/




































































































































Tags: kikinda




Text
chipmaker.ru
Rundschleifmaschinen
TYPE AFB 300-500
Chipmaker.ru
TYPE UFB 300-500
Chipmaker.ru
LIVNIGA ZELJEZA I TEMPERA • KIKINDA • JUGOSLAWIEN
POSTFACH: 6 • TELEGRAMM: LIVNICA KIKINDA . FERNRUF: 72-050 UND 72-051 . TELEX: 155-19
INNENSCHLEIFEN
Bei der Universal-Rundschleifmaschine
(Baumusfer UFB) ist die hochschwenkbare
Innenschleifeinrichfung auf dem Deckel des
Schleifspindelsfocks befestigt.
53" (1350 mm)
B
0
AFB L'FB 300 500
Abmessung A 14'/2" ( 370 mm) 2O'/e" ( 520 mm)
Abmessung B 66" (1670 mm) 73" (1830 mm)
Abmessung C 83" (2000 mm) 94'/2" (2390 mm)
Höhe 0 (Hormalausführung 55" (1395 mm) 55" (1395 mm)
Höbe E (mit bydr. Formabricbtgerät oder mit Innenicbleifeinrichtung 79" (2000 mm) 79" (2000 mm)
Abmessung F Platzbedarf für elektrischen 48" (2200 mm) 48" (1200 mm)
Scbaltgeräteschrenk bei offener Türe
Chitmaker.ru
BAUEN IN LIZENZABKOMMEN MIT DER FIRMA
FORTUNA-WERKE SPEZIALMASCHINENFABRIK AG
STUTTGART-BAD CANNSTATT • GERMANY
CP Delo - Triglavska fiskarna - Ljubljana, 1966
chipmaker.ru
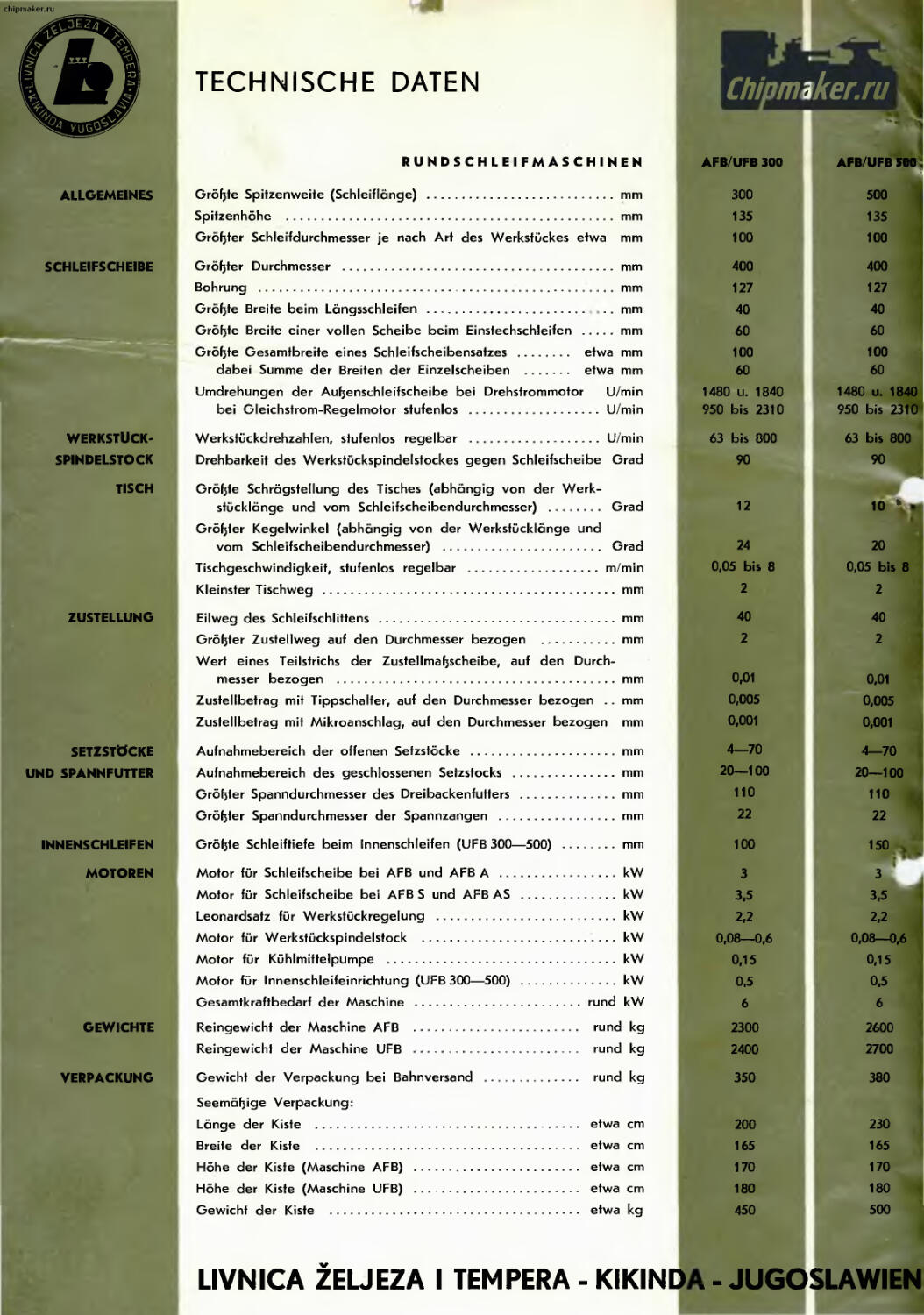
TECHNISCHE DATEN
RUNDSCHLEIFMASCHINEN
ALLGEMEINES
SCHLEIFSCHEIBE
WERKSTUCK-
SPINDELSTOCK
TISCH
ZUSTELLUNG
SETZSTÖCKE
UND SPANNFUTTER
INNENSCHLEIFEN
MOTOREN
GEWICHTE
VERPACKUNG
Größte Spitzenweite (Schleiflänge) .............................mm
Spitzenhöhe ................................................... mm
Größter Schleifdurchmesser je nach Art des Werkstückes etwa mm
Größter Durchmesser ........................................... mm
Bohrung ........................................................mm
Größte Breite beim Längsschleifen ..............................mm
Größte Breite einer vollen Scheibe beim Einstechschleifen .....mm
Größte Gesamfbreite eines Schleifscheibensafzes .......... etwa mm
dabei Summe der Breiten der Einzelscheiben ............ etwa mm
Umdrehungen der Außenschleifscheibe bei Drehstrommotor U/min
bei Gleichstrom-Regelmotor stufenlos ........................ U/min
Werkstückdrehzahlen, stufenlos regelbar .................... U/min
Drehbarkeit des Werkstückspindelstockes gegen Schleifscheibe Grad
Größte Schrägstellung des Tisches (abhängig von der Werk-
stücklänge und vom Schleifscheibendurchmesser) ............... Grad
Größter Kegelwinkel (abhängig von der Werksfücklänge und
vom Schleifscheibendurchmesser) .............................. Grad
Tischgeschwindigkeif, stufenlos regelbar ................... m/min
Kleinster Tischweg .............................................mm
Eilweg des Schleifschlittens ...................................mm
Größter Zustellweg auf den Durchmesser bezogen .................mm
Werf eines Teilstrichs der Zustellmaßscheibe, auf den Durch-
messer bezogen ..................................................mm
Zusfellbetrag mit Tippschalfer, auf den Durchmesser bezogen .. mm
Zusfellbetrag mit Mikroanschlag, auf den Durchmesser bezogen mm
Aufnahmebereich der offenen Sefzstöcke .........................mm
Aufnahmebereich des geschlossenen Setzstocks ...................mm
Größter Spanndurchmesser des Dreibackenfutters .................mm
Größter Spanndurchmesser der Spannzangen .......................mm
Größte Schleiftiefe beim Innenschleifen (UFB 300—500) ..........mm
Motor für Schleifscheibe bei AFB und AFB A .................. kW
Motor für Schleifscheibe bei AFB S und AFB AS ................kW
Leonardsafz für Werkstückregelung ............................. kW
Motor für Werksfückspindelsfock ............................. kW
Motor für Kühlmiftelpumpe ................................... kW
Mofor für Innenschleifeinrichtung (UFB 300—500) ..............kW
Gesamtkraftbedarf der Maschine ........................... rund kW
Reingewicht der Maschine AFB ............................. rund kg
Reingewicht der Maschine UFB ............................. rund kg
Gewicht der Verpackung bei Bahnversand ................... rund kg
Seemäßige Verpackung:
Länge der Kiste .......................................... etwa cm
Breite der Kiste ......................................... etwa cm
Höhe der Kiste (Maschine AFB) ......................... etwa cm
Höhe der Kiste (Maschine UFB) ......................... etwa cm
Gewicht der Kiste ........................................ etwa kg
^Chipmaker.f
AFB/UFB 300 1 , FB/UFBIOO:
300 500
135 135
100 100
400 400
127 127 40
40
60 60
100 100
60 60
1480 u. 1840 1480 u. 1840
950 bis 2310 950 bis 23?0
63 bis 800 63 bis 800
90 90
12 10 * M
24 20
0,05 bis 8 0,05 bis 8
2 2
40 40
2 2
0,01 0,01
0,005 0,005
0,001 0,001
4—70 4—70
20—100 20—100
110 110
22 22
100 150 >
3 3
3,5 3,5
2,2 2,2
0,08—0,6 0,08—0,6
0,15 0,15
0,5 0,5
6 6
2300 2600
2400 2700
350 380
200 230
165 165
170 170
180 180
450 500
LIVNICA ZELJEZA I TEMPERA - KIKINDA - JUÄIlAWIEN
chipmaker.ru
RUNDSCHLEIFMASCHINEN
werden hergestellt:
zum Außenschleifen als Modell: AFB 300 und 500
zum Universalschleifen (mit Innenschleifeinrichtung) als Modell: UFB300 und 500
A. NORMAL — ZUBEHÖR
Modell AFB
1. Komplefe Elektroinstallation mit Schaltanlagen, Releen und Elektroschaltkasten Grt.
2. Sämtliche Elektromotoren 220/380 V 50 Hz ...................................... Grt.
3. Kühlmittelanlage mit Schrank und Elektropumpe ................................. Grt.
4. Schleifscheibe 400 X 40 X 127 mm ............................................. Stck.
5. Schutzhaube für Schleifscheiben bis 40 mm Breite ............................. Stck.
6, Sprifzbleche ................................................................. Satz.
7. Abdrückschraube für den Schleifscheibenflansch ............................... Stck.
8. Auswuchtdorn ................................................................. Stck.
9. Abrichtgeräf für die Außenschleifscheibe, ohne Diamanf ....................... Sfck.
10. Körnerspitzen ................................................................ Stck.
11. Keilriemenscheiben für Schleifspindel 0 98 oder 120 mm ....................... Stck.
12. Anschlageinrichfung ohne Mesuhr .............................................. Sfck.
13. Dreibackenfufter 0 4, */," ................................................... Stck.
14. Schlüssel für die Maschine ................................................... Satz.
15. Abrichtgeräf für die Innenschleifeinrichtung, ohne Diamant ................... Sfck.
16. Textilriemen 40 X 1090 und 25 X 1060 mm für Innenschleifspindel .............. Satz.
17. Hochschwenkbare Innenschleifeinrichtung, jedoch ohne Innenschleifspindel Stck.
B. AUF BESONDERE BESTELLUNG LIEFERBAR
1. Offene Sefzstöcke ............................................................ Sfck.
2. Mitnehmer mit Schlüssel ...................................................... Stck.
3. Einsafzhülze zum Schleifen der Körnespifzen .................................. Sfck.
4. Mesuhr für Anschlageinrichfung ............................................... Sfck.
5. Geschlossener Sefzstock ...................................................... Sfck.
6. Schleifscheibenflansch mit Auswuchtsegmente für Schleifbreiten 10—17 mm .. Sfck.
7. Schleifscheibenflansch mit Auswuchtsegmente für Schleifbreiten 18—63 mm .. Sfck.
8. Schutzhaube für Schleifscheibe bis 17 mm Breite ............................ Stck.
9. Schufzhaube für Schleifscheibe bis 63 mm Breite ............................. Stck.
10. Innenschleifspindel links, Modell A-8 mit 4 Aufsätzen für Bohrungen von
0 5—18 mm, mit entsprechenden Schleifsteinen und Schlüsseln für Drehzahl
50.000 U/Min.................................................................... Grt.
11. Innenschleifspindeln links, Modell A-7 mit 4 Aufsätzen für Bohrungen von
0 7—25 mm, mit entsprechenden Schleifsteinen und Schlüsseln für Drehzahl
45.000 U/Min.................................................................... Grt.
12. Innenschleifspindeln links, Modell A-6 mit 4 Aufsätzen für Bohrungen von
0 9—35 mm, mit entsprechenden Schleifsteinen und Schlüsseln für Drehzahl
35.000 U/Min.................................................................... Grt.
13. Innenschleifsp.ndeln links, Modell C-5, mit 3 Aufsätzen für Bohrungen von
0 20—110 mm, mit entsprechenden Schleifsteinen und Schlüsseln für Drehzahl
18.000 U'Min.................................................................... Grt.
14. Einlegebüchse 0 60/50 X 120 mm für Modell A-6 ............................ Stck.
15. Einlegebüchse 0 60/40 X 120 mm für Modell A-7 ............................. Sfck. —
16. Einlegebüchse 0 60/30 X 120 mm für Modell A-8 ............................ Stck.
UFB
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Zum Kauf der zusätzlichen Zubehöre ist der Angebot gültig.
Mit der Rundschleifmaschine werden technische Dokumenten geliefert.
Änderungen vorbehalfen.
LIVNICA ZELJEZA I TEMPERA - KIKINDA - JUGOSLAWIEN
chipmaker.ru
Dezoatovr 1752x
Abnahme-Bedingungen für Werkzeugmaschinen
Universal-Rundschleifmaschinen
bis 5 m Schleifiange
FON
702
Bauart U F B ~ 300 JUS Maschlnen-Nr. 1045
Auftrags-Nr.
Empfänger
Bild
Meßgeräte
zulässig | gemessen
Fehler in mm
Meßanleitung
Geradlinigkeit
dar Führung«
und Aufspann-
flächen des
Tuche« und
ihr« Faro lieh
töt zur Tisch
bewegung
Weiler-
*coge
Skalenwert
0 02 mm/m
Meßbrücke
a 0.02 mm/m
b 0.02 mm/m
Verwindung
unzulässig
Ä/0,02
i/u,02
c Wosserwooge lang« zum
Bett auf Hochbahn m Siel
Iungen A und B
b Wasserwaage über Meß
brücke quer zum Bett in
Stellungen C und D
Arbeitstisch für Mettungen A
und C ganz nach link« ’jr
Messungen B und D ganz
noch recht« verführen
Zu a Flachbahn nur hohl
Zu b V Bahn in der Mitte
ssur tiefer
Bei Maschinen über I m
Schleifiange Tische obneh
men Messungen lang« und
quer m Abständen von
500 mm
Fe>ntoster oi 0.01 mm/m a/0 *005 Obertisch m ausgerichteter H« 1 Stellung
b] 0 01 mm/m B/O,ÜO5 0/0,01 AnsteHen des Fernlasters an Fuhrurgskont« und Auf spannflochen
cl 0.01 mm/m Tuch lang! bewegen dabei Anzeige des Femfotlers ob
Fluchten der
Kömertpilzen
van Werkstück
«prn del «todt
und Rett«tack
o in der Senk
rechtebene
b) in der
Wooge
rech lebe ne
Zylindrischer
Meßdarn zur
Aufnahme
zwischen
Spitzen hach
«ton« 600 mm
lang
Femtaste**
Qi 0 01 mm
b) 0.01 mm
A/0,01
B/0,002
Meßdorn rwuchen Spitzen
An stellen des Feintasters on
den Meßdcrn
Tuch langt bewegen dabei
Anzeige des Feinraster« ob-
lesen
ij Reitslockspilze darf nur
hoher hegen
I» Rertslockspitze darf nur
außen hegen
Rechtwinklig
keit der
Schleif
schlitten
bewegung
zur
Arbeitsochse
Meßflonsch
ouf Dorn
mit genau
fluchtenden
Zentrier-
bohrungen
zur Aufnahme
zwischen
Spitzen
Feintoater
0 01 mm ouf
Zustetlweg
0,005
Obertisch .n ausgerichleter
Null Stellung
Schleifschhlten m hmierer
Schiefstellung
Fernlaster am Sch le Ischhtten
befestigt Taststift an Plan
seile des Meßflonschet
SchIe«fschlitten zustellen bis
n vordere Stellung dabei
Anzeige des Fernlasters ob
lesen
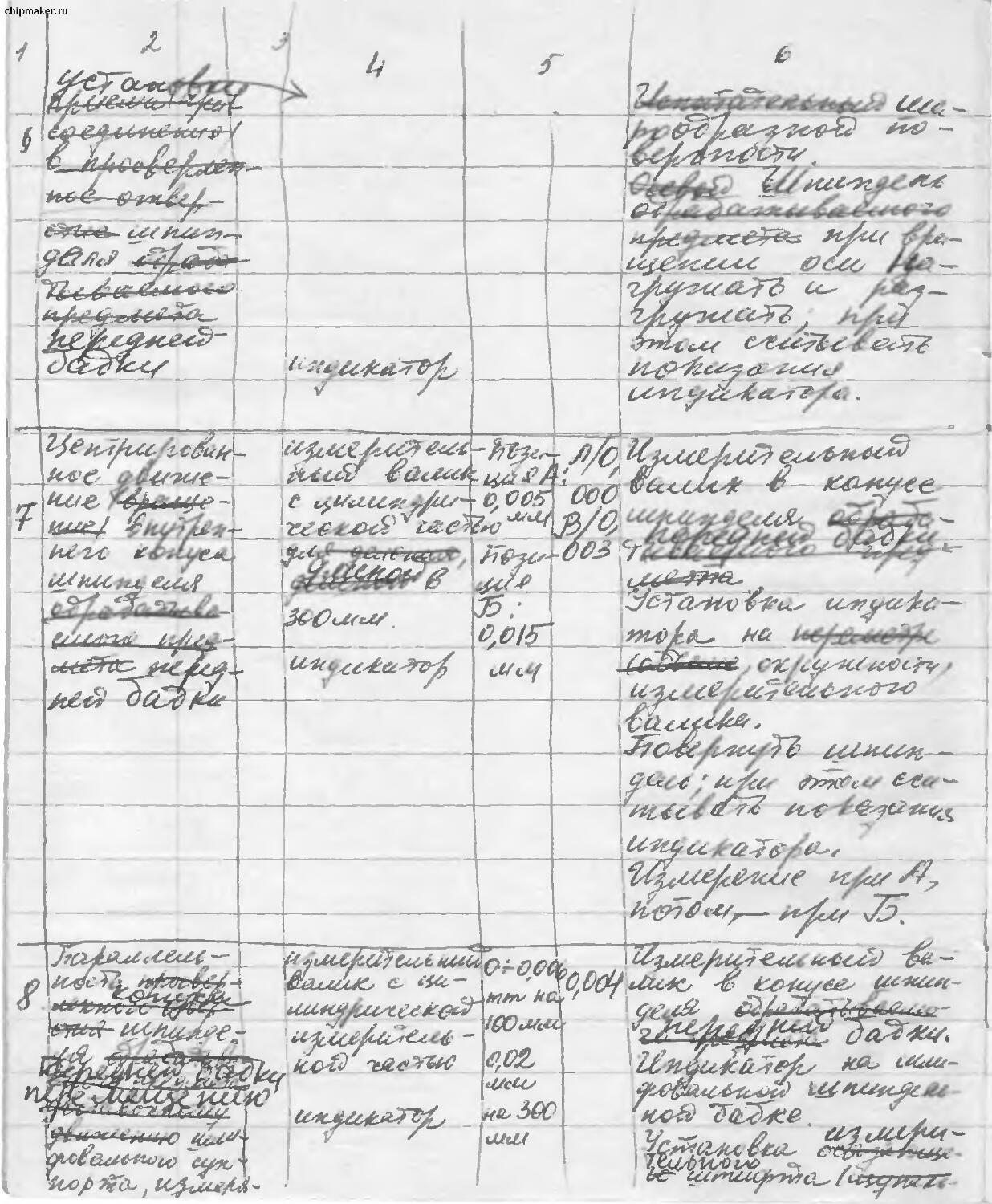
5 Rundlauf der Körners pitze im Werkstück Spindelstock Fein läster 0 005 mm 0,002 Anslellen des Feintaslers on die Kornersprtze ‘senkrecht zum Kegelmantel Werkstuckspindel dreher.. do bei Anzeige des Fernlasters ablesen
6 Axialruhe der Werkstück spmdel Prufdcrn mit Kugelkuppe zur Aufnahme m Werkstuck «pindel bohrung Femiaster 0 OOS mm 0,002 Prufdorn in Bohrung der Werkstuckspmdel Fe ntosfer an Kugelflache on stellen Werksluckspmdel unter Drehen axial beiosten und entlasten, dabei Anzeige des Feintoster« obTesee
1 =r
chipmaker. ru
Ahrarme Bedingungen f r Weikzeugma« h wn Universal-Runde eifmaschinen bi« 5 m S«:*.e f' nge FON 702
N Ge.|»««tand der Mes.ung Bild Meßgeräte ZUläSSlf । Fehler j gemessen in mm Meßanleitung
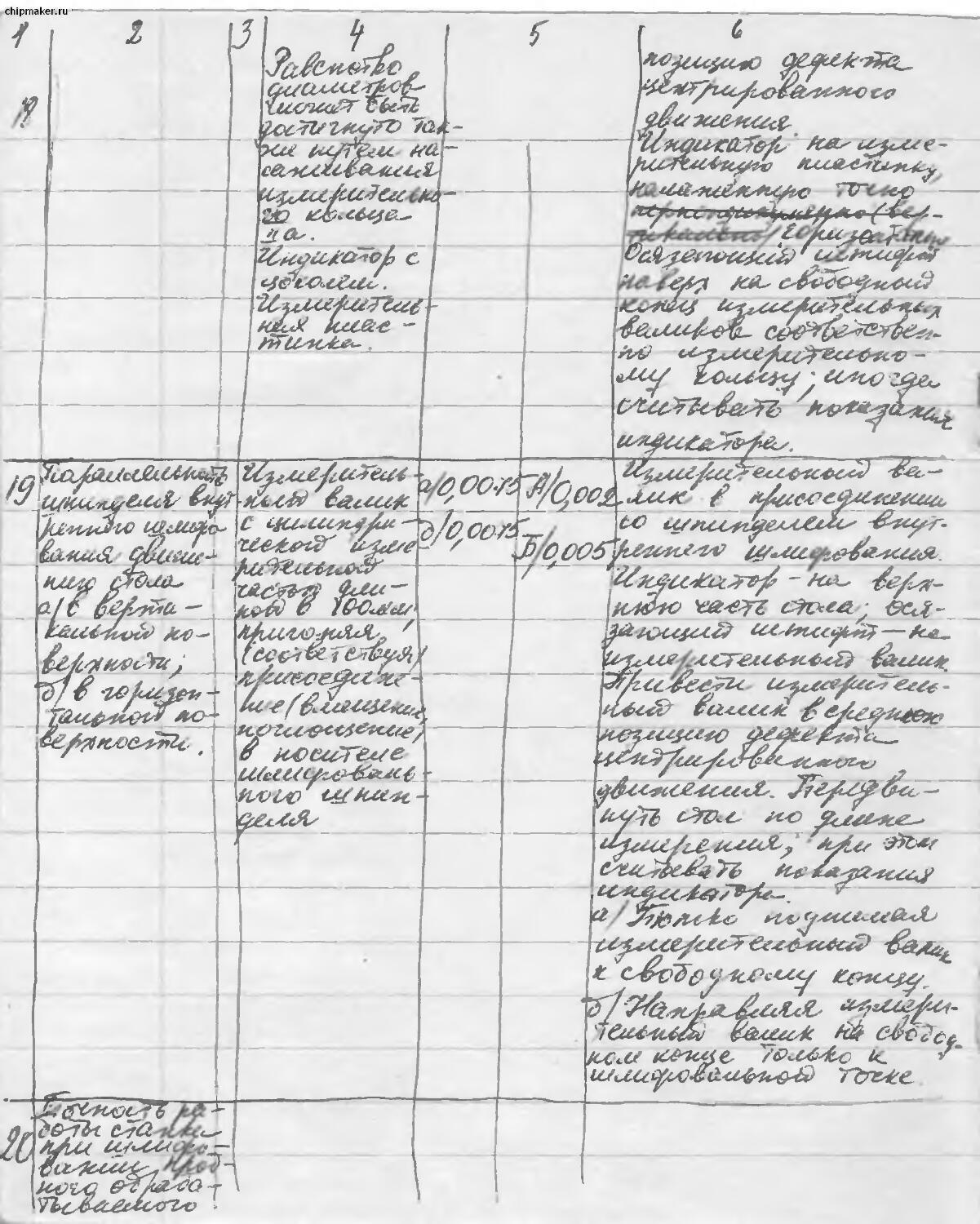
7 Rundlauf des '«menkegels der Werk stuckspmdel A B Meßdorn mit zylindrischem, 300 mm lan- gem Meßteil Feintaster Stellung A: | 0.005 mm Stellung B: * 0,015 mm ä/O,000 d/0,003 J Meßdorn im Kegel der Werk sturfcspindel. Anstellen des Feintasters an den Umfang des Meßdorns. Spindel drehen, dabei An zeige des Fernlasters ab- lesen. Messung bei A, dann bei B
L -r~r
—* 1
8 Porollehtor der Werk stuckspmdel bohrung zur Zustell- bewegung des Schleif supports ge messen in der 90' und 45- Stellung des Spindelstocks El 1 Meßdarn mit zylindrischem Meßleil Feintoster 0 ° 0,006 mm auf 100 mm 0 02 mm auf 300 mm 0,004 Meßdarn im Kegel der Werk stuckspindel Feintaster auf Schleifspmdel- stack Ahstellen des Taslstiffs oben am Meßdom. Werkstückspinde(stock in 90° und 4SC Stellung schwenken Schletfscheibensupport jeweils um Meßlonge verschieben Meßdorn zum freien Ende hin nur steigend.
L 1—
9 Poro lieh tat der Werk- stuckspmdel- bohrung zur Tisch- bewegung o m der Senk rechtebene bl in der Wooge rechtebene Meßdorn mit Aufnahme schaff und zylindrischem 300 mm langem Meßteil Fernlaster a) 0 . 0,02 out 300 mm b) 0 0.01 | auf 300 mm a/0,01 B/0,002 Obertisch in ousgenchteler Null Stellung. Meßdorn m Bohrung der Werkstückspmdel Anstellen des Fernlasters an den Um fang des Meßdoms Meßdarn in die Mittelstellung des Rundlcüffehlers bringen. Tisch um Meßlänge verschie- ben,- dabei Anzeige des Fein- tasters oblesen. et Meßdarn zum freien Ende hm nur steigend. b) Meßdorn zum freien Ende hin nur zur Schleifscheibe gerichtet
J J ä 1—j*°b
> 1 I
I
10 Parollelitot aes Kegels m der Reit stockptnole zur Tuch bewegung a) m der Senk rechtebene b) m der Wooge recbtebene 1 > _E a 3l rß- ^Ob Meßdarn mit zylindrischem 300 mm langem Meßteil Feinloster a) 0 . 0,02 auf 300 mm b) 0 . 0.01 auf 300 mm h./o,01 3/0,002 Obertisch in ousgenchteter Null-Stellung Meßdarn in ; der eingefohrenen und fest- geklemmten Reititodipmcle Anstellen des Fernlasters an den Umfang des Meßdoms. Tisch um Meßlange verschie- ben, dobei Anzeige des Feintasters oblesen. o) Meßdorn zum freien Ende hin nur sleigend; b] Meßdorn zum freien Ende hin nur zur Schleifscheibe gerichtet.
* l
11 Rundlouf des Kegels der Schleifspindel — Feintaster 0 005 mm 0,001 Anstellen des Femtosters an den Umfang des Kegels (senkrecht zum Kegelmantel Schleifspmdel drehen, dobei Anzeige des Feintoslers ob lesen
12 Axiolruhe der Schleif spindel f j Feintoster Meßkugel _ 5 mm e 0 01 mm 0,003 Kugel in der Kornersenkung der Schleifspmdel, Anstellen des Feintasters an die Meß- Kugel Schleifspindel unter axialer zum Spindelstock gerichteter Kraft drehen dabei Anzeige des Femtcsters oblesen
chipmaker.ru
re 3
Abna n Be ngungen für Werkzeugmaschinen
Um versal - Rund Schleifmaschinen
bi« 5 m Schie»fiknge
FON 702
Gegenstand
der Messung
Meßgeräte
zulässig | gemessen
Fehler in mm.
Meßanleitung
Porallelitot
der Schleif-
Spindel zuf
Tisch-
bewegung
o) m der
Senk
rechte bene
b) tn der
Wooge
reditebeno
Meßdorn
mit zyhn
drisdtem.
100 mm
langem
Meßteil
Feintaster
o) 0.0075
b) 0 0075
A/O ßdorn auf Keael der
«r V Xeiftpindel outnebmen
y/x «ä»intoster out dem Obertisch,
JJ/V • VWv'isHtitt am Meßdorn
Meßdorn in die Mittelstellung
des Rundlauffehlers bringen
Tisch um Meßlonge verschie-
ben, dabei Anzeige des Fei«
toiter» oblesen
Oj Meßdorn tu« freien Ende
hm nur steigend
bj Meßdom zum freien Ende
hm nur zum Tisch gerichtet
Höhengleich
heit der
Achsen Vön
Schleif
•pmdelstodi
und Werk-
stückspindel
stock über
dem Tisch
Meßdorne
mit zylin-
drischem
100 mm
langem
Meßteil,
Durchmesser
der Dorne I
und II gleich
innerhalb
0,002 mm.
Durchmesser-
gleichheit
kann auch
durdi Auf
setzen eines
Meßrmges
11 a erreicht
werden
Feintaster
mit Sockel
Meß platte
O.Oß
Meßdorn I an der Schleif
spmdel befestigt
Meßdorn II im Werkstück
spmdelstock
Meßdorne in die Mittel
Stellung des Rundlouffehlers
bringen
Feintoster auf genau waag
recht ausgerichteter Meß
plotle, Toststift oben am
freien Ende von Meßdorn
bxw Meßrtng; |Cweds An
zeige des Femtosteis oblesen
Oberttsch roch beiden Seiten
ousschwenken und in großl
möglicher Winkelstellung
Messungen wiederholen.
15
Höhenlage
der Schleif-
spindei über
dem Tisch in
den äußeren
Stellungen des
S d) leit Spindel-
slodu
Meßdarn mit
zylindrischem
100 mm
langem
Meßteil
Feintaster
Meßplatte
0 05 mm 0,0X3 Schleifspindelslock in hm lerer Stellung. 'Meßdorn, an der Schleif
spmdel befestigt, in Mittel Stellung des Rundlauffeh lers bringen. Feintaster auf genau nach jupportfuhrung ausgerich teter Meßplatte
Toststift oben am Meßdorn Anzeige des Feintasters ab lesen. Schleifspindelstock
um Grobverstellung ver schieben, Messung in neuer
Lage wiederholen
Feinfühligkeit
der Zustell-
einrichtung
bei 6 wieder-
holten Zu
Stellungen
_______________.________________.1
n O aOO2 F«into«tar auf Oberluch.
Auf 0 002 mm V «To„ltlf, „O,B on beorbeit„e
genau Flache des Schle'fspindel-
stocks angesteilt.
Zustellelndchtung 6moi zu-
röckdrehen um etwa 1 Um-
drehung und wieder gleich-
mäßig lohne Stoß) auf
O Anschlag drehen.
Schnelles Ab-
heben und
Wieder-
ansteilen der
Schleifscheibe
an das Werk
stück im
Eilgang
Femfoster
Dabei Anzeige des Fein tosters ablesen.
Auf 0,003 mm genau 0,002 Feintasler out Obertisch Tast stift vorn on bearbeitete Flache des Schleifspindel Stocks angestellt Ohne Veränderung der Zu Stelleinrichtung 6mol Support m Eil* 3 wegfuhren und wieder oeiholen. Dabei Anzeige del Fein raster» ablesen A
17
chipmaker ni
FON 702
19
21
Gegenstand der Messung B>ld
Abnehme Bedingungen für Werkzeugmaschinen
Um versal-Rundschleifmaschmen
bis 0 ni Schleifiänge
gemessen
in mm
Höhengleich
heil der
Achsen von innenschleif- spindelstack und Werk stuckspindri- slock I [ =Q
— -r
1 la
PoroHehtal
der Innen
schleifspindel
Zur TiS<h
bewegung
a m der
Senk-
rechtebene
b| in der
Wooje
rechtebene
Arbeits-
genouigkeit
der Maschine
beim Schleifen
eines Probe
Werkstückes
zwischen toten
Spitzen
o) Rundheit
b) Zylindn-
ii tat
Arbeits-
genauigkeit
der Maschine
beim Schleifen
im Futler,
liegend
geschliffen
oi Rundheit
b StirnlauF
genouigked
Meßgeräte! ZU,as6’G
Meßanle.tung
Meßdorne 0,02 mm 0,015 Meßdarn 1 in der Lagerung
mit xyim drts'hem, 100 mm der Innenschleifipmdel. Meßdorn II im Werkstück- spindeistock.
langem Meßteil; Durchmesser der Dorne 1 und II gleich innerhalb 0,002 mm. Durchmesser- gleichheit kann durch Auf- setzen eines Meßringes 11 o erreicht werden Meßdorne in die Mittel- stellung des Rundlauflehlers bringen. Feintester auf genau waog recht ausgerichteter Meß- platte Toststift oben am freien Ende von Meßdarn bxw. Meßring; jeweils Anzeige des Fein- tasters ablesen.
Feintaiter
mit Sockel
Meßplatte
Größte Schleiflönge der Maschine / mm 0 mm
mm
300 bis 600 250 38
über 600 bis 1200 500 50
über 1200 bi: 2000 750 65
über 2000 1000 80
a
Meßdarn mit
zyl 100 mm
langem Meß
teil, Auf-
nahmeschaft
in Schleif
spmde Itroge ।
passend
Feintaiter
mit Sockel
a 0 0075
b) 0,0075
A/0,002
3/0,005
Meßdarn m Aufnahme für die
nnentchleifspindel.
Feintaster auf dem Ober-
flsch, Taststift am Meßdarn
Meßdorn in die Mittelstellung
des Rundlauffehlers bringen.
Tisch um Meßlange verschie-
ben; dabei Anzeige des Fein
tosten oblesen
oi Meßdorn xum freien Ende
nur steigend
bi Meßdarn am freien Ende
nur zum Sdileifpunkt
gerichtet
O1 bis 80 mm •; a/0,001 Mit Reiterlehre am laufenden Werkstuck Schic ifergebnis
0,003 mm bis 200 mm •, 0 005 mm über 200 mm», 0,01 mm messen.
Setzstöcke send nicht xu verwenden Dos geschliffene Probewerk stuck darf nur ballig sein. Gesamter Genauigkeitsgrad 1 T 5
b) 0,005/250 mm 0.008/500 mm B/0,001 Der Hersteller legt fest- Art der Sdileifscheibe. Werkstoff des Probewerk
0,010/750 mm 0,015/1000 mm stucks Sthnittbedmgungen
o.i 0 005 mm
auf 150 mm
bl 0,005 mm
am Durchm
100 mm
270,001
B/0,002
Toststift an Umfang und Stirn-
fläche des geschlißenen Prüf-
stückes anstellen
Spindel drehen; dabei An-
zeige des Feintasters ob
lesen.
Der Hersteller legt fest:
Art der Schleifscheibe
Werkstoff des Prabewerk-
stucks
Schnittbedingungen
Beschreibung und Betriebsanleitung
zur
Rundschleifmaschine
Eaumuster iU3 - w..........
Werk-Nr. 1045
Baujahr 1967
Auftrag-Nr.
Anleitung
Schaltplan
Zusatzeinrichtung .......
Sonderausführung:....................
IOC m m
lob mm
100 mm
10 kg
Arbeitsbereich
Spitzenhohe
Größter Schleif du r^hmesser cta.
Größtes Werkstuckgewicht ca.
Chipmaker.ru
Diese Betriebsanleitung ist allen denjenigen zuzutelten,
die die Maschine zu bedienen und zu überwachen haben.
Wir bitten, bei Rückfragen und Ersatzbeschaffungen d .
Baumuster, die Werk-Nr uer Maschine und die in der Anlei-
tung eingetragenen Bezeichnungen und Nummern der
t treffenden Meschinenteile anzugeben.
Die At eftung darf ohne unsere Genehmigung dritten Per-
ser» nicM zugänglich gemacht weraen.
Vervielfältigung, auch auszugsweise, nicht gestattet!
AO. 1. 27
chipmaker.ru Inhaltsverzeichnis zur**^ietriebsanle'tung UFD AO 647 5-1
Titelblatt aO.1.27 Inhaltsverzeichnis AO.647.5-1 Aufstellen ner Maschine Auspacken-Befördern-Reinigen-Aufstellen A1.1.15 Beförderungsplan A1.2.25 Aufstellungsplan 647-A 18 Anschließen der Stromzuführung A1.4.25 Ireiu-Schmier-AühlmIttel Einfüllen der Öle und des Kühlmittels A2*.2.2? Öltafel A2.1.1 Bl.1 u.2 Beschreibung der Maschine Elektrische Ausrüstung Teilnummern ab 100 A3.1.31 Bl.1 • Stromlaufplan Druckölanlage Teilnummern ab 200 A3.2.32 Bl.1 - 4 Tische Teilnummern ab 300 A3.3.22 Bl.1 u.2 Anscnläge-Handantrieb Teilnummern ab 400 A3-4.10 Steuerung der Maschine Teilnummern ab 500 A3.5.115 Bl.1 u.2 A3.5.28 Bl.3 - 9 Schleifschlitten Teil^'immern ab 600 A3-6.18 Bl.1 u.2 Schleifspindelstock Teilnummern ab 700 A3.7.24 Bl.1 u.2 WerkstücKspindelstock Teilnummern ab 800 A3.8.48 Bl.1 - 8 heitstock A3.9.8 Bl.1 u.2 Setzstöcke Iteilnunimorr) ab 900 A3.10.10 Bl.1 u.Z Abrichtvorrichtungen I A3.11.19 Bl.1 u.2 InnenschleifeinricntungJ A3.12.22 Bl.1 u.3 Arbeiter, mim der Maschine Einspannen und Auswuchten der Schleifscheibe A4.8.1 Bl.1 u.2 Außenschleifen A5-1.29 Bl.1 - 4 Innenschleifen . A5.1.29 Bl.6. u.7 Schmierung und ’Aartung Schmieranweisung Ab.2.52 Bl.1 u.3 Wartungsanweidung A6.4.19 Bl.1 u.2 Wartung der Hochleistungsfilter A6.4h41 Bl.1 u.2 Beseitigen von Störungen A7.1.35 Bl.1,2,4 « u.5 •
tiipmaker.ru
Auspacken-Beföidern-Reinigen-Aufsteilen
AI. 1.15
Auspacken
Maschine sofort nach Eingang auspacken und auf Beförderungsschäden
untersuchen.
Maschinenzubehör auf Vollständigkeit prüfen.
Bas lose mitgelieferte Zubehör ist teilweise auch im Kühlmittel-
behälter verpackt.
Befordvrungsschäden sofort der Bahn bzw. dem Spediteur, der Ver-
sicherungsgesellschaft und uns melden!
Befördern
Versetzen der Maschine mittels Kran.
Aufhängen der Maschine am Kran nach ßeförderungsplan.
Maschine stets waagrecht hängen.
Maschine nie am Tisch anheben.
Genügend lange und einwandfreie Hanfseile verwenden.
Zwischenlagen aus Holz vorsehen zum Schutz gegen ein Anheben des
Tisches und ein Zerdrücken empfindlicher Teile der Maschine. Seilan
lagesteilen zur Schonung des Anstriches durch Putztüoher schützen.
Versetzen der Maschine durch Verschieben auf Walzen.
Stößfe und starke Erschütterungen beim Verschieben de” Maschine mit-
tels Walzen vermeiden. Nicht gegen Schutzhauben oder bewegliche
Teile der Maschine drücken. Zum Ansetzen.von Hebeisen sind an der
Unterseite des Mascninenbettes Aussparungen eingegossen.
Peinigen
Blanke Teile, Bedienungsgriffe und Schilder sind eingefettet und
teilweise mit Barbe überspritzt. Fett bzw. Farbe mit Purzwoile ab-
wischen. Tischflächen leicht ölen. Verschmutzte Teile säubern. Wern
sich irgendwo Wasser angesammelt hat, die betreffende Stelle reini-
gen und trocknen.
Bei Übersecinaschinen sind blanke Teile -und Bedienungsgriffe mit
Rostschutzmittel überstrichen, das mit einem mit Petroleum ange-
feuchteten lappen abgewischt werden kann.
Aufstellen
Platzbedarf der Maschine nach Aufstellungsplan
Beim Aufstellen rirgs um die Maschine genügend Platz lassen.
Bei getrenntem Kühlmittelbehälter Platz für das Verfahren vorsehen.
Vor einseitiger, starker Wärmeentwicklung «chützen
Immer auf festen Boden stellen. Bei schlechtem Unte~gr*und Beton-
fnndament 3O+5G cm hoch vorsehen.
In der Nähe der Maschine dürfen keine Hämme od-^r unruhig laufende
Maschinen steher da sich die dadurch hervor erufenen Erschütterun-
gen auf 20 m u 1 noch darüber bemerkbar machen
Aufstellen auf genau ebener mit Wasserwaage ausgerichteter Boden-
fläche. Geringfügige Un benheiten isgleichen durch elastische
Zwischenlage aus Filz oder Gummi von 2*5 mm Stärke. Prüfen in Längs
und Querrichtung mit Wascerwaagt .uf der bearbeiteten Oberseite des
SchleifspindeIstocks
Bas kastenförmige Bett_i‘ l an der Unterseite bearbeitet und *ist so
versteift, daß ein Ajsric^ten mit Stellschrauben oder durch Unter-
keilen sowie ein Unte gießen mit Zement nicht notig ist.
Keine Fundamentschrauben e w nden!
chipmaker.ru
AI. 2.25
AI.2.25
chipmaker.
ru
t .7 ' '
239') (AF8 :
20?’ ( AF3
chipmaker.ri
Anschließen der Stromzuführung
Vor dem Einschalten Kühlmittel, Hydrauliköl, Schmieröl einfüllen!
I
Schaltplan der Maschine im Schaltschrank.
Zur Trennung der Maschine vom Netz ist in der Zuleitung ein handbe-
tätigter Hauptschalter a1 angeordnet. Hauptschalter im Schaltgeräte
schrank, Hauptanschluß 101 an der linken Bettwand.
Die 3 Drehstromphasen R, S, T sind am Hauptanschluß einzuführen und
dort anzuklemmen. Außer den Klemmen für die Außenleiter ist eine
isolierte Klemme für den Mittelpunkteleiter und eine mit dem Ma-
schinenkörper verbundene Klemme angebracht.
.(Klemmenbezeichnung R - S - T - Mp-i.)
Eine einwandfreie Erdleitung ist an die mit dem Erdungszeichen ver-
sehene Klemme anzuschließen. Bei Notzen mit Mittelpunxtsleiter
(Null-Leiter) ist dieser an der mit Mp bezeichneten Klemme anzu-
schließen (z.B. bei 380 Volt).
Das Gehäuse des Hauptanschlusses hat eine Bohrung mit SLahlpanzer-
rohrgewinde Pg 21. Zuleitung erfolgt normalerweise,,von unten, bei
Anschluß von Oben kann das Gehäuse des Hauptanschlusses um 180
2
Leitungsquerschnitte für 220 V 4 x 6 mm 9
380 V 50 Per. 4 x 2,5 mm*
380 V 60 Per. 4x4 mm«
500 V 4 x 2,5 mnr
lax der Anschluß in der beschriebenen Weise ausgeführt, ist die
Drehrichtung der Motoren zu prüfen.
Eb genügt, die Drehrichtung des Handantriebes (Leonard-Aggregat)
zu prüfen, da sämtliche Motoren dann zwangsläufig richtig laufen.
Hierzu Hauptschalter EIN und Druckknopf für Hauptantrieb am Schalt-
pult.
Bei falscher Drehrichtung des Hauptantriebe » zwei Netzanschluß-
leitungen des Hauptanschlusses vertauschen.
* *
Beachte i
Sohlelfmotor erst einschalten, wenn nach dem Einschalten des Haupt-
antriebs die Schleifspindelscimierung arbeitet (sichtbar am Schau-
glas an der Stirnseite des Schleifspindelstocks).
Werkstückantrieb erstmalig mit geringer Drehzahl, hierzu Regelknopf
r5 nach links.
Als Ersatz für durchgebrannte Sicherungen nur träge
Sicherungspatronen verwenden.
chipmaker.ru
A2.2.27
Einfüllen der Öle und des Kühlmittels
Kur die nach Öltäfel zulässigen öle verwenden.
Anwendung als: Ölfüllung Ölgruppe der Öltafel
Hydrauliköl 55 Liter A
Spindelöl für Gleitlager der Werkstückspinael 1 Liter ’B
Spindelöl für Gleitlager der Außenschleifspindel 6 Liter \^/ B
Spinaelöl oder Fett für FORTUNA-Wälzlager-Schleif- spindeln nach Angaben der Spin- delbetriebsan] eitung schmieren C, D
Ölmenge für Senderaufsätze siehe gesonderte Beschreibung.
Einfüllen der Öle
Größte Sauberkeit beachten! öxe vor dem Eii.f allen filtern!
Hydrauliköl A für Ölgetriebe
Einfällen nach Abnehmen des Blechdeckels an der rechten Bettwand,
öl stand,am Ölstandsanzeiger an der Bettvorderseite prüfen.
Spindel öl B für Gleitlager der Werkstücksuindel
Einfüllen an der Verschlußschraube 817.
Ölstand am Ölstandsauge 805 prüfen.
Spindelöl B für Gleitlager der Außenschleifspindel
Abnehmen des Lüftungsdeckels an der hinteren Bettwand, Füllen des
Ölbehälters.
Kühlmittel
Kühlmittelbehälter im Bett faßt rd. 70 Liter. Getrennt angeordneter
Kühlmittelbehälter (für Feinschleii'maschine) faßt rd. 200 Liter.
Ein gutes Kühlmittel soll beim Schleifen eine ausreichende Kühlwir-
kung haben, ein Rosten der zu schleifenden Teile verhindern und die
Schleifseneiben griffig erhalten. Um eine bessere Schliffgüte zu er-
zielen, werden Kühlflüssigkeiten mit Schleifölzusätzen verwendet.
Das Mischungsverhältnis der im Handel befindlichen wasserlöslichen
Schleiföle wird .jeweils von den Lieferwerken angegeben. Zu dünne
'Mischungen lassen Maschine und Werkstück rosten, zu dicke Mischun-
gen kühlen schlecht und schmieren. Beim Ansetzen der Kühl-
flüssigkeit spielt die Harte des Wassers eine besondere Rolle.
chipmaker.ru
Oktdter1&59
Smiei'sto ' e für cteielfrn&ec'ninen
I Btatt 1
Zweckentsprechende Schmiers'-of fe sind Voraussetzung für einwandfreies
Arbeiter, der F TDEA-Scnleifmaschinen. Aus techni scnen Granden können
wir nicht aile auf dem SarKt angeootenen >le erproben. Von den Disher
geprüften -len haben uxch folgende in Deutschland erhältlichen Jurten
bewa rt.
Gruppe anwenJurg als . 1- oder Fettsorte Lieferwerk
A Druck-ol zum nyirauli- sehen Antrieb der Nasch ine. chmieroi für das Getriebe im >rkst ick- spi deLstock und die übriger. Schmierstellen der Mascnine. 20JC20- 25 °E Viskosität bei; 30°C 4- 4,5 “E 100°C 1.4- 1,6 ”E Voltol Gleitj1 11 Deutsche Shell A.G. Hamburg 1
Rer.ep 2 Fa. luchs । Mannheim
Hydrauliköl BB Vdlvoline Öl GmbH. Hamburg 3b
inergol HP 20 "BP"Benzin u.Petroleum aG., Hamburg
Gasolin-Spezialöl K Deutsche Gasolin A.G. Hannover
Hidraul 5 ß l2tk
B SchmierJ1 für die uleitlager der Schleifspindel und ..erKstuCk spir.del 20° C 1.5-17 E Viskosität be. 50°C 12-'3°E 100°C 1 ' • E Ghell Gl Tenus 11' Deutsche Shell A.G. Hamburg 1
Hocnleistungsöl jerop benzin-Benzol-Vertrieb (BV) Bochum
Spezialöl 1JR 2008 Deutsche Gasolin A.G. Hannover f
Gcnleifspindelöl ’n r£01 Ht 1 "ßr"ße.izj n u. Petroleum A.G., Hamburg
C Gchrai« rol für Fort una-«7älz lager SchleifSpindeln For tuna-«7<_ilzlager- Gpindelol F,7G Fortuna-Aerke A.G.
-ne11 CI JY 3 Deutsche Shell A.G. Hamburg 1 t
D Schmierfett fSr Fertuna-.iialzlager- 3c sie ifs 1* Fortuna- i/älzlager- opinielfett F.VS 53 i Furtuna-Aferka A.G. ft - - ----- - 1
* E ochnuerfett f-r A, Izlager und für Teile mit Fett- Sc laiierung Fortuna-A aIzlager- Spindelfett Fi’S 53 » Fortuna-werxe A.G.
Shell alvania Fett 2 Deutsche Shell A.G. Hamburg 1 I
Gargoyle Fett 12v0 Deutsche Vacuum 01 A.G.« Hamburg 36•
<7älzJ agerfett Derop F.7 e51 Benzin-ßenzol-Vertr_eb (BV) Bochum J
rlontanol Aüxzlageriett Deutsche Gasolin A.G. Hannover
nnergrease R BB 2 ,'BP"Benzin u. Petroleum A.G., Hamburg
iValziagerfett Ks Valvolme Öl GmbH. । Hamburg 3&
F Schmieröl für Fortuna- Schleif ‘i^xideln mit Jin b <ls sh;, xerui T tfpöM. ‘Tfc/7-tffy Shell-Turbo-Öl 2 7 Deutsche Shell A.G., Hamburg
i
-
4|__________________________________________________________________________________________________________________________________________‘
smaker.ru
Oi.tooer (959
A? 1. 1 öiatt 2 % JSwierst . fe für Schleifra .sc inen
Zweckentsprecherde Schmierstoffe sind Voraussetzung für ein einwand- freies Arbeiten der F> RTUNA-^chleifmaschinen. Aus technischen Gründen können wir nicht alle auf dem Markt angebotenen Ole erproben. Von den bisher geprüften Gien haben sich folgende in allen Ländern,außer in Deutschland, erhältlichen Sorten bewährt.
Gruppe Anwendung als 01- oder Fettsorte Lieferwerk
A Druckol zum hydrauli- schen Antrieb der Maschine. Schmieröl für das Ge- triebe im Aerkstuck- spindelstock und die übrigen Schmierstellen der Maschine. 20<>C:20-25 °E Viskosität bt 5Ö°C. 4- «5°E 100°C: 1,4- 1,6 °E Shell Tonna^>i/'§7 Shell
Valvoline Oil BB Valvoline Oil Company
Energol HP 20^"^ BPC The British Petro- leum Comp., Limited.
oun Oil Lubway 300 Sun Oil Comp. Philadelphia
Hidraul 5R Li'TK
B Schmieröl für die Gleitlager der Schleif- spindel und «VerKSt xck- spindel 20°C 1,5-1.7 °E VtskpsitM bei 50°C 1,2-1 3°E 100’C 1 *E Shell Tellu^ O11%1 Shell
Energol HP 1 BPC The British Petro- leum Comp. Limited
C .ichmiei- >1 für r ortuna-.Välzxagar- oc ileifspindeln. Shell Vitrea Oil 27 Shell
D Schmierfett für Fortuna-«i<ilzlager- •jchlei f Spindeln Fortuna-Aälzlager- Spindelfett FÄS 53 Fortuna-Jerke A.G.
E Scnmierfett far /alzla t und für T< le mit Fett- sc nmi er ung Fortuna-n/alzlager- Spindelfett F/JS 53 Fortiina-iferke A.G.
Shell Alvania ./«/A Grease 2 /ÖäJ Shell
uargoyle >rease BFn No. 3 Vacuum Oil Company
Snergol rresoure i.o. 2 >cft Anglo-Iraniai Oil Company
Ener grease RBd 2 BtC The British Petro- leum Comp. Limited
F nchmier 1 für rortuna- SchleifSpindeln mit Olnebelscnmierung Shell Turbo Oil 27 Shell
U r * •
-
t)l
T
chipmaker.ru
I
Elektrische Ausrüstung
A3.1.31
Blatt 1
Schaltplan (}er Maschine im Schaltschrank eingelegt.
Elektrische Ausrüstung nur für Drehstrom.
Hauptanschluß 101 zum Anschließen der Maschine ans Netz.
Hauptschalter a1
zum Trennen der Maschine vom Netz hei mechanischen oder elektri-
schen Störungen, beim Reinigen und bei längeren Betriebspausen.
Hauptschalter ist mit der Türe des Scnaltgeräteschrankes so ver-
riegelt, daß der Schaltgeräteschrank bei eingescnaltetem Haupt-
schalter nicht geöffnet werden kann.
Schaltgerätekasten 105
mit Sonderschlüssel gegen unerlaubtes Öffnen gesichert.
Enthält die Teile nach beifolgender Aufstellung.
Schaltpult 104
enthalt die DrucKknopfSchalter für die Motoren.
Motoren werden einzeln eingeschaltet und gemeinsam
ausgeschaltet. Siehe: -Steuerung der Maschine - Schaltpult.
Schaltung der Moto„ren
über DrucKknopfSteuerung am Schaltpult über Luftschutz und therm.
Motorschutz. Motor für Werkstückantrieb ohne therm. Motorschutz.
sufenloser Werkstückantrieb
Antrieb durch Gleichstrom-Einbaumctcr, der in Leonard-Schaltung mit
einem Regelwiderstand stufenlos geregelt wird.
Einschaltung wegen hoher Schalthäufigkeit direkt durch Luftschütz
ohne thermischen Motorschutz, verkürzter Auslauf durch Brems- .
schütz mit Bremswiderstand.
Hauptantrieb samt Leonard-Aggregat m^>
Antriebsmotor, Steuer- und Erregergenerator in einem Gehäuse zu-
sammengebaut .
n = 1^00, Wälzlagerung.
Treibt gleichzeitig Öldruckpi'mpe für Hydraulik und Schmierpumpe füi
Schleifspindel.
Zugängig nach Abschrauben des Lüftungsdeckels auf der Bettrück-
seite. Vollständiges Aggregat kann nach Lösen der Druckölschläuche
und nach Lösen der Klemmschraube an der Fuoplatte nach hinten aus
dem Bett herausgezogen werden.
Schleifrauantrit b
läßt sieh erst einschalten, wenn Hauptantrieb eingeschaltet und
damit Schmierung der Schleifspindel in Funktion ist.
Werkstückanschlag
schaltet die Aerkstückdrehung abhängig von der Stellung des
Schleifscnlittens EIN und AUS! *
Kühlmittelpumpe
laßt sich erst einschalten,wenn Schleifradantri eingeschaltet, isi
zTZ £* '7&OOP&E MA
A5.2.31
x./sr
104
103
bi
b2 b3 b4 b5 b€
h<
m2
b5
n)
chipmaker.ru
Elektrische Auerttetwag - leilnuEimem
A3.1.*l
Blatt 15/1
a 1 Hauptschalter
a 2 4'ahlschalter fttr "Ausen-Innekischleifen*
b 1 Sehalter fttr Werkstttckantrieb
b 2 Schalter ittr "Alles Aus"
b 3 Schalter für Hauptantrieb
b 4 chalter iüx Schleifecheibenantrieb
b 5 Sbhalter für Ktthlraittelpvmpe
b 6 Schalter fttr I^ncnschleifartrieb
b 7 Endschalter an Support
b 8 Jndschalter an der Innenschleifeinrichtung
c 1 Gleichstrodi-Luftschtttz fttr erkstttekantriet
c 2 Luftschutz ittr Innenychleifantrieb
c 3 Luftschttta fttr Schleifscbeinbenantrieb
o 5 Luftschttta fttr Leonard-Aggregat
c 7 Luftschttt® fttr KChlmittelpumpe
o 9 Lremascbttt« fttr tferkatttekantrieb
1 • 1 Sicherung fttr 3erkstttckantrleb
|e Sicherung zttr Iimenschlfeifantrieb
3 Sicherung ittr Schleifscheibenantrieb
Sicheruijg fttr Leonard-Aggregat
L _1 Sicherung für I tthlinittelpumpe
jq le| Sicherung _ttr Steuerstronkreis» Signallampen
e 23 2 Bimetallrelais fttr Xnne®schleifantrieb
e 2: 3 Bimetallrelais fttr Schlaffecheibenontrieb
* 2. ? *• Bimetallrelaie fttr Leonard-Aggregat
e 2* T Bißet llr^lais fttr UhlBittelpumpe
dlBnallaapen Hsuptechalter -Ein"
Jkelehb e leuch tui\
B 1 Gleichstrommotor ftti Weikstttckantrieb
Xoh2 enabraes aungt:it 10x12,5» 25 «ßm lang
: Ersatzteile
chipmaker.ru
A3.1.91
Blatt 15/2
Elektrische AwurUatnixg - Teilmuuneru
b 2 iXrehötromnjotcr fr • Inaenschleifaatrleb
n 3 Drehstrommotor fttr Schleif scheibenantrieb
n 5 leonard-A^grcgat
Köhlenabmessuugent 12,5x10, 25 nun 1 g (Frresergenerator)
12,5x10,-25 um 1 g (Steuergenerator)
a 7 Uhlxittelpwpe
c 9 otouerhtu.'a:u8formator
t 1 Brezaswider&tand fUr crkf tt ikantrieb 35 Ohr, 100 att
r 3 Tester .Lderatand !!?♦ Ohjn, 100 »att
(«jujt iernridorutand)
r ♦ Fester »Ziderstand 25o Ohm, 50 att
• 5 Hegelwiderstaad 2000 Che», 200 Vstt
| | i Ersatzteile
hipmaker.ru
A3.2.32
Blatt!
Bruck- und Schmierolanlage
Brucköljumpe 221 ist mit Antriebsmotor direkt gekuppelt und fördert
15 1/min.
Betriebsdruck 6 atü eingestellt an Überdruckventil 231•
Kontrolle des Öldrucks an Manometer 251» nach öffnen des sonst
geschlossenen Absperrhahnens 234.
Verstellung des Hydraulikdrucks am Überdruckventil nach Lesen der
Nutmutter durch Verdrehen der Ventilspindel.
Brückerhöhung durch Hechtsdrehung.
Verbindung mit der übrigen Hydraulik über 2 Bruckölschläuche 261,
die beim Ausbau des Antriebsaggregates gelöst werden können.
Einschalten der Bruckölpumpe gemeinsam mit Antriebsuggregat über
Bruckknopf b 3 am Schaltpult.
Rückstau-Ventil 232 eingestellt auf 0,2 atü.
Ansaugleitung mit Ansaugkorb 2.240
Bettbahnschmi eiung mit Ruckol über Hahn 235«
Schmierung des Zustellgehäuses über Hahn 236.
Kontrolle der Bettbahnschmierung:
Tisch in Endlage, am Ablaufrohr an den Führungsbahnenden muß
eine geringe Menge Öl auslaufen. Bei zu reichlicher Schmie-
rung läuft Öl über die Sammelnuten der Bettbahn und läuft an
der Vorderfront des Bettes herab.
Bruckclfixier 241
Reinigen des Filters je nacn Verschmutzungsgrad des Hydrauliköls.
Hierzu bei abgeschaltetem Antrieb Filter-Schutzkappe abnehmen,
Filtereinsatz 242 reinigen oder auswechseln.
Schmierung der Schleifspindel
Bie Zahnradpumpe 222 für die Spinaekschmierung wird über Zwischen-
räder 226, 227 vom Antriebsaggreg^t mit angetrieben und fördert
über ein Filzfilter 243 zu den Spindellagern.
JVenn bei Inbetriebnahme wegen der noch leeren Leitungen die Schmier
pumpe noch nicht fördert, dann Schlauchleitung 263 erstmalig mit Öl
füllen.
Am Schauglas 253 am SchleifSpindelstock ist das durch das Über-
druckventil 233 abfließende, überschüssige Schmieröl sichtbar.
Einstellung des Schmieröldrucas am Überdruckventil 233, das'nach
Abnehmen der Verschlußschraube 712 am Beckel des Schleifspindel-
stocks zugänglich ist. Rechtsdrehen erhöht den1Druck, wodurch mehr
Öl durch die Lagerung und weniger Öl über das Schauglas fJießr.
Venn kein öl über nchauglas fließt, Schmieröldruck durch Links-
drehen am Ventil 233 verringern, jedoch nicht unter 0,25 atü.
Kontrolle des Schmierdrucks (0,25 + 0,75 atü) am Manometer 252.
c
chipmaker.ru
A3.2.32
Blatt 3
Druck- und Schmierölanlage
Teilnummern zur Druck- und Schmierölanlage
201 Steuerblock für Tischsteuerung
202 Steuerblock für Support- und Zustellsteuerung
203 Steuerblock für aut.Abschaltung (nur bei Ausf. A und AS)
204 Steuerblock für Reitstocksteuerung (nur auf bes. Bestellung)
211
212
ZU
21b
217
221
222
125
226
227
231
232
233
234
235
236
Tischzylinder 50 0
Eilgangzylinder für Schleifschlitten 65 0
Hydr. Reitstock (nur auf besondere Bestellung)
Nutringe für Tischxolbenstange 12/24 0
Topfmaiischette für Zustellzylinder 80 0
Topfmanschette für hydr. Reitstock 45 0
Drossel für Eilgangdämpfung
Druckölpumpe SIG NDF-25-3; n = 1500; n=0,6 PS;
Schmierölpumpe n = 850;
Diring für Druckölpumpe 17 x 35 x 10
Diring für Schmierölpumpe A 14x24x7 DIN 6503
Kupplungsscheibe für Druckölpumpe
Zwischenrad für Schmierpumpe
Überdruckventil, eingestellt auf 6 atü
Gegendruckventil,eingestellt auf 0,2 atü
Gagendruckventil,eingestellt auf 0,3 atü
für Schleifspindelschmierung
Absperrhahn für Manometer
Einstellhahn für Bettschmierurg
Einstellhann für Schmierung der Zustellung
647-।50
S 612-80
S 612-45
Q=15 1/min.
Q=0,9 1/min.
3503.704.6
241
(242]
243
[244]
Filter für Drucköl
Filtereinsatz
Filter für Schmieröl
Filtereinsatz
647-932
616-9594-2
251 252 253 254 Manumeter für Eydrauliköl Manometer für Schleifspindelschmierung Schauglas für Schleif spinö.elschmierurg Ölstand am Bett für Hydrauliköl
261 Niederdruckscnlauch für DrucKÖlpumpe (1x) 16x800 1502.304.
262 Niederdruckschlauch für Eilgang (2x) 10x500 1502.304.
263 N1ederdruckschlauch z.Schleifsp.Stock 6x1400 1502.304.
264 Niederdruckschlauch v.Schleifsp.Stock 1 üx^OO 647-1014
265 Niederdruckschlauch z.hydr.Reitstock 16x1300 6l6-3777-2b
(nur auf besondere Bestellung)
266 Anschluß für Meßkopfführung
267 Anschluß für hydr. Koplerabrichte luxlßüü
268 Rohr für Zustelxsteuerung
269 Rohr für Handantriebssteuerung
270 Ölablaß für hydrauliköl
|2«240| Saugkorb
2.241 Niederdruckschlauch für Druckölpumpe (1x) 20x750 1502.304.
Ersatzteile
chipmaker.ru
l
chipmaker.ru
A3.3.22
Blatt 1
Tische
Tischverschiebung entweder von Hand mit dem Handantrieb oder selbst-
tätig mittels Drucköl durch ein Kolbengetriebe mit 2 Kolbenstangen,
Tischgeschwindigkeit zwischen 0,05 und 8 m/min. stufenlos regelbar.
Bettführungsbahnen werden durch eine starre Abdeckung in jeder Lage
der Tische geschützt und selbsttätig durch Rücköl geschmiert. Öl-
menge kann mit Hahn 235 eingestellt werden.
Siehe "Druckölanlage" und "Schmierprufung".
Kolbenstangenbefestigang
Zum Abheben des Tisches Nutmattern 301 an den Kolbenstangenenden
losen, rechten Kolbenstangcnlagerhock 302 abschrauben, durch Tisch-
verschietung nach links mit linkem Kolbenstangenlagerbock von Kol-
benstange wegfahren. Reim Wiederaufsetzen auf Zahnstange und Ritzel
achten.
Einstellen zum Kegelschleifen
Der Obertisch kann zum Schleifen schwach kegeliger Werkstücke und
zum Einstellen auf genaue Zylinder auf dem Untertisch um einen Zap-
fen gedreht und an den Enden durch Spannplatten in der eingestellten
Lage festgespannt werden. Die rechte Spannplatte 303 ist mit je einer
Maßteilung nach Winkelgraaen und Kegelverbältnissen versehen.
Mif Verstellspindel 304 kann Obertisch schräg gestellt werden. Nach
dem Einstellen Spannschrauben 305 auf beiden Seiten gleichmäßig an-
ziehen. Auflagestellen des Untertisches vor dem Schwenken gut reini-
gen und wieder einfetten.
Feineinstellung mit Meßuhr
Meßuhr 306 für die Feineinstellung ist auf Halxeleiste 307 ver-
schiebbar. Bei steileren Kegeln kann ein Umsetzen der Zeigerplatte
308 in die zweite Nut erforderlich worden.
Um bei der Einstellung auf genauen Zylinder nach Möglichkeit mit
einer einmaligen Verstellung auszukommen, empfiehlt sich folgendes
Verfahren: (Siehe Schema)
Im Abstand 1 wird die halbe Durchmesserdifferenz gemessen: = a
Tisch muß im Abstand 1 um den Betrag a ausgeechwenkt werden,
also im Abstand L um den Betrag Ä - 1 a
Beispiel: Schleiflänge 500 also L = ^700 mm
Meßlänge 1 35 mm
. D = 5OrOO5 mm
d = 50,00 mm
a = 2,5/u
a • 700 _ c-n
A = ----- = 50/u
50/U = 5 Teilstricne an der Meßuhr 1:1000.
Bei einer gewählten Meßlänge von 35 mm muß also hier der Tisch um
so viel Meßuhrteilstriche verstellt werden, wie die Durchmesserdif-
ferenz in /u beträgt,
Teilnummern zu den Tischen
301 Nutmutter 305 Spannschrauben
302 Kolbenstangenlagerbock 306 Meßuhr
303 Spannplatte müt Maßteilung 307 Halteleiste für Meßuhr
304 Verstellspindel 308 Zeigerplatte
chipmaker.ru
chipmakenru^
A3. 4?fo
Anschläge - Handantrieb
Anschläge
In der T-Nut des Untertisches sitzen die Schleifanschläge 400,
die den Umsteuernebel 516 bei selbsttätiger Tischbewegung wechsel-
weise umlegen. Die Anschläge können nach Lösen der Kugelgriffe 401
grob, und mittels der Kordelschraube 402 fein verstellt werden.
Auf besondere Bestellung können Plananschläge mit Feinverstell-
schraube oder Anschläge mit Meßuhr oder Anschlageinrichtungen für
die Schleif- und Abrichtstellunöen geliefert werden.
HwXdai.trif b
Der Handantrieo hat ein Zahnrad-Untersetzungsgetriebe, dessen
letztes Zahnraa in die Zahnstange des Untertisches eingreift. Zwei
Untersetzungsetufen können durch Verschieben des in der Mitte des
Handrades 511 sitzenden Umschaltknopfes 512 geschaltet werden. Das
Pfand rad für die Pischbewegung wird beim Einschalten des Tischselbst-
ganges zwangsläufig ausgekuppelt und beim Stillsetzen des Tisches
ebenso wieder eingerückt.
Grobverstellung des Tisches
(Umschaltknopf 512 herausgezogen)
Feinverstellung des Tisches
(Umschal.tKnopf 512 hineingeschoLen)
1 Handradumdrehung
ergibt 12 m (genau
12,42) Tischverschiebung
1 Ha ndradumdre hung
ergibt 4 mm (genau
4,95) Tischverschiebung
Umschaltknopf in Mittelstellung schaltet das Getriebe
für den Handantrieb aus. (Zweckmäßig, wenn z.B.beim
Einstecht-'n unbeabsichtigte Tischverstellung verhindert
werden soll.)
Teilnummern zu den Anschlägen und zum Handantrieb
400 Schleifanschlag
401 Kugelgriff
402 Kordelschraube
511 Handrad
512 Umschaltknopf
chipmaker.ru
A 3. 5.113
Statt 1
I
Steuerung der Maschine
Bedienun^selemente am Schaltpult
Masch-Type:
AFB AFS
AFD
h1 h1
b2 b2yl
bj bo
b4 bj
b5 b7
b6 b2
b1 b1
b0.J08
ho.yis
hO.J-16
bO.5O8
hO.315
nO.316
Signallampe: Hauptschalter eingeschaltet
Drucxknopf : Sämtlicne Motoren AUS
(zum Ausschalten eines einzelnen
Motors werden erst mit Druckknopf
b2 bzw.b21 sämtliche Motoren AUS
geschaltet und bis auf den auszu-
schaltenden wieder eingeschaltet.)
Druckknopf : Hauptantrieb EIN:
Druciölpumpe
Schmierölpumpe für Schlei!spindel
Druckknopf : Schleifscheiben-Antrieb EIN
(läßt sich nur bei eingeschaltetem
H aupfrantrieb einschalten)
Druckknopf : Kühlmittelpumpe EIN
(nur wenn Schleifscheiben-Antrieb
eingeschaltet.)
Druckknopf : Innenschleifspindel EIN
(nur bei UFB, U?C und UFD)
Drehknopf
: tferkstückdrehung:
a) automatisch EIN und AUS
in Abhängigkeit von der Steuerung
des Schleifschlittens;
bei Schleifschlitteja VON : EIN
bei Schleifschlitten ZURÜCK : AUS
b) AUS
c) EIN
d) Tippschaltung (kurzzeitiges Ein-
schalten durch Drücken des Knopfes).
Drehknopf : a) automatische Abschaltung über
Kontaktanschläge der Zustellung
b) ohne automatische Abschaltung
c) autom.AbSchaltung mit FINITöK
Signallampe: Leuchtet während Schrupp-Periode
Signallampe: Leuchtet während Schlicht-reriode
chipmaker.ru
I
A">. 5.G5
h0315
(D 0 -
chipmaker.ru
A3. 5 28
Blatt 3
Steuerung der Maschine
Bedienungselement für Tischsteuerung
511 Handrad für Tischverstellung
512 Umschaltknopf für Tischfeinverstellung
513 Wählhebel für Tischbewegung
a) Tischlängsgang autoro. EIN und AUS
in Abhängigkeit von Steuerung des Schleifschlittens
bei Schleifschlitten VOR : EIK
ZURÜCK : AUS
b) Tischlängsgang AUS
c) Tischlängsgang EIN
-514 Wählknopf für Zustellung
E: Finstechzustellung
0: Ohne Zustellung
R: Tischabhängige Zustellung RECHTS
LR: Tischabhängige Zustellung LINKS und RECHTS
L: Tischabhängige Zustellung LINKS
Autom. Zustellung arbeitet nur, wenn Wählknopf
entsprechend der Tischbewegung eingestellt ist,
also beim Einstechen auf E
beim Längsschleifen auf R bzw. LR, L
515 Regelxnopf zur stufenlosen Regeln der Tischgeschwindigkeit
516 Tischumsteuerhebel
^zum Umsteuern des Tischselbstganges von Hand oder
selbsttätig durch die Tischanschläge
517 Zurüekziehbarer UmSteuerbolzen
518 Hebel für Tischhaltesteuerung
a) Halt: RECHTS (Tisch in rechter Umsteuerstellung) „
b) Halt: RECHTS und LINKS
c) Ohne Halt.
519 Regelknopf für Haltedauer
Rechtsdrehung verkleinert Haltezeit und umgekehrt.
520 Verschlußschraube (Nach Herausschrauben kann Drossel schraube
- 5?8 für Zuatellbetrag gespült werden)
2maKer.ru
A3.5.28
Blatt 5
Steuerung der Maschine
521
522
523
524
525
526
527
528
529
530
531
532
533
534
535
536
537
Bedienungselemente
Steuerung des Schleifschlittens
Handrad für Ausgleichzustellung
1 Umdrehung im Uhrzeigersinn gibt 2 mm Zustellung
bezogen auf den Werkstückdurchmesser
Maßscheibe für Ausgleichzustellung
1 Teilstrich = 0,01 mro/0
Einzahn-Schaltknopf
1 Schaltung = 0,u05 mm/0
Mikroanschlag
1 Teilstrich = 0,001 mm/0
Feststellknopf für Ausgleichzustellung
Maßschexbe für automatische Zustellung
1 Teilstrich = 0,01 mm/0
Maßscheibe für SchleifZugabe
Eilganghebel für Schleifschlitten, zugleich Haupthebel
bei Einhebelbedienurg. RECHTS: Schleifschlitten: VOR
LINKS : Schleifschlitten: ZURÜCK
Verriegelungsknopf für Eilganghebel
a) verriegelt
b) frei
Regelknopf für automatische Zustellgeschwindigkeit
Hebel zum Beschleunigen (nach rechts) und Unterbrechen (nach
links) der automatischen Zustellung
Regelknopf für Eilganggeschwindigkeit
Klemmschraube für Maßscheibe der Ausgleichzustellung.
Bedienungselemente
für automatische Abschaltung (nur Ausfg. A)
Einstellknopf für Schlichtbetrag:
Skala zeigt den Zustellbetrag in /u/0, der nach der
automatischen Umstellung von Schruppen auf Schlichten ’•
noch für das Schlichten übrig bleibt. (Entspricht bei
automatischer Abschaltung mit FINITOR der Einstellung
am Knopf 2? des Meßkopfes).
Einstellknopf für Meßkopfbewegung
0: Meßkopfbewegung ausgeschaltet
I: Meßkopf fährt gleichlaufend mit Schleifschlitten: EIN
und bei Fertigmaß: AUS
01: Meßxopf fährt verzögert EIN
Einstellknopf für Schlichtgeschwindigkeit:
Drehen nach vvv ergibt langsamere Zustellung beim Schlichten.
Einstellknopf für zustcllungslose Aasfeuerzeit:
Drehen nach FWT ergibt längere Ausfeuerzeit
(bzw. mehr Ausfeuerhabe beim Längsschleifen)
Drehen auf 0 ergibt Abschaltung ohne zusätzliche Ausfeuerzeit.
Stellung V ergibt kürzeste Ausfeuerzeit ( 1 Doppelhub).
chipmaker.ru
A3. & 28
Blatt?
Steuerung der Tnaschine
Beschreibung zur Tischsteuerung
Der automatische Tischselbstgang wird hydraulisch gesteuert.
Durch das Einschalten der hydraulischen Tisehbewegung wird zwangs-
läufig der Handantrieb ausgekuppelt und beim Ausschalten der Tisch-
hydraulik eingekuppelt.
Der V ihlhebel für dj.e Tischbewegung 513 hat außer den Stellungen
"EIN" und "AUS” noch eine Schaltstellung, bei der der Tischlängs-
gang .in Abhängigkeit von der Bewegung des Schleifschlittens ge-
steuert wird. Hierbei werden sowohl Schleifschlitten wie Tisch mit
dem Eilganghebel 528 gesteuert. W. hlhebel 513 hat eine Sperrung
derart, daß eine Schaltung in Stellung a (aut. Steuerung» nur durch
gleichzeitiges Drücken des Hebels nach vorne möglich ist. Damit boL
ein unbeabsichtigtes Schalten auf Stellung a verhindert werden,
wenn von Stellung "EIN" auf "AUS" geschaltet wird.
Der Regelknopf 515 für die Tischgeschwindigkeit drosselt den Rück-
ölstrom des hydraulischen Tisehantriebs. Die Zahlen 0+10 sind keine
absoluten Werte für die Tischgeschwindigkeit-, sie sollen nur das
Einstellen erleichtern. Der Regelknopf enthält 2 einstellbare An-
schläge, die nach Abschrauben des gerändelten Abdeckrings auf 2
verschiedene Tischgeschwindigkeiten eingestellt werden können, z.B.
für Schruppen und Schlichten oder für Schleifen und Abrichten. Durc
Ziehen am Regelknopf kann dieser auch noch über die Anschläge hin-
aus verstellt werden, z.B. nach links bis zum Nullanschlag und
nach rechts für eine Eilbewegung.
Der Tischumsteuerhebel 516 wird von den Tischanschlägen selbsttä-
tig umgelegt, kann aber auch von Hand betätigt werden. Ein Aus-
schwenken nach rechts ergibt eine Tischbewegung von rechts nach
links und umgekehrt. Die Tischumsteuerung erfolgt auch bei verschie
denen Tischgeschwindigkeiten innerhalb 0,02 mm genau, so aaß sehr
dicht an Bunde herangefahren werden kann. Der zurückzienbare Um-
steuerbolzen 517 erlaubt, über den rechten Umsteueranschlag hinweg-
’<• zufahren, während der linke Anschlag so hoch ist, daß ein Überfah-
ren hier nicht möglich ist. Das Ausfahren über den rechten An-
schlag ist zweckmäßig beim Innenschleifen, um schnell in die Ab-
richtstellung oder in die Stellung zum Werkstückwechsel fahren zu
können.
Die Tischhaltesteuerung ermöglicht es, den Tisch beim Längsschlei-
fen an den Hubenden für eine bestimmte Zeit anzuhalten, damit das
Werkstück auch an den Enden am ganzen Umfang gleichmäßig geschlif-
fen wird. Einseitiger Tischhalt wird verwendet, wenn auf der ande-
ren Seite die Schleifscheibe überlaufen kann.
Die tischabhängige Zustellsteuerung (Wählknopf 514) ist mit dem
automatischen Tischsel'^stgang derart verriegelt, daß eine Einstech-
zustellung bei eingeschaltetem Tischselbstgang verhindert wird.
:hipmaker.ru
Steuerung der Maschine
A3.5.28
Blatts
Die Ausgleichzustellung
arbeitet urabhängig vom Eilgang und selbsttätiger Zustellung, sie
dient zum erstmaligen Einstellen, zur Maßkcrrektur und zum Aus-
gleich der Scheibenabnützung und der Abrichtbeträge. Sie kann je-
derzeit am Handrad oder durch Ein zahn schal tung nachgeschaltet
werden.
Zum Zustellen kleinster Betrage dient-der Mikro-Anschlag 524.
Bei Rechtsdrehung bis zum Anschlag ist der Mikro-Anschlag ausge-
schaltet und das Handrad der Ausgleichszustellung läßt sich unge-
hindert durchdrehen; bei Linksdrehung bis zum Anschlag ist der
Null anschlag eingerdckt, und zwar für die Nullstellung. Wenn nun
in dieser Stellung die Meßscheibe 522 der Ausgleichzustellung nach
rechts bis zum Anschlag verdreht und dann mit Schraube 553 fest-
geklemmt wird, wird auch beim nächsten Werkstück dieselbe Stellung
wieder erreicht.
Wenn durch Scheibenaenützung das Werkstück allmählich Übermaß be-
kommt, kann der Anschlag durch Drehen nach rechts nachgestellt wer-
den. 1 Teilstrich entspricht hierbei einer Maßkorrektur von 1 yu/0.
Nach 20 ?u Nachstellung/0 wird der Mikroanschlag wieder auf 0 zu-
rückgedreht, die Maßscheibe 522 gelöst, um 20?u bzw. 2 Teilstriche
zurdckgedreht und wieder festgeklemmt. Dann können wieder die näch-
sten 20/u mit dem Mikroanschlag nachgestellt werden.
Die Verwendung des Mikroanschlags ist besonders zweckmäßig, wenn
ohne selbsttätige Zustellung allein mit der Ausgleichzustellung
gearbeitet wird, außerdem wenn beim Arbeiten mit der selbsttätigen
Zustellung so enge Toleranzen verlangt werden, daß die Nachstel-
lung mit der EinzahnSchaltung zu grob ist.
Der Feststellknopf 525 dient zum Festklemmen der Ausgleichzustellung
in den Fallen, bei denen eine Sicherung gegen unbeabsichtigte Ver-
stellung erwünscht ist.
chipmaker.ru
A3. 5.28
Blatt 9
i
Steuerung * der Maschine
Beschreibung zur Steuerung des, Schleifschlittens
Diese Steuerung besteht aus folgenden Hauptgruppen:
1. Eilgang
2. Selbsttätige Zustellung
3. Ausgleichzustellung
Dr-r Eilgang dient zum schnellen Bewegen des Schleif schlittens
von und zum Werkstück.
Schaltung der Eilgangbewegung mit Eilganghebel 528.
Beeinflussung der Eilganggeschwindigkeit am Regelknopf 552.
a) Drehung nach rechts bis Anschlag: Außenschleifen.
Eilgang des Schleifschlittens und automatische
Zustellung sind eingeschaltet.
Eilgang hat größte Geschwindigkeit.
b) Drehung nach links: Eilganggeschwindigkeit wird verringert.
c) Drehung nach links bis Anschlag: Innenschleifen
Eilgang des Schleifschlittens ausgeschaltet,
automatischer Rücklauf der Zustellung
eingeschaltet.
Der Eilgang wird jeweils am Hubende mit einem Dämpfungsventil ab-
gebremst, während das Anfahren ohne Verzögerung erfolgt.
Die selbsttätige Zustellung verschiebt aen Schleifschlitten jeweils
um den abzuschleifenden Betrag. Hierbei verdreht ein hydraulischer
kolben mit seiner verzahnten Kolbenstange eine Zustellkurve und ver-
schiebt dabei den Schleifschlitten. Die Begrenzung erfolgt durch der
Anschlag des Kolbens im Zustellzylinder. Die Ausgangsstellung wird
nach der Schleifzugabe eingestellt, entsprechend der Aufschrift auf
Maßscheibe 527.
In Stellung Schleifschlitten "VOR” und bei auf 0 gelaufener
Zustellung wird die Scheibe eingedrückt, dann verdrent, bis
die feststehende Nullmarke auf die gewählte Schleifzugabe
zeigt, und in dieser Stellung wieder losgelassen.
Die Maßscheibe 526, die den Ablauf der automatischen Zustellung Än-
zeigt, wird beim Umstellen von einer kleineren auf pme größere
Schlei fzugabe zwangsläufig auf Null gedreht; beim Umstellen auf
kleinere Schleifzugabe muß sie aber von Hand durch Drehen nach
rechts bis zum Anschlag wieder auf Null gebracht werden.
Die Zustelldrossel 530 dient gleichzeitig für Einstechen und Längs-
schleifen, die Zustellung erfolgt hydraulisch, also ohne Schalt-
Klinke .Beim Lärgsschleifen läuft diese hydraulische, klinkenlose
Zustellung nur an den Tischumkehrpunkten kurzzeitig ab. Bei sehr
kurzen Umsteuerwegen geht diese unterbrochene Zustellung in eine
kontinuierliche Bewegung über. Die tischabhängige Zustellung läßt
sich mit der Zustelldrossel stufenlos zwischen 0+0,025 mm/Tlschhub
einstellen. Bei tischnbh aigiger Zustellung ist die Drossel im all-
gemeinen weiter als beim Einstecnen zu öffnen, um auf die geeignete
Zustellgeschwindigkeit zu kommen.
Die Zahlen 0+10 auf dem Regelknopf sind keine absoluten Werte, son-
dern sollen nur das Einstellen erleichtern. Die Geschwindigkeit der
Zustellung ist von vielan Faktoren abhängig, die richtige Beimessung
setzt eine entsprechende Schleiferfahrunp voraus.
chipmaker.ru
Schleifschlitten
A3.6.18
Blatt 1
Gruppe Schleifschlitten enthält:
Drehplatte mit Zustellgehäuse
Untersupport
Obersupport
Verschieben des Schleifschlittens
Eilgang 40 mm
Ausgleichzustellung ’40 mm
Selbsttätige Zustellung mit normaler Kurve 1 mm
Selbsttätige Zustellung mit Sonderkurve bis 10 mm
Drehplatte
ist auf dem Bett fest verschraubt und trägt auf der Unterseite
das Zustellgehäuse mit:
Eilgangzylinder mit Dämpfung
Zustellmutter und Zustellspindel
Untersupport
ist auf der Drehplatte schwenkbar angeordnet und kann nach
Lösen der Klercm schrauben 601 verdreht werden.
Die Nullstellung ist mit einem Anschlag ar Untersupport fest-
gelegt. Beim Auuschweaken über den Anschlug hinaus muß dieser
abgeschraubt werden. Vor dem Aasschwenken entsprechend dem
Schriftschild am Schleifschlitten ungefähr auf Mitte einstellen.
Obersupport
wird auf dem Untersupport auf einer Rollenführung verschoben.
Die Bewegung für Eilgang und Zustellung wird von einem verzahn-
ten Kolbenschieber 603 im Zustellgehäuse über eine Ritzelwelle
604 auf eine am Obersupport befestigte Zahnstange 605 übertra-
gen. Spielausgleich erfolgt durch eine Zugfeder 606, die den
Obersupport dauernd nach hinten zieht. Rückzugkraft 20+40 kg
mit Spannschraube einstellbar.
Zustellung erfolgt senkrecht zur Schleifspindelachse, also bei
schräggestelltem Schleifschlitten ebenfalls schräg. Bei schräger
Zustellung stimmt der an der Zustellskala angezeigte Betrag nicht
mehr mit dem wirklich au Werkstück abgeschliffenen Betrag überein.
In diesem Falle Verwendung das FINITOR’s besonders vorteilhaft, für
den diese Einschränkung nicht gilt.
Der für die Ausgleichzustellung zur Verfügung stehende Weg von 40mm
wird bei Schrägstellung des Schleifschlixtens kleiner. Das Schrift-
schild am Schleifschlitten zeigt, welche AusgLeichzustellung bei de:
verschiedenen Schrngstellungan möglich ist. Die Nullmarke unter dem
Schriftschild gibt an, wie weit die Ausgleichzustellung nach vorn
oder hinten noch verstellt werden kann. Gilt für Eilgang vorne.
Der Endschalter für das Ein- urd Ausschalten der Werkstückdrehung i;
Abhängigkeit von der Bewegung des Schleifschlittens liegt am hinte-
ren Ende ces Zustellgehäuses und ist nach Abnehmen des Lüftungs-
deckels a» der Bettrückseite zugänglich, ebenso wie die beiden Däm-
pfungsventile 217 für den Eilgang des Schleif schlittens.
chipmaker.ru A3 6 *18 Schleif schlitten « •
Teilnummern:
Blatt 2 Schleifspindeistoex
Schleifschlitten
Nr. Teil
601 6u3 604 605 606 Klemmschrauben für Drehplatte ZustelIkolben Rltzelwelle Zahnstange Zugfeder für Spielausgleich
607 608 Kegelrollenlager für Ritzelwelle 30205 DIN 720 Zylinierrolle 8 x 12 DIN 54 02 60 Stücz
609 610 Führungsschienen 12 Stück Rollenkäfig
611 Spannschraube zum Dichtstellen der Rollenführung
612 613 Abdeckleisten Spannschraube für Zugfeder
Schleifspindeistock
Nr. Teil
701 Klemmschraube für GrobVerstellung
702 Verstellritzel für Grobverstellung
703 Klemmschraube für Motorspannung
704 Stellschraube für Riemenspannung
705 Schleifspindel
706 Axialgleitlager
707 Deckel auf Schleifspindelstuck
708 Halter für Axiallager
709 Druckfeder für Axiallager
710 Stange zum Regelkopf
|711 | 5 endlose Gummi-Keilriemen 13 x 1120 mm DTN 2215
(bei Schleifscheibenregelung mit Gleichstrom-
motor)
3 endlose Gummi-Keilriemen 13 x 1120 mm DIN 2215
(bei Drehstromantrieb)
1 Spezial-Flachriemen 50 x 1 x 1130 mm (50 Per.)
(bei Feinschleifmaschine)
712 Verschlußschraube für SpindelSchmierung
713 Einstellschraube für axiales Lagerspiel
. "1 : Ersatzteile:
chipmaker.ru
A3.7 24 1
Statt 2
Schleifspindelstock
I —ja
Grooverstellung des Schleifspindelstocks auf dem Obersupport nach
Lösen der Klemmschrauben 701 durch Drehen am Verstelln tzel 702.
Verstellbereich: 240 mm
Spannen der Antriebsriemen durch Verschieben des Motors nach Lösen
der Klemmschrauben 703 durch Drehen an Stellschraube 704.
Schleifspmdellage ruijg
SchleifSpindel 705 läuft in zweiteiligen, nicht nachstellbaren
Gleitlagern mit Druckölschmierung. Führung in Achsrichtung durch
AxtalgleiKlager 706.
Spindellagerung zugänglich nach Abnehmen des Deckels 707.
Einstellen des axialen Lagerspieles max. 0,1 mm
mittels Seuhskantschr. 713.
Schleifspin delSchmierung
Drucköls^hmierang durch die vom Hauptantrieb mit angetriebene
Schmierölpumpe 222 (siehe Abschnitt Druckölanlage).
Schmierölanlage zugänglich nach Abschrauben des Lüftungsdeckels
an der Bettrückseite.
Zuführung des Schmieröls zum Schleifspindelstock über Drucköl-
schlauch 263- Rücklauf über Ölschlauch 264.
Kontrolle*der Schleifspindelschmierung an Schauglas 253.
Schleifscheibenausrüstung
Schutzkappe an der Schieifradschutzbaabe entsprechend dem Schleif-
scheibendurchmesser so eingestellt, daß zwischen Schutzkappe und
Schleifscheibenumfang ein möglichst kleiner Spalt bleibt. Zum Auf-
klappen des Schutzhaubendeckels muß Schutzkappe ganz herausgezogen
werden.
Bei stufenloser Schleifscheibenregelung verschiebt die Stange 710
der Schutzkappe den Regelkopf für die Einstellung der Drehzahl
zur Beibehaltung einer gewählten Umfangsgeschwindigkeit. Für die
verschiedenen Schleifscheibenbreiten stehen in der Breite ent-
sprechend abgestufte Schutzhauben zur Verfügung.
Sch^gif scheibe
400 0, 127 Bohrung, Abnützung bis 240 0.
Breite normal bis 40 mm; für Einstechschleifen bis 60 mm.
Gesamtbreite bei Satzscheiben tis 100 mm, dabei Summe der Einzel-
breiten nicht über 60 mm.
Schleif spin deldrelyzahl
Bei Maschinen mit Schleifscheibenregelung (Ausführung S, AS) vrird
die Umfangsgeschwindigkeit auch bei abgenutzter Schleifscheibe
durch Nachstellen der Schutzkappe automatisch ausreichend konstant
gehalten. (Siene: Elektrische Ausrüstung: SchleifScheibenregelung)
Höchste Spindeldrehzahl bei neuer Scheibe darf bei Einstellung
auf maximale Umfangsgeschwindigkeit 1670 U/min. nicht übersteigen.
Bei Maschinen ohne Schleifscheibenregelur.g müssen bei abgenützter
Schleifscheibe die Riemenscheiben an Motor und Schleifspindel ge-
wechselt werden. Durchmesser der Riemenscheiben entsprechend dem
Durchmesser der Scnleifscheibe nach Schriftschild am Schleifspin-
delstock wählen. Befestigungsmattern für Spindelriemenscheine und
für Schleifschejbenflansch mit Linksgewinde, Schlüssel und Ab-
drückschraube im Zubehör. <
Gesetzliche Unfallverhütungsvorschriften beachten!
Umfangsgeschwindigkeit der Schleifscheibe darf nie 35 m/sec über-
schreiten.
chipmaker. ru
Werke tückapindelutock
A3. 8. 48
Blatt i
Der Werzstückspindelstock ist auf der Drehplatte 81? mit 3 Schrau-
ben 812 befestigt und kann um einen Zapfen gedreht werden. Dreh-
platte 813 läßt sich nach Lösen der beiden Nutensenrauben 806 und
814 auf dem Obertisch verschieben.
Ausschwenxung nach Gradteilung der Drehplatte und Strichmarke des
Werkstückspindelstocks. Nachstellbarer Anschlag 820 für die Stel-
lung 0° zum zylindrischen Schleifen, nachstellbarer Anschlag 807
far die Stellung 90° zum Pianschleifen. Hierbei Entfernung zwischen
Futterflausch und Schleifscheibe rd. 125 mm bei 400 mm Schleif -
scheiben-0, bei abgenützter Scheibe entsprechend mehr.
Antrieb
Antrieb durch Einbaumotor m1 mit Leonard-Regelung bzw.magnet.Regel-
gerät für 450 bis 5100 U/min. Einstellung der Drehzahl mit Regel-
widerstand r5 am Schalt schrank. Antrieb von Motor auf mi t nehme r-
scheibe über Keilriemenvorgelege. Die Keilriemen 815 und 8.442 kön-
nen durch Verdrehen des Exzenterbolzens 845 am Innensechskant 846
nacngespannt werden.
Zum Spannen Nutmutter 866 lösen.
Werkstückdrehzahl: 63 ♦ 800 U/min. stufenlos.
Einschaltung des Antriebs mit Werkstückschalter b1 am Schaltpult
über Luftschütz, Stillsetzung mit Bremsschütz.
Schaltstellungen siehe: Steuerung.
Drehricntung
Bei Ausführung mit Innenschleifeinrichtung ist die Drehrichtung der
Werkstückspindel mit Umkehrschalter a2 am Schaltschrank zu wenden.
Werkstückspindellagerung
Die Werkstückspindel 839 läuft in nachstellbaren Gleitlagern mit
Ringschmierung. Sie wird in axialer Richtung zwischen dem Bund der
^rxetuckspindel und dem Laufring 843 geführt, der mit den Nutmut-
rern 828 spielfrei angestellt wird. Auf der Werkstückspindei sitzen
die Hochschulterlager 825 für die Antriebsriemenscheibe 835, die
mit der Mitnehmerscneibe 829 fest verschraubt ist. Die Ringnuten
und die Abdichtung der Mitnehmerscheibe, die mit Fett angefüllt
sind, verhindern ein Eindringen von Kühlflüssigkeit.
Hat die Lagerung der Werkstückspindel während des Betriebs Spiel
benommen, so sind die Lager nachzustellen. Das Nachstellen der Lager
setzt Erfahrung und sorgfältiges Arbeiten voraus und soll nur von
einem Jachmann ausgeführt werden.
Zum Naehscellen der Lagerung ist die
Mitnehmer scheibe 329 samt den '.eilriemen 8.4*42 abzunehmen:
1)4 Senkschrauben 8.5y8 lösen
2) Abdeckring 8.596 aoziehen.
3) Zylinderschrauben der Mitnehmerseheibe 829 lösen.
chipmaker.ru
A3.8.48
Blatt 2
Werkstückspindeist jck
4) Spannmuttcr 8.597 herausschrauben - Linksgewinde !
5) Abdrücken der .Aitnehmerscheibe durcn Eindrehen
der Verschlußschraube 833.
6) DecKel 836 abnehmen.
7) Keilriemen 815 und 8.442 abnehmen.
8) Riemenscheibe 835 samt Kugellager 823 abziehen.
9) Linsensenkschraube 827 herausdrehen.
10) Feststellmutter 802 abnehmen.
a) Werkstückspinuel hat axiales Spiel
Nutmutter 828 vorsichtig nachstellen und wieder gegen Lösen
sichern. Beim Nachstellen Lauf aer Werkstückspindel 839 durch
Drehen von Hand prüfen.
b) 'Aernstückspindel hat radiales Spiel
Nutmutter 828 etwas lösen, um Axiallager auszuschalten.
Erst das vordere, dann das hintere Lager (Bezeichnung in
Klammern) nachstellen.
1) Stellung der Nutmutter 824 (842) durch Anrißmarke an Nut-
mutter und Haxtering 825 (Hebellager 826) festhalten.
2) Hutmutter 816 (818) lösen und Keilschraube 837 (841) vor-
sichtig mit G-ummihammer zurück treiben.
3) Zylinderschrauben des Halteringes 825 (Hebellagers 826)
gleichmäßig lösen.
4) Nutmutter 824 (842) etwas (ungefähr 1/8 Umdrehung) mit
Hilfe von Sondersteckschlussel nach links drehen.
5) Haltering 825 (Hebellager 826) mittels Zylinderschrauben
wieder gleichmäßig anziehen.
6) Keilschraube 837 (841) mittels Sechskantmuttern 816 (818)
vorsichtig wieder anziehen.
7) Duren Drehen der Werkstückspindel 839 von Hand prüfen, ob
aas ^pindellager genügend dicht gestellt ist. Genügt die
Nachstellung nicht, so ist diese in der angegebenen Wei^e
zu wiederholen.
8) Zusammenbau des Werkstückspirdelstocks in umgekehrter
Reihenfolge wie oben.
9) Probelauf rd. 1 Stunde mit allmählich gesteigerter Drehzahl.
Schleifen mit feststehender Körnerspitze Fig. 1 und 2
(Werkstückspindel 839 dreht sich nicht.)
Werkstuckspindel 839 gegen Drehen durch Anziehen der Feststell-
mutter 802 mittels i tirnlochschS-üssel sichern. Kornerspitze *851
wird mit Zangenschlussei 844 in der Werkstück-spindel 839 befestigt,
chipmaker.ru
Werkstückspindelstock
A3.8. 48
Blatt 3
Körnerspitzen, iüorse 2, Teil 855 und 854 können mit Hilfe der
KörnerspitzenhuLse 852 anstelle der normalen Kornerspitze 851 ver-
wendet werden. Drehbewegung wird von der 8cnaftschraube 850 des
jlitnehmers 849 auf den Schleifmitnehmer dos Werkstücks übertragen.
Schi, ifen mit laufender Spindel Fig. 5 und 4
(Werkstückspindel 859 dreht sich.)
Bei dieser Arbeitsweise mut? nie Feststellmutter 802 immer gelöst
sein. Feststellmutter 802 so weit nach links drehen, bis die
Linsensenkscnraube 827 am Laufring 845 anstößt.
Beim Schleifen mit Spannzange 856 ist auf die Mitnehmerscheibe'
829 mit drei Zylinderschrauben die Zangenscheibe 850 aufzuschrau-
ben, deren Mitnehmerbacken in die beiden Ausfräsungen der Werkstück
Spindel 859 eingreifen.
Beim Schleifen mit Dreibackenfutter 858 ist in die Mitnehmer-
scheibe 829 die Mitnehmerschraube 855 einzuschrauben, die in d?e
Nut des Fvtterflansches 857 eingreift, der anstelle der Zangen-
scheibe 850 tritt.
Die Spannzangen 856 oder Flansche 857 für Spannvorrichtungen
werden mit dem Zangenschlüssel 844 in der Werkstückspincel 859
befestigt. Bei den Spannzangen 853 erfolgt die Mitnahme durch die
Führurgsschraube 847, die in die Nut der Spannzange 856 eingreift;
beim Futterflansch 857 erfolgt die Mitnahme durch die Mitnehmer-
schraube 855> die in die Nute des Futterflansches 857 eingreift.
War t u n g
Erster Ölwechsel nach ungefähr 1500, später nach jeweils 5000 Be-
triebsstunden. 01 kann nach Entfernen aer Verschlußschrauben 817
und 819 abgelassen werden. Ist das Öl sehr stark verschmutzt, bo
ist der Ülraum vor Einfüllen von Frischöl zu reinigen. Zu diesem
Zweck muß die Werkstückspindel 859 auegebavt werden.
Nach jeweils 600 Betriebsstunden sind aus dem Keilriemenraum öl-
und Fettreste nebst den abgeriebenen Keilriementeilchen zu ent-
fernen. Hierzu Abdeckring 8.596, Mitnehmerscneibe 829 und Deckel
856 abnehmpn.
Schmierung
Die ua^erung der Werkstückspindel 859 wird selbsttätig geschmiert,
ölstand prüfen. Ölspiegel nicht unter Rand des ölstandsauges 805«
Nach 50 Betriebsstunaen: Kugellager u. Abdichtung der Mitnehmer-
scheibe 829»
Die mit ••Fett” bezeichnete Verschlußschraube 855 der Mitnehmer-
scheibe 829 herausschrauben. Mit Fettpresse soviel Fett durch den
Fettnippel drücken, bis an der Abdichtung der Mitnehmerscheibe
829 vorn Fett Austritt. Verschlußschraube 855 wieder einsenrauben.
Nach 5000 Betriebsstunden; Schulterlager 878 der Spannrolle 810.
Nach Lesen der 4 Senkschrauben 8.598 ist der Abdeckring 8.596 ab-
zuziehen. Herausschrauben der Spannmutter 3.597 (Linksgewinde)
und Abnehmen der Mitnehmerscheibe 829 und des Deckels 856. Sechs-
kantmutter 876 lösen und Spannrolle 810 in vorderste Stellung im
Langlochschlitz des Spannrollennebels 859 schieben. Senkschraube
8ü9 lösen und Spannrolle 810 samt Spannrollenhebel.^859 abziehen.
Spannschraube 811 durch Lösen der Mutter 876 nach hinten aus den
Kugellagern 878 herauszlenen. Spannrolle 810 mit Schulterlagern
878 reinigen und mit neuer Fettfüllung versehen.
hipmaker.ru
A3. 8 48
Blatt 4
Werkstückspindelstock
Teilnummern zum Werk^tückspindelstock
802 Feststellmutter 840 hinteres Lager 805 .mschlagbolzen 841 Keilschraube 804 Zangenschnellspannung 842 Nutmutter 805 Ölstandsauge 843 Laufring 806 Nutenschraube 844 Zangenschlüssel 807 Exzenterbolzen 845 Exzenterbolzen 809 Senkschraube - 846 Innensechskant am 810 Spannrolle Exzenterbolzen 611 Spannschraube 847 Führungsschraube . 848 Sechskantscnravbe 812 Nutenschraube D1, u i 4-4- 849 Mitnehmer 813 Drehplatte 814 Kufenschraube 650 Sebaftschraube leis) Keilriemen 8x550 EIK 2215 851 Korn-rsPltze 2 Stck.v.Motor z.Vorgelege 852 Körnerspitzenhülse 816 Sechskantmutter 853 Körnerspitze Morse 2 817 Verschlußschraube 854 Sonderkörnerspitze 818 Sechskantmutter 855 Mitnehmerschraube 819 Verschlußschraube 856 Spannzange von 2-22 mm 820 Exzenterbolzen SP L 1 Bereich oo-i n u n 857 Fu tterflancch 821 Hebellager ,, , . , . , ronn n 10 858 Dreibackerfutter 110 0 |823| Hochschulterlager 6209 C 18 2 Stck.f.Mitnehmerseheibe 859 SpaanrollenheLel 824 Nutmutter 860 Stift 825 Haltering 861 Mutter 826 Hebellager * 862 Zwischenrohr 827 Linsensenkschraube 863 Sicherungsscheibe 828 Nutmutter 866 Nutmutter
829 Mitnehmerscheibe |867| Genauigkeits-Schulterlager
830 Zangenscheibe 33014.505»1 (2 Stck.f.Spannrolle)
832 fg 44.2 833 Verschlußschraube 834 Spindelmutter (Linksgewinde) T.. . . . ml (801) 835 Riemenscneibe k ' 836 Deckel g 1273 83'7 Keilschraube < 858 vorderes Lager 8.1274 839 Werkstückspindel Keilriemen 8 x 560 DIN 2215 3 St.v.Spannrolle z.Mitneh- merscheibe Motor N = 0,08 bis 0,6 kW, n = 450 bis 5100 U/min. Motorschutzhaube (ab Änderung 611/11.3) Gewindestift
]: Ersatzteile
ö^. «
chipmaker. ru
A3 8 48
chipmaker.ru
A3.9. 8
Blatt!
Reitstock
Der Reitstock wird mit Schrauben 90? auf dem Obertisch befestigt.
Er kann entsprechend der «erkstücklänge verschoben werden.
Die Körnerspit.ze 900 läßt sich durch die auf die Finde 902 wirken-
de Druckfeder 906 an das Werkstück federnd anstellen. Federdruck
muß je nach Größe und Form des Werkstücks durch Drehen an Vierkant
der Einstellspindel 907 geändert werden.
Rechtsdrehen: Federdruck starker.
Linksdrehen: Federdruck schwächer.
Die Körnerspitze kann mit einer Stange ausgestoßen werden.
Die Finde 902 mit der Körnerspitze 900 läßt sich von Hand an Hebel
905 zurückziehen.
Reitstock mit hydraulischem Pinoienrückzug
Durch Niedertreten des Fußhebels 913 wird das Drucköl vom Steuer-
kasten durch den Schlauch 265 dem Kolbengetriebe des Reitstocks
zugeführt und die Finde zurückgezogen. Nach Loslassen des Fußhebels
geht die linde durch*den Federdruck wieder nach vorne in die Spann-
lage. Um ein Herausfallen des Werkstücks während des Schleifvorgangs
bei unbeabsichtigtem Betätigen des Fußhebels zu vermeiden, ist der
hydraulische Rückzug verriegelt, solange der Eilganghebel für den
Schleifschlitten auf VOR steht.
’ Schmierung des Reitstocks
Der Reitstock ist besonders starkem Verschmutzen ausgesetzt. Er ist
deshalb vor dem Schmieren immer gut zu reinigen.
Täglich schmieren: Finolenführung und Verschieberixzel. Mit Fett-
presse an Schmiernippeln 912 2 Pumpenhübe Fett.
Wartung deo ReitStocks
Edtstock s< über ii Iten! Da die linole sehr stark dem Schleifwasser
ausgesetzt ist” ist diese nach jeweils 600 Betriebsstunden auszubau-
en und zu reinigen. Zum Ausbau Führungsschraube 904 Lerausschrauben.
Wird der Clzuführungsschlauch zwischen Reitstock und Steuerkasten
abgenommen, so sind die Anscnlußoffnungen mit den mitgelieferten Ver-^
schluüschrauben zu verschließen.
Bevor der Reitstock auf dem Tisch verschoben wird,
ist der Übertisch zu säubern und leicht einzufetten.
Beseitigen von Störungen
linole hat radiales Spiel in ihrer Führung.
Abnilfe: Durch gleichmäßiges Nachstellen der Schrauben 908.
Die Abdrückschrauben 909 sind dabei etwas zurückzudrehen.
Die Finde darf jedoch nur so weit dichtgestellt werden,
daß die Feder auch bei kleinster Federspannung die Pinole
noch verschieben kann.
Teilnumme-rn zum Reit stock
900 Körnerspitze Morse 2 905 Hebel 9U9 Abdrückschraube
901 Schutzkappe 906 Reitstockfeder 9W Ritzel
902 Finde 907 Einsteilspindel 911 Zahnstange
903 Spannschra ube 90&'1 Klemmschraube 912 Schmiernippel
904 Führung s s ehrau b e 913 Fußhebel •
7hipmaker.ru
Äa 1010
unet£
A3.1O.1O
LIST 2
chipma ker.ru
Setzstöcke
A3.10.10
Blatt 2
Offener Setzstock 4*70 ujn 0
Um bei längeren Werkstücken ein Druchbiegen beim Schleifen zu ver-
meiden, sind offene Setzstöcke zu verwenden.
Setzstockbacken und Pinoien rechtzeitig reinigen.
Für bestimmte Anwendungsgebiete können Sondereetzstöcke geliefert
werden.
Geschlossener Setzstock bis 10C mm 0
Lieser wird zur Führung von längeren Werkstücken beim Innen-
anstellen.
Nach dem Einstellen der Setzstockbacken 924 sind die Finden 925
mit den Klemmschrauben 926 festzustellen.
Setzstockbacken und Pinoien rechtzeitig reinigen.
Teilnummern zu "Setzstöcke11
921 Plnole
922 Obere Setzstockbacke
923 Untere Setzstockbacke
924 Setzstockbacke
925 Finde
926 Klemmschraube
A3.11.19
Blatt 1
Abrichtvorrichtungen
♦
I
Abrichtvorrichtung zum Außenschleifen Fig. 1
(Normalzubehör)
Der am Reitstock befestigte Lagerbock 931 trägt den Pinoienhalter
932, der die Pinole 933 mit der Diamantfassung 934 aufnimmt. Bei
Schleifdurchmesser über etwa 40 mm kann der Diamant auf Fertigmaß
eingestellt werden, bei kleineren Durchmessern ist der Schleif-
schlitten zum Abrichten zu verschieben, also in die hintere Eil-
gangstellung zu fahren. Das Werkstück muß zum Abrichten nicht aus-
gespannt werden. Die Pinole muß etwa auf Schleifscheibenmitte ge-
richtet sein.
Die Pinole hat Differentialgewinde und damit sehr feinfühlige Zu-
stellung.
Grobverstellung: rd. 40 mm
Gesamtf einverstelluxig: 1,1 mm
1 Umdrehung des Kordelknopfes: 0,1 mm Verstellung
1 Teilstrich: 0,002 mm Verstellung
AbrichtVorrichtung zum Innen- und Außenschleifen Fig« 2
(Normalzubehör nur bei Innenschleifeinrichtuhg)
Diamant auf Fertigmaß einstellen, Vorrichtung bleibt während des
Schleifens auf dem Tisch, nur Diamanthalter 935 wird zurückge-
schwenkt. Diamant etwas unter Schleifscheibenmitte einstellen,
Einstellung mit Schraube 936«
Grobverstellung: 50 mm durch Verschieben
des Sockels
Feinverstellung: 40 mm über Gewinde-
spindel 938
1 Umdrehung des Kordelknopfes: 1 mm Verstellung
1 Teilstrich 0,01 mm Verstellung
Abrichtvorrichtungen in Sonderau^fühiung (auf besondere Bestellung)
AbKlappbare Abrichtvorrichtung am Reitstuck
Seiten- und Schrägabrichtvorrichtung w
Krei sbogenabri chtvorri chtung
Hydraulische Formabrichtvorrichtung
931 Teilnumm -rn zu Abriehtvomcht^ngen
Lagerbock 935 Schwenkbarer Diamanthalter
932 Pinolenhalter 936 Stellschraube
933 Pinole 937 Sockel
934 Abrichtdiamant V2 Karat 938 Gewindespindel
mit Fassung 939 Klemmschraube für Gewindespindel
chipmaker.ru
A3.12.22
Blatt 1
Innenschleifeinricntung
S ludelAufnahme: bO mm Bohrung, 120 mm Länge.
Die Vorrichtung erlaubt Innen- und Außenschleifen in e i n e r
Aufspannung, da sie auch während des Außenschleifens auf dem
Schleifspindelbtock bleiben kann.
Der Innenschleifspirdelbock 941 ist auf der Platte des Schleif-
spindelstocks befestigt und kann nach Lösen der Schrauben 942
ca. 45 mm verschoben werden.
Der Schleifspindelträger 9.5^3 kenn nach Drehen des Spannhebels 944
nach links mit Handgriff 945 nach oben geschwenkt werden, wo er
durch eine Klinke festgehalten wird. Zum Schwenken in die Schleif-
etellung ist die Klinke durch Rechtsdrehung am Handgriff 945 aus-
zuschalten.
Las Gewicht des Spindelträgers ist durch eingebaute Spiralfedern
annähernd ausgeglichen.
Antrieb der Innenschleifspindel durch den Motor 946. Spannen des
Antriebsriemens durch Schwenken des Motors. Hierzu Klemmschraube
947 lösen.
Anscnluß des Motors mit Stecker und Steckdose, Schaltung durch
)ruckknopf am Schaltpult über luftschütz mit Motorscnutz.
.brehrichtun . des Werkspindelstocks wird beim Innenschleifen
mit Schalter 171 at Schaltpunkt umgekehrt.
Beim Hochschwenken wird durch den eingebauten Endschalter der An-
trieb ausgeschaltet und aßgebremst.
Nur links gängige Innenschleifspindeln verwenden.
Für Betrieb, Schmierung und Wartung beachte:
"Betriebsanleitung für die Innenscnleifspindel".
Vahl der Innenschleifspindel
Der Zwischenraum "Zm" zwischen Werkstück und Scnleifspindel wird
zum Messen benötigt und soll immer etwas größer sein als die zu
schleifende Tiefe, damit ein Meßgerät verwendet werden kann, das
bis zum Bohrungsgrund reicht.
Ga = 550 mm (UPB 300) = 700 mm (VFB 500)
Teilnummern zur Innenschleifelnrichtung
941 942 Innenschleifbock Spannschrauben 945 Handgriff 946 Motor N=0,5 kW, n=280ü U/min
9.563 944 Schleifspindelträger Spannhebel 947 Klemmschraube
chipmaker.ru
A4.8.1
Blatt 1
Einspannen und Auswuchten
der Schleifscheibe
Wird zar Maschine pi.ne in einem Schleifscheibenflansch einge-
spannte Schleifscheibe mitgeliefert, so ist diese bereits zusam-
men mit dem Plansch ausgewuchtet und genau rundlaufend abgerich-
tet .
Jede neue Sou leifsc holte ist vor dem Ein-
spannen in den Flansch auf Rißfreiheit zu prüfen, wobei folgende
Punkte zu beachten sind:
Klangprobe ! Einwandfreie Schleifscheiben geben (in hängender
Lage) beim leichten Anschlägen mit einem kleinen Holz-
hammer einen hellen, reinen Klang.
Beschädigte Schleifscheiben dürfen nicht
verwendet werden ! Unfallgefahr !
Die einwandfreie Schleifscheibe ist lose auf den Flansch zu
schieben und durch Einlegen von Papierstreifen möglichst genau
zentrisch nach der Bohrung auszurichxen. Zwischen den Flanschen
und der Schleifscheibe ist je Seite eine 1 bis 2 mm starke ring-
förmige Zwi’schenlage aus elastischem Stoff (weiche Pappe, Filz,
Leder oder dergleichen1) zu legen, sofern nicht auf jeder Schleif-
scheibenseixe eine solche Zwischenlhge von der Lieferfrrraa der
Schleifscheibe bereits aufgeklebt wurde.
Die Schleifscheibe darf nicht gewaltsam aufgepreßt werden, weil
eie sonst Sprünge bekommt und beim Schleifen zerplatzt. Stöße und
Erschütterungen auf Schleifscheibe und Flansch sind unbedingt zu
vermeiden.
Erfolgt das Spannen der Schleifscheibe auf dem Flansch mittels
Mutter, sc ist zu beachten, daß bei Maschinen mit links ungeord-
neter Schleifscheibe die Mutter Linksgewinde hat (auf Stirnseite
der Mutter nLM); während oei Maschinen mit rechts angeordneter
Schleifscheibe die Mutter Rechtsgewinde hat.
Bec chte:
Richtlinien des Deutschen Schleifscheibenausschusses
für Schleifkörper und Schleifmaschinen.
Nach dem Einspannen der Schleifscheibe ist der mitgelieferte
Auswuchtdorn in die Bohrung des Flansches zu stecken. Dis Schleif-
scheibe ist dann entweder auf einer Auswuchtwaage oder auf den
üblichen Abrollböcken durch Verschieben von Auswuchtsegmenten in
den Flanschen auszuwuchten.
Die ausgewuchtete Schleifscheibe ist mit dem Flansch auf den
Aufnahmekegel der Schleifscheibe aufzuschieben und mit der Nut-
mutter zu befestigen. Auch hier ist wieder zu beachten, daß Ma-
schinen mit links angeurdneter Schleifscheibe eine Nutmutter mit
Linksgewinde haben. I Auf Stirnseite der Mutter "L”)
Der Winaschutz der Schutzhaube ist so anzustellen, daß ein Strei-
fen der Schleifscheibe nicht erfolgt. Scnleifscheibe zuerst von
Hand drehen. Erst wenn die Schleifscheibe nicht streift-, ist der
Motor zum Schleifspindelantrieb einzuschalten.
t
chipmaker.ru A4 8.1 Einspannen und Auswuchten
Blatt 2 der Schleifscheibe
Zum erstmaligen Abricnten der Schleifscheibe ist
unbedingt ein d ~ amarLtfreies Abrichtwerk-
zeug zu verwenden, da durch die Unrundheit der Schleifscheibe
sonst der Verschleiß an Diamanten zu groß wäre.
Diamanten nur für Feinstabrichten verwenden.
Die Schleifscheibe ist am Umfang und an den beiden Seitenflächen
abzurichten.
Beim Abrichten ist sowohl der Schleifscheibe als auch dem Abricht-
werkzeug immer reichlich Kühlflüssigkeit zuzuführen.
Schleifscheibe zum Außenschleifea nie trocken abrichten1
Noch gefährlicher ist es, zuerst trocken abzurichten
und dann plötzlich KühlMüssigkeit zufließen zu lassen.
Sobald die Schleifscheibe genau rundläuft, ist sie nochmals aus-
zuwuchten. Es ist darauf zu achten, daß sich die Schleifscheibe,
die sehr porös ist und schwammartig wirkt, nicht einseitig mit
Wasser vollsaugt, was geschehen kann, wenn sie auf nassem Boden
steht oder wenn im Stillstand Wasser darüber läuft.
Ein statisches Auswuchten genügt im allgemeinen, je-
doch ist zum Feinschleifen ein dynamisches
Auswuchten vorzuziehen.
Größere Schleifscheiben sind nach halber Abnützung nochmals aua-
zuwuchten, da ihre Eichte nicht immer in allen Zonen gleich ist.
Um wiederholtes Aussichten einer Schleifscheibe
zu vermeiden, wird sie beim Schelberwechsel nicht vom
Flansch genommen, sondern mit diesem zusammen vom Spindelkegel
abgezogen. Das Abziehen geschieht mit Hilfe der mitgelieferten
Abdrückschrauben.
Es empfiehlt sicn also mehrere Flanschen zu beschaffen,
damit die Schleifscheiben in aufgeflanschtem Zustand bis zur Wie-
derverwendung aufbewahrt werden können.
Beachte:
Jede neu eingespannte und ausgewuchtete Schleifscheibe
soll $ uKjcuten mit voller Geschwindigkeit im Beisein
einer verantwortlichen Person laufen, ehe damit ge-
arbeitet wird. Es ist ratsam, während dieses Probe-
laufs zur Seite zu treten.
Nacn einer halben Stunde Laufzeit prüfen, ob Flansch
noch fest auf dem Spindelkegel sitzt.
Auch Schleifschej ben zum Innen s c h 1 e i f e r. sind unbe-
dingt in der angegebenen Weise aufzuflansehen und auszuwuchten,
wenn der Plansch mit Auswuchtsegmenten versehen ist.
Beim Abrichten der Schleifscheiben zum Innenschleifen ist wegen
des Umherspritzens keine Kühlflüssigkeit zuzuführen.
Sch1eifscheiben zum Innenschleifen immer troCKen abrichten !
hipmaker.ru
Arbeiten mit der Maschine
A5.1.23'
Blatt 1
Die Angaben beschränken sich nur auf die Funktion der Maschine.
Axlgemeine Erfahrungen im Schleifen werden vorausgesetzt.
Vor dem Arbeiten mit der Maschine sind die vorstehenden Beschrei-
bungen über die Steuerung der Maschine zu beachten und die einzel-
nen Punktionen gründlich durchzuprobieren. Hierbei ohne Werkstück
und ohne Schleifscheibe laufen lassen.
Vor dem Einschalten des Hauptantriebs beaenten, daß mit der
Druckt]ferderung auch sofort die hydraulische Bewegung von Tisch
und Schleifschlitten beginnt.
Also:
Wählhebel für Tischbewegurg: AUS
Eilganghebel: ZURÜCK
Tischdrossel und Zustelldrossel auf 0
Mit Ausgleichzustcllung so weit zurückfahren, daß beim spä+eren
Schalten auf Schleifschlitten "VOR” die Schleifscheibe nicht an's
WerkstüCK oder an die Tischaufbauten stoßen kann.
Die Tischanschläge so einstellen, daß beim späteren Eirschalten der
hydraulischen Tisehbewegung Werkstückspindelstock nicht an Schleif-
scheibe stoßen kann.
Funktionsprüfung
Bei Arbeitsbeginn, nach längeren Arbeitspausen, nach Veränderung
der Einstellung oder nach sonstigen Eingriffen ist die Funktion der
automatischen Abschaltung mit oder ohne Finitor erst ohne Werkstück
zu prüfen.
Nur wenn bereits hierbei der automatische Ablauf richtig erfolgt,
kann mit sicherer Abschaltung gerechnet werden.
Abrichten ier SchJe;fscheibe
Abrichten in der Regel mit einem auf Fertigmaß eingestellten Dia-
manten in vorderer Stellung des Eilgangs oder der Zustellung.
Nachstellen des Abrichtbetrage mit der Ausgleichzustellung bzw. Ein-
zahnschaltung.
Tischgeschwindigkeit beim Abrichten möglichst klein halten.
(Die beiden Anschläge in der Tischdrossel erlauben leichtes Einhal-
ten der einmal gewählten Tischgeschwindigkeit für Scnleifen und Ab-
richten. )
Beim Arbeiten mit Finitor ist genaue Einstellung des Diamanten
nicht nötig, er kann bis auf 0,1 mm Untermaß eingestellt sein.
chipmaker.ru
A5.1.29
Blatt 2
Arbeiten mit der Maschine
I
Einstellen der automatischen Zustellung
Vor dem Schleifen des ersten Werkstückes Zustellung onne Werkstück
ein- oder zweimal aolaufen lassen. Hierbei
Schleifzugabe, Schrupp- und Schi ichtgeschwindigkeit und Ausfeuerung
einstellen.
Genauigkeit der automatischen Abschaltung
Während beim Arbeiten mit Finitor Durchmessertoleranzen von 1 p
eingehalten werden können^ lassen sich ohne Finitor Toleranzen un-
ter 5 U nur 'mit besonderer Sorgfalt erreichen. Der Schleifvorgang
muß dann jedesmal unter möglichst gleichen Bedingungen ablaufen,
also gleiche Schleifzugabe, gleiche Zustellgeschwindigkeit, gleich-
mäßiges Abrichten. Abnützung der Schleifscheibe mit Mikroanschlag
ausgleichen.
Um nach längeren Arbeitspausen die aurcn Temperatureinflüsse unver-
meidlichen Abweichungen der Zustellung auszuschalten, muß das je-
weils 1. Werkstück wieder mit Zwischenmessun^en geschliffen werden
und bei Bedarf die Ausgleichzustellung korrigiert werden.
(Bei Finitor nicht nötig.)
Zurückstellen der Ausgleichzustellung
Hierbei immer um einen größeren Betrag (rd. V2 Umdrehung) zuruck-
drehen und auf den entsprechend verringerten Wert wieder vorfahren.
Verwendung des Beschleunigungshebels
Der Beschleunigungshebel 551 erlaubt das Beschleunigen und Unter-
brechen der automatischen Zustellung. Die Beschleunigung wirkt so-
lange der Hebel in Rechtsstellung gehalten wird.
Für Zwischenmessungen kann durch "Unterbrechen" der Eilgang allein
ohne Zustellung zurückgeschickt werden; bei Eilgang vor läuft die
Zustellung dann an der unterbrochenen Stelle wieder weiter.
Unterbrechung beim Rücklauf empfiehlt sich nicht, wenn nur noch sehr
kleine Beträge (unter 0,01 mm) zum Fertigmaß fehlen; in diesem *
Fall Zustellung mit zurücklaufen lassen und hernach wieder neu ab-
laufen lassen, wobei der Leerweg mit dem Beschleunigungshebel über-
brückt werden kann.
Kühlmittel
Um den Kühlmittelfluß möglichst gleichmäßig zu halten, wird das
Kühlmittel nicht automatisch an- und abgestellt.
Regelung und Abstellung von Hand mittels Schnellschlußhahn vor der
Spritzdüse.
iipmaker.ru
Arbeiten mit der Maschine
A5.1.29
Blatt 3
1. Einstechen von Hand mit Ausglei
(für Eir/zelstücke oder für 7. Werkstück zum Einstellen der
Zustellung).
Ausgangsstellung: vVählhebel für Tischbewegung: AUS
Eilganghebel: ZURÜCK
Tischdrossel: 0
Wählschalter für Automatik: 0 (Ausfg. A)
Beschleunigungshebel nach links (Unterbrechen)
Werkstückschalter: I 0
Anschlag der Ausgleichzustellung:Ausgeschaltet
durch Rechtsdrehen bis Anschlag.
Ausgleichzustellung genügend weit zurück.
Mit Tischhandrad in SchleifStellung gefahren.
Hauptantrieb: "EIN".
Werkstück-u.Schleifscheibendrehzahl eingestellt.
1. Werkstück: Spannen
Eilganghebel "VOR" -
Schleifschlitten kommt im Eilgang vor,
Werkstückdrehung beginnt.
‘ Schleifradantrieb "EIN"
Ausgleichzustellung bis zum Feuern der
Schleifscheibe
Schleifen (Zustellung mit Handrad oder
Einzahnschaltung)
Eilganghebel: "ZURÜCK"
Werkstück messen
Nullanschlag der Ausgleichzustellung anstellen
Maßscheibe bis Anschlag verdrehen, von dort
um den gemessenen Differenzbetrag zurück-
drehen und festklemmen
Eilgang "VOR"
Zustellung bis Anschlag
Eilgang "ZURÜCK"
Werkstück nachmessen-bei Untermaß Nullanschlag
nachstellen (1 Teilstrich = 1 u/d
Zustellung ungefähr V2 Handradumdrehung zu-
rückdrehen.
<•
Nächstes Werkstück:'
Spannen
Eilgang "VOR"
Zustellung von Hand bis Anschlag
2. Längsschleifen mit Ausgleichzustellung
Ablauf wie bei 1., jedoch mit eingeschalteter Tischbewegüiig.
Wählhebel für Tischbewegung I
Tischdrossel für passende Tischgeschwindigkeit
Tischhaltesteuerung R oder R L oder ohne Halt
Tischhaltedauer
Zustellung von Hand an den.Hubenden mit
Einzahns ohaltung
chipmaker.ru
A5.1.29
Blatt 4
Arbeiten mit der Maschine
3« Einstechen mit automatischer Zustellung
Ausgangszustellung:
Wählhebel für Tischbewegung: AUS
Eilganghebel: ZURÜCK
Wählschalter für'Automatik: 0 (Ausfg.A)
Besohleunigungshebel: Mittelstellung
Werkstückschalter: I 0
Anschlag der Ausgleichzustellg:Ausgeschaltet
Wählknopf für Zustellung E
Ausgleichzustellung genügend weit zurück.
Mit Tischhandrad in Schleifstellung
Hauptantrieb: "EIN”
Eilgang: "VOR”
Scnleifzugabe eingestellt (A 3.^«28 Bl.9)
Eilgang: "ZURÜCK"
1. Werkstück
Eilganghebel "VOR" -
Eilgang lauft vor
werkstückdrehung beginnt
Selbsttätige Zustellung läuft bis zum
Anschlag mit der an Zustelldrossel ein-
gestellten Zustellgeschwindigkeit
(Geschwindigkeit kann an der Lrehung der
beleuchteten Maßscheibe beobachtet werden)
Ausgleichzustellung bis zum Feuern
Schleifen mit Zustellung von Hand
Eilgang: "ZURÜCK"
Messen
Nachstellen der Ausgleichzustellung um den
gemessenen Differenzbetrag
Eilganghebei "VOR" - Zustellung läuft.
Leerweg mit Beschleunigungshebel überbrücken
Selbsttätige Zustellung bis Anschlag
Nach Ausfeuern Eilganghebel "ZURÜCK"
Werkstück nachmessen, evtl, mit Ausgleich-
zustellung korrigieren (bei engen Toleran-
zen mit Hilfe des Mikroanschlags)
Nächstes Aerkstück:
Spannen
Eilgang "VOR"
Eilgang läuft vor,
Werkstück dreht sich,
Zustellung läuft bis Anschlag.
Nach dem Ausfeuern Eilganghebel "ZURÜCK"
4. Längsschleifen mit automatischer Zustelk?,,
Ablauf wie bei 3«, jedoch mit eingeschalteter Tischbewegung:
Wählhebel für Tischbewegung: C I
Haltesteuerung und Haltedauer eingestellt
Wählknopf für Zustellung auf e-inseitige
oder beidseitige Zustellung.
Größe der ZustellImpulse an Zustelldrossel
eingestellt.
chipmaker.ru
Arbeiten mit der Maschine
A5.1.29
BlattG
Inn* nschleifen
Beim Unstellen der ./laschine von Außenschleifen auf InnenscMelfen
be »onten:
1. Regelknopf fnr Eilganggeschwindigxeit bei Stellung Support
vor ganz nach links
(Dadurch Eilgang des Schleifschlittens ausgeschaltet).
2. Umpolen des Werkstückspindelstocks mit Schalter am
Schaltschrank.
3. Dreibackenfutter auf Werkstückspinaelstock aufsetzen.
4. Werkstückspindelstock auf laufende Spindel umstellen.
5. KühlmitteIzuführung für Innenschleifen aufsetzen.
6. Sondertischanschldge für Innensohleifen anbringen.
7. Abrichtvorrichtung aufsetzen.
Einzeine Stücke werden mit der Ausgleichzustellung allein geschlif-
fen; bei öerienarbeit wird mit der selbsttätigen Zustellung auf
Anschlag gearbeitet bzw. bei Ausführung A mit Umschaltung auf
Schlichten, Ausfeuern, Abschalten und Rücklauf der Zustellung.
Der Arbeitsablauf beim Inrenschleifen entspricht, bis auf das Ab-
richten, dem schon beschriebenen Arbeitsablauf beim Auß.enschleifen.
Abrichten ist möglich:
a) Nach beliebig vielen Werkstücken (bei schmalen dchleifstellen)
b) Beliebig oft bei einem Werkstück (mit sehr tiefen Bohrungen)
c) Bei jedem Werkstück zwischen Schruppen und Ausfeuern
Der Abrichtdiamänt wird in jedem Fall auf Fertigmaß eingestellt.
Das Abrichten in hinterer Stellung der Zustellung verlangt weniger
Bedienungsgriffe. Für enge Toleranzen ist jedoch das Abrichten zwi-
schen Schruppen und Schlichten in vorderer oder Nullstellung der
Zustellung genauer.
Al Innenschleifen ohne automatische Abschaltung
Abrichten in vorderer Stellung
Ausgangsstellung:
Tischanscnläge für Schleifen und Abrichten
eingestellt.
Anschläge der Tischdrossel auf Schleif- und
Abrichtgeschwindigkeit.
Haltesteuerung und Haltedauer.
W'ählknonf• für Zustellung.
Schl eifzugabe eingestellt.
Zustelldrossel auf Zustellgeschwindigxeit.
Anschlag 1er ausgleichzustel lang a-ssgeschwenkt.
»oricbtvorrichtung auf Eertigmaß.
Ausgleichzustellung bei auf 0 gelaufener Zustel-
lung nach Diamant eingestellt.
Drehrichtung und drehzahl am Aerkstückspindel-
stoex eingestellt.
1 . WerKotücK spannen-
2 . Umsteuerhebel nach links;
Tisch Ueweyt sich nach rechts.
A5.1.29
Blatt 7
Arbeiten mit der Maschine
5. Zurückziehen des Unisteuerbolzens und Vorlassen zwischen
den Schleifanschlägen:
Tisch steuert zwischen den Schleifanschlägen um.
4. Eilganghebel "VuR"
Zustellung läuft ab bis Anschlag.
5. Eilganghebel "ZURÜCK"
Zustellung läuft zurück.
6. Nachschaltung der Ausgleichzustellung mit Einzahnschaltung.’
7• Zurückziehen des Umsteuerbolzens und Wiedervorlassen
zwischen den Abdrehanschlägen.
8. Tischdroesel auf Abdrehgeschwindigkeit.
9. Eilganghebel "VOR"
10. beschleunlgung bio Anschla .
11. Einschwenker der Abdrehvorrichtung.
12. Abrichten.
1?. Ausschwenken der Abrxchtvorrichtunr.
14. Eilgan^hebei "ZURÜC>"
15. Tiecndrossel auf Schleifgeschwindig;eit.
16. Zuruckziehen des üisTeutrcolzens und Vorlassen zwischen
den Scnleifanschläven.
.7. Eilganghebel "'VOR"
18. Beschleunigung bis zum Anschlag bzw. bis zum Feuern.
19. Ausfeuern.
20. Eilganghebel "ZURÜCK"
21. Zurückziehen des Ihosteuerbolzens: .<e
fisch läuft in Spannstellung und bleibt stehen.
9-, 10. und 14. Können entfallen, wenn in hinterer Stellung
der Zustellung abgericbtet w?.rd.
A 6. 2.52
Blatt 1
Schmieranweisung
zur AFB/UFß -Schleifmaschine
Schmierstoff-Übersicht
Öl-bzw. Fettgruppe oder DIN - Bezeichnung Werks- bezeichnung Zähigkeit Kenn- zeichen
Hydraulik, 4 Gruppe A ^9°Ebei50°C 0 r°t
Spindelöi Gruppe B 1,3°Ebe.50°C weiß
Walzlagerfert Gruppe E (80 oder 100 DIN 51825) & rot
Schmierfett für Schleif- spindeln Gruppe D blau
Schmiervorschrift
Schmier- häufigkeit Schmier- stelle-Nr. Schmierstoff- menge Bemerkungen
täglich 1.2 3-4 Hübe der Fettpresse
3 bis auf Ölstandsmarke nachfüllen
wöchentlich 4.5.79 3-4 Hübe der Fettpresse Verschlußschraube bei Nr 4 herausschrauben Nr5 nur bei UFB.
6.8 bis auf Ölstandsmarke nachfüllen Bei Nr. 6 Biechdeckei bei Nr.8 Lüftungsdeckel abnehmen.
alle 12 Monate 10.11,12 13.14,15 Fett erneuern Bei Nr 10 und 14 Moto; bei Nr. 15 Spannrolle ausb. Bei Nr12 Decket, bei Nr13 Moiorschutz abnehmen. Nr.lOnurbei UFB.
Nadibes. Anleitung 16 Nach Anweisung für FORTUNA-Schleifspindeln schmieren Nurbei.UFB
Filterreinigung bei 6 ynd 8 alte 12 Monate.
Ölablaß zu (DO und O alle 12 Monate.
Ölstand an Schaugläsern laufend überwachen!
Öl- bzw Fettsorten nach Liste A 2.1.1 Blatt 1 u. 2
über Schmierstoffe für FORTUNA-Schleifmaschinen.
chipmaker.ru
A6.2.52
Blatt 2
Schmierplan
zui model AFB-Schleifmaschine
r Nach Schmiervorschrift schmieren
chipmaker.ru
A6.419
Blatt 1
WartungsanWeisung
Wartung der Maschine
Maschine sauber halten! Schlei f schlamm regelmäßig entfernen und
nicht verkrusten lassen. Weniger gut zugängliche Stellen dabei
nicht übersehen. Alle blanken Stellen, welche von Kühlmittel be-
netzt werden, häufig von Schleifschlämm und Rostansatz reinigen und
einfetten.
Obertisch immer mit Abdeckblechen abdecken. Vor dem Verschieben und
Aufsetzen von Tischaufsätzen ist die Tischfläche des Obertisches zu
säubern und leicht einzufetten.
Schlammkasten im'Kühlmittelbehälter öfters reinigen, damit ein mög-
lichst reines Kühlmittel zur Schleifstelle gelangt.
Keilriemen und Antriebsgurte regelmäßig nachspannen.
Innenschleifspindeln immer liegend in einem Regal aufbewahren, da
sonst das öl ausfließt. Spindeln vor Stößen und Schlägen schützen.
Täglich
alas chine von Schleif schlämm und Kühlmittelresten reinigen und blan-
ke Steilen einfetten.
Abrichtvorrichtungen, Anschläge und Führungen reinigen, ölen bzw.
einfetten.
Innenschleifspindeln reinigen und leicht einölen.
Wöchentlich n
Mascnine gründlich reinigen und Schleifschlamm restlos entfernen.
Kühlmittelfilter (nur auf besondere Bestellung) nach besonderem
Abschni11 ”Wartung der Hochleistungsfilter”
Um Verharzen der Hydraulik zu vermeiden, sind auch die selten ver-
wendeten Bewegungen durchzuschalten, wie:
Automat.Abschaltung, Haltesteuerung, tischabhäng. Zustellung.
Monatlich
Obe-rtisch ausschwenken und Auflagestellen auf dem Untertisch gut
reinigen und einfetten. Raum unter Verstellspindel mit Fett füllen.
Der zwischen Ober- und Untertisch angesammelte Schleifschlämm ist
restlos zu entfernen. Obertisch nach dem Ausschwenken wieder genau
ausri chten.
chipmaker.ru
Wartung s anw eisung
A6.419
Blatt 2
i
V i ert el ,1 ä h r 1 i ch
Reinigen der Filter für Hydraulixöl und Schmieröl
(Nr.241-244)
Reitstock. Da die Pinole des ReitStocks sehr stark der Kühlflüssig-
keit ausgesetzt ist, ist diese auszubauen und zu reinigen.
Wartung der Motoren
Die Motoren sind mit Wälzlagern versehen und haben eine Fettfüllung
die für etwa 5000 Betriebsstunden ausreicht. Nach dieser Laufzeit
ist jeder Motor vollständig zu reinigen. Die Wälzlager sind auszu-
bauen und mit Benzin oder Benzol (kein Petroleum) zu reinigen und
mit einem harz- und säurefreien Fett einzubauen.
Kohlen und Kollektoren der Gleichstrommotoren und Generatoren ist
besondere Aufmerksamkeit zu schenken. Spätestens nach Ablauf von
V4 Jahr auf einwandfreien Zustand untersuchen. Bei starker Funken-
bildung Kollektor mit Schleifklotz abschleifen und mit säurefreier
Vaseline leicht einfetten. Isolation zwischen den Lamellen 72 mm
riundlauf und Lage der Bürstenbrücke prüfen.
Bürstendruck 200 bis 50C gr.
Abgenützte Kohlen rechtzeitig erneuern!
Neue Kohlen sind unbedingt einzuschleifen. Man zieht dazu einen
längeren Streifen geschmeidigen Schmirgelleinens, der auf einem •
möglichst großen Teil des Kollektors fest aufliegt, unter den Koh-
len hin und her.
A7 1.35
Elatt 1
Beseitigen von Störungen
Die» folgenden Hinweise sollen aazu dienen, kleinere Störungen an
der Maschine selbst beheben zu können. Anhand nachstehender Anga-
ben sollte unbedingt versucht werden, die Fehlerursache festzu-
stellen.
Gröbere Störungen möglichst durch
einen Fachmann des Lieferwerkes beseitigen lassen.
Selbsttätige Tischbewegung
Ungleichmäßiger, ruckweiser Lauf des Tisches.
Ursache: Luft imdPischzylinder oder in den
Rohrleitungen.
Abhilfe: Durch Entlüften der Ölleitungen.
Bei geöfirueter Tischdrossel einigemale in
Tischendstellung laufen lassen und bei ge-
öffneter Zustelldrossel Zustellung und Eil-
gang des Schleifschlittens ablaufen lassen.
Schmierung der Führung^bahnen
An den E’uhrungsbahnen des Tisches tritt Scnmierbl aus.
Ursache: Zu reichliche Schmierung.
Abhilfe: Hahn 235 etwas schließen.
Dämpfung der Eilbewegung des Schleifschlittens
Der Schleifschlitten bewegt sich am Ende des Eilganges zu langsam.
Abhilfe: Durch geringes Öffnen des Dampfungsventils 217
(iinks drehen).
Siehe Druck- und Scnmierölanlage)
Der Schleifschlitten schlagt in einer der beiden Endstellungen
hart an.
Abhilfe: Durch geringes Schließen des jeweiligen
DämpfungsV ntils 217 (rechts drehen).
Das links liegende Ventil dämpft die hintere Endstellung, das recht
liegende die vordere Stellung des Schleifschlitten-Eilgangs.
Hydraulik verharzt
Abhilfe: Spülung und Ölwechsel
Altes Öl ablasser, mit ca. 30 Liter Reini-
gungsmittel (Try) 10 min. laufen lassen,
dabei alle Bewegungen schalten,
mit ca. 30 Liter Ilydrauliköl 30 min. laufen
lassen.
Spülöl ablassen und frisches öl einfüllen.
ihipmaker.ru
Beseitigen von Störungen
A7 1.35
BUtt 1
Tischabhängige Zustellung
Wenn die Zustellung beim Längsschleifen
nicht ordnungsgemäß arbeitet, dann
"Spülen” der Drossel. Hierzu Verschlußschrb.
520 am Tischsteuerkasten (unter
Tischumsteuerhebel) entfernen, Drossel-
schraube 538 zwei bis drei Umdrehungen
nach links öffnen und nach mehreren Tisch-
hüben bei laufender Zustellung wieder an-
ziehen. (6 mm - Schraubenzieher)
Tischumsteuerung
Die Bewegung des Umstenerhebels wird mit
einer Drosseleinrichtung gedämpft. Dämp-
fung einstellbar an Drosselschraube 539,
die nach Lösen der Klemmung 540 verstellt
werden kann. Zugänglich nach Abnenmen des
Steuerkastendeckels der Tischsteuerung.
539
540
538
Rollenführung des Schleifschlittens
Die Rollenführung wird selbsttätig spielfrei eingestellt und bedarf
keiner Wartung. Sollte ein Eingriff an der Rollenführung nötig wer-
den, muß der Obersupport des Schleifschlittens wie folgt abgebaut
werden:
Ausgangslagt : Eilgang vorne,
selbsttätige Zustellung vorne,
Ausgleichzustellung vorne.
Abbauen des Übersupports
Abdeckleiste 612, oberer rVasserschutz und hinten Platte abnehmen.
Federspannung durch Drehen der Spannmutter 615 verkleinern. Feder
am vorderen Aufhängebolzen aushangen.
Anstellschrauben 611 der rechten Führungsleiste herausschrauben.
Support kann nun 2 mm nach links verschoben werden.
'Ueide Rollenkäfige 610 der senkrechten Rollen samt Rollen nach Ab-
schrauben der hinteren Anschlagplatten nach hinten herausziehen.
Lage des Obersupports zum Untersupport in Längsrichtung markieren.
Nun kann Obersupport abgehooen werden, wobei dieser gleichzeitig
um das Spiel von 2 mm nach linke geschoben wird.
Aufbauen des Obersupports
An Eilgang und Zustellung nichts verändern.
Obersupport entsprechend der beim Abheben angebrachten Markierung
wieder aufsetzen.
Rollenkäfig 61G von hinten wieder einführen.
Sämtliche 4'Käfige müssen nun an den vorderen Anschlagleisten an-
liegen.
Anstellschrauben 611 der rechten Führungsleiste wieder einschrauben.
Zugfeder eirihc.ngen und spannen.
chipmaker.ru
A7 1. 35
Glatt 4
Beseitigen von Störungen
i
M. . — — — —... —
i
Aiswechseln der Zustellkurve
Für Sonderfälle, z.B. Zustellbetrag über 2 0/0 oder automatischer
Übergang der Zustellung von Bundschleifen auf Zapfenschleifen,
können Zustellkurven in Sonderausführung geliefert werden.
Beim Auswecnseln beachten:
1. Hydraulik eingeschaltet.
2. Eilgang "ZURÜCK”.
3. Ausgleichzustellung ganz nach vorn drehen (bis
Anschlag).
4. Hydraulik ausgeschaltet.
5« Sechskantschraube 12 x 80 durch hintere Abdeckplatte
des Schleifschlittens und Distanzrohr 14 l.W.x54 lg.
(wie beim Transport) einschrauben und leicht anziehen,
dann Ausgleichzustellung zurückdrehen, wobei der Zu-
stellstößel, von der Zustellkurve abgehoben wird.
6. Nutmuttern 301 (siehe A3.3-22 Bl.2) am rechten Kol-
benstangenende lösen uni Tisch soweit nach links
schieben, bis die Zustellkurve zugänglich wird.
7. Befestigungsschrauben entfernen und Zustellkv.rve
vom Zentrierbund abheben.
Zusammenbau erfolgt in umgekehrter Reihenfolge. Es ist beim Ein-
fahren des Tisches Zahnstange und Ritzel wieder in Eingriff zu
bringen.
Bei Kurvenzustellung bis 5 nun bleibt Aasgleichzustellung mit 40 mm.
Bei Kurvenzustellung bis 10 mm verringert sich Ausgleichzustellung
auf 35 mm.
Nachstellen der Rutschkupplung
des Handantriebs
Die Rutechkupplung ist so eingestellt, daß das vom Hanax'Sid über-
tragene Drehmoment den Tisch verschiebt, daß sie aber beim Anfah-
ren an Anschlägen ratscht.
Bei Bedarf Nachstellung möglich:
Abdeckung M der Tischsteuerung abnehmen,
Sicherungsschraube N lösen,
Kupplungsscheibe 0 mit einem durch Bohrung P gesteckten Stift
halten,
Kupplung spannen durch Rechtsdrehen am Handrad,
mit Sieherungsschraube N feststellen.
chipmaker.ru
A7 135
Blatt 4
I
Beseitigen von Störungen
i
auswechseln der Zustellkurve
Für Sonderfalle, z.B. Zustellbetrag über 2 mm/# oder automatischer
Übergang der Zustellung von Bundschleifen auf Zapfenschleifen,
können Zustellkurven in Sonderausführung geliefert werden.
Beim Auswechseln beachten:
1. Hydraulik eingeschaltet.
2. Eilgang "ZURÜCK".
3. Ausgleichzustellung ganz nach vorn drehen (bis
Anschlag).
4. Hydraulik ausgeschaltet.
5» Sechskantschraube 12 x 80 durch hintere Abdeckplatte
des Schleifschlittens und Distanzrohr 14 l.W.x54 1g.
(wie beim Transport) einschrauben und leicht anziehen,
dann Ausgleichzustellung zurückdrehen, wobei der Zu-
stellstößel von dei1" Zustellkurve abgehoben wird.
6. Hutmuttern 301 (siehe A3.3.22 Bl.2) nm rechten Kol-
benstangenende lösen und Tisch soweit nach links
schieben, bis die Zustellkurve zugänglich wird.
7. Befestigungsschrauben entfernen und Zustellkurve
vor % Zentrierbund abheben.
Zusammenbau erfolgt in umgekehrter Reihenfolge. Es ist beim Ein-
fahren des Tisches Zahnstange und Ritzel wieder in Eingriff zu
bringen.
Bei Kurvenzustellung bis 5 mm bleibt Ausgleichzustellung mit 40 mm.
Bei Kurvenzustellung bis 10 mm verringert sich Ausgleiehzustellung
auf 35 mm.
Nachstellen der Rutscjikupplung
aes Handantriebe
Die Rutschkupplung ist so eingestellt, daß das vom Handrad über-
tragene Drehmoment den Tisch verschiebt, daß sie aber beim Anfah-
ren an Anschlägen rutscht.
Bei Bedarf Nachstellung möglich:
Abdeckung M der Tischsteuerung abnehmen,
Sicherungsschraube N lösen,
Kupplungsscheibe 0 mit einem durch Bohrung P gesteckten Stift
halten,
Kupplung spannen durch Rechtsdrehen am Hanurad,
mit Sicherungsschraube N fesistellen.
chipmaker.ru
chipmaker.ru
chipmaker.ru
ltec&
*
chipmaker.ru
As
chipmaker.ru
chipmaker.ru
chipmaker.ru
U. kl
IW’K.
C, C’ß, -e.ru,
k&Je.&kt/ieuZ'tf?
•f. C -f.
tiO,ciio«l^i
Qdrt(4CffC^
I
1
-di^i, Ywefa 1 —
^ C^2-
/MiX-
-7 - ,
ff#
1
tec X* 6'y2<?6^'zT-O
e=k^Ux7^£/e
-ceiet^
'JktAMt*.
chipmakfr.ru
st'-'- ,- -
MC.
CL . >A,
jJ?
ft&te ”?<J< r#e^
yy,
fi'Zcy->£ Ic<.^:<-<k -
M fy^.ri.i/ &&< •
07% ^L-C
k&M) t&lyt
Mk^CiLt, e^f
e-ctu -
tAAcw ^äc£m ’.
i^i'
t>, oc‘-
’&?€£>&<£
tu^e,
^7Zrv kC.
ißCafca
€'füZ
Velo
^(IL 60C
lata/
tuc.^^‘^u-
\ujac£fa£etU'
icc^f 't£<’i.w
Vg^Zlgfy1
^•M^f't‘tM,C ^_^-
cyte'1
£&< Z
mX^.6c/te rfä.Ap ✓
V . W CJ -1
>»g(/ <y»afc^^—
>
i /
i
chipmaker.ru
u^
e~?ccl' t
Zc^k^ SC *
f-trVyt} <" &&><.&<£, .
Ct-frex^-
Zf ' UUJc&
/: * Z. &79?e>t Z
\™£r -
&<&£#*£<>. Wfti&SCcJl
'ZiüOctt Z-U,'-r
K> tu
-C1 iUPi*U4!—P A-V l-‘‘7ih-'
’.^i
f'fA-ci~ f^t. }^cse-eß<-.
Cc/.^ '^ee
&£££&?>
^cjtcc7c/c^ SfiE. Tzi^kU—
z^.Z . ’X^JUc -
/ ^cj
^erü' 2Z,
'' Zn-C^tÄ*:
'U Cte-i 'CZ/CWJlA ' '
ic <} J&C'
Kcc-ct't’ nWi^
chipmaker.ru
o,
lUSUs-u-
\£/ Lua
Cieiac^&ec^
0,0!
t^teCC.
MM-
MdL
C&./U-
lOCC
006
/.’,zot .6
-J . f... O-fcyO. L&-U
UL'
T*-f
I. _
chipmaker.ru
'c^.t
ü.
7 k^.
Jt64>
Hc^ea^ac
tcusJL uzac
'tZu^x^
tc^c^ic O- xcZ-.
fctae .
h^c^fC^K 2
^ic/aruc£^.(>
ld^/n<
' -1 / z /cd
-- C'Sde^Z^st^
f/defU^Z/
chipmaker.ru
l&T- -
Zu ^- <??£-
illcU
\ZfteC
cttUJ
l+^-hci
IttCs 4,
c-
ybaJc J. 6 (^a^L^-/ce^
cc-
- .<'/ -
0 ooSums.
itd/e ß&utz/cc^
-
1 3 Q„ (.l^'ClAACC'f^Ct^ Utcnän 'T cie^tl ^ZlfZ^TZ) 7( 2i'- ( yoftzcfcc^.. '^dyceextff^^
1 ’X«' A<,/K^ /? ceL'tCCti-r^’ <ccl< ar 1 ff6, SlAts< - vtrc^-c —
&n iffb*£&Cfßt^
1 1 tfagcfffdTby C tfff tVcCH,' ^.i^et'UAUfc^
j i U^X kc^^ff - _J nTUtci^- 1 rrvi^ 'K'V — tsOcL&t&y' £&fffo z<^.
1 1 •
C -t^rxfure
,0 idfzzai^t,d'feu4 * 1-4«^’ y#0e-n ^/Qc>c ^c- —
1 '/U'X^JbC id. iC^-di jr i.fct-ucAti&K —r 'tfyoete to c^AU^f^eAX^Otx ^U^r. -z^> f4>e-tfaxctAfi.
A^uxt, | yr &&&& - izat- t*? ,&£- r^-K' 'tC.AS^Z C7l C4Z &Xt-
^-(^tzcyk-^ fce_
' 1 $ •>,£.'oUp&f + &<£*. -i’W'* *C * ^Acc - tft&c&ffeA. f; A/ie. t
D MJ'CZi'rte/£ ^ce/<otc -&aac£_ H&&e&£l££& /&>£<__. ’* <> F C .3--cz<öej
hrVlXP CffkMU- A&fC» ',<.£££££<£'. •sr-ty-t.1' && - dy'ii a« ^cn&4ej£^
1 J_ C "Fi fc-i-
t - 'lieu&C_t6u &&&£*: fiÄ C^üTc^
• i 4
K. 4 tc * uuuycAj£&u4-k^& Tire^&
$ i^Ztt/C £/<? L y^i< C-TÜ.ilh.^
fy<ä- '.g,sC G^ltexfa f \
chipmake / ’ rru M&llt&J K£'tC‘Cf/
Jä °/ y rv-ii:.
hc^. r/
1
CCfa td
ZZ
• jt£CT~ n -1, 7 >'
~ 3e^ &
f -* *
& OrßC^i
w ^ctc terefe)
- z 'tUUZ J^
öy/jb^
ö/<c/W
-<uQ *
E^ÖY4cC6'^?’ Z l ßh.tff.iL'ueuu 6 1 y<,a
i^C/a/ciy^
f 'y^ HU- Ql'CCM-
L€f yUcyyitt /
u '&, .1L S ' -rZ1 1 - -r
4 1 \
< 1 1
tc
/ /«ex^o ^tti,>>'«-/*«-
ft&— jtf
^ckit fälrfa-Mhiu
LC-U .
züjtj&e. cyt^ y^c.^-
'(ye-twGÄtfi’U'tc&e. t^pu-
rt^^e.Cu. -/ ^tCOn,ti^ t 6<r-2
F^^tc^iT/fcÄ .
7&t^CG?Ü'____/Jw^
''’tCCfr (4.fM4<fc&gGe£6 -
U<,ZC Qllsttci. -p
CCJl
’-pjT *<z,
\^5€^,ey
y^Ope'4*^/2 t£ 4c^/t —
9^*,
ttU-iuv /&
t
Q^2e&t'&-Jtep&P
1
40
A
<£
W
/(/^
ct^C<€'
a^-4ic^cv '
/Ma/
WZ-fT
/3S
tet c*A£
ü't'rtte*'-
chipmaker.ru
>£%&&&
£CZC
<»Zc^
^tctf t'.&tf'_
O(c£/
M/ W_ W'
£l<-:£^d.<±-c<:e-LZ^ .. ^t/^ot^-i' tyeJ'
<,czet^ c-
V“7 cSC±oC<&r
YcCt' —
/P^ /&
7<r.c\y—
c^t£C “*
0,0$' 9£.
re^£ e''/ir
u) b
tc.',.e4
<-L (~ftji'’J\
l 'Z-cz^'t/u^re
&££'&&'€£
M SiC£ksifr4
'C^dtC’S'e^
UetO^^ c
a&&&0ct/
vC/&C4r
chipmakenpi _
we&st.
iL-vfceTH!
JZ Z'H.<
t /' • C^ffUC^ta ZiCöt'
c£&
fi / 7
Lc<Zta
iXfofMO# f cc^cce^.^ /
ctC t 3 ^'<.-cz
‘ /’Z/
U. ^i^CLUCU Cj^^tcCuia C^-elJ»'^ Ftyi ( '''' ---
<4 t^yjuu^ia^i^a/ ca^
-, ,Qfi^s.id^ Qu$ C&faUd'-U'l
'oj-Mj:/, k, netiCtücM^
_hipmaker.ru i
chipmaker.ru
/ /r
chipmaker.ru _ _ = _
- 1 f >.
C U &4CC4L& X fiCfCzAx c£fW> t*.
V — vZ cZz 77“* Cftcc ‘i:rf ? “— -^.
<~^) tUZCt-i&lf'-M*# i r ’ ± 7 M4\''Ü^it^tC^i ^TtaA '"iXClß.
c
c f tt* a/tu, Jcc ^t'(-, £<, U-ä/z £
' 7' , J U- C :Xdc. W&6& 1
**
5zz^f z/aecu? ycCcJl.
'n tCCCvCC.tC^^x c ^t^-YMj-
JjU/(^
L44X--' ^~' b“ üt-^kel^cctc ejU^c<-c nfia4
Ca&, tfttvuZ. U4£'GsM> gaJLs ^*^7^ ^TeicctyK.^.^. XnC&yyuS) t^3:K^/
1 GCCW^«^ /
] Pl\<t^MTt Mm . ^C C V-^SZI J /,^'',6CL
chipmaker.ru
chipmaker.ru
chipmaker.ru
KCL,
</WW>U
chipmaker.ru
chipmaker.ru
chipmaker.ru
chipmaker.ru
chipmaker.ru
chipmaker.ru
chipmaker.ru
chipmaker.ru
chipmaker.ru
chipmaker.ru
chipmalcer.ru
chipmaker.ru
&Za
'btt&c-
ft. > v <?<•/ ^c>
X'Vt'ie &&
'C^KU^ f//j 'M,
£d?cZfiZfcZ
14,
chipmaker.ru
chipmaker.ru
chipmaker.ru
chipmaker.ru