




































































































































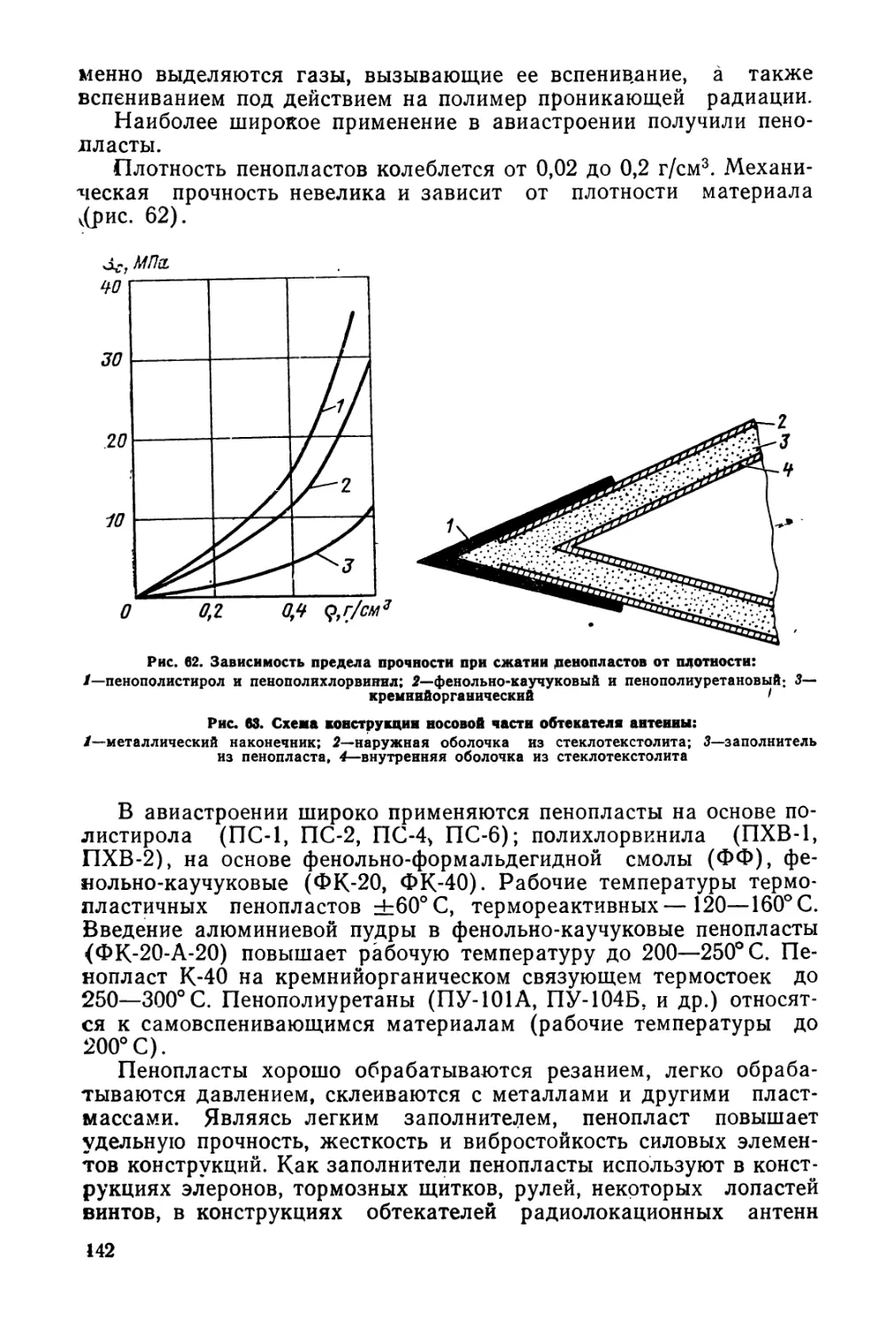


























































































































































Author: Раковский В.С. Райтбарг Л.Х. Ротенберг Н.Д. Теллис М.Я.
Tags: техника средств транспорта сырье материалы материаловедение авиация авиационные материалы
Year: 1979




АВИАЦИОННЫЕ
МАТЕРИАЛЫ
И ИХ ОБРАБОТКА
АВИАЦИОННЫЕ
МАТЕРИАЛЫ
И ИХ ОБРАБОТКА
Допущено Министерством
авиационной промышленности СССР
в качестве учебного пособия
для авиационных техникумов
Москва «МАШИНОСТРОЕНИЕ» 1979
ББК 30.37
А20
УДК 629.13 : 66.017 + 621.002.2(0.75)
Авторы: В. С. Раковский, Л. X. Райтбарг, Н. Д. Рот-
тенберг, М. Я. Теллис
Рецензенты:
проф., д-р техн, наук А. И. Колпашников
и предметная комиссия Горьковского авиационного
техникума им. П. И. Баранова
Авиационные материалы и их обработка: Учебное по-
А20 собие для авиационных техникумов/В. С. Раковский,
Л. X. Райтбарг, Н. Д. Роттенберг, М. Я. Теллис. — М.:
Машиностроение, 1979.—311 с., ил.
В пер.: 1 р.
31808—420
А ----—------230—80 3606030000
038(01)—79
ББК 30.37
6П3.4/6П4
© Издательство «Машиностроение*, 1979 г.
ВВЕДЕНИЕ
Развитие авиационной техники, ее успехи тесно связаны с прогрес-
сом в области создания прочных, стойких и легких металлических
и неметаллических материалов. Современная реактивная техника
потребовала применения в конструкции двигателя новых жаро-
прочных металлических сплавов, способных надежно работать в
условиях высоких температур (свыше 1000° С; в некоторых случа-
ях конструктивная прочность сплава должна сохраняться при тем-
пературах 1500—2500° С).
При выборе материалов для авиационных конструкций учиты-
ваются также их плотность и удельная прочность (отношение
прочности к плотности). Чем больше удельная прочность материа-
лов, тем меньше масса конструкции и полетная масса летательного
аппарата, что позволяет увеличить грузоподъемность машины,
дальность полета. Высокой удельной прочностью обладают алюми-
ниевые, титановые, магниевые сплавы, легированные конструкци-
онные стали, некоторые неметаллические материалы.
Требования, предъявляемые к авиационным материалам, в за-
висимости от условий работы, характера нагружения, температуры
и воздействия среды, могут быть различными. Например, для из-
готовления обшивки самолета необходим материал с высокой
удельной прочностью (в некоторых конструкциях — и теплостой-
костью), для изготовления лонжеронов самолета материал должен
обладать жесткостью, статической прочностью, вибростойкостью.
Для лопаток газовой турбины двигателя необходим материал, спо-
собный длительно работать в условиях значительных нагрузок,
высоких температур, газовой среды; для подшипников требуются
материалы с высокой износостойкостью и т. д.
Число новых сплавов и неметаллических материалов непрерыв-
но растет. Особенно большие возможности открылись в создании
новых материалов благодаря широкому применению тугоплавких
и редких металлов: молибдена, вольфрама, ниобия, рения, вана-
дия, гафния, циркония, редкоземельных металлов, физические
свойства которых уникальны.
Наряду с металлами в авиастроении все шире применяют не-
металлические материалы. К этой группе материалов относятся
пластические массы и композиционные материалы на их основе,
3
резиновые материалы, клеи, лакокрасочные материалы, герметики.
При замене металла пластмассой снижается трудоемкость изготов-
ления деталей и уменьшается масса, конструкции в 4—5 раз, сокра-
щается длительность производственного цикла. Применение пласт-
масс в качестве покрытия на поверхностях металлических деталей
увеличивает срок их службы в 5—10 раз.
В курс «Авиационные материалы и их обработка» входят такие
разделы, как основы металлургии черных и цветных металлов, ос-
новы общего металловедения, свойства и применение металличес-
ких и неметаллических материалов, используемых в авиационной
технике, обработка металлов давлением, основы литейного и сва-
рочного производства.
Металловедение изучает зависимость между составом, строени-
ем и свойствами металлов и сплавов и закономерности их измене-
ния под влиянием механических, химических, тепловых, электро-
магнитных и других воздействий.
Металловедение как наука возникло в конце прошлого века, в
годы бурного развития техники, массового производства металлов,
развития машиностроения.
Основы научного металловедения были заложены русским ме-
таллургом Дмитрием Константиновичем Черновым (1839—
1921 гг.). Чернов открыл полиморфизм железа: критические точки,
при которых в процессе нагрева — охлаждения стали происходят
полиморфные превращения, когда вместе со структурой меняются
и свойства стали; в последующие годы эти точки были названы
«критическими точками Чернова». Открытие критических точек по-
служило началом развития новой технологической дисциплины —
металлографии и термической обработки стали. Черновым было
открыто явление «термической усталости», были изучены законы
кристаллизации, описаны пороки стального слитка и меры борьбы
с ними, заложены идеи легирования стали, была предложена тео-
рия бессемерования стали и др.
Павел Петрович Аносов (1799—1851 гг.) впервые применил
микроскоп для изучения структуры стали; используя новый метод
изучения металла — микроанализ, П. П. Аносов установил, что
свойства стали зависят также от ее структуры.
Качественный сдвиг в развитии металловедения был достигнут
благодаря работам Н. С. Курнакова (1860—1941 гг.) —основателя
физико-химического анализа. Курнаковым было установлено, что
свойства сплавов изменяются закономерно с изменением их сос-
тава.
Для большинства технических материалов характерно кристал-
лическое состояние. Связь между составом и кристаллической
структурой, с одной стороны, и свойствами, с другой, создает воз-
можность улучшения свойств уже имеющихся материалов, а также
создания новых материалов с особыми свойствами.
Разработкой теории термической обработки стали и созданием
новых качественных сталей успешно занимались советские ученые
Н. А. Минкевич, С. С. Штейнберг, А. Л. Бабошин, Г. В. Курдюмов.
4
Крупнейшие теоретические исследования термической обработ*
ки алюминиевых сплавов были выполнены С. Т. Конобеевским. На
основании многочисленных экспериментальных исследований им
была разработана теория старения дуралюмина — сплава на алю-
миниевой основе, обладающего высокими механическими свойства-
ми при малой плотности.
Фазовые превращения в цветных сплавах исследованы
А. А. Бочваром, Д. А. Петровым, С. М. Вороновым, А. Гинье,
Ж- Престоном и другими отечественными и зарубежными учеными.
Выдающийся русский химик А. М. Бутлеров является создате-
лем теории химического строения органических соединений.
Глубокие исследования ученых Г. С. Петрова и С. В. Лебедева
позволили обеспечить промышленное производство синтетического
каучука, синтетических пластмасс.
Успешное развитие химии и физики полимеров связано с име-
нами отечественных ученых Н. Н. Семенова, П. П. Кобеко,
В. А. Каргина, А. А. Андрианова, А. П. Александрова.
Прогрессивные направления в производстве материалов — уве-
личение производства качественных сталей, особенно получаемых
электрошлаковым и вакуумным переплавом, расширение сортамен-
та проката, повышение доли алюминия, титана, полимеров в об-
щем выпуске конструкционных материалов, производство синтети-
ческих материалов с заранее заданными свойствами, создание
и производство композиционных материалов, широкое использова-
ние методов порошковой металлургии.
Весьма актуальны вопросы технологии обработки металлических
материалов давлением; в этой области имеются значительные дос-
тижения, например штамповка в режиме сверхпластичности, высо-
коскоростные виды штамповки, проката, прессования.
В области обработки давлением созданы новые процессы чис-
товой обработки поверхности деталей пластическим деформирова-
нием: обработка обкаткой и раскаткой роликами, упрочняющая
обработка поверхности наклепом.
Лцтейное производство характеризуется совершенствованием
технологических процессов, дальнейшей механизацией и автомати-
зацией специальных видов литья, повышением качества отливок.
Помимо широко известных способов литья в оболочковые формы,
литья по выплавляемым моделям, литья под давлением все больше
внедряются непрерывное литье, литье вакуумным всасыванием, ва-
куумно-компрессионное литье, литье намораживанием.
В области сварочного производства широкое распространение
получили такие способы сварки, как электронно-лучевая, диффу-
зионная сварка в вакууме, ультразвуковая сварка, лазерная свар-
ка, сварка в камере с контролируемой атмосферой и др.
Все эти вопросы нашли отражение в настоящем учебнике. Пер-
вые три его раздела написаны В. С. Раковским, четвертый и шес-
той—Н. Д. Роттенбергом, пятый —Л. X. Райтбаргом и седьмой—
М. Я. Теллисом. Общее научное редактирование книги выполнено
В. С. Раковским,
Раздел I
ОСНОВЫ МЕТАЛЛУРГИИ
ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Глава 1
ПРОИЗВОДСТВО ЧУГУНА
1.1. ОБЩАЯ ХАРАКТЕРИСТИКА ЧУГУНОВ
Чугун представляет собой сплав железа с углеродом, присутству-
ющим в количестве, превышающем его растворимость в железе
(несколько более 2%). Кроме углерода в состав чугунов входят
постоянные примеси — кремний (Si), марганец (Мп), фосфор (Р)
и сера (S), суммарное содержание которых колеблется обычно в
пределах 0,7—1,5% (S + P+Mn), и Si — 2,5—3,8%.
В отличие от стали, в которой углерод присутствует в связан-
ном состоянии в виде цементита (карбида железа) РезС или же
карбидов соответствующих легирующих элементов, углерод в чугу-
не может находиться либо полностью в свободном состоянии в фор-
ме графита, либо в частично связанном и частично свободном со-
стояниях.
1.2. ОБЩАЯ ХАРАКТЕРИСТИКА ТЕХНОЛОГИИ
ПРОИЗВОДСТВА ЧУГУНА
Для выплавки чугуна используется соответствующее сырье, к ко-
торому относятся железные руды, горючее и флюсы. Для этой цели
применяются доменные, низкошахтные и электрические печи. Наи-
более широко используются доменные печи.
1.3. ЖЕЛЕЗНЫЕ РУДЫ
Основными железными рудами являются магнетиты, гематиты, бу-»
рые железняки, шпатовый железняк. Железо в этих рудах находит-
ся в виде различных окислов (Fe3O4, РегОз, РеОг).
Руды перед их поступлением в печь подвергаются различным
подготовительным операциям — дроблению, просеву, обжигу, окус-
ковыванию (агломерации) и др.
1.4. ТОПЛИВО
Топливо играет очень важную роль в доменном производстве; оно
служит не только источником тепла, но и участвует в химических
реакциях, протекающих в доменной печи.
6
В качестве топлива используется почти всегда кокс, который
изготавливается из каменного угля спеканием без доступа воздуха.
Химический состав кокса характеризуется следующими данными:
С — 80—87%, влага — 2—6%, зола — 8—14% (SiO2+Al2O3), S —
0,4—2,0%.'
В последние годы в США, ФРГ и в некоторых других странах
для выплавки чугуна в полупромышленных масштабах применяет-
ся железококс, получаемый спеканием смеси различных сортов ка-
менного угля, пылеватых руд и колошниковой пыли.
1.5. ФЛЮСЫ
Флюсами называются материалы, преимущественно минерального
происхождения, вводимые в шихту для образования шлака и регу-
лирования его состава, в частности для связывания пустой породы
руды или продуктов раскисления металла.
По химическому составу флюсы делятся на основные (извест-
няк), кислые (кремнезем) и нейтральные (глинозем).
Флюс применяется в раздробленном виде.
1.6. ОГНЕУПОРНЫЕ МАТЕРИАЛЫ
Поскольку металлургические процессы, и в частности доменный,
протекают при высоких температурах, ответственные части метал-
лургических печей изготавливают из огнеупорных материалов, спо-
собных выдержать без разрушения высокую температуру печного
процесса и воздействие жидкого металла и шлака.
Огнеупорные материалы изготавливают в виде кирпичей, кото-
рыми футеруют различные рабочие элементы печей и других видов
металлургического оборудования.
Основными видами огнеупорных материалов, применяемых, в
металлургии чугуна, являются динас (смесь SiO2 с известью), маг-
незит. (смесь MgCO3 с глиной и известью), доломит (смесь MgO,
СаОъ СО2), хромомагнезит (смесь Сг2О3, MgO, CaO, Ai2O3, Fe2O3),
шамот (смесь SiO2 и А12О3). Температуры плавления различных
огнеупорных материалов находятся в пределах 1500—2000° С.
1.7. ОСНОВНОЕ ОБОРУДОВАНИЕ
ДОМЕННОГО ПРОИЗВОДСТВА
Доменный цех (рис. 1)—это сложный комплекс тесно связанных
между собой технологических и энергетических агрегатов, включа-
ющий доменную печь, литейный двор, воздухонагреватели, пыле-
уловители, колошниковый подъемник, скиповую яму и др.
Доменная печь — это сооружение высотой-более 35 м и массой
® несколько тысяч тонн. Полезный объем современных доменных
печей достигает 3000 м3 и создаются печи с объемом до 5000 м3;
производительность современных доменных печей свыше 11 000 т
чугуна в сутки.
7
Верхняя часть печи 3 — колошник (рис. 2) имеет засыпной
аппарат 1 для загрузки шихты и газоотводные трубы 2. Колошник
Рис. 1. Принципиальная схема доменного цеха
переходит в коническую часть печи 4 (шахта). Наиболее широкая
часть печи 7 называется распаром. Ниже распара находятся запле
12, имеющий форму цилиндра. Дно горна
чики 8, а еще ниже горн
Фис. 2. Принципиальная схема
доменной печи
14 называется лещадью; на уровне леща-
ди находится летка 13, служащая для вы-
пуска чугуна, а несколько выше располо-
жена летка 15 для шлака. В верхней ча-
сти горна по его окружности расположено
от 12 до 18 отверстий, в которые встав-
лены фурменные приборы 11 для вдува-
ния воздуха. Кладка печи 6 выполняет-
ся чаще всего из шамота. Печь одета в
сварной или клепаный кожух 5 из листо-
вой стали. В кладке горна и заплечиков
устанавливаются холодильники, по кото-
рым непрерывно циркулирует вода. Го-
рячее дутье подводится кольцевой трубой
9 и коленообразным рукавом 10, подаю-
щими воздух к фурмам. Подогрев возду-
’ ха, поступающего в .печь, осуществляется
(в специальных воздухоподогревателях
.(кауперах).
Все операции по подготовке и загруз-
ке сырья в современном доменном про-
изводстве механизированы, а многие опе-
рации и автоматизированы.
8
1.8. ДОМЕННЫЙ процесс
В процессе доменной плавки имеют место два непрерывных пото-
ка, протекающие во взаимно противоположных направлениях:
сверху вниз опускается вводимая железная руда, кокс, флюсы, а
снизу вверх поступают горячие газы. Кокс подогревается идущими
навстречу горячими газами и при соприкосновении с воздушным
дутьем в нижней части печи сгорает до СО2. При горении кокса
температура повышается до 1600—1750° С. Образовавшаяся дву-
окись углерода вступает в реакцию с новыми слоями раскаленного
кокса и восстанавливается до окиси углерода. Раскаленная газо-
вая смесь, состоящая из окиси углерода, углекислоты и азота воз-
духа, поднимаясь вверх, пронизывает опускающиеся шихтовые
материалы и, непрерывно нагревая их, создает в различных частях
печи определенные температурные зоны. В средней части шихты
и ниже при температурах 400—900° С окись углерода постепенно
восстанавливает железо. Процесс восстановления протекает в ре-
зультате воздействия не только СО, но и твердого углерода.
Восстановленное железо частично вступает во взаимодействие
с углеродом с образованием цементита ЕезС. После окончания
процесса восстановления и науглероживания железа начинается
образование шлаков. В шкале концентрируются все окисленные
элементы, а в чугун переходят все элементы, восстановленные в
ходе процесса. Шлаки могут иметь различный характер в зависи-
мости от химического состава. Шлаки с повышенным содержанием
SiO2 являются кислыми, они имеют невысокую температуру плав-
ления, но малоподвижны и плохо вытекают из печи. Шлаки с по-
вышенным содержанием CaO, MgO являются основными. Они ту-
гоплавки, но вместе с тем достаточно подвижны.
Выход шлака в доменном процессе колеблется в пределах
0,45—0,70 т на одну тонну чугуна.
Выпуск шлака при нормальной работе печи производится через
каждые 40—50 мин, а чугун выпускают примерно шесть раз в сут-
ки, для чего в летке проделывают отверстия пневматическим ло-
мом или электробуром. Выпускаемый чугун направляется по глав-
ному желобу в чугуновозные ковши емкостью до 60 т. После вы-
пуска чугуна летку забивают огнеупорной глиной с помощью спе-
циальной пушки.
Полученный чугун направляется на переработку в сталь и на
отливку различных заготовок и деталей, что осуществляется с по-
мощью разливочных машин.
В настоящее время применяется несколько методов интенсифи-
кации доменного процесса. Важнейшими из них являются исполь-
зование повышенного давления на колошнике, применение кисло-
родного дутья.
1.9. ПРЯМОЕ ПОЛУЧЕНИЕ ЖЕЛЕЗА ИЗ РУД
Прямое получение железа из руд осуществляется непосредствен-
ным воздействием восстанавливающих газов на руду при темпера-
9
турах 900—1150° С. Такому восстановлению подвергаются измель-
ченные рудные концентраты с содержанием железа не менее 65%.
В качестве восстанавливающих газов могут быть использованы во-
дород, природный конвертированный газ, генераторный газ. Наи-
лучшим восстановителем является водород. Прямое получение по-
рошка железа из руд позволяет резко упростить процесс, отказать-
ся от использования дорогих и крупногабаритных доменных печей,
ввести автоматизацию. Этот метод является весьма прогрессив-
ным и можно ожидать, что в ближайшие годы он получит широкое
применение.
Глава 2
ПРОИЗВОДСТВО СТАЛИ
2.1. ОБЩИЕ СВЕДЕНИЯ
Сталь отличается от чугуна меньшим содержанием углерода (ме-
нее 2%), примесей и тем, что в стали углерод находится в связан-
ном состоянии. Сырьем для производства стали служит чугун, лом
черных металлов (скрап), отходы производства и различные дру-
гие добавки.
Процесс сталеварения сводится в основном к удалению из чу-
гуна излишнего количества углерода и ряда других элементов до
предела, допускаемого для данной марки стали. В современной
промышленности сталь производится тремя основными методами—
мартеновским, конвертерным и электроплавкой.
2.2. МАРТЕНОВСКИЙ ПРОЦЕСС
Мартеновский способ выплавки стали является основным способом
производства углеродистых и легированных сталей, этим способом
осуществляется выпуск более 80% всей стали.
Мартеновские» печи используются двух типов — стационарные
и качающиеся. Качающиеся отличаются тем, что в них рабочее
пространство заключено в кожух, укрепленный на соответствую-
щей раме так, что печь может наклоняться для выпуска готовой
стали или для загрузки шихты.
Мартеновская печь (рис. 3) состоит из рабочего пространства
Л, ограниченного сверху сводом 3, а снизу подом 10. Передняя
стенка имеет садочные окна 2, через которые загружают шихту/
берут пробу, наваривают подину и ведут наблюдение за процессом.
В задней стенке сделаны отверстия для выпуска стали и скачива-
ния шлака. В торцах печи расположены головки Б и В, сообщаю-
щие рабочее пространство с регенераторами 1, 4, 9 и 11. От реге-
нераторов идут каналы к передним клапанам 7. Последние сооб-
щаются с газопроводом 8, воздухопроводом 5 и боровом 6 дымо-
10
вой трубы. Газ и воздух одновременно поступают в рабочее прост-
ранство печи по отдельным каналам головки 5, причем газ пред-
варительно проходит регенератор 9, а воздух — регенератор 1. При
выходе из головки газ и воз-
дух смешиваются; смесь
поджигают, она воспламе-
няется и дает длинное сте-
лющееся пламя, нагрева-
ющее рабочее пространство/
Раскаленные продукты го-
рения уходят через каналы
головки В и регенераторы 11
и 4, где отдают тепло насад-
кам, и, пройдя их, направ-
ляются к клапанам 7, отку-
да поступают в боров 6 ды-
мовой трубы.
Воздух и газ, проходя че-
рез раскаленные насадки re- Рис. 3. Принципиальная схема мартеновской
нераторов 11 и 4, нагрева- печи
ются и идут по каналам го-
ловки В в рабочее/пространство печи, развивая при горении вы-
сокую температуру. Продукты горения проходят через каналы го-
ловки Б к регенераторам 9 и 1 и, отдавая тепло насадке, движутся
к ее клапанам, а затем уходят через боров дымовой трубы в ат-
мосферу.
Использование теплоты отходящих продуктов горения дает
возможность получить температуру печи до 1600—1650° С.
Основным вариантом мартеновского процесса является скрап-
рудный процесс. При этом варианте шихта состоит из чугуна (свы-
ше 75%), скрапа, железной руды и известняка. Процесс выплавки
стали проходит несколько стадий. Основные из них — период плав-
ления, период кипения, период доводки и период выпуска.
В периоде плавления загруженная шихта по мере расплавления
окисляется кислородом печных газов.
В периоде кипения происходит в итоге образование железа, сго-
рание примесей (S, Мп, Р и др.) и образование шлака.
Период доводки начинается с момента выделения раскислите-
лей и специальных добавок. Перед их введением скачивают шлак.
В качестве раскислителей применяют ферромарганец, ферросили-
ций, алюминий и другие компоненты.
Период выпуска начинается с момента, когда сталь уже пол-
ностью выплавлена и находится под слоем шлака. Ее выдерживают
некоторое время под этим слоем для освобождения от газовых пу-
зырей, включений, а затем выпускают в ковш. Период выплавки
стали длится 4—8 ч.
Вторым вариантом выплавки стали является скрап-процесс.
При этом процессе исходной шихтой служит скрап с небольшим
количеством чугуна. Для скрап-процесса характерной особенностью
11
является то обстоятельство, что окисление примесей ввиду их срав-
нительно малого содержания осуществляется в основном за счет
атмосферы печи. В связи с этим отпадает необходимость введения
руды в качестве одной из составных частей шихты. В основе скрап-
процесса лежат те же явления, что и в скрап-рудном процессе.
Мартеновский процесс позволяет выплавлять как углеродистые,
так и легированные стали. Для получения легированных сталей в
шихту вводят соответствующие ферросплавы.
2.3. ПРОИЗВОДСТВО СТАЛИ В КОНВЕРТЕРАХ
Первым вариантом конвертерного способа выплавки стали был
способ, предложенный в 1855 г. англичанином Г. Бессемером.
Сущность метода заключается в продувке воздухом расплав-
ленного чугуна в огнеупорном сосуде.
Для бессемерования используют жидкий чугун, полученный из
доменной печи и предварительно выдержанный в копильнике, ко-
рне. 4. Выгорание примесей при бессеме-
ровании
торый представляет со-бой резер-
вуар, вмещающий 300—1500 т
расплавленного чугуна. Копиль-
ник обогревается газовой или
нефтяной горелкой.
Чугун для бессемерования
должен содержать около 2%
кремния, выгорание которого яв-
ляется источником тепла, необхо-
димого для хода процесса, а со-
держание серы и фосфора долж-
но быть минимальным, так как
эти примеси не удаляются в ходе
процесса. Величина садки в кон-
вертере достигает 35 т. Воздух
для продувки подается под давле-
нием в 0,12—0,125 МПа (1,20—
1,25 атм). Расход воздуха составляет в среднем около 300 м3 на
1 т залитого чугуна.
Бессемеровский процесс протекает в три периода. Первый пери-
од заключается в основном в окислении железа, кремния, марган-
ца. Во втором периоде, который начинается при температуре
1500°С происходит интенсивное окисление углерода кислородом
закиси железа и элементарным кислородом воздуха. Продолжи-
тельность второго периода 4—5 мин. Третий период начинается с
затуханием пламени от горения окиси углерода. В третьем периоде
происходит образование металла.
Полученный в конвертере расплавленный металл содержит зна-
чительное количество растворенной закиси железа, что отрицатель-
но отражается на качестве стали, придавая ей хрупкость (красно-
ломкость).
Для раскисления стали в конвертер добавляют ферромарганец
или ферросилиций. Готовую сталь выливают в ковш и направляют
12
на разливку. На рис. 4 приведен график, показывающий порядок
выгорания примесей при бессемеровании.
В производстве стали конвертерным способом в последние годы
успешно используется кислородное дутье или дутье воздухом, обо-
гащенным кислородом. Одним из недостатков конвертерной стали
является повышенное содержание в ней азота. Применение кисло-
родного дутья сокращает продолжительность процесса, а это, в
свою очередь, приводит к снижению содержания азота в стали.
Кроме бессемеровского применяется также томасовский про-
цесс, сущность которого заключается в переработке высокофосфо-
рпстых чугунов в конвертере с основной футеровкой и донным
дутьем. Переработка таких чугунов в бессемеровских конвертерах
практически невозможна.
2.4. ПРОИЗВОДСТВО СТАЛИ ЭЛЕКТРОПЛАВКОЙ
Электроплавка стали производится в индукционных и дуговых пе-
чах. Этот метод применяется в основном для получения высокока-
чественных легированных сталей.
Характерной особенностью электроплавки является универсаль-
ность этого процесса: в электропечах можно выплавлять сталь лю-
бого состава с весьма низким содержанием серы. Плавку в элект-
ропечах можно осуществлять в окислительной, восстановительной,
нейтральной атмосфере и в вакууме. Выплавка в вакууме обеспе-
чивает получение стали особенно высокого качества и, в частности,
с низким содержанием газов и других примесей, что особенно важ-
но для таких видов сталей, как жаропрочные. Большим преиму-
ществом электроплавки является то обстоятельство, что этот про-
цесс позволяет осуществлять быстрый подъем тем/пературы и ее
точное регулирование. В последние годы электроплавка, и в част-
ности, вакуумная, получает все более активное развитие.
Получение стали в электродуговых печах имеет то преиму-
щество перед выплавкой в мартеновской печи, что в этом случае
продукт является значительно более чистым и в особенности по со*
держанию серы и кислорода.
Плавка осуществляется электродугой, которая горит между
двумя вертикальными электродами, по мере плавки электроды
опускаются в глубь шихты, заваленной в печь. Электроды изготав*
ливают из графита. Общая продолжительность процесса 3—4 ч.
Основным сырьем для дуговой выплавки стали служат стальной
и железный лом, легированные металлоотходы, мягкое железо
(с содержанием углерода не более 0,04—0,15% и не более 0,02%
кремния и других примесей), чугун, шлакообразующие компоненты
(известняк, известь, плавиковый шпат, шамотный бой), окислители
(окалина, агломерат и др.), науглероживатели (электродный бой,
кокс), легирующие добавки, раскислители. Перед завалкой в печь
шихта проходит соответствующую подготовку (измельчение, сме-
шивание и др.). При электровыплавке на 1 т стальных слитков
расходуется 600—1000 кВт-ч электроэнергии. Рабочее напряжение
13
во время плавки составляет 100—200 В на малых печах и 400—
600 В на крупных, а сила тока измеряется тысячами и десятками
тысяч ампер.
Индукционная электроплавка применяется в основном для вы-
плавки в относительно небольших количествах разнообразных вы-
сококачественных сталей и специальных сплавов. Нагрев и рас-
плавление шихты в этих печах происходят за счет тепла, выделяе-
мого индуктированным в ней током.
Емкость этих печей может колебаться в широких пределах от
10 кг до 12 т. Для питания печей малой емкости применяют лам-
повые и искровые генераторы с частотой тока до 106 Гц, а для пе-
чей большой емкости применяют машинные генераторы (до 104 Гц).
Индукционную плавку ведут по методу переплава с использова-
нием для этих целей легированных отходов и чистых по сере и фос-
фору скрапа и ферросплавов. Процессы дефосфорации и десульфу-
рации при индукционной плавке затруднены ввиду низкой темпе-
ратуры шлака.
В последние годы вакуумная электроплавка приобретает все
более широкое применение. Этот способ выплавки имеет значи-
тельные преимущества, поскольку он обеспечивает получение ста-
ли с низким содержанием растворенного кислорода и гораздо мень-
шим содержанием неметаллических включений, что обусловлено
повышением раскислительной способности углерода при снижении
давления.
Наибольшая чистота продукции достигается в вакуумных ду-
говых печах с расходуемым электродом.
2.5. ВАКУУМНАЯ ОБРАБОТКА СТАЛИ
Наряду с вакуумной выплавкой стали применяется вакуумная об-
работка вне печи. Такая обработка имеет более широкие возмож-
ности, но она не получила еще широкого применения. Основными
вариантами вакуумной обработки являются следующие:
1) элекгрошлаковая переплавка;
2) дегазация стали в ковше, помещенном в вакуум-камере;
3) дегазация отдельных порций металла, отбираемых у ковша;
4) дегазация струи металла при переливе из ковша в другой
ковш, помещенный в вакуум-камеру;
5) разливка стали под вакуумом в изложницы.
Широкое применение получила электрошлаковая переплавка.
Институтом электросварки им. Е. О. Патона разработан метод
электрошлакового переплава электродов с заданным химическим
составом с целью повышения качества металла. Переменный ток
пропускают через слой жидкого шлака определенного состава и со
значительным электросопротивлением. При этом в шлаке выделя-
ется тепло, достаточное для расплавления конца электрода, погру-
женного в него. Металл в виде капель, проходя через шлак, очи-
щается от серы, кислородных и неметаллических включений. При
этом быстрое застывание предотвращает образование дефектов в
слитке, связанных с ликвацией вредных элементов.
14
В последние годы находит все большее применение при вы-?
плавке стали введение в расплавленную сталь железного порошка.
Это приводит к образованию дополнительных центров кристалли-
зации при застывании стали и, как правило, к облагораживанию
структуры стали.
2.6. РАЗЛИВКА СТАЛИ
Готовая сталь из печей выпускается в разливочный ковш, из кото-
рого она далее разливается по изложницам. Разливочный ковш
представляет собой клепаный стальной сосуд, выложенный изнутри
шамотным кирпичом. В днище ковша устанавливается шамотная
пробка, которая может быть вытащена
с помощью простого рычажного механиз-
ма, укрепленного на ковше. Изложницы
изготавливают в основном из чугуна, ре- ’
же из стали и выполняют в виде цилинд-
ра с коническим внутренним простран-
•ством. %
Охлаждение слитка стали происходит
неравномерно. В местах, где жидкий ме- 7
талл прилегает к стенкам изложницы, он
застывает быстрее, образуя, как это по-
казано на рис. 5, тонкий слой 1 мелких
различно ориентированных кристаллов.
По направлению к центру слитка охлаж-
дение идет медленнее с ростом более
крупных кристаллов в направлении, пер-
пендикулярном стенкам изложницы; та-
кие кристаллы называются столбчатыми
2, а процесс кристаллизации в этой зоне
носит название «транскристаллизации».
Еще медленнее происходит остывание в
осевой зоне 3. Таким образом, рост, ВОЗ- Рис. б. Схема строения сталь-
никающих кристаллов протекает нерав- ного слитка
номерно.
Стальной слиток образуется путем затвердевания в изложнице
с образованием древовидных кристаллов—дендритов.
Вначале вырастает основная ось кристалла, а далее перпенди-
кулярно к ней растут ветви второго порядка, от которых аналогич-
ным образом развиваются оси третьего порядка и т. д. Размеры
и формы образующихся кристаллов зависят от условий кристалли-
зации.
В стальных слитках появляются иногда определенные дефекты:
усадочные раковины, ликвация, газовые пузыри, трещины.
Усадочная раковина представляет собой полость в слитке, кото-
рая образуется при затвердевании вследствие разности объемов
жидкого и твердого металла.
Ликвация — это неравномерное распределение химических эле-
ментов, входящих в состав стали. Различают внутрикристалличес-
15
кую и зональную ликвации. Первая заключается в неравномерном
химическом составе массы кристалла, а вторая характеризуется
неравномерным распределением элементов по всему объему слитка.
Внутрикристаллическая ликвация может быть в значительной сте-
пени устранена путем диффузионного отжига; зональная ликвация
практически неисправима.
Газовые пузыри представляют собой небольшие пустоты, рас-
положенные в слитках в разных местах. Такой дефект появляется
в плохо раскисленной стали; пузыри образуются большей частью
в подкорковом слое близко к поверхности.
2.7. НЕПРЕРЫВНАЯ РАЗЛИВКА СТАЛИ
Бесслитковая прокатка (рис. 6) дает возможность получать про-
кат непосредственно из жидкого металла. Этот метод не обеспе-
чивает достаточно высокое качество продукции, которую для повы-
шения качества необходимо дополнительно прокатывать
ным методам.
по обыч
Рис. 7. Схема непрерывного литья:
/—ковш; 2—распределительное устройство;
3—кристаллизатор; 4—опрыскиватель; 5—
поддерживающие ролики; 6—ведущие роли-
ки; 7—полоса металла; 3—газовый резак
Рис. 6. Схема бесслитковой прокатки:
/—жидкий металл; 2—корочка остывшего
металла; 3—зона кристаллизации; 4—зона
деформации; 5—валки; 6—полоса металла
Более перспективен метод непрерывного литья (рис. 7).
Жидкий металл из ковша через специальное распределительное
устройство поступает в охлаждаемую водой изложницу без дна —
кристаллизатор. Перед разливкой в кристаллизатор вводится вре-
16
менное дно, представляющее собой металлическую плиту, соответ-
ствующую внутренней полости. Поступающий жидкий металл на-
чинает кристаллизоваться на этой плите, служащей как бы «за-
травкой», которую через некоторое время опускают вниз с помо-
щью специального механизма. Выходящий из кристаллизатора
слиток охлаждается водой. Образующийся слиток разрезается на
куски определенной длины кислородно-ацетиленовыми резаками.
Отходы металла при этом методе не превышают 10%.
Глава 3
ПРОИЗВОДСТВО ЦВЕТНЫХ МЕТАЛЛОВ
И СПЛАВОВ
3.1. ПРОИЗВОДСТВО АЛЮМИНИЯ
Общие сведения. Сырьем для производства алюминия являются
алюминиевые минералы. К ним относятся бокситы, каолины, нефе-
лины, алуниты и 'некоторые сорта глин. Основным видом сырья
являются бокситы. Боксит представляет собой сложный минерал,
основу которого составляет свободный гидрат окиси алюминия.
—Известь*
Боксит
Едкий нитр
Оборотный
раствор ‘
^Дробление
—
Размол
Выщелачивание
Разбавлением
Промывная
вода
Отделение ислама
от раствора.
Сгущение
Фильтрация
раствора"
--1 I
Шлам —^Промывка
^/(ацстшрик^ия Вьшр^ивание-
т
Отделение соды
" от раствора
Выпариванием
----I----
Гидрат
Кальцинация
Глинозем
Отвальный
силам
В отвал
Рис. 8. Принципиальная схема получения глинозема по методу Байера
Кроме этого компонента в боксит входит еще более 40 различных
элементов..
Производство металлического алюминия слагается из двух ос-
новных процессов — получения окиси алюминия из руды (глино-
зема) и получения металла из окиси методом электролиза.
17
У
Рис. 9. Принципиальная схема электроли-
зера для получения алюминия:
/—железный кожух; 2—теплоизоляционная
футеровка; 3—угольная набойка; 4—элект-
ролит; 5—анодные шины; 6—расплавленный
металл; 7—угольные электроды; 8—крио-
лит; 9—катодные шины
Получение окиси алюминия (глинозема). Важнейшим методом
получения глинозема является метод Байера (рис. 8). Извлечение
глинозема*из алюминиевых руд по методу Байера достигает 87%.
Получение металлического алюминия из глинозема. Основным
методом получения металлического алюминия из глинозема явля-
ется электролиз расплава, представляющего собой раствор окиси
алюминия в криолите (Na3AlP6).
Процесс электролиза в электролизерах (рис. 9) протекает при
температуре 950—1000° С. Выделяющийся на катоде алюминий
накапливается на дне ванны. На-
пряжение в электролизерах 4—
6 В. Сила тока в современных
электролизерах достигает 80—
160 кА. Образующийся алюминий
накапливается на подине элек-
тролизера, откуда он периодиче-
ски выпускается через летку (че-
рез 2—3 дня). Полученный таким
методом металл содержит 99,5—
99,7% А1. Такой металл называет-
ся первичным. Для получения бо-
лее чистого металла, который
применяется в ряде областей, пер-
вичный алюминий подвергают ра-
финированию.
При правильном процессе проведения электролиза расход ма-
териалов на 1 т первичного алюминия составляет: около 2 т гли-
нозема; 0,6 т угольных электродов; 0,1 т криолита и до 18000—
19000 кВт • ч электроэнергии.
Рафинирование первичного алюминия. В ряде областей техники
необходимо применение алюминия высокой степени чистоты. В ка-
честве примера можно назвать изготовление химической аппарату-
ры, электролитических конденсаторов; нанесение покрытий на по-
верхности, отражающие свет; изготовление архитектурных деталей,
требующих высокой коррозионной устойчивости и т. д. Для таких
областей требуется металл с содержанием А1 свыше 99,99%- Такой
металл получают электролитическим рафинированием.
' Сущность этого метода заключается в анодном растворении
технического сплава алюминия, при котором анодом служит тех-
нический сплав. В качестве электролита применяется расплав, сос-
тоящий из хлористых и фтористых солей бария, алюминия и нат-
рия. Чистый алюминий при этом выделяется на катоде и всплывает
на поверхность электролита.
3.2. ПРОИЗВОДСТВО МАГНИЯ
По распространению в земной коре магний занимает восьмое мес-
то среди элементов, В природе он встречается только в связанном
состоянии.
18
Основными минералами для производства магния служат маг-
незит (MgCO3), содержащий около 30% Mg, карналлит
MgCl2-KCl-6H2O с содержанием магния, около 9%; доломит
MgCO3 с содержанием магния несколько более 13% и бишофит
(MgCl2-6H2O),^содержащий 12% Mg. Сырьевым источником полу-
чения магния могут также служить хлориды магния, которые в
довольно большом количестве
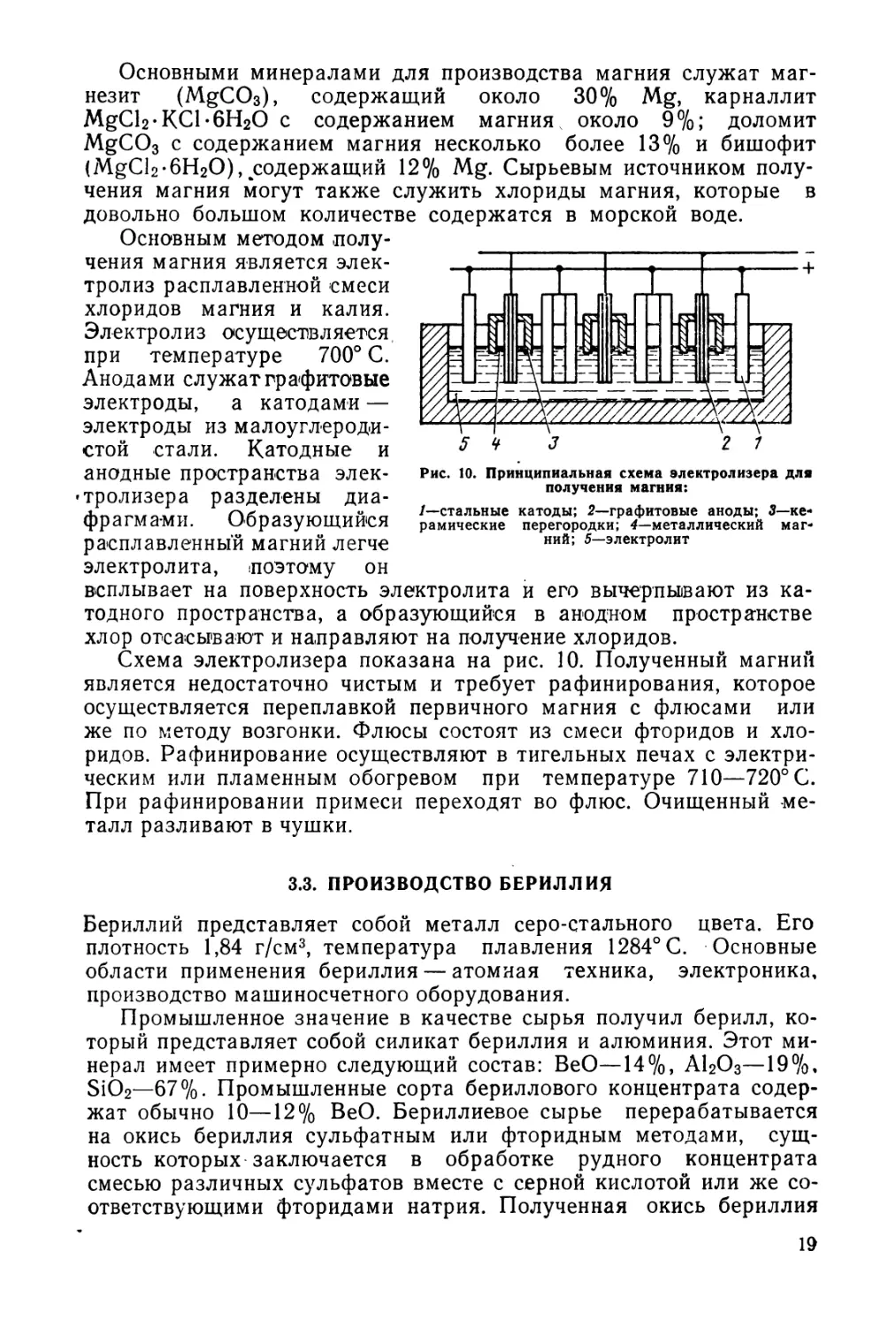
Основным методом полу-
чения магния является элек-
тролиз расплавленной смеси
хлоридов магния и калия.
Эле к тр о л и з осу ществ л яется,
при температуре 700° С.
Анодами служат графитовые
электроды, а катодами —
электроды из малоуглероди-
стой стали. Катодные и
содержатся в морской воде.
Рис. 10. Принципиальная схема электролизера для
получения магния:
/—стальные катоды; 2—графитовые аноды; 3—ке-
рамические перегородки; 4—металлический маг-
ний; 5—электролит
анодные пространства элек-
тролизера разделены диа-
фрагмами. Образующийся
расплавленный магний легче
электролита, поэтому он
всплывает на поверхность электролита и его вычерпывают из ка-
тодного пространства, а образующийся в анодном пространстве
хлор отсасывают и направляют на получение хлоридов.
Схема электролизера показана на рис. 10. Полученный магний
является недостаточно чистым и требует рафинирования, которое
осуществляется переплавкой первичного магния с флюсами или
же по методу возгонки. Флюсы состоят из смеси фторидов и хло-
ридов. Рафинирование осуществляют в тигельных печах с электри-
ческим или пламенным обогревом при температуре 710—720° С.
При рафинировании примеси переходят во флюс. Очищенный ме-
талл разливают в чушки.
3.3. ПРОИЗВОДСТВО БЕРИЛЛИЯ
Бериллий представляет собой металл серо-стального цвета. Его
плотность 1,84 г/см3, температура плавления 1284° С. Основные
области применения бериллия — атомная техника, электроника,
производство машиносчетного оборудования.
Промышленное значение в качестве сырья получил берилл, ко-
торый представляет собой силикат бериллия и алюминия. Этот ми-
нерал имеет примерно следующий состав: ВеО—14%, А12О3—19%,
SiO2—67%. Промышленные сорта бериллового концентрата содер-
жат обычно 10—12% ВеО. Бериллиевое сырье перерабатывается
на окись бериллия сульфатным или фторидным методами, сущ-
ность которых заключается в обработке рудного концентрата
смесью различных сульфатов вместе с серной кислотой или же со-
ответствующими фторидами натрия. Полученная окись бериллия
19
перерабатывается далее на металл путем электролиза расплавлен-
ного электролита, основу которого составляют фтористые соли
(фторбериллат натрия — Na2BeF4).
Перспективным является также получение бериллия методом
восстановления хлорида бериллия натрием.
Первичный бериллий, получаемый по одному из этих методов,
загрязнен некоторыми примесями. Для получения бериллия высо-
кой степени чистоты его подвергают рафинированию. Этот процесс
может быть осуществлен двумя способами — возгонкой в вакууме
с конденсацией паров на нагретой поверхности и путем электроли-
за, при котором первичный бериллий служит расходуемым элек-
тродом, а электролитом являются фтористые соли бериллия.
Получаемый в виде порошка бериллий может быть превращен
в компактный металл по методу порошковой металлургии, то есть
путем прессования порошка и последующего спекания сформован-
ной заготовки.
3.4. ПРОИЗВОДСТВО ТИТАНА
Титан—металл с плотностью 4,5 г/см3 и температурой плавления
1680° С. Особая ценность этого металла заключается в его боль-
шой удельной прочности и высокой коррозионной устойчивости.
Этот металл нашел широкое применение в авиационной промыш-
ленности.
Основная масса титана находится в земной коре в виде окислов
типа МеО-ТЮ2, где Me — Fe, Са, Mg, Мп и др. В наибо-
лее чистом виде титан встречается в природе в виде двуокиси
(TiO2), которая имеет три модификации: рутил, брунит, анатаз.
Основными рудами промышленного значения являются ильменит
(Fe TiO3), титаномагнетит (смесь ильменита с окислами железа)
и рутил.
Из титановых концентратов в результате их переработки по
различным методам получают два основных вида продукции —
двуокись титана TiO2 и четыреххлористый титан TiCl4. Получение
двуокиси титана из руд осуществляется путем восстановительной
переплавки руды, причем в качестве восстанавливающего компо-
нента применяют антрацит, каменный уголь; в качестве флюса
при этом используют в ряде случаев магнезит. Четыреххлористый
титан получают непосредственным воздействием хлора на техни-
ческую двуокись титана, получаемую из ильменита или титаномаг-
нетита вышеуказанным способом или же хлорированием рутила.
Полученный чеытреххлористый титан загрязнен различными при-
месями и, в частности, хлоридами железа, алюминия и др. в виде
взвесей. Эти примеси обычно удаляют центрифугированием. Раст-
воренные примеси удаляют вакуумной дистилляцией, ректификаци-
ей и другими способами.
Получение металлического титана осуществляется различными
способами, основным из которых является металлотермическое вос-
становление четыреххлористого титана или двуокиси титана.
20
При восстановлении TiCl< в качестве восстановителей применя-
ют магний или реже натрий. Использование магния обеспечивает*
наибольший выход металла и наибольшую экономическую эффек-
тивность процесса. Содержание титана в конечном продукте колеб-
лется в пределах 98,5—99,0%. В качестве примесей в продукте-
присутствуют Mg, Cl, Н2, Fe и некоторые другие элементы (менее-
1%). После обработки порошка в вакууме удается почти полно-
стью удалить водород.
При восстановлении двуокиси титана восстановление осуществ-
ляется кальцием или гидридом кальция.
Кроме методов металлотермического восстановления можег
быть использован электролиз как прямой метод получения титана
из расплава титановых солей, но этот вариант не получил пока-
промышленного применения и находится в стадии лабораторной-
разработки.
Весьма перспективен метод плавки титана с помощью электрон-
ного луча достаточно высокой мощности. Этот метод активно раз-
вивается в последние годы; он обеспечивает получение весьма чис-
того металла, поскольку при воздействии электронного луча из ме-
талла эффективно удаляются газы (азот, кислород, водород).
Современная техника выплавки титана позволяет получить
слитки массой более 12 т.
Литой металл или металл, полученный по методу порошковой
металлургии, обрабатывается далее давлением (прокаткой, ковкойг
волочением, экструзией) для получения листа, проволоки, прутков,,
фасонного профиля и других изделий.
3.5. ПРОИЗВОДСТВО МЕДИ
Медь — металл красноватого цвета с плотностью 8,96 г/см3 и тем-
пературой плавления 1083° С. Медные руды встречаются в земной
коре в основном в виде различных комплексных соединений, в сос-
тав которых кроме меди входят еще свинец, цинк, сурьма,
мышьяк, золото, серебро.
Основными рудами меди являются сернистые — медный колче-
дан или халькопирит CuFeS2, медный блеск Cu2S, борнит CusFeS^
или окисленные — куприт Си2О и малахит CuCO3-Cu(OH)2. Мед-
ные руды перед поступлением в плавку проходят обогащение.
Производство меди осуществляется по двум методам — пироме-
таллургическому и гидрометаллургическому. Технологический про-
цесс получения меди по пирометрическому методу складывается
из следующих операций: обжиг руды, плавка на штейн, получение-
черновой меди, рафинирование.
Обжиг имеет своим назначением частичное удаление серы. Эт^
операция производится при температуре около 1000° С с помощью*
воздуха. В процессе обжига образуется сернистый газ, который
используется для сернокислотного производства.
Плавка на штейн может осуществляться в двух вариантах — в
шахтных (ватержакетных) или отражательных печах. Более совер-
21
шенным является второй вариант. При температуре около 900° С
происходит взаимодействие между сульфидами и окислами меди с
образованием полусернистой меди Cu2S и сернистого железа FeS.
Полусернистая медь Cu2S и сернистое железо FeS образуют штейн,
а пустая порода, флюс и закись железа переходят в шлак. Флюсом
в этом процессе служит кварцит или известняк. Производитель-
ность печи колеблется в пределах 2—6 т/сут с 1 м2 пода печи.
Получение черновой меди осуществляется путем продувки рас-
плавленного штейна в конвертерах. Образовавшаяся закись меди
вступает во взаимодействие с остатками сернистой меди, в резуль-
тате чего образуется медь. Полученная медь является «черновой»,
она содержит около 2% различных примесей, которые не перешли
в шлак. Такая медь подвергается рафинированию огневым спосо-
бом, то есть продувкой расплавленной меди воздухом. Продукт,
получаемый таким образом, содержит до 99,7% Си. Для получе-
ния более высокой степени чистоты вместо огневого применяют
электролитическое рафинирование.
Электролитическое рафинирование проводят в ваннах, -в кото-
рые заливают электролит, состоящий из водного раствора серной
кислоты (15% H2SO4) и раствора медного купороса (12—15%
CuSO4-5H2O). Анодами служат пластины черновой меди, а катода-
ми листовая электролитическая медь. Напряжение тока при элект-
ролизе лежит в пределах 0,20—0,34 В, а применяемая плотность
160—210 А/м2; расстояние между центрами одноименных электро-
дов 100—120 мм. Выход по току в этом процессе лежит в пределах
90—95%.
Гидрометаллургический способ получения меди используется в
основном для извлечения меди из окисленных бедных руд. Сущ-
ность способа заключается в том, что рудное сырье подвер-
гается обработке слабым раствором серной кислоты, в результате
чего образуется раствор сернокислой меди CuSO4. Медь из этого
раствора извлекается либо электролизом, либо воздействием же-
лезного лома. Полученная таким способом медь подвергается пе-
реплавке в пламенных печах и рафинированию вышеописанными
способами.
3.6. ПРОИЗВОДСТВО НИКЕЛЯ
Никель нашел широкое применение в авиационной промышленно-
сти главным образом в виде различных сплавов жаропрочного
типа, в которых он составляет основу, а также в составе различных
коррозионно-стойких сталей.
Никелевые руды имеются двух основных типов — окисленные и
сульфидные. В окисленных никелевых рудах кроме никеля содер-
жится кобальт, железо в виде гидроокиси пРе2О3-/лН2О, марганец,
окись хрома, глинистые и некоторые другие составляющие.
Сульфидные руды содержат никель в количестве 0,3—5,0%. В
некоторых особо богатых никелем руд его содержание достигает
‘70%. Исходные никелевые руды, соответствующим образом подго^
товленные, подвергаются обжигу и плавке на черновой металл.
22
В сложных по составу никелевых рудах содержатся в довольно’
значительном количестве медь, кобальт, металлы платиновой
группы, а также селен и теллур.
Основным методом рафинирования никеля является электроли-
тический. По методу термической диссоциации карбонила Ni(CO)5,
никель получают в виде порошка высокой степени чистоты.
Глава 4
ПРОИЗВОДСТВО ТУГОПЛАВКИХ МЕТАЛЛОВ
4.1. ОБЩИЕ СВЕДЕНИЯ
i
К тугоплавким металлам относят металлы IV—VI групп периоди-
ческой системы: вольфрам, молибден, ниобий, хром, ванадий, тан-
тал, цирконий и ряд других. Для этих металлов характерны высо-
кие температуры плавления, лежащие в пределах 1900—3500° С, и5
высокие показатели прозрачностных свойств, которые обусловлива-
ются высокой прочностью межатомных связей.
Из всех тугоплавких металлов для авиационной промышленно-
сти наибольшее значение имеют вольфрам, молибден, ниобий и
хром. Эти металлы не получили еще широкого промышленного*
применения, но являются перспективными для различных объек*
тов, главным образом, в качестве компонентов тугоплавких спла-
вов, причем в таких сплавах они могут быть использованы, как ле-
гирующие элементы (например, в жаропрочных сплавах на основе
никеля) и как элементы, составляющие основу (молибденовые,
ниобиевые и хромовые сплавы). По своим прочностным показате-
лям и показателям жаропрочности молибденовые и ниобиевые
сплавы представляют значительный интерес для таких деталей
авиационных двигателей, как, например, лопатки. Эти сплавы име-
ют высокие показатели длительной жаропрочности при температу-
рах 1200—1400° С, но большим их недостатком является то обстоя-
тельство. что их жаростойкость является весьма низкой и они начи-
нают активно окисляться уже при температуре 500—600° С, поэто-
му их эксплуатация возможна только при наличии защитного
слоя.,
В настоящее воемя разработано довольно много защитных по-
крытий различного вида, однако ни одно из них не обладает
100%-ной надежностью. Некоторое исключение в этом отношении
составляют сплавы на основе хрома, жаростойкость которых зна-
чительно выше, чем жаростойкость вольфрама, молибдена и нио-
бия, однако у хромовых сплавов имеется другой недостаток — под-
вышенная хрупкость.
Все это является существенным препятствием к широкому ис-
пользованию тугоплавких металлов и сплавов на их основе в авиа-
ционной промышленности.
23
4.2. ПОЛУЧЕНИЕ ВОЛЬФРАМА
Основными вольфрамовыми рудами являются вольфрамит, пред-
ставляющей собой композицию из вольфрамита железа FeWO4 и
вольфрамита марганца M11WO4, и шеелит, который представляет
собой соединение CaWO4.
Вольфрамовые руды перерабатываются в основном путем спе-
кания с содой и последующего выщелачивания на вольфрамовый
ангидрид WO3, который далее подвергается восстановлению водо-
родом, в результате которого образуется вольфрам в виде порош-
ка. Такой порошок перерабатывается в соответствующие изделия
по методу порошковой металлургии (прессованием, спеканием, об-
работкой давлением).
4.3. ПОЛУЧЕНИЕ МОЛИБДЕНА
Важнейшими рудами молибдена являются молибденит M0S2, па-
веллит СаМоО4, молибдит Ре2(МоО4)з-ЗН2О и вульфенит
РЬМоО4. Наибольшее промышленное значение имеет молибденит,
который является основным видом сырья для производства метал-
лического молибдена.
Молибденитовая руда подвергается обогащению флотацией, и
полученный рудный концентрат подвергается дальнейшей химичес-
кой переработке. Переработка молибденита может осуществляться
в двух вариантах — путем обжига и путем гидрометаллургии. Об-
жиг осуществляется при температуре несколько выше 500° С.
Большое распространение получил гидрометаллургический ме-.
тод переработки, сущность которого заключается в аммиачной об-
работке огарков (продукт обжига молибденита), в результате ко-
торой образуется молибдат аммония, перерабатываемый на трех-
окись молибдена путем прокалки. Такая обработка руды обеспечи-
вает получение достаточно чистой МоО3, которая не нуждается
в дальнейшей очистке возгонкой. Переработка Мо03 на металли-
ческий порошок и последнего в компактный металл аналогична тех-
нологии получения компактного вольфрама.
4.4. ПОЛУЧЕНИЕ НИОБИЯ
Минералы, содержащие ниобий, являются комплексными и кроме
ниобия содержат Та и ряд других металлов Fe, Мп, Ti, Zr, Sn, Sb,
Bi, редкоземельные элементы и другие компоненты.
Важнейшими рудами являются танталит-колумбит, лопарит и
пирохлор [изоморфная смесь — Fe(ТаО3)2• Мп (ТаО3)2• Fe(NbO3)2•
.Mn(NbO3)2].
Суммарное содержание тантала и ниобия в рудных минералах
достигает в пересчете на окислы 82—86%. Соотношение содержа-
ний тантала и ниобия может колебаться в довольно широких пре-
делах. В том случае, если преобладает тантал, руда называется
танталитом, а если ниобий — колумбитом. В СССР залежи колум-
бита значительны.
24
Лопарит представляет собой титаниобит натрия, кальция и ред-
коземельных металлов. Суммарное содержание в этом минерале
тантала и ниобия составляет 8—10%. Отношение Nb к Та лежит в
этом минерале в пределах 17 : 1 — 20:1.
Пирохлор представляет собой минерал сложного химического
состава, в который кроме ниобия входят щелочные металлы, титан,
фтор, редкоземельные металлы, цирконий, торий, уран и другие
элементы.
Рудные концентраты, содержащие ниобий и тантал, перераба-
тываются в основном, в окислы (NbiOs, ТагОб) комплексные фто-
ристые соли (KaTaFs, КзТаР7) и хлориды (ТаС15, NbCls).
Получение металлического ниобия из его соединений осуществ-
ляется по нескольким методам, важнейшими из которых являются
восстановление комплексных фтористых солей натрием, восстанов-
ление хлоридов водородом, электролиз расплавленных хлористых
или фтористых солей. Ниобий применяется почти исключительно
в сплавах, в которые он вводится путем вакуумной дуговой или ин-
дукционной плавки.
4.5. ПОЛУЧЕНИЕ ХРОМА
Хром в природе встречается в основном в виде различных минера-
лов типа шпинелей, представляющих собой сочетание окислов.
Основными методами получения металлического хрома явля-
ются алюмотермия, то есть восстановление окиси хрома алюмини-
ем и силикотермия — восстановление окиси хрома кремнием.
В последние годы освоена и начала применяться технология
получения очень чистого хрома электролитическим методом из
расплавленных солей.
Раздел II
ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
Глава 5
СТРОЕНИЕ И КРИСТАЛЛИЗАЦИЯ МЕТАЛЛОВ
5.1. МЕТАЛЛОВЕДЕНИЕ И СТРОЕНИЕ ТВЕРДЫХ ТЕЛ
Металловедение — наука о металлах и металлических сплавах,
устанавливающая связи между свойствами, составами и строением
металлических материалов. Основное содержание металловеде-
ния— изучение структуры металлов с помощью различных мето-
дов, таких, как металлография, электронная микроскопия, рентге-
Рис. 11. Основные типы кристалличес-
ких решеток:
д—кубическая объемно-центрированная;
б—кубическая гранецентрированная; fl-
гексагональная; г—тетрагональная
нография и др., исследование ха-
рактера взаимодействия металлов
с помощью термического анализа;
проведение различных механиче-
ских испытаний металлов и сплавов
и некоторые другие вопросы.
По типу расположения атомов
все твердые тела могут быть разде-
лены на кристаллические .и аморф-
ные. Кристаллические тела характе-
ризуются определенным, закономер-
ным расположением атомов в про-
странстве, а в аморфных телах это
расположение является хаотиче-
ским. Все металлы и металличе-
ские сплавы имеют кристаллическое
строение. При использовании очень
высоких скоростей охлаждения не-
которые металлы удается получать
.в аморфном состоянии.
Основой кристаллического строе-
ния металла является элементар-
ная кристаллическая ячейка, форма которой и определяет тип
кристаллического строения. Узлы кристаллической решетки заняты
атомами.
Металлы имеют простое строение кристаллических решеток. На-
иболее характерными для металлов решетками являются:
а) кубическая объемно-центрированная;
б) кубическая гранецентрированная;
в) гексагональная;
г) тетрагональная.
На рис. 11 показаны принципиальные схемы этих решеток. Тет^
рагональный тип решеток является более редким, чем остальные
три. Элементарная кристаллическая решетка характеризуется рас-
стояниями между центрами атомов, которые называются парамет-
рами решетки.
Важной характеристикой кристаллических решеток является
координационное число, которое представляет собой число атомов,
находящихся на наиболее близком расстоянии от данного атома>
Атом в простой кубической решетке имеет шесть соседей на одина-
ковом расстоянии и, следовательно, координационное число этой
решетки равно 6. В объемно-центрированной решетке центральный
атом имеет 8 соседей и ее координационное число равно 8, а для
гранецентрированной это число соответственно равно 12.
Для отдельных решеток приняты следующие обозначения:
простая кубическая — Кб;
кубическая объемно-центрированная — К8;
кубическая гранецентрированная — К12;
гексагональная плотноупакованная — Г12;
гексагональная — Гб.
Кроме параметров тип решетки определяется углами между
ребрами. Для вышеуказанных кристаллических решеток металлов
эти углы равны 90°.
5.2. ПРОЦЕССЫ КРИСТАЛЛИЗАЦИИ
Щ
I СК
Рис. 12. Диаграмма влияния степе-
ни переохлаждения на процессы,
протекающие при кристаллизации
Степень -
переоклоик*
дэния
Как известно, все вещества могут находиться в газообразном, жид-
ком и твердом состояниях. Твердое вещество, будучи нагрето до
определенной температуры, переходит в жидкое состояние (процесс
плавления), а при дальнейшем подъеме температуры начинается
переход из жидкого состояния в газообразное (процесс испарения).
Процессы могут протекать и в обрат-
ном направлении, то есть при снижении
температуры происходит переход из
газообразного состояния в жидкое и
при дальнейшем охлаждении — из
жидкого в твердое (процесс кристал-
лизации) .
Переход металлов из жидкого со-
стояния в твердое осуществляется пу-
тем образования центров кристаллиза-
ции (зародышей) и последующего их
роста. Возникновение таких зароды-
шей обусловлено тем, что при опреде-
ленных температурах, близких к тем-
пературе кристаллизации, образуются
определенные группировки атомов, которые и являются основой
для возникновения зародышей.
Кристаллизация слагается из двух основных процессов:
1) зарождения в жидкости центров кристаллизации;
2) роста образовавшихся центров.
27
Оба эти процесса протекают равномерно. Число зародышей (цент-
ров кристаллизации), возникших в единице объема (1 мм3) в еди-
ницу времени (1 с), называется скоростью зарождения центров и
обозначается ЧЦ (число центров). Линейное увеличение — продви-
жение растущей грани возникшего кристалла (в мм) в единицу
•времени (1 с) называется скоростью роста кристаллов и обознача-
ется СК. Величины ЧЦ и СК тесно связаны между собой и со сте-
пенью переохлаждения, которая, в свою очередь, определяется ско-
ростью охлаждения (рис. 12).
Если степень переохлаждения мала, то величина зарождения
центров кристаллизации (ЧЦ) тоже .мала, кристаллы в этом слу-
чае имеют большие возможности для роста, поскольку их возника-
ет мало, и поэтому металл приобретает в этих условиях при за-
твердевании крупнокристаллическое строение. Если же степень пе-
реохлаждения велика, то возникает много центров кристаллизации,
возможности роста отдельных кристаллов ограничены и в этом слу-
чае металл получается мелкокристаллическим.
Для процесса кристаллизации из жидкого состояния первосте-
пенное значение имеют такие факторы, как скорость и направление
отвода тепла, наличие различных примесей в виде нерастворив-
шихся частиц, которые могут служить центрами кристаллизации,
наличие конвекционных токов жидкости и ряд других факторов.
В направлениях, по которым отводится тепло, или перпендику-
лярном стенке изложницы, кристалл растет быстрее, чем в любом
другом направлении. Если на боковой поверхности растущего
кристалла возникает бугорок, то кристалл приобретает способность
расти и в боковом направлении, в результате чего образуются дре-
вовидные кристаллы, называемые дендритами. Размер дендритных
кристаллов и их боковых ветвей, а также расстояние между ветвя-
ми кристаллов в значительной степени зависят от скорости охлаж-
дения слитка при кристаллизации, а именно, чем она выше, тем
меньше размеры дендритов. Скорость остывания может колебаться
в широких пределах в зависимости от размера слитков.
К числу дефектов слитков относятся усадочные раковины —
пустоты внутри слитка, которые в зависимости от размеров слитка,
условий охлаждения и ряда других факторов могут носить различ-
ный характер — быть достаточно концентрированными или рассе-
янными по всему объему слитка или по его части. Причину появле-
ния усадочной раковины можно объяснить тем обстоятельством,
что жидкий металл имеет больший объем, чем закристаллизовав-
шийся, поэтому металл, находясь в форме и застывая, уменьшается
в объеме, и так как этот процесс идет от периферии слитка к цент-
ру, то в результате и образуется раковина. Уменьшить усадочную
раковину можно путем хорошего раскисления стали и применения
соответствующей насадки, утопленной в расплавленном металле,
залитом в изложницу. В этом случае усадочная раковина образу-
ется только в верхней части слитка и значительно меньших раз-
меров.
28
5.3. АЛЛОТРОПИЯ И ДЕФЕКТЫ КРИСТАЛЛОВ
Для многих металлов характерно явление аллотропии (полимор-
физма). Сущность этого явления заключается в том, что один и
тот же металл может иметь различные типы кристаллических ре-
шеток в зависимости от условий, в которых он находится (темпе-
ратуры и давления). Переход металла из одной кристаллической
формы в другую может протекать как при нагреве, так и при ох-
лаждении. При первом варианте процесс сопровождается поглоще-
нием, а при втором — выделением тепла. Переход из одной крис-
таллической формы в другую всегда протекает при постоянных
температурах. Модификация, которая устойчива при более низких
температурах, в том числе и при комнатной, обозначается обычно
через а, а модификации, устойчивые при более высоких температу-
рах— соответственно через ₽, у и т. д. Переход из одной модифи-
кации в другую можно осуществлять не только изменением темпе-
ратуры, но и применением высоких давлений; на этом, в частности,
основано получение искусственного алмаза из графита.
Рис. 13. График нагрева и охлаждения ме-
талла с аллотропическими превращениями
Рис. 14. Схема образования
дислокаций
На графике нагрева и охлаждения металла, имеющего алло-
тропические превращения (рис. 13), горизонтальные участки соот-
ветствуют переходу из одной формы в другую. Примерами алло-
тропических (полиморфных) превращений могут служить аллотро-
пия железа, аллотропия олова. Железо ниже 91 ГС в форме а име-
ет объемно-центрированную решетку; при 91 ГС происходит прев-
ращение a-железа в у-железо с кубической гранецентрированной
решеткой, которая при температуре 1392°С вновь переходит в а-
модификацию. Олово также существует в двух модификациях: ни-
же 4-18° С существует «серое» а-олово, имеющее решетку алмаза
с координационным числом 4; при охлаждении ниже 18° С появля-
ется вторая модификация «белого» 0-олова. «Серое» олово пред-
ставляет собой серый порошок, не обладающий металлическими
свойствами. Превращение происходит весьма медленно. Скорость
превращения Sn-a^Sn-p может быть увеличена при значительном
29
переохлаждении (—32° С) . Ввиду малой скорости превращения
Sn-a^Sn-p и 0-олово может сохраняться довольно длительное
время при температурах ниже 18° С.
Кроме макродефектов в слитках имеют место микродефекты в
самих кристаллах, из которых состоят металлы и металлические
сплавы. Основными из этих дефектов являются дислокации и Ва-
рне. 15. Схема дефек-
та «вакансии»
кансии. Дислокации представляют собой линей-
ные дефекты кристаллической решетки, вдоль и
вблизи которых нарушено правильное располо-
жение атомных плоскостей (рис. 14). Различают
два основных вида дислокаций: краевые и вин-
товые. Если правильное расположение атомных
плоскостей в кристалле нарушено так, что одна
из них обрывается вдоль некоторой прямой, то
такая линия называется краевой дислокацией.
Краевая дислокация может быть прямой, а мо-
жет выгибаться в различные стороны или даже
закручиваться в спираль, образуя винтовую ди-
слокацию. Наличие дислокаций, как правило,
приводит к упрочнению металла. Под вакансией (рис. 15) подразу-
мевается наличие в кристаллической решетке мест, не занятых ато-
мами (атомные «дырки»). Этот дефект играет важную роль при
протекании диффузионных процессов в металлах.
Глава 6
СВОЙСТВА МЕТАЛЛОВ И ИХ ИСПЫТАНИЯ
6.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Металлы и сплавы обладают физическими, химическими, меха-
ническими и технологическими свойствами.
К физическим свойствам относятся плотность, теплопровод-
ность, электропроводность, теплостойкость, коэффициент линейно-
го расширения, температура плавления и ряд других свойств.
Под химическими свойствами подразумевается способность ме-
таллов и сплавов противостоять коррозии, т. е. химическому воз-
действию различных жидкостей и газов при обычной и высокой
температурах.
Группа механических свойств охватывает такие показатели ме-
таллов и сплавов, как твердость, прочность, пластичность, упру-
гость.
К технологическим свойствам относятся такие, которые харак-
теризуют металл или сплав, в основном, в процессе их эксплуата-
ции. К этой группе относятся такие свойства, как износоустойчи-
вость, жаропрочность, жаростойкость, термостойкость, технологич-
ность (обрабатываемость давлением и резанием).
30
6.2. ОСНОВНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА
Прочность — свойство металла сопротивляться разрушению под
действием внешних сил. Прочность может выражаться различными
показателями, которые будут рассмотрены ниже.
Усталостная прочность — способность выдерживать большое
количество знакопеременных нагрузок без разрушения.
Упругость — свойство металла возвращаться к своей первона-
чальной форме после прекращения действия нагрузки.
Твердость — свойство металла сопротивляться проникновению
в него другого тела, не испытывающего остаточной деформации.
Пластичность — способность металла деформироваться и не
разрушаться под воздействием значительных нагрузок.
Вязкость — способность металла выдерживать ударные нагруз-
ки без разрушения.
Хрупкость — способность металла разрушаться без заметной
пластической деформации.
Прочностные свойства материалов характеризуются в основном
следующими показателями:
— предел прочности ов— нагрузка, отнесенная к единице попе-
речного сечения образца, которую металл способен выдерживать
без разрушения. Различают предел прочности при растяжении
(временное сопротивление) ов, сжатии о_в, изгибе оИзг, срезе тСр,
кручении тв. При всех видах испытаний, за исключением растяже-
ния, максимальная нагрузка совпадает с нагрузкой, вызывающей
разрушение образца. Для большинства конструкционных' материа-
лов при испытании на растяжение разрушению предшествует об-
разование шейки— местной пластической деформации;
— предел пропорциональности Опц— напряжение при нагруже-
нии, до которого деформации в испытываемом образце возрастают
пропорционально напряжениям. Предел пропорциональности, так
же как и предел прочности, может быть определен при испытании
на растяжение, сжатие, изгиб, кручение, и в этих случаях применя-
ют соответственно следующие обозначения Опц, о-щ, Опц.изг, Тщ;
— предел упругости (условный) —это то напряжение, при ко-
тором остаточная деформация достигает определенного, заранее
обусловленного значения. По ГОСТу 1497—73 остаточное удлине-
ние выбирается равным 0,05% от исходной длины образца. Такой
предел упругости обозначается сго.оь;
— ударная вязкость ан — минимальная динамическая (удар-
ная) нагрузка на образец, отнесенная к площади поперечного се-
чения, приводящая к разрушению образца;
— предел текучести. Различают два вида предела текучести —
физической и условный. Под физическим пределом текучести по-
нимают то напряжение, при котором, несмотря на возрастающую
деформацию, стрелка испытательного прибора впервые останавли-
вается (нагрузка не меняется) или даже идет назад (нагрузка па-
дает). Такой предел текучести обозначается через тгт. На практике
пользуются условным пределом текучести, представляющий собой
* 31
то напряжение, при котором остаточная деформация составляет
определенную, заранее обусловленную величину. Наиболее распро-
страненный допуск на остаточную деформацию — 0,2%. Такой пре-
дел текучести обозначается о0,2;
— относительное удлинение S — величина, на которую удлиня-
ется образец металла при его испытании на растяжение:
где /1 — длина образца после разрыва; 10 — длина образца до ис-
пытания.
Относительное сужение ф характеризует изменение (сужение)
поперечного сечения образца во время испытания на растяжение
<|»=(Fo-F1)//7o.
где Го — площадь поперечного сечения образца до испытания; Fi—
площадь поперечного сечения образца после разрыва.
При эксплуатации тех или иных изделий из металлов и сплавов
на них действуют определенные нагрузки. Нагрузка, отнесенная к
единице площади сечения изделия, называется напряжением.
Для металлических материалов, применяемых в авиационной
промышленности, кроме вышеуказанных свойств весьма важными
являются также такие показатели, как чувствительность к надрезу
и вязкость разрушения.
Под чувствительностью к надрезу понимается влияние надреза
на прочность и другие механические свойства. Оценка чувствитель-
ности к надрезу производится по изменению свойств надрезанных
образцов по сравнению с ненадрезанными (гладкими). Надрез, как
правило, приводит к снижению показателей прочности. Чувстви-
тельность к надрезу зависит от многих факторов, важнейшим из
которых является степень пластичности (или степень хрупкости)
материала. Высокая чувствительность к надрезу является небла-
гоприятным фактором.
Вязкость разрушения — это свойство материала оказывать со-
противление образованию в нем трещин под воздействием тех или
иных нагрузок. Физическая природа разрушения зависит от мно-
ких факторов, важнейшими из которых являются характер струк-
туры, температура, скорость приложения нагрузки при испытании.
Вязкость разрушения обозначается kc.
6.3. ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА МЕТАЛЛОН
И ИХ СПЛАВОВ
Износоустойчивость — способность металла противостоять механи-
ческому износу в процессе трения. Износоустойчивость зависит от
многих факторов, в числе которых такие, как химический состав,
структура, твердость металла, величина нагрузки и др.
Жаропрочность — способность металла противостоять в течение
длительного времени ползучести или разрушению при высокой тем-
пературе. Основными факторами жаропрочности является темпера-
32
тура плавления материала и его структура. Жаропрочность тем
выше, чем выше температура плавления, так как более высокая тем-
пература плавления обусловливается большей прочностью меж-
атомных связей, которая и способствует высокому сопротивлению
ползучести.
Жаростойкость — способность металла противостоять в течение
длительного времени воздействию окисляющих газов при высокой
температуре. Основными факторами жаростойкости являются хи-
мический состав металла или сплава, склонность его к образованию
защитной оксидной пленки (как, например, А12О3 на алюминии или
Сг2О3 на хроме и др.).
Термостойкость — способность металла противостоять без раз-
рушения воздействию резких тепловых ударов. Основными факто-
рами этого технологического свойства являются теплопроводность,
разница в коэффициентах линейного расширения фазовых состав-
ляющих сплава, прочность металла, характер структуры. Термо-
стойкость тем выше, чем выше теплопроводность, меньше разница
в фазовых коэффициентах линейного расширения, поскольку в этом
случае возникающие при термоударах напряжения меньше, чем
при большой разности коэффициентов линейного расширения.
С повышением прочности металла его термостойкость возрастает,
так как при этом возрастает способность металла противостоять
возникающим напряжениям.
Из двух видов структуры — гомогенной (с одной структурной
составляющей) и гетерогенной (с двумя или несколькими струк-
турными составляющими) более благоприятна в отношении термо-
стойкости первая, так как в гомогенных по структуре металлах
меньшая вероятность для возникновения локальных напряжений.
Довольно существенное влияние на термостойкость оказывает ве-
личина зерна. В подавляющем большинстве случаев с повышением
средней величины зерна термостойкость повышается, поскольку с
увеличением зерна уменьшается протяженность границ, а напряже-
ния, возникающие в результате термических ударов, сосредотачи-
ваются в основном на границах зерен. Кроме того, при мелком зер-
не создаются более благоприятные условия для развития трещин,
возникающих при термических ударах.
Жаропрочность, жаростойкость и термостойкость имеют особен-
но большое значение для изделий авиационной промышленности,
таких, например, как лопатки, турбинные диски и др.
Технологичность — способность металлов и сплавов подвергать-
ся обработке давлением и резанием. Основным фактором, от кото-
рого зависит обрабатываемость давлением, является пластичность..
Чем выше степень пластичности металла, тем легче он поддается
обработке давлением (штамповке, ковке, прессованию, прокатке);.
6.4. ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ
Для испытания на растяжение применяют стандартные образцы
цилиндрической (рис. 16,а) или плоской (рис. 16,6) формы (ГОСТ
2 2598
33
Рис. 16. Образцы для испытания на растяжение:
а—цилиндрический; б—плоский
1493—77). Для испытания на растяжение применяют специальные
разрывные машины различных типов. В этих машинах имеются
два основных механизма —
для нагружения испытуемо-
го образца (гидравлический
или механический привод) и
для измерения усилия, при-
ложенного к образцу (рычаг
с подвижным грузом, маят-
никовый рычаг, манометр с
месдозой). Образец своими
головками (плоскими или
круглыми) закрепляется в
зажимах машины. Испыта-
тельные машины снабжены
самозаписывающим прибо-
ром, который автоматически
вычерчивает диаграмму
растяжения, показывающую
изменение длины образ-
ца в зависимости от приложенной нагрузки.
На рис. 17,а приведена типичная диаграмма растяжения. На
этой диаграмме имеются следующие основные точки: Рпц— нагруз-
ка, соответствующая пределу пропорциональности; Ps — нагрузки
при пределе текучести; Рв —
максимальная нагрузка;
Рх — нагрузка в момент раз-
рыва образца.
Для многих чистых ме-
таллов и металлических
сплавов отсутствует четко
выраженный участок текуче-
сти (горизонтальная пло-
щадка), и диаграмма растя-
жения в этом случае имеет
вид, показанный на рис.
17, б.
Рис. 17. Диаграмма растяжения:
л—с резко выраженным участком текучести; б—
без резко выраженного участка текучести
6.5. ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ
Определение твердости может осуществляться в различных вари-
антах. Наиболее широкое применение получило определение твер-
дости на приборах Бринелля, Роквелла и Виккерса.
Определение твердости на приборе Бринелля (твердомер типа
ТШ). Этот метод основан на вдавливании в испытуемый образец
стального закаленного шарика. При этом диаметр шарика и на-
грузки меняются в определенных пределах в зависимости от рода
испытуемого металла. Твердость определяется по диаметру лунки,
который с повышением твердости металла уменьшается. Твердость
М
по Бринеллю обозначается через НВ и выражается следующей
формулой:
НВ-------------------? ,
nD(D— /£)2_£>2)
где D — диаметр шарика в мм; d — диаметр лунки в мм; Р — на-
грузка в Н.
Выбор условий испытания (нагрузки и диаметра шарика) опре-
деляется по ГОСТу 9012—59 в зависимости от твердости и толщи-
ны испытуемого образца.
На рис. 18 показана схема испытания на твердость по Бринеллю
и общий вид прибора Бринелля.
Рис. 18. Испытание твердости но Бри-
неллю:
а—схема испытания; б—общий вид прибора
Бринелля: /—маховик; 2—винт; 3—столик;
4—испытуемый образец; 5—шарик; б—руч-
ной насос; 7—манометр
Рис. 19. Схема прибора Роквелла:
/—штурвал для подъема столика; 2—столик
прибора; 3—наконечник (индентор); 4—
пружина; 5—рукоятка для включения ос-
новной нагрузки; б—индикатор; 7—система
рычагов; 8—масляный тормоз; 9, 10, 11—
съемные грузы
Определение твердости на приборе типа Роквелла (твердомер
типа ТК-2). В методе Роквелла в отличие от метода Бринелля опе-
рации вдавливания и измерения отпечатка совмещены. В приборе
Роквелла наконечником, вдавливаемым в испытуемый образец,
служит либо стальной закаленный шарик диаметром 1,59 мм (1/16
дюйма), либо алмазная пирамида с углом при вершине в 120°. На-
грузка в этом приборе прилагается в две стадии: сначала предва-
рительная 100 Н (10 кгс), а затем основная, которая может состав-
лять 500, 900 или 1400 Н, а с учетом предварительной соотйетст-
2* 35
венно 600, 1000 и 1500 Н. После получения отпечатка основная
нагрузка снимается и измеряется остаточная глубина проникнове-
ния наконечника под действием основной нагрузки. Эта глубина,
выражаемая в условных единицах, характеризует твердость по Рок-
веллу.
На рис. 19 приведена схема прибора Роквелла. В приборе име-
ется две шкалы — черная и красная; красная шкала смещена по
отношению к черной на 30 делений. Черная шкала предназначена
для испытания алмазным конусом, а красная — стальцым шариком.
Стальной шарик применяется для испытания материалов с НВ 230
при нагрузке в 1000 Н. Материалы с НВ 230—700 испытываются
алмазной пирамидой с нагрузкой 1500 Н, а материалы с ЯВ>700—
также алмазной пирамидой с нагрузкой 600 Н.
Определение твердости на приборе типа Виккерса (твердомер
типа ТП). Этот метод применяется в основном для металлов высо-
кой твердости, а также для весьма малых сечений и тонких наруж-
ных слоев (цементированных, азотированных и др.). Наконечником
для измерения твердости (индентором) в приборе Виккерса слу-
жит четырехгранная алмазная пирамида с углами между гранями
в 136°. В результате вдавливания в шлифованную или даже поли-
рованную поверхность испытуемого образца получается отпечаток,
диагональ которого измеряется с помощью микроскопа, которым
снабжен прибор Виккерса. Твердость по Виккерсу и по Бринеллю
имеет одинаковую размерность и для материалов с твердостью до
450 единиц совпадает, а при большей твердости показания по Вик-
керсу превышают показания по Бринеллю.
6.6. ИСПЫТАНИЕ НА УДАР
Испытание на удар проводится на образцах квадратного сечения
длиной 55±2 мм, высотой и шириной 10±0,1 мм; образец уклады-
вается на оаторы прибора с расстоянием между ними в 40±0,5 мм.
Испытанию подвергаются образцы с надрезом глубиной около 2 мм
Рас. М. Схема оштааая аа удар
и без надреза. Испытание проводится
на маятниковом копре. Маятник под-
нимают на высоту /ц, как это показано
на рис. 20, а затем опускают с этой вы-
соты на образец. При этом маятник
разбивает образец и поднимается пос-
ле удара по образцу на высоту й2.
На разрушение образца затрачива-
ется определенная работа, которая мо-
жет быть выражена следующим урав-
нением:
4н=0(й1 —А2),
где G — вес маятника.
35
Работу разрушения можно выразить и другим уравнением
AK=Ql (cos Р — cos а),
где / — длина маятника; а и 0 — углы подъема маятника соответ-
ственно до и после излома образца.
Ударная вязкость испытуемого образца определяется по фор-
муле
ая=Аи/Р,
где F— площадь сечения образца (торца или в месте надреза).
6.7. ИСПЫТАНИЕ НА УСТАЛОСТЬ
Испытание на усталость осуществляется в следующих вариантах:
а) повторными циклами «растяжение — сжатие» и б) на изгиб с
переменными направлениями изгиба. Из этих двух методов более
широко используется второй. Образцы для этих испытаний имеют
форму круглого стержня. Сущность испытания заключается в том,
что образец подвергается вращению и одновременному изгибу, ко-
торый вследствие вращения образца непрерывно меняет направ-
ление.
Характеристикой усталостной прочности служит та нагрузка,
которую образец выдерживает без разрушения за определенное
число циклов. Обычно это число принимается в 5-Ю6 циклов для
черных металлов (в частности, для стали) и 2-107 циклов для цвет-
ных металлов.
Для усталостного разрушения металлов типичен особый вид из-
лома, характеризующийся тем, что он состоит из двух зон — глад-
кой и зоны хрупкого разрушения с грубокристаллическим стро-
ением.
6.8. ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
Проба на выдавливание — это испытание известно также под на-
именованием «пробы Эриксена». Испытание проводится на специ-
альном приборе. Глубина вдавливания пуансона до разрыва листо-
вого образца определяется с точностью до 0,01 мм.
Проба на изгиб осуществляется на плоских тонких образцах
(ГОСТ 14019—68) путем загиба образца до определенного угла,
вокруг круглой оправки до-параллельности сторон образца или до
их полного соприкосновения.
Проба на перегиб (ГОСТ 13813—68) осуществляется так же,
как и на изгиб, но повторно (загиб — разгиб).
6.9. ОПРЕДЕЛЕНИЕ ЧУВСТВИТЕЛЬНОСТИ К НАДРЕЗУ
Чувствительность к надрезу характеризует конструктивную проч-
ность и является очень важным показателем качества материалов,
в особенности для материалов, применяемых в авиационной тех-
нике.
37
При испытании цилиндрических образцов с надрезом чувстви-
тельность к надрезу определяется по формуле
== °н/вв>
где Он — предел прочности образца с надрезом; ав — предел проч-
ности образца без надреза.
Можно применять также плоские образцы (см. рис. 16,а).
В этом случае чувствительность к надрезу определяется по формуле
да=Ртя,/Р„', F«=bd,
где Ртах—максимальная нагрузка, которую образец выдерживает
до разрушения; Ьн — ширина образца в надрезе; t — толщина об-
разца.
6.10. ОПРЕДЕЛЕНИЕ МИКРОТВЕРДОСТИ
Микротвердость характеризует сопротивление материала пласти-
ческому вдавливанию твердого наконечника (индентора). В качест-
ве индентора наиболее широко применяется алмазная квадратная
пирамида с углом при вершине в 136°. Испытания микротвердости
дают возможность косвенно оценивать хрупкость поверхностных
слоев и некоторых материалов путем сопоставления длин диагона-
лей отпечатков, при которых в углах отпечатков начинают появ-
ляться трещины. Кроме того, этот метод дает возможность опреде-
лять твердость отдельных фазовых составляющих в сплавах.
Микротвердость определяется по следующей формуле:
и Р о • а Р
Нп.=-----=2 sin-------,
И Fopt 2 d2
где P — нагрузка на индентор; d — диагональ отпечатка в мкм,
а — угол при вершине алмазной пирамиды.
Нагрузка на индентор дается обычно в пределах 200—500 мН
(20—50 гс).
Для измерения микротвердости наиболее широко используется
прибор ПМТ-3. Микротвердость определяется на полированной по-
верхности образца. Полированная поверхность должна быть вы-
полнена с наименьшим наклепом, например электролитическим по-
лированием или же механическим полированием на стекле пастой
ГОИ с керосином.
6.11. ОПРЕДЕЛЕНИЕ ДЛИТЕЛЬНОЙ ЖАРОПРОЧНОСТИ
Главной целью испытания на длительную прочность является оп-
ределение долговечности (времени до разрушения) образца из
испытуемого материала при заданной нагрузке и температуре.
Длительность испытаний выбирается в зависимости от условий ра-
боты конструкции, для которой предназначается испытуемый мате-
риал и для авиационных материалов чаще всего принимается в
100 ч. Образцы для испытаний на длительную жаропрочность при-
меняются по ГОСТу 10145—62; по этому ГОСТу используются об-
38
разцы цилиндрические диаметром 5 мм и расчетной длиной 25 мм,
диаметром 10 мм и расчетной длиной 50 и 100 мм, диаметром 7 мм
и расчетной длиной 70 мм, а_также плоские образцы с начальной
расчетной длиной /=5,65 У FQ (Fo — начальная площадь попереч-
ного сечения рабочей части образца в миллиметрах).
Испытание на длительную жаропрочность осуществляется в ус-
ловиях нагрева образца до разной температуры по двум основным
вариантам: либо путем определения нагрузки, которую образец вы-
держивает без разрушения в течение 100 ч, либо путем замера вре-
мени, в течение которого образец выдерживает заданную нагрузку
до разрушения. Более широко используется первый вариант. Тем-
пература испытания зависит от рода испытуемого материала.
Сплавы на основе алюминия испытываются при температуре 300—
500° С, на основе титана — 500—700° С, на основе никеля — 750—
1150° С, на основе хрома — 1200—1300° С, на основе молибдена и
ниобия— 1350—1450° С. Испытания сплавов на основе молибдена
и ниобия осуществляются в вакууме или реже в защитной атмос-
фере (аргоне).
6.12. ОПРЕДЕЛЕНИЕ ЖАРОСТОЙКОСТИ
Наиболее простой метод испытания на жаростойкость — нагрев об-
разца в окислительной атмосфере при заданной температуре в те-
чение заданного времени и определение привеса в процентах или в
микрометрах на единицу поверхности.
Более совершенным является непрерывный метод, сущность ко-
торого заключается в периодическом замере привеса образца, на-
гретого до заданной температуры в окислительной атмосфере через
определенные промежутки времени— 1, 10, 25, 50, 100 ч. Такой ме-
тод дает возможность получить график кинетики окисления в коор-
динатах время — привес для наглядного сравнения жаростойкости
различных материалов.
6.13. ИСПЫТАНИЕ НА ТЕРМОСТОЙКОСТЬ
Испытание на термостойкость может проводиться по статическому
варианту и в условиях газового потока.
Сущность статических испытаний заключается в том, что обра-
зец из испытуемого материала подвергается переменному быстро-
му нагреву и охлаждению до полного разрушения или же до появ-
ления первой трещины. Количество теплосмен, которые выдержи-
вает образец и является характеристикой его термостойкости. На-
грев и охлаждение могут осуществляться различными способами.
Наиболее простой способ — это нагрев образца в печи и охлажде-
ние в холодной воде. Возможно осуществление нагрева газом и
охлаждение струей холодного воздуха или же нагрев с помощью
индукционного тока и охлаждение воздухом.
Испытание в газовом потоке проводится путем переменного
воздействия горячего и холодного газовых потоков в специальных
установках.
39
Глава 7
ОСНОВЫ СТРОЕНИЯ СПЛАВОВ,
ДИАГРАММЫ СОСТОЯНИЯ
7.1. ОБЩИЕ ПОЛОЖЕНИЯ
полученное сплавлением
Рис. 21. Схема структуры сила*
ва, представляющего собой ме-
ханическую смесь компонентов
Под сплавом понимается вещество, состоящее из двух или несколь-
ких элементов, обладающее однородным химическим составом и
или методом порошковой металлургии.
Строение сплава является более слож-
ным, чем строение чистых металлов.
Сплавы характеризуются такими поняти-
ями, как компонент и фаза.
Компоненты — это те вещества, из
которых образуются сплавы. Фазой на-
зывают однородную по химическому со-
ставу и структуре часть сплава, отделен-
ную от других частей сплава поверхно-
стью раздела.
Основными типами сплавов являются
механическая смесь, твердый раствор, хи-
мическое соединение.
Механическая смесь — это такая стру-
ктура сплава, в которой компоненты не-
способны к взаимному растворению в
твердом состоянии и существуют в сплаве в самостоятельном виде.
Принципиальная схема структуры такого сплава, состоящего из
двух компонентов А и В, показана на рис. 21. Такие сплавы на-
зываются псевдосплавами. Одним из примеров такого сплава мо-
жет служить сплав вольфрама с медью, получаемый методом
порошковой металлургии.
В химическом соединении соотношение числа атомов отвечает
вполне определенному и постоянному для данного соединения зна-
чению. Кристаллическая решетка химического соединения являет-
ся, как правило, более сложной по своему строению, чем решетка
элементов, образующих соединение. Химическое соединение отли-
чается высокой твердостью, превосходящей твердость элементов,
входящих в его состав.
Твердый раствор отличается однородной структурой, но в отли-
чие от химического соединения имеет переменный состав, который
может меняться в определенных пределах. От механической смеси
твердый раствор отличается тем, что компоненты, входящие в него,
образуют вполне однородную структуру с единой кристаллической
решеткой. Различают два основных вида твердых растворов—внед-
рения и замещения.
В твердых растворах внедрения атомы растворимого компонен-
та размещаются в кристаллической решетке растворителя между
атомами последнего (рис. 22,а). В твердых растворах замещения
40
атомы растворимого компонента замещают атомы растворителя
(рис. 22,6).
Твердые растворы могут быть ограниченными и неограниченны-
ми. К ограниченным твердым растворам относятся такие, в кото-
рых растворение одного компонента в другом идет до определенно-*
Решетка, твердого раствора Решетка твердого раствора
элемента В в элементе А элемента В в элементе А
а)
Рис. 22. Кристаллическая решетка твердого раствора:
а—внедрения; б—замещения
го предела, а в неограниченных твердых растворах растворимость
имеет место при любых соотношениях. Одним из основных условий
образования таких растворов является наличие у компонентов оди-
наковых типов кристаллических решеток, то есть то, что получило
название изоморфности; кроме того, для образования неограничен-
ного твердого раствора необходимо, чтобы размеры параметров
компонентов имели бы близкие значения.
7.2. ДИАГРАММЫ СОСТОЯНИЯ
Процесс кристаллизации сплавов, их переход из жидкого состояния
в твердое более сложен, чем кристаллизация чистого металла.
Процесс кристаллизации сплава может быть изображен графи-
ком, который получил название «диаграмма состояния». На этой
диаграмме показывается состояние сплава (его фазовый состав) в
зависимости от температуры. Для однокомпонентной системы (чис-
тый металл) диаграмма состояния будет иметь только одно изме-
рение, которое является шкалой температур, а соответствующие
точки на этой прямой (шкале температур) показывают равновес-
ную температуру изменения агрегатного состояния.
В двухкомпонентной системе второе измерение на диаграмме
показывает концентрацию сплава, и такая диаграмма строится в
двух измерениях (температура— концентрация компонентов). В
этом случае по оси ординат откладывается температура, а по оси
абсцисс — концентрация компонентов. Общее содержание обоих
компонентов в сплавах равно 100%. Для трехкомпонентного спла-
ва диаграмма состояния строится уже в пространстве.
41
7.3. ПОСТРОЕНИЕ ДИАГРАММ СОСТОЯНИЯ
ДВУХКОМПОНЕНТНЫХ СИСТЕМ
Любая диаграмма состояния строится экспериментально на основе
термического метода. Сущность его состоит в том, что строят кри-
вые охлаждения сплава, по остановкам и перегибам на кривых
охлаждения определяют температуры превращений. В результате
этого этапа получается семейство кривых в координатах темпера-
тура— время. На рис. 23,а приведены эти кривые на примере спла-
ва св-инец — сурьма. Далее в координатах температура—концен-
трация строится диаграмма состояния, на которую переносятся
точки начала и конца кристаллизации сплавов. Соединение этих
точек и дает диаграмму состояния (рис. 23,6).
Рис. 23. Построение ди-
аграммы состояния двух-
компонентного сплава
(свинец—сурьма):
а—кривые охлаждения;
б—диаграмма состояния
а;
Металлические бинарные сплавы, состоящие из двух компонен-
тов, могут быть по своему фазовому составу разделены на нес-
колько основных типов; ниже излагается сущность диаграмм сос-
тояния основных типов.
7.4. ПЕРВЫЙ ТИП ДИАГРАММ СОСТОЯНИЯ
Этот тип диаграмм состояния относится к сплавам, компоненты
которых в жидком состоянии имеют неограниченную взаимную
растворимость, а в твердом состоянии не образуют ни твердых
растворов, ни химических соединений.
Диаграмма состояния таких сплавов приведена на рис. 24. Фа-
зами такой системы являются жидкость L, твердые кристаллы
компонента А, твердые кристаллы компонента В.
Линия АСВ на этой диаграмме отделяет область жидкости от
областей, где имеются жидкость и твердые кристаллы компонентов
А и В. Эта линия носит название ликвидус. Линия DCE отделяет
область, в которой имеются только кристаллы компонентов А или
В в твердом состоянии от областей, где эти кристаллы находятся
в сочетании с жидкостью. Эта линия носит название солидус.
42
На линии АС при охлаждении расплава начинают выделяться
кристаллы А, а на линии СВ — кристаллы В. На линии DCE одно-
временно выделяются кристаллы компонентов А и В с определен-
ным соотношением этих компонентов. Такая фаза носит название
эвтектики. В чистом виде эвтектика выделяется в точке С. На
диаграмме состояния имеется
пять областей. Область выше
линии ликвидуса (L) состоит
из одной жидкости. Область,
ограниченная линией ACD, со-
держит жидкость и твердые
кристаллы компонента А; об-
ласть ВСЕ содержит жидкость
и твердые кристаллы компо-
нента В. Области, расположен-
ные ниже линии солидуса, со-
держат только твердые кри-
сталлы компонента Л 4-кри-
сталлы эвтектики (левая часть)
или же кристаллы компонента
В + кристаллы эвтектики (inpa7
вая часть).
Сплавы, кристаллизующиеся
ния, могут быть доэвтектическими,
Рис. 24. Диаграмма состояния пер*
вого типа
по первому типу диаграмм состоя-
эвтектическими и заэвтектичес-
кими. Первый вид этих сплавов состоит из кристаллов компонента
А и эвтектики, второй содержит только эвтектику и третий состоит
из эвтектики и кристаллов компонента В,
На рис. 25 показана в качестве примера кривая' охлаждения
доэвтектического сплава. Участок 0—1 на этой кривой соответст-
вует охлаждению жидкого сплава, участок 1—2 — выделению
кристаллов А, участок 2—2' — совместному выделению кристаллов
А и В (эвтектики) и участок 2'—3 — охлаждению затвердевшего
сплава.
Рис. 26. Применение пра-
вила отрезков на диаг-
рамме состояния первого
типа
Рис. 25. Кривые охлажде-
ния сплава доэвтекти-
ческого типа
Для того чтобы определить концентрации компонентов в фазах,
через данную точку, характеризующую состояние сплава, прово-
дится горизонтальная линия до пересечения с линиями, ограничи-
вающими данную область на диаграмме состояния; проекции точек
пересечения на ось концентраций показывают составы фазы. Для
43
определения количественного соотношения фаз через заданную
точку проводят горизонтальную линию. Отрезки этой линии между
заданной точкой и точками, определяющими составы фаз, обратно
пропорциональны количествам этих фаз.
Рассмотрим это правило на примере, проиллюстрированном на
рис. 26. Допустим, что необходимо определить концентрацию фаз
(жидкой и твердой) сплава при некоторой температуре (точка а
на кривой рис. 26). Для этого через точку а проводится горизон-
тальная линия Ьс до пересечения с линией СВ и с вертикальной
линией; из точки Ь опускается прямая на ось абсцисс, и эта прямая
пересекает ось в точке Ь'. Эта точка показывает концентрацию
компонентов в жидкой фазе при температуре /1 (52% В и 48% А).
Состав твердой фазы определяется проекцией точки Ь, т. е. твердой
фазой являются кристаллы компонента В.
Если вся масса сплава К равна единице и если эта масса на
диаграмме изображается отрезком Ьс, то масса кристаллов в точ-
ке а и у сплава К равна отношению —. Количество жидкости опре-
Ьс
ас Ьа
деляется отношением —— а отношением— «определяется отноше*
Ьс Ьс
ние количества твердой и жидкой фаз.
7.5. ВТОРОЙ ТИП ДИАГРАММ СОСТОЯНИЯ
Этот тип диаграмм состояния имеют сплавы, оба компонента ко-
торых неограниченно растворимы в жидком и в твердом состояни-
ях и не образуют химических соединений ^рис. 27).
Рис. 27. Диаграмма состояния вто- Рис. 28. Диаграмма состояния третьего
рого типа типа
В сплавах этого типа существуют только две фазы: жидкий
раствор L и твердый раствор а. На диаграмме имеется три облас-
ти: область жидкости (L), область жидкости+твердый раствор
(L + a) и область твердого раствора (а). Верхняя линия АВ явля-
ется линией ликвидуса, нижняя линия АВ— линией солидуса.
44
Для сплавов, относящихся ко второму типу, характерно явле-
ние дендритной ликвации, то есть неоднородности химического сос-
тава в закристаллизовавшихся дендритах. Такое явление обуслов-
ливается тем, что кристаллы твердого раствора, выделяющиеся из;
жидкой фазы при разных температурах, имеют переменный состав.
Диффузия, имеющая место между жидкой частью сплава и
кристаллами, протекает весьма медленно и состав кристаллов не*
успевает выровняться.
7.6. ТРЕТИЙ ТИП ДИАГРАММ СОСТОЯНИЯ
В сплаве этого типа оба компонента неограниченно взаимно
растворимы в жидком состоянии, ограниченно — в твердом и не об-
разуют кинических соединений.
Диаграмма имеет два варианта: для сплавов с образованием
эвтектики и сплавов с перитектикой. Как уже было отмечено выше,
эвтектика образуется тогда, когда жидкость кристаллизуется в две
твердые фазы. Возможен и другой случай, когда жидкость реаги-
рует с ранее выпавшими кристаллами и образует новый вид крис-
таллов. которые называются перитектикой. Более распространены
сплавы с эвтектикой.
На рис. 28 показана диаграмма состояния третьего типа эвтек-
тического варианта. В сплавах этого типа возможно существование
жидкой фазы, твердого раствора, компонента В в компоненте А
(фаза а) и твердого раствора компонента А в компоненте В (фаза
Р). Фаз, представляющих собой чистые компоненты, в этой системе
не образуется. На диаграмме АЕВ—линия ликвидуса, ADECB —
линия солидуса.
7.7. ЧЕТВЕРТЫЙ ТИП ДИАГРАММ СОСТОЯНИЯ
В сплавах, относящихся к этому типу, оба компонента неограни-
ченно взаимно растворимы в жидком состоянии, не растворимы в
твердом и образуют устойчивое химическое соединение. По внешне*-
му виду эта диаграмма со-
стояния (рис. 29) представ-
ляет собой как бы две диаг-
раммы первого типа, прило-
женные одна к другой. Фа-
зами этой системы являют-
ся жидкость, кристаллы ком-
понента Л, кристаллы хи-
мического соединения АпВт
и кристаллы компонента В.
Точка С на диаграмме соот-
ветствует температуре плав-
ления химического соедине-
ния. В сплавах этого типа
имеются две эвтектики Ех и
Е2- Эвтектика Е\ представ-
Рис. 29. Диаграмма состояния четвертого not
45
ляет собой смесь кристаллов компонента А и химического соеди-
нения АпВт, а эвтектика — смесь кристаллов компонента В и
химического соединения. Кристаллизация сплавов этого типа про-
исходит аналогично кристаллизации сплавов первого типа с той
разницей, что в данном случае выпадают не кристаллы чистых ком-
понентов А и В, а кристаллы химического соединения+кристал-
лы компонента А или В.
7.8. ДИАГРАММА СОСТОЯНИЯ ЖЕЛЕЗО—УГЛЕРОД
Прежде чем рассматривать сущность этой диаграммы состояния,
необходимо охарактеризовать основные структурные составляю-
щие сплава железо—углерод.
Феррит — твердый раствор углерода в а-железе.
Для феррита характерны высокая пластичность, малая твер-
дость, высокие показатели тепло- и электропроводности. Феррит
^обладает сильной ферромагнитностью (вплоть до 768°С).
t?c
Феррит* ,
* аустенит1400
N
1300
-Аустенат
Жидкость
Жидкость *
\* аустенит
Тидность^
* цементит
(первичный)-L
Л 900
Аустенит*
sgo
Феррит
'Аустенит
*ц смектит'
(вторичный)
Цементит*
+ ледебурит
Цементит*' Перлит* цементит *1£
* перлит 11 * ледебуритл |
Цементит*
* ледебурит
Рис. 30. Диаграмма состояния железо—углерод
Аустенит — твердый раствор углерода в у-железе, имеющий ку-
бическую гранецентрированную решетку. Аустенит отличается за-
метно большей твердостью, чем феррит, но вместе с тем имеет хо-
рошую пластичность. Аустенит парамагнитен и уступает ферриту
по тепло- и электропроводности.
Цементит — химическое соединение железа с углеродом (кар-
бид железа). Для цементита характерна высокая твердость (НВ
820) и вместе с тем большая хрупкость.
Перлит — эвтектоидная смесь феррита и цементита. Содержа-
ние углерода в перлите равно 0,8%. Структура перлита в зависи-
мости от условий охлаждения может иметь пластинчатое или зер-
46
нистое строение. Для перлита характерны хорошая пластичность,
магнитность и высокая прочность.
Ледебурит — эвтектическая смесь аустенита и цементита. Такая
структурная составляющая образуется при кристаллизации жидко-
го сплава, содержащего 4,3% углерода. Для ледебурита характер-
ны грубокристаллическое строение и низкие механические свойства..
На диаграмме состояния железо—углерод (рис. 30) имеются'
следующие важнейшие линии:
ABCD— линия ликвидуса;
AHJECF— линия солидуса;
GOS — линия начала выделения феррита из аустенита;
ES — линия начала выделения цементита из аустенита;
PSK — эвтектоидная линия.
По линии HJB (/=1485° С) протекает перитектическая реак-
ция, в результате которой образуется аустенит. Эта реакция име-
ет место только у сплавов, содержащих углерод в пределах 0,1—
0,5%.
По линии ECF (/=1147° С) протекает эвтектическая реакция
выпадения ледебуритной эвтектики. Этот процесс имеет место у
сплавов с содержанием углерода свыше 1,7%.
По линии PSK (/=727° С) протекает реакция распада аусте-
нита с образованием перлита. Этот процесс протекает у всех желе-
зоуглеродистых сплавов, содержащих углерод свыше 0,04%.
Характеристика важнейших точек на диаграмме Fe—С приве-
дена в табл. 1.
Критические точки в диаграмме состояния железо—углерод
обозначаются:
Ari — критическая точка превращения аустенита в перлит;
Act — критическая точка превращения перлита в аустенит;
Аг3 — начало выделения вторичного цементита из аустенита;
Асз — конец растворения вторичного цементита в аустените.
Таблица Т
Точка Концентрация углерода в сплаве, % Температура, °C Точка Концентрация углерода в сплаве, % Температура
А 0 1539 F 6,67 1147
В 0,5 1485 D 6,67 1600
Н 0,1 1485 G 0 910
J 0,16 1485 Р 0,02 727
N 0 1400 S 0,8 727
Е 2,14 1147 Q 0,01 600
С 4,3 ИЗО L 6,67 600
Превращения в сплавах железо—углерод могут быть двух
типов:
— при кристаллизации и переходе из жидкого в твердое состоя-
ние (первичный процесс);
— в твердом состоянии (вторичный процесс).
47
ЦОс
В
0.100
100 о
О 10 20 30 ЦО 50 50 70 80 30 100 С
С, °/о
Рис. 31. Схематическое изображение диаграммы
состояния тройн "О сплава
10L-X9D
7.9. ДИАГРАММЫ СОСТОЯНИЯ ТРОЙНЫХ СПЛАВОВ
Диаграммы состояния сплавов, состоящих из трех компонентов,
более сложные, чем у двойных сплавов. Они не могут быть изобра-
жены на плоскости и представляют собой пространственную фигу-
ру в вице пирамиды, основа-
нием которой служит равно-
сторонний треугольник. Пэ
трем сторонам этого тре-
угольника откладываются,
соответственно содержания
трех компонентов, входящих
в состав сплава, а по высоте
пирамиды — температура
(рис. 31). Такой треугольник
называется концентрацион-
ным. В этом треугольнике:
вершины соответствуют
чистым компонентам;
стороны соответствует
двойным сплавам;
любая точка внутри тре-
угольника соответствует
тройному сплаву;
сплавы, которые изображаются точками, лежащими на линии,
параллельной стороне треугольника, имеют постоянную концентра-
цию того компонента, который соответствует противолежащей вер-
шине треугольника. Например, сплав, лежащий на линии ас, будет
иметь постоянное количество компонента В и различные соотноше-
ния между компонентами А и С;
сплавы, которые находятся на линии, проходящей через какую-
либо вершину треугольника, характеризуются переменным коли-
чеством компонента, соответствующего данной вершине треуголь-
ника, и постоянным соотношением концентраций двух других ком-
понентов.
Процесс кристаллизации тройных сплавов подчиняется тем же
основным правилам, что и кристаллизация двойных сплавов.
Глава 8
МЕТОДЫ АНАЛИЗА МЕТАЛЛОВ И СПЛАВОВ
8.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Для оценки того или иного металла или сплава с позиций его при-
годности для эксплуатации в различных условиях необходимо
знать его точный состав, физические свойства, общую характерис-
тику структуры, фазовый состав, параметры кристаллических ре-
48
шеток отдельных фаз и другие характеристики. Для определения
этих показателей применяются различные методы анализа.
8.2. ХИМИЧЕСКИЙ АНАЛИЗ
Сущность химического анализа заключается в воздействии на ис-
пытуемый образец различных реактивов с целью разложения ма-
териала на его составные элементы.
Различают качественный и количественный химический анализ.
Качественный анализ дает представление о наличии в материа-
ле тех или иных компонентов без определения их точного -количест-
ва— эту задачу выполняет количественный анализ. Современный
количественный химический анализ позволяет определять содер-
жание компонентов с очень большой точностью (до 0,001%).
В зависимости от назначения методы химического анализа мо-
гут быть разделены на особо точные, маркировочные и экспрес-
сные.
Первый тип химического анализа применяется в основном в ис-
следовательских работах при разработке новых материалов, реже
применяется на производстве. Исключение составляет газовый ана-
лиз на содержание кислорода, азота и водорода в никелевых, тита-
новых и алюминиевых сплавах; этот вид анализа применяется и
для производных партий.
Маркировочный анализ применяют при сдаче — приемке про-
дукции.
Экспрессный анализ проводят непосредственно на производстве,
большей частью на содержание одного—двух элементов и главным
образом в случае необходимости произвести быструю проверку на-
личия или отсутствия отклонений в составе.
Пробы для химического анализа отбираются в основном в виде
стружки, которую снимают сверлением, фрезерованием или точе-
нием. Перед снятием стружки образцы должны быть тщательно
очищены.
8.3. ФИЗИЧЕСКИЙ АНАЛИЗ
К важнейшим физическим методам анализа относятся определение
теплопроводности, теплоемкости, коэффициента линейного расши-
рения.
Определение теплопроводности. Под теплопроводностью % по-
нимается свойство материала проводить определенное количество
тепла в единицу времени через единицу сечения. Теплопроводность
определяется по следующей формуле:
S(7\-T2)v ’
где Q — количество тепла; I — длина тела, на котором измеряется
теплопроводность; т — время; S—сечение тела; 7\ и Т2 — темпера-
тура в разных точках измерения.
49
Различают два основные типа методов измерения теплопровод-
ности— абсолютный и относительный. При абсолютных методах
испытуемый образец в виде стержня помещают между нагреваю-
щей баней или другим источником тепла и водяным калориметром.
По нагреву воды в калориметре судят о количестве тепла, прошед-
шего за промежуток времени т по испытуемому стержню. Измеряя
установившуюся разность температур термопарами между точка-
ми, лежащими на расстоянии I, и зная сечение S образца, можно
по вышеуказанной формуле рассчитать его теплопроводность. В
том случае, если требуется опреде; ять теплопроводность при вы-
соких температурах, прибегают обычно к нагреву одного конца об-
разца с помощью различных нагревательных устройств, преиму-
щественно электрического типа.
Относительные методы измерения теплопроводности заключа-
ются в том, что измеряется время в течение которого противо-
положный конец образца нагревается до определенной температу-
ры, такое же измерение производится на эталоне (/г). Относитель-
ная теплопроводность в этом случае определяется по формуле
X=^//2.
Определение теплоемкости. Под теплоемкостью понимается то
количество тепла, которое необходимо сообщить телу массой т,
чтобы нагреть его до определенной температуры Т. Удельной теп-
лоемкостью называется такое количество тепла, которое необходи-
мо для нагревания 1 г вещества, на 1°С.
Удельная теплоемкость определяется по формуле
с=-5—.
тТ
Существует несколько вариантов определения теплоемкости, раз-
личающихся между собой устройством измерительной аппаратуры,
но все они сводятся к тому, что нагретый до определенной темпе-
ратуры Ti образец помещается в калориметр, наполненный водой
или другой жидкостью, и замеряется конечная (установившаяся)
температура в калориметре Т2. Удельную теплоемкость при этом
определяют по формуле
С
т(1\-Т2)
Определение коэффициента линейного расширения. Под коэф-
фициентом линейного расширения понимается увеличение длины
стержня из испытуемого материала при нагреве его до определен-
ной температуры.
Коэффициент линейного расширения может быть вычислен по
формуле
Q
а= l2~11 ,
Г1-Т2
где /1—длина стержня при первоначальной температуре Л; 12—
длина стержня при нагреве до температуры Т2.
50
Для определения удлинения опытных образцов применяют ди-
латометры.
8.4. ТЕРМИЧЕСКИЙ АНАЛИЗ
Термический анализ имеет -своим -назначением определение фазо-
вых превращений в сплавах путем построения графиков время —
температура. Этот анализ осуществляют на сплавах, которые под-
вергаются либо охлаждению с расплавленного состояния, либо на-
оборот, нагреву до расплавления; при этом с помощью термопары
через постоянные промежутки времени замеряется температура.
Если при этом в сплаве не происходит никаких фазовых превраще-
ний, то зависимость время — температура будет носить плавный
характер и не иметь никаких перегибов. Если же в сплаве при ох-
лаждении иди при нагреве имеются фазовые превращения, то они
всегда сопровождаются выделением (при охлаждении) или погло-
щением (при нагревании) тепла, и на графике будут появляться го-
ризонтальные площадки или перегибы, соответствующие этим фа-
зовым превращениям.
Положение этих горизонтальных площадок или перегибов поз-
воляет определять температуры превращений.
8.5. МЕТАЛЛОГРАФИЧЕСКИЙ АНАЛИЗ
С помощью металлографического анализа определяется макро- и
микроструктура металлов и сплавов.
Макроструктурой называется строение металла или сплава, ви-
димое невооруженным глазом или при небольшом увеличении. Ис-
следование макроструктуры дает возможность выявить величину,
форму и расположение кристаллов в литом металле, волокно в де-
формированном металле; наличие рыхлости, пустот, трещин, вклю-
чений фосфора и серы; оценить характер излома. Макроструктура
изучается по шлифованной и протравленной поверхности образца—
макрошлифа. Протравливание поверхности макрошлифа произво-
дится различными химическими реактивами; номенклатура этих
реактивов является очень широкой, и для разных металлов и спла-
вов применяют различные реактивы.
Микроанализ осуществляется с помощью микроскопа с увели-
чением в 100—1500 раз. Микроанализ позволяет определять харак-
тер фаз, фазовый состав (качественно), наличие микродефектов.
Выявление фазового состава при металлографическом микроана-
лизе основано на различном воздействии химических реактивов
(травителей) на отдельные фазовые составляющие или же на гра-
ницы з^рен, что проявляется в разной окраске фаз, вызываемой не-
одинаковым отражением света структурными составляющими.
Микрошлифы из металлов и сплавов изготавливают по следующе-
му способу. Сначала на испытуемом образце создается с помощью
наждачного камня или напильника ровная плоскость; затем эта
плоскость подвергается шлифованию наждачной бумагой или на
51
чугунном диске, в поверхность которого вкраплена алмазная пыль
или пыль из карбида бора; окончательная операция — полировка
осуществляется на сукне, которое смачивается водой со взвешен-
ной окисью алюминия или окисью хрома. Наждачная бумага или
сукно крепятся на стальных дисках, которые так же, как и чугун-
устанавливаются на специальном стан-
ные полировальные диски,
£ис. 32. Схема оптической системы
микроскопа
ке и приводятся в движение от элект-
ромотора.
Исследование шлифов производит-
ся на металлографических микроско-
пах. В настоящее время имеется много
типов таких микроскопов. Один из на-
иболее простых по конструкции — со-
ветский микроскоп типа УММ-1. Схема
оптической системы металлографичес-
кого микроскопа приведена на рис. 22.
Луч от источника света 1 попадает
на призму 2 микроскопа и, преломля-
ясь в призме, направляется в объектив
3. Над объективом расположен шлиф
4. Луч света отражается от шлифа и через объектив направляется
через призму 5 в окуляр 6.
8.6. РЕНТГЕНОВСКИЙ АНАЛИЗ
Рентгеновский анализ имеет своим назначением исследование
структуры (определение фазового состава) и просвечивание метал-
ла или сплава с целью обнаружения различных дефектов. Рентге-
новский анализ основан на применении рентгеновских лучей, кото-
рые имеют ту же природу, что и световые лучщ но отличаются от
последних длиной волны, которая у рентгеновских лучей меньше,
чем у световых примерно в 10 000 раз. Вследствие этого рентгенов-
ские лучи являются весьма «жесткими», т. е. обладают способно-
стью глубоко проникать внутрь металлов и сплавов и отражаться
от их атомов, выявляя их расположение в пространстве.
Рентгеноструктурный анализ позволяет определить тип и пара-
метры кристаллической решетки, установить фазовый состав. Ана-
лиз основан на том, что рентгеновские лучи, отражаясь от атомов
исследуемого объекта, оставляют на фотопленке соответствующие
следы в виде линий или точек (рентгенограмма). Расположение
последних тесно связано со строением кристаллической решетки
исследуемого объекта. На приборе, который носит название мик-
рофотометра, расположение этих точек и линий поддается точному
измерению, которое в итоге позволяет полностью расшифровать
природу изучаемого объекта, т. е. установить фазовый состав и
определить параметры кристаллических решеток фаз. Существует
несколько вариантов рентгеноструктурного анализа, различающих-
ся конструкцией приборов, источниками рентгеновских лучей, ха-
рактером исследуемых образцов, конкретными режимами и др.
52
Исследуемые образцы могут применяться в виде порошка или ком*
пактного образца.
Рентгеноструктурный метод позволяет также определять раз*
мер частиц мелких порошков, наличие и степень напряжений в ме-
таллах.
Рентгеновское просвечивание обнаруживает в металлических
изделиях внутренние дефекты — трещины, раковины, газовые по-
ры, рыхлость, непровары в местах сварки и др. Выявление дефек-
тов внутри металла основано
на том, что рентгеновские лучи
ввиду очень короткой длины
их волны обладают способно-
стью проникать через значи-
тельные толщи металлов. При
|Прохождении через металлы ин-
тенсивность рентгеновских лу-
чей ослабевает в связи с по-
глощением металлом части лу-
чей и некоторым их рассеяни-
ем. На различии коэффициен-
тов поглощения рентгеновских
лучей металлом и дефектом и
основано их применение для
просвечивания.
Принципиальная схема ап-
парата для просвечивания при-
ведена на рис. 33. Современ-
ные аппараты для рентгенов-
ского просвечивания позволяют
исследовать изделия из стали
толщиной до 100—180 мм, из
алюминия и его сплавов — до
Рис. 33. Принципиальная схема аппарата для
просвечивания:
/—рентгеновская пленка; 2—свинец; 3—кассета;
4—снимаемый объект; 5—рентгеновские лучи;
6—вода из насоса; 7—зеркало антикатода
(вольфрам); 8—раковина; 9—заключение (более
плотное); 10—усиливающие экраны
400 мм, из меди и ее сплавов — до-
60 мм, из титана и его сплавгов — до 250 мм, из никеля и его спла-
вов— до 100 мм. Применяемые мощности в современных аппаратах
лежат в пределах 50—250 кВ.
Рентгеноспектральный анализ имеет своим назначением опреде-
ление химического состава. Перед обычным (оптическим) методом
спектрального анализа, рентгеноспектральный анализ имеет ряд
преимуществ, основные из которых следующие: условия получения
спектра не оказывают при этом методе заметного влияния на
спектр и не имеет значения, в каком состоянии находится изучае-
мый элемент в металле.
Рентгеноспектральный анализ особенно эффективен в тех слу-
чаях, когда требуется проанализировать наибольшее количество
вещества, смешанного с другими сходными элементами.
Точность количественного рентгеноспектрального анализа зави-
сит от многих факторов: исследуемого материала, характеристики
рентгеновского излучения, содержания определяемого компонента
в материалах — и может колебаться в.широких пределах.
53
Важнейшими типами отечественных современных аппаратов
рентгеноспектрального анализа являются MAPI, МАР1Г, МАРШ
(СССР).
8.7. ДЕФЕКТОСКОПИЯ
Дефектоскопией называется группа неразрушающих методов конт-
роля материалов, цель которых — выявление внутренних и поверх-
ностных дефектов. В настоящее время создано и используется на
практике довольно большое количество разнообразных методов де-
фектоскопии. Важнейшими из них являются следующие: люми-
несцентный, магнитный, ультразвуковой.
Люминесцентный метод анализа основан на явлении люминес-
ценции, сущность которого заключаётся в световом излучении. При
этом методе анализа используется индикаторная жидкость, люми-
несценция которой в ультрафиолетовых лучах вызывается малы-
ми добавками особых органических и минеральных веществ —
люминофоров, т. е. веществ, 'способных к световому излучению.
Люминофорами являются в основном окисные, сернистые и сер-
нокислые соединения таких элементов, как барий, цинк, кадмий,
европий, иттрий, а также органические вещества, например некото-
рые масла, газойль и др. Неорганические (минеральные) люмино-
форы растворяются в спиртах, а органические — чаще всего в керо-
сине. Полученная таким образом индикаторная жидкость наносит-
ся на контролируемое изделие (погружением, распылением, кис-
тью). Жидкость проникает в дефекты изделия. Через 10—15 мин
после нанесения этой жидкости ее удаляют и на поверхность изде-
лия наносят проявитель (порошки талька, силикагеля и др.), кото-
рый извлекает индикаторную жидкость из дефектов и обрисовыва-
ет при этом довольно отчетливо дефект по его контуру. Обработан-
ные таким образом изделия после выдержки 30—60 мин рассмат-
ривают в ультрафиолетовом свете. Дефекты при этом люминес-
цируют и четко выявляются. Для применения этого метода ис-
пользуются люминесцентные дефектоскопы. Наиболее широко ис-
пользуются дефектоскопы ЛД4, ЛД2, ЛДАЗ, КД21А, КД20Л,
КД31Л, КД40Л4.
Магнитная дефектоскопия основана на регистрации магнитных
полей рассеяния на дефектах; применяется либо в виде разрыво-
скопии (совокупность магнитных методов обнаружения в материа-
лах нарушенной сплошности — трещин, раковин, пор и др.), либо
в виде тензометрии (совокупность магнитных методов обнаруже-
ния внутренних напряжений). Сущность принципа первого вари-
анта заключается в том, что магнитный порошок (например, же-
лезный) оседает в магнитных полях на дефектах изделия. В том
случае, если поверхность изделия является недостаточно чистой
(например, тронута коррозией), то применяют окрашенные поро-
шки. Довольно часто используют порошки, покрытые флюоресци-
рующими веществами (люминофорами); в этом случае дефекты
выявляются с помощью ультрафиолетовых лучей, направляемых на
изделие.
64
Ультразвуковая дефектоскопия применяется в нескольких ва-
риантах, основными из которых являются эхометод и теневой
метод.
Сущность эхометода заключается в регистрации интенсивности
и времени поступления отраженных от дефекта эхосигналов на
экране электронно-лучевой трубки.
Сущность теневого метода заключается в измерении ослаб ле*
ния дефектами интенсивности ультразвуковых колебаний.
Ультразвуковые методы дефектоскопии осуществляются с по*
мощью ультразвуковых дефектоскопов УДМ-1, ДУ66, ДУК66П,
ДСК-1, УИБ-1М, «Кварц-6» и др. Дефектоскоп ДУК66 позволяет
обнаруживать дефекты на глубине до 10 мм, а дефектоскоп
ДУК13М — на глубине 600 мм.
Глава 9
ТЕРМИЧЕСКАЯ ОБРАБОТКА
9.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Термической обработкой называются процессы, сущность которых
заключается в нагреве и охлаждении изделий по определенным
режимам, в результате которых происходят изменения структуры,
фазового состава, механических и физических свойств. Применя-
ются также различные виды химико-термической обработки, сущ*
ность которой заключается в легировании поверхностного слоя из-
делий азотом, углеродом, или некоторыми металлами (алюминием,,
хромом, бериллием) с последующей термической обработкой. Хи-
мико-термическая обработка применяется почти исключительно
для стальных изделий, а термическая обработка кроме стали до-
вольно широко используется и для ряда других металлов, в част*
ности жаропрочных сплавов на основе никеля, титановых сплавов,
безвольфрамовых твердых сплавов со связкой из легированной ста-
ли или жаропрочного сплава и др. Наиболее широкое применение
получили термическая и химико-термическая обработка стали. Ни-
же рассматривается сущность этих видов обработки.
9.2. ОСНОВНЫЕ ПРИНЦИПЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Основными видами термической обработки стали являются отжиг,
нормализация, закалка, отпуск.
Отжиг представляет собой нагрев выше точки Ас$ или Ас\ с по-
следующим медленным охлаждением. Назначение отжига — сни-
жение твердости, измельчение зерна, улучшение обрабатываемо-
сти, снятие напряжений. При отжиге происходит превращение пер-
лита в аустенит. Для того чтобы этот процесс превращения на-
чался, необходим некоторый перенагрев выше точки Ас\. При этом
55-
зуется большое количество зерен
Рис. 34. Шкала зернистости стали (ХЮО)
время, необходимое для завершения процесса, тем меньше, чем
выше температура перенагрева.
На процесс превращения перлита в аустенит существенное влиг
•яние оказывает состав стали. Увеличение содержания углерода и
введение в сталь легирующих металлов, расширяющих область,
ведет к ускорению превращения.
В результате перлито-аустенитного превращения в стали обра-
аустенита. Дальнейший нагрев
или выдержка стали при опре-
деленной температуре ведут к
росту аустенитного зерна, что,
в свою очередь, оказывает за-
метное влияние на свойства
стали.
Определение размера зерна
осуществляется под микроско-
пом при увеличении в 100 раз
путем сравнения видимых на *
шлифе зерен с эталонными изо-
бражениями зерен по шкале
зернистости (рис. 34). По этой
шкале стали по зернистости
аустенитного зерна делятся на
8 классов, причем первый класс
относится к стали с наиболее
крупным, а восьмой класс —с
наиболее мелким зерном. Ста-
ли с баллами 1—5 относят к
группе крупнозернистых, с бал-
лами 6—8 — к группе мелко-
зернистых.
Отжиг стали применяется в
трех видах: полный, неполный и термический отжиг на сфероиди-
зацию.
Полный отжиг характеризуется нагревом выше точки Ас3 на
30—50° С и медленным охлаждением после выдержки (50—100° С
в течение 5—6 ч). Полному отжигу подвергают доэвтектоидные
стали. Полный отжиг приводит к измельчению зерна и устранению
напряжений.
Неполный отжиг представляет собой нагрев выше температуры
Ас\ и ниже Ас3 и последующее медленное охлаждение. При таком
отжиге часть избыточного феррита (в доэвтектоидной стали) или
цементита (в заэвтектоидной стали) в твердый раствор не пере-
водит.
Изотермический отжиг проводится по следующей схеме. Сталь
нагревается по режиму, применяемому для обычного отжига. Пос-
ле нагрева сталь быстро охлаждается до температуры немного ни-
же точки Агь и при этой температуре дается выдержка, в процес-
се
се которой происходит полный распад аустенита. После выдержки
сталь охлаждается на воздухе.
Сфероидизация или отжиг на зернистый цементит применяется
для превращения пластинчатой формы цементита в зернистую. Та-
кой отжиг применяется для заэвтектоидной стали и заключается
в нагреве до температуры выше точки Ас3 (примерно до 750° С) с
последующим медленным охлаждением после выдержки.
Нормализация представляет собой нагрев стали до температу-
ры выше критической точки Ас3 на 50—60° С с последующим ох-
лаждением на воздухе. Назначение нормализации—придание ста-
ли мелкозернистой структуры и в отдельных случаях — устране-
ние цементитной сетки в заэвтектоидных сталях. Нормализация
приводит к некоторому повышению прочности и улучшает обраба-
тываемость резанием. В результате применения нормализации из-
меняется и структура стали: у малоуглеродистых сталей (содер-
жание углерода до 0,3%) получается в основном перлито-феррит-
ная структура, а у среднеуглеродистых и у малолегированных —
сорбит с небольшим количеством структурно-свободного цементи-
та. Сорбит представляет собой смесь феррита и цементита с рас-
стоянием между пластинами, образующими эти составляющие,
0,2—0,4 мм. Сорбит имеет твердость НВ 230—330 и отличается
мелким строением.
Нормализация по сравнению с отжигом дает более заметное
повышение прочности, но меньшую пластичность, причем различие
в этих характеристиках отожженных и нормализованных сталей
тем больше,.чем меньше в стали содержание углерода и легирую-
щих элементов. Преимущество нормализации перед отжигом за-
ключается в ее более низкой стоимости. В применении к простым
малоуглеродистым и среднеуглеродистым сталям нормализация в
настоящее время почти полностью вытеснила отжиг.
Закалка стали заключается в ее нагреве выше точки Лс3 или
4ci, выдержке при данной температуре в течение определенного
времени и последующем быстром охлаждении. Конкретная темпе-
ратура закалки зависит от химического состава сталей. Для эвтек-
тоидных сталей применяется температура закалки на 30—50° С
выше точки Лс3, а для заэвтектоидных — на 30—50° выше точки
Aci. В процессе закалки происходит распад аустенита. Если сталь,
нагретую до состояния аустенита, охлаждать с возрастающей ско-
ростью охлаждения, то это повлечет за собой переохлаждение
аустенита, причем это переохлаждение будет тем сильнее, чем
больше скорость охлаждения, что отмечается по снижению крити-
ческой точки. Сниженная критическая точка Лг1 обозначается Лг/.
Чем ниже температура критической точки Лг/, тем выше степень
дисперсности продуктов распада аустенита и тем выше твердость
стали.
Минимальная скорость охлаждения, при которой образуется
мартенсит, называется критической скоростью закалки. Для мар-
тенсита характерна очень высокая твердость (HRC 62—65). В от-
личие от других структур распада аустенита образование мартен-
57
сита происходит при постоянной температуре при любой скорости
охлаждения, большей критической. Температура мартенситного
превращения изменяется только с изменением содержания углеро-
да, процесс полного превращения аустенита в мартенсит протекает
за определенный промежуток времени.
Мартенситное превращение состоит почти в мгновенном обра-
зовании ряда мартенситных пластин (сотни и тысячи кристаллов).
Продолжительность полного образования ,порции мартенсита сос-
тавляет не более 1 • 10“3 с. При дальнейшем охлаждении превра-
щение возобновляется вследствие
Ряс. ЗБ. Кривая мартенситного прев*
ращения
образования новых порций мартен-
сита, и эти процессы повторяются и
дальше.
Мартенситные превращения мо-
гут быть изображены мартенситной
кривой (рис. 35). Превращение на-
чинается в точке Мю а окончание
этого превращения соответствует
точке Мк. В этой точке остается
обычно незначительное количество
аустенита. Охлаждение ниже точки
Мк не вызывает дальнейшего пре-
вращения. Существенное влияние
на положение мартенситной кривой
оказывает содержание углерода, по-
вышение которого способствует снижению точек ЛТН и Л1К.
На степень мартенситного превращения довольно существенное
влияние оказывает скорость процесса; так, медленное охлаждение
ниже точки Мн приводит к более полному превращению.
В последние годы в практику термической обработки стали во-
шла обработка холодом, т. е. применение закалки до температур
ниже нуля, что обеспечивает наиболее полный распад аустенита.
Кроме рассмотренного обычного вида закалки на практике нашла
широкое применение изотермическая закалка, основанная на изо-
термическом распаде аустенита, т. е. процессе, протекающем при
постоянной температуре. При изотермическом превращении аусте-
нит в течение некоторого времени не распадается. Этот период но-
сит название инкубационного. Скорость охлаждения оказывает
большое влияние на структуру продуктов распада. При малой ско-
рости охлаждения образуется перлит. При увеличении этой скоро-
сти образуется структура сорбита. Дальнейшее увеличение скоро-
сти (вплоть до критической) приводит к образованию мартенсита.
9.3. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
В последнее время все более широкое применение получает термо-
механическая обработка, сущность которой заключается в совме-
щении двух способов упрочнения — пластической деформации и
фазовых изменений. Термомеханическая обработка стали сводится
к наклепу аустенита с последующим его превращением.
58
Различают следующие основные виды термомеханической об-
работки.
Высокотемпературная обработка (ВТМО) —деформирование
аустенита выше температуры рекристаллизации (выше критичес-
ких точек) и быстрое охлаждение.
Низкотемпературная обработка (НТМО) —деформирование не-
стабильного аустенита, переохлажденного ниже критических точек
с последующим охлаждением ,и фазовым превращением.
Предварительная обработка (ПТМО)—наклеп стали до тер-
мической обработки с быстрым нагревом до аустенитного состоя-
ния и последующим охлаждением. Наклепанное состояние при
этом в определенной степени сокращается.
Наиболее широко используется НТМО. Термомеханическая об-
работка оказывает заметное влияние на повышение прочности.
9.4. ПОВЕРХНОСТНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА
К этому виду термической обработки относится поверхностная за-
калка стали, назначение которой — придание высокой твердости
поверхностному слою стального изделия при сохранении вязкой
сердцевины. Такая термическая обработка обеспечивает высокую
износоустойчивость и динамическую прочность стальных изделий.
Методы поверхностной термической обработки довольно разнооб-
разны, но все они сводятся к напреву поверхностного слоя с после-
дующей закалкой детали.
Нагрев поверхностного слоя может осуществляться в расплав-
ленных слоях, пламенем ацетилено-кислородной или газовой го-
релки, электротоком, индуцируемым в поверхностных слоях детали
(индукционная закалка). Последний способ нашел особенно широ-
кое применение в машиностроении. Поверхностная закалка при-
меняется в основном для углеродистых сталей с содержанием угле-
рода не менее 0,4%. Для нагрева электротоком характерна очень
большая скорость нагрева, которая превышает в сотни и тысячи
раз скорость нагрева в печи, и поэтому процесс термической по-
верхностной обработки с применением электронагрева отличается
высокой производительностью. Толщина закаливаемого слоя в за-
висимости от назначения детали колеблется обычно в пределах
0,5—3,0 мм. Регулирование этой толщины осуществляется режима-
ми закалки (мощность тока, время и др.).
9.5. ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ
К практике термической обработки стали относятся такие вопро-
сы, как выбор способа нагрева, температуры закалки, продолжи-
тельности нагрева, выбор закалочных сред.
Нагрев осуществляют в печах (газовых или электрических) или
же в жидких средах (свинец, расплавленные соли). При нагреве
в печах существенное влияние на состояние поверхности и состав
металла оказывает атмосфера печи. В зависимости от состава сре-
59
ды ее взаимодействие с нагреваемой сталью может проявляться
либо в выгорании углерода, либо в образовании на поверхности из-
делий соответствующих окислов железа (окалины). В современных
печах во избежание этих нежелательных явлений применяется
контролируемая атмосфера, подаваемая в печи из специальных
установок. Важнейшими нейтральными средами являются смеси
водорода и азота, метана СН4 и водорода и др.
Для быстрого охлаждения при закалке применяют различные
закалочные среды. В качестве таких сред используют воду, мине-
ральное масло, расплавленные соли и расплавленные металлы.
Наиболее широко используется вода, которая позволяет создать
интенсивное охлаждение. Вода как закаливающая среда имеет тот
существенный недостаток, что с одинаковой скоростью охлаждает
и в районе температур 550—ббО^С и в районе температур образо-
вания мартенсита. Такое резкое охлаждение в этом районе темпе-
ратур часто приводит к образованию трещин, короблению и другим
дефектам. Кроме того, вода с повышением температуры заметно
теряет свою закаливающую способность.
Масло обладает в 3—4 раза меньшей закаливающей способно-
стью, чем вода, но скорость охлаждения им закаливаемого изде-
лия в районе мартенситного превращения почти в 10 раз меньше,
чем у воды. Преимущество масла перед водой заключается еще и
в том, что оно почти не чувствительно к изменению температуры
и сохраняет постоянную закаливающую способность в широком
интервале температур. Вместе с тем, масло обладает недостатка-
ми, важнейшие из которых пожароопасность, загустевание через
некоторое время эксплуатации и потеря закаливающей способно-
сти, склонность к пригоранию и образованию налета на поверхно-
сти изделий.
На практике для осуществления закалки применяют несколько
способов. Важнейшие из них — закалка в одном охладителе, за-
калка в двух ваннах, ступенчатая закалка, изотермическая за-
калка.
Закалка в одном охладителе заключается в нагреве изделия до
температуры, превышающей критическую точку Ас3 (для доэвтек-
тоидной стали) или Асх (для заэвтектоидной стали), с последую-
щей выдержкой на этой температуре и быстрым охлаждением. Этот
способ применяется наиболее широко.
При закалке в двух ваннах охлаждают сначала в воде, а пос-
ле достижения 400—300° С переносят в менее интенсивно действу-
ющий охладитель, в котором и выдерживают до полного остыва-
ния. Такой способ позволяет уменьшить внутренние напряжения,
связанные с превращением аустенита, и в значительной мере избе-
жать трения.
Оптимальными температурами закалки являются температуры
на 30—50° С выше точки Ас3 для эвтектоидной и на 30—50° С вы-
ше точки Aci для заэвтектоидной сталей. Повышение температуры
выше этих значений приводит к загрубению структуры. Общее вре-
мя нагрева при термической обработке складывается из времени
61
нагрева до заданной температуры (тн) и времени выдержки при
этой температуре (тв). Время тн зависит от нагревающей способ-
ности среды, размеров и формы деталей, способа их укладки в пе-
чи; тв зависит от скорости фазовых превращений, которая, в свою
очередь, определяется степенью перенагрева выше критической
точки и дисперсностью исходной структуры.
При ступенчатой закалке изделие после нагрева до температу-
ры закалки охлаждается в среде, имеющей температуру несколько
выше или ниже мартенситной точки. После выдержки при данной
температуре изделие охлаждается до комнатной температуры на
воздухе. Процесс охлаждения при таком способе осуществляется
в две ступени: от температуры нагрева под закалку до температу-
ры закалочной ванны и от температуры закалочной ванны до ком-
натной температуры. Ступенчатая закалка обеспечивает меньшие
объемные изменения и, как следствие этого, уменьшение вероятнос-
ти образования трещин, коробления, поводок.
Изотермическая закалка отличается от ступеней тем, что при
этом способе сталь в закалочной среде выдерживается столько вре-
мени, сколько необходимо для завершения изотермического распа-
да аустенита. Сталь, подвергнутая такому виду закалки, обладает
менее высокой твердостью и повышенной вязкостью.
При закалке в изделиях могут возникнуть различные дефекты:
а) недостаточная твердость закаленного изделия. Этот вид де-
фекта может появиться в результате недогрева или же недостаточ-
но интенсивного охлаждения. Результат этого — пониженная твер-
дость мартенсита. Структура состоит из продуктов распада аусте-
нита — троостита 1И сорбита;
б) образование мягких пятен. Сущность этого дефекта заклю-
чается в том, что на разных участках изделия имеет место пони-
женная твердость. Причины те же, что и в предыдущем случае;
в) повышенная хрупкость. Появляется в результате закалки от
излишне высоких температур, что приводит к активному росту зер-
на аустенита.. Устранить этото дефект можно путем повторной за-
калки с нормальных температур;
г) деформация, коробление, трещины. Являются следствием
внутренних напряжений. Последние могут быть первого, второго и
третьего рода.
Внутренние напряжения первого рода — это такие напряжения,
которые возникают между отдельными зернами, напряжения вто-
рого рода — это напряжения внутри одного зерна и напряжения
третьего рода — напряжения внутри элементарной кристалличес-
кой ячейки.
Коробление и трещины при закалке вызываются только напря-
жениями первого рода. Эти напряжения возникают вследствие
разности температур или разновременности превращений в раз-
личных точках изделия. Напряжения, которые изделие приобрело
в результате охлаждения, называются остаточными. Внутренние
напряжения могут быть термические и структурные. Под терми-
ческими напряжениями подразумеваются такие, которые возника-
61
ют вследствие неравномерного охлаждения поверхности и внутрен-
них слоев. Структурные — это такие напряжения, которые возника-
ют в результате структурных превращений и различия в физичес-
ких свойствах фазовых составляющих, в особенности такого свой-
ства, как коэффициент линейного расширения.
Важное значение при термической обработке имеет прокалива-
емость стали. Под прокаливаемостыо подразумевают глубину про-
никновения закаленной зоны. В идеальном случае имеет место
сквозная прокаливаемость. Несквозная прокаливаемость объясня-
ется тем, что изделие при закалке охлаждается быстрее с поверх-
ности и медленнее в сердцевине. Глубина закаленного слоя (прока-
ливаемость) увеличивается с уменьшением скорости закалки. Для
практической оценки прокаливаемости пользуются величиной, на-
зываемой критическим диаметром £>к, который является диамет-
ром цилиндрического прутка, поддающегося сквозной прокалке
в данном охладителе.
9.6. ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
НА СВОЙСТВА СТАЛИ
В результате термической обработки довольно существенно изме-
няются свойства стали и, в первую очередь, механические.
В отожженном, нормализованном или отпущенном состоянии
структура стали состоит из феррита с включенными в него части-
цами цементита. Для феррита характерна низкая прочность и вы-
сокая пластичность; цементит имеет нулевую пластичность и вмес-
те с тем высокую твердость. Карбидные (цементитные) зерна про-
изводят упрочняющее действие. При небольшом количестве цемен-
титных зерен они не влияют отрицательно на пластическую дефор-
мацию и последняя развивается относительно беспрепятственно.
Закалка, как уже отмечено выше, приводит к образованию мартен-
ситной структуры, что влечет за собой значительное повышение
твердости и прочности стали.
9.7. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Химико-термическая обработка стали основана на диффузии, т. е.
на проникновении атомов диффундирующего вещества в кристал-
лическую решетку металла, подвергающегося химико-термической
обработке. Насыщение поверхности стальных изделий осуществля-
ется при химико-термической обработке такими элементами, кото-
рые способны растворяться в а- или у-железе.
Основными видами химико-термической обработки являются
цементация, азотирование, цианирование, диффузионная металли-
зация.
Цементация представляет собой процесс насыщения поверхност-
ного слоя стали углеродом. Этот вид химико-термической обработ-
ки находит применение в тех случаях, когда от изделия требуется
высокая поверхностная износоустойчивость при вязкой сердцевине
62
(зубчатые колеса, валы, пальцы и др.). Различают твердую и газо-
вую цементацию.
Твердая цементация заключается в нагреве изделий, засыпан-
ных в карбюризатор, в течение достаточно длительного времени
(3—5 ч) при температуре выше точки Ас3. В качестве карбюриза-
тора используется смесь угля и углекислых солей (ВаСОз, СаСО3,
Na2CO3 и др.).
Рис. 36. Схема структуры цементо-
ванного слоя:
1—заэвтектоидная зона; 2—эвтектоидная
зона; 3—доэвтектоидная зона; 4—серд-
цевина
Рис. 37. График влияния продолжи-
тельности и температуры процесса це-
ментации на глубину слоя
Продолжительность
цементации, ч
Газовая цементация осуществляется с помощью газовой атмос-
феры, состоящей из различных углеводородов — метана СН4, этана
С2Н6 и др. На практике для газовой цементации применяют чаще
всего природные газы, которые содержат вышеуказанные углево-
дороды, а также газообразные продукты разложения нефтепродук-
тов (например, керосина). Газовая цементация имеет ряд сущест-
венных преимуществ перед твердой цементацией. Основные из
них — более высокая производительность, возможность полной ме-
ханизации процесса, меньшая потребная производственная пло-
щадь, меньшая продолжительность выдержки деталей в процессе
цементации, более активное проникновение цементованного слоя.
Цементуемые стали подвергают термической обработке, кото-
рая состоит из нормализации при температуре 900—950° С, закал-
63
хи с 750—760° С и последующем отпуске при 150—170° С. Назначе-
нием нормализации является устранение крупной (грубой) струк-
туры, которая обычно образуется при цементации. Закалкой дости-
гается высокая твердость цементованного слоя, а отпуск предназ-
начается для снижения напряжений. После термической обработ-
ки в поверхностном слое образуется структура мартенсита с твер-
достью HRC 60—64.
На рис. 36 представлена схема микроструктуры цементованно-
го слоя. Глубина цементованного слоя зависит от ряда факторов,
важнейшим из которых является продолжительность процесса.
На рис. 37 представлен график, показывающий зависимость
глубины цементованного слоя от продолжительности и температу-
ры процесса.
Азотирование представляет собой насыщение стали азотом. При
азотировании образуются следующие фазы: а) а-азотистый фер-
рит, содержащий 0,1 % N при 591° С и около 0,01% при комнатной
температуре; б) у-азотистый аустенит, существующий как равно-
весная фаза выше эвтектоидной температуры (591°С); в) у'-нит-
рид Fe4N (фаза внедрения), имеющий решетку гранецентрирован-
ного куба; г) нитрид Fe3N (фаза внедрения с широкой областью
гомогенности), имеющий гексагональную решетку.
Азотирование осуществляется с помощью аммиака, который при
нагреве несколько выше 400° С разлагается по следующей реакции:
NH3—>3H + N.
Образовавшийся атомарный азот диффундирует в кристалличес-
кую решетку железа, при этом происходит последовательное обра-
зование вышеуказанных фаз.
Азотированию подвергают специальные стали, так как азотиро-
ванием железа (т. е. простой углеродистой стали) не удается до-
стигнуть необходимой твердости. Наличие легирующих элементов
в стали существенно не изменяет кинетику образования азотиро-
ванного слоя. При азотировании этих сталей наряду с образовани-
ем вышеуказанных фаз образуется и ряд нитридов легирующих
элементов (CrN, MoN, A1N и др.). Азотирование стали применяет-
ся для повышения твердости и износоустойчивости, повышения
усталостной прочности, повышения коррозионной устойчивости.
Первая задача решается также с помощью цементации, однако
азотированный слой обладает значительно более высокой твер-
достью при относительно небольшой глубине, в то время как це-
ментация протекает при меньшей продолжительности на большую
глубину и образует слой с меньшей твердостью. Для повышения
твердости и износоустойчивости процесс азотирования проводят
при температуре в пределах 500—520° С. Повышение усталостной
прочности применяют не для специальных, а для обычных легиро-
ванных сталей (например, хромоникелевых). Решение третьей за-
дачи осуществляется, как правило, для любых сталей, в том числе
и для простых углеродистых. В этом случае процесс проводят в те-
чение 0,5—1,0 ч при температуре 600—700° С.
64
Глубина и поверхностная твердость азотированного слоя зави-
сят от ряда факторов, основными из которых являются температу-
ра, продолжительность и состав азотируемой стали. На рис. 38
приведены графики, показывающие влияние продолжительности и
температуры процесса азотирования на глубину и твердость слоя.
Цианирование — процесс
одновременного насыщения
поверхности стали углеро-
дом и азотом. Различают
жидкое, газообразное, твер-
дое цианирование.
Жидкое цианирование
осуществляется с помощью
воздействия на стальные
детали смеси расплавленных
цианистых солей (NaCN,
Ca(CN)2, K4Fe(CN)6 и др.)
и нейтральных солей
(Na2CO3, NaCl). Цианистые
Рис. 38. Влияние продолжительности и тем-
пературы процесса азотирования на глуби-
ну (а) и твердость (б) слоя
соли в присутствии кослоро-
да (воздуха) разлагаются с образованием азота и окиси углерода,
которая, в свою очередь, разлагается с выделением активного уг-
лерода. Образовавшиеся азот и углерод проникают в циаяируемую
деталь. Соотношение углерода и азота в цианированном слое за-
висит от температуры процесса. С повышеним температуры повы-
шается содержание углерода и снижается содержание азота. Жид-
кое цианирование проводят при температуре 820—840°С, при этом
глубина слоя получается 0,25—0,5 мм. Для получения более глубо-
ких слоев температуру цианирования поднимают до 900—950°С, а
расплавленной ванной в этом случае служит смесь солей NaCN,
ВаС12, NaCl.
Газовое цианирование (или нитроцементация) осуществляется
смесью, состоящей из 75% науглероженного газа (например, све-
тильного газа) и 25% аммиака. Температура процесса. 830—850° С.
Твердое цианирование осуществляется в твердых смесях. Обыч-
но для этой цели используются смесь желтой кровяной соли, соды
и древесного угля. Этот метод прост, но отличается малой произво-
дительностью.
Диффузионная металлизация — насыщение стали металлами.
В основном для этой цели применяют алюминий, хром, кремний и
отчасти бериллий.
Алитирование (насыщение алюминием) различают твердое и
газовое. При твердом алитировании процесс осуществляется в сме-
си ферроалюминия с хлористым аммонием при температуре 975—
1000° С в течение нескольких часов. Жидкое алитирование осуществ-
ляется путем обработки деталей расплавленным алюминием при
температуре 750—800е С в течение 45—90 мин.
Хромирование представляет собой насыщение поверхностного
слоя стали хромом. Наиболее широкое применение получило твер-
3 2598
65
дое хромирование в смеси феррохрома, окиси алюминия и хлорис-
того аммония.
Силицирование представляет собой процесс насыщения поверх-
ности кремнием. Применяется твердое и газовое силицирование.
Первый вариант осуществляется путем нагрева деталей при тем-
пературе 1150—1200° С в смеси ферросилиция, шамота и хлористо-
го аммония, а второй — путем обработки деталей парами четырех-
хлористого. кремния SiCl4 при температуре 950—1100° С. Силици-
рованные детали обладают высокой кислотоупорностью.
Бериллизация стали представляет собой насыщение стали бе-
риллием с целью повышения ее жаростойкости. По сравнению с
алитированием бериллизация более эффективна, поскольку этот
процесс позволяет осуществлять эксплуатацию бериллизованной
стали до температуры свыше 1000° С.
Раздел III
АВИАЦИОННЫЕ МЕТАЛЛИЧЕСКИЕ .
МАТЕРИАЛЫ
Глава 10
ЧУГУН, УГЛЕРОДИСТЫЕ СТАЛИ,
ЛЕГИРОВАННЫЕ СТАЛИ
10.1. ЧУГУНЫ
Как уже .отмечалось ранее, чугун представляет собой сплав желе-
за с углеродом с содержанием последнего 2% и более. По структу-
ре различают чугуны серые, белые, половинчатые, ковкие.
Для лучшего понимания различия этих видов чугунов необхо-1
димо рассмотреть процесс графитизации.
Под графитизацией подразумевается образование графита из
цементита. При охлаждении сплава железо—углерод выпадает це-
ментит, а образование графита (графитизация) является вторич-
ной реакцией распада цементита. Процесс графитизации схемати-
чески может быть изображен следующими реакциями (см. рис. 31).
Выше линии PSK
Fe3C-.Fe = Y(C) + Ci';.
ниже линии PSK
Fe3C —> Fe=a(C) + Ci.
В этих уравнениях Fe3C — цементит, Fe-y(C)—твердый раствор
углерода в у-железе, Fe-a(C) —твердый раствор углерода в а-же-
лезё; С/ — вторичный углерод, получающийся в результате распа-
да графита. Увеличению количества образовавшегося графита спо-
собствует повышение общего содержания углерода в сплаве. По
структуре различают чугуны серые, белые, ковкие.
Серый чугун. Для чугуна этого вида характерно наличие свобод-
ного углерода в виде пластинчатого или шаровидного графита^
вкрапленного в виде включений в основную массу. В зависимости
от содержания углерода и степени графитизации серый чугун мо*
жет быть перлитным, перлитно-ферригным и ферритным. В перлит-
ном чугуне только 0,8% углерода находится в связанном состоя-
нии, а остальной углерод — в свободном виде. В перлитно-феррит-
ном чугуне связанного углерода меньше 0,8%, перлита в таком
чугуне тем меньше, чем выше степень графитизации. В ферритном
чугуне процесс графитизации прошел полностью и связанный угле-
род отсутствует. ?. •
3*
Белый чугун. Структура этого чугуна состоит из цементита и
перлита, и степень графитизации равна нулю. Для излома такого
чугуна характерен матово-белый цвет.
* Ковкий чугун. Чугун этого вида получается путем соответству-
ющей термической обработки (отжига) белого чугуна. Графит
в таком чугуне присутствует только в хлопьевидном виде. Ковкий
чугун обладает несколько большей пластичностью, чем серый, за
что он и получил свое название. Ковкий чугун может иметь разно-
видности перлитного и ферритного в зависимости от режима отжига.
По технологии изготовления различают чугуны обычные и мо:
дифицированные. Под модифицированным чугуном подразумева-
ются чугуны с графитизирующими или карбидообразующими при-
садками. Кроме того, различают чугуны специальные, отличающи-
еся тем, что в их состав вводятся различные легирующие элементы,
например, алюминий, медь, никель, магний и др.
Из чугунов специальных наибольшее применение получили чу-
гуны алюминиевые, магниевые, медистые, хромистые. Эти чугуны
характеризуются наличием в них в качестве основных соответству-
ющих легирующих элементов.
10.2. УГЛЕРОДИСТЫЕ СТАЛИ
Под углеродистой сталью понимается сплав железа с углеродом
с содержанием углерода до 2%, находящимся в связанном состоя-
нии, и не содержащий кроме постоянных примесей (Р, S, Мп, Si)
никаких специальных легирующих элементов. Углеродистые стали
могут быть разделены на различные группы по способу производ-
ства и по назначению.
По способу производства углеродистые стали разделяются на
следующие группы:
а) выплавляемые в конвертерных и больших мартеновских пе-
чах; эти стали применяются в виде листового и сортового проката
для строительных конструкций и мостов, заклепок, труб, арматуры,
анкерных болтов и др.;
б) выплавляемые в основных мартеновских иечах с соблюдени-
ем более строгих требований в отношении шихты и самого про-
цесса;
в) выплавляемые в кислых и основных печах и в довольно боль-
шом масштабе в электропечах. Эти стали отличаются пониженным
содержанием примесей серы и фосфора.
Малоуглеродистые стали (с содержанием углерода до 0,3%)
имеют сравнительно низкие показатели прочности, высокую плас-
тичность и хорошую свариваемость. Эти стали применяются для
малонагруженных деталей. Стали с содержанием углерода до
0,55% (среднеуглеродистые) имеют более высокие показатели
прочности, но пониженные технологические характеристики, вмес-
те с тем обрабатываемость этих сталей резанием лучше, чем у ма-
лоуглеродистых. Стали этих марок применяют для изготовления
осей, валов, штоков, болтов и др. деталей аналогичного типа. Вы-
68
сокоуглеродистые стали с содержанием углерода выше 0,55% при-
меняются в основном для пружин и тросов.
По назначению углеродистая сталь делится на две основные
группы — конструкционную и инструментальную. Конструкционная
сталь предназначается для изготовления различных деталей, а ин-
струментальная—для изготовления режущего, мерительного и
штампового инструментов.
Углеродистые инструментальные стали должны иметь высокую
твердость и высокие показатели износоустойчивости. Это достига-
ется закалкой в воде с температурой 770—830° С и последующим
низкотемпературным отпуском. Углеродистые инструментальные
стали маркируются буквой У и цифрой, которая означает среднее
содержание углерода в десятых долях процента.
10.3. ВЛИЯНИЕ ПОСТОЯННЫХ ПРИМЕСЕЙ
Во всех марках углеродистых сталей присутствуют постоянные при-
меси (Si, Мп, Р, S), которые оказывают существенное влияние на
свойства стйли. Влияние этих примесей заключается в следующем.
Марганец. Максимальное содержание марганца в качестве по-
стоянной примеси достигает 0,7%, но его вводят и специально, как
легирующий элемент. Как постоянная примесь марганец сущест-
венного влияния на качество сталей не оказывает. Будучи введен
в большом количестве, как специальная легирующая добавка, мар-
ганец способствует повышению прочности и износоустойчивость
стали.
Кремний. Полностью растворим в феррите, поэтому структурно
не обнаруживается. Кремний способствует раскислению стали.
Фосфор. Является вредной примесью. Содержится в стали в ко-
личестве 0,02—0,12%. Эта примесь присутствует в основном в тех
сталях, которые выплавлены бессемеровским способом; в сталях,
полученных в электропечах, фосфора почти нет. Фосфор растворя-
ется в феррите, резко снижает пластичность, но вместе с тем повы-
шает прочность и твердость стали (хладноломкость). Такое влия-
ние фосфор начинает оказывать, если его содержание>0,1 %. Ста-
ли ответственного назначения должны содержать фосфора не бо-
лее 0,03%.
Сера. Эта примесь в железе нерастворима и образует сернистое
соединение — сульфид железа FeS, который кристаллизуется в ви-
де эвтектики при 985° С, причем эта эвтектика располагается в ос-
новном по границам зерен. Образование сульфида железа придает
стали хрупкость в районе температур 800—1200° С (краснолом-
кость) .
10.4. ЛЕГИРОВАННЫЕ СТАЛИ
Легированная сталь представляет собой сплав на основе системы
Fe—С, в состав которого кроме этих двух элементов и постоянных
примесей входят специально введенные легирующие металлы, ока-
69
зывающие существенное влияние на свойства стали. Все легирую-
щие элементы, входящие в состав сталей, можно разделить на две
основные группы:
а) элементы, которые сужают у-область на диаграмме состоя-
ния Fe—С (Si, Сг, W, V, Mo, Ti, Al). При определенном количестве
этих элементов сплав не будет иметь аллотропических превраще-
ний и при любой температуре в сплаве будет находиться а-фаза.
Такие сплавы называются ферритными;
б) элементы, которые расширяют у-область (Мп, Ni, Со, Си).
Если эти элементы вводить в сталь в достаточно большом коли-
честве, то можно добиться такого состояния, что никакой термичес-
кой обработкой не удастся разрушить аустенит. Такие сплавы на-
зываются аустенитными.
Важным вопросом является отношение легирующих элементов
к углероду. По этому признаку легирующие элементы могут быть
разделены на следующие группы:
а) элементы, образующие устойчивые карбиды. К этой группе
относится большинство тугоплавких металлов и, в частности, W,
Мо, Сг, Ti, Nb. Такие карбиды обладают высокой твердостью и из-
носоустойчивостью;
б) элементы, образующие нестойкие карбиды, распадающиеся
при определенных температурных условиях с выделением графита.
Примером такого элемента может служить Ni;
в) элементы, не образующие карбидов и растворяющие в себе
то или иное количество углерода. Такие элементы находятся в твер-
дом растворе в феррите или в аустените. Примерами таких-элемен-
тов могут служить Al, Mg. Подавляющее большинство элементов,
растворяясь в феррите, повышает его прочность и твердость.
10.5^ ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
НА ТЕРМИЧЕСКУЮ ОБРАБОТКУ СТАЛЕЙ
Важнейшее влияние легирующих элементов на превращения стали
при нагревании и охлаждении, т. е. при термической обработке,
заключается в том, что они вызывают сдвиг равновесных критичес-
ких точек по температуре по отношению к положению их в нелеги-
рованной стали и изменяют концентрацию углерода в перлите,
большей частью уменьшая эту концентрацию. Существенное влия-
ние легирующие элементы оказывают на рост зерна аустенита при
нагреве. Подавляющее большинство из них тормозит рост зерна и
лишь некоторые из них активизируют; к таким элементам относит-
ся, например, Мп.
В том случае, если карбиды, образованные легирующими эле-
ментами. находятся в растворенном состоянии в аустените, они по-
вышают его устойчивость против распада; этими свойствами обла-
дают все легирующие элементы, за исключением Со.
Легирующие элементы оказывают заметное влияние на процесс
коагуляции карбидов в стали,,причем некоторые из них, как, на-
пример, Ni и Со, способствуют коагуляции, а Мп, Si и некоторые
другие ее задерживают.. . '
7Ф
10.6. ПРИНЦИПЫ КЛАССИФИКАЦИИ
ЛЕГИРОВАННЫХ СТАЛЕЙ
Классификация легированных сталей на определенные группы мо-
жет осуществляться по следующим признакам: по структуре в
отожженном состоянии, структуре после нормализации, по содер-
жанию легирующих элементов (по химическому составу), по при-
менению.
По структуре в отожженном состоянии легированные стали раз-
деляются на следующие группы:
а) до,эвтектоидные стали, имеющие в структуре избыточный до-
эвтектоидный феррит;
б) заэвтектоидные .стали, имеющие в структуре избыточные,
вторичные карбиды, выделенные из аустенита;
в) ледебуритные стали, имеющие в структуре первичные кар-
биды, выделившиеся из жидкой стали. Карбиды образуют в этих
сталях с аустенитом эвтектику (ледебурит), которая при обработ-
ке давлением (ковкой или прокаткой) разбивается на отдельные,
сравнительно мелкокристаллические карбиды и аустенит или про-
дукты его распада.
По структуре в нормализованном состоянии легированные ста-
ли разделяются на три класса: перлитный, мартенситный и аусте-
нитный.
Перлитная, сталь содержит сравнительно небольшое количество
легирующих элементов (не более 5—6%). После охлаждения на
воздухе аустенит в этих сталях распадается с образованием фер-
рито-цементитной смеси (перлита, сорбита или троостита). К этому
классу относится большинство сталей.
Мартенситная сталь содержит повышенное количество легиру-
ющих элементов, расширяющих у-фазу (Ni, Мп и др.). После ох-
лаждения на воздухе структура стали представляет собой легиро-
ванный мартенсит. Применение этих сталей относительно невелико.
Аустенитная сталь содержит 12—30% легирующих элементов.
Для этих сталей характерно сохранение аустенита при нормальной
комнатной температуре без его распада. Стали этого класса нахо-
дят широкое применение.
По химическому составу стали классифицируются на группы в
зависимости от тех элементов, которые составляют основу легиро-
вания (хромистая, хромоникелевая, хромомолибденовая и др.).
В зависимости от того, сколько легирующих элементов (л. э.) вхо-
дит в состав сталей, они могут быть тройные (Fe + C + один л. э),
четверные (Fe+C+два л. э.), сложнолегированные (Fe+C три и
более л. э.).
По назначению легированные стали разделяются на три основ-
ных вида: конструкционные, инструментальные и стали особого
назначения.
Конструкционные. стали предназначаются для изготовления
различных деталей машин. Они обладают высокими показателями
прочности. Такие стали в зависимости от условий работы могут
подвергаться цементации или термическому улучшению.
71
Инструментальные стали применяются для изготовления режу-
щего, измерительного, штампового и других видов инструмента.
Основные требования к сталям этого типа — высокие показатели
твердости и износоустойчивости.
Стали особого назначения предназначены для различных специ-
альных целей и используются как коррозионностойкие, жаропроч-
ные, магнитные и др.
По отношению к термической обработке легированные стали
могут быть разделены на две группы: цементуемые и улучшаемые.
К цементуемым относятся низкоуглеродистые стали, содержа-
щие, как правило, несколько легирующих элементов. В этйх сталях
углерод содержится в количестве 0,1—0,2%. Характерным отличи-
ем этих сталей является их способность значительно упрочняться
при цементации.
К улучшаемым относятся стали с содержанием углерода 0,25—
0,45%. Эти стали поддаются термическому улучшению — закалке
и отпуску.
10.7. МАРКИРОВКА ЛЕГИРОВАННЫХ СТАЛЕЙ
Маркировка легированных сталей осуществляется по буквенно-
цифровой системе. Легирующим элементам присвоены следующие
обозначения: никель — Н, хром — X, кобальт — К, кремний — С,
вольфрам — В, ванадий — Ф, молибден — М, марганец—Г, медь —
Д, фосфор — П, титан — Т, алюминий — Ю.
Цифрами обозначается содержание углерода и легирующего
элемента. Цифры в начале маркировки означают среднее содержа-
ние углерода в сотых долях процента. Цифры после букв указыва-
ют на примерное содержание легирующего элемента (в процентах),
буква которого входит в маркировку. При этом соблюдаются сле-
дующие условия: если содержание элемента меньше 1%, то цифра
в маркировке не ставится; если его содержание около 1%, то ста-
вится единица; если около 2%, то цифра 2 и т. д. Например:
а) марка 12Г2 означает сталь с содержанием углерода 0,10% —
0,15%, Мп 2,0—2,4%; б) марка ЗОХГС означает сталь следую-
щего состава: 0,28—0,35% С; 0,8—1,1% Сг; 0,9—1,2% Мп; 0,8—
1,2% Si.
Для особо чистых сталей (с содержанием S<0,03%, Р<0,03%)
в конце маркировки ставится буква А).
10.8. ДЕФЕКТЫ ЛЕГИРОВАННЫХ СТАЛЕЙ
Металлургические процессы обработки легированных сталей более
сложные, чем у углеродистых. Кроме того, эти стали более чувст-
вительны к технологическим режимам, поэтому легированные и в
особенности высоколегированные стали карбйдного класса склон-
ны к различным дефектам, важнейшие из которых — дендритная
ликвация, флокены, хрупкость при отпуске и шиферный излом.
72
Дендритная ликвация появляется в результате того, что у леги-
рованных сталей имеет место большое расстояние между линиями"'
ликвидус и солидус, что, в свою очередь, приводит к большой раз-
нице в концентрациях между ранее и позднее выпавшими из жид-
кости кристаллами, а диффузионные процессы, которые могли бы
привести к выравниванию концентраций, у легированных сталей
затруднены.
При прокатке стали с такими дефектами приобретают
волокнистую структуру, что создает анизотропию свойств. Некото-
рое смягчение дендритной ликвации достигается диффузионным
отжигом сталей перед обработкой давлением.
Флокены обнаруживаются в легированных сталях, как белые
пятна в изломах и как трещина в поперечных шлифах. Этот .вид
дефекта появляется только в сталях, прошедших обработку давле-
нием.
Основная причина образования флокенов — растворившийся
в жидкой стали водород, который при охлаждении жидкой стали
выделяется из нее и при этом создает йапряжения, приводящие к
образованию трещин (флокенов). Предупредить образование тре-
щин можно, если жидкую сталь охлаждать медленно.
Хрупкость при отпуске. Многие легированные стали весьма чув-
ствительны к способу охлаждения после высокого отпуска, в осо-
бенности хромоникелевые, хромомарганцевые и некоторые другие
виды стали. Эти стали при медленном охлаждении после высокого
отпуска приобретают хрупкость, что объясняется выделением кар-
бидов но границам зерен.
Шиферный излом. Этот вид брака представляет собой слоистый
излом, напоминающий строение шифера. Основная причина такого
вида брака — неравномерное распределение легирующих компо-
нентов. Участки стального слитка, обогащенные легирующими эле-
ментами, вытягиваются при прокатке, что и приводит к шиферному
излому.
10.9. ХАРАКТЕРИСТИКА ВАЖНЕЙШИХ ВИДОВ
КОНСТРУКЦИОННЫХ СТАЛЕЙ
Как уже отмечено выше, конструкционные стали могут быть разде-
лены на три основные группы: цементуемые (низкоуглеродистые),
улучшаемые (среднеуглеродистые) и высокопрочные.
В табл. 2 приведен химический состав наиболее широко исполь-
зуемых легированных сталей.
Свойства сталей, приведенных в табл. 2, характеризуются в-за-
висимости от состояния и условий термической обработки следую-
щими цифрами: 7/В = 250... 270 МПа; ов=380... 470 МПа; 6=18...
... 35%; ф=55... 70%; а0,2=650... 1100 МПа.
Основными путями получения высокопрочных сталей (с ов =
= 1500 МПа) являются высокое легирование, низкий отпуск, при-
менение термомеханической обработки, дакуумная выплавка
сталей.*
73
Таблица 2
Химический состав легированных сталей, fl/o (ГОСТ 4543—71)
Марка стали С S1 Мп Сг 1 Прочие
15Х 0,12—0,18 0,17—0,37 0,40—0,70 0,70—1,0
ЗОХ 0,24—0,32 0,17—0,37 0,50—0,80 0,80—1,0 —
50Х 0,46—0,54 0,17—0,37 0,50—0,80 0,80—1,0 —
ЗОХРА 0,27—0,33 0,17—0,37 0,50—0,80 1,0—1,3 —
15Г 0,12 -0,19 0,17-0,37 0,70—1,0 — —
ЗОГ 0,27-0,35 0,17-0,37 0,70—1,0 — —
50Г 0,48—0,56 0,17—0,37 0,70—1,0 — —
10Г2 0,07—0,15 0,17—0,37 1,2—1,6 — —
30Г2 0,26—0,35 0,17—0,37 1,4—1,8 — —
50Г2 0,46—0,56 0,17—0,37 1,4—1,8 — —
20ХГР 0,18—0,24 0,17—0,37 0,70—1,0 0,75-1,05 —
25ХГТ 0,22—0,29 0,17-0,37 0,80—1,10 1,0-1,3 0,03—0,09
40ХГТР 0,38—0,45 0,17-0,37 0,70—1,0 0,8—1,1 0,03—0,09
35ХГФ 0,31—0,38 0,17—0,37 0,95—1,25 1,0—1,3 0,06—0,12
25ХГМ 0,23—0,29 0,17—0,37 0,90—1,20 0,90-1,20 0,2—0,3
ЗЗХС 0,29-0,37 1,0-1,4 0,3-0,6 1,3-1,6 —
38ХС 0,34-0,42 1,0—0,42 1,0—1,4 0,3-0,6 —
40ХС 0,37-0,45 1,2-1,6 0,3—0,6 1,3—1,6 —
15ХФ 0,12—0,18 0,17—0,37 0,4—0,7 0,8—1,1 0,06—0,12
40ХФА 0,37-0,44 0,17—0,37 0,5-0,8 0,8—1,1 0,10—0,18
15Н2М 0,10-0,18 0,17-0,37 0,4—0,7 — 1,7—2,2
20Н2М 0,17—0,25 0,17—0,37 0,4—0,7 — 1.7—2,2
ЗОХМА ’ 0,26-0,33 0,17—0,37 0,4—0,7 0,8—1',1 0,15-0,25
40ХМФА 0,37—0,44 0,17-0,37 0,4—0,7 0,8—1,1 0,3—0,48
38Х2Ю 0,35—0,43 0,2—0,4 0,2—0,5 1,5—1,8 0,5-0,8
38Х2МЮА 0,35—0,42 0,2—0,4 . 0,3—0,6 1,35—1,65 0,85—1,35
10.10. ПРУЖИННЫЕ СТАЛИ
Следует особо остановиться на пружинных сталях, которые также
относятся к классу конструкционных, но занимают несколько осо-
бое положение по своим свойствам.
Эти стали используются для изготовления пружин и чувстви-
тельных элементов, работающих при повышенных , температурах.
Эти стали отличаются высокими показателями пределов упругости
(пропорциональности) и выносливости, -обладают достаточно хоро-
шей вязкостью и высоким сопротивлением релаксации напря-
жений.
Пружинные стали изготавливаются в основном в виде ленты
толщиной 0,05—3,0 мм и проволоки диаметром 0,1^14 мм. Имеет-
ся большое количество различных марок пружинных сталей. Ос-
новными легирующими элементами этих сталей являются' хром,
никель и титан. Кроме этих трех основных легирующих элементов
в состав пружинных сталей входят в небольших количествах такие
элементы, как Si, Мп, А1. Рабочая температура, при которой эти
74
стали могут эксплуатироваться в течение длительного времени без
потери своих свойств, лежит для различных марок в пределах
150—600° С. Твердость этих сталей HRC 38—50, а модуль упруго-
сти 70000—80000 МПа (7000—8000 кгс/мм2).
10.11. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
К инструментальным сталям относятся стали, предназначенные
для различных видов инструмента — режущего, измерительного и
для обработки давлением.
От сталей для режущего инструмента требуются высокие пока-
затели твердости и износоустойчивости. Основное требование к
сталям для измерительного инструмента — высокая износоустойчи-
вость. Инструментальные стали для обработки давлением испыты-
вают значительные тепловые и механические нагрузки, причем на-
грузки в условиях штамповки носят ударный характер, поэтому от
таких сталей требуется повышенная жаростойкость и вязкость.
Все инструментальные
стали в соответствии с
ГОСТом 5950—73 по свое-
му назначению разделя-
ются на две основные
группы: 1) для режущего
и измерительного инст-
румента; 2) штамповые.
По отношению к тер-
мической обработке они
разделяются на стали по-
ниженной и глубокой про-
каливаемости.
Стали пониженной
прокаливаемости. К этой
категории относятся в
основном углеродистые стали и стали с очень небольшим содер^
жанием легирующих элементов. Такие стали закаливаются в воде
и имеют при этом, как правило, незакаленную сердцевину.
В табл. 3 приведены химические составы этих сталей.
Основные области применения этих сталей следующие:
У 7 — зубила, клейма; -
У 8 — матрицы, пуансоны, ножницы, ножи по металлу, пневма-
тический инструмент, столярный инструмент;
У 9, У10 — сверла, метчики, развертки, резцы, фрезы, бурильный
инструмент, медицинский инструмент;
У 12, У13 — различный металлорежущий инструмент, меритель-
ный инструмент, зубила для насечки напильников, волочильные
доски.
Твердость термически обработанных сталей перечисленных ма-
рок HRC 40—45 в сердцевине и до HRC 60 в наружном слое.
Таблица 3
Химический состав сталей пониженной
прокаливаемости, «/о (ГОСТ 1435—74)
Марка с Мп S1
У7 0,65-0,74 0,2-0,4 0,15—0,35
У8 0,75-0,84 0,20-0,40 0,15—0,35
У9 0,85-0,94 0,15—0,35 0,15—0,35
У10 0,95—1,04 0,15—0,35 0,15-0,35
УН 1,05—1,14 0,15—0,35 0,15—0,35
У12 1,15—1,24 0,15—0,35 0,15—0,35
У13 1,25—1,35 0,15—0,35 0,15-0,35
75
Стали глубокой прокаливаемости (легированные). В эту кате-
горию входят стали, содержащие 1—3% легирующих элементов,
которые при закалке (в масле или в расплавленных солях) прока-
ливаются насквозь. В табл. 4 приведены примеры химических сос-
тавов некоторых марок этих сталей.
Твердость термически обработанных сталей этой категории поч-
ти одинакова, как с поверхности, так и в сердцевине, и Для боль-
шинства марок несколько превышает 600 МПа. Эти стали имеют
те же области применения, что и стали первой категории, но пред-
назначены для более тяжелых условий работы.
Быстрорежущие стали. Стали этой категории относятся к высо-
колегированным. Основное их назначение — обработка материалов
резанием при высоких скоростях резания. Основное требование,
предъявляемое к быстрорежущим сталям, — высокая красностой-
кость, т. е. сохранение своей твердости при высокой температуре.
Это свойство достигается в быстрорежущей стали легированием ее
Таблица 4
Химический состав сталей глубокой прокаливаемости, %
(ГОСТ 5950—73)
Марка с МП‘ Si Сг W V
X 0,95—1,1 0,15—0,40 0,15—0,35 1,3—1,65
9ХС 0,85—0,95 0,3-0,6 1,2—1,6 0,95—1,25 — —
ХГСВФ 0,95—1,02 0,7—1,0 0,7—1,0 0,6—1,0 0,8—1,1 0,08—0,15
XFC 0,95—1,05 0,85—1,25 0,40—0,70 1,3—1,65 — —
9ХВГ 0,85-0,95 0,90—1,20 0,15—0,35 0,50—0,80 0,50-0,80 —
ХВСГ 0,95—1,05 0,60-0,90 0,65—1,0 0,60—1,10 0,50—0,80 0,05-^-0,15
карбидообразующими элементами (W, Сг, Mo, V) в таком коли-
честве, при котором они связывают почти весь углерод в специаль-
ные карбиды, которые находятся ц основном в растворенном сос-
тоянии в аустените, причем чем выше степень насыщения карби-
дами, тем выше красностойкость стали. Твердость быстрорежущих
сталей после термической обработки HRC 64—65. В табл. 5 приве-
дены составы быстрорежущих сталей.
Штамповые стали. К этой категории относятся стали, предназ-
наченные для обработки металлов давлением (штамповкой, прес-
сованием и др.). Из этих сталей изготавливают штампы, пуансоны,
ролики, валки и другие виды инструмента. Штамповые стали раз-
деляются на деформирующие металл в горячем состоянии и дефор-
мирующие его в холодном состоянии.
От штамповых сталей требуются высокие показатели прочно-
сти, вязкости и в большинстве случаев высокая износоустойчивость.
Штамповые стали, предназначенные для работы в горячем состоя-
нии, должны обладать низкой чувствительностью к местным на-
гревам.
76
Твердость штампбвых сталей после термической обработки дол-
жна лежать в пределах HRC 58—66; причем для тех инструментов,
которые эксплуатируются в холодном состоянии, но с ударными
Химический состав быстрорежущих сталей, •/•
(ГОСТ 19265—73)
Таблица 5
Марка С Сг W V Мо Прочие
Р18 0,7—0,8 3,8—4,4 17,0—18,5 1,0—1,4 1,0
Р12 0,8-0,9 3,1-3,6 12,0—13,0 Л ,5-1,9 0,5 —
Р9 0,85—0,95 3,5—4,4 8,5—10,0 2,0—2,6 1,0 —
Р6МЗ 0,85—0,95 3,0—3,6 5,5—6,5 . 2,0—2,5 3,0—3,6 —
Р6М5 0,80—0,88 3,8—4,4 5,5—6,5 1,7-2,1 5,0—5,5 —
Р18Ф2 0,85—0,95 3,8-4,4 17,5—19,0 1,8—2,4 1,0 —
Р14Ф4 1,2-1,3 4,0—4,6 13,0—14,5 3,4—4,1 1,0 — ,
Р9Ф5 1,4—1,5 3,8—4,4 9,0—10,5 4,3—5,1 1,0 —
Р18К5Ф2 0,85—0,95 3,8—4,4 17,5-19,0 1,8-2,4 1,0 5.0—6,0
Р10К5Ф5 1,45—1,55 4,0—4,6 10,0—11,5 4,3—5,1 1,0 5,0—6,0
Р9М4К8 1,0-1,1 3,0—3,6 8,5—9,5 2,1-2,5 3.8-4,3 7,5—8,5
нагрузками, она должна быть ниже, чем для инструмента, работа-
ющего в нагретом состоянии без ударов. Некоторое исключение из
этого составляют валки станов холодной прокатки, которые долж-
ны обладать максимальной твердостью (до HRC 66). В табл. 6
приведены в качестве примерз химические составы некоторых ма-
рок штамповых сталей.
Таблица 6
Химический состав штамповых сталей, */о (ГОСТ 5950—73)
Марка стали С S! Мп Сг W Прочие
Для деформирования в холодном состоянии
Х12 2,0—2,2 0,15-0,35 0,15—0,40 11,5—13,0
Х6ВФ 1,05—1,15 0,15—0,35 0,15—0,40 5,5—6,5 1, to—1,50 0,50—0,80
Х12ВМ 2,0—2,2 0,2-0,4 0,15—0,40 11,0—12,5 .0,5—0,8 0,75—1,20
Для деформирования в горячем состоянии
7X3 0,65—0,75 0,15—0,35 0,15—0,40 3,2—3,8
5ХНВ 0,50—0,60 0,15—0,35 0,50-0,80 0,50—0,80 0,40—0,70 1,4—1,8
4Х5МФС 0,32-0,40 0,8—1,2 0,15—0,40 4,5-5,5 — 1,5—2,0
77
Глава 11
жаростойкие и жаропрочные
СТАЛИ И СПЛАВЫ
11.1. ЖАРОСТОЙКИЕ СТАЛИ
Многие детали авиационных двигателей эксплуатируются при
повышенных температурах в условиях воздействия газов, содержа-
щих кислород. К таким деталям предъявляются кроме обычных
еще и специальные требования по жаростойкости; сопротивление
окислению и жаропрочность, т. е. сопротивление деформации при
высоких и повышенных температурах.
Из анализа кривых окисления различных металлов (рис. 39)
видно, что из тех металлов, которые входят в состав сталей в ка-
честве легирующих элементов,
наиболее высокой жаростойко*
стью обладают никель и хром.
Именно поэтому эти металлы яв-
ляются основными легирующими
элементами в сталях, предназна-
ченных для высоких температур.
Эти стали являются одновремен-
но и коррозионностойкими, т. е.
обладают хорошим сопротивле-
нием воздействию различных кор-
розионных агентов (например,
кислот, морской воды и др.). Вве-
дение в сталь хрома в количестве
10—13% сообщает ей хорошую
стойкость против окисления при
температуре до 750° С, а повыше-
ние его содержания до 25% уве-
личивает жаростойкость до
1100° С.
Рис. 89. Кривые окисления различ- АнаЛОГИЧНбе ВЛИЯНИе ОКЗЗЫ-
ных металлов вают такие легирующие элемен-
ты, как кремний, алюминий и бе-
риллий, присадка которых к хромистым и хромоникелевым ста-
лям еще больше повышает жаростойкость последних.
Влияние легирующих элементов, которые входят в состав жаро-
стойких сталей, состоит в том, что они изменяют состав оксидной
пленки, образующейся от воздействия воздуха или кислородосо-
держащих газов, образуют плотные окисли, как например СггО8,
AI2O3, SiC>2, предохраняющие изделие от проникновения газов.
Жаростойкость сталей является структурно-нечувствительным
свойством, т. е. она не зависит от фазового состава стали, но зато
в сильной степени зависит от ее химического состава. Жаростойкие
стали выпускаются в основном в виде листов, прутков и труб
78
(ГОСТ 5632—72), из некоторых высоколегированных жаростойких
сталей изготавливаются литые детали.
В качестве жаростойких применяются в основном стали аусте-
нитного класса. Основными легирующими элементами в этих ста-
лях являются кремний (0,8—3,0), марганец (0,8—1,5%), хром
(15,0—27,0%), никель (8.0—20,0%), титан (0,25—0,80%). В неко-
торых марках стали присутствуют азот (до 0,45%) и бор (0,01%).
Рабочая температура, при которой могут эксплуатироваться
жаростойкие стали, зависит, в основном, от содержания хрома и
колеблется, в пределах 900—1100° С. С увеличением содержания
хрома эта температура повышается.
11.2. ЖАРОПРОЧНЫЕ СТАЛИ
Под жаропрочными сталями понимают такие стали, которые спо-
собны работать под нагрузкой при высокой температуре без раз-
рушения и заметной деформации. Жаропрочность обусловливается,
в основном, силой межатомных связей, которая, в свою очередь,
характеризуется рядом показателей, важнейшим из которых явля-
ется темпёратура плавления.
Повышение жаропрочности достигается двумя основными фак-
торами: максимальным насыщением твердого раствора стали леги-
рующими элементами и упрочнением границ зерен твердого раст-
вора высокодисперсными фазами (карбидами, интерметаллидами
и др.), выпадающими из пересыщенного твердого раствора при со-
ответствующей термической обработке («дисперсионное тверде-
ние»).
Существенное влияние на жаропрочность сталей оказывает
средний размер их зерна (dCp); жаропрочность, как правило, повы-
шается с увеличением dCp.
На жаропрочность сталей и сплавов оказывает также большое
влияние степень легирования. Чем выше концентрация легирую-
щих элементов в твердом растворе стали или жаропрочного сплава
и чем больше образуется упрочняющих фаз (карбидов, интерме-
таллидов) при соответствующей термической обработке, тем выше
жаропрочность материала.
Жаропрочные стали разделяют на хромистые и хромони-
келевые.
Хромистые стали содержат углерод в количестве до 0,15% и
хром — 12—16%. Стали этого типа с малым содержанием углерода
являются в основном ферритными и практически не поддаются тер-
мической обработке из-за отсутствия и а->у превращений. Эти
стали почти не находят применения в авиационной промышлен-
ности.
Стали с повышенным содержанием углерода после закалки об-
разуют мартенситную структуру, но при быстром охлаждении (при
содержании в них хрома не более 12%) кроме мартенсита сохра-
няется и определенное количество остаточного аустенита. Харак-
терной особенностью сталей этой группы является то обстоятель-
79
ство, что при отпуске в интервале 450—550° С в этих сталях по-
является охрупчивание, значительно понижается ударная вязкость
и ухудшается коррозионная стойкость.
Хромоникелевые стали разделяются на следующие три под-
группы:
а) стали с малым содержанием углерода (не более 0,05%) и
присадками небольших количеств титана, ниобия и молибдена или
без них. Стали такого типа используются в основном как жаро-
стойкие;
б) стали с низким содержанием углерода (менее 0,10%), с на-
личием в составе титана и образованием в структуре соответству-
ющих интерметаллидов. Такие стали применяются в основном как
жаропрочные;
в) стали с повышенным содержанием углерода (до 0,5%), кар-
бидным упрочнением и легированием ванадием, вольфрамом, мо-
либденом. Используются в основном как жаропрочные.
Введение никеля в хромистые стали способствует расширению
у-области. Повышение содержания хрома, титана, ниобия, крем-
ния, тантала, алюминия и молибдена способствует образованию
в аустените второй (ферритной) фазы, причем;в тем большем ко-
личестве, чем выше содержание этих элементов.
Хромоникелевые стали обладают довольно высокой жаропроч-
ностью, но последняя резко падает с повышением содержания лег-
коплавких примесей. Хромистые и хромоникелевые стали ис-
пользуются также и как коррозионностойкие.
Длительная жаропрочность этих сталей характеризуется сле-
дующими данными (в МПа):
3ХС=950...1200; Ж=250...300;
aioooo= 600.. .800; с$о’С= 180... 200;
в™’с=400.. .500; ® = 120.. .140.
11.3. ЖАРОПРОЧНЫЕ СПЛАВЫ
К современным жаропрочным сплавам, широко используемым в
авиационной промышленности для турбинных дисков, сопловых и
рабочих лопаток и других узлов и деталей относятся, главным об-
разом, сплавы на никелевой основе. В меньшей степени применя-
ются сплавы на кобальтовой и железной основах. Создание жаро-
прочных никелевых сплавов было вызвано тем, что растущие тре-
бования авиационной техники не могли быть удовлетворены жаро-
прочными . гталями, в особенности по показателям длительной
жаропрочности.
Для сплавов этого типа характерна высокая степень легирова-
ния многими элементами, среди которых такие, как W, Mo, Nb, Ti,
Со, V, Si, Сг. Сплавы этого типа в зависимости от состава выпус-
каются и применяются в литом и литом-деформированном состоя-
ниях. Как правило, литые, сплавы являются более легированными
80
и, как следствие этого, они обладают более высокими показателя-
ми жаропрочности. В наиболее современных марках этого типа
сплавов в состав входит гафний, который оказывает значительное
положительное влияние на жаропрочность сплавов.
Структура сплавов этого типа характеризуется наличием высо-
колегированного твердого раствора на основе никеля и упрочняю-
щих фаз, расположенных в основном по границам зерен.
Современные никелевые жаропрочные сплавы имеют в своем
составе до |0—12 легирующих элементов. Важнейшими зарубеж-
ными никелевыми жаропрочными сплавами являются нимоник 90,
нимоник 100, а из советских сплавов этого типа важнейший
ЖС6КП. Длительная жаропрочность этих сплавов характеризует-
ся следующими цифрами (в МПа):
о^’с==800... 1000; aioo°c=280.. .420;
, 4£ГС= 180. ..280; оХоС=1Ю...200.
Сплавы на кобальтовой основе близки по своей структуре и
свойствам к никелевым жаропрочным сплавам, но имеют, как
правило, более высокую жаропрочность.
Глава 12
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
12.1. ОБЩАЯ ХАРАКТЕРИСТИКА
К цветным сплавам, применяемым в авиационной промышленно-
сти, относятся сплавы на основе алюминия, магния, титана, меди.
Наибольшее применение в авиационной промышленности нашли
алюминиевые и титановые сплавы, из которых изготавливаются
многие основные узлы и детали самолетов и их двигателей, такие,
например, как фюзеляж, крылья, пропеллерные лопасти, компрес-
сорные диски и лопатки компрессоров.
Медные сплавы применяются в основном для подшипников, де-
талей приборов, а чистая медь — для различных проводников.
12.2. АЛЮМИНИЙ И ЕГО СПЛАВЫ
Алюминий обладает высокой пластичностью, но вместе с тем его
прочность очень небольшая, поэтому в чистом виде он практически
как конструкционный материал не применяется.
Прочность алюминия может быть повышена путем введения в
него других металлов (легирования). Постоянными примесями
алюминия являются железо и кремний. Железо в алюминии' не
растворяется и образует с ним химическое соединение. Кремний
растворим в алюминии в количестве до 1,65%'. При одновременном
присутствии в алюминии и железа, и кремния образуются тройные
сплавы.
81
Ряс. 40. Часть диаграммы состо*
явия А1—легирующий металл
В зависимости от марки содержание А1 в продукте колеблется
в пределах 98,0 (марка АЗ) —99,9% (марка АВ1).
По технологии изготовления алюминиевые сплавы разделяются
на первичные и вторичные. Первичными сплавами называют спла-
вы, изготовленные из чистых исходных
металлов с добавлением качественных от-
ходов, а вторичными — сплавы, получае-
мые путем переработки различных алю-
миниевых отходов.
По своей природе алюминиевые спла-
вы разделяются на деформируемые и
литейные. Деформируемые сплавы при-
меняют для получения заготовок путем
прокатки, ковки, прессования. Литейные
сплавы деформации не подвергаются и
из Пих отливаются готовые детали. На
рис. 40 представлена схема части диаг-
раммы состояния системы А1 — легиру-
ющий элемент, где видна граница между
деформируемыми и литейными сплавами. Этой границей является
предел насыщения твердого раствора при эвтектоидной температу-
ре. К литейным относятся сплавы, лежащие за пределами насыще-
ния. Остальные сплавы деформируемые.
12.3. ТЕРМИЧЕСКАЯ ОБРАБОТКА
АЛЮМИНИЕВЫХ СПЛАВОВ
Термическая обработка алюминиевых сплавов имеет очень боль-
шое значение, так как в результате этой обработки подавляющее
большинство сплавов значительно изменяет свои свойства. При по-
нижении температуры сплава растворимость легирующих элемен-
тов в алюминии уменьшается. На этом основана закалка алюми-
ниевых сплавов.
Рассмотрим сущность типичного процесса термической обработ-
ки алюминиевых сплавов на примере сплава А1—Си (рис. 41).
Медь растворяется в алюминии, достигая максимума раствори-
мости (5,7%) при эвтектической температуре 548° С. Все сплавы
алюминия с медью можно перевести в однофазное состояние, ко-
торое можно зафиксировать быстрым охлаждением (закалкой) и
при этом получить пересыщенный неустойчивый твердый раствор.
Такой раствор не может долго сохраняться, и происходит его рас-
пад с выделением избыточных кристаллов интерметаллида СиА12.
Этот процесс называется старением. Старение может быть естест-
венным и искусственным. Естественное старение происходит при
комнатной температуре, а искусственное — при нагревании. Эф-
фект старения тем больше, чем больше степень насыщения твердо-
го раствора. В результате процесса термической обработки (за-
калки и старения) происходит заметное упрочнение алюминиевых
сплавов.
82
Рис. 41. Диаграмма состояния система
А1-Си
А1—Си—Mg—Si—Fe. Все
При естественном старении в течение некоторого периода вре-
мени (1—3 ч после закалки) не происходит сильного упрочнения,
которое начинается позднее. Период, в течение которого не проис-
ходит изменения свойств, называется инкубационным. В этом пери-
оде сплав обладает максимальной пластичностью. При искусствен-
ном старении свойства сплава в сильной степени зависят от темпе-
ратуры старения, а именно: чем выше температура старения, тем
ниже получаемые свойства.
Деформируемые сплавы по отношению к термической обработ-
ке разделяются на неупрочняемые и упрочняемые сплавы.
К неупрочняемым относятся
сплавы, основанные на системах
А1—МпиА1—Mg. Сплавы этого ти-
па отличаются относительно низкой
прочностью, высокой пластичностью,
хорошей свариваемостью и* доволь-
но высокой коррозионной устойчи-
востью. Нагартовкой , можно не-
сколько увеличить их прочность.
Ко второй группе относятся
сплавы, упрочняемые термической
обработкой. В состав этих сплавов
входят Си, Mg, Мп, Si, Fe. К упроч-
няемым относятся дюралюмины и
другие высокопрочные сплавы.
Дуралюмины основаны на систег
легирующие элементы, специально вводимые в дуралюмины, игра-
ют определенную роль и оказывают существенное влияние на свой-
ства сплавов. Марганец вводится в сплав с целью повышения кор-
розионной устойчивости, но вместе с тем ухудшает механические
свойства. Медь и кремний являются типично упрочняющими эле-
ментами, поскольку они, выпадая из твердого раствора, образуют
интерметаллиды Mg2Si и CuAh. Весьма существенное упрочнение
сплава дает магний, вместе с тем магний заметно уменьшает плас-
тичность. Железо, которое специально в сплав не вводится и явля-
ется случайной примесью, ухудшает механические свойства и, в
частности, пластичность.
По своему химическому составу и свойствам дуралюмины раз-
деляются на три группы: низколегированные, нормальные и особо-
прочные.
В низколегированных дуралюминах содержится малое количе-
ство легирующих элементов. Такие дуралюмины имеют низкую
прочность и высокую пластичность; нормальные и особо прочные
дуралюмины имеют соответственно большое количество легирую-
щих элементов.
Введение цинка в сплав способствует повышению прочности а>
до 600 МПа и твердости сплавов до 1500 МПа.
При дальнейшем усложнении химического состава, в частности
путем специального введения достаточно большого количества же-
83
леза и никеля, образуются сплавы, в которых значительно замед-
ляются процессы разупрочнения при высоких температурах. Такие
сплавы относятся к группе жаропрочных.
К числу деформируемых сплавов относятся также сплавы типа
САП, основанные на системе А1—А12О3 и изготавливаемые мето-
дом порошковой металлургии. Такие сплавы отличаются высокими
показателями жаропрочности.
Основную группу литых алюминиевых сплавов составляют си-
лумины, которые содержат большое (до 13%) количество кремния.
Характерной особенностью литейных сплавов является высокое со-
держание в них примесей и образование эвтектики, что способству-
ет повышению жидкотекучести и улучшению литейных свойств.
Введение натрия в литейные сплавы способствует модификации,
т. е. измельчению структуры. Кроме силуминов имеются и другие
литейные сплавы: алюминиево-медные, алюминиево-магниевые и
алюминиево-цинковые.
12,4. МАРКИРОВКА АЛЮМИНИЕВЫХ СПЛАВОВ
Для общего обозначения алюминиевых сплавов введена буква А.
Для чистого алюминия после буквы А следуют цифры, которые
указывают на степень чистоты в убывающем порядке (А00, АО, А1).
Маркировка литейных сплавов, кроме буквы А, содержит букву
Л (после буквы А); если сплав предназначен для ковки и штам-
повки, то после буквы А ставится буква К; цифры после букв явля-
ются условным номером литейного или ковочного сплава (поряд-
' ковый номер по ГОСТу).
Все дуралюмины маркируются буквой Д. После буквы следуют
цифры, которые означают условный номер сплава. Таким образом,
маркировка алюминиевых сплавов в отличие от маркировки сталей
he имеет прямой связи с химическим составом.
12.5. ХИМИЧЕСКИЙ СОСТАВ И СВОЙСТВА
АЛЮМИНИЕВЫХ СПЛАВОВ
В табл. 7 и 8 приведены химические составы важнейших алюмини-
евых сплавов, применяемых в авиационной промышленности, а в
табл. 9 — их механические свойства.
Таблица 7
Химический состав важнейших алюминиевых сплавов, •/•
(ГОСТ 4784—74)
Тип сплава Марка сплава Мп Mg Си Si • Ре
Дуралюмины Д1 0,4—0,8 0,4—0,8 3,8-4,8 0,7 0,7
То же Д16 0,3—0,9 1,2—1,8 3,8—4,5 0,5 0,5
Деформируемые, АМ4 1,0—116 0,05 — — —
не упрочненные термической обра- боткой АМ2-3 0,3—0,6 3,2-3,8 — — —
Ковочные АК1 0,4—0,8 0,4—0,8 3,8—4,8 0,7 0,7
АК6 0,4—0,8 0,4—0,8 1,8—2,6 0,7-1,2 0,6
АК8 0,4-1,0 0,4—1,0 3,9-4,8 0,6—1,2 1,0
84
Таблица 8
Химический состав литейных алюминиевых сплавов, •/•
Марка стали Mg Si Мп Си Fe Сумма примесей
АЛ2 10—13 0,8—1,5 2,2-2,8
АЛЗ 0,2—0,8 4-6 0,2-0,8 1,5—3,5 1,0-1,5 1.3—1,8
АЛ 4 0,17—0,30 8-10,5 0,25—0,50 — 0,5-1,2 1,1—1,7
АЛ5 0,35—0,60 4,5—5,5 — 1,0—1,5 0,6-1,5 1,0—1,7
АЛ6 — 4,5—6,0 — 2,0—3,0 1,1—1,4 1,8—2,0
АЛ7 — — — 4—5 1,0 2,2
АЛ8 9,2-11,5 — — — 0,3 1,1
АЛ12 — — — 9—11 1,0—1,2 2,8-3,0
Таблица 9
Механические свойства важнейших алюминиевых сплавов
Тип сплава Состояние «в, МПа Gq 2> МПа 5, %
Деформируемые, не упрочняемые термичес- кой обработкой " Деформируемые, уп- рочняемые термической обработкой (Д1, Д16) Деформируемые особо прочные (В95, В96) Ковочные (АК1, АК6, АК8) Литейные Деформированные Отожженные Термически обработан- ные (закалка+старение) То же Литые Литые 130—220 220 440—540 520—680 380-460 180—330 НО 330—400 440-640 90—180 18 18—11 12-7 10—7 15—2
12.6. МАГНИЙ И ЕГО СПЛАВЫ
Ввиду того, что магний имеет весьма низкую коррозионную устой-
чивость, он в чистом виде как конструкционный материал не при-
меняется.
Номенклатура магниевых сплавов менее обширна, чем у алю-
миниевых. Большинство металлов образуют с магнием соединения
и ограниченные твердые растворы, причем растворимость элемен-
тов в магнии уменьшается с понижением температуры.
Так же как и в алюминиевых сплавах, легирование магния раз-
личными металлами способствует упрочнению магниевых сплавов.
В отличие от алюминиевых сплавов термическая обработка магни-
евых сплавов может дать заметное упрочнение только при доста-
точно большом содержании легирующих элементов. Так же как и
в алюминиевых сплавах, присадка некоторых элементов, в част-
ности селена, способствует заметному измельчению зерна.
Большой интерес представляют магниевые сплавы с присадкой
редкоземельных металлов (церия, самария и др.), введение кото-
85
рых значительно повышает прочность магниевых сплавов, не ухуд-
шая их пластичности.
Весьма перспективным материалом является сплав на основе
системы Mg—Ti, изготавливаемый методом порошковой металлур-
гии. Этот метод обеспечивает получение сплава с высокими харак-
теристиками прочности и пластичности.
Магниевые сплавы, так же как и алюминиевые, разделяются на
деформируемые и литейные. Разница между ними менее сущест-
венна, чем у алюминиевых сплавов.
Широкому внедрению литейных магниевых сплавов препятству-
ет то обстоятельство, что их литейные свойства, коррозионная стой-
кость значительно ниже, чем у алюминиевых сплавов.
Маркировка магниевых сплавов не связана непосредственно с
их химическим составом. Всем магниевым сплавам присваивается
в марке буква М, деформируемые сплавы обозначаются через МА,
а литейные — через МЛ, после букв ставится цифра, условно ха-
рактеризующая тот или иной сплав.
Магниевые сплавы хорошо противостоят воздействию фторидов,
хроматов, бихроматов, бензина, керосина, фенола и ряда других
органических реагентов.
Одной из особенностей магниевых сплавов является их высокая
предрасположенность к интеркристаллической коррозии под на-
пряжением, приводящей к постепенному растрескиванию изделий.
В процессе воздействия корродирующих окисляющих веществ на
магниевых сплавах образуется оксидная пленка, которая в отличие
от оксидной пленки, образующейся на алюминии, является непроч-
ной и неплотной и почти не предохраняет магниевые сплавы от
коррозии.
Магниевые сплавы значительно хуже обрабатываются давлени-
ем, чем алюминиевые.
12.7. МЕДЬ И ЕЕ СПЛАВЫ
Медь очень широко используется в технике в виде проводов, кон-
тактов сварочной аппаратуры, электротехнических шин и ряда дру-
гих изделий. Для меди характерны высокие показатели электро-
проводности, теплопроводности, пластичности и стойкости против
окисления.
Основными медными сплавами являются латуни, бронзы.
Латуни представляют собой сплав меди с цинком. Некоторые
латуни содержат небольшое количество и других элементов — А!,
Мп, Pb, Sn, Si. На рис. 42 представлена диаграмма состояния спла-
ва Си—Zn. Цинк в меди, как это видно из диаграммы, растворя-
ется в меди в количестве до 39% с образованием однородного
a-твердого раствора.
Латуни с содержанием цинка до 39% называются а-латунями.
Прочность и пластичность таких латуней непрерывно возрастает
с увеличением содержания цинка, они хорошо обрабатываются
давлением. Латуни с содержанием цинка выше 39% являются ге-
86
терогенными и относятся к типу а+0-латуней. Эти латуни имеют
значительно меньшую пластичность и могут удовлетворительно об-
рабатываться только в горячем состоянии. Латуни с содержанием
цинка более 45% имеют очень плохую пластичность и практически
почти не применяются. В латунях линии ликвидуса и солидуса рас-
положены весьма близко,
и поэтому литейные свой-
ства латуней достаточно/
высокие.
Введение дополнитель-
ных элементов способству-
ет улучшению свойств ла-
туней. Латуни с большим
содержанием меди (80%)
отличаются золотистым
цветом. Эти латуни назы-
ваются томпаком. Они
применяются в ювелир-
ном деле..
Бронзы представляют
собой сплав меди с оло-
вом. Олово растворяется
в меди при комнатной
температуре в количестве
до 14%; при повышении
температуры до 520° С
растворимость олова повышается до 16% с образованием а-фазы.
В отличие от латуней подавляющее большинство бронз обла-
дает- большей хрупкостью, обработке давлением не поддается
применяется в основном в литом состоянии. Эти свойства опреде-
ляются наличием в бронзах хрупкой 8-фазы.
Кроме обычной оловянистой бронзы в промышленности исполь-
зуются и другие специальные бронзы. Важнейшими из них явля-
ются алюминиевая, свинцовистая и бериллиевая. Эти бронзы не
содержат олова.
Алюминиевые бронзы обладают хорошей жидкотекучестью и
способностью образовывать плотные отливки, высокими механиче-
скими, антифрикционными свойствами и хорошей коррозионной
устойчивостью.
Свинцовистая бронза нашла широкое применение для тяжело'
нагруженных подшипников. Для этой, бронзы характерны высокие
показатели усталостной прочности и теплопроводности; вместе с
тем недостатком этой бронзы является ликвация свинца при залив-
ке бронзы в подшипники. При изготовлении свинцовистой бронзы
методом порошковой металлургии этот недостаток в значительной
мере устраняется.
Бериллиевая бронза отличается хорошей свариваемостью и об-
рабатываемостью. Введение бериллия придает сплаву высокую
химическую устойчивость, высокую твердость и упругость.
87
Все бронзы маркируются буквами Бр. и заглавными буквами
наименований соответствующих дополнительных легирующих эле-
ментов. Цифры, следующие за буквами, показывают содержание,
легирующих элементов. Так, например, Бр. АМц9-2 означает: алю-
миниевая бронза с содержанием около 10% А1 и около 2% Мп.
12.8. БАББИТЫ
Баббиты представляют собой сплавы на основе олова или свинца,
основным назначением которых является заливка подшипников.
Важнейшие типы баббитов основаны на одной из следующих
систем РЬ—Sb, Sn—Sb, Sn—Pb—Sb. В некоторых марках бабби-
тов кроме этих основных элементов присутствуют в небольших ко-
личествах Си, As и др. Структура этого баббита состоит из основы,
представляющей собой твердый раствор сурьмы Sb в олове и твер-
дых включений — интерметаллидов/
12.9. ТИТАН И ЕГО СПЛАВЫ
Металлический титан существует в двух кристаллических модифи-
кациях: гексагональной (а), устойчивой до 880°С, и кубической
(0), образующейся при температуре выше 880° С.
Особо ценными свойствами титана является то, что он облада-
ет высокой прочностью [в нагартованном состоянии cfb=850 МПа
(85 кгс/мм2)] и хорошей коррозионной устойчивостью по отноше-
нию к морской воде, кислотам и ряду щелочей.
Вместе с тем титан имеет высокое сродство к. газам — кислоро-
ду, азоту, водороду и активно взаимодействует с углеродом. На
воздухе титан устойчив до температуры 600° С. Выше этой темпе-
ратуры он начинает покрываться оксидной пленкой (TiO2), кото-
рая предохраняет его от дальнейшего окисления. Титан, насыщен-
ный газами, становится весьма хрупким.
Титан и, в особенности, титановые сплавы, находят широкое
применение в авиационной промышленности.
Легирование титана различными другими металлами имеет
своим назначением упрочнение, однако оно достигается только в
том случае, если легирующие элементы образуют с титаном твер-
дые растворы. Все легирующие элементы, которые применяются в
титановых сплавах, разделяются на две группы: а) стабилизирую-
щие a-фазу; б) стабилизирующие 0-фазу. Большое практическое
значение имеют легирующие элементы второго типа. По характеру
взаимодействия с титаном легирующие элементы могут быть также
разделены на две группы: а) образующие только твердые раство-
ры, -б) образующие химические соединения.
Твердые растворы могут быть двух видов — внедрения и заме-
щения. Первый вид дают такие элементы, как водород, углерод,
кислород, азот. Такие растворы неприемлемы, так как их образо-
вание влечет за собой сильное охрупчивание. Подавляющее боль-
шинство применяемых легирующих элементов образует либо твер-
дые растворы замещения, либо соответствующие интерметаллиды.
88
Упрочнение титана, достигаемое введением легирующих эле-
ментов, всегда сопровождается снижением его пластичности, при-
чем это снижение тем больше, чем выше степень легирования. Ос-
новными легирующими элементами для титановых сплавов явля-
ются Al, Mo, V, Мп, Сг, Sn, Fe, Zr, Nb. Наиболее сильное упрочня-
ющее действие оказывает железо, а наименьшее — ванадий.
Классифицировать титановые сплавы можно по принципу
структуры, по степени упрочнения и по назначению.
По структуре титановые сплавы разделяются на следующие
виды:
а) сплавы, имеющие a-структуру. В эту группу входят сплавы
титана с А1. Сплавы этого вида сохраняют достаточную прочность
до 650° С, не дают охрупчивания при термообработке и хорошо сва-
риваются. Отрицательные свойства этих сплавов заключаются в
их низкой пластичности и необходимости высокого давления при
обработке деформацией;
б) сплавы, имеющие а + (3-структуру. К этим сплавам относит-
ся подавляющее большинство сплавов титана со многими легиру-
ющими элементами. Для этих сплавов характерны высокая проч-
ность при комнатной температуре и достаточно хорошая пластич-
ность. Они хорошо поддаются термической обработке, но свою
прочность сохраняют только до 430е С;
в) сплавы, имеющие p-структуру. Сплавы этого типа образуют-
ся главным образом за счет введения циркония и некоторых дру-
гих элементов. Сплавы отличаются высокой пластичностью и сох-
раняют свою прочность до 540° С. Особенностью этих сплавов явля-
ется то, что их упрочнение возможно без применения термической
обработки.
По степени упрочнения титановые сплавы разделяются на три
руппы: низкопрочные, среднепрочные и высокопрочные. Принад-
лежность к той или иной группе обусловливается в основном сте-
ченью легированности. Низкопрочные титановые сплавы имеют оп
ю 500—600 МПа, сплавы средней прочности имеют ов не менее
*,50 МПа, обладают высокой коррозионной стойкостью и удовлет-
ворительной длительной жаропрочностью до температур 350—
150° С. К этим сплавам относятся сплавы на основе a-фазы с не-
большим количеством p-фазы.‘Титановые сплавы высокой прочно-
?ти имеют ав=Ю00 МПа и более, хорошо поддаются горячей де-
формации. Эти .сплавы наряду с высокой прочностью обладают и
хорошей коррозионной стойкостью.
По технологии изготовления титановые сплавы разделяются на
реформируемые и литейные. Принадлежность к тому или иному
виду по этому принципу обусловливается характером структуры.
Литейные сплавы предназначаются для отливки готовых де-
талей.
Для титановых сплавов характерно то обстоятельство, что не-
зависимо от того, к какому виду они относятся, они обладают хо-
юшими литейными свойствами, и поэтому деформированные спла-
вы могут использоваться так же, как литейные.
S9
В табл. 10 приведены химические составы важнейших титано-
вых сплавов, а в табл. 11— их свойства.
Таблица 10
Химический состав промышленных титановых сплавов, %
Марка сплава А1 Мп V Мо Сг Si Прочие
ВТ4 4,5—6,0 0,8-2,0 0,18 0,5-1,5
ВТ5 4,3-6,2 — — — — — 10—12
ОТ4 3,5-5,0 0,8—2,0 — — — — —
ВТ18 7,2—8,2 — ' — 0,2—1,0 — \ 0,5 —
ВТ6 5,5-7,0 — 4,2-6,0 — — — —
ВТ8 6,0-7,3 2,8—3,8 — — — 0,2-0,4 —
ВТ14 4,5-6,3 — 0,9—1,9 2,5-3,8 — — —
ВТ15 2,3-3,6 — — 6,8-8,0 9,5—11,0 — —
ВТ22 4,0—5,7 — 4,0—5,5 4,0—5,5 0,2-2,0 — 0,5—1,5
Таблица 11
Механические свойства важнейших титановых сплавов
Марка сплава »в, МПа з0^2» МПа % Ф, %
ВТ4 800—900 700—800 15-22 20-30
ВТ6 900-1000 800-900 8-13 30—45
ВТ9 1050—1118 950—1100 9—15 30—55
12.10. ОСОБЕННОСТИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ТИТАНОВЫХ СПЛАВОВ
Титановые сплавы могут подвергаться всем видам термической об-
работки, но в основном применяется закалка и искусственное ста-
рение. Упрочнение достигается фиксацией при закалке метаста-
бильных фаз и последующих их распадом после старения. Те спла-
вы, которые легированы только p-стабилизаторами, а также а-ста-
билизаторами с небольшими добавками нейтральных упрочнителей,
термически не упрочняются. При быстром охлаждении p-фаза пе-
реходит в метастабильную а'-фазу с гаксагональной плотно упа-
кованной структурой. Превращение р->а' происходит бездиффузи-
онным путем по типу мартенситных превращений. Упрочнение при
термической обработке имеет место для подавляющего большинст-
ва титановых сплавов, но такая обработка наиболее эффективна
для высоколегированных сплавов.
При термической обработке необходимо осуществлять защиту
титановых сплавов от окисления. Существует несколько методов
защиты титана и титановых сплавов от окисления. Важнейшими
из них являются анодирование, лакокрасочные покрытия и различ-
ные виды термодиффузионных металлических покрытий. Анодиро-
вание представляет собой процесс нанесения защитной пленки на
90
поверхности изделия электрохимическим методом из кислых или
щелочных сред при плотности тока 0,5—1,5 А/дм2. Осаждающаяся
пленка в зависимости от конкретных режимов технологии имеет
толщину от долей микрометра до 2,5 мкм; она представляет собой
одну из разновидностей окисла титана. Из лакокрасочных покры-
тий чаще всего применяются хлорвиниловые эмали, эпоксидные
смолы, а из металлических — покрытия, полученные алитировани-
ем и хромированием.
12.11. БЕРИЛЛИЙ И БЕРИЛЛИЕВЫЕ СПЛАВЫ
Бериллий обладает хорошей коррозионной устойчивостью, высоки-
ми прочностными характеристиками, в особенности удельной проч-
ностью.
Бериллий обладает еще одним важным свойством — активной
способностью отражать тепловые нейтроны, что делает его весьма
пригодным материалом для тепловыделяющих элементов атомных
установок.
Изделия из бериллия изготавливаются в основном методом по-
рошковой металлургии. Заготовки изчбериллия хорошо поддаются
обработке давлением — прокатке, ковке, штамповке и другим ви-
дам обработки.
Основными легирующими элементами бериллиевых сплавов яв-
ляются Ni, Si, Ag, Ti. Сплавы бериллия обладают высокими пока-
зателями удельной прочности и представляют большой интерес,
как конструкционный материал.
Глава 13
СПЛАВЫ СО СПЕЦИАЛЬНЫМИ СВОЙСТВАМИ
13.1. ОБЩАЯ ХАРАКТЕРИСТИКА
К материалам со специальными свойствами, применяемым в авиа-
ционной промышленности, или, как их иначе называют, материа-
лам специального назначения относятся магниты, контакты, мате-
риалы для сопротивления, материалы с особым коэффициентом
линейного расширения. Первые два вида материалов изготавлива-
ются не только литьем, но и методом порошковой металлургии.
Изделия из перечисленных материалов применяются, главным об-
разом, в различных приборах.
13.2. МАГНИТНЫЕ МАТЕРИАЛЫ
К магнитным относятся материалы, обладающие магнитными свой-
ствами. Основные магнитные свойства—магнитная восприимчи-
вость, магнитная проницаемость, остаточная индукция и коэрцитив-
ная сила.
91
Магнитная восприимчивость — это определенный числовой ко-
эффициент, который характеризует способность материала к на-
магничиванию, т. е. к притяжению железа. Магнитная восприим-
чивость достигает особенно больших значений в ферромагнитных
телах, способных значительно сгущать линии магнитного потока.
Магнитная проницаемость характеризует способность материа-
ла пропускать магнитный поток.
Остаточная индукция характеризует степень остаточной намаг-
ниченности материала после снятия магнитного поля.
Коэрцитивная сила представляет собой величину напряженно-
сти магнитного поля, необходимую для того, чтобы свести остаточ-
ную индукцию в магнитных материалах к нулю.
Магнитные материалы разделяются на магнитно-мягкие и маг-
нитно-жесткие.
Для магнитно-мягких материалов характерны высокая магнит-
ная проницаемость и низкая коэрцитивная сила. Из таких материа-
лов изготавливают сердечники электромоторов, реле, полюсные
наконечники, постоянные магниты и др. К этой группе относится
чистое железо, сплав железа с никелем (пермаллой) сплав железа
с кобальтом (пермендюр).
К магнитно-жестким относятся материалы, обладающие высо-
кой коэрцитивной силой. Это магнитные стали и различные сплавы
железа с Al, Ni, Со, Si и некоторыми другими элементами.
В последнее время разработан ряд новых магнитных материа-
лов с применением драгоценных металлов, например сплав Со—
Pt. Эти материалы обладают очень высокими магнитными харак-
теристиками.
13.3. КОНТАКТНЫЕ МАТЕРИАЛЫ
Изделия из контактных материалов применяются в различных при-
борах, в Ларочных аппаратах; они служат, в основном, как раз-
рывные, т. е. для периодического размыкания и замыкания элект-
роцепи, при котором имеет место эрозионное воздействие на кон-
такты. Поэтому контакты изготавливают из материалов, способ-
ных противостоять эрозии. К таким материалам относятся:
— платина и ее сплавы с Si, Pd, Ni, Си;
— золото и его сплавы с Ag, Pt;
— серебро и его сплавы с Си, Cd, Pt;.
— тугоплавкие металлы (W, Мо) и их сплавы с Си и Ag.
Изделия из тугоплавких металлов и их сплавов изготавливают
только методом порошковой металлургии вследствие большой раз-
ницы в температурах плавления компонентов.
13.4. МАТЕРИАЛЫ ДЛЯ СОПРОТИВЛЕНИЙ
Под этими материалами подразумеваются материалы, обладающие
высоким электрическим сопротивлением. Они используются как
эталоны сопротивлений, шунты, нагревательные тела в электропе-
92
чах и других нагревательных приборах. Эталоны сопротивлений и
шунты изготавливают из материалов, представляющих собой
сплав меди с никелем и марганцем (манганин, константан, нике-
лин). Нагревательные тела изготавливают из проволоки или лен-
ты в основном из сплава никеля с хромом (нихрома).
13.5. МАТЕРИАЛЫ С ОСОБЫМ КОЭФФИЦИЕНТОМ
ЛИНЕЙНОГО РАСШИРЕНИЯ
Эти материалы применяются в различных приборах. Они разделя-
ются на следующие виды:
1) материалы с большим коэффициентом линейного расшире-
ния. К ним относятся аустенитные стали, многие медные, алюмини-
евые и магнитные сплавы, марганпевомедные и желеЗоникелевые
сплавы;'
2) материалы с малым коэффициентом линейного расширения.
Это сплавы железа с никелем (инвар) и кобальтом. Термическая
обработка инвара значительно понижает его коэффициент линей-
ного расширения.
Для таких узлов, как например, пружины часов, хронометров,
для камертонов, мембран, анероидных коробок применяют матери-
алы, обладающие почти нулевым коэффициентом линейного расши-
рения. Важнейшим материалом этого типа является элинвар (Fe—
основа, Ni—36%, Сг—12%).
Глава 14
ПРОМЫШЛЕННЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ,
ИЗГОТАВЛИВАЕМЫЕ МЕТОДОМ ПОРОШКОВОЙ
МЕТАЛЛУРГИИ
14,1. ОБЩАЯ ХАРАКТЕРИСТИКА
Порошковая металлургия является одним из методов технологии
изготовления различных полуфабрикатов и готовых деталей из
порошков, металлов и их сплавов. Сущность порошковой метал-
лургии заключается в изготовлении порошков металлов и их спла-
вов и в компактировании этих порошков в соответствующие полу-
фабрикаты или готовые детали.
Изготовление порошков металлов и их сплавов осуществляется
многими методами, основные из которых следующие:'восстановле-
ние из окислов или солей воздействием водорода или щелочных
металлов; электролиз водных растворов солей или их расплавов;
термическая диссоциация карбонилов, т. е. химических соединений
типа Мех(СО)у; распыление расплавов или твердых электродов
электродугой в аргоновой плазме. Современные методы позволя-
ют изготавливать как порошки чистых металлов, так и порошки
сплавов.
93
Изготовление изделий из порошков (полуфабрикатов и готовых
деталей) осуществляется разными методами, которые можно раз-
делить на две основные группы. Сущность первой группы методов
заключается в формовании порошков при обычной температуре
с последующим спеканием сформованных изделий, которое осу-
ществляется в защитной атмосфере или в вакууме лри температу-
ре, составляющей примерно 2/3 от температуры плавления мате-
риала. Вторая группа охватывает такие методы, при которых ком-
пактирование исходных порошков осуществляется с одновремен-
ным воздействием давления и температуры.
Холодное формование порошков осуществляется путем прессо-
вания в металлических прессформах, в эластичных оболочках с по-
мощью жидкости, отливкой шликеров и другими способами.
Горячее компактирование осуществляется путем горячего прес-
сования, динамического горячего прессования, газостатического
формования.
Метод порошковой металлургии получил практическое приме-
нение в двух основных направлениях:
1. Изготовление таких материалов и изделий, которые невоз-
можно получить никакими другими методами по причине либо осо-
бого химического состава, либо особой структуры изделий. Приме-
ром таких изделий могут служить спеченные твердые сплавы,
фильтры, пористые подшипники, контакты из сплава вольфрама с
медью, фрикционные тормозные диски из материалов на .основе
железа.
2. Изготовление изделий из обычных материалов, например из
стали, бронзы или жаропрочного сплава, которые можно выпол-
нить и другими обычными методами (например литьем, обработ-
кой резанием и др.), но получение этих изделий методом порошко-
вой металлургии обеспечивает более высокие экономические пока-
затели или же улучшение качества продукции.
Основное применение в авиационной промышленности нашли
изделия первой группы. Изделия второй группы не получили пока
широкого применения, но в последнее время методом порошковой
металлургии начали изготавливать изделия из жаропрочных нике-
левых сплавов (лопатки, турбинные диски) и титановых сплавов
(компрессорные диски, лопатки и др.).
14.2. ИЗДЕЛИЯ СО СПЕЦИАЛЬНЫМИ СВОЙСТВАМИ
К группе изделий, которые могут быть изготовлены только мето-
дом порошковой металлургии, относятся пористые подшипники;
фрикционные накладки; изделия из «потеющего» материала;
фильтры; контакты; изделия из тяжелого сплава на основе воль-
фрама; различные полуфабрикаты и готовые детали из спеченного
алюминия, дисперсноупрочненного окисью алюминия; спеченные
твердые сплавы на основе карбидов вольфрама, титана и хрома;
жаропрочные сплавы на основе никеля, титана, хрома и других
металлов, дисиерсноупрочненных тугоплавкими окислами, и неко-
торые другие виды изделий.
94 \
Пористые подшипники изготавливают из материалов на основе
железа, меди или алюминия. В качестве смазки для таких изделий
применяются различные тугоплавкие компоненты: графит, суль-
фиды, селениды, фосфиды и масло. Они заполняют поры подшип-
ника, общий объем которых составляет 20—30%. Пористые под-
шипники имеют низкий коэффициент трения (0,005—0,05) и имеют
своим назначением облегчать процесс трения. Они выпускаются
главным образом в виде различных втулок.
Фрикционные изделия изготавливают преимущественно в виде
биметаллических — со стальной оснорой и нанесенными на нее спе-
ченными слоями со основой из железа или меди. Кроме основы в
состав фрикционного материала входят компоненты, придающие
материалу высокий коэффициент трения (0,1—0,6) —асбест, крем-
незем, карбиды — и служащие твердой смазкой — свинец, графит,
барит, нитрид бора. Изделия из этих материалов применяются в
различных тормозных узлах (самолетов, экскаваторов и др.).
Создание и применение спеченных фрикционных материалов
позволило решить очень важную задачу торможения скоростного
и сверхскоростного самолета на относительно короткой дистанции.
В тормозном узле в момент торможения создаются очень высокие
тепловые и механические нагрузки; поэтому от фрикционного мате-
риала требуется Очень высокая износоустойчивость, тепловая стой-
кость и способность к эффективному торможению. Этим требова-
ниям в полной мере отвечают спеченные фрикционные материалы;
основу всех этих материалов составляет железо. Нашли примене-
ние также и фрикционные материалы на медной основе, в частно-
сти материал марки МК-5; такие материалы применяются в основ-
ном для узлов в жидкой среде (например в гидротрансмиссиях).
Фильтры представляют собой пористые изделия с общей порис-
тостью 20—30%. Их изготавливают в виДе втулок, пластин, труб
из порошков никеля, бронзы, титана, нержавеющей стали. Назна-
чение фильтров — очистка газов и жидкостей от взвешенных в них
твердых частиц. Современные фильтры могут отделять частицы
размером в 2 мкм и выше.
«Потеющие» изделия представляют собой разновидность фильт-
ров. Их изготавливают в виде пористых пластин, втулок, труб из
порошков никеля, нихрома, титана, нержавеющей стали; порис-
тость этих изделий лежит в пределах 30—50%, в отдельных слу-
чаях она достигает 65—70%. Эти изделия имеют своим назначени-
ем охлаждение различных узлов летательных аппаратов путем
пропускания через их поры соответствующих хладагентов (возду-
ха, воды,.спирта).
Контактные изделия выпускают в виде различных цилиндров,
кружков, втулок из материалов, основанных на следующих систе-
мах: W—Си, W—Ag, Мо—Си, Мо—Ag, Ni—CdO, Ni — графит. От-
личительной особенностью этих изделий являются высокие показа-
тели электроэрозионной устойчивости, прочности, электропровод-
ности. Эти изделия применяются в виде различных электродов в
приборах и в контактной сварке.
«5
Изделия из «тяжелого сплава» изготавливают из материалов,
основанных на системе W—Ni—Си, в виде цилиндров, пластин,
втулок. Плотность такого материала лежит в пределах 17,5—
18,0 г/см3. Эти изделия применяются в качестве балансиров, кон-
тейнеров для хранения изотопов.
Изделия из САП выпускаются в виде листов, прутков, труб.
САП представляет собой спеченный композиционный материал, со-
стоящий из алюминия и окиси алюминия AI2O3, которая входит в
состав материала в количестве 6—13% в виде тонкой пленки, по-
крывающей зерна алюминия. САП отличается заметно более высо-
кими показателями прочности, жаропрочности и жаростойкости,
чем чистый алюминий. Изделия из САП применяются в различных
узлах самолетов, энергетических, атомных установок.
14.3. ИЗДЕЛИЯ С ОБЫЧНЫМИ СВОЙСТВАМИ
В эту группу продукции порошковой металлургии входят различ-
ные сравнительно мелкие детали приборов и машин из материалов
на основе железа, меди, никеля, титана, нержавеющей стали и
Рис. 43. Общий вид деталей, изготовленных методом порошковой металлургии
других металлов (рис. 43). Применение метода, порошковой метал-
лургии для изготовления такого рода деталей позволяет в среднем
сократить по сравнению с методом изготовления деталей механи-
ческой обработкой заготовок расход металла в 2—5 раз, трудоем-
кость в 1,5—2,0 раза, себестоимость в 1,5—2,0 раза. К этому же
96.
типу изделий относятся различные виды продукции из жаропроч-»
ных сплавов на основе никеля, титана, хрома и других металлов.
Исходным сырьем для изготовления изделий этим методом слу*
жат гранулированные порошки соответствующих сплавов, получен-»
ные распылением быстровращающихся электродов из сплава за-
данного состава в аргоно-гелиевой плазме или же распылением
аргоном соответствующего расплавленного сплава. Поскольку за-
стывание капель металла — частиц порошка происходит с очень
большой скоростью, структура частиц порошка, полученного таким
методом, является значительно более дисперсной и равномерной,
чем в макрослитках. Это обеспечивает получение материалов с вы-
сокой степенью технологичности, приводит к повышению механи-
ческих свойств изделий из таких порошков по сравнению с издели-
ями, изготовленными обычными методами. Порошки, полученные
таким способом, подвергаются далее компактированию в изделия
заданной формы газостатической обработкой, сущность которой
заключается в обжатии гранулированного порошка, засыпанного в
контейнер заданной формы, горячим газом, чаще всего аргоном
при температуре (в зависимости от компактируемого материала)
1000—1500° С под давлением порядка 400—600 МПа.
Такой метод технологии обеспечивает получение материалов
более высокого качества, чем при обычной технологии.
Глава 15
НОВЫЕ ПЕРСПЕКТИВНЫЕ МАТЕРИАЛЫ
15.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Под перспективными материалами подразумеваются такие, кото-
рые не нашли еще промышленного применения, но которые по сво-
им свойствам и специфической природе представляют значитель-
ный интерес для ряда отраслей техники, и в частности, для авиаци-
онной промышленности. Таких перспективных материалов имеется
довольно много, важнейшими из них являются различные компо-
зиционные материалы.
Композиционные материалы можно разделить на следующие
основные виды: волокнистые, дисперсноупроченные, материалы
типа керметов, биметаллы.
15.2. ВОЛОКНИСТЫЕ МАТЕРИАЛЫ
Материалы этого типа состоят из основной матрицы и упрочняю-
щего компонента в виде волокна.
В качестве основной матрицы применяются различные пласт-
массы, металлы или металлические сплавы, а в качестве упрочня-
ющего компонента — тугоплавкие окислы, карбиды, графиты, бор,
тугоплавкое стекло и др. Волокнистые материалы на основе пласт-
97
4 2598
массовой матрицы получили довольно широкое применение в само-
летостроении. Материалы на основе металлической матрицы пока
еще в промышленности не используются. Материалы этого типа
обладают повышенными показателями жаропрочности. Один из на-
иболее перспективных путей изготовления изделий из таких мате-
риалов — выполнение каркаса из волокна с последующей заливкой
его расплавленным металлом.
Основные требования к волокну — наличие максимальной сов-
местимости его с основной матрицей, т. е. отсутствие химического
взаимодействия при высоких температурах.
В волокнистых композициях на основе пластмасс это требова-
ние выполняется без труда, поскольку волокнистые пластмассовые
композиции эксплуатируются при сравнительно низкой темпера-
туре. Выполнение этого условия в материалах на металлической
основе связано с большими трудностями, поскольку такие материа-
лы предназначены для эксплуатации при высоких температурах,
при которых большинство компонентов волокнистого типа вступает
довольно активно во взаимодействие с основной матрицей.
Из материалов этого типа наиболее подробно исследованы и
разработаны композиционные материалы на основе алюминия с
борным или графитовым упрочняющим волокном. Эти компоненты
обладают высокими показателями прочности.
15.3. ДИСПЕРСНОУПРОЧЕННЫЕ МАТЕРИАЛЫ
Типичным примером дисперсноупроченного материала является
САП, в котором матрицей служит алюминий, а дисперсноупрочня-
ющим компонентом — AI2O3. Дисперсноупрочняющий компонент в
этих материалах, будучи расположен в виде многочисленных вклю-
чений в основную матрицу, препятствует ползучести материала
при высоких температурах и тем самым повышает его жаропроч-
ность.
К дисперсноупрочняющему компоненту предъявляется ряд
важных требований:
— высокая жаропрочность, т. е. достаточно высокие показатели
температуры плавления, модуля упругости, предела прочности;
— стабильность, т. е. сохранение своих свойств в течение дос-
таточно длительного времени при высоких температурах;
— хорошая совместимость с матрицей, т. е. отсутствие склон-
ности к химическому взаимодействию с ней при высокой темпе-
ратуре.
Изготовление изделий из таких материалов осуществляется в
основном методами порошковой металлургии; исходная смесь по-
рошков подвергается холодному компактированию и последующе-
му спеканию и дополнительной обработке давлением, либо горяче-
му компактированию одним из известных способов.
В последние годы начинает все более активно применяться ме-
ханическое легирование, т. е. такое приготовление исходной смеем
порошков, при котором частицы упрочняющего компонента внед-
98
ряются в частицы основного компонента; это достигается в особых
смесительных аппаратах, получивших название аттриторов, кото-
рые представляют собой сочетание шаровой мельницы с планетар-*
ной мешалкой. Для получения достаточно равномерного распреде-
ления упрочняющего компонента необходимо, чтобы средний раз-
мер частиц дисперсноупрочняющего компонента был бы в 60—
100 раз меньше среднего размера частиц основного компонента
(матрицы).
15,4. КЕРМЕТЫ
Под керметами подразумеваются материалы, основу которых сос-
тавляют тугоплавкие соединения типа карбидов, нитридов, окислов
и изделия из которых изготавливают методами порошковой метал-
лургии.
Для керметов характерны высокие показатели температур плав-
ления, модулей упругости, жаропрочности, а для некоторых из
них еще и высокие жаростойкость и термостойкость.
Для применения в авиационной технике, в частности, для изго-
товления лопаток авиационных двигателей, особенно перспективны
материалы на основе нитрида кремния S13N4.
Материал этого типа по сравнению с другими керметами имеет
значительно более высокие показатели жаростойкости и термостой-
кости. Этот материал перспективен для лопаток авиационных дви-
гателей, работающих при температуре свыше 1400° С.
15.5. БИМЕТАЛЛЫ
Материалы этого типа имеют слоистое строение, причем каждый
из слоев представляет собой металл определенной марки. Приме-
рами таких материалов являются слоистые материалы, основанные
на системах Ni—Ti—Al; коррозионно-стойкая сталь — Ti — корро-
зионно-стойкая сталь; А1—Ti—Al. Изделия из этих материалов из-
готавливают в виде различных полуфабрикатов — листов, прутков
и др.
Изготовление изделий осуществляют путем горячей обработки
давлением (прокаткой, горячей экструзией). При такой обработке
происходит прочное соединение слоев вследствие явлений диффу-
зии в поверхностных пограничных слоях.
Современная технология позволяет изготавливать слоистые из-
делия с разнообразными свойствами, например, с высокопрочной
внутренней частью и высокожаростойкими внешними слоями; с вы-
сокопрочными внешними слоями и пластичной внутренней Частью
и др.
15.6. ТУГОПЛАВКИЕ МЕТАЛЛЫ
К тугоплавким металлам относятся металлы, имеющие темпе-
ратуру плавления выше 1600° С и обладающие особым строением
атомов; внешняя электронная оболочка их атомов не полностью за*
4* 9$
полнена электронами. К этим металлам относятся W, Мо, Nb, Re,
Та, V, Hf, Zr, Сг.
Такие металлы как W, Мо, Та уже давно применяются в виде про-
волоки, контактов, жести и других изделий в таких отраслях про-
мышленности, как электроламповая, электронная, радиотехничес-
кая, медицинская. Подавляющее большинство этих металлов при-
меняется также в виде легирующих добавок при выплавке жаро-
прочных сплавов, главным образом на основе никеля.
Наряду с отмеченными областями, где тугоплавкие металлы
применяются уже давно, в последние годы* раскрылись перспекти-
вы для их использования в виде различных специальных сплавов,
как, например W—Re, сплавов на основе хрома,, сплавов на основе
систем W—Си—Ni, W—Си.
Сплавы этого типа весьма перспективны для изготовления из
них различных деталей, предназначенных для эксплуатации при
высоких температурах с соответствующими защитными покрытия-
ми от окисления в условиях длительной эксплуатации. В табл. 12
приведены свойства некоторых тугоплавких металлов.
Свойства тугоплавких металлов
Таблица 12
Металл Плот- ность, г/см* ^плавления» °C НВ, МПа %, МПа % МПа Коэффи- циент линейного расширения (20— 1000 °C) а.10~6 Теплопро- водность (20- ЮСО °C)
W 19,30 3380 4400-5000 418-500 12,5 41 4,76 0,400
Мо 10,22 2610 2800—3000 3200—4000 46-50 33,4 6,9 0,328
Nb 8,57 2468 2000 450—500 20-25 28 7,1 0,125
Та 16,60 2996 2150 490—500 25—26 18,5 7,2 0,135
Zr 6,47 1852 1800 480 33 11 9,4 0,04
Глава 16
КОРРОЗИЯ МЕТАЛЛОВ И СПЛАВОВ
И ЗАЩИТА ОТ КОРРОЗИИ
16.1. ОБЩИЕ ПОЛОЖЕНИЯ
Коррозией называется самопроизвольное разрушение металличес-
ких материалов, происходящее под воздействием окружающей сре-
ды. Частный случай коррозии железа называется ржавлением.
Коррозия проявляется в различных видах; реагентами, вызы-
вающими коррозию, могут являться атмосфера, морская вода, раз-
личные кислоты, щелочи, соли.
100
Ежегодно от коррозии теряется огромное количество металла.
Коррозионное разрушение под воздействием той или иной среды
представляет собой химический процесс окисления, восстановления
и растворения металлов (при воздействии различных жидкостей,
например кислот).
Различают следующие основные виды коррозии.
Газовая коррозия. Сущность этого вида коррозии заключается
в воздействии различных газов на металл. Газовые среды являются
окисляющими, серосодержащими и содержащими различные дру-
гие химические реагенты, которые взаимодействуют с металлом
с образованием на его поверхности соответствующих соединений —
окислов, сульфидов и др. Если такое взаимодействие происходит
в газовом потоке, как это имеет место, например, при эксплуатации
авиационных двигателей, то образовавшиеся на поверхности ме-
талла химические соединения большей частью уносятся газовым
потоком.
Газовая коррозия может носить также и стационарный харак-
тер, например в случае воздействия газовой среды на металл в
процессе термической обработки, если в печах не применяется нейт-
ральная атмосфера.
Атмосферная коррозия — коррозия во влажном воздухе при
комнатной температуре. Поверхность металла, находящегося в
таком воздухе, покрыта пленкой воды, содержащей различные га-
зы (в основном, кислород). Скорость такой коррозии тем выше,
чем выше степень влажности атмосферы, концентрация в атмосфе-
ре таких газов, которые образуют с водой соответствующие кисло-
ты (НС1, H2SO4 и др.), степень шероховатости металла.
Коррозия в грунте имеет место на трубопроводах, оболочках
кабелей, на деталях строительных сооружений, проложенных в
земле. В этих условиях металл соприкасается с влагой грунта, со-
держащей растворенный воздух. Скорость такой коррозии может
колебаться в широких пределах, в зависимости от состава грунто-
вых вод, структуры и минералогического состава грунта.
Коррозия при неравномерной аэрации имеет место в тех случа-
ях, когда металлическое изделие находится в водном растворе со-
ответствующего химического реагента, но доступ при этом раство-
ренного кислорода к различным частям металлического изделия
неодинаков. В тех местах изделия, куда доступ кислорода минима-
лен, коррозия протекает наиболее активно; это объясняется тем,
что там, где концентрация кислорода выше, происходит активнее
и процесс его взаимодействия с водородом и его связывание в воду,
что исключает или резко снижает образование пассивирующей
пленки, предохраняющей металл от коррозии.
По характеру коррозионного разрушения различают сплошную
коррозию, охватывающую всю поверхность металлического изде-
лия, и местную коррозию, охватывающую лишь некоторые участки.
Сплошная коррозия, в свою очередь, может быть равномерной
и избирательной. Под равномерной подразумевается такая, при ко-
торой процесс коррозионного разъедания протекает с равномерной
101
скоростью по всей поверхности. При избирательной коррозии раз-
рушается преимущественно какая-либо одна структурная составля-
ющая металла. Местная коррозия бывает в виде пятен (например,
коррозия латуни в морской воде), язв, т. е. отдельных более или
менее глубоких раковин (например, коррозия стали в грунте), то-
чек (питтингов).
16.2. ОСОБЕННОСТИ КОРРОЗИИ
КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ
Эти стали обладают высокой коррозионной устойчивостью, что
обусловливается их способностью легко пассивироваться, т. е. об-
разовывать оксидную пленку. Это объясняется наличием в таких
е.талях довольно значительного количества хрома, с увеличением
содержания которого коррозионная стойкость сталей заметно воз-
растает.
Коррозионная стойкость сталей зависит также в значительной
степени от их структурного состояния. Наибольшей коррозионной
стойкостью обладают те стали, которые имеют гомогенную струк-
туру твердого раствора. Появление в структуре различных гетеро-
генных фаз типа карбидов, нитридов и иитерметаллидов хрома
приводит к снижению коррозионной устойчивости этих сталей.
Такие стали обладают довольно высокой коррозионной устойчи-
востью против воздействия атмосферы, азотной кислоты, различ-
ных нейтральных и слабокислых растворов при доступе кислорода
и обладают плохой коррозионной устойчивостью против воздейст-
вия соляной и плавиковой кислоты.
Из всех видов коррозионно-стойких сталей наиболее склонны к
коррозии стали мартенситного класса.
х Для изделий сложных конструкций из коррозионно-стойких ста-
лей характерна так называемая щелевая коррозия, обусловливае-
мая затруденностью доступа кислорода в отдельные места конст-
рукции и невозможностью образования на них пассивирующей
пленки.
Коррозионно-стойкие стали при нагревании на воздухе или в
среде кислорода подвергаются окислению с образованием окали-
ны, которая уменьшается с увеличением содержания хрома; повы-
шению сопротивления окисления этих сталей способствует также
увеличение содержания никеля в стали.'
16.3 ОСОБЕННОСТИ КОРРОЗИИ АЛЮМИНИЕВЫХ СПЛАВОВ
На чистом алюминии образуется уже на воздухе плотная пленка
А12О3, толщина которой достигает (50... 200) 10“8 см. На алюмини-
евых сплавах вследствие гетерогенности их структуры образующа-
яся на сплавах оксидная пленка не обладает такой степенью плот-
ности и сплошности.
Коррозия алюминиевых сплавов по своим видам довольно раз-
нообразна. Имеют место равномерная, местная (пятнистая, точеч-
112
ная, язвенная), межкристаллитная коррозия, а также смешанные
виды коррозии.
По коррозионной устойчивости деформируемые алюминиевые
сплавы могут быть разделены на две основные группы:
1) сплавы, обладающие высокой коррозионной стойкостью.
К этой группе относятся все сплавы невысокой и средней прочнос-
ти, не содержащие меди и плакированные (с защитным металли-
ческим слоем), сплавы системы А1—Си—Mg и А1—Zn—Mg—Си;
2) сплавы с низкой коррозионной стойкостью. К этой группе от-
носятся, все неплакированные сплавы, содержащие медь, системы
А1—Си—Mg, высокопрочные сплавы системы А1—Zn—Mg—Си,
ковочные сплавы системы А1—Си—Mg—Si и жаропрочные сплавы
систем А1—Си—Мп и А1—Си—Mg—Fe—Ni.
Поведение литейных алюминиевых сплавов под воздействием
коррозионной среды аналогично поведению деформируемых спла-
вов. Из литейных алюминиевых сплавов наиболее высокой корро-
зионной стойкостью в морской воде и на воздухе обладают сплавы
системы А1—Mg и, в частности, сплав марки АЛ8. Литейные спла-
вы, содержащие медь, а также сплавы.с содержанием цинка, в ча-
стности марка АЛ 11 (цинковистый силумин), обладают низкой
стойкостью против коррозии.
Очень высокой коррозионной устойчивостью обладают алюми-
ниевые сплавы типа САП. В отличие от многих алюминиевых спла-
вов, сплавы типа САП не склонны к межкристаллитной коррозии
под напряжением.
16.4. ОСОБЕННОСТИ КОРРОЗИИ МАГНИЕВЫХ СПЛАВОВ
Магниевые сплавы отличаются низкой коррозионной устойчиво-
стью, поскольку они имеют высокий электроотрицательный потен-
циал. Кроме того, оксидная пленка, образующаяся на магниевых
сплавах, в отличие от пленки на алюминиевых сплавах имеет ма^
лые показатели прочности и плотности, поэтому ее защитные свой-
ства являются неудовлетворительными.
Коррозия магниевых сплавов зависит от их состава, структуры
и термической обработки. Коррозионную стойкость магниевых
сплавов снижает большинство металлических примесей и легирую-
щих добавок. Многие магниевые сплавы в закаленном состоянии
имеют более низкую коррозионную стойкость, чем в литом или сос-
таренном состоянии. Коррозионная устойчивость у литейных маг-
ниевых сплавов, как правило, более высокая, чем у деформиру-
емых.
16.5. ОСОБЕННОСТИ КОРРОЗИИ ТИТАНОВЫХ СПЛАВОВ
Титан и его сплавы обладают высокой коррозионной устойчивостью
по отношению к обычной воде, морской воде, атмосфере и многим
химическим реагентам (хлоридам, солям минеральных кислот,
азотной кислоте и др.).
113
С повышением температуры, концентрации кислот и щелочей
скорость коррозии титана и титановых сплавов заметно возрастает-
В некоторых средах титан и его сплавы имеют низкую коррози-
онную устойчивость; к таким средам относятся, в частности, пла-
никовая и щавелевая кислоты. Титан и его сплавы не склонны к
межристаллитной коррозии <и коррозии под напряжением в боль-
шинстве сред. Особенностью титана и его сплавов является также
то обстоятельство, что они не подвержены точечной, язвенной и
щелевой коррозии и обладают высоким сопротивлением эрозии.
16.6. ЗАЩИТА ОТ КОРРОЗИИ
Для защиты от коррозии, как газовой, так и электрохимической,
применяются различные методы. Важнейшие из них следующие:
легирование, нанесение покрытий, обработка коррозионной среды,
электрохимические методы.
Легирование. Сущность этого метода заключается в присадке
различных легирующих элементов, повышающих коррозионную ус-
тойчивость сплавов, например хрома к коррозионно-стойким ста-
лям. Роль легирующих элементов сводится в отношении коррозии
к улучшению структуры и к образованию защитной пленки.
Нанесение покрытий. Этот метод широко используется в техни-
ке. Номенклатура покрытий является весьма широкой. Покрытия
применяются в виде металлических слоев, нанесенных на изделия
химико-термической обработкой (хромированием, алитированием
и’ др.) или электролизом. Разновидностью этого метода является
плакирование, т. е. нанесение более или менее толстого слоя за-
щитного металла путем совместной обработки давлением (про-
катки).
Метод обработки внешней среды пригоден для тех случаев, ког-
да изделие, подвергаемое защите, эксплуатируется в ограниченном
объеме жидкости. Сущность метода заключается в том, что из
раствора, в котором эксплуатируется изделие, удаляют кислород
(этот процесс носит название деаэрации) или же в раствор добав-
ляются вещества, замедляющие процесс коррозии; эти вещества
носят название ингибиторов. В качестве ингибиторов используются
такие вещества, как, например, нитрат натрия, хромат и дихромат
калия, фосфаты натрия. Сущность действия ингибиторов заключа-
ется в том, что их молекулы или ионы адсорбируются на поверхно-
сти металла и снижают скорость коррозии, а некоторые из них
(хроматы и бихроматы) переводят металл в пассивное состояние*
Электрохимические методы осуществляются в двух вариантах:
а) при методе катодной защиты деталь, подлежащая защите,
присоединяется к отрицательному полюсу источника электрической
энергии, после этого деталь становится катодом. В качестве ано-
дов используются куски железа. При этом на изделии идет процесс
восстановления окислителя, а вещество анода подвергается окис-
ление;
104
б) сущность метода протекторов состоит в присоединении к за-
щищаемой детали элемента небольшого листа или полосы из более
акхивнбго металла; такой образец называется протектором. Защи-
щаемый металл и металл протектора оказывают друг на друга по-
ляризующее действие.
Эти методы применяются в средах, хорошо проводящих элект-
рический ток, например, в морской воде.
Против воздействия сильных газовых; окисляющих потоков
применяются также различные керамические покрытия, либо в ви-
де относительно тонких эмалевых покрытий (до 0,5—0,6 мм), либо
в виде различных сгораемых покрытий, наносимых толстыми сло-
ями. Такие покрытия применяются против воздействия газовых по-
токов, например в космической технике.
Раздел IV
АВИАЦИОННЫЕ НЕМЕТАЛЛИЧЕСКИЕ
МАТЕРИАЛЫ
Глава 17
ПЛАСТМАССЫ
17.1. СТРОЕНИЕ И СВОЙСТВА ПОЛИМЕРОВ
Полимерами называют вещества, построенные из гигантских моле-
кул (макромолекул), состоящих из элементарных повторяющихся
звеньев (цепей); длина звеньев составляет несколько тысяч ангст-
рем, ширина — несколько ангстрем. Молекулярная масса таких
высокомолекулярных соединений составляет примерно 104—10‘3.
В зависимости от элементов, составляющих макромолекулы, поли-
меры разделяют на органические, элементоорганические и неорга-
нические.
Органические полимеры состоят, главным образом, из атомов
углерода и водорода. В них могут также входить атомы кислорода,
азота, серы и др. Если, основная цепь макромолекул составлена
только из атомов углерода, то такие органические полимеры назы-
вают карбоцепными полимерами. Если основная цепь помимо ато-
мов углерода включает кислород, серу, фосфор и др., то полимеры
называют гетероцепными.
Наличие этих или иных атомов в звеньях макромолекул и их
взаимное сочетание влияют на химические и физические свойства
полимера, определяют его полярность.
Органические полимеры обладают эластичностью, упругостью,
однако теплостойкость у них небольшая (в пределах 60—200° С),
Элементоорганическпе полимеры в своем составе содержат
кроме углерода и водорода также атомы кремния, титана, бора,
олова и др. Элементоорганические полимеры имеют повышенную
теплостойкость (200—350°С).
Неорганические полимеры не содержат в своем составе атомов
углерода и водорода. К этой группе относятся тальк, асбест, кварц,
силикатные стекла. Неорганические полимеры отличаются очень
высокой теплостойкостью (от 400 до 2000°С).
По форме строения макромолекул полимеры разделяются на
линейные, разветвленные и пространственные или сетчатые
(рис. 44).
Линейные полимеры обладают эластичностью. Их макромоле-
кулы представляют собой длинные цепи нитевидной формы. Фор-
мула линейного полимера —А—А—А—А—А—. Линейные полиме-
ры можно многократно переводить в пластическое состояние; при
1IS
нагреве они размягчаются, при охлаждении — затвердевают. Такие
полимеры называют термопластичными.
Линейные полимеры могут иметь аморфное и кристаллическое
строение. Соотношение кристаллической и аморфной фаз в полиме-
ре характеризует степень его кристалличности и выражается в про-
центах. Увеличение кристаллической фазы способствует повыше-
нию прочности, твердости, термостойкости, но при этом растет хруп-
кость полимера. Полимеры линейной структуры увеличивают проч-
ность в процессе их вытяжки в нагретом состоянии. При этом
макромолекулы вытягиваются в направлении приложения растяги-
вающих усилий. Процесс ориентации достигается’ направленной
деформацией. Ориентация макромолекул используется при полу-
чении пленок, волокон, а также для увеличения прочности оргстек-
ла. Линейные полимеры можно перевести в раствор, что использу-
ют при изготовлении лаков, пленок при склейке растворимых по-
лимеров.
Рис. 44. Схемы структур макромолекул полимеров:
/—линейная; разветвленная; 3—сетчатая
Разветвленные полимеры — это длинные цепи, в которых имеют-
ся боковые ответвления:
А
-A-A-A-k-А-А-А-
I I
А А
I I
А А
Наличие боковых ответвлений способствует снижению межмо-
лекулярных связей; структура приобретает рыхлость, снижаются
механическая прочность и теплостойкость.
Пространственные или сетчатые полимеры построены из длин-
ных цепей, соединенных друг с другом в пространстве прочными
поперечными химическими связями.
Полимеры, способные при определенных условиях переходить
из линейной в пространственную форму, называют термореактив-
ными.
1S7
Термореактивные полимеры (смолы) размягчаются только при
первом нагреве, когда смола еще представляет собой совокупность
низкомолекулярных соединений. При дальнейшем нагреве смола
переходит в пространственную структуру и приобретает твердость,
неплавкость и нерастворимость. Она становится термостабильной
и при повторном нагреве не может переходить в пластическое со-
стояние. Процесс превращения линейных полимеров в пространст-
венные в технологии пластмасс и клеев называют отверждением,
в технологии производства резин — вулканизацией, в технологии
лакокрасочного производства — сушкой.
Обычно пространственная структура полимеров образуется при
нагревании. Реакции отверждения и вулканизации могут происхо-
дить и без нагрева при введении специальных катализаторов.
Полимеры могут быть построены из одинаковых по химическо-
му строению звеньев А—А—А—А — гомополярные полимеры, мо-
гут быть построены из разнородных звеньев А—Б—А—В — сопо-
лимеры. Сополимеры могут быть линейными, разветвленными и
сетчатыми.
В сополимерах остатки различных мономеров могут соединять-
ся по разному. Так могут быть получены хаотические А—Б—А—Б—
Б—А—Б; блоксополимеры А—А—Б—Б—Б—А—А—Б—Б—Б—
А—А— и привитые сополимеры
—А—А—А—А—А—А—А—А—
I I
Б Б
I I
Б Б
I
Б
Свойства полимеров в значительной степени зависят от их по-
лярности.
По полярности полимеры делятся на неполярные и полярные.
У неполярной молекулы электронное облако, скрепляющее атомы,
распространено между ними в одинаковой мере; у таких молекул
центры тяжести разноименных зарядов совпадают. У полярной мо-
лекулы общее электронное облако сдвинуто в сторону более элект-
роотрицательного атома: центры тяжести разноименных зарядов
не совпадают.
Неполярные
Полиэтилен (молекула симметрична)
* Н Н '
I I
-С-С-
I I
L. н н J
108
Полярные
Поливинилхлорид
Фторопласт-4
" Н
—С —
L
н "|
Г F F
XL
[
Неполярные полимеры являются высокочастотными диэлектри-
ками, обладают износостойкостью. Полярные полимеры отличают*
ся эластичностью, низкой морозостойкостью.
Полимеры могут быть получены в результате реакции полиме-
ризации или поликонденсации.
Полимеризационные полимеры (смолы) получаются в резуль-
тате объединения нескольких ненасыщенных молекул обычно одно-
го и того же вещества (монометра) в более крупные; реакция в
этом случае идет за счет частичного разрыва двойных связей без
выделения побочных продуктов. Например, образование полиэти-
лена протекает по такой схеме реакции полимеризации:
п СН2 = СН2 -> (- СН2 - СН2 - )я.
этилен (мономер) полиэтилен (полимер)
Процесс полимеризации осуществляется обычно при нагреве и
под давлением. Процесс полимеризации проводят тремя различ-
ными методами: блочным, лаковым, эмульсионным.
Блочный метод заключается в постепенном превращении моно-
мера в полимер без применения какой-либо посторонней среды.
В сосуд или емкость заливается исходный мономер, и по мере хода
полимеризации вязкость его нарастает, он постепенно густеет и
превращается в сплошной блок стекловидной массы?
Лаковый метод заключается в полимеризации мономера, раст-
воренного в каком-либо растворителе. В результате реакции рас-
твор мономера превращается в раствор полимера.
Эмульсионный метод заключается в полимеризации мономера,
распределенного в виде мельчайших частиц в инертной жидкости,
например воде. В результате процесса полимеризации получаются
такие же мельчайшие частички полимера. Эмульсионные полиме-
ры, получаемые в виде мелкого порошка, удобны для дальнейшей
переработки. Имеются и другие способы синтеза полимеров.
Поликонденсационные полимеры представляют собой продукты
реакции поликонденсации. Реакция поликонденсации состоит в об-
разовании больших молекул из молекул различных веществ с мень-
109
шей молекулярной массой, причем между углеродными атомами
возникают новые связи и выделяется побочный продукт.
Примером реакции поликонденсации может служить образова-
ние фенольно-формальдегидной смолы в результате взаимодейст-
вия фенола и формальдегида:
2СбН5ОН + СН2О — СвН4 (ОН) - СН2 - С3Н4 (ОН) + Н2О.
фенол формальдегжд промежуточное вещество вода
При избытке формальдегида и наличии щелочного катализато-
ра образуются разветвленные макромолекулы резольной смолы.
Резольные смолы широко применяются при изготовлении пласт-
масс. Различают три формы фенольно-формальдегидной смолы, пе-
Рис. 45. Зависимость удлинения от темпе*
ратуры для трех состояний линейных по-
лиметров:
/—стеклообразное (упруготвердое); 2—вы-
сокоэластичное (каучукообразное); 3—плас-
тичное (вязкотекучее); температура
хрупкости; £с—температура стеклования;
/т—температура текучести; £пл—темпера-
тура плавления
реходящие одна в другую при на-
гревании: смола в стадии А (ре-
зол), Схмола в стадии В (резитол),
•смола в стадии С (резит). Про-
цесс перехода одной формы в
другую при производстве феноль-
но-формальдегидной смолы объ-
ясняется усложнением строения
молекул, их пространственным
разветвлением.
Смола в стадии А хорошо рас-
творяется в спирте, ацетоне, легко
плавится. Смола в стадии В, об-
разующаяся при нагревании ма-
териала до температуры ~ 100°С,
в растворителях только набухает.
Смола в стадии С, образующаяся
при дальнейшем нагреве (до
150—160°С), нерастворима в ор-
ганических растворителях, при нагревании не плавится, при темпе-
ратуре ~300°С обугливается.
Для полимеров характерны три основных состояния при раз-
личных температурах: стеклообразное, высокоэластичное и плас-
тичное (рис. 45).
Стеклообразное состояние — упруготвердое, аморфное; атомы,
входящие в состав молекулярной цепи, совершают колебательное
движение около положения равновесия; движения звеньев и пере-
мещения макромолекул не происходит.
Точка /хр является температурой хрупкости, до точки /Хр поли-
меры отличаются хрупкостью.
Высокоэластичное состояние существует в интервале tc — /т, ха-
рактеризуется способностью материала к большим обратимым
изменениям формы при сравнительно небольших нагрузках (колеб-
лются звенья и макромолекула приобретает способность изги-
баться). Этому состоянию свойственна высокая упругость, эластич-
ность и пониженная твердость.
Вязкотекучее состояние возникает при температуре выше /т,
характеризуется склонностью к необратимой текучей деформации.
ПО
Вязкотекучее состояние напоминает жидкое, но отличается от него
большей вязкостью (подвижна вся макромолекула). Обработка
давлением ведется в вязкотекучем состоянии1’ полимера.
17.2. ПЛАСТМАССЫ, ИХ СВОЙСТВА И МЕТОДЫ ИСПЫТАНИИ
Назначение, состав и классификация пластмасс. Пластические мас-
сы, получаемые на основе синтетических смол или их композиций
с различными наполнителями, могут быть широко использованы не
только как заменители металлов, но и как основные конструкцион-
ные материалы для изготовления ответственных деталей и узлов
летательных аппаратов.
В отечественной и зарубежной практике пластические массы4
применяются в авиационной технике для трехслойных конструкций
с заполнителями в виде сот и пенопластов (рули, элероны, панели
и отсеки крыла, стабилизатора, фюзеляжа, полы, перегородки),
деталей остекления, трубопроводов системы кондиционирования,
легкой мебели для пассажирских кабин и др.
Детали из пластических масс отличаются высоким коэффициен-
том полезного использования материала (Кисп=0,9 ... 0,95). Выбор
материала зависит от назначения и технических требований, предъ-
являемых к изделиям (прочность, теплостойкость, герметичность
и др.).
По назначению пластмассы для авиастроения можно разделить
на следующие группы:
1. Конструкционные для силойых деталей (пластмассы со сло-
истым наполнителем).
2. Пластмассы на основе пресс-порошков и волокнистых напол-
нителей для несиловых деталей.
3. Светопрозрачные для остекления летательных аппаратов.
4. Электроизоляционные и радиопрозрачные.
5. Теплоизоляционные.
6. Фрикционные. .
7. Облицовочно-декоративные.
8. Химические, кислотостойкие.
9. Прокладочные и уплотнительные.
Следует отметить, что одна и та же пластмасса может обладать
комплексом свойств, характерных для разных групп. Например,
стеклотекстолит может служить конструкционным, электроизоля-
ционным и прокладочным материалом.
Основой авиационных пластмасс являются синтетические смо-
лы (связующее вещество); кроме того, в их композицию могут вхо-
дить наполнители (стеклянное волокно или стеклоткань, хлопчато-
бумажная ткань, бумага, древесная мука, асбест, слюда, каолин,
тальк), пластификаторы (камфара, стеарин, дибутилфтален, олеи-
новая кислота), смягчители (стеарин, трансформаторное масло),
красители (мумия, нигрозин, охра) и другие вещества.
Наполнители вводятся для удешевления пластмассы, уменьше-
ния усадки при изготовлении деталей (отверждение термореактив-
111
них полимеров сопровождается усадкой до 10—15%), увеличения
прочностных характеристик (прочности, жесткости, твердости), а
также улучшения антифрикционных или фрикционных свойств,
теплостойкости.
Пластификаторы придают массе повышенную пластичность и
облегают их переработку в изделия.
Стабилизирующие добавки (фенолы, газовая сажа, сернистые
соединения) предохраняют полимерные материалы от изменения
их физико-химических свойств в течение длительного времени. Кра-
сители придают пластмассе необходимую расцветку. Введение ука-
занных компонентов не всегда является обязательным. Многие
пластмассы не имеют наполнителя (преимущественно термо-
пласты).
Основные свойства пластмасс. Малая пл от н ость -(g) прак-
тически не превышает 2,5 г/см3. Плотность полиэтилена равна при-
мерно 1,0 г/см3 , фторопласта — 2,0 г/см3, пенопластов — 0,02—
0,05 г/см3.
Механическая прочность. У некоторых стеклопластиков
предел прочности ов составляет 500—800 МПа. По значению удель-
ной прочности многие пластмассы стоят выше высокопрочных авиа-
ционных сплавов.
Механические свойства пластмасс зависят от температуры.
С повышением температуры прочность и жесткость уменьшаются,
при понижении температуры уменьшается сопротивление удару.
На механические свойства пластмасс оказывает влияние также
структура. Пластмассы с неоднородной структурой неоднородны и
по механическим свойствам. Слоистые пластмассы имеют макси-
мальную прочность вдоль листов наполнителя. Вдоль ориентиро-
ванных вытянутых молекул прочность термопластов максимальна,
в поперечном направлении она уменьшается. В пленках и листах
ориентация полезна, так как при вытяжке в 2—4 раза прочность
материала повышается вдвое.
Известно также, что механические свойства зависят от длитель-
ности нагружения. .При длительном действии нагрузки уменьшает-
ся прочность и появляется ползучесть. С ростом напряжений и тем-
пературы ползучесть увеличивается.
Все пластмассы имеют низкие модули упругости (в 100—
1000 раз ниже, чем у металлов).
Жесткость термореактйвных пластмасс выше жесткости термо-
пластов’
Высокие диэлектрические свойства. Большинство
пластмасс являются отличными диэлектриками, имеют небольшие
диэлектрические потери е, высокое удельное объемное электросо-
противление Qv и значительную электрическую прочность.
Пластмассы легко электризуются при трении и долго сохраняют
статические заряды на поверхности (не электризуются пластмас-
сы, наполненные графитом или порошками металлов).
При разрушении пластмассы под действием электрических раз-
рядов на поверхности изделия образуется обугленный токопрово-
112
Рис. 46. Прибор для определения теплостой-
кости:
/—образец; 2—груз; 3—стрелка; 4—шкала; 5—
термометр; 6—рычаг
дящий слой (полистирол, оргстекло, фторопласты и кремнийорга-
нические полимеры не имеют этого недостатка).
Электрические свойства у пластмасс с неорганическими напол-
нителями выше, чем с органическими наполнителями.
Указанные свойства снижаются при нагреве пластмасс. По этой
причине не рекомендуется использовать пластмассы при частотах
свыше 20 000 Гц (снижается электрическая прочность). Для дета-
лей высокочастотной техники
рекомендуются фторопласт-4,
полиэтилен и ряд других мате-
риалов.
Высокая коррозион-'
ная стойкость, с т о й-
кость против загнива-
ния, химическая стой-
кость. Большинство полиме-
ров отличается стойкостью про-
тив долговременного действия
промышленных агрессивных
сред, включая щелочи и кон-
центрированные кислоты; одна-
ко термопласты растворяются,
а некоторые реактопласты на-
бухают в органических раство-
рителях.
Под действием окружающей
среды полимеры медленно
стареют. При старенйи проис-
ходит разрыв макромолекул на
куски (деструкция). Интенсив-
ность старения определяется
условиями эксплуатации и
структурой. Термопласты стареют быстрее, чем реактопласты.
Стойкость сложных пластмасс зависит от наполнителей, плас-
тификаторов и других составляющих. Пластмассы с неорганичес-
кими наполнителями (стекловолокно, графит, асбест) более стойки,
чем пластмассы с органическими наполнителями (хлопчатобумаж-
ное волокно, бумага).
Хорошие технологические свойства — обрабатыва-
емость давлением, свариваемость, обрабатываемость резанием,
склеиваемость.
Низкая теплопроводность. Многие пластики являются
теплоизоляционными материалами.
Специальные свойства —эластичность, свето- и ра-
диопрозрачность, фрикционные и антифрикционные.
Определение механических и специальных свойств пластмасс.
Механические свойства —предел прочности при растяже-
нии, сжатии, статическом изгибе, твердость по Бринеллю, удельная
113
и ударная вязкость — определяются на стандартных образцах ана-
логично испытаниям металлов и сплавов.
Теплостойкость характеризуется температурным преде-
лом, при котором образцы, находящиеся под нагрузкой, сохраняют
свою форму. Теплостойкость определяется на приборе Мартенса,
на стандартных образцах при нагрузке 500 МПа (рис. 46).
В о до-, бензо-, кер о си-
но-, маслостойкость. Оп-
ределяют погружением взве-
шенного стандартного образца
на 24 ч в дистиллированную во-
ду (при 20°С), в бензин, керо-
син или масло (при 105°С).
Затем образцы снова взвешива-
ют. Водо-, бензо-, керосино-,
маслопоглощаемость определя-
ется по изменению < массы об-
разца после набухания (в про-
центах от первоначальной мас-
сы).
Электро и золяционные
свойства определяются с
помощью высокочастотного ге-
нератора. Образцы с минераль-
ным наполнителем имеют наи-
более высокие электроизоляци-
онные свойства, наиболее низ-
кие — у фенопластов и амино-
пластов.
Рис. 47. Схема фотометра для определения
светопрозрачности пластмасс:
/—источник света; 2—выдвижная трубка, слу-
жащая для приближения источника света к фо-
тоэлементу при прохождении света через ис-
пытываемый образец; 3—шкала для изменения
расстояния от источника света до фотоэлемен-
та; 4—неподвижная трубка; 5—испытываемый
образец; 6—фотоэлементы; 7—гальванометр
Светопрозрачность определяют с помощью фотометра
(рис. 47). Фотометр имеет селеновый фотоэлемент, освещенный
источником света. Интёнсивность освещенности фотоэлемента
определяется при помощи гальванометра.
Усадка. Большинство пластмассовых изделий при изготовле-
нии и пресс-формах под действием высокой температуры расширя-
ется, а при охлаждении их размеры уменьшаются (претерпевают
усадку). Величина усадки зависит от коэффициента линейного тер-
мического расширения и от соотношения смолы и наполнителя.
При повышенной усадке в изделиях возможно появление коробле-
ния и растрескивания. Для полистирола, оргстекла и многих дру-
гих величина усадки колеблется от 0,2 до 1%.
Содержание летучих веществ и влаги должно быть
ограничено. При повышенном их количестве на отпрессованных де-
талях появляется волнистость, коробление. Недостаточное содер-
жание влаги в пластмассах ухудшает текучесть материала. У фе-
нопластов содержание летучих веществ и влаги составляет 2,0—
4,5%, у аминопластов — 3,5—4,0%.
Текучесть. Под текучестью понимают способность пласт-
масс заполнять полости пресс-формы при соответствующих темпе-
114
ратуре и давлении. Текучесть зависит от наполнителя, пластифика-
тора и других компонентов. Установлено, что чем больше в смоле
продуктов полимеризации или конденсации, чем короче волокна
наполнителя, тем текучесть будет более высокой. Стеарин, олеино-
вая кислота и другие смазки увеличивают текучесть пластмассы.
Определяют текучесть на специальной пресс-форме (пресс-форма
Рашига). Мерой текучести считают количество материала в мил-
лиграммах, вытекшего за одну секунду из нижнего отверстия пресс-
формы.
Скорость отвердения пресС-материалов характеризуется
продолжительностью прессования, обеспечивающей получение из-
делий определенного качества. Она зависит от способа прессова-
ния, которое проводится с применением предварительного подогрева
при определенной температуре в течение соответствующего време-
ни с учетом толщины изготовляемого изделия. Таблетки массой
20 г подогревают в электрическом шкафу при температуре 180° С
в течение 6 мин. Затем таблетки помещают в нагретую пресс-фор-
му и подвергают прессованию. Минимальное время, в течение ко-
торого будут получены качественные образцы, отнесенное к толщи-
не образца, будет являться скоростью отвердения.
17.3. ТЕРМОПЛАСТИЧНЫЕ ПЛАСТМАССЫ
Полиэтилен (—СН2—СН2—)п — продукт полимеризации бесцвет-
ного газа — этилена. Молекулярная масса порядка 20 000. Плот-
ность 0,91—0,93 г/см3 у полиэтилена низкой плотности и 0,94—
0,97 г/см3 — у полиэтилена высокой плотности.
Относится к кристаллизирующимся высокомолекулярным сое-
динениям. Чем выше плотность и степень кристаллизации полиэти-
лена, тем выше механическая прочность и теплостойкость матери-
ала. Различают полиэтилены: высокого (ПВД), среднего (ПСД)
и низкого (ПНД) давления.
Стоек к щелочам и большинству кислот, водостоек, не взаимо-
действует с топливом и смазками.
Полиэтилен относится к группе лучших эластичных диэлектри-
ков, обладает высокими диэлектрическйми свойствами при часто-
тах от 109 Гц. Рабочие температуры от —60 до +100°С. Выпуска-
ется в виде пленок, листов, труб, блоков; дешевый материал.
В самолетостроении применяется для изоляции проводов и за-
щитных оболочек кабелей, деталей высокочастотных установок,
радиоаппаратуры. Применяется также для изготовления коррози-
онностсгйких труб, прокладок уплотнения, шлангов, оболочек кон-
тейнеров для подачи топлива и окислителей в камеру сгорания
авиадвигателя.
Недостатком полиэтилена является его подверженность старе-
нию. Для защиты от старения в полиэтилен вводят стабилизаторы
(2—3% сажы). Под действием радиоактивного облучения полиэти-
лен твердеет.
115
Полиизобутилен
н СНз 1
. В зависимости от молекуляр-
Н СН3 .
ной массы может быть как жидкостью, так и твердым каучукопо-
добным веществом. Полиизобутилен обладает высокими электро-
изоляционными свойствами, хорошей химической стойкостью и
влагостойкостью, отличается от полиэтилена более высокой элас-
тичностью, растворимостью в маслах и других органических раст-
ворителях. Полиизобутилен применяется обычно в сочетании с по-
лиэтиленом, так как в чистом виде обладает холоднотекучестью.
Применяется как диэлектрик.
Н Н
Полипропилен
получается в результате поли-
меризации пропилена. Обладает механической прочностью, жест-
костью, теплостойкостью до 150° С.
Полипропилен значительно дешевле полиэтилена. По химичес-
кой стойкости и электроизоляционным свойствам не уступает поли-
этилену, однако он более склонен к окислению.
Предназначается для изготовления труб, пленки, канатов, а так-
же корпусов приборов и аппаратов.
Полистирол
—СН2 —СН—
СоН5
. Плотность q= 1,05 г/см3, твер-
дый продукт полимеризации стирола, молекулярная масса до
1 000000. Рабочие температуры от-—60 до +60° С. Аморфное ве-
щество, прозрачен, водостоек, стоек против действия кислоты и ще-
лочей, набухает в топливе и смазках, хрупок, теплостойкость низ-
кая, склонен к растрескиванию, стареет на воздухе. Легко форми-
руется при температурах 180—220° С, но при 250° С и выше интен-
сивно разрушается, горюч. Имеет исключительно высокие диэлект-
рические свойства.
Широко применяется для деталей высокочастотной изоляции
в радиолокационных установках и электротехническом оборудова-
нии {патроны, ламповые панели, трубки для защиты высокочастот-
ных проводов), для деталей машин (корпусы, ручки, диски). В за-
висимости от методов изготовления различают: -блочный (отлич-
ный диэлектрик), эмульсионный (имеет высокую прочность), и сус-
пензионный (сочетает в себе хорошие диэлектрические и механи-
ческие свойства).
Блочный полистирол (марки Д, Г} предназначается для изде-
лий технического и бытового назначения. Ударопрочный полисти-
116
Рис. 48. Диаграмма напряже-
ние-деформация:
/—для полистирола; 2—для
ударопрочного полистирола
рол представляет собой блокосополимер полистирола с 10—15% син-
тетического каучука. Имеет бол ее высокую прочность и относитель-
ное удлинение по сравнению с обычным полистиролом (рис. 48).
В авиастроении применяется также материал СНП (сополимер
полистирола с акрилонитрилом и нитрильным каучуком, он стоек
к воде, бензину, маслам, морской
воде, но диэлектрические свойства
у него ниже по сравнению с обыч-
ным полистиролом.
Ударопрочный сополимер
(СНП-1, СНП-2 и т. д.) применяет-
ся для внутренней отделки самолета,
идет также для изготовления теле-
фонных аппаратов, корпусов телеви-
зоров, внутренних частей холодиль-
ников и др.
Поливинилхлорид (—СН2—
СНС1—)п — прозрачная стекловид-
ная смола с желтоватой окраской.
Интенсивность окраски увеличива-
ется при нагреве или облучении
солнечным светом. Плотность q =
= 1,2... 1,6 г/см3; аморфный поли-
мер; рабочие температуры от —40
до +60°С.
Поливинилхлорид отличается высокой механической прочностью
и поверхностной твердостью. По химической стойкости поливинил-
хлорид уступает полистиролу. Марки: ПВХ-С70 (кабельный, свето-
стоек), ПВХ-Л2 (для изоляции, мягких пленок).
Пластмассы из поливинилхлорида имеют хорошие электроизо-
ляционные свойства, атмосферостойки.
При введении пластификатора получают перхлорвиниловый
пластикат, применяемый в виде эластичных пленок.
Непластифицированный твердый поливинилхлорид называется
винипластом.
Винипласт. Цвет от светлого до темно-коричневого. Имеет высо-
кую механическую прочность и упругость. Обладает химической
стойкостью, большой электрической прочностью. Выпускается в ви-
де пластин и листов толщиной от 2 до 20 мм, прутков, труб и по-
рошка (для переработки в изделия). Может работать-в нормаль-
ных условиях, при нагреве разупрочняется, при низких температу-
рах становится хрупким. Зависимость механических свойств вини-
пласта от температуры приведена на рис. 49.
Винипласт легко сваривается, обрабатывается резанием.
Применяется как защитное покрытие электропроводов, для де-
талей вентиляционных установок, труб для подачи агрессивных
газов, жидкостей и воды, для облицовки гальванических ванн, для
защитных покрытий металлических емкостей и др.
Марка винипласта: П-С60, П-С62 и др.
117
Поливинилхлоридный пластикат. Вырабатывается в форме валь-
цованных листов, лент и трубок. Представляет собой мягкий не-
прозрачный материал различных цветов. Обладает эластичностью,
морозостойкостью, водо-, масло- и кислотостойкостью. Склеивает-
ся, сваривается и легко обрабатывается резанием. Имеет хорошие
электроизоляционные свойства.
В самолетостроении используется для изготовления уплотни-
тельных прокладок воздушных и гидравлических систем, футеров-
ки контейнеров для хранения кислот.
Упаковочная полихлорвиниловая пленка. Применяется в качест-
ве упаковочного материала в виде герметичных чехлов для консер-
вации и при транспортировке авиационных двигателей, для средств
защиты от воздействия радиоактивных веществ и др.
Рис. 50. Зависимость напряжение-
деформация для полиамидов:
/—до ориентирования; 2—после ори-
ентирования
Рже. 49. Зависимость механических
свойств винипласта от температуры:
/—предел прочности при растяже-
нии; 2—относительное удлинение
при разрыве
Полиамиды NH—СО—(СН2)тп—NH—СО—(СН2)П. Это твердые
кристаллизирующиеся полимеры, имеющие цвет от белого до свет-
ло-желтого. Плотность q=1,14 г/см3. Интервал рабочих температур
лежит от —45 до +150°, но под нагрузкой — до +80°С.
Полиамидные пластмассы принадлежат к наиболее прочным,
жестким и вязким термопластам и обладают антифрикционными
свойствами, износостойкостью (коэффициент трения f<0,05), со-
противлением вибрациям. К полиамидным пластмассам относятся:
капрон, найлон, рилсан, анид и др.
Синтетические волокна из капрона и найлона отличаются упру-
гостью и высокой прочностью. Прочность волокон можно повышать
путем ориентирования (рис. 50).
Капроновые ленты ЛКТ служат для мякого крепления остекле-
ния самолетов, кордная ткань используется при изготовлении авиа-
покрышек,-ткань МЭК — для элеронных компенсаторов, ч прочные
капроновые ткани и шнуры применяются при производстве пара-
111
шютов. Из полиамидов изготавливают также уплотнители гидро-
систем' маслобензопроводы, втулки, подшипники, болты, * гайки,
шестерни, колеса центробежных насосов, буксирные канаты и др-
Полиамидные материалы применяются также в качестве изно-
соустойчивых покрытий,' наносимых на металлы методом напы-
ления.
Недостатки: подверженность старению, низкая гигроскопич-
ность.
Марки: П-6, П-68, П-548 и др.
Полиуретаны содержат уретановую группу—NH—СОО—. Кис-
лород в молекулярной цепи сообщает полимерам гибкость, элас-
тичность. Полиуретаны обладают атмосферостойкостью, морозо-
стойкостью (до —70°С), теплостойкостью (до +170°С).
Свойства полиуретанов близки к свойствам полиамидов.
Достоинством полиуретанов является высокая адгезия (сцепля-
емость) к металлической поверхности, оргстеклу и другим мате-
риалам.
Применяются при производстве парашютных тканей, изоляции
и др. Предназначаются также для получения пленок. Промышлен-
ностью выпускается термопластичный литьевой материал ПУ-1
(9=1,21 г/см3), перерабатываемый в радио- и электротехнические
детали.
Фторопласты — полимеры, состоящие преимущественно из угле-
рода и фтора; плотность 9= 1,5 ...2,5 г/см3. Фторопласты обладают
большой эластичностью, морозостойкостью, теплостойкостью,
электроизоляционными свойствами.
Важным достоинством является их абсолютная стойкость про-
тив действия агрессивных сред, включая концентрированную азот-
ную кислоту, царскую водку, щелочи и окислители.
Получение фторопластов основано на реакции полимеризации
непредельных галлоидных производных этилена, например:
п (CF2-CF2) — CF2 - CF2 - CF - CF2...
тетрафторэтилен фторопласт (тефлон)
Фторопласт-4. Служит для изготовления деталей, стойких к дей-
ствию сильных агрессивных сред (емкостей для хранения-сильных
окислителей, контейнеров аккумуляторов, кранов, труб, шлангов,
вентилей, прокладок, уплотнителей).
Рабочие температуры для эксплуатации от —195 до +250°С.
Отличный диэлектрик, по'диэлектрическим свойствам превос-
ходит полиэтилен и полистирол. Применяется в электрорадиообо-
рудовании самолетов.
Фторопласт-3. По химической стойкости он сходен с фтороплас-
том-4, по прочности превосходит фторопласт-4. Термостойкость
ниже, допускается эксплуатация в интервале температур от —195
до 100° С.
Фторопласт-3 используется как низкочастотный диэлектрик,
как антикоррозийное покрытие на металлах, а также при изготов-,
лении химически стойких труб, шлангов, клапанов.
11»
Помимо указанных марок в технике также применяются марки:
фторопласт-26, фторопласт-40, фторопласт-42 и др.
Органическое стекло — термопласт на основе сложных эфиров
акриловой и метакриловой кислот.
Полиметилметакрилат. Бесцветная и прозрачная смола с высо-
кой прочностью и атмосферостойкостью. Плотность q=1,18 г/см3,
имеет формулу
/СН3 Л
СН2-С<
XCOOCH3J
п
Растворяется в уксусной кислоте, ацетоне, дихлорэтане, образуя
клейкие растворы. При температуре 80° С начинает размягчаться;
при 105—150° С — пластичен, что позволяет формовать различные
детали. Рабочие температуры от —60 до + 80° С. При температуре
270—300° С разрушается полностью.
Органическое стекло выпускается в виде листов толщиной от
0,8 до 24 мм. Светопрозрачность 92%.
Увеличение термостойкости и ударной вязкости оргстекла до-
стигается:
1) вытяжкой в пластичном состоянии в разных направлениях
(ориентированные стекла). При этом прочность, вязкость и поверх-
ностная твердость увеличиваются в несколько раз. Детали остекле-
ния, изготовленные из двухосноориентированного органического
стекла, отличаются локальностью поражения при пробоях, опти-
ческие свойства высокие;
2) сополимеризацией или привитой полимеризацией полиметйл-
метакрилата с другими полимерами, что повышает поверхностную
твердость и теплостойкость;
3) применением многослойных стекол (триплексов) на основе
органических стекол, склеенных прозрачной пленкой.
Органическое стекло хорошо шлифуется, обрабатывается реза-
нием, склеивается, сваривается, легко деформируется при нагреве
що ПО—140° С, что позволяет изготовлять из него стекла сложной
формы методом штамповки или вакуумного формования.
Трубы из оргстекла получают на червячных прессах.
Промышленность выпускает оргстекло марок СОЛ, СТ-1, СО-95,
СО-120, СО-140, ориентированное ДОР-16, теплостойкое 2-55 и тер-
мостабилизированное Т2-55.
Органическое стекло СОЛ — пластифицированный метилмета-
крилат. Размягчается при 90—95° С, формуется при 105—150° С
и сваривается при 140—145° С. Выпускается в виде листов (от 2 до
20 мм). Может обеспечить надежную работу в интервале ±60°С.
Органические стекла СТ-1, СО-120, СО-140 могут работать при
температуре от —60 до + 140° С.
Оргстекло ориентированное ДОР-16 получают плоскостной вы-
тяжкой или сжатием органического стекла, нагретого выше темпе-
ратуры размягчения. Ориентированное оргстекло обладает повы-
шенными физико-механическими свойствами, пониженной хруп-
120
костью. Применяется при рабочих температурах от —60 до +60° С.
Органические стекла 2-55 и Т2-55 — сополимеры метилметакри-
лата с различными добавками. Имеют повышенную теплостой-
кость, хорошо обрабатываются. Оргстекло 2-55 работает в интер-
вале температур от —60 до +160° С, а Т2-55 — от —60 до +240—
300° С.
Оргстекло широко применяется для остекления герметичных
и негерметичных кабин самолета и башен турелей, при изготовле*
нии стекол для кодовых и сигнальных огней и др. Недостатки орг-
стекла: склонность к растрескиванию под напряжением (появление
«серебра»), низкая износостойкость.
Сополимер МС-3 — сополимер метилметакрилата со стиролом.
Методом литья под давлением и прессованием из него выполняют-
ся детали технического назначения.
Сополимер МСН-0 — сополимер метилметакрилата стирола и
акрилонитрила. Детали, изготовленные из порошка этого материа-
ла, отличаются повышенными упругоэластичными свойствами.
Литьевой материал ЛП — сополимер метилметакрилата с мети-
лакрилатом. Применяется для изготовления радиодеталей, бензо-
стойких деталей сложной формы.
Триплекс. Безосколочное стекло триплекс при поражении не да-
ет осколков, плотность р=1,16 г/см3, широко используется для ос-
текления летательных аппаратов.
Органический триплекс ОТ-16 изготавливается из двух листов
оргстекла марки СОЛ, склеенных бутварной пленкой БН. Может
применяться в интервале температур от —60° до +60° С для остек-
ления высотных кабин самолетов.
Его преимущество перед оргстеклом состоит в том, что при
больших ударных и статических нагрузках в нем создается мест-
ный, локальный очаг разрушения, тогда как оргстекло разрушается
целиком. По светостойкости он находится на уровне обычного ор-
ганического стекла.
Теплостойкий органический триплекс ОТ-СТ-1 на основе орга-
нического стекла СТ-1 с применением промежуточной бутварной
пленки БН обладает значительной теплостойкостью, рабочие тем-
пературы от —60° до + 140° С.
Органический триплекс ОТ-200 состоит из органических стекол
типа 2-55, склеенных эластичной прозрачной пленкой БН, тепло-
стоек до 200° С, хорошо сопротивляется ударным нагрузкам; при-
меняется для остекления герметичных кабин высокоскоростных са-
молетов в условиях перепада температур, а также
ния шлемов высотных костюмов и др.
Поликарбонаты — полиэфир угольной кислоты;
Формула поликарбоната
для изготовле-
q=1,2
г/см3.
сн3
01
-ОН.
СН3
-J/I
121
Это кристаллический полимер, которому при плавлении и по-
следующем охлаждении можно придать аморфную структуру.
В этом случае он становится стеклообразным и прозрачным. Поли-
карбонаты отличаются одновременно гибкостью, прочностью и
жесткостью. Поликарбонат химически стоек в растворах солей,
разбавленных кислот, щелочей, топлива, масел, стоек ж старению.
Интервал рабочих температур от —100 до + 130° С.
Выпускается в виде гибких, прочных пленок с хорошими элект-
роизоляционными свойствами. Применяется для изготовления ра-
диодеталей, подшипников, шестерен; имеет высокую ударную вяз-
кость.
Промышленность выпускает поликарбонат-дифлон двух марок:
К (для изготовления деталей конструкционного назначения), Э
(для изготовления электроизоляционных изделий).
Пенопласт (пептон) является хлорированным полиэфиром, фор-
мула пентона
СН2С1
-СН2- С -СН2-О-
I
СН2С1
Пентон устойчив к нагреву (до 180°С), водостоек, стоек к старе-
нию, хорошо формуется. По химической стойкости занимает про-
межуточное положение между фторопластом и винипластом. Пред-
назначается для изготовления труб, гибких шлангов, деталей на-
сосов, емкостей, клапанов, деталей точных приборов и др.
Полиформальдегид — литейный полимер, имеющий в цепи кис-
лород (—СН2—О—) п. Отличается твердостью, жесткостью, ударо-
прочностью, водостоек, обладает износостойкостью, стоек к мине-
ральным маслам и бензину. Рабочие температуры от —40 до
+ 130° С.
Полиформальдегид применяется для изготовления шестерен,
клапанов, подшипников и т. д. Промышленность выпускает поли-
формальдегид марок: А (литьевой), Б (экструзионный).
Полиимиды обладают уникальными свойствами: высокой тер-
мостойкостью, хорошими механическими и диэлектрическими свой-
ствами, стойкостью к растворителям и радиационному облучению.
Выпускаются в виде пленок, волокон, инструкционных мате-
риалов.
В зависимости от строения исходных мономеров могут быть
получены как неплавкие, так и размягчающиеся в области высоких
температур полиимиды. Рабочие температуры полимиидов от —200
до 4-400° С.
Физико-механические свойства стеклопластиков на основе по-
лиимидов значительно выше, чем на основе кремнийорганнческих
полимеров. Покрытия полинмнднымн лаками обладают исключи-
тельно высокой стойкостью к тепловому удару и высокой эластич-
ностью.
122
Таблица It
Физико-механические свойства некоторых термопластов
Термопласт Q, Г/СМ3 t *с рабочая’ ав, МПа <?_в, МПа %зг» МПа 8, % QH, кДж/м2 Электрическая прочность, кВ/мм
*шах *min
Полиэтилен Полистирол Фторопласт-4 Фторопласт-3 Оргстекло СОЛ Винипласт Полиамид Поликарбонат Пентон Полиформаль- дегид 0,922—0,960 1,05—1,10 2,15—2,35 2,09-2,16 1,20 1,40 1,10—1,14 1,17-1,22 1,40 1,40 110-125 80 250 125 60 65 60—110 130-140 150 135 -70 -20 -269 -195 -60 -40 -25..-35 -135 —100 12—38 35-40 14—31,5 30—50 70 40-60 25—70 60—70 42 65-70 100 20 50—57 85 80—160 70—90 80—90 130 12—38 50—100 11—14 60-80 60 80-120 18—100 80—100 50—70 80—90 150-900 0,4-3,5 250—350 200 \ 2,5—4,0 10-50 250 35-100 13—75 10-22 100 20-160 12 50—100 100—130 90-350 35-40 30-100 45—60 20 35—40 13-15 15—20 15-20 30—100 16—25 20
Таблица 14
Физико-механические свойства стеклотекстолитов
Связующее (смола) Плотность, г/см* Теплостой- кость по Мартенсу, °C Предел прочности, МПа Модуль упру- гости, МПа Модуль сдвига, МПа
При растяжении При сжатии При изгибе i При сдвиге вдоль слоев 1
по основе по утку вдоль слоев перпенди- кулярно слоям по основе по утку по основе по Утку под 45°
Фенольно-фор- мальдегидная мо- 0,185—0,190 240—280 320—400 200— 249 ПО- 172 350-358 150-338 17,5—19 20 000 11 000 3400— 4000 2580 7 500
дифицированная 213,5 12,5
Фенольно-фур- 1,59 270—320 350 195 107 — 18 850 9 880 2500 2500 6 000
фурольно-фор- If Л ТТТ IT ТГ <т о о
мальдегидная Фенольно-крем- 1,85 300—350 370 213 161 372,5 261 17,5 22 250 10 850 3800 3800 6 800
нийорганическая 420 6,5
Эпоксидно-фе- нольная 1,73 240 408 335 260 414 22 000 16 300 3500 3500 10 450
Полиэфирная 1,60-1,70 270-290 250—430 — 153,5 — 180-345 5,5-4,1 21000 10 100 — — 7 590
Сочетая в себе высокую термостойкость, механическую проч-
ность, отличные диэлектрические характеристики и стойкость к
различным видам излучения, полимииды являются незаменимым
материалом в электро-радио-приборостроении и других отраслях
техники.
Физико-механические свойства термопластов приведены в
табл. 13.
Материалы на основе эфиров целлюлозы. Целлюлозные плас-
тики— термопластичные композиционные материалы на основе
простых и сложных эфиров целлюлозы.
Обрабатывая целлюлозу кислотами или спиртами, можно прев-
ратить ее в эфиры. При этом повышаются влагостойкость и элект-
роизоляционные свойства полученного материала. Эфиры целлюло-
зы отличаются высокой электрической прочностью.
Нитроцеллюлоза предназначается для получения пластмасс и
лакокрасочных материалов (нитролаки). Она содержит достаточ-
но кислорода внутри молекулы, чтобы гореть без доступа воздуха,
поэтому нитроцеллюлозные материалы легко воспламеняются, что
является их недостатком.
Ацетилцеллюлоза менее горюча, более прочна, но обладает по-
вышенной гигроскопичностью. Ацетобутиратцеллюлоза характери-
зуется более высокой влагостойкостью, нагревостойкостью и элас-
тичностью.
Пластифицированный этиловый эфир целлюлозы (этилоид) от-
личаемся прозрачностью, светостойкостью, влагостойкостью, хоро-
шими механическими и электроизоляционными свойствами. Широ-
ко применяется при производстве пластмасс. В самолетостроении
широко применяются следующие материалы на основе эфиров цел-
люлозы.
Этрол ацетилцеллюлозный. Устойчив к действию спирта, бензи-
на и масла, не горит. Выпускаются марки 2ДТ-43, 2ДТ-55 и Д-30.
Применяется для различных авиадеталей: ручки, кнопки, штурва-
лы, щитки приборов. Из этрола Д-30 изготавливают прозрачные
изделия.
Этрол ацетобутиральный. Выпускается двух марок АБЦЭ-12 и
АБЦЭ-20. Из этрола АБЦЭ-20 делают рулевые колеса, а из этрола
АБЦЭ-12 — детали автомобилей (для эксплуатации в условиях
обычного и тропического климата).
Этрол этилцеллюлозный марок ЭПТ и ЭЛТ применяется для
изготовления штурвалов, рычагов, рукояток, эксплуатируемых в
тропических условиях.
Этрол нитроцеллюлозный марок А и Б применяется для изго-
товления штурвалов, рукояток и др.
17.4. ТЕРМОРЕАКТИВНЫЕ ПЛАСТМАССЫ
Связующие вещества. В качестве связующих веществ применяются
термореактивные смолы, в которые иногда вводятся пластифика-
торы, отвердители, растворители.
124
Смола склеивает как отдельные слои наполнителя, так и эле-
ментарные волокна и воспринимает нагрузку одновременно с ним;
связующее вещество после отверждения должно обладать доста-
точной прочностью на отрыв при расслаивании материала. Важно,
чтобы коэффициенты термического расширения связующего ве-
щества и наполнителя были близки. При производстве пластмасс
широко используют фенольно-формальдегидные, эпоксидные, поли-
эфирные, кремнийорганические смолы и их модификации.
Наибольшей адгезией к наполнителю обладает эпоксидная смо-
ла, что позволяет получать пластмассы с высокой механической
прочностью. Кремнийорганическая смола обеспечивает наиболь-
шую теплостойкость пластика (до 360° С), но механическая проч-
ность пластмасс на кремнийорганическом связующем сравнитель-
. но невелика.
Эпоксидные и полиэфирные смолы способны к отверждению при
комнатной температуре, могут быть использованы для получения
крупногабаритных изделий.
Фенольно-формальдегидные смолы имеют две раз-
новидности: резольные и новолачные. Для отверждения резольных
полимеров требуется только нагрев, для новолачных — нагрев и от-
вердители. В обоих случаях отверждение ведется при температуре
160—200° С и давлении ISO—1300 МПа»
Резольные смолы обеспечивают более высокие диэлектрические
свойства, химическую, стойкость и водостойкость и в смесях с ми-
неральными наполнителями используются для электротехнических
целей, но технологичность у них невысокая (ниже, чем у новолач-
ных). Новолачные смолы быстрее отверждаются, пластичны при
прессовании.
Фенольно-формальдегидные смолы (фенопласты)* стойки про-
тив агрессивных растворов, топлива, смазки износостойки, тепло-
стойки, хорошо сопротивляются ползучести и недороги. Основной
недостаток фенопластов — повышенная хрупкость.
Фенопласты используются для изготовления ручек, кнопок, кор-
пусов приборов, электроарматуры (с порошковым наполнителем),
шкивов, маховиков, фланцев, направляющих втулок (с волокнис-
тым наполнителем). Слоистые пластмассы на основе фенольно-
формальдегидных смол используются для подшипников скольже-
ния, работающих при невысоких удельных давлениях; зубчатых ко-
лес, работающих бесшумно; деталей повышенной износостойкости.
К фенопластам близки по свойствам мочевино-формальдегид-
ные и меламино-формальдегидные полимеры (аминопласты). В от-
личие от фенопластов они прозрачны, технологичность у них невы-
сокая (хуже прессуются), кроме того, они дороже.
Эпоксидные смолы выпускаются твердыми и жидкими.
Жидкие более (распространены из-за удобств переработки в изде-
лия. Отверждение эпоксидов не требует давления и производится
при помощи щелочных и кислотных отвердителей. Эпоксидные смо-
лы сохраняют неизменной свою консистенцию при хранении, обла-
дают высокой адгезией к металлам, минеральному стеклу, пласт-
125
массам, имеют малую усадку, высокую химическую стойкость, ди-
электрические свойства. а
В пеотвержденном состоянии эпоксидная смола *меет сравни-
тельно низкую молекулярную массу, а отдельные макромолекулы—
линейную структуру. Такую смолу можно перевести в высокомо-
лекулярное соединение с сетчатой структурой добавлением отвер-
дителя. Отвердители могут быть диамины, двухосновные кислоты.
Процесс отверждения смолы не сопровождается выделением
побочных продуктов. Эпоксидные полимеры и смеси (компаунды)
применяют в самолетостроении для герметизации электронной ап-
паратуры, покрытий на металлах, клеев и др.
Недостатки — высокая стоимость, токсичность исходных ве-
ществ.
Полиэфирные смолы (алкидные) — это жидкие вещества,,
которые быстро отверждаются при небольшом нагреве (до 60°С).
Преимущества полиэфиров: прозрачность, хорошая сцепляе-
мость со стекловолокном, стойкость против старения, легкость об-
работки, хорошие диэлектрические свойства.
Недостатки: горючесть, небольшая теплостойкость, большая
усадка.
Применяются полиэфиры для получения стеклопластиков (ба-
ки, контейнеры, обшивка, трубы), для герметизации оборудования.
Кремний органические полимеры (силиконы). Крем-
нийорганические смолы, как упоминалось выше, способны сопро-
тивляться действию высоких температур, а по диэлектрическим
свойствам и водостойкости превосходят большинство термостабиль-
ных поликонденсационных смол. Они обладают удовлетворитель-
ной адгезией к минеральному стеклу, асбесту, слюде. Отличаются
стойкоствю против старения.
Отверждение ведется при нагреве до 200—250°С под давлением
и без давления. Основное применение — теплостойкие стеклоплас-
тики, лаки, клеи, заливка электрооборудования.
Амино-формальдегидные смолы. К ним относятся
бесцветные, прозрачные, стеклообразные продукты, получаемые ре-
акцией поликонденсации мочевины и формальдегида или меламина
и формальдегида.
Отличаются водостойкостью, теплостойкостью, светостойко-
стью. В водном растворе термореактивные амино-формальдегид-
ные смолы обладают высокой адгезией к целлюлозосодержащим
материалам. Это свойство сохраняется и после отверждения плен-
ки. Отверждение амино-формальдегидных смол сопровождается
интенсивным выделением летучих веществ.
Пластики на основе пресс-порошков. В пресс-порошках в ка-
честве наполнителя для изделий общетехнического назначения ис-
пользуют древесную муку, в качестве связующего— фенольно-фор-
мальдегидную смолу (К-18-2, К-21-22, К-220-21. К-220-23 и др.).
Применяются для малонагруженных деталей общего и электро-
технического назначения (корпусов, крышек, выключателей и др.).
Прочность этих материалов небольшая.
126
Для деталей повышенной механической прочности и термостой-
кости применяют порошки К-6-Б (наполнитель — асбестовая му-
ка), К-211-34 (наполнитель — кварцевая мука и молотая слюда),
К-114-34 (наполнитель — кварцевая мука) и др.
Пресс-порошок К-79-79 на основе меламино-формальдегидной
смолы предназначается для изделий, которым можно придать лю-
бой цвет.
Пресс-порошки на основе мочевино-формальдегидной смолы и
целлюлозы (аминопласты) предназначаются для деталей, работа-
ющих в условиях воздействия керосина, слабых кислот, щелочей,
смазочных масел (кнопки, ручки, крышки, корпуса приборов).
Аминопласты бесцветны и поддаются окрашиванию в любые
цвета. Выпускаются различные марки, например, К-77-51, К-78-51
и др.
Пресс-порошки на основе кремнийорганической смолы (смола+
асбест + молотый кварц) КМК-218, КМК-218Л, КМК-9 отличаются
теплостойкостью, диэлектрическими свойствами; рекомендуются
для деталей, работающих при температурах до 300—350°С.
Пресс-материал КФ-9 (кремнийорганическая смола, модифици-
рованная фторопластом-4; наполнитель) предназначается для
высокочастотных электрорадиодеталей, длительно работающих при
температуре от —60 до +250° С.
Пресс-материал СНК-2-27 представляет собой композицию на
основе фенольно-формальдегидной смолы, модифицированной нит-
ральным каучуком, и измельченной стеклянной нити (применяется
для электрорадиодеталей).
Пресс-материалы ТП-110Р и ТП-ПОРМ получают на основе
кремнийорганической смолы, кремнеземной нити и порошкообраз-
ных минеральных наполнителей. Применяются для электрорадио-
технических деталей.
Волокнистые пластмассы по сравнению с пластмассами на ос-
нове пресс-порошков отличаются более высокой ударной вязко-
стью, а некоторые из них — повышенной теплостойкостью.
Волокниты представляют собой композиции из волокнисто-
го наполнителя в виде очесов хлопка, пропитанного фенольно-фор-
мальдётидным связующим. Волокнит применяется для деталей
обычно технического назначения с повышенной устойчивостью к
ударным нагрузкам (шкивов, маховиков, фланцев, направляющих
втулок) и как диэлектрик.
Асбоволокниты содержат в качестве наполнителя асбест,
связующим служит фенольно-формальдегидная смола. Преиму-
ществами асбоволокнитов являются повышенная теплостойкость
(свыше 200°С), ударопрочность, фрикционные свойства.
Асбоволокниты марок КФ-3, ФК-16Л, б-КХ-1, обладающие
высоким коэффициентом трения, относятся к группе фрикционных
асбопласгиков; применяются для фрикционных дисков, колодок
тормозов авиаколес и др.
В качестве электроизоляционных/ дугостойких асбопластиков
применяются марки К-6, К-41-5, КМК-218.
127
Рис. 51. Зависимость прочности стек-
ловолокна от его диаметра
Стекловолокниты. Это композиции, состоящие из связу-
ющего— синтетической смолы и стекловолокнистого наполнителя.
Применение в качестве наполнителя тонкого стеклянного во-
локна, имеющего высокую прочность при растяжении, позволяет
получать материалы, превосходящие по удельной прочности мно-
гие конструкционные материалы, в том числе легированные стали.
Стеклопластики обладают хорошими диэлектрическими и радио-
техническими свойствами, низкой теплопроводностью, высокой хи-
мической стойкостью, хорошо проти-
востоят действию ударных и вибра-
ционных нагрузок.
Роль связующего в стеклопла-
стике сводится, главным образом, к
объединению отдельных стеклянных
волокон в монолитный материал.
Кроме того, связующее придает сте-
клопластику специальные физико-
химические свойства: теплостой-
кость, химическую и радиационную
стойкость, необходимые диэлектри-
ческие, радиотехнические и другие
свойства.
Свойства стеклопластиков, в том
числе стекловолокнитов, в значи-
тельной степени зависят от качества
волокна.
Стеклянное*волокно получают путем вытягивания расплавлен-
ного бесщелочного стекла при температуре 1200—1400° С через
тонкие отверстия (фильтры) с большими скоростями. Тонкие стек-
лянные волокна обладают очень большой прочностью. Так, волок-
но диаметра 2—3 мкм имеет предел прочности при растяжении
5000—6000 МПа. С увеличением диаметра изолированных стеклян-
ных волокон их прочность падает (рис. 51). Однако на практике
используются волокна диаметром 5—15 мкм, что обеспечивает дос-
таточно высокую прочность стеклопластиков.
При изготовлении стекловолокнитов применяется непрерывное
стекловолокно и короткое волокно, причем прочность непрерывно-
го волокна в 3,5 раза выше, чем короткого.
Стекловолокно не горит, устойчиво к действию ультрафиолето-
вых лучей, отличается химической стойкостью и, являясь армирую-
щим элементом, принимает на себя основные нагрузки при
работе.
В авиатехнике применяются марки стекловолокнитов АГ-4В (с
неориентированным волокном) и АГ-4С (с ориентированным во-
локном). Пластик типа АГ-4 легко прессуется, имеет хорошие
электроизоляционные свойства, не стареет, отличается водостой-
костью. Рекомендуется для изготовления высоконагруженных дета-
лей конструкционного и электротехнического назначения, длитель-
но работающих при температуре 200—250° С.
128
Физико-мехадические свойства термореактивных пластмасс при-
ведены в табл.: 16) J
Технологическая схема получения пресс-материала АГ-4В при-
ведена на рис. 52. Технология получения пресс-материала АГ-4
включает следующие основные операции: подготовку стекловолок-
на, подготовку связующего, смешивание компонентов, разрыхление
материала, сушку, контроль и упаковку.
Рис. 52. Технологическая схема получения
пресс-материала АГ-4В:
/—термокамера; 2—дисковый нож; 3—чесаль-
ная машина; 4— емкость для распущенного
стекловолокна; 5—смеситель для приготовления
связующего; 6—лопастной смеситель; 7—раз-
рыхлитель пресс-массы; 8—сушилка
Смола. Р-1
В настоящее время наша промышленность выпускает ряд но-
вых волокнистых материалов: пресс-материал П-5-2 (на основе
фенольно-формальдегидной смолы, модифицированной полиамид-
ной смолой, и кремнеземной нити), пресс-материал ВЭП-1 (компо-
зиция, состоящая из фенолокремнийорганического связующего и
кремнеземного волокна).
Кроме того, для специальных целей используются угольные,,
бериллиевые, кварцевые, керамические, а также монокристалли-
ческие волокна «усы» из различных металлов, обеспечивающие ра-
боту армированных материалов в авиаконструкциях, испытываю-
щих значительные нагрузки. Выпускаемые стекловолокнистые ма-
териалы обрабатываются специальными составами (аппретами)т
что повышает водостойкость поверхности волокон.
Слоистые пластмассы. В слоистых пластмассах наполнителями
служат различные слоистые материалы, преимущественно ткани.
К их числу относятся: стеклотекстолит — стеклянная ткань,,
пропитанная смолой; стеклопластики с ориентированным волокном,
пропитанные смолой; текстолит — хлопчатобумажная ткань, про-
питанная ^молой; гетинакс — плотная бумага, пропитанная смолой;
дельта-древесина (древесно-слоистый пластик)—древесный шпон,
пропитанный смолой; асботекстолит — асбестовая ткань, пропитан-
ная смолой.
В качестве связующего вещества применяются термореактив-,
ные смолы: фенольно-формальдегидные, эпоксидные, полиэфирные
и другие.
5 2598
129
Стеклотекстолит принадлежит к числу наиболее прочных
авиационных материалов. Плотность его 1,5—1,9 г/см3. Предел
прочности ов на растяжение отдельных марок достигает 500 МПа
и более. По удельной прочности стеклотекстолит превосходит тита-
новые сплавы; имеет высокие диэлектрические свойства, хорошие
теплоизоляционные свойства. Стеклотекстолит обладает также
высокой стойкостью к воде, керосину, бензину, авиационным мас-
лам. Удовлетворительно обрабатывается резанием, склеивается.
Модуль упругости его невелик (£= 14000...22000 МПа).
Стеклотекстолит марки ЭФ-32-301 выпускается в виде листов
(стеклоткань, пропитанная эпоксидной смолой), рекомендуется
для крупногабаритных деталей, работающих при высоких механи-
ческих нагрузках и нагреве до 200° С.
- Марка СТЭФ (стеклоткань, пропитанная эпоксифенольной смо-
лой) рекомендуется для электроизоляционных деталей, работаю-
щих в условиях повышенных температур (до 300°С). Стеклотексто-
лит КАСТ (стеклоткань, пропитанная фенольно-формальдегидной
смолой) рекомендуется для деталей приборов, аппаратуры элект-
рических машин, для контейнеров мягких топливных баков и дру-
гих изделий (толщина листа от 0,5 до 2,5 мм):
Стеклотекстолит КАСТ-В изготовлен на основе стеклянной тка-
ни, пропитанной модифицированной фенольно-формальдегидной
смолой (толщина плит от 15 до 30 мм); применяется для теплоизо-
ляционны^ прокладок,* работающих при температуре до 200° С.
Прочность стеклотекстолита марок КАСТ и КАСТ-В сравнительно
небольшая.'
Более высокой прочностью обладают марки* ВФТ-С, ЭФ-32-301,
СГ-911С.
Физико-механические свойства стеклотекстолитов приведены
в табл. 14.
Стеклотекстолит в конструкции самолета может быть использо-
ван для изготовления силовых элементов — обшивки фюзеляжа и
крыла, нервюр, полок лонжеронов, стрингеров, для деталей опере-
жения— элеронов, закрылков и для многих.мелких деталей — люч-
ков, коробок и др. Кроме того, он применяется в сочетании с легки-
ми заполнителями — пенопластами или сотовыми материалами.
Стеклопластик СВАМ — стекловолокнистый анизотропный
материал.
Для изготовления высокопрочного пластика СВАМ в качестве
наполнителя используют ориентированное стекловолокно, не ослаб-
ленное круткой или переплетением.
При изготовлении этого материала стеклянные волокна сразу
же после вытяжки из фильер плавильного агрегата покрывают по-
лимерным связующим. Процессы получения стеклянного волокна
и его пропитка осуществляются на одном агрегате. Поскольку стек-
лянное волокно не подвергается кручению и текстильной перера-
ботке, то возможно получение материала СВАМ из толстых стек-
ловолокон (диаметром до 100 мкм и более), а это значительно уве-
личивает производительность,
130
Листовой материал, полученный пропиткой направленного во-
локна фенольно-формальдегидными или эпоксидными смолами, на-
зывается стеклошпоном. Свойства стеклошпона неодинаковы в раз-
личных направлениях. Путем горячего прессования листов стекло-
шпона получают анизотропный материал — стеклофанеру, где
листы располагаются относительно друг друга под углом 90°.
Стеклопластик СВАМ имеет очень высокий предел прочности
на растяжение (950 МПа). СВАМ отличается высокими диэлект-
рическими характеристиками, большой водо- и теплостойкостью,
химической стойкостью. В авиационных конструкциях применяется
в виде силовых или теплоизоляционных панелей с легким заполни-
телем.
Текстолит — слоистый материал, полученный путем горячего
прессования хлопчатобумажной ткани, пропитанной резольной или
крезольно-формальдегидной смолой. Выпускается в виде листов,
плит, стержней.
’ Текстолит применяется в самолетостроении. Изготавливается
из легких сортов хлопчатобумажной ткани; плотность его в преде-
лах 1,3—1,4 г/см3, отличается повышенными механическими свойг
ствами, высокими антифрикционными свойствами, имеет повышен-
ный предел усталости (хорошо поглощает энергию вибрации), ма-
ло гигроскопичен, теплостоек до 130° С, обладает износостойко-
стью и хорошими диэлектрическими свойствами.
Выпускается в виде марок ПТК (плиточный текстолит конст-
рукционный), ПТ (плиточный текстолит). Для электротехнических
целей применяются марки А, Б, Г, ВЧ.
Из текстолита изготавливают шестерни, которые обладают
большой эластичностью и работают бесшумно при большой часто-
те вращения (до 30 000 об/мин); ролики управления; амортизаци-
онные прокладки (гибкий прокладочный текстолит марки МА), ра-
ботающие в среде масла, керосина, бензина; приборное доски и др-
Текстолитовые вкладыши подшипников служат в 10—15 раз доль-
ше бронзовых (однако при больших скоростях и удельных давле-
ниях их применять не следует).
Гетинакс — слоистый пластик, полученный путем горячего
прессования слоев сульфатной бумаги, пропитанных фенольно-фор-
мальдегидной или карбамидной смолой. Выпускают в виде листов
или плит толщиной от 0,5 до 50 мм, а также цилиндров и фасонных
изделий. Имеются марки А, Б, Г и АВ.
Гетинакс применяется преимущественно для деталей электро-
оборудования самолета (панелей, щитков, труб, цилиндров, печат-
ных схем и др.).
Выпускается также декоративный' гетинакс, который может
иметь различные цвета и текстуру, имитирующую древесные поро-
ды. Он применяется для облицовки пассажирских кабин самолетов,
кают судов, пассажирских вагонов.
Асбо текстолит — представляет собой асбестовую ткань,
пропитанную фенольно-формальдегидной, меламиновой или крем-
нийорганической смолой.
5*
131
Обладает хорошими фрикционными и электроизоляционными
свойствами, теплостойкостью (при длительной работе — до 250° С,
при кратковременной, 1—2 ч — до 350—500° С).
Применяется в качестве теплоизоляционных облицовок и в тор-
мозах дисков сцепления, так как обладает большим сопротивлени-
ем трению. Может быть использован как заменитель стеклоплас-
тиков.
Выпускается в виде листов или плит толщиной от 1 до 100 мм.
Древеснослоистые пластмассы (ДСП) состоят из
листов древесного шпона, пропитанного смолой.
Шпон — это тонкий широкий лист древесины, полученный на
специальных деревообрабатывающих станках. Шпон может быть
Пиленый, лущеный или строганый. •
Дельта-древесина изготавливается путем горячего прессования
шпона, пропитанного фенольно-формальдегидной или крезольно-
формальдегидной смолой. Дельта-древесина отличается значитель-
ной прочностью; в конструкциях может быть использована как за-
менитель цветных металлов. Выпускается в виде листов или плит.
Имеются марки: ДБСП-С, ДСВ-2Р, ДСП-В, ДСП-10 и др.
Дельта-древесина листовая конструкционная марки ДСП-В
представляет собой композицию фенольно- и крезольно-формаль-
дегидной смолы и березового шпона.
Листовая дельта-древесина подвергается гнутью и склеиванию,
обработке резанием.
Плиточная дельта-древесина марки ДСП-Б-а также выполняет-
ся из березового шпона, пропитанного фенольно- или крезольно-
«рормальдегидной смолой с последующим горячим прессованием.
Поставляется в виде коротких и длинных плит.
В самолетостроении дельта-древесина применяется для конст-
рукционных деталей силового назначения (втулок, силовых бобы-
шек, прокладок, лючков), а также для деталей электроизоляцион-
ного назначения (Щитков, панелей и др.).
17.5. МЕТОДЫ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
Изготовление исходной шихты. Пресс-материалы изготавливают
вальцевым и шнековым методами. Процесс производства пресс-по-
рошков по вальцевому методу складывается из следующих опера-
ций: дробления и размола смолы, дробления других составных час-
тей, вальцевания смеси, дробления и размола вальцованной массы
Порошкообразные составные части пресс-материала перемешива-
ются в шаровой мельнице, затем смесь подвергается вальцеванию
на горячих вальцах при температуре 100—200° С. При этом содер-
жащаяся в смеси смола плавится и пропитывает наполнитель.
В процессе вальцевания компоненты смеси равномерно распреде-
ляются в материале. После полного охлаждения листы пресс-мате-
риала измельчают в пррошок.
Шнековый метод более механизирован, так как горячее смеше-
ние осуществляется непрерывно через шнек-пресс (червячный
132
пресс). Предварительные операции (размол смолы, подготовка на-
полнителей, смешение компонентов) одинаковы для вальцевого и
шнекового методов. Помимо «сухих» методов применяется также
эмульсионный способ.
Прессование широко распространено; применяется в основном
для получения изделий на основе термореактивных смол (реакто-
пластов) и в меньшей степени — термопластов.
Прессование изделий из термонеобратимых материалов произ-
водится в стальных пресс-формах на гидравлических прессах. При
прессовании имеют значение температура, давление и время вы-
держки. Фенопласты прессуют при температуре 150—180° С, ами-
нопласты— при 130—145°С, термопласты — при 120—160°С. Дав-
ление прессования 2000—7000 МПа зависит от состава пресс-мате-
риала и конфигурации изделия. Время выдержки зависит от тол-
щины стенок изделия и составляет от 0,5 до 2,5 мин на 1 мм тол-
щины. Выдержка при прессовании обеспечивает перевод материа-
ла в неплавкое и нерастворимое состояние; например переход фе-
нольно-формальдегидной смолы из стадии А в стадию С,
Рис. 63. Схемы пресс-форм:
С—открытого типа; б—полузакрытого типа; в—закрытого типа; /—пуансон; 2—матрица; 3—
изделие; 4—выталкиватель; 5—основание
Для ускорения технологического процесса прессования деталей
и улучшения их качества применяется предварительный подогрев
материала непосредственно перед его загрузкой в пресс-форму.
Для облегчения труда, увеличения производительности пресс-мате-
риалы подвергают таблетированию.
Пресс-формы могут быть съемными, полусъемными и стацио-
нарными; конструктивно—открытыми, полузакрытыми и закрыты-
ми (рис. 53). Рабочие поверхности пресс-форм хромируют и поли-
руют до зеркального блеска. Пресс-формы открытого типа пред-
назначены для прессования изделий несложного профиля. Они де-
шевле и мало изнашиваются благодаря отсутствию трущихся час-
тей, не требуют высокой точности в дозировке пресс-материала, но
отличаются повышенным его расходом, избыток материала выдав-
ливается через зазор мех<ду пуансоном и матрицей, образуя заусе-
нец (облой). Пресс-формы закрытого типа позволяют прессовать
изделия значительной высоты и сложного профиля, дают большую
экономию материала, но требуют точной его дозировки. Пресс-фор-
мы полузакрытого типа сочетают в себе достоинства пресс-форм
обоих типов. Они обеспечивают возможность получения изделий
различной конфигурации повышенной точности.
133
Различают прямое (компрессионное) и литьевое прессование.
При прямом прессовании навеска пресс-материала загружается
непосредственно в оформляющую полость пресс-формы и прилага-
емое к массе давление развивается сразу же в этой полости (рис.
54, а). При литьевом прессова-
нии навеска загружается сна-
чала в промежуточную камеру,
откуда продавливается в офор-
мляющую полость (рис. 54,6).
Прямое прессование наибо-
лее распространено, так как не
требует сложных пресс-форм и
является экономичным. Недо-
статки прямого прессования:
1) значительный износ рабочих
поверхностей пресс-формы, так
как прессование начинается,
когда материал еще не приоб-
рел достаточной пластичности;
2) на отпрессованных деталях
имеется облой по линии разъе-
ма пресс-формы, что ухудшает
внешний вид деталей и снижа-
ет точность изготовления.
Литьевое прессование применяется, главным образом, для фор-
мообразования тонкостенных деталей сложной конфигурации и
деталей с тонкой арматурой. Недостатки литьевого прессования:
1) значительный расход материала; 2) более сложная конструкция
пресс-форм.
б)
Рис. 54. Схема технологического процесса
прессования:
а—прямого*, б—литьевого; 1—пуансон; 2—
пресс-материал; 3—матрица; 4—изделие
Рис. 55. Схема литья
поД давлением:
/—литьевая форма;
2—сопло; 3—электро-
нагреватели; 4—ко-
жух; 5—бункер; 6—
плунжер; 7—прием-
ная камера; 8—деталь
Технологические приемы прессования зависят от типа полиме-
ра, конструкции пресс-формы и др.
Литье под давлением применяют для изготовления главным об-
разом деталей из термопластов. Для изготовления деталей из тер-
мореактивных материалов применение этого метода затруднитель-
но, поскольку они при нагреве находятся в пластическом состоянии
непродолжительное время.
Литье под давлением осуществляется в специальных литьевых
машинах (рис. 55) в стадии вязкотекучего состояния пластмассы.
Из бункера в нагревательный цилиндр непрерывно подается по-
рошкообразная формуемая масса, поступающая при помощи плун-
134
жера в камеру, снабженную электрическим подогревом. В зоне рас-
положения электронагревателей эта масса переходит в пластичес-
Рис. 56. Армирование деталей из пластмасс:
а—резьбовой металлической втулкой; б—болтом для
крепления смежной детали; в—металлическими втул-
ками для установки осей; г—проводниками и контак-
тами
кое состояние и под давлением плунжера поступает в полость
пресс-формы через отверстие в сопле. Цилиндр имеет объем, во
много раз больший объе-
ма материала, расходуе-;
мого на одну отливку. Это
обеспечивает длительное
пребывание материала в
зоне нагрева. Форма со-
стоит из двух'половин, ко-
торые закреплены на двух
подвижных плитах маши-
ны. Перед подачей оче-
редной порции нагретого,
материала в форму меха-
низм смыкания закрыва-
ет ее.
Литье под давлением
отличается высокой про-
изводительностью (цикл
длится 5—20 с), на авто-
матических литьевых ма-
шинах в смену получают 12—16 тыс. деталей. Детали, получаемые
литьем под давлением, почти не требуют последующей механичес-
кой обработки. Методом литья под давлением получают изделия
сложной конфигурации, с разной толщиной стенок, с ребрами жест-
кости, с резьбами и т. п. Качество пластмассовых изделий зависит
от свойств перерабатываемого материала, состояния инструмента
и технологических режимов формования. Шероховатость поверх-
ности деталей, изгртовленных прессованием и литьем под давле-
нием в большинстве случаев соответствует 7—8 классу, а точность
находится в пределах 4—7 класса.
В ряде случаев в детали из пластмасс могут быть впрессованы
армирующие элементы из других материалов (рис. 56).
\ Рис. 57. Рабочая часть экструдера:
/, II, III, /V—электронагреватели: /—загрузочный бункер; 2—полость для охлаждающей
воды; 8—шнек; 4—цилиндр; 5—решетка; 6—дорн, оформляющий внутреннюю поверхность
профиля; 7—формообразующий мундштук
135
Экструзионное формование — процесс, во многом сходный с
литьем под давлением; осуществляется на специальных червячных
прессах (шнек-прессы). Метод экструзионного формования — не-
прерывным выдавливанием термопластичных материалов —изго-
товляют профили, трубы, пленки, листы.
Схема рабочей части экструдера приведена на рис. 57. Полу-
фабрикат в виде порошка, гранул или ленты подается через загру-
зочный бункер в обогреваемый цилиндр и захватывается шнеком,
вращающимся со скоростью до 100 об/мин. Материал при этом пе-
ремешивается, уплотняется и поступает к оформляющей головке.
Перемешиваясь вдоль оси цилиндра, полуфабрикат проходит тем-
пературные зоны I, II и III, постепенно нагревается до вязкотеку-
чего состояния (120—200° С) и продавливается через решетку в
формующее устройство. Температура цилиндра в различных зонах
неодинакова. Наиболее низкая — в загрузочной зоне. По мере
приближения к головке экструдера температура растет. Решетка
создает сопротивление, необходимое для уплотнения материала,
задерживает крупные частицы. В приемном устройстве изделие
охлаждается воздухом или водой.
Рис. 58. Формование в штампах:
/—матрица; 2—термопласт; 3—пуансон;
4 и 5—замша
Рис. 59. Вакуумное формование в матрицу:
а и б—разные стадии процесса; /—лист термо-
пласта; 2—зажимная рама; 3—эластичная про-
кладка; 4—каналы для отсасывания воздуха; 5—
матрица; 6—винтовые зажимы; 7—изделие
Экструзию можно осуществлять и без нагрева внешними источ-
никами. При большой частоте вращения шнека (~1000 об/мин)
выделяется значительное количество тепла (материал при этом
нагревается вследствие трения о стенки цилиндра и поверхность
шнека), что обеспечивает размягчение полимера (термопласта) до
стадии текучести.
Штамповка применяется для формообразования листовых тер-
мопластов (оргстекла, полистирола, полиэтилена и др.) и некото-
рых материалов на основе термореактивных смол. Метод основан
на способности этих материалов переходить в высокоэластичное
состояние при нагревании и затвердевать при охлаждении. Нагре-
тый лист термопласта формуют в штампе или специальном прис-
135.
пособлении. Не снимая усилия, изделие охлаждают, фиксируя при-
данную ему форму. Метод штамповки прост, отличается коротким
циклом и позволяет формовать крупногабаритные детали и изде-
лия сложной формы, в частности детали для остекления самолетов.
Различают три способа штамповки.
1. Штамповка в закрытых штампах (рис. 58), состоящих из пу-
ансона и матрицы. При таком способе листу придаются несложные
контуры и небольшая кривизна. Штамп изготавливается из неме-
таллических материалов, обтягивается замшей, однако это не всег-
да предохраняет изделие от повреждений.
Рис. 60. Схема намотки изделий из стеклянных нитей:
/—катушка с нитями; 2—ванна со связующим: 3—отжимные валки; 4—
оправка ч
2. Вакуумное формование в матрицу (пневматическое формо-
вание). При этом жесткий пуансон заменяется давлением воздуха
или вакуумированием (рис. 59). Этим способом изготавливают де-
тали сложной формы из прозрачных пластмасс с высокими опти-
ческими свойствами; материал не скользит, а только прижимается
к оформляющей поверхности.
3. Формование свободной вытяжкой через протяжное формооб-
разующее кольцо. Разогретая заготовка укладывается на формо-
образующее кольцо, зажимается; формообразование осуществля-
ется избыточным давлением или вакуумом. Глубина вытяжки регу-
лируется отключением подачи' сжатого воздуха или вакуумиро-
вания.
Намотка стеклянных нитей. Для получения труб, а также пус-
тотелых изделий, имеющих форму тела вращения, используется
метод намотки стеклотканей, стеклонитей или стеклопрядей на
вращающуюся форму с одновременным пропитыванием их связу-
ющим (рис. 60). Стеклянные нити сматываются с бобин, соединя-
ются в прядь на роликах, а затем проходят через ванночку, где
пропитываются связующим. Для уплотнения материала стекло-
нити наматываются под натяжением. По получении слоя необходи-
мой толщины нити обрезают, и оправка вместе с намотанным на
нее слоем стекловолокнита направляется на отверждение.
‘ 137
Сварка. Сущность сварки термопластов заключается в нагреве
прилегающего к шву материала до пластического состояния с по-
следующим воздействием давлением на материал в месте сварного
соединения. В настоящее время получили промышленное примене'
ние следующие способы сварки: высокочастотный, термоконтакт-
ный, газопламенный, ультразвуковой, контактный. Выбор способа
сварки обусловливается физическими свойствами свариваемого
материала, условиями работы изделия, требованиями к сварному
соединению.
Высокочастотный способ. Под действием электричес-
кого поля, которое создают токи высокой частоты, материал быст-
ро нагревается в месте контакта. Рабочие электроды, представля-
ющие собой специально сконструированный конденсатор, являются
одновременно элементами сварочного аппарата. Они обеспечивают
давление в месте сварки. Выполняются рабочие электроды по фор-
ме сварного шва. Для сварки тонких пленок применяют электро-
ды в виде роликов, при вращении которых от привода материал
протягивается и одновременно сваривается.
Ультразвуковой способ. Материал в месте соединения
подвергается обработке ультразвуковыми колебаниями и одновре-
менно давлению, создаваемому электродами, роль которых выпол-
няют излучатели, преобразующие электрические колебания в меха-
нические. Под воздействием колебаний свариваемые поверхности
нагреваются до пластического состояния и свариваются.
Термоконтактный способ заключается в создании на
месте вша при помощи специального термоэлемента необходимой
для расплавления материала температуры (в пределах от 120 да
400°С). Сварочные аппараты питаются от сети переменного тока
промышленной частоты.
Газопламенный способ. Сварка этим способом осу-
ществляется при помощи сварочного пистолета, представляющего
собой трубку, внутри которой вмонтирована спираль. Спираль обо-
гревается электрическим током и обдувается воздухом или инерт-
ным газом. Струя нагретого газа, выходящая из сопла, является
теплоносителем.
Контактная сварка. Имеется два способа: с применением
присадочного материала, без присадочного материала. Без приса-
дочного материала свариваются термопласты, приобретающие вы-
сокую пластичность в нагретом состоянии (полиэтилен, полиами-
ды, оргстекло); с присадочным материалом—изделия из винипла-
ста, фторопласта-4, обладающие ограниченной пластичностью при
нагревании.
Нанесение покрытий на металл способствует повышению кор-
розионной стойкости, химической стойкости, электроизоляционных
свойств металлических деталей. Различают газопламенное и вихре-
вое напыления (некоторые термопластичные материалы находятся >
в виде суспензии).
Газопламенное напыление осуществляется с помощью
аппарата-пистолета, в который из специального бачка подсасыва-
138 <
ется порошок смолы. Под действием воздушно-ацетиленового пла-
мени пистолета порошок на выходе из щелевидного сопла плавится
и распыляется сжатым воздухом по напыляемой поверхности. Га-
зопламенным напылением получают покрытия из полиамидов, по-
лиэтилена и других термопластов.
Вихревое напыление (рис. 61). Полимер в виде порошка
загружается в специальную ванну для напыления. Взвихривание
порошка достигается действием
сжатого воздуха, который проду-
вается через пористую перегород-
ку, расположенную в нижней ча-
сти ванны. Подача воздуха в ван-
ну регулируется таким образом,
чтобы поверхность взвихренного
слоя порошка напоминала кипя-
щее молоко. Детали после дробе-
струйной обработки нагревают до
температуры, превышающей тем-
пературу размягчения полимера,
и затем погружают на несколько
секунд в ванну с порошком, нахо-
дящимся в взвихренном состоя-
нии. Напыленные детали выгру-
Рис. 61. Схема ванны вихревого напыления:
/—ванна; 2—фильтр; 3—сетка; 4—уплотни-
тельная прокладка; 5—пневдокипящий слой
горошка полимера; 6—деталь, подвергае-
мая напылению
жаются из ванны и направляются
для окончательной отделки.
Нанесение суспензии.
Суспензию получают измельчени-
ем полимера в среде разбавителя
с добавкой стабилизирующего
вещества. Наносится суспензия распылением, кистью или деталь
погружается в жидкий расплав для получения необходимой тол-
щины покрытия. Затем детали нагревают до температуры 260—
275°С (для фторопластов), полимер плавится и образуется пленка.
Напыление стеклопластиков. Защитные покрытия
стеклопластиками получают одновременным напылением на по-
верхность металла рубленого стекловолокна и полиэфирного свя-
зующего. Отверждение покрытия происходит при комнатной тем-
пературе. Напыление производится пистолетоббразным аппаратом
при помощи сжатого воздуха.
17.6. МЕХАНИЧЕСКАЯ ОБРАБОТКА И ОСНОВЫ
КОНСТРУИРОВАНИЯ ПЛАСТМАСС
Пластмассы легко поддаются механической обработке — раскрою,
резке, точению, сверлению, фрезерованию, полировке, нарезанию
резьбы, удалению заусенцев (грата) и литников.
Оборудованием для механической обработки пластмасс служат
обычные металлорежущие и деревообрабатывающие станки, а в
условиях массового производства — автоматы и полуавтоматы.
Для закрепления деталей используются зажимные приспособления
139
и кондукторы. Режим обработки и геометрия режущего инструмен-
та зависят от свойств связующего, характера наполнителя и дру-
гих факторов. Специфика обработки резанием пластических мате-
риалов заключается в том, что при малых скоростях обрабатывае-
мая поверхность детали получается шероховатой, при очень боль-
ших скоростях резания образуются прожоги.
Таким образом, каждый тип пластика требует оптимального
подбора скоростей его обработки. Износ режущего инструмента
зависит от типа обрабатываемого пластика: небольшой — при об-
работке органического стекла и интенсивный — при обработке стек-
лопластиков. Термореактивные пластмассы обрабатываются, в ос-
новном, без охлаждения, а для обработки термопластов рекомен-
дуется охлаждение сжатым воздухом или 5%-ным раствором
эмульсола.
Для снятия грата и чистовой обработки изделий применяется
абразивный материал: корундовые и карборундовые круги и
шкурки.
' Распиливание (разрезка). Распиливанием получают плоские
диски, прямоугольные или цилиндрические заготовки и детали. Ис-
пользуются дисковые, ленточные или другие пилы. Оборудование
и инструменты имеют большое сходство с применяемыми для об-
работки металла и дерева.
Точение пластмассовых деталей производится на быстроходных
токарных станках, тех же, что и при обработке металлов. В ка-
честве режущего инструмента используются резцы из быстрорежу-
щей стали или с твердосплавными пластинками.
Фрезерование производят на быстроходных фрезерных станках
фрезами со спиральным зубом. Фрезерование наиболее часто при-
меняется при изготовлении деталей из блочных термопластов и
слоистых пластиков.
Строгание пластмассовых заготовок и деталей осуществляется
преимущественно на поперечно-строгальных станках. Детали
больших размеров обрабатывают на продольно-строгальных стан-
ках. Строгание листового органического стекла широко использу-
ются в качестве предварительной операции перед его полировкой.
Сверление и развертывание проводятся аналогично сверлению
и развертыванию при обработке металлов, однако иногда имеет
место «заедание» инструмента. Во избежание «затягивания» и «за-
едания» следует применять несколько изношенный инструмент.
Для предупреждения прожогов при сверлении глубоких отверстий
инструмент периодически охлаждают и освобождают от стружки.
Шлифование используется для удаления грата, литников, цара-
пин, а также для получения гладкой поверхности на торцах и гра-
нях. Применяются обычные станки с карборундовыми или корун-
довыми кругами. Карборундовые круги обладают лучшей стойко-
стью и производительностью.
Полирование деталей придает зеркальную гладкость обрабо-
танным поверхностям, удаляет мелкие царапины и риски. Полиро-
вание производится на матерчатых, войлочных или фетровых кру-
140
гах, как с применением специальных полировальных паст, так и
без них.
При конструировании пластмассовых деталей следует учиты-
вать особенности технологии их изготовления. Для предотвраще-
ния коробления и перекосов детали ее поперечные сечения долж-
ны быть одинаковы или близки по толщине. Разностенность изде-
лий, полученных прессованием, не должна превышать отношения
1 : 3, а при литьевом способе —1:6.
Увеличивать механическую прочность длинных и плоских дета-
лей нужно не увеличением площади поперечного сечения, что при-
водит к удлинению процесса прессования и короблению деталей
после охлаждения, а путем создания ребер жесткости. При этом
следует избегать резких переходов от одной толщины стенки к дру-
гой. Ребра жесткости не должны образовывать замкнутый контур.
Пластмассовые детали должны иметь плавные сопряжения по-
верхностей, что позволит упростить изготовление пресс-формы, об-
легчит процесс прессования, предотвратит появление внутренних:
напряжений. Толщина стенки в углах детали должна быть на 0,5—
1,0 мм больше, чем толщина сопрягаемых стенок. При толщине
стенок 3—4 мм необходимое утолщение можно получить выполне-
нием одинаковых радиусов сопряжения для наружных и внутрен-
них поверхностей. Плавное утолщение стенок в углах деталей типа
корпусов и коробок значительно увеличивает их механическую
прочность. Различные выступы на поверхностях детали также дол-
жны иметь плавные контуры и закругления в местах сопряжения.
17.7. ГАЗОНАПОЛНЕННЫЕ ПЛАСТМАССЫ
Газонаполненные пластмассы состоят из твердой и газообразной
фаз. Структура таких пластмасс образована твердым или эластич-
ным полимером — связующим, которое образует стенки элементар-
ных ячеек или пор с распределенной в них газовой фазой — напол-
нителем. Такая структура обусловливает малую массу и высокие
теплозвукоизоляционные свойства. Различают две группы газона*-
полненных материалов.
Пенопласты — материалы с ячеистой структурой, в которых:
газообразные полости изолированы друг от Друга и от окружаю-
щей среды тонкими слоями полимерного связующего.
Поропласты имеют губчатое строение, при котором внутренние
полостй сообщаются между собой и с окружающей атмосферой.
Поропласты обладают эластичностью.
Полимерные связующие могут быть как термореактивными
(фенольно-формальдегидные, эпоксидные и другие смолы), так и
термопластичными (полистирол, поливинилхлорид и др.).
Образование пенистой структуры достигается введением специ*
альных газообразователей (порофоров), разлагающихся при на-
гревании; вспениванием жидкой смолы (эмульсии) путем продув-
ки воздухом или азотом; самовспениванием жидких компонентов*,
когда при их взаимодействии образуется твердая масса и одновре-
141
менно выделяются газы, вызывающие ее вспенивание, а также
вспениванием под действием на полимер проникающей радиации.
Наиболее широкое применение в авиастроении получили пено-
пласты.
Плотность пенопластов колеблется от 0,02 до 0,2 г/см3. Механи-
ческая прочность невелика и зависит от плотности материала
к(рис. 62).
Рис. 62. Зависимость предела прочности при сжатии пенопластов от пдотности:
/—пенополистирол и пенополихлорвииил; 2—фенольно-каучуковый и пенополиуретановый; 3—
кремнийорганический 1
Рис. 63. Схема конструкции носовой части обтекателя антенны:
/—металлический наконечник; 2—наружная оболочка из стеклотекстолита; 3—заполнитель
из пенопласта, 4—внутренняя оболочка из стеклотекстолита
В авиастроении широко применяются пенопласты на основе по-
листирола (ПС-1, ПС-2, ПС-4> ПС-6); полихлорвинила (ПХВ-1,
ПХВ-2), на основе фенольно-формальдегидной смолы (ФФ), фе-
нольно-каучуковые (ФК-20, ФК-40). Рабочие температуры термо-
пластичных пенопластов ±60° С, термореактивных—120—160° С.
Введение алюминиевой пудры в фенольно-каучуковые пенопласты
(ФК-20-А-20) повышает рабочую температуру до 200—250° С. Пе-
нопласт К-40 на кремнийорганическом связующем термостоек до
250—300° С. Пенополиуретаны (ПУ-101А, ПУ-104Б, и др.) относят-
ся к самовспенивающимся материалам (рабочие температуры до
200° С).
Пенопласты хорошо обрабатываются резанием, легко обраба-
тываются давлением, склеиваются с металлами и другими пласт-
массами. Являясь легким заполнителем, пенопласт повышает
удельную прочность, жесткость и вибростойкость силовых элемен-
тов конструкций. Как заполнители пенопласты используют в конст-
рукциях элеронов, тормозных щитков, рулей, некоторых лопастей
винтов, в конструкциях обтекателей радиолокационных антенн
142
&
Таблица 15
Физико-механические свойства газонаполненных пластмасс
Пенопласт Q, Г/СМ* / ор Рабочая’ %, МПа а_в, МПа ’изг- МПа % Водопоглоще- ние, % Коэффициент теплопровод- ности
Пенополистирол (ПС) 0,025—0,20 -60... 4-70 0,18-3 0,13-30 0,13-1,4 2-8 0,05-2 за 30 сут 0,035-0,045
Пенополивилхлорид (ПХВ) 0,05-0,20 -60...+70 1.5-4,5 0,4-0,2 1,8-4,0 2-7 0,3 за 30 сут ' 0,036-0,045
Пенополиуретан (ПУ) 0,06-0,20 —60...+200 1,8 0,2—3,0 — — — 0,021—0,05
Поролон 0,03-0,07 -40...+ 100 — — — — — 0,03—0,05
Пенофенопласт 0,20 —60...+ 160 1,0-1,2 4,0 / — — — 0,05
Фенольно-каучуковые (ФК-20) 0,20 120—130 2,0 3,0 — 6-8 — 0,052
ФК—20—А-20 0,20 150-200 0,12—1,5 2,0-2,3 — 1,5-2,0 — 0,063
Пенополисилоксан - (К-40) 0,25-0,30 200-250 кратковре- менно до 300 0,8 1,5-2,0 — — — 0,045
Пенопоэпоксидные (ПЭ) 0,10-0,20 100-110 — 0,8-1,2 — — 0,1 за 24 ч 0,032
Пенокарбомид (мипо- ра) 0,02 110-130 — 0,05 — — до 500 за 24 ч 0,02-0,03
(рис. 63), пенопласт армирован стеклотекстолитом. Применяются
также армированные конструкции типа металл—пенопласт, стек-
лотекстолит— пенопласт; такие трехслойные панели по прочности
близки к металлическим, а по удельной прочности превосходят
Лгеталлические.
Имея низкую теплопроводность, и звукопроницаемость, пено-
пласты могут быть использованы для изготовления теплоизоляци-
онных панелей, перегороди, плит для защиты кабин от шума дви-
гателя и др. Мягкие и эластичные пенопласты (типа поролона)
применяются для мягких сидений, амортизаторов. Пеноуретаны и
пеноэпоксиды используются для заливки деталей электронной аппа-
ратуры. Широко применяются пенопласты при изготовлении спаса-
тельных средств. В табл. 15 приведены физико-механические свой-
ства газонаполненных пластмасс.
17.8. ПЕРСПЕКТИВНЫЕ ПОЛИМЕРНЫЕ И КОМПОЗИЦИОННЫЕ
МАТЕРИАЛЫ
В современной технике большинство про!мышленных пластмасс
имеет теплостойкость не выше 100—200° С. В настоящее время все
шире применяются такие пластмассы, как поливинилены, полифе-
нилены, полиимиды и другие, сохраняющие высокие механические
свойства при температурах до 300—400° С. Однако для наиболее
тяжелых условий работы они не могут быть рекомендованы.
Известно, что в последние годы были созданы силиконовые
пресс-материалы повышенной термостойкости. Силиконовые пресс-
материалы получают при смешивании растворов или чистых сили-
коновых смол с минеральными наполнителями (стекловолокном и
отвердительными катализаторами) с последующим прессованием.
Для повышения твердости, сопротивления истиранию, адгезии и
стойкости к растворителям модифицированные силиконовые смолы
сочетают с органическими (резольной смолой). При этом получа-
ют термостойкость на кратковременно^ воздействие очень высоких
температур (до 1000°С). Весьма перспективными являются органи-
ческие полимеры, содержащие в цепи макромолекулы, аромати-
ческие- циклы и атомы других элементов (кремния, азота, серы,
фосфора, бора).
Крупным открытием в области физики полимеров является соз-
дание надмолекулярных структур. Теория создания надмолекуляр-
ных структур позволяет определять основные направления науч-
ных и технических разработок в этой области. Это, прежде всего,
модификация полимеров посредством прививок, введение искусст-
венных кристаллообразователей, добавление поверхностно-актив-
ных веществ, регулирование режима термообработки. Широко
применяемые в технике армированные плаЬтмассы на основе орга-
нических связующих (полиэфирных и эпоксидных смол) обладают
уравнительно невысокой огнестойкостью. Добавляя окись сурьмы,
фосфорный ангидрид, ряд галогеносодержащих веществ, можно
придать материалу высокую огнестойкость. Велика роль армирую-
144
щего компонента: как известно, хорошие результаты дает армиро-
вание сверхкоротким стеклянным волокном (длина меньше 1 мм,
диаметр до 10 мкм, в количестве около 30%). „
В технике в настоящее время применяется новый пластик, свой-
ства которого не зависят от температуры и токов, — полифениле-
ноксид, обладающий отличными диэлектрическими свойствами.
Предполагается, что в будущем (особенно в радиотехнике)
одним из важных материалов будут полупроводниковые полиме-
ры. В настоящее время уже синтезированы полимеры, содержащие
атомы меди, с полупроводящими и фотопроводящими свойствами;
синтезированы также полупроводники из полиэфирных цепочек с
введенными в состав макромолекулы атомами титана, циркования,
гафния. Полученные полимеры обладают высокой теплостойкостью
(до температуры порядка 1000—1200°С).
Композиционные материалы широко используются в конструк-
циях современных реактивных самолетов для получения высоких
эксплуатационных характеристик. Три типа конструкций — трех-
слойные конструкции с алюминиевыми сотами и приклеенными
обшивками, стеклопластиковые, конструкции и склеенные металли-
ческие конструкции — обеспечивают высокую удельную конструк-
тивную прочность. Установлено, что композитные конструкции
имеют преимущества перед другими при использовании их в лета-
тельных аппаратах. Основные преимущества таких конструкций
определяются высокой удельной прочностью вследствие использо-
вания улучшенных клеев, сотовых блоков с повышенной прочно-
стью на сжатие и сдвиг, высокопрочных обшивок и армированных
стеклопластиков.
Современные технологические процессы, оборудование, произ-
водственный контроль и неразрушающие методы испытаний сде-
лали производство композиционных конструкций таким же доступ-
ным, как и производство обычных конструкций, обеспечивая при
этом их высокое качество, надежность и долговечность. В настоя-
щее время уже разработаны и успешно применяются в конструк-
циях композиционные материалы, армированные высокопрочными
высокомодульными волокнами.
Композиты с металлическими материалами, относящиеся к это-
му типу материалов, могут быть изготовлены методами порошко-
вой металлургии, пропиткой под давлением и в вакууме, высоко-
температурным прессованием и др.
Из композиционных материалов на основе монокристалличес-
ких и керамических волокон волокна бора, имеющие высокую
прочность, высокий модуль упругости и низкую плотность, наибо-
лее подходят для армирования металлов.
Хорошие результаты показали бороалюминиевые композиты,
полученные методом плазменного напыления. Изготовление компо-
зиционного материала методом плазменного напыления заключа-
ется в намотке слоев волокон бора на оправку требуемой формы и
напылении металла матрицы — алюминия (имеющего низкую плот-
ность, высокую пластичность и хорошее сопротивление химическо-
145
му воздействию) после намотки каждого слоя. При напылении ме-
талл матрицы быстро схватывается и связывается с волокнами,
образуя композит.
Угольные волокна, сохраняющие прочность и упругие ствойства
до температуры 2000° С, имеющие также низкую плотность, пред-
ставляют собой идеальный материал для армирования металлов.
Композиты бора на никелевой матрице могут быть изготовлены .
посредством электроосаждения никеля вокруг каждого волокна в
элементарной нити и последующего высокотемпературного прессо-
вания нитей с электроосажденной никелевой матрицы.
Особый интерес представляют такие материалы, как бериллий,
бериллиевые сплавы с алюминием (Be—38%, Al—62%), а также
бороэпоксидные материалы, однако хрупкость бериллия ограничи-
вает применение этих материалов в нагруженных конструкциях.
Разработанные тонкостенные трубы из боропластика, бериллия
и сплава Вё—38А пригодны для использования в слабо нагружен-
ных ферменных конструкциях, это дает до 50% экономии массы в
сравнении с алюминиевыми конструкциями.
Экономия массы, получаемая при использовании материалов
на основе борных или графитовых волокон и полимерной матрицы,
способствовала разработке нового технологического процесса —
метода пропитки борных волокон, согласно которому предвари-
тельно изготовленные пустотелые металлические самолетные кон-
струкции сначала заполняются непрерывными борными волокна-
ми, а затехМ пропитываются смолой для получения однородной
структуры.
Таким образом, применение усовершенствованных композици-
онных материалов, таких как бороэпоксидные, углеграфитовые, бо-
роалюминиевые и ряда других, имеющих высокую удельную жест-
кость и прочность, может привести к снижению массы конструкции
на 30—40%.
Применение композиционных материалов при изготовлении ста-
билизатора, крыла, отсека фюзеляжа самолета, лопасти несущего
винта вертолета, лопаток компрессора газотурбинных двигателей,
а также в конструкции ракет и космических кораблей (что подт-
верждается зарубежной практикой) может ^способствовать увели-
чению дальности, скорости, высоты полета и полезной нагрузки
самолета.
Глава 18
РЕЗИНОВЫЕ МАТЕРИАЛЫ
18.1. НАЗНАЧЕНИЕ И СВОЙСТВА РЕЗИНЫ
Резиной называется продукт специальной обработки (вулканиза-
ции) смеси каучука и серы с различными добавками. Резина как:
Технический материал отличается от других материалов высокими
146
эластичными свойствами, которые присущи каучуку — главному
компоненту резины. Она способна к очень большим деформациям
(относительное удлинение достигает 1000%). При комнатной тем-
пературе резина находится в высокоэластичном состоянии и ее
эластические свойства сохраняются в широком диапазоне темпе-
ратур.
Применение резины в авиастроении обусловливают присущие ей
ценные свойства.
1. Амортизирующая способность, которая выражается в смягче-
нии ударов, гашения колебаний. Резину используют в производст-
ве амортизационных деталей, с помощью которых крепят разно-
образную аппаратуру самолета, предохраняя ее от вибраций.
2. Сопротивление истиранию. Высокое сопротивление истиранию
в совокупности с демпфирующими свойствами дает возможность
изготовлять из этого материала пневматические эластичные шины
колес'самолета.
3. Сопротивление многократному изгибу.
4. Уплотняющая способность. Высокая упругость и значитель-
ная сопротивляемость действию различных сред позволяет исполь-
зовать резину в качестве уплотнителя в разнообразных механизмах.
Под влиянием рабочей среды резина набухает и обеспечивает
герметичность.
5. Электроизолирующие свойства дают возможность изготовлять
из резины различные электроизоляционные детали.
6. Г азо- и водонепроницаемость.
7. Стойкость к действию жидких топлив и масел. На этом
свойстве резины основано ее применение для изготовления мягких
топливных и масляных баков, различного рода прокладок, манжет,
сальников и рукавов разнообразной конструкции.
8. Токопроводимость некоторых специальных типов резин поз-
воляет использовать их для производства противообледенительных
устройств, при производстве шлангов и покрышек с целью отвода
зарядов статического электричества и др.
18.2. СОСТАВ РЕЗИН
Основой всякой резины служит каучук натуральный (НК) или
синтетический (СК), который и определяет основные свойства ре-
зины. Помимо каучука в состав резины входят различные ингради-
енты: вулканизирующие вещества, противостарители, пластифика-
торы, наполнители, красители и др.
1. Вулканизирующие вещества участвуют в образовании прост-
'ранственно-сетчатой структуры вулканизата (сера, селен).
Ускорители процесса вулканизации: окислы свинца, магния,
полисульфиды: они оказывают влияние как на режим вулканиза-
ции, «так и на физико-механические свойства вулканизаторов.
2. Пластификаторы (мягчители) облегчают переработку резино-
вой смеси, увеличивают эластические свойства каучука, повышают
морозостойкость резины. В качестве мягчителей вводят парафин,
147
вазелин, дибутилфталат, стеариновую кислоту, растительные мас-
ла.
3. Противостарители замедляют процесс старения резины, кото-
рый ведет к ухудшению ее эксплуатационных свойств; применя-
ются парафин, воск, неозон Д, альдоль и др.
4. Наполнители по воздействию на каучук делятся на активные
(усиливающие) и неактивные (инертные). Усиливающие наполни-
тели (окись цинка, углеродистая сажа, кремнекислота и др.) повы-
шают механические свойства резины: прочность, твердость, сопро-
тивление истиранию. Неактивные наполнители (тальк, мел, барит)
вводятся для удешевления стоимости резины. В некоторые сорта
резины вводят также регенерат — продукт переработки старых
резиновых изделий и отходов производства. Кроме снижения стои-
мости регенерат повышает качество резины, снижая ее склонность
к старению.
5. Красители минеральные и органические вводят для окраски
резин. Некоторые красящие вещества (белые, желтые, зеленые)
поглощают коротковолновую часть солнечного спектра и этим за-
щищают резину от светового старения.
18.3. ПОЛУЧЕНИЕ И СВОЙСТВА КАУЧУКА
Каучук представляет собой мягкий эластичный продукт плот-
ностью 0,92—0,94 г/см3 с молекулярной массой в 400—450 тыс.
Каучук характеризуется высокой газо- и водонепроницаемостью,
а также хорошими теплоизоляционными свойствами. Структура
макромолекул каучука линейная или слабрразветвленная и состо-
ит из отдельных звеньев. Натуральный каучук является полиме-
/~СН2-С = СН-СН2- \
ром изопрена | |
\ СНз А
Под воздействием солнечного света, кислорода воздуха, тепла
каучук стареет, становится хрупким; старение связано преимущест-
венно с окислением каучука.
Натуральный каучук (НК) содержится в млечном соке дерева
гевеи-латексе. После обработки латекса кислотами, а затем валь-
цевания, промывки и сушки получают НК состава (CsHs)™. Нату-
ральный каучук легко растворяется в бензине и других органичес-
ких растворителях, но устойчив к действию слабых кислот и
щелочей; при нагревании до 70—80°С он размягчается, при —70°С
становится хрупким. Резина на основе натурального каучука от-
личается высокими электроиаоляционными свойствами, высокой
прочностью и эластичностью, водо- и газонепроницаемостью. Нату-
ральный каучук обычно аморфен, однако при длительном хранении
возможна его кристаллизация.
Синтетический каучук СКБ — бутадиеновый (дивинильный)
основан на переработке этилового спирта. Впервые был получен
С. В. Лебедевым. Формула полибутадиена
148
- СН2 - CH - СН2 — сн = сн— сн2 -
сн=сн2
Отличительной его особенностью является высокая сопротивляе-
мость истиранию. СКВ имеет низкий предел прочности при растяже-
нии, поэтому в резину на его основе вводят усиливающие наполните-
ли (сажу, окись цинка «и др.). Морозостойкость резины -невысокая
(—40 ... —45° С). Она набухает в тех же растворителях, что и НК.
В результате полимеризации изопрена в присутствии катализа-
тора — лития получают каучук (CsH8)n, сходный по составу с
натуральным. Отечественный синтетический изопреновый каучук
СКИ по прочности и теплостойкости близок к натуральному, но>
менее эластичен.
Бутадиенстирольный каучук СКС получают при совместной по-
лимеризации бутадиена (С4Н6) и стирола (СН2=С6Н5).
Каучук СКС-10 отличается морозостойкостью, может приме-
няться при низких температурах (до —75°С). Каучуки СКС-30 и
СКС-50 дают резины с хорошим сопротивлением старению, работа-
ющие при многократных деформациях.
Резины специального назначения получают из хлоропренового^
бутадиеннитрильного, тиокольного^ и других сортов синтетического
каучука.
Бутадиеннитрильный каучук СКН представляет собой сополи-
мер бутадиена и нитрила акриловой кислоты (СН2=СН—CN).
Нитрильные каучуки отличаются повышенной механической проч-
ностью, высокой бензо-, керосино-, масло- и водостойкостью. В за-
висимости от состава каучук выпускается ’ следующих марок:
СКН-18, СКН-26, СКН-40. Резины на основе СКН по стойкости к
старению и действию разбавленных кислот и щелочей превосходят
НК- Рабочие температуры от —40 до + 130°С.
Наирит является отечественным хлоропреновым каучукои
СН2=С—СН —СН2. Резина на основе наирита обладает высо-
’ I
С1
кой стойкостью против действия масла, керосина, бензина, а так-
же теплостойкостью, эластичностью, вибростойкостью, озоностой-
костью. По морозостойкости она уступает НК, также и другим СК-
Бутилкаучук. Это сополимер бутадиена, изопрена и изобута-
диена [СН2=С (СН3) —СН3]. Обладает газонепроницаемостью,
прочностью и эластичностью в интервале температур от —70 до
+ 150°С, обладает также сопротивлением к истиранию и высокими
диэлектрическими характеристиками. Является химически стойким
материалом. Основное назначение — работа в контакте с концент-
рированными кислотами; применяется также для получения камер,,
шин и других деталей.
Тиокольный каучук (полисульфидный) на основе тиокола
(С2Н4С4)П отличается газонепроницаемостью, хорошими гермети-
зирующими свойствами и высокой адгезией к металлам*.
14»
fa
О
Таблица 16
Физико-механические свойства каучуков и резин
Группа по назначению Тип Каучука Q, г/см’ а2, МПа % % t °C рабочая’ Набухание в смеси бензин-бензол за 24 ч, %
Общего назначения НК 0,91—0,92 24-34 600—700 25-40 80—130 нестойкие
СКБ 0,9—0,92 13—16 500—600 50-70 80-130 (до 150) то же
СКС 0,919—0,944 19-32 500—830 12-20 80—130 9
Специальные: ски 0,91—0,92 31,5 710—880 28 130 9
бензо-, маслостойкие нитрит 1,255 20—26,5 600—750 12 100-130 80
скн 0,943—0,986 22-33 450—700 15-30 100—130 70-20
Химически стойкие тиокол 1,3—1,4 3,2—4,2 250-430 40—80 60 2,4
- . бутилкаучук 0,91 16-24 650—800 30-45 — —
Теплостойкие скт 1,7—2,0 3,5-8,0 360 4 250—316 180
Теплохимические стойкие СКФ 1,8—1,9 7,0-20,0 200-400 250-316
Силиконовый каучук СКТ теплостойкий, представляет собой
кремнийорганическое соединение с химической формулой
СН3 СН3
I I
...-Si-O-Si-O-....
* I I
CH3 СНз
Диапазон рабочих температур СКТ от —60 до 4-250°С. Он не
стареет, имеет хорошие диэлектрические свойства. Применяется
при изготовлении уплотнителей, гибких соединений.
Полиуретановый каучук С КУ обладает высокой прочностью,
эластичностью, сопротивлением истиранию, масло- и бензостой-
костью, к воде не стоек, однако его газонепроницаемость в 10—
20 раз выше, чем у НК. Рабочие температуры резин на основе СКУ
от —30 до +.130°С.
Фторосодержащие каучуки СКФ-2Б, СКФ-32 устойчивы к теп-
ловому старению, маслам, топливу, различным растворителям,
негорючи. Длительная теплостойкость резин на основе фторкаучу-
ков (CF2=CFC1) — до 300°С.
Физико-механические, свойства каучуков и резин приведены в-
табл. 16.
18.4. МЕТОДЫ ИСПЫТАНИЯ СВОЙСТВ РЕЗИНЫ
Для каучука и резины характерны большие деформации при срав-
нительно -низких напряжениях. Напряжения зависят от времени
действия, силы и скорости деформирования.
Для резины характерна резко выраженная зависимость механи-
ческих свойств от температуры. Резинам присущи очень высокие
деформации, 1000% и более. Механические свойства резины харак-
теризуются данными испытания на растяжение, а также на твер-
дость методами вдавливания тупой иглы или стального шарика ди-
аметром 5 мм с последующим измерением деформации (глубина
погружения шарика или иглы).
При испытании на растяжение определяют предел прочности
ст2, относительное удлинение в момент разрыва е2 и остаточное
удлинение 0Z. Величина Z- —— называется произведением упру-
гости и является важной характеристикой прочности и эластично-
сти резины. Для более полной оценки эластичности, что очень-
важно при изготовлении амортизаторов, проводятся специальные
испытания на переменное погружение — разгрузку. При этом полу-
чают диаграмму с характерной петлей гистерезиса (рис. 64). Ве-
личина этой петли представляет разность работ нагружения и раз-
грузки и служит количественной характеристикой амортизацибн-
ных свойств резины при данной температуре испытания. По
гистерезисной диаграмме вычисляется полезная упругость резины,
как отношение работы, возвращенной деформированным образцом,
к общей работе, затраченной на эту деформацию.
151
В условиях динамического нагружения (переменные цикличес-
кие нагрузки) свойства резины определяются упруго-гистерезис-
ными и усталостно-прочностными характеристиками. Это особен-
но важно при применении резин в амортизаторах, шинах, муфтах,
где эти свойства являются решающими для обеспечения надежно-
сти и долговечности.
Усталостно-прочностные свойства резин определяются их утом-
лением, когда под действием механических напряжений происхо-
дит разрушение; утомлению способствует также действие тепла,
света, агрессивных сред.
Рис. 65. Изменение прочности различных
резин при термическом старении
(7=125<><):
/—хлоропрен; 2—СКТ; 3—бутилкаучук; 4—
скн
Рис. 64. Диаграмма напряжение—удлине-
ние резины, получаемая в цикле растяже-
ние—восстановление с заданной скоростью
деформации:
АБВЕА— работа растяжения; АБВГДА—ра-
бота необратимого рассеяния; ДГВЕД—
возвращенная работа
Число циклов нагружения, которые выдерживает, не разруша-
ясь образец, называется усталостной выносливостью при динами-
ческом утомлении. Усталостному разрушению сильно способствует
действие озона, вызывающее растрескивание поверхностного слоя
большинства резин. Только резины на основе хлоропренового и
бутилкаучука практически не подвержены озонному растрескива-
нию. При повышении температуры (до 150°С) органические рези-
ны теряют прочность, однако резины из СКТ (силиконовый кау-
чук) могут при этой температуре длительно работать. При ком-
натной температуре прочность силиконовой резины ниже, чем у
органических резин; при температуре 200°С и выше прочностные
характеристики резины СКТ возрастают. Изменение- прочности
различных резин при термическом старении (при температуре
125°С) показано на рис. 65. Процесс старения по-разному сказыва-
ется на резинах различных марок. Наихудшие показатели при
152
тепловом старении имеют резины на хлоропреновом каучуке.
У резин из СКТ происходит даже некоторое упрочнение.
Коэффициент старения Кс резин определяют, нагревая стан-
дартный образец в термостате в течение определенного времени
(при температуре 70±2°С в течение 144 ч, что отвечает естествен-
ному старению авиарезины в течение трех лет). Коэффициент ста-
рения Кс есть отношение Zj/Z2, где Zi— произведение упругости
резины до старения; Z2— произведение упругости после старения.
Морозостойкость определяется температурой хрупкости /хр (на-
ибольшая температура, при которой проявляются признаки раз-
рушения образца, трещины в условиях ударных нагрузок). При
испытании определяется относительное удлинение одного и того же
образца сначала при нормальной, а затем при низкой температуре.
Относительное удлинение Smax = "™ax~~Zo * 100%.
Коэффициент морозостойкости Км определяют как отношенпё
удлинения образца при замораживании к удлинению при нормаль-
ной температуре, измеренными при одинаковых напряжениях:
Км = бм/бн, где бм — удлинение при замораживании, бл — удлинение
при нормальной температуре.
Стойкость резины к различным жидкостям определяют по изме-
нению массы образца после выдерживания его в течение 24 ч в
данной жидкости (топливе, масле и др.).
Физико-механические свойства некоторых авиарезин приведены
в табл. 17.
Таблица 17
Физико-механические свойства некоторых авиационных резин
Тип и марка резины az, МПа % % t °C хр’
Амортизационная (эластичная), 3311 15 700 25 -55
Амортизационная средней твердости, 2671 4,5 200 15 -50
Прокладочная, 1432 4,0 350 . 30 —42
Масло- и топливостойкая, 3825 10 125 10 —30
Масло- и топливостойкая повышенной теплостойкости, ИРП-1078 И 130 6 —42
Морозостойкая, 98-1 5,0 160 8 —60
Морозо-, свето-, озоностойкая, НО-68-1 9,0 250 12 —55
Термостойкая, 3687 13 500 30 -55
Изностойкая, ВРГ-14 Применяем-ая при ремонте баков: И 130 8 —
3826 8,0 300 20 -28
203А 15 350 16 -14
18.5. ИЗГОТОВЛЕНИЕ РЕЗИНОВЫХ ИЗДЕЛИЙ
Технология изготовления резиновых изделий состоит из вальцевания
(пластикации) каучука, приготовления смеси, формования смеси,
сборки резиновых изделий и вулканизации.
153
Чтобы получить НК требуемой пластичности его вальцуют
15—20 мин при 40—50°С. Подвергают также вальцеванию бутади-
енстирольный и бутадиеннитрильный каучуки. Другие сорта НК
достаточно пластичны и без вальцевания.
После пластикации каучук смешивают с разными компонента-
ми в специальных смесителях. Полученная таким образом смесь —
сырая резина, однородная пластичная масса, легко поддается об-
работке давлением. Обработка смеси на вальцах длится 20—
30 мин. Затем смесь в виде листов снимается с вальцов.
Основными методами изготовления резиновых изделий являют-
ся каландрирование, формовка, выдавливание (на червячных прес-
сах), конфекция.
Каландрирование резиновой смеси производят с целью получе-
ния сырой резины в форме листов определенной толщины (0,2—
0;8 мм). Валки каландра нагревают. Резиновая смесь поступает
в зазор между валками и превращается в лист заданной толщины.
Листы толщиной более 0,8 мм получают склеиванием из более
тонких листов путем обработки на каландре. В процессе каландри-
рования поверхность валков отпечатывается на листе мягкой плас-
тичной резины, что позволяет придавать ему либо высокую глян-
цевитость, либо требуемое рифление. Листы каландрированной
резины наматывают на деревянные катушки вместе с куском про-
кладочной ткани, что предупреждает слипание слоев резины. Из
каландрированной резины в дальнейшем формуют различные из-
делия.
Выдавливанием на червячном прессе получают трубки, стержни
и шнуры из резиновой смеси. Резиновую смесь, нагретую до :100—
110°С, пропускают через червячный пресс. Смесь захватывается
вращающимся червяком, спрессовывается и продавливается через
мундштук, профилирующий изделие.
Детали сложной формы изготавливают путем формовки, а прос-
тые, например прокладки, амортизационные пластины, изготавли-
вают штамповкой.
Литье под давлением применяется для изготовления деталей
сложной конфигурации. Для литья под давлением используют спе-
циальные замкнутые формы, куда подается смесь. Этот способ
отличается очень высокой _производительностью, а~ детали в даль-
нейшем хорошо воспринимают знакоперёменные нагрузки.
Формование резин имеет много общего с формованием пласти-
ческих масс. Однако, вследствие высокой пластичности резиновых
смесей для заполнения формы даже сложной конфигурации не
требуется давление выше 5 МПа. В большинстве случаев изделия
формуют при давлении 1—2 МПа.
Конфекцией получают резицовые изделия, изготовленные путем
последовательного склеивания слоев резины и ткани. В производст-
ве резин, содержащих ткани в качестве наполнителя, различают
изделия однослойные (прорезиненные ткани) и многослойные
(шинные покрышки, ремни). Для получения высокоэластичных
прочных изделий (например, авиапокрышек) резиновую смесь на-
154
носят на высокопрочные ткани (корд) из полиэфирного или поли-
амидного волокна. Для сцепления резины с тканью применяют
способы напрессовывания или пропитывания. В первом случае
тонкие листы каландрированной сырой резины на специальных
дополнительных дублировочных каландрах напрессовывают на
ткань. Во втором случае ткань раскраивают, собирают в пакеты и
прессуют в изделия.
Многие резиновые изделия армируют металлическими деталя-
ми. Металлы и сплавы (за исключением латуни) не обладают ад-
гезией к резине. Для адгезии металлической арматуры к резине на
металл наносят клеевую пленку или осуществляют латунирование.
Вулканизация является важнейшей техно-
логической операцией, в результате которой
каучук превращается в резину. В большинстве
случаев процесс вулканизации состоит в хими-
ческом взаимодействии каучука с серой. Коли-
чество вводимой серы составляет для обычной
резины 5—7%, а для твердой резины (эбони-
та) — около 30'—35% •
На рис. 66 показана зависимость между ко-
личеством серы и типами резин. Сера присое-
диняется к каучуку по месту двойных связей,
образуя подобие мостиков, соединяющих меж-
ду собой цепеобразные линейные молекулы
каучука. В результате образуются еще боль-
шие трехмерные молекулы разветвленной фор-
мы, характерные для резины. Так как при
Рис. вб. Зависимость
между количеством серы,
взятой для вулканизации,
и типами получаемых ре-
зин:
1—резина; 2—полуэбонит;
3—эбонит
вулканизации изменяется молекулярная струк-
тура полимера с образованием пространствен-
ной сетки, то это приводит к резкому возраста-
нию прочности и эластичности, а пластичность
каучука почти полностью исчезает. Растут также твердость и со-
противление износу, повышаются теплостойкость и химическая
стойкость.
Различают горячую и холодную вулканизацию. Основным явля-
ется горячий способ. Для ,тонких изделий может применяться хо-
лодный способ вулканизации.
Горячая вулканизация осуществляется в автоклавах или в
индивидуальных вулканизаторах при температуре 120—150°С, дав-
лении 2,5—7,5 МПа. Время вулканизации для различных марок
авиационной резины колеблется от 10 до 180 мин.
Для авиакамер и авиапокрышек применяют индивидуальные
вулканизаторы.
Холодная вулканизация (применяется для тонкостенных из-
делий) заключается в обработке изделий в течение нескольких
минут 2—3%-ным раствором хлористой серы в сероуглероде или
четыреххлористом углероде.
Вулканизирующее действие оказывает также гамма-облучение.
155
Совместная вулканизация серой и гамма-облучением дает зна-
чительный эффект повышения прочности. Некоторые синтетические
каучуки при нагревании даже без вулканизирующих веществ пре-
вращаются в резину.
18.6. КЛАССИФИКАЦИЯ РЕЗИНОТЕХНИЧЕСКИХ
МАТЕРИАЛОВ
Все резинотехнические материалы классифицируются по ряду
признаков:
— в зависимости от назначения — универсальные и специальные
(масло- и топливостойкие, химически стойкие, свето- и озоностой-
кие, морозо- и теплостойкие, газонепроницаемые и др.);
— в зависимости от твердости — пористые (губчатые) резины,
мягкие, особо эластичные, средней твердости, твердые и высокой
твердости, жесткие (эбониты);
— в зависимости от вида исходного сырья — резины из нату-
рального и синтетического каучука;
— в зависимости от технологии изготовления — клееные, фор-
мованные, штампованные, литые;
— в зависимости от типа и конструкции изделий — шинные, ка-
мерные, рукавные, протекторные и т. д.
В зависимости от основных свойств и назначения резины, при-
меняемые в авиационной промышленности, подразделяются на ряд
классов и групп.
В табл. 18 приведены марки и примерное назначение авиаре-
зин.
Для технических целей применяются также материалы: эбонит,
эскапон и асбодин.
Таблица 18
Марки и примерное назначение авиарезин
Марка резины Тип каучука Назначение
922, 1432, 2005, 1448 3827, 3853 4061, 2542, 551, ВИАМ-103, ВИАМ-106 1651, 2671, 14К-Ю, 14К-22, НО-68-1 3703, 3311, ВИАМ-2,56 1847, 2959, 2462, ВРГ-14 4094, 3491, 2696 3687, 5168, 4410, 4327, В14, 3825, ИРП-1078 3834, 9831, 3826, 4069 СКВ НК севанитовый (СКСВ) СКВ, скс-ю НК нк СКСВ, СКВ НК, СКВ, скн СКН, СКСВ Для воздуха и спирто- глицериновой смеси, про- кладочные Электроизоляционные Светостойкие, для мас- ла, топлива, бензина Для амортизационных деталей морозостойкие Для амортизационных деталей, изностойкие То же Для прокладочных де- талей Теплостойкие, термостой- кие Для масла и топлива
156
Эбонит. При вулканизации каучука с большим количеством
серы (25—35%) получается роговидный материал, называемый
твердой резиной или эбонитом. Эбонит отличается высокой водо-
стойкостью и большей химической инертностью, чем резина.
Эбонит характеризуется также хорошими электроизоляционными
и механическими свойствами, хорошо обрабатывается. Недостат-
ком эбонита является его сравнительно низкая нагревостойкость
(50—90°С).
Из эбонита изготавливают аккумуляторные баки, панели, кноп-
ки, детали магнето и др. Эбонит сравнительно дорогой материал,
может быть заменен пластмассами на основе хлорвинила, мела-
мина.
Эскапон — роговидный материал, получаемый полимеризацией
СКВ. По механическим свойствам напоминает эбонит (бессерни-
стый эбонит). По сравнению с эбонитом отличается более высокой
нагревостойкостью (может длительно работать при температуре до
130°С, кратковременно — до 200°С), низкими диэлектрическими
потерями; применяется в высокочастотной изоляции.
Асбодин — смесь синтетического каучука, асбеста и железно-
го сурика; применяется как химически стойкий и ударопрочный
изоляционный материал.
18.7. РЕЗИНОВЫЕ ИЗДЕЛИЯ, ПРИМЕНЯЕМЫЕ
В АВИАСТРОЕНИИ
Авиапневматики. Предназначаются для поглощения толчков при
взлете, посадке и рулении самолетов,
при изготовлении колес, шасси и хво-
стовых колес. Состоят из внутреннего
баллона (авиакамеры) и наружной
авиапокрышки.
Авиакамера наполняется воздухом,
который и поглощает энергию удара.
Авиакамеру изготовляют из прочной,
очень эластичной и морозостойкой ре-
зины, хорошо сопротивляющейся ста-
рению. Для этой цели используют ре-
зину, содержащую натуральный кау-
чук или СКС-ЗОА, имеющую примерно
следующие свойства: предел прочно-
сти при разрыве oz>2500 МПа, относи-
Пневматики применяются
Рис. 67. Авиапокрышка:
/—каркас; 2—брекер; 3—протектор;
4—боковины; 5—борты
тельное удлинение в момент разрыва
ez=6OO°/o, остаточное удлинение 0г<
<20%, коэффициент старения /Сс>0,8'
Авиакамера имеет автоматический
воздушный клапан — вентиль, обеспечивающий заполнение камеры
воздухом.
Авиапокрышка (рис. 67) удерживает камеру на ободе колеса,
предохраняет ее от механических повреждений, воспринимает толч-
ки и удары, а также способствует торможению.
157
Основой авиапокрышки является каркас, который состоит из?
четного количества слоев капроновой ткани — корд, уложенных
под углом 45° друг к другу. Подушечный слой — брекер состоит
из прорезиненного капрона и слоев резины. Брекер укладывается
между протектором и каркасом вдоль беговой части покрышки, слу-
жит для создания сцепления между протектором и каркасом и
уменьшения усилий, передаваемых от протектора к каркасу при
толчках и ударах. Протектор — рабочая часть покрышки, соприка-
сающаяся непосредственно с поверхностью посадочной полосы. Эта
толстый слой резины, снабженный рельефом для увеличения сцеп-
ления при торможении. Изготавливается из специальных сортов,
резины, обладающих большим сопротивлением истиранию. Боко-
вины— резиновые покрытия боковых тканей стенок каркаса по-
крышки предохраняют каркас покрышки от механических повреж-
дений и влаги. Борта покрышки — утолщенные части, в которые
вставлены два металлических сердечника из троса или проволоки.
Рис. 68. Резиновый рукав прокладочной конструкция:
а—строение рукава; б—метод соединения трубопроводов
Такое устройство авиапокрышки позволяет ей сохранять неиз-
менным внутренний диаметр и надежно удерживаться на ободе ко-
леса. Покрышки изготавливают из резины на основе дивинилсти-
рольного каучука СКС-10 с сопротивлением разрыву oz>22 МПа
и относительным удлинением е2<550%. Готовая авиапокрышка
покрывается лаком-противостарителем.
Резиновые рукава (гибкие шланги) служат для соединения
трубопроводов топливных, масляных, гидравлических и воздушных
систем. В зависимости от конструкции различают рукава прокла-
дочной конструкции и рукава оплеточной конструкции.
Резиновые рукава прокладочной конструкции — дюритовые
шланги изготавливаются методом сборки (конфекции).
На стальной стержень (дорн) натягивается резиновая трубка.
Затем на клею накатывают несколько слоев прорезиненной ткани
и поверх ткани — наружный слой резины. Полученные рукава
(рис. 68) вулканизируют.
По рабочему давлению они делятся на четыре группы: 0,03;
0,05; 0,07 и 0,13 МПа. Относительное удлинение при разрыве не
менее 250%. Рабочие температуры от —55 до +130°С.
158
Резиновые рукава оплеточной конструкции состоят из резино-
вой трубки, оплетенной металлической проволокой и покрытой
сверху резиной. В концы рукавов заделывается металлическая ар-
матура. Такие рукава могут применяться в виде гибких трубопро-
водов. Резиновые рукава оплеточной конструкции, предназначен-
ные для работы в различных средах в интервале от —45 до
+ 100°С, выпускаются трех видов: для низкого давления — не более
1,5 МПа, для среднего давления — не более 5 МПа, для высокого
давления — не более 12 МПа.
Ряс. 69. Резиновые детали:
1—5—уплотнительные профили; 6—чашечная манжета; 7—//—уплот-
нительные прокладки; /2—втулка; 13—прокладка
Амортизаторы, Благодаря эластичности и упругости резину
широко используют для изготовления амортизаторов, смягчающих
динамические и вибрационные нагрузки в процессе эксплуатации
самолетных агрегатов и приборов. Амортизаторы могут быть шну-
ровой и пластинчатой конструкций. Более распространены пластин-
чатые амортизаторы. Их устанавливают в форме прокладок при
креплении двигателя, отдельных агрегатов, приборных досок и др.
Амортизаторы, не соприкасающиеся при работе с горючим, изго-
тавливают из резины на основе натурального или натрийбутадие-
нового каучука. На рис. 69 показаны некоторые резиновые детали.
В ряде случаев резиновые прокладки (или демпферы) склеива-
ют с металлическими деталями методом привулканизации.
Мягкие топливные баки. Применяются на некоторых типах са-
молетов и вертолетов. Стенки мягких баков состоят из двух слоев
топливостойкой резины и наружного слоя прорезиненной ткани
(капроновой или хлопчатобумажной). В некоторых баках в боко-
вых и нижних стенках между топливостойкой резиной и прорези-
ненной тканью вставляются один-два слоя набухающей резины.
При повреждении протектор набухает от вытекающего на него
горючего и затягивает отверстие, препятствуя дальнейшему выте-
канию топлива.
159
В конструкции крыла многих самолетов имеются кессонные баки
(топливные отсеки), где выгодно используется емкость и силовая
конструкция крыла. Герметичность обеспечивается применением
специальных герметиков.
18.8. ХРАНЕНИЕ И ЭКСПЛУАТАЦИЯ
РЕЗИНОВЫХ ИЗДЕЛИЙ
При хранении и эксплуатации изделий из резины следует иметь в
виду ее склонность к старению, при котором основные механичес-
кие и физико-химические свойства резины ухудшаются.
Старение ускоряется под действием солнечного света, повышен-
ной температуры, под влиянием окислителей (кислорода воздуха
и озона) вследствие возникновения внутренних напряжений и т. д.
Хранить резиновые изделия следует в защищенных от солнца
помещениях при температуре 5—20°С и влажности воздуха в преде-
лах от 40 до 65%.
Сроки и условия хранения отдельных видов изделий устанав-
ливаются специальными техническими условиями.
Глава 19 9
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
19.1. СОСТАВ И КЛАССИФИКАЦИЯ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
В авиационных конструкциях широко применяются лакокрасочные
покрытия, что объясняется их высокими защитными свойствами,
простотой нанесения и сравнительно низкой стоимостью. Лакокра-
сочные покрытия защищают металлы и сплавы от коррозии, древе-
сину и ткани от гниения, улучшают обтекаемость и придают по-
верхности нужную окраску. Кроме того, они сообщают поверхности
электроизоляционные и теплозащитные свойства, придают издели-
ям декоративный внешний вид. Декоративные лакокрасочные по-
крытия применяются для окраски корпусов приборов, приборных
досок, отделки мебели в кабинах.
С помощью защитных покрытий срок эксплуатации аппаратуры,
оборудования увеличивается в несколько раз. Обеспечивается воз-
можность работы изделий в контакте с хихмически агрессивными
средами, при высоких температурах и др.
Лакокрасочные материалы могут придавать поверхности глад-
кость или микрошероховатость, блеск или матовость, требуемый
цвет или узор. Например: зеркальный блеск — для отражательных
поверхностей (прожекторы, рефлекторы); матовость — для шкал
приборов во избежание бликов, мешающих снятию показаний с
прибора; различные яркие цвета — для быстрой ориентации в слож-
ной системе коммуникаций и др.
160
В ряде случаев покрытия предохраняют детали от механичес-
кого разрушения — эррозии, износа при трении (износостойкие
покрытия).
Основными составляющими жидких лакокрасочных материалов
являются пленкообразующие вещества в чистом виде (олифа и ла-
ки) или в смеси с пигментами и наполнителями (краски и эмали).
По составу пленкообразующего вещества различают два вида ла-
кокрасочных материалов: непревращаемые пленки, образующиеся
вследствие испарения растворителей (перхлорвиниловые, нитроцел-
люлозные и др.); превращаемые пленки, образующиеся вследствие
сложных физико-химических процессов окисления, полимеризации,
конденсации или одновременно двух процессов.
По своему назначению лакокрасочные материалы разделяются
на грунты, шпатлевки, эмали, лаки, вспомогательные материалы
(растворители, разжижители, смывки).
Грунты состоят из пленкообразующего (смолы, масла) пигмен-
та, наполнителя и растворителя. Антикоррозионные свойства плен-
ки грунта зависят в основном от пигмента.
Различают грунты:
— пассивирующие, обладающие свойствами поддерживать по-
верхность металла под пленкой грунта в пассивном состоянии бла-
годаря пассивирующим пигментам (хроматам цинка, стронция и
др.);
— протекторные, осуществляющие катодную защиту металла
благодаря металлическим пигментам, обладающим меньшим элек-
трохимическим потенциалом по отношению к потенциалу защищае-
мого металла (например, цинковая пыль по отношению к стали);
— изолирующие, изготовляющиеся на пленкообразующем, обла-
дающим малой влагопроницаемостью, содержащие пигменты и на-
полнители, которые не вызывают и не способствуют коррозии ме-
талла (например, битумные грунты);
— фосфатирующие, содержащие добавки фосфорной кислоты
и пассивирующий пигмент. Будучи нанесены на сталь, они образу-
ют фосфатно-хроматную защитную пленку.
Шпатлевка состоит из связующего, пигмента и наполнителя.
Количество пигмента и наполнителя в 2—4 раза больше количест-
ва пленкообразующего. Время высыхания, прочность, термостой-
кость, диэлектрические и другие свойства определяются природой
пленкообразующего, качеством и количеством пигмента и наполни-
теля. Шпатлевки наносят на предварительно загрунтованные
поверхности и окрашивают соответствующей эмалью или
краской.
Эпоксидные и полиуретановые шпатлевки можно наносить не-
посредственно на металл. Толщина слоя шпатлевки влияет на эк-
сплуатационную стойкость всей системы покрытия. Рекомендуется
наносить за один слой не более 0,1—0,2 мм, так как толстые слои
шпатлевки обладают небольшой стойкостью. После просушки
шпатлевку зачищают шкуркой или механизированным способом;
Эмали применяют для получения верхних слоев покрытия пр
6 2598 161
слою грунтовки или шпатлевки. Они должны придавать покрытию
требуемый цвет и стойкость в условиях эксплуатации.
Лаки — растворы пленкообразователей в органических раство-
рителях. Они служат для получения прозрачных покрытий или на-
носятся по слою эмали для увеличения блеска покрытия.
19.2. СМОЛЯНЫЕ СИНТЕТИЧЕСКИЕ
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
В самолетостроении широко применяются смоляные термопластич-
ные и термореактивные лакокрасочные материалы: эпоксидные,
полиуретановые, кремнийорганические, перхлорвиниловые, полиак-
риловые и фенольные.
Эпоксидные материалы образуют необратимые покрытия с пре-
восходной адгезией к металлам .и неметаллическим материалам,
хорошей стойкостью к воде, щелочам и слабым кислотам, электро-
изоляционными свойствами. Многие из них обладают длительной
термостойкостью при температуре до 200°С и стойкостью к темпе-
ратурным перепадам от —60 до +200°С.
Перевод эпоксидных покрытий в необратимое состояние осуще-
ствляется с помощью отвердителей или модификаторов.
Эпоксидные лакокрасочные материалы наносят распылением
(пневматическим или в электрическом поле).
Эпоксидные покрытия не рекомендуются для окраски поверх-
ностей, работающих на открытом воздухе под воздействием солнеч-
ной радиации.
Полиуретановые материалы образуют покрытия с хорошей ад-
гезией к металлу и дереву, высокими диэлектрическими свойства-
ми, газонепроницаемостью, бензостойкостью. По износостойкости
эти покрытия превосходят все остальные лакокрасочные покрытия.
Полиуретановые покрытия наносят распылением или кистью.
Недостатком многих полиуретановых покрытий является склон-
ность к пожелтению и потере блеска при эксплуатации изделий на
открытом воздухе.
Кремнийорганические материалы готовят на основе кремний-
органических смол, образующих при горячей сушке необратимые
пленки, отличающиеся бесцветностью, термостойкостью, высокими
электроизоляционными свойствами, сохраняющимися при высокой
влажности; стойкостью к действию воды, масла, бензина, плесени,
низких температур? Кремнийорганические эмали могут выдержи-'
вать длительное нагревание до нескольких сот градусов без суще-
ственных изменений. Пленки обладают слабой адгезией к металлу.
Для повышения адгезии следует добавлять алкидные смолы пли,
чтобы не снижать термостойкости, подготавливать поверхность
фосфатированием или металлизацией: напылением цинка, алю-
миния.
Перхлорвиниловые материалы образуют обратимые пленки.
Большинство покрытий обладает стойкостью к атмосферным воз-
действиям в умеренном тропическом климате, к действию воды,
162
масла, а некоторые из них — к агрессивным газам. К недостаткам
перхлорвиниловых покрытий относится их небольшая термостой-
кость и слабая адгезия к металлам. Чтобы обеспечить адгезию,
перхлорвиниловые эмали обычно наносят на грунтовки на основе
других пленкообразователей (алгидных, акриловых, фосфатирую-
щих). Перхлорвиниловые материалы быстро высыхают (2—3 ч),
однако полное высыхание происходит после дополнительной вы-
держки в течение 5—7 сут^
Полиакриловые материалы на основе термопластичных и термо-
реактивных акриловых смол образуют соответственно обратимые
и необратимые покрытия, отличающиеся хорошей адгезией к метал-
лу, твердостью и эластичностью, бесцветностью, стабильностью
блеска при нагревании.
Эти материалы наносят распылением (пневматическим или в
электрическом поле), а также валками. Полиакриловые покрытия
хорошо шлифуются и полируются, применяются для деталей прибо-
ров и деталей из алюминиевых сплавов.
Фенольные материалы на основе термореактивных фенольно-
формальдегидных смол образуют необратимые покрытия без на-
гревания в присутствии катализатора или в процессе горячей
сушки.
Некоторые лаки и эмали образуют покрытия с высокими элек-
троизоляционными свойствами, устойчивостью к кислотам, бензи-
ну, маслам.
19.3. МАСЛЯНЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Масляные лакокрасочные материалы содержат в качестве исход-
ного компонента олифу и смолы. Олифа получается при варке вы-
сыхающего масла (удаляется вода и происходит частичная поли-
меризация) с последующим введением сиккативов. При нагреве
сиккативы растворяются в масле, при этом происходит химическое
взаимодействие окислов СаО, РЬО, РЬзО4 с кислотами масел.
Здесь соли действуют как катализаторы, ускорители высыхания
масел.
Вводимые в состав масляных лакокрасочных материалов смолы
служат упрочнителями пленки, увеличивают твердость, блеск,
улучшают адгезию пленки с поверхностью детали. Применяются
смолы как искусственные (фенольная, глифталевая, акриловая),
так и естественные (канифоль, шеллак).
В качестве пигментов вводят цинковые ,и свинцовые белила,
кроны, железный сурик, алюминиевую пудру.
Растворителями масляных лакокрасочных материалов служат
летучие органические вещества: скипидар, ацетон, бензол и др.
Масляные материалы применяются для защиты металлических и
деревянных поверхностей. Отличаются атмосферостойкостыо, од-
нако требуют длительной сушки (24—36 ч при 200°С) и обладают
невысокой механической прочностью, химической стойкостью, под-
вержены старению.
6*
163
Следует иметь в виду, что масляные лакокрасочные материалы
не рекомендуются для эксплуатации в условиях тропиков.
19.4. ЭФИРОЦЕЛЛЮЛОЗНЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Эфироцеллюлозные лакокрасочные материалы относятся к термо-
пластичным. В отличие от масляных лакокрасочных материалов
процесс высыхания в них происходит значительно быстрее (за
40—60 мин при температуре 70°С). В процессе сушки испаряется
растворитель.
В своем составе эфироцеллюлозные материалы имеют в качест-
ве пленкообразующего нитроцеллюлозу или этилцеллюлозу, смолу
(ее вводят для повышения твердости, водостойкости и лучшей ад-
гезии с окрашенной поверхностью), пластификатор (повышает
эластичность пленки), пигмент и растворитель — бензол, .спирт
и др.
Нитроцеллюлозные покрытия металлических и деревянных
поверхностей обладают твердостью, атмосферостойкостью, стойко-
стью к бензину и маслам. Сушка происходит в одну стадию. Недо-
статками нитролаков и нитроэмалей являются слабая адгезия к ме-
таллам, невысокая теплостойкость и легкая воспламеняемость.
Этилцеллюлозные эмали имеют лучшую адгезию, более проч-
ны и менее горючи, чем нитроэмали, но они гигроскопичны и при-
годны только для внутренних работ.
19.5. ОСНОВНЫЕ СВОЙСТВА И МЕТОДЫ ИСПЫТАНИЙ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ И ПОКРЫТИЙ
Вязкость жидких лакокрасочных материалов должна соответство-
вать методам их нанесения на окрашиваемые поверхности.
Ряс. 70. Внсяояяаетр
Вязкость определяется при
помощи вискозиметра и выра-
жается временем истечения (в
секундах) 50 см3 испытуемого
материала черз сопло прибора
(рис. 70).
Покрывающая способность
определяется по нанесению
краски на стеклянную пласти-
ну, расчерченную подобно шах-
матной доске на белые и чер-
ные квадраты. В результате
определяют минимальное коли-
чество лакокрасочного матери-
ала, необходимое для того, что-
бы полностью закрыть доску.
Время высыхания определя-
ется временем, когда покрытие
утратило липкость и к нему не
пристает пыль. При сдувании ватного тампона с пленки покрытия
влоокно ваты не должно прилипать к нему. Полное высыхание
164
имеет место, когда пленка отвердевает настолько, что можно про-
изводить дальнейшие технологические операции.
Твердость пленки определяется с помощью маятникового при-
бора по времени затухания колебаний маятника, устанавливаемого
на пленку испытуемого лакокрасочного покрытия.
Эластичность пленки можно определить поочередным изгиба-
нием окрашенной металлической пластинки вокруг стальных стерж-
ней шкалы эластичности, имеющих различные диаметры (20, 15,
10,5,3 и 1 мм). Эластичность характеризуется диаметром последнего
стержня, на котором произошло растрескивание пленки. Эластич-
ные пленки должны выдерживать изгиб на стержне диаметром 1 мм.
Водо, бензо- и маслостойкость покрытия определяются погру-
жением окрашенной пластинки в соответствующую жидкость на
определенное время (при заданной температуре). Стойкость плен-
ки оценивается по внешнему виду, привесу и твердости.
Термостойкость пленки определяется выдержкой пленки в тер-
мостате при различных температурах с последующим осмотром, а
также испытанием на твердость и эластичность.
19.6. ПОДГОТОВКА ПОВЕРХНОСТИ ПОД ОКРАСКУ
Подготовка поверхности может быть механической, термической,
химической. Выбор способа подготовки зависит от наличия, вида
и степени коррозии металла, количества и вида загрязнений, ма-
териала, условий эксплуатации изделий. Изделия, работающие во
влажной среде, рекомендуется фосфатировать, пассивировать, ано-
дировать, оксидировать.
Механические способы подготовки. Обработка механизирован-
ным инструментом осуществляется механическими щетками, на-
ждачными ^кругами и др. Рекомендуется при сравнительно неболь-
ших объемах работ.
Галтовка — обработка во вращающихся барабанах деталей
абразивными материалами (кварцевым песком, корундом, наж-
даком, стальными шариками). При мокрой галтовке стальных де-
талей к абразивным материалам добавляется 2—3%-ный раствор
каустической соды или тринатрийфосфата; применяется также 2—
3%-ный раствор серной кислоты.. После мокрой галтовки детали
тщательно промывают и просушивают.
Обработкасухим абразивом осуществляется при помо-
щи абразивного материала, подаваемого на обрабатываемую по-
верхность в дробеструйной или пескоструйной установке. Перед
обработкой проводится обезжиривание. В качестве абразива при-
меняют силикатный песок, чугунную дробь диаметром 0,2—0,8 мм.
Гидроабразивная обработка производится водной суспен-
зией кварцевого песка, абразивных зерен молотого гранита.
Термическая очистка — газопламенная очистка применяется для
удаления окалины, ржавчины и старой краски с поверхностей
крупногабаритных изделий. В результате нагрева и последующего
охлаждения окалина и ржавчина разрушаются и легко удаляются
металлическими щетками или абразивной шкуркой.
165
Химические способы подготовки поверхности. Травление.
Перед травлением в кислых растворах жировые загрязнения удаля-
ются. При травлении черных металлов в растворах серной или
соляной кислоты применяют присадки (ингибиторы коррозии), ко-
торые приостанавливают растворение самого металла, но не замед-
ляют растворение продуктов коррозии. Слабую ржавчину удаляют
обработкой в 2—3%-ном растворе фосфорной кислоты при 75—
80° С с последующей промывкой чистой водой и просушкой. Обра-
зующаяся пленка фосфата железа улучшает адгезию пленки лако-
красочного покрытия. Операции травления производят в ваннах
или струйных камерах.
Обезжиривание поверхностей можно осуществлять в щелочных
растворах с добавкой поверхностно-активных веществ — эмульга-
торов.
Фосфатирование широко применяется как метод подготов-
ки поверхности под окраску углеродистых сталей. Оно заключает-
ся в обработке поверхности растворами фосфорнокислых солей
цинка, железа и марганца в присутствии свободной фосфорной
кислоты. Получаемая на поверхности металла фосфатная пленка
имеет кристаллическое пористое строение. Лакокрасочное покры-
тие имеет отличное сцепление с фосфатированной поверхностью и
обладает повышенными антикоррозионными свойствами. Фосфати-
рование производят в струйных камерах или в ваннах холодным
или горячим способом. Фосфатную пленку после промывания об-
рабатывают водным раствором 'хромового ангидрида. Фосфатиро-
вание может осуществляться наложением на поверхность изделия
пасты, после промывки горячей водой поверхность обрабатывают
пассивирующим раствором хромпика.
19.7. НАНЕСЕНИЕ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Лакокрасочные покрытия наносят пневматическим краскораспы-
лителем, окунанием, обливом, распылением в электрическом поле,
безвоздушным распылением или кистью.
Выбор метода (табл. 19) зависит от размеров и конфигурации
изделия, количества изделий, заданного класса отделки и др.
Окраска пневматическим краскораспылителем широко применя-
ется для нанесения покрытий на изделия любых размеров и кон-
фигураций. Мелкие капельки краски (аэрозоль) силой сжатого
воздуха направляются на окрашиваемую поверхность.
Окраска в электрическом поле основана на том, что микрочас-
тички жидкого лакокрасочного материала, заряженные отрицатель-
ными зарядами, в поле постоянного тока высокого напряжения,
двигаясь по силовым линиям электрического поля, осаждаются
равномерным слоем на поверхности окрашиваемого изделия, нахо-
дящегося под положительным потенциалом.
Окраска производится на конвейере автоматически с использо-
ванием перхлорвиниловых, нитроцеллюлозных, меламиноалкидных,
алкидных, масляных, эпоксидных и мочевинных лакокрасочных
материалов.
166
Выбор метода нанесения лакокрасочных покрытий
Таблица 19
Окрашиваемый объект Метод нанесения Характеристика метода
Мелкие и среднего раз- мера изделия несложной конфигурации Мелкие, среднего и крупного размеров изде- лия простой и сложной конфигураций Изделия простой и сложной конфигураций Средние, крупные и особо большие изделия различных конфигураций Изделия различных размеров * и конфигура- ций Окунание Струйный облив с вы- держкой в парах раст- ворителя; пневматичес- кое распыление Электроокраска Безвоздушное распы- ление Окраска кистью Экономичен, производите- лен, возможна механизация. Не обеспечивает высокого класса покрытия Экономичен, производи- телен, автоматизирован, обеспечивает хороший внешний вид Производителен. Значи- тельные потери лакокрасоч- ного . материала (до 30— 40%), неавтоматизирован Высокая производитель- ность, полная автоматиза- ция, сокращение потерь ма- териала, хороший внешний вид покрытия Высокая производитель- ность (до 300 м2/ч), эконо- мичен, хороший внешний вид покрытия Малопроизводителен. Не- обходим для окраски мест, недоступных для других методов окраски. Неприго- ден для быстросохнущих материалов
Метод пригоден для окраски металлических, деревяннных,
пластмассовых, резиновых и стеклянных изделий простой и слож-
ной конфигурации. Применение электроокраски повышает произ-
водительность благодаря полной автоматизации процесса, улучша-
ет санитарно-гигиенические условия работы, экономит лакокрасоч-
ные материалы.
Рис. 71. Схема окраски окунанием и снятия подтеков в элект-
рическом поле:
J—конвейер с деталями; 2—ванна с краской; 3—сетка (отрица-
тельный электрод)
167
Окраска методом окунания (погружения) заключается в погру-
жении изделия в лакокрасочный материал определенной вязкости,
после чего изделие вынимается из ванны и избыток краски стекает
с окрашиваемой поверхности (рис. 71). Этот метод пригоден для
окраски, грунтовки, лакировки изделий простой и сложной конфи-
гураций сравнительно небольших размеров. Изделия должны иметь
обтекаемую форму (листы, прутки и т. п.), обеспечивающую равно-
мерное стекание излишка краски; метод позволяет полностью ме-
ханизировать процесс нанесения покрытия и окрашивать как внеш-1
ние, так и внутренние поверхности; в самолетостроении имеет
ограниченное применение, так как не обеспечивает получение рав-
номерной толщины пленки покрытия.
Окраска струйным обливанием с последующей выдержкой в
парах растворителей заключается в том, что изделия после нанесе-
ния лакокрасочного покрытия поступают в камеру, где создана оп-
ределенная концентрация паров растворителей. Это обеспечивает
равномерное стекание излишка краски и получение равномерного
покрытия без подтеков и наплывов. Излишек краски затем вновь
поступает в производство, благодаря чему непроизводительные,
потери лакокрасочного материала минимальны. Метод позволяет
полностью автоматизировать окраску на конвейере в массовом про-
изводстве.
Окраска безвоздушным распылением под большим давлением и
с подогревом основана на свойстве лакокрасочного материала при
определенной скорости истечения из сопла (выше критической)
дробиться на мельчайшие капельки. Нагретую краску (лак) под
давлением 4—6 МПа подают к соплу, проходя которое она обрета-
ет скорость выше критической при данной вязкости. Нагрев сни-
жает вязкость краски и способствует лучшему ее распылению
вследствие образования паров растворителей. Метод экономичен,
высокопроизводителен. Рекомендуется для окраски особо больших
поверхностей. Качество покрытия высокое.
Сушка лакокрасочных покрытий может быть естественной при
15—35°С и искусственной при 80—200°С. Искусственная сушка
осуществляется конвекционным способом (детали нагревают горя-
чим воздухом или продуктами сгорания в специальных сушильных
камерах) или терморадиационным способом (изделие облучается
инфракрасными лучами, проникающими через пленку лакокрасоч-
ного покрытия и поглощаемыми металлом детали). В результате
нагрева металла сушка покрытия начинается с нижних слоев и
распространяется к поверхности. Терморадиационный способ
обеспечивает улетучивание растворителей, что ускоряет процесс
сушки. В качестве источников инфракрасного излучения применя-
ют генераторы, выполненные в виде трубчатых или панельных на-
гревательных элементов, а также специальные лампы накалива-
ния. Достоинством терморадиационных сушильных установок явля-
ются высокое качество получаемой пленки покрытия, быстрота
нагрева установкй и сушки, экономичность.
Качество пленки лакокрасочного покрытия и время его высыха-
Ж
ния зависят от температуры сушки. Применение горячей сушки
улучшает адгезию пленки, стойкость к действию органических
растворителей, кислот, щелочей.
Сушка токами промышленной и повышенной частот использует-
ся при окраске изделий из стали и других материалов, обладающих
магнитной проницаемостью.
К окрашенной поверхности приближают электромагниты с об-
моткой, включенной в сеть промышленной частоты (50 Гц). Обра-
зующееся магнитное поле вызывает в металле окрашенной детали
потери на гистерезис и вихревые токи (токи Фуко), вследствие чего
металл быстро разогревается и покрытие высыхает.
Сушка при повышенной частоте (650—750 Гц) осуществляется
за 3—5 мин.
19.8. ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ В АВИАСТРОЕНИИ
Для надежной защиты поверхности изделий в большинстве случаев
применяют многослойные покрытия, состоящие из слоев разного
назначения. Выбор системы покрытия определяется типом матери-
ала изделия, состоянием поверхности (наличием оксидной пленки
и др.) и условиями работы детали. Непосредственно нас деталь
наносится грунт, затем шпатлевка, далее следует эмаль и покрыв-
ной лак. Количество слоев составляет 2—6 и более. Время, в тече-
ние которого лакокрасочное покрытие сохраняет свойства в допу-
стимых пределах, т. е. время службы покрытия, в значительной
степени зависит от подготовки поверхности под окраску.
Окраска стальных деталей. В качестве подготовки поверхности
детали фосфатируют. Детали, работающие при температуре свыше
400°С, опескоструивают. Сварные узлы ш детали сложной конфигу-
рации, не доступные для фосфатирования, цинкования или кадмиро-
вания, а также трубчатые конструкции (подмоторные рамы, свар-
ные каркасы фюзеляжа, шасси и др.) опескоструивают. Затем
наносится грунт с последующей горячей сушкой и, наконец, два
слоя эпоксидной или перхлорвиниловой эмали также с последую-
щей сушкой каждого слоя.
Детали из высокопрочных сталей фосфатируют, грунтуют и
окрашивают слоями перхлорвиниловой или эпоксидной эмали. Для
деталей, работающих при нагреве до 90°С, применяют перхлорви-
ниловые эмали; для деталей, нагревающихся до 200°С, — эпоксид-
ные эмали.
Детали, работающие в условиях морского климата или сильно-
го увлажнения пресной водой, кадмируют, фосфатируют и затем
окрашивают.
Детали, работающие в среде керосина и бензина, фосфатируют
с последующим нанесением двух-трех слоев поливинилбутираль-
ного лака.
Баллоны для сжатого воздуха и углекислоты фосфатируют, а
затем защищают изнутри олифой с обязательной горячей сушкой,
а снаружи грунтуют перхлорвиниловым или эпоксидным грунтом
и окрашивают перхлорвиниловой или эпоксидной эмалью.
169
Стальные баллоны для кислорода внутри фосфатируют (без
нанесения лакокрасочного покрытия), снаружи защищают также,
как и баллоны для сжатого воздуха. Стальные трубопроводы, ши-
роко применяемые для масло-, бензо-, керосино-, воздухо-, гидро-
систем кадмируют, затем фосфатируют. После фосфатирования
следует перхлорвиниловый или эпоксидный грунт и, наконец, горя-
чая сушка и окраска.
Окраска изделий из алюминиевых сплавов. Изделия из алюми-
ниевых сплавов оксидируют электрохимически (анодируют) или
химически и окрашивают с применением пассивирующих грунтовок.
Деформируемые сплавы типа дуралюмин при температуре выше
150°С претерпевают структурные изменения (выделение меди по
границам зерен). Это способствует межкристаллитной коррозий,
что учитывают при выборе режима сушки покрытия.
Алюминиевые сплавы в контакте с другими металлами часто
являются анодами и подвергаются интенсивному коррозионному
разрушению, особенно в морской атмосфере. Недопустимы контак-
ты с медью, латунью, коррозионно-стойкой сталью, допустимы —
с цинком и кадмием. Стальные детали, находящиеся в контакте с
деталями из алюминиевых сплавов, следует цинковать или покры-
вать чистым алюминием с последующей окраской. Места контакта
алюминиевого сплава с другими металлами должны быть защище-
ны пассивирующей грунтовкой, зазоры следует грунтовать или за-
полнять водостойкой шпатлевкой.
Окраска внешней стороны обшивки. Обшивка современного
самолета выполняется из плакированного и анодированного ду-
ралюмина. Процесс электрохимической обработки ведут в раство-
ре серной кислоты с последующей обработкой в растворе хромпика
(К2Сг2О7).
Допблнительная защита от коррозии, а также придание поверх-
ности требуемого внешнего вида достигается нанесением на оксид-
ную пленку лакокрасочного покрытия. Благодаря пористости ок-
сидной пленки адгезия лакокрасочного покрытия с поверхностью
значительно улучшается.
Перед сборкой на поверхность материала наносится акриловый
лак АК-113ф. После сборки плакированные места покрывают ак-
риловым грунтом АК-070, а затем акриловой эмалью АС-1115 бе-
лого или светло-серого цвета. Для неплакированного материала
предусматривается грунт АК-070 в два слоя и эмаль АС-1115 в
два-три слоя.
Окраска внутренней стороны обшивки. Внутренняя поверхность
обшивки, а также нервюры, лонжероны, стрингеры и др. работают
в условиях повышенной влажности. Перед сборкой наносится слой
венольно-алкидного грунта ФЛ-086, после сборки — акриловый лак
АК-069 с добавкой 2%-ной алюминиевой пудры.
Окраска трубопроводов, профилей и др. Трубопроводы окраши-
вают эпоксидными или перхлорвиниловыми эмалями ярких цветов.
Бензосистему окрашивают в желтый цвет, гидросистему — в зеле-
170
ный, масляную — в коричневый, кислородную — в голубой, систе-
му сжатого воздуха — в серый, противопожарную — в красный.
Прессованные профили, отливки, трубы анодируют, а затем грун-
туют фенольно-алкидным грунтом ФЛ-086.
Нанесение защитного слоя производится в электрическом поле
высокого напряжения. Окрашенные детали подвергаются сушке.
Окраска деталей из магниевых сплавов. Магниевые сплавы об-
ладают малой коррозионной стойкостью ^следствие низкого значе-
ния электрохимического потенциала. Ее повышают путем создания
на поверхности сплава искусственной оксидной пленки, которая
снижает химическую активность металла и улучшает адгезию лако-
красочных покрытий к поверхности металла. Места контакта маг-
ниевого сплава с другими металлами подвергаются усиленной кор-
розии, так как большинство металлов по отношению к магниевому
сплаву является катодом. Защита от контактной коррозии достига-
ется металлизацией (цинком, кадмием) контактируемых с магние-
вым сплавом металлов с последующей окраской. Допускаются кон-
такты магниевых сплавов с магниевыми сплавами любых марок,
с алюминиевыми сплавами, анодированными с наполнением оксид-
ной пленкой бихромата калия, а также с цинком, кадмием, сталью
фосфатированной, сталью хромированной, медыми сплавами с оло-
вянным покрытием и титановыми сплавами. Все детали из магни-
евых сплавов, эксплуатируемые в контакте с другими сплавами,
обязательно защищают лакокрасочными покрытиями. Места кон-
такта деталей из магниевого сплава с головками заклепок, шуру-
пами, болтами, втулками или другими деталями, а также зазоры
дополнительно покрывают (заполняют) плотными слоями влаго-
защитного материала (эпоксидной шпатлевкой, герметиком
УЗО-МЭС-5 и др.).
Защитные свойства лакокрасочного покрытия здесь также в
значительной степени зависят от подготовки поверхности. Перед
нанесением лакокрасочного покрытия детали оксидируют. Затем
наносится грунтовочный слой. Грунтовочный слой обеспечивает
надежную адгезию и обладает пассивирующими свойствами. Далее
следует окраска. Покровный слой обеспечивает водостойкость и
механическую прочность. Указанным требованиям отвечают эпок-
сидные и перхлорвиниловые материалы.
Глава 20
СТЕКЛО И КЕРАМИКА
20.1. СТЕКЛО
Неорганическое стекло — однородное аморфное вещество, получен-
ное при затвердевании сплава окислов. Главными стеклообразую-
щими окислами являются SiO2, В2О3, Р2О5, А12О3. Для получения
заданных свойств и для понижения температуры плавления стекла
171
к стеклообразующим окислам добавляют окисли щелочных и ще-
лочноземельных металлов. Стекло не имеет определенной темпера-
туры плавления. Переход из одного агрегатного состояния в другое
происходит в некотором температурном интервале.
Стекло характеризуется хрупкостью, химической стойкостью,
прозрачностью для видимого света, изотропностью.
По составу стекла подразделяют на силикатные, боросиликатные,
алюмосиликатные и др. (в зависимости от стеклообразующих окис-
лов). Стекла разделяют также на щелочные, бесщелочные, щелоч-
ные с окислами тяжелых металлов.
К числу основных физико-химических свойств стекол относятся
вязкость, линейный коэффициент теплового расширения, термостой-
кость, механические и электрические свойства, а для некоторых
технических стекол — химическая стойкость, оптические свойства,
газопроницаемость.
Стекло обладает незначительной вязкостью, предел прочности
на растяжение составляет 60—80 МПа, на сжатие — 400—600 МПа.
Наименьшую прочность имеют щелочные стекла.
Прочность стекла существенно понижается при наличии в нем
остаточных внутренних напряжений. Важнейшей характеристикой
стекла является коэффициент линейного расширения. Чем он боль-
ше, тем больше термические напряжения в стекле при смене тем-
ператур. Из-за различия коэффициентов расширения термические
напряжения появляются при впаивании металла в стекло, при сва-
ривании стекол разного состава, при покрытии металлов стеклоэма-
лями. Наибольший коэффициент линейного расширения имеет квар-
цевое стекло. Кварцевое стекло выдерживает закалку в воде с тем-
пературой ~1000°С.
Термостойкость стекол определяется разностью температур, ко*
торую стекло выдерживает при разном охлаждении. Термостой-
кость технических стекол находится в пределах 100—260°С. Термо-
стойкость кварцевого стекла достигает 700—800°С.
Электрические свойства стекла характеризуются высокими зна-
чениями удельного электросопротивления, большой электрической
прочностью, значительной диэлектрической проницаемостью. При
нагреве до 200—400°С электрические свойства стекла ухудшаются.
Химическая стойкость стекла в агрессивных средах (за исклю-
чением плавиковой и фосфорной кислот) высокая.
Оптические свойства стекла зависят от химического состава,
структуры и от состояния поверхности. Большинство стекол проз-
рачно для видимого света, плотность равна (2,2 ... 8,0) • 10-6 г/смэ
в зависимости от сорта стекла.
По назначению технические стекла разделяются на листовые,
оптические, электротехнические, тугоплавкие, легкоплавкие, спе-
циальные.
Варка стекла производится сплавлением шихтовых материалов
(кварцевого песка, мела, доломита, соды, каолина и др.) в стекло-
варных печах ванного типа; варку оптических и других специаль-
ных стекол для ручной выработки ведут в горшках-тиглях различ-
172
ной емкости. Полученную однородную стеклянную массу перераба-
тывают в изделия. Листовое стекло, трубки и стержни получают
вытягиванием и прокаткой на специальных машинах.
Толстостенные изделия изготавливают методом прессования.
Детали, экплуатируемые в условиях больших тепловых нагрузок,,
изготавливают из стеклопорошков методом спекания.
Для снятия остаточных напряжений стеклянные изделия и по-
луфабрикаты отжигают при температуре 400—600°С. Стекла мож-
но соединять друг с другом, а также с металлами путем их нагре-
ва с последующим механическим сдавливанием. Применяется не-
посредственное спаивание, если разница в коэффициентах терми-
ческого расширения стекол не превышает 10—15%.
Применяется также спаивание методом молекулярной диффу-
зии. В этом случае участкц, подлежащие соединению, полируют и
плотно прижимают друг к другу. Затем место спая нагревают в ва-
кууме, что способствует взаимной диффузии спаиваемых стекол.
20.2. КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Керамика — неорганический материал, получаемый формованием
изделий из минеральных масс с последующим обжигом (спекани-
ем). В современной технике широко применяется так называемая
техническая керамика, в состав которой входят искусственно син-
тезированные керамические материалы.
В керамике могут присутствовать кристаллическая, стекловид-
ная и газовая фазы. Основу керамики составляет кристаллическая
фаза. Она и определяет механическую прочность, термостойкость и
другие свойства. Стекловидная фаза находится в керамике в виде
прослоек стекла, связывающих кристаллическую фазу. Газовая
фаза — это газы, находящиеся в порах керамики. Стекловидная и
газовая фазы снижают механические свойства материала. Высокой
огнеупорностью обладает керамика на основе чистых окислои
(AI2O3, ZrO2, MgO, ВеО, СаО и др.).
Керамика из AI2O3 —корунд обладает высокой прочностью, ог-
неупорностью, химической стойкостью, диэлектрическими свойства-
ми. Примером могут служить изделия из корунда: фильеры, ка-
либры, свечи зажигания двигателей внутреннего сгорания и др.
Керамика с плотной структурой используется в качестве ваку-
умной керамики, пористая — как термоизоляционный материал.
Корудовые материалы (минералокерамика) применяются для из-
готовления режущего инструмента, а также деталей машин (сопел,
втулок, матриц). Монокристаллы (рубины) применяются в электро-
р адиооборудов ании.
Керамика из окиси магния (MgO) стойка к действию основных
шлаков, применяется для футеровки печей, для изготовления тиг-
лей.
Керамика из окиси бериллия (ВеО) обладает высокой термо-
стойкостью, теплопроводностью. Кроме того, ВеО имеет высокий
173
коэффициент замедления тепловых нейтронов; применяется в каче-
стве вакуумной керамики и в атомных реакторах.
Тугоплавкие бескислородные соединения — карбиды, бориды,
нитриды и силициды — отличаются огнеупорностью (/пл—2500...
___3500°С), высокой твердостью, износостойкостью по отношению
к агрессивным средам, однако все они хрупки. Окалиностойкость
дсарбидов и боридов составляет 900—-1000°С, силициды могут вы-
держивать температуру до 1300—1700°С.
Карбид кремния — карборунд (SiC) применяется в качестве
нагревательных стержней, в качестве абразива. Бориды тугоплав-
ких металлов могут работать в защитном газе или вакууме при
очень высоких температурах (до 2500°С). Применяются для изго-
товления электронагревателей, термопар, тиглей и т. д.
Силициды отличаются полупроводниковыми свойствами, хими-
ческой стойкостью, окалиностойкостью. ’
Дисилицид молибдена (MoSi2) применяется в качестве защит-
ного покрытия тугоплавких металлов от высокотемпературного
окисления, для нагревателей электропечей сопротивления, для
чехлов термопар.
По электрическим свойствам керамику подразделяют на элек-
тротехническую, применяемую при частотах до 20 000 Гц, и радио-
техническую, используемую преимущественно при высоких часто-
тах. В зависимости от -назначения керамику подразделяют на
установочную (изоляторную), конденсаторную и пьезоэлектриче-
скую.
Установочная керамика должна иметь низкие потери, хорошие
изоляционные свойства и прочность. Она применяется в виде ка-
тушек, изоляторов, плат и др. При низких частотах используют
обычно электрофарфор; обладающий хорошими электрическими
свойствами, однако он имеет низкую механическую прочность,
большие диэлектрические потери, резко возрастающие при на-
греве.
Основным материалом, применяемым при .высоких частотах,
служит стеатит, который получают из талька. Стеатит легко прес-
суется, удовлетворительно обрабатывается резанием.
Конденсаторная керамика должна иметь большую диэлектри-
ческую проницаемость е для повышения удельной емкости, низкие
диэлектрические потери. Для высокочастотных конденсаторов при-
меняют ультрафосфор, стеатит, стандартную керамику, но лучшие
свойства имеет керамика на основе окиси титана (TiO2).
Пьезоэлектрики — это вещества, у которых под действием
механических напряжений возникает поляризация (прямой пьезо-
эффект) и под действием электрического поля изменяются размеры
(обратный пьезоэффект). К пьезоэлектрикам относятся поляризо-
ванные сегнетоэлектрики, а также некоторые кристаллы.
Пьезокерамику применяют для устройства генерации и приема"
ультразвука, в системах зажигания двигателей, в трансформа-
торах.
174
Глава 21
СКЛЕИВАЮЩИЕ МАТЕРИАЛЫ
21.1 ОБЩИЕ СВЕДЕНИЯ
В конструкциях самолетов и вертолетов в ряде случаев клепку и
сварку заменяют склеиванием.
Качество поверхности обшивки, обтекаемой потоком воздуха,
оказывает большое влияние на аэродинамические характеристики
самолета. При приклеивании к каркасу или заполнителю обшивка
лучше прилегает по всей поверхности, чем при сварке и клепке,
В отдельных случаях склеивание является единственно возможным
способом соединения металлов с неметаллическими материалами
(текстолитом, стеклотекстолитом, пенопластом, резиной и т. д.), а
также разнородных металлов. »
Заменив клепку склеиванием, можно повысить прочность рабо-
тающих на сжатие панелей на 30—45%. Значительно снижается
масса конструкции. В клеевых конструкциях применяют более тон-
кие обшивки и нагружают их интенсивнее. Клеевые конструкции
эффективны и в экономическом отношении. Они позволяют удли-
нить срок службы самолета благодаря более высокому пределу
усталости, чем у клепаных и сварных конструкций. Клеи обладают
способностью поглощать вибрации, а также устойчивы против кор-
розии.
Недостатки клеевых соединений: ограниченная теплостойкость,
подверженность старению (снижение прочности с течением време-
ни), относительно низкая прочность.
Клеями обычно называют коллоидные растворы пленкообразую-
щих полимеров, способные при затвердевании образовывать проч-
ные пленки, хорошо прилипающие к различным материалам. В со-
став клеев входят пленкообразующие вещества (основа клея)
растворители, пластификаторы, наполнители. В качестве пленкооб-
разующего вещества применяют синтетические смолы и каучуки;
в качестве растворителей — спирты, ацетон, бензин; пластификато-
ром может служить бутвар, каучук; наполнителем — окись алюми-
ния, кварцевая мука, графит.
21.2. ОСНОВНЫЕ СВОЙСТВА КЛЕЕВ
Вязкость клея определяется с помощью вискозиметра.
Усадка клеевой пленки происходит в процессе ее отверждения;
интенсивная сушка может вызвать значительную усадку и разрыв
пленки.
Рабочая жизнеспособность клеевого состава — это длительность
сохранения нормальной вязкости и нормальной прочности соедине-
ния. Она зависит от состава клея и условий его хранения.
Прочность сцепления — связывающая способность клея. Клее-
вые соединения хорошо работают на скалывание (сдвиг), хуже—-
на отрыв и отдирание. Испытание сводится к определению предела
175
прочности при статическом сдвиге. Прочность клеевых (Соединений
может превышать прочность самих материалов. Применяются так-
же испытания на водо-, теплостойкость и другие.
Классификация клеев дается по ряду признаков: по пленкооб-
разующему веществу клеи делятся на смоляные и резиновые; по
адгезионным свойствам — универсальные, склеивающие различные
материалы (например, клей БФ), и с избирательной адгезией (бел-
ьковые, резиновые); по отношению к нагреванию — обратимые
^(термопластичные) и необратимые (термореактивные); по услови-
ем отверждения — клеи холодной склейки и горячей склейки; по
внешнему виду — жидкие, пастообразные и пленочные; по назна-
чению — конструкционные силовые и несиловые.
Смоляные клеи могут быть термореактивными и термопластич-
ными. Гермореактивные смолы (фенольно-формальдегидные, эпо-
ксидные и другие) отверждаются в процессе поликонденсации или
полимеризации и дают прочные, теплостойкие пленки, применяемые
для склейки силовых конструкций из металлов и неметаллических
материалов. Клеи на основе термопластичных смол (акрилатов,
'поливинилацетата и др.) имеют невысокие прочностные характе-
ристики, особенно при нагревании, и применяются для несиловых
соединений. Резиновые клеи, в которых основным пленкообразую-
щим является каучук, отличаются высокой эластичностью и приме-
няются для склеивания резины с резиной или резины с металлами.
По теплостойкости клеи разделяются на четыре группы.
1. 60—80°С — при длительном (десятки часов) воздействии
температур, к ним относятся клеи: БФ-2, ВК-32-ЭМ; ПУ-2; ВК-5
и др.
2. 100—150°С — при длительном воздействии температур, к ним
относятся клеи: эпоксид П (порошок) и Пр (пруток), ВК-1, ВК-9
и др.
3. 250—300°С — при длительном воздействии температур, к ним
относятся клеи: ВК-4, ВК-32-200, ВК-32-250, ВС-.10Т и др.
4. До 700—1200° С — при кратковременном воздействии темпе-
ратур, к ним относятся клеи: В К-2, BKL8, ВК-Ю и др.
В зависимости от температуры склеивания все клеи разделяют-
ся на две группы: склеивающие без подогрева (ПУ-2, ВК-5, Л-4,
КЛН-1, ВК-9, КЧ-С, ВИАМ-БЗ и К-300) и с подогревом до 150—
200°С (БФ-2, БФ-4, МПФ-1, ВК-32-200, ВК-32-250, ВС-10Г, ВК-32-
ЭМ, ВК-15М, ВК-13, ВК-4, ВС-350, ВК-1, ВК-8, ВК-Ю, ВК-25,
эпоксид П и Пр и др.).
Для первой группы также можно применять подогрев до 60—
120°С с целью ускорения протекания химических процессов.
Требования к клеям:
— клей не должен вызывать коррозии или способствовать ее
развитию;
— количество летучих составляющих должно быть минималь-
ным для предотвращения образования пор в шве;
— коэффициенты термического расширения клея и склеивае-
мых материалов должны быть равны или близки друг к другу, что-
Д76
бы исключить образование внутренних напряжений при' изменении
температуры;
— вязкость клея должна позволять механизировать и автомати-
зировать процесс склеивания. Жизнеспособность клея должна
быть по возможности длительной. Клей должен хорошо смачивать
поверхность и заполнять зазоры между склеиваемыми деталями;
— Желательно применение клеев холодного отверждения или с
невысокой температурой термической обработки;
— в составе клея не должно быть компонентов, оказывающих
вредное влияние на здоровье рабочих.
2|.3. СМОЛЯНЫЕ КЛЕИ
Клеи на основе фенольно-формальдегидных смол: пленкообразую-
щее — резольная смола; растворитель — ацетон, спирт; отверди-
тель — сульфонафтеновая кислота. Применяются марки ВИАМ-БЗ,
КБ-3, ВИАМ-Ф9 и др. Склейку можно проводить при комнатной
температуре в течение 3—6 ч, при нагреве до 50—6О°С—1,5—
2,0 ч. Эти клеи используются для приклейки пенопласта и древе-
сины в конструкциях некоторых самолетов, для склеивания древес-
ных пластиков (ДСП).
Клеи на основе модифицированных фенольно-формальдегидных
смол применяются преимущественно для склеивания металличес-
ких силовых элементов конструкций из стеклопластика. Имеется
несколько разновидностей клеев.
1) Фенольно-каучуковые композиции образуются в результате
взаимодействия смолы с синтетическим каучуком. Эти композиции
являются эластичными и теплостойкими пленками, с высокой адге-
зией к металлам (клеи ВК-25, ВК-32-200 и др.).
Процесс склеивания ведется при температуре 150—200°С. Фе-
нольно-каучуковые клееные соединения отличаются теплостойко-
стью (до 350°С), хорошо выдерживают циклические нагрузки, во-
достойки, применяются для склеивания металлов и неметалличес-
ких материалов в конструкциях силового назначения.
2) Фенолополивинилацетатные композиции широко распростра-
нены.
Наиболее известны марки БФ-2 и БФ-4, представляющие собой
спиртовые растворы фенольно-формальдегидной смолы, совмещен-
ной с поливинилбутиралем (бутваром). Клеи БФ-2 и БФ-4 приме-
няются для склеивания металлов, пластмассы, керамики и других
твердых материалов. Поскольку клей БФ не содержит отвердите-
лей, то склейка ведется только горячим способом. В самолетострое-
нии клей БФ применяется для приклейки пенопластов ПХВ и ПС-1
к полу кабин, склейки элементов лопасти винта вертолета.
Карбамидные клеи отличаются хорошей светостойкостью, малой
токсичностью, рекомендуются для склеивания древесных материа-
лов.
Клеи на основе эпоксидных смол отверждаются при помощи
отвердителей без выделения побочных продуктов. Отверждение
смол можно вести как холодным, так и горячим способом.
177
Эпоксидные клеи горячего отверждения являются конструкци-
онными силовыми клеями. В состав клея входят эпоксидные смолы
и их модификации, наполнитель и отвердитель.
Склейка ведется при температуре 150—180°С. Клей выпуска-
ется под марками ВК-32-ЭМ, К-453, ФЛ-4С, ВК-1 и др.
Для всех эпоксидных клеев характерна хорошая механическая
прочность, атмосферостойкость, стойкость к топливу и минераль-
ным маслам, высокие диэлектрические свойства. Клеи применяются
для склеивания металлов и неметаллических материалов.
Полиуретановые клеи могут быть холодного и горячего отверж-
дения. В состав клея входят полиэфиры, полиизоцианаты и напол-
Таблица 20
Характеристики клеев и клеевых соединений
Марка Состав клея Температура отверждения, °C Склеиваемый материал Прочность соединения при 20 °C
V МПа ®отр* МПа
Теплоскойкость до 60- -80° С
БФ-2 жидкий 120—140 сплав Д16 22 35
БФ-4 жидкий, пленка 120—140 то же 22 32 -
ПУ-2 пастообразный 20 или 105 14-18,5 35
ВК-5 ЖИДКИЙ 4 18-25 » 11 22
ВК-32-ЭМ пастообразный 150 15 50
МПФ-1 жидкий, пленка 150—170 20 30
ФЛ-4С жидкий 80—140 » 10,5 16,5
Л-4 » 20 ,» 6 14,5
Теплоскойкость до 100- -150°С
ВК-1 вязкотекучая масса 100—150 сплав Д16 15 74
эпоксид П пруток или 150-200 то же 21 44,5
и Пр порошок
ВК-9 вязкая жидкость 20 15 20,5
Теплоскойкость до 200- -350° С
ВК-32-200 жидкий, пленка 170—180 сплав Д16 17 17
ВК-25 то же 160-170 то же 19 20
ВК-4 жидкий 195-205 ЗОХГСА 17,5 17
ВК-7 вязкий раствор 120—210 сплав Д16 10 60
ВС-ЮТ жидкий и пленки 180. ЗОХГСА 17 60
ВС-350 со стеклянной 180 ЗОХГСА 18 36
сеткой
Теплоскойкость до 700- -1200°С
ВК-2 жидкая смесь 250—270 ЗОХГСА 9 22
ВК-8 то же 180—200 то же '15,5 21,5
ВК-Ю 200 » 13 —
178
нитель. При смешении компонентов происходит химическая реакция,
в результате которой клей затвердевает. При холодном отвержде-
нии прочность растет и достигает максимума через 20—30 сут.
Выдержка под давлением при склеивании без подогрева — 24—
28 ч.» а при 105±5°С — в течение 4 ч.
Полиуретановые клеи обладают хорошей вибростойкостью,
стойкостью к топливам и маслам. Полиуретановый клей ПУ-2 при-
меняется для склеивания металлов, пластмасс, резины с металлом.
Теплостойкость клея до 120°С, морозостойкость — до —60°С.
Клей на основе кремнийорганических соединений является
наиболее теплостойким. Так как кремнийорганические полимеры не
обладают высокими адгезионными свойствами, их совмещают с
другими смолами; кроме того, в их состав вводят минеральные на-
полнители. Высокотеплостойкие клеи ВК-2, ВК-8, ВК-10 и ВК-15
отверждаются при повышенной температуре.
Полученные клеевые соединения при нормальной температуре
по прочности уступают фенольным и эпоксидным, но зато значи-
тельно превосходят их при высоких температурах. Отличаются ус-
тойчивостью к маслу, бензину, не вызывают коррозии металлов, об-
ладают высокими диэлектрическими свойствами.
Применяются для соединения легированных сталей, титановых
сплавов, стекло- и асбопластиков, неорганических материалов.
Характеристики некоторых клеев и клеевых соединений приведе-
ны в табл. 20.
21.4. КАУЧУКОВЫЕ (РЕЗИНОВЫЕ) КЛЕИ
Они предназначаются для склеивания резин 'между собой и прикле-
ивания их к металлу. Резиновым клеем называется вязкий раствор,
полученный в результате взаимодействия каучука или резиновой
смеси с растворителем.
Клеи марок 4508 и К-4508 — смесь на основе натурального кау-
чука с бензином Бр-1—представляет собой жидкий вязкий рас-
твор светло-серого цвета (клей 4508) или (без бензина) сухие валь-
цованные листы невулканизированной резиновой композиции
светло-серого цвета (клей К-4508) толщиной 4—6 мм. Перед ис-
пользованием клей разбавляют бензином до концентрации 1 : 10;
время сушки после промазки 20—30 мин при 31—45°С; выдержка
после склеивания — 8 ч при комнатной температуре для деталей с
последующей вулканизацией и 16 ч — для деталей без последую-
щей вулканизации. Клей применяется для соединения невулканизи-
рованных резин из натурального и натрийбутадиенового каучуков с
последующей вулканизацией, а также в вулканизированном виде
без последующей вулканизации. Клеевая пленка не стойка к мас-
лам и топливу.
Клей НС-30 — вязкий раствор смеси бутадиеннитрильного ка-
учука СКН-40 и смолы ФКФ, растворенной в дихлорэтане с аце-
тоном или бензоле с ацетоном. Клей применяется для соединения
179
невулканизированных резин и резинотканевых материалов на
основе масло- и бензостойких каучуков с последующей вулкани-
зацией.
Клей 4Н — раствор неопрен-нейрита в бензоле. Не требует
вулканизации и применяется для склеивания различных вулкани-
зированных и невулканизированных резин. Клеевой шов обладает
большой прочностью, стоек к маслам, но набухает в бензине.
Клей термопрен — термически обработанная смесь натураль-
ного каучука и парафиносульфоновой кислоты. Перед использова-
нием листы термопрена дробят на мелкие кусочки и заливают двой-
ным или тройным количеством бензина Бр-1 на 24 ч для набухания.
После этого массу размешивают, добавляют бензол до концент-
рации 1 : 10, время сушки после промазки — 2 ч 25 мин при 31—45°С.
Выдержка после склеивания — 8 ч. Вулканизация производится
по режиму склеиваемых резиновых изделий. Клей применяется
для крепления к металлу невулканизированной резины из нату-
рального, хлоропренового и натрийбутадиенового каучуков с по-
следующей вулканизацией. Вулканизированная пленка не стойка
к маслам, керосину и бензину.
Клеи 88 и 88Н представляют собой вязкие растворы севанито-
вого или хлоропренового каучуков с бутилфенолформальдегидной
смолой и смеси этил ацетата с бензином, взятых в соотношении 2:1.
Клеевая пленка не стойка к маслам, керосину, бензину. Клей не
вызывает коррозии металлов. Применяется для крепления вулка-
низированной резины на любой основе к металлу и стеклу.
Клей лейконат — жидкий раствор триизоцианита трифенилме-
тана £ дихлорэтане. Применяется в готовом виде. Температура
склеивания 18—30°С, сушка после промазки 20—60 мин при 30—
45°С Выдержка после склеивания не дается. Вулканизированная
клеевая пленка стойка к маслу и бензину.
Лейконатовые соединения отличаются прочностью и теплостой-
костью. Клей применяется для крепления к металлам невулканизи-
рованных резин из бутадиеннитрильного, севанитового, хлоропре-
нового и натурального каучуков с последующей вулканизацией.
Клей Б-10 — вязкий раствор черного цвета смеси на основе
бутадиеннитрильного каучука, бензольно-ацетонового раствора смо-
лы ФКФ и бензола; время сушки после промазки — 90 мин; вы-
держка после склеивания не требуется. Вулканизированная клее-
вая пленка стойка к маслам, керосину, бензину и обладает
значительной прочностью. Клей применяется для соединения не-
вулканизированнйх бутадиеннитрильных, севанитовых и хлоро-
преновых резин с металлами с последующей вулканизацией.
Менделеевская замазка позволяет скреплять стекло со стеклом,
стекло с металлом и т. д. Состав компонентов в массовых частях:
канифоль — 100, воск желтый — 25, мумия (или пемза) — 40,
льняная олифа — 0,1—1,0 или воск желтый — 8, канифоль — 30,
мумия или пемза — 10, льняное масло — 1,0. Замазка может хра-
ниться неограниченное время. Перед употреблением полученную
замазку расплавляют и наносят на места, подлежащие соединению.
180
21.5. ОСНОВНЫЕ ОПЕРАЦИИ ПРИ СКЛЕИВАНИИ
Технологический процесс склеивания состоит из следующих опера-
ций: подготовка поверхности детали, нанесение клея, открытая вы-
держка, сборка соединяемых деталей, отверждение клея, контроль
качества.
Подготовка поверхности заключается в механической обработ-
ке поверхностей (строгание, фрезерование,* шлифование, притирка
и др.), очистке от загрязнений (окислы, окалина), в придании им
шероховатости и обезжиривании органическими растворителями.
Прочность клеевых соединений может быть значительно повышена
специальной обработкой поверхности: дробеструйной, гидропеско-
струйной, травлением и др. Для алюминиевых сплавов ’применяет-
ся обезжиривание, травление, анодирование (сернокислотное). При
подготовке поверхности к склеиванию сталей хорошие результаты
достигаются при цинковании или кадмировании поверхности. Кор-
розионно-стойкие стали проходят обработку в растворах ряда кис-
лот и солей.
Клей наносится пульверизатором, кистью, шпателем или гото-
вая клеевая пленка помещается между соединяемыми деталями.
После нанесения клея дается открытая выдержка с целью удаления
растворителей.
Сушка после нанесения каждого слоя осуществляется в два
этапа: выдержка при 18—20°С, затем нагрев до 45—90°С, общая?
продолжительность сушки примерно 1 ч.
Отверждение клея происходит при определенном температур-
ном режиме и давлении. Детали, собранные в приспособлении, сжи-
маются усилием 0,05—3 МПа (в зависимости от марки клея и or
толщины материала), нагреваются до заданной температуры, вы-
держиваются при этой температуре и охлаждаются в сжатом по-
ложении. Нагрев осуществляется в электропечах, автоклавах; при-
меняются и другие методы нагрева. Время нагрева, давление,
температуру выбирают, исходя из свойств клея. После окончания-
срока выдержки изделие извлекают из приспособления, затем оно
проходит зачистку и передается на контроль.
В качестве клеевых конструкций в самолетостроении применя-
ются изделия из листового материала и профилей, трехслойные*
конструкции с сотовым заполнителем, узлы, панели и отсеки с за-
полнителем в виде пенопласта, комбинированные соединения и др..
21.6. ПРИМЕРЫ ПОЛУЧЕНИЯ КЛЕЕВЫХ СОЕДИНЕНИИ
В САМОЛЕТОСТРОЕНИИ
Конструкция клеевых соединений может быть различной. При скле-
ивании листовых материалов рекомендуются соединения нахлесточ-
ное и стыковое с усиливающими планками. Кроме того, в конст-
рукции самолета применяются также тавровые и другие соединения
(рис. 72).
Склеивание органического стекла включает следующие опера-
ции:
18Ь
— растворение стружки оргстекла в дихлорэтане (растворителе);
— оклейка бумагой, пропитанной нерастворимым казеиновым
клеем, тех поверхностей, которые не подлежат склеиванию;
— протирка склеиваемых поверхностей оргстекла для удаления
пыли;
— нанесение клеевого состава тонким слоем до появления лип-
кости в поверхностном слое стекла; выдержка до 2 мин;
— складывание листов в
Рис. 72. Типовые клеевые соединения:
а—нахлесточное; б—нахлесточное с подсечкой;
о—стыковое с одной накладкой; г—стыковое с
двумя накладками; б—на «ус»; е—стрингерное
изделия, постепенное вытес-
нение пузырьков воздуха, ос-
тавшихся между листами
стекла, выдержка собран-
ных изделий до 30 мин;
— установка склеиваемо-
го изделия в прижимное при-
способление; выдержка под
давлением не менее 4 ч.
Прочность клеевых сое-
динений на скалывание — не
менее 12 МПа. Клеевое сое-
динение по прозрачности не
уступает оргстеклу.
Склеивание заготовок из винипласта. Для склеивания приме-
няют перхлорвиниловую смолу, в качестве растворителя может
быть ацетон, дихлорэтан или хлористый метилен. Раствор перхлор-
виниловой смолы (10%-ной концентрации) наносят тремя слоями с
выдержкой после нанесения каждого слоя для удаления части ра-
створителя. Длительность выдержки под давлением составляет
24 ч. Прочность клеевого соединения — не менее 5 МПа.
Склеивание заготовок из полистирола проводится аналогично
склеиванию оргстекла. Растворителем служит бензол с небольшой
добавкой полистирола.
Склеивание заготовок из нитроцеллюлозного этрола произво-
дится размягчением склеиваемых поверхностей ацетоном. Приме-
няются также клеевые составы, содержащие помимо растворителя
пластифицированную нитроцеллюлозу и канифоль. Склеивание
производят в приспособлении. Длительность выдержки от 18 до
24 ч в зависимости от толщины заготовок.
Склеивание металлических, неметаллических или смешанных
конструкций осуществляется клеем БФ следующим образом:
— склеиваемые поверхности подгоняют друг к другу (при необ-
ходимости придают им шероховатость);
— проверяют вязкость клеевого раствора;
— протирают поверхности и обезжиривают их ацетоном;
— на склеиваемые поверхности наносят клей БФ и выдержива-
ют пленку 50 мин при комнатной температуре, затем 15 мин при
60°С для удаления спирта. Поверхность охлаждают, на древесину
или слоистый пластик наносят второй слой клея, дают выдержку
15 мин и соединяют с поверхностью металла;
182
— зажимают в приспособлении, нагревают до 120—140°С и вы-
держивают при этой температуре 25—30 мин.
Прочность склеивания клеем БФ стали с текстолитом на ска-
лывание составляет 12—15 МПа, дурал'юмина с дельта-древесиной
— 12 МПа, стали с древесиной— 10 МПа.
Металлические детали склеивают с пенопластами клеем
ВИАМБ-3, предварительно покрыв металл пленкой БФ. Клей мар-
ки БФ-2 рекомендуется для соединений, работающих при некото-
ром нагреве (до 80—100°С), марки БФ-4 и БФ-6 — для получения
эластичных соединений. Хорошие результаты дает склеивание
металлов между собой и с неметаллическими материалами с по-
мощью полиуретановых клеев. Процесс склеивания прост, не тре-
буется дополнительный подслой.
Теплостойкость соединений — до 100—120°С, прочность клее-
вого соединения на уровне соединений, получаемых клеями БФ.
Склеивание пенопластов между собой, с древесиной и слоисты-
ми пластмассами осуществляется клеями типа ВИАМБ-3, которые
наносят на склеиваемые поверхности двойным слоем.
При склеивании пенопластов со стеклотекстолитом или с фане-
рой поверхность необходимо опескоструить, обеспечив этим самым
необходимую шероховатость. Затем наносят слой клея, дают вы-
держку 5—10 мин, производят сборку изделия. Выдержка изделий
под давлением составляет 4—6 ч.
Склеивание резины. Склеивание резиновых заготовок произво-
дят резиновыми клеями на основе натурального или хлоропрено-
вого каучуков. Каучуки применяют в виде водных растворов или
суспензии. Растворителем натурального каучука служит бензин.
В полученный раствор добавляют серу, ускорители и активизаторы
вулканизации. Эти клеевые составы используют для склеивания
невулканизированных и вулканизированных заготовок резин на
основе натуральных и бутадиеновых каучуков.
Подготовка склеиваемых поверхностей сводится к зачистке по-
верхности наждачной бумагой, протирке ее растворителем, затем
наносится клей в два-три слоя с последующей просушкой поверх-
ности на воздухе в течение 15—20 мин. Для удаления пузырьков
воздуха между склеиваемыми поверхностями места склейки обжи-
маются роликом. Склеенные детали подвергают вулканизации.
Склеивание резины с металлами посредством латунирования
(металлическую арматуру покрывают слоем латуни тодщиной до
3,12 мм) обеспечивает достаточную адгезию резины к металлу.
В ряде случаев поверхность детали покрывают тонкой клеевой
пленкой. Соединение резины с латунированной поверхностью ме-
галла происходит в процессе, вулканизации резиновой детали.
Для приклейки сырой резины к металлам в качестве клея при-
меняют раствор эбонитовой смеси: применяют также растворы
гермопрена (смесь натурального каучука с феносульфокислотой).
Смесь нагревают 5—8 ч при 140°С, после чего охлаждают и раст-
воряют в бензоле. Склеиваемые детали после вулканизации долж-
ны охлаждаться под давлением. Термопреновый клей применяется
183
также и для склейки металла с вулканизированной резиной. Скле-
ивание металла с вулканизированной резиной производят также
раствором резиновой смеси на основе хлоропренового каучука и
‘Синтетической смолы. Для склеивания металла с невулканизиро-
ванной резиной применяют раствор нитрильного каучука в сочета-
нии с синтетической смолой. Клеевое соединение требует вулкани-
зации.
Склеивание металла с вулканизированной резиной можно про-
изводить также с помощью эпоксидных и полиуретановых клеев.
21.7. ПРОВЕРКА КАЧЕСТВА КЛЕЕВЫХ СОЕДИНЕНИЯ
Проверка качества клеевого шва преследует цель выявить участки
со слабым сцеплением, местными непроклеями, пористой структу-
рой, пережогами клея и т. д. Контроль готовых изделий осущест-
вляют внешним осмотром, простукиванием, применением дефекто-
скопов, испытанием образцов-свидетелей, выборочным испытанием
готовых изделий.
При внешнем осмотре обнаруживают различные механические
повреждения: забоины, вмятины, вздутия, а также подтеки, по ко-
торым судят о качестве соединения.
При контроле простукиванием пользуются небольшим стержнем
из мягкого металла или текстолита. По изменению тона звука
обнаруживают местные непроклеи и утолщенные клеевые прослой-
ки.Допустимое наличие пустот (зазоров) —не более 5% от длины
клеевого шва.
Для контроля клеевых соединений металлов и неметаллических
материалов и выявления дефектов многослойных конструкций при-
меняют акустический (импедансный) метод, который основан на
зависимости механического сопротивления от наличия и величины
зон нарушения сцепления между отдельными элементами соедине-
ния.
Применяется также вакуумный метод, при котором под датчи-
ком прибора, колпаком, наложенным на контролируемый участок
соединения, создается разряжение. Перемещение обшивки фикси-
руется находящимися в датчике измерительными устройствами
(индикаторами). В местах удовлетворительного соединения прогиб
обшивки получается меньше или вовсе отсутствует.
В самолетостроении для контроля качества клеевых соединений
применяются также ультразвуковой резонансный метод, термогра-
фический, рентгеновский и другие.
Глава 22
ГЕРМЕТИЗИРУЮЩИЕ МАТЕРИАЛЫ
22.1. ОБЩИЕ СВЕДЕНИЯ
Развитие авиации связано с возрастанием высоты и дальности по-
лета, и это вызвало необходимость надежной герметизации соеди-
нений элементов конструкции. Герметизация должна обеспечить
нормальное давление внутри кабины, должна выдерживать дли-
тельные вибрации, резкие смены температуры и влажности. Нали-
чие герметизирующих материалов, стойких к действию топлива и
низких температур, позволяет создавать герметически изолирован-
ные объемы для хранения топлива непосредственно в отсеках кры-
ла (кесоны — баки) или фюзеляжа.
4
I || I 'fUUtnШИШП
а)
Рис. 73. Схема герметизации в клепаных швах:
а—внутришовная-. б—поверхностная; в—смешанная
Герметизирующие материалы не должны заметно утяжелять
конструкцию, набухать во влажной атмосфере и топливах, терять
эластичность и герметизирующие свойства в интервале температур
от —60 до 4-80°С.
В зависимости от области применения различают герметики:
1) атмосферно- и водостойкие;
2) топливо- и маслостойкие.
Герметизирующие материалы применяют в виде уплотнения,
находящегося между соединяемыми поверхностями, или в виде
шпатлевки, заполняющей неплотности, возникающие в процессе
клепки, точечной сварки, соединения болтами.
Различают внутришовную, поверхностную и смешанную гермети-
зации (рис. 73). Внутришовные герметики имеют форму ленты или
жгута, пасты или раствора. Поверхностные герметики изготовляют
в виде пасты или вязкого раствора, наносимого на поверхность со-
единения. Смешанная герметизация объединяет оба способа.
В зависимости от состава различают герметики, отверждающи-
еся или вулканизирующиеся при комнатной температуре (само-
вулканизирующиеся), и герметики, требующие подогрева (приме-
няются мало). По степени прилипаемости различают герметики,
наносимые непосредственно на поверхности (герметики с высокой
степенью адгезии), и герметики, наносимые с помощью подслоеч-
;18₽
ных клеевых пленок (герметики с невысокой степенью адгезии).
В зависимости от рода основного компонента (пленкообразующего
вещества) различают смоляные и каучуковые герметизирующие
материалы.
22.2. СМОЛЯНЫЕ ГЕРМЕТИКИ
Они обладают хорошей адгезией к,металлу и применяются без
клеевого подслоя в виде паст, лент, пленок.
Замазка уплотнительная марки У-20А — термопластичная ком-
позиция полиизобутилена с порошкообразным наполнителем в ви-
де невысыхающей пластичной смеси. Обеспечивает герметичность
клепаных швов в интервале температур от —50 до 4~7О°С.
Замазка У-20А совместно с уплотнительной лентой У-20А при-
меняется для внутришовной герметизации деталей из магниевых
сплавов, работающих в воздушной среде. Способ применения:
внутрь заклепочного соединения закладывают жгуты замазки
У-20А и уплотнительную ленту из капроновой ткани с двухсторон-
ней промазкой клеем па основе полиуретановой смолы. Дополни-
тельная герметизация осуществляется шпатлевкой поверхности
швов (со стороны давления) замазкой У-20А с нанесением грунта
и резинового клея. Замазка не твердеет, не вызывает коррозии
магниевых и алюминиевых сплавов, не изменяет своих физико-ме-
ханических свойств.
Топливостойкий герметик марки ВИ-32-3 — полиуретановая
композиция холодного отвердения, состоящая из капроновой лако-
ткани (капроновая ткань с покрытием ПУ-С) и пастообразных
масс клея ПУ-С и грунта ПГ-11. Обеспечивает .герметичность в ин-
тервалах температур от —60 до +1Ю°С в воздухе при повторных
статических и вибрационных нагрузках, а в керосине — в интерва-
ле температур от —60 до +70°С. Герметик не вызывает коррозии
цветных и черных металлов. Применяется ограниченно, так как
ядовит.
22.3. КАУЧУКОВЫЕ ГЕРМЕТИКИ
Они обладают высокими герметизирующими свойствами, высокой
водо-, бензо- и маслостойкостью. Вулканизация может проходить
при низкой температуре, что обеспечивает им широкое применение
в качестве герметика металлических клепаных и других конструк-
ций, работающих в воздушных и топливных средах.
К этой группе герметиков относится тиоколовая уплотнительная
замазка, топливостойкие герметики У-30М, У-30МЭС-5, У-ЗОМЭС-10
(на основе жидких тиоколов), топливостойкие герметики виксинт
У-1-18, виксинт У-2-28, виксинт У-4-21 (на основе силоксановых
каучуков), теплотопливостойкие герметики ВГФ-1 и ВГФ-2, 51-Г-1,
51-Г-2, 51-Г-9 (на основе фторосодержащих каучуков).
ТеплотопЛивостойкие герметики на основе жидких тиоколов.
Герметик У-ЗОМ предназначается для герметизации металли-
ческих (кроме латунных, медных, серебряных) и других соедине-
186
ний, работающих на воздухе, в среде разбавленных кислот и ще-
лочей, а также топлива. Интервал температур эксплуатации
герметика от —60 до +П30°С (длительно), до + '150°С (кратковре-
менно). Применяется в среде авиационного топлива с клеевым под-
слоем К-50. Герметик У-ЗОМ можно применять в различных кли-
матических условиях.
Герметики У-ЗОМЭС-5 и У-ЗОМЭС-Ю предназначаются для гер-
метизации заклепочных болтовых и других металлических соеди-
нений, работающих в среде воздуха и топлива в интервале темпе-
ратур от—60 до +150°С (У-ЗОМЭС-5) и от—60 до +130°С
(У-ЗОМЭС-Ю). Применяются они без подслоя, в различных кли-
матических условиях.
В авиастроении помимо указанных теплотопливостойких гер-
метиков на основе жц^ких тиоколов применяются также герметики
УТ-32 и УТ-34 и ряд других.
Теплостойкие герметики на основе силоксановых каучуков.
Герметики для работы при температурах до 200—300°С изготавли-
ваются на основе жидких силоксановых каучуков. По способу
получения и технологическим свойствам эти герметики не отлича-
ются от тиоколовых.
Сложные силоксановые герметики, также как и тиоколовые,
состоят из герметизирующей пасты и вулканизирующих агентов,
которые смешивают непосредственно перед употреблением. Герме-
тизирующие пасты готовят смешением жидких силоксановых кау-
чуков с наполнителями и другими инградиентами. Вулканизация
силоксановых герметиков .протекает при температуре 18—30° С. Си-
локсановые герметики обладают отличной стойкостью против тепло-
вого старения в широком диапазоне температур от —60 до +300° С.
Виксинт У-1-18 предназначается для поверхностной герметиза-
ции металлических соединений из нержавеющей стали, алюминие-
вых и титановых сплавов, для герметизации радиотехнических из-
делий и аппаратуры, эксплуатирующихся на воздухе и в различных
климатических условиях. Продолжительность отверждения при
комнатной температуре — 3 сут. Герметик не вызывает коррозии
сплавов Al, Mg и Ti, а также оксидированной стали.
Виксинт У-2-28 предназначается для поверхностной и внутри-
шовной герметизаций болтовых, заклепочных и сварных металли-
ческих соединений. Отверждение происходит при комнатной тем-
пературе в течение 3 сут. Виксинт У-2-28 стоек при нагревании до
250°С без доступа воздуха, не вызывает коррозии сплавов Al, Mg,
Ti и сталей.
Виксинт У-4-21 предназначается для поверхностной герметиза-
ции металлических соединений из сплавов А1 и Mg и коррозионно-
стойких сталей, а также приборов, длительно работающих в любых
климатических условиях. Продолжительность отверждения при
комнатной температуре — 24 ч. Материал стоек при нагревании до
300°С. Он не вызывает коррозии сплавов Al, Mg, Ti и сталей.
Теплотопливостойкие герметики на основе фторосодержащих
каучуков. Фторосилоксановые герметики, так же как и силоксано-
187
вые, состоят из герметизирующей пасты и вулканизирующего аген-
та, которые смешиваются непосредственно перед употреблением.
Герметизирующие пасты готовят смешением жидких фторосилокса-
новых каучуков с усиливающими наполнителями и другими ингра-
диентами. Поверхность металлических конструкций, подлежащих
герметизации, очищают от загрязнений и обезжиривают бензином
Бр-1 или Б-70. Продолжительность вулканизации составляет 1—
3 сут.
Герметики ВГФ-1 и ВГФ-2 на основе фторосилоксановых кау-
чуков предназначаются для поверхностной (ВГФ-1) и внутришов-
ной (ВГФ-2) герметизаций металлических соединений, эксплуати-
рующихся в среде авиационных топлив. Они не вызывают коррозии
сплавов А1 и Mg, коррозионно-стойких сталей; интервалы тем-
ператур эксплуатации от —60 до 200°С (ВГФ-2), от —60 до 250°С
(ВГФ-1). Герметики на основе фторокаучуков отличаются от гер-
метиков на основе фторосилоксановых каучуков повышенной стой-
костью к маслам, топливам, смазкам.
22.4. УПЛОТНЯЮЩИЕ СПЕЦСЛОИ
ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Для уплотняющих спецслоев двигателей применяют алюмографи-
тирование, алюмоасботалькирование, уплотнители на основе крем-
нийорганической смолы.
Алюмографитирование. На поверхность детали направляют
струю сжатого воздуха. В струю подают поток мелкоизмельченного
графита и расплавленных в электрометаллизаторе алюминиевых
частиц проволоки АД1. В процессе алюмографитирования на по-
верхности детали образуется слой, состоящий из 88—93% алюми-
ния и 7—12% графита. После нанесения спецслоя детали раста-
чивают до заданных размеров. Далее для упрочнения слоя произ-
водится обжиг в электропечи при 250—300°С, а затем пропитка
маслом.
Алюмоасботалькирование применяется для нанесения уплот-
няющих слоев на менее нагруженные детали. На поверхность
наносится специальная паста, в состав которой входит алюминие-
вая пудра (50 массовых частей), асбест (20 массовых частей) и
тальк (30 массовых частей). На каждые 100 г сухой смеси добав-
ляют 120—Л30 мл лака ФХ-701, а затем жидкую массу перемеши-
вают в смесителе. Паста наносится в несколько приемов с после-
дующей сушкой каждого слоя.
В качестве уплотняющего спецслоя применяется также состав
из кремнийорганической смолы, измельченного,графита, измельчен-
ного асбеста, отвердителя и этилового спирта.
Следует иметь в виду, что более надежными в эксплуатации
являются уплотняющие металлические спецслои, получаемые ме-
тодом плазменного напыления.
188
22.5. КОНТРОЛЬ КАЧЕСТВА ГЕРМЕТИЗАЦИИ
Контроль качества герметизации осуществляется следующими ме-
тодами:
— созданием вакуума на испытуемом участке шва;
— нагнетанием сжатого воздуха внутрь изделия;
— нагнетанием в контролируемое изделие сжатого воздуха в
смеси с другими газами (аммиаком, фреоном);
— заливкой топлива (керосина) при испытании на герметич-
ность топливных отсеков.
Рис. 74. Схема контроля герметичности отдельных участков шва
методом вакуума:
/—вакуумметр; 2—колпак; 3—мыльная пена; 4—вакуум-насос; 5—
заклепочный шов
Степень герметизации отдельных участков заклепочного шва
герметичной кабины контролируют методом вакуума (рис. 74). При
создании вакуума под прозрачным колпаком по вздутию мыльных
пузырей определяют места утечки воздуха (производительность
этого способа невелика).
Контроль степени герметизации кабины сжатым воздухом за-
ключается в определении времени, в течение которого давление в
кабине в результате утечки из нее воздуха падает от начального до
конечного. Для определения мест утечки воздуха пользуются ме-
тодом вакуума или нагнетанием в кабину воздуха, смешанного с
аммиаком, в количестве 1 % от объема кабины. При этом на испы-
туемые швы накладывают бумагу, пропитанную 50%-ным раство-
ром азотнокислой ртути, которая в местах утечки из кабины смеси
воздуха и аммиака покрывается темными пятнами. Для контроля
герметичности применяют различного вида течеискатели.
Топливные отсеки чаще всего испытывают на герметичность
заливкой в них керосина. Перед испытанием заклепочные швы
топливного отсека снаружи покрывают раствором мела в воде и
затем просушивают. В испытуемом' отсеке керосин находится под
давлением, значение которого обусловлено техническими условия-
ми. При испытании на меловой окраске топливного отсека в местах
утечки образуются темные пятна. В случае обнаружения утечек
производят дополнительную герметизацию.
Раздел V
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
. Глава 23
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
23.1. ОБЩИЕ ПРЕДСТАВЛЕНИЯ О ПРИРОДЕ ДЕФОРМАЦИИ
И НЕКОТОРЫХ ЕЕ ЗАКОНОМЕРНОСТЯХ
Среди методов получения различных металлических полуфабрика-
тов обработка металлов давлением является одной из наиболее эф-
фективных, позволяющей полностью устранить или значительно
уменьшить механическую обработку. Обработка металлов давлени-
ем основана на их пластической деформации.
При нагружении металлического тела системой сил возникает
его деформация. Если при удалении приложенной нагрузки дефор-
мируемое тело полностью восстанавливает свою форму и размеры,
то такая деформация называется упругой или обратимой. Между
нагрузкой и вызванной ею упругой деформацией существует по
закону Гука прямая пропорциональная зависимость, в которой ко-
эффициентом пропорциональности является модуль продольной уп-
ругости (или модуль Юнга). При Увеличении нагрузки возникает
такое состояние, когда при снятии нагрузки деформируемое тело
уже не возвращается к первоначальной форме и размерам — в этом
случае происходит остаточная или пластическая деформация.
Пластическая деформация с целью получения металлического
изделия заданной формы, как правило, является результатом воз-
действия внешних сил. Внешние силы, приложенные к поверхности
деформируемого тела, называются поверхностными; они уравно-
вешиваются внутренними силами, возникающими при нагружении
металлического тела. Интенсивность внутренних сил, отнесенная к
единице площади, называется напряжением. Процессы деформации
и разрушения металлов происходят под воздействием напряжений.
Обычно величина напряжений в объеме деформируемого тела нео-
динакова, неравномерность напряжения определяется деформаци-
онными условиями: температурой, скоростью и степенью деформа-
ции, формой инструмента и готового деформированного изделия.
Среднее напряжение оСр определяется по формуле
'^=р/р.
где Р — приложенная сила; F — площадь, к которой приложена
сила.
Пластическая деформация осуществляется при нагреве дефор-
мируемой заготовки (горячая деформация), а также при комнатной
190
температуре (холодная деформация). Холодная пластическая де-
формация в кристаллических телах может происходить либо по
границам зерен, либо внутри их: в первом случае имеет место меж-
кристаллитная деформация, во-втором — внутрикристаллитная.
Внутрикристаллитная деформация происходит по определенным
кристаллографическим плоскостям непосредственно внутри зерна,
которые называются плоскостями скольжения. Межкристаллитная
деформация выражается в относительном смещении зерен, проис-
ходящем по граничным слоям. Это смещение в силу особенностей
строения граничных слоев может вызывать их разрушение, поэтому
холодная межкристаллитная пластическая деформация не бывает
сколько-нибудь значительной. Большая пластическая деформация
имеет место, когда граничные слои достаточно прочны и деформа-
ция происходит внутри зерна, поэтому внутрикристаллитная дефор-
мация является основной, определяющей изменение формы поли-
кристаллического металла. Однако это относится только к холод-
ной деформации; при горячей деформации межкристаллитная
деформация может иметь значительное место, так как возникающие
разрушения в области граничных слоев при высоких температурах
«залечиваются».
Одновременно с изменением формы зерен при деформации про-
исходит поворот кристаллографических осей зерен поликристалла,
в результате чего возникает преимущественная ориентировка их
осей, называемая текстурой.
23.2. ХОЛОДНАЯ И ГОРЯЧАЯ ДЕФОРМАЦИИ
В начале холодной деформации только часть зерен подвергается
пластической деформации, а другая часть — упругой. Затем по
мере нагружения металлического тела внешней нагрузкой и уве-
личения напряжения все большая часть зерен переходит в состоя-
ние пластической деформации.
Нормальное напряжение при линейном растяжении или сжатии,
соответствующее тому моменту, когда все зерна металлического
поликристалла включаются в пластическую деформацию, является
пределом текучести данного металла.
Нормальное истинное напряжение, которое представляет собой
частное от деления действующего в каждый момент усилия на со-
ответствующую площадь образца при его линейном растяжении
или сжатии, называется сопротивлением деформации. В качестве
меры или степени деформации служат различные показатели, ко-
торые будут приведены при рассмотрении отдельных методов об-
работки металлов давлением.
Кроме относительного удлинения и относительного сужения,
которые были рассмотрены в гл. 6, процессы обработки давлением
характеризуют следующие показатели: ц— вытяжка, представляю-
щая отношение площадей поперечных сечений образца до его де-
формации Fq и после F:
191
i — интегральный показатель деформации, или сокращенно —
интегральная деформация:
/ = 1П|Л.
При пластической деформации помимо изменения формы проис-
ходит также изменение структуры и механических свойств дефор-
мируемого металла. С ростом степени деформации металл упроч-
няется, т. е. происходит повышение прочностных характеристик,
сопротивления деформации и твердости с одновременным уменьше-
нием пластичности. Это явление, характерное для холодной плас-
тической деформации, носит название наклепа.
Кривые зависимости сопротивления деформации от степени
деформации называются кривыми упрочнения. Если в качестве
показателя степени деформации принято относительное удлинение,
то кривые упрочнения называют кривыми первого рода, если же
относительное сужение — кривыми второго рода. Степень деформа-
ции, при которой происходит перегиб кривой упрочнения, называ-
ется порогом упрочнения металла.
При повышении температуры деформации в металле возникают
процессы (возврат и рекристаллизация), результаты воздействия
которых противоположны наклепу.
Возвратом или отдыхом называется снижение остаточных на-
пряжений после снятия внешних усилий, происходящее под дейст-
вием повышенных температур. Возврат у чистых металлов происхо-
дит при температурах выше (0,25 ... 0,5) ТПлав, где ТПЛав — темпе-
ратура плавления. В сплавах возврат происходит при более
высоких температурах. Возврат не оказывает влияния на измене-
ния формы и размеров зерна, не препятствует образованию тек-
стуры, несколько понижает сопротивление деформации, однако
металл при наличии возврата при деформации продолжает уп-
рочняться.
Возврат может происходить-при нагреве холоднодеформирован-
ного металла (отпуск). У некоторых металлов и сплавов нагрев
до температуры возврата приводит к явлению старения, выражаю-
щемся в противоположном изменении механических свойств —
прочность растет, а пластичность снижается. Возврат протекает во
времени: с увеличением температуры скорость его растет, поэтому
увеличение скорости деформации, происходящей при одной и той
же температуре, приводит к снижению эффективности возврата.
Дальнейшее повышение температуры относительно той, при ко-
торой происходит возврат, приводит к возникновению рекристал-
лизации структуры. При этом начинают возникать зародыши
кристаллизации, вокруг которых растут новые рекристаллизован-
ные зерна, отличные от образующихся при деформации. Темпера-
тура начала рекристаллизации равна 0,4 ТПлав- Скорость рекристал-
лизации также, как и возврата зависит от температуры, степени
и скорости деформации: чем выше температура и степень дефор-
мации, тем рекристаллизация интенсивнее; чем выше скорость
деформации, тем меньше степень рекристаллизации. Размер зерен,
образующихся при пластической деформации, в процессе которой
192
происходит рекристаллизация, зависит от температуры и степени
деформации (рис. 75). Как видно из рис. 75, кривые роста размера
зерна практически при всех температурах имеют максимум, кото-
рыи располагается в оола-
сти относительно низких
степеней деформации,
равных 5—10%. Возник-
новение максимума объ-
ясняется тем, что при не-
больших степенях дефор-
мации число центров кри-
сталлизации еще не уве-
личивается, но граничные
слои, сдерживающие рост
зерен, нарушаются, что от-
крывает возможность ро-
ста зерен вследствие их
объединения. Дальнейшее
увеличение деформации
Рис. 75. Объемная диаграмма рекристаллизации
низкоуглеродистой стали
вызывает возникновение новых центров кристаллизации, что при
неизменном объеме металла приводит к уменьшению размеров
зерна.
Рекристаллизация происходит также и при нагреве холодно-
деформированного металла до температуры, превышающей темпе-
ратуру начала рекристаллизации; такой вид термической обра-
ботки называется низким или рекристаллизационным отжигом.
Таким образом, при обработке давлением в металле в общем
случае возникают противоположно направленные процессы упроч-
нения и разупрочнения, которые протекают с определенной скоро-
стью. В зависимости от того, какие процессы преобладают, раз-
личают горячую, неполную горячую, неполную холодную и холод-
ную деформации.
При горячей деформации процессы рекристаллизации происхо-
дят полностью, при этом структура металла равноосная й упроч-.
нения не происходит. *
При неполной горячей деформации рекристаллизация происхо-
дит неполностью, структура металла частично рекристаллизован-
ная и частично перекристаллизованная, что приводит к усилению
неравномерности деформации и возникновению значительных оста-
точных напряжений, которые могут явиться причиной разрушения
деформированного изделия. В процессах обработки металлов дав-
лением неполная горячая деформация является нежелательной.
При неполной холодной деформации рекристаллизация отсут-
ствует, но процесс возврата успевает произойти. В результате ме-'
талл получает полосчатую микроструктуру без следов рекристал-
лизации.
При холодной деформации, которая происходит при температу-
рах ниже температуры начала возврата, рекристаллизация и воз-'
врат отсутствуют и деформированный металл упрочняется.
7 2598
Температура металла оказывает влияние на его механические
свойства. С повышением температуры прочностные характерис-
тики в общем случае понижаются, а пластические — возрастают.
Однако, такое изменение свойств не всегда монотонно. В некоторых
диапазонах повышенных температур, при которых в сплаве про-
исходят фазовые превращения или другие изменения физико-хи-
мического состава, возможно временное повышение прочности и
падение пластичности; такое явление наблюдается, например, в
сталях при температурах 300—400°С, когда возникает так называ-
емая «синеломкость», т. е. охрупчивание.
Наибольшую пластичность имеют металлы и сплавы при тем-
пературах выше температуры рекристаллизации, т. е. в условиях
горячего деформирования; при этом прочностные характеристики,
в том числе сопротивление деформации, имеют весьма малые зна-
чения.
Пластическая деформация изменяет структуру металла, подвер-
гаемого деформации. Литой металл, получаемый при отливке слит-
ков, претерпевает следующие структурные изменения: крупные,
грубого строения кристаллиты дробятся на мелкие, которые вытя-
гиваются в том же направлении течения металла; дробится и вы-
тягивается в том же направлении межкристаллитное вещество, на-
ходящееся на границе между отдельными кристаллитами. Это
приводит к тому, что металл приобретает полосчатость макро-
структуры, которая внешне на макрошлифе проявляется, как во-
локнистость структуры. Волокнистая структура обладает анизо-
тропией свойств, которая особенно сильно влияет на ударную
вязкость. При проектировании технологии обработки металлов
давлением анизотропию свойств учитывают и стремятся к тому,
чтобы наибольшие напряжения в деформированной детали были
направлены вдоль волокон.
Помимо температуры и степени деформации на условия про-
цесса деформирования металла и его конечные результаты влияет
также скорость деформации. Скоростью деформации со называет-
ся изменение степени деформации в единицу времени т, т. е.
(1) = е/т.
От скорости деформации, имеющей размерность с-1, следует отли-
чать скорость деформирования или, что то же, скорость движения
рабочих органов машины для обработки металлов давлением, раз-
мерность которой мм/с. При одной и той же скорости деформиро-
вания скорости деформации могут быть различны. Например, при
растяжении двух образцов, имеющих длину I и 2/, на одну и ту же
’ величину AZ при одинаковой скорости деформирования, т. е. за
одинаковое время, степень деформации образца, имеющего длину
Z, будет в два раза больше, чем у образца, имеющего длину 2Z:
AZ . AZ
®l I ’ 2/
Отсюда и скорость деформации короткого образца будет в два ра-
за выше, чем у длинного образца.
194
В общем случае повышение скорости деформации приводит к
росту сопротивления деформации. Однако эта зависимость может
проявляться по-разному для различных металлов, и сплавов: для
одних она проявляется весьма сильно, как, например, для магни-
евых сплавов, для других, как, например, для алюминиевых спла-
вов,— менее значительно. В процессе холодной деформации ско-
рость деформации на величину сопротивления влияет значительно
меньше, чем при горячей.
Энергия деформации в основном переходит в тепло, которое
приводит к повышению температуры обрабатываемого металла.
Если скорость деформирования невысока, то образующееся тепло
в значительной степени рассеивается, температура металла повы-
сится незначительно и понижения сопротивления деформации не
произойдет. Если же скорость деформирования достаточно высока,
то температурный эффект в металле может быть настолько значи-
тельным, что это приведет к возникновению явления возврата и к
заметному снижению сопротивления деформации. Такой эффект
ярко проявляется, например, при холодном прессовании алюмини-
евых сплавов.
23.3. НАПРЯЖЕННО-ДЕФОРМИРОВАННОЕ СОСТОЯНИЕ
МЕТАЛЛА
Возникающие под действием внешних сил внутренние напряжения
в деформируемом 'теле в каждой точке имеют определенное зна-
чение и направление. Любое напряжение в теле по известным пра-
вилам можно разложить на три: нормальное напряжение, дейст-
вующее под углом 90° к площадке приложения напряжения, и два
касательных, которые действуют под углом 90° к нормальному и
имеют прямой угол между собой. Нормальные напряжения обычно
обозначаются буковой о, а касательные т; нормальные напряжения
считают положительными, если они вызывают растяжение, и от-
рицательными — если сжатие.
Через точку, находящуюся в напряженном состоянии, всегда
можно провести такие взаимно перпендикулярные направления, в
которых касательные напряжения отсутствуют и действуют только
нормальные напряжения. Эти три напряжения сп, о2, Пз называют
главными нормальными.
Пластическое состояние деформируемого тела возможно толь-
ко при вполне определенных нагрузках, в отличие от упругого со-
стояния, которое возникает при различных соотношениях нагрузок.
Например, при линейном напряжении пластическое состояние на-
ступает, когда внешняя нагрузка вызывает напряжения, равные
пределу текучести, т. е. (Т1='от-
Если все напряжения растяжения или сжатия равны между
собой, то пластической деформации не происходит.
Напряжения вызывают деформации, каждую из которых по ана-
логии с напряжениями можно разложить на три составляющие.
Деформации также определенным образом связаны между собой.
7*
195
В направлении главных нормальных напряжений возникают де-
формации, которые называют главными.
При пластической деформации объем деформируемого металла
остается практически неизменным. Это условие носит название
закона постоянства объема. Выводом из него является равенство
между максимальной по значению деформацией и двумя другими
деформациями, причем максимальная деформация имеет один знак,
а две другие — противоположный. Отсюда следует, что может
быть три схемы действия главных деформаций:
— одна деформация положительная, две другие отрицательные
(например, растяжение образца);
— одна деформация отрицательная, две другие положительные
(например, осадка);
— одна деформация равна нулю; две другие равны по значению
и противоположны по знаку; эта последняя схема отвечает так на-
зываемому плоско-деформированному состоянию.
Рис. 76. Возможные схемы главных напряжений при Рис. 77. Механические схемы дефор-
раэличных видах пластической деформации мации для некоторых процессов об-
работки металлов давлением
Схемы главных напряжений подразделяются на:
— линейное напряженное состояние с одним растягивающим
или одним сжимающим напряжением;
— плоское напряженное состояние с двумя напряжениями, од-
ноименными— растягивающими или сжимающими или разноимен-
ными;
— объемное напряженное состояние с тремя напряжениями —
одноименными или разноименными.
196
Возможные схемы главных напряжений приведены на рис. 76,
очевидно, что соотношения между напряжениями в плоских и объ-
емных схемах могут быть самыми различными. Каждая из плос-
ких или объемных схем главных напряжений может сочетаться с
тремя схемами главных деформаций, приведенными выше. Такое
сочетание схемы главных напряжений и схемы главных деформа-
ций называют механической схемой деформации. Понятие о меха-
нической схеме деформации дает возможность классифицировать
и сравнивать различные процессы деформации и применительно к
обрабатываемому металлу, обладающему известными механиче-
скими свойствами и сопротивлением деформации, выбирать процес-
сы обработки давлением, механические схемы деформации которых
наиболее благоприятны.
В качестве примера на рис. 77 приведены механические схемы
деформации для ряда реальных процессов обработки металлов
давлением. Как видно из рисунка, два различных процесса обра-
ботки металлов давлением могут иметь одинаковые схемы глав-
ных напряжений, но различные схемы главных деформаций и на-
оборот.
Пластичность и сопротивление деформации зависят от схемы
напряженного'состояния: пластичность увеличивается при переходе
от схем с растягивающими напряжениями к схемам с напряжени-
ями сжимающими; отсюда, например, при выдавливании, для ко-
торого характерна схема с одноименными сжимающими напряже-
ниями, пластичность металлов выше, чем при волочении, при кото-
ром в схеме напряжений два сжимающих напряжения и одно рас-
тягивающее. Поэтому при выборе одного из способов обработки
металла, выдавливания или волочения, не имеющего достаточной
пластичности, следует отдать предпочтение выдавливанию. Прак-
тика показывает, что выдавливанием действительно можно обра-
батывать хрупкие металлы и сплавы.
Знание механической схемы деформации позволяет также за-
ранее предполагать изменение структуры деформированной заго-
товки, а значит и ее механических свойств. Так, например, обра-
зование волокнистой структуры происходит при таком методе об-
работки, для которого характерны одна отрицательная деформация
и две положительные, имеющие равное значение. Эксперименты по
осадке заготовок, при которой имеет место названная схема глав-
ных деформаций, подтверждают изложенное.
23.4. ОСНОВНЫЕ ЗАКОНЫ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Процессы пластической деформации металлов подчиняются ряду
законов, знание которых необходимо при анализе процессов обра-
ботки металлов давлением. Выше уже был назван закон постоян-
ства объема, а также высказаны положения, отвечающие другому
закону: пластическая деформация всегда сопровождается упругой
деформацией.
Закон наименьшего сопротивления. В случае возможности пере-
мещения точек деформируемого тела в различных направлениях,
197
каждая точка деформируемого тела перемещается в направлении
наименьшего сопротивления. Этот закон учитывается при разработ-
ке ряда процессов обработки металлов давлением; в частности, из
него следует вывод, что перемещение, точек деформируемого тела
в плоскости, которая перпендикулярна действию внешней нагрузки,
происходит по кратчайшей нормали к периметру сечения тела.
Отсюда, например, можно заранее определить, какую форму при-
мет прямоугольная в поперечном сечении заготовка после деформа-
ции, если ее осаживать в вертикальном направлении: она стремится
принять форму, имеющую при данной площади наименьший пери-
метр, т. е. в пределе стремится к кругу.
При обработке металлов давением в объеме деформируемого
металлического тела, как правило, возникает неоднородное и не-
равномерное напряженное состояние. В результате этого возникают
х дополнительные напряжения.
Закон дополнительных напряжений. При любом пластическом
изменении формы в слоях и элементах тела, стремящихся к боль-
шему изменению размеров, возникают дополнительные напряжения,
знак которых отвечает уменьшению размеров, а в слоях и элемен-
тах тела, стремящихся к меньшему изменению размеров, возникают
дополнительные напряжения, знак которых отвечает увеличению
размеров.
Возникновение дополнительных напряжений имеет большое зна-
чение для практики обработки металлов давлением. Дополнитель-
ные напряжения, возникшие в деформируемом теле, вызывают
увеличение сопротивления деформации и снижение пластичности
и могут служить причиной образования макро- и микроразрушений,
а также остаточных напряжений, которые вызывают поводку и
коробление обрабатываемых деталей и снижение их коррозионной
стойкости. •
На степень неоднородности деформации оказывает влияние ряд
условий и среди них: контактное трение, усиливающее, как прави-
ло, неоднородность деформации; несовпадение форм заготовки и
конечного изделия; неоднородность свойств заготовки, форма ин-
струмента. Чем меньше неоднородность деформации, тем более од-
нородна структура деформированного изделия и тем выше его
свойства.
Глава 24
ПРОКАТКА
24.1. ОБЩИЕ СВЕДЕНИЯ
Прокаткой называется один из наиболее распространенных мето-
дов обработки давлением, при котором обрабатываемый металл
обжимается между вращающимися валками, в результате чего по-
198
перечное сечение заготовки уменьшается, а длина ее пропорцио-
нально увеличивается. Широкое распространение прокатки объяс-
няется ее высокой производительностью и низкой стоимостью
Рис. 78. Основные виды прокатки:
а—продольная; б—поперечная; в—поперечно-винтовая
обработки, вследствие непрерывности процесса; большая часть —
около 75% всей выплавляемой стали — обрабатывается прокаткой.
Различают следующие основные виды прокатки.
а) Продольная прокатка (рис. 78 а), при,которой валки 1 вра-
щаются в противоположные стороны и
один другому; заготовка 2 втягивается
в зазор между валками силами трения
и обжимается до меньшего сечения,
причем высота ее уменьшается, а дли-
на и ширина увеличиваются. Этим спо-
собом получают все плиты, ленты, по-
лосы и фольгу из стали и цветных ме-
таллов; профильный прокат или сор-
товой прокат из стали; профили из лег-
ких и тяжелых цветных металлов; не-
большую часть профилей из стали
получают методом прессования.
б) Поперечная прокатка (рис. 78, б),
при которой валки вращаются в одну
сторону, придавая вращение и дефор-
мируемой заготовке. При этом заготов-
ка обрабатывается в поперечном на-
правлении, т. е. в направлении, перпен-
дикулярном продольной оси заготовки.
Поперечную прокатку можно уподо-
бить поперечной ковке цилиндра по
образующей, который после каждого
удара поворачивается на малый угол.
Поперечная прокатка применятся для
обработки тел вращения.
расположены параллельно
Ряс. 79. Схема очага деформация
металла при прокатке
199
При поперечно-винтовой или косой прокатке (рис. 78,в), явля*
ющейся разновидностью поперечной прокатки, обрабатываемая
заготовка помимо вращательного имеет и поступательное движе-
ние. Поперечная прокатка широко применяется при прошивке за-
готовок сплошного сечения и является основой для получения всех
бесшовных труб из стали; трубы из цветных металлов получают
прессованием полой заготовки, которая затем обрабатывается с
целью получения меньших размеров и более высокой точности на
трубопрокатных станах.
В последние годы находит также все более широкое применение
бесслитковая прокатка.
Основные показатели деформации при прокатке, рассмотренные
на примере продольной прокатки (рис. 79):
— абсолютное обжатие ДЛ = Л0—Ль где Ло и h\— высоты полосы
до и после прокатки соответственно;
— относительное обжатие, равное отношению абсолютного об-
жатия к начальной высоте полосы • 100 % .100%;
Ао Ло
— коэффициент обжатия y = hxlh^
Выше уже указывалось, что при продольной прокатке заготов-
ка с уменьшением высоты увеличивается по длине, а также и по
ширине, если формоизменение в таком направлении не ограничено
формой прокатного валка. Образующееся уширение полосы может
характеризоваться:
— абсолютным уширением кЬ = Ь\—*Ь0, где bQ и Ь{ — ширина
полосы до и после прокатки соответственно;
— относительным уширением 100% = —х-~ . 100%;
— коэффициентом уширения ^=bi/bo\
— вытяжкой — отношением поперечных сечений полосы до и
после прокатки Х= А. .
Ai^i Fi Iq
Исходя из условия постоянства объема при пластической дефор-
мации применительно к продольной прокатке можно написать
Vo= У1 или h®bblb = h\b\l\, отсюда — — = 1 или урА,= 1.
Ло ’ ! h
Условия захвата металла. Дуга АВ (см. рис. 79), по которой
валок соприкасается с металлом заготовки, называется дугой за-
хвата; центральный угол а, соответствующий дуге захвата, назы-
вается углом захвата.
Зоной деформации при продольной прокатке называется объем
металла, ограниченный дугами захвата АВ, вертикальными плос-
костями входа АА и выхода ВВ и боковыми гранями. В связи с
тем, что при прокатке в гладких валках угол захвата в среднем ра-
вен 15—20°, можно с небольшой ^погрешностью принять, что дуга
захвата АВ примерно равна длине стягивающей хорды АВ или
длине деформационной зоны /д. Отсюда длина деформационной
зоны /д при прокатке в валках одинакового диаметра определяет-
ся формулой /д=)/7?ДА.
200
Связь между величиной обжатия Ah и углом захвата определя-
ется из рис. 79. Из треугольника AOD следует, что OD=R—DBt
DB=Ahl2\ OD = R cos R cos a=R—АЛ/2; cosa=’l—Ah/2R.
Силовые условия. Упрощенная схема возникающих при про
катке сил, действующих на металл и валок при продольной про-
катке, приведена на рис. 80. В на-
чале прокатки на обрабатывае-
мую полосу действуют нормаль-
ная сила N и касательная Т в точ-
ке А. При разложении сил N и Т
получают силы, которые деформи-
руют заготовку (на рисунке ус-
ловно не показаны), силу Тх> ко- ,
торая втягивает заготовку в зазор
между валками, и силу Nx, кото-
рая выталкивает ее из зазора.
Очевидно, что необходимым усло-
вием осуществления прокатки яв-
ляется выполнение неравенства
TX>NX. Но, как следует из рис.
80, Wx\=Wsina; Tx=Tcosa=
= Nf cos a, где f — коэффициент
трения между валком и заготов-
кой. Отсюда Nf cos a>N sin a или
tga<f, т. e. захват металла при
Рис. 80. Силы, действующие на прокатыва-
емый металл со стороны валков при уста-
новившемся процессе
начале прокатки может осущест-
вляться только в том случае, если
тангенс угла захвата не будет
превышать коэффициента трения.
При установившемся процессе прокатки точка приложения рав-
нодействующей давления валков на металл смещается из точки А
в точку D, которая делит дугу захвата пополам. При этом угол
захвата а уменьшается в два раза и неравенство tga<f преобра-
зуется в tg — <* /.
Это означает, что при том же коэффициенте трения можно
иметь больший угол захвата и большее обжатие, позволяющие вес-
ти прокатку более эффективно. На практике такие условия в на-
чальный момент прокатки осуществляются при применении шеро-
ховатых валков или смятия переднего торца заготовки. При этом
происходит рассмотренное выше перемещение точки приложения
равнодействующей давления валков на металл, влекущее за собой
уменьшение угла захвата: такое смятие происходит в результате
удара заготовки о валки после быстрого передвижения ее по роль-
гангу прокатного стана.
Опережение при прокатке. Скорость прокатки, т. е. скорость
выхода металла из валков, определяется в основном окружной
скоростью движения валков. Однако более тщательное рассмотре-
ние скоростных условий процесса показывает, что помимо окруж-
201
ной скорости вращения валков v следует различать скорость при
входе металла в зону деформации v0 и скорость выхода металла
из деформированной зоны Vi. Эксперименты показывают, что их>
>V>Vo.
Таким образом, в зоне деформации есть какое-то сечение, в ко-
тором скорость движения металла им равна окружной скорости
вращения валков v^=v.
Это сечение называют нейтральным, а точку С на дуге захвата
(рис. 81) — нейтральной. В этой точке vc=vccos у. В окрестностях
точки С существует некоторая зона, назы-
Рис. 81. Очаг деформации при
прокатке:
/—зона опережения; 2—зона де-
формации; 3—нейтральное сече-
ние; 4—зона отставания
ваемая зоной прилипания, в которой ско-
рость движения металла и окружная ско-
рость вращения валков одинаковы. Про-
тяженность зоны прилипания большая у
высоких очагов деформации при прокатке
блюмов и толстых полос и малая у низ-
ких — при прокатке тонких полос и ли-
стов. Влево от зоны прилипания — зона
отставания, где скорость металла меньше
окружной скорости вращения валков, а
вправо — зона опережения, где скорость
металла больше окружной скорости. Для
характеристики опережения применяют
показатель опережения
5=^112^.100%.
V
На прилипание оказывает влияние ряд параметров процесса: оно
возрастает при увеличении обжатия, диаметра валков, коэффици-
ента трения и переднего натяжения и понижается с увеличением
скорости прокатки и заднего натяжения. Опережение обычно равно
3-10%.
Уширение металла происходит при прокатке вследствие харак-
тера напряженного состояния металла в деформационной зоне,
определяемого схемой неравномерного трехосного сжатия. При.
этом деформационное состояние определяется одним укорочением
и двумя удлинениями — в продольном и поперечном направлениях.
Уширение при прокатке листов, лент и полос незначительно и мо-
жет не приниматься в расчет.
При сортовой прокатке уширение необходимо учитывать, так
как оно может влиять на незаполнение или переполнение калибра
валка и являться тем самым причиной образования брака. Для
ориентировочного определения уширения можно воспользоваться
следующей эмпирической формулой С. И. Петрова:
д^=С — \f
h0 V 2
где С — коэффициент, который зависит от температуры металла
или сплава и колеблется в пределах от 0,31 (для стали) до 0,45
(для алюминия); Dc — средний диаметр валка.
202
С увеличением диаметра валков и обжатия уширение увеличи-
вается; оно зависит также от толщины и ширины прокатываемого
металла и возрастает с увеличением коэффициента трения и сни-
жением температуры металла в процессе прокатки, так как эти
факторы вызывают увеличение подпирающих сил трения.
В большинстве случаев уширение является нежелательным, так
как оно вызывает растягивающие напряжения на боковых кром-
ках листа, уменьшение вытяжки и приводит тем самым к снижению
эффективности прокатки. Однако при сортовой прокатке уширение
используется для лучшего заполнения калибров и учитывается при
расчете калибровок.
Температурные условия прокатки определяются в зависимости
от того, какие изделия требуется получить. Горячей прокаткой
производят основную часть проката: все заготовки, прокатываемые
из слитка для последующей обработки; плиты; толстые листы;
сортовой прокат и большую часть толстостенных труб из сталей.
Начальные температуры процесса для разных металлов следующие
(в°С):сталь 1000—1300; медь 800—900; латунь 600—800; цинк
160; алюминиевые сплавы 400—500.
Холодная прокатка без нагрева заготовки производится для по-
лучения листов и лент толщиной менее 4 мм, а также тонкостенных
труб. При этом получают гладкую высококачественную поверхность
изделия, более высокие механические свойства.
Скоростные условия прокатки характеризуются окружной ско-
ростью вращения валков или приближенно скоростью выхода про-
катываемого изделия из деформационной зоны, т. е. скоростью
прокатки, а также скоростью деформации. На современных непре-
рывных станах холодной прокатки наибольшая скорость прокатки
достигает для ленты из малоуглеродистой конструкционной стали
30 м/с, для некоторых алюминиевых сплавов — 55 м/с. Скорость
деформации при прокатке <о рассчитывается по формуле
Ао + h\
где v — окружная скорость вращения валков.
Скорость деформации обычно изменяется в диапазоне 1 —
100 с-1.
Коэффициент внешнего трения между обрабатываемым метал-
лом и валком прокатного стана в значительной степени влияет на
результаты прокатки. Коэффициент трения зависит от физических
характеристик прокатываемого металла, температуры и скорости
прокатки, наличия и характеристики смазки,’ подаваемой в дефор-
мационную зону, качества обработки и состояния поверхности вал-
ков и может изменяться в течение процесса. В зависимости от вы-
шеназванных параметров коэффициент трения равен
при холодной прокатке на гладких валках:
— с применением смазки — 0,05—0,15;
— без применения смазки — 0,15—0,30;
203
дольнои прокатке листов вызыва
дольные напряжения сжатия и т
условия деформации. Для очага
Рис. 82. Эпюры распределения удельного
давления на дуге захвата:
/—зона отставания; 2—зона опережения
при горячей прокатке:
— на шероховатых валках — 0,35—0,45;
— на валках с налипшим металлом — 0,55.
Силы трения, которые действуют на металл в зоне отставания,
направлены в сторону движения металла, в зоне опережения они
действуют в противоположную сторону. Эти силы даже при про-
от в прокатываемом металле про-
?м самым существенно влияют на
деформации при прокатке харак-
терна неравномерность обжатий,
следствием которой является не-
равномерность напряжений в де-
формируемом металле.
При сортовой прокатке на эту
неравномерность накладывается
дополнительная, обусловленная
сложностью поперечного сечения
профиля; например, при прокатке
круглой заготовки в гладких вал-
ках обжатие существенно изменя-
ется по ширине образующейся по-
лосы и различные участки попе-
речного сечения стремятся к раз-
личной вытяжке. Поэтому для
прокатки характерно наличие не-
равномерности напряжений —
сжимающих и растягивающих, которые могут привести к разруше-
нию металла или возникновению остаточных напряжений металла.
Избежать возникновения разрушений в поверхностных или внут-
ренних объемах обрабатываемого металла стремятся путем рацио-
нальной калибровки валков. Это особенно важно при производстве
профилей сложной конфигурации.
Давление, производимое прокатываемым металлом на валки
прокатного стана, необходимо знать для расчета валков на проч-
ность. Это один из главных параметров процесса, от которого, в
частности, зависит величина допустимых обжатий. Кроме того, его
необходимо также знать для определения конструктивных разме-
ров прокатного стана и мощности его привода.
Характер распределения давления представлен на рис. 82. Из
рисунка видно, что в зоне отставания на участке дуги давление воз-
растает до своего максимального значения, которое находится в
конце зоны отставания, т. е. в нейтральном сечении. Следуя далее
по дуге захвата, видим, что в зоне опережения давление уменьша-
ется и достигает минимума на выходе из деформационной зоны.
Нейтральное сечение располагается примерно между серединой
дуги захвата и точкой выхода металла из деформационной зоны.
На распределение давления по дуге захвата влияют коэффици-
ент трения, диаметр валков, величина обжатия, переднее и заднее
натяжение, а также изменение механических свойств прокатывае-
204
мой заготовки. Рост коэффициента трения вызывает увеличение’
среднего давления металла на валки. Поэтому применяют валки с
гладкой поверхностью и их смазку с помощью различных смазы-
вающих жидкостей.
С увеличением диаметра валков увеличивается зона деформа-
ции, а значит и силы трения, которые при прокатке необходимо
преодолеть, т. е. возрастает давление металла на валки. Поэтому
при холодной прокатке применяют многовалковые станы, в которых
валки имеют относительно малые диаметры.
Увеличение обжатия влечет за собой расширение площади де-
формационной зоны и, как следствие, — рост давления на валки.
Переднее, или заднее натяжение полосы, которое имеет место при
прокатке в непрерывных станах и может изменять схему напряжен-
ного состояния с трехосного неравномерного сжатия на сжатие в
двух направлениях и растяжение в третьем, приводит к тому, что
прокатка осуществляется при меньшем давлении, т. е. натяжение
понижает давление прокатываемого металла на валки.
В процессе прокатки, если температура металла невысокая и ре-
кристаллизация не происходит, металл заготовки наклепывается и
его прочностные характеристики возрастают. Это приводит к тому,
что к моменту выхода металла из деформационной зоны давление
металла на валки возрастает; увеличивается также и среднее дав-
ление на валки.
В общем случае полное усилие давления металла на валки Р
определяется по формуле
Р = РсрР,
где рСр — среднее давление; F — горизонтальная проекция площади
контакта обрабатываемой заготовки и прокатного валка, или кон-
тактная поверхность.
При прокатке полос прямоугольного сечения и других изделий,
для которых характерны простейшие формы деформационной зоны,
контактная поверхность равна
F= bo+2b' VRbh.
При холодной прокатке листов из относительно прочных сплавов
действительная контактная поверхность больше вследствие упругой
деформации валка и некоторого его «сплющивания».
При холодной прокатке необходимо принимать во внимание на-
клеп и более высокое значение предела текучести к моменту выхо-
да металла из деформационной зоны относительно значения преде-
ла текучести перед входом в зону.
При прокатке удельное давление металла на валки достигает:
— при горячей прокатке (например, углеродистых сталей)
100—300 МПа;
— при холодной прокатке 800—1500 МПа.
Общее усилие давления металла на валок при прокатке может
достигать 30—50 МН. На уникальных прокатных станах для про-
катки сверхшироких листов из алюминиевых сплавов шириной
205
5000 мм максимальное допустимое усилие давления металла на
валок составляет 100 МН.
Допустимое давление р на валок в его наиболее слабых ме-
стах— в шейке и в середине бочки валка — определяется по фор-
мулам:
0,U2/?B . 0,4D3/?B
в шейке валка р =-----в середине бочки валка р=--------— ,
с—г а—b/2
где d — диаметр шейки валка;/?в— допустимое напряжение на из-
гиб (для чугунных валков/?в = 70 МПа и для стальных—120 МПа);
с — расстояние от края бочки валка до оси нажимного винта;
/— радиус галтели шейки валка в месте перехода к бочке; а— рас-
стояние между осями нажимных винтов; b — ширина прокатывае-
мой полосы.
Момент прокатки. При продольной прокатке полосы, когда
оба валка имеют одинаковые диаметры и скорость вращения,
механические свойства металла, а также скорость его продвижения4
через деформационную зону относительно равномерны и от-
сутствует натяжение полосы, момент М, необходимый для враще-
ния валков и осуществления деформации, определяется по простей-
шей формуле
М = %ра,
где а — плечо приложения, равнодействующей давления металла
на валки, равное расстоянию между осью валка и вертикалью из
точки приложения равнодействующей давления.
При горячей прокатке можно приближенно считать, что all^
« 0,5, а при холодной прокатке — 0,4.
При прокатке в более сложных условиях — с натяжением, с
одним приводным валком, формулы для определения момента
вращения валков усложняются.
24.2. ПРОКАТНЫЕ ВАЛКИ
Прокатный валок — инструмент для деформации обрабатываемого
металла, конструкция его представлена на рис. 83. Он состоит из
бочки 3, гладкой для прокатки плоского проката или с ручьями для
получения сортового проката; шеек 2, которые опираются на под-
шипники, и трефовой части 1, служащей для соединения валка с
приводом: Валки изготовляют из легированной стали литьем или
ковкой и чугуна.
Сечение для прохода прокатываемой заготовки, вырезанное в
верхнем и нижнем сопряженных валках, называют калибром. Для
каждого профиля в валках делается несколько калибров, при по-
следовательном прохождении через которые уменьшается попереч-
ное сечение заготовки и постепенно получается заданная форма.
Калибры для первых проходов называются обжимными или вытяж-
ными, для последующих — черновыми или подготовительными;
последний калибр, в котором заготовка окончательно приобретает
форму изделия, называется чистовым или отделочным.
206
Расчет обжатий при прокатке по переходам, а отсюда определе-
ние размеров ручьев, их числа и формы является основной задачей
калибровки валков. Она решается на основе теоретических расче-
тов и практического опыта. При этом стремятся к минимальному
числу проходов и учитывают ряд факторов, среди которых, пластич-
ность металла и отсутствие возникновения в нем недопустимых
напряжений, приводящих к его разрушению; сопротивление дефор-
мации металла; допустимый угол захвата; возможное уширение;
правильная заполняемость калибра, свободный вход и выход ме-
талла из калибра, прочность валков, мощность двигателя.
Рис. 83. Элементы прокатного валка
Рис. 84. Обжимные и вытяжные калибры:
а—прямоугольник—прямоугольник; б—ромби-
ческие калибры; в—ромб—квадрат; г—овал-
квадрат
Обжимные калибры выполняют прямоугольными (ящичными),
ромбическими, квадратными и овальными. На рис. 84 приведены
некоторые, часто применяемые обжимные калибры. Калибры пря-
моугольник— прямоугольник (рис. 84, а) применяются на блюмин-
гах, в обжимных и заготовочных станах. При этом коэффициент
вытяжки за проход составляет 1,1—1,25. Ромбические калибры
(рис. 84,6) позволяют получить вытяжку за один проход до 1,2—
1,4, причем возможное обжатие увеличивается с ростом отношения
длины диагоналей ромба; обычно применяют большой угол ромба,
равный 93—100°. Калибры ромб — квадрат (рис. 84, в) применяют-
ся при прокатке сортамента квадратного и прямоугольного сечений;
большой угол ромбического калибра равен 100—125°, вытяжка при
прокатке в калибрах ромб — квадрат достигает 1,25—1,5 за про-
ход. Наиболее интенсивно деформация при прокатке может быть
осуществлена при прокатке в калибрах овал — квадрат (рис. 84, г).
Вытяжка при этом достигает 2,5 и находится в зависимости от
формы овального калибра; с увеличением отношения длинной и
короткой осей овала вытяжка увеличивается. Такая калибровка
наиболее распространена и Широко применяется при прокатке
прутков, проволоки, мелкого сортамента и других профилей.
207
В подготовительных калибрах осуществляется постепенная под-
готовка заготовки к окончательному формообразованию. Чистовой
калибр проектируется с учетом коэффициента температурного рас-
ширения и допусков на готовое изделие.
Для того чтобы заранее предопределить направление движения
прокатываемой полосы, применяют верхний и нижний .валки, кото
рые несколько отличаются по диаметру. Если верхний валок боль-
ше нижнего (верхнее давление), передний конец несколько изгиба-
ется вниз, во избежание удара изогнутого конца в ролики рольган-
га изгиб должен быть относительно небольшим. При большем
нижнем валке прокатка идет с нижним давлением, и передний ко-
нец полосы изгибается вверх.
Нейтральной линией при калибровке валков называется услов-
ная линия, относительно которой моменты сил, приложенных к
профилю со стороны верхнего и нижнего валков, равны. При прос-
тых калибровках нейтральная линия совпадает с осью симметрии
калибров, при сложных — не совпадает и может проходить через
центр тяжести площади калибров. При совмещении нейтральной
линии со средней линией валков, т. е. условной линией, которая де-
лит пополам расстояние между осями верхнего и нижнего валков,
обеспечивается прямолинейное движение полосы выхода ее из вал-
ков.
Боковые стенки калибров выполняются на конус, который об-
легчает выход прокатываемой заготовки из ручья. Угол наклона
боковых стенок к оси валков называется выпуском. Выпуск опре-
деляется тангенсом угла наклона и влияет, в частности, йа условия
восстановления калибра после его износа.
При проектировании калибровки предусматривается определен-
ный зазор между валками, который позволяет сблизить их до про-
катки с целью компенсации упругой деформации валков и других
частей стана. Место, где граница профиля переходит с одного вал-
ка на другой, называется разделом калибра.
Валки для прокатки листов имеют различную конфигурацию.
При горячей прокатке валки значительно разогреваются и в сере-
дине длины бочки валка температура выше, чем по краям, что при-
водит к увеличению бочкообразности. Однако для толстых листов
допуски на толщину значительно выше, чем разница по толщине
в середине и по кромкам листов, поэтому толстые листы катаются
на цилиндрических валках. Тонкие горячекатанные листы имеют
значительно более жесткие допуски на толщину. Так как валки для
прокатки горячекатанных тонких листов также больше нагревают-
ся в середине и поэтому больше в этом месте увеличиваются в ди-
аметре, для обеспечения необходимых допусков применяют валки,
которые имеют вогнутую в холодном состоянии образующую
бочки.
При холодной прокатке тонких листов разогрев валка незначи-
телен, поэтому для получения равномерной толщины холоднокатан-
ных листов, принимая во внимание изгиб и сплющивание валков,
используют валки с выпуклой бочкой.
208
24.3. ПРОКАТНЫЕ СТАНЫ
Прокатка металлов и сплавов осуществляется на прокатных ста-
нах. Современные прокатные станы — комплекс высокопроизводи-
тельных машин и механизмов, на которых помимо основной опера-
ции прокатки осуществляют транспортировку металла к нагрева-
тельным устройствам и непосредственно валкам стана, передачу
прокатываемого металла от одной операции на другую, в случае
необходимости кантовку заготов-
ки, сматывание в рулоны и разма-
тывание из рулонов при непре-
рывном процессе, резку на мер-
ные длины и ширины, маркиров-
ку и упаковку готовой продукции.
Новые прокатные станы отличает
полная механизация всех выпол-
няемых операций, высокий уро-
вень автоматизации, управление
с помощью быстродействующих
1 2 3 Ц 5 6
Рис. 85. Схема прокатного устройства
электронных машин, контролирующих точность размеров продук-
ции, скоростные и температурные режимы прокатки.
Оборудование, входящее в состав прокатных станов, разделя-
ется на основное и вспомогательное. Основным оборудованием на-
зывается то, на котором осуществляется деформация металла меж-
ду вращающимися валками, все остальное оборудование является
вспомогательным.
Основное оборудование состоит из одной или нескольких линий
(рис. 85), включающих в себя рабочие клети 4, 5, 6 (может быть и
одна клеть), электродвигатель для привода валков 1 и устройства
для передачи вращения от электродвигателя к валкам 2, 3. В кон-
струкцию рабочей клети входят станины, прокатные валки, под-
шипники валков, нажимные и установочные устройства, проводки
и др.
Станины рабочей клети служат для установки прокатных валков
и восприятия давления, передаваемого прокатываемым металлом.
Станины — наиболее массивные части стана, их изготавливают из
стального литья и устанавливают на фундаментных стальных пли-
тах.
Для уменьшения трения в опорах валки устанавливают на
подшипники различной конструкции, располагающиеся в выемках
станины.
Станины выполняются открытыми, у которых верхняя
часть — крышка может быть снята, например для смены валков,
или закрытыми, отлитыми за одно целое с верхней частью; в этом
случае смена валков осуществляется путем выдвижения их по го-
ризонтали за пределы станины. Первая конструкция имеет преиму-
ществом относительно простой способ смены валков, однако точ-
ность получаемого проката при такой конструкции станины невы-
сока и она применяется на обжимных и заготовительных станах
или на черновых клетях; вторая конструкция позволяет получать
209
Рис. 86. Типы рабочих клетей:
а—дуостан; б—триостан; в—квартостан;
г—многовалковый: д, а—универсальные
более точные допуски, по толщине и применяется для чистовых
клетей.
Основным типом главного привода прокатного стана является
двигатель постоянного тока большой мощности. Например, привод
блюминга имеет мощность более 5000 кВ и частоту вращения от
0 до 120 мин-1, общая мощность всех двигателей крупного прокат-
ного стана достигает 30 000 кВт.
Вспомогательное оборудование включает ножницы, правильные
машины, моталки, разматыватели, термические и травильные уста-
новки, маркировочные и упаковочные машины, а также транспорт-
ные механизмы: подъемные столы, рольганги, кантователи, толка-
тели, перемещающие металл в про-
цессе его обработки.
Размер прокатного стана харак-
теризуется для обжимных заготови-
тельных и сортовых станов диамет-
ром прокатного валка, длиной бочки
валка при прокатке листов и наи-
большим наружным диаметром про-
катываемых труб для трубопрокат-
ных станов.
Прокатные станы классифициру-
ются по различным признакам, ос-
новными из которых являются ко-
личество валков и их расположение
в клети, характер вращения валков
(реверсивный или нереверсивный),
расположение прокатных клетей и
назначение станов.
В зависимости от числа и распо-
ложения валков в рабочей клети
различают несколько конструкций
станов (рис. 86): дуостаны, три-
останы, квартостаны, многовалко-
вые, универсальные. Дуостаны
(имеют два валка, которые вра-
щаются:
— постоянно в одном направлении и прокатываемая полоса про-
ходит через валки только один раз, например в станах с последо-
вательным расположением клетей или в станах линейного типа в
чистовых клетях;
— реверсивно, т. е. направление вращения валков может изме-
няться; при этом прокатываемая полоса может проходить через вал-
ки несколько раз, меняя направление движения, как это осущест-
вляется, например, на блюминге.
Триостаны имеют три валка с постоянным направлением вра-
щения. Прокатываемая полоса подается между нижним и средним
валками, а затем после окончания прохода возвращается на про-
катку между средним и верхним валками; подъем ее осуществля-
210
ется с помощью подъемно-качающихся столов, установленных по
обе стороны клети. Таким образом, осуществляется двухсторонняя
прокатка. Трехвалковые клети включают в состав сортовых линей-
ных станов.
В конструкции клетей квартостанов четыре валка: два рабочих
относительно небольшого диаметра и два опорных. Квартостаны
применяют для горячей прокатки плит и листов, а также для хо-
лодной прокатки листов; они могут быть реверсивные и нереверсив-
ные.
В последние годы все большее распространение получают мно-
говалковые прокатные станы, у которых число валков превышает
4 и может быть равным 6, 12, 20, 24. Валки этих станов имеют не-
большие диаметры, но вся система валков, включающая рабочие,
приводные и опорные валки, и сама клеть конструируются таким
образом, чтобы обеспечить максимальную жесткость. На многовал-
ковых станах прокатывают тонкую ленту весьма малых толщин и с
точными допусками.
При прокатке слябов, полос, двутавровых балок с широкими
полками применяют станы, которые отличаются от рассмотренных
выше наличием валков, имеющих не только горизонтальные, но и
вертикальные оси вращения. Вертикально вращающиеся валки мо-
гут находиться в самостоятельных рабочих клетях и располагают-
ся в непосредственной близости от клетей с валками, вращающи-
мися в горизонтальной плоскости.
В зависимости от числа и расположения рабочих клетей про-
катные станы разделяются на одно-и многоклетьевые.
Одноклетьевые станы состоят из одной клети и применяются как
обжимные станы, а также для прокатки листов и ленты.
Много'клетьевые станы применяют в том случае, если на валках
одноклетьевого стана не удается расположить всех необходимых
калибров для получения требуемого сорта или для обеспечения за-
данной высокой производительности стана. Высокая производи-
тельность в многоклетьевых станах обеспечивается тем, что для
каждого прохода имеется отдельная клеть и клети расположены
последовательно по проходам. Многоклетьевые станы разделяют на
линейные, ступенчатые, полунепрерывные и непрерывные. Линей-
ные станы обладают тем недостатком, что все клети работают с
одинаковыми скоростями и это приводит к снижению производи-
тельности. В станах со ступенчатым расположением клетей имеется
несколько линий, работающих с различными скоростями, при этом
можно увеличить скорость прокатки в чистовых клетях и повысить
тем самым производительность.
Наиболее совершенной формой многоклетьевого стана является
непрерывный прокатный стан, состоящий из нескольких клетей, ко-
торые располагаются последовательно одна за другой таким обра-
зом, что обрабатываемое изделие находится одновременно или во
всех клетях или в нескольких; по мере уменьшения поперечного
сечения прокатываемого изделия скорость прокатки в клетях изме-
няется в сторону увеличения, что достигается индивидуальным
211
приводом каждой клети. Непрерывные станы широко применяются
в современных прокатных цехах для горячей и холодной прокатки
плоской и сортовой продукции; на таких станах достигают наибо-
лее высоких скоростей прокатки.
Полунепрерывные прокатные станы являются по своей конст-
рукции промежуточными между непрерывными и линейными: об-
жимные клети и часть черновых образуют непрерывную группу, а
остальные клети расположены линейно или ступенчато.
Главным признаком, определяющим конструкцию прокатного
стана, является его назначение. По назначению прокатные станы
делятся на обжимные, заготовочные, сортовые, листовые, трубопро-
катные и специального назначения.
Обжимные станы — крупные станы с валками, имеющими диа-
метр 800—1400 мм: блюминги для получения квадратных блюмсов,
имеющих сечение более 200X200 мм, путем прокатки заготовок —
слитков массой до 25 т и слябинги для получения плоских загото-
вок— слябов, имеющих ширину от 700 до 1600 мм и более. Верх-
ний валок обжимного стана можно поднимать и опускать с помо-
щью нажимных винтов; подача заготовки в валки осуществляет-
ся с помощью переднего и заднего рольгангов; вращение рабочих
валков и валков рольганга реверсируется.
Сортовые станы служат для прокатки различных профилей и
рельсов из стали. По своим размерам и назначению они делятся
на рельсобалочные с диаметром валков 750—900 мм, на которых
катают тяжелые рельсы и крупные балки с наибольшим размером
поперечного сечения до 600 мм; крупносортные, имеющие валки ди-
аметром 500—700 мм, на которых получают прутки круглые и
квадратные до 150 мм в сечении и профили с наибольшим размером
поперечного сечения до 240 мм; среднесортные, имеющие диаметр
валков 350—500 мм, для получения прутков диаметром 40—80 мм
и. профилей до 120 мм и мелкосортные, у которых диаметр
валков 250—350 мм, для прокатки прутков размером до 40 мм и
профилей до 50 мм.
Среди сортовых станов горячей прокатки имеются специализи-
рованные станы для прокатки узких и широких полос — штрипсов,
в том числе для сварки труб, имеющих диаметр валков 390—
400 мм. На таких станах катают ленты шириной от 200 до 1050 мм.
К сортовым станам относятся также непрерывные проволочные ста-
ны, имеющие валки диаметром около 250 мм, на которых катают
проволоку, имеющую диаметр от 6 до 10 мм. По количеству валков
сортовые станы могут быть двухвалковые — реверсивные и нере-
версивные, а также трехвалковые. Сортовые станы для повыше-
ния производительности выполняются, как правило, непрерывными.
Листовые станы применяются для горячей и холодной прокат-
ки листов. Листовые станы для горячей прокатки стали произво-
дят листы толщиной от 60 до 1,25 мм, для прокатки алюминиевых
сплавов — от 150 до 2 мм, на них производится также прокатка
тяжелых цветных металлов. Диаметры валков -на таких станах
равны 1100, а длина бочки валка достигает 5000 мм. Эти станы вы-
212
полняются различными по числу клетей, валков в клети и могут
служить для штучной — карточной или высокопроизводительной
рулонной прокатки. Последние конструкции листовых станов явля-
ются непрерывными, заготовка на них катается в рулоне. Листовые
станы для холодной прокатки позволяют получать листы толщиной
от 0,02 до 4 мм, шириной до 5000 мм. Такие станы выполняются
собственно листовыми (прокатка листов толстых — до 4 мм толщи-
ной и тонких — менее
4 мм шириной до 4500 мм);
лентопрокатными, на ко-
торых катают ленту пока-
занных выше толщин и
шириной 20—600 мм, ко-
торая сматывается в бух-
ту; фольгопрокатными
для получения фольги
шириной 150—600 мм и
толщиной 0,008—0,012 мм.
Прокатка труб в зави-
симости от размера гото-
вых изделий, требований
не валкового типа
к качеству поверхности,
состава сплавов, из которых изготовляются трубы, способа получе-
ния трубной заготовки осуществляется по различным технологиче-
ским схемам.
Получение труб из стали обычно состоит из двух основных опе-
раций: прошивки сплошной заготовки, в результате которой полу-
чаются толстостенные гильзы, а затем прокатки гильзы с целью
уменьшения ее диаметра и толщины стенки и придания ей точных
размеров и высокого качества поверхности. Обычно станы для про-
ведения первой и второй операций объединяются в единый трубо-
прокатный агрегат, что позволяет, в частности, заканчивать все
операции горячей деформации с одного нагрева.
Прошивка сплошной заготовки производится на прошивных
станах путем поперечно-винтовой (косой) прокатки между двумя
бочкообразными (рис. 87) или грибообразными валками, а также
валками, имеющими форму диска, вращающимися в одну сторону.
Оси вращения валков имеют между собой небольшой угол. Заго-
товка / поступает в зазор между валками под углом к каждому
из рабочих валков 2 и направляется с обеих сторон холостыми
валками 4. При таком относительном расположении рабочих вал-
ков и заготовки последней придается одновременно вращательное
и поступательное движения, причем в центральной зоне заготовки
образуется разрыхленная полость. В эту полость для придания
ей правильной формы и требуемого размера вводится оправка 3,
диаметр которой равен внутреннему диаметру прошиваемой гиль-
зы. Полученная гильза поступает на прокатку готовой трубы.
При изготовлении труб из стали для прокатки используется
сварная заготовка, при изготовлении труб из алюминиевых, мед-
213
ных, титановых сплавов — полая заготовка, полученная прессова-
нием-прошивкой слитка сплошного сечения на прессе или прессо-
ванием толстостенной трубы из полого слитка (применительно к
алюминиевым сплавам). Прокатка труб производится на трубопро-
катных станах различной конструкции. Горячая прокатка ведется
в основном на автоматических станах, станах непрерывной прокат-
ки и на пилигримовых станах. Характер деформации при прокат-
ке на автоматических и непрерывных станах примерно одинаков.
Получение трубы осуществляется путем продольной прокатки в
круглых калибрах на оправке различной длины: на автоматичес-
ком стане оправка короткая,
Рис. 88. Валок пилигримового стана
на непрерывном — длинная.
При прокатке на автоматическом
стане гильзу катают на неподвижной
оправке, удерживаемой стержнем.
После каждого прохода валки раз-
двигаются и гильзу передают на пе-
реднюю сторону стана с помощью
роликов обратной подачи; перед
проходом трубу кантуют. Автомати-
ческий стан имеет диаметр валков от
650 до 1100 мм; наиболее кодовые
размеры получаемых стальных труб,
обрабатываемых на трубопрокатных
агрегатах, включающих автоматические станы,— 140, 250 и 430 мм.
При прокатке на непрерывном стане, имеющем обычно 7—9 ра-
бочих клетей, получают трубы диаметром до ПО мм. Диаметр вал-
ков непрерывных станов для прокатки сталей достигает 600—
650 мм. Прокатка на таких станах отличается высокими скоростя-
ми и большой производительностью.
Пилигримовая или пильгерная прокатка в отличие от предыду-
щих видов является периодической и проводится на пилигримовом
двухвалковом нереверсивном стане; радиус ручья прокатного вал-
ка при пилигримовой прокатке (рис. 88) переменный. Раскатка
трубной заготовки производится отдельными участками в калибре,
образованном валками, изменяющимися за один оборот. Макси-
мальный размер калибра несколько больше диаметра заготовки, а
минимальный равен наружному диаметру готовой трубы. Труба по-
дается в калибр, когда он имеет максимальное раскрытие, и обжи-
мается по мере поворота валков и уменьшения размера калибра.
После того как валки закончат полный оборот, труба снова пода-
ется в калибр с одновременным поворотом ее на 60—90° и осуще-
ствляется обжатие следующего участка трубы. Так отдельными
участками труба обрабатывается по всей длине. Диаметр валков
пилигримовых станов равен 600—1200 мм и превышает диаметр
прокатываемой трубы в 2,5—4 раза.
Холодная прокатка труб осуществляется в основном на ста-
нах холодной прокатки труб (ХПТ), которые являются станами
периодического действия и работают по принципу пилигримовых
станов. Отличие от них заключается в том, что в станах ХПТ де-
214
формация поданного участка трубы осуществляется при неподвиж-
ной заготовке и возвратно-поступательном движении рабочей кле-
ти. На станах холодной прокатки катают трубы диаметром от 6 до-
450 мм с толщиной стенки от 0,08 до 10 мм и выше.
Прокатные станы специальные предназначены для проката
различных видов изделий массового назначения: шаров; колец для1
двигателей из сварной или цельной заготовки, имеющих разнооб-
разную конфигурацию поперечного сечения; колец для подшипни-
ков; бандажей для колес; колес железнодорожных вагонов и дру-
гих изделий, а также для получения периодического проката, яв-
ляющегося экономичной заготовкой для штамповки.
24.4. ПРОИЗВОДСТВО ПРОКАТА
Сортамент прокатных изделий, получаемых из различных метал-
лов и сплавов, весьма широк и может быть разбит на ряд групп:
— плоский или листовой прокат, который представляет собой
плиты, толстые листы (толщина свыше 4 мм), штрипсы, тонкие лис-
ты (менее 4 мм), ленты, полосы, фольгу;
Рис. 89 Виды профилей проката
— сортовой прокат — прутки, а также профили, в основном из
стали, так как профили из других сплавов — алюминиевых, мед-
ных, титановых — целесообразно прессовать; на рис. 89 представ-
лены виды сортового проката. Сортовая сталь делится на профили
массового потребления, к которым относятся квадратный, полосо-
вой и круглый профили, проволока, уголки, швеллера, тавровый и
зетовый профили (1—/17), и на профили специального назначения
(18—34);
—трубы горяче- и холоднокатанные из бесшовной или сварной
заготовки;
215
Рис. 90. Схема технологического процесса производства готового проката
216
— специальные виды проката, к которым относятся упомянутые
выше цельнокатанные колеса, шары, периодический прокат и, кро-
ме того, арматурная сталь, а также гнутые профили, полученные
гибкой из листа или ленты на специальных профилегибочных ста-
нах.
Технология прокатки в общем виде включает следующие груп-
пы операций: подготовку заготовки; нагрев заготовки (для горячей
прокатки); прокатку; отделку прокатанных заготовок.
При подготовке заготовок к прокатке с них удаляют различ-
ные поверхностные дефекты. Технологическая схема получения
стального проката приведена на рис. 90.
Нагрев заготовок осуществляется в различных нагревательных
устройствах, конструкция которых определяется производительно-
стью стана и физико-химическими характеристиками обрабатыва-
емых сплавов. Перед прокаткой на блюмингах и слябингах нагрев
стальных слитков производится в нагревательных колодцах, куда
слитки поступают горячими из сталеплавильного цеха.
При прокатке стремятся избежать многократных нагревов, по-
этому, например, обработку путем деформации на блюмингах и
заготовочных станах осуществляют за один нагрев. При прокатке
блюмсов из углеродистой стали максимальное обжатие составляет
около 120 мм, продолжительность прокатки слитка 50 — 60 с, ко-
эффициент использования металла (КИМ) составляет 0,8—0,92.
При сортовой прокатке применяют различные калибры валков,
которые позволяют осуществлять наибольшее число проходов и
описаны выше. Обычно число проходов в зависимости от конфигу-
рации профиля, марки стал# и требований к изделию колеблется от
5 до 20. После прокатки производится резка сорта на мерные дли-
ны и охлаждение в так называемых холодильниках, после чего
мерные куски проката правятся на роликоправильных машинах.
При прокатке проволоки или тонкой полосы готовое изделие после
выхода из чистового калибра сматывается в моталках в бунты.
При горячей листовой прокатке сталей заготовка нагревается в
методических печах и подается в валки прокатного стана, где про-
катывается за несколько проходов с обжатиями 10—30%, причем
в первые проходы для получения листов нужной ширины заготовка
иногда прокатывается поперек; прокатка заготовок в двух направ-
лениях способствует устранению анизотропии механических свойств.
Схема обжатий при прокатке должна обеспечить минимальное
число проходов; степень обжатия ограничивается в основном проч-
ностью валков, пластичностью металла, мощностью двигателя ста-
на и некоторыми другими условиями. При горячей прокатке стали
большое внимание обращается на удаление окалины, которая сби-
вается гидроспособом или снимается окалиноломателем. После
прокатки листы или рулоны подвергаются горячей правке, затем
охлаждаются, проходя по рольгангам, и режутся на мерные длины
ножницами.
При холодной прокатке тонких листов из стали горячекатанные
рулоны разматываются, у них обрезаются кромки и свариваются
217
встык для обеспечения непрерывности процессов, затем полоса
травится и направляется на стан холодной прокатки, где прокатка
производится в несколько проходов с общим обжатием до 90%.
После холодной прокатки проводят отжиг наклепанной полосы.
Иногда при прокатке высокопрочных марок сталей осуществляют
промежуточный отжиг.
В настоящее время операции различных видов термообработки
катаных лент производятся в непрерывных линиях; при этом лента,
размотанная из рулона, который устанавливается в начале линии,
протягивается с определенным натяжением через весь агрегат,
включая печь, проходя через которую она подвергается заданной
термической обработке, и затем сматывается в рулон термообра-
ботанной ленты.
При производстве труб из стали по одной из названных выше
технологических схем заготовка нагревается в печи и поступает на
прошивку в прошивном стане, после чего передается на стан го-
рячей прокатки, например автоматический. После прокатки трубы
для устранения овальности, уменьшения разностенности и улучше-
ния качества наружной и внутренней поверхностей обрабатывают-
ся на обкатных машинах, которые конструктивно напоминают про-
шивные станы. Окончательные размеры горячекатанные трубы
получают в калибровочных станах, состоящих из системы калиб-
ровочных двухвалковых клетей. При калибровке диаметр трубы
уменьшается, а длина соответственно увеличивается. Затем трубы
правятся в холодном состоянии, режутся на мерные длины и под-
вергаются холодной отделке, испытаниям и приемке.
Если требуется дальнейшее уменьшение диаметра труб, то
производится дополнительная горячая прокатка на редукционных
станах, которые могут состоять из 10—32 клетей. Прокатка на ре-
дукционных станах осуществляется без оправки, при этом диаметр
труб уменьшается до 10—60%, а толщина стенок или остается не-
изменной, или незначительно увеличивается или уменьшается.
Алюминиевые листы и плиты различной толщины получают
прокаткой из двух основных групп сплавов: неупрочняемых и уп-
рочняемых термической обработкой. Технология производства про-
ката из этих групп сплавов существенно различается: первая груп-
па сплавов имеет высокую пластичность и листы из них прокатыва-
ют с хорошим качеством и небольшим количеством дефектов по-
верхности, которые, кроме того, легко могут быть устранены; вторую
группу сплавов характеризуют высокая прочность и низкая пла-
стичность. Листы этой группы выпускают в основном плакирован-
ными, так как плакировка (нанесение оболочки из пластичного
алюминия) понижает способность к растрескиванию при прокатке
и увеличивает сопротивление коррозии. Типичная схема производ-
ства листов из алюминиевых сплавов включает следующие опера-
ции: подготовку к прокатке, горячую прокатку, холодную прокат-
ку, термическую обработку и отделку. В соответствии с этой
схемой крупногабаритные плоские слитки, например из термоуп-
рочняемых сплавов, имеющие различные размеры и массу до 20 т,
21в
подвергают гомогенизации, затем горячей прогладке и правке,
резке на мерные длины, фрезерованию плоскостей. Затем на обе
отфрезерованные плоскости слитков накладываются алюминиевые
планшеты, и полученный таким образом пакет нагревается в печах
до температуры прокатки. После этого осуществляется прокатка,
которая в зависимости от условий процесса, конструкции прокат-
ных станов и характеристики обрабатываемого металла может про-
изводиться до толщины полосы 4—6 мм. Выходная скорость
горячей прокатки на непрерывных станах достигает 15 м/с и выше.
Горячекатанная полоса на современных станах сматывается в ру-
лон.
Перед холодной прокаткой горячекатанные рулоны, как прави-
ло, отжигаются. Холодная прокатка производится на высокопроиз-
водительных непрерывных станах с выходной скоростью до 30 м/с
и выше. После прокатки холоднокатанные рулоны обрабатываются
на непрерывных линиях термообработки и резки, где они термиче-
ски обрабатываются по различным режимам, правятся, подверга-
ются обрезке кромок, резке на мерные длины, контролю, маркиров-
ке и упаковке.
Современные цехи по прокатке алюминиевых сплавов отлича-
ются большими масштабами производства и высоким уровнем ме-
ханизации и автоматизации процессов.
Глава 25
ПРЕССОВАНИЕ И ВОЛОЧЕНИЕ
25.1. ПРЕССОВАНИЕ
Прессованием называется процесс придания деформируемом^ ме-
таллу заданной формы путем выдавливания его из замкнутой по-
лости инструмента,- называемого контейнером, через канал, обра-
зуемый матрицей (рис. 91).
Основным видом напряженного состояния металла, деформи-
руемого при прессовании, является неравномерное всестороннее
сжатие, а деформированное состояние определяется одним удлине-
a) S)
Рис. 91. Схема прессования с прямым истечением:
я—сплошной профиль; б—полный профиль; 7—втулка контейнера; 2—-пресс-штампель; 3—за-
готовка; 4—матрица в матричном блоке; 5—пресс-изделие; 6—игла (оправка)
219
нием и двумя укорочениями. При прессовании создаются условия
для получения пресс-изделий с большими степенями деформации;
типичная вытяжка, т. е. отношение площади поперечного сечения
заготовки к площади сечения пресс-изделия, при прессовании мно-
гих металлов равна 20—50, а иногда может достигать 1000 и бо-
лее. Кроме того, металлы и сплавы, которые в условиях других ме-
тодов обработки давлением, например прокатки или ковки, про-
являют малую пластичность и не деформируются без разрушения,
в напряженно-деформированных условиях прессования обрабаты-
ваются удовлетворительно.
Процесс прессования осуществляется под воздействием нагру-
жений, передаваемых обрабатываемому металлу, в основном, дву-
мя методами.
Первый метод заключается в том, что на торец заготовки, по-
мещаемой в контейнер, действует давление, передавамое от пресса
прессовым инструментом. Этот метод прессования называется ме-
ханическим: в зависимости от вида взаимного перемещения обра-
батываемой заготовки и контейнера он осуществляется в несколь-
ких вариантах и получил наибольшее промышленное распростра-
нение.
По второму методу силовое воздействие на заготовку — ее торец,
боковую поверхность — осуществляется различного вида жидко-
стью, находящейся под высоким давлением. Такой метод получил
название гидропрессования, в настоящее время он находится в ста-
дии опытно-промышленных разработок.
В целях придания прессуемым заготовкам наибольшей пластич-
ности обычно перед деформированием их нагревают в различных
печах. В зависимости от способности металлов и сплавов к умень-
шению сопротивления деформированию при нагреве и значений
потребных давлений прессования в условиях наибольшей пластич-
ности нагрев производится в широком интервале температур, до-
стигающих при прессовании отдельных металлов 1500°С и выше.
Если прессование осуществляется в условиях зарекристаллизаци-
онных температур, то его называют горячим. Горячее прессование
наиболее распространено. В ненагретом состоянии при дорекри-
сталлизационных температурах (холодное прессование) прессуют
высокопластичные металлы и сплавы, для прессования которых не
требуются такие давления, которые могут привести к разрушению
прессового инструмента.
Для прессования характерны относительно высокие потребные
давления, которые необходимы для начала истечения металла из
контейнера через матричный канал. Обычно эти давления при го-
рячем прессовании применительно к контейнерам, которые наибо-
лее широко применяются в промышленности, колеблются в преде-
лах 400—800 МПа. В отдельных случаях давления достигают
1000 МПа и выше, при холодном прессовании 1500 МПа и выше.
Скорости истечения металла из канала матрицы и как следст-
вие, скорости прессования заготовок определяются рядом факто-
ров. Известны примеры, когда скорость выхода пресс-изделия из
220
канала матрицы — скорость истечения — достигает десятков мет-
ров в секунду; в то же время широко распространено горячее прес-
сование таких металлов и сплавов, которые невозможно прессовать
со скоростями, превышающими 2—3 м/мин.
Типовой инструмент, который применяется при прессовании,
состоит из контейнера, втулки контейнера, пресс-штемпеля, пресс-
шайбы, матричного блока, иглы, или оправки (при прессовании с
прошивкой или получении полых пресс-изделий из полых загото-
вок). Разновидности матриц схематично показаны на рис. 92.
Рис. 92. Матрицы для прессования с различными
профилями входной части:
а—плоская; • б—коническая; в—радиальная: г—
плоскоконическая; б—плоскорадиальная; а—сигмо-
видная
Наиболее распространенное оборудование для прессования —
гидравлические горизонтальные прессы различных мощностей; са-
мым мощным прессом такого типа в настоящее время является
пресс с усилием 200 МН. Значительно реже применяются верти-
кальные гидравлические прессы. Небольшую часть пресс-издедий
получают на механических прессах.
Основными преимуществами прессования в сравнении его с
другими методами получения деформированных изделий, например
с периодической и непрерывной прокаткой, помимо уже названного
повышения пластичности прессуемого металла, возможности вести
процесс с большими деформациями, а также обрабатывать трудно-
деформируемые металлы и сплавы являются: практически неогра-
ниченное разнообразие форм поперечного' сечения профилей; воз-
можность быстрого перевода процесса прессования с одного типо-
размера пресс-изделия на другой путем замены матриц и, как
следствие, отсутствие ограничений по стоимости продукции при
уменьшении серийности производства; сравнительно высокая точ-
ность.
В число недостатков прессования входят ограниченность раз-
меров заготовки и, как следствие, прерывность, цикличность про-
цесса; большой пресс-остаток; повышенная неравномерность де-
формации металла; ограниченная скорость прессования и истече-
ния для ряда металлов и сплавов, а также сравнительно низкая
стойкость инструмента и его высокая удельная стоимость.
221
Сравнение характеристик процессов прессования и прокаткй
приведено в табл. 21.
Таблица 21
Сравнение процессов прокатки и прессования
Особенности процесса Прокатка Прессование
периодическая | непрерывная
Пластичность об- рабатываемого ме- талла, свойственная процессу невысокая невысокая высокая
Сложность формы изделия простая и средняя сложность простая любой сложно- сти
Деформация небольшая средняя и не- большая большая
Объем технологи- ческих отходов небольшой небольшой большой
Необходимая серий- ность производства средняя и круп- ная крупная мелкая, средняя и крупная
Точность геометри- ческих размеров из- делий средняя средняя высокая
Неравномерность структуры и свойств изделий небольшая небольшая большая
Стойкость рабочего инструмента высокая высокая невысокая
Сложность автома- тизации процесса то же то же то же
Получение деформированных изделий путем прессования целе-
сообразно применять при:
— производстве профилей и труб сложной геометрии и повы-
шенной точности;
— производстве профилей и труб, прессуемых с высокими ско-
ростями истечения;
— необходимости получения мелких и средних серий изделий,
особенно когда стоимость переработки прессовых отходов относи-
тельно невелика;
— обработке хрупких металлов и сплавов.
В технологический процесс производства прессованных изделий
в зависимости от химического состава металла или сплава, необ-
ходимости получения различного уровня механических свойств
готовых изделий и других условий, определяемых техническими
требованиями на поставку, входят термообработка и различные
правильно-отделочные операции, обычно выполняемые в цехе прес-
сования.
В промышленных условиях чаще всего применяют метод прес-
сования с прямым истечением (так называемое прямое прессова-
ние) и значительно реже с обратным (обратное прессование).
222
При прямом прессовании направление движения выдавливае-
мого пресс-изделия совпадает с движением пресс-штемпеля (см.
рис. 91, а). Заготовка перед прессованием загружается в контей-
нер пресса, затем в контейнер закладывается пресс-шайба, после
чего пресс-штемпель подается в контейнер и оказывает через
пресс-шайбу давление на заготовку. При повышении давления за-
готовка распрессовывается по объему контейнера, заполняя все за-
зоры. По мере дальнейшего роста давления начинается истечение
металла в канал матрицы, который образует профиль пресс-изде-
лия.
Рис. 93. Схема прессования трубы или полого профиля через комбинированную матрицу:
/—контейнер; 2—пресс-шайба; 3—заготовка; 4—комбинированная матрица; 5—труба или по-
лый профиль (стрелками показано движение металла после рассечения заготовки на два
потока)
Рис. 94. Схема прессования с обратным истечением:
а—сплошной профиль; б—гильза с дном; в—полый профиль; /—контейнер; 2—заготовка; 3—
матрица; 4—пресс-штемпель; 5—пресс-изделие; 6—оправка
Отличительной чертой прессования с прямым истечением явля-
ется перемещение заготовки относительно стенок неподвижного
контейнера. Истечение металла заготовки происходит до тех пор,
пока в конт’ейнере остается сравнительно небольшая ее часть, раз-
мер которой определятся рядом технологических условий и назы-
вается пресс-остатком. Затем пресс-шайба, пресс-остаток, матрица
и находящееся в ней пресс-изделие обычно выталкиваются ходом
пресс-штемпеля вперед, после чего они с помощью различных ме-
ханизмов разделяются, отпрессованный профиль передается на по-
следующие операции, пресс-остаток — в отход, а матрицы и пресс-
шайба возвращаются на прессование.
Прямое прессование применяется для получения изделий как
сплошного, так и полого поперечного сечения (см. рис. 91,6). При
прямом прессовании полых изделий применяется заготовка, кото-
рая имеет полость, полученную чаще всего при литье или прошив-
кой, осуществляемой на специальном прессе; возможно также при-
менение сплошной заготовки, которая прошивается в процессе
223
прессования полого изделия на одном и том же прессе. Полость в
пресс-изделии, которая в поперечном сечении может быть круглой
или произвольной формы, образуется оправкой соответствующей
конфигурации, а стенка полого пресс-изделия определяется зазо-
ром между стенками канала матрицы и оправкой. При изготовле-
нии труб и полых изделий из алюминиевых и некоторых других
сплавов широко применяется метод прессования сплошной заго-
товки, называемый прессованием в комбинированную матрицу с
оправкой (так называемую язычковую матрицу), или прессовани-
ем со сваркой. Сущность процесса (рис. 93) заключается в том, что
заготовка при прессовании разделяется специальными элемента-
ми матрицы, называемыми ножом или гребнем, на два или более
потоков, которые входят в сварочную камеру матрицы, и, заполняя
ее, свариваются вокруг оправки в виде одного или нескольких про-
дольных швов, образуя полость, а затем выходят из матрицы уже в
форме полого профиля. Этот метод обладает рядом преимуществ
и применяется при прессовании тех сплавов, которые удовлетво-
рительно свариваются в условиях прессовой сварки.
1 2
1/\ Основная ।
у । стадия ।
у । процесса i
Путь прессшпемпеля
Рис. 96. Схема внешних сил и напряжений, дейст-
вующих на металл при прямом (а) и обратном (б)
истечении:
ак, ом—нормальные напряжения в металле от
контейнера и матрицы; тк, тм, тпр—касательные
напряжения от трения на поверхностях контей-
нера, матрицы, пресс-шайбы и дна контейнера
Рис. 95. Схема индикаторных диаграмм
прессования с прямым (/) и обратным
(2) истечением /при прочих равных ус-
ловиях)
При прессовании с обратным истечением прссс-изделие движет-
ся в направлении, обратном движению пресс-шгемпеля, что и яви-
лось основанием для названия процесса. Его отличительная осо-
бенность — отсутствие перемещения заготовки относительно стенок
контейнера в процессе прессования. Конструктивные схемы процес-
са прессования как сплошных, так и полых пресс-изделий приведе-
ны на рис. 94. Металл заготовки, заложенной в контейнер, под
действием давления, передаваемого через движущийся пресс-штем-
пель, истекает при прессовании сплошного профиля в канал мат-
рицы или в кольцевой зазор между матрицей и оправкой при прес-
совании полого пресс-штемпеля. Получаемое пресс-изделие выхо-
дит из матрицы через полый пресс-штемпель.
Характерные индикаторные диаграммы прессования с прямым
и обратным истечением, т. е. диаграммы, отражающие зависимость
между движением пресс-штемпеля по ходу прессования заготовки
и соответствующим усилием пресса, приведены на рис. 95. Схема
224
действия внешних сил и вызываемых ими внешних напряжений,
действующих на прессуемый металл при прессовании с прямым и
обратным истечением, показана на рис. 96.
Процесс прямого прессования можно условно разделить на три
стадии:
— первая стадия, начальная, в течение которой происходит
осадка заготовки в контейнере и заполнение металлом матрицы и
матричного канала. При этом давление возрастает от нуля до не-
которого значения, при кото-
ром заканчивается первая ста-
дия и начинается вторая;
— вторая стадия, основная,
начинается с выдавливания
пресс-изделия из канала матри-
цы и характеризуется устано-
вившимися условиями течения
металла. При прямом прессова-
нии по мере выдавливания за-
готовки и уменьшения контакт-
ной поверхности трения давле-
ние прессования снижается;
при обратном прессовании оно
остается постоянным;
Рис. 97. Схема образования упругих зон
при прессовании с прямым истечением:
/—упругая зона у матрицы; 2, 3—упругие
зоны у пресс-шайбы; 4—начало образова-
ния утяжины; Lnp—ориентировочная длина
пресс-остатка
— третья стадия, заключи-
тельная, при которой завершается установившееся течение метал-
ла и прессование заканчивается.
Для деформаций в основной стадии процесса характерны сле-
дующие явления. В прессуемой заготовке образуются отдельные
объемы или зоны, в которых происходят различные деформации —
упругие и пластические, причем для основной части выдавливае-
мой заготовки характерно преобладание пластических деформаций.
В то же время возле матрицы и пресс-шайбы возникают зоны, в
которых происходят упругие деформации (рис. 97). Эти зоны у
матрицы образуются вследствие различия в контактных условиях
трения при истечении металла по поверхностям adc или'аЬс. Упру-
гие зоны у матрицы образуют матричную воронку со средневзве-
шенным полууглом образующей 60°.
В начале основной стадии процесса прямого прессования объ-
емы металла, находящиеся на периферии заготовки, контактируют
со стенками контейнера и в значительной степени задерживаются в
упругой зоне. Вследствие этого большая часть различного вида за-
грязнений и дефектов поверхности заготовки не попадает в обжи-
мающую часть пластической зоны и затем в пресс-изделие и оста-
ется в пресс-остатке. При прессовании через плоскую матрицу без
смазки затормаживание поверхностных слоев заготовки в упругой
зоне выражается наиболее полно; при прессовании через конические
матрицы или при прессовании со смазкой упругие зоны уменьша-
ются в объеме,- а их положительное влияние на повышение каче-
ства поверхности пресс-изделий уменьшается.
8 2598
225
Упругие зоны у пресс-шайбы начинают образовываться в кон-
це основной стадии, их возникновение также обусловливается кон-
тактным трением. Образуются они в виде пережимов и острого
клина 4 (см. рис. 97), являющегося началом образования, харак-
терного для прессования дефекта, называемого центральной утя-
жиной. Возникновение движения металла в поперечном направле-
нии, т. е. от периферии к оси заготовки, в заключительной стадии
процесса неизбежно приводит к тому, что часть металла, находя-
щегося на боковой поверхности, начнет переходить на торцевую
поверхность, а затем, обтекая упругий клин 4, внедряться в осевые
слои заготовки, образуя воронкообразную полость. Металл в этой
полости сваривается, если он удовлетворительно поддается сварке
давлением и отсутствуют загрязнения, поступающие с поверхно-
сти заготовки в зону сварки. В противном случае полость не сва-
ривается и при дальнейшем прессовании она преобразуется в утя-
жину, распространяющуюся в пресс-изделии на различную длину.
При уменьшении контактных сил трения на боковой поверхности
контейнера пресс-утяжина уменьшается.
Явления, происходящие в заключительной стадии процесса,—
возникновение утяжины, скопление загрязнений металла в районе
упругих зон — определяют необходимость завершения прессования
до полного выдавливания заготовки. В оставляемой в контейнере
части заготовки — пресс-остатке локализуется значительная часть
утяжины и загрязнений; пресс-остаток как бы предохраняет изде-
лие от проникновения большой части дефектов. На практике длина
пресс-остатка Адр определяется эмпирически, она равна Lnp=
= (0,1... 0,3) £>н.
При одной и той же скорости движения пресс-шайбы в направ-
лении матрицы, т. е. скорости прессования, скорости движения от-
дельных частиц в объеме металла различны: у находящихся в цент-
ре заготовки скорости значительно выше, чем у периферийных. По
мере продвижения металла к выходу из обжимающей части пла-
стической зоны скорость движения частиц возрастает, а при выходе
из нее становится одинаковой по всему сечению пресс-изделия и
равной скорости истечения. Введение смазки, прессование с опти-
мальным матричным углом (около 60°), применение конических
матриц и некоторые другие меры, направленные на уменьшение
напряжений трения на контактных поверхностях, в определенной
степени уменьшают неравномерность деформации и скоростей дви-
жения по поперечному сечению — заготовки, но не устраняют ее
полностью, так как она органически присуща процессу.
Как уже отмечалось выше, большая часть металла в пластиче-
ской зоне находится под неравномерным всесторонним сжатием.
Вследствие того что центральная часть заготовки при обычных
условиях прессования и приблизительно одинаковом значении со-
противления деформации по всему объему пластической зоны вы-
давливается быстрее периферийных, в различных объемах заготов-
ки возникают дополнительные напряжения. Если цилиндрическую*
заготовку мысленно представить себе состоящей из трубчатых слоев,.
226.
то в центральных слоях возникнут дополнительные напряжения
сжатия, так как периферийные слои сдерживают и тем самым сжи-
мают центральные слои. В периферийных слоях по той же причине
возникают дополнительные напряжения растяжения, которые на-
кладываются на основные напряжения сжатия. Сложение основ-
ных и дополнительных напряжений в суммирующие напряжения на
отдельных, сравнительно небольших участках пластической зоны,
чаще всего в периферийных слоях ближе к входу в матрицу, может
привести к изменению вида напряженного состояния от всесторон-
него неравномерного сжатия к двухстороннему поперечному сжа-
тию и продольному растяжению. Появление растягивающих напря-
жений в периферийных слоях заготовки при недостаточной
вязкости прессуемого металла служит причиной возникновения
поверхностных разрывов и трещин — довольно распространенных
дефектов пресс-изделий. Уменьшение возможности возникновения
трещин достигается в основном путем снижения дополнительных
напряжений, а значит и причин, вызывающих неравномер-
ность деформации и прессованием металла в таких условиях, кото-
рые обеспечивают его наибольшую вязкость.
При прессовании с обратным истечением вследствие отсутствия
контактного трения между заготовкой и контейнером напряженно-
деформированное состояние существенно отличается от состояния
при прямом прессовании: пластическая зона локализована возле
матрицы; наружные слои заготовки не скапливаются в упругой зо-
не, а участвуют в течение металла и переходят из заготовки в
пресс-изделие. Естественно, если в наружных слоях заготовки при-
сутствуют какие-либо дефекты или загрязнения, то они перейдут в
пресс-изделие; поэтому при обратном прессовании требования к
качеству поверхности заготовки и' поверхности контейнера после
каждой прессовки более высокие, чем при прямом. На протяжении
почти всего процесса выдавливания металл заготовки до входа в
пластическую зону возле матрицы находится в упругом состоянии.
Заключительная стадия процесса вследствие отсутствия контактно-
го трения почти не имеет места, поперечного движения металла от
периферии к центру нет, а значит не возникают условия для обра-
зования центральной утяжины. Поэтому пресс-остаток при обрат-
ном прессовании значительно меньше, чем при прямом, и состав-
ляет £пр= (0,08... 0,15) Dn.
По температурным условиям прессования металлы и сплавы
условно можно разделить на следующие 4 группы:
— алюминиевые, магниевые, цинковые и свинцовые сплавы,
прессуемые при температурах до 500°С (небольшую часть .пресс-
изделий из металлов этой группы получают холодным прессовани-
ем);
— медные сплавы — от 500 до 900°С;
— никелевые, титановые, жаропрочные сплавы — от 900 до
1300°С;
— тугоплавкие металлы и сплавы — выше 1300°С.
8*
227
При прессовании вследствие преобразования 90—95% прило-
женной энергии деформации в тепло на температуру заготовки пе-
ред загрузкой ее в контейнер накладывается дополнительная тем-
пература деформационного нагрева. Задачей регулирования темпе-
ратуры металла при прессовании является создание таких условий,
которые позволяют по возможности выровнять температуру заго-
товки, удалить излишек деформационного тепла или, наоборот, по-
высить температуру металла в определенные промежутки времени.
Регулирование чаще всего осуществляется изменением скорости
прессования или градиентным нагревом заготовки.
При определении температурного режима прессования необхо-
димо стремиться к следующему:
— наибольшему снижению сопротивления деформации с целью
уменьшения потребных усилий и нагрузок на инструмент;
— обеспечению наибольших скоростей истечения;
— поддержанию температуры, не выше так называемой крити-
ческой для данного металла или сплава, превышение которой вы-
зывает резкое падение вязкости и, как следствие, нарушение це-
лостности пресс-изделия;
— соблюдению оптимальных температурных условий работы
прессового инструмента;
— соблюдению условий для проявления антифрикционного и за-
щитного действия применяемых смазок;
— предотвращению активного взаимодействия прессуемого ме-
талла с атмосферой, ухудшающего качество пресс-изделий (в ос-
новном для металлов, прессуемых при высоких температурах);
- -обеспечению заданных значений механических свойств в
чресс-изделии.
Прессованием в настоящее время получают большой сортамент
различных изделий из алюминиевых, медных, жаропрочных, туго-
плавких сплавов и сталей. В качестве примера ниже приведены не-
которые данные, характеризующие сортамент прессованной про-
дукции из алюминиевых сплавов.
Профили: диаметр описанной окружности, мм . . . .. 6,35—1020
толщина стенки, мм..........................1—300
длина, м.............................. , до 35, а при смотке в
бухту сотни метров
масса 1 пог. м профиля, кг............... 0,033^135
ширина, мм (из плоского контейнера) ... 1000
Панели:
то же (из круглого контейнера путем развертки
труб)........................\............. 2500
Трубы: наружный диаметр, мм ...................5—840
толщина стенки, мм..........................0,3 до 5,0
минимальный внутренний диаметр, мм 0,8
Прутки: диаметр, мм . . до 250
25.2. ВОЛОЧЕНИЕ
Волочением называется процесс обработки металлов давлением,
заключающийся в том, что заготовка обрабатываемого металла по-
стоянного поперечного сечения протягивается через инструмент,
228
называемый волокон, имеющий форму поперечного сечения канала,
близкую к заготовке, но в общем случае меньшую по размеру.
В результате поперечное сечение 'заготовки уменьшается, а длина
ее пропорционально увеличивается. Получаемое изделие имеет по-
перечное сечение, одинаковое по всей длине. Основные схемы про-
цесса волочения показаны на рис. 98.
Рис. 98. Схемы основных разновид-
ностей процесса волочения:
а—круглого сплошного профиля: б—
некруглого сплошного профиля; в—
круглой трубы без оправ-
ки; г—с утонением стенки на
неподвижной оправке; д—круглой
трубы на самоустанавливающейся
оправке; е—круглой трубы на под-
вижной оправке; /—волока; 2—про-
тягиваемое изделие; 3—оправка
За последнее время все большее распространение находит
волочение профилей из различных высокопрочных металлов и
сплавов, которое позволяет получать весьма точные размеры попе-
речного сечения и тонкие стенки.
Деформация металла при волочении характеризуется схемой
главных напряжений: два сжимающих и одно растягивающее, и
схемой главных деформаций: два укорочения и одно удлинение.
На процесс волочения оказывает влияние ряд факторов, важ-
нейшими из которых являются степень деформации, условия тре-
ния, скорость деформации, температурные условия, механические
свойства и структура заготовки.
При волочении величина деформации, осуществляемой за один
проход, ограничивается напряжением растяжения, которое возни-
кает в поперечном сечении изделия после выхода из волоки под
воздействием тянущего усилия. Чрезмерно большие деформации
8* 2598 229
вызывают значительные напряжения растяжения, приводящие к об-
рыву изделия; малые деформации ведут к увеличению числа про-
ходов и, следовательно, повышению трудоемкости процесса. Вслед-
ствие этого при волочении применяют оптимальные деформации
за один проход обрабатываемого изделия через волоку. При этом
напряжение растяжения не должно превышать 70% предела проч-
ности протянутого изделия.
Если процесс осуществляется через одну волоку, волочение на-
зывается однократным. Для достижения значительных деформа-
ций, необходимых для получения заданного изделия, при обработке
проволоки широко применяется многократное волочение, т. е. од-
новременное волочение через большое число волок, поперечное
сечение которых последовательно уменьшается; в этом случае про-
цесс волочения называют многократным.
Для определения силы волочения Р следует пользоваться фор-
мулой
где Ов — напряжение волочения; FK — конечное поперечное сечение
изделия.
Расчет напряжения волочения, необходимого для осуществле-
ния процесса, производится по приближенной формуле (для слу-
чая волочения круглого прутка из круглой заготовки)
5T.c In (1 + f tg ап + f ctg а„),
г* к
где — начальное поперечное сечение заготовки; ST.C — среднее
значение сопротивления пластической деформации обрабатываемо-
го металла в деформационой зоне; f — коэффициент трения; ап-^-
приведепный полуугол образующей канала волоки.
Между напряжением волочения и интегральным показателем
вытяжки имеет место зависимость, близкая к прямолинейной.
Волочение обычно осуществляется с применением смазки, ко-
торая подается в очаг деформации, иногда принудительно, позволя-
ет уменьшить внешнее трение и, как следствие, снизить энергети-
ческие затраты, увеличить степень деформации за один проход и
улучшить качество поверхности изделия.
Вследствие перехода энергии деформации и энергии, затрачива-
емой на преодоление трения, в тепло температура металла в воло-
ке обычно повышается. Такое повышение температуры для неко-
торых металлов ограничивает рост скорости волочения, поэтому
для снижения температуры металла и улучшения условий трения
в волоку подается смазочно-охлаждающая жидкость и про-
цесс проходит в условиях жидкостного или гидродинамического
трения.
Для уменьшения напряжений трения применяют волочение с
противонатяжением, сущность которого заключается в том, что к
заготовке прикладывают усилие, направленное в сторону, противо-
положную направлению натяжения. Противонатяжение уменьшает
230
давление металла на стенки волоки и повышает тем самым ее стой-
кость.
Скорости волочения, т. е. скорости выхода металла из волоки,
колеблются в широких пределах — от 2 до 3000 м/мин. При воло-
чении труднодеформируемых металлов и сплавов, а также таких,
которые имеют весьма низкую прочность, как, например, свинец,
скорость обработки низкая; при волочении медных сплавов приме-
няют наибольшие скорости.
Повышение скорости в определенном диапазоне благотворно
влияет на эффект действия смазки.
Волочение до последнего времени велось без нагрева заготов-
ки. С вовлечением в обработку ряда новых металлов и сплавов,
таких как титановые, тугоплавкие, жаропрочные сплавы, имеющие
высокие прочностные характеристики и с трудом подвергающиеся
обработке при комнатной температуре, освоено волочение с пред-
варительным нагревом заготовки. Например, титановые сплавы
протягивают при температуре 550—650°С, тугоплавкие — 700—
850°С.
Чистые металлы подвергаются волочению с большими степеня-
ми деформации, многофазные металлы и сплавы с различными
примесями требуют для осуществления больших степеней дефор-
мации значительного числа промежуточных отжигов. Между проч-
ностными характеристиками заготовки и силой волочения с одина-
ковыми коэффициентами вытяжек существует примерно прямоли-
нейная зависимость. В обрабатываемом волочением металле
существенно изменяются структура и механические свойства: струк-
тура металла становится ярко выраженной текстурованной, при
этом наблюдаются явления наклепа — прочностные свойства воз-
растают, а пластические понижаются. Поэтому при большом числе
проходов волочения изделий из труднодеформируемых сплавов
применяют промежуточные отжиги.
Волочение — процесс, с помощью которого из различных метал-
лов и сплавов на основе легких и тяжелых цветных металлов и
различных марок сталей получают проволоку от 0,002 до 8 мм,
круглые и фасонные прутки диаметром до 100 мм, трубы диамет-
ром до 400 мм, различные точные тонкостенные профили.
Технология волочения в общем случае состоит из следующих
последовательно выполняемых операций:
— заострение входного конца заготовки сплошного поперечного
сечения или сплющивание полой заготовки, которые позволяют
ввести заготовку в волоку и захватить ее после выхода из волоки
захватами тянущего устройства;
— подготовка поверхности — очистка и смазка заготовки; в ка-
честве смазки применяют растительные и минеральные масла,
мыло, тальк, графит;
— волочение;
— отжиг для снятия наклепа, если необходимо последующее
волочение, или для получения свойств, соответствующих техничес-
ким условиям в готовом изделии;
8«
231
— очистка поверхности после волочения и термической обра-
ботки.
Основной волочильный инструмент — волока может быть как
монолитной, изготовленной из инструментальных сталей, так и со-
Рис. 99. Конструкция сос-
тавной волоки:
/—волока; 2—обойма
ставной, состоящей из двух деталей —
обоймы и собственно волоки, изготавлива-
емой из твердых сплавов и технических
алмазов. Составные волоки применяются
для обработки изделий с относительно не-
большим поперечным сечением. Волока
(рис. 99) имеет четыре зоны: входная —
/; рабочая — II; калибрующая — III; вы-
ходная— IV.
Оборудование для волочения.— воло-
чильные станы, которые делятся на цеп-
ные и барабанные. Цепной стан (рис.
100) представляет собой станину, по ко-
торой возвратно-поступательно передви-
гается тянущая тележка. Эта тележка
захватывает заостренный конец заготов-
ки и протягивает ее через неподвижную
волоку. На цепных волочильных станах со
сравнительно небольшими скоростями
обычно обрабатывают изделия относи-
тельно больших поперечных размеров, в
t том числе имеющих в поперечном сечении
конфигурацию, отличную от круглой*. Современные цепные станы
имеют следующие характеристики:
Сила тяги .................
Мощность привода.............
Скорость волочения ........
Длина обрабатываемых изделий
Диаметр обрабатываемых изделий
ло 1,50 МН
до 300 кВт
до 100 м/мин
до 40 м
до 400 м<м
Рис. 100. Схема современного волочильного цепного стана:
/—приводные цепи: 2—волочильная тележка с зажимными плашками
для зажима одного или более изделий; 3—направляющие желоба це-
пей; 4—станина
232
На барабанном стане (рис. 101) волочение осуществляется из
заготовки, смотанной в бухту и помещенной на ведомом барабане
или на размоточном столе, на изделие, которое также сматывает-
ся в бухту и крепится на ведущем барабане.
1 2 3 Ь
Рис. 101. Схема стана для бухтового волочения (вид сверху):
/-элеватор-накопитель; 2—размоточный стол; 3—волокодержатель;
4—электродвигатель; 5—редуктор; (У—барабан; 7—заготовочная
машина
Барабанные станы выпускаются со следующими характеристи
ками:
Диаметр барабанов....................ч..........до 2800—3500 мм
Тянущее усилие . . . .....................до 0.15 МН
Скорость волочения . . .....................до 15—30 м/с
На барабанных станах производят волочение проволоки, а так-
же тонкостенных труб относительно малых диаметров — до 80 мм.
Глава 26
КОВКА И ШТАМПОВКА
26 1. ОБЩИЕ СВЕДЕНИЯ
Ковка и штамповка — способы обработки металлов давлением, при
которых деформируемая заготовка подвергается формообразо-
ванию и приобретает заданную форму под воздействием бойков
или в результате деформации в штампах.
Ковке и штамповке подвергают различные стали, в том числе
высоколегированные, алюминиевые и медные сплавы, сплавы па
основе титана, никеля, тугоплавких металлов и металлов, облада-
ющих специальными свойствами. Масса поковок и штамповок
колеблется в широких пределах — от 0,1 кг до 100 т; наибольший
размер крупных поковок и штамповок достигает 20 м.
233
Оборудованием для ковки и штамповки служат различной кон-
струкции молоты, а также механические и гидравлические прессы;
наибольшее усилие, которое может развивать штамповочный гид-
равлический пресс, достигает 750 МН. В меньшей степени применя-
ет горизонтально-ковочные машины, ковочные вальцы, а также
.специальные машины. Тяжелое прессовое и молотовое оборудова-
ние оснащается манипуляторами, позволяющими обеспечить меха-
низацию всех операций, производимых с деформируемой заготов-
кой от выдачи ее из нагревательных' устройств до передачи' на
операции термообработки и зачистки.
Ковке в основном подвергаются нагретые заготовки, штампов-
ке— в зависимости от назначения и вида обрабатываемого метал-
ла как заготовки, нагретые для повышения пластичности и сниже-
ния сопротивления деформации, так и холодные заготовки; первый
нид штамповки горячий, второй холодный.
26.2. КОВКА
Ковка применяется при изготовлении деформированных изделий
относительно несложной формы, часто довольно крупных разме-
ров, а также в условиях единичного или мелкосерийного производ-
ства.' Ковке подвергаются в основном нагретые заготовки на моло-
тах или гидравлических прессах. В качестве инструмента
применяются плоские или фигурные бойки, возможно также приме-
нение подкладного кузнечного инструмента.
При ковке получаются заготовки, имеющие невысокие классы
точности и шероховатости поверхности и отличающиеся относи-
тельно низким КИМ:, например, при ковке различных заготовок
из слитков КИМ составляет в зависимости от сложности поковок
(валы, цилиндры, диски, кольца и др.) от 0,45 до 0,65; отходы со-
стоят из прибыльной части слитка (до 25—35%), донной части
слитка (до 10%), обсечек и угара (от 1,5 до 20% и выше).
Температура начала ковки для различных металлов и сплавов
равна, °C:
Сталь...........................................1250
Алюминиевые и магниевые сплавы.................. 500
Титановые сплавы................................1100
Медные сплавы.................................... 900
При выборе режимов нагрева следует иметь в виду, что нагрев
заготовок, особенно литых крупногабаритных, осуществляемый в
печах различных конструкций, во избежание возникновения допол-
нительных напряжений в слитках должен проводиться с определен-
ной скоростью, зависящей от наибольшего размера поперечного
сечения и марки сплава. При этом также регламентируется схема
укладки заготовок в печи, начальная температура печи и форма
графика подъема температуры заготовок. Например, время нагрева
стального слитка массой около Юти диаметром 850 мм достигает
8 ч. Также строго регламентируется порядок охлаждения поковок
после их деформации, так как от этого в значительной степени
234
зависит получение доброкачественной продукции. Чем крупнее
поковки и чем сложнее химический состав сплава; тем 'медленнее
должно пре исходить остывание. Например, крупная покозка по-
перечным сечением до 1500 мм из углеродистой стали остывает по
специальному графику в общей сложности от 40 до 60 ч.
При ковке в отличие от штампов-
ки течение металла в стороны под
воздействием бойков, оказывающих
давление по вертикальной^оси, как
правило, не ограничивается инстру-
ментом. При осадке, так же как и
других операциях ковки, под воздей-
ствием сил трения возникает неодно-
родность деформации, которая при-
водит к образованию дополнитель-
ных напряжений, искажающих ос-
новную схему напряженного состо-
яния вплоть до того, что в отдельных
Рис. 102. Упрощенная посредством на-
пусков конфигурации поковки вала с
уступами
объемах заготовки могут возникнуть
растягивающие напряжения. Растягивающие напряжения служат
источником возникновения трещин на поверхности осаживаемой
заготовки.
При определении размеров поковки руководствуются размера-
ми детали, которая должна быть изготовлена из нее, а также уста-
новленными припусками, допусками и напусками.
Припуск — это предусмотренное увеличение размеров тела по-
ковки по сравнению с размерами готовой детали для последующей
обработки, например резанием, с целью получения требуемых
геометрических размеров и шероховатости поверхности готовой
детали. Размеры припусков установлены в зависимости от габа-
ритных размеров и формы поковок; например, для изготовления
круглой стальной детали, имеющей длину от 2500 до 3200 мм и
диаметр от 160 до 200 мм, припуски составляют в зависимости от
элемента поковки от 22 до 28 мм, т. е. поковка будет иметь длину,
равную длине детали +(22... 28) мм и диаметр, равный диаметру
детали + (22 ... 28) мм.
Допуском на кузнечную обработку называется допускаемое от-
клонение от ее номинального размера; например, допуск на ука-
занные припуски составляет: 22±7 и 28±9.
Напуском называется объем металла, который располагается в
отдельных местах поковки сверх необходимых припусков (рис. 102)
с целью облегчения получения поковки. Типичным примером тех-
нологического напуска является штамповочный уклон. Чем более
совершенна технология кузнечно-штамповочного производства, тем
объем металла в напуске меньше.
Технологическая схема ковки включает в общем случае следую-
щие операции: резку заготовок на мерные длины; нагрев перед
деформацией; ковку; обсечку отходов; термообработку; контроль
в соответствии с техническими условиями геометрических размеров
235
механических свойств, структуры, а при изготовлении поковок от-
ветственного назначения — контроль с целью обнаружения внут-
ренних дефектов. Заготовкой для ковки являются слитки, блюмсы,
прутки круглого и квадратного сечения.
Рис. 103. Операции ковки
Различают следующие основные операции ковки: осадка, про-
тяжка, разгонка, прошивка, раскатка, передача, гибка, скручива-
ние, отрубка и горновая сварка металла. На рис. 103 приведены
гхемы основных операций ковки: схемы главных напряжений и
главных деформаций в зависимости от вида операций могут быть
различны.
При осадке ковкой (рис. 103, а) высота заготовки уменьшается,
а диаметр увеличивается. Вследствие воздействия сил трения Т
между торцами заготовки и бойками, которые затрудняют переме-
щение контактных слоев металла, в результате осадки заготовка
приобретает бочкообразную форму. Применение смазки поверхно-
стей контакта уменьшает бочкообразность осаживаемой заготовки.
Для предотвращения продольного изгиба заготовки ее первона-
чальные размеры ограничивают следующим отношением:
высота заготовки ^25 3
диаметр заготовки „
Для количественной оценки деформации при осадке может <5ыть
применен коэффициент осадки, меньший единицы, равный отноше-
нию конечной высоты заготовки к ее начальной высоте.
Для простейшего случая осадки силу Р пресса для проведения
операции можно определить по формуле
236
I ; l .i A I
где D — диаметр iiqkobkh в последний момент осадки; h — высота
поковки в тот же момент; от— предел текучести металла при тем-
пературе осадки; f — коэффициент внешнего трения, равный в за-
висимости от температуры, скорости деформации и обрабатываемо-
го металла 0,15 ... 0,4.
Еще более приближенная формула, которая может быть при-
менена для прикидочных расчетов:
P=kF,
где F — наибольшая площадь поперечного сечения.поковки после
осадки; k — удельное давление, которое для малоуглеродистой ста-
ли может быть принято равным 16 МПа для среднеуглероди-
стой — 17.5 МПа.
Осаживание части заготовки (рис. 103, б) называется высадкой.
Локальная осадка осуществляется путем местного нагрева части
заготовки, подвергаемой деформации или ограничения возможно-
сти перемещения части заготовки путем ее заключения в штамп.
Операция протяжки (рис. 103, в) заключается в удлинении или
уширении заготовки за счет уменьшения ее поперечного сечения.
Протяжка может осуществляться путем деформирования как в од-
ной плоскости заготовки, так и в двух плоскостях путем поворота
ее после каждого обжатия на 90°. При протяжке помимо деформа-
ции в направлении увеличения длины заготовки происходит также
и ее уширение, которое может быть нежелательным и снижает ин-
тенсивность обработки.
Для количественной оценки деформации при протяжке приме-
няются коэффициенты (больше 1):
— укова, равного отношению площадей поперечного сечения
заготовки до деформации и после нее;
— уширения, равного отношению ширины заготовки после де-
формации и до нее;
— удлинения, равного отношению длины заготовки после де-
формации и до нее.
Уширение взаимосвязано с подачей и возрастает с увеличением-
подачи. Обычно за одно обжатие подача равна 0,4—0,75 ширины
бойка Ь, а коэффициент укова равен 1,2—1,4.
Сила пресса Р, необходимая для протяжки, определяется по*
^формуле
Р=ут^а1,
где v — коэффициент, учитывающий влияние механической схемы-
деформации; для протяжки в плоских бойках v=l; огв— предел
прочности деформируемого металла при температуре ковки; а, I —
ширина и длина вытягиваемого участка заготовки; т — коэффици-
ент, зависящий от размеров заготовки и условий трения.
Разгонка металла (рис. 103, г) производится путем деформации
части заготовки бойком, Ширина которого перпендикулярна про-
дольной оси заготовки.
237-
Отрубка металла (рис. 103, д) осуществляется специальным ин-
струментом и широко применяется при разделении прокатанного
пруткового материала на мелкие заготовки или при обсечке поко-
вок.
Прошивка (рис. 103, е) производится внедрением в обрабаты-
ваемую заготовку различных противников и применяется для полу-
чения глухих и сквозных отверстий. Для получения сквозных от-
верстий под заготовку подкладывается кольцо, позволяющее уда-
лить образующийся при прошивке отход, называемый выдрой.
Прошивка применяется для получения полых заготовок, из которых
изготавливают цельные раскатные кольца.
При раскатке полых заготовок (рис. 103, ж) деформация осу-
ществляется на оправке, продольная ось которой параллельна оси
кольца. После каждого обжатия кольцо поворачивается на некото-
рый угол; при этом уменьшается толщина стенки кольца и увели-
чивается его наружный и внутренний диаметр.
Протяжка полой заготовки вдоль оси для уменьшения толщины
заготовки и увеличения ее длины производится по схеме 103, з.
Передача металла проводится для получения поковок более
«сложной конфигурации (рис. 103, и).
Гибка — операция, посредством которой заготовке придается
изогнутая форма.
Скручивание — операция, позволяющая повернуть часть заю-
товки вокруг продольной оси относительно другой ее части, закреп-
ленной каким-либо способом от поворота; применяется при ковке
валов с выступами («коленами»), расположенными в различных
плоскостях, например при ковке крупных коленчатых валов.
Горновая сварка — соединение частей металла, нагретых до вы-
сокой температуры с последующим обжатием под молотом или
прессом. Применяется как для соединения отдельных деталей, так
и для наварки элемента детали из высококачественного металла
или сплава в местах, подвергающихся особо сильным воздействиям
эксплуатационных нагрузок. При горновой сварке применяют флю-
сы, позволяющие получить более высокое качество соединения;
обычно его прочность не превышает двух третей прочности основ-
лого металла.
26.3. ОБЪЕМНАЯ ШТАМПОВКА
Объемная штамповка, или ковка в штампах, отличается от обыч-,
ной ковки тем, что течение металла в стороны ограничивается ин-
струментом, вследствие чего деформируемый металл, подвергнутый
всестороннему сжатию, заполняет полость штампа. Штамп пред-
ставляет собой инструмент, состоящий из двух разъемных частей,
в собранном виде образующих полость, называемую ручьем; фор-
ма этой полости соответствует форме изготавливаемой детали, ко-
торую иногда так же, как и процесс, называют штамповкой.
В штампе может быть один или несколько ручьев. Обычно нижняя
часть штампа устанавливается на столе машины, на которой про-
238
изводится штамповкд — молота или пресса, а верхняя — на под-
вижной части этой машины. Заготовка закладывается в штамп»
когда обе его части разомкнуты. Для объемной штамповки по
сравнению с ковкой характерны значительно более высокие точ-
ность геометрических размеров изделия, качество поверхности и,
как следствие, коэффициент использования металла.
В настоящее время штамповки изготавливают таким образом,
что они устанавливаются в конструкцию с весьма небольшой об-
работкой резанием и только в отдельных метах штамповки; коэф-
фициент необрабатываемых поверхностей (КНП), т. е. отношение
обрабатываемая поверхность штамповки |qqq/ , достигает 90%
вся поверхность штамповки
Рис. 104. Внешний вид
различных штамповок,
получаемых на различ-
ных штамповочных
машинах
Штамповкой изготавливают детали сложной конфигурации от-
ветственного назначения для различных отраслей машиностроения
(рис. 104). Штамповочные операции отличаются высокой произво-
дительностью и низкой себестоимостью. В настоящее время штам-
повкой получают детали массой от 0,1 до 1500 кг из сталей: от 0,1
до 800 кг из алюминиевых сплавов; от 0,1 до 350 кг из титановых
сплавов. Наибольшая площадь штамповок в плане 3,5 м2, макси-
мальный габаритный размер крупных штамповок 6 м. Штамповка
выполняется при высоких температурах — горячая штамповка, и
при комнатной температуре — холодная штамповка. Наиболее рас-
пространена горячая штамповка. Температуры горячей штамповки
основных металлов и сплавов составляют: стали 1000—1200°С;
алюминиевых и магниевых сплавов 370—500°С; титановых сплавов
870—980°С; жаропрочных сплавов — 900—1500°С, медных спла-
вов — 750—850°С.
Исходными материалами для горячей штамповки являются сор-
товой прокат; профили периодического сечения — периодический
прокат, меняющийся по длине сечения, применение которого поз-
воляет интенсифицировать кузнечно-штамповочное производство и
снизить расход металла.
Типовой технологический процесс горячей штамповки состоит из
следующих операций: резка мерной заготовки, т. е. заготовки, сб-
239
ладающей необходимой массой; нагрев заготовки; штамповка с со-
путствующей ей операцией удаления облоя; термическая обработка
полученных штамповок; отделка штамповок; контроль качества.
Соответственно названным операциям в зависимости от масштаба
производства в штамповочных цехах имеются отделения: загото-
вительное, штамповочное, термическое, заключительной обработки,
контроля и приемки.
Разработка технологического процесса начинается с анализа
чертежа детали, ее формы, требований к допускам на геометричес-
кие размеры, качеству поверхности, технологических параметров и
особенностей деформирования металла, из которого изготавлива-
ется штамповка, уровня ее механических свойств и др.; обращает-
ся также внимание на число штамповок, которое требует заказчик.
На основании анализа выбирается машина для штамповки; разра-
батывается чертеж штамповки, который отличается от чертежа де-
ргали, заказанной потребителем, увеличением размеров за счет воз-
можных припусков на механическую обработку, а также наличием
штамповочных уклонов, которые проектируются при штамповке
✓элементов детали, имеющих глубокое залегание в полости штампа
с целью свободной выемки отштампованной детали. Затем проек-
тируется. штамп. При проектировании штампа учитывается разни-
ца в «холодных» и «горячих» размерах штамповки, имеющая ме-
сто вследствие термической усадки.
Штамповку можно получить в открытых и закрытых штампах.
В открытых штампах штамповку получают с облоем в плоскости
разъема штампов. При штамповке в открытых штампах объем ме-
талла заготовки превышает объем детали; излишки металла пере-
ходят в облой, который образуется в момент заполнения ручья
штампа. При этом создаются условия" для хорошего заполнения
полости штампа и металл заполняет все объемы полости, в том
числе и углы, заполнение которых обычно связано с затрудненным
течением металла из-за больших сил трения. При штамповке в за-
крытых штампах (так называемая безоблойная штамповка) объем
металла заготовки точно равен объему металла в Изделии или, что
то же, — объему полости штампа, и облоя не образуется; несмотря
на экономичность безоблойпой штамповки, ее применяют только
для получения изделий простой формы.
Открытые и закрытые штампы могут быть одно- или много-
ручьевые. Первые применяются при получении штамповок простей-
шей формы, при изготовлении которых возможные деформации от-
дельных объемов штампуемой заготовки из данного сплава могут
обеспечить формоизменение, необходимое для получения изделия
за один переход. Многоручьевые штампыприменяют для штамповки
таких изделий, форма которых сильно отличается, от заготовки и не
может быть достигнута за один переход. В этом случае заготовку
предварительно формуют ц заготовительных ручьях штампа с по-
мощью одной или нескольких заготовительных штамповочных опе-
раций, основными из которых являются: протяжка, т. е. удлинение
заготовки за счет уменьшения поперечного сечения; осаживание—,
240
уменьшение высоты, которое происходит при свободном уширении;
подкатка', при которой происходит распределение металла по длине
со всех сторон заготовки; пережим, позволяющий частично прибли-
зить форму заготовки к форме изделия; формовка, при которой
производится придание поперечной формы всей заготовке или ее
части; гибка.
Пос!пе обработки заготовки в заготовительных ручьях предвари-
тельно отформованная заготовка поступает в черновой ручей, где
вчерне завершается офор-
мление всей детали, а за-
тем в чистовой ручей, где
заготовка окончательно
формуется и приобретает
все размеры готового из-
делия. Затем при штам-
повке в открытых штам-
пах на обрезном штампе,
обычно устанавливаемом
на кривошипном прессе,
обрезают образовавшийся
облой. На рис. 105 в каче-
стве примера приведены
переходы штамповки ша-
туна из круглой заготов-
ки. Нагретая заготовка
деформируется в загото-
Рис. 105. Многоручьевой штамп:
а—деталь; б—заготовка; в—нижняя половина?,
штампа; г—переходы штамповки
вительном протяжном ру-
чье 1, где она удлиняется и уменьшается в поперечном сечении;
затем в заготовительном подкатном ручье 2 поперечное сечение
заготовки изменяется, уменьшаясь в одном месте и увеличиваясь
в другом; после этого в заготовительном гибочном ручье 5 она из-
гибается, в черновом ручье 6 приобретает форму, близкую к гото-
вому изделию и в чистовом 3 приобретает окончательную форму.
В этом ручье запроектирована выемка 4 по контуру штамповки
для заполнения облоем.
Деформация металла при объемной штамповке представляет
собой сложный процесс, который по мере формообразования изде-
лия претерпевает ряд изменений, причем характер напряженного и
деформированного состояния в процессе штамповки и в различных,
объемах обрабатываемого металла различен. Наприме’р, в начале
штамповки может происходить свободная осадка металла заготов-
ки; затем, когда металл достигает стенок штампа, он деформиру-
ется в условиях закрытой осадки. В отдельных объемах деформи-
руемого металла могут возникать условия, характерные для откры-
той или закрытой прошивки, выдавливания; в период, когда металл
при открытой штамповке начинает вытекать в облой, его можно
рассматривать, как находящийся в условиях открытой осадки.
Сложность деформационных условий не позволяет разработать
аналитические формулы определения усилии, потребных для полу-
241
чения штамповки, которые были бы пригодны для всех форм изде*
лий, получаемых объемной штамповкой. В качестве примера приве-
дем формулу, разработанную с учетом ряда допущений М. В. Сто-
рожевым для определения полного усилия Р получения открытой
штамповки, круглой в плане или близкой к ней:
P = ajfl,5 + — ^Fo+fl,5+^+0,08—
TL\ 2 Ло / \ Ao Ао ) I
где от — сопротивление деформации обрабатываемого металла;
SOj h0, Fo—длина, толщина и площадь перемычки облоя; D и F —
диаметр и площадь штамповки без облоя.
С целью снижения себестоимости штамповки стремятся к раз-
делению операции штамповки на отдельные переходы, которые вы-
полняются на специализированном высокопроизводительном обору-
довании. Такая система штамповки называется комбинированной.
Особенно эффективна комбинированная штамповка при крупносе-
рийном и массовом выпуске изделий: При этом выделяется заго-
товительное оборудование; оборудование, выполняющее основные
штамповочные операции, а также заключительные формообразую-
щие операции, правку, чеканку, калибровку, которые позволяют
повысить точность штамповок и снизить тем самым стоимость их
последующей обработки. При этом стремятся к уменьшению числа
переходов, а значит уменьшению числа ручьев в штампе. Это мо-
жет быть достигнуто, как уже указывалось, применением предвари-
тельно профилированной заготовки, которую получают высокопро-
изводительным методом, например периодической прокаткой или
обработкой в ковочных вальцах.
Заготовительные, черновой и чистовой ручьи размещают водном
штампе, однако возможно разделение их на несколько отдельных
штампов. При разработке технологии штамповки иногда целесооб-
разно проектировать получение не одной, а сразу двух или более
штамповок, которые одновременно обрабатываются в заготови-
тельных и других ручьях, спроектированных на соответствующее
число штамповок. После чистовой штамповки группа совместно-
отштампованных изделий разделяется при проведении обсечки или
на ноже штампа. Чтобы избежать боковых перемещений двух по-
ловин штампа из-за наличия несимметричных нагрузок, возникаю-
щих вследствие сложности формы штампуемых изделий, штампы
изготавливаются с направляющими различной конструкции.
Штампы для объемной штамповки представляют собой дорого-
стоящий инструмент, изготовленный из штамповой стали, содер-
жащей легирующие элементы и, в первую очередь, хром, никель и
молибден. Иногда расходы на изготовление штампа, особенно если
штамповка происходит на крупном оборудовании, штамп много-
ручьевой и форма изделия представляет собой сложную форму,—
в несколько раз дороже стоимости зарплаты, выплачиваемой штам-
повщикам за все время работы штампа до его полного износа.
При массовом производстве, когда требуется большое числа
штампов, создаются мощные штамповоинструментальные отделы-
242
Рис. 106. Схема штампа
для штамповки на
молоте:
1—баба молота; 2—
штамп; 3—шабот; 4—
клин; 5—штамподер-
жатель
производитель-
или цехи, оснащенные разнообразным металлорежущим оборудова-
нием. Для изготовления фигуры штампа наиболее эффективно при-
менение копировально-фрезерных станков с числовым програм-
мным управлением (ЧПУ). В ряде случаев целесообразно изготав-
ливать штампы составными, состоящими из корпуса и вставки, в
которой изготовлена фигура штампа. Эта вставка после полного из-
носа удаляется, а на ее место устанавливает-
ся новая. Вставки рационально получать штам-
повкой, т. е. выдавливанием фигуры штампа в
нагретой вставке с помощью так называемого
мастер-штамп а.
Горячая объемная штамповка может про-
изводиться на молотах, кривошипных, фрикци-
онных и гидравлических прессах, горизонталь-
но-ковочных машинах. При штамповке на мо-
лотах используется штамп, схема которого
приведена на рис. 106. Верхняя часть штампа
крепится к подвижной части молота — бабе,
нижняя — к неподвижной — шаботу. Молото-
вая штамповка обычно ведется в открытых
штампах. При штамповке мелких деталей в
одноручьевых штампах применяют многоштуч-
ную штамповку, которая позволяет увелич
ность.
Безоблойная штамповка на молотах применяется для получе-
ния изделий несложной формы. Штамповка в одном и том же ручье
производится за один или чаще за несколько ударов молота.
’В силу особенностей процесса и конструкции штампов на мо-
лотах получают штамповки с умеренно высокими нетонкими высту-
пами. Для обеспечения выемки из ручьев штампов штамповки, по-
лучаемые на молотах, имеют штамповочные уклоны 3—7° и выше.
Изготовление сквозных отверстий на молотах невозможно, поэто-
му при штамповке на месте отверстия выштамповывают углубле-
ния— наметки с образованием тонкой стенки, которая удаляется в
пробивном штампе. Под молотами также выполняются операции
объемной правки и чеканки изделий. Штамповка на молотах в
крупносерийном производстве при массе штамповок от 40 г до
150 кг обеспечивает производительность от 20 до 900 штамповок
в час.
Штампы для штамповки на прессах имеют конструкцию, отлич-
ную от молотовых, в которой предусматривается наличие выталки-
вателя. Штамповка на прессах позволяет получить изделия с более
высокими и тонкими выступами, чем это можно получить на моло-
тах, длинными втулками, стержнями, широкими тонкими фланца-
ми. Штамповка на прессах позволяет получать изделия с выдавлен-
ными — экструдированными элементами типа различных клапанов.
Вследствие наличия выталкивателя штамповочные уклоны могут
быть по сравнению со штамповкой на молотах существенно умень-
шены или вообще приближены к нулю. Это позволяет получить
243
прессовые штамповки с более точными геометрическими размера
ми, чем у молотовых, и более усложненной формы.
На гидравлических прессах при мелкосерийном ’ изготовлении
крупных заготовок применяют штамповку по частям или секцион-
ную штамповку.
С целью повышения точности и ка-
чества поверхности штамповок иногда
применяется горячая объемная чеканка,
которая проводится без дополнительного
нагрева сразу после горячей обрезки об-
лоя и заключается в калибровке штам-
повок в калибровочном штампе. Произ-
водится горячая объемная чеканка на
штамповочных прессах и молотах; эта
операция по существу является горячей
доштамловкой изделия.
Для получения изделий, которые име-
ют весьма сложную форму, в том числе
различные фланцы, выемки и выступы,
оси которых расположены в плоскости,
перпендикулярной вертикальной оси
пресса, в последнее время начали изго-
тавливать и применять гидравлические
прессы, имеющие горизонтальные при-
ставки, т. е. встроенные в конструкцию
пресса, имеющего вертикальное направ-
ление главного усилия, дополнительные
прессы различной мощности, усилия ко-
торых действуют в горизонтальной плос-
кости. Применение таких прессов особен-
но эф-4 ективно при штамповке дорого-
стоящих и высокопрочных металлов и
сплавов—титановых, жаропрочных, туго-
плавких, так как на них возможно получение штамповок с высо-
ким КИМ, максимально приближающихся к конфигурации детали
и поэтому не требующих больших затрат на механическую обра-
ботку.
Масса штамповок, получаемых на кривошипных прессах, дости-
гает 35—40 кг, на мощных гидравлических — до 1500 кг. Произво-
дительность на кривошипных пресах в два раза выше, чем на мо-
лотах.
Горизонтально-ковочная машина (ГКМ)—это ^кривошипный
пресс, усилие которого действует в горизонтальной плоскости, пред-
назначенный для объемной штамповки части заготовки в разъем-
ных матрицах. Щ ГКМ получают детали типа колец (шайбы, гай-
ки), а также различных стержней с высаженной головкой или утол-
щением, иногда с выемкой в этом утолщении. Типичной заготовкой
для ГКМ является пруток. Схема действия ГКМ понятна из рис.
107.
144
Нагретый конец прутка укладывают в неподвижную матрицу 3
до упора 2. После этого движением подвижной матрицы 4 пруток
зажимается и одновременно образуется полость штампа, упор от-
водится в сторону, а пуансон 1 деформирует свободную от зажима
часть прутка. Затем подвижная матрица отходит в сторону, разжи-
мая пруток с деформированной заготовкой, пруток переводят в дру-
гой ручей, где полученное изделие, например, болт, отрезается от
прутка, а первый ручей подготавливается для следующей штампов-
ки. На ГКМ обрабатывают поковки от 50 г до 20 кг, производитель-
ность ГКМ от 100 до 600 штамповок в час.
После горячей объемной штамповки полученные изделия под-
вергают обсечке облоя и просечке отверстий. Эта операция
производится обычно на кривошипных прессах в горячем состоянии
при сохранении тепла после штамповки или при комнатной темпе-
ратуре после остывания штамповки. Заусенцы после обсечки уда-
ляют на наждачных кругах. Штамповку подвергают правке в спе-
циальных или в основном многоручьевом штампе после обсечки
заготовки на прессе, входящем в состав штамповочного оборудова-
ния, калибруют непосредственно после горячей обрезки облоя в ка-
либровочных штампах. Образующийся при этом вторично заусе-
нец отделяют от штамповки в холодном состоянии.
При необходимости штамповки подвергают термической обра-
ботке, а затем очищают от окалины в пескоструйных и дробемет-
ных установках, протравливают в зависимости от сплава в различ-
ных растворах.
Холодная объемная штамповка представляет собой пластичес-
кую деформацию заготовок при комнатной температуре. Различают
следующие основные операции холодной объемной штамповки: об-
щая объемная штамповка, местная объёмная штамповка и чеканка-
калибровка плоскостная или объемная. Холодную обемную штам-
повку отличают высокая точность в достижении заданных геомет-
рических размеров — до ±0,03 мм, а иногда до ±25 мкм и высокое
качество поверхности. Изделия, полученные холодной объемной
штамповкой, по точности размеров и состоянию поверхности мо-
гут не уступать изделиям, которые получены обработкой реза-
нием.
Общая объемная холодная штамповка производится в открытых
и закрытых штампах. Этим способом осуществляется также холод-
ное прессование-выдавливание, которое производится прямым, об-
ратным или комбинированным методом. Так получают различные
фасонные стержни, полые стаканы с дном, .трубчатые детали и
т. д. Общая объемная холодная штамповка производится па кри-
вошипно-коленных шарнирно-рычажных прессах. Объемная холод-
ная штамповка может производиться и на холодно-штамповочных
автоматах для получения гаек, шариков для шарикоподшипников
и др.
Местная объемная холодная штамповка широко применяется
при холодной высадке различной формы конечных утолщений на
прутковом материале или проволоке. Таким способом обрабатыва-
245
ют заготовку, имеющую диаметр до 40 мм, на холодно-высадочных
автоматах, на которых производят болты, заклепки, гвозди.
Прутковая заготовка (рис. 108) подается с помощью роликов
в матрицу до упора, затем матрица с заготовкой, отрезая мерную
длину, перемещается в
новое положение, в кото
ром пуансон в результате
удара обжимает головку
до нужной формы, и гото-
вое изделие выбрасыва-
ется из матрицы с помо-
щью выталкивателя. Про-
изводительность холодно-
высадочных автоматов
достигает 400 изделий в
минуту и выше.
Объемная холодная
калибровка производится
Рис. 108. Схема процесса холодной высадки
с целью получения точных
размеров и качества поверхности, исключающих необходимость об-
работки резанием. Заключается объемная калибровка в обжатии
штамповки или ее отдельной части в чеканочном штампе с ручьем
закрытого или открытого типа и осуществляется на коленно-ры-
чажных чеканочных прессах.
26.4. ЛИСТОВАЯ ШТАМПОВКА
Основные операции листовой штамповки разделительные и формо-
образующие, производимые с заготовкой из листа, ленты, полосы,
а также сборочные операции отдельных изделий, полученных из
листа. В основных операциях листовой штамповки толщина исход-
ного материала изменяется незначительно или не изменяется сов-
сем. В ряде случаев качество поверхности изделия, получен-
ного листовой штамповкой, не отличается от такового на заго-
товке.
Листовая штамповка может выполняться с нагревом заготовки,
если необходимо значительное понижение сопротивления деформа-
ции обрабатываемого металла или заготовка имеет значительную
толщину и представляет собой высокопрочный или малопластич-
ный при комнатной температуре металл. Наибольшее распростра-
нение получила холодная листовая штамповка, с помощью которой
обрабатывают листовой материал из стали и цветных сплавов
толщиной до 6 мм. Для холодной листовой штамповки характерны
высокая точность получаемых изделий, высокая производитель-
ность применяемого оборудования и низкая стоимость обработки
(стоимость металла составляет около 70% от всей себестоимости
холодно-штампованной листовой детали), возможность получения
изделий сложной и разнообразной конфигурации.
246
К разделительным операциям относятся отрезка, вырубка, об-
резка, надрезка листового материала, пробивка, зачистка отверстий
в листах или в деталях. К формообразующим операциям относятся
гибка, вытяжка, формовка, отбортовка, штамповка истечением.
Сборочные холодно-штамповочные операции выполняются для
соединения отдельных деталей, полученных из листа, и производят-
ся методом фальцовки, отбортовки и запрессовки.
Наиболее характерными операциями листовой штамповки яв-
ляются вырубка из листа и вытяжка. Вырубка из листа произво-
дится обычно в вырубном штампе, который устанавливается на
механическом прессе. Штамп (рис. 109) состоит из матрицы и пу-
ансона, который входит в матрицу с весьма небольшим зазором и
фиксируется точно по отверстию матрицы специальной направля-
ющей. Форма пуансона и матрицы со-
ответствует форме вырубаемого изде-
лия. При подаче заготовки в штампе
ее передняя кромка фиксируется упо-
ром; подача заготовки в современных
штампах осуществляется автоматиче-
ски. Наиболее рационально вырубку
Рис. 109. Схема вырубного
штампа:
/—матрица; 2— пуансон; 3—упор;
4—направляющая пуансона
изделий, особенно если они невелики
по размерам, производить из полосы,
свернутой в рулон, и одновременно сра-
зу несколькими пуансонами. Такая тех-
нология вырубки позволяет до мини-
мума сократить потери времени на проведение вспомогательных
операций и улучшить раскрой листовой заготовки, подняв КИМ.
Весьма часто вырубной штамп проектируется таким образом, что
в вырубаемой детали, если это требуется по чертежу изделия, про-
изводятся в том же штампе операции местной формовки или про-
бивки отверстий. Вырубленные изделия автоматически складыва-
ются в тару или передаются на следующую формообразующую
операцию, которая производится на другом оборудовании в соста-
ве поточной линии. Усилие пресса Р, необходимое для вырубки,
определяется по формуле
P=kLS<s^
где k — коэффициент запаса, равный 1,3; L — периметр вырубаемого
изделия; S — толщина изделия; <тср — коэффициент среза металла
изделия.
Вытяжка листовой заготовки заключается чаще всего в полу-
чении полого цилиндра с дном. Эта операция проводится в вытяж-
ном штампе на механическом или гидравлическом прессе. Если
пластические характеристики металла заготовки ограничены, а де-
формация заготовки для получения изделия требуется большая,
применяют штамповку в несколько переходов. Первый из перехо-
дов, называемый сверткой, выполняется в штампе, схематически
показанном на рис. ПО, а. Плоская круглая заготовка укладыва-
247.
ется в фиксирующую выемку матрицы, прижимается во избежание
образования складок — гофра прижимом складкодержателя и про-
давливается пуансоном через кольцевой зазор, размер которого
примерно равен толщине заготовки. Для осуществления вытяжки
на заготовку необходимо воздействовать двумя силами: осущест-
вляющей вытяжку и прижимающей складкодержатель, поэтому
для вытяжки из листа применяют прессы двойного действия. По-
следующие операции вытяжки из свернутой заготовки проводят в
штампе, схема которого показана на рис. МО, б; .здесь также может
быть необходим прижим заготовки складкодержателем во избежа-
ние образования гофра.
Определение усилия пресса Р, необходимого для вытяжки круг-
лой детали, производят по приближенной формуле
P = nd1SaQn1,
где di—диаметр вытянутой детали после первой операции; S—
толщина заготовки; ов — предел прочности вытягиваемого металла;
ni — поправочный коэффици-
ент, зависящий от коэффициен-
та вытяжки и колеблющейся в
пределах 1,0—0,4. При вытяж-
ке, как уже указывалось выше,
толщина полученного цилиндра
остается почти равной толщине
заготовки. Исключение состав-
ляют часть штамповки в обла-
сти радиуса у дна, где толщина
несколько уменьшается, а так-
же в области кромки, где тол-
щина незначительно увеличи-
вается.
В последние годы по мере усложнения форм изделий, получае-
мых листовой штамповкой; стали успешно применять штамповку
эластичными средами, прежде всего резиной, а также жидкостью
высокого давления. Штамп для получения штамповок таким мето-
дом состоит из одной матрицы, на которой выбран рельеф изделия.
На плоскую заготовку, уложенную на матрицу, воздействует ре-
зина, которая, находясь под давлением, выполняет роль эластич-
ного пуансона, формирующего изделие.
26.5. КУЗНЕЧНО-ШТАМПОВОЧНОЕ
ОБОРУДОВАНИЕ
При ковке обычно применяют паровоздушное ковочные молоты, и
для получения крупных поковок — гидравлические прессы. При ра-
боте молота одной из распространенных конструкций тяжелая па-
дающая масса, называемая бабой, наносит удары закрепленным
бойком по поковке, которая лежит на нижнем неподвижном бой-
ке. Молот —машина ударного действия. Усилие молота, в основном
248
определяется массой подвижных частей, которые при рабочем ходе
оказывают давление на деформируемую деталь. В зависимости от
назначения молоты разделяют на ковочные и штамповочные, в за-
висимости от рода привода — на паровоздушные, пневматические,
а также другие конструкции. Паровоздушные молоты выполняются,
главным образом, двойного действия: в отличие от молотов прос-
того действия, у которых скорость движения падающих частей и
энергия удара определяется свободным падением массы, у молотов
двойного действия скорость движения падающих частей увеличи-
вается принудительно. Масса падающих частей паровоздушных
молотов составляет 0,5—5 т и более. После рабочего хода подвиж-
ный верхний боек молота может подняться вверх и без паузы про-
извести следующий рабочий ход или задержаться в верхнем поло-
жении.
Конструктивно молоты выполняются одностоечными, арочными
и мостовыми; две последние конструкции позволяют свободно ма-
нипулировать с поковкой в рабочем пространстве пресса. Нижняя
часть ковочного молота, на которой крепится неподвижный ниж-
ний боек, называемый шаботом, изготавливается раздельно от сто-
ек молота и представляет собой массивную деталь, устанавливае-
мую на тяжелый фундамент; масса шабота примерно в 20 раз пре-
вышает массу падающих частей молота.
Известны бесшаботные молоты, в которых нижний боек являет-
ся подвижным, так же Как и верхний; такие молоты применяют для
особо тяжелых поковок. Вследствие отсутствия жесткой связи
между станиной, направляющими и шаботом, точность удара ко-
вочного молота невысока. Паровоздушные молоты применяются
обычно для ковки заготовок, имеющих поперечное сечение со сто-
роной квадрата или даметром от 80 до 400 мм, для меньших раз-
меров заготовок применяют пневматические молоты, для боль-
ших— гидравлические прессы.
Гидравлический пресс производит постепенное безударное воз-
действие.
Гидравлические прессы для кузнечно-штамповочного произ-
водства выполняются вертикальными, конструкции и усилия их
различны, наибольшее усилие достигает 750 МН.
При объемной штамповке применяют штамповочные молоты и
кривошипные, фрикционные и гидравлические прессы, также го-
ризонтально-ковочные машины.
Штамповочные молоты широко распространены, они отличают-
ся от ковочных большей длиной направляющих, соединением шабо-
та со станиной в одну конструкцию, что обеспечивает большую
жесткость и более точный удар. Масса падающих частей штампо-
вочных молотов значительно больше ковочных и достигает 25 т.
Однако для штамповки особо тяжелых деталей и такой массы ока-
зывается недостаточно, поэтому в этих случаях применяют бесша-
ботные молоты.
Кривошипные горячештамповочные прессы отличаются быстро-
ходностью, жесткостью конструкции, точностью удара и наличием
9 2598 249
выталкивателя для извлечения штамповок из ручья штампов; вы-
пускаются они усилием до 80 МН и выше. Кривошипные прессы
имеют жесткую связь между приводом и пуансоном, передающим
давление на обрабатываемую деталь.
При расчете массы падающих частей молота и усилий штампо-
вочных прессов имеют в виду следующие соотношения между эти-
ми характеристиками:
Масса, т................ 0,23 0,32 0,55 0,9 1,6 2,3 3,7
Усилие, МН ........... 2 4 7,5 12 15 25 40
Фрикционные прессы применяют, в основном, для штамповки
мелких, гидравлические — для штамповки крупных деталей.
Горизонтально-ковочная машина — кривошипный пресс, у кото-
рого ось передвижения рабочего органа горизонтальная, а штампов-
ка производится в разъемных матрицах. Для ГКМ характерна
высокая производительность.
Раздел VI
ОСНОВЫ ЛИТЕЙНОГО
ПРОИЗВОДСТВА
Глава 27
ОСНОВНЫЕ ПРИНЦИПЫ
ЛИТЕЙНОГО ПРОИЗВОДСТВА
27.1. ОБЩИЕ СВЕДЕНИЯ
Получение изделий, деталей изделия и фасонных заготовок для
них заливкой жидкого металла в литейные формы с его последу-
ющим затвердеванием называют литейным производством. Полу-
чаемая отливка имеет конфигурацию и размеры, придаваемые ей
литейной формой.
Литейное производство является наиболее эффективным мето-
дом получения заготовок для сложных деталей машин, обеспечи-
вая максимальный коэффициент использования металла и мини-
мальную стоимость, так как обладает следующими преимущест-
вами:
— отливки можно изготовить любой сложности из чугуна, ста-
ли и различных металлов и сплавов;
— масса отливок неограничена (от нескольких граммов до со-
тен тонн);
— конфигурация и размеры отливок близки форме и размерам
готовых деталей или изделий с малыми припусками на обработку;
во многих случаях отливки не требуют обработки;
— отходы металла могут быть переплавлены и вновь залиты в
литейную форму.
Все большее развитие литейное производство приобретает в
авиационной промышленности. Наряду с производством литья из
алюминиевых и медных сплавов за последние 30 лет бурно развива-
ется производство стального литья по выплавляемым моделям, осо-
бенно из коррозионно-стойких сталей и жаропрочных сплавов,
а также литье из титановых сплавов.
Наиболее нагруженные детали реактивных двигателей (лопат-
ки турбины, соплового аппарата и др.) могут быть изготовлены
только литьем. В самолетных конструкциях все большее примене-
ние имеют литые детали из высокопрочных сталей и титановых
сплавов.
Технологический процесс литейного производства складывается
из нескольких этапов, одни из них осуществляются параллельно
друг другу, другие последовательно. Каждый этап в свою очередь
состоит из одного или нескольких элементов технологического
процесса. Наиболее распространенная схема технологического про-
цесса литейного производства приведена на рис. 111.
9* 251.
Подготовка, пе-
чи, к плавке
Приготовление
формовочных
смесей
Изготовление,
тппм
(рОрМ
I Заливка
] форм
Изготовление
стержней
Сборка
форм
Рис. 111. Схема технологического
процесса литейного производства
27.2. ЛИТЕЙНЫЕ СПЛАВЫ И ТРЕБОВАНИЯ К НИМ
Металлы и сплавы, применяемые в литейном производстве, наряду
с механическими должны обладать также литейными свойствами.
Литейные свойства включают в себя совокупность тех физических,
химических и физико-химических свойств сплавов, которые в той
или иной степени проявляются в условиях литейного производст-
ва. Главнейшие из них — жидкотекучесть, усадка, склонность к га-
зопоглощению и трещинообразованию.
252
Жидкотекучестью называется способность металла или сплава
заполнять литейную форму. В понятие жидкотекучесть входят свой-
ства, определяющие подвижность металла в жидком состоянии.
К ним относятся вязкость, поверхностное натяжение и . прочность
нерастворимых окислов на поверхности.
Усадкой называется совокупность свойств, определяющих объ-
емные и линейные изменения отливки. Усадка является важнейшим
литейным свойством, так как с ней связаны точность размеров, об-
разование усадочной пористости и раковин, внутренних напряже-
ний, коробления и трещин в отливке.
Склонностью к газопоглощению называется способность метал-
лов и сплавов поглощать газы в расплавленном состоянии и вы-
делять их в период охлаждения. С этим свойством связан весьма
распространенный дефект отливок — газовая пористость. Наиболее
склонны к газопоглощению сплавы цветных металлов (алюминие-
вые, магниевые, титановые и др.), широко применяемые в авиа-
ционной промышленности для ответственных деталей.
Склонностью к трещинообразованию называется совокупность
свойств, определяющих прочность отливки в период охлаждения
металла в форме. Различают «горячие» трещины, появляющиеся в
отливках при высоких температурах, когда преобладают пластиче-
ские свойства, и «холодные», проявляющиеся при низких темпера-
турах, когда преобладают упругие свойства.
27.3. СОСТАВЛЕНИЕ ШИХТЫ И ВЫПЛАВКА СПЛАВОВ
Одним из основных этапов литейного производства является тех-
нологический процесс приготовления .расплава для заливки литей-
ных форм, схема которого приведена на рис. 112.
Материалы, загружаемые в плавильные печи в процессе приго-
товления расплава, называются шихтой. В составе шихты приме-
няют первичные металлы и сплавы, ферросплавы, лигатуры, отхо-
ды собственного производства, лом и отходы, поступающие со сто-
роны. Первичные и вторичные металлы и сплавы поставляются в
виде чушек, прутков, листов (электролитическая медь, никель и
др.) и гранул. Лигатуры поставляются в виде чушек и кусков. Все
шихтовые материалы имеют сертификаты, в которых указываются
по ГОСТ или ОСТ химический состав основных компонентов и
примесей и марка материала. Отходы собственного производства —
элементы литниковой системы, забракованные отливки, сплески и
стружка, образующиеся в литейном цехе и отходы обрабатываю-
щих цехов — облои, обрезки прутков кузнечно-прессового произ-
водства, стружка и бракованные отливки из механических цехов.
Перед использованием в шихту для плавки все материалы подго-
тавливают: сортируют и хранят по маркам и плавкам, очищают
от грязи и влаги, мелкие отходы брикетируют или предварительно
переплавляют.
Неметаллические материалы, применяемые при приготовлении
расплава с целью защиты от окисления, удаления вредных при-
месей и неметаллических включений, защиты от газонасыщения и
253
дегазации, называют флюсами. Температура плавления флюсов
должна быть ниже температуры плавления расплава, а плотность
при верхнем флюсовании — ниже плотности расплава, а при ниж-
нем флюсовании — выше плотности расплава. Кроме того, флюсы
должны обладать хорошей жидкотекучестью и достаточным по-
верхностным натяжением после расплавления, чтобы закрывать
поверхность зеркала расплава, и необходимой вязкостью, чтобы за-
держиваться на поверхности во время заливки расплава в форму.
Флюсы не должны взаимодействовать с футеровкой печи.
Для приготовления флюсов используют кварцевый песок, пла-
виковый шпат, криолит, кальцинированную соду, хлористые и фто-
ристые соли, бой стекла, углекислый кальций и другие мате-
риалы.
В процессе плавки возможны безвозвратные потери металла,
или угар, за счет испарения отдельных составляющих, входящих в
сплав металлов и неметаллических включений, образующихся от
соединения отдельных компонентов с кислородом, азотом и други-
ми газами (окислы, нитриды и др.). Основными факторами, влия-
ющими на угар металла, являются температура и время, при кото-
рых ведется процесс плавки, взаимодействие расплава с атмосфе-
рой печи, футеровкой печи и с применяемыми флюсами. Кроме
того, угар металла во многом зависит от конструкции печи, при-
меняемого топлива и подготовки шихты.
254
В целях уменьшения угара необходимо как можно меньше пере-
гревать металл, как можно быстрее вести процесс плавки и не
передерживать готовый расплав в печи. Во избежание вредного
взаимодействия с атмосферой печи необходимо применять покров-
ные флюсы, защитные газы или вакуум. Во избежание вредного
взаимодействия с футеровкой печи необходимо правильно подби-
рать футеровочные материалы и тщательно футеровать печи.
Процент угара для каждого металла и сплава в зависимости от
конкретных условий плавки устанавливается практически и учиты-
вается при расчете шихты. При определении угара обычно поль-
зуются табличными данными (табл. 22).
Таблица 22
Средние значения угара компонентов сплавов, °/о
Сплавы А1 Be Си Mg Mn . SI
Алюминиевые Магниевые Медные Чугун Жаропрочные Конструкционные стали 1-5 2-3 2-3 25-40 30-50 10-20 10—15 0,5-1,5 1-1,5 2-4 3-5 40-60 0,5—2,0 10 2-3 20—40 20-40 30—50 5,0-10 5,0-10 4—8 15-25 10—20 10—20
Сплавы Ti Ni Zn Zr Pb Sn Cr c
Алюминиевые Магниевые Медные Чугун Жаропрочные Конструкционные стали 10—20 20—30 30-40 40-60 0,5-1,0 0,8-1,2 1-3 5-10 5-8 3-5 5—10 20-30 1-2 1—2 20—35 5-10 10—15 12-25 10—20 5-15
Для получения сплава с определенным химическим составом
необходимо перед плавкой произвести расчет количества загру-
жаемых шихтовых материалов, или, как говорят, расчет шихты.
Для расчета шихты нужно иметь данные о химическом составе
выплавляемого сплава и исходных шихтовых материалов и знать
процент угара металлов для конкретных условий плавки.
Расчет шихты ведут на 100 кг сплава. При расчете берут сред-
ний или оптимальный химический состав сплава в пределах ГОСТ
или ОСТ, при котором сплав имеет наилучшие свойства. Шихта
чаще всего состоит из первичных и вторичных металлов и спла-
вов, лигатур, лома и отходов собственного производства, пример-
ные составы которых приведены в табл. 23.
255
Примерные составы шихты при плавке, */•
Таблица 23
Сплавы Первичные металлы и сплавы Вторичные металлы и сплавы Отходы собственного производства Лом и отходы со стороны
Алюминиевые 25-80 20-0 35-20 20-0
Магниевые 20-70 —. 70-25 10-0
Медные 20-80 30—0 25-10 25-10
Титановые 50—80 — > 20—50 —
Жаропрочные 20-80 — 20-80 —
Конструкционные стали 20—80 — 20-80 20-50
Примечание. Лигатуры берут по расчету.
Расчетное содержание того или иного элемента в шихте опреде-
ляют по формуле:
^=Т^Г'1СЮ0'
где Кш и — расчетное содержание элемента в шихте и в жид-
ком сплаве соответственно, %; у — угар элемента при плавке, %.
Определив среднее содержание элемента в шихте, рассчитыва-
ют процентное содержание составляющих шихты.
27.4. ПЛАВИЛЬНЫЕ АГРЕГАТЫ
В литейном производстве в зависимости от сплава, вида литья и
характера производства применяют различные плавильные агре-
гаты.
Наиболее распространенным агрегатом для плавки чугуна яв-
ляется печь шихтного типа непрерывного действия — вагранка
(рис. ИЗ), представляющая собой железный кожух, выложенный
шамотным кирпичом. Шахта печи опирается на четыре колонны,
между которыми находится подовая плита с отверстием, закрывае-
мым откидной дверцей. С внутренней стороны дверца набивается
формовочной смесью, образуя подину печи (лещадь). Топливо, ме-
талл и флюс загружают в печь порциями сверху через загрузочное
окно при помощи бадьи. Сначала на подину загружают холостую
калошу кокса, после ее розжига — рабочие калоши металла, флю-
са и топлива. Для сжигания кокса в вагранку через фурменные
отверстия нагнетается вентилятором воздух. Продукты горения
подымаются в дымовую трубу, по пути нагревая и расплавляя опу-
скающийся металл, который стекает по подине через летку в ко-
пильник. По мере накопления жидкий металл по жолобу выпуска-
ют в ковши для разливки в литейные формы.
В зависимости от внутреннего диаметра производительность
вагранок колеблется от 0,5 до 30 т/ч. В зависимости от режима
работы цеха плавка в вагранке может продолжаться от 2 до 22 ч.
256
Наряду с плавкой чугуна в вагранках, работающих на коксе,
в последние годы находят применение коксогазовые и газовые ва-
гранки.
Для плавки углеродистой стали применяют пламенные, марте-
новские печи на жидком и газообразном топливе, малобессемеров-
ские конвертеры, дуговые и индукционные электроплавильные
печи.
Рас. 113. Схема вагранка с
копильником:
/—жолоб для спуска метал-
ла; 2—печная шахта; 3—ших-
та; 4—отверстие для отсоса
отходящих газов; 5—окно
для загрузки шихты в печь;
6—колокол; 7—коллектор
для подачи воздуха: 8—фур-
ма; 9—подъемник для подачи
шихты в печь; 10—копильник
для выплавляемого металла;
//—ковш для слива готового
металла
Для плавки медных, алюминиевых и магниевых сплавов в зави-
симости от характера производства применяют пламенные, тигель-
ные и отражательные плавильные агрегаты стационарного и пово-
ротного типа с жидким и газовым обогревом, а также различного
типа электропечи.
Дгя получения отливок высокого качества в авиационной про-
мышленности применяют главным образом электрические плавиль-
ные агрегаты, в которых нагрев и плавка производятся благода-
ря преобразованию электрической энергии в тепловую.
По сравнению с пламенными электропечи имеют следующие до-
стоинства:
— более высокий коэффициент полезного действия (до 0,8—
0,9);
257
— более высокое качество металла, благодаря отсутствию кон-
такта с продуктами сгорания;
— значительное снижение угара металла;
— возможность автоматического регулирования температуры
металла;
— лучшие санитарно-гигиенические условия труда работа-
ющих.
Для плавки титановых сплавов, жаропрочных сплавов и ста-
лей, содержащих Al, Ti и другие легкоокисляемые элементы, при-
меняют вакуумные электроплавильные агрегаты.
В зависимости от способа преобразования электрической энер-
гии в тепловую электрические плавильные печи классифицируются
следующим образом.
Печи сопротивления:
— тигельные для плавки алюминиевых, магниевых, цинковых,
и других цветных сплавов при температуре до 850° С;
— подовые стационарные и поворотные для плавки алюминие-
вых сплавов.
Дуговые печи:
— однофазные с независимой дугой и трехфазные для плавки
медных сплавов чугуна, стали;
— вакуумные с вольфрамовым или графитовым электродом или
с расходуемым электродом для плавки жаропрочных сплавов, в том
числе для электрошлакового переплава, и для плавки титановых
сплавов.
Индукционные печи:
— с железным сердечником промышленной частоты для плав-
ки алюминиевых, медных, цинковых сплавов и чугуна.
— без сердечника (тигельные) промышленной частоты для
плавки алюминиевых и магниевых сплавов;
— повышенной частоты для плавки медных, никелевых и дру-
гих сплавов.
Электронно-лучевые печи. В электронно-лучевых печах плавят
тугоплавкие сплавы на основе молибдена, ниобия и вольфрама и
жаропрочные сплавы на никелевой основе. Высокую температуру
нагрева металла обеспечивает поток электронов, излучаемых вы-
соковольтной электронной пушкой. Особенность электронно-луче-
вой плавки металла в вакууме состоит в том, что она обеспечивает
желаемую концентрацию тепла и регулируемую скорость плавки.
Плавление шихты протекает в разрешенном до 133 (10-3...
... 10~6) Па (10-3...10-5 мм рт. ст.) объеме, из которого непре-
рывно откачиваются выделяющиеся из металла газы. Электронный
нагрев позволяет применять разнородную шихту, в том числе кус-
ки, гранулы, отходы.
В электронно-лучевых печах применяются аксиальные и ради-
альные электронные пушки. Наиболее эффективными являются пе-
чи с четырьмя радиальными пушками, которые служат как для
плавки и литья слитков, так и для литья в форму; их мощность
200—300 кВт.
258
Плазменно-дуговые печи. В последние годы находят все боль-
шее распространение плавильные печи с плазменным нагревом, ко-
торый сочетает в себе положительные стороны электродугового и
электронно-лучевого нагрева высокоионизированный и электри-
чески квазинейтральный газ, существующий в природе при темпе-
ратуре выше 10 000 К, называют плазмой. Для получения плазмы
используют электрический разряд в среде газа. Обычно плазму по-
лучают с помощью дугового разряда в плазменной горелке, через
которую пропускают инертный газ. Плазменная горелка — простой
и хорошо управляемый источник тепла. В плазменной дуговой печи
получают сплавы на основе железа, никеля, хрома, титана. Шихтой
служит дробленная стружка, губка, кусковые отходы. Преимущест-
ва плазменной плавки — высокие температуры, регулируемые в
широких пределах, чистота и большая скорость плазменного пото-
ка, большая, регулируемая скорость плавки, экономичность.
Плдзменно-индукционные печи. В настоящее время ведутся ра-
боты по совмещению плазменного и индукционного нагрева. Такой
способ позволяет одновременно прогревать всю массу шихты, уско-
ряя процесс плавки и снижая удельный расход электроэнергии.
Для этой цели стандартные индукционные печи оборудуются крыш-
ками с плазмотроном.
Глава 28
ФОРМОВКА
28.1. ОБЩИЕ ПОНЯТИЯ О ЛИТЕЙНЫХ ФОРМАХ
Основным этапом технологического процесса литейного производ-
ства является изготовление литейных форм. Большое разнообра-
зие получаемых отливок вызывает необходимость применять раз-
личные формы, отличающиеся применяемыми для них материала-
ми и. методами производства. В зависимости от долговечности раз-
личают разовые и многократно используемые формы.
Разовые формы служат для получения только одной отливки,
после чего разрушаются. В зависимости от способа изготовления
разовые формы могут быть разъемными и неразъемными. К разъ-
емным относятся сырые, подсушиваемые, сухие и корковые формы,
получаемые по постоянным моделям.
Сырые формы наиболее распространены в литейном произвол-,
стве, так как их изготовление отличается быстротой и экономично-
стью, и применяются, главным образом, для мелкого и среднего
чугунного литья, особенно в крупно-серийном и массовом произ-
водстве.
Подсушиваемые формы применяют для изготовления ответст-
венных отливок из чугуна и стали, из алюминиевых и магниевых
сплавов. Подсушивается поверхностный слой, соприкасающийся с
жидким металлом.
259
Сухие формы применяют для особо ответственных и крупных
отливок из чугуна, стали и цветных металлов и сплавов. Такие
формы обычно сушат в сушильных печах в течение 8—16 ч. За по-
следние годы вместо подсушиваемых и сухих форм применяются
химически твердеющие, изготовленные из жидкостекольных фор-
мовочных смесей с продувкой их углекислым газом.
Корковые формы, являясь разновидностью сухих, химически
твердеющих форм с высокой прочностью, изготовляют в виде тон-
костенных (5—10 мм) корок из формовочных смесей со смоляными
полимеризующимися связующими материалами (пульвербакелит и
др.), с применением нагретой металлической оснастки. Корковые
формы используются для литья из чугуна, стали и цветных метал-
лов и сплавов мелких и средних отливок с точными размерами и
чистой поверхностью.
Неразъемные формы получают по разовым выплавляемым, вы-
жигаемым и растворяемым моделям. Они применяются для полу-
чения сложных отливок из стали, алюминиевых, титановых, жаро-
прочных и других специальных спДавов с еще более точными раз-
мерами и чистой поверхностью.
Многократно используемые формы служат для получения боль-
шого числа отливок в одной и той же форме, которую многократ-
но заливают жидким расплавом. С учетом метода заливки разли-
чают следующие разновидности многократно используемых форм.
Постоянные формы:
— кокили, в которые жидкий металл поступает под действием
собственной силы тяжести;
— пресс-формы для литья под давлением;
— изложницы для центробежного литья.
Постоянные формы изготовляют из чугуна, стали и алюминие-
вых сплавов, они служат для получения тысяч и десятков тысяч
отливок.
Полупостоянные формы, в которые металл поступает под дей-
ствием собственной силы тяжести, изготовляют из шамота, асбе-
ста и других огнеупорных материалов, они служат для получения
десятков крупных, несложных отливок из разных сплавов (плиты,
изложницы, поддоны и т. п.).
28.2. ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Для изготовления разовых литейных форм приготовляют специ-
альные формовочные и стержневые смеси -из различных основных
и вспомогательных формовочных материалов.
Основные формовочные материалы следующие. Формовочные
пески — природные смеси, состоящие из мелкораздробленного
кварцы и глины, причем большинство кварцевых зерен однородно
по размерам. Формовочные пески классифицируются и маркиру-
ются по ГОСТу 2138—74.
Формовочные глины представляют собой естественные материа-
лы, содержащие более 50% глины, классифицируются и маркиру-
ются по ГОСТу 3226—65.
260
Маршалит: а) естественный пылевидный кварц (кремнезем), со-
держит 96—98% SiO2, неоднороден по химическому и зерновому
составу;
б) искусственный пылевидный кварц, получают помолом чистое
го кварцевого песка, классифицируют и маркируют по ГОСТу'
9077—59, однороден по химическому и зерновому составу для каж-
дой марки.
Циркон (силикат циркония) содержит 56% ZrO2, является по-
бочным продуктом обогащения руд, дополнительно очищенным от'
вредных примесей.
Двуокись циркония ZrO2 — цирконовый концентрат, более огне-
упорный материал.
Электрокорунд а-А12О3 выплавляется из технического глинозе-
ма, дробится и измельчается до требуемых размеров, классифици-
руется и маркируется по ГОСТу 3647—71 и ОСТу 2-115-71.
Плавленый кварц SiO2 выплавляется из чистого кварцевого пе-
ска, дробится и измельчается до требуемых размеров.
Высокоглиноземистый шамот 3Al2O3-SiO2 получают обжигом
огнеупорной глины, классифицируют и маркируют по
ТУ. 37002.0010—76.
Вспомогательные формовочные материалы — это связующие,
противопригарные и разделительные материалы.
Связующие материалы подразделяются на органические (выго-
рающие при заливке формы) и неорганические (не выгора-
ющие).
Органические связующие материалы делятся на водные (дек-
стрин, сульфитная барда и др.), проявляющие свои связующие
свойства после растворения в воде и неводные (масла, пеки, смо-
лы, битумы и т. п.), которые связывают между собой отдельные
зерна основных формовочных материалов в результате полимери-
зации при нагреве.
К неорганическим связующим материалам относятся цемент,
жидкое стекло, этилсиликат и др.
Связующие материалы вводят в состав стержневых и формовоч-
ных смесей, красок, натирок и упрочнителей поверхности форм.
Связующие материалы придают прочность формам и стержням и
предохраняют их от разрушения под воздействием заливаемого в
форму жидкого сплава.
Связующее действие различных материалов определяется по их
удельной прочности, т. е. по пределу прочности при растяжении су-
хого образца, изготовленного из данной смеси, отнесенного к 1%
связующего материала, входящего в смесь. В зависимости от удель-
ной прочности связующие материалы делятся на три группы:
1-я группа с удельной прочностью более 0,5 МПа;
2-я группа с удельной прочностью от 0,3 до 0,5 МПа;
3-я группа с удельной прочностью менее 0,3 МПа.
Для оценки связующих изготовляют технологические пробы
(восьмерки), которые испытываются в лаборатории формовочных
материалов.
261
К противопригарным материалам относятся графит, каменный
уголь, мазут, кокс, тальк, борная кислота, фторприсадки, марша-
лит, бентонит, хромо-магнезит и др. Такие материалы применяют
в виде припылов или вводят в состав формовочных смесей, красок,
паст и натирок, предохраняющих отливки от пригара. Пригар обра-
зуется в результате взаимодействия окислов металла, заливаемого
в форму, с формовочной и стержневой смесью.
К разделительным материалам относятся естественный и искус-
ственный ликоподий, керосин, графит, силиконовая жидкость и
др. Такие материалы, нанесенные на поверхность моделей и стерж-
невых ящиков, создают влагонепроницаемую жирную или сухую
пленку, предотвращающую прилипание формовочных и стержневых
смесей.
28.3. ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ СМЕСИ
К формовочным и стержневым смесям предъявляется ряд общих
требований. Они должны иметь следующие свойства.
Текучесть — способность без труда заполнять полость опоки.
Пластичность — способность деформироваться под действием
внешних сил без нарушения полости и сохранять приданную форму
после снятия нагрузки. Это свойство необходимо для получения в
литейной форме четкого отпечатка очертаний модели.
Прочность необходима для сохранения полости и правильных
размеров формы при ее транспортировке и под воздействием дав-
ления, заливаемого в форму жидкого металла.
Газопроницаемость — способность пропускать как можно быст-
рее через стенки формы газ, образующийся при заливке в форму
жидкого металла.
Огнеупорность — способность противостоять воздействию теп-
ла, выделяемого заливаемым жидким металлом. При недостаточ-
ной огнеупорности зерна формовочных материалов размягчаются
и привариваются к отливке.
Долговечность — способность сохранять все перечисленные
свойства при повторных заливках.
Стержневые смеси должны обладать более высокой прочностью,
газопроницаемостью и огнеупорностью, так как стержни находят-
ся в более тяжелых условиях, чем форма, вследствие того что они
почти полностью окружены жидким металлом.
Стержневые смеси, кроме того, должны обладать минимальной
газотворной способностью, т. е. образовывать возможно меньшее
количество газов при заливке формы жидким металлом, быть не-
гигроскопичными и легко выбиваться из отливки после ее охлаж-
дения.
Важнейшим свойством стержней является податливость — спо-
собность не препятствовать уменьшению размеров затвердеваю-
щей, охлаждающейся отливки. Неподатливые стержни способству-
ют появлению горячих трещин в отливке.
262
Состав и свойства формовочных и стержневых смесей^опреде-
ляются в зависимости от заливаемого в литейную форму сплава
и от типа отливок.
Формовочные смеси делятся на облицовочные, наполнительные
и единые. Облицовочные смеси используют для изготовления рабо-
чей поверхности, соприкасающейся с жидким металлом; наполни-
тельные смеси — для заполнения остальной части формы. Облицо-
вочной смесью покрывают модель слоем 15—30 мм, поверх которо-
го засыпают наполнительную смесь. Единую смесь применяют для
заполнения всей формы при машинной формовке в условиях мас-
сового производства мелких и тонкостенных деталей.
Формовочные смеси обычно состоят из 10—50% свежих песков
и глины и 50—90% оборотной смеси, т. е. смеси, бывшей в употреб-
лении. Кроме того, в состав формовочных смесей вводят органи-
ческие связущие и противопригарные материалы: сульфитную бар-
ду для стального литья, древесные опилки и каменноугольную пыль
для чугунного литья, фторприсадку и борную кислоту для магние-
вого литья.
Таблица 24
Классы стержней, состав и свойства типовых смесей
Типовой состав смеси Физико - механические свойства смесей
Класс стерж- Характеристика стержней Группа Квар- Прочность, МПа « » £
ней связую- цевый Глина, щих песок, % мате- о/ риалов /0 на на Влаж- § сжатие разрыв ность, в в % § S » сыром сухом 2 g « S виде виде и «Зй
I Сложной конфигура- ции, тонкостенные с очень небольшим сече- нием и узкими знаками 1 100 - 0,003- 0,6- 2-3 130 0,005 0,9
II Имеют наряду с ком- пактной частью очень тонкие ребра, выступы и более развитые знаки 2 97-98 2-3 0,005- 0,5- 3-4 100 0,010 0,7
III Центровые, с конфигу- рацией средней сложно- сти, образующие внут- ренние необрабатывае- мые полости отливки 2 95—96 4—5 0,010- 0,4- 3-4 90 0,015 0,6
IV 'Несложной конфигура- ции, массивные, образу- ющие внутренние обра- батываемые полости и внешние размеры отлив- ки 3 до 50 до 50 0,015- 0,1— 4-6 70 0,025 0,3
V То же, образующие большие внутренние по- лости в тонкостенных отливках 0,025-0,08— — — 0,035 0,15
263
Состав и свойства стержневых смесей зависят от сложности
изготовляемых стержней, которые условно делятся на пять клас-
сов в зависимости от назначения, конфигурации и условий работы
(табл. 24).
28.4. ПРИГОТОВЛЕНИЕ ФОРМОВОЧНЫХ
И СТЕРЖНЕВЫХ СМЕСЕЙ
Технологический процесс приготовления формовочных и стержне-
вых смесей состоит из предварительной подготовки составляющих
и приготовления смесей. Исходные составляющие и глину сушат
?>в специальных сушилках и просевают через сита. При необходимо-
сти глину после сушки измельчают на бегунах или в шаровых и
молотковых мельницах. Оборотную формовочную смесь, охлажден-
ную после выбивки из форм до 20—30° С, подвергают магнитной
сепарации для отделения от металлических частей и просеву.
Комья оборотной смеси измельчают на гладких валках, каменный
уголь дробят на специальных дробилках, измельчают в шаровых
мельницах или бегунах и просеивают.
Рис. 114. Землеприготовительное оборудование:
а—схема вертикальной печи для сушки песка: /—вращающийся вал; 2—плужки; 3—непод-
вижное кольцо; 4—кожух печи; 5—вращающийся диск; 6—загрузочная воронка; 7—привод;
8—дымовая труба; 9—разгрузочная воронка; 10—топка; б—смешивающие бегуны: 1, 6—
плужки; 2—ось; 3— вращающиеся катки: 4— неподвижная чаша; 5—отверстие для проб; 7—
разгрузочное окно; в—дезинтегратор: /—пустотелый вал большого диска; 2—вал малого
диска; 3—большой диск; 4—кожух; 5—пальцы; 6—кольцо; 7—загрузочная воронка
Приготовление формовочных и стержневых смесей производит-
ся путем смешивания составляющих на смешивающих бегунах,
шнековых, лопастных и других смесителях. Большей частью ис-
пользуются смешивающие бегуны, обеспечивающие равномерное
распределение составляющих смеси. В процессе смешивания смесь
увлажняют, формовочные смеси смешивают 4—5 мин, а стержне-
вые 8—12 мин. После смешивания формовочные смеси выдержи-
вают в течение 2—4 ч для более равномерного распределения вла-
264
ги и улучшения свойств смеси. При этом смесь уплотняется и перед
употреблением ее разрыхляют, пропуская через дезинтегратор,
аэратор или ройер.
Стержневые смеси используют непосредственно после смеше-
ния. Разрыхлению их не подвергают.
Оборудование для приготовления формовочных и стержневых
смесей выбирают исходя из характера и объема производства
(рис. 114).
28.5. МОДЕЛЬНО-ОПОЧНАЯ ОСНАСТКА
Литейные формы обычно делаются из двух полуформ, которые пе-
ред заливкой скрепляются между собой. Для изготовления литей-
ных форм и стержней требуется комплект модельно-опочной осна-
стки. Номенклатура и число оснастки, входящей в комплект, зави-
сит от конструкции отливки и принятой технологии.
Рис. 115. Модельная оснастка
Основной модельный комплект состоит из моделей, стержневых
ящиков, модельных плит и других приспособлений, непосредствен-
но участвующих в формообразовании отливки.
Вспомогательная оснастка состоит из опок, жакетов, сушиль-
ных плит, подпрессовочных и вентиляционных плит, универсаль-
ных для определенных размеров форм и стержней.
Опоки представляют собой ящики без дна и крышки, которые
удерживают формовочную смесь и предохраняют форму от разру-
шений во время формовки, транспортировки и заливки. Опоки бы-
вают прямоугольные, круглые и фигурные, изготовляются из чугу-
на, стали и алюминиевых сплавов.
Модели и стержневые ящики изготовляют из металла, дерева,
гипса, цемента и пластмасс в зависимости от характера произ-
водства.
Вспомогательная оснастка, в основном, металлическая. На рис.
115 представлена модель /, стержневой ящик 2, стержень 3, собран-
ная форма 4 и чертеж отливки втулки 5. Модель имеет знаки, не-
обходимые для образования в форме гнезд, в которые вставляют
стержень, имеющий аналогичные знаки.
Для облегчения выемки моделей из формы и стержней из
стержневых ящиков вертикальные стенки моделей и стержневых
ящиков делают с уклонами, которые называются формовочными
265
уклонами. Величина уклонов от 0*5 до 3° в зависимости от высоты
стенок, материала модели и стержневого ящика и способа фор-
мовки.
При изготовлении модельной оснастки необходимо учитывать
усадку металла при охлаждении и соответственно устанавливать
размеры моделей и стержневых ящиков с поправкой на линейную
усадку, значения которой (в %) для различных сплавов сле-
дующие:
Чугун серый ..............0,5—1,2
Чугун ковкий.......1,0—1,8
Чугун белый........1,2—2,0
Сталь углеродистая . . . 1,4—2,2
Сталь коррозионно-стойкая 1,6—2,4
Жаропрочные сплавы . . . 1,8—2,6
Бронзы оловянные .... 0,8—1,2
Бронзы алюминиевые . . . 1,2—1,8
Латунь кремнистая .... 1,2—1,8
Алюминиевые.............0,8—1,2
Магниевые...............1,0—1,4
Титановые...............2,0—2,5
286. ИЗГОТОВЛЕНИЕ ФОРМ
Технологический процесс изготовления литейных форм называют
формовкой. Существует ряд способов формовки: ручной — в почве
или в опоках, по модели и по шаблону, машинный — в опоках по
моделям. Изготовление форм в земляном полу литейного цеха на-
зывают формовкой в почве. Формы в почве делают открытыми и
закрытыми. В открытой форме можно отливать только детали,
имеющие верхнюю горизонтальную поверхность. В таких случаях
модель устанавливают в горизонтальном положении по уровню
(ватерпасу). Закрытую формовку осуществляют по целой или
разъемной модели. Целую модель или нижнюю часть разъемной
модели формуют в почве, а верхнюю — в опоке. Для изготовления
в почве форм больших размеров в литейных цехах применяют кес-
соны — глубокие бетонированные ямы.
При индивидуальном производстве, когда нужно быстро отлить
одну или несколько крупных отливок и сократить время и средст-
ва на изготовление модельной оснастки, формовку в почве произ-
водят по шаблонам. Шаблоны — профилированные доски, с помо-
щью которых получают необходимую поверхность формы. Для фор-
мовки деталей, имеющих форму тел вращения, используют специ-
альное приспособление из подпятника и вертикального вала. На
вал одевается рукав, к которому крепится шаблон. Вращая рукав
с шаблоном вокруг вала, получают необходимый контур формы.
Для других геометрических форм шаблоны протягивают по направ-
ляющей рамке.
Наиболее распространенным способом является формовка в
опоках. В зависимости от конфигурации и размеров отливки произ-
водится формовка в двух и более опоках, по целой или разъемной
модели, стопочная формовка. Для изготовления отливок неболь-
ших размеров применяется так называемая безопочная формовка.
В этом случае опока служит только во время изготовления формы,
затем она снимается с готовой формы, а заливка металла произ-
водится уже в форму без опоки. Иногда на время заливки на фор-
му одевают жакет (своего рода кожух).
266
В современных литейных цехах серийного и массового произ-
водства ручная формовка полностью заменена машинной формов-
кой, производимой в опоках по модельному комплекту, установлен-
ному на столах формовочных машин, полуавтоматов и автоматов.
Преимущество машинной формовки —высокая производительность,
большая точность и хорошее качество отливок и облегчение усло-
вий труда формовщиков.
Машинная формовка позволяет механизировать и автоматизи-
ровать не только процесс формовки, но и транспортировку форм на
заливку и выбивку, возврат опок на формовку, транспортирование
формовочных смесей и другие операции технологического процесса
производства отливок. В настоящее время в литейных цехах все
больше внедряются поточные и автоматические линии формовки и
других операций по производству отливок.
В последние годы широко применяется разработанный в нашей
стране процесс формовки с использованием соответствующих сме-
сей ЖСС (жидких) и ПСС (пластичных). При использовании ПСС,
содержащих в качестве связующего жидкое стекло и в качестве
отвердителя порошкообразный феррохромовый шлак, формовка
осуществляется обычным методом. При этом упрочнение уплотнен-
ного в опоке слоя облицовочной смеси происходит благодаря хи-
мическому твердению.
При использовании ЖСС, в состав которой входит пенообразу-
ющая добавка, процесс формовки сводится к заливке смеси и ее
самопроизвольному твердению в течение 20—40 мин, после чего
из формы извлекаются модели и ведется подготовка формы к за-
ливке жидким металлом. Приготовление ЖСС и ее разливка в
опоки производится с помощью специальных установок и транс-
портеров, на которых происходит твердение, съем и возврат мо-
дельно-опочного комплекта и заливка форм. Этот процесс весьма
прогрессивен, так как не требует формовочного оборудования, вы-
сококвалифицированных формовщиков, снижает трудоемкость и
повышает качество отливок.
28.7. НАЗНАЧЕНИЕ И ИЗГОТОВЛЕНИЕ СТЕРЖНЕЙ
Стержни предназначены для образования в отливках отверстий,
углублений, внутренних полостей и сложных наружных поверхно-
стей и являются отдельно изготовленными частями литейной фор-
мы, которые затем устанавливаются в нее до заливки формы ме-
таллом. К стержням предъявляются более высокие Требования,
чем к форме, так как стержни, как правило, подвергаются более
сильному тепловому и силовому воздействию в процессе заливки
металла, кристаллизации и охлаждения отливки.
В процессе изготовления, транспортировки в сыром и сухом со-
стоянии стержни могут деформироваться, что выдвигает к ним
дополнительные требования. Эти требования учитываются при под-
боре стержневых смесей и технологии изготовления.
Стержни изготовляют ручным способом по стержневым ящикам
и по шаблонам и машинным способом йо стержневым ящикам.
267
При изготовлении стержней из песчаноглинистых смесей для
повышения прочности, удобства транспортировки и установки в
формы используют каркасы из проволоки, литые и комбинирован-
ные. Для вывода газов в стержнях делают вентиляционные кана-
лы. Для сушки стержней применяют сушильные плиты и драера.
Сушку производят в специальных сушильных печах камерного и
конвейерного типа. Покрытие поверхностей стержня, контактируе-
мых с расплавленным металлом, противопригарной краской произ-
водится кистью или пульверизатором до сушки. Стержни, изготов-
ляемые из отдельных частей, после сушки подгоняют и собирают,
после чего окрашивают и дополнительно подсушивают. Для конт-
роля конфигурации сложных стержней применяют контрольные
шаблоны и кондукторы. При ручном изготовлении применяют не-
разъемные, разъемные и вытряхные стержневые ящики, плоские
шаблоны для стержней, имеющих форму тел вращения, и протяж-
ные шаблоны для фасонных стержней. При машинном изготовле-
нии применяют неразъемные и вытряхные ящики. Вытряхные ящи-
ки отличаются от неразъемных тем, что в основной корпус встав-
ляются отъемные части стержневого ящика. Машинное изготовле-
ние стержней имеет ряд преимуществ перед ручным изготовлением
и применяется в серийном и массовом производстве, благодаря по-
вышению производительности труда, исключению тяжелых и тру-
доемких операций по уплотнению стержневых смесей и извлечению
стержней, повышению Точности и качества поверхности стержней.
В зависимости от характера производства и конфигурации
стержней применяются различные типы стержневых машин: мунд-
штучные, встряхивающие, прессовые, пескодувные, пескострельные
и специальные.
Мундштучные машины применяют для изготовления прямых
стержней постоянного поперечного сечения (круглые, овальные,
прямоугольные). Вместо стержневого ящика, формообразование
стержня производится мундштуком, через который проталкивается
и уплотняется стержневая смесь.
На других типах машин стержневые ящики наполняются стерж-
невой смесью, уплотнение которой происходит соответственно
встряхиванием, прессованием или обоими способами вместе
(встряхивание с подпрессовкой). На пескодувных и пескострель-
ных машинах уплотнение стержневой смеси совмещается с запол-
нением ящика давлением воздуха. В последнем случае каркасы
не применяются. Специальные машины применяются при изготов-
лении точных стержней с упрочнением их непосредственно в стерж-
невых ящиках, без последующей сушки. В этом случае стержни
изготавливают в нагреваемых «горячих» и ненагреваемых «холод-
ных» ящиках. Стержни в «горячих» ящиках получают двумя спо-
собами:
а) оболочковые стержни — песчано-смоляной смесью заполня-
ют металлические стержневые ящики, нагретые до 200—220° С,
выдерживают в течение нескольких секунд, необходимых для обра-
зования оболочки требуемой толщины и удаляют избыток смеси;
268
б) сплошные стержни — процесс аналогичный, но выдержка
смеси происходит до полного затвердевания всего объема стержня.
В этом случае применяют -смеси с меньшим количеством быстро-
твердеющей смолы.
Стержни в «холодных» ящиках изготавливают тремя спосо-
бами:
а) с помощью СО2 —процесса — средние и крупные стержни
из смесей на жидком стекле, химическое твердение которых проис-
ходит путем продувки стержня углекислым газом;
б) из жидких самотвердеющих смесей (ЖСС) — средние и
крупные стержни. Процесс аналогичен изготовлению форм ЖСС;
•в) мелкие и средние стержни из смеси, состоящей из мелкого
кварцевого песка или другого наполнителя (магнезит, циркон и
др.), раствора синтетической смолы, жидкого отвердителя и специ*
альных органических добавок. Твердение стержня в ящике проис-
ходит вследствие кратковременной продувки смеси катализатором.
В настоящее время этот процесс находит широкое применение
за рубежом и в нашей стране. Ведутся работы по изысканию наи-
более эффективных примесей и катализаторов. Создаются полуав-
томаты и автоматы для повышения производительности изготовле-
ния стержней в «холодных» ящиках из дешевых неметаллических
материалов.
28.8. ОБЩИЕ ПОЛОЖЕНИЯ О ЛИТНИКОВЫХ СИСТЕМАХ
В литейную форму жидкий металл заливают через литниковую си-
стему (рис. 116, а), которая состоит из следующих элементов: лит-
никовой чаши или воронки 1 для приема жидкого металла из ков-
ша, стояка 2 подводящего металл к коллектору 3. Между стояком
Рис. 116. Литниковые системы:
а—общий вид; б—формы стояков
и коллектором устанавливается фильтровальная сетка для улавли-
вания шлака. Коллектор — один или несколько горизонтальных
каналов, по которым металл подводится к питателям 4. От питате-
лей металл поступает непосредственно в полость формы, образую-
щей отливку. Прибыль 5 служит резервуаром жидкого металла,
питающего отливку в процессе ее охлаждения. Стояки могут быть
269
вертикальные /, змеевидные 2 и наклонные 3 (рис. 116, б). Сечение
стояков может быть круглым, овальным и прямоугольным.
Для получения качественных отливок необходимо выбрать пра-
вильное соотношение элементов литниковой системы. На практике
приняты два типа систем: / — суживающаяся, тормозящая (для
литья чугуна и стали), при которой сечение стояка больше сечения
коллектора, а последнее, в свою очередь, больше сечения питате-
лей (>ст>/7кол>/7пит) и 2 — расширяющаяся, нетормозящая (для
литья легких сплавов), при которой сечение стояка меньше сече-
ния коллектора, а последнее, в свою очередь, меньше сечения пи-
тателей (F СТ</**КОЛ </**пит) •
*1
Рис. 117. Литниковые системы с различными подводами металла в форму:
а—дождевая; б—упрощенная верхняя; в—сифонная; а—вертикально-щелевая; /—чаша; 2—
стояк; 3—коллектор и шлакоуловитель; 4—питатели; 5—отливка; б—выпор
Кроме соотношения элементов литниковой системы на качест-
во отливок влияет еще и способ подвода к детали. Применяют ряд
способов подвода: верхний, нижний или сифонный, боковой, верти-
кально-щелевой и комбинированный подвод. На рис. 117 показаны
литниковые системы с разными способами подвода металла.
Глава 29
СПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
29.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Специальными видами литья называют все виды, отличающиеся
от наиболее распространенного (универсального) вида получения
отливок в разовые песчано-глинистые литейные формы. Специаль-
ные виды литья более прогрессивны, обеспечивают получение от-
ливок повышенной точности и улучшенного качества. Однако каж-
дый специальный вид литья имеет специфическую технологию, со-
ответственно ограниченную область применения.
270
Специальные виды литья подразделяются на три группы:
, а) литье в кокиль, литье под давлением, основанные на приме-
нении постоянных форм;
б) литье по выплавляемым моделям, корковое литье, основан-
ные на применении разовых форм;
в) литье вакуумным всасыванием, центробежное литье, где при-
меняются формы обоих типов.
Эти группы отличаются также условиями теплового и физико-
химического взаимодействия между формой и отливкой.
Принципиальная особенность технологии литья в постоянные
(металлические) формы — интенсивное охлаждение, обеспечиваю-
щее мелкокристаллическую структуру отливок, максимальное со-
кращение расхода формовочных материалов и механической обра-
ботки литья.
Принципиальная особенность технологии изготовления разовых
форм для специальных видов литья — облицовочный слой формы
представляет собой тонкостенную прочную оболочку, изготовлен-
ную отдельно от всей формы без механического уплотнения из ма-
териалов, резко отличающихся от наполнительной смеси. Заливка
может производиться непосредственно в оболочку, либо перед за-
ливкой оболочку укрепляют засыпкой песка или чугунной дроби.
Правильное использование специальных видов литья дает зна-
чительный технико-экономический эффект. В настоящее время це-
лый ряд ответственных деталей в авиационной промышленности,
как, например, охлаждаемые лопатки турбин, турбореактивных
двигателей, невозможно изготовить иначе, чем литьем по выплав-
ляемым моделям. Специальные виды литья широко используются
в авиационной промышленности. ,
29.2. ЛИТЬЕ В КОКИЛЬ
Технологический процесс литья в кокиль значительно отличается
от технологического процесса литья в песчано-глинистые формы.
В качестве литейной оснастки служит металлическая литецная
форма (кокиль), изготовленная однажды и служащая многократ-
но для получения отливок (сотни и тысячи раз).
Процесс получения отливок состоит из следующих операций:
— подготовка кокиля к заливке;
— сборка кокиля (установка стержней, закрытие кокиля);
— заливка жидким металлом, затвердевание отливки и выемка
ее из кокиля.
Для образования внутренних полостей в отливке применяются
разовые песчано-глинистые и легкоплавкие металлические, а так-
же постоянные металлические стержни.
В качестве литейного оборудования в зависимости от характера
производства применяются ручные и механизированные кокильные
станки и машины, горизонтальные и вертикальные конвейеры.
Преимущества литья в кокиль: сокращение производственного
цикла, снижение трудоемкости, сокращение производственных пло-
271
щадей, облегчение массы отливок, сокращение расхода металла и
в результате снижение себестоимости.
Недостатки литья в кокиль: затрудненная усадка, вызывающая
горячие трещины и склонность к отбелу при литье чугуна.
Устранение недостатков: подбор сплавов с лучшими литейными
свойствами и отработка технологических режимов литья (толщины
стенок и температуры кокиля, толщины слоя и состава краски для
кокиля, температура заливки, литниково-питающая система).
29.3. ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Литье под давлением — один из самых прогрессивных видов полу-
чения отливок. Сущность процесса литья под давлением состоит
в том, что в стальную пресс-форму под большим давлением и боль-
шой скоростью вводится расплавленный металл. При этом происхо-
дит мгновенное заполнение всей полости формы любой сложной
конфигурации. Литьем под давлением получают сложные фасон-
Рис. 118. Схемы машин для литья под давлением:
а—горячая камера давления компрессорного типа: 1—выход жидкого воздуха в форму; 2—
подвод сжатого воздуха*, б—холодная вертикальная камера давления: /—пятка; 2—жидкий
металл; 3—наполнительный стакан; 4—поршень; 5, 6— формы; 7—рабочая полость формы; в—
холодная горизонтальная камера давления: /—форма; 2—стакан; 3—жидкий металл; 4—
поршень
ные отливки, настолько близкие к готовой детали по конфигурации,
шероховатости поверхностей и точности размеров, что зачастую они
не требуют механической обработки. Литьем под давлением можно
получить детали с отверстиями диаметром до 1,5 мм (на глубину
4—5 диаметров), детали с резьбой (шаг до 1 мм, диаметром до
16 мм), а также сборные узлы, состоящие из ряда деталей разных
сплавов — армированное литье. При литье под давлением достига-
ется заливка деталей с толщиной стенок до 1—2 мм, причем, чем
меньше толщина стенок, тем выше удельная прочность вследствие
быстрого охлаждения отливки в металлической пресс-форме.
По сравнению с другими видами литье под давлением позволяет
полностью механизировать и автоматизировать технологический
процесс получения отливок и имеет самый короткий производствен-
ный цикл. Литье под давлением осуществляют с помощью специ-
272
альных машин, главным образом, двух типов: с горячей и с холод-
ной камерой давления (рис. 118). У машин с горячей камерой дав-
ления камера все время омывается расплавленным металлом.
Заливку расплава в пресс-форму производят при давлении ком-
прессорного воздуха непосредственно на зеркало расплава или с
помощью поршневого устройства. Машины с горячей камерой при-
меняют главным образолм для литья деталей из легкоплавких спла-
вов и малоответственных деталей из цинковых и алюминиевых
сплавов.
Для литья под давлением более ответственных деталей из цин-
ковых и алюминиевых сплавов, а также для литья деталей из маг-
ниевых и медных сплавов применяют машины с холодной камерой
давления. Камеры давления у них не омываются жидким распла-
вом, который готовится в отдельных печах, а затем заливается в
камеру давления.
Большинство машин литья под давлением изготовляют с полу-
автоматическим и автоматическим циклом. Весь цикл длится не-
сколько секунд и состоит из заливки расплава в пресс-форму и вы-
талкивания отливки.
Преимущества литья под давлением приводит к значительному
повышению производительности труда, улучшению условий труда
и снижению себестоимости отливок в несколько раз.
За последние годы нашел применение метод литья под давлени-
ем в вакууме, позволяющий производить весьма ответственные де-
тали авиационной техники из алюминиевых сплавов. В настоящее
время ведутся работы по литью под давлением в вакууме деталей
из жаропрочных и титановых сплавов, где плавка, заливка и ох-
лаждение отливок происходят в вакууме. Для этой цели создаются
специализированные агрегаты, в состав которых входят вакуумно-
дуговые электропечи и машины литья под давлением в вакууме.
29.4. ЛИТЬЕ ВЫЖИМАНИЕМ
Для получения крупногабаритных тонкостенных деталей панель-
ного типа в авиационной промышленности разработан и применя-
ется специальный вид литья в металлические формы, названный
автором Е. С. Стебаковым «литье выжиманием». Сущность этого
вида литья заключается в следующем. Процесс заполнения формы
расплавом происходит сплошным потоком, сечение которого во мно-
го раз превосходит толщину стенки отливки, в результате чего на-
много снижаются гидравлические потери при заполнении формы и
создаются условия замедленной кристаллизации сплава. Формооб-
разование отливки происходит в процессе сжимания потока жид-
кого сплава в два этапа. Сначала сплав кристаллизуется на стен-
ках формы в виде корки с постепенным наращиванием толщины
слоя за счет расплава, непрерывно подаваемого из металлоприем-
ника в зоны кристаллизации. Затем корки соединяются в цельную
отливку с одновременным выжиманием избытка жидкого металла
вместе с находящимися в нем окислами и газами.
273
На рис. 119 приведены схемы литья крупногабаритных тонко-
стенных сплошных и полых деталей в створчатую форму. Залитый
в нижнюю часть раскрытой формы (металлоприемник) жидкий
сплав по мере сближения стенок закрывающейся формы поднима-
ется и заполняет ее. Кроме створчатых форм применяются парал-
лельно сближающиеся формы. Для получения полых деталей в ме-
таллические постоянные формы устанавливают разовые стержни.
Ряс. 119. Схемы процесса литья выжиманием (в сближающейся ферме)!
а—для сплошных деталей; /—заливка металла в нижнюю часть формы; 2—заполнение ме-
таллом полости формы и начало кристаллизации; 3—наращивание на стенах форм твердых
корок металла; 4—окончание формирования отливки с одновременным выжиманием избытка
металла наружу; б—для полых деталей: /—установка стержня в форму; 2—заливка метал-
ла в нижнюю часть формы; 3—формирование отливки и выжимание избытка металла; 4—из-
влечение отливки
Процесс литья выжиманием осуществляется на специально
изготовленных машинах. Нагрев и охлаждение формы, покрытие ее
красками и регулирование скорости кристаллизации при литье вы-
жиманием производится аналогично литью в кокиль.
29.5. ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Литье по выплавляемым (растворяемым, выжигаемым) моделям
позволяет получать точные сложные отливки из‘любых литейных
сплавов (чугуна, стали, цветных сплавов, жаропрочных, титановых
и других специальных сплавов), часто не требующие механической
обработки. Отливки, получаемые этим видом литья, могут иметь
стенки, толщиной 1—2 мм и отверстия диаметром до 3 мм.
Технологический процесс литья по выплавляемым моделям име-
ет следующие специфические особенности. Модели служат один
274
раз, поэтому приходится делать столько моделей, сколько необхо-
димо отлить деталей. При необходимости получить сложной конфи-
гурации внутренние полости предварительно изготовляют керами-
ческие стержни и устанавливают их в пресс-форму при изготовле-
нии моделей. Модели (со стержнями и без них) собирают вместе
с литниково-питающей системой в один модельный блок, который
покрывают огнеупорным составом, и формуют оболочку. Затем
удаляют модельный состав из оболочки и подвергают ее термиче-
ской обработке при температуре 900—1100° С для образования ке-
рамики. Расплавленный металл заливают в горячую керамическую
форму (оболочку).
В зависимости от назначения деталей, заливаемого сплава и
характера производства применяются разные составы и технологии
изготовления стержней моделей, огнеупорного покрытия, формиро-
вания керамической оболочки, опорных наполнителей формы, раз-
ные методы плавки и заливки металла, очистки, термообработки и
контроля качества отливок.
Для деталей общемашиностроительного назначения применяют-
ся главным образом среднеуглеродистые стальные отливки, про-
стой и средней сложности, с невысокими требованиями к точности,
качеству поверхности, структуре и механическим свойствам. Про-
изводство этих отливок носит серийный и массовый характер.
В этом случае применяются недорогие модельные составы, глав-
ным образом легкоплавкие. Керамические стержни практически не
применяются. Огнеупорная смесь — наполнитель, пылевидный
кварц, связующее (этилсиликат, жидкое стекло и др.) и раствори-
тель (ацетон, спирт или вода). Керамическая оболочка состоит из
3—4 слоев огнеупорного покрытия и проходит термобработку при
850—900° С в газовых или электропечах. Плавка металла произво-
дится в индукционных электропечах, заливка в открытой атмосфе-
ре в оболочку с опорным наполнителем (песок, шамот). Основное
внимание уделяется механизации и автоматизации процесса, с тем
чтобы максимально снизить трудоемкость и себестоимость отливок
по сравнению с штамповками.
В специальном машиностроении применяются спецсплавы, со-
держащие дорогие металлы. Детали из этих сплавов трудно под-
даются механической обработке, поэтому требования к ним по раз-
мерам и шероховатости поверхности высокие, необходимо макси-
мально снизить объем механической обработки. Еще более высо-
кие требования к структуре и механическим свойствам, к недопу-
стимым литейным дефектам. В этом случае применяются более до-
рогие тугоплавкие модельные составы, огнеупорные материалы
(электрокорунд, двуокись циркония и др.), керамические стержни,
связующие материалы (этилсиликат 40) и растворитель (ЭАФ и
спирты).
Керамическая оболочка формируется из 4—10 слоев и более
(в зависимости от габаритных размеров отливки) огнеупорного по-
крытия и проходит термообработку при 900—1100° С в электропе-
чах.
275
Плавка и заливка металла производится главным образом в
вакуумных индукционных печах.
Стоимость литых деталей при этом ниже, чем штамповок со
сложной и трудоемкой механической обработкой и низким коэф-
фициентом использования дорогих металлов. Производствою носит
мелкосерийный и серийный характер. Уделяется внимание механи-
зации и частичной автоматизации технологического процесса, глав-
ным образом из соображений обеспечения стабильных условий про-
изводства, что является основной гарантией качества отливок,
а также сокращения ручных и вредных работ и снижения трудо-
емкости.
29.6. ЛИТЬЕ В КОРКОВЫЕ (СКОРЛУПЧАТЫЕ) ФОРМЫ
Литье в корковые (скорлупчатые) формы является одной из раз-
новидностей литья в разовые формы, изготовляемые по постоян-
ным моделям. Корковая форма (скорлупчатая) представляет со-
Рис. 120. Схема технологическо-
го процесса изготовлении корко-
вых /скорлупчатых) форм:
а—наполнение бункера формо-
вочной смесью; б—установка на-
гретой модельной плиты на
бункер; в—засыпка модельной
плиты формовочной смесью; г—
снятие модельной плиты с кор-
кой; б—установка модельной
плиты в печь: е—снятие корки
с модельной плиты
бой прочную тонкую корку (скорлупу) толщиной 6—10 мм, имеет
гладкую рабочую поверхность и точные размеры. (Три изготовлении
корковых форм применяются формовочные смеси, состоящие из
мелкозернистого кварцевого песка и синтетической термореактив-
ной смолы (~5о/о).
На рис. 120 приведена схема технологического процесса литья
в корковые (скорлупчатые) формы. Нагретую до 250° С металли-
ческую плиту с моделями покрывают тонкой пленкой разделитель-
ного состава (силиконовая жидкость) и устанавливают на бункер
с песчано-смоляной смесью, затем поворачивают вместе с бункером
на 180°. Под действием тепла плиты и моделей в прилегающем
к ним слое смола плавится и в течение 10—15 с образуется корка
требуемой толщины. Удалив избыточную смесь, модельную плиту
с полутвердой коркой помещают в печь, где в течение 1 мин при
температуре 300—350° С происходит полное затвердевание. Затем
корку снимают с плиты и получают половину формы (скорлупу),
которую после склеивания с другой полуформой заливают метал-
лом. Весь цикл изготовления формы длится 3—4 мин. Процесс ме-
276
ханизирован и может быть автоматизирован. У нас и за рубежом
выпускаются специальные машины — автоматы и полуавтоматы,
а также линии для литья в корковые формы чугуна, стали и цвет-
ных сплавов.
29.7. ЦЕНТРОБЕЖНОЕ ЛИТЬЕ
Центробежным литьем называют процесс, при котором заливка
металла производится во вращающуюся литейную форму. При
этом заполнение формы и кристаллизация отливки происходят под
давлением центробежных сил. Центробежным способом отливают
детали, имеющие форму тел вращения и другие фасонные детали.
Рис. 121. Схемы машин для центробежного литья:
а—с горизонтальной осью вращения и металлической изложницей; /—ковш; 2—литниковая
воронка; 3—изложница; б—с вертикальной осью вращения для стопочной отливки колес в
песчаную форму: /—вращающийся стол; 2—центрирующее кольцо; 3—питатели; 4—отливки;
5—литниковая чаша; 6—крепящие штыри; в—с вертикальной осью вращения для отливки фа-
сонных деталей: /—форма; 2—рабочая полость; 3—питатели; 4—литниковая воронка; 5—стер-
жни; б—вращающийся стол
Заливку производят как в постоянные (металлические), так и в
разовые (песчано-глинистые, корковые, по выплавляемым моделям
и др.) формы. В постоянные формы обычно заливают детали тел
вращения, несложной формы: трубы, втулки, гильзы и т. п. Цент-
робежное литье осуществляют с помощью так называемых цент-
робежных машин с горизонтальной или вертикальной осью враще-
ния. Выбор машины зависит от габаритных размеров отливки. При
высоте отливки больше ее диаметра применение машин с верти-
кальной осью нецелесообразно, так как внутренняя открытая по-
верхность отливки искажается и принимает параболическую форму.
Поэтому трубы отливают на центробежных машинах с горизон-
тальной осью вращения, а фасонные детали, большей частью на
центробежных машинах с вертикальной осью вращения.
Применяют два способа расположения деталей: вдоль оси вра-
щения и радиально вокруг оси вращения. В первом случае металл
сразу поступает в форму, во втором случае — в литниковую систе-
277
му, а затем в форму. При литье на центробежной машине с верти-
кальной осью вращения возможна одновременная установка форм
в несколько рядов (стопочная) по высоте. На рис. 121 приведены
схемы центробежного литья.
В настоящее время литье под центробежным давлением приме-
няется при отливке фасонных деталей из титановых сплавов в ра-
зовые формы.
Центробежное литье обеспечивает получение плотных отливок.
При литье деталей тел вращения сокращается расход металла на
литниково-питающие системы.
29.8. ЛИТЬЕ ВАКУУМНЫМ ВСАСЫВАНИЕМ
Один из специальных видов литья — литье вакуумным всасыва-
нием, сущность которого заключается в следующем. Тонкостенную,
непрерывно охлаждаемую водой металлическую форму — кристал-
лизатор нижней частью — носиком погружают в расплавленный
металл на небольшую глубину и создают в форме разрежение.
Металл втягивается в форму на требуемую высоту и затвердева-
ет, образуя отливку. Форму вынимают из расплава и удаляют от-
ливку из ее полости.
Рис. 122. Схема процесса получе-
ния полых отливок вакуумным
всасыванием:
/—смазка формы; 2—погружение
носика формы в жидкий металл;
3—всасывание металла в форму;
4—выдержка для затвердевания
отливки на стенках формы; 5—
выливание излишков жидкого
металла в ванну; 6—удаление
отливка из формы
Ллтьем вакуумным всасыванием можно получить как сплош-
ные, так и полые отливки, главным образом из цветных сплавов.
Полые отливки можно получить, выливая не успевший затвер-
деть расплав или предварительно установив в форму разовые
стержни. В этом случае можно получить полости сложной конфи-
гурации. Длину отливок из сплавов с различной плотностью регу-
лируют величиной вакуума в форме. На рис. 122 приведена схема
процесса получения полых отливок вакуумным всасыванием.
29.9. ЛИТЬЕ ПОД НИЗКИМ ДАВЛЕНИЕМ
Одним из специальных видов литья, получивших в последние годы
развитие у нас и за рубежом, является литье под низким давлени-
ем. Сущность его заключается в том, что непосредственно из печи
под низким давлением заполняется расплавом литейная форма и
кристаллизуется отливка. При этом виде литья применяются как
постоянные, так и разовые формы. Литьем под низким давлением
получают отливки в основном из цветных сплавов, а также из чу-
гуна и стали. В настоящее время созданы специализированные
278
машины для литья под низким давлением. Режим работы такой
установки регулируется автоматически благодаря системе управле-
ния, состоящей из электронного регулятора, задающего программ-
ного устройства, датчиков давления и регулирующих устройств.
Вместо кокиля можно на этой установке применять разовые
формы, в том числе и по выплавляемым моделям, что позволяет по-
лучать отливки из чугуна, стали и других сплавов.
Преимущества этого вида литья — повышение свойств отливок,
снижение расхода жидкого металла, облегчение условий труда.
29.10. ОСНОВНЫЕ ВИДЫ ДЕФЕКТОВ ЛИТЬЯ
В процессе производства литья наряду с доброкачественными, от-
вечающими требованиям технических условий отливками, имеет
место некоторое количество дефектных отливок. Дефекты отливок
делят на неисправимые и исправимые. К числу неисправимых де-
фектов, не позволяющих использовать отливки по их назначению,
относятся:
— несоответствие техническим условиям (ТУ) по химическому
составу, механическим свойствам и структуре материала;
— трещины, спаи, утяжины, крупные раковины и рыхлоты, вы-
ходящие за пределы ТУ;
— недоливы, коробление и отклонения размеров, выходящие за
пределы ТУ.
Отливки с неисправимыми дефектами бракуются и при возмож-
ности возвращаются в шихту для переплава.
К исправимым относятся дефекты, которые по ТУ допускается
исправлять:
— коробление отливок исправляется рихтовкой или термообра-
боткой;
— пористость отливок исправляется пропиткой;
— газовые, шлаковые, песочные раковины, мелкие трещины,
спаи и другие поверхностные дефекты, исправляются предваритель-
ной разделкой до чистого металла и заваркой.
Дефекты в отливках могут образоваться по причинам, связан-
ным с недоработкой конструкции деталей или технологического
процесса литья, нарушением технологии, а также из-за недобро-
качественных материалов. Дефекты литья могут быть выявлены
как до, так и после механической обработки. Наибольшие убытки
приносят дефекты, выявленные после механической обработки, по-
этому необходимо применять методы контроля, максимально выяв-
ляющие дефекты отливок, непосредственно в литейном цехе, до их
механической обработки. Это позволяет быстрее установить причи-
ны возникновения дефектов и оперативно их устранить. Макси-
мально внедряются методы контроля и автоматизации параметров
технологического процесса литья и термообработки отливок.
Раздел VII
ОСНОВЫ СВАРОЧНОГО
ПРОИЗВОДСТВА
Глава 30
ЭЛЕКТРОДУГОВАЯ И КОНТАКТНАЯ СВАРКА
30.1. ФИЗИЧЕСКАЯ СУЩНОСТЬ СВАРКИ
Сваркой называется процесс получения неразъемного соедине-
ния материалов путем местного нагрева свариваемых кромок де-
талей до пластического или .расплавленного состояния. Сварка мо-
жет быть выполнена с применением или без применения механи-
ческого сжатия свариваемых деталей.
Рис. 123. Виды сварных соединений и швов:
а—сварные соединения: /-стыковое-. 2—угловое; 3—тавровое; 4— нахлесточное; б—сварные
швы: /—нижний; 2—горизонтальный; 3—вертикальный; 4—нормальный; 5—усиленный; 6—об-
легченный; 7—фланговый; 8—лобовой: 9—комбинированный; 10—косой
На процесс соединения сильно влияют загрязнения поверхно-
сти металла—окислы, жировые пленки, а также слой адсорбиро-
ванных молекул газов, образующихся на свежезачищенной поверх-
ности металла под действием атмосферы почти мгновенно. Поэто-
му чистую поверхность металла, лишенную слоя адсорбированных
газов, можно сохранить лишь в высоком вакууме. Для борьбы с
отрицательным действием твердости металлов и адсорбированных
газов на поверхности в естественных условиях применяют нагрев
и давление.
280
Соединение металлов при сварке происходит обычно в очень
тонком слое толщиной в несколько атомных диаметров, и зона
сварки имеет пленочный характер.
При сварке применяют следующие валы соединений: стыковые,
нахлесточные, тавровые и угловые. Наиболее распространены сты-
ковые соединения; они обеспечивают высокую прочность и наи-
меньшие деформации при сварке.
По положению в пространстве швы разделяются на нижние,
горизонтальные, вертикальные, потолочные; по отношению к дей-
ствующим силам — фланговые, лобовые, комбинированные и ко-
сые; по крличеству наплавленного металла — нормальные, выпук-
лые и вогнутые. Сварные соединения и швы приведены на
рис. 123.
30.2. электрическая дуговая сварка
При дуговой сварке используется тепло, выделяемое при горении
электрической дуги, питаемой постоянным или переменным током.
Электродуговая сварка выполняется
электродом, являющимся одновре-
менно и присадочным материалом,
или неплавящимся угольным или
вольфрамовым электродом.
Первый метод был предложен
русским инженером Н. Г. Славяно-
вым в 1888 г., второй — также рус-
ским инженером Н. Н. Бенардосом
в 1882 г.
Электрическая дуга представля-
ет собой длительный и мощный элек-
трический разряд в газовом проме-
жутке между электродом и свари-
ваемой деталью. Так как в обычных
условиях Г2зы не являются провод-
никами, то для стационарного горе-
ния дуги необходимо ионизировать дуговой промежуток. В отличие
от других разрядов в газах сварочная дуга характеризуется низ-
ким напряжением (12—40 В), большой плотностью сварочного
тока (800—3000 А/см2), высокой температурой столба дуги (6000—
8000°С).
При стационарном горении сварочной дуги между напряжением
и силой тока устанавливается зависимость, которая выражается
статической характеристикой дуги (рис. 124). Для обеспечения
устойчивости горения дуги необходимо, чтобы между ее характе-
ристикой и внешней статической характеристикой источника тока
было определенное соответствие. Источник тока должен иметь так
называемую падающую характеристику. В этих случаях характе-
ристика источника тока 1 пересекается с характеристикой дуги 2
в точках Ai и А2. В точке А\ происходит зажигание дуги, а при
Рис. 124. Схема связи между внеш-
ними характеристиками дуги и ис-
точника тока
10 2598
281
. режиме, соответствующем точке Аг, называемой рабочей точкой
внешней характеристики, происходит устойчивое горение дуги.
Для питания сварочной дуги может быть применен постоянный
или переменный ток. Постоянный ток дает устойчивое горение ду-
ги, что благоприятно сказывается на производительности и каче-
стве процесса. Однако в этом случае требуется сложное и дорогое
оборудование. При применении переменного тока аппаратура для
сварки отличается простотой, однако горение дуги менее устойчи-
во, средний расход электроэнергии значительно ниже. Источником
тока при сварке на переменном токе служит сварочный трансфор-
матор.
В самолетостроении наибольшее распространение получили сле-
дующие методы дуговой сварки:
— ручная и автоматическая в среде защитных газов;
— автоматическая под слоем флюса и полуавтоматическая;
— ручная плавящимся электродом.
Ручная дуговая сварка плавящимся электродом применяется
для прихватки деталей, для сварки швов незначительной длины
и сложной конфигурации. Преимущество ручной сварки — просто-
та приспособления и инструмента, возможность выполнения свар-
ки в местах с затрудненными подходами. Длина дуги и время про-
грева металла, определяющая в значительной степени качество
сварки, при ручной сварке нестабильны, поэтому качество и про-
изводительность сварки зависят от квалификации и опыта свар-
щика.
Режим ручной сварки определяется, главным образом, диамет-
ром, типом электрода и его основными характеристиками, а также
силой сварочного тока. Диаметр электрода подбирается по преоб-
ладающей толщине в сварной конструкции, виду сварного соеди-
нения и условия отвода тепла от шва. Тип электрода выбирается
в зависимости от технологических условий и требований к сварной
конструкции.
Электродный стержень выполняется из малоуглеродистой ста-
ли, содержащей небольшое количество углерода (С — 0,12%),
кремния (Si — 0,18%), фосфора (Р — 0,04%), серы (S — 0,04%);
содержание марганца — 0,6—0,9%. Проволока выпускается диа-
метром от 0,3 до 12 мм (марки Св-0,8, Gb-0,8A, Св-1052 и др.). Ука-
занные марки предназначаются для сварки мало- и среднеуглеро-
дистых, некоторых низколегированных сталей; для сварки высоко-
легированных и специальных сталей применяются электродная
проволока марок Св-06Х14, Св-12Х13, Св-06Х19Н9Т, Св-18ХГС.
Для получения сварного соединения с высокими механическими
свойствами применяются качественные электроды со специальны-
ми обмазками. Толщина обмазки (покрытия) — 1—3 мм. В состав
обмазок входят шлакообразующие (титановая руда, марганцевая
руда, полевой шпат, кварц), легирующие (ферромарганец, ферро-
хром, ферротитан и др.), раскисляющие (ферромарганец, ферроси-
лиций, алюминий), связующие (жидкое стекло) и другие состав-
ляющие.
282
Защитные покрытия делят на четыре группы:
Руднокислые — ОММ-5, ЦМ.-7, ЦМ.-7С и др. состоят в основном
из окислов марганца, кремния, железа, рекомендуются для сварки
низкоуглеродистых конструкционных сталей.
Рутиловые покрытия — МР-3, ЦМ-9, ОЗС-З и др. Электроды с
рутиловыми покрытиями содержат в обмазке до 50% рутила
(ТЮг) и широко применяются для сварки ответственных изделий.
Фтористо-кальциевые покрытия имеют в своем составе углекис-
лый кальций (СаСОз) и плавиковый шпат (СаРг)—УОНИ-13,
ЦЛ-9, ОЗС-2 и др. Рекомендуются для сварки стали больших тол-
щин в конструкциях ответственного назначения.
Органические (газозащитные) покрытия имеют в своем соста-
ве целлюлозу, пищевую муку и другие органические вещества —
покрытия ОМА-2, ОЗС-1 и др.
Рис. 125. Ручная сварка в среде защитных газов:
1—аргон; 2—горелка; 3—электрод; 4—присадочная проволока; 5—дуга; 6—деталь; 7—защитная
оболочка; 8—источник тока
Ручная сварка в среде защитных газов (рис: 125) применяется
для деталей из малоуглеродистых коррозионно-стойких сталей,
алюминиевых сплавов. Защита деталей и электрода на сваривае-
мом участке от действия окружающего воздуха аргоном или гели-
ем создает нейтральную атмосферу. Аргон из баллона поступает в
горелку и образует защитную оболочку в зоне сварки. От (источ-
ника тока к вольфрамовому электроду и свариваемым деталям по-
дается ток; возникает сварочная дуга. В зону сварки вводится сва-
рочная проволока. При ручной аргоно-дуговой сварке помимо недо-
статков, свойственных всем методам ручной сварки, главным
недостатком является ее высокая стоимость, а также дефицитность
вольфрамовых электродов и аргона (гелия).
Автоматическая сварка в среде защитных газов неплавящимся
электродом производится по той же схеме, что и ручная, однако
при автоматической сварке все операции (перемещение горелки и
присадочной проволоки, регулирование сварочной дуги) автомати-
зированы, что обеспечивает высокое качество сварки.
Автоматическая аргоно-дуговая сварка плавящимся электродом
является более экономичной и производительной (рис. 126); элек-
тродом при этом служит сварочная присадочная проволока.
10*
283
Автомат состоит из сварочной головки, направляющих механиз-
мов для ее передвижения и приспособления для установки и пере-
мещения свариваемого изделия.
Рис. 126. Автоматическая аргоно-дуговая сварка плавящимся электродом:
в—схема процесса сварки; б—схема сварочной головки.* /—плавящийся электрод; 2—горелка;
3—поток аргона; 4—ротаметр для измерения расхода аргона; 5—баллон для аргона; 6—источ-
.ник тока; 7—свариваемая деталь
Дуговая автоматическая сварка под слоем флюса. Электриче-
ская дуга (рис. 127) возникает между основным металлом 2 и
электродной проволокой 6 под слоем флюса 4. Проволока 6 авто-
матически подается в зону сварки специальным механизмом 5. По
мере, образования шва сва-
рочная головка автомати-
чески перемещается вдоль
него механизмом 1. Флюс 4
непрерывно подается из бун-
кера 7 в разделку шва и изо-
лирует расплавленный ме-
талл от окружающего возду-
ха. В процессе сварки флюс
частично расплавляется, об-
разуя при остывании корку
3. Неиспользованная часть
ш „ флюса при помощи флюсо-
магической дуговой сварки под своем фапса ОТСЭСЫВаЮЩеГО устройства
поступает обратно в бун-
кер 7.
При автоматической сварке под флюсом достигается повыше-
ние производительности труда в 5—20 раз по сравнению с ручной
сваркой. Это обусловлено большой силой тока (1000—3000 А) и
лучшим использованием тепла дуги. Увеличение мощности электри-
ческой дуги обеспечивает возможность вести сварку швов большо-
го сечения в один проход.
Полуавтоматическая сварка под слоем флюса применяется для
сварки коротких швов и для швов в труднодоступных местах.
284
Автоматический механизм шлангового полуавтомата, аналогич-
ный обычным дуговым автоматам с электрическим приводом, про-
талкивает электродную проволоку из бухты в зону дуги через гиб-
кий шланг и держатель-наконечник. Сварщик, держа наконечник,
вручную перемещает его вдоль шва.
Установка для полуавтоматической сварки включает источник
питания дуги, распределительный шкаф и механизм для подачи
проволоки по гибкому шлангу.
30.3. ЭЛЕКТРОШЛАКОВАЯ СВАРКА
Электрошлаковая сварка является процессом соединения металлов,
при котором основной и электродный металлы расплавляются теп-
лом, выделяющимся при прохождении электрического тока через
шлаковую ванну. Последняя является более распределенным источ-
ником тепла, чем электрическая дуга. Основной металл распреде-
ляется по всему периметру шлаковой ванны, что позволяет вести
сварку металла большой толщины за один проход.
Различают следующие основные виды электрошлаковой свар-
ки: сварку электродной проволокой, пластинчатым электродом,
плавящимся мундштуком. Последний представляет собой пласти-
ну толщиной 5—6 мм с формой и размерами свариваемого сече-
ния. Пластина имеет каналы для направления электродных прово-
лок в зону сварки. Мундштук расплавляется в процессе сварки,
а непрерывно подающаяся проволока служит присадочным метал-
лом для заполнения зазора.
Электрошлаковая сварка имеет повышенную производитель-
ность, меньшую себестоимость по сравнению с автоматической ду-
гой сваркой под флюсом. Электрошлаковая сварка широко при-
меняется в тяжелом машиностроении. Толщина свариваемого этим
методом металла лежит в пределах 50—2000 мм.
30.4. КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
Общие сведения. Контактная сварка относится к методам сварки
с применением внешнего давления. Свариваемые участки деталей
нагреваются электрическим током до пластического состояния и
сжимаются. Явление нагрева связано с электропроводностью в
металле, перемещением и колебаниями свободных электронов.
Максимальное количество тепла выделяется в месте соприкос-
новения свариваемых деталей. После того как соприкасающиеся
части свариваемых деталей в результате нагрева переходят в пла-
стическое, частично расплавленное состояние, ток выключают и
производят сжимание деталей.
Контактная сварка может производиться переменным током
частотой 50 Гц аккумулированной энергией, накапливаемой в кон-
денсаторах, а также импульсами постоянного тока.
Разновидностями контактной сварки являются точечная, роли-
ковая (шовная) и стыковая.
285
Рис. 128. Схема процесса электро-
контактной точечной сварки давле-
нием
Точечная сварка. Схема процесса точечной электроконтактной
сварки приведена на рис. 128. К деталям 2 и 3, установленным
между электродами 1 и 4, по токопроводам 5 подводится электри-
ческий ток от сети через трансформатор 6. В процессе сварки
электроды сжимают свариваемые детали силой Р. Операции точеч-
ной сварки производятся в определенной последовательности: сдав-
ливание свариваемых заготовок, вклю-
чение электрического тока, выдержка,
выключение тока, увеличение и после-
дующее снятие усилия сжатия. Диа-
метр сварной точки зависит от диамет-
ра электрода, величины сварочного то-
ка и продолжительности разогрева при
сварке. Для сварки малоуглеродистых
и низколегированных сталей толщиной
до 4 мм рекомендуется следующий ре-
жим: плотность сварочного тока до
300—350 А/мм2, продолжительность
цикла 0,8—1,1 с, давление в зоне свар-
ки—15—70 МПа. Точечную сварку ис-
пользуют для соединения заготовок
одинаковой и различной толщины в
пределах от 0,01 до 5 мм.
Роликовая (шовная) сварка. Этот процесс рассматривают как
разновидность точечной сварки, при которой точки ставятся в та-
ком порядке, что последующая частично перекрывает предыду-
щую. Получается сплошной, прочно-плотный шов, работающий на
герметичность. При роликовой сварке (рис. 129) соединяемые де-
тали зажимаются между двумя вращающимися роликами, к кото-
рым подведен сварочный ток и приложено усилие сжатия. Приме-
няют три вида роликовой сварки: с непрерывным включением тока,
с прерывистым включением тока и непрерывным вращением роли-
ков, с прерывистым включением тока и периодическим вращением
роликов.
Сварочное оборудование выбирают в зависимости от потребной
силы тока и условий сварки данного изделия. Технологический про-
цесс электроконтактной точечной и роликовой сварки включает в
себя подготовку поверхностей деталей к сварке, предварительную
оборку и прихватку деталей, сварку, контроль качества, термообра-
ботку, нанесение защитных покрытий, окончательный контроль из-
делия. При сборке узлов и панелей применяют сборочно-свароч-
ные приспособления. Достоинством точечной и роликовой сварки
является возможность полной .механизации процесса.
Стыковая сварка. Стыковую сварку (рис. 130) можно выпол-
нять сопротивлением и оплавлением.
Сварка сопротивлением заключается в том, что соединяемые
детали, закрепленные в зажимах машины, приводят в соприкосно-
вение, после чего включают трансформатор в сеть; как только тор-
цы деталей нагреваются до пластического состояния, ток выключа-
286
ют и одновременно с этим прижимают детали друг к другу. При
сварке сопротивлением необходимо, чтобы торцы деталей были
обработаны точно под прямым углом к оси.
Ряс. 129. Схема роликовой (шовной) сварки:
/-электроды-ролики; 2—свариваемые дета-
ли; 3—сварочный трансформатор
Рис. 130. Стыковая сварка сопротивлением:
/—зажим: 2—свариваемые детали; 3—
трансформатор
Сварка оплавлением применяется для соединения стержней
большого сечения. При этом методе детали сближают при включен-
ном трансформаторе. В момент соприкосновения ток проходит че-
рез несколько точек касания, в которых выделяется значительное
количество тепла, вызывающее нагрев металла до температуры
кипения. После достижения равномерного оплавления всей поверх-
ности торцов деталей их взаимно сдавливают и выключают ток.
Потребляемая мощность и расход электроэнергии в 2—3 раза
меньше, чем при сварке сопротивлением.
Стыковой сваркой можно соединять стержни, трубы, полосы,
листы как однородных, так и неоднородных металлов и сплавов.
Процесс нашел широкое применение и в инструментальном про-
изводстве.
30.5. ОСОБЕННОСТИ СВАРКИ СТАЛИ
И ЦВЕТНЫХ СПЛАВОВ
Углеродистые конструкционные стали хорошо свариваются лю-
быми методами, если содержание углерода не превышает 0,27%.
Стали с содержанием углерода свыше 0,36% склонны к образова-
нию закалочных трещин; выгорание углерода вызывает также по-
ристость шва. Сварку сталей с повышенным содержанием углерода
выполняют с предварительным подогревом изделия до 300° С и по-
следующей термической обработкой.
Большинство низколегированных сталей, содержащих 3—4%
легирующих компонентов, сваривается без затруднений. Высоко-
легированные стали отличаются повышенными значениями коэффи-
циентов теплового расширения и меньшей теплопроводностью, что
при сварке обусловливает возможность перегрева и возникновения
287
значительных деформаций. Высокий нагрев легированных сталей с
последующим охлаждением на воздухе сопровождается увеличени-
ем твердости вследствие образования карбидов. Свариваемость
легированных сталей ухудшается по мере увеличения содержания
в них углерода. Хромистые стали свариваются с трудом. Дуговая
сварка хромистых сталей осуществляется специальными электро-
дами при пониженной силе тока.
При сварке аустенитных хромоникелевых сталей, содержащих
17—19% Сг и 8—11% Ni, имеется опасность возникновения меж-
кристаллитной коррозии. При сварке этих сталей необходимо тща-
тельно выбирать типы электродов и строго соблюдать режимы
сварки. Сварочную проволоку применяют того же состава, что и
основной металл, но с пониженным содержанием углерода и с
присадкой титана. После сварки необходима термическая обработ-
ка для восстановления однородной аустенитной структуры.
При сварке алюминия и его сплавов основным затруднением
является присутствие на поверхности расплавленного металла
прочной и тугоплавкой пленки окиси алюминия AI2O3, что и пре-
пятствует получению качественного сварного соединения; кроме
того, сплавы алюминия в жидком состоянии растворяют водород,
который при кристаллизации выделяется в виде мельчайших пу-
зырьков и ослабляет сварное соединение. Алюминиевые сплавы
при надежной защите (сварка в среде аргона) дают качественные
соединения. Перед сваркой алюминиевые заготовки и присадочный
материал подвергают обезжириванию и травлению.
Сварка титана, обладающего большой активностью при темпе-
ратуре выше 600° С, а также способностью к интенсивному погло-
щению газов расплавленным металлом, требует применения тща-
тельной защиты зоны сварки. Поэтому заготовки и сварочную про-
волоку перед сваркой подвергают дегазации в вакууме. Сварка
ведется в среде чистого аргона или гелия плавящимся или непла-
вящимся вольфрамовым электродом.
Сварка латуни затруднена из-за интенсивного испарения и окис-
ления цинка. Дуговую сварку латуни ведут угольной дугой, а так-
же в среде аргона или гелия вольфрамовыми электродами.
Сварка оловянистых бронз не вызывает трудностей. Сварку
можно вести угольной дугой или металлическим электродом, в ка-
честве которого применяется литой бронзовый стержень.
Глава 31
ГАЗОВАЯ СВАРКА И РЕЗКА
31.1. ОБЩИЕ СВЕДЕНИЯ
Газовой сваркой называется процесс получения неразъемного сое-
динения, при котором для нагрева до расплавления кромок соеди-
няемых деталей используют теплоту реакций сгорания горячих
газов (ацетилена, водорода, бензола и др.) с кислородом. Газовая
288
сварка применяется при изготовлении тонкостенных изделий из
сталей и цветных сплавов. Наиболее широко применяется кисло-
родно-ацетиленовая сварка.
31.2 ОБОРУДОВАНИЕ И ПРИНАДЛЕЖНОСТИ
ДЛЯ ГАЗОВОЙ СВАРКИ
Для промышленных целей кислород получают из воздуха мето-
дом глубокого охлаждения. При температуре —183° С и нормаль-
ном давлении кислород превращается в жидкость голубого цвета.
Один литр жидкого кислорода содержит 860 г газа, отнесенного к
нормальным условиям. К месту потребления кислород поступает
в газообразном состоянии в стальных баллонах с давлением
15 МПа. Кислородные баллоны окрашивают в синий цвет.
Технический ацетилен С2Н2 получают из карбида кальция пу-
тем разложения последнего водой:
СаСг + 2Н2О=Са (ОН2)+QHj.
Технический ацетилен содержит примеси, придающие ему рез-
кий характерный запах.
Ацетилен получают в ацетиленовых генераторах. В зависимо-
сти от системы регулирования хода реакции между карбидом каль-
ция с водой различают следующие системы ацетиленовых генера-
торов: «карбид в воду», «вода на карбид», «погружения», «вытес-
нения» и др. Ацетиленовые генераторы производительностью до
3 м3/ч выполняются передвижными. Стационарные генераторы про-
изводительностью до 100 м3/ч устанавливают в специальных зда-
ниях. В зависимости от давления вырабатываемого ацетилена ге-
нераторы делятся на три группы: низкого, среднего и высокого
давления. Так как ацетилен взрывоопасен, то удобней хранить его
в стальных баллонах. Ацетиленовый баллон заполняется активиро-
ванным углем, затем пористая масса пропитывается ацетоном, ко-
торый способен растворить в одном объеме при 20° С до 24 объе-
мов ацетилена. В баллоне объемом 40 л при давлении 1,9 МПа
создается запас ацетилена до 6000 л. Ацетиленовые баллоны окра-
шивают в белый цвет. Вентиль кислородного баллона изготавли-
вается из латуни, ацетиленового — из .стали.
Редукторы для сжатых газов служат для понижения давления
газа, отбираемого из баллона, и поддержания этого давления по-
стоянным. Редукторы для кислорода выпускают на рабочее давле-
ние газа перед горелкой или резаком от 0,05 до 1,5 МПа, а для
ацетилена — от 0,001 до 0,15 МПа. По конструкции редукторы бы-
вают однокамерные и двухкамерные.
Сварочные горелки — основной инструмент для газосварочных
работ. Они обеспечивают смешивание кислорода с горючими ма-
териалами. В зависимости от давления газа, поступающего в го-
релку, сварочные горелки могут быть инжекторными (низкого дав-
ления) и безинжекторными (равного давления). Наиболее распро-
странены инжекторные горелки (рис. 131).
28)
В инжекторной горелке газ Ог поступает по шлангу под дав-
лением 0,2—0,4 МПа к ниппелю 1 и затем по трубке 12 в сопло
инжектора 10. Выходя из инжектора с большой скоростью, кисло-
род вызывает разрежение в ацетиленовом канале 2, при этом аце-
тилен засасывается через ниппель 13 в камеру смешения 6, где
Рис. 131. Схема инжекторной сварочной горелки
и образуется горючая смесь. Смесь, выходя из мундштука 8, об-
разует сварочное пламя. Для регулирования состава смеси служат
вентили 3 и 11, расположенные в корпусе 4, к которому посредст-
вом накидной гайки 5 присоединяется наконечник 7. Мундштук
привертывается к соединительному ниппелю 9. Инжекторные го-
релки снабжаются комплексом наконечников, что позволяет вы-
полнять сварку металла толщиной от 0,5 до 15 мм.
31.3. АЦЕТИЛЕНО-КИСЛОРОДНОЕ ПЛАМЯ.
ТЕХНОЛОГИЯ СВАРКИ
Ацетилено-кислородное пламя (рис. 132) состоит из трех зон. Зо-
на 1 — ядро пламени, представляет собой ослепительно-белый
Рис. 132. Строение ацетилено-кисло-*
родного пламени и распределение
температуры по его оси
стержень, содержащий свободный
кислород и продукты распада
ацетилена. Зона 2— (восстанови-
тельная) содержит продукты не-
полного сгорания. Зона 5 — в этой
зоне происходит окончательное
сгорание ацетилена.
Свойства пламени и его тем-
пература зависят от состава газо-
вой смеси, образующейся в го-
релке. Нормальное пламя (отно-
шение кислорода к ацетилену а—
= 1,1... 1,2) обеспечивает качест-
венную сварку. Окислительное
пламя (а>1,2) —избыток кисло-
рода. Науглероживающее пламя
(а<1) — возможно насыщение
ванны металла углеродом.
В качестве присадочного мате-
риала применяется проволока из
290
малоуглеродистой стали. Для качественной сварки необходимо, что-
бы химический состав присадочной проволоки соответствовал со-
ставу основного металла. В некоторых случаях применяются флю-
сы, вводимые в ванну металла.
Для получения сварочного соединения с высокими механиче-
скими свойствами необходимо подобрать номер наконечника го-
релки в соответствии с толщиной и свойствами свариваемого мате-
риала, отрегулировать пламя горелки и выбрать способ сварки.
В'зависимости от способа перемещения горелки и прутка при-
садочной проволоки различают левую и правую сварку. При левой
сварке пламя горелки, направленное от шва, скользит по поверх-
ности сварочной ванны и перемещается вслед за присадочной про-
волокой. При правой сварке пламя горелки направлено на свари-
ваемый шов. Горелка при этом способе сварки перемещается по-
ступательно, а конец присадочной проволоки, погруженный в
сварочную ванну, перемешивает металл, чем облегчается удаление
из него газов и шлаков. Правый способ сварки рекомендуется при
сварке толщин более 5 мм, обеспечивает повышение производи-
тельности на 20—25%. Высокий температурный режим газовой
сварки и неизбежная неравномерность нагрева свариваемых дета-
лей является причиной значительных деформаций.
31.4. ГАЗОВАЯ КИСЛОРОДНАЯ РЕЗКА
Сущность газовой кислородной резки заключается в сквозном при-
жигании металла струей кислорода, перемещаемой по заранее на-
меченному контуру.
Кислород для резки
8 765
10
Рис. 133. Схема ацетилено-кислородного резака для ручной резки
Ручной ацетилено-кислородный резак (рис. 133) состоит из двух
основных частей — ствола и наконечника. В конструкцию ствола
входят рукоятка 7 с ниппелями 4 и 3 для присоединения ацетиле-
нового и кислородного шлангов, ацетиленовая 5 и кислородная 6
трубки и корпус 8 с регулировочными вентиляти 9 и 10. Наконеч-
ник резака состоит из инжектора 11, смесительной камеры 12,
трубки для подачи горючей смеси 13, головки резака 14 со смен-
ными внутренним (режущим) и наружным (подогревательным)
мундштуками 16 и 15, трубки 1 режущего кислорода с вентилем 2.
Струя кислорода, проходя через инжектор 11с большой скоростью,
увлекает ацетилен в камеру смешения 12. Затем горючая смесь
291
поступает по трубке 13 в кольцевой канал, расположенный между
мундштуками 15 и 16, образуя на выходе из него подогревательное
пламя. Режущий кислород поступает через канал мундштука 16
при открывании вентиля 2. Перед началом резки металл подогре-
вают до температуры его воспламенения, а затем подают режущий
кислород.
Производительность резки зависит от чистоты поверхности лй-
стов, их толщины и химического состава. Большое влияние на эко-
номичность процесса резки оказывает степень чистоты кислорода.
При ручной резке качество поверхности реза и точность размеров
детали не могут-быть высокими вследствие недостаточно равно-
мерной скорости перемещения резака и неизбежных колебаний его
при работе.
Автоматическая резка не имеет этих недостатков. Автоматиче-
ская резка выполняется при помощи переносных или стационар-
ных машин.
31.5. НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ ПРИ СВАРКЕ
При сварке обычно наблюдается неравномерность нагрева и бы-
строе охлаждение, что приводит к возникновению внутренних на-
пряжений и остаточных деформаций в сварных конструкциях.
Кроме того, при сварке действует литейная усадка наплавленного
металла, что вызывает появление усадочных напряжений. Сварка
легированных сталей может вызвать в зоне термического влияния
структурные напряжения. Таким образом, общее напряженное со-
стояние в процессе сварки может вызвать горячие трещины. На-
пряжения в металле могут снизить работоспособность материала
под воздействием вибраций, динамических нагрузок, низких тем-
ператур.
Для предупреждения или уменьшения опасных напряжений
можно рекомендовать следующие мероприятия:
— при проектировании сварной конструкции необходимо стре-
миться к применению возможно меньшего сечения швов и наимень-
шей их протяженности;
— расположение швов должно быть по возможности симмет-
ричным относительно главных осей отдельных элементов конст-
рукции;
— не следует допускать пересечения в одной точке более трех
швов;
— применение предварительной деформации узла изделия пе-
ред сваркой в сторону, противоположную действию усадки;
— строгое соблюдение определенной последовательности нало-
жения швов, которая исключает образование жестко закреплен-
ных элементов;
— уменьшение зоны разогрева с помощью теплоотводящих под-
кладок;
— предварительный подогрев свариваемых элементов перед
сваркой;
— термическая обработка сварных соединений.
292
Сварка малоуглеродистых сталей практически не требует до-
полнительной термообработки; при изготовлении ответственных
конструкций рекомендуется отжиг или высокий отпуск, что улуч-
шает физические свойства металла и обеспечивает снижение оста-
точных напряжений. В отдельных случаях после сварки легирован-
ных сталей технология предусматривает закалку и отпуск стали.
Глава 32
СПЕЦИАЛЬНЫЕ ВИДЫ СВАРКИ
32.1. ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА В ВАКУУМЕ
Рис. 134. Схема электронно-лучевой сварки
Сущность этого способа состоит в разогреве мест сварки теп-
лом, выделяющимся при внезапной остановке электронного потока,
движущегося в вакууме (рис. 134). Процесс ведется в вакуумной
камере 1; электронная
пушка 3 вырабатывает
электронный поток, на-
правляемый на сваривае-
мые детали 2. Для повы-
шения удельной мощности
пятна электронный луч ,
фокусируется электроста-
тическими линзами 6 или
магнитным полем. Уста-
новка для питания элек-
тронно-лучевой сварки
включает в себя высоко-
вольтный трансформатор
с выпрямителем 4, на-
кальный трансформатор
5 и вакуумную систему.
Достоиинства элек-
тронно-лучевой сварки —
небольшая зона термиче-
ского влияния; малые де-
формации сварного соеди-
нения. Электронно-луче-
вая сварка находит при-
менение для соединения как
ки и приборостроения, так и различных крупногабаритных изде-
лий. Вакуумная камера должна быть газонепроницаемой и доста-
точно прочной.
малогабаритных изделий электрони-
32.2. УЛЬТРАЗВУКОВАЯ СВАРКА МЕТАЛЛОВ
При сварке ультразвуком неразъемное соединение металлов об-
разуется при совместном воздействии на детали механических ко-
лебаний высокой частоты и относительно небольших сдавливающих
293
усилий. Под действием ультразвука разрушаются окисные пленки,
происходит местный микронаг.рев с микродеформацией и усилен-
ная диффузия между поверхностями. Источником .колебаний при
сварке являются ультразвуковые генераторы различной мощности.
От генератора через преобразователь 4 (рис. 135) колебания и
статические усилия передаются посредством специальной системы
3 на электрод 2 к свариваемой детали 1.
Рис. 135. Схема ультразвуковой сварки
металлов
Рис. 136. Схема диффузионной сварки в
вакууме
Основными 'параметрами процесса являются частота упругих
колебаний, усилие в контакте, амплитуда колебаний, время свар-
ки; места сварки предварительно очищаются от грязи и жира.
Ультразвуковая сварка применяется для соединения однородных
и разнородных материалов.
32.3. ДИФФУЗИОННАЯ СВАРКА В ВАКУУМЕ
Диффузионная сварка основана на взаимной диффузии между по-
верхностями деталей в месте контакта в условиях безокислитель-
ного нагрева. Процесс (рис. 136) ведется в вакуумной камере с
разрежением 133-10~4 МПа (10~4 мм рт. ст.). В вакуумной каме-
ре 1 размещают свариваемое изделие 2 и нагреватель 3. Для сдав-
ливания деталей в процессе сварки используют механизм сжатия,
состоящий из щтока 5 и механизма нагружения 6. Шток проходит
через вакуумное уплотнение или сильфон 4, После откачки из ка-
меры воздуха изделие нагревают токами высокой частоты до тем-
пературы сварки. Для получения качественного соединения необ-
ходимо обеспечить равномерный нагрев свариваемого изделия по
всему сечению. Усилие сжатия прикладывают после выравнивания
температуры и поддерживают постоянным в течение всего процес-
са. Продолжительность выдержки под нагрузкой зависит от свойств
свариваемого материала, давления и других факторов и может до-
стигать десятков минут. После сварки детали охлаждаются под
нагрузкой. Процесс применим для соединения однородных И раз-
нородных черных металлов.
294
32.4. СВАРКА ТРЕНИЕМ
Сущность сварки трением заключается в том, что тепловыделение
в зоне соединения деталей происходит в результате трения враща-
ющейся детали относительно неподвижной (вращаться могут обе
детали).
Прочное сварное соединение образуется в результате возникно-
вения металлических связей между контактируемыми поверхностя-
ми свариваемых деталей. Препятствующие образованию этих свя-
зей поверхностные пленки разрушаются при трении и удаляются
из зоны сварки. Для получения требуемой деформации металл до-
водят до состояния повышенной пластичности. При этом нагре-
ваются тонкие поверхностные слои металла, что является главным
преимуществом сварки трением.
При выборе параметров режима исходят из скорости относи-
тельного вращения, осевого усилия сжатия и осадки. Сварка тре-
нием осуществляется на универсальных или специализированных
машинах; в простейшем случае можно приспособить токарный или
фрезерный станок. Сварка трением применяется для соединения
стержней или труб встык, а также для сварки разнородных мате-
риалов. Преимуществом процесса является также простота обо-
рудования, малая потребляемая мощность и легкость автомати-
зации.
32.5. ПЛАЗМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
При свободном горении сварочной дуги температура на ее оси не
превышает 6000—7000° С. Если осуществить принудительное сжа-
тие дуги, то можно достигнуть значительного повышения темпе-
ратуры. Так, пропуская дугу совместно с защитным газом через
охлаждаемое водой сопло (рис. 137), удается получить темпера-
туру свыше 20 000° С.
В качестве источника тепла используется плазменная струя —
поток ионизированных частиц, обладающая большим запасом
энергии. Дуга горит в замкнутом цилиндрическом канале, куда
под давлением поступает инертный газ — аргон. Плазменной стру-
ей можно сваривать металлы и неметаллы. Плазменная струя дает
возможность сваривать тугоплавкие металлы, тонколистовой ма-
териал. С помощью плазменной струи проводят резку и поверх-
ностную обработку.
32.6. ДУГОВАЯ СВАРКА В КАМЕРЕ
С КОНТРОЛИРУЕМОЙ АТМОСФЕРОЙ
В самолетостроении Широко применяется сварка в среде инертных
газов: аргона или гелия. Помимо аргонно-дуговых горелок, а так-
же подвижных защитных кожухов (микрокамер) в настоящее вре-
мя применяются камеры с контролируемой атмосферой (рис. 138),
295
где сварка ведется плавящимся и неплавящимся электродами,
вручную или автоматически (автоматами).
Герметичная камера заполняется инертным газом с минималь-
ным содержанием азота и кислорода. Свариваемые изделия уста-
Рис. 137. Схема дуговой плазмен-
ной горелки прямого действия:
/—вольфрамовый электрод; 2—втул-
ка изоляционная; 3—сопло; 4—дуга
или плазменная струя; 5—металл
Рис. 138. Камера для сварки в среде
инертных газов (с контролируемой атмос-
ферой):
1—неплавящийся. электрод; 2—свариваемая
деталь; 3—камера: 4—приспособление для
перемещения свариваемой детали; 5—тру-
ба, ведущая к воздушному насосу; 6—
смотровое окно; 7—канал для подачи за-
щитного газа
навливают в камере, куда также загружают присадочную прово-
локу, электроды. После загрузки камеру герметизируют и создают
вакуум 133* 10-4 Па.
32.7. ЛАЗЕРНАЯ СВАРКА
Теоретические основы сварки с помощью лазерного луча были раз-
работаны в нашей стране. Оптические квантовые генераторы — ла-
зеры уже сейчасобеспечиваютсветовуюмощность, достаточную для
расплавления и доведения до кипения любых металлов. В настоя-
щее время имеются лазеры с твердым активным материалом, кото-
рым служит стержень из синтетического рубина — окиси алюми-
ния AI2O3 с небольшой добавкой окиси хрома СГ2О3.
Излучение лазера может быть сфокусировано оптической лин-
зой в' пятно очень малых размеров, диаметром в несколько мик-
рометров. Импульсы лазерного излучения можно применить для
сварки малых толщин, не свыше 0,5 мм, с образованием шва за
счет проплавления кромок основного металла. Сварка ведется как
296
бы отдельными точками и идет довольно медленно. Лазерная свар-
ка имеет ряд достоинств: незначительны размеры зоны теплового
влияния, отсутствие сложных и дорогих устройств для создания
вакуума и др.
32.8. ВИДЫ БРАКА И КОНТРОЛЬ КАЧЕСТВА
СВАРКИ
Дефекты сварных соединений делятся на внешние и внутренние.
К внешним при дуговой и газовой сварке относят неравномерность
поперечного сечения швов, несоответствие размеров шва заданным
размерам, подрезы основного материала, наружные трещины, неза-
веренные кратеры, открытые поры и др.
К внутренним дефектам относят непровары, загрязнения метал-
ла шва шлаковыми включениями, внутренние поры, трещины, пере-
грев, структурные изменения в зонах влияния и др. На рис. 139
приведены характерные дефекты.
Рис. 139. Дефекты соединений:
о—при сварке плавлением; б—при точечной сварке
Постоянный контроль в сварочном производстве можно разде-
лить на предварительный, текущий и контроль готовых изделий.
При подготовке деталей К" сварке и на готовых изделиях про-
веряют качество исходных материалов, качество подготовки дета-
лей к сварке, качество сварки, размеры и форму швов, герметич-
ность соединения. Контроль готового изделия является завершаю-
щей операцией. Различают контроль:
1) визуальный (внешний осмотр и обмер швов);
2) разрушающий (проводится выборочно) — механические ис-
пытания, металлографический;
297
3) нера)Эрушающий — магнитный, ультразвуковой, люмине-
сцентный, рентген-контроль, гамма-дефектоскопия, а также конт-
роль на герметичность.
Внешний осмотр и обмер швов позволяет обнаруживать внеш-
ние трещины, поры и подрезы в металле. Скрытые внутренние де-
фекты швов обнаруживаются металлографическими исследования-
ми, просвечиванием и испытанием швов на герметичность. Магнит-
ный метод контроля позволяет обнаружить в шве внутренние тре-
щины, места непровара металла и шлаковые включения. Для
контроля сварное соединение намагничивается и затем на его по-
верхность наносится магнитный порошок в виде суспензии (поро-
шок в масле или керосине). По местам скопления магнитного по-
рошка судят о наличии дефектов в шве (метод применим только
для стальных изделий). Просвечивание сварных швов рентгенов-
скими или гамма-лучами изотопов некоторых элементов, например
Со60, позволяет регистрировать дефекты сварки на фотопленке.
Испытание сварных швов на герметичность производится жидко-
стью или воздухом.
32.9. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ СВАРОЧНЫХ РАБОТАХ
Для предупреждения несчастных случаев при выполнении свароч-
ных работ необходимо строго соблюдать следующие правила:
1. Корпусы электросварочных агрегатов, а также свариваемые
изделия должны быть надежно заземлены.
2. При работе с открытой сварочной электрической дугой свар-
щик должен пользоваться защитным щитком или маской.
3. Производство сварочных работ на расстоянии менее 5 м от
легковоспламеняющихся и огнеопасных материалов воспрещается.
4. Сварочные работы на изделиях, находящихся под давлением,
воспрещаются.
5. Сварочное помещение должно иметь хорошую приточно-вы-
тяжную вентиляцию.
6. При газовой сварке и резке баллоны с газом не следует под-
вергать сильным толчкам и ударам, оставлять их на солнце.
7. Кислородные вентили и редукторы необходимо предохранять
от загрязнений маслом. В случае замерзания редукторы отогрева-
ют горячей водой.
8. Переносные ацетиленовые генераторы нельзя располагать на
расстоянии ближе 10 м от источников пламени.
9. Сварочные работы могут выполняться только сварщиками,
сдавшими экзамен по технике безопасности.
298
Глава 33
ПАЙКА МЕТАЛЛОВ
33.1. ОБЩИЕ СВЕДЕНИЯ
Сущность пайки заключается в соединении металлических деталей
расплавленным металлом или сплавом-припоем. Припой вводится
в зазор между нагретыми соединенными деталями. Припой, сма-
чивая поверхности деталей, соединяет их после охлаждения и за-
твердевания.
Пайке предшествуют подготовительные работы, обеспечиваю-
щие подготовку и очистку поверхности прилегания соединяемых
деталей. Поверхность в местах пайки тщательно обрабатывается
наждачной шкуркой, шлифуется тонкими номерами наждачных
кругов. Механическая обработка или химическое травление спо-
собствует удалению с поверхности окисных и жировых пленок, луч-
шему смачиванию основного металла расплавленным припоем.
Применение флюсов также способствует улучшению смачиваемо-
сти и защите основного металла и припоя от окисления.
Применяемые припои должны удовлетворять требованиям ме-
ханической прочности, тепло- и электропроводности, коррозионной
стойкости. Технологические требования учитывают жидкотекучесть
припоя при температуре пайки, температуру плавления, темпера-
турный интервал кристаллизации, способность смачивать основной
металл и др.
33.2. ПАЙКА МЯГКИМИ
И ТВЕРДЫМИ ПРИПОЯМИ
При пайке применяют мягкие припои с температурой плавления
менее 350° С и твердые припои с температурой плавления 700—
900° С.
Мягкие припои готовят на основе свинца и олова с присадками
сурьмы, серебра, висмута, кадмия и др. Пайка мягкими припоями
не обеспечивает высокой прочности соединения (предел прочности
при растяжении не превышает 100—120 МПа. При пайке твердыми
припоями (в этом случае применяются медные, медносвинцовые,
серебряные и другие припои) прочность соединения достигает 500
и более МПа. Припои обычно применяются в виде прутков, прово-
локи, лент, дроби и паст.
Для пайки мягкими припоями применяют различные флюсы,
в состав которых входят хлористый цинк, ортофосфорная кислота,
глицерин, канифоль и др.; канифоль часто применяют без каких-
либо добавок. Обычно для пайки стали, меди и алюминия рекомен-
дуется в качестве флюса хлористый цинк; при пайке меди и ее
сплавов широко применяют канифоль. При твердой пайке в каче-
стве флюсов применяют прокаленную буру и ее смеси с различны-
ми добавками.
299
Нагрев изделий при пайке мягкими припоями осуществляется
паяльниками, газовыми горелками, погружением в расплавленный
припой. При ручной пайке мягкими припоями нагретый паяльник
(до 450—500° С) погружают для очистки от окалины в хлористый
цинк, затем захватывают припой и натирают его рабочей частью
кусок нашатыря (облуживание); паяльник с прилипшими к нему
каплями припоя подносится к месту соединения деталей, предва-
рительно покрытому флюсами. После прогрева шва до температуры
плавления припоя последний заполняет зазор между соединяемы-
ми деталями. При использовании твердых припоев широко приме-
няют пайку погружением и пайку в электропечах с восстановитель-
ной атмосферой водорода, диссоциированного аммиака или при-
родных газов.
Пайка в печах с восстановительной атмосферой отличается осо-
бенно высоким качеством и экономичностью. Сущность этого ме-
тода заключается в том, что собранные изделия помещают в элек-
трическую печь с атмосферой водорода или диссоциированного ам-
миака. При температуре около 1100° С происходит расплавление и
всасывание медного припоя в зазор между соединяемыми деталя-
ми. Затем изделия поступают в камеру охлаждения, где выдержи-
ваются до температуры 250° С. Окончательное охлаждение изделий
происходит вне печи.
33.3. ПРИМЕНЕНИЕ ПАЙКИ В САМОЛЕТОСТРОЕНИИ
В самолетостроении пайка применяется при сборке узлов и пане-
лей планера самолета, соединении трубопроводов и электропро-
водов. Паяные панели и узлы применяются в конструкциях самоле-
тов, работающих в условиях высокотемпературного аэродинамиче-
ского нагрева.
Рис. 140. Схема сборки паяной пане-
ли с заполнителем
Панель с заполнителем (рис. 140) состоит из обшивок 1,4 и за-
полнителя 2, соединяемых припоем 3. Элементы панели после
сборки зажимают силами 5 и помещают в герметический контей-
300
нер 5, который затем устанавливают в нагревательную печь 6.
Пайка осуществляется тугоплавкими припоями на серебряной или
медно-никелевой основе в защитной среде аргона.
В качестве материала для обшивок применяют коррозионно-
стойкие стали или титановые сплавы (толщина листа от 0,15 до
0,5 мм). Заполнитель в виде сот или гофра изготавливается из
тех же материалов (толщина фольги 0,05—0,1 мм).
Листы и соты после обезжиривания и травления поступают на
сборку — пайку. Сборка — пайка производится в специальных сбо-
рочных приспособлениях. Конструкция приспособления зависит от
формы и размеров собираемого под пайку изделия и метода нагре-
ва при пайке. Нагрев ведут в электрических или газовых печах,
кварцевыми лампами, электрическими нагревателями — плитами.
После установки приспособления в печь к нему подключается не-
обходимая аппаратура и трубопроводы Для подачи аргона и воз-
духа.
Цикл термической обработки устанавливается в соответствии с
маркой материала обшивок и сот и контролируется автоматически-
ми приборами.
СПИСОК ЛИТЕРАТУРЫ
1. Гуляев А. П. Металловедение. М., Металлургия, 1977, 647 с.
2. Зеликман А. Н., Меерсон Г. А. Металлургия редких металлов. М., Метал-
лургия, 1973, 607 с.
3. Технология конструкционных материалов/А. М. Дальский, И. А. Арутюно-
ва, Т. М. Барсукова и др. М., Машиностроение, 1977, 664 с.
4. Кипарисов С. С., Либенсон Г. А. Порошковая металлургия. М., Металлур-
гия, 1972, 527 с.
5. Металлокерамические твердые сплавы/Н. Н. Романова, П. Г. Чекулаев,
В. И. Дусев и др. М., Металлургия, 1977, 350 с.
6. Общая металлургия/Под ред. В. Г. Воскобойникова. М., Металлургия,
1973, 463 с.
7. Порошковая металлургия жаропрочных сплавов и тугоплавких металлов/
В. С. Раковский, А. Ф. Силаев, В. И. Ходкин, О. X. Фаткуллин. М., Металлур-
гия, 1974, 146 с.
предметный указатель
А
Агломерация 6
Азотирование 64
Аллотропия 29
{Анализ.
металлографический 51
термический 51
рентгеновский 51
физический 49
Аустенит 56, 58
Б
Баббит 88
Байера метод 17
Бериллий 91
Бесслитковая прокатка 16
Бриннеля прибор 34
В
Вакуумная обработка:
дегазация 14
электрошлаков ая 14
Валки прокатные 206
Виккерса прибор 36
Волочение 228
Волокновые материалы 97
Вязкость 31
Вязкость разрушения 32
Г
Газовая резка 291
Герметические материалы
каучуковые 186
силоксановые 187
теплотопливостойкие 187
Графитизация 67
Д
Дендриты 15
Деформация
горячая 190
холодная 190
Дефекты решетки:
вакансии 30
дислокации 29
Дефекты легированных сталей:
дендритная ликвация 73
флокены 73
хрупкость при отжиге 73
шифферный излом 73
Дефекты литья 279
Дефектоскопия 54
Диаграмма состояния
первого типа 42
второго типа 44
третьего типа 45
четвертого типа 45
«железо — углерод» 46
тройной системы 48
рекристаллизации 193
растяжения 34
Дисперсноупроченный материал 93
Доменное производство 7
Ж
Жаропрочность 32
Жаростойкость 33
3
Закалка 57
Защита от коррозии
легированием 104
нанесением покрытий 104
обработкой среды 104
электрохимическим методом 104
К
Каучук 148
Клеи
каучуковые 179
смоляные 177
Керамические материалы
конденсаторные 176
пьезоэлектрические 176
установочные 176
Кристаллизация 27
Кристаллическая решетка
кубическая объемно-центрирован-
ная 26
кубическая гранецентрирован-
ная 26 _
гексагональная 26
> тетрагональная 26
Ковка 2, 33, 234
Контактные материалы 92
Коррозия
алюминиевых сплавов 102
газовая 101
грунтовая 101
магниевых сплавов 103
титановых сплавов 103
303
Критические точки 47
Кузнечно-штамповое оборудова-
ние 248
Л
Лакокрасочные материалы
кремнийорганические 162
масляные 163
перхлорвиниловые 162
полиакриловые 163
фенольные 163
эпоксидные 162
эфироцеллюлозные 164
Ледебурит 47
Ликвация
внутрикристаллическая 15
зональная 16
Ликвидуса линия 47, 73
Литейные сплавы 252
Литниковая система 269
Литье
вакуумно-всасывающее 278
по выплавляемым моделям 274
в корковые формы 276
под давлением 272
центробежное 277
М
Магнитные материалы 91
Мартенсит 58
Мартенситное превращение 58
Материалы сопротивления 92
Модельно-опочная оснастка 265
Н
Напряжение деформации 195
Нормализация 57
О
Опережение при прокатке 201
Органическое стекло 120
П
Пайка 298
Параметр решетки 27
Перлит 46
Плавильные агрегаты:
дуговая печь 257
индукционная печь 257
плазменная дуговая печь 259
плазменная индукционная
печь 259
электронно-лучевая печь 258
Предел пропорциональности 31
— прочности 31
— текучести 31
— упругости 31
Порошковые материалы с особыми
свойствами 95 х
— с обычными свойствами 96
Постоянные примеси б, 69
Прессование 219
Производство проката 215
Прямое получение железа 9
Р
Разливочный ковш 15
Разливка стали 15
Раскислители 11
Резина 146
Резиновые изделия 157
Роквелла прибор 35
С
Сварка
аргонодуговая 283
газовая 288
дуговая 281
контактная 285
флюсовая 284
электрошлаковая 285
Сварочный брак 297
Свойства формовочных смесей:
газопроницаемость 262
долговечность 262
огнеупорность 262
пластичность 262
прочность 262
текучесть 262
Силовые условия прокатки 201
Скорость кристаллизации (СК) 28
Скорость зарождения центров
(ЧЦ) 28
Скрап-процесс 11
Скрап-рудный процесс 11
Солидуса линия 47, 73
Смеси формовочные 264
Специальные виды сварки:
диффузионная 294
Лазерная 296
трением 295
ультразвуковая 293
электролучевая 293
Сплавы жаропрочные 80
Стекло 171
Сталь легированная
быстрорежущая 76
жаростойкая 78
жаропрочная 79
инструментальная 76
пружинная 74
углеродистая 68
Станы прокатные 209
Т
Твердость 31
Твердый раствор
внедрения 41
замещения 41
Термостойкость 34
304
Термообработка
алюминиевых сплавов 82
поверхностная 59
термомеханическая 58
титановых сплавов 90
химико-термическая 62
Требования к литейным сплавам:
жидкотекучесть 253
склонность к газопоглощению 253
склонность к трещинообразо-
ванию 253
. Технологическая проба 37
Томасовский процесс 13
Транскристаллизация 15
У
Угар компонентов 255
Ударная вязкость 31
Удлинение относительное 32
Удельное давление на валки 205
Уплотняющие слои 188
Упругость 31
Усадочная раковина 28
Условный предел упругости 31
Усталость металла 37
Усталостная прочность 31
Ф
Феррит 46
Флюс 7
Формовка 259
Форма разовая 259
Форма многооперационная 260
Формовочные материалы
вспомогательные 260
основные 260
Фурма 7
Ц
Цементит 46, 67
Ч
Чувствительность к надрезу 37
Чугун
белый 68
ковкий 68
перлитный 67
серый 67
ферритный 67
Ш
Шкала зернистости 56
Шлак
кислый 9
основной 9
Шпинель 25
Штейн 21
Штамповка 234
Штамповка объемная 238
Штамп многоручьевой 241
Э
Эвтектика 42, 43, 47, 69
Эвтектоид 47
Электроплавка стали 13
Электронно-лучевая плавка 21
Элементы легирующие 70, 72
ОГЛАВЛЕНИЕ
Стр.
Введение............................... ... . . • • •• 8
Раздел I
ОСНОВЫ МЕТАЛЛУРГИИ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Глава 1. Производство чугуна
1.1. Общая характеристика чугунов............................... 6
1.2. Общая характеристика технологии производства чугуна .... 6
1.3. Железные руды.............................................. 6
1.4. Топливо.................................................... 6
1.5. Флюсы...................................................... 7
1.6. Огнеупорные материалы ,.................................... 7
1.7. Основное оборудование доменного производства......... 7
1.8. Доменный процесс........................................... 9
1.9. Прямое получение железа из руд............................. 9
Глава 2. Производство стали
2.1. Общие сведения............................................ 10
2.2. Мартеновский процесс...................................... 10
2.3. Производство стали в конвертерах.......................... 12
2.4. Производство стали электроплавкой......................... 13
2.5. Вакуумная обработка стали 14
2.6. Разливка стали . 15
2.7. Непрерывная разливка стали ... 16
Глава 3. Производство цветных металлов и сплавов
3.1. Производство алюминия ... 17
3.2. Производство магния .... 18
3.3. Производство бериллия ... 19
3.4. Производство титана .... 20
3.5. Производство меди......................................... 21
3.6. Производство никеля .... 22
Глава 4. Производство тугоплавких металлов
4.1. Общие сведения............................................ 23
4.2. Получение вольфрама....................................... 24
4.3. Получение молибдена....................................... 24
4.4. Получение ниобия.......................................... 24
4.5. Получение хрома........................................... 25
Раздел II
ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
Глава 5. Строение и кристаллизация металлов
5.1. Металловедение и строение твердых тел..................... 26
5.2. Процессы кристаллизации................................... 27
5.3. Аллотропия и дефекты кристаллов........................... 29
306
Стр.
Глава 6. Свойства металлов и их испытания
6.1. Общая характеристика......................................... 30
6.2. Основные механические свойства............................... 31
6.3. Экспуатационные свойства металлов и их сплавов............... 32
6.4. Испытание на растяжение...................................... 33
6.5. Определение твердости........................................ 34
6.6. Испытание на удар............................................ 36
6.7. Испытание на усталость....................................... 37
6.8. Технологические пробы........................................ 37
6.9. Определение чувствительности к надрезу....................... 37
6.10. Определение микротвердости................................. 33
6.11. Определение длительной жаропрочности........................ 33
6.12. Определение жаростойкости................................... 39
6.13. Испытание на термостойкость................................. 39
Глава 7. Основы строения сплавов, диаграммы состояния
7.1. Общие положения.............................................. 40
7.2. Диаграммы состояния.......................................... 41
7.3. Построение диаграмм состояния двухкомпонентных систем . . • 42
7.4. Первый тип диаграмм состояния................................ 42
7.5. Второй тип диаграмм состояния................................ 44
7.6. Третий тип диаграмм состояния................................ 45
7.7. Четвертый тип диаграмм состояния............................. 45
7.8. Диаграмма состояния железо — углерод......................... 46
7.9. Диаграммы состояния тройных сплавов.......................... 43
Глава 8. Методы анализа металлов и сплавов
8.1. Общая характеристика....................................... 43
8.2. Химический анализ.......................................... 49
8.3. Физический анализ............................................ 49
8.4. Термический анализ........................................... 51
8.5. Металлографический анализ.................................... 51
8.6. Рентгеновский анализ......................................... 52
8.7. Дефектоскопия.............................................. ‘54
Глава 9. Термическая обработка
9.1 Общая характеристика.......................................... 55
9.2. Основные принципы термической обработки...................... 55
9.3. Термомеханическая обработка.................................. 58
9.4. Поверхностная термическая обработка.......................... 59
9.5. Практика термической обработки............................... 59
9.6. Влияние термической обработки на свойства стали.............. 62
9.7. Химико-термическая обработка................................. 62
Раздел III
АВИАЦИОННЫЕ МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Глава 10. Чугун, углеродистые стали, легированные стали
10.1. Чугуны................................................ 67
10.2. Углеродистые стали.................................... 68
10.3. Влияние постоянных примесей........................... 69
10.4. Легированные стали.................................... 69
10.5. Влияние легирующих элементов на термическую обработку сталей 70
10.6. Принципы классификации легированных сталей............ 71
10.7. Маркировка легированных сталей........................ 72
10.8. Дефекты легированных сталей........................... 72
10.9. Характеристика важнейших видов конструкционных сталей . . 73
10.10. Пружинные стали............................................. 74
10.11. Инструментальные стали . . . . ............................. 75
307
Стр.
Глава 11. Жаростойкие и жаропрочные стали и сплавы
11.1. Жаростойкие стали.......................................... 78
11.2. Жаропрочные стали.......................................... 79
11.3. Жаропрочные сплавы......................................... 80
Глава 12. Цветные металлы и сплавы
12.1. Общая характеристика ...................................... 81
12.2. Алюминий и его сплавы ..................................... 81
12.3. Термическая обработка алюминиевых сплавов.................. 82
12.4. Маркировка алюминиевых сплавов............................. 84
12.5. Химический состав и свойства алюминиевых сплавов........... 84
12.6. Магний и его сплавы........................................ 85
12.7. Медь и ее сплавы........................................... 86
12.8. Баббиты.................................................... 88
12.9. Титан и его сплавы......................................... 88
12.10. Особенности термической обработки титановых сплавов ... 90
12.11. Бериллий и бериллиевые сплавы ............................ 91
Глава 13. Сплавы со специальными свойствами
13.1. Общая характеристика....................................... 91
13.2. Магнитные материалы........................................ 91
13.3. Контактные материалы....................................... 92
13.4. Материала для сопротивлений................................ 92
13.5. Материалы с особым коэффициентом линейного расширения . - 93
Глава 14. Промышленные материалы и изделия, изготавливаемые методом
порошковой металлургии
14.1. Общая характеристика....................................... 93
14.2. Изделия со специальными свойствами........................ 94
14.3. Изделия с обычными свойствами............................. 96
Глава 15. Новые перспективные материалы
15.1. Общая характеристика...................................... 97
15.2. Волокнистые материалы..................................... 97
15.3. Дисперсноупрочненные материалы 98
15.4. Керметы................................................... 99
15.5. Биметаллы................................................. 99
15.6. Тугоплавкие металлы....................................... 99
Г лава 16. Коррозия металлов и сплавов и защита от коррозии
16.1. Общие положения.......................................... 108
16.2. Особенности коррозии коррозионно-стойких сталей ...... 102
16.3. Особенности коррозии алюминиевых сплавов................. 102
16.4. Особенности коррозии магниевых сплавов................... 103
16.5. Особенности коррозии титановых сплавов................... 103
16.6. Защита от коррозии....................................... 104
Раздел IV
АВИАЦИОННЫЕ НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Глава 17, Пластмассы
17,1. Строение и свойства полимеров......................... 108
17.2. Пластмассы, их свойства и методы испытаний............ 111
17.3. Термопластичные пластмассы............................ 115
17.4. Термореактивные пластмассы............................ 124
17.5. Методы изготовления изделий из пластмасс.............. 132
17.6. Механическая обработка и основы конструирования пластмасс 139
17.7. Газонаполненные пластмассы............................ 141
17.8. Перспективные полимерные н композиционные материалы . . . 144
308
Стр.
Глава 18. Резиновые материалы
18.1. Назначение и свойства резины...............................
18.2. Состав резин...............................................
18.3. Получение и свойства каучука...............................
18.4. Методы испытания свойств резины............................
18.5. Изготовление резиновых изделий.............................
18.6. Классификация резинотехнических материалов.................
18.7. Различные изделия, применяемые в авиастроении..............
18.8. Хранение и эксплуатация резиновых изделий..................
146
147
148
151
153
156
157
160
Глава 19. Лакокрасочные материалы
19.1. Состав и классификация лакокрасочных материалов........... 160
19.2. Смоляные синтетические лакокрасочные материалы.............162
19.3. Масляные лакокрасочные материалы.......................... 163
19.4. Эфироцеллюлозные лакокрасочные материалы.................. 164
19.5. Основные свойства и методы испытаний лакокрасочных материа-
лов и покрытий.................................................. 164
19.6. Подготовка поверхности под окраску ............... 165
19.7. Нанесение лакокрасочных покрытий......................... 166
19.8. Лакокрасочные покрытия в авиастроении................... " 169
Глава 20. Стекло и керамика
20.1. Стекло..................................................... 171
20.2. Керамические материалы..................................... 173
Глава 21. Склеивающие материалы
21.1. Общие сведения............................................. 175
21.2. Основные свойства клеев.................................... 175
21.3. Смоляные клеи.............................................. 177
21.4. Каучуковые (резиновые) клеи................................ 179
21.5. Основные операции при склеивании........................... 181
21.6. Примеры получения клеевых соединений в самолетостроении . . 181
21.7. Проверка качества клеевых соединений....................... 184
Глава 22. Герметизирующие материалы
22.1. Общие сведения................................... . . . . 185
22.2. Смоляные герметики......................................... 186
22.3. Каучуковые герметики....................................... 186
22.4. Уплотняющие спецслои газотурбинных двигателей.............. 188
22.5. Контроль качества герметизации............................. 189
Раздел V
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Глава 23. Теоретические основы обработки металлов давлением
23.1. Общие представления о природе деформации и некоторых ее за-
кономерностях ... ................................. 190
23.2. Холодная и горячая деформации............................ 191
23.3. Напряженно-деформированное состояние металла . . . 195
23.4. Основные законы пластической деформации.................. 197
Глава 24. Прокатка
24.1. Общие сведения........................................... 198
24.2. Прокатные валки.......................................... 206
24.3. Прокатные станы.......................................... 209
24.4. Производство проката.................................... 215
Глава 25. Прессование и волочение
25,1. Прессование.............................................. 219
25.2. Волочение . . . . ....................................... 228
309
Стр.
Глава 26. Ковка и штамповка
26.1. Общие сведения . . . ..................................... 233
26.2. Ковка..................................................... 234
26.3. Объемная штамповка........................................ 238
26.4. Листовая штамповка........................................ 246
26.5. Кузнечно-штамповочное оборудование.........................248
Раздел VI
ОСНОВЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Глава 27. Основные принципы литейного производства
27.1. Общие сведения............................................ 251
27.2. Литейные сплавы и требования к ним....................... 252
27.3. Составление шихты и выплавка сплавов..................... 253
27.4. Плавильные агрегаты . .................................... 256
Глава 28. Формовка
28.1. Общие понятия о литейных формах........................... 259
28.2. Формовочные материалы....................................: 260
28.3. Формовочные и стержневые смеси........................... 262
28.4. Приготовление формовочных и стержневых смесей............. 264
28.5. Модельно-опочная оснастка................................. 265
28.6. Изготовление форм......................................... 266
28.7. Назначение и изготовление стержней.............,.......... 267
28.8. Общие положения о литниковых системах..................... 269
Глава 29. Специальные виды литья
29.1. Общая характеристика...................................... 270
29.2. Литье в кокиль........................................... 271
29.3. Литье под давлением....................................... 272
29.4. Литье выжиманием............................. . . . . 273
29.5. Литье по выплавляемым моделям............................. 274
29.6. Литье в корковые (скорлупчатые) формы..................... 276
29.7. Центробежное литье........................................ 277
29.8. Литье вакуумным всасыванием............................... 278
29.9. Литье под низким давлением................................ 278
29.10. Основные виды дефектов литья............................. 279
Раздел VII
ОСНОВЫ СВАРОЧНОГО ПРОИЗВОДСТВА
Глава 30. Электродуговая и контактная сварка
30.1. Физическая сущность сварки................................ 280
30.2. Электрическая дуговая сварка.............................. 281
30.3. Электрошлаковая сварка.................................... 285
30.4. Контактная электросварка.................................. 285
30.5. Особенности сварки стали и цветных сплавов................ 287
Глава 31. Газовая сварка и резка
31.1. Общие сведения . . ....................................... 288
31.2. Оборудование и принадлежности для газовой сварки...........289
31.3. Ацетилено-кислородное пламя. Технология сварки.............290
31.4. Газовая кислородная резка................................. 291
31.5. Напряжения и деформации при сварке ....................... 292
Глава 32. Специальные виды сварки
32.1. Электронно-лучевая сварка в вакууме....................... 293
32.3. Ультразвуковая сварка металлов.............................293
310
Стр.
32.3. Дйффузионная сварка в вакууме............................. 294
32.4. Сварка трением............................................ 295
32.5. Плазменная обработка металлов . . . ...................... 295
32.6. Дуговая сварка в камере с контролируемой атмосферой . . 295
32.7. Лазерная сварка........................................... 296
32.8. Виды брака и контроль качества сварки......................297
32.9. Техника безопасности при сварочных работах . ............. 298
Глава 33. Пайка металлов
33.1. Общие сведения............................................ 299
33.2. Пайка мягкими и твердыми припоями......................... 299
33.3. Применение пайки в самолетостроении....................... 300
Список литературы................................................... 302
Предметный указатель.................................................303
ИВ № 2024
Валентин Сергеевич Раковский,
Лев Хаскелевич Райтбарг,
Наум Давидович Роттенберг,
Моисей Яковлевич Теллис
АВИАЦИОННЫЕ
МАТЕРИАЛЫ
И ИХ ОБРАБОТКА
Редактор Л. В. Васильева
Технический редактор Л. Т. Зубко
Корректор Л. Е. Хохлова
Переплет художника Е. В. Бекетова
Сдано в набор 18.05.79. Подписано в печать 20.08.79
Формат 60Х90‘/1в Бумага типографская № 2
Гарнитура литературная.
Печать высокая. Усл. печ. л. 19,5 Уч изд. л. 22,0
Тираж 9800 экз. Заказ 2598 Цена 1 р.
Издательство «Машиностроение», 107885,
Москва, ГСП-6, 1-й Басманный г ер., д. 3. -*
Московская типография № 8 Союзполиграфпрома
при Государствегном комитете СССР
по делам издательств, полиграфии и книжной торговли.
Хохловский пер., 7.