. При дальнейшей выдержке алюминия на воздухе рост оксидной пленки практически прекращается. Даже по истечении трех лет в тех же условиях ее толщина сохраняется на уровне 3 нм. При этом на толщину собственно оксидной пленки приходится 0,9—
Рис. II.2. Рост толщины оксидной пленки на алюминии
1,0 нм, а 1,0—1,2 нм — это толщина адсорбированного на ее поверхности
кислорода.
Исследования оксидных пленок, образующихся при окислении жидкого металла, показали, что все промышленные алюминиевые сплавы могут быть разделены на четыре основные группы [14]:
1) материалы без магния (чистый алюминий, АМц и пр.), которые на поверхности имеют пленку, состоящую из чистого оксида алюминия (у-А1;О,):
2) с 0,01—0,05% Mg — поверхностная пленка из смеси Д12О3 и MgOAl2O3;
3) с 0,05—1,5% Mg (большинство промышленных сплавов) — поверх-ностнаА пленка из смеси MgO и MgO • Д12О3;
4) свыше 1,5% Mg (некоторые дуралюмины, магналии и пр.) — поверхностная пленка из MgO.
По всей вероятности, эти положения справедливы и для оксидных пленок, образующихся на поверхности твердого металла.
Кроме магния, значительное влияние на структуру и свойства пленок, образующихся на поверхности алюминия и его сплавов, оказывают кремний, бериллий, натрий и некоторые другие элементы. Эти изменения в структуре и свойствах оксидных пленок можно объяснить склонностью к селективноизбирательному окислению “активных” компонентов алюминиевых сплавов.
Кроме состава и структуры, большое значение при сварке имеют физико-химические и механические свойства оксидных пленок. Приближенно их плотность (а следовательно, и прочность) оценивают с помощью объемного отношения Н. Пиллинга и Р. Бедворгса:
Р = УМеяРи.
где ^Ме_о — объем 1 моля оксида: Ц. — объем 1 моля металла: т — доля металла в соединении.
Если р<1, то пленка рыхлая, в ней возникают растягивающие напряже-"Ия; при рг] пленка плотная, в ней возникают сжимающие напряжения.
Оксид AljOj отличается большой химической стойкостью, не склонен к ссоциации и реакциям с другими металлами. Оксиды, образующиеся на
алюминий-магниевых сплавах, отличаются еще более высокой химической стойкостью по сравнению с оксидами, образующимися на чистом алюминии.
Плотность, толщина слоя оксида Д12О3, его кристаллическая структура и адсорбционная способность по отношению к парам воды и другим газам могут существенно меняться в зависимости ст условий окисления (табл. 11.16).
Таблица II. 16. Характеристики оксидных пленок на алюминии
Модификация оксида Кристаллическая структура Плотность, г/см5
а-А1,О3 Гексагональная 1,28 4,00
гА12оэ Кубическая 1,50 3,77
AljOyHjO (диаспар) Орторомбиче с кая 2,03 3,4
А1,О3 Н,О(А1ООН) (бемит) 2,30 3,0
А12О3ЗН2О (гидра pre лит) Моноклинная 3,60 2,2
А12О3-ЗН3О (байерит) 3,48 2,5
Однако независимо от химического и фазового состава можно выделить некоторые характерные свойства оксида А12О3 на поверхности алюминия, имеющие значение для процессов сварки:
1. Высокая защитная способность, благодаря которой на определенном этапе окисления предотвращается дальнейшее взаимодействие алюминия с газами. Защитные качества пленок А1,О3 в основном определяются их прочностью, пластичностью и плотностью.
2. Большая химическая стойкость — отсутствие диссоциации и взаимодействия с другими металлами в твердом состоянии. Восстановление алюминия из ALO в условиях сварки практически исключено.
3. Высокая температура плавления (2047°С) — в условиях сварки оксид не расплавляется; он прочен и устойчив до очень высоких температур.
4. Нерастворимость ни в твердом, ни в жидком алюминии, в определенном интервале температур постоянство состава и стабильность структуры; стойкость против многих химических реактивов.
5. Сравнительно высокая механическая прочность — ов=20 МПа при толщине 0,1 мкм; малая пластичность, высокая твердость и хрупкость, аморфность свойств.
6. Высокое электросопротивление.
7. Температурный коэффициент линейного расширения, почти в 3 раза меньший, чем у алюминия (поэтому при нагреве алюминия, особенно до расплавления, в А13О3 неизбежно возникают трещины).
8. Важнейшая особенность — высокая адсорбционная способность к парам воды; водяной пар, адсорбированный окисленной поверхностью алюминия, удерживается до высоких температур (при выдержке алюминия в вакууме — до 35О°С).
Оксидная пленка на алюминии при допустимых температурах нагрева практически не смачивается большинством металлов, входящих в том или ином количестве в присадочные материалы. Поэтому при сварке алюминия пленку оксида необходимо удалять.
Чрезвычайно важен вопрос о роли оксидной пленки на новом сплаве 1420, присутствие в котором лития делает его весьма склонным к окислению на всех этапах изготовления изделий для авиационной техники.
В работе [14] приведены результаты исследования состава и строения оксидных пленок, кинетики их образования и изыскания более рационального решения проблемы уменьшения пористости металла сварных швов путем снижения температуры нагрева при закалке (с 450 до 400°С) в процессе прокатки сплава 1420 на металлургических заводах и передела на машиностроительных предприятиях.
Строение оксидной пленки на образцах из сплава исследовали с помощью Оже-спектрометра.
Оксидная пленка состоит из нескольких слоев (рис. Н.3>. Внешний слой — оксиды лития и магния, обладающие высокой гигроскопичностью и не предотвращающие процесс дальнейшего окисления сплава. Кислород, попадая в глубинные слои металла, вызывает образование шпинели на основе оксидов алюминия и магния. При этом по мере углубления в металл содержание магния в оксидной пленке падает.
Процесс окисления поверхности листа полностью прекращается при образовании слоя 4 оксида A^Oj, под которым располагается слой сплава с меньшим содержанием легирующих элементов. Суммарная толщина оксидной пленки зависит от температуры нагрева под закалку и продолжительности выдержки при данной температуре (рис. II.4).
На рис. П.5 видно, что скорость роста оксидных пленок сплава 1420 при нагреве не одинакова. До 400°С взаимодействие металла с окружающей средой протекает равномерно по всей поверхности образца с малой скоростью. Продукты реакций концентрируются на поверхности металла. Повышение температуры до 450—500’С приводит к резкому Увеличению скорости окисления металла- При этом процесс протекает неравномерно и затрагивает глубинные слои металла, вызывая образование дефектов на глубине 30-50 мкм (рис. II.6).
Анализ полученных данных подтверждает целесообразность снижения
Рис. П.З. Схема строения оксидной пленки на образцах из сплава 1420 после нагрева до 450"С:
1-MgO+LLO; 2—(MgO) -(ALOJ Н.О; 3 — (ALOj) MgO; 4 — Al.O,; 8=3-3 мкм, 82=17—21 мкм, 8,=30—41 мкм,8,=3—6 мкм,
Рис. II.4. Кинетика окисления сплава 1420 при 400 и 5004? (толщина листа
1,5 мм);
1 — после химического травления на глубину 0,01 мм в растворе, содержащем 110 г/л NaOH; 2— после обработки шабером (глубину не контролировали)
температуры нагрева под закалку до 400’С и максимального уменьшения продолжительности пребывания заготовок при высоких температурах.
Авторы [14] делают следующие выводы:
1. Повышенная предрасположенность сварных соединений листовых полуфабрикатов сплава 1420 к образованию пор по границам шва объясняется наличием поверхностных слоев, содержащих оксиды MgO и LijO, которые образуются при прокатке на металлургическом заводе, а также в результате нагрева под закалку при переделе и упрочнении заготовок.
Рис. 11,5. Кинетика окисления 2. Снижение температуры закалки с 450 сплава 1420 в зависимости ст до 400‘С в процессе изготовления листов из температуры нагрева (выдержка сплава 1420 И полуфабрикатов из них поз-60 мин^ воляет, не ухудшая прочностных характе-
ристик металла, исключить образование пор путем химического фрезерования (глубокого травления) заготовок перед сваркой на глубину 40—50 мкм.
Рис. II.6. Дефекты в сплаве 1420, обнаруженные после травления на глубину 30 мкм.
По склонности к образованию трещин и пористости алюминиевые сплавы в обшем мало отличаются от черных металлов. Серьезные затруднения появляются при сварке высокопрочных алюминиевых сплавов. Вопросы свариваемости такого рода сплавов, например системы Al—Си—(Mg, Мп) типа Д16, давно привлекают внимание исследователей. Временное сопротивление разрыву их сварных соединений, выполненных без последующей термической обработки, составляет около 50% временного сопротивления основного металла в термически обработанном состоянии. При сварке такого металла проявляется значительная склонность его к образованию трещин. При соответствующем выборе присадочного материала последующая термическая обработка повышает временное сопротивление сварных соединений до 90% от данного показателя для основного металла. Но это также не всегда решает проблему, поскольку в производственных условиях встречаются трудности при высокотемпературной обработке (закалке), а в ряде случаев такую обработку изделий практически осуществить невозможно.
Самозакаливающиеся сплавы системы Al—Zn—Mg имеют высокие значения временного сопротивления и предела текучести, а также обеспечивают высокие механические свойства сварных соединений. Однако
сварные конструкции из этих сплавов при значительном легировании цинком оказались склонными к коррозии под напряжением и замедленному разрушению. В отличие от дуралюминов, при сварке самозакаливающихся сплавов происходит восстановление прочности металла ЗТВ при вылежи
вании.
При сварке алюминия и его сплавов первостепенное значение среди возможных дефектов имеют так называемые горячие трещины. Многолетние наблюдения свидетельствуют о том, что эти трещины в металле шва в ос-
новном развиваются по границам первичных кристаллов, поэтому трещины
такого типа именуют иногда также кристаллизационными. Интервал образо-
вания горячих трещин в алюминиевых сплавах при отсчете от температуры реального солидуса шире, чем в алюминии, и изменяется в пределах 30—80°С, Критическая скорость деформации в алюминиевых спла-вах, приводящая к образе ванию горячих трещин, значительно ниже по сравнению с чистым алюминием (рис. П.7). Расположение трещин (поперечное или продольное) определяется «вимосаязью главно
Рис. П.7. Критическая скорость деформации для различных марок алюминия и его сплавов: о —нет трещин; •- есть трещины
го направления (вектора) растягивающих деформаций в температурном интервале хрупкости и состоянием границ кристаллов. Этим объясняется тот факт, что при сварке стыковых швов без полного проплавления основного металла образуются преимущественно поперечные трещины, при сварке угловых — продольные, а при сварке кольцевых швов с полным проплаале-нием — те и другие.
Во всех случаях трещины ориентированы преимущественно перпендикулярно изотермам кристаллизации в пределах каждого кристаллизационного слоя независимо от его толщины и наличия трещины в предыдущем слое.
Поры. Повышенная склонность алюминиевых сплавов к образованию пор является одним из главных затруднений на пути получения качественных сварных соединений. Поэтому в СНГ и странах дальнего зарубежья интенсивно проводятся работы по устранению причин возникновения пористости. Борьба с пористостью при сварке алюминиевых сплавов представляет собой сложную задачу.
Наиболее активно газы взаимодействуют с алюминием и его сплавами при повышенных температурах, например в процессе плавки, разливки или сварки. С алюминием и его сплавами могут взаимодействовать водород, кислород, азот, пары воды, сернистый газ, углекислый газ, оксид углерода, различные углеводы. Вследствие взаимодействия в металл попадают газы и продукты реакции газов с алюминием, легирующими элементами и примесями, присутствующими в сплавах. Из газов и продуктов их взаимодействия наибольшее влияние на свойства алюминия и его сплавов оказывают водород и оксиды металлов.
Взаимодействие алюми
Рис. [1.8. Изменение растворимости водорода
в алюминии в зависимости от температуры при Рн2 = 0,1 МПа
ния с водородом начинается при сравнительно низких температурах. Адсорбция водорода алюминием при (ГС незначительна. Нагрев алюминия способствует резкому возрастанию скорости взаимодействия, а в жидком состоянии алюминий растворяет водород в значительных количествах. Изменение растворимости водорода в алюминии в зависимости от температуры при давлении находящегося с ним в равновесии молекулярного водорода 0,1 МПа приведено на рис. 11.8.
Равновесная растворимость водорода в твердых алюминиевых сплавах мала и вплоть до температуры плавления составляет сотые доли
кубического сантиметра на 100 г металла. Легирование алюминия магнием, медью, титаном и цирконием приводит к увеличению растворимости в нем водорода. Кремний уменьшает растворимость водорода в твердых растворах на основе алюминия. При появлении второй фазы в системе Al—Si растворимость водорода резко возрастает. Марганец незначительно влияет на растворимость водорода в алюминии.
Основным источником наводороживания алюминия и его сплавов при производстве полуфабрикатов является не молекулярный водород, содержащийся в незначительном количестве в окружающей газовой среде, а влага — как атмосферная, так и образующаяся в процессе сгорания топлива при нагреве металла открытым пламенем. Взаимодействие алюминия с парами воды описывается реакцией
ЗН2О+2AI-AI;OJ+6Н.
Образовавшийся атомарный водород частично абсорбируется алюминием, частично рекомбинирует в молекулы и переходит в атмосферу. При взаимодействии алюминия с парами воды одновременно с водородом образуется оксидная (гидрооксцдная) пленка, которая препятствует дальнейшему протеканию реакции.
В равновесной системе А1—Н2О—Н2 даже при незначительном давлении паров воды парциальное давление водорода имеет очень высокие значения. Например, при давлении паров воды в атмосфере 1,3 кПа, что соответствует обычному их содержанию в атмосфере, равновесное парциальное давление водорода при температуре 727’С на границе металл—газ принимает величину порядка 8700 ГПа. При этом водорода в алюминии теоретически должно содержаться 3,24-105 см5/100 г. Таким образом, даже незначительная концентрация паров воды в атмосфере может привести к значительному наво-дороживанию алюминия.
Степень абсорбции водорода алюминием при его взаимодействии с парами воды зависит от температуры. Наибольшее наводорсцкивание твердого алюминия в парах воды происходит при температурах 550—65Q°C, Абсорбция водорода жидким алюминием при взаимодействии с парами воды повышается с увеличением температуры. \
Характер взаимодействия алюминиевых сплавов с парами в0ды определяется содержанием в них легирующих элементов. При легировании алюминиевых сплавов магнием дополнительное поступление водорода обеспечивается реакцией
Mg+HjO=MgO+Hr
Согласно термодинамическим расчетам, сплавы алюминия с магнием Должны насыщаться водородом интенсивнее, чем алюминий. При плавке во влажной атмосфере двойные сплавы алюминия с медью, цинком и кремнием наводороживаюгся также интенсивнее, чем алюминий.
Азот с алюминием взаимодействует слабо. Они начинают взаимодействовать при температуре 700°С с образованием нитрида алюминия. Наиболее эффективно реакция взаимодействия протекает при температурах около ”0 С. При температурах порядка 940—950°С происходит разложение нитрида алюминия вследствие взаимодействия его с кислородом воздуха.
Таким образом, принято считать, что главной причиной пористости металла швов является водород. Кроме водорода в сварочную ванну могут попадать азот и кислород. Азот практически не растворяется в алюминии, а образует нитрид алюминия, переходящий в шлак, и поэтому не оказывает существенного влияния на образование пор.
2.2. О СВАРИВАЕМОСТИ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Сварные конструкции из алюминия и его сплавов изготавливаются из деформированных полуфабрикатов (катаных, прессованных, штампованных, кованых). Поэтому оценка свариваемости должна относиться не к сплаву вообще, а к его полуфабрикатам.
Свариваемость полуфабрикатов в первую очередь определяется их склонностью к образованию трещин, особенно горячих, и к развитию не-сплотностей газоусадочного происхождения, а также степенью понижения свойств в сварных соединениях.
Результаты исследований и производственный опыт показывают, что свариввемость полуфабрикатов в определяющей степени зависит от их вида и наследственности. Под наследственностью полуфабрикатов понимают приобретенные ими в процессе производства колебания химического состава, наличие металлических и неметаллических примесей и включений, разнообразных расслоений, форму, размеры и расположение зерен, а также другие особенности строения [15].
Хорошо известно отрицательное влияние таких металлургических примесей, как натрий, медь и кремний (если последние не являются легирующими составляющими сплавов) и некоторые другие, на склонность к образованию горячих трещин в слитках, полуфабрикатах и сварных соединениях.
Существенно отличаются свойства деформированных полуфабрикатов адоль и поперек направления деформации и особенно по толщине. Анизотропию свойств алюминиевых полуфабрикатов хорошо иллюстрируют данные о временном сопротивлении разрыву и относительном удлинении металла закаленных и состаренных штампованных заготовок из сплава АК8 по трем взаимно перпендикулярным направлениям. В этих случаях свойства сварных соединений зависят от ориентации шва относительно волокна полуфабрикате в.
В деформированных полуфабрикатах и присадочной проволоке практически всегда имеются расслоения. Повышенное их количество наблюдается в алюминий-магниевых сплавах. Размеры расслоений различны — от макро-до микрорасслоений (последних - большинство). Водород в полуфабрикатах присутствует в двух основных формах - растворенный и молекулярный в разнообразных несплошностях. Общее содержание водорода в полуфабрикатах обычно колеблется в пределах 0,2—1,0 см3/100 г. При наличии в полуфабрикатах несплошностей (расслоений) значительная часть водорода сосредоточивается в них.
Сварные соединения при сварке плавлением состоят из трех основных участков: металла шва (Mill), зон взаимной кристаллизации (ЗВК), в ко
торых металл нагревался выше температуры солидус, и зон термического влияния (ЗТВ), где максимальные температуры были ниже температуры солидус. Если металл шва формируется в результате совместного плавления основного и присадочного материала, то формирование зон взаимной кристаллизации и термического влияния определяется процессами, протекающими в самом свариваемом полуфабрикате.
Горячие (кристаллизационные) трещины могут возникать как в ЗВК (т. е. в самом полуфабрикате), так и в МШ. Они развиваются в интервале г— Ts на трех участках, где ослаблены границы зерен и внутренние напряжения достигают высоких значений.
Склонность полуфабрикатов в ЗВК к горячеломкости относительна. При низких значениях напряжений трещины могут не возникнуть даже в случае сварки полуфабрикатов пониженного качества. И наоборот, при значительных внутренних напряжениях возможно образование горячих тре-шин в сварных соединениях полуфабрикатов высокого качества. Из изложенного выше вытекает необходимость проверки влияния как уровня и формы возникающих напряжений, так и качества полуфабрикатов с разработкой соответствующих методик.
Уровень и форма внутренних напряжений зависят в первую очередь от вида свариваемой конструкции, типов сварных соединений и технологии
сварки.
При постоянстве вида свариввемых конструкций и технологии сварки очень важна проверка склонности полуфабрикатов различной поставки к горячеломкости. Проверку деформированных полуфабрикатов на горяче-ломкдсть в ЗВК рационально осуществлять пробой на проплавление (ПНП). Результаты проверки по этой пробе прессованных полуфабрикатов из сплавов 1201, 1381 и 1911, которые отличались различной величиной зерна, приведены втабл. 11.17.
Неоднородность свойств в отдельных зонах сварных соединений вызывается различием как составов МШ и основного металла, так и их структуры (литая, Деформированная и частично оплавлен-нал, деформированная). На характер и степень изменения свойств полуфабрикатов в ЗТВ и ЗВК влияют состав сплава
Таблица 11.17. Склонность прессованных полуфабрикатов с различным размером зсрнак образованию трещин при испытании их по пробе на проплавление
Марка сплава Толщина зерен, мм Удельная межзеренная поверхность, £ <?', мм3 Наличие Трещин на 1 шлифах
1381 0,140 8,07 Трещин/нет
0,170 6,60 Микротрещины
0,300 4,85 Макротрещины
1201 0,195 6,3 Трещин нет
0,310 3,8 Микротрещины
0,490 3,5 Макротрещины
1911 0,050 25,2 Трещин нет
0,250 4,6 Микротрещины
и его предшествую-
шая обработка, а также наследственные факторы: форма, размеры и расположение зерен, чувствительность к росту зерна при кратковременном высокотемпературном нагреве, наличие примесей и др.
Определение свойств металла сварных соединений в различных зонах крайне затруднительно, что связано в первую очередь с резкой сменой структуры как по отдельным зонам, так и в пределах каждой из них.
Основные показатели механических свойств соединений рассматриваемых сплавов устанавливаются по ГОСТ 6696-66.
2.3. ТЕРМИЧЕСКОЕ ВОЗДЕЙСТВИЕ СВАРКИ НА ВЫСОКОПРОЧНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ
Высокая прочность полуфабрикатов из алюминиевых сплавов достигается их термической или термомеханической обработкой. При сварке под влиянием ТЦС у этих материалов происходит неблагоприятное изменение свойств в ЗТВ[16].
В настоящее время не существует такого универсального способа сварки, при котором можно было бы исключить нагрев металла и его разупрочнение. Поэтому при выборе материала для сварных конструкций необходимо учитывать индивидуальные свойства различных алюминиевых сплавов, в том числе их склонность к разупрочнению в зоне термического влияния.
Опишем на примере новых термически упрочняемых сплавов 1201,1915, 1381 и 1420, которые представляют различные системы легирования, некоторые особенности подобного поведения. Эти сплавы, отличаясь сравнительно высокой сопротивляемостью образованию горячих трещин в швах, находят широкое применение в самолетах.
Характер разупрочнения металла в ЗТВ определен методом измерения твердости на приборе типа Роквелл стальным шариком диаметром 1/16 дюйма при нагрузке 600 Н. Следует отметить, что изменения твердости металла указанной зоны подобны изменению прочности и оба они отражают влияние нагрева на механические свойства свариваемого металла, называемое далее разупрочнением. Листы из сплавов 1420, 1381 и 1201 перед сваркой находились в двух состояниях: после закалки и после закалки с последующим искусственным старением. Свойства соединений определяли непосредственно после сварки и после искусственного старения. Дополнительно рассматривались образцы листов и сварных соединений в естественно состаренном состоянии после сварки (табл. 11.18).
Режимы сварки образцов предварительно подбирали таким образом, чтобы получить у всех сплавов подобные картины распределения максимальных температур в зоне термического влияния. При сварке на одном и том же режиме из-за различных значений теплоемкости и теплопроводности сплавов кривые распределения максимальных температур не совпадали (рис. II .9,я). Сблизить кривые удалось путем сварки с различной скоростью при соответствующих значениях сварочного тока (рис. 11.9,6). Скорректированными режимами сварки обеспечивались также нормальное проплавление основного металла и формирование швов на всех сплавах. Благодаря созданию близких температурных условий в околошовной зоне стало возможным сопоставить чувствительность различных сплавов к термическому воздействию сварки.
Кривые изменения твердости в ЗТВ показаны на рис. 11.10. Общие для всех сплавов закономерности заключаются в следующем. Ширина участков разупрочнения непосредственно после сварки у всех сплавов меньше при
Таблица ]]. 18.Типичные механические свойства термически упрочненных листов толщиной 3 мм и их сварных соединений
Марка сплава (система легирования) Термическая обработка перед сваркой Основной металл -с&(МПа} сварных соединений
МПа МПа V* после сварки после искусственного старения
~ 1420 Закалка от 480"С, 470 320 8 36 40
(AL-Mg—Li) 1381 старение |70"С, 10 ч Закалка от 500°C, 460 380 10 34 36
(Ai—Cu—Mg—Si) 1201 старение 160“С, 12 ч Закалка от 530’С, 440 350 10 30 33
(Ai—Cu—Mn) 1915 старение 170’С, 16 ч Закалка от 450“С, 420 340 12 34 36
(Ai—Zn—Mg) старение 100’С, 100 ч; закалка от 450"С, старение 20°С, 30 сут 380 220 16 33 37
Примечания; 1. Для сварки сплавов 1420 и 1915 использовали присадочную проволоку СвАМгб, а для сплавов 1381 и 1201 — проволоку С*1201. 2. Для сплава L9I5 приведены значения сварных соединений после естественного старения при 20*С, 30 сут. 3. Режимы искусственного старения сварных соединений такие же, как для основного металла.
сварке листов в искусственно состаренном состоянии по сравнению с закаленным или естественно состаренным состоянием.
Искусственное старение соединений (а для сплава 1915 и естественное старение) приводит к повышению твердости на асех участках ЗТВ. Независимо of исходного состояния листов значительно упрочняются металл шва и прилегающий к нему участок подкалки. На участке частичного отжига и перестаривания более высокие значения твердости после старения наблюда-
на*п I'’®’ кривые максимальных температур в зоне термического влияния при сварке “одинаковом режиме (а) и на подобранных для каждого сплава режимах (б): сплав 142Q; 2— 1915; 3— 1381; 4— 1201; /— расстояние от линии сплавления
Рис, 11,10, Кривые распределения значений твердости HRB(P=&)() Н) в шве и ЗТВ после сварки (а) и после искусственного старения соединений (б) высокопрочных алюминиевых сплавов;
/ — твердость сплава 1915 в течение 1 сут после сварки; 2— после естественного старения ЗОсут; вертикальной штриховой линией отмечен переход от шва к ЗТВ; о — закалка перед сваркой; х — искусственное старение перед сваркой; -расстояние от оси шви
ются при сварке закаленного металла. Объясняется это тем, что в условиях кратковременного термического цикла сварки в искусственно состаренном сплаве сразу начинаются процессы, вызывающие более глубокое разупрочнение. Закаленный металл за то же время проходит большее количество стадий, включающих сначала процессы, которые приводят к упрочнению, а затем и к разупрочнению. Поэтому степень распада твердого раствора при сварке закаленного металла меньше, а способность упрочняться при последующем искусственном старении больше. В сплаве 1381 процессы выделения и коагуляции упрочняющих фаз происходят столь быстро, что роль исходного состояния практически незаметна. Иногда последующее за сваркой искусственное старение может вызвать дополнительное разупрочнение участков отжига в соединениях сплава 1381, подвергавшегося сварке в искусственно состаренном состоянии.
Сопоставляя особенности поведения различных сплавов, следует отметить, что сварные соединения сплава 1420 при всех исследованных сочетаниях операций термической обработки и сварки имеют наименьшую ширину зоны разупрочнения. В состояниях после сварки и искусственного старения на кривых изменения твердости основного металла отсутствуют провалы, характерные для других термически упрочняемых сплавов (участки частичного отжига и перестаривания). Искусственное старение после сварки закаленного металла полностью устраняет разупрочняющее влияние сварочного нагрева в ЗТВ. Без провалов и практически полностью восстанавливается твердость в ЗТВ и при сварке искусственно состаренного сплава. В сплаве 1420 в условиях термического цикла сварки тонких листов рост частиц упрочняющей фазы и образование стабильных фаз не успевают развиться из-за 4алой скорости распада твердого раствора. По-видимому, на всем участке эффективного термического воздействия происходит возврат к закаленному состоянию и затем непосредственный переход к исходному упрочненному искусственным старением состоянию. Эго создает условия для восстановления твердости на всем протяжении ЗТВ путем повторного искусственного старения основного металла в сварном соединении.. \
Кривые изменения твердости сварных соединений сплава 1915 отражают \ его склонность к естественному стврению. Непосредственно после сварки наблюдается наиболее резкое по сравнению с другими сплавами снижение твердости околошовных участков основного металла. Искусственно состарен- , ный сплав при этом сохраняет более высокий уровень твердости. В ходе / естественного старения в течение 30 сут зафиксировано одинаково существенное повышение твердости на участке, прилегающем ко шву, при обоих исходных состояниях. На периферии ЗТВ, где происходил возврат от естественно состаренного состояния к закаленному, твердость до исходного Уровня не восстанавливается. В связи с этим ширина зоны разупрочнения естественно состаренных листов почти в 2 раза больше, чем искусственно состаренных.
В сварных соединениях сплава 1915 после искусственного старения более полно восстанавливается твердость основного металла при сварке листов в естественно состаренном состоянии (или всостоянии после закалки). Искусственно состаренные листы подвергаются при сварке перестариванию в ЗТВ, после повторного искусственного старения здесь наблюдается провал на
кривой твердости. У сплавов 1201 и 1381 подобные провалы более глубоки и имеют место при сварке как искусственно состаренных, так и закаленных листов.
Изменение твердости в закаленных или естественно состаренных сплавах наблюдается в зоне воздействия температур выше 150°С. Искусственное старение сварных соединений приводит к повышению твердости на всех участках ЗТВ. На участках частичного отжига и перестаривания более высокие значения твердости после старения соединений отмечаются при сварке закаленного металла.
Изменение твердости при сварке искусственно состаренных сплавов наблюдается на участке, где температура нагрева достигает 300—350°С и выше (рис. 11.11). Минимальные значения твердости металла в ЗТВ обнаруживаются на участках, где температура нагрева достигала 450— 500°С. Очевидно, что малая продолжительность воздействия температур сварочного цикла определяет специфический характер превращений, приводящих к изменению твердости. Нагрев до температур ниже ЗОО’С практически не влияет на структуру и твердость сплавов.
Общая ширина зоны разупрочнения меньше у сплавов 1915 и 1420 по сравнению со сплавами 1381 и 1201. С учетом степени разупрочнения в указанной последовательности уменьшается их чувствительность к термическому влиянию сварки.
Характер изменения твердости металла ЗТВ после сварки и искусственного старения соединений зависит от особенностей структурных превращений в сплавах различных систем легирования. Так, у сварных соединений сплана 1420 отсутствуют провалы на кривых изменения твердости в тех местах, где другие термически упрочняемые сплавы значительно разупрочня-югся вследствие перестаривания и частичного отжига. Можно предположить,
Рис. 11.11. Кривые распределения максимальной температуры нагрева и твердости 7/Я2?(/М>00 Н) в ЗТВ термически упрочненного сплава 1201 (лист5=5 мм); нижние ветви кривой твердости соответствуют состоянию после сварки, верхние — после искусственного старения
что в этом сплаве на всем участке термического воздействия происходит возврат к закаленному состоянию и затем непосредственный переход к исходному упрочненному искусственным старением состоянию. Эго создает условия для восстановления твердости на всем протяжении ЗТВ при повторном искусственном старении основного металла в сварном соединении. Такая особенность превращений в сплаве 1420, вероятно, обусловлена специфическим одностадийным механизмом выделения упрочняющей фазы. При сварке сплава 1420 возможно получение наиболее высоких абсолютных значений временного сопротивления сварных соединений (порядка 400 МПа).
Смещение вверх температур соответствующих превращений при искусственном старении по сравнению с изотермическими режимами термообработки обусловлено кратковременностью их воздействия и специфическими ускоренными режимами охлаждения металла ЗТВ после сварки. При указанных те мпературно-временных условиях возможны частичный возврат состаренного сплава к закаленному состоянию и последующее его упрочнение при искусственном старении соединений.
2.4. МЕТОДЫ ОЦЕНКИ СВАРИВАЕМОСТИ
Для практической оценки склонности сварных соединений к образованию горячих трещин обычно используют результаты сраянительных испытаний, полученные при сварке специальных технологических образцов, которые изготовляются из материала свариввемой конструкции и имитируют ее сварные узлы. Установленные для каждого такого образца размеры и технология сварки обеспечивают условия, необходимые для образования горячих трещин. Стойкость сварных соединений алюминия и его сплавов против образования горячих трещин чаще всего определяют по результатам сварки технологических образцов “рыбий скелет’’, а также крестообразных нахлесточных образцов, которые имитируют соответственно стыковые и угловые (нахлесточные) соединения.
За показатель склонности к трещинообразованию при сварке упомянутых образцов принимают отношение суммарной длины участков шва и зоны сплавления, пораженных трещинами, к общей длине соединения. Показатель склонности сварных соединений к образованию горячих трещин определяют отдельно для каждого сочетания свариваемый металл—проволока и рассчитывают по формуле
fl
1=1
где Ар ~ показатель склонности сварного соединения к образованию трещин, %; }. — дяина участков шва и зоны сплавления с трещинами для каждого испытанного образца; А —дяина швов в образце; п — число испытанных образцов.
Трещины в соединениях обнаруживают с помощью восьмикратной лупы, “ границы пораженных трещинами участков определяют с точностью до Миллиметра,
5 L IdfBCbKbmnt
2,0 83,0 SO 41 4 9,4 1,6 1.0 3,0 30 44 20 1,0
2,5 95 6 57 48 5 10,8 1,6 1.2 3,2 35 51 22 | Q
3,0 108,2 64 53 6 12,2 1,6 1,5 3.5 40 58 24 1,0
4,0 131,0 78 64 7 15,0 1,6 2.0 4,0 44 72 26 1,0
4,5 142,4 84 69 8 16.0 1,6 2.2 4,3 45 78 26 1,0
5,0 154,0 92 74 8 17,4 1,8 2,6 4,5 47 86 27 1,0
6,0 178,0 105 85 9 20,0 2.0 3,0 5,0 50 98 28 1.0
Рис. 11.12. Размеры (мм) образца и вводной планки для пробы “рыбий скелет”
Образцы “рыбий скелет” изготовляют из листового металла толщиной 2—6 мм в соответствии с размерами, указанными на рис. 11.12. При определении влияния химического состава сварочных проволок на склонность соединений к образованию трещин используют образцы “рыбий скелет” с наплавкой, благодаря которой доля присадочного металла в металле шва увеличивается до 40%.
Испытуемый образец укладывают на плоскую подкладку из меди или графита и проплавляют вдоль осевой линии автоматической аргоно-дуговой сваркой вольфрамовым электродом симметричным переменным током с постоянной скоростью va = 12 м/ч. При этом выбранный режим сварки должен обеспечивать такое же, как в реальных соединениях, проплавление и равномерную по всей длние образца ширину шва с лицевой и обратной стороны. Для стабилизации вводимой в образец теплоты сварочную дугу возбуждают на вводной планке, которую приставляют изолирующими выемками к образцу со стороны меньших надрезов. При переходе дуги с вводной планки на образец выступ расплавляется, а образовавшийся при этом воздушный зазор прекращает теплообмен между планкой и образцом. Каждое испытуемое сочетание свариваемый металл — проволока оценивают по результатам испытания не менее семи образцов. Перед сваркой каждого последующего образца подкладка охлаждается до комнатной температуры.
Для оценки склонности соединений к образованию горячих трещин при сварке разноименных алюминиевых сплавов используют образцы “рыбий скелет”, вырезанные из стыковых соединений этих сплавов, которые сваривают с двух сторон без присадочной проволоки. При этом применяют те же режимы, что и при испытании опытных образцов, но используют повышенную скорость сварки (к, =30 м/ч). Изготовленный из такого соединения образец “рыбий скелет” проплавляют вдоль имеющегося шва на обычных режимах.
Крестообразный нахлесточный образец (рис. 11.13) собирают и сваривают из двух пластин размерами 300x100х(2—3) мм. Пластины соединяют нахлесточными швами ручной аргоно-дуговой сваркой вольфрамовым электродом в направлении стрелок и в последовательности, указанной стоящими над
ними цифрами. Сварку выполняют на типичном для данной толщины пластин режиме, который обеспечивает полное и равномерное проплавление нижней пластины. Чтобы уменьшить деформации соединяемых пластин, их сваривают в прижатом струбцинами состоянии, прихватывают точечной контактной сваркой или стягивают болтом. Отсутствие методических указаний о значении усилия прижима, количестве свар-
300t1
5=2—3
ных точек, месте их расположения и ре-
жимах сварки, а также присущий руч- Рис. П.13. Размеры образца и схема ной сварке элемент субъективности сварки крестообразной нахлесточной ухудшают воспроизводимость показате- пробы ля трещинообразования, получаемого при сварке крестообразных нахлесточных образцов.
Иногда применяют крестообразный угловой или тавровый образец. Существенный недостаток такого образца — низкая чувствительность к образо-
нет.
ванию трещин. В связи с этим его редко используют для научных исследований, когда необходимо разделить по показателю трещинообразования все испытуемые сплавы. Однако тавровый образец можно применять для практических целей, так какой дает возможность определить с достаточной достоверностью, будут ли появляться трещины при сварке угловых швов в аналогичных соединениях реальных конструкций или Для оценки склонности к трешино-образованию используют также образцы, принудительно деформируемые в процессе сварки. Типичным примером таких испытаний является методика МВТУ (рис. 11.14), при которой в процессе сварки соединяемые элементы растягивают с заданной скоростью. Скорость растяжения увеличивают от образца к образцу До тех пор, пока в металле шва или эоны сплавления не образуется трещина. В качестве показателя трещинообразования принята минимальная скорость движения зажимных губок растягивающей машины, обеспечивающая появление трещины. Определяемая таким способом
критическая скорость деформации не соответствует реальным скоростям дефор-МаНии металла шва и зоны сплавления в процессе образования горячих трещин, ’Jto затрудняет применение результатов таких испытаний при сварке реальных соединений.
Практическая ценность показателей трещинообразования, полученных с Уеп*ОЩЬЮ ДРУГИХ специальных образцов, также определяется тем, насколько условия их сварки соответствуют условиям сварки реальных соединений.
Изменность конструктивной формы, постоянство способов и режимов
Рис. 11.14. Размеры образца для испытания по методике МВТУ
сварки образцов лишают возможности оценить влияние этих параметров на трещинообразование, однако они позволяют выбрать состав основного металла и проволоки, который обеспечивает повышенную стойкость против горячих трещин при сварке аналогичных соединений.
Свариваемость литейных сплавов. Литейные алюминиевые сплавы в сварных конструкциях применяются ограниченно. Сварке они подвергаются главным образом при исправлении дефектов литья и при соединении литых деталей с узлами из деформируемых сплавов.
При сварке литейных алюминиевых сплавов приходится сталкиваться с различными трудностями, которые зависят от марки сплава. Хорошо свариваются сплавы системы Al—Si, удовлетворительно — некоторые марки сплавов системы Al—Si—Си и плохо — остальные сплавы.
Алюминий-кремниевые сплавы при содержании кремния до 12% очень насыщены газами. С целью уплотнения и упрочнения их модифицируют натрием в количестве до 0,1—1% при температуре 700—900°С. Указанные сплавы, отличаясь малым интервалом кристаллизации и небольшой усадкой, имеют незначительную склонность к образованию горячих трещин.
Для исправления дефектов алюминиевого литья используют дуговую сварку плавящимся электродом, аргоно-дуговую и газовую. При этом возможны значительная деформация и нарушение геометрических размеров отливок. С целью устранения этого недостатка рекомендуется для исправления дефектов в деталях из алюминий- кремниевых сплавов типа АЛ2, АЛЗ, АЛ5 и АЛ9 использовать микроплазме иную сварку. При этом сварку можно выполнять как с помощью присадочной проволоки, так и без нее. В качестве присадочного материала можно использовать прутки и проволоки марок АК5 и АК10.
При ремонте двигателей поршни из литейных алюминиевых сплавов рекомендуется восстанавливать плазменной наплавкой. В качестве присадочного материала используют проволоки марок СвАК5 и СвАМгб.
Предложена технология локального упрочнения поршней из сплавов АЛ25, АЛ26 и АЛ30 износостойкой наплавкой без использования дефицитных материалов. Наплавку производят плазменным источником нагрева. В качестве плазмообразующего газа применяется аргон, присадкой служит проволока из алюминиевого сплошного сечения, содержащая 10 % Si; 5% Fe; 2,2% Си, 1,1% Mg, 0,58% Mn, 0,078% Ti, 0,01% Сг.
Исследования свариваемости литейных алюминиевых сплавов АЛ2, АЛ9, ВАЛ 5 и АЛ28 проводили при ручной и механизированной аргоно-дуговой саврке неплавящимся электродом с применением присадочных проволок СвАК5, СвАКЮ, СвАМгб! и прутков, изготовленных из основного материала. Установлено, что сплавы АЛ2, АЛ9 и АЛ28 обладают хорошей свариваемостью и пригодны для использования в ответственных сварно-литых конструкциях. Сплав ВАЛ5 предрасположен к пористости по линии сплавления, поэтому его применение в ответственных сварно-литых конструкциях нежелательно.
Ряд конструкций экономически выгодно изготовлять не в полностью литом, а в сварно-литом исполнении. Исследования сварных образцов и сварно-литых корпусов аппаратуры показали, что алюминиевые сплавы ВАЛ5 и АЛ9У в сочетании с деформируемыми термически неупрочняемыми алюминиевыми сплавами АМцС, АМг2 и АМг5 по технологическим свойствам пригодны для изготовления корпусов запорной и регулирующей криогенной аппаратуры.
доброкачественные сварные соединения можно получить из литейных алюминиевых сплавов АЛ25 и АЛЗО при помощи электронно-лучевой сварки. Предварительный переплав литейных алюминиевых сплавов АЛ25 и АЛЗО в вакууме позволяет улучшить их технологические свойства и повысить сопротивляемость образованию трещин на 15—20% в диапазоне температур 20-360’С.
§ 3. ТРЕБОВАНИЯ К СВАРНЫМ АЛЮМИНИЕВЫМ КОНСТРУКЦИЯМ
3.1. ОСОБЕННОСТИ АЛЮМИНИЕВЫХ КОНСТРУКЦИЙ
Авиационные конструкции из алюминиевых сплавов проектируются из прокатных листов, а также из штампованных, гнутых и прессованных профилей (рис. 11.15), фесонных штампованных заготовок и поковок. Широко используются элементы трубчатых сечений, изготовляемые прессованием, холодным волочением и раздувкой, с круглыми и фасонными поперечными сечениями (рис. 11.16).
Соединения алюминиевых сплавов при дуговой сварке отличаются от соединений стальных изделий значительно более тщательной подготовкой к сварке, плавными формами сопряжения элементов, обеспечивающими гибкость изделий.
На рис .11.17, а показаны рекомендуемые формы деталей конструкций — с перемещением сварных швов в зону, удаленную от резких переходов, и с
Йй'ыИ’15’ Типы тнутых (а), фасонных и прессованных (а) профилей
Рис. II. 16. Трубчатые фасонные профили
широким использованием прессованных профилей.
К нерациональным соединениям следует отнести соединения, показанные на рис, 11.17, б, которые имеют значительную угловую жесткость и швы которых находятся в зоне концентрации напряжений.
В проектировании многих деталей подчеркнуто стремление к созданию податливых элементов (рис. 11.18).
Все вышеназванные мероприятия необходимы для обеспечения плавного распространения силового потока в детали и смягчения концентраторов напряжений.
При изготовлении сварных конструкций наряду со сваркой плавлением различных типов соединений (стыковое, угловое, тавровое и др.) широкое распространение получило
б
Рис. 11.17, Виды элементов алюминиевых конструкций с рациональным (л) и нерациональным (о) расположением швов
соединение внахлестку, выполняемое контак-тной точечной и роликовой сваркой (рис. 11.19). ролее детально об этом будет сказано в разделе, посвяшенном точечной сварке.
В конструкциях из алюминиевых сплавов применяют также клеесварные нахлесточные соединения. Клеевая прослойка повышает сопротивляемость конструкций коррозии, а также воспринимает на себя часть усилия. Кроме того, клеевые прослойки способствуют предотвращению раскрытия нахлестки и смягчают концентрацию напряжений, повышая тем самым рабого-способность конструкции.
Алюминиевые сплавы свариваются в разных состояниях— отожженном, наторгованном, закаленном, искусственно состаренном и т. д.
Термическим воздействием сварочного процесса обычно снимается наклеп и снижается прочность металла в зоне сварного соединения. Обкаткой роликом можно восстановить прочностные свойства.
При проектировании сварных алюминиевых конструкций следует учитывать, что плогнодгь алюминиевых сплавов в 2,8 раза меньше стали, а модуль продольной упругости у них меньше в 3,2 раза по сравнению со сталью. Алюминиевые сплавы имеют большую удельную прочность (о/у), нежели конструкционные стали: например, у сплава АМгб она в 1,6 раза больше по сравнению со сталью.
Конструкции из алюминиевых сплавов по сравнению со стальными при одинаковых напряжениях испытывают большую деформацию (примерно в 3 раза). Эго обстоятельство должно быть учтено при выборе конструктивных ферм, с тем чтобы повысить жесткость, главным образом, изгибаемых элементов для сохранения Уровня деформации в нормальных пределах.
Рис. 11.18. Виды элементов алюминиевых конструкций с повышенной податливостью
Рис. II.19. Виды элементов алюминиевых конструкций, выполненных контактной сваркой (точечной, шовной)
3-2- ВЫБОР ТЕХНОЛОГИЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ
«и,—РРИ ^Здании сварной конструкции из алюминиевых сплавов следует 8311 некоторые особенности конструирования изделия и технологии L варки.
ди л^ри конструировании саврных соединений необходимо выяснить, есть оотуп к кромкам для удаления оксидной пленки до и в процессе сварки,
возможно ли удаление шлака при использовании флюсов, какова требуемая работоспособность сварных соединений. Из этих соображений в конструкциях из алюминиевых сплавов предпочтение отдают стыковым соединениям тогда как в стальных конструкциях протяженность стыковых соединений обычно не превышает 20%. Одностороннюю сварку стыковых соединений с полным проплавлением выполняют на подкладках. Там, где возможно, используют удаляемые подкладки из нержавеющей стали, меди и других металлов с более высокой температурой плавления, а в труднодоступных местах применяют остающиеся подкладки, которые изготавливают из свариваемого алюминиевого сплава. Чтобы удержать расплавленный металл сварочной ванны, подкладка должна плотно прилегать к нижней поверхности свариваемых кромок. Зазор между ними обычно не превышает 0,5—1,0 мм. Для стабильного и полного удаления оксидных плен из корня стыковых соединений в подкладке выполняют канавку, которую располагают под состыкованными кромками. Канавка препятствует переходу тепла из свариваемых кромок в подкладку и позволяет оксидным пленам корня шва опуститься вместе с расплавленным металлом сварочной ванны в нижнюю выпуклость шва. Процесс удаления оксидных плен при односторонней сварке стыковых соединений на подкладке с канавкой иллюстрирует рис. 11.20,
Глубина канавки задается такой, чтобы при правильно выбранном режиме сварки она в 1,5 раза превышала толщину неудаляемых дугой оксидных плен. Для металла толщиной 1,0—20 мм обычно применяют подкладки с глубиной канавки 0,5—2,0 мм соответственно.
Рис. 11.20. Схема удаления оксидных плен из корня шва при односторонней сварке стыковых соединений ня
подкладке с канавкой:
/ — электрод; 2 — свариваемый металл; 2— расплавленный мега»* 4 — поверхностные оке или пленки; л — подкладка с ка™®" кой; 6— металл щва;а—д—IW*' леловательность удаления
Под действием деформаций в процессе сварки стык в большей или мень-пей степени смешается относительно оси канавки. Чтобы обеспечить в ^гих условиях свободный прогиб расположенных снизу соединения оксидных плен канавка должна иметь достаточную ширину.
В зависимости от толщины свариваемых кромок, способа и условий сварки ширина канавки в подкладке принимается равной 0,7—0,9 ширины верхней выпуклости шва, но не менее 5—6 мм. Наиболее часто используют кшаавки прямоугольного сечения (рис. 11.21, а), которые обеспечивают стабильное формирование шва и удаление оксидных плен из корня шва при значительных смешениях сварочной дуги и линии стыка относительно оси канавки.
Хорошая оснастка, обеспечивающая удержание состыкованных кромок по оси канавки, и соответствующие режимы сварки позволяют эффективно удалять оксидные пленки при использовании канавки, поперечное сечение которой показано на рис. 11.21, в.
Чтобы уменьшить количество наплавляемого металла, разделку свариваемых кромок выполняют с притуплением, высота которого определяется проплавляющей способностью дуги. Например, при автоматической сварке плавящимся электродом высота притупления составляет 4—5 мм, в случае механизированной сварки плавящимся электродом высота притупления уменьшается до 1,5—2,0 мм, а при ручной сварке вольфрамовым электродом используют кромки, скошенные без притупления. Погруженная в разделку дуга не может удалить оксидную пленку со всей поверхности разделки, поэтому ее заполняют в несколько проходов. В стыковых соединениях с остающейся подкладкой, которая составляет единое целое со свариваемым элементом, используют более простые по исполнению наклонные и прямоугольные сечения канавок (рис. 11.21, б, /). В таких соединениях канащот служат не только для удаленная оксидных плен, но и для уменьшейия отвода тепла от сварочной ванны в сторону более массивного элемента
Рис ° *
Плен с пог,срвчного сечения канавки в подкладке для удаления оксидных
анижней поверхности соединяемых кромок:
квадратная наклонная; в — квадратная со скругленными краями; г —
соединения. Примером сварки с остающейся подкладкой может служить двусторонняя сварка стыковых соединений без разделки кромок. В таких соединениях при выполнении первого прохода подкладкой служит нерасплавленный металл, а при выполнении корня шва на обратной стороне соединения в качестве подкладки выступает металл первого слоя. При сварке угловых швов дуга отклоняется от оси электрода к ближайшей из стенок так как расстояние до нее всегда меньше расстояния между концом электрода и вершиной образованного стенками угла. Это может стать причиной непровара между стенкой и полкой.
Следует ограничивать применение в ответственных изделиях угловых, тавровых и нахлесточных соединений. В связи с трудностью определения глубины проплааления неразрушающими методами контроля невозможно оценить работоспособность таких соединений в сварной конструкции. Так, их прочность составляет 0,4—0,6 прочности стыкового соединения и зависит от условий формирования наплавленного металла (глубина провара, ферма перехода от наплавленного металла к основному и т. д.).
При выполнении соединения в отбортовку на сплавах с ct^250 МПа (АМг5, АМгб, Д20 и др.) часто в районе изгиба наблюдаются микронадрывы, которые являются очагом образования трещины при сварке.
Следует избегать соединений по кромке, поскольку возможны несплав-ления и появление трещин в корне шва из-за наличия оксидной пленки на поверхности металла.
При отработке технологии сварки конкретных узлов необходимо обратить особое внимание на формирование сварного соединения. Геометрические размеры сварного шва являются одним из основных критериев оценки работоспособности сварного соединения в конструкции. Увеличение ширины и высоты выпуклости шва и особенно обратного валика отрицательно сказывается не только на прочности и пластичности металла шва, но и на механических свойствах зоны сплааления и ЗТВ сварного соединения.
Удаление обратного валика повышает ов сварного соединения на 10—15 МПа. Данная операция положительно алияет на долговечность сварного соединения при динамических нагрузках, поскольку в процессе формирования сварного соединения основные дефекты (оксидные пленки, поры, раковины и др.) концентрируются в обратном валике и в зоне перехода к основному металлу. Указанные дефекты и являются основной причиной преждевременного разрушения сварного узла.
Механическая зачистка обратного валика положительно влияет на свойства сварного соединения только при условии, если геометрические размеры обратного валика наловятся в пределах допустимых норм, регламентируемых технологической документацией.
Нарушения при сборке заготовок под сварку, неправильно установленный режим сварки (скорость сварки, сила тока) могут привести к формированию обратного валика с нежелательной конфигурацией (резкие переходы от основного металла к обратному валику) с видимыми оксидными пленами ит. п. Все это является результатом значительного тепл овложения при сварке, которое отрицательно сказывается на свойствах металла в зоне сплавления и переходной зоне сварного соединения. В этом случае сварной узел бракуется и механическая зачистка обратного валика не допускается.
Повышенная по сравнению со сталью теплопроводность алюминия и го сплавов (J=270— 115 Вт/м °C) затрудняет сварку разнотолшинных дета-
Из-за различия в теплоотводе кромки более тонкой детали оплавляются л ’ Я1ОТ форму раньше, чем начнет плавиться поверхность массивной детали. Лля улучшения технологичности и работоспособности стыковых соединений разнотолшинных деталей со стороны толстой кромки необходимо выполнить участок одинаковой толщины со свариваемой кромкой менее массивной детали в соответствии с рис. 11.22. Ширину утоненной части массивной детали определяют по формуле
/=ioj(s2-sj,
где 5, и $ — соответственно толшина тонкой и толстой деталей. Во избежание образова-
ния кристаллизационных трещин следует обратить внима-
ние на жесткость стыкуемых деталей. Так, при сварке деталей с резким перепадом толщины необходимо предусмат-
ривать со стороны тонких деталей (фланец, шпангоут и др.) полку, дрина которой составляет 25(5— толщина стыкуемых деталей в зоне сварки), но не менее 30 мм (рис. 11.23, а). Для уменьшения жесткости
свариваемых деталей из тон-
колистового материала (<2 мм) рекомендуется зиговка заготовок (рис. 11.23, а).
В зависимости от толщи-
ны материала при сварке врезных фланцев на цилиндрических и сферических поверхностях определяется минимально
допустимый диаметр фланца, так для материала толщиной до мм этот диаметр должен ыть не менее 60 мм, при толщине до 6 мм — не менее 20 мм и т. д. (рис. 11.23, б), мо!J сваРке врезных эле-
еигов в зоне термического
а
Рис. 11.22, Стыковые соединения алюминиевых
сплавов в разнотолщинном варианте:
а — рациональные (плавное сопряжение швов с основным металлом); б— нерациональные (с разким переходом)
Рис. П.23. Схемы вварки фланца при толщине стыкуемых деталей <1,5 мм и >1,5 мм (а) и зависимость диаметра фланца от толщины свариваемых деталей (S)
Смещение,
Таблица 11.19. Влияние смещения кромок на прочность соединения при циклических нагрузках
Число циклов до разрушения (NIO’O при нагрузке, МПа
230 210 190 170 160 150
0 18,5 25,3 35,4 51,2 61,05 20,47
0,6 10,5 15,8 21,3 28,2 30,60 35,5
1,0 5,1 7,3 10,07 17,8 20,05 25,4
1,5 1,08 1,55 2,18 3,23 6,47 8,86
2,0 1,01 1,18 1,85 2,33 4,59 5,75
Примечание. Испытывались сварные образцы из сплава 1460 толщиной 6 мм.
влияния появляются трещины, если шероховатость ее поверхностей составляет Я^>40 мкм.
При изготовлении изделий со швами разной протяженности рекомендуется в первую очередь выполнять швы большой протяженности и швы максимального сечения, а затем короткие швы.
Свойства сварных соединений в значительной степени определяются качеством сборки под сварку, то есть размером смешения кромок и зазора в стыке. Сварные изделия должны иметь большой ресурс работы, поэтому оценивается влияние депланации на малоцикловую прочность соединений. Данные табл. П.19 показывают, что смешение кромок более чем на 10% толщины приводит к рез
кому падению малоцикловой прочности. Исходя из этого, необходимо обеспечить жесткие требования к сборке: депланация не более 10% толщины деталей, зазор в стыке не более 0,5 мм.
3.3. МЕХАНИЧЕСКИЕ СВОЙСТВА СВАРНЫХ СОЕДИНЕНИЙ
Исходя из условий работоспособности и надежности в процессе эксплуатации сварной конструкции, разработчик изделия определяет категорию ответственности сварных соединений: I — особо ответственные, II — ответственные и 1П — неответственные (табл. П.20).
Таблица 1 J.20. Характеристика категорий ответственности сварных соединений
Категория Назначение сварного узла Контроль сварного узла Автоматизация, % Квалификация рабочих (разряд) Дефектность сварного соединения Культура производства Повтор-ные нагревы (подварки)
Способ контроля Объем, % автоматическая сварка ручная сварка сварщик слесарь-сборщик Трещины, оксидные плены Поры, вольфрамовые включения Запыленность (класс чистоты) Влажность, Я6 Температура, с
I Особо ответственное Рентген+ ультразвук Выборочно 100 0 VI V Не допускаются Допускаются VI 70—80 18-20 До 2 раз
11 Ответственное Рентген 100 80 20 V IV То же V 80-90 16-24 До 3 раз
111 Не ответственное Визуально 100 0 100 IV 111 > — 90 16-24 —
При оценке степени ответственности сварного элемента следует принимать во внимание, что в конструкциях со сварными соединениями в наплавленном металле швов могут возникать напряжения двух родов — рабочие и связующие. В связи с этим к I и II категориям сварных соединений следует относить соединения, в которых действуют рабочие напряжения; III категория сварных соединений распространяется на сварные соединения со связующими напряжениями.
Временное сопротивление метвлла стыкового сварного соединения с выпуклостью зависит от способа сварки, толщины свариваемых деталей и определяется коэффициентом разупрочнения сваркой основного металла (табл. 11.21).
Коэффициент разупрочнения цп определяется из выражения
где о’8 и ов — временное сопротивление разрыву соответственно сварного соединения и основного металла.
Значения термически неупрочняемых сплавов указываются для металла в отожженном состоянии, а термически упрочняемых — в состоянии после заквлки и искусственного старения.
Наряду с оценкой горячеломкости при сварке для общей оценки свариваемости необходимо располагать данными о работоспособности сварных соединений в сравнении с основным металлом при статическом растяжении, повторно-статическом и усталостном нагружении (табл. 11.22,11.23).
Одним из мероприятий, обеспечивающих равнопрочность (при сохранении пластических характеристик) сварного соединения при сварке
Таблица ПЛ. Коэффициент разупрочнения неосновного металла
Состояние материала до и после сварки Категория сварного соелннени Ручная дуговая сварка неплавящимся электродом для толщин, мм Автоматическая дуговая сварка неплавящимся электродом для толщин, мм
S3 3-10 £10 S3 3-Ю
Отжиг + сварка Терни I чески Mt 0,90 •упрочил 0,85 емые спя 0,80 авы 0,9 0,90 0,85
II 0,85 0,80 0,75 0,9 0,85 0,80
III 0,70 0,60 0,50 0,8 0,70 0,60
Закалка + искусст- Терм I ическиу 0,60 чтрочняе 0,55 мыс СПЛ31 0,50 зы 0,65 0,60 0,55
венное старение + II 0,55 0,50 0,45 0,60 0,55 0,50
сварка III 0,50 0,45 0,40 0,55 0,50 0,45
Закалка + сварка + I 0,70 0,65 0,60 0,75 0,70 0,65
+ искусственное II 0,65 0,60 0.55 0,70 0,65 0,60
старение III 0,60 0,50 0,45 0,65 0,60 0,50_
т блина 11-22. Оценка работоспособности и пластичности сварного соединения (аргоно-дуговая сварка неплавящимся электродом листов толщиной 2 мм)
Технологическая
Сплав Проволока ] Состояние ’ll 1 Чг 1 П| пластичность 1
Алюминиевые сплавы
АДО СвА97 М+сварка 1,00 — 0,85 1,0
АД1 СвА5 М+сварка 0,95 0,85 1.0
АМц СвАМц М+сварка 0,90 0,75 0,90 1,0
АМг1 АМг! М+сварка 0,90 — — 1,0
АМг2 СвАМгЗ М+сварка 0,95 0,90 0,70 1,0
АМгЗ СвАМгЗ М+сварка 0,9 0,85 0,50 0,9
АМг4 СвАМг4 М+сварка 0,9 0,75 0,75 0,9
АМг5 СвАМг5 М+сварка 0,9 0,80 0,60 0,85
АМгб СвАМгб М+сварка 0.9 0,80 0,45 0,75
Д20 Д20 Т1+с варка 0,7 0,85 0,75 0,75
1201 Св 1201 Т1+с варка 0,7 0,80 0,70 1,15
1205 Св1201 Т1+сварка 0,65 — — 0,75
АД31 СвАК5 Т1+сварка 0,80 — — 0,50
АД 33 СвАК5 Т1+сварка 0,75 0,70 0,5 0,65
АД 35 СвАК5 Т1+сварка 0,75 — — 0,70
АВ СвАК5 Т1+сварка 0,70 — — 0,65
В92 В92ц Т1+сварка 0,85 0,65 0,6 0,9
1915 Св 1557 Т1+сварка 0,85 0,65 0,6 1,2
ВАД1 ВАД1 TI+сварка 0,80 0,65 0,7 0,7
/ Магниевые сплавы
Mai МА1 М+сварка 0,8 — — 0,9
МА8 МА2-1 М+сварка 0,7 — — 1,7
МА20 МА20-1 М+сварка 0,9 — — 0,8
МА2 MA2-I М+сварка 0,8 — — 1.1
МА2-] МА2-1 М+сварка 0,8 — — 1,1
МА15 МА15 М+сварка 0,8 — — 1,2
МА12 МА12 Т1+сварка 0,7 — — 1,1
МА5 МА5 ТЗ+с варка 0,9 — — 12
" Р н * е 4 а н и е. Здесь ” с’./а. — коэффициент работоспособности сварного соединения при растяжении; — коэффициент работоспособное™ сварного соединения при повторно-статическом нагружении 20-10" циклов при п - 0,07—0.16 Гц; ц,. = коэффициент работоспособности сварного соединения .
при усталостном нагружении N = 510’ циклов при л - 47 Гц; ц- a'/a— коэффициент технологической пластичности сварного соединения при изгибе.
сплавов в нагартованном или термически обработанном состоянии, яв-яется утолщение кромок в зоне сварки, выполненное способом меха-ви?еской обработки или химическим фрезерованием. Что касается ши-Расч1 30ны Утолщения кромок стыкуемых деталей, то она определяется Кеи СТНЫМ Путем’ исходя из условий равнопрочности сварного соеди-м !*я с основным металлом. Одними из основных средств повышения к^анических свойств сварных соединений являются проковка и про-а Роликами сварного соединения в холодном или теплом состоянии.
£ Таблица [[,23. Эксплуатационные характеристики основного металла и сварных соединений
Т„. -с Сварочные Общая корроэи- Склон-
+20 -196 | +100 | +200 | +300 Д£ дрор мании Склонность к ность к коррозионному растрескиванию
Сплав Проволока МПа угол $атиба град предел йьь носливоети МПа ограниченный предел выносливости о» > МПа оа, МПа МПа е 10*. ирм 4 я Л™, мм он нал стойкость межкристаллитной коррозии
Алюминиевые сплавы
80 180 40 170 65 37 20 ОА ПЛ. ОА
АД1 СвА5 80 180 35 160 60 35 20 ОА ОА ОА
АМц СвАМц 120 180 60 105 210 95 70 45 60 4,4 0,43 ОА од. ОА
ПО 180 55 80 170 95 70 40 ОА ОА ОА
120 180 220 too 80 50 ОА ОА ОА
АМН СвАМН 110 180 — — 200 100 80 48 — — — ОА ОА ОА
АМг2 СвАМгЗ 190 180 180 180 70 50 210 180 300 240 180 160 130 120 65 60 30 3,2 0,55 ОА ОА ОА ОА ОА ОА
АМгЗ СвАМгЗ 220 200 180 160 100 50 200 170 320 260 210 180 150 140 70 65 35 1,8 0,60 ОА ОА ОА (За" ОА ОА
СвАМг4 280 160 140 НО 260 380 260 170 90 5,2 0,54 ОА ОА ОА ОА
АМг4 260 80 200 310 240 160 80 55 ОА ОА
СиАМг5 300 140 120 270 420 270 180 110 ОА ОА ОА ОА
АМг5 280 120 75 210 370 260 170 90 — — — ОА ОА
АМгб СвАМгб 340 120 140 280 460 320 190 140 ОА ОА ОА
320 90 60 220 400 290 180 120 75 4,6 0,53 ОА А
400 80 80 300 480 360 280 180 7,6 0,51 Б Б А
Д20 Д20 280 60 60 W 440 250 240 140 95 Б Б А
440 60 100 290 510 340 280 200 4,8 0,48 Б Б А
[201 Св1201 320 70 70 230 460 270 240 160 62 Б Б А
1205 Св1201 440 60 540 360 260 300 220 200 g А
280 45 440 160 Б Б А
АД 31 СвАК5 240 140 70 340 210 160 60 ОА ОА
190 — 270 150 ПО 50 ОА А ОА
АД33 1свАК5 300 | 220 70 бо 120 60 290 200 420 320 260 180 190 130 80 70 85 2,0 । 0,54 ОА ОА А А ОА
Продолжение табл. 11.23.
Сплав Проволока 1 г„, ‘С Сварочные напряжения и деформации Общая Склонность к межкристаллитной коррозии Склонность к коррозионному растрескиванию
+20 -196 + 100 | +200 ] +300
МПа угол загиба а. град предел выносливости 0J? МПа ограниченный предел выносливости од - МПа X МПа Дщц- МПа ММ онная стойкость
АДЗЗ СвАКЗ 320 240 _ZQ_ 50 — — 400 290 250 190 200 140 90 80 — — — ОА ОА А А ОА
АВ СвАКЗ 320 230 80 50 — 410 310 300 210 240 170 100 90 — — — А А Б Б XJA ОА
В92 В92ц 420 360 100 90 120 70 320 200 500 440 380 340 270 240 140 80 по 10,2 0,53 Б Б Б Б Б Б
1915 Св1557 380 320 60 70 120 70 300 190 450 400 320 290 220 180 120 90 55 2,5 0,53 А А Б Б А А
ВАД1 ВАД1 430 100 100 320 510 410 340 180 50 4,0 0,42 Б Б Б
340 70 70 210 420 320 270 150 Б Б Б
Магниевые сплавы
MAI 220 80 75 176 170 А ОА
МА1 180 70 170 too А ОА
МА8 МА2-1 250 35 70 200 138 А ОА ОА
200 60 160 120 А
М20 MA20-I 240 80 100 J90 J36 Б ОА
215 60 — 150 "14 Б ОА
MAI2 MAI2 300 45 70 340 230 210 Б ОА
190 50 — 200 170 130 д А
МА2 МЛ2-1 270 60 100 400 210 Б А
200 55 — 320 158 — — — 1— — Б А
МА2-1 МАЗ-1 270 50 100 380 215 135 Б Б
220 65 — 340 192 120 Б Б
Продолжение табл. 11,23
Сплав Проволока Сварочные напряжения и деформации Общая коррози-онная стойкость Склонность к межкристаллитной коррозии Склонность к коррозионному растрескиванию
+ 20 -196 1 +100 [ + 200 +300
МПа угол загиба а> град предел вынесли вост <тА, МПа ограничен ный предел выносливости МПа °ь> МПа МПа е -!0", % А™, ММ
МА5 МА5 310 270 50 45 во — — — — — — — Б — д
МА15 МА15 270 240 48 60 110 — — 190 170 140 120 — — — — Б Б — А А
Примечания:]. Аргон о-дуговая сварка неплавящимся электродом (листы толщиной 2 мм; сварные соединения с выпуклостью и обратным валиком); состояние материала: сплавы термически неупрочняемые — отжиг 4- сварка; термически упрочняемые - закалка + искусственное старение + сварка; сплав В92ц — закалка + естественное старение + сварка + естественное старение, 3 нес.
2. При испытании при повышенных температурах время выдержки 30 мин.
3. Предел выносливости определяется на базе IV- 50-10’ циклов при п = 47 Гц. 4. Ограниченный предел выносливости определяется на базе 2010s циклов при л = 0,007—0,16 Гц. 5. Сварочные напряжения и деформации определяются по методике МВТУ. 6. Оценка коррозионной стойкости: ОА — весьма стойкие, А — стойкие, Б — удовлетворительная стойкость, Д - пониженная стойкость. 7. В числителе — основной металл, в знаменателе — сварное соединение.
При сварке термически упрочняемых сплавов возможно повысить прочность сварного соединения до уровня основного металла последующей (после сварки) термообработкой сварного узла (закалка + искусственное старение). Искусственное старение сварных соединений повышает предел выносливости на 15—20 МПа (табл. П.23).
Коррозионная стойкость сварных соединений. В табл. 11.22 приведена также обшая оценка коррозионной стойкости основного металла и сварных соединений серийных алюминиевых сплавов. Приведенные данные следует рассматривать как ориентировочные, ибо отдельные виды полуфабрикатов, технология их изготовления, а также условия эксплуатации могут оказать существенное влияние на коррозионную стойкость соединений. Так, например, нагартовка сплава АМгб перед сваркой приводит к уменьшению сопротивляемости межкристаллитной коррозии, особенно в загрязненной атмосфере и морской среде. Для защиты от коррозии рекомендуются анодно-оксидные, химические и лакокрасочные покрытия.
3.4. ОБЩИЕ МЕРОПРИЯТИЯ ПО СНИЖЕНИЮ Н УСТРАНЕНИЮ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ, ВЫЗВАННЫХ СВАРКОЙ
Для уменьшения или устранения сварочных деформаций и напряжений могут быть рекомендованы следующие мероприятия, используемые до сварки, во время сварки и после нее:
уменьшение катетов слабонапряженных угловых швов в соединениях внахлестку, втавр, сокращение размеров разделки кромок в соединениях встык и т. д.;
сужение зоны пластических деформаций укорочения путем термического воздействия при сварке (уменьшение погонной энергии, предварительный подогрев), а также приложением усилий в процессе сварки;
увеличение пластических деформаций удлинения после сварки путем проковки, прокатки, вибрации и т. д.;
компенсация деформаций путем создания предварительных деформаций, обратных по знаку сварочным.
Указанные меры должны предприниматься с учетом производительности процесса, теплового воздействия на материал, возможности применения необходимых оборонно-сварочных приспособлений, при правильном назначении последовательности выполнения сварочных работ, способствующей сохранению первоначальных размеров объекта.
Возможно также уменьшение остаточных деформаций термическим воздействием на конструкцию (подогрев — охлаждение). Следует предусмотреть рациональное конструктивно-технологическое проектирование ТАРНЫХ конструкций, целесообразное расположение швов в объекте, с тем У°бы сумма моментов объемов пластических деформаций, вызываемых ““ми уложенными швами (стыковыми, угловыми, продольными, попереч-ьми, выполненными дуговой и другими способами сварки), относительно и1з-°®ьекта была равна нулю или имела минимально возможное значение. е°бходимо назначать расположение швов, устраняющее изгиб элементов в
вертикальной, горизонтальной плоскостях и скручивание профилей. Последовательность выполнения швов также влияет на сохранение прямолинейных форм изделия.
При проектировании тонкостенных конструкций следует предотвратить потерю устойчивости тонкостенных деталей от усадочных усилий, вызванных сваркой. Для этого в проектируемые объекты вносят необходимые элементы жесткости.
В тонкостенных оболочках — цилиндрических, сферических и т. д. — нередко отношение радиуса кривизны поверхности к толщине стенок R/S > 100, В связи с этим в ходе сварочного процесса в указанных оболочках возможны перемешенил.
При сварке кольцевых швов оболочек из стали и титановых сплавов наблюдается сокращение длины зоны шва, а из алюминиевых сплавов — напротив, увеличение.
Для регулирования перемещения оказывается рациональным прижатие в процессе сварки кромок к подкладным кольцам роликами, иногда двойными, диаметром 25—35 мм. В некоторых случаях зона кольцевого шва тонкостенной оболочки охватывается бандажом, а первый шов накладывается изнутри. При сварке оболочек из титана и алюминиевых сплавов применяются жесткие разжимные кольца, удерживающие тонкостенную оболочку в области шва от сокращения и перемещения во внутреннюю зону.
Уменьшение искривления формы тонкостенных оболочек достигается также их предварительной и послесварочной деформацией. Для этого применяются предварительная выштамповка и последующая сварочная осадка в пластинах.
В круговых соединениях оболочек используются компенсирующие кольца. Требуемые размеры участка выштамповки и степень осадки определяются расчетом.
Приведем пример уменьшения сварочных деформаций и напряжений [17] на образцах из сплава АМг5, которые представляли собой стыковые сварные соединения даух пластин размером 1000x240x6 мм каждая и тавровые соединения пластины таких же размеров с ребрами жесткости. Стыковые соединения сваривали неплавящимся электродом в среде аргона с подачей присадочной проволоки (режим сварки: /в=330—350 А, (/=15—17 В, тв=3,7— 3,9 мм/с, диаметр проволоки 2 мм), а тавровые — плавящимся электродом двумя дугами одновременно с двух сторон (сочетание толщин 6+5 мм; (*=150—175 А; (/=18—20 В; ve=7,8—8,3 мм/с, диаметр проволоки 1,4 мм).
Продольное растяжение образцов создавалось на специальном лабораторном стенде, имеющем три системы захватов с винтовыми домкратами. При этом осуществлялось безмоментное растяжение образцов, а отношение ширины зоны захвата к ширине листов составляло не менее 0,75. Установлено, что только при выполнении этих условий можно добиться максимальной эффективности применения данного метода.
С помощью механических деформометров и методом разрезки определяли начальные и остаточные сварочные напряжения.
Остаточные деформации коробления двух листов, стыковое соединение которых сварено без растяжения, проявляются в виде продольного изгиба, угловых перемещений и кручения поперечных по отношению к швУ сечений (рис. П.24, а). При этом максимальная неплоскостность образцов
о
0,6
8=6
а
О
0,6
б
Рис, 11.24. Схемы деформации поверхностей листов, сваренных встык без применения (з) и с применением (6) предварительного упругого растяжения с = с. 2 резким переходом
ох, МПа
!*ИС- 11.25. Распределение ‘‘РОДольных остаточных на-ряжений после сварки лисов встык с применением верительного упругого
"Стяжения о :
12Х18Н9Т12Х18Н9ТСтЗ 12XI8H9T
а б в г
Рис. [[.26. Эффективность некоторых способов снижения сварочных напряжений: а — термообработка; б — прокатка; а — высокочастотная обработка; г— ультразвуковая обработка; ! — напряжения после сварки; 2— напряжения после сварки и обработки
достигает %,„= 29 мм, продольный изгиб j£p= 8 мм по шву и 16—20 мм на кромках, а поперечный прогиб составляет от 5 мм (в начале шва) до II мм. Если используется предварительное растяжение до напряжений он>0,8о„2, то деформации коробления образцов уменьшаются в 10— 15 раз — значения w , f и f не превышают 0,5—0,7 мм (рис. П.24, б). Очевидно, при этом снижается уровень остаточных продольных напряжений аоо, что подтверждается экспериментальными данными (рис. П.25). В этом случае также предпочтительнее, чтобы оя>О,750Од. При таком условии мак
симальные остаточные напряжения уменьшаются со 110 до 25 МПа.
Снижение сварочных напряжений и устранение пластических деформа-
ций, искажающих форму конструкций как на стали, так и на алюминии в ряде случаев достигаются термообработкой, прокаткой, высокоскоростной и ультразвуковой обработкой (рис. 11.26). Эксперименты показали, что при исправлении деформаций прокаткой соединений из алюминиевых, магниевых и титановых сплавов уровень конечных напряжений после прокатки может быть доведен до 0,4от.
У сварных соединений из сталей типа IXI8H9T и сплавов ВТ1, ОТ4, АМгб, Д20 и др. в результате прокатки наряду с устранением остаточных деформаций одновременно повышается выносливость на 10—15%, а при малоцикловых нагружениях на |0%. Механические свойства сварных соединений после обкатки зависят от усилия, создаваемого роликом.
Для уменьшения остаточных деформаций и напряжений разработан метод высокочастотного ударного деформирования пневмоинструментом, обеспечивающий значительное снятие остаточных напряжений с объекта при полном устранении прогиба. Эго подтвердилось экспериментально на сплавах АМгб, ВМДЗ, МА2-1, 1911 иД20.
Так, в сплаае АМгб при полном устранении деформаций минимальные напряжения уменьшались до 5 МПа, а в сплавах ВМДЗ и МА2-1—до20и 28 МПа соответственно. Высокоскоростная проковка (правка) сварных тонколистовых элементов из сплавов МА2-1, ВМД-3, АМгб, 1911 и Д20 значительно сокращает остаточные напряжения, особенно в сочетании с последующей термообработкой, которая снижает максимальные растягивающие напряжения, оставшиеся в соединениях после проковки. Обшее снижение остаточных напряжений в соединениях сплавов 1911 и Д20 после проковки и термообработки достигает 85 и 75% соответственно.
Эффективность высокоскоростной обработки в значительной степени зависит от формы бойка, скорости и частоты нагружений. Влияние высокоскоростной проковки на механические свойства неодинаково в разных сплавах.
Рис. 11.27. Схемы деформации поверхностей листов после приварки ребра без применения (а) и с применением предварительного растяжения листао^ и реб-раа’4 о;гО;о;=^Л а;’ = о£ =а0.3
Хорошие результаты получены при скоростной проковке сварных соединений сплавов МА2-1 и АМгб. После проковки у сплава МА2-1 значение > s290 МПа, у сплава АМгб —а'в=340 МПа.
“ В авиастроении широко применяются тонколистовые элементы из алюминиевых сплавов в виде полотнищ, усиленных ребрами жесткости. В последнее время для их изготовления нередко используют горячепрессо-аанные панели. Однако ограниченность их габаритных размеров, критичность соотношения толщины, высоты и сечения листа и ребер, а также небольшой ассортимент панелей и невозможность прессования из высокопрочных нагартованных алюминиевых сплавов существенно сужают возможности их применения в указанных конструкциях. Цена прессованных панелей в 4—8 раз выше, чем проката. Поэтому в ряде случаев предпочтительнее получать панели приваркой набора ребер жесткости к тонкому листу. Однако такой конструктивно более целесообразный и экономичный путь требует автоматизации сварки соединений большой длины. Для этого необходимо при сборке обеспечить минимальные зазоры и постоянство теплоотвода по всей длине соединений, а также отсутствие временных перемещений свариваемых кромок из плоскости стыка. Не менее важно устранение остаточных сварочных деформаций и напряжений, вызывающих недопустимые искажения геометрической формы и размеров конструкции.
Для решения поставленных задач наиболее целесообразно применять метод предварительного упругого растяжения [17].
Аналогичные исследования выполнены и применительно к тавровым образцам. Они, в отличие от предыдущих, состоят из элементов различного поперечного сечения, нейтральные горизонтальные оси которых не совпадают. Поэтому кроме определения влияния уровня предварительного напряженного состояния оценивалась эффективность применения различных сочетаний Растягивающих нагрузок, прикладываемых к ребру и листу. Деформации 8 результате формоизменения панели, сваренной без растяжения, характеризуются не плоскостностью
« мм, 7 и равны приблизи-
тельно 3—4 мм (рис. II.27, а), применение предварительного растяжения только вплоть до ow не оказывает значительного влияния на остаточные де-(**0Рмации коробления (рис. П.27, б). Существенно лучший результагдостигается
<J„, МПа I, мм
Рис. 11.28, Распределение продольных остаточных напряжений в листе и ребре после сварки без применения и с применением предварительного растяжения:
/, 2. 3 * соответствуют а, 6, в на рис. II .27
при растяжении листа и ребра. Прио =о ,(рис. 11.27,в) остаточные деформации уменьшаются не менее чем в 12—16 раз: мм, Г и не
превышают 0,5 мм. Аналогично изменяются и остаточные напряжения: их максимальные значения уменьшаются со 170 до 30 МПа (рис. П.28).
Испытаниями установлено, что предварительное упругое деформирование свариваемых элементов не снижает прочности сварных соединений на разрыв и их коррозионной стойкости в морской воде.
Важно отметить также, что применение данного метода в отличие от других известных способов регулирования сварочных напряжений и деформаций позволяет существенно повысить качество сборки соединений под сварку. Например, упруго-растянутые лист и ребра жесткости имеют практически идеальные плоскостность и прямолинейность, что обеспечивает минимальные сборочные зазоры и требуемую геометрию конструкции. При подготовке к сварке длинных стыковых соединений листов это также имеет принципиальное значение, поскольку упруго-растянутые кромки (даже при малой толщине листов) при фрезеровании практически не вибрируют. В результате имеющиеся в стыке зазоры минимальны, а подкладные элементы надежно прилегают к ЗТВ по всей длине соединения, что положительным образом отражается на качестве швов, особенно при автоматической сварке.
Таким образом, предварительное упругое растяжение при изготовлении крупногабаритных тонкостенных конструкций из алюминиевых сплавов не только значительно уменьшает сварочные деформации и напряжения, но и улучшает условия автоматической сварки длинных швов.
§ 4. ПОДГОТОВКА ДЕТАЛЕЙ И МАТЕРИАЛОВ ПОД СВАРКУ
При сварке деталей из алюминия и его сплавов предъявляются особые требования к подготовке материалов и оборудования. Среди сварщиков, занимающихся изготовлением конструкций из алюминия, бытует выражение: «Хорошо подготовлено — наполовину сварено”.
Имеется ряд рекомендаций по подготовке поверхностей алюминиевых деталей и проволоки, которые отличаются от рекомендаций для стали. Например, не допускается зачищать поверхность под сварку абразивами, наждачной бумагой, дробеструйной обработкой и т. п. Помимо механической обработки кромок свариваемых деталей для придания им рациональной формы, облегчающей выполнение соединений, подготовка деталей и проволоки к сварке включает очистку их поверхности от загрязнений и оксидов. Имеется большое количество рецептов подготовки поверхности под дуговую (лучевую); под точечную (шовную) сварку; для получения клеесварных соединений. Олиако различия в подготовке невелики.
Подготовка под дуговую (лучевую) сварку. Для выполнения сварных соединений I и II категории обязательной является химическая обработка поверхностей перед сваркой.
В производственной практике широкое распространение получил следующий процесс подготовки алюминиевых деталей и проволоки к сварке.
I. Прежде всего их поверхность очищают от консервирующей смазки и загрязнений, протирая ее ветошью, смоченной в бензине, уайт-спирите или других органических растворителях. В серийном производстве свариваемые детали обычно обезжиривают в негорячем водном растворе, содержащем 10 г/л NaOH, 40—50 г/л тринатрийфосфата Na3PO„ 12Н3О,5 г/л натриевого жидкого стекла Na^SiOj. Продолжительность процесса обезжиривания зависит от степени загрязненности поверхности металла и от температуры. При температуре раствора 60—70°С длительность обезжиривания обычно не превышает 3—5 мин.
2. После обезжиривания детали или проволоку погружают в 5%-ный водный раствор щелочи (NaOH или КОН), нагретый до 60—70’С. В результате взаимодействия со щелочью оксидная пленка стравливается с поверхности в течение 2—3 мин. После этого остатки щелочи и продукты реакции смывают с поверхности деталей сначала горячей, а затем холодной водой, одновременно протирая их волосяными щетками.
3. Сразу же после промывки детали пассивируют в 20%-ной азотной кислоте (HNO0, нагретой до 60—70’С. За 5—7 мин пребывания в растворе поверхность деталей покрывается новым, более плотным слоем оксида алюминия. Извлеченные из азотной кислоты детали промывают в холодной, а зате1«в горячей воде и сушат подогретым воздухом.
Обезжиривание и травление поверхности проволоки проводят по техно-огии, принятой для основного металла. Дополнительная обработка может ить различной: вакуумная сушка проволоки; механическая зачистка по-Рхностп в специальном приспособлении; химическое или электрохими-еское полирование поверхности.
Следует особо остановиться на подготовке поверхности деталей и про-“шюки из алюминий-литиевых сплавов [14].
Таблица 11.24. Пористость швов на тонколистовых полуфабрикатах
Технология подготовки свариваемых кромок перед сваркой Толщина удаляемого слоя» мм Суммарный объем nop*,CMJ на 100 г металла
Травление в 15%-ном растворе NaOH (80°С, 15 мин) и в 10%-ном растворе HNO3(50"C, 2 мин) 0,01-0,02 0,2146-0,3318
Химическое фрезерование (глубокое травление) в растворе, содержащем 200 г/л NaOH и 8 г/л AI (80’С, 15 мин) 0,04-0,05 0,0189-0,0245
* Определен методом гидростатического взвешивания.
При ручной дуговой сварке деталей из тонколистовых полуфабрикатов отмечается повышенная склонность соединений к образованию пор по границам шва, которая, снижая прочность сварного соединения при циклических нагрузках, существенно ограничивает область применения этих перспективных сплавов.
Установлено, что возникновение пористости связано с окис
лением поверхностных слоев при технологических нагревах и наличием в окисленном слое гидридов лития и магния, диссоциирующих при сварочном нагреве с выделением атомарного водорода, который попадает в расплавленный металл сварочной ванны.
Анализ полученных данных позволяет сделать заключение о том, что слой оксидов на основе MgO и Li2O у листов, подвергающихся нагреву до температуры не выше 400°С, имеет толщину 0,03—0,035 мм. Так как этот слой наиболее гигроскопичен, его удаление должно приводить к снижению пористости металла сварных швов. Поэтому была предложена технология подготовки кромок, включающая химическое фрезерование (глубокое травление) в растворе NaOH на глубину 0,04—0,05 мм.
Травление на глубину 0,04—0,05 мм позволило полностью исключить пористость на границах швов. Наблюдались отдельные рассеянные в металле шва поры размерами 0,1—0,15 мм, не превышающими допускаемых по техническим условиям. Методом гидростатического взвешивания установлено высокое качество сварных швов, полученных после травления образцов на глубину до 0,05 мм (табл. 11.24). Аналогичные результаты получены при автоматической сварке.
Подготовка под точечную (шовную) сварку. Основной целью подготовки поверхности под контактную точечную сварку является достижение минимального и стабильного сопротивления в сварочном контакте электрод-деталь и стабильного невысокого сопротивления в контакте деталь-деталь. Наряду с этим необходимо обеспечить постановку большего числа сварных точек на свариваемой детали без зачистки рабочей поверхности электродов.
Влияние естественных пленок на выделение теплоты при контактной точечной сварке тонких деталей из алюминиевых сплавов значительно больше, чем при сварке более толстых, что вносит дополнительные технологические сложности. Внешняя поверхность свариваемых деталей подплав-ляется с образованием наружных выплесков, прожогов, а рабочая поверхность сварочного электрода после постановки уже нескольких первых точек выхолит из строя.
Исследованиями установлено и производственным опытом подтверждено что объективной характеристикой качества подготовки поверхности, например, алюминиевых сплавов типа Д16 под контактную точечную сварку является контактное сопротивление участка сварки. Допустимое сопротивление ограничивается значением 150 мкОм. Кроме того, при подготовке поверхности необходимо обеспечить сохранность плакирующего слоя свариваемых листов, особенно малых толщин. Эти требования выполняются при химической подготовке, которая является наиболее удобным и надежным способом обеспечения удовлетворительного качества поверхности.
Например, технологический процесс химической подготовки листов из сплава Д16Т толщиной 0,5—0,6 мм включает в себя следующие операции:
1. Обезжиривание деталей в 2%-ном волиом растворе моющего препарата при температуре 60—70°С в течение 2—3 мин.
2. Промывку деталей в теплой (35—50°С) проточной воде многократным погружением (5—8 рвз),
3. Трааление деталей в водном растворе NaOH (концентрация 40— 60 г/л, температура 35—45°С, длительность травления 30—60 с).
4. Промывку деталей в теплой (35—50’С) проточной воде многократным погружением (5—8 раз); смена воды — из расчета 15 л на 1 м2 поверхности детали.
5. Промывку деталей в холодной проточной воде многократным погружением (5—8 раз); смена воды — из расчета 25 л на 1 м2.
6. Осветление деталей в водном растворе азотной кислоты (концентрация 200—250 г/л, температура 16—30°С, 2—5 мин).
7, Промывку в проточной воде многократным погружением (5—8 раз); смена воды — из расчета 25 л на 1 м2.
8. Пассирование деталей в волиом растворе оргофосфорной кислоты (H3POJ и калиевого хромпика (1С,Сг,О7): концентрация Н}РО4 — 50—120 г/л, К,Сг2О7 — 0,5—1,2 г/л; температура 26—34’С, длительность травления 15— 20 мин; отношение Н3РО4 к KjCr2O7 поддерживается на уровне 100:1.
9. Промывку деталей в холодной проточной воде многократным погружением (5—8 раз); смена воды из расчета 25 л на 1 м2.
10. Сушку деталей в подогретом до 40—60°С воздухе.
И. Проверку контактного сопротивления образцов и свариваемых Деталей (контактное сопротивление должно иметь минимальные значения и быть стабильным).
Прессованные профили, механически обработанные детали и неплакиро-ваниые листы перед травлением в оргофосфорной кислоте обрабатывают (травят) в растворе азотной кислоты 25—30%-ной концентрации в течение 1,5 ч при температуре 15—25°С с последующей промывкой в холодной проточной воде. Трааление в азотной кислоте применяют для получения на поверхности деталей слоя чистого алюминия (не более 3% от толщины детали), при образовании которого улучшаются условия формирования сварного шва (уменьшается количество наружных выплесков и увеличивается про-ежугок времени до зачистки электродов).
Травленые детали тщательно промывают в холодной проточной воде и дотирают жесткими волосяными щетками или хлопчатобумажными Щетками, затем сушат в камерах при температуре до 75°С или на воздухе, Осле сушки хранят закрытыми от пыли, влаги и загрязнений.
Подготовка поверхностей под склеивание. Состояние поверхности склеиваемых металлов играет существенную роль, и основным требованием, предъявляемым к поверхности под склеивание, является обеспечение высокого и стабильного уровня адгезионных сил на границе раздела клей-металл.
Для достижения повышенной адгезионной прочности клеевого соединения при подготовке поверхности под склеивание используются различные методы, обеспечивающие оптимальное смачивание поверхности металла клеем и его растекание. Наиболее высокая прочность на сдвиг клеевых соединений из алюминиевых сплавов достигается в случае анодирования, наименьшая — в случае зачистки наждачной бумагой.
В отечественной практике основным способом подготовки поверхностей склеиваемых деталей из алюминиевых сплавов является анодирование в серной и хромовой кислотах. Второй вариант более совершенен: при анодировании в хромовой кислоте анодная пленка, как правило, не отслаивается от металла. Существуют и другие способы подготовки поверхности деталей из алюминиевых сплавов под склеивание. Один из них — химическое травление в смеси серной и хромовой кислот, так называемый пиклинг-процесс. Сначала детали обрабатывают в парах трихлорэтилена (5 мин), затем помещают в жидкий трихлорэтилен (15—20 мин) и после промывки в холодной воде обрабатывают в растворе серной кислоты (22,5 мае. ч.), бихромата натрия (7,5 мае. ч.) и воды (70 мае. ч.). Травление осуществляется при температуре 60—65°С в течение 20—30 мин. После промывки детали подвергаются сушке на воздухе при температуре не выше 65’С. Обработанные этим способом детали пригодны для склеивания в течение 7 сут.
Для повышения адгезионной прочности и стабилизации уровня адгезии композиций применяют адгезионный грунт, который наносится на подготовленную поверхность и подвергается сушке при температуре 20’С в течение 30 мин. После этого на поверхности склеиваемых деталей наносят клей и отверждают его.
Адгезионный грунт позволяет обеспечить защиту подготовленной к склеиванию поверхности металла, сохранить ее активность и повысить адгезионную прочность клеевого соединения при его эксплуатации в условиях повышенной влажности при температуре 50—70’С.
§ 5. СВАРОЧНЫЕ МАТЕРИАЛЫ
5.1. ПРИСАДОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ ПРОМЫШЛЕННЫХ СПЛАВОВ
Применение свариваемых высокопрочных алюминиевых сплавов в авиации требует разработки новых присадочных материалов, которые обладали бы комплексом свойств, обеспечивающих необходимую работоспособность сварных конструкций.
Обычными критериями при выборе присадочного материала являются стойкость металла шва против образования трещин, прочность, пластичность,
сопротивление коррозии, цветовая однотонность после анодирования и стойкость при высоких температурах.
Для сохранения соизмеримости свойств свариваемого материала и металла шва — их прочности и пластичности, коррозионной стойкости, теплофизических и других характеристик — при сварке желательно пользоваться присадочным сплавом того же состава, что и основной металл. Однако это не воегда возможно вследствие повышенной склонности большинства промышленных сплавов к образованию кристаллизационных трещин в сварных соединениях. В связи с этим возникает необходимость в разработке свариваемых сплавов, имеющих низкую склонность к образованию кристаллизационных трещин, и специальных присадочных материалов для сварки существующих промышленных алюминиевых сплавов.
При выборе состава шва, как и при разработке свариваемых сплавов, можно использовать пути снижения склонности сплавов к образованию кристаллизационных трещин, основанные на уменьшении интервала кристаллизации или интервала твердожидкого состояния металла шва в результате изменения количества легкоплавкой эвтектики в сплаве или ее перераспределения и повышения температуры солидус сплава путем введения в него легирующих элементов, которые образуют более тугоплавкие (по сравнению с эвтектикой) перитектики.
Большинство промышленных сплавов по содержанию основных легирующих элементов-упрочнителей располагается в критической области за максимумом на кривой состав-склонность к образованию трещин; для снижения их склонности к растрескиванию приходится увеличивать количество легкоплавких эвтектик за счет повышения содержания легирующих элементов.
При выборе состава шва, обеспечивающего отсутствие трещин при затвердевании* могут быть использованы диаграммы состав—склонность к образованию трещин, построенные по данным литейных или сварочных проб.
Одновременно необходимо учитывать пластичность выбираемого для швов сплава в литом состоянии, его коррозионную стойкость и другие требуемые свойства.
При дуговой сварке большинства соединений требуется проволока, которая обеспечивает формирование шва в соответствии с размерами, установленными ГОСТ 14806-80. Кроме того, применение различных проволок позволяет изменять состав шва, что особенно важно при сварке алюминиевых сплавов, у которых при одинаковом химическом составе прочностные, коррозионные и многие другие свойства литого металла шва хуже, чем у соединяемых листов, пресс-профилей и других полуфабрикатов, подвергнутых термической или механической обработке. Применять упрочняющую обработку литого металла шва и зоны сплавления не всегда позволяют форма и размеры сваренных изделий, поэтому свойства этих Участков соединения обычно улучшают, регулируя их химический и фазовый состав с помощью той или иной проволоки. Требуемый для легирования шва состав проволоки выбирают с учетом химического состава свариваемого сплава и доли участия проволоки в образовании шва. Для Луговой сварки в инертных газах содержание каждого элемента в проволоке можно рассчитать из уравнения
С - t С.-.
t-П > н ^0
Тп^у Тп ’
где С — расчетное содержание элемента в проволоке; Сш — содержание элемента в металле шва; уп — доля проволоки в металле шва; ку —суммарный коэффициент усвоения элемента металлом шва при сварке; Са — содержание элемента в свариваемом металле.
Доля проволоки в
Таблица 11.25. Средние значения доли металла металле шва зависит от
проволоки в металле шва типа соединения, тол-
Тнс соединения Толщина металла, мм Доля проволоки мок, фОрМЫ И раз- вшве меров шва, зазоров и
| j 2 8 18 30 превышений (табл 03 П.25). 0 2 Согласно размерам □’l шва, регламентируемым ’ гпгт txenK on
.. 9 30 60 0*5 проволоки в стыковых соединениях без раз-0)7 делки кромок уменьша-
i—Z 1 40 60 ется с увеличением тол- О’7 шины кромок, а в сты- 0,8 ковых соединениях с
г у /—' 40 60 60 разделкой кромок для ОЛ сварки металла боль- 0,4 шей толщины требуется 0,5 большее количество
2 8 20 0,5 тавровых соединениях 0,4 доля проволоки увел и- 0,7 чивается по мере увели- чения катетов шва. При
отсутствии зазоров и пре-
вышений количество проволоки в металле шва можно определить по раз-
мерам поперечного сечения шва.
Под действием высоких температур часть легирующих элементов улетучивается с поверхности расплавленного металла сварочной ванны и электродной проволоки. Эти потери учитывает суммарный коэффициент усвоения элемента металлом шва, который устанавливает, какое количество данного элемента перешло в шов. Уровень потерь зависит от способа и режима сварки, физико-химических свойств элемента и его содержания в проволоке. Обычно коэффициент усвоения к, определяют экспериментальным путем, сравнивая фактическое содержание элемента в шве с расчетным.
Определенный по уравнению состав проволоки чаше всего не совпадает с составом проволок, выпускаемых промышленностью. В связи с этим для сварки подбирают ту марку проволоки, у которой состав наиболее соответствует расчетному, а имеющиеся между ними различия по содержанию основного легирующего элемента устраняют за счет изменения разделки кромок и формы шва.
Чтобы повысить стойкость соединений против горячих трещин при сварке сплавов менее легированных, чем сплав с максимальной стойкостью,
дримеиякп проволоки с пониженным содержанием легирующих элементов, тогда как более легированные сплавы сваривают проволоками с более высоким содержанием легирующих элементов.
Отметим общие принципы легирования присадочных материалов (проволок) [18].
Присадочные сплавы, содержащие большое количество кремния, магния или меди, имеют хорошую жидкотекучесть и сопротивляемость образованию горячих трещин. Сплавы системы Al—Si не могут быть использованы для присадки при сварке сплавов с содержанием магния больше 3%, так как избыток фазы MgjSi охрупчивает швы. Сплавы А1—Си нельзя использовать для присадки к сплавам Al—Mg или Al—Zn—Mg, а присадочные сплавы Al—Mg или Al—Mg—Zn непригодны для сварки сплавов А1—Си из-за высокой склонности таких сварных соединений к образованию трещин.
Высокопрочные сварные соединения без послесварочной термической обработки получаются при использовании термически неупрочняемых сплавов Al—Mg и закаливающихся на воздухе присадочных сплавов системы Al—Zn—Mg. Если сварной узел должен подвергаться термообработке, применяют присадочные сплавы систем Al—Си, AlSiMg, Al—Mg—Zn, обеспечивающие наибольшую прочность сварных соединений.
Сплавы Al—Si можно использовать как присадочные при условии существенного разбавления их в процессе сварки термически упрочняемым основным металлом. Эти сплавы обеспечивают соединениям средний уровень прочности, но их не рекомендуется применять, если после сварки требуется деформация соединения.
Пластичность металла шва максимальна, если для присадки используются технически чистый алюминий и сплавы систем Al—Mg и Al—Mg—Zn. Соединения, сваренные присадочными сплавами системы А1—Си, имеют пониженную пластичность, но ее можно повысить последующей термообработкой.
Для достижения более высоких коррозионных свойств состав присадочного сплава должен максимально приближаться к составу основного металла. Это уменьшит опасность избирательной коррозии.
Если из соображений прочности или простоты выполнения сварки нельзя использовать присадочный материал той же группы, что и основной металл, следует подбирать сплав другой группы с потенциалом, близким к основному металлу.
Сложность соотношений, существующих между составом и свойствами металла шва, не позволяет получать соединения, которые одновременно имели бы максимальные значения всех технологических и эксплуатационных характеристик. Поэтому в зависимости от предъявляемых к соединениям требований для сварки каждого из алюминиевых сплавов обычно применяют несколько марок проволок. Одна из этих проволок — универсальная — обеспечивает соединениям достаточно высокие значения всех основных характеристик: стойкости против горячих трещин, прочности, пластичности и оррозионной стойкости. Остальные рекомендованные проволоки обеспе-инают соединениям повышенные на 5—10% значения одной из названных U 2бТгерИС™К при удовлетворительных значениях всех остальных (табл.
Предлагаемые в таблице марки проволок выбраны с учетом того, что ₽и сварке доля их металла в металле шва составит 30—40%. При сварке
Таблица 11.26. Проволоки для сварки алюминия и его сплавов
Свариваемый металл Универсальные проволоки» обеспечивающие удовлетворитедь-ные характеристики соединения Проволоки, обеспечивающие удовлетворительные основные характеристики соединения к повышенные показатели
стойкости против горячих трешнк временного сопротивления относительного удлинения коррозионной СТОЙКОСТИ
А99, А97, А95 А99 А99 СвА85Т А99 А99
А85, А8, АД00 СвА85Т СвА85Т 1437 СвА97 1437
АДО, АД 1 СвА5 СвА5 СвА5 СвА97 СвА85Т
АМцС СвАМц СвАМц СвАМц СвАМц СвАМц
АМгЗ СвАМгЗ СвАМг5 СвАМг5 АВч АВч
АМг5 СвАМг5 СвАМгбЗ СвАМгб СвАМг5 Св 1557
АМгб СвАМгб СвАМгбЗ СвАМгб 1 СвАМгбЗ Св1557
АМгб1 СвАМгб! СвАМгбЗ СвАМгб 1 СвАМгбЗ СвАМг5
АВ, АД31, АД33 СвАК5 СвАК5 Св1557 Св 1557 АВч
1915 Св 1557 СвАМг5 СвАМгб СвАМг5 Св1557
1201 Св1201 Св1201 Св 1201 Св 1201 Св1201
Примечания: I, Проволоку с обозначением «Св» поставляют по ГОСТ 787Ь75Ф остальную — по ТУ. 2. Проволока марок А99,1437 и СвА85Т обеспечивает повышенную коррозионную стойкость соединений алюминия а азотной кислоте» а проволока марок, рекомендуемых для других деформируемых сплавов, гарантирует повышенную стойкость шва в атмосферных условиях.
соединений с другим соотношением металла проволоки и шва необходимого содержания легирующих элементов в шве достигают, соответственно изменяя форму и размеры соединяемых кромок.
Сварку литейных сплавов выполняют при ремонте дефектов литья в сложных отливках, повторное изготовление которых связано с большими трудозатратами. Наличие в литейных сплавах повышенных количеств кремния, меди, магния вызывает необходимость присадки высоколегированных проволок. Для сварки сплавов ЛЛ2, АЛ4, АЛЗО с высоким содержанием кремния обычно используют проволоку СвАКЮ, а для менее легированных сплавов АЛ9 и АЛ 10В — проволоку СвАК5. Литейные алюминий-магниевые сплавы АЛ29, АЛ27 и АЛ8 сваривают проволокой СвАМгб. Литейные сплавы АЛ 19 и АЛ 24, близкие по составу к деформируемым сплавам 1201 и 1915, сваривают проволоками Св 1201 и Св1557 соответственно.
В тех случаях, когда применение проволоки не обеспечивает полного отсутствия трещин, дополнительно используют конструктивные и технологические методы их предупреждения или применяют менее склонный к трещинам основной металл. Химический состав рекомендуемых для сварки алюминия и его сплавов проволок приведен в табл. 11.27.
Присадочный сплав окончательно выбирается и корректируется по результатам технологических сварочных проб и производственного опробования, а также по данным коррозионных и механических испытаний соединений, сваренных с присадкой выбранного состава.
Для различных алюминиевых сплавов применяют соответствующие присадочные материалы, которые позволяют изменять состав щвов; в ряде случаев осуществляют комплексное легирование с использованием модификаторов.
Таблица 11.27. Химический состав сварочных проволок
Марка Массовая доля элементов, %
Ms Мп Si Ti Be Zr Cu Fe Zn Другие Сумма примесей
СвА97 — '—. 50,015 — — — <0,015 50,015 — 0,03
СвА85Т ^0,01 — 50,040 0,2-0,5 — — 50,010 5 0,040 5 0,02 — 0,08
СвА5 — — 0,1-0,25 — — — 50,015 0,2-0,35 — — 0,50
С в АМц 5 0,05 1,о-1,5 0,2-0,40 — — — 50,20 0,3-0,50 50,1 — 0,35
СвАМгЗ 3,2-3,8 0,3-0,6 0,5-0,80 — — — 50,05 5 0,5 5 0,2 — 0,85
СвАМг4 4,0-4,8 0,5-0,8 -0,4 0,05-0,15 0,002-0,005 — <0,05 5 0,4 <0,2 0,05—0,25Cr 0,85
СвАМг5 4,8-5,8 0,5-0,8 5 0,4 0,1-0,2 0,002-0,005 — 50,05 5 0,4 5 0,2 — 1,4
Св 1557 4,5-5,5 0,5-0,8 50,15 — 0,001-0,005 0,20-0,35 50,05 5 0,3 — 0,07—0,15Cr 1,4
СвАМгб 5,8-6,8 0,5-0,8 5 0,4 0,1-0,2 0,002-0,005 — 50,10 5 0,4 5 0,2 1,2
СвАМгб! 5,5-6,5 0,8-1,1 50,4 — 0,001-0,003 0,02-0,12 *0,05 *0,4 5 0,2 — —
СвАК5 — — 4,5-6,0 0,1-0,2 — — *0,2 *0,6 50,1 —- 1,00
СвАК.10 50,10 — 7,0-10,0 — — *0,1 5 0,6 5 0,2 — 1,10
Св1201 *0,02 0,2-0,4 50,20 0,05-0,15 0,0001-0,0008 0,10-0,25 6,0-6,8 <0,3 <0,1 0,05-0,15V —
Св1201пч 50,02 0,2-0,4 50,05 0,1-0,2 0,0001-0,0008 0,15-0,25 6,0-6,8 50,05 5 0,05 0,05-0,15V 0,15
СвАМгбЗ 6,3 0,48 0,02 0,10 0,22 —-L 0,40 0,1 Sc
Св1587 6,3 0,02 0,15 0,04 — — 0,01 0,25 — — —
Для получения работоспособных соединений сплава 1420 рекомендуется в качестве присадки использовать проволоку СвАМгбЗ [19]. Механические свойства соединений при использовании присадок СвАМгб!, СвАМгб, Св 1587 и Св 1557 примерно одинаковы.
Применение же проволоки СвАМгЗ позволяет повысить пластичность и вязкость соединений в 3—4 раза по сравнению с присадкой из основного металла, однако временное сопротивление соединений после термообработки не превышает 284—307 МПа. Следует отметить, что проволока СвАМгбЗ среди других присадок типа АМг обеспечивает самый высокий (380 МПа) уровень временного сопротивления сварных соединений. Пониженное со
держание примесеи железа и кремния, а также наличие в этой присадке циркония (до 0,22%) способствует образованию однородной структуры шва.
Одним из перспективных направлений улучшения механических свойств сплавов магналиевой группы является легирование скандием. Введение в сплав А1—6,3% Mg не более 0,4% Sc позволяет повысить его прочность от 300 до 430 МПа при сохранении относительного удлинения 15%.
Установлено (рис. 11.29), что легирование сплава А1—
"С 6,3% Mg скандием в количество ведо0,7% вызывает практически линейный рост его сгойкос-ти против образования горячих трещин при сварке (А^р увеличивается от 5,2 до 16,4 мм/мин). Такое снижение горячеломкосги сплава может 85 быть обусловлено уменьшением его температурного интерес вала хрупкости, а также увеличением пластичности в результате модифицирования метал- % ла шва.
Рис. 11.29. Зависимость стойкости сплава А1—6,3% Mg против образования горячих трещин при сварке (7) и интервала кристаллизации (2) от содержания скандия
Для определения эффективного интервала кристаллизации сплавов выполнен количественный дифференциальный термический анализ. При
этом установлено, что введение скандия в сплав А1—6,3% Mg уменьшает интервал кристаллизации со 10С‘ С (у сплава А1—6,3% Mg) до 78°С (у сплава А1—6,3% Mg-0,7%Sc).
Металлографические исследования сварных соединений легированного сплава А1—6,3% Mg показали, что при содержании XI,2% Sc модифицируется структура наплавленного металла и полностью подавляется образование столбчатых кристаллитов.
Таким образом, положительное влияние скандия на стойкость металла против образования горячих трещин в соединениях сплавов магналиевой группы объясняется уменьшением эффективного интервала кристаллизации и повышением пластичности сплава в этом интервале температур в результате модифицирования металла шва.
Механические свойства соединений определены при испытании образцов, сваренных вручную с присадочным материалом, состав которого соответствует составу основного материала. Введение скандия в сплав А1—6,3% Mg привадит к увеличению прочности и некоторому уменьшению пластичности (угла загиба а) соединения (рис. П.30). Эго вызвано упрочнением твердого раствора магния в алюминии атомами скандия. Еще больший эффект упрочнения дос
Рис. П.ЗО. Зависимость временного сопротивления (/, 2) и угла загиба (3,4) сварного соединения сплава А1—6,3% Mg от содержания скандия: 1, 5 — без термообработки;
2, 4 — после отжига при 350" С, 1 ч
тигается при отжиге соединений,
что обусловлено мелкодисперсным (диаметром < 20 нм) выделением фазы Al3Sc.
На основании результатов исследований разработаны присадочные материалы, содержащие скандий:
Св 1587 для сварки сплава 1570, Св1597 — сплавов 1420,1421,1423. Примене-
ние этих присадочных материалов позволило повысить стойкость сварных соединений против образования горячих трещин. При этом значение 4^ увеличилось до 14,5 мм/мин против 9,1 мм/мин у соединений с присадкой СвАМгбЗ.
Результаты испытаний сварных соединений сплавов 1570, 1420, 1421, выполненных с использованием разработанных присадочных материалов, приведены в табл. 11.28 (соединения испытывали после снятия выпуклости и обратного валика).
В настоящее время разработаны алюминий-литиевые спла-вы следующих систем легирования: Al—Mg— « (1420, 1421 и др.), Cu—Li (1460) и *J-Cu-Mg-U(2090, Weldalite). Изу-12П а ВД сваРиваемость 1*2» 21] путем оценки г°Рячеломкости спла-
Таблипа 11.28. Механические свойства сварных соединений, выполненных различными присадочными материалами
Сплав Присадочный материал Термообработка после сварки °в’ МПа а, град Дж/см
1570 СвАМгбЗ Без термообработки 300 170
Отжиг при 350‘С, 1 ч Без термообработки 350 70 31
Св1587 350 150
Отжиг при 350’С, 1 ч Без термообработки 420 60 13
1420 СвАМгбЗ 310 70 17,0 4,5
Термофиксация при 400’С, 20 мин 350 47
Св1597 Без термообработки 340 65 19,0 9,5
Термофиксация при 4(Ю’С, 20 мин 400 40
1421 СвАМгбЗ Без термообработки 330 65 15,0 5,5
Термофиксация при 400’С, 20 мин 360 40
Св1597 Без термообработки 340 65 17
Термофикса ция при 400"С, 20 мин 390 45 10
bob по технологическим пробам МВТУ и “рыбий скелет” без использования и с использованием присадочных проволок, химический состав которых приведен в табл. 11.29. Применяли только автоматическую дуговую сварку в среде инертных газов на переменном токе. Источники питания ИСВУ-315 и ТИР-ЗООДМ.
Таблица 11.29. Химически! проволок । состав присадочных Установлено, что сплавы 1440, 1450, 1460 1460-1, 1460-2, 1460-3 при сварке без присадки имеют стабильно высокую склонность к образованию горячих тре-
Мерка Массовая доля элементов, %
проволоки Си Si Мл Ti Zr Mg Sc
1201 6,0 — 0,32 0,10 0,15 0,1 —
1177 5,0 — 0,40 0,10 — 3,8 — шин. Так, критическая
1217 Опытные: 10,2 — 0,20 0,15 0,16 0,05 0,15 скорость деформации в пробе МВТУ составляет 0,5—2 мм/мин, а коэф-
№ 1 2,8 — 0,2 — 0,1 0,05 0,11 фициенты трещи нооб-
№ 2 10,0 0,2 0,10 0,1 0,05 — разо вания в пробе “ры-
№ 3 12,0 0,25 0,08 0,1 0,05 бий скелет” — 50—72%,
№ 4 15,0 — 0,20 0,08 0,10 0,09 — Трещины во всех случаях располагаются вдоль
№ 5 7,0 3,0 0,1 — 0,12 0,03 — шва по его оси. Горяче-
№ 6 4,5 9,0 0,2 — — 0,05 0,2 ломкость сварных со-
№ 7 з,о 7,0 0,3 — — 0,05 0,2 единений можно принципиально изменить за
№ 8 — 12,0 0,3 — — 0,05 — счет использования
№ 9 8,0 6,0 0,1 — 0,1 0,10 — присадочных проволок с химическим составом.
отличным от основного
металла. Применение серийных и опытных присадочных проволок позволяет изменить показатели горячеломкости сварных соединений (табл. 11.30).
Применительно к сплавам 1440, 1450, 1460 присадочные проволоки систем Al—Си—Si и Al—Si, существенно различающиеся по химическому составу, не позволяют заметно повысить стойкость против образования горячих трещин по сравнению со сваркой без присадочной проволоки. У сплавов 1440, 1450, 1460, 1460-1, 1460-2, 1460-3 применение присадочных проволок системы А1—Си с содержанием меди большим, чем в основном металле, повышает стойкость к образованию горячих трещин в 2—4 раза. Наиболее высокая стойкость наблюдается у сплава 1460-1 с содержанием 5—5,5% Си, она в 1,5—2 раза выше, чем у сплава 1460, и на 25—50% выше, чем у сплава 1460-3 с содержанием 0,25—0,3% Mg.
Следовательно, наиболее высокая стойкость против образования горячих трещин достигается в сварных швах, содержащих 6,5—7% Си. У сплава 1460 это обеспечивается применением присадочных проволок с содержанием более 10% Си (оптимально 12—15%), а у сплава 1460-1 — с содержанием 6,5-7,5% Си.
Временное сопротивление соединений из новых сплавов систем А1— и Al—Си—Li составляет 250—315 МПа, что на 25—50% ниже, чему алюми-
ниевых сплавов других систем „-гипования (например, 1420, 1421^1570), у которых он достигает 370—400 МПа. Отношение значений св сварных соединений и основного металла у сплавов 1440, 1450, 1460, 1460-1, 1460-2, 1460-3 составляют 0,5—0,6. Поэтому в сварных конструкциях целесообразно создать местное утолшение свариваемых кромок на 40—50%. Применение присадочных проволок разного химического состава незначительно изменяет прочностные свойства сварных соединений.
Углы загиба сварных соединений сплавов системы А1—Си значительно меньше, чем у алюминиевых сплавов других систем легирования. Например, у сплава 1460 они составляют 10—32° (в зависимости от состава присадочной проволоки).
Применение присадочных проволок с содержанием более 10—12% Си привадит к резкому
Таблица 11.30. Склонность сплавов А1— Си—Li к образованию трещин
Сплав Марка проволоки Критическая скорость деформации, мы/мии Коэффициент трещинообразо ввимя по пробе *рыбнй скелет*
1460 Без присадки 1,8 61
1201 3,2 35
1217 4,0 18
1177 3,9 24
Опытные:
№ 1 *,9 58
№ 2 3,9 20
№ 3 4,6 5
№ 4 5,2 2
№ 5 2,2 47
№ 6 2,3 59
№ 7 1,9 65
№ 8 1,2 54
№ 9 2,1 50
1460-1 Без присадки 2,5 42
1201 4,0 18
1217 4,8 12
Опытные:
№ 1 2,5 45
№ 2 4,8 16
№ 3 5,8 0
снижению пластических свойств сварных соединений при практически неизменной прочности. Поэтому стремление получить сварные соединения с высокой стойкостью против образования горячих трещин входит в противоречие с необходимостью иметь сварные соединения удовлетворительной'
пластичности.
По-видимому, оптимально использовать в качестве свариваемого сплав с составом типа 1460-1 и содержанием 5,5—6,5% Си и не более 0,07% Mg. Для сварки такого сплава больше всего подходит присадочная проволока типа 1201 с содержанием 6,5—7,5% Си. Сплавы 1440 и 1450, вероятно, следует отнести к трудносвариваемым и не рекомендовать их для ответственных сварных конструкций.
Свойства сварных соединений можно заметно улучшить за счет последующей термической обработки. Исследования показали, что применительно к сплавам системы Al—Си— Li термическая обработка позволяет повысить врсменное сопротивление сварного соединения, но при этом сильно снижается пластичность. Например, проведением послесварочной закалки и .^сствеиного старения можно повысить временное сопротивление сплавов 1460-1 1460-2 на 30—40%, но углы загиба при этом уменьшаются так-*е на 30-40%.
Для получения беспористых сварных соединений необходимо удалять поверхностные слои металла толщиной 0,15—0,2 мм на сторону. Изменение режимов упрочняющей термической обработки сплава влияет на толщину поверхностного слоя, обогащенного литийсодержащими фазами. Снижение температуры закалки с 500 до 450’С приводит к тому, что толщина снимаемого с поверхности слоя для получения беспористых сварных соединений уменьшается с 0,2 до 0,08 мм. Поверхностный слой полуфабрикатов (поковок, штампованных заготовок, пресс-панелей) удаляется механической обработкой, а листов — химическим фрезерованием.
5.2. ИНЕРТНЫЕ ГАЗЫ И ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ
Зашитые (инертные) газы. Для защиты расплавленного металла сварочной ванны и проволоки при сварке алюминия и его сплавов применяют инертные газы — аргон высшего или первого сорта по ГОСТ 10157-79 и гелий особой или высокой чистоты (табл. П.31 и 11.32) и их смеси. Аргон и гелий поставляют в баллонах. При давлении 15 МПа в каждом баллоне содержится 6 м3 инертного газа.
Таблица 11.31. Состав газообразного аргона Вольфрамовые электроды. По ГОСТ 23949-80 электроды в
Сорт аргоне Содержание. % по объему Влага. виде прутков или проволоки из-
Аргон Азот Кислород г/м* готовляют следующих дна-
Высший Первый >99,99 а 99,98 £0,006 £ 0,010 £0,0007 £0,0030 £0,007 £0,030 метров: 0,5 (только марки ЭВЧ); 1,0; 1,6; 2,5 (только марок ЭВЧ и ЭВЛ); 2,0; 3,0;
Таблица П.32. Состав газообразного гелия
Гелий чистоты Содержание. % по объему
Гелий Водород Азот Кислород Углерод со+со, Неон Аргон Водяные пары
Особой 299,995 £0,0001 £0,0005 — <0,0001 £0,0002 £0,004 — £0,0005
Высокой £99,985 £0,0025 £0,0050 £0,002 £0,0030 <0,0010 <0,009 £0,001 <0,0020
Таблица 11.33. Состав вольфрамовых электродов
Электрод Добавка к вольфраму
ЭВЧ —
ЭВЛ 1,1-1,4% La^o
ЭВИ-1 1,5-2,3% уО,
ЭВИ-2 2-3% YOj
ЭВИ-3 2,5-3,5% YO;
ЭВТ-15 1,5-2% Th О,
4,0; 5,0; 6,0; 8,0 и 10,0 мм. Длина электродов в зависимости от диаметра — 75, 150, 200 и 300 мм.
Добавки оксидов редкоземельных металлов (табл. 11.33) резко уменьшают количество теплоты, выделяющейся на электродах. В результате стойкость вольфрамовых электродов при сварке на переменном и постоянном токе повышается. Следует отметить, что наиболее стойкими при сварке являются иттрированные электроды, допускающие максимальную токовую нагрузку.
§ 6. СПОСОБЫ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ
Для сварки алюминия, как и других металлов, не существует одного универсального способа, который позволил бы обеспечить оптимальные характеристики всех типов соединений независимо от толщины и марки свариваемого металла. В настоящее время алюминиевые сплавы сваривают почти всеми известными способами. Постепенно исчезает грань между так называемыми несвариваемыми и свариваемыми материалами, а номенклатура сплавов, вовлекаемых в производство сварных авиационных конструкций, непрерывно расширяется.
Алюминиевые и магниевые сплавы можно соединять способами сварки плавлением и давлением. В настоящее время наиболее широкое применение находят способы сварки плавлением. Особо важное значение приобретает сварка плавлением при создании герметичных сварных узлов (топливных и масляных баков, гидравлических систем и т. п.).
Объем сварных конструкций транспортного машиностроения, выполняемых сваркой плавлением, в зависимости от типа изделия, условий производства, марки сплава в 5—15 раз больше, чем выполняемых способами сварки давлением. Причем для соединения деталей средней и большой толщины (более 3—4 мм) сварка давлением, как правило, не применяется.
В авиационной промышленности широко используются дуговая сварка в среде защитных газов и электронно-лучевая. Главное препятствие при сварке алюминия и его сплавов — это наличие оксидной пленки. Поэтому все мероприятия металлургического характера, конструктивные решения, а также построение электрической схемы процесса направлены на то, чтобы удалить эту пленку.
6.1. ДУГОВАЯ СВАРКА В СРЕДЕ ИНЕРТНЫХ ГАЗОВ
В 1942 г. в США был разработан новый способ дуговой сварки плавлением алюминиевых и магниевых сплавов неплавящимся вольфрамовым электродом в среде инертных газов, а в 1948 г. — плавящимся электродом. В сравнительно короткое время дуговая сварка в среде инертных газов практически полностью вытеснила ацетилено-кислородную сварку и сварку покрытыми электродами применительно к конструкциям из алюминиевых и магниевых сплавов. Это связано с тем, что дуговая сварка неплавящимся и плавящимся электродом в среде инертных газов отличается высокой производительностью, позволяет полностью автоматизировать технологический процесс, не требует применения флюсов, позволяет получать соединения металлов в широком диапазоне толщин и весьма благоприятна в санитарно-тагиеническом отношении.
К началу 90-х годов уровень автоматизации процессов аргоно-дуговой , ~~ основного технологического процесса сварки листовых конструк-
ций сверхзвуковых самолетов — возрос в 2—3 раза (рис. 11.31) и соответственно повысилось качество и надежность сварных соединений [22].
Рис. 11.31. Объем дуговой сварки (в процентах) в производстве планера сверхзвукового самолета в 60'Х (я) и 80-х (б) годах
Существующие способы сварки в среде инертных газов представлены на рис. П.32.
Рис. [1.32. Способы сварки в среде инертных газов
Схемы сварки в инертных газах неплавящимся и плавящимся электродом приведены на рис. 11.33. Для осуществления процессов необходимы инертный газ; вольфрамовый электрод и присадочный материал (в случае сварки неплавящимся электродом); плавящийся электрод.
При дуговой с варке неплавящимся электродом наиболее часто применяют электроды из ланганированного и иттрированного вольфрама, марки которых приведены в табл. 11.34-35. Использование электродов из тарированного вольфрама ЭВТ-15 в связи с их радиоактивностью связано с 0ПР®' деленными ограничениями. Активированный вольфрам (лантанированный, иттрированный) рекомендуется применять для автоматической аргоно-ДУ" говой сварки конструкций ответственного назначения. Для ручной сварки применяют лантанированный или чистый вольфрам.
Рис. [1.33. Схемы сварки в среде инертных газов и расположение горелки: j _ ручная сварка неплавяшимся электродом; б— автоматическая сварка плавящимся электродом
Нормальное состояние рабочей поверхности электрода из чистого вольфрама — капля сферической формы, а из активированного вольфрама — разогретая плоскость с отдельными мелкими отдавленными участками. Если эти отдельные участки сливаются, образуя сплошную висячую каплю с шейкой, то оплавленную часть электрода Удаляют на шлифовальном круге.
Таблица [1.34. Допустимые значения переменного тока для электродов различных марок (постоянная составляющая 0—10%)
Диаметр электрода, мм Максимальный сварочный ток {А) для вольфрамовых электродов
ЭВЧ эвл Э ВТ-15 ЭВИ-3
1,0 — 65-75 65-75 70-80
1,6 80-100 80-100 100-150
2,0 — 150-180 [50-180 200-250
4,0 180-190 200-220 200-220 300-350
6,0 240-260 300-340 300-340 410-480
8,0 360-390 450-500 440-500 490-590
10,0 450-500 600-650 620-660 650-750
Примечание. В марках электродов "Ч" означает чистый вольфрам, Л —лантанированный, Т — торированный, ’Иитгри рованн ый.
Таблица 11.35. Допустимые значения постоянного тока при прямой и обратной полярности для электродов различных марок
Диаметр элсктрсща. Максимальный сварочный ток (А) для вольфрамовых электродов при полярности
прямой обратной прямой обратной прямой обратной прямой обратной
ЭВЧ эвл Э НТ-15 ЭВИ-3
2,0 50-90 20-25 110-150 30-35 140-180 35-40 160-200 40-50
3,0 160-200 30-35 240-280 40-45 300-340 45-50 320-360 50-70
4,0 320-370 40-50 470-520 50-60 530-580 60-70 600-660 70-80
5,0 570-600 50-70 680-740 60-80 770-830 70-90 860-920 80-НО
6,0 — 70-90 — 80-110 — 90-120 — 100-130
8,0 '— 110-140 — 120-160 — 140-180 — 160-200
^10,0 — 160-210 — 170-220 — 200-250 — 220-270
Отбор аргона и гелия из баллонов осуществляют через понижающий редуктор при давлении 0,02—0,15 МПа в зависимости от необходимого расхода. Для сварки в аргоне используют редуктор АР-40, а для сварки в гелии — редуктор Г-70. Применяют также кислородные редукторы РК-53, РКД-8-61 и другие в сочетании с расходомерами поплавкового типа — ротаметрами (табл. 11.36).
Таблица И.36. Расход аргона н гелия для различных ротаметров
Ротаметр Пределы измерения, л/мин
по воздуху по аргону по гелию
РС-3 3,30-16,70 2,80-14,20 8,96-45,40
PC-ЗА 0,10-1,00 0,08-0,85 0,26-2,70
РС-5 10,50-66,70 8,90-56,60 28,5-181,00
PM-I 0,66-2,66 0,56-2,26 1,80-7,20
РМ-П 4,10-10,50 3,50-8,90 11,20-28,40
РМ-Ш 16,60-26,60 14,10-21,30 44,80-68,10
PM-IV 41,60-105,00 35,30-84,00 112,90-268,80
Завод-изготовитель определяет пределы измерения ротаметра по воздуху. Для их использования необходим пересчет ротаметра д ля каждого инертного газа по формуле
С = >
где (? — расход инертного газа, л/мин; (?а — расход воздуха при давлении 0 МПа для данного ротаметра, л/мин; Р— рабочее давление (заданное), МПа; Ро — давление воздуха при тарировании ротаметра, МПа; у0 — плотность воздуха при 20‘С (0,00129 г/см3); у — плотность инертного газа (гелия — 0,00017 г/см3, аргона — 0,00178 г/см3).
6.1.1. СВАРКА ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ СИММЕТРИЧНОМ ТОКЕ В АРГОНЕ
Электрическая дуга горит между изделием и неплавящимся вольфрамовым электродом. Присадочный металл вводят в сварочную ванну по необходимости независимо от сварочного тока. Сварка неплавящимся вольфрамовым электродом в аргоне ведется в основном синусоидальным током промышленной частоты.
Как уже указывалось, отличительной особенностью сварки алюминиевых сплавов является наличие оксидных плен, препятствующих сплавлению кромок и образованию шва. Существуют различные методы разрушения плен перед сваркой, а также непосредственно в процессе сварки. Природа разрушения оксидных плен на поверхности сварочной ванны и на расплавляемых кромках различна. а
В работах [2,23 и др.] процесс разрушения плен на поверхности сварочной ванны объясняется так называемым катодным распылением в дуговом разряд При сварке на постоянном токе при обратной полярности очищающее действие 130
„vth имеет место на протяжении всего процесса ее горения, а при сварке на ^оеменном токе — в те полупериоды, когда изделие является катодом. Наиболее вероятный механизм действия электрического тока состоит в том, что движущиеся с большой скоростью положительные ионы бомбардируют поверхность сварочной ванны, разрушают пленку оксида и в результате катодного распыления удаляют ее.
Однако этот механизм не является основным и единственным, поскольку активных пятнах электродов при определенной плотности мощности развивается и термический механизм разрушения плен. Разрушая оксидную плену на поверхности ванны, мы не избавляемся от основного недостатка при сварке алюминия — оксидных включений в металле шва, которые являются остатками неразрушенных на торцах деталей плен.
Установлено [2, 11], что при аргоно-дуговой сварке неплавящимся электродом окисление свариваемых кромок перед дугой обусловлено распространением теплового поля (температуры выше 250°С) за пределы зоны защиты инертным газом. Процесс разрушения плен начинается перед дугой за пределами сварочной ванны в узкой переходной зоне, представляющей собой смесь жидкой и твердой фаз, а завершается в центре сварочной ванны. Под воздействием давления дуги в центре образуется кратер, и под влиянием межмолекулярных связей в переходной зоне появляется направленное параллельно образующей ванны течение металла, находящегося в твердо-жидком состоянии.
При этом, видимо, могут возникать растягивающие напряжения, которые разрывают плену, поскольку ТКЛР оксидной плены («aj^ = 8 1<Я”С ’) в 3 раза меньше, чем у металла («*^=25,6 10*°С’). Освободившиеся участки становятся местами сплавления, а в центре ванны полностью завершаются процесс разрушения плен и образование шва. Окончание этого процесса происходит под влиянием механических и термохимических факторов.
Способ сварки вольфрамовым электродом переменным симметричным током находит применение при выполнении стыковых, нахлесточных, тавровых, торцовых и других соединений, выполнении стыковых швов на вертикальной плоскости двусторонней сваркой в одну общую ванну одновременно Двумя сварщиками. Ручную сварку рекомендуется применять для металла толщиной до 10 мм, а автоматическую — для металла толщиной до 16 мм (табл. П.37—38). Во избежание попадания вольфрама в шов дугу зажигают на технологической или графитовой пластине. Дуга зажигается, когда электрод находится на расстоянии -2—3 мм от пластины. Вольфрамовый электрод следует располагать под утлом 60—90° к изделию. Угол между вольфрамовым элек-^ОДом и присадочной проволокой обычно составляет 80—90’ (см. рис. 11.33). ^стояние от нижнего края торца сопла до изделия должно быть минимальным Р Ю мм), но достаточным для наблюдения за сварочной дугой и концом алектроца. Использование сопел с металлическими сетками и пористыми пе-Р^°Родками позволяет создавать ламинарный стабильный поток газа на боль-м расстоянии от торца сопла до изделия и увеличивать вылет вольфрамовых электрод0в в 1,5-2 раза.
сопла И сварке тавровых стыковых соединений газовая струя при выходе из ^^^Горелки натекает на поверхность свариваемого изделия, что приводит к зоны защиты. Торцевые соединения, наоборот, имеют небольшую Рожающую поверхность, т. е. воздух может попадать в эону сварки. В этом
Таблица П37. Ориентировочные режимы ручной аргоно-дуговой сварки алюминиевых сплавов неплавящимся вольфрамовым электродом
Характеристика разделки и шва Толщина металла, мм Диаметр вольфрамового электрода, мм Диаметр ирис алойного прытка, мм Сварочный ток, А Расход аргона, л/мин Коли мест слоев
Отбортовка двух ] 1,5-2 — 50-75 4-5 1
кромок, шов стыко- 1.5 2 — 60-90 5-6 1
вой односторонний 2 2-3 — 80-110 5-6 1
Без скоса кромок, 3 3-4 2.5-3 100-140 7-8 2
шов стыковой дву- 4 4 3 140-180 7-8 2
сторонний 5 5 3-4 220-240 8-10 2
6 5 3-4 250-270 8-10 2
Без скоса кромок, 2 3-4 2-2,5 80—100 7-8 1
шов стыковой одно- 3 4 3 150-170 7-8 1
сторонний, на под- 4 4. 5 3 200-220 7-8 1
кладке 5 5 3 220-250 8-10 1
6 5-6 3-4 240-280 8-10 1
Прямолинейный 5-12 5 3-5 180-220 10-12 2-5
скос двух кромок (угол 70—80", притупление 2—3 мм), шов стыковой односторонний, на съемной подкладке 6 3-5 240-280 12-14 2-5
Два симметричных 8—]6 5 4-5 180-220 10-12 3-6
прямолинейных скоса двух кромок (угол 70’, притупление 2—3 мм), шов стыковой двусто- ронний 6 240-280 12-14 3-6
Тавровое и нахлес- 2 2-3 1,5-2 100-120 5-6 1
точное соединение 3-4 3-4 2 170-190 7-8 1
5-6 4-5 3-4 260-280 8-10 1-2
7-8 5-6 4 280-300 8-12 2-3
10 5-6 4-5 300-320 12-14 3-4
Примечания: 1. Скорость сварки при наложении одного валика — 4—5 м/ч. 2. горизонтальных н потолочных швов сварочный ток уменьшают на 10 —25%,
При сварке
вертикальны*
случае ниже уровня шва устанавливают специальные отражающие пластинки-экраны. При сварке встык листов и труб, собранных с зазором без подкладки» возможен подсос воздуха через зазор. Для исключения подсоса внутрь трубы вдуваются аргон или гелий, защищающие корень шва.
таблица 11.38. Режимы автоматической однопроходной аргоно-дуговой сварки lutaBffiUHMca вольфрамовым электродом стыковых соединений (без скоса кромок на подкладке)
металла, мм Диаметр вольфрамовог догграащ мм Диаметр присадочной проволоки, мм Сварочный ток, А Скорость поцачи про-зол окм, м/ч Скорость сварки, м/ч Раскол аргона, л/мин Диаметр сопла горелки, мм
1 5 4 2 80-110 40-45 15-20 7-8 18-20
2 4 2 110-13 36-42 15-20 8-9 18-20
3 4 2 150-17 36-40 10-16 12-16 18-20
5 6 2 240-26 30-35 10-14 12-16 18-20
8 10 2-3 430-45 — 10-12 28-30 30-34
10 10 2-3 480-52 — 9-10 28-30 30-34
14 10 2-3 550-60 — 6 28-30 30-34
Примечания: Ь При сварке в аргоне напряжение на луге 10—14 В, при сварке в смеси аргона с гелием напряжение по-ьп™*™ на 4—8 В. X Расход газа при использовании гелии увеличивается в 1,8—2 раза 3, При чистого алюминия ток увеличивают на 10—15%.
Перемещение электрода и присадочной проволоки во время ручной сварки должно быть равномерно поступательным. Конец присадочного прутка вводится в сварочную ванну в пределах зоны газовой защиты. Поперечные колебания прутка и вольфрамового электрода не рекомендуются. Сварку следует вести при минимальной длине дуги (1—5 мм) и максимальных д ля данной толщины мртериала сварочном токе и скорости сварки. Обычно ручная сварка ведется “левым” способом.
Автоматическую сварку изделий выполняют в приспособлениях, обеспечивающих плотную сборку свариваемых кромок и их удержание в процессе сварки. Обычно сварку проводят за один проход с одной или двух сторон. При односторонней сварке изделий необходимо предусматривать проплавление кромок на всю толщину и формирование обратного валика. При двусторонней сварке перед наложением щва с обратной стороны требуется удалить механическим путем обратный валик.
Применение смеси аргона (50—70%) с гелием (50—30%) обеспечивает Увеличение глубины проплавления металла, дает возможность увеличить в 1*5—2 раза скорость сварки и уменьшить объем пустот в металле шва.
Технические характеристики оборудования для сварки в среде инертных гаэ°в представлены в табл. 11.39. При отсутствии указанных в таблице установок может быть использован сборный пост (рис. П.34).
L разработкой нового вида сварки — аргоно-дуговой сварки неплавя-Щимся электродом в импульсном режиме — успешно решена проблема изго-™влсния тонколистовых конструкций [24].
Необходимость повышения качества соединений традиционных и новых сокопрочных сплавов, содержащих литий, которые чувствительны к тер-^енсп^^ циклу и склонны к образованию дефектов в швах, требует совср-сгвования существующих способов дуговой сварки.
Таблица 11.39. Характеристики оборудования для сварки в инертной среде
Наименование оборудования Модель Краткая техническая характернстиха
Источники питания
Источники питания ИПК-12СМ Номинальный сварочный ток
переменного тока (при ПВ=65%) — 100 А; пределы регулирования — 10—120 А
(непрерывная
сварка) ИП К-350-4 Номинальный сварочный ток (при ПВ=65%) — 300 А; пределы регулирования — 50—350 А
Источники питания ИСВУ-80 Номинальный сварочный ток
переменного тока (при ПВ=65%) — 80 А; пределы
(импульсная и регулирования — 20—100 А
непрерывная ИСВУ-160 Номинальный сварочный ток
сварка) (при ПВ=65%) — 160 А; пределы регулирования — 40—180 А
ИСВУ-315 Номинальный сварочный ток (при ПВ=65%) — 315 А; пределы регулирования — 60—350 А
ИСВУ-630 Номинальный сварочный ток (при ПВ=60%) — 630 А; пределы регулирования — 100—700 А
ИСВУ-1000 Номинальный сварочный ток (при ПВ=60%) — 1000 А; пределы регулирования— 150—1100А
Источники питания ИТД600/1000 Номинальный сварочный ток (при ПВ=65%) — 500 А; пределы регулирования — 100—600 А
ВСП-315 Номинальный сварочный ток
постоянного тока (при ПВ=60%) — 315 А; пределы регулирования — 40—350 А
ВСП-630 Номинальный сварочный ток (при ПВ=60%) — 630 А; пределы регулирования — 80—700 А
ВсП-1000 Номинальный сварочный ток (при ПВ=60%) — 1000 А; пределы регулирования — 150—1100 А
ИПП-ЗООП Номинальный сварочный ток (при ПВ=65%) — 300 А; пределы регулирования — 60—300 А |
ИПП-1000ПМ Номинальный сварочный ток 1 (при ПВ=65%) — 1000 А; пределы 1 регулирования — 100—1000 А 1
Горелки, головки, полуавтоматы, автоматы 1
Горелки для ручной АР-ЗБ Максимальный сварочный ток — 100 А;|
сварки не плавящим- диаметр вольфрамового электрода — J
ся электродом 1,5—3,0 мм; масса горелки (без шлангов!
(однофазные) — 0,25 кг; охлаждение — воздушное, —И
**- Йан ме ио ванне nfopvда ванмя Модель Краткая техническая характеристика
АР-9 РГА-150 РГА-400 Максимальный сварочный ток — 400 А; диаметр вольфрамового электрода — 1,0—6,0 мм; масса горелки (без шлангов) — 0,45 кг; охлаждение — водяное Максимальный сварочный ток — 150 А; диаметр вольфрамового электрода — 0,8—3,0 мм; масса горелки (без шлангов) — 0,3 кг; охлаждение — водяное Максимальный сварочный ток — 400 А; диаметр вольфрамового электрода — 4,0—6,0 мм; масса горелки (без шлангов) — 0,43 кг; охлаждение — водяное
Горелки для ручной сварки неплавящимся электродом с изменяющимся ГНР-160 Максимальный сварочный ток — 160 А; диаметр вольфрамового электрода — 0,8—3,0 мм; масса горелки (без шлангов) — 0,21 кг; охлаждение — водяное
углом наклона (однофазные) ГНР-315 Максимальный сварочный ток — 315 А; диаметр вольфрамового электрода — 3—5 мм; масса горелки (без шлангов) — 0 31 кг; охлаждение — водяное
Горелка для ручной сварки неплавящимся электродом (трехфазная) ГРСТ-1 Максимальный сварочный ток — 250 А; диаметр вольфрамового электродя — 1—4 мм; масса горелки (без шлангов) — 0,65 кг; охлаждение — водяное
Головки для сварки неплавящ1|мся электродом (однофазные) АГВ-1А АГВ-2 АГВ-5М АСГВ-4 АСГВ-4Р Максимальный сварочный ток—1000 А; диаметр вольфрамового электродя — 3—10 мм; диаметр присадочной проволоки — 1,2—3 мм; автоматическое поддержание длины дуги Максимальный сварочный ток — 300 А; диаметр вольфрамового электродя — 1—5 мм; диаметр присадочной проволоки — 1—2,5 мм; Максимальный сварочный ток — 350 А; диаметр вольфремового электрода — 1—5 мм; диаметр присадочной проволоки — 0,8—2,0 мм; автоматическое поддержание длины дуги; механизм поперечного колебания электрода Максимальный сварочный ток — 315 А; диаметр вольфрамового электрода — 1—5 мм'диаметр присадочной проволоки — 0,8—2 мм; автоматическое поддержание длины дуги; автоматическое слежение за стыком То же, но с ручным поддержанием длины дуги и ручной настройкой по
Головка для сварки “еплавящимся Тетродом -ЦВ£Х<Ьазная} АГТФ-1 стыку Максимальный сварочный ток — 600 А; диаметр вольфрамового электрода — 3—10 мм; диаметр присадочной проволоки — 1.6—3 мм
Продолжение табл. Ц.39
Наименование оборудования Модель Краткая техническая характеристика
Полуавтоматы для УПСП-1 Максимальный сварочный ток — ]50 А~
сварки плавящимся электродом ПШП-21 диаметр электродной проволоки — 0,6—1 мм; механизм подачи проволоки — тянущий; масса пистолета — 0,9 кг Максимальный сварочный ток — 300 А; диаметр электродной проволоки — 1,2—2,0 мм; механизм подачи проволоки — толкающий; масса пистолета — 0,8 кг
Автоматы для свар- АДСВ-2 Головка типа АГВ, АГТФ и др,; источ-
км неплавящимся ник питания типа ИПК, ИСВУ и др.
электродом АДСВ-6 Головка типа АСГВ-4; источник питания типа ИПК, ИСВУ и др.
АДСВ-6Р Головка типа АСГВ-4Р; источник питания типа ИПК, ИСВУ и др.
Автомат для сварки АДСП-2 Головка АГП-2; источник питания типа
плавящимся ВСП и др.
электродом Автомат радиально- АРКЗ Головка АСГВ-4, АСГВ-4Р или АГП-4;
консольный для (11П, 12П, источник питания ИПК, ИСВУ или
сварки неплавящим- 21П, 22П) ВСП; размеры деталей: диаметр
ся электродом 1500—3000 мм; длина 2100—2600 мм
Сварочные установки, стенды, манипуляторы
Установки для сварки УСПО Длина листов — 900—2200 мм; диаметр
продольных швов (900П, [ЗООП, обечаек — 205—900 мм
листов, обечаек Установка для 1800П, 2200П) УСЛ-45 УСФП-2 Длина листов — до 4500 мм Диаметр фланца — 50—400 мм
приварки фланцев к поверхности Установка для УСФ-6 Диаметр патрубка — 50—500 мм
приварки патрубков к днищам Установки для свар- УСК-12 Диаметр обечайки — 800—1500 мм;
ки в вертикальной (3500, 7000) длина детали — до 6000 мм
плоскости кольцевых стыков Установки для сварки УСС-1500 Диаметр обечайки — 500—1000 мм;
внутренних и наружных спиральных швов труб из ленточного материала Стенды для сборки СПО длина детали — до 1500 мм Длина детали — 400—2200 мм; диаметр
под продольную (400, 600, 900, обечайки — 195—1250 мм
сварку листов и обечаек Манипуляторы для 1300, 1800, 2200) МАС Диаметр детали — 250—7000 мм
сварки изделий с кольцевыми швами (1, 2, 3, 4) _——
Рис. 11.34. Пост для ручной или автоматической дуговой сварки неплавящимся электродом в инертных газах:
/ — сварочн ый трансфсю матор; 2 — осциллятор; 3 — амперметр переменного тока; 4 — амперметр постоянного тока; 5— балластный реостат; о — вольтметр; 7 — высокочастотный дроссель; в — ротаметр; 9— редуктор; ГО — баллон с газом; // — горелка; 32— стоп сварщика; 33— аккумулятор; 14—дроссель; 35— вентиль
За последние годы проведены интенсивные поисковые работы, которые позволили {значительно усовершенствовать процесс аргоно-дуговой сварки неплавящимся электродом. К новым видам этого способа могут быть отнесены следующие:
1) сварка вольфрамовым электродом переменным асимметричным током;
2) сварка в импульсном режиме;
3) сварка пульсирующим током прямоугольной формы;
4) сочетание действия импульсной и пульсирующей дуги;
5) сварка сканирующей дугой.
блд. СВАРКА ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ
АСИММЕТРИЧНОМ токе
Данный способ используют для ручной и автоматической сварки стыковых, угловых и отбортованных соединений.
По сравнению с аргоно-дуговой сваркой на симметричном переменном Ке (неплавящимся электродом) сварка асимметричным током алюминиевых плавов расширяет технологические возможности за счет регулирования Раметров тока при прямой и обратной полярности. Преобладание состав-и |°1цей пРямой полярности приводит к увеличению глубины проплавления Да CBapKH. а также к повышению стойкости вольфрамового элекгро-Та'1Реоблздание обратной полярности улучшает очистку свариваемого ме-а ст оксидной пленки и улучшает качество формирования шва.
Характеристиками асимметричного тока являются сила тока при прямой и обратной полярности, а также коэффициент асимметрии kx, определяемый отношением среднего значения составляющей /рср прямой полярности к сумме средних значений токов при прямой и обратной / полярности:
J- - ^пр.ср ВС г , г Ллр,ср т 2обр.ср
Рабочее значение асимметричного тока и коэффициента асимметрии определяют по показаниям амперметров, установленных на источнике питания, с помощью номограмм.
Для сварки асимметричным током используют специальные источники питания типа ОАРС. Автоматы, горелки, подготовка сварочных материалов, требования к сборке изделий, техника и технология сварки те же, что и при обычной аргоно-дуговой сварке неплавящимся электродом симметричным переменным током. Ориентировочные режимы автоматической односторонней однопроходной сварки стыковых соединений из алюминиевых сплавов асимметричным током промышленной частоты приведены в табл. 11.40.
Таблица 11,4и, Режимы автоматической сварки стыковых соединений алюминиевых
сплавов асимметричным током
Толщина металла, мм Средние значения тока, А Сварочный ток, А Скорость сварки, м/ч Коэффициент асимметрии. Диаметр вольфрамового электрода, мм Расход аргона, л/мин
«прямого* f<ip.cp «обратного* ^ойр.ср
3-4 65-85 85-65 160-200 15-20 0,45-0,55 4-5 6-8
5-6 100-115 115-100 240-280 14-18 0,45-0,55 5-6 8-10
8-10 200-240 160-130 400-480 10-12 0,55-0,65 8 18-24
12-14 260-300 200-180 540-620 7-8 0,55-0,65 10 26-30
16 290-330 220-190 580-660 4-5 0,55-0,65 10 26-30
Примечание. I, Для и приведены значения, заверенные магнитоэлектрическими приборами.
6.13. СВАРКА ПУЛЬСИРУЮЩЕЙ ДУГОЙ
В авиастроении при изготовлении алюминиевых конструкций с помощью автоматической и ручной аргоно-дуговой сварки вопрос получения плотного металла шва является одним из основных.
Известно, что плотность шва тем выше, чем мельче и более разориенти-рована структура литого металла. Для решения проблемы получения плотных сварных соединений, особенно при изготовлении тонкостенных конструкций из алюминиевых сплавов, необходимо повысить интенсивность разрушения оксидной пленки и одновременно создать условия для формирования разорив ятиро ван ной структуры.
Интенсивность разрушения пленки можно повысить путем изменения характера ввода тепловой энергии и увеличения ее плотности. Так, применение сварки пульсирующей (импульсной) дугой неплавящимся электродом
и плазменной сварки позволяет уменьшить протяженность оксидной пленки соответственно до 50 и 25—35% высоты шва [25]. При этом, если при сварке импульсной дугой имеется возможность управления структурой металла шва, то при плазменной она практически отсутствует. Как показали исследования, при сварке указанными способами незначительные изменения условий фор-
мирования шва или параметров режима приводят к резкому увеличению протяженности оксидной пленки.
Для решения этой задачи перспективным является наложение на дугу мощных кратковременных (длительностью в несколько миллисекунд) импульсов тока, которые позволяют увеличить интенсивность разрушения оксидной пленки и сформировать разориентированную структуру металла шва.
Сварка с наложением импульсов тока производится от двух параллельно подключенных источников; собственно переменного тока и источника импульсов ИМИ-1. От последнего в периоды прямой полярности поступают регулируемые по длительности и частоте единичные или сериальные (“пачки”) импульсы тока (рис. П.35).
При этом их амплитуда должна совпадать с амплитудой синусоидального тока рабочей дуги.
В случае наложения импульсов при горении дуги в период обратной полярности электрод из-за высокой динамической нагрузки разрушается, а
частицы его попадают в металл шва.
При сварке без наложения импульсов оксидная пленка составляет не
менее 80% высоты шва, а при наложении импульсов на оптимальных режимаг при ручной и автоматической сварке — не более 20% шлсоты шва. Раздробленная пленка в виде мелких частиц неправильной формы разносится турбулентными потоками жидкого металла по всему объему сварочной ванны. Наибольшее их количество обнаруживается ближе к поверхности выпуклости шва. Наложение импульсов тока на сварочную ванну приводит к активному перемешиванию жидкого металла, способствует всплыванию газовых пузырьков, что Уменьшает пористость металла сварных швов.
Процесс сварки с наложением на дугу крат
Рис. [1.35. Схема положения импульсов тока — единичных (а) и “пачками” (б)
ковременных импульсов тока характеризуется значительно большим количеством параметров режима.
Из всех параметров режима наибольшее значение имеет амплитудный ток импульса. Если он выше основного уровня, то длительность паузы, в отличие ст длительности импульса и количества импульсов в “пачке”, несущественно влияет на толщину оксидной пленки. Так, если длительность паузы больше 0,06 с, то протяженность оксидной пленки увеличится незначительно. При максимальных значениях тока в импульсе и неизменных других параметрах она не превышает 22—25% высоты шва. Проведенными исследованиями установлено, что длительность паузы 0,06—0,08 с является одним из необходимых условий формирования разориентированной структуры металла шва при сварке алюминиевых сплавов. Из этого следует, что область оптимальных режимов, способствующих образованию разориентированной структуры металла шва, сдвигается в сторону больших значений д лительности паузы. В этом случае формируется разориентированная структура, при которой гарантирована вакуумная плотность металла шва.
Таким образом, наложение импульсов тока эффективно способствует повышению герметичности сварных швов и позволяет практически решить проблему ликвидации течей и несплошностей в сварных соединениях при сварке алюминиевых сплавов толщиной 1—3 мм.
Пульсация дуги может быть достигнута также при асимметрии тока в период ы прямой и обратной полярности, в случае низкочастотной модуляции сварочного тока или изменения амплитуды импульсов — при прямой полярности (рис. П.36). В работе [26] авторами рассмотрены все три указанных варианта импульсной дуговой сварки и проанализированы особенности образования и разрушения оксидной пленки в сварочной ванне в этих случаях по сравнению со сваркой симметричным синусоидальным и симметричным трапецеидальным током. Исследования выполнены с использованием источника питания И-160, позволяющего использовать любую из трех названных форм сварочного тока.
Прямоугольная форма волны (рис. 1136, а) обеспечивает резкое изменение давления дуги в момент смены полярности. Путем независимого регулирования амплитудных значений и длительностей импульсов тока при каждой полярности можно устанавливать значения коэффициентов амплитудной к^ и временной асимметрия в пределах 0,3—0,7, при которых валики швов имеют удовлетворительную форму.
Модуляция сварочного тока характеризуется периодическим изменением амплитудных значений тока при прямей и обратной полярности в периоды импульса и паузы, при неизменных коэффициентах асимметрии (рис. 11,36, б).
Периодическое увеличение амплитуды импульсов тока при прямой полярности приводит к изменению коэффициента амплитудной асимметрии, а амплитудные значения тока при обратной полярности остаются неизменными (рис. 11.36, в).
Процесс сварки с периодическим изменением амплитуды импульсов тока при прямой полярности можно рассматривать как частный случай сварки модулированным током, с той лишь разницей, что амплитуда тока при обратней полярности здесь остается неизменной. Пульсация тока при прямой полярности призвана способствовать эффективному перемешиванию расплавленного металла сварочной ванны и дроблению оксидной плены без снижения эффективности катодной очистки. При этом условия образования и разрушения оксидной плены несколько отличаются от тех, которые имеют место при модуляции тока в период
Рис. П.36. Схемы прямоугольного асимметричного (л), модулированного (б) тока и Юка с периодическим изменением амплитуды импульсов при прямой полярности (в):
и - амплитудные значения тока при прямой н обратной полярности; 7^ и — то же, в период паузы; и т^ — длительности протекания тока при прямой и обратной полярности; т, и т„ ‘ - длительности импульса и паузы
обеих полярностей. Выбранные для пауз одинаковые амплитуды токов при обеих полярностях не обеспечивают равновесия процессов образования и разрушения оксидной плены в случае формирования мощных импульсов тока при прямой
полярности, так как интенсивность окисления металла здесь резко увеличивается, и выбранное значение тока при обратной полярности оказывается недостаточным для эффективной катодной очистки. В результате протяженность включений оксидной плены в швах
б
\ Рис. 11.37. Изменение длительности процесса катодной очистки в зависимости от формы сварочного тока: а — синусоидальная форма; б — трапецеидальная; в — прямоугольная; I’S' — минимальное значение “обратного” тока, при котором обеспечивается достаточная катодная очистка;
— время, в течение которого обеспечивается достаточная катодная очистка; т* — время, в течение которого достаточная катодная очистка не обеспечивается
может увеличиваться по сравнению со сваркой обычным синусоидальным током. Сокращение длительности импульсов при увеличении длительности пауз позволяет снизить степень окисления. Однако при этом уменьшается и эффективность гидродинамического воздействия импульса на расплавленный металл.
Наиболее благоприятные условия для катодного разрушения исходной оксидной плены и предотвращения ее образования достигаются при сварке импульсной дугой, питаемой током при разной полярности и с коэффициентами к' = 0,6—0,7, jt^j. = 0,3—0,4. За счет амплитудной асимметрии создается большой перепад давлений дуги при смене полярности, что способствует эффективному перемешиванию расплавленного металла сварочной ванны и дроблению оксидной пленки в донной части. Временная асимметрия позволяет обеспечить хорошую катодную очистку за счет сокращения длительности
импульсов тока при прямой полярности (период окисления) и увеличения длительности импульсов тока при обратной полярности (период очистки). Хорошая катодная очистка обеспечивается лишь при определенных минимальных значениях тока (/"*") в период обратной полярности (рис. 11.37). Поэтому продолжительность нарастания и спада сварочного тока при обратной полярности в сумме с длительностью протекания тока при прямой полярности составит время, в течение которого требуемый уровень катодной очистки не достигается (ток). При переходе от синусоидальной формы тока к трапецеидальной и прямоугольной длительность нарастания и спада тока сокращается, благодаря чему создаются более благоприятные условия для катодного разрушения оксидной плены в процессе сварки. Кроме того, прямоугольная форма сварочного тока обеспечивает более резкое изменение силового воздействия дуги при смене полярностей по сравнению с синусоидальной, что способствует интенсификации конвективных потоков в сварочной ванне. Резкие колебания объема расплавленного металла по всей глубине ванны приводят к дроблению оксидной пленки и выносу ее частиц на поверхность, где она подвергается катодному разрушению под непосредственным воздействием дуги.
Наиболее существенное влияние на процессы кристаллизации оказывает низкочастотная модуляция сварочного тока. Периодическое наложение импульсов приводит к подплавлению кристаллитов с образованием новых активных центров кристаллизации (за счет оплавления осей второго порядка), что приводит к формированию мелкокристаллической слоистой структуры [27}.
Применение асимметричного разнополярного тока прямоугольной формы способствует эффективной дегазации расплава в сварочной ванне. При этом более плотные соединения получаются в случае сварки на режимах с преобладанием обратной полярности. Например, пористость соединений сплава 1420 в этом случае в 3—5 раз меньше, чем у швов, выполненных на “симметричных” режимах сварки. Однако наиболее эффективной (с точки зрения дегазации расплавленного металла) при сварке сплава 1420 является низкочастотная модуляция тока (с частотой 1—8 Гц). Сварка на таких режимах позволяет достигнуть десяти кратного уменьшения количества пор в швах.
Vnap
6.1.4. СВАРКА СКАНИРУЮЩЕЙ ДУГОЙ
Этот вид аргоно-дуговой сварки применяется при изготовлении конструкций со швами сложной формы. Автоматическая аргоно-дуговая сварка производится неплавящимся электродом с центральной подачей присадочной проволоки. Сканирование дуги происходит путем орбитального движения электрода с отогнутым рабочим концом (рис. 11.38) при эксцентритете 1—1,5 мм [28].
Рис. 11.38. Схема процесса сварки сканирующей дугой:
/ — электрод' 2 — свариваемая деталь; 3 — электродо-держатель; а — угол наклона электрода к поверхности свариваемой детали; — радиус сканирования
Использование процесса сварки сканирующей дугой обеспечивает стабильное по ширине формирования шва.
Металл шва, выполненного обычной дугой, характеризуется наличием крупных кристаллов, прорастающих от линии сплааления, а также протяженного осевого кристаллита. При кристаллизации металла шва, полученного сваркой сканирующей дугой, образуется разориентированная мелкозернистая структура без центрального кристаллита. Измельчение структуры металла шва является следствием перемещения активного пятна дуги по поверхности сварочной ванны и повторного переплава кристаллов и сопровождается повышением скорости кристаллизации во всем исследованном диапазоне частот сканирования дуги (30—120 об/мин).
Перемещение пятна нагрева по поверхности сварочной ванны в процессе сканирования дуги способствует перемешиванию расплава, выравниванию температуры в нем.
Благоприятное воздействие сканирования дуги — измельчение структуры шва при сварке с присадочной проволокой и без нее было установлено на сплавах АМгЗ и АМгб, а также 1201.
Установлено также [29] благоприятное воздействие сканирующей дуги с точки зрения уменьшения пористости сварных швов. Влияние сканирования дуги на пористость швов, по-видимому, объясняется повышением эффективности процесса катодного распыления оксидной плены при движении катодного пятна по круговой траектории. Наряду с перемещением дуги вдоль шва со скоростью сварки это создает условия для последовательной обработки катодным пятном практически всей поверхности расплавленного металла и повышает степень очистки поверхности ванны от оксидной плены.
Сопоставление сечений швов, полученных сваркой обычной и сканирующей дугой, при неизменных параметрах режима сварки указывает на некоторое увеличение размеров шва в последнем случве. Это может быть следствием того, что часть энергии дуги расходуется на плавление дополнительных объемов основного металла, сопровождающееся снижением перегрева расплава сварочной ванны и уменьшением потерь легирующих элементов.
Применение поперечных колебаний стабилизирует проплавление и исключает возможность несплавления кромок.
Образование прожогов при зазорах, составляющих до 25% толщины кромки, исключено; формирование шва проходит стабильно. Орбитальное движение электрода позволяет снизить требования к точности перемещения сварочной головки по свариваемому контуру (например, при сварке каркасов). Отклонение сварочной головки от свариваемого контура не более чем на 0,5 радиуса орбитального движения электрода не снижвет качества сварного изделия.
6.1.5. ПЛАЗМЕННАЯ СВАРКА
Сварка алюминиевых сплавов плазменной (сжатой) дугой на переменном токе. Среди существующих способов сварки алюминия и его сплавов неплавящимся электродом одним из наиболее перспективных является сварка плазменной дугой. Этот процесс отличается достаточной стабильностью и обеспечивает высокое качество металла шва. Алюминиевые сплавы могут быть
сварены плазменной дугой в аргоне при обратной полярности. Однако при данном способе требуется интенсивное охлаждение неплавящегося электрода, на котором выделяется значительное количество тепла. Сварка алюминиевых сплавов на переменном токе в аргоне плазменной дугой, при горении которой тепловыделение на электроде на много меньше, неприемлема из-за отсутствия эффекта катодной очистки свариваемой поверхности.
Существенно расширить возможности и реализовать преимущества плазменной сварки алюминия позволяет использование асимметричного разнополярного тока прямоугольной формы. При этом длительность протекания тока при обратной полярности выбирается минимальной, но достаточной для катодной очистки свариваемых кромок и присадочного материала, что снижает тепловыделение на электроде. Прямоугольная форма сварочного тока позволяет обеспечить стабильное горение сварочной дуги при перемене полярности благодаря минимальному времени установления рабочего значения тока. Для плазменной сварки на асимметричном переменном токе прямоугольной формы созданы [30] специальный источник питания И-196 и плазмотроны для работы на токах до 300 А. Схема процесса сварки сжатой дугой в атмосфере аргона или гелия показана на рис. П.39.
Конструкция разработанного плазмотрона ПД174М (сварочный ток до 350 А) позволяет устанавливать с помощью регулировочных винтов вольфрамовый электрод соосно плазмообразующему вадоохлаждаемому соплу без разборки плазмотрона. В отличие от микроплазменной сварки на переменном токе электрод служит здесь катодом и анодом. В качестве плазмообразующего газа применяется аргон, защитного — аргон, гелий или их смеси. Хорошее формирование обратного валика обеспечивается как на подкладке, так и “на весу” щ>и сквозном проникновении дуги. Кроме того, благодаря более высокой концентрации энергии по сравнению с обычной аргоно-дуговой сваркой уменьшается требуемая погонная энергия сварки.
Исследованы особенности процесса при односторонней однопроходной сварке в нижнем положении стыковых соединений сплавов АДО, АМгб и 1201 толщиной до 12 мм без разделки кромок. Требуемое формирование обратной стороны шва обеспечивается как “на весу” в режиме сквозного
Рис. 11.39. Схема процесса плазменной сварки алюминиевых сплавав на переменном токе: / — источник питания (основной); 2~ источник питания дежурной дуги; 3 — плазмотрон; 4 — изделие
Рис. 11.40. Плазменная сварка алюминиевых с пл а-во в в режиме сквозного отверстия: а - схема получения соединений (/ — плазменная струя; 2 - плазмотрон; 3 жидкий металл; 4~ ’‘замочная скважина ); 6— внешний вид шва
отверстия (рис. 11.40), так и при традиционной сварке. Отметим, что односторонняя сварка в режиме сквозного отверстия позволяет выполнять вертикальные и горизонтальные швы на вертикальной плоскости.
При плазменно-дуговом процессе, благодаря более высокой концентрации энергии по сравнению с обычным аргоно-дуговым, в 2—3 раза уменьшается требуемая погонная энергия сварки. Эго позволяет повысить скорость сварки металла толщиной 2—4 мм до 60—80 м/ч. Кроме этого, важным достоинством процесса является уменьшение на порядок количества и протяженности включений оксидных плен в швах по сравнению с известными способами дуговой сварки. Этому способствует специфический характер перемещения расплава сварочной ванны (особенно при односторонней сварке “на весу” в режиме сквозного отверстия).
В большинстве случаев не требуется тщательная зачистка (шабрение) кромок. В связи с малой погонной энергией сварки коэффициент прочности соединений из сплава 1201 превышает таковой в случве обычной аргонодуговой сварки примерно на 10%.
По сравнению с плазменной сваркой на постоянном токе при обратной полярности повышается стойкость вольфрамового электрода — в связи с меньшим количеством тепла, выделяемого на нем, упрощается конструкция плазмотрона и уменьшается его габарит.
Плазменная сварка на асимметричном переменном токе перспективна для изготовления узлов и конструкций из высокопрочных наторгованных алюминиевых сплавов, а также новых алюминий-литиевых сплавов, склонных к разупрочнению, образованию пористости и включений оксидных плен. Данный способ рекомендуется и дня скоростной сварки полотнищ, стрингерных панелей, труб различного назначения.
Таким образом, аргоно-дуговая сварка пульсирующей дугой и плазменная сварка разнополярным асимметричным током перспективны для создания сварных конструкций ответственного назначения из легких высокопрочных наторгованных или термоупрочияемых сплавов, склонных к разупрочнению, образованию пористости и включений оксидных плен.
Плазменная сварка (сжатой дугой) на постоянном токе при обратной полярности (табл. 11.41). Высокая платность тока в столбе дуги, большая
Таблица П.41. Режимы сварки плазменной дугой стыковых соединений алюминия
Характеристика рвзвелки и шва Толщина металла, мм Диаметр отверстия сопла, мм Сварочный ток, А Напряжение на дуге, В Диаметр присадочной проволоки, мм Расход защитного аргона, л/мин Скорость сварки, м/ч Количество проходов
Без скоса кромок, 4 6,0 100-140 38-42 2 6-8 10-12 1
шов односторон- 8 7,5 170-290 38-42 3 10-14 5-6,5 2
нийФ на съемной подкладке 12 7,5 280-340 38-42 3 10-14 5-6,5 2
Без скоса кромок, 4 6,0 90-120 38-42 2 6-8 11-12 2
шов двусторонний 12 7,5 280-340 38-42 3 10-14 6-6,5 2
Скос двух кромок 12 8,5 320-390 40-45 3 12-16 5-6 3
(угол 70°, притупле- 16 9,5 360-400 40-45 3 12-16 5-6 4
ние 1—3 мм), шов односторонний, на съемной подкладке 20 9,5 350-400 40-45 3 12-16 5-6 4
Два симметричных 16 9,5 330—400 40-45 3 12-16 5-5,5 6
прямолинейных 20 9,5 330-400 40-45 3 12-16 5-5,5 6
скоса двух кромок (угол 70°, притупление 2—4 мм) 30 10,5 330-400 40-45 3 12-16 5-5,5 8
Примечания: J. Расстояние между соплом и изделием при сварке без скоса кромок — 12 — 16 мм, при сварке со скосом кромок — 16—22 мм, 2. Расход плазмообразующего аргона — 1,2—2 л/мин.
концентрация энергии при этом процессе способствует повышению скорости сварки, благоприятно влияют на металл ЗТВ и позволяют уменьшить деформацию конструкций по сравнению с аргоно-дуговой сваркой переменным током.
Горение дуги весьма устойчиво, а малая чувствительность процесса к колебаниям ее длины значительно облегчает операцию сварки.
Вольфрамовый электрод в плазменной горелке запрессовывают в охлаждаемую медную обойму, что продлевает срок его службы. Глубина погружения медно-вольфрамового электрода по отношению к срезу формирующего сопла составляет 1,5—2,5 мм. При более глубоком погружении электрода в сопло затрудняются возбуждение и горение основной дуги. Длина факела дежурной дуги поддерживается в пределах 5—8 мм. При сварке торец электрода устанавливают перпендикулярно к оси канала сопла. Сам плазмотрон располагают под углом до 10" относительно вертикальной оси. Угол между плазмотроном и присадочной проволокой — 90—100°. Увеличение тока от минимального значения до заданного производится в течение 15—20 с. При нарушении формирования шва (появление морщинистой поверхности) уменьшают длину дуги или увеличивают скорость сварки. Появление загрязнений на поверхности шва, сопровождающееся повышением напряжения дуги, свидетельствует о загрязнении плазмотрона.
Однопроходная сварка изделий малых толщин предусматривает проплавление кромок на всю толщину и формирование выпуклости с обратной стороны шва. Двустороннюю сварку стыковых соединений выполняют на подкладке, причем после сварки с одной стороны обратный валик удаляют, место сварки зачищают механическим способом, обезжиривают и сваривают с обратной стороны. При двухслойной сварке стыковых соединений допускается первый проход выполнять путем проплавления свариваемых кромок без подачи присадочной проволоки.
Для плазменной сварки алюминия на постоянном токе при обратной полярности рекомендуется применять установки УПС 501У4 (токи до 500 А) и УПС 801 УЗ (токи до 800 А). Эти установки состоят из механизма перемещения плазмотрона, сварочного выпрямителя В ПС 501 или ВПС 801, блока управления и плазмотрона ГПР501 или ГПР502.
Можно применять сборные посты, укомплектованные выпрямителями И ПР-160/600, ВДУ-504 и аппаратурой управления АУЛ С-В, сварочной головкой ГСУ-7 или автоматами АРК, АДСВ5, АСТВ-2М. Для сварки и управления циклом сварки могут быть применены модернизированные шкафы управления для серийных установок УПУ-ЗМ, УПР-3, АПР402у4 и др.
Микроплазменная сварка(р\к.. П.41). Алюминий и его сплавы сваривают асимметричным синусоидальным током промышленной частоты или разнополярными прямоугольными импульсами регулируемой частоты (табл. П.42 и П.43). Амплитуда импульсов тока при прямой полярности, как правило, в 2—3 раза больше амплитуды импульсов при обратной полярности.
Необходимое условие существования устойчивого процесса микроплаз-менной сварки — наличие малоамперной (1—5 А) дежурной дуги постоянного тока, горящей непрерывно между соплом и вольфрамовым электродом.
По сравнению с аргоно-дуговой сваркой микроплазмен-ный способ обеспечивает более устойчивое горение дуги на малых токах, меньшую ширину швов, ббльшую глубину проплавления и более узкую зону термического влияния. Благодаря этому повышаются механические свойства сварных соединений и уменьшаются деформации свариваемых изделий. М икроплазменной сваркой можно выполнять стыковые, отбортованные и угловые соединения металла толщиной 0,2—2 мм. Разделка кромок для всех типов соединений не требуется. При толщине металла 0,2—0,5 мм более ста-
бильное качество стыковых соединений достигается в случае применения присадочной проволоки. Металл толщиной 0,6—2 мм можно сваривать встык как с использованием присадочной проволоки, так и без нее.
Стыковые соединения сваривают на технологической подкладке из коррозионно-стойкой стали с канавкой. Тавровые соединения микроплазменной сваркой выполнять не рекомендуется.
Для микроплазменной сварки изделий необходимы приспособления, обеспечивающие плотную подгонку свариваемых кромок.
Рис. 11.41. Схема микроплазменной сварки: 1 — источник литания; 2 — медное водоохлаждаемое сопло; 3— вольфрамовый электрод; 4— керамическое сопло; 5 — источник питания дежурной дуги; о — изделие
Таблица 11.42. Ориентировочные режимы микроплазменной сварки алюминия и его сплавов переменным током промышленной частоты
Марка сплава Толщина металла, мм Среднее значение тока, А Напряжение на дуге, В Скорость сварки, м/ч Диаметр вольфра-нового электрода, мм Расход газов, л/мин
«прямого «обратного аргона гелия
АДО АМгб 0,3 12-15 8-10 8-10 6-8 16-18 25-30 1,0 0,15-0,2 2-3
АДО АМгб 0,5 22-26 16-18 16-18 10-12 20-22 22-26 1,0-1,5 0,2-0,25 2-3
АДО АМгб 1.0 30-46 30-34 22-25 18-22 22-24 20-24 1.0-1,5 0,25-0,3 3-4
АДО АМгб 1,5 50-60 40-50 25-30 20-25 22-24 18-24 1,5-2,0 0,3-0,35 4-5
Примечания : 1. При ручной микроплазменной сварке скорость сварки снижается до В—15 м/ч с одно-временным уменьшением сварочного тока. 2. Для I и приведены средние значения, замеренные магнитоэлектрическими приборами.
аблица 11.43. Ориентировочные режимы микро плазменной сварки алюминия и сплава АМгб разнополярными прямоугольными импульсами
Источник питания Марка сплава Толщина металла, мм Среднее значение тока, А Длительность импульса, с Скорость сварки» м/ч Диаметр вольфра-мового электрода» мм Расход тазов» л/мин
прямая полярность <V> обратная полярность аргона гелия
МПУ-РИ АДО 0,3 10 12 8-10 0,02 0,04 25-30 1.0 0,15—0,2 2-3
АДО 0,5 20-25 15-20 0,03 0,03 25-30 1.0 0,2-0,25 2-3
МПУ-5 АДО AM 16 1,0 40-50 35-40 18-20 16-18 0,04 0,04 20-25 1,0 0,25-0,3 3—4
АДО AM 16 1,5 70-80 60-70 25-30 20—25 0,06 0,06 20-25 1.5 0,3-0,35 3—4
АДО AM 16 2,0 110-130 90-110 30-40 30-40 0,08 0,08 15-20 1,5-2 0,35-0,4 4-5
Примечание. Для 4, и приведены амплитудные значения» замеренные по осиилпснраммам тока.
В качестве плазмообразующего газа при этом способе используют аргон, а защитного — гелий. Гелий, защищая сварочную ванну от атмосферы, затрудняет развитие фронта ионизации в радиальном направлении и, дополнительно сжимая дугу, делвет ее пространственно устойчивой. Дежурная дуга возбуждается с помощью осциллятора при обязательной подаче плазмообразующего газа. Факел дежурной дуги должен иметь форму конуса длиной 6—10 мм. В процессе сварки видимую часть длины дуги необходимо поддерживать в пределах 3—5 мм.
Для предотвращения образования трещин в кратере шва при ручной микроплазменной сварке заканчивать шов необходимо с интенсивной подачей в сварочную ванну присадочной проволоки и с плавным увеличением дугового промежутка. При автоматической сварке используются специальные устройства для заварки кратера. После обрыва дуги подачу защитного газа следует прекращать по истечении 5—10 с.
В качестве источников питания для ручной и автоматической микроплазменной сварки алюминия и его сплавов используют аппараты асимметричного переменного тока А1281У, а для автоматической сварки разнополярными прямоугольными импульсами — аппараты МПУ-РИ, МПУ4 и МПУ5. При ручной и автоматической сварке применяют соответственно горелки О61160А и 061213, при механизированной сварке — автоматы микроплазменной сварки А1342, а также другие серийно изготовляемые головки для аргоно-дуговой сварки, которые обеспечивают стабильное и точное перемещение горелки по линии сварки.
6.1.6. ПРИМЕНЕНИЕ ФЛЮСОВ-ПАСГ ПРИ АРГОНО-ДУГОВОЙ СВАРКЕ
В качестве варианта технологии аргоно-дуговой сварки алюминиевых сплавов может выступать использование специальных флюсов серии ТФА (табл. 11.44) [12], которые необходимо наносить в виде пасты на тыльную
поверхность соеди- Таблица 11.44. Флюсы, используемые при аргоно-няемых деталей. дуговой сварке алюминиевых сплавов Отпычяягк пьт-
соким поверхност- Марм Средний состав, %
ным натяжением, ИЭС расплавленный флюс фА_] при сварке выпол- няет роль “упругой ФА-1Т подпорки” и способ- ТФА-1 ствует уменьшению провисания корня ТФА-j шва при сварке ТФА-5 35UF-4ONaF-25CaF1 25LiF-25MgF?-25CaF2-25SrF. 24LiF-24MgF1-24CaFi-24SrF!-4Ti 30LiF-20MgFJ~25CaFj-25SrFI гОСаРг-КМв^-Шг^-гоиР-ЗВе^-ЗОК/г^ 29LiF-i4CaFj-23BaFj-21MgFJ-13CaCl2
встык с полным
проплавлением. Формирование корня шва с малым провисанием исключает необходимость применения формирующих подкладок, что очень удобно при сварке изделий с замкнутым объемом. Одновременно с уменьшением провисания корня шва при использовании флюса шов становится шире; изменяются также форма и размеры наплавленного металла и обратного валика.
После сварки по обычной технологии на оси корня шва сохраняется четкая линия бывшего стыка; при использовании флюса она отсутствует. Гладкая и блестящая поверхность корня шва при использовании флюса свидетельствует отом, что оксидная пленка, покрывавшая корень шва, перешла в шлак и после промывки в воде была удалена вместе с остатками флюса.
Применение флюсов позволяет получать доброкачественные сварные соединения из алюминиевых сплавов 1420, 1201, АМгб и др.
Полное подавление пор в швах сплава 1420 происходит при удалении до сварки поверхностного слоя толщиной 0,04 мм и использовании флюса ТФа-8. Другие известные флюсы, предназначенные для сварки алюминиевых сплавов, оказываются менее эффективными в отношении снижения (устранения) пористости в сварных швах на сплаве 1420.
Поскольку при сварке с использованием флюсовпаст уменьшаются размеры обратного валика, необходимо осуществлять некоторую корректировку режима сварки. Корректировка заключается либо в увеличении сварочного тока при сохранении прежней скорости сварки, либо в уменьшении скорости сварки при неизменной сиде сварочного тока, либо в изменении одновременно обоих параметров. Такая корректировка параметров позволяет получить хорошо сформированный обратный валик.
Рекомендуемые режимы ручной аргоно-дуговой сварки алюминий-магниевых сплавов при выполнении различных видов соединений приведены в табл. П.45. Режимы автоматической аргоно-дуговой сварки алюминиймагниевых сплавов, а также высокопрочных термически упрочняемых алюминиевых сплавов 1420 и 1201 рекомендуются в табл. 11.46 и П.47.
Чтобы повысить прочностные характеристики сварных соединений сплавов 1420и 1201, после сварки необходимо осуществлять искусственное старение.
Подварка сварных швов сплава 1420, выполненных без флюса, приводит к появлению дополнительных пор в местах повторного расплавления. Искусственное создание прожогов при сварке с использованием флюса ТФА-8 и последующая одно- или двукратная заварка дефекта способствуют по-
Таблица 11.45. Режимы ручной ар го но-дуговой сварки алюминий-магниевых сплавов
Соединение Толщина детали, мм Сварочный ток, А Расход аргона, л/мин Соединение Толщина детали, мм Сварочный ток, А Расход аргона, л/мин
Стыковое 0,8 30-50 4-6 Тавровое 0,8 30-50 4-6
1,0 50-70 4-6 1,0 50-70 4—6
1,5 70-90 4-6 1,5 70-90 7-8
2,0 90—110 7-8 2,0 90-110 7-8
3,о 110-120 7-8 3,0 160-170 8-10
4,0 150-180 8-10 4,0 150-180 8-10
5,0 200-240 8-10 5,0 200-240 9-12
6,0 210-250 9-12 6,0 210-250 9-12
8,0 230-270 9-12 8,0 230-270 9-12
Угловое 0,8 40—60 4-6 По от- 0,8 40—60 7-8
1,0 70-85 7-8 бортовке 1,0 70-85 7-8
1,5 95-110 7-8 кромок 1,5 95-110 9-11
2,0 110-120 9-11 2,0 110-120 9-11
3,о 140-160 9-11 3,0 140-160 9-11
4,0 160-190 8-10 4,0 160-190 9-12
5,0 210-250 9-12 5,0 210-250 10-14
6,0 230-270 9-12 6,0 230-270 14-16
8,0 250-290 9-12 8,0 250-290 14-16
лучению качественных сварных швов. Три и более подварки нецелесообраз-
ны, так как при этом в подваренных местах появляются поры.
Применение обычной вентиляции обеспечивает на сварочном посту хорошие санитарно-гигиенические условия. Выделение вредных газов незначительно, существенно ниже допустимых норм. Обусловлено это тем, что, во-первых, отсутствует непосредственный контакт флюсов со сварочной дугой, во-вторых, мал удельный расход флюса (при использовании флюсов в виде паст их удельный расход в десятки и сотни
Таблица II. 46. Режимы автоматической сварки стыковых соединений алюминий-магниевых сплавов
раз меньше, чем при сварке под сяоем флюса и по слою флюса). Таким образом,
Толщина детали, мм Ток, А Напряжение В Скорость сварки, м/ч Скорость подачи проволоки, м/ч Расход аргона, л/мин использование при аргоно-дуговой сварке разработанных флю-
0,8 40-60 7-9 16-20 40-50 7-8 сов обеспечивает по-
1,0 60-80 7-9 16-20 40-50 7-8 лучение доброкачест-
1,5 100-12 7-9 16-20 40-50 7-8 венных сварных со-
2,0 120-14 8-10 16-20 40-50 9-11 единений из аяюми-
3,0 180-20 8-10 16-20 50-60 10-12 ниевых сплавов при
4,0 190-23 10-12 16-18 50-60 14-16 хороших санитарно-
5,0 220-26 12-14 16-18 50-60 16-18 гигиенических услови-
6,0 250-29 12-14 16-18 60-70 16—18 ях производственного
8,0 310-35 14-16 16-18 70-80 ЕЬ—18 процесса.
Таблица 11.47. Режимы автоматической сварки стыковых соединений высокопрочных алюминиевых сплавов
Толщина детали, им Ток, А Напряжение. В Скорость сварки, м/ч Скорость ПО' дачи проволоки, ы/ч Расход аргона, л/мин
Сплав 1420
1,2 70-80 6-8 16-20 40-50 6-7
1,5 80-90 7-9 16-20 40-50 6-7
2,0 90-100 10-12 16-20 40-50 8-10
2,5 110-130 10-12 16-20 40-50 8-10
3,0 150-170 12-14 16-20 40-50 8-10
4,0 200-230 12-14 16-20 40-50 10-12
Сплав 1201
1,2 75-85 6-8 16-20 40-50 6-7
1,5 85-95 7-9 16-20 40-50 6-7
2,0 100-110 10-12 16-20 40-50 8-10
2,5 120-140 10-12 16-20 40-50 8-10
3,0 160-180 12-14 16-20 50-60 8-10
4,0 215-245 12-14 16-20 50-60 10-12
6.1.7. СВАРКА ТРЕХФАЗНОЙ ДУГОЙ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ ТОКЕ
При этом способе к двум вольфрамовым электродам и свариваемому
изделию подводится переменный ток от трехфазного источника питания (рис. П.42). Одновременно горят три дуги — между каждым из электродов и
изделием и независимая дуга меньшей мощности между электродами. Трехфазная дуга отличается высокой устойчивостью
горения и обеспечивает более высокую по сравнению с однофазной производительность процесса — благодаря повышенной проплавляющей способности.
При сварке трехфазной дугой имеется возможность в широких пределах регулировать характер тепловложения в кромки за счет перераспределения мощности путем изменения соотношения тока в детали и токов в электродах, а также изменения положения электродов относительно плоскости стыка. При последовательном расположении электродов достигается большая глубина проплавления, при параллельном подучаются широкие швы с маяой глубиной проплавления.
Трехфазную дугу используют в основном Для автоматической сварки стыковых соединений в нижнем положении. Сварку производят
Рис. 11.42. Схема сварки в среде инертных газов трехфазной дугой с неплавящи-мися электродами: / — вольфрамовые электроды;
— струя инертного газа
Таблица 11.48. Ориентировочные режимы односторонней автоматической сварки трехфазной дугой стыковых соединений алюминиевых сплавов
Толщина металла, мм Диаметр вольфра-мойого электро-ла, мм Ток, А Скорость подачи проволоки, м/ч Скорость сварки, м/ч Расход аргона, л/мин
в электродах в деталях
4 4 210-230 350-380 30-40 30 10-15
6 5 240-270 420-460 30-40 25 10-15
8 6 310-350 520-580 30-40 20 10-15
10 8 430-500 620-710 40-50 15 15-18
20 10 550-620 920-1000 40-50 10 35-40
25 10 580-650 950-1050 50-80 10-12 35-40
30 10 600-700 1100-1200 60-80 8-9 35-40
с присадкой или без нее. Режимы односторонней сварки таких соединений приведены в табл. 11.48. Без разделки кромок за один проход сваривают металл толщиной до 30 мм. В этом диапазоне меньшие толщины относятся к техническому алюминию, причем при сварке металла толщиной более 10 мм требуемся обеспечить контролируемый зазор. Большие толщины сваривают погруженной дугой. Горелку устанавливают под углом 80—90° к изделию.
Для трехфазной сварки используют источники питания ИТД 600/100, ИТДИ -125, ИТДИ-315. Последние два источника могут работать как в непрерывном, так и в импульсном режиме. Применяются головки типа АГТФ или предназначенные для сварки однофазной дугой, но снабженные двух-электрсшными горелками.
6.1 Л. СВАРКА ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ НА ПОСТОЯННОМ ТОКЕ ПРИ ПРЯМОЙ ПОЛЯРНОСТИ В ГЕЛИИ
При сварке в среде гелия напряжение на дуге вдвое больше, чем при аргоно-дуговой сварке (рис. 11.43). Применение гелия при сварке повышает тепловую мощность дуги, позволяет вести сварку на повышенных скоростях, увеличивает возможность сваривать матерная больших толщин за одни проход (рис. П.44), уменьшает зону термического влияния при сварке металла в нагартованном и термически упрочненном состоянии.
Сравнительно малая погонная энергия обусловливает уменьшение тепло-вложенил в основной металл, уменьшение зоны термического влияния и формирование более узких швов, чем при аргоно-дуговой сварке переменным током. При этом прочность сварных соединений термоупрочняемых сплавов на 10—15% выше.
Наибольшая эффективность процесса обеспечивается при небольшом дуговом промежутке и погружении дуги в основной металл. Поддерживать вручную необходимую длину дуги практически невозможно. Поэтому применяют автоматические системы регулирования напряжения на дуге (АРНД). При этом сварочные горелки должны иметь механизм перемеще
ния электрода (горелки А1490 и А1736). При работе на сборном рабочем посту допускается использование отдельных блоков регулирования напряжения на дуге с чувствительностью 0,1—0,2 В (рис. 11.45).
Колебания уровня сварочной ванны отрицательно сказываются на работе системы АРНД. Поэтому допустимый зазор при сварке не должен превышать 0,5 мм, а смещение кромок должно быть не более 10% и не превышать 1 мм.
В связи с изложенным сварку постоянным током при прямой полярности в гелии выполняют в основном автоматическим способом. Для этого используют подвесные головки, например ГСУ-7, автоматы консольного типа АРК, автоматы тракторного и кареточного типа АДСВ-5, АДСВ-2, АСТВ-2М и др. Источники питания должны обеспечивать напряжение холостого хода 60—65 В.
Для сварки используют выпрямители ВСВУ, ВДУ или генераторы с падающей характеристикой. Для возбуждения дуги применяют осцилляторы типа ОСПЗ-2М И др.
Указанным способом выполняют стыковые соединения без разделки кромок. Односторонняя сварка изделий предусматривает проплавление кромок на всю толщину и формирование выпуклости с обратной стороны шва. Зазор между свариваемым металлом и подкладным устройством с канавкой, формирующей обратную сторону шва, не должен превышать 0,5 мм. Для сварки соединений толщиной до 12 мм необходима симметричная конусная заточка вольфрамового электрода с углом в вершине 90' (рис. П.46, а). Для сварки металла больших толщин применяют заточку с эксцентричным смещением вершины конуса электрода в сторону направления сварки (рис. 11.46, 6). Такая заточка электрода вызывает смещение дуги к передней кромке ванны, способствуя более быстрому оплавлению, спокойному течению металла и лучшему формированию шва. Диаметр неплавяше-гося электрода и форму заточки рабочего
в
Рис. 11.43. Изменение напряжения на дуге (а), тепловой мощности (б> и скорости сварки (в) в зависимости от состава инертного газа и рода тока:
1 — постоянный ток, обратная полярность; 2 — переменный ток; 3 — постоянный ток, прямая полярность
Рис. 11.44. максимальная толщина S материала, свариваемого за один проход, и ширина зоны разупрочнения I сварного соединения (толщина 3 мм) при дуговой сварке неплавящимся электродом в гелии и аргоне
Рис. 11.45. Схема поста для дуговой сварки вольфрамовым электродом в гелии на постоянном токе при прямой полярности: 1 — сварочная горелка; 2 — источник питания; 3, 4 — фильтр защиты источника питания; S — бдок автоматического регулирования напряжения; 6 — осциллятор; 7-9— контакты реле зашиты блока АРНД, электродвигателя горелки и отключения осциллятора; 10— контакт отключения выходной обмотки осциллятора
Рис. IL46. Форма и размеры рабочего торца неплагчщегося электрода
Таблица II.Л9. Геометрия электрода я торца (рис. вол ьфраиового 11.46) торца выбирают в зависимости от толщины свариваемого металла (табл. 11.49). Сварку соединений производят с подачей присадочной проволоки или без нее. Диаметр присадочной проволоки зависит от толщины сваривав-
Толщина металла, мм Диаметр наружной заточки электрода Диаметр наружной заточки О, мм Диаметр внутренней заточки а, мм Эксцентриситет с, ми
3-5 3 — — —
5—6 4 — ’— — мою металла: при толщине до
6—8 5 — — — 3 мм диаметр равен 2 мм, а при
8—12 6 — —* толщине 4—10 мм он состав-
8-12 5 2,0 1,2 1,0 диет 2—2,5 мм.
12-16 6 2,6 2,0 1,2 Сварку выполняют углом
16-20 8 3,5 2,7 1,5 вперед с наклоном электрода на
80—90°. Угол между электродом и присадочной проволокой -90°. Ориентировочные режимы односторонней
сварки приведены в табл. 11.50.
Наряду с несомненными достоинствами процесс сварки в среде гелия имеет и ряд недостатков при сравнении его с аргоно-дуговой сваркой. При дуговой сварке в условиях сильных потоков воздуха (сквозняк и т. п.) гелий меньше сопротивляется выдуванию, чем аргон, поскольку имеет меньшие
плотность и кинетическую энергию потока.
Существует также способ гелиево-дуговой сварки алюминиевых сплавов со свободным формированием кормя шва [31]. Во многих случаях необходимо выполнять монтажные и другие швы, когда доступ и размещение подклад
ных элементов с обратной стороны затруднены либо пол
ностью исключаются; к тому же иногда замыкающие швы выполняются на почти готовой конструкции, обладающей значительной жесткостью, поэтому сложно обеспечить гарантированное равномерное прижатие подкладных элементов к деталям, что приводит к неравномерному теплоотводу и нестабильному качеству
Таблица 11.50. Режимы автоматической сварки неплавящимся электродом постоянным током при прямой полярности в гелии
Толщина металла, мм Сварочный ток (А} для сплавов Скорость сварки, м/ч Раскол гелия, л/мин Примечание
1201 АМгб
4 100-140 140-160 15-30 15-25 Сварка с
6 160-240 220-260 12-25 20-30 присадочной
8 220-320 300-340 10-20 25-35 проволокой
10 280-380 370-420 8-15 25-35
8 200-330 250-310 12-24 25-35 Сварка без
10 240—390 310-380 10-18 25-35 присадочной
12 290-440 370-450 8-14 30-40 проволоки
14 380-500 440-520 7-12 30-40
16 380-530 490-580 6-10 30-40
18 410-540 540-610 5-7 30-40
Примечание. При сварке сплава 1201 напряженке на дуге 12—14 В, для сплава АМгб оно составляет 10—12 В.
шва. В таких случаях
целесообразно применять сварку ‘‘на весу” со свободным формированием корня шва. Это оправдывается при изготовлении уникальных изделий сложной конфигурации одноразового и мелкосерийного производства, где изготовление сложной оснастки
неэкономично.
При формировании шва “на весу" наиболее приемлем способ гелиево-дуговой сварки, характеризующейся минимальными размерами сварочной ванны. Традиционная технология гелиево-дуговой сварки предусматривает стабилизацию всех параметров режима, включая сварочный
ток, напряжение на дуге и скорость сварки. Однако ряд параметров, влияющих на формирование шва, не поддаются управлению. К ним относятся теплоотвод, тол-
щина свариваемых кромок, значения зазора и смещения кромок и др. Эти факторы необходимо учитывать при проведении сварки, в противном случае может образоваться некачественное соединение. Так, применение системы автоматического ре-иулировання напряжения на дуге при свар-кс “на весу” может оказаться неэффективным: если зазор между кромками будет слишком велик, ванна опустится, и это может привести к прожогу.
Рис. 11.47. Блок-схема оборудования для гелиево-дуговой сварки “на весу":
/ — блок анализа сигнала; 2 - - блок АРНД; 3 — блок управления током; 4 — двигатель перемещения неллавяще-гося электрона; 5 — сварочный источник питания; 6 — блок датчиков положения поверхностей свариваемых кромок; 7 — двигатель перемещения 8 — блок управления системы
На основании предложенного принципа разработаны оборудование и технология гелиево-дуговой сварки алюминиевых сплавов со свободным формированием корня шва. В состав оборудования для этого способа сварки входят дае полсистемы автоматического управления и два серводвигателя, расположенных на горелке 062347 (рис. 11.47). На рисунке представлены подсистема /стабилизации напряжения на дуге — СУ-188 и подсистема // стабилизации положения электрода — СУ-168. В комплект оборудования входит также сварочный источник питания типа ВСВУ.
Разработанная технология обеспечивает высокое качество шва и равномерное формирование лицевой его стороны и обратного валика. Способ позволяет производить сварку как с присадочной проволокой, так и без нее. Большим преимуществом описанного способа управления сварочным процессом является возможность автоматического учета дефектов сборки соединений. Качественное формирование шва обеспечивается и при неравномерных зазоре и смещении кромок. В отличие от других дуговых способов здесь можно вести сварку металла сравнительно больших толщин со свободным формированием корня шва.
6.1.9. СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
При этом способе электрическая дуга горит между изделием и плавящимся электродом, который подается в зону дуги обычно с постоянной скоростью.
Сварка плавящимся электродом (в отличие от сварки неплавящимся) может производиться с более высокой скоростью, а следовательно, и производительностью. Она позволяет выполнять многослойные швы с X-образной и узкой разделкой кромок (сварка в узкий зазор) за несколько проходов (по сути незаменима при изготовлении тавровых и нахлесточных соединений), обеспечивает пониженные сварочные деформации в тонколистовых конструкциях [32].
Автоматическую и механизированную сварку плавящимся электродом применяют для получения стыковых, тавровых, нахлесточных и других соединений металла толщиной 4—6 мм и более (автоматическую сварку -преимущественно для металла толщиной 10—12 мм и более). Экономическая целесообразность применения сварки плавящимся электродом возрастает с увеличением толщины металла, глубокое проплавление которого обеспечивает высокую производительность процесса. При этом способе сварки удается обеспечить надежное проплавление корня шва при сварке тавровых и нахлесточных соединений.
Диаметр сопел горелок для автоматической сварки (см. рис. 11.33, б) составляет 26—32 мм, для механизированной — 18—22 мм. Токоподводящие наконечники обычно изготовляют из меди. Срок их службы 30—40 ч. Меднографитовые наконечники склонны к более быстрому износу (срок службы 8—10 ч), однако они обеспечивают надежный токосъем и хорошие условия скольжения проволоки.
Длина видимой части дуги при сварке составляет 2—6 мм, расстояние от мундштука до торца сопла — 8—10 мм, расстояние от торца сопла до изделия 5—15 мм. Сварку осуществляют “углом вперед”, угол наклона го
редки 75—80°. Сварку плавящимся электродом в защитных газах выполняют на постоянном токе при обратной полярности. Источники питания сварочной дуги должны иметь жесткую (проволока диаметром до 2,5 мм) или пологопадающую (проволока диаметром более 2,5 мм) внешнюю характеристику.
Однако при сварке плавящимся электродом в аргоне стационарной дутой отмечается повышенная склонность швов к образованию пор. Для улучшения качества металла шва предложены более совершенные способы: импульснодуговая сварка, сварка с использованием гелия в качестве защитного газа или комбинированный процесс.
Импульсно-дуговая сварка плавящимся электродом (ИДСПЭ), впервые осуществленная еще в 1963 г. [33], нашла широкое распространение. На базе этого процесса создано немало технологий сварки самых различных изделий из алюминиевых и других сплавов на основе цветных металлов, из высокопрочных сталей и прочих конструкционных материалов.
Импульсно-дуговая сварка плавящимся электродом отличается от обычной тем, что на постоянный ток (обратная полярность), получаемый
от основного источника питания, накладываются кратковременные импульсы тока с заданной частотой следования, генерируемые импульсным устройством, для обеспечения мелкокапельного направленного переноса электродного металла через дугу при более низких значениях сварочного тока, чем это имеет место при естественном мелкокапельном переносе. Значения тока в импульсах и их длительность выбирают такими, чтобы можно было обеспечить управляемый перенос металла с торца электрода небольшими каплями в широком диапазоне токов. В паузах между импульсами значение тока небольшое, но достаточное для поддержания горения сварочной дуга,
при котором ввод тепла в изделие уменьшается и отсутствует перенос металла.
Найден эффективный алгоритм управления током (рис. П.48). Отличи
тельной особенностью его является двухступенчатая форма импульса. Энергия предимпульса на участке ABCD расходуется на нагрев и
расплавление необходимого объема металла электрода. Энергия основного импульса (с очень малой продолжительностью) расходуется лишь на формирование сил для отрыва капли от электрода и придания ей ускорения, обеспечивающего пролет капли через дуговой промежуток при сварке во всех пространственных положениях. Энергия тока паузы используется только для поддержания стабильного горения Дуги.
Использование предложенного алгоритма позволило при импульснодуговой сварке плавящимся электродом сплавов алюминия значительно уменьшить перегрев капель электродного металла. Это дало возможность уменьшить выгорание легирующих элементов, повысить механические свойства сварных соединений, снизить их склонность к образованию трещин и пор. Кроме того, в ряде случаев достигнуты твкже уменьшение в 3—4 раза ширины зоны разупрочнения и снижение уровня сварочных деформаций, что очень важно при изготовлении летательных аппаратов и других транспортных средств с точки зрения уменьшения их массы и повышения точности размеров.
Для осуществления процесса импульсно-дуговой сварки используют генераторы импульсов ГИ-ИДС-1 и ГИД-1, которые включают параллельно с основным источником питания. Импульсное устройство ИУП-1 при работе на токах до 35 А является самостоятельным источником питания. На токах свыше 350 А устройство работает как генератор импульсов вместе с серийным источником постоянного тока и подключается к нему последовательно. Устройство ИУП-1, как и другие генераторы импульсов, пригодно для механизированной и автоматической сварки. Выпрямитель ВДГИ-301 для импульсно-дуговой сварки комплектуется полуавтоматом ПДГИ ЗОЗ.
Разработан новый тиристорный источник питания на токи 60—350 А с плавным регулированием параметров режима (И169), обеспечивающий двухступенчатую форму импульса тока. Первая ступень (более низкое значение тока) предназначена только для расплавления заданного объема металла на торце электрода, вторая (более высокое значение) — для сброса капли.
Создан транзисторный источник питания, обеспечивающий плавное регулирование выходной мощности по выбранной программе. В соответствии с заданными диаметром электродной проволоки и сварочным током система управления вырабатывает оптимальную частоту следования импульсов и их длительность, что стабилизирует длину дуги. Источник обеспечивает минимальный ток 40 А, что позволяет производить сварку металла толщиной 1—2 мм проволокой диаметром 0,8—1,0 мм.
Использование указанных источников питания обеспечивает стабильное формирование равномерных по длине выпуклости шва и обратного валика, а также повышение качества сварных соединений.
Рекомендованные режимы импульсно-дуговой сварки приведены в табл. 11.51.
В последнее время при сварке плавящимся электродом металла средних и больших толщин находит применение сварка в смеси инертных газов — аргона с гелием. По сравнению с аргоном гелий повышает концентрацию энергии в гтриэлектродных пятнах и обусловливает более высокий градиент температур в столбе дуги. Применение смеси защитных газов повышает тепловую мощность дуги, температуру сварочной ванны. Особенно эффективно применение гелия для сварки алюминия высокой и технической чистоты, теплопроводность которого выше по сравнению с алюминиевыми сплавами. При введении гелия в настроенную на аргон систему дуга укорачивается, а ток несколько снижается. Для сохранения устойчивости процесса и силы сварочного тока необходимо повысить напряжение холостого хода источника питания. Это приводит к росту напряжения дуга на 20—30%, и
Таблица 11.51. Режимы автоматической и механизированной им пульсно-дуговой сварки плавящимся электродом в аргоне (стыковые соединения)
Характеристике разделки и шва Гал шина металла, мм Диаметр электродной проволоки, мм Напряжение на источнике постоянного тока во время сварки, В Перемен ное напряжены на ИУП-1, В Напряжение холостого хода на ИУП-1, В Среднее значение напряжения на дуге, В Среднее значение сварочного тока, А Частота импульсов ТО’ ка, Гц Скорость сварки, м/ч Скорость подачи проволоки, м/ч Число проходов Расход аргона, л/мии Примечание
Без скоса кромок, 1,0 0,8 100 19 17,5-18 65-70 50 50 440 1 10-12 —
шов односторон- 2,0 1,0 100 21 17,5-18 75-80 50 50 420 1 10-12 —
ний, на съемной 3,0 1,6 — 100 21 17,5-18 100-105 50 45 184 1 12-14
подкладке 4,0 1,6 90 23 1^—20 140-150 100 35 396 1 12-14 —
5,0 1,6 — 90 25 20-21 160-170 100 30 420 1 12-14 —
Прямолинейный 9,0 2,0 —, 90 30 22-23 230-240 100 28 310 2 14—16 —
скос двух кромок, угол 90 , притупление 2 мм, шов односторонний, на съемной подкладке Два симметричных прямолинейных скоса двух кромок, угол 90’; шов двусторонний, притупление: 12,0 2,0 — 90 30 23-24 240-260 100 25 330 3 16-18 —
12,0 2,0 17 90 24-25 320-340 50 23 240 2 20-22
3—4 мм 35,0 3,0 15 90 — 24-25 360-370 50 25 260 8 25-28 Цля обратного валика
35,0 3,0 17 90 — 24—25 300-320 50 25 240 8 25-28 Цля остальных
3—5 мм 35,0 4,0 14-15 90 21-22 410-420 100 22 126 6 25-28 11 дл/дидив
5—6 мм 40,0 4,0 16-17 90 — 26-27 460-470 100 21 160 6 25-28 Цля обратного валика
40,0 4,0 15-16 90 — 25-26 420-430 100 25 130 6 25-28 Цля остальных проходов
Таблица 11.52. Режимы автоматической и механизированной сварки технического алюминия и сплава АМц плавящимся электродом в смеси аргона и гелия
Подготовка кромок стыкового двустороннего шва Толщина металла, мм Диаметр мектрзд-проволоки, мм Сварочный ток, Л Напряжение на дуто* В Скорость подачи проволоки, м/ч Скорость сварки, м/ч Р»сход газов з сисей, л /мин
Аргон Гелий
Автоматическая сварка
Без скоса кромок 10 2 240-270 30-33 250—260 17-20 13-15 42-45
12 2 260-290 30-33 260-280 15-18 13-15 42-45
12 2,5 330-380 30-33 205-245 24-28 13-15 42-45
16 2,5 390-430 30-33 250-290 18-22 13-15 42-45
22 2,5 440-480 32-35 290-320 15-17 16-18 48-52
22 3,15 450-490 32-35 210-235 16-18 16-18 48-52
Без разделки кромок 25 2,5 440-490 32-35 290-330 34—16 16-18 48-52
или с двумя симмет- 25 3,15 450-490 32-35 210-235 15-17 16-18 48-52
ричными прямота- 28-30 3,15 480-530 33-35 230-245 12-14 16-18 48-52
нейными скосами двух кромок (угол 90—120’, притупление 18 мм) 28-30 4,0 Мехашт 480—530 зированж 33-35 м свари 185-210 а 13-15 16-18 48-52
Без разделки кромок 10-12 2 240-280 29-32 240-260 — 15 15
С двумя симметричными криволинейными скосами двух кромок (угол 30’, радиус 8—10 мм, притупление 8—10 мм) 2-30 2 260-300 29-32 250-290 15 15
Примечания. I. Первый шов во избежание прожогов сваривают на подкладке без канавки. 2. Для псщвода гелия и смеси газов к сварочному автомату во избежание утечки газа следует применять вакуумные шланги. 3. Для автоматической сварки используют горелку с внутренним диаметром сопла 2в им.
соответственно на столько же требуется увеличить скорость подачи проволоки, в результате чего возрастают глубина и ширина провара.
При равной погонной энергии скорость сварки в смеси газов на 40—50% выше, чем в аргоне. Металл толщиной 20—25 мм можно сваривать за один проход с каждой стороны без скоса кромок. Допускается увеличенный зазор в стыках.
Применение в качестве защитной атмосферы смеси аргона (25—40%) с гелием (75—60%) при автоматической сварке позволяет уменьшить объем пустот в металле шва в 2—2,5 раза. Для механизированной сварки используют смесь, состоящую из инертных газов (табл. 11.52).
Механизированную сварку стыковых соединений без разделки кромок в нижнем и вертикальном положениях выполняют обычно без поперечных колебаний торца электрода. При наличии разделки кромок первый шов выполняют также без поперечных колебаний, а последующие швы — с небольшими (до 5 мм) перемещениями электрода.
Для сварки плавящимся электродом используют источники питания — выпрямители ВДУ-504, ВДУ-1201 серии ВС, а также преобразователи ПСГ-500-1, ПСУ-500 идр.
Автоматическую сварку выполняют подвесными аппаратами АГП-2 (диаметр проволоки 1—2,5 мм, сварочный ток до 400 А), АГП-4 (диаметр проволоки 0,6—2,5 мм, сварочный ток до 300 А), аппаратами тракторного типа АДСП-2 (диаметр проволоки 1—2,5 мм, сварочный ток до 400 А), ТС56 (диаметр проволоки 1,6—4 мм; сварочный ток до 600 А), аппаратами кареточного типа А1431 (диаметр проволоки 1,6—5 мм, сварочный ток до 600 А). Могут быть использованы аппараты тракторного типа ТС-17М, АДС-500, АДС-1000, которые следует снабдить специальными горелками и в которые необходимо внести небольшие конструктивные изменения. Для механизированной сварки используют полуавтоматы тянущего типа ПШП-10 (диаметр проволоки 1—2,5 мм, сварочный ток до 300 А), тянуще-толкающего типа ПДА-300 (диаметр проволоки 1,6—2,5 мм, сварочный токдо 300 А), толкающего типа ПРМ-4 (диаметр проволоки 1,2—2,5 мм, сварочный токдо 500 А), полуавтомат ПРМ-4 ранцевый.
Для выполнения сварки плавящимся электродом с использованием проволок малого диаметра (0,6—1,2 мм) разработан полуавтомат ПШ-127 тянуще-толкающего типа. Полуавтомат включает в себя горелку-пистолет, шкаф управления с электроприводом, пуско-регулируемой аппаратурой и кассетой для сварочной проволоки. Отличительной особенностью полуавтомата яаляется наличие двух идентичных редукторов, один из которых расположен в шкафу управления и соединен непосредственно с валом электродвигателя постоянного тока, а второй установлен на пистолете. Оба редуктора соединены между собой с помощью гибкого вала. Корпус редуктора — сварной и изготовлен из листового алюминия, благодаря чему существенно уменьшается масса пистолета, а сама система “тяни-толкай" позволяет обеспечить усилие, необходимое для устойчивой равномерной подачи проволоки в зону сварки. Полуавтомат может работать как с источником питания сварочной дуги типа ИУП-1, так и с новым транзисторным регулятором типа ОИ-122. Регулятор ОИ-122 преобразует постоянное напряжение выпрямителя ВДУ-504, ВС-300 или им подобных в импульсное с плавным регулированием амплитуды, длительности и частоты, а также напряжение для питания дуги базовым током. Заложенные в регулятор динамические характеристики обеспечивают надежное возбуждение и устойчивое горение дуги в диапазоне сварочных токов 30—120 А.
Разработаны техника и технология дуговой сварки плавящимся электродом высокопрочных алюминиевых сплавов толщиной 40—140 мм [34]. Имеется опыт применения контактной стыковой и электронно-лучевой сварки крупногабаритных заготовок из алюминиевых сплавов. Однако применение этих процессов в первом случае ограничивается площадью сечения стыка, а во втором — габаритом вакуумных камер. Сварка плавящимся электродом лишена этих недостатков.
Традиционная схема выполнения подобных соединений предусматривает широкую (до 90’) симметричную разделку свариваемых кромок с последующим многослойным заполнением. Эта технология имеет ряд существенных недостатков: низкую производительность, связанную с наложением большого количества валиков; значительную ширину шва и зоны термичес-
Рис. П.49. Схема сварки в узкий зазор:
/ — сопло; 2— мундштук; 3— плавящийся электрод; 4— заготовки
кого влияния; высокую вероятность появления дефектов типа несплавлений в зоне перекрытия валиков.
Сравнение технологических возможностей известных способов дуговой сварки и экспериментальная их проверка показали, что наиболее перспективной при изготовлении толстостенных конструкций является сварка плавящимся электродом с использованием узкошелевой разделки кромок (сварка в узкий зазор).
В результате сопоставления электрических и технологических возможностей в качестве источника питания был предложен серийный выпрямитель с жесткой внешней характеристикой типа ВДУ-504.
Для обеспечения защиты металла ванны и возможности осуществления процесса сварки в узкий зазор разработана специализированная сварочная горелка (рис. 11.49).
Исходя из оценки физических и технологических свойств инертных газов, в качестве защитного был принят гелий. Установ
лено, что при сварке в гелии шов при узкошелевой разделке формируется более благоприятно с образованием вогнутого мениска на поверхности валика. В качестве электрода используется проволока, идентичная по химическому составу с основным металлом. В зависимости от технологических вариантов сварки диаметр ее выбирается в пределах 1,2—2,0 мм. Поверхность проволоки перед сваркой обрабатывается электрохимической полировкой.
Одним из необходимых условий, обеспечивающих стабильность процесса, является прямолинейность электродной проволоки на участке вылета. Для этой цели в системе подачи предусмотрен правйльный механизм, обеспечивающий правку с сохранением чистоты поверхности проволоки.
Установлено, что при сварке в узкий зазор длина вылета должна быть постоянной, при этом проволока на данном участке должна не иметь искривлений, а контактный наконечник не должен перегреваться от теплового воздействия дуги. Оптимальная длина вылета электродной проволоки в зависимости от диаметра составляет 15—20 мм.
Для удобства сборки и отказа от подкладных элементов (при наложении первых валике®) в стыкуемых элементах предусмотрено технологическое притупле-
ние. Размер притупления меняется в зависимости от места выполнения сварки (вертикальное или горизонтальное положение) и составляет 2—5 мм.
Для обеспечения выхода на необходимый режим и окончания сварки к образцам пристыковывают технологические в водно- вы-
Таблица 11.53. Механические свойства сварных соединений сплава 1201, выполненных разными способами сварки
Толщина материала, ми Способ сварки Суммарная ширина ЗТВ, мм Механические свойства при ЯГС
с», МПА ам, хДж/м!
140 СПЭ в узкий зазор (24 прохода) 22—24 265-280 220-300
140 ЭЛ С 20 273-278 290-300
140 КС С 120-160 269-281 110-180
140 СПЭ в широкий зазор (120 проходов) 110-120 265-277 230-270
водные пластины из металла, аналогичного свариваемому.
Перед наложением последующего валика необходимо производить механическое удаление чешуек и отложений копоти и брызг, которые могут остаться на стенках разделки. В сварных соединениях, на которых производилась эта операция, дефекты в виде несплавлений отсутствуют.
Результаты механических испытаний таких соединений приведены в табл. 11.53.
Зоны термического влияния определялись путем измерения твердости (рис. 11.50).
Рис. П.50. Характер изменения твердости в сварных соединениях: а —сварка в узкий зазор; б— сварка в широкий зазор
а б
Рис. 11.51. Макроструктура сварных соединений толщиной 140 мм: а — сварка в широкий зазор: б — сварка в узкий зазор
Следует отметить, что при сварке в узкий зазор ширина ЗТВ меньше, чем при других вариантах сварки, и остается практически одинаковой для всех тол шин металла. По сравнению со сваркой в широкий зазор размер этой эоны уменьшается в 4—5 раз и находится в пределах 20—24 мм.
Неспланлений между швами и кромками, а также между валиками не наблюдается (рис. П.51).
Таким образом, сварка в узкий зазор имеет ряд уникальных достоинств. Эго возможность выполнения соединений в разных пространственных положениях с обеспечением высоких свойств соединений; малое регулируемое тепловложение и узкая эона термического влияния; возможность управления ходом сварочных деформаций; промышленная экономия сварочных материалов. Сказанное позволяет утверждать, что процесс сварки в узкий зазор оказался конкурентоспособным по отношению кдругим традиционным способам сварки при изготовлении изделий из алюминиевых сплавов больших толщин.
6.2. ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
Широкое распространение во многих отраслях промышленности получила сварка электронным пучком в вакууме. Этим способом в авиастроении свариваются жаропрочные сплавы и нержавеющие стали, сплавы титана и алюминия, другие конструкционные материалы.
* \
Широкие масштабы такого внедрения стали возможны благодаря ряду особенностей и преимуществ данного процесса. По сравнению с известными способами сварки плавлением электронно-лучевая сварка характеризуется высокой удельной концентрацией энергии; идеальными условиями вакуумной защиты расплавленного металла; высокой скоростью сварки; низкими значениями погонной энергии и небольшой шириной ЗТВ; узкой зоной проплваления и малым объемом сварочной ванны; незначительными деформациями свариваемых деталей; высокой гибкостью и большим диапазоном технологических возможностей.
Процесс электронно-лучевой сварки легко поддается механизации и
автоматизации, а возможности модуляции пучка, перемещения его с помощью отклоняющей системы по заданной траектории, сохранения заданной
удельной мощности пучка и параметров зоны проплавления при изменении в широких пределах рабочего расстояния от пушки до изделия выгодно отличают его от дуговых способов сварки плавлением. Неоспоримые преимущества
имеет этот процесс и в экономическом отношении, особенно по затратам энергии на единицу длины шва. Например, при сварке стали толщиной 12,7 мм затраты энергии при ЭЛС на 10% меньше, чем при сварке плавящимся электродом в среде инертных газов, а при электронно-лучевой сварке ахюминиевого сплава 2219 той же толщины затрат энергии требуется в 15 раз
меньше по сравнению со сваркой вольфрамовым электродом. При этом стоимость создания вакуума в 35 раз ниже стоимости получения защитной
среды из инертного газа, что повышает эффективность применения и обеспечивает быструю окупае-
мость оборудования электронно-лучевой сварки [35].
В настоящем разделе на основе опыта, накопленного в Институте электросварки, рассматриваются обобщенные рекомендации по выбору технологии и техники электронно-лучевой сварки алюминиевых сплавов различных систем легирования и полученные при этом прочностные показатели соединений при различных условиях их испытаний.
Сопоставляя экспериментальные термические циклы точек, находящихся на границе сварочной ванны, с так называемыми “С-кривыми” [36], характеризующими превращение переохлажденного твердого раствора ряда алюмииневых сплавов (рис. 11.52), можно
Рис. 11.52. “С-кривые” распада твердого раствора алюминиевых сплавов (/— IV) и кривые изменения максимальных температур на границе оплавленной эоны (/—J):
I — сплав Д16; // — сплав алюминия с 4,72% Си и 0,71% Mn' III сплав алюминия с 4% Си; IV— сплав алюминия с 7,3% Mg; / - электронно-лучевая сварка; 2 — аргонолуговая неплавящимся электродом; J — ацетилено-кислородная
отметить, что только при электронно-лучевой сварке в высокой скоростью кривая нагрева и охлаждения термического цикла не пересекается с “С-кривыми” распада твердого раствора даже тех высокопрочных сплавов, которые наиболее склонны к такому распаду. Следовательно, этот способ позволяет сваривать термически упрочняемые сплавы без существенного разупрочнения.
Различные алюминиевые сплавы, имея сравнительно близкие значения теплофизических характеристик, по-своему реагируют на изменение параметров процесса и имеют разную проплавляемосгь электронным пучком в одних и тех же условиях. В то время как при дуговых способах сварки глубина проплавления, например, сплавов АД 1, 1201 и АМгб при неизменных параметрах практически не отличается, при электронно-лучевой сварке она на сплаве АМгб в несколько раз больше, чем на сплавах АД1 и 1201, что иллюстрируется на рис. П.53 кривыми 1,2 м 5. Определяющим фактором при этом является система легирования металла: в составе сплава АМгб имеется магний, имеющий высокую упругость паров в условиях, характерных для процесса сварки электронным пучком. Для достижения той же глубины проплавления на сплавах АД1 и 1201 (рис. П.53, кривые 3, 4), в состав которых не входят легко-испаряющиеся элементы, как в сплаве АМгб, требуется назначать более высокие значения ускоряющего напряжения и мощности пучка в зависимости от толщины металла, который требуется сваривать. Однако не только поэтому следует стремиться в выбору режима сварки с более высокими значениями ускоряющего напряжения. Экспериментальные данные подсказывают, что поперечные укорочения и деформации (в особенности угловые) на алюминиевых сплавах определяются формой и размерами оплавленной эоны и зоны термического влияния. Форма щва приближается к оптимальной, когда границы оплавленной зоны параллельны между собой, что наблюдается на сплавах типа АД1, 1201 и др., в составе которых отсутствуют элементы с высокой упругостью пара.
Рис. 11.53. Зависимость глубины проплавления листа толщиной 10 мм от степени фокусировки электронного пучка на сплавах:
1, З-ЬВУ.2, 4—1201; 5- AMrt (/, 2и 5— сварка нарежиме: ускоряющее напряжение 20 кВ, ток пучка 120 мА, скорость сварит 60 м/ч, оптимальный ток фокусировки — &4 мА; 3 и 4 — сошвегшвенно 25 кВ, 94мА)
Рис. П.54. Зависимость поперечных укорочений соединений сплавов АМгб (a, U =16-20 кВ, v =60 м/ч) и 1201 (б, b,U^=45-55 кВ, к =30-70 м/ч) от толщины листа 5, длины шва / и погонной энергии qfv.
1 — кривые укорочения с лицевой стороны шва; II— со стороны корня;---сварка с
присадочной проволокой; — без проволоки
Характер распределения и уровень поперечных укорочений для сплавов АМгб и 1201 при сварке с различным ускоряющим напряжением показаны на рис. 11.54. Во всех случаях поперечные укорочения соединений, сваренных электронным пучком, в 4—5 раз меньше, чем при аргоно-дуговом способе. С увеличением скорости сварки поперечные укорочения сильно уменьшаются по всей длине шва. Небольшое различие поперечных укорочений с лицевой стороны шва и со стороны корня при изменении скорости сварки более чем в 2 раза объясняется незначительным изменением погонной энергии (лишь на 840 Дж/см) при сохраняющихся практически постоянными размерах шва.
Содержание в сплавах АМгб, В95, 1963, 1420 в качестве легирующих добавок таких элементов, как магний, цинк, литий, оказывая положительное воздействие на проплавляемость металла электронным пучком, может отрицательно влиять на свойства соединений и способствовать возникновению Дефектов в металле шва. Поскольку процесс сварки протекает в условиях вакуума, потери указанных элементов на испарение могут быть значительными, в большей мере это проявляется при многоразовом переплаве одного и того же соединения в ходе исправления дефектов. Опыты показали, что для избежания заметных потерь этих элементов на испарение сварку следует выполнять со скоростью более 40 м/ч. В этом случае и после трехкратной подварки их потери в шве не выходят за пределы допустимых норм.
Пары металлов, как и растворенные в основном металле газы, в момент перехода его из жидкого в твердое состояние способствуют образованию в
Рис. 11.55. Типы соединений, свариваемых способом ЭЛС:
а — равноталщинный стык: б— разнотолщинные стыки; в — стык с отбортовкой кромок; г — стык в углублении; д — замковый стык' е — стыковые соединения тонкостенных деталей; ж— многоэтажный" стык; з— нахлесточные соединения; и — тавровые соединения; стрелкой показано направление электронного пучка
металле шва пор, раковин, корневых дефектов и др. Наилучшее качество металла шва достигается при сварке стыка “на весу” без применения формирующих устройств и подкладок, когда обеспечивается двусторонний (со стороны пучка и обратного валика) выход газов и паров металла из канала проплавления.
Наиболее важными технологическими параметрами процесса сварки являются тип и геометрии стыкового соединения и пространственное положение сварного шва и электронного пучка. При однопроходной ЭЛС применяются типы соединений, в основном характерные для сварки плавлением (рис. 11.55). Отличающимися являются соединения под сварку проникающим электронным пучком (рис. П.55, ж), под сварку в углублении и в труднодоступных местах (рис. 11.55, г), под сварку тавров через полку (рис. П.55, я)-Отбортовка кромок (рис. 11.55, я) применяется обычно в изделиях радиоэлектроники и приборостроения. Соединения под сварку проникающим пучком допускаются для тонколистовых металлов в нижнем положении и для металлов малых и средних толщин в горизонтальном положении. Тавровые соединения могут выполняться на металлах толщиной <10 мм. Остальные соединения допускаются при сварке металлов малых, средних и больших толщин.
Как показал многолетний опыт, сварка электронным пучком может успешно осуществляться (и широко применяться на практике) в нижнем положении, на боку, на подъем (рис. 11.56). Сварка в нижнем положении (вертикальным электронным пучком) выполняется как без подкладки (рис. 11.56, а), таки на подкладке (рис. П.56, б) и применяется для соединения
сталей толщиной до 40 мм, титановых и алюминиевых сплавов толщиной до 80 мм. Сварка на боку (рис. 11.56, в) и на подъем (рис. 11.56, д) выполняется горизонтальным электронным пучком при соединении металлов любой толщины без подкладки. Для предотвращения вытекания жидкого металла из сварочной ванны иногда устанавливается ограничительная планка вдоль нижней кромки стыка (рис. 11.56, г). Сварка в потолочном положении (рис. 11.55, е) выполняется на металлах толщиной до 20 мм и применяется чрезвычайно редко. Типичные практические примеры технологических схем ЭЛС тел вращения показаны на рис. 11.56, ж— к.
Перед сборкой и сваркой кромки деталей и прилегающие к ним участки шириной не менее 10 мм тщательно зачищают от оксидной пленки путем шабрения.
Элементы технологии и режимы сварки. Алюминиевые сплавы толщиной до 20 мм могут свариваться в нижнем положении. Сварка металла толщиной 20—150 мм выполняется горизонтальным пучком снизу вверх или в горизонтальной плоскости, а сварка металла толщиной более 150 мм — горизонтальным пучком на подъем.
При ЭЛС алюминиевых сплавов в различных пространственных положениях не было установлено заметного отличия по глубине проплавления. При горизонтальном положении пучка улучшается качество формирования соединений, уменьшается вогнутость поверхности металла шва при полном проплавлении стыка, менее критичным становится изменение мощности пучка. Увеличение тока сварки даже на 50% оптимального значения не приводит к заметному нарушению условий формирования и ухудшению качества соединений. Наблюдаются лишь разбрызгивание и налипание брызг с обратной стороны стыка.
На качество формирования горизонтальных швов заметно влияет угол наклона пучка к стыку. В случае сварки заготовок толщиной до 150 мм лучшие результаты достигаются при сварке углом вперед. В зависимости от толщины свариваемого металла угол наклона пучка изменяется от 5 до 15°.
При выполнении вертикальных швов на подъем на заготовках толщиной 40—250 мм для предотвращения образования внутренних дефектов в виде пустот и уменьшения вытекания жидкого металла электронный пучок в процессе сварки отклоняют на 5—17° от горизонтального положения вниз.
Для обеспечения нормальных условий формирования шва в начале и конце стыка достаточно, чтобы размеры вводно-выводных планок были 50х50х6и мм. Крепятся они к свариваемым заготовкам на прихватках, выполняемых дуговой сваркой.
Для алюминиевых сплавов толщиной до 40 мм оптимальным следует считать диапазон скоростей сварки 10—20 мм/с. При сварке сплавов толщиной более 40 мм может применяться скорость до 10 мм/с. Рекомендуемые режимы электронно-лучевой сварки алюминиевых сплавов различной толщины приведены в табл. 11.54.
Сварка с присадочной проволокой. Присадка (проволока) может подаваться в головную или хвостовую часть сварочной ванны. При этом должен обеспечиваться обязательный контакт присадочной проволоки с поверхностью свариваемых пластин в месте встречи пучка с изделием. Если же между проволокой и изделием есть зазор, процесс протекает неустойчиво и происходит сильное разбрызгивание материала проволоки. Мундштук
Таблица П.54, Рекомендуемые режимы ЭЛС алюминиевых сплавов различной толщины
Толшина, Параметры режима сварки
Марки сплавов Положение стыка при
А кВт Ч„,мм/с сварке
АМгб, ВАД1Ф 0,6 0,4 1,0 1,7 2,8 6,3 31 17 Нижнее
АМгб, ВАД23 2 25 »
АМгб 5 20 •
10 20 »
30 10
100 4 Горизонтальное
300 80 2,7 4,5 18 30 105 110 0,7 2,6 3,2 4,0 8,4 6,3 3,8 2,0 5,3 8,7 4 »
1201 5 10 20 20 Нижнее »
40 20 Горизонтальное
100 250 6 6 » Вертикальное
350 3
1420 В95 5 10 15 10 15 15 12 25 Нижнее • • •
В93 35 7 •
АДО, АД1 10 20 •
А ИМ 10 20
1963 5 25
АЛ25, АЛ 30 16 17
АК4 18 17
должен находиться на расстоянии 5—10 мм от пучка и направляться под углом 15—30° к поверхности свариваемых кромок. Сварочная проволока до сварки обрабатывается химическим или электрохимическим поли-
рованием и укладывается на кассетах закрытого типа рядной намоткой.
В табл. 11.55 представлены режимы сварки (т^= 17 мм/с) с присадкой. Мощность пучка при этом обычно на 20— 30% выше, чем при сварке заготовок той же толщины без присадки. Применение присадочной проволоки при ЭЛС сплава АМгб толщиной до 20 мм позволяет расширить зазоры в стыке до 0,5 мм. Наличие смешения кромок в стыке в меньшей мере ухудшает формирование шва, чем увеличение зазоров.
Таблицу 11.55. Оптимальные параметры однопроходной сварки сплава АМгб с подачей присадочной проволоки диаметром 1,2 мм
Толщина металла, мм Р.кВт Ширима шю, мм
5 2,0 87 3,0
10 4,2 117 2,0
15 5,0 128 1,9
18 6,0 128 1,8
Механические свойства сварных соединений. Прочность сварных соединений сплава АМц и технического алюминия составляет 95—100% прочности основного металла. Если сплавы до сварки упрочнены методом нагартовки или термической обработкой, то при сварке под воздействием термического цикла происходит разупрочнение вследствие процессов рекристаллизации и распада твердого раствора. Степень потери прочности соединения зависит от состояния материала, в котором он находился до сварки (табл. 11.56).
Таблица 11.56. Механические свойства сварных соединений листов сплавов Д20-1 и В95
Спли Вид термообработки о,. МПа KCV, Дх/си1 а, град А™
до сварки после сварки
Д20-1 Закалка Без обработки 295 23 84,5 0,95
(S= 2,5 мм) » Искусственное старение 328 18 61,0 1,00
Закалка и искусственное старение Без обработки 302 24 85,0 0,69
Тоже Искусственное старение 335 19 63,5 0,77
► » Закалка и искусственное старение 389 29 47 0,90
В95 Отжиг Без обработки 237 8 — 1,00
(S= 10 мм) » Закалка и искусственное старение 557 8 0,96
Закалка и искусственное старение Без обработки 448 4,5 0,77
То же Искусственное старение 500 — — 0,85
У сплавов в термоупрочненном состоянии временное сопротивление разрыву металла пни непосредственно после сварки превышает 0,7ав основного металла. В табл. 11.57 приведены свойства соединений плит из сплава 1201 толщиной 40 мм. Важно отмстить, что условный предел текучести металла шва после ЭЛС обычно равен соответствующему показателю основного металла, а ударная вязкость, определяемая на образцах с надрезом Менаже по металлу шва, может даже превышать аналогичный показатель основного металла. Это объясняется рафинирующим действием вакуума. При снижении погонной энергии сварочного нагрева у сплавов АМгб, Д20-1 и В95 временное сопротивление разрыву и условный предел текучести металла шва заметно возрастают. У сплава АМгбН значения аБ и при >^=5—25 мм/с не ниже соответствующих показателей основного металла в отожженном состоянии и превышают максимальные значения свойств, обеспечиваемых при аргоно-дуговой сварке. В этом же диапазоне скоростей сварки ударная вязкость образцов сплава АМгбН в 2—2,5 раза выше, чем основного металла в нагаргованном состоянии, а угол загиба сс=160—180*, что болве чем в 2 раза превышает угол загиба основного металла в нагаргованном состоянии.
Временное сопротивление разрыву сплава Д20-1 непосредственно после сварки превышает О,75оа основного металла в термически упрочненном состоянии. Последующая термообработка повышает коэффициент прочности до 0,9. Коэффициент прочности образцов сварных соединений сплава В95
Таблица П.57. Механические свойства сварных соединений плит сплава 1201 толщиной 40 мм
Вид термообработки Температура нспы-танка, К оаМПа “.jMfls 5, % У, Ж KCV. Дж/см1 te
до сварки после сварки
Без термообработки Без термообработки 293 218,5 164,6 П,2 44,2 34,5 1,о
77 332,2 207,8 17,1 19,2 25,4 1,0
Закалка То же 473 276,4 151,9 14,9 37,7 18,1 1,0
293 296,9 193,1 7,6 30,6 27,2 0,98
77 412,6 242,1 14,0 22,0 18,1 1,00
Закалка Искусственное 473 321,4 253,8 4,3 26,8 15,4 1,15
старение 293 366,5 301,5 5,4 23,5 19,0 1,15
77 430,2 306,6 3,5 9,6 13,6 1,05
» Закалка и искусст- 473 364,6 272,4 10,3 24,9 14,5 1,3
венное старение 293 456,7 357,7 7,5 19,8 15,4 1,4
77 519,4 387,1 8,0 12,8 13,1 1,25
Закалка и искусст- Без термообработки 473 265,6 205,8 7,6 32,1 15,4 0,77
венное старение 293 296,9 223,4 5,8 25,8 23,2 0,74
77 406,7 296,9 7,5 21,0 14,1 0,78
То же Искусственное 473 302,8 — — — 12,7 0,88
старение 293 343,1 269,5 3,7 22,1 12,7 0,85
77 421,4 387,1 4,9 п,з 11,8 0,81
» * Закалка и искусст- 473 358,7 274,9 11,1 26,8 10,9 1,0
венное старение 293 433,2 330,3 6,6 18,7 12,7 1,0
77 532,1 417,5 9,3 15,9 14,8 1,0
Примечание. Индексы св и о.м относятся cuuiuclv именно к металлу шва и основному металлу,
составляет 0,75—0,80. Последующее искусственное старение повышает временное сопротивление в среднем на 50 МПа. Аналогичные результаты были получены и при сварке плит сплава 1201 толщиной 40 мм. Наиболее чувствительными к разупрочнению в ЗТВ оказываются сплавы в усиленно наторгованном состоянии. В отличие от дуговых методов сварки при ЭЛС с увеличением толщины сплава 1201 в 8 раз ширина участка разупрочнения возрастает лишь на 4—6 мм.
Алюминиевые сплавы широко применяются в конструкциях криогенного назначения. Прочность сварных соединений увеличивается при снижении температуры испытаний. Среднее увеличение их временного сопротивления гдзи 4Д Ку основного металла составляет 30—55%, а у сварных соединений 45—65% в зависимости от состояния основного металла.
В отличие от деформируемых сплавов типа АМгб или 1201, при ЭЛС сплавов АЛ25 или АЛЗО твердость металла шва выше твердости основного металла. Временное сопротивление разрыву сварных соединений по отношению к свойствам основного металла также выше.
Сопоставление значений временного сопротиалення соединений с аналогичными характеристиками основного металла АК4 показывает, что коэффициент прочности соединений после сварки составляет не менее 0,75, а
после искусственного старения возрастает до О, S? -0,9. Временное сопротивление сварных соединений сплавов АК4, АЛ25 и АЛЗО с повышением температуры изменяется незначительно.
Определение длительной прочности и ползучести сплана АЛЗО и его соединений в интервале температур 20- -35ТС и времени выдержки до 3600 ч с изменением напряжений при определении скорости ползучести в диапазоне, 30—80 МПа показали, что при этих видах испытаний сварные соединения, выполненные способом ЭЛС, практически равнопрочны основному металлу. Сопротивление усталости гфи симметричном изгибе с вращением и базе испытаний 2 10’ циклов у сплавов АЛ25 и АЛЗО такое же, как у основного металла. Пределы выносливости сварных соединений сплавов АМгб, АМгбН и 1201 практически не зависят от исходного состояния материала и направления вырезки образцов относительно прокатки.
Оборудование для электронно-лучевой сварки алюминиевых конструкций обычно не имеет принципиальных отличий от установок, предназначенных для сварки других материалов. Устройство и принцип действия большинства разработанных в СНГ установок описано в работе [35]. Для производства сварных конструкций из алюминиевых сплавов используются универсальные установки типа У-3, У-212М со стационарно расположенной на корпусе камеры электроннолучевой пушкой, установки с локальным вакуумированием стыка для сварки протяженных однотипных швов, а также крупногабаритные установки с внутри-вакуумным расположением электронно-лучевых пушек, позволяющих осуществлять одновременно на одном изделии сварку нескольких швов, расположенных в любых пространственных положениях, с подачей присадочной проволоки или без нее.
В качестве источников питания для сварки алюминиевых сплавов различных толщин используется серийная аппаратура типа У-250А на ускоряющее напряжение 30 кВ и ток пучка до 450 мА и энергокомплекс ЭЛА 60/60 на ускоряющее напряжение 60 кВ и ток пучка 1 А. При необходимости два энергоблока ЭЛА 60/60 могут быть смонтированы в источник напряжением 120 кВ мощностью 120 кВт. Большинство выпускаемых электронно-лучевых пушек для повышения стабильности и продолжительности работы катода выполняются с дифференциальной системой откачки из области ускорения пучка.
Для сварки сложных и ответственных сварных конструкций разработана целая серия приборов точного наведения пучка на стык, автоматического направления его по стыку и программирования параметров процесса.
6.3. ЛАЗЕРНАЯ СВАРКА
В последнее время расширились перспективы применения лазеров. Создание лазеров высокой мощности позволяет сваривать элементы конструкции различных толшин. Особенности такой сварки — предельно узкая зона термического влияния и малая остаточная деформация. Сварка лазерным лучом является прогрессивным процессом, особенно для изготовления тонкостенных конструкций (при толщине материала меньше 1,0 мм).
6.4. КИСЛО РОД HO-АЦЕТИЛЕ НОВАЯ (ГАЗОВАЯ) СВАРКА
Несмотря на развитие электрических способов сварки, отличающихся высокой производительностью и легко поддающихся механизации и автоматизации, газовая сварка также находит применение в авиастроении при монтажных и ремонтных работах.
Оборудование, используемое при газовой сварке, отличается простотой и портативностью, надежностью в эксплуатации, легко транспортируется и не нуждается в посторонних источниках энергии.
К недостаткам газовой сварки можно отнести малую тепловую мощность источника нагрева, обусловливающую сравнительно низкую производительность (особенно при сварке металла большой толщины), большую ширину ЗТВ и в связи с этим значительные деформации и напряжения, возникающие в процессе сварки. Правильная оценка преимуществ и недостатков газовой сварки позволяет определить рациональные области ее применения.
Многие организации систематически работают над совершенствованием методов газопламенной обработки металлов. Большое внимание уделяется совершенствованию аппаратуры, внедрению в промышленность новых, более совершенных присадочных материалов и флюсов. Значительно расширилась номенклатура и производство оборудования для газопламенной обработки.
Свойства алюминиевых сплавов (низкая температура плавления, высокая теплопроводность), в значительной степени определяющие их свариваемость, затрудняют дозирование количества тепла, подводимого к месту сварки. При недостаточной мощности сварочного пламени возможны непровары, а при избыточной — прожоги деталей. При газовой сварке некоторых термически неупрочняемых сплавов, содержащих повышенное количество магния (АМг5, АМгб), в ЗТВ появляются пористость и вспучивание металла. Предварительный подогрев свариваемых деталей и уменьшение скорости сварки, способствующие замедлению процесса кристаллизации, позволяют уменьшить пористость.
При выборе присадочного металла для газовой сварки алюминия желательно, чтобы его состав отличался от состава основного металла. Исключение составляют лишь чистый алюминий и сплавы типа АМц. Применение присадки, состав которой аналогичен составу основного металла, при сварке алюминиевых сплавов повышенной прочности приводит к получению соединений, не обладающих достаточно высокой прочностью и имеющих трещины и пористость.
Для газовой сварки алюминиевых сплавов применяют в основном следующие присадки: СвА1, СвАМгЗ, СнАМг5, СвАМгб, СвАК5, СвАКЮ.
При сварке сплава АМгб хорошие результаты дает применение присадки СвАМгб! вместо СвАМгб. Присадка СвАМгб! содержит цирконий, который вызывает модифицирование металла шва, в результате чего более чем в 1,5 раза уменьшается количество трещин в шве по сравнению с их количеством при применении присадки СвАМгб.
Сплавы системы Al—Mg—Si при сварке склонны к образованию кристаллизационных трещин. Поэтому в качестве присадки здесь рекомендуется применять сплавы системы Al—Mg. Так, при выполнении тавровых и угловых соединений для этой цели используют присадку, содержащую 5% Si (СвАК5), а для стыковых соединений без разделки кромок — присадку, содержащую до 10% Si (СвАКЮ).
Газовая сварка высокопрочных алюминиевых сплавов типа Д16 и В95 нс дает удовлетворительных результатов из-за низкой прочности получаемых сварных соединений, составляющей лишь 50—60% прочности основного металла. Резкое уменьшение прочности объясняется перегревом металла шва и выделением по границам зерен в ЗТВ хрупких прослоек интерметал-лида СиА12. В качестве присадки при сварке деталей из дуралюмина Д16 толщиной до 1 мм применяют проволоку СвАМгЗ, а при сварке деталей из дуралюмина Д16 и сплава В95 толщиной более 1 мм — проволоку СвАК5.
При сварке деталей из разнородных алюминиевых сплавов, если в сочетаниях отсутствуют сплавы АМц, АМгЗ и АМг5, обычно применяют присадку СвАК5. При сочетании сплавов АМц с АМгЗ, а также АЛ 13 с АМгЗ применяют присадку СвАМгЗ.
Как правило, газовую сварку алюминиевых сплавов выполняют с применением флюсов. Флюсы, используемые для газовой сварки алюминия и его
сплавов, разделяют на хлоридные и хлорид-но-фторидные. К первые относят флюс ВИАМ-3 (состав, %: 33,4 LiCl; 33,3 NaCl; 33,3 КС1); ко вторым — АФ-4А (14 LiCl; 28 NaCl; 50 KCI; 8 NaF), 42-A (19 NaCl; 29 KCI; 48 BaCl,; 4 CaF3) и МАТИ-5 (48 KCI; 48 BaCl2; 4 NaF). Наибольшее распространение получил флюс АФ-4А (АМТУ 219-60).
Остатки флюса могут вызывать коррозию сварного соединения. Поэтому после сварки соответствующие участки на сварных изделиях зачищают и подвергают контролю.
В табл. 11.58 приведены свойства сварных соединений некоторых сплавов (дефор-
Таблица 11.58. Механические свойства сварных соединений алюминиевых сплавов, полученных газовой сваркой
Сплав 0вРМ[1а Угол
основного металла сварного соединения град
АМц 115 110 120
АМг1 200 190 120
АЛ1 84 79 120
мируемых и литейных), выполненных газовой сваркой. Как указывалось выше, уровень прочности сварных соединений невысок.
§ 7. ОСОБЕННОСТИ СВАРКИ ПЛАВЛЕНИЕМ
АЛЮМИНИЕВЫХ СПЛАВОВ РАЗЛИЧНЫХ ГРУПП
Алюминиевые с пл алы, как отмечалось в главе 1, разделяются на две большие группы: деформируемые и литейные. Деформируемые сплавы подразделяются на сплавы не упрочняемые термической обработкой и упрочняемые. Химический состав алюминиевых деформируемых сплавов приведен в табл. II.2. Из деформируемых сплавов изготовляются различные полуфабрикаты (лист, плита, профиль, поковки, штампованные заготовки, трубы, пруток и проволока), механические свойства которых при статическом растяжении представлены в табл. II.7.
В табл. 11.59 приведена оценка свариваемости алюминиевых сплавов при сварке плавлением (дуговая сварка неплавящимся электродом в среде инертных газов) и контактной сварке (точечной и шовной). Выбор марки сварочной проволоки при сварке, прихватке и подварке алюминиевых
Таблица П.59. Характеристика свариваемости серийных алюминиевых сплавов
Система Сочетание сплавов Сварка плавлением Контактная сюрка
без присадки с присадкой точечная роликовая
А Б
А1 АДО+АДО св СВ св СВ св
АД1+АД1 св СВ св СВ св
А1—Мп АМц+АМц св СВ — СВ св
Al-Mg AMrl+AMrl св СВ — СВ св
АМг2+АМг2 НС НС св СВ св
АМгЗ+АМгЗ св СВ — СВ св
АМг4+АМг4 св св св СВ св
АМг5+АМг5 св св св СВ св
АМгб+АМгб св св св СВ св
Al—Си Д20+Д20 св св — СВ св
1201+1201 св св — СВ св
1205+1205 НС НС св СВ св
Д21+Д21 НС НС НС св св
Al—Mg—Si АД31+АД31 НС нс св св св
АДЗЗ+АДЗЗ НС нс св св св
АД35+АД35 НС НС св св св
АВ+АВ НС НС св св св
Al—Zn—Mg В92+В92 НС НС св св св
В92ц+В92ц св св НС св св
1915+1915 НС НС св св св
Al—Mg—Cu ВАД1+ВДД1 св св НС св СБ
Д1+Д1 НС нс НС св св
Д16+Д16 НС НС НС св св
Д19+Д19 НС НС НС св св
ВД17+ВД17 НС НС НС св св
Al—Mg—Cu—Zn В95+В95 НС НС НС св св
В96+В96 НС НС НС св св
Al—Mg—Si—Cu АК6+АК6 НС НС НС —
АК8+АК8 НС НС НС — —
Al—Cu—Mg—Fe—Ni АК4+АК4 НС НС нс —
АК4-1+АК4-1 НС НС нс — —
Примечания; 1. Здесь ‘си" — сплав свариваемый, ‘нс“ — трудносвариваемый. 2. Группы присадки: А и Б — соответственно проволока, идентичная и не идентичная химическому составу основного металла. 3. Последние четыре сплава относятся к ковочным.
сплавов осуществляется в соответствии с рекомендациями, представленными ранее. Механические свойства сварного соединения зависят от способа сварки и вина свариваемого полуфабриката.
Таблица 11.60. Оценка свариваемости алюминиевых сплавов (аргоно-дуговая сварка неплавящимся электродом листов толщиной 2 мм)
Сплав Сварочной провозока Состояние сплава перед сваркой Коэффициенты
ГАА п,“в,7а.
АДО СвА97 м 1,1 1,0 — 0,85 1,0
АЛ 1 СвА5 м 1,1 1,0 — 0,85 l.o
АМи СвАМц м 0,9 0,9 0,75 0,90 l.o
AMrl АМН м 0,75 0,9 — — 1,0
АМг2 СвАМгЗ м 0,75 0,95 0,85 0,70 1,0
АМгЗ СвАМгЗ м 1,0 0,90 0,85 0,50 0,9
АМг4 СвАМг4 м 0,9 0,95 0,75 0,75 0,9
AM г5 СвАМг5 м 0,9 0,9 0,80 0,65 0,85
АМгб СвАМгб м 1,0 0,9 0,80 0,45 0,75
Д20 Д20 TI 0,75 0,7 0,85 0,75 0,75
1201 Св1201 TI 1,25 0,75 0,80 0,70 1,15
1205 Св1201 TI 0,75 0,65 — — 0,75
АД31 СвАК5 TI 0,75 0,80 — — 0,50
АДЗЗ СвАКЗ Т1 0,75 0,75 0,70 0,5 0,65
АД 35 СвАКЗ Т1 0,75 0,75 — — 0,70
АВ СвАКЗ Т1 0,90 0,70 — — 0,65
В92 В92ц TI 0,75 0,85 0,65 0,6 0,9
1915 Св1557 TI 0,9 0,85 0,65 0,6 1,2
ВАД1 ВАД1 TI 0,80 0,65 0Л OJ
П р и м с ч в н и е . Здесь и — критическая скорость деформации при сварке соответственно данного сплав* и пробы МВТУ (сплав АМтЗМ); Од' и — временное сопротивление сварного соединения н основного металла; бг’> и в/ — ограниченный предел выносливости (N" 210* циклов, /“ 0,07—0,16 Гц) сварного соединен ня и основного металла; о/ и ат— предел выносливости (/Vя 11 О’ циклов, / 47 Гц); а' и а — угол загиба сварного соединения и основного металла.
В табл. П.60 наряду с оценкой горячеломкости при снарке для общей оценки свариваемости представлены данные о работоспособности сварных соединений по сравнению с основным металлом при статическом растяжении и изгибном нагружении, а также при повторно-статическом и усталостном нагружении.
Технический алюминий обеих марок хорошо сваривается дуговой (в среде инертных газов), электронно-лучевой, газовой и контактной Сваркой. В качестве присадочного материала при сварке рекомендуются проволоки СвА97, СвА85Т и СвА5.
Прочность сварного соединения не зависит от вида полуфабриката и составляет 0,85—0,9 прочности основного металла в отожженном состоянии.
Сварные соединения технического алюминия обладают высокой коррозионной стойкостью; склонность к межкристаллитной, расслаивающей коррозии и коррозионному растрескиванию отсутствует.
7.1. СВАРКА СПЛАВА АМц (СИСТЕМА AJ-Mn)
Сплав АМц получил довольно широкое применение в промышленности, в том числе и в авиастроении, благодаря сочетанию высоких механических свойств с высокой коррозионной стойкостью и хорошей свариваемостью. Наличие марганца обеспечивает высокие пластические свойства сплава, особенно при низких температурах.
Нагартовка полуфабрикатов из сплава АМц повышает его прочность при некотором незначительном снижении пластичности.
Для полного разупрочнения сплава АМц допускается высокотемпературный отжиг (300—500’С) с охлаждением на воздухе. Частичное снятие упрочнения достигается уже при 200—290°С. У сплава высокие показатели штампуемое™. Он деформируется в горячем и холодном состояниях.
Сплав АМц хорошо сваривается газовой, контактной и дуговой сваркой. При сварке плавлением рекомендуется проволока СвАМц. Прочность и угол загиба сварного соединения не отличаются от свойств основного металла в отожженном состоянии. Сварка сплава в нагартованном состоянии приводит к получению сварного соединения с уровнем прочности, который достигается при сварке материала в отожженном состоянии.
Затруднения при сварке сплавов типа АМц могут возникнуть из-за не-сплавления в корне шва, вызванного неудаленной тугоплавкой оксидной пленкой. Несплавление уменьшает сечение шва, снижает его прочность и часто обусловливает негерметичность сварных соединений. Негерметичность может быть вызвана также микродефектами в виде газовых несплошностей, количество и размеры которых зависят от скорости кристаллизации, и макродефектами в виде раковин. При изготовлении ответственных изделий, когда требуется повышенная герметичность, следует периодически контролировать влажность аргона в баллонах и принимать соответствующие меры для компенсации вредного влияния повышенных концентраций водяных паров в аргоне в первые часы работы сварочной установки после смены баллона.
7.2. СВАРКА СПЛАВОВ ТИПА АМг (СИСТЕМА AJ-Mg-Mn)
Содержание магния в сплавах этой группы колеблется в основном от 0,5 до 7%. Они нашли широкое применение в конструкциях различного назначения. Их свариваемость рассматривалась во многих работах, что позволило выявить основные особенности поведения сплавов этой системы при сварке и разработать комплекс технологических мероприятий, обеспечивающих получение соединений с достаточно высокими свойствами.
Сплавы типа магналий (АМг1, АМг2, АМгЗ, АМг4, АМг5, АМгб) в отожженном состоянии, особенно содержащие от 5 до 1% Mg, сочетают высокую коррозионную стойкость с хорошей пластичностью, свариваемостью и относительно высокими прочностными свойствами.
Повышение прочности неупрочняемых термической обработкой сплавов достигается за счет введения легирующих элементов в твердый раствор.
Оказывают влияние на свойства сплавов вид полуфабриката и его состояние. Нагартовка материала значительно повышает его прочность, при снижении пластичности. Так, например, сплав АМгб имеет в отожженном
состоянии временное сопротивление до 320 МПа, а после нагартовки на 20% этот показатель возрастает до 380—420 М Па,
Сплав АМгб — наиболее высокопрочный свариваемый сплав этой группы. Широкое применение его в аэрокосмическом комплексе определяется высокими показателями относительной прочности по сравнению с низкоуглеродистой сталью: сплав АМгб при плотности в 3 раза меньшей имеет относительную прочность в 2,45 раза большую. При этом сплав АМгб может быть упрочнен не только нагартовкой, но и термической обработкой и обладает удовлетворительной свариваемостью, что и определяет его использование в штампосварных конструкциях.
Он имеет высокие пластичность и длительную прочность, однако по уровню механических свойств при низких и повышенных температурах несколько уступает сплавам системы А1—Си. К этому следует добавить, что крупногабаритные полуфабрикаты сплава АМгб имеют значительную анизотропию свойств в нагарто ванном состоянии и повышенную чувствительность к концентрации напряжений.
По отношению к сплавам АМг1, АМг2, АМгЗ возможно применение двух видов отжига. В первом случае — низкий отжиг (неполный: для сплавов AMrl, АМг2при 150—250°С и для сплава АМгЗ — при 150—300°С); при этом достигается частичное снятие напряжений, вызванных нагартовкой металла. Во втором — полный отжиг (для сплавов AMrl, АМг2, АМгЗ при 300-420’С): происходит полное разупрочнение металла.
Отжиг высоколегированных сплавов АМг5, АМгб производится в узком интервале температур — 310—335’С. Он позволяет сохранить высокую коррозионную стойкость указанных сплавов, не чувствительную к низкотемпературным нагревам.
Магналиевые сплавы деформируются в горячем и холодном состоянии, однако при холодной деформации полуфабрикаты быстро наторговываются. Пластичность листового материала в отожженном состоянии хорошая, в наторгованном — удовлетворительная.
В качестве присадочного материала рекомендуется проволока того же химического состава, что и основной металл, за исключением сплава АМг2, для сварки которого рекомендуется проволока марки СвАМгЗ. Следует отметить, что при сварке плавящимся электродом, из-за частичного выгорания основного легирующего элемента (магния), допускается применение проволоки с более высоким содержанием магния.
Сплавы AMrl и АМг2 имеют удовлетворительную свариваемость при сварке плавлением и хорошо свариваются контактной сваркой. Хорошо свариваются контактной сваркой и сваркой плаалением сплавы АМгЗ, АМг4, АМг5иАМгб.
Алюминий-магниевые сплавы при сварке плаалением склонны к образованию пор. Источником пор в сплаве АМгб является не только влага, но и водородсодержащие вещества, адсорбированные на поверхности основного и присадочного материала. Основным же дефектом швов при аргоно-дуговой сварке сплава АМгб являются толстые и прочные оксидные включения. Количестао оксидных включений в метавле швов сплава АМгб уменьшается при импульсной и трехфазной сварке по сравнению со сваркой однофазной. Возможность дробления включений оксидной пленки при импульсном режиме сварки заслуживает особого внимания. Обычно форма оксидных включе
ний, встречающихся в швах, может быть различной — от протяженной плены толщиной 6 1СН—2 103 мм до компактно сосредоточенной. В местах залегания оксидных плен обнаруживаются также раковины и поры, размер которых на 3—4 порядка больше. При металлографическом анализе поверхности изломов на оптическом и сканирующем микроскопах видно, что цвет оксидных плен изменяется от светло-серого с блеском (плены наименьшей толщины, под которыми просматриваются фрагменты структуры) до черного (плены большой толщины).
В случае питания дуги от импульсного источника асимметричного тока при разной полярности в швах наблюдаются лишь отдельные фрагменты кристаллитов осевой ориентации, которые при частоте импульсов более 2 Гц сменяются отдельными равноосными дендритами различных размеров, на-прааленными по нормали к поверхности кристаллизации. Наряду со структурными особенностями наблюдаются также существенные изменения в форме и расположении оксидной плены, которые заключаются в равномерном распределении раздробленных мелких включений по всему объему шва.
Применение импульсных режимов АДС алюминиевых сплавов способствует образованию более однородной мелкокристаллической структуры шва.
Трехфазная аргоно-дуговая сварка по сравнению с однофазной обеспечивает общее повышение качества саврных соединений из сплава АМгб, резкое снижение удельной трудоемкости и удельного расхода аргона. Подача дополнительного потока гелия в зону горения трехфазной дуги позволяет эффективно повысить ее проплавляющую способность.
Данные о влиянии некоторых технологических факторов на качество сварных соединений сплава АМгб толщиной 10 мм при сварке трехфазной дугой приведены в работе [38]. Установлено, что увеличение зазора ухудшает геометрию шва: уменьшается выпуклость, появляются подрезы. Смещение кромок сопровождается несимметричным формированием сварного шва. При этом со стороны выпуклости шва образуются подрезы, а с обратной стороны шва — опасные концентраторы напряжений. Неприлегание свариваемых кромок к формирующей подкладке приводит к провисанию и вытеканию металла с обеих сторон от оси шва с тыльной стороны соединения на высоту неприлегания, а также к образованию подрезов с лицевой стороны соединения. При отклонении оси электродов от линии стыка возможно нес плавление кромок и, как следствие, — резкое снижение прочности соединения. Отклонение скорости сварки от оптимального значения на 3—10% не оказывает существенного влияния на механические свойства сварных соединений.
Изучена свариваемость нагартоавнных плит сплава АМгбН [37]. При сварке плавлением упрочненный таким способом металл вследствие рекристаллизации и отпуска раз упрочняется в ЗТВ до уровня прочности отожженного металла, а прочность шва практически такая же, как при иных состояниях исходного полуфабриката.
Механические свойства сварного соединения у магналиёвых сплавов зависят не только от толщины свариваемого полуфабриката, но и от способа сварки.
На плитах толщиной 14 мм изучены особенности разупрочнения нагар-тованных плит сплава АМгбН при различных способах сварки и подтверждена зависимость прочности соединений от тепловложения и формы шва.
Таблица 11.61. Режимы сварки различными способами плит толщиной 14 мм из сплава АМгбН
Сварка Установка, источник питания и. в Дж/см
Электронно-лучевая У-ЗМ2, У-250А 27 105 180 103 60 2250
Гелиеводуговая вольфрамовым электродом на постоянном токе при прямой полярности АДСВ-2, ВСВУ-630 11 440 8 15670
Аргоно-дуговая вольфрамовым электродом на асимметричном (К=0,6) переменном токе АДСВ-2, ОАРС-4 12 330) 650( 210) 6 26960
Импульсно-дуговая плавящимся электродом в четыре слоя АБС, ИУП-1 18 18 18 18 260 z60 260 260 30 30 35 35 4470 4470 3830 3830
Примечания: 1. В скобках в числителе указан сварочный ток при прямой полярности, в знаменателе — при обратной. 2. Приведены расчетные значения погонной энергии при значениях КЛД источников нагрева 0,8.0,75, 0,6 и Q.B соответственно указанному способу сварки.
Соединения получали усовершенствованными способами сварки вольфрамовым и плавящимся электродом, а также электронным лучом (табл. П.61). Эти способы характеризуются неодинаковыми теплошюжением, динамическим воздействием дуги и эффективностью удаления оксидной пленки. Плиты шириной 600 мм сваривали за один проход без разделки кромок на режимах, типичных для каждого способа сварки. Как видно из табл. 11.61 значения погонной энергии в данной серии опытов изменялись от 2250 Дж/см при электронно-лучевой сварке до 26 960 Дж/см при сварке вольфрамовым электродом на асимметричном переменном токе. Скорость ЭЛС была в 7—10 раз больше, чем при дуговых способах. Эго обеспечивало узкий провар металла и другие преимущества, вытекающие из минимального тепло-вложения при сварке.
С целью уменьшения теплового воздействия на соединяемый металл опробованы также режимы скоростной многослойной дуговой сварки, что дает возможность заменить одноразовое сильное воздействие источника нагрева многократным нагревом меньшей мощности. Импульсно-дуговую сварку плавящимся электродом в смеси аргона с гелием выполняли в четыре прохода с последовательным наложением валиков с двух сторон в узкий зазор.
Результаты механических испытаний сварных соединений (табл. 11.62) показывают, что образцы с выпуклостью и зачищенные с двух сторон заподлицо с основным материалом по прочности отличаются мало. Отношение прочности соединений к прочности основного металла (по средним значениям) составляет 0,88 при ЭЛС, 0,75 при гелиеводуговой, 0,65 при АДС вольфрамовым электродом и 0,81 при четырехпроходной импульснодуговой сварке плавящимся электродом (временное сопротивление основного металла принято не менее 400 МПа). При сварке с более высокой коицен-
трацией энергии ширина шва уменьшается и заметно увеличивается условный предел текучести (от 150 до 220 МПа). Ударная вязкость металла шва при дуговых способах сварки больше, чем у основного металла в нагартованном состоянии и у соединений, выполненных электронно-лучевой сваркой. В последнем случае ввиду малой ширины шва разрушение
Таблица 11.62. Механические свойства соединений плит толщиной 14 нм из сплава АМгбН при различных способах сварки
Смрха с.МПа 0агМПа ъград аи. Дж/см1
Электрон но-л уче вая 343 228 34 15-22
Гелие во дуто вая вольфрамовым 351 292 301 188 47 19 27-30 29
электродом Ар го но- дуговая вольфрамовым электродом И м пул ьсн о-ду го вая плавящимся электродом в 4 слоя 268 258 338 324 155 222 47 57 27—30 28 21-29 25
Примечания: 1. Для аи числителе указаны зшчекия, полученные на образцах с выпуклостью; другие данные получены на образцах, зачищенных заподлицо с двух сторон. 2. Приведены поозагели свойств по результатам 3—5 испытаний.
при ударном изгибе фактически происходит по зоне сплавления и основному металлу.
При всех способах сварки плиты существенно разупрочняются в ЗТВ.
Снижение их твердости от исходной до твердости металла шва плавное, без перегибов на кривой, характерных для термически упрочненных сплавов, например 1201 (рис. 11.57). Это свидетельствует о том, что при сварке наторгованного сплава АМгбН в ЗТВ происходят лишь частичное или полное снятие наклепа и рекристаллизация, в то время как у сплава 1201 здесь наблюдается более широкий комплекс структурных изменений, включая перезакалку и различные стадии распада твердого раствора. Однако общая ширина участка снижения твердости на сплаве АМпбН значительно больше, чем у сплава 1201. Объясняется это тем, что в условиях сварки сплав АМгбН разупрочнястся при температурах выше 150°С, а сплав 1201 — выше ЗОО°С.
Общая ширина эоны разупрочнения в значительной мере зависит от способа и погонной энергии сварки. При ЭЛС эта зона составляет 25—30 мм, при гелиеводуговой 80—90 мм, при АДС вольфрамовым электродом 180 мм и более. У сплава 1201 при тех же способах сварки ширина зоны разупрочнения равна 20—23,60—65 и 80—90 мм. В последнем случае она в 2 раза меньше, чем у сплава АМгбН.
При многопроходной сварке тепло предыдущих слоев не суммируется, так как металл успевает полностью остыть. Повторение близких по мощности термических воздействий при каждом последующем проходе незначительно изменяет твердость свариваемого металла. Вследствие этого ширина зоны разупрочнения уменьшается обратно пропорционально количеству проходов. При многослойной скоростной импульсно-дуговой сварке плавящимся электродом этот показатель составил -50 мм, что в 3—4 раза меньше, чем при однопроходной АДС вольфрамовым электродом. При этом прочность соединений намного выше, чем у выполненных в один проход дуговыми способами, и близка к прочности соединений, сваренных электронным лучом.
Рис. 11.57. Изменение твердости металла ЗТВ соединений плит толщиной 14 мм: I — наторгованный сплав АМгбН; II — термически упрочненный сплав 1201; а — электроннолучевая сварка; б — гелиеводуговая на постоянном токе при прямой полярности; в — аргоно-дуговая вольфрамовым электродом на асимметричном переменном токе; г— импульсно-дуговая плавящимся электродом в 4 слоя
Следует отметить, что в случае увеличения толщины свариваемых полуфабрикатов до 30—100 мм возникают определенные затруднения при их сварке электронным пучком. Это относится прежде всего к возможности устранения внутренних дефектов и обеспечения заданных размеров зоны проплавления [39]. Опробованы технологические варианты сварки стацио-
нарным, сканирующим пучком, а также с программированием теплоаложе-ния при дискретной развертке и с регулируемым периодом задержки пучка в точках его остановок в пределах выбранной траектории.
Сварка производилась от источника питания ЭЛА 60/60 на установке УЛ-179 при остаточном давлении в вакуумной камере 1,33- 1СН Па. Основные
параметры процесса представлены в табл. П.63. При сварке стационарным пучком или с круговой разверткой эона проплавле- Таблица [1.63. Режимы ЭЛС плит из сплава АМгб с программируемым тепловложением
(рабочее расстояние 220 мм)
ния на поперечных шлифах имеет клиновидную форму и отличается ярко выраженной структурной неоднородностью по сечению шва, особенно в его нижней части. Наличие практически непрерывной цепочки вторичных фазовых выделений № образков Толщина плиты, мм Ток п^чка. Ток фокусировки, мА Скорость сварки, ы/ч
1* 2 3 4 5 6 40 40 45 60 90 100 220 220 235 270 330 350 895 895 895 900 915 920 30 30 30 20 15 12
* Свдрка сканирующим пучком без протраммир^моготео^овлакения.
по слоям кристаллизации
приводит к значительной анизотропии свойств по сечению стыка и к большему разбросу их значений в пределах одной партии испытываемых образцов.
Обработка и анализ результатов образцов свидетельствуют, что в условиях правильно выбранного соотношения тепловложения в пределах пятна нагрева достигается стабильное формирование швов (независимо от толщины полуфабрикатов), с параллельными границами зоны проплавления, при ширине швов 5—8 мм.
Дефекты в зоне сплааления, за исключением единичных микропор,, отсутствуют. Химический состав металла шва остается идентичным при всех толщинах, при этом потери магния на испарение не превышают 0,02—0,04%.
Механические испытания сварных соединений показывают, что соеди-
нения, выполненные с программированием тепловложения, отличаются высокой стабильностью показателей аременного сопротивления и ударной вязкости, а неоднородность свойств по толщине стыка практически отсутствует. Что особенно важно, ударнав вязкость образцов с надрезом Шарли по середине шва на 15—20% выше, чем у основного металла, и сохраняется практически на том же уровне при выполнении надреза по границе сплавления.
Определено влияние многократных подварок на прочность сварных соединений из сплава АМгб. Установлено, что даже трехзфатные подварки не снижают временное сопротивление и не приводят к появлению дефектов и изменению структуры. Микродефекты по линии сплавления в виде оксцдных включений, пор и трещин обнаружены в сварных соединениях, подвергнутых четырех- и пятикратной подварке без подогрева. После пятикратной подварки в смежных участках наблюдаются снижение он сварного соединения'(примерно на 20%) и повышение остаточных напряжений до 0,8пт. Применение предварительного подогрева ремонтируемых участков не обеспечивает получения качественных сварных соединений, так как вызывает значительное изменение геометрии узла.
Двукратная подварка сварных швов сплава АМг5 приводит к заметному снижению временного сопротивления и ударной вязкости, но сопровождается уменьшением относительного удлинения и угла загиба сварных соединений на 10—20 и 25—30% при температурах испытания +20 и -196’С соответственно. Значительно снижаются механические характеристики сварных соединений сплава АМг5, особенно при низких температурах, после трех- и четырехкратной подварки. При повторных подварках, особенно трех- и четырехкратных, образуются новые дефакты в металле шва в виде нссплавле-ний и оксидных включений.
Свойства сварных соединений из алюминий-магниевых сплавов зависят от условий формирования корня шва. Прочность соединений, выполненных на подкладках с полукруглой и треугольной формирующими канавками, которые благоприятствуют плавному переходу от основного металла к шву, на 3—5% выше, чем в случае прямоугольных канавок. При сварке на аргоновой подушке можно получать обратный валик практически любой заданной высоты и исключить операцию по удалению его после сварки механическим путем.
7.3. СВАРКА АВ НАЛЕЙ (СПЛАВЫ АД31, АДЗЗ, АД35, АВ — СИСТЕМА Al—Mg—Si)
Сплавы системы Al—Mg—Si имеют характеристики, представляющие интерес для авиастроения: высокую коррозионную стойкость, среднюю прочность при высокой технологической пластичности, позволяющей изготовлять тонкостенные прессованные полуфабрикаты сложной конфигурации. Для промышленности рекомендованы сплавы марок АД31, АДЗЗ, АД35 и АВ.
Особенностью сплава АД31 является особо высокая пластичность. Повышенным, по сравнению с этим сплавом, уровнем прочности и текучести отличаются сплавы АДЗЗ, АД35 и АВ.
Сплавы системы Al—Mg—Si деформируются в горячем состоянии. Штампуемостъ отожженного металла хорошая, закаленного и искусственно состаренного — удовлетворительная.
Полуфабрикаты поставляются в отожженном, закаленном и в искусственно состаренном состоянии (закалка от 515—530°С в холодную воду и естественное старение в течение 10—15 сут или искусственное старение при 160—170’С в течение 10—12 ч; отжиг полуфабрикатов при 380—420"С в течение 10—60 мин с охлаждением на воздухе).
Все детали, поступающие на сборку и сварку, должны быть в закаленном или закаленном и искусственно состаренном состояниях. Изготовление сварных узлов допускается в двух вариантах: закалка+искусственное старе-ние+сварка; закалка+сварка+искусственное старение.
Правка сварных узлов производится до искусственного старения без подогрева. Спок естественного старения не ограничивается.
Сплавы АДЗ1, АДЗЗ и АД35 при сварке плавлением и контактной сварке имеют удовлетворительную свариваемость. Хорошая свариваемость при дуговой и контактной сварке у сплава АВ. Для указанных сплавов рекомендуется присадочная сварочная проволока марки СвАК5. Прочность сварного соединения не ниже 0,7 прочности основного металла в закаленном и искус-188
огненно состаренном состоянии. Искусственное старение сварного соединения повышает его прочность до 0,8—0,85 прочности основного материала.
Механические свойства сварных соединений зависят от способа сварки, вида полуфабриката и состояния материала до и после сварки. Как указывалось выше, прочность сварных соединений алюминиевых сплавов АДЗ1 и ДДЗЗ ниже прочности исходного металла, упрочненного термической или термомеханической обработкой. В тех случаях, когда нет условий для ТО и нельзя изменить конструкцию соединений, их сваривают на режимах с минимальной погонной энергией либо упрочняют литой металл шва и зоны сплавления нагартовкой или взрывной обработкой [40]. Для практического использования наибольший интерес представляют гелиеводуговая сварка постоянным током при прямой полярности и обработка сварных соединений уд линенными зарядами взрывчатых веществ, которые применимы д ля любых швов. Эффективность методов упрочнения применительно к сплавам АД 31 и АДЗЗ оценена на стыковых соединениях листов размерами 320x230x3 мм, которые прошли термомеханическую обработку, включающую в себя закалку + старение + холодную прокатку и старение. Механические свойства листов в исходном состоянии приведены в табл. 11.64.
Таблица 11.64. Механические свойства листов толщиной 3 мм из сплавов АД31 и АДЗЗ после термомеханической обработки
Силы Направление вырезки образцов ^МПв аог.МП« S, я а, град я,. Дж/сы2
АД 31 АДЗЗ Поперек проката Вдоль проката Поперек проката Вдоль проката 248-253 221-225 12,0-12,4 103-103 2,5-2,9 2,8 з.з-з.з 3,3 2.8—2.8 2,8 2,5—2,5 2,5
249 230-233 224 208-213 12,2 13.6-14.3 [03 180-180
232 358-364 211 328-334 13,8 7.7-10.2 180 65—65
361 265-265 33 [ 240-242 8,8 п.з-п.з 65 97-97
265 241 н,з 97
Листы соединяли вдоль направления прокатки автоматической дуговой сваркой вольфрамовым электродом на переменном токе в аргоне (^=240 А; Ц=17 В; исв=12 м/ч; и =49 м/ч) и на постоянном токе при прямой полярности в гелии (/ет=120 А; /17=15 В; ^=30 м/ч; к =55 м/ч). В качестве присадочного металла использовали проволоку Св 1557 диаметром 2 мм. Образцы для механических испытаний вырезали поперек шва. Результаты испытаний приведены в табл. 11.65.
Прочность соединений обоих сплавов, выполненных гелиеводуговой сваркой, не намного выше, чем у соединений аргоно-дуговой сварки, хотя Разница между ними в погонной энергии достигала 5600 Дж/см. Переход к гелиеводуговой сварке увеличивает угол загиба сварных соединений до 180' и ударную вязкость металла шва и эоны сплааления более чем на 40% у сплава АД31 и более чем на 30% у сплава АДЗЗ.
Таблица 11.65. Механические свойства сварных соединений листов из сплавов АД31 и АДЗЗ, выполненных аргоно-дуговой (АДС) и гелиеводуговой (ГДС) сваркой вольфрамовым электродом
Сплав Способ сварки св(МПд) соединений а, град (ДжУсм’)прк надрезе
с выпуклостью без выпуклости по шву по зоне сплавления
АД 31 АДС 144-146 133-141 170-180 28-28 23-23
145 136 175 28 23
где 149-166 133-149 180-180 44-50 31-37
157 141 180 45 33
АДЗЗ АДС 160-185 144-149 140-180 19-25 19-25
164 147 170 23 23
где 162-171 155-173 180-180 28-34 28-34
166 163 180 31 31
При статических испытаниях на разрыв образцов, вырезанных поперек шва, временное сопротивление разрыву образцов с упрочненной нагартовкой зоной шва повышается до os=192—229 МПа и 216—234 МПа соответственно у соединений сплавов АД31 и АДЗЗ.
Взрывной обработке были подвергнуты только соединения с выпуклостью шва, полученные аргоно-дуговой сваркой вольфрамовым электродом. В качестве подложки применялась вакуумная резина толщиной 2 мм. При обработке опробовали одно-, двух- и трехкратные подрывы удлиненных зарядов. Установлено, что прочность соединений сплавов АД 31 и АДЗЗ практически не зависит от количества подрывов. Временное сопротивление обработанных взрывом соединений в среднем на 27 МПа выше, чем у исходных соединений. Полученные результаты свидетельствуют о меньшей эффективности взрывной обработки сварных соединений сплавов АДЗ1 и АДЗЗ по сравнению с соединениями сплава 1201, прочность которых повысилась на 35%. Меньшая эффективность взрывной обработки низколегированных сплавов АД31 и АДЗЗ связана с их повышенной пластичностью, которая может уменьшить прирост временного сопротивления у обработанных соединений.
Сплавы системы Al—Mg—Si (АД31, АДЗЗ, АД35 и АВ) в закаленном и естественно состаренном состоянии отличаются повышенной коррозионной стойкостью. Они не склонны к межкристаллитной коррозии и коррозионному растрескиванию.
Эти сплавы (за исключением АД31), однако, проявляют склонность к межкристаллитной коррозии после искусственного старения. Коррозионная стойкость сварных соединений близка к стойкости основного металла.
ТА. СВАРКА СПЛАВОВ ТИПА 1201 (СИСТЕМА А]—Си—Мп)
Сплавы системы А1 Си относятся к группе термически упрочняемых. Они характеризуются средней прочностью (ов=400—450 МПа). Сплавы этой системы Д20, 1201,1205 имеют ряд особенностей, представляющих определенный интерес для авиационной промышленности: высокие характеристики прочности, текучести и пластичности при низких температурах, причем с понижением температуры уровень этих свойств повышается. Одновременно они являются и теплопрочными материалами.
Кроме того, сплавы этой группы не претерпевают естественного старения и обладают высокой пластичностью в закаленном состоянии. Последнее позволяет выполнять операции штамповки в течение длительного времени после закалки. Для повышения свойств металла между закалкой и искусственным старением возможно производить нагартовку со степенью деформации 7—10%.
Учитывая свойства сплавов этой группы, их в настоящее время стали широко применять в сварных конструкциях, особенно работающих при низких и высоких температурах (сплавы Д20 и 1201).
По прочности, текучести, малоцикловой усталости и вязкости разрушения сплавы системы А1—Си превосходят сплав АМгб. Эти сплавы сохраняют высокую пластичность и вязкость при низких (до -253°С) температурах. К этому следует добавить, что они имеют более высокую жаропрочность при температурах >200’С по сравнению со сплавами АК-4, Д16. Сплавы данной системы значительно упрочняются после искусственного старения.
Технологическая пластичность сплавов А1—Си удовлетворительная в искусственно состаренном состоянии и высокая после деформации в отожженном и закаленном состояниях.
Сплавы упрочняются закалкой от 530—540’С (в холодную воду) и последующим искусственным старением. В зависимости ст вида полуфабриката (лист, плита и др.) и его состояния после закалки (TI, Т1Н) температура старения колеблется в пределах 165—195’С (выдержка от 16 до 35 ч).
Для снятия технологического наклепа рекомендуется отжиг при 350— 370’С с охлаждением на воздухе. Последующий полный отжиг производится в интервале температур 380—420’С.
При изготовлении сварных изделий отдельным стыкуемым элементам необходимо придавать такие конструктивные формы, которые обеспечивали бы минимальную концентрацию напряжений. Для устранения концентраторов напряжений в зоне сварного соединения следует добиваться плавного перехода ст металла шва к основному металлу.
Изготовление сварных узлов рекомендуется производить по схеме: термообработка заготовок (закалка), выполнение технологических операций (штамповка, механическая обработка, химическое фрезерование), а после калибровки деталей — искусственное старение и сварка. Допускается искусственное старение после сварки. Однако оно нежелательно в связи со значительными потерями пластичности сварных узлов. Правка узлов и Деталей после сварки производится без подогрева, с обязательным контролем на отсутствие дефектов (общая степень деформации 0,6%).
Из сплавов системы А1—Си—Мп широкое применение в сварных изделиях получил термически упрочняемый свариваемый сплав 1201. Кроме указанных элементов, сплав содержит титан, цирконий и ванадий.
Сплав 1201 поставляется в виде листов, плит, профилей, поковок, штампованных заготовок и применяется для изготовления сварных изделий ответственного назначения. Полуфабрикаты из этого сплава сваривают аргоно-дуговым способом на переменном токе, в гелии на постоянном токе при прямой полярности и электронным лучом. Механические свойства полуфабрикатов из этого сплава в зависимости от состояния поставки приведены в табл. 11.66.
Таблица 11.66. Механические свойства полуфабрикатов сплава 1201
Ввд полуфабриката Состояние материала «Г МПа Mii'a м Дж/о»1
Листы 3= 2—10 мм Закалка, правка и искусственное старение 17СГС, 16 ч 430 330 11 13
Плиты 8 = 15—20 мм Закалка, нагартовка на 7—10% и искусственное старение 440 360 9 12
Закалка, правка и искусственное старение 440 330 11 10
Закалка, нагартовка на 7—10% и искусственное старение 450 350 9 10
Прессованная полоса 5 = = 12—20 мм Закалка и искусственное старение образцов, вырезанных в продольном направлении 430 320 11 12
То же, в поперечном направлении 390 310 8 11
Поковки массой до 100 кг Закалка и искусственное старение образцов, вырезанных в продольном направлении 420' 300 10 11
То же, в поперечном направлении 400 280 8 9
То же, по толщине 380 270 6 6
Свойства сварных соединений сплава 1201 зависят ст концентрации тепловой энергии. Используя различные способы сварки, можно влиять на структуру металла шва, протяженность ЗТВ и на степень разупрочнения. Технологическая и конструктивная прочность соединений может быть существенно улучшена прежде всего в результате уменьшения количества кремния, железа и других примесей.
Повышенное содержание примесей кремния и железа в сплаве 1201 при неблагоприятных условиях сварки плавлением может вызвать горячие трещины в металле шва. Значительно повышается стойкость сварных соединений сплава против образования горячих трещин при ограничении суммарного содержания примесей кремния и железа в основном металле и присадочной проволоке до 0,06%. Для улучшения свариваемости полуфабрикатов из сплава 1201 рекомендуется ограничивать содержание примесей кремния и железа до 0,1% каждого. При этом соотношение железа и кремния должно быть больше единицы.
Поскольку высокопрочный сплав 1201 находит применение в авиационных сварных конструкциях, изготовляемых из листов и плит, целесообразно сравнить его свариваемость при различных способах сварки [41 —42].
С целью обеспечения высокой производительности процесса и требуемого качества металла шва сварка во всех случаях производилась за один
проход. Применялась присадочная проволока диаметром 2 мм из сплава 1201. Предварительно была проведана ТО пластин по режиму: закалка от 53О°С в воду с последующим искусственным старением при 180°С, 10 ч. Поверхность пластин и проволоки подвергалась травлению, а непосредственно перед сваркой кромки шабрились на глубину до 0,2—0,3 мм. Рекомендуемые режимы автоматической сварки плит толщиной 15 мм из сплава 1201 приведены в табл. 11.67.
Таблица 11.67, Режимы сварки сплава 1201
Сварка Установка, источим к питания / ,А св’ ч..” 7Г «/я «/г, кДж/см
Эле ктрон но-луче вая У-ЗМ2, У-250А 0,18-0,1 2600 40 3,35
В гелии на постоянном токе при прямой полярности АДСВ-2, ВС-10(Ю 480-490 12 10 17,6
Плазменно-дуговая на переменном токе АДСВ-2, 640-660 26 12 19,7
Аргоно-дуговая вольфрамовым электродом на переменном токе ИПД-1000 620-640 16 6 24,3
Как видно, рассчитанные значения погонной энергии существенно отличаются при различных способах сварки. По этому показателю электронно-лучевая сварка в 5—7 раз эффективнее других способов.
Соединения, выполненные указанными способами сварки, прошли визуальный контроль, рентгенолефектоскопию, металлографическое исследование и механические
испытания.
Характер разупрочнения металла ЗТВ, определенный на приборе Роквелла по шкале В при нагрузке 600 Н, иллюстрирует рис. 11.58. Пики на кривых твердости соответствуют участкам ЗТВ, где произошла частичная закалка при термическом цикле сварки. Последующее искусственное старение соединений способствует повышению твердости металла в этих участках по
Рис. И.58. Изменение твердости металла ЗТВ в плитах толщиной 15 мм из термически упрочненного сплава 1201 при различных способах сварки:
а — электронно-лучевая: б ~ в гелии на постоянном токе при прямой полярности; в — плазменная на переменном токе; г — аргоно-дуговая на переменном токе
сравнению с более удаленными от шва зонами, в которых вследствие сварочного нагрева материал разупрочнился (произошел отжиг).
Общая ширина участка разупрочнения по обе стороны шва зависит от тепловложения и составляет при сварке электронным лучом 15—20 мм, в гелии на постоянном токе 40—50 мм, при плазменно-дуговой сварке 60—65 мм и аргоно-дуто вой 65—70 мм.
Механические свойства соединений оцениваются по результатам испытания на разрыв плоских стандартных образцов и испытаний на статический и ударный изгиб (табл. 11.68). Наиболее высокое временное
сопротивление разрыву имеют соедине-
ния, выполненные электронным лучом и сваркой в гелии на постоянном токе (до 324 МПа). Зги соединения отличаются большей пластичностью (углом загиба и ударной вязкостью) металла шва по сравнению с полученными плазме н но-дуговой сваркой.
Временное сопротивление соединений, выполненных электронным лучом и сваркой в гелии на
Таблица 11.68. Механические свойства соединений
б листа, мм Сварка МПа а, град Лж/см1
3 Аргоно-дуговая 318 68 18 0,70
В гелии 324 50 20 0,70
Электронно-лучевая 330 54 23 0,72
8 Аргоно-дуговая 305 59 19 0,70
В гелии 320 38 24 0,73
Электрон но -лучевая 328 41 26 0,74
15 Аргоно-дуговая 244 20 14 0.56
В гелик 292 35 20 0,65
Электрон но-лучевая 324 30 26 0,70
Примечания'. I. Временное сопротивление сварных соединений, нс подаергавтикся искусственному старению, на 10—15% ниже приведенных а таблице средних значений. Разброс значений временного сопротивления ±2%. 2. Здесь сг\ и относятся к сварным соединениям с обычной выпуклостью шва и к основному металлу соответственно.
постоянном токе, достигает 0,7 этого же показателя основного термически обработанного металла. При аргоно-дуговой и плазменно-дуговой сварке о'а/о/=0,56 и 0,60 соответственно.
При сварке электронным лучом и в гелии на постоянном токе структура металла шва и ЗТВ лучше, чем при аргоно-дуговой и плазменно-дуговой сварке на переменном токе [42]. При сварке на переменном токе в саязи с большой
погонной энергией в зоне термического влияния оплавляются выделения по границам зерен, и на участке взаимной кристаллизации возникает сплошная грубая сетка хрупких мелкозернистых прослоек. При сварке в гелии на постоянном токе и особенно при ЭЛС изменения менее заметны, и в ЗТВ
практически сохраняется исходная структура основного металла.
Микрорентгеноспектральный анализ на приборе "Камека” (диаметр пятна облучения 2 мкм) позволил установить, что при переходе от аргонодуговой к электронно-лучевой сварке уменьшаются неоднородность металла шва и ЗТВ, а также степень распада твердого раствора меди в алюминии. Содержание меди в твердом растворе (рис. 11.59) при этом возрастает от 4 до 6% (у линии сплавления).
По мере возрастания толщины материала прочность сварных соединений снижается. При АДС вольфрамовым электродом термически упрочняемого
сплава 1201 эта зависи-уость заметно проявляется уже при переходе от толщины 3 мм к 8—15 мм (табл. 11.68).
Плиты толщиной более 15 мм свариваются встык также многослойным способом. При этом соединения можно выполнять по различным технологическим вариантам, применяя один или два способа сварки:
1) для плит толщиной до 20 мм — одностороннюю сварку с частичной разделкой кромок в верхней части стыка; притупление 10 мм проплавляют в гелии вольфрамовым электретом, затем заполняют разделку шва арго но-дуговым способом плавящимся электродом;
2) для плит толщиной 20—30 мм —
Рис. 11.59. Распределение меди в участке сплавления соединений сплава 1201, выполненных электроннолучевой (а) и аргоно-дуговой сваркой (i5)
сварку в гелии с двух сторон в один проход без разделки кромок;
3) плиты толщиной 30—40 мм свариваются с даух сторон комбинированным способом с частичной симметричной разделкой кромок (притупление 15—20 мм), проплавляют с двух сторон в гелии вольфрамовым электродом, затем заполняют разделку с двух сторон аргоно-дуговым способом плавящимся электродом. При этих способах сварки временное сопротивление соединений равно 240—270 МПа, что составляет 50—60% соответствующего показателя основного металла. В случае искусственного старения прочность соединений может быть повышена на 5—10%. Другие механические свойства соединений в состоянии после сварки: а=32—56’, як=14—25 Дж/см*. Суммарная ширина участка разупрочнения ЗТВ при первом и втором вариантах сварки плит толщиной 20 мм равна 70—75 и 50—60 мм соответстве нно.
Электронно-лучевая сварка позволяет соединять плиты толщиной до ^рт,мм за один проход. При этом общая ширина участка разупрочнения 20 ° НС Прсвышает 20 мм. Механические свойства соединений плит толщиной “м В состояния после сварки и после повторного (однократного и Укратного) проплавления шва, имитирующего ремонтные подварки,
следующие: после сварки оа=336 МПа, о=20°С, а =21 Дж/см2; после однократной подварки os=328 МПа, а=19°, ан=25 Дж/см2; после двукратной подварки 0=^22 МПа,а=2Г, <зн=20 Дж/см2. Прочность соединений составляет 75—80% соответствующего показателя основного металла. Их искусственное старение после сварки повышает временное сопротивление до 340-350 МПа.
Таким образом, в настоящее время существуют возможности сваривать в промышленных масштабах полуфабрикаты из сплава 1201 практически неограниченной толщины. Прочность соединений плит толщиной до 40 мм при дуговой сварке составляет 50—60%, а при электронно-лучевой — 75—80% этого показателя основного металла.
7.5. СВАРКА СПЛАВОВ ТИПА 1460 (СИСТЕМА Al-Cn-Li)
В последние годы в СНГ и за рубежом разработаны деформируемые алюминиевые сплавы системы А1—Си с добавками различных легирующих элементов: Ti, Zr, Сг, Li, Sc, Ag и др. (табл. 11.69). Сплавы этой системы легирования имеют времен-ное сопротивление <600 МПа и предел текучести <540 МПа, т. е. в 2—3,5 раза больше, чем сплавы типа АМгб (табл. 11.70).
Свариваемость сплавов данной системы изучена на образцах толщиной 2—6 мм [43—44]. Показатели горячеломкости сплавов оценивалась по технологическим пробам МВТУ и “рыбий скелет”, выполненным с использованием присадочных проволок (табл. 11.71) и без них. В экспериментах проводили только автоматическую АДС переменным синусоидальным током (источники питания ИСВУ-315 и ТИР-300).
Выше уже отмечалось, что сплав 1201 системы А1—Си—Мп имеет низкую склонность к образованию горячих трещин при сварке с присадочной проволокой и без нее (по пробе МВТУ критическая скорость деформации равна 4,5—5,5 мм/мин).
Сплавы 1440,1450,1460, 1460-1, 1460-2, 1460-3 системы AI Cu—Li при сварке без присадочной проволоки стабильно склонны к образованию горячих трещин. Так, критическая скорость деформации по пробе МВТУ у них находится на уровне 1,6—2 мм/мин, а коэффициент трещинообразования по пробе “рыбий скелет” — 50—72%. Во всех случаях трещины располагаются адоль шва по его оси. Горячеломкость сварных соединении можно принципиально изменить, использовав присадочную проволоку с химическим составом, отличным ст состава основного металла. Серийные и опытные присадочные проволоки позволили улучшить показатели горячеломкости сварных соединений (табл. 11.72 и 11.73).
Данные таблиц 11.71—11.73 показывают, что при использовании присадочных проволок 1201, 1177, 1217 и АМгбЗ для сварки, например, сплава 1440 критическая скорость деформации повышается в 1,5—2,5 раза по сравнению со сваркой без проволоки. Наиболее высокие показатели стойкости против образования горячих трешин достигаются при сварке присадочной проволокой 1177 системы Al—Си—Mg.
Применение присадочных проволок системы А1—Си для сварки сплава 1450 позволяет уменьшить склонность к образованию горячих трешин: чем 196
Таблица 11.69. Современные алюминиевые сплавы системы AI—Си
Массовая доля элементов, Я&
Си Мп Li Zr Sc Ti Mg Ag Cr
1201 5,8-6,8 0,20-0,40 — 0,10-0,25 — 0,02-0,10 0,02-0,05 — —
1440 1,2-1,9 0,05-0,08 1,6-2,3 0,10-0,20 — 0,02-0,10 0,60-1,10 —
1450 2,8-3,2 0,05-0,08 1,8-2,0 0,10-0,20 — 0,10-0,15 0,05-0,10 — —
1460 2,6-3,3 0,05-0,10 1,9-2,3 0,08-0,12 0,06-0,10 0,10-0,15 0,05-0,10 — —
2219 5,8-6,3 0,20-0,40 — 0,10-0,25 — 0,02-0,10 — — —
2090 2,4-3,0 0,05-0,08 1,9-2,6 0,08-0,15 — 0,10-0,15 0,20-0,25 — 0,05
8090 1,0-1,6 0,08-0,10 2,2-2,7 0,04-0,16 — 0,08-0,12 0,60-1,30 — 0,10
Weldalite 049 4,0-6,3 — 1,1-1,5 0,10-0,15 — 0,02-0,05 0,30-0,50 0,35-0,50 —
1460-1 5,0-5,5 0,08-0,10 1,0-1,3 0,08-0,10 0,12-0,20 0,02-0,10 0,02-0,07 — —
1460-2 4,0-4,3 0,20-0,30 1,0-1,2 0,10-0,16 0,15-0,20 0,04-0,06 0,02-0,07 — —
1460-3 5,1 0,1 1,2 0,12 0,18 0,05 0,25 — —
Таблица 11.70 Свойства алюминиевых сплавов больше содержание ме-
системы А1— Св дн в присадочной про-
Сплав £. МПа 8, % волоке, тем выше кри-
кг/м1 аи,МПа аг. М Па тическая скорость деформации. При содер-
1201 2810 430 350 7100 12
2550 450 340 7300 жании меди в присадоч-
1440 8 ной проволоке <15% она
1450 2600 550 470 7550 6 достигает —5,2 мм/мин,
1460 2600 560 480 7550 6 коэффициент трещи-
1460-1 2700 600 530 7600 5 нообразования по пробе
5,5 “рыбий скелет” умень-
1460-2 2665 580 500 7500 шается практически до
2219 2890 425 386 7200 11,0 нуля, а при 6—7% Си —
2090 2590 580 515 7600 6 соответственно 4 мм/мин
8090 2560 440 340 7700 10 и 25—35%. При сварке сплавов 1440 и 1450 при-
Weldalite 049 2710 590 540 7790 6 менение присадочных
АМгб 2650 330 160 6900 22 проволок системы А1— Си—Si и Al—Si с хими-
Примечание Данные о сплаве АМгб системы AI—Мя приведены
для сравнения. ческим составом, изме-
няющимся в широком диапазоне (см. табл. 11.71), не позволяет заметно повысить стойкость соединений против образования горячих трещин по сравнению со сваркой без присадочной проволоки.
Таблица 11.71. Присадочные проволоки для сварки сплавов системы А1—Си
Присадочная проволока Массовая долл элементов, %
Си Si Мп Ti Zr Mg Sc Li
1201 6,0 2,0 0,32 0,10 0,15 0,10 — —
1177 5,0 — 0,40 0,10 — 3,80 — —
1217 10,20 — 0,20 0,15 0,16 0,05 0,15 —
АК-5 0,15 5,6 — 0,12 — 0,05 — —
АМгбЗ Опытные: — — 0,60 0,08 ; 0,10 6,10 — —
№ 1 2,8 — 0,20 — 0,10 0,05 — 2,2
№ 2 10,0 — 0,20 0,10 , 0,10 0,05 0,11 —
№ 3 12,0 — 0,25 0,08 : 0,10 0,05 0,25 —
№ 4 15,0 — 0,20 0,08 0,10 0,09 0,25 —
№ 5 7,0 3 0,10 — 0,12 0,05 0,20 —
№ 6 4,5 9 0,20 — — 0,05 0,20 —
№ 7 3,0 7 0,30 — — 0,05 0,20 —
№ 8 12 0,30 — — 0,05 0,20 —
№ 9 8,0 6 0,10 0,10 0,10 0,05 — —
№ 10 4,5 — 0,20 0,10 0,12 0,10 — _ - —
При использовании присадочных проволок системы А1—Си для сварки сплавов ^460-1, 1460-2, 1460-3 стойкость сварных соединений против образования горячих трешин увеличивается в 2— 3 раза по сравнению со сваркой без присадочных проволок. Наиболее высокие значения этого показателя достигаются у сплава 1460-1, содержащего 5—5,5% Си. Стойкость против образования горячих трешин у сплава 1460-1 в 1,5—2 раза выше, чем у сплава 1460, и на 25—50% выше, чем у сплава 1460-3 с высоким содержанием магния (0,25—0,3%).
Следовательно, наиболее высокая стойкость против образования горячих трешин достигается при содержании в металле шва 6,5—7% Си. Это обеспечивается при сварке сплава 1460 с применением присадочных проволок с > 10% Си (оптимально 12-15%) и 1460-1 (6,5-7,5% Си).
Временное сопротивление сварных соединений сплавов системы А1—Си находится на уровне 250-300 МПа (табл. 11.74), т. е. значительно ниже (на 25-50%), чем алюминиевых сплавов других систем легирования, например Al-Mg-Li, Al-Mg—Sc, временное сопротивление сварных соединении которых достигает 370-400 МПа.
Таблица 11.72. Показатели горячеломкости сплавов системы А1—Си
Сплав Присадочная проволока V ММ/МИН &
1201 Б/пр. 4,5 19
Св1201 4,9 17
Св1217 5,5 5
1440 Без присадки 1,5 72
Св 1201 2,6 48
СвАМгбЗ 3,1 31
А К-5 3,1 28
Св1177 4,8 16
Св1217 3,6 34
Опытные:
№ 4 4,8 12
№ 6 2,5 59
№ 9 2,3 47
1450 Без присадки 1,5 69
Св1201 2,9 41
Св1217 3,8 27
Опытные:
№ 4 5,0 5
№ 9 2,2 48
2090 Без присадки 1,6 65
Св120| 2,8 45
Св1217 3,6 , 32
Таблица 11.73. Показатель горячеломкости сплавов системы Al—Си—Li
Сплав Присадочная проволока ми/мнн %
1460 Б/пр. 1,8 61
Св1201 3,2 32
Св1217 4,0 18
Св 1177 3,9 24
Опытные:
№ 1 1,9 58
№ 2 3,9 20
№ 3 4,6 5
№ 4 5,2 2
№ 5 2,2 47
№ 6 2,3 59
№ 7 1,9 65
№ 8 2,0 54
№ 9 2,1 50
Сплав
1460-1
1460-2
Продолжение табл. 11.73
Присадочная проволока
Св1217 Опытные: № 1 № 2 № 3 № 4
1460-3
Св 1201 Св1217 Опытные:
№ 1
№ 2
№ 3 №4 № 6
Св 1201 Св1217
мм/мин
2,5
4,3
4,8
2,5
4,8
5,5
6,0
2,0
3,6
4,5
2,3
4,4
5,1
5,4
2,5
0,85
3,1
3J
%
42
18
12
45 15
4 0
53
32 17
52 21
6 2
51 70 40
38
Примечания: Аф — критическая скорость деформации; А^— коэффициент трешинообраздония по пробе "рыбный скелет”
Таблица 11.74. Механические свойства сварных соединений
Cruise Присадочная пдоаолока в,, МПа а, град
1201 Св1201 269-286 46-68
281 54
1440 Св1177 286-315 77—ЗЯ
294 31
1450 Св1217 269-290 19-30
276 23
1460 Св12|7 265-298 20-32
285 25
Св1201 270-289 24-36
284 27
АВ-5 195-219 9-20
210 13
Опытная 271-295 5-14
№ 4 288 8
1460-1 Св 1201 290-318 30—45
303 38
Св1217 279-302 20-28
291 23
Опытная 280-310 6 12
№4 295 9
Отношение значений о сварных соединений и основного металла сплавов системы А1—Си (0,5—0,6) — самое низкое среди всех известных алюминиевых сплавов. Например, у сплавов 1421, 1570 и др. оно достигает 0,7. Применение присадочных проволок разного химического состава приводит к незначительному изменению прочностных свойств. Исключение составляет присадка АК-5, обеспечивающая чрезвычайно низкие прочностные характеристики сварного соединения (198— 219 МПа).
Угол загиба сварных соединений алюминиевых сплавов системы А1—Си заметно ниже, чем сплавов других систем легирования. Например, у сплава 1460 он составляет 5—32° (в зависимости ст состава присадочной проволоки), т. е. в 2,5— 10 раз меньше, чем у сплавов других систем легирования (Al-Mg, Al-Mg-Sc, Al— Mg—Li и др.).
Анализ данных таблиц П.72—11.74 показывает, что применение присадочных проволок, содержащих 10— 12% Си, приводит к резкому снижению пластических свойств сварных соединений при одинаковой прочности. Следовательно, использование их нерационально.
Свойства сварных соединений можно заметно
улучшить последующей термообработкой. Показано (табл. 11.75), что термообработка сплавов системы А1—Си после сварки позволяет повысить временное сопротивление соединения, но при этом значительно уменьшается их пластичность. Например, закалка и искусственное старение после сварки сплавов 1201 и 1460 обеспечивают увели-че-ние значений ов на 30— 40%, Аналогичная зависимость наблюдается у зарубежного сплава 2090 (США).
В работе [44] сварные соединения сплава 1460, сваренные проволокой Св1217, подвергали высокоскоростной проковке роликовым бойком и последующей термообработке (закалке и искусственному старению), что обеспечило среднюю прочность более 80% прочности основного металла. Подварка сварных швов на сплаве 1460, выполняемая до двух раз этой же проволокой, с последующей полной термообработкой, обеспечи-вает os=70% прочности основного материала.
Продолжение табл. П.74
Сплав Присадочная проволока оь.МПа а. град
2090 Св1201 264-295 20-35
282 26
Св1217 281-303 18-30
2Й9 24
Св1201 242 14
049 305 —
2219 2319 273 —
049 325 —
Weldatite 049 362 —
049
8090 2319 305 —
8090 310 —
Таблица 11.75. Влияние термообработки на свойства сплавов
Сплав Присадочная проволока Термообработка после сварки о, Л Па о. град
1201 Св 1201 —
ИС 305-334 20—36
319 29
з+ис яуц. ^36^
1460 Св1217 — izyai 2?232S
ИС
з+ис
2090 Св1201 — l^L
ИС П ГЧ U*
2319 з+ис v
8090 8090 310 —
ИС 367 —
Примечания: 1. Здесь 3 — закалка, ИС — искусственное старение, 2. В числителе приведены минимальные н максимальные, в знаменателе — средние значения по результатам 10 испытаний.
7.6. СВАРКА СПЛАВОВ ТИПА Д16 (СИСТЕМА AI-Cu-Mg)
Сплавы системы Al—Cu^Mg, несмотря на высокую прочность и жаропрочность, отличаются плохой свариваемостью - из-за чрезмерной склонности к образованию горячих трешин и разупрочнению металла в ЗТВ. Наибольшую склонность к образованию горячих трешин имеют сплавы Д16, Д18, В95, ВД17, наименьшую — сплав ВАД1 и частично сплав Д19.
Указанная группа сплавов из-за повышенной склонности к образованию кристаллизационных трещин при сварке плавлением рекомендуется только для конструкций со сварными соединениями, выполняемыми контактной сваркой. В этой связи необходимо отметить, что новый сплав ВАД1 не только удовлетворительно сваривается способами плавления, но и обладает высокой работоспособностью при повышенных температурах (вплоть до ЗОО’С).
Сплав ВАД1 по механическим свойствам при +20° С близок к сплаву Д16 и выделяется среди свариваемых сплавов высокими значениями кратковременной прочности при повышенных температурах (100—300°С).
Сплав ВАД1 упрочняется закалкой с последующим старением (искусственным или естественным). При искусственном старении обеспечиваются высокие и стабильные свойства металла. Температура закалки составляет 500—510°С, а при искусственном старении — 175°С (выдержка 18—22 ч).
В закаленном состоянии сплав ВАД1 обладает повышенной пластичностью, что позволяет производить нагартовку полуфабрикатов. Время перерыва между закалкой и нагартовкой или искусственным старением не ограничивается. Отжиг выполняется при 380—425°С (выдержка 10—60 мин) с охлаждением на воздухе.
Сплав удовлетворительно деформируется в горячем и холодном состоянии.
При проектировании сварных узлов необходимо предусматривать тщательную отработку конструктивных форм — выбор формы элементов с минимальными концентраторами (плавность перехода при изменении сечения деталей, уменьшение эксцентриситетов и т. п.), а сварные швы выносить из зоны изгибающих напряжений и перепада жесткостей.
Все детали, поступающие на сборку и сварку, должны быть в закаленном и искусственно состаренном состоянии. Искусственное старение после сварки не рекомендуется. Не допускается правка узлов с приложением ударной нагрузки к сварному соединению.
Структура металла сварного шва и ЗТВ представляет собой твердый раствор и интерметаллиды. Наиболее крупные интерметаллиды выделяются в зоне сплавления.
Сплав ВАД1 имеет удовлетворительную свариваемость при сварке плавлением и контактной сварке. Аргоно-дуговая сварка сплава ВАД! неплавящимся электродом с использованием присадочной проволоки обеспечивает временное сопротивление сварного соединения не менее 380 МПа при угле загиба 42°. С повышением температуры прочность соединения приближается к прочности основного металла, а при 200°С обеспечивается равнопрочность. В качестве присадочного материала при сварке плавлением рекомендуется проволока марки ВАД1.
Как уже отмечалось, сплавы дайной системы относятся к термически упрочняемым. В саязи с этим механические свойства сварных соединений
не только зависят от вида полуфабриката и способа сварки, но и во многом определяются состоянием материала до и после сварки.
Следует отметить пониженную общую коррозионную стойкость полуфабрикатов из сплава ВАД!. Плакирование катаных полуфабрикатов надежно защищает их от коррозионного разрушения. Сварные соединения отличаются пониженной сопротивляемостью коррозионному разрушению. Искусственное старение повышает коррозионную стойкость сплава, за исключением склонности к межкристаллитной коррозии. Эксплуатационные нагревы не снижают коррозионной стойкости сплава и его сварных соединений.
Высокопрочный и жаропрочный сплав ВАД23 системы Al—Cu—Li—Cd удовлетворительно сваривается аргоно-дуговой сваркой (коэффициент трещинообразования по крестовой пробе составляет 15—20%). Аргоно-дуговая сварка состаренного по любому режиму сплава ВАД23 толщиной 2 мм обеспечивает предел прочности соединения 260—300 МПа и угол загиба 50—70°.
В результате воздействия термического цикла сварки в ЗТВ обнаруживаются два участка металла с пониженной твердостью. Повышение твердости на участке, непосредственно примыкающем к шву, обусловливается повторной закалкой при остывании сварного соединения. Снижение твердости на участке ЗТВ, несколько удаленном от сварного шва, обусловлено процессами частичного отжига во время сварки сплава.
После сварки в зоне термического влияния сплава В АД 23 возможно некоторое повышение твердости, связанное с естественным старением и протекающее преимущественно в первые 2—3 сут. При этом механические свойства сварного соединения изменяются несущественно.
Для достижения более высоких механических характеристик сварного соединения сварку сплава ВАД23 следует осуществлять на жестких режимах, благоприятствующих минимальному тепловложению при высоких скоростях остывания металла шва. С увеличением погонной энергии возрастает тепловое воздействие на металл ЗТВ, что отрицательно отражается на механических характеристиках сварного соединения.
7.7. СВАРКА СПЛАВОВ ТИПА 892, 1915 (СИСТЕМА Al-Zn-Mg)
Среди термически упрочняемых алюминиевых сплавов перспективными являются свариваемые сплавы системы Al—Zn—Mg. Одной из главных особенностей этих сплавов является способность их сварных соединений к самозакаливанию и естественному старению без повторной ТО. Исследования, проведенные в 60-е годы, показали возможность разработки некоторых свариваемых сплавов Al—Zn—Mg с удовлетворительной коррозионной стойкостью. Было отмечено, что прочность сварного соединения достигает прочности основного материала (350—400 МПа) по истечении трех месяцев естественного старения после сварки. Коррозионные испытания сварных образцов показали удовлетворительные результаты.
На основе выполненных исследований предложены сплавы В92ц, В92 и 1915. Сплавы системы Al—Zn—Mg превосходят по прочности и текучести сплавы АМгб в отожженном состоянии, сохраняя свои преимущества при низких температурах.
Сплавы применяются в конструкциях в закаленном и естественно или искусственно состаренном состояниях. Высокие и стабильные свойства сплавов достигаются при искусственном старении. Механические и коррозионные свойства зависят от режима ТО.
Сплавы упрочняются естественным и искусственным старением после закалки от 450—470°С. Основной прирост прочности при естественном старении происходит в течение первых 30 сут.
Искусственное старение сплавов (Т1) выполняется по двухступенчатому режиму и зависит от марки сплава. Так, для сплава 1915 первая ступень составляет 95—105°С в течение 24 ч и вторая ступень — 145—155°С, 10 ч, а для сплавов В92ц, В92 первая ступень — 60—70°С, 24 ч, вторая ступень — при 195-205’С, 2-3 ч.
Сплавы системы Al—Zn—Mg деформируются в горячем и холодном состоянии. Технологическая пластичность их в горячем состоянии выше, чем у сплава АМгб. Сплав 1915 успешно подвергается высокоскоростному прессованию благодаря высокой пластичности.
При изготовлении сварных конструкций следует предусматривать мероприятия, позволяющие выносить сварные швы из зоны изгибающих напряжений и перепада жесткостей. Тщательная отработка конструктивных форм в зоне сварного соединения может благоприятно сказаться на прочности соединения.
Детали из сплавов Al—Zn—Mg, поступающие на сборку и сварку, могут быть в свежезакаленном состоянии или после закалки без ограничения срока естественного старения. После сварки для сплавов В92ц, В92 рекомендуется естественное старение ^30 сут, тогда как для сварных соединений сплава 1915 необходима ТО по режиму искусственного старения.
При сварке сплавов В92,1915 не допускается выполнять швы без присадочной проволоки. Правка сварных узлов из сплава 1915 осуществляется до искусственного старения не позже чем через 6 ч после сварки. Правку сварных деталей из сплавов В92ц, В92 рекомендуется выполнять в течение не более 10 ч после сварки. Приложение ударной нагрузки к шву не допускается.
Особенность сплавов В92ц, В92, 1915 — самозакаливаемость в процессе сварки. Сплав 1915 при средней прочности обладает хорошей технологической пластичностью и удовлетворительной свариваемостью (при дуговой и контактной сварке), сплавы В92ц, В92 — удовлетворительной свариваемостью.
Улучшение свариваемости достигается при применении специально разработанной проволоки: для сплавов В92ц, В92 — марки В92ц и для сплава 1915 — марки Св1557.
Прочность сварного соединения после трехмесячного естественного старения составляет 0,8—0,85 прочности основного металла. Механические свойства сварных соединений зависят от вида полуфабриката, а также от схемы обработки сварного узла. Искусственное старение сварной конструкции повышает прочность соединения на 30—40 МПа (при снижении характеристик пластичности).
Сплавы В92ц, В92 и 1915 имеют удовлетворительную коррозионную стойкость, тем не менее при длительном вылеживании в условиях солнечного нагрева (дополнительно протекает процесс старения, приводящий материал
к перестариванию) у них проявляется склонность к коррозионному растрескиванию. Поэтому указанные сплавы не нашли еще широкого применения.
При естественном старении сплав 1915 склонен к расслаивающей коррозии. Ступенчатое искусственное старение сварных конструкций из этого сплава по режиму 100*С, 24 ч + 175°С, 5 ч обеспечивает высокое сопротивление коррозионному растрескиванию и расслаивающей коррозии.
Алюминиевые сплавы системы AI—Zn—Mg—Cu наряду с высокими прочностными характеристиками обладают и удовлетворительными технологическими и коррозионными свойствами. На основе этих сплавов в настоящее время разрабатывают порошковые и гранульные материалы. Сплавы этой системы широко представлены в промышленных изделиях развитых стран; в Японии — сплав ESD, Франции — A-Z8GV, Германии — Z74S, Англии - DTD515O, США - 7178, 7475 7075, 7175 и др.
Отечественные сплавы В96ц, В93, В96цЗ и др. (с 40-х годов сплав В95) создавал, в основном для авиации, коллектив металловедов под руководством И. Н. Фридляндера [45].
Серьезными недостатками сплавов системы Al—Zn—Mg—Си является их низкая сопротивляемость образованию горячих трещин при сварке плавлением, а также неудовлетворительные пластические свойства сварных соединений. Поэтому данные сплавы до сих пор относят к классу трудиосвариваемых, хотя контактная сварка их большого затруднения не вызывает.
В 70-е гады разработан опытный сплав марки 1963 химического состава, %: Zn 6-7, Mg 2,5—3,1, Cu 1,6—2,0, Cr 0,14—0,18, Zr 0,12-0,18, Fe <0,3 и Si <0,15. Материал до сварки подвергают упрочняющей термообработке по следующей схеме: закалка от 465“С с последующим двухступенчатым (коагуляционным) старением при 110°С в течение 4 ч и при 180°С также в течение 4 ч.
Для определения технологической прочности при аргоно-дуговой сварке листового материала толщиной 2 мм на крестовых пробах и пробах МВТУ ЛТП 1-6 применяли присадочные проволоки систем Al—Zn—Mg—Си и Al—Mg различных составов. По критической скорости деформации эти проволоки можно расположить в следующей последовательности: 1) проволока, модифицированная 0,2% Zr и 0,3% (Si+Fe), — А =7 мм/мин; 2) проволока с 0,2% Ti, 0,5% (Si+Fe) — А==6,5 мм/мин; 3) проволока с 0,2% Zr, 0,1% (Si+Fe) — /4^=5,8 мм/мин. Б то же время лучшей из проволок системы Al—Zn— Mg—Си соответствовало значение /4^=4,6 мм/мин. Преимущество проволок системы Al—Mg заключается в понижении содержания меди в швах на 50—70% по сравнению с проволоками системы Al—Zn—Mg—Cu, а также в эффективном взаимодействии циркония с железом — последнее при сварке следует рассматривать в качестве модификатора, а не примеси.
На листовом материале 1963 толщиной 4 мм установили влияние терми-?плЭ1Х циклов автоматической аргоно-дуговой (АДС) и плазменно-дуговой (' 1ДС) сварки переменным током с применением проволоки системы Al—Mg ^цирконием) на стальной технологической подкладке, а также ЭЛС на остающейся подкладке без присадочного материала.
in /®пРеделяли свойства соединений при диапазоне скоростей сварки ст (АДС) до 60 м/ч (ЭЛС) с погонной энергией 0,12—1,3 мДж/м (разница ^^ее чем в 10 раз), что позволило оптимизировать режимы и выбор способа
Результаты изучения свариваемости сплавов системы Al—Zn—Mg—Сц позволили рекомендовать автоматическую аргоно-дуговую сварку для изделий ответственного назначения.
При использовании современных достижений металлургии и металловедения алюминиевых сплавов этой системы возможно применение газоэлектрической и электронно-лучевой сварки в строго контролируемых условиях, а для широкого применения сварки плавлением необходимо решение проблем, затронутых в работе [45].
Сплавы АК6 и АК8 системы Al—Mg—Si—Си удовлетворительно свариваются точечной контактной сваркой. При сварке плавлением эти сплавы склонны к образованию горячих трещин. Свариваемость сплава АК8 несколько улучшается при использовании присадки типа АК5, содержащей 0,15— 0,30% TL Коэффициент трешинообразования при этом не превышает 10—13%, а прочность сварного соединения в зависимости от толщины материала достигает 0,5—0,7 прочности основного металла. Равнопрочностъ сварного соединения обеспечивается утолщением свариваемых кромок посредством химического или механического фрезерования.
7.8. НЕКОТОРЫЕ ВОПРОСЫ ТЕХНОЛОГИИ СВАРКИ ПЛАВЛЕНИЕМ СПЛАВА АБМ1
Сплав АБМ1 относится к системе Al—Be—Mg. Его основой является не твердый раствор, как у большинства известных деформируемых алюминиевых сплавов, а механическая смесь двух сильно различающихся между собой фаз.
Ранее для деталей из сплава АБМ1, как и для всех алюминиевых сплавов, была рекомендована аргоно-дуговая сварка неплавящимся электродом на переменном токе. Однако использование переменного тока привадило к образованию сварочной ванны больших размеров. Наличие большого объема расплавленного металла вызывало образование значительных зон вспучивания рядом со сварным швом.
С целью повышения проплавляющей способности сварочной дуги опробовали сварку на постоянном токе при прямой полярности (источник питания ВСВУ-630). Глубина проплавления резко возросла. Наиболее сильное влияние на нее оказывают сила сварочного тока и размер дугового промежутка.
При сварке на постоянном токе при прямой полярности несколько уменьшаются тепловые нагрузки на электрод по сравнению с переменным током и особенно постоянным при обратной полярности. Лучшие показатели достигается при использовании электрода с углом заточки 60’ и притуплением 0,8—1,0 мм (при сварке кольцевых швов) и 1—1,5 мм (при сварке продольных швов). Притупление стабилизирует процесс сварки и обеспечивает длительную работу электрода без переточки, что особенно важно при сварке в изолированных боксах, где смена электрода возможна только после длительной технологической паузы для удаления аэрозолей бериллия. Режимы сварки продольных и кольцевых стыков (трубчатые образцы) из сплава АБМ1 приведены в таблицах П.76 и 11.77. Применяли присадочный материал АБМ1.
Таблица [1.76. Ориентировочные режимы сварки продольных швов на сплаве AfiMl
Толщина детали, мм Наличие присадки Сварочный ток, А Скорость, м/ч Напряжение на дуге, б Диаметр электрода мм Длина дуги, мм Расход аргона, л/мин
сварки подачи присадки горелке дяя поддува
1.5 Нет 135-145 24 — 12-13,5 3 1,о 6-8 3-4
Да 190-200 24 45-50 12-13,5 4 1,6 6-8 3-4
2,0 Нет 180-190 24 — 12-13,5 4 1,2 8-10 4-5
Да 265-270 24 50-55 13-14,0 4 1,6 9-10 4-5
2,5 Нет 210—220 20-22 — 13-14,0 5 1,2 8-10 4-5
Да 285-290 20-22 50-60 13-14,0 5 1,6-1, 9-10 4-5
Таблица [1.77, Ориентировочные режимы сварки кольцевых швов на сплаве АБМ1
Толщина летали, мм Диаметр трубы, мм Сварочный ток, А Скорость сварки, м/ч Напряжение на луге. В Диаметр электрода мм Длина дуги, мы Длительность прогрева, с Расход аргона, л/ккн
В горелке дня поддува
1,5 30 140-15 18-20 12-13,5 3 0,3-0,4 3-3,5 6-8
30 165-17 18 12-13,5 4 0,3-0,4 5-5,5 8-10 4-5
38 170-17 18 12-13,5 4 0,3-0,4 6-6,2 8—10
2,0 41 170—17 18 12-13,5 4 0,3 0,4 6,1-6,3 8-10
55 170-17 18 12-13,5 4 0,3-0,4 6,1-6,5 8-10
46 230—24 18 13-14,0 5 0,3-0,4 6-6,5 8-10 4—5
56 235—24 18 13-14,0 5 0,3-0,4 6-6,5 8-10
66 235—24 18 13-14,0 5 0,3-0,4 6-6,7 1-6
Примечание. Притупление электрода 0,8—1 км, утл заточки 60*С; длина дуги 0,3—0,4 мм, длительность ее гашения Ю—25 с.
Из-за специфических технологических свойств сплава и его композиционной природы режимы аргоно-дуговой сварки резко отличаются от применяемых для сплавов АМгб, 1201, 1420 и АМц, Например, при сварке Деталей толщиной 1,5—2,5 мм из сплава АБМ1 сварочный ток в 2,5—3,5 Раза больше, чем для сплава АМгб при практически одинаковых скорости сварки и геометрии сварного шва.
Анализ микроструктуры металла шва и рентгенограмм показал, что при сварке на постоянном токе при прямой полярности дефекты сплошности (поры, плены и т. д.) отсутствуют. Следовательно, даже без эффекта катодного Распыления на поверхности деталей, который наблюдается при сварке на переменном токе или на постоянном токе при обратной полярности, проис-разрушение и удаление (сепарация) оксидных пленок. Решающим становится термическое разрушение оксидных пленок под действием мощной сварочной дуги.
Таблица [1.78. Механические свойства основного металла и сварных соединений сплава АБМ1
Объект сварки а. Л Па Дж/см1 а.град
Лист толщиной 2 мм с присадкой 484 52
АБМ1 436 142 58
Лист толщиной 2 мм без 484 52
присадки 291 128 54
Труба + труба диаметром 41 мм с 413 162 31
Т-образной вставкой 395 283 53
Труба + труба диаметром 41 мм с одной подваркой 413 303 162 171 —
Примечание. В числителе приведены свойства основного металла, в знаменателе — сварного соединения.
При аргоно-дуговой сварке стыковых соединений без присадки отмечается вогнутость сварного шва. По прочности соединения уступают основному металлу, а по пластическим характеристикам превосходят его (табл. 11.78). Разрушение при испытаниях происходит по металлу шва. Применение присадочно
Рис. 11.60. Схема расплавления основного металла и кристаллизации шва при сварке без присадки или с присадкой из сплава АБМ1:
I— исходное состояние; II— расплавление; III IV— начало и окончание крметаллиза-— зона с температурой 51200" С;2— S1200’ С; 3 — основной металл; 4 — зона, обогащенная бериллием
го металла позволяет повысить прочность стыковых сварных соединенийдо 0,8—0,9 прочности основного металла. В качестве присадки можно использовать один из алюминиевых сплавов или основной металл. Выбор присадочного материала определяется требуемым уровнем прочности и пластичности сварного соединения.
Анализ микроструктуры соединения показал, что в сварном шве обе фазы (р и а) характеризуются меньшей дисперсностью, чем основной металл, и не имеют ярко выраженной ориентации. В зоне сплааления наблюдается резко повышенная концентрация р-фа-зы (при сварке с присадкой АБМ1 или без присадки).
Сплав АБМ1 является естественно композиционным материалом, в котором можно различать две линии сплавления — одну для матрицы, другую для упрочняющих частиц (волокон). Чем больше разница в температуре плавления матрицы и упрочняющей фазы, тем больше расстояние между этими линиями сплааления и тем более сложные процессы протекают при кристаллизации сварного соединения.
Растущие от линии сплавления кристаллиты матрицы механически оттесняют частицы бериллия к центру ванны;
последние скапливаются у второй линии "плавления, где уже образовался плотный скелет дендритов бериллия. В результате образуется зона, обогащенная бериллием Гойе 11.60). Подобное явление отмечается только в случае сварки без присадки или с присадкой сплава АБМ1.
При сварке с присадками или вставками из сплавов АМгб, 1557 или 1420 наблюдается совершенно иная картина расплавления и кристаллизации металла (рис. [1.61). Температура в сварочной ванне не достигает 1200°С, поэтому частицы бериллия не расплавляются. Образуется только одна линия сплавления, соответствующая изотерме плавления матрицы 550’С. Причем сам объем ванны значительно меньше, чем при применении присадки из сплава АБМ 1.
С учетом изложенного выше предложены два способа уменьшения зоны расплавления матрицы сплава АБМ1 (иногда отмечаемой как вздутие сплава рядом со сварным швом) и уменьшения зоны, обогащенной бериллием: первый — более интенсивное охлаждение околошовной зоны; второй — применение присадочного материала или вставки с температурой плавления более низкой, чем у сплава АБМ1. Практически это выразилось в рекомендации устанавливать медные массивные теплоотводы рядом со сварным швом (рис. 11.62) либо использовать в качестве присадки или Т-об-разной вставки из сплава 1557 или 1420.
Сборку под сварку продольных швов целесообразно вести в жестких приспособлениях, обеспечивающих плотное поджатие Свариваемых кромок к медиой подкладке. Последняя должна иметь прямоугольную канавку. Расстояние от стыка до прижимов — 5—10 мм, зазор в стыке — не более 0,2 мм. Возбуждение и гашение дуги следует проводить на технологических пластинах.
При сварке деталей из трубчатых полуфабрикатов малого диаметра (<100—150 мм) с^Рку целесообразно осуществлять с помощью Т-образного кольца-вставки, изготовляемого из листа сплава АБМ1 или любого Другого алюминиевого сплава. Соединения большого диаметра нужно сваривать с прибегшем присадочной проволоки.
Рис. 11.61. Схема расплавления основного металла и кристаллизации шва при сварке с присадкой из сплава АМгб:
/ — исходное состояние; И— расплавление; 111— кристаллизация; 7 — зона сварочной ванны; 2— основной металл
Рис. [[.62. Схема расплавления основного металла и кристаллизации сварного шва при наличии медных теплоотводов: f— IV— см. рис. П.60
При сварке цилиндрических деталей, изготовляемых механической обработкой из прутков и штампованных заготовок, для облегчения сборки и получения сварных швов без вогнутости рекомендуется применять технологический Г-образный буртик.
При сварке кольцевых швов для обеспечения гарантированного обратного валика требуется прогрев деталей, т. е. регулируемая задержка от момента зажигания сварочной дуги до начава вращения детали.
В работе [47] приведены результаты испытаний сплава АБМ1 на циклическую трещиностойкость и коррозионно-усталостную прочность, а также изучено влияние легирующих элементов (в пределах химического состава) на усталостные и коррозионно-усталостные характеристики соединения.
Циклическую трещиностойкость определяли на пластинах размерами 300x390x4 мм при режиме нагружения -160 МПа, коэффициенте асимметрии цикла нагружения Я=0,1 и 7=9 Гц. Усталостные испытания
Рис. [1.63. Усталостная и коррозионно-усталостная прочность сплава АБМ1 в лабораторной атмосфере (О») и в 3%-ном растворе NaCl (АЛ):
QA— гладкие образцы; ШЛ с надрезом
пооводили на круглых образцах (по ГОСТ 25.502-79) в условиях лабораторной атмосферы и в коррозионной среде — 3%-ном растворе хлористого натрия.
Результаты испытаний на скорость роста трещины усталости (С РТУ) покячали. что при размахе коэффициента интенсивности напряжений в вершине трешины АА^ЗО МПа м сопротивление росту трещины у сплава АБМ1 (при влажности воздуха 60—70%) выше, чем у наиболее “выносливого” алюминиевого сплава Д16Т, причем с уменьшением АЛТ эта разница возрастает.
Остаточная прочность в нетгосечении у сплава АБМ1 составила 330 МПа.
На рис. 11.63 приведены кривые выносливости сплава АБМ1 (ств=423 МПа, с =285 МПа, 8=19,1%). Испытывали образцы как гладкие, так и с надрезом (г=0,1 мм, коэффициент концентрации напряжений АГ,=3,2). Как видно, сплав АБМ1 по уровню усталостных и коррозионно-усталостных свойств значительно превосходит сплав Д16Т (у сплава Д16Т предел выносливости в лабораторной атмосфере с влажностью 60—80% на базе 2 107 циклов равен 140 МПа, в 3%-ном растворе NaCl — примерно 30 МПа). Высокий уровень усталостных и коррозионных свойств характерен и для образцов с надрезом.
Оценено влияние процентного содержания магния (в пределах химического состава) на усталостные и коррозионно-усталостные свойства сплава АБМ1. Установлено, что с увеличением содержания магния зги свойства повышаются. Оптимальное содержание магния в сплаве лежит в пределах 5,0—5,3%. Это обеспечивает (например, по сравнению со сплавом, содержащим 4,3% Mg) увеличение усталостной и коррозионно-усталостной прочности более чем на 20 МПа.
7.9. СВАРКА ПЕРСПЕКТИВНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
В течение длительного времени основными алюминиевыми сплавами для сварных самолетных конструкций оставались АМг2, АМгЗ и АМгб. Их временное сопротивление не превышало 300 МПа, а предел текучести — 160 МПа. Такие низкие прочностные свойства ограничивали применение сварных соединений из алюминиевых сплавов в силовых и гермосиловых конструкциях.
В результате многолетних исследований создана гамма новых высоко-прочных деформируемых сплавов на алюминиевой основе [48—55]. Наиболее эффективными из них с точки зрения максимальной весовой отдачи (увеличение не только прочности и жесткости, но и удельных характеристик, отнесенных к плотности) являются алюминий-литиевые сплавы. В настоящее время широко известны алюминий-литиевые сплавы следующих систем легирования: Al—Mg—Li (1420, 1421 и др.), Al—Си—Li (1460) и А1— Mg—Li (2090,8090, Weldalite). Предел текучести этих сплавов значительно Ыше (в 1,5—2 раза), чем у широко известных сплавов типа АМгб. Если плавы системы Al—Mg—Li в основном применяют в конструкциях баков с “ОЫчным топливом, то сплавы системы Al—Си—Li более перспективны для Репетирования и изготовления подобных конструкций применительно к *и*:енному топливу — кислороду, водороду и природному газу [21].
Основным преимуществом указанных сплавов по сравнению с серийными сплавами (Д16, В95, АМгб и др.) является значительное уменьшение массы конструкции (на 15—20%). Наряду с этим к ним предъявляются более жесткие требования относительно качества полуфабрикатов и технологии изготовления сварной конструкции.
7.9.1. СВАРКА СПЛАВОВ, ЛЕГИРОВАННЫХ ЛИТИЕМ
Типичными представителями сплавов системы Al—Mg—Li являются сплавы 1420, 1421 (табл. П.79). В настоящее время металлургическая
промышленность производит из этих сплавов листы, плиты, штампованные
и экструдированные заготовки разнообразных форм и размеров для использо-
вания их в сварных конструкциях авиационной и
Таблица 11.79. Типичные механические свойства основного металла и сварных соединений, полу-
ченных аргоно-дуговым способом из листов сплавов серии 1400
Сплав Система легирования Прочность металла листа св сварного соединения, МПа
'’„.МПа МПа
1420 Al-Mg-Li 454 330 310/280
142] Al-Mg-Li-Sc 545 360 356/303
Примечание. В числителе приведены значения швов с выпуклостью, в знаменателе — зачищенных швов (без выпуклости^.
ракетно-космической техники. Примерно такие же свойства, как листы, имеют прессованные и кованые полуфабрикаты.
При сварке штампованных и прессованных полуфабрикатов следует
учитывать особенности их
структурной неоднородности (рис. 11.64). Если волокна идут параллельно
сварному шву, в непосредственной близости от шва возникают дефекты типа расслоений. Они отсутствуют, когда шов pac-
направления волокна в полуфабрикате на качество сварки (схема): 7 — сварной шов; 2 — дефекты в зоне сварного шва
положен перпендикулярно волокнам. Это обстоятельство учитывается при конструировании и деталей, и штампованных заготовок.
Важная технологическая особенность сплава 1420 — способность закаливаться на воздухе; при этом практически не возникают закалочные напряжения. Однако при более толстых сечениях скорость охлаждения не должна чрезмерно снижаться, что достигается использованием паровоздушной смеси в процессе закалки.
Сплав 1420 хорошо формируется в сверхпластичном состоянии; при этом размер зерна не превышает 10 мкм. После сварки не требуется дополнительная термообработка. Поэтому в случае каких-либо повреждений самолета заварку трещин можно производить непосредственно на изделии. Прочность сварных соединений в случае аргоно-дуговой сварки равна 0,85 прочности основного металла.
В 1980 г. Конструкторское бюро им, Микояна приступило к созданию из этого сплава сварных
сверхзвуковых самолетов типа МиГ-29. В качестве основных полуфабрикатов лля। самолета МиГ-29 используются листы, прессованные панели и штампованные заготовки.
Изготовление элементов сварного фюзеляжа самолета из сплава 1420 подтвердило высокую эффектианость материала и разработанных технологий: удалось уменьшить массу на 24% по сравнению с клепаными конструкциями из дуралюмина, в том числе 12% за счет меньшей плотности сплава, а еще 12% — вследствие устранения герметиков, клепаных и болтовых соединений. Снизилась трудоемкость изготовления фюзеляжа, устранена вредная для здоровья операция клепки.
Успешное внедрение новых аяюминий-лигиевых материалов в промышленное производство самолетных конструкций в значительной мере зависит от возможности получения равнопрочных и герметичных соединений различными способами сварки плавлением, в первую очередь электрической дугой и электронным лучом.
Общей особенностью всех алюминиевых сплавов с литием является повышенная склонность к образованию грубой пористости в швах, что вызвано большим содержанием газообразующих соединений в поверхностных слоях полуфабрикатов. Поэтому при сварке таких сплавов в первую очередь необходимо предотвратить образование чрезмерной пористости. Согласно результатам ряда исследований, газовые поры появляются при нагреве и оплавлении алюминий-литиевых сплавов. Чаше всего они сосредоточены в нижней части шва. Особенно это заметно в случае, когда степень проплавления пластин недостаточна для интенсивного перемешивания жидкого металла в сварочной ванне. Использование пульсирующей дуги при сварке неплавящимся электродом позволяет частично устранить пористость в металле шва. Для этого применяют специальные источники разнополярного пульсирующего тока (см. с. 144—146).
Практически полного устранения пористости швов можно достичь при комплексном использовании способов механической очистки поверхности свариваемой заготовки и эффективной дегазации сварочной ванны. С учетом причин и механизма порообразования при дуговой сварке алюминийлитиевых сплавов разработаны следующие технологические рекомендации по уменьшению пористости сварных соединений: удаление поверхностного слоя свариваемых кромок на глубину до 0,2 мм путем механического шабрения, электрохимического травления и т. п.; изменение фазового состава химических соединений в поверхностном слое и его дегазация при помощи предварительной термовакуумной обработки свариваемых заготовок; интенсификация процессов перемешивания металла сварочной ванны с целью создания благоприятных условий для дегазации расплава, например при сварке пульсирующей дугой.
Рассмотрим реализацию этих положений более подробно. О подготовке поверхности и кромок под сварку говорилось выше (см. с. 117—118).
Номенклатура деформируемых полуфабрикатов сплава 1420 включает исты, плиты, штампованные и прессованные профили разнообразных форм размеров. При современном производстве тонколистовых полуфабрикатов "вспенивается удовлетворительная свариваемость их различными способами дуговой сварки. Однако в случае сварки заготовок большой толщины получе-ной ка^таеиных соединений часто бывает затруднено из-за неблагоприят-металлургической наследственности материала.
a
Рис. 11.65. Микроструктура (х250) поверхностного слоя (а) и изменение относительного содержания водорода (б) по толщине листа сплава 1420 в состоянии поставки:
Д — величина, пропорциональная относительному содержанию водорода; d — диаметр пятна облучения лазером; Л — толщина снятого слоя
Из опубликованных ранее результатов исследования фазового состава поверхностного слоя сплава [51] следует, что на различных этапах производства в поверхностных слоях металла образуются водородсодержащие химические соединения лития типа гидрилов, гидрокарбонатов и гидратированных оксидов. При нагреве такие соединения распадаются с выделением молекулярного водорода. Интенсивное разложение гидрида лития начинается уже при температурах выше 400°С. Следовательно, поверхностные слои металла промышленных полуфабрикатов, поставляемых, как правило, в закаленном состоянии (температура закалки 450°С), уже могут содержать сформировавшиеся пузырьки газа. Это подтверждается результатами анализа микроструктуры поверхностного слоя листов сплавов 1420 серийной постановки в состоянии после закалки (рис. 11.65, а) [52]. Для количественной оценки газона-сыщенности поверхностного и глубинных слоев листов сплава 1420 толщиной от 2 до 6 мм был проведен послойный анализ. Распределение водорода определено многократным зондированием с
помощью лазерного пучка исследуемых поверхностей после последовательного удаления нескольких слоев металла. Результаты анализа представлены на рис. 11.65, & Содержание водорода в приповерхностном слое испытуемых образцов в 3—5 раз превышает этот показатель для глубинных объемов металла. Толщина обогащенного водородом поверхностного слоя составляет 0,05—0,06 мм.
Эти данные совпадают с результатами металлографического исследования структуры поверхностных слоев, содержащих газовые пузыри. Наличие обогащенного водородом приповерхностного слоя листов является главной причиной образования грубой пористости в сварных соединениях. Выделившиеся при сварке газовые пузыри не успевают вспльггь на поверхность из нижней малоподаижной части сварочной ванны, где они "захватываются кристаллизующимся металлом (рис. П.66, а). Уменьшению пористости свар' ных соединений способствуют предварительное механическое ияи элекгр0'
химическое удаление поверхностно го слоя со свариваемых кромок, а термовакуумная обработка заготовок, при которой изменяется фазовый состав соединений в поверхностном слое и частично устраняется водород. Однако эти операции усложняют производство сварных конструкций и делают его более дорогостоящим.
Снижение температуры термической обработки листов с 450 до 400°С уменьшало толщину водородсодержащего поверхностного слоя, однако полностью его не устраняло. Поэтому для получения беспористых соединений и в этом случае необходимо удалять поверхностный слой на глубину не менее 0,05 мм (например, путем шабрения кромок свариваемых заготовок). Чтобы получить плотные, беспористые швы (рис. 11.66, б) без глубокой зачистки поверхностного слоя, успешно применена сварка пульсирующей дугой асимметричного тока с прямоугольной формой волны. В дальнейшем этот результат неоднократно подтвержден при сварке различных промышленных партий листов сплава 1420 (табл. 11.80).
Рис. 11.66. Сварные швы, выполненные аргоно-дуговой сваркой промышленным синусоидальным током (з) и сваркой пульсирующей дугой асимметричного тока с прямоугольной формой волны (б)
Таблица 11.80. Сравнительные результаты сварки сплава 1420 разными способами
Толщина листов, мм Сварка промышленным синусоидальным током Сварка асимметричным прямоугольным током
Числа пор на 100 мм шва, шт. Диаметр пор, мм онт МПа а, град Число пор на 100 мм шва, шт. Диаметр порг мм а,. МПа Оа град
2 36—44 0,2-0,4 301—324 68-114 15-20 0,1-0,4 316-333 77-125
311 87 320 96
3 33-40 0,2-0,6 294-317 59-109 0,1-0,4 305—328 72-117
303 80 14—18 315 85
4 35-39 0,2-0,6 287-309 55-93 16-18 0,2-0,4 297—319 53—100
295 72 308 78
6 26-34 0,2-0,8 271-300 47-73 0,2-0,6 286-312 52-81
Примс СвАМ|«3, ’^пытания 282 54 10—12 300 60
ч а н и я; 1, Свариваемые кромки заготовок шабрили на глубину 0,03 мм; присадочная проволока 2. Для показателей механических свойств в числителе приведен разброс значений по результатам лиги образцов, а в знаменателе — среднее значение.
При сварке заготовок большой толщины (плиты, прессованные и штампованные профили) установлено, что поверхностный слой не оказывает существенного влияния на качество соединений ввиду малого своего объема. Основной дефект сварных соединений в этом случае — микрорыхлоты металла шва, сосредоточенные вблизи границы сплавления. Иногда их скопления распространяются и в основной материал в пределах ЗТВ.
Причиной образования подобных дефектов при сварке крупногабаритных заготовок из сплава 1420 является грубая структурная неоднородность металла, обусловленная недостаточной термической и деформационной обработкой полуфабрикатов в процессе металлургического производства. Так, при исследовании микроструктуры прессподос и плит наряду с мелкодисперсными выделениями вторичных фаз были выявлены протяженные строчечные скопления интерметаллида MgLiAl2, унаследованные от первичной структуры слитков. Размер их может достигать 0,20 мм, в то время как в листах наблюдаются лишь отдельные включения размером до 0,02 мм. При нагреве выше 500°С в условиях термического цикла сварки скопления интерметаллида, взаимодействуя с окружающим твердым раствором, образуют легкоплавкую эвтектику. В дальнейшем в местах оплавления и последующей кристаллизации включений легкоплавкой вторичной фазы в замкнутых объемах металла, находящегося в твердожидком состоянии, и образуются несплошности в виде микрорыхлот.
Такие дефакты были обнаружены в стыковых соединениях плит и прессподос сплава 1420 толщиной до 30 мм, полученных ручной многопроходной сваркой в V-образную разделку. Под воздействием сварочных напряжений они могут стать очагами разрушения сварного соединения по эоне сплаале-ния. Непосредственной причиной появления микрорыхлот яаляется перегрев основного металла и сварочной ванны в случве неблагоприятных режимов ручной сварки. При автоматической аргоно-дуговой сварке указанные дефекты практически отсутствуют. Вероятность их появления увеличивается, если металл полуфабрикатов имеет более грубую структурную неоднородность. Эта вероятность зависит также от соотношения температур солидус основного и присадочного материалов.
Другим способом сварки, способствующим улучшению структуры сплава 1420, уменьшению пористости металла шва и позволяющим получить сварные соединения с более высокими механическими свойствами, является автоматическая сварка сканирующей дугой [56]. Перед сваркой образцы толщиной 1,2 и 2,0 мм (после закалки от 400°, охлаждение на воздухе и искусственного старения при 120° С, 5 ч) подвергали химическому фрезерованию на глубину 0,04—0,05 мм с каждой стороны листа. Для оценки влияния параметров режима на образование пор перед сваркой проводили обычное травление части образцов в 15%-ном растворе NaOH и 10%-ном растворе HNO3. Для облегчения удаления оксидной пленки из стыка острые кромки перед сваркой обрабатывали шабером. Проводили сварку переменным током присадочной проволокой диаметром 2,0 мм из сплава АМгб. Режимы сварки приведены в табл. 11.81.
Установлено, что прочность сварных соединений, полученных сканируй щей дугой, выше, чем соединений, выполненных обычной дугой, в среднем на 15—20%, а угол загиба на 25—40% (табл. 11.82).
При растяжении образцов разрушение обычно происходило по зоне сплавления, начинаясь с концентратора напряжений — обратного валика. В случае сварки “на весу” сканирующей дугой с защи-
той обратного валика аргоном образцы разрушались по основному металлу на расстоянии 1,5—2,5 мм от зоны сплавления, причем их временное сопротивление составляло 395—402 МПа.
Табл ива 11.81. Режимы сварки сплава 1420
Дуга Толщина листа, мм Ток, А Нал ряжение, В Радиус сканирования дуги, мм Частота сканирования, об/мин
Обычная 1,2 48-50 11-12 — —
2,0 63 65 13-14 — —
Сканирующая 1,2 48-50 11-12 1,3-1,5 60
Z0 63-65 [3-14 1,5—1,8 60
Примечание. Скорость подачи присадочной проволоки при всех режимах сварки — 20—24 м/ч, скорость сварки — ГО,8 м/ч.
Таблица 11.82. Механические свойства сварных соединений
Дуга Толщина листа, мм Временное сопротивление (МПа) соединений Угол загиба г град
с выпуклостью и обратным валиком с удаленным обратным валиком с удаленными выпуклостью и обратным валиком металл шва
Обычная 1,2 342-375 280-304 270-293 282-295 103-120
363 287 275 285 114
2,0 268-340 271-307 260-325 264-295 98-114
307 290 281 280 100
Сканирующая 1,2 368 419 275—327 265-335 310-326 145-160
401 320 309 320 152
2,0 370-393 294-343 278-332 285-317 127-160
383 316 308 312 145
Основной 1,2 460 — — — 59
металл 2,0 441 — — — 30
Примечание. В числителе приведены предельные значения, в знаменателе — средние, полученные по результатам испытаний десяти образцов для каждого варианта подготовки.
При частоте сканирования дуги >90 об/мин изменялся характер распространения разрушения в образцах. Оно начиналось с обратного валика, Распространялось на первой стации через основной металл, а затем пересекало линию сплавления и распространялось в металл шва. Временное сопротивление таких образцов составляло 355-371 МПа.
Повышение значений ав сварных соединений сплава 1420 при сварке ска-нир/ющей дутой, по-вцдимому, связано с увеличением протяженности линии сплав-Наибольшая протяженность линии сплавления в случае сварки листов топ-™ мм достигались в диапазоне частот сканирования дуги 60—90 об/мин. В случае зона сплавления становилась равнопрочной основному металлу в «капенном состоянии и металлу сварного шва (при наличии выпуклости шва). лениятШИХ часпхгах сканирования уменьшались протяженность линии сплав-™вд (рис. П.67) и временное сопротивление.
Рис. 11.67. Зависимость протяженности линии сплавления от частоты сканирования дуги (лист толщиной 2 мм)
Рис. 11.68. Кривые распределения лития в металле шва при сварке сплава 1420 обычной (/ ) и сканирующей (2) дугой
Сварка сканирующей дутой обеспечивает стабильное по ширине формирование швов.
Испытания на малоцикловую усталость сварных соединений показали, что число циклов до разрушения у сварных ссели нений, выполненных сканирующей дугой, на 10—15% выше по сравнению с соединениями, полученными обычной дугой. Эго обусловлено более качественным формированием обратного валика характеризующимся плавным переходом к основному металлу и снижением концентрации напряжений в эоне шва.
Измельчение структуры металла шва способствует повышению пластических свойств металла, в частности угла загиба от 95—100 до 140—160“ в листах толщиной 2,0 мм (см. табл. 11.82).
Кроме благоприятного воздействия сканирующей дуги в процессе сварки на комплекс механических свойств сварных соединений сплава 1420 при использовании злого способа сварки было выявлено снижение пористости металла шва. Количество и диаметр пор зависят от частоты сканирования дуги. Наименьшее количество пор наблюдается при 60— 90 об/мин. При частоте >90 об/мин пористость металла шва вновь возрастает. Анализ рентгенограмм показал, что при сварке сканирующей и обычной дугой поры располагаются в металле шва вблизи зоны сплавления
Влияние сканирования дуги на пористость сварных швов сплава 1420, по-видимому, объясняется повышением эффективности процесса катодного распыления оксидной пленки при движении катодного пятна по круговой траектории.
По результатам Оже-спектрометрия установлено, что сканирование дуги способствует выравниванию концентрации легирующих элементов, в частности лития (рис. 11.68), и, следовательно, повышению прочности металла шва (см-табл. 11.82).
Протяженность зоны разупрочнения основного металла определена по результатам измерения в сварном соединении твердости металла по Виккерсу
ширине шва 8,5—9,0 мм. Твердость металла плавно увеличивалась от ИУ15 на оси шва {HV12 в зоне сплавления) до твердости основного металла fisybl) Суммарная ширина эоны разупрочнения составила 16—19 мм на ' /hv сторону от оси шва.
Таким образом, для получения сварных соединений сплава 1420 без поо необходимо обеспечивать контролируемый объем поверхностных слоев металла. Изменение режимов термообработки сплава влияет на толщину удаляемого поверхностного слоя. Снижение температуры нагрева с 450 до 425 и 400°С привадит к уменьшению необходимой толщины снимаемого с поверхности слоя с 0,2 соответственно до 0,15 и 0,07 мм.
Другая проблема, возникающая при сварке алюминий-литиевых сплавов, в частности сплава 1420, заключается в предотвращении их склонности к
образованию при сварке горячих трещин в металле шва, которые, как правило имеют межкристаллитный характер.
Показатель склонности к горячему растрескиванию швов при сварке технологических проб “рыбий скелет” из некоторых партий сплавов системы Д1—Mg Li может превышать 40%. Для литийсодержащих алюминиевых сплавов с медью этот показатель стабильно находится на высоком уровне (55-60%).
Решению этой проблемы уделяется значительное внимание исследователей. Установлено, что горячие трещины возникают в металле шва и ЗТВ. Трещины в швах расположены в поперечном направлении, а в ЗТВ, как правило, — вдоль шва. Результаты металлографического анализа показали, что трещины в ЗТВ возникают по границам зерен, оплавленных при сварке. При этом разрушение хрупкое, межзеренное. В изломах образцов отчетливо видны пленки оксидов. Склонность к образованию трещин в шве зависит от марки присадочной проволоки, способа сварки и типа полуфабриката. Склонность металла ЗТВ к образованию трещин зависит от качества и типа полуфабриката, направления волокна и качества защиты сварочной ванны. При нарушении газовой защиты возможно образование оксидов лития и магния на границах зерен вследствие взаимодействия магния и лития с кислородом. На стации кристаллизации металла шва возникают остаточные сварочные напряжения, локализующиеся в эоне образования оксидов. Это приводит к нарушению механической связи между зернами и образованию трещин.
Способ сварки может влиять на механизм кристаллизации сварочной ванны и, соответственно, на ряд свойств, в частное-ти несклонность металла шва к образованию горячих трещин. Анализ результатов испытаний ^“бий скелет” и по
МВТУ при авгома-тпп,ССКОЙ снаРке листа II ЛИНОЙ мм (табл. сп^кПоказывает> что “ОСОЙ сварки влияет на
Таблица 11.83. Склонность сплава 1420 к образованию трещин при различных способах сварки
Способ сварки Коэффициент тре ценообразований по пробе "рыбий скелет", % Критическая скорость дефор -мании по пробе МВТУ, мм/икн
Непрерывная непо- 14-21
движным электродом 5,1
переменным током
Сканирующей дугой 7-15 11 5,6
Пульсирующей дугой 6-12 9 5,6
Импульсная 6,1
показатели горячеломкости. Так, применение сварки пульсирующей и импульсной дугой позволяет повысить показатели стойкости против образования горячих трещин (в 1,8—2,5 раза по пробе “рыбий скелет” и на 10— 25% по пробе МВТУ).
Основными причинами образования холодных трещин в сварных конструкциях из сплава 1420 являются высокий уровень напряжений, возникающих в процессе монтажа и при сварке, а также дефакты основного металла и сварных соединений.
Для предотвращения образования холодных трещин при сварке конструкций из сплава 1420 необходимо применять полуфабрикаты, полученные из слитков бесфлюсовой выплавки, полностью исключить ручную многопроходную сварку, заменяя ее программированной автоматической, использовать методы сборки под сварку, исключающие образование депланаций >10% и зазоры в стыке >0,5 мм, исключить монтажные напряжения.
Рекомендуется применять панельные сварные конструкции, исключив, по возможности, каркасно-панельные схемы организации сборки.
Прочностные свойства сварных соединений зависят от вида используемого полуфабриката при одном и том же способе и режиме сварки. Так, при переходе от листа к поковкам статическая прочность металла снижается на 15—30%, а число циклов до разрушения — в 1,5—1,8 раза (табл. 11.84),
При исследовании микроструктуры полуфабрикатов сплава 1420 установлена связь между горячеломкостью и химической неоднородностью основного металла. При неоднородной структуре в крупнокристаллической эоне щва горячие трещины расположены друг от друга на большем расстоянии, чем в мелкокристаллической. Поэтому при образовании мелкокристаллической структуры склонность к образованию горячих трешин может быть снижена путем применения присадочных проволок, модифицированных добавками таких дисперсоидов, как титаи, цирконий, хром и особенно скандий.
При сварке сплава 1420 присадочными проволоками АМг4 и АМгб в шве формируется обычная ячеистодендритная структура. При сварке проволоками, содержащими скандий и хром, в структуре металла швов наблюдается, как правило, переход от ячеистодендритной структуры к субдендритной, т. е. швы имеют более мелкокристаллическую структуру. Следовательно,
Таблица 11.84. Механические свойства сварных соединений различных полуфабрикатов сплава 1420
Полуфабрикаты Направо сине овМПа а, град в,. Дж/см1 № (циклов) при давлении 220 МПа _
Шоа ЗТВ
Лист Поперечное 368 83 17,6 7,5 10260
Штампованная Продольное 354 69 16,0 7,0 8103
заготовка Высотное 318 49 13,5 6,1 —
Продольное 342 64 14,3 6,2 7036
Высотное 295 36 12,0 5,0
Пресс-панель Продольное 342 60 14,0 6,8 —
Пресс-полоса 336 52 13,5 6,5 6375_^
сварке сплава 1420 наиболее целесообразно применять присадочные вволоки типа АМг4 и АМгб с дисперсоидами типа скандия и хрома. ПР° Известно, что свойства сварных соединений зависят от состава присадочной проволоки. В работе [55] опробованы различные проволоки (табл. 11.85).
Таблица 11.85. Механические свойства сварных соединений сплава 1420 в зависимости от применявшейся проволоки
По данным авторов, наиболее высокие прочностные свойства достигаются ппи использовании присадочных проволок СвАМгбЗ и опытной №4 (4,6— 5 0% Mg, 0,15-0,2% Сг и 0,1—0,12 % Zr).
Следующей проблемой при сварке алюминий-литиевых сплавов является необходимость повышения прочности и вязкости разрушения сварных соединений, особенно при дуговых способах сварки. В случае использования электронно-лучевой сварки, характеризующиейся меньшим тепловложением по сравнению с дуговыми способами, успешнее ре-
Присадочная проволока оз+МПа а, град вн, Дж/см= ^(циклов) 240 МПа
Шов ЗТВ
СвАМгЗ 304 127 16,7 10,4
СвАМг4 325 102 17,4 9,3 6275
СвАМгб 358 80 16,4 8,2 7887
СвАМгбЗ 372 89 17,6 9,5 8320
Св1571 367 64 15,3 10,0 —
1420 358 51 17,1 8,5 8086
Опытные:
№ 3 354 120 17,0 10,3 7985
№ 4 384 105 18,5 11,2 10539
№ 26 373 85 17,0 9,0 7935
№ 27 368 78 15,3 10,5 6235
№ 28 330 95 20,0 13,0 6334
Хе 29 359 72 19,0 14,5 6118
Таблица 11.86. Механические свойства сварных соединений алюминий-литиевых сплавов
Вид полуфабриката Способ сварки Al-4Ma-2Li Al-3Cu-2Li
МПа Дж/ctf °В' МПа кек Дж/см1
Лист 8 = 6 мм АДС 300 12 280 5
Плита 6 = 40 мм ЭЛС 340 6 310 3
Штампованная заготовка сечением 140x 80 мм ЭЛС 330 4 300 2
шается задача получения
высококачественных соединений без пор, горячих трещин и значительного разупрочнения металла в зоне сварки. Прочность сварных соединений при этом обычно на 10—15% выше, чем при дуговых способах (табл. 11.86), что обусловлено образованием при ЭЛС мелкокристаллической структуры в шве и зоне сплавления. Следует отметить также, что при ЭЛС степень разупрочнения основного металла и протяженность эоны термического влияния существенно меньше, чем у соединений, получен-ньк аргоно-дуговой сваркой неплавящимся элек-тР°Дом (рис. П.69).
D Перегрев металла в ЗТВ может быть существенным при использовании то»11*™ лУгов°й сварки. В этом случае вследствие образования микродефск-н ? границы сплавления происходит значительное разупрочнение свар-
Рис. 11.69. Кривые изменения твердости по Роквеллу в зависимости от расстояния /до оси шва на сплаве 1420:
1 — АДС листов 6 мм; 2— ЭЛС плит толщиной 40 мм
Тем не менее коэффициент прочности соединений алюминий-литиевых сплавов составляет 0,6—0,7, что намного выше, чем при сварке других термически упрочняемых сплавов.
Недостатком алюминийлитиевых сплавов по сравнению с другими термически упрочняемыми сплавами является повышенная хрупкость металла в зоне сплавления, ияи иными словами, повышенная чувствительность к концентраторам напряжений. Испытания на растяжение образцов с надрезами и усталостной трещиной показали, что при увели
чении степени остроты концентратора напряжения (от 0,25 мм, т. е. радиуса механического надреза, до усталостной грешины) значения критического коэффициента интенсивности напряжений алюминий-литиевых сплавов и их сварных соединений уменьшаются на 40—55%. Это связано со склонностью рассматриваемых сплавов к локализации деформации. Доказано также, что вязкость разрушения алюминий-литиевых сплавов и их сварных соединений зависит от вида и
скорости нагружения.
Выявлено охрупчивание основного металла сплавов системы Al— Mg—Li и их сварных соединений в условиях сверхнизких температур (—196 и—253° С), что не позволяет использовать данные сплавы в конструкциях криогенного оборудования. В то же время у сплава А1—ЗСп—21Л в этих условиях нена-блюдается снижение показателя вязкости разрушения как в основном металле, так и в сварных соединениях. Значения показателей прочности и номинального разрушающего напряжения, а также относительного удлинения во всем температурном диапазоне повышаются.
7.9.2. СПОСОБЫ СВАРКИ АЛЮМИНИЕВОГО СПЛАВА 1420
Для изыскания средств и способов повышения стабильности свойств сварных соединений сплава 1420 (проволока марки СвАМгбЗ), а также работоспособности сварных элементов были сравнены и проанализированы [53] наиболее распространенные процессы сварки, в частности, ручная и автоматическая аргоно-дуговая сварка неплавящимся электродом и ее разновидности: сканирующей дугой, разнополярным асимметричным током прямоугольной формой волны, с наложением на дугу мощных импульсов тока, а также плазменная сварка в непрерывном и импульсном режиме.
Установлено, что временное сопротивление сварных соединений независимо от способа сварки составляет 0,7—0,8 временного сопротивления основ-
него металла (табл. П 87). При этом следует отметить Таблица 11.87. Временное сопротивление сварных соединений сплава 1420 при статическом растяжении
, МПа
значительный раз-бЕса^МПа) показаний во время испытаний сварных образцов, выпол-
Вид сварки АО= =Grmx“GB*i
Ручная аргоно-дуговая на переменном токе 367 326 356 41
ненных ручной аргоно-дуговой Автоматическая аргон о-дуговая 367 363 364 4
сваркой. Стабиль- на переменном токе
ные и высокие характеристики получены при авто- Автоматическая аргоно-дуговая сканирующей дугой 387 371 376 16
магической аргоно-дуговой сварке Автоматическая аргон о-дуговая 351 331 340 20
неплавящимся электродом на пе- асимметричным током 373 335 354
ременном токе. Автоматическая ар гон о-дуговая 38
При этом способе сварки разброс с наложением импульсов тока Плазменная в непрерывном 351 325 340 26
значений ов соста-
вил ±4 МПа. Пластичность сварных режиме
соединений (угол Плазменная в импульсном 329 315 322 14
загиба) и ударная режиме
вязкость находятся на уровне анало- Основной металл (закалка + 500 491 493 9
гичных характе- + искусственное старение)
ристик основного металла и практи-
чески не зависят от способа сварки. Такая же закономерность сохраняется при рассмотрении результатов испытаний на склонность сварного соединения к образованию трещин.
Приведенные в табл. 11.88 наибольшие средние показатели малоцикловой усталости (осевое растяжение, Л=3 Гц, Я=0, оти=180 МПа) получены на сварных образпал, выполненных автоматической аргоно-дуговой сваркой в непрерывном режиме (Л^=94 833), наименьшие — при ручной сварке (Л£р= ~32 350). Что касается других вышеуказанных процессов, то они заняли промежуточное положение между упомянутыми способами сварки.
Самые стабильные результаты получены при автоматической аргоно-сваРке неплавящимся электродом (ДЛ*=3500 циклов). Наличие спплгл°В (ПОР> оксидных плен и др.) в сварном соединении независимо от Никло) сварки значительно снижает малоцикловую усталость (до №2300 по РазрУшение сварных образцов в основном носит смешанный характер: металлу шва и по эоне сплавления (за исключением ручной аргоно-в°й сварки, когда разрушение происходит только по зоне сплавления).
Таблица П.88. Малоцикловая усталость сварных соединений сплава 1420
Вид сварки Количество циклов до разрушения '
ч AN
Ручная аргон о-дуговая 56900 14600 32350 ~423бо"~
Автоматическая аргоно-дуговая 268800 92700 94833 3500
Автоматическая сканирующей дугой 128600 56800 64840 18900
Автоматическая с асимметричным током 88800 24100 49583 64700
Автоматическая с наложением импульсов тока 146200 47600 52675 9500
Плазменная в непрерывном режиме 118200 34200 52575 31200
Плазменная в импульсном режиме 143000 34500 52320 53000
Основной металл (закалка + + искусственное старение) 64300 34300 50050 29910
Существенное влияние на характер разрушения оказывают концентраторы напряжений в зоне перехода от обратного валика к основному металлу. Следует предположить, что удаление обратного валика может послужить положительным фактором с точки зрения повышения стабильности и долговечности сварного соединения при испытании на малоцикловую усталость.
В изломах образцов после ручной сварки около 50% поверхности занимает разрушение по границам зерен. На границах зерен наблюдаются грубые выделения. Около 10% поверхности представляют собой дефекты в виде рыхлот. При автоматической аргоно-дуговой сварке дефектов в виде рыхлей на поверхности излома не наблюдается.
Автоматическая сварка сканирующей дугой приводит к значительному увеличению локальной пластичности при разрушении. Излом практически полностью внутризеренный, “пластичный”.
Полностью внутризеренный излом характерен для автоматической сварки асимметричный током. О диак о в этом случае наблюдается значительное расслоение. Вблизи “плоскостей расслоения” металл менее пластичен, чем между ними, т. е. строение излома менее однородно, чем после сварки сканирующей дугой. В случае автоматической сварки с наложением импульсов тока излом внутризеренный, степень расслоения несколько больше, чем после сварки сканирующей дугой, но металл между “плоскостями расслоения” более пластичен.
В изломах сварных образцов, выполненных плазменной сваркой непрерывном режиме, много макро- и микрорасслоений; в изломе “плоскости расслоения” много малопластичных участков с сотовым рел фом; между “плоскостями” металл пластичный, излом ямочный.
После плазменной сварки в импульсном режиме в изломе также наблюда-значительное расслоение. Излом внутриэеренный, но менее “пластичный”, чем после сварки сканирующей дугой. Вблизи “плоскостей расслоения” наблюдаются участки с большим количеством выделений.
Остановимся еще на одном вопросе. При изготовлении сварных конструкций возможно образование пор, оксидных включений, непроваров, трещин и т. д. Для их устранения выполняют подварки.
Результаты механических испытаний (табл. 11.89) показывают, что подварки значительно алияют на прочностные и пластические свойства сварных соединений. Временное сопротивление соединения после второй
подварки снижается на 15—18%, а после тре- Таблица 11.89. Влияние подварок на механические тьей — на 20—23%. С свойства сварных соединений ии*личением числа под-
варок угол загиба за- количество метко уменьшается. подарок Поцваркн по шву Подварки по зоне сплавления
оа,МПэ а, град он,МПв а» град
Так, после двукратной Q подварки он уменьшается на 20—30%, а после четырехкратной — Две на 45—55%. Снижение механических свойств Три 310-351 337 302-330 311 295-318 303 60-76 71 52-70 62 47-70 55 290—350 321 275-318 283 265-307 270 52-74 64 50-68 55 45-65 51
более значительно при
подварках по зоне сплавления по сравнению с подварками по шву.
После подварок существенно уменьшается число циклов до разрушения при испытаниях. Так, после третьей и четвертой подварок количество циклов до разрушения уменьшается соответственно на 30 и 45%. Это связано со значительными структурными изменениями, происходящими в зоне сплавления под влиянием повторных нагревов, в результате которых по границам зерен образуется сетка хрупкой S-фазы. В связи с этим количество подварок сплава 1420 должно быть строго регламентировано (52).
Установлено, что при подварке сложных жестких конструкций, особенно по ЗТВ, наилучшие результаты обеспечиваются при использовании присадочной проволоки СвАМг8 (ВАЛ 16), при подварке нежестких конструкций — присадочных проволок СвАМгбЗ или опытной №4. Поскольку температура солидуса металла присадочной проволоки СвАМг8 заметно ниже, чем у сплава 1420, можно снизить склонность к горячим трещинам металла ЗТВ.
Эти данные несколько расходятся с данными работ [57, 58]. Что касается применения различных способов сварки, то их выбор зависит ст условий изготовления конкретного сварного изделия. Так, при сварке элементов сложной пространственной конфигурации следует отдать предпочтение автоматической сварке сканирующей дугой.
С точки зрения повышения качества сварного соединения (уменьшения пористости, оксидных плен) заслуживают внимания автоматическая сварка наложением импульсов тока и автоматическая сварка асимметричным ™ком. Внедрение плазменной сварки позволяет значительно уменьшить пловложение при формировании сварного соединения.
Как видим, рассмотренные проблемы сварки алюминий-литиевых сплавов достаточно сложны. Тем не менее в настоящее время большинство из них уже решены. Другие технологические трудности могут быть устранены за счет оптимизации химического состава основного металла и сварочных проволок, применения более эффективных микродобавок с целью модификации структуры литого и деформированного металла. Так например, улучшение характеристик свариваемости и повышение прочности сварных соединений алюминий-литиевых сплавов могут быть достигнуты путем введения скандия не только в присадочный материал, но и в основной металл. Об этом свидетельствуют данные, полученные при сварке сплавов 1420 и 1421 системы легирования Al—Mg— Li.
Следует отметить, что алюминий-литиевые сплавы типа 1420, 1440, 1460 успешно прошли промышленные испытания и внедрены в опытное производство сварных конструкций аэрокосмической техники.
7.9.3. СВАРКА СПЛАВОВ, ЛЕГИРОВАННЫХ СКАНДИЕМ
Легирование скандием является одним из перспективных направлений в создании высокопрочных алюминиевых сплавов [59—64]. Типичными представителями такой системы являются сплавы 1421, 1523, 1545 и 1570.
Согласно имеющимся данным, легирование скандием оказывает многостороннее положительное влияние на свойства алюминиевых сплавов. Скандий известен как наиболее эффективный структурный модификатор алюминия и его сплавов. Отличительной особенностью скандия является его практически полная сопряженность с кристаллической решеткой алюминия. Эта особенность обеспечивает модифицирующее действие при кристаллизации расплава и легкость гомогенного зарождения вторичных частиц при распаде твердого раствора скандия в алюминии в условиях небольших скоростей охлаждения. Последнее обстоятельство является весьма существенным при выполнении сварки плавлением алюминиевых сплавов.
Установлено, что в сплавах системы Al—Mg скандий способствует значительному повышению прочностных характеристик и термической стабильности металла. Этому, вероятно, способствует стабильность образованной в результате обработки давлением нерекрисгаллизованной структуры, которая обусловлена появлением вторичных частиц фазы ScAl,. Аналогичным анти-рекристаллизационным действием обладают марганец и цирконий, которыми дополнительно легируют промышленные алюминиевые сплавы.
Рассмотрим особенности дуговой сварки полуфабрикатов из новых алюминиевых сплавов 1421, а также 1523, 1545 и 1570 толщиной от 1 до 6 мм.
Сплав 1421. Разработанный в настоящее время сплав 1421 на осноае системы Al—Mg—Li, содержащий скандий, по своим свойствам превосходит сплав 1420. Представляет интерес оценить влияние аргоно-дуговой сварки на процесс разупрочнения основного металла сплава 1421 в ЗТВ, для чего опробованы опытные присадочные проволоки типа СвАМг4 и СвАМгбЗ со скандием и без него (табл. 11.90) [61].
Листы толщиной 4 мм из сплава 1421 сваривали в направлении прокатки-Механические свойства сплава следующие: ов=545 МПа, ow =360 МПа, а=20 > а,=4 Дж/см2 в поперечном направлении иов=454 МПа, 0^=360 МПа, а =24 ,
=5 Дж/см3 в продольном направлении После химического травления свариваемые кромки шабрили на глубину не менее 0,07 мм. Сварку осуществляли от источника питания И-126 на режиме: токи импульса и паузы при прямой полярности — /п" =380 Ли /,?р =240 А; то же при обратной полярности /двр — /дбр — 140 А, длительность действия пакета импульсов тока с максимальной амплитудой ли =350 мс; то же с пониженной амплитудой тйои =150 мс (f=2 Гц);
Таблица 11.90. Химический состав присадочных проволок для сварки сплава 1421
Марка проволоки Массовая доля элементов, %
Mg Sc Zr
СвАМг4 3,94 — 0,11
АМг4 4,00 0,50 0,11
АМгбЗ 5,96 0,50 0,10
АМгбЗ 6,02 0,17 o,li
СвАМгбЗ 6,30 — 0,25
Примечание. Кроме указанных элементов, в проволоках СвАМг4 и СвАМгбЗ содержатся 0,5—0,8% Мл, 0,002-43,005% Be; примесей соответственно — не более 1,05% и не более 0,2%.
длительности импульсов тока при
прямой и обратной полярности т„р =4,6 мс и т^р =4,8 мс; v =12 м/ч.
Результаты механических испытаний приведены в табл. 11.91. Процессы разупрочнения металла ЗТВ при сварке могут быть представлены методом имитации термических циклов, например, нагревом образцов в расплаве
Таблица 11.91. Механические свойства сварных соединений листов сплава 1421
Присадка МПа <‘ш. МПа а* град ви, Дж/смJ
Шов Зона сплавления
СвАМг4 313-323 264-276 67-113 15-25 8-16
317 271 88 21 И
АМг4 337-367 304-310 93-103 8-12 4-10
352 307 98 10 7
АМгбЗ 355-377 292-310 85-108 8-10 л
369 301 98 9 5
АМгбЗ 349-358 285-296 85-91 15^17 13-21
353 292 89 16 18
СвАМгбЗ 381-388 299-308 104-110 8 8-14
386 303 107 8 11
Примечание. В числителе указан разброс значений показателя, в знаменателе — среднее значение по результатам испытания трех образцов.
олова с последующим охлаждением на воздухе.
Прочность металла шва соединений, полученных с присадками типа АМп53 и АМг4 (содержание скандия 0,17 и 0,5%), примерно одинакова и составляет 290— 310 МПа. Угол загиба всех соединений достаточно ае-лик и составляет 90—100°. Ударная вязкость швов, полученных с присадками, содержащими больше скандия, и с проволокой СвАМгбЗ при
мерно в 2 раза ниже по сравнению со швами, выполненными с присадками тапа АМг4 и АМгбЗ, содержащими 0,17% скандия. Оптимальное сочетание рочности, пластичности и вязкости сварных соединений достигается при спользовании опытной присадочной проволоки типа АМгбЗ.
н И сопоставлении результатов механических испытаний сварных соеди-ний сплавов 1421 и 1420 становится очевидным, что прочность сварных
соединений сплава системы Al-Mg—Li—Sc выше по сравнению со сварными соединениями сплава 1420 на 30—60 МПа в зависимости от типа присадочной
проволоки.
Анализ макро- и микроструктуры сварных соединений показал, что швы на сплаве 1421 отличаются более мелким кристаллическим строением по сравнению со сплавом 1420.
Анализ термических превращений позволяет заключить, что при сварочном нагреве имеет место широкая гамма структурных превращений, включая дальнейший распад твердого раствора и его повторное образование. Это привадит к тому, что различные участки ЗТВ находятся в состоянии возврата, искусственного старения, частичного отжига, повторной закалки. От степени развития того или иного из этих процессов зависят свойства сварного соединения, а также возможность упрочнения при повторном искусственном старении и, соответственно, уровень свойств по отношению к исходному состоянию.
Исследования особенностей поведения различных термически упрочняемых алюминиевых сплавов при сварке плавлением показывают, что сплавы системы Al—Mg—Li при всех исследованных сочетаниях термической обработки и сварки имеют наименьшую эону разупрочнения. На кривых изменения твердости металла ЗТВ отсутствуют провалы (эона отжига), характерные для сплавов 1201, АК8 и др. Металл ЗТВ тонколистовых конструкций после искусственного старения обладает способностью практически полностью восстанавливать исходную твердость, что является свидетельством преобладания процесса растворения упрочняющих фаз над процессом коагуляции в условиях термического цикла сварки сплавов типа 1421. Высокая стабиль-
ность твердого раствора отмечается также при сварке толстых полуфабрикатов (8>10 мм), хотя при АДС степень разупрочнения больше, чем, например, при ЭЛС.
В то же время проведенные в одинаковых условиях сравнительные исследования изменения твердости сварных соединений сплавов 1421 и 1420 свидетельствуют о меньшей степени разупрочнения сплава 1421 по сравнению с 1420.
Предложен режим термической обработки сварных соединений включающий нагрев до 4иО’С (соответствующий низкотемпературной закалке для сплава 1420 и высокотемпературному старению сплавов, содержащих скандий) и по
Рис. 11.70. Изменение твердости сварных соединений сплавов 1420 (а) и 1421 (б) после сварки (1), а также после дополнительного нагрева с выдержкой по следующим режимам: 400"С, 1 ч (2) и 400'С, 1 ч + 140'С, 7 ч (J)
следующее искусственное старение при 140'С, при котором упрочнение происходит за счет выделения 8'-фазы. Такой режим дает возможность добиться практически одинакового уровня твердости во всех зонах сварного соединения (рис. 11.70). Твердость сварных соединений измеряли на приборе “Роквелл” при нагрузке 600 Н шариком диаметром 1,59 мм. В случае сплава 1421 прочность сварных соединений, полученных с присадками, содержащими до 0,5% скандия, при последующей термической обработке может достигать 380—400 МПа. При этом коэффициент прочности сварных соединений составляет 0,8—0,9, что значительно превышает этот показатель для соединений из других высокопрочных алюминиевых сплавов.
Сплав 1570. Подобно всем термически неупрочняемым сплавам на основе системы Al—Mg сплав 1570 отличается хорошей свариваемостью. Наличие скандия оказывает значительное модифицирующее воздействие на структуру сварного шва. Шов получается плотным, мелкозернистым, устойчивым против горячих трещин.
Сплав 1570 не склонен к повышенному окислению при сварке, поэтому сварные соединения на нем можно выполнять без поддува или флюсов. Анализ механических свойств его сварных соединений с разными присадками и подварками показывает (табл. 11.92), что лучшие свойства достигаются при использовании присадки АМгбЗ. Наличие одной-двух под варок не вызывает заметного
ухудшения прочностных и пластических свойств сварных соединений. Ударная вязкость металла шва в 1,8—2,5 раза выше, чем устава 1420. Углы загиба аналогичны углам загиба сплава 1420.
Удаление выпуклости и обратного валика на швах из сплава 1570 приводит к падению прочностных свойств на 18—22%, тогда как у швов из сплава 1420 свойства снижаются только на 9-12%.
В качестве приса-Дочных материалов при сварке сплава 1570 рекомендуются сварочные проволоки АМгбЗ [591 и 1571 [62].
Таблица 11,92. Типичные механические свойства сварных соединений сплава 1570
Толщина листов, мм Прнсацка Наличие поцварок ^в,МПа а, град а*. Дж/см1
1,0 1571 Нет 334-384 106-147 32,0-39,0
351 120 36,0
АМгбЗ Нет 370-401 100-126 29,0-36,5
392 118 32,5
2,0 1571 Нет 341-382 88-110 29,0-34,0
365 95 36,8
1 350-379 80-107 24,0-32,0
363 92 29,5
2 360-388 72-97 25,0-34,0
371 86 29,8
3,о АМгбЗ Нет 375-408 77-84 30,0-31,0
392 79 30,5
1 393-436 79-83 22,0-34,0
410 81 29,0
2 380-386 68-85 29,0-34,0
383 76 36,6
3,0 1571 Нет 338-384 96-107 31,5-38,5
364 “Т06 36,2
1 340-338 80-105 29,0-36,0
355 98 33,0
В первом случае временное сопротивление сварных соединений сплава 1570 примерно аналогично этому показателю соединений сплава 1420. Ударная вязкость металла шва и ЗТВ у сплава 1570 в 1,8—2,5 раза выше, чем у сплава 1420.
Сплав 1571 отличается от сплава 1570 тем, что содержит несколько больше магния (в среднем 6,3%), микродобавки бора и некоторых других элементов. Временное сопротивление разрыву сварных соединений отожженных или горячекатаных листов толщиной 2—6 мм из сплава 1570, выполненных аргоно-дуговой сваркой вольфрамовым электродом в среде аргона с применением присадочной проволоки из сплава 1571, составляет обычно не менее 85% ов основного металла (на образцах с выпуклостью и обратным валиком).
Подобно сплаву АМгб, сплав 1570, по-видимому, может применяться как конструкционный материал для работы в среде жидкого азота и жидкого кислорода. В пользу этого предположения свидетельствуют данные о том, что при—196’С отожженные листы из сплава 1570 имеют ов=580 МПа, с =430 МПа при достаточно высоком относительном удлинении (8=30%). Испытания при температуре жидкого водорода показывают намного меньшие значения относительного удлинения.
Наиболее рациональная область применения сплава 1570 — нагруженные сварные конструкции достаточно простой формы, работающие в температурном интервале от -196 до +70’С. Это могут быть сварные корпуса ракет, космических летательных аппаратов, а также скоростных судов на подводных крыльях и экранопланов. В настоящее время этот сплав применяется, в частности, при изготовлении крупногабаритных силовых штампосварных ракетных конструкций. Тонкие листы из сплава 1570 могут быть использованы как заготовки для сверхпластической формовки.
Сплав 1571. разработанный первоначально как присадочный материал для сварки сплава 1570, может рассматриваться и как самостоятельный конструкционный сплав. Деформированные полуфабрикаты из этого сплава по механическим свойствам практически не отличаются от полуфабрикатов из сплава 1570. Однако, поданным предварительных исследований, листы из сплава 1571 имеют более высокие показатели сверхпластичности: при 475— 500°С и скорости деформации 6 10-! с_| относительное удлинение образцов достигает 1000%. Исходя из этого, сплав 1571 в виде тонких листов также можно рассматривать как перспективный материал для сверхпластической формовки.
Разработана группа сплавов на основе системы Al—Mg—Sc с более низким, чем у сплавов 1570 и 1571, содержанием магния, в частности сплав 1545(среднее содержание магния 5,2%), который, хотя и уступает несколько сплаву 1570 по прочности (на 20—30 МПа), но имеет более высокую коррозионную стойкость и более технологичен в металлургическом производстве.
Возможные области применения сплава 1545 — резервуары для сжиженного газа и аналогичные конструкции, изготовляемые традиционно из сплавов типа А1—5% Mg. В случае применения сплава 1545 вместо сплавов типа А1—5% Mg можно будет уменьшать массу и металлоемкость сварных конструкций.
В последнее время вызывает интерес погенцивльных потребителей сплав 1535, содержащий в среднем 4,2% Mg, а также добавки скандия, циркония
и некоторых других элементов. По прочностным характеристикам его можно считать сплавом средней прочности. Например, холоднокатаные листы толщиной 2,5—3 мм, отожженные при 350°С, имеют в поперечном направлении £.=370 МПа; о02=280 МПа; 5=20%.
Такие же механические свойства имеют термически необработанные прессованные полуфабрикаты сплава. Прочностные его свойства, особенно
предел текучести, намного выше, чем у традиционных термически неупроч-няемых сплавов с 5—6% Mg.
На основании предварительных исследований листов из сплава 1535 этот сплав можно рассматривать как потенциальный материал для криогенного оборудования, способный работать как в жидком кислороде, так и в жидком водороде. В табл. П.93 приведены результаты оценки характеристик прочности и пластичности отожженных листов из сплава 1535 при сверхнизких температурах.
Видно, что сплав сохраняет высокую пластичность при температуре жидкого водорода (~253°С). Учитывая, что сплва 1535 имеет относительно низкую плотность (2,67 г/см3), по характеристикам удельной прочности он близок к традиционному криогенному термически упрочняемому сплаву 1201 (2219), имеющему плотность 2,85 г/см3.
Вместе с тем сплав 1535 выгодно
Таблица П.93. Механические свойства сплава 1535 при сверхнизких температурах
°. Зи
Wl' 'w' МПа
-196 470 340 37
-253 620 360 39
отличается ст сплава 1201 тем, что не требует упрочняющей термической обработки и позволяет получать сварные соединения, близкие по прочности к основному металлу. Последнее обстоятельство очень важно и позволяет считать сплав 1535 потенциальным конструкционным материалом для сварных конструкций, работающих в среде жидкого водорода.
Учитывая высокую технологичность в металлургическом производстве, хорошую свариваемость и высокую коррозионную стойкость, свойственную сплавам типаА1—4% Mg, сплав 1535 можно рассматривать как универсальный конструкционный материал с широким спектром областей применения.
Из сплавов системы Al—Mg—Sc с еще меньшим содержанием магния (-2,1%) можно отметить сплав 1523. Прессованные прутки и профили в состоянии без термической обработки, а также холоднокатаные отожженные листы из этого сплава имеют ств=300—340 МПа, о02=230—280 МПа, 8=12— 17%, Сплав 1523 отличается высокой коррозионной стойкостью, свойственной сплавам типа А1—2% Mg, значительно превосходя их по прочности.
Эксперименты со сплавами 1523,1545 и 1570 проведены в работе [59] на листах, штампованных заготовках, пресс-панелях и пресс-полос ах, из которых вырезали образцы для сварки. Механическую обработку под сварку и сварку выполняли на установке, созданной на базе фрезерного станка ФП-17МН. Часть образцов сваривали ручной сваркой. Использовали источники питания ИСВУ-315, ВСВУ-315.
Коэффициент трешинообразования по крестовой пробе для сплавов *523, 1545 и 1570 составил соответственно 2—6, 1—3 и 1—2%. Критическая скорость деформации, определяемая по методике МВТУ, у листовых образцов
из сплава 1570 составила 7—10 мм/мин. При дальнейшем снижении содержания магния в сплавах Al—Mg—Sc возможно получение сплавов, которые, имея достаточно высокую прочность и высокую коррозионную стойкость, могут применяться как материалы с высокой электро- и теплопроводностью. Одним из таких сплавов является сплав 1515 со средним содержанием магния 1,2%. Отожженные листы и горячепрессованные профили из этого сплава имеют достаточно высокий уровень прочностных свойств: ов=270 МПа, oOJ=230 МПа, 3=15%. Возможная область применения сплавов с низким содержанием магния — сварные и паяные теплообменники, а также различные тепло- и электропроводящие элементы.
Следует отметить, что сплавы со скандием пока еще дороги и применяются мало. Однако, учитывая настойчивое стремление к уменьшению массы и металлоемкости конструкций, а также желание снизить энергоемкость технологических процессов, можно полагать, что в недалеком будущем высокопрочные и технологичные сплавы системы Al Mg Sc найдут свое место в самых разнообразных конструкциях.
§ 8. СВАРКА РАЗНОИМЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ*
В современных сварных авиационных конструкциях нередко применяют различные по составу алюминиевые сплавы. В одних случаях это обусловлено технологическими особенностями получения используемых полуфабрикатов: листов, профилей, поковок, штампованных заготовок и проволоки. В других — решающую роль при выборе сплава играют условия работы соединяемых элементов, которые определяют требования к их прочности и жаропрочности, пластичности и коррозионной стойкости, теплопроводности, электропроводимости, сопротивлению изнашиванию и другим эксплуатационным свойствам.
Отечественные и зарубежные сведения относительно свариваемости ряда сочетаний алюминиевых сплавов весьма противоречивы и не полны. При сварке разноименных алюминиевых сплавов встречаются следующие трудности. Различие в химическом составе приводит в процессе последующего нагрева к протеканию диффузионных процессов в стыках соединений. При сварке плавлением различие в химическом составе способствует развитию химической неоднородности, а в случае соединения деформируемых сплавов с литейными возникает и значительная структурная неоднородность. Иногда возникает необходимость соединения хорошо свариваемого алюминиевого сплава, например АМц, с трудносвариваемым (Д16), что требует принятия дополнительных мер.
При точечной и шовной сварке необходимо принимать во внимание различие в температурах плааления разноименных алюминиевых сплавов, в их тепло- и электропроводности (электросопротивлении), коэффициентах линейного расширения. Например, температура плавления алюминия АД1 приблизительно на 40°С превышает температуру ликвидус сплава АМгб, а удельное электросопротиаленис алюминия почти в 2 раза меньше, чем сплава
* Разноименные сплавы — сплавы одной системы, но разного химического состава.
АМгб. Температуры плавления ряда алюминиевых
Таблица И.94. Значения температурных интервалов кристаллизации алюминиевых сплавов
сплавов приведены в -----------
табл. И.94 [65]. Следует ст- сплав мстить, что по некоторым ------
физическим свойствам алю- АД1
миниевые сплавы значи- Д16
тельно отличаются от чис- АМц
того алюминия. Например, АМгЗ
такие важные характерно- АМг5
тики, как тепло- и электро- АМгб
Температура, ’С Сплав Температура, *С
ликвидус солидус ликвидус солидус
639 535 АК2 638 509
638 502 АЛ1 630 535
654 643 АЛ 9 620 577
652 627 1420 649 585
638 568 1915 618 555
620 550 1201 660 550
про водность, у алюминий-
магниевого сплава АМгб при 20°С почти в 2 раза меньше, чем алюминия, а у сплава 1420 — почти в 3,5 раза.
При сварке плаалением разноименных алюминиевых сплавов в ванне
происходит их перемешивание и возникает значительная макро- и микронеоднородность структуры. Степень ее развития будет зависеть как от различия химического состава свариваемых алюминиевых сплавов, так и от технологических параметров (режимов и техники сварки, толщины материалов, вида разделки кромок и т. п.). Как правило, легирующие элементы в пределах расплавленного металла распределены неравномерно, и склонность шва к образованию трещин значительно выше, чем при сварке однородных соединений. Отсутствие гомогенности состава вызывает также повышенную коррозию сварного шва и всего соединения в целом.
Таким образом, исследование свариваемости разноименных сплавов должно решать три задачи: выбор присадочной проволоки, обеспечивающей высокое качество сварных соединений (без горячих трещин, пор и т. д.); получение сварных соединений с достаточно высокими прочностными и пластическими характеристиками; получение соединений, стойких против коррозии в атмосферных условиях при сложном напряженном состоянии.
8.1. СВАРКА РАЗНОИМЕННЫХ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
Сварка разноименных сплавов алюминия рассмотрена в работах [65, 66]. В них приведены механические свойства сварных швов для 158 комбинаций алюминиевой основы и легирующего присадочного металла.
При выборе присадочной проволоки основными критериями оценки пригодности служат данные технологической пробы “рыбий скелет”, результаты испытаний по крестовой пробе (показатель склонности к образованию горячих трещин Л^) и по методике МВТУ (критическая скорость деформации Акр). Чтобы оценить возможности технологической пробы “рыбий скелет” применительно к соединениям сплавов разного состава, изучена целесообразность использования сварных образцов такого типа со швом по оси. Образцы вырезались из стыковых соединений, сваренных с даух сторон без присадочной проволоки на режиме, обычно используемом для пробы “рыбий скелет”, но с повышенной в 2,5 раза скоростью сварки
(<.,‘-30 м/ч). Выбранный режим сварки обеспечивает отсутствие несплавле-ний в шве, “мягкие” условия деформации и уменьшенный объем металла шва, который практически полностью переплавляется в процессе последующего испытания образца. Например, испытания сварных и обычных образцов типа “рыбий скелет” толщиной 5 мм как из сплава АМгб, так и из термически обрабатываемого сплава М40 выявили, что их показатель трешинообразования практически не зависит от остаточных напряжений. Полученные результаты (табл. 11.95) свидетельствуют о том, что сварной образец типа “рыбий скелет” пригоден для оценки склонности соединений к образованию горячих трещин при сварке разноименных алюминиевых сплавов.
Таблица 11.95. Показатель трещинообразован и я Ац, (%) при сварке различных сочетаний алюминиевых сплавов
Сплаа 1 2 3 4 5 6 7 8 9 10 Среднее значение
AM г—АМгб 63 38 51 29 61 29 46 35 57 49 46
АМгб 35 54 47 50 50 44 42 50 53 39 47
М40-М40 56 52 48 51 51 47 23 49 45 46 47
М40 54 56 34 46 53 56 62 54 47 52 51
АМгб-М40 52 46 71 61 39 55 38 55 49 47 51
Примечание. Здесь I —10 — номера образцов,
Обобщенные данные о марках проволок, обеспечивающих повышенную стойкость сварных соединений разноименных алюминиевых сплавов против горячих трещин, приведены в табл. 11.96.
Результаты проверки предложенных рекомендаций с определением конкретных режимов сварки и свойств стыковых сварных соединений (образцы размерами 300x100x10 мм) композиций АМгб—АМгб, АМг5—АМгЗ, АМг5—АДО и АМг5—А8 описаны в работе [67].
Режим сварки для указанных разноименных соединений был принят следующим: /с||=270 А; Ц=18 В; количество проходов - 3. Соединения получали ручной аргоно-дуговой сваркой с использованием установки УДГ-501. Для всех сочетаний в качестве присадки применяли проволоку СвАМгб диаметром 4 мм.
Микроструктура сплавов АМгЗ и АМг5 представляет собой сочетание некрупных зерен a-твердого раствора с р-фазой (MgjAl3), выделившейся по всему полю. Аналогичную структуру имеет сплав АМгб, но p-фаза в этом случае вытянута в направлении прокатки. Структура алюминия АДО, А8 характеризуется наличием крупных зерен. Если переход от наплавленного металла к основному со стороны АМгЗ, АМг5, АМгб плавный, то со стороны АДО, А8 он четко выражен.
Наплавленный металл во асех композициях имеет однородную мелкозернистую структуру, характерную для литого металла, и состоит из а-таерДОг0 раствора и p-фазы, выделившейся в виде прожилок. В ЗТВ зерна несколько укрупнены. Дефектов типа трешин, пор и непроваров в швах не обнаружено. Результаты испытаний сварных образцов на статическое растяжение
Марки проволок для сварки со сплавами
Сплав 1201 1915 АДЗЗ АД31 АВ АМгб АМг5 АМгЗ AMuC АДО АД00
А99 СвАКб СвАКб СвАКб СвАКб СвАКб СвАМгб СвАМгб СвАМгб СвАМц СвА1 СвАЗбТ
АД 00 СвАКб СвАКб СвАКб СвАКб СвАКб СвАМгб СвАМгб СвАМгб СвАМц СвА1 —
АДО СвАКб СвАКб СвАКб СвАКб СвАКб СвАМгб СвАМгб СвАМгб СвАМц — —
АМцС Св1201Пч СвАМгб СвАКб СвАКб СвАКб СвАМгб СвАМгб СвАМгб — — —
АМгЗ СвАКб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб — — — —
АМгб СвАКб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб — — — — —
АМгб СвАКб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб — — — — —
АВ СвАКб СвАМгб СвАКб СвАКб — — — — — —
АД 31 СвАКб СвАМгб СвАКб — — — — — — — —
АДЗЗ СвАКб СвАМгб — — — — — — — — —
1915 СвАКб — — — — — — — — — —
UJ
СП
Таблица 11.97. Результаты испытаний сварных образцов на растяжение
Свариваемые металлы “МПа Характер разрушения
АМг5—АДО 71—73 72 По АДО, вязкое с образованием шейки
АМг5—А8 72-75 74 По А8, вязкое с образованием шейки
АМг5 АМг 221—225 223 По АМгЗ, хрупкое без видимой деформации
АМг5АМг 275-279 277 По шву и зоне сплавления со стороны АМг5
Примечание. В числителе приведены минимальные и максимальные значения, в знаменателе — средние из шести испытаний.
(табл. 11.97) свидетельствуют о том, что прочность разноименных соединений АМг5—АДО АМг5—А8, АМг5— АМгЗ находится на уровне прочности менее прочного материала пары.
При испытании образцов сварных соединений на изгиб угол загиба для композиции АМг5— АМгб составил 57”
(среднее значение), а для АМг5—АМгЗ равнялся 73°. При испытании на изгиб образцов композиций АМг5—АДО и АМг5—А8 имело место смещение образца в оправке, и изгиб происходил по более пластичному металлу в паре (либо по А8 вне зоны шва). Поэтому судить о значении угла загиба этих композиций по данным испытаний не представляется возможным.
В работе [68] приведены результаты исследования возможности сварки разноименных деформируемых и литейных алюминиевых сплавов следующих сочетаний: АМгб—АМц; АМгб—АМгЗ; АД 1—АМгб; АД1—АМг2; АМц— Д20; АД—АМг2; АД-АМгЗ; АМг5-АМгЗ; АМц-АД1; АД1-1915; АМц-АМг2; АМц—АМгЗ; АЛ9—АМц; ВАЛ5—АМц; AJ19—АМц. В качестве
присадочного материала использовались проволоки, применяемые для сварки одноименных сочетаний сплавов.
Механические свойства сварных соединений определялись на сварных образцах, изготовленных в соответствии с ГОСТ 6996-66. Испытание на двухосное растяжение производилось внутренним гидравлическим давлением на установке “Дрон-34-4/2”.
При сварке крестовых проб сплавов системы Al—Mg между собой и в сочетании со сплавами типа АД1 наибольшую склонность к образованию трещин при аргоно-дуговой сварке имело сочетание АД1—АМгб, выполненное с использованием присадочной проволоки СвА1. Высокая склонность к образованию и развитию трещин при указанном сочетании (табл. 11.98) связана с химической неоднородностью по кремнию и железу в сварных
соединениях.
Как показали исследования, в случае использования присадки СвА5М зона сплавления весьма неоднородна, а трещины, как правило, распространяются по участкам с высокой концентрацией кремния. Изменение соотношения между железом и кремнием (при норме меньше единицы) в сварном соединении вызывает расширение интервала кристаллизации, что увеличивает вероятность возникновения кристаллизационных трешин. Применение присадочной проволоки СвАМгЗ значительно уменьшает склонность к образованию трещин при сварке сплавов системы Al—Mg со сплавом АД1-
При изучении склонности сочетаний сплава АМц со сплавами системы Al—Mg к образованию горячих трешин при сварке определено, что примене-
Таблица 11.98. Показатели трещинообразования разноименных деформируемых алюминиевых сплавов
Свариваемые металлы Присадочная проволока V» Л , |ф’ мм/мин Место возникновения трещин
"дМгб+АМц 1557 3,0 По зоне сплавления ЗС
9 со стороны АМц
дМгб+АМгЗ СвАМгб 6-15 а 7,9 По ЗС со стороны АМгЗ
дД1+АМгб СвАМгб о* ' 7 * 1,6 По ЗС со стороны АД1
ДД1+АМг2 СвАМгЗ 3-5 4,2 То же
АМИ+Д20 Св1201 4 3-17 2,5 По ЗС со стороны АМц
И
АД+АМг2 СвАМгЗ 3-5 42 Со стороны АД
АД+АМгЗ СвАМгЗ 4 3-5 4,2 То же
АМЦ+АД1 СвАМц 4 15-26 2,2 По ЗС со стороны АМц
18
АД1+1915 1557 3-1 По ЗС со стороны АД1
АМц+АМг2 СвАМгЗ 4 $-10 7 12,5 По ЗС со стороны АМц
АМц+АМгЗ СвАМгЗ 5—13 12,0 То же
АД1+АМгЗ СвАМгЗ 9 3-5 4,2 По ЗС со стороныАД!
АМгб+АМгЗ СвАМг5В 4 3-Ш) 7 — По ЗС со стороны АМгЗ
Примечание. В числителе приведены минимальные и максимальные значения, в знаменателе — средние из Шести испытаний.
ние присадки СвАМц для сварки АМц— АМг2 и АМц—АМгЗ позволяет получить сварные соединения, стойкие против развития трещин (20%) но имеющие пониженную стойкость к образованию кристаллизационных трещин при испытании по методике МВТУ (Др=0,3—0,5 мм/мин).
Склонность к горячим трещинам сочетания АМц—Д20 при сварке с присадочной проволокой АМц высокая (Др=0,7 мм/мин, Л=70%). Стойкость против образования горячих трещин при сварке этого сочетания в значительной степени повышается в случае применения присадки Св1201 (А^=П%).
Временное сопротивление сварных соединений толщиной 2 мм разноименных алюминиевых сплавов (табл. 11.99) определяется прочностью менее прочного из двух свариваемых сплавов. Значения ов сварных соединений Деформируемых сплавов составляют не менее 90%, а в сочетаниях деформируемых сплавов с литейными — 80% временного сопротивления менее прочного сплава.
Свариваемые металлы Присадочная проволока о,, МПа Угол загибе, град Дж/СМ5 Место возникновения трешин
АМгб+АМц 1557 123-131 65-82 23,6 По шву
ДМгб+АМгЗ АМгб 126 220-228 И 57-105 29,0 17,7 12,7 По ЗС со стороны АМц По ЗС со стороны АМгб По шву
АД1+АМгб АМгб 224 82-86 73 8,1 1,0 31,5 По ЗС со стороны АМгб По ЗС со стороны АМгЗ По шву
АД1+АМг2 АМгЗ 84 80-83 21,7 27,4 15,1 По ЗС со стороны АМгб По ЗС со стороны АД1 По шву
АМц+Д20 1203 81 120-129 62-118 32,5 57,5 34,5 По ЗС со стороны АМг2 По ЗС со стороны АД1 По шву
АД+АМгЗ АМгЗ 124 78—81 84 53—96 46,9 26,8 15,2 По ЗС со стороны АМц По ЗС со стороны Д20 По ЗС со стороны АМг2
АД+АМгЗ АМг5+АМгЗ АМгЗ 79 78-80 „ 87 60-105 32,5 57,5 15,2 15,5 6,1 По шву По ЗС со стороны АД1 По шву
АМгЗ 79 210-290 90 60-110 По ЗС со стороны АМгЗ По ЗС со стороны АД1
АМц+АД1 АМц 217 79-92 90 144—148 42,5 По шву
АД1+1915 1557 89 78—82 145 43,2 49,7 По ЗС со стороны АМц По ЗС со стороны АД1
AM ц+АМгЗ АМгЗ 79 124—136 83-146 14,5 По шву
АМц+АМгЗ АМгЗ 129 124-136 НО 83-146 32,0 19,8 По ЗС со стороны АМц По ЗС со стороны АМг2
AM ц+АМгЗ АМгЗ 129 123-130 ПО 59-160 20,7 По шву
АЛ 9+АМц АМц 125 93-106 117 59-63 29,7 19,4 8,8 По ЗС со стороны АМц По ЗС СО стороны АМгЗ По шву
&АЛ5+АМц АК5 101 95-98 61 25-39 5,9 4,9 4,2 По ЗС со стороны АЛ9 По ЗС со стороны АМц По шву По ЗС со стороны ВАЛ5 По ЗС со стороны АМц По шву
АЛ19+АМц АМц 97 108-119 31 55—180 1,7 з,з 24,8
АД1+АМгЗ АМгЗ 114 78—80 109 69-100 21,5 12,2 15,2 По ЗС со стороны АЛ9 По ЗС со стороны АМц По шву По ЗС со стороны АМгЗ По ЗС со стороны АД1 _
79 92 15,5 6,1
Примечания: 1. Толщина литых образцов 5 мм. 2. В числителе приведены минимальные и максимальные значения, в знаменателе — средние из пяти испытаний.
Пластичность сварных соединений разноименных деформируемых сплавов практически мало отличается от пластичности сварного соединения, выполненного в однородном сочетании из менее пластичного сплава.
При испытании на двухосное растяжение соединений всех исследованных сочетаний сплавов разрушение имело вид щели длиной 15—50 мм, расположенной вдоль шва, при этом на образцах с подварками разрушение наблюдалось на большем расстоянии от кромки шва, чем на образцах без подварок. Значение временного сопротивления при двухосном растяжении на 5—20% выше, чем при осевом. Бблыиая цифра соответствует сочетаниям дД1-АМгб, АД 1—АМгЗ, АМц—АМгб и АМц—АМгЗ, меньшая — сочетаниям материалов, незначительно отличающихся по своим механическим свойствам. Увеличение прочности при двухосном растяжении на 20% в сравнении с этим показателем при осевом растяжении связано с явлением “поддерживающего действия” более прочного из двух свариваемых сплавов.
Все исследованные соединения при напряжении, составляющем 70% предела текучести, обладают удовлетворительным сопротивлением коррозии под напряжением в исходном состоянии и после выдержки при 150’С в течение 10 ч.
В связи с применением в авиационных конструкциях высокомодульного деформируемого сплава АБМ1 возникает необходимость его сварки с другими алюминиевыми сплавами, в частности со сплавом 1201. Сварка указанных сплавов затруднена вследствие влияния следующих факторов: различия теплофизических характеристик при температурах термического цикла сварки; наличия в сплаве АБМ1 значительного количества теплоемкой и тугоплавкой фазы на основе бериллия ф-фазы) и связанной с этим необходимостью обеспечения высокой концентрации энергии; склонности сплава 1201 к разупрочнению при повышенном тепловложении в металл, необходимом для расплавления сплава АБМ 1; значительной разницы в содержании водорода в сплавах (11—19 см’/100 г в промышленных плавках сплава АБМ 1 и 0,45 см3/100 г в сплаве 1201).
Эти основные факторы учтены при разработке технологии сварки указанных материалов, анализе структуры и свойств сварных соединений.
Стыковые соединения сваривают без разделки кромок. Их поверхность обрабатывают по технологии, принятой для сварных соединений первой категории.
Сборку осуществляют без зазора. Для уменьшения теплового воздействия на металл сплава 1201 ось электрода смещают относительно оси стыка на 0,7—0,8 мм в сторону сплава АБМ 1. Используют дугу постоянного тока при прямой полярности, обеспечивающую более высокую концентрацию энергии по сравнению с дугой переменного тока.
Для сравнительной оценки свойств сварных соединений на переменном токе сваривают контрольные образцы из сплава 1201. В качестве присадки используют сварочную проволоку диаметром 2 мм из сплава АБМ1, а для сварки контрольных заготовок из сплава 1201 — проволоку Св1201 (ГОСТ 7871-75).
Автоматическую сварку выполняют в боксе, оборудованном системой вытяжной вентиляции, в приспособлении с клавишным прижимом на медной подкладке с фасонной канавкой для формирования обратного валика. Для защиты корня шва от окисления применяют аргон, подаваемый через отверстия в подкладке, а для зашиты лицевой стороны шва — аргон и гелий.
Сварные соединения на листах толщиной 1,5 и 2,0 формируются удовлетворительно при сварке в аргоне. Лицевая поверхность шва покрывается серым налетом, характерным для сварных соединений сплава АБМ1. Обратный валик имеет блестящую неокиеленную поверхность.
В ЗТВ со стороны сплава 1201 происходит “подплавление” основного металла на расстоянии 2—2,5 мм от зоны сплавления.
На листах толщиной 3 мм удовлетворительные соединения удавалось получить только при сварке в гелии. При аргоно-дуговой сварке резко ухудшается формирование шва с образованием подрезов в зонах сплавленил и “гребешка” вдоль оси шва. Режимы сварки приведены в табл. 11.100.
Таблица 11.100. Режимы сварки сплавов АБМ1 и 1201
Свариваемые сплавы Толщина листа, мм Присадочная проволока Род тока мм/с ^Г1_пр’ мм/с Расход защитного газа, л/м ин
1201+1201 1,5 2,0 3,0 Св1201 Переменный 120-13 130-13 235-24 13-15 13-15 13-15 8,3 8,3 5,5 15,3 13,9 11,1 9-10*
1201+АБМ1 1,5 2,0 АБМ1 Без присадки Постоянный, прямая полярность 195-20 195-20 10-20 12-13 8,9 8,0 10,0 10,0 4-5**
2,0 3,0 АБМ1 Тоже 230-23 235—24 11-12 13,5-15 8,0 7,2 12,5 П,1 28-30***
* Аргон в горел icy.
** Аргон для поддува,
••• Гелий в горелку.
Технологические пробы изготоаляют из сварных соединений листов толщиной 2 мм, выполненных без присадки, затем наплавляют присадочный металл. Горячие трещины при этом образуются только в ЗТВ со стороны сплава 1201 по границе “подплалленного” металла. Показатель при испытании шести проб в среднем составил 33,7%, что не превышает значений этого показателя для серийного сплава 1201 (37,9%).
Анализ результатов механических испытаний (табл. II. 101 и П.102) показывает, что сварные соединения сплавов АБМ1 и 1201 по прочности не уступают соединениям сплава 1201, а в ряде случаев превосходят их. Соединения сплава 1201 разрушаются по зоне сплавления, а соединения АБМ1 и 1201 — со стороны сплава 1201 на расстоянии 2—2,5 мм от зоны сплааления, по границе "подплааленного” металла.
Предел малоцикловой усталости при пульсирующем цикле нагружения (растяжение) на базе 5 • 104 циклов с частотой 0,17—0,20 Гц составляет 127 МПа, превысив эту характеристику для сварных соединений сплава 1201 (78 МПа). Повышение сопротивляемости разрушению при испытаниях может быть связано с положительным влиянием высоких механических характеристик сплава АБМ1, а также с меньшей концентрацией напряжений благодаря лучшей геометрии соединения.
Угол загиба соединений находится на уровне показателя основного металла сплава АБМ1 и составляет 38—57°.
Таблица II.101. Механические свойства сварных соединений сплавов АБМ1 и 1201 при 20"С
%'тМПа
Свариваемые Толщина Соединения
сплавы мм с выпуклостью и обратным валиком без выпуклости н обратного валика с выпуклостью и обратным валиком без выпуклости и обратного валика
1201+1201 1,5 242-282 267 225-249 240 0,76 0,69
2,0 279—299 290 236-259 245 0,74 0,63
3,0 288-298 296 247-273 262 0,70 0,62
АБМ + 1201 1,5 255-279 269 230-264 249 0,77 0,72
2,0 286-307 294 — 0,75 —
3,0 351-364 357 310-348 323 0,84 0,76
Примечание. Й числителе указаны минимальные и максимальные значения, а знаменателе — средние значения по результатам пяти испытаний.
Ударная вязкость металла шва выше, чем основного металла — сплава 1201. В зонах сплавления ударная вязкость снижается практически в 2 раза (до значений 4,5—6,7 Дж/см2), однако остается выше, чем у основного металла — сплава АБМ1.
Таблица II. 102. Механические свойства сварных соединений при различных темпериурах
Свариваемые сплавы Температура испытании, X ав(МПа) сплава 1201 Сварные соединения
[201 + 1201 1201+АБМ1 -130 411 302 316 0,74 0,77
1201+1201 1201+АБМ1 + 160 322 260 265 0,81 0,82
8.2. СВАРКА ДЕФОРМИРУЕМЫХ И ЛИТЕЙНЫХ СПЛАВОВ МЕЖДУ СОБОЙ
Выше рассмотрена сварка равноименных деформируемых алюминиевых сплавов. Вместе с тем для получения геометрически сложных конструкций экономически целесообразно использовать литые детали, а также получать соединения деформируемых и литейных алюминиевых сплавов и разноименных литейных алюминиевых сплавов.
Подсчитано [70, 71], что это позволяет повысить коэффициент использования металла от 0,1 —0,2 до 0,6—0,75 и снизить трудоемкость изготовления конструкций на 25—40%.
Из литейных алюминиевых сплавов наиболее перспективными в силовых комбинированных конструкциях узлов летательных аппаратов являются сплавы алюминия с магнием, свариваемые с деформируемыми сплавами Al—U.
Оптимизация химического состава сплавов Al—Mg привела к разработке специального литейного свариваемого коррозионно-стойкого сплава ВАЛ 16, Структурно-фазовое состояние литых деталей из этого сплава, физиков механические и коррозионные свойства связаны с химическим составом сплава, включая содержание макро- и микролегирующих элементов и примесей, и с технологическими факторами (чистотой шихтовых материалов, режимами плавки, рафинирования, модифицирования и заливки расплава, интенсивностью теплообмена его с литейной формой при затвердевании и термообработкой).
Существенные затруднения при сварке сплавов Al—Mg, имеющих широкий интервал кристаллизации, вызывает их склонность к образованию горячих трещин. Для предупреждения возникновения трещин применяют подогрев отливок перед сваркой, регулируют режимы сварки, проводят микролегирование сплавов, разрабатывают новые присадочные материалы и изменяют жесткость крепления свариваемого металла.
Установлено положительное влияние присадочных материалов, легированных переходными и редкоземельными металлами, на свойства сварных соединений сплава 1420. Эти элементы, модифицируя литую зону металла шва, повышают его пластичность и прочность.
Влияние состава присадочных материалов на свойства сварных соединений исследуют на образцах, представляющих собой сочетание сплавов ВАЛ16+1420. Их склонность к образованию горячих трещин при сварке определяют по методике МВТУ. Состав присадочных материалов приведен в табл. II. 103, а данные о его влиянии на критическую скорость деформации и механические свойства сварных соединений — в табл. 11.104. Видно, что серийные присадки на основе системы Al—Mg незначительно влияют на прочность сварного соединения.
Ударная вязкость снижается при сварке с присадкой, содержащей литий (сплав 1420). Оптимальные значения прочностных и усталостных характеристик получены при сварке с присадочной проволокой СвАМгбЗ.
Свойства сварных соединений сплава ВАЛ 16 при различных вариантах аргоно-дуговой сварки неплавящимся электродом с присадочной проволокой СвАМгбЗ представлены в табл. 11.105.
Таблица 11.103. Химический состав присадочных материалов
Марка материала Массовая ноля элементов» %
Mg Li Mn Ti Zr Cr Be
1420 (ОМ) 5-6 1,8-2,1 — — 0,1-0,15 — —
СвАМгб 5,8-6,8 — 0,5-0,8 0,1-0,2 — —
СвАМгбЗ 5,5-6,5 — 0,3-0,5 0,1-0,15 0,15-0,25 —
СвАМг5 4,8-6,8 — 0,5-0,8 0,1-0,2 — —
Св1557 5,3 — 0,4 — 0,21 0,9 —
ВАЛИ (ОМ) 7,5-8,5 — 0,15-0,2 0,1-0,2 0,1-0,15 0,15-0,25 0,1-0,15
Прочность сварных соединений и ударная вязкость металла шва и зоны сплавления со стороны сплава ВАЛ 16 находятся практически на одном уровне независимо от вида сварки. Разрушение образцов при испытании на прочность происходит по эоне сплавления со стороны сплава ВАЛ 16.
Аналогично разрушаются образцы при испытании на МЦУ. Дальнейшим развитием работ, связанных с получением литосварных соединений, явились исследования свариваемости литейных сплавов на основе систем А1— Mg—Sc и Al—Mg—Li с деформируемыми сплавами 1420 и АМгб
Таблица 11.104. Влияние состава присадочных проволок на трещи нообраэование и механические свойства сварных соединений
Марка материала мм/мни МПа “н-Дц/си1 Число ПИКЛОВ ло разрушения при М Па
120 160
1420 (ОМ) 5,75 265 22,0/26,0 110 000 89 000
СвАМгб 6,20 260 26,3/27,0 41 200 36 300
СвАМгбЗ 6,5 262 27,0/37,3 142 000 115 000
СвАМг5 6,2 240 27,0/27,0 98 000 43 000
Св 1557 6,0 242 26,0/26,8 112 000 78 000
ВАЛ16(ОМ) 6,5 255 27,5/27,0 62 000 56 400
Примечание. Здесь я в табл. | LIQ5 я 11.107 в числителе — надрез по шву, в знаменателе — по эоне сплавления со стороны сплава ВАЛ 16*
Таблица 11.105. Свойства сварных соединений сплава ВАЛ 16
Сварка МПа “н-Дж/смг Число циклов до разрушения приQrw=120 МПа
Ручная 250 27,0/29,0 52 000-170 000
Автоматическая Автоматическая с 250 29,0/31,0 68 000—200 000
наложением импульсов (супери м пульсов) 245 27,0/30,0 82 000-190 000
при использовании
опытных и серийных присадочных материалов [71, 72].
Склонность сплавов к образованию горячих трещин при сварке определяют по методике МВТУ на установке ЛТП 1-6 с принудительной поперечной растягивающей деформацией образца в процессе сварки без присадки по режиму: 7^—100 А, исв=12 м/ч.
Результаты замеров приведены в табл. П.106. Исследование зависимости
склонности сплава к образованию горячих трещин при сварке от содержания скандия в сплаве показвло, что легирование сплава скандием до 0,6% позволяет существенно Таблица П.106. Склонность деформированных и литейных сплавов к образованию трещин
повысить его стойкость против образования
горячих трещин
Установлено также, что введение в Деформирован н ые:
сплав скандия приводит к сужению темпе- 1420 3,5
ратурного интервала хрупкости сплава и по- АМгб 5,0
выщениюего пластичности в этом интер- Al—Mg—Sc 7,0
вале (рис. 11.71). Литейные:
Полученные данные о влиянии хими- Al—Mg (ВАЛ 16) 2,5
ческого состава сплава на его свариваемость Al-MgSc 5,5
положены в основу принципа выбора приса- Al—Mg—Lt 3,0
дочного материала для сварки литых деталей с деформированными в конструкциях.
Для сравнения при сварке использованы присадки СвАМгбЗ и ВАЛ 16, которые применяются при создании кабины пилота на АНПК “МиГ”, а также присадочные проволоки систем AI—Mg—Sc и Al—Mg—Sc—Zr. Исходные заготовки литейных и деформированных сплавов, за исключением сплава АМгб, перед сваркой проходили полную термообработку (закалку+ искусственное старение).
Сваривали заготовки толщиной 3 мм. Перед автоматической аргоно-дуговой сваркой проводили химическое фрезерование листа из заготовок.
Рис. 11.71. Зависимость стойкости сплава Al—5,5Mg—l,25Sc против образования горячих трешин и интервала кристаллизации от содержания скандия
Таблица 11.107. Свойства сварных соединений разноименных сплавов
Свариваемые еплавы Присадочная проволока мм/мин МПа Дж/см!
Al-Mg-Sc+1420 СвАМгбЗ 6,5 320 21,0/23,0
Al—Mg—Sc+АМгб 6,5 270 25,0/23,5
ВАЛ 16+1420 ВАЛ 16 5,5 240 21,0/18,0
На основе
Al- Mg-Sc 7,0 250 25,0/19,0
Св АМгбЗ 6,5 250 23,0/18,0
Al—Mg—Sc+1420 На основе 7,5 320 28,0/24,0
Al—Mg—Sc+AMr6 Al— Mg—Sc 7,5 280 29,0/24,0
Al—Mg—Sc+1420 На основе 7,8 325 29,0/24,0
Al—Mg—Sc+AMr6 Al-Mg-Sc-Zr 8,0 280 30,0/25,0
Al—Mg—Li+1420 Св АМгбЗ 6,0 280 18,0/12,0
сплава 1420 и травление всех остальных
Свойства сварных соединений приведены в табл. И. 107. Наиболее благоприятное сочетание механических свойств достигнуто в сварных соединениях, выполненных с присадками систем AI—Mg—Sc и Al—Mg—Sc—Zr. Временное сопротивление сварного соединения составляет 0,8аа литейного сплава системы А1— Mg—Sc и 0,9g сплава АМгб.
Металлографический анализ сварных соединений исследованных сплавов показал, что размер зерна уменьшается до 10 мкм при замене присадочной проволоки СвАМгбЗ присадкой системы А1— Mg—Sc (сварка в сочетании сплав ВАЛ 16 +сплав 1420).
Для большинства реальных прецизионных сварных конструкций применяют
специавьные методы снижения остаточных напряжений после их изготовления. Одним из таких методов является термообработка. Изменение уровня остаточных напряжений при нагреве определяли на сварных соединениях А1— Mg—Sc+1420 толщиной 3 мм. Остаточные объемные напряжения в сварных образцах создавали за счет их изгиба в струбцине до напряжения 150 МПа.
Кривые релаксации напряжений приведены на рис. 11.72. Выдержка при 210°С в течение 1—2 ч снижает напряжение до 5—20 МПа. Большой опыт термообработки основного материала и сварных соединений накоплен при изучении свойств штампованных заготовок из сплава 1420. Поэтому подобный режим (200—220°С) выбран для обработки комбинированных образцов.
Таким образом, снятие остаточных напряжений более чем на 80% может быть достигнуто при выдержке 210—220'С в течение >1 ч.
Рис. 11.72. Релаксация напряжений в сварном соединении Al—Mg—Sc+1420 в процессе выдержки при температурах:
1 - 200“С; 2 — 2ПГС; 3- 220’С
§ 9. КОНТАКТНАЯ СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ
До 50 —60-х годов контактная сварка алюминиевых сплавов в авиационной технике практически не применялась. Это было связано с нерешенностью ряда проблем, обусловленных особенностями алюминиевых сплавов, а именно: наличием оксидной пленки, препятствующей прохождению электрического тока; большими значениями теплопроводности и теплоемкости, что требовало создания быстродействующих специализированных сварочных машин большой мощности; с относительной сложностью подбора режимов сварки, обеспечивающих гарантированное получение сварного соединения. Немалые трудности представляли также создание системы надежного контроля качества сварки и обеспечение гарантированной антикоррозионной защиты сварного соединения в целом.
Благодаря работам отечественных ученых и производственников [73, 74] эти проблемы в значительной степени были решены.
Точечная сварка — наиболее распространенный вил контактной сварки, на долю которого приходится до 80% всех соединений, выполняемых этим способом [73]. Например, в конструкциях современных лайнеров насчитывается от нескольких тысяч до нескольких миллионов точек. Конструкторское бюро им. Антонова такой вид соединений применяет уже в течение 30 с лишним лет при производстве десятка самолетов новых конструкций, начиная с Ан-24 и кончая Ан-70.
В мировой практике авиастроения соединения контактной точечной сварки сейчас применяют практически во всех узлах и агрегатах планера из алюминиевых сплавов, а именно: в панелях фюзеляжа, мотогондолах, опе-Рснии, крыльях, а также зализах, лючках, окантовках, створках и т. д. Конструкция таких узлов и агрегатов, как правило, представляет собой обшивку инабор жесткостей, причем последний может состоять из отдельных стрин-геРов или штампованных заготовок из листового материала. Панель (обшивка
с набором профилей) — элемент конструкции фюзеляжа, крыла, оперения Она может иметь габарит до 8x2 м и набор профилей из 8—10 шт. с niamJ 80—100 мм.
9.1. ОСОБЕННОСТИ КОНТАКТНОЙ СВАРКИ ЛЕГКИХ СПЛАВОВ
В авиационных конструкциях при толщине деталей до 6—7 мм неразъемные соединения весьма рационально выполнять точечной сваркой а компактные сечения (до 3 000 мм2) — стыковой сваркой. Точечная и шовная’ сварка по производительности и возможности получения прочных герметичных соединений имеет ряд преимуществ перед клепкой, а по номенклатуре свариваемых марок сплавов, в частности высокопрочных сплавов, обладает преимуществом перед дуговой и газовой сваркой.
Стыковал сварка оплавлением является наиболее производительным процессом, обеспечивает высокую прочность соединений, позволяет сваривать как однородные, так и разнородные металлические материалы, а также материалы типа САП.
Детали сварных узлов поступают на сварку после отжига, термообработки, нагартовки, а также после совместной термообработки и нагартовки.
Формирование сварного соединения. Неразъемные соединения при сварке образуются в результате установления металлической саязи, на что в условиях точечной, шовной и стыковой сварки затрачивается тепловая и механическая энергия.
Точечная и шовнад сварка осуществляются путем расплавления металла в условиях сжатия. Поэтому важнейшими процессами, от которых в основном зависит прочность сварных соединений, являются расплавление и последующая кристаллизация металла; сжатие металла при нагревании и охлаждении (плавлении, кристаллизации и рекристаллизации); нагрев и охлаждение металла в ЗТВ.
Все три процесса взаимно связаны. Однако первые два преимущественно определяют форму, размеры, структуру и свойства металла шва, а третий — структуру и свойства металла ЗТВ. Детали нагреваются внутренними источниками тепла при протекании через них электрического тока. Давление в эоне сварки создается за счет передачи электродам усилия сжатия от соответствующего механизма привода сварочной машины. Режим нагрева и сжатия зависит от физических и химических свойств свариваемого металла. Для каждого конкретного металла можно найти более благоприятный режим, обеспечивающий получение сварного соединения с наилучшими свойствами. Объем зоны нагрева и расплавления при сварке определяется мгновенным температурным полем, которое является функцией непрерывно изменяющегося поля электрического тока и теплоотвода. При точечной и шовной сварке электрическое поле тока и теплоотвод существенным образом зависят от отношения диаметра электрического контакта (деталь-электрод и деталь-деталь) к толщине свариваемой детали.
Исключительно важным параметром процесса сварки является значение плотности тока в сварочном контакте. Плотность тока, условно отнесенная к конечному диаметру ядра, при сварке адюминий-магниевых сплавов вслед-
твие их высокой электро- и теплопроводности очень велика и во время плавления обычно колеблется в пределах 1000—2000 А/мм2.
Плотность тока не может быть непосредственно измерена в процессе сварки, однако знание характера ее изменения наряду с другими параметрами упрошает анализ формирования сварного соединения.
’ Непрерывный процесс формирования соединения при точечной сварке удобно рассматривать условно разделенным на несколько следующих друг за другом этапов.
1. Образование контакта начинается с обжатия холодных деталей и заканчивается при резком падении контактного сопротивления после включения тока.
2. Предварительный нагрев охватывает период от образования контакта до начала расплавления.
3. Формирование расплавляемого ядра происходит там, где температура метавла становится равной или выше температуры плавления.
4. Охлаждение сварной точки сопровождения объемным сжатием, сближением электродов и кристаллизацией расплавленного металла.
Процессы формирования соединения при шовной сварке аналогичны, однако в связи с движением токоподвода (роликов), а также близостью расположения сварных точек (при герметичном шве) здесь имеются некоторые особенности.
Движения ролика вызывает изменение контактного сопротивления, а близкое расположение точек способствует расширению области разогрева за счет шунтирования тока через ранее сваренные участки шва. Для компенсации эффекта шунтирования плотность тока в контакте электрод-деталь обычно повышают на 20—25% по сравнению с точечной сваркой.
Указанные явления могут вызывать перегрев деталей, что при усиленной пластической деформации и при ухудшении охлаждения часто вызывает активное налипание металла на рабочую поверхность роликов. Небольшое снижение плотности тока с целью устранения налипания может вызвать непровар. При шовной сварке допустимые пределы изменения плотности тока, в силу названных особенностей этого процесса, значительно меньше, чем при точечной сварке.
Плотность сварочного тока можно повысить на 10—15% путем замены непрерывного аращения роликов прерывистым (шаговым), при котором импульс сварочного тока протекает через неподвижные ролики, а деталь перемещается во время паузы. В этом случве отсутствует дополнительный нагрев в контакте ролик-деталь из-за повышенного в связи с движением ролика контактного сопротивления; увеличивается количество вводимой электрической энергии на единицу площади контакта (при движении ролика количество вводимой энергии уменьшается с повышением скорости сварки); улучшаются условия охлаждения.
Сварка с охлаждением металла при неподвижных роликах упрощает задачу регулирования усилий сжатия в процессе шовной сварки прерывистым точечным швом. Для шовной сварки характерна несимметричная форма продольного сечения области расплавления каждой ячейки шва. Это явление вязано с несимметричностью поля электрического тока относительно оси "5(Рис. П.73, а). Справа от оси Z, там, где сформирован шов и металл нагрет высоких температур, плотность тока меньше, чем слева, где расположен тык деталей и меньше температура нагрева.
Рис. 11.73. Распределение плотности тока в продольном сечении шва, выполненного шовной сваркой:
а — поле электрического гока; <5 — плотность тока а контакте деталь-деталь; 1 — без учета нагрева; 2~ с учетом нагрева
Схема распределения плотности тока в плоскости X—Z приведена на рис. П.73, б.
С увеличением скорости сварки (при постоянном шаге между точками) несимметрня проявляется в большей степени вследствие повышения температуры металла справа от оси Z.
9.2. ТРЕБОВАНИЯ К РЕЖИМАМ КОНТАКТНОЙ СВАРКИ
Рассмотрим наиболее рациональный характер изменения температур и сжимающих усилий в пределах цикла точечной сварки (рис. П.74).
Кривая измерения усилия сжатия характеризуется точками А, Б, В, Г, Д, кривая изменения температур в области максимального нагрева — точками 1. 2. 3. 4. Участки АБ и А' Б'
соответствуют предварительному сжатию деталей до нагревания; для снижения плотности тока в первый период (А'Б') включения сварочного тока оно может быть увеличено. При сварке деталей большой толщины для уменьшения абсолютных значений предварительного сжатия металл сварочного контакта целесообразно несколько подогреть — до температуры 7^ (штриховая линия).
Участок БВ соответствует плавному нарастанию усилия сжатия во время нагрева и расплавления. Средняя скорость нарастания обычно составляет <10—15) 104 Н/с.
Участок ВГ с неизменным усилием сжатия необходим для уменьшения поверхностной деформации металла в первоначальной стадии кристаллизаци и.
Участок ГД с крутым фронтом нарастания предназначен для деформации кристаллизующегося металла с целью устранения усадочных дефектов. Подъем кривой на этом участке зависит от продолжительности кристаллизации, которая для алюминиевых сплавов, начиная с момента полного включения тока, в зависимости от толщины металла и режима сварки колеблется в пределах 0,02—0,08 с. Продолжительность кристаллизации может быть увеличена в 2—3 раза за счет дополнительного подогрева. В последнем случае скорость нарастания усилия сжатия находится в пределах (7-Ю)-10* Н/с.
Отрезок /—2 кривой Тхарактеризует процесс нагрева деталей, а 2—3 — расплавление металла в области ядра. Допустимая скорость нарастания температур колеблется в пределах (10—50) 103 °С/с при жестких режимах и 0 5—Ю) 10' ’С/с при мягких режимах.
Участок 3— Охарактеризует процесс замедленного охлаждения (обычно за счет плавного спада сварочного тока), при котором для облегчения деформирования температура металла поддерживается несколько повышенной до конца кристаллизации. Обычно средняя скорость спада температуры на этом участке составляет (0,6—12,5) 103 °С/с.
Целесообразным приемом при шовной сварке герметичным швом легких сплавов является прерывистое перемещение деталей, при котором режим сварки, приведенный на циклограмме (рис. 11.74), реализуется при неподвижных роликах, а перемещение на установленный шаг между точками производится во время паузы. При уменьшении скорости охлаждения (мягкий режим, большая толщина детавей и т. п.) продолжительность паузы увеличивают. При перемещении деталей устанавливается минимально необходимое усилие сжатия. Вследствие дополнительного подогрева металла теплом от предыдущей точки надобность в участках 3—4, ГД и Д’ Б' циклограммы отпадает.
Стремление точно воспроизводить указанные кривые может привести к значительному усложнению сварочного оборудования.
Как показывает опыт, в зависимости от ряда условий (толщины деталей, свойств материала, конструктивной системы сварочной машины и др.) фактические циклограммы сварки могут отличаться от рекомендуемых.
В каждом конкретном случае фактическая циклограмма сварки выбирается из условий рационального удовлетворения технологических требований и соблюдения удовлетворительных энергетических и эксплуатационных показателей сварочного оборудования. В частности, плавное нарастание усилия сжатия электродов заменяется двух- или трехступенчатым. В зависимости от принципа действия электрической схемы и пределов электрической мощности скорости нарастания и спада температуры могут существенно отличаться от заданных. Так, например, при высоких скоростях нагревания и отсутстаии возможности их регулирования (машины однофазные переменного тока без модулирования импульса сварочного тока и др.) возникающие дефекты (выплески) предотвращают путем увеличения усилия сжатия на стадиях нагрева и сварки.
Наиболее полное воспроизведение циклограммы рационально при точечной сварке деталей из высокопрочных сплавов (типа Д16АТ, В95АТ АМгб и др.) толщиной от 1,5 мм и выше, отличающихся повышенной склонностью к образованию выплесков, кристаллизационных трещин и пористости. Детали из высокопрочных сплавов толщиной менее 1,5 мм и пластичных сплавов (типа АД1, АМц, АМги др.) толщиной менее 2 мм обычно сваривают без повышения усилия сжатия на стадии кристаллизации.
В настоящее время нет средств непосредственного задания графика нагрева деталей; вместо зависимости температуры 7=/"(/) приходится применять fc=f(fy. В связи с этим режим точечной и шовной сварки в целом задается усилием /^=/"(/), током а также размером и формой рабочей
поверхности электродов. Качество сварных швов зависит от стабильности режима сварки, а также от качества сборки и подготовки поверхности свариваемых деталей. Как показывает опыт, небольшие изменения параметров режима не оказывают заметного влияния на размеры и прочность сварных соединений, что позволяет определить некоторые допуски на их отклонения.
93. СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКИ
Специфические теплофизические свойства алюминиевых сплавов— интенсивный теплоотвод (высокая теплопроводность) и низкое электрическое сопротивление — предопределяют создание источников питания повышенной мощности.
Первые отечественные машины, которые предназначались для сварки легких сплавов, в том числе алюминиевых, имели номинальную мощность АМОО—600 кВ А, а номинальный сварочный ток /в=30—32 кА. Была разработана и изготовлена серия сварочных машин, выполняющих сварку как на переменном, так и на постоянном токе. Однофазные машины переменного тока (50 Гц) типа МТПР-600 и МТПУ-300, укомплектованные синхронными игнитронными прерывателями со стабилизацией и модулированием сварочного тока, позволяли выполнять сварку материалов толщиной от 0,3+0,3 до 1,5+1,5 мм. Трехфазные машины типа МТПТ и МТИП с мощностью от 300 до 1000 кВ А, осуществляющие сварку одним униполярным импульсом сварочного тока и оснащенные игнитронными преобразователями, позволяли выполнять сварку при толщинах уже от 0,8+0,8 до 7+7 мм.
В дальнейшем разработаны и поставляются на производство более современные и более надежные в работе сварочные машины, основанные на использовании энергии, запасенной в конденсаторах, или тока, выпрямленного во вторичном контуре. К ним относятся сварочные машины типа МТК, МТВ, которые при номинальной мощности 75—100 кВ А могут сваривать металл толщиной от 0,3+0,3 до 4,5+4,5 мм.
Точечная сварка алюминиевых сплавов малых толщин имеет некоторые технологические особенности, обусловленные интенсивным теплоотводом, в основном в электроды сварочной машины (как на стадии нагрева, так и при охлаждении), который влияет на качество формирования литого ЯДР3 сварной точки.
Все это вызывает необходимость правильного выбора сварочного оборудования, точного дозирования количества электроэнергии и соблюдения оптимальных режимов точечной сварки алюминиевых сплавов малых толщин, в том числе при изготовлении клеесварных соединений.
Выбор оборудования для точечной сварки. Сварочное оборудование выбирают путем сопоставления ориентировочных значений параметров режима сварки и технологических характеристик машин. Необходимо, чтобы технологические параметры оборудования превышали (на 10—20%) рекомендуемые параметры режима сварки. Кроме того, должны быть обеспечены высокая стабильность основных параметров режима сварки (форма и размер импульса тока, длительность его протекания, усилие сжатия), а также возможность быстрой переналадки оборудования.
Для точечной сварки алюминиевых сплавов малых толщин (0,3—0,8 мм) предприятия электротехнической промышленности выпускают различные универсальные точечные машины. Технические характеристики этих машин приведены в табл. 11.108.
По способу образования энергии машины классифицируют на четыре типа: машины однофазные переменные тока промышленной частоты (МТП, МТПУ);
машины трехфазные низкочастотные с игнитронными преобразователями (МТПТ);
машины трехфазные конденсаторные (МТК); машины трехфазные постоянного тока с выпрямлением тока во вторичном контуре (МТВ).
Основой выбора оптимального режима точечной сварки является установление необходимой циклограммы работы сварочной машины — с оптимальным характером изменений сварочного тока и усилий электрода.
Машины переменного тока мощностью 150—200 кВ А, несмотря на относительную простоту преобразования энергии сети, широкие возможности
Таблица 11.108. Характеристика оборудования, рекомендуемого для точечной сварки алюминиевых сплавов малых толщин
Тип машины V кВА кА Толшняа Свариваемым; деталей, мм Максимальные размеры, мм Сварочное усилие, кН Максимальное ковочное у см-дне, кН Темп работ машины, то-чек в 1 мин
вылета раствора
МТП-150 170 16 500 290 2,5-14
МТПУ-300 300 32 0,3-1,5 500 260 1,0-6 15 40
МТПТ-400* 400 73 — 1500 500 1,5-16 35 50
МТР-1 — 40 — 1200 500 1,0-10 — —
МТК-5001 20 50 0,3-1,5 600 300 1,5-6,5 16 60
МТК-6301 40 63 0,3—2,0 1200 300 1,5-9,5 20 30
МТК-75* 75 80 0,3—2,5 1500 500 1,5-16 35 40
МТВ Р-4001 300 40 0,3-2,0 1200 390 1,5—12 — 60
МТВ-8002* 600 80 1,0—4,5 1500 600 4,5-36 72
МТВ 6304 600 63 0,5-3,0 1500 500 0,18-2, 5 40
МТК 8004 70 85 0,3-3,0 1500 500 0,18-5, 5 60
Применяется дополнительная сварочная головка типа ГГ-ЗМ.
регулирования сварочного тока и запас по его силе, получили наименьшее распространение. Это объясняется тем, что на таких машинах (с быстрым увеличением сварочного тока после его включения) трудно подобрать оптимальный режим, полностью исключающий образование дефектов сварки (выплесков, пор, раковин, трещин). Для устранения недостатков машины этого типа (исключая МГ11У-300) необходимо модернизировать - доработать пневматическую систему с целью создания переменного графика приложения давления на электроды и оснастить игнитронный прерыватель ПИТ специальным устройством для модулирования сварочного тока. Машина МТПУ-300, обладающая возможностью реализации двухимпульсного цикла (модулирование импульса тока и приложение ковочного усилия), позволяет сваривать алюминиевые сплавы небольшой толщины без доработки.
Помимо применения ковочного усилия, для получения качественной сварной точки на машинах переменного тока типа МТП можно использовать комбинированный цикл сварки, включающий в себя приложение сварочного, ковочного давления и модулированного импульса сварочного тока. При этом плавное нарастание импульса тока обеспечивает подогрев и тем самым устраняет возможность появления выплесков и уменьшает загрязнение рабочей поверхности электродов.
Плавный спад импульсов тока обусловливает необходимую температуру металла в ЗТВ во время всего периода кристаллизации, облегчая тем самым деформацию металла сварной точки под действием ковочного давления.
Модернизация оборудования значительно расширяет возможности однофазных машин переменного тока типа МТП и МТ и позволяет получать сварные точки высокого качества на деталях из алюминиевых сплавов махых толщин.
Поскольку однофазные машины переменного тока имеют существенные недостатки (высокая потребляемая мощность, неравномерная загрузка сети и др.), для сварки алюминиевых сплавов малых толщин используются также низкочастотные машины типа МТПТ, снабженные дополнительной сварочной головкой типа ГТ-ЗМ.
В низкочастотных машинах импульс сварочного тока возникает за счет преобразования (путем включения силового игнитронного выпрямителя на первичную обмотку сварочного трансформатора машины) трехфазного тока промышленной частоты в импульсы постоянного тока низкой частоты (5-10 Гц).
Машины этого типа обладают значительными энергетическими преимуществами по сравнению с однофазными машинами переменного тока. При сварке деталей из алюминиевых сплавов толщиной 1,5 мм на машине переменного тока потребляется электрическая мощность около 700 кВ А, на низкочастотной машине — всего 150 кВ А при равномерной загрузке электрической сети.
Особенностями пневматической системы машин МТПТ являются возможность быстрого (в течение 0,02—0,04 с) наращивания ковочного давления и большая подвижность верхнего электрода, что обусловлено особой конструкцией привода давления.
Опыт эксплуатации низкочастотных машин при сварке алюминиевых сплавов показал, что одной из существенных причин нестабильности их работы становится появление пропусков в горении игнитронов станции
питания и управления (СПУ). О пропусках в горении игнитронов можно судить визуально: в колбе титатрона появляются белое свечение и искры. Температура в помещении, где установлены эти сварочные машины, должна быть не ниже 15’С.
Игнитроны станции питания и управления машин типа МП 11 не имеют термореле в системе охлаждения, а гидрореле фиксирует только наличие да ал ен ия воды, В зимних условиях, когда температура воды для охлаждения игнитронов снижается до 2—З’С, игнитроны переохлаждаются и поджигание их затрудняется, что вызывает пропуски в горении.
Для поддержания соответствующей температуры воды, охлаждающей игнитроны, непосредственно у СПУ сварочной машины устанавливается специальная замкнутая система циркуляции воды.
Для контроля непрерывности горения игнитронов на низкочастотных машинах установлена световая сигнализация, которая включается во время пропуска. Одиако такая сигнализация не совсем удобна, поскольку она не всегда может находиться в поле зрения сварщика. Для быстрого и надежного уведомления сварщика о пропуске в горении игнитронов в электрическую цепь СПУ машины добавочно включается звуковая сигнализация — электрический звонок.
Введение изменений в конструкцию низкочастотных машин позволяет устранить отклонения в работе игнитронов и ужесточить контроль над прохождением сварочного тока, что дает возможность резко сократить количество дефектов точечных сварных соединений.
В настоящее время в связи с разработкой низковольтных электрических конденсаторов расширяется применение конденсаторных машин типа МТК для точечной сварки алюминиевых сплавов малых толщин.
В конденсаторных машинах импульс сварочного тока создают при разряде через контактор КС заряженной конденсаторной батареи на первичную обмотку сварочного трансформатора.
По сравнению с машинами переменного тока и низкочастотными машинами конденсаторные машины имеют ряд существенных технологических и энергетических преимуществ:
процесс сварки отличается более высокой стабильностью, импульсы сварочного тока не зависят от напряжения в сети и работы игнитронов;
необходимая энергия запасается из электрической сети в промежутках времени между сварками. Благодаря этому конденсаторные машины потребляют гораздо меньшую мощность по сравнению с машинами с непосредственным питанием от сети. При сварке деталей из алюминиевых сплавов толщиной 2,5—2,5 мм на конденсаторной машине из сети потребляется электрическая мощность 75 кВ А, на низкочастотных машинах — 300—400 кВ А, на однофазных машинах — 1500 кВ А;
можно сваривать детали с соотношением толшин до 1:4 при различных сочетаниях материалов;
при сварке алюминиевых сплавов в 2—2,5 раза увеличивается количество точек, свариваемых между зачистками электродов.
Особенностью сварки на конденсаторной машине является относительно Фугой фронт нарастания импульса сварочного тока, вследствие чего необ-ЗДимы более тщательная подготовка поверхностей деталей под сварку и приложение повышенных усилий сжатия во избежание выплесков.
Опыт эксплуатации конденсаторных машин для точечной сварки алюминиевых сплавов малых толщин показал, что, имея короткий импульс тока, достаточную мощность и возможность приложения ковочного усилия они обеспечивают получение качественной сварной точки.
Для замены находящихся в эксплуатации низкочастотных машин типа МТПТ в последнее время электротехнической промышленностью созданы усовершенствованные машины постоянного тока типа МТВ, МТВР.
В машинах постоянного тока импульс сварочного тока возникает за счет выпрямления германиевыми или кремниевыми вентилями тока промышленной частоты в импульс постоянного тока непосредственно во вторичном контуре сварочной машины. Импульсы постоянного тока создают поочередным включением тиристоров (или игнитронов), которые подают полуволны линейных напряжений сети на фазные обмотки трехфазного понижающего трансформатора. Во вторичном контуре используется схема трехфазного однополупериодного выпрямления.
Машины постоянного тока по сравнению с машинами переменного тока промышленной частоты имеют ряд преимуществ: значительно меньшую потребляемую электрическую мощность при равномерной загрузке фаз; большую универсальность вследствие возможности широкого регулирования формы и длительности импульса тока; возможность осуществлять сварку на многоимпульсном режиме; отсутствие влияния вводимых в сварочный контур ферромагнитных металлов на силу сварочного тока.
По сравнению с низкочастотными машинами машины постоянного тока имеют меньшую массу и технологически более универсальны.
9.4. ТЕХНОЛОГИЯ СВАРКИ
9.4.1. ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И УЗЛОВ
При точечной и шовной сварке соединение деталей производится внахлестку (рис. П.75).
Большие значения плотности тока, высокое удельное давление, чувствительность материалов к образованию выплесков, повышенное шунтирование тока и деформации металла оказывают влияние на выбор типа сварных соединений и конфигурацию узлов.
Диаметр ядра сварной точки и ширина литой зоны шва при шовной сварке устанавливаются исходя из условий достижения стабильной необходимой прочности и герметичности соединения при минимальной ширине нахлестки.
При сварке легких сплавов по сравнению со сваркой стальных конструкций несколько увеличиваются размеры нахлестки, расстояние сварных швов от вертикальных стенок и края нахлестки, а также увеличивается шаг между точками.
Рекомендуемые размеры точечных и шовных швов, размер нахлестки, шаг между точками при сварке двух деталей приведены в табл. 11.109.
^^WUSSKSS^^^
gS50g^zrjtfgggg|
в
Рис. 11.75. Соединения при точечной и шовной сварке:
а — обычная нахлестка; б—соединеннее накладкой; в — нахлестка с подсечкой; г—сварные утлы открытого типа
При сварке трех деталей размеры нахлестки и отбортовки рекомендуется увеличивать на 15—20%. Желательно, чтобы соотношение толщин свариваемого металла было не больше 3:1. Лучше свариваются более пластичные сплавы. При сварке высокопрочных сплавов результаты выше при наличии плакирующего слоя, так как при этом уменьшается вероятность выплеска; однако необходимо, чтобы теплофизические свойства плакирующего слоя мало отличались от свойств основного материала. Наиболее рационально сваривать конструкции с прямыми швами большой протяженности. В этом случае упрощаются методы и средства механизации, резко снижается трудоемкость вспомогательных операций. Не исключается сочетание в одном узле сварки точечной и шовной с другими ее видами, а иногда и с клепкой.
Наиболее технологичны узлы открытого типа (рис. П.75), которые можно сваривать электродами простой геометрической формы. Профили жесткости могут быть выполнены гибкой из листа или прессованием, а также механической обработкой.
Прессованные профили, предназначенные для клепаных конструкций, часто нельзя использовать при сварке без доработки. Так, например, полки корытообразных профилей необходимо обычно удлинять. В угловом профиле Ульбу следует располагать с внешней стороны.
Узлы, свариваемые точечной и шовной сваркой, по конструктивному Ризнаку можно разделить на три группы: узлы резервуаров (главным образом п зличные тела вращения), плоские или слегка изогнутые панели и узлы ожной пространственной формы.
Таблица П.109. Размеры точечных и шовных сварных соединений из алюминиевых сплавов
5, мм Шовная сварка Точечная сварка
Ширина литой эоны, мм Минимальные размеры, мм Диаметр ядра, мм Минимальные размеры, мм
Нахлестка* Расстояние от шва до края листа Нахлестка* Шаг между точками***
Шов однорядный Шов двухрядный** Шов однорядный Шов двухрядный (в шахматном порядке)
0,3 2-3 8 10 4 2,5-3,5 8 15 8
0,5 3-4 10 12 5 3 4 10 18 10
0,8 3,5-4,5 10 14 5 3,5 4,5 12 25 13
1,0 4-5 12 16 6 4-5 14 28 15
1,2 5-6 14 20 7 5-6 16 30 15
1,5 6-7 16 24 8 6-7 18 35 20
2 7-8 20 28 10 7-8 20 42 25
3 8-9 24 34 12 9-10 26 56 35
4 10-12 30 40 15 12—14 30 70 45
5 12-14 36 48 18 14-16 36 84 55
6 — — — 16-18 42 98 65
7 — — — — 17-19 46 НО 75
* Нахлестка меньшая, чей указано, при соблюдении рекомендуемых размеров литой зоны точек и швоа затруднит в условиях производства достижение необходимой прочности и может привести к дефектам соединений, ** Двухрядный ок» выполняется с перекрытием швов на 30—50%.
••• Шаг при сварке двух деталей, когда нет необходимости компенсировать влияние шунтирования тока через ранее выполненные точки дополнительной корректировкой режима.
Ниже приведены примеры широко используемых сварных конструкций, в которых для улучшения технологичности изготовления, наряду с точечной и шовной сваркой, применяют другие способы соединения.
При изготовлении несущих конструкций нервюры 2 (рис. II.76, а) разделяют на две части, и после приварки каждой части к листам обвода 1 сваривают между собой внахлестку. Этим удается компенсировать неточность изготовления и сборки нервюр и обеспечить гладкую поверхность несущих листов.
Для увеличения продольной устойчивости плоских панелей (рис. 11.76, 6) основные несущие диеты 1 и 2сваривают с гофром 3точечной сваркой. Из-за сложности сварки один из листов иногда соединяют с гофром взрывными заклепками 4 или точечной сваркой через отверстия.
При шовной сварке крупногабаритных изделий (рис. 11.76, в) для удобства подхода ролика с короткой консолью к месту сварки обечайки 1 с днишем 2 в стенке днища предусматривается специальное технологическое отверстие, которое после сварки закрывают заглушкой 3 и заваривают встык дуговой сваркой в среде аргона.
При точечной сварке перегородок в емкостях толщина обечаек должна быть больше толщины стенки перегородки. В противном случае при разрУ' шении соединения вырыв точки происходит в обечайке и сопровождается вытеканием жидкости.
тс
Рис. 11.76. Примеры рационального конструирования сварных узлов:
а — соединение нервюр; б— слоистые конструкции; в, г— соединения днища с обечайкой; д с— компенсаторы; ж, з — способы герметизации отсеков емкостей; и — угол оконного переплета, соединенный стыковой сваркой оплавлением; ТС — точечная контактная сварка; ШС — шовная сварка; АДС — аргоно-дуговая сварка
В обечайке 4 и днище 1 (рис. 11.76, /) присоединение продольного силового набора 2 производят путем клепки связующих профилей 3 через технологические отверстия.
Для компенсации неточности сборки и поводок при точечной сварке обечаек (рис. 11.76, д е) часто применяют составные перегородки 2 или компенсационные угольники 3, которые после сварки приклепывают к элементам жесткости 4.
Для герметичного соединения отдельных отсеков обечаек 1 (рис. 11.76, можно использовать болтовое соединение профилей 2 с герметизирующей прокладкой 3. В некоторых случаях при необходимости герметизации стыка обечаек (рис. 11.76, з) из высокопрочных сплавов к каждой части стыкуемых обечаек предварительно приваривают дуговой сваркой (при невозможности подхода ролика к месту сварки) вставку 2 из свариваемого сплава, стык скрепляют болтами через прокладку 3, а вставки соединяют между собой Луговой сваркой.
При точечной или шовной сварке продольного и поперечного набора его элементы располагают внутри обечайки. В противном случае затрудняется проверка швов на герметичность.
9.4.2. ТИПОВЫЕ СХЕМЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
При изготовлении сварных узлов кроме операций, выполняемых непосредственно на сварочном оборудовании, проводятся ряд других смежных операций, тесно связанных со сваркой: сборка, подготовка поверхности, нанесение покрытий под нахлестку, прихватка, правка, механическая обработка.
При изготовлении сложного сварного изделия, состоящего из ряда узлов, секций и агрегатов, операции технологического процесса могут повторяться. В большинстве случаев при помощи точечной и шовной сварки производится изготовление отдельных узлов (панелей) или секций (отсеков). Соединение секций в агрегаты осуществляется обычно другими способами: клепкой, сваркой плавлением, болтами и т. п.
Сборка. Специфической задачей сборки перед точечной и шовной сваркой является обеспечение минимального зазора между деталями в местах сварки.
Для нахлесточных соединений зазоры должны быть не более 0,1—0,5 мм (в зависимости от толщины и размеров деталей) и легко устраняться при приложении небольшого сжимающего усилия.
На трудоемкость сборочных работ решающее влияние оказывают качество заготовки и сборочная оснастка. При отсутствии взаимозаменяемости деталей сборка осложняется подгоночными операциями, связанными с доводкой заготовок. В этом случае необходима предварительная сборка, так как в процессе подгонки возможно недопустимое загрязнение поверхности деталей. После предварительной сборки узел разбирается для проведения последующих операций подготовки поверхности и окончательной сборки.
При взаимозаменяемости деталей предварительную сборку не производят, и очищенные детали поступают непосредственно на окончательную сборку.
Резкое снижение трудоемкости, улучшение качества и облегчение условий труда достигаются путем применения сборочной оснастки или сборки с использованием технологических (сборочных) отверстий. Целесообразность применения той или иной оснастки зависит ст размеров и конфигурации сварных узлов, а также от системы организации производства. Мелкие детали удобно собирать в легких шаблонах и приспособлениях.
Сборку узлов средних и больших размеров производят в специальных стационарных приспособлениях стапельного типа. Вследствие громоздкости токоведущих элементов сварочной машины и резкого возрастания потребляемой электрической мощности при увеличении расстояния от сварочного трансформатора до места сборки в большинстве случаев в этих приспособлениях проводят только сборочные операции с предварительным (однако достаточно надежным) закреплением деталей. В качестве основной базы
при сборке используется внешний обвод. Собранные детали предварительно закрепляют после высверливания отверстий для установки монтажных болтов «ди съемных фиксаторов. После сварки эти отверстия заваривают аргоно-луговой сваркой. В некоторых случаях закрепление деталей (прихватку) производят дуговой сваркой. Прихватки удаляют после окончания точечной или шовной сварки. Закончив сборку и закрепление, изделие извлекают из приспособления и передают, если необходимо, на окончательную прихватку или непосредственно на сварку.
На рис. 11.77 показан вертикальный стапель для сборки плоских или изогнутых панелей. В стапеле можно собирать диеты, а также листы с ребрами жесткости. Обжатие деталей осуществляется съемными рубильниками с укрепленными на них резиновыми прокладками. При вертикальном расположении панели достигается экономия производственной площади, а также облегчается работа, связанная со сверлением отверстий и установкой монтажных болтов или фиксаторов.
При сборке встык обечаек удобно использовать приспособление горизонтального типа с вращающимися планшайбами и с подвижной задней бабкой. Предварительно откалиброванные по диаметру обечайки помещают на резиновые ролики и закрепляют на планшайбах. При этом задняя бабка с укрепленной в планшайбе обечайкой подается в сторону неподвижной обечайки. После сборки обечайки скрепляют одним из ранее рассмотренных способов. Сборка облегчается, если край одной из обечаек имеет подсечку (рис. 11.75, в). Для обеспечения последующей сварки края продольной кромки обечаек на ширине 20—30 мм обрабатывают на “ус” (рис. 11.78).
Рассмотренная оснастка и способы сборки характерны для серийного производства. При индивидуальном производстве сборка узлов осуществляется главным образом по разметке в несложных деревянных приспособлениях
5
Рис. 11.77. Вертикальный стапель для сборки панелей:
/ — каркас стапеля; 2 — упор для горизонтального фиксирования листа; 3 — лист панели' 4 — ребра жесткости* 5— неподвижный рубильник; 6 — съемный рубильник
или в общесборочных стапелях. Детали можно закреплять так же, как и в ранее рассмотренных случаях (в зависимости ст сложности узла), струбцинами, на контрольных болтах или фиксаторах. Мелкие узлы простой конфигурации после предварительной подготовки поверхности и разметки передают непосредственно на прихватку.
После окончательной сборки на деталях раз-
Рис. 11.78. Обработка мечают расположение сварных точек или швов, края продельной кромки Разметка выполняется карандашом при помощи обечайки на “ус" измерительного инструмента или специальных на-
кладных шаблонов с отверстиями. В первом случае отмечается центр расположения сварной точки или ось шва. Во втором случае по отверстию в шаблоне обводится окружность сварной точки.
Если при шовной сварке узла можно наблюдать кромку нахлестки и по ней ориентировать расположение шва, надобность в разметке отпадает. Разметка не нужна также при наличии оптических разметчиков, в случае
использования которых сварные точки или шов располагают в соответствии с проекцией светового луча на кромке свариваемых деталей.
В процессе предварительной и окончательной сборки проверяют материал свариваемых деталей, общие, главным образом базовые, размеры узла, качество сборки (наличие и ширину зазора) и подготовки поверхности кромок
под сварку.
Подготовка поверхности деталей перед точечной и шовной сваркой. Состояние поверхности свариваемых деталей (степень обработки — микро-и макрошероховатость, наличие оксидов и случайных загрязнений) значительно влияет на качество сварного шва. В реальных условиях сварки деталей, полученных прокаткой, прессованием или подвергнутых механической обработке во время обжатия электродами выступы на поверхности сминаются и сравнительно мало влияют на контактное сопротивление и тепловыделение. Оксиды, краска и большинство других случайных загрязнений, имеющихся на поверхности деталей, неэлектропроводны и в зависимости от толщины и сплошности затрудняют или полностью препятствуют протеканию электрического тока при сварке. Практически эти загрязнения располагаются на поверхности деталей в виде тонкой несплошной пленки и уменьшают фактическую площадь электрического контакта. В результате увеличивается плотность тока и происходит дополнительное выделение тепла в контактах электрод - деталь, где это сопровождается налипанием металла на рабочую поверхность электродов, выплесками, прожогами и образованием других дефектов. При неравномерном распределении стойких пленок искажаются форма и размеры зоны расплавления шва.
Вопросы подготовки поверхности алюминиевых сплавов под сварку рассмотрены выше (см. с. 117—118).
9 4.3. РЕЖИМЫ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКИ
р^уимы точечной и шовной сварки выбирают и проверяют на образцах технологической пробы, которые по толщине, составу материала, подготовке поверхности, а иногда и по форме аналогичны свариваемым деталям. Правильность выбранного режима проверяют путем проведения комплекса испытаний образцов.
Режим сварки зависит от ряда физических и механических свойств сплавов, из которых изготовляют свариваемые детали, и в первую очередь от электросопротивления, теплопроводности и предела текучести при повышенных температурах. По этим показателям алюминиевые сплавы можно пазделить на три группы:
I группа - Д16Т, В95Т, Д20Т, ВАД-IT, АК4-1, ВАД-23Т, АМг5В, М40, АМгб, 1420, 1201 [о0 3= 160—420 МПа; р=0,06-0,07 (Ом мм^/м; 1=118-197 Вт/(м К)];
II группа - Д16М, Д19М, В95, Д20М, ВАД-IM, АМг2, АМгЗ [оп,=100-130 МПа; р=0,04-0,05 (Ом мм2)/м; 31=146-171 Вт/(м К)];
III группа — АМцМ, АМг [о =80—110 МПа; р=0,035—0,04 (Ом мм2 )/м; 1=155 Вт/(М'К)].
Деформируемые сплавы, упрочняемые термообработкой (Д16Т, Д20Т, 1420 и др.), а также сплав АМгб характеризуются широким интервалом кристаллизации (до 130°С) и весьма склонны к образованию горячих трешин, чему способствует и дендритная ликвация с образованием толстых эвтектических прослоек в литом ядре. Механические свойства металла ядра приближаются к свойствам отожженного сплава.
При сварке этих сплавов происходит снижение прочности металла. Возникают участки с различной степенью распада твердого раствора и коагуляции упрочняющих фаз.
Непосредственно около литой зоны появляются участки с оплавленными границами зерен, где происходит наибольшее снижение прочности и пластичности. Регулируя длительности импульса сварочного тока, можно изменять протяженность этих участков, однако прочность соединения в целом остается почти без изменений.
Весьма малые значения электропроводности и высокая теплопроводность сплавов первой группы требуют жестких режимов их сварки. В связи с относительно высокими значениями предела текучести, а также склонностью к внутренним выплескам и горячим трещинам усилие сжатия при сварке этих сплавов увеличивают в 1,2—1,4 по сравнению с номинальным.
Упрочняемый нагартовкой сплав АМгб имеет высокое значение предела текучести (-160 МПа). Для предотвращения выплесков при его сварке несколько увеличивают усилие сжатия (на 15—20% больше, чем при сварке сплава Д16Т) и в 1,5—2 раза увеличивают продолжительность сварки.
Для предупреждения горячих трещин рекомендуется, начиная с толщины 0,5 мм, прикладывать ковочное усилие в 2—3 большее, чем усилие сжатия. Детали толщиной более 4 мм из плакированных листов Д16Т, В95Т, АМгб сваривают с увеличенным значением усилия сжатия в момент пропускания Тока. На протяжении всего процесса сварки при этом поддерживается высокая концентрация теплоты, необходимая для полного расплавления более тугоплавких плакирующих слоев. Рабочая поверхность электродов и
роликов для сварки алюминиевых сплавов должна быть сферической формы, а электродные материалы должны иметь повышенную электропроводимость (не ниже 85% электропроводимости меди) и микротвердость 100—125 Н/мм1.
Среди алюминиевых сплавов особое место занимают сплавы системы Al—Mg—Li. Например, сплав 1420 имеет такое же удельное электросопротивление, как низкоуглеродистая сталь [0,013 (Ом-ммг)/м], и температуру плавления ниже, чем у сплава Д16 (~610°С). По сравнению с другими алюминиевыми сплавами сварочный ток уменьшают, несколько смягчая режим. Большая газонасыщенность поверхностных слоев неплакированных листов усиливает склонность металла ядра к пористости (при сварке с уменьшенными значениями усилия сжатия). Сплав 1420 не склонен к горячим трещинам, однако для предупреждения усадочных раковин применяют конечное ковочное усилие.
Деформируемые сплавы, упрочняемые нагартовкой, типа АМц, АМг, АМгЗ имеют сравнительно узкий интервал кристаллизации и умеренную склонность к образованию горячих трещин. Сплавы этой группы отличаются исключительно низким электросопротивлением и высокой теплопроводностью. Поэтому их сваривают на жестких режимах и при больших сварочных токах.
Для каждой из перечисленных выше групп сплавов в зависимости от толщины деталей подбираются наиболее рациональные варианты совмещенных графиков сварочного тока, усилий сжатия электродов (табл. 11.110), а также параметры, регламентирующие режимы сварки (таблицы 11.111—116).
Таблицы режимов составлены на основе обработки экспериментальных данных о сварке на машинах различных типов. Обозначения в таблицах: S - толщина деталей, мм; F^ (FJ — начальное сварочное усилие сжатия электродов, кН; Fbi - конечное сварочное усилие сжатия электродов, кН; FK — ковочное усилие сжатия электродов, кН; ta к — длительность увеличения сварочного усилия, с; Г — длительность включения ковочного усилия, с;
— амплитуда основного импульса тока, кА; Га — длительность основного импульса, с; Г — время начала дополнительного импульса, с; Гмл — длительность дополнительного импульса, с; /1хъи — амплитуда тока дополнительного импульса, кА. 1ал — действующая сила тока; 1К — длительность нарастания импульса; — длительность спада; Г — длительность паузы.
Приводимые режимы обеспечивают получение соединений без дефектов с размерами точек и роликовых швов в пределах норм, указанных в табл. 11.109. Сварка на этих режимах выполняется электродами со сферической рабочей поверхностью.
Для однофазных машин переменного тока в таблицах приводится действующее значение сварочного тока; для низкочастотных и конденсаторных машин — амплитудное значение. Индексы параметров, указанные в таблицах режимов сварки, соответствуют обозначениям, принятым в табл. 11.110. Для сварки сплавов первой группы, отличающихся повышенной склонностью к образованию выплесков и трещин, установлены относительно высокие значения усилий сжатия.
Ввиду того, что площадь поверхности касания ролика с деталью несколько больше, чем электрода с деталью при точечной сварке, и происходит значительное шунтирование тока через ранее сваренные участки шва, при роликовой сварке, по сравнению с точечной, увеличивают на 5—10% У011’
Таблица НЛО. Циклограммы режимов точечной сварки алюминиевых сплавов
режима
Характер изменений ускдий и тока
Тип сварочной машины
Однофазная переменного тока
МТПУ-300
Тоже
5
Трехфазная низкочастотная МТПТ-400
Продолжение табл. II.11Q
лие сжатия и на 15— 25% значение сварочного тока.
Указанные режимы сварки ориентированы на сплавы со средними значениями предела текучести и удельного электросопротивления. Такими сплавами являются в I группе — Д16АТ, во И группе — АМнАМ, в 111 группе ~ МАЯ. При сварке сплавов с некоторыми отличиями в свойствах исходные режимы сварки следует несколько корректировать. Так, например, при сварке сплава В95АТ (с наиболее высоким пределом текучести) для обеспечения одинаковой со сплавом Д16АТ степени деформации металла в сварочном контакте усилие сжатия должно быть увеличено на 15-20%. Сплав В95АТ имеет несколько пони-
Таблица П. 111. Ориентировочные режимы сварки алюминиевых сплавов типа Д16Т, В95Т, Д19Т на машинах типа МТВ с выпрямлением тока во вторичном контуре
£ Точечная снарка Шовная сварка
мм С С F- точек
кА С кН кН С кА С с кН в 1 мин
0,5 30 0,02 2 4 0,02 29 0,06 1,0 3 200
0,8 32 0,04 3 6,5 0,06 32 0,10 1,5 4 150
1,0 40 0,04 4 9 0,06 36 0,12 1,5 5 150
1,2 43 0,06 4,5 11 0,08 38 0,14 2,0 6 120
1,5 47 0,06 5 14 0,08 41 0,16 2,5 7 120
2,0 56 0,08 8 19 0,12 48 0,18 3,5 10 100
3,0 70 0,14 13 32 0,20 61 0,24 4,5 15 70
4,0 85 0,20 18 60 0,28
5,0 130 0,26 16/37 91 0,38
6,0 155 0,30 22/60 115 0,44
7,0 170 0,36 27,5/70 150 0,52
Таблица 11.112. Ориентировочные режимы точечной сварки сплавов типа Д16Т, В95Т, Д19Т на конденсаторной машине МТК-8004
я. мм кА С F , с» кН кН С Параметры настройки машины
Напряжение на конденсаторах, В Емкость батареи, мкФ Коэффициент трансформации л
0,5 27,0 0,02 3 8 0,04 260 70 000 42
0,8 27,5 0,04 4 9 0,06 280 70 000 42
1,0 28,5 0,04 5 10 0,06 330 70 000 84
1.2 32,0 0,05 6 12 0,07 340 91 000 84
1,5 40,5 0,05 7 15 0,08 355 122 000 84
2,0 47,0 0,07 9 25 0,11 330 245 000 84
3,0 57,0 0,08 14 40 0,13 380 315 000 84
Примечание, Форма рабочей поверхности длехтродов — сферическая.
женное удельное электросопротивление; в связи с этим для выделения необходимого количества тепла в контакте требуется повышение плотности тока, что достигается увеличением (на 5—10%) силы сварочного тока.
При сварке сплавов типа АМгб усилие сжатия несколько повышают, не изменяя силы сварочного тока. Значение ковочного усилия регулируется в зависимости от склонности сплава к образованию трешин.
При сварке конструкций из-за возможного дополнительного шунтирова-тока, наличия зазоров и т. п. режимы сварки, приведенные в таблицах ИЗ—II.H6, могут подвергаться корректировке. Так, при уменьшении шага ежду точками сверх допустимых размеров (см. табл. 11.109) сварочный ток следует увеличивать.
Таблица П.113. Ориентировочные режимы точечной сварки алюминиевых сплавов на машинах МТИП и МТПГ с диафрагменным приводом усилия сжатия электродов
S, мм 1 группа сплавов 11 группа сплавов Характернее тика режимов
Параметры усилий сжатия электродов Параметры тока Параметры усилий сжатия электродов Параметры тока
Г™ кН F вж кН ^ак' С кН С Основной импульс Дополнительный импульс кН кН с 4&м-кА с
кА С 'п-с с '«ПИКА
0,8+0,8 3,5 —. 5 0,06 26 0,04 — •— — 2,0 — — 25 0,04
1,0+1,0 4,0 — — 8 0,06 29 0,04 — — — 2,5 — — 29 0,04
1,5+1,5 5,0 — — 14 0,08 41 0,06 — — — 3,5 — — 35 0,06
2,0+2,0 7,0 — — 19 0,12 50 0,10 — — — 5,0 — — 45 0,10
2,5+2,5 9,0 — — 26 0,16 59 0,14 — — — 6,5 — 49 0,14
3,0+3,0 12,0 — — 32 0,20 64 0,16 — — —- 8,0 22 0,20 57 0,16
3,5+3,5 20,0 — — 44 0,26 72 0,18 — — — 9,0 24 0,24 65 0,18
4,0+4,0 28,0 — — 60 0,28 85 0,20 — — — 10,0 26 0,26 72 0,20
5,0+5,0 15,0 45,0 0,10 87 0,38 130 0,26 0,10 0,16 60 — — — — — Жесткие
6,0+6,0 22,0 60,0 0,12 115 0,44 155 0,30 0,12 0,20 70 — — — — —
7,0+7,0 27,5 70,0 0,14 150 0,52 170 0,36 0,14 0,20 75 — — — — —
0,5+0,5 2,0 — — — — 20 0,02 — 0,04 12 — — — — —
0,8+0,8 3,0 — — 7 0,06 25 0,04 — 0,08 15 — — — — —
1,0+1,0 4,0 — — 8 0,08 29 0,04 — 0,08 18 — — — — —
1,5+1,5 5,0 — — 11 0,12 40 0,06 — 0,12 20 — — — — —
2,01-2,0 8,0 — — 18 0,14 55 0,08 — 0,16 25 — — — — —
2,5+2,5 12,0 — — 28 0,18 64 0,10 — 0,20 32 — — — — —
3,0+3,0 15,0 — — 36 0,20 73 0,12 — 0,24 37 — — — — —
1,5+1,5 4,0 — — 10 0,16 31 0,12 —
2,0+2,0 6,0 — — 16 0,24 34 0,20 —
2,5+2,5 8,0 — — 22 0,28 40 0,24 — Мягкие
3,0+3,0 10,0 — — 30 0,34 45 0,28
3,5+3,5 16,0 — — 40 0,40 52 0,30 —
4,0+4,0 1 21,0 — — |_53_ 0,46 60 0,36 — — — — — /
Таблица 11.114. Режимы точечной сварки алюминиевых сплавов на однофазных машинах переменного тока МТП, МТПУ с модулятором и без модулятора тока, с ковочным усилием и без ковочного усилия сжатия электродов
£ мм J группа сплавов L! группа сплавов
Параметры усилий сжатия электродов Параметры тока Параметры усилий сжатия электродов Параметры тока
4. кН кН С кА 'н- С с С кН кН Гж-0 кА
"о,5+0,5 2,2 — — 17 — 0,08 — 1,3 — — 16 0,08
2,0 — — 16 0,04 0,08 0,12 — — — — —
0 8+0,8 3,5 — — 19 — 0,10 — 1,9 — — 18 0,10
з,о 18 0,04 0,10 0,14 — — — — —
1,0+1,0 4,5 — -г 24 — 0,12 — 2,5 — — 22 0,12
3,5 — — 23 0,04 0,12 0,14 — — — — —
1,5+1,5 6,5 — — 30 — 0,16 — 3,5 — — 27 0,14
5,5 — — 29 0,06 0,16 0,16 — — — — —
4,5 10 0,24 27 0,06 0,16 0,16 — — — — —
4,5 12 0,18 28 — 0,16 — — — — —
2,0+2,0 8,0 — 35 0,20 — 5,0 — — 32 0,18
7,0 — — 33 0,08 0,20 0,18 4,0 10 0,22 30 0,18
6,5 12 0,32 31 0,08 0,20 0,18 — — — — —
6,5 15 0,24 32 — 0,20 — — — — — —
Таблица 11.115, Режимы точечной сварки алюминиевых сплавов на конденсаторных машинах типа МТК-75
Группа сплавов S, мм Радиус сферы электродов, мм кН F. кН с кА Параметры настройки машины
Напряжение на конденсаторах, В Емкость батареи, мкФ
0,3+0,3 25/25 1,2 — — 16,0 0,006 0,021 360 8 400
0,5+0,5 25/25 2,0 — — 20,5 0,012 0,027 320 16 800
0,8+0,8 50/50 з,о 5 0,034 27,5 0,014 0,039 360 25 200
I 1+1 75/75 4,0 8 0,041 30,5 0,018 0,046 340 33 600
1,5+1,5 100/100 6,0 14 0,065 48,0 0,026 0,068 360 84 000
2+2 100/100 8,0 21 0,084 55,0 0,028 0,074 380 109 200
2,5+2,5 150/150 10,0 30 0,127 67,0 0,038 0,104 400 176 400
0,3+0,3 25/25 0,8 — 15,0 0,006 0,021 340 8 400
0,5+0,5 25/25 1,2 — — 20,5 0,012 0,027 320 16 800
0,8+0,8 50/50 1,9 — г- 28,0 0,018 0,046 320 33 600
II 1+1 50/50 2,5 — — 32,5 0,019 0,050 340 42 000
1,5+1,5 75/75 4,0 — — 44,0 0,024 0,064 360 67 200
2+2 75/75 5,5 10 0,084 54,0 0,026 0,078 380 100 800
—- 2,5+2,5 100/100 7,0 14 0,118 65,0 0,032 0,100 400 168 000
Таблица П.116. Режимы шовной сварки алюминиевых сплавов
Тип машины £мм Сварочный ток, кА Дпитсль-ность мм-пульса, с Усилие сжатия роликов» кН Шаг сварки, мм Количество включений токв в 1 мин
1 группа сплавов 11 группа сплавов 1 группа сплавов И группа сплавов
МШШИ-400 1+1 43 42 0,08 5,0 3,о 1,5 180-150*
1,5+1,5 50 47 0,08 5,5 3,5 2,5 180-150
2+2 55 53 0,12 7,5 6,5 3,8 125—100
2,5+2,5 58 56 0,14 9,0 7,5 4,2 105- 95
МШ ШТ-600 1+1 44 43 0,08 5,0 з,о 1,5 180-150
1,5+1,5 51 48 0,08 5,5 3,5 2,5 180-150
2+2 57 55 0,12 7,5 6,5 3,8 125-100
2,5+2,5 60 58 0,14 9,5 7,5 4,2 105- 95
3+3 85 80 0,16 13,0 9,5 5,4 95- 75
МШ ШТ-1000 2+2 57 55 0,12 7,5 6,5 3,8 125-100
2,5+2,5 60 58 0,14 9,5 7,5 4,2 105- 95
3+3 85 80 0,16 13,0 9,5 5,4 95- 75
4+4 110 95 0,20 30,0 13,0 8,0 75- 60
Однофазные 0,5+0,5 19 18 0,04 2,5 2,0 1.0 200
переменного 0,8+0,8 21 20 0,04 3,0 2,2 1,2 200
тока (с шаго- 1+1 26 25 0,06 4,5 2,5 1,5 150
вым механиз- 1,2+1.2 32 30 0,08 5,0 3,0 2,0 150
мом) 1,5+1,5 36 34 0,10 7,0 3,5 2,5 120
Однофазные 0,5+0,5 — 19 0,04 — — 200 200
переменного 0,8+0,8 — 21 0,04 — — 220 200
тока (без 1+1 — 26 0,06 — 240 150
шагового 1,2+1,2 — 32 0,08 — — 300 150
механизма) 1,5+1,5 — 35 0,10 — — 330 120
При наложении второго шва с перекрытием первого силу тока также несколько увеличивают.
Приведенные режимы точечной и шовной сварки являются в основном достаточно жесткими и обеспечивают высокое качество сварных швов. В некоторых случаях при невозможности обеспечения значений сварочного тока и усилий сжатия, указанных в табл. 11.114—П.116 (например, при необходимости применять фигурные электроды), могут быть использованы режимы с меньшими значениями этих параметров. При этом увеличивают длительность протекания сварочного тока (“мягкий” режим). Мягкий режим сварки для I группы сплавов приведен в табл. 11.113. Однако переход на мягкие режимы сопровождается некоторым снижением качества сварного соединения: расширяется область и увеличивается степень неблагоприятных структурных изменений металла шва; из-за длительного пребывания металла в нагретом состоянии увеличиваются степень пластической деформации и
«□op между деталями; в связи с активным теплоотводом и перегревом электродов быстрее загрязняются их рабочие поверхности; расширение области нагрева вызывает большее коробление деталей.
Точечную сварку малоответственных узлов (в которых по техническим условиям допускаются внутренние и наружные макродефекты) можно производить как на жестких, так и на мягких режимах без применения ступенчатых графиков усилия сжатия и без специального программирования импульсов сварочного тока. Для повышения производительности процесса и эксплуатационной стойкости электродов точечную сварку выполняют на шовных машинах. В этом случае в основном используются режимы точечной сварки с некоторым (на 5—10%) увеличением сварочного тока и усилия сжатия.
Шаг между точками при непрерывном вращении роликов устанавливается путем соответствующего подбора скорости вращения и паузы между импульсами.
9.5. ТОЧЕЧНАЯ СВАРКА РАЗНОИМЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
Выше отмечалась целесообразность применения в авиационных конструкциях сочетаний различных алюминиевых сплавов. Например, в конструкциях КБ им. Антонова в последние годы широко используется сочетание алюминиевых сплавов типа Д16АТ и 1420 или сочетание биметалла (сплав Д16АТ+сплав ВТ1-0) со сплавом Д16АТ.
При точечной сварке разноименных алюминиевых сплавов вследствие различия в их электропроводности, температуре плавления и механических свойствах зона расплавления обычно несимметрична относительно плоскости соединения листов. Сварка деталей одинаковой толщины из материалов с близкими физико-механическими свойствами (Д16АТ, ВАД-IT, В95АТ) не вызывает каких-либо затруднений и выполняется на стандартных режимах с некоторой корректировкой сварочного тока и усилия сжатия.
В последние годы освоена точечная и шовная сварка в различных комбинациях деталей из сплавов АМцА, АМг, АМгЗ, АК6, АМгб, Д16АМ, Д16АТ, Д20АТ, В95АТ, а также литейных сплавов АЛ4, АЛ9 и АЛ 19 с деформированными сплавами Д20АТ и Д16АТ.
При сварке сплавов Д16АТ и АМгб, отличающихся главным образом механическими свойствами (ат=280 и 160 МПа соответственно), в обычных условиях проплавление детали из Д16АТ больше, чем из АМгб. С целью уменьшения несимметрии целесообразно применять электроды из медных сплавов разной массы (разных диаметров) с неодинаковой тепло- и электропроводностью и с различными радиусами заточки. При использовании электродов из одинаковых материалов благодаря разным размерам их рабочих поверхностей удается регулировать проплааление каждой детали. Например, Для одинакового проплавления при сварке сплавов АМгб и Д16АТ (рис. 11.79) необходимо со стороны АМгб установить электрод со значительно меньшим радиусом заточки рабочей поверхности. Для достижения 50%-ного провара радиусы заточки должны равняться соответственно 50 и *50 мм. Если детали поменять местами, не изменяя положения электродов,
Рис. 11.79. Влияние формы рабочей поверхности (К — радиус сферы электрода) и материала электрода на проплавление при сварке сплавов АМгб и Д16АТ (^2+2 мм):
/-Д16Т, электрод из сплава КМ; 2 — АМгб, электрод тот же: 3 — АМгб, электрод из сплава МЦ-4; П— степень проплавления
то проплавление АМгб будет составлять около 30%, а Д16АТ - более 60%.
На рис. 11.80 показаны кривые изменения глубины проплавления сплава АМгб при его сварке со сплавом Д16Т с использованием со стороны АМгб электрода из сплава МЦ-4, имеющего меньшую теплопроводность, чем кадмиевая медь. В этом случае не требуется большого различия радиусов заточки рабочей поверхности электродов.
В табл. 11.117 приведены ориентировочные режимы точечной сварки некоторых сочетаний
разноименных сплавов на низкочастотных ма-шинал с использованием электродов из кадмиевой меди. Удовлетворительные результаты дает также сварка на конденсаторных машинах.
Если соединяемые детвли отличаются не только своими физико-механическими свойствами, но и толщиной, то трудности сварки могут увеличиться. В этом случае необходимое проплавление деталей неравной толщины может быть достигнуто путем изменения интенсивнос
ти отвода тепла в электроды. Так, при приварке листовых детвлей из алюминиевого деформируемого сплава типа АМц толщиной 0,8 мм к деталям из литейного сплава типа силумин толщиной 4 мм (сварка производилась на машине МТ-601) снижение интенсивности отвода тепла в электроды достигалось введением в контакт между электродом и тонкой детвлью теплового экрана (прокладки), например, из стали 12Х18Н10Т. Протекающий ток
Рис. 11.80. Зависимость проплавления при сварке сплавов Д16Т (/ ), АМгб (2) и диаметра литого ядра точки (_?) от усилия на электродах
нагревает экран, и свариваемые детали разогреваются. При комбинированном действии тока и теплового экрана в свариваемых деталях образуется зона расплавления.
Расплавление начинается с поверхности тонкой детали и распространяется в толстую деталь. Перемешивание металла в результате протекания сварочного тока обеспечивает разрушение оксидной пленки в контакте деталь-де-таль и образование общей ванны жидкого металла.
Во время сварки под действием нагрева и высоких давлений рабочая поверхность электрода деформируется, возможно налипание на нее свариваемого материала, а на поверхность свариваемых деталей — налипание меди-Электроды необходимо зачищать после сварки каждых 200—300 точек. Наличие
Таблица 11.117. Характеристики режимов точечной сварки разноименных алюминиевых сплавов
Свариваемые металлы Толщина деталей, мм Радиус сферы электродов мм Диаметр электродов, мм кН кН С кА кА с с
1-го 2-го 1-го 2-го
АМг6+Д1бАТ 1,0+1,0 50 75 25 25 3,5 9,5 0,16 45 — 0,10 —
1,5+1,5 75 100 25 25 5,0 11,0 0,16 50 — 0,10 —
2,0+2,0 100 150 25 25 9,0 22,5 0,18 60 — 0,12 —
2,5+2,5 100 150 25 25 10,0 24,0 0,18 64 32 0,12 0,06
3,0+3,0 100 150 25 25 11,0 29,0 0,18 68 30 0,12 0,10
Д16АТ+Д16АМ 2,0+2,0 150 75 25 25 6,0 26,0 0,18 60 — 0,12 —
1,0+2,0 50 100 15 25 3,5 7,0 0,16 47 — 0,10 —
АМг6+Д16АТ 1,0+3,0 50 Плоский 15 25 5,0 15,0 0,14 45 — 0,08 —
2,0+1,0 100 50 25 15 5,0 8,0 0,16 49 — 0,10 —
2,0+4,0 75 150 15 25 6,0 20,0 0,18 57 30 0,12 0,06
4,0+2,0 150 75 25 15 6,0 20,0 0,18 64 — 0,12 —
Д16АМ+Д16АТ 1,0+2,0 150 75 25 15 3,5 15,0 0,16 47 — 0,10 —
3,0+1,0 150 75 25 15 3,5 15,0 0,18 52 — 0,12 —
4,0+1,0 150 75 25 15 3,5 15,0 0,16 43 30 0,10 0,06
Д1бАМ+АМг6 3,0+1,0 150 75 25 15 3,5 15,0 0,14 45 0,08 —
3,0+1,0 150 75 25 15 3,5 15,0 0,14 47 — 0,08 —
ВАД-1Т+Д16АТ 4,0+2,0 150 100 25 25 8,0 24,0 0,20 63 — 0,16 —
ВАД-IT+АМгб 4,0+2,0 150 100 25 25 8,5 24,0 0,20 61 — 0,16 —
Примечание, Первый электрод устанавливается со стороны материала, указанного первым.
Рис. П.81. Электрод для точечной сварки сплавов АМцМ+АМгб:
/ — центральная токоведущая часть электрода из сплава МК;2- кольцо из материала токоведущей части; 3 — изоляционная прокладка
теплового экрана предохраняет рабочую поверхность электродов и деталей ст налипания.
Форма рабочей поверхности электродов зависит от формы и конструкции свариваемого объекта. В работе [75] определена оптимальная конструкция электродов при сварке сплавов АМцМ с АМгб. Проведены опыты по сварке электродами с кольцом на токоведущей части и изоляционной прокладкой.
Кольца изготовляют из сплавов Бр.НБТ, Бр.Х, М К, токоведущую часть — из кадмиевой меди, прокладку — из паронита. При точечной сварке такими электродами удается достичь глубокого проплавления детали из сплава АМцМ.
Разработана конструкция электрода (рис. 11.81) и установлены его оптимальные параметры. Сварку проводили на машине МТПТ-400. Эксперименты показали, что при правильно выбранном режиме сварки электрод обеспечивает глубину проплавления материала АМцМ в пределах 30—70% толщины детали. При этом размеры литой зоны соединения и глубина вмятины от электрода находятся в пределах установленных норм. Дефекты в литой зоне и ЗТВ не обнаружены. Минимальное разрушающее усилие на срез д ля сварной точки составляет более 7 кН, что значительно выше установленных норм для данного сочетания толщин (3,5+2,0 мм).
Разработанный электрод использован при точечной сварке серийных изделий из сплавов АМцМ+АМгб в сочетании толщин 3,5+1,5 и 3,5+2 мм на режимах: ступени 12-я и 13-я; продолжительность основного импульса 0,1 с, дополнительного 0,06 с; сварочное усилие на электродах 55 кН, ковочное — 1150 кН; время начала проковки — 0,12 с.
В практике контактной сварки иногда необходимо соединять плотно-швом три детали, средняя из которых выполнена из металла, заметно отличающегося по своим физикомеханическим свойствам от двух других. Это относится, например, к герметизации емкостей, имеющих две детали из сплава АМгб, а третью, промежуточную, из технического алюминия АД1 (рис. П.82). Из-за различия в температурах плавления и электросопротивлении полное расплавление средней детали затруднено, так как температура в ядре лишь на 10% превышает температуру ликвидус сплава АМгб. Установлено, что наличие детали, отличающейся относительно малым сопротивлением деформации, приводит к постепенному уменьшению размеров зоны взаимного расплавления по длине шва вплоть до полного
1 2 3
прочным
Рис. 11.82. Схема сварного соединения трех деталей:
В — ширина шва; — ширина зоны взаимного расплавления; В — ширина вмятины
непровара- Уж® после шовной сварки участка длиной 500 мм в тройном пакете дМгб--АД1— АМгб толщиной 1,5+5,0+1,5 мм (шаг между точками 4 мм) возникает частичный непровар, а после 500 мм средняя деталь не расплавляется и имеет место полный непровар. При сварке же сплавов в обычном сочетании АМгб—АМгб размеры шва практически не изменяются.
Обеспечения требуемого качества соединения на протяжении всего шва можно достигнуть путем некоторого увеличения начальных размеров шва за счет уменьшения усилия на 10—15% относительно значения, обеспечивающего образование зоны взаимного расплавления номинальной ширины (около 8 мм). Для предупреждения попадания выплесков в полость изделия производят сварку двумя швами, один из которых, расположенный ближе к герметизируемой полости, выполняется в твердой фазе или при заниженных размерах соединения. При сварке сплавов в сочетании АМгб—АД 1—АМгб в литом металле трещины практически не обнаруживаются, тогда как при сочетании АМгб—АМгб они весьма распространены. Подобное поведение металла обусловлено, вероятно, ослаблением степени легирования ядра за счет средней детали, что приводит к сокращению температурного интервала хрупкости металла ядра.
Типичными дефектами шовной сварки тройного пакета АМгб—АД1— АМгб являются рыхлоты и раковины в литой зоне. Для залечивания этих несплошностей можно использовать раннее ковочное усилие при степени перекрытия отдельных точек шва 30—40%. Для шовной сварки тройного пакета целесообразно использовать машину постоянного тока типа МШ В-63, которая по сравнению с низкочастотной машиной МШШТ-600 имеет более стабильное усилие и широкий диапазон изменения времени включения ковочного усилия.
Необходимо вводить коррективы и при сварке плакированных элементов конструкций. При точечной сварке плакированных деталей из алюминиевых сплавов (Д16, АМгб и др.) часть плакирующего слоя толщиной 0,1—0,2 мм нередко остается в плоскости сопряжения листов. Так как температура плавления плакирующего слоя выше, чем собственно свариваемого сплава, то возможны непровары.
На взаимное расплавление обоих слоев благоприятно влияет более жесткий режим сварки с выраженной концентрацией плотности токв источников нагрева в контакте деталь-деталь. При сварке коррозионно-стойких сплавов плакирующий слой в некоторых случаях предварительно удаляют с обеих сторон или со стороны внутреннего контакта деталь-деталь.
Улучшить свариваемость спеченного алюминиевого порошка (САП) можно путем предварительного нанесения с одной или двух сторон детали плакирующего слоя из различных алюминиевых сплавов. При сварке расплавляется лишь плакирующий слой, а соединение сохраняет исходную теплостойкость САП — за счет части растворившихся в расплаве оксидов.
Режимы точечной и шовной сварки разноименных алюминиевых сплавах на машинах различных типов приведены в таблицах П.118—П.120.
Рассмотрим некоторые особенности сварки сочетаний алюминиевого ВТ^О) со сплваом 1420 и биметаллом (сплав Д 16Т+титановый сплав
Сочетание Д16Т+ 1420. Характерной особенностью сварки сплава Д16Т 00 сплавом 1420 является то, что форма литого ядра сварной точки отличается 2Т обычной, нарушается симметричность расположения литого ядра — «ОДьшая часть его располагается в сплаве 1420, и форма ядра напоминает
Таблица П.118. Режимы точечной сварки разноименных алюминиевых сплавов на конденсаторных машинах типа МТК75
Марка материала £ мм я, мм кН кН 4^, кА Г. € *1П’ С Параметры настройки машины
Напряжение на конденсаторах, В Емкость ба^ тареи, чхф
АМц+Д16 1+1 50/“ 4,0 — — 35,0 0,020 0,056 330 5! 400~
1,5+1,5 75/ “ 4,0 8 0,065 48,0 0,026 0,068 360 84 000
2+2 75/“ 5,5 10 0,084 55,0 0,028 0,074 380 109 200
2,5+2,5 100/ “ 7,0 14 0,127 67,0 0,033 0,104 400 176 400
В95+Д16 2+2 100/100 8,0 21 0,084 53,5 0,028 0,074 370 109 200
В95+АМг6 2+2 100/100 9,0 21 0,084 53,5 0,028 0,074 370 109 200
Д16+АМг6 2+2 100/100 9,0 21 0,084 53,5 0,028 0,074 370 109 200
Д16+АМц 1+3 75/100 4,0 — — 38,0 0,020 0,056 350 51 400
1,5+3,0 100/100 6,0 10 0,065 51,0 0,026 0,070 380 84 000
1+2 75/75 4,0 — — 36,0 0,020 0,056 340 51 400
3+1 “/50 3,5 7 0,054 39,0 0,022 0,070 360 58 800
3,0+1,5 “/75 5,0 8 0,065 51,0 0,026 0,068 380 84 000
2+1 ™/50 3,5 6 0,041 35,0 0,018 0,046 400 33 600
АМц+В95 1+2 50/» 3,5 6 0,049 36,0 0,019 0,050 380 42 000
Примечание. Здесь к в табл.ПЛ 19 в числителе — первоначальный радиус сферы электрода, в знаменателе — после эксплуатации.
седло (рис. 11.83). Такая трансформация литого ядра объясняется разностью удельного электросопротивления сплавов 1420 и Д16Т: при прохождении сварочного тока большая часть тепла выделяется в детали из сплава 1420; кроме того, в центре теплоотвод несколько интенсивнее — вследствие сферической формы электрода и лучших условий охлаждения центральной части электрода, что и обус-
Таблица II.] 19. Режимы точечной сварки разноименных алюминиевых сплавов на машинах типа МТПТ
ловливает седловид-ность. При этом сни-
жаются прочностные характеристики сварного соединения, поскольку диаметр литого ядра в плоскости контакта оказываются значительно меньше за-двнного; если доводить его до заданного размера, то в сплаве 1420 ли-
Марки материалов £ мм я. мм кН F, кН с Ai л* кА '«Г с
Д16АТ+АМг6 3+3 150/150 10 35 0,26 55 0,2
АМгб+АКб 3+3 150/150 10 35 0,26 57 0,2
АМцАП+АКб 3+3 150/ “ 10 35 0,26 59 0,2
AM цАП+Д16АТ 3+3 150/150 10 35 0,26 57 0,2
Д16АТ+АК6 3+3,0 150/150 10 35 0,26 53 0,20
Д16АТ+АЛ9 1 + 1,5 75/75 5 15 0,12 28 0,08
тое ядро выходит на поверхность и увеличивается площадь разупрочнения основного металла. Естественно, для получения прочного точечного сварного соединения необходимо обеспечить симметричность расположения точки относительно листов разноименных металлов. Эго возможно осуществить с помощью ис-
Таблица 11-120. Ориентировочные режимы шовной сварки некоторых разноименных сплавов на машине МШШИ-400-2
Марка материалов 5, мм Радиус поверх» нести роликов, им Усилие Сжатия, хН Длительность импульса, с Амплитуда тока, кА Шаг сааркн мм Число включений тока в 1 мин ' Примечание
АМцАП +Д16АТ 1,5+1 75/75 4,0 0,12 55 2,5 100 —
АМцАП+Д20АТ 1,5+1 75/150 4,0 0,12 55 2,5 100 —
АМцАП+АМгб 1,5+1 75/150 4,0 0,12 55 2,5 100 —
АМг6+Д16АТ 1,5+1 75/150 5,5 0,12 50 2,5 100 —
АМг6+Д20АТ 1,5+1 75/150 5,5 0,12 50 2,5 100 —
Д20АТ+Д16АТ 1,5+1 75/150 5,5 0,12 50 2,5 100 —
АМгЗП+АМгб 2,8+2 100/15 7,5 0,16 63 4,2 75 —
АМгАМ+Д16АТ 2+3 100/» 5,0 0,14 60 3,8 95 —
АМцАМ+Д1бАТ 1,5+3 75/“ 4,0 0,12 26 2,5 100 Экран из стали 1Х18Н9Т (0,2 мм)
АМг6+Д16АТ 1 + 1,5 75/« 3,5 0,10 45 1,5 120 —
АМгАМ+Д20АТ 2+3 100/» 5,0 0,14 60 3,8 95 —
АМг6+Д20АТ 1,5+2 75/~ 5,5 0,12 50 2,5 100 —
АМцАМ+Д20АТ 1,5+3 75/» 4,0 0,12 26 2,5 100 Экран из стали 1Х18Н9Т (0,2 мм)
АМцАМ+АМгб 1,5+2 75/» 4,0 0,12 55 2,5 100 —
АМгАМ+АМгб 1,8+3 100/» 4,5 0,14 58 2,5 95 —
АМгАМ+AM гб 1,5+3 75/“ 4,0 0,12 26 2,5 100 Экран из стали 1Х18Н9Т (0,2 мм)
АМцАМ+АМгА 1,5+2 75/“ 4,0 0,12 55 2,5 100 —
Д20АТ+АМг6 2+2 100/» 7,0 0,14 55 3,8 95 —
кусственного перераспределения тепловложения за счет изменения радиуса сферы рабочей поверхности электроде; так, если со стороны сплава 1420 установить электрод с плоской рабочей поверхностью или с радиусом 150— 250 мм, а со стороны сплава Д16Т — электрод с рабочей поверхностью радиусом 75—100 мм, то форма литого ядра сварной точки улучшится. Кроме того, если со стороны сплава Д16Т установить электрод из медного сплава с низкой тепло- и электропроводностью, например из хромистой бронзы Бр.Х07, а со стороны сплава 1420 — из меди МК, то форма литого ядра сварной точки также улучшится, а глубина проплавления увеличится в сторону сплава Д16Т.
Таким образом может быть решена задача точечной сварки разноименных алюминиевых сплавов, имеющих разное удельное электросопротивление.
При точечной сварке деталей из сплавов АМц+Д 16Т и АМц+АК6 благодаря повышенной электропроводности сплава АМц эона расплавления может Целиком располагаться соответственно в деталях из Д16Т и АК6. При
1420
Рис. 11.83. Схема формирования сварного соединения сплава 1420 со сплавом типа Д16Т при различных толщинах деталей
соответствующем подборе электродов, параметров режима сварки и использовании стальных экранов можно обеспечить взаимное расплавление деталей.
Значения тока и усилий сжатия электродов выбирают, ориентируясь на режимы сварки сплава, имеющего лучшую электропроводность и более высокую температуру плавления. При этом со стороны сплава с меньшей
электропроводностью устанавливается электрод с большей контактной поверхностью из материала с наибольшей теплопроводностью. На расположение зоны расплавления оказывают влияние также механические свойства сплава, в частности его теплостойкость. При сварке двух сплавов, которые, при прочих равных условиях, имеют разную теплостойкость, вследствие более интенсивного роста площади контакта электрод-деталь зона расплавления преимущественно располагается в сплаве с большей теплостойкостью.
Сварка алюминиевого сплава Д16Т и биметалла сплав Д16Т+титановый сплав ВТ1-0. При сварке такого сочетания металлов также возникают свои проблемы. Биметалл Д16Т+ВТ1-О в авиационных конструкциях применяют в качестве обшивки низа фюзеляжа самолетов, совершающих посадки на грунтовые аэродромы. Наличие слоя сплава ВТ1-0 (толщиной 0,1—0,2 мм) на основном сплаве Д16Т в корне меняет формообразование литого ядра сварной точки при сварке с деталью из сплава Д16Т или 1420.
Рассматривая структуру сварного соединения (рис. 11.84), можно отметить необычность формы и расположения литого ядра сварной точки: литое ядро имеет форму половины эллипса с основанием у плакирующего слоя; материал Д 1бТ биметалла проплавлен на всю толщину; у линии раздела биметалла и детали из сплава Д16Т наблюдается литая структура, которая, являясь продолжением литой структуры биметалла, образует свой полуэллипс. Таким образом, литое ядро сварной точки состоит как бы из двух литых ядер: одно у линии раздела сплава титана ВТ1-0 и сплава Д16Т, другое у раздела сплава Д16Т и сплава Д16Т биметалла, причем диаметр литого ядра сварной точки со стороны сплава Д16Т несколько больше, чем точки со стороны сплава Д16Т биметалла.
Рис. 11.84. Характер формирования структуры сварной точки в сочетании сплав Д16Т+ биметалл ВТ1-0+Д16Т (х25, уменью. 2/3)
В данном случае можно сделать вывод, что в образовании литого ядра участвуют две области. Одна расположена со стороны плакирующего слоя, где за счет большого переходного сопротивления сплава ВТ 1-0 при прохождении электрического тока выделяется значительное количество тепла, которое инициирует расплавление сплава Д16Т непосредственно под плакирующим слоем, и расплавление идет в глубь соединения. Одновременно во второй области, которая расположена в месте соединения двух деталей (где 33 счет переходного сопротивления также выделяется теплота при прохож-
дении сварочного тока), инициируется расплавление металла, идущее в глубь биметалла и детали из сплава Д16Т. Оба эти потока теплоты встречаются у линии раздела деталей, что несколько увеличивает диаметр литого ядра сварной точки со стороны детали из сплава Д16Т.
Структура сварного соединения соответствует обычным структурам образующимся при сварке сплава Д16Т. Кроме отмеченного характерного литого ядра сварной точки при сварке биметалла со сплавом Д16Т, здесь есть еше одна особенность: при сварке конструкции, состоящей из биметалла и сплава Д16Т, наблюдается быстрое “залипание’’ электрода со стороны плакирующего слоя из сплава ВТ1 -0, что вызывает необходимость непосредственно перед сваркой и во время сварки протирать места постановки сварных точек чистой ветошью, смоченной водой; в этом случае “залипание” не происходит. При подборе режима сварки биметалла со сплавом Д16Т необходимо учитывать также следующее. Наличие плакирующего слоя (своего рода теплового экрана) требует уменьшения сварочного тока на 30—50% по сравнению с его значением при сварке аналогичных конструкций в сочетании Д16Т+Д16Т тех же толщин, но одновременно необходимо увеличивать на 20—25% значения сварочного и ковочного давления. Наличие плакирующего слоя не позволяет выполнять сварку на конденсаторных сварочных машинах: такое сочетание материалов требует применения “мягкихг’ режимов.
Необходимо отметить, что при сварке упомянутого биметалла со сплавом Д16Т со стороны плакирующего слоя вокруг точки образуется выпуклый венчик из выдавленного жидкого сплава алюминия. На рентгенограммах наблюдается резко очерченное черное кольцо на границе литого ядра, что свидетельствует об утонении плакирующего слоя титана по периферии сварных точек.
9.6. КОНТАКТНАЯ ТОЧЕЧНАЯ СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ РАЗЛИЧНЫХ ГРУПП
Основные особенности сварки алюминиевых сплавов были рассмотрены выше. Естественно, что каждый из сплавов имеет и свои, присущие только ему, особенности, которые необходимо учитывать при подготовке поверхностей, сборке и последующей сварке.
Следует отметить, что в авиационных конструкциях, особенно в сварных, применяются не все выпускаемые промышленностью алюминиевые сплавы, а преимущественно сплавы, содержащие марганец (АМц), магний (АМг), медь (Д16Т), литий (1420), цинк (В95) и т. д., а в высоконагруженных и ответственных конструкциях круг алюминиевых сплавов тем более сокращается. В отечественных самолетных конструкциях, как правило, используют сплавы типа Д16Т, 1420, В95 или им подобные.
Рассмотрим более подробно каждый из вышеуказанных сплавов и особенности его сварки.
Сплав Д16Т. Алюминиевый сплав Д16Т относится к высокопрочным сплавам, упрочняющимся после закалки и старения; основным легируют1®* элементом, обусловливающим такие особенности, является медь, содержание которой находится в пределах 3,8—4,9%. -
На рис. 11.85 показана типичная микроструктура литого ядра сварной точки в сочетании Д16Т+Д16Т. Видно, что образование литого ядРа 278
происходит нормально, оно имеет эллиптическую, слегка вытянутую йюрму и располагается симметрично относительно линии контакта двух деталей. Наличие в сплаве меди как легирующего элемента приводит к образованию в процессе контактной точечной сварки неравновесных структур, обогащенных или обедненных медью, в связи с чем вокруг литого ядра сварной точки образуются ликвационные кольца, которые дают возможность с помощью рентгенографии определять наличие провара [76].
При изучении микроструктуры сварной точки на сплаве Д16Т (рис. 11,86) установлено наличие нескольких зон. В центре ядра наблюдается равновесное мелкозернистое строение (/), наружная часть ядра имеет столбчатую структуру (II); указанные зоны образуются непосредственно из жидкого металла. Ядро точки окружено зоной III частично
Рис. 11.85. Макроструктура сварной точки сплава Д16Т и ее рентгенограмма
опланленых зерен, подвергающихся
нагреву до температуры начала плавления и выше. В этой зоне наблюдается значительный рост зерна. В зоне IV имеются участки со специфической структурой: участок, нагреваемый до температур 510—480’С, является областью
Рис. [1.86. Микроструктура (хЗОО, уменып. 2/3) различных зон сварной точки на сплавах Д16Т (а) и 1420 (в)
частичной закалки с небольшим выделением упрочнителей; второй участок нагреваемый до 400—350°С, представляет собой структуру частичного отжига (в кристаллах твердого раствора произошло значительное выделение упрочнителей). Далее просматривается микроструктура основного металла (И) с деформированными зернами твердого раствора и отдельными включениями интерметаллидов. В эоне термического влияния (в области наибольшей пластической деформации нагретого металла) вдоль направления волокон образовались скопления металла, обогащенного легирующими элементами, так называемые “усы” (рис. 11.87). Миграция высоколегированного металла носит межкристаллитный характер, она захватывает твердожидкие области сварного соединения и распространяется под действием усилия сжатия электродов от центра к периферии.
Рис. 11.87, Микроструктура переходной зоны при точечной сварке сплава Д16Т (Х70, уменып. 2/3)
Таким образом, особенностью точечной сварки алюминиевого сплава типа Д16Т является образование ликвационных колец, которые четко просматриваются на рентгенограмме, что в свою очередь двет возможность утверждать об образовании литого ядра сварной точки. Второй особенностью является образование “усов”, которые на первоначальном этапе разработки техники и технологии сварки нередко принимались за дефекты.
Сплав 1420. Алюминиевый сплав 1420 также относится к высокопрочным сплавам, упрочняющимся после закалки с последующим старением; основным легирующим элементом, придающим эффект упрочнения, является литий, содержание которого составляет 1,9—2,3%. Кроме эффекта упрочнения и образования ликвационных колец, указанный сплав отличается меньшей на 11,2% плотностью, а также повышенными удельным сопротивле-
иием (примерно в 1,5 раза) и удельной теплоемкостью (почти в 4,5 раза) по сравнению со сплавом Д16Т.
^Процесс образования литого ядра сварной точки и ликвационных колец происходит аналогично этому процессу у сплава Д16Т, однако ликвационные кольца на рентгенограммах проявляются слабо — из-за пониженной плотности металла в местах ликвации лития. Повышенные удельное электросопротивление и теплоемкость значительно изменяют параметры режима сварки, хотя образование литого ядра сварной точки при сварке в сочетании 1420+1420 происходит нормально, и ядро имеет такую же форму, как и в сплаве Д16Т,
Таким образом, особенностями сварки сплава 1420, являются слабо выраженные ликвационные кольца и повышенное удельное электросопро тивление. Макро- и микроструктура сварной точки показаны на рис. 11.88.
б
1420 1(х2(Ю)1аК₽0’ и микроструктура (б) сварной точки (литое ядро) сплава
Сплав В95. Алюминиевый сплав В95 является более прочным по сравнению со сплавами Д16Т и 1420; упрочнение также достигается после термообработки и старения. Основным легирующим элементом, обеспечивающим высокую его прочность, является цинк. Плотность, теплофизические электрические характеристики значительно отличаются от этих показателей «плава Д16Т.
Образование литого ядра сварной точки происходит примерно так же как и у сплава Д16Т, но имеется одна особенность, на которую следует обратить внимание в процессе выполнения сварочных операций. Как известно, при высоких температурах цинк обладает повышенной днффузцон_ ной подвижностью в алюминии. Если учесть специфические условия точечной сварки (высокие температура и давление), то миграция цинка может увеличиться в 4—10 раз, что будет способствовать его выходу на контактную поверхность алюминиевый сплав — медный электрод с образованием на поверхности последнего структур, близких к структуре латуни. Этим, по-видимому, можно объяснить быстрое (максимум после постановки 30—40 точек) “прилипание" электродов к поверхности свариваемых деталей, если на последние не нанесен технологический плакирующий слой. Если свариваемые детали плакированы, эта особенность не проявляется. Исследования подтвердили неравномерное распределение содержания цинка на этой поверхности сварной точки, а также повышенную концентрацию меди на поверхности. Помимо этого, вышеуказанное явление проявляется при последующем анодировании сварной конструкции: на поверхности неплаки-рованной детали на месте сварных точек появляется черный налет, который является продуктом химической реакции цинка и меди при анодировании.
Устранить налет можно двумя путями — зачисткой поверхности электродов после постановки 5—10 точек либо зачисткой поверхности сварных точек металлическими щетками до анодирования; при этом следует производить зачистку тех точек, при выполнении которых началось “прилипание” электрода; если это не учесть, то в случве зачистки металлической щеткой черные точки после анодирования остаются, так как литая структура ядра сварной точки выходит на поверхность, что и вызывает появление черноты.
Проводились также опыты с различными вариантами травления перед сваркой; с применением различных покрытий на рабочих поверхностях электродов (серебро, нитрид титана, родий) и прокладок из ванадиевой, медной, титановой фольг; с заточкой рабочей поверхности электродов по специальному профилю, а также с использованием медных сплавов нескольких марок для изготовления электродов,- с усиленным водоохлаждением мест сварки; опробованы различные типы сварочных машни (конденсаторные, трехфазные, с выпрямлением во вторичном контуре), мягкие и жесткие режимы и т. п. Однако проведенные эксперименты, направленные на устранение указанного недостатка, не дали положительных результатов.
§ 10. КЛЕЕСВАРНЫЕ КОНСТРУКЦИИ
Проблема повышения надежности и эксплуатационной долговечности соединений деталей и элементов конструкций — одна из актуальных для современного авиастроения.
Значительным шагом на пути ее решения являются разработка и промышленное внедрение в самолетных конструкциях соединений нового ти1^’ которые выполняются контактной точечной сваркой и склеиванием и имеют специальное название — клеесварные соединения, а конструкции, выполняемые с помощью этого типа соединений, — клеесварные конструкции-
Впервые в нашей стране клеесварные соединения были широко применены в конструкции самолета Ан-24 [77].
Н Промышленный опыт и многолетняя эксплуатация клеесварных соединений показали их большие преимущества перед клепаными, сварными и клеевыми соединениями: они лишены многих недостатков, присущих каждому из этих соединений в отдельности.
Клеевая прослойка в клеесварном соединении перераспределяет напряжения, уменьшая их концентрацию в опасном сечении сварного шва, и тем самым' разгружает сварную точку. В свою очередь, сварная точка в клеесварном соединении увеличивает прочность клеевой прослойки при неравномерном отрыве, повышая общую работоспособность конструкции. Введение клеевой прослойки в сварной точечный шов предотвращает местную потерю устойчивости обшивки панели, обеспечивает герметичность, монолитность и как следствие, — резкое повышение сопротивления усталости и коррозионной стойкости материала конструкций. Наличие клея позволяет несколько увеличить шаг точечной сварки и уменьшить размеры литого ядра сварной точки.
При проектировании и изготовлении ответственных конструкций наряду с повышением эксплуатационной долговечности и надежности особо важной задачей является уменьшение их массы. Известно, что зга задача легче всего решается путем применения листового материала, причем в ряде случаев весьма малых толщин. Поэтому возникла необходимость широкого применения в конструкциях сварных и клеесварных соединений из алюминиевых сплавов малой толщины (0,5—0,6 мм).
В ряде работ ]77, 78] указывалось, что с уменьшением толщины свариваемых листов эффективность клеесварных соединений возрастает. Аналитические и экспериментальные исследования проводились в диапазоне толщин свариваемых листов от 0,8 до 3 мм. Эго объяснялось в основном как неизученностью процесса контактной точечной сварки алюминиевых сплавов малых толщин, так и отсутствием данных об особенностях технологии обработки тонколистовых заготовок для получения клеесварных соединений требуемого качества.
Попытки применить известные расчетные и экспериментальные зависимости для выбора режимов изготовления сварных точечных соединений из алюминиевых сплавов малых толщин показали, что специфика тонколистовых материалов требует известного уточнения этих данных.
Следует отметить, что в настоящее время более 85% сварных конструкций с клеями и грунтами выполняют из алюминиевых сплавов [79].
10-1- ПОДГОТОВКА ПОВЕРХНОСТИ ДЕТАЛЕЙ ПРИ ИЗГОТОВЛЕНИИ ТОНКОЛИСТОВЫХ КЛЕЕСВАРНЫХ СОЕДИНЕНИЙ
В конструкциях летательных аппаратов клеесварные соединения применяются в алюминиевых каркасных панелях, представляющих собой наруж-или внутреннюю обшивку из деформируемого листа малой толщины мм)’ соединенную с продольным и поперечным набором элементов есткости. Продольные элементы жесткости (стрингеры) и поперечные ^шпангоуты) могут быть изготовлены из прессованного проката (профилей)
или деформированного листа (штампованных заготовок). Исходя из требований прочности, надежности и эксплуатационной долговечности летательных аппаратов, в клеесварных соединениях применяют различные конструкции элементов жесткости (рис. 11.89).
Рис. П.89. Типовые элементы тонколистовых клеесварных соединений
Конструкция клеесварного соединения, выполненного контактной точечной сваркой с последующим введением клея, должна иметь хороший доступ для электродов сварочной машины и для введения клея в нахлесточный шов с обеих сторон свариваемого элемента. Конструкция соединения, выполненного контактной точечной сваркой по слою свеженанесенного клея, должна предусматривать наличие конструктивных элементов соединения с открытыми поверхностями, которые обеспечили бы подход к ним электродов сварочной машины. В обоих случаях форма и геометрические размеры свариваемой конструкции (ширина нахлестки) должны обеспечивать получение качественных сварных точек.
Наличие оксидной пленки и других загрязнений на поверхности алюминиевых сплавов в равной степени влияет на качество клеесварных соединений как при точечной сварке, так и при склеивании. Для получения клессварных соединений с оптимальными свойствами следует соответствующим образом подготовить поверхности деталей.
Основным требованием, предъявляемым к поверхности при склеивании, является обеспечение высокого и стабильного уровня адгезионных сил на границе раздела клей-металл.
Выше (с. 117— 118) были приведены основные сведения о подготовке поверхности деталей перед точечной и шовной сваркой. Каких-либо принципиальных отличий при химической подготовке поверхности для получения клеесварных соединений нет [80].
|0 1 ^ПОДГОТОВКА ПОД СКЛЕИВАНИЕ
Ранее, в начальный период создания соединений из алюминиевых сплавов япи подготовке поверхности выполнялись требования, предъявляемые только я отношении минимального и стабильного переходного сопротивления в сварочном контакте. Эти требования обеспечивали получение качественных сварных точек. В течение многих лет поверхность, подготовленная химическим способом под точечную сварку, предназначалась и для последующего склеивания, т. е. для склеивания не осуществлялась особая подготовка поверхности.
Многолетняя эксплуатация конструкций с клеесварными соединениями показала, что высокал исходная адгезионная прочность клеесварного соединения под действием эксплуатационных факторов, атмосферных и коррозионных сред резко снижается.
Это обусловлено характером микрогеометрни склеиваемых поверхностей, существенно влияющей на адгезионную прочность клеевых соединений. Так, при анодировании алюминиевых сплавов на поверхности образуется слой с однородной мелкозернистой структурой, которая способствует повышению адгезионной прочности. Зачистка наждачной бумагой формирует
поверхность с неравномерными рисками, лунками, т. е. микронеровностями, снижающими адгезионную прочность клеевого соединения.
В табл. 11.12] показаны средние значения контактного сопротивления поверхности алюминиевых сплавов, подготовленной различными способами. Из таблицы видно,
что значения контактного сопротивления в сотни и более раз вы-
Таблица 11.121. Средние значения контактного сопротивления (мкОм) поверхности в зависимости от способа ее подготовки
ше допустимого уровня при контактной точечной сварке (не более 150 мкОм), что не может обеспечить высокое качество клеесварных соединений. Среди приведенных способов подготовки поверхности под склеивание наиболее приемлемым является способ с нанесением на поверхность склеиваемых Деталей адгезионного грунта СПМ-20. Достижение низкого кон-
Способ подготовки поверхности
Травление под сварку Оксидирование Травление под сварку плюс нанесение грунта;
СПМ-20
СПМ-21
СП М-70
СПМ-102
СПМ-136
Анодирование в кислоте: серной хромовой фосфорной
Время после проведенной обработки, ч
1 5 12 зд 71
75 83 87 91 105
950 1200 1000 900 1100
65 85 125 180 210
3900 4500 4900 5300 5100
1200 3500 3900 3800 4200
97 340 390 410 400
600 550 670 840 780
6300 7500 6800 9500 7900
5400 6200 9800 6700 14500
1950 2100 2600 2300 2400
Примечание. Образцы лист-1-профиль из алюминиевого сплава Д16Т. тактного сопротивления позволяет в течение 7 ч после нанесения клея осуществлять точечную вдРку с получением сварных точек удовлетворительного качества.
Указанные способы подготовки поверхности деталей под склеивание до контактной точечной сварки и некоторые технологические приемы в процессе контактной точечной сварки также не обеспечивают получения качественных клеесварных соединений. Исходя из этого, при создании клеесварных соединений из тонколистовых алюминиевых сплавов, с учетом подготовки поверхности деталей под контактную точечную сварку необходимо обеспечить подготовку поверхности под склеивание после проведения сварки. В этом случае для создания оптимальной поверхности процесс подготовки желательно проводить в два этапа: под точечную сварку и склеивание. Если химическая подготовка поверхности под контактную точечную сварку нашла широкое промышленное применение, то подготовка поверхности сварного точечного соединения под склеивание не имеет пока промышленного внедрения.
В работе [77] показано, что возможными способами подготовки поверхности сварного точечного соединения под склеивание могут быть анодирование или оксидирование. Положительный эффект от анодирования сварных точечных соединений перед введением клея достигается только при нахлестках не более 20 мм с гарантированным зазором не менее 0,05 мм и при тщательной промывке (в горячей и холодной воде) после анодирования. При анодировании в серной кислоте для достижения максимальной адгезии клеев требуется применение специальных режимов анодирования без наполнения (длительность анодирования не более 10 мин при температуре электролита не выше 15°С). Отметим, что перед анодированием сварного точечного соединения в серной, хромовой и фосфорной кислотах травление в щелочи и осветление в азотной кислоте не производятся.
Успех анодирования после точечной сварки (до введения клея) во многом определяется качеством промывки поверхности деталей после анодирования, с определением концентрации электролита в зазоре сварного соединения. Промывка осуществляется сначала в горячей проточной воде при температуре 35—50’С (продолжительность промывки 7—10 мин), а затем в холодной проточной воде в течение 7—10 мин.
Однако технология подготовки поверхности сварного точечного соединения под склеивание путем нанесения анодной или оксидной пленки до настоящего времени не нашла широкого промышленного применения из-за невозможности полного удаления из зазоров сварного точечного соединения остатков электролита, которые могут привести к образованию очагов коррозии.
10.1.2. КЛЕИ, ПРИМЕНЯЕМЫЕ ПРИ ИЗ ГОТОВЛЕНИИ ТОНКОЛИСТОВЫХ КЛЕЕСВАРНЫХ КОНСТРУКЦИЙ
Применению клеесварных соединений способствовало развитие химии полимеров в создании клеев с высокой жидкотекучестью, способных в течение определенного времени сохранять достаточно стабильную вязкость и в отвержденном состоянии давать герметичный шов повышенной прочности.
К клеям, используемым при изготовлении клеесварных конструкции’ предъявляются следующие общие требования: клей должен обладать высокой проникающей способностью в малые зазоры (до 0,03 мм) при ширине
нахлестки до 40 мм, не вытекать из-под нахлестки при полимеризации; обеспечивать возможность точечной сварки по свеженанесенному слою клея и хорошо выдавливаться из зоны сварочного контакта; отверждаться при спавнительно небольших давлении и температуре; иметь минимальную усад-^гарантировать возможность эксплуатации изделия в диапазоне температур от’—60 до +120°С. Кроме того, жидкие клеи должны иметь большую жизнеспособность, не вызывать коррозии алюминиевых сплавов, быть стойкими против действия кислот и щелочей.
В настоящее время известно более 100 различных отечественных клеев, созданных на основе синтетических и природных смол, модифицированных наполнителями и другими добавками. Большинство стандартных клеев, применяемых для склеивания металлов, не отвечает изложенным выше требованиям и не пригодно для изготовления клеесварных соединений.
Для создания клеесварных соединений из алюминиевых сплавов малых толщин в настоящее время наиболее широко применяются такие клеи, как ВК-1, ВК-1МС, ВК-9, К-4С, КЛН-1, КС-609, ВК-36, ВК-37, ВК-39 и др. Прочностные характеристики соответствующих клеевых соединений при комнатной температуре приведены в табл. П. 122, технологические — в табл. II. 123.
В зависимости от тем-
Таблица 11.122. Прочность клеесварных соединений
пературы отверждения
клеи, применяемые при изготовлении тонколистовых клеесварных соединений из Марка клея Прочность при сдвиге, МПа Прочность при неравномернпм отрыве, МПа Модуль сдвига, МПа
алюминиевых сплавов, разделены на две группы: клеи холодного отверждения, не требующие подогрева для отверждения, и клеи горячего отверждения, требующие технологического подогревало 100—200°С. Клеи холодного отверждения вводятся в нахлесточный сварной шов до сварки (клей КЛН-1 можно вводить под нахлестку сварного соединения также и пос- Клеи холодного отверждения: ВК-9 КЛН-1 КС-609 Клеи горячего отверждения: ВК-1 BK-1MC К-4С ВК-36 ВК-37 ВК-39 14,42 14,62 7,26 16,19 23,35 26,19 32,37 25,02 19,52 2,85 3,14 2,45 2,75 3,83 4,12 6,38 4,22 4,51 0,98-2,55 2,45-5,89 5,4-7,85 3,83-6,87 4,91-8,83 4,42-6,87 7,85-13,73 2,94-5,89
ле сварки). Клей КЛН-1 предназначен для склеивания алю- Примечание. Образцы лист+профиль из алюминиевого сплава
миниевых сплавов, различных цветных и черных металлов, а также неме-тадлических материалов. Он представляет собой двухкомпонентную клеевую композицию, включающую основу и отвердитель. Основа состоит из эпок-™Лной смолы (100 мае. ч.), активного разбавителя — днфенилглицедилового ^Фира (20 мае. ч.) и пластификатора — тиокола (30 мае. ч.). В качестве отвердителя используют попиэтиленполиамин (10% от массы основы). При клеивании средний расход клея на один слой составляет 150 -200 г/м2.
Жизнеспособность клея после смешения основы и отвердителя при темпе-р туре не выше 25°С находится в пределах 20—30 мин. Отверждение клея
Таблица 11.123. Технологические характеристики клеесварных соединений ил алюминиевых сплавов типа Д16Т 3
Марка клея Длительность отверждения, е Температура отверждения. X Допустимое время, ч
ТОЧЕЧНОЙ сварки по клею заливки клея после сварки
ВК-9 300 20 о,5-1,0 Не применяется
КЛН-1 140 20 1,0 0,2
КС-609 500 20 0,5-1,5 Не применяется
ВК-1 65 120 3,0-5,0 2,0
BK-IMC 70 120 3,0-6,0 0,5
К-4С 60 120 Не применяется 0,25
ВК-36 — 170 5 суток Не применяется
(пленочный) ВК-37 500 120 0,5-1,0
ВК-39 90 120 3,0-4,0 2,0-3,0
Примечание. Точечная сварка по клею В К-36 выполнялась по отверстиям.
производится при комнатной температуре (18—25°С) в течение 2—3 сут без дополнительного давления. Для ускорения процесса отверждения допускается нагрев клея до 100’С с выдержкой в течение 3 ч. При этом существенно увеличивается прочность клеевых соединений.
Клеевые соединения на клее КЛН-1 работают продолжительное время при температурах от “60 до +80°С. Высокая устойчивость клея к термичес
кому старению и нарастание прочности при продолжительных нагревах способны обеспечить надежную работу соединений в условиях повышенных температур. Они хорошо сопротивляются нагрузкам при равномерном и
неравномерном отрыве, что свидетельствует о высокой пластичности клеевого слоя. Из всех клеев холодного отверждения клей КЛН-1 обеспечивает наибольшую прочность склеивания алюминиевых сплавов (см. табл. II. 122). Под действием воды в течение 30 сут прочность клеевых соединений снижается на 16—30%. При защите торцов лакокрасочными покрытиями соединения на клее КЛН-1 обладают удовлетворительной стойкостью во влажных и тропических условиях. Соединения устойчивы по отношению к
действию топлива, масла и органических растворителей.
Клеи горячего отверждения, применяемые при изготовлении тонколистовых клеесварных конструкций из алюминиевых сплавов, можно использовать в соединениях, выполняемых как способом сварки по клею, так и с введением клея после сварки (ВК-1, ВК-1 МС, ВК-39); только способом вве-?$’ ния клея после сварки (К-4С) и только способом сварки по клею (ВК-Зо, ВК-37).
Клей ВК-1МС, предназначенный для склеивания алюминиевых сплавов, титана и сталей, представляет собой композицию, состоящую из основы и отвердителя. Основа состоит из жидкой эпоксидной смолы (100 мае. 4.J, дифенил гл и цед илового эфира (46 мае. ч.) и наполнителя — цинковой пудр (25 мае. ч.). В качестве отвердителей используются триэтаноламин титаната и полиэтиленполиамин. Средний расход клея на один слой сос’гавЛЯие 150—200 г/м2. Жизнеспособность клея составляет 40 мин; отвержДеН
производится при температуре 120°С в течение 3 ч; возможно отверждение при |50°С в течение I ч без дополнительного давления. Перед отверждением гребуется технологическая выдержка при комнатной температуре в течение 24ч. Сложные и объемные детали желательно после этого предварительно прогреть при 80°С в течении 1 ч для предотвращения разжижения клея в процессе полимеризации и вытекания его из-под нахлестки сварного шва.
Клеевые соединения на клее ВК-1МС работают при температурах от -60 до +80°С и обладают высокой термостабильностью, т. е. хорошо сопротивляются термическому старению. Отличительной особенностью клея является наличие в его составе в качестве разжижителя высокомолекулярных эпоксидных спиртов, которые в отличие от растворителя не испаряются при отверждении клея, а химически взаимодействуют с основой клея, входя в его состав. Эго обеспечивает клею достаточную жизнеспособность и хорошие технологические свойства. Наряду с этим клеевые соединения устойчивы к действию воды и тропического климата.
Клей ВК-39, предназначенный для склеивания алюминиевых сплавов, титана и сталей, представляет собой композицию, состоящую из эпоксидной смолы, эпоксорезорциловой смолы и кремнийорганического отвердителя. Отверждение клея производится при температуре 120’С в течение 3 ч без дополнительного давления.
Клеевые соединения на клее ВК-39 работают при температурах от —60 до +150°С и обладают повышенной водо- и троликостойкостью. Прочность на сдвиг после 90 сут пребывания в камере “тропического климата” составляет 10,5 МПа (у соединений на клее ВК-1МС и К-4С — только 0,5 и 0,7 МПа соответственно). Таким образом, при применении клея ВК-39 можно гарантировать прочность клеесварного соединения не менее 10 МПа после длительной эксплуатации.
Приведем сравнительные данные об изготовлении из новых материалов экспериментальных панелей клепаного, сварного и клеесварного исполнения в условиях сборочно-сварочного цеха предприятия [81]. Панели имели размеры 450x320 мм с использованием трех стрингеров Z-образной или корытообразной форм. По параметрам панели соответствовали типовым фюзеляжным панелям самолетов. Шаг заклепок и сварных точек равен 30 мм. Корытообразные профили соединяли с обшивкой двухрядным швом с шагом 40 мм.
Для отработки режимов сварки и сварки по клею, сравнительной оценки несущей способности и технологичности панелей с гнутыми профилями использовали новые сплавы 1430, 1451, американский сплав 6013; с прессованным профилем — ранее освоенный сплав 1420. Из каждого сплава по Разным технологиям были изготовлены по 2—3 панели.
При испытании на устойчивость экспериментальных панелей, выполненных по разным технологиям, получены следующие минимальные и максимальные значения критического напряжения: из сплава 1430TI для клепаных панелей — 192 и 208 МПа, для сварных — 203 и 212 МПа, для клеесварных — 223 и 236 МПа; из сплава 1451Т1 для клепаных панелей — ЗТд МПа, для сварных — 250 и 261 МПа, для клеесварных — 300 и зч МПа; из сплава 601ЗТ1 для клепаных панелей — 258 и 261 МПа, для сварных - 238 и 262 МПа, для клеесварных — 269 и 279 МПа.
Разброс полученных результатов в среднем не превышает 5—8%. Результаты испытаний панелей на устойчивость показывают, что клепаные конструкции необходимо заменять клеесварными. Средние значения критических напряжений панели тех же размеров клепаного исполнения с обшивкой из сплава Д16АТ и стрингерами из 1420Т1 и 1430Т1 составили соответственно 176,5 и 189 МПа, т. е. находились на одном уровне со стрингерами из сплава 1451 (245 МПа). Средние значения критических напряжений клеесварных панелей в случае сплава 1430 оказались равными 229 МПа, или на 26,5% выше, а сплава 1451 — 317 МПа, или на 29,4% выше, чем у клепаных.
Таким образом, повышение прочностных характеристик клеесварных панелей из алюминий-литиевых сплавов в среднем на 25% позволит сократить расчетные сечения обшивки и стрингеров, что дополнительно уменьшит массу аэрокосмических аппаратов.
10.2. ДОЛГОВЕЧНОСТЬ КЛЕЕСВАРНЫХ СОЕДИНЕНИЙ
Современные изделия с клеесварными соединениями эксплуатируются в различных климатических зонах. Их долговечность определяется стабильностью адгезионных и когезионных свойств клеевой прослойки, а также коррозионной стойкостью соединений. В течение всего срока эксплуатации прочность клеевой прослойки должна находиться на высоком уровне. Однако установлено, что с течением времени она значительно снижается. В связи с этим конструкторы совершенно обоснованно не вводят в расчет клеевую прослойку в клеесварных соединениях. Клей относят в запас прочности. В результате преимущества от применения клеесварных конструкций полностью не используются. Так, до сих пор в подобных конструкциях не увеличен шаг сварных точек, что снизило бы трудоемкость и уменьшило разупрочнение материала.
Среди фе кто ров, не позволяющих ввести клеевую прослойку в расчет, нужно отметить отсутствие систематизированных экспериментальных данных о прочности клеевой прослойки. С учетом этого были исследованы прочностные свойства клеесварных соединений после длительных натурных и ускоренных коррозионных испытаний [78, 82, 83]. Образцы изготовляют из алюминиевого сплава Д16Т. Результаты механических испытаний образцов с высверленной сварной точкой после выдержки в различных климатических зонах приведены в табл. 11.124.
Как видно, у всех испытанных клеев наблюдается значительное снижение прочности. Так, после 10 лет выдержки в открытой атмосфере прочность образцов с клеями без покрытия снизилась практически до нудя во всех климатических зонах. Прочность образцов с клеем ВК-1МС и покрытием после выдержки в течение 1, 5 и 10 лет в открытой атмосфере Батуми снизилась-соответственно на 20,35 и 80%. После выдержки образцов с клеем ВК-1МС в районе Мурманска и Звенигорода наблюдались аналогичная картина.
Лакокрасочные покрытия не предохраняют клеесварные соединения ст снижения прочности в процессе длительных климатических испытаний-Замедляется только его темп.
Установлено, что зачистка поверхности щеткой не обеспечивает какого-либо эффекта при длительных натурных испытаниях. Учитывая это, ее не следует рекомендовать для подготовки поверхности клеесварных соединений.
Результаты, приведенные в табл. П.124, согласуются с данными американского исследования прочности клеесварных образцов после длительной натурной выдержки в трех различных климатических зонах: в сухом жарком климате (пустыня в штате Аризона, США), в жарком влажном (зона Панамского канала) и умеренном (штат Нью-Джерси, США). После выдержки образцов в течение 5 лет в условиях тропического климата наблюдалось снижение прочности от 30 до 45%. В условиях же сухого жаркого климата прочность сохраняется на первоначальном уровне, а у некоторых клеев на эпоксидной основе даже повышается на 5—10%. Это доказывает, что не старение клеевой прослойки, а изменение адгезионных сил на границе раздела клей-металл определяет уровень прочности клеесварного соединения. Снижение прочности и образование коррозионных поражений происходят в основном под действием воды и других агрессивных сред. Механизм проникновения воды под нахлестку клеесварного соединения — диффузионный. Вода по границе раздела клей-металл перемещается через поры поверхностных пленок.
Наиболее перспективным с точки зрения повышения эксплуатационной долговечности соединений является создание на поверхности металла различных оксидных и анодных покрытий.
Таблица 11.124. Результаты прочностных испытаний клеесварных соединений в различных климатических зонах
Марка клея Временное сопротивление в исходном состоя нн», Наличие покрытия Условия испытаний Остаточная прочность (%) после пребывания на опытной станции
ПОДГОТОВКИ поверхности Батуми, лет Звенигород, лет Мурманск, лет
МПа 1 5 10 ] 5 10 1 5 10
Нет Атмосфера 61 8 0 84 0 0 41 0 0
Травле- 1710-2080 Склад 85 64 30 70 42 17 70 25 0
ВК-1МС нис под сварку 1870 Атмосфера 80 65 20 84 60 8 85 48 8
Склад 76 68 45 85 74 41 85 65 25
Зачистка 1890-2320 Нет Атмосфера 68 13 0 73 31 0 61 10 0
2120 Склад 72 67 25 72 38 0 67 17 0
Атмосфера 43 0 0 74 10 0 30 0 0
КЛН-1 Травле-ние под сварку 1020-1370 Нет Склад 77 45 0 82 49 21 78 10 0
1250 Есть Атмосфера 76 49 10 81 55 0 79 39 0
Склад 78 64 21 83 62 35 81 45 10
Римечания: I. Приведены средние данные испытания Ю образцов лнст+профиль толщиной 1,2+1,5 мм. '-°став покрытия — грунт ВЛ-02+фунт ФЛ-086+эмаль Э-5,
Таблица IIЛ25. Механические свойства клеесварных соединений в зависимости от вида подготовки
Способ подготовки поверхности Время проведения подготовки Клей Временное сопротивление при сдвиге (МПа) после выдержки в течение суток
исходное состояние в воле а 3%-иом растворе NaCl В камере тропиков
30 90 30 90 30 90
Травление До сварки ВК-39 1810 1370 540 850 270 1100 340
под сварку ВК-1МС 1880 1490 490 910 50 1020 120
После ВК-39 1670 980 320 390 0 780 100
Анодирование в серной введения клея ВК-1МС 1710 1320 390 720 0 850 110
кислоте До введения ВК-39 1950 1850 1290 1580 920 1850 1310
клея ВК-1МС 2100 2020 1550 1850 910 2010 1240
Анодирование в хромовой кислоте После ВК-39 1600 1390 420 530 0 890 190
введения клея ВК-1МС 1890 1420 540 690 0 980 210
До введения ВК-39 2410 2190 1930 2250 1910 2120 1890
клея ВК-1МС 2550 2210 1980 1920 1560 2050 1730
Анодирование в фосфорной кислоте До введения ВК-39 2320 2370 2020 2380 2090 2280 2170
клея ВК-1МС 2080 2100 1930 1980 1750 2100 1870
После ВК-39 1810 1180 870 1030 230 1250 510
Оксидирова- введения клея ВК-1МС 1790 1210 750 940 180 1120 380
ние До введения ВК-39 2050 2060 1810 1870 1230 1940 1660
клея ВК-1МС 1940 1970 1660 1820 1160 1650 1290
Примечания: I. Приведены средние данные испытания пяти образцов. 2. Перед испытаниями сварную точку высверливали.
В табл. 11.125 приведены данные о механической прочности клеевой прослойки в клеесварных соединениях при использовании для подготовки поверхности процессов травления, анодирования и оксидирования. Как видно, анодирование и оксидирование образцов после сварки до введения клея резко повышают стабильность прочностных свойств клеевой прослойки при действии коррозионных сред. Снижение прочности в этом случае в 5—10 раз меньше, чем у образцов, прошедших только травление под сварку. Образцы, анодированные или оксидированные до заливки клея и прошедшие только травление под сварку, после коррозионных испытаний резко отличаются друг от друга по внешнему виду: на первых отсутствуют коррозионные поражения металла, отслаивание валика клея, на вторых — наблюдается то и другое.
Прочностные свойства клеесварных соединений, анодированных или оксидированных после введения клея, крайне низки при всех видах корР0-зионных испытаний. Вызвано это тем, что любая химическая обработка соединений с клеем изменяет свойства клеевой прослойки. На образна*-
абонированных после введения клея, наблюдается отслаивание (шелушение) клеевого валика. Под оставшейся его частью находится металл без анодной или оксидной пленки. Именно на этих участках и возникают коррозионные поражения. Снижение прочности образцов, анодированных после введения клея, даже больше, чем только травленных под сварку. В связи с этим в дальнейшем исследовались лишь процессы анодирования или оксидирования после сварки, до введения клеев. Высокие прочностные свойства клеевой прослойки достигаются при применении анодирования в хромовой и фосфорных кислотах.
В табл. 11.126 представлены результаты испытаний клеесварных образцов без защитных лакокрасочных покрытий после выдержки в воде до двух лет. У образцов с травленой поверхностью прочность клеевой прослойки уже через 6 мес. падает до нули, у оксидированных перед нанесением клея — через 12 мес. сохраняется на уровне 70—85 МПа, через 24 мес. — не менее 60 МПа. При проведении оксидирования не требуются подогрев или охлаждение ванн, а также специальные источники тока. Растворы не вызывают растравливания в узких зазорах под нахлесткой и легко удаляются при последующей промывке. Следовательно, оксидирование клеесварных соединений перед нанесением клеев нужно рассматривать как один из эффективных способов подготовки поверхности.
Таблица 11.126. Результаты испытаний клеесварных соединений, не имевших лакокрасочной защиты
Марка клея Подготовка поверхности Временное сопротивление при сдвиге (МПа) после выдержки в воде Разрушавшая нагрузка на образец (кН) после выдержки
до сварки после сварки до нанесения клея в исходном состоянии 3 мес. 6 мес. 12 мес. 24 мес. 0 12 мес. 24 мес.
ВК-1МС Травление Нет 1880 620 0 0 0 14,5 5,95 5,37
Оксидирование 1340 1270 1120 1030 940 13,2 10,9 9,85
ВК-39 Травление Нет 1970 680 0 0 0 14,3 6,15 5,58
Оксидирование 1420 1350 1290 1170 980 13,5 12,5 11,7
нпЕ 1 н и £ Приведены средние данные испытаний пяти образцов лист + лист толщи-
*>5+1,5 мм. 2. Размер нахлестки 30x30 мм. 3. Перед испытаниями на сдвиг сварную точку высверливали.
На рис. П.90 представлены кривые выносливости при усталостных испытаниях. Видно, что разрушающая нагрузка в значительной степени определяется методом подготовки поверхности. В случае травления под сварку, оксидирование и анодирования в хромовой кислоте (после сварки До введения клея) разрушающее усилие при испытаниях на базе 2-107 циклов Равна соответственно 180, 210 и 270 кН. Отсюда следует, что только путем изменения способа подготовки поверхности достигается повышение уста-
Рис, 11,90. Усталостная прочность клеесварных соединений из сплава Д16Т (клей ВК-39) после различной химической подготовки поверхности под склеивание: 1,2— анодирование в хромовой кислоте; 3. 4—оксидирование; 5, о — травление с пассивированием; /, 3, 5— после обработки; 2, 4, 6— после 3 мес. пребывания в 3%-ном растворе NaG
лостной прочности В 1,3— 1,6 раза (в исходном состоянии до коррозионных испытаний). После ускоренных коррозионных испытаний (3 месяца в 3%-ном растворе NaCl) влияние способа подготовки поверхности еще больше возрастает (кривые 2, 4 и б).
Разрушающая нагрузка для клеесварных соединений после анодирования в 2—2,5 раза больше, чем после травления под сварку. Наиболее высокие показатели достигаются после анодирования в хромовой кислоте.
Таким образом, для повышения эксплуатационной надежности клеесварных соединений нужно применять специальные способы подготовки поверхности — оксидирование в кислых холодных электролитах и анодирование в хромовой, фосфорной или серной кислоте.
10.3. ОПЫТ ЭКСПЛУАТАЦИИ КЛЕЕСВАРНЫХ СОЕДИНЕНИЙ
Многолетняя эксплуатация самолетов в различных климатических условиях показала, что в зонах расположения клеесварных соединений в надпольной части фюзеляжа коррозионные поражения и усталостные разрушения не происходят, а в подпольной части наблюдается значительная коррозия. По данным авиаремонтных заводов, коррозионные поражения обычно встречаются на внутренней стороне обшивки вдоль стрингеров, а в ряде случаев выходят на внешнюю поверхность в местах расположения сварных точек. Механизм коррозионного поражения клеесварных конструкций [77, 83] подробно рассмотрен выше. Для более полного понимания интенсивности процесса коррозии необходимо отметить, что в 1 л конденсата, находящегося в подпольной части самолета, обычно содержится 1—6 г/л NaCl, 1-4 г/л (NH4)2SO4, 0,3-1 r/л NH4C1 и 5-10 г/л С Н}ОН (фенола)-Следовательно, конденсат представляет собой чрезвычайно агрессивную жидкость. Значительное коррозионное поражение клеесварных конструкции
подпольной части фюзеляжа Ан-24 приводило к тому, что при капитальных ремонтах клеесварные панели заменяли клепаными. Это резко увеличивало объем и стоимость ремонта; кроме того, распространилось мнение о том, что клеесварные конструкции нельзя применять в подпольной части фюзеляжа.
Анализ коррозионных поражений в подпольной части фюзеляжа самолета Ан-24 показал, что в основном они вызваны спецификой ее конструкции, полным отсутствием анодных или оксидных покрытий, негерметичностью конструкций туалета, применением клея ФЛ-4С, недостаточно тщательным выполнением защитных лакокрасочных покрытий и отсутствием дренажных отверстий. Обшивка фюзеляжа в нижней части имеет практически плоскую форму, поэтому весь конденсат не скапливается в одном месте, а равномерно распределяется по всей площади подпольной части. Это затрудняет его удаление и привадит к тому, что коррозионное поражение происходит по всей поверхности подпольной части.
Клей ФЛ-4С в процессе эксплуатации быстро набухал и отслаивался от поверхности, что способствовало проникновению влаги в зазор под нахлесткой — к сварным точкам. Замена его клеем К-4С, более прочным и технологичным, не изменила положения: коррозионная поражаемость клеесварных панелей оставалась высокой. В связи с этим были разработаны и внедрены в серию мероприятия по улучшению условий эксплуатации.
Усиление защитных лакокрасочных покрытий, нанесение герметика У-30мэс-5 вдоль всех клеевых валиков в подпольной части, увеличение числа дренажных отверстий и т. д. позволили значительно повысить коррозионную стойкость клеесварных соединений. Обшивки с клеесварными панелями стали заменять все реже и реже. Однако многие из указанных мероприятий небыли оптимальными. Так, увеличение числа слоев защитных лакокрасочных покрытий и особенно нанесение герметика вдоль всех клеевых валиков резко повысили трудоемкость изготоаления и массу панелей. Принципиальное решение проблемы, по-видимому, должно основываться только на применении специальных химических методов подготовки поверхности под сварку и склеивание.
В конструкции самолета Як-40 используют клеесварные панели на клее ВК-1МС. В эксплуатации не отмечено ни одного случая разрушения или коррозионного поражения панелей как в надпольной, так и в подпольной части фюзеляжа. Лакокрасочное покрытие на клеесварных панелях полностью сохраняется. Оголенные участки металла отсутствуют. После снятия лакокрасочных покрытий следы коррозионного поражения не обнаружены. Отслаивание клеевых валиков не отмечается.
В табл. П. 127 приведены механические свойства клеесварных соединений после длительных сроков эксплуатации. Образцы для испытаний были вырезаны из панелей на самолетах, проходивших капитальный ремонт.
Опыт эксплуатации изделий с клеесварными конструкциями позволяет рекомендовать следующее: исключить прямой контакт воды и других жидких агрессивных сред с клеесварными соединениями; создать систему дренажных отверстий; герметизировать узлы конструкции, которые могут служить источниками жидких агрессивных сред; применять специальные методы химической подготовки под сварку и склеивание — оксидирование или
Таблица II, 127. Механические свойства клеесварных соединений после эксплуатации
Марка клея Усилие среза. кН Прочность при сдвиге клеевой прослойки. МПа Снижение прочности клеевой прослойки, % Примечание
а исходном состоянии после эксплуатации
сварное соединение клсеевармое соединение сварное соединение клеесварное соединение
К-4С 4,31 13,55 11,80 9,45 1570 25 Самолет Ан-24; 5 лет эксплуа- ’ тации
ВК-1МС 4,18 11,20 9,47 7,31 1310 21 Самолет Я к-40; 5 лет эксплуатации
4,18 11,20 6,45 4,23 690 61 Самолет Я к-40; 10 лет эксплуатации
КЛН-1 4,12 9,65 4,27 0,64 180 85 Вертолет Ми-8; 5 лет эксплуатации
П римсчании: J. Образцы из сплава Д16Т, лист + профиль. 2. Подготовка поверхности — химическое травление пол сварку. 3. Усилие сдвига—при высверленной сварной точке.
анодирование; при выборе клея учитывать его водо- и тропи костойкость. Вместо клеев КЛН-1 и К-4С целесообразно применять новый эпоксидный клей ВК-39, обладающий повышенной водостойкостью и высокой технологичностью.
Проведение этих мероприятий позволит обеспечить высокую эксплуатационную долговечность клеесварных соединений в различных климатических зонах.
§ И. КОНТАКТНАЯ СТЫКОВАЯ СВАРКА
Этот вид сварки получил довольно широкое распространение во многих отраслях промышленности, в том числе и в производстве авийракетной техники. В авиации этот способ получения неразъемных соединений особенно широко применяется при изготовлении конструкций самолетов военного назначения.
В авиационной технике широко используются различные прессованные! профили из высокопрочных алюминиевых сплавов. Чаше всего они имеют сложную форму поперечного сечения (рис. 11.91), что обеспечивает высокую эффективность их использования в конструкциях. Сварка профилей сопряжена с трудностями, обусловленными не только специфическими физическими и химическими свойствами таких сплавов, но и формой поперечных сечений, отличающихся значительной разнотолшинностью отдельных элементов. Кроме этого, высокопрочные сплавы алюминия весьма чувствительны к нагреву и разупрочняются при воздействии термического
JI/ErrntHI
ПГгч ггмгь ы iHHIMkih н
Рис. 11.91. Типовые профили из алюминиевых сплавов
цикла сварки. Все эти проблемы приходится решать при любом способе сварки, в том числе и при контактной сварке оплавлением [84].
Рассмотрим основные положения, связанные со стыковой сваркой алюминиевых сплавов.
11.1. ОСОБЕННОСТИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ АВИАЦИОННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
Как уже упоминалось, алюминиевые сплавы отличаются образованием тугоплавких оксидов алюминия, высокими значениями тепло- и температуропроводности, малым электросопротивлением, часто имеют широкий интервал кристаллизации.
Наибольшее распространение для этой группы сплавов получила стыковая сварка оплавлением. При этом способе применяют большие скорости оплавления (до 20 мм/с) и осадки (более 150 мм/с). Это вызывает необходимость увеличения давления осадки (до 150—300 МПа) и плотности тока перед осадкой (до 25—45 А/мм2). Для предупреждения расслоения волокон и образования рыхлот (часто наблюдаемых при свободной деформации в процессе осадки) применяют формирующие устройства, обеспечивающие принудительное деформирование, которое требует повышения давления осадки иногда до 500 МПа и выше.
На характер образования соединения при стыковой сварке существенное влияние оказывают состав сплава, размеры и форма сечения деталей. В табл. 11.128 приведены ориентировочные режимы сварки оплавлением
Таблица II. 128. Ориентировочные режимы сварки оплавлением некоторых алюминиевых сплавов
Алюминиевые прутки Алюминий А Кб АМгб ди Трубы из АМгЗМ
Параметры режима диаметром Пластины толщиной 40—45 мм,
20 мм 25 мм 30 мм 38 мм 4—5 мм 5-8 мм 4 мм 6 мм 4-7 мм 3—5 мм 5—8 мм ной стснкя 1—2 мм
Установочная длина, мм 38 43 50 65 25-30 40-45 12 14 13 25-30 40-45 26
Напряжение холостого хода, В — — — — — — 6 7,5 10 — 8,5 2,85
Припуск на оплавление, мм 17 20 22 28 15 22 8 10 14 15 22 12
Длительность оплавления, с 1,7 1,9 2,8 5,0 2,3 5,5 1,2 1,5 5,0 3,0 7,0 —
Средняя скорость оплавления, мм/с 11,3 10,5 7,9 5,6 6,5 4,0 5,8 6,5 2,8 5,0 3,0 12
Максимальная скорость оплавления, мм/с 14,5 10,5 15,0 15,0 6,0 11,0 8,0 —
Припуск на осадку, мм 13 13 14 15 5-6 6-8 7,0 8,5 12,0 5-6 6-8 4
Скорость осадки, мм 150 150 150 150 200 200 150 150 200 150 150 200
Осадка под током, мм 6,0 6,0 7,0 7,0 — — 3,0 3,0 6-8 • — — —
Удельное давление осадки, МПа 16,4 12,7 19,0 12,0 120 140 180-200 200-220 130 100-160 160 28,0
Максимальный ток, кА 58 63 63 63 — — — — — — — 29
некоторых алюминиевых сплавов. Видно, например, что различие в химических составах сплавов АМгб и АК6 приводит к тому, что скорость осадки при сварке сплава АМгб может быть значительно выше, чем у сплава АК6. Это, очевидно, связано с различием в значениях поверхностного натяжения расплавленного металла. Сплав АМгб имеет меньшее поверхностное натяжение, что способствует более легкому разрушению перемычек и образованию кратеров небольшой глубины, быстро закрывающихся при осадке; интенсивное испарение магния, в свою очередь, облегчает процесс разрушения оксидной пленки.
Сварка деталей большого сечения затрудняется ввиду повышенного отвода тепла от стыка в глубь деталей, что тормозит процесс расплавления и разрушения перемычек. Для предупреждения этого применяют предварительный подогрев деталей током, осуществляемый при замкнутых торцах; затем их несколько разводят и начинают процесс оплавления.
Размеры и форма сечения двух свариваемых деталей должны быть на некоторой длине одинаковыми — для равномерного их разогрева. При сварке конструкций замкнутой формы (шпангоуты, кольца и т. д.) ток сварки должен быть несколько повышен, с учетом потерь на шунтирование. В отдельных случаях д ля уменьшения шунтирования повышают индуктивное сопротивление введением на пути шунтирующего тока больших ферромагнитных масс.
В связи со специфическими особенностями стыковой сварки алюминиевых сплавов к сварочному оборудованию предъявляются следующие требования: достаточно большой ток короткого замыкания, высокие скорости оплавления и осадки, большие усилия сжатия.
При устойчивом оплавлении до 80—90% потребляемой мощности расходуется на оплавление и значительная часть энергии идет на нагрев расплавленного металла. При этом мощность во время сварки составляет 18—20% мощности при коротком замыкании.
Отмечено, что устойчивость процесса оплавления повышается при уменьшении активного и индуктивного сопротивлений сварочного контура. При сварке оплавлением алюминиевых сплавов удельная мощность не сильно отличается от удельной мощности при сварке сталей. Повышенная же мощность стыковых машин определяется большой мощностью, необходимой при осадке. Осадка должна проводиться при удельной мощности, в 5—6 раз превышающей мощность при оплавлении.
Чтобы обеспечить большие скорости оплавления и осадки, машины должны быть оборудованы приводом давления соответствующего типа и иметь по возможности малое трение в направляющих (роликовых опорах). Конструкции электродов, зажимов и системы привода должны гарантировать строгую соосность свариваемых деталей. В связи с этим, например, при сварке тонкостенных труб допустимая величина смещения не должна превышать 5—8% толщины стенки.
При сварке труб большого диаметра на характер оплавления может оказать влияние несимметричный относительно оси деталей подвод сварочного тока, вследстаие чего плотность тока по сечению деталей будет неодинаковой, что может привести к неравномерному оплавлению. Для устранения такого явления следует делать симметричный токоподвод.
Широкое распространение получила контактная сварка оплаалением кольцевых заготовок из высокопрочных алюминиевых сплавов. Таким
б
Рис. 11.92. Зависимость пластичности (а) и прочности сплава 1201 от длительности нагрева до 0н=4ОО"С и от температуры нагрева при ^=Г20О1С:
/ - ¥=Г(е); 2 - w=/-(O; 5 4 - 8-f(y; 5 -
а =/Ч): « - a,= f(0„): 7~ а0.;-ЛГ„); 8 - оь,г=<(8„)
способом сваривают кольца диаметром от 300—400 мм до нескольких метров с площадью поперечного сечения до 80 000 мм2. В основу технологии положен способ сварки непрерывным оплавлением с программным изменением основных параметров. Это обусловлено специфическим влиянием нагрева на структуру и механические свойства высокопрочных алюминиевых сплавов. Разупрочнению способствует не только температура нагрева, но и его длительность. Большинство сплавов разупрочняется при нагреве их до температуры выше 300—35О’С (рис. 11.92). Между тем для обеспечения качественной сварки алюминиевых сплавов необходим нагрев приконтактных слоев на участке интенсивной деформации до более высокой температуры. Установлено, что при очень быстром нагреве сплавов до 400—450°С разупрочнения можно практически избежать, если длительность нагрева не превышает 20—30 с (для некоторых новых
высокопрочных сплавов — 15 с). Скоростной нагрев деталей с высокой теплопроводностью возможен только при высокой концентрации энергии, которую невозможно обеспечить прерывистым подогревом сопротивлением даже при очень больших удельных плотностях тока (40—50 А/мм2).
Требуемый нагрев достигнут при сварке непрерывным и пульсирующим оплавлением. Непрерывное оплавление с изменением скорости по программам, приведенным на рис. П.93, при неизменном значении обеспечивает качественную сварку деталей любого сечения при толщине стенки до 10 мм. I
Сварные швы по основным показателям практически равнопрочны с| основным металлом. Отсутствие дефектов в области соединения гаРан^*Н руется при конечной скорости подачи не ниже 15—20 мм/с и скоростях] осадки более 200 мм/с. При сварке деталей с большей толщиной стенки] для получения качественных соединений требуется интенсификация нагрева.]
Рис. 11.93. Программы изменения скорости подачи при непрерывном (/ ), пульсирующем (2) и импульсном (3) оплавлении
Снижение напряжения в данном случае малоэффективно, так как при оплавлении алюминиевых сплавов длительность существования единичных контактов настолько мала, что изменение эффективного значения напряжения фактически на нее не влияет.
Более эффективной оказалась интенсификация оплавления путем применения импульсного и пульсирующего оплавления. При пульсирующем оплавлении с плотностью тока 4—5 А/мм2 удается обеспечить наиболее благоприятное распределение температуры в ЗТВ, обеспечивающее качественную сварку толстостенных деталей площадью поперечного сечения до 10 000 мм2. Длительность нагрева при этом не превышает 30 с. Увеличение олотности тока до 6—7 А/мм2 позволяет сократить ее до 20 с, что необходимо в случаях сварки сплавов с повышенной склонностью к разупрочнению. Режимы сварки импульсным оплавлением некоторых толстостенных кольцевых заготовок из алюминиевых сплавов, в том числе термоупрочненных (типа 1201Т1), приведены в табл. П.129. Основные показатели прочности сварных соединений близки к соответствующим характеристикам основного металла. Сварка происходила при частоте колебаний 12—25 Гц. Конечный период оплавления выполнялся по жестко заданной программе нарастания скорости, близкой к приведенной (см. рис. П.93).
При сварке алюминиевых сплавов, выполняемой на жестких режимах, для достижения требуемой деформации торцов необходимо высокое давление осадки, которое в зависимости от типа свариваемых материалов находится в пределах 150—250 МПа. Детали с площадью сечения до 10 000 мм2 свариваются на мощных машинах, развивающих усилия осадки до 3 МН. Осуществить импульсное оплавление на таких машинах, имеющих многотонные подвижные станины, не всегда представляется возможным. Поэтому при сварке деталей с большим поперечным сечением д ля создания требуемого температурного поля используют комбинированную программу изменения основных параметров (рис. 11.94), предусматривающую длительный непрерывный подогрев сопротивлением вылетов свариваемых деталей при низкой плотности тока (5—6 А/мм2) до температуры 150—250’С, которая не вызывает Разупрочнения материала, с последующим непрерывным оплавлением по
Таблица 11.129. Режимы сварки импульсным оплавлением кольцевых заготовок из алюминиевых сплавов
Размеры Ц, Ц- «иг V, Гр к. 4пл’
образцов кВ А В В мм/с мм/с с с с с ММ
Сплав АМгб
Sc=1000 мм2, 6=12 мм
So=1800 мм1, 6=36 мм
So=4400 мм2, 6=50 мм
SD=22000 мм2, 8=65 мм
So=64OO мм2, 8=32 мм
30
40
100
800
2000
2
2,5
10
10
120 15
100 15
2
2
2
5
5
30 28 15
40 32 24
75 37 35
140 45 45
120 45 30
Сплав 1201Т1
S0=iOOO мм2, 8=10 мм
So=5000 мм2, 8=40 мм
5.-54000 мм2, 8=32 мм
So=5O0OO мм2, 8=100 мм
40
500
2000
3000
3
10
10
5 1 25
7,3 2 15
15 1,5 12
15 I 15
2 20 25
86
120
150
18
17
25
2 100 30
3 140 45
5 180 45
15
30
45
45
Примечание, Здесь — плошал ь поперечного сечения заготовки; \ — конечная мощность; — скорость оплавления; v — конечная скорость опяаадсния; f, — длительность оплавденмя 1-то периода; tj — длительность оплавления 2-го периода; г — длительность оплавления при повышенной {форсированной) скорости; — общая продолжительность сварки; — длина оплавленного участка; — длина участка осадки.
программе, обеспечивающей концентрированный нагрев. При этом температура на участке интенсивной деформации торцов выше на 150—200°С, чем при непрерывном оплавлении, что обеспечивает качественную сварку толстостенных деталей. Длительность нагрева участков, где осуществляется интенсивный нагрев, остается такой же, как и при непрерывном оплавлении.
Комбинированная программа используется при сварке деталей из алюминиевых сплавов с большими развитыми и компактными поперечными сечениями, например кольцевых заготовок из прессованных алюминиевых профилей с плошадью поперечного сечения 60 000 мм2, при сварке продольных швов обечаек длиной до 2000 мм, толщиной до 35 мм и с общей плошадью поперечного сечения до 70 000 мм2, различных гнутых профилей сложного сечения, толщина отдельных элементов которых достигает 100 мм, а общая площадь сечения — 40 000 мм2. Диаметры перечисленных крупнога
баритных кольцевых деталей велики, поэтому сопротивление шунтирующей аетви сварочной цепи значительно превышает сопротивление сварочной нагрузки, несмотря на большие поперечные сечения заготовок.
режимы сварки кольцевых заготовок большого сечения мало отличаются от режимов сварки прямолинейных деталей такого же сечения. В основу технологии их сварки положен метод комбинированного нагрева с программным регулированием основных параметров, в том числе напряжения холостого хода (рис. 11.94). Режимы сварки приведены в табл. 11.129. По сравнению с режимами сварки заготовок меньшего сечения в данном случае приходится использовать более мягкие режимы, отличающиеся большей температурой предва-
рительного нагрева и меньшим удельным давлением осадки. Эго обусловлено прежде всего тем, что с увеличением толщины деталей возрастает значение максимального зазора 8„„, и приходится соответственно снижать градиент температурного поля, чтобы обеспечить оптимальные условия существования жидкого расплава на поверхности оплавления.
В процессе многолетнего применения технологии контактной сварки оплавлением для деталей большого
сечения накоплен обширный банк данных всесторонних испытаний сварных соединений, в том числе в производственных условиях. Основные показате-
Рис. [[.94. Программа изменения (7 ), (2) и тп
(J) при сварке толстостенных алюминиевых заготовок большого сечения:
I— предварительное оплавление для выравнивания неровностей' II— нагрев сопротивлением; III— оплавление при постоянной скорости; IV— повышение скорости перав осадкой
ли механических свойств сварных соединений приведены в табл. 11.130.
Временное сопротивление сварных соединений существенно не изменяется при варьировании в довольно больших пределах основных параметров режимов сварки. Характер разрушения во многом зависит ст структуры основного металла. В металле имеются строчечные выделения интерметалли-дов вдоль волокон металла (рис. 11.95). При осадке происходит изгиб волокон, который в ряде случаев может сопровождаться их расслоением. В местах выхода расслоений на поверхность образцов наблюдается структурная неоднородность металла. С этих участков чаще всего начинается разрушение
Таблица 11.130. Механические свойства сварных соединений алюминиевых сплавов больших сечений, полученных сваркой оплавлением
Размеры образцов Материал Механические свойства —
<\-МГ1й а,. МПа й. ж Дж/см;
So=!000 мм2, АМгб, 360 170 .— 16 34-40 ~
3=10—12 мм основной металл
АМгб, 340-360 150-171 .— 17-19 28-35
сварной шов 350 165 18 30
S„=1800 мм2. АМгб, 380 175 — 17 34-40
3=36 мм основной металл 37
АМгб, 350-380 160-190 15-18 27-39
сварной шов 368 163 17 33
Sh1=4400 мм2, АМгб, 320 200 — 17 —34—40
8=50 мм основной металл 37
АМгб, 310—329 180-200 -16=17- 27-30
сварной шов 320 196 16,2 28,5
SB=2200 мм2, АМгб, 340 173 20 27-35
3=65 мм основной металл 31
АМгб. 325—340 160-170 . 18,5-20 -20—35 _
сварной шов 322 167 19 28
S3=1000 мм2, I201T], 423—438 345 22-28 10 20-24
6=10 мм основной металл 430 22
1201Т1, 386-407 — 16-19
сварной шов 394 17,1
Sc=16500 мм2 1201Т1, 420—429 343 20-28 10-12 22-24_
6=60 мм основной металл 424 24 11 23
1201Т, 271-302 235-260 20-25 20-22 10.7—17.6
сварной шов 283 245 23 21 13,7
1201Т, 394—404 310-335 7 9.
основной металл 398 320 8,3
Примечания: I. В числителе приведены минимальные и максимальные значения, в знаменателе — средние. 2. Материалы — в состоянии поставки, за исключением последней графы. Длв деталей предусмотрены закалка+сгарение после сварки.
образцов при испытаниях на разрыв. Наличие на линии соединения тонких оксидных плен, площадь которых составляет до 80% площади сечения образца, практически не влияет на прочность соединений.
В АНТК им. Антонова разработана технология получения стыковой сваркой соединений профилей со специальными законцовками. Обычно в самолетных конструкциях законцовки и профили соединяют с помощью заклепок (рис. 11.96), но, во-первых, из-за неизбежной в этом случае
Рис, 11.95. Макроструктура сплава АМгб на линии соединения
Рис. JI.96. Внешний вид клепаных панелей
нахлестки увеличивается масса узла, а во-вторых, возрастает трудоемкость его изготовления — в связи с необходимостью сверления отверстий, снятия фасок, самой операции клепки и т. д. Для среднего самолета требуется несколько сот таких соединений, поэтому замена их сварными весьма актуальна. Работы проведены на сплавах алюминия Д16, 1420 и САП [85—88]. Рассмотрим полученные результаты более подробно.
11.2. КОНТАКТНАЯ СТЫКОВАЯ СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ ТИПА Д16
Сплавы типа Д16, Д1 (дуралюмины) системы Al—Си—Mg—Мп относятся к трудиоупрочняемым сплавам алюминия, довольно широко используемым в качестве конструкционного материала в авиации. Они имеют высокие механические свойства, но легко разупрочняются и теряют коррозионную стойкость при повышенных температурах. Прочность соединений этих сплавов, выполненных сваркой плавлением, составляет лишь около 50% прочности основного металла. Их соединения, выполненные по традиционной технологии контактной стыковой сварки как оплавлением, так и сопротивлением, также имеют более низкое качество по сравнению с основным металлом.
Здесь необходимо учесть возможные структурные превращения дуралюмина, вызываемые термическими циклами при сварке металла различных сечений. Обычно сваривают полуфабрикаты сплава Д16Т, прошедшие закалку и естественное старение, которые существенно упрочняют сплав. При нагреве до температуры >250°С и определенной выдержке в состаренном сплаве образуется вторичная б-фаза. В зависимости от температуры нагрева, длительности выдержки и химического состава сплава указанная вторичная фаза может переходить в различные структурные состояния и соответственно изменять его механические и физические свойства. Чем более дисперсна и разобщена 6-фаза, тем меньше разупрочнен сплав Д16Т. В случае объединения ее в отдельные сравнительно крупные зерна происходит отпуск, т. е. значительное разупрочнение сварного соединения.
Поэтому до недавнего времени в производстве широко применяли механические (преимущественно заклепочные) соединения деталей из Д16, Д1.
Альтернативу этим видам соединений может составить стыковая сварка. В массовом производстве целесообразно применять комбинированный способ, сочетающий в себе положительные особенности контактной стыковой сварки с нагревом и холодной стыковой сварки [85].
Разупрочнение металла от нагрева (перегрева) при сварке резко уменьшается, если нагревается только металл в припуске на сварку, который в процессе осадки выдавливается на периферию соединения и подрезается кромками формирующего устройства (рис. 11.97). При этом он отделяется от изделия, и его тепло практически не воздействует на металл сварного соединения.
Оптимальный нагрев — фактор необходимый, но недостаточный для обеспечения удовлетворительного качества сварных соединений. Требуются также создание высоконапряженного состояния, характерного для трехосного неравномерного сжатия в процессе осадки, и высокая интенсивность пластической деформации. Эти условия аналогичны оптимальным условиям холодной сварки и создаются при помощи специальных формирующих устройств, исключающих расслоение текстуры, образование микронесплош-ностей, микротрещин; таким образом обеспечивается достаточно высокое качество соединений.
При контактной стыковой сварке по предлагаемой технологии — с формированием соединения — нагрев может производиться как оплаалением, так и сопротивлением. Основным требованием к выбранному способу нагрева является обеспечение равномерности нагрева металла в припуске на сварку-
2
Рис. IJ.97. Схема контактной стыковой сварки с формированием соединения:
1 — делали; 2 — формирующее устройство; 3 — электрод; 4 — выдавленный и отделенный перегретый металл
В большинстве серийных стыкосварочных машин (рис. 11.98) токоподво-ды от трансформатора (как и сам трансформатор) смещены относительно продольной оси свариваемых деталей, в связи с чем неравномерно распределяется плотность тока, а следовательно, и температура по сечению свариваемых торцов. Это наблюдается даже при сварке непрерывным оплавлением деталей развитого сечения. Нагрев же сопротивлением в подобных машинах возможен только при сварке изделий с малым компактным сечением. Поэтому в большинстве свариваемых деталей равномерный нагрев металла в припуске на сварку может быть достигнут в процессе оплавления, а требуемое качество можно обеспечить, используя принудительное формирование соединения.
При традиционной технологии в процессе оплавления скорость перемещения подвижного стола изменяют по экспоненциальным, полукубическим
Рис. 11.98. Серийная машина марки МСП-100 для стыковой сварки
или параболическим зависимостям. Установлено, что процесс оплавления проще и рациональнее проводить при дискретно нарастающих скоростях.
Начальная скорость оплааления гн — это наивысшая скорость, при которой возникает устойчивый процесс оплавления (без коротких замыканий). Значения г находятся в диапазоне 0,8—1,85 мм/с, причем большие значения соответствуют малым толщинам свариваемых изделий.
В процессе устойчивого оплавления при начальной скорости происходит нагрев свариваемых торцов до температуры, достаточной для перехода на вторую, основную скорость оплавления. При этой второй скорости обеспечивается наиболее глубокий прогрев металла приконтактной зоны, с максимальным накоплением в ней тепла: она получила название греющей скорости —| к. В зависимости от толщины и формы деталей к=2,4—5,2 мм/с. При греющей скорости оплавляется 75—85% всего металла в припуске на оплавление и достигается необходимое теплосодержание в зоне сварки.
После нагрева последовательно устанавливаются несколько предосадоч-ных высоких (форсирующих) скоростей иф. Нарастание скорости до конечных значений 18—30 мм/с происходит за доли секунды и на малом (3—5,5 мм) пути перемещения.
При этих скоростях происходит процесс оплавления, сопровождающийся интенсивными выплесками металла множества контактных перемычек, очисткой поверхностей соединяемых торцов, образованием на них кратеров минимальной глубины и появлением значительного градиента температур-
Цикл сварки завершается осадкой. На конечном этапе при достижении максимального значения в процесс включается осадка с высокой скоростью v (до 250—300 мм/с), позволяющей сократить до минимума паузу между оплавлением и осадкой (происходит суммирование указанных скоростей в одном направлении). Только при этих условиях сохраняется достаточная чистота торцов.
После закрытия зазора происходит интенсивная деформация металла в припуске на осадку, в процессе которой образуется монолитное соединение. Осадка сначала (до 50—70% размера припуска) производится под током, а затем без тока (проковка).
При сварке непрерывным оплавлением деталей из дуралюмина (и других сплваов алюминия) больших толщин или со значительной разнотолщин-ностью следует выполнять предварительный подогрев заготовок импульсным током или путем непрерывного пропускания тока невысокой плотности через сведенные торцы. После нагрева свариваемые торцы разводятся, а зятем возбуждается процесс непрерывного оплавления.
Сварку сопротивлением деталей из дуралюмина небольших компактных
сечений рационально производить с независимым приложением давления при нагреве (/*=2,4—12,5 МПа) и осадке (/^,=350—500 МПа). Осадка производится под током и без тока (проковка).
Хорошего качества соединений при сварке сплавов алюминия с формированием по указанной технологии можно достигнуть на стыкосварочных машинах, характеризующихся как можно более низким сопротивлением короткого замыкания (2^з) вторичного контура, при возможности изменения в широком диапазоне скорости оплааления (г =0,6— 30 мм/с) и скорости осадки (к, до 300 мм/с), а также большим усилием осадки Рж, позволяющим создать давление на соединяемых торцах, в 1,2—2,5 раза превышающее предел текучести основного металла в области гомологических температур. При этом усилие зажатия Р свариваемых деталей должно в 2—3 раза превышать усилие осадки.
Характер изменения температуры во времени при сварке с формированием показан на рис. 11.99.
Установлено, что продолжительность нагрева при сварке меньше, чем продолжительность охлаждения в области разул-Рочняющих температур. Поэтому после сварки изделий из дуралюмина толщиной мм в ряде случаев следует применять принудительное охлаждение зоны сварки.
Рис. 11.99. Изменение температуры металла на торцах:
/, 3 — при оплавлении и охлаждении без осадки; 2, 4 — то же при осадке в ^рмир^ющих^снюйсгвах (I, 2 — 8=
Контактная стыковая сварка с формированием соединений полос сплава Д16Т толщиной до 8 мм производилась непрерывным оплавлением, а при больших толщинах — с предварительным подогревом. Режимы сварки (площадь сечения заготовок — до 560 мм:) приведены в табл. 11.131.
Таблица И.131. Режимы сварки оплавлением деталей из сплава Д16
Способ сварки 6, мм Лпл’ Ле А/Мм1 мм/с мн/с К , мм/с НМ ММ мПа V С
Непрерывные 1,5 7,5 190,5 1,8 5,0 26,0 22,0 3,0 490,0 3,4 ‘
оплавлением 3,0 7,0 175,0 1,6 4,6 25,0 26,0 6,0 441,0 4,6
5,0 6,40 168,0 1,45 4,4 24,5 30,0 7,5 392,0 6,8
6,0 5,85 159,5 1,25 4,2 24,0 31,0 8,8 343,0 8,8
Непрерывным 8,0 5,9 128,5 1,0 3,6 23,0 33,0 8,2 313,6 Н,7
оплавлением с 10,0 4,5 60,8 0,9 3,5 20,5 35,5 9,5 303,8 18.5
подогревом 12,0 3,85 59,5 0,8 з,о 19,0 38,4 10,0 294,0 22,5
15,0 3,20 57,0 0,7 2,4 19,0 42,5 12,5 284,2 28,8
При данном химическом составе дуралюмина с увеличением толщины свариваемого металла растет степень его разупрочнения. Однако эксперименты показали, что полосы толщиной 10 мм, в которых содержание леги
рующих элементов — меди, магния, марганца - - достигает верхнего предела, разупрочняются заметно меньше, чем полосы такой же толщины, но с со-
держанием легирующих элементов на нижнем пределе.
Реализация технологического цикла сварки сопротивлением с формированием соединений намного проще, чем оплавлением: отсутствует надобность в сложных системах (механизмах), необходимых для программного
Таблица 11.132. Режимы сварки сопротивлением деталей из сплава Д|6
<5, мм А/мм* МПа ММ с V МПа МПв
3 108,4 441 6,8 1,85 439 448
5 100,0 392 12,0 2,25 442 458
6 98.5 343 14,0 2,69 435 465
перемещения подвижной колонны сварочной машины. В табл. II. 132 приведены режимы сварки сопротивлением и прочность соединений. Как видно из таблицы, разупрочнение при сварке сопротивлением несущественно, и этот способ сварки может быть применен во многих практичес-
ких случаях.
Для стыковой сварки профилей были разработаны специальные зажимные устройства к машине (рис. 11.100).
На рис. 11.101 показаны клепаные соединения профилей из сплава Д16 и соединения, полученные стыковой сваркой с формированием соединений. Вес клепаных соединений в 1,2—2,5 раза больше, чем сварных, а
прочность — ниже.
Механические свойства при статических и динамических нагрузках сварных соединений сплава Д16Т, сваренных с формированием, удовлетворя-
A—A
Рис. 11.100. Зажимное устройство стыковой машины для сварки профилей
ют требованиям, предъявляемым к широкому кругу изделий. В качестве примера в табл. 11.133 приведены механические свойства соединений, полученных сваркой оплавлением и сопротивлением, и основного металла сплава ДИТ толщиной 5 мм.
Сравнение прочности соединений, полученных стыковой сваркой с формированием, и клепаных соединений профилей и полос сплава ДИТ толщиной 4,0— 5,5 мм показало, что клепаные соединения имеют прочность, составляющую лишь 57—65% прочности основного металла, сварные же образцы по прочности находятся на Уровне основного металла.
Рис. 11.101. Внешний вид клепаных (/) и сварных {2, 3) профилей с законцовками
Таблица 11.133. Механические свойства с разными способами варных соединений, выполненных
Способ сварки МПа ot, МПа а, % у. ж я.град
Оплавлением 432-416 293-313 13,1-18,0 22,5-26,0 66-80J
Сопротивлением 422-453 262-310 15,0-17,3 21,0-23,0 47-6s|
Основной металл 442-460 305-318 16,0-18,4 23,0-26,0 66—81
Образцы полос и профилей, сваренные по режимам, указанным в табл. 11.131, подвергались испытаниям на усталостную прочность. Все без исключения образцы, испытанные на переменный изгиб при нагрузке о = =320 МПа, амплитуде колебаний + 10 мм и частоте 20 с_| разрушились^ основному металлу вне зоны термического влияния.
При осадке сварные швы формировались без грата (рис. П.97, угол а — положительный).
Число циклов нагружений до разрушения образцов без грата составило 99,7%, а с выпуклостью — 110% от числа нагружений основного металла. Однако образцы с полностью снятым гратом, подвергнутые после сварки
Рис. 11.102. Кривые изменения долговечности образцов сварных (/) и клепаных (-3 соединений профиля
поверхностному наклепу скользящими роликами, выдержали до разрушения в 2,14 раза больше циклов нагружений, чем образцы основного металла. Усталостные испытания сварных и клепаных образцов при переменных осевых растягивающих нагрузках проводились на гидравлическом пульсаторе ЦДМ-ЮПУ при осевом нагружении с напряжениями, равными 0,25, 0,5, 0,75 от основного металла, и с частотой 10—12 Гц.
При нагрузке, равной 0,25 от основного металла, число циклов нагружений до разрушения сварных образцов составило 2,56-105, а аналогичных клепаных образцов — 1,7410s (рис. 11.102). Таким образом, клепаные соединения выдерживают лишь около 67% числа циклов нагружений, выдерживаемых образцами, сваренными с формированием.
Характер разрушения образцов после усталостных испытаний показан на рис. 11.103.
Подобным испытаниям подвергнуты 18 партий сварных образцов и основного металла. Показатели усталостной прочности сварных образцов находятся на уровне свойств основного металла. Сварные соединения, претерпевшие поверхностный наклеп (без уменьшения их се-ченил), имеют более высокую статическую и усталостную прочность.
Макроструктура и микроструктура металла эоны сварки сплавов Д16Т+АМг6 показана на рис. П.104. Как
6
Рис. 11.103. Характер разрушения образцов после усталостных испытаний:
а — клепаные соединения; S— сварные соединения
Рис. 11.104. Макро- (а) и микроструктура (б, Х300, уменьш. 3/5) соединений из сплава Д16, полученного стыковой сваркой
видно, при этом способе сварки образуется монолитное, плотное сварное соединение.
Технология контактной стыковой сварки с формированием соединений позволяет получать сварные соединения высокого качества и применительно к другим термоупрочняемым, а тем более упрочняемым нагартовкой сплавам алюминия. Возможно получение практически равнопрочных соединений сплавов алюминия различных групп (термоупрочняемых и упрочняемых нагартовкой), например Д16Т+АМг6, Д16Т+АК6 и т. д.).
11.3. ОСОБЕННОСТИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ СПЛАВА 1420
Термически упрочняемый деформируемый алюминиевый сплав 1420 (системы Al—Li—Mg) находит применение как заменитель сплава Д16. Основные особенности контактной стыковой сварки сплава 1420 обусловливаются его фазовым составом, структурой и теплофизическими свойствами.
Особенности сварки сплава 1420, связанные с образованием провара, обеспечением оптимального температурного поля и условий деформирования при осадке, аналогичны таковым при сварке дуралюмина.
Для сплава 1420, как и других термически упрочняемых сплавов алюминия, рационально применять контактную стыковую сварку с формирующими устройствами.
Хотя сплав 1420 имеет примерно в 3,5 раза меньшие электро- и теплопроводность, чем алюминий, эксперименты показали необходимость применения при его сварке тока высокой плотности. Так, при сварке полос 5=1,5—2 мм плотность тока осадки J =105—118 А/мм3, для полос 5=4 мм требуется 7^=80—83 А/мм3, а дяя 5=10 мм — 75 А/мм3.
Закон перемещения подвижного стола машины в процессе оплавления в значительной мере обусловливает характер температурного поля в сварном соединении.
На качество образующегося соединения решающее влияние оказывает предосадочная скорость оплавления, обеспечивающая интенсивный поверхностный нагрев, плавный рельеф торцов и защиту их от окисления. Области металла, прилегающие к торцам, подвергаются нагреву до высоких температур, однако в ЗТВ на расстоянии 5 мм существенных изменений в металле не наблюдается (рис. 11.105).
Исследования показали, что под тепловым воздействием сплав 1420 разупрочняется интенсивнее, чем дуралюмин Д16Т. На рис. II. 106 показана зависимость временного сопротивления и ударной вязкости сплава от толщины соединяемых полос. Как видно, значения ств сварных соединений (кривая 1} существенно снижаются с утолщением металла. Так, в тонких полосах (8=2^4 мм) прочность соединения составляет 92—89% прочности основного металла, а в толстых (8=10 мм) — лишь 65%.
Прочность сварных соединений сплава 1420 восстанавливается до уровня основного металла после их старения или закалки и старения. Например, кривые 2, 3 и 4, на которых представлено временное сопротивление основного металла и сварных соединений после старения и после закалки и ста-314
рения, различаются на -5 МПа, т. е. практически сливаются в одну линию (на рис. 11.106 смещены условно).
Отличительная особенность сварных соединений и основного металла данного сплава — понижение ударной вязкости с увеличением толщины полосы (кривые 5 и б).
Временное сопротивление образцов, сваренных поперек направления прокатки, обычно на 1,8— 2,5 МПа ниже, чем у аналогичных соединений вдоль прокатки. Подобная закономерность наблюда-
Рис. II.106. Зависимость прочности (1—4) и ударной вязкости (5, б) сплава 1420 от толщины полос: /, J— сварные соединения после сварки; 2— после старения; 4— после закалки и старения; 2 6— основной металл
ется и у основного металла.
Деформация соединений непосредственно после сварки не влияет
существенно на их механические свойства. Это, по-видимому, объясняется быстрым остыванием металла и недостаточностью приложенных усилий.
Однако при сжатии, как правило, прочность на 5—6% выше, чем при растяжении.
Усталостная прочность соединений после сварки, как и статическая значительно ниже прочности аналогичных соединений после ТО. Например’ полосы 8=4 мм, испытанные непосредственно после сварки на переменный изгиб (амплитуда ±17 мм, напряжение ±160 МПа), разрушались после 1 793 000 циклов, а подобные термически обработанные сварные образцы выдержали до разрушения 7 784 000 циклов.
Пластичность сварных соединений сплава 1420 ниже, чем у основного металла. Например, в полосах 8=4 мм относительное удлинение составляет 6,6—8% при соответствующем показателе основного металла 10,8—12%, угол загиба таких соединений равен 37° против 60,3 5’ у основного металла. Это объясняется тем, что при испытании деформируется узкая зона, претерпев' шая структурные изменения. Термообработка сварных образцов повышает их пластичность, как и прочность, до уровня показателей основного металла.
Таким образом, сплав 1420 удовлетворительно сваривается контактным стыковым способом, но при узком диапазоне изменения основных парамет-ров режимов требуются высокая плотность тока (75—118 А/мм2), глубокая интенсивная деформация при осадке со скоростью 250 мм/с и высокое удельное давление осадки.
11.4. КОНТАКТНАЯ СТЫКОВАЯ СВАРКА СПЛАВА САП
Специфические физико-химические свойства сплава САП обусловливают затруднения при его сварке плавлением и контактной стыковой сварки.
В работе [88] изучены свариваемость и механические свойства соединений сплава САП, выполненных контактной стыковой сваркой. Сваривали полосы толщиной 1,5—15 мм и шириной 50—100 мм, прутки 0 22 мм и трубки 0 41x3 мм. Производили контактную стыковую сварку оплавлением с деформацией в специальных устройствах. Выполняли также обычную стыковую сварку оплавлением.
Технологическая схема сварки с формирующими устройствами в конечный период осадки напоминает экструзию — выдавливание металла через матрицу, т. е. способ получения сплава САП. Поэтому такой технологии было отдано предпочтение перед обычной сваркой со свободной осадкой.
Качество сварных соединений предварительно определяли по излому надрезанного стыка, затем проводились стандартные механические испытания и металлографические исследования.
Наличие дисперсной фазы А1:О3 с температурой плавления 2050°С в матрице алюминия (7^=657°С) вызывает при осадке сегрегацию этих фаз. Последняя исключается при глубокой деформации в процессе осадки, когда линия сплавления смещается в область возможно более низких температур. Однако осуществить глубокую деформацию трудно, поскольку сплав САП имеет высокую прочность при 350—450“С.
Электро- и теплопроводность сплава составляет около 90% соответствующих показателей чистого алюминия, что обусловливает необходимость применения тока большой мощности. При сварке сплавов с высокой электро-и теплопроводностью целесообразно применять оптимальное для данного вида и сечения металла изменение скорости оплавления в процессе цикла сварки. При этом закон перемещения подвижного стола сварочной машины
определяется из условий обеспечения устойчивого начала оплавления, достаточного прогрева металла в глубь торцов, выравнивания рельефа свариваемых поверхностей и защиты их от интенсивного окисления.
v Общая продолжительность сварки полос толщиной 1,5 и 3,0 мм составляет 2,8—3 и 5—5,3 с соответственно, но даже за это время сплав успевает частично разупрочниться в зоне соединения.
Осадку необходимо производить с опережением максимальной скорости оплаваения так, чтобы не было паузы.
Зона соединения подвергается наиболее продолжительному воздействию температур, превышающих начало рекристаллизации (300—350’С).
Суммарное время воздействия температур вызывающих рекристаллизацию в этой зоне полос 8=1,5 мм, составляет 1,5—1,2 с, а в полосах 8=3 мм оно равно 3,3—2,3 с. Нагрев подобных полос до температур рекристаллизации распространяется в глубь торцов (от линии стыка) соответственно на 4,5 и 8 мм.
Хорошее качество сварных соединений рассматриваемого сплава обеспечивается при очень узком диапазоне изменения и рациональном сочетании
параметров режима сварки: тока, температурного поля, припусков на оплавление и осадку, скоростей оплавления и осадки и особенно оптимальных условий деформирования при осадке. Рис. 11.107 иллюстрирует зависимость изменения плотности тока при оплавлении и осадке, удельного давления осадки и времени оплав-
Рис. 11.107. Зависимость параметров режима сварки ст толщины полос сплава САП:
— плотность тока при оплавлении и осадке; 7^ — удельное давление при осадке; Г — длительность оплавления, с
ления от толщины полос. Полосы 8<5 мм сваривали непрерывным оплавлением, а большей толщины — предварительно нагревали в машине, путем импульсного включения тока при сведенных торцах полос. Как видно, с увеличением толщины полос и, следовательно, их тепловой инерции плотность тока при оплавлении и осадке, а также удельное давление при осадке уменьшаются.
Анализ механических свойств сварных соединений САП показал возможность достижения прочности, близкой к прочности основного металла, только в тонких сечениях, когда сварка Длится около 3 с. При более продолжительной
сварке соединения быстро разупрочняются — их прочность уменьшается до “2—86% соответствующего показателя основного металла и затем стабилизируется (рис. 11.108).
Рис. 11.108. Изменение свойств соединений в зависимости от толщины сплава САП:
1 — временное сопротивление основного металла; 2—тоже сварного соединения; 3— относительное сужение соединения
Это по-видимому, объясняется следующим: прочность сплава зависит от алюминиевой матрицы и дисперсной фа-зы, а также в значительной мере от прочности очень развитых связей (сцеплений) д0 границам зерен алюминия и оксида AljOj. Чистый алюминий имеет короткий инкубационный период. Поэтому прочность матрицы, определяемая нагартовкой алюминия, падает после воздействия температуры свыше ЗОО’С в течение нескольких секунд, а прочность, обусловливаемая силами сцепления и свойствами дисперсной фазы, изменяется мало.
При сварке полос 6= 1,5 мм, когда время теплового воздействия близко к инкубационному периоду, прочность соединения составляет 92,2% прочности основного металла. В случве сварки полос 6=3 мм это время превышает инкубационный период, поэтому прочность соединения снижается до 87,6%. Затем она стабилизируется и у полос 6=7 мм, например, составляет 86% соответствующего показателя основного металла.
Важной характеристикой соединений полос сплава СПА является ударная вязкость. При сварке непрерывным оплавлением на жестком режиме полос 8=3 мм значение а =105 Дж/см1, или 70% ударной вязкости основного металла. Эти же полосы, сваренные с предварительным подогревом на мягком режиме, имели ан=22 Дж/см1, т. е. больше, чем основной металл. Одиако при таком режиме сварки возрастают ударная вязкость и угол загиба сварных соединении только тонких полос. В полосах большей толщины из-за глубокой рекристаллизации матрицы и структурной неоднородности более мягкий режим снижает эти показатели. Например, в сварных соединениях полос 5=7 мм ударная вязкость составляет 66,7% аязкости основного металла.
Прутки сплава САП диаметром 22 мм сваривали с предварительным подогревом и непрерывным оплавлением. Прочность соединений составляла 82—86% ов основного металла.
Трубы диаметром 41x3 мм сваривали непрерывным оплавлением по обычной технологии на режиме: £^=60 мм, ^=4,5 мм, 7^=13,7 А/мм, 73,2 А/мм1, ^=10,2 с. Прочность сварных соединений, определенная на вырезанных из них сегментных образцах, составляла 84,7% соответствующего показателя основного металла.
Металлографические исследования показали наличие в зоне соединения сплава САП плотной монолитной структуры с преимущественным ее ориентированием перпендикулярно продольной оси образцов. Текстура соединения плавно переходит к основному металлу.
ЛИТЕРАТУРА К ГЛАВЕ II
1. Николаев Г. А., Фриллянлер И. Н., Арбузов Ю. П. Свариваемые алюминиевые сплавы. — М. : Металлургия, 1990. — 296 с.
2 Рабкин Д. М. Металлургия сварки плавлением алюминия и его сплавов. Киев : Наук, думка, 1986. — 256 с.
3. Промышленные алюминиевые сплавы: Справ, изд. / С. Г. Алиева, М. Б. Альтман, С. М. Амбарцумян и др. — М. : Металлургия, 1984. — 528 с,
4. Сварка и свариваемые материалы: Справ, изд. / Под ред. Э. Л. Макарова. - В 3-х т. - Т. 1. — М. : Металлургия, 1991, — 527 с.
5. Кониепциян металлургические особенности производствалитодеформируемых конструкций / А. Г. Братухин, Е. Б. Глотов, В. Н. Лукин и др. // Свароч. пр-во. - 1993, — № 10. — С. 2—4.
6. Абрамов А. А. Свариваемый высокомодульный литейный сплав системы Al—Mg—13 и технология изготовления литых заготовок из этого сплава // Технология лег. сплавов. — 1996. — № 2. — С. 56—58.
7. Свариваемый литейный алюминиевый коррозионно-стойкий сплав / Н. С. Постников, Е. В. Белов, П. П. Побежимов и др. // Авиац. пром-сть. — 1989. — № 8. - С. 59-61.
8. Ишенко А. Я., Лабур Т, М„ Лозовская А, В. Авюминиево-литиевые сплавы для сварных конструкций аэрокосмической техники // Автомат, сварка. — 1995. — № 7. - С. 41-44.
9. Филатов Ю. А. Деформируемые сплавы на основе системы Al—Mg—Sc // Металловедение и термин, обработка металлов. — 1996. — № 6. — С, 33—36.
10, Захаров В, В, Промышленные алюминиевые сплавы с добавкой скандия // Там же. - 1995. - № 7. - С. 21-23.
11. Никифоров Г. Д, Металлургия сварки плавлением алюминиевых сплавов. — М. : Машиностроение, 1972, — 264 с.
12. Абралов М. А,, Абдурахманов Р. У Аргонодуговая сварка алюминиевых сплавов. — Ташкент : Фан, 1989. — 232 с.
13. Смирнов Г. П. Прогрессивные способы пайки алюминия. — М.: Металлургия, 1981. - 240 с.
14. Особенности сваркл тонколистовых конструкций из сплава 1420/ В. В. Гринин, А И. Лопаткин, В. В. Овчинников и др. // Свароч. пр-во. — 1985. — № 8. — С. 13—15.
15. Алов А. А. Свариваемость деформированных полуфабрикатов из алюминиеиях сплавов и методы ее оценки // Актуальные проблемы сварки цветных металлов. — Киев : Наук, думка, 1980. — С. 23—26.
16. Ищенко А. Я. Термическое воздействие сварки на высокопрочные алюминиевые сплавы // Там же. — С. 52—59.
17. Лобанов Л. М., Павловский В. И., ЛысакВ. В. Применение предварительного Упругого деформирования для регулирования напряженно-дефор миро ванного состояния при сварке тонколистовых конструкций из алюминиевых сплавов / Сварка Цветных металлов: Сб. научи, тр. — Киев : Наук, думка, 1989. — С. 52—56.
18. Алюминий / Пер. с англ. — М. : Металлургия, 1972. — 566 с.
19. Выбор присадочной проволоки для сварки высокопрочного алюминиевого сплава 1420 / А. Г. Чаюн, Т. Р. Яворская, Т. М. Лабур и ЛР‘ II Актуальные проблемы сварки цветных металлов: Докл. II Всесоюз. конф, — Киев ; Наук, думка, 1985. - С. 124-127,
20, Рязанцев В. И, Федосеев В. А. Изготовление сварных топливных баков из алюминиевых сплавов // Авиац. пром-сть. — 1995. — № 7—8. — С. 9—12.
21. Опыт проектирования и изготовления крупногабаритных конструкций из алюминиево-литиевых сплавов изделий ракетно-космической техники / Р. Е. Шалин Н. С. Ефремов, Ю. Л. Яровинский, В. И. Лукин Ц Свароч. пр-во. — 1996. -М> if — С. 14-18.
22. Штрикман М. М. Тенденция развития технологии дуговой сварки листовых конструкций летательных аппаратов // Авиац. пром-сть. — 1995. — № Н—ц - С. 19-23.
23. Газоэлектрическая сварка алюминиевых сплавов / С. Н. Киселев, В. А Хава-нов, В. В. Рощин и др. — М. : Машиностроение. — 1972. — 176 с.
24. Рабкин Д. М., Игнатьев В. Г, Довбишенко И. В. Дуговая сварка алюминия и его сплавов. — М. : Машиностроение, 1982. — 95 с.
25. Оптимизация параметров режиме® ручной и автоматической сварки тонколистовых алюминиевых сплавов с наложением на дугу кратковременных импульсов тока / Г. А Славин, И. М. Трохине кая, В. И. Рязанцев и др. // Свароч. пр-во - 1986. - № 1. - С. 14-16.
26. ПокляцкийА. Г., Ищенко А. Я„ Бессонов А. С. Предотвращение образования включений оксидной плены в швах при сварке алюминиевых сплавов пульсирующей дугой // Автомат, сварка. — 1991. — № 7. — С. 43—47.
27. Современные способы дуговой сварки алюминиевых сплавов / А. Я. Ищенко, И. В, Довбишенко, В. П. Будник и др. // Там же. — 1994. — № 5—6. — С. 35—37.
28. Свойства сварных соединений сплава 1420, выполненных сканирующей дугой / В. В. Гринин, А В. Ветров, В. В. Овчинников и др. // Свароч. пр-во. — 1986. — № 6. — С. 20-21.
29. Денисов Б, С. Гринин В. В, Штрикман М. М, Комплексная механизация производства сварных конструкций с использованием станков с числовым программным управлением // Автомат, сварка. — 1979. — № I. — С. 51—54.
30. Сварка алюминиевых сплавов плазменной дугой на переменном токе / Е. Ю. Брик, И. В. Довбишенко, А П. Запарованый и др. // Там же. — 1992. — № 4. - С. 52-53.
31. Гглиево-дуговая сварка алюминиевых сплавов со свободным формированием корня шва / М. Г. Буцько, В, П. Будник, Б. А Сгебловскмй и др. // Сварка цветных металлов: Сб. науч. тр. — Киев ; Наук, думка, 1989. — С. 23—25.
32. Ищенко А. Я. Сварка легких сплавов и металлических композиционных материалов // Автомат, сварка. — 1991. — № 6. — С. 26—30.
33. Патон Б. Е. Совершенствование способов сварки — один из путей повышения качества и экономичности сварных конструкций // Там же. — 1995. — № П* - С. 3-11.
34, Сте&товский Б. А., Завирюха В. И., Рябей Ю, А Дуговая сварка плавящимся электродом высокопрочных алюминиевых сплавов больших толщин // Сварка алюминиевых сплавов криогенного и общего назначения: Материалы сов,-амер, семинара, — Киев : Наук, думка, 1984. — С, 41—44.
35. Бондарев А. А. Состояние техники и преимущества процесса электроннолучевой сварки конструкций из алюминиевых сплавов. — Там же. — С, 10—19.
36. Лариков Л. И., Рябов В. Р., Фальченко В. М. Диффузионные процессы в твердой фазе при сварке. — М. : Машиностроение, 1975. — 192 с.
37. Ищенко А. Я. Свариваемость наторгованных плит сплава АМгбН // Автомат, сварка. — 1979. — № 6. — С. 40—42.
38. Столбов В. И., Шаповалова В. А., Акимов А. В. О влиянии стабильности горения трехфазной дуги на качество соединений из алюминиевых сплавов // Сварка цдетных металлов: Сб. науч. тр. — Киев : Наук, думка, 1989. — С. 34—36.
39. Электроннолучевая сварка плит большой толщины из сплава АМгб / Е Г. Терновой, А. А. Бондарев, С. В. Пещерина и др. // Автомат, сварка. — 1991. _______/чу 6. — С. 49—52.
40. Упрочнение сварных соединений алюминиевых сплавов АД31 и АДЗЗ / В. Г. Игнатьев, В. Г. Петушков, М. И. Саенко и др. // Актуальные проблемы сварки цветных металлов. — Киев : Наук, думка, 1980. - С. 199—201.
41. Сварка плит из алюминиевого сплава 1201 / Д. М. Рабкин, А. Я. Ищенко, М. И. Саенко и др. // Автомат, сварка. — 1975. — Ма 5. — С. 58—61.
42. Свариваемость полуфабрикатов из сплава 1201 / А. Я. Ищенко, А. А. Бондарев, М. И. Саенко и др. // Там же. — 1978. — № 5. — С. 60—62.
43. Рязанцев В. И., Федосеев В. А. Механические свойства сварных соединений из алюминиевых сплавов системы А1—Си // Свароч. пр-во. — 1994. — Ма 12. - С. 4-7.
44. Исследование влияния способа сварки на свойства сварных соединений из сплава 1460 / А. М. Дриц, В. В. Овчинников, Т. В. Крымова и др. // Технология лег. сплавов. — 1992. — № 4. — С. 21—24.
45. Суховерхое А А К проблеме свариваемости сплавов системы Al—Zn—Mg—Си // Свароч. пр-во. — 1995. — № 7. — С. 11—15.
46. Рязанцев В. И, Федосеев В А.. ФокановА. И. Некоторые вопросы технологии сварки плавлением сплава АБМ-1 // Авиац. пром-сть. — 1982. — № 10. — С. 68—70.
47. Холышев С. И. Коррозионно-усталостная прочность и трещиностойкость алюминиево-бериллиевого сплава АБМ-1 // Там же. — 1980. — № 3. — С. 51—54.
48. Фридляндер И И, Братухин А. Г., Давыдов В. Г. Алюмин не во-литиевые сплавы для сварных авиационных конструкций // Металлы. — 1992. — Ма 3. - С. 117-119.
49. Алюминий-литиевые сплавы. Структура и свойства / И. Н. Фридляндер, К, В. Чуистов, А. Л. Березина и др. — Киев : Наук, думка, 1992. — 192 с.
50. Кривов Г. А. Технология самолетостроительного производства. — Киев : КВЩ, 1997. - 460 с.
51. Илюшенко Р. В., Третяк И. Г., Лозовская А. В. Особенности дуговой сварки промышленных полуфабрикатов алюминиевого сплава 1420 // Автомат, сварка. — 1991. - № 4. - С. 53-60.
52. Аргонодуговая сварка высокопрочного алюминиевого сплава 01420 разнополярными прямоугольными импульсами тока / А. Я. Ишенко, А. Г, Чаюн., В. А. Ми-шенков и др. // Там же. - 1978. - № 10. - С. 48-50.
53. Способы сварки и их влияние на свойства сварных соединений алюминиевого сплава 1420 / В. И. Лукин, В. М. Лоскутов, Ю. П. Арбузов и др. // Там же. — 1993. - № 6. - С. 35-37.
54, Технологические проблемы производства сварного самолета из алюминий-литиевого сплава 1420 / А. Г. Братухин, Б. С. Денисов, В. И. Рязанпев и др. // Авиац. пром-сть. - 1994. — № 7. — С. 3-8.
55. Рязанцев В И, Федосеев В. А. Дуговая сварка конструкций из алюминиевого сплава 1420 // Свароч. пр-во. - 1994. - № 9. - С. 18-21.
56. Федосеев В. А., Рязанцев В. И. Механические свойства сварных соединений из новых алюминиевых деформируемых сплавов / Авиап. пром-сть, 1994. — № 11—12. - С. 65—70.
57. Илюшенко Р В., Третях Н. Г. Влияние состава присадочных материалов на горячеломкость сварных соединений алюминиевых сплавов // Автомат, сварка — 1991. — № 7. — С. 27-29.
58. Свариваемость листовых полуфабрикатов сплава 1440 / Н. Г. Третяк Р. В. Илюшенко, Т. Р. Яворская и др. // Там же. — 1995. — № 4. — С. 27—30, 36
59. Технология дуговой сварки алюминиевых сплавов с литием и скандием / В. И. Рязанцев, В. А Федосеев, В. И. Лукин и др. // Авиац. технология. — 1988 - № 4(7). - С. 9-14.
60. Белянин В. П., Лукин В. И., Ельцов В. И. Свариваемость сплавов системы Al—Mg—Sc—Мп—Zr / Авиац. пром-сть. — 1989. — № 2. — С. 54—55.
61. Братухин А. Г., Третяк И. Г., Склабинская И. Е. Структура и механические свойства сварных соединений алюминий-литиевых сплавов при сварке опытными присадками со скандием // Автомат, сварка. — 1993. — № 12. — С. 11—15.
62. Авиационные материалы на рубеже XX—XXI веков. — М., ВИАМ, 1994. — 580 с.
63. Лукин В. И. Sc — перспективный легирующий элемент для присадочных материалов // Свароч. пр-во. — 1995. — № 6. — С. 13—14.
64. Лабур Т. М.. Илюшенко Р. В. Влияние скандия на механические свойства сварных соединений алюминиевого сплава 1420 // Автомат, сварка. — 1992 - № U-I2. - С. 53-54.
65. Лтбс® В. Р. Сварка алюминия и его сплавов с другими металлами. — Киев: Наук, думка. — 1983. — 192 с.
66. Liptak I. A., Baysinger F. R. Welding dissimilar aluminium alloys // Weld. J. — 1968. - 47. - № 14. - P. 173-180.
67. Свойства сварных соединений алюминия АДО со сплавом АМгб, полученных с использованием различных присадочных проволок / А. Я. Ищенко, А В. Лозовская, Т. Р. Яворская и др. // Автомат, сварка. — 1991. — № 5. — С. 12—18.
68. Пастух М. Н. Некоторые вопросы свариваемости разноименных алюминиевых сплавов // Лекции по сварке разнородных и разноименных металлов. Ч. 2. — М.: О-во “Знание" РСФСР. - 1973. - С. 19-24.
69. Свариваемость сплава АБМ-1 со сплавом 1201 / А. И. Фоканов, Е. А Кузнецова, В. Д. Попов и др. // Свароч. пр-во. — 1984. — № 3. — С. 17—19.
70. Перспективные литейные алюминиевые сплавы для литодеформированных сварных конструкций изделий авиационной техники / АГ. Братухин, В. И. Лукин, Е. Б. Глотов, П. П. Побежимов // Там же. — 1995. — № 4. — С. 3—5.
71. Братухин А. Г. Концепция и металлургические особенности производства литодеформированных конструкций // Там же. — 1993. — № 10. — С. 2—4.
72. Братухин А. Г., Постников Н. С. Прогрессивные методы производства комбинированных конструкций и свойства алюминиевых литодеформированных сварных соединений // Весгн. машиностроения. — 1992. — № 8—9. — С. 35.
73. Зайчик Л. В., Орлов Б. Д Чулошников П. Л. Контактная электросварка легких сплавов, — М. : Машгиз, 1963. — 219 с.
74. Технология и оборудование контактной сварки / Б. Д. Орлов, А А. Чакалев, Ю. В. Дмитриев и др. — М. : Машиностроение, 1986. — 352 с.
75. Меерович Я. М., Шилова 3. В., Добровольская £ М. Точечная электросварка разноименных алюминиевых сплавов различной толщины // Авиац. пром-сть. - 1989. - № 5-6. - С. 67-68.
76. Рязанцев В. И., Федосеев В. А., Орлов Д. Б. Особенности контроля соединений из алюминиевых сплавов, выполненных контактной сваркой // Актуальные проблемы сварки цветных металлов: Докл. II Всесоюз. конф. — Киев : Наук, думка, 1985. LC 156-159.
77. Опыт эксплуатации клеесварных соединений / Н. Ф. Будайлов, В. И. Рязанцев В. А. Федосеев и др. // Авиац. пром-сть. — 1982. — № 7. — С. 13—14.
’ 78. Будайлов И. Ф. Технология производства тонколистовых клеесварных конструкций. — М. : Машиностроение, 1989. — 136 с.
79. Рязанцев В. И., Федосеев В А. Факторы, определяющие качество сварки по клеям и грунтам // Авиац. пром-сть. — 1981. — № 9. — С. 58—60.
80. Рязанцев В. И., Шавырин В. Н. Подготовка поверхности для клеесварных соединений // Свароч. пр-во. — 1975. — № 2. — С. 20—22.
81. Колганов И. М., Башилов А. С., Богданов Б. В. Изготовление панелей с гнутыми профилями из перспективных алюминиевых сплавов // Там же. — 1994. - № 9-Ю. - С. 3-5.
82. Рязанцев В. И., Федосеев В. А. Повышение долговечности клеесварных соединений из алюминиевых сплавов // Там же. — 1981. — № 11. — С. 56—59.
83. Шавырин В. Н, Рязанцев В. И. Коррозионная стойкость клеесварных соединений из алюминиевых сплавов // Автомат, сварка. — 1974. — № 7. — С. 28—29.
84. Кучук-Яценко С. И. Контактная стыковая сварка оплавлением. — Киев.: Наук, думка, 1992. — 236 с.
85. Сахацкий Г. П., Сахацкий А. Г. Контактная стыковая сварка алюминиевых сплавов типа Д16 // Автомат, сварка. — 1989. - № 9. - С. 66—70.
86. Сахацкий Г. П., Мельников Р. В., Бутик А. П. Влияние размера свариваемых деталей из сплава Д16 не свойства стыковых соединений // Там же. — 1971. — № 6. - С. 19-22.
87. Сахацкий Г. П., Мельников Р. В Особенности контактной стыковой сварки сплава 01420 // Там же. - 1973. - № 7. - С. 17—19.
88. Сахацкий Г. П., Мельников Р. В. Контактная стыковая сварка сплава САП // Там же. - 1973. — № 5. — С. 28-30.
Глава HI
СВАРКА УЗЛОВ И ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ
В настоящее время в мировой практике самолетостроения титановые сплавы довольно широко используются как в силовых узлах, так и в различных деталях систем самолетов. Эти сплавы обеспечивают высокую весовую эффективность и долговечность узлов, высокую удельную прочность вплоть до температур 450—500°С, а также значительную коррозионную стойкость без дополнительных средств защиты конструкции. Кроме того, у титана более высокая температура плавления, чем у алюминия. Это оказалось важным, когда авиации потребовались самолеты со скоростями, в 2—3 раза превышающими скорость звука. Только применение титана и его сплавов позволило сделать авиацию “сверхзвуковой”, а затем и “сверхтепловой” [1, 2].
Применение титановых сплавов в конструкциях военных самолетов (МиГ-29, МиГ-31, Су-27 и др.), магистральных самолетов гражданской авиации (Ил-96-300, Ил-96 М/Т, Ту-204 и др.), транспортных самолетов (Ан-124 — самый грузоподъемный самолет в мире, Ил-76 и др.) постоянно увеличивается [3].
В качестве примера на рис. III. 1 представлено использова-
Рис. 111.1. Основные детали и узлы самолетов Ил-76 и Ил-76Т, изготовленные из титановых сплавов (всего 12,5 % массы самолета без двигателя):
/ - фюзеляж (окантовка — штампованная, из сплава ВТ22; силовой пол грузовой кабины — листы из сплава ОТ4-1; траверса — штампованная из сплава ВТ22; узлы погрузочной рамы — литые, из сплава ВТ5Л и штампованные, из сплава ОТ4):2 — детали трубопроводов: трубопроводы воздушные СКВ и ПОС (трубы сварные из сплавов ВТ1-0 и OT4-I); 3 — крыло (профили прессованные из сплава ВТ22, окантовки); 4 — узлы механизации крыла (монорельсы и каретки механизации закрылков — штампованные, из сплава ВТ22, кронштейны); 5— шасси (цапфы, траверсы, кронштейны, щеки, кольца, коромысла, стаканы, рычаги, шлиц-шарниры, звенья подкосов, раскосы, патрубки, узлы, траверсы, рычаг разворота переднего шасси — кронштейн, серый — все узлы — штампованные, из сплава ВТ22; хомут переднего шасси и траверса основного шасси — штампованные, из сплава ВТ22); о — гидравлическая система (гидравлические аккумуляторы высокого давления, изготовленные способом штамповки из сплава ВТ6С), всего 12,5% веса самолета без двигателей.
ние сплавов титана в силовых узлах шасси, деталях планера и системах транспортных самолетов. Экономия на массе изделий из титановых сплавов (расчетная) — 1090 кг. Общая масса тита-но-вых деталей и узлов (с учетом крепежа) — 7300 кг.
Титановые сплавы находят также приме-
нение в авиационных двигателях в качестве материала рабочих и направляющих лопаток компрессоров, дисков компрессоров, валов, деталей корпусов и оболочек. Применение титановых сплавов в авиационных двигателях стало возможным, в частности, благодаря разработке технологий изготовления титановых деталей методами литья, штамповки, сварки и механической обработки.
§ 1. ХАРАКТЕРИСТИКА ТИТАНА И ЕГО СПЛАВОВ
По технике и технологии сварка титана во многом отличается от сварки стали. Это обусловлено прежде всего специфическими свойствами титана, а именно:
1. По температуре плавления (1668°С) титан превосходит железо (1539*Q-
2. Плотность титана в 1,7 раза ниже, чем плотность железа (4,51 и 7,87 г/см’ соответственно).
3. Теплопроводность титана в 4 раза меньше теплопроводности железа [0,64 Дж/(см с • град)}; в 15 раз меньше теплопроводности алюминия [2,25 Дж/(см - с град)) и составляет 0,15 Дж/(см с-град). Вследствие этого при сварке титана меньше потери энергии, чем при сварке стали, и происходит весьма концентрированный нагрев при значительном перепаде температур в разных участках сварного соединения. В ряде случаев это может привести к заметному возрастанию внутренних напряжений, что необходимо учитывать при выборе оптимальных режимов сварки изделий.
4. Термический коэффициент линейного расширения титана (8,5 10-6 град-1) меньше, чем у железа (11,7-10-6 град-1).
5. Высокое электросопротивление титана (р=42 мкОм см), превосходв-шее значение этого показателя у железа (9,7 мкОм см) более чем в 4 раза, необходимо учитывать при сварке плавлением, например при выборе контактирующих устройств для плавящегося электрода.
6. Титан обладает примерно в 2 раза меньшим модулем упругости, чем железо. Это недостаток титана, так как в некоторых случаях для получения достаточно жестких конструкций приходится выбирать большие сечения отдельных элементов по сравнению с теми, которые должны бы следовать, исходя из условий прочности.
Титан относится к металлам, которые претерпевают полиморфные превращения: при температуре 882’С происходит перестройка атомно-молекулярной решетки. Известны две аллотропические модификации титана: низкотемпературная «-модификация имеет гексагональную плотно упакованную решетку; высокотемпературная p-модификация, устойчивая от 882’С до температуры плааления, имеет объемно-центрированную кубическую решетку.
Легирующие элементы в значительной степени влияют на температуру полиморфного превращения, растворимость, стабилизацию той или иной фазы. Существуют следующие группы легирующих элементов;
1) а-стабилизаторы, повышающие температуру а-ф-превращения, хорошо растворяющиеся в a-фазе и незначительно в p-фазе (основным легирующим элементом является алюминий);
2) p-стабилизаторы, делящиеся на две основные группы: изоморфные -неограниченно растворяющиеся в p-фазе (V, Nb, Та, Mo, W) и эвтектоидр. образующие, обладающие большей, но ограниченной растворимостью в В-фазе, чем в a-фазе (Mn, Fe Сг, Со, Ni, Cu, Si и др.). р~
В зависимости от структуры в нормализованном состоянии титановые сплавы подразделяются на следующие классы:
1) а-сплавы (структура представлена а-фазой);
2) а+р-фазы (структура представлена а- и р-фазами);
3) Р-сплавы (структура представлена механически стабильнойр-фазой).
Существуют также два переходных класса: а) псевдо-а-сплавы, структура которых состоит из a-фазы и небольшого количества p-фазы (не более 5%); б) псевдо-р-сплавы, структура которых представлена метастабильной р-фазой и небольшим количеством а-фазы.
Основные сведения о титановых сплавах приведены в табл. III. 1.
В результате легирования титана изменяется температура полиморфного превращения. При этом стабилизируется а- или P-фаза, за счет чего получаются сплавы различных фазовых составов (а, р, а+р или метастабильных а илиР). Температура (7) полиморфного превращения некоторых промышленных сплавов тигана с точностью ±20°С:
Сплавы 7^ *С
ВТ1-00; ВТ1-0; ОТ4-0..... 900
ОТ4-1..................... 920
ОТ4; ВТ6С; ВТ14........... 940
ОТ4-2..................... 950
ВТ4....................... 960
ВТЗ-1; ВТ6............... 970
ВТ5-1; ВТ5 ................. 1020
Сплавы Т, "С
ВТ8; ВТ9.............. 990
ВТ 15................. 800
ВТ 16................. 840
ВТ18; ВТ20............ 1000
ВТ22.................. 860
АТЗ.................... 1000
ПТ-ЗВ................. 1000
Весьма чистый титан (названный иодидным по способу его получения) имеет низкие прочностные характеристики при высокой пластичности. Так, временное сопротивление иодидного титана составляет -250 МПа при относительном удлинении более 50%. Он не отличается хладноломкостью, т. е. сохраняет высокую пластичность и вязкость даже при весьма низких температурах, например при температуре жидкого гелия (4,2 К).
В технических металлах, применяющихся для изготовления сварных изделий, всегда присутствуют примеси. Главные из них — кислород, азот, водород и углерод. Примеси повышают прочность и (в разной степени) снижают пластичность металла. Поэтому металлы технической чистоты по механическим свойствам отличаются от чистейших иодидных металлов: они прочнее и менее пластичны. Так, титан технической чистоты имеет прочность ов=300—450 МПа при относительном удлинении 35—50%.
Титан весьма активно взаимодействует с газами в нагретом, особенно в расплавленном состоянии. При комнатной температуре он устойчив против окисления, азотирования и наводороживания. Окисление титана начинается при температурах 400—500’С. Наиболее интенсивное его взаимодействие с кислородом наблюдается при 800 —900°С. Реакция окисления титана идет с наибольшей скоростью по сравнению с взаимодействием его с другими газами. Например, скорость взаимодействия титана с кислородом в 50 раз больше, чем с азотом. Увеличение содержания кислорода резко повышает прочность, твердость и снижает пластичность металла.
Таблиц» 41.1- Структура, химический состав и назначение титановых сплавов, наиболее часто используемых в авиационной технике
Класс сплавов Марка сплава Массовая доля легирующих, % Основное назначение Стандарт
о- сплавы Псевдо-а-сплавы ВТ 1-00 ВТ1-0 ВТ1-1 ВТ5 ВТ5-1 4200 ОТ4-0 ОТ4-1 ОТ4 ВТ20 АТ-3 АТ-6 ПТ-ЗВ ПТ-7 ВТ4 ТС-5 Нелегированный титан То же * * 4,3-6,2 А1 4,3—6,0 AI; 2,0—3,0 Sn 0,15-0,3 Pd 0,2-1,4 Al; 0,2-1,3 Mn 1,0-2,5 Al; 0,7-2,0 Mn 3,5-5,0 Al; 0,8-2,0 Mn 5,5-7,5 Al; 0,5-2,0 Mo; 0,8-1,8 V; 1,5-2,5 Zr 2,0-3,5 Al; 0,2-0,5 Cr; 0,2-0,4 Si; 0,2-0,5 Fe 5,0-6,5 Al; 0,3-0,9 Cr; 0,2-0,4 Si; 0,3-0,6 Fe 3,5-5,0 Al; 1,5-2,5 V 1,8-2,5 Al; 2,0-3,0 Zr 5,0 Al; 1,5 Mn 5,0 Al; 2,0 Zr; 3,0 Sn; 2 V Сварные детали типа кожухов и емкостей То же Фасонное литье и сварные детали повышенной прочности Узлы, работающие длительно до 400’С То же, до 450"С Листы Штампованные изделия, работа' юшие длительно при 570—670” С То же Изделия повышенной жаропрочности; сварные листовые детали и штампованные заготовки повышенной прочности Изделия с высокой коррозионной стойкостью Изделия с высокой жаропрочностью Лопатки паровых турбин, корпуса химических аппаратов и др. Трубопроводы, работающие при комнатной и повышенной температурах в агрессивных средах То же * » ГОСТ 19807-74 ГОСТ 19807-74 ГОСТ 19807-74 ГОСТ 19807-74 ГОСТ 19807-74 ОСТ 1.90013-71 ГОСТ 19807-74 ГОСТ 19807-74 ГОСТ 19807-74 ГОСТ 19807-74 ОСТ 1.90013-71 ОСТ 1.90013-71 ГОСТ 19807-74 ГОСТ 19807-74 ГОСТ 19807-74 ГОСТ 19807-74
Продолжение табл. 111д
Класс сплавов Марка сплава Массовая доля легирующих, % Основное назначение Стандарт
а+З ВТ6С 5,0 AI; 4,0 V Листы, поковки, штампованные ОСТ 1.90013^71"
сплавы и ВТ6 6,0 А1; 4,5 V заготовки, прутки, профили и другие полуфабрикаты; рекомендуются для изготовления штампованных конструкций, например емкостей высокого давления
ВТЗ-1 6,0 А1; 2,5 М0; 2,0 С; 0,3 Si; 0,5 Fe Детали турбин ОСТ 1.90013-71
ВТ9 6,0-7,3 Al; 2,8-3,8 Mo; 0,2-0,4 Si То же ОСТ 1.90013-71
ВТ14 3,5-6,3 Al; 2,0-3,8 Mo; 0,9-1,9 V Сварные листовые детали повышенной прочности ГОСТ 19807-74
ВТ16 1,8-3,8 Al; 4,5-5,5 Mo; 4,0-5,5 V Детали крепления, изготовленные холодной высадкой ГОСТ 19807-74
ВТ22 2,3-3,6 Al; 4,0—5,5 Mo; 4,0-5,5 V; 0,5-2,0 Cr; 0,5—1,5 Fe Крупные нагруженные штампованные изделия (например, детали шасси) ГОСТ 19807-74
ВТ23 4,5 Al; 2,0 Mo; 4,5 V; 0,6 Fe; 1 Cr Сварные листовые детали повышенной прочности, штампованные детали ГОСТ 19807-74
Псевдо-р-с плавы ВТ15 2,3-3,6 Al; 6,8-8,0 Mo; 9,5-11,5 Cr Фольги, тонкий лист для мембран ОСТ 1.90013-71
ТС6 3,0 Al; 5,0 Mo; 6,0 V; 11,0 Cr То же ОСТ 1.90013-7!
4201 31—35 Mo Сварная химическая аппаратура (сплав повышенной коррозийной стойкости) ГОСТ 19807-74
втзо 11,5 Mo; 4,5 Sn; 6Zr Крепежные и другие детали, изготовленные холодной высадкой Новый сплав
ВТ32 Система Ti-Al-Mo-V -Fe-Cr Листовые конструкции повышенной прочности (самозакаливающийся сплав) То же
При указанных выше температурах титан активно поглощает азот, причем его способность растворять этот газ в 3 раза превосходит предельную растворимость азота в легированных сталях. Азот еще в большей степени, чем кислород, снижает пластичность и повышает прочность и твердость титана.
Чрезвычайно велика способность титана поглощать водород. Например, при температуре 600°С и давлении 98 кПа в железе растворяется водорода 0,000013 м’/кг, а в титане 0,32 м3/кг, т. е. почти в 25 000 раз больше. Способность титана поглощать столь значительные количества водорода можно объяснить образованием, наряду с твердыми растворами, водородных соединений — гидридов. Заметное поглощение водорода титаном начинается при температуре 300 -350’С.
При нагреве до температур 800—ПОО’С в вакууме достигается практически полная дегазация титана. Вакуумный отжиг применяют, например, для дегазации сварочной титановой проволоки. После отжига в проволоке остается водорода не более 0,002—0,003 по массе.
Водород оказывает большое влияние на механические свойства титана, особенно на ударную вязкость. Падение ударной вязкости с повышением содержания водорода в металле связано с выделением по границам зерен тонких прослоек хрупких гидридов. Хрупкость, вызванная водородом, может проявляться и со временем, после вылеживания металла, и приводить к трещинам и разрывам (так называемое замедленное разрушение). Водородная хрупкость особенно опасна для сварных конструкций, так как сварные швы с характерной крупнокристаллической структурой и сварочными напряжениями склонны к образованию и развитию трещин.
Углерод растворяется в титане в незначительном количестве. Он образует химические соединения — карбиды, которые охрупчивают металл.
Для обеспечения хорошей свариваемости количество примесей — газов и углерода — в полуфабрикатах ограничивают. Например, в техническом титане марки ВТ1-00, предназначенном для изготовления сварных конструкций ответственного назначения, по ГОСТ 19807-74 допускаются следующие количества примесей, % по массе: кислород — 0,1; азот — 0,04; водород — 0,008; прочие примеси (в том числе углерод) — 0,1.
Высокая химическая активность титана по отношению к газам атмосферы в нагретом и особенно в жидком состоянии затрудняет горячую обработку этих металлов, в том числе сварку [2, 3].
Так, для получения качественных соединений сварку плавлением необходимо выполнять в среде инертных газов (аргона или гелия) либо полностью исключить взаимодействие металла с газами атмосферы, что достигается, например, при электронно-лучевой сварке в вакуумной камере.
Механические, а в ряде случаев и коррозионные свойства титана можно повысить путем его легирования. Титановые сплавы отличаются большими преимуществами по сравнению с техническим титаном. При малой плотности они имеют более высокие прочность в условиях нормальной и повышенной температуры и коррозионную стойкость (например, сплавы с содержанием -33% Мо).
По механическим свойствам конструкционные титановые сплавы подразделяются на сплавы низкой прочности и повышенной пластичности, средней прочности и высокопрочные. В табл. II1.2 приведены химический
Таблица 111.2. Механические свойства промышленных сплавов титана после отжига
Марка сплава Вид полуфабриката Ов, МПа 8, Ж V, * кси, Дж/см2 ЯД (после закалки и старения}
ВТ 1-00 С1 Листы главы низкой 300- 450 1рочност >30 И 60 150 116-149
ВТ1-1 Прутки Листы 300- 450 450-600 25 25 55 50 120 70
АТ2 Листы 600-750 20 50 120 195-250
ОТ4-2 Сп Листы 'лавы средней 1000-1100 прочное! 10-13 ГИ 30-36
Прутки 950-1100 8 25 30 255-341
АТЗ Листы — — — 120
Прутки 700-750 15 45 70 —
АТ6 Листы — — — 70
Прутки 950-1050 10 25 40 —
ВТ4 Листы 850-1000 12 — — 241-321
Прутки 850-1050 10 30 35 —
ТС5 Листы 950-1100 8 — — 255-341
ВТ20 Листы 950-1100 7-10 — — —
Прутки 900 13 40 45 255-341
BTS Профиль 750-950 8-16 35-50 — —
Поковки, штампованные заготовки 800-900 10-14 25-40 30-60
Прутки 800-900 10-14 25-40 45 229-321
ВТ5-1 Листы 750-950 10 — — —
Поковки, штампованные заготовки 800-950 10-15 25-40 40-80
Прутки 800-950 10-15 25-40 45 241-321
ВТ6С Листы 850-1000 12 — — —
Прутки 1100 — — 60 241-321
4200 Листы, прутки, проволока 450 35 60 200 120
4201 Листы Прутки 630-635 (при 473 К) 15 40 100 260
4204 Листы 800-850 500 10 25 40 150 160 J
Продолжение табл. III. 2
Марка сплвм Вид полуфабриката <J|t МПа Б, % V. % кси. Дж/см2 НВ (после закыкн и старения)
- Высокопрочные сплавы
ВТБ Листы 950-1100 8 — 30 —
Штампованные 950-1100* 10-13 25-60 25 293-361
заготовки 1080-1225 6 20
Прутки — — — 40 —
1150 8 — 25 —
ВТЗ-1 Поковки, 1040-1180 14-20 43-60 30-40
штампованные 1130-1180 10-12 32-48
заготовки
Прутки после изотермиче-
ского отжига — — 40 302-415
ВТ 14 Листы 930-1100 10
1180-1260 6-8
Штампованные 900 10 35 50 302-388
заготовки 1110-1275 7-15 17-42
Прутки 1150 6 20 60 25 «на
ВТ16 Листы 900-1000 12 — —
Прутки 900-1000 12 40 302-415
1100-1250 5 20
ВТ18 Листы 1000-1200 10 — — —
Поковки, штампованные заготовки 950-1100 14-22
ВТ22 Прутки 1300-1340 10-17 20-65 40 341-444
1400-1550 5
ВТ23 Листы 1400 5
ТС6 Листы Прутки (закалка 1400-1500 4 — — —
с охлаждением в воде или на воздухе) 900-1000 14-20 40-50 6-10 —
Заесь и далее в знаменателе указаны значения после закалки и старения.
Таблица III.3. Режимы упрочняющей термообработки некоторых титановых сплавов состав и механические свойства не-ко-торых, наиболее часто применяемых сплавов на основе титана, которые выпускаются по ГОСТ 19807-74, ОСТ 190013-71 и техническим услови-
Температура/С Продолжи
сплава нагрев под закалку старение старения, ям. К числу низкопрочных сплавов относят технически чистый титан двух
ВТ6С 880—980 450—500 2 4
ВТ6 ВТ14 900-1400 870-900 450-500 480-510 2-4 8-16 марок, так как он содержит примеси. При легировании различными эле-
ВТЗ-1 860-900 500-620 1-6 ментами в зависимости от степени это-
ВТ16 800-830 560-580 8-10 го легирования может изменяться
ВТ22 690-850 480-540 8-16 структура сплава. Такие металлы, как
ВТ23 800-820 425-500 8-12 алюминий, одово, цирконий, практи-
чески не изменяют структуру сплава
Таблица Ш.4. Температуры отжига некоторых промышленных титано- по сравнению со структурой технического титана. Не наблюдается заметных
вых сплавов изменений в структуре сплава при со-
держании в нем сравнительно неболь-
Марка сплава Марка сплава
т; ис т; ис ших количеств таких металлов, как марганец, ванадий, вольфрам, молиб-
ВТ 1-0 ВТ 1-0 ОТ4-0 ОТ4-1 520-540 520-540 620-640 640—660
ТС5 ВТ20 ОТ4-2 ВТ6 760—780 600-700 610—720 750—770 ден и др. Однако при большом содержании этих же элементов в сплавах (например, ВТ14, ВТ22, ВТ23 и др.) и их
АТ2 600-650 ВТ4 740-760 сварных швах происходит формирова-
ОТ4 660—680 ВТЗ-1 870-920 : ние повой, отличающейся от техни-
АТЗ 800-850 ВТ16 725-765 чески чистого титана структуры. Такие
ВТ5 800-850 ВТ23 735-755 сплавы на основе титана характеризу-
ВТ5-1 680-710 ВТ15 790-810 ются повышенной прочностью. Их
ВТ6С 750-800 ТС-6 790-810 строение позволяет еще больше увели-
АТ4 850-870 ВТ22 35-755 чить прочность путем термообра-
ботки (табл. III.3), состоящей из за-
калки с последующим отпуском (старением). Для снятия внутренних напряжений, возникших в результате обработки деталей (например, после сварки), применяют отжиг (табл. III.4). Продолжительность отжига титановых сплавов выбирают в зависимости от сечения детали и полуфабриката:
Максимальная толщина, мм
Т выдержки, мин
До 1,5.................................
1,6-2..................................
2,1-6..................................
6-50...................................
15
20
25
60
120
Свыше 50........................
Как правило, отжиг производят в печи или контейнерах, заполненных инертным газом. В том случае, когда поверхность деталей может быть обработана механическим способом, отжиг выполняют без защитной атмосферы.
Низкопрочные высокопластичные титановые сплавы хорошо деформируются и свариваются. Среднепрочные сплавы удовлетворительно деформируются и свариваются. Высокопрочные сплавы используют после отжига, а в ряде случаев — после термического упрочнения. Они деформируются в подогретом состоянии и ограниченно свариваюся.
Временное сопротивление титана значительно увеличивается после деформации. Так, при 80%-ном обжатии технический титан упрочняется в 3 раза, у сплавов титана упрочнение может быть двукратным.
Для проектировщиков важными характеристиками, определяющими период работоспособности материала, являются пределы длительной прочности и ползучести при заданной температуре эксплуатации (табл. III.5).
Таблица Ш.5. Пределы длительной прочности и ползучести (в скобках), МПа
Марка сплава 4 Т, X
200 300 350 400
ВТ 1-00 100 190 220 — —
ВТ 1-0 100 240 160 — —
ОТ4-0 500 350 320 — —
ОТ4-1 100 — 440 — 290
5000 — 430 — —
ОТ4 100 540 500 — 470
АТЗ 100 — — — 400 (300)
ВТ5 100 — 480 — 260 (120)
ВТ5-1 1000 — 560 (450) — 390
4201 1000 630 (520) — — —
ВТ6С 100 580 — 500 (320) —
ВТ4 100 — 580 (460) — 490 (260)
АТ4 100 — — — 600 (420)
ВТ20 100 — — 750 (550) —
ОТ4-2 100 — — — 670 (420)
ВТ6 100 — — 620 (540) 600 (360)
ВТ14 100 — — 630 (480) 600 (310)
ВТЗ-1 500 — 810 (600) — 760 (450)
ВТ16 100 700 — 470
ВТ23 100 — — 950 (530) 740
ВТ22 100 — 800 (780) — 650
1090 — 850 (320)
Здесь не рассматриваются вопросы эксплуатации сплавов, предназначенных Для криогенной техники, поэтому все свойства приведены для температур 20°С и выше.
Как и у большинства металлов, стойкость титана во многих коррозионных средах обусловливается свойствами поверхностных пленок, которыми в данном случае могут быть слои оксидов или гидридов.
5 2. СВАРИВАЕМОСТЬ ТИТАНОВЫХ СПЛАВОВ
2.1. ПОКАЗАТЕЛИ СВАРИВАЕМОСТИ
Обязательным условием получения качественного сварного соединения является надежная защита его от газов атмосферы. Насыщение металла типа кислородом, азотом и водородом проислодит при температурах более 350“С. Это резко снижает пластичность и длительную прочность сварных конструкций. Сварку необходимо производить в среде защитных газов (аргона или гелия) высокой чистоты, под специальными флюсами или в вакууме. Все эти средства должны обеспечивать защиту зоны сварки, ограниченной изотермой 350°С. Необходимо также тщательно защищать и обратную сторону шва, даже в том случае, если слои металла не расплавлялись, а только нагревались выше указанной температуры.
Чувствительность к сварочному термическому циклу выражается в протекании полиморфного превращения ctj*p, в резком росте размеров зерна [3-фазы и перегреве на стадии нагрева, в образовании хрупких фаз при охлаждении и старении, в неоднородности свойств сварных соединений зависящих от химического и фазового состава сплава. Перегрев шва и ЗТВ связан с низкой теплопроводностью титана. Устранить указанные трудности удается при оптимальных режимах сварки, которые заключаются в снижении погонной энергии дляа- и псевдо-а-сплавов и в увеличении погонной энергии дляа+р-сплавов [4].
Положительные результаты двет применение концентрированных источников энергии (лазерный и электронный луч).
Титан и его сплавы не склонны к образованию кристаллизационных (горячих) трещин в металле шва. Наиболее распространенными дефектами являются поры и холодные трещины. Поры в сварных соединениях чаще всего располагаются в виде цепочки по зоне сплавления. Они снижают статическую и динамическую прочность соединений. Образование пор может быть связано с попаданием водорода в шов вместе с адсорбированной влагой на присадочной проволоке, во флюсе, на кромках свариваемых изделий или из атмосферы при нарушении защиты. Для получения беспористых швов необходимо обеспечить требуемую чистоту основного металла и сварочных материалов, выполнял* сварку на оптимальных режимах с соблюдением всех требований к технологическим процессам.
Холодные трещины возникают из-за повышенного содержания водорода в сварном соединении в сочетании с растягивающими напряжениями первого рода (остаточными сварочными и от внешней нагрузки). Трещины такого типа могут возникнуть сразу же после сварки, а также после вылеживания сварных изделий в течение даже нескольких лет (процесс замедленного разрушения).
Радикальными мерами борьбы с холодными трещинами являются следующие: а) снижение содержания газов в основном и присадочном металле до уровней [Н]<0,008%, [О] <0,1—0,12%; [N]<0,04%; б) соблюдение технологии сварки во избежание попадания паров воды и вредных газов в зону сварки; в) снятие остаточных сварочных напряжений; г) предотвращение возможности наводорожи вания сварных соединений при эксплуатации.
Отдельные группы титановых сплавов обладают специфическими особенностями с точки зрения свариваемости.
2,2. ТИТАНОВЫЕ СПЛАВЫ С О- И ПСЕВДО-СКТРУКТУРОЙ
Низколегированные титановые сплавы с а- и псевдо-а-структурой удовлетворительно свариваются различными способами сварки плавлением, что выражается в стабильном формировании шва, отсутствии трещин и в достижении высоких механических свойств сварных соединений.
Одним из важных критериев свариваемости сплавов этого класса является незначнтельнав чувствительность к изменению режимов сварки. Однофазные а-сплавы имеют широкий интервал скоростей охлаждения, при котором сохраняются достаточно высокие свойства соединений. Наибольшие значения характеристик пластичности сварных соединений достигаются при средних и относительно высоких скоростях охлаждения. Механические свойства сварных соединений а-сплавов, полученных аргоно-дуговой сваркой без присадки, приведены в табл. Ш.6.
Таблица 111.6. Механические свойства сварных соединений титановых сплавов толщиной 2—3 мм, выполненных неплавящимся электродом без присадки
Марка сплава Ов,МПа ОСграл 6, % ксц Марка сплава О.МПв Ct, град & % ксц Дж/см3
ВТ 1-0 460 — 27 2165 АТ6 989 — 12,5 372,4
411,6 33 2195 1087 8,7 372,4
АТ2 647,5 69б,5 120 21 1205 ВТ5-1 824 44 10,5 392
100 16,5 1087 820 50 12,5 597,8
ОТ4 824 804 72 58 14.4 14,3 803 490 ТС5 1019 989,8 — 12,0 12,5 597 627,2
АТЗ 699,5 664,1 100 86 16 16 1323 1274
Примечание. В числителе — свойства основного металла, в знаменателе — металла шва.
Для обеспечения высокого уровня пластичности швов, равнопрочных с основным металлом, используют присадочные проволоки (табл. Ш.7), отличающиеся по химическому составу от основного металла и имеющие по
сравнению с ним пониженную концентрацию легирующих элементов. Рассматриваемые спла-
вы не упрочняются термической обработкой. С целью снятия напряжений конструкции с жесткими соединениями подвергаются отжигу, который включает на-трев при температурах выше температуры начала рекристаллизации, но ниже температуры полиморфного
Таблица III.7. Механические характеристики присадочных материалов
Марка проволоки Диаметр проволоки, мм авЛПв 5, ж
ВТ1-00 1,0-7,0 428 15,0
ОТ4-1 1,6-7,0 732 12,0
ОТ4 1,6-7,0 832 9,0
ВТ2св (ОСТ 1-90015-77) 1,6-7,0 483 20,0
превращения и последующее охлаждение на воздухе. Приводим характерные температуры отжига а-сплавов:
Марки сплавов Т, X
BTI-O, ВТ1-0О.................................. 670-690
ОТ4-0, АТ2 .................................... 690-710
ОТ4-1, АТЗ, ОТ4 ............................... 740-760
АТ6, ОТ-2, ВТ5-1, ТС5 ......................... 800-850
Продолжительность отжига составляет 15—60 мин в зависимости от сечения детали.
Отжиг сварных соединений а-сплавов титана повышает их сопротивляемость развитию трещин. Нагрев сварных конструкций рекомендуется производить в электрических печах с защитной атмосферой. При возникновении a-слоя его необходимо устранять механическими способами.
2.3. ДВУХФАЗНЫЕ (а+р)-СПЛАВЫ
Двухфазные конструкционные а+р-титановые сплавы по свариваемости уступают а-сплавам, так как более чувствительны к изменению параметров режима сварки, а необходимый уровень свойств соединения достигается термической обработкой, применением определенных присадочных мате
риалов или утолщением кромок.
Чувствительность двухфазных сплавов к термическим циклам сварки проявляется в существенном изменении механических свойств сварных соединений в зависимости от затрат погонной энергии и соответствующих им скоростей охлаждения металла ЗТВ. Значения оптимальных скоростей ох-
лаждения
зависят от количества легирующих элементов
бильности p-фазы и особенностей кинетики ее распада. В общем случае увеличением степени легирования (а+Р)-сплава скорость охлаждения следу» уменьшать. У наиболее распространенного сплава ВТ6 скорость охлажденг не должна превышать 40°С/с. В сплавах с большей степенью легированг (ВТ14, ВТ22) независимо от скорости охлаждения (1—600°С/с) наблюдается меньшая пластичность металла ЗТВ. Поэтому для обеспечения оптимальной структуры и высоких механических свойств металла ЗТВ необходим соответствующий выбор параметров режимов сварки применительно к типу
соединения.
Достижение требуемых механических свойств металла шва обеспечивается соответствующим выбором присадочной проволоки, состав которой должен быть близким к составу основного металла, но с уменьшенной степенью легирования. В случае таких высокопрочных сплавов, как ВТ14 и ВТ22, дуговая сварка без присадки, т. е. только проплавлением основного металла, не позволяет получить достаточно прочные и пластичные соединения. Эти сплавы сваривают с легированной присадочной проволокой СПТ-2, что позволяет получать после сварки и отжига швы, равнопрочные основному металлу, при удовлетворительной пластичности и вязкости (табл. III.8).
Снижение чувствительности шва к трещинам и повышение работоспособности швов в условиях длительного нагружения достигается отжигом.
Таблица [П.8. Механические свойства сварных соединений, выполненных с использованием присадки С ПТ-2
Марк* сплава Электрод О^.МПа КСЦ Дж/см'
шов переходная зона
^ВТ14 Неплавящийся (с присадкой) 902,5 441 392
Плавящийся 932,0 392 343
ВТ22 Неплавящийся (с присадкой) 932 441 343
Плавящийся 981 392 343
Необходимость отжига сварных конструкций из (а+р)-сплавов обусловлена прежде всего возникновением в соединениях метастабильных фаз, склонных к распаду при последующих нагревах, а в некоторых случаях и при приложении внешних нагрузок.
Рекомендуются следующие режимы отжига для сварных соединений некоторых (а+р)-сплавов титана:
Марки сплавов
ВТ6, ВТ6С
ВТ14 ....
ВТ16 ....
ВТ22, ВТ23
750-800
740-850
730-770
740-760
Температура отжига для снятия остаточных напряжений применительно к этим сплавам составляет 550—650°С.
Высокопрочные титановые (а+Р)-сплавы наиболее эффективно применять в термоупрочненном состоянии. В связи с тем что после сварки основной металл и сварное соединение имеют различный фазовый состав, с отличающейся стабильностью отдельных фаз, режимы термообработки, рекомендуемые для основного металла, как правило, неприемлемы для сварных соединений. Основная трудность в подборе режимов ТО связана со снижением пластичности сварных соединений. Термообработка заключается в
закалке с последующим старением. В зависимости от химического состава сплава, степени легирования и даже для металла разных плавок выбирают различные режимы ТО. Свойства некоторых сплавов, обработанных по оптимальным режимам, приведены в табл. III.9.
С целью повышения пластичности сварных соединений проводят высокотемпературный отжиг, т. е. предва-
Таблица III.9. Механические свойства сварных соединений некоторых титановых сплавов после термической обработки
Марка Вид термической Основной металл Сварное соединение
сплава обработки О,.МПа Дж/см3 О„,МПа кси> Дж/см3
ВТ6 Отжиг 940 657 922 588
Закалка+ста ре и ие 1265 588 1232 382
ВТ14 Отжиг 963 667 951 608
Закалка+старен ие 1226 627 1211 441
ВТ22 Отжиг 1069 421 1059 441
Закалка+с та ре н ие 1178 392 1157 353
ВТ23 Отжиг 1020 756 1015 618
Закал ка+старен ие 1182 686 1164 608
ригельную подготовку структуры сварного соединения, перед упрочняющей термообработкой.
Для сплавов типа ВТ22, ВТ23 эффективным методом повышения пластичности сварных соединений является термоциклирование в интервале температур 950—550°С, заключающееся в многократном нагреве и выдержке при определенной температуре с последующим медленным охлаждением.
Таблица ШЛО. Режимы упрочняющей термообработки соединений, сваренных с присадкой системы Ti—Al—Mo— V—Nb—Zr—Re
Марка сплава ^•с Crape кие
тус Т, ч
ВТ6 900 370 4
ВТ14 880 370 8
ВТ22 750 380 8
Примечание. Охлаждение после нагрева, с печью от 400*С — на воздухе.
Обеспечение равнопрочности соединений при сохранении необходимой их пластичности и вязкости в термически упрочненном состоянии достигается при использовании комплексно-легированных присадок, содержащих редкоземельные металлы (ванадий, гадолиний и др.), рений, цирконий, гафний, и особых режимов ТО (табл. 111.10). Обеспечени равнопрочности достигается такж за счет утолщения свариваемых кро мок.
2.4. ВЫСОКОЛЕГИРОВАННЫЕ р-СПЛАВЫ
При сварке высоколегированных р-сплавов возникают существенны' трудности, связанные с повышенной чувствительностью их к примесям газам, со спецификой фазовых и структурных превращений в сварных шва и в ЗТВ. Эти сплавы весьма подвержены влиянию скорости охлаждении после нагрева до высоких температур: с уменьшением скорости охлаждени снижаются их плвстические характеристики. Оптимальные скорости охлаж дения при сварке д ля сплавов такого типа высоки — они находятся в предела 100—500°С/с. Наиболее перспективными для Р-сплавов титана являютс: способы сварки с жесткими режимами. Рекомендуется применять электрон но-лучевую сварку, аргоно-дуговую с активирующим флюсом, лазерную.
Термическая обработка сварных соединений повышает прочность, hi снижает пластичность шва (табл. 111.11).
Таблица 111.11. Механические свойства соединений сплава ВТ15 после сварки i термической обработки
Способ сварки Состояние металла шва О,. МПа KCU, Дж^м3 О/раД
Аргоно-дуговая После сварки 833 58,8 180
с флюсом После ТО (50О°С, 5 ч, в воду) 1259 29,4 30
ЭЛС После сварки 882 62,72 180
После ТО (500°С, 5 ч, в воду) 1244 31,36 30
Повышение прочности и пластичности сварных соединений достига< механико-термической обработкой.
Сплавы со стабильной 0-структурой удовлетворительно свариваются всеми видами сварки плавления.
К этой же группе относятся сплавы ТС6, ВТ32 и ВТ35.
Сплав ТС6 — это псеадо-0-сплав системы Ti—Al—Mo-Сг-V, физикомеханические и технологические свойства которого близки к свойствам сплава ВТ15.
Высоколегированный сплав ВТ32 закритического состава (псеадо-0-сплав) системы Ti—Al— Mo—V—Fe—Сг отличается высокой технологической пластичностью и удовлетворительной свариваемостью при всех видах сварки, применяемых для титана; может претерпевать интенсивную деформацию в холодном состоянии из-за присутствия большого количества 0-фазы.
Новый сплав Р' марки ВТ35 — высокопрочный высоколегированный сплав системы Ti—Al—V—Сг— Sn—Mo—Zr—Nb. Его особенностью является высокая стабильность p-фазы при охлаждении с малыми скоростями, позволяющими осуществлять упрочняющую термообработку.
При изготовлении конструкций из титановых сплавов используют следующие способы сварки: дуговую — в среде защитных газов, неплавящимся и плавящимся электродом; электронно-лучевую, лазерную, плазменную, электро шлаковую, контактную, диффузионную, сварку взрывом, а также пайку.
§ 3. СПОСОБЫ СВАРКИ ТИТАНА
При сварке химически активных металлов большое значение для качества сварных соединений имеет состояние поверхности соединяемых кромок и присадочного металла. Пленка оксидов и нитридов, часто называемая газонасыщенным слоем и образующаяся после горячей обработки полуфабрикатов (ковки, штамповки, прокатки на воздухе), удаляется механическим способом (строганием, фрезерованием и т. д.). В тех случаях, когда нельзя применить такой способ (например, при подготовке поверхности листов), используют гидропескоструйную или дробеструйную обработку с последующим травлением поверхности металла в смеси кислот (составы травителей для каждого металла указаны ниже). При неполном удалении газонасыщенного слоя (получившего также название альфированного слоя из-за специфической структуры) с поверхности свариваемых кромок невозможно получить качественное сварное соединение. В швах образуются поры и холодные трещины [5].
Для оценки полноты удаления слоя используют металлографические исследования под микроскопом специально подготовленных щиифов, включающих травленую поверхность металла. Более удобен спектральный метод, не требующий вырезки шлифов и позволяющий установить содержание примесей-газов, прежде всего кислорода, в поверхностных слоях металла. Непосредственно перед сваркой кромки зачищают шабером или металлической щеткой на ширине 15—20 мм ст стыка и обезжиривают спиртом-ректификатом, ацетоном или другим жирорастворителем. Обезжиривают также сварочную проволоку. Торцы деталей после газовой резки обрабатывают на глубину не менее 2—3 мм. Сварочная проволока поставляется
заводами-изготовителями после ТО, дегазированной в вакууме (для очищения от водорода), с травленой (осветленной) поверхностью.
Для травления свариваемых кромок после гидропескоструйной очистки в случае, если невозможна их механическая обработка, применяют реактив следующего состава, % по объему: HF 26; HNO3 50; Н2О 24. Температура не выше 20’С; продолжительность трааления 1 —20 ч в зависимости ст толщины пленки оксцдов.
Установлено, что основным поставщиком газообразующих веществ в сварочную ванну является поверхность присадочной проволоки. Проволока из титановых сплавов со сравнительно большим модулем упругости имеет на поверхности дефекты в виде надрывов, рисок, закатов, закрытых полостей и др., в которые в процессе прокатки, волочения попадают углеводородсодержащие вещества (масла, графитовая смазка и пр.), вызывающие образование пор в металле швов при сварке. Чтобы исключить появление пор, необходимо полностью удалять загрязненный поверхностный слой проволоки. Оптимальную толщину удаляемого слоя определяют по формуле Д=(0 12—0,15)‘ 10-3 6Е, где 8 — толщина металла; Е — модуль упругости.
Эффективным способом удаления поверхностного слоя является размерное травление в ванне следующего состава: 130—150 мл/л фтористоводной кислоты (плотность 1,13 г/см3); 55—60 мл/л серной кислоты (плотность 1,84 г/см3) — при температуре 55—60°С. В процессе размерного трааления может наблюдаться навоцороживание поверхностного слоя проволоки на глубину 20—25 мкм. Водород удаляют либо термическим методом, нагревая проволоку в вакууме по режиму полного отжига, либо химическим в травильном растворе азотной (плотность 1,4 г/см3,600—750 мл/л) и фгористоволиой (180—220 мл/л) кислот при температуре не выше 30°С в течение 3—10 мин.
Чтобы ускорить удаление дефектного слоя и получить более ровную поверхность, проволоку, намотанную на раму с расстоянием между витками (2—3)8, вращают в ванне с травильным раствором, которому желательно сообщать ультразвуковые колебания [6].
Во избежание излишнего перегрева околошовных участков сварного соединения при сварке плавлением титана и его сплавов, как и других химически активных металлов, необходимо ограничивать силу сварочного тока. Обычно при сварке титана неплавящимся электродом ток не превышает 300 А. При таком токе удается сваривать без разделки кромок за один проход сплавы толщиной до 3 мм. Сварку титановых сплавов больших толщин выполняют в несколько проходов с разделкой кромок (рис. III.2) и подачей присадочного металла. Для хорошего формирования обратного валика рекомендуется рюмкоообразная форма разделки кромок (рис. III .2, в). Режим выполнения корневого прохода и высоту притупления выбирают так, чтобы ширина шва не превышала размеров плоского учветка t.
Рис. III.2. Разделки кромок для многослойной сварки стыковых соединений из титана разных толщин:
а — 6=4—10 нм; б — 5=10—15 мм; в — 5>25 мм
СМ 30-
Рис. III.3. Горелка с удлиненной насадкой для механизированной сварки:
1 — вольфрамовый электрод; 2 — защитный инертный газ; 3 —насадка; 4 — отверстия для истечения газа, защищающего остывающий шов; 5— свариваемое изделие
3,1. СВАРКА ТИТАНА И ЕГО СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Для сварки титана и его сплавов наиболее широкое применение находит универсальный способ сварки плавлением — в среде аргона неплавящимся электродом. Сварка выполняется со струйной защитой на воздухе и в камерах с контролируемой атмосферой.
В зависимости от размеров и конфигурации свариваемых узлов и изделий могут быть применены разные способы защиты зоны сварки в среде инертных газов. Различают три основных способа, описываемые ниже.
1. Сварка на воздухе со струйной зашитой, осуществляемой непрерывным обдувом сварочной ванны и остывающих участков соединения путём перемещения горелки с соплом и специальной удлиненной насадкой (рис. III.3). Характеристики некоторых горелок, применяющихся при ручной сварке неплавящимся электродом, приведены в [5]. Поскольку при ручной сварке насадки могут затруднять наблюдение за формированием шва, их конфигурацию выбирают применительно к типам и расположению швов: они могут иметь форму козырьков, коробочек и др. Ширину и длину насадки Выбирают с таким расчетом, чтобы обеспечить защиту всех участков сварного соединения вплоть до температур, при которых не происходит взаимодействие металла с газами атмосферы (400— 500*С).
При ручной сварке не рекомендуются колебательные движения горелки во избежа
ние нарушения защиты: процесс следует поддерживать на короткой дуге при расположении электрода углом вперед (угол -90’). Присадочная проволока подается непрерывно.
Обратный валик (корень шва) защищают с помощью специальных подкладок с отверстиями или раструбов, продуваемых инертным газом. При небольшой протяженности стыковых соединений можно ограничиться плотным поджатием кромок свариваемых деталей к медной или стальной подкладке. Защита корня шва при сварке труб или сосудов может быть достигнута путем пропускания инертного газа внутрь изделия. После окончания сварки или обрыва дуги необходимо продолжать подачу газа до остывания металла примерно до 350—400’С. Схема поста для ручной АДС титана неплавящимся электродом показана на рис. III.4. Для ручной АДС используются посты Ручной сварки типа ПРС-2 и ПРС-ЗМ, а также сборные посты.
В качестве источника питания применяют сварочные преобразователи типа ПС-300, ПС-500, ПСМ-1000 и выпрямители типаВД-301, ВДУ-504,
Рис. III.4. Схема поста для ручной аргоно-дуговой сварки титана:
I — источник питания; 2 — контактор сварочной цепи; 3— балластный реостат; 4— горелка; 5— присадочный металл; 6 — свариваемое изделие; 7 — защита обратной стороны; а — защитная насадка; 9 — ротаметры; 10 — электропневматический клапан; 1] — подача аргона; 12, 13 — соотаетственно подача и отвод охлаждающей воды; 14— вольтметр; 1S— амперметр; 16 — шунт
ВС-300, ВСВУ-630 и др. Для регулирования сварочного тока, а также для создания падающей характеристики у источников питания с жесткой характеристикой (например, ПСМ-1000) сварочный пост должен быть оснащен балластными реостатами РБ-201, РБ-301, РБГ-502 и др. Возбуждение дуги осуществляется с помощью осцилляторов ОСПЗ-2М, ОСПЗ-8М-1, ОСПП-300М, ОСП-88-1 и др. Расход инертного газа контролируют расходомерами типаУ-3, ДЗР1-59 или ротаметрами типа PC-3, РС-5. Автоматическую сварку выполняют автоматами АРК, АДСВ-2, АДСВ-5 и др.
2. Общая защита узла контролируемой атмосферой инертного
газа. Герметичную камеру, изготовленную из стали или прозрачного пластика, с размещенным в ней изделием, подвергают вакуумированию (разрежение 0,1—0,01 Па), а затем заполняют инертным газом при небольшом избыточном давлении. Сварка в камерах возможна автоматически или вручную. В последнем случае в стенках камеры размещают окна, в которых закрепляют резиновые перчатки. Оператор, находясь вне камеры, выполняет сварку, продевая руки в перчатки.
В связи с увеличением размеров и массы конструкций из наиболее распространенного химически активного металла — титана и его сплавов в последние годы стали применять большие, так называемые обитаемые камеры с инертной атмосферой (например, “Атмосфера”). Оператор выполняет сварку, находясь внутри камеры в специальном скафандре. Камеры такого типа оборудованы системами шлюзования, очистки инертного газа, обеспечения сварщика воздухом и др. Для предотвращения загрязнения швов вредными газами, которыми обогащается инертный газ при длительной 342
работе, сварочные установки оборудуют измерительной аппаратурой, контролирующей содержание примесей в атмосфере камеры. В отечественной практике находят применение такие приборы, как “Байкал” (для определения содержания влаги), “Циркон” (для установления содержания кислорода), хроматографы, например ЛХМ8МД (для комплексного определения примесей кислорода и водорода), прибор ИСП-51 (для спектрального определения азота) и др.
При сварке в камерах с контролируемой атмосферой достигается наиболее надежная зашита, а в связи с этим и более стабильное качество сварных соединений. Поэтому такой способ является основным для всех химически
активных металлов.
3. Зашита только сварного соединения и узких участков, прилегающих к нему, что достигается с помощью малогабаритных разъемных камер (например, при сварке кольцевых поворотных и неповоротных стыков труб). Заполнение накидных камер инертным газом после сборки может быть выполнено двумя способами; с предварительным вакуумированием камеры;
путем многократного пропускания инертного газа через камеру, сопровождающегося вытеснением из нее воздуха. Первый способ более надежный и
поэтому рекомендуется для тугоплавких металлов.
Сварка химически активных и тугоплавких металлов неплавящимся электродом осуществляется постоянным током при прямой полярности (минус на электроде),
О надежности 'газовой защиты в процессе сварки и при последующем охлаждении шва можно судить по его внешнему виду. Блестящая серебристая поверхность свидетельствует о хорошей защите и удовлетворительных свойствах шва. Появление на шве желто-голубых цветов побежалости указывает на нарушение защиты, а серые налеты свидетельствуют о плохой защите. Простым для определения и достаточно надежным показателем качества шва может служить его твердость. При хорошей газовой защите твер-
дость шва практически не превосходит твердости основного металла.
Режимы ручной и механизированной сварки титановых сплавов неплавящимся электродом приведены соответственно в таблицах III.12 и Ш.13.
Предпочтения заслу-
живает механизированная сварка, так как она обеспечивает более стабильное
Таблица III.12. Ориентировочные режимы ручной сварки титана и его сплавов неплавящимся электродом в среде аргона
качество швов, чем ручная. ______
При механизирован- Толщина
НОЙ сварке на токах ДО металла,
250 А удовлетворительные мм
результаты обеспечивают 1
горелки, которыми уком- 2
плектованы автоматы 3
АДСВ-2, АДСВ-5 и др. 4
При сварке на больших 5
токах (до 700 А) находят 10
Количество проходов Сварочный ток, А Напряжение на дуге, В Диаметр присадочной проволоки, мм
1 40-60 10-14 —
1 70-90 10-14 1,5-2,0
2 120-130 10-15 1,5-2,0
2 130-140 11-15 1,5-2,0
2-3 140-160 11-15 2,0-2,5
10-14 160-200 11-15 2,0-3,0
применение горелки дру-
гих типов, например А-1272. Данные об используемых в промышленности горелках приведены в табл. III. 14.
Таблица III.13. Ориентировочные режимы механизированной сварки стыковых соединений из титана и его сплавов неплавящимся электродом в среде аргона
Толщина металла, мм Количество проходов Сварочный ток Напряжение на дуте, В Скорость сварки, см/с Расход аргона, для защиты обратной стороны шва
в горелке в насадке
1,0 1 60-80 8-10 0,7-0,8 0,1-0,14 0,1-0,16 0,04-0,06
2,0 1 120-160 8-10 0,6-0,7 0,16-0,2 0,20-0,26 0,06-0,08
3,0 1 200-240 10-12 0,4-0,6 0,24-0,3 0,28-0,36 0,08-0,10
5,0 2-3 200-240 13-15 0,3-0,4 0,28-0,32 0,32-0,4 0,08-0 12
6,0 2-3 220-250 11-13 0,3-0,4 0,28-0,32 0,32-0,4 0,1-0,16
8,0 2-3 240—290 11-13 0,2-0,3 0,3-0,36 0,32-0,4 0,1-0,16
Применяется также автоматическая сварка неплавящимся электродом в среде инертных газов (ААДС). Она позволяет выполнять сварные соединения в широком диапазоне размеров и формы, обеспечивает получение швов с удовлетворительным качеством поверхности. При сварке металла толщиной до 6 мм необходимо применять двустороннюю сварку. К недостаткам ААДС следует отнести наличие пор в швах и значительные деформации сварных соединений. Устранить или уменьшить эти недостатки при сварке титановых изделий толши-ной 0,5—2 мм можно, применяя импульсно-дуговую автоматическую сварку (ИДС) неплавящимся электродом в среде
Таблица 111.14. Характеристики сварочных горелок
Тип горелки Допуо каемый ток, А Диаметр вольфрамового электрода, мм Масса горелки без шлангов, кг
ЭЗР-5 75 0,5; 1; 1,5 1,4
ЭЗР-З-66 150 1,5; 2; 3 0,8
РГА-150 150 0,8-3 0,3
ЭЗР-З-58 200 2-4 0,7
РГА-200 200 1-4 0,3
АР-9 350 1-6 0,45
РГА-400 400 4-6 0,4
ЭЗР-4-68 500 4-6 0,8
Примечание. Горелки ЭЗР с воздушным охлаждением, остальные — с водяным.
инертных газов.
При питании от специальных источников тока (например, типа ИПИД и ВСВУ) сварку ведут импульсами постоянного тока (полярность прямая). За каждым импульсом тока (продолжительностью 0,2—0,3 с) следует пауза (0,1— 0,3 с), благодаря чему удается выполнять сварку как бы точками, с их перекрытием. Поскольку при ИДС возникает необходимость возбуждать дугу с большой частотой, между вольфрамовым электродом и свариваемым изделием постоянно поддерживается (от отдельного источника питания) малоампернав так называемая дежурная дуга (М),8—2 А), на которую накладывается работав основная дуга. В качестве источника питания де-
журной дуги используют выпрямители ВСС-120, ВСС-300 и др. Регулируя ток, скорость, а также длительность импульса и паузы, можно в широких пределах изменять размеры шва. При этом заметно уменьшается перегрев металла, уменьшаются сварочные деформации (например, у титана толщиной 0,5— 1 мм — на 25—30% по сравнению с обычной дуговой сваркой неплавящимся электродом).
Импульсная дуга обеспечивает хорошее формирование сварного шва с плавным переходом к основному металлу, а также уменьшение неравномерности поля остаточных напряжений и концентрации напряжений в зоне сварки при эксплуатации изделия под нагрузкой.
В качестве источников питания при импульсно-дуговой сварке неплавящимся электродом используются как специализированные источники типа И ПИД и ВСВУ, так и приставки к обычным источникам.
Режимы сварки стыковых соединений несколькими вариантами автоматической аргоно-дуговой сварки приведены в табл. 111.15.
Таблица III. 15. Ориентировочные режимы однопроходной автоматической аргонодуговой сварки стыковых соединений
Способ сварки 3, мм 4bi А v , м/ч св’ ' Примечание
Поверхностной 1 60-80 25-30 Расход аргона, л/мин: в горелке 5—15, в насадке
дугой 2 120-160 20-25 5—20, для защиты обратной
3 200-240 15-20 стороны шва 1—5
Импульсной 1 70-100 10-15 Ток дежурной дуги 5—10 А; длительность
дугой 2 160-200 10-15 импульса 0,15—0,20 с, паузы 0,15—0,20 с
Погруженной 4 210-250 15-20 Зазор в стыке от 0,3 до 0,5 мм
дугой 8-10 350-380 10-12
Сквозным про- 4 250-260 20-25 Установочная длина дуги 0,8—1,0 мм
пл анлен кем 8 370-410 15-20
10 450-460 12-15
Примечание, Напряжение на дуге 8—16 В.
3.2. ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ АДС ТИТАНА ПО ПАСТЕ-ФЛЮСУ
В последние годы широкое применение нашел способ сварки титана и его сплавов неплааяшимся электродом с введением в зону сварки флюсов-паст, в состав которых входят фториды. В процессе сварки такие флюсы способствуют связыванию водорода с фтором и благодаря этому исключают возможность образования пор в шве.
Исследования, выполненные в ИЭС, показали, что введение в зону дуги химических соединений, содержащих электроотрицательные элементы (галогениды, оксиды), существенно влияет на степень контрагирования (сжатия) дуги (рис. II 1.5). Глубина проплавления и ширина швов при этом находятся в прямой связи с коэффициентом контрагированйя.
Установлено, что явление контрагированил дуги обуслоалено комплексом физических процессов. Это прежде всего контрагирование анодного пятиа в результате экранирования металла вокруг сварочной ванны соединениями, выделяющимися из флюса-пасты, которая нанесена на кромки, а также за счет повышения теплопроводности дугового газа под действием процессов диссоциации-молезации на периферии столба и деионизации периферийных учвстков дуги в прианодной области путем захвата электронов продуктами взаимодействия флюса со свариваемым металлом, содержащими электроотрицательные элементы.
На основе этих исследований были разработаны принципиально новые технологии сварки неплавящимся электродом в аргоне.
Рис. III.5. Распределение плотности тока в анодном пятне (длина дуги 1 мм) в зависимости от состава однокомпонентного флюса:
□ _ AJF X - MgF Д - NaF; О -аргоно-дуговая сварка без флюса
Рис. II 1.6. Зависимость ширины шва (/, 3) и обратного валика (2) от силы сварочного тока: / и 2 — сварка по флюсу; 3 — сварка без флюса
Введение в зону дуги флюсов специального состава на основе фтористых соединений позволяет резко увеличить глубину проплааления свариваемого металла, сузить шов и сократить протяженность ЗТВ, устранить пористость -наиболее часто встречающийся дефект швов при сварке химически активных металлов. Сварку данным способом выполняют по тонкому слою флюса-песты, предварительно нанесенному на свариваемые кромки (при толщине металла до 6 мм), или с введением в зону дуги трубчатой (порошковой) проволоки, сердцевина которой состоит из флюса.
Установлено [7], что наиболее эффективными являются галогенидные флюсы. Положительное алияние фторидных флюсов на плотность швов объясняют тем, что применение галогенидов тормозит десорбцию водорода из сварочной ванны и связывает его в нерастворимые в металле соединения TiFJly Это снижает вероятность возникновения пузырьков газа в жидком титане и предупреждает образование пор в металле шва.
При аргоно-дуговой сварке по флюсу можно регулировать форму проплавления в широких пределах. Наибольшее влияние на нее оказывает сварочный ток. Зависимость ширины обратного валика и шва от сварочного тока при однопроходной сварке пластины толщиной 5 мм из сплава ОТ4 приведена на рис. III.6.
При оптимальном токе /а=120—130 А форма обратного валика близка к прямоугольной, а ширина шва и обратного валика составляет 5 мм. При увеличении тока на 20—30 А ширина обратного валика возрастает в полтора раза, а ширина шва увеличивается на 1 мм. Таким образом, увеличение сварочного тока выше оптимального приводит прежде всего к росту ширины обратного валика. Это свидетельствует о высокой степени контра-гирования дуги на поверхности свариваемого металла и значительном запасе
энергии, расходуемой на проплавление в корне шва. Благодаря увеличению проплавляющей способности дуги сварка неплавящимся электродом в среде инертных газов с применением флюсов-паст позволяет получать однопроходные швы на титане толщиной 12 мм без разделки кромок. Наибольшее распространение в промышленности получили флюсы, характеристика которых приведена в табл. III.16. На кромки деталей при сварке неплавящимся электродом флюс наносят в виде Таблица 1ПЛ6. Характеристика флюсов, щихся для сварки титана и его сплавов применяю-
Флюс Толщина металла, мм Назначение флюса
Дуг АНТ-17А АНТ-23А ФАН-1 Ду АНТ-1 АНТ-3 АНТ-7 АНТ-2 АНТ-4 АНТ-6 овая свар* 3-6 0,8-3 3-6 товая csaf 3-7 7-12 12-20 Элек < 40 < 40 5 40 :а неплавящимся электродом Сварка технически чистого титана и его низкопрочных сплавов без присадочной проволоки То же, с присадочной проволокой Сварка средне- и высокопрочных сплавов с присадочной проволокой пса плавящимся электродом Сварка технически чистого гитана и его низко- и среднепрочных сплавов трошлаковая сварка Сварка технически чистого титана и его низко- и среднепрочных сплавов Сварка высокопрочных сплавов То же
ты, замешанной на спирте-ректификате или ацетоне. В зависимости от силы сварочного тока толщина слоя составляет 0,12 мм (ток до 150 А) и 0,2—0,3 мм (>150 А). Ширина наносимого слоя: 15—20 мм при токе <150 А и до 40 мм при токе >150 А. Сравнение режимов сварки неплавящимся электродом без применения флюса (табл. III.13) и с Таблица III. 17. Ориентировочные режимы автоматической сварки стыковых соединений по флюсу-пасте АНТ-2 ЗА
Толшнна металла, мм Сварочный ток. А Напряжение на дуге В Скорость сварки, см/с Расход аргона в горелке, л/с
0,8 1,0 1,5 2,5 3,0 18-35 20-40 40-60 80-100 110-130 7-8 7-8 7-8 8-9 9-10 0,3-0,7 0,3-0,7 0,3-0,6 0,3-0,6 0,3-0,4 0,04-0,06 0,04-0,06 0,04-0,06 0,06-0,08 0,06-0,08
флюсом (табл. II 1.17) показывает, что при использова- Примечание, Раскол аргона в насааке 0,04—0,06 л/с, для защиты корня шва 0,02—0,04 л/с.
нии флюса удается приме-
нять токи примерно в 2 раза меньшие, чем при сварке без флюса. Благодаря этому в сварных конструкциях уменьшаются деформации, а по формированию весьма узких швов данный вид сварки приближается к ЭЛС.
Эта особенность дугового процесса в сочетании с основными технологическими преимуществами, такими, как низкая погонная энергия, малая ширина шва и ЗТВ позволила применить сварку по флюсу не только для выполнения стыковых соединений. Проведенные исследования показали
перспективность этого способа для получения угловых, тавровых, нахлесточных, электрозаклепочных и других соединений листов толщиной до 3 мм, выполнение которых без применения флюса затруднено или невозможно.
Сварка нахлесточных и электрозаклепочных соединений может осуществляться как со сквозным, так и с неполным проплавлением нижнего листа. Уменьшение при этом тепловложения позволяет значительно сократить деформации сварных узлов и за счет этого в ряде случаев исключить применение ЭЛС.
Замена электронно-лучевой технологии на аргоно-дуговую сварку по флюсу ФАН-1 была успешно проведена на одном из заводов Санкт-Петербурга. Это позволило отказаться от двух установок ЭЛУ-15 и без дополнительных капитальных затрат значительно увеличить выпуск продукции на существующем оборудовании для дуговой сварки.
Тавровые соединения выполняются сваркой по флюсу за один проход проплавлением полки с одновременным расплавлением стенки. По такой
технологии можно получить сварные заготовки таврового, двутаврового коробчатого и других сечений с толщиной элементов от 0,8 до 3 мм. Расплавленный металл в углах тавра формируется либо “на весу” при толщине элементов 0,8—1,5 мм, либо с помощью формирующих подкладок, обеспечивающих образование катетов заданного сечения, — при толщине элементов свыше 1,5 мм (рис. 111.7).
Малый объем сварочной ванны поз-
Рис. III.7. Тавровое соединение из технически чистого титана, сваренное с флюсом-пастой со сквозным проплавлением полки толщиной 3 мм:
/— горелка; 2 — полка; 3 — подкладка
воляет применить также однопроходную автоматическую сварку по флюсу листов толщиной до 6 мм для получения швов в различных пространственных положениях на вертикальной плоскости. Для улучшения условий плавления металла и стабилизации дуги при сварке на вертикальной плоскости применена горелка с поперечным магнитным полем.
Поперечное магнитное поле, создаваемое ферромагнитным элементом в зоне горения дуги, отклоняет ее в сторону, противоположную направлению сварки. При
этом некоторое количество расплавленного металла сварочной ванны вытесняется из головной части в хвостовую, т. с. создаются более благоприятные условия для плавления новых порций металла.
Сварка в горизонтальном положении
плвстин толщиной до 6 мм по флюсу на вертикальной плоскости не вызывает особых затруднений. Металлографические исследования показали, что макро- и микроструктура металла шва
не отличается от структур швов, выполненных в нижнем положении.
Вертикальные швы сваривались в двух направлениях: снизу вверх и сверху вниз. Опыты показали, что при сварке снизу вверх на оптимальных
режимах (/„=140 A, v„=15 м/ч при 8=4 мм и /„=200 А, %в=10 м/ч при 5=6 мм) формирование швов удовлетворительное и характеризуется лишь большей выпуклостью как сверху, так и снизу по сравнению со швами, выполненными в нижнем положении. При сварке сверху вниз с обратной стороны шва образуется утяжка, а сварочный ток необходимо увеличить для достижения полного проплавления (/в=160 А, ив= 15 м/ч при 8=4 мм и / =360 А, и,=15 м/ч при 8=6 мм). Ширина шва на металле толщиной до 4мм сохраняется постоянной независимо от направления сварки (при 5=4 мм ширина шва 6 мм), на металле толщиной 6 мм ширина шва увеличивается от 6 мм при сварке снизу вверх до 9 мм при сварке сверху вниз.
При АДС поверхностной дугой практически нс удавалось получить качественного сварного соединения, независимо от направления сварки.
Механические характеристики сварных соединений сплавов разных типов (ОТ4, ВТб, ВТ1 и др.), полученных по разработанной технологии, не отличаются от характеристик соединений, сваренных в нижнем положении.
Таблица III.18. Характеристика порошковых титановых присадочных проволок
Марка проволок Диаметр проволоки, мм Толщина металла, мм Назначение проволоки
ППТ-1 2,2-2,6 4-16 Однопроходная сварка технического титана и его низкопрочных сплавов, без выпуклости шва
ППТ-2 3,0-3,5 8-16 То же, с выпуклостью шва Однопроходная сварка средне- и высокопрочных сплавов, с выпуклостью шва
ППТ-3 3,0-3,5 8-16
Введение при сварке неплавящимся электродом фторидного флюса в зону дуги с помощью присадочной порошковой проволоки (табл. III.18) сохраняет все преимущества сварки по флюсу и применяется при соединении деталей из титана и его сплавов толщиной 4—16 мм. Флюс находится внутри трубки диаметром 2—3 мм, свернутой из титановой фольги на специальном станке.
В последние годы с целью повышения эффективности использования энергии дуги и улучшения качества сварных соединений создан ряд разновидностей способа сварки в среде инертных газов неплавящимся электродом. К ним относится сварка погруженной дугой и сквозным проплавлением, сварка в регулируемом магнитном поле, а также упомянутые выше сварка по слою флюса-пасты и с присадкой порошковой проволоки.
3.3. ОСОБЕННОСТИ СВАРКИ ТИТАНА В УЗКИЙ ЗАЗОР
Для повышения производительности ручной сварки конструкций из толстолистового титана разработана технология АДС низколегированных плановых сплавов без скоса кромок в узкий зазор. Преимуществами этой технологии перед сваркой с X-образной разделкой кромок являются уменьшение в 2—3 раза объема и массы наплавленного металла, позволяющее
сократить расход дорогостоящих сварочных материалов и повысить производительность.груда в 2—3 раза; возможность регулирования механических свойств сварных соединений как путем изменения химического состава сварочных проволок, так и использованием эффекта контактного упрочнения металла шва, работающего в условиях, характерных для так называемых “мягких’’ прослоек; наличие узкого зазора, улучшающего газовую защиту стабилизирующего сварочный процесс и повышающего эффективный КПД источника нагрева; уменьшение накладных расходов благодаря сокращению механической обработки кромок под сварку и уменьшению расхода электроэнергии.
При такой технологии сварки детали собираются без скоса кромок с зазором 10 мм. К торцам кромок, предварительно обработанных механическим способом, привариваются выводные планки из листа толщиной 3—4 мм, азатем в средней части кромки производится трехслойная наплавка (рис. 111.8)! Для обеспечения плавного перехода от наплавленного валика к кромкам
Рис. III.S. Подготовка соединения при сварке в узкий зазор: / ~ свариваемые изделия; 2 ~ выводные планки; 3 ~ трехслойная наплавка
свариваемого металла часто выполняются сглаживающие валики без присадки. Подготоаленные таким образом детали собираются и прихватываются с зазором 2—3 мм между наплавленными валиками (рис. III.9, а).
Рис. III.9. Последовательность выполнения шва при сварке в узкий зазор:
а — соединение с иаплаа-ленными валиками, собранное под сварку; б — порядок выполнения проходов
Сварка соединений в узкий зазор (рис. III.9, б) осуществляется в такой последовательности: сначала выполняются соединительные швы притоке 160— 180 А, затем — первый проход с присадкой диаметром 3—4 мм, второй — с обратной стороны без присадки; основные одой завариваются на режимах: г =380—400 А, £7=10—12 В (применяется спаренная присадка диаметром <ММ).
Получение качественного соединения обеспечивается лишь при вогнутой менисковой форме поверхности каждого слоя с плавным переходом к кромкам свариваемых деталей, когда исключается образование межваликовых несплавлений.
Сварка в узкий зазор имеет некоторые особенности. Вылет вольфрамового электрода (рис. HI.10) диаметром 4 мм устанавливается из расчета
Рис. 111.10. Схема сварки в узкий зазор:
1 — свариваемая деталь; 2~ выводная планка; 3— сдвоенная присадка; 4— наплавленный металл;
5— приспособление для поддува газа; 6— щиток-отражатель; 7— сопло горелки
расположения сопла горелки на расстоянии 2 мм от поверхности свариваемых листов. Ось электрода должна быть перпендикулярна к поверхности листов. Обратная сторона шва защищается от окисления струей аргона, который подается через трубку с радиальными отверстиями.
При выполнении внутренних слоев расход аргона составляет 12—14 л/мин. Узкий и глубокий зазор обеспечивает качественную защиту наплавленного металла без применения насадок; используется лишь щиток-отражаггель, надеваемый на сопло горелки. При наложении внешних слоев применяются горелки с насадками, позволяющими обеспечить дополнительную подачу аргона 6—8 л/мин. Сварные швы, выполненные по приведенной технологии, имеют высокое качество. В них отсутствуют поры и другие дефекты.
3.4. СВАРКА НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНЫХ ГАЗАХ ПОГРУЖЕННОЙ ДУГОЙ
Сварка титана и его сплавов за один проход без разделки кромок при Толщине металла 4—10 мм может быть выполнена неплавящимся электродом в инертных газах погруженной дугой, сквозным проплавлением и по флюсу.
При сварке погруженной дугой конец вольфрамового электрода располагается ниже поверхности свариваемого металла. При этом значительно увеличиваются коэффициент использования тепловой мощности дуги и ее проплавляющая способность.
При сварке сквозным проплавлением дуга оплавляет переднюю стенку образовавшегося под дугой небольшого отверстия по всей толщине металла. По мере перемещения электрода расплавленный металл заплавляет отверстие сзади дуги. Сквозное проплавление может быть достигнуто путем заглубления дуги или повышения плотности тока при первоначально заданной длине дуги 0,5—0,8 мм.
Для того чтобы исключить блуждающие дуги при сварке и значительно повысить плотность тока, необходимо производить заточку вольфрамовых электродов. Это способствует концентрации тепла в локальной зоне на передней стенке сварочной ванны. Рабочая часть вольфрамового электрода затачивается на конус с углом при вершине 30—60° в зависимости от толщины свариваемого металла. Для обработки концов электродов используются заточные станки типа ДЭН-2. Повышение чистоты обработки поверхности заточенной рабочей части приводит к повышению стойкости вольфрамового электрода.
При сварке погруженной дугой в среде аргона плотные швы можно получить лишь в узком диапазоне режимов. Отклонение от этого диапазона вызывает образование пустот вдоль шва, называемых удлиненными газовыми полостями. Замена аргона, подаваемого в горелку, на гелий позволяет расши
Рис. II 1.1 [. Схема ААДС титана с электромагнитным перемешиванием сварочной ванны:
1 — источник литания сварочной дуги; 2 — балластный реостат; J — аппаратный шкаф; 4— устройство управления ЭМИ; 5—сварочная горелка; 6 — соленоид; 7 — свариваемое изделие
рить диапазон режимов сварки, при которых достигается качественный шов.
Для управления процессом кристаллизации и повышения производительности процесса АДС неплавящимся электродом рекомендуется использовать сварку с электромагнитным перемешиванием сварочной ванны (ЭМП).
Применение ЭМП при сварке позволяет без существенной переделки обычно применяемого сварочного оборудования осуществить дополнительное управление сварочным процессом (рис. 11111). Использование систем автоматической стабилизации длины дуги при сварке неплавящимся электродом во внешнем продольном знакопеременном магнитном поле регулируемой частоты позволяет компенсировать уменьшение глубины провара, определяемое изменением формы дуги в магнитном поде и рассредоточением пятна нагрева дуги на изделии. Введение управляющего
Рис. III.12. Горелка и газозащитны ft фартук для АДС титана с ЭМП:
I — смотровое устройство; 2 — горелка для АДС погруженной дугой с соленоидом; 3 — газозащитный фартук; 4— газораспределительное устройство
магнитного поля (УМП) в зону сварки производится соленоидом, размещенным в горелке сварочного автомата (рис. III. 12). Газозащитный фартук и приспособления для закрепления образцов изготовлены из немагнитных материалов.
Применение при АДС внешнего продольного магнитного поля позволяет повысить устойчивость дуг постоянного тока, горящих на расщепленном вольфрамовом электроде, и эффективно управлять формой и пространственным положением дуг, сообщая им свойства хорошо управляемого источника нагрева. Изменением параметров УМП - индукции Ви интервала реверсирования / — достигается управление размерами и формой сварных швов.
Для АДС неплавящимся вольфрамовым электродом с ЭМП используются модернизированные автоматы АДС-1000-2ТЭМП и “Нептун”-ЭМП, а также пост ручной сварки ПРС-ЗЭМП. Для возбуждения и ввода в зону сварки УМП используются аппараты управления электромагнитным полем Ф-724 и Ф69С конструкции Киевского политехнического института и АЭП-1 и АЭП-2, разработанные Сумским машиностроительным производственным объединением. ЭМП сварочной ванны при сварке тонколистовых конструкций из титана уменьшает пористость швов и улучшает эксплуатационные характеристики сварных соединений. Сварка с ЭМП широко применяется при однопроходной АДС (с обратным формированием) технологических трубопроводов из титана [8].
Применение ЭМП при сварке сплавов серий ОТ4 и АТ способствует уменьшению структурной и микрохимической неоднородности и повышению коррозионной стойкости сварных соединений, а также механических свойств сварных соединений, приближающихся к соответствующим показателям основного металла.
Сварку в среде инертных газов можно выполнять также плавящимся электродом (электродной проволокой).
3.5. АВТОМАТИЧЕСКАЯ СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНЫХ ГАЗОВ И ПОД ФЛЮСОМ
Этот способ является высокопроизводительным процессом, обеспечивающим высокие механические свойства сварных соединений, отсутствие в сварных швах пор, несплавлений и трещин. При сварке плавящимся электродом в среде инертных газов можно получить сварные соединения с оптимальными свойствами, регулируя состав металла швов путем изменения химического состава плавящегося электрода, а также дозирования в них доли основного металла. Сварка плавящимся электродом осуществляется на постоянном токе при обратной полярности (плюс на электроде). Чтобы исключить разбрызгивание металла, сварку ведут на режимах, обеспечивающих мелкокапельный перенос металла. Это достигается при сравнительно больших плотностях тока на электроде (-100 А/мм2).
В связи с высоким удельным электросопротивлением титана автоматическая сварка плавящимся электродом выполняется при минимальном вылете электродной проволоки из мундштука (табл. III. 19). В случае большого вылета электрод перегревается, что приводит к нарушению стабильности процесса сварки и ухудшению качества шва.
Таблица [II. 19. Ориентировочные режимы сварки стыковых соединений титана плавящимся электродом
Вариант сварки 5,им Диаметр электродной проволоки, мм 4.-а г/, в* Вылет электродной проволоки, мм
В среде 3-8 16 350-450 28-36 25-40 20-25
инертных 22-28
газов 10-12 1,6-2 440-520 38-40 30-34 20-35 20-28
15 3 600-650 42-48 30-32 25-30 25-30
16-36 5 780-1200 46-52 34-38 15-25 40-55
Под 3-8 2,5-3 240-500 30-34 50-55 14-16
флюсом 10—12 3 470-550 32-34 45-50 16-18
14-16 4 550-570 32-34 45 18-20
* В числителе приведены значения при сварке в гелии, в знаменателе — в аргоне
Для сварки титана плавящимся электродом применяются автоматы типа АДС-1000-2, АДСП-2, ТС-17М, ТС-35, ДДС-500М, модернизированные для сварки титана в среде инертных газов или под флюсом.
Сварка плавящимся электродом диаметром 1,6—5 мм в среде инертных газов используется для стыковых, тавровых и нахлесточных соединений металла 8>3 мм из титана и его сплавов. Размеры швов, а также их формирование зависят от того, какой инертный газ подается в горелку. При сварке в гелии швы получаются с более плавным переходом от выпуклости к основному металлу, чем при сварке в аргоне; проплааление основного металла при прочих равных условиях более широкое, но менее глубокое. Однако разбрызгивание расплавленного металла при сварке в аргоне меньше, чем в гелии, напряжение на дуге ниже, а расход аргона в 2—3 раза меньше. Использование смеси из 80% гелия и 20% аргона обеспечивает хорошее формирование швов и стабильность процесса. Такая смесь позволяет при автоматической сварке стыковых соединений регулировать в широких пределах форму и размеры шва, получать швы с большой зоной расплавления, гарантировать исключение непроваров в случае смещения дуги с оси стыка.
Сварку стыковых соединений толщиной более 20—30 мм из титановых сплавов производят с разделкой кромок при угле раскрытия 60°. Сварка с углом раскрытия 75° не дает заметного увеличения глубины провара, но уменьшает высоту выпуклости шва.
Импульсно-дуговая сварка плавящимся электродом в среде инертных газов позволяет выполнять соединения в различных пространственных положениях. Наложение мощных кратковременных импульсов тока на дугу постоянного тока позволяет управлять формированием капли на конце
электрода. Применение генератора импульсов типа ИИП-2 при сварке титановых сплавов электродной проволокой диаметром 1,2—2 мм обеспечивает перенос одной капли металла при каждом импульсе тока.
При использовании импульсно-дуговой сварки практически полностью устраняется разбрызгивание, стабилизируется проплавление основного металла, улучшается формирование швов (в случае использования полуавтомата) и появляется возможность проводить сварку в вертикальном и даже потолочном положениях. Наилучшей защитной средой в этом случае является гелий.
Сварку преимущественно выполняют специализированным полуавтоматом “Импульс-1” проволокой диаметром 1,2 мм. Режимы импульсно-дуговой сварки титана и его сплавов (табл. Ш.20) позволяют повысить производительность сварочных работ в 2—3 раза по сравнению с ручной сваркой неплавящимся электродом при одновременном снижении затрат энергии и получать на титане и его сплавах швы высокого качества.
Таблица [П.20. Ориентировочные режимы им пул ьсно-дуговой сварки тавровых соединений из титановых сплавов плавящимся электродом диаметром 1,2 мм в среде аргона
Соединение fi,MM Катет шва, ММ 4.. А г/, в -и св* СМ/С Область применение
С разделкой кромок 4-9 4-7 60-70 27-32 1,0-1,1 В конструкциях с
[0-16 4-7 90-100 30-32 0,6-0,8 полным проваром
18-46 4-7 90-100 30-32 0,6-0,8 корня шва
Без разделки кромок 3-4 3-4 60-80 27-32 0,8-1,0 В конструкциях с
5-8 5-6 60-80 27-32 0,8-1,0 неполным прова-
9-10 6-7 60-80 27-32 0,8-1,0 ром корня шва
Примечание. Ток дежурной дуги 40—45 А; расход гелия — 0,3—0.4 л/с.
Для титана и его сплавов толщиной более 3 мм используют автоматическую дуговую сварку электродной проволокой под флюсом. Из-за большой химической активности металла при высоких температурах, и особенно в расплавленном состоянии, к фаюсу для сварки титана предъявляются особые требования. Он должен обеспечивать надежную защиту зоны сварки от вредного воздействия воздуха и не окислять металл шва. Важно, чтобы флюс предохранял шов от загрязнения водородом. Титан имеет сравнительно высокую температуру плавления, поэтому флюс для его сварки должен быть более тугоплавким, чем флюсы для сварки стали. Для сварки титана и его сплавов не пригоден ни один из флюсов, применяющихся для стилей и цветных металлов. Для этой цели разработана серия специальных флюсов типа АНТ, практически не имеющих в своем составе кислорода и названных поэтому бескислородными.
Установлено, что при сварке титана плавящимся электродом под слоем бескислородного флюса сварочнав ванна, остывающие участки шва и око-лошовная зона надежно изолируются от вредного воздействия газов воздуха. В результате применения автоматической сварки под флюсом технического титана ВТ1 и низколегированных сплавов было установлено, что этот способ
позволяет получать швы без внутренних дефектов, равнопрочные основному металлу при удовлетворительных пластичности, вязкости и коррозионной стойкости. Высокая производительность процесса и стабильность проплавления кромок являются основными преимуществами сварки под флюсом.
Однако при сварке металла больших толщин на усиленных режимах, когда сварочная ванна имеет значительный объем, зашита шлаком уже недостаточно эффективна, так как снижается пластичность и аязкость сварных соединений. К другим недостаткам автоматической сварки под слоем флюса необходимо отнести ограниченные возможности процесса при сварке металла милых толщин, трудность удаления флюса при сварке конструкций с замкнутым контуром, сложность управления формой и размерами сварных швов.
В связи с этим применение автоматической сварки плавящимся электродом под слоем флюса наиболее целесообразно при сварке полотнищ и различного типа емкостей, реакторов, аппаратов, изготовляемых из металла средних толщин (8—20 мм).
Плавленые флюсы серии АНТ для сварки титана состоят из тугоплавких
фторидов и хлоридов щелочных и щелочно-земельных металлов.
Флюс АНТ-1 предназначен для дуговой сварки деталей толщиной 5—6 мм, флюсы АНТ-3 и АНТ-7 — для деталей большей толщины (табл. 111.21).
Разработанные для сварки титана флюсы практически не гигроскопичны. Однако при длительном хранении на поверхности зерен флюса возможно адсорбирование влаги — основного источника насыщения металла шва водородом. Поэтому непосредственно перед употреблением флюсы необходимо прокаливать в чистых противнях из нержавеющей стали в течение 1,5—2 ч при
температуре 350—400°С. Во флюсе, поступающем на сварку, содержание влаги не должно превышать 0,05% по массе. Готовые флюсы для сварки
Таблица III.21. Химический состав флюсов, % по массе
Марка флюс* CaF, BaClj NaF NaC!
АНТ-1 79,5 19,0 1,5 —
АНТ-3 88,5 10,0 1,5 —
АНТ-7 98,0 — — 2,0
титана имеют белый или светло-серый цвет.
Автоматическая сварка плавящимся электродом под бескислородными флюсами марок АНТ используется для выполнения стыковых, угловых и нахлесточных швов. Сварка соединений толщиной 3—6 мм производится на остающейся технологической подкладке шириной 15—20 мм из того же сплава. Стыковые соединения изделий толщиной до 10 мм можно сваривать с одной стороны на флюсовой подушке или на медиой подкладке с зашитой обратной стороны аргоном. Сварка осуществляется с минимальным зазором. Для лучшего формирования выпуклости шва выполняется V-образная разделка с углом раскрытия 90° и притуплением 4—5 мм. Стыковые соединения толщиной свыше 10 мм выполняют двусторонней сваркой на медной подкладке с защитой обратной стороны шва аргоном. Для лучшего проплавления стыка и формирования шва сварка производится с Х-образной разделкой кромок с углом раскрытия 90° и притуплением 5—8 мм.
Высота насыпного слоя флюса должна быть такой, чтобы исключалась возможность прорыва дуги из-под флюса, а ширина должна обеспечивать защиту участков основного металла, которые в процессе сварки нагреваются До температуры выше 400"С. Шлаковую корку, образовавшуюся при сварке под флюсом, необходимо удалять после остывания сварного соединения до
Таблица HI.22. Ориентировочные режимы автоматической сварки под флюсом стыковых швов на титане
Толшина металла, мы Сварка Диаметр электродной проволоки, им Сварочный ток, А Нал ряже-ние на луге. В Скорость, см/с
подачи проволоки сварки
2,5 На остающейся 2 180-200 30-32 4,2-4,8 1,3-1,5
подкладке
3 То же 2,5 240-260 30-32 4,2-4,8 1.3-1,5
4 2,5 270-290 30-32 4,8-5,3 1,3-1,5
4 На медной подкладке 3 340-360 32-34 4,1-4,3 1,3-1,5
5 То же 3 370-390 32-34 4,5-4,8 1,3-1,5
6 3 390-420 32-34 4,8-5,1 1,3-1,4
8 Двусторонняя 3 350-380 32-34 4,5-4,8 1,3-1,4
8 На медной подкладке 4 590-600 32-34 2,5-2,8 1,1-1,4
10 Двусторонняя 3 440-460 32-34 5,0-5,3 1,3-1,5
12 То же 3 450-500 32-34 5,3-5,6 1,3-1,5
16 4 590-600 32-34 2,5-2,8 1,1-1,3
18-20 » 4 600-610 32-34 2,5-2,8 1.1-1,3
температуры ниже ЗОО’С. Не расплавившийся в процессе сварки флюс собирается для дальнейшего использования.
Режимы автоматической сварки титана под флюсом назначают, исходя из требования минимальной погонной энергии, особенно для стыковых соединений металла средних толщин, выполненных за один проход (табл. 111.22).
Швы, сваренные на титане под флюсом, отличаются высокой плотностью; поры в них отсутствуют. Они равнопрочны основному металлу при удовлетворительной пластичности. Так, при сварке технически чистого титана ВТ1-0 толщиной 8 мм сварочной проволокой ВТ1-00 под флюсом АНТ-3 механические свойства соединения следующие: с =450 МПа; 6=23%; а=180°.
Сварка кольцевых швов диаметром менее 600 мм ввиду жидкотекучести фгоридно-хлоридных флюсов сопряжена с технологическими трудностями: ухудшается шлаковая защита зоны сварки. Поэтому под флюсом целесообразно сваривать кольцевые швы диаметром более 600 мм.
3.6. ЭЛЕКТРОШЛАКОВАЯ СВАРКА
Тенденция к увеличению габаритов и скоростей современных летательных аппаратов требует создания надежных и долговечных в условиях высоких динамических нагрузок крупногабаритных узлов типа силовых балок, лонжеронов, монорельсов, кареток крыла и пр. Имеющийся в авиастроении опыт сварки плавлением указывает на более высокие технологичность и экономичность изготовления сварных силовых узлов по сравнению с цельнокатаными, цельноковаными или цельноштампованными.
Соединения деталей из титана и его сплавов большой толщины (свыше 40 мм) во многих случаях целесообразно выполнять электрошлаковой сваркой (ЭШС). ЭШС нашла широкое промышленное применение для изделий из сталей разного типа. Однако в том виде, в каком он был разработан для стали, 358
7
Рис. III.13. Схема электрошлаковой сварки поковок из титана пластинчатым электродом с наддувом аргона;
{ - свариваемое изделие; 2 — пластинчатый электрод; 3 — металл шва; 4 — формирующий водоохлаждаемый медный кокиль; 5— металлическая ванна; о — шлаковая ванна; 7 —устройство для поддува аргона
от атмосферы обеспечивается при
способ ЭШС оказался непригодным для химически активного металла — титана. Уже первые опыты показали, что для ЭШС титана необходимы специальные тугоплавкие бескислородные флюсы. Сварка выполняется электродами большого сечения — пластинчатыми и пластинчатопроволочными (плавящимися мундштуками).
Для сварки применяют тугоплавкие бескислородные флюсы типа АНТ-2, АНТ-4 и др. (см. табл. III.16). Но одной лишь шлаковой зашиты недостаточно для получения наплавленного металла, не загрязненного вредными примесями — газами. Необходима дополнительная защита шлаковой ванны аргоном (рис. 111.13). Надежная изоляция расплавленного шлака
небольшом расходе аргона первого сорта. Так, при сварке деталей из титана сечением 50x50 мм расход аргона 0,1 л/с оказался достаточным для получения шва удовлетворительного качества. При ЭШС коротких соединений (длиной до 400 мм) формирование швов осуществляется с помощью разъемных медных кокилей, охлаждаемых водой (например, Р-918). Концы поковок обрабатывают механическим способом на длине 40—50 мм. Благодаря этому достигается плотное прилегание стенок кокиля к поверхности свариваемых деталей. Возможные зазоры между поковками и стенками кокиля уплотняют сухим асбестом или асбополотном.
Толщину титанового пластинчатого электрода принимают в пределах 8—18 мм, ширину — равной толщине свариваемых заготовок, длину сухого вылета (расстояние от поверхности шлаковой ванны до токоподвода) — не более 500 мм.
При ЭШС плавящимся мундштуком на каждые 100 мм толщины свариваемого металла подается одна электродная проволока диаметром 5 мм при толщине му ил штука 9—18 мм. Зазор между мундштуком и свариваемой кромкой принимают не менее 7 мм, расстояние между боковыми кромками мундштука и изделия — 10 мм, расстояние от осей крайних проволок до кромки изделия — 20 мм. Для зашиты зоны сварки от газов атмосферы по специальным каналам плавящегося мундштука к поверхности шлаковой ванны подается аргон. Формирование шва обеспечивается путем прижатия медных водоохлаждаемых подкладок или остающихся титановых планок, привариваемых к стыку.
Чтобы предупредить короткое замыкание плавящегося мундштука на свариваемые кромки, на его поверхность наносят слой твердеющего изоляционного материала (три части фтористого кальция, одна часть раствора целлюлозы КМЦ). Для этой же цели применяют электро изоляторы, изготовленные из такого же материала и крепящиеся на поверхности мундштука с помощью привариваемых титановых колец.
Таблица IIL23, Ориентировочные режимы электросила ко вой сварки титана и его сплавов
Толщина металла, мм Зазор между кромками, мм Число проволочных электродов Сварочный ток. А Раскол аргона, л/с Напряжение сварки, В Гленна шлаковой ванны, мм
Сварка пластинчатым электродом
30—50 23-25 — 1200-1600 0,1-0,12
50-80 23-25 — 1600-2000 0,14-0,2 t Z* in
80-100 24-26 — 2000-2400 0,2-0,24 1Ь—1о 20—30
100-120 24-26 — 2400-2800 0,24—0,28
Сварка плавящимся мундштуком
100-110 30-32 1-2 2510-2980 0,5
200-250 30-32 2-3 4760-6210 0,7-0,8 Г Л ПЭ
300-350 32-34 3 7590-9260 0,9-1,0 1?—22 30—40
400 32-34 4 10 970 1,0
Выбор оптимальных параметров режимов сварки (табл. III.23) позволяет получать на титане хорошо сформированные швы, по механическим свойствам практически равноценные с основным металлом.
Разработаны специвлизированные установки для сварки пластинчатым (А550М и А1494), проволочным электродами (А1022 и АН 70) и плавящимся мундштуком (А997 и А1495). Питание этих установок осуществляется от трансформаторов с жесткой вольт-амперной характеристикой типа ТШС-1000-3, ТШС-3000-1, ТШС-ЗООО-З.
ЭШС пластинчатым электродом рекомендуется применять для изготовления различных фланцев, крышек, валов. Швы в этом случае формируются с помощью медных разъемных кокилей, охлаждаемых водой.
При ЭШС титана и его сплавов особое внимание необходимо уделять состоянию поверхностей свариваемых изделий и электрода. Наличие загрязнений и пленки оксидов на их поверхностях приводит к охрупчиванию металлов швов. Кроме того, возможно образование неметаллических включений, макро- и микропористости металла, газовых полостей и т. п.
Местом скопления таких дефектов является так называемая эона кристаллизации литого металла шва, расположенная вдоль его оси. Из-за концентрации дефектов кристаллического строения металла этой эоны снижается работоспособность сварных швов. Наиболее распространенный дефект литого металла в эоне кристаллизации — горячие трещины, появление которых в сварных швах ответственного назначения может привести к плохо предсказуемому их разрушению и чревато аварийными последствиями.
Важнейшим фактором, определяющим неблагоприятную радиальную ориентацию кристаллитов в металле сварного шва, срастающихся в его осевой области с образованием зоны кристаллизации, является гидродинамическая обстановка в сварочной ванне [9].
Традиционный электро шлаковый процесс характеризуют тороидальные потоки шлака электромагнитного происхождения, создающие под электродом на поверхности металлической ванны давление, способствующее образова
нию в ней кратера, рост глубины которого в свою очередь определяет неблагоприятное углубление металлической ванны и сопутствующую ему радиальную ориентацию растущих кристаллитов.
Весьма эффективным средством оптимизации структуры сварных швов, устранения дефектов, присущих сварке плавлением, получения при однородной мелкодисперсной структуре плотного литого металла, полностью лишенного газовых пор, полостей, шлаковых и других неметаллических включений, являются внешние магнитные поля. Их воздействие позволяет перестроить гидродинамическую структуру сварочной ванны, изменяя в широких пределах не только геометрические параметры ванны, но и возможности механического дробления растущих кристаллитов мощными магнитогидродинамическими потоками расплава.
При электрошлаковой сварке с продольно-радиальным магнитоуправляемым полем основной задачей является создание такого сочетания параметров сварочного тока и внешнего поля, при котором давление шлаковых потоков в приэлектродных участках ванны стремится к нулю, а глубина ванны вдоль оси шва приобретает минимальные значения. Возрастания индукции внешнего поля 5 от 0 до 0,11 Тл при значениях параметров сварки, приведенных в табл. 111.24, сопровождается выравниванием дна металлической ванны. Дальнейший рост индукции поля приводит к возрастанию магнитогидродинамических давлений, поднимающих ванну по направлению к электроду, что нарушает устойчивость электрошлакового процесса из-за возникающих между электродом и шлаком коротких замыканий.
Электрошлаковая сварка с магнитным управлением в поперечном поле разрушает структуру начинающего затвердевать металла ванны за счет возвратно-поступательных колебаний. Этим она отличается от ЭШС с магнитным управлением в продольном поле, где разрушение происходит за счет реверсирования. На рис. 111.14 приведена схема устройства для сварки в поперечном магнитном поле, включающего в себя формирующие планки /, стойки 2 полюса-магнита, сбороч но-с варочный стол 3, катушки магнита
Таблица III.24. Режимы электрошлаковой сварки компактных деталей
Толщина ОСНОВНОГО металла, мм Напряжение сварки, В Сварочный ток, В Толщина плавящегося мундштука (пластины), мм Количество проволок, шт. Глубина шлаковой ванны, мм Скорость подачи аргона в мундштук, л/мин Индукция внешнего магнитного поля, Тл
Сварка пластиной
30 16-18 1500 8-10 — 15-20 — 0,07
100 16-18 3200 14-16 — 20-25 — 0,08
150 16-18 4000 15-17 — 25-30 — 0,07
Сварка плавящимся мундштуком
30 19 1000-1800 18 1 20-25 20 0,07
100 19 1900-2900 15 2 25-30 40 0,07
150 20 2700-3800 16 2 30-35 40 0,07
Примечание. Зазор между кромками 24—32 мм.
Рис. III.14. Схема устройства для элек-трошлаковой сварки в поперечном магнитном поле
< магнитопровод 5. Результатом таких колебаний является выравнивание дна и уменьшение глубины металлической ванны. Кроме того, интенсивное возвратно-поступательное движение расплава оказывает разрушающее действие на ветви выступающих за фронт кристаллизации кристаллитов, осколки которых, попадая в расплав, становятся новыми центрами кристаллизации. При такой сварке устраняются традиционные дефекты сварки плавлением, образуется плотная бездефектная мелкозернистая структура, однородная по всему объему сварного шва.
Интенсивное магнитогидродинамическое движение расплава активизирует процессы рафинирования жидкого металла шлаком, снижая содержание газов в сварном шве и обеспечивая вы-
Таблица 111.25. Механические свойства сварных соединений сплава ВТ1 (средние данные 5—6 образцов)
Материал Магнитная индукция Тл о. °0.2 6 V KCU'
МПа % Дж/еы1
Основной металл — 387 323 33,2 71,8 187
Сварной шов — 448 370 27,9 57,0 134
Сварной шов 0,11 421 349 31,8 66,5 191
сокую его пластичность и ударную вязкость (табл. 111.25). Бездефектный плотный металл сварных швов позволяет достигнуть необходимой работоспособности сварных узлов в условиях действия динамических нагрузок.
3.7. ПЛАЗМЕННАЯ И МИКРОПЛАЗМЕННАЯ СВАРКА
При плазменной сварке титана применяют такие же средства защиты, как и при сварке неплавящимся электродом. В качестве источников питания используют сварочные преобразователи серии ПСО, выпрямители ВДГ и ВД, а также специальные — ИПГ-500 и УГР-300.
Титан толшиной 2—4 мм сваривают на токах до 200 А, толщиной до 12 мм — на 450—500 А. Без разделки кромок за один проход сваривают листы толшиной до 14 мм.
Микро плазме иную сварку деталей из титана толщиной менее 0,3 мм выполняют по отбортованным кромкам. На металле больших толщин могут быть выполнены стыковые и нахлесточные швы. Для получения качествен
л
ных швов при микроплазменной сварке предъявляются высокие требования к сборке соединений. Собирают детали пол сварку в прецизионных приспособлениях. Оснастка должна обеспечивать плотное прижатие свариваемых кромок как к подкладной планке, так и друг к другу. Непосредственно перед сваркой оснастку и кромки очищают и обезжиривают.
Микроплазменная сварка титана нашла применение при изготовлении особотонкостенных труб из сплава ВТ1 -0 (диаметр 8,8 мм, толшина стенки 0,2 мм). Сварку выполняют на установке УМПСТ-1). Для обеспечения стабильной защиты эоны сварки используют малогабаритную камеру, продуваемую аргоном. Режим сварки: сварочный ток — 7—8 А; скорость сварки 2 см/с; расход плазмообразующего газа — аргона 0,003 л/с; расход аргона на защиту зоны сварки и остывающего шва (для продувки камеры) 0,02 дм5/с. Механические свойства соединений из титана и некоторых его сплавов, выполненных плазменной и микро плаз мен ной сваркой, практически равноценны свойствам основного металла.
При импульсной микроплазменной сварке, когда нагрев и плавление металла осуществляются в течение импульса тока, можно регулировать длительность пребывания жидкой ванны в расплавленном состоянии, уменьшать деформацию кромок, устранять провисание шва и уменьшить пористость.
Для микроплазменной сварки на постоянном токе при прямой полярности и импульсами тока при прямой полярности разработаны такие источники питания: МПИ-3 (3=0,08—1,0 мм; 1 =0,5—20 А); МПИ-5 (8=0,05—1,2 мм; /„=1,5-2,5 А); МПУ-5 (3=0,1—2,0 мм; /е„=2—100 А) и МПА-80(3 =0,1—2,0 мм; /=1—80 А). Эти аппараты укомплектованы плазмотронами для ручной и автоматической сварки при прямой полярности типа 061160 и О61160А (/„^40—50 А), 061213 (7,^90 А). Для механизированной сварки используются как специализированные автоматы типа А1342, так и другие, изготовляемые для автоматической АДС, с установкой на них плазмотронов.
При применении импульсной микроплазменной сварки для выполнения продольных швов тонкостенных (6=0,8—1,2 мм) трубопроводов большого диаметра из сплава ОТ4 соединения получаются плотными, без трещин, пор и подрезов, с плавным переходом от шва к основному металлу. Конструктивная прочность равна временному сопротивлению основного металла.
3.8. ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
ЭЛС оказалась особенно эффективной для соединения деталей из химически активных и тугоплавких металлов и сплавов. Специфические особенности ЭЛС — малое поперечное сечение пучка, перенос энергии, запасенной электронами, на значительные расстояния, узкие швы при весьма малом объеме расплавляемого металла — позволяют выполнять сварные соединения принципиально новых видов, например соединения с прорезными швами, в труднодоступных местах и в узких зазорах — шелях, электрозаклепками и др. (рис. II 1.15).
ЭЛС применяют в производстве как малогабаритных изделий электроники и приборостроения, так и крупногабаритных конструкций длиной и Диаметром несколько метров. Например, в Авиационном научно-техническом комплексе им. А.Н. Туполева разработана автоматизированная установка
для сварки центроплана электронным лучом в вакууме с размерами рабочей камеры 24x8x8 м.
Габаритные размеры вакуумных камер определяются размерами свариваемых изделий. Наибольшее распространение для изделий малых и средних размеров в промышленности СНГ получили универсальные установки с многопозиционными сменными механизмами и сравнительно небольшими размерами вакуумных камер, например У-3 и универсальные установки серии ЭЛУ (ЭЛУ-1, ЭЛУ-4, ЭЛУ-5 и др.).
Для сварки крупногабаритных изделий разработаны специальные установки. К ним относятся установки У-86 и У-96А, предназначенные для сварки изделий диаметром до 1600 мм и длиной до 2800 мм, а также ЭЛУ-13, на которой
Рис. III. 15. Схема сварных соединений новых видов, выполняемых способом ЭЛС:
и — прорезные швы; б — швы в труднодоступных местах; в — швы на обечайках, выполняемые внедренным лучом через ребро жесткости: 1 — электронный луч; 2—4 — свариваемые детали
можно сваривать кольцевые швы на цилиндрических изделиях диаметром до 3000 мм и продольные швы длиной до 4500 мм.
Для ЭЛС химически активных и тугоплавких металлов создают специализированные установки. Главная отличительная черта таких установок — наличие в вакуумной системе насосов безмасляной откачки (например, сорбционных), в то время как обычные установки для ЭЛС снабжаются паро-масляными высоковакуумными насосами. К ним относится, например, установка У-401. Благодаря такой откачке удается устранить присутствие паров масла в вакуумной камере и избежать возможного загрязнения швов этими парами.
На промышленных установках для ЭЛС используют сварочные пушки разной конструкции (например, У-530М, серии ЭП и др.). Широкое применение в СНГ получили специализированные источники питания для ЭЛС типа У250А, серии ИВ (ИВ-25/4, ИВ-60-15) и др.
Для соединений металла малых толщин, а также сплавов, чувствительных к перегреву, весьма эффективна импульсная электронно-лучевая сварка. Подобно импульсной АДС, импульсная ЭЛС характеризуется короткими импульсами сварочного тока, которые чередуются с паузами.
При электрон но-луче вой сварке требуются очень точная сборка изделий под сварку и строгое соблюдение требований по допускаемому зазору между свариввемыми кромками деталей. Так, при толщине деталей из титана 30— 40 мм допускается зазор 0,2 мм, а при толщине 5—10 мм — <0,1 мм.
Рекомендуется особая подготовка кромок под сварку: травление в течение 30 с в растворе, содержащем по объему 2% HF и 20% NOr После травления кромки промывают проточной водой при комнатной температуре и сваривают в течение ближайших 40 ч. Непосредственно перед сваркой кромки дополнительно промывают ацетоном.
Техника ЭЛС изделий из тигана и его сплавов практически не отличается от техники сварки других металлов. Приспособления, например прижимные планки, фиксаторы и др., рекомендуется изготовлять из немагнитного материала, например алюминия, чтобы избежать отклоняющего действия магнитных полей на луч в процессе сварки.
При ЭЛС возможны многие комбинации значений параметров режимов сварки (/я, к которые обеспечивают заданную степень проплавления кромок свариваемых деталей. Это облегчает выбор параметров при изыскании оптимальной технологии ЭЛС данного соединения с учетом хорошего формирования шва и отсутствия дефектов. Соединения из металла малых и средних толщин (до 30—40 мм) сваривают в нижнем положении (при вертикальном положении пучка). Металл больших толщин за один проход сваривают горизонтальным пучком при расположении соединения на вертикальной плоскости.
При толщине металла до 10 мм наибольший рост глубины проплааления достигается при повышении тока в пучке до 16 мА. Дальнейшее возрастание тока вызывает увеличение провара в значительно меньшей степени. При сварке титана толщиной до 50 мм ток в пучке достигает 300 мА, а толшиной 150 мм — 800 мА.
С повышением ускоряющего напряжения при прочих равных условиях глубина проплавления возрастает. Поэтому в последние годы наметилась тенденция увеличения U** до 60 кВ и более (до 150 кВ) при сварке изделий из титана больших толщин.
Практика показала, что наиболее трудоемкой является обработка шва со стороны его корня. Одним из способов, резко снижающих трудоемкость обработки, оказалась сварка без технологических подкладок со сквозным проплавлением стыка, осуществляемая горизонтальным пучком в широком диапазоне режимов и вертикальным пучком со скоростью 60—150 м/ч.
Следует отметить, что применение указанных вариантов ЭЛС не всегда возможно из-за конструктивных особенностей свариваемых узлов либо из-за ограниченных технических возможностей серийных электронно-лучевых установок. Кроме того, трудоемкость последующей обработки поверхности шва со стороны корня, необходимой для устранения на ней глубоких подрезов, неравномерности проплавления, натеков металла, остается достаточно высокой.
На основе анализа опыта применения ЭЛС и полученных результатов был предложен способ сварки стыков в узкую прямоугольную разделку с притуплением со стороны корня шва. После сварки со сквозным проплавлением притупления прямоугольная разделка стыка заполняется либо вставкой из листового материала, либо рубленой проволокой или металлическим порошком, идентичным свариваемому металлу, с последующим переплавом вставок без сквозного проплавления стыка (рис. III.16).
При определении ширины зазора t\ в стыке (рис. 111.16, а) исходят из условия обеспечения минимального оплавления стенок разделки проходящим
Рис. III. 16. Схема ЭЛС титана в узкий зазор: а — вид разделки; б — разделка заполнена вставкой; в — вид шва
лучом при расплавлении притупления высотой Д, а также получения литой зоны минимальной ширины при переплаве вставки. Ширину вставки Z?2 выбирают с учетом “усадки” (сужения) разделки стыка после расплавления притупления. Вставку устанавливают над лицевой поверхностью свариваемых деталей с некоторым превышением Д для обеспечения качественного формирования внешней поверхности шва при наличии в стыке зазоров между стенками разделки и вставкой, а также зазора й3 между поверхностью проплавления стыка и вставкой.
Определены оптимальные соотношения параметров процесса, а также элементов разделки стыка и сечения вставки, позволяющие достичь качественного проплавления при сварке вертикальным пучком со сквозным проплавлением сплава ВТ20 толщиной 15 и 20 мм. Характерной особенностью рекомендованной технологии является применение при сварке со сквозным проплавлением притупления расфокусированных электронных пучков при почти двукратном увеличении тока сварки по сравнению с ЭЛС на гладком образце той же толщины без разделки кромок стыка.
Наиболее часто встречающиеся дефекты сварных швов на титане и его сплавах при ЭЛС — подрезы и поры. Для устранения подрезов при сварке тонкого металла рекомендуется ЭЛС с продольными колебаниями луча, а при соединении деталей из металла средних и больших толщин — подачу присадочного металла в зону сварки.
Склонность к пористости удается значительно уменьшить путем выбора оптимальных параметров режимов сварки, использования специальных подкладок, облегчающих удаление газов из шва в процессе сварки, строгого соблюдения всех требований к подготовке и очистке поверхности кромок перед сваркой.
ЭЛС обеспечивает достижение высоких механических свойств соединений из всех промышленных титановых сплавов.
§ 4. ВЫБОР ПРИСАДОЧНЫХ МАТЕРИАЛОВ
В настоящее время отечественная промышленность располагает достаточно большим набором титановых сплавов, которые позволяют решать задачи, связанные с созданием сварных конструкций, работоспособных в разнообразных условиях эксплуатации.
Наибольшая эффективность от применения титана в промышленности может быть достигнута только при использовании сплавов, упрочняемых в результате термической обработки, и особенно сложной проблемой является получение высокопрочных, достаточно пластичных соединений, приближающихся по показателям физико-химических свойств к термически упрочненному основному металлу. В большинстве случаев оптимальные режимы упрочняющей термической обработки сварных соединений отличаются от режимов, рекомендуемых для основного металла. Эго объясняется особенностями структуры сварных соединений и спецификой превращений и фазовых изменений, протекающих в них при термической обработке.
Решение задачи сварки плавлением высокопрочных средне- и высоколегированных титановых сплавов следует искать прежде всего в выборе оптимального состава металла шва, который, как правило, отличается от состава основного металла.
В этом отношении большую роль играет создание сварочных проволок требуемого состава для сплавов разного типа. В последние годы разработан ряд электродных проволок, обеспечивающих хорошие свойства сварных швов на двухфазных сплавах. Среди них наибольшее распространение получили проволоки марок СПТ-2, ВТ2св и др. (табл. III.26).
При сварке не-
плавящимся элек- Таблица Ш.26. Характеристика некоторых промыш-тродом титана и его ленных сварочных проволок из титановых сплавов
сплавов толщиной более 2 мм для получения пслномер- Марка Проволоки Массовая деля элементов, % ав, МПа (не более} 8, % (не менее)
А1 V Zr Мо
ного шва применя- ВТ 1-00 441 25
ют присадочную ВТ2св 2,0-3,0 490 20
проволоку диамет- ВТбсв 3,5-4,5 2,5-3,5 686 18
ром 1,5—3 мм. Для СПТ-2 3,5-4,5 2,5-3,5 1,0-2,0 686 18
технического титана и низколегированных сплавов реко- ВТ20-1св 2,0 1,0 2,0 1,0 589 15
Примечание. Содержится также S0.04N; so, 12 0; 50,003 Н %.
мендуется титано-
вая проволока марки ВТ 1-00. Проволока выпускается диаметром 1—7 мм. Для сварки сплавов титана с временным сопротивлением 600—800 МПа наиболее широкое применение нашла проволока марки ВТ2св, а для более прочных сплавов — марки СПТ-2.
При сварке технического титана и его низколегированных сплавов неплавящимся электродом в среде защитных газов соединения получаются практически равнопрочными с основным металлом, при удовлетворительной пластичности. Так, стыковое соединение из титана ВТ1-0 толщиной 1—2 мм имеет уровень ов=450—500 МПа, а=180°, а из сплава ВТ5 — соответственно 800—900 МПа й 70—90°. Получение соединений, равнопрочных с основным
металлом, при удовлетворительной пластичности на средне- и высокопрочных сплавах, — задача более сложная.
Опыт показывает [11], что термически упрочняемые сварные швы с хорошими показателями пластичности и вязкости можно получить при использовании комплексно-легированных сварочных проволок. Наиболее актуально этот вопрос стоит при сварке двухфазных титановых сплавов, так как они характеризуются широким диапазоном свойств и степени легирования. Эквивалент молибдена (ХМоэи) этой группы сплавов находится в интервале 2—12%, а временное сопротивление их может изменяться от 800—1000 МПа в отожженном состоянии до 1200—1400 МПа после упрочняющей термической обработки.
Выпускаемые в промышленных масштабах проволоки (ВТ2св, ВТбсв,' С ПТ-2) значительно отличаются от свариваемых сплавов по степени легирования (ЕМо^ не превышает 2,5%) и свойствам (оа—500—700 МПа). Из них наиболее широкое применение находит проволока СПТ-2.
В ряде случаев применялись более легированные проволоки или близкие по составу к свариваемым сплавам (ВТ14св, ВТ20, ВТ203, ВТ16, ВТ17), выпускаемые по ВТУ. Однако после термического упрочнения сварного соединения практически никогда не обеспечивается необходимый комплекс свойств. Швы, выполненные проволоками того же состава, что и основной металл, имеют низкую ударную вязкость, а проволока СПТ-2 не обеспечивает необходимой прочности. При многослойной сварке эта тенденция проявляется еще более явно (рис. III.17).
Для сварки сплава ВТ23 в настоящее время рекомендуются упомянутая проволока СПТ-2 и высоколегированная проволока ВТ203 с временным сопротивлением 850 МПа и EMom=3,0%. При сварке без разделки кромок применение последней обеспечивает после отжига равно прочность сварных соединений основному металлу и удовлетворительную ударную вязкость. Близкие результаты дает и проволока СПТ-2. Однако после термического упрочнения сварные соединения, выполненные этими проволоками, не достигают необходимого уровня свойств. В тех случаях, когда шов выполнен проволокой ВТ203, при уровне прочности ов<1150 МПа ударная вязкость литого металла недостаточна. Проволока СПТ-2 повышает ударную вязкость, однако уровень прочности при этом снижается до 1050—1100 МПа. При сварке без разделки кромок с увеличением толщины металла временное сопротивление сварных соединений несколько снижвется. При многослойной сварке сплава ВТ23 применение указанных проволок неэффективно.
На сплаве ВТ22 сварные швы того же состава, что и основной металл, характеризуются весьма низкими значениями ударной вязкости. Проволока СПТ-2 обеспечивает уровень аи=40—60 Дж/см1, однако предел-прочности не превышает 1000 МПа.
Высоколегированные присадки ВТ16 и ВТ17 хотя и повышают прочность, но не обеспечивают требуемый уровень пластичности как после отжига, так и после упрочняющей термообработки.
Применение низколегированной сварочной проволоки марки СПТ-2 (ZMo3tB=2,2%) не позволяет обеспечить такой важный показатель термически упрочняемых двухфазных титановых сплавов, как высокая удельная прочность. Эго относится в первую очередь к высокопрочным сплавам ВТ22 и ВТ23. Низкий уровень прочности соединения при этом обычно компенси-
cit мПа
^1000
40 ~ 800
30 -
20 L 700
Посте упрочняющей термообработки
Посте отжига
1 2
Рис. III.J7. Механические свойства сварных соединений титановых сплавож выполненных без разделки кромок (а, толщина металла 5—10 мм) и с разделкой •фомок (б, толщина 20—30 мм):
—свойства основного металла; 2— свойства сварного соединения
Таблица III.27. Механические свойства сварных руется конструктив-соединений сплавов титана, выполненных сварочной ными утолщениями в проволокой СП15 зоне сварных соеди-
Марка сплава Толщина, им Вид термо-обработки МПа «н-Дж/см! место разру- нений. Разработана шения система Ti—Al—Mo—
ВТ6С 6 После сварки 930 44 ОМ v и выб- Огжиг 927 55 ОМ Раи состав комплекс- Упрочняющая 1160 43 ОМ но-легированной ти- термообработка та но вой проволоки СП15 с временным ВТ6 5 После сварки 942 40 ОМ сопротивлением бо- Отжиг 940 55 ОМ лее 850 МПа. Эквива- Упрочняющая 1190 40 ОМ лент молибдена этой термообработка проволоки составляет STl4 5 П^лесварки 950 60 ом лист применять се для Ж “ оК ««Лфаэных термообработка титановых сплавов большого диапазона. ВТ14 24 После сварки 965 41 ОМ С ее применением Отжиг 960 50 ОМ сварены образцы из Упрочняющая 1160 38 ОМ сплавов ВТ6С, ВТб, термообработка ВТ14, ВТ23 И ВТ22 и испытаны в различ- ВТ23 6 После сварки 1030 52 ОМ ных состояниях (табл. Отжиг 1020 56 ОМ III.27). При сварке с Упрочняющая 1180 50 Шов разделкой кромок термообработка временное сопротив- П-П5 in п imn al ление сварных соеди- ВТ23 10 После сварки 1020 46 ОМ нений как в огожжен- Отжиг 1000 58 ОМ нении В Упрочняющая 1170 56 Шов ном' так и в теР“°' термообработка упрочненном состоя- нии не ниже 0,95ов ВТ23 30 После сварки 1000 42 Шов основного металла. Отжиг 950 60 ” При этом, несмотря Упрочняющая II50 40 ” на увеличение проч- термообработка ности сварных сое- динений, ударная вяз- ВТ22 20 После сварки 1003 35 Шов кость литого металла Отжиг 1000 52 ” находится на уровне Упрочняющая ИЗО 45 шюв выполнениыхС термообработка проволокой СПТ-2. Сварные соединения сплавов ВТ23 и
ВТ22 наряду со статическими испытаниями подвергались испытаниям при знакопеременных нагрузках и показали высокую выносливость швов, сваренных проволокой СП 15.
Остановимся более подробно на сварке титанового сплава ВТ22 [12]. Сварные соединения образцов толщиной 20 мм выполняли аргоно-дутовой
сваркой с разделкой кромок одним (за 11 проходов) и двумя (за 6 проходов) вольфрамовыми электродами. Уменьшение количества проходов наряду с повышением производительности позволило уменьшить пористость металла шва. Схема разделки кромок приведена на рис. III.18.
В качестве присадочного материала использовались проволоки СПТ-2 и СП15. По содержанию легирующих элементов (ЕМо^^Т.ЭЖ) последняя приближается к
30’
Рис. III. 18. Схема разделки кромок сплава ВТ22 под сварку
нижнему пределу легирования сплава ВТ22).
Механические свойства сварных соединений, определявшиеся на образцах по
ГОСТ 6996-66, представлены в табл. III.28. Как видно из таблицы, обе сварочные проволоки обеспечивают высокие показатели ударной вязкости металла шва. Прочность выше у швов, выполненных проволокой СП15. Однако независимо от способа сварки и присадочной проволоки ударная вязкость металла ЗТВ очень низка (<20 Дж/см3).
С целью повыше-
Таблица 111.28. Механические свойства соединений из сплава ВТ22, выполненных многопроходной сваркой
Сварка Присадочная проволока МПа ан, Дж/см1
ШОВ ЗТВ
Аргоно-дуговая сварка СПТ-2 850 82 16
одним вольфрамовым электродом (II проходов) СП15 950 75 17
То же двумя СПТ-2 860 88 17
вол ьфра мовы ми электродами (6 проходов) СП15 960 78 17
ния пластических свойств сварные соединения подвергали ТО по различным режимам. Наряду со стандартными режимами упрочняющего отжига, рекомендуемыми для основного металла (режимы 1, 2), опробованы следующие режимы термообработки, состоящие из отжига с последующим низкотемпературным (режим 3) и двухступенчатым (режимы 4, 5, 6) старением:
Режимы термической обработки:
1. Отжиг 750°С, 2 ч, охлаждение с печью до 400'С, 3 ч, воздух;
2. Отжиг 83О°С, 2 ч, охлаждение с печью до 75О’С, 2 ч, повторный нагрев в печи до 600°С, 3 ч, воздух;
3. Отжиг 750°С, 2 ч, охлаждение с печью до 400°С, 3 ч, воздух; старение 380’С, 8 ч, воздух;
4. Отжиг 750°С, 2 ч, воздух; двухступенчатое старение: 380°С, 8 ч, воздух и 550°С, 2 ч, воздух;
5. Отжиг 75О°С, 2 ч, охлаждение с печью до 600°С, 1 ч, воздух; двухступенчатое старение: 380°С, 8 ч, воздух и 550°С, 2 ч, воздух;
6. Отжиг 83О°С, 2 ч, охлаждение с печью до 600 °C, 1 ч, воздух; двухступенчатое старение: 380°С, 8 ч, воздух и 55О°С, 2 ч, воздух.
Таблица 111.29. Механические свойства сварных соединений сплава ВТ22 после термической обработки
Основной мтлл Присвдоч-ная прово-локв Сварное соединение
термообработки оа, МПа 0Т, МПа 8.» ф. % Лн, Дж/см1 а,, МПа ан, Дж/см'
ШОВ ЗТВ
1 1080 1030 9 16 45-47 СПТ-2 960 46-48 38
46 47 40-42
СП15 1060
4!
2 1060 1010 20 55 60-62 СПТ-2 900 85-90
61 88 84-92
СП 15 1000
90 —
3 ИЗО 1086 14 38 57-60 СПТ-2 950 47-51 45^49 48
58 49 46-50
СП15 1080
49 —
4 1250 1210 10 52 43-45 СП15 1150 30-32 21-23
44 31 22
5 1180 1120 15 50 65-66 СП15 1160 35-36 23-25
65 36 24
6 1170 1120 55 80-85 СП15 1100 60-63 42-45
17 82 61 43
Механические свойства основного металла и сварных соединений после термообработки по указанным режимам приведены в табл. 111.29.
Установлено, что термообработка по всем режимам повышает прочность как сварного соединения, так и самого сплава, однако для достижения комплекса оптимальных механических свойств сварного соединения более благоприятным является режим 6, сочетающий высокотемпературный нагрев под отжиг и двухступенчатое старение.
Сварные соединения образцов испытаны также на малоцикловую усталость. Испытания проводили на двух уровнях напряжений (о=400 и 600 МПа) с частотой перемены нагрузок 6,3 Гц. Таким же испытаниям подвергались и натурные узлы (табл. III.30).
Новая сварочная проволока успешно прошла производственное испытание при АДС изделий из сплавов ВТ6, ВТ23 и ВТ22.
При электрошлаковой сварке изделий из сплавов ВТ22 и ВТ23 проволока СП 15 обеспечивает удовлетворительный комплекс механических свойств в термически упрочненном состоянии. Еще одним примером применения сварочной проволоки СП15 может служить использование ее при наплавке кромок перед ЭЛС с целью регулирования химического состава швов и ЗТВ сплавов ВТ22 и ВТ23.
Таким образом, проволоку СП15 (системы Ti—Al—Mo—V—Nb—Zr— Re) можно считать универсальной для сварки двухфазных титановых сплавов.
При создании конструкций пассажирских и транспортных самолетов используют сплавы титана трех основных групп: 1) листовые деформируемые;
2) для штампованных элементов, поковок, крепежа;
3) литейные сплавы [21- По возрастающей степени легирования, уровню прочности и виду использования все указанные сплавы можно разделить следующим образом:
1. Низколегированные нетермо-упрочняемые а-сплавы (ВТ1-0, ОТ4-1, ОТ4, ПТ7М и литейный сплав ВТ5л) для листовых деталей и сварных узлов
Таблица III.30. Результаты испытания сварных соединений из сплава ВТ22 на МЦУ
№ образна Присадочная проволока Количество циклов до разрушения Место разрушения Вид дефекта
1 СПТ-2 6000 Шов Неспл явление
2 36200 Без дефектов
3 26100 То же
4 46500 *
5 454500
6 31400 *
7 СП 15 61000 Основной металл Поры в основ-
(галтель) ном металле
8 1503400 То же (захват) То же
9 1500600 Без разрушения » 1»
10 СПТ-2 42900 Шов Без дефектов
11 52700 » То же
12 СП 15 1500000 Основной металл
Примечание. 1—9 — плоские образцы; 10—12 — натурные узлы.
из НИХ, в основном трубопроводов и бытового оборудования, а также лигой арматуры;
2. Среднелегированные двухфазные (а+р)-сплавы средней прочности для штампованных элементов и поковок, в том числе для сварных узлов (сплав ВТбс), арматуры гидравлических трубопроводов и гаек крепежа (сплав ВТ6), болтов и болт-заклепок (сплав ВТ16);
3. Высоколегированные термоупрочняемые сплавы типа ВТ22.
Высоколегированный термоупрочняемый псевдо-[3-сплав ВТ22 имеет повышенный уровень прочности, высокую прокаливаемость в больших сечениях и наиболее чувствителен к упрочнению при термообработке. Благодаря таким свойствам этот сплав обеспечивает наиболее высокую удельную прочность и массовую эффективность конструкций, особенно крупногабаритных силовых узлов планера и шасси, в том числе и сварных, с гарантированным назначенным ресурсом, не уступающим максимальному-ресурсу других узлов планера.
§ 5. СВАРКА НИЗКОПРОЧНЫХ ВЫСОКОПЛАСТИЧНЫХ ТИТАНОВЫХ СПЛАВОВ
Создание высокоресурсных сварных соединений из титановых сплавов является комплексной задачей и требует выбора состава сплава, оптимального с точки зрения прочности при рабочей температуре и чувствительности к местной концентрации напряжений при усталостных нагрузках в условиях нормальной и повышенной температуры.
Следует отметить, что деформируемые однофазные а-еллавы титана использовались в самолетостроении в основном для сварных трубопроводов систем СКВ и П ОС, кронштейнов крепления труб и узлов бытового оборудо
вания. Общая протяженность воздушных титановых трубопроводов в изделиях рассматриваемого типа достигает сотен метров (диаметр труб от 60 до 160 мм при толщине стенки 0,8—1,5 мм). Рабочая температура здесь может достигать 260—ЗОО'С. Наиболее сложными проблемами при проектировании и изготовлении трубопроводов являлись обеспечение их наименьшей массы путем использования особо тонкостенных труб, повышение надежности и долговечности сварных соединений труб в условиях воздействия сложного спектра статических, малоцикловых и усталостных нагрузок на продольные и кольцевые сварные швы вследствие переменного давления, а также внешних нагрузок, передающихся через узлы крепления трубопроводов. Большая протяженность и сложная форма сварных тонкостенных трубопроводов воздушных систем выдвигают особые требования к надежности сварных соединений, так как даже небольшая потеря герметичности трубы и утечка газа с высокой температурой могут нарушить работу других систем, расположенных в зоне трубопровода.
Данные о сравнительной долговечности выполненных различными способами сварки соединений трубопроводов, полученные в процессе многолетней эксплуатации изделий и подтвержденные в ходе стендовых ресурсных испытаний натурных образцов труб, приведены в табл. 111.31.
Установлено, что наименьшая долговечность сварных труб присуща кольцевым нахлесточным соединениям, полученным контактной шовной сваркой при соединении опорных фланцев арматуры с трубами, а также
Таблица III.31. Ресурс сварных соединений трубопровода из титанового сплава ОТ4-1 (в летных часах) продольным сварным швам, выполненным ручной аргоно-дуговой сваркой. Поэтому на трубопроводах самолетов Ил-86, Ил-96-300и Ил-96М применяют в основном стыковые соединения, вы-
Вид сварки Тип сварного соединения Ресурс сварных соединений» тыс, я
продольные сварные швы кольцевые сварные швы
Контактная шовная сварка опорных фланцев с трубами Нахлесточное (без калибровки груб) — 3,0-3,5
Ручная АДС с присадкой Стыковое 3,5-6,5 11—13 полняемые преимущественно автоматическими СПО-
Автоматическая АДС « 9,0—16 20-25 собами сварки с использованием установок для выпал-
Автоматическая ДЭСАгАв без присадки , с прокаткой сварного шва стальными роликами 4 25-30 Без ограничений нения продольных и кольцевых швов. Полностью проблемы создания высокоресур-
Авто матич ес кая ААрДЭС, с ротационной раскаткой всей трубы 4 Без ограничений То же сных титановых трубопроводов, не имеющих каких-либо ограничений
по ресурсу и не требующих дополнительного контроля в течение всей летной эксплуатации и календарного срока службы, были решены путем конструирования трубопроводов любой сложной конфигурации, состоящих из ограниченного числа унифицированных стандартных элементов простой геометрической формы, которые не имеют сварных швов, выполненных ручной аргонодуговой сваркой (рис. III. 19). С этой целью отработаны ог
Рис. III. 19. Типовой участок высокоресурсного трубопровода, выполненный из унифицированных элементов простой формы (диаметр 130 мм, автоматическая сварка)
раниченные по числу и оптимальные по форме унифицированные элементы, причем диаметры применяемых труб и радиусы их гиба при формообразовании были стандартизированы (табл. III.32).
Таблица III.32. Унифицированные элементы высокоресурсного трубопровода из титановых сплавов
На все типовые унифицированные элементы трубопроводов разработана! система ОСТов. В результате стало возможным увеличить в изделиях объем машинного проектирования трубопроводов из сплавов титана.
Результаты стендовых испытаний натурных образцов элементов трубопроводов из сплавов ВТ1-0, ОТ4-1 и ПТ-7 циклическим внутренним давлением показали, что трубопроводы из унифицированных элементов имеют ресурс как минимум в 2,5—3,0 раза больше, чем обычные штампосварные трубопроводы из этих сплавов, что обеспечивает ресурс труб СКВ, равный
полному ресурсу планера самолета.
Проведена сравнительная оценка низколегированванныхо-сплавов систем Ti-Cu-AL-Zr (ВТ29), Ti-Al-V (ПТ40) и Ti—Al—Zr (ПТ7М), которые отличаются высокой технологической пластичностью и хорошей свариваемостью [13]. Механические свойства основного металла (листтолщиной 1—1,2 мм) и сварных соединений приведены в табл. Ш.ЗЗ.
Опыт эксплуатации показал, что большинство разрушений сварных соединений происходит из-за
многократного воздействия переменных нагрузок, при которых прочностные характеристики соединений, выполненных различными видами сварки, в том числе автоматической, наиболее низки по отношению к свойствам основного материала. Так, например, если прочность сварного соединения
Таблица III.33. Механические свойства тонколистовых титановых сплавов
Марка сплава Основной металл Сварное соединение после отжига
°- 8,96 МПа а, град
м Па
ПТ7М 56 0 44,8 24,0 62,0 149
ПТ40 56,1 53,5 25,8 55,8 127
ВТ29 58,3 49,7 28,0 61,4 105
при статических нагрузках составляет, как правило, 90% прочности основного материала, то при переменных нагрузках она значительно ниже. Предел усталости сварных соединений титановых сплавов, выполненных способом ААрДЭС, составляет 40—60% предела усталости основного металла.
Химический и газовый составы сплавов отвечают техническим условиям. Сварные соединения из сплава ВТ29 подвергают отжигу при 600’С с выдержкой 30 мин, из ПТ40 — при 560’С, из ПТ7М — при 660°С.
Испытания на усталость при знакопеременном симметричном изгибе проводят на 12 образцах на машине УС-2 при 1450 нагружениях в минуту на базе 1 • 107 циклов. Установлено, что самым высоким пределом выносливости обладает сплав ВТ29 (260 МПа), самым низким — ПТ7М (200 МПа), ПТ40 занимает промежуточное положение (220 МПа).
Результаты испытаний на усталость после отжига соединений, выполненных ручной сваркой, показали, что предел выносливости сплавов ВТ29 составляет 160 МПа, ПТ40 и ПТ7М — 120 МПа, т. е. 55—60% показателя основного металла. Предел выносливости соединений, выполненных автоматической сваркой, имеет более высокие значения: у сплава ВТ29 — 220 МПа, ПТ7М — 180 МПа, ПТ40 — 160 МПа, т. е. увеличивается в 1,5 раза.
Вакуумный отжиг сварных соединений при 650°С практически не изменяет предела выносливости. Более высокий показатель имеют соединения из сплава ВТ29.
Для повышения усталостной прочности сварных соединений проводили различные виды технологической обработки: с варка+п ро катка+отжиг;
сварка+горячая прокатка; сварка+горячая прокатка+отжиг. Прокатку осуществляли в холодном и горячем состояниях. При прокатке в горячем состоянии между роликами пропускали ток, осуществляя подогрев до 600°С. Установлено, что последующие технологические операции существенно влияют на предел выносливости сварных соединений. Так, самый высокий предел выносливости (280 МПа) достигнут при варианте автоматическая сварка+отжиг на сплаве ВТ29 (рис. III.20). Отжиг после горячей прокатки
увеличивает предел выносливости сварных соединений сплава ВТ29 на 20 МПа, сплава ПТ40 — на 40 МПа и не изменяет его у соединений сплава ПТ7М. Самый низкий предел выносливости достигнут при обработке по варианту ручная сварка+отжиг у сплава ВТ29 — 160 МПа, сплавов ПТ7М и ПТ40 — 120 МПа. Ручная сварка создает резкий концентратор напряжений вследствие образования чешуек на поверхности шва, больших выпуклости и обратного валика, а также значительной деформации соединения.
При сравнении предела выносливости основного металла сплава ПТ7М (200 МПа) и сварных соединений установлено, что при ручной сварке он ниже почти в 2 раза (120 МПа), а при автоматической сварке приближается к показателю основного металла (180 МПа). Прокатка сплава ПТ40 предела выносливости не увеличила. Предел выносливости сварного соединения сплава ПТ40, прокатанного и подвергнутого вакуумному отжигу, одинаков. Соединения, выполненные ручной сваркой, имеют низкий предел выносливости (120 МПа). Соединения из сплава ВТ29 отличаются более высоким пределом выносливости: при ручной сварке после отжига он равен 160 МПа, при автоматической — 220 МПа.
Таким образом, проведенные работы по сварке сплавов ПТ7М, ПТ40 и ВТ29 показывают, что соединения, выполненные ручной и автоматической сваркой, обладают
Рис. III.20. Результаты усталостных испытаний листов из титановых сплавов
стабильной прочностью — до 0,9 временного сопротивления основного металла. По значениям предела выносливости и другим механическим характеристикам сварных соединений сплавы можно расположить в следующем порядке: ВТ29, ПТ40, ПТ7М.
Другим примером сварки сплава этой группы может быть сварка круговых (кольцевых) соединений сотовых конструкций из сплава ОТ4-1 114].
Сотовые конструкции представляют собой оболочки конической и цилиндрической формы высотой 100—900 мм, диаметром 1016—1550 мм, изготовляемые из отдельных гнутых панелей. Конструкции (формы) продольных и кольцевых стыков, приемы и режимы их сварки были описаны выше. Наличие большого числа (до 150 шт.) арматурных деталей (бобышек, штуцеров, фланцев), ограничение массы изделий и высокие требования к качеству соединений потребовали автоматизации процесса сварки. Круговая форма соединений оказалась наиболее удобной для автоматической сварки. Для упрощения сборочных операций конструкции стыков были унифицированы (рис. 111,20- Хорошее формирование сварного шва нахлесточных и
Рис. III.21. Конструкция сварных соединений арматурных деталей: а — фланец; б— штуцер (d <60 мм); 1 - гильза; 2 — окантовка; 5— манжета; 4 — сплошная обшивка; 5— наполнитель; 6— перфорированная обшивка
угловых соединений обеспечивалось в случае оболочек с обшивкой толщиной 0,5 мм при толщине кромки арматуры 1 мм. При меньшей толщине кромки (0,5—0,8 мм) швы получаются ослабленными, с подрезами в обшивке, при большей (1,2—1,5 мм) — характеризуются резкими переходами, снижающими предел выносливости. При сборке под сварку зазоры не должны превышать 0,15—0,2 мм, а превышение кромок в угловых соединениях арматурных деталей 1—1,2 мм.
Используют специальные камеры автомата МАК-3 с расходом аргона 30—35 л/мин. Применяют сопла с газовой линзой и конической насадкой.
При прихватке и сварке для зашиты обратной стороны круговых соединений опробованы два типа приспособлений. Приспособления первого типа (рис. II 1.22, а) сочетали в себе функции сборочных и защитных устройств. Для повышения защитных свойств в их корпусе на пути прохождения аргона устанавливали распылители в виде решеток. Приспособления второго типа
Рис. III.22. Приспособления для сварки деталей арматуры:
а — для сборки и сварки; б — защитное; / — центратор; 2 — привариваемая деталь; 3— сотовая панель
(рис. III.22, б) предназначаются только для защиты обратной стороны шва в случае, когда деталь предварительно прихвачена. Это позволяет использовать приспособления облегченного типа.
Сварка круговых соединений осуществлялась на серийных плоских и криволинейных сотовых панелях с применением автомата МАК-3 и источника ВСВУ-160 в непрерывном и импульсном режимах (табл. П1.34). Ось вольфрамового элек-
треща при сварке нахлес- табдИца Ц134, Режимы сварки арматурных деталей точных соединений сме-
щается внутрь на 0,5— 1 ММ ОТ Кромки арматур- Арматура мм м/ч Время 1 оборота, с i ,А св’ Расход аргона в сопле, л/мин
обеспечения благопри- Стакан ятной структуры шва (с Бобышка осевыми кристаллитами) сварку соединений ма- Штуцер лого диаметра (до 50 мм) Окантовка осуществляли на малых Фланец 35 22 30 40-50 95-180 108-194 4 4 4 6 8 10 100 62,5 85 75-94 130-180 120-175 27-28 19-20 19-20 23-24 27-28 30-32 8—10 8-10
скоростях (4—6 М/Ч). п v ,е. р __ ' , ' ' Примечание, угол наклона электрода вперед 10—15*; длина дуги гаВНОМерНОСТЬ фОрМИ- 1 — 1,5 мм; диаметр вольфрамового электрода 2,5—3 мм; угол латочки Ппкдииа ,z«irrnnT.Tv TirnrtD 20—25»; притупление 0—0,05 мм; длительность импульса 0,32 с, паузы и в ан НЯ круговых ШВОВ 0 с; рзСХ0Д аргона на поддув _ 2—3 л/мин, малого диаметра обес-
печивалась регулированием тепловложения в процессе сварки при помощи блока снижения тока.
Качество сварных соединений, выполненных с местной защитой, оценивают визуально по цветам побежалости, рентгеноконтролем и спектральным анализом на содержание водорода. Сварные швы, полученные на указанных режимах, отвечали требованиям первой категории. Содержание водорода в
металле шва и околошовной зоны с лицевой и с обратной стороны составляло соответственно 0,0086—0,0097 и 0,011—0,012% при норме для основного металла не более 0,012% (ОСТ 1.90013-71).
§ 6. СВАРКА ТИТАНОВЫХ СПЛАВОВ СРЕДНЕЙ ПРОЧНОСТИ
Рис. 111.23. Сравнительная долговечность натурных трубчатых сварных образцов при испытаниях на малоцикловый знакопеременный изгиб:
/, 2—сплавы ВТ22 и ВТ14; J-сталь 30ХГСН2А
Возможность применения среднелегированных двухфазных а+р-с плавов титана средней прочности в силовых узлах впервые была изучена при проектировании Ил-62, в частности его хвостовой опоры [1]. Этому предшествовал большой объем испытаний на малоцикловую усталость стандартных и натурных трубчатых образцов диаметром 100 мм из сплавов ВТ6, ВТ14, ВТ22. Выбор оптимального сплава для силовых высоконагруженных узлов осуществляли путем сравнения характеристик (а+р)-сплавов ВТ6 и ВТ14 и псевдо-р-сплава ВТ22, а также традиционно используемой высокопрочной стали 30ХГСН2А (рис. III.23).
Результаты статических испытаний, малоцикловых испытаний на растяжение и знакопеременный изгиб показали, что достижение высокого уровня ресурсных свойств зависит от фазового состава, макро-и микроструктуры основного металла и металла ЗТВ сварных соединений силовых узлов, от характера, размеров и расположения дефектов
в металле сварных швов.
При условии строгого соблюдения отработанных параметров, режимов сварки и термообработки, а также при тщательном контроле этих операций возможно стабильное воспроизведение всех расчетных характеристик и свойств как основного металла, так и сварных соединений, с гарантированным обеспечением заданной долговечности ответственных силовых узлов.
в том числе сварных.
Сварку этой группы титановых сплавов рассмотрим на примерах изготовления панели центроплана самолета [6] и защитного устройства даига-теля [15]. При разработке указанных технологий впервые применен вариант сварки, заключающийся в фиксации обшивки свариваемой панели в зоне технологического припуска в жесткой раме. Такая технология пригодна для
изготовления любых сварных панельных конструкций и находит сейчас широкое применение.
6 1. ТЕХНОЛОГИЯ СВАРКИ И ТЕРМООБРАБОТКИ ПАНЕЛИ ЦЕНТРОПЛАНА САМОЛЕТА ИЗ СПЛАВА ВТ20
Создание ребристых панелей из высокопрочных титановых сплавов потребовало решения ряда проблем технологии сварки и прежде всего обеспечения требуемой геометрии изделия.
Ребристая панель топливного бака центральной части крыла представляет собой сварную обшивку 2 (рис. Ш.24) из листов толшиной 2,5 и 3,5 мм, приваренную к стыковочному поясу 1, изготовленному из плиты толшиной 35 мм. Панель имеет поперечный набор ребер — четыре нервюры Усечением 24x1,5 и 24x2,5 мм, приваренные к обшивке под углом Т к вертикальной оси, и продольный набор — 16 стрингеров Зс утолшениями в верхней части. Стрингеры расположены параллельно с шагом 132 мм, толщина их в месте сварки 1,5 мм. Место заделки стрингера на стыковочном поясе выполнено в виде камертона. Каждая половина панели размерами 2500x2500 мм состоит из трех свариваемых частей (2500x840 мм) и стыкуется с другой половиной при помощи механического крепежа в зоне нервюры Ns 1 под углом 7° к горизонтальной плоскости.
Рис. 111.24. Нижняя панель центроплана
Разработке технологии сварки панелей предшествовал поиск оптимального конструктивно-технологического варианта.
Уменьшение деформаций в процессе сварки со сквозным проплавлением достигается фиксированием обшивки в зоне технологического припуска по периметру на раме из нержавеющей стали. Для фиксирования обшивки в зоне гребенки используют имеющиеся в ней отверстия, предназначенные для стыковки центроплана с крылом.
Сборку ребристых панелей осуществляют следующим образом. В раме и в зоне технологического припуска обшивки по периметру сверлят отверстия диаметром 8—14 мм, затем болтами закрепляют обшивку на раме. Учитывая, что наибольшая деформация в продольном направлении от усадки металла шва отмечается в зоне привариваемого ребра, отверстия сверлят по обе, стороны ребра на расстоянии (10—15)8 от его оси, где 8 — толщина обшивки. Такое расстояние оптимально для обшивки толщиной 0,8—3 мм. С увеличением толщины его нужно уменьшать.
Привариваемое ребро устанавливают в прорези сборочно-сварочного приспособления, типового для сварки тавровых соединений методом сквозного проплавления, и фиксируют по концам а зоне технологического припуска болтами. Затем раму с обшивкой помешают над ребром в зоне его приварки. Чтобы в процессе сварки можно было следить за стыком ребра и обшивки, на последнюю наносят риску. Для точного нанесения ее в зоне технологического припуска сверлят базовые отверстия диаметром 3—4 мм с шагом, равным расстоянию между нервюрами или стрингерами. Через отверстия можно наблюдать ребро. При сварке стрингера отверстие в зоне камертона располагают над концом стрингера. Собранные таким образом ребро и обшивку прижимают по длине клавишными пневматическими прижимами и сваривают автоматической сваркой методом сквозного проплавления с защитой зоны нагрева аргоном. Прижатие предотвращает временные локальные деформации в процессе сварки и угловые остаточные деформации.
Аналогичным образом осуществляют сборку и сварку остальных ребер, приваривая их в определенной последовательности, обеспечивающей минимальные деформации панели.
При сварке панелей по разработанному способу уменьшение деформаций объясняется тем, что при жестком закреплении обшивки и ребра не происходит свободная усадка. Возникающие двухосные растягивающие напряжения натягивают панель и удерживают ее в плоскости рамы. После отжига в раме с общим нагревом эти напряжения снимаются. В случае сварки без закрепления после приварки двух-трех ребер возникают настолько большие деформации, что сборка и приварка последующих ребер становятся невозможными.
Уменьшение деформаций в процессе сварки достигается также применением тепл ©отводящих накладок. Подготовленные к сварке детали 7 (рис. 1П.25) размещают на оправке 5 сварочного стенда, имеющей формирующие подкладки с газовой защитной системой. Затем по всей длине стыка свариваемых деталей устанавливают теплоотводяшие элементы 2 и прижимают их клавишными пневматическими прижимами 3. Сварка ведется электрической дугой, горящей от неплавяшегося электрода 4. Экспериментально установлено, что оптимальное расстояние между теплоотводящими элементами составляет b = (3—4)8. При этом благодаря уменьшению ширины шва
Рис. 111.25. Сбороч но-с варочное устройство
и ЗТВ обеспечиваются уменьшение остаточных сварочных деформаций и максимальное качество сварных соединений.
При выбранных соотношениях между b и 8 элемент, режим работы которого зависит от его поперечного сечения и наличия водоохлаждающей системы, должен обеспечить теплоотдачу из околошовной зоны, соответствующую градиенту температур в этой зоне, равному Д7^=(О,7—0,15)6, где Тш — температура плавления свариваемого металла. Необходимую теплоотдачу из околошовной зоны можно рассчитать на основании теории распространения тепла при сварке, а затем скорректировать экспериментальным путем. Теплостводящие элементы лучше всего изготовлять из меди. Для сварки деталей из титана толщиной до 3 мм их выполняют в виде полос сечением 50x6 мм.
Повышение качества соединений при сварке по разработанной технологии достигается не только концентрацией температурных полей в свариваемом металле, но и в результате эффекта сжатия дуги, так как внешние, более холодные области дуги снимаются теплоотводящими элементами. Сварка таким способом в 2—3 раза уменьшает ширину шва и ЗТВ. Получающаяся ширина шва практически равна расстоянию между теплоотводящими элементами.
Сжатие температурных областей, достигаемое применением теплоотводящих элементов, позволило осуществлять автоматическую сварку тавровых соединений сквозным проплавлением за один проход с присадкой. Это дало возможность при высокой производительности получать сварные швы с минимальными (до 0,1 мм) подрезами на границе сварной шов—основной металл. Обычно при сварке тавровых соединений сквозным проплавлением сначала осуществляют сварку ребра без присадки, а затем, для уменьшения подрезов, выполняют второй, косметический проход (с присадкой или без нее).
Для уменьшения пористости торцовые поверхности кромок непосредственно перед сваркой нужно тщательно зачитать шабером, а остальные — металлической щеткой на ширину 30—35 мм.
Снятие остаточных сварочных напряжений и термофиксацию панели осуществляют двумя способами. Первый заключается в термообработке панели, закрепленной в раме, в вакууме по режиму полного отжига. В этом случае, учитывая разницу в термических коэффициентах линейного расширения сплава ВТ20 и нержавеющей стали 12Х18Н10, из которой изготовлена рама, отверстия в обшивке выполняют с большим диаметром, чем у крепежных болтов. По второму способу после сварки 1/3 часть панели освобождают от рамы, помещают на плоскую базовую плиту трубчатого типа, в ячейки между стрингерами и нервюрами вставляют вкладыши из титана ияи нержавеющей стали, высота которых на 5 мм больше высоты ребер,
сверху размешают груз - плиты и отжигают в вакууме в горизонтальной печи УВН-1500. Режим отжига: нагрев до 75О±1О’С, выдержка 60 мин, скорость нагрева и охлаждения 50’С/ч.
После сварки двух стыков 1/3 часть панели, закрепленную в раме, подвергают окончательной термообработке в открытой воздушной печи шахтного типа по режиму неполного отжига (650°С). Раму с панелью размещают в
печи вертикально.
Был также опробован с положительным результатом вариант полного отжига с термофиксацией половины панели в вакуумированном (давление (1,33—2,6) 10“3 Па) контейнере. Благодаря разности давлений вне и внутри контейнера обшивка панели поджималась диафрагмой контейнера к базовой плите, размешенной внутри него, в результате чего фиксировались требуемые . размеры панели после отжига. Этот вариант отжига можно рекомендовать и в тех случаях, когда после термообработки в раме имеются нарушения формы панели.
Последовательность основных технологических операций изготовления панелей такова: вакуумный отжиг заготовок, изготовление комплектующих деталей, сварка лент с обшивкой (табл. Ш.35), гребенок с обшивкой и нервюре обшивкой, выполнение пазов в нервюрах
в зоне стрингеров, сварка стрингеров с обшивкой, вакуумный отжиг с термофиксацией 1/3 части панели, сварка панели на 1/3 длины, отжиг в воздушной среде в раме.
Пооперационный контроль сварных швов проводили рентгеновским просвечиванием и методом цветной дефектоскопии.
Таблица Ш.35. Режимы сварки элементов панели
Толщина свариваемых элементов» мм 4.-А Ч..в у . П.1Ф1 м/ч Расстояние между накладками, мм Ширина шва, мм
Обшивка Ребро
2,5 1,5 280 9,5 И-13 7,5 7,5-8,0
2,5 2,0 290 9,5 II-I3 7,5 7,5-8,0
2,5 (стыковое соединение) 200 9,0 11-12 8,0 8,0-8,5
Примечание. Скорость сварки 12 u/ч. Присадочная проволока — сплав ВТ]-00 (диаметр до травления 2 мм, после травления 1,6 мм). Сечение медных нахлааок 6x40 мм. Источник питания сварочной дуги — ВСВУ-630; сварочный автомат - АДСВ-5М.
6.2. ИЗГОТОВЛЕНИЕ КРУПНОГАБАРИТНЫХ СВАРНЫХ КОНСТРУКЦИЙ ЗАЩИТНОГО УСТРОЙСТВА ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ
Защитное устройство, предохраняющее двигатели летательного аппарата от повреждения посторонними предметами при взлете и посадке, располагается на входе канала воздухозаборника и представляет собой сварную ребристую панель из титанового сплава ВТ20 размерами в плане 1620x710 мм. Оно состоит из обшивки 1 (рис. Ш.26) толщиной 1,5 мм, к которой с шагом 165+0,5 мм приваривают девять плоских наклонных ребер 2размерами 710x10x1,5 мм и девять продольных ребер 3 размерами 30x1,5—1500x75 мм, представляющих собой тавры, полученные приваркой к ребру 3 полки * толщиной 2,5 мм. Для улучшения аэродинамических качеств защитного устройства (иа входе воздухозаборника оно располагается ребрами навстречу
Рис. Ш.26. Схема защитного устройства двигателя
воздушному потоку) тавровая полка в месте сварки выполняется овальной благодаря выпуклости сварного шва заданной высоты (0,8—1,2 мм). Закон-цовка продольного ребра 3 выполнена в виде фитинга 5, телескопически соединенного механическим крепежом с трубой б, являющейся осью вращения защитного устройства в процессе эксплуатации.
После окончательной сварки и термообработки методом электроискровой эрозии на обшивке между ребрами выполняют перфорацию, в результате чего обшивка превращается в сетку с заданным размером ячеек (2,5x2,5 мм).
Сварные швы защитного устройства относятся к 1-й категории. Требования к качеству сварки зависят от условий эксплуатации, подготовки панели к перфорации и наличия последней в зоне сварных соединений.
В качестве основного способа соединения выбрали автоматическую аргоно-дуговую сварку сквозным проплавлением обшивки. Схема сборки под сварку элементов защитного устройства была приведена на рис. III.25.
Сварку выполняли автоматом АД СВ-6, источник питания электрической дуги — ВСВУ-315.
Перед сваркой выбранные режимы (табл. 111.36) корректировали на технологических образцах, которые затем подвергали рентгеновскому просвечиванию и металлографическому анализу.
Оптимизацией режима сварки добивались хорошего формирования шва (без подрезов полки) и галтели заданного размера, а также уменьшали до минимума вероятность появления непроваров.
Технологический процесс изготовления защитного устройства осуществлялся в такой последовательности: полный отжиг заготовок в вакууме и
Таблица HI. 36. Режимы сварки элементов защитного устройства
Деталь, вид сварки Толщина! им 4.. - од,в г„. м/ч у П_пр’ м/ч Ц,. мм
обшивки стснкн
Ребро с фитингом, 1,5+1,5 — 90 10 15-18 — 1,6
сварка встык Ребро+полка, 2,5 1,5 320-325 9 20-22 30 1,6
сквозное проплавление Обшивка+ребро, 1,5 1,5 230 8,5-9 12 24 1,6
сквозное проплавление То же 1,5 2,5 270—290 8,5-9 12 24 1,6
изготовление комплектующих деталей с учетом технологических припусков; приварка продольных тавровых ребер; полный отжиг с термофиксацией в вакууме при 750°С; зачистка свариваемых кромок, сборка и сварка способом ААдДЭС стыков лент продольного ребра Зс фитингом5(см. рис. III26); окончательная механическая обработка под сварку с обшивкой панели; выполнение в обшивке базовых отверстий дяя фиксации наклонных ребер относительно обшивки и друг друга с шагом 165+0,05 мм; сварка способом ААдДЭС сквозным проплавлением наклонных ребер с обшивкой, закрепленной в зоне технологических припусков на раме (ребра свариваются в одном направлении — от середины к краям через одно ребро); снятие выпуклостей сварных швов заподлицо с поверхностью обшивки; фрезерование пазов шириной 0,1—1,5 мм в наклонных ребрах на всю их высоту под установку продольных тавровых ребер, не снимая обшивки с рамы (расстояние между пазами выдерживается с точностью +0,05 мм); фиксация продольных ребер на трубе и в пазах, образованных в наклонных ребрах; прихватка способом АрДЭС с местной защитой аргоном продольных ребер с обшивкой в зоне перекрестий ребер через выполненные в обшивке отверстия диаметром 3 мм; сварка способом ААрДЭС сквозным проплавлением продольных ребер с обшивкой, закрепленной в раме; снятие выпуклостей сварных швов заподлицо с обшивкой; сварка АрДЭС с местной зашитой аргоном перекрестий продольных и поперечных ребер с двух сторон от продольного ребра и со стороны тупого угла; полный отжиг с термофиксацией в вакууме (термофиксация осуществляется либо в раме, либо на базовой плите трубчатого типа с придавливанием к ней обшивки грузом через вкладыши, располагаемые между ребрами и компенсирующие их высоту); снятие технологических припусков по периметру панели и разметка под перфорацию; выполнение перфорации; пескоструйная обработка корундом дли снятия заусенцев, образующихся в результате перфорации; полный вакуумный отжиг в “зане-воленном” состоянии дли обезводороживания металла в зонах перфорирования; окончательная сборка защитного устройства согласно чертежу.
После каждой операции сварки следовал рентгенконтроль качества сварных швов; качество механической обработки выпуклостей сварных швов оценивалась методом капиллярного контроля красками, качество АрДЭС перекрестий — визуально, поскольку эти швы относятся к третьей категории.
Оригинальную технологию сварки стыков ребристых конструкций при изготовлении балки центроплана предложили авторы [161.
При изготовлении балки центроплана из сплава ВТбч для соединения стыков сложного профиля применяют сварку пробковым швом обращающимся неплавящимся электродом с осевой подачей присадочной проволоки.
Созданы две сварочные автоматические головки, реализующие выбранную технологическую схему. Первая — для заварки отверстия при непрерывном вращении (рис. 111.27).
В отверстие изделия 1 через водоохлаждаемое устройство 5вводят пластинчатый вольфрамовый электрод //сечением 5x1,5 мм, закрепленный в токоподводящем наконечнике 2. Последний закреплен в электрод одержателе 4, который вращается в водоохлаждаемом (через штуцеры 9) корпусе 5 Присадочная проволока 6 через коллектор 7и защитный газ через штуцер 8 подаются в зону сварки по осевому отверстию в трубке /ft Одновременное осевое перемещение головки и обращение электрода придают дуге движение по спирали.
Защитный газ (аргон) поступает через канал подачи присадочной проволоки в трубке /0 не посредственно в зону сварки (1— 1,5 л/мин), а также в устройство 3для защиты ра-
Рис. 111.27. Конструкция головки для непрерывной заварки отверстий
зогретого металла по мере
подъема из отверстия (2—3 л/мин).
Отличие второй головки от первой состоит в том, что в ней предусмотрен реверс электрода при повороте его на угол 270—330''. При этом шаговый
подъем электрода из отверстия на определенную высоту происходит в заданный момент. При такой схеме в конструкции выполняются жесткие соеди-
нения в системе подвода защитного газа и охлаждающей воды, в отличие от коллекторного подаода в первой головке. Обе головки позволяют достичь стабильности процесса.
Дальнейшие операции выполняются способом ЭЛС.
Сложность стыковки частей ребристой панели (рис. III.28) заключалась в том, что необходимо было обеспечить электронному пучку доступ к основанию 1 панели и беспрепятственное прохождение его по стыку в зоне ребер 2. С этой целью была предложена следующая технологическая схема стыковки панелей. В месте стыковки ребер оставляют прорези шириной 14 мм, через которые осуществляют ЭЛС основания панели. После снятия припусков шов контролируют неразрушаюшим методом. Стыки ребер сва7 риваюг при перемещении сварочной ванны в направлении от шва ЭЛС к торцам ребер в полости, образованной прорезью и съемными формирующими накладками 4.
Подготовка стыка ребер к сварке проста и нетрудоемка. Сварочную горелку с электродом 6 устанавливают в прорези так, чтобы расстояние от рабочего кон па электрода до шва составляло 2—3 мм, зазор между электро-доддержателем и кромками ребер — 2 мм. На прорезь в ребрах с двух сторон устанавливают формирующие накладки. Для зашиты сварочной ванны, шва и прилегающих поверхностей деталей в зоне сварки от воздуха через горелку, кристаллизаторы (на рис. III.28 не показаны) и газозащитное устройство подается аргон. При токе 320—350 А и опорном напряжении 10— 11 В возбуждается дуга и включается вращение электрода. В течение 5— 15 с (в зависимости от толщины и материала панели) на дне паза наводится сварочная ванна 3, в которую затем подается присадочная проволока 5. При ее расплавлении уровень металла в ванне повышается, а дуговой промежуток уменьшается. Срабатывает блок слежения за длиной дуги, связанный с механизмом подъема горелки. При сварке стыков ребер толщиной 10 мм
скорость подачи проволоки составляет 1,2—1,6 см/с, а скорость подъема горелки — 1,2—1,5 м/ч.
Вследствие различной смачиваемости оплавляемых торцов ребер и формирующих вадоохлаждаемых накладок в каждый момент времени поверхность сварочной ванны имеет вогнутый мениск в зоне ребер и выпуклый — в зоне накладок, т. е. за один оборот дуги ее дяина меняется 4 раза. Поэтому система слежения рассчитана так, что механизм подъема горелки реагирует только на уменьшение напряжения на дуге и выполняет только команду “перемещение вверх”. Эго позволяет повысить стабильность
процесса сварки.
Накладки одновременно эффективно играют роль кристаллизаторов для металла сварочной ванны, способствуют формированию шва с модифицированной структурой металла и с благоприятной выпуклостью (без геометрических концентраторов). Сварное соединение имеет настолько плавные переходы от выпуклости шва к основному металлу ребер и основания панели, что в ряде случаев можно обойтись без механического снятия выпуклости. Смещение ребер относительно друг друга на 1 мм с депланацией их поверхностей не ухудшает качество соединения (при большем смешении затрудняется
газовая зашита и снижается циклическая прочность соединения при растяжении из-за появления изгибаюшего момента).
Рассмотренный процесс обеспечивает высокое качество соединения при отсутствии жестких требований к точности сборки стыка под сварку. Рентгеновское просвечивание и ультразвуковой контроль не выявляют внутренних дефектов практически во всех сварных стыках. Отсутствию дефектов способствуют благоприятные условия для газовой защиты зоны сварки внутри микрокамеры, а также для дегазации ванны благодаря обращению дуги и
выполнению сварки в направлении снизу вверх.
Таблица III37. Результаты испытаний сварных образцов
Лг |
Дж/см1
Место вырезки образцов
ап,МПа
исл’
О высоком качестве соединений свидетельствуют также результаты механических испытаний образцов из сплава ВТ6 толщиной 10 мм, сваренных с применением присадочной проволоки СПТ-2 диаметром 2 мм (табл. 111.37).
Предложенная схема сварки стыков сложного профиля и внедрение высокомеханизированной сварки панелей с внешним нагружением позволили увеличить КИМ балки центроплана от0,3 до 0,5; снизить в 2 раза трудоемкость ее изготовления (благодаря сокращению объема механической обработки и замене ручной многопроходной сварки
20 73,5 50,0
-70 61,6 58,8
20 64,6 56,8
-70 61,6 47,1
Сварной шов
800
Линия сплааления
в обитаемой камере на автоматическую однопроходную с местной защитой);
повысить качество и надежность сварных соединений.
Как указывалось выше, ббльшая работоспособность сварных соединений металла толщиной до 40 мм из среднелегированных сплавов ВТ6, ВТ14 и Др. при повторно-статических и усталостных нагрузках может быть обеспечена путем снижения степени его легирования по сравнению с основным металлом. Для этого детали свариваются с разделкой кромок. Сварка может осуществляться как плавящимся, так и вольфрамовым электродом. В обоих
случаях используется проволока СПТ-2. Сварка титана плавящимся электродом в аргоне имеет ряд технологических недостатков: сложность обеспечения надежной защиты зоны сварки, неудовлетворительное формирование кольцевых швов; относительно глубокое проплавление основного металла, затрудняющее получение швов заданного состава.
При многослойной аргоно-дуговой сварке вольфрамовым электродом с присадкой коэффициент наплавки низок и велика пористость наплавленного металла.
Возможности совершенствования способа сварки вольфрамовым электродом с разделкой кромок с целью повышения коэффициента наплавки, расширения диапазона регулирования глубины проплавления основного ме- . талла, значительного уменьшения пористости показаны в работе [17].
При оптимально подобранных режимах автоматической сварки неплавящимся электродом присадочная проволока плавится теплом фекела дуги на переднем фронте сварочной ванны. Увеличение диаметра проволоки или скорости ее подачи при ZCB=const приводит либо к короткому замыканию проволоки на металл шва, либо к проскакиванию ее через анодные пятна дуг.
Благодаря увеличению сварочного тока несколько возрастает количество присадочного металла, расплавляемого в единицу времени, однако это увеличение не пропорционально росту ZCB, поэтому коэффициент наплавки ан даже уменьшается:
ан = 3,53d2 [г / (А ч)],
где d диаметр присадочной проволоки, см; кв — скорость подачи присадочной проволоки, см/с; ZK — сварочный ток, А.
В то же время площадь проплавления возрастает пропорционально увеличению сварочного тока. Это связано с тем, что при прямой полярности основной металл — анод плавится теплом, выделяющимся в анодном пятне дуги. С повышением значения дуга углубляется в основной металл. Дополнительное количество присадочного металла расплавляется в результате увеличения размеров факела дуги и повышения ее температуры. Таким образом, даже одно лишь перераспределение энергии анодного пятна между основным и присадочным металлом может значительно интенсифицировать плавление присадочной проволоки и увеличить коэффициент ан.
Установлено, что повышение коэффициента наплавки при одновременном уменьшении глубины проплавления обеспечивается заменой одного вольфрамового электрода двумя при расположении их в плоскости, перпендикулярной оси шва. Действительно, из-за рассредоточения плотности тока уменьшается провар, а своеобразный заслон из плазмы между дугами позволяет повысить скорость подачи присадочной проволоки до значения, при котором она будет плавиться в непосредственной близости от плоскости электродов.
Спроектирована и изготовлена двухэлектродная горелка (рис. II 1.29) с пультом управления. Чтобы предотвратить возможное самопроизвольное перераспределение сварочного тока между вольфрамовыми электродами, в пульте управления были предусмотрены две независимые цепи для подклю-
Рис. 111.29. Двухэлектродная горелка: а — общий вид; б — принципиальная электрическая схема
чения обоих электродов к источнику питания. Горелка рассчитана на максимальный суммарный ток 1000 А
Двухэлектродная наплавка производилась с применением присадочной проволоки диаметром 3—7 мм, подававшейся в зону дуги автоматически с плавной регулировкой. При неизменных значениях тока и скорости сварки максимальная скорость подачи присадочной проволоки достигается в том случае, когда ^=^=1—1,2^. Количество наплавленного металла практически не зависит от диаметра проволоки <Ур и составляет 10—12 кг/ч при оптимальных значениях /э, У, А и ксв=10 м/ч. Однако процесс сварки более устойчив, если скорость подачи проволоки не превышает 120 м/ч. Это способствует увеличению d^ до 5 мм. Глубина проплавления и количество наплавляемого металла взаимосвязаны.
Таким образом, рассматриваемая схема двухдуговой сварки обеспечивает высокую производительность и минимальное проплавление основного металла.
Технология двухдуговой сварки с разделкой кромок отрабатывалась на образцах с Y-образной разделкой кромок и плоским участком t (см. рис. III. 18). При такой разделке формирование обратного валика нормальное, без утяжек и подрезов. Размер плоского участка должен быть не менее ширины корневого шва, чтобы при первом проходе не подплавля-лись кромки.
В зависимости от толщины притупления корневой шов целесообразно выполнять либо погруженной дугой, либо со сквозным проплавлением, либо
неплавящимся электродом по флюсу. При этих способах коэффициент формы шва ф=1, и разделка кромок металла различной толщины может быть выполнена с постоянным соотношением p=t(CM. рис. 111.18). Угол разделки кромок был принят 40°, что давало возможность сваривать двухдуговой горелкой металл толщиной до 50 мм. При выполнении этой горелкой первого шва электроды можно раздвинуть не более чем на ширину плоского участка разделки (/3<t), следовательно, максимальный диаметр присадочной проволоки не должен превышать размер г.
Корневые швы с притуплением до 5 мм выполняют вольфрамовым электродом по флюсу ФАН-1, а при большом притуплении р — сваривают со сквозным проплавлением. Затем двухдуговой сваркой с присадкой проволоки заполняют разделку кромок и формируют выпуклость шва.
После выполнения корневого шва и первого прохода двумя дугами с присадкой проволоки сварные соединения подвергали рентгеновскому контролю. Результаты рентгеновского контроля (после первого слоя) показали отсутствие пор в швах, а после нанесения двух слоев рентгеноскопия оказалась малоэффективной для обнаружения мелких дефектов, так как обшая толщина шва достигала 30 мм. Металлографические исследования продольных и поперечных макро- и микрошлифов, вырезанных из швов, подтвердили данные рентгеноскопии.
Механические свойства сплавов ВТ14 и ВТ6 и их сварных соединений в состоянии после отжига приведены в табл. Ш.38.
Разработан технологический процесс сварки погруженной дугой [18] крупногабаритных штампованных изделий толщиной до 68 мм из сплава ВТ20 на установке ГСПД-1 (разработчики установки — НИАТ и РПКО “Электромеханика”).
Установка ГСПД-1 состоит из сварочной головки, включающей в себя горелку, башмак, суппорт копирования, механизм перемещения МП1-100
и механизм поворота МП-4; источника питания ВСВ-2000; шкафа управления и переносного пульта.
Сварку выполняют лантанированным и иттрированным неплавящимся вольфрамовым электродом с углом заточки 5+2° и радиусом закругления 2 мм. В качестве плазмообразующего газа используют гелий (расход 25—30 л/мин), а для защиты сварного шва и нижней стороны стыка -аргон. При сварке применяют вставки из титана ВТ1-0 толщиной 4 мм, без разделки кромок. Установка ГСПД-1 позволяет осуществлять сварку на постоянном токе или при постоянном погружении электрода. Предпочтительнее второй вариант, гарантирующий стабильное проплааление. Циклограмма процесса в режиме заданного погружения электрода приведена на рис. 111.30.
Образцы сваривают за один проход сквозным проплавлением или двусторонним проплавлением с перекрытием в центральной зоне. Скорость сварки — от 1 до 3 мм/с.
Таблица III.38. Механические свойства сплавов
Марка сплава Объект испытан кй МПа ач> Дж/см1
ВТ14 Основной металл 1053 85
Соединение 1027 73
ВТ6 Основной металл 985 64
Соединение 957 51
Рис. HI.30. Циклограмма процесса сварки погруженной дугой при заданном заглублении электрода: г - период растяжения дуги; t, — Период заглубления электрода; г — период сварки; Г — период подтема электрода; а — растяжение дуги! Л — погружение электрода; МП — микропереключатели
Режимы сварки погруженной дугой плит длиной 400—700 мм приведены в табл. 111.39.
Исследования микроструктуры сварных образцов показали, что глубина проплавления подчиняется логарифмической зависимости от погонной энергии сварки, которая является функцией сварочного тока, скорости сварки и напряжения на дуге. Сварочный ток связан с заглублением электрода прямой пропорциональной зависимостью. Глубина проплавления резко возрастает при уменьшении скорости сварки до 1 мм/с и уменьшается при скорости 3 мм/с. В последнем случае глубина проплавления превышает погружение электрода на 2—3 мм, т. е. на длину дуги.
На рис. 111.31 показана зависимость глубины проплавления от погонной энергии сварки. Установлено, что оптимальной является скорость сварки в пределах 1,5—2 мм/с. При уменьшении ее наблюдается рост ЗТВ с крупным зерном, а при увеличении — существенно (до 10 мм) уменьшается глубина проплавления.
Таблица Ш.39. Режимы сварки погруженной дугой
Толщина плиты, ми Глубина погружения электрода, мм в ми/с Глубина проплавления, мм
29 10 12-13 3,0 13
29 10 12-13 2,0 17
44 12 14-15 1,5 23
44 15 14-15 1,0 < 44
68 23 16-17 1,5 38-40
Рис. 111.31. Зависимость глубины проплавления от погонной энергии сварки:
О — г^-1 мм/с; Д — 1,5 мм/с; Л — 1,75 мм/с; • — 2 мм/с; □ — 3 мм/с
Таблица III.40. Результаты механических испытаний образцов толщиной 68 мы
°г МПа Дж/см1
до после ДО в эоне
сварки сварки ЗТВ переплава
1040 1020 46,6 52,3
1012 994 44,5 56,5
1020 1030 53,3 56,6
В зоне сварки методами УЗК и рентгеновского просвечивания поры не обнаружены, лишь в зоне выхода электрода при окончании сварки постоянно образуются усадочные поры в корне шва. Поэтому сварку следует заканчивать на технологической пластине на расстоянии не менее 60 мм от ее края. Содержание водорода в сварном шве не превышает 0,007%. Как показали механические испытания, временное сопротивление после даухпроходной сварки практически не изменяется (табл. 111.40). Разрыв образцов в подавляющем большинстве случаев происходит по
матрице и лишь единичные образцы разрушаются по ЗТВ. Ударная вязкость металла ЗТВ сварных соединений несколько меньше, чем в зоне переплава. Термообработка перед механическими испытаниями — отжиг при 650°С в течение 2 ч.
Таким образом, сварка погруженной дугой на установке ГСПД-1 позволяет при толшние образцов до 68 мм получать качественные соединения, которые обладают достаточно высокими прочностными свойствами, соот-
ветствующими заданным техническим условием.
§ 7. СВАРКА ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ а+р-СПЛАВОВ
7.1. СВАРКА ЛИСТОВ ИЗ СПЛАВА ВТ22
Полученный опыт, касающийся сплава ВТ14, позволил в дальнейшем широко использовать высоколегированный пседдо-р-сплав ВТ22 в нагруженных силовых конструкциях планера и узлах шасси на транспортных самолетах Ил-76, Ил-76Т, а затем на пассажирских самолетах. При этом статические, малоцикловые характеристики и трешиностойкостъ основного металла и сварных соединений данного сплава значительно превысили аналогичные характеристики остальных исследованных а+Р-сплавов титана, в том числе и сплава ВТ6 (Ti^6Al—4V), обычно применяемого для такого рода силовых узлов в конструкциях зарубежных самолетов. Использование такого сплава с минимальным пределом прочности ой! 100 МПа и достаточно высокими характеристиками пластичности и ударной вязкости обеспечило уменьшение массы силовых узлов конструкции на 12—15% по сравнению с аналогичными узлами, ранее выполнявшимися из стали 30ХГСН2А, имеющей минимальную прочность as>1600 МПа.
Определена свариваемость листов из сплава ВТ22 толщиной 2, 3 и 5 мм [19]. Листы толщиной 2 мм сваривали без разделки кромок; на листах толщиной 3 мм выполняли скос пол углом 45° с притуплением 0,5 мм; на листах толщиной 5 мм выполняли разделку шириной 3,5 мм (для одной половины) с притуплением 2 мм и радиусом перехода 3,5 мм. Сварку листов 3 и 5 мм выполняли за два прохода с присадками ВТ1-0ОС, ВТ20-2Св и
СПТ-2. Отжиг проводили при 800°С с выдержкой 1 ч. Исходя из условия достижения максимальной пластичности околошовной зоны такой отжиг и охлаждение со скоростью З’С/мин способствует более равномерному распаду нестабильной [1-фазы.
Сварные соединения, выполненные с присадками и без них, без последующего отжига обладают весьма низкими прочностью и пластичностью, т. е. повышенной хрупкостью. После отжига пластичность и прочность восстанавливаются и приближаются к показателям основного металла. Так, сварные соединения толщиной 2 мм, выполненные с присадкой ВТ20-2Св, имеют0^88 МПа-1, угол загиба 20°. После отжига прочность увеличивается до 107 МПа, а угол загиба—до 48°. То же отмечается у сварных соединений, выполненных с присадками ВТ1-00С и СПТ-2, причем при использовании присадки ВТ1-00С угол загиба увеличивается в Зраза. Аналогичная картина наблюдается и в случае листов толщиной 3 мм.
Благодаря термической стабильности титановых сплавов изделия из них имеют длительный ресурс в условиях рабочих температур. Известно, что термически упрочненные титановые сплавы менее стабильны, чем сплавы в отожженном состоянии. Исследование термической стабильности проводят после отжига (800°С, выдержка 1 ч в вакууме) при 300°С с выдержкой до 5000 ч. Сплав ВТ22 имеет более высокую термическую стабильность по сравнению с другими титановыми сплавами. Свойства основного металла и сварных соединений сохраняются даже после выдержки 5000 ч при 300°С.
Сварные соединения толщиной 2 и 5 мм также обладают достаточно высокой термической стабильностью. Соединения толщиной 2 мм имеют практически одинаковые свойства во всех диапазонах выдержки (до 5000 ч). У соединений толщиной 5 мм отмечается некоторое снижение механических свойств, в основном после выдержки в течение 500 ч. Так, например, временное сопротивление снизилось с 110 до 107 МПа, а ударная вязкость околошовной зоны — с 72 до 41,6 Дж/см2 и с 34 до 24 Дж/см2.
Испытания при повторно-статических нагрузках выполняли на машинах НГП-ЗГ и Н-20 при числе нагружений 5—7 в минуту, на базе 20-103циклов, коэффициент асимметрии цикла 0,1. Испытания на усталость при знакопеременном изгибе осуществляли на машине УС-2 при нагружении с частотой 1450 в минуту. Установлено, что предел выносливости основного металла составляет 60МПа, а соединений, выполненных с присадкой СПТ-2,— 42 МПа. Разрушение, как правило, происходит по зоне термического влияния и реже — по металлу шва. При знакопеременном симметричном изгибе предел выносливости сварных соединений, выполненных без присадочного металла и с присадкой ВТ1-00С, составляет 28 МПа, а с присадкой СПТ-2 — 15 МПа на базе 1 107 циклов.
7.2. СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ СВАРКИ ТРАВЕРСЫ ШАССИ ИЗ ТОЛСТЫХ ЛИСТОВ СПЛАВА ВТ22
Одним из недостатков высоколегированного сплава ВТ22 является его склонность к образованию пор при сварке. С увеличением количества проходов в многослойных швах пористость возрастает [20], что сущестаенно
влияет на показатель долговечности, определяемый испытаниями на МЦУ. Так, наличие даже двух-трех пор диаметром около 1 мм, расположенных в середине образца, уменьшает долговечность в 2—3 раза. Установлена также прямав зависимость между ударной вязкостью и результатами испытаний на МЦУ, поэтому ударную вязкость используют как основной показатель, определяющий качество сварного соединения.
Отмеченные трудности, возникающие при сварке сплава ВТ22, имеют место и при изготовлении траверс самолетного шасси. Толщина стенки траверсы в месте соединения составляет 12 мм. Базовая технология предусматривает АрДЭС неплавящимся электродом за пять проходов: первый проход выполняется без присадки, остальные с присадочной проволокой СГГТ-2. Согласно техническим условиям, ударная вязкость металла шва должна быть не ниже 40 Дж/см2, околошовной зоны — не ниже 22 Дж/см2.
Анализ производственного опыта сварки сплава ВТ22 подтвердил опасность образования пор при изготовлении траверсы шасси и снижения ударной вязкости металла в зоне сварки. Поры локализуются преимущественно у линии сплавления, при этом ударная вязкость металла шва имеет большой разброс значений, а в ЗТВ соответствует предельно допустимому уровню.
Указанные особенности сварки конструкций из сплава ВТ22 предопределили необходимость совершенствования базовой технологии сварки. С этой целью использовали внешние электромагнитные воздействия, создаваемые соленоидом, размещенным на конусе стандартной сварочной горелки. Режим питания обмотки соленоида, определяющий программу электромагнитного воздействия на дугу и сварочную ванну, задавали блоком управления, расположенным в корпусе сварочного источника питания. Изменяя индукцию магнитного поля Втл интервал его реверсирования Г, обеспечивали контролируемое управление тепловыми потоками в сварочной ванне с целью регулирования тепловложением в основной металл, дегазации ванны, измельчения структуры металла шва и повышения ее однородности. Определен рекомендуемый диапазон параметров ЭМВ: Я =15—20 мТ, Гр=0,08—0,12 с.
Испытания проводят на штатных образцах-свидетелях, отвечающих реальным условиям сварки траверсы шасси. Сварку с ЭМВ также осуществляют за пять проходов. Полное проплавление кромок в случае применения ЭМ В достигается при меньшей, в среднем на 25%, погонной энергии сварки.
Это позволяет уменьшить ширину
Таблица Ш.41. Влияние ЭМВ на механи- ШВОВ и, как следствие, СНИЗИТЬ пе-ческне свойства сварных соединений регрев. По данным рентгенограмм,
Условия СМрКИ а,, мПа U ШАЛА LUUUA livpix Uivy 1V1DJ IUi , 11 ан, Дж/см обусловлено известным ПОЛОЖИ'
металл шва окююшовиая тельным влиянием на дегазацию “на ванны принудительных перемеще-
Без ЭМВ С ЭМВ 900-940 920 930- 990 950 30-62,5 46 68—75 71 25—32.5 ний потоков расплава при сварке с 27 ЭМВ. Сравнительные результаты механических испытаний сварных 40—44 соединений приведены в табл. 42 111.41. Ударная вязкость металла
шва и oid в результат уш* Примечание. В знаменателе указаны средние и i с о значения из пяти испытания. /innwiavu о i,j l раза,
73. СВАРКА СПЛАВА ВТ23
Многокомпонентный титановый сплав ВТ23 является одним из наиболее перспективных материалов. Он хорошо сваривается аргоно-дуговым, электронно-лучевым и электрошлаковым способами. Сварные соединения в отожженном состоянии имеют временное сопротивление 900—1000 МПа. Вместе с тем имеются резервы повышения прочностных характеристик подобных сплавов.
Как известно, существует два широко используемых пути повышения комплекса механических характеристик сварных соединений таких сплавов: регулирование химического состава металла шва и оптимизация режимов ТО.
Регулирование химического состава металла шва осуществляют за счет применения различных сварочных проволок [22]. Как будет показано ниже, универсальным присадочным материалом оказалась проволока марки СП 15, которая по эквиваленту молибдена приближается к самому сплаву (£Мо =7,5%).
Упрочняющая ТО сварных соединений состоит из воздушной закалки (отжига) и двухступенчатого старения (первая стадия — низкотемпературная и длительная, вторая — высокотемпературная и кратковременная). Такая обработка обеспечивает сварным соединениям прочность того же уровня, что и у основного металла, и повышает пластические характеристики, а также ударную вязкость. Использование этой обработки позволяет при аргоно-дуговой сварке с присадкой обеспечить равнопрочность сварных соединений с основным металлом. В табл. Ш.42 приведены механические свойства соединений, выполненных аргоно-дуговой сваркой с использованием проволоки СП15, после упрочняющей ТО.
Однако по мере увеличения толщины свариваемого металла свыше 10—15 мм возникает необходимость повышения производительности процесса аргонодуговой сварки. Поэтому для полуфабрикатов сплава толщиной 30 мм применяется мно-гогфоходная двухдуговая сварка [23]. Сварку сплава ВТ23 толщиной 30 мм выполняют (табл. 111.43) Двумя дугами неплавя-щимися вольфрамовыми электродами 0 5 мм в аргоне.
Для устранения пористости в корне шва первый проход осуществляется одной дугой по флюсу ФАН-1. При втором проходе расстояние между вольфрамовыми электродами составляет 4 мм, а при всех последующих — 6 мм. Это позволяет достигнуть повышенного коэффициента наплаяки и
Таблица 111.42. Свойства сварных соединений сплава ВТ23, выполненных способом АДС
Томши ИВ металла, мм Вариант сварки Режим то он1 МПа Яи, Дж/см*
шов этв
10 Без присадки I II 1160 1120 34-36 38-42 30-32 32-34
10 С присадочной проволокой СП15 (03 мм) и 1140 45-50 32-34
30 То же, в разделку 11 ИЗО 40-45 34-38
Примечание. Режимы ТО: 1 “ отжиг 750* С, 1 я, воздух+старенме 500* С, 10 ч, воздух; II — отжиг 750* С. 1 ч, воздух+стирение 320* С, 8 ч, воздух+55СГ С, 2 ч. воздух.
Таблица III.43. Режимы двухдуговой аргоно-дуговой сварки сплава ВТ23
№ прохода од,в Vc.. м/ч м/ч d, ММ Расход аргона (л/мин) для защиты
дуга шва сверху корня шва
1 (с флюсом 110 8 15 — — 4 6 3-5 4-5
ФАН-1) 2 100 9 10 15 3,0 6-8 7-8 5-6
3 7,-1^150 10 10 25 5,0 12-16 8—10 8-10
4 /,= /2-180 10 10 40 5,0 14-18 8—10 8-10
5 /,= /“210 12 10 40 5,0 14-18 8—10 8-10
сократить количество проходов, а следовательно, уменьшить количество дефектов.
Форма разделки кромок показана на рис. 111.18. Сварные соединения
подвергают термической обработке по режимам, приведенным в табл. 111.44.
Таблица III.44. Механические свойства сварных соединений ВТ23 после термообработки
Режим термической обработки Способ сварки Присадочная проволока он1 МПА ан, Дж/см'
шва ЗТВ
Отжиг 750’С, 1 ч, охлаждение на воздухе; старение: 38О"С, 8 ч, охлаждение на воздухе + 550"С, 2 ч, охлаждение на воздухе Аргонно-дуговая двумя дугами СПТ-2 905 50-55 52 45-50 47
СШ4 СП15 1070 1100 32-36 34 47-52 50 45-50 47 45-50 47
Отжиг 750"С, 1 ч, охлаждение на воздухе; старение 500"С, Аргонно-дуговая двумя дугами СПТ-2 950 45-47 46 25-32 28
10 ч, охлаждение на воздухе СП 14 СП15 1060 1050 25-33 29 25-37 33 25-32 28 25-32 28
Электроннолучевая — 1140 26-28 27 22—24 23
Примечание. 1. Приведены данные испытаний пяти образцов. 2. Прочность основного металла после термообработки а^||60—1200 МПа; ударная вязкость в случае двухступенчатого старения дн=45—50 Дж/см2, одноступенчатого — аи=15—45 Дж/см2.
Результаты механических испытаний свидетельствуют о том, что предложенные присадочные проволоки обеспечивают прочность соединений 1000—1100 МПа, что на 100—150 МПа выше, чем в случае применения проволоки СПТ-2.
Испытания на малоцикловую усталость (табл. 111.45) проводились на универсальных испытательных машинах ЦД10 и ЦД20 при повторном пульсирующем растяжении с частотой нагружения (цилиндрические образцы диаметром 8,5 мм) 20—30 циклов в 1 мин. Уровень напряжений, при которых
Таблица IIL45. Результаты испытаний сварных соединений сплава ВТ23 на малоцикловую усталость
№ образцов Способ сварки Присадочная проволока Число ЦИКЛОВ ДО разрушения (Овв-735МП.) Место разрушения, дефекты
1 Аргоно-дуговая двумя СП 14 191300 Шов
2 дугами 244395 «
3 263590 Галтель
4 66333 1 Шов; поры в сере-
5 79479 J цине сечения образца
6 СП15 1315681
7 160514
8 172000 Галтель
9 181756
10 253600J
11 89110 Шов; пора у
поверхности образца
12 Электронно-лучевая — 84370—143486 Шов
Примечание, Приведены данные МЦУ после сварки, закалки и старения.
выполнялись испытания, составил 0,50—0,64 временного сопротивления основного материала.
Следует отметить, что при прочности основного металла ов=1078 МПа разрушение соединений, как правило, начинается в районе пор. В случае повышения прочности основного материала доов=1127—1175 МПа сварной шов при испытании на малоцикловую усталость становится чувствительным к состоянию поверхности образца, и процесс разрушения часто начинается с поверхности, хотя на усталостней площадке и в месте долома обнаружены поры.
Установлено, что оптимальной термической обработкой для соединений сплава ВТ23, выполненных аргоно-дуговой сваркой, является отжиг при 750“ С в сочетании с двуступенчатым старением. Этот режим ТО обеспечивает и лучшие механические свойства основного металла.
Благоприятное сочетание характеристик сварных соединений и показателей долговечности наблюдается в том случае, когда перед сваркой производится отжиг, затем детали свариваются, а сваренная конструкция подвергается двухступенчатому старению. Такая последовательность технологических операций наиболее целесообразна при изготовлении крупногабаритных изделий с элементами большого сечения.
Данные табл. 111.44 свидетельствуют о том, что при указанной последовательности сварки и ТО лучшие результаты обеспечивает присадочная проволока СП 15. Испытания на малоцикловую усталость показали высокую работоспособность таких соединений (табл. 111.46).
При сварке узлов из сплава ВТ23 малых толщин целесообразнее применять проволоку СП 14, а при сварке металла толщиной >5 мм — проволоку СП 15.
Электронно-лучевую сварку применяют для полуфабрикатов толщиной 10, 30 и 100 мм. При ЭЛС также, как и при аргоно-дуговой сварке без
Таблица Ш.46. Мало цикло вая усталость сварных соединений сплава ВТ23 выполненных с приседкой СП]5, после термической обработки
Число циклов до разрушения
Режим термообработки °™ -637 МПа аш„-735 МПа
при отсутствии пор поры в середине сечения При отсутствии пор поры в середине сечения
Отжиг; сварка; старение: 38О’С, 8 ч + 55О°С, 2 ч, воздух — 219582 246990 41557 52100 50100
Сварка; отжиг 78О"С, 1 ч, воздух; старение 500'С, 10 ч, воздух 33119 99051 — 24222
Примечание, Поры обнаружены ректтенюнтролем огрел испытанием образцов.
присадки, не удается обеспечить удовлетворительные свойства, особенно пластичность. Для повышения пластических характеристик металла шва ЭЛС осуществляют с пластинчатыми вставками, размещенными между соединяемыми кромками. Химический состав материала вставок соответствует составу проволоки марки СП15. Толщина вставок составляет 0,5 мм при ЭЛС металла толщиной 10 и 30 мм и 1 мм — толщиной 100 мм. Эго позволяет повысить ударную вязкость металла шва до значений ударной вязкости металла ЗТВ (табл. 111.47).
Таблица III.47. Механические свойства сварных соединений сплава ВТ23, выполненных способом ЭЛС
Толщина металла, мм Схема процесса МПа аи, Дж/см1
шов ЗТВ
10 Сварка+ТО (отжи г+старение) 1100-1110 27-32 35-40
30 То же 1140-1150 27-30 32-36
100 1» 1150-1160 25-30 30-32
10 Сварка со вставкой+ТО 1100-1120 38-47 32-36
30 То же 1180-1200 36-38 30-34
100 Я 1150-1170 37-40 32-55
Таблица 111.48. Механические свойства сварных соединений сплава ВТ23, выполненных способом ЭШС
Сое то ян не металла 0И, МПа вн, Дж/см1
ШОВ ЗТВ
После сварки После термического 1000-1025 30-32 32-35
упрочнения (отжиг+старен не) 1130-1180 27-29 28-30
Электрошлаковую сварку сплава ВТ23 осуществляют на режим: /,= 2700 А, £/=19 В пластинчатым электродом, по составу соответствующим проволоке СП15. Свойства сварных соединений вполне удовлетворительные (табл. 111.48).
Оптимальные механические свойства также достигаются при рекомендованных выше режимах ТО.
§ 8. СВАРКА РАЗНОИМЕННЫХ ТИТАНОВЫХ СПЛАВОВ
Для изготовления деталей самолетов применяются титановые 0-сплавы ВТ32, ТС6, ВТ35, ВТ15 и др. С целью разработки оптимальной технологии сварки и ТО сварных соединений двух разноименных титановых сплавов проведены эксперименты по сварке указанных выше высокопластичных р-сплавов со сплавами ВТ23 и ВТ19 са+0-структурой. Определена возможность сварки штампованных с большой вытяжкой деталей из 0-сплавов с заготовками из листового металла и колец из сплава ВТ23 {24].
Эксперименты включали в себя сварку сочетаний сплавов ВТ19+ВТ23, ВТ32+ВТ23, ВТ35+ВТ23, ТС6+ВТ23, химический и газовый состав которых приведен в табл. Ш.49.
Таблица II].49. Химический и газовый состав свариваемых титановых сплавов
Марка сплава Массовая доия. % [НК Ж [О]. Ж
Ai Sn V Сг Мо Zn Fe поверх моста
без зачистки после зачистки без зачистки после зачистки
ВТ35 ВТ 19 ТС6 ВТ32 ВТ23 2,9 3 3 2-4 4,5 21 1 1 1 б 3,5 6 8-10 4,5 3,07 5,5 11 0,5-2 1 5,5 5 8-10 2 1 1 1 13 1 SL 0,005 0,030 0,062 0,01 0,08 0,16 [N] 0,002 0,002 0,0042 0,0050 0,0800 0,15 [N] 0,14 0,13 0,13 0,14 0,11 0,12 0,12 0,12 0,12 0,11
Сварку проводили на пластинах толшиной 1,2 мм с присадочным металлом типа ВТ23 и без него. Изучены механические свойства сварных соединений и выносливость при повторно-статических испытаниях на базе 20-103 циклов. Результаты механических испытаний приведены в табл. III.50.
Установлено, что временное сопротивление сварных соединений, выполненных из сочетаний р-сплавов и сплава ВТ23, практически равно прочности основного материала, входящего в это сочетание. Угол загиба сварных соединений из сочетаний 0-сплав +ВТ23 больше, чем при сочетании ВТ23+ВТ23. Для сравнения применен также новый сплав ВТ35. Установлено, что прочность соединений сплавов ВТ35+ВТ23 в состоянии после сварки практически одинакова (-730 МПа), при сварке с присадочной проволокой ВТ23св прочность и пластичность почти не изменяются.
Сведения о выносливости сварных соединений рассматриваемых сплавов приведены на рис. 111.32.
Как видно, выносливость сварных соединений сочетаний сплавов ВТ19+ВТ23 и ВТ32+ВТ23 выше чем сплавов ТС6+ВТ23 и одноименных сварных соединений сплавов ВТ32 и ВТ23. Предел выносливости для сплавов ВТ19+ВТ23 и ВТ32+ВТ23 на базе 20103 циклов составляет 441 МПа, для ТС6+ВТ23 - 412 МПа.
С целью снятия остаточных сварочных напряжений и упрочнения соединений определяли рациональные режимы ТО. После вакуумного отжига при 750*С, 1 ч прочность сварных соединений практически не изменилась,
Таблица Ш.50. Результаты механических испытаний разноименных титановых сплавов
Марки сплавов б, мм Состояние материала ст,,мп» 01, град
ТСб 0,8 Основной металл, состояние поставки 903 180
ВТ32 1,0 1077 79,6
ВТ19 1,2 956 67,6
ВТ23 1,2 1021,2 68,3
ВТ35 1,8 801,6 128,6
ТСб + ТСб 0,8+0,8 Сварные соединения, состояние поставки 862,8 180
ВТ19 + ВТ 19 1,2+1,2 933,9 101
ТСб + ВТ23 0,8+1,2 1060,1 164,3
ВТ19 + ВТ23 1,2+1,2 877,7 31
ВТ23 + ВТ23 1,2+1,2 912,4 13,3
ВТ32 + ВТ23 1,0+1,2 1040 57,6
ТСб + ВТ23 0,8+1,2 Сварные соединения, состояние поставки 1026,2 23
ВТ19 + ВТ23 1,2+1,2 Тоже 935,9 50,3
ВТ32 + ВТ23 1,0+1,2 Сварные соединения + отжиг при 750’С, 1 ч 906,1 95,5
ВТ35 + ВТ23 1,8+1,2 Сварка + ТО: 75О’С, 1 ч + старение 500"С, 10 ч 1046 100
ВТ35 + ВТ23 1,8+1,2 ТО: 750"С, 1 ч + сварка + старение 500’С, 10 ч 114,1 30
Примечание. Соединение сочетаний сплавов ТСб + ТСб и ВТ23 + ВТ23 разрушилось по шву; ТСб + ВТ23 и ВТ32 + ВТ23 — пи границе шва; ТСб + ВТ23 — по основному металлу ТСб.
а пластичность у одних сочетаний сплавов (ТС6+ВТ23) уменьшилась, а у других (ВТ32+ВТ23, ВТ19+ВТ23) увеличилась. Нужно отметить, что в случае схода инструмента с оси шва при определении угла загиба на 0-сплаве пластичность резко возрастает, так как ее уровень значительно выше у 0-сплавов, чем у ВТ23. Прочность сварных соединений сплавов ВТ35+ВТ23 как с отжигом, так и без него составляет 0,9ов основного металла сплава ВТ35. Следовательно, сварка пластичных материалов (0-сплавов) с менее пластичными (а+0-сплава-ми) возможна.
Рис. 111.32. Выносливость сварных соединений при повторно-статическом нагружении на базе 2010’ циклов:
1— сварное соединение сплавов ТС6+ВТ23 после отжига, О“1,2 мм;2 — основной металл — сплав ВТ23.8=1 5 мм; сварное соединение сплавов BTI9+BT23 после отжига, 5=1,2 мм; 4 — сварное соединение сплавов ВТ32+ВТ23 после отжига, 6=1,2 мм; J— сварное соединение сплава ВТ32,6=1,5 мм; о — сварное соединение сплава ВТ23 после отжига, 6=1,5 мм
Металлографическими исследованиями сварных со-ели нений сочетаний сплавов ВТ32+ВТ23, BTI9+BT23, ВТ35+ВТ23, подвергнутых
отжигу при 750°С, 1 ч, выяв-
лено, что структура сварного шва в сочетании ВТ19+ВТ23 непосредственно
после сварки имеет мелкоячеистое дендритное строение. После отжига сварной шов представляет собой крупные зерна первичной 0-фазы с мелкодисперсной внутризеренной структурой, состоящей из a+0-фаз. Структура ЗТВ после отжига практически не изменяется и представляет собой чистые зерна 0-фазы полиэдрической формы.
Структура шва в сварном соединении сплавов ВТ32+ВТ23 состоит из мелкодисперсной смеси a+0-фаз на фоне крупных 0-зерен полиэдрической формы. Ближе к зоне сплавления в шве и к ЗТВ размер зерен уменьшается, по границам некоторых из них видна светлая оторочка a-фазы. В зоне сплавления со стороны сплава ВТ32 наблюдается миграция границ зерен.
Микроструктура сварного шва в соединении сплавов ТС6+ВТ23 аналогична рассмотренной ранее структуре соединения ВТ19+ВТ23. В ЗТВ со стороны сплава ТС6 наблюдаются зерна полиэдрической формы несколько большего размера, чем в основном металле. Металл ЗТВ со стороны сплава ВТ23 представляет собой мелкодисперсную смесьа+0-фаз. Шов имеет большую травимость по сравнению с другими участками. Микроструктура шва соединения сплавов ВТ35+ВТ23 состоит из крупных 0-зсрен неправильной формы со следами деформации, которая отмечена и в ЗТВ. Внутренняя субструктура металла представлена мелкими дендритными ячейками.
сечения соединения.
что
в
4500
4000
3500
3000
ВТ23
ВТ19
Рис. Ш.ЗЗ. Распределение микротвердости по сечению сварного соединения из сплавов ВТ19+ВТ23
Микротвердость (рис. Ш.ЗЗ) измеряли поперек сварного шва по центру " сварном шве она составляет
1^=3120—3230 Н/мм1. На линии сплавления сплава ВТ23 микротвердость повышается. Одиако существенного различия в значениях шва и ЗТВ не выявлено; некоторое повышение ее наблюдается после отжига.
Таким образом, сварные ' соединения 0-сплавов ВТ32, ВТ19, ТСб в сочетании со сплавом ВТ23 можно применять в конструкциях. Установлена возможность сварки нового сплава ВТ35 с двухфазным титановым а+0-сплавом ВТ23. Отжиг сварных соединений повышает их пластичность и практически не оказывает алияния на предел прочности; закалка и старение увеличивают прочность соединений как 0-сплавов, так и их сочетания со сплавом ВТ23.
Для определения конструктивной прочности и выносливости сварных соединений проводят испытания [25] моделей сварного бака, состоящего из двух штампованных полусфер из сплава 0’ толщиной 1,8 мм и среднего корпуса из сплава ВТ23 толщиной 2 мм. Технологический процесс изготовления бака включает в себя поочередную сварку полусфер с корпусом (шпангоутом) и фаанцем автоматической сваркой. Требуемые качество и надежность сварки позволила обеспечить камера с контролируемой атмосферой. Сварку штуцеров с полусферой проводят в специальном устройстве с защитой. После сварки и рентгеновского просвечивания бак подвергают вакуумному отжигу для снятия внутренних сварочных и других напряжений. Конструктивную прочность бака (диаметром 172 мм, длиной 400 мм) определяли по следующим эмпирическим формулам: для цилиндра 0^=^12/2008; для полусферы ot =Р/4005, где Р — максимальное давление при разрушении; D, 8 --средний диаметр и минимавьнал толщина стенки бака.
Для цилиндра Р=о -2008/12=80- 200-1,64/172,2=14,94 МПа, для полусферы Р=ок -4005/Р=81-400 1,64/172,2=30,25 МПа.
Обобщенные результаты гидростатических испытаний моделей бака приведены в табл. 111.51. Из таблицы видно, что после отжига конструктивная прочность модели бака больше, чем временное сопротивление сварного образца. У сварного образца, прошедшего закалку и последующее старение, пв=1049 МПа, 11=19,9 МПа. Модель после такой же обработки разрушилась при 25,5 МПа. Следовательно, конструктивная прочность металла возросла.
Таблица 111.51. Результаты гидростатических испытаний модели бака из разноименных сплавов
Тол ши на еггенки полусферы, мм Режим ТО МПа МПа Оа (МПа} сварного образца из сплавов Р'+ВТ23 Разрушение
1,6 Неполный отжиг 560’С, 1,5 ч в вакууме 11,7 617,4 863 Модель после подварки не разрушилась
Отжиг 750°С, 1,5 ч в вакууме 58,8 — 784 То же
1,4 Закалка от 78СГС, 15,68 824 784 Модель разрушилась по полусфере
1,5 ч + старение 500"С, 10 ч 25,5 1339 1049 Вырыв кусков металла из полусфер
Таким образом, гидравлические статические испытания подтверждают высокую конструктивную прочность моделей сварного бака.
Разработали технологический процесс ЭЛС сплава ВТ6Л и сочетания сплавов ВТбЛ+ВТбч [26] применительно к изготовлению узлов шасси самолетов. Основной трудностью при сварке среднелегированных двухфазных титановых сплавов является борьба с пористостью в металле шва и зоне сплааления. Особенно остро этот вопрос встает при сварке конструкций из литых заготовок, для которых характерны пористость и повышенное содержание водорода (до 0,025—0,03%), приводящие к образовлнию несплошностей в литой зоне сварного шва и в переходной зоне. Учитывая это, при разработке процесса ЭЛС узлов шасси из титановых сплавов толшиной 40 мм необходимо определить оптимальные условия формирования качественных сварных соединений в зависимости от способа подготовки поверхностей свариваемых стыков и параметров режима сварки.
Сварку выполняют на установке ЭЛ У-18 с энергоблоком БЭП-60/ЗОК, скорость сварки 12, 20 и 30 м/ч при /„=200, 280, 320 мА и С^к=60 кВ.
Рентгено- и металлографические исследования продольных и поперечных шлифов соединений, полученных при сварке первой партии образцов с чистотой обработки поверхностей стыкуемых кромок не хуже Л?,=20 мкм, выявили наличие по сечению швов значительного количества пор диаметром эт 0,1 до 0,9 мм. При этом они располагались как в виде единичных пор, так и в виде цепочек длиной до 2 мм.
Уменьшение скорости сварки приводит к снижению пористости в швах, не устраняя ее полностью (рис. I [1.34, кривая /) Распределение пор влитой зоне сварного соединения не одинаково по высоте сечения: больше всего их располагается ближе к корню шва; к середине шва число пор снижается в 1,2—2 раза и остается примерно на одном уровне до верха шва. Аналогичная закономерность распределения пор наблюдалась во всем исследованном диапазоне скоростей сварки.
Рис, 11134. Зависимость пористости металла швов от скорости сварки сплава ВТ6Л и сочетания сплавов ВТбЛ+ВТбч:
I — подготовка кромок фрезерованием; 2— то же, шабрением; К — количество пор в шве длиной 100 мм
При сварке образцов второй партии с чистотой обработки кромок не хуже ^=2,5 мкм (шабрение, чистовая механическая обработка без смазочноохлаждающей жидкости) количество пор в металле швов резко уменьшается по сравнению с образцами первой партии (рис. Ш.34, кривая 2). Исследование микро- и макроструктуры таких сварных соединений показало их высокое качество. На одном из шлифов сварного соединения сплава ВТ6Л обнаружена единичная пора размером 0,03 мм в ЗТВ. Таким образом, на качество сварного соединения в целом оказывает алияние исходное состояние основного материала. Снижение дефектности литья будет способствовать улучшению качества сварных соединений.
Механические свойства сварных соединений определяли на стандартных образцах с рабочим диаметром сечения 5 мм (ГОСТ 6996-66). Испыта
ния на ударную вязкость проводили на образцах с надрезом Менаже. Все образцы проходили вакуумный отжиг при 750°С в течение I ч.
Механические свойства основного материала толщиной 40 мм и сварных соединений приведены в табл. III.52.
Как видно, вре-
Таблица III.52. Механические свойства соединений мен ное сопротивление сварных соеди-
Материал Объект испытан ий МПа °к. Дя^си1 нений находится на уровне о сплава
ВТ6Л Плита 925- 995 38-57 ВТ6Л. Это можно
Сварное со- 961 Разрушение по основ- 43 33-36 объяснить рафинированием металла
ВТбЛ+ВТбч единение Сварное со- ному материалу Разрушение по основ- 35 39-50 шва при электронно-лучевом перепла-
единение ному материалу со стороны сплава ВТ6Л 46 ве и большей его платностью по сравнению с исходным
литым материалом. Значения ударной вязкости характеризуют достаточно высокий уровень пластичности сварных швов и отвечают предъявляемым требованиям.
Малоцикловую усталость исследоавли при нагрузках о =480, 580 и 670 МПа; среднее число циклов до разрушения равнялось А^69039, 21377 и 9306 соответственно. Разрушение происходило по основному материалу. Следовательно, работоспособность соединений сплава ВТ6Л при повторностатическом нагружении не хуже работоспособности основного материала.
Таким образом, ЭЛС образцов с чистотой поверхности свариваемых кромок не хуже Л=2,5 мкм при скорости сварки 10—12 м/ч позволяет получить качественные сварные соединения материала толщиной 40 мм.
ЛИТЕРАТУРА К ГЛАВЕ III
1. Применение сплавов титана в конструкциях магистральных пассажирских и тяжелых транспортных самолетов / А. Г. Братухин, Г. В. Новожилов, В, И. Мишин и др. // Титан. — 1996. -№ 1,- С. 52-59.
1 Штамповка, сварка, пайка и термообработка титана и его сплавов в авиастроении / Под ред. А. Г. Братухин и др. — М. : Машиностроение, 1997. — 600 с.
3. Братухин А Г Применение свариваемых титановых сплавов в отечественной авиации // Свароч. пр-во. — 1997. — № 5. — С. 17—20.
4. Сварка и свариваемые материалы: Справоч. изд. — В 3-х т. — Т. I. Свариваемость материалов / Под ред. Э. Л. Макарова. — М.: Металлургия, 1991. — 528 с.
5. Металлургия и технология сварки титана и его сплавов / С. М. Гуревич, В. Н. Замков, В. Е. Блашук и др.: Изд. 2-е, доп. и перераб. — Киев: Наук, думка, 1986. — 240 с.
6. Технология сварки и термообработка панели центроплана самолета из сплава ВТ20 /АС. Зажигин, Г. Т. Лебедев, В. В. Редчиц и др. // Авиац. пром-сть. — 1982. - №б. - С. 9-11.
7. Замков В. Н., Прилуцкий В. П. Технологические возможности АДС титана по флюсу // Актуальные проблемы сварки цветных металлов. — Киев : Наук, думка, 1980. - С. 300-302.
8. Изготовление и эксплуатация оборудования из тигана / Г. М. Шеленков, В. Е. Блашук, Р. К. Мелехов и др. — Киев : Техниса, 1984. — 120 с.
9. КомпанЯ. Ю., Световодов А. И,Пширков В. Ф. Магнитоуправляемая электро-шлаковая сварка толстостенных заготовок самолетных узлов // Авиац. пром-сть. - 1990. - № 9. - С. 71-73.
10. Барышев М. С„ Мусарыгин В. В., Редчиц А В. Разработка технологии электронно-лучевой сварки конструкций из титановых сплавов // Там же. — 1990. - № 6. - С. 58-59.
11. Кушниренко Н. А, Тополъский В Ф. Проволока для сварки двухфазных титановых сплавов // Сварка цветных металлов: Сб. науч. тр. — Киев : Наук, думка, 1989. - С. 88-91.
[2. Сварка и термическая обработка титанового сплава ВТ-22 / С. М. Гуревич, В. Н. Замков, Н. А Кушниренко и др. // Автомат, сварка. — 1982. — № 5. — С. 54—56.
13. Горшков А И., Куликов Ф. Р, ПонгильскаяЛ. Н, О влиянии технологических факторов на работоспособность сварных соединений из титановых сплавов ПТ7М, ВТ29 и ПТ40 // Авиац. пром-сть. — 1987. — № 4. — С. 63—64.
14. Аргоно-дуговая сварка круговых соединений сотовых конструкций из сплава ОТ4-1 / Ю. В. Иштиков, В. Н. Шавырин, В. А Бубнов и др. // Там же. — 1980. - № 1. - С. 63-64.
15. Изготовление титановых крупногабаритных сварных конструкций защитного устройства двигателя / Г. Т. Лебедев, В. В. Редчиц, А. А Веселов и др. // Там же. - 1983. - № 3. - С. 16-18.
16. Новое в технологии сварки стыков ребристых конструкций / М. м| Штрикман, В. П. Афанасьев, А А Веселов и др. // Там же. — 1988. — № ц| -С. 161-162. I
17. Замков В. Н., Топольский В. Ф., Кушниренко Н. А Двухдуговая сварка толстолистового титана вольфрамовыми электродами // Автомат, сварка. — 1978. — № 2. - С. 44-47.
18. Автоматическая сварка крупногабаритных изделий из сплава ВТ20 погруженной дугой / Т. Б. Бетлневский, А А Дашковский, Б. И. Долотов и др. // Авиац. пром-сть. — 1982. — № 5. — С. 65—66.
19. ГришковА. И., Филатова Т В. Сварка листов из высокопрочного титанового сплава ВТ22 // Там жж. — 1985. — № 3. — С. 56—57.
20. Совершенствование технологии сварки траверсы шасси из толстолистового сплава ВТ22 / В. И. Матяш, В. Д. Кузнецов, Н. Ф. Величко и др. // Там же. — 1992. №3 6. - С. 12-13.
21. Черныш В. П., Кузнецов В. Д. Брискман А. Н. Сварка с электромагнитным перемешиванием. — Киев : Техшка, 1983. — 127 с.
22. Сварка сплава ВТ23 / С. М. Гуревич, В. Н. Замков, Н. А Куш ни ранко и др. // Актуальные проблемы сварки цветных металлов: Докл. II Всесоюз. конф. — Киев: Наук, думка, 1985. — С. 246—248.
23. Прочность сварных соединений сплава ВТ23 при повторно-статическом нагружении / В. Ф. Топольский, С. И. Кишкина, Л. А Стронина и др. // Автомат, сварка. — 1983. — № 7. — С. 42—44.
24. Горшков А И., Филатова Т, В. Сварка разнородных титановых сплавов / Авиац. пром-сть. — 1992. — № 11. — С. 32—34.
25. Конструктивная прочность сварных соединений из сочетания титановых сплавов ВТ23+ВТ35 / А И. Горшков, Т. В. Филатова, Ю. Д. Михалев и др. // Там же. - 1992. - № 5. - С. 46-48.
26. Докашев В. В., Гейкин В. А, Веригин А. М. Электронно-лучевая сварка узлов шасси из сплава ВТ6Л // Там же. — 1986. — № 10. — С. 59.
Глава IV
СВАРКА СТАЛЬНЫХ УЗЛОВ И ДЕТАЛЕЙ
Высокопрочные стали в настоящее время являются одним из основных материалов, применяемых в самолетостроении для изготовления силовых узлов и деталей: шпангоутов, балок, лонжеронов, стоек, цилиндров амортизаторов шасси, осей, болтов, шпилек и других деталей. По сравнению с титановыми и алюминиевыми сплавами эти стали имеют меньшую анизотропию свойств в крупных полуфабрикатах. Сочетание прочности, надежности, способности работать в широком интервале температур, высокое сопротивление усталости при хорошей технологичности и низкой стоимости позволяет широко использовать их и в конструкции планера современного самолета.
Планер современных сверхзвуковых самолетов, например МиГ-25, как правило, представляет собой моноплан с боковыми воздухозаборниками, верхним расположением крыла и двумя килями. Около 60% объема фюзеляжа занимают стальные баки-отсеки, а в весовом балансе планера МиГ-25 значительная доля приходится на внешние силовые панели фюзеляжа и крыла, а также силовые панели герметичных топливных баков-отсеков. При проектировании самолетов решается задача минимизации габарита и массы конструкций при обеспечении заданных тактике-технических параметров самолета и высокой надежности в сложных условиях эксплуатации.
§ 1. ВЫБОР СТАЛЕЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕМЕНТОВ КОНСТРУКЦИИ САМОЛЕТА
Как известно, существует большое число марок легированных сталей, применяемых в самых различных отраслях промышленности. В бывшем СССР их насчитывалось более 1500. Вместе с тем при изготовлении сложных сварных авиационных конструкций возникает необходимость оптимального выбора различных высокопрочных коррозионно-стойких сталей для конкретных элементов цельносварных конструкций планера с учетом их эксплуатационных и технологических свойств. Требуется также совершенствование технологий производства — для наиболее полной реализации высоких свойств материала в конструкции самолета.
Разработка и внедрение в производство серии коррозионно-стойких высокопрочных сталей обусловлены постоянным ростом аэродинамических и силовых нагрузок на планер, повышением давления в герметичных баках-отсеках и каналах воздухозаборника, а также увеличением нагрузок на отдельные элементы от работы двигателя и систем управления. Конструкционные материалы в современных планерах сверхзвуковых самолетов помимо высокой прочности в интервале рабочих температур эксплуатации должны отличаться большой циклической прочностью, трещиностойкостью, высоким сопротивлением обшей коррозии и коррозии под напряжением. Непременным технологическим требованием к таким материалам является также их хорошая свариваемость.
С учетом оптимального сочетания механических свойств и характеристик надежности для различных элементов конструкций планера нашли применение деформируемые и литейные стали, в том числе:
а) мартенситного класса — ВНС-2 (08Х15Н5Д2Т) ЭП-817 (06Х14Н6Д2МБТ) и ВНЛ-3 (08Х14Н5М2ДБ);
6) переходного (аустенитно-мартенситиого) — ВНС-5 (13X15H4AM3) и CH-3 (08Х17Н5МЗ);
в) аустенитного ЭИ-878 (12Х17Г9АН4);
г) аустенитно-фарритного ВНС-4 (10Х20Н6МД2Т).
При выборе конкретных марок сталей учитываются как уровень прочности, так и характеристики надежности металла (табл. IV. 1 и IV.2). Высокий уровень прочности и надежности сталей, проявляющийся в конструкции, должен сочетаться с достаточной технологичностью материала в процессе изготовления деталей и узлов, а также с возможностью проведения ремонтных операций, что определяет ряд дополнительных требований к материалам: это хорошав свариваемость при различных способах сварки, возможность использования силовых сварных конструкций без последующей термообработки, хорошая штампуемость в горячем и холодном состоянии, отсутствие поводок после упрочняющей термообработки и т. д.
Стали мартенситного класса с временным сопротивлением os= 1350 МПа позволяют создать крупногабаритные сварные конструкции, в том числе с большим перепадом сечений, без термической обработки после сварки. При этом в таких конструкциях достаточно высока прочность сварных соединений (о.>1100 МПа).
Для создания равнопрочных сварных соединений требуется проведение термической обработки после сварки.
Стали аустенитного и аустенитно-ферритного классов имеют значительно меныпий уровень прочности. Эффективность их использования в самолетных конструкциях обусловлена высокой технологической пластичностью, позволяющей изготавливать листовые детали сложной конфигурации.
Среди деформируемых сталей мартенситного класса наиболее широкое применение нашли стали ВНС-2 и ЭП-817. Сталь ВНС-2 рекомендовалась на первом этапе применения сталей этого класса. В дальнейшем была разработана сталь ЭП-817, которая по сраянениюс ВНС-2 дополнительно легирована молибденом и ниобием. Кроме того, упрочняющая ТО проводится по режиму перестаривания (выдержка при температурах, превышающих температуру максимального упрочнения), что обеспечивает высокое сопротивление КР сварных соединений, не подвергаемых термообработке после сварки, и повышенную трещин остой кость при отрицательных температурах.
В условиях производства сталь ВНС-2 в виде прутков, штампованных заготовок и прессованных профилей применена для основных тяжелонагру-женных деталей (силовые рамы, узлы поворота и др.), а в виде листов и ленты — для деталей обшивки и внутреннего набора самолетов МиГ-23, МиГ-25, Як-141, Су-24, Су-25, Су-27 и их модификаций. Из стали ЭП-817, являющейся незаменимым материалом для высоконагруженных крупногабаритных сварных узлов и деталей сложной конфигурации, изготовлены основные силовые рамы и подобные узлы самолетов МиГ-29, МиГ-31, других летательных аппаратов.
Таблица IV.1. Основные марки коррозионно-стойких сталей, применяемых в авиастроении
Марка стали Класс стали Сортамент деталей Режим упрочняющей термообработки Состояние металла оь,мпа |ои,мпа S,% |w,% кси. Дж/см’
не ме нее
ВНС-2 (08Х15Н5Д2Т) м Силовые рамы, узлы поворота, детали обшивки Закалка от 950—1000 "С; старение 425—450 "С, 1-3 ч Основной металл после ТО ТО+сварка 1250 1100 П 950 900 руток 10 Лист 9 55 8,0
ВНС-2 (08Х15Н5Д2Т) м Листовые детали обшивки и внутреннего набора Закалка от 950—975 "С; старение 510 "С, 2,5 ч Основной металл после ТО ТО+сварка 1150 1100 950 10 — —
ЭП-817 (06Х14Н6Д2МБТ) м Крупногабаритные сварные узлы Закалка от 1000 ’С; ОХ —70 ’С, 2 ч; старение 515 “С, 1 ч Основной металл после ТО ТО+сварка 1250 1100 950 10 55 —
внл-з (08Х14Н5М2ДБ) м Фасонное литье Закалка от 970 "С; отпуск 460 ’С, 1 ч Литье после ТО ТО+сварка 1250 1050 900 12 35 4,0
ВНС-5 (13X15H4AM3) AM Шпангоуты, лонжероны, узлы поворота, крепеж А Закалка от 1070 "С; ОХ -70 ‘С, 2 ч; отпуск 200 *С 1 ч Б, Закалка от 1070 “С; ОХ -70 ‘С, 2 ч; отпуск 350 ‘С, 1 ч А или Б Основной металл после ТО То же Сварка+ТО ТО+сварка 1500 1380 1200 650 1100 920 15 15 50 55 10
412
Продолжение табл. IV. 1
Марка стали Класс стали Сортамент деталей Режим упрочняющей термообработки Состояние металла 0,,МПа|^щ,МПа | 8,% кси, Дж/см'
не менее
сн-з (08XI7H5M3) AM Листовые детали Закалка от 950"С; ОХ 70"С, 2 ч; отпуск 450'С, 1 ч Основной металл после ТО Сварка+ТО 1200 1050 900 12 — 5,0
ВНС-4 (10Х20Н6МД2Т) АФ Листовые детали внутреннего набора и канала воздухозабора Закалка от 1050’С; старение 500’С, 2 ч Основной металл после ТО ТО+сварка Сварка+ТО 850 700 750 700 9 — 6,0
ЭИ-878 (12Х17Г9АН4) А Листовые детали сложной конфигурации Закалка от 1050"С Основной металл после ТО ТО+сварка 700 700 350 40
Примечание. Классы деталей: М — мартенситный, AM — аустенктно-мартенситный, АФ — аустеиигно ферритный, А — аустенитный.
Таблица IV.2. Характеристики надежности основного металла и сварных соединений высокопрочных деформируемых коррозионно-стойких сталей
Марке стали Вид полуфабриката Состояние металла G_|d (МПа) при АМО’ циклой аМЦу, (МПа) при jV—5 1СГ циклов кст, Дж/см1 к(., МПам’* Скорость распространения усталостной трещины (мм/цккл) при ДК, МПам1* Сопротивление коррозионному разрушен ню МПа
й т. ’С
м 2,2 2,6 2,2 +20 -70 +20 -?о 32 48 56
ВНС-2 425—450 Лист то ТО+АрДЭС 490 340 — 500 650 50 70 20 50 — — 0,3 0,7 1,0 700 500
ВНС-2 510 ТО ТО+АрДЭС — — 500 650 70 70 50 50 — — 0,4 0,7 0,9 1000 1000
ВНС-2у 425-450 Прутки, поковки, штампованные заготовки ТО ТО+АрДЭС 580 430 500 750 550 750 70 10 10 70 155 71 0,2 0,7 1,1 300 300
ЭП817 515 То же ТО ТО+АрДЭС 650 430 500 750 550 750 70 10 40 70 155 155 115 115 0,3 0,7 1,1 1000 1000
ВНС-5 350 * ТО АрДЭС+ТО 560 400 — 550 10 70 40 40 170 150 120 НО 0,3 0,5 0,8 1000 1000
Литейная сталь ВНЛ-3 по своему химическому и фазовому составу близка к стали ЭП-817 и имеет близкий уровень свойств. Из нее в условиях производства изготовляется широкая номенклатура деталей методом точного литья по выплавляемым моделям.
Из сталей переходного класса для самолетных конструкций рекомендованы и получили наиболее широкое распространение стали ВНС-5 и СН-3. Сталь ВНС-5 широко применяют для тяжелонагруженных особо ответственных узлов (шпангоуты, лонжероны и др.) самолетов МиГ-25, МиГ-29, МиГ-31. Уровень прочности стали ВНС-5 (от 1380 до 1500 МПа) зависит от температуры отпуска. После закалки от 1070°С, обработки холодом (ОХ) и отпуска при 350’С значение о(=1380 МПа, при более низкой температуре отпуска (200’С) прочность составляет 1500 МПа. По сравнению со средне-легированными сталями (30ХГСН2Л) сталь ВНС-5 при близкой прочности имеет значительно более высокие характеристики пластичности и вязкости, в том числе и при испытании образцов на усталость с предварительно нанесенной трещиной. Сталь ВНС-5 является оптимальным материалом для изготовления высоконагруженных болтов, работающих на срез и на растяжение. Высоконагруженные болты из стали ВНС-5 с накаткой резьбы в упрочненном состоянии имеют высокое сопротиаление циклическим нагрузкам, и их широко применяют в боевых сверхзвуковых самолетах и магистральной гражданской авиационной технике (широкофюзеляжные самолеты Ил-86, Ил-96-300, Ил-96М, Ил-96Т).
Для листовых деталей в зависимости от условий работы используется серия сталей различного уровня прочности (табл. IV. 1). Стрингеры идетали внутреннего набора изготавливаются из мартенситной стали ВНС-2 с уровнем прочности о =1100-1250 МПа, для деталей канала воздухозабора и бакового отсека применены сталь переходного класса СН-3 и аустенитно-ферритного ВНС-4. Для листовых деталей с допустимым уровнем прочности os=700 М Па широкое распространение нашла аустенитная термически неу-прочняемая сталь ЭИ-878, внедрение которой позволило исключить длительные операции смягчающих отжигов и упрочняющей термообработки, проводимые на стали ВНС-4. Дополнительным резервом повышения прочности стали ЭИ-878 являются нагартовка листа, в результате которой достигают уровня прочности ов=1000 МПа и выше.
Высокопрочные стали нашли самое разнообразное применение в конструкциях планера (рис. IV. 1). Шпангоуты, лонжероны и другие особо ответственные детали с большим перепадом сечений изготовляют из стали ВНС-5; обшивки отсеков топливных баков фюзеляжа и крыла, профили и стрингеры делают из стали ВНС-2. Для нервюр, гофрированных стенок панелей применяют стали СН-3 и ВНС-4. Сложные фасонные детали типа корпусов, кронштейнов, фланцев и узлов подвески изготовляют из литейной стали ВНЛ-3 [12].
Штампованные детали, профили и силовые детали соединяют аргонодуговой сваркой, гофрированные стенки соединяют с каркасом шовной сваркой.
Пример применения коррозионно-стойких сталей различных классов для изготовления герметичной топливной центральной части фюзеляжа самолета МиГ-25 показан на рис. 1V.2.
Разработаны специальная технология и оборудование для изготовления стальных конструкционных профилей периодического сечения с утолщением
Рис. IV. 1. Отсек топливных баков фюзеляжа самолета МиГ-25:
I — гофрированные стенки (ВНС-2, СН-3); 2 — шпангоуты (В НС-5); 3 — литые силовые детали (ВНЛЛх 4-профиль (ВНС-2у)
Рис. IV.2. Применение коррозионно-стойких сталей для изготовления топливной центральной части фюзеляжа самолета МиГ-25:
i - сталь ВНЛ-З; 2.4- BHC-5; 3.5,6- ВНС-2
под сварку [3]. Это позволило создать каркас планера истребителя с равнопрочными сварными соединениями. Для получения равнопрочной сварной конструкции концы фасонных профилей в местах сварки должны иметь утолщения с площадью поперечного сечения на 30— 40% большей, чем на остальной части профиля. На рис. 1V.3 представлена сварная конструкция каркаса рамы бакового отсека, которая изготовлена из стальных профилей периодического сечения. Ранее их получали механической обра-
боткой профильных заготовок со значительными припусками по всему контуру детали.
Особое место среди высокопрочных сталей занимают среднелегированные конструкционные стали, упрочняемые закалкой с низким отпуском (до о--1400 -2000 МПа), такие, как 30ХГСН2А, ЭИ-643(40ХН2СМА), ВЛ-1 (ЗОХ2ГСН2ВМ), 25Х2ГНТРА [2]. Прочность сталей этого класса определяется в основном содержанием углерода. Легирование хромом, марганцем, никелем, молибденом и т. д. позволяет обеспечить необходимую пластичность, вязкость стали, ее прокаливаем ость, мелкозернистую структуру и повысить сопротивление хрупкому разрушению.
Рис. 1V.3. Сварная конструкция рамы отсека бака:
1— профиль периодического сечения; 2— крепежные соединительные элементы
Как показали исследования и опыт эксплуатации, высокопрочные стали отличаются от среднепрочных чувствительностью к концентрации напряжений (особенно при повторных нагрузках) и к состоянию поверхности, а также склонностью к коррозионному и водородному растрескиванию.
Несмотря на отличительные особенности изготовления и эксплуатации деталей из высокопрочных сталей, их низкая стоимость, отсутствие дефицитных легирующих элементов, хорошая технологичность и большой накопленный опыт применения во многих случаях являются факторами, определяющими сохранение среднелегированных сталей в конструкциях современных летательных аппаратов.
Важнейшей задачей авиационного материаловедения применительно к военным самолетам и обычной транспортной авиации является повышение массовой отдачи материалов, что достигается, в частности, применением высокопрочных и сверхпрочных (о> 1900 МПа) материалов при высоком уровне прочности сварных соединений (овса >0,8ов). Новыми разработками в области высокопрочных конструкционных материалов являются стали ВКС-9 и ВКС-6. Сталь ВКС-9 (35ХС2НЗМФА) имеет уровень прочности оа>1950 МПа при характеристиках надежности (Aj >766 МПа м,Л?, окр>700 М Па) на уровне менее прочной стали 30ХГСН2А с ов>1600 МПа. Сталь ВКС-6, близкая по уровню прочности к стали 30ХГСН2А, имеет более высокие характеристики надежности (Aj >1106 МПа м1/2, <^>1100 МПа) (табл. IV.3).
Основной задачей при разработке технологии сварки и присадочного материала для этих сталей являлось сохранение в сварных соединениях свойств основного металла (высокой прочности для стали ВКС-9 и повышенной надежности для стали ВКС-6). Применение присадки, близкой по химическому составу к основному металлу стали ВКС-9, обеспечивает крупнокристаллическую структуру шва с большим разбросом характеристик прочности (о,- -700-1900 МПа) и ударной вязкости (а,-10—60 Дж/см:). а также
Таблица IV. 3. Свойства шмокшфочшх сталей типа ВКС
Объект испытан иа Чи. МПа МПа S. я я Дж/см! Дж/см3 МПа’М1^ aw, МПа ым/инн
Сталь ВКС-9 (35ХС2НЗМФА 1600 1950-2150 9 40 50 9-24 790—1000 700-1000 —
Соединение стали ВКС-9 (АДС с присадкой 25Х2НМЦРА) 1650-1700 50 20 843 700 4,0
Сталь ВКС-6 (30Н8К4ХМФ) 1350 1550 10 50 60 20 1100-1315 1100 —
Соединение стали ВКС-6 (АДС с присадкой 12ХН5КМФ) 1240 60 20 783-1160 1100 5,2
высокой склонностью к горячим трещинам (4^=0,5 2,0 мм/мин). Исследования показали, что для достижения требуемого уровня свойств сварного соединения содержание углерода в присадке должно быть снижено до 0,25% при минимально возможном легировании другими элементами, обеспечивающими нужную прокаливаемость. Применительно к элементам шасси из стали ВКС-9 разработан присадочный материал 25Х2НМЦРА-ВИ (ЭК46-ВИ), обеспечивающий после упрочняющей термической обработки по режимам, применяемым для стали ВКС-9, уровень прочности ов">0,8о1 при близких к свойствам основного металла показателях пластичности и вязкости.
При разработке химического состава присадочного материала для стали ВКС-9 была показана необходимость снижения концентрации никеля до 5% (вместо 8% Ni, содержащегося в стали), поскольку повышенное количество никеля приводит к образованию развитой столбчатой структуры ячеисто-
Таблица IV.4. Сравнение свойств сталей ВКС-6 30ХГСН2А
Мфкв стали Режим термообработки т , шл' •с а|+ МПа %’ МПа МПам1Л Стойкость против ЗХР (время до разрушения) в дистиллированной воде
при псином погружении пси пленкой
30ХГСН2А Закалка аг 900“С, 20 1600-1800 650-750 250-280 1-2 ч 5—10 суг.
в мэсло+агпуск 290°С -70 — — 144-177 — —
ВКС-6 Закалка аг 83О°С, 20 1600 1000-1200 35О-ЛОО >80 суг. >80 суг.
в масло+обрабагка холодом -70 °C, 2 ч+ +агпуск 530—560°С -70 — — 250-260 — —
дендритного типа, увеличивает древовндность в изломе и снижает вязкость и сопротивление циклическим нагрузкам. Разработанная для стали ВКС-6 присадка 12ХН5КМФ обеспечивает после ТО сварного соединения высокий комплекс характеристик прочности и надежности, а также повышенное со-
противление горячим трещинам.
По коррозионной стойкости, сопротивлению замедленному хрупкому разрушению (ЗХР), даже при испытаниях в жестких условиях (при полном
Таблица IV. 5. Сопротивление повторным нагрузкам высокопрочных сталей
Марка стали
Малоиикпоаах усталость
о , в •. МПа мЙа
ВКС-6 800 500 Проушина Полоса с отверстием
ВНС-43 720 500 Проушина
Полоса с отверстием
30ХГСН2А 660 450 Проушина
Полоса с отверстием
ВНС-5 560 400 Проушина
* К=2,1.
Таблица IV.6. Влияние длительных нагревов на механические свойства при комттиой температуре стали ВКС-6
Режим нагрева <Vr МПа МПа и. ] %
71-С Ъч Дж/см1
Без нагрева 1520 1670 60 60 20
450 500 1580 1690 60 50 16
1000 1450 1600 60 60 —
2000 1280 1400 64 62 23
500 500 1350 1440 64 80 40
2000 1100 1190 62 95 60
Примечание. Термическая обработка: нормализация 9(ИГС+адкалка от ИЭО’СТ в масло+ обработка холодом -70‘С, 2 ч+отпуск 530— 560'С, 2 ч.
Объект испытания
К МПа /VJO-\ □ладов
2,8 350 50
400 40
2,6 450 200
500 50
2,8 350 1000
400 50
450 40
2,6 450 100
500 50
2,8 350 50
450 30
2,6 450 50
500 30
2,8 400 45
450 30
погружении в дметилированную воду), сталь ВКС-6 имеет существенные пре имущества Перед сталью ЗОХГСН2А (табл. IV.4) и не уступает ей (а иногда и превосходит) по характеристикам малоцикловой усталости (табл. IV.5).
Сталь ВКС-6 удовлетворительно сваривается. Прочность сварных соединений, полученных электронно-лучевой и дуговой сваркой, после полной термической обработки составляет соответственно >0,9 и >0,8ss основного металла.
Преимуществом стали ВКС-6 является возможность ее исполь-зования для деталей, работающих длительно (>2000 ч) при температуре до 500°С, — длительные нагревы практически не вызывают охрупчивания стали (табл. IV.6).
Дальнейшее повышение временного сопротивления материалов для силовых деталей стало возможно благодаря созданию принципиально новых бе зуглерод истых мартенситно-стареющих сталей системы Fe -Ni—Со— Mo—Ti. Мартенситная структура в таких сталях обеспечивается легированием никелем в
Таблица. IV. 7. Химический состав мартенаггво-старсюсцих сталей
Стяль Содержание элементов. %
С Мп Si Сг Ni Мо s Zn Прочие
не & злее
25Х2НМЦРА-ВИ (ЭК46-ВИ) 0.23-0,28 0,6-0,8 0,2-0,4 1,8-2,0 0,6-0,8 0,35-0,60 0,015 0,015 0,10 0,003 В (по расчету)
03Х12Н9М2СВИ (ЭП659-ВИ) 0,03 0,6-0,9 1,4-1,7 11,6-12,0 8,5-8,9 1,8—2,2 0,010 0,010 0,08 <0,1 АГ, <0,003 В; <0,05 Са; <0,05 Ti
08XI4H7KBM-B 0,06-0,10 0,6-0,9 0,1-0,5 13,5-14,0 6,5-7,0 0,3-0,5 0,015 0,015 0,01 (по расчету) <0,1 Al; <0,01 Са; <0,05 V; <0,01 Nb; <0,05 Са; 0,5-1,0 Со; 0,4-0,6 W; <0,01 Ti
ВНС-25 0,03 0,25 0,25 11,5-12,5 9,0-10,5 0,5-0,8 0,01 0,01 0,02 <0,003 В; <0,05 Са; <0,2 А1
ВНС-49 0,03 0,25 0,25 8,5-9,5 8,8-9,5 2,3-3,0 0,01 0,01 0,05 4,2—5,2 Со; <0,15 AI; <0,05 Са
ВНС-59 0,03 0,25 0,25 9,5-10,5 8,8-9,8 3,2-3,6 0,01 0,01 ч— 6,5-7,5 Со; <0,1 Ti; <0,15 Al; <0,05 Са
08X15 Н5МВФБ (ВНС-16) 0,05-0,08 0,6 0,6 13,5-15,0 4,2—4,7 0,8-1,0 0,015 0,025 — 0,7—1,0 W; 0,15-0,25 V; 0,08-0,15 Nb
□Х15Н4АМЗ (ВНС-5) 0,11-0,16 1,0 0,7 14,0-15,5 4,0-5,0 2,3-2,8 0,02 0,03 — 0,05-0,10 N
08Х17Н5МЗ (СН-3) 0,06-0,10 0,7 0,7 16,0-17,5 4,5-5,5 3,0-3,5 0,020 0,035 — —
ЗОХГСН2А 0,27-0,33 1,0-1,3 0,9-1,2 0,9-1,2 1,4-1,8 0,025 0,025 — —
ВКС-9 0,32—0,38 0,3 2,1-2,5 0,8-1,2 2,6-3,0 0,5-1,2 0,011 0,015 — 0,06-0,15V; <0,05 La (Ce)
ВКС-6 4* " 0,30-0,36 0,3 0,2 0,9-1,2 7,0-8,0 0,9-1,2 0,015 0,015 4,25—4,75 Co; 0,06-0,12 V
Таблица IV. 8. Свойства мартежитво-стареюших сталей
Оаль *с °. ] S | у АД
МПа % Дж/см* “
ВНС-25 20 1000 930 14 70 200 130 30
(03Х12Н10МТ) -196 1500 1350 23 60 150 80 —
-253 1700 1550 22 50 110 40 —
ВНС-49 20 1200 1170 14 68 180 ПО 15
(03X9H9K5M3) -196 1650 1500 25 60 100 50 —
-253 1900 1700 22 50 90 30 —
ВНС-59 20 1400 1300 13 67 180 130 25
(03X10H9K7M3) -196 1850 1700 21 55 80 40 —
-253 2100 1900 18 46 40 20 —
Примечание. Все стали подвергали закалке от 7*КГС и отпуску при 500'С.
количестве примерно 17—19%. Дополнительное легирование молибденом, кобальтом, титаном позволяет после старения повысить временное сопро-тиаление мартенсита в 1,5—2 раза.
Упрочнение в процессе старения при относительно низких температурах (480—550°С) практически не вызывает коробления деталей.
Всероссийским институтом авиационных материалов (ВИАМ) для изготовления ряда ответственных деталей криоплана (водородного самолета) (5] и двигателей, работающих на криогенном топливе (водород, метан), разработана серия безуглеродистых мартснситно-стареющих сталей (ВНС-25, ВНС-49, ВНС-59, табл. IV.7) с прочностью основного металла ов=1000— 1400 МПа, сварного соединения о“>900 МПа.
Высокий уровень прочности и вязкости основного металла и сварных , соединений, не требующих после сварки термической обработки, достигнут повышением чистоты металла, применением современных методов выплавки, оптимизации фазового состава стали и выбором легирования мартенситной матрицы, обеспечивающего значительное повышение прочности при старении, сохранение вязкости при криогенных температурах и низкую чувствительность к холодным и горячим сварочным трещинам (табл. IV.8).
В составе стали ВНС-25 нет элементов, вызывающих дисперсионное упрочнение, и ее прочность соответствует прочности стали с без-углеродистой мартенситной матрицей (о >1000 МПа). Стали ВНС-49 и ВНС-59 дополнительно легированы кобальтом и молибденом , что обеспечивает дисперсионное упрочнение в процессе отпуска при 500’С до ов>1200 МПа и
ов>1400 МПа соответственно. Структура всех сталей данного класса представляет собой фазо-наклепанный при низкотемпературной (750°С) закалке мартенсит и 15—30% 4 при отсутствии 8-феррита. Наличие 6-феррита или низкое содержание значительно сни-жают ударную вяз-кость сталей
при криогенных температурах. При содержании более 30% прочность сталей уменьшается до ов<1000 МПа.
Разработана новая, более высокопрочная сталь переходного класса ВНС-43 (18Х14Н4АМЗ) с а=1700*'“ МПа, содержащая в среднем, %: С 0,18; Сг 15; Ni 4; Мо 2,5; N 0,07; Сталь ВНС-43 по сравнению со сталью ВНС-5 имеет более высокое содержание углерода и другой фазовый состав (соотношение мартенсита и аустенита — в сторону увеличения количества мартенсита). Выбор содержания углерода и фазового состава обусловливается достижением временного сопрогиаления >1600 МПа и удоалетворительной
дачупсти. в том числе ударной вязкости образцов с трещиной (значения превышают 1,5 Дж/см2).
Особенностью производства новой стали является способ ее выплавки, обеспечивающий регламентированное содержание азота и низкое содержание диффузионно-подвижного водорода.
§ 2. СВАРИВАЕМОСТЬ ВЫСОКОПРОЧНЫХ СТАЛЕЙ
Формирование качественных соединений при сварке высокопрочных коррозионно-стойких сталей в значительной степени определяется чувствительностью их свойств к изменению химического состава. Сварка является важным фактором изменения химического состава металла и возникновения значительных градиентов состава. Само по себе появление двухфазной эоны твердые кристаллы — жидкий расплав неизбежно влечет за собой перераспределение компонентов сплава, так как жидкость должна насыщаться компонентами, снижающими температуру плавления. Эти компоненты диффундируют в жидкую сварочную ванну из свариваемого металла. Это подтверждают данные дифференциального термического анализа кристаллизации основного металла и металла шва. Температура плавления металла шва на 20—25°С ниже, чем основного металла.
Вторая причина изменения химического состава при сварке — выгорание отдельных элементов, которое может быть столь значительным, что сталь в зоне сварки может оказаться по шкале структур сталью другого класса. Оптимальная технология сварки должна обеспечивать надежную защиту от выгорания активных химических элементов в зоне сварки.
Химический состав высокопрочных сталей достаточно жестко сбалансирован. Поэтому для создания эффективной технологии сварки этих сталей необходимо обеспечивать надежную защиту от выгорания активных химических элементов и от растворения в металле шва азота (из воздуха) и водорода, выделяющегося при разложении влаги, которая попадает в зону сварки. В связи с этим в качестве основных видов сварки при создании ответственных силовых конструкций самолета принята аргоно-дуговая сварка, а для массивных деталей — электронно-лучевая сварка.
Если с окислением сварочной ванны можно бороться строгим соблюдением режима газовой защиты, то с перераспределением компонентов в системе твердый металл — жидкая ванна бороться сложнее. Здесь необходима дополнительная разработка специальных приемов сварки. Сварка обусловливает не только химическую неоднородность металла, но и значительные температурные градиенты. Под воздействием высоких температур в течение различного времени металл в разных зонах сварного соединения претерпевает структурные и фазовые изменения различной степени интенсивности. Результатом является структурная неоднородность, снижающая механические и коррозионные свойства металла шва, околошовных зон и соединения в целом.
Высокопрочные стали имеют различную чувствительность к сварочному нагреву, в зависимости от системы легирования. При кристаллизации металла шва сталей ВНС-5 и СН-3 формируется аустенитная структура с включениями 6-феррита. Околошовная зона, нагреваемая до 1000—1200°С, также
состоит из аустенита с прослойками 8-феррита. Металл зоны, прогреваемой до 550—6СЮ°С, претерпевает распад с выделением карбидов Ме33С6 по границам зерен. Такая структура имеет пониженное (на 30—40%) временное сопротивление. Для получения равнопрочного соединения необходима ТО, состоящая из нормализации при 950’С, обработки холодом при -70°С и низкого отпуска. Поэтому указанные стали применяют для деталей и узлов, которые можно после сварки подвергать термообработке.
Особую озабоченность вызывает эксплуатационная надежность сварных соединений, связанная с сопротивляемостью швов хрупкому разрушению. Установлено, что на ударную вязкость металла шва при прочих равных условиях решающее влияние оказывают содержание 8-феррита и его морфология. Наиболее охрупченная зона — это центральная зона шва, где 5-феррита больше и его включения вытянуты вдоль осей дендритов. Оптимальное содержание 8-феррита в швах составляет 7%. При большем количестве выделения 8-феррита имеют неблагоприятную протяженную форму. Для корректировки состава фаз вблизи оси швов на сталях ВНС-5 и ВНС-2 разработаны соответствующие составы сварочных проволок, обеспечивающие мелкокристаллическую структуру металла швов, высокие показатели ударной вязкости и вязкий излом.
Проведение сравнительных испытаний на сопротивляемость образованию горячих трещин методом принудительного деформирования металла шва в процессе сварки нержавеющих сталей мартенситного, мартенситностареющего и аустенитно-мартенситного классов показало их превосходство по данному показателю (примерно в 2 раза) над среднеуглеродистыми легированными сталями высокой прочности типа 30ХГСА и 30ХГСН2А (табл. IV.9). Поэтому проблем с обеспечением герметичности свариваемых изделий, как правило, не возникает.
Определенные трудности приходится преодолевать при сварке сталей с содержанием никеля порядка 9% (например, 03Х12Н ЮТ и 03X11Н11М2ТФ), показатель сопротивляемости которых достигает Др= 4-Ю-5 м/с. В значительной степени это связано с расширением интервала кристаллизации при
Таблица IV.9. Показатель склонности к трещнно-обряэованмю высокопрочных сталей легировании никелем и, как следствие, укрупнением структуры с образованием развитого осевого столба ячеистодендрит-
Стали Apin',
Класс Марка и/с ного типа [4]. Отсутствия трешин в соединении достигают благодаря применению как технологических, так и металлургических приемов. В первом случае существенного повышения сопротивляемости достигают за счет оптимизации скорости сварки, обеспечивающей переход от структуры с осевым стол-
Перлитные Мартенситные М артенситно-с та реющие Дусте нитно-мартенситн ые ЗОХГСА 30ХГСН2А 06Х16Н2К5ФМБ 07Х12Н2МБФ 08Х14КЗН2МФБ 13Х16НЗМ2ГАФ ОЗХ14Н4ГЗМ2СЮ 06Х14Н6Д2МБТ 08Х15Н5Д2Т 13X15H4AM3 18Х14Н4АМЗ 4,0 5,0 8,0 8,3 8,7 12,5 7,8 13,3 8,3 10,0 11,3
бом ячеек и дендритов к структуре с боковыми столбчатыми дендритами (табл. IV. 10).
Во втором случае положительных результатов добивались регламентацией (порядка 3—5%) содержания 5-феррита (рис. ГУЛ), обеспечивающей дезориентированную структуру сварного шва. Присутствия необходимого количества В-феррита достигали рациональным выбором композиции сварочной проволоки или хромированием ее поверхности. Аналогичных результатов (там, где присутствие 5-феррита по условиям работы изделия недопустимо, — например, в криогенной технике), добиваются дополнительным легированием сварочных проволок и сталей типа 03Х12Н10МТ марганцем, медью, кобальтом и молибденом в определенном диапазоне концентраций. При этом достигают устранения осевого столба ячеек и дендритов и перехода к структуре металла шва с боковыми столбчатыми дендритами. Положительный эффект от действия указанных добавок (в частности, молибдена) обусловлен также сужением интервала кристаллизации и появлением 5-феррита. Однако следует отметить, что выявленный положительный эффект должен уточняться применительно к конкретной системе легирования. В частности, известна пониженная свариваемость сталей со стабильно-аустенитной структурой, содержащих медь.
Таким образом, нержа-эсющие стали мартенситного,
Таблица IV.10. Влияние структуры шва на склонность к образованно трещин
Применение. Здесь ₽_ — отношение Д_ к скорости прохождения температурного интервала хрупкости.
Рис. FV.4. Зависимость сопротивляемости образованию горячих трещин от содержания d-феррита в сварных швах на стали марки ОЗХШШМ2ТФ
мартенеитно-стареющего и аустенитно-мартенситного классов обладают высокой сопротивляемостью образованию горячих трешин при сварке. Исключение составляют композиции с содержанием никеля порядка 9%. Герметичность сварных соединений таких сталей достигается при дополнительном легировании (марганцем, медью, кобальтом, молибденом), оптимизации фазового состава (наличии 8-феррита до 5%) и регулировании скорости сварки.
Несмотря на высокую стойкость высокопрочных хромоникелевых сталей против образования горячих трешин, в многопроходных швах возможно появление холодных трешин в результате действия ряда факторов:
ослабления границ раздела между мартенситом и 8-ферритом за счет выделения карбидных и интерметаллндных фаз;
возникновения растягивающих напряжений в зоне выделения карбидов, а также по границам карбид — мартенсит;
скопления водорода в зоне растягивающих напряжений.
Обогащение растянутой эоны водородом было подтверждено фрактографическими исследованиями разрушений, которые показали, что характер разрушений типичен для материалов с повышенным содержанием водорода. Для предотвращения образования эон, обогащенных водородом, в производство особонагруженных элементов конструкции планера был внедрен длительный отжиг заготовок перед сваркой. Отжиг проводится при 200— ЗОО’С в течение 50 ч, что снижает содержание водорода в заготовке до необходимого уровня.
Возникающие при сварке коррозионно-стойких высокопрочных сталей проблемы решают путем оптимального выбора присадочных материалов, применения упрочняющей термической обработки после сварки (для сталей переходного аустенитно-мартенситного класса), а для замыкающих швов в соединениях, не подвергаемых ТО, используют специально разработанные стали мартенситного класса (ЭП-817 и др.), химический состав и структурное состояние которых обеспечивают сохранение высокой коррозионной стойкости после сварочного нагрева.
Разработана сварочная проволока марки Св-ЭП659А-ВИ, обеспечивающая оптимальное содержание 8-феррита (4—8%) и мелкокристаллическую структуру металла шва, а также высокие показатели ударной вязкости. Эта присадка нашла широкое применение при сварке сталей как мартенситного класса, так и в ряде случаев сталей переходного класса. При необходимости сварки термоупрочненных деталей из сталей переходного класса (без последующей термообработки) возможна сварка аустенитными присадками типа Св-08Х20Н10Г6. В этом случае прочностные свойства наплавленного металла снижаются, однако в ряде конструкций пониженная прочность замыкающих швов допустима.
Повышения коррозионной стойкости сварных соединений мартенситных сталей достигают дополнительным введением в стали типа ВНС-2 молибдена и ниобия (сталь ЭП-817), а в безуглероднетые мартенситностареющие стали — кремния (например, сталь ВНС-41), старением при повышенных температурах (перестаривание), а также (для сталей типа ВНС-2) применением специальной технологии, включающей сочетание холодной деформации (со степенями обжатия 8—12%) и перестаривания при 510°С, 2,5 ч (табл. IV.11).
Таблица IV. 11. Пути повышения сопротивления коррозионному растрескиванию сварных соединений мартенситных сталей {состояние — ТО + сварка)
Технологические приемы Марка стали т , ОПП с МПа МПа Сопротивление коррозионному разрушению с^.МПа
Исходный уровень, после старения 425"С ВНС-2 425 1250 1100 500
Старение 510'С ВНС-2 510 1100 1100 1000
Холодная деформация (8—12%) + старение 510"С ВНС-2 510 1250 1100 1000
Легирование Мо и Nb + старение 510”С ЭП-817 515 1250 1100 1000
Легирование Mo, Nb и Si ВНС-41 500 1250 1100 1000
Проблема обеспечения прочности и надежности материалов в сварных соединениях является важнейшей также при создании самолетов нового поколения (криоплан, гиперзвуковые самолеты), которые эксплуатируются в экстремальных условиях, вызывающих охрупчивание материала (воздействие очень низких или повышенных температур и т. д,).
Выбор присадочного материала при сварке сталей криогенного назначения представляет значительные трудности. Использование присадки, по химическому составу близкой к основному металлу, из-за отсутствия в шве 8-феррита приводит к формированию крупнодеидритной структуры шва. Последний имеет низкую вязкость и характеризуется кристаллическим изломом. При этом резко повышается чувствительность металла к горячим трещинам.
Применение ранее разработанной присадки ЭП-659 (03Х12Н9М2С), содержащей в структуре 3—8% 8-феррита, обеспечивает формирование мелкодендритной структуры сварного шва, однако вязкость при сверхнизких температурах слишком низка из-за наличия в структуре 8-феррита. Таким образом, для сталей криогенного назначения присадочный материал должен обеспечивать мелкокристаллическую структуру шва (и соответственно низкую чувствительность к горячим трещинам) при низком содержании 8-феррита, а для обеспечения хорошей вязкости в структуре необходимо повышенное количество остаточного аустенита. Требуемый присадочный материал должен содержать 1—2% кобальта, который, уменьшая интервал кристаллизации, измельчает структуру литого металла даже при отсутствии 8-феррита, резко повышает стойкость против горячих трещин и обеспечивает значение критической скорости деформации при сварке Д.р>6 мм/мин. На основе вышеизложенных принципов разработан (5] химический состав кобальт-содержащего присадочного материала 03Х12Н9МК2, соотношение легирующих элементов в котором предупреждает образование 8-феррита при наличии в Структуре 15—30% у-фазы, что обеспечивает следующий уровень свойств
сварного соединения: ств >900 МПа, КСТ>5 Дж/см2, KCU >15 Дж/см2, Лк[)>6 мм/мин.
Применительно к высокопрочным коррозионно-стойким сталям для деталей планера гиперзвуковых самолетов одной из важнейших проблем является сохранение высокого уровня пластичности, вязкости и коррозионной стойкости основного металла и сварных соединений после длительной (до 250—500 ч) выдержки при температурах 300—500°С. При этих температурах происходит распад мартенсита с образованием карбонитрндных, ин-терметаллидных фаз и фаз типа а -хром. Эго приводит к резкому снижению вязкости и коррозионной стойкости материала, в особенности металла шва, не подвергаемого после сварки высокотемпературной ТО и имеющего неравновесную литую структуру неотлучней ного мартенсита.
Проблема сварных соединений узлов и агрегатов гиперзвуковых самолетов решается как путем разработки присадочных материалов, так и совершенствованием высокопрочных коррозионно-стойких сталей.
Подход к разработке присадочного материала, обеспечивающего достаточную работоспособность сварных соединений этих сталей при температурах от —70 до 450°С, основывался на закономерностях влияния химического и фазового состава шва на стабильность мартенситной матрицы и характеристики свариваемости, прочности и надежности. Для сохранения на достаточно высоком уровне вязкости и коррозионной стойкости после длительной (250 ч) выдержки при 350—450°С присадочный материал должен иметь мартенситную матрицу с 30—50% остаточного аустенита и низким (менее 3%) содержанием 5-феррита. При этом концентрация углерода в присадке должна составлять 0,08% при содержании Сг=11% и Со=0,8%. Легирование углеродом необходимо для обеспечения прочности сварного соединения на уровне 1000 МПа, а кобальт способствует формированию мелкодендритной структуры шва при низком содержании Б-феррита. Выбор пределов концентрации хрома (13,5—14%) обусловлен тем, что при содержании его менее 13% сварные соединения имеют недостаточную коррозионную стойкость, а при концентрации хрома более 14,5%, во-первых, в сварном шве увеличивается содержание S-феррита и, во-вторых, усиливается процесс распада мартенситной матрицы при эксплуатационных нагревах до 350—450’С, что приводит к снижению вязкости шва. Уровень свойств сварных соединений, выполненных с применением разработанной присадки 08Х14Н7КВМ, у сталей ВНС-16, ВНС-5 и СН-ЗПН представлен в табл. IV. 12.
Проведена модификация ряда сталей и выбраны режимы обработки (для сталей ВНС-16, ВНС-5, СН-ЗПН), обеспечивающие как повышение исходного уровня вязкости, так и снижение интенсивности охрупчивания при распаде мартенсита во время выдержки при высоких температурах. Эго позволило рекомендовать указанные высокотехнологичные стали для изготовления ответственных листовых и крупногабаритных сварных узлов планера, работающих в интервале температур от —70 до 450°С.
Для длительной эксплуатации при температурах до 350°С разработана мартенситно-стареющая свариваемая листовал сталь ВНС-41. Эта сталь, по уровню характеристик прочности основного металла и сварных соединений аналогичная сталям ЭП-817 и ВНС-2 (соответственно ов >1250 МПа и
Таблица IV. 12. Свойства соединений теплопрочных коррозионно-стойких сталей для деталей планера, выполненных способом АрДЭС
Марка стали Марка присядки (диаметр) Состояние (режим обработки) перед сваркой Температурно-временные условия работы МПа кст Дж/см1
’вне-16 (08Х15Н5МВФБ) Без присадки Закалка от 1000°С+ отпуск 520”С, 2 ч 450”С, 250 ч 1100 20
08Х14Н7КВМ, (2 мм) То же То же 1300 5
ВНС-5 (13X15H4AM3) 08Х14Н7КВМ, (1,5 мм) В состоянии поставки » 1400 23
СН-ЗПН (08Х17Н5МЗ) Без присадки Нагартовка 20% + отпуск 450°С, 1 ч » 910 100
08Х14Н7КВМ, (1,5 мм) Го же » 1120 70
ВНС-41 (03Х12Н8М2С2Б) Без присадки Закалка от 800°С+ отпуск 510°С, 2 ч 35О’С, 250 ч 1200 15
Примечание, Для всех сталей ТО после сварки: закалка от |070“С; обработка холодом при -70“С, 2 я; отпуск 560’С, I я.
ав >1100 МПа), сохраняет высокие значения трещи ностой кости и коррозионной стойкости в процессе длительной эксплуатации при температурах до 350°С (акр>600 МПа, ЛС7ТО>1,5 Дж/см2). Ранее разработанные стали этого класса работоспособны до температур не выше 300°С. Сталь ВКС-4! рекомендована для элементов конструкции планера сверхзвуковых самолетов нового поколения, способных развивать скорость до 5 М. Требуемый ком плекс свойств этой стали достигнут при оптимальном легировании (сложная система Fe—Cr— Ni—Mo—Si—Nb), которое обеспечивает заданный фазовый состав металла, высокий уровень прочности и вязкости сварного соединение возможность упрочнения стали при ТО и замедление процессов распада твердого раствора при повышенных температурах. Принципиально новым явилось легирование безуглеродистых сталей этого класса кремнием. Доказано влияние кремния на структурные превращения при отпуске стали. Анализ изменения механических и физических характеристик при различных режимах ТО сталей, легированных кремнием, показывает, что при нагреве до 200—475°С повышенное содержание кремния приводит к значительному увеличению твердости, что, по-видимому, вызвано воздействием кремния на процессы выделения и коагуляции карбонитридных фаз. При более высоких температурах (500—650°С) происходит выделение некоторой части кремния (0,4%) из твердого раствора, а большая его часть остается в твердом растворе и обеспечивает высокий уровень прочности металла. Такое сочетание упрочнения твердого раствора, дисперсионного твердения с замедлением разупрочнения, вызываемого выделением карбонитридных фаз, позволяет достигнуть у сталей, легированных кремнием, требуемого уровня прочности основного металла и сварного соединения (табл. IV.12).
Таким образом, подытоживая, можно сказать, что максимальная конструктивная, технологическая и экономическая эффективность применения высокопрочных коррозионно-стойких сталей достигается при обеспечении следующих их характеристик:
у сталей мартенситного класса типа ВНС-2 и ЭП-817 — сочетания высокого уровня прочностных и эксплуатационных характеристик основного металла и сварных соединений без ТО после сварки, что позволяет создавать крупногабаритные цельносварные несущие конструкции (кессон-баки и др.);
у сталей переходного аустенитно-мартенситного класса типа ВНС-5 — комплекса повышенных показателей весовой эффективности, надежности и ресурса тяжелонагруженных ответственных деталей (шпангоуты, крепежные детали, рамы и др.), который обеспечивается термической обработкой после сварки;
у сталей переходного (СН-ЗПН) и аустенитного (ЭИ-878) классов — высокого уровня пластичности и хорошей свариваемости, что позволяет изготавливать детали сложной конфигурации (обшивка, внутренний набор и др.) с высоким коэффициентом использования металла;
у коррозионно-стойких литейных сталей мартенситного класса типа ВНЛ-3 - сочетания высоких литейных свойств, хорошей свариваемости, коррозионной стойкости и надежности, что обеспечивает качественное изготовление сложных деталей (корпуса, кронштейны, узлы подвески газотурбинных двигателей и др ), подучаемых фасонным литьем и сваркой.
Различные классы высокопрочных коррозионно-стойких сталей при высоком уровне прочности в интервале рабочих температур эксплуатации (от —253 до +500°С) имеют низкую чувствительность к концентраторам напряжений, высокую циклическую прочность и трещиностойкость, повышенное сопротивление обшей коррозии и коррозии под напряжением. Кроме того, высокопрочные коррозионно-стойкие стали достаточно технологичны при производстве полуфабрикатов на металлургических заводах, что позволяет в условиях авиационного производства изготавливать из них сложные сварные конструкции, в том числе тонколистовые, сварные узлы без последующей термообработки и т. д.
§ 3. ПОДГОТОВКА СТАЛЬНЫХ ДЕТАЛЕЙ ПОД СВАРКУ
В обшую проблему создания комплекса технологических процессов, в которых должен реализоваться высокий уровень конструкторско-технологических и материаловедческих решений серийного изготовления самолетов, входит задача химической обработки поверхности высокопрочных коррозионно-стойких сталей, в первую очередь как способа подготовки стальных заготовок под сварку.
В процессе термической обработки, сварки, горячей штамповки и других операций, связанных с нагревом, на коррозионно-стойких сталях образуется сложная окалина, химический состав и структура которой зависят от состава и структуры стали и условий окисления ее при нагреве. В основном окалина содержит хромистую шпинель типа (Fe, Сг, Mn)O, (Fe, Сг, Мп);О3. Без удаления окалины и оксидной пленки невозможно осуществить ни один
вИд сварки, нанести качественное покрытие. Кроме того, окисление вызывает обеднение поверхности стали хромом за счет его перехода в окалину и тем самым резко снижает коррозионную стойкость стали.
Прогрессивным, технологичным и малотрудоемким способом очистки от окалины является травление. В большинстве случаев травление — единственный рациональный способ удаления окалины с листовых деталей. В серийном производстве цельносварного стального самолета травлению подвергаются практически 100% листовых деталей. Для травления коррозионно-стойких, в том числе высокопрочных сталей, применяют растворы, содержащие минеральные кислоты. При обработке в рекомендованном растворе НО, HNO3, FeCl3 коррозионно-стойкие стали находятся в активном состоянии, и при превышении выдержки происходит равномерное стравливание металла. Однако в процессе травления были отмечены случаи образования дефектов в виде питтингов. В ходе освоения технологии изготовления стального самолета, на основании практического опыта и систематических исследований накоплен экспериментальный материал, позволивший выявить причины появления дефектов, определить параметры технологического процесса, исключающие образование дефектов, установить влияние характера и интенсивности роста дефектов на служебные свойства деталей.
Появление питтингов возможно на высоколегированных мартенситных, аустенитно- мартен ситных, аустенитных сталях при незначительном и слабо контролируемом изменении состава раствора, содержащего НС1, HNO,,
FeCl3. Наиболее часто питтинги образуются при локальном повышении температуры раствора, вызванном увеличением количества одновременно обрабатываемых деталей и, как следствие, ухудшением условий теплоотвода. Изучение влияния питтинговой коррозии на свойства коррозионно-стойких сталей показало, что питтинги глубиной 0,04—0,07 мм не оказывают влияния на механические свойства при статическом нагружении.
Однако питтинги тех же размеров на характеристики усталостной прочности влияют существенно. Питтинговые дефекты глубиной 0,04 мм снижают характеристики усталостной прочности более чем в 2 раза, а глубиной 0,07 мм — почти в 5 раз по сравнению со свойствами материала без дефектов (рис. IV.5).
Подобные закономерности установлены и для сталей СН-3, ЭИ-878, ВНС-2 и др.
Выявлен ряд других дефектов, возникающих при травлении коррозионно-стойких сталей и их сварных сое
Рис. TV.5. Зависимость малоцикловой усталости Лот глубины h питтинговых дефектов, возникших при травлении металла ЗТВ сварных соединений (сталь ВНС-2,
динений. В сварных деталях из стали 08Х15Н5Д2Т наблюдались отдельные случаи повышенной интенсивности трааления металла ЗТВ. В процессе испытаний на малоцикловую усталость при глубине локального травления более 50 мкм происходит существенное снижение долговечности соединений.
При травлении панелей из стали ВНС-4 выявляется характерный дефект — структурная коррозия. На поверхности деталей обнаруживаются шероховатости и тонкий отслаивающийся слой. Этот дефект (избирательное растворение аустенитной фазы) является следствием локального изменения концентрации элементов.
На основании проведенных работ на авиационных заводах были внесены коррективы в технологический процесс, уточнены составы ванн и температуры, даны рекомендации по замене ряда сталей (например, сталь ВНС-1 заменена на сталь ЭИ-878). Устранение дефектов травления резко повысило качество сварных соединений и обеспечило требуемый ресурс изделий.
§ 4. РАЗРАБОТКА И СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ ДЕТАЛЕЙ И УЗЛОВ САМОЛЕТОВ
ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ
Одной из основных проблем, связанных с использованием сталей мартенситного и переходного классов, является необходимость жесткой регламентации их фазового состава, т. е. количественного соотношения мартенсит — аустенит — 8-феррит. Эти стали, как правило, должны содержать в структуре минимальное количество 8-феррита, а содержание остаточного аустенита после упрочняющей ТО у сталей мартенситного класса должно быть в пределах 8—15%, у сталей переходного класса — в пределах 15—30%. Более низкое содержание остаточного аустенита резко снижает показатели трешиностойкости, а повышенное количество аустенита приводит к падению прочностных свойств.
Уровень служебных характеристик и характеристик надежности этих сталей определяется системой и степенью легирования и режимами ТО. У сталей переходного класса уровень прочности определяется, в основном, содержанием элементов внедрения (C+N=0,08—0,30% по массе), а у дис-персионно-твердеющих мартенситных сталей как содержанием элементов внедрения (C-t-N=0,03—0,12%), так и легированием элементами, оказывающими алняние на процессы старения. Как правило, этими элементами являются медь, алюминий, титан, кремний. Требования высокой коррозионной стойкости и отсутствия 8-феррита обусловливают необходимость легирования мартенситных сталей хромом (в количестве 13—14%) и никелем (5— 6%). Целесообразно также вводить в эти стали около 1,5% молибдена как элемента, замедляющего процесс выделения карбидов и карбонитридов по границам аустенитных зерен (при охлаждении от температуры аустенитизации) и в мартенсите (при высокотемпературной отпуске), в том числе в зонах термического алияния сварных соединений. В связи с этим стали, легированные молибденом, имеют высокие значения сопротивления коррозионному растрескиванию (КР) и трешиностойкости как в основном металле деталей крупного сечения, так и в сварных соединениях, не подверг
нутых после сварки термообработке. Кроме того, легирование молибденом, замедляя распад твердого раствора, позволяет повысить температуру отпуска и тем самым снизить уровень искажений кристаллической решетки, увеличить вязкость и сопротивление КР при сохранении высоких значений временного сопротивления разрыву. На примерах отдельных марок сталей этого класса рассмотрим особенности их сварки. '
4.1. СВАРКА СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА
Свариваемость высокопрочной коррозионно-стойкой стали марки 15Х16К5Н2МВФАБ мартенситного класса, выбор оптимальных режимов электронно-лучевой сварки и термообработки изучена на образцах толщиной 20, 25, 30, 35, 40, 45, 50 мм [6]. Сталь содержит 0,03—0,08% азота, который вводится для создания мелкозернистой структуры и достижения высоких механических свойств, однако неблагоприятно алияет на качество соединений, выполненных способом ЭЛС.
Образцы толщиной 20,25 и 30 мм сваривали на установке У-570, оснащенной источником питания У-250А и электронно-лучевой пушкой УЛ-119, а толщиной 35,40,45 и 50 мм — на установке ЭЛУ-21 с источником питания ЭСКО-60/60 и пушкой ТЭП-60/60. Образцы перед сваркой подвергались ТО по режимам: нормализация 1090*С, 3 ч, охлаждение на воздухе; закалка от 1100*С, охлаждение на воздухе 3 ч + отпуск 680°С, 3 ч, охлаждение в воле. Режимы ЭЛС (табл. IV. 13) выбирали из условия достижения стабильного проплааления сварного соединения и удовлетворительного формирования наружной и внутренней поверхностей сварного шал.
Качество сварных соединений определяют с помощью методов неразрушающего контроля (визуального, рентгеновского, УЗ К. и люминесцентного), а также металлографического анализа шлифов, вырезанных вдоль и поперек шал.
Анализ режимов ЭЛС, осмотр наружной и обратной поверхностей шва, а также изучение качества сварных соединений показали, что для деталей с В5 30 мм и труднообрабатываемой внутренней поверхностью, к которым предъявляются жесткие требования по геометрической форме (цапфы, валы и т. д.)ф более приемлем режим №2. Детали с 8=30—50 мм необходимо сваривать на режимах №4—6, причем с увеличением толщины следует уменьшать частоту вращения пучка.
В макроструктуре сварных соединений 8 5 50 мм отсутствуют дефекты в виде несплавдений, пор, трешин. Макроструктура металла шва после сварки представляет собой мелкоигольчатый мартенсит и глобулярный, равномерно расположенный по сечению шлифа феррит. ЗТВ и основной материал состоят из более крупного мартенсита и пластинчатого 8-феррита.
Изменение твердости в средней части поперечного сечения сварного соединения в зависимости от режима ТО показано на рис. 1V.6.
Результаты определения механических свойств сварных соединений после сварки и различных режимов ТО представлены в табл. IV. 14.
Таким образом, для сварных швов деталей и узлов (корпусов, вставок, крышек и др.), работающих при статических нагрузках, оптимальным ре-
432
Таблица IV. 13, Режимы ЭЛС стали 15Х16К5Н2МВФАБ
м режиму Пушка 5» мм Взаимное распо-ложснне пушки и образца Режим сварки Развертка луча Размеры валиков, мм Наличие дефектов в продоль-ном сечении шва длиной ЮО мм
кВ к н, мм f. Гц 4 мм наружного ВхН обратного teh
1 УЛ-119 25 ? 28 180 100 — 5x1,5 — Отсутствуют
-L ' ।'
2 25 30-45* К 28 175 100 — — 2x1 »
3 ТЭП-60/60 30 1 60 130 130 — — 5,5x1 2x1,5 5 шт. размерами 8x3x2 мм
4 40 1 1 4П 60 150 130 410 — 6,3x1,5 2,5x1,5 Отсутствуют
5 40 1 1D 60 210 130 175 2 7,5x1,5 4x2 »
6 50 60 270 130 46 2 8x1,2 4,5x2 »
Примечания. I. Рвэвертку луча проводили прибором 0Л-1М. 2. Обозначения я таблице: В, Ьи Н. Л — ширина, высота выпуклости соответственно наружного н обратного валиков; !, d частота вращения и диаметр пучка. 3 Во лих случаях кя= 10 м/ч; Р—1.33. 10J Па.
Таблица [V. 14. Механические свойства сварных соединений
Режим ТО после сварки ъ 8 V KCU JUA*1
МПа % шва ЗТВ
Без ТО Отпуск: 1210-1230 106-113 9,6-11,2 43,6-48,0 75,0-81,0 59-68
500*С, 3 ч 1240-1250 1010-1080 8,8-10,8 40,5-42,0 79,0-90,0 63-75
600'С, 3 ч 1170-1190 1050-1090 11,2-12,0 46,0-49,0 64,0-68,0 58-64
650’С, 3 ч 1180-1190 1060-1090 8,2-10,4 45,6-47,0 68,0-79,0 58-69
680*С, 3 ч 1110-1170 1020-1030 10,2-10,8 51,4-57,5 63,0-75,0 58-69
Закалка от 11WC в воду+отпуск 680'С, 3 ч 1220-1240 1040-1070 10,0-12,0 50,0-55,4 68,0-73,0 65-68
Основной металл по ТУ 14-1-2556-79 1100 850 12 45 50
Примечания. Испытания на растяжения проводили по ГОСТ 1493—73 (разрушение разрывных образцов произошло по основному металлу), на ударную вязкость — по ГОСТ 9454—78; приведены результаты испытания не менее 5—5 образцов.
433
Рис. IV.6. Распределение твердости в поперечном сечении сварного соединения:
/ без ТО; 2 — отпуск 680'С, 3 ч; 3 — закалки от 11МГС, 3 ч, в масло + отпуск 68СГС, 3 ч
жимом ТО является нормализация при 1100°С, 3 ч, охлаждение на воздухе; отпуск при 680°С, 3 ч, охлаждение на воздухе. Для сварных швов в деталях и узлах (валы, рессоры, цапфы и др.), подвергающихся
действию динамических нагрузок, рекомендуется следующий режим ТО нормализация 1090°С, 3 ч, охлаждение на воз-; духе; отпуск 700°С, 3 ч, охлаждение на воздухе; закалка от 1100’С, 3 ч, в масло; отпуск 680°С, 3 ч, охлаждение в воде + ЭЛС; двукратный отпуск 700°С, 2 ч, охлаждение в воде.
С учетом полученных результатов разработана технология изготовления сварного узла (рис. IV.7) сложной геометрической формы (цапфа ротора компрессора) с толщиной свариваемых элементов до 50 мм при протяженности сварных швов до 5500 мм. Промышленность не выпускает
столь крупные поковки из стали 15Х16К5Н2МВФАБ, поэтому узел целесообразно сваривать из трех заготовок, которые предварительно подвергаются ТО по режиму: нормализация 1090°С, 3 ч, охлаждение на воздухе; отпуск 700’С, 4 ч, охлаждение на воздухе; закалка от ПОО’С, 3 ч, в масло; отпуск 680°С, 3 ч, охлаждение в воде. Цапфу собирают на посадочных буртиках и технологической стяжке. Посадочные буртики необходимы для упрощения сборки под сварку и сохранения геометрии цапфы. Зазор в стыках 0—0,03 мм. Сварные стыки предварительно обезжиривают ацетоном и спиртом. Режим сварки (см. табл. IV. 13) корректируют на образцах, полностью имитирующих сварные соединения цапфы. Качество сварных соединений контролируют рентгеноскопическим и люминисцентным методами. После контроля цапфу подвергают двукратному отпуску 700°С, 2 ч с охлаждением в воде.
Сварные цапфы прошли стендовые испытания по специальной программе и эксплуатируются на изделиях.
4,1,1. АВТОМАТИЧЕСКАЯ СВАРКА СТАЛИ Х15Н5Д2Т (ВНС-2)
Мартенситные стали типа ВНС находят разнообразное применение в авиационных конструкциях. Имеется опыт изготовления сварных узлов из стали XI5Н5Д2Т (ВНС-2) толщиной 8 мм закрытой сжатой дугой вольфрамовым электродом [7]. Использование такого способа было вызвано тем, что проплавляющая способность свободно горящей дуги недостаточна: при нормальных режимах она не превышает 3—4 мм. Это приводит к необходимости разделки кромок соединяемых деталей и выполнения многослойной сварки, что намного увеличивает трудоемкость работ и расход материалов. Сварку проводили на автомате АДСВ-2, оборудованном специальной горелкой. Источником питания служил выпрямитель с повышенным (150 В) напряжением холостого хода. Скоса кромок не выполняли; использовали медную подкладку, канавка в которой (6x2 мм) обеспечизала выход плазмооб-разуюшего газа и эффективную защиту корня шва. Сварку осуществляли за один проход сварочной горелки без присадочного материала. Оптимальные режимы сварки стали Х15Н5Д2Т толщиной 8 мм следующие: /н= 280—300 А; и =16 м/ч; расход защитного газа 3—3,5 л/мин, плазмообразующего — 4,5— 5л/мин. Применяли вольфрамовый электрод диаметром 6 мм. Установлено, что швы, выполненные автоматической сваркой сжатой дугой, отличаются высоким качеством и удовлетворяют требованиям, предъявляемым к швам первой категории.
4.1.2, СВОЙСТВА СВАРНЫХ СОЕДИНЕНИЙ СТАЛИ ВНС-16 ТОЛЩИНОЙ 0,8 ММ
Высокопрочная сталь ВНС-16 является перспективным конструкционным материалом для изделий, работающих в условиях сложных нагрузок и в широком диапазоне температур [8]. Она рекомендуется для изготовления конструкций из элементов, прошедших термообработку до сварки. Однако часто возникает необходимость в ТО таких конструкций и после сварки. Кроме того, их отдельные узлы могут подвергаться различным технологическим операциям, связанным с нагревом, например штамповке, диффузионной пайке и др.
Определены [9] свойства сварных соединений стали ВНС-16 толщиной 0,8 мм, выполненных способом импульсной ААрДЭС без присадки при токе 55 А, напряжении 8—10 В, скорости сварки 6—8 м/ч, длительности импульса 0,8 с и паузы 0,2 с.
Качество сварных соединений оценивали по результатам металлографических исследований и механических испытаний на статический изгиб и растяжение при 20 и 500“С. Механические свойства основного металла и сварных соединений, подвергнутых термообработке по различным режимам, приведены в табл. 1V.15.
я
Ги с_ Характер термообработки с «в-МПа град
до сварки после сварки
Закалка от 1000'С, 20 1303 1303
воздух+отпуск* 500 941 —
Закалка от 1220'С, 20 1320 119
i воздух+отпуск* 500 980 —
1 Закалка от ККЮ’С, Без ТО 20 1166 100
ше воздух+отпуск* 500 850 —
Отжиг при 760’С Закалка от 1000°С, 20 1274 139
воздух+отпуск* 500 931 —
» » » Закалка от 1220‘С, 20 284 136
воздух+отпуск* 500 961 —
» в » Отпуск при 620°С, 2 ч+ 20 1323 136
+закалка от 1000‘С воздух+отпуск* 500 951 —
» » * Отпуск при 620‘С, 2 ч+ 20 1333 134
+закалка от ]220‘С, воздух+отпуск* 500 961 —
1-я пластина: выдержка Закалка от 1000‘С, 20 1186 по
при 500'С, 1 ч+выдержка при 750’С, 2 ч воздух+отпуск* 500 902 —
2-я пластина: закалка от Закалка от 1220‘С, 20 1205 107
ЮЗО’С, воздух+отпуск, воздух+ отпуск* 500 980 —
620"С, 2 ч
ga'^?tнaя термообработка металла до сварки обеспечивала прочность ПЧ соединений на уровне 0,9 прочности основного металла, при угле [00°. Закалка от 1000°С и последующий отпуск при 510°С в течение водили приблизить прочность и пластичность сварных соединений 'ости и пластичности основного металла (ав =1274 МПа, а=139°). ^ние температуры закалки до 1220’С при неизменном отпуске не Wo механических свойств сварных соединений.
соединении элементов, прошедших перед сваркой различную ТО, Хутъ снижалась до 1180—1200 МПа независимо от режима ТО после И Разрушение образцов происходило вблизи шва со стороны, Хинной до сварки по режиму: закалка от 1050°С+отпуск 620°С, 2 ч. ' шба соединений составлял 107—110°. Испытания при 500°С показали, | 'ные соединения удовлетворяют условиям прочности.
Таким образом, лучший комплекс прочностных и пластических свойств имеют сварные соединения, отожженные до сварки и прошедшие термообработку после сварки.
4.2. СВАРКА ДЕТАЛЕЙ ШАССИ ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ
Новые высокопрочные стали для деталей шасси превосходят сталь ЗОХГСН2А (применяемую для аналогичных конструкций) либо по уровню прочности (35XCH3MA, 35ХСНЗМФА), либо, при равных прочностных характеристиках, по сопротивляемости хрупкому разрушению (30Н8К4ХМФ, 18Х14Н4АМЗ), что определяет большую работоспособность конструкции [Ю].
Наиболее технологична при сварке сталь 18Х14Н4АМЗ (ВНС-43), которая благодаря присутствию в структуре околошовной зоны до 80% остаточного аустенита не склонна к образованию холодных грешин, а по стойкости против образования горячих трещин примерно вдвое превосходит сталь 30ХГСН2А (табл. IV. 16).
Остальные стали имеют бо- Таблица IV. 16. Технологическая прочность лее низкую технологическую соединений при ААрДЭС высокопрочных сталей прочность при сварке, одиако
применение современных способов выплавки, обусловливающих низкое содержание неметаллических включений, серы, фосфора и примесей цветных металлов, обеспечивает близкие (по сравнению с серийной сталью) показатели сопротивляемости образованию горячих и холодных трещин. Поэтому при сварке указанных сталей необходимо применять типовые технологические приемы, предупреждающие образование трещин в сварных соединениях (предварительный и сопутствующий подогрев, отпуск после сварки). Следует отметить обязательность жесткого контроля за содержанием микродегирую-Щих компонентов, особенно в
Сталь Способ выплавки V мм/ыин МПа
30ХГСН2А од 2,9 250
вдп 5,3 400
35XCH3MA (ВКС-8) вдп 5-6,6 400
35ХС2НЗМФА (ВКС-9) вдп 1,6-6,5 300
30Н8К4ХМФ (ВКС-6) вдп 5,8 200
18Х14Н4АМЗ (ВНС-43) вдп 11,3 1000
* Минимальное (критическое) напряжение, под воздействием которого в сварном соединении возникают холодные трещины после длительной (20 ч) выдержки под нагрузкой (испытание по методу МВТУ на установке ЛТП2-5),
присадочном материале (рис. IV.8), оказывающих превалирующее влияние на показатели технологической прочности при сварке.
Для высокопрочных сталей наиболее целесообразно при-менение электронно-лучевой (ЭЛС) и аргоно-дуговой сварки (ААрДЭС). Низкий уровень сварочных напряжений при ЭЛС позволяет получать герметичные соединения при высоком содержании упрочняющих элементов в основном металле и соответственно в сварном шве. При этом отпадает необходимость в
Рис. IV.8. Влияние легирующих элементов на склонность присадочного металла марки 18Н8ХМФ к образованию горячих трещин при сварке: /-Се; 2 - У 5 - Si; 4 — Мо; 5 — Мп
предварительном подогреве деталей перед сваркой, а продолжительность интервала между окончанием сварки и отпуском может быть увеличена по сравнению с принятой для ААрДЭС.
Временное сопротивление сварных соединений, выполненных способом ЭЛС, в термически упрочненном состоянии составляет не менее 0,9ов основного металла при высоком уровне комплекса механических свойств, определяющих конструктивную прочность соединения (табл, IV. 17). Некоторое исключение составляет низкий уровень сопротивления ударным нагрузкам металла шва на стали ВКС-9, что обусловлено не только высокой прочностью стали, но и неблагоприятным для условий формирования литой структуры химическим составом (повышенное содержание кремния и никеля), способствующим образованию крупнозернистой структуры и повышению ликвационной неоднородности. Для устранения указанных дефектов необходим поиск режима промежуточной ТО с целью предварительного измельчения и улучшения однородности структуры металла сварного шва.
При ААрДЭС применяли стандартные присадочные материалы. Для сварки сталей ВКС-8 и ВКС-9 выбрана присадочная проволока Св-20Х2Г2СНВМА, обеспечивающая наиболее высокую прочность сварных соединений серийной стали 30ХГСН2А. Для сварки стали ВНС-43 опробована проволока, использующаяся для соединения сталей идентичного класса. Сварку стали ВКС-6 проводят с использованием разработанной новой проволоки марки Св-18Н8ХМФ-ВИ. Указанные марки присадочных материалов обеспечили прочность сварных соединений ААрДЭС на уровне 0,8ов основного металла при достаточно высоких значениях пластичности и ударной вязкости (см. табл. IV. 17).
Для сварных швов сталей ВКС-8 и ВКС-9 критический коэффициент интенсивности напряжений /^>80 МПа • м|/5, в остальных случаях эта характеристика не определялась из-за повышенной вязкости разрушения сварных швов. Следует отметить меньший уровень малоцикловой усталости соединений, выполненных способом ААрДЭС, по сравнению с ЭЛС. У соединений сталей ВКС-8 и ВКС-9 это в основном связано с образованием пор
Таблица IV. 17. Механические свойства сварных соединений высокопрочных сталей
Сталь Способ сварки Присадочная проволока и , МПа и МПа*м|/т МНУ, циклов) при сг= =750 МПя %’ МПа KCU, Да/см= кст, Дж/см*
-70’С 20'С 200‘С -7(ГС 2<ГС -70’С же
35XCH3MA ААгДЭС Св-20Х2Г2СНВМА 1650 1500 1500 — 2-5 700 0,5 0,5 0,02-0,05 0,2
(ВКС-8) элс — 1900 1750 1750 60 10 700 0,4-0,5 0,4-0,6 0,3-0,5 0,8-1.3
35ХС2НЗМФА ААгДЭС Св-20Х2Г2СНВМА 1700 1600 1600 3 700 0,4 0,45 0,02-0,04 0,2
(ВКС-9) ЭЛС — 1950 1900 1800 51-63 10 700 0,2-0,3 0,3-0,6 0,1-0,3 0,3-0,6
30Н8К4ХМФ ААгДЭС Св-18Н8ХМФ 1500 1350 1200 2-5 1000 0,6-0,80 0,85-1,00 0,25-0,36 0,35-0,46
(ВКС-6) ЭЛС — 1700 1630 1450 — 10 1000 0,4-0,49 0,45-0,58 0,15-0,20 0,20-0,45
18Х14Н4АМЗ ААгДЭС СВ-03Х12Н9М2С 1410 1300 1300 4,9-10 1200 0,9-1,0 1,18 0,52 0,55-0,57
(ВНС-43) Св-Х14Н8М2 1470 1370 1350 — 4,5-10,5 1200 0,68-0,72 0,86-1,00 0,23-0,32 0,36-0,38
ЭЛС — 1800 1650 1650 102 5,8-9,5 1300 0,5-0,62 0,55-0,69 0,15-0,17 0,21-0.25
Примечаний. Способом ААрДЭС сваривали пластины толщиной 15 мм с U-образной разделкой кромок. 2. Приведены значения Gg при испытаниях на коррозионное растрескивание а камере соляного тумака (3%-ный раствор NaCi). З.При ударных испытаниях надрез (и трещина) выполнены по оси шва.
в металле шва из-за трудностей обеспечения надежной защиты при сварке металла большой тол шины. Стабильность прочностных свойств сварных соединений можно повысить применением ААрДЭС в узкий зазор, однако и в этом случае необходимо предпринимать технологические меры по предупреждению появления пористости и межслойных несплавлений.
Сталь ВКС-6 в отличие от остальных “низкоотпущенных” сталей подвергается высокому отпуску при 550°С, что обеспечивает требуемую тепло-прочность сварных соединений. Особенностью многослойной аргоно-дуговой сварки указанной стали является вероятность образования грубо кристаллической структуры металла шва, что может существенно снизить уровень ударной вязкости (на 30%) и малоцикловую выносливость (при напряжении 750 МПа — с 50 тыс. для бездефектных образцов до 8—10 тыс. циклов).' Предотвращение указанного явления возможно при сварке с охлаждением первых слоев до температур 200—ЗОО’С.
§ 5. СВАРКА МАРТЕНСИТО-СТАРЕЮЩИХ СТАЛЕЙ
5.1. СВАРКА ШАРОБАЛЛОНОВ ИЗ СТАЛИ 03X11H10M2T
Кислородные шаробаллоны для высотных систем летательных аппаратов в настоящее время изготовляют из стали Х16Н6, которую после термической обработки упрочняют до 1176 МПа. Учитывая номинальный уровень прочности стали и требуемый запас прочности конструкции, баллоны эксплуатируют при давлениях до 14,7 МПа.
Расчеты показали, что использование стали марки 03X11H10M2T с as> 1470МПа позволит повысить рабочее давление в баллонах до 20,58 МПа и, следовательно, уменьшить их количество и общую массу. Максимальный эффект может быть достигнут при условии обеспечения равно прочности сварных соединений с основным металлом. В связи с этим были исследованы особенности сварки этой стали и разработана технология изготовления сварных шаробаллонов с улучшенными рабочими характеристиками [11]. Установлено, что мартенситно-стареющая сталь 03X1IH10M2T, содержащая 11,2% Сг, 9,8% Ni, 2,1% Мо, 0,81%Ti, менее0,03%С, 0,006% S и 0,008% Р, также, как и рафинированные стали мартенситного класса, отличается ухудшенной проплавляемостью, т. е. при аргоно-дуговой сварке без разделки кромок с увеличением силы тока ширина швов возрастает интенсивнее, чем глубина проплавления. Ввиду этого для получения узких швов с глубоким проплавлением и мелкокристаллическим строением применяли способ сварки в инертных газах по слою активирующего флюса.
Целесообразным оказалось использование поперечных колебаний электрода с частотой 3—5 Гц и амплитудой 0,5—1,5 мм. Такой режим, не увеличивая ширину шва с лицевой и обратной стороны, существенно улучшает его формирование. Плавные переходы к основному металлу достигнуты при использовании гелия в качестве защитного газа. Прочность швов после закалки от 900°С и старения при 500°С в течение 2 ч приближается к прочности
Рис. IV.9. Схема сборки полусферы со штуцером
основного металла. Но показатели пластичности и вязкости металла швов при ударном статическом изгибе оказались неудовлетворительными: угол загиба не превышал 8—10°, а ударная аязкость колебалась в пределах 0,8— 6,1 Дж/м2. Наложение второго слоя шва с присаяочной проволокой Св-03Х11Н10М2Т и колебаниями электрода с амплитудой 3—4 мм и частотой 2,5—3,5 Гц дополнительно улучшило форму и строение шва; угол загиба увеличился до 45°, но разброс значений ударной вязкости остался прежним.
Сборку и сварку полусферы со штуцером осуществляют в приспособлении (рис. FV.9) на металлической подкладке с канавкой для формирования обратного валика шва на весу и канавками для поддува защитного газа. Для предупреждения деформаций полусферу и штуцер жестко закрепляют в приспособлении, а подкладка, на которой их фиксируют, имеет сферическую поверхность с радиусом, равным радиусу кривизны собираемых деталей. Экваторные стыки собирают на прихватках. Поскольку сварку первого прохода выполняют по слою активирующего флюса, который при отсутстаии допускаемых зазоров и смещений вуалирует стык, на кромках при проточке снимают фаску 0,5ммх45°С. Это обеспечивает визуальное слежение за перемещением электрода по стыку и предупреждает появление непроваров из-за смещения электрода со стыка.
Каждый шов сваривают за два прохода на режимах, приведенных в табл. IV.18.
Исследованием микрошлифов и изломов выявлено, что одной из причин хрупкого разрушения сварных соединений стали 03X11Н10М2Т после ТО является выделение вторичных фаз. Особенно опасны для мартенситно-старею-щих сталей карбиды и нитриды, выделяющиеся по межкристаллитным границам. Улучшить структуру удается путем введения церия в количестве 0,008— 0,010% в активирующий флюс. Эго уменьшает разброс значений и повышает абсолютные значения прочности и пластичности стандартных образцов.
Разработанные с учетом этого новые режимы ТО позволили улучшить механические свойства сварных соединений и основного металла, обеспечив их равномерность при высоком уровне прочности (табл. IV. 19).
Полученные результаты использованы для разработки технологии сварки шаробаллонов. Шаробаллон изготовляют из двух штампованных полусфер с толщиной стенки не более 4,5 мм и даух горловин. Детали сваривают встык тре
мя кольцевыми швами: вначале полусферы со штуцерами диаметром 90 мм, затем между собой (диаметр 370 мм).
Таблива IV. 18. Режшм сварки злемешов шаробяллона
Свариваемые элементы £ металла, мм Проход Варнак? сварки А в и=’ м/с Амплитуда колебаний, мм Частота колебаний, с1 ГИ1* м/с Защитный газ Рзсход газа, л/с
Полусфе-pa+urry- 3,8 I По флюсу 130 9 2,5-103 0,5 5 — Аргон 0,17 '
цер II Без флюса 150 12 2,5 - 10’ 3,0 3 3,3-10’ Аргон 0,17
Полусфера+полу- 4,5 I По флюсу 180 9 2,5-10’ 0,5 5 — Аргон 0,17
сфера 11 11 Без флюса 120 170 10 12 2,5 -10’ 2,5-10’ 0,5 3,0 5 3 3,3-10-» Гелий Аргон 0,20 0,17
Таблица IV. 19. Режшм термообработки стал 03Х11Н10М2Т и механические свойства основного металла и сварных соединений
Режим термической обработки Зона испытаний о, МПа £ V. % Д>/смг а, град
Выдержка при 900*С, 5 ч Старение 5СЮ С.2 ч Экспериментальный Основной металл Сварное соединение Основной металл Сварное соединение 1515.1—1558.2 1543,5 1499.4-1519.0 1511,2 6J^1LQ 8,1 3,1й4,? 4-4tF 44.0-51.0 46,5 46.0-52,0 48,3 40.8-55.3 48,8 0.26-0.85 0,58 0^2 40-66 “V 35—45 42 “У®
Примечание.В числителе приведены минимальные и максиыалшые значения, в знаменателе — средние по результатам испытаний Ю образцов.
Различие между режимами сварки в аргоне штуцера с полусферой и полусферы с полусферой (экваторного шва) обусловлено разной толщиной металла у полюса и экватора и смешением кромок в стыках вследствие неточности размеров после штамповки. Поэтому первый слой экваторного шва приходится сваривать на повышенных токах, что увеличивает давление дуги на металл и приводит к формированию обратного валика с большой выпуклостью и неплавными переходами к основному металлу. Чтобы избежать опасной концентрации напряжений на линии сплавления, уменьшить сварочный ток и улучшить формирование обратного валика, при сварке первого слоя в качестве защитного газа используют гелий, а второго — аргон.
В результате исследований разработаны активирующий флюс, технология сварки и режимы ТО стали 03X11Н10М2Т, позволяющие получить сварные соединения, равнопрочные с основным металлом (о„=1431 МПа). Приме
нение стали 03X11Н10М2Т сознает благоприятные предпосылки для повышения конструктивной прочности и работоспособности сварных шаробаллонов, но требует тщательной отработки технологических процессов (в том числе штамповки), используемых при изготовлении изделий.
К числу высокопрочных легированных сталей мартенситного класса с уярбилным упрочнением относится сталь 30Н8К4ХМФ (ВКС-6), оптимальное сочетание прочности и пластичности в которой достигается после высокого отпуска (500—575°С). Временное сопротивление этой стали достигает 1550-1750 МПа.
Одной из задач, которые необходимо решить при сварке металла этой марки, является разработка присадочной проволоки для многослойной аргоно-дуговой сварки стали толщиной свыше 3 мм. Применение традиционных присадочных материалов, таких, какОХ4МА, ВЛ1-Д, используемых при сварке среднелегированных конструкционных сталей, нецелесообразно, поскольку работоспособность соединений после отпуска 500—530’С, особенно при отрицательных температурах, низка.
При разработке проволоки [12] исходили из условий работы и требований, предъявляемых к сварным конструкциям, изготовляемым из стали 30Н8К4ХМФ. После полной ТО, проводимой по режиму упрочнения стали: нормализация 900’С, 1 ч + закалка от 830’С, 1 ч в масло + обработкахолодом при —70’С, 2 ч + отпуск 550’С, 1 ч + отпуск 500’С, 1 ч — сварные соединения должны иметь временное сопротивление, составляющее 0,8ов основного материала, и ударную вязкость ан * 5 Дж/см2, 4 Дж/смг.
С целью сохранения высокой вязкости сварных соединений, особенно при низких температурах, содержание никеля в проволоке было выбрано на уровне его в основном металле (7—9%). Однако известно, что при многослойной сварке сталей, содержащих >3,5% Ni, с повышением содержания последнего в шве появляется тенденция к образованию грубокристаллической структуры, что способствует малопластичному излому по междендритным прослойкам. С целью предотвратить возникновение подобной структуры, уменьшить рост дендритов и измельчить зерно в присадочную проволоку, содержащую 8% Ni введены редкоземельные элементы — иттрий и церий в количестве до 0,05% (расчетная концентрация).
Влияние легирующих элементов на свойства металла шва оценивали по временному сопротивлению, ударной вязкости при комнатной и отрицательной (—70’С) температурах ан иаиЛ, ударной вязкости определенной на образцах с предварительно нанесенной трешиной, и по показателю 4^ склонности шва к образованию горячих трещин, определяемой по методике ЛТП-1 (МВТУ им. Н.Э. Баумана) на металле толшиной 3 мм. Характеристики прочности и вязкости определялись на соединениях, полученных при многослойной сварке образцов стали 30Н8К4ХМФ толщиной 15 мм с использованием присадочного металла (в виде сечки) с различным содержанием легирующих элементов.
Установлено, что при постоянном содержании марганца (0,8%) увеличение количества кремния от 0,3 до 0,65% приводит к снижению показателя Л склонности шва к образованию горячих трещин с 6 до 4 мм/мин. При меньшем содержании марганца (0,4%) тенденция к снижению стойкости шва против образования горячих трещин усиливается с увеличением количества кремния. Так, при содержании 0,6% Si и 0,4% Мп значение
Д.р=2 мм/мин. При постоянном содержании кремния (0,3%) повышение концентрации марганца в присадочном металле до 1,2% снижает значения а иан 70, но они все же остаются на достаточно высоком уровне (рис. IV.] 0,а). При изменении содержания молибдена в присадке от 0 до 1,3% (при 0,6% Мп) вязкость и прочность шва изменяются незначительно (рис. IV.10, б).
Наибольшее влияние на прочность и вязкость шва оказывает содержание углерода в присадочном металле. С повышением концентрации углерода от 0,05 до 0,24% значения ударной вязкости ак снижаются со 120 до 60 Дж/см3, а ударная вязкость при содержании углерода 0,24% составляет всего 22 Дж/см2. Временное сопротивление шва значительно возрастает — от 1050 МПа при 0,05% С до 1350 МПа при 0,24% С (рис. TV. 10, в).
Получив и проанализировав частные закономерности аяияния отдельных легирующих элементов на свойства металла шва, для определения оптимального варианта комплексного легирования присадочного металла используют метод математического планирования эксперимента.
На осноае обобщения полученных данных о влиянии легирующих элементов на свойства метая-ла шва предложен оптимальный состав присадочной проволоки для аргоно-дуговой многослойной сварки стали с 8% Ni, а именно, %: С 0,2—0,22, Мо 0,6—1,0, Мп 0,5—0,8, Si 0,3, Y 0,05, Сг 1,0. Сварные соединения, выполненные с использованием присадочной проволоки данного состава, имеют высокие механи-ческие свойства (ож= =1240—1350 МПа, ^=60—65 Дж/см2, ^=25—30 Дж/см1, /1кр“3—5 мм/мин).
5.2. ТОЧЕЧНАЯ СВАРКА ДЕТАЛЕЙ ИЗ СТАЛИ Х15Н5Д2Т
Неразъемные соединения деталей из стали XI5Н5Д2Т, тол-щина которых плавно изменяется от 0,6 до 1,5 мм, с профилями жесткости толщиной 0,4 мм выполняются точечной сваркой. При точечной сварке деталей неравной толщины (толщина тонкой детали 0,3—0,5 мм, отношение толщин превышает 2:1) литая зона формируется иначе, чем при сварке равнотсл-щинных деталей. Достигнуть стабильного проплавления тонкой детали тем труднее, чем больше отношение толщин деталей, поэтому работу [8] проводили при сварке соединений толщиной 0,4+1,5 мм. Сварку выполняли на машинах переменного тока МТПУ-300, МТ-2002 и постоянного тока МТВ-4002, МТПВ-808.
При использовании особо жестких режимов сварки ((.„=0,02 с) тонкий лист проплавлялся до 40%, однако формирование соединений было неустойчивым из-за внутренних выплесков металла. Поэтому в дальнейшем применены мягкие режимы (Гв=0,06—0,1 с).
Вследствие интенсивного теплоотвода в электрод со стороны тонкой детали область максимальных температур располагается ниже плоскости соединения в толстой детали, где и образуется литое ядро. Для надежного проплавления тонкой детали приходится существенно увеличивать диаметр литого ядра, что вызывает рост вмятин от электрода, увеличение площади контакта и уменьшение глубины проплавления.
Повысить температуру тонкой детали можно, установив тепловой экран (ТЭ) — прокладку между нею и электродом, которая уменьшает теплоотвод в электрод и является дополнительным источником тепла. В качестве ТЭ применяли фслыу толщиной 0,05—0,2 мм из стали 12X18Н10Т в отожженном состоянии.
Лучшие результаты при сварке стали 12Х18Н10Т толщиной 0,4+1,5 мм были получены на машинах постоянного тока. Это можно объяснить тем, что при одинаковых размерах литой зоны амплитуда постоянного тока и уровень пульсаций меньше, чем переменного. Процесс более устойчив к выплескам, поэтому сварочное усилие F может быть уменьшено на 15— 20% по сравнению со сваркой на переменном токе. Оптимальный режим сварки ((„=0,06 с; А =280 Н; /„,„=5.8 кА) проверяли на устойчивость против отклонений тока +10%; при этом глубина проплавления больше 20%.
При сварке клина 0,4+(0,6—1,5) мм сопротивление электрод—электрод в зоне сварки изменяется в соответствии с толщиной деталей. Исследование и его составляющих в процессе сварки металла толщиной 0,4+1,5 мм
(рис. IV. 11) показало, что падающий характер в основном определяется снижением сопротивления контактов электрод—деталь из-за увеличения
площади контакта в процессе нагрева. При сварке клина на машинах разных типов ток одного и того же заданного уровня изменяется по-разному в соответствии с характером нагрузочной характеристики.
Рис. IV.И. Изменение сопротивления в процессе точечной сварки (а) при различных значениях (номер кривой соответствует номеру участка на схеме) и среднего сопротивления при сварке клина (б); в нижней части рис. б показан характер изменения толщины клина
Установлено, что при сварке клина толщиной, изменяющейся от 0,4+0,6 мм до 0,4+1,5 мм, для проплавления тонкой детали на 25—30% необходимо увеличить ток на 10—12%. Сила тока зависит от вида обработки поверхности клина: при механической обработке 1а = 4,8—5,4 кА; при травлении / =5,2—5,8 кА (г =0,06 с; F„=280 Н, радиус заточки электрода /^,=50/150 мм).
Автоматическое изменение тока в процессе сварки клина обеспечивается путем связи фазорегулятора аппаратуры управления со значением перемещения свариваемой панели или количеством выполняемых сварных точек по длине клина.
Определяли влияние направления сварки клина (вниз или вверх) на формирование литой зоны и вероятность выплесков. При направлении сварки вниз по клину вероятность возникновения выплесков больше, чем при 446
сварке вверх по клину. В последнем случае вероятность выплеска предупреждается повышенным давлением на пластическом поясе вокруг расплавленного ядра.
Важным фактором стабильного проплавления является постоянство сферической рабочей поверхности электрода со стороны тонкой детали. В связи с малым шагом сварных точек (-6 мм) и небольшими размерами рабочей части электрод быстро изнашивается, и проплавление уменьшается. Многократное повышение стойкости достигнуто при использовании дискового электрода (ролика), который периодически, по мере износа рабочей поверхности, поворачивали на оси, закрепленной в оправке, установленной в верхнем электрод одержателе машины.
§ 6. СВАРКА ЗАКАЛЕННЫХ РАЗНОРОДНЫХ СТАЛЕЙ
При изготовлении сварных узлов силовых конструкций все чаше находят применение высокопрочные мартенситно-стареющие стали, такие, как Х15Н5Д2Т (ВНС-2) и 03Х11Н10М2Т (ВНС-17).
В работе [13] образцы для сварки изготовляли из образцов труб (диаметром 88x9 мм, длиной 100 мм) стали ВНС-17, термообработанной до ов=1510МПа, 0^=1460—1475 МПа; 3=10—10,8%; v =54—57%; а = =42 Дж/см2, и из прутка стали ВНС-2, обработанной до ов>1250 МПа.
Учитывая высокую чувствительность свариваемых металлов к термическому циклу сварки (образование карбидного участка со стороны стали ВНС-2 и разупрочнение со стороны ВНС-17), автоматическую аргоно-дуговую сварку выполняли за 6—7 проходов с применением присадочной проволоки ЭП-659А-ВИ. Со стороны стали ВНС-17 устанавливали приспособление для принудительного охлаждения. Сварку корня шва выполняли на режимах: I =90—100 A; £/=7—8 В; v =1,6—1,7 м/ч; v =2,8 м/ч; смешение электрода от зенита С =5—7 мм; расход аргона 14—16 л/мин. Сварка остальной части шва велась на тех же режимах, но при и „=7—15 м/ч.
После сварки были выполнены визуальный и рентгеновский контроль соединений (дефекты не обнаружены), оценка излома, металлографическое исследование, определены прочностные, пластические свойства и вязкость, а также чувствительность к трещине, проведены испытания на повторные статические нагрузки, коррозионное растрескивание и образование холодных трещин.
Твердость //^измеряли при нагрузке 50 Н адоль поперечного сечения сварного соединения с шагом 0,5 мм. Из рис. IV. 12 следует, что протяженность ЗТВ со стороны стали ВНС-2 больше, чем со стороны ВНС-17; это связано с принудительным охлаждением образца в процессе сварки со стороны стали ВНС-17. Микроструктура основного металла ВНС-2 представляет собой состаренный мартенсит с остаточным аустенитом в виде строчек в направлении текстуры деформации. Упрочняющей фазой являются карбиды типа СгаС6. Твердость основного металла HV 3670. Микроструктура основного металла ВНС-17 — также состаренный мартенсит, а основные Упрочняющие фазы — Ni.Ti и Ni3Mo. Твердость основного металла стали ВНС-2 составляет HV 4660.
Рис. IV. 12. Изменение твердости вдоль поперечного сечения сварного соединения
Микроструктура металла шва представляет собой низко-углерод истый мартенсит и а-феррит. Корень шва характеризуется равноосными кристаллитами без выраженной дендритной неоднородности. Вместо светлых аустенитных зерен наблюдаются карбиды. В средних слоях имеет место дендритная неоднородность. Структура в верхнем слое -наиболее крупнозернистая с утолщенными границами кристаллитов, что объясняется более длитель-ным пребыванием металла шва при высокой температуре.
В зоне термического влияния стали
ВНС-2 просматриваются два основных участка. Первый участок (подкалки), ближе к зоне сплавления, характеризуется более крупным зерном аустенита и наличием карбидов СгаС6, выпавших в результате повторных нагревов при наложении последующих слоев; протяженность участка 5—7 мм, твердость ЯИ336О. Второй участок (карбидный) состоит из отпущенного мартенсита и карбидов, интенсивно выделившихся по границам и телу зерен; протяженность карбидного участка около 15 мм, твердость HV 3450.
В ЗТВ стали ВНС-17 в первом участке (включая переходную зону) произошли растворение избыточных фаз и рост зерен аустенита. Структура — крупноигольчатый мартенсит слабой травимости. Протяженность этого участка 4,5 мм, твердость — такая же, как и металла шва (HV 2860). В зоне отпуска структура состоит из мартенсита и частично растворившихся интер-металлидов, причем чем ближе к шву, тем больше растворившихся интер-металлидов. Протяженность зоны отпуска 8,5 мм, твердость по мере удаления от зоны подкалки увеличивается от HV 3060 до HV 4] 20. Металлографичес
кое исследование выявило отсутствие в сварных соединениях пор, непроваров, несплавлений, трещин и других дефектов.
На статическое растяжение испытывали образцы со снятой выпуклостью. Температура испытания составляла 20“С. Временное сопротивление сварного
соединения равнялось 1003—1036 МПа при среднем значении 1020 МПа. Линия разрыва проходила, как правило, в околошовной зоне со стороны стали ВВС-17 по участку подкалки, имеющему минимальную твердость. Характер излома образцов — вязкий, со скосами по всему периметру поверхности разрыва.
На ударный изгиб испытывали образцы Менаже. Надрез в направлении толщины стенки трубы наносили по металлу шва, по зоне термического влияния со стороны сталей ВНС-2 и ВНС-17 и по основному металлу вне ЗТВ. Испытания выполняли при +20, +100 и -70’С. Результаты испытаний оценивали не только по энергетической характеристике (ударной вязкости), но и по деформационным — обшей пластической деформации.
При температуре испытания 20’С наиболее высокую ударную вязкость (а„=20 Дж/см2) имеет металл шва. По границе сплавления, в ЗТВ и в основном металле со стороны ВНС-2 значение аи-130 Дж/см2. Со стороны ВНС-17 ударная вязкость снижается по мере удаления от оси шва. Если в зоне сплавления и в 2 мм от нее (в участке подкалки) она составляет 159 и 193 Дж/см2, то на расстоянии 8 мм (участок отпуска состаренной зоны основного металла) и 15 мм (основной металл) — 86 и 39 Дж/см2. Такое снижение ударной вязкости по мере удаления от оси шва можно объявить низкими вязкими свойствами исходного материала в высаженной части трубы.
При испытании образцов установлено, что число циклов до появления трешины, которое в значительной степени зависит от геометрии проплавления, имеет больший разброс по сравнению с числом циклов, необходимых для развития трещин. Это говорит о том, что одним из путей повышения свойств сварных соединений является улучшение геометрии обратного валика. По данным коррозионных испытаний образцов при напряжениях 1000 МПа, сварные соединения сталей ВНС-2 и ВНС-17 имеют повышенную склонность к растрескиванию со стороны стали ВНС-2. Улучшение антикоррозионных свойста может быть достигнуто применением стали этой марки, состаренной перед сваркой при 625°С.
Испытаниями сварных соединений на холодные трещины по методике ЛТП-2 (МВТУ им. Баумана) установлено, что на лицевой стороне шва холодные трещины при напряжениях 1000 МПа и выше не образуются в течение 5 сут. На корневой стороне шва они появляются в околошовной зоне стали ВНС-2 в течение 5 сут при напряжениях 900 МПа, что свидетельствует о меньшей сопротивляемости образованию холодных трешин стали ВНС-2 по сравнению с ВНС-17.
Таким образом, для улучшения ударной вязкости сварных соединений рекомендуется подвергать старению при 625°С заготовки из стали ВНС-17, для улучшения антикоррозионных свойста — заготовки из стали ВНС-2.
§ 7. СВАРКА ЛИТОЙ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ВНЛ-3
Высокопрочная мартенситно-стареющая нержавеющая сталь ВНЛ-3 (литой вариант ВНС-2) находит широкое применение при изготовлении отливок Для сварных ответственных узлов. После упрочняющей термообработки сталь
имеет следующие механические свойства: овг1250 МПа, от=900 МПа; 5г 12%; у *35%; ^г40 Дж/см2.
В работе [14] приведены результаты исследования свариваемости стали ВНЛ-3 при дуговой сварке штучными электродами и ручной аргоно-дуговой сварке неплавящимся электродом. Определено влияние электродов при дуговой сварке и присадочной проволоки при аргоно-дуговой сварке на технологическую прочность (сопротивляемость образованию холодных трещин) и механические свойства соединений.
Заготовки изготовляют методом литья по выплавляемым моделям и обрабатывают по режиму предварительной термообработки: нагрев до 1110°С, выдержка 1 ч, охлаждение на воздухе; нагрев до 650°С, 1 ч, воздух. Часть образцов дополнительно подвергают упрочняющей ТО по режиму: нормализация от 1 ]10±]0°С, выдержка 2 ч; нормализация от 960±10“С, 1 ч; отпуск при 460±10°С, 1 ч, воздух.
Сопротивляемость соединений образованию холодных трещин определяют по методике ЛТП-2 на сварных стыковых образцах (рис. IV.13).
Согласно применяемой технологии изготовления деталей из стали ВНЛ-3, сопротивляемость образованию холодных трещин определяют на образцах из металла в состоянии поставки (после предварительной ТО) и после упрочняющей ТО.
Для ручной дуговой сварки применяли две марки электродов с фтористока-льциевым покрытием: Н-16 со стерж-
Рис. IV. 13. Сопротивляемость стали ВНЛ-3 образованию холодных трещин при сварке:
/1 “ электродами, которые после изготовления прокаливались при ЗСМГС, 1 ч и перед сваркой нс подсушивались; 5— электродами, которые перед сваркой прокали вались при 5ОСГС, 3 ч; В — в аргоне влажном; /’—в аргоне сухом;
• — образцы с трещинами; о - образны без трещин
нем из проволоки Св-ОЗХ] 2Н9М2Т-ВИ (ЭП659-ВИ), содержащей 0,24% Ti, и Т-66 со стержнем из
проволоки ЭП659А-ВИ с 0,04% Ti. Аргоно-дуговая сварка проводится с использованием присадочной проволоки марок ЭП659-ВИ и ВНЛ-3 в сухом (точка росы -55'С) и влажном (точка росы -5’С) аргоне.
После сварки и заварки канваки образцы нагружают путем изгиба на двух опорах по схеме, представленной на рис. IV.13, и выдерживают под нагрузкой 20 ч. За показатель сопротивляемости образованию холодных трещин принимают минимальную пластическую деформацию е на базе 10 мм, при которой появляются холодные трещины.
Установлено (рис. IV. 13, IV. 14), что в сварных соединениях стали ВНЛ-3 могут возникать околошовные холодные трещины. Показатель сопротивляемости соединения образованию холодных трещин зависит от содержания влаги в атмосфере, окружающей дугу.
Рис. IV.14. Сопротивляемость стали ВНЛ-3 (подвергнутой предварительной термообработке) образованию холодных трещин применительно к заварке дефектов литья: а — штучными электродами Н-16 и Т 66: б — ручной аргоно-дуговой сваркой с использованием присадочного металла ЭП639А-ВИ и ВНЛ-3 (обозначения см. рис. IV. 13)
Возникновение холодных трешин в сварных соединениях стали ВНЛ-3 в большой мере определяется повышенным содержанием в них водорода, поступающего как из основного металла, так и из атмосферы дуги.
Упрочняющая термообработка, приводящая к старению металла, снижает сопротивляемость соединений образованию околощовных холодных трещин, которая зависит также ст состава металла шва. Электроды Н-16 и проволока ЭП659А-ВИ обеспечивают более высокую сопротивляемость, чем электроды Т-66 и проволока ВНЛ-3.
Качество сварного соединения оценивают по результатам испытаний на статический изгиб, статическое растяжение и удар. С учетом склонности к образованию холодных трещин механические свойства более полно определяют на сварных соединениях, выполненных электродами Н-16 и проволокой ЭП659А-ВИ.
452
Таблица IV.20. Механические свойства сварных соединений
Присадочный материал (электрод) Механические свойства соединения при Ударная вязкость, Дж/см
Вна термообработки и сварки растяжении шва ЗТВ
МПа от, МПа б. я Ч>. я *..н С. «..я
Упрочняющая термообработка и аргонно-дутовая ЭП659А-ВИ 1120 900 13,5 65,3 120-160 140 70-80 94-110 74-92 46-60 12ЫМ 90—110
ВНЛ-3 1140 100 58-70 82 36-45 50 130 40-160 104 88-106
сварка 73 60 40 140 100
Упрочняющая Н-16 1100 — — 90—108 91-100 — 65-89
термообработка и сварка штучными электродами too 93 76
То же Н-16 Т-66 ИЗО 1030 943 930 19,0 18,5 55,0 54,8 80-90 87 79-92 87 72-82 77 65-92 75 30-39 35 12-24 17 118-161 138 88-103 98
Сварка штучными Н-16 1275 1208 20,0 52,5 67-74 36-61 18-23 2-10 —
электродами и упрочняющая термообработка Т-66 1132 — — 70 65-76 70 52 37 21 7 — —
Примечания: 1. Толщина металла и первых двух случаях 12 мм. я третьем и четвертом — 15 мм. 2. Механические свойства сварных соединений при растяжении определяли на круглых обращай 0 5мм. вырезанных поперек шва, а ударну» вязкость металла шва - на образцах типа VI (ГОСТ 6996—64). 3. В числителе приведены минимальные и максимальные значении свойств, в знаменателе — средние по результатам испытания 3—5 образцов.
Согласно результатам испытаний на статический изгиб образцов с надрезом сваренных электродами Н-16, металл шва имеет однородную мелкозернистую структуру, выгодно отличающуюся от литой структуры стали ВНЛ-3.
Механические свойства соединений применительно к условиям сварки приведены в табл. IV.20. Видно, что независимо от способа сварки и вида присадочных материалов прочность соединений в состоянии после сварки составляет не менее 1000 МПа, после упрочняющей термообработки — не менее 1150 МПа при высокой пластичности.
Результаты исследования влияния объема наплавленного металла (применительно к условиям заварки брака литья) на механические свойства соединения 8=12 мм в состоянии после заварки электродами Н-16 (дуговая сварка штучными электродами) и с присадкой проволоки ЭП659А-ВИ (аргоно-дуговая сварка) показывают, что при увеличении объема наплавленного металла падает прочность металла шва и возрастает ударная вязкость; прочность металла ЗТВ составляет 1150—1200 МПа; ударная вязкость (образцы с надрезом по высоте сечения — по наплавленному и основному металлу) при обоих способах сварки достаточно высока и соответствует показателю основного металла.
§ 8. СВАРКА СТАЛЕЙ ПЕРЕХОДНОГО (АУСТЕНИТНО-МАРТЕНСИТНОГО) КЛАССА
Высокопрочные коррозионно-стойкие стали типа ВНС широко используются для изготовления узлов и деталей силовых элементов, работающих в условиях знакопеременного динамического нагружения и повышенных температур.
8.1. ОСОБЕННОСТИ СВАРКИ СТАЛИ I3XI5H4AM3 (ВНС-5)
Для изготовления силовых деталей широко применяется высокопрочная коррозионно-стойкая сталь переходного класса ВНС-5 (ов=15(Ю МПа). Сварные узлы из этой стали получают по схеме: сварка + термообработка (по режиму упрочнения основного металла). В этом случае при АрДЭС с присадкой Х14Н8МЗ (ЭП509) обеспечивается высокое качество соединений, имеющих ов >1200 МПа. Орнако послесварочная термообработка не всегда возможна из-за больших размеров деталей или нецелесообразна из-за чрезмерного коробления при закалке. Сварка термоупрочненной стали ВНС-5 саязана с рядом особенностей. Установлено, что при использовании схемы термообработка + сварка свойства и надежность соединений зависят от структуры металла ЗТВ, определяемой погонной энергией сварки (д/км ).
В соединениях, выполненных способами ЭЛС и АрДЭС, в околошовной зоне вблизи линии сплавления образуется нестабильная аустенитная структура. В этой зоне обнаружено снижение вязкости при отрицательных температурах (^та=8—10 Дж/см1). В настоящее время для сварки стали ВНС-5 применяют аустенитную присадку Св-08Х21Н10Г6, увеличивая при
этом толщину деталей в зоне шва для сохранения равнопрочности (прочность соединений 700—750 МПа). Увеличение толщины шва снижает характеристики деталей по массе и КИМ. Поэтому сварка стали с аустенитной присадкой также применяется ограниченно. Задача повышения прочностных характеристик сварных соединений термоупрочненной стали ВНС-5 толщиной 15—30 мм остается весьма актуальной, так как расширение области ее применения позволит сократить расход металла, уменьшить массу деталей и повысить их эксплуатационные характеристики.
Исследованы возможность повышения прочности соединений стали ВНС-5, выполненных АрДЭС с более прочной мартенситной присадкой Св-ОЗХ12Н9М2С-ВИ (ЭП659А-ВИ),атакже работоспособность соединений, получаемых способом ЭЛС. Металлографические исследования и механические испытания соединений этой стали толщиной 15—30 мм, выполненных ЭЛС и многослойной АрДЭС с различной погонной энергией, показали, что на структуру и свойства металла шва вблизи линии сплавления большое влияние оказывают характер и продолжительность теплового воздействия источника тепла. При жестком термическом цикле с высокими скоростями нагрева и охлаждения (ЭЛС) в металле шва и ЗТВ вблизи линии сплавления образуется аустенитная структура, обеспечивающая высокую ударную вязкость на образцах с наведенной трещиной при температуре испытания 20°С (3^=69—73 Дж/см2). При — 70°С структура оказывается нестабильной, происходит распад аустенита с образованием неотпущенного малопластичного мартенсита, что снижает значения до 9—10 Дж/см7.
При менее жестком термическом цикле АрДЭС, сопровождающемся более длительным пребыванием металла ЗТВ в области высоких температур, расширяется зона с аустенитной структурой, что способствует увеличению размеров аустенитных зерен и в ряде случаев выпадению карбидной сетки по их границам. Таким образом, сокращение длительности теплового воздействия на ЗТВ позволяет уменьшить ширину зоны с неблагоприятной структурой или полностью исключить ее образование. Известно также, что при многослойной сварке с присадкой уменьшить погонную энергию и тепловое воздействие на свариваемый металл можно за счет уменьшения сварочного тока и объема жидкой ванны, принудительного охлаждения детали (для швов небольшой протяженности).
Аналогичные эксперименты при автоматической сварке образцов в узкий зазор и с поперечными колебаниями дуги показали, что за счет более эффективного использования тепла дуги можно вести процесс с минимальной погонной энергией [16].
Тепло дуги при таком способе сварки расходуется на прогрев и оплавление одновременно обоих торцов свариваемых кромок, что делает процесс чувствительным к изменениям ширины зазора и смещению дуги относительно его оси. Возможность таких отклонений заставляет снижать скорость сварки и аести процесс при повышенных значениях тока, что приводит к значительному оплавлению торцов. В этих местах возможно образование нес плавлений при наложении следующего слоя.
Уменьшить количество вводимого при сварке тепла и объем сварочной ванны (и тем самым избежать образования неспланлений) позволяют поперечные колебания дуги.
Поперечные колебания происходят при возвратно-вращательном движении вокруг своей оси вольфрамового электрода, конечный рабочий участок которого (длиной 8—12 мм) изогнут на 20—25°С. При таких колебаниях исключаются замыкания электрода на кромке, а сварочная дуга периодически направляется то на один, то на другой торец кромок. Это обеспечивает их равномерный прогрев и нормальное формирование шва.
О качественном сплавлении с кромками свидетельствует характерное формирование поверхности слоев в виде вогнутого мениска.
Компактность, небольшая масса сварочной головки (не более 12 кг) и наличие дистанционного управления позволили вести процесс в разных пространственных положениях. Ширина зазора сравнительно мала (7— 9 мм). Эго позволило сваривать стык толщиной 32 мм за 12—15 проходов. Необходимо отметить что принятая схема поперечных колебаний дуги обеспечивает больший (при необходимости — до 90° С) угол встречи электрода с проплавляемой поверхностью и тем самым надежное проплавление при меньшем токе по сравнению с известными механическими системами колебаний электрода поперек разделки. С изменением амплитуды угловых колебаний от 70 до 160°С (на стали ВНС-2 и титановом сплаве ВТ6) глубина проплавления изменялась от 0,2—0,3 до 1,2—1,5 мм при ширине зазора 8 мм (7в=230 А, Ц=Ю В, гв=5 м/ч, f=l с1).
При сварке монтажных стыков, когда имеют место значительные отклонения ширины зазора, стабилизировать проплавление кромок можно за счет поддержания постоянным расстояния от конца электрода до кромки в момент их сближения (посредством регулирования угловой амплитуды колебаний).
Присадочный металл либо подают механически, либо (при сварке коротких швов) предварительно укладывают в разделку в виде прутков диаметром 3—5 мм, как показано на рис. 1V.15. Небольшой наклон прутка и давление пружины 5, закрепленной на подвижной по высоте колодке /, обеспечивают постоянное поджатие конца прутка к оплавляемой поверхности в зоне дуги. Эффективную защиту обеспечивают подачей аргона адоль полости щели через распылитель медной водоохлаждаемой колодки 2,
Рис. IV. 15. Схема уклая-ки присадочных прутков и подачи защитного газа в зазор
установленной в начале шва или переметающейся в зазоре за электродом. Для предупреждения попадания воздуха сверху и защиты вольфрама дополнительно подают защитный газ из водоохлаждаемых накладок 4, расположенных над зазором, полость которого закрыта подвижной заслонкой 3.
При сварке сталей ВНС-2 и ВНС-5 (а также титановых сплавов ОТ4 и ВТ6) поверхность каждого слоя не имеет следов окисления, что исключает необходимость ее зачистки и позволяет вести сварку без послойного охлаждения.
В табл. IV.21 приведены режимы сварки образцов (диаметр вольфрамового электрода 4 мм, эксцентриситет катода 3—4 мм, амплитуда колебаний 70—160’, частота колебаний 0,5—1 с *, напряжение на дуге 9—11 В, расход аргона в колодку 8—12 л/мин, в накладки 12—16 л/мин). Вертикальные швы сваривают на тех же режимах, что и швы в нижнем положении. Вследствие малой погонной энергии процесса небольшая по объему сварочная ванна надежно удерживалась силами поверхностного натяжения от стекания при сварке как сверху вниз, так и снизу аверх.
Таблица 1V.21. Режни сварки образцов в узкий зазор
Свариваемый металл Присадочный материал
ММ марка диаметр, мм '«•А м/Ч Разделы кромок
ВНС-2 ВНС-5 ОТ4 ВТ6 30-40 30 30 40 ЭП659А-ВН ВНС-5 (08Х21Н10Г6) ОТ4 СПТ2 4 3* 5 4 3* 5 210-230 230-250 240-280 210-230 200-220 210-230 4,0-6,0 3,5-5,5 3,0-5,0 4,0-6,0 3,5-5,5 4,0-6,0 1 Г
* Укладывали по два прутка диаметром 3 мм
Рентгеновский, ультразвуковой контроль и металлографические исследования показали, что межслойные несплавления, непровары по кромкам и другие дефекты отсутствуют. Проплавление кромок стабильное (на глубину 0,5—0,7 мм при исходном размере зазора 8 мм).
Отсутствие дефектов и благоприятная структура металла в сварном соединении, малая и равномерная по высоте ширина шва и ЗТВ, надежная защита от атмосферы обеспечивают высокие механические свойства (табл. ГУ.22) и работоспособность соединений при малоцикловых нагрузках (рис. IV. 16).
Известно, что при относительной толщине мягкой прослойки Z=0,25— 0,30 (й=8—10 мм; 5=30—40 мм) разрушающее напряжение может достигать значений временного сопротивления основного материала. При отсутствии в прослойке (шве) концентраторов напряжений соединение разрушается по основному металлу. Эго подтверждается результатами испытаний на мало-
Таблица [V.22. Механические свойства образцов, сваренных в узкий зазор
Свариваемый металл Присадочный материал Состояние металла б , МПа г ан, Дж/см1
ВНС-2 ЭП659А-ВИ Закал ка+старение+сварка 1108-1133 200-210
1114 208
ВНС-5 ВНС-5 Сварка+н ормализация+об - 1223-1257 [50-180
работка холодом+старение 1238 162
08X21Н10Г6 Нормал изация+обработка 707-754 175-220
холодом+старение+с варка 734 195
ВТ6 СПТ2 Сварка+отжиг (750'С, 2 ч) 800-836 69-77
825 73
Примечание. Приведены крайние и средние значения по результатам испытаний пяти образцов из верхней и нижней половин шва.
Рис. IV, 16. Малоцикловая выносливость стали ВНС-2 (рабочее сечение образцов 30x30 мм'частота нагружений — 6 цикл./мин; ^^7^0.2):
/ — электронно-лучевая сварка; 2 — автоматическая сварка в узкий зазор; J— ручная аргоно -дуговая сварка
цикловую (6 циклов в 1 мин) выносливость сварных образцов и образцов стали ВНС-2 толщиной 32 мм, подвергнутых термической обработке перед сваркой (присадка ЭП659А-ВИ). При наличии концентраторов количество нагружений до разрушения уменьшается в 3—5 раз (10048—10505 циклов при ст=800 МПа).
Анализ результатов испытаний на повторно-статическое растяжение соединений стали ВНС-2, выполненных различными способами сварки, показывает, что работоспособность соединений, полученных автоматической сваркой в узкий зазор с поперечными колебаниями дуги, близка к работоспособности соединений, полученных электроннолучевой сваркой.
Таким образом, на термически упрочненной стали ВНС-5 надежные сварные соединения с высокими прочностью и вязкостью (о, >1250 МПа, я~>25 Дж/см3) металла шва и ЗТВ можно получить при многослойной АрДЭС в узкий зазор при минимальной погонной энергии слоя менее 13,8 кДж/см.
Для обеспечения высокой вязкости металла ЗТВ при однопроходной ЭЛС с погонной энергией процесса более 13,8 кДж/см необходимо применять дополнительную термообработку сварных соединений: обработку холстом + отпуск.
Следует отметить довольно большую трудоемкость АрДЭС в узкий зазор. Поэтому авторами работы [17] определялись механические и коррозионные свойства соединений из стали ВНС-17 толщиной до 70 мм, выполненных электронно-лучевой сваркой. Из поковок иэгоговля ют образцы в виде пластин размерами 220x90x68 мм. Олни образцы сваривают в отожженном состоянии (780'С, 12 ч + 59О°С, 2 ч) с последующей упрочняющей термообработкой, другие — подвергают упрочняющей ТО по режиму: закалка от 1070°С в масло; обработка холодом при -70’С, 2 ч; отпуск 350°С, I ч, — после чего сваривают.
Перед прихваткой и после нее свариваемые образцы, технологические подкладки и заходные пластинки размагничивают. Прихватку осуществляют способом АрДЭС. ЭЛС проводят на установке ЭЛУ-18, оснащенной энергоблоком БЭП-60/30 с ускоряющим напряжением 60 кВ, в нижнем положении на остающейся подкладке.
Известно, что качественное формирование шва на сталях типа ВНС может быть достигнуто при сварке со скоростью не более 10—12 м/ч. С увеличением скорости в швах появляются дефекты в виде трешин и пор.
Металлографическим исследованиям подвергали образцы, изготовленные из сварных соединений, выполненных однопроходной ЭЛС по схемам сварка + ТО и ТО + сварка, и образцы, выполненные двухпроходной ЭЛС по схеме ТО + сварка. Двухпроходиая сварка удобна при изучении свойств металла сварных соединений на участке замыкания кольцевого шва. Установлено, что металл шва после ТО и ЭЛС состоит из остаточного аустенита, 6-феррита и небольшого количества мартенсита, а после ЭЛС и ТО — из мартенсита, 5-феррита и небольшого количества остаточного аустенита. Во всех образцах при однопроходной ЭЛС 6-феррит в виде тонких прослоек равномерно распределяется по сечению шва. Литая зона шва, выполненного двухпроходиой ЭЛС, имеет более грубое строение, с большей протяженностью 8-ферритных прослоек. Микроструктура однопроходного шва мелкозернистая, причем в выпуклости шва зерно несколько крупнее. Для микроструктуры двухпроходного шва характерно более крупное зерно, однако оно значительно мельче, чем при АрДЭС.
Особого внимания заслуживает выявление карбидной фазы в ЗТВ. Известно, что карбидная фаза имеет более низкую коррозионную стойкость, причем с увеличением количества выпавших карбидов последняя понижается. В образцах карбиды выражены слабо и располагаются в узкой зоне. С увеличением количества проходов ширина карбидной зоны при ЭЛС возрастает, а дефекты в виде пор, трещин, раковин не выявляются.
С помошью микрорентгеноспектрального анализа (прибор МАР-1) определяют содержание никеля, хрома, молибдена, кремния и марганца в различных зонах сварных швов на пластинах толщиной 70 мм, сваренных за один и два прохода электронным лучом. Установлено, что даже при сварке за два прохода с полным проплавлением существенного изменения состава стали во всех исследованных зонах не происходит.
Испытания на статическое растяжение (на машине 1958У-10) и ударную вязкость (на копре МК-30) проводят на стандартных образцах, изготовляемых из пластин, сваренных по схемам сварка + ТО и ТО + сварка. Образцы вырезают из верхней, средней и нижней частей сварного соединения.
Рис. IV. [7, Зависимость средней величины s, от температуры испытаний:
/ — сварное соединение (свапка+ТО);
2 — сварное соединение (ТОтсварка); 3 — основной металл
При испытании на статическое растяжение разрушение обраэцбв в боль-щинстае случаев происходило по ЗТВ и лишь в некоторых случаях — по основному металлу и шву.
На рис. IV. 17 приведена зависимость механических свойств сварных соединений от температуры испытаний.
Как видно, прочность соединений, выполненных по схеме сварка + ТО, находится на высоком уровне при всех температурах испытаний и составляет 1—1,2 о основного металла. Прочностные характеристики соединения, выполненного по схеме ТО + сварка, при +20°С, -5СГС, и -70°С довольно высоки, однако при 200, 300,400°С они снижаются до уровня, соответствующего сварному соединению в случае ААрДЭС. Ударная вязкость при тех же температурах испытания возрастает и составляет 1,2—1,5 ан основного металла. Объясняется это наличием в шве и эоне перегрева стабильного при этих температурах остаточного аустенита, который не переходит в так называемый мартенсит деформации в процессе приложения нагрузки при испытании.
Ударная вязкость сварных соединений, выполненных по схеме сварка + ТО составляет 0,80—0,85 ан основного металла.
Таким образом, однопроходная ЭЛС обеспечивает получение качественных сварных соединений из стали ВНС-5 толщиной до 70 мм. По прочности соединения находятся на уровне основного металла. Протяженность карбидной зоны в металле сварного соединения при ЭЛС значительно меньше, чем при ААрДЭС, Сварные соединения из стали ВНС-5, выполненные ЭЛС, более стойки к обшей коррозии под напряжением, чем соединения, полученные дуговыми способами сварки.
8.2. ИЗГОТОВЛЕНИЕ ЛИТОСВАРНЫХ КОНСТРУКЦИЙ ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ
Детали, изготовленные методом точного литья, в конструкции планера МиГ-25 составляют 15% по количеству и 20% — по массе.
Существующее стальное литье (табл. IV.23) разделяют на пять структурных классов: аустенитный, перлитный, аустенита о-мартенситный, мартенситный и м артен ситно-стареющий. Первые даа класса включают стали прочностьюс\< 1000 МПа, остальные — средней прочности (1000—1300 МПа) и высокопрочные (1500—1715 МПа).
По химическому составу литейные стали близки к деформируемым, хотя содержание отдельных элементов (углерода, кремния и др.) может быть повы-
Класс сталей Марки стали Содержание, % МПа %• Дж/см
С Si Мп Сг Ni Мо Со S Р
Перлит- 40Г2Л 0,37-0,45 0,20-0,37 1,4-1,8 о,3 0,4 — — <0,035 50,04 £750 £40
ные 16ХГТЛ 0,13-0,18 0,17-0,37 1,0-1,3 1,5-1,8 0,4 — — 5 0,03 50,035 £900 £30
35ГСЛ 0,32-0,40 0,6-0,9 0,9-1,2 0,7-1,0 0,4 0,1-0,2 5 0,035 50,035 £1000 £25
Мартенситные 27ХГСНМЛ 0,24-0,30 0,5-0,8 0.9-1,2 0,7-1,0 1,4-1,8 0,2-0,35 — 5 0,035 50,035 £1500 £20
ВКЛ-3 0,09-0,16 0,2-0,6 0,3-0,7 1.9-2,4 0,8-1,2 0,2-0,3 — 5 0,03 5 0,03 £950 £30
Аустенитная Х18Н9БЛ 5 0,1 51,0 52 17-20 8-12 — — 50,025 50,025 450 50
Аусте-нитно- ВНЛ-3 5 0,08 50,7 <1,0 13-14,5 4,5-5,5 1,5-2,0 1,2—1,75 (Си) 5 0,03 5 0,03 £1250 >40
мартенситные ВНЛ-5 0,10-0,16 50,6 50,6 10,5-12 4,5-6,5 4-5 — 5 0,02 50,02 £1500 £40
Мартен-ситно-старею- ВНЛ-8 «0,04 50,5 50,7 12,5-13 5,0-5,5 6,0-6,5 11,0-13,0 50,02 50,02 £1750 £40
тая
Примечание. В стали 16ХГТЛ содержится 0,06—0,12% Ti, в стали ВКЛ-3 — 1,0—1,4% W, в сталях Х18Н9БЛ и ВНЛ-3 — соответственно S0,9 и 0,1% Nb,
шейным. Однако рекомендуемые режимы ТО литейных и деформированных сталей из-за структурных различий не совпадают.
Для устранения крупнозернистое™ и уменьшения ликвационной неоднородности стального литья проводят предварительную термическую обработку, включающую гомогенизацию. При окончательной ТО сохраняющаяся ликвационная неоднородность обусловливает большую степень упрочнения литой стали (рис. IV. 18) [ 18].
Для достижения требуемых пластичности и вязкости необходимо повысить температуру отпуска (старения) литой стали по сравнению с деформированной сталью идентичного состава. Пониженные прочность и надежность соединений отрицательно сказываются на экономичности сварной конструкции в целом.
Значительно меньше затруднений вызывает сварка с последующей упрочняющей термообработкой, обеспечивающей равнопрочность металла сварного соединения и основного металла при превосходящих пластичности и ударной вязкости первого. При этом свойства соединения являются промежуточными между свойствами литой и деформированной сталей (рис. IV. 19). Например, достигаемая прочность литой стали в конструкции 51755 МПа, металла шва 1960 МПа, деформированной стали 2156 МПа. Соответственно дисперсность и однородность структуры металла сварного соединения занимают промежуточное положение между показателями литой и деформированной стали.
По свариваемости литейные стали условно можно разделить на три группы: I — хорошо свариваемые с высоким сопротивлением образованию горячих и холодных трещин, обеспечивающие получение соединений, равнопрочных основному металлу, без ТО; II — свариваемые, требующие проведения специальных мероприятий по предотвращению образования трещин при сварке или термообработке, обеспечивающей равнопрочность соединений; III — трудносвариваемые, требующие проведения технологических мероприятий по предотвращению образования трещин при сварке и термообработки.
900 1300 1700 <т„ МПа
в
Рис. IV.19. Зависимость ударной вязкости от временного сопротивления литой (/), деформированной (2) стали и сварного шва (Л) при 20’С [а, й и —70"С (в, у) (PI7 — верхняя граница значений показателя для стали, подвергнутой рафинирующему переплаву, светлые точки — низкий отпуск, мартенсит или троостит, черные точки - -высокий отпуск, сорбит)
К первой группе относят стали перлитного (40Г2Л, 16НХЛ), мартенситного (12Х2НМЛ, 21ХГСНМЛ) и аустенитно-мартенситного [08Х14Н5М2Д2Л
(ВНЛ-3)] классов. Эго низкоуглероцистые Таблица IV.24. Сопротивляемость сталей образованию грешнн стали (<0,15% С) с временным сопротивлением S1300 МПа. Существующие сварочные материалы обеспечивают
Сопротивляемость трещинам близкие к характеристикам основного металла механи-
Марка стали горячим ^кр. мм/мин ХОЛОДИН* °ч>. МПа веские свойства как при проведении упрочняющей ТО, так и без нее. Сопротив-ляемость этих сталей образо-
35ХГСЛ 3 270
12Х2НМЛ (ВКЛ-3) 6 700 ванию трещин при сварке на-
08Х14Н5М2Л (ВНЛ-3) 7 750 столько высока (табл. IV.24),
13Х11Н5М5Л (ВНЛ-5) 8 1000 что позволяет упростить техно-
0ЭХ12Н5М6К13Л (ВНЛ-8) 3,5 1000 логический процесс без ухуд-
Х18Н9БЛ 2,5 500 шения качества соединений.
В сталях мартенситного или мартенситно-стареюшего классов при попадании в зону сварки водорода (рис. 1V.20) возможно появление холодных трешин, что предупреждают специальными технологическими операциями. Это позволяет исправлять дефекты литья даже на финишных операциях изготовления деталей и получать равнопрочные соединения разноименных сочетаний литых и де-формированных сталей (ВКЛ-3+12Х2НМВФА, ВНЛ-З+НВС-2 и др.) (рис. IV .21).
Ко второй группе относят стали аустенитного класса (Х18НБЛ и др. — равнопрочность их соединений достигается просто, но они чувствительны к образованию горячих трещин), а также высокопрочные коррозионно-стойкие стали мартенситно-стареющего и аустенитно-мартенситного классов
Рис. IV.20. Сопротивляемость стали ВНЛ-3 образованию холодных трещин при заварке дефектов литья в термоупрочненном состоянии:
а — сварка ппучныыи элсктрсшым Н-16 (Л и Т-66 (/Л; б — аргоно-дуговая с использованием присадочных проволок ЭП659А-ВИ (//Л и ВНЛ-3 (/V): А — прокаленные электроды; Б — непрошенные; В — влажный аргон; Г — сухой аргон; о— трещин нет;« — трещины есть
Рис. IV.2I. Зависимость прочности (а) и ударной вязкости (ф соединений после заварки дефектов литья от объема наплавленного металла (й — глубина разделки): Д швы, выполненные соответственно электродом Н-16 и проволокой ЭП659А-ВИ; 3, 4 —
[13ХПН5М5Л (ВНЛ-5), 03Х12Н5М6К13Л (ВНЛ-8) и др.] с высокой трещино-стойкостью, но значительно разупрочняющиеся при сварке без последующей ТО. Кроме того, при сварке этих сталей в зоне шва образуется крупнозернистая направленная структура, устойчивая к проведению ТО и приводящая к снижению пластических свойств. Излом в этом случае носит дендритный характер.
К третьей группе относят преимущественно углеродистые (>0,15% С) легированные стали перлитного и мартенситного классов (35ХГСЛ, 27ХГСНМЛ и др.). Для предотвращения образования трещин при их сварке необходимы предварительный подогрев и последующий отпуск. Прочность сварных соединений термоупрочненных заготовок находится на уровне 600 МПа, что ниже прочности основного металла. Это существенно затрудняет исправление дефектов литья и снижает экономичность соединений разноименных сочетаний литых и деформированных сталей.
Применение современной технологии и новых сварочных материалов позволяет получать соединения с механическими свойствами, равноценными свойствам литейных сталей (табл. IV.25).
Таблица IV.25. Механические свойства сварных соединений литейных сталей
Марки сталей Проволока (электроды) МПа Дж/см
35ХГСЛ (ВНЛ-3) Св-12Х2НМА-ВИ (Н-21) 108 103 1,00 0,95 70 50
08Х14Н5М2Л (ВНЛ-3) Св-ЭП659А-ВИ (Н-16) 126 119 1.00 0,95 26. 82
13Х11Н5М5Л Св-ВНС-5 (Н-16), 137 0.90 79
(ВНЛ-5) Св-ЭИ395 (НИАТ-5) 60 0,43 120
03Х12Н5М6К13Л (ВНЛ-8) Св-ЭК43-ВИ (Н-20) 153 107 0,90 0,60 70 80
Х18Н9БЛ Св-12Х18Н9Т, 55 1,00 130
Св-09ХН11М6 (НИАТ-5) 60 1,00 140
Примечания, I. Приведены средние значения по результатам трех-пяти испытаний, 2, В числителе — значения для схемы сварка +ТО< в знаменателе — ТО+сварка. 3. св/0 ой — временное сопротивление сварного соединения и основного металла. h ' в
Пример использования в авиационной промышленности лятосварных конструкций из высокопрочных сталей приведен выше на рис. IV.2.
Таким образом, современная технология сварки обеспечивает получение литосварных конструкций высокой надежности и работоспособности. Расширение области применения литейных сталей и упрощение технологии сварки возможны при совмещении режима их упрочняющей ТО с режимом для аналогичных деформируемых сталей. Эго возможно в случае повышения ударной вязкости и пластичности литых сталей путем повышения их металлургической чистоты (способами элекгрошлакового переплава, вакуумнодуговой и индукционно-вакуумной плавки и т. д.).
g,3. СВАРКА СРЕДНЕЛЕГИРОВАННОЙ СТАЛИ 30ХГСИ2А
При аргоно-дуговой сварке стали 30ХГСН2А большой толщины применяется присадочная проволока Св-20Х4ГМА (ЭП83), позволяющая получать качественные соединения с временным сопрогивлениемо.-ПОО МПа [19]. Кроме того, рекомендуются проволоки Св-20Х2ГСНВМА (Св-ВЛ1-Д) и Св-2ОХ2Г2СНВМА (Св-ВЛ 1-ДГ), позволяющие за счет повышенного содержания углерода (0,18—0,25% вместо 0,15—0,20%), а также легирования марганцем и кремнием достичь значения а > 1450 МПа. В некоторых случвлх применяется проволока Св-20ХСНВФА. Поскольку прочность металла шва при использовании указанных проволок отличается ненамного, целесообразно выбрать оптимальную марку проволоки.
В экспериментах использовали опытные составы названных присадочных материалов, в которых содержание углерода, в отличие от марочных составов, составляло 0,12—0,42%. Присадочные материалы раскатывались на лист толщиной 3 мм. Из листов вырезались образцы для испытаний на склонность к образованию горячих трещин (с определением на установке ЛТП1-4 критической скорости деформирования [м/с]) и холодных трещин (с определением на установке ЛТП2-5 минимальных критических напряжений о ). Применялась механизированная аргоно-дуговая сварка неплавящимся'’электродом на режиме:/с1=150—160 А, £7 = 15В, ии= 6 мм/с.
Механические свойства определяли на образцах, подвергнутых термической обработке по режиму, используемому для стали 30ХГСН2А: закалка от 890'С в масло и отпуск 290°С, 4 ч. Указанный режим является универсальным, он обеспечивает максимальную для данного типа стали прочность при отсутствии эффектов необратимой отпускной хрупкости.
Проводился металлографический анализ и определялась неоднородность прочности металла шва методом микротвердости с замером твердости меж-деилритных участков и тела дендритов при нагрузке 0,1 Н.
Испытания на склонность к образованию горячих трешин показали, что при использовании всех присадочных материалов в исследованном интервале содержаний углерода значение А составляло 5 • 10-5 м/с, т. е. не ниже соответствующих значений у стали ЗОХГСН2А. Отрицательное влияние углерода на этот показатель проявляется наиболее сильно при его содержании 0,1-0,2% (рис. IV.22, а).
В указанном диапазоне наилучшими свойствами обладает присадочный материал типа ХСНВФА. При 0,2% С присадочные материалы дают примерно одинаковый показатель сопротивляемости горячим трещинам. При 0,25% С преимущество имеет присадочный материал типа Х4ГМА. Интенсивное падение сопротивляемости образованию холодных трещин наблюдается при содержании углерода в присадочных материалах свыше 0,25% (рис. IV.22, б). При марочном содержании углерода данный показатель у присадочных материалов примерно в 2 раза выше, чем у стали 30ХГСН2А (0^=320 МПа), для сварки которой они используются.
При этом проволоки Св-20Х4ГМА и Св-20ХСНВФА имеют преимущество перед более легированными проволоками Св-20Х2ГСНВМА и Св-20Х2Г2СНВМА. Наименьший темп паления при дальнейшем
и холодных (б) трешин при сварке от содержания углерода в присадочных материалах различного типа:
i - Х4ГМА; 2 —ХСНВФА; 5 - Х2ГСНВМА; 4-Х2Г2СНВМА
увеличении содержания углерода характерен для присадочного материала типа ХСНВФА. Последнее, по-видимому, обусловлено связыванием части углерода ванадием, который входит в состав легирующих компонентов этого материала. Сопротивляемость холодным трещинам остальных присалочных материалов при 0,3% С соответствует показателям стали 30ХГСН2А.
Наибольший эффект упрочнения шва углеродом достигнут при использовании присалок типов Х2ГСНВМА и Х2Г2СНВМА, а наименьший — в случае ХСНВФА (рис. IV.23). Последнее обусловлено связыванием части углерода в карбиды ванадия и, как следствие, уменьшением тетрагональное™ решетки мартенсита. Более высокий уровень прочности, обеспечиваемый присадочными материалами типов Х2ГСНВМА и Х2Г2СНВМФА, объясняется упрочняющим влиянием повышенного количества марганца и кремния, тормозящих протекание начальной стадии распада мартенсита и инициирующих переход от дислокационного к двойниковому мартенситу.
Рис. IV.23. Зависимость твердости (а), временного сопротивления (б) и предела текучести (в) наплавленного металла от содержания углерода в присадочном материале: /—4 — см. рис. FV.22
Равно прочность металла шва с основным металлом — сталью 30ХГСН2А — достигается при содержании в присадочных материалах типов Х2ГСНВМАи Х2Г2СНВМА примерно 0,25% С, а в Х4ГМА и ХСНВФА — около 0,33% С.
В обратной последовательности располагаются присадочные материалы по степени уменьшения значений угла загиба металла сварного шва при увеличении содержания углерода (рис. IV.24). Присадочный материал типа Х4ГМА обладает наибольшей пластичностью по сравнению с остальными во всем исследованном диапазоне содержаний углерода. Минимально необходимые значения угла загиба (а=40 10-2 рад) достигаются в случае присадочных материалов типа
Рис. FV.24. Зависимость угла загиба металла шва от содержания углерода в присадочном материале:
1—4 —си. рис. IV.22
Х2ГСНВМА, Х2Г2СНВМАи Х4ГМА при содержании углерода 0,28, 0,30 и 0,37% соответственно.
Удовлетворительные значения ударной вязкости (ан=50 Дж/см2) образцы Менаже из металла сварного шва имеют при использовании рассматриваемых присалочных материалов с содержанием углерода во всем исследованном интервале. При этом преимущество по ударной влзкости сохраняется за присадочным материалом типа Х4ГМА (рис. IV.25, а). Удовлетворительный уровень ударной вязкости металла шва (2^=15 Дж/см2) обеспечивается при содержании в присадочных материалах типов Х2ГСНВМА и Х2Г2СНВМА около 0,3% С, а в остальных — около 0,33% С (рис. ГУ.25, б).
Таким образом, с увеличением содержания углерода в рассматриваемых присадочных материалах повышение прочностных свойств и снижение показателей свариваемости происходят в различной степени. Поэтому оптимальную систему легирования присадочного материала необходимо выбирать, исходя из комплекса свойств металла шва, обеспечиваемого при выбранном уровне прочности.
В этой связи применение присадочного материала типа 4ХГМА наи-
от содержания углерода в присадочном материале:
1—4— см, рис. IV.22
Таблица IV.26. Зависимость вязкости и пластичности металла шва от марки присадочного материала при требуемом уровне прочности
°.’ МПа Тип присадочного материала с.% А' Дж/см1 ’и' Дж/см1 а - рад
1500 Х4ГМА 0,15 140 70 115
ХСНВФА 0,22 100 50 100
Х2ГСНВМА 0,18 90 50 70
Х2Г2СНВМА 0,18 100 55 80
1600 Х4ГМА 0,23 100 55 100
ХСНВФА 0,25 95 45 75
Х2ГСНВМА 0,22 80 40 60
Х2Г2СНВМА 0,22 100 45 65
1700 Х4ГМА 0,32 60 20 70
ХСНВФА 0,32 60 25 70
Х2ГСНВМА 0,25 70 30 50
Х2Г2СНВМА 0,25 90 30 60
1800 Х4ГМА 0,40 50 5 30
ХСНВФА* 0,40 45 10 45
Х2ГСНВМА 0,30 55 15 35
Х2Г2СНВМА 0,30 55 15 40
1900 Х4ГМА* 0,45 45 0 15
ХСНВФА* 0,45 30 0 35
Х2ГСНВМА 0,33 50 10 30
Х2Г2СНВМА 0,33 50 10 30
* Денные получены путем экстраполяции,
более целесообразно при необходимости повышения временного сопротивления до уровня 1600 МПа, что может быть обеспечено при содержании углерода на верхнем пределе марочного состава (0,23% С). Швы, выполненные такой проволокой, имели показатели пластичности, вязкости и технологической прочности при сварке в среднем на 20% выше, чем при использовании остальных присадочных материалов (табл. IV.26). При ав= 1700 МПа преимущества и недостатки исследуемых присадочных материалов с точки зрения показателей свариваемости примерно одинаковы. При ои=1800 МПа оптимальные свойства обеспечиваются в случае применения присадочного материала типа Х2Г2СНВМА с 0,3% С. Для достижения данного уровня прочности присадочный материал типа Х4ГМА мало пригоден, так как при требуемом в данном случае содержании 0,4% С показатели сопротивляемости образованию тре-
шин, влзкости разрушения и пластичности оказываются неудовлетворительными. Этот вывод правомерен только при использовании низкого отпуска и не может быть распространен на отпуск при температурах выше 300°С, когда развивается необратимая хрупкость.
Одной из существенных причин резкого снижения пластических и влзких характеристик металла шва с увеличением содержания углерода является возрастание неоднородности прочности, обусловленное неравномерным распределением указанного элемента между телом дендритов и междеидрит-ными границами. С этой точки зрения присадочные материалы типов Х2ГСНВМА и Х2Г2СНВМА, обеспечивающие минимальное стандартное отклонение микротвердости междендритных границ, представляются наиболее приемлемыми для получения металла шва с малой неоднородностью прочности.
8.4. ДУГОВАЯ СВАРКА СПЛАВА 36НХТЮ
Сплав 36НХТЮ относится к аустенитным сложнолегированным, дис-персионно-твердеющим сплавам на железоникелевой основе. Он стоек против коррозии и воздействия атмосферы, топлива и гидрожидкостей, немагнитен, применяется для изготовления упругочувствительных элементов. Микроструктура сплава в состоянии поставки предстааляет собой однородный твердый раствор с небольшим количеством двойниковых образований. При низких температурах старения в приграничных зонах сплава выпадает мелкодисперсная фазау(Ы1Ре)3Т1А1 с кубической гранецентрированной решеткой, а распад твердого раствора в объеме зерна начинается лишь с 700°С. При этом уже в приграничных зонах наблюдается частичная рекристаллизация в результате укрупнения у-фазы и образования пластинчатой р-фазы (NijTi), близкой по составу т)-фазе, имеющей, как и у-фаза, кубическую гранецентрированную решетку. После сварки необходимо проводить закалку от 95О°С в воду, так как при 850—900‘С образуется ц-фаза с гексагональной решеткой, приводящей к разупрочнению сплава. Следовательно, особенностью сплава рбНХТЮ является прерывистый характер структуры, что позволяет при заданных режимах ТО использовать его для упругих деталей с высокими коррозионной стойкостью и жаростойкостью [20].
Изготовление малогабаритных тонколистовых деталей из сплава 36НХТЮ (ЭИ-702) контактной сваркой не всегда обеспечивает получение прочного и герметичного соединения. В свлзн с этим потребовалось изыскать оптимальный технологический процесс ААрДЭС одноименных тонколистовых деталей (из сплава 36НХТЮ) и разноименных (ЗбНХТЮ + сталь 12Х18Н10Т) [21]. Сварка плаалением одноименных соединений сплава и разноименных была затруднена из-за высокой чувствительности металла шва и ЗТВ к окислению в процессе сварки (суммарное количество Al+Ti в сплаве — около 4%); структурных преобразований в металле шва и ЗТВ под воздействием термического цикла, приводящих к высокому уровню напряжений и образованию горячих трещин в металле сварного соединения; образования прожогов при сварке соединений разной толщины (особенно малой — 0,16—0,5 мм); разницы в химическом составе и теплофизических свойствах материалов при сварке разноименных соединений.
Исходя из изложенного был проведен выбор рационального типа соединения и подготовки кромок под сварку, способов и оптимальных режимов сварки; изучены также свойства сварных соединений, подвергнутых после сварки термообработке по разным режимам.
Моделированные образцы сваривали по круговому и кольцевому контуру на специализированной установке с источником питания ВСВУ-80. Была опробована ААрДЭС вол14>рамовым электродом непрерывной и импульсной дугой. Режимы сварки подбирали с учетом обеспечения герметичности и достаточной прочности соединений. Рациональный тип соединения и рекомендуемые режимы сварки выбирали на основании визуального осмотра швов и проверки на герметичность гидропрессованием образцов под давлением 0,6 МПа. Опробовано восемь различных типов соединений, из которых рекомендованы к производству четыре (рис. IV.26).
Материалы толщиной 0,16 + 0,5 мм не удалось сварить ни импульсной, ни непрерывной дугой из-за нарушения герметичности.
s г
Рис. IV.26. Рациональные типы сварных соединений:
24-2 мм)
Таблица IV.27. Режимы сырки образцов стали 36НХПО
Вариант сварки Свариваемые материалы 5, мм им м/ч
Непрерывная 36НХТЮ+36НХТЮ 36НХТЮ+12Х18Н10Т 1,8+1,8 1,8+2,0 85-90 96-98 15
Импульсная 36НХТЮ+36НХТЮ 36НХТЮ+12Х18Н10Т 1,8+1,8 1,8+2,0 100-105 115-117 13
Примечание. 1. Во всех случаях обратная сторона шва защищалась аргоном (расход 5 л/мин): при импульсной сварке ^,,=0.14 с: t=0,36; общий расход аргона 14 л/мин.
Для исследования свойств сварных соединений образцы изготовляют из пластин, сваренных импульсной и непрерывной дугой на режимах, приведенных в табл. 1V.27.
На кратковременную и длительную прочность испытывали образцы в состоянии поставки и после термообработки (табл. IV.28).
Температуру испытаний (20, 250, 450’С) выбирают в соответствии с требованиями, предъявляемыми к изделию при эксплуатации. Независимо от температуры испытания, прочность одноименных соединений из сплава 36НХТЮ после термообработки составляет примерно 0,9 прочности основного металла в термообработанном состоянии; прочность разноименных соединений при 20’С снижается на 27%, а при 250 и 450°С — на 40—50% по сравнен ию со сплавом 36НХТЮ и практически находится на уровне прочности основного металла стали 12Х18Н10Т в состоянии поставки. Длитель
ная прочность при 450”С одноименных соединений после ТО достигает примерно 93% прочности основного металла сплава 36НХТЮ в том же состоянии и снижается до 80% без термообработки. Длительная прочность разноименных соединений без ТО после сварки снижается примерно в 1,5 раза по сравнению с длительной прочностью одноименных соединений в том же состоянии.
Металлографические исследования показали, что микроструктура металла шва сварных одноименных соединений из сплава 36НХТЮ после термообработки по установленному режиму (закалка ст 950’С в воду + отпуск 650’С, 3 ч) характеризуется выпадением пластинчатой fl-фазы по междендритным прослойкам и стыку кристаллитов. Выпадение ее происходит по приграничным зонам зерен в металле ЗТВ; по телу зерна наблюдается выпадение /-фазы. После термообработки разноименного соединения в
Тепина FV.28. Длительная прочность образцов из опии 36НХТЮ
Вариант сварки Свариваемые материалы Состояние образцов перед испытанием Длительная прочность °1<Ю (МПа) при 450Т
Основной 36НХТЮ Состояние поставки (СП) 720
металл СП+закалка от 950’С
в воду+отпуск 650’С, 3 ч 900
Непрерывная 36НХТЮ+36НХТЮ СП+сварка 660
СП+сварка+закалка от 950°С в
воду+отпуск 650°С, Зч 840
36НХТЮ+12Х18Н1ОТ СП+сварка 440
Импульсная 36НХТЮ+36НХТЮ СП+сварка 620
СП+сварка+закалка от 950’С в
воду+отпуск 35О"С, 3 ч 840
36НХТЮ+12Х18Н1ОТ СП+сварка 440
микроструктуре металла ЗТВ стали 12Х18Н10Т заметно выпадение карбидной фазы, что свидетельствует о повышенной чувствительности соединения к межкристаллитной коррозии. Поэтому целесообразно сварку такого соединения проводить после ТО сплава 36НХТЮ.
Таким образом, тонкостенные детали из сплава 36НХТЮ (0,5—2 мм) удовлетворительно свариваются способом ААрДЭС в непрерывном и импульсном режимах; при сварке разноименных соединений (36НХТЮ+ 12Х18Н10Т) термообработка их по режиму для сплава 36НХТЮ не рекомендуется, если изделие работает в коррозионной среде. Сборку и сварку деталей необходимо проводить в приспособлениях, обеспечивающих заданную точность и надежную защиту сварочной ванны и металла ЗТВ с поверхности и со стороны корня шва.
8.5. ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА ЛИСТОВ СТАЛИ 20ХГСН2МФА
При изготовлении крупногабаритных сидовых конструкций летательных аппаратов все большее применение находит термически упрочняемая хро-мокремнемарганцовистая сталь 20ХГСН2МФА. Хорошая прокаливаемость этой стали по сравнению со сталью 30ХГСН2А делает ее работоспособной в крупных сечениях. Она менее чувствительна к концентраторам напряжений и отличается высокой сопротивляемостью коррозионному растрескиванию. В работе [22] приведены сведения о применении электронно-лучевой сварки при изготовлении силовых конструкций из стали 20ХГСН2МФА с толщиной стыков 50 и 80 мм. Критерием оценки возможности применения ЭЛС являются показатели механических свойств сварных соединений в сравнении с основным металлом.
Образцы размерами 350x100 мм в отожженном состоянии сваривают на электронно-лучевой установке, оснащенной энергоблоком типа ЭКСО 60/60 мощностью 60 кВт при ускоряющем напряжении 60 кВ. Сварку выполняют вертикальным и горизонтальным электронными пучками при рабочем расстоянии г=200 мм со скоростью исв=8, 10, 12 и 15 м/ч в широком диапазоне токов сварки /в.
Сварку вертикальным пучком проводят без сквозного проплавления на подкладках, а горизонтальным пучком — без сквозного и со сквозным проплавлением при горизонтальном расположении плоскости стыка. Критериями выбора режима сварки являлись наличие проплавления на всю толщину металла с заглублением в подкладку при несквозном проплавлении не менее чем на 10 мм; отсутствие в шве дефектов; паранлельность стенок канала проплавления. Фокусировку пучка подбирали с учетом максимального проплавления при минимальном токе сварки с обеспечением формирования узких швов. Все образцы не позднее 1 ч после окончания сварки подвергали отжигу 650±10°С, 1,5 ч с охлаждением на воздухе.
Упрочняющую обработку образцов из стали 20ХГСН2МФА после отжига проводили по режиму: нагрев до 900±10°С, выдержка 20 мин; охлаждение в щелочи до 250±5°С, выдержка 3 ч, охлаждение на воздухе.
Формирование бездефектных швов при сварке горизонтальным пучком достигалось только при сквозном проплавлении и обеспечивалось при определенном сочетании значений тока и скорости сварки. Отклонение от установленных сочетаний I и кев привадило либо к образованию глубоких подрезов и непроваров, либо к появлению в швах крупных по диаметру и протяженных полостей.
Сопоставление параметров ЭЛС с результатами неразрушающего контроля качества соединений и данными макро- и микроисследований позволило установить зависимость количества дефектов в шве от тока и скорости сварки.
Результаты испытаний на статическое растяжение и ударный изгиб приведены в табл. IV.29, из которой следует, что прочность и пластичность соединений стали 20ХГСН2МФА, сваренных способом ЭЛС, практически одинаковы по сечению шва и по своему уровню не ниже соответствующих показателей основного метанла. Все сварные образцы разрушались по основному металлу на расстоянии 7—10 мм от линии сплавления. Образование “чашечного” излома в шейке по месту разрушения свидетельствует о вязком характере разрушения металла.
Испытаниями на ударный изгиб существенных различий в значениях KCU по толщине образцов не выяаяено. Следует отметить, что ударная вязкость металла шва выше, чем у основного металла как при +20’С, так и при —70°С. Анализ полученных данных показал, что при снижении температуры испытаний происходит уменьшение ударной вязкости как металла шва и ЗТВ, так и основного металла. При этом резко выраженного порога хладоломкости не обнаружено. При изучении характера изломов установлено, что разрушение сварных ударных образцов и образцов основного металла при +20°С происходило при значительной пластической деформации; характер изломов вязкий.
Увеличение ударной аязкости металла шва по сравнению с основным металлом объясняется воздействием на жидкий металл электронно-лучевого
Таблица 1V.29. Механические свойства соединений стали 20ХГСН2МФА
Место вырезки образцов *с а МПа 8 КСИ, Дж/см2 Дж/см' о;/о,
% uiqb 1 зтн ШОВ ЗТВ ШОВ ЗТВ
Сварное +20 1412,9—1416,7 12,3-13,1 46,6-49,8 105,4—114,2 69,1-71,9 57,4-63,0 69,1-71,9 1,47 1,42
соединение -70 1472,3-1482,7 14,8-16,0 49,0-53,8 77,1—87,4 46,5-59,8 13,9-17,1 46,5-59,8 1,42 1,43
Основной +20 1408-1417,2 13,5-15,3 45,2-50,8 1 61,7- 75,5 15,4-29,2 1,42
металл -70 1459,2-1476,0 15,9-17,5 49,2-52,2 45,2- 59,8 4,3-5,1 1,44
переплава в вакууме и наличием благоприятной структуры шва, обусловленной специфическими условиями кристаллизации жидкого металла при ЭЛС [23], а также более низким уровнем свойств основного металла в направлении параллельно волокну. Чувствительность металла шва, ЗТВ и основного металла к надрезу при исследованных температурах испытаний практически одинакова.
Оценка результатов испытаний показывает, что сопротивляемость металла шва и ЗТВ развитию трешин при +20°С соответственно в 2,7 и 3,1 раза больше, чем у основного металла. При отрицательных температурах склонность сварных соединений и основного металла к хрупкому разрушению повышается. Следует отметить, что сопротивляемость металла шва и ЗТВ к развитию трещин при -70°С больше, чем у основного металла, в 3,3 и 11,3 раза соответственно.
Результаты повторно-статических испытаний следующие: минимальное значение прочности на базе 20-103 циклов у сварных соединений — 850 МПа, у основного метанла — 940 МПа. Это свидетельствует о достаточно высоком уровне работоспособности сварных соединений стали 20ХГСН2МФА, полученных способом ЭЛС.
ЭЛС стали 20ХГСН2МФА обеспечивает высокую химическую однородность металла по всему объему шва. Интенсивным перемешиванием жидкого металла в процессе его переноса с передней стенки канала про-плааяения в зону кристаллизации достигается однородность состава и по высоте шва. Существенного изменения содержания газов в металле шва по сравнению с основным металлом не обнаружено.
Таким образом, сварные соединения по уровню механических свойств и работоспособности, однородности по химическому и газовому составу, а также по структуре практически не отличаются от основного металла. Следовательно, ЭЛС может быть использована при изготовлении силовых конструкций из стали 20ХГСН2МФА с толщиной свариваемых стыков 50—80 мм.
8.6. УМЕНЬШЕНИЕ НЕОДНОРОДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ СТАЛЬНЫХ ОТСЕКОВ БАКОВ ФЮЗЕЛЯЖА САМОЛЕТА
Одним из важнейших условий создания работоспособной ставьной конструкции планера сверхзвукового самолета является замена болтовых, заклепочных и других соединений, характеризующихся, при излишней полетной массе, еще и низкими показателями прочностных и антикоррозионных свойств, на сварные соединения. Однако сварные соединения часто содержат конструктивные концентраторы, создающие неоднородность поля напряжений, что снижает (по отношению к основному материалу) предел выносливости и ресурс сварной конструкции. С этих позиций для особо нагруженных соединений цельносварных конструкций планера и других изделий ответственного назначения предпочтительны стыковые соединения, в которых практически отсутствуют геометрические концентраторы. Но и в них при сварке высокопрочных коррозионно-стойких сталей — основного конструкционного материала планера сверхзвукового самолета — под
воздействием сварочного термического цикла появляется существенная фазовая и структурная неоднородность металла, которая успевает образоваться даже при малом времени цикла точечной контактной сварки [24].
Фазовый состав и структура металла в зонах соединения теплостойких коррозионно-стойких сталей определяют различную твердость металла в зоне соединения (рис. IV.27).
Рис. ГУ. 2 7. Распределение твердости в металле сварных соединений:
I — состояние после сварки: 2— после сварки и термообработки (нормализация ст 1050С+обработка холодом -7Фс, 2 ч + отпуск 45(ГС)
Термоупрочненная сталь переходного аустенитно-мартенситного класса ВНС-5 в зоне сварочного нагрева выше температуры точки Аа приобретает аустенитную структуру и соответственно низкую прочность. При этом, как
показали испытания и исследования сварных образцов с нанесенной на их рабочую часть координатной сеткой, перед разрушением соединений имеет место значительная пластическая деформация металла шва и ЗТВ. Термическая обработка (нормализация+обработка холодом+отпуск) переводит аустенитную фазу в мартенситную, с соответствующим повышением твердости и выраяниванием ее по сечению сварного соединения. При этом резко повышается предел текучести металла и уменьшается пластическая деформация предразрушения. Прочность сварного соединения возрастает от 0,6 до 0,85— 0,90 прочности основного металла.
Следует заметить, что твердость металла зоны сварного соединения со стороны стали ВНС-4 аустенитно-ферритного класса после упрочняющей ТО по указанному режиму (для стали переходного класса) остается практически без изменения, поскольку в нем не происходит мартенситное превращение.
Возможность использования ТО как способа уменьшения неоднородности и упрочнения сварных соединений ограничена лишь отдельными узлами и деталями. Этот процесс неприемлем для цельносварных пространственных узлов и агрегатов самолета из-за возможной деформации конструкций. В связи с этим возникает необходимость разработки других (технологических) методов снижения неоднородности и улучшения тем самым свойств сварных соединений толстостенных и тонколистовых конструкций из теплостойких коррозионно-стойких сталей.
Металлургические особенности теплостойких коррозионно-стойких сталей выдвинули особые требования к технологическим процессам и режимам сварки. Помимо обеспечения эффективной зашиты от воздействия воздуха на металл в зоне сварочного нагрева необходимо формировать соединение с минимальными размерами шва и ЗТВ и осуществлять процесс сварки с минимальной длительностью воздействия критических температур на металл шва (интервал кристаллизации), ЗТВ (1100—1300’С) и зоны выделения карбидов (600—850’С).
Экспериментальные исследования показали, что путем снижения погонной энергии сварки и применения теплоотводящей оснастки при соблюдении условий стабильного проплавления можно существенно уменьшить размеры зон сварного соединения (рис. 1V.28) и продолжительность воздействия критических температур, тем самым улучшив механические свойства соединения. Аналогично влияет при аргоно-дуговой сварке тонколистовых элементов принудительное охлаждение локально направленными струями воды металла в зоне сварки. Однако этот прием трудно использовать при монтажной сварке пространственных конструкций фюзеляжа.
Для уменьшения структурной и механической неоднородности металла в тонколистовых соединениях разработан технологический процесс прокатки шва стальными роликами (диаметром 120 мм и шириной 10 мм) на специальных машинах. При усилии прокатки до 30 кН достигается обжатие металла шва (на сталях типа СН-3) до 10%. В результате механического (сдвигового) наклепа нестабильный аустенит превращается в мартенсит, с одновременным резким повышением прочности металла, особенно сталей переходного класса.
Твердость повышается и выравнивается по сечению соединения (рис. 1V.29), а временное сопротивление повышвется на 10—20% в зави
симости от класса стали. Одновременно снижаются остаточные напряжения в сварном соединении. При зим прокатка сталей переходного и аустенитного класса должна производиться по шву, а ставей мартенситного класса типа ВНС-2 — по ЗТВ, которая подвергалась нагреву при сварке до температур, превышающих 650° С.
Упрочнение швов прокаткой получило практическое применение при соединении лент и листов в элементы обшивки более крупных размеров. Использовать этот технологический прием для уменьшения неоднородности сварных соединений при сборке пространственных конструкций нерационально.
Технология аргоно-дуговой сварки тонколистовых соединений отсеков баков планера, используе-
Рис. IV.28. Зависимость размеров зон сварного соединения стали ВНС-2 и его механических свойств (временного сопротивления и угла загиба по шву) от скорости сварки на весу (сплошные линии) и на медной пол-
Рис. ГУ. 29. Влияние режима прокатки на твердость металла сварного соединения стали СН-3 толщиной 1 мм при автоматической аргоно-луговой сварке без присадки:
/ — без прокатки; 2,3— прокатка с усилием 12,5 и 32,5 кН; 4 — трехкратная прокатка с усилием
ных одновременно в качестве силовой конструкции и носителя жидкого топлива, должна, наряду с высокой прочностью и герметичностью соединений, обеспечивать воспроизводимость параметров сварки, стабильность формирования и структурную однородность шва по всему замкнутому контуру. Такое требование может быть выполнено только при условии автоматизации процесса сварки соединений панелей с каркасом отсека бака. Решение этой проблемы стало возможным после появления современных средств автоматического управления.
Проведенные исследования позволили перейти к созданию ин-
тегрированных технологий и впервые в отрасли разработать и реализовать такую технологию при изготовлении стального отсека бака самолета МиГ-29. Стабильность формирования шва была обеспечена благодаря комплексной автоматизации технологических процессов механической обработки кромок и сварки (без присадки) по замкнутому контуру на многофункциональном оборудовании с системой ЧПУ.
Проблема автоматизации сварки по криволинейному контуру значительно усложняется необходимостью введения в шов присадочного
материала. Предложена и разработана оригинальная технологическая схема аргоно-дуговой сварки с вертикальной подачей присадочной проволоки [25]. Технологические процесс и конструкция сварочной головки, которые реализуют предложенную схему, позволили достигнуть качественного формирования соединения по всему криволинейному замкнутому контуру.
Сущность способа заключается в том, что присадочная проволока (рис. IV.30) подается по оси сварочной головки нормально к поверхности свариваемых деталей, а вокруг присадочной проволоки с помощью специального устройства обращается вольфрамовый электрод.
При обращении электрода ширина сварочной ванны увеличивается до 8—15 мм (в зависимости от диаметра описываемой электродом окружности) и уменьшается глубина проплавления. Проверку проводили на сталях ВНС-2, СНЗ, ВНС-16, титановом (ВТ20) и алюминиевых (АМгб и 1420) сплавах. Образцы сваривали на медной подкладке. Источник питания при сварке стали и титанового сплава — ВСВУ-315, а при сварке алюминиевых сплавов — ИСВУ-315-1.
Установлено, что устойчивость процесса зависит от скорости подачи присадочной проволоки. При малой скорости происходит капельный перенос, и капли, попадая на вольфрамовый электрод, могут нарушать процесс. При большой скорости проволока входит в сварочную ванну и расплавляется в ней (возможно даже упирание ее в дно ванны). В этом случае процесс трудно контролировать. Наибольшая устойчивость процесса наблюдается при струйном переносе присадочного металла.
Кроме скорости подачи присадочной проволоки и плотности тока на устойчивость процесса влияют радиус R обращения вольфрамового электрода и диаметр присадочной проволоки.
Области устойчивых режимов сварки показаны на рис. IV.31.
Рис. FV.30. Схема сварки с обращающимся электродом: / — присадочная проволока; 2 — обращающийся вольфрамовый электрод; J — сопло
Для листов толщиной 2 мм скорость сварки %в=8—10 м/ч, а скорость обращения вольфрамового электрода 75—80 об/мин.
В случае сварки листов с обраше-нием электрода ширина шва значительно больше, чем при обычной сварке и прочих раяных условиях. В результате повторных переплавов шва в зоне сплавления происходят структурные изменения. Повторный переплав способствует дезориентации и измельчению структуры металла шва.
Механические свойства сварных соединений, полученных описываемым способом, приведены в табл. IV.30.
При испытании сварных образцов разрушение происходило в основном по периферии шва (у линии сплавления). Лишь образцы из стали ВНС-2
разрушались по ЗТВ с карбидной сеткой.
Испытания образцов на маяопик-ловую усталость повторно-статическим растяжением (рис. IV-32) показали, что свойства соединений стали ВНС-2 и алюминиевого сплава 1420, выполненных сваркой обращающимся электродом с осевой подачей присадочной проволоки и обычной сваркой с подачей проволоки сбоку, практически равноценны.
Для обеспечения стабильности процесса сварки и
Рис. IV.31. Зависимость скорости подачи присадочной проволоки от тока при сварке стали ВНС-2 (х), титанового сплава ВТ20 (•) и алюминиевых сплавов АМгб и 1420 (°): а — 2,25—2,5 мм, ^р=!,2 мм; б — 0—3,25 мм, tfnp=2,0 мм; заштрихованы области устойчивого процесса
улучшения формирования шва предложена система
автоматического поддержания оптимального режима введения присадочного материала в шов. Разработана принципиальная схема такого автоматического управления применительно к сварочному оборудованию нового поколения, работающему на базе ПЭВМ.
Таблица IV.30. Механические свойства сварных соединений после термообработки и сварки листов 8=2 мм
Объект исследования Присадочная проволока Тип сварного соединения МПа “изг-град МЦУ на базе 2» ПУ циклов. МПв
марка диаметр, мм
Теплостойкие нержавеющие стали: ВНС-2 ЭП659-ВИ 1,2 Встык 1320 95 630
ВНС-16 ЭИ 395 1,2 В замок* Встык 1230 872 180 550
Титановый сплав ВТ20 Св-ВТ20 2,0 В замок* Встык 784 1230 — 550**
Алюминиевые сплавы: 1420 АМгб 2,0 378 105 100 200
АМгб АМгб 2.0 » 333 —
Толщина свариваемых листов 8=1,5 и 3,0 ми.
Приведен предел мал оу игловой усталости на базе (6—7) I03 циклов.
Рис. rv.32. Малоцикловая выносливость соединений стали ВНС-2 (а) и алюминиевого сплава 1420 (б), выполненных обычной сваркой встык с подачей присадки сбоку (/) и сваркой с обращающимся электродом и осевой подачей присадки (3); 3 — показатели основного металла
Создание усовершенствованной системы управления позволит реализовать ин-тегрированную технологию сборки-сварки сложных емкостных конструкций и при меньшей трудоемкости повысить надежность соединений за счет высокой стабильности процесса сварки с подачей присадки и формирования криволинейного шва по всему замкнутому контуру.
Неоднородность соединения возрастает с увеличением толщины свариваемых элементов, поскольку она развивается по высоте многослойного шва.
В конструкциях летательных аппаратов толсто
стенные стыки, являюшиесв преимущественно особо нагруженными, выполняются, как правило, в монтажных условиях при окончательной сборке агрегатов и узлов планера. Наиболее целесообразно, как показала практика, использовать для этой цели
аргоно-дуговую сварку.
Экспериментальные иссле-дова-ния показали, что при многопроходной дуговой сварке деталей большой толщины с традиционной V-образной разделкой кромок при увеличении числа проходов (слоев) шва улучшается его структурная однородность и, как следствие, повышается ударная вязкость (рис. IV.33).
Достигается это благодаря снижению погонной энергии при наложении слоев малого сечения. При этом уменьшаются объем сварочной ванны и размеры кристаллитов, сокращается длительность воздействия критических температур на металл в зоне шва. Такие соображения принимались во внимание при разработке нового перспективного процесса аргоно-дуговой сварки силовых толстостенных уздов
Рис. IV.33. Зависимость ударной вязкости шва от количества проходов при аргоно-дуговой сварке (сталь ВНС-5 толщиной 20 мм)
в узкий зазор, позволяющего осуществлять ряд технологических приемов, способствующих повышению структурной и механической однородности металла в сварном соединении.
Высокая стабильность качества, надежность соединения и другие преимущества обусловили успешное внедрение сварки в узкий зазор при изготовлении таких высокоответственных соединений планера, как стыки узла поворота крыла МиГ-23 и стойки шасси самолетов Ан-124 (“Руслан”) и Лн-225 (“Мр1я”). Последние исследования, однако, показали, что и достигнутые результаты могут быть существенно повышены. С этой целью предложена и опробована усовершенствованная технология сварки в узкий зазор толстостенных конструкций.
§ 9. ПРИМЕНЕНИЕ СВАРКИ В АВИАЦИОННОМ ДВИГАТЕЛЕ-И АГРЕГАТОСГРОЕНИИ
Увеличение параметров и ресурса работы современных авиационных газотурбинных двигателей (ГТД) в значительной степени достигнуто за счет использования жаропрочных сплавов в сварных узлах, условия работы которых характеризуются длительным воздействием нагрузок, высоких температур (до 900— ПОО’С) и агрессивных сред. При этом к сплавам такого типа предъявляется требование образовывать качественные сварные соединения, что является сложной задачей, поскольку с повышением жаропрочности сплавов ухудшаются такие показатели свариваемости, как сопротивляемость образованию трешин при сварке и последующей термообработке.
Современный двигатель должен быть максимально облегчен: из расчета I кг массы на 20—30 л.с. тяги [26]. Наиболее эффективный способ производства полых облегченных охлажденных элементов двигателя — более широкое внедрение сварки, а в ряде случаев и пайки.
Узлы горячего тракта современных двигателей, за исключением газовой турбины, практически являются цельносварными тонкостенными конструкциями. В настоящее время для получения наиболее ответственных стыковых соединений в основном используется дуговвл сварка неплавящимся электродом. Другой весьма эффективный способ получения соединений, позволяющий создавать новые конструкции уздов газотурбинных двигателей с повышенной надежностью, улучшенными массогабаритными и техническими характеристиками, — это электронно-лучевая сварка. Наиболее широко ЭЛС применяют при изготовлении роторных конструкций, корпусных деталей и валов, где необходимо соединять детали, которые практически полностью прошли механическую обработку с высокой точностью.
В узлах горячего тракта широко применяются высоколегированные жаропрочные аустенитные стали и сплавы на основе никеля, особенно упрочняемые дисперсионным твердением.
9.1. ВЫСОКОЛЕГИРОВАННЫЕ СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
Высоколегированные сплавы никеля обладают, наряду с высокой жаропрочностью и окали стостойкостью, значительной коррозионной стойкостью в газовых, соляных и жидкометаллических средах и могут эксплуатироваться
Таблица 1V.3I. Химический состав (%) высоколегированных жаропрочных сплавов на никелевой основе
Содержание зЛСМСНТМ, Я&
С Si Мп Сг Ni W Мо Nt Al Ti Ft В Прочие
ХН78ТОИ435) <0,12 <0,8 £0,7 19-22 Основа — — — £0,15 0,15-0,35 £ 1,0 — £0,2Cu
ХН75МБТ (ЭИ602) е о,1 <0,8 £0,4 19-22 TJ 1,8-2,3 0,9-1,3 0,35-0,75 0,35-0,75 — —
ХН60В (ЭИ868) £0,1 £0,8 <0,5 23,5-26,5 тт 13-16 — — £0,5 0,3-0,7 £4 — —
хнзовмт (ЭП437) £ 0,1 £0,6 £0,6 14-16 27—30 4,5-6 3-4 — £0,5 1,8-2,3 Основа — £0,02Zr
ХН45МВТЮБР (ЭП718) £ 0,1 £0,3 £0,6 14-16 43-47 2,5-3,5 4-5,2 0,8-1,5 0,9-1,4 1,9-2,4 £0,008 £ 0,02Zr, £0, ICe
ХН50ВМТЮБ (ЭП648, ВХ4Л) £ 0,1 £0,4 <0,5 32-35 Основа 4,3-5,3 2,3-3,5 0,5-1,1 0,5-1,1 0,5-1,1 £4,0 £0,008
ХН65ВМБЮ (ЭП914) £0,06 £ 0,5 £0,5 17-18,5 тт 5,5-7,5 3-5 4—4,7 1,5-1,9 — £1,5 £0,006 0,1—0,2Nb
ХН68ВМТЮК (ЭГ169.3) £ 0,1 <0,5 £0,4 17-20 и 5-7 3-5 — 1,6-2,3 1,1-1,6 £5,0 £0,005 5—8Co, £ 0,05Ce
ХН62ВМЮТ (ЭП7О83 £0,1 £0,6 £0,3 17,5-20 л 5,5-7,5 4-6 — 1,9—2,3 1,0-1,4 £4,0 £0,008 £ 0,03Ce
ХН56ВМТЮ (ЭП1991 £0,1 £0,6 £0,5 19-22 TJ 9-11 4-5 — 2,1-2,6 1,1-1,6 £4,0 £0,008 £ O.OSMg
ХН50МВКТЮР (ЭП99) £0,1 £03 £0,3 17,5-19,5 rt 5,5—7,0 3,5-5 £1,5 2,5-3 1-1,5 £3,0 £0,005 5—8Co, £0,02Ce
ВЖЛ14 £0,08 £0,4 £0,4 18-20 И 4-5 — 1,2-1,5 2,5-3,1 8-10 £0,005
до температур 1000—1100*С (табл. IV.31). Никелевые сплавы делят на две группы: гомогенные нетермоупрочняемые и гетерогенные термоупрочняемые дисперсионным твердением [20}. Режимы закалки и старения приведены в табл. 1V.32.
Термоупрочняемые гетерогенные сплавы никеля могут иметь несколько исходных состояний. В закаленном состоянии сплавы отличаются наименьшей жаропрочностью, но наибольшей пластичностью (в том числе штам-пуемостью). В дисперсно-упрочненном (состаренном) состоянии их пластичность минимальна, а жаропрочность максимальна и зависит от объема,
химического состава и морфологии упрочняющих фаз. Главная роль в обеспечении жаропрочности никелевых сплавов принадлежит у-фазе, Таблица IV. 32. Режим закалки и спфсиия сплавм
Сплав Закалка от температуры СС) на воздухе Старение лри температуре CQ ла воздухе Уфаза, Я
общее количество ХН78Т (ЭИ435) 1020
которой пропор- ХН75МБТЮ (ЭИ602) 1050
ционвльно содер- ХН60В (ЭИ868) 1170
жанию Ti+Al или ХН30ВМТ (ЭП437) 1120 750, 16ч 3-4
Ni+Al. При ДТ1, ХН45МВТЮБР (ЭП718) 1050 780, 5ч, 10-11
А1)>8% доляу-фа-зы достигает 60% ХН50ВМТЮБ (ЭП648, ВХ4Л) 1150 650, 16ч 900, 16ч 10-11 <5
по массе. ПодУ-фа- ХН65ВМБЮ (ЭП914) 1100 800, 16ч 10-12
эой понимают ин- ХН68ВМТЮК (ЭП693) 1100 900,5ч 13-15
терметаллиды типа ХН62ВМЮТ (ЭП708) 1100 800, 15ч 13-16
Ni (Ti, Al), NLA1, ХН56ВМТЮ (ЭП199) 1150 950, 5ч 16
Ni3(Nb, Al), имею- ХН50МВКТЮР (ЭП99) 1100 900,8ч 18-20
щие ГЦК-решетку. ВЖЛ14 1120 700, 16ч 16
Они когерентны,
выделяются в объеме матрицы при старении и обеспечивают дисперсное твердение сплава.
В комплексно-легированных сплавах Y-фаза имеет сложный состав, так как никель и алюминий могут замешаться другими элементами. Положительное влияние у-фазы на механические свойства сплавов состоит в том, что, выделяясь в объемах зерен при температурах 600—950’С в виде большого числа когерентных мелкодисперсных частиц, она создает эффективные барьеры для движения дислокаций. В то же время у-фаза значительно пластичнее карбидов, а прочность ее возрастает с увеличением температуры.
Наряду с основными фазами возможно образование ряда побочных не-когеренгных фаз, которые, выделяясь по границам зерен вследствие сегрегации или ликвации, приводят к охрупчиванию сплавов: т]-фаза (Ni,Ti), о-фаза (FeCr), карбиды (МеаС6 и Ме(С), бориды (МеэВ2).
В перестаренном состоянии (старение при повышенных температурах) сплавы имеют промежуточные между термоупрочняемыми и нетермоуп-рочняемыми сплавами значения жаропрочности и пластичности вследствие коагуляции упрочняющих фаз.
9.2. СВАРИВАЕМОСТЬ ЖАРОПРОЧНЫХ СПЛАВОВ
В работе [26] проведен сравнительный анализ свариваемости наиболее широко применяемых в промышленности жаростойких, жаропрочных, дис-персионно-твердеющих железохромникелевых и никелевых сплавов.
К жаростойким гомогенным сплавам относят никелевые сплавы ЭИ435, ЭИ602, ЭИ868, имеющие аустенитную структуру у-твердого раствора, который может быть упрочнен молибденом, ниобием и вольфрамом. Увеличение содержания этих элементов способствует повышению кратковременной, длительной прочности и стойкости против образования горячих трещин. Высокая окалиностойкость достигается за счет легирования 20% хрома.
Отличительной особенностью жаропрочных дисперсионно-твердеющих железохромникелевых (ЭП437, ЭП718) и никелевых (ЭП648, ЭП914, ЭП693, ЭП708, ЭП199, ЭП99, ВХ4Л, ВЖЛ14) сплавов является наличие в их составе достаточного количества алюминия и титана, которые, взаимодействуя с никелем, образуют Y-фазу типа Ni,(Al, Ti),
Стремление разработчиков повысить жаропрочность и снизить ползучесть жаропрочных сплавов может привести к ухудшению их свариваемости. При определенном уровне легирования, осуществляемого с целью повышения жаропрочности, достигается предел, когда избежать образования горячих трещин при сварке плавлением становится невозможно. Сварка дисперсионно-твердеющих сплавов с применением менее легированного присадочного материала позволяет получать швы с большой технологической пластичностью, но при этом существенно снижается жаропрочность и не устраняются околошовные трещины, возникающие в основном металле под действием термического цикла сварки. Подавить возникновение горячих трещин можно, используя сопутствующий подогрев основного металла на 100— 150’С выше 950’С; это практически полностью снимает сварочные напряжения и повышает пластичность металла. Одиако в сварных соединениях никелевых сплавов с дисперсионным упрочнением трещины могут возникать при последующей ТО ияи в процессе эксплуатации.
Стойкость листовых полуфабрикатов против образования горячих трещин определяли на пластинчатой пробе (темп нарастания растягивающих деформаций при сварке которой зависит от жесткости образца, характеристик жаропрочности и релаксационной стойкости испытуемых материалов) и по методике ЛТП1-6 (темп нарастания растягивающих деформаций задается скоростью деформации образца в процессе сварки). Литейные сплавы исследовали на клиновой пробе, которая позволяет изменять размер зерна и объем наплавленного металла на одном образце.
Стойкость против образования термических трещин оценивали по результатам провоцирующего нагрева образцов дисковой пробы толшиной 3 мм с диаметром образца 120 мм и диаметром контрольного шва 25 мм и круговой пробы (рис. ГУ.34, л).
В табл. IV.33 представлены результаты испытаний на склонность к образованию горячих трещин металла не менее двух-четырех промышленных плавок каждого из сплавов. Анализ результатов испытаний образцов пластинчатой пробы показал, что при сварке гомогенных сплавов ЭИ435, ЭИ602, ЭИ868 стойкость против образования горячих трешин выше, чем при сварке никелевых дисперсионно-твердеюших сплавов в закаленном сос-
Рис. 34. Стойкость против образования трещин на круговой пробе опытных и промышленных сплавов (й) и после термообработки сварных соединений жаропрочных сплавов (б) в зависимости от содержания алюминия и титана:
/ — образны без трещин (сплавы не склонны к образованию трещин); П — сплавы умеренной склонностью к образованию трещин; lit — образцы с трещиной (сплавы с высокой склонностью к образованию трещин)
таянии, что совпадает с опытом их применения в промышленности, а де-формационнал способность находится практически на одном уровне Ихр=0,04 -0,06 мм/с).
Литейные сплавы, имеющие по сравнению с деформированными ббль-шую структурную и химическую неоднородность вследствие дендритной ликвации, отличаются большей склонностью к образованию горячих трещин.
Повысить технологическую прочность металла за счет применения чистых шихтовых материалов возможно твкже и по отношению к деформированным сплавам (твбл. IV. 34). Как видно из таблицы, стойкость против образования трещин можно увеличить за счет перехода от открытой выплавки в индукционных печах (ОИ) к вакуумно-индукционной (ВИ) или вакуумно-дуговой (ВД), что связано со снижением содержания кислорода и неметаллических включений в сплаве.
Эффективным средством повышения технологической прочности при аргоно-дуговой сварке является применение в качестве присадки сварочных проволок ЭП533, ЭП595, ЭП367, ЭК-22, облаллющих по сравнению со свариваемыми сплавами более высокой стойкостью против образования горячих трещин. Особенно это заметно при сварке железо-хромникелевых сплавов ЭП437 и ЭП718, невысокая деформационнал способность которых (.4^=0,03 мм/с) повышается (до 4^=0,04—0,06 мм/с) при применении этих присадочных материалов.
Сварные конструкции из дисперсионно-твердеющих сплавов склонны к растрескиванию при термообработке.
Результаты экспериментов с опытными и промышленными сплавами различного состава на круговой пробе толщиной 5— 15 мм с контрольными
Таблица IV.33. Результаты испытаний в» склонность жароцюшых силами к образованию горячих трещин
Сплав Способ выплавки Присадочный материал «V»’ мм/с ’
ХН78Т (ЭИ435) ВИ ЭИ435 3-4 0,050
ХН75МБТЮ (ЭИ602) ВИ ЭИ 602 3—4 0,050
ЭП367 2-3 —
ЭК-22 1-2 —
ХН60К (ЭИ868) ВИ ЭИ868 4—6 0,060
ЭП367 3-5 0,064
ЭК-22 2-3 —
ХНЗОВМТ (ЭП437) ВИ ЭП437 9-10 0,033
9-11 —
ЭП533 8-9 0,04
8-9 —
ЭП367 4-6 0,045
4-6 —
ХН45МВГПОБР (ЭП718) вд ЭП718 — 0,033 0,030
ЭП533 8-10 0,051
14-18 0,045
ЭП367 5-6 0,060
10-14 0,052
ЭК-22 3-5 0,061
8-10 —
ХН50ВМТЮБ (ЭП648) ВИ ЭП648 5-8 0,050
7-9 —
ЭП367 — 0,061
ЭК-22 3-4 0,064
4-5 —
ХН65ВМБЮ (ЭП914) вд ЭП914 7-10 0,040
14-18 0,035
ЭП533 5-7 0,045
— 0,040
ЭП367 4-5 0,050
ЭК-22 3-4 0,058
8—10 0,050
Сплав Способ выплавки Приса-ДОЧКЫЙ материал ч.» <%•*"*'*
ХН68ВМТЮК (ЭП693) вд ЭП693 — 0,050
ЭП533 10-12 0,051
23-26 —
ЭП367 6-8 0,060
21-23 0,053
ЭП595 3-4 —
ЭК-22 3-4 0,060
9-11 —
ХН62ВМЮТ (ЭП7О8) вд ЭП708 — 0,053
ЭП533 7-8 0.059
ЭП595 2-4 —
ЭП367 4-6 0,064
ЭК-22 1 1 0,070
ХН56ВМБЮ (ЭП199) вд ЭП199 1 '1 0,050
f ЭП533 1г 1 г —
ХН50МВКТЮР (ЭП99) вд ЭП99 0.046
ЭП533 7-13 0.050
26-76 —
ЭП595 3-5 0,060
20-33 —
ЭП367 д 0,060
25-50 —
ЭК-22 1-2 0,060
ВХ4Л ВИ ЭП648 18-23" 0.040"
18 —
ВЖЛ14 ВИ ЭП533 18-20" 0,041"
14 0,040
В числителе приведены свойства металла после закалки, в знаменателе — после старения. Клиновая проба, мм
Таблица IV.34. Зависимости стойкости жаропрочных швами диаметром сплавов против образования трещин от способа «ыплажкя 30, 50, 70 мм, выполненными элек-
Сплав Способ выпдалкм трон но-луче вой и мм/с аргоно-дуговой
ХН75МБТЮ (ЭИ602) ХН62ВМЮТ (ЭП708) ХН45МВТЮБР (ЭП718) ХН68ВМТЮК (ЭП693) ХН56ВМТЮ (ЭП (99) ОИ ВИ ОИ ВИ ВД, чистые шихтовые материалы ВД+40% отходов ВД, чистые шихтовые материалы ВД+70% отходов ВД, чистые шихтовые материалы ВД+70% отходов 0,033 сваркой, показали, 0 050 что независимо от размеров образцов, 0,033 технологии сварки и 0,053 режимов термооб- 0041 работки трещины отсутствуют у спла-0,033 вов, имеющих в свб- ' см составе до 2,7% 0,066 алюминия и до 3,7% титана (см. рис. IV.34, 0,050 б) Этой области со- 0 060 ответствуют сплавы ’ ЭП648.ВХ4Л, ЭП437, 0,050 ЭП914, ЭП718, со-
дирлиицди jiuujiv и а-рения <10—12% у-
фазы (см. табл. IV.32) и не склонные к образованию термических трещин (рис. IV.34, б).
При содержании в сплавах 2,7—3,5% алюминия и 3,7—5% титана возможность образования трещин на круговой пробе возрастает с ростом толщины образца, уменьшением диаметра контрольного шва и при замене электронно-лучевой сварки на аргоно-дуговую, что связано с повышением в образце остаточных сварочных напряжений (рис. IV.34, <?). Как видно из рис. 1V.34, б, к этой группе относятся сплавы ВЖП14, ЭП693, ЭП708, ЭП199, ЭП99 с умеренной склонностью к образованию термических трещин, содержащие после старения 13—20% Y-фазы (табл. IV.32). Положение деформированных сплавов на рис. IV.34, б подтверждается результатами испытания дисковой пробы, согласно которым их склонность к образованию термических трещин возрастает в следующей последовательности: ЭП693, ЭП708, ЭП199, ЭП99.
В табл. IV.35 приведены механические свойства сварных соединений, выполненных электронно-лучевой (ЭЛС), аргоно-дуговой (АрДЭС) и дуговой сваркой (ДЭС).
При АрДЭС и ДЭС в качестве присадочного материала применяли промышленные марки сварочных проволок и покрытых электродов. Сварку всех сплавов проводили в закаленном состоянии. Гомогенные сплавы термообработке после сварки не подвергались, дисперсионно-твердеюшие сплавы проходили закалку и старение. Как видно из табл. IV.35, кратковременная и длительная прочность сварных соединений жаростойких гомогенных сплавов ЭИ435, ЭИ602, ЭИ868 независимо от способов сварки и применяемых присадочных материалов находятся на уровне основного материала.
Таблица IV.35. Механические свойства сварных соединена жароцюшых сплавов, штампа р^тичилп! способами сварил
Тстпн- Способ ПрнсацсЧ' О, (МПа) при Т, 'С Сщ/МПа) цш 4 *С
'денем ши спрос pw 20 600 «0 900 800 900
ХН78Т Основной металл 720-770 600-610 180—220 — 45 15
(ЭИ435). ВИ
13 АрДЭС ЭИ435 770-790 570-590 270—290 — 44 —
12 700-710 580-590 250-260 — 44 —
12 дэс ИМЕТ-10 790 — 280-290 — — —
12 ЦТ-28 790 — 280-290 — — —
12 ВИ-ИМ-1 780-810 — 280-300 — — —
ХН75МЫТО Основной металл 820-850 660 290 — 60-70 29
(ЭИ602), ВИ
2 АрДЭС ЭИ602 840-860 670-680 310-320 —- — —
2 ЭП367 810-820 640-660 290-310 — — —
2 ЭК-222 830-850 680-700 300—320 —-
2 дэс ОЗЛ-25Б 740-750 600-630 290-320 — 70 —
ХН60В Основной металл 740-900 600-650 380--420 ПО S2
(ЭИ868}, ВИ
12 ЭНС — 780-790 — 410—420 — по —
30 700-800 — 380-400 — 100 —
2 АрДЭС ЭИ868 840-880 650-690 430-440 — по —
12 820-840 700-710 390-420 — — —
2 ЭП367 850—870 780-720 350-390 — — —
2 ЭК-22 85(3-870 680-720 «0-450 — — —
12 ДЭС ЦТ-28 820 •— 330-360 — — —
12 ВИ-ИМ-1 780-870 — 340-350 — — —
ХНЗОВМТ Основной металл 970-1040 850-900 480-540 — 180 —
(ЭП437ХВИ
12 элс — 1080—1120 810—820 510-530 — 180 —
30 — 1080-1090 — 400—450 — 160 —
2 АрДЭС ЭП437 1050-1080 770-790 — — —
12 1040-1050 810-820 580- 520 , — — —
ХН45МВТЮБР Скиовной металл 1100-1250 1150-1250 580-670 210 —
(ЭП718), ВД
2 ЭЛС •— 1300-1310 1110-1170 680—810 — 650 —
10 — 1290-1310 1100-1140 700—730 — 650
2 АрДЭС ЭП533 1210-1300 1010-1070 680-780 — 650 —
10 1070-1080 960-990 — — 550 —-
2 ЭП367 1150-1190 940-970 710-760 — 500 —
10 830-840 660-680 — — 500
3 ДЭС ВИ-ИМ-1 940-1080 — 620-640 — 160 —
18 800-820 — 480—490 — 90 —
ХН50ВМТЮБ Основной металл 900-950 600-640 300-350 180 70
(ЭП648), ВИ
12 элс — 900-930 — 540-590 — 180 —
13 АрДЭС ЭП648 900-950 — 630-650 300-350 180 70
12 900-930 •— 540-590 — 140 —
12 ЭК-22 760-780 — 440—450 — — —
3 дэс ОЗЛ-25Б 620-680 — 430-440 — по —
12 740-770 — 460-470 — 100 —
Сплав, метш шплавкм Тсмсш-на,мм Способ скцжн Присален-Hbit МПС-риал С^(МПа) при Гт X ат(мп») при т, "с
20 600 800 900 8№ 900
ХН65ВМБЮ Основной металл 1050-1200 950-1050 700-800 380—430 230-250
(ЭП914), ВД
2 ЭЛС — 1180—1200 1040-1050 790-800 — —
12 — 1120-1130 1120-1180 760-770 — 240
2 АгДЭС ЭП914 1150-1230 980-1000 650-720 — 240 —
12 ЭП914 1120-1180 1000—1040 710-800 — — —
2 ЭП533 1010-1190 720-730 — — —
2 ЭП367 1010-1080 — 710-730
2 ЭК-22 1060-1080 870-900 710-720 — 240
12 ЭК-22 850-950 680-690 630-650
2 дэс О0Л-25Б 890-940 710-740 510-520 — — —
ХН68ВМТЮК Основной металл 1020-1080 690-740 340-380 240-260 90
(ЭП693), ВД
2 ЭЛС — 1180-1210 1010-1080 770-780 — 240 90
12 — 1110-1170 — 770-780 250 —
2 АгДЭС ЭП533 1010-1190 880-960 720-810 410-420 230 90
2 ЭП367 1030-1060 790-810 640-680 — 230
2 ЭК-22 1060-1080 — 650-810 420—450 230 —
1.5 дэс ВИ-ИМ-1 1030-1090 — 600-620 — 160 —
12 910-930 — 500-520 — 100 —
ХН62ВМТЮ Основной металл 1100-1200 700-770 400-480 230-260 65-85
(ЭП708), ВД
2 ЭЛС — 1020-1030 — 740-760 430-500 — 90
12 — ШО-ПЗО — 680-710 — 250 —
22 АгДЭС ЭП533 1010-1020 — 710-740 430-480 — 90
2 ЛЭС ВИ-ИМ-1 950-960 — 520-650 — 150 —
ХН56ВМТЮ Основной металл 1100-1150 — 650-750 380-430 260-270 110
(ЭП199), ВД
12 ЭЛС - 1160-1170 — 850-870 — 260 —
30 — 1140-1190 — 800-850 — 250 —
2 АрДЭС ЭП533 990-1000 — 730—750 — —; —
12 940—1000 — 710-790 — — —
12 дэс ИМЕГ-10 1010-1060 — 430—450 — — —
12 ВИ-ИМ-1 930—940 — 390—400 — 150 —
ВХ4Л, ВИ Основной металл 800—900 — 550-650 — 180 —
12 АрДЭС ЭП648 800-850 700-750 550-600 180
12 ЭП533 850 — 600 — 180 —
12 ЭП367 800 — 600 — 100 —
НЖЛ14 Основной металл 800-850 680-780 630-680 450—480 — по
12 ЭЛС 780-810 650-660
12 АгДЭС ЭП533 790-830 — 560-590 — 220 90
12 ЭП367 720-750 —ь 490-500 — 100 —
12 ДЭС ИМЕГ-10 720-750 — 480-500 — — —
ВИ-ИМ-1 700-720 — 490-530 — 100 —
Аналогичная зависимость имеет место при ЭЛС дисперсионно-твердеющих сплавов. При АрДЭС и ДЭС этих сплавов механические свойства сварных соединений зависят от состава присадочных материалов и толщины свариваемых сплавов. Прочность сварных соединений тонколистовых материалов толщиной <2 мм, выполненных АрДЭС с использованием присадочного материала из сплавов ЭП648, ЭП437, ЭП914 и сварочной проволоки ЭП533 (2,3—2,9% Ti,<0,4% Al), составляет 0,95—0,98 прочности основного материала. Применение в качестве присадочного материала проволок из гомогенных сплавов ЭП367, ЭК-22, а при ДЭС — электродов ИМЕТ-10, ВИИМ-1, ОЗД-25Б позволяет получать сварные соединения с достаточно высокой прочностью, которая при АрДЭС составляет 0,85—0,9, а при ДЭС 0,8—0,85 прочности основного материала. Это достигается за счет дополнительного легирования шва титаном и алюминием из основного металла.
С увеличением толщины свариваемого металла при многопроходной сварке в разделку растут ширина ЗТВ и объем наплавленного металла, что вызывает снижение прочности сварных соединений. При толщине металла 10—12 мм прочность сварных соединений, выполненных АрДЭС с присадками из основного металла и ЭП533, снижается до 0,8—0,9, а с присадками из гомогенных сплавов и при ДЭС покрытыми электродами — до 0,7—0,75 прочности основного металла. При толщине свариваемого материала >15 мм прочность сварных соединений в случае АрДЭС и ДЭС приближается к прочности металла, наплавленного этими присадками [6].
При сварке дисперсионно-твердеющих сплавов в состаренном состоянии жаропрочность их соединений ниже, чем сплавов, прошедших старение после сварки, и приближается к показателям сплавов в закаленном состоянии.
Установлено, что режимы ЭЛС и АрДЭС не оказывают существенного влияния на механические свойства сварных соединений.
Таким образом, свариваемость жаропрочных сплавов в основном определяется их стойкостью против образования трещин при сварке и последующей термообработке. Наибольшее значение при этом имеет содержание титана и алюминия в сплавах. Поэтому гомогенные никелевые сплавы ХН7ВТ, ХН75М6ТЮ, ХН60ВТ и др., а также кобальтовые с карбидным упрочнением (типа L-6O5) в основном относят к хорошо свариваемым, так как они имеют незначительную склонность к образованию горячих трещин и не образуют трещин при ТО сварных узлов и деталей. Стареющие никелевые жаропрочные сплавы с суммарным содержанием титана и алюминия до 4—4,5% считаются материалами с удовлетворительной свариваемостью. От суммы содержаний этих элементов зависит склонность сплавов к образованию горячих трещин, предотвратить которые или существенно уменьшить их количество можно с помощью металлургических и технологических приемов. Несмотря на некоторое усложнение технологии сварки и ТО эти сплавы широко применяют в сварных конструкциях, что обусловлено достаточно высокой их жаропрочностью. Из отечественных сплавов к материалам такого типа можно отнести сплавы ХН50ВМКТЮР, ХН56ВМТЮ, ХН68ВМТЮК, ХН62ВМТЮ, ХН45МВТЮБР, из зарубежных — рене-41, рене-62, инконель-718. Из сплавов с содержанием титана и алюминия свыше 4,5% изготовлять конструкции без трещин с помощью известных способов сварки плавлением и технологических приемов практически невозможно: это позволяет характеризовать их как трудносвариваемые или ограниченно свари ввемые.
9.2.1. СПОСОБЫ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ
Выбор способа сварки конструкций из жаропрочных сплавов обуслоален составом основного материала, типом и размером полуфабрикатов, формой и размерами самой конструкции, условиями ее эксплуатации, возможностью проведения термообработки.
Ручную ДЭС применяют для изготовления конструкций из деформированных и литых полуфабрикатов толщиной не менее 1,5 мм, а также для заварки литейных дефектов. Разработано несколько марок электродов с покрытиями фтористокальциевого (основного) типа, которые обеспечивают получение наплавленного металла на никельхромовой основе с различной степенью легирования молибденом, молибденом и вольфрамом или молибденом, вольфрамом и ниобием. Такие электроды благодаря отсутствию в их составе титана и алюминия позволяют получать наплавленный металл с высокими показателями стойкости против образования горячих трещин и механическими свойствами на уровне гомогенных жаростойких сплавов. При сварке этими электродами деформированных и литейных сплавов склонность металла шва к образованию горячих трещин определяется структурой наплавленного металла. Электроды ИМЕТ-10, НИАТ-8 и ВИ-ИМ-1 по сравнению с другими марками имеют более высокую стойкость, что позволяет рекомендовать их для сварки весьма жестких соединений, где опасность трещин особенно велика.
Механические свойства соединений, выполненных рассматриваемыми электродами, отличаются от свойств наплавленного металла вследствие разбавления его основным металлом и зависят от марки и толщины свариваемого сплава. У гомогенных жаростойких сплавов ХН7ВТ и ХН60ВТ прочность соединений находится на уровне основного материала. При сварке стареющих сплавов жаропрочность соединений снижается с увеличением толщины и жаропрочности самого сплава.
Основной недостаток ручной ДЭС — отсутствие электродов, легированных титаном и алюминием. Эго связано с тем, что применяемое в качестве связующего силикатное жидкое стекло при расплавлении покрытия вызывает сильное окисление титана и алюминия, а также загрязнение наплааленного металла неметаллическими включениями.
Сварка в инертных газах. Сварку в атмосфере инертных газов плавящимся и неплавящимся электродом наиболее широко применяют у нас и за рубежом при изготовлении конструкций из жаропрочных сплавов. В качестве инертных газов используют аргон, гелий, их смеси, а также смеси аргона с СО,. Присадкой служат сварочные проволоки различного состава (табл. IV.36). При сварке гомогенных жаростойких сплавов в основном применяют присадки, имеющие состав, аналогичный свариваемому металлу. Для стареющих жаропрочных сплавов целесообразно использовать проволоки 08Х20Н57М8В8ТЗР и Х35Н50ВМ, легированные титаном и алюминием, наплавленный металл которых упрочняется при ТО, проводимой на дисперсионное твердение; это позволяет получать металл шва с механическими свойствами, близкими к свойствам основного металла. Для деталей из стареющих жаропрочных сплавов, прошедших полный цикл ТО, или узлов с жестким контуром в качестве присадки пригодны сплавы ЭП595, ЭП367 с высоким содержанием молибдена. Они уступают ио жаропрочности прово-
Таблица IV. 36. Состав присадочшх материалов и механические свойства соеоипашй
у.рллрочяых сплавов
Маркл сплава Присадочный материи МЛа а, град (при 20‘С) ^крт мм/мин
М X МО *с
XH75M6TJO XH75M6TJO 800-850 290 180 4,5
ХН60ВТ ХН60ВТ 800-850 380-430 180 4,0
ХН56ВМТЮ 08Х20Н57М8В8ТЗР 1090-1120 700-800 150 3,0
XH68BMTJOK То же 1000-1100 700-800 150 3,5
ХН45МВТЮБР » » 1150-1200 750-850 135 3,0
ХН50ВМКТЮР » » 1100-1150 700-800 150 3,о
XH62BMJOT » » 1000-1050 650—750 180 3,5
Х35Н5ОВМ Х35Н50ВМ 850-900 650-750 180 3,5
хнзовмт ХНЗОВМТ 950-1000 700-800 150 3,0
хнзовмт 08Х20Н57М8В8ТЗР 980-1050 700-800 150 з,о
Примечание. Сверка способом АрДЭС. толщина листа 1,5 мм.
локам, легированным титаном и алюминием, но более стойки против образования горячих трещин и в наплавленном состоянии не склонны к термическому растрескиванию.
АрДЭС, обеспечивая надежную защиту от воздуха, позволяет получать шов высокого качества вручную и механизированным способом во всех пространственных положениях деталей различной толщины, а также заваривать дефекты литья и наплавлять поверхностные слои.
Опыт показывает [27], что в сварных соединениях, не имевших ни внутренних, ни наружных дефектов, нередко появляются трещины. Эго говорит о том, что прочность узлов горячего тракта зависит от эксплуатационных свойств сварных соединений в условиях статических и знакопеременных нагрузок при высоких постоянных и циклически изменяющихся температурах.
Таким образом, для повышения надежности узлов горячего тракта нужно . улучшать эксплуатационные и технологические свойства сварных соединений, которые зависят прежде всего от макро- и микроструктуры металла шва и околошовной зоны.
Для улучшения свойств сварных соединений необходимо обеспечить формирование более тонких структур металла шва при минимальных структурных и фазовых превращениях в ЗТВ. Эго можно обеспечить за счет повышения скорости сварки, а также использования таких высококонцентрированных источников тепла, как когерентный луч лазера и электронный луч.
Характерной особенностью шва вне зависимости от способа сварки в Данном случае является то, что с увеличением скорости сварки наблюдается переход от структуры с осевым кристаллитом к транскристаллитной структуре. При этом структура швов, выполненных высококонцентрированным источником тепла, значительно тоньше при любом типе микроструктуры.
Повышение скорости сварки и особенно платности вводимой энергии значительно уменьшает полноту протекания фазовых превращений в металле ЗТВ, в частности в наиболее опасном участке оплавленных зерен. При сварке высококонцентрированными источниками тепла фазовые превращения нез-
начительны. Это объясняется сокращением времени пребывания металла ЗТВ в условиях превышения температур фазовых превращений, особенно на ветаи охлаждения термического цикла сварки.
Различие макро- и микроструктуры металла шва и ЗТВ определяет разброс эксплуатационных и технологических свойств сварных соединений. Об эксплуатационных свойствах соединений судят по уровню временного сопротивления ов и длительной прочности о100 при 800°С, а также термической усталости в диапазоне 200—800°С. Критерием оценки является максимальное количество теплосмен (V, при котором появляются трещины длиной не более 0,8 мм.
Технологические характеристики оценивают прежде всего по стойкости металла против образования горячих трещин. Критерием оценки стойкости металла шва служит минимальная ширина шва В при которой еще не образовались трещины. Чем меньше 2? р, тем выше стойкость металла. Критерием оценки стойкости металла околошовной зоны было количество трещин на единицу длины шва. Из результатов испытаний (рис. IV.35) видно, что при аргоно-дуговой сварке с увеличением кса эксплуатационные свойства (а1№, Л'и) повышаются, а склонность к образованию трещин увеличивается.
Рис. IV.35. Технологическая прочность металла шва (ай, длительная прочность при 80’С (б), термическая усталость при 200—800’С (я), временное сопротивление при 800 С (г) соединений из стали ХН62ВНТЮВД;
/ — АДС, к =0,14-0.2 см/с; 2 — то же, к =0,5—0,97 см/с; 3 -- лазерная сварка; 4 — ЭЛС
Сварка с применением луча лазера даже при высоких скоростях перемещения источника тепла по-вышает не только эксплуатационные свойства, но и стойкость против образования горячих трешин.
Необходимо отметить, что применение высококонцентрированных источников тепла обеспечивает эксплуатационные свойства материала швов на уровне основного металла, т. е. равнопрочные сварные соединения из жаропрочных материалов, особенно упрочняемых дисперсионным твердением. Следует также учитывать, что погонная энергия при сварке лазером в 2—2,5 раза меньше, чем при аргоно-дуговой сварке на оптимальных режимах. Поэтому при использовании луча лазера временные деформации кромок и остаточные деформации металла ЗТВ будут значительно меньше, чем при аргоно-дуговой сварке.
Сварка деталей арматуры. В двигателестроении сварка продольных и кольцевых швов автоматизирована практически полностью. В противоположность этому детали арматуры привариваются почти исключительно вручную.
Была сделана попытка механизировать сварку арматуры [28], начиная с наиболее простых — круглых деталей, не требующих специальных устройств для направления дуги по стыку. Эксперименты проведены на материалах Х15НЗОВМТ (ВЖ102) и ХН45МВТЮБР (ЭП718). При сварке плавящимся и вольфрамовым электродом в среде защитных газов в качестве присадки использована проволока 08Х20Н57М8В8ТЗР (ЭП533).
Широкому распространению сварки плавящимся электродом препятствует большая высота выпуклости шва. Этот недостаток можно преодолеть, применяя сварку в узкий зазор и соответствующие защитные среды. На кольцевых пробах (рис. IV.36) применяют два варианта: сварку в смеси ар-
Рис. IV. 36. Образец для отработки технологии сварки: 1 — пластина-имитатор обечайки; 2— фланец
гона+СОг в зазор 1,5 мм и сварку в тройной смеси (аргон + гелий + СОЛ в зазор 1 мм. Режимы сварки плавящимся электродом для сплава ВЖП)2: 4в=90— 100 А, £/=15,9-16,1 В, U =23,5 В, v =17,5 м/ч; для сплава ВЖ105: /=100-110 А, //=17,5—18 В, £/>26 В, г >17.5 м/ч.
В процессе приварки арматуры к обечайке на универсальном оборудовании изменяется вылет электрода, поэтому были определены допустимые пределы вылета. При вылетах 5,9,12,14,16 мм ухудшение процесса и качества шва отмечено только в случае 16 мм.
Моделированные образцы собирают без зазора и сваривают в аргоне без присадки. Была применена также импульсная сварка в гелии. В этом случае электрод смещают примерно на I мм от линии стыка в сторону арматурной детали (фланца, бобышки). Импульсная сварка (£„=0,74 с; (,=0,10 с; ^=8,5 м/ч; ^=65—68 А) обеспечила удовлетворительное качество соединении на обоих сплавах.
Металлографическое исследование проведено на темплетах, вырезанных из образцов после сварки и после термообработки (нагрев до 1070°С, 0,5 ч, охлаждение на воздухе + двойное старение: при 780°С, 5 ч и при 650°С, 16 ч). На всех образцах вдоль линии сплавления обнаружена полоска повышенной трваимости, которая имеет вид скопления частиц неправильной формы. При сварке плавящимся электродом прослойка имеет большую ширину и выражена более интенсивно.
Механическим испытаниям подвергались образцы из листового материала толщиной 2,8 мм со швом, расположенным поперек образца, посредине. Механические свойства образцов в случае сварки с присадкой и без нее приведены в табл. IV.37, а сравнительная оценка различных способов сварки по механическим свойствам соединений — в табл. IV.38. '
Таблица IV. 37. Механические свойства образцов
Объект испытаний Вариант сварки МПа GT , МПа VIOO ’ МПа V. %
20 *С 500 ИС 20 *С 500 ‘С 20 -С 5W ‘С
Основной металл Сварные соединения: — 1217 1058 1029 917 1057 30,9 29,5
автоматическая сварка вольфрамовым электродом С присадкой 1228 1082 1063 954 978 19,5 21,6
то же, плавящимся » * 1181 1053 1020 930 960 11,4 24,1
электродом ручная сварка > > 1223 1091 1058 979 960 18,8 15,5
сварка вольфрамовым электродом Без присадки 1184 1012 1143 990 960 12,2 10,3
Таблица IV. 38. Сравнительная оценка различных способов сварки
Отношение показателей сварного соединения и основного металла
Способ сварки яри 20 ‘С при 500 "С
с. % V 8 сг, % °™ 8 V
Автоматическая плавящимся электродом 0,97 0,99 0,37 1,00 1,01 0,91 0,82
Ручная с присадкой Автоматическая вольфра- 1,01 1,03 0,61 — 1,03 1,07 0,91 0,53 —
мовым электродом с присадкой 1,00 1,03 0,63 1,02 1,04 0,93 0,73
То же, без присадки 0,95 0,95 0,40 0,70 0,94 0,94 0,92 0,5 0,74
Результатом исследований стала разработка технологических процессов механизированной сварки круглой арматуры из сплавов Х15Н30ВМТ и ХН45МВТЮБР плавящимся электродом по гарантированному зазору и вольфрамовым электродом без присадки.
9.2.2. СВАРКА ДИФФУЗОРОВ ГТД
В стыковых сварных соединениях боковой арматуры диффузора ГТД из жаропрочных сплавов марок ЭП718-ИД (ХН45МВТЮБР-ИД)+ВЖЛ14, выполняемых по серийной технологии ручной аргоно-дуговой сварки с присадкой из сплава ЭП533-ИД (08Х20Н57М8В8ТЗР-ИД), контроль выявляет большое количество недопустимых дефектов, требующих многократной разделки с последующей заваркой. Характерными дефектами сварных соединений здесь являются поры, расположенные со стороны литой арматуры из сплава ВЖЛ14, и особенно горячие трещины в ЗТВ со стороны как отливок, так и корпуса диффузора из листов сплава ЭП718-ИД.
Тщательная подготовка кромок под сварку, выбор оптимальных режимов и выполнение сварки квалифицированными сварщиками позволяют повысить качество соединений, однако уменьшить образование горячих трещин не удается.
Для сварки разнородных соединений диффузора из гетерогенных сплавов ЭП718-ИД+ВЖЛ14, упрочняемых дисперсионным твердением благодаря выделению метастабильных упрочняемых фаз при воздействии температур старения, наиболее приемлема проволока ЭП642, которая по сравнению с проволокой ЭП533-ИД имеет повышенное содержание молибдена и марганца, ограниченное — углерода и кремния и несколько чище по фосфору.
Для сравнительной оценки качества стыковых сварных соединений из однородных и разнородных сплавов ЭП718-ИД+ЭП718-ИД и ЭП718-ИД+ВЖЛ14 проводят испытания образцов, выполненных ручной аргонодуговой сваркой с присадками ЭП533-ИД и ЭП642 [29]. Из сплава ВЖЛ14 были получены литые образцы — пластины, подвергнутые ТО (закалка от 1120°С, отпуск 520°С, выдержка 4 ч). Из деформированного (листового) сплава ЭП718-ИД изготовлены пластины, которые ТО не подвергались. Аргоно-дуговую сварку пластин выполняют за один проход с поддувом аргона. После сварки образцы проходят ТО по режиму: закалка от 1050°С, отпуск 500’0, выдержка 20 мин; старение 820’С, выдержка 5 ч.
Из сварных пластин изготовляют образцы для механических испытаний на кратковременную и длительную прочность, для измерения твердости, металлографических исследований, а также для определения критической скорости деформации
Результаты механических испытаний сварных образцов на кратковременную прочность при 20 и 6(Ю°С приведены в табл. IV.39, на твердость по переходным зонам — в табл. IV.40.
При испытаниях на длительную прочность при 600°С и нагрузке 650 МПа разрушение образцов, выполненных с обеими присадками, за 100 ч не происходит. При определении критической скорости деформации путем количественной оценки сопротиаляемости кристаллизующегося металла образованию горячих трещин экспресс-методом на машине ИМЕТ-ЦНИИЧМ, выясняется, что свароч-ная прово-лока ЭП642 в рассматриваемых сварных соединениях технологичнее (Ад^Л мм/мин) проволоки из сплава ЭП533-ИД (Лжр=3,8 мм/мин). После ТО микроструктура сварных швов, выполненных обеими присадочными проволоками, идентична и представляет собой твердый раствор на никелевой основе дендритного строения с перемешиванием зон столбчатых кристаллов. Различий в зонах термического влияния не наблюдается.
Таблица IV.39. Мехшческие свойства сварных образцов
Сочетание материалов Присадка Состояние МПа
20*С 60ПиС
ЭП718-ИД+ЭП718-ИД ЭП533-ИД С выпуклостью Без выпуклости 1176 1108 1078 955
ЭП642 С выпуклостью Без выпуклости 1214 1193 1014 918
ЭП718-ИД+ВЖЛ14 ЭП 533-ИД, ЭП642 С выпуклостью 1148 1133 967 1005
Примечание. Приведены средние результата трех измерений.
Таблица IV.40. Твердость основного металла и участков сварных соединений
Сочетание материалов Присадка Твердость. Н/мм'
основной материал ЗТВ Сварной шов
ЭП718-ИД ВЖЛ14 эпш-ид ВЖЛ14
ЭП718-ИД+ ЭП642 2930-3030 — 3760-38 3530-3860
+ЭП718-ИД ЭП533-ИД 3210-3290 3290-35 3170-3760
ЭП718-ИД+ ЭП642 3210-329 3410-37 3530-3620
+ ВЖЛ14 ЭП533-ИД — 3320-353 — 3620-37 3410-3620
Таким образом, сварные соединения ЭП718-ИД+ЭП718-ИД и ЭП718-ИД+ВЖЛ14, полученные на образцах ручной АДС с присадкой ЭП642, но механическим свойствам не уступают сварным соединениям, выполненным с присадкой ЭП533-ИД, и имеют с ними одинаковую структуру, однако по стойкости против образования горячих трещин превосходят соединения с присадкой ЭП533-ИД.
9.2.3. АВТОМАТИЗАЦИЯ ПРОЦЕССА СВАРКИ ТРУБЧАТЫХ КОЛЛЕКТОРОВ
При изготовлении трубчатых коллекторов ГТД гибкой и сваркой трубопроводов из жаропрочных никелевых сплавов необходимо обеспечивать стабильный провар стыкуемых кромок и требуемое проходное сечение (т. е. сохранение внутреннего диаметра трубопровода), предотвращать горячие трещины в швах и уменьшать искажения от сварочных деформаций.
Существующая технология предусматривает одновременную сборку в коллектор замкнутого контура отрезков труб из сплава марки ХН60ВТ со штампованными элементами (стойками, штуцерами) из сплава марки ХН68ВМТЮК-ВД и ручную АрДЭС 24—26 стыков на весу. При этом после рентгеновского контроля сварного шва и проверки проходного сечения шариком заданного диаметра отбраковываются более половины сварных стыков, которые ремонтируют подваркой или заменой секций с увеличенным проваром. Деформации в таких коллекторах чаще всего представляют собой
усадку по диаметру до 3—7 мм и искривление оси трубопровода в зоне швов.
Для повышения качества и надежности сварных соединений и стаби-
лизации размеров коллекторов процесс сварки поворотных и неповоротных стыков автоматизирован [30]. Установка для автоматической сварки поворотных стыков трубопроводов позволяет плавно (от 1 до 11 об/мин) регулировать частоту вращения детали. Вращатель снабжен цанговым зажимным патроном и газовой муфтой для подачи аргона во внутреннюю полость трубопровода. Присадочная проволока подается в зону сварки с небольшой остаточной кривизной, что обеспечивает стабильность ее плавления и удовлетворительное формирование швов на трубопроводах малого (до 8 мм) диаметра. Установка комплектуется сменными горелками и державками. Малогабаритная горелка (рис. IV.37) обеспечивает доступ к свариваемым стыкам, расположенным вблизи стоек штуцеров и прочей арматуры.
При автоматизации сварки непо
воротных стыков из-за отсутствия на коллекторах прямолинейных цилиндрических поясов не удается применять переносные промышленные головки ГНС, ОДА, ТАМ, ACT. Разработана стационарная установка с независимым вращателем, обеспечивающая совмещение осей вращения горелки и свариваемого трубопровода. Аргон в горелку подается через кольцевой коллектор и систему перепускных клапанов, что позволяет избежать намотки шлангов на трубопровод и обеспечить свободный поворот горелки вокруг стыка. В комплект установки входят выпрямители ВСВУ-160.
Стыковые соединения коллек-
Рис. IV.37. Горелка для сварки в труднодоступных зонах:
1 — сопло; 2 — корпус; 3 — цанга; 4 — мглушка; 5 — гаэотокоподвод-держатель;
6— электрод
торов сваривают вольфрамовым электродом в среде аргона импульсной дугой. Благодаря этому повышается сопротивляемость сварных швов образованию горячих трещин и уменьшается стекание жидкого металла, вы-
зываемое большой кривизной поверхности трубопроводов малого диаметра. Для стабилизации провара кромок по асему периметру стыка в условиях встречных тепловых потоков при постоянном режиме сварки осуществляют Два полных оборота горелки с последующим плавным гашением дуги за 1 — 2 оборота. Необходимость разделки кромок под сварку определяется отношением 8/0, где 8 — толщина стенки; D — диаметр трубопровода. При (o/Z7)<0,125 сварку можно выполнять встык без разделки, при (o/Z7)>0,125 — с разделкой кромок. Установлена оптимальная форма разделки — прямая кольцевая проточка глубиной 0,5 8, суммарной шириной 1,58. После провара кромок кольцевая разделка заваривается с присадочной проволокой Св-08Х20Н57М8В8ТЗР-ИД диаметром 1,2 мм.
Неповоротные стыки сваривают без присадки. На горизонтальном шве со стороны верхней детали может возникнуть подрез, для предотвращения которого на верхней стыкуемой кромке выполняют односторонний технологический буртик. Стекание жидкого металла способствует формированию сварного шва. Режимы сварки поворотных и неповоротных стыков приведены в табл. IV.41.
Таблица IV.41. Режимы сварки стыков
Сварные соединения Сечение трубопровода, мм Конструкция стыка м/ч 4». А Длительность» с Избыточное лая-ленке аргона, *ГПа
импульса музы
Поворотные 10x1,5 Без разделки 8 50+5 о,3 0,2 0,26-0,39
стыки стоек 12x1,5 4 4 9 55+5 0,3 0,2 0,26-0,39
и секций 16x1,5 4 « 10 65+5 0,3 0,2 0,39-0,53
16x2,0 4 4 10 75+5 0,3 0,2 0,39-0,53
8x2,0 С разделкой 6 65+5 0,2 0,4 0,13-1,95
12x1,5 С буртиком 9 70+5 0,3 0,2 0,26-0,39
Неповоротные стыки коллекторов 16x2,0 10 105+5 0,3 0,2 0,39-0,53
Примечание. Расход фгона 5—1 л/мнн. диаметр электрета I им.
Рис. IV.38. Схема подачи аргона во внутреннюю полость трубопровода:
/ — редуктор; 2 — вентили; 3 — ротаметры; 4 — горелка; 3~ водяной манометр; 6 — свариваемый трубопровод; 7— жиклер
Чтобы ограничить высоту обратного валика при сварке стыковых соединений на весу, во внутренней полости коллектора создают избыточное давление аргона. Для этого при сварке незамкнутых трубопроводов его выход ограничивают жиклером с отверстием диаметром 1,5 мм (рис. IV.38). При сварке коллекторов замкнутого контура аргон подводят через штуцер, отводят через форсуночные отверстия в стойках и зазоры в стыках. Даале-ние во внутренней полости контролируют водяным манометром. Таким образом, подбирая избыточное давление аргона, можно регулировать высоту обратного валика.
Внедрение автоматичес-
кой сварки трубчатых коллекторов позволяет значительно повысить качество сварных соединений и точность узлов, почти в 3 раза снизить трудоемкость
их изготовления. Положительный эффект автоматизации подтвердили результаты рентгеновского контроля, металлографического изучения структуры сварных соединений, а также испытания изделий в условиях эксплуатации.
В корпусных узлах ГТД имеются соединения, которые можно выполнять как пайкой, так и сваркой. При пайке деталей из жаропрочных сплавов температура нагрева находится ниже точки реального солидуса, вследствие чего образование горячих трещин исключено. При сварке могут возникать трещины, однако она менее трудоемка
и позволяет снизить требования к точности изготовления деталей. Поэтому для выбора процесса соединения нужно сопоставить механические свойства соединений, получаемых при сравниваемых технологических вариантах [31].
Соединение, в котором можно использовать как пайку, так и сварку, показано на рис. IV.39. Два конических кожуха /, 2 из сплава ХН62ВМЮТ соединили друг с другом при помощи вставки 2, выполненной из этого же сплава в литом состоянии — ХН62ВМЮТ-Л. Одновременно с паяным изучали соединение, полученное по трем технологическим вариантам сварки: механизированной сваркой плавящимся электродом, механизированной сваркой вольфрамовым электродом и ручной сваркой.
Важным является вопрос о выборе методики механических испытаний. Из-за специфического характера соединения стандартные разрывные или изгибные образцы (круглые и плоские) не позволяют получить адекватные сведения о прочности соединения. Следует отметить, что при работе ГТД статические нагрузки на такие соединения невелики. Основную опасность для их работоспособности представляют вибрации. Поэтому сравнительное исследование прочности целесообразно проводить на натурных образцах в процессе виброиспытаний. Образцы испытывают в условиях колебаний с резонансной частотой на стенде электромагнитной системы ВЭДС-400А. Предел выносливости соединений сплава ХН62ВМЮТ составил 440 МПа.
Пайку выполняли припоем ВПР-7; в случае обнаружения дефектов образцы дополнительно паяли припоем ВПР-11-40Н. При сварке используется присадочная проволока Св-08Х20Н57М8В8ТЗР; ручную сварку и механизированную вольфрамовым электродом выполняют в два прохода с применением проволоки диаметром 2,0 и 1,2 мм соответственно; сварку плавящимся электродом проводят проволокой диаметром 1,0 мм.
После сварки все сварные образны для снятия напряжений подвергают термообработке; нагреву до 950°С с выдержкой 3 ч и старению при 850°С в течение 5 ч. Паяные образцы проходят только старение.
Выявлено, что паяные образцы при испытаниях всегда разрушаются по шву. В сварных образцах расположение образующейся в процессе испытания трешины относительно характерных зон сварного соединения зависит от способа сварки. При ручной сварке и механизированной вольфрамовым электродом разрушение, как правило, проходит по оси шва, либо несколько Отклоняясь в сторону вставки. Наиболее качественными швы получаются при сварке плавящимся электродом. Для уменьшения вероятности нес плавления присадочного материала с кромками в вершине разделки следует применять режимы сварки с увеличенной, насколько это допускает конфигурация свариваемых кромок, силой тока. Так, например, при сварке по режиму: /п=150 A, U=18 В, v =35 м/ч — среднюю протяженность несплав-ления удается уменьшить до 2% длины линии сплааления.
Остановимся еще на одном важном вопросе. В процессе эксплуатации ГТД на корпусных деталях из жаропрочных никелевых сплавов возможно образование трещин, которые при ремонте необходимо устранять способом аргоно-дуговой сварки. Практикой установлено, что свариваемость этих сплавов после эксплуатации в составе ГТД заметно ухудшается. Кроме того, при разработке технологии ремонтной заварки этих трещин возникают дополнительные трудности, связанные с невозможностью в некоторых случаях производить разделку трещин механическим способом и защиту корня шва при сварке.
В этой связи было определено [32] влияние термического цикла при эксплуатации, режимов ТО и состояния поверхности на свариваемость и свойства соединений сплава ХН68МВТЮК. Эксперименты проводили на образцах этого сплава в состоянии поставки, на которых имитировали термический цикл эксплуатации и ТО, а также вырезанных из корпуса диффузора ГТД, подвергнутого длительной (до 500 ч) эксплуатации. Образцы сваривали способом АДС с присадкой типа 08Х20Н57М8В8ТЗР, ЭП367, ЭК-22. Механические свойства сварных соединений определяли на плоских образцах, вырезанных поперек шва.
Испытания образцов пластинчатой пробы показывают, что стойкость против образования горячих трещин в металле шва снижается в случае сварки сплава ХН68ВМТЮК в состаренном состоянии. Это вызвано повышением темпа нарастания растягивающих деформаций в шве из-за увеличения жаропрочности сплава. Возрастание темпа деформации может быть связано также с уменьшением релаксационной способности сплавов вследствие выделения Y-фазы, что при прочих равных условиях снижает податливость основного металла и тем самым привадит к увеличению жесткости сварного соединения. Провоцирующий нагрев образцов перед сваркой до температуры эксплуатации сплава (700°С) с выдержкой 500 ч существенно не влияет на технологическую прочность сварных соединений, что, возможно, определяется изменением свойств сплава.
После эксплуатации в составе ГТД в течение 284 и 457 ч стойкость сплава ХН68ВМТЮК претив образования горячих трешин существенно снижается в зоне термического влияния (табл. ГУ.42). Повысить технологическую прочность после такой эксплуатации удается предварительной закалкой (от 1080’С) или перестариванием (950°С, 3 ч). Однако в полной мере восстановить технологическую прочность сплава не удается, что можно объяснить изменением его структуры. Как видно из таблицы, наличие на торце и со стороны
Таблица IV.42. Стойкость сплава ХН68ВМТЮК прети образования трещи
Объект испытания Место oitepa проб Режим ТО до сварки Составные поверхности Лкр, мм/с
Лист Лист До сварки закалка от 1080'С Механическая зачистка 0,065
Корпус после ЗТВ Без ТО То же 0,025
эксплуатации в течение 284 ч Закалка от 1080‘С+ +950’С, 3 ч » » 0,041
То же, 457 ч ЗТВ Закалка от 1080'С, воздух, 950‘С, 3 ч » » 0,038
Лист Соединение, сваренное 900’С, 5 ч, закалка от 1080’С » » 0,072
с присадкой ЭП367 900’С, 5 ч, закалка от 1080’С 900’С, 5 ч, 700’С, 500 ч+закалка от 1080’С Окисление с торца шва Окисление с корня шва 0,058 0,046
Примечание. При всех винах ТО — охлаждение на воздухе.
корня шва окисленной поверхности снижает склонность металла к образованию горячих трещин.
Особенно заметно падение технологической прочности при испытании образцов, подвергнутых перед сваркой нагреву до 7(Ю’С с выдержкой 500 ч. Это связано с тем, что при высоких температурах на поверхности жаропрочных сплавов образуется термодинамически стабильная оксидная пленка типа Сг^О, AljOj, объем и плотность которой растут с увеличением выдержки. Под действием сварочной дуги оксидная пленка, находящаяся вблизи поверхности сварочной ванны, разрушается и частично или полностью всплывает на поверхность шва. На оксиды, располагающиеся в корне шва, сварочная дуга оказывает меньшее влияние, что создает условия для их застревания в металле шва и повышения тем самым склонности к образованию горячих трещин. Применение при сварке по окисленной поверхности флюсов-паст НЖ-8, Н20А, которые наносят на лицевую поверхность образцов, и электромагнитного перемешивания не дают положительных результатов.
В табл.IV.43 приведены механические свойства сварных соединений сплава ХН68ВМТЮК, выполненных с различными присадочными материалами в закаленном и состаренном состоянии. Прочность соединений, выполненных в состаренном состоянии, на 10—15% ниже, чем прошедших старение после сварки, что связано с меньшим содержанием у-фазы в шве
Таблица IV.43. Механические свойства сварных соединений сплава ХН68ВМТЮК
Объезд испытанна Присадка Режим ТО О,, МПа ад-МПа
до сварки после сварки 20’С виге
Лист толщиной 08Х20Н57М8В8ТЗР Закалка от 1080'С 900‘С, 5 ч 1010-1190 720-830 240
2 мм Закалка от 900'С, 5 ч 1080'С + — 920- 970 690-710 —
ЭП367 Закалка от 1080‘С 900‘С, 5 ч 940-1060 670-680 240
Закалка от 900‘С, 5 ч 1080‘С + — 820-910 530-560 —
ЭК-22 Закалка от 1080‘С 900‘С, 5 ч 1050-1100 700-740 240
Корпус толщиной 1,2 мм, эксплуатация ЭП367 Закалка от 1080‘С Закалка от 1080'С + 900‘С, 5 ч 880-910 540-580 —
284 ч 950‘С, 3 ч Закалка от 1080‘С + 900‘С, 5 ч 910-950 470-550 —
То же, 457 ч Закалка от 1080‘С Закалка от 1080'С + 900‘С, 5 ч 930-1030 590-620 —
950‘С, 3 ч Закалка от 1080‘С + 900‘С, 5 ч 960-1030 540-580 —
Примечание. При всех аилах ТО — охлаждение на воздухе.
и ЗТВ. Причем временное сопротивление соединений, сваренных с присадками 08X20Н57М8В8ТЗР и ЭК22, несколько выше, чем с присадкой ЭП367, что можно объяснить отсутствием в составе последней титана и алюминия. Временное сопротивление сварных соединений сплава ХН68ВМТЮК после эксплуатации несколько ниже, чем у сплава в состоянии поставки, что, возможно, обусловлено структурными изменениями. Режим ТО до сварки не оказал существенного влияния на прочность и пластичность сварных соединений.
При сварке по окисленной поверхности снижается прочность сварных соединений со стороны корня шва, а при наличии окисленной поверхности иа торце свариваемых образцов уменьшается также угол загиба. Разрушение происходит по оси шва, где имеется концентратор напряжения в виде оксидной пленки со стороны обратного валика.
Таким образом, стойкость против образования горячих трещин и прочность сварных соединений сплава ХН68ВМТЮК снижается при сварке в состаренном состоянии после эксплуатации в составе ГТД, а также по окисленной поверхности. Восстановить стойкость против образования горячих трещин можно применением ТО по указанному выше режиму.
9.2.4. ПРИМЕНЕНИЕ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ПРИ ИЗГОТОВЛЕНИИ И РЕМОНТЕ ГТД
Прогрессивными путями производства газотурбинных двигателей являются способы сварки высококонцентрированными потоками энергии, например ЭЛС. Благодаря высокой концентрации энергии в сфокусированном электронном пучке можно получать сварные соединения с большим отношением глубины шва к его ширине за один проход. Для успешного освоения ЭЛС в авиационной промышленности выполнены эксперименты по сварке жаропрочных сталей и сплавов, позволившие выбрать этот способ как надежный и экономичный, установлены основные принципы формирования электронных пучков высокой стабильности, разработано оборудование для ЭЛС, созданы эффективные вакуумные иасосы и аппаратура, что обеспечило появление принципиально новых конструкций узлов изделий и позволило организовать серийное производство двигателей. Созданы больше 30 типов установок для ЭЛС, а также десятки различных автоматизированных систем и блоков к ним, что существенно расширяет технологические возможности оборудования, повышает качество металла соединений и улучшает условия труда с варщика-оператора {33].
В настоящее время объем ЭЛС составляет 25—30% общего объема применения сварки в авиационном двигагелестроении. Прогноз показывает, что в 1998 г. он может достигнуть 35—40%. Применение ЭЛС позволяет создать принципиально новые конструкции узлов, снизить трудоемкость изготоаления деталей на 40—50%, повысить производительность труда в 1,5—2 раза, уменьшить массу конструкций на 25—30%.
Как известно, ЭЛС характеризуется большой локальностью теплоало-жения процесса. Благодаря этому можно обеспечивать высокие механические свойства соединений (табл. IV.44) и в ряде случаев уменьшить возможность образования трещин при сварке и последующей ТО.
Таблица IV.44. Механические свойства основного металла и сварных соединений, полученных способом ЭЛС
Марка сплава о„ МПа М1(Ю’ МПа ч.. Дж/см1
20Х аоох
ХН73МБТЮ 1190-1220 660-680 270 60-70
1200-1210 660-670 280 50-70
ХН68ВМТЮК 1040—1050 650—67» 260 120-140
1220-1140 670-680 270 80-90
ХН45МВТЮБР 1240-1260 650—670 210 30-70
1240-1270 640-660 210 10-40
Х35М00ВМ 900 510-520 140 90-120
890-900 530-570 140 70-90
Примечание, В числителе — свойства основного металла» в знаменателе “ шва.
К другим преимуществам этого способа следует отнести возможность сварки деталей, сильно различающихся по сечению, внутри глубоких пазов, отверстий и в других труднодоступных местах, а также деталей, у которых ограничены допускаемые пределы коробления и поводок.
На рис. ГУ.40 показана типовая конструкция сварного ритора из жаропрочного сплава. Ее невозможно изготовить, используя другие
способы сварки, кроме ЭЛС, из-за больших остаточных напряжений и деформаций.
Все это обусловило широкое применение процесса ЭЛС при изготовлении конструкций ГТД из жаропрочных сплавов и высокопрочных сталей, особенно в производстве роторов компрессоров [34].
В первых конструкциях роторов ГТД, изготовленных с помощью ЭЛС, после сварки дисков в корпусе ротора выполняли кольцевые пазы для крепления лопаток. Но при длительной эксплуатации сборных роторов в данной схеме выявлялись следующие недостатки: низкая прочность узла крепления лопаток; значительная масса сборносварного ротора; высокий уровень напряжений в оболочке барабана.
Следующим этапом в создании сварных конструкций роторов способом ЭЛС явилось при-
Рис. IV.40. Цельносварной барабан ротора менение дисков с продольными компрессора пазами типа “ласточкин хвост’’.
Для последующего ремонта ротора путем удаления дефектного диска и приварки нового предусматривался припуск металла. Одиако крепление лопаток в пазах типа “ласточкин хвост” снижает надежность конструкции и увеличивает ее массу. С повышением мощности ГТД указанные трудности резко возрастают. При изготовлении ротора одной из самых сложных и трудоемких деталей является рабочее колесо.
Необходимо с помощью электронного луча соединить между собой 35 лопаток и приварить их к ободу рабочего колеса, а затем после механической обработки внутренней поверхности обода соединить его с полотном.
При создании цельносварной конструкции рабочего колеса предстояло решить ряд сложных научных и технических задач: совмещение оси электронного пучка с плоскостью стыка; сварку деталей переменного профиля; получение качественного сварного соединения; обеспечение требуемого уровня остаточных деформаций.
Эти задачи успешно решены при отработке технологии сварки на натурных макетах цельносварной конструкции рабочего колеса.
По отработанной на макетах технологии проводятся сборка и сварка штатных узлов.
После сборки 35 лопаток в специальной сборочно-сварочной оснастке образуется составное рабочее колесо. Лопатки окончательно собираются и фиксируются специальными технологическими кольцами с двух сторон, а перо лопаток закрепляется наружным кольцом и аннтами.
Собранная конструкция вместе с оснасткой подается в вакуумную камеру, где в строго определенном порядке происходят прихватка и сварка лопаток между собой, при этом во избежание недопустимых деформаций колеса зазор в стыке не должен превышать 0,1—0,15 мм.
Наведение электронного пучка и совмещение его оси с плоскостью стыка осуществляется с помощью специальной растровой системы наведения типа СН-1 и датчика проходящих электронов, располагающегося под свариваемым стыком. Требуемое формирование металла шва при переменной толщине детали 15—40 мм обеспечивается системой поддержания необходимой глубины проплавления. Эксперименты проводились на электроннолучевой сварочной установке ЭПУ-20, укомплектованной модернизированным энергетическим блоком БЭП-60/15 с ускоряющим напряжением 60 кВ и прямоканальной пушкой.
Попытки сварить натурные макеты рабочих колес по традиционной схеме ЭЛС в нижнем положении выявили существенные недостатки, присущие этой схеме. Даже незначительные отклонения параметров режима сварки или зазора в стыке приводят к вытеканию жидкого металла из сварочной ванны с появлением провисания шва и недопустимых дефектов. Кроме того, усложняются контроль и управление процессом ЭЛС, так как перо лопатки заслоняет большую часть свариваемого стыка.
Как показывает анализ зарубежного и отечественного опыта, избежать вышеуказанных недостатков можно путем изменения схемы сварки, т. е. применив сварку деталей горизонтальным пучком при таком же расположении плоскости стыка. Этот способ позволяет облегчить сборку и сварку деталей. Появляется возможность вести сварку со сквозным проплавлением без использования подкладных элементов. Пример такой технологии приведен в работе [35].
Комбинированные модельные диски (рис. IV.41) были изготовлены по оригинальной технологии, разработанной в ВИЛ Се. Материал собственно диска и свариваемой приставки — жаропрочные никелевые сплавы ЭП962П и ЭИ698М (ХН73МБТЮМ) в гранулированном исполнении. Детали работают в условиях высоких знакопеременных нагрузок при температурах, достигающих 750°С.
Толщина свариваемых кромок была задана максимально возможной. В то же время были предусмотрены меры, обеспечивающие создание благоприятных условий формирования сварного шва: ЭЛС осуществляли горизонтальным пучком в горизонтальной плоскости (рис. IV.42), свариваемый
Рис. IV.41. Заготовка комбинированного диска стык имел специальную кон-
струкцию (рис. rV.43). Эго способствовало стабилизации динамических процессов в парогазовом канале и сварочной ванне при ЭЛС, устранению грибовидности и уменьшению
Стабильность сварочной ванны в определенной степени обеспечивается ее горизонтальным расположением и перемещением в горизонтальной плоскости. Этой же цели служит и газоотводящий канал в виде канавки сечением 1,5x1,5 мм, проточенной в нижней части детали вдоль всего стыка. В процессе сварки кольцевая проточка является демпфером в случае резких перепадов давления. Когда давление достигает критического значения, жидкая пленка
клиновидности сварного шва.
Рис. IV.42. Схема процесса сварки электронным пучком
Рис. IV.43. Свариваемый стык дисков
лопается и открывает газоотводящий канал для дополнительного выхода газов и паров металла. Газоотводящий канал, в свою очередь, имеет по периметру три поперечных отверстия, предотвращающих скопление паров и газов.
Диски устанавливают в камере на вращающейся планшайбе. После наведения электронного пучка на стык выполняют прихватку на лицевой поверхности стыка сначала точками способом АрДЭС, а затем способом ЭЛС прерывистым швом длиной 30—40 мм при токе сварки 25 мА. Толщина стыка (с замком) составила 20,5 мм. Сварку проводят из условия полного проплавления рабочего сечения стыка (18 мм). Режимы ЭЛС следующие: ускоряющее напряжение 60 кВ, расстояние от сварочной пушки до детали 140 мм, скорость сварки 20 м/ч, ток фокусирующей линзы 415 мА при рабочем значении сварочного тока пучка 80 мА. За
мыкание сварного шва выполняли, снижая ток сварки с одновременным выведением фокуса на лицевую поверхность деталей. После сварки проводили ТО по режиму: нагрев до 950°С, выдержка 4 ч, охлаждение на воздухе; нагрев до 780°С, выдержка 16 ч, охлаждение на воздухе (по рекомендации ВИЛМ). Рентгенконтроль и цветная дефектоскопия непосредственно после сварки и после ТО не обнаружили дефектов в сварном соединении.
Сваренные диски разрезали на фрагменты, из которых изготовляли образцы для металлографических исследований и механических испытаний. В результате испытания трех образцов на разрыв и ударную вязкость получены следующие данные: ов=1191 МПа; a0J= 880 МПа; 8=5,3%; ^,73%; KCV= 57,6 Дж/см1.
При испытаниях разрывных образцов наблюдается образование шейки, соответствующей состоянию течения материала при постоянной нагрузке и расположенной в более пластичном металле вставки. Разрушение образцов происходило по основному материалу вставки вне эоны сварного шва и зоны сплавления. Сравнительно невысокие значения относительных удлинения (3ср=5,3%) и сужения (ц/р=4,73%) можно объяснить тем, что реальная деформация происходила по более пластичному участку образца (т. е. металлу вставок), длина которого в данной сварной конструкции дисков составляла 12 мм.
Результаты испытаний на малоцикловую усталость представлены на рис. IV.44.
Замеры микротвердости на поперечных шлифах сварного соединения не выявили существенного различия ее значений непосредственно в шве и
Таким образом, установлена возможность изготовления сварного барабана ротора из высокопрочного сплава типа ЭП962П. Предложенная технология обеспечивает высокий уровень механических свойств соединения комбинированных компактных дисков и является одним из путей создания более эффективных ГТД.
На рис. IV.45 показан внешний вид деталей колец в процессе сборки и рабочего колеса после сварки соответственно.
Разработанный технологический процесс ЭЛС цельносварных роторных конструкций, в частности рабочих колес компрессора высокого давления, внедрен и позволяет получить значительный экономический эффект.
Рис. 1V.44. Кривые разрушения образцов дисков:
1 — по свапномушву; 2— по зоне соединения сплавов ЭП%2П и хН73МьТЮМ; 3 - по основному материалу
б
Рис. IV.45. Внешний вид макета и рабочего колеса:
а — макет в процессе сборки; <5— рабочее колесо после сборки
Рис. IV.46. Крышка рессивера (/) и стенка диффузора крышка обработана окончательно, стенка — частично
ЭЛС применяют всегда, когда она позволяет повысить технологичность и улучшить эксплуатационные возможности конструкции, а также в случаях, когдя соединение невозможно получить другими способами.
Уже даано освоено серийное изготовление с помощью ЭЛС таких крупногабаритных деталей, как корпуса, вставки, кольца. Эффективно применение ЭЛС для: различных блоков многовенцовых шестерен, изготовление которых другими способами затруднено. Окончательно обработанные детали собирают в узел с зазором в стыке ^0,1 мм и сваривают электронным лучом. При этом коробление после сварки не превышает 0,05 мм.
С помощью ЭЛС можно создавать уникальные соединения, недоступные другим видам сварки 136].
При создании неразъемных соединений коробчатого сечения возникают технологические трудности. В первую очередь это относится к сварке окончательно обработанных деталей в тех случаях, когда к соединению предъявляются повышенные требования по герметичности, прочности, точности размеров и т. п. Применение дуговых способов ограниченно из-за повышенного коробления в процессе сварки деталей, прошедших ранее окончательную механическую обработку. Кроме того, при сварке стыков значительной протяженности режим, обеспечивающий полное проплавление кромок, необходимо отрабатывать на технологических образцах. Контроль непосредственно детали в большинстве случаев либо невозможен, либо дорог.
С этими проблемами пришлось столкнуться при сварке передней стенки диффузора и крышки ресивера (рис. 1V.46). Был разработан и анедрен технологический процесс ЭЛС, позволяющий сваривать детали коробчатого сечения из жаропрочных никелевых сплавов за один проход
(рис. IV.47) с полным проплавлением кромок без отработки режима на технологических образцах плоской формы.
После сварки из образцов были вырезаны сегменты и изготовлены микрошлифы. На сварных швах, выполненных электронно-лучевой пушкой ЭП 60/ЮМ, были обнаружены подрезы глубиной 0,1—0,6 мм. Для сварки натурных узлов предпочтение было отдано электронно-лучевым пушкам У530М и ТЭП 60/60.
Необходимость в технологических образцах плоской формы в случае однопроходной ЭЛС отсутствует, потому что режим (сила тока при прочих равных условиях) может отрабатываться оператором при наблюдении за формированием обратной стороны сварного шва на нижней полке. Для оценки качества сварного соединения достаточно провести визуальный контроль или контроль капиллярными методами. Однопроходная ЭЛС позволяет осуществлять не только сварку деталей коробчатого сечения, но и их ремонт путем повторного прохода электронным пучком при небольшом (на 5-10%) завышении значения тока. Однопроходная сварка возможна при толщине деталей до 4 мм и расстоянии между полками до 60 мм.
ЭЛС применяют и при ремонте других деталей и узлов. Разработаны методы ремонта швов даже без предварительной разделки дефектного места. Дефект исправляют последующим проходом электронного пучка на заданную глубину. Ликвидировать такие дефекты традиционными методами невозможно, так как разделка кромок и последующая заварка приводят к значительным деформациям и удорожанию ремонта в 3—5 раз.
В общем виде дефекты можно разделить на две основные группы. К первой относят несплошности металла соединения, связанные с металлургическими, термическими и гидродинамическими явлениями, протекающими в зоне сварки от момента плавления металла до остывания соединения. К таким дефектам обычно относят трещины в металле шва и ЗТВ, поры, раковины. К специфическим дефектам этой группы следует отнести корневые типа “паровые мешки”, внутренние трещины.
Ко второй группе дефектов, связанных с неправильным веде-нием технологического процесса, следует отнести непровары, подрезы, наплывы, прожоги, провисание шва, кратеры, к специфическим — чрезмерную выпуклость шва, его бочкообразность, уход со стыка, дефекты поверхности, вызванные расплавленными каплями металла.
По месту расположения дефектов в сварных соединениях их можно разделить на наружные и внутренние, допустимые и недопустимые. Такая классификация дефектов при ЭЛС позволяет определять возможность ремонта изделия, его способы и пригодность конструкции к эксплуатации.
При ЭЛС деталей двигателей из жаропрочных материалов встречаются все перечисленные дефекты. Наиболее характерными и распространенными
из них являются непровары, которые могут возникать на всех свариваемых материалах. В конструкциях из титановых сплавов наиболее распространенные дефекты - поры, из никелевых — трещины. На некоторых конструкциях обнаружены сочетания дефектов, например непровары и трещины, непровары и поры, подрезы и кратеры, трещины и корневые дефекты и др.
Образование дефектов тесно связано со следующими основными факторами: правильным выбором параметров сварки и их стабильностью, химическим составом и исходным состоянием свариваемого материала, подготовкой стыков под сварку, их сборкой, конструктивными особенностями свариваемых изделий, пространственным положением сварочной ванны, квалификацией сварщика-оператора.
На качество свариваемых соединений в значительной степени влияет также надежность сварочного оборудования, всех его систем и элементов. Если даже все остальные факторы учтены и находятся на оптимальном уровне, то нестабильная работа оборудования приводит к образованию трудноисправимых дефектов, особенно при сварке жаропрочных никелевых сплавов, чувствительных к скорости процесса.
В настоящее время накоплено большое количество теоретических и экспериментальных данных о влиянии энергетических параметров ЭЛС на образование дефектов, роли каждого параметра процесса сварки. Необходимо подчеркнуть, что одной из основных причин образования дефектов является нарушение оптимального соотношения геометрических размеров литой зоны сварных соединений. К нарушению этого соотношения приводит выбор неоптимальных режимов. Для удовлетворения постоянно возрастающих требований к качеству сварных соединений деталей двигателей необходимо применять высокопроизводительное автоматизированное электронно-лучевое оборудование.
9.2.5. ЛАЗЕРНАЯ СВАРКА ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ
При сварке деталей горячего тракта двигателя из жаропрочных никелевых сплавов целесообразно применять и другой концентрированный источник энергии — лазерный луч. Если электронно-лучевой сварке посвящено множество публикаций и эффективность этого процесса не вызывает сомнений, то в области лазерной сварки (ЛС) такие работы сводятся к описанию выбора скорости сварки, мощности луча и защитной среды. Слабо освещены вопросы формирования и геометрии шва.
В работе [37] определена максимальная эффективность использования лазерного излучения для сварки жаропрочных никелевых сплавов.
Образцы из сплавов ХН68ВМТЮК и ХН73МБТЮ толщиной 1,5 и 6 мм проплавляли на технологических лазерных установках в нижнем положении за один проход. Угол сходимости сфокусированного луча составлял 6—10°, степень фокусировки назначали из условия максимального проплавления. Скорость сварки изменяли от 5 до 50 мм/с, мощность луча — от 1,5 до 6 кВт. Изучали алияние среды и состояния поверхности, мощности луча, скорости сварки и степени фокусировки на ширину выпуклости шва В, ширину обратного валика Ь, глубину проплавления Н и площадь проплавления . Определяли также оптимальную конструкцию сопел.
Предотвращение зажатия плазменного факела, а следовательно, эффективность процесса сварки жаропрочных сплавов во многом зависят от формы сопла, типа газа, используемого для подавления ионизации паров металла, его расхода и направления движения.
Разработка оптимальной конструкции сопла усложнена тем, что газ нужно использовать также для зашиты металла шва от окисления. Поэтому выбор формы сопла является первоочередной задачей. Опробованы три схемы подачи гелия в зону шва: перпендикулярно лучу, под углом менее 90° и параллельно ему. Эффективность их анализировали с точки зрения проплавления и зашиты металла. Наилучшие результаты получены при ЛС с трубчатым соплом (табл. IV.45, схема 1) и ламинарной подачей газа под углом 45°. Такая конструкция сопла обеспечивает качественную защиту зоны шва, высокий тепловой КПД (т1пр=0,24) и оптимальную форму шва (А^=4,4). При ЛС с коническим соплом и полачей газа соосно или перпендикулярно
Таблица 1V.45. Влияние формы сопла при лазерной сварке на размеры швов
4 Лн
Эффективность зашиты К V в F , В*/НЬ
кВт ММ мм2
Хорошая (шов блестящий, с чешуйками, выпуклость равномерная) 5,5 0,240 3,21 0,87 2,67 3,3 4,40
Удовлетворительная (небольшое окисление металла шва) 5,8 0,195 2,92 0,75 2,12 2,8 5,36
Плохая (окисление металла шва и ЗТВ) 5,8 0,195 3,08 1,54 1,37 2,8 4,49
То же 6,0 0,225 3,00 0,83 2,71 3,4 4,00
При меча ния: !. Сварку выполняли на образцах из сплава ХН73МБТЮ толщиной 6 мм. 2. Режим сварки 1^=43 мм/с, заглубление фокуса луча дФ= 1—2 мм» расход гелия (2,5—3.3> 10й mj/c 3, Для фокусировки Ч™* использовали симметричный двухзеркальный объектна Кяссергсна с фикусных! расстоянием 450 xim, иоеспечивак>щий диаметр фокального пятна 0,5—0,6 мм.
лучу (табл. 1V.45, схемы 2—4) надлежащая защита металла шва не обеспечивается, хотя в конструкции сопел предусмотрен защитный козырек, а на входе луча — подача защитного газа для устранения подсоса воздуха.
Многие исследователи рекомендуют сдувать облако плазмы струей инертного газа, направленной перпендикулярно лучу или под небольшим углом к плоскости сварки.
Попытка сдуть плазму с поверхности ванны струей гелия, направленной перпендикулярно лучу (табл. IV. 45, схема 3) со скоростью истечения, близкой к звуковой, не принесла ожидаемых результатов. Эффективность процесса проплавления снизилась на 20% по сравнению с вариантом зашиты по первой схеме, а геометрия шва была близка к сегментной без глубокого проплавления. Применение потока азота, направленного перпендикулярно лучуота расстоянии 30—50 мм от поверхности ванны (табл. IV.45, схема 4), значительно повысила глубину проплавления (на 50%) и тепловой КПД (на 13%) по сравнению с предыдущим случаем. По-вндимому, концентрация атомов паров металла на пути луча в основном и определяет рассеивание и потерю энергии излучения внутри канала проплавления и над ним. В результате уменьшаются глубина и площадь поверхности проплавления.
Таким образом, трубчатые сопла (схема 1) обеспечивают отклонение испаряющегося металла из канала потоком инертного газа довольно большого сечения, что делает такую схему защиты оптимальной. Во всех последующих опытах использовали трубчатые сопла.
Временная последовательность применения различных защитных газов приведена в табл. IV,46, схема опыта — на рис. IV.48. В качестве смесителя используют инжекторную горелку, а для обдува корня шва применяют тот же газ, что и при сварке. Визуальным осмотром установлено, что все исследуемые газы обеспечивают защиту металла шва от окисления.
Изменение микротвердости металла шва и ЗТВ при ЛС в различных газовых средах по сравнению со сваркой на воздухе весьма незначительно. Во всех случаях минимальную микротвердость металл имеет на линии сплавления (рис. IV.49). Ее изменение обусловлено, очевидно, процессами газонасыщения и
парообразо ван ия Таблица 1V.46. Влияние зашмпшх газов на размеры швов При сварке в МЛтй пЛнАт'жнлгУТЪ
Защитный газ, % В ь н г металла ЗТВ по- в /НЬ крыта копотью, а
Вт мм ММ1
100% Не Воздух 80% Не+20% Аг 60% Не+40% Аг 40% Не+60% Аг 20% Не+80% Аг 100% Аг 100% Nj 100% СО: 80% СО:+20% Аг 20% СО:+80% Аг 573 652 536 496 473 418 52 547 602 602 547 0,274 0,311 0,255 0,236 0,225 0,199 0,025 0,261 0,286 0,286 0,261 2,31 2,63 2,28 2,21 2,15 2,05 0,73 2,42 2,42 2,42 2,32 0,58 0,63 0,56 0,53 0,48 0,32 0,68 0,79 0,63 0,58 1,5 1,5 1,5 1,5 1,5 1,5 0,5 1,5 1,5 1,5 1,5 2,2 2,5 2,1 1,9 1,8 1,6 0,2 2,1 2.3 2,3 2,1 металл шва с ли-6 J4 ценой и корневой '35 сторон блестя- 6J5 щий, с желтова- 6,18 тым оттенком. 6,35 ПрИ лазерной 8J5 сварке в углекис- — лом газе ияи сме- 5,74 си его с аргоном 4,92 обратная поверх- 6,20 ность шва испе- 6,18 щрена мелкими
порами, в то время как лицевая поверхность — плотная, без видимых дефектов.
Из табл. IV.46 следует, что тепловой КПД максимален при сварке на воздухе и минимален в аргоне.
Состояние поверхности металла перед сваркой (класс шероховатости, наличие оксидной пленки) существенно влияло на формирование шва и проплавляющую способность луча. Если при сварке на поверхности образца была темная оксидная пленка, то происходило равномерное проплавление по длине шва. В случае шлифования поверхности до металлического блеска наблюдались прерывистое проплавление и пульсация факела при всех режимах сварки. Механическая обработка поверхности образца до /fz=80—40 мкм позволяет получить качественное соединение. При малых скоростях сварки (до 10 м/с) состояние поверхности практически не сказывается на глубине проплавления. При большей скорости сварки уменьшение глубины проплавления на образцах с блестящей поверхностью значительно сильнее, чем с окисленной (табл. IV.47).
Тепловой КПД процесса при неизменной мощности излучения, но с повышением скорости сварки окисленных образцов уве-
Рис. IV.48. Схема лазерной сварки жаропрочных никелевых сплавов:
! — ротаметры; 2 — инжекторная горелка; 3 — сопло; 4 — устройство для обдува корня шва
Рис. IV.49. Зависимость микроствердости металла в поперечном сечении сварного шва сплава ХН68ВМТЮК (толщиной 1,5 мм) от газовой среды (термообработка: нагрев до 900’С, выдержка 5 ч, охлаждение на воздухе)
личивается, как и при дуговых
способах, а при сварке образцов с блестящей поверхностью уменьшается.
При лазерной сварке жаропрочных сплавов существует пороговая плст-носп, мощности, ниже которой отражение луча велико и получить сварное соединение с кинжальной формой шва трудно. Жаропрочные сплавы толщиной 1—2 мм рекомендуется сваривать при мощностях не менее 2 кВт. С Увеличением толщины необходимо увеличить мощность луча. С повышением последней глубины проплавления возрастает по степенной зависимости, причем пороговое значение мощности луча определяется его диаметром в фокальной плоскости и скоростью сварки.
Таблица 1V.47. Влияние состояния поверхности свершаемого металла на проплавляющую способность лазерного луча
Состояние поверхности перед сваркой мм/с V Вт в ь н MMJ я1/нь
ММ
Блестящая (после 9,4 57,9 0,036 2,08 1,45 0,54 0,66 5,55
механической обработки 14,8 51,2 0,032 1,62 0,83 0,33 0,37 9,72
до Л =80—40 мкм) 20,5 42,1 0,026 1,37 0,54 0,25 0,22 14,4
С темной оксидной 9,4 77,9 0,048 2,50 1,58 0,54 0,89 7,35
пленкой 14,8 106,7 0,059 2,08 1,45 0,50 0,77 6Л0
20,5 132,0 0,074 2,00 1,37 0,46 0,69 6,30
Примечания: I. Мощность излучения 1,6—1,8 кВт. 2. Условия сварки — см. табл. ГУ.46.
Для определения влияния положения фокальной плоскости на эффективность ЛС тонколистовых (1 —2 мм) жаропрочных сплавов проводили опыт при постоянной погонной энергии луча и заглублении фокуса ДФ=0— 1,5 мм с интервалом 0,5 мм. Мощность луча назначали из условия проплавления образцов толщиной 1,5 мм при ДФ=0. Максимального теплового КПД и оптимальной формы шва достигали при заглублении фокальной точки в деталь на 1/3 толщины соединения (рис. IV.50).
Рис. 1V.50. Зависимость коэффициента формы шва и теплового КПД процесса проплавления от степени фокусировки луча ДФ при лазерной сварке сплава хНбЯВМТЮК толщиной
1,5 мм (условия фокусировки см. в табл. 1V.46; Я=2,1 кВт; vct=28 мм/с)
При фокусировке луча на поверхности листа уменьшение площади проплавления не превышает 10%, и поэтому, а также из-за простоты настройки такой режим может быть рекомендован производству.
В отличие от ЭЛС, где при постоянной погонной энергии изменение А Фили рабочей дистанции в широких пределах практически не сказывается на площади проплавления, т.е. на тепловом КПД, при лазерной сварке значение 1) существенно снижается, даже если отклонениеД Фот опти-мального значения незначительно. Так, при ДФ=—1,5 мм тепловой КПД уменьшается на 40% по сравнению с оптимальной фокусировкой (ДФ=—0,5 мм). Вероятно, различную эффективность процесса сварки в зависимости от отклонения фокуса можно объяснить различием физических процессов, сопровождающихся отражением и поглощением лазерного излучения при ЛС и потока электронов при ЭЛС.
ПЛАЗМЕННАЯ СВАРКА
Для изготовления кольцевых деталей ГТД широко используются сварные кольцевые заготовки из листовых жаропрочных материалов ЭИ437БУ-ВД, ВЖ101-ВД и др. Однако имеется рил сплавов, таких, как ХН73МБТЮ-ВД (ЭИ698-ВД), которые применяются только в цельнораскатном варианте. В этом случае КИМ в 3—5 раз ниже. Поэтому особый интерес представляет выявление возможности изготовления сварных кольцевых заготовок из сплава ХН73МБТЮ-ВД в виде листа.
В работе [38] описаны результаты плазменной сварки пластин сплава ХН73МБТЮ-ВД с максимальным приближением к условиям сварки кольцевых заготовок из листа. В качестве исходных заготовок использовали “пыляяки” из шайб, полученные при прошивке поковки в процессе изготовления цельнораскатных заготовок. Из “выдавок” вытачивали пластины (диски) толщиной 8—12 мм и диаметром 200—250 мм. Плазменную сварку осуществляли на усганоаке УСП-10 при /св=35О—370 А, ксв=9—12 м/ч. На отдельных пластинах производилась наплавка валиков, причем помимо линейных выполнялись крестообразные наплавки и с многократными пересечениями уже наплавленных слоев. Затем пары пластин сваривали встык. Предварительно, согласно существующему технологическому процессу подготовки кольцевых заготовок к сварке, стыкуемые поверхности фрезеровали и прихватывали.
Наплавляли несколько валиков с целью выявления предельной стойкости материала против образования трешин в процессе сварки. Наплавку проводили непрерывно одну за другой (каждый валик за два прохода — основной и разглаживающий).
Пластины с линейным и крестовым обратными валиками, а также сварные стыки подвергали травлению и визуальному контролю на наличие трещин. Затем пластины с обратными валиками разрезали на заготовки для разрывных образцов. Из крестового обратного валика вырезали два образца в зоне пересечения швов при ориентации осей образцов к осям швов под углом 45°. Заготовки для разрывных образцов подвергали ТО по режиму, закалка на воздухе от 1110°С, закалка на воздухе от 1000°С; старение при 775 °C, 16 ч.
Разрывные образцы для испытаний при комнатной и высокой температуре изготовляют таким образом, чтобы шов был расположен посредине длины образца. Высокотемпературными испытаниями оценивают их длительную прочность (время до разрушения при заданных температуре и нагрузке). Макро- и микроструктуру сварных швов исследуют непосредственно после сварки и в состоянии после ТО.
Результаты механических испытаний при комнатной температуре приведены в табл. IV.48, при высокой температуре — в табл. IV.49. Как при комнатной, так и при высокой температуре образны в большинстве случаев разрушаются по основному металлу, т. е. прочность шва не ниже прочности основного металла. И хотя пластические свойства образцов со сварными швами меньше, чем образцов из основного металла, уровень их высок и отвечает требованиям, предъявляемым к основному металлу.
Микроструктура пластин (дисков) перед сваркой характеризовалась Равноосным зерном балла 7. Микроструктура литого металла швов содержала
столбчатые кристаллы
Таблица IV.48. Механические свойства проб при
комипиой температуре
Объект «от Место
испытаний МПа Я5 разрушения
Проба с 1210 837 20,4 25,2 Основной металл
линейным 1225 857 21,4 26,9 Сварной шов
обратным 1212 844 20,6 23,7
валиком
Проба с 1240 830 27,0 35,0 Основной металл
крестовым 1240 840 25,0 34,0 »
обратным
валиком
Сварной стык 1210 810 24,5 31,0 Основной металл
1190 990 20,5 32,0
1200 820 21,5 31,0
1200 830 19,0 32,0 »
Основной 1230 830 29,2 35,0
металл 1240 811 29,6 40,0
1220 822 29,2 36,9
1230 820 28,0 34,0
Таблица IV. 49. Результаты мехвйшческнх испытаний при температуре 800‘С
Объект испытаний МПа 8 | У Место разрушения
%
Проба с линейным 100,42 1,2 1,59 ЗТВ
обратным валиком 121,50 3,2 7,84 »
136,10 2,6 7,47 Основной металл
183,58 4,0 7,84 ЗТВ
Сварной стык 143,0 1,6 1,58 Основной металл
176,0 2,8 2,40
244,0 3,0 9,39
302,0 4,0 9,30
дендритного строения. В зоне термического влияния от выполнения линейных обратных валиков зерно укрупнялось до балла 4— 5. Последующая ТО вызывала укрупнение структуры до балла 4 в основном металле и до балла 3 — в ЗТВ. В крестовом обратном валике в месте пересечения швов зона термического влияния имела более крупное зерно, чем в линейных проплавах (балл 1—2).
Крупные кристаллы образовались в литой структуре зоны пересечения швов к-рестового обратного валика. От воздействия разглаживающего шва в верхней части швов структура также укрупнялась.
Установлена возможность плазменной сварки заготовок из сплава марки ХН73МБТЮ-ВД толщиной 8—12 мм. Основными факторами, определяющими стойкость сварных соединений против образования трещин, являются качество
прихватки технологических пластин, а также размер зерна в структуре перед сваркой. Она должна быть не крупнее балла 5—6. Ровный шов (без подрезов) получается за один проход. При необходимости возможен также второй, разглаживающий шов. Уровень механических свойств сварных соединений из сплава ХН73МБТЮ-ВД весьма высок, стабилен и отвечает требованиям ТУ на ос-
новной металл.
ЛИТЕРАТУРА К ГЛАВЕ IV
1. Братухин А. Г, Внедрение высокопрочных коррозионно-стойких сталей в условиях серийного производства самолетов // Веста, машиностроения. — 1993. — №4. — С. 2—4.
2. Высокопрочные стали для силовых узлов планера самолета / А. Ф. Петраков, Н Г Покровская, О. К. Ревякина и др. // Авиац. материалы. — М.: В НАМ, 1982. - С. 103-111.
3. Аргунов В. Н., Харитонович М. В. Возможность применения периодических профилей в автомобилестроении // Технология лег. сплавов. — 1995. — №2. — С. 42—43, 101.
4. Горячие трещины при сварке высокопрочных нержавеющих сталей, применяемых в авиастроении / В. Е. Лазько, Л. Л. Старова, В. М. Ядров и др. // Автомат, сварка. — 1992. — №4. — С. 49—50.
5. Братухин А. Г, Пути повышения надежности сварных соединений высокопрочных сталей в авиационной технике нового поколения // Металловедение и термин, обработка металлов. — 1997. — №3. — С. 32—36,
6. Шипииын Б. Н., Мяльнина Г Ф. Электронно-лучевая сварка стали 15Х16К5Н2МВФАБ // Авиац. пром-сть. - 1987. - №9. - С. 59-61.
7. Меерович Я. М, Хохлов А. С., Кулаев А М. Автоматическая сварка закрытой сжатой дугой // Там же. — 1980. — №10. — С. 71—72.
8. Точечная сварка деталей неравной и переменной толщины из стали Х15Н5Д2Т / П. Л. Чулошников, В. Б. Верденский, С. М. Казаков и др. // Там же. — 1985. — №10. — С. 59-60.
9. Измирлиева А. Н., Шляпников В. Г, Нзмирлиев А: А. Свойства сварных соединений стали ВНС16 толщиной 0,8 мм // Там же. — 1986. — №2. — С. 72.
10. Сварка новых высокопрочных сталей для деталей шасси / В. Е. Лазько, Л. Л. Старова, Н. М. Вознесенская и др. //Авиаматериалы. Вестник: Высокопрочные стали. — М. : Минавиапром, 1986. — С. 44-47.
11. Сварка шаробаллонов из стали 03X11H10M2T / М. М. Савицкий, Р. В. Мельников, А Ф. Лупан и др. // Авиац. пром-сть. — 1983. — №2, — С. 60—62.
12. Разработка присадочной проволоки для сварки стали с 8% Ni / Л. Л. Старова, Ю. М. Должанский, Н. Г. Покровская и др. // Автомат, сварка. — 1984. — №9. — С. 32-34.
13. Борисов 77, 77,, Сулыювар С. 3, Зурнаджи К, С. Сварка закаленных разнородных сталей // Авиац. пром-сть. — 1981. — №7. — С. 65—67.
14. Сварка литой высокопрочной нержавеющей стали ВНЛЗ / 3. Г. Королева, А С. Свой кина, В. Г. Федоров и др. // Автомат, сварка. — 1976. — №6. — С. 39—43.
15. Особенности сварки стали 13X15H4AM3 / Л. Л. Старова, В. В. Гринин, В- М. Ядров и др. // Авиац. пром-сть. — 1988. — №4. — С. 56—57.
16. Штрикман М. М., Гринин В. В. Автоматическая сварка в узкощелевую разделку высокопрочных сталей и титановых сплавов // Свароч. пр-во. — 1977. — №1. - С. 16-19.
17- Турин £ В., Комиссаров Г Г. Электронно-лучевая сварка стали 1Х15Н4АМЗ толщиной до 70 мм // Авиац. пром-сть. — 1985. — №10. — С. 57—58.
18. Братухин А Г., Лукин В. И., Лазько В. Е. Особенности изготовления литосварных конструкций из высокопрочных сталей // Свароч. пр-во. — 1993. — №4. — С. 20—22.
19. Выбор присадочного материала для аргоно-дуговой сварки стали 30ХГСН2А / В. Е. Лазько, И. Ю. Верескевич, В. Г. Федоров и др. // Автомат, сварка. — 1982. — №6. - С. 32-35.
20. Сварка и свариваемые материалы :Справоч. изд. В 3-хт.—Т. 1. Свариваемость материалов: — М.: Металлургия, 1991. — 528 с.
21. Пронина Е. М„ Федорова Г. В., Григорьева Л. В. Автоматическая аргонодуговая сварка малогабаритных тонколистовых деталей // Авиац. пром-сть. — 1980. — №2. - С. 55-56.
22. Электтюнно-лучевая сварка толстолистовой стали 20ХГСН2МФА / М. С. Барышев, В. В. Муеарыгин, А. В. Редчиц и др. // Там же. — 1989. — №9. — С. 59—61.
23. Электронно-лучевая сварка // О. К. Назаренко, А. А. Кай дало в, С. Н. Ковбасенко и др.: Под ред. Б. Е. Патона. — Киев: Наук, думка, 1987. — 256 с.
24. Братухин А. Г, Сотников В. С., Штрикман М. М. Снижение неоднородности сварных соединений стальных баков-отсеков самолета технологическими методами // Свароч. пр-во. — 1993. — №10. — С. 25—27. (
25. Штрикман М М Аргоно-дуговая сварка вращающимся электродом с подачей присадочной проволоки // Автомат, сварка. — 1983. — №1. — С. 46—47, 53.
26. Сорокин Л. И. Свариваемость жаропрочных сплавов, применяемых в авиационных газотурбинных двигателях // Свароч. пр-во. — 1997. — №4.— С.4 —11.
27. Сварка тонколистовых жаропрочных материалов концентрированными источниками тепла / Г. А. Славин, Н. М, Трохинская, В. А. Лопого // Там же. — 1986. — №3. — С. 66-68.
28. Автоматизированная сварка арматурных деталей в корпусных узлах / Г. В. Мартышкин, В. Д. Андреев, С. М. Скакальский и др. // Там же. — 1987. — №3. - С. 56-57.
29. Богоявленский А. В., КопыловА. Г. Сравнительная оценка качества стыковых сварных соединений из жаропрочных хромоникелевых сплавов в диффузорах ГТД // Там же. - 1991. - №4. - С. 23-25.
30. Эйдельштейн В. Е., Сметанко В. Г., Соколов Э. Г. Автоматизация процесса сварки трубчатых коллекторов из жаропрочных никелевых сплавов // Там же. — 1986. - №3. - С. 73-74.
31. Исследование прочностных характеристик сварных и паяных соединений / Г. В. Мартышкин, А. В. Рогов, С. М. Скакальский и др. // Там же. — 1991. — №2. — С. 47—48.
32. Сорокин Л. И., Тупикин В. И, Пстрачкова О. И. Влияние термического цикла наработки на свариваемость сплава ХН68ВМТЮК // Там же. — 1990. — №9. — С. 73-75.
33. Карасев Б. Е. Гейкин В. А., Логунов А. В. Опыт применения электроннолучевой сварки в авиационном двигателе- и агрегатостроении // Свароч. пр-во. — 1993. - №10. - С. 10-11.
34. Изготовление рабочих колес компрессоров ГТД методом электронно-лучевой сварки / В. В. Докашев, В. А. Гейкин, А. М. Веригин и др. // Технология авиадви-гателестроения. — 1987. — №1. — С. 45—47.
35. Изготовление комбинированных компактных дисков ротора высокотемпературных ступеней КВД электронно-лучевой сваркой с горизонтальным расположением свариваемого стыка / Л. П. Федосенко, В. А Гейкин, Е. Н. Рудницкий и др. / / Авиац. пром-сть. — 1990. — №12. — С. 49—50.
36. Беззубов И. И. Однопроходная электронно-лучевая сварка элементов коробчатого сечения // Там же. — 1992. — №9. — С, 28—29.
37. Григорьянц А. Г,, Морочко В. П., Федоров Б. М. Эффективность процесса лазерной сварки жаропрочных никелевых сплавов // Там же. — 1984. — №1. — С. 55-59.
38. Процив Ю. В., Волков С. И. Плазменная сварка сплава ХН73МБТЮВД // Там же. - 1981. - №9. - С. 60-62.
Глава V
СВАРКА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
§ 1. МЕТАЛЛИЧЕСКИЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
В последние годы развивается новое направление в области сварки разнородных металлов — сварка композиционных материалов (КМ) различных типов: волокнистых, дисперсно-упрочненных, слоистых. Создание композиционных материалов на металлической матрице (МКМ) является одним из наиболее значительных достижений в области материаловедения за последнее время. Эти материалы могут состоять из двух или нескольких фаз. Они имеют комплекс совершенно новых, по сравнению с однородными металлами и сплавами, физических и механических характеристик (прочности, жесткости, усталостной долговечности, жаропрочности, надежности работы в условиях интенсивного температурно-силового, радиационного и эрозионного воздействия, а также влияния агрессивных сред). Например, прочность алюминиевых сплавов за последнее десятилетие удалось поднять лишь до 650—700 МПа, а МКМ на алюминиевой основе имеют прочность -1500 МПа. Широкое применение этих материалов позволит существенно повысить надежность и весовую эффективность конструкций современной техники, создать качественно новые изделия [1, 2]. Производство МКМ — яркий пример наукоемкой технологии.
Уже сейчас КМ широко используются в авиационной и космической технике. В транспортных самолетах-гигантал “Руслан” и “Мрш” (генеральный конструктор П. В. Балабуев) использовано около 6 т композитов, что позволило сэкономить 15 т металла, снизить расход топлива за период эксплуатации на 20 000 т. Столько же применено композитов в трансконтинентальном самолете Ил-96 (генеральный конструктор Г. В. Новожилов) и пассажирском самолете массового производства Ту-204 (генеральный конструктор А. А. Туполев). В вертолете генерального конструктора С. В. Михеева на долю узлов и деталей из КМ приходится 53% общей массы конструкций, благодаря чему эта масса уменьшена на 25—30%, ресурс машины увеличен в 2—3 раза, а трудоемкость изготовления снизилась в 1,5—3,0 раза. Наконец, американский самолет “Вояджер", совершивший беспосадочный облет Земного шара, на 100% сделан из композитов.
Результаты прочностных испытаний изделий из КМ, проводившихся в течение длительного периода, дают основание прогнозировать уменьшение массы, например, авиационных конструкций за счет применения этих материалов на 20% в современных и на 30—35% в будущих военных самолетах (рис. V.1), а также на 25% в гражданских самолетах.
В настоящее время практически все промышленно-развитые страны ведут исследовательские и конструкторско-технологические работы, связанные с применением КМ в различных областях новой техники.
Металлические КМ (МКМ) сочетают достоинства конструкционных металлических материалов с достоинствами композитов вообще. Для них характерны высокие значения прочностных характеристик, модуля
Рис. V.1, Степень G использования композиционных материалов в авиации:
/ — самолет СВВП-279-3 (США); 2 — истребитель АТФ (США); 3 — пассажирский самолет ДЭШ-7 (Канада); 4 — ДЭШ-8 (Канада); 5 — пассажирский самолет FXX (Голландия); 6 — учебно-тренировочный ХГ-4 (Япония); 7— истребитель вертикального взлета АВ-88 (США); 8 — истребитель “Гриней” (Швеция); 9 — пассажирский МД-100 (США); 10— истребитель ЕФА (Европейская программа); Н — истребитель “Мираж-200” (Франция); 12 — истребитель Ф-14 (США); 13 — истребитель Ф-15 (США)' 14 — истребитель Ф-18 (США); 15— истребитель Ф-16 (США); 16— истребитель “Мираж-4000” (Франция); 17— истребитель ЕАР (Англия); 18— экспериментальный Х-29 (США); 19 — экспериментальный “Рафаль" (Франция); о — спроектированные к 1995 г.; • —изготовляемые
упругости, вязкости разрушения, ударной вязкости, более высокие температуры эксплуатации, чем у КМ с полимерными матрицами.
МКМ можно классифицировать по виду их упрочнения на армированные длинными волокнами, нитевидными кристаллами и волокнами короткой резки, а также армированные порошком. КМ, армированные нитевидными кристаллами и короткими волокнами, по своим свойствам занимают среднее положение между композитами, упрочненными длинными волокнами и порошком.
Изготовление деталей из МКМ может проводиться по одноцикловой и двухцикловой схеме. При одноцикловой схеме имеет место совмещение технологических процессов изготовления материала и формирования детали. При двухцикловой схеме в первом цикле с помощью технологических процессов прокатки, прессования, диффузионной сварки и пр. могут быть получены полуфабрикаты (трубы, прутки, листы, полосы, ленты, профили), из которых во втором цикле путем соответствующей обработки изготавливаются детали. В последние годы многие из этих технологических процессов освоены или опробованы в опытно-промышленных условиях; получаемые полуфабрикаты МКМ паспортизованы.
Высокие удельные характеристики прочности и жесткости при температурах 100—150°С, химическая стойкость в агрессивных средах, техноло
гичность, сравнительно низкая стоимость позволяли полимерным композиционным материалам (ПКМ) долгое время удовлетворять требованиям новой техники.
В отличие от ПКМ, которые практически не имеют резервов увеличения поперечной и сдвиговой прочности за счет матрицы, эти показатели МКМ можно варьировать в значительных пределах. Например, для МКМ системы
В марки ВКА-l на основе алюминиевого сплава АД! прочность на сдвиг алоль направления волокон составляет 80—100 МПа. Использование в качестве матрицы алюминиевого сплава АДЗЗ позволило достичь прочности на сдвиг 120—140 МПа.
МКМ предпочтительнее, чем ПКМ, для получения конструкций высокой жесткости. Определенные преимущества МКМ имеют по сравнению с ПКМ и при сравнении показателей, влияющих на надежность конструкции. Так, расчеты показывают, что полный потенциал экономии маосы изделий можно обеспечить при условии, что они будут применяться с учетом работы с возможными предельными деформациями не менее 0,006, что превышает предел 0,004, установленный в настоящее время в авиакосмической промышленности. Указанный уровень деформаций адоль волокон обеспечивают МКМ системы А1—В, а для МКМ системы алюминий-сталь эти значения составляют 0,020—0,035.
Такие деформации, как свидетельствует практика, обеспечивают безопасность работы агрегата в условиях возможных повреждений и перегрузок. Аналогичные характеристики ПКМ значительно ниже.
Сравнение известных показателей усталостного разрушения ПКМ и МКМ также оказывается в пользу вторых.
Наиболее существенные преимущества МКМ имеют в конструкциях, испытывающих все возрастающие термические нагрузки, что характерно для многих узлов и агрегатов современной техники. Так, показательным является рост температуры на поверхности летательных аппаратов. Если в 30-х годах рабочая температура на поверхности учебно-тренировочного самолета составляла 50°С, то во Второй мировой войне на поверхности истребителя она достигала 90°С, а у перехватчика 80-х годов составляла уже 400“С. Рабочая температура обшивки космического летательного аппарата “Шаттл” — 1100’С, а некоторых участков поверхности орбитального корабля “Буран" - 1600°С.
На рис. V.2 привадятся удельные значения прочности и жесткости конструкционных материалов, применяемых в авиакосмической технике, в зависимости от эксплуатационной температуры.
Как показывают диаграммы, стабильность свойств МКМ, в отличие от ПКМ, сохраняется при значительном изменении рабочих температур, удельная прочность при этом изменяется не более чем на 15—20%, а значение модуля упругости практически не изменяется.
Высокие удельные показатели прочности и жесткости, низкий термический коэффициент линейного расширения в направлении армирования, повышенное внутреннее демпфирование, теплопроводность, стойкость при воздействии ультра фиал сто вых и жестких излучений обусловили повышенный интерес к МКМ системы А1—В.
Существенным преимуществом МКМ перед ПКМ является высокая ремонтопригодность конструкций. Ремонт агрегатов, выполненных из ПКМ,
Рис. V.2. Зависимость удельной жесткости (а) и удельной прочности (б) материалов от температуры:
/ — материалы системы на гний-углерод; 2 — полимерные КМ; 3 — бериллиевые сплавы; 4 — алюминий-углерод; 5—алюминий-бор; 6— титан -карбид кремния; 7— титановы е сплавы; 8— алюминиевые сплавы; 9 — титан-карбид бора
требует специальных условий: температуры, давления, влажности и пр., специального оборудования для проведения склейки с обеспечением необходимой прочности соединений. Для агрегатов из МКМ основной ремонтной операцией может быть сварка (аргоно-дуговая и контактная), которая обеспечивает достаточную прочность соединений и может проводиться в условиях ремонтных и эксплуатационных предприятий.
§ 2. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ, ВИДЫ И СВОЙСТВА ВОЛОКНИСТЫХ мкм
Технологию получения полуфабрикатов МКМ, армированных непрерывными волокнами, разделяют на два этапа: изготовление многослойных листовых полуфабрикатов, а затем из них — полуфабрикатов иной формы.
В промышленности разработаны и изготавливаются многослойные полуфабрикаты из боралюминия и утлеалюминия. Они представляют собой систему параллельно уложенных волокон, закрепленных слоем материала матрицы МКМ — алюминиевого сплава или беззольного клея. Схемы изготовления таких слоев различны и зависят от природы волокон.
Так, из углеродных волокон текстильными способами изготавливается ткань, в которой жгуты из 20—-30 моноволокон, составляющие основу ткани, сплетены расположенным с определенным шагом поперечным утком — жгутом моновслокон. В связи с тем, что многие моноволокна в жгуте перекрыты соседними, для создания препрега, в котором каждое волокно окружено алюминиевой матрицей, можно использовать только жидкофазные методы, например пропитку ленты из такой ткани жидким алюминием.
Другими способами изготавливаются полуфабрикаты на основе борных волокон. Здесь возможно и переплетение лент из волокна утком из тонкой алюминиевой проволоки, и изготовление монослоев, в которых волокна скреплены вместе либо беззольным клеем, либо алюминиевым сплавом, нанесенным плазменным способом. В этих случаях волокно равномерно наматывают на барабан со слоем алюминиевой фольги или без него, а затем наносят скрепляющее вещество. Беззольный клей сушится на барабане, потом, как и в случае плазменного напыления, монослой разрезается по образующей и снимается с барабана.
В случае плазменного напыления волокна скрепляются вместе напыленным, отличающимся значительной пористостью слоем, который представляет собой сплав матрицы.
Волокна из карбида кремния химически достаточно инертны, и поэтому для получения монослойных полуфабрикатов из них пользуются всеми вышеописанными способами.
Изготовление полуфабрикатов МКМ состоит из двух операций: 1) укладка монослоев, которая обеспечивает требуемое распределение волокон в объеме и определяет их объемное содержание; 2) соединение и сварка этих монослоев. При этом должно достигаться прочное соединение компонентов.
В случае использования монослоев, связанных беззольным клеем, между слоями волокон вводятся слои фольги матричного сплава. Предварительно монослои можно раскраивать для придания им необходимой геометрии, укладывать и изгибать в пресс-формах при изготовлении полуфабрикатов сложной формы — труб, профилей и пр, В большинстве случаев при изготовлении листов монослои укладываются только с одним направлением волокон, поскольку в таких листах наиболее эффективно проявляется преимущество многих МКМ — сочетание высоких механических свойств в продольном направлении с достаточно высоким пределом прочности на сдвиг адоль волокон (100—200 МПа у МКМ и 20—40 МПа у ПКМ). Данное преимущество возрастает с повышением температуры. Таким образом, работоспособность МКМ обеспечивается при достаточно высоких температурах.
Кроме того, листы МКМ с однонаправленными волокнами позволяют наиболее эффективно осуществлять гибку материала, когда линия сгиба направлена адоль волокна. Поэтому в дальнейшем, если это особо не оговаривается, речь идет о листах с однонаправленными волокнами.
При сварке монослоев осуществляются различные процессы, обеспечивающие получение монолитного материала: деформация и уплотнение сплава матрицы; образование связи по границам раздела волокно — матрица и матрица — матрица; возникновение и рост промежуточных фаз. Все эти процессы протекают как во время прогрева пакета-заготовки при сварке, так и во время выдержки при заданных температуре и давлении [2].
Деформация и уплотнение матрицы, сопровождающиеся соответствующим одновременным перемещением волокон, протекают в начальной стадии процесса сварки и приводят к образованию механического контакта между поверхностями раздела МКМ. Одновременно с этими процессами или, в основном, вслед за их завершением протекают процессы возникновения и развития промежуточных слоев на границах раздела,создающих прочную связь между компонентами. Кроме того, по достижении определенных стадий возможно возникновение и развитие новых фаз в результате химических реакций.
Появление и увеличение доли продуктов химического взаимодействия, как правило, привадят к разупрочнению волокон, появлению хрупких и низкопрочных составляющих на границах раздела. В ходе этих процессов, имеющих порой противоположную направленность, есть определенные закономерности, позволяющие назначать оптимальные технологические параметры изготовления МКМ — время, давление, температуру. Режимы выбираются таким образом, чтобы с одной стороны достигалась достаточная прочность связи компонентов, а в структуре материала пористость либо отсутствовала, либо была оптимальной, а с другой — разупрочнение волокон и появление низкопрочных фаз было сведено к минимуму. Частично эти задачи для такого композита, как А1—В, решаются за счет использования волокон с покрытиями. У таких композитов, как Al—С и Al—SiC, волокна которых при температурах 6(Ю°С и выше инертны по отношению к матрице, разупрочнение волокон минимально.
Изготовление композитов по технологиям, в которых диффузионные процессы интенсифицируются, принято называть диффузионной сваркой.
Длительность диффузионной сварки в зависимости от температур и состава компонентов составляет несколько десятков минут (в основном, в пределах 10—60 мин).
Во время диффузионной сварки пакет-заготовка выдерживается при определенном давлении и температуре между обогреваемыми плитами пресса. Иногдвэтот процесс называют горячим прессованием, а чаще — диффузионной сваркой под давлением.
Сварка может проходить как в твердом состоянии, так и при частичном подплавлении матрицы. В последнем случае необходимые давления сварки снижаются примерно на порядок, сокращается общее время сварки. Но для осуществления этого процесса требуются химически стойкие по отношению к матрице волокна или же волокна с защитными покрытиями. Прессование участков полуфабриката может проводиться поочередно, что позволяет изготавливать заготовки любой длины.
Этот способ достаточно прост, так как плиты, нагреваемые до температур 400—600°С, без особых трудностей можно разместить на траверсах гидравлического пресса необходимой мощности.
Способом диффузионной сварки пол давлением в настоящее время изготавливаются следующие виды полуфабрикатов: листы, полосы и ленты МКМ любой необходимой толщины; профили в обогреваемых пресс-формах, трубы, прутки в газостатах; полуфабрикаты сложной формы, например заготовки лопаток двигателя, в специально сконструированных закрытых пресс-формах.
Наибольшее распространение получили полуфабрикаты МКМ, армированные непрерывными волокнами бора, углерода, стальной проволокой.
При изготовлении этих видов полуфабрикатов необходимо обеспечивать равномерность давления и температуры на всех участках прессуемой поверхности, точность температурного режима.
Свойства волокон весьма важны при определении характеристик МКМ, и поэтому их следует учитывать как в процессе изготовления полуфабриката из МКМ и деталей из него, так и при эксплуатации. Основные свойства волокон, применяющихся для армирования МКМ, приведены в табл. V.I.
Волокна бора изготавливают методом осаждения из газовой фазы на вольфрамовую нить диаметром 7—15 мкм при температуре 1200°С. В резуль
тате получают волокно аморфной или мелкокристаллической структуры с сердцевиной, содержащей бориды вольфрама. Объем, занимаемый последними, больше объема исходных продуктов, что приводит к возникновению значительных радиальных напряжений. Следствием этого является невысокая прочность волокон бора в радиальном направлении (200 МПа) и на сдвиг.
Этот недостаток частично компенсируется увеличением диаметра волокна, так как при этом уменьшается относительная доля сердечника. Данное обстоятельство послужило причиной перехода производства волокон ст диаметра 100 мкм к диаметру 140 мкм.
Таблица V. I. Основные свойства волоков, применяющихся для армирования МКМ
Тип волокна Диаметр волокон, мкм Плотность, кг/м’ Б, ГПа СТв, МПа
Борное на керне: вольфрамовом 140 2500 400 3000-4600
углеродном 140 3200 420 3200-4500
Углеродное 6,5-10 1660-1810 380-393 2200-3100
Из никалона 20 2550 180 1700-2500
Стальное (проволока ВНС-9) 100-300 7800 200 3500-3800
Из карбида кремния 80-100 3300 400-500 2000-4000
Нитевидные кристаллы карбида кремния 0,05-15,0 3180 551 2100-13800
Для повышения жаростойкости и для защиты от воздействия некоторых металлических матриц борные волокна покрывают карбидом кремнил, осаждаемым из парогазовой фазы в среде аргона и водорода. Такие волокна получили название “борсика”.
Производство волокон бора со средней прочностью более 4000 МПа и переход от вольфрамового керна к углеродному позволяют снизить стоимость и приводвт к значительному снижению радиальных напряжений в волокне. Однако высокая стоимость волокон бора ограничивает их применение. Так, в США производство этих волокон достигает лишь 16 т в год.
В качестве альтернативы волокнам бора в США развивается производство более дешевых углеродных волокон. Их свойства (табл. V.1) близки к свойствам волокон бора. Невысокая плотность сочетается с высокой термостойкостью на воздухе и в контакте с различными металлами, например с алюминием, и низкой стоимостью.
В настоящее время развивается производство бескерновых волокон “ни-калон” диаметром 20 мкм. Эти волокна дешевы и поэтому перспективны, однако свойства МКМ на их основе значительно уступают свойствам МКМ на основе керновых волокон.
Значительная часть углеродных волокон идет на производство углепластиков. За последнее десятилетие разработаны модификации углеволокон, совместимые с расплавом алюминия (например, отечественное волокно “Кулон”), а также созданы технологически приемлемые схемы изготовления
угле алюминия и углемагния. Высокие прочность, жесткость в сочетании с невысокими плотностью и стоимостью делают эти волокна перспективными. Однако фибр ильная структура углеродных волокон, обусловленная технологией их производства и обеспечивающая высокую прочность адоль оси волокна, является причиной низкой прочности на сдвиг и в поперечном направлении (50—100 МПа), что значительно снижает эффективность использования угле вол ок на.
Такие свойства обусловливают также и невысокие деформационные характеристики этих материалов. Технология изготовления деталей из углеалю-миния предусматривает только одну основную схему формообразования -изготовление МКМ в форме детали без какой-либо последующей обработки давлением. ,
В табл. V.1 показаны свойства стальной проволоки, которая является единственным армирующим упрочнителем, способным пластически деформироваться, из всего набора широко используемых в настоящее время волокон.
На базе рассмотренных выше волокон бора, углерода и стальной проволоки освоена в производстве и выпускается достаточно большая номенклатура листовых МКМ с матрицей из алюминиевых и магниевых сплавов.
Механические и физические свойства, а также состав наиболее распространенных из них (паспортные данные) приведены в табл. V.2.
Таблица V.2. Физические и механические свойства листов МКМ ири 20"С
Характеристика Обозначение В КА-1 В КА-2 ВКМ-1 ВКУ-1М КАС-1А
Физические свойства
Плотность, кг/м3 Y 2,6 2,6 2,15 2,35 4,75
ТКЛР вдоль волокон, град’1 «» 5,1'10* 5,1-10* 5,6'10* 6,8-10* 19‘10"*
Состав МКМ
Материал: волокно — Борное Борное Борное Углеродное Стальная проволока
матрица - Алюминиевые сплавы Магниевый сплав Алюминиевые сплавы
АД-1 АД-33 МА-2 В-93 А-5+Д16
Объемная доля волокон, % 40-55 40-50 40-55 40-55 15-45
Продолжение таблицы V.2
Характеристика Обозначение ВКА-1 В КА-2 ВКМ-1 ВКУ-1М KAC-IA
Механические свойства
Модуль упругости при растяжении, МПа: 'Ll 104 11- ю4 11,7-104
адоль волокон 22-104 24-104
поперек волокон *Х ИЮ4 10 ю4 10-104 11-10* 9,0-104
Временное сопротивление при растяжении, МПа:
вдоль волокон . а я е о 11,5-102 12,5-102 10 102 10 Ю2 15,0 Ю2
поперек волокон 1010 18,0 10 9,0-10 5,0-10 28,0 10
Относительные деформации при растяжении адоль волокон, % Коэффициент Пуас- 8 0,6 0,5-0,6 0,5 — 2,0
И 0,28 0,21 0,25 0,28 0,28
сона вдоль волокон
Прочность при сдвиге, 610 11 10 12-10 610 18 10
МПа Критическое напряжение при малоцикловых испытаниях о мцу 8010 65 10 — 58 10 52 10
(2 10 циклов), МПа Длительная прочность а100 U150 10,4-102 10,5-Ю2 5,8 -102 6,5 Ю2 8.4102
на базе 100 ч при температуре 150’С, МПа
Примечание. Указаны механические свойства при максимальной объемной доле волокон.
§ з. ДИСПЕРСНО-УПРОЧНЕННЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Разновидностью композиционных материалов являются дисперсно-упрочненные сплавы с алюминиевой, магниевой, титановой и т. д. матрицей. В качестве упрочнителя здесь используют ультратонкие (0,02—0,05 мкм) частицы углероде, карбида кремния, термодинамически стабильных оксидов или других неорганических соединений [3, 4].
Среди известных в настоящее время дисперсно-упрочненных композиционных материалов на основе алюминия оптимальным комплексом характеристик отличается углеалюминий, в частности композит А1+4%С. Его получают методом реакционного смешивания вторичного алюминия (порошка ПП-1) с мелко измельченной сажей. Технологический процесс включает следующие операции: приготовление шихты, обработку ее в аттриторе,
изготовление горячепрессованных полуфабрикатов (пруток, профиль и т. п.) Этот композит при комнатной температуре имеет прочность от 500 да 540 МПа и относительное удлинение 4—7%. Длительная прочность (100 ’ при 350°С) составляет 120 МПа. Возможность использования этого материал, в изделиях и узлах зависит от его технологических свойств, таких, как спо собность подвергаться холодной и термической обработке, свариваемост и др.
МКМ с металлической матрицей, упрочненной карбидом кремния SiC привлекают к себе внимание из-за возможности их использования в качеств конструкционных материалов, так как обладают достаточной прочностью имеют высокое значение отношения жесткости к плотности и относительна просты и дешевы в изготовлении, причем для этого могут применяться из вестные способы — такие, как прессование выдавливанием, горячая объемна штамповка и прокатка. Эти МКМ обычно подразделяют на три вида: арми рованные за счет макро- и микрочастиц, обладающих большей прочностью чем металлическая матрица; армированные за счет непрерывных или неразрушенных волокон диаметром в несколько сот микрометров; армированные за счет “усов” диаметром около 1 мкм.
По особенностям изготовления КМ, упрочненные нитевидными кристаллами или короткими волокнами, занимают промежуточное положение между материалами, упрочненными дисперсными частицами, и КМ с упрочнением длинными волокнами. Они дешевле по сравнению с последними, более технологичны, поскольку для их изготовления пригодны технологические процессы жидкой штамповки и порошковой металлургии. Кроме того, здесь применимы такие же процессы пластической обработки, как и для обычных металлических материалов. Нитевидные кристаллы p-SiC имеют диаметр 0,1 —1 мкм, длину 10—300 мкм, плотность 3,18—3,2 г/см3, о„=3—20 ГПа, =400—700 ГПа. При упрочнении алюминиевого сплава АДЗЗ нитевидными кристаллами SiC в количестве 20% полученный КМ плотностью 2,8 г/см3 в катаном состоянии имел следующие свойства: о-500 МПа, Омо=390 МПа, о =430 МПа, о, “=290 МПа, 8=1,64%, И=2,5%, Е = = 10,5 10 МПа, £™=9,8104 МПа. Благодаря подобным свойствам МКМ, упрочненные дешевым карбидом кремния, перспективны в авиационной и автомобильной промышленности, атомной энергетике, медицинской и спортивной технике. Специалисты фирмы “Локхид" разрабатывают конструкцию и методы производства четырех вертикальных стабилизаторов для реактивных истребителей с высокими летными характеристиками, рассчитывая при этом снизить стоимость МКМ. В качестве матрицы используется алюминий, хотя можно применять и другие металлы, в том числе титан, а для упрочнения карбид кремния.
Для испытания были предложены панели обшивки, упрочненные как очень короткими волокнами SiC, беспорядочно распределенными в матрице, так и непрерывными волокнами. Во всех случаях обшивку крепили к алюминиевым лонжеронам и нервюрам, упрочненным соответственно волокнами и “усами” SiC.
Дисперсно-упрочненные композиты представляют собой материал, в матрице которого равномерно распределены мелкодисперсные частицы второго вещества. В таких материалах при нагружении всю нагрузку воспринимает матрица, в которой с помощью множества практически нераство-
пившихся в ней частиц второй фазы создается структура, эффективно сопротивляющаяся пластической деформации.
МКМ алюминий — 20% SiC отличаются малой плотностью, высокими удельными характеристиками прочности и жесткости при комнатной и повышенных температурах, низким ТКЛР. Предел текучести, прочность и модуль упругости МКМ в 1,5 раза выше по сравнению с высокопрочными алюминиевыми сплавами (рис. V.3), износостойкость близка к износостойкости стали. Временное со-противление составляет 400—600 МПа, что значительно превышает расчетные значения. Интересно отметить, что, изменяя объемную долю карбида кремния в алюми-ниевой матрице, можно варьировать значения ТКЛР (рис. V.4), что особенно важно при сварке разнородных металлов, т.е. МКМ с цветными сплавами и сталями.
Рис. V.3. Значения удельного модуля (отношение жесткости к плотности) различных материалов
Рис. V.4. Кривая зависимости ТКЛР алюминиевого сплава от объемного содержания Икарбида кремния в матрице (для сравнения показаны соответствующие значения ТКЛР различных метал лов)
Фирмой “Дурелкэн” разработан новый композиционный материал с металлической матрицей [5]. В этом новом КМ керамические частицы А1;О3 равномерно распределены в алюминиевой матрице. Материал пригоден для изготовления литых и кованых деталей и проката. Полуфабрикаты могут быть выполнены с использованием обычных технологий литья, экструзии, прокатки и сварки. По сравнению с обычным алюминием данный КМ на 50% прочнее и на 40% жестче, отличается высокой износостойкостью и низким ТКЛР.
§ 4. ОСОБЕННОСТИ СВАРКИ И ПАЙКИ МКМ
В комплексе технологий производства деталей из полуфабрикатов МКМ ключевое место принадлежит сварке и пайке. Без этих способов создания неразъемных соединений область использования МКМ ограничивается в основном изготовлением обшивок и простейших деталей. Сварка и пайка МКМ являются также эффективными способами увеличения габарита полуфабрикатов и заготовок. Очевидно, что по мере роста объемов производства и разнообразия систем МКМ, а также накопления опыта проектирования деталей и узлов из листовых МКМ возрастает количество возможных вариантов соединения их сваркой и пайкой.
В настоящее время используют лишь некоторые из возможных способов сварки и пайки. На рис. V.5 представлена классификация применяемых
Нилы
сварки: встык - — +
внахлестку + + +
аугол - - -
Рис. V.5. Классификация применяемых способов выполнения неразъемных соединений МКМ сваркой и пайкой
Таблица V.3. Сравнительная оцеш сяособоа выполнения неразъемных гтт.тгпимй МКМ сваркой и пайкой
Способ выполнения соединения Условия выполнения процесса Коэффициент прочности соединения Характерные недостатки способа Оборудование для реализации процесса Область применения
Контактная сварка (точечная, шовная) т >т НЯГ ПЛ.ML 0,03-0,08 с; ре,- 200—800МПа 0,90-0,95 Выплеск расплавленного металла матрицы, механическое разрушение волокон Универсальные машины точечной и ШОВНОЙ сварки Связуюшие швы элементов панелей, герметичные шаы стержневых элементов и силовых ободочек
Диффузионная сварка (в вакууме, в среде защитных газов) Т <Т НАГ пл.к; 600-1200 с; /;,<10 МПа 0,90-0,95 Большая трудоемкость, сложность осуществления Специализированные установки Прочные швы соединений заготовок из МКМ с конструкционным материалами, нанесение плакирующих слоев на заготовки
Лучевая сварка (электронно-л уч с-вая, лазерная) ^йл.и; v о,2-2 с; 4-1.33—13,3 МПа 0,80-85 Термическое расплавление волокон, сложность осуществления Универсальные установки лучевой сварки Связуюшне швы стержневых элементов и силовых оболочек
Дуговая сварка в защитных газах (неплавящимся электродом в аргоне, плавящимся электродом) ^г~ 0,5—5 с; г,- 0,1—0,5МПа 0,60—0,75 Термическое раз упрочнение материала и повреждение волокон Универсальные установки дуто вой сварки Прочные и герметичные швы силовых оболочек, герметичные швы стержневых элементов
Пайкв под давлением (контактная сопротивлением, индукционная в вакууме) 2к,г> ^пл.н; ч,-1-20 с; р,-0,1—ЮОМПа 0,50—0,60 Пониженные прочность и корризнонная стойкость Универсальные установки диффузионной н машины контактной сварки Связующие швы панелей и элементов жесткости, нанесение плакирующих слоев на заготовки
Примечание. Т^Е — температура нагрева МКМ в эоне сварки или пайки; 7^и — температура плавления матрицы; твг — длительность теплового воздействия на МКМ; — давление при сварке или пайке.
способов выполнения неразъемных соединений листовых МКМ с применением сварки и пайки, а в табл. V.3 приведена сравнительная оценка этих способов.
Наиболее широкое распространение получила сварка давлением, в част ности контактная и диффузионная, которые обеспечивают высокое качество сварных соединений [2, 4, 6]. Указанные способы применяются как при соединении заготовок из МКМ между собой, так и в сочетании с другими конструкционными материалами. При этом заготовки из МКМ соединяются по стыкуемым поверхностям в твердом состоянии с нагревом и одновременной пластической деформацией материала матрицы [7]. Армирующие волокна в результате сварки давлением между собой не соединяются.
Важной особенностью контактной и диффузионной сварки является незначительное термическое алияние сварочного процесса на волокно МКМ.
Последнее объясняется тем, что при диффузионной сварке температура нагрева не превышает температуры плавления матрицы МКМ, а в случае контактной сварки, хотя процесс осуществляется при более высоких температурах, длительность нагрева не превышает сотых долей секунды.
При сварке плавлением композитов соединение обеспечивается за счет расплавления металла матрицы. При этом температура нагрева значительно превосходит температуры плавления компонентов КМ [8]. В результате сильного нагрева в зоне сварки могут произойти изменение взаимосвязи материала матрицы и волокон или их расплавление. Поэтому применение сварки плавлением для соединения МКМ требует специальных технологических мер зашиты армирующих волокон от расплавления.
Пайка занимает промежуточное положение между сваркой плавлением и сваркой давлением.
Контактная электросварка является наиболее распространенным способом соединения заготовок из листовых МКМ. Контактную сварку выполняют на универсальном оборудовании, предназначенном для сварки гомогенных конструкционных материалов. Образование соединения при контактной, сварке происходит за счет расплавления матрицы в зоне контакта. Армирующие волокна, входящие в структуру МКМ, не расплавляются, так как для процесса контактной электросварки характерна малая продолжительность т сварки при больших сварочных токах/в и усилиях Рга, обеспечивающих локальное плавление металла матрицы с образованием уплотнительного пояса.
Наличие в структуре МКМ компонентов с различными свойствами обусловливает некоторые особенности сварки этих материалов. В связи с различием механических свойств армирующих волокон и материалов матрицы требования к силовому циклу сварки значительно отличаются от требований к сварке стандартных гомогенных материалов [9].
Основным условием при контактной электросварке МКМ является сохранение целостности армирующих волокон. Необходимо также стремиться к сокращению продолжительности температурного воздействия на волокна. Исходя из этих условий, следует ограничивать или устанавливать минимальными сварочное усилие и длительность (скорость) нагрева.
Однако высокая жесткость КМ требует, наоборот, повышенного сварочного усилия, которое превышает предельное, приводяшее к раздавливанию матрицы и выдавливанию волокон. Эго противоречие разрешается обычно путем использования электродов с увеличенным радиусом сферы. Кроме того, обеспечиваются плавное опускание электрода на поверхность заготовок из МКМ.
При сварке МКМ со стандартными гомогенными материалами различие их теплофизических свойств и электропроводности отражается на формировании сварной точки. Литое ядро приобретает грибовидную форму и смешается в сторону гомогенного материала, имеющего, как правило, более высокие тепло- и электропроводность.
Для соединения заготовок из МКМ контактным способом применяют обычно точечную и шовную сварку. С помощью точечной сварки (ТЭС) соединяют внахлест элементы жесткости с обшивками и тонкостенных оболочек и панелей (рис. V.6). Недостатком этого вида сварки является малая
Рис, V.6. Типовые конструкции сварных панелей из МКМ с продольными элементами жесткости:
а — стрингерная панель: б — панель с П-образными ребрами жесткости: а — плоская панель с ребрами; г — тавровая панель с <_л накладками на МКМ
площадь сечения соединения (сварной точки), передающего сдвиговые напряжения.
Шовную сварку (ШЭС) используют при изготовлении силовых оболочек и емкостей, где требуется проч но-плотное соединение, а также для приварки элементов жесткости (рис. V.7). ШЭС применяют преимущественно для соединения внахлест заготовок из МКМ в одноименном и разноименном сочетании их с гомогенными материалами. Иногда ШЭС используют для соединения заготовок встык. При этом для получения соединения между роликами помещают две тонкие накладки из материала, близкого по составу
Рис. V.7. Типовые конструкции силовых оболочек из МК.М:
а - цилиндрической формы с внутренним набором; б - конической формы с причальными швами; в — произвольной формы с прощальными ребрами жесткости
к материалу матрицы. Использованием накладок обусловливается образование выпуклости шва, что улучшает механические свойства сварных соединений. Прочность соединений, выполненных контактной сваркой, при прочих равных условиях, определяется прочностью материала матрицы, непосредственно участвующей в соединении.
4.1. КОНТАКТНАЯ ТОЧЕЧНАЯ ЭЛЕКТРОСВАРКА
Контактная ТЭС многими исследователями и специалистами признается наиболее перспективным способом соединения металлических композитов в элементах конструкций, поэтому практический интерес представляет оценка влияния объемной доли основных структурных составляющих МКМ — волокон и матрицы — на свойства некоторых широко используемых соединений материалов систем А1—В и алюминий—сталь.
Такая оценка была проведена в ходе ТЭС и испытаний сварных образцов разной толщины при следующих сочетаниях материалов в соединениях:
для систем А1—В: (А1—В) + (А1—В), (А1—В) + Д16;
для системы А1—сталь с однородной матрицей: (А1—сталь) + (А1—сталь), (AJ—сталь) +Д16;
для системы А1—сталь с комбинированной матрицей: [А5(Д 16)—сталь] + [А5(Д 16)—сталь], [А5(Д 16)—сталь] + Д16.
В качестве матрицы МКМ системы А1—В использовался алюминий АД1, объемная доля волокон варьировалась на трех уровнях: 15—18; 25—27 и 30-35%.
Листовые заготовки из материала системы алюмйний—сталь (марки КАС-1А) выбирались с объемным содержанием волокон (из стали ВНС-9) 15, 25 и 40%. Кроме объемного содержания волокон изменялся состав матрицы, которая может быть однородной, изготовленной из алюминия А5, или комбинированной — в этом случае матрица плакировалась снаружи фольгой из алюминиевого сплава Д16.
Сварку выполняли на конденсаторной машине МТК-75 и низкочастотной машине МТН-6301, использовались цилиндрические электроды из сплава БрКД-1 (МК) с увеличенным радиусом сферы рабочей поверхности по сравнению со сваркой гомогенных сплавов аналогичных толщин. Для предотвращения выплесков применялся специальный электрод с обжимной втулкой.
Поверхность образцов под сварку подготавливали путем химического травления, так как при механической зачистке трудно точно регулировать глубину обработки, и при испытаниях наблюдается оголение волокон. Длительность травления подбиравась экспериментально с учетом достижения минимального контактного сопротивления (рис. V.8).
Как отмечают ряд авторов, при контактной точечной сварке МКМ между собой существуют особенности в образовании литой зоны, что требует уточнения критериев качества сварки по сравнению с принятыми для гомогенных сплавов. Так, при сварке МКМ системы А1—В с объемной долей волокон 30—40% из-за преград для перемешивания металла литой зоны, создаваемых волокнами, в образовании взаимной области расплавления участвует только узкая поверхностная часть композиции, содержащая обычно не более одного слоя волокон. Из-за препятствий, создаваемых волокнами движению конвективных потоков, глубина проплавления в КМ может быть меньшей, чем это характерно для гомогенных сплавов, и составлять не более 20—30% толщины свариваемых деталей.
При сварке МКМ с гомогенными сплавами литое ядро сварной точки и зона термического влияния смещаются в сторону гомогенного сплава.
R„mkOm
Рис. V.8. Зависимость контактного сопротивления от длительности травления образцов
МКМ системы AI—сталь (я) и системы AI—В (б) с объемной долей волокон:
1 - 35%; 2 40%: 5-15%; 4- 33-35%: 5- 17-24%; 6— 15-18% (штриховая прямая соответствует сплаву Д16; толщина материала 0,8 мм)
Установлено, что по сравнению с гомогенными материалами для МКМ в меньшей степени характерны дефекты литого ядра в виде трешин, пор, расслоений, являющиеся следствием усадки материала в зоне сварки. Объясняется это, видимо, большей жесткостью МКМ.
Испытания выполненных соединений МКМ системы А1—В (марки В КА-2) показали, что с увеличением объемного содержания волокон бора показатели свариваемости материала ухудшаются. Возрастает вероятность выплесков, сопровождающихся разрушением волокон и образованием внутренних полостей. Оптимальный режим сварки подобрать сложнее, чем для МКМ с меньшим содержанием волокон.
Удовлетворительные результаты получены при сварке заготовок толщиной 1,0—1,5 мм с использованием электродов с радиусом сферы 150— 200 мм, что в 2—3 раза превышает радиус при сварке гомогенных сплавов. Однако использование электродов с увеличенным радиусом сферы полностью не исключает выплески расплавленного металла из-под электродов при сварке заготовок с малой (50—100 мкм) толщиной плакирующих слоев, поскольку последняя не обеспечивает образования надежного упрочняющего пояса сварной точки. При толщине плакирующего слоя более 100 мкм качество формирования сварной точки существенно повышается.
Увеличение толщины плакирующего слоя до 200 мкм позволило производить ТЭС заготовок толщиной 2,0 мм без выплесков расплавленного металла. Увеличение относительной толщины плакирующего слоя более чем до 8^=15% признано нерациональным, так как при этом заметно (в 4 раза по сравнению с 8т—5Ж) уменьшается предел прочности на отрыв сварного соединения.
Сварка заготовок с большей относительной толщиной плакирующего сяоя за счет выбора рациональных условий нагрева и сжатия в месте контакта
Рис.У.9. Специальный электрод для точечной электросварки с обжимной втулкой: / “ электрод; 2 — обойма; 3 — возвратная пружина; 4 — стакан; 5— втулка; диаметр электрета;
диаметр обжимной втулки
может обеспечить выдавливание гомогенного материала плакирующего своя в зазор. Эго улучшает качество соединения и повышает его прочность, однако создается опасность разрушения хрупких упрочняющих волокон.
Снизить вероятность выплесков расплавленного металла можно благодаря применению специального электрода, обеспечивающего обжатие периферийной зоны (рис. V.9).
Металл плакирующего слоя при обжатии периферийной эоны свободно течет и образует под электродом мягкую прослойку, что улучшает усяовия образования ядра сварной точки. Особенно эффективно использование данного способа при сварке МКМ марки ВКА-2 с гомогенными сплавами типа Д16Т. Обжимную втулку необходимо размещать со стороны заготовки из МКМ, а при сварке заготовок различных толщин — со стороны тонкой заготовки. При этом происходит достаточно надежное соединение, наблюдается смещение литого ядра в сторону гомогенного сплава.
Приняты следующие критерии оценки качества точечного сварного соединения МКМ: отсутствие в сварном соединении расплавления, разупрочнения и изменения формы армирующих волокон; отсутствие охрупчивания материала матрицы, граничащего с волокнами; отсутствие в металле ядра сварной точки дефектов типа пор, расслоений, трещин; отсутствие выплесков металла матрицы в зоне сварной точки, сопровождающихся вырывом волокон и образованием внутренних полостей; наличие в литом ядре сварной точки зоны взаимного сплавления соединяемых материалов размером до 20—30% толщины свариваемых листов; в случае сварки МКМ с гомогенным материалом наличие смещения литого ядра сварной точки в сторону листа из гомогенного материала и легирования ядра элементами гомогенного сплава.
На основе указанных критериев возможно определить индивидуальные режимы сварки для каждого сочетания свариваемых материалов. При этом уровень свойств соединений, которые получены с использованием оптимального из режимов, опробованных для выбора толщин и объемных Долей волокон, превосходит аналогичные характеристики, известные из литературных источников. Данные о свойствах соединений МКМ двух систем в двух сочетаниях приведены в табл. V.4.
Анализируя эти данные, а также зависимости прочности соединений от объемной доли волокон (рис. V.10), можно сделать вывод, что у обеих систем МКМ объемная доля волокон существенно влияет на механические свойства соединения. С ее возрастанием заметна тенденция к улучшению
механических свойств, особенно разрушающих усилий при испытаниях на срез системы А1—В.
В пересчете на прочность, используя результаты металлографического исследования для определения площади сечения сварной точки, наибольшая
Таблица V.4. Свойства сварных точечных соединений МКМ
Объемная д ши волокон, % Сочетание материалов в ось единении Толщина Листов, мн Диаметр ядра сварной тачки, мм Глубина проплавления, % Глубина ВМЯТИН, ж Прочность, МПа
ВДОЛЬ волокон поперек волокон Д16Т МКМ на срез № отрыв
Система АЗ—i 3
15-18 (А1—В)+ 0,7+0,8 4,5 5,9 45 32 8 77,5 18
+Д16 0,7+1,2 0,7+1,8 5,2 5,3 6,2 6,2 70 55 42 48 12 11 62,5 74,5 14 15,5
(А1—В)+ +(А1- В) 0,7+0,7 5,0 6,2 42 32 10 58 9,3
24-27 (А1—В>+- 0,7+0,8 5,2 4,6 56 38 7,5 128 31
+Д16 0,7+1,2 0,7+1,8 0,8+0,8 5,8 5,9 4,7 4,7 5,2 6,2 68 65 55 45 46 32 10,5 11 11 131 114 125 26 23,2 27,2
(А1- В)+ +Д16 1,0+0,8 4,6 5,0 55 35 9 142 30
(A1-BJ+ 0,7+0,7 4,2 5,2 52 32 11 158 31
+(А1—В) 0,7+1,0 V 6,0 53 38 10 108 26,5
33-35 (А1-В)+ 0,7+0,8 5,5 4,5 50 36 8 127 25
+Д16 0,7+1,2 0,7+1,8 5,8 6,2 4,7 4,8 65 60 40 40 10,5 J 1,3 132 147 24,2 23,8
(А1-В>4--ЦА1-В) 0,7+0,7 5,5 7жтема 3,8 АЗ—сп 55 Ulb 35 11,5 212 34,5
15 (А1—сталь)+ +Д16 0,6-0,8 4,2 4,5 45 28 12 119 29
(А1—сталь)+ +(А1—сталь) 0,6-0,6 4,5 4,8 50 31 14 102 37,5
[А5Щ16)-сгаль]+Д16 0,6+0,8 5,5 5,2 55 32 13 101 9,8
[А5Щ16)-сгаль]+ +[А5(Д16)-сталь] 0,6+0,6 5,5 5,5 35 32 12 88 п,з
Продолжение таблицы V.4
Объемная Сочетание материалов в соединении Толшнна Диаметр ядра сворной ТОЧКИ, ММ Глубина проплавления, % Глубина вмятин, % Прочность, МПа
доля волокон, % днстов, мм вдоль волокон поперек волокон Д16Т .. МКМ на срез на отрыв
’ 25 (А1—сталь)+ +Д16 0,7+0,8 5,2 5,3 45 32 9 119 20,0
(А1—сталь)+ +(А1—сталь) 0,7+0,7 4,5 4,5 35 35 10 87,5 34,3
1А5(Д1б)— сталь]+Д16 0,7+0,8 5,2 5,5 50 30 10 131 19,6
]А5(Д16)— сталь]+ +[А5(Д16)— сталь] 0,7+0,7 5,4 5,5 50 40 11 118 21,8
40 (А1—сталь)+ +Д16 0,7+0,8 5,0 5,2 50 35 14 129 17,0
(А1—сталь)+ +(А1—сталь) 0,7+0,7 4,2 4,3 42 25 6 195 43,0
(А1—сталь)+ +Д16 1,2+0,8 5,3 5,5 55 30 9 152 22,8
(А1—сталь)+ +(А1—сталь) 1,2+1,2 5,5 5,5 65 35 10 150 29,5
]А5(Д16)— сталь]+Д16 0,7+0,8 5,2 4,8 55 41 8 143 20,7
[А5(Д16)— сталь]+ +[А5(Д16)— сталь] 0,7+0,7 6,0 5,8 25 28 8 98 189
прочность на срез — порядка 212 МПа — достигнута в соединении листов МКМ системы А1—В с объемной долей волокна 30—35%. Наименьшей ( -58 МПа) прочность оказалась у МКМ той же системы с объемной долей волокон 15—18%.
У соединений МКМ системы А1—сталь уровень прочности более стабилен и колеблется в пределал 102—195 МПа. Наибольшая прочность (-43 МПа) при испытаниях на отрыв достигается у соединения листов Al-сталь, наименьшая (порядка 14 МПа) — у соединений А1—В (15—18% волокна), а также ]А5(Д16)—сталь] + Д16 (15%), где она равна 9,8 МПа.
В то же время необходимо отметить, что у всех рассматриваемых сочетаний материалов довольно хорошо заметна общая тенденция к уменьшению приращения максимальной разрушающей нагрузки соединения с ростом объемного содержания волокон.
т„,. МПа
Рис. V.10. Влияние объемной доли волокон на характер изменения прочности сварных соединений при действии разрушающих усилий на срез (а) и на отрыв (б) соединений: /, 2~ соответственно (А1-~В)+(А1—В) и (А1—ЕЦ+Д16; 5. 4— соответственно (А1—стальНД 16 и [А5(Д 16)—сталь)+Д 16
Анализ данных табл. V.4 показывает, что у соединений, испытанных на отрыв, еще более заметна тенденция к уменьшению приращения разрушающей нагрузки с возрастанием объемного содержания волокон, причем у ряда сочетаний материала в этом случае наблюдается даже уменьшение разрушающей нагрузки.
Как показали испытания точечных сварных соединений КМ, характер их разрушения различается в зависимости от объемной доли волокон и системы МКМ. Характерный вид разрушения соединения на срез у композита А1—В с малой объемной долей волокон (15—18%) показывает, что разрушение происходит по сечению, ослабленному точкой вследствие недостаточной изгибной жесткости материала.
Для КМ той же системы, но с большим объемным содержанием волокон (24—35%), разрушение обычно происходит вследствие среза сварной точки. В этом случае вначале возникает изгиб, от которого по периферии точки происходит локальный надлом волокон, а затем срез по ослабленному сечению. Очевидно, при различных объемных долях волокон фактором, лимитирующим несущую способность как в том, так и в другом случае, есть жесткость соединения. При повышении жесткости соединения за счет увеличения толщины ответной детали, например листа Д16, разрушающая нагрузка возрастает более чем на 20—25%.
В композите системы AJ— сталь с малой объемной долей волокон в зависимости от типа матрицы разрушение происходит по двум механизмам, аналогичным рассмотренным ранее для композита А1—В с малой (15—18%) и средней (24—35%) объемными долями волокон. Некоторые особенности разрушения у композитов А1—сталь обусловлены, вероятно, типом наполнителя. Очевидно, что и здесь максимальная разрушающая нагрузка сильно зависит от жесткости соединения.
КМ системы А1—сталь с объемным содержанием волокон 40% независимо от типа матрицы разрушается за счет чистого среза соединения по верхнему слою матрицы с частичным вырывом ее из-под волокон. Следовательно, для такого КМ факторами, лимитирующими несущую способность
соединения, видимо, яаляются прочность матрицы и прочность сцепления ее с волокнами.
Из анализа зависимостей “разрушающая нагрузка — объемная доля волокон” следует также, что существует оптимум объемного содержания волокон, дальнейшее увеличение которого малоэффективно с точки зрения увеличения прочности соединения. Фактором, лимитирующим несущую способность сварного соединения композиции А1—В и зависящим от объемного содержания волокон, является жесткость материала. Учитывая, что этот параметр является наиболее стабильной характеристикой МКМ, достижение существенного увеличения прочности сварного соединения А1—В за счет матрицы маловероятно.
Сравнивая характер зависимостей прочности соединения А1— сталь при применении КМ с однородной и комбинированной матрицей, необходимо отметить заметное преимущество последнего. Таким образом, одним из путей более полной реализации возможностей упрочнения соединений КМ системы А1—сталь является использование комбинированной матрицы.
4.2. КОНТАКТНАЯ СВАРКА-ПАЙКА
Для соединения композитов рационально использовать комбинированные способы. Одним из них является одновременное осуществление процессов точечной сварки и пайки (или пайки под давлением), т. е. процесс сварки-пайки.
Промежуточным слоем в соединении служит низкотемпературный (температура плавления 425°С) припой марки П425А следующего состава, %; 65Zn—20А1— 15Cu; он хорошо растекается по алюминию и его сплавам и имеет довольно высокую прочность — до 300 МПа. После предварительного обезжиривания и травления на каждую из заготовок методом абразивного или газопламенного лужения наносят только с одной стороны припой П425А. При облуживании необходимо учитывать то, что температура процесса должна быть ниже температуры плавления матрицы примерно на 80—100°C. Уста-ноалено, что оптимальной является температура облуживания 450—470°С. Затем заготовки располагают внахлестку таким образом, чтобы они контактировали с обложенными сторонами, и помещают между электродами машины для точечной сварки. Применяют медные электроды прямоугольного сечения с графитовыми прокладками. Составной электрод изготовляют путем диффузионной сварки меди с графитом через пластину из титана: такая конструкция электрода обеспечивает равномерный прогрев по сечению соединяемых деталей (за счет контактной теплоотдачи от графитовых электродов).
Далее заготовки паяют внахлестку с нагревом проходящим током и с приложением давления на установке для точечной контактной сварки. Получение качественных соединений волокнистых КМ в большей степени зависит от тепловложения в паяемое изделие. Выполнение этого условия обеспечивает сохранение стабильности границы матрицаволокно и структуры КМ.
Поэтому путем сравнения расчетных оценок значения тепловложения с температур но-временными условиями образования интерметаллилных фаз
на границе матрица—волокно был определен оптимальный диапазон значений теплоаложения, при котором эти фазы не образуются. Так, например, для КМ системы алюминий-волокно из стали ВНС-9 толщиной от 0,7 до 2,0 мм оптимальные области значений тепловложения находятся в пределах 1478 Вт>И^638 Вт. Практическая проверка показала, что в соединениях, выполненных сваркой-пайкой на режимах, соответствующих расчетному значению тепловложения, образование иитерметаллидов не происходит.
Установлено, что максимальная прочность соединений обеспечивается в том случае, когда расстояние между наружными слоями армирующих волокон будет соизмеримо с расстоянием между слоями волокон. Такие результаты достигаются при значениях давления 15—20 МПа. При более высоких давлениях (30—40 М Па) наблюдается пластическая деформация матрицы композита и появляются трещины в волокнах бора (в случае сварки-пайки композита ВКА-2), что приводит к разупрочнению асего КМ.
Толщину слоя припоя выбирают не менее 150 мкм, с тем чтобы обеспечить его расплавление при минимальном тепловложении в сварное соединение. Увеличение толщины припоя может привести к “выплескам” и не позволит добиться полного расплавления матрицы контактирующих заготовок, а следовательно, эффекта контактного упрочнения в зоне соединения не будет. Определено влияние силы сварочного тока, усилия сжатия и размера нахлестки на прочность композита КАС-1А различных толщин (0,6' 0,8; 1,0; 1,2; 2,0 мм) с объемным содержанием армирующих волокон 15—35%.
Общей закономерностью является увеличение прочностных характеристик соединений с увеличением значений параметров режима и размера нахлестки, однако увеличение сварочного тока возможно лишь до определенного предела (не более 14 кА). Эго, по-видимому, связано с интенсивным испарением припоя в контакте еще до образования легкоплавкой эвтектики с матрицей. Возможны также разупрочнение армирующих волокон и образование интерметаллндной прослойки на межфазной границе. При сварке-пайке КМ степень деформации лимитируется возможностью разрушения армирующих волокон, особенно на периферийных областях зоны нахлестки. Поэтому предельное усилие сжатия необходимо выбирать в каждом отдельном случае в зависимости от свойств материала и технологических возможностей оборудования.
Установлено, что размер нахлестки зависит от толщины 8 материала и составляет 508 для КМ толщиной до 0,8 мм, 308 для заготовок толщиной до 1,2 мм и 158 дяя заготовок толщиной до 2 мм.
На основании полученных данных отработаны оптимальные режимы сварки-пайки композиционного материала КАС-1А (алюминиевая матрица — сплав АВ, армирующие волокна из стали ВНС-9 диаметром 150 мкм).
С помощью описанного способа удалось получить высокопрочные сварные соединения как композитов между собой, так и КМ с биметаллом сталь 12Х18Н10Т + алюминиевый сплав АМгб, с алюминиевыми и титановыми сплавами при обеспечении прочности сварного шва до 80—85% прочности композита, т. е. порядка 1200 МПа.
Кроме листовых конструкций, КМ системы А1—В находят использование в производстве облегченных силовых ферменных узлов, применяемых в космическом и авиастроении и состоящих из трубчатых или стержневых элементов. Из композитов А1—В изготовляют трубы диаметром 10—100 мм и стержни диаметром 6—10 мм.
При создании ферменных конструкций основной проблемой яаляется соединение труб и стержней между собой. Для решения этой задачи также используют способ пайки-сварки. Вначале на трубки или стержни из КМ и на законцовки из алюминиевого сплава абразивным способом наносят припой, затем законцовки припаивают к элементам из КМ. После этого производятся окончательная сборка ферменной конструкции и ее аргоно-дуговая сварка. Припайка законцовок осуществляется на прессе для контактной (рельефной) сварки марки К-602 с модернизированным электродным узлом. Конструкция узла позволяет производить пайку цилиндрических изделий
с объемным обжатием (рис. V.11).
Трубки иди стержни из КМ вместе с законцовками устанавливаются в электродный узел. После обжатия деталей через них пропускают мощные импульсы тока. Разогрев зоны соединения до температуры пайки (500—520°С) происходит в основном косвенным путем от вкладышей из нержавеющей стали, имеющих высокое электросопротивление. При такой температуре и давлении 20—25 МПа начинается пластическая деформация алюминиевой законцовки, затем плотное обжатие элемента из КМ и выдавливание излишков припоя из зоны пайки.
Структура соединения имеет сложный фазовый состав. На границе (алюминий-алюминий) соединения кристаллизируется твердый раствор на основе алюминия, отдельные зерна которого располагаются и в середине шва. В межзеренном пространстве наблюдается вырожденная эвтектика типа твердый
tp
Рис. V.11. Модернизированный электродный узел машины К-602 для рельефной сварки:
I — верхний электрод; 2 — технологическая втулка; 3 — труба из КМ; 4— за-концовка из алюминиевого сплава; 5 — вкладыш; 6 — нижний электрод
раствор—интерметаллиды, имеющая высокую массовую долю меди.
Соотношение между отдельными структурными составляющими зависит от режима пайки. Так, например, повышение давления снижает долю легкоплавкой хрупкой составляющей, улучшая механические свойства
соединений. Необходимо обращать
внимание на несимметричность диффузионных зон соединения. Со стороны КМ эта зона широкая, что говорит об активной взаимной диффузии припоя и основного металла; со стороны алюми ниевого сплава она заметно меньше. Частично это можно объяснить влиянием давления, прикладываемого к образцам в процессе пайки, что, как известно, приводит к ускорению Диффузионных процессов. Более существенную роль, по-видимому, играют особенности теплонложения при пайке.
Статические испытания на разрыв трубчатых образцов диаметром 30 мм с законцовками из алюминиевого сплава АМгб, полученными сваркой-пайкой, показали, что при нахлестке 17—20 мм разрушение происходит по трубе из КМ. Разработанная технология соединения КМ позволила значительно расширить их применение в ферменных конструкциях, в частности в силовых узлах изделий авиационной и космической техники.
43. ДИФФУЗИОННАЯ СВАРКА
Диффузионное соединение относится к технологиям, успешно используемым для сварки КМ с металлической матрицей.
Диффузионная сварка (ДС) является разновидностью сварки давлением в твердом состоянии с низкоинтенсивным нагревом и значительным силовым воздействием. При ДС соединение заготовок из МКМ происходит в результате тер молеформационного взаимодействия металла матрицы и армирующих волокон в зоне контакта. Армирующие волокна между собой не соединяются. Процесс соединения листовых МКМ диффузионной сваркой выполняется на оборудовании, которое обычно используется при создании полуфабрикатов из МКМ.
При ДС заготовок из МКМ зону соединения так же, как и при сварке гомогенных материалов, защищают от воздействия окружающей среды. Наиболее распространенным способом защиты от окисления зоны соединения при ДС яаляется создание вакуума. Хотя ДС в вакууме и эффективна, относительно небольшие размеры вакуумных камер не позволяют использовать ее достаточно широко.
Практический интерес представляют собой варианты ДС, в которых зона стыка деталей изолируется от контакта с атмосферой путем создания среды инертного газа. Используя этот прием, можно обойтись без дорогостоящих камер, что упрощает и удешевляет технологию и позволяет применять для создания давления открытые прессы с простыми нагревательными элементами, применяемыми при изготоалении полуфабрикатов из МКМ.
На основе объективной оценки качества диффузионных соединений МКМ системы алюминий — бор с учетом их физико-химических свойств установлена возможность выполнения процесса ДС на воздухе с обдувом зоны соединения инертным газом. Основными технологическими параметрами процесса, определяющими качество диффузионного соединения, являются дааление /*, температура Т и длительность т нагрева.
Основным видом соединения заготовок МКМ при ДС является соединение внахлестку в одноименном и разноименном сочетании с гомогенными КМ. Целесообразно использовать ДС дяя выполнения соединения заготовок из МКМ с разнородными материалами, как, например, в случае соединения трубной заготовки из ВКА-2 с титановой законцовкой (рис. V. 12, а). На практике применяют соединение заготовок из МКМ встык, используя косой стык. При этом дяя получения равнопрочного стыкового соединения требуются большие площади соединяемых поверхностей. Это определяет необходимость использования мощных прессов, что ограничивает применение данного способа для получения соединения встык заготовок из МКМ при создании крупногабаритных изделий.
Рис. V. 12. Типовые конструкции опор и корпусных элементов из МКМ:
а —опора (тяга); 6—трубчатый корпус; в— корпус коробчатой формы; ШС—шовная контактная сварка; СПЭ — сварка плавящимся электродом; 50 — толщина КМ
Следует отметить также, что использование ДС неэффективно для угловых и торцевых соединений, так как при этом в местах соединения могут происходить раздавливание материала матрицы и выдавливание волокон. Торцевые и угловые соединения в конструкциях из листовых МКМ используют как связующие (рис. V. 12, б, в). Поэтому их рекомендуется выполнить сваркой плавлением или пайкой.
Диффузионную сварку заготовок из МКМ осуществляют на специализированном оборудовании, которое используется для производства полуфабрикатов композитов и принципиально не отличается от универсальных установок для ДС гомогенных материалов. Классификация существующих установок и описание основных принципов создания универсального оборудования дяя этого вида сварки достаточно полно представлены в литературе.
Для выполнения ДС в вакууме разработано более 70 типов универсальных сварочных установок, основными элементами которых являются сварочная камера, вакуумные насосы, источник нагрева, устройство сжатия и контрольно-измерительная аппаратура. К ним можно отнести установки АДСВ-ДТ, СДВУ-21. Принципиально такое же устройство имеют специализированные установки для ДС. Параметры и габарит камеры, источники нагрева, оснастка для сжатия деталей при сварке в этих установках выбираются в зависимости пт формы и размеров изделий. В специализированных установках сжатие деталей осуществляется гидравлическими и механическими системами. В этом случае используют термическое расширение деталей при нагреве в жестком узле. Для нагрева наиболее часто используют контактный нагрев и индукционные токи высо-кой частоты.
Диффузионная сварка композитов AI--B с титановыми сплавами. Композиционный материал А1—В (в дальнейшем — боралюминий) благодаря высоким удельным механическим характеристикам является одним из наиболее перспективных современных конструкционных материалов. Одиако недостаточная прочность на смятие и срез, обусловленная свойствами алюминиевых матричных сплавов, вызывает необходимость применять в ряде узлов соединение деталей из боралюминия и титановых сплавов, таких, как элементы замка, фланцы, оковки. Соединение элементов из титановых сплавов с боралюминием производится в основном способом диффузионной сварки. Пайка не нашла распространения в связи с недостаточным уровнем свойств и надежности паяных соединений при повышенных температурах (200—400°С); в этих случаях наиболее эффективно использование боралюм-ния.
Процесс диффузионной сварки элементов крупногабаритных изделий из титановых сплавов с боралюминием может проводиться по нескольким технологическим схемам: одновременно с процессом формирования детали или после него, с использованием подслоев или без них, в различных средах и с различной подготовкой поверхности.
Наиболее технологичным вариантом является получение боралюминия с металлическими компонентами при формировании детали одновременно с диффузионной сваркой монослоев полуфабриката КМ. Режим диффузионной сварки титана с боралюминием при этом определяется режимом образования композита. Параметры процесса диффузионной приварки титановых элементов к готовой детали из боралюминия и применение этого способа в целом ограничены разупрочнением боралюминия при температурах более 450'С.
Химическая активность титана при высоких температурах снижает прочность его соединения с боралюминием в атмосферных условиях даже при плотном прижатии поверхностей в зоне сварки до начала нагрева, что означает низкую стабильность свойств соединения. Например, прочность на сдвиг диффузионных соединений титанового сплава ВТ9 с боралюминием ВКА-2А, определяемая на плоских образцах с надрезами при растяжении, составляет 20—80 МПа. В случае диффузионной сварки в вакууме на уровне 10 Па прочность соединения на сдвиг равнялась уже 70—110 МПа; однако в
процессе изготовления крупногабаритных деталей технологически сложно обеспечить герметизацию рабочей зоны.
Для исключения контакта поверхности титановых элементов с атмосферой опробованы три способа плакирования их слоем алюминиевого сплава: предварительная диффузионная приварка фольги, способ плазменного напыления и кратковременное погружение в расплав (алитирование).
Плакирование поверхности титанового сплава ВТ9 фольгой сплава АДЗЗ осуществляли при температурах 500—550°С в вакууме 10 Па. Последующий процесс диффузионной сварки с боралюминием проводился в атмосфере по режиму образования боралюминия. Прочность на сдвиг соединения боралюминия и титанового сплава, плакированного фольгой, составила 20—40 МПа, разрушение происходило по границе плакирующего слоя.
Плазменное напыление слоя матричного металла на поверхность ти-твнового сплава проводилось на установке УПУ-ЗД на расстоянии 250— 300 мм от плазмотрона. Температура подяожки при этом не превышала 80°С. Прочность сварного соединения при диффузионной сварке титана с боралюминием равнялась 40—60 МПа.
Алитирование осуществлялось на вакуумно-компрессионной установке погружением титанового элемента в расплав алюминиевых сплавов АЛ2 или АДЗЗ на 100 с при температуре 680°С и давлении 10 Па. Толщина плакирующего слоя составила 0,1—0,3 мм. Соединение элемента с боралюминием имело прочность 30—50 МПа в случае сплава АЛ2 и 40—70 МПа — сплава АДЗЗ. Разрушение происходило по границе раздела плакирующего слоя и боралюминия. Исследование микроструктуры границы раздела боралюминия и титана показало, что в переходной зоне отсутствуют какие-либо дефекты.
Качество диффузионной сварки боралюминия с титановым сплавом в значительной степени зависит от подготовки поверхности. Наибольшая прочность диффузионного соединения боралюминия с титановым сплавом достигнута после травления титанового сплава в растворе соляной и плавиковой кислот с последующим декапированием в слабом растворе азотной кислоты.
Значительную роль в достижении высокой надежности соединения титана с боралюминием играет обеспечение равномерности распределения давления, особенно в случае криволинейной поверхности контакта и при расположении титановых элементов с двух сторон пакета слоев полуфабриката боралюминия. Наиболее технологичный путь компенсации неравномерностей давления — использование слоев неармированного материала матрицы с повышенной пластичностью, изготовленного способом плазменного напыления. В процессе диффузионной сварки происходят перераспределение материала компенсирующего слоя и выравнивание давления по поверхности контакта.
При испытании на изгиб комбинированных образцов с различными соотношением компонентов и их расположением разрушение начинается в слое, подверженном напряжению растяжения; расслоение отмечено только в зоне пластического деформирования титана. У образцов с одинаковым содержанием компонентов при нагружении со стороны титанового сплава
прочность составила 1200—1500 МПа, а при нагружении со стороны боралюминия — 1800—2200 МПа, что превосходит прочность на изгиб каждого из компонентов.
Важной проблемой в обеспечении равнопрочности, высокой надежности и работоспособности узла соединения боралюминия с титаном является выбор его конструкции и рациональных геометрических размеров. Диф-фузионая сварка возможна при условии создания плоской, клиновой и ступенчатой поверхности контакта (рис. V.13).
Наиболее эффективным видом соединения слоистого композиционного материала с металлом является замок типа “ласточкин хвост”, обеспечивающий передачу нагрузки на боралюминий за счет сдлига в условиях сжатия (рис. V. 13, а). Специальным исследованием определены рациональные геометрические параметры соединения (дяина ££>2—3 мм и угол конусности tx=8—10°). Соединение внахлестку боралюминия с титановыми элементами несовершенно по конструкции и с точки зрения механики передачи нагрузки на слои композиционного материала. Оптимальная длина соединения при этом определяется исходя из соотношения прочности самих материалов элементов, их толщин, прочности на сдвиг диффузионного соединения и практически должна быть не менее 10 толщин листов.
Соединение вскос (рис. V.13, в) применительно к слоистым композиционным материалам усложняет обеспечение равномерности распределения давления в процессе диффузионной сварки, а высокие жесткость и хрупкость волокон бора привадят к возникновению дефектов на границе раздела титан—боралюминий. Создание подслоя матричного сплава на границе раздела уменьшает количество дефектов волокна, однако не повышает прочность соединения. Использование соединения вскос для титана и боралюминия требует увеличения длины соединения до 15—20 толщин листов.
Проведено исследование прочности ступенчатого соединения титана и боралюминия. На пластинах титановых сплавов ОТ4-1 и ВТ20 химичес-
ким фрезерованием образовывали ступенчатую поверхность с высотой ступенек, кратной толщине слоя боралюминия (рис. V.13, &) Определяли прочность соединения с одно- и даусто-ронним расположением боралюминия, с,симметричным размещением ступенек и смешением их на расстояние К, с одинаковой длиной ступенек и с изменением их длины по закону
1^1 аг| | ап
Рис. V.13. Соединения КМ с моно металлом: а — “ласточкин хвост"; 5— ступенчатое; а - Кобразнос
6,1 ьг i Ь3 1
!- б
Анализ результатов испытаний (табл. V.5) показал, что в основном разру-
шение соединения происходит от действия нормальных напряжений в сечениях, содержащих 80—90% титанового сплава. Прочность соединения практически определяется пределом текучести титанового сплава. При испытании соединения на изгиб разрушение происходило без расслоений в местах изменения толщины компонентов. Рациональная длина ступенчатого соединения составляет 6—8 толщин листов.
Установлено, что диффузионные соединения боралю-
Таблица V.5. Прочность ступенчатого соединения боралюмииня ВКА-2А с титановым сплавом ОТ4-1 при испытаниях на растяжение и изгиб
Параметры соединения (рис V. 13) 5 образна, мм Прочность, МПа
а ь f к на растяжение °, на изгиб
2 2 2 0 2,0 593 1248
3 3 0 0 2,0 630 1025
3 3 0 1,5 2,0 558 1285
5 5 0 0 4,0 498 1132
2 2 — 1,5 632 1502
3 0 — 1,5 499 —
3 г- 2 — 1,5 571 1012
5 — 0 — 1,5 508 1747
миния с титановыми сплавами имеют достаточную прочность и надежность и могут быть использованы в высокой агруже иных ответственных деталях.
4.4. ДИФФУЗИОННАЯ СВАРКА МКМ НА ОСНОВЕ АЛЮМИНИЯ, УПРОЧНЕННОГО НИТЕВИДНЫМИ КРИСТАЛЛАМИ SiC
Композиты на основе алюминия, упрочненные нитевидными кристаллами SiC (SiCw—Al, где SiCw — карбид кремния, осажденный на вольфрамовую нить) — это один из наиболее перспективных материалов, известных большими отношениями жесткости и прочности к плотности [10].
Сварка плавлением таких материалов затруднена из-за высокой вязкости металла ванны, образования значительных сегрегаций и возможного распада упрочняющих частиц. В большинстве случаев нитевидные кристаллы SiC получают на вольфрамовом керне (SiCw), их содержание в КМ составляет 20% по объему, матрицей служит сплав АДЗЗ. Типичные механические свойства композита SiCw—Al с 20% упрочнителя следующие: ов=375 МПа, о02—330 МПа, £= 120 ГПа, коэффициент Пуассона — 0,33. Опытные образцы для диффузионной сварки стыковых соединений имеют размеры 25x20 мм. Контактирующие поверхности предварительно шлифуют абразивной бумагой, подвергают травлению для удаления поверхностных загрязнений и оксидных плен. Для достижения удовлетворительных прочностных свойств соединений использовали промежуточные прокладки (фольгу) из алюминия, никеля, меди и серебра. Параметры диффузионной сварки приведены в табл. V.6.
Как следует из таблицы, температура сварки намного ниже температуры плавления сплавов типа АДЗЗ, а давление настолько низкое, что отсутствовала какая-либо макродеформация. Сварку выполняют в вакууме 1,33 Па. Образцы на растяжение вырезают из соединения и затем испытывают на универсальной машине для электронно-механических испытаний.
Таблица V.6. Параметры диффузионной сварки композита SiCw — сплав типа АДЗЗ М икрос пектрал ьн ы й анализ и исследования под сканирующим электронным микроскопом выполняют на границах раздела и частично на поверхности разрушений. Изучение микроструктуры в поперечных сечениях соедине-
Параметры режима Материал фольги Без фолъгн
А! Ni Си Ag
Температура сварки, “С Давление сварки, МПа Длительность сварки, мин 550 8 30 580 12 20 530 6 15 550 12 20 580 15 30
ний показывает, что все они, за исключением соединения без фольги, отличаются хорошим контактом, а подвижность атомов в результате нагрева была достаточной для образования диффузионного слоя в металлической фольге. При отсутствии промежуточного слоя в соединении наблюдалось много пор. Это объясняется тем, что нитевидный кристалл Si С препятствует диффузии алюминия, а композиту SiCw—сплав АДЗЗ свойственна такая малая пластическая деформация, что обеспечить тесный контакт очень нелегко. Поскольку никель имеет ту же кристаллическую структуру, что и алюминий, и близкий атомный радиус, здесь образуется диффузионный слой более широкий, нежели в других случаях. Смачиваемость нитевидного кристалла алюминием можно улучшать добавлением меди. Ввиду того, что соединения получают при температуре ниже температуры плавления эвтектики Си—А1, рентгенструктурный анализ не обнаружил никаких продуктов реакции.
Соединения, полученные диффузионной сваркой с применением серебряной фольги, имеют самую высокую прочность по сравнению с другими соединениями.
В ходе изучения влияния температуры испытаний на прочность при растяжении, на трещиностойкость и соответствующие характеристики ползучести упрочненного макрочастицами SiC (20% по объему) алюми-ниевого сплава типа Д16 (аналог — сплав 2124-Т6) и их сварных соединений обнаружено, что введение макрочастиц SiC существенно повышает механические свойства алюминиевой матрицы при температурах >250°С, поскольку армирующие частицы препятствуют старению и рекристаллизации. Механические свойства, трещиностойкость и скорость ползучести на установившейся стадии имеет ярко выраженную температурную зависимость. Высокая скорость пластической деформации наблюдается в интервале температур от 246 до 285°С — из-за образования пор на поверхности раздела между SiC й алюминиевой матрицей. Ухудшение механических свойств в случае лазерной сварки композита связывают с образованием литой структуры и растворением SiC. Термообработка после сварки должна способствовать сохранению прочности и пластичности сварного соединения.
4.5. КЛИНО-ПРЕССОВАЯ СВАРКА
Преимущества КМ наиболее полно могут быть реализованы в трубчатых элементах ферм, которые под воздействием внешних факторов находятся в состоянии растяжения или сжатия. В этом случае упрочняющие волокна, например, бора располагают адоль оси трубы, что обеспечивает наиболее благоприятные условия их нагружения. Использование в промышленности КМ сдерживается трудностью получения их проч но-плотно го соединения с законно вкам и из обычных конструкционных сплавов.
Для соединения законцовок из обычных конструкционных сплавов с изделиями из КМ разработан способ клино-прессовой сварки разнородных металлов, резко различающихся по твердости [4]. Давление впрессовывания обеспечивают за счет термических напряжений, возникающих при нагреве двух коаксиально собранных жестких цияиидров с различными ТКЛР. Элементы законцовки, на контактных поверхностях которых предварительно нарезана резьба, подвергают коаксиальной сборке с трубой (корпусом) из КМ боралюминий, а также с оправкой и обоймой приспособления для клинопрессовой сварки. Собранное приспособление нагревают в защитной среде. Оправка приспособления для клино-прессовой сварки имеет больший ТКЛР, чем обойма. В процессе нагрева собранного приспособления до 0,7—0,9 температуры плавления наиболее легкоплавкого из соединяемых металлов сокращается расстояние между рабочими поверхностями оправки и обоймы вследствие разности их ТКЛР, а выступы (“клинья”) резьбы впрессовываются в плакирующие слои трубы (корпуса).
В связи с высокой прочностью трубы из композиционного материала (сплав АДЗЗ, армированный борными волокнами), достигающей 1200— 1500 МПа, целесообразно сварку законцовки из сплава Д20 осуществлять по внутренней и наружной ее поверхностям, благодаря чему используется развитая поверхность контакта соединяемых металлов, что позволяет уменьшить нахлестку в соединении и равномерно передавать нагрузку на трубу без изгиба ее стенки. На рис. V.14 приведена схема получения соединения трубы из КМ (диаметр 10 мм, толщина стенки 2,5 мм) с законцовкой из Д20. Наружная и внутренняя детали законцовки имели резьбовую нарезку с шагом 0,5 мм и глубиной 0,3 мм. Основные элементы приспособления для клино-прессовой сварки трубы из КМ — оправка, изготовленная из марганцевого сплава «Б» (а=2710-6 1/°С), и обойма из молибденового сплава (<х=66 10‘ 1/°С). Внутрення и внешняя детали законцовки соприкасаются с оправкой и обоймой по скользящей посадке. Между резьбовыми поверхностями внешней и внутренней деталей законцовки и трубой имеется сборочный зазор около 0,1 мм.
В процессе нагрева собранного приспособления расстояние между рабочими поверхностями оправки и обоймы уменьшается вследствие различия ТКЛР их материалов. Одновременно происходит пластическое деформирование наружной и внутренней деталей законцовки из алюминиевого сплава Д20, Пластическое деформирование наружной детали законцовки по ее диаметру при нагреве приспособления для клино-прессовой сварки приведет к тому, что при температуре окончания опрессовывания выступов резьбы законцовки средний диаметр законцовки £) будет меньше среднего диаметра трубы Это вызывает некоторый изгиб упрочняющих волокон трубы в
От» —D;
Рис. V.I4. Схема клин о-прессовой сварки:
а — исходное состояние; б— нагрев до температуры сварки; а — охлаждение; г — термофиксацщг законцовки
зоне, прилегающей к законцовке. Охлаждение собранного приспособления до температуры окружающего воздуха приведет к образованию зазоров между наружной и внутренней деталями законцовки, а также между оправкой и обоймой приспособления. Несоответствие размеров и устраняют увеличением до размера среднего диаметра путем пластической деформации материала законцовки в процессе охлаждения. Вначале трубу с законцовкой нагревают до 420°С, вставляют оправку из сплава «Б» с зазором по внутреннему диаметру законцовки, вновь нагревают до 400°С, а затем охлаждают до температуры окружающего воздуха. При нагреве сборки оправка из сплава «Б», увеличиваясь в размерах, выбирает зазор по внутреннему диаметру законцовки из алюминиевого сплава Д20. Прочность сварного соединения законцовки с трубой при испытаниях на сдвиг составляет 50— 60 МПа, причем разрушение происходит по металлу плакирующего слоя трубы из КМ.
В конструкциях летательных аппаратов наряду с алюминиевыми широко применяют титановые сплавы. В качестве материала законцовки используют также титановый сплав ВТ6, отличающийся высокой прочностью и хорошей технологичностью, а детали конструкции соединяют между собой сваркой плавлением. Использование законцовки с внутренней и наружной деталями из сплава ВТ6, помимо уменьшения длины нахлестки соединения трубы с законцовкой, позволяет также предохранить от разрушения сварное соединение в зоне контакта труба — наружная деталь законцовки в период охлаждения после сварки. Законцовку, соединенную с трубой, помещали в обойму из молибдена по скользящей посадке и нагревали в камере электропечи до 400°С. При нагреве происходит пластическое деформирование деталей законцовки на заданный размер вследствие разности их ТКЛР.
Особенность цилиндрического корпуса из КМ алюминий-бор с ортогональным армированием заключается в том, что в отличие от труб из этого материала с продольным армированием ТКЛР в радиальном направлении примерно равен ТКЛР волокон бора (7,510* 1/°С). Корпус из КМ диаметром 200 мм армирован в окружном и продольном направлениях при соотношении слоев 2:1. Прочность цилиндрического корпуса в окружном направлении равна 800 МПа, в продольном — 400 МПа. Характер разрушения композиционного материала хрупкий при относительном удлинении 0,6—0,7%. Законцовку из алюминиевого сплава Д20 приваривают только по наружному диаметру — из-за невозможности пластического деформирования таких корпусов в радиальном направлении. На внутренней поверхности алюминиевой законцовки предварительно наносят нарезку с шагом 0,5 мм и глубиной 0,3 мм.
§ 5. АРМИРОВАНИЕ ОБЕЧАЕК ЖАРОВЫХ ТРУБ
КАМЕР СГОРАНИЯ ГТД
Жаровые трубы камер сгорания ГТД работают в условиях интенсивного окисления высокотемпературным газовым потоком и относительно невы
соких нагрузок. Поэтому их изготавливают из ниэкопрочных высокоокалиностойких сплавов ХН78Т (ЭИ 135), ВЖ98, ВЖ107 и др. Однако стенки жаровых труб камер сгорания иногда разрушаются вследствие неравномерного нагрева даже при установившемся режиме работы двигателя. Кроме колебаний температуры факела в окружном направлении, к постоянному неравномерному нагреву приводит наличие отверстий для подвода вторичного воздуха. При этом температура обечвек изменяется в направлении оси камеры сгорания так, что срединная часть, наиболее удаленная от отверстия, всегда перегрета. Вследствие такого неравномерного нагрева и местных перегревов обечайки жаровых труб претерпевают коробление и местные выпучивания, которые вызывают прогары и разрушение материала. Особенно это проявляется в процессе работы стенок камеры сгорания при высоких (1000—1150°С) температурах. В связи с этим, а также учитывая тенденцию к увеличению рабочих температур ГТД, повышение прочностных свойств материалов для жаровых труб является актуальной задачей. Однако увеличение жаропрочности высокоокалиностойких сплавов традиционными методами приводит к снижению их окал и ностой кости. Поэтому была изучена возможность повысить жаропрочность и жесткость обечаек камеры сгорания с помощью армирования их проволоками тугоплавких металлов.
Для этого использовали вольфрамовую проволоку ВТК) диаметром 0,4 мм и ленту из окалиностойкого сплава ХН78Т толщиной 0,4 мм. Формирование листового композиционного материала проводили методом контактной роликовой сварки пакетов, состоящих из двух листов окалино-стойкого с плава-матрицы и расположенного между ними слоя армирующих проволок [II, 12].
Разработана технология изготовления обечаек жаровых труб, согласно которой формирование листового композиционного материала совмещено с формированием профиля обечайки. При этом армированию подвергается только та часть обечайки, которая в рабочих условиях испытывает максимальный нагрев. Продольный разрез (эскиз) обечайки показан на рис. V. 15. Она состоит из зигзагообразной части А с отверстиями /, прорезями 2 и гладкой сферической части Д которая армирована вольфрамовой проволокой J, намотанной в один непрерывный слой. Слой проволоки расположен между оболочками 4 (наружной и внутренней) и торцом 5.
Для изготовления этой обечайки на сферическую разъемную деревянную оправку / (рис. V. 16) помещали предварительно изготовленное кольцо 2 из сплава ЭИ435, на которое накладывали и фиксировали контактной точечной сваркой полосы 5и 5из того же сплава в местах, не подлежащих армированию. Между полосами 3 и 5на-
Рис. V.15. Поперечный разрез армированной обечайки жаровой трубы камеры сгорания
маты вал и вольфрамовую проволоку 4 с равномерным шагом, который обеспечивали предварительной навивкой нихромовой проволоки диаметром 0,1 мм на вольфрамовую. Навитая нихромовая проволока не позволяет соприкасаться соседним виткам вольфрамовой проволоки при их плотной намотке и сохраняет расстояние между ними в среднем 0,15 мм.
Вольфрамовую проволоку в процессе намотки на барабан в отдельных местах прихватывали точечной конденсаторной сваркой к кольцу 2, после чего накладывали предварительно спрофи
лированную раскаткой наружную сфе- рис у (б Схема сборки панели перед рическую заготовку кольца о из сплава сваркой армированной обечайки ХН78Т. Собранный таким образом па-
кет, состоящий из листов окалиностойкого сплава и вольфрамовой проволоки, сваривали по всей поверхности контактной шовной сваркой. Направление сварки — по окружности кольцевого пакета. Сварные швы представ-
ляют собой концентрические окружности с перекрытием ширины последующего шва предыдущим на 25—30%. Ширина сварочных роликов 12 мм.
В процессе сварки в местах контакта листов матрицы с армирующей проволокой происходят расплавление матрицы, смачивание вольфрамовой
проволоки расплавом и заполнение им пространства между проволоками. Тонкая нихромовая проволока также расплавляется, смешиваясь с расплавом матрицы. Наружные поверхности листов матрицы, охлаждвемые в процессе сварки водой, остаются нерасплавленными и сохраняют свою деформированную структуру. Вольфрамовые проволоки в центре листа расположены в пределах литой зоны (рис. V.17).
Заполнение металлом матрицы пространства между вольфрамовыми проволоками и расплавление нихромовой проволоки сопровождаются значительным утонением армированного пакета (до 1 мм) по сравнению с предварительно собранным несваренным пакетом толщиной 1,4 мм.
Для снятия сварочных напряжений полученную обечайку отжигали при П00°С в течение 2 ч, калибровали на раскатном станке в профильной оправке, выкатывали загзагообразную часть кольца и подрезали его торцы на требуемый размер. Дальнейшую механическую обработку кольца и сборку Узла жаровой части камеры сгорания проводили по обычной технологии.
По разработанной технологии были изготовлены наружные и внутренние обечайки жаровых труб кольцевых камер сгорания двигателей АИ-25 и Д-36. Обечайка обладает высокой окалиностойкостью и достаточной жаропрочностью армированной части, которой не имеет ни один современный листовой окалиностойкий сплав (табл. V.7). В зоне расположения отверстий Для подвода вторичного воздуха температура обечайки значительно ниже (на 250—ЗОО’С); следовательно, армирование этой части нецелесообразно. Сочетание неармированной охлаждаемой части с армированной более нагретой частью способствует равнопрочности конструкции обечайки в рабочих
Рис. V.I7. Микроструктура (х70, уменьш. 2/3) поперечного сечения армированной обечайки жаровой трубы камеры сгорания двигателя АИ-25 после 1670 теплосмен при стендовых испытаниях:
1— основной материал; 2 —литой металл; 3 — вольфрамовое армирующее волокно
условиях, а большая жесткость армированной части в целом повышает жесткость жаровой трубы камеры сгорания.
Высокая теплопроводность армированного материала снижает вероятность сильных локальных перегревов, а его низкий ТКЛР уменьшает относительные деформации более нагретого локального участка по отношению к менее нагретым, а тем самым снижает и термические напряжения.
Немаловажным свойством армированного материала яаляется его внутренняя термостойкость, связанная с различием ТКЛР арматуры и матрицы. Количество термоциклов до начала отделения волокон от матрицы зависит от скоростей нагрева и охлаждения, верхней температуры цикла, длительности выдержки при повышенных температурах. При термо циклировании армированной обечайки нагревом в печи сопротивления по жесткому режиму (нагрев до Н00°С за 1,5 мин, выдержка 1 мин, охлаждение на воздухе до 20°Сза 0,45 мин) волокна начинают отделяться от матрицы после 150 термоциклов. Натурные стендовые испытания наружных и внутренних армированных обечвек жаровой трубы камеры сгорания на двигателе АИ-25 в течение 435 ч по режимам, эквивалентным ресурсу 1500 ч, за которые детали претерпели 1969 теплосмен при запусках и остановках, не выявили внутреннего отслоения волокон от матрицы.
§ 6. СВАРКА ПЛАВЛЕНИЕМ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Расширение использования конструкций из МКМ и требования производственной технологичности позволяют выделить в качестве перспективного способа их сварки сварку плавлением. Имеются сведения об использовании сварки плавлением для соединения МКМ, армированных волокнами бора и стали.
При сварке плавлением МКМ одной из важных проблем является исключение повреждения армирующих волокон. Оно должно быть сведено к минимуму путем ограничения зоны эффективного нагрева. Этого можно достичь при электронно-лучевой и лазерной сварке, благодаря обеспечению
Таблица V.7. Свойства некоторых материалов, применяемых для жаровых труб ГТД, армирующей вольфрамовой проволоки и композиционного материала (вдоль расположения проволок)
Материал у. О, А, Вт 1 а1™', б о«/у Окал и нестойкость (привес). Применение
г/см- "с-1, ю* МПа Мпа материала
м град г/мг-ч
Сплав 8,35 18 24,7 900 100-12 1,32 147 0,18 0,048-0,059 Жаровые трубы
ХН78Т 1000 60-70 0,78 — — 0,156 камер сгорания и др., работающие
1100 40-50 0,54 — — 0,315 при^ 1100 С
Сплав 8,88 16,8 21,4 900 210-25 2,6 510 0,58 Детали камер
ВЖ98 сгорания, форсажные камеры,
1000 130-16 1,6 — — — экраны и др., работающие
1100 80-90 0,96 — — 0,365 при 950-1 ЮО’С
Сплав 8,3 16,5 — 900 570-67 7,5 166 2100 Детали форсажных камер, работающие
ВЖ107 1000 270-32 3,5 54 690
длительно при 900—1ООСГС
1100 — — 12,8 0,157 —
Вольфраме- 19,3 4,8 115-1 900 1200 6,25 — — Интенсивно Эл е ктротехн и чески е
вая проволока ВТ 10 окисляется детали
1000 1180 6,1 646 3,42
диаметром
0,4 мм 1100 1050-1 5,6 431 2,28
Композицией- 10,5 5,6 56 900 480-50 4,56 216 2,05 Аналогично Детали горячей
ный материал 1000 400-41 3,8 127,5 1,20 матричному сплаву части ГТД, работающие при
1100 310-32 29 58,8 56 ХН78Т >1!00°С
П р и м е ч а н н я: [.Значение а (ТКЛР) сплава ХН78 приведено для температур 20—900*С, сплавов ВЖ98 и ВЖ107 — для 20—1000“С, в остальных двух случаях — для 20—1 ЮО’С. 2. Значения коэффициента теплопроводности X. приведены для температуры 600'С. 3. Состав композиционного материала: сплав ХН78Т+22Я» вольфрамовой проволоки ВТ10 диаметром 0,4 мм.
специальной геометрии сварочной ванны — большой глубины проплааления и малой ширины.
Попытки использовать существующую технологию аргоно-дуговой сварки неплавящимся электродом с применением стандартного оборудования не дали положительных результатов в отношении качества соединений. Полученные результаты обусловили необходимость совершенствования традиционных методов, используемых для сварки алюминиевых сплавов, и разработки новых высокоэффективных технологических процессов электро-дуговой сварки, исключающих расплавление армирующих волокон и разупрочнение материала в зоне сварки.
6.1. АРГОНО-ДУГОВАЯ СВАРКА
Наличие в структуре МКМ армирующих волокон существенно изменяет характер распространения сварочного тока и тепла в зоне нагрева, что затрудняет стабильное горение дуги и требуемое формирование металла шва при электродуговой сварке. Причем последнее усугубляется с увеличением объемного содержания волокон [ 13]. Поэтому ранее сварку плавлением для соединения деталей из МКМ применять не рекомендовалось.
Основными препятствиями созданию качественного соединения являются высокие погонная энергия и температура. В результате интенсивного нагрева велика вероятность разрушения волокон и образования интерме-таллидных соединений. Качество сварных соединений, получаемых сваркой плавлением, может быть повышено при строгом дозировании погонной энергии. Отмечается положительное влияние дозирования энергии на количество разрушенных волокон как при дуговой, так и при конденсаторной сварке [14].
К настоящему времени предложено несколько способов сварки плавлением заготовок из МКМ. Большинство из них основано на том, что составляющие МКМ соединяют между собой раздельно. Для этого на сварива-мых кромках заготовок МКМ стравливают либо часть армирующих волокон, либо слой металла матрицы. При удалении волокон из зоны действия дуги обеспечивается возможность приближения условий сварки МКМ к условиям сварки гомогенных материалов, что позволяет получать плотные, хорошо сформированные швы. Однако прочность таких соединений невелика, так как волокна в металле шва отсутствуют, и качество шва определяется лишь прочностью литого материала матрицы и присадки. Это исключает применение данного приема для соединения заготовок в конструкциях с высоко-нагруженными швами.
Дуговая сварка заготовок с удалением слоя матрицы на сопрягаемых частях соединения затруднена из-за отсутствия в зоне горения дуги необходимого количества металлической прослойки, которая отводит тепло и защищает оголенные волокна от действия высоких температур дуги. Попытки уменьшать тепловое воздействие на оголенные волокна путем покрытия их материалом присадочного прутка не дает положительных результатов, так как пруток при дуговом нагреве быстро расплавляется и материал вытесняется дугой к периферии сварочной ванны, что затрудняет процесс пропитки стыка жидким металлом.
С целью повышения прочности соединений данный прием может использоваться для соединения отдельных монослоев МКМ только с однонаправленным расположением стальных волокон. При этом оголенные стальные волокна устанавливаются с перекрытием (внахлестку) и дополнительно свариваются контактной или лучевой сваркой. Шаг расположения волокон в таких монослоях должен равняться двум диаметрам волокна. При этом объемное содержание волокон в монослоях не может превышать 30%.
Заготовки с большим (>30%) содержанием волокон обычно соединяют
через переходники из гомогенных материалов. Переходники предварительно соединяют со свариваемыми кромками заготовок из МКМ диффузионной сваркой. Затем заготовки из МКМ соединяют между собой по зоне переходника — обычно лучевой сваркой (рис. V.18).
При изготовлении сварных конструкций из труб, упрочненных волокнами бора, были использованы гомогенные переходники из сплава марки 1980 (система А1— Zn—Mg).
Кольцевые переходники присоединяют к трубам, упрочненным борными волокнами, диффузионной сваркой, получая законцовки из
гомогенного материала, которые затем предполагалось соединять между собой встык сваркой плаалением. Пос
Рис. V. 18. Схема сборки волокнистых (алюминий — бор) труб под ЭЛС:
I— стенка трубы; 2 — диффузионное соединение; 3 — переходник; 4 — сварной шов; 5 — подкладка
кольку модуль упругости
сплава марки 1980 значительно меньше модуля упругости композиционного материала, для обеспечения жесткости гомогенного сварного узла толщину кольцевых переходников принимали равной трем толщинам стенки трубы.
Наиболее сложно определить ширину переходника. Для предотвращения потери устойчивости и для уменьшения массы конструкции ширина переходника должна быть минимальной. В то же время вследствие ограничения ширины могут произойти значительный (выше 350°С) нагрев кромок переходника при сварке плавлением, измениться структура металла и возникнуть опасные внутренние напряжения в зоне диффузионного соединения.
Для оценки оптимального значения ^(ширины переходника) и выбора способа сварки плавлением определены расчетом размеры температурного поля от источника нагрева с погонной энергией 2,9—18,8 кДж/см. Расчет выполняют по схеме линейного источника в пластине ограниченной ширины, при этом размер заплечиков переходника, выходящих за пределы В, не учитывают, т. е. расчет производят для заведомо более жестких условий, чем реальные. Расчетные оценки показывают, что при верхнем уровне погонной энергии, характерной для однопроходной автоматической аргонодуговой сварки трехфазной дугой, ширина переходника соизмерима с
диаметром трубы и составляет свыше 100 мм. При снижении погонной энергии до нижнего уровня /^уменьшается почти в 3 раза. Такая погонная энергия для соединения указанной толщины может быть обеспечена при электроннолучевой сварке.
Для оценки влияния принятых в расчете условий экспериментально определяют термические циклы различных точек переходника в процессе ЭЛС.
На основе проведенных исследований определены основные конструктивные размеры соединения, получаемого электронно-лучевой сваркой. Удаляемая после сварки подкладка предотвращает вытекание расплавленного металла из сварочной ванны и обеспечивает получение сварного шва без корневых дефектов, характерных дяя ЭЛС с несквозным проплаалением. В трубах диаметром 120 мм при толщине стенки 3 мм оптимальное значение 2? равно 17 мм.
Стыкуемые детали собирают и закрепляют в цанговом приспособлении, соединенном с приводом вращения изделия установки ЭЛУ-5. Зазор в стыке не превышает 0,1 мм, поперечное биение стыка относительно оси пучка ±0,15 мм. Режим сварки: /=45—46 мА, U =52 кВ, v =20 м/ч, L =52 мА,
Необходимость применения дорогостоящих и специализированных установок диффузионной и лучевой сварки для соединения заготовок из МКМ ограничивает использование этих способов соединения при создании крупногабаритных конструкций. Кроме того, наличие в зоне соединения конструкции из МКМ промежуточных гомогенных переходников увеличивает массу соединения, снижает его жесткость и затрудняет проведение последующих после сварки технологических операций формовки, калибровки и др.
Из сказанного следует, что актуальной задачей является разработка эффективных способов дуговой сварки МКМ, исключающих расплавление армирующих волокон и обеспечивающих удовлетворительное качество соединения. Изучен процесс дуговой сварки МКМ системы А1—В [2]. Исследования проведены на листовом МКМ марки ВКА-2 толщиной 1,0— 4,0 мм, состоящем из 5—15 монослоев с однонаправленным расположением волокон бора диаметром 0,14 мм. В качестве матрицы материал содержал алюминиевый сплав АДЗЗ (ГОСТ 4784-84), который наносился на волокна бора методом плазменного напыления.
Волокна бора уложены в одном направлении параллельными непрерывными рядами равномерно по всему сечению листа. Снаружи материал плакирован алюминиевой фольгой марки АВ. Толщина внешних плакирующих слоев изменялась от 0,07 до 0,3 мм (5—15% толщины заготовок 50), т. е. объемное содержание армирующих волокон находилась в пределах от 35 до 56%.
Свариваемость материала ВКА-2 определялась на плоских образцах размером 200x100 мм, вырезанных из листов полуфабрикатов алектроэро-зионным способом. При этом направление волокна совпадало с длинной стороной плоского образца.
Механизированную дуговую сварку выполняют неплавящимся электродом в среде аргона переменным током в непрерывном и импульсном режимах с низкочастотной модуляцией сварочного тока. Сварку образцов производят вдоль длинной стороны параллельно направлению укладки армирующих
волокон. При этом преследуется цель получения сварного шва, по составу близкого к составу металла матрицы, с минимальной зоной термического влияния.
Образцы под сварку собирают в приспособлении и зажимают медными массивными клавишными прижимами, изготовленными из немагнитного материала — латуни или меди. Это позволило исключить магнитное дутье дуги и повысить устойчивость процесса сварки. Для обеспечения плотного поджатия свариваемых кромок используют прижимы, расположенные по обе стороны стыка на минимально возможном расстоянии друг от друга. В результате заготовки плотно прижаты к подкладкам и обеспечивается надежный теплоотвод от зоны нагрева. Для исключения теплового воздействия дуги на прижимы их поверхности покрывают термостойкими покрытиями оксида алюминия А12Ор выдерживающими высокотемпературный нагрев со стороны факела дуги. Для формирования обратной стороны шва используются медные подкладки с прямоугольными канавками.
Ввиду неоднородности структуры М КМ марки В КА-2 его дуговая сварка имеет ряд особенностей, отличающих ее от сварки гомогенных сплавов. Основными особенностями являются недостаточная устойчивость горения дуги и расплавление армирующих волокон. Причиной недостаточной устойчивости дуги при сварке ВКА-2 является наличие в его структуре неэлектропроводных волокон бора, которые по физико-химическим свойствам резко отличаются от алюминиевой матрицы. Это вызывает затруднения в формировании качественных соединений. Кроме того, высокотемпературный нагрев при сварке плавлением приводит к изменениям структуры и механических свойств материалов в ЗТВ.
Очевидно, что среди параметров структуры МКМ наиболее существенное влияние на процесс сварки оказывают объемная доля материала матрицы Vu и толщина плакирующего слоя 5^. Изучено алияние этих параметров на формирование шва при аргоно-дуговой сварке с подачей присадочной проволоки и без нее — путем наплавки валика на плоские образцы, имеющие различающиеся объемную долю волокон и относительные толщины плакирующих слоев. Необходимо особо отметить, что в процессе сварки металл матрицы и плакирующего слоя за счет действия конвективных потоков перемешивался в зоне сварки.
Эксперименты показали, что по мере роста содержания волокон (>30%) и уменьшения толщины внешних плакирующих слоев (отношение 81ц1/80 — около 0,05) процесс сварки затрудняется.
В результате теплового и силового воздействия дуги армирующие волокна оголяются. При этом находящаяся под дугой плотная сетка из неэлектропроводных волокон бора ухудшает устойчивость горения дуги, что приводит к расплавлению оголенных волокон. Расплавленные волокна можно наблюдать на поверхности наплавляемого валика в виде сплошной пленки хрупких интерметаллидных соединений бора и алюминия.
Попытки уменьшить оплавление плакирующего слоя М КМ при дуговой сварке, ослабляя тепловое воздействие дуги за счет снижения погонной энергии, незначительно повысили стабильность дуги и не дали желаемых результатов. Швы в этом случае имели удовлетворительно сформированный валик лишь на лицевой поверхности шва. Сердцевина и нижняя часть свариваемой заготовки оставалась без проплавления.
На заготовках, имеющих относительную толщину плакирующего слоя менее 0,05, сформировать стабильную сварочную ванну не удалось даже при подаче присадочной проволоки. При этом в зоне действия дуги, где температура нагрева (более ЗООО'С) значительно превышает температуру плавления металла матрицы (около 600°С), происходят расплавление и взаимодействие волокон с расплавом алюминия. В результате образуются хрупкие интерметаллидные соединения А1В? и А1В12, которые можно наблюдать в верхней части наплавленного валика.
Установлена зависимость стабильности горения дуги от толщины плакирующего слоя и объемного содержания волокон в заготовках МКМ системы А1—В (рис. V.19). При содержании в образцах более 45% волокон стабильное горение дуги достигается на образцах, имеющих относительную толщину плакирующего слоя не менее 0,15. Нормальное формирование валика при удовлетворительной устойчивости дуги происходит при наплавке валика с подачей присадочной проволоки на образцы, имеющие толщину плакирующего слоя более 0,1 (см. рис. V.19, кривая 2 ). В этом случае теплопередача в основной металл для его расплавления происходит через жидкую прослойку присадочного металла.
При сварке с присадочной проволокой перегрев металла сварочной ванны, как и в случае сварки гомогенных алюминиевых сплавов, не превышает более чем на 200—25О’С температуру плавления алюминиевой присадочной проволоки (около 600°С). Если продолжительность нагрева до температуры 800—850°С при скорости сварки 6—10 м/ч не превышает 3—5 с, то армирующие волокна бора не расплавляются, так как температура их плавления (2300°С) значительно выше. Наличие под дугой жидкой прослойки расплава необходимой толщины позволяет сформировать стабильный валик без разрушения волокон бора.
Таким образом, при дуговой сварке МКМ системы А1—В с увеличением объемного содержания волокон бора и уменьшением толщины внешних плакирующих слоев свариваемость ухудшается.
В случае невозможности варьировать содержание армирующих волокон в свариваемых заготовках целесообразно использовать двустороннее дополнительное плакирование свариваемых кромок в зоне сварки с относительной толщиной слоя, позволяющей защитить армирующее волокно от дейстаия дуги и улучшить формирование шва.
Рис. V.19. Влияние толщины внешних плакирующих слоев и объемного содержания армирующих волокон на формирование швов:
/ — граница области стабильной сварки без присадочной проволоки; 2— то же, с присадочной проволокой; 1 — область удовлетворительного формирования шва без присадочной проволоки; 2/ — то же, с присадочной проволокой; ///— область неудовлетворительного формирования шва
Для качественного формирования швов при дуговой сварке МКМ марки ВКА-2 с присадочной проволокой заготовки должны подвергаться двустороннему плакированию с относительной толщиной слоя не менее 0,1.
Удовлетворительного формирования шва удается достичь при сборке
заготовок с зазором между свариваемыми торцами или со скосом кромок. Схема сборки и сварки заготовок с зазором приведена на рис. V.20.
Установлено, что существует критический размер зазора, при котором происходит сплавление присадочного материала с металлом матрицы МКМ. При дуговой сварке встык заготовок МКМ марки ВКА-2 зазор В между стыкуемыми кромками должен находиться в пределах 0,6—1,5 толщины свариваемых заготовок 80. Уменьшение зазора ниже указанного предела снижает эффективность обработки дугой торцов свариваемых кромок, а это приводит к образованию несплавлений в корневой части шва. Увеличение зазора более 1,5 50 признано нерациональным, так как в этом случае увеличивается зона соединения, свободная от упрочняющих волокон. Следует отметить, что прочность стыковых соединений в указанном диапазоне зазоров
также максимальна.
Необходимый зазор при сборке выдерживается с помощью расплавляемых элементов различной формы, помещаемых между стыкуемыми кромками (рис. V.21). Форму расплавляемых элементов выбирают в зависимости от толщины свариваемых заготовок и вида разделки кромок под сварку. Формирование шва происходит за счет оплавления кромок свариваемых заготовок и сплавления с расплавом
присадочного материала. Установлено, что для обеспечения стабильного дугового разряда и удовлетворительного формирования металла шва доля присадочного материала в шве должна составлять не менее 90%. При этом арми-
Рис. V.20. Схема сборки и дуговой сварки заготовок из МКМ марки ВКА-2 вдоль направления укладки волокон:
/ — присадочная проволока; 2 — прижим; 3 — свариваемые заготовки; 4 — подкладка; 5 — термонагреватель; 6 — стол; 7— формирующая канавка; 8 — полость для поддува аргоном, 9 — присадочный расплавляемый элемент прямоугольной формы; А — расстояние между прижимами; В — толщина расплавляемого элемента
рующие волокна в металле шва отсутствуют. Установлено, что лучшим способом подготовки кромок МКМ марки ВКА-2 является механическая обработка алмазно-абразивным кругом без применения эмульсий, так как их попадание в поры материала приводит в процессе сварки к образованию скважин и непроваров.
Прямоугольная разделка обеспечивает удовлетворительное формирование швов при сварке заготовок тодщиной до 2,5 мм. При этом лучшие результаты достигаются при использовании расплавляемых элементов двутавровой формы, так как они способствуют защите волокон бора от действия дуги.
Рис. V.21. Форма и геометрические параметры присадочных расплавляемых элементов (а, б, в ) и схема разделки кромок и сборки узла с применением расплавляемого элемента призматической формы (г)
При сварке заготовок большей толщины с прямоугольной разделкой кромок в корне шва наблюдаются сплошные непровары и несплавления. Улучшить формирование швов в корневой части удается путем разделки свариваемых кромок подострым углом. Причем на заготовках тонких листов (<] ,2 мм) швы формируются удовлетворительно без применения расплавляемых элементов. Разделка в этом случае заполняется расплавом присадочной проволоки.
Тол стал истовые заготовки (>2,5 мм) с разделкой кромок сваривают встык с применением расплавляемых элементов призматической формы, которые укладываются в зону стыка (рис. V.2], /). При этом расплавляемый элемент перед зоной горения дуги плотно прижимают роликами к поверхности разделки. Эго обеспечивает тепловой и электрический контакт между расплавляемым прутком и свариваемыми заготовками, что повышвет стабильность горения дуги и обеспечивает требуемое формирование металла шва.
Изменение параметров и условий сварки (/св, кв, угол а), влияющих на тепловложение, позволяет в широких пределах регулировать поперечное
сечение шва. Уменьшение погонной энергии сварки позволяет получить швы, близкие в поперечном сечении к форме разделки. При этом скошенные кромки с каждой стороны стыка оплавляются всего на 0,8— 1,0 мм, а расплав присадочного прутка смачивает стенки разделки и лишь незначительно оплавляет их поверхность. Форма обратного валика таких соединений повторяет форму разделки.
С целью получения сварного шва, по составу близкого к составу металла матрицы, расплавляемые элементы можно изготовить из листов алюминиевых сплавов АДЗЗ, АМгЗ и АМг5. В качестве присадочного материала используются сварочные проволоки марок СвАМгбЗ, Св1557 и СвАК5. Наилучшее качество швов достигнуто при использовании присадочной проволоки СвАК.5. Добавка присадки, содержащей кремний, способствует улучшению смачивания волокон бора. Объемная доля присадочного материала в общем объеме шва составляет примерно половину.
В числе мероприятий, направленных на улучшение качества формирования стыковых соединений, опробованы изменение погонной энергии, повторное проплавление, изменение разделки кромок под сварку, сборка кромок под сварку с зазором, предварительный подогрев свариваемых заготовок, дополнительная защита аргоном зоны сварки снизу.
Лучшие результаты получены при сварке в технологической оснастке с подогретой подкладкой, которая обеспечивает нагрев кромок в зоне сварки с обратной стороны стыка, где чаще всего образуются дефекты. Установлено, что на формирование сварного соединения, особенно в корневой его части, существенное влияние оказывает температура предварительного нагрева: с ее повышением возрастает плотность металла шва. Температура нагрева выбиралась в пределах 100°С— Тпк (Тпи — температура предварительного нагрева соединяемых кромок со стороны подкладки).
Нижняя точка нагрева устанавливалась выше 100'С, так как при этой температуре обеспечивается интенсивное испарение алаги, которая имеется на свариваемых кромках и поверхностях подкладки технологической оснастки и является источником пор. Верхний предел нагрева определяется из условия сохранения упрочненной структуры МКМ.
Для термически упрочняемых МКМ значение 7" ограничивается температурой начала отжига Тяа металла матрицы. При основной
металл в зоне нагрева отжигается, что приводит к разупрочнению й снижению прочности заготовок. Верхний предел нагрева заготовок ВКА-2 ограничен температурой 250’С.
Следует также отметить, что нагрев заготовок позволяет увеличить производительность процесса сварки. Одиако, применяя предварительный нагрев свариваемых кромок, необходимо учитывать, что при этом несколько возрастает длительность пребывания металла ванны в жидком состоянии и, следовательно, несколько увеличивается вероятность термического повреждения волокон бора.
Уменьшиться эта вероятность может при горении дуги в импульсном режиме и подаче присадки в периоды действия импульсов тока тн, что способствует увеличению жидкой прослойки расплава над волокнами, т. е. позволяет защитить волокна бора от прямого воздействия дуги и тем самым устранить их разрушение в процессе сварки. Кроме того, использование импульсного режима дает возможность плавно управлять термическим
циклом сварки, что улучшает формирование шва по сравнению со сваркой в стационарном режиме.
Возможность управления процессами плавления и формирования качественного соединения без расплавления упрочняющих волокон при дуговой сварке в импульсном режиме определяется значением сварочного тока. Влияние параметров режима сварки на геометрию шва и формирование сварного соединения можно определить при измерении силы тока в импульсе, длительности импульса и длительности пауз между двумя соседними импульсами тока. Установлено, что при импульсной сварке с предварительным нагревом на стабильное формирование шва влияние оказывает не только значение тока, но и соотношение длительностей импульсов и пауз Тд/х . '
Установлено, что оптимальное значение этого соотношения связано со степенью предварительного нагрева заготовок. Выделение энергии за период ти+Тц, необходимое дяя нагрева и расплавления металла матрицы, прямо пропорционально длительности импульса тока ти, т. е. зависит от соотношения тн/тп. В случае предварительного нагрева заготовок перед сваркой длительность импульса необходимо уменьшить с учетом степени нагрева, которая определяется из соотношения (Тпяи - ТП1)/7~1дю—0.
Учитывая вышеизложенное, можно записать т„/т"=(7^'^-7^к)/7^1И, отсюда ти- где 7L.M “ температура плавления матричного
сплава.
Подавая импульсы различной длительности, можно изменять температурный режим плааления основного и присадочного материала, что позволяет регулировать длительность воздействия дуги на расплавленный металл. При этом опасность разрушения волокон бора устраняется путем уменьшения длительности импульсов сварочного тока по сравнению с длительностью пауз.
При соблюдении такого соотношения длительность импульсов сварочного тока должна быть тем меньше, чем выше температура предварительного нагрева. При этом практически исключается возможность расплавления и термического повреждения армирующих волокон.
На основании проведенных экспериментов определены оптимальные значения параметров режима дуговой сварки заготовок из МКМ марки ВКА-2 толщиной 1,0—4,0 мм и оценены свойства стыковых сварных соединений.
Энергетические параметры сварки выбирают такими, чтобы повреждение волокон бора было минимальным и соблюдались требования, предъявляемые к алюминиевым сплавам с точки зрения формы шва и степени пройлавления свариваемых заготовок. В качестве дополнительных условий рассматриваются обеспечение состава сварного шва, близкого к составу металла матрицы, и минимальная по размеру зона термического влияния.
Поскольку удовлетворительное качество соединения с полным проплавлением достигается при минимально возможном токе, значение скорости сварки устанавливается меньшим, чем в случае сварки гомогенных алюминиевых сплавов аналогичных толщин.
В качестве присадки применяют сварочную проволоку марки СвАК5, а расплавленный элемент изготавливают из гомогенного алюминиевого сплава АМг5. Механизированную аргоно-дуговую сварку ведут в направлении, па
раллельном укладке волокон, с предварительным нагревом и зашитой обратной стороны стыка аргоном по схеме, приведенной на рис. V.20. Расход защитного газа изменяется в пределах 4—7 л/мин. Параметры режимов сварки приведены в табл. V.8.
Анализ результатов металле- и рентгенографических исследований сварных соединений показал, что аргоно-дуговая сварка в импульсном режиме в комплексе с предварительным нагревом и рациональными методами подготовки кромок, а также с более эффективной зашитой зоны сварки позволяет получить качественные соединения.
Таблица V.8. Режимы механизированной дуговой сварки стыковых соединений различной толщины из МКМ марки ВКА-2
Параметр Значения параметров при толщине заготовок, мм
1'0 1Л 19 2,5 4.0
Толщина плакирующих слоев 8 , мм пл’ 0,1 0,1 0,15 0,2 0,3
Вид и угол разделки кромок под сварку а, град 45 Прямоугольная 45
Форма присадочного распланля’ емого элемента — Двутавровая Призматическая
Зазор В между кромками и ширина вставки, мм Температура Г н предварительного нагрева кромок^ ’С — 1,4 1,8 1,8 —
150 150 150 150 150
Длительность импульса сварочного тока тн, с 0,15 0,18 0,20 0,25 0,22
Длительность пауз тп между двумя соседними импульсами, с 0,2 0,25 0,23 0,3! 0,30
Сила импульсного тока 7<т А 72 83 90 110 130
Скорость сварки у , м/ч 7,0 6,0 4,4 3,9
Колическтво проходов 1 1 1 2 2
Примечание. Второй, поаварочный проход при сварке листов толщиной 2.5 и 4.0 мм необходимо выполнять со стороны керна шва на токе, равном половине значения тока первого (основного) прохода.
6.2. СВАРКА ПЛАВЛЕНИЕМ МКМ В СРЕДЕ ГЕЛИЯ
Для соединения деталей из композита ВКА-2 адоль волокон предложен способ сварки в среде гелия с присадочным материалом в виде i -образной расплавляемой вставки. Геометрические размеры вставки определяют расчетным путем, форму выбирают, учитывая необходимость выполнения в некоторых случаях сварки на весу. Повышенная концентрация тепловой энергии при гелиево-дуговой сварке, по сравнению с другими способами дуговой сварки, обеспечивает повышенную проплавляющую способность
дуги, малую погонную энергию и образование минимальной зоны термического влияния. К преимуществам гелиево-дуговой сварки относятся также высокие скорости нагрева и охлаждения металла, что способствует улучшению структуры металла шва (мелкозернистости). Форма проплавления при этом приближается к той, которая характерна для лучевой сварки. Это позволяет без дополнительных особых приемов проплавить вставку на всю глубину и при этом обеспечить ширину шва, минимальную в сравнении с другими способами сварки. Схема сборки образцов под сварку представлена на рис. V.22.
Рис. V.22. Схема сварки композита ВКА-2 с помощью профильной вставки: / — прижим; 2 — ВКА-2; 3 — горелка; 4 — вставка; медная подкладка
В комплект оборудования для гелиево-дуговой сварки входят сварочный источник типа ВСВУ-630 и горелка с блоками управления процессом сварки на весу. Выполняют сварку образцов композита ВКА-2 размерами 250x150x1,2 мм. Вставку изготовляют из высокопрочного алюминиевого сплава. Перед сваркой образы травили в 10— 15%-ном водном растворе NaOH (или КОН), осветляли в 20%-ном растворе азотной кислоты и промывали в горячей (60—70°С) и холодной воде. Применение системы автоматического регулирования напряжения на дуге обусловлено необходимостью вести процесс гелиево-дуговой сварки на короткой дуге, что означает повышенные требования к стабилизации дугового промежутка.
Анализ микроструктуры показал, что при дуговой сварке в среде гелия происходит сплавление кромок композита с металлом вставки без разрушения КМ; контакт борных волокон с расплавленным металлом сведенж минимуму. В зоне сварного шва отсутствуют боридные фазы.
Испытания на статическую прочность проводили на плоских образцах 200x20x1,2 мм без выпуклости. Разрушение происходит по границе сплааления КМ со вставкой. Для повышения механических свойств проводили термомеханическую (закалка + искусственное старение) и термомеханическую обработку (закалка + искусственное старение + нагартовка).
В табл. V.9 представлены результаты испытаний на статическую прочностей показано влияние режимов послесварочной обработки на прочность сварного соединения композиционного материала ВКА-2.
Таким образом, дуговая сварка композиционного материала ВКА-2 вдоль волокон с использованием продольной вставки обеспечивает прочность сварных соединений на уровне 80—95% прочности материала матрицы.
Для сварки ВКА-2 в направлении вдоль волокон целесообразно применять гелиево-дуговую сварку,
Таблица V.9. Результаты испытания сварных соединений композита ВКА-2
Вид сварки О В.СВ 1 МПа (J В. С В «W
Аргоно-дуговая сварка с полным
проплавлением 93 48
То же, без проплавления 97 51
Гелиево-дуговая сварка 130,0 69
То же, с термической обработкой 149,5 81,0
То же, с нагартовкой 20% 182,0 95,5
Примечание, Здесь и — временное сопротивление основного металла и сварного соединения.
которая обеспечивает лока-
лизацию вводимой энергии в малом объеме сварочной ванны и полное про
плавление вставки, т. е. высокое качество соединения.
6.3. СВАРКА ПЛАВЛЕНИЕМ ДИСПЕРСНО-УПРОЧНЕННЫХ КОМПОЗИТОВ (ДУКМ)
Сварка плавлением дисперсно-упрочненных КМ имеет ряд особенностей:
1. Наличие равномерно распределенных частиц в материале приводит к тому, что вязкость металла расплавленной ванны оказывается достаточно высокой, Это приводит к недостаточному перемешиванию сварочной ванны в присутствии присадочного материала (проволоки).
2. При высокой температуре происходят реакции взаимодействия на границе частица—матрица; возможно разложение частицы (если это частица SiC — до соединения А14С3) и растворение ее в матрице. Фаза А1.СЭ хрупка и склонна к коррозии; она имеет игольчатую форму, что может быть причиной концентрации напряжений при последующем приложении'нагрузки.
3. Сегрегация упрочнителя наблюдается в швах, выполненных сваркой в защитных газах. При ЭЛС и лазерной сварке это явление не наблюдается — благодаря высоким скоростям охлаждения,
Свариваемость микродисперсного КМ системы А1—А12О3, полученного конденсацией из паровой фазы, описана в работах [ 15,16]. Листовой материал (конденсат) толщиной 0,5—0,8 мм содержал 1,6—3% оксида алюминия. Оксидные включения размером 10—50 мкм были распределены относительно равномерно. Механическими испытаниями установлено, что временное сопротивление конденсата равно 136 МПа, предел текучести 94 МПа, относительное удлинение 13%,
Особенности формирования соединений изучались при ручной микроплазменной сварке на установке МПУ-4, Режим сварки: ток импульса при прямой полярности 20—30 А, при обратной полярности 10—15 А, расход плазмообразующего гвза 0,3 л/мин, защитного — 4 л/мин. Подготовка свариваемых кромок и присадочной проволоки проводилась по обычной технологии, принятой для алюминиевых сплавов. Сначала был проплавлен кон
денсат, а затем выполнены стыковые сварные соединения без присадки и с использованием присадочных проволок марок СвА85Т, СвАМгб, СвАК5 и Св 1201. Удовлетворительные результаты получены при микроплазменной сварке стыков с зазором до 1 мм и наложением валиков с одной и двух сторон. Образование соединения в этих условиях происходит, как при сварке-пайке. Шов формируется в основном за счет присадочного материала. В случае сварки с использованием присадочной проволоки СвАМгб временное сопротивление соединения составляет 136 МПа, предел текучести 84 МПа, относительное удлинение 5%. Разрушение образцов происходит по основному металлу. При сварке с использованием проволоки СвАК5 образцы разрушаются по зоне сплавления, значение ов составляет 84 М Па. Испытания проплавленных образцов основного металла выявили следующие показатели: ов=71 МПа, Оо2=56 МПа, 8=8%. Сварка плавлением без применения присадки не обеспечивает должного качества соединений.
В работе [16] определена свариваемость дисперсно-упрочнен но го материала АДЗЗ+25%ВС при арго но-дуговой сварке плавящимся и неплавящимся электродом, Сварка плавящимся электродом на основе алюминия, содержащим 4,5—5,5% Mg, а также марганец, хром и титан, дала лучшие результаты, чем сварка неплавящимся электродом (присвлка с 4,5—6,0% Si). В последнем случае наблюдались большая пористость и высокая вязкость металла сварочной ванны, что затрудняло работу сварщика.
Рис, V.23. Соединения, выполняемые с применением диспергирования расплава:
а — стыковые; 6— угловые; я— внахлестку; /— основной металл; 2 — присадочный металл
Сварку плавящимся электродом композита Al—SiC, полученного порошковым методом, осуществляли после предварительной дегазации МКМ. Прочность сварного соединения были эквивалентна таковой у деформированных сплавов, когда сварка осуществлялась с присадочной проволокой указанного выше состава.
В ИЭС им. Е. О. Патона разработан способ электронно-лучевого диспергирования, заключающийся в создании направленного потока капель расплава, диспергированных путем центробежного распыления с боковой поверхности вращающейся цилиндрической заготовки в вакууме, в переносе и ралномерном ‘распределении капель на нагретой формообразующей поверхности и в направленной их кристаллизации [17].
Способ может быть использован при соотаетствующей разделке кромок (рис. V.23) для наплавки на детали и непосредственно для сварки — без оплавления основного материала — керамики, разнородных материалов, трудноевариваемых или не-
сваривающихся методами плавления мало пластичных сплавов и композиционных материалов [18].
Эксперименты проводили на установке У-212М с вертикальным расположением электронно-лучевой пушки, питание которой осуществлялось от источника У-25ОА с ускоряющим напряжением 30 кВ. Расходуемый образец изготавливали из алюминиевого сплава АЛ25 диаметром 100 мм. Вращение расходуемой заготовки осуществлялось двигателем Д-90А (8200 об/мин) с плавным регулированием скорости вращения. Последнюю изменяли в диапазоне 1800—3100 об/мин. Для управления пучком использовали прибор дискретной развертки с набором траекторий сканирования, который дает возможность управлять плотностью мощности пучка в пределах пятна нагрева. Можно создать такие условия распределения плотности мощности пучка в зоне нагрева, при которых появляется возможность активного управления как мгновенным объемом расплавленного металла, размерами ванны жидкого расплава, так и направлением удаления металла с поверхности заготовки, вращающейся с большой скоростью, а следовательно, и размерами (объемом) жидких капель, переносимых центробежной силой к мишени [19].
Для оценки степени адгезионного сцепления расплава с материалом подложки, на которую наносится распыляемый материал, определена роль температуры предварительного нагрева композитных материалов и способа подготовки поверхности.
Проведенные механические испытания и металлографические исследования полученных по описанной технологии соединений показали, что оптимальный диапазон температуры предварительного нагрева кромок находится в интервале температур 0,5—0,65 7^ подложки.
Сравнение значений ав нанесенного диспергированного расплава и ов технических силуминов показывает, что временное сопротивление покрытий, получаемых путем осаждения капель жидкого металла, соответствуют свойствам силуминов,
С учетом результатов оптимизации параметров диспергирования подготовлены образцы композитов соответственно алюминий — 22% А1,О. и алюминий — 18% SiC для их сварки с применением присадки сплава АЛ25. Как и в предыдущих опытах, на границе перехода наблюдается хорошее смачивание и растекаемость материала присадки по свариваемым кромкам основного металла, Дефекты в соединении отсутствуют. В отличие от сварки с оплавлением кромок, в обоих случаях частицы упрочнителя (А12О3 и SiC) в матричном материале непосредственно у границы перехода не подвергались каким-либо заметным изменениям (например, распаду), а их взаимосвязь с матричным материалом также не нарушалась. Металл присадки плотный, без видимых дефектов, с дисперсностью структурных и фазовых составляющих на порядок ниже, чем в основном металле.
Таким образом, учитывая результаты проведенных механических испытаний и металлографических исследований можно заключить, что в условиях вакуума с использованием электронно-лучевого плавления и диспергирования присадки можно получать качестаенные соединения КМ без оплавления кромок основного материала.
6.4. ОПТИМИЗАЦИЯ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ ПРИ РАЗРАБОТКЕ И ВЫПОЛНЕНИИ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ мкм
При создании конструкций из МКМ необходимо удовлетворять противоречивые требования; с одной стороны, обеспечить высокое качество сварного соединения и прежде всего прочность, близкую к прочности свариваемого материала, с другой — добиться минимальной удельной массы соединения, т, е. минимального расхода металла на образование шва.
Эти требования могут быть в большей или меньшей степени удовлетворены за счет совершенствования и оптимизации конструкторско-технологических решений, направленных на увеличение протяженности зоцы сплавления благодаря более рациональному выбору геометрических форм соединения, на ослабление термического воздействия процесса сварки на свариваемые заготовки путем выбора рационального способа сварки и на подбор присадочного материала, по прочностным свойствам приближающегося к свариваемому МКМ.
Одним из основных принципов конструирования сварных соединений из МКМ является обеспечение равно прочности всех элементов соединения. Условие равнопрочности стыкового сварного соединения, работающего на растяжение, имеет вид ов±807ш= ош£/ш где <зв1 — временное сопротивление МКМ при растяжении в направлении, перпендикулярном к формирующим волокнам; 80 — толщина заготовки в зоне сварки; /ш — единица длины шва; ош — временное сопротивление металла шва при растяжении в поперечном направлении; L — протяженность зоны сплавления.
Из приведенного условия следует, что увеличение прочности соединений достигается за счет увеличения протяженности L зоны сплавления или увеличения прочности металла шва путем использования более прочного присадочного материала.
В результате рассмотрения конструкторских и технологических факторов, возможностей создания разнообразных структур МКМ выбраны типовые сочетания конструкторскотехнологических решений, обеспечивающие выполнение стыковых соединений с заданными прочностными свойствами (табл. V. 10). В таблице приведена взаимосвязь расчета протяженности зоны сплавления Z, массы наплавляемого металла С и прочности стыковых соединений из МКМ с изменяемой структурой для принятых схем сварки.
Выше показано, что при сварке плавлением заготовок из МКМ, имеющих толщину внешних плакирующих слоев, равную 5—15%80, сварной шов формируется преимущественно за счет металла присадочного прутка, который под действием дуги расплавляется и сплавляется с металлом матрицы (см, схемы № 1, 2, 3 в табл. V.10). При этом присадочный материал предотвращает расплавление армирующих волокон.
Соединения, полученные с применение промежуточных расплавляемых элементов, имеют в поперечном сечении зону, не содержащую армирующих волокон, что снижает их прочность и жесткость. Прочность таких соединений определяется прочностью металла шва, который состоит из гомогенного присадочного материала. Масса наплавленного металла в сварном соединении очень велика, так как металл шва формируется за счет гомогенного присадочного материала, объемная доля которого в общем объеме металла
шва в зависимости от содержания армирующих волокон и толщины свариваемых заготовок составляет 80—90%. Прочность шва составляет, как правило, не белее 60% прочности МКМ.
Использование при сварке МКМ высококонцентрированных источников нагрева, например электронного и лазерного луча, позволяет повысить прочность соединений до 70% прочности МКМ. Однако при этом уаеличи-вается опасность расплавления волокон.
При соединении заготовок из МКМ с использованием накладок формирование шва происходит за счет расплавления металла матрицы и сплавления с металлом накладок, увеличивающего поперечное сечение шва. Прочность такого сварного соединения определяется прочностью МКМ в отожженном состоянии, прочностью металла накладок и протяженностью линии соединения, зависящей от толщин свариваемой заготовки и накладки (см. схемы 4 и 6 в табл. V.10).
Соединения, выполненные по подобному принципу, характеризуются нестабильным качеством. Они содержат много дефектов в виде несплаалений и пор, что снижает их работоспособность при знакопеременных нагрузках. Более благоприятное формирование соединений достигается в случае, когда к свариваемым кромкам заготовок из МКМ диффузионной сваркой предварительно привариваются промежуточные переходники из гомогенного высокопрочного свариваемого материала, по которому производят соединение стыкуемых заготовок. При этом соединение заготовок происходит по кромкам с торцов, имеющих протяженность, равную толщине заготовок.
Уменьшить массу шва и улучшить последующую технологичность изделия можно, удалив металл накладок в вставок заподлицо с поверхностью свариваемых заготовок. Однако это снижает прочность соединений, что недопустимо для ответственных элементов и конструкций из МКМ, работающих в условиях знакопеременных нагрузок.
Отмеченные недостатки — пониженная прочность металла шва и высокая материалоемкость сварного соединения — ухудшают техникоэкономические показатели элементов конструкций и тем самым ограничивают возможность использования указанных конструкторскотехнологических решений при производстве изделий ответственного назначения.
Для повышения прочности сварных соединений из МКМ опробованы другие способы увеличения протяженности границы сплавления, например за счет придания свариваемым кромкам в зоне сварки специальной формы и упрочнения металла шва присадочным КМ.
Опыт показывает, что при дуговой сварке металлических КМ с большим объемным содержанием упрочняющих волокон (И>30%) зона сплавления по форме повторяет профиль свариваемых кромок. В случае сварки МКМ с прямоугольной разделкой кромок зона сплавления имеет практически параллельные границы, протяженность которых определяется толщиной свариваемых заготовок 80 и объемным содержанием упрочняющих волокон У. С учетом этого протяженность границ сплавления
л=аоК100-и,)/100].
Следует отметить также, что при сварке толстостенных заготовок параллельные почти вертикальные границы сплавления способствуют образованию
r-упынений МКМ с прочностью и параметрами соединений
00
Nir схемы сварки
Способ подготовки поверхности заготовок
Обработка свариваемых кромок
Скос кромок
Виа присадочного материала Рекомендуемый способ сварки Коэффициент прочности соединения Место разрушения при испытании на растяжение Форма поперечного сечения шва и зоны термического влияния Расчетные зависимости
протяженности зоны сплавления L массы G наплавленного металла на единицу длины швов времен кого сопроти-влей ня сварного соединения (Т
Гомогенная присадка Вставка нэ МКМ Г омогенная прокладка Гомогенная присадка Велим из МКМ спэ ЛДС дс, шэс спэ ДЦС 0,7—ОД 0.8—0,9 0,Й—0,9 (L7—0,8 0Л-0,9 Зона сплавления зтв Зоне сплавления _ i Ь- =1 И? | Pins DOI I V 0.2F г tga ’ 2tga 100 sina
3 X
21
I
12
13
14
15
16
Способ подготовки поверхности заготовок Обработка свариваемых кромок & 8 □
Конструкционное плакирование гомогенным слоем толщиной s„>isM Изгиб по радиусу ^.<(5—6)4 Без скоса с удалением изогнутой части
Конструкционная гомогенизированным слоем толщиной V15M Изгиб по радиусу л/(5-ед С удалением изогнутой части
Без скоса и удаления изогнутой части
Форма свариваемых кромок
4
л
S з
а
ffH С одно-/ сторонним расположением изгиба
С противоположным расположением изгиба
L XJ5™.
С противоположным расположением изгиба и скоса
С двусторонним расположением изгиба
С гомогенной заготовкой по радиусу изгиба
Эскиз сборки под сварку
3 д
2-
0,6-4,0
Примечание. Значения многочленов в формулах: Л* 100 — У(;5* °|Д; # “ Г— 0^3^+
<5^ — толщина плакирующего слоя; £* — толщина композиционного слоя; — толщина объемная доля волокон; <7^ — прочность материала плакировки; h — высота изогнутой части КМ.
Вид присадочного материала Рекомендуемый способ сварки Коэффициент прочности соединения Место разрушения при испытании на растяжение
Гомогенная присадка, гомогенная вставка АДС 0,8—0,9 ЗТВ
Гомогенная присадка ЭЛС
Гомогенная прокладка ЭЛС 0,9—0,95 ЗТВ
— шэс, ДС
Гомогенная присадка спэ 0,9-0,95
Гомогенная вставка АДС
Гомогенная присадка ЭЛС, АДС
Расчетные зависимости
Д = (^+ V); *=$,%;
свариваемых заготовок; /н— плотность на*падки; — глубина проплавления плакировки;
пор и непроваров, особенно в корневой части шва. Это приводит к уменьшению площади поверхности сплавления за счет образовавшихся дефектов. При статическом растяжении степень влияния непровара на потерю прочности примерно пропорциональна относительной глубине этого непровара или его площади.
Протяженность зоны сплавления можно увеличить путем сварки с разделкой кромок под острым углом а (см. схемы № 7—10 в табл. V.10).
При этом протяженность границ сплавления
А- (6/sina) [ 100- V)/100].
Усилие, необходимое для разрушения единицы длины шва, ;
где — усилие разрыва при растяжении; осв — временное сопротивление при растяжении сварного соединения.
Из условия достижения равнопрочности металла шва и основного металла следует выражение
(e/sinaJKlOO-KyiOOlo^a.A.
где предел прочности МКМ при растяжении в направлении, перпендикулярном к армирующим волокнам.
Из этого выражения определяют угол скоса кромок
a=arcsin[ocl(100-VQ/lOOo^].
Как видно из этого выражения, угол скоса кромок зависит от прочности МКМ в направлении, перпендикулярном к направлению укладки волокон, ст прочности металла шва, которая определяется прочностью металла присадки и объемным содержанием армирующих волокон в свариваемых заготовках. При соблюдении последнего соотношения угол разделки оказывается тем больше, чем больше разница в прочности присадочного материала и МКМ при определенном содержании упрочняющих волокон.
Таким образом, разделка кромок под острым углом а, рассчитанным с учетом прочности присадочного материава и объемного содержания армирующих волокон, обеспечивает получение при сварке плавлением (АДС и СПЭ) сварных соединений, прочность которых превышает 70% прочности заготовок из МКМ.
Заготовки толщиной 1,2 мм с односторонней и заготовки толщиной более 3,0 мм с двусторонней разделкой кромок необходимо выполнять сваркой с использованием плавящегося гомогенного присадочного материала по схемам № 7 и 10 (табл. V.10).
С цедью уменьшения массы наплавленного металла и обеспечения равнопрочности одно- и двустороннюю сварку заготовок толщиной более 3 мм целесообразно производить с использованием присадочного КМ, выполненного в виде аставки (см. схемы Ns 8 и 11 в табл. V.10). Присадочной вставке придают форму, повторяющую форму кромок, с призматической
нижней частью, двугранный угол которой равен 2а. В верхней части вставка имеет продольный выступ произвольной относительно вертикальной плоскости формы.
Для формирования шва с нормальной выпуклостью и обратным валиком объем присадочного прутка в зависимости от толщины 5в свариваемых заготовок должен находиться в пределах 1,1—1,2 объема удаленного при разделке кромок материала. Ширина Вп присадочного прутка раана ширине разделки и определяется из выражения
5^=60tga[(10O-У)/100].
Такой присадочный КМ изготавливают в виде двуслойного прутка, содержащего слой из гомогенного сплава, близкого по составу к свариваемому материалу, и дополнительный слой, армированный, например, нитевидными кристаллами SiC.
Для увеличения прочности стыковых соединений используют также косой стык (схема Na 9). Такую разделку целесообразно применять при диффузионной сварке заготовок со скосом кромок под острым углом. Диффузионную сварку косостыкового соединения обычно осуществляют с применением гомогенных вставок, которые помещаются между косыми кромками.
Если материал накладок имеет пониженные по сравнению со свариваемыми заготовками прочностные характеристики, то несущая способность таких соединений существенно зависит от толщины наклонных накладок и степени их механической неоднородности где ои — временное
сопротивление металла накладки. Увеличение угла скоса кромок повышает прочность соединений. При этом увеличивается площадь контакта соединяемых деталей, что требует применения больших усилий при разрыве соединения. Угол разделки кромок определяется из соотношения
a=arcsin [он(10б- V)/( IOOgJ].
Увеличивать угол разделки нецелесообразно, так как это потребует большего усилия сжатия, что приведет к разрушению волокон.
К недостаткам соединений, выполненных по схемам № 7—11, следует отнести разрушение армирующих волокон при выполнении механической разделки и собственно процесса сварки. Образовавшиеся при этом обломки волокон попадают в зону сварки и нарушают стабильность процесса. Однако прочность металла шва при этом даже несколько повышается. Последнее, видимо, можно объяснить тем, что обломки высокопрочных волокон бора, попадая в металл шва, армируют его и способствуют упрочнению.
Для повышения качества соединений заготовок с конструктивным наружным плакированием (Зм>15%) используется оригинальная форма сварного соединения с увеличенной за счет конструкции протяженностью зоны сплавления. Она получается при отгибе кромок в зоне соединения по радиусу К* (схемы № 12—16). При этом форма и размеры зоны выбираются из двух условий: протекания устойчивого процесса сварки; обеспечения
прочности, близкой к прочности МКМ. Изгиб свариваемых кромок выполняется по радиусу на угол
Ркр >агс
Изогнутая часть свариваемых кромок удаляется заподлицо с нижней поверхностью. При соединении заготовок встык стыковка их производится с односторонним расположением плакирующих слоев изогнутой частью в направлении источника нагрева (схема № 12). При сборке стыка заготовки укладываются на приспособление, а в образовавшуюся между изогнутыми поверхностями свариваемых заготовок полость подается присадочный материал. Электрическая дуга, горящая между электродом и плакирующим слоем, расплавляет присадочный материал и сплавляет его с плакирующим слоем.
Дуговая сварка стыковых соединений выполняется плавящимся (СПЭ) и неплавящимся (СНЭ) электродом в защитных газах с обеспечением расплавления металла плакирующего слоя не на всю его толщину. Для уменьшения теплового воздействия дуги на МКМ и обеспечения минимального проплавления 8пр плакирующего металла сварка выполняется постоянным током при обратной полярности в импульсном режиме. При этом создаются условия хорошей катодной обработки свариваемых поверхностей заготовок из МКМ, плакированных влюминием, что обеспечивает очистку поверхности изогнутой части при незначительной глубине проплавления 5пр.
Толщину плакирующего слоя определяют экспериментально в зависимости от условий сварки, физико-химических свойств свариваемых материалов и заданной прочности сварного соединения.
При сварке заготовок из МКМ марки ВКА-2 с высоким содержанием (У=50%) армирующих волокон бора, толщина внешнего плакирующего слоя должна быть не менее 15% толщины заготовки 80. Уменьшение толщины плакирующего слоя приводит к быстрому его расплавлению и тем самым к ухудшению устойчивости дугового разряда. Плакирующий металл на поверхности свариваемых заготовок в зоне сварки защищает армирующие волокна МКМ от прямого воздействия дуги.
Благодаря такой схеме подготовки свариваемых заготовок обеспечивается возможность приближения условий сварки МКМ к условиям сварки гомогенных сплавов, что позволяет получить высококачественные соединения с гарантированным проплавлением по всему сечению заготовок. Эти соединения имеют более протяженные зоны сплавления, форма их проплавления повторяет форму изгиба плакирующего слоя в зоне сварки. Увеличение зоны сплавления способствует получению сварных соединений с прочностью, близкой к прочности основного материала при неизменной толщине свариваемых кромок 5а. Протяженность зоны сплавления может возрасти при увеличении радиуса Я изгиба кромок, одиако это приводит к излишнему расширению шва и росту его массы.
С целью уменьшения массы наплавленного металла при обеспечении равнопрочности изгиб целесообразно производить по минимально допустимому для данного состава МКМ радиусу.
Для повышения удельной прочности соединения в качестве присадочного прутка следует использовать композиционный пруток, армированный нитевидными кристаллами SiC.
При соединении толстолистовых заготовок после изгиба кромок их стыковку следует производить по схеме № 14 (табл. V.10) с противоположно направленным относительно источника нагрева плакирующим слоем. При этом сварку производят с двух сторон.
Чтобы предотвратить расплавление МКМ, сварку заготовок осуществляют таким образом, чтобы ширина шва не превышала двойной толщины плакирующего слоя в месте стыка. Для заполнения зазора и формирования шва используют присадочный материал в виде проволоки, которая подается в зону сварки со стороны источника нагрева. Для избежания перегрева плакирующего металла и расплавления МКМ сварку производит высококонцентрированным источником нагрева, например электронным лучом, который позволяет получить сварной шов узкой (ножевой) формы при минимальной погонной энергии. Лучу придают форму зазора между кромками заготовок из МКМ.
Ширина шва Вш не должна превышать двойной толщины плакирующего слоя в месте стыковки заготовок. Малал ЗТВ позволяет осуществлять сварку без нарушения связи между плакирующим металлом и МКМ.
Полученные соединения характеризуются более протяженными границами сплавления, форма их проплавления приближается к форме изгиба плакирующего слоя в зоне сварки. Увеличение протяженности границ сплавления позволяет обеспечить прочность сварного соединения, близкую к прочности свариваемого металла, при неизменной толщине свариваемых кромок.
Для создания элементов силовых конструкций, подверженных поперечному изгибу, целесообразно использовать профили с ребрами жесткости, изготовляемые из листовых МКМ. При этом требуется получение герметичных швов с высокими прочностью и жесткостью. Этого можно достичь при выполнении соединений по схеме № 14. Наличие в зоне стыка продольных ребер позволяет повысить жесткость всего соединения. Высоту ребер выбирают из условия обеспечения необходимой жесткости силовой конструкции. Сварку таких соединений выполняют плавящимся и неплавящимся электродом с применением гомогенной присадочной проволоки. Остальные условия сварки этих соединений такие же, как и для соединений, выполняемых по схеме № 12.
Соединения, полученные по схеме № 14, характеризуются увеличенной по сравнению с соединениями, выполняемыми по схеме № 12, удельной массой наплавленного металла.
Используют также стыковые соединения, выполненные по схеме № 14. По этой схеме изогнутую кромку разделывают под углом а со стороны изогнутой части кромки. Это позволяет уменьшить объем гомогенного сплава, идущего на образование шва. Способ позволяет увеличить содержание армирующих волокон в зоне соединения, что способствует уменьшению удельной массы и повышению жесткости зоны соединения.
Высокие прочностные и массовые характеристики имеют соединения, в которых скос выполняется под углом а, определенным из соотношения
а = arcsinUg0(2/^ -а0)/Ян 1-arcsinUs^/^
где — наружный радиус изгиба МКМ. Стыковку заготовок производят с противолежащим расположением скоса на кромках заготовки (схема Ns 15). Заготовки, собранные по этой схеме, соединяются герметичным швом контактной шовной или диффузионной шаговой сваркой при электро-контактном или индукционном нагреве. Благодаря такой схеме подготовки и стыковки свариваемых заготовок обеспечиваются условия, близкие к условиям сварки гомогенных материалов, что позволяет получить высококачественное соединение по всей линии сопряжения. При этом энергетические параметры сварки выбирают такими, чтобы при выполнении сварки не произошло разрушение МКМ и не нарушалась связь металла плакирующего слоя с МКМ.
Такой вид стыкового соединения обеспечивает прочность шва, близкую к прочности основного материала в направлении, перпендикулярном к оси шва (см. табл. V.10). Это объясняется тем, что подобные соединения имеют границу сплавления длиной L, которая располагается под углом а. Протяженность границы сплавления определяется из выражения A=5(/sina.
Увеличение L способствует получению сварных соединений с прочностью, превышающей прочность МКМ в направлении, перпендикулярном укладке волокон. При необходимости протяженность линии сплавления можно увеличить путем увеличения радиуса изгиба кромок и толщины плакирующего слоя.
При сварке МКМ с другими видами материалов изгибают только свариваемые кромки заготовки из МКМ. Стыкуемую кромку гомогенной заготовки подвергают механической обработке по радиусу Я , по которому была изогнута кромка композиционной заготовки. Для обеспечения равнопрочности соединения толщину гомогенной заготовки определяют из выражения
do=sB-Vsnn+^L’
где ог — временное сопротивление материала гомогенной заготовки. При соединении заготовок одинаковой толщины изогнутую часть заготовки из МКМ удаляют заподлицо с нижней поверхностью стыкуемых кромок. В случае соединения разнотолщинных заготовок удаление изогнутой части производят заподлицо с более толстой заготовкой. Стыковку свариваемых заготовок производят по радиусу изгиба плакирующего слоя Яв (см. схему Ns 16), а сварку по гомогенному материалу производят с двух сторон с обеспечением перекрытия швов. Первый проход выполняют со стороны МКМ электронным лучом. Энергетические параметры сварки выбирают такими, чтобы ширина шва не превышала двойной толщины плакирующего слоя 20^. Второй проход выполняют дуговой сваркой со стороны плакирующего слоя. Параметры сварки в этом случае выбирают такими, чтобы при наложении шва глубина проплавления плакирующего слоя не превышала толщины плакирующего слоя и обеспечивала перекрытие шва от первого прохода.
Во избежание перегрева плакирующего металла луч имеет ширину зазора между кромками заготовок из МКМ. При этом диаметр луча и ширина шва не должны превышать двойной толщины плакирующего слоя в месте стыка заготовок. С целью уменьшения глубины проплааления плакирующего слоя
сварку второго прохода осуществляют в среде аргона постоянным током при обратной полярности с обеспечением переплава металла шва первого прохода.
Благодаря такой схеме подготовки и стыковки свариваемых заготовок обеспечиваются условия, близкие к условиям сварки гомогенных материалов, что позволяет получить высококачественные соединения с гарантированными размерами обратного валика.
Соединения, выполненные по схемам № 12—15, имеют протяженные границы сплавления; форма их повторяет форму изгиба плакирующего слоя в зоне сварки. Увеличенная длина границ сплавления способствует получению сварных соединений с прочностью, близкой к прочности основного материала композиционных заготовок.
Практика показывает, что представленные выше конструкторско-технологические решения с использованием рациональных форм разделки и изгиба свариваемых кромок в сочетании с предложенными в табл. V.10 схемами сварки обеспечивают хорошее формирование соединений, с прочностью, близкой к прочности свариваемых заготовок. Выбирая при проектировании изделий конструкцию (форму) свариваемых кромок, следует дополнительно оценивать технологичность подготовки кромок и выполнения процесса сварки.
6.5. ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ СВАРКИ
Технологическое оборудование для выполнения неразъемных сварных и паяных соединений из МКМ по составу не отличается от оборудования для сварки и пайки гомогенных материалов. Так, автоматическую дуговую сварку плавящимся и неплавящимся электродом в среде инертных газов заготовок из МКМ систем А1—В и А1—сталь осуществляют на таком же оборудовании, как и при сварке заготовок из гомогенных алюминиевых сплавов. При этом для сварки применяются сборные рабочие посты, укомплектованные серийно выпускаемыми источниками питания и универсальными сварочными головками, снабженными соответствующими горелками.
Для сварки плавящимся электродом (СПЭ) применяются серийные источники питания постоянного тока типа ПСО, ВДГ, ВДУ и др. В качестве источников питания сварочной дуги переменным током при СНЭ используются серийные источники типа УДГ, ИСВУ, ТИР или аналогичные.
Наиболее высокое качество соединений при сварке достигается в случае применения автоматических установок, обеспечивающих точное перемещение дуги вдоль оси шва. Так, при дуговой сварке прямолинейных стыков могут использоваться любые автоматы для сварки в среде защитных газов, например типа АРК, АДСВ, АСТВ, ГСУ, которые снабжены стандартными сварочными головками и укомплектованы специальными приспособлениями для сборки типовых изделий. Эти автоматы обеспечивают выполнение прямолинейных продольных швов в изделиях толщиной до 2,5 мм.
Для дуговой сварки толстолистовых (80>2,5 мм) заготовок разработана специализированная установка (рис. V.24). Она обеспечивает выполнение автоматической аргоно-дуговой сварки неплавящимся электродом продольных швов в изделиях из МКМ толщиной 2,5—8 мм, причем в качестве
присадочного материала используются расплавляемые элементы призматической формы.
Принципиальными отличиями приведенной установки являются возможность обеспечения платного прижима присадочного прутка к поверхности разделки кромок и ориентация сварочной горелки относительно линии стыка. Плотное прижатие свариваемых кромок через присадочный пруток к массивной теплоотводвщей подкладке исключает расплавление армирующих волокон. Эго способствует повышению стабильности дугового разряда и механических свойств сварных соединений.
На данной установке можно сваривать прямолинейные и криволинейные стыковые и угловые соединения. При этом в процессе сварки обеспечивается слежение в автоматическом режиме за стыком и длиной дуги. Сварочная головка установки позволяет автоматически копировать линию стыка в вертикальной и горизонтальной плоскостях при сварке криволинейных швов и исключает вмешательство оператора-сварщика в процесс сварки. Кроме того, головка может быть применена для автоматизации процесса дуговой сварки при сложной линии соединения, например как рабочий орган сварочного робота.
Установка, показанная на рис. V.24, представляет собой тележку, к которой с помощью цилиндрического шарнира присоединена подвеска.
Настройку головки на стык производят путем установки копировального и прижимного роликов на поверхность расплавляемого присадочного элемента. Для этого подвеску поднимают в верхнее положение с помощью рычага. После установки головки на стык рычаг переводится в нижнее
А-А
Рис. V.24. Установка для сварки толстолистовьос заготовок из МКМ:
/ — тележка: 2— цилиндрический шарнир; подвеска; 4— подвижная опора; 5— амортизатор; 6 — рычаг; 7— горелка: S— прижимной ролик; 9 — копирный ролик; 10— присадочный пруток 11 — сварочный стол; 12— свариваемые заготовки
положение. При этом подвеска с копирным и прижимным роликами под действием пружины опускается на поверхность элемента (прутка) и поджимает его к поверхности разделки заготовок с необходимым усилием, обеспечивающим стабильный тепловой контакт с заготовками и подкладкой. Усилие поджатия прижимного ролика регулируется при помощи винта.
При сварке дуга горит между вольфрамовым электродом и присадочным прутком. В результате этого происходит расплавление металла прутка и сплавление его с металлом матрицы заготовок МКМ.
Во время передвижения тележки в направляющих станины, установленных вдоль стыка, копирный ролик обкатывается по наружной поверхности присадочного прутка. При нвличии отклонения стыка в вертикальной плоскости от заданного положения сварочная горелка с помощью копирного ролика смещается путем поворота подвески вокруг горизонтальной оси шарнира. При этом обеспечивается установка (самоориентация) вольфрамового электрода сварочной горелки на ось стыка. После окончания процесса сварки подвеска с помощью рычага переводится в верхнее (исходное) положение.
При выполнении сварки рекомендуется применять аппаратуру управления технологическим процессом типа АС-4 и БАРС-2. Она обеспечивает стабилизацию скоростей сварки и подачи присадочной проволоки в непрерывном и импульсном режимах и управление циклом сварки.
Наличие в структуре М КМ тугоплавких волокон затрудняет формирование сварного соединения с обратным валиком за один проход. После расплавления присадочного элемента с наружной стороны необходимо обеспечить провар стыка с обратной стороны. При сварке труб с внутренним диаметром менее 100 мм дополнительный провар шва со стороны внутренней полости трубы невозможен из-за большого габарита универсальных горелок типа УДГ и РГА. Кроме того, универсальные горелки не обеспечивают ориентации сварочной дуги относительно закрытой присадочным материалом зоны стыка, что отрицательно отражается на качестве шва.
Разработанная авторами работы [2] головка (рис. V.25) обеспечивает выполнение сварки внутри труб малого диаметра (50—100 мм) с применением плавящегося присадочного материала. Головка содержит корпус с размешенными на нем электрододержателем с цангой, соплом и опорным механизмом. Корпус является цилиндрическим и разъемным, имеет токоведущую и изоляционную части. Токоведущал часть корпуса выполнена как одно целое с корпусом горелки и закреплена на изоляционной втулке, которая установлена в штанге, имеющей форму трубы. Штанга закреплена так, что она имеет возможность углового перемещения на каретке сварочного автомата. В токоведущей части корпуса выполнены газоподводящие каналы, газовая камера и водонесушие охлаждающие каналы, к которым присоединены соответствующие шланги, размешенные во внутренней полости штанги. Токоведущую часть корпуса охватывает изоляционный бандаж с фигурными вырезами. На изоляционной части корпуса закреплен опорный механизм, выполненный в виде двух копирных роликов с ребордами, размешенных на конусах рычага 1-го рода. Рычаг закреплен так, что имеет возможность углового перемещения на серьге, зафиксированной в резьбовой втулке. Опорный механизм имеет также распорный ролик, размещенный противоположно копирным роликам на рычаге 2-го рода, второй конец которого взаимодействует со штоком пружинного стакана.
a
Рис, V.25. Продольный (а) и поперечный (о) разрезы головки для сварки продольных швов изнутри в трубчатых заготовках из МКМ диаметром 50—100 мм: 1 — свариваемая трубчатая заготовка: 2 — рычаг 2-го рода’ 3 — распорный ролик; 4 — токопровод; т—штанга; 6 — корпус; 7 — сопло; 8 — опорный механизм; 9— рычаг 1-го рода; 10 — пружинный механизм; // — цанга' ГТ — электрододержатель; 13 — расплавляемый присадочный элемент
Перед сваркой трубчатая заготовка с продольным стыком фиксируется в зажимном приспособлении таким образом, что стык находится в верхней части. Затем во внутреннюю полость трубы вводится головка и устанавливается на расплавляемый элемент так, чтобы копирные ролики опирались на элемент и своими ребордами охватывали его. Распорный ролик через рычаг поджимается ко внутренней поверхности трубы штоком пружинного стакана.
На свариваемый стык головка устанавливается с заданным промежутком между изделием и концом электрода. К горелке подводят воду и аргон. Систему продувают аргоном, и устанавливается требуемый режим сварки.
Длина дуги, предварительно подобранная опытным путем для данной группы труб и отрегулированная резьбовой втулкой, поддерживается постоянной благодаря копирным роликам, перемещающимся по расплавляемым элементам. При этом происходит также слежение за стыком.
Разогретая часть расплавляемого элемента, конец которого находится в сварочной ванне, удерживается от отгибания в сторону сопла опорным механизмом, причем копирные ролики, размешенные на концах рычага, прижимают расплавляемый элемент к сварочному приспособлению в двух точках. Благодаря этому элемент сохраняет прямолинейную форму.
По сигналу, подаваемому с пульта управления автомата, об окончании сварки автоматически производятся заварка кратера, отключение сварочной каретки и переключение сварочной головки на маршевую скорость. Копирные ролики перемешаются при этом по сварному шву. После выхода головки
из сварочной трубы ее вынимают из зажимного приспособления и устанавливают в исходное положение.
Сварочная головка имеет следующие характеристики:
Внутренний диаметр свариваемых труб, мм...... 54—95
Максимальная длина свариваемой трубы, мм..... До 1500
Наибольший сварочный ток, А.................. 160
Диаметр вольфрамового электрода, мм.......... 2—3
Радиальное перемещение горелки, мм........... ±3
Габаритные размеры головки, мм.................... 300x50x50
Масса, кг.................................... 1,3
Важнейшим узлом, составляющим основу оборудования для сварки изделий различного типа (трубчатых заготовок, гофров, обшивок и др.), является сварочная технологическая оснастка. В технологической оснастке производятся сборка и последующая сварка. Приспособления дяя сборки-сварки должны удовлетворять следующим требованиям: обеспечение сварки в заданном положении; соблюдение заданных геометрических параметров соединения, подготовленного под сварку (стабильность гарантированного зазора и отсутствие взаимного превышения кромок); предотвращение раскрытия стыков под действием сварочных напряжений; сведение к минимуму коробления изделий в результате сварки и исключение разрушения армирующих волокон на заготовках из МКМ при сборке и в процессе сварки.
Для сборки под сварку продольных швов трубчатых заготовок диаметром 60—100 мм и длиной до 1500 мм разработано приспособление, состоящее из стальной плиты, на которой размещены калибровочный ложемент, разжимной центратор с винтовым приводом, теплоотводные и фиксирующие боковые прижимы (рис. V.26). Приспособление обеспечивает надежный зажим по наружному в внутреннему диаметрам трубчатых заготовок со стабильным зазором между кромками, а также предварительный подогрев заготовки до температуры 120—250° С и обдув обратной стороны стыка инертным газом в процессе сварки.
Сборка заготовок производится следующим образом. Предварительно сформированные из листового МКМ трубчатые заготовки с продольным зазором фиксируются на разжимном центраторе, состоящем из верхней и нижней оправок. В верхней оправке размещаются формирующая канавка с полостью для обдува защитным газом обратной стороны стыка и термонагреватели для подогрева заготовок перед сваркой. В нижней оправке размещается винтовой разжимной механизм, с помощью которого оправки раздвигаются и центратор плотно прижимается к внутреннему диаметру трубчатой заготовки. Собранная заготовка с центратором устанавливается на калибровочный ложемент так, чтобы установочные пальцы верхней оправки вошли в пазы, а продольный стык заготовки с зазором находился в верхней части центратора по оси формирующих канавок.
После этого теплоотводящими прижимами, установленными по обе стороны стыка, трубчатая заготовка прижимается к калибровочному ложементу. Вращением винтового привода центратора обеспечивается плотное прилегание верхней и нижней оправок по внутреннему диаметру заготовки и прижим кромок к центратору. Необходимый зазор между кромками
1
2 3
Рис. V.26. Приспособление для сборки под сварку продольных швов на трубчатых заготовках диаметром 60—100 мм из МКМ:
1 — зона сварки; 2 — подвод аргона; 3 ~ труба из МКМ; 4 — разжимной центратор; S -электронагревател и
устанавливается боковыми прижимами в процессе зажима заготовки в приспособлении.
Сварочный автомат, настроенный на рабочий режим, выполняет процесс сварки трубчатой заготовки с наружной стороны с подачей присадочной проволоки. По завершении сварки автомат отводится в исходное положение. Заготовку снимают после отвода прижимов. Использование приспособления позволяет обеспечить сварку трубчатых заготовок диаметром 60—100 мм и длиной до 1500 мм. Температура подогрева заготовок перед сваркой составляет 100—250’С. Габаритные размеры приспособления составляют 1700x600x400 мм, масса — 350 кг.
Оснастка для сборки-сварки встык плоских обшивок и гофров из МКМ показана на рис. V.27.
Она обеспечивает обдув обратной стороны стыка защитным-газом и предварительный подогрев заготовки с помощью встроенных в нижнюю часть сменных подкладок с нагревательными элементами типа ТЭН. Оснастка снабжена рычажно-клавишными прижимами из немагнитного материала. Для обеспечения плотного поджатия свариваемых кромок прижимы размешают по обе стороны стыка на минимально возможном расстоянии друг от друга. Поверхности клавишных прижимов покрывают термостойкими покрытиями, выдерживающими высокотемпературное воздействие факела дуги.
Для сварки плавлением заготовок из МКМ требуются присадочная проволока и расплавляемый элемент, материалом которых заполняются за
зоры стыка. Наличие в МКМ системы А1— В плохо смачиваемых волокон бора вызывает необходимость использовать сварочные проволоки, обеспечивающие высокую жидкотекучесть металла. С этой целью используются проволоки из материалов ВК5 и АК10 (ГОСТ 7871-75), содержащие 5—10% кремния. Эти присадки позволяют улучшить состав шва и повысить смачиваемость свариваемых кромок, что обеспечивает получение швов высокого
качества.
Расплавляемые элементы обычно изготовляются из листов алюминиевых
сплавов марок АМгЗ и АМг5.
Для повышения удельной прочности сварных соединений разработан специальный композиционный присадочный матерная. Он содержит основной слой, состоя-
щий из гомогенного материала, близкого по составу к матрице свариваемого материала, и дополнительный слой, состоящий из материала матрицы, упрочненного нитевидными кристаллами SiC (рис. V.28).
Из КМ путем механической обработки изготавливают присадочный пруток, форма которого соответствует форме разделки кромок (рис. V.28, б, Пруток перед сваркой укладывают в разделку свариваемых кромок таким образом, чтобы гомогенный металл основного слоя находился в верхней части разделки. Основной слой предохраняет нитевидные кристаллы (НК) дополнительного слоя
б
Рис. V.27. Приспособление для сборки под сварку: а — плоски* обшивок из МКМ (/ — сварочный стол; 2--свариваемое изделие; 3— подкладка; 4 — ТЭН; 5— газовый канал; 6— винт крепления подкладки; 7—прижим; 8 — прокладка; 9 — сварочная горелка): о — гофров из МКМ {/ — сварочный стол; 2 — подкладка; 3 — свариваемое изделие; 4— пластина; 3— прокладка; 6— винт; 7— ТЭН; 8— прижим’ 9— газовый канал; 10— сварочная горелка; 11— перегородка)
от непосредственного воздействия сварочной дуги, благодаря чему металл дополнительного слоя в процессе сварки не разул ровняется. В то
же время время под действием дуги происходит перемешивание металла основного и дополнительного слоев прутка. Введение в дополнительный слой НК карбида кремния в пределах 5—20% способствует повышению прочности сварного соединения.
Прочность металла шва зависит от объемной доли дополнительного армированного слоя в общем объеме присадочного материала и определяется прочностью свариваемого материала и прочностью присадочного композиционного прутка. Ее можно определить из соотношения
о-о
В.О.Н кос
в
Рис. V.28. Виды композиционного присадочного прутка:
1 — основной слой нт гомогенного металла; 2 — дополнительный слой, упрочненный кристаллами SiC; 3 - присадочный пруток призматической формы; 4 — свариваемые заготовки со скосом кромок; 5 ~ присадочный пруток призматической формы с закруглении ми гранями; 6— свариваемые заготовки с изгибом кромок
где — объемная доля дополнительного слоя в общем объеме многослойного прутка; А — объемная доля металла присадочного прутка в общем объеме металла шва;
аис’ ° л ~ временное сопротнме-ние соответственно свариваемого основного материала, металла основного слоя присадочного прутка и металла армированного дополнительного слоя присадочного прутка.
При дуговой сварке волокнистых МКМ в зависимости от объемного содержания армирующих волокон V доля присадки А в общем объеме металла шва достигает 60—95%. В случае сварки гомогенных металлических КМ объемная доля присадки А обычно колеблется от 30 до 60%.
Для оценки свойств присадочного материала были изготовлены опытные варианты прутков для сварки волокнистого МКМ марки В КА-2, содержащего 45% по объему однонаправленных борных волокон в матрице из алюминиевого сплава АД33 (Al—Mg—0,8% Si). Материалом основного слоя прутка и матрицы дополнительного слоя также служил гомогенный алюминиевый сплав АДЗЗ.
Прочность исходных материалов представлена в табл. V ! 1, а составы присадочного материала — в табл. V.12.
Присадочные прутки получены методом диффузионной сварки полос толщиной 4 мм из гомогенного сплава АДЗЗ и композитов на основе этого сплава, содержащих различное содержание нитевидных кристаллов карбида
кремния. Диффузионная сварка прутка способствовала дегазации присадочного материала, что обеспечило получение плотного металла шва — за счет уменьшения содержания газов в материале прутка.
Затем из двухслойных композиционных листов были вырезаны присадочные прутки для укладки в
Таблица V.11. Прочность исходных материалов
Марка материала Наименование материала Временное сопротивление, МПа
ВКА-2 Свариваемый материал 0^=180
АД-33 Основной слой прутка 0^=130
АД-33+5%51С Дополнительный слой прутка aui=300
Afl-33+12%SiC То же <\«=410
АД-33+20%51С » * авлс~500
разделку стыковых соединений, которую выполнили перед сваркой механическим способом. За-
готовки укладывали в технологическое приспособление разделанными кромками навстречу друг другу, а в образовавшуюся полость укладывали присадочный пруток. Нижняя часть присадочного прутка, где находился металл дополнительного слоя, имела вид призмы, двугранный угол которой равен 90’. В верхней части прутка (ме-
ТаблицаУ,12. Составы при-
садочных материалов
№ состава SiC, Ж А, %
1 5 90 26
2 12 90 17
3 20 90 13
талл основного слоя) был выполнен продольный
выступ. Общий объем присадочного прутка выбирался в пределах 1,5—1,6 объема материала, удаленного при разделке кромок, из условия получения швов с нормальными выпуклостью и обратным валиком. Подготовка по-
верхности прутков и заготовок под сварку осуществлялась химическим травлением с последующей механической зачисткой. Механизированную сварку встык заготовок толщиной 4 мм выполнили вольфрамовым электродом на переменном токе в импульсном режиме от источника питания ИСПУ-315. Направление сварки совпадало с направлением волокон.
Испытания показали, что присадочные прутки, содержащие 5 и 12% нитевидных кристаллов SiC, обеспечивают хорошее формирование шва. Прочность стыковых соединений, полученных с применением этих прутков, достигает 175 МПа, что составляет более 95% прочности свариваемого материала. Разрушение сварных соединений при растяжении происходит в ЗТВ. Прочность сварных соединений, полученных с присадкой СвАК5, достигает 130 МПа, что составляет 70% прочности МКМ марки ВКА-2.
В сварных соединениях, полученных с применением присадочного прутка, содержащего 20% SiC, формирование шва удовлетворительное. Однако угол загиба таких соединений в 2—3 раза меньше, чем у соединений, выполненных присадочными прутками с 5 и 12% SiC.
Таким образом, наличие в присадочном материале многослойного КМ, упрочненного НК карбида кремния, позволяет при сварке создать в металле шва дисперсно-упрочненную структуру, не подвергающуюся термическому разупрочнению в процессе сварки, что обеспечивает высокую прочность металла шва. Кроме того, наличие на поверхности присадочных прутков слоя, состоящего из гомогенного материала, обеспечивает повышение устойчивости дугового разряда и пластичности металла шва.
Основные требования, предъявляемые к оборудованию для ТЭС листовых МКМ, определяются параметрами структуры и физико-механическими свойствами этих материалов. Наличие в структуре МКМ большого объема тугоплавких армирующих волокон и малая толщина внешнего плакирующего слоя, а также существенные отличия в электропроводности составляющих композиции при ТЭС приводят к нарушению стабильности режимов. Кроме того, при сварке МКМ, армированных хрупкими волокнами бора, необходимо обеспечить плавное опускание электродов, чтобы исключить их повреждение. Эти условия и создают принципиальные трудности при ТЭС указанных МКМ.
Широкое применение для ТЭС заготовок из МКМ получили конденсаторные и низкочастотные сварочные машины, обеспечивающие высокую стабильность режима сварки и удовлетворительное формирование ядра сварных точек. Эти машины характеризуются минимальными пульсациями сварочного тока, малым активным сопротивлением вторичного контура и обладают наиболее ярко выраженным эффектом саморегулирования, что обеспечивает наибольшую устойчивость процесса сварки по отношению к колебаниям структурных и физических параметров МКМ и качеству подготовки контактной поверхности под сварку.
ТЭС заготовок толщиной 0,7—3 мм из МКМ систем AI—В и А1 — сталь необходимо выполнять конденсаторными сварочными машинами типа МТК-5001, МТК-75, МТК-8004 и низкочастотными типа МТН-6301 и МТН-7501.
Для ТЭС листовых МКМ используются такие же цилиндр и чес кие электроды со сферической рабочей поверхностью, как и при сварке гомогенных алюминиевых сплавов.
С целью исключения повреждения хрупких волокон бора при ТЭС заготовок из МКМ системы А1—В используют электроды с большим радиусом сферы, чем при сварке заготовок из гомогенных алюминиевых сплавов. Электроды с несколько увеличенной сферической рабочей поверхностью лучше отвадят тепло от расплава сварочной точки и имеют большую стойкость. Размеры рабочей поверхности электродов выбирают в зависимости от толщины свариваемых заготовок, объемного содержания армирующих волокон и толщины внешних плакирующих слоев заготовок из МКМ.
В качестве материала электродов используют медные сплавы, обладающие высокими жаропрочностью и электропроводностью. Наилучшие результаты получены при использовании кадмиевой бронзы.
ЛИТЕРАТУРА К ГЛАВЕ V
1. Рябов В. Р. Получение металлических композиционных материалов и методы их неразъемного соединения // Автомат, сварка. — 1994. — № 4. — С. 49—55.
2. Конструкции из металлических композиционных материалов / Г. А. Кривов, В. А. Титов, Б. В. Лункин и др. Киев : Техника, 1992. — 224 с.
3. Алюминиевые сплавы. Применение алюминиевых сплавов : Справоч. руководство. — М. : Металлургия, 1972. — 408 с.
4. Ryabov К R. Welding of composite materials. — [S. 1] : Harwood Academic Publishers, 1995. - 194 p. [USA].
5. Duralcan metal matrix composite — poh, step or a jump // Alum. Ind. — 1990. —9, Nr 6. - P. 30-31.
6. Рязанцев В. И., Орлов Д. Б., Шавырин В. И. Точечная сварка композиционного материала системы алюминий—бор // Свароч. пр-во. — 1978. — № 5. — С. 18—21.
7. Современные способы сварки композиционных материалов на алюминиевой основе / В. Р. Рябов, Б. Н. Глазырин, Г. А. Соколовский и др. // Авиац. пром-сть. — [986. — № 1. — С. 49-51.
8. Смачиваемость стали В НС-9 расплавами алюминия в условиях дуговой сварки / В. Р. Рябов, Г. Ф. Деев, В. В. Карих и др. // Автомат, сварка. — 1987. — № 6. — С. 23-26.
9. Моделирование и расчет элементов конструкций из неоднородных материалов / Н. А. Шульга, Г. А. Кривов, Ю. М. Федоренко и др. — Киев : Техшка, 1996. — 244 с.
10. Технологическое освоение композиционных материалов системы Al—SiC /Л. Р. Вишняков, Н. Л. Ониськова, И. М. Ромашко и др. — Технология лег. сплавов. - 1996. - № 3. - С. 64-69.
И. Технология получения и свойства жаропрочного армированного листа / В. И. Омельченко, П. С. Натанов, Ф. П. Банас и др. // Авиац. пром-сть. — 1972. — № 1. - С. 56-58.
12. Армирование гЕиечаех. жаровых труб камер сгорания ГТД / Е. И. Кладницкий, В. Е. Ботвиновский, Ф. П. Банас и др. // Там же. — 1977. — № 9. — С. 26—29.
13. Братухин А. Г., Шалим Р. Е., Лукин В И. Особенности сварки плавлением композиционных материалов на алюминиевой основе // Свароч. пр-во. — 1996. — № 4. - С. 2-5.
\4. Денисов В. И., Нестеров А. Ф., Супник В. А. Математическое моделирование формирования шва при аргоно-дуговой сварке стыковых соединений-тонколистового волокнистого композиционного материала системы алюминий—бор // Там же. — 1994. - № И. _ С. 14-17,
15. Свариваемость микродисперсного композиционного материала системы А1—А1:О3, полученного конденсацией из паровой фазы /А Я. Ищенко, Н. Г. Третяк, А В. Лозовская и др. // Автомат, сварка. — 1993. — № 5. — С. 16—19.
16. Ellis М. В. D. Joining of Al-based metal matrix composites — a review // Materials and Manufacturing Processes. — 1996. — 11, Nr !. — P. 45—66.
17. //отучение армированного стальными волокнами композиционного материала на основе алюминия методом напыления в вакууме / В. Р. Рябов, А Я. Ищенко, П. А. Пап и др. // Автомат, сварка. — 1994. — № 9—10. — С. 40—44.
18. Бондарев Анат. А., Назаренко С. В., Бондарев Анд. А. Исследование процесса и разработка технологии сварки композиционных материалов с алюминиевой матрицей, упрочненных дисперсными частицами А1,О3 и SiC // Междунар. конф. “Повышение эффективности сварочного производства", Липецк, 17—18 октября 1996 г. — Липецк, 1996. — С. 54—61.
19. Грибов А.Н., Салибеков С.Е., Светлов ИЛ. Металлические композиционные материалы. — Авиационные материалы на рубеже XX—XXI веков. — М. ВИАМ. — 1994. - С. 239-244.
Глава VI
ПРИМЕРЫ КОМПЛЕКСНОЙ ТЕХНОЛОГИИ СВАРКИ ТИПОВЫХ УЗЛОВ САМОЛЕТА
В предыдущих главах были рассмотрены отдельные вопросы сварки различных материалов, применяемых при изготовлении самолетов. Обратимся к разработке ряда технологий, связанных с изготовлением узлов самолетов.
§ 1. АРГОНО-ДУГОВАЯ СВАРКА ГИДРОБАКОВ ИЗ АЛЮМИНИЕВОГО СПЛАВА АМГ6
К наиболее сложным конструкциям, выполняемым из алюминиевых сплавов, относятся гидробаки. Представитель гидробаков показан на рис. VI. 1.
Сложность сварки такой конструкции заключается прежде всего в большом количестве сварных швов различной конфигурации, начиная от прямолинейного стыка обечайки и кончая круговым стыком донышка гидробака и горловины.
Многочисленность сварных швов сопряжена со значительными деформациями и остаточными напряжениями, что в свою очередь обусловливает возможность образования трещин в сварных швах.
Основными проблемами в данном случае являются очередность выполнения технологических процессов, ведение последовательных операций сварки, обеспечение максимальной механизации и автоматизации сварки, а также разработки специальных технологических приемов. Подготовка деталей под сварку осуществляется в соответствии с общим требованиями, т. е. выполняются химическое травление для снятия оксидных пленок, шабрение, депланация кромок и зазоров между стыками в пределах 0,1—0,2 толщины свариваемых деталей и т. д.
С целью обеспечения стабильности качества сварки, в том числе снижения вероятности появления трещин в зоне сварки, используется технологический прием подгиба кромок кольцевых стыков в горизонтальной и вертикальной плоскости (рис. V1.2).
Степень отгиба (высота) определяется опытным путем и зависит от толщины материала и диаметра привариваемой горловины.
Конструкция гидробака может быть упрощенно описана через ряд основных деталей и узлов (позиций), а именно:
Позиция 1 — отсек отрицательных перегрузок;
Позиция 2 — обечайка (лист АМгб 5= 2,5 мм);
Позиция 3 — донышко (лист АМгб 8= 2,5 мм);
Позиция 4 — донышко 8= 2,5 мм;
Позиция 5 — шпангоут 8= 1,5 мм;
Позиция 6 — уголок 6=1,2 мм;
Позиция 7 — горловина всасывания (пруток АМгб);
Позиция 8 — горловина (штампованная);
Позиция 9 — горловина (штампованная);
Рис. VI.1. Конструкция гидробака из алюминиевого сплава АМгб
Позиция 10 — горловина наддува (штампованная);
Позиция 11 - горловина (штампованная); g
Позиция 12 - горловина клапана (штампованная); I
Позиция 13 — горловина (штампованная); I
Позиция 14 — горловина ДСНК (штампованная); I
Позиция 15 — горловина воздухоотделителя; I
Позиция 16 — горловина; I
Позиция 17 — горловина уровнемера (штампованная); I
Позиция 18 — горловина уровнемера (штампованная). 1
Применительно к рассматриваемому гидробаку, изготавливаемому из| алюминиевого сплава АМгб, с толщиной стенок 1,5—-2,5 мм принят следующий порядок сборки и сварки:
1) сборка и сварка отсека отрицательных перегрузок (поз. 1);
2) сборка и сварка продольного стыка обечайки (поз. 2);
3) сборка и контактная точечная сварка обечайки со шпангоутами (позиции 2 и 5);
4) последовательные операции сварки обечайки с горловинами (поз. 2 с позициями 10, 12—16); после каждой операции сварки проводится отжиг для снятия остаточных напряжений;
5) сборка и сварка донышка с горловиной (поз. 4 с позицией 17); отжиг после сварки;
6) сборка с сварка способом ТЭС обечайки с отсеком отрицательных перегрузок (позиции 2 и 1);
7) сборка и сварка обечайки с донышком с подсборкой (позиции 2 и 4 с подсборкой);
8) сборка и сварка обечайки с донышком (позиции 2 и 3);
9) сборка и сварка донышка с горловиной (позиции 3 и 7);
10) сварка элемента отсека отрицательных перегрузок и элемента донышка с горловиной (позиции 1 и 3);
11) окончательный отжиг гидробака в целом.
После сварки каждого из элементов гидробака выполняется 100%-ный рентгенконтроль каждого сварного шва. Сборка и прихватка каждой из позиций проводятся в общем сборочном приспособлении, а последующая свар-
ка выполняется в специальных приспособлениях для каждого сочетания позиций.
Соблюдение вышеуказанного порядка сварки позволяет значительно снизить как уровень деформации, так и остаточные напряжения.
Сварка с применением спе-циализ ирован ных автоматов типа АДСВ5 выполняется неплавл-щимся электродом с присадкой; питание — от источников типа ИСВУ-315(630); в качестве защитного газа применяются аргон или гелий.
Рис. VI.2. Схема подгиба кромок кольцевых стыков гилробака
Режимы автоматической сварки приведены в табл. VI.1.
Таблица VI. 1. Режимы сварки деталей гндробака при использовании присадки СвАМгб
5 материала. мм “А мм л/ккм
1.5 110-120 16-20 -26 1,6-2,0 20-35 2,0 9-11
2,5 140-150 18-25 -20 1,6-2,0 15-30 3,0-4,0 12-15
§ 2. СВАРКА КИСЛОРОДНЫХ БАЛЛОНОВ ИЗ СТАЛИ СН-2А
На самолетах, летающих на высотах свыше 5 км, для жизнеобеспечения экипажа и пассажиров предусмотрены кислородные системы, основным элементом которых служат кислородные баллоны. Как и от всех систем самолета, от кислородных баллонов требуются высокая прочность при минимальных массе и объеме и достаточный ресурс. В АНТК им. Антонова разработана технология изготовления таких кислородных баллонов.
Главной задачей при изготовлении является обеспечение высокопрочного сварного соединения с минимальными деформациями и остаточными напряжениями.
Основные характеристики кислородных баллонов следующие: форма баллона — сфера 0 370 мм; материал — сталь СН-2А, 8 = 4,5 мм; рабочее давление 100 кПа; емкость баллона — 25 л; масса — 14 кг; расчетный коэффициент запаса прочности — 2,7.
Важнейшее требование - безосколочность, т.е. материал (весь баллон, включая и сварные швы) должен быть не только прочным, но и столь пластичным, чтобы при разрыве баллона не образовывались осколки.
Баллон состоит из двух полусфер, в каждую из которых вварены горловины; полусферы соединяются между собой с помощью сварки.
Выбор материала (низкоуглеродистая сталь типа 07Х16Н6Ш аустенитномартенситного класса) предопределен требованиями к эксплуатации и содержимым баллона — газообразным кислородом под давлением в 210 кПа.
Указанная сталь чувствительна к термическим циклам, так как склонна к образованию карбидной сетки, что привадит к снижению ресурса изделия. Следовательно, при разработке технологии сварки особое внимание должно уделяться подбору режимов сварки и сборке деталей под сварку. Детали под сварку должны поступать в термообработанном (со снятыми остаточными напряжениями после штамповки) и откалиброванном состоянии. Превышение кромок, а также зазор между ними при сборке деталей не должны быть более 0,2 мм, при неосности привариваемых горловин +1,0 мм.
Сварка выполняется на автоматах типа АД СВ-5 неплавящимся электродом с присадочной проволокой в среде защитного газа (аргон и гелий); источник питания — ВСВУ-315. Сборка под сварку обязательно проводится в сборочных приспособлениях с жесткой фиксацией элементов. Сборку и сварку выполняют с определенной последовательностью операций: вначале проводятся сборка и сварка горловин с полусферами (рис.VI.3); при этом
Рис. VI.3. Рабочий момент приварки горловины к полусфере
имеют место две технологические особенности: первая — сварку выполняют в приспособлении, учитывающем усалку горловин полусфер (эта величина определяется опытным путем, в зависимости от режима сварки); вторая — первый проход при сварке выполняют без присадочной проволоки с поддувом защитного газа (гелия) для обеспечения гарантиро-
Рис. VI.4. Сварка полусфер баллона
ванного провара.
Что касается сварки полусфер баллонов (рис. VI.4), необходимо строго выполнять общие требова-ния технологического про- Н цесса: для обеспечения Я эффективной защиты зо- Я ны сварки не допускается И удаление сопла горелки от Я поверхности свариваемых ™ деталей более чем на 12— 15 мм; длина выступающего из сопла конца непла-вящегося электрода не должна превышать 10— 12 мм; длина дугового промежутка устанавливается до сварки с помощью щупа-шаблона по результа
там отработки режимов; сварка выполняется в два прохода: первый проход без присадочной проволоки, второй — с присадочной проволокой. Необходимо строго следить за давлением инертного газа под обратной стороной щва: при избытке дааления могут появляться подрезы. Режимы сварки определяются по результатам всестороннего контроля технологических образцов — визуального, рентгеновского, макро- и микроанализа шлифов.
Баллоны типа УБШ-25/150 применяются практически на всех самолетах ОКБ Антонова, Ильюшина, Туполева, Яковлева и др. Борьба за снижение веса заставила искать более высокопрочные стали для изготовления кислородных баллонов; так, например, в АНТК им. Антонова проведены эксперименты, в которых опробовано применение высокопрочной нержавеющей стали типа ВНС-17 мартенситно-стареющего класса, позволяющей достигнуть следующих основных характеристик сварного соединения: угол загиба а>45"; временное сопротивление после термообработки оя> 1500 МПа; относительное удлинение 8>8,5%.
Изготовление кислородных баллонов из указанной стали позволило сократить количество перевозимых баллонов при неизменном количестве кислорода, благодаря уменьшению занимаемых кислородным оборудованием объемов, и уменьшить их массу на самолете типа “Антей” на 100 кг, на самолете типа “Руслан” на 105 кг.
В процессе отработки технологического процесса сварки выяснилось, что сталь ВНС-17 еще более чувствительна, чем сталь СН-2А, к термическим перепадам и длительности нагрева, т. е. необходимо создать концентрированный местный источник нагрева, обеспечивающий повышенную температуру в ограниченном пространстве. Эго возможно выполнить различными путями — например, применить источник питания, создающий сжатую дугу или плазму (при этом появляется некоторое неудобство для завода, если он уже освоил серийное изготовление баллонов из стали СН-2А). В данном случае пошли по пути обеспечения стабилизации дуги и ее концентрации за счет применения покрытий или флюсов. Было решено опробовать специальный флюс типа ВС-2, разработки Института электросварки: флюс предварительно наносится тонким слоем на свариваемые кромки деталей. Результат оказался положительным — значительно улучшилось формирование сварного шва, появилась стабильность его геометрических параметров, в том числе и глубокое проплавление; в связи с этим улучшились и прочностные характеристики. Сварочной горелке придают поперечное длижение с определенными амплитудой колебаний и частотой; при этом в результате движения дуги происходит более интенсивное перемешивание сварочной ванны, что повышает однородность ее состава, уменьшает возможность появления дефектов, уравнивает температуру ванны; кроме того, перемещение дуги позволяет “размывать” зону термического влияния за счет повторных нагревов до определенных температур. Амплитуду и частоту колебаний определяют опытным путем. Применение поперечного движения сварочной дуги позволяет достигнуть равномерного формирования сварного шва, повысить прочность соединения (на 150—200 МПа) и плотность шва.
По данной технологии была изготовлена партия баллонов, которые успешно прошли испытания. Общий вид баллонов до и после разрушения показан на рис. VI.5. В результате проведенной работы изготовлены кислородные баллоны с рабочим давлением в 210 кПа с емкостью баллона в 25,0 л, которые получили индекс УШБ-25/210.
Одним из перспективных направлений повышения удельной прочности специальных баллонов, работающих под давлением, является изготовление комбинированных конструкций путем намотки ленты из волокнистых композитов на металлическую герметичную оболочку. Такое конструктивное решение позволяет уменьшить толщину металла сферического баллона при увеличении расчетной прочности в 5—8 раз, упрощая технологию его штамповки, механической обработки и сборки, а также значительно уменьшая массу.
Для обеспечения высокой работоспособности такой комбинированной конструкции оболочка должна быть изготовлена из сплава, незначительно разупрочняющегося в процессе сварки, имеющего модуль упругости, близкий к этому показателю у силовой композиционной оплетки, что необходимо при их совместном деформированизг Кроме того, сварная оболочка должна
быть герметичной, а для осуществления совместного деформирования с оплеткой иметь идеальный сферический обвод, без выпуклости сварных швов.
Разработана [11 технология сварки баллонов из высокопрочного алюминиевого сплава 1570 с использованием присадочной проволоки из сплава 1571. Сплав 1570 является технологичным, термически неупрочняемым, имеет высокие пластичность и предел текучести в листовом исполнении.
Сварочные операции осуществляли в следующем порядке: вварка штуцера диаметром 170 мм в полусферу изнутри всбо-рочн©сварочной оснастке с последующей зачисткой обратного валика;
сварка кольцевого шва баллона диаметром 360 мм через отверстие диаметром 170 мм во фланце
б с помощью специальной оснастки,
которая позволяет также зачищать Рис. VI.5. Вид баллонов до (а) и после разру- заподлицо обратный валик шенил (в) (рис. VI.6);
вварка фланца диаметром 170 мм (собранного с полусферой в замковое соединение) снаружи. Фланец вводили в полость баллона до сварки кольцевого шва и крепили к внутренней поверхности штуцера. Выпуклость сварного шва зачищали заподлицо.
Полусферы собирали на прихватках по внешнему контуру, с поджатием одной из них к внешнему кольцу разжимным внутренним кольцом (см. рис. V1.6).
Чтобы обеспечить введение сварочной головки ГСН-7 внутрь собранного баллона через отверстие для фланца (диаметром 170 мм), изменили ее компоновку путем выведения за пределы баллона микрокассеты для сварочной проволоки, доработки механизма ее поджима и перемещения, а также изменения конструкции кронштейна для крепления головки.
За процессом плавления металла, формированием сварочной ванны, перемещением кромок относительно горелки и изменением длины дуги вели наблюдение посредством оптической следящей системы, укрепленной на сварочной головке.
Автоматическую аргоно-дуговую сварку осуществляли на манипуляторе “Электроника” от источника питания ТИР-300 через блок управления БАРС-2 на режиме:
/ев= 110-120 А,
ксв = 14—16 м/ч, Ua = 12 В, Q* 18—22 м/мин.
После сварки и рентгенкон-троля качества сварных швов баллоны испытывали на прочность и герметичность в соответствии с требованиями конструкторской документации. В процессе испытаний выявили по две-четыре течи на каждом баллоне в замыкающем шве приварки фланца, выпуклость которого зачищали заподлицо. Благодаря достаточной жесткости замыкающего кругового шва исправление дефектов подваркой не привело к поводкам и искажению геометрии поверхности баллонов,
Рис. VI.6. Схема сборки сферического баллона под сварку кольцевого шва изнутри: / — планшайба манипулятора: 2 — внутреннее разжимное кольцо; 3 — внешнее стяжное колыго с канавкой под корень шва; 4—свариваемые полусферы; 5 — кольцо крепления баллона к планшайбе; о — кронштейн крепления головки; 7 — подвод воды и защитного газа' 8— канал световода; 9 — сварочная горелка; 30— объектив системы слежения за стыком; 33 — фланец; 32— штуцер
Испытания на гелиевую и гидрогерметичность швов, сваренных изнутри по разработанной технологии, прошли успешно.
§ 3. СВАРКА ВОЗДУХОЗАБОРНИКА-ТЕПЛООБМЕННИКА
При проектировании самолета Ан-70 была предложена идея охлаждать отобранный от двигателя горячий воздух, пропуская его через особый воздухозаборник, расположенный в лобовой части двигателя. Одновременно он служит в качестве элемента противообледенительной системы. Воздухозаборник состоит из носка слоистой конструкции, через слои которого проходит горячий воздух, и системы распределения горячего и охлажденного воздуха (коллектора). Носок воздухозаборника (рис. VI .7) представляет собой традиционную конструкцию в виде кольца с аэродинамическими обводами диаметром 1130 мм по лобовой части (высота обвода 250 мм). Вместо традиционной обшивки и гофров из алюминиевых сплавов, благодаря применению процесса сверхпластичной формовки в сочетании с диффузионной сваркой, стало возможным применить 4-слойную конструкцию из тонкостенных титановых листов, сваренных шовной и диффузионной сваркой в
Рис. V1.7. Конструкция воздухозаборника-теплообменника
монолитный узел с воздуховодиыми каналами. Каждая секция воздухозаборника представляет собой автономную герметичную конструкцию с четырьмя штуцерами ввода-вывода теплоносителя (горячего воздуха). Из восьми таких взаимозаменяемых секций и собирается воздухозаборник.
Коллектор — трубчатое кольцо (тор) — разделен внутри на две несимметричные камеры. Он устанавливается внутри носка воздухозаборника. Секции носка и коллектора соединены между собой с помощью компенсаторов.
Учитывая, что рабочие температуры данного изделия достигают ЗОО’С, были выбраны два материала: сталь 12Х18Н10Т и титановый сплав ВТ1-0. Коллектор имеет диаметр ] ,2— 1,5 м; диаметр копыта (тора) 80 мм; толщина стенки трубы — 1,2—1,5 мм.
3.1. ИЗГОТОВЛЕНИЕ СЕКЦИИ НОСКА ВОЗДУХОЗАБОРНИКА
Технологический процесс изготовления типовой секции представлен на рис, VI.8. Структура этого процесса включает набор традиционных операций — заготовительно-штамповочных, слесарно-сварочных, механических и термообработки, однако выполнение их предполагается на более высоком
техническом уровне. Параллельно в процесс введены новые, определяющие операции: автоматическая сварка тонкостенных листов встык; шовная сварка обшивок, в том числе с обеспечением герметичности; подготовка поверхности под диффузионную сварку; сверхпластическая формовка (СПФ) и диффузионная сварка (ДС) многослойных пакетов; контроль качества диффузионной сварки неразрушающими методами; зашита поверхности деталей от насышения газами.
Для воплощения технологического процесса СПФ/ДС была спроектирована оригинальная оснастка, которая сочетает в себе высокую прочность при рабочих температурах до 900°С и действующем на нее давлении при этой температуре до 2,5 кПа, а также имеет термический коэффициент линейного расширения при нагреве, одинаковый или близкий к таковому у формуемой детали.
Таким образом были разработаны формующие блоки I и II переходов (операции 8—9 и 17—18). Формоблок 1 перехода состоит из нескольких основных деталей — матриц СТК для наружной и внутренней обшивки секции и сопрягаемых между собой по оптимальному радиусу {г= 590 мм) вспомогательных жаропрочных обкладных плит, силовых многослойных колец, мембран, сегментов, клиньев и крепежа. Формоблок II перехода, в отличие от I, состоит из трех основных деталей — двух полуматриц и пуансона с рабочими поверхностями, повторяющими теоретический контур воздухозаборника, и вспомогательными деталями, аналогичными 1 переходу.
Процесс СПФ/ДС осуществляется в шахтной нагревательной печи типа СШО, имеющей максимальную рабочую температуру до 950’С. I переход можно выполнять и в ваккумной печи СШВ-812, обеспечивающей более надежную защиту титанового сплава от насыщения газами.
С целью сокращения времени на формовку и экономии материала, идущего на заготовки, выбрана схема штамповки, обеспечивающая одновременное формообразование 8 обшивок — четырех наружных и четырех внутренних, поверхности которых разнятся по характеру формирования. Если наружная обшивка имеет классическую форму для проведения вытяжки, то внутренняя, ввиду сложности ее теоретической поверхности и, соответственно, сложной формы матрицы, сочетает в себе выпуклые участки и глубокие впадины при переходе на фланец; внутрення обшивка оказалась трудной для формирования.
Ориентировочные режимы формирования обшивок секции воздухозаборника: температура в блоке ~880°С; возрастание давления (в течение от 1 до 40—60 мин) — от 25 до 75—80 кПа, дааление в мембранах — от 500 до 1500 кПа.
Подученный короб сложной формы с 8-слойным фланцем обшей толщиной 4 мм представляет определенные трудности для механической обработки. После разъема короба на пакеты с 4 слоями окончательная обрезка производилась на виброножницах.
Для подготовки кромок под автоматическую сварку попарно наружных общивок с внутренними было изготовлено многоместное приспособление
1. Гибка-прокатка
заготовок Nt 1—8
2. Штамповка на пм заготовок № 5—8
ТЭЦ МТП-75-15
Трехвалковая машина
Листоштамповочный молот, цинковый штамп
5. Сварка восьмисложного пакета
6. Сборка оснастки I перехода
детали Ns5,6,7,8
5.1. Смазка нитридом бора
Сварочная машина МТП 75-15
Специальный механический стол
Рис. V1.8. Схема технологического процесса изготовления секции воздухозаборника
3.
Приварка шайбы и сборка штуцера
4. Сварка двухслойного пакета
4.1. Испытание на герметичность
Сварочная машина МТП 75-15 для ТЭЦ
Шовная машина МШ-2001 для шовной сварки
Формовка I перехода
8. Обрезка обшивок
4 — трубка подачи аргона в рабочую плоскость заготовки
3 — трубка подачи аргона в контейнер
2 — штамп в сбора
6 — термопары
1 — контейнер
5 — переходное кольцо печи
Печь Ц-105, рампа с аргоном
Фрезерный станок с ПУ
способами сверхпластической формовки и диффузионной сварки
№ Приварка шайб д«г.№ 7, в
9. Торцовки звготовок по носку под автонштмческуто сварку
Станок карусельный или фрезерный с программным управлением
13 Сборка оснастки II перехода
1 — плиты из жаропрочного сплава (4 шт.)
2 — сегменты (4-6=24 шт)
3 — силовые кольца (6 шт.)
4 — матрицы
5 — пуансон
6—диафрагма
Монтажный стол, специальный стенд
Сварочная машина МТП 75-15
14. Формовка и диффузионная сварка секции
Печь Ц-105, рампа с аргоном
Рис. VI.8 (окончание). Схема технологического процесса изготовления секции
11. Автоматическая сварка обшивки по торцу
12 Сборка и сварка двухслойного и четырехслойного пакета
РТК 72800.143.00.00. 000 с роликом и без ролика или ЧПУ на базе ФП-17 (головка с мундштуком или роликом)
Машина МШ-2001, манипулятор
15. Обрезка секции на размер
16 Сверление отверстий пол штуцеры
и приварка штуцеров
16.1.Испытание на герметичность
Станок карусельный или фрезерный, комплект оснастки
Пневмодрель, сверло, специальная установка 11ЮН АрДЭС
воздухозаборника способами сверхпластической формовки и диффузионной сварки
Рис. VI.9. Схема торцовки кромок под автоматическую сварку
Рис. VI.10. Общий вид робототехнологического комплекса
Рис. VI.11. Сборочное приспособление для автоматической сварки обшивок
к токарно-карусельному станку, которое обеспечивало необходимую точность обрезки по сопрягаемым кромкам (рис. VI.9). Подготовка кромок (обрезка) под автоматическую сварку может быть совмещена со сваркой с помощью специальной свар-рочной головки, устанавливаемой на фрезерный станок ФП-17.
Автоматическая сварка тонкостенных (0,5 мм) деталей проводилась с помощью робототехнологического комплекса (рис. VI. 10) с применением робота модели РУМА-560 со шкафом управления “Сфера-36” и источником питания ВСВУ-315. Рука робота закреплена на колонне и имеет зону действия, обеспечивающую сварку и других деталей с большими габаритами.
Специальная головка обеспечивает сварку сканирующей дугой с помощью неплавящего-ся электрода. Вращение последнего осуществляется от привода постоянного тока с частотой вращения от 30 до 80 об/мин. Скорость сварки изменялась в пределах от 2 до 10 мм/с.
Сварка обшивок секции выполнялась в специальном приспособлении (рис. VI. 11), спроектированном и изготовленном в комплекте с робототехнологическим комплексом. Приспособление надежно закреплено на стеле, а свариваемые детали — пневмозажимами в приспособлении. Первоначально обшивки сваривались встык, а
затем решено было перейти к соединениям внахлестку с перекрытием в пределах 0,4—0,8 мм с одновременным изменением радиуса вращения электрода, что обеспечивало расплавление нахлестки. Внешний вид обшивки после автоматической сварки приведен на рис.VI.12.
Следующим этапом отработки технологии изготовления носка воздухозаборника являлась разработка технологии шовной сварки двух- и трехслойного пакетов. В соответствии с требованиями чертежа швы, выполненные шовной
Рис. VI.12. Внешний вид обшивки после автоматической сварки
сваркой, должны располагаться под углом -15° друг к другу; они имеют различную длину, некоторые из них имеют резкие повороты (рис. VI.13). Главная же особенность заключается в том, что эти швы должны быть выполнены на поверхности, имеющей двойную кривизну. В связи с этим были разработаны и изготовлены приспособления в виде шаблонов-указателей и ограничителей, дающие возможность четко осуществлять процесс движения ролика сварочной машины по изделию. Сварочная машина была модернизирована: изготовлены фигурная нижняя консоль, которая обеспечивала возможность выполнения сварки, а также специальный ролик с вырезом сегмента с целью обхода штуцеров (рис. VI.14, а).
Перед началом сварки на образцах подбирают режим сварки, обеспечивающий заданную геометрию (ширину) литого ядра точки, а также отсутствие дефектов в виде пор, раковин и трещин.
Сварку элементов носка воздухозаборника проводят по разметке, нанесенной с помощью специального шаблона в приспособлении, повторяющем объемную форму обшивки (рис. VI.14, б). Для последующего формирования (II переход) и диффузионной сварки секция собирается из четырех слоев обшивок, изготовленных на I переходе и сваренных между собой попарно по носку. При этом 2-я и 3-я обшивки представляют собой герметичный, сваренный по периметру шовной сваркой мешок с проваренными границами воздуховодных каналов и индивидуальной подачей газа через штуцер. Изнутри и сверху обшивок прикладываются 1-я и 4-я обшивки; они также свариваются по периметру шовной сваркой герметичным швом. Таким образом, подаваемвя на формовку заготовка имеет две обособленные герметичные полости: первую (рабочую) -~ между 2-й и 3-й и вторую (технологическую) — между 1-й и 4-й обшивками.
Суть процесса заключается в том, что благодаря одновременной подаче разных по уровню давлений в технологическую и рабочую полости проис-
Рис. VI, 13. Схема узла воздухозаборника, выполняемого шовной сваркой
а б
Рис. VI. 14. Рабочий момент шовной сварки обшивок (а) и шаблон-указатель для шовной сварки (б)
ходит формовка (выкладка) наружных обшивок (1-й и 4-й) по штамповой оснастке с одновременным поддержанием ст потери устойчивости и нежелательного “слипания" между собой 2-й и 3-й обшивок. После полной формовки наружных обшивок технологическое давление снижается и увеличивается рабочее давление, нарастая во времени до максимального, что обеспечивает диффузионную сварку всех соприкасающихся поверхностей 2-й и 3-й обшивок с 1-й и 4-й.
Отработана также автоматическая приварка штуцеров.
3.2. СВАРКА КОЛЛЕКТОРА
Не менее сложным оказалось и изготовление коллектора воздухозаборника. Коллектор представляет собой сложную конструкцию и имеет вид тора, образуемого трубой, изогнутой по замкнутому контуру с радиусом 592 мм. Коллектор состоит из четырех секций (четвертушек тора). Секции в коллекторе соединены между собой встык кольцевыми швами по диаметру 100 мм. Секции получают из сварной трубы диаметром 100 мм с толщиной стенки 1 мм. Материалом сварной трубы служит титановый сплав марок ОТ4 или ВТ1-0. Проблема изготоаления коллектора заключается в необходимости разделить перегородкой внутреннюю полость трубы на две герметичные камеры переменного сечения и выполнить по наружному и внутреннему контуру кольца приварку штуцеров в количестве 32 шт. с тем условием, чтобы их расположение совпадало с положением аналогичных штуцеров на носке воздухозаборника.
Такая перегородка-диафрагма устанавливалась внутри трубы по спирали. Необходимо было обеспечить герметичность камеры, т. е. перегородка должна быть приварена к стенкам трубы герметичным швом, что можно было обеспечить автоматической аргоно-дуговой сваркой неплавящимся электродом без присадочной проволоки.
Возможны несколько вариантов расположения пере городки-диафрагмы. Первый заключается в том, что перегородка приваривается снаружи к трубе
Рис. VI. 15. Приспособление для сборки и сварки коллектора
через ее стенку, т, е. осуществляется сварка таврового соединения. Однако в этом случае необходимо обеспечить отклонение электрода +0,3 мм от условной оси и наличие зазора между стенкой трубы и торцом диафрагмы (он не должен превышать 0,1 толщины стенки трубы). Эти параметры и расположение перегородки можно определить рентгеновским методом или с помощью токовихревых датчиков, располагаемых на сварочной горелке, но это усложняет и удорожает технологический процесс изготовления коллектора.
Второй вариант изготовления коллектора предусматривает разрезку по спирали трубчатого кольца, установку перегородки-диафрагмы в прорези, ее закрепление и выполнение процесса сварки при уже визуально наблюдаемом расположении деталей. В этом случае необходима точнвя разрезка по спирали; кроме того, возрастает объем работ по подгонке трех деталей и увеличивается ширина сварного шва.
Третий вариант изготовления учитывает возможности процесса сверхпластичной формовки. Он позволяет сформировать отбортовку (“гребешок”) с заданной высотой с двух сторон трубы по среднему диаметру кольца коллектора. В этом случае возможно устанавливать перегородку-диафрагму по “гребешкам” как по направляющим, благодаря чему точно определено место соединения стенки трубы и торца диафрагмы. Наличие допустимого зазора между торцом диафрагмы и стенкой “гребешка” трубы фиксируется путем высверливания отверстий адоль вершины “гребешка” с определенным шагом. При необходимости торец диафрагмы поджимают (с помощью специальных хомутов) к стенке “гребешки” трубы до приемлемых размеров зазора. После этого через полученные отверстия производится прихватка деталей ме^кду собой. Окончательная сварка выполняется снаружи на робототехнологическом комплексе по заданной программе вдоль вершины “гребешков” через стенку трубы (“гребешка”).
Оснастка, приспособления для сборки и сварки, показана на рис. VI.15 и VI.16. Сварка диафрагмы с трубой коллектора, собранного по указанной
Рис. VI.16. Коллектор, собранный под сварку
схеме, выполняется на робототехнологическом комплексе (рис. V1.17). В качестве манипулятора сварочной головки используют промышленный робот РМ-01. Питание дуги осуществляется от источника питания ВСВУ-160. Для того чтобы выполнить качественное соединение, включающее три детали, применена сварочнвя горелка с обращающимся электродом (радиус оборота достаточен для захвата стыка трех деталей). Сварка выполняется неплавящимся электродом на постоянном токе с всесторонней защитой зоны сварки от воздушной среды. В качестве присадочного материала используется стенка перегородки-диафрагмы, выступающая на 0,6—0,8 мм над внешней поверхностью трубы коллектора.
Для обеспечения качественного формирования швов оптимальное значение скорости вращения электрода должно находится в пределах 60—75 об/мин, а максимально допустимый зазор не должен превышать 0,2 толщины свариваемых заготовок. При этом радиус оборота
Рис. V1.17. Робототехнологический комплекс для сварки диафрагмы с трубой коллектора
электрода не превышает двух толщин свариваемых заготовок, а смешение оси обращения не должно превышать 1,0—1,5 толщины заготовок.
Следующий этап технологии изготовления коллектора разработка технологии сварки кольца коллектора из трубных заготовок. Процесс получения трубных заготовок аналогичен таковому для систем воздушного охлаждения (ВО), противообледенительной (ПОС) и кондиционирования воздуха (СКВ). После гибки в спецоснастке получали секции (“четвертушки”) необходимой кривизны. К готовому кольцу коллектора диаметром до 1,2— 1,5 м предъявляется требование превышения неплоскности не более чем на 4—5 мм. Необходимо выполнять сварку неловоротных стыков. Для осуществления автоматической сварки неплавящимся электродом в аргоне без присадочного материала необходима тщательная подгонка кромок с обеспечением зазоров в стыках и смещения кромок не более 0,18 толщины материала. Эллипсность не должна превышать +0,2 мм, что потребовало проведения калибровки концов секций труб на длине 10—15 мм.
Для выполнения указанных требований было спроектировано и изготовлено универсальное сварочное приспобление (рис. VI.18), которое обеспечивало сборку под сварку секций кольца коллектора с заданной точностью и жесткую фиксацию секций между собой. Модернизирован также автомат типа УСТ-15, чтобы обеспечить сварку кольцевых неповоротных
Рис, VI.18. Приспособление для сварки кольцевых швов коллектора
Рис. VI. 19. Общий вид коллектора
стыков. Возможно изготовление коллектора из сплавов титана и нержавеющей стали.
Одной из сложных задач в процессе отработки конструктив-нотехнологических решений изготовления элементов коллектора явилось изготовление штуцеров в коллекторе. Работы велись по таким направлениям: 1) вытяжка нахолоди о штуцера из стенки элемента трубы коллект тора; 2) выштамповка элемент^ трубы коллектора совместно со штуцерами с использованием явления сверхпластичности; 3) отдельная штамповка штуцера с последующей приваркой его к трубе; 4) изготовление штуцера механической обработкой с последующей приваркой к трубе.
В случае приварки штуцеров были опробованы два способа — сварка вручную и автоматическая сварка с применением робототехнологического комплекса. Сложность приварки штуцеров к концу коллектора заключалась в том, что процесс необходимо выполнять по сложному контуру трубы, согнутой в кольцо. Для качественного выполнения швов необходимо было, чтобы свариваемые кромки двух деталей плотно (зазор не более 0,18 толщины деталей) прилегали друг к другу и были жестко зафиксированы относительно друг друга. Помимо
этого необходимо было предусмотреть появление деформации после сварки и возможное отклонение в связи с этим оси штуцеров ст теоретически за-
данного положения.
Предложено следующее решение: соединение штуцеров с трубой коллектора осуществляется автоматической аргоно-дуговой сваркой неплавящимся электродом на постоянном токе с подачей присадочной проволоки; вид соединения — нахлесточное; сварка выполняется на робототехнологическом комплексе по заданной программе; приварка штуцеров выполняется в специальном кондукторе с жесткой фиксацией штуцеров относительно трубы коллектора и обеспечением теплоотвода.
Общий вид сваренного коллектора показан на рис. VI. 19.
§ 4. СВАРКА ТРУБОПРОВОДОВ
На современном этапе развития авиационной техники, с появлением большегрузных широкофюзеляжных самолетов возникла необходимость создания в них разнообразных трубопроводных систем, в том числе большой протяженности, для транспортировки горючего, масел, воздуха и др. Например, горячий воздух необходим для системы ПОС, холодный — в системах ВО и СКВ.
Создание высокоресурсных систем трубопроводов является- важнейшей задачей, обеспечивающей жизнедеятельность всего самолета. Общая протяженность труб в самолете может достигать нескольких сот метров. На таких самолетах, как Ан-124 “Руслан” и Ан-225 “Мры”, длина всех трубопроводов из сплавов тигана достигает 100—150 м; диапазон диаметров трубопроводов — от 20 до 160—180 мм; толщина стенки 0,5—1,5 мм.
На начальном этапе трубопроводы диаметром до 40—50 мм изготавливали из сплавов алюминия и нержавеющей стали. С увеличением габарита самолетов и объема потребления энергоносителей увеличились как диаметры трубопроводов, так и их количество. Температура воздуха, отбираемого от двигателей самолета, достигает 350—400°С, и транспортировать его можно лишь по стальным трубопроводам, так как алюминиевые пригодны для эксплуатации при температуре не выше 100—120’С. Естественно, что увеличение протяженности стальных трубопроводных систем приводило к утяжелению всей конструкции самолета.
В начале 60-х годов при создании первого в бывшем СССР широкофюзеляжного самолета Ан-22 (“Антей”), разработанного в ОКБ Антонова, для трубопроводов, работающих при температурах до 300—350°С, были применены титановые сплавы ВТ1-0 и ОТ4-1.
J: О свойствах и преимуществах титановых сплавов было сказано выше в гЛаве III; здесь же отметим, что их применение давало возможность уменьшить вес (массу) трубопроводу примерно в 1,5 раза, обеспечить прочность на уровне прочности заменяемой нержавеющей стали при достаточной химической стойкости трубопроводов.
Обеспечение работы систем ПОС, СКВ и СПВ неразрывно связано с применением тонкостенных (0,6—1,5 мм) трубопроводов диаметром 60— 160 мм, работающих в сложных условиях (давление до 1080 кПа, температура ЗОО’С, длительная вибрация).
Для получения неразъемных соединений были применены шовная сварка прямолинейных продольных и кольцевых швов и ручнвя аргоно-дуговая сварка с присадкой при выполнении криволинейных стыков или соединений, которые невозможно осуществить шовной сваркой. Ручная аргоно-дуговая сварка проводилась в газонепроницаемых прозрачных мешках, внутрь которых загружали оснастку и детали трубы. Однако пробные полеты показали, что полученные таким образом трубопроводы выходят из строя после условных 250 ч налета из-за появления трещин в сварных швах. Необходимо было осуществить процесс автоматической сварки (предел выносливости сварных соединений, выполненных автоматическим способом, в 2 раза выше, чем этот показатель при ручной сварке в камерах с контролируемой атмосферой) при максимвльной защите зоны сварки.
В работах [2, 3] показано, что предел выносливости сварных соединений резко падает с увеличением содержания водорода в шве до 0,02 %, при этом суммарное содержание кислорода, водорода и азота в сварных швах должно находиться в пределах норм для основного материала (суммарное превышение содержаний азота и кислорода — не более 20 % отн.).
При проектировании конструктивных элементов трубопроводов, изготавливаемых из сплавов титана, необходимо также стремиться к унификации сварных узлов и учитывать возможность максимального применения автоматической сварки.
Необходимо остановиться еще на одном аспекте изготовления трубопроводов из титана и нержавеющей стали. Эксперименты, проведенные на элементах трубопроводов [4, 5], снятых с самолетов Ан-22, показали, что остаточные напряжения в таких трубопроводах достигают 0,3—0,8 от, а деформации, отклонения от заданной формы — до 10%. Особо опасными зонами являются места пересечения кольцевых и продольных швов и подварок. Результаты экспериментов определили необходимость проведения операции отжига трубопровода в зафиксированном положении.
В АНТ К им. Антонова операцию автоматической сварки и правки деталей объединили в единый процесс, после выполнения которого трубнав заготовка имела стрелу прогиба на длине 1000 мм не более 1,5—2 мм. При технологии, разработанной в КБ им. Ильюшина, стрела прогиба достигала 10—12 мм, что естественно, требовало последующей правки такой детали.
Процесс изготовления трубопроводов самолетных систем включает в себя сварку продольных, а также кольцевых швов при сварке стыков и приварке фланцев. Все это потребовало разработки и внедрения специализированной оснастки и аппаратуры для контроля качества швов.
4.1. СВАРКА ПРОДОЛЬНЫХ ШВОВ
В настоящее время промышленностью выпускаются цельнотянутые трубы больших диаметров, однако отклонения их по диаметру +1,1 мм и по толщине стенок ±0,24 мм значительно затрудняют применение автоматической сварки кольцевых швов.
В связи с этим не удается уменьшить вес конструкции и становится невозможным выполнить из цельнотянутых труб элементы трубопроводов с кривизной R = (1—3)£> методом гибки и проталкивания.
Указанные выше недостатки предопределили создание одношовной трубы, выполняемой автоматической сваркой из листового материала, так как листовой материал по существующим ОСТ имеет значительно меньшие отклонения по толщине (+0,05, —0,14 мм).
С целью повышения ресурса трубопроводов, особенно из титановых сплавов, была проведена работа по автоматизации процесса сварки.
Основные трудности изготовления труб диаметром 120—160 мм со стенками толщиной 0,8—1,5 мм: сложность обеспечения качественной подготовки трубных заготовок под сварку, повышенная их склонность к деформациям кромок в процессе сварки и т. д.
Для автоматической сварки продольных стыков одиошовных трубопроводов из титановых сплавов была спроектирована и изготовлена специальная оснвстка, обеспечивающая сварку трубных обечаек диаметром 120—160 мм
и длиной до 2000 мм. Особенность указанной оснастки состоит в том, что заготовка трубы закрепляется жестко по всей поверхности трубы, а это в совокупности с применением теплоотводящего устройства в виде гибкого прижима позволяет уменьшить коробление свариваемых кромок в процессе сварки и повысить качество соединения.
В основу схемы оснастки заложено крепление свернутой трубной заготовки по всему периметру и длине (рис. V1.20). Оснастка состоит из станины /, на которой смонтирована наружная обечайка2. имеющая разъем в горизонтальной плоскости и паз для сварки; внутренней оправки 3, состоящей из двух полуцилиндров, имеющих возможность перемещений относительно друг друга с помощью штанги с клиновым устройством 4.
Рис. VI.20. Устройство для сварки продольных швов трубопроводов
Внутренняя оправка имеет паз шириной 3—4 мм, глубиной 1,5—2 мм и отверстия диаметром 1,5 мм с шагом 100—150 мм, необходимые для зашиты корня шва и зоны термического алияния. Ширина и глубина паза выбраны из условия обеспечения хорошей защиты шва от насыщения водородом, кислородом и азотом воздуха.
С целью надежности сборки и повышения производительности труда внутренняя оправка крепится к основанию приспособления консольно и имеет возможность перемешаться в вертикальной плоскости с помощью винтов 5, 6 на высоту до 150 мм.
Для фиксации наружной оправки и свариваемой заготовки предусмотрены фиксаторы 7.
В связи с тем, что при свертывании трубных заготовок имеет место волнистость свариваемых кромок по образующей в вертикальной плоскости, в оснастке для сварки труб предусмотрено теплоотводящее устройство в виде гибкого прижима.
Гибкий прижим, обеспечивающий надежное прижатие свариваемых кромок к опорной поверхности внутренней оправки, состоит из набора элементов 8, штока 9, эластичной резины 10 и прижимных рычагов 11.
Расстояние между торцами элементов 8 гибких прижимов составляет 4 мм, что обеспечивает надежное прижатие кромок трубной заготовки и их
удержание в процессе сварки.
Кроме того, теплоотводящие элементы, выполненные из меди, обеспечивают интенсивный отвод тепла из эоны сварки, способствуют уменьшению ширины шва и ЗТВ.
Разработанная установка для сварки продольных стыков одношовных труб выгодно отличается от существующих в промышленности установок клавишного типа. Прежде всего достигаются надежная сборка и закрепление трубной заготовки при сварке по всему периметру и длине. Сборка свариваемых обечаек осуществляется со смещениями их не более чем на 0,13, зазоры в стыке не превышают 0,1 мм.
В связи с тем, что свариваемые заготовки обжаты наружной оправкой и внутренней оправкой, значительно уменьшаются деформации и остаточные
напряжения после сварки.
Автоматическую аргоно-дуговую сварку трубных заготовок осуществляют неплавящимся электродом без присадочной проволоки с использованием автомата АДСВ-5 и источника постоянного тока ВСВУ-315.
В качестве неплавящегося электрода применяется лантанированный электрод диаметром 1,5—2 мм. Защитный газ отбирается с помощью кислородного редуктора и ротаметра РС-3 и подается в горелку автомата АДСВ-5 и в устройство. Режимы сварки подбирают на плоских образцах-
Таблица VI2. Режимы автоматической сварки продольных швов в трубопроводах из сплава ВТ1-0
3. мм /_в. А м/ч С С л/мин
на горелку на поддув
0,8 50-70 20-35 0,2 0,1 6-8 1-2
1,0 65—90 20-35 0,2 0.1 6-8 1-2
1,2 70-110 20-30 0,2 0,1 6-6 1-2
1,5 90-140 20-30 0,2 0,1 6-8 1-2
свидетелях, имитирующих тип сварного соединения трубной заготовки. Плоские образпы-свидетели собираются встык с зазором <0,1 мм и смешением не более чем на 0,1 Зв приспособлении.
Автоматическую аргоно-дуговую сварку проводят в непрерывном и импульсном режиме без прихватки. Режимы сварки приведены в табл. V1.2.
Рентген контрол ем проверяли качество соединений на нали
чие трещин, пор, непроваров и других дефектов; проводились механические испытания на разрыв и угол загиба.
Визуальный осмотр и рентген контроль показали отсутствие дефектов в
виде пор, трещин, непроваров и др.
Одновременно с описанным устройством применялась система автоматического контроля и регистрации параметров режима дуговой сварки неплавящимся электродом (СИР-3) на бумажной ленте.
4.2. СВАРКА КОЛЬЦЕВЫХ ШВОВ
В конструкциях трубопроводных систем самолетов могут применяться разнообразные виды трубопроводов: сочетания крутоизогнутых патрубков с прямой трубой, крутоизогнутых патрубков с фланцами или тройники с выштамповкой с трубчатыми отводами и т. д. При отработке процесса сварки кольцевых швов трубопроводов возможно применение как планетарных автоматов открытого типа с движущейся по окружности сварочной головкой, так и закрытого типа, т. е. когда зона сварки находится в местной полугер-мэтичной камере, где располагается универсальный автомат для сварки неподвижным вольфрамовым электродом и вращающийся элемент трубопровода. Последняя схема реализуема, если элементы трубопровода прямолинейны или имеют упрощенную конфигурацию.
Автомат такого “закрытого” типа показан на рис. VI.21. Недостатками установок такого рода является затрудненный обзор зоны сварки и несколько увеличенная продолжитель
ность всего цикла сборки-сварки за счет необходимой предварительной продувки камеры аргоном.
Применение автоматической аргоно-дуговой сварки не-плавяшимся электродом без присадки, взамен ручной с присадкой, позволяет значительно повысить стойкость трубопроводов против циклических нагрузок и увеличить срок их службы.
Для приварки отводов к выштамповкам тройников разработана установка АД125 (рис. VI.22), в комплект которой входят четыре типоразмера камер с неконтролируемой атмосферой. Одна камера позволяет приваривать отводы к выштамповкам диаметром 160 и 120 мм (диаметр основной трубы соответственно 180 и 160 мм), другая — приваривать отводы диаметром 100 и 80 мм и т. д.
За счет применения вставок разного диаметра диапазон свариваемых трубопроводов может быть расширен. Установка состоит с разъемных камер с приводным электродвигателем; шкафа управления с раполо-
Рис. V1.21. Общий вид камеры закрытого типа для сварки кольцевых стыков
Рис. V1.22, Установка АД125 для сварки тройников
же иной в нем электрической схемой, подключаемой к источнику ВСВУ для сварки трубопроводов из сплавов титана и нержавеющей стали; переносного] пульта управления. I
Установка АД 125 позволяет механизировать процесс приварки отводов к выштамповкам тройников и обеспечивает возбуждение дуги в автоматическом режиме, включение приводного механизма, заварку кратера по истечении заданной продолжительности сварки (с помощью блока заварки кратера, входящего в состав источника ВСВУ) и выключение приводного механизма и источника. Схема установки предусматривает наладочный и автоматический режимы. При работе в наладочном режиме сварка может производиться “с ходу” и “с места”. При сварке “с места” нажатием кнопки “пуск” источник питания включается одновременно с вращением электрода. При сварке с “с ходу” вращение электрода и источник питания включаются раздельно.
Скорость сварки изменяется в пределах 10—40 м/ч за счет изменения числа оборотов электродвигателя постоянного тока приводного механизма и контролируется по показателям вольтметра в цепи его обмотки возбуждения.
Сложность применения автоматической сварки тонкостенных трубопроводов заключается в высоких требованиях к качеству подготовки свариваемых элементов и сборки их под сварку. Это относится прежде всего к строгой параллельности свариваемых кромок стыкуемых отводов и выштамповки на тройнике и их жесткости, к отсутствию превышения кромок по всей длине окружности более чем на 10% толщины стенки и к обеспечению зазоров между свариваемыми кромками не более чем 10% толщины стенки.
Для сборки и сварки отводов и выштамповок установка АД 125 укомплектована специальными разжимными оправками, облегчающими сборку трубопроводов диаметром от 50 до 160 мм; они снабжены устройствами для защиты обратной стороны шва аргоном. Для герметизации концов тройника предусмотрены специальные заглушки с резиновыми манжетами таких же диаметров и клапанами для продувки инертным газом.
Разжимные оправки предназначены для сборки стыкуемых кромок, установки собранного сварного узла в накидной камере, а также для устранения депланаций свариваемых кромок в процессе сварки. Подготовка элементов тройников к автоматической сварке включает следующие операции: подгонку кромок и торцов под сварку кольцевых стыков (выполняется калибровкой в штампе и прирезкой торцов); зачистку поверхностей, обезжиривание и обезвоживание под сварку; сборку свариваемых кромок на разжимных оправках и продувку аргоном; прихватку кольцевых стыков; правку после прихватки (при необходимости), визуальный контроль; обезжиривание перед сваркой.
Отработку автоматической сварки кольцевых неповоротных стыков на технологических образцах в накидной камере установки АД 125 проводят с применением аргона, который подается под избыточным давлением 5 кПа. Время продувки камеры составляет 1—2 минуты. Отбор и подача аргона производятся от баллона через редуктор РК.-50 и ротаметр PC-2 по резиновым шлангам.
В качестве неплавящегося электрода применяется лантанированный пруток диаметром 3 мм с углом заточки 30° и притуплением 0,5 мм.
Сварку технологических образцов производят в непрерывном и импульсном режиме.
Сварка в непрерывном режиме происходит с повышенными скоростями, что приводит к появлению подрезов в зоне сплааления и к дополнительным деформациям после сварки. Поэтому за основу была принята сварка импульсной дугой, обеспечивающая надежное проплавление кромок и минимальные остаточные деформации.
После автоматической сварки технологические образцы проходят визуальный контроль на нвличие подрезов, непроваров, окисления и т. д., а также рентгенконтроль на наличие внутренних дефектов — пор, трещин и др.
На основании отработки режимов сварки на образцах определены базовые режимы сварки кольцевых стыков тройников.
Сварку неповоротных кольцевых стыков тройников производили на установке АД 125 по режимам, представленным в табл. VI.3.
Таблица V1.3. Режимы аргоно-дуговой сварки тройников неплавящимся электродом
§ стенки, мм (У т мм С-А /д. мм Че» л/мин
0,8 3 50-70 1,0-1,2 8-10 12-15 0,1 о,1 7-8
1,0 3 65-90 1,0-1,2 8-10 12-15 0,1 0,1 8-10
1,2 3 85-110 1,0-1,2 10-12 12-15 0,2 0,1 8-10
1.5 3 95-140 1,0-1,2 10-12 12-15 0,2 0,1 12-15
Визуальный контроль, рентгенконтроль и гидравлические испытания показали, что качество сварки соответствует нормативам.
С целью автоматизации сварки трубопроводов разработаны и внедрены оснастка и устройства для сварки кольцевых поворотных швов круто-изогнутых патрубков с фланцами, обеспечивающие местную защиту сварного шва и ЗТВ от насыщения кислородом и водородом воздуха и позволяющие производить качественную сборку и сварку без прихваток.
Разработанные оснастка и устройство позволяют производить автоматическую сварку трубопроводов из титановых сплавов диаметром от 50 до 160 мм.
В основу схемы оснастки (рис. V1.23) заложены механическое крепление крутоизогнутого патрубка и фланца и вращение собранных элементов с заданной скоростью с помощью вращателя.
Разработанная оснастка и устройство для автоматической сварки состоят из камеры /, разжимного 2, уплотнительного 3 и оптического устройства.
Камера для сварки (рис. VI.24) представляет собой корпус цилиндрической формы, в котором имеются отверстие для крепления разжимного устройства, два окна с вмонтированными в них стеклами, необходимыми для наблюдения за процессом сварки. Сварочная горелка 5 установлена на корпусе, крепится к нему с помощью втулки-изолятора подвижно и имеет возможность перемещаться поперек стыка свариваемых элементов на ±5 мм.
В корпусе имеется кольцевая проточка для крепления уплотнительного устройства. С целью обеспечения устойчивости при работе камера закреплена на вращателе.
5
Рис. VI.23. Приспособление для сварки кругоизогнутых колен с прямыми трубами из титанового сплава
Вращение свариваемых элементов осуществляется при помощи трехкулачкового патрона манипулятора 6, в котором крепится хвостовая часть корпуса разжимного устройства.
С целью увеличения теплоотвода из зоны сварки разжим выполнен из меди, что в значительной степени уменьшает деформацию фланцев типа АНУ, повышает проплавляющую способность дуги, обеспечивает термичес-
кое равновесие при сварке.
Разработанная установка для сварки поворотных кольцевых швов крутоизогнутых патрубков и фланцев из титановых сплавов выгодно отличается от существующих в промышленности установок.
Разжим обеспечивает сборку и центровку фланца и патрубка с достаточной для сварки точностью, удержание кромок в процессе сварки и уменьшение деформаций фланцев и остаточных напряжений в шве.
Рис. VI,24. Камера для сварки с универсальным зажимом и оптическое устройство
Таблица VI .4. Режимы сварки изогнутых трубопроводов из сплава ОТЧ-1
5 стенки, мм Диаметр трубы, мм А Ц.в И св, ы/ч 4. с 4. с Рдг, Л/ММН
нв горелку ня поддув
0,8 100 50-60 12-14 20-30 0,2 0,1 5-7 2-4
1,0 120 60-90 14—16 20-30 0,2 0,1 5-7 2-4
1,2 140 80-110 14-16 20-30 0,2 0,1 5-7 2-4
Уплотнительное устройство обеспечивает надежную герметизацию камеры при сварке титановых сплавов.
Автоматическую аргоно-дуговую сварку производят в импульсном режиме без прихватки. Режимы сварки приведены в табл. V1.4.
Качество сварки проверяли визуальным осмотром и рентгенконтролем на наличие непроваров, пор и других дефектов; проводились испытания на разрыв и на изгиб.
Визуальный осмотр, рентгенконтроль не обнаружили дефектов в виде непроваров, пор и др.
Таким образом, отработана техника и технология сварки титановых сплавов, разработано специализированное оборудование, а система контроля позволяет получать соединения гарантированного качества и с обеспечением заданного ресурса изделий.
§ 5. СВАРКА НАСТИЛА ГРУЗОВОГО ПОЛА ИЗ ТИТАНОВЫХ СПЛАВОВ
При эксплуатации военно-транспортных и транспортных самолетов выдвигаются особые требования к настилам грузовых полов: во-первых, они должны быть силовыми, т. е. выдерживать значительные нагрузки, во-вторых, иметь высокие противоскользящие характеристики и, в-третьих, быть герметичными и коррозионно-стойкими. До определенного времени в авиации для вышеуказанных целей применялись, как правило, рифленые листы из высокопрочного алюминиевого сплава типа Д16АТ; рифление выполнялась прессованием или прокаткой при высоких температурах, но с увеличением веса и изменением характеристик перевозимых грузов, например составляющих топлива двигателей ракет, возникла необходимость изготавливать настилы пола из сплавов титана. При этом необходимо решить задачу получения рифлей, обеспечивающих надлежащее противоскольжение. Кроме того, возникают и некоторые трудности, связанные с увеличением габаритов самих настилов, так как с увеличением грузоподъемности самолетов соответственно увеличивается и поверхность настила. Например, элемент настила на самолете “Руслан” имеет габарит 1,8x12 м, что вынуждает изготавливать его путем сварки набора листов стандартных размеров. Так, упомянутый элемент настила пола изготоалвлея путем набора листов габаритом 0,6x2,0 м с последующей сваркой их между собой. Здесь тоже возникает ряд сложностей.
Во-первых, при наборе элемента настила пола из карт размером 0,6x2,0 м необходимо выполнить 19 швов длиной по 2 м, что приводит к чрезмерной деформации всего элемента настила пола; в связи с этим нале решить задачу устранения или уменьшения деформации. Технические условия на изготовления такого элемента разрешают максимальную не плоскости ость по всей поверхности не более 40 мм, в то время как по техническим условиям поставки карт их неплоскостность может составлять 25 мм. Имеются рекомендации по устранению или уменьшению степени деформации, например предварительным растяжением свариваемых листов с последующей сваркой |6] или растяжением уже сваренных листов, но для этого нужно иметь специальное оборудование и производственные площади, требуются дополнительные затраты на обслуживание и т. д. Имеется возможность устранять или уменьшать деформации поэлементно, т. е. после выполнения каждого сварного шва. В этом случае возможны различные технические мероприятия, например применение в сварочной оснастке искусственного волнообразного барьера по всей длине шва или водоохлаждаемых клавишных прижимов, или использование плазменных установок, но и в этих случаях не всегда удается избежать деформаций сверх допустимого уровня, и тогда приходится прибегать к уже испытанному способу — прокатке сварного шва между стальными роликами на стандартном оборудовании.
Во-вторых, возникает проблема контроля качества сварных швов, поскольку силовой настил пола несет большую нагрузку и его разрушение может привести к непредсказуемым последствиям. Естественно, можно применить рентгеновское просвечивание 100% сварных швов, но это крайне неэкономично. Можно ограничиться выборочным рентгенконтролем, однако в таком случае появляется элемент субъективности. В связи с этим разработана и использована система, обеспечивающая постоянный контроль за основными параметрами режима сварки с записью данных на бумажной ленте, В ОКБ Антонова совместно с УкрНИИАТ была создана установка СИР-1, которая позволяла в процессе сварки швов постоянно контролировать уровень основных параметров режима сварки — силы сварочного тока, напряжения на дуге, скорости сварки — и записывать эти параметры на бумажной ленте. В этом случае возможен и выборочный рентгенконтроль. По результатам анализа записей можно определить участки сварного шва, которые вызывают сомнение с точки зрения качества.
Благодаря этому задача сварки настила грузового пола была решена. Сварку поперечных швов выполняли на автомате типа АРК-3, на постоянном токе с использованием источника питания типа ВСВУ-315 и системы контроля типа СИР-1, с применением стандартных приспособлений в виде стола и прижимов. Сваривались листы из титана марки ВТ6-Е с толфиной листа 1,2; 1,5; 1,8 мм. Следующим этапом решения задачи изготовления грузового силового настила пола явилось создание рифления на поверхности пола, которое уменьшало бы скольжение. Было предложено [7] использовать шипы специальной формы — усеченный конус с основанием диаметром 6 мм и небольшим цилиндрическим выступом у основания (рис. VI.25), — которые могли бы быть приварены к поверхности настила с определенным шагом расположения шипов. Среди опробованных вариантов (контактная точечная сварка, рельефнан сварка, аргоно-дуговая наплавка) была выбрана контактная рельефная сварка.
При сварке проходящий ток разогревает и расплавляет часть листового материала и цилиндрический выступ, а прилагаемое давление прижимает шип к листу; при этом часть расплавленного металла выдавливается и равномерно распределяется по основанию шипа в виде валика.
Электроды изготовляются из обычной или кадмиевой меди и имеют стандартную форму. Рабочая часть электрода со стороны шипа имеет вставку кадмиевой меди, в которой сделано углубление конической формы, соответствующее усеченному конусу шипа; размер уг- <о дубления на 0,2—0,3 мм меньше высоты конуса шипа (рис. VI.26). При вкладывании шипа большее основание его выступает на 0,2—0,3 мм над рабочей поверхностью вставки, что обеспечивает хорошую сварку по асей плоскости основания. При износе углубления вставку можно легко извлечь и установить новую. Таким образом, отпадает необходимость иметь Рис. V1.26.
А
Рис. VI.25. Шипы из титанового сплава
Специальный электрод для приварки
большое количество элек- шипов к настилу пола:
тостов 1 ~ корпус электрода из меди; 2 — штуцер; 3 — вставка из
М1 кадмиевой меди; 4 — втулка
Шипы приваривают к
настилу пола на модернизированной сварочной контактной машине МТИП-450 с применением выравнивающего устройства ВУС-1 по следующему режиму (радиус сферы электгродов 75 мм); сварочное усилие 4500 Н; сварочный ток 20 кА; продолжительность сварки 0,06 с.
§ 6. СВАРКА ПОЛОЗЬЕВ ЛЫЖ
В начале 60-х годов перед ОКБ Антонова была поставлена задача спроектировать и изготовить несколько комплектов лыж для оборудования ими самолетов типа АН-12, направляемых в Арктику и Антарктиду [8].
б
Рис. VI.27, Общий вид передней (я) и основных (б) лыж
Полоз лыжи (рис, V1.27) состоит из обшивки и внутреннего набора жесткости в виде прямоугольных гофров. Набор жесткости имеет различную ширину по длине лыжи и уменьшается к се концу, поэтому в различных сечениях габарит набора разный. Кроме того, приходится стыковать наборы в нескольких местах, обеспечивая отклонения по шагу гофров 0,1—0,2 мм, а по высоте гофра до ±0,3 мм. Эти отклонения контролируются специальным шаблоном. Для обеспечения точности изготовления гофров создана специальная оснастка, состоящая из матрицы, пуансона и шагового шаблона по теоретическому контуру гиба, благодаря чему торцы секций набора жесткости могут быть состыкованы.
При штамповке и гибке секций гофров следует применять универсальную оснастку и оборудование (гибочные прессы, роликовые ножницы). Экономически целесообразно изготовлять штампы не из стали или
чугуна, а из сплава АЦ13, так как это сокращает срок подготовки и отливки дублера штампа.
Полоз изготовляли с применением аргоно-дуговой, контактной точечной сварки и дуговой сварки под флюсом. Предварительно размеченные и обрезанные по контуру листовые детали проходили подготовку: свариваемые кромки пакета листов фрезеровали и зачищали металлической щеткой с последующей тщательной промывкой ацетоном. Альфированный слой, образующийся при нагреве под штамповку, снимали травлением.
Листы толщиной 3 мм соединвли встык автоматической сваркой под слоем флюса АН-Т1 с присадкой электродной проволоки ВТ1. Сварку стыков наружной обшивки полоза выполняли на специальной установке, оборудованной модернизированным сварочным трактором ТС-17МУ, с применением электродной проволоки ВТ! диаметром 3 мм и подкладки из сплава ОТ4 сечением 30x3 мм на асю длину свариваемого стыка. Сварка осуществлялась в приспособлении, состоящем из рабочего стола с пазом для размещения подкладки и двух специальных пневмоприжимов, связанных с рабочим столом накидными болтами. Установлен следующий режим сварки: сварочный ток 375 А, напряжение холостого хода 60 В, напряжение на дуге 28—30 В,
скорость подачи электрода 139 м/ч, скорость сварки 50 м/ч (вылет электрода 15 мм).
После окончания сварки стык остывал в прижатом состоянии в течение 25—30 мин. После такой выдержки остаточная деформация (стрела прогиба) составляла 105—110 мм на ширину листа и уменьшалась до 54 мм после снятия фрезерованием выпуклости шва и подкладки.
Наружную обшивку полоза изготовляли последовательным наращиванием листов с двух сторон.
Исследование макрошлифов, а также рентгенопросвечивание показали, что какие-либо дефекты в виде трещин, пор, шлаковых включений, непроваров и т. п. в сварном шве не образуются и качество сварного соединения отвечает заданным требованиям.
Листы толшиной 2 мм сваривали автоматической сваркой в среде аргона без присадочной проволоки.
Для сварки продольных и поперечных швов внутреннего набора использовали подвесную головку АГВ-2, смонтированную на суппорте токарного станка ДИП-300, а также автомат для аргоно-дуговой сварки АРК-2. В качестве источника питания использован сварочный преобразователь ПС-300 совместно с балластным реостатом РБ-200.
Габарит полоза носовой лыжи составлял 3600x1200x150 мм, основной лыжи — 6700x1200x480 мм, длина секций гофров была равна 2000 мм, ширина — 400—500 мм; некоторые из секций имели двойную кривизну.
После проведения опытных работ был подобран следующий режим сварки титана ОТ4 толщиной 2 мм неплавящимся электродом без присадки; сварочный ток 165 А, напряжение на дуге 8 В, длина дуги 1,2 мм, скорость сварки 25 м/ч.
Для получения высококачественного сварного щва и уменьшения деформаций были смонтированы и изготовлены специальные прижимы, повторяющие контуры свариваемых деталей, и приспособления, обеспечивающие надежную защиту сварного шва от воздействия воздуха. Особое внимание уделялось подготовке и сборке деталей под сварку. После сварки детали правили прокаткой сварного шва и околошовной зоны между стальными роликами на модернизированном прессе КП -503.
Следующий этап изготовления полоза заключался в приварке к обшивке горфированных элементов из титана ОТ4 толшиной 1,5 и 2 мм на контактной точечной машине с применением выравнивающего устройства ВУС-1.
Изготовление из сплава ОТ4 полозьев лыж для самолетов полярной авиации позволило уменьшить массу комплекта лыж на 250 кг по сравнению со стальными.
Изготовленные лыжи с цельносварными полозьями прошли в условиях Арктики и Антарктиды соответствующие испытания, которые показали достаточную надежность и работоспособность сварных элементов.
§ 7. ИЗГОТОВЛЕНИЕ ВЫСОКОПРОЧНЫХ КРУГЛОЗВЕННЫХ ШВАРТОВОЧНЫХ ЦЕПЕЙ С ПРИМЕНЕНИЕМ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ
Необходимость применения в транспортной и военно-траспортной авиации швартовочный цепей возникла практически с момента начала перевозок по воздуху крупногабаритных грузов — контейнеров, ракетной и военной техники, горнодобывающего и электротехнического оборудования (скреперы, роторы, статоры, комбайны, грузоподъемники), оборудования строительной, нефтегазодобывающей промышленности и т. д. Требования належи ости крепления грузов на борту самолета, быстроты швартовки и расшвартовки, минимальной массы и объема швартовочной оснастки предопределили применение высокопрочных круглозвенных специализированных цепей.
Основные требования к таким цепям — максимальная прочность при минимальных массе и объеме. Такие требования, естественно, делали невозможным использование стальных или иных видов канатов, а также цепей общего назначения. В связи с этим в ОКБ им. Антонова в 60-х годах были созданы швартовочные цепи, удовлетворяющие требованиям, которые предъявляются к самолетным конструкциям. На первом этапе разработок выбор материала, из которого возможно изготовление цепей, пал на широко применяющуюся в авиации конструкционную низколегированную сталь типа ЗОХГСА. Эта сталь отвечала требованиям, предъявляемым к сталям заводом-изготовителем цепей, т. е. обладала хорошей свариваемостью, низкой прочностью и высокой пластичностью в отожженном состоянии (состоянии поставки), что позволяло осуществить операцию формирования (гибки) каждого звена в холодном состоянии. У стали ЗОХГСА после окончательной термической обработки обеспечивается временное сопротивление сГ>1100 МПа при высоких пластических характеристиках, благодаря чему работоспособность цепей сохраняется в широком интервале температур.
Определилась наиболее рациональная форма звена, т. е. минимальные его размеры: ширина звена составила 3d(d — диаметр прутка, из которого изготавливается звено цепи), длина 3d. Прочность сварного шва при этом должна была составлять не менее 0,85 прочности основного металла в состоянии после ТО.
Была установлена принципиальная возможность изготовления высокопрочных круглозвенных швартовочных цепей, в частности из стали типа ЗОХГСА, но в процессе освоения технологии выяснилось, что лишь 40— 60% стальных цепей могут быть признаны годными. Более целесообразным оказалось изготовление швартовочных цепей из титана, что дает возможность значительно уменьшить их массу. Например, при использовании титановых цепей диаметром 9 мм (при сохранении разрывной нагрузки в 40 ГН) в самолете Ан-140 возможно уменьшение их массы на 300—500 кг, а при диаметре цепи 7 мм — практически на 500 кг. Если учесть, что годовая потребность в таких цепях может составлять 30—50 т, то, с учетом коррозионной стойкости сплавов титана, выигрыш от применения нового материала для цепей очевиден.
АНТК им. Антонова начал работы по сварке цепей из титанового сплава ВТ16 в 60-е годы, основываясь на опыте использования этого сплава в авиа
пион ной промышленности (например, изготовление прутков различного диаметра и их термообработка). Основные трудности контактной стыковой сварки сплава ВТ-16 саязаны с очень высоким его электросопротивлением, что вызывает резкое паление напряжения на установочной длине детали при сварке, а также с необходимостью зашиты зоны сварки от воздействия окружающего воздуха. Первая задача решается путем создания системы автоматического снижения напряжения по заданой программе в источнике питания, вторая — предварительным нанесением на участки заготовок деталей, подвергающиеся нагреву выше 400°С, специального флюса АНТ-17А или АНТ-22.
Рис. VI.28. Приспособление для формирования стыка цепей из титанового сплава ВТ 16
Для формирования и получения качественного высокопрочного сварного стыка используется специальное приспособление (рис. VI.28), обеспечивающее в конце осадки объемное напряженное состояние, близкое к всестороннему сжатию, и одновременно позволяет срезать перегретый и выдавленный из стыка грат, что дает возможность формировать стык либо заподлицо с основным металлом, либо с небольшой выпуклостью. При правильно подобранных режимах стыковой сварки получают высокопрочные соединения с характерным вязким изломом при испытании на разрыв.
§ 8. СВАРКА УЗЛОВ ШАССИ
Одной из наиболее ответственных систем любого самолета или вертолета является система узлов шасси; чаще всего летные происшествия происходят из-за отказа работы или поломки каких-либо элементов шасси. Естественно, что с каждым взлетом и посадкой шасси подвергаются значительным динамическим и ударным нагрузкам. Поэтому с первых шагов развития авиации огромное внимание уделялось конструкции шасси и отработке техники и технологии их изготовления, в том числе технологии сварочных процессов.
В связи с повышенной ответственностью шасси в их узлах применяют, как правило, высокопрочные стали, а в последние десятилетия — и высокопрочные сплавы титана. Сварка таких материалов представляет собой сложную задачу, так как к качеству ее выполнения предъявляют особо строгие требования: изготовленный агрегат должен успешно работать в течение всего ресурса, заданного для данного типа самолета (замена его, кроме трудозатрат на изготовление, связана с достаточно длительным простоем самолета, а это означает немалые убытки для эксплуатирующей самолет фирмы).
Проблема решается прежде всего путем применения различных видов автоматической сварки: под флюсом, в среде защитных газов, в узкий зазор, электронно-лучевой сварки, а также диффузионной, контактно-стыковой, сварки трением и, наконец, электрошлаковой сварки.
В настоящее время, как правило, узлы шасси изготавливаются на специализированных агрегатных заводах, где накапливаются навык и квалификация, отрабатываются на годы техника, технология и оборудование, где знают и глубоко изучают проблемы, связанные с качеством сварки.
Наиболее распространенным и издавна применяемым способом сварки здесь является автоматическая сварка плааяшимся электродом под флюсом, а основным конструктивным элементом узлов шасси является кольцевой стык определенного диаметра, той или иной толщины. Главными условиями достижения необходимого качества, кроме максимально возможной механизации и автоматизации, являются применение достаточно сложной оснастки для сборки под сварку и для собственно сварки деталей; наличие соответствующих весу узлов шасси манипуляторов, надлежащий выбор марки присадочного материала и флюса; выбор оптимального режима сварки и разделки кромок под сварку, а также подготовка стыков под сварку (трал-ление, зачистка и обезжиривание).
Конечно, на каком-то этапе развития сварочного производства этот технологический процесс сыграл свою роль, но и он имеет свои недостатки. К ним прежде всего относится следующее:
невозможность отслеживания процесса сварки (зона сварки прикрыта флюсом);
необходимость устранения затвердевшей корки шлака, что не всегда легко сделать;
необходимость прокаливания флюса перед сваркой;
возможность появления шлаковых включений в сварном шве (кроме обычных дефектов и включений металлургического характера);
сложность исправления дефектов;
необходимость выполнения многослойных швов;
повышенная загазованность окружающей среды компонентами расплва-ленного флюса;
необходимость наличия припусков на последующую обработку узла.
Все это потребовало разработки новых способов сварки, позволяющих устранить указанные недостатки, хотя описанный выше процесс используется и по настоящее время. Например, в АНТК им. Антонова он применяется при изготоалении узлов шасси на самолетах Ан-24, Ан-26, Ан-32 и др., а ранее применялся на самолетах Ан-8, Ан-10, Ан-12.
8.1. АВТОМАТИЧЕСКАЯ СВАРКА ПОДКОСОВ ИЗ СПЛАВА ВТ22
Повышение надежности, долговечности, а также производительности
труда при изготовлении сварных подкосов являются актуальными задачами, решение которых возможно при применении автоматической сварки взамен ручной.
До последнего времени сварка узлов шасси типа подкосов из титанового сплава ВТ22 в АНТК им. Антонова проводилась ручной сваркой в камере с контролируемой атмосферой.
При этом качество сварных швов отличалось нестабильностью, был затруднен пооперационный контроль (т. е. проведение рентгенконтроля после сварки корня шва и после аргоно-дуговой наплавки).
Была спроектирована и изготовлена оснастка (накидная камера с набором фланцев диаметром 62, 66, 70, 78 мм и др.) для автоматической сварки кольцевых швов подкосов из сплава ВТ22.
Очистку свариваемых кромок (чистота обработки под сварку кромок и околошовной эоны должна быть не ниже 7?=20 мкм) проводили путем химической обработки, затем зачистки
вращающейся металлической щеткой с последующим обезжириванием ацетоном и спиртом. Сварочную проволоку и внутреннюю полость накидной камеры перед сваркой также протирали ацетоном и спиртом.
Сборка деталей толщиной 7 мм осуществлялась на призмах с обеспечением зазора между кромками 1,5- 1,8 мм. Прихватка осуществлялась в четырех диаметрально противоположных точках ручной аргоно-дуговой сваркой с интенсивным поддувом аргона как в горелку, так и в район корня шва.
Автоматическая сварка выполнялась автоматом типа АДСВ-5 с применением специальной накидной камеры, обеспечивающей местную защиту сварного шва и ЗТВ от воздействия воздуха.
Внешний вид установки показан на рис. V1.29. Сборка узла производится на
Рис. VI.29. Установка для сварки подкосов
конических центрах. Защитная камера выполнена съемной и крепится на кронштейнах к вращателю. Она представляет собой цилиндрический разъемный корпус, в котором имеется отверстие под горелку. Горелка, изолированная от корпуса с помощью фторопластовой втулки, имеет возможность перемещаться поперек стыка свариваемых кромок в пределах ±5 мм. К боковым стенкам камеры при помощи болтового соединения крепятся фланцы, внутренние диаметры которых зависят от диаметров свариваемых узлов. Эти фланцы, как и сама камера, разъемные. Фланцы выполняются с проточкой под фторопластовые уплотнения для свариваемых деталей. Они необходимы для обеспечения герметичности камеры. В стенках камеры имеются центральное окно для наблюдения за процессом сварки и небольшие боковые окна.
Автоматическую аргоно-дуговую сварку кольцевых швов узлов типа подкосов осущесталяли неплавящимся вольфрамовым электродом диаметром 3 мм в два этапа (без присадочной проволоки — “разглаживание” корня шва и сварка основного шва с присадочной проволокой С ПТ-2) с местной защитой в аргоне на установке АДСВ-5 с использованием источника ВСВУ-315 и манипулятора.
Параметры режима подбирали при сварке трубных технологических образцов с разделкой кромок и толщиной стенки такой же, как и у реальных деталей. Качество сварки проверялось визуально и путем рентгенконтроля на наличие непроваров, пор, включений, трещин и других дефектов в соответствии с требованиями действующих нормативов.
После сборки фрагмента подкоса и его прихватки он устанавливался во вращатель, затем камеру продували аргоном и осуществляли сварку корня шва без присадочной проволоки. Камеру не открывали и не прекращали подачу аргона, пока деталь не остывала до температуры 300—400°С. После этого производили визуальный и рентгеновский контроль выполненного шва. Последующие 4—5 проходов производили с присадочной проволокой марки СПТ-2. Снова осуществлялся визуальный и рентгеновский контроль, после чего узел собирали полностью и осущесталяли окончательную сварку подкоса. Размеры окончательно сваренного узла строго контролировались.
Режимы сварки приведены в табл. VI.5.
Таблица VI.5. Ориентировочные режимы автоматической сварки подкосов шасси неплавящимся электродом (толщина металла 7 мм)
№ прокопа /, А d^ мм Ъ ИА t «« ММ И, М/4 п.п.’ ' ^Аг’ л/МИН
1 165-205 11-13 3 10-15 1-1,5 2 120—140 20-30
4 240-290 12-14 3 10-15 2,5-3,0 2 50-70 20-30
Проводились механические испытания на разрыв и ударную вязкость образцов металла шва и ЗТВ в соответствии с ГОСТ 6996-66 и действующей инструкцией.
Визуальный и ре нт ген контроль не обнаружили дефектов в виде непроваров, пор, включений и пр. (рис. VI.30). Прочностные показатели и ударная вязкость были в пределах нормативных.
Рис. VI .30. Внешний вид подкоса и составляющих деталей
Проведенная работа показала, что автоматическая аргоно-дуговая сварка узлов типа подкосов повышает качество, прочность, долговечность сварного соединения и увеличивает производительность труда.
8.2. ЭЛЕКТРОШЛАКОВАЯ СВАРКА ПОВОРОТНЫХ УЗЛОВ ШАССИ ИЗ СПЛАВА ВТ22
До последних лет соединение узлов шасси, типа поворотных узлов, из титанового сплава ВТ22 производилось ручной или автоматической аргонодуговой сваркой. Для данной конструкции поворотные узлы можно выполнять и ручной аргон о-дуговой сваркой в камере с контролируемой атмосферой. В АНТК им. Антонова при изготовлении самолета Ан-124 “Руслан” была впервые применена электрошлаковая сварка взамен ручной аргоно-дуговой сварки.
Выбор способа ЭШС для титановых сплавов продиктован рядом технологических факторов, связанных в первую очередь с обеспечением необходимого уровня механических свойств сварных соединений, формой и размерами соединений [9].
В качестве основного материала использованы штампованные детали из сплава ВТ22, изготовленные по ТУ 92-37-75, со следующими значениями механических свойств; ов = 1050—1210 МПа; 5 = 8—13%; у = 25,3—64%; а = 25—45 Дж/см2. Химический состав сплава (%): А14,4—5,7; Мо 4,0—5,5; V 4,0—5,5; Се 0,5—1,5; Fe0,5-l,5; С 0,1; Si 0,15; Zr0,3; fO]0,18, [N] 0,05; [H] 0,015; прочие 0,3.
Электрошлакозую сварку образцов и поворотных узлов шасси плавящимся мундштуком выполняли на стандартной установке А-1494 (рис. V1.31).
Эта установка состоит из следующий узлов: сварочная головка; станина с несущей колонной; сварочный трансформатор; пульт управления.
В процессе сварки плавящимся мундштуком предусмотрена одновременная подача по каналам плавящегося мундштука четырех электродных проволок диаметром 5 мм. Управление работой сварочной головки осуществляется со стационарного пульта. На пульте имеются приборы для наблю-
Рис, V1.31, Установка для ЭШС титановых сплавов
Рис. VI.32. Приспособление для сварки и формирующее устройство
дения за напряжением, током сварки и скоростью подачи электродов. Питание сварочной цепи осуществляется от источника с жесткой внешней характеристикой типа ТШС-ЗООО-3. Формирование сварного шва осуществляется специальным устройством, которое представляет собой водоохлаждаемый кокиль с горизонтальным разъемом.
Сборку и сварку поворотных узлов производили в приспособлении, показанном на рис. VI.32. Данное приспособление и формирующее устройство спроектированы для конкретного свариваемого изделия — поворотного узла шасси.
Сварку выполняли плавящимся мундштуком (рис. VI.33), изготовленным из листового проката 8—12 мм, размером 600x136 мм из сплава ВТ22. Каналы плавящегося мундштука закрываются листом сплава ВТ1-0 толщиной 2—2,5 мм.
В качестве сварочного электрода применяли проволоку диаметром 5 мм марки СПТ-2 по ОСГ 1.90015-77. Использовался флюс марки АН-Т2. Защита поверхности расплавленной шлаковой ванны от воздуха производилась по ГОСТ 10157-73.
Технология сборки и сварки поворотных узлов шасси. В настоящее время широко используются три способа ЭШС титановых сплавов: пластинчатым электродом, плавящимся мундштуком и проволочным электродом. Разработан способ сварки плавящимся мундштуком, при котором по каналам мундштука подается проволока нужного химического состава (СПТ-2).
Детали узла шасси подготавливали к сварке в формирующем устройстве с зазором между свариваемыми кромками 30 мм.
Сборку узла под сварку производили в следующей последовательности: деталь узла (рычаг) устанав
ливали в вертикальных стойках формирующего устройства с помощью фиксаторов диаметром 156 и 40 мм; со стороны свариваемой кромки детали для создания сплошного сечения вставляли втулку по скользящей посадке диаметром 96 мм и толщиной 30 мм, которая обваривалась прерывистым швом ручной аргоно-дуговой сваркой; с помощью винта, которым снабжена задняя бабка формирующего устройства, деталь фиксировали в таком положении, чтобы плоскость свариваемой кромки была строго вертикальная по отношению к базе станины устройства.
Ответная деталь (головка) со стороны свариваемой кромки имеет сплошное сечение и крепится к кронштейну станины специальными болтами, фиксируемыми соосно со свариваемой кромкой рычага.
Внутрь детали вставляли водох-лаждаемую бобышку, защищающую
Рис. VI.33. Конструкция плавящегося мундштука для ЭШС (размеры L и В назначаются с учетом размеров свариваемых деталей)
обратную стенку свариваемой кромки от перегрева.
После сборки свариваемых деталей тщательно проверялся зазор между плоскостями свариваемых кромок, который должен составлять 30 мм. Зазор между плавящимся мундштуком и поддоном кокиля — 40—45 мм.
Затем собирали водоохлаждаемый кокиль. Нижнюю его часть поджимали снизу винтом и устанавливали таким образом, чтобы горизонтальный разъем кокиля был строго параллелен плоскости станины. Затем накладывали верхнюю часть кокиля и обе части стягивались четырьмя болтами. Сверху крепили контур для подачи аргона в зону сварки. Перед сваркой проверяли систему водоохлаждения формирующего устройства. Давление в водопроводе должно быть не менее 250 кПа.
В эону сварки подавали аргон. Расход его (16 л/мин) контролировался ротаметром РС-3.
Возбуждение элекгрошлакового процесса при сварке плавящимся мундштуком осуществляли расплавлением во входном водохлаждаемом кармане дозированного количества флюса.
Первоначально возбуждают дугу между поддоном кокиля и проволочными электродами. По мере расплавления флюса наводят шлаковую ванну, которая шунтирует дугу, и дуговой процесс переходит в электрошлаковый.
Устойчивый электрошлаковый процесс обеспечивается при следующих
параметрах:
Рабочее напряжение, В.......................................18—20
Сварочный ток, А....................................... 3200—3500
Скорость подачи проволочных электродов, м/ч ................60—75
Глубина шлаковой ванны, мм.....................................25—30
Масса засыпаемой порции флюса, г.................................650
Количество электродных проволок диаметром 5 мм, шт.................3
Толщина плавящегося мундштука, мм .............................14—15
Зазор между свариваемыми кромками, мм.............................30
Расход аргона, л/мин..............................................16
Сваренные узлы после окончания процесса сварки остывали в формирующем устройстве в течение 10—15 мин. Затем прекращали подачу аргона к воды и производили разборку формирующего устройства.
После сварки узлы подавали на проточку сварных швов. После проточки швы подвергались 100%-ному рентгенконтролю, который не обнаружил дефектов в виде непроваров, трещин и пр. Не позднее чем через 6 сут сварные узлы подвергались термообработке по ступенчатому режиму для снятия внутренних напряжений, стабилизации структуры и обеспечения необходимых механических свойств металла в различных зонах сварного соединения.
Качество соединений определяли путем механических испытаний и исследования макроструктуры металла шва и ЗТВ.
Образцы для определения механических свойств после отжига отбирали из основного металла и из сварного шва (на разрыв — из сварного шва и основного металла, для ударных испытаний — из основного металла, сварного шва и металла ЗТВ).
Результаты механических испытаний приведены в табл. V1.6. Металлографические исследования сварных соединений показали, что при сварке на оптимальных режимах в швах отсутстауют поры, газовые, шлаковые включения, несплавления, трещины. Макрострукг ?а швов представляет собой преимущественно равноосные кристаллиты, образующиеся при равномерном отводе тепла. Микроструктура сварного шва крупнозернистая с четко выраженными границами зерен.
Таблица VI.6. Механические свойства основного металла (штампованная заготовка из ВТ-22) и сварных соединений
Место отбора проб Cfe, МПа 8. % ¥♦ Я а Дж/см1 н
Основной металл 1110-1160 9,6-14 29-47 35-44
Сварной шов 900-1000 Не определялось Не определялось 33-35
ЗТВ Не определялось » » » * 26-29
Таким образом, разработанная технология ЭШС плавящимся мундштуком узлов шасси из сплава ВТ22 обеспечивает оптимальное качество сварных соединений. Преимущества однопроходной сварки изделий из титановых сплавов большой толщины (от 30 мм и выше) по сравнению с многослойной аргоно-дуговой сваркой выражается в более высокой производительности труда и экономичности. При этом соединения, выполненные электрошла-ковой сваркой, выше по качеству, чем соединения, выполненные многопроходной аргоно-дуговой сваркой.
§ 9. ДИФФУЗИОННАЯ СВАРКА ТИТАНОВЫХ СПЛАВОВ
В авиационной промышленности диффузионная сварка в вакууме (ДСВ) нашла применение при изготовлении узлов самолетов, а также в сочетании со сверхпластичной формовкой, что позволяет создать полностью монолитную структуру за одну операцию. Диффузионной сваркой свариваются в самолетах титановые сплавы как в однородном сочетании, так и в разноименном (например, ВТ23+ВТ35), а также с другими металлами.
При выборе режимов диффузионной сварки титана исходят прежде всего из того, насколько качественна подготовка стыкуемых поверхностей деталей. Перед сваркой они должны быть тщательно очищены от газонасыщенного слоя и загрязнений. С уменьшением шероховатости поверхности, т. е. с повышением качества ее механической обработки, резко снижаются температура сварки и требуемое давление (продолжительность сварки неизменна — 60 с):
Давление, МПа 7^в, ‘С
Чистовая токарная обработка.. 3,0 1100
Шлифование ............................ 3,0 1000
Полирование ........................... 1,5 800
Полирование поверхностей позволяет по сравнению с чистовой токарной обработкой в 2 раза уменьшить требуемое давление при сварке и на ЗОО’С снизить температуру сварки.
Выбор оптимальных режимов сварки основывают прежде всего на оценке строения бывшего контакта предварительно сваренных деталей (образцов-свидетелей). Такие исследования проводят под микроскопом на шлифах, вырезанных из сварного соединения. При правильно выбранном режиме переходная зона не должна отличаться от свариваемого металла: граница контакта исчезает, и образуются общие зерна. При плохо выбранных условиях сварки в зоне контакта могут наблюдаться дефекты в виде пор, остатков оксидной или жировой пленки, расположенных вдоль исходной границы раздела. Такие дефекты оказывают отрицательное влияние на механические свойства соединений — снижают их прочность, а также пластичность и вязкость. Поэтому контроль за правильностью выбора режима ДСВ осуществляют также путем испытания механических свойств контрольных сварных образцов, причем способ испытания выбирают в зависимости от предстоящих условий эксплуатации сварного узла.
Для титана и его промышленных сплавов выбор режимов сварки не представляет особых затруднений. Многолетний опыт показывает, что сварные титановые узлы, выполненные с применением ДСВ, достаточно надежны в разнообразных условиях эксплуатации.
Значительно сложнее оказывается сварка титана с другими металлами. Титан непосредственно сваривается лишь с ограниченным количеством металлов. К ним относятся цирконий и гафний, т. е. металлы той же подгруппы IVA, к которой принадлежит титан. Можно получить также соединения с удовлетворительными свойствами при сварке титана с металлами подгруппы VA: ванадием, ниобием, танталом. С указанными металлами титан сваривают непосредственно, также как титан с титаном. Однако с железом и сталью, цветными (алюминием, медью, никелем) и тугоплавкими
металлами (хромом, молибденом и вольфрамом) непосредственная сварка титана затруднена, а во многих случаях невозможна. В этих случаях применяют промежуточные прокладки или наносят слои других металлов. Так, при сварке титана с медью используют прослойки из ниобия или тантала; при соединении титана со сталью применяют вставки из ванадия или комбинированные, состоящие из ниобия (со стороны титана) и бронзы (со стороны стали).
Для диффузионной сварки находят применение установки серии СДВУ (СДВУ-38, СДВУ-50 и др.), А308-13, А306-21 и др. ДСВ широко используют для соединения деталей из разнородных металлов, а также небольших по размерам узлов из титана в однородном сочетании, для чего разработаны специальные приспособления и установки. Рассмотрим особенности технологии диффузионной сварки некоторых видов авиационных конструкций.
9.1. ДИФФУЗИОННАЯ СВАРКА ТИТАНОВЫХ СОТОВЫХ КОНСТРУКЦИЙ
Обшивки титановых сотовых панелей изготовляют из листов и лент толщиной 0,3—2 мм. Размерная обработка производится с помощью гильотинных или ручных ножниц с последующим снятием заусенцев. Отечественная промышленность выпускает титановые листы определенных размеров (например, 1500x600 мм), не позволяющих изготовлять цельные крупногабаритные обшивки. Для соединения листов применяют аргоно-дуговую, аргоно-дуговую импульсную и микроплазменную сварку. Швы со стороны сотоблока зачищают абразивным инструментом и наждачной бумагой.
Наиболее трудоемкий процесс — изготовление сотового заполнителя. Он включает в себя резку фольги, холодную штамповку, сборку и фрезерование. Фольгу и полосы толщиной 0,08—1,2 мм разрезают дисковыми ножницами из стали Х12 или Р9К5. Полосы сотового заполнителя формуют в штампах на криво шип но-шатунных прессах или штамповочных автоматах методом последовательного гиба с автоматической подачей ленты в рабочую полость. Применяют также прокатку полос через зубчатые валки. Профиль зуба валков назначают в соответствии с желаемым профилем гофра и заданной точностью. Этот способ более производителен, чем формование в штампах, однако его применение ограничивается малой толшиной фольги (около 0,08 мм) и точностью изготовления. Отштампованные полосы разрезают на заданную длину и сваривают сотовый заполнитель на полуавтоматической машине МРСК-150 или МРСК-4002, получая сотоблоки из гофрированной фольги толщиной 0,05—0,1 мм, высотой до 120 мм, шириной до 1000 мм и длиной 3—5 м. Машины снабжены комплектом оснастки для сварки сотоблоков с шестигранной и каадратной ячейками. Для получения блоков ббльших размеров, чем позволяют сварочные машины, отдельные части стыкуют на плоской плите и прихватывают точечной электросваркой с помощью сварочных клешей. Торцы сотового заполнителя из фольги толщиной 0,08—0,15 мм обрабатывают на модернизированных фрезерных станках РПФ-4, оснащенных высокочастотными электро-шпинаелями ЭВ 18/3,5.
Готовые обшивки и сотовый заполнитель с целью удаления следов маркировки и масла промывают ацетоном и бензином. Поверхность обшивок,
прилегающую к сотоблоку, зачищают и шлифуют наждачной бумагой до металлического блеска (7?а=1,25 мкм) с последующей обработкой бензином, ацетоном и спиртом для удаления абразивных частиц и загрязнений.
С этой же целью поверхности зачищают вращающимися металлическими щетками и применяют гидродробеструйную обработку, обеспечивающую одновременно поверхностный наклеп приповерхностной зоны и удаление следов масла, загрязнений и других вредных веществ, снижающих качество диффузионного соединения.
При выборе режимов диффузионной сварки сотовых панелей следует
учесть возможность потери устойчивости сотового заполнителя под действием сварочного давления. Последовательным изменением параметров сварки (давления, температуры, времени выдержки) определяют их оптимальные значения; применяют также расчетные методы [11].
Для панелей с обшивками из сплава ОТ4 и согоблоком из сплава ВТ15
с толщиной фольги 8ф=0,08 мм, шестигранной ячейкой со стороной я=6 мм без рифления оптимальным является следующий режим: нагрев до 75О’С при контактном давлении 3,924 МПа; выдержка в течение 0,5 ч; снижение контактного давления до 0,34 МПа и повышение температуры нагрева до ЮОО’С, выдержка в течение 2 ч.
Диффузионную сварку сотовых панелей осуществляют в обычных камерных печах электросопротивления с неконтролируемой атмосферой в герметичных контейнерах с фиксирующими керамическими или графи-
товыми плитами в специализированных нагревательных устройствах.
Контейнер (рис. VI.34) состоит из наружной и внутренней полостей. Внутренняя полость в виде отдельного малого контейнера 2 защищает пакет сотовой конструкции от окисления в случае разгерметизации наружного контейнера, а наружная оболочка 3 прижимает пакет к графитовой плите 10. Для обеспечения равномерного температурного поля в зоне сварки вну-
тренний контейнер помещен между медными плитами 4 и 9, а крышка наружного контейнера засыпана песком Л Для предотвращения смятия сотового заполнителя и создания необходимого контактного давления применяют ограничительную рамку 6 и технологические со-тоблоки 5.
Чтобы исключить схватывание листов обшивок 8с верхней и нижней поверхностями внутреннего контейнера, между ними уложены технологические листы 7 из предварительно отожженной в вакууме (Р=2,66 Па, Г= 1000°С, Г-2 ч) стали 20. К недостаткам этого способа
Рис. VI.34. Герметичный контейнер с фиксирующей графитовой плитой (обозначения в тексте)
следует отнести низкую эксплуатационную надежность контейнеров, большую длительность термического цикла, необходимость АрДЭС и разрезки контейнеров по окончании каждого цикла диффузионной сварки.
Специализированное нагревательное устройство выполнено с разъемным герметичным уплотнением. Герметичность полостей обеспечивается сварными кожухами и резиновыми уплотнениями. Плавающий верхний ложемент устройства позволяет выбирать сборочные допуски сотовой конструкции и непрерывно перераспределять давление до образования равномерного по всей плоскости контакта свариваемых деталей, обеспечивая заданную геометрическую точность изделия. Отсутствие сварных швов в средней полости контейнеров, где находится свариваемая конструкция, гарантирует высокую надежность и стабильность процесса, исключает разрезку контейнеров после окончания цикла сварки. Стойкость мембран, изготовленных из нержавеющей стали толщиной 0,8 мм и образующих среднюю полость устройства, составляет 25—30 циклов сварки.
Качество соединения сотовых панелей определяют неразрушающим и разрушающим контролем. Наиболее приемлемыми методами неразрушающего контроля являются металлографический по образцам-свидетелям и ультразвуковой. Металлографическое исследование проводили при 500-кратном увеличении, так как при меньшем увеличении могут быть пропущены точечные дефекты или не определены прерывистые поры и штриховые дефекты. Ультразвуковым контролем нельзя обнаружить микродефекты — из-за малой разрешающей способности дефектоскопов УКН-ЗМ. Однако этот вид контроля дает наглядное представление о несплошностях при некачественной сварке. Для этого карта контроля сваренного образца сравнивается с эталонной картой, снятой с образца с заранее созданными искусственными дефектами. Для повышения разрешающей способности дефектоскопов применяют рабочие частоты свыше 5 МГц, прибор ДУК-66П и дефектоскоп УД-ЮИВ с рабочей частотой до 25 МГц, позволяющие обнаруживать микродефекты размером порядка 0,2 мм3.
При разрушающем контроле панели испытывают опрессовкой в бронекамере (рис. VL35). В полость сотоблока через дренажные отверстия подают аргон и повышают давление до разрушения панели. Панели, поступающие на другие виды испытаний, а также используемые в реальных изделиях, подвергают опрессовке при давлении 0,4 разрушающего, после чего дополнительно контролируют ультразвуком. Полости сотоблока плавно заполняют аргоном с наращиванием давления не более 0,5 МПа/мин во избежание среза стенок сотового
Рис. VI.35. Приспособление для опрессовки: I, 5 — верхняя и нижняя рамы; 2 — резиновое уплотнение; 3 — сотовая панель, 4 — дренажные отверстия; 6 — трубка для подачи давления; 7 — стяжной болт
заполнителя боковым давлением. Для определения прочностных характеристик сотовых панелей, изготовленных диффузионной сваркой, при различных видах нагружения были изготовлены образцы размерами 500x150 мм. Материал обшивок — сплав ОТ4 (ов=716 МПа, толщина листов 6=0,5 мм), материал заполнителя — сплав ВТ15 (ов=785 МПа), ячейка сотоблока шестигранная (а=6 мм, высота панели 15 мм).
Статические испытания (табл. VI.7) проводили при 20°С на осевое сжатие, сжатие заполнителя, отрыв несущих слоев, изгиб панелей и сдвиг заполнителя и при 300°С на отрыв несущих слоев, сдвиг и сжатие заполнителя.
Таблица VI.7. Результаты статических испытаний сотовых конструкций
Вил испытания Размеры панели, мм ?сп, °C М! Характер разрушения
Осевое сжатие 500x150x15 20 490,50 — Потеря устойчивости обшивки и заполнителя
Поперечный изгиб 300x150x15 20 494,91 277,62 Общая потеря устойчивости
Сжатие заполнителя 100x60x15 20 300 154.10 109,87 — Потеря устойчивости заполнителя
Сдвиг заполнителя 200x128x15 20 300 — 211,90 180,50 Сдвиг заполнителя
Отрыв обшивок То же 100x60x15 100x60x15 20 300 368,86 432,62 — Отрыв обшивок по заполнителю
Вибрационными испытаниями (табл. VI.8) определяли предел выносливости панелей при действии изгибных напряжений с <з/оа=0,14. Установлено, что прочность элементов сотовых конструкций близка к прочности
Таблица VI.8. Результаты вибрационных испытаний сотовых панелей
основного материала.
Дальнейшими резервами повышения прочностных характерно-
тик сотовых конструкций валяются приме* № образца (X МПя о/ов TV-IOt циклов Характер разрушения
нение высокопрочных 1 58,86 0,0858 3,2*
титановых сплавов, уп- 2 58,86 0,0858 2,10 По линии сопряжения
рочняющих методов об- 3 78 48 0.11 1,94 п
работки (хи микотерм и- 4 78 48 0 11 1 0*
ческой, виброупрочня- 5 98.10 0.143 0,20 По линии сопряжения
ющей, дробеструйной и др.), проведение про- 6 98.10 0.143 0.25* —
цесса диффузионной
сварки при более низких температурах для более полного сохранения меха-
нических свойств основного материала.
Из-за отсутствия специализированного оборудования не всегда можно изготовить диффузионной сваркой конструкцию необходимых размеров.
2
3
4
7 6
Рис. VI.36. Приспособление для сварки стыков сотовых конструкций
Поэтому целый ряд узлов и агрегатов летательных аппаратов получают путем стороны шва от окисления.
Наиболее надежным средством защиты зоны сварки являются камеры с контролируемой атмосферой, которые, однако, не лишены некоторых недостатков, нетехнологичны и неэкономичны.
Предложен и опробован способ сварки стыков сотовых конструкций в приспособлении, показанном на рис. V1.36. Панели 3, подлежащие сварке, устанавливают внутрь корпуса 4 и фиксируют прижимами /так, чтобы стык (с диафрагмой или без нее) располагался строго под пазом, выполненным в верхней стенке корпуса. Приспособление герметично закрывают крышками 2, 6и через штуцер 1 создают форвакуумным насосом ВН-2МГ разрежение 3,99 Па. Через штуцер 5 внутреннюю полость заполняют аргоном под давлением 5—10 кПа, которое поддерживают в течение всего процесса сварки. Для равномерного заполнения внутренних полостей панелей вакуумирование и заполнение аргоном повторяют 3—4 раза. Затем крышку 2 открывают и проводят ручную АрДЭС. При этом аргон просачивается через стык, исключая попадание воздуха на внутренние полости панелей. Последние фиксируют относительно верхней стенки приспособления плотно (без зазора) либо с зазором 1,5 или 4 мм. Оптимальный расход аргона (на 100 мм длины шва после открытия крышки 6} составляет соответственно 0,2—0,5; 1,5—2,5 и 4—6 л/мин. При сварке без зазора уменьшение расхода аргона может привести к ухудшению защиты обратной стороны шва при прожогах, увеличение — к ухудшению формирования шва. При наличии зазора 4 мм над лицевой стороной шва образуется атмосфера аргона, исключающая попадание воздуха во внутренний объем панели. Уменьшение расхода аргона ниже указанного приводит к ухудшению зашиты шва, увеличение — к перерасходу аргона. Качество зашиты обратной стороны шва оценивали в
соответствии с ПИ 126-77 по цветам побежалости и по значениям твердости fJV. Кроме того, при таком зазоре обеспечивается хорошее качество зашиты и лицевой стороны шва. При использовании стандартного керамического сопла ручной горелки (необходимого для зашиты вольфрамового электрода) возможно обойтись и без защитных козырьков.
Предложенный способ обеспечивает не только хорошую защиту обратной стороны шва, но и удобство работы сварщика при ручной сварке, возможность автоматизации процесса. Приспособление отличается простотой и низкой стоимостью.
9.2. ДИФФУЗИОННАЯ СВАРКА СЛОИСТЫХ РЕБРИСТЫХ ПАНЕЛЕЙ
Способ получения ребристых конструкций по схеме лист+лист, в основе которой лежит принцип создания слоистых соединений из тонколистового металла, отличается от ранее применявшихся рядом преимуществ:
диффузионная сварка осуществляется в условиях развитой контактной поверхности при малых значениях пластической деформации и удельного давления;
предварительно отформованные элементы с заданным радиусом галтелей исключают необходимость их создания в процессе диффузионной сварки, что значительно упрощает оснастку;
существенно облегчаются условия ультразвукового контроля, так как возможные дефекты располагаются в плоскости контакта двух поверхностей, отстоящей на известной глубине от места введения ультразвуковых колебаний.
Для реализации этих преимуществ разработали и опробовали опытную технологию диффузионной сварки слоистых ребристых конструкций на специальных образцах размерами 506x150 мм по принципиально новой схеме (рис. VI.37) [15].
Слоистые соединения получали при равномерном распределении сварочного давления по всем плоскостям взаимодействующих поверхностей. Для приварки ребер 4 к обшивке 6 по поверхности 8 использовали вкладыши 2, между которыми устанавливали клинья 3. Плиту ^механизма давления перемещали с определенным усилием на Высоту й = Aj и сдавливали стенки ребер в плоскостях } и 8 между собой и с обшивкой, размешенной в основании 7. В результате стыкуемые между собой эле
менты образовывали в плоскостях 1 и 8 сварное слоистое соединение.
Перед сваркой элементы конструкции собирали и закрепляли на инструментальном столе, фиксируя положение всех элементов. После сборки
6
Рис. VL37. Схема получения слоистых ребристых панелей
деталь в оснастке устанавливали в контейнер, который вакуумировали, герметизировали и нагревали до температуры сварки. Давление на клиновую оснастку создавали при помощи предусмотренной в устройстве диафрагмы с поддувом аргона. Предварительно рабочую поверхность оснастки и свариваемые поверхности деталей промывали в ацетоне и протирали спиртом.
Установка для диффузионной сварки (рис. VI.38) состоит из разъемного корпуса 4, верхней и нижней нагревательных плит 3, выполненных из отдельных секций, и нагревательных элементов 2, изолированных
Рис. VI.38. Установка для диффузионной сварки ребристых панелей
керамическими трубками /. Детали 10ъ оснастке У размешают в контейнере 8, который вакуумируют, герметизируют и выдерживают при 920—940°С в течение 2 ч с последующим охлаждением в аргоне. Рабочее давление, передаваемое на деталь, создают диафрагмой 7и плитой 6. Для предохранения стенок корпуса от перегрева служат защитные экраны 5 и водоохлаждаемая система. Потребляемая мощность нагревателей 20 кВт, расчетное усилие диафрагмы 3 ГН, максимальная температура 1000“С, вакуум 1,33—0,133 Па. Достоинством рассматриваемой технологии являются качественное формирование слоистого соединения лист+лист при малых значениях пластической деформации и удельного давления. Однако при такой схеме необходимо предъявлять особые требования к подготовке поверхности, обеспечивать равномерное давление и тщательно подбирать оптимальную температуру и продолжительность выдержки при определенных температурах.
Рекомендуемые режимы диффузионной сварки листов толщиной 0,8+0,8 мм: для сплавов ВТ1-0, ОТ4 и ВТ20 соответственно 880—900“С, 1,5—2ч; 920—920°С, 2—2,5 ч и 960—970“С, 2—2,5 ч. Удельное давление во всех трех случаях 0,5 МПа.
Гибку элементов, входящих в слоистую конструкцию, осуществляют в штамповой оснастке с нагревом в изотермическом режиме (для сплава ОТ4 при 670—720’С). После гибки для удаления окисленного слоя и очистки свариваемой поверхности гнутые элементы подвергают химическому траалению. Качество подготовки поверхности под диффузионную сварку можно повысить при дополнительной ее активации скрытой энергией ударного наклепа.
Изготовление слоистой ребристой конструкции из гнутых элементов сопровождается образованием концентраторов напряжений в местах сопряжения элементов и обшивки каналов. Для определения роли этих концентраторов при усталостных испытаниях изготовили образцы, в которых каналы заполняли эпоксидным клеем ВК-9 с последующим отверждением полиэтиленполиамином при 120“С. Проникая в узкие зазоры, клей в процессе усадки (1,2—1,4%) способствует эффективному залечиванию дефектов и повышению качества соединений. Выносливость таких соединений (например, сплава ВТ1-0 в условиях знакопеременного симметричного изгиба при напряжении 150 МПа) увеличивается по сравнению с основным металлом. Качество диффузионной сварки можно считать высоким, если при усилии 3 ГН и температуре 900—940°С обеспечивается надежное предохранение поверхности титана от взаимодействия с металлом оснастки.
Слоистые соединения небольших размеров соединяют между собой в более крупные конструкции аргоно-дуговой сваркой. Присутствие на поверхности титана примесей способствует образованию на границе литого металла эвтектических прослоек, снижающих прочность и выносливость соединений. В связи с этим необходимо либо применять покрытия, предохраняющие поверхность свариваемого металла от взаимодействия с оснасткой, либо определять толщину поврежденного слоя и удалять его.
Поскольку диффузионная сварка тонколистовых слоистых конструкций с элементами оребрения протекает одновременно по всей контактирующей поверхности, качество соединения зависит от равномерности распределения сварочного давления. Для его контроля целесообразно использовать способ, суть которого состоит в том, что при внешнем осмотре детали измеряют выступы на ее поверхности и по их высоте в различных контролируемых зонах судят о качестве сварной конструкции. Для более подробного изучения качества соединений используют ультразвуковой контроль.
В настоящее время освоена также другая технология изготовления ребристых панелей для летательных аппаратов [16, 17].
Крупногабаритные панели из титанового сплава ВТбч изготавливают механической обработкой из катаных плит толщиной 90—100 мм. Эта технология характеризуется высокой трудоемкостью и значительными потерями дорогостоящего титана из-за низкого коэффициента использования металла. Одним из перспективных путей повышения экономичности производства панелей является использование диффузионной сварки. В работе [ 16] приведены результаты сравнительных статических, динамических и усталостных испытаний образцов сварных панелей и катаных плит толщиной 30—100 мм из сплава ВТбч.
Диффузионную сварку панелей проводили в вакуумной установке с усилием 250 ГН по режимам: Гв=920’С; Р=5 МПа; т=180 мин.;
р=1,33 (10 г-10’5) Па. Процесс осуществляли с локализацией деформации в
контактной зоне за счет применения специального инструмента. Свариваемые элементы вырезали из пл нт толшиной 30 мм (полотно) и 14 мм (ребра) в продольном направлении. Контактные поверхности фрезеровали до шероховатости не более 7?z=20 мкм, затем осветляли в азотно-плавиковом реактиве и непосредственно перед сваркой обезжиривали хладоном.
Изучение микроструктуры показало, что плиты имеют неоднородную пластинчатую структуру р-титана с участками грубоволокнистого строения. Для сварных панелей характерна мелкозернистая структура, присущая плитам толщиной 14—30 мм, прокатанным в области а-^-превращений со значительной степенью деформации. Место стыка обнаруживается только по раэориентированности структурных составляющих в соединяемых элементах. В зоне сварки отсутствуют видимые несплошности.
Образцы для испытаний вырезали из плит и сварных панелей в вертикальном направлении. Испытания на трещиностойкость с оценкой вязкости разрушения А^с проводили на стандартных образцах диаметром 5 мм, а испытания на изгиб (ударный, статический и динамический с усталостной трещиной) с оценкой ударной вязкости (ан), работы разрушения образца при статическом (ап) и динамическом (ач) изгибе — на ударных образцах с V- и U-образными надрезами по стандартным методикам. Во всех случаях для определения свойств сварных панелей изготовляли образцы с надрезом по стыку и основному металлу.
Для исследования трещиностойкости и усталостных свойств при малоцикловом нагружении (МЦУ) использовали специальные методики испытаний Т-образных образцов, изготовленных из катаной плиты и сварных панелей. Образец, показанный на рис. VI.39,a позволяет не только проводить сравнительную оценку трещиностойкости ребристых конструкций и катаных
Рис. VI.39. Образцы для определения вязкости разрушения (а) и испытаний на малоцикловую усталость (б)
плит, но и сопоставлять свойства основного металла и сварного соединения в панелях (за счет надреза по шву и основному металлу ребра). Усталостные испытания на отрыв ребра проводили на образцах, представленных на рис, VI.39, б, при от-нулевом цикле с частотой нагружения 5—7 циклов в минуту. Предварительно часть образцов испытывали при статическом нагружении. Форму и размеры Т-образных образцов выбирали с таким расчетом, чтобы создать максимальные напряжения в месте соединения ребра с основанием, т. е. в зоне сварки. При этом достаточно большая толщина образцов (30 мм) препятствовала появлению изгибающих напряжений. При испытании сварных соединений исследовали также впи-
Рис. VI.40. Расположение сварных швов в образцах, испытываемых на малоцикловую усталость:
а — шов в ребре; б — в сопряжении ребра с полотном; в — в полотне
яние места расположения сварного шва на усталостные свойства (рис. VI.40).
Испытания цилиндрических образцов на растяжение показали, что сварные соединения панелей разрушаются по основному металлу. По показателям прочности и пластичности они незначительно отличаются от катаных плит (0^=900—950 МПа; у=25—30%). Результаты динамических и статических испытаний на изгиб (табл. VI.9) позволяют отметить, что при сопоставимых средних значениях аи и а^ сварные соединения панелей характеризуются пониженными минимальными показателями. Однако эти значения близки к требуемым (ан г 30 Дж/см2) и соответствуют уровню прочности основного металла ребра, имеющего при принятом расположении надреза наиболее низкое сопротивление разрушению.
В отличие от показателей ан и значение работы распространения трещины при статических испытаниях на изгиб у сварных соединений и основного металла панелей заметно превышает соответствующие значения для плит.
Для рассматриваемых конструкций наиболее важными показателями эксплуатационных свойств сварных соединений являются характеристики трещиностойкости и усталостной прочности. Результаты сравнительных испытаний Т-образных образцов (см. табл. VI.9) показали, что аязкость разрушения сварных соединений сопоставима с показателями основного металла. Однако она на 10—15% ниже значений, полученных на монолитных плитах. Это объясняется влиянием мелкозернистой структуры в металле сварных панелей, имеющем, как известно, пониженную трещиностойкость по сравнению с крупнозернистой пластинчатой структурой.
Статистическая обработка результатов испытаний на МЦУ Т-образных образцов, изготовленных из плит и сварных панелей, показала, что сварные образцы имеют большую долговечность при всех уровнях напряжений. Эго можно объяснить благоприятным влиянием мелкозернистой структуры на
Таблица VI,9. Механические (ударные) свойства плит и сварных панелей из сплава ВТбч
Объект испытания а* дж/см* а^, пж/сч2 а^ Дж/см2 МПа.н^
Катаная плита 52-57 44-59 2.5-3.9 86-113
Сварная панель: 55 49 3,1 104
ребро 32-50 23-27 4,5-12,1 75,5-99
38 25 9,0 88
ПОЛОТНО 60-73 70 50-76 63 6,7-26,7 18 Не опр.
сварное соединение 30-75 25-57 7,3-26,9 75-114
52 42 17 90
Примечание, Среднее значение для сварных панелей подсчитано ло результатам 14 испытаний; остальные характеристики — по 4—5 испытанна и.
сопротиаяение усталостному разрушению сварных панелей. Разброс результатов не превышает соответствующих значений для монолитных плит. Независимо от места расположения стыка в образце сварные соединения при МЦУ разрушались только по основному металлу ребра (выше или ниже шва), что объясняется меньшей его выносливостью в испытуемом направлении по сравнению с полотном. При испытаниях плит, имеющих крупнозернистую структуру, уровень напряжений влиял на характер разрушения (по линии или радиусу сопряжения ребра с полотном; по ребру).
Таким образом, сварные соединения панелей их сплава ВТбч по основным эксплуатационным характеристикам соответствуют основному металлу, по прочности и пластичности не уступают монолитным плитам, а по некоторым показателям (а^. и долговечность при МЦУ) превосходят их. Однако из-за мелкозернистой структуры с ярко выраженной текстурой сварные соединения и основной металл панелей в определенных направлениях характеризуются несколько пониженным уровнем К,с (на 10—15%) и меньшими значениями и а по сравнению с плитами толщиной 100 мм, имеющими крупнозернистое строение.
Изыскиваются новые пути получения тавровых соединений [18]. Оригинальный способ выполнения такого соединения из сплавов ОТ4 и ВТ20 при одновременном воздействии температурного и силового факторов описан в работе [17].
Для образования качественного сварного соединения сплава ОТ4 (или ВТ20) в твердой фазе использовали тепловую энергию дуги. Источником силового воздействия на стыкуемые поверхности служат усилия, возникающие в процессе кристаллизации расплавленного металла. Справедливость сделанных выводов относится к случаям, когда нагрев осуществляют одновременно двумя дугами. Частичное расплавление металла на заданную глубину обеспечивает нагрев нерасплавленного участка благодаря теплообмену до температуры, при которой происходит диффузионное соединение. Дальнейшие исследования показали, что увеличение протяженности тавровых
соединении сплава ВТ20 приводит к значительным остаточным деформациям, характер распределения которых препятствует развитию физического контакта и снижает качество диффузионной сварки. Их воздействие связано с потерей устойчивости элементов и образованием зазора А, который при
толщине 6<8, достигает максимального размера (рис. VI.41).
При использовании быстродвижу-щегося точечного источника тепла продолжительность теплового воздействия ограничена скоростью перемещения сварочных головок. Дефицит времени приводит к тому, что процесс формирования диффузионного соединения в нерасплавленной зоне остается незавершенным и сопровождается образованием дефектов.
Чтобы повысить стабильность процесса диффузионной сварки и исключить возможность образования дефектов в результате дополнительного силового воздействия со стороны ролика, были проведены эксперименты, которые показали, что нагрев двумя сварочными го
рце. VI.41. Схема образования таврового соединения
ловками создает условия для качест-
венного формирования диффузионного соединения в зоне L (рис. V1.42)
вследствие одновременного воздействия температурного и силового факто
ров. Частичное проплавление таврового соединения на общую глубину до
50% относительно толщины 8j позволило получить качественное соединение, выполняемое аргоно-дуговой и диффузионной сваркой (ААрДЭС+ДС). Интенсивность термомеханического воздействия на металл исследуемой зоны L оценивали с учетом термического цикла нагрева, эффективное время которого было достаточным для образования в исследуемой зоне качественного соединения.
Эксперименты выполняли на образцах таврового сечения из сплава ВТ20 размерами 300x100 мм. Толщина ребра Б.=5мм, толщина полки 8==3мм. Сварку осуществляли в приспособлении (рис. VI.42), которое устанавливали на столе фрезерного станка ФП-17М,
Рис. V1.42. Приспособление для сварки таврового соединения
оснащенного двумя сварочными головками. Питание головок осуществляли от источника ВСВУ-315. Приспособление для комбинированной сварки тавровых соединений состояло из прижимной решетки 7, фиксирующей положение ребра 2относительно полки 7. По направляющим плиты ^одновременно с головками 3 перемещали ролик 5, который с усилием до 500 кН прижимал и прокатывал в процессе сварки внешнюю сторону полки 7. Поджатие ролика осуществляли пружиной 6. Перед сваркой образцы обрабатывали химическим способом, а стыкуемые поверхности шабрили и протирали спиртом до устранения загрязнений. Защиту разогретой зоны ст окисления обеспечивали подачей аргона. Ролик устанавливали так, чтобы его контактная поверхность взаимодействовала с внешней поверхностью полки непосредственно в зоне L, где формируется соединение в твердой фазе.
Качество соединений оценивали рентгеновским и ультразвуковым контролем путем металлографического анализа и механических испытаний.
Таблица VI. 10. Режимы сварки тавровых соединений
№ варианта Режим сварки Ов. МПа Место разрушения
А U. В V.-м/ч Без отжига после отжига
1 125 7 7,2 1060 960 Преимущественно по диффузионной зоне
2 150 10 7,2 1320 1220 По диффузионной зоне (в отдельных случаях)
3 175 12 7,2 1370 1290 То же
4 190 13 9,0 1430 1440 По основному металлу
Примечания: 1. Скорость сварки i |jj м/ч, 1 Режим отжига — 950Х, 1ч.
Эксперименты по оптимизации режимов сварки (табл. VI.10) показали, что кинетика взаимодействия стыкуемых поверхностей в зоне £ определяется глубиной проплавления, обеспечивающей нагрев центра зоны до 980— 1000°С. Синхронное перемещение сварочных головок и поджимного ролика достигалось одновременным воздействием на зону температуры и давления. Граница раздала поверхностей в зоне L с ростом глубины проплавления (приводящим к развитию физического контакта и увеличению сплошности очагов схватывания) становится менее заметной. Центральная зона соединения подвергается тепловому воздействию ст 0,5 до 5 с. За это время при глубине проплавления до 50% и внешнем силовом воздействии формирование диффузионного соединения в зоне L достигается при помощи двух источников активации поверхностей: термического и механического. При этом прочность соединений (разрушение по основному металлу) достигала 1430-1440 МПа. Уменьшение общей глубины проплавления до 20—35% сопровождалось образованием в зоне L дефактов и снижением прочности соединений до 960—1060 МПа. По характеру излома такое разрушение можно объяснить присутствием в зоне L границы раздела, которая при статическом нагружении
играет роль искусственных трещин, развивающихся в сторону переплавленного металла. Контроль рентгеновским просвечиванием зоны металла, переплавленного с применением присадочной проволоки ВТ1-0 диаметром 1,2 мм, дефектов не обнаружил.
§ 10. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ АВИАЦИОННЫХ ДЕТАЛЕЙ МЕТОДОМ СВЕРХПЛАСТИЧЕСКОГО ФОРМИРОВАНИЯ,
В ТОМ ЧИСЛЕ В СОЧЕТАНИИ С ДИФФУЗИОННОЙ СВАРКОЙ
С вер пластическое формирование (СПФ), в том числе в сочетании с диффузионной сваркой (ДС), является приоритетным направлением в развитии зарубежной металлообработки. Вкладывая десятки и сотни миллионов долларов в исследование механики сверхпластического течения, в разработку и освоение сверхпластичных сплавов, в создание специальных технологий и оборудования и в разработку новых конструктивных форм деталей, учитывающих возможности новой технологии, промышленно развитые страны имеют взамен новое качество машин, экономию живого и овеществленного труда, экологически чистые технологические процессы [19].
Особенно эффективно применение процессов СПФ и СПФ/ДС в авиационной промышленности. Объединенными усилиями конструкторов и технологов, учитывающих новое качество технологии СПФ и СПФ/ДС, созданы условия для рентабельного применения в широких масштабах дорогостоящих, но отличающихся высокими конструкционными свойствами материалов, таких, как титановые и алюминий-литевые сплавы, найдено новое применение для известных конструкционных материалов, трудность обработки которых сдерживала их использование в конструкциях летательных аппаратов.
Расчеты и практика показывают, что применение СПФ и СПФ/ДС обеспечивает экономию массы конструкции до 40%, на 30—50% снижает стоимость изготовления некоторых изделий, значительно повышает их эксплуатационные качества, особенно такие, как ресурс и сопротивление распространению трещины [20, 21].
Открытая в 1929 г. Пирсоном и подтвержденная в 1945 г. А. А. Бочва-ром способность некоторых металлических композиций проявлять при определенных условиях нагружения пластичность, составляющую 1000—2000% относительной деформации растяжения, было названо Бочваром “сверхпластичностью”. В настоящее время термин “сверпластичность” является общепринятым.
Различают сверхпластичность при фазовых превращениях, когда состояние сверхпластичности проявляется во время фазовых переходов в сплаве, и структурную сверхпластичность, когда этот эффект не связан с изменением фазового состава сплава.
Наибольшее практическое значение имеет структурная сверхпластичность, поэтому в дальнейшем под термином “сверхпластичность” будем понимать именно структурное ее проявление. Хотя до настоящего времени механизмы сверхпластической деформации до конца не выяснены и ученые-металловеды не пришли к единству взглядов, внешние проявления сверхпластичности вполне определены. Это следующие факторы:
малое и весьма малое сопротивление пластическим деформациям;
высокая устойчивость пластического течения, т. е. способность сопротивляться развитию локализации деформации при растяжении;
большие — сотни и тысячи процентов — относительные деформации до разрушения.
Все эти компоненты сверхпластичности дают уникальную возможность изготавливать весьма сложные детали при сравнительно простом технологическом оснащении.
Сверхпластическое состояние наступает у сплавов, имеющих или образующих в начале деформации супермелкую (порядка 1 — 10 мкм) структуру, нагретых до определенной температуры и деформируемых с весьма незначительными скоростями деформации (от 1101 до НО 5 с1).
Сверхпластическое состояние может сохраняться неопределенно долгое время, если не происходит заметного изменения размеров зерна. Сплав может выйти из с верх пластического состояния, если в процессе деформирования происходит собирательная рекристаллизация и зерно вырастает более критического размера.
Большой вклад в механизм сверхпластической деформации вносит, по мнению ученых, диффузионный массоперенос. Некоторые из них представляют сверхпластическую деформацию как последовательное образование микроразрушений (микропустот) и их залечивание путем направленной диффузии. Основанием для такой гипотезы является тот факт, что в некоторых сплавах (особенно на основе алюминия) после определенной степени деформации обнаруживаются пористость (кавитация), причем тем большая, чем выше степень деформации и меньше температура (т. е. меньше энергия диффузии).
Образование пористости является существенным недостатком сверхпластической деформации, так как приводит к снижению конструкционных свойств сплава, а иногда даже и герметичности. Установлено, что образование пор при сверхпластической деформации подавляется, если нагружение производится при определенном уровне гидростатического давления. Это привело к появлению технологии штамповки с противодавлением, которая в настоящее время используется в зарубежных странах.
Необходимо отметить, что поскольку сверхпластическая деформация происходит при температурах рекристаллизационного отжига (или весьма близких к ним), то в ее процессе исчезают несовершенства структуры сплава, вызванные нагартовкой, остаточными напряжениями, термической нестабильностью. Иногда это приводит к некоторому уменьшению (на 3—5%) статической прочности сплава, но повышает сопротивление усталости, ударную вязкость, уменьшает скорость распространения трещин.
Так как сверхпластичные титановые сплавы мелкозернисты, они имеют весьма низкое сопротивление ползучести. Однако последующая термообработка детали, направленная на укрепление структуры, может устранить и этот недостаток.
Реологическое состояние сплава при сверхпластической деформации весьма близко к таковому при диффузионной сварке.
Значительно сложнее обстоит дело с другими (особенно на основе алюминия) сплавами. Как известно, оксиды на поверхности алюминиевых сплавов образуются практически мгновенно, имеют высокую механическую
прочность и химическую стойкость, весьма трудно разлагаются и возгоняются в вакууме.
Исследования последних лет показали, что реально создание хорошо свариваемых диффузионным способом сплавов на алюминиевой основе. Учитывая большое значение алюминиевых сплавов как конструкционного материала, особенно в авиакосмической промышленности, задача разработки и промышленного освоения таких сплавов в настоящее время является первоочередной.
Теория и практика диффузионной сварки обнаруживают, что сверхпластическая деформация интенсифицирует образование диффузионного соединения, а технологические режимы этих процессов (температура, силовые параметры и время) совпадают или достаточно близки. Это послужило основой разработки технологического процесса изготовления деталей и узлов при сочетании сверхпластической деформации с диффузионной сваркой, что явилось еще одним революционным шагом в технологии машиностроения. Сочетание процессов СПФ и ДС в одной технологической операции позволило создавать такие эффективные конструкции, изготовить которые другими способами не представляется возможным.
Впервые способ СПФ/ДС был применен на фирме “Rockwell International” (США). Способ позволил резко повысить коэффициент использования материалов, уменьшить отходы, объемы механообработки и трудоемких сборочных работ (в целом это до 50% конечной стоимости деталей). Более 12 лет было затрачено в США на придание способу производственного статуса. За это время на его разработку ВВС, ВМФ и НАСА затратили более 25 млн. долл. Все программы были объединены в общую под названием “Built up low cost advanced titanium structures” (“Производство экономичных титановых конструкций”). В рамках этой программы была спроектирована, изготовлена и испытана несущая кессонная конструкция центроплана в полную величину. Применение этой конструкции в будущем поколении истребителей, по мнению авторов программы, обеспечит уменьшение массы на 20—30% и стоимости на 30—40%.
Сверхпластичные свойства сплавов на титановой основе. Титановые сплавы считаются пр ирод но сверхпластичными. Это объясняется тем, что стандартная технология изготовления листового полуфабриката обеспечивает получение мелкозернистой структуры, а динамика фазовых превращений, имеющая место при температурах деформирования, сдерживает ее рост. В большей степени это справедливо для сплавов группы а+₽, однако существуют технологии, позволяющие улучшить и их сверхпластичные свойства за счет доведения размера зерна до 1—2 мкм.
Рассмотрим некоторые примеры получения конструкций из титана в состоянии сверхпластичности.
Возможность реализации процесса СПФ/ДС проверена экспериментально на образцах из сплава ВТ6С в виде плоских листов толщиной 0,8 мм, подкрепленных листами (ребрами) жесткости с отформованными на них рифлями и ячейками [21].
Комплексный процесс основан на идентичности условий диффузионной сварки и пневмотермической формовки титановых сплавов в состоянии сверхпластичности: это высокая температура (Т— 0,5—0,7 7^,), сралнительно низкие значения силовых параметров процесса (усилий, данлений), сопоста
вимые скоростные (временные) параметры, необходимость проведении процесса в нейтральной среде.
Формовку-сварку образцов проводили в вакуумной камере экспериментальной установки на базе машины ПРВ-302.
Технологический процесс изготовления образцов включал в себя обработку отверстий в листах обшивки напротив формуемых элементов жесткости; обезжиривание и сборку листов обшивки и элементов жесткости в пакет; установку пакета в блок формовки-сварки; вакуумирование рабочей камеры; нагрев блока и пакета до температуры формовки-сварки; создание давления сварки и давления формовки аргоном в рабочей полости блока; выдержку пакета в режиме формовки-сварки, обеспечивающем диффузионное соединение листов и формирование элементов жесткости; охлаждение и удаление образца из рабочей камеры машины, а затем из блока пневматического формирования (ПТФ/ДС).
По результатам экспериментов установлены режимы процесса: температура нагрева 920—940°С; степень вакуума 6,65- 10 J Па; сварочное давление ^в=1,5—2 МПа; длительность сварки (,в=90 мин; максимальное давление формовки Рф=0,5 МПа; длительность формовки гф= 15 мин.
Используя данные экспериментальных работ, авторы [21] отработали процесс формирования сварки двухслойной титановой панели, подкрепленной продольным и поперечным силовыми наборами в виде разновысоких рифлей (шпангоутов-стрингеров) с шириной основания 60 и 25 мм. Высота рифлей /Л=2 мм, толщина листа обшивки 0,8 мм, исходная толщина ребра жесткости 2 мм. Стрингеры подкрепляли накладками толщиной 2 мм.
Формовкой-сваркой можно соединять обшивки и ребра жесткости, создавая давление по контактным поверхностям механическим путем, формовать рифли по профилю блока формирования и соединять стрингеры с предварительно установленными в блок формирования накладками, используя давление аргона.
Процесс формовки-сварки панели отрабатывали на опытной установке ПТФ/ДС (рис. VI.43), которая представляет собой вакуумную камеру /с водоохлаждаемыми стенками, снабженную гидравлической системой 2 сжатия с максимальным усилием 200 кН, системой нагрева мощностью 400 кВ -А с вольфрамовыми нагревателями 5, системой вакуумирования, обеспечивающей создание в камере вакуума до 0,133 10 2 Па, системой 4 создания избыточного давления аргона с максимальным давлением 15 МПа, блоком формирования 5 и пультом управления с контрольно-измерительной аппаратурой. На установке можно изготовлять панели размерами 500x300 мм в плане. Опытные работы дали положительные результаты.
Высокая деформационная способность сплава ВТ6С в состоянии сверхпластичности позволяет обеспечить значительные местные деформации и хорошее воспроизведение профиля инструмента. Отсутствие пружинения обеспечивает высокую точность геометрических параметров конструкции. Визуальным контролем установлено полное оформление рифаей панелей; разрывов стенок не обнаружено. Наибольшее утонение наблюдается в местах сопряжения стенки профиля с ди ом.
Проведенные металлографические исследования показали высокое качество диффузионных соединений. Непроваров и других дефектов в зоне соединения листов не обнаружено. Микроструктура сплава в различных
Рис. V1.43. Опытная установка для формовки-сварки
участках обшивки и стенок отформованных рифлей рекристаллизованная, с равноосным зернами размером 10—15 мкм, и незначительно отличается от исходной.
Другим примером использования эффекта сверхпластичности является изготовление фланцев трубопровода из сплавов титана способом, совмещающим высокотемпературную формовку с диффузионной сваркой [22].
Фланцы из сплава титана изготавливают по следующей технологической схеме: получение поковки, штамповка заготовки, механическая обработка детали (точение, фрезерование, сверление). При такой схеме КИМ детали составляет 0,133. Для повышения КИМ было предложено расчленять фланец на две детали и применять для его изготовления диффузионную сварку. При этом исходными элементами являются две листовые заготовки — основания и горловины фаанца. Толщина элементов фланца данного типоразмера составляет 4 мм (сплав ВТ20) и 1 мм (сплав ОТ4). КИМ процесса при этом повышается до 0,615, а технологическая схема включает вырубку листовых заготовок, сверление центровочных отверстий, которые в готовых фланцах являются отверстиями для крепежа, диффузионную сварку и торцовку горловины фланца под последующую дуговую сварку (соединение фланца с трубопро волом).
Первоначально использовали листовую заготовку горловины фланца, полученную холодной формовкой. Радиус галтели при таком способе был равен 5 мм. Отформованную горловину соединяли с основанием диффузионной сваркой. Для сварки была спроектирована и изготовлена оснастка, позволяющая получать за один установ несколько фланцев, количество которых определяется рабочим пространством установки для сварки и ходом
штока давления, а также многовнтковый индуктор для нагрева заготовок. Сварку выполняли на установке МДВ-301. На ней можно провощить нагрев под сварку до 1500°С при усилии сварки до 3 ГН. Вакуумная система позволяет в камере размерами 0,45x0,45x0,5 м создавать разрежение 6.6103 Па. Перед сваркой соединяемые поверхности зачитали металлической щеткой и обезжиривали. В процессе экспериментов был определен оптимальный режим сварки: 7=920°С,/!=3 МПа, г=15 мин, — позволивший получить соединение без дефектов.
. Сварные фланцы испытывали пневматическим циклическим нагружением в системе трубопровода по двум режимам: при температуре 340 и 550°С и давлении 0,9 и 1,3 МПа соответственно. После испытаний проводили металлографические исследования. По каждому режиму испытаний изучали по два фланца в четырех сечениях. Анализ показал, что в процессе нагружения в месте сопряжения горловины с основанием фланца появляются единичные надрывы (в двух из восьми исследованных сечений). Они не распространяются по поверхности соединения, а выходят в лист, образующий горловину. Их протяженность незначительна (1—2% толщины листа горловины) и не оказывает влияния
на
Рис. VI.44. Схема изготовления фланцев при совмещении высокотемпературной формовки и диффузионной сварки
работоспособность сварных фаанцев. Образование трещины-надрыва обусловлено расклинивающим действием сил, которые возникают при пневматическом нагружении трубопровода. Причиной роста момента сил является большой (5 мм) радиус галтели горловины (большое плечо силы).
С целью упрощения технологии изготовления фаанцев, а также уменьшения радиуса галтели и увеличения высоты цилиндрической части горловины были разработаны устройство для получения фланцев и способ, совмещающий высокотемпературную формовку с диффузионной сваркой.
Схема изготовления фланцев приведена на рис. VI.44. Левая сторона схемы — положение заготовки перед сваркой, правая — после формовки и сварки.
Заготовки вырубали по внешнему контуру фланца с припуском 1 мм. Центральные отверстия выполняли
точением пакета заготовок (в дальнейшем предусмотрена вырубка центральных отверстий одновременно с внешним контуртуром).
Положительные результаты получены при ведении процесса по следующей схеме: нагрев до температуры сварки при давлении 0,5 сварочного; выдержка 15 мин; снижение температуры до температуры формирования, формирование горловины фланца; нагрев до температуры сварки с выдержкой 15 мин. Максимальная вытяжка горловины составляла 8мм.
Металлографические исследования сварных фланцев показали, что на первом этапе процесса соединение формируется в отдельных участках, чем предотвращается образование утяжек при формировании, а приложение давления при температуре сварки обеспечивает формирование качественного соединения по всей поверхности контакта элементов.
Разработанный способ позволяет также получать фланцы из разнородных материалов, что дает возможность монтировать трубопроводы из разных металлов.
Технико-экономический анализ показал, что освоение комплексного процесса формовки сварки даст возможность повысить монолитность конструкции, уменьшить ее массу и снизить стоимость.
§ 11. ВОССТАНОВИТЕЛЬНЫЙ РЕМОНТ ЛОПАТОК КОМПРЕССОРА ГТД ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ
Разработка и применение технологических процессов, позволяющих сокращать затраты при ремонте ГТД за счет восстановления дорогостоящих лопаток, является актуальной задачей.
В настоящее время на авиаремонтных предприятиях только небольшая часть лопаток, имеющих на кромках механические повреждения глубиной до 3—5 мм, дорабатывается зачисткой и возвращается на двигатель. Лопатки с большей глубиной забоин, а также с повреждениями в виде вырывов и смятия кромок, как правило, ремонту не подлежат.
Достаточно эффективным является ремонт лопаток сваркой на электронно-лучевой установке (ЭЛУ) прямоугольных косынок, которыми заменяют поврежденные кромки пера. Однако этот способ не всегда позволяет восстанавливать лопатки, особенно если повреждения расположены ниже бандажной полки. Кроме того, при применении косынок требуется срезать не имеющие дефектов кромки, а сварка криволинейных поверхностей привадит к увеличению припуска на последующую механическую обработку кромок с учетом закрутки профиля пера.
Разработанный авторами [23] типовой технологический процесс ремонта лопаток вваркой цилидрических вставок в поврежденные места с использованием промышленных ЭЛУ (рис, VI.45) не имеет таких недостатков.
Для упрощения подгонки и сварки применяли цилиндрические вставки диаметром 34 и 60 мм в зависимости ст габарита лопаток. Удаление поврежденных мест на пере лопаток проводили фрезами такого же диаметра.
Выбор цилиндрических вставок позволяет также выполнять сварку двух лопаток одновременно. Специальное приспособление обеспечивает сборку двух лопаток по цилиндрическому стыку с зазором не более 0,05 мм. Автоматический поворот лопаток в приспособлении позволяет осуществлять
прихватку и последующую электронно-лучевую сварку с изменением направления вращения приспособления. Режимы ЭЛС на установке ЭЛУ-5: скорость сварки 35 м/ч, ускоряющее напряжение 60 кВ, допускаемое
Рис.VI.45. Схема технологического процесса ремонта лопаток
расстояние 110 мм, ток фокусирующей линзы 64 мА, ток луча прихвата 7— 8 мА, ток луча сварки 16—25 мА при глубине проплавления 3,5—6,5 мм. После сварки проводится отрезка вставок, так чтобы припуск по кромке пера не превышал 12 мм для последующей механической обработки до получения требуемого профиля пера.
Поскольку лопатки компрессора ГТД подвергаются различным статическим и динамическим нагрузкам, то основное внимание при разработке технологии ремонта уделяли обеспечению высоких прочностных свойств сварного шва и качеству сварки. Выбор ЭЛС для соединения лопатки с цилиндрической вставкой был обусловлен возможностью обеспечить минимальные термические деформации, незначительными изменениями структуры металла в зоне температурного воздействия луча, узкой зоной проплавления, а также стабильностью режимов и надежной защитой зоны сварки от алияния атмосферных газов. Эго особенно важно при восстановительном ремонте окончательно отработавших ресурс лопаток, к которым предъявляются повышенные требования по соблюдению заданных геометрических размеров.
Оптимальные режимы сварки отрабатывали на лопатках из сплавов типа ВТЗ-1, ВТб, ВТ8, ВТ9, а также из стали 13Х11Н2В2МФШ. Высокое качество обеспечивалось при проведении ЭЛС за один проход с выведением корня шва на технологические накладки, которые применяют как со стороны выхода, так и входа луча. Технологические накладки позволили создать припуск на механическую обработку пера лопатки в зоне сварки, что дало возможность устранить подрезы. При сварке с проплавлением по окружности за два прохода происходило хорошее формирование шва.
Испытания показали, что после ЭЛС сварной шов равнопрочен основному материалу лопатки. Комплексное исследование свойств сварных соединений сплава ВТЗ-1 проводили на плоских образцах с оценкой прочности при растяжении, относительного удлинения и поперечного сжатия, ударной вязкости и угла загиба с усталостной трещиной в зависимости от температуры отжига. Испытания образцов на растяжение не выявили существенного влияния температуры отжига на временное сопротивление и относительное удлинение металла сварного шва и основного металла. Ударная вязкость основного металла назависимо от температуры отжига составляет 25—50 Дж/см2. В случае отжига при температуре 80Ю°С минимальное значение ударной вязкости увеличивается до 30 Дж/см2. Металл сварного шва имеет несколько меньший разброс значений КСТ, чем основной металл.
Особое внимание уделялось оценке усталостной прочности отремонтированных лопаток. Для этого вваривали вставки в местах максимальных напряжений при колебаниях по первой изгибной форме. Усталостные испытания лопаток проводили на электродинамических вибростенаах при комнатной температуре. Пределы выносливости новых и отремонтированных лопаток, определенные на базе 2 -107 циклов, приведены в табл. VI.11.
Некоторое снижение предела выносливости после ремонта не связано с процессом вварки цилиндрических вставок, а обусловлено эксплуатационной наработкой и эрозионным повреждением поверхности профиля пера лопаток в процессе эксплуатации.
Таблица VI.II. Результаты испытаний лопаток на Доказательством выносливость высокого качества свар-
Пае дел выносливости (МПа! лопаток КИ ВСТЭВОК ЯВЛЯЮТСЯ ре- VlyvllCUl DSI1И РШ 4 И 1, 1*11 JIUliAlvn **
Вид лопатки НОВЫХ после ремонта ремонта и испытаний ЛОПЭТОК С вибро™- искусственно нанесен - тонки ными концентраторами
С бандажной полкой С шарнирным замком С замком типа ’’ласточкин хвост” 430 350-390 490 370 295-340 470 410 в виде забоин в зоне _ сварного шва на вход- _ ной кромке. Образовав- шаяся ст забоины уста-
валясь параллельно кор-
невому сечению лопатки, а не по зоне сварного шва.
Важным резервом повышения усталостной прочности отремонтированных лопаток является поверхностное упрочнение. Например, виброгалтовка отремонтированных лопаток позволяет достигнуть такого же предела выносливости, как у новых лопаток.
Для эксплуатационных испытаний на отремонтированных лопатках вварку вставок на ЭЛУ проводили в местах максимальных напряжений при колебаниях по высокочастотным формам. Стендовые испытания ГТД с лопатками, отремонтированными после эксплуатации в течение 500 ч, предусматривающие выполнение 2500 переменных нагружений и работа примерно 50 ч на максимальных режимах дали положительные результаты. Резонансные испытания с тензометрированием таких лопаток во всем диапазоне частот вращения ротора не выявили каких-либо отличий по динамическим характеристикам и напряженности в сравнении с новыми лопатками. После резонансных испытаний газодинамическая устойчивость отремонтированных лопаток оказалась достаточной. Положительные результаты получены также при эксплуатации ГТД с отремонтированными лопатками. Например, максимальный срок службы таких лопаток на двигателе Д-30 составил свыше 7000 ч.
Таким образом, всесторонняя проверка лопаток компрессора, восстановленных по разработанной технологии электронно-лучевой вварки цилиндрических вставок в поврежденные места, показала, что ремонт обеспечивает надежную работу лопаток в эксплуатационных условиях на заданный ресурс.
Хорошие результаты принес ремонт лопаток вентилятора с длиной пера до 450 мм из сплава ВТЗ-1, лопаток компрессора из стали 13Х11Н2В2МФШ, а также стальных лопаток осевого компрессора ГТК-10 для газоперекачивающих установок.
Сравнительно небольшие затраты на ремонт лопаток по предложенной технологии, не превышающие 10% стоимости новых лопаток, делают целесообразной и экономически выгодной межотраслевую организацию ремонта лопаток с созданием специализированных участков и использованием серийных ЭЛУ, позволяющих обеспечивать восстановительный ремонт лопаток компрессора различных размеров и из разных материалов.
ЛИТЕРАТУРА В ГЛАВЕ VI
1. Сварка изнутри тонкостенных шаробаллонов из алюминиевого сплава 01570/ М. В. Анисимов, Т. Н. Осокина, Н. М. Буханова и др.// Свароч. пр-во. - 1990. - № 5. - С. 26-27.
2. Гуревич С. М. Состояние и перспективы развития сварки химически активных и тугоплавких металлов и сплавов //Актуальные проблемы сварки цветных металлов: Докл. 1 Всесоюз. конф. Киев, 21—23 ноября 1978 г. — Киев : Наук, думка, 1980. — С. 293—300.
3. Каракозов Э. С, Пешков В. В., Орлова Л. П. Диффузионная сварка титана. — М. : Металлургия. — 1977. — 250 с.
4. Пархета В. К., Суслов А. И. Аргоно-дуговая сварка титанового трубопровода // Авиац. пром-сть. — 1981. — № 5. — С. 77.
5. Повышение усталостной долговечности сварных титановых трубопроводов / Е. А. Тафинцев, А. И. Широких, И. И. Муравьев и др. // Там же. - 1984. - № 2. - С. 56-57.
6. Лобанов Л. М., Павловский В. И., Лысак В. В. Применение предварительного упругого деформирования для регулирования напряженно-деформированного состояния при сварке тонколИ'стовых конструкций из алюминиевых сплавов // Сварка цветных металлов: Сб. научн. тр. — Киев : Наук, думка, 1989. — С. 52—56.
7. Сварные ошипованные узлы из титановых сплавов для авиационных конструкций / Н. М. Тарасов, В. Г. Датченко, Р. В. Мельников и др. // Авиац. пром-сть. — 1993. — № 5—6. — С. 8—9.
8. Изготовление и сварка деталей из титановых сплавов / Б. Д. Кириллов, Р. В. Мельников, Л. И. Фабрикантов и др. // Там же. — 1964. — № 5 — С. 23-29.
9. Сварка высокопрочных титановых сплавов / С. М. Гуревич, Ф. Р. Куликов, В. Н. Замков и др. М. : Машииностроение, 1975. — 150 с.
10. Выбор технологических параметров диффузионной сварки сотовых конструкций из титановых сплавов / А. М. Ильин, Э. С. Караказов, В. И. Григорьевский и др. // Авиац. пром-сть. — 1980. -4 5. - С. 59—62.
11. О .выборе режимов диффузионной сварки титановых сотовых пакетов / И. И. Муравьев, А. Б. Коломенский, В. Н. Радионов и др. // Там1 же. — 1987. -.4'2. - С. 48-50.
12. Левтова К. А., БайчерЛ. И., Филидор О. А. Особенности совмещения процессов пайки и диффузионной сварки при изготовлении сотовых конструкций из титановых сплавов // Там же. — 1992. — № 2. — С. 50—52.
13. Диффузионная сварка титановых сотовых конструкций / Е. А. Винокуров, С. И. Гусев, М. Я. Гофин и др. // Там же. — 1983. - 4 2.- С. 58-59.
14. Никголов М. Б., Коробченко В. А., ВинокуровЕ. А. Сварка стыков сотовых конструкций из титановых сплавов // Там же. — 1984. — № 8. — С. 69.
15. Диффузионная сварка слоистых ребристых панелей из титановых сплавов / Б. А. Матюшкин, К. А. Левтова, В. В. Редчиц и др. // Там же — 1982. — № 11.-С. 54-56.
16. Исследование характеристик работоспособности диффузионносварных соединений панелей из сплава ВТбч / А. А. Гельман, Г. А. Дерягин, В. М. Павлов и др. // Там же. — 1985. — № 6. С. 67—69.
17. Применение тепловой энергии дуги в технологии диффузионной сварки титанового сплава ВТ20 / Б. А. Матюшкин, Г. Н. Кофанова, В. В. Редчиц и др. // Там же. — 1986. -№ 3. - С. 71—72.
18. Изыскание возможности получения конструкций из титановых сплавов с использованием тавровых соединений, выполняемых токами высокой частоты / Л. Ю. Аркусский, М. Е. Злотин, В. В. Редчиц и др. // Там же - 1992. - № 2. - С. 37-39.
19. Нефедова Т. И., Шевнюк Ю. В. Технология изготовления авиационных деталей методом свсрхпластического формообразования, в том числе в сочетании с диффузионной сваркой, за рубежом // Технология, оборудование, материалы, процессы. — 1990. — № 2. — С. 4—33.
20. Холина С. И., Усачева И. К. Технология сверхпластического формообразования титана в сочетании с диффузионной сваркой // Авиац. пром-сть. — 1992. — № 6. — С. 51—53.
21. Формовка-сварка титановых конструкций в состоянии сверхпластичности / А. Г. Пашкевич, В. В. Садков, А. В. Орехов и др. // Там же. - 1985. - № 1. - С. 55-57.
22. Изготовление фланцев трубопровода из сплавов титана методом совмещения высокотемпературной формовки с диффузионной сваркой / К. А. Левтова, М. В. Липгарт, В. В. Гринин и др. // Там же. — 1988. — № 2. - С. 41-42.
23. Душкин Д. М., Тайбер С. Г., Прошин А. Б. Восстановительный ремонт лопаток компрессора ГТД электронно-лучевой сваркой // Там же. - 1991. - № 5. - С. 12-14.
Глава VII
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
В современных отраслях авиационной промышленности одной из самых актуальных задач является обеспечение надежной работы элементов и узлов сварных конструкций. Поэтому вопросам получения бездефектных сварных соединений и обеспечения их качества уделяется первостепенное значение.
§ 1. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Качество сварных соединений определяется совокупностью таких свойств, как прочность, коррозионная стойкость, герметичность и т. д., обусловливающих эксплуатационную надежность изделий. Оно обеспечивается организацией систематического контроля на всех этапах технологического процесса сварки [1].
Однако при производстве сварных конструкций могут возникать дефекты, т. е. отдельные несоответствия продукции нормативным требованиям. Влияние дефекта на работоспособность конструкции определяется многими факторами. Оно зависит не только от характера самого дефекта — его размеров, расположения, но и от свойств материала, конструкции, а также от условий эксплуатации.
Чрезвычайно важно определить допустимое количество дефектов в конструкции при сварке, так как изготовить бездефектную конструкцию практически невозможно. Поэтому приходится проводить большое количество теоретических и экспериментальных исследований, направленных не только на поиск новых методов выявления дефектов, повышение их чувствительности и т. п., но и на разработку допустимых норм дефектности, которые самым тесным образом связаны с конкретными условиями эксплуатации реальной конструкции и, следовательно, не могут быть всегда одинаковыми.
Дефектность q в контролируемом элементе определяется отношением суммарной площади дефектов Ids к расчетной площади контролируемого сечения s:
9 = ^.
sp
Дефекты, встречающиеся при сварке, целесообразно рассмотреть отдельно применительно к термической и некоторым видам тсрмомсхани-ческой сварки.
Дефекты сварки термического класса
1. Непровар, который представляет собой частичное отсутствие сплавления свариваемых кромок со стороны корня шва или частичное отсутствие сплавления наплавленного металла с основным. Возможен непровар по всей длине шва или местный, на отдельных его участках.
Основные причины непровара следующие: недостаточная мощность источника нагрева, большая скорость его перемещения, слишком длинная дуга или несоразмерно большой диаметр электрода, неправильный выбор
полярности, магнитное дутье (при дуговых методах сварки), отсутствие разделки кромок или малый угол их скоса, неправильно выбранное притупление кромок, смешение и перекос свариваемых кромок, попадание в шов частиц оксидной пленки.
2. Пористость, представляющая собой газовые пузырьки в металле. Причины пористости в сварных швах весьма разнообразны.
3. Трещины. Причинами появления трещин являются усадочные напряжения, превышающие временное сопротивление металла; жесткое закрепление свариваемых элементов; структурные напряжения (например, образование мартенсита); повышенное содержание углерода, серы и фосфора в металле; сварка при заниженной температуре; сосредоточение нескольких швов на небольшом участке изделия, вызывающее повышенные местные напряжения (концентрация напряжений).
4. Шлаковые включения — наличие в металле застрявших частиц неметаллических веществ. Причинами возникновения шлаковых включений могут быть тугоплавкость и повышенная вязкость шлаков электродного покрытия; высокая плотность шлака; недостаточное раскисление металла шва; большое поверхностное натяжение шлака; плохая очистка поверхности валиков от шлака при многослойной сварке; затекание шлака в зазоры между свариваемыми кромками и в места подрезов; неравномерность плааления электродного покрытия.
5. Пережог — окисление по границам зерен. Причины пережога следующие: замедленное движение источника нагрева и слишком большая его мощность.
6. Прожог — сквозное проплавление металла, причинами которого являются чрезмерная мощность источника нагрева; слишком медленное его перемещение; малая толщина металла; большой зазор между свариваемыми кромками; малое притупление кромок.
7. Подрез — углубление основного металла в месте его перехода к поверхности шва. Причины подрезов разнообразны, основные из них следующие: завышенная мощность источника нагрева, неправильная технология сварки швов в сложных пространственных положениях; слишком большая скорость сварки.
Дефекты сварки термомеханического класса
Дефекты при точечной сварке.
1. Непровар — отсутствие или малый диаметр ядра. Основные причины непровара: падение напряжения в сети, ввод в контур машины больших магнитных масс, шунтирование тока через соседние точки или случайные контакты, большой диаметр контакта электрода, чрезмерное давление, увеличение толщины свариваемых деталей против заданной, уменьшение длительности сварки, наличие на поверхности свариваемых деталей оксидной пленки, следов масел, краски и других загрязнений [2].
2. Выплеск металла. Причинами выплеска являются плохая очистка деталей или электродов, малое давление, большие сила тока или длительность сварки.
3. Прожог, причины которого следующие: значительное загрязнение поверхности деталей, загрязнение поверхности электродов, снижение давления.
4. Трещины. Причинами появления трещин являются жесткий режим сварки; малое ковочное давление при сварке металла больших толщин, а также преждевременное снятие давления при кристаллизации ядра. Трещины, как правило, распространяются от центра ядра к поверхности.
5. Раковины и пористость. Причины образования раковин и пористости следующие; малое давление, загрязнение поверхности металла, выплески.
6. Вмятины (более 10—20% толщины листа). Причинами появления вмятин являются недостаточный диаметр контактной поверхности электрода, перегрев точки, значительные выплески металла, плохое охлаждение электродов. Эти же причины могут вызвать отклонение размеров сварных точек от заданных в чертежах.
Дефекты при шовной сварке.
1. Негерметичность шва (вызывается теми же причинами, что и непровар при точечной сварке).
2. Подплавление поверхности деталей вследствие плохой очистки деталей и роликов.
3. Прожог, причины которого следующие: плохая очистка деталей и загрязнение роликов, большие зазоры между деталями, снижение давления.
Дефекты при стыковой сварке; смещение свариваемых деталей, непровары, перегрев и пережог, подгар поверхности деталей в зажимах, чрезмерно большое количество выдавленного металла, трещины, остатки шлаков и оксидов в сварном шве.
Указанные дефекты могут возникнуть вследствие неправильно подобранных режимов сварки, некачественной подготовки деталей под сварку, наличия неисправностей в сварочной машине. Например, подгар поверхности деталей в зажимах возможен, если плохо зачищены наружные поверхности деталей и зажимов или если последние изношены и их контакт с деталями достигается только на отдельных участках.
Основными дефектами механического класса при сварке являются непровары, деформации изделий, трещины.
§ 2. СПОСОБЫ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Методы контроля подразделяются на два типа: разрушающие и неразрушающие. К разрушающим относятся испытания сварных образцов-свидетелей. Сваривают их при тех же режимах, что и изделия, — обычно непосредственно перед началом сварки последних. Всесторонние испытания образцов позволяют косвенным образом судить о качестве сварных соединений в изделиях.
Однако получить полные данные о качестве сварки изделия на основе испытаний образцов-свидетелей нельзя. Одной из причин этого является различие в характере нагружений образца и изделия. Более точно воспроизвести характер нагружения сварных соединений можно на модельных конструкциях или на самих изделиях, которые выборочно подвергают испытаниям вплоть до разрушения. Необходимое количество разрушаемых изделий из партии устанавливается конструктором в каждом конкретном случае.
При применении разрушающих методов контроля проводятся механические испытания (статические: на растяжение, изгиб, стойкость против хрупкого разрушения; динамические: ударный изгиб, усталостные испытания), металлографический контроль, химический анализ, коррозионные испытания и т. д.
Следует иметь в виду, что механическим испытаниям подвергают как сварные соединения в целом, так и отдельные их участки: шов, ЗТВ и т. д. В последнем случае образцы вырезаются так, чтобы испытанию подвергался рассматриваемый участок соединения. При механических испытаниях в изломах образцов можно обнаружить и внутренние дефекты: поры, раковины, непропаи, непровары, трещины, выплески.
Металлографический контроль применяют для выявления макро- и микротрещин, пор, раковин, непроваров, определения размеров литого ядра сварной точки, изучения структуры сварного шва и ЗТВ, структуры паяного шва и наличия в нем интерметаллидов и т. п. Этот вид контроля осуществляется на специально приготовленных шлифах. На них же с помощью твердомеров определяется твердость сварного или паяного соединения. Химический анализ необходим для проверки состава основного материала, сварочной проволоки, припоя.
Коррозионные испытания проводятся для определения склонности к общей коррозии (низкоуглеродистые, низколегированные стали) и местно (высоколегированные стали аустенитного и аустенитно-ферритного класса).
Оценить степень коррозии можно по потерям массы, глубине проникновения коррозии и т. п. Характер и степень коррозии определяют также посредством металлографических исследований.
Следует указать на высокую стоимость разрушающих методов контроля, практическую невозможность их осуществления без нарушения целостности конструкции, а также контроля в процессе ее изготовления. В то же время сварные изделия, прежде всего в авиации (как особо ответственные), не могут эксплуатироваться без достаточно надежной проверки качества сварных швов. Для этой цели применяют неразрушающие методы контроля. Они включают в себя контроль параметров режимов сварки, некоторые испытания свойств сварного шва без его разрушения (например, измерение твердости, химический анализ металла шва, не затрагивающий целостности конструкции), наконец физические методы контроля (дефектоскопию).
Необходимо отметить особое значение контроля основного метала, сварочных материалов, состояния оборудования и технологии сварки. Хорошая организация контроля на этой стадии, т. е. на стадии подготовки производства и в процессе сварки, рациональный выбор методов контроля позволяют в значительной степени исключать появление дефектов в сварных и паяных конструкциях, не допускать брака при изготовлении авиационных изделий. В качестве примера можно сослаться на так называемый дилатометрический контроль за процессом точечной или шовной сварки. Установлено, что в момент образования сварной точки объем металла вследствие термического расширения увеличивается, что вызывает колебания электрода. Сравнив специальным прибором записи колебаний электроде при доброкачественной сварке, полученные ранее, с колебаниями в процессе сварки отдельных точек, можно сделать вывод о качестве сварки.
Большое внимание должно уделяться контролю за параметрами режимов сварки и пайки. Значительно повышается стабильность процесса и, следовательно, надежность сварного или паяного соединения, если обеспечиваются автоматический контроль и управление параметрами режимов (силой тока, скоростью сварки, температурой нагрева и т. и.).
Известно, что колебания технологических параметров при заданных условиях сварки приводят к снижению качества соединений. Отклонение технологических параметров от заданных сопровождается изменением энергетических параметров сварочной дуги, что отрицательно отражается на формировании швов.
Регистрация энергетических параметров дуги путем применения системы автоматического контроля и регистрации параметров режима (СИР-1) позволяет следить за нарушениями режима, фиксировать их и производить выборочный контроль участков сварных соединений, на которых отмечены нарушения режима [3].
Система СИР-1 состоит из размещенных в одном корпусе блока согласования со сварочным оборудованием, измерительных преобра-зователей параметров процесса, пульта системы, микро-ЭВМ “Электроника МС 1260.12”, устройства индикации “Электроника МС 6205”, устройства печати ТПУ 15ВВП80-02 и отметчика дефектов. Система позволяет осуществлять визуальную индикацию параметров процесса сварки, фиксировать на бумажном носителе их текущие значения, наносить красящие метки на изделие в местах нарушения режима. В системе СИР-1 измерение и обработка информации производятся как при непрерывном, так и при импульсном режимах дугового процесса. Система измеряет и регистрирует следующие параметры: действующие значения дуги, скорость подачи присадочной проволоки и сварки, длительность импульса и паузы, про-должительностъ сварки и длину щва.
В дальнейшем были созданы системы СИР-2 и СИР-3. Общий вид системы контроля системы СИР-2 показан на рис. VII.1.
Система предназначена для автоматического допускового контроля и индикации скорости сварки, скорости подачи присадочной проволоки, действующих значений тока и напряжения с выведением значений параметров на печать и нанесением меток на изделии в местах, где контролируемые параметры выходят за пределы заданного допуска.
С пульта системы можно выбрать режим ее работы (“Калибровка”, “Диалог”, “Оперативный”), указать номинальный ток шунта сварочного источника, задать границы допустимых значений основных параметров с привязкой шва по номеру кадра.
рнс yjjj общий вид системы СИР-2
Мгновенные значения параметров режима сварки: силы сварочного тока, напряжения на дуге, скорости подачи присадочной проволоки, скорости сварки и т. п. — снимают с соответствующих датчиков сварочного оборудования.
Система располагает также возможностью дополнительного подключения еще 6 датчиков сигналов.
Отметка дефектов на изделии, а также сведения о характере процесса по длине щва могут быть получены на обратном ходу сварочного аппарата.
Систему можно применять для научно-исследовательских целей, для разработки технологии дуговой сварки неплавящимся электродом в среде защитного газа, а также в производственных условиях для контроля ведения процесса сварки.
Система отличается высокой точностью измерения действующих значений тока и напряжения на дуге, в том числе при сварке модулированным током. Система индицирует до 16 параметров; для подготовки системы к работе требуется менее 1 мин.
Техническая характеристика системы СИР-2
Действующее значение сварочного тока, А...1—100 (дискрета. 1,0);
0—350 (дискрета. 2,5)
Действующее значение напряжения на дуге, В . . . 0—30 (дискрета. 0,2)
Скорость сварки м/ч.......................0—80 (дискрета. 0,5)
Скорость подачи присадочной проволоки, м/ч . . 0—30 (дискрета. 0,15);
0—120 (дискрета. 0,5)
Длительность импульса (паузы), с.............0—5 (дискретн. 0,02)
Длина шва, мм............................ 0—9999 (дискрета. 1,0)
Продолжительность сварки, с.............. 0—9999 (дискрета. 1,0)
Активная мощность дуги, кВт................0—10 (дискретн. 0,001)
Погонная энергия, кДж/см...................0—70 (дискрета. 0,001)
Число программных режимов...................................4
Время подготовки к работе, мин..............................£ 1
Напряжение сети, В....................................... 220
Потребляемая мощность, В А................................£ 300
Габарит системы (без устройства печати), мм...... 530x522x320
Виды контроля сварных и паяных конструкций, применяемые в авиационной промышленности в соответствии с ГОСТ 3242-79, достаточно разнообразны. К ним относятся внешний технический осмотр, контроль радиационный, акустический, магнитный, капиллярный и др. Для проверки герметичности и прочности сварных конструкций применяются гидравлические испытания, испытания сжатым воздухом, различного типа течеиска-телями. Последние методы контроля представляют вид контроля, называемый тече исканием.
При назначении метода контроля конструктор исходит из возможностей метода, особенностей конструкции, допустимого уровня дефектности и тл. Он должен, проектируя изделия, его сварные и паяные узлы, предусматривать не только возможность проведения контроля, по и создание условий, позволяющих обеспечивать максимальную надежность последнего, т. е. обеспечивать надлежащий контроль на всех этапах создания конструкции. Для
этого необходимо достаточно хорошо представлять особенности современных видов и методов контроля.
Внешний осмотр. Если внешний осмотр проводится с применением оптических средств (лупы, микроскопа, перископических оптических устройств и т. п.), то такой метод контроля называют визуально-оптическим.
Внешнему и визуально-оптическому контролю подвергаются почти 100% всех швов. Такой довольно простой метод контроля позволяет, однако, выявить наружные дефекты довольно широкого спектра: подрезы, поры, трещины, незаваренные кратеры, раковины, свищи, неравномерность шва и несоответствие его геометрии требованиям чертежа. Перед внешним осмотром сварной или паяный шов и прилегающая к нему зона должны тщательно очищаться от шлака, остатков флюса, брызг и других загрязнений.
Радиационный контроль. Выявление дефектов основано на различном поглощении металлом и неметаллическими веществами проникающего излучения. В качестве источника налобных излучений могут применяться устройства, где происходит торможение частиц, вызывающих рентгеновское излучение большой проникающей способности. Типичными представителями таких устройств являются рентгеновские аппараты, позволяющие получить тормозное (рентгеновское) излучение, различного типа ускорители (ускорители электронов, бетатроны).
Наибольшая чувствительность к выявлению дефектов (1 —2% от толщины металла) обеспечивается рентгеновскими аппаратами с острофокусными трубками.
При проведении радиационного контроля возможны три осноаныхметода выявления дефектов:
1. Радиографический с фиксацией изображения на пленке или бумаге. Его преимущества — возможность сохранения документального свидетельства результатов просвечивания и простота контроля.
2. Радиоскопический (радиационная интроскопия). Дефект в этом случае наблюдается на флюороскопическом экране, экране электронно-оптического преобразователя, рентген-видикона и т. п. Изображение может быть передано на расстояние, объект можно рассматривать с нескольких позиций, в стереоскопическом варианте, что повышает надежность определения вида дефекта. В то же время чувствительность радиоскопии несколько ниже, чем радиографии.
3. Радиометрический. Ионизирующее излучение, проникающее сквозь контролируемый участок, преобразуется с помощью сцинтилляционных кристаллов или газоразрядных счетчиков в электрические сигналы, которые позволяют судить о наличии или отсутствии дефекта в соединении. Безы-нерционность системы дает возможность установить обратную связь между процессом сварки и контролем.
Радиографический контроль служит для обнаружения пор, шлаковых включений, непроваров и трещин. Последние выявляются только в том случае, если излом не совпадает с направлением луча или если его наклон по отношению к лучу превышает 10—15°. При большем угле возможность обнаружения трещины существенно ухудшается, особенно если ее ширина невелика. Поскольку истинное положение трещин заранее неизвестно, то для эффективного их обнаружения радиационные методы непригодны. По этой же причине трудно установить рентгеновским методом непровар при
точечной и шовной сварке, так как толщина металла, через который проходят лучи, практически одинакова при наличии или отсутствии литого ядра.
У ряда сплавов (Д16, Д20, МАЗ, В95) ядро по сравнению с основным металлом имеет некоторую неоднородность, что позволяет определить наличие или отсутствие сварки. Особенно плохо сварные точки выявляются рентгеновским контролем на сплавах АМгб, AM г, АМц. Для обеспечения контрастности предварительно между свариваемыми листами прокладывается фольга или насыпается порошок из рентгенконтрастного материала. Рентген-контрастный материал подбирают для каждого свариваемого металла. Так, для сплавов алюминия используют в качестве материал а-свидетеля фольгу толщиной 0,1 мм из сплавов алюминия с серебром или с церием. Для стали и сплавов магния применяют эмаль с добавлением в нее порошка вольфрама. В процессе сварки, при образовании литого ядра чвстицы материала-свидетеля концентрируются по его периферии, образуя полоску материала повышенной плотности, четко очерчивающую фактический контур литого ядра точки [4].
На рис. VII.2 приведены увеличенные рентгенограммы сварных точек сплава АМгб с рентгенконтрастиой фольгой и без нее, а также сплава магния МАЗ-1 с эмалью, в которую введен вольфрамовый порошок. На рис. VII.2, а показана рентгенограмма точки, фактический диаметр которой 6,5 мм, одиако установить его по рентгенограмме невозможно; на рис. VII.2, б— рентгенограмма сварной точки, полученная с применением рентген-контрастной фольги: хорошо видно, что кроме наружного светлого кольца, обозначающего некоторое утолщение металла, вызванного сваркой,
выявляется четкая граница сварной точки, диаметр которой 7,1 мм. Для сравнения на рис. VI1.2, в приведена рентгенограмма точечного соединения с использованием той же рентгенконтрастиой фольги, но диаметр ядра равен нулю, т. е. провар полностью отсутствует; в этом случае второе концентрическое кольцо, обозначающее истинные размеры литого ядра, отсутствует.
Еще более заметно влияние контрастного вещества на образцах из сплава МА2-1. На рис. VII.2, г зафиксировано отсутствие провара, а на рис. VII.2, двидно ядро, диаметр которого 6,5 мм. Аналогично контролируют и шовную сварку.
Акустический контроль. С его помощью выявляются многие внутренние дефекты: трещины, пустоты, поры, непровары, расслоения, непропаи и т.п. Этот вид контроля основан на изменении характера распространения волн (звуковых и ультразвуковых) в сварных или паяных швах.
По способу выявления дефектов акустические методы делятся на эхоимпульсный, теневой, зеркально-теневой, импедансный, метод свободных колебаний, велосимметрический, резонансный.
Эхо-импульсный метод (эхо-метод) основан на отражении акустических (ультразвуковой частоты) колебаний от поверхности раздела между дефектом 2и материалом детали 1 (рис. VII.3, а). Колебания излучаются электроакустическими источниками (Я) в виде пластин из пьезоэлектрических материалов. Отраженные от дефекта ультразвуковые колебания улавливаются приемником (77) и преобразуются затем в электрический импульс, наблюдаемый на экране осциллографа. При теневом методе (см. рис. VII.3, d) приемник устанавливается с обратной стороны детали. При наличии дефекта на пути ультразвуковых волн излучателя к приемнику произойдет их значительное уменьшение или даже исчезновение.
Зеркально-теневой метод (рис. VIL3, я) является своего рода комбинацией двух предыдущих. Приемником фиксируется уменьшение отраженного импульса от данной (зеркальной) поверхности, которое тем больше, чем больше размеры дефекта.
В ряде случаев (при эхо-методе и зеркально-теневом) излучатель и приемник могут быть объединены в одном устройстве, которое излучает и принимает отраженный сигнал. При теневом методе излучатель и приемник должны
в б в
г Д
Рис. VII.3. Принципиальные схемы акустических методов контроля быть раздельными.
Суть импедансного метода заключается в следующем: колеблющийся стержень 3 (рис. VII.3, /) перемещается по верхней детали 1, соединенной сваркой иди пайкой с деталью 4. Сила реакции на стержень при этом будет При наличии дефекта (например, отсутствие припоя 5) верхняя деталь над ним колеблется с меньшим сопротивлением, и реакция Р2 будет меньше.
Метод свободных колебаний (рис. VII.3, д') состоит в фиксировании индикатором 7 (с последующим усилением) изменения частоты свободных колебаний, возбуждаемых в исследуемой детали электромагнитом 6с бойком. Частота изменится, если между деталями будет нарушена сплошность (например, из-за непропая или непровара).
Велосимметричный метод основан на разнице скорости распространения акустических волн в соединениях с дефектами иди без них, а резонансный — на изменении резонансной частоты ультразвуковых колебаний.
Для контроля дефектов при сварке и пайке применяются чаше всего эхо-метод, теневой и зеркально-те невой. Можно использовать импедансный метод и метод свободных колебаний.
Велосимметричный и резонансный методы применяют реже, хотя с их помощью также обнаруживаются несплошности. Обычно резонансный метод используют для измерения отклонений толщины покрытия или толщины детали.
При ультразвуковом методе контроля обнаружение дефекта осуществляется посредством продольнопоперечного сканирования искателем исследуемого участка. Надежность такой дефектоскопии во многом определяется квалификацией оператора, поэтому целесообразно создание установок с автоматическим сканированием искателя. Важно также иметь чистую и гладкую поверхность, чтобы уменьшить отражение от ее неровностей. С этой целью перед началом контроля поверхность, где будет осуществляться сканирование, покрывают тонким слоем минерального масла, солидола, технического глицерина или спирта.
Ультразвуковая дефектоскопия получила распространение при контроле качества сварных соединений, выполненных всеми методами сварки и пайки. Этим методом можно обнаруживать дефекты в деталях большой толщины (в стальных — до 700 мм).
Ультразвуковой метод контроля позволяет установить наличие большинства дефектов, в том числе даже оксидных пленок и расслоений металла. Однако он трудоемок, его надежность в значительной степени зависит от квалификации оператора. Сложно также решить вопрос о документальном оформлении результатов контроля. Нельзя считать универсальным метод ультразвуковой дефектоскопии и с точки зрения возможности обнаружения дефектов любого типа. Как показывает практика, ультразвуковой дефектоскопией не удается надежно отличить приточенной, термодиффузионной сварке и некоторых других способах сварки участки действительно сваренные от тех, где произошло только слипание металла двух деталей. При ультразвуковом контроле могут возникать помехи в связи с определенным характером структуры металла, например у аустенитных сталей.
Магнитный контроль. Распределение магнитных силовых линий в случае намагничивания каким-либо образом сварных иди паяных деталей изменяется в месте дефекта и может быть зафиксировано одним из следующих методов: магнитопорошковым, магнитографическим, магнитоферрозоидо-вым, индукционным.
При магнитопорошковом методе на деталь наносится ферромагнитный порошок, предварительно смешанный с керосином или маслом.
При наличии дефекта линии магнитного поля огибают его, часть из них, искривляясь, выходит на поверхность и образует магнитный полюс,
над которым собирается порошок, выявляя таким образом дефект. Более технологичен магнитографический метод, заключающийся в намагничивании предварительно размагниченной магнитной планки, которая накладывается на контролируемый участок. На пленке фиксируется локальное нарушение магнитных силовых линий в месте дефекта, если такой имеется в шве. Записанная магнитограмма воспроизводится с помощью специального считывающего устройства на экране осциллографа.
Феррозондовый метод отличается повышенной чувствительностью, он позволяет обнаружить дефекты на глубине до 8 мм. Практически эта предельная для феррозондовых методов контроля глубина обнаружения дефектов может быть в случае крупных дефектов увеличена до 15 мм.
В основу данного метода положено измерение, с помощью феррозонда, градиента или напряженности магнитного поля, которые преобразуются в электрический сигнал.
Индукционный метод заключается в регистрации неоднородности магнитного поля катушкой индуктивности. При наличии дефектов распределение магнитного потока изменяется, что фиксируется катушкой и преобразуется затем в световой или звуковой сигнал.
Магнитные методы контроля отличаются хорошей чувствительностью, однако имеют ограничения по контролируемым толщинам (не более 15— 16 мм для крупных дефектов) и не позволяют определить глубину залегания дефектов. Несмотря на перечисленные недостатки, эти надежные методы контроля применяются в авиационной промышленности довольно широко — для выявления поверхностных и подповерхностных (на глубине 2—3 мм) дефектов типа трещин, непроваров, рыхлот и т. п. в сварных соединениях из ферромагнитных материалов.
Капиллярный контроль. Капиллярный метод применяется для выявления наружных дефектов сварных и паяных соединений: трещин, свищей, расслоений и т. п. Один из вариантов такого метода контроля — люминесцентный. Сущность его заключается в том, что деталь на 20—30 мин погружают в пенетрант — индикаторную жидкость (например, смесь 85% керосина и 15% трансформаторного масла). Трещины, поры и другие дефекты, подобно капиллярам, втягивают в себя индикаторную жидкость и хорошо сс удерживают. Деталь насухо вытирают, и на се поверхность наносят сорбент — тальк или порошок магнезии. Сорбент через определенное время вытягивает на поверхность часть индикаторной жидкости, оставшейся в дефектах и не удаленной при вытирании деталей. Если теперь поверхность детали облучить ультрафиолетовыми лучами, то индикаторная жидкость, поглощенная сорбентом, будет ярко люминесцировать, свидетельствуя о наличии дефекта.
Вместо люминесцентного контроля можно применять цветной метод (метод красок). Он чрезвычайно прост и заключается в нанесении на контролируемую поверхность жидкого красителя — красной проникающей жидкости. Происходит капиллярное втягивание окрашенной жидкости в наружные дефекты. После очистки и просушки поверхности на нее наносится сорбент — белая проявляющая жидкость. При ее высыхании красная краска из дефектных мест диффундирует в белую, окрашивая ее и выявляя тем самым дефект.
Чувствительность цветного метода очень высока. С его помощью выявляются не только трещины, но и участки, пораженные межкристаллитной коррозией.
С целью лучшего заполнения индикаторными иди красящими жидкостями дефектов, причем самых мелких, пропитка деталей может осуществляться также в вакууме; под давлением, когда нужно отыскать течь; при воздействии ультразвука, улучшающего проникновение жидкости в полость дефекта.
Контроль течеисканием. Назначение перечисленных ниже методов — определить герметичность сварного или паяного соединения. Требования к герметичности различны и оцениваются величиной утечки (или натекания газа) в единицу времени. Обнаружение дефекта каким-либо из рассмотренных ранее методов неразрушающего контроля не позволяет, зв некоторым исключением (например, определенные выходящие наружу свищи или трещины), сделать вывод о плотности соединения. Поэтому необходимо проводить испытания на герметичность, которые назначаются, как правило, наряду с каким-либо другим контролем.
В зависимости от условий эксплуатации и характера испытуемой конструкции для контроля течеисканием используются жидкость и газ. С учетом разновидностей газов и жидкостей можно выделить несколько методов, наиболее широко применяемых при контроле герметичности сварных и паяных узлов летательных аппаратов: а) водой; б) керосином; в) красками; г) люминофором; д) сжатым воздухом; е) гелием; ж) галогенами; з) вакуумированием.
Испытания водой (гидравлические) применяются для сосудов и аппаратуры, работающих под давлением. Таким образом проверяют не только прочность, но и плотность соединений. Давление воды в изделии при испытаниях выбирается в зависимости от характера конструкции и требований к ней (давление при испытании в 1,5—2 раза превышает рабочее). Случайное разрушение конструкции при гидравлических испытаниях менее опасно, чем при испытании воздухом, так как дааление из-за малой сжимаемости жидкости моментально падает, едва начинается разрушение.
Испытание керосином применяется для сосудов, рассчитанных на работу без давления. Оно заключается в том, что одну сторону соединения, доступную для осмотра, забеливают меловой эмульсией и затем высушивают, а противоположную смачивают керосином. Обладая большой проникающей способностью, керосин, если нарушена герметичность, может проникнуть в мел, на котором появляется характерное маслянистое пятно.
Испытание красками основано на уже изложенном принципе капиллярности, однако технология самого контроля несколько другая, так как для выявления негерметичности жидкость с добавленной в нее краской наносится со стороны, противоположной той, на которую нанесен сорбент.
Аналогично проводятся испытания люминофорами.
Испытание сжатым воздухом проводится после гидравлического. Для обнаружения неплотности швы промазывают мыльной пеной, погружают испытываемое изделие в воду или определяют падение давления контрольного манометра, установленного на изделии. Поскольку испытания сжатым воздухом представляют большую опасность, их проводят в специально оборудованных помещениях при самом строгом соблюдении
правил техники безопасности. С этой же целью до пневматических испытаний проводят гидравлические, а также применяют давление сжатого воздуха не более 1,0—1,2 рабочего давления.
Испытания аммиаком, углекислым газом, их смесями с воздухом основаны на химической индикации проникающих через несплошности под небольшим избыточным давлением указанных газов, которые вступают в реакцию с индикатором. Бумажную ленту или полоску марли смачивают индикатором и накладывают на контролируемый участок соединения. В качестве индикатора при использовании аммиака применяется 5%-ный раствор азотнокислой ртути или раствор фенолфталеина. В результате химической реакции между аммиаком и воздухом на индикаторе появляются темные пятна.
Испытание гелием (масс-спекгрометрическое) позволяет определять наличие несплошностей с очень высокой точностью. Гелий имеет хорошую проникающую способность. Если в изделии создать вакуум 13,3 кПа и снаружи все соединения последовательно обдувать гелием из специального пистолета, соединенного с баллоном, то гелий при наличии несплошности проникает внутрь изделия. Изделие соединено с масс-спектрометром, где поддерживается менее глубокий (порядка 66,5 кПа) вакуум. Поэтому гелий попадает в масс-спектрометр, в котором его присутствие фиксируется; в результате отклоняется стрелка индикатора или раздается звуковой сигнал. Положение дефекта определяется координатами пистолета в момент срабатывания сигнализации.
Возможен и другой вариант контроля с помощью гелия. В этом случае гелий из баллона накачивается под некоторым давлением в изделие, а масс-спектрометр соединяется со специальным щупом, который перемещают вдоль шва. Если имеется течь, то гелий будет проникать наружу и попадает через щуп в масс-спектрометр течеискателя, и система сигнализации известит оператора о наличии дефекта.
В галогенных течеискателях используется воздух в смеси с фреоном, четыреххлористым углеродом и некоторыми другими газами. Смесью заполняется под избыточным давлением 2-iff—6106 Па испытуемый сосуд, и его соединения проверяются с помощью щупа. В щупе имеются два электрода, из которых анод нагрет до 800—900“С. Если в соединении имеется сквозной дефект, то галогенный газ, просачиваясь через несплош-ностъ, засасывается в щуп. Для этого в нем имеется специальный вентилятор, приводимый в движение миниатюрным электродвигателем.
Молекулы галогенного газа, попадая в межэлектродное пространство, ионизируются. Ионы, обладающие высоким отрицательным потенциалом, усиливают выход положительных ионов с анода. Изменение анодного тока служит сигналом для отклонения стрелки миллиамперметра или подачи импульса тока на телефон.
Выбор конкретных методов контроля течеисканием во многом определяется их чувствительностью.
В табл. VII. 1 для сравнения приведена чувствительность рассмотренных методов. Интенсивность течи указана в л-Па/с.
В промышленности находят применение статистические методы контроля.
Их цель — улучшить управление технологическим процессом сварки или пайки на основе математической статистики, этим самым повысить его
Таблица VII.I. Чувствительность методов теченскання
Основной метод Рабочее тело Чувствительность, л Па/с Основной метод Рабочее тело Чувствительность, лПа/с
Масс-спек-трометри-ческий Галогенный Пневматический Гелий Фреоно-воздушные смеси Воздух, азот (вакуум) 1,3х! б3 13 6,ЭТ03 Химический Гидравлический Керосиновый Люмине-сцентно-гидравлический Аммиачн о-воздушные смеси, углекислый газ Вода Керосин Вода+ +индикатор 65 6,5x10? б,это3 6,5
стабильность, а также обеспечить математикостатистический выборочный контроль.
Статистические методы управления качеством и выборочный контроль не исключают применения разрушающих методов контроля, а наоборот, базируются на статистическом материале, полученном этими методами.
Голографическая диагностика обеспечивает практическую возможность оценки качества сварных соединений и напряженного состояния отдельных зон объекта, в том числе труднодоступных, в условиях стапельной сборки изделия или при его эксплуатации [5].
Для решения этой сложной задачи необходимы такие методы диагностики, которые позволяют в различных условиях получать наиболее полную и достоверную информацию о качестве и напряженном состоянии объекта контроля. Один из них — метод голографической интерферометрии, позволяющий получать бесконтактно качественную картину распределения деформаций по поверхности объекта и по ней судить об объемном напряженном состоянии. Даже без дальнейшего количественного анализа эта картина дает чрезвычайно ценную для контроля дефектов информацию.
Достоинства метода: бесконтзктность измерений, отсутствие вредного влияния на окружающую среду и обслуживающий персонал; возможность простого визуального наблюдения картины интерференционных полос по всему полю; возможность исследования объектов весьма сложной формы, отсутствие специальных требований к обработке поверхности исследуемых объектов; количественное определение с высокой точностью малых значений пространственного вектора перемещения поверхности исследуемого объекта; простота интерпретации интеференционных картин полос при контроле качества; отсутствие влияния магнитных и электрических полей на точность измерений; безопасность в работе; возможность автоматизации и др.
Так, например, при контроле качества элементов конструкций с сотовым наполнителем, широко применяемых в авиационной технике, использовали двухлучевые схемы записи голограмм.
Конструкция элемента представляла собой трехслойную пластину размером 250x100 мм, толщиной 8 мм, состоящую из двух наружных пластин из коррозионно-стойкой стали толщиной 0,5 каждая и сотового наполнителя с толщиной стенок 0,08 мм. Соединение сотового наполнителя с наружными пластинами осуществляли высокотемпературной пайкой.
Места нахождения дефектов фиксируются по локальному увеличению градиента интерференционных полос и другим изменениям на фоне картины их регулярности. Оптимальная температура нагрева (обдува) поверхности сотового элемента составляла ~40°С, что позволило выявить также дефекты типа трещин протяженностью >1 мм в плоских стальных элементах.
Широкое применение в авиационной промышленности находят сварные тонкостенные трубные элементы малого диаметра. В ряде случаев диагностика их качества затруднена. В настоящее время разрабатываются различные малогабаритные голографические приборы и устройства, позволяющие выполнять диагностику таких конструкций в монтажных и заводских условиях. В состав разработанного голографического модуля (рис. VI1.4) входят источник когерентного излучения (лазер), голографический интерферометр, термопластическая камера мгновенной записи голографических интерферограмм, световоды, устройство для нагружения исследуемых элементов.
Диагностику сварных элементов проводят в следующей последовательности. На исследуемый элемент с помощью зажимов устанавливают голографический модуль. Контролируемую зону образца нагружают изгибающей силой. Нагружающее усилие контролируют по показаниям индикатора. Регистрацию исходного состояния исследуемой поверхности выполняют при нулевом уровне нагружения. При включении лазерного источника излучения с помощью термопластической камеры регистрируется голограмма состояния поверхности объекта до его нагружения. С помощью телекамеры изображение исследуемой поверхности выводится на монитор. После этого исследуемый объект нагружают и наблюдают на мониторе картину интерференционных полос в процессе его нагружения.
В зоне возможного дефекта (непровар, отклонение от прямолинейности сварного шва, кратер и т. п.) наблюдают локальную картину искривления интерференционных полос [6].
Рис. VH.4. Внешний вид малогабаритного голографического модуля для диагностики тонкостенных сварных труб малого диаметра
§ 3. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ ИЗ МКМ
При проведении операций сварки МКМ в случаях отклонения режимов технологических процессов от оптимальных в зонах, подвергаемых обработке, могут возникать дефекты, способные привести к снижению эксплуатационных свойств материала или к разрушению конструкций.
Среди таких дефектов наиболее существенными являются отслоение волокон от матрицы, наличие интерметаллндов в граничном слое, раздробленных волокон, внутренних полостей (несплотностей) в матрице или сварном шве, трещин, а также характерных для сварного соединения прожогов, непроваров, поверхностных и внутренних пор и пр.
Удары, избыточные напряжения, действие влаги, повышенных температур и других внешних фекторов могут привести к образованию ряда дефектов и при эксплуатации конструкции [7].
В связи с изложенным для изделий из МКМ применяются методы неразрушающего контроля (НК), которые позволяют выявлять дефекты как на стадии изготовления деталей, так и во время эксплуатации конструкции с целью ремонта или замены элементов.
В основном применяются известные методы НК гомогенных материалов, такие, как радиационный, ультразвуковой (УЗК), вихретоковый, капиллярный. Однако в связи с особенностями состава и структуры МКМ эти методы могут применяться только с существенными ограничениями и дополнениями, большинство из которых находятся на стадии исследования.
Классификация возможных дефектов и рекомендуемые методы контроля дия их обнаружения приведены в табл. VI 1.2.
Следует отметить, что для каждой конкретной детали и для определенных производственных или эксплуатационных условий эффективным может быть использование нескольких взаимодополняющих методов.
Наиболее простым и универсальным для обнаружения всех видов внутренних дефектов является контактный метод (метод падения потенциала), основанный на определении значения удельной электропроводимости контролируемого участка и сравнении его со значением удельной электропроводимости такого же участка на эталонном образце. Метод позволяет обеспечить высокий уровень автоматизации контроля и может быть использован в условиях серийного производства.
Метит вихревых токов позволяет выявлять микро- и макротрещины, отслоения волокон от матрицы, полости в матрице и другие внутренние дефекты. Он основан на возбуждении вихревых токов в электропроводном контролируемом изделии и измерении возникающих полей, которые воздействуют на преобразователь, устанавливаемый на изделие.
Преобразователи могут быть проходными — для контроля протяженных объектов (труб, прутков) и накладными — для контроля плоских и криволинейных поверхностей. Преобразователи работают в комплекте с серийно выпускаемыми вихретоковыми дефектоскопами моделей ИПП-1М (объект контроля — прутки и трубы диаметром 1—50 мм; преобразователь проходной), ПДМ-1М (объект контроля — листы, обшивки; преобразователь накладной) и рядом других.
Возможные УСЛОВИЯ ВОЗ' никновенмя дефектов Тип дефектов Вид дефектов Методы контроля н обнаружения
Механическая обработка Внутренние Интерметаллиды на границе волокно—матрица Электрической проводимости
давлением и резанием Отслоение волокон от матрицы Вихревых токов, электрической проводимости
Дробление волокон Электрической проводимости, радиационный
Несплошности в матрице Вихревых токов, УЗК, электрической проводимости
Внешние Утяжка Капиллярный
Микротрещины
Макротрещины Визуальный, капиллярный, радиационный
Сварка соединений Внутренние Поры, трещины, несплав-ленкя, непровары, оксидные включения, дробление волокон Радиационный, УЗК (в труднодоступных местах)
Внешние Поверхностные поры, трещины, прожоги, непровары, подрезы, выплески, кратеры Визуальный, капиллярный
Нарушение условий эксплуатации Внутренние Отслоение волокон от матрицы, дробление волокон Вихревых токов, УЗК, электрической проводимости
Внешние Микро- и макротрещины Визуальный, капиллярный
Метод вихревых токов легко может быть автоматизирован и использован как в производственных, так и в полевых условиях.
Широко известный метод ультразвуковой дефектоскопии применяется для контроля внутренних дефектов как в листовых полуфабрикатах МКМ, так и в сварных швах. Из различных типов преобразователей наиболее приемлемыми являются контактные преобразователи типа П111 в комплекте с дефектоскопами модели УД-22 УМ, дополнительно оснащенными более
мощным ультразвуковым генератором, широкополосным усилителем и делителем частоты синхронизации. Такая комплектация позволяет осуществлять контроль как контактным, так и бесконтактным теневым методом с интенсивным затуханием ультразвуковых колебаний.
Метод радиационной дефектоскопии позволяет обнаружить дефекты как в зонах пластической деформации полуфабрикатов МКМ (микро- и макротрещины, дробление волокон), так и в сварных соединениях (поры, трещины, несплавления, непровары, оксидные включения). Сложность обнаружения с помощью радиационного контроля микродефектов, расположенных на поверхности и внутри материала МКМ, обусловливается тем, что рассматриваемая зона, как правило, перекрывается рентгеноаморфными волокнами (бора, карбида кремния и пр.). Наибольший экономический и технический эффект дает рентгенографический контроль сварных швов, обеспечивающий получение резкого изображения внутренней структуры сварного соединения, в том числе и возможных дефектов.
Наибольшее применение получили отечественные радиационные дефектоскопы ЛУЧ-ЗМ и РИ-60 ТЮ на базе рентгеновского аппарата РУП-150/300/10.
Контроль внешних дефектов может производиться визуальным методом. Однако даже с применением оптических устройств выявление дефектов поверхности размерами менее 0,1 мм при этом затруднено. Для выявления дефектов размером 10—100 мкм используется цветной метод капиллярной дефектоскопии, основанный на проникании индикаторных жидкостей — пенетрантов — в капилляры на контролируемой поверхности и последующей регистрации следов, полученных после обработки поверхности проявителем.
Дефекты поверхности после подготовки ее к контролю заполняются пенетрантом, затем излишки пенетранта удаляются, при сохранении его в полостях дефектов. После этого на контролируемую поверхность наносится проявитель, в результате чего появляется ярко окрашенный или люминес-цирующий след дефекта. Используется значительный ассортимент наборов пенетрант-проявитель-очиститель, обладающих разной чувствительностью. Наиболее чувствительные позволяют обнаружить поверхностные дефекты типа трещин и пор размером менее 1 мкм. Достоинством метода является его простота, дешевизна, возможность автоматизации процесса.
§ 4. ТЕХНИКА БЕЗОПАСНОСТИ
Рассмотренные методы сварки требуют определенного комплекса правил техники безопасности и охраны труда, которые должны находить отражение в технологических картах и строго соблюдаться при выполнении сварочных работ.
При сварке плавлением в процессе всей работы сваршик пользуется электрическими установками и электрооборудованием. Опасность поражения электрическим током возникает при непосредственном соприкосновении с металлическими частями установок, находящимися под напряжением или случайно оказавшимися под напряжением.
Напряжение холостого хода сварочных генераторов постоянного тока не должно превышать 80 В. Для генераторов с номинальным током более 350 А допускается увеличение напряжения холостого хода до 90 В.
Напряжение холостого хода трансформаторов на 350 А и более не должно превышать 70 В, а трансформаторов на 100 А — должно быть не более 75 В. Трансформаторы с вторичным напряжением холостого хода более 70 В должны выполняться с устройством, обеспечивающим при обрыве дуги автоматическое отключение трансформатора с выдержкой не более 0,5 с.
Все электросварочные установки и агрегаты должны быть оборудованы пускателями, регулирующими реостатами и измерительными приборами, обеспечивающими возможность непрерывного контроля за работой установки.
Провода должны быть соединены способом горячей пайки, сварки или при помощи соединительных муфт с изолирующей оболочкой. Применение электросварочных проводов с поврежденной изоляцией запрещается.
Все металлические части (корпуса электродвигателей и сварочных машин, кожухи трансформаторов и регуляторов, каркасы распределительных щитов, сварочные столы и т.п.), которые могут оказаться под напряжением при каких-либо неисправностях, должны быть заземлены.
Состояние заземления и изоляции всех проводов подлежит ежедневной проверке до начала работ.
Все маховички, рукоятки и т. п., к которым сварщик прикасается в процессе сварки, должны быть сделаны из диэлектрического материала.
Для защиты от случайного прикосновения к токоведущим частям осциллятора последний должен быть помещен в металлический заземленный кожух. Для выводов осциллятора используется высоковольтный провод марок ПВГ, ПВЛ-2 и ПВЛЭ-2.
Для защиты от возможного воздействия электрического тока и удобства ношения спинка ранца переносных шланговых полуавтоматов должна быть покрыта мягкой изолирующей прокладкой.
Горелки для сварки в инертной среде не должны иметь открытых токоведущих частей, а рукоятки их должны быть покрыты диэлектрическим изолирующим материалом. В случае искрения между корпусом горелки и деталью или сварочным столом сварку следует прекратить до устранения неисправностей горелки (очистка сопла, смена изолирующей шайбы и тд.).
Штепсельные соединения проводов для включения в электросеть переносных пультов управления электросварочных автоматов и полуавтоматов должны иметь заземляющие контакты. Длина питающих переносных кабелей должна быть минимальной, но такой, чтобы кабель не приходилось натягивать и перегибать.
Трубки для газа и охлаждающей воды электросварочных автоматов и полуавтоматов должны быть цельными, не допускается протекание газа и воды в местах соединения их со штуцерами. Выход охлаждающей воды из сварочных горелок должен быть видимым. В случае прекращения подачи воды сварку следует прекратить. Электропровода и трубки для газа и воды, соединяющие переносные пульты управления со сварочными головками автоматов, должны быть заключены в общий резиновый шланг.
При сварке в инертной среде неизбежно ультрафиолетовое и инфракрасное излучение дуги, которое оказывает вредное действие на организм сварщика. Мощность излучения при сварке в инертной среде в несколько раз превышает мощность излучения при дуговой сварке покрытыми электродами. Поэтому каждый сварщик, выполняющий газоэлектрическую
сварку алюминиевых сплавов, для защиты лица, шеи и глаз должен быть обеспечен маской или щитком с защитными стеклами-светофильтрами типа ЭС различной прозрачности в соответствии с силой сварного тока, а именно: ЭС-100 — при токе до 100 А; ЭС-300 — при токе 100—300 А; ЭС-500 — при токе свыше 300 А. Для предохранения стекла ЭС от брызг расплавленного металла и от загрязнения перед ним должно быть вставлено бесцветное стекло, которое следует регулярно менять по мере загрязнения. Между стеклом ЭС и прозрачным стеклом необходим зазор 0,5—1 мм для защиты глаз от перегрева.
На машинах автоматической сварки против сварочной головки со стороны оператора должен быть установлен откидывающийся щиток размером не менее 200x200 мм с защитным светофильтром ЭС необходимой прозрачности.
Для защиты работающих рядом от воздействия излучения сварочной дуги рабочее место сварщика необходимо огораживать щитками, окрашенными краской, содержащей окись цинка, которая поглощает ультрафиолетовые лучи.
Баллоны со сжатыми газами и их эксплуатация должны соответствовать требованиям “Правил устройства и безопасной эксплуатации сосудов, работающих по давлением”. Разрешается использовать только те баллоны, у которых не истек срок до испытания. При перевозке и эксплуатации баллоны с газом необходимо предохранять от резких толчков, ударов и от перегрева. Единичные баллоны следует транспортировать с помощью ручных тележек или специальных носилок.
Запрещается переносить баллоны на плечах и руках. При транспортировке вентиль баллона должен быть закрыт колпачком.
У рабочего места баллоны должны быть установлены вертикально или в наклонном положении и закреплены в специальных стойках. Баллоны со сжатым аргоном или гелием следует устанавливать на расстоянии не менее 5 м от сварочной горелки, а от приборов отопления — не менее 1 м. При наличии экранов эти расстояния могут быть уменьшены. Ремонт баллонов и вентилей производится только на заводах — наполнителях газов.
При газоэлектрической сварке алюминия и его сплавов выделяется значительное количество аэрозолей. Предельно допустимая концентрация пыли алюминия, оксида алюминия и сплавов алюминия составляет 2 мг/м3.
Для удаления пыли и газов непосредственно из области их образования необходима местная вентиляция. При ручной и механизированной сварке в инертной среде на стандартных постах следует применять наклонные панели равномерного всасывания или вертикальные панели, расположенные над столом. При сварке крупногабаритных изделий вне кабин необходимо применять односторонние или двусторонние панели равномерного всасывания, устанавливаемые на поворотном воздуховоде.
Сварка внутри замкнутых пространств без вентиляции не допускается. Вентиляция должна быть обязательно приточно-вытяжной. Вытяжка должна осуществляться из верхней, а при сварке в аргоне — из самой нижней зоны. Для отсоса могут быть использованы центробежные вентиляторы высокого давления или многоступенчатые центробежные машины.
В процессе работы сварщик должен следить, чтобы газы и пыль, поднимающиеся от дуги, не попадали за щиток в зону дыхания. Для защиты от аэрозолей рекомендуется работать с респиратором ияи противогазом.
Кроме местного отсоса, необходима общеобменная вентиляция с вытяжкой из верхней зоны помещения. В зимнее время приточный воздух следует подогревать.
При сварке в инертной среде магниевых сплавов, в особенности системы Mg—Li, появляется газ с резким специфическим запахом, действующий на слизистую оболочку полости рта. Поэтому здесь предусматривают дополнительные меры по охране труда (применение индивидуальных респираторов, дополнительной местной вентиляции, подведенной к рабочим местам сварщиков и слесарей-сборщиков).
Основные требования охраны труда и техники безопасности при обработке МКМ. При изготовлении деталей из МКМ значительное место, наряду со сваркой, занимают операции механической обработки давлением и резанием.
Механическая обработка МКМ может производиться также на стационарном оборудовании — металлорежущих станках, одиако в связи с особенностями обрабатываемого материала она сопровождается обильным выделением стружки и пыли, не свойственным заводским участкам механической обработки.
Частицы разрушенного матричного материала, смешанные с частицами волокна, рассеиваются в воздухе и загрязняют его. В результате воздействия высоких температур композит может выделять токсичные газы.
Все это оказывает раздражающее и токсическое воздействие на дыхательные пути человека. Частицы волокна легко внедряются в кожный покров, могут проникать в кровь, поражают органы зрения и дыхания. Поэтому при механической обработке МКМ необходимо принимать следующие меры техники безопасности:
оснащать помещение цеха (участка) эффективной проточно-вытяжной вентиляцией;
при работе с ручным механизированным инструментом применять переносные пылеотсосные устройства или специализированные столы с вакуумным отсосом;
применять индивидуальные и коллективные средства защиты органов зрения и дыхания;
оснащать используемое для обработки МКМ универсальное металлорежущее оборудование навесными или передвижными агрегатами,отсасывающими пыль и стружку;
при эксплуатации специализированных участков механической обработки МКМ применять групповые системы удаления пыли и стружки;
не допускать отложения слоев пыли на оборудовании, полах, стенках, перекрытиях ввиду взрывоопасности пылевоздушной смеси МКМ. Опасность взрыва смеси вследствие разряда статического электричества весьма велика, так как при обработке МКМ без использования смазочно-охлаждающих жидкостей на поверхности изделия возникает потенциал электрических зарядов от 2,5 до 10 кВ.
Исследования, проведенные в ходе разработки устройств удаления стружки и пыли, показали, что наиболее эффективными являются комбини-
ро ванные устройства, в которых комплексно решается проблема улавливания и отвода мелкой стружки и пыли из зоны резания на значительное расстояние от режущего инструмента (за пределы станка, а иногда и цеха). В основе этих устройств лежит использование кинетической энергии потока стружки и пылевых частиц для улавливания их специальными приемниками и непрерывного удаления из приемников по трубопроводам с помощью сжатого воздуха или воздушного потока, создаваемого вентиляционными устройствами, работающими на всасывание.
Такие комбинированные устройства положены в основу конструкций как навесных отсасывающих агрегатов, которые можно использовать в составе токарных, сверлильно-фрезерно-расточных и других станков, так и передвижных агрегатов универсального применения, на базе которых могут быть выполнены групповые отсасывающие устройства.
На рис. VII.5 показана принципиальная схема индивидуального навесного отсасывающего агрегата конструкции Всероссийского центрального НИИ охраны труда (ВЦНИИОТ) применительно к токарному обрабатывающему станку. Агрегат состоит из пневматического приемника 8, телескопического патрубка 6, циклона 3, вентилятора 4, электродвигателя 5флан-цевого исполнения, рукавного фильтра из плотного молескина, размещенного в металлическом футляре 2. Вся эта система закреплена на задних салазках суппорта и во время точения перемещается вместе с последним
параллельно оси центровки. Электродвигатель 5сблоки рован с рукояткой фрикциона и работает только во время вращения шпинделя.
На рис. VI1.6 показана схема передвижного отсасывающего агрегата ВЦНИИОТ-900. Агрегат состоит из корпуса, в который вмонтированы укороченный циклон 7, кассетный фильтр 6, вентилятор 3 (ЦАГИ, тип Ц-8-18, № 4), электродвигатель 4 и бункер / для сброса стружки.
Агрегат снабжен глушителем шума 3 и механизмом 2 встряхивания фильтра.
Агрегат посредством гибкого металлорукава 8 присоединяется к соответствующему приемнику пыли и стружки.
На рис. VII.7 представлен вариант компоновки элементов групповой пневматической системы удаления пыли и стружки, который может послужить прототипом для компоновки анало
Рис. V11.5. Индивидуальный навесной отсасывающий агрегат конструкции ВЦНИИОТ: I— патрубок для отсоса: 7—трубопровод (остальные обозначения в тексте)
гичной системы на участке механической обработки МКМ.
Приемники пыли и стружки 8, 9, 11 и /2размещены (закреплены) в эоне режущих инструментов. Некоторые из них снабжены гибкой связью 7 (по условиям работы линии). В центре линии закреплен коллектор 10, к которому подведены трубопроводы от групповых приемников. Нижняя часть коллектора соединена магистральным трубопроводом с циклоном 6, который снабжен клапаном-разгружателем постоянного действия 13. Выхлопное сопло вентилятора 5 (с электродвигателем 4) соединено с циклоном 2(вторая ступень очистки воздуха от пыли), имеющим лылесборник 1. Воздух из циклона 2 выбрасывается в атмосферу по трубе 3, а ст ружка и пыль из циклона ^поступают на непрерывный участковый конвейер 14, который перемещает их в систему
магистральных конвейеров цеха, ведущих к Рис. VI 1.6. Передвижной отсасы-
устройствам переработки. вающий агрегат ВЦНИИОТ-900
Технологическое оборудование для вы-
полнения сварных и паяных соединений из МКМ по структуре не отличается от оборудования для сварки и пайки гомогенных материалов. В связи с этим при сварке МКМ подлежат выполнению все требования инструкций по технике безопасности и охране труда, обусловленные особенностями используемого оборудования и оснащения рабочих мест.
Рис. V11.7. Вариант компоновки групповой пневматической системы удаления пыли и стружки
ЛИТЕРАТУРА К ГЛАВЕ VII
1. Фетисов Г. П. Сварка и пай^а в авиационной промышленности. — М. : Машиностроение. — 1983. — 216 с.
2. Чулошников П. Л., Орлов Д. Б. Предупреждение дефектов при точечной и шовной сварке ответственных конструкций // Авиац. пром-сть. - 1985. - № 1. - С. 53-55.
3. Конструкции из металлических композиционных материалов / Г. А. Кривов, В. А. Титов, Б. В. Лупкин и др. — Киев : Техюка, 1992. — 224 с.
4, Рязанцев В. И., Федосеев В. А., Будайлов Н. Ф. Контроль качества сварных точечных соединений из алюминиевого сплава 1420 // Свароч. пр-во. - 1981. - № 4. - С. 32-33.
5. Голографическая диагностика напряжен но-деформированноге состояния и контроль качества сварных элементов авиационныхконструкций /Л. М. Лобанов, В. А. Пивторак, А. Г. Братухин и др. //Тез. докл. междунар. конф. “Сварочные конструкции”. Киев, 18—22 сентября 1995 г. — Киев, 1995. - С. 69-70.
6. Остаточные напряжения в элементах авиационных конструкций, выполненных из сплава 1420/А. Г. Братухин, Л. М. Лобанов, В. А. Пивторак и др. Ц Автомат, сварка. — 1995. — № 3. — С. 10—13.
7. Рябов В. Р. Получение металлических композиционных материалов и методы их неразъемного соединения // Там же. — 1994. — № 4. — С. 49—55.
Производственное издание
Сварка в самолетостроении
Под редакцией Латона Бориса Евгеньевича
Авторы: Кривов Георгий Алексеевич, Рябов Владимир Рафаилович, Ищенко Анатолий Яковлевич, Мельников Роберт Валентинович, Чаюн Андрей Григорьевич
Директор издательства В.В. Воробей Руководитель проекта Е.В. Письмах Редактор В.В. Вишневый Корректор С.П. Обедникова Дизайн обложки А.Ф. Борисенков Верстка: ГБ. Войцеховская, Л. В. Манченко
Компьютерный набор: Я.П. Максимчук,
£,Н. Гробовец, Ю.С. Урбанский
Оригинал-макет и печать МИИВЦ
По общим вопросам обращаться в издательство МИИВЦ по тел.: (044) 417-21-72,462-48-51 Для заказов по почте: Киев, 254080, УкрНИИА Т, ул. Фрунзе, 19—21, МИИВЦ
Передано в набор J .06.9В г. Подписано в печать 10,09.98 г. Формат 6Ох9О7н. Бумага мелованная финская.
Гарнитура литературная. Печать офсетная. Усл- печ, л. 44. Тираж 1000 экз. Цена договорная.
’Межотраслевой информационно-издательский, выставочный центр- (МИИВЦ)
Киев, 254080, УкрНИИАТ, ул. Фрунзе, 19-21
КОРОТКО ОБ АВТОРАХ
КРИВОВ ГЕОРГИЙ АЛЕКСЕЕВИЧ в 70-х годах работал в конструкторском бюро им. О.К. Антонова. Принимал непосредственное участие в создании и освоении серийного производства широко используемых в настоящее время самолетов Ан-28, Ан-72, Ан-74, Ан-32, Ан-124 ("Руслан").
Круг его научных интересов включает широкий спектр исследований материаловедческих и технологических проблем, в числе которых вопросы разработки составов, технологии производства новых материалов и специальных заготовок, эффективного использования их в авиационных конструкциях.
С 1984 г. он является руководителем Украинского научно-исследовательского института авиационных технологий. В начале 90-х годов институт становится признанным центром экспертно-консультативной и аналитической деятельности в области авиационного производства в Украине. Специалисты института внесли заметный вклад в создание новых современных самолетов Ан-70 и Ан-140, разработанных АНТК им. О.К. Антонова.
Кривов Георгий Алексеевич закончил Киевский политехнический институт. Профессор, доктор технических наук, лауреат Государственной премии Украины. Автор 10 монографий, около 100 статей, 20 изобретений.
РЯБОВ ВЛАДИМИР РАФАИЛОВИЧ в 50-х годах работал на одном из оборонных предприятий южного Урала, где активно участвовал в разработке методов сварки алюминиевых, титановых сплавов и сталей, используемых при производстве.
Основные направления научно-практической деятельности:
сварка разнородных металлов (алюминий и сталь, алюминий и медь и др.); металлургия и технология сварки композиционных материалов на основе алюминиевых сплавов, упрочненных волокнами и частицами;
теоретические проблемы смачиваемости, растворения и диффузии в сварных соединениях.
С 1961 года работает в Институте электросварки им. Е.О. Патона Национальной Академии наук Украины, руководит лабораторией сварки разнородных, композиционных и многослойных материалов.
Рябов Владимир Рафаилович закончил Московское высшее техническое училище им. Н. Э. Баумана. Профессор, доктор технических наук, лауреат Премии Совета Министров СССР и Государственной премии Украины. Автор 12 монографий, 310 статей и 54 изобретений.
ИЩЕИКО АНАТОЛИЙ ЯКОВЛЕВИЧ в 50-х годах начал работу на Куйбышевском заводе авиационных двигателей КБ им. Н.Д. Кузнецова.
Основными объектами и направлениями исследований являются: разработка новых свариваемых высокопрочных алюминиевых сплавов с литием и скандием;
%
анализ явлении в зоне сварки при взаимодействии компонентов легких сплавов с плазмой дуги, электронным и лазерным пучками, изыскание условий качественного формирования сварных соединений;
свариваемость новых алюминиевых сплавов различных систем легирования и поиск способов преодоления склонности их к образованию трещин и пористости.
С 1961 года работает в Институте электросварки им. Е.О. Патона, руководит отделом физико-металлургических процессов сварки легких металлов и сплавов. В 1962—1967 годах впервые в мировой практике разработал и внедрил высокоэффективный процесс электрошлаковой сварки алюминия. Начиная с 1968 года участвовал в разработке новых свариваемых высокопрочных алюминиевых сплавов для аэрокосмической техники и создании сварных конструкций ответственного назначения.
Ищенко Анатолий Яковлевич закончил Киевский политехнический институт. Член-корреспондент Национальной Академии наук Украины, доктор технических наук, лауреат Премии Совета Министров СССР и Государственной премии Украины. Автор двух монографий, более 200 статей и изобретений.
МЕЛЬНИКОВ РОБЕРТ ВАЛЕНТИНОВИЧ с 1957 года и по настоящее время работает в АНТК им. О.К. Антонова. Принимал непосредственное участие в разработках и внедрении в производство технологии изготовления клеесварных конструкций, автоматизации процесса сварки трубопроводов различных систем и назначений, разработке систем активного контроля параметров режима сварки и прогнозирования качества соединений.
В настоящее время — главный специалист по сварке АНТК им. О.К. Антонова, Мельников Роберт Валентинович закончил Киевский политехнический институт. Автор 40 статей, 30 изобретений.
ЧАЮЙ АНДРЕЙ ГРИГОРЬЕВИЧ с 1973 г. по 1984 г. работал в Институте электросварки им. Е.О. Патона. Принимал участие в разработке технологии сварки алюминиевого сплава 1420. С 1984 г. работал в лаборатории автоматизации сварки УкрНИИАТа.
Направления научно-практической деятельности: освоение в производстве новых сварочных процессов (контактной, диффузионной, ударной сварки) авиационных материалов на основе алюминия, титана, никеля; сварка композиционных материалов;
автоматизация процессов дуговой сварки деталей и узлов самолетных конструкций; роботизированная сварка обращающейся дугой титановых и нержавеющих оболочек высокой конструктивной сложности для самолета Ан-70.
В настоящее время руководит научно-техническим центром "Авиасварка".
Чаюн Андрей Григорьевич закончил Киевский политехнический институт. Автор более 40 статей и 30 изобретений.
БЛАГОДАРНОСТЬ
Авторы искренне признательны академику Борису Евгеньевичу Пвтону, за то, что он поверил в наши силы и вдохновил своим жизнелюбием и оптимизмом на создание книги в это непростое время.
Мы, авторы этой книги, благодарны специалистам-самолетостроителям, ученым академических, учебных и отраслевых институтов за поддержку, содействие и помощь в работе нвд рукописью.
Отдельно авторы отмечают решающую роль в поиске эффективных путей использования сварки в самолетостроении руководителей, возглавлявших в разные годы коллективы ученых, исследователей и производственников:
Белецкого В.М., Гринина В.В., Захарова В.И., Кантера Г. Г., Лукина В.И., Мизина А.Г., Паншина Б.К., Рабкина Д.М. Славина ГА., Шнырикова В.И.,
Бородина Ю.М., Гуревича С.М., Замкова В.Н., Курочко Р.С., Муравьева И.И., Никифорова ГД., Пархето В. К. Редгица В.В., Сорокина Г.В., Шухина В.Г,
Братухина А.Г., Денисова Б.С., Засыпкина В.А., Куликова Ф.Р., Матвеева В.В., Ольховика Р.Г., Пширикова А.П., Световидова А.П. Толкачева Ю.И., Филатова Ю.А.,
Яворской Н.М. и многих других
Мы благодарим многих сотрудников КБ, заводов, производственных подразделений, которые дали свои замечания и советы в процессе работы над книгой, всех, кто помогал в ее издании.
Мы выражаем благодарность рецензентам, которые нашли время и силы прочитать рукопись, сделать полезные и конструктивные замечания.
Авторы также благодарят всех специалистов, кто проделал большую работу и приложил немало усилий, чтобы книга вышла в свет.