/


























































































Author: Воронин М.Л.
Tags: одежда мужская одежда изготовление одежды конструирование одежды
Year: 1985




Text
М.Л Воронин
МЛ Воронин
КОНСТРУИРОВАНИЕ
И ИЗГОТОВЛЕНИЕ
МУНКНОИ
ВЕРХНЕЙ
ОДЕЖДЫ
БЕСПРИМЕРСМНЫМ
МЕТОДОМ
Киев
«Техшка»
1985
37.24
В75
УДК 687.11
Воронин М. Л.
В75 Конструирование и изготовление мужской верхней одежды
беспримерочным методом,— К-' Техшка, 1985.-232 с„ ил.—
Библиогр.: с. 230.
15000 акз.
,3104000000-109
’М202(04)-85
11. П. Беременно, канд. техн, паук
пищевой промышленности, торговле
и битовому обслуживанию
Зав. редакцией Э. Л. Степанова
© Издательство «Техн!ка», 1985
ПРЕДИСЛОВИЕ
XXVI съезд КПСС поставил большие задачи по более полному
удовлетворению населения в товарах массового спроса
разнообразного ассортимента и высокого качества. Для
успешного их решения в системе индивидуального пошива одежды
необходимо, помимо улучшения качества исходных материалов
и фурнитуры, поднять на более высокий уровень моделирование,
конструирование и технологию изготовления одежды; повысить
культуру обслуживания заказчиков, обеспечив выполнение изделий
в установленные сроки.
Все это требует определенной перестройки всей системы
индпошнва, в частности: внедрения системы конструирования
одежды по индивидуальным заказам, исключающей необходимость
выполнения примерок; более тесной увязки конструкции одежды
с технологией ее изготовления и свойствами материалов; дальнейшей
механизации и автоматизации методов изготовления изделий при
сохранении их индивидуальной выразительности; перестройки
системы подготовки и переподготовки закройщиков, мастеров пошива
и других категорий работников индпошнва; совершенствования
организации производства. Только при решении всего комплекса
указанных вопросов можно создать более прогрессивную форму
обслуживания и высвободить личное время заказчика.
Одним из направлений, меняющих систему индпошнва и
взаимоотношений с заказчиками, является широкое использование
беспримерочного метода изготовления одежды с применением .
измерительного жилета 13]. Десятилетний опыт применения этого
метода в ателье индпошнва Киева показал значительные
преимущества его по сравнению с традиционным: на 15—20 %
увеличивается производительность труда закройщиков; отпадает
необходимость в примерках изделий за счет получения точного кроя;
исключается значительная часть ручных работ; улучшается
качество изделий.
В процессе разработки жилетного метода был выполнен большой
объем работ по совершенствованию конструкции верхней одежды.
I Построение чертежей деталей базовых конструкций жилета и пальто
на пиджачной основе и сохранение на одном уровне линии талйи и
Горизонтальных членений дало возможность разработать единую
Для изделий данной размерно-полнотной группы конструкцию
р„.?Ул₽окому внедРению жилетного метода способствует
SSi^fe
^Ш=®===
н-бТ^ХТ; SSr5.*”M
”л”^' МИБХ™Цк«уМзаЫпоМПощьРв^подХов^" Р^0™"''’
иллюстративного материала книги.
Отзывы и замечания о книге
просим направлять по адресу;
MMU1, Киев, I, Крещатик, 5,
издательство «Техн1ксп.
КОНСТРУИРОВАНИЕ ОСНОВ ПЛЕЧЕВЫХ
И ПОЯСНЫХ ИЗДЕЛИЙ
ИСХОДНЫЕ ДАННЫЕ ДЛЯ КОНСТРУИРОВАНИЯ
БАЗОВЫХ ОСНОВ МУЖСКОЙ ВЕРХНЕЙ ПЛЕЧЕВОЙ
И ПОЯСНОЙ ОДЕЖДЫ
ОСОБЕННОСТИ ТЕЛОСЛОЖЕНИЯ ЧЕЛОВЕКА
При конструировании одежды, независимо от ее вида и фасона,
исходными являются данные о телосложении человека. При этом сле-
дует иметь в виду, что данные о телосложении человека будут доста-
точно полными лишь при условии изучения его фигуры не только
в состоянии покоя, но и в динамике.
Основные антропометрические точки. Изготовлениеодежды. кото-
рая соответствует размерам фигуры человека, возможно при наличии
сведений о форме и размерах тела человека. Эти данные можно полу-
чить, зная основные антропометрические точки (рис. I) 19):
б — шейная — вершина остистого отростка седьмого шейного
позвонка;
в — точка основания шеи — пересечение линий обхвата шеи с
вертикальной плоскостью, рассекающей плечевой скат пополам;
з — плечевая — точка на пересечении верхненаружного края
акромиального отростка лопатки с вертикальной плоскостью, рас-
секающей область плечевого сустава пополам;
К— коленная — центр коленной чашечки;
н — передний угол подмышечной впадины — высшая точка дуги,
образованной передним краем подмышечной впадины при опущенной
руке; точка скрыта небольшой кожной складкой, которую для точ-
ного определения вершины дуги необходимо расправить;
о — задний угол подмышечной впадины — высшая точка дуги,
образованной задним краем подмышечной впадины при опущенной
руке; точка скрыта небольшой кожной складкой, которую необходимо
расправить для точного определения вершины дуги;
п — ягодичная — наиболее выступающая точка ягодицы;
рточка высоты линии талии — точка на наиболее вогнутой
части боковой поверхности туловища.
Конструктору одежды и закройщику надо знать особенности формы
человеческого тела, присущие каждому возрасту и типу телосложе-
ния. Иными словами, чтобы обеспечить правильную посадку изделия
на фигуре человека, необходимо при конструировании одежды учиты-
вать основные размеры и формы, а также особенности осанки и про-
порции тела человека.
Под осанкой обычно понимают естественное вертикальное поло-
жение тела без напряжения в состоянии покоя (стоя) и во время
Движения (спокойная ходьба). Характеризуется она прежде всего
изгибами позвоночника и обусловливает особенности внешней формы
фигуры.
Антропологи различают три типа осанки:
нормальная, или условно типовая (рис. 2, в),— фигура
с прямым (вертикальным) расположением корпуса. При нормальной
фигуре руки принимают отвесное положение относительно плечевого
пояса, а выступающие точки ягодиц лишь слегка отходят от верти-
кальной прямой, касательной к
выступающим точкам лопаток,
или лежат на этой прямой;
сутулая, или наклонная
(рис. 2, б),—фигура с округ-
лой спиной и часто с высту-
спнна — следствие слабого развития
лающими лопатками. Сутулая -........ .......
мускулатуры. Ширина груди в этом случае значительно уменьшена
по отношению к ширине спины, плечи и руки зрительно несколько
наклонены вперед. Так называемая шейная точка перемещается обыч-
но вверх и вперед относительно вертикальной линии, касательной
к выступающим точкам лопаток, а выступающие точки ягодиц могут
значительно отходить от этой линии;
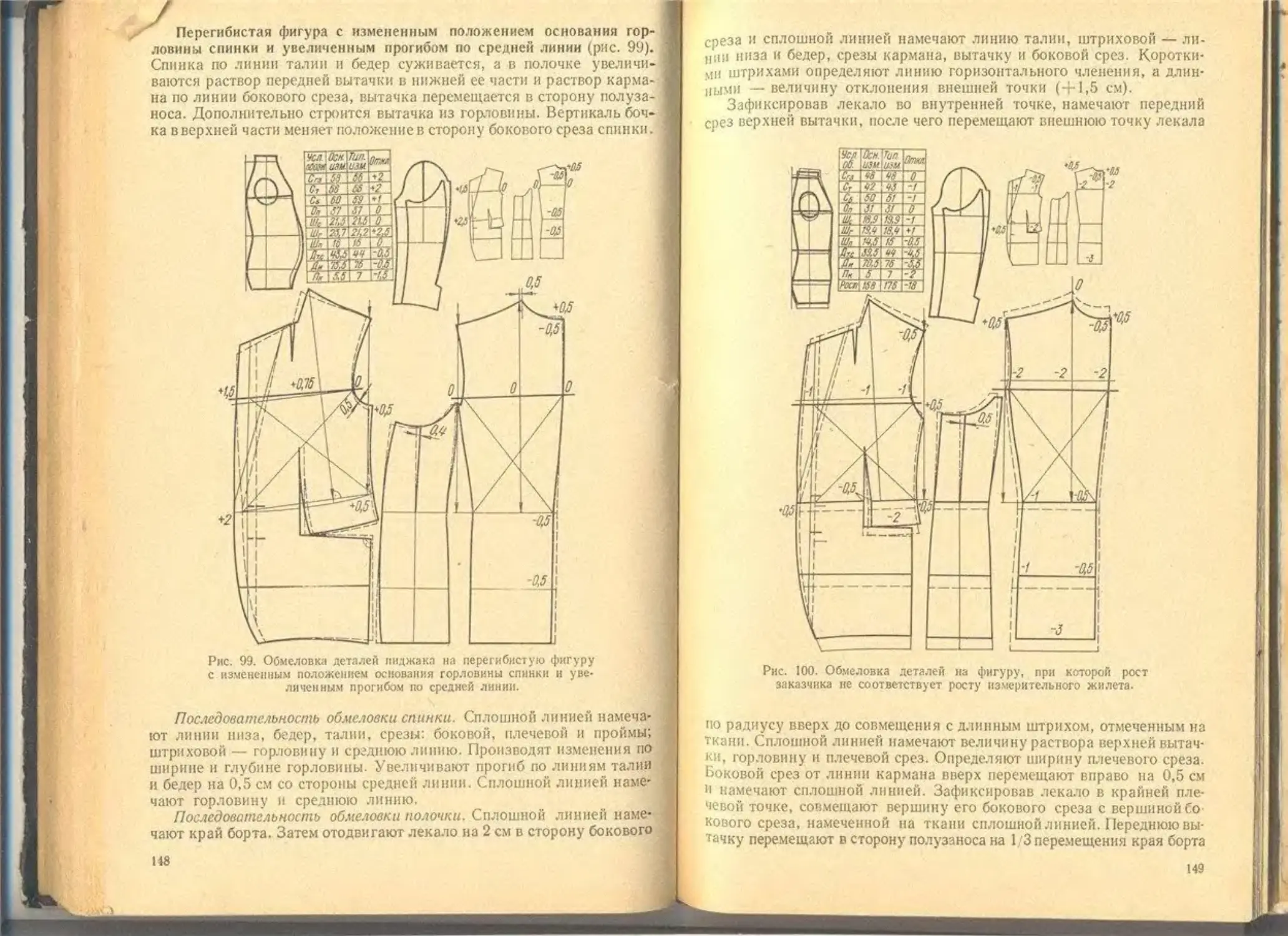
перегиб истая (рис. 2. в) —фигура с выпрямленной спиной.
Грудь заметно расширена по сравнению со спиной, увеличен прогиб
по линии талин. Руки зрительно слегка отклоняются назад. Шейная
точка стремится вниз и назад, приближаясь к вертикальной линии,
Касательной к выступающим точкам лопаток, а выступающие точки
ягодиц заходят за эту^линию. У людей с сильно развитой мускулатурой
Жвизна спины обычно сглажена, плечи слегка выдвинуты вперед.
_ могут быть и другие сочетания отклонений, которые следует учи-
тывать сугубо индивидуально.
В практике, однако, нередко встречаются фигуры, сочетающие
Характерные черты разных типов осанки, часто даже, казалось бы,
прямо противоположные.
Осанка фигуры определяется двумя основными показателями:
положением корпуса и высотой плеч.
Положением корпуса Пк называют расстояние шей-
ной точки от вертикальной прямой, касательной к выступающим точ-
кам лопаток. Для нормальной фигуры /7„ = 7 — 1 см, для сутулой —
9gh 1 и более, для перегибнстоЙ — 5 й: 1 см и менее.
. Высотой плеч называют разность’'расстояний шейной А (вершина
Остистого отростка седьмого шейного позвонка) и плечевой точки /7
по вертикали до пола (рис. 3, точки А и П).
I s* зависимости от скоса различают нормальные плечи (В„ = 6,4 S:
~ So'1 высокие = 4,9 й: 0,75) и низкие или покатые (В„ =
= 7,9 =: 0,75) (рис. 4, точки А, Б, В). При низких плечах шея длин-
нее, при высоких — короче.
; Скос плеч определяют как разность расстояний точки основания
шеи Б и плечевой точки П по вертикали до пола (см. рис. 3).
Большое практическое значение имеет изучение пропорций тела,
поскольку они дают возможность определить отношение высотных
и широтных участков к их окружностям, облегчается выявление ин-
дивидуальных особенностей каждой фигуры путем сравнения снятых
мерок с пропорциональными. Особое внимание имеет соотношение
роста и полуобхвата груди — основного размера, а также соотношения
между полуобхватами груди, талии, бедер и шеи, шириной плеч и
спинки, длиной корпуса и конечностей, длиной до талии и ростом.
.Немаловажными являются также соотношения между разными уча-
стками тела спереди и со стороны спины и др.
существующей практике условно пропорциональной мужской
•ТЙЙ’Р0,” еч"Т0,?7 фигуру 50-го размера средней полноты IV роста
(173—179 см). У такой фигуры мерка полуебхвата талии, снятая по
оелыо, должна быть меньше мерки полуобхвата груди ня 6—7 см,
а мерка полуобхвата бедер должна превышать ее на 1,5—2 см. Мерка
ширины груди должна быть меньше мерки ширины спины на 0,5 см,
а длина спины до линии талин составлять примерно 1/4 роста’
Фигуры меньших и больших размеров считаются пропорциональ-
ными, если части их тела соразмерны соответствующим частям тела
Условно пропорциональной фигуры (например, 48 размер, III рост;
02 размер. V рост и т. п.) 1
даже в т"повом SO"” размере наблюдаются весьма ощутимые
колебания измерений конкретных фигур. Так. разница между измере-
ниями полуобхвата талии и полуобхвата груди может составлять
м—и см. чем больше размер, тем большие возможны отклонения от
нормы Кроме того, следует учитывать, что разницт измерений в пол-
нотных размерах обычно связана с возрастом.
При пошиве верхних плечевых изделий очень важно учитывать
размеры и форму грудной клетки заказчика. Грудная клетка человека
может быть короткой и широкой, длинной и узкой, а по форме — силь-
но выпуклой, плоской, впалой или с выступающим телом грудины-
(куриная грудь). Для атлетического телосложения обычно характерна
широкая, хорошо развитая грудная клетка.
Форма грудной клетки изменяется при движении туловища — сги-
бании, разгибании, наклонах в стороны, а также при дыхательных
движениях.
При движении плечевого пояса вперед и вверх ключицы занимают,
несколько приподнятое положение. Если оно удерживается постоянно,
говорят о приподнятых (высоких) плечах. Когда клю-
чицы сохраняют постоянный наклон вниз и наружу,
то в этом случае плечи называют покатыми (низ-
кими).
Плечевой сустав человека выполняет всевоз-
можные движения: сгибание и разгибание, повороты
внутрь и наружу (пренация и супинация), а также*
вращательные движения, в то время когда плечевая
кость и вместе с ней вся рука описывают окруж-
ность.
При изучении человеческого тела в качестве ис-
ходного положения принято симметричное его поло-
жение стоя с произвольно опущенными руками. Не-1
редко можно наблюдать асимметричное положение
плечевого пояса, когда одна сторона (плечо) выше
другой. Чаще всего это связано с неравномерным
развитием мышц, неправильным положением тела,
привычным упором па одну ногу при полусогнутой
другой. В этом случае поперечная ось таза расположе-
на не горизонтально, а наклонена в сторону полусогнутой ноги, пле-
чевой пояс имеет перекос в противоположную сторону, а попереч-
ные оси плечевого пояса и таза находятся под углом друг к другу"
Форма всей фигуры во многом зависит от формы таза.
Центр тяжести тела человека при обычном положении стоя нахо-
дится на уровне крестцовых позвонков. Однако у людей с хорошо раз-
витым плечевым поясом он расположен несколько выше, чем у лиц
с относительно более массивной нижней половиной тела. Изменение
положения центра тяжести человеческого тела влечег за собой пере-
мещение вертикали фигуры (см. рис. 2).
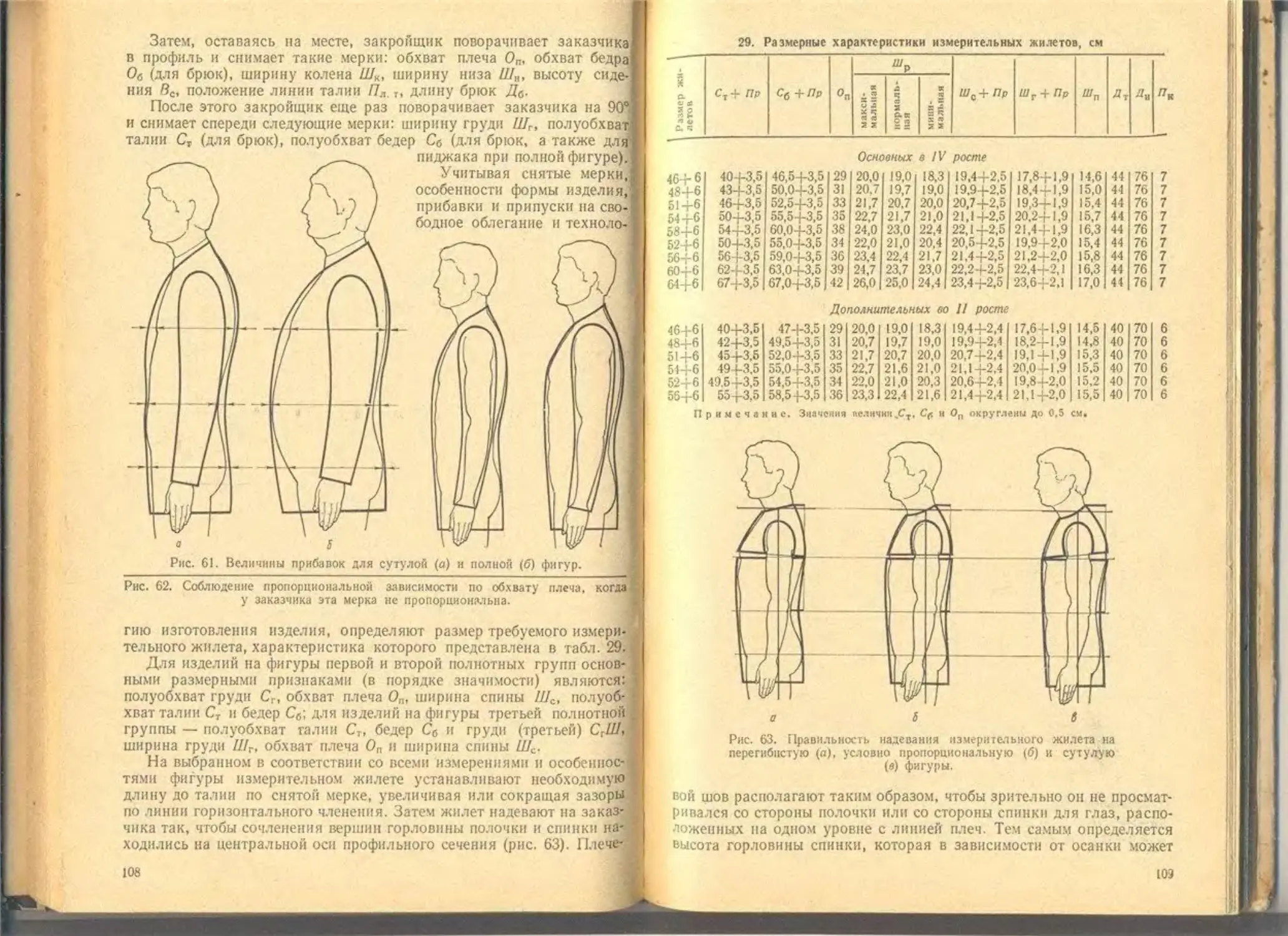
Если на профильную проекцию условно пропорциональной фигуры-
мысленно провести вертикальную прямую, делящую фигуру на перед-
нюю и заднюю части (см. рис. 2), то для сутулой фигуры эта верти-
каль несколько сместится к переду, а для перегпбнетой — в сторону,
спины. В этом случае хорошо видно, что в изделиях на сутулую фи-
гуру полочка по линиям груди, талии и бедер суживается и соответ-
ственно расширяется спинка, а на перегибнетую, наоборот, сужи-
вается спинка и расширяется полочка.
При изменении положения корпуса изменяется также глубина
горловины спинки, уменьшаясь для сутулой фигуры и увеличиваясь
для перегпбнетой.
ч Плечевой шов перемещают в сторону спинки для сутулой фигу-
ры и в сторону полочки — для перегпбнетой. Одновременно переме-
щается боковой срез полочки в сторону переда для сутулой фигуры
и, наоборот,— в сторону спинки для перегпбнетой. В результате бис-
сектриса угла проймы полочки и горловина спинки уменьшаются
для сутулой фигуры и увеличиваются — для перегпбнетой.
Не учитывать всего этого при конструировании одежды —зна-
чит заранее обречь себя на неудачу.
ИЗМЕРЕНИЯ ФИГУРЫ ДЛЯ КОНСТРУИРОВАНИЯ ОДЕЖДЫ
При измерении фигуры заказчика необходимо учитывать пе толь-
ко ее анатомические особенности, но и возраст человека, его про-
фессию, привычки и даже характер. Немаловажным является так-
же время суток, в которое производятся измерения (утро, день, ве-
чер), так как в течение суток меняется не только осанка человека, .
но и некоторые его размерные характеристики. Так, рост 30-40- *
летнего мужчины к концу дня уменьшается на 1. ..4 см в зависи-
мости от рода занятий.
Необходимо принимать во внимание также асимметричность че-
ловеческого тела. Так, согласно данным пластической анатомии и
антропологии, у 70 % людей правая половина грудной клетки по
периметру па 0,5.. .2 см больше левой, а правая рука у 75 % людей j
длиннее левой и обхват ее больше в связи с усиленным развитием
мускулатуры. При этом в зависимости от этих факторов может из- ,
меняться выступ бедер, искривляться позвоночник и т. п.
Прежде чем приниматься за конструирование пиджака или паль-
то, необходимо точно определить основные опорные точки поверх-
ности тела человека, к которым затем следует привязать все осталь-
ные отсчеты и измерения. Не определив правильно этих точек, *'
невозможно сконструировать и изготовить изделие, которое соот-
ветствовало бы особенностям данной фигуры. Такими точками явля-
ются вершины горловин полочки и спинки (точка Б и точка А осно-
вания горловины спинки —шейная) (см. рис. 3).
При определении вершины горловин полочки и спинки необходи-
мо принимать во внимание положение корпуса и положение верти-
кали фигуры, а также высоту плеч. Крайняя плечевая точка в изде-
лии является вспомогательной. Она должна располагаться выше
Истинной плечевой точки фигуры заказчика не менее чем на 0,5—
1 см (прибавка на свободное облегание в этом участке проймы за-
висит от высоты плеч, на высокие — меньшая величина, а па низ-
кие—ббльшая) (точка П).
Чтобы обеспечить точность снятия мерок, необходимо прежде
Всего правильно определить линию плечевого шва, а также его кон-
структивную и модельную длину. Правильно расположенный пле-1
чевой шов должен быть невидим для глаза, расположенного в однойI
плоскости с линией плеч, ин со стороны полочки, ни со стороны!
спинки. Иными словами, для сутулых фигур эта линия должна быть!
несколько перемещена назад, а для перегнбистых — вперед (см.рис. 2).
Определив точку основания горловины спинки на уровне седьмого
шеииого позвонка (остистый отросток седьмого шейного позвонка'
обычно отчетливо выступает), следует установить положение липин
талии (конструктивной и модельной), желаемую длину изделия,
длину рукава и его ширину в верхней части и внизу. Нельзя считать
правильной принятую зависимость ширины низа рукава от размера
изделия. Главный критерий здесь — размер кисти руки заказчика:
чем больше кисть, тем шире должен быть рукав, и наоборот. Кроме
того, ширина низа рукава в значительной степени зависит отего
длины.
Для конструирования того или иного швейного изделия необхо-
димо иметь соответствующие размерные признаки. Измерения прово-
дят по вертикали от названных точек до пола (рис. 6):
/ — высота верхушечной точки—рост Р‘,
2 — высота шейной точки Вш.т;
3 — высота точки основания шеи Вг.о.т
4 — высота ключичной точки Вк.т;
5 — высота плечевой точки В„у,
6—высота заднего угла подмышечной впадины В3.у;
7 —высота линии талии В., ,;
8 — расстояние от линии талии до пола сбоку Да",
9 — расстояние от линии талии до пола спереди Дс„;
10 — расстояние от линии талии до пола сзади Да;
// — высота подъягодичной складки Вп.с;
12 — высота коленной точки Вк;
13 — обхват шеи Ош;
14 — обхват груди третий ОДП-,
/5 —обхват плеча О„;
16 — обхват талии Ot;
/7 —обхват бедер с учетом выступа живота О«;
18 — обхват бедер без учета выступа живота Ов;
19 — обхват кисти 0к„с;
20 — обхват бедра 06сд;
21 — обхват колена в согнутом положении ноги 0к.с;
22 — поперечный диаметр шеи Ош;
23 — ширина плечевого ската ///„;
24 — дуга плечевого пояса сзади Д,,.,;
25 — ширина спины Ше,
26 — переднезадний диаметр руки dn.>.₽;
27 — ширина груди Шг;
28 — плечевой диаметр спереди </м.с;
29 — высота груди Вг;
30 —длина талии спереди Дг.„;
31 — расстояние от точки основания шеи до линии талии спере-
ди Дт.„;
32 — длина спины.до талин с учетом.выступа лопаток Д,.с;
33 — расстояние от точки основания шеи до линии талии сзади
Дт.с,
34 — расстояние от шейной точки до колена Дт.к;
35 — расстояние от линии талии до колена Дт.к;
3S —длина рукава Др;
37 — высота плеча косая сзади Вп.к.с;
38 — высота плеча косая спереди Д„.к.п;
39 — положение корпуса Пк;
40—глубина талии Г,.
Остальные намерения можно определить вычитанием. Так, напри-
мер, высота головы В,м определяется разностью размерных при-
знаков / и 2, высота плеч — разностью размерных признаков 2 и 5,
высота сидения — соответственно 8 и //. Проведенные автором много-
численные измерения фигур заказчиков с отклонениями от условно
пропорционального телосложения позволили установить четкие за-
висимости (соотношения) между отдельными измерениями, а также
установить минимальное количество измерений, необходимое для
построения конструкции-эталона, которая независимо от изменений
на каждую конкретную фигуру при работе с измерительным жилетом
будет правильно определять взаимозависимость конструктивных отрез-
ков и точек. Важным моментом конструирования является правиль-
ный выбор мест расположения членений, определениеточекисоотно-
"»’иий, с помощью которых можно в любой момент проконтролировать
правильность конструкции данного изделия для конкретной фигу-
ры. Правильное установление конструктивных линий, взаимосвязь
конструкции с технологией дает возможность изготовлять изделия без
примерок при высоком качестве.
Для этого необходимо сделать следующие измерения (см. рис. 6):
39 — положение корпуса Пк\
32 — длина спины до талии с учетом выступа лопаток
43— длина изделия Д„;
14 — полуобхват груди третий С,Ш\
/б—полуобхват талии (для пиджака) С,;
17 — полуобхват бедер
(для пиджака) С«:
25 — ширина спины Шг.
23 — ширина плечевого
ската Ш„-,
/5 —обхват плеча О„;
36—длина рукава Др;
27 — ширина груди
(третья) Шг.
Для построения конструк-
ции брюк требуются такие
измерения:
16 — полуобхват талии С,;
18 — полуобхват бедер С»;
20 — обхват бедра Он,.,;
21 — ширина колена Zt/Ko»;
42 — ширина брюк внизу
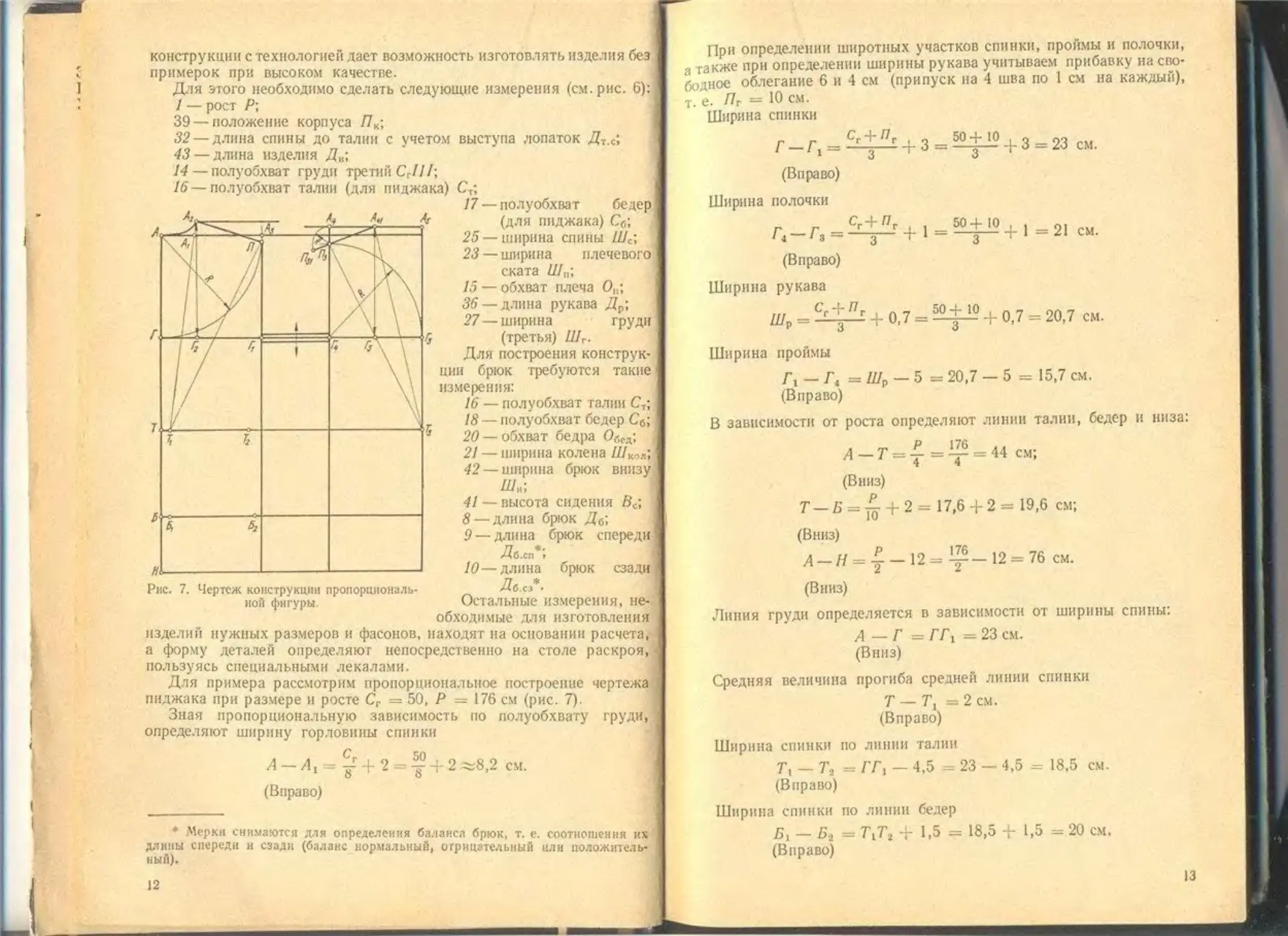
Рис. 7. Чертеж конструкции пропорциоиаль
ной фигуры
41 — высота сидения Вс;
8 — длина брюк Дй;
9— длина брюк спереди
10—длина брюк сзади
Дбх*.
Остальные измерения, не-
обходимые для изготовления
изделий нужных размеров и фасонов, находят на основании расчета,-
а форму деталей определяют непосредственно на столе раскроя,
пользуясь специальными лекалами.
Для примера рассмотрим пропорциональное построение чертежа
пиджака при размере и росте Сг «50, Р — 176 см (рис. 7).
Зная пропорциональную зависимость по полуобхвату груди,
определяют ширину горловины спинки
А —А, = S+2 = “ + 2л=8,2 см.
(Вправо)
• Меркн снимаются для определения ба
Длины спереди и сзади (баланс нормальный
При определении широтных участков спинки, проймы и полочки,
а также при определении ширины рукава учитываем прибавку на сво-
бедное облегание 6 и 4 см (припуск на 4 шва по 1 см на каждый),
т е. пг = Ю см.
Ширина спинки
Г-Г1 = £1±^£ + 3 = “+-!“ + 3 = 23 см.
(Вправо)
Ширина полочки
Г.-Г..ЬК2' + 1.»4±« + >-!>=«.
(Вправо)
Ширина рукава
Шр = 51+£' + 0,7 = 5Ц^? + 0,7=20,7 см.
Ширина проймы
Г, — Г, =Шг — 5= 20,7 — 5 = 15,7 см.
(Вправо)
В зависимости от роста определяют линии талии, бедер и низа:
А — Т = у = ф = 44 см;
(Вниз)
Т—В = ^ +2= 17,6 + 2 = 19,6 см;
(Вниз)
Л-Я = -£-12=ф-12 = 76 см.
(Вниз)
Линия груди определяется в зависимости от ширины спины:
А — Г = П\ = 23 см.
(Вниз)
Средняя величина прогиба средней линии спинки
Т — 7\ = 2 см.
(Вправо)
Ширина спинки по линии талии
Т, — Т, =, ГГ, — 4,5 = 23 — 4,5 = 18,5 см.
(Вправо)
Ширина спинки по линии бедер
Б, — Б, = TtT, + 1,5 = 18,5 + 1,5 = 20 см.
(Вправо)
13
Высота горловины спинки
(Вверх)
Ширина плечевого ската
I = 3,7 см.
(Вправо вниз)
Положение плечевой точки определяют радиусом
(Вправо вверх)
При построения полочки определяют положение плечевой
точки в зависимости от Шт.
(Вверх)
Линию вершины горловины полоч-
определяют радиусом
ТаАа (дуга) = Т3П3.
(Вправо вверх)
Расстояние от линии груди полочки и спинки через точку осно-
вания шеи. как показала практика, равно полуобхвату груди АВ
(дуга) = Сг (рис. 8).
Сумма двух отрезков
АцГ2 + Л41Г., = Сг + 2,5 (швы и уработка) (рис. 7).
Зная величину отрезка ГгАг, получают величину отрезка Г6Л41.
Но так как положение точки Г5 еще не определено, расстояние на по-
лочке можно измерить от точки Г, вверх: Г,А, = ЛлЛ41. Тем самым
определяется положение линии вершины горловины полочки, а рас-
стояние между точками Л4 и П3 определяет скос плеч.
Положение плечевой точки полочки определяют в зависимости от
скоса плеч:
(Влево)
После этого определяют положение вершины горловины полочки.
От полученной точки /731 проводят вправо дугу до пересечения
с линией вершины горловины полочки, равную ширине плечевого
ската. Точка Л41 — вершина горловины полочки.
Рассматривая рис. 7, делаем вывод, что сумма трех измерений —
ширины спинки, полочки, и проймы — составляет полуобхват груди
плюс прибавка на швы и свободное облегание.
В практике эти величины для каждой конкретной фигуры могут
„меняться. Так, для сутулой фигуры ширина спинки ГГ, увеличи-
вается, а ширина полочки Г,Г3 зауживается. В этом случае увеличи-
вается длина отрезков АГ и А2Г2, а величина отрезков на полочках
/л, и ГЙц уменьшается. При перегибистой фигуре увеличится ши-
рина полочки Г,Г3, а ширина спинки ГГ2 уменьшится. Соответственно
построению величина отрезков АГ и А2Г2 также уменьшится, а вели-
чина отрезков на полочке Г3П3 и Г5А.И увеличится.
В данном случае мы рассмотрели изменение баланса изделия на
сутулую и перегибистую фигуры. Меняет свое горизонтальное по-
ложение вершина горловины полочки при изменении скоса плеч
При большем скосе плеч величина отрезка А.,П3 увеличивается
согласно построению, на такую же величину увеличивается отрезок
П3П31, т. е. точка Пм переместится вниз и влево. А так как точка
перемещается в зависимости от расположения точки П31, следователь-
но, она переместится в сторону плеча.
При высоком плече уменьшатся отрезки А,П3 и Z73/73i- Точ-
ка П31 перемещается вверх и вправо. Соответственно вершина
горловины полочки в точке Аи перемещается в сторону полу-
заноса.
При изменении высоты плеч изменяет свое положение линия глу-
бины проймы Г,Г3, которая не всегда совпадает с линией груди. При
низких плечах она опускается, а при высоких — поднимается. Исходя
из этого, если спинку и полочку разрезать по горизонтали на участ-
ках, расположенных между линиями, выходящими из точек А и Г,
можно увеличивать или сокращать отрезки на спинке (АГ, А,Г3
и Г,П) и полочке (П3ГЛ, А„Г5 и Д5Г3).
Если зазоры горизонтальных членений спинки по линиям АГ,
Д2Г2 и Г1/7 увеличивать или сокращать на одинаковую величину, то
соответствующие точки А, Д2 и П будут перемещаться только вверх
или вниз, если же зазоры членения увеличивать или уменьшать толь-
ко по линиям АГ или Д2Г2, то точки А и Д2 будут перемещаться соот-
ветственно вверх и направо или вниз и налево и, наоборот, если за-
зор по линии ПГ1 увеличивать или уменьшать, соответственно точка П
переместится вверх и влево или вниз и направо. Такие же изменения
произойдут к на полочке: при увеличении или уменьшении зазоров чле-
нения только по линии Г3Аа, точка Аи соответственно переместится
вверх и влево или вниз и вправо. Если же зазор по линии П3Гt увели-
чивать или уменьшать, точка П„ переместится вверх и вправо или вниз
и влево, т. е. для точного определения всех этих изменений прежде
всего следует правильно определить участки и точки основной опорной
поверхности — горловину спинки, вершину горловины полочки, пле-
чевую точку. т. е. те участки и точки, которые имеют круговую связь
со многими участками и точками фигуры. Только после этого можно
правильно определить место расположения линий горизонтального
членения спинки и полочки.
Определение ширины горловины АА, в зависимости от полуоб-
хвата груди 75 4-3; "5+2 или 77 4~ 0,5 так же, как иопределение
этого участка в зависимости от обхвата шеи 4- 0,5 или полуоб-
хвата — + 1,5 см, ориентировочно.
Ширина и высота горловины спинки зависят от следующих факто-
ров: положения корпуса П,, ширины спины Шс, обхвата плеча О„,
роста Р, высоты плеч В„ и обхвата шеи Ош.
Положение вершины горловины полочки зависит от следующих
факторов: положения корпуса /7К, ширины спины Шс, ширины груди
высоты плеч В„, ширины плечевого ската и от ракурса (раз-
ворот плеч).
Положение плечевой точки зависит от положения корпуса, высоты
плеч, ширины спины, ширины груди, ширины плечевого ската, высту-
па лопаток, выступа груди и от ракурса.
Зная эти данные, можно найти положение линии горизонтальных
членений спинки и полочки.
Далее более подробно рассмотрим взаимосвязь конструктивных
отрезков и точек и использование их на развертках.
ПРИБАВКИ И ПРИПУСКИ К ИЗМЕРЕНИЯМ
Любая одежда по своим размерам превышает соответствующие
линейные размеры тела человека на определенные величины, кото-
рые принято называть прибавками. В отличие от прибавок припусками
обычно называют добавки к снятым измерениям на швы и обработку
(осноровка, сутюжка). Прибавки, применяемые при раскрое будущих
изделий, можно разделить на две группы — декоративно-конструк-
тивные и технические. Декоративно-конструктивные прибавки не
являются постоянными, так как в значительной степени зависят от
силуэта и соотношений мерок Сг, С„ Се. а поэтому довольно часто
меняются. Умение правильно определить декоративно-конструктивную
прибавку зависит от уровня квалификации закройщика и дает воз-
можность сократить количество примерок.
Технические прибавки — это необходимые добавки, без которых
невозможно получить готовое изделие нужных размеров. Сюда же от-
носит и прибавки на так называемую экскурсию груди (вдох — вы-
дох), которая в среднем равна 3...6 см, но во многом зависит от про-
фессии человека. Например, экскурсия груди у оперных певцов до-
стигает 6 см, у гимнастов — 9 см. Технические прибавки зависят так-
же от свойств ткани (в изделиях, пошитых из синтетических тканей,
необходимо предусмотреть ббльшую величину воздушной прослойки).
Прибавки необходимы также для обеспечения свободы движений,
а отсюда — и для обеспечения хорошего самочувствия человека. Если,
например, в изделии будут заужены спинка на уровне лопаток или
рукава, то в процессе эксплуатации при определенных положениях
туловища и конечностей может значительно сдавливаться верхняя
часть плеч. Зауженное изделие по линии груди, талии и бедер, в свою
очередь, становится причиной нарушения дыхания и кровообра-
щения. В совокупности указанные явления обусловливают снижение
работоспособности и быструю утомляемость. Кроме того, узкая одеж-
16
да в известной мере раздражает человека, отвлекает его от выполняе-
мой работы, ослабляет внимание. Чрезмерно широкое изделие также
мешает нормальным движениям, способствует известной ерасхлябан-
ности».
Обязательно следует учитывать назначение одежды (нарядно-вы-
ходная, каждодневная, рабочая) в профессию заказчика. Если человек
работает в основном сидя за столом и его руки все время находятся
на столе, рукава в его одежде надо делать шире обычного и несколько
увеличить прибавку к ширине спинки не только по линии лопаток,
но и по линиям талии и бедер.
Прибавку к ширине спинки принято давать в размере 25—30 %
от общей прибавки к полуобхвату груди. Однако практика показала,
что это не всегда правильно. Так, если следовать принятой методике
то для пиджака 46-го размера, где ширина спинки равна 19,3 см, на
каждый 1 см приходится прибавка 3 : 19,3 « 1,5 мм. а для 60-го раз-
мера того же роста, где ширина спинки 22,6 см, на каждый 1 см при-
ходится 275 « 1,1 мм.
Сопоставляя разницу между данными первого (1,5 мм) и второго
(1,1 мм) примеров, нетрудно сделать вывод о необходимости учитывать
в прибавках к ширине спины ее форму, размеры и положение корпуса.
Так, при сутулой фигуре прибавку к ширине спины дают меньшую,
а при перегибнетой — бблыпую. Объясняется это тем, что у сутулой
фигуры диапазон движения рук впередменьший, чем у перегибнетой.
При этом, если в одном и том же размере длина плечевого ската
увеличить или
увеличивается или уменьшается, соответ
уменьшить прибавку к ширине спины.
Прибавку к ширине спины также увеличивают для фигур, у кото-
рых плечи развернуты вперед (большой ракурс). Для правильного
зрительного восприятия прибавки к ширине спины и полочки необ-
ходимо увеличивать на 0,2 см на каждый рост.
В настоящее время в швейной промышленности приняты следующие
прибавки по полуобхвату груди (с учетом припусков на четыре шва по
1 см каждый), см:
Прилегающий
ПолуирилсгзющшТ
12—13
13—14
Исходя из опыта работы, минимальная техническая прибавка
к полуобхвату груди без припусков на швы может быть принята при-
мерно равной 1/10 Сг минус 1 см н распределяется следующим обра-
зом, %: по спинке — 25—30; по полочке — 15—20; по пройме —
60-50.
Прибавка к глубине проймы зависит от прибавки по линии груди.
Из практики подтверждается принятая в других методиках средняя
прибавка, которая обычно составляет 2—3 см для пиджаков и 4—
6,5 см для пальто. Для более точного определения величины прибавки
к глубине проймы необходимо знать сумму прибавок по ширине груди
и спинки (без швов). Эта величина и будет равна прибавке к глубине
проймы. Так, например, прибавка к ширине груди равна I см, а при-
бавка к спинке равна 1,5 см. Сумма составляет 2,5 см. Значит, при-
бавка к глубине проймы равна 2,5 см.
Прибавка по линии талин может меняться в зависимости от назна-
чения изделия, степени прилегания, роста и от формы перехода ли-
нии талии к линиям груди и бедер. С учетом припуска на четыре
шва она составляет, см:
Минимальная техническая прибавка по линии талии без припус-
ков на швы может быть принята примерно равной I/10 С, минус 1,5 см.
Прибавка по линии бедер с
учетом припуска на четыре шва
равна, см:
Прилегающий
Полупрнлсгающий
9.5-Ю
-12
Минимальная техническая
прибавка по линии бедер без
припусков на швы может быть
принята примерно равной 1/10Св
минус 2,5 см.
Прибавка по линии бедер
зависит также от моды и фасос
на изделия (одна шлица, две
шлицы, без шлиц). При этом
необходимо учитывать, как за-
казчик привык носить изделие:
застегнутым на все пуговицы
или только на одну (рис. 9) —
среднюю (верхнюю).
Прибавка по ширине горло-:
вины спинки в среднем равна
1 см плюс толщина ткани с прокладками, что для пиджаков состав-
ляет 0,2...0,5, а для пальто—0,8...1,5 см. -к»
Прибавка к обхвату плеча зависит от прибавки по линии груди
и равна (без швов), см:
Нормальный
Расширенный
Ч В брюках прибавку по линии талии дают 0,5 см, а по линии бедер —
1...3.0 см.
18
Распределяя общую прибавку по линии груди, следует тщательно
рассчитать прибавку по пройме. В среднем она равна 50...55 % об-
щей прибавки по линии груди. Минимальная прибавка к ширине прой-
мы устанавливается в зависимости от минимальной прибавки к ши-
рине рукава.
Необходимо учитывать минимальную прибавку к ширине спинки:
она должна быть не менее 1,2...1,5см (соответственно от 46-го по 60-й
размер).
Минимальная прибавка к ширине полочки равна 0,6...1 см в за-
висимости от размера н роста. Ширина горловины спинки и ширина
плечевого ската изменяются по ростам —на 0,1 см.
КОНСТРУИРОВАНИЕ ДЕТАЛЕЙ БАЗОВЫХ ОСНОВ ПИДЖАКА
ОБЩИЕ ЗАМЕЧАНИЯ
Для успешного применения Сеспрнмерочного метода конструи-
рования одежды с помощью измерительных жилетов все построения
основных участков и узлов необходимо вести, строго придерживаясь
прямых углов. Это непременное условие. г-
В предлагаемых ниже конструкциях учтены необходимые припу-
ски на швы (по 1 см на каждый срез), за исключением припусков по
средней линии спинки и срезов горловины полочки и спинки.
Поскольку данный метод конструирования предлагается для спе-
циалистов системы индпошива, здесь учитываются минимально необ-
ходимые прибавки на свободное облегание, а именно:
по линии груди
Пр, = 6 см т 4 см на швы,
п том числе!
к ширине спинки Пршл,=* 1,5см 4- 1 см на шов;
к ширине полочки Прш„, = 1 см 4- 1 см на шов;
к ширине проймы Прш,„р. 3,5 см 4- 2 см на швы;
по линии талии
Пр, = 3,5 см + 4 см на швы;
Пре = 3 см 4- 4 см на швы;
к обхвату плеча
Пр„.„. = 9 см;
к длине изделия
Яд*.„. — 1 см;
к глубине проймы
Пр,,ар. — 2,5 см 0,7 см припуска на уработку;
толщина плечевой накладки 1—1,3 см.
В случае использования данной конструкции для изготовления
изделии массового производства прибавку на свободное облегание
в целях повышения средней удовлетворенности потребителей следует
увеличивать. г
Для обеспечения правильной посадки изделия на фигуре человека
необходимо с возможно большей точностьюопределнть баланс изделия
ширину и высоту горловины спинки, положение средней линии спин*
ки, вершину горловины полочки и линию глубины проймы.
Балансом называют соотношение уровней одноименных
тииКПпиСпп»1КИ "РИ р,азвеР™е на плоскость относительно линии та-
п. йггаза ж?
горизо™тальноб°’Ка “ П0Л°ЧКИ ° б0К0ВЫХ ШВЭХ «^"«йк^я строго,
ПодРвХнимТ„™.еШНИЙ " вн*тРенний балансы изделия (рис. 10).,
положенных , „ ” ТЮТ соогношение Уровней одноименных точек, рас-
"очки к аш, КР, развертке Иа ПЛ°5К0СТЬ в ввРш"»ах горловины ио-
П Т) а поп аЛИИ <соответственно расстояния А.Т,
точек/7 и 17 вн^ре,",,,м -соотношение уровней крайних плечевых
Шипин! Н ,,зме₽яемых по вертикали до линии талии.
MXIосновныхгорловины спинки зависят от величины следую-
линии вТтепя аТ^П0Л0ЖеННЯ к°Р">'са- ““РИНЫ спины, положения
линии выступа лопаток и длины до талии (рост). Для сутулой фигупы
высота горловины спинки уменьшается, а для перепЕй - уве
личивается. При этом кривизна средней линии спинки определяется
положением корпуса: если ее выпуклость на уровне лопаток увели-
чивается, то соответственно уменьшается прогиб по талии,и наоборот,
прогиб по талии увеличивается, если средняя линия на уровне лопаток
выравнивается.
При таком построении спинки можно определить внешний и внут-
ренний балансы полочки. Так, для фигур сП, =5 см (const*) рас-
стояние отточки Дг1 до линии талии по вертикали определяет баланс
изделия по спинке. В этом случае должно соблюдаться равенство
,1 .^i = Л41Т«. С увеличением наклона корпуса при сутулой фигуре от-
резок Л41Т, (баланс полочки) должен соответственно уменьшаться. Ве-
личину этого отрезка определяют из дальнейшего построения спинки.
Рассмотрим угол АцУлУ (рис. 11). Здесь У, — точка середины ши-
рины спинки, У —точка, определяющая уровень выступа лопаток.
При сутулой фигуре точка У переместится в положение У„. Восста-
новив перпендикуляр из точки У4 к прямой У0У4, получим на пересе-
чении его с линией плечевого среза точку Л31. Вертикаль, опущенная
из этой точки на линию талии, будет определять величину внешнего
баланса полочки (ДцТ,), который сокращается для сутулой фигуры
и удлиняется для перегибистой.
Отрезок ДяТ, на спинке, определяющий баланс изделия, переме-
щаясь в сторону проймы, уменьшается при сутулой фигуре и удли-
няется, перемещаясь в сторону средней линии, при перегпбнетой.
В связи с этим внешний баланс в данной конструкции называется
нулевым.
При правильном положении высшей точки горловины спинки и
полочек отрезок, определяющий баланс изделия по полочке (ЛцТ'а),
не может быть больше величины вертикали, опущенной из точки Дг1
до линии талии по спинке (Д^ТО-
Вершина горловины полочки перемещается по вертикали и гори-
зонтали в зависимости от положения корпуса, высоты плеч, ширины
спины и груди, а также ширины полочки по линии талии. Линия
глубины проймы не всегда совпадает с линией груди. Эти изменения
зависят от положения высоты плеча и мерки обхвата плеча.
Вершины боковых срезов бочка изменяют свое положение по вер-
тикали и горизонтали, увеличивая или уменьшая раствор боковой
вытачки.
Конфигурации боковых срезов спинки и бочка от линии талии до
низа (юбка изделия) должны быть одинаковы, причем соблюдается
горизонтальность линии низа.
Анализ измерений высоты плеч позволил точно определить постоян-
ное соотношение положений крайних плечевых точек спинки и полочки
относительно линии талии. В данной конструкции измерения высоты
плеча спинки и полочки приняты для условно пропорциональной фи-
Конструктивные изменения, зависящие от изменений положения
корпуса, высоты плеч, объемов и пропорций, подробно будут рассмот-
рены приописанни особенностей работыс измерительными жилетами.
О. - ® _ год Л _%7 » f- « С. . к и, _
7 A.-7R ш..ид д_й:
Р""У Рукава mp„„„ „ т.ыМ„т
Примерно тот же результат лярт „ „„„
с и ультат дает и пропорциональный расчел
Г^-^+Пр., П. 50+9
3 • To = з"~ + 0,7 = 20,4 см.
Шч»Ч vta опРМ„„, HtTOra „ _рп1щ руши1
мул (табл. 1-5). Р"-,е|,е»нем соответствующих расчетных фор-
П Т п3'^' = /,,|7“ (впеши|'й),
« и = ППТ21 _ 3 см ± 0,5 см (внутренний),
«ли ХХ^ИбоТЛ“Х "Р” Так,
а также ° *'
Т‘*• «”) - Т,Л„ («О „
диагоналей полочки
‘ и П,П„ = п.А„ + (выста горловины спи
-&± Р“>"» ».р«... П.Г., J
определнт^обмм" втоР полочки ^кГспш, Ф"ГУ₽У М0ЖН0 заРа,,,:е
величину прнталиваиия имения m и гоаДагь желаемую
(рис. 14, б). и-’делия со стороны полочки и спинки
U’lipai,..)
(Вправо)
гельные горизонтальные липни.
Ширина спинки
УУ, = ZZ/C = 20,5 см.
УУг = -|- Прт с = 20,5 + 2.
УУ,-У** a_1|S1
Через точку У, проводят вертикальную прямую и в местах не-
водят вертикальную
(Влево)
/7„ —5 см (const)
юложешю прогиоа средней линии спинки на линии талии
ГЛ = Т,Т, + 7Т„ = 9 4- 0,7 = 9,7 си.
Из точки Т„ опускают перпендикуляр и в местах пересечения
его с ливнями Седер н низа ставят соответственно точки Б„ и Н~
Определяем прогиб бокового среза по линии талии
Б,Ба = <С« + ДР>-<Ст + ДР) = 55 - 47,5 _ , 5а
Прогиб бокового среза по линии талии не должен превышать
1/10 расстояния от линии талии 'до линии бедер.
Точку Т„ соединяют с точкой У прямой, которую продолжают
до пересечения с горизонталью, выходящей из точки Л, и по-
Продолжение табл. /
Коисгруктизкые
уЧа7вх точек____
Д°
Из точки П„ проводят перпендикуляр к линии Таа и ставят
точку Аг, а в месте пересечения продолжения его с линией
АГ — точку Ао.
Через точку У3 в обе стороны проводят прямую перпендику-
лярно к линии Тиа, на пересечении с которой ставят точку Уо,
а на пересечении с линией Г,У, — точку У„.
Для определения ширины горловины проводят следующее по-
строение.
(Вправо)
(Вправо)
= 10,25 см.
Точки Т1о и Ул соединяют прямой и на пересечении ее продол-
жения с линией высоты горловины ставят точку Аг1, из кото-
рой опускают перпендикуляр до пересечения с линией АаП„
и ставят точку Л10.
Биссектриса прямого угла Л2Л10Л91
19
А..л.. — — — — 1 о н,
Оформляют горловину вогнутой ливней, соединяя точки Аг
Построение плечевого среза: точки Л31 и По соединяют прямой,
которую продолжают вправо до пересечения с продолжением
(Вправо)
(Вверх)
1 (Вправо)
2 (Вниз)
(Вниз)
= 17 см ± Пра 1К.
Подъем плечевой точки
Я1Й9 = У9У9, = 0,5см.
Вогнутость плечевого среза спинки отмечается на расстоянии,
равном 1/3 его ширины от точки Л9Х.
Отрезок 1—2 равен 0,3 ... 0,5 см.
Положение вершины бокового среза
= (шр+ ПругЛ = (20,5 - 5) + 0.7 = 16,2 см.
Оформляют плечевой срез, соединяя точки Л21, 2, П2 и Пи.
При оформлении бокового среза спинки по линии груди следует
учитывать дополнительную прибавку в этой части для облегче-
ния обработки и лучшего облегания. Ее величина зависит от
положения корпуса:
(Вправо)
Продолжение табл. I
(Влево)
Оформляют боковой срез, соединяя точки /71я, Га. Та, Ба и II т
плавной кривой.
Определяют положение верхней точки на плечевом срезе при
пулевом балансе. Угол У<>У4Лз1 прямой. Точка Л31 в зависи-
мости от положения корпуса перемещается относительно точки
Л21 вправо. Соответственно изменяется и положение точки У„.
Расстояние от точки ЛЯ1 до линии талии по нертикали опреде-
ляет нулевой баланс спинки и полочки (см. рис. 11).
2. Построение чертежа полочки (рис. 12, в)
Строят линию полузаиоса, щюводя вертикаль из точки Л3 вниз.
Места се пересечения с рапсе намеченными горизонталями, вы-
ходящими из точек Г, Г. Б в //, обозначают соответственно
точками Г3, 7'3, Б, и Н,
(Йасво)
(Влч-ч
(Вправо)
(Вверх)
(Вниз)
19 + 2=21 см.
Через точку Г4 проводят вертикаль параллельно линии полу-
заноса п в местах пересечения ее с линиями талии и высоты
Положение линии отрезного бочка
Г,Г3 = Т,1\ = Л10Л3| = 3,5 см (глубина горловины спинки).
Положение передней вытачки
-^ = 12,3 см.
Через точку Т, вверх и вниз проводят вертикальную прямую
к в месте пересечения ее с линией бедер ставят точку Б,-
16 ... 18 см. В зависимости от роста н силуэта точка Г*
не доходит до линий груди на 4 ... 6 см.
Раствор передней вытачки по линии талии
Т,Т, = ТТа (со спинки) = 2 см.
(Йерх)
<= 0,7 см.
Подъем линии талин
Прогиб сопряженных боковых срезов полочки и бочка по линии
талии в сумме с раствором передней вытачки равен сумме трех
прогибов (Cib'i X 3). Зная величину раствора передней вытачки,
определяют прогиб бокового среза полочки.
Продолжение табл. 2
(Вправо)
(Вправо)
(Вверх)
П,
(Вверх)
Точки Т51 и Т, соединяют прямой, которую продолжают до
пересечения с линией полузаноса и ставят точку гм, а на пере-
сечении с вертикалью A3Tt ставят точку Т41, после чего точки
Та, тп ” 'ат соединяют плавной, слегка закругленной линией.
Оформляют верхнюю часть передней вытачки, соединяя точки
Г., Г8 и Г,.
На линии 7п7и откладывают ширину горловины сшшкн.
Построение вершины горловины
Из точки Т, восставляю» перпендикуляр к лини» TBTtl.
Определяем вершину горловины полочки.
Т,4П — па чертеже спинки (пулевой баланс полочки)
Т31П,=Т3П3 —1,5* = 45 -1,5 = 43,5 см.
(Вправо
вверх)
Точку Л4, соединяют с точкой П, прямой и продолжают ее
несколько влево.
П„
П»
П31
(Влево)
Чк
Вниз,
П3
(Вина)
Построение точки сопряжения оката рукава с проймой
П33П, = Шр - £г + /7рур1„ = 20,5 - 5 + 0.5 = 16 см.
01 резок от точки П„ по вертикали до линии талии спинки
больше отрезка от точки Пзг по вертикали до линии талин
полочки на 3 ± 0,5 см (внутренний бадане изделия).
Точку П3, соединяют с точкой П,. полученный огрезок делят
пополам и ставят точку 3, из которой вправо восставляют
перпендикуляр длиной 0,5 ... 0,7 см и ставят точку 4.
"
Г >
(Вверх)
(Влево
вверх)
• Принятая для SO-ro размера, величина. 1.S см (Шс — 1НГ) возрастает с уменьшением
Продолжение табл. 2
(Вправо
вверх)
(Влево)
(Сб + Лр6)-(С0В2 + Д4,631)
(Влево)
(Вправо}
± 3 см. Для фигур с выступающими ягодицами шлицу рско-
лрямои, после чего оформляют
Положение линии кармана
Точку к, соединяют с точкой К и на перссече.........i с линией
Т8Д, ставят точку /(„. ч
Из точки К под прямым углом к линии Г,Б, влево проводят
Прямую.
Ширина полузаноса для
застежка) ТаТю = 3,5 см, а для двубортных (смещенная за-
зтежка) — Т,Г 10 = 8... 10 см. Нижнюю петлю располагают па
уровне середины клапана кармана с отклонениями ± 1 см в за-
зиенмости от степени облегания по линии бедер (при большой
прибавке к полуобхвату бедер нижнюю петлю перемещают вниз,
а прн меньшей—несколько поднимают). Вторую петлю (или
Длина листочки должна быть на 5 см меньше входа в боковой
карман, который равен 1/6 полуобхвата груди плюс 7 см.
вертикальные прямые
Оформляют нижнюю часть бочка
«а, Да и Ти.
Точку Л„ и П, соединяют прямой.
Из точки Т„ восставляют перпендикуляр к прямой П„П, и на
пересечении ставят точку Л,,.
Отрезок Л„Л4 делят пополам, и середину обозначают точкой О.
00, = 5 см.
Через точку О, в обе стороны проводят прямую, параллельную
линии груди. На пересечении с лилией ПКТЮ ставят точку /’4.
Биссектриса угла П.~ГвГа
Уравнивают боковые срезы отрезного бочка с соответствующими
боковыми срезами полочки и спинки от линии талии вверх
Оформляют боковой срез бочка, расположенный к спинке, сое-
и построение чертежа бочка по чер-
Продолжение табл. 3
Продолжение табл. 5
Условные обезначсвня в расчетные формулы
Г,Г, - Ши1> + Прти — 1\Г, = 14 см.
Для изделий, нашиваемых из сиптетаческик тканей, сопрягают
боковые срезы полочки и бочка следующим образом.
Положение линии КлНц перемещают вправо до совмещения
с линией fjT'j. Уравнивают верхний срез кармана К,Ка по
нижнему К,К- Соответственно перемещается вправо точка T.v
Все величины, добавленные к соответствующим участкам по-
лочки, уменьшают в боковом срезе бочка, расположенного'
к полочке согласно рис, 12, б.
к^структиввые
..ясткм в пре-
’Влево)
(Вправо
вверх)
(Вправо
Условяыо обозначения в расчетные формулы
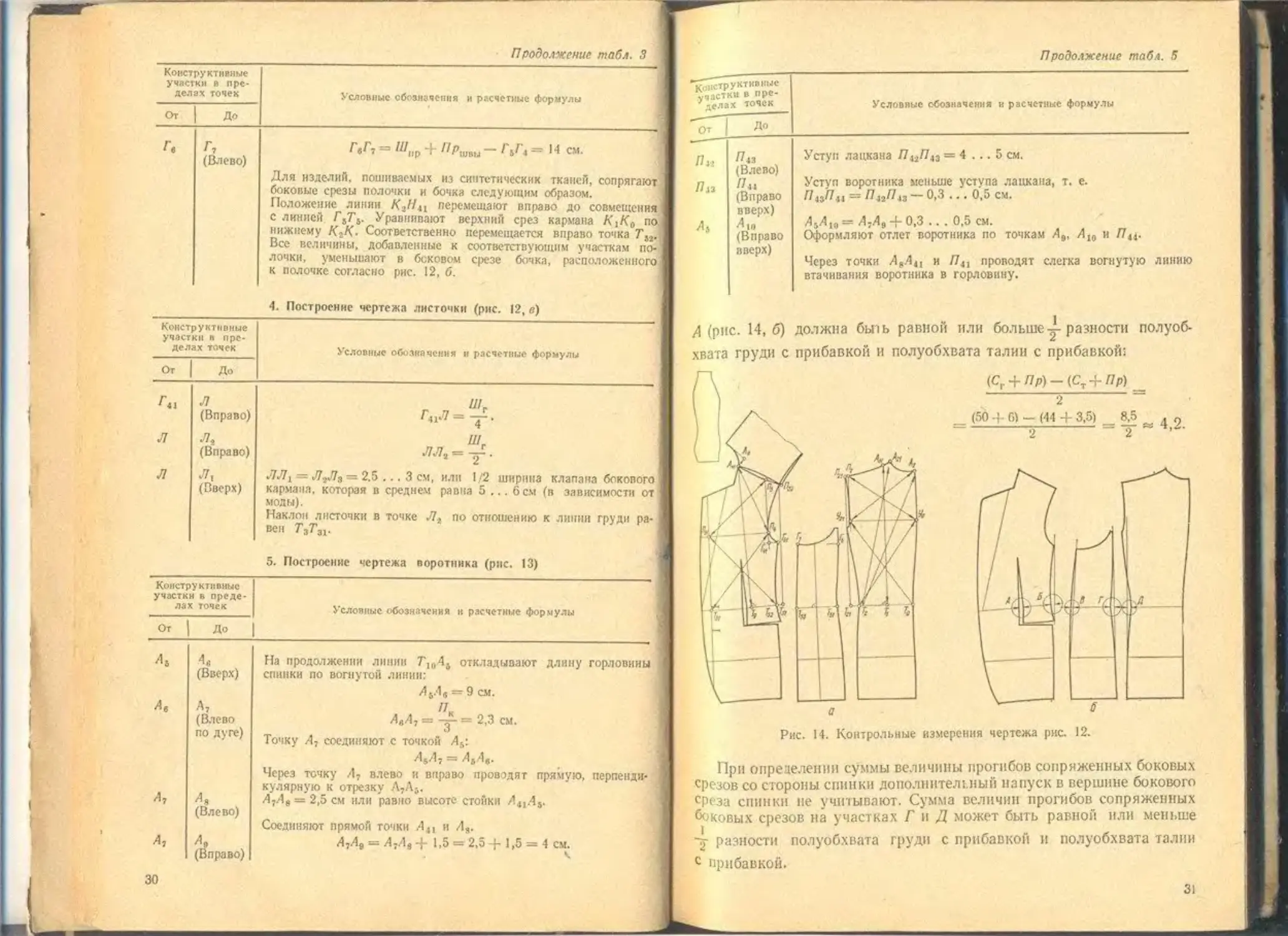
Уступ лацкана //«Па
Уступ воротника меньше уступа лацкана, т. е.
ПгзПы “ ПиПи — 0,3... 0,5 см.
"УЧИ — ‘’Т-B Т v,v . . V..
Оформляют отлет воротника по точкам Л8, л10 и Пи.
Через точки Л8Л(7 и /78| проводят слегка вогнутую линию
втачивания воротника в горловину.
(Вправо)
(Вправо)
Л,
(Вверх)
ПЛ, — Л2ЛЯ = 2.5 ... 3 см, или 1/2 ширина клапана бокового
Mo5bo' a КОТ0|>а" в с1*д|,ем >мв"3 5 ... 6см (в зависимости от
Наклон листочки в точке Ля по отношению к липни груди ра-
участки*в ореде-
5. Построение чертежа воротника (рис. 13)
Условные обозначения и расчетные формулы
30
(Вверх)
по дуге)
(Влево)
(Вправо)
На продолжении л Г,,4, откладывают длину горловины
спинки по вогнутой линии:
Л847 = -^-=2,Зсм.
Точку Л7 соединяют с точкой 45:
Через точку А, влево и вправо проводят прямую, перпеиди-'
кулярную к отрезку Л7Д5.
47Л8 = 2,5см или равно высоте стойки Л41.45.
Соединяют прямой точки 4,, и Л8.
Л (рис. 14,6) должна быть равной или большей- разности полуоб-
хвата груди с прибавкой и полуобхвата талии с прибавкой;
Рис. 14. Контрольные измерения чертежа рис. 12.
При определении суммы величины прогибов сопряженных боковых
срезов со стороны спинки дополнительный напуск в вершине бокового
среза спинки не учитывают. Сумма величин прогибов сопряженных
боковых срезов на участках Г и Д может быть равной или меньше
j разности полуобхвата груди с прибавкой и полуобхвата талии
с прибавкой.
Обратим внимание на некоторые особенности предлагаемой koi
струкции, в которой учитывается взаимосвязь конструктивных точе
и участков, расположенных на различных участках спинки, полочт
и бочка.
Высота горловины спинки Л»а (см. рис. 12) колеблется от 2 до 6 сх
увеличиваясь для перегнбистых фигур и уменьшаясь для сутулы:
в соответствии с размером изделий.
При определении ширины горловины спинки обычно исходят т
измерения Сш, считая ширину горловины спинки равной 1/3 Сш плк
1,2.. .1,5 см для пиджака или 1,8...2,5 см для пальто. Однако практиг
показывает, что ширина горловины спинки зависит от пескольки
факторов — ширины спины, положения корпуса, разворота пл<
(ракурса), обхвата плеча, полуобхвата шеи, скоса (покатости) пле
и длины спинки до талии. В связи с этим при широкой спине горле
вину спинки приходится расширять. Изменяется эта величина и в з;
висимости от положения корпуса: на сутулую фигуру горловин
спинки необходимо суживать, а на перегибистую — расширять.
А Если плечи развернуты вперед и виден перекос плечевых шве
’ спереди, достаточно увеличить ширину горловины по средней лини
спинки и перекосы исчезнут.
Опыт показал, что ширина горловины спинки также увеличиваете
(уменьшается) в зависимости от увеличения (уменьшения) обхват
плеча.
Существует зависимость ширины горловины спинки от скоса пле'
при покатых плечах ширина горловины спинки увеличивается, а пр
высоких — уменьшается. Зависит она и от роста заказчика: для выс<
ких людей суживается, для низких — расширяется.
При изменении положения корпуса меняет свое положение проги
по средней линии спинки, увеличивая или уменьшая ширину спинк
i по линии талии. Величина прогиба определяет раствор передней вь
тачки на полочке.
Так, для сутулой фигуры прогиб по средней линии спинки (отрезо
ТТо) уменьшается, грудная клетка в таких фигурах суживается и с<
ответственно уменьшается раствор передней вытачки Т.Т„ которы
на полочке, однако, должен быть не менее 1 с.м. Для перегибисто
фигуры, наоборот, прогиб по средней липин спинки увеличиваете;
грудная клетка расширяется и удлиняется, а раствор передней вь
тачки Т;Те на полочке увеличивается.
Существует тесная взаимосвязь между положением вершины rof
ловины полочки и скосом (покатом) плеча: если отрезок A jl-, увеличн
вается (при большом скосе плеча), то увеличивается и отрезок П3П}
При этом точка П„, перемещаясь влево и вниз, вызывает перемещен!)
влево и вверх точки Дя. Наоборот, с уменьшением скоса А,ПЯ отреза
П,П31 уменьшается и точка П?л, перемещаясь вправо и вверх, вызь
вает перемещение точки Д41 вправо и вниз.
Таким образом, вершина горловины полочки в точке Д41 переме
щается в ту или иную сторону не только в зависимости от положенй
корпуса, ширины груди, спины и горловины спинки, но и высоты пле*
\ Закройщики хорошо знают, что в изделиях на фигуру с низкими пле
чами вершину горловины полочки приходится перемещать в сторон
проймы- а с высокими — в сторону полузаноса. В данной конструк-
ции положение скоса плеча (покат плеча) соответствует нормальному,
т е диагональ Т04г1 равна диагонали ТаПг (на рисунке не обозначены).
Если скос плеча увеличивается, то точка Z7n опускается на такую же
величину, что и точка Па, автоматически углубляется пройма.
Если же скос плеча уменьшается, то точка Пп перемещается вверх
п линия проймы повышается. В изделиях на фигуру с высокими пле-
чами вытачка по линии кармана уменьшается, с низкими плечами —
увеличивается.
Линия глубины проймы не всегда совпадает с линией груди. Это
зависит не только от положения высоты плеч, но и от мерки обхвата
плеча. Если мерка обхвата плеча меньше этой мерки для условно
пропорциональной фигуры, то линия глубины проймы поднимается,
в противном случае — понижается.
Линию бокового среза полочки строят на расстоянии от 3 до 6 см
от линии, ограничивающей ширину груди. Это расстояние определя-
ется высотой горловины спинки. Для сутулой фигуры она умень-
шается и соответственно уменьшается отвод бокового среза полочки.
Для перегибистой фигуры, наоборот, высота горловины спинки и отвод
бокового среза полочки увеличиваются. При этом биссектрисы углов
проймы полочки и горловины спинки равны между собой. В изде-
лиях на сутулую фигуру биссектриса угла проймы полочки сокра-
щается, а на перегибистую — увеличивается. Оформление проймы
меняется в зависимости от положения корпуса. Все это необходимо
учитывать при построении чертежа для правильного сопряжения ру-
кава с проймой.
Изменяется также раствор боковой вытачки по линии глубины
проймы: при сутулой фигуре он сокращается, а при перегибистой —
увеличивается. Величина раствора боковой вытачки зависит от соот-
ношения между полуобхватамн бедер и груди: если Сб > Сг, рас-
твор вытачки увеличивается, а если С6 < Сг— уменьшается.
Крайняя боковая точка Г, во всех случаях может перемещаться
влево или вправо не более чем на 1 см.
Определение указанных зависимостей требует довольно сложных
расчетов, необходимость которых отпадает при беспримерочном поши-
ве с помощью измерительных жилетов.
Для построения чертежа рукава пиджака 50-го размера необходимы
следующие измерения, см: О„ = 32, Д„ =64, Пк = 7, Ш„ = 15,
Пр = 9.
Строим прямой угол с вершиной в точке О (рис. 15) и все дальней-
шие построения ведем по принятой нами схеме в соответствующей
последовательности (табл. 6).
При построении верхних и ннжннх частей рукава описанным
способом центр головки рукава остается без изменений. Важным мо-
литом является правильное определение переднего переката, который
Равен высоте горловины спинки. Так как на сутулую фигуру высота
Горловины спинки уменьшается, то, следовательно, уменьшается и
отрезок РР,: наоборот, при перегибистой фигуре эти величины воз-
растают. Биссектриса угла РР8 изменяется в зависимости от размера
" положения корпуса.
2 «-1002 33
Рассматривая прямой угол P2OaCi, нетрудно увидеть, что точка
Ci перемещается вверх' при сутулой фигуре и опускается при пере-
гибистой.
Перемешается и точка С', вниз — при сутулой фигуре и вверх —
при перегибистой, вследствие чего меняет свое положение точка Р,о.
Соответственно изменяет свое положение и точка 5, а в результате
окат рукава меняет свою форму.
Изменяется также локтевой перекат
увеличиваясь при сутулой фигуре I
уменьшаясь при перегибистой.
Если рассматривать окат готового
рукава, легко можно проверить его раз-
меры. Так, диагональ Р10 5 равна шири-
не рукава, а диагональ 3—1 показывает
ширину проймы.
Точка Сг на вершине локтевого сре-
за нижней части рукава, перемещаясь
влево, уменьшает посадку рукава.
Верхняя часть рукава в готовом виде
на участке 3 0,5 Ci копирует нижнюю
часть проймы полочки.
Перпендикуляр, опущенный из точки
/ на горизонталь, выходящую из точи
Р, определяет величину отрезка РРц,
т. е. ширину проймы. Отрезок 03 равен
1/10 Сг.
Нижняя часть оката на участке Р3, С( повторяет форму нижне»
части проймы бочка.:
Величина отрезков 3—4 и 5—6 зависит от формы проймы проектИ'
руемого изделия.
Так, например, рассматривая чертеж проймы (рис. 16), легко за
метить, что отрезок 1—2 не превышает 0,5...1 см, однако с учетох
припусков на два шва получается величина 2.5...3 см, что равно вели
чине отрезка 3—4.
При оформлении проймы спинки точка П перемещается влеьо г
отрезок ПцП изменяет форму на слегка выпуклую, причем выпук
лость увеличивается для сутулой фигуры и уменьшается для переги
бистой и составляет 0...I см. С учетом припусков на два шва ссот
ветственно отрезок 5—6 (см. рис. 15) составит 1...3 см. Здесь меньше;
(Вправо)
(вправо)
(Вниз)
Н
(Вниз)
Определяют ширину рукава:
расчет дает примерно ту же величину:
Дк_. 50 + 9 ‘
10 3
00, = =0,0, = ^ = 10,25 см.
Высота оката рукава
ОР = 00, — 2,5 = 20,5 — 2.5 = 18 см.
Принятая для 50-го размера величина 2,5 см возрастает с уве-
личением размеров или уменьшается в случае их уменьшения
(по 0,2 см на каждый размер). Эта величина, однако, не должна
выходить из пределов 2 ... 4 см (см. табл. 7).
Положение линии низа
(Вправо)
(Вправо)
(Вправо)
(Вправо)
(Влево)
ОН = Др = 64 см.
Припуск на шов и уработку получим при последующем постро-
Через точку Н вправо и влево проводят горизонтальную пря-
мую (линию виза), па которую из точки О, опускают перпен-
дикуляр, и ставят точку Н,.
Через точку Р вправо и влево проводят горизонтальную пря-
мую. параллельную линии ОО,. На пересечении ее с вертикалью,
опущенной из точки О„ ставят точку Р,.
Ширина переднего переката РР, = Г,Г, (из чертежа полочки
на рис. 12, а) = 3,7 см.
Эта величина зависит от размера и положения корпуса, но не
должна выходить за пределы 3... 5 см.
Из точек Р, и Р, восставляют перпендикуляры.
Р,Р, ~P,Pt — 1 см = 1,3 — I = 0,3 см.
Соединяем точки Р, и О, н на пересечении полученного отрезка
с вертикалью, опущенной из точки О, ставят точку С.
Из точки О, вправо восставляют перпендикуляр к прямой О,Р,
и на пересечении его с вертикалью, идущей из точки О,, ста-
вят точку Ci-
На пересечении с перпендикуляром, восставленным из точки
ставят точку С,.
Проводят линию локтя.
величина - для сутулой фигуры, а ббльшая-для перегибистой
Это необходимо иметь в виду при оформлении рукава как в обычных
изделиях так и втех, где посадка рукава технологически невозможна
Норма посадки оката рукава составляет 7 % от периметра проймы
т. е. 4 см плюс-минус 0,2 см. if*
При построении чертежа рукавов можно сохранить пропорциональ.
ность изделия в тех случаях, когда фигура заказчика ймеет большие
отклонения от условно пропорциональной:
3 + io •
Поскольку прибавка к обхвату плеча устанавливается в зависи.
мости от прибавки по линии груди и может составлять 7—12 см, мини-
мальная ширина рукава для пиджака 50-го размера
а максимальная —
50-1-12 ,7 .
ше = ~у- + те=21,4 см.
Зная ширину рукава по линии груди, можно определить ее и по
низу, пользуясь зависимостью
Ш„, „ = Ш„ • 0,6 + 2,5 см.
Отсюда минимальная ширина рукава по низу будет
19,7 • 0,6 4-2,5 = 14,3 см,
а максимальная —
21,4 • 0,6 + 2,5 = 15,3 см.
Зная ширину рукава по низу, нетрудно определить ее по линии
локтя, исходя из зависимости
ZZ/P.„ = ZZ/p. „ + 4,5 см.
Следовательно, в нашем примере минимальная ширина рукава по
линии локтя равна
14,3 + 4,5 = 18,8 см,
а максимальная —
15,3 + 4,5 = 19,8 см.
Зная ширину рукава по линии груди, можно определить высоту
оката. Из табл. 7 видно, что минимальная ширина рукава (19,7 см)
приравнивается к 48-му размеру, где разность между шириной рукава
1 инии груди и высотой оката составляет 2,3 см, а максимальная
(31,4 см)। — 52-му размеру, где разность между этими величинами до-
стигает 2,7 см. Таким образом, при ширине рукава по линии груди
*У,7 см высота оката равна
19,7 — 2,3 = 17,4 см,
Ш„р, Вй и Ш„ от размера изделия
Исходя из ширины рукава по линии груди, можно определит»
ширину проймы, пользуясь формулой
Для рукава с минимальной шириной она будет
19,7 — 4,8 = 14,9 см,
а с максимальной —
21,4—5,2 = 16,2 см.
По минимальной или максимальной ширине рукава определяют
сумму переднего и локтевого перекатов. В первом случае она равна
4,8 см. а во втором — 5,2 см.
Ширину переднего и локтевого перекатов легко определить, зная
положение корпуса. Так, при /7„ = 7 см для рукавов с минимальной
шириной эти величины соответственно равны 3.5 н 1,3 см, а с макси
мальной — 3,9 и 1,3 см.
Описанная конструкция в дальнейшем даст возможность исследо
вать влияние опорной поверхности — горловины спинки на построен
ние остальных участков деталей изделий, позволит установить мате
магическую зависимость и создать алгоритм расчета конструкций при
менительно к ЭВМ для раскроя изделий при беспримерочном пошиве.:
Параллельно с этим будет решен вопрос определения объема влажно
тепловой обработки ВТО, необходимой для сохранения получение!
конструкции применительно к различным типам телосложения.
ОСОБЕННОСТИ ПОСТРОЕНИЯ ЧЕРТЕЖА ПИДЖАКА
НА ПОЛНУЮ ФИГУРУ
Чертеж изделия на полную фигуру строят лишь в тех случаях,
когда проекционное измерение выступа живота превышает 2 см.
Если же разность между Сг и С, показывает полноту, но проекция
выступа живота незначительна, чертеж следует строить как на типо-
вую фигуру (рис. 17).
Чтобы правильно построить чертеж пиджака на фигуру с высту-
пающим животом (большой и очень большой полноты), необходимо
снять дополнительные измерения — уровень выступа
живота и ширину переда на уровне выступа живота —
и произвести соответствующие расчеты.
Построение следует вести исходя из следующих из-
мерений, см: Р = 176, Сг = 56, С, = 56, Сб = 59.
76,
Шг =21,2, О„ =36, Шс =21,4, Д,.с =44,
Ш„ = 15,8, Др = 64, П, *= 7, Ш,.„ = 24,5, Вж _
Как и в случае конструирования полуприлегающего
пиджака на условно пропорциональную фигуру, здесь
учтены те же необходимые припуски на швы и мини-
мальные необходимые прибавки на свободное облега-
ние, за исключением припусков по средней линии
спинки и швам горловины полочки и спинки. Однако
в данном случае при построении чертежа прибавка по
линии груди (Прг = 6 см + 4 см на швы) увеличится
па величину, зависящую от роста и выступа живота.
Ширину рукава определяют из расчета
Рис. 17. Проекция полной фигуры.
Ширину проймы определяют исходя из ширины рукава:
Ш„„ = Шр - = 22,5 - 5,6 = 16,9 см.
и ^Величину выступа живота определяют из разности мерок Шт.„
В„ = Ш,.а - Шг = 24,5 - 21,2 = 3.3 см.
Строят прямой угол с вершиной в точке А (рис. 18) и все дальней-
шие построения ведем по принятой ранее схеме (табл. 8—10).
Раствор боковой вытачки полиции груди изменяется в зависимости
от величины выступа живота, положения корпуса и соотношения
мерок С6, Ст и С,. В данном примере сумма измерений но линии талии
будет совпадать с измерением полуокружности талин плюс прибавка.
“ тех случаях, когда выступ живота превышает 6 см и раствор вытачки
Ю линии кармана больше допустимого предела (3,5...4 см), 1'3 вели-
чины на которую выступ превышает 6 с.м, добавляем к срезу отрезного
39
Продолжение табл. S
лярпую к липин ГцО.иыссто пересечения с последней обозна-
чают точкой У,, а с линией ГгУ, — точкой Уг1.
Для определения ширины горловины проводят следующее по-
21.4
(Вправо)
(Вправо)
(Влево
вверх)
(вправо)
П„
(Вниз)
"и
(Вправо)
ПиП„ = 1 си.
Оформляют Соковой срез, соединяя точки Пи, Г„ Т„ Б„ II,.
Конструктивные
Через точку Г, вверх и вниз проводят вертикаль и в месте
пересечения се с линией талии ставят точку Tt.
Из точки Т41 радиусом, равным величине отрезка дела-'
ют засечку на вертикали Г, и ставят точку Ги
Точки Т41 и Г4в соединяют прямой и продолжают
и вниз до пересечения с горизонталью, выходящей из
и до линии низа, соответственно ставят точки Л. и Н,
На пересечении ее с линией груди ставят точку Г41
(Вниз)
(Вправо)
Понижение линии талии со стороны полузаноса
Т3,Тг1 = Т„Т„ = Г,ГЮ - 2,2 см.
Точки Г. и Г„ соединяют прямой, которую продлевают влево.
Так же поступают с точками Г31 и Т„. Соединяют точки Га1
Положение линии бокового среза полочки
= Лц4>| = 4,1 см (высота горловины спинки),
соединяют прямой.
(Влево)
К
(Вниз)
нижней части передней вытачкн получают, пост
Т,К, = Т7Х.
прямой линией.
Каствор вытачки по линии кармана - боковой части полочк
получают, построив прямой угол ТпКК,. Нижний срез карман
уравнивают по верхнему.
К/Са-Х,*.-! см. Угол КК2Н г— прямой. На пересечении его стороны К9Ч9
Б„ (Вниз) Н„ (Вниз) с линией бедер ставят точку Б,. Положение линии бедер полочки Понижение линии низа Н,Ни = Т,Т„ = Б,Б„.
(Вниз) Н„ (Влево) = ВЖ = 3,3 см. н„н„~тят„.
(Вправо) Ширина полузаноса при центральной застежке Т„Т,„ — 3.5 см или 8—10 см при смещенной. соединяя точки //4) и Я33. Верхний срез кармана К.К, оформляют слегка выпуклой кри- вой. параллельной линии талин Т„Т„. При оформлении нижнего среза кармана точку К опускают на 0.3 ... 0,5 см (точка Кг)- Точки Kt. Кг и Кг соединяют слегка .заовалениой линией, па- раллельной линии низа. При стачивании передней вытачки срез Т7К3 прнпосаживают. Оформляют боковой срез полочки по точкам Г43, Tlt, К, и К„
(Вправо) jk.„> (Вверх) кладывают на прямой Т447*31 ширину горловины спинки Т44Т, = Л,Л„ = 8,6 см. Из точки Т9 восставляют перпендикуляр к прямой Т44Т31. 74Л41 равно расстоянию от точки Л„ до линии талии на чертеже спинки по вертикали. Положение плечевой точки Т1аП, = Т.П, (спинки) — 0.9 = 45 — 0.9 = 44,1 см. Соединяют точки Л4, и Л3 прямой, которую продолжают
Пч BHHS) несколько влево. Ширина плечевого среза Л4,/73, = Ш„ = 15,8 см.
5 (Влево) Ш„ А„5--^ = 5.3 см.'
6 (Вниз) Отрезок 5—6 равен 0,3... 0.5 см. Положение вершины горловины можно определить другим спо-
ширины груди:
Отрезок Г„П, должен быть равен отрезку Г..Г|3 ± 0,5 см.
Биссектриса угла проймы полочки
п ?, а пройму
1,Т10 (пере-
точку Лм соединяют с точкой П, прямой, полученный отрезок
делят пополам и ставят точку 3, и* члтлплВ В",.,'
перпендикуляр длиной 0,5... 0,?
Оформляют плечевой с^ез по точв
Прогиб бокового среза
Через точку К, вверх и вниз проводят вертикальную прямую
Ширина отрезного бочка по линии бедер
М. = (С6 + Пр) -(Б„Б, + Б,Б,)
галки н низа соответственно ставят
Для определения горизонтального положения высшей точки
бокового среза отрезного бочка из точки Тв восставляют перпен-
дикуляр к линии П,,П
Ширина отрезного бочка на уровне липни глубины проймы
Оформляют боковой срез отрезного бочка со стороны спинки,
соединяя точки /7,„ Г4, Т,„ Б, и И,, и со стороны полочки,
соединяя точки ГТ„, Cs и 7/s. Уравнивают внутренние срезы
полочки и бочка от линия талян вверх-и вниз.
Рис. 19. Контрольные измерения чертежа
бочка, обращенному к полочке, на участок линии талии, а 273 |
К При" изменений положения выступа живота (высокий, средний j
или низкий) точки Т, и 7» перемещаются вверХп~Зин
кового среза полочки воз- |
можны некоторые переме- .
щения.
Линия КгНа не должна
пересекаться с линией |
С згой целью линию Х9Н4|
минимально перемещаем вле.
во с тем. чтобы точка Htl не
находилась правее точки Ht2.
В этих случаях верхний
срез кармана (KiK0) уравни-
ваем по нижнему срезу (КгХ3).
Соответственно влево переме
щается точка Ти (см. рис. 18). |
Все эти перемещения учи- |
тываем при построении боч- ч
ка. заужая его в соответст- 1
вующих точках ТЫБ3 и /75 I
(см. рис. 12).
Для нахождения линии I
горизонтального членения по- I
лочки П,ПЬ1 из точки Пл вое- 1
ставляем перпендикуляр к S
прямой Т31Гз (см. рис. 18). |
Правильность построения I
чертежа пиджака на полную I
фигуру можно проконтроли-
ровать, проверив пулевой баланс, равенство диагоналей и некого- .1
рых других отрезков (рис. 19).
ОСОБЕННОСТИ ПОСТРОЕНИЯ ЧЕРТЕЖА ПИДЖАКА
НА ФИГУРУ С ВЫСТУПАЮЩЕЙ ГРУДЬЮ
Чертеж пиджака на фигуру с выступающей грудью, как, и в пре- I
лыдушем случае, строим на основе чертежа этого изделия для типовой I
фигуры, внося некоторые изменения в построение спинки, проймы, 1
бочка и значительные — в построение полочки. 1
Размеры и формы отклонений в строении грудной клетки возможны 1
самые разнообразные. Поэтому для создания правильной констру !
иии изделия необходимо точно определить не только размер,, и 1
форму груди заказчика. В таких случаях приходится |
нительную мерку - высоту груди на уровнеее наибольшего выст>п I
а при асимметрии груда — отдельно мерки Ш, для правой и лево i
сторон (рис. 20, о).
46
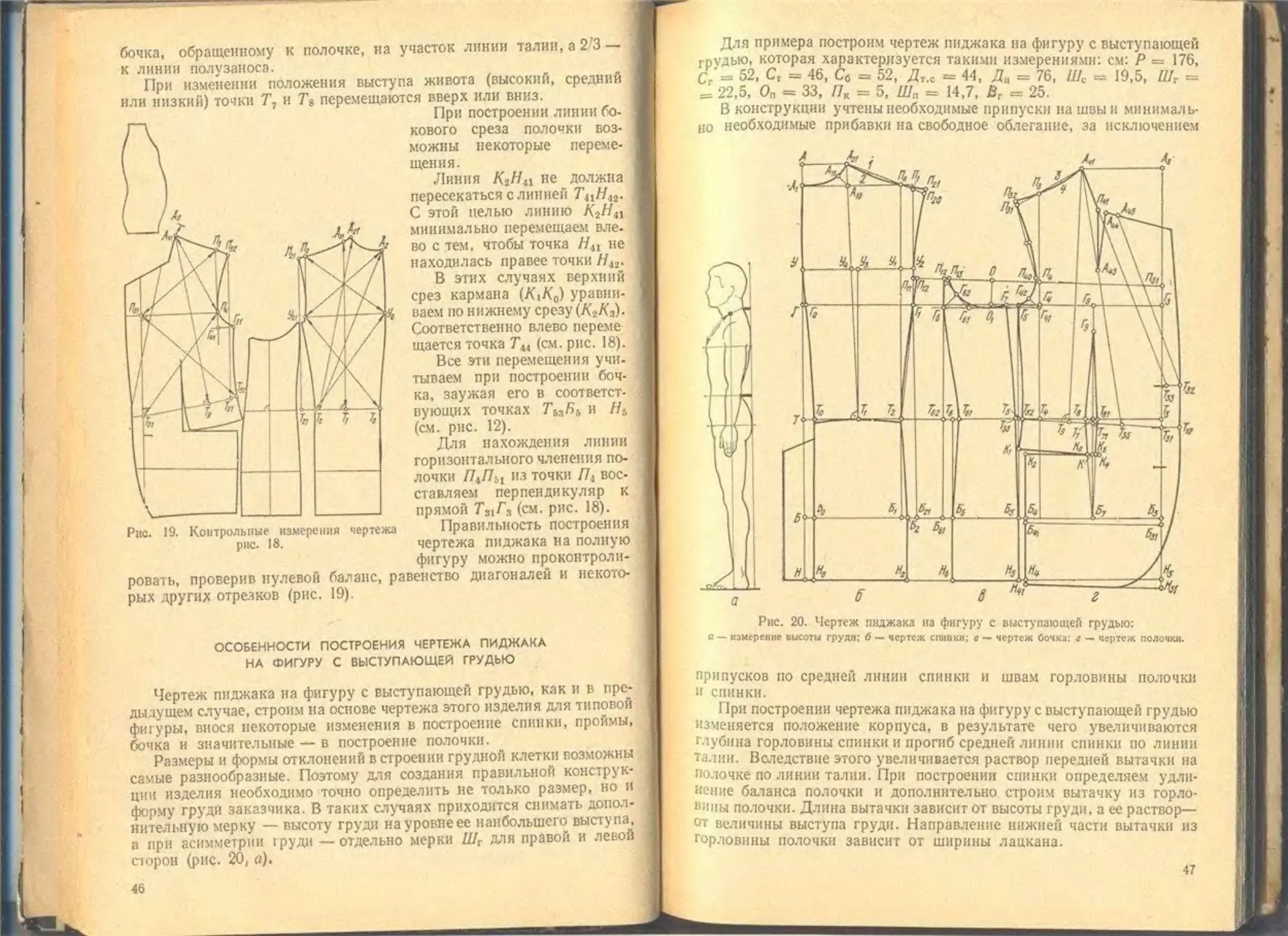
Для примера построим чертеж пиджака на фигуру с выступающей
Svjwo, которая характеризуется такими измерениями: см: Р = 176,
' = 52, С, = 46, Св = 52, Д,.с = 44, Д„ = 76, Ш, = 19,5, Шг =
= 22,5, О„ = 33, Пк = 5, Ш„ = 14,7, В, = 25.
В конструкции учтены необходимые припуски на швы и минималь-
но необходимые прибавки на свободное облегание, за исключением
Рис. 20. Чертеж пиджака на фигуру с выступающей грудью:
припусков по средней линии спинки и швам горловины полочки
и спинки.
При построении чертежа пиджака на фигуру с выступающей грудью
изменяется положение корпуса, в результате чего увеличиваются
глубина горловины спинки и прогиб средней линии спинки по линии
талии. Вследствие этого увеличивается раствор передней вытачки на
полочке по линии талии. При построении спинки определяем удли-
нение баланса полочки и дополнительно строим вытачку из горло-
вины полочки. Длина вытачки зависит от высоты груди, а ее раствор—
от величины выступа груди. Направление нижней части вытачки из
горловины полочки зависит от ширины лацкана.
дк (Сб+Пр^)-(СХ + Пр,)
Б,Б,---------------------
„ (52 + 3)—(46 + 3,5) _ ] ] см
Точка Г, не меняет своего положения, так как угол сутюжкп
в данном случае равен нулю.
Точку 7', соединяют с точкой Г, прямой, которую продолжаем
вверх до уровни точки п..
МХЗИИЯЮТ ТОЧКИ 7„ Б, и //,.
Точку А„ соединяют с точкой Л, прямой и па пересечении про-
точку™" М ° “С|>1нкалью’ “«одящсй из точки У„ ставят
П‘П« = ± Лд„.„ = 1,4 + 0,6 = 2 см.
Отрезок 1—2 равен 0,3 .. .0,5 см.
лмл11 = Шр--Чл₽ур.в
Оформляют среднюю линию спинки, соединяя точки Л,, У, Г„,
Го. и Н„. " ”•
Точки А, ц Л„ соединяют плавной вогнутой линией (горловина
Точки Л„, У, и Л„ также соединяют плавной, слегка вогну
той линией.
Оформляют боковой срез спинки, соединяя точки П,„ Г„ Т.
Б, и Л2, а также линию подгибки, соединяя точки Л, и И,
(см. рис. 20, е)
•т||1т1° полуззнсса, проводя вертикаль из точки А, вниз.
Продолжение табл, 12
а расчетные формулы
Через точку Г, вверх и вниз проводят вертикаль и на Пересе,
чении ее с линией талин ставят точку Т,.
Положение линии бокового среза полочки
Соединив точки Г, и Г5 прямой, продлевают ее вниз и на пере-
сечении с линиями бедер и виза ставят точки и IIв-
Положение передней вытачки
Через точку Т, вверх и вниз проводят вертикаль и в места
пересечения ее с линиями груди и бедер ставят соответствен!!
точки Г8 и 57.
Раствор вытачки со стороны бокового срезз
Т,Та — — ТрТ (прогиб по средней липин спин»!) = 1,6 см.
Раствор вытачки со стороны полузаиоса
T,T,l^^- = 0.Sai.
Соединяют точки Те и ТЯ1 с точкой Б,.
Прогибы сопряженных боковых срезов полочки и бочка по лииш
талии в сумме с раствором передней вытачки равны сумме три
прогибов (S1B2 X 3). .
Зная величину раствора передней вытачки, определяют проги!
бокового среза полочки
Т;Т.. = 22=^2» 0.5* см.
Положение линии талии определяют, соединяя точки Тэ2Тд
прямой и продолжая се до пересечения с линиек полузаиоса
Ставим точку Т„.
Оформляют переднюю вытачку.
Соединяют точки Г„ Т„, Б, и Г>, Тм, £;. В местах пересею
иий отрезков Т,Б, и ТМБ, с линией кармана ставим соотвеТСТ
венно точка А'„ и Ка.
Угол Т,ККг — прямой.
Уравнивают нижний срез кармана по верхнему
Угол ККгН, — прямой.
• Прогиб бокового среза полочки Т,Г„ не может быть менее 0.5-0.Т ем.
Продолжение табл. 12
(Вправо)
(Вниз)
Н„
(Вниз)
«и
(Вниз)
(Вправо)
(Вверх)
П,
(Вверх)
(Вверх)
«4
(Вниз)
П, пи
(Влево)
(Вниз)
(Влево
вверх)
«»«>1 = TSTS14-0,5 = 1,5.+ 0,5 = 2 си.
W“ Mi = 9 см (на линии ТмТц,).
Положение вершины горловины
другим способом:
= 9,75 (контроль).
Вмтииа обработки срезов проймы спинки и полочки равна
Смещение точки касания липни проймы с линией ограничения
ширины груди:
_.......
Биссектриса угла ПЛГиГ5 равна биссектрисе горловины спинки
Продолжение табл. 12
(Влево)
(Вниз)
в Т,„ после чего оформляют край бор
горловину, п
(Влево)
(Влево)
(Вправо)
дубины проймы, отрезок Я..П
(Вниз)
(Вправо)
Чтобы определи
делят пополам и
по точкам П,
юрегиба ланка
рессчепия с линией талии и соответственно ставят точки
Положение прогиба бок
Строят вытачку из горловины полочки: отрезок 7з1~м рапса
ширине лацкана 8 см, но может изменяться в зависимости о
(Влево)
(Вниз
вправо)
(Вправо)
(Вправо)
Высота стойки равна 2,5 см.
Точку Т„ соединяют с точкой Л41.
ААи ± .мода.
Ширина отрезного бочка по липин оедер
Б „Б, = (Св + Пр) - (Б„Б, 4- S,fiJ = 59 - 46
(Вправо)]
Продолжение табл. 13
Биссектриса угла проймы бокового среза
Ширина отрезного бочка на уровне линии глубины проймы
Оформляют боковой срез отрезного бочка со стороны спинки,
соединяя точки /7Р, Гв, Гц, Ба и НЛ, и со стороны полочки,
соединяя точки Г.. 7'.. Б. и Н.
При оформлении проймы полочки точку касания линии проймы
с линией, ограничивающем ширину груди, несколько смещаем влево,
а крайнюю плечевую точку
полочки поднимаем. Эти из-
менения делаются с учетом
дополнительной влажно-теп-
ловой обработки.
Прежде чем начинать по-
строение чертежа, рассчиты-
вают ширину рукава:
= 21 см.
Рис. 21. Контрольные измерения чертежа
ZZ/P
Исходя из ширины ру-
кава, определяют ширину
проймы:
Строим прямой угол с вер-
шиной в точке А (см. рис. 20)
и дальнейшие построения
производим согласно приня-
той схеме (табл. 11—13).
Для нахождения линии го-
ризонтального членения по-
лочки из точки П, восстав-
ляют перпендкуляр к линии полузаноса, проходящей через точку?,,
правильность построения чертежа на фигуру с выступающей грудью
проверяют по ранее описанной системе сдиагональ» согласно рис. 21.
КОНСТРУИРОВАНИЕ ЖИЛЕТОВ
Штопальную фигуру.
ПОСТРОЕНИЕ ЧЕРТЕЖА ЖИЛЕТА
НА УСЛОВНО ПРОПОРЦИОНАЛЬНУЮ ФИГУРУ
В современном мужском костюме, главным образом нарядном,'
жилет играет роль дополнительного декоративного оформления. При
конструировании и моделировании современной мужской одежды жи-
лет самостоятельного значения не имеет. Его форма, линии и пропор-
ции подчинены форме, ли.
ниям и пропорциям костю-
ма, который он дополняет,!
Жилеты в основном
применяются для одно-
бортных костюмов, более
открытых, облегающей
формы (пиджаки, смокин-
ги, фраки). Они бывают
одно- и двубортные с раз-
личными разновидностями
лацканов и воротников, ко-
торые зависят от назначе-
ния жилетов, а также от
Конструкция жилета
разрабатывается не рас-
четным путем, а на базе
конструкции пиджака о
некоторыми отклонениями.
Общую прибавку по ли-
нии груди уменьшают до
3 см, а по линиям талии
и бедер — до 1...2 см. По-
лузанос жилета равен
Как и пиджак, жилет (рис. 22) конструктивно состоит из несколь-
ких частей — спинки, бочка и полочки, что дает возможность созда-
вать его форму в зависимости от назначения и с учетом свободного;
облегания костюма.
Спинку жилета выкраивают из подкладочной ткани, а бочок —
либо из основной, либо нз подкладочной. Это дает возможность более1
рационально использовать ткань.
По желанию заказчика, особенно при большой разности Сг — С„
в бочке жилета по линии талии вставляют резинку. В этом случае
бочок кроят только из подкладочной ткани.
Все швы жилета перемещают в ту или инуюсторону по отношению
к швам пиджака, чтобы не создать утолщения пакета костюма.
При конструировании жилета используют те же мерки, что и для
пиджака.
Порядок построения чертежа жилета представлен в табл. Н—10.
с. 23. Чертеж жилета иа полную фигуру.
I I расположенный » итш», .__
ОСОБЕННОСТИ ПОСТРОЕНИЯ ЧЕРТЕЖА ЖИЛЕТА НА ПОЛНУЮ ФИГУРУ
Как видно из рис. 23, по сравнению с жилетом иа условно пропор
тональную фигуру изменения касаются чертежа полочки и состоят
в следующем.
Переднюю вытачку пе-
реносят в сторону боковое
го среза на 1,5... 2 см,
причем внутреннюю ее сто:
рону, расположенную бли-
же к боковому срезу, npoJ
длевают до низа.
От точки Т-, вниз от-
кладывают 3...3.5 см и ста-
вят точку Тп, после чего
намечают линию входа в
боковой карман параллель
но линии талии. При этом;
К4Т,.= Тв1К«= 6... 6,5 см.
Нижний срез карман:
КъК.1 строят, проводя из
точки Кь линию, парал-
лельную срезу карма»
К,К, на полочке пиджака.
Получают раствор вытачки
по линии кармана ТпКг
Из точки К, опускают
перпендикуляр до линии
низа и опускают точку Н,
на величину раствор!
TtlKi.
Растворы вытачек — горизонтальной KiTti и вертикальной H-Hr-i
обеспечивают образование выпуклости, соответствующей выступ!
живота.
Линию полузаноса строят слегка выпуклой в области талии, j
ОСОБЕННОСТИ ПОСТРОЕНИЯ ЧЕРТЕЖА ЖИЛЕТА
НА ФИГУРУ С ВЫСТУПАЮЩЕЙ ГРУДЬЮ
Подобно предыдущему случаю изменения касаются лишь чертежа
полочки. При построении чертежа полочки жилета на фигуру с раз-
витой грудью (рис. 24, а) в дополнение к передней вытачке, которая
строится так же. как и на условно пропорциональную фигуру, и по
глубине соответствует передней вытачке пиджака, строят вытачку
в пройме (точка /7«).
Длина вытачки равна
1/5 111г (точка 1—2), а ее рас-
твор (точки 1—3) — величине
раствора грудной вытачки
пиджака, расположенного по
радиусу, проведенному из
центра выпуклости груди
(точка О). Как видно из рис.
24, раствор вытачки, ограни-
ченной отрезками 2—3 и 2—1,
образуется при построении
прямых углов к линиям груд-
ной вытачки пиджака-
Вершина горловины в точ-
ке Л„ перемещается в сторо-
ну полузаноса при построе-
нии прямых углов из вытач-
ки проймы. Угол 2—1
перемещается в положение
Рис. 24. Чертеж жилета на фигуру с выс-
тупающей грудью.
поднимается вверх на вели-
чину раствора вытачки 1—3.
Ширина плеча полочки
жилета Л«/731 равна 2/3 ши-
рины плеча полочки пид-
жака.
При построении верхнего кармана вытачку из проймы располага-
ют так, чтобы она начиналась от края кармана.
КОНСТРУИРОВАНИЕ ПАЛЬТО
ПОСТРОЕНИЕ ЧЕРТЕЖА ПАЛЬТО
НА УСЛОВНО ПРОПОРЦИОНАЛЬНУЮ ФИГУРУ
Чертеж пальто полуприлегающего силуэта на условно пропор-
циональную фигуру строят на той же основе, что и чертеж полупри-
легающего пиджака стой лишь разницей, что прибавки на свободное
облегание по линиям груди, талии и бедер, а также по обхвату плеча
увеличиваются на 3,5...4 см по сравнению с соответствующими при-
бавками для пиджака.
Прибавка к ширине горлови-
ны спинки увеличивается на 0,6 см,
а ширина плеча — на 0,5 см.
Глубина проймы увеличивается
на 2,2 см, из которых 2 см — при-
бавка к глубине проймы, а 0,2 см —
дополнительный припуск на ура-
Ширина спинки
> полочки
Рис. 25. Чертеж пальто на условно про-
порциональную фигуру.
перемещают вправо.
Перемещается на 0,6 см
(увеличенная прибавка--
к ширине горловины).
ст.-, к.:
Перемещается на 0,6 см.
Перемещается на 0.6 см./
Перемещается на 1,2 с
(в том числе 0,5 см-
толщина плечевой на-
кладки).
Перемещается на 1,2 см.
Перемещается па 0,7 см
(о там числе 0,5 см-
удлинение плечевого сге
нательную уработху).
Прибавки распре;
дующим образом, см:
Перемещается на 1 см
(углубление проймы). ’-
Перемещается на 0,4 см;
Перемещается на 0,4 см<
Длина пальто определяется
меркой,снятой или найденной из
пропорционального расчета, где
Д„ = Р 0,6 =176 0.6 = 105,6 см ±
мода. В нашем примере прини-
мается Д« = 105 см.
Перемещается па 1 си.
(Вверх)
(Вправо)
(Влево)
Уравнивают срезы боковой вытачки и оформляют пройму и боко-
(7И
I-1' I "
Перемещается па 1 см.
Перемещают линию боковой вытачки.
Перемещается па О,
osfie = Сй + Пр6 + Пр
Сопряжение боковых срезов и создание напуска со стороны спипкП
по липин груди величиной в I см
(Влево)
(Влево)
(Вниз)
(Влево)
Перемещается на I см.
-плотность waNia).
Перемещается па I см.
Перемещается на расстояние ККа.
19. Построение чертежа бочка (см.
На базовых чертежах спинки, полочки и бочка совмещают лини
талии пиджака и пальто (рис. 25), после чего перемещают необходимы
точки в соответствии с табл. 17—19.
Прорезной карман конструктивно остается на месте, но поскольк
приращение по плечевым срезам равно 1,2 см вверх, а на сгибание их.
используют 0,5 см, то линия талин соответственно опускается н:
0,7 см. На такую же величину опускается и прорезной карман.
Размеры прорезного кармана по отношению к пиджачному увели-
чиваются на 1 см.
Ширина полузаноса в однобортном пальто (центральная застеж-
ка) равна 5 см, а в двубортном (смещенная застежка) — 8... 10 см. >
Точку Ht опускают на величину отрезка Т3Тп + 1 см и ставят;
точку Я41.
Построение чертежа кармана с продольной листочкой (рис. 25, о)..
Отрезок KKi делят пополам и получают точку которую соединяют
с точкой Т„.
Листочку располагаем так, чтобы линия Т,К3 проходила через ее
середину. Ширина листочки — 3...4 см.
Длина вертикального кармана по сравнению с прорезным увелнчи-;
вается на 2...2,5 см.
Форма лацкана и количество петель зависят от моды.
Стойка нижнего воротника равна 3...3,5 см.
Построение чертежа рукава пальто. Чертеж рукава пальто стро-
ится по тому же принципу, что и чертеж рукава пиджака (см. рис. 15)
с учетом увеличенной прибавки к обхвату плеча.
Ширину низа рукава пальто по сравнению с рукавом пиджака
увеличиваем на 1/2 разности прибавки к обхвату плеча. Если в нашем ;
примере (50-й размер) ширина рукава пиджака по линии груди равна I
20,5 см, а по низу — 15 см, то для пальто эти величины соответствен-!
но составляют 22 и 16,5 см. Высота оката в пальто увеличивается на
1 см. Если для пиджака опа равна 19,1 см при ширине рукава 22 сМ‘
(см. табл. 7), то для пальто, где ширина рукава 22 см, высота ока-raj
равна 19,1 + 1 =20,1 см.
ОСОБЕННОСТИ ПОСТРОЕНИЯ ЧЕРТЕЖЕЙ ПАЛЬТО
НА ПОЛНУЮ ФИГУРУ И ФИГУРУ
С ВЫСТУПАЮЩЕЙ ГРУДЬЮ
При конструировании пальто на полную фигуру (рис. 26) край 1
борта оформляют овальной линией, степень кривизны которой опре-1
деляет величину посадки края борта на кромку. j
Раствор вытачки по линии входа в карман пальто на полную фи- 1
гуру увеличивается в соответствии с раствором кармана пиджака, I
а раствор боковой вытачки определяется из построения. [
При конструировании пальто на фигуру с выступающей грудью!
(рнс. 27) рекомендуется предусмотреть переднюю вытачку, а также!
вытачку между линией перегиба лацкана и углом горловины, изменяя |
ее направление от точки так, чтобы лацкан прикрывал ее.
Раствор передней вытачки сокращают. Точка 7‘ине сме-ы
щается.
со
Конструкция пальто, разработанная на основе чертежа пиджака,
гарантирует хорошую посадку изделия на фигуре заказчика. При
этом, как и в конструкции пиджака, сокращается влажно-тепловая
обработка.
ОСОБЕННОСТИ ПОСТРОЕНИЯ ЧЕРТЕЖА ПАЛЬТО РЕГЛАН
Конструкцию пальто покроя реглан (рис. 28) разрабатывают на
основе чертежа пальто с втачными рукавами на условно пропорцио-
нальную (типовую) фигуру.
Но сравнению с пальто с втачными рукавами в пальто покроя
реглан увеличивают ширину и глубину проймы на 1...2 см и на такую
же величину — ширину рукава.
В пальто реглан увеличиваются прибавки на свободное облегание:
Линия груди
Прибавки по линии талии и бедер увеличиваются согласно
модели.
Рукав реглан (рис. 29) может быть двух- или трехшовный. Двух-
Шозцый-рукав обычно делают в пальто свободного покроя, а в пальто
с меньшим облеганием — трехшовный.
Трехшовный рукав строят на основе двухшовного. Затем дополни-
тельно достраивают верхнюю часть рукава реглан, которая заменяет
срезов до линии горловины полочки и спинки.
Все построения (табл. 20—22) делают с припусками на швы 1 см?
по средним срезам рукава. Положение центра раствора верхних ере»:
20. Построение чертежа рукава пальто реглан (см. рис. 29)
До Условные оСозначекхя и расчетные формулы
Pl (Вправо) 'Л-Т'
л, Л. (Вправо)
Н, н, (Вправо)
р_ Р.1 Р.Р.1 = 0,8 + 1 (шов) = 1,8 си.
(Вправо)
р. (йево) Р.Ре. = 0,8+1 (шов) = 1,8 см.
л. л, Л,Л, = 0,5+1 (шов) = 1,5 см.
(Вправо)
л, Л, Л,Л, = 0,5 + 1 (шов) = 1,5 СМ.
(Влево)
л. Н, Н,Н, = 1 см (шов).
(В. ’
Н, Н, Л,Н, = 1 см (шов).
(Влево)
Точки О.„ Р„. Л, и Я, соединяют вогнутой линией и получай
средний срез локтевой части рукава. То же делают с точками О,„ Р,„ Л, и Я, и получают средни#
срез передней части рукава.
С, Си Понижение локтевого среза
(Вниз) С,С„ = J...2 см.
р. р_. Понижение переднего среза
(Вниз)
Нижнюю часть рукава расширяют и углубляют на 1...2 см. 4
р„ Р.. (Вниз) РцР4,— 1-2 см.
Р„ (Влево) Р4Л1 -1-2 см-
Ci г CSC„ = 1...2 см.
(Вниз) Определяют верхние части рукава реглан на спинке и полочк
затем —линию реглан на спинке и полочке и, наконец,—линию
проймы.
2,о...з см (силуэт).
/7ПЛ„ откладывают
Боковое срез расширяют согласно фасону.
(Вниз)
Перпендикуляр рам» 2...3 см (силуэт).
“ 2 см (преобразование плечевого среза спинки за счет
сокращения посадки).
и Лм, а затем линию реглан на полочке (рис,28)
зов рукава остается в точке О, которая должна была сместиться на
1 см влево (Oss) и вправо (О,О, однако в результате припусков на шв)
величиной 1 см точки Ом , О и О.г1 не смещаются.
Верхнюю часть спинки совмещают с локтевой частью рукава,
верхнюю часть полочки — с передней его частью. При этом точку П.
совмещают с точкой О, а точку /7ц — с вершиной локтевого срез»
точку П32 также совмещают с точкой О, а точку Са отодвигают >
точки /?4 вправона0,5... 1,5см, т.
Рис. 29. Чертеж рукам к пальто реглан.
КОНСТРУИРОВАНИЕ БРЮК
Конструкция брюк имеет ряд особенностей, а в и нд пошиве в зиачи
тельной степени зависит от пожеланий заказчика с учетом его роста
полноты, особенностей телосложения, способа ношения (в костюм*
или без него), а также направления моды.
При измерении фигуры заказчика для конструирования брюк сле-
дует обратить внимание на способ их ношения — на линии талии,
ниже или выше ее. В связи с этим мерка высоты сидения может изме-
няться в довольно широких пределах, однако не должна прегышап
Определяя длину брюк, необходимо учитывать их ширину внизу.
При ширине внизу 25...28 см они должны быть длннее и с'меньши»
скосом по сравнению с брюками, ширина низа которых равна 20..
23 см.
Количество вытачек, их растворы и длина определяются в завис»
мости от желаемого свободного облегания.
построение чертежа брюк
НА УСЛОВНО ПРОПОРЦИОНАЛЬНУЮ ФИГУРУ
Для построения чертежа брюк необходимы следующие мерки, см:
д 44, Св = 51, С„ = 31,5, = 22, Д6 = 100, Шк = 25, Ш„ =
Необходимые прибавки:
По линии талии
Пр, = 0,5 см.
Припуск по длине брюк
Определяют раствор вытачки.
= 1,8 см.
Строят прямой угол с верши-
ной в точке Т (рис. 30) и все даль-
нейшие построения ведем согласно
принятой схеме (табл. 23, 24).
Определив действительную ве-
личину отрезка по линии талии
задней половинки и зная необхо-
димую его величину на этом участ-
ке. определяют количество выта-
чек. их глубину и длину.
Если разность С6 — С, не пре-
вышает 7...7,5 см, оформляют од-
ну вытачку на задней половнике,
располагая ее на расстоянии
а если эта разность превышает
7,5 см, делают две вытачки, распо-
Прх
Рис. 30- Чертеж брюк на условно
пропорциональную фигуру.
— 1 см’от бокового среза и друг от
друга.
Длина вытачек равна 1/3 Ве и до-
ходит до уровня заднего кармана.
Определение положения задне-
’о кармана диктуется удобством
пользования им и зависит отвысо-
ты сидения, формы бедра, а также
Моды.
к 1®“тачки на половинке брюк располагают перпендикулярно
Вход в карман может располагаться в боковом шве, наклонно,
горизонтально и вертикально. В качестве среднего решения наклон-
3 «•«» м
23. Построение чертежа передней половинки брюх (см. рис. 30)
Т/С = ^4-6...8 см (рост и мода).
Кт
(Влево)
К.
(Вправо)
//,
(Влево)
(Вправо)
Направление средней задней липин:
бедер. Из точки Б проводах пер-
на уровне линии низа:
. ни сокового среза задпен половинки.
С этой целью точку Л3 соединяют с точкой Б3 прямой, которую
пооалевают ввеох.
(Влево)
(Вверх)
пого кармана иа передней половинке предлагается следующее: один
(внутренний) конец располагают на 4 см ниже шва притачивания поя-
са, а второй (наружный) — от 4 до 8 см на расстоянии не менее Зсм
от бокового шва (рис. 31, я).
Горизонтальные карманы на обеих половинках брюк располага-
ют параллельно верхнему шву притачивания пояса на расстоянии
5—8 см в зависимости от высоты сидения (рис. 31,6). Их глубина
в среднем равна 3/4 снятой мерки высоты сидения (глубины банта).
Для боковых карманов длина входа в боковом шве для 50-го раз-
мера составляет 17 см (рис. 31, в). Длина входа наклонного кармана
на передней половинке равна 16см, горизонтального па задней поло-
винке — 14 + 0,2 см на каждый
размер.
СкОс низа брюк зависит от их
ширины: чем уже брюки, тем он
больше и наоборот. Так, напри-
мер, при щирице низа брюк 24 см
скос равен 2—3 см, при ширине
низа 26см скос равен 1,5—2см,
а при ширине 30 см и более скос
Рис. 33. Чертеж брюк на фигуру с отрицательным балансом.
ОСОБЕННОСТИ ПОСТРОЕНИЯ
ЧЕРТЕЖЕЙ БРЮК НА ФИГУРЫ
С ОТКЛОНЕНИЯМИ
В зависимости от характера
отклонений от условно пропор-
циональных измерений разли-
чают фигуры с отрицательным и положительным балансом.
Под фигурами с отрицательным (минусовым) балансом принято
Донимать такие, у которых разность величии измерений расстояний
от линии талии до пола сзади и спереди меньше 1/10 полуобхвата
оедер. У людей с такой фигурой ягодицы слегка опущены, а боковой
69
шов зрительно увеличивает ширину передней половинки брюк и су-
живает ширину задней (рис. 33, а).
В брюках на фигуру с отрицательным балансом (табл. 25) точка 7\
перемещается вверх и влево, Т21 — вниз и влево, точки Т„ и зад-
ней половники — вправо и вниз, а точка Ям задней половинки опу-
скается.
При полном отрицательном балансе (—3 см) передняя половинка
зрительно приобретает форму задней, а задняя — передней на услов-
но пропорциональную фигуру.
Конструкцию брюк на фигуру с отрицательным балансом следует
согласовывать с заказчиком, поскольку при таком покрое, хотя
и исчезают заломы и перекосы, но в известной степени ограничиваются
движения.
Под фигурой с положительным балансом принято понимать такую,
У которой разность величин измерений расстояний от линии талии
До пола сзади и спереди превышает 1/10 полуобхвата бедер. Такая
Фигура слегка наклонена вперед, ягодицы заметно выступают, перед-
няя половинка брюк у таких фигур суживается и сокращается
|^длину, а задняя, наоборот, удлиняется и расширяется (см. рис.
В брюках на фигуру с положительным балансом (табл. 26) точка 7\
опускается и перемещается вправо, точка Т21, перемещаясь в том же
направлении, поднимается, точки Тп и Ть задней половинки переме-
щаются влево и вверх, а точка Ям — вертикально вверх.
линия становится более косой, плавной. Подъем вершины этой линии
удлиняет средний срез. Удлиняется также биссектриса угла и увели-
чивается отклонение бокового среза в точке Т71. Увеличивается Диа-
гонал ьТпЯл,т. е.объемзадней половинки брюк, что свидетельствует
о том, что данная конструкция создает максимум удобств.
ОСОБЕННОСТИ ПОСТРОЕНИЯ ЧЕРТЕЖЕЙ БРЮК
НА ФИГУРЫ С НЕПРАВИЛЬНЫМ СТРОЕНИЕМ НОГ
Сэтой целью от точки К„ влево откладывают отрезок, равный 1/10Как,
и ставят точку К„.
Точку К„ соединяют с точками и //». Точка Т„ на продолжении
линии К „Ян в результате этого перемещается вправо, и, таким обра-
зом, получают новую линию сгиба передних половинок брюк.
Линии высоты сидения, бедер и талии передней половинки пер-
пендикулярны к линии ЯоКщ.
Последующее построение верхней части чертежа идентично псстрсе-
нию брюк для фигуры с положительным балансом. Что же касается
нижней части, то линия низа также изменяет свое направление и ста-
новится перпендикулярной к прямой /С„Я0,а точки К, и К, переме-
щаются влево на величину
Брюки на фигуру с О-образными ногами нельзя суживать по ли-
нии колена и по линии бедер.
Для построения чертежа брюк на фигуру с Х-образными ногами
(рис. 36) во время снятия мерок необходимо определить кривизну
ног на уровне щиколотки (Хв.щ).
Как и в случае с О-образными ногами, чертеж (рис. 36) строят на
основе чертежа брюк для условно пропорциональной фигуры, внеся
соответствующие изменения.
От точки К„ вправо откладывают отрезок равный 1/10
Точку соединяют с точками Я« и //«. Точки К., и К2 перемеща-
ются вправо на величину отрезка К0Кы-
Линия шагового среза выравнивается, а бокового приобретает
легкий прогиб.
Линии талии, бедер и высоты сидения перпендикулярны к новой
линии Кх„Яо- То же относится и к линии низа.
Шаговые срезы удлиняются, а боковые укорачиваются.
Последующее построение идентично построению чертежа брюк
для фигуры с отрицательным балансом.
ОСОБЕННОСТИ ПОСТРОЕНИЯ ЧЕРТЕЖА
ПЛОТНО ОБЛЕГАЮЩИХ БРЮК
Особенностью построения плотно облегающих брюк является воз-
можность приближения срезов (боковых, средних линий передней и
задней половинок) к телу человека, выравнивая их по линии высоты
сидения, в то же время обеспечивается удобство их в эксплуатации.
Вг.о в данной конструкции отсутствует.
Для построения чертежа плотно облегающих брюк необходимы
следующие мерки, см: Ст = 44, Сб = 50, 06ед= 30, Вс = 22, Д6 =
-- 102, = 24, Ши = 23. Прибавка по линии талии — 0, по линии
бедер + 1 см.
Строим прямой угол с вершиной в точке Т (рис. 37, в) и дальней-
шие построения ведем по принятой схеме (табл. 27 и 28).
27. Построение чертежа передней половинки плотно облегающих брюк
Конструктивные
(Вниз)
К
(Вниз)
Н
(Вниз)
Л
(Вниз)
Б
(Вверх)
Б,
(Версии)
Я,
(((ci
я,
(вправо)
л,
С
Условные обозначения и расчетные формулы
ТЯ = ВС = 22 см.
Положение линии колена
Положение линии низа
Положение л обхвата бедра
ЯЛ = 5 — 7 см (мода) = 5 см.
Положение линии бедер
ЯБ = ^ + 3 см = 8 см.
Из точек Т, Б, Я, Л, К к И вправо проводят горизонтальные
прямые.
Прогиб бокового среза передней половинки по линии тал:ш
ТТ СБ~СТ- | 5 см
Ширина передней половинки по липни бедер:
Т. Т. = — J- О Annul =24 ем.
Если разность мерок СБ и СТ более 7 см, точку Т, перемещаю»
вправо на 1/10 разности СБ и СТ.
Ширина передней половинки по линии бедер:
RK. = ~ 4- 9 Оппы) = 27 ем.
Ширина передней половинки па уровне линии глубины сидения!
ЯЯ! = Обед + 3 = ЗЗсм.
Положение средней передней линии.
Соединяют точки Tt и Б, прямой. В месте пересечения ее про-,
должения с линией высоты сидения ставят точку Яз, а с линией,
обхвата бедра Лх.
Положение линии сгиба передней половинки
»»0 = »A = ^= l''см.
ТТ„ = ББ„ = КК„ = ННа = ЯЯ0 = И см.
Точку Л4 получают при псстроещщ прямого угла
Перемещение бокового среза передней половинки плотней к фигуре
ЛаЛ, = Я,Я3. '
Соединяют точки Б и Л5. На пересечении с линией, выходящей;
Ширина передней половинки на уровне линии бедер
•Ma = 0««+l см = 31 см.
Продолжение табл. 27
Hi
(Влево)
(Вверх)
(15верх)
(Вправо
Ш. + 1
К„К, = К.Кг = —А;— = 12,5 см.
Ширина передней половинки на уровне линии низа
Ши + 1
Я,Я> = HJT, = = 12 см.
Положение вершины бокового среза передней половинки получают
при построении прямого угла через точку Tt: угол ЯГ51Т0 =
= 90°.
Положение вершины средней передней линии получают при по-
строении прямого угла через точку Т3: угол ЯЛЛ — ЭО’.
Биссектриса угла ТгЯзЯ2
Я?,' =2 см.
Оформляют боковой срез по точкам Тг1БЛйК, и Я„ средний пе-
редний срез — по точкам Т^Б,/ а Яа, шаговой срез — но точкам
Я,Л,К^ и Ht.
(Вправо)
прямой, которую продлевают вверх и
Положспис бокового среза по линии бедер
ББа = Я1Яа.
Чтобы установить положение вершины бокового среза из точки
Л5 радиусом Л^Т„ проводят влево дугу.
строении прямого угла через
(Влево)
Уравнивают боковые срезы передней и задней половинок:
т.н п — л.кт..
оложени. дХ = К.К3 = Н,Н, = 2 см.
Из точки Я5 влево проводят горизонталь. На пересечении с лн-
КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ ИЗ КОЖИ
И КОЖЗАМЕНИТЕЛЕЙ
Для изготовления мужской верхней плечевой одежды кроме
традиционных материалов широко применяются натуральная кожа,
замша, спилок, искусственная кожа и другие текстильные материалы.
Их структура не допускает увеличения или перемещения конструк-
тивных линий в процессе примерки, поскольку присоединение деталей
изделий ручным или машинным способами оставляет иа поверхности
следы от проколов иглы.
Кроме того, если изделие изготовляется из натуральной кожи,
замши или спилка, нельзя не принимать во внимание ограниченность
площади отдельно взятой кожи, поэтому возникает необходимость
безошибочного и точного конструктивного решений каждой детали
изделия.
Лекала для раскроя изделия из кожи должны быть построены
Для каждого конкретного заказчика на основе чертежа, который га-
рантирует точную посадку изделия иа данной фигуре. При построении
лекал необходимо учитывать соотношение размеров кож, подобранных
для изготовления данного изделия, а также размеры припусков на
швы, предусматриваемые ГОСТ 12807—79 «Швейные изделия».
Безошибочное изготовление изделий из кожи и ее заменителей стало
возможным с внедрением беспримерэчного метода пошива с примене-
нием измерительных жилетов, который гарантирует точный крой,
а использование знаний конструктивного моделирования и членения
изделий помогает установить взаимосвязь между фигурой, моделью
11 размерами кож.
Из кожи и ее заменителей изготовляют пальто, полупальто, пид-
жаки, пиджаки-куртки, куртки, жилеты и другие изделия. При из-
готовлении кожаных изделий наиболее целесообразными являются
79
прямой и полупрнлегающий силуэты. В связи с особенностями рас-
кроя кожи, с которыми нельзя не считаться, отдают предпочтение
моделям с большим количеством конструктивных членений (подрезы,
рельефы, различные формы срезов и кокетки).
Приступая к конструированию кожаных изделий, следует хорош?
представить себе топографию кожи, т. е. расположение и соотношение
ее отдельных участков (рис 38), имеющих различные свойства — тол-
щину, плотность, прочность, растяжимость. Последнее свойство осо-
бенно важно, так как произвольное использование участков кожи для
выкраивания тех или иных деталей будущего изделия без учета растя-
жимости приведет к появлению перекосов в процессе эксплуатации
изделия.
Растяжимость различных участков кожи схематически показана
При изготовлении изделий из искусственной кожи, дублированных
и синтетических материалов вследствие их низкой растяжимости об-
щие прибавки увеличивают.
Рассмотрим два примера кон-
струирования изделий из кожи
или ее заменителей.
ОСОБЕННОСТИ КОНСТРУИРОВАНА
ПИДЖАКА ИЗ КОЖИ
Внешний вид рассматриваем
мого изделия приведен па рис.
40, а. Это однобортный пиджак,
ч застегивающийся на две пуго-
вицы, отрезной по линии та-
лии. Карманы накладные (лю-
бой формы), рельеф проходит
от плечевого шва по контуру;
груди через переднюю вытачку
до низа изделия. Спинка с втач-
ной патой, прямой или фигур:
ной цельной кокеткой и швом по средней линии, который заканчивается
шлицей.
Сняв необходимые мерки и подогнав по фигуре заказчика измерит
тельный жилет, записывают все данные в паспорт заказа. Затем при-
ступают к изготовлению бумажных лекал, предварительно определив,
из скольких частей будут состоять полочка, бочок, спинка и рукава
изделия.
80
Полочка (рис. 40. б) кожаного пиджака состоит из четырех
частей: 1 — передняя часть до линии талии с лацканом; 2 — верхняя
боковая: 3 — нижняя передняя и 4 — нижняя боковая части.
11амечают рельеф по полочке, который проходит от плечевого среза
через центр груди по передней вытачке до линии талии и вниз. Для
лучшего облегания плечевого пояса ниже липни плеча на 8... 10 см
намечают вытачку /142/143, раствор которой равен 0,5... 1 см в зави-
симости от формы груди и ключицы.
Край полочки ио липни отрезной талии в точке Т3 (детали 1 и 3)
сокращают вытачкой на 0,3...0,5 см (обработка борта).
Углы в точках Г, и 7'21 прямые.
Боковая часть полочки состоит из деталей 2 и 4, отрезных по линии
талии. Деталь 2 остается без изменения, а в нижней детали 4
совмещают разрыв кармана, уравнивая боковую часть.
Бочок (рис. 40, в) разрезают по линии талии на верхнюю 5 и
нижнюю 6 детали, удлиняя боковые срезы по линии талин
и сохраняя прямые углы.
На с п п н к е (рис. 40. г) намечают кокетку по линии лопаток
УПп. По пройме в точке Пп намечают конструктивную вытачку ве-
личиной 0,7... 1 см до точки У„ распределяя ее равномерно вверх
и вниз. По средней линии спинки в точке У деталей 7 н 8 сохра-
няют' прямые углы во отношению к этой линии из точки Уо.
Намечают линию талии между деталями 8 и 9 и удлиняют их боко-
вые и средние срезы, соблюдая прямые углы в точках Тгь Т, Т2 и То.
Намечают пату шириной 5 см.
На каждой детали делают припуски на швы в зависимости от их
вида и толщины кожи. Следует учитывать, что пата на спинке втачи-
вается.
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ПАЛЬТО из кожи
Внешний вид и чертеж кожаного пальто полуприлегающего силуэ-
та с патой показан на рис. 41. Полочка с прямой или фигурной кокет-
кой на 5 см выше линии груди и отрезной талией. От кокетки до линии
талии — рельеф. Прорезной карман с листочкой. Бочок отрезной.
Спинка с прямой или фигурной кокеткой по линии лопаток, отрез-
ной талией и двумя рельефами от кокетки до линии талии. Средний
шов спинки оканчивается шлицей. Рукав гладкий, может быть двух-
или трехшовным, с патой, манжетой или различным оформлением
При снятии мерок и подготовке измерительного жилета учитывают
вид изделия. Затем заполняют паспорт заказа, согласно которому
изготовляют бумажные лекала для раскроя. Определяют, из скольких
частей будут состоять полочка, бочок, спинка, рукава и воротник.
Полочка (рис. 41, о) в нашем примере состоит из четырех де-
талей- 1 — верхняя плечевая часть; 2 и 3 — средняя часть из двух де-
талей; 4 — нижняя часть (юбка).
После изготовления бумажных лекал намечают членение по по-
лочке. Прежде всего наносят линию отрезной кокетки /7s1/74, которая
Расчленяет детали /, 2 и 3. Затем намечают вытачку в пройме в точке
Пл. которая была заложена конструктивно при изготовлении первичных '
лекал, величиной от 0,5 до I см в зависимости от формы грудной
клетки. Раствор вытачки распределяют равномерно между деталями
1 н 3.
Вторую такую же вытачку намечают в месте пересечения основа-
ния отрезной кокетки с линией перегиба лацкана в точке /7И, и так
же распределяют ее раствор равномерно между деталями / и 2, как по
пройме, от точки 77ы перегиба лацкана в сторону края борта вытачку
сходит на нет.
Намечают линию отрезной
талии Т3Те согласно модели
(уровень ее может колебаться
в пределах + 2 см). Она раз-
граничивает детали 2, 3 и 4. По.
краю борта в точке Тя между
деталями 2 и 4 намечают вы-
тачку, раствор которой равен
0,7... 1,3 см в зависимости от
формы выступа живота. Длина
вытачки зависит от ее раствора
и величины полузаноса.
Вытачку намечают по краю?
бокового среза между деталями
равен раствору кармана КяКй
в построении которого соблю-
боковую часть полочки детали 3
из точки 7'е1 расширяют на 1 см-
и ставят точку Ти. При по-
строении рельефа по средней
части между деталями 2 и 3 пре?
биной, равной Тв1Твг, которая
поможет создать выпуклое»
Бочок (рис. 41, б) состоит из двух частей — верхней 5 и нижнв!
6- Разрезают его по линии талии и удлиняют боковые срезы, восста
навливая прямые углы в точках Т5 и Тм по отношению к боковом]
срезу. Нижняя часть б отрезного бочка, как и нижняя часть 4 полочк)
может быть прямой или расширяться по фасону в зависимости от
формы и силуэта. Следует помнить, что прямые пальто (сво
бодного покроя) делают короче, а расширенные и приталенные —
длиннее.
Спинка (рис- 41, в) состоит из кокетки 7, средних боковой 8 И
внутренней 9 частей и низа 10 (юбки). Среднюю внутреннюю часть й
желательно изготовлять без среднего шва. Намечают сперва верхнюю
часть (кокетку) 7 по точкам УПП, затем боковую 8 и внутреннюю!
средние части, низ изделия 10 и, наконец, место расположения паты)
ее размеры. Определяя линию кокетки по пройме в точке Ли, наме-
чают вытачку шириной 1 см, равномерно распределяя ее между дета-
По средней линии восставляют перпендикуляры из точки Уо к верх-
нему и нижнему срезам, получая вточке У углы 90° в верхней 7 и сред-
ней внутренней 9 частях. По линии талии восставляют перпендику-
ляр к средней линии в точках Г и То и получают углы 90° для ниж-
ней 10 и средней внутренней 9 частей спинки. Автоматически она
удлиняется в точке Т, которая перемещается вправо иа ту же величи-
ну, которую впоследствии используют для вытачки в рельефе между
боковой частью детали 9 и средней боковой детали 8 в точке Тп. Рельеф
строят полиции нулевого баланса спинки, соединяя точки У„ и Тп.
Боковой срез нижней части спинки детали 10 в точке Т2 удлиняют
до образования угла 90°.
Таким образом, детали пальто построены с учетом прямых углов,
в результате чего нужные отрезки удлинились или уменьшились
и отпадает необходимость влажно-тепловой обработки.
Производят некоторые изменения в пройме, так как посадка ру-
кава должна быть сокращена до минимума (см. рис. 40, е и д'). Длина
плеча увеличивается на 0,5... 1 см, крайние плечевые точки Па1 и Па
опускаются ниже, линия проймы полочки и спинки приобретает более
ровную форму, т. е. расстояния между точками 4 и 3 полочки и 1 и 2
спинки приближаются к нулю (см. рис. 16). Соответственно точка Ог
рукава опускается вниз, а расстояния между точками / и 2, 3 и 4
сокращаются, т. е. уменьшается периметр оката рукава. Верхние части
локтевых срезов суживают на 0,7... 1 см.
При конструировании воротника целесообразно строить отрезную
стойку нижнего и верхнего воротника. Наибольшая кривизна отлета
находится в области плечевых срезов. Линии низа изделий и рукавов
выпрямляем, что упрощает обработку и улушает внешний вид.
Бумажные лекала разрезают по намеченным линиям, делая при-
пуски на швы согласно стандарту, и полученные детали используют
при раскрое изделия.
Раскладку и обмеловку деталей производят на каждой коже от-
дел ыю с учетом свойств ее топографических участков (см. рис. 38 и 39).
Детали необходимо располагать в одном направлении, а при раскрое
цветных кож, кроме того, следует учитывать однородность оттенка
и во всех случаях следить за тем, чтобы парные детали одного названия,
выкроенные из разных кож, были вырезаны из одинаковых участков,
имели одинаковый оттенок н размер. Отклонения от долевой линии,
нанесенные на лекала, не должны превышать + 10 %.
ИЗГОТОВЛЕНИЕ И ОФОРМЛЕНИЕ ЛЕКАЛ
ОБЩИЕ ЗАМЕЧАНИЯ
Основные детали одежды выкраивают по лекалам, изготовленным
на базе рабочих чертежей. Собственно по чертежам изготовляют два
экземпляра первичных лекал: лекала-эталоны, являющиеся конт-
рольными, и лекала-дубликаты, используемые для получения рабочих
Декад. От точности составления рабочего чертежа и изготовления
лекал зависит не только качество готовых изделий, но и в значительно#
степени производительность труда и рентабельность производства. J
Высокая точность конструирования, а также учет технологических
особенностей изготовления при использовании измерительных жилетов
дают возможность до минимума сократить дополнительные припуски
на подгонку в основных лекалах и в процессе раскроя. Благодаря
этому соответственно уменьшается расход ткани.
Для облегчения работы и значительного улучшения качества изде-
лий в условиях индивидуального пошива в соответствии с техничё
сними требованиями должны быть изготовлены лекала-эталоны, ле
кала-дубликаты и рабочие лекала соответственно для раскроя детале!
пиджаков, жилетов, пальто и брюк.
Лекала-эталоны и рабочие лекала подразделяют на основные;
предназначенные для обмеловки с последующим раскроем деталей
и проверки их качества, и вспомогательные — для уточнения срезов
деталей.
ИЗГОТОВЛЕНИЕ ЛЕКАЛ-ЭТАЛОНОВ
И ЛЕКАЛ-ДУБЛИКАТОВ
Лекала-эталоны (рис. 42) изготовляют нз плотной оберточной бу,
маги, лекала-дубликаты— из электроизоляционного картона марки
ЭВ (ГОСТ 2824—75) или марок А. Г (ГОСТ 4194-78). Те и другие,
лекала полностью соответствуют рабочим чертежам.
Для изготовления лекал-эталонов и лекал-дубликатов с чертежа,
конструкции изделия определенного размера и роста переводят резцом,
все контуры и конструктивные линии деталей, после чего линии, сде-
ланные резцом, обводят простым карандашом. При этом на полочке,'
спинке и отрезном бочке должны быть нанесены линии груди, талии
и бедер; кроме того, на полочке— линии входа в карман, место распо-
ложения верхнего кармана с листочкой, места петель, передняя вытач-
ка, линия перегиба лацкана, линия полузаноса, а также линия, огра?
ничнвающая ширину груди; на спинке — линия ширины спинки без
прибавок; на бочке—осевая линия бочка.
При построении лекал верхней и нижней частей рукава наносят;
долевое направление нитей основы в тканях, линии локтя и проймы,
а также делают контрольные просечки, указывая места расположенш
указанных линий и величины припусков на швы.
На основных лекалах-эталонах с помощью контрольных просечек
наносят линии ширины швов и низа без припуска на подгиб.
Кроме линий и просечек на лекалах должны быть нанесены услов;
ные и цифровые обозначения (в сантиметрах). Например, на лекала;
С.-, Ир
= si; = хи
Ш„.„ = 15; Ш,
На лекалах-дубликатах на основные и контрольные линии нанося!
с помощью пробойника контрольные просечки шириной 0,2....0,3 см,
длиной 1...1.2 см для совмещения деталей при их соединении. Они
дают возможость удлинить срок службы лекал, способствуют улучше-
нию качества изделий и повышению производительности труда закрой-
тиков. Замена надсечек просечками позволяет нанести значительно
больше вспомогательных линий, что повышает точность кроя швейного
изделия.
На лекалах, кроме того, должны быть указаны размер, рост, пол-
нота. наименование детали, краткое описание модели, фамилия разра-
ботчика, дата изготовления, штамп ОТК и личное клеймо. На лекале
одной из основных деталей должна быть нанесена спецификация всех
деталей изделия.
Для контроля степени износа лекал по срезам и по углам через каж-
дые 8.,.20 см должно стоять контрольное клеймо.
ИЗГОТОВЛЕНИЕ ОСНОВНЫХ РАБОЧИХ ЛЕКАЛ
ДЛЯ ПИДЖАКОВ, ЖИЛЕТОВ И ПАЛЬТО
Основные рабочие лекала (рис. 43), используемые непосредственно
при обмеловке и раскрое изделий, должны быть изготовлены из более
плотного картона—пресс-шпона толщиной 1,5...2 мм. Для этого
копируют лекала-дубликаты. Наносят на них все линии и цифровые
значения. По линии низа откладывают припуск на подгиб 4 ।
проводят новую линию низа и намечают две параллельные линии
расстоянии 2 см друг от друга. По средней линии спинки откла;
вают припуск на ширину шва 2 см, а по средней линии, отступив 3 с
от линии талии вниз, откладывают припуск на шлицу 5 см. К лини
Рис. 43. Основные рабочие лекала деталей пиджака:
горловины спинки делают припуск на ширину шва I см. От плечевой
точки по линии плеча спинки влево откладывают припуск 1 см, а в
нижней части проймы спинки тоже влево— 0,5 см. Полученные точки
соединяют, вычерчивая линию проймы с учетом припуска. К боковому
срезу бочка, совмещаемому с боковым срезом спинки, добавляют
припуск на запас (2 см), предусмотренный стандартами. Пересечение
линии талии и осевой линии бочка определяет центр поворота бочка.
На этой оси на расстоянии 5 см ниже линии проймы устанавлива-
ли вторую точку поворота верхней части бочка, используемую при
большом ракурсе (развороте плеч вперед). По линии горловины на
полочке, по плечевому срезу и линии проймы откладывают припуск
' С Выше и ниже линии горизонтального членения полочки и спинки
проводят по две параллельные линии на расстоянии I см друг от дру-
га. В местах крепления мерных лент в измерительном жилете делают
прямоугольные отверстия шириной 2 и длиной 8 см (по 4 см вверх
и вниз от основных линий горизонтального членения).
При изготовлении лекал верхних и нижних частей рукава
(рис. 43, г и д) копируем лекала-дубликаты, откладываем припуск для
подгиба низа рукава 4 см, намечаем две параллельные линии с интер-
валом 2 см и долевое направление нитей основы тканн верхней и ниж-
ней частей рукава, а также линию локтя и шлицы.
При построении лекал для жилетов и пальто используют те же
принципы построения, что и для пиджаков (рис. 44). Одинаковое рас-
положение линий горизонтального членения и линии талии в основ-
ных лекалах жилетов и пальто дают возможность использовать
данные лекала для раскроя жилетов и пальто по меркам, снятым;
измерительным жилетом пиджака. С этой целью показатели умень-
шейных прибавок следует использовать при изготовлении жилетов,-'
а увеличенных—при изготовлении пальто. Построение рабочих
лекал основных деталей пиджака, пальто и жилетов по одинаковому
принципу иа одной конструктивной основе дает возможность, имея,
в наличии измерительный жилеттолько пиджака, раскраивать жилет
и пальто по изготовленным лекалам этих изделий.
На рабочих лекалах должны быть соответствующие просечки.
Лекало нижней части воротника (см. рис. 43, е) копируют с соответ-
ствующего чертежа, добавляя припуски на технологическую обработ-,
ку, величина которых зависит от способа обработки воротника и сое-
динения его с горловиной. В нижней части воротника нить основы,
проходит вдоль линии раскепа. На лекало нижней части воротника
наносят возможные варианты составных частей. Изготовляют лекало
унифицированным методом приращений, увеличивая детали на 0.7см
для каждого последующего размера и делая просечки для смежных
размеров — от 48 до 58-го.
Лекало верхней части воротника с отрезной стойкой (рис. 43, яс)!
строят на основе чертежа конструкции нижней части воротника, ко-
пируя контур нижней его части с линией перегиба стойки и добавляя,
припуски согласно рис. 45, а.
При изготовлении основных рабочих лекал делаем постоянные*
припуски по боковым срезам бочка, расположенного к спинке, по
2 см, которые дают возможность отказаться от использования силковХ
Временные припуски величиной в 1 см по плечевому срезу полочки,
создают удобства и точность при подрезке деталей изделия. Эти при-
пуски срезают после обмеловки плечевых срезов до их сметывания.
Основные рабочие лекала для изделий всех размеров можно вы-
полнить методом технического размножения лекал основного размера
одной полнотной группы, используя межразмерную разницу и табли-
цу типоразмеров с учетом ранее описанного конструктивного решения;
ИЗГОТОВЛЕНИЕ ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ ЛЕКАЛ
Высокой точности технологической обработки изделия при пошиве
индивидуальным способом с минимальными затратами можно до-
биться, используя вспомогательные рабочие лекала. На рис. 45—49’
показаны лекала различных фасонов для обмеловки и подрезки лац-.'
кана и воротника. Разновидности вспомогательных лекал для обмелов-
ки и подрезки лацканов и воротников пиджака и пальто различных
фасонов должны использоваться в соответствии с современным направ-
лением моды, быть универсальными и удобными в процессе эксплуа-;
Вспомогательное лекало для обмеловки и подрезки лацканов и го->
ротииков строят на основе лацкана полочки (см. рис. 45, в) с учете м
припусков иа уточнение срезовн технологической обработки. Внешний,
срез лекала лацкана совпадает с внешним срезом полочки. При по-
строении уступа и отлета этого лекала из угла горловины восставляют
перпендикуляр к продолжению перегиба лацкана и в обе стороны:
отточки пересечения откладывают по 2,5 см для пиджаков или 3,5 см
для пальто. По столько же откладывают влево и вправо от продолжен-
ной линии перегиба лацкана у линии плечевого среза. Внешний срез
лекала уступа воротника оформляют в соответствии о фасоном.
Универсальное лекало 1 (рис. 48) служит для окончательного уточ-
нения среза угла лацкана и низа борта. Верхнюю часть его та» исполь-
зуют при обтачивании края лацкана тупого угла, а нижнюю — «Л —
при обтачивании нижней закругленной части борта. Уступ лацкана
может быть разных размеров и фасонов (рис. 48, а и б). Для подрезки
уступа лацкана и отлета нижнего воротника в процессе изготовления
изделия пользуются лекалом, показанным па рис. 48, 2.
Высокую точность оформления проймы в процессе пошива изделия
при беспримерочном методе обеспечивают вспомогательные лекала
проймы (рис. 49, а и б). Размер по горизонтали в верхней части лекал
показывает ширину рукава на уровне проймы, а в нижней — требуе-
мую ширину проймы изделия. Верхний горизонтальный срез лекала
от точки Я4, вправо используют при обмеловке плечевого среза по-
лочки и этот же срез отточки 4S) влево — при обмеловке плечевого
среза спинки. Вертикальные измерения применяют при оформлении
срезов проймы полочки и спинки.
Нижнюю овальную часть лекала используют для оформления ниж-
ней части проймы изделия. Зная размеры ширины плеча, спины и ру-
89
кава соответственно равна 20, 5 и 23 см, а на рис. 51 — возможное^
оформления края лацкана горловины одним универсальным лекало»
в 48 и 54-м размерах (более подробно см- в гл. 3).
Для построения вспомогательного лекала, предназначенного дл
обмеловки н подрезки оката рукава (рнс. 52), используют всрхнк»
и нижнюю части лекала-дубликата рукава. Контур верхней части
рукава оформляют, соблюдая вертикальное направление долевы?
нитей- Определяют линию локтевого и переднего перекатов. Наме-
чают верхнюю точку на окате рукава. Совмещают передние срезы верх-
ней и нижней частей рукава без учета припусков на швы. Намечают
центр нижней части рукава, затем совмещают локтевые срезы без
учета припусков на швы. Плавными линиями оформляют все вогну-
тые и выпуклые контуры,
как показано на рис. 52, б.
После изготовления
вспомогательного лекала
оката рукава изготовляют
три унифицированных ле-
кала на ширину рукава 18.
21 и 24 см. На рис.52,в показана возможность использования вспомога-
тельного лекала для обмеловки и подрезки оката рукава среднего раз-
мера при ширине его 21 см. Изменяя ширину и высоту оката рукава,
можно с помощью этого же лекала произвести обмеловку и подрезку
оката рукава в изделиях смежных размеров.
Подготовляя вспомогательное лекало для оформления низа рука-
ва (рис. 52, а), намечают линию низа и шлицу. Припуск на шлицу
верхней части рукава отмечают на уголок, как показано на рис. 52, а.
Для этого проводят биссектрису угла по припускам шлицы и низа
91
рукава. Припуск на шлицу нижней пасти рукава намечаем швом mt
риной 0,7 см.
Построение лекала подборта пиджака выполняют ио основном
лекалу полочки, исключая припуск на подрезку по линиям горлб
вины и уступа лацкана. Оформляя нижнюю часть лекала подборт;
предусматривают технологическую обработку изделия. На рис. 45,6
показано лекало подборта, на которое должны быть нанесены возмож
ное количество его составных частей и их размеры, а также ширина
подборта за линией перегиба лацкана в верхней его части, по линий
груди и по линии талии.
В комплекте вспомогательных лекал должны быть лекала для из
готовления листочки нагрудного кармана (см. рис. 48, в) из ткани
с рисунком или без него, а также лекала клапана и накладного кар'
мана (см. рис. 48, г). Более подробное построение лекал описан!
в «Лабораторном практикуме по конструированию одежды» (20].
ИЗМЕРИТЕЛЬНЫЕ ЖИЛЕТЫ
КОНСТРУКЦИЯ ИЗМЕРИТЕЛЬНОГО ЖИЛЕТА
Измерительный жилет (рис. 53) используется на этапе предвари-
тельной примерки, совмещаемой со снятием мерок, в качестве инстру?
мента для обмера фигуры заказчиков с различным телосложением.
Жилет представляет собой конструкцию без воротника и рукавов;
изготовленную по лекалам пиджака или пальто из ткани, соответст-
вующей данному ассортименту, с учетом технологии изготовления бу-
дущих изделий 12]. Конструкция жилета расчленена по основным кон-
структивным участкам горизонтально и вертикально с целью возмож)
ной подгонки его по фигуре заказчика.
Горизонтальная линия членения полочки расположена по линии
измерения ширины груди (первой), а спинки — по линии выпуклости
лопаток. Это позволяет учесть положение корпуса заказчика, скоО
плеч, разноплечне, изменение вершины горловины полочки и cniiHKii,
выпуклость (вогнутость) груди и спины.
Вертикальная линия членения спинки может быть разъемной выше
линии ее горизонтального членения, по всей длине средней линии или
от линии талин до низа. Боковые швы могут быть полностью разъем,
нымп или частично от линии талии до низа.
Вертикальные членения позволяют учесть изменения ширины гор-
ловины спинки в ее верхней части, а от линии талии вниз по средней
и боковым срезам спинки — определить широтные участки по линий
бедер и баланс изделия в целом.
Расчлененные детали соединены мерными лентами, на концах ко-;
торых расположены текстильные застежки или магниты, позволяющие
фиксировать положение деталей измерительного жилета. Другая часть
застежек закреплена на поперечных и продольных краях полочк!}
п спинки.
Направляющими для мерных лент служат шлевки, расположенные
на соответствующих срезах полочек и спинки. При этом величина;
92
отклонений измеряемой фигуры от условно пропорциональной
определяется по сантиметровым делениям, нанесенным на мерные
Мерные ленты расположены по линиям горизонтального членения:
па полочках — на расстоянии 3 см от линии полузаноса и по линии,
ограничивающей ширину груди; на спинке — по линии, ограничи-
вающей ее ширину без прибавок, и на пересечении вертикальной ли-
пни, опущенной из вершины горловины.
Мерные ленты расположены также у основания горловины спинки
и полузаноса, на линии талин в месте соединения полочек.
.Места расположения мерных лент по линиям горизонтального
членения полочек и спинки в дальнейшем будут называться внешними
и внутренними участками. При этом под внешними участками (точка-
ми) подразумеваются места крепления мерных лент на полочке, рас-
положенные возле липни полузаноса,а на спинке—на вертикали,
опущенной из вершины горловины; под внутренними — места крепле-
ния мерных лент возле проймы со стороны полочек и спинки.
На рис. 54 показана развертка верхних и нижних частей спинки
и полочки измерительного жилета, а на рис. 55 — измерительный жи-
лет в готовом виде и узел застежки.
Возможные разновидности членений измерительных жилетов, а
также два варианта шаблонов для уточнения длины рукава показаны
Спинка измерительного жилета расчленена на верхнюю плечевую
часть (кокетку) 1 (см. рис. 54) и нижнюю часть спинки 3, а полочка —
на верхнюю плечевую часть (кокетку) 2, нижнюю часть полочки 4
и бочок 5. Кокетки палочек и спинки скреплены между собой по ли-
ниям плечевых швов 6. Кокетки / и 2 имеют мерные ленты 7, закреп-
ленные на поперечных краях 8 и 9. Направляющие шлевок 10 для
мерных лент 7 закреплены в зоне горизонтального членения спинки 3
и полочек 4. Фиксирующие части текстильных застежек 11 и 12
(см. рис. 55, в) расположены соответственно на нижних концах мерных
лепт 7 и в зоне расположения шлевок нижних частей спинки 3 и поло-
чек 4. Мерная лента с застежкой 13 располагается по линии 7-го шей-
ного позвонка, а лента 14 — по линии полузаноса 15 на 2 См выше ли-
нии талин 16.
По линии талии 16 втянут пояс-кулиса 17 в виде тесьмы, концы
которой выведены через обметочные петли 18, расположенные на рас-
стоянии 8 см от линии полузаноса 15. Концы тесьмы заканчиваются
мерными лентами с застежками 19.
На измерительном жилете должны быть указаны основные гори-
зонтальные и вертикальные линии-ориентиры (рис. 57), относительно
которых определяется правильность подгонки измерительного жилета
по фигуре заказчика.
Вертикальные ориентиры: / — линия нулевого баланса полочек
и спинки; 2. Зч 18 — линии, ограничивающие соответственно ширину
груди, спинки и вертикаль бочка; 4 — средняя линия спинки; 5 — от-
крытые боковые срезы от линии талии вниз, На правой полочке от
линии полузаноса на расстоянии 2 и 4 см расположены две строчки,
параллельные линии полузаноса 6.
Горизонтальные ориентиры: 7 — линия груди; 8— линия талий
9 — линия входа в карман ; 10—месторасположения петель; //—!
линия бедер; 12 — три линии низа на расстоянии 2 см друг от друг®
На левую полочку наносят контуры клапана прорезного кармана и
форму лацкана для изделия с центральной однобортной застежкой
а на правую — накладной карман и форму острого лацкана Ширин!
клапана, накладного кармана и лацкана должна быть пропорциональ
ной размерам измерительного жилета.
По краям горизонтального членения полочек и спинки измери-
тельных жилетов настрачивается специальная тесьма, на кото-
рую наносятся основные мерки и размерные характеристики
изделия.
На верхнюю тесьму правой полочки наносится мерка ширины гру-
ди плюс прибавка Шг + Пр, мерка обхвата плеча О„ и ширина пле-
чевого ската Ш„, а на ниж-
нюю — мерки полуобхватов
груди Сг, талии Ст и бедер Св
с соответствующими приоав-
На верхней тесьме левой
полочки проставляют измере-
ния ширины спинки по мерке
плюс прибавка Ш<- + Пр,
а на нижней — размер изме-
рительного жилета Сг.„,. На
верхней тесьме горизонталь-
ного членения спинки отме-
чают мерку ширины спины
с прибавкой Шс + Пр, а так-
же измерения длины до талии
Д, и длины изделия
В области горловины наносят мерки ширины горловины спинки ZZ7j|
и ее высоты Вг.
При построении чертежей конструкций измерительного жилета
предусматривают припуски на швы величиной 1 см по линии проймы
линиям соединения полочки с бочком и бочка со спинкой. Край борт?
полочки обрезан по линии полузаноса, а по линии низа сдела!
припуск на подгиб (4 см) и на шлицу (5 см).
В разработанных конструкциях измерительных жилетов в готовом
виде заложены постоянные величины прибавок на свободное обле
ганне в чистом виде без припусков на швы, см: по линии груди — 6,
по линии талии — 3,5, по линии бедер — 3,5, по обхвату плеча — 9.
Измерительные жилеты могут быть изготовлены отдельно для пнд
жака и для пальто. Однако разработка измерительных жилетов на
весь ассортимент одежды требует больших материальных затрат и не
обходимых условий для их хранения. Вот почему, исходя из много
летнего опыта работы, для указанного ассортимента изделий в качеё
ве базовых автором были приняты измерительные жилеты для пиджа
ков. Количество типоразмеров таких жилетов устанавливалось на 'об
новании анализа большой выборки обмеров заказчиков. С цель)
сокращения количества измерительных жилетов в больших размера
межразмерный интервал, начиная с 48-го, можно увеличить от 3 до
4 размеров. После тщательного отбора в основной комплект вошли де-
вять измерительных жилетов — 46, 48, 51, 52, 54, 56, 58, 60 н 64-го
размеров IV роста. Из них пять жилетов (46, 48, 51, 54 и 58-й размет
ры) изготовляются для обмера фигур первой и второй полнотных групп
а чегыре (52, 56, 60 и 64-й размеры) — третьей полнотной группы. |
Шесть дополнительных измерительных жилетов предназначены для-
заказчика во II росте (46, 48, 51 и 54-й размеры для обмера фигур
первой и второй полнотных групп, а 52 и 56-й размеры — третьей1,
полнотной группы).
Некоторые изменения в предлагаемом составе основных и дополни-j
тельных комплектов измерительных жилетов возможны с учетом
полнотно-ростовочной характеристики населения различных районов
страны [1J.
Все девять измерительных жилетов, образующих основной комп-
лект, и соответствующие им лекала выполняются в IV росте длиной
до линии талии 44 см и до линии низа 76 см и 106 см соответственно длЯ’’
пиджаков и пальто при положении корпуса, равном 7 см. ДополннтелЯ
ные шесть жилетов изготовляют длиной до линии талин 40 см, до ли-
нии низа для пиджаков — 70 см, а для пальто — 100 см при положе-1
нии корпуса 6 см. |
Разработка лекал па пальто ii жилеты осуществлялась исходя из'
базовой конструкции пиджака с использованием описанного ранее ме-
тода приращений (увеличенные для пальто и уменьшенные для жилета I
величины прибавок). Это дает возможность использовать показателя!
отклонения фигуры заказчика, зафиксированные измерительным жн-
летом для пиджака при работе с соответствующими лекалами пальто,
и жилета в процессе раскроя и изготовления изделий.
Комплект лекал к измерительному жилету состоит из основной
н вспомогательных рабочих лекал пиджака, жилета и пальто. Ос-
98 I
ценные рабочие лекала используют для раскроя изделий, а вспомога-
тельные— при их пошиве.
Измерительные жилеты могут быть полностью или частично на
подкладке, или же вовсе без нее. Они могут быть также разъемными
по плечевым и боковым срезам, по средней линии спинки (см. рис. 56),
по линиям передних и боковой вытачек. Однако большое количество
дополнительных членений усложняет подгонку измерительного жилета.
Многообразие долевых разъемных срезов дает возможность сократить
количество измерительных жилетов по размерам, но значительно уве-
личивает затрату времени на подгонку жилета по фигуре заказчика
на работу при обмеловке лекал на ткани. Так, например, открытые
плечевые срезы не дают возможности точно определить горизонталь-
ное смещение вершины горловины полочки, спинки и крайних плече-
вых точек.
ИЗГОТОВЛЕНИЕ ОСНОВНЫХ
И ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ ЛЕКАЛ
ДЛЯ ИЗМЕРИТЕЛЬНЫХ ЖИЛЕТОВ
Основные и вспомогательные рабочие лекала для измерительных
жилетов изготовляют из плотного картона (прессшпана), копируя
лекала-дубликаты. По линиям боковых срезов полочки, бочка, спинки
и проймы добавляют припуски, равные 0,4...0,8 см (рис. 58, а), а на
подгиб низа изделия — 4 см. На уработку по долевым нитям припуск
не делают, так как он образуется при последующем уточнении разим
ров деталей измерительного жилета. Край борта полочки от :иния
горизонтального членения до низа оформляют вертикальной линией
параллельно полузаносу. Верхнюю часть борта оформляют по лиши
полузаноса, горловину полочки — овальной линией.
Вспомогательные лекала для подкройного усилителя в облася
верхнего среза борта и горловины (рнс. 58, б) изготовляют, соединяя
плечевые срезы полочки и спинки без учета припусков на швы. Ши-
рина лекала для подкройного усилителя — 4 см.
На рабочих лекалах для раскроя измерительного жилета отмена*
ют места дублирования для придания формоустойчивости, сохране-
ния размера и формы срезов. При этом полочка и подкройной усили-
тель дублируются полностью, бочок — на участке от линии проймы
вниз 10... 12 см и от линии низа вверх 5 см: на спинке дублируются
участки: горловина шириной 3 см, участки от линии горизонтального
членения — 4 см вверх и 8 см вниз; участок от линии низа вверх 5 см
и шлица шириной 5 см. На лекалах должны быть обозначены: наймем
кование изделия, размер, рост, полнота, дата исполнения, штам
ОТК-
ИЗГОТОВЛЕНИЕ ПРОИЗВОДНЫХ РАБОЧИХ ЛЕКАЛ
ДЛЯ УТОЧНЕНИЯ ПРОДУБЛИРОВАННЫХ ДЕТАЛЕЙ
ИЗМЕРИТЕЛЬНОГО ЖИЛЕТА
Производные рабочие лекала для уточнения размеров продублй
рованных деталей измерительного жилета (рнс. 59) используются
как для обмеловки, так и для уточнения срезов деталей. Их изготоВ
ляют, копируя лека ла-дубли каты, нанося все линии и цифровые ото-
значения. К линии низа лекала добавляют 4 см на подгиб, а по средней
линии спинки — припуски на швы ( 2 см) и на шлицу (4 см). Паме-1
чают линии полузаноса и горизонтального членения на полочке и
спинке.
Вверх и вниз от линии горизонтального членения откладывают по
1 см и намечают верхнюю и нижнюю границы членения. Пройму по-
лочки, бочка и спинки углубляют на 2 см соответственно величине за-
зора горизонтального членения полочки и спинки. От линии гори
зоитального членения вниз по линии полузаноса и края борта проводя!
вертикали. На полочке намечают линии перегиба лацкана, конфигу-
рацию лацкана и воротника, линии карманов с клапаном и накладного
места расположения петель. Вверх отлипни низа проводят две парад’
дельные линии на расстоянии 2 и 4 см для уточнения желаемой дли
ны изделия.
Места крепления мерных лент на верхней части полочки намечаю
в двух зонах: на пересечении верхней линии горизонтального членен®
с линией перегиба лацкана (зона Л) и на расстоянии 2 см от линии
проймы (зона 5). На верхней части спинки намечают также две зоны-
расположения мерных лент: в точке пересечения вертикальной линий!
опущенной с вершины горловины, с линией горизонтального члене;
ння (зона В) и в точке пересечения горизонтальной линии члеиени!
с линией, ограничивающей ширину спинки, без учета прибавок на.'
100
I свободное облегание (зона Г). Соответственно местам крепления мер-
1 иы.х лент на нижних линиях горизонтального членения полочек и
t спинки намечают участки расположения шлевок.
I с целью обеспечения горизонтального перемещения деталей при
обмере фигуры ширину шлевок для мерных лент на полочках увеличи-
ваю’ вправо и влево на 1 см.
Затем вырезают участок, расположенный между верхней и нижней
границами горизонтального членения спинки и полочки, и получают
детали/, 2,3 и 4. При изготовлении лекал на фигуры третьей полнот-
ной группы нижнюю часть полочки (деталь 4) дополнительно разре-
зают по вертикальной линии полузаноса. Отсеченная деталь 6 (под-
борт) в дальнейшем используется как уплотнитель края борта измери-
тельного жилета. На всех нанесенных линиях ставят просечки.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ИЗМЕРИТЕЛЬНЫХ ЖИЛЕТОВ
Всякое изделие будет безукоризненно выполнять свои функции
‘ Только в том случае, если оно изготовлено из предусмотренного ма-
териала при строгом соблюдении необходимой технологии. Сказанное
полностью относится и к измерительным жилетам.
Практика показала, что наиболее рациональной является приве-
дшая ниже технология изготовления измерительного жилета, кото-
Рая обеспечивает точность его иошнва и не требует больших затрат
fРабочего времени.
Приступая к изготовлению измерительных жилетов, необходим
прежде всего продекатировать предназначенную для их пошива ткан!
Поскольку в ряде случаев фабричная декатировка оказывается не
достаточной и ткань в процессе изготовления и эксплуатации дге-
значительную усадку, пользоваться измерительным жилетом, по
шитым из недекатированной ткани недопустимо, так как в про
цессе его эксплуатации возможны серьезные погрешности в изм
реннях.
На продекатнрованной ткани с помощью рабочих лекал измер!
тельного жилета намечают контуры его деталей (см. рис. 58): полочк>
бочка, спинки и подкройного усилителя верхней части борта и гор
ловины, строго соблюдая долевое и поперечное направления ните
ткани, после чего эти детали вырезают.
Для дублирования тканей костюмной группы пр ен еевь
прокладочные материалы различных артикулов, в том числе и ветка
ные (прокламелин или флизелин) с регулярным полиамидным точен
ным покрытием. Для дублирования изделий пальтовой группы ис-
пользуют льняные и полульняные ткани различных артикулов, а так-
же нетканые прокладочные материалы (прокламелин или флизелин
с регулярным точечным покрытием.
Намечают контуры и вырезают детали клеевой прокладки для фрон
тального дублирования. В полочку клеевую прокладку вырезают по
лекалу, в бочок подкраивают две прокладки. Одна из них (ширине
10... 12 см) предназначена для дублирования верхней части, а втора!
(шириной 5 см) — для прокладывания в нижнюю часть. Подкройны
полоски для термодублирования горловины спинки должны иметь
ширину 3 см, верхние и нижние участки ее членения — соответствЯ
но 4 и 8 см, а шлицы и низа — по 5 см.
Вырезают по лекалу клеевую прокладку для дублирования под-
кройного усилителя, а также полоски для дублирования передни!
вытачек и линий входа в карман.
На полочке нить основы клеевого материала располагают под уг-
лом 20...45 ° к линии полузаноса, а в остальных деталях — по на-
правлению нитей основы ткани верха.
При изготовлении измерительных жилетов для пальто все пере
численные участки и детали следует дублировать клеевой бортовО
прокладкой.
Затем из жесткой ткани с гладкой поверхностью нарезают п
лоски шириной 2 см для изготовления мерных лент в количеств
8 шт. длиной 15 см, Зшт. длиной 10 см и 1шт. длиной 5 см. Нарезают
также полоски из текстильной ленты шириной 1,5...2 см для изгото
лення застежек в количестве 8 шт. длиной 6 см, 3 шт. длиной 8 см и
1 шт. длиной3 см. Шлевки длиной 3см, шириной 1 см нарезают в ко-
личестве 6 шт. из натуральной или искусственной кожи.
На лицевую сторону мерных лент наносят сантиметровые делен
и цифровые обозначения от 1 до 10 см с интервалом 1 см. При эт
на лентах длиной 15 см метки делают, отступив от края на 3 см, а]
лентах длиной Юн 5 см — на 1 см. К изнаночной стороне мерных л|
настрачивают одну часть фиксирующей застежки. На мерную лен
длиной 15 см фиксирующую застежку настрачивают от цифры 5
in- длиной 10 см — от цифры 1 до 9 и длиной 5 см — от цифры
j до 3.
Прокладочные детали измерительного жилета (дублерин) равно-
мерно увлажняют из пульверизатора и оставляют на 3...5 мин при
комнатной температуре для естественной усадки. Затем на прессе
с плоской или выпуклой подушкой — CS-303 (Панония), ППУ-1ГЗ,
ЦТУ-1ГЗ, ПГУ-ЗГЗ и др. — производят окончательное фронтальное
дублирование согласно рис. 58, а. После этого продублированные де-
тали измерительного жилета уточняют с помощью вспомогательных ле-
кал (рис. 59).
Обмеловывают контур полочки'и намечают контурные линии полу-
заноса, горловины, плечевого среза, проймы, бокового среза, передней
вытачки, входа в карман, низа изделия (одна основная и две вспомо-
гательные линии через каждые 2 см). Согласно рисунку намечают ли-
нии горизонтального членения, места крепления мерных лент, шлевок
и текстильных застежек. Также намечают линии талии, бедер и нуле-
вого баланса, линию, ограничивающую ширину груди, линии закруг-
ления низа борта, перегиба лацкана и его форму с воротником, кон-
турную линию карманов с клапаном и накладного и места расположе-
ния петель.
По намеченным контурным линиям отрезают верхнюю плечевую
часть полочки (кокетку) и нижнюю ее часть, укорачивая их с каждой
стороны членения на I см.
В измерительных жилетах для изделий на фигуры первой и второй
полнотных групп припуск за линией полузаноса не обрезают, так как
в дальнейшем его подгибают внутрь, а в жилетах для третьей полист-
ной группы припуск обрезают и используют для уплотнения края
борта и предохранения его от растяжения.
Обмеловывают бочок и намечают контурные линии: осевую, талии
и бедер и три линии низа (основную и две вспомогательные), после
чего бочок обрезают по обмеловке.
Затем обмеловывают спинку и намечают контурные линии горизон-
тального членения, среднюю линию спинки,шлицу,линии талии, бедер
и три линии низа (основную и две вспомогательные), а также линию,
ограничивающую ширину спинки. Намечают места крепления мерных
лент, шлевок и текстильных застежек. По намеченным контурным ли-
ниям обрезают верхнюю плечевую часть спинки (кокетку) и нижнюю
ее часть, также укорачивая детали по линиям членения на 1 см. Об-
меловывают и обрезают подкройной усилитель верхней части борта
11 горловины.
Меловые линии, метки и контрольные знаки, нанесенные на детали
левой половины измерительного жилета, перебивают на детали правой
его половины. На левой полочке указывают размер жилета и наме-
чают контуры клапана прорезного кармана и конфигурацию лацкана
с воротником для однобортного пиджака. Таким же образом на правой
полочке намечают место расположения накладного кармана и конфи-
гурацию лацкана н воротника, характерную для двубортного пиджа-
данного размера.
Дополнительно от линки талии вверх и вниз по 10 см намечают две
пертикальные линии на расстоянии 2 и 4 см от линии полузаноса.
103
Перед пошивом измерительного жилета проверяют все детали кров
и в процессе его изготовления строго соблюдают все контрольны*
метки.
Передние вытачки полочки стачивают швом шириной 0.5 см и раз-
утюживают. Затем сметывают срезы кармана и проклеивают клеевой
полоской разутюженную вытачку и срезы кармана. На спецмашине
обметывают края кокетки полочек и спинки по срезам горизонтальной
членения и плечевым срезам, а также по пройме и срезу средней лил
нин; боковые срезы нижних частей спинки и средней линии, участим
проймы, срезы горизонтального членения, припуск на шлицу; Вс®
срезы отрезного бочка (за исключением низа): на полочке — внутрешЩ
ний срез подборта, срезы горизонтального членения, часть пройм
и боковой срез. Подкройной подзор-усилительобметывают по внутреД)
нему срезу.
Соединяют плечевые срезы кокеток полочек и спинки. При этом
детали сметывают, припосаживая спинку и совмещая контрольные
метки. Затем посадку спинки сутюживают. Средний шов кокетки спина
ки стачивают по намеченной линии. Соединяют боковые срезы полочйМ
бочка и спинки, после чего стачивают спинку по средней линии, одноя
временно закрепляя верхнюю часть шлицы. Надсекают нижнюю сто!,1
рону п лицы на 1 см выше линии ее начала, не доходя 0,2 см до строчки?
средней линии. Прокладывают клеевую кромку по внутренней сто-'
роне шва притачивания отрезного бочка и спинки от линии талии до;
низа, приутюживают и разутюживают швы (боковые полочки и бочка,
плечевые, средний шов спинки и кокетки). !
Приметывают и притачивают подкройной усилитель 7 (рис. 59
борта и горловины. В измерительных жилетах для изделий перво!
и второй полнотных групп перегибают припуск по линии полузаноса
а в жилетах для изделий третьей полнотной группы срез борта обраба
тывают клеевой кромкой, после чего подборт приметывают и притач!
вают накладным швом шириной I см. Затем обметывают обработанные
края горловины, борта и низа. Расстрачивают среднюю линию кокёТЙ,
спинки, а также боковые швы бочка и спинки от линии талии до низал,
одновременно закрепляя боковой шов по линии талии.
Нитками контрастного цвета прокладывают вертикальные строчю
по'намеченным линиям нулевого баланса полочек и спинки, линиям
ограничивающим ширину спины и груди, по осевым линиям бочка!
линии полузаноса и шлицы.
После подгибки низа измерительного жилета по изнаночной сто
роне параллельно линии низа прокладывают две строчки на расстоя
нии 2 см друг от друга. Строчки прокладывают также по линиям талий
и бедер, в местах расположения петель, по линиям закругления низ
борта, а иа правой полочке от линии талии вверх и вниз — по 10 см
на расстоянии 2 и 4 см от линии полузаноса. Строчки также прокладЫ
вают по линиям перегиба лацканов и по контурам воротников и кар-
манов левой и правой полочек.
Заметывают шлицу, после чего приутюживают горловину кокетрл
край борта, низ , шлицу и расстроченные боковые швы. Средний щов?;
кокетки спинки и боковые швы от линии талии до низа раскрываю!
По горизонтальным срезам кокеток, полочек и спинки двумя па"?
«аллельными строчками настрачивают хлопчатобумажную или синте-
тическую тесьму шириной 1 — 1,2 см, одновременно закревляя края
мерных лент в намеченных местах, располагая ленты строго верти-
кально вниз. Такую же тесьму настрачивают по верхнему горизон-
тальному срезу нижних частей полочек и спинки, оставляя пропуски
(шлевки) в строчке для свободного перемещения мерной ленты. По
спинке пропуск (шлевка) в строчке для мерной ленты при ее ширине
2 см равен 2,2 см, а по полочкам — 4,2 см, что дает возможность пере-
мещать мерные ленты не только вертикально, ио и горизонтально.
Вторую часть тесктиЛьной застежки настрачивают по намеченным
местам на нижние части полочек и спинки на расстоянии 5 см от линии
горизонтального членения.
На левой полочке по линии полузаноса на 2 см выше линии талии
настрачивают край мерной ленты, располагая ее параллельно линии
талии, а на правой — на этом же участке вдоль линии талии — тек-
стильную застежку.
На полочках по линии талии на расстоянии 8 см от линии полуза-
носа обметывают прорезные петли шириной 1 — 1,2 см для стягиваю-
щей тесьмы.
Для более точного определения баланса изделия по линии талии
прокладывают стягивающую тесьму (кулису). Для этого с изнаноч-
ной стороны измерительного жилета по линии талии на всех швах
настрачивают шлевки (6 шт.). Для равномерного определения ле-
вой и правой сторон стягивающую тесьму прикрепляют к среднему
шву, а к свободным концам тесьмы уже с лицевой стороны прикрепля-
ют ленту длиной 8 см, на концах которой прикрепляют текстильные
застежки. Длина стягивающей тесьмы равна полуобхвату талии изме-
рительного жилета минус 8 см (мерной ленты), т. е. длина стягиваю-
щей тесьмы в сумме с мерной лентой равна полуобхвату талии изме-
рительного жилета и должна заканчиваться у линии полузаноса.
По средней линии спинки у основания горловины на одну сторо-
ну настрачивают мерную ленту, на которой закреплена одна часть
фиксирующей застежки; вторую ее часть настрачивают на другой сто-
роне спинки. Для правильного определения величины изменения ши-
рины горловины спинки на правой стороне спинки параллельно сред-
ней линии намечают 2 строчки на расстоянии 0,5 см друг от друга.
В комплект к измерительным жилетам изготовляют два варианта
универсальных рукавов из продекатнрованной ткани костюмной
группы шириной в верхней и нижних частях соответственно 26—27
и 17—18 см. В первом варианте нижняя его часть сохраняет форму
Рукава, а верхняя, начиная с 55 и до 75 см, переходит в сантиметро-
вую ленту.
Во втором варианте рукав изготовляют длиной 60 см. На нижнюю
его часть настрачивают часть сантиметровой ленты, превышающую
его длину на 8 см. Оба варианта макета рукавов дают возможность
сбольшей точностью определить длину рукава для заказчика.
ОПРЕДЕЛЕНИЕ РАЗМЕРНЫХ ХАРАКТЕРИСТИК ЗАКАЗЧИКА
С ИСПОЛЬЗОВАНИЕМ ИЗМЕРИТЕЛЬНОГО ЖИЛЕТА
Метод снятия мерок с использованием измерительного жилета ис-А
ключает возможность возникновения многих ошибок, так как вначале
снимают основные мерки с помощью сантиметровой ленты, в зате|к|
определяют размерные характеристики при помощи технической при*
мерки с использованием измерительного жилета. При этом каждой
основное измерение ограничивается на жилете горизонтальными и вер* I
тикальными линиями и полученными на их пересечении прямыми yr-- I
лами. Такой контроль основных измерений дает возможность полу
чить довольно точное измерение фигуры заказчика, что позволяет Из-
готовлять изделие без единой примерки с использованием совре
менного конструирования и современной промышленной технологи
независимо от размеров и сложности этих изделий.
До начала работы с измерительным жилетом необходимо опреде-
лить форму, фасон, свободное облегание будущего изделия, а также
вид пакета бортовой прокладки, который зависит от желаемой величи-
ны свободного облегания, структуры ткани и полноты груди (впалая
или развитая). Выбранный пакет бортовой прокладки способствуем
созданию изделия определенной формы (облегченного, мягкого, жест-
кого и т. д.).
При работе с измерительным жилетом для удобства исполь
зования размерных признаков и проведения контрольных этапо!
в процессе изготовления изделия рекомендуются постоянные сред-
ние прибавки: по линиям груди (Сг) —6см, талии (С,) — 3,5см,
бедер (Св) —3,5см и к обхвату плеча (О,J — 9см. Дополнительной
или желаемое свободное облегание и создание силуэта учитываете»
при плотности снятия измерений фигуры заказчика сантиметровом
лентой.
Особое внимание следует уделить меркам Сг, С„ Ct и О„, при сня-.’
тин которых не следует колировать фигуру заказчика с ее недостачи
ками, а по возможности регулируя плотность облегания сантиметров'
вой ленты на этих участках, смягчить отклонения данной фигуры от
условно пропорциональной.
Плотность облегания фигуры сантиметровой лентой может быть,
разной и зависит от пожеланий заказчика и умения закройщика со---
здать красивую форму изделия.
Разность между облеганием фигуры сантиметровой лентой и дей- |
ствительными измерениями называют дополнительной декоративно^
конструктивной прибавкой. При определении ее величины не можеТ'
быть готовых решений, а необходим творческий подход. Следует учи-
тывать моду, силуэт, телосложение фигуры, пожелания заказчик^И
Но в любом случае одежда должна скрывать непропорциональности]
фигуры.
Так. например, для узкогрудой фигуры (рис. 60, б) декоративной
конструктивную прибавку надо увеличить по линии груди, а для фи- '•.
гур с непропорционально узкой талией (рис. 60,«) — по линии талиОД
При измерении этих участков плотность облегания сантиметровой лен--,
той слегка уменьшают. Для сутулой фнгурыдекоративно-конструнД
106
тивную прибавку увеличивают по ширине груди и по прогибу сред-
ней линии спинки, по линиям талии и бедер.
Указанные прибавки по ширине спинки изменяются в зависимо-
сти от положения корпуса. Так, при сутулой фигуре зона двнжишя
рук вперед меньше, чем при перегибистой, вследствие чего прибавку
на этом участке для перегибистой фигуры дают большую, чем для су-
тулой (рис. 61, а). Для полной фигуры уменьшают прибавки по ли-
нии талии полочки и по линии бедер на спинке (рис. 61, б), т. е. сан-
тиметровая лента на этих участках должна облегать фигуру плотнее.
Следует сохранять пропорции ширины рукава по линии груди
даже в тех случаях, когда мерка обхвата плеча не соответствует раз-
мерам условно пропорциональной фигуры. Иными словами, ширина
рукава не должна выходить за пределы максимальной и минимальной
величин для данного размера (рис. 62).
Плотность облегания фигуры сантиметровой лентой при измере-
нии обхвата плеча О„ и полуобхвата груди (третьего) С! должна быть
одинаковой.
Известно, что обхват груди, измеренный в момент глубокого вдо-
ха, на 5—8 см больше, чем при полном выдохе. Поэтому все измере-
ния производят при спокойном дыхании измеряемого. При этом реко-
мендуется отвлекать его внимание разговором.
Измерение начинается со снятия сантиметровой лентой основных
мерок с фигуры заказчика по рубашке или по жилету (см. рис. 6).
Заказчика ставят лицом к зеркалу, закройщик становится со сто-
роны спины заказчика и снимает следующие мерки: рост Р, положе-
ние корпуса /7«, длину до талин Д„ длину изделия Д., ширину спи-
ны Шс, полуобхват груди Сг, полуобхват талин Ст (для пиджака),
полуобхват бедер Се (для пиджака).
107
Затем, оставаясь на месте, закройщик поворачивает заказчика
в профиль и снимает такие мерки: обхват плеча О„, обхват бедра
Об (для брюк), ширину колена Шк, ширину низа Ш„, высоту сиде,
ння 8С, положение линии талии /7Я.длину брюк Да.
После этого закройщик еще раз поворачивает заказчика на 90‘
и снимает спереди следующие мерки: ширину груди 1ДГ, полуобхва1
талии Сг (для брюк), полуобхват бедер Са (для брюк, а также дл!
гию изготовления изделия, определяют размер требуемого измери-
тельного жилета, характеристика которого представлена в табл. 29;-
Для изделий на фигуры первой и второй полистных групп основ’
ними размерными признаками (в порядке значимости) являются;
полуобхват груди Сг, обхват плеча Оп, ширина спины Ш<, полуоб-
хват талин С, и бедер С6; для изделий на фигуры третьей полнотнб)
группы — полуобхват талии С„ бедер Сб и груди (третьей) СДЙ
ширина груди Шг. обхват плеча О„ и ширина спины Д/с.
На выбранном в соответствии со всеми измерениями и особенно^
тями фигуры измерительном жилете устанавливают необходимую
длину до талии по снятой мерке, увеличивая или сокращая зазор*
по линии горизонтального членения. Затем жилет надевают на заказ*
чика так, чтобы сочленения вершин горловины полочки и спинки на*
ходились на центральной оси профильного сечения (рис. 63). ПлеЯЯ
108
54+6
58+6
52+6
56+6
60+6
64+6
Основных в IV росте
Г
46+61
48+6
51+6
544-6
52+6
56+61
62+3,5
67+3,5
55,0+3,5
W.0- 3.5
31,3- 3.5
67,0+3,5
19.4+2,
19.9+2,5
20,7+2,5
21,1+2,5
22,1+2,5
20,5+2,5
21,4+2,5
42
26,0
23*4+2,5
Пополнительных во II росте
эрциональную (о) и сутулую
вой шов располагают таким образом, чтобы зрительно он не просмат-
ривался со стороны полочки или со стороны спинки для глаз, распо-
ложенных на одном уровне с линией плеч. Тем самым определяется
высота горловины спинки, которая в зависимости от осанки может
109
колебаться в пределах от 2 (явно сутулая фигура) до 5,5 см (явно пере,
гнбистая фигура). Для перегибистой фигуры плечевой шов и вершину
горловины спинки перемещают вперед, т. е. в сторону полочки
(рис. 63, а), а для сутулой — назад, т. е. в сторону спинки (рис. 63,в);
Правильное положение плечевого шва дает возможность пропан
дать раздвижку по линиям горизонтального членения измерительного
жилета в максимальных пределах = 2—3 см (2 см для фигур до 56-го
НО
накладку, присту-
। спинки. Сначала
лочки при изменении высоты плеча.
плечами, большим ракурсом
размера IV роста, а 3 см для фигур более 56-го размера и'выше IV рос-
та). Исключение составляют фигуры, у которых положение корпуса
характеризуется величинами более 10 и менее 5 см.
Установив положение плечевого шва, определяют ширину горло-
вины спинки, увеличивая ее для перегибистой фигуры (рис. 64, а)
или суживая для сутулой (рис. 64, в), после чего фиксируют эти изме-
нения мерной лентой. Затем, подставив плечевую н’’'"0'"'” "пкгти.
лают к определению внешнего баланса полочки и
уточняют длину до талии спинки,
увеличивая или сокращая зазоры го-
ризонтальных членений с помощью
мерных лент, расположенных на
внешних зонах, соответственно удли-
няя или укорачивая длину детали из-
мерительного жилета (рис. 65,а), пос-
ле чего сокращают или увеличивают
внешние зазоры по горизонтальным
членениям полочки (рис. 65, 6).
При определении баланса полочки
и спинки линии талии, бедер и низа
выравнивают по горизонтали, обра-
зуя прямые параллельно линии пола,
а вертикаль бочка располагают пер-
пендикулярно к линии пола.
Далее приступают к определению
внутреннего(плечевого) баланса(рис.
66). С этой целью при помощи мер-
ных лент увеличивают или умень-
шают величину внутреннего зазора
по горизонтальному членению полоч-
ки в зависимости От положения кор-
пуса, высоты плеча, ракурса и сте-
пени прилегания по линии талии.
Для перегибистой фигуры с пока-
тыми плечами величина внутреннего
зазора полочки уменьшается (рис.
66, а), а для сутулой С высокими ______________ ______ г—
и в приталенных изделиях — увеличивается (рис. 66, б).
После этого приступают к определению величины внутреннего за-
зора по линии горизонтального членения спинки (рис. 67, а), которая
может увеличиваться или уменьшаться в зависимости от положения
корпуса, высоты плеча, ракурса и степени прилегания по линии та-
лии. Для перегибистой фигуры с высокими плечами, большим ра-
курсом и с увеличением приталнвания зазор увеличивается, а для
сутулой с покатыми плечами — уменьшается.
Разность внутренних и внешних зазоров полочки так же, как и
спинки, не должна превышать 1,5—2 см (1,5 см для размеров до
56-го, IV роста, 2 см — более 56 размера и выше IV роста).
Для фигур, у которых снятая мерка полуобхвата талии значитель-
но меньше, чемдля условно пропорциональной фигуры, или увеличен
прогиб по средней линии спинки, измерительный жилет приталивают
до нужного размера с помощью тесьмы, протянутой по линии талин
(рис. ой). После этого определяют изменения длины до талии спины,
т. е. увеличивают зазоры горизонтальных членений, тем самым уве-
личивая длину спинки до талии.
Определить правильную величину зазоров горизонтальных члене-]
нии полочки помогают вертикальная линия полузаноса; вертикаль-
ная линия, ограничивающая ширину груди, линия нулевого баланса;
вертикаль бочка и гппкапитлпкоыА ......................--
Определить правильную величину зазора членения спинки помо-
гают средний шов, открытая шлица и вертикаль бочка (см. рис. 67,а).
Если шлица расходится, значит спинка длинная, т. е. зазоры по ли-
ниям горизонтального членения следует уменьшить, а если шлица
«забегает», то спинка короткая и внешние зазоры по линиям горизон-
тального членения следует увеличить.
Все указанные изменения фиксируют с помощью мерных лент.
Линия нулевого баланса стремится к вертикали, а горизонтальные
линии талин, бедер и низа должны быть параллельны линии пола.
Смещение среднего шва спинки в области шлицы, перекосы гори-
зонтальных линий груди, талии и бедер дают возможность определить
величину разноплечия, которую фиксируют мерной лентой на линии
горизонтального членения спинки и полочки (рнс. 69). Максимальная
разность высоты плеч при разноплечии, которую можно учесть I
при раскрое, составляет 1,5.. .2 см. Если разноплечие превышает I см,
112
дополнительно измеряют по более низкой стороне ширину груди,
ширину спины и обхват плеча. Разноплечье до 1 см фиксируют, изме-
няя только внутренние зазоры, а более 1 см — величины внешних
зазоров.
После определения балансовых измерений для будущего изделия
приступают к измерению широтных участков. Определив ширину
горловины спинки, определяют ширину спины на уровне лопаток.
Вначале визуально сравнивают ширину спинки измерительного жиле-
та с фигурой заказчика, а затем - со снятой меркой ширины спины
плюс минимальная прибавка 1,2...1,5смн плюс припуск I см на шов
в сумме 2,2...2,5 см). Ширина спинки может увеличиваться в зависи-
мости от индивидуальных особенностей фигуры заказчика (резко вы-
ступающие лопатки, расширенные плечи и большой ракурс), а также
от увеличения прибавки на свободное облегание. Определяют ширину
спины по линиям талии и бедер, которая для типовых фигур изменя-
ется настолько же, насколько изменяется ширина спины на уровне
•топаток. При этом ширина спинки по линии талии и бедер изменяется
ПО боковым срезам, а по среднему шву — только в тех случаях, когда
меняется ширина горловины спинки.
из
Далее определ яют ширину бочка, т. е. его размеры по линии груди,
сравнивая снятую мерку обхвата плеча стой, которая заложена в кон-
струкции данного размера жилета. Изменение ширины бочка по линии
талии и бедер обеспечивается на такую же величину, на какую изме-
няется обхват плеча. Если мерка обхвата плеча превышает мерку ус- ;
ловко пропорциональной фигуры, то для удобства пользования изме-
рительным жилетом увеличивают ширину проймы, перемещая полочку
в сторону проймы на необходимую величину по внешним и внутрен-
ним участкам (рис. 70, а, б). При
этом по линии полузаноса обра- ;
зуется зазор, который может 1
еще увеличиваться и в зависи- 3
мости от ширины груди. При
раскрое изделия величину за-
зора, образовавшегося по линии I
полузаноса, распределяют еле- ;
дующим образом: величину го-
ризонтального перемещения по- ;
лочки до 1 емдобавляют к шири-
не бочка, а оставшуюся часть—
к полузапосу.
Затем определяют ширину 1
полочки по линии груди, кото- I
рая ограничена вертикальными 1
линиями ширины груди и по- ,
лузаноса. Если фигура посоот- I
ношению полуобхвата груди, та- |
лии и бедер пропорциональна, I
то при необходимости изменить 1
ширину груди соответственно, а
расширяют или суживают участ-1
ки полочек по линиям груди, j
талии и бедер.
Рассмотрим некоторые ха- I
рактерные случаи изменения |
размеров отдельных деталей из- 1
делия.
Так, если ширина спинки зауживается и одновременно заужива- 1
ется ее горловина, то сначала зауживают спинку по средней линии j
на величину изменения ширины горловины, а оставшуюся часть за- ,
уживают по пройме и боковому срезу.
f Если ширина спинки увеличивается и одновременно увеличивав ’]
ется ширина ее горловины, то вначале расширяем спинку по средней j
линии на величину изменения ширины горловины, а оставшуюся
часть добавляем к пройме и боковому срезу.
В тех случаях, когда ширина спинки уменьшается, а ширина гор- '
ловины увеличивается и наоборот, ширина спинки увеличивается, 1
а ширина ее горловины уменьшается, т. е. ширина спинки измени*J
ется по линиям талии и бедер в обратной зависимости от изменения |
ширины горловины.
114
При перегибистой фигуре ширина горловины спинки увеличи-
вается, а при сутулой — уменьшается. Соответственно уменьшается
или увеличивается ширина спинки по линии талии и бедер. Например,
если ширина горловины спинки при перегибистой фигуре увеличи-
лась на 0,5 см, то ширина спинки по линиям талии и бедер соответ-
ственно уменьшилась на 0,5 см со стороны средней линии. Если ши-
рина горловины уменьшилась на 0,5 см (при сутулой фигуре), то
ширина спинки по линии талии и бедер увеличилась на 0,5 см (добав-
ляем 0,5 см со стороны средней линии). Иными словами, величина про-
гиба средней линии спинки изменяется при изменении положения кор-
пуса, увеличиваясь для перегибистой и уменьшаясь для сутулой
фигуры.
При изменении ширины горловины спинки изменяется ее высота,
увеличиваясь для перегибистой фигуры и уменьшаясь для сутулой.
Измененная высота горловины спинки показывает величину из-
менения напуска в верхней части бокового среза спинки и величину
перемещения бокового среза полочки относительно линии, ограничи-
вающей ширину груди. Соответственно изменяются положение точки
Пл и биссектриса угла проймы полочки (см. рис. 12).
Если для данной фигуры изделие необходимо сузить пли расши-
рить на какую-то величину по сравнению с мерками используемого
измерительного жилета, то следует придерживаться пропорциональ-
ной зависимости величин Сг и О„, СбиСт; разность мерок полуобхва-
та бедер с прибавкой и полуобхвата талии с прибавкой не должна
превышать 8 см 2= 0,2 (рост).
Прежде чем определить ширину плеча будущего изделия, опреде-
ляют ракурс, т. е. разворот плеч. Изменение ракурса зависит от из-
менения ширины спинки и плеча. Учет его при раскрое изделия по-
могает правильно определить сопряжение плечевого пояса, а также
величину внутренних зазоров полочки и спинки.
Следует придерживаться таких правил. Величина отрезка по прой-
ме спинки от нижней линии горизонтального членения до крайней пле-
чевой точки зависит от изменения двух величин: зазора по горизон-
тальному членению и высоты крайних плечевых точек. В зависимости
от этих же факторов может изменяться и величина соответствующего
отрезка на полочке. Сумма двух величин изменений по спинке не
должна быть меньше этих изменений по полочке, но и не должна пре-
вышать их более чем на 1,5...2 см. На рис. 71 показаны три варианта
таких изменений. Первый и второй из них (рис. 71, а и б) — реальные,
115
а третий (рис. 71, в) — неправильный. В таком случае к крайней
плечевой точке спинки надо добавить не менее чем 0,5 см. Однако это
положение правильно только тогда, когда при построении чертежа
конструкции были использованы рекомендации, описанные в главе 1.
Только после внесения всех изменений, обусловленных особенно-
стями фигуры и требованиями к будущему изделию, заказчика пово-
рачивают лицом к зеркалу и совместно с ним определяют ширину пле-
чевого ската (о учетом ширины спинки и толщины плечевой наклад-
ки), длину изделия, положение и форму бокового кармана, уточняют
форму и ширину лацкана. Приложив шаблон готового рукава, согла-
совывают с заказчиком его длину и ширину низа с учетом размера
кисти заказчика и данных из таблицы пропорциональности. Затем
еще раз проверяют балансовые измерения и отклонения данной фи-
гуры от условно пропорциональной, отмеченные с помощью мерных
лент, и записывают в паспорт заказа (рис. 72), куда перед этим были
внесены размер измерительного жилета и снятые сантиметровой лен-
той измерения фигуры заказчика. Эти мерки используют в процессе
изготовления изделия в качестве контрольных.
Предлагается определенная последовательность и особенность
записей в паспорте заказа, которая дает возможность учесть вероят-
ные ошибки, возникающие в результате невнимательности закрой-
щика. Если отклонений нет, то в соответствующей графе следует по-
ставить «0». Знак «+» с соответствующей цифрой на зарисовке должен
стоять за пределами чертежа и обозначать, что в указанном месте де-
таль или участок необходимо расширить или удлинить. Цифра со зна-
ком «—» в середине детали (участка) свидетельствует о том, что эту де-
таль (участок) необходимо сузить или укоротить на указанную ве-
личину.
От точности произведенных измерений и правильности заполне-
ния паспорта заказа во многом зависит результат беспримерочного
метода, т. е. высокое качество готовой продукции. Это прежде всего
касается последовательности передачи результатов измерений фигуры
заказчика по телефону. Исходя из практического опыта, рекоменду-
ется давать характеристику деталей в такой последовательности: по-
лочка, бочок, спинка, рукав и брюки. При этом в каждой детали все
записи читают слева направо от внешних до внутренних участков,
последовательно сверху вниз от высших точек горловины, по линиям
плеча, членений груди, талии, бедер и низа изделия. Затем указывают
место расположения передней вытачки, ее форму, место расположения
кармана, количество петель, форму лацканов, воротника и другие
особенности фасона для данной фигуры.
ВНЕСЕНИЕ ИЗМЕНЕНИИ В БАЗОВУЮ КОНСТРУКЦИЮ
ОСНОВНЫХ ДЕТАЛЕЙ при обмеловке
И ПОСЛЕДОВАТЕЛЬНОСТЬ ИХ ВЫПОЛНЕНИЯ
Одним из основных факторов, способствующих внедрению беспри-
мерочного метода пошива одежды, является правильная обмеловка
и раскрой изделий, при которых максимально учитываются особен-
ности фигуры заказчика, пошивочные свойства ткани и технология-
117
ность конструкции. Перед обмеловкой изделия выбирают комплект '
картонных лекал необходимого размера и роста, который соответст- 1
вует измерительному жилету.
Раскладку лекал можно начинать с любой крупной детали. 1
Прежде чем приступить к раскладке лекал, необходимо проанализи- j
ровать записи в паспорте заказа с учетом фасона, силуэта и особен- 1
костей фигуры заказчика (нормальная, сутулая, перегибистая, раз- '
ворот и наклон плеч, развитая или впалая грудь, пропорциональные 1
зависимости и т. п.). Это позволит избежать гсевозможных ошибок
при обмеловке и раскрое.
Тип фигуры определяют по соотношению отклонений внешних и
внутренних участков, расположенных по линиям горизонтального
членения полочки и спинки. Если фигура полная или с выступающими
назад либо в стороны ягодицами, то приходится использовать допол-
нительные конструктивные решения для уменьшения влажно-тепло- '
вой обработки. Для полной фигуры по линии полузаноса возможны
несколько дополнительных записей (см.ниже рис. 98). определяющих
отклонения полузаноса от осевой линии на разных участках, которые
учитывают при обмеловке и раскрое, так как разное отклонение по
линии полузаноса существенно влияет на положение основной опорной
точки — вершины горловины полочки. Если в рассматриваемой фигуре
ягодицы выступают назад (см. ниже рнс. 96), следует учитывать ве-
личину выступа по средней линии спинки в области бедер, что также •
значительно влияет на положение основной опорной поверхности гор-
ловины спинки.
При обмеловке и раскрое изделий на фигуру с плоскими ягоди-
цами, т. е. когда бедра выступают в стороны, также возможны не- .3
сколько дополнительных записей по линии полузаноса (см. ниже .1
рис. 93). При этом следует удлинить боковой срез полочки от талии Я
вверх за счет увеличения внутренних зазоров членения и от талии 1
вниз за счет сокращения раствора бокового кармана.
При изготовлении пальто или жилета для одного и того же заказ- Я
чика используют мерки нотклонения, снятые для пиджака, а лекала, Я
соответствующие размеру, должны быть подготовлены по ранее
описанному методу приращения. Принцип работы с лекалами пальто
и жилетов тот же, что и с лекалами пиджаков.
Изготавливая изделия из кожи или кожзаменителей, согласно ска-
занному выше, делают основу будущего изделия (пиджака, пальто I
и др.) на бумаге и моделируют все членения изделия в со- 1
ответствии с фасоном, учитывая отсутствие влажно-тепловой обра- !
Лекала накладывают на основной материал согласно установлен- 1
ным техническим требованиям, включая величину отклонения нитей
основы и утка. При этом необходимо учитывать направления рисунка ;
и ворса ткани. При направленном рисунке детали изделия должны,
располагаться в одну сторону. Некоторые детали из материала с ри-
сунком обмеловывают, совмещая рисунок (клетку) или располагая'
его под углом 45° либо 90°.
Рациональная раскладка лекал при о.бмеловке — важный процесс,
поскольку от нее зависит качество, расход ткани, экономия времени
и себестоимость продукции. На рис. 73,74 показаны примеры рацио-
нальных раскладок лекал с возможностью корректировки по фигуре.
Мерки полуобхват груди С„ полуобхват талии С, и полуобхват
бедер С6 следует контролировать на уровне соответствующих линий
груди, тални и бедер с учетом силуэта и роста. Если пропорциональ-
“ - 5S-1 размер, IV рост (3.35 — бо-я^рмиер. IV рост • - 64-1 размер.
II»
меняется, проводят анализ мерок по табл. 30, определяя величины
отклонена я.
Полученные данные в графе отклонений используют при об.меловке
и раскрое, добавляя или убавляя в необходимых участках. Для при-
мера рассмотрим фигуру 51-го размера (С, = 44 см, Сб = 52,5 см,
0„ = 33 см). Как видно из табл. 30, мерки Сг и 0„ в данной фигуре
равны измерениям конструктивной основы, а мерка Ст имеет отрица-
тельное значение — 2 см. Это означает, что изделие для данной фигуры
следует сузить по линии тални на указанную отрицательную величину
по сравнению с лекалами данного измерительного жилета. Мерка Сб
имеет также отрицательное значение —0,5 см. Это показывает, что
в данном случае надо изделие сузить по линии бедер на 0,5 см.
Сначала определяют изменение по средней линии спинки, затем
по линии полузаноса и зависящие от этих изменений величины раство-
ров передней вытачки и смещение бокового среза полочки (изменение
растворов передней вытачки обычно равно величине перемещения боко-
вого среза полочки, т. е. если раствор вытачки увеличивается или
уменьшается, соответственно увеличивается или уменьшается вели-
чина перемещения бокового среза от линии груди). Затем определяют
ширину полочки, спинки и бочка по линии талии с учетом изменения
этих участков полиции груди (в данном примере эти участки не изме-
нились). Оставшуюся разность распределяют, равномерно суживая
все четыре участка: по боковым срезам спинки, полочки и двум срезам
бочка. Если по средней линии спинки изделие по линии талин расши-
рилось или заузилось на какую-то ве-
личину, т. е. расстояние ТТ„ (см: рис.
12) уменьшилось пли увеличилось, то
к отрицательному значению (—2 см) со-
ответственно добавляют или отнимают
величину этого изменения, после чего
оставшуюся часть равномерно распреде-
ляют на все участки. Подобное распре-
деление делают по линии бедер.
Следует помнить, что максимально
приталивать каждый срез можно не бо-
лее чем на 1,5...2 см относительно линии
бедер. Эта разность зависит от роста.
Если отклонения по линии талии превы-
шают указанные величины, то в зависи-
мости от желаемого силуэта изделия увеличивают прибавку по линии
талии или уменьшают прибавку по линиям груди и бедер.
При обмеловке деталей используют сплошные и штриховые линии.
Сплошными линиями очерчивают срезы деталей и длину изделия,
если их контуры не будут смещаться. Штриховые линии применяют
при обмеловке срезов, положения вытачек и т. д., места расположе-
ния которых должны быть уточнены с учетом полученных изменений
в процессе примерки с помощью измерительного жилета.
Последовательность обмеловкн спинки. Намечают длину изделия,
линию талии, линии бокового и среднего срезов. Затем проводят ли-
нии горизонтального членения короткими штрихами, а длинными
намечают величины отклонений. Зафиксировав лекало в неизменной
точке по горизонтальному членению, перемещают вторую точку ле-
кала по радиусу до совмещения со второй точкой отклонения
н намечают верхнюю часть спинки (рис. 75). На рис. 75, а при-
веден вариант для сутулой фигуры, а на рис. 75, б — для перегиби-
стой.
Если отклонения отмечены по двум участкам горизонтального чле-
нения: внешнему (в зоне средней линии) и внутреннему (по линии
проймы), то сначала перемещают лекало на меньшую величину откло-
нений, увеличивая или сокращая зазоры, соблюдая параллельное
перемещение лекала по средней линии спинки от линии талии вниз,
после чего перемещают вторую точку лекала (рис. 75, в).
121
Если при изменении положения корпуса суживается или расши-
ряется ширина горловины, то на сутулую фигуру ширина спинки по
линии талии и бедер увеличивается со стороны средней линии на ве-
личину уменьшения ширины горловины. Наоборот, иа перегибистую
фигуру ширина спинки на этих участках равномерно уменьшается на
величину увеличения ширины горловины (рис. 75, в и г).
Отметив все изменения горловины по ширине и высоте, определяют
ширину плеча и, если требуется, изменение положения крайней плече-
вой точки по высоте (при изменении ракурса). Зафиксировав пере-
мещенную точку высоты плеча, определяют ширину спинки по линии
лопаток. Затем определяют глубину проймы.
Если мерка обхвата плеча О„ данной фигуры соответствует услов- j
но пропорциональной мерке, то глубина проймы не изменяется, т. е.
вершина бокового среза соответственно перемещается вверх или вниз j
на величину перемещения крайней плечевой точки. В тех же случаях, j
когда эта мерка не соответствует условно пропорциональной, глубина |
проймы увеличивается при большем размере и уменьшается при J
меньшем на разность отклонений мерок обхвата плеча, т. е. вершина '•
бокового среза понижается или поднимается на величину откло- ‘
нения.
Уточняют ширину спинки по линии талин и бедер (рис. 75, д). Я
Если при оформлении средней линии спинки па уровне лопаток I
в результате перемещении получилась резко выпуклая линия, а срез
проймы — вогнутый, то в таких случаях среднюю линию на этом (
участке слегка выравнивают, добавляя необходимую величину к срезу
проймы (рис. 75, е).
Последовательность обмеловки полочки. Намечают край борта и.1
линию полузаноса, затем — длину изделия, положение линии талин, |
уровень расположения кармана, боковой срез и переднюю вытачку. 1
Линию горизонтального членения намечают короткими штрихами, ч
а величины отклонений—длинными, зафиксировав лекало в пеизмен-Я
ной точке по горизонтальному членению, перемещают вторую точкуЯ
122
лекала по радиусу до совмещения со второй точкой отклонения и на-
мечают верхнюю часть полочки (рис. 76). На рис. 76, а показано, как
эго делается для сутулой фигуры, а на рис. 76, б — для перегиби-
Если отклонения отмечены по двум точкам горизонтального чле-
нения (внешняя — по линии полузаносэ, внутренняя — по линии
проймы), то сначала перемещают лекало на меньшую величину откло-
нений, увеличивая или сокращая зазоры и соблюдая параллельное
перемещение лекала по линии полузаноса или бокового среза от ли-
нии кармана вниз, а уже затем перемещают вторую точку лекала
(рис. 76, в и г).
нни горизонтального членения на сутулую фигуру (рис. 76, в) и увели-
чивается на перегнбистую (рис. 76, г). При этом на сутулую фигуру
ширина полочки по линиям груди, талии и бедер уменьшается, а на
перегнбистую увеличивается.
После внесения всех изменений по линиям горизонтального чле-
нения отмечают горловину полочки, ширину плеча и, если требуется,
изменяют положение крайней плечевойточкн по высоте. Зафиксировав
перемещенную точку высоты плеча, определяют ширину полочки по
линии груди и глубину проймы, укорачивая или удлиняя боковой
срез полочки согласно отклонениям мерок обхвата плеча, как было
описано при построении спинки. После этого уточняют ширину по-
лочки по линиям талии и бедер.
Изменяется положение передней вытачки и ее раствор. Она пере-
мещается в сторону полузаноса для перегибистой фигуры и в сторону
бокового среза — для сутулой. Изменение ее раствора по ливни та-
лии зависит от изменения прогиба средней линии спинки на этой же
линии. Если прогиб увеличивается (при перегибистой фигуре), то со-
ответственно увеличивается и раствор вытачки, а если прогиб по
средней линии уменьшается (при сутулой фигуре), то соответственно
Уменьшается и раствор передней вытачки по линии талин (см. рис. 12
11 описание конструкции).
123
После внесения всех изменений намечают край борта, места распо-
ложения петель, форму лацкана, глубину горловины и место располо-
жения верхнего кармана (листочки). При раскрое учитывают разно-
плечие и дают дополнительный припуск по ширине плечевого среза в
сторону проймы, равный разности понижения плеча плюс 1 см.
При раскрое изделий на фигуры третьей полнотной группы сначала
намечают сплошной линией край борта, линию низа, передний срез
вытачки и нижнюю линию кармана. Затем, зафиксировав лекало по
месту расположения верхней петли, перемещают нижнюю его часть
так, чтобы образовался зазор на уровне расположения нижней петли
между намеченной на ткани сплошной линией и лекалом, равный ве-
личине отклонения этого участка, и намечают второй срез вытачки,
верхнюю линию кармана, линию талин, боковой срез и линию гори-
зонтального членения.
Дальнейшую обмеловку производят, как описано выше (рис. 76,6).
Последовательность обмеловки бочка. Намечают линии низа, та-
лии, боковых срезов от талии вниз и вверх сплошными или штрихо-
выми линиями. Уравнивают вершины боковых срезов бочка с соответ-
ствующими срезами полочки и спинки. Если отклонения средних ве-
личин полочки и спинки полициям горизонтального членения разные,
то меняется конфигурация бочка.
Средняя величина отклонений полочки и спинки определяется из
полусуммы двух величин — внешних и внутренних зазоров, т. е.
если величина внешнего зазора полочки равна «0», а величина внут-
реннего — ( +1 см), то полусумма их:
если величина внутреннего зазора спинки равна + 1см, а внешнего —
+2 см, то полусумма их
Поворот вертикали бочка равен 1/2 разности отклонений средних
величин полочки и спинки по линиям горизонтального членения.
В данном примере
' = 0,5 см.
Коротким штрихом намечают верхнее положение вертикали бочка, Я
а длинным— величину отклонения. Верхняя часть бочка, располо-'-i
женная от линии талии до проймы, изменяет свое положение, т. е. j
угол наклона для сутулой фигуры будет в сторону полочки (рис. 77,а),
а для перегибистой — в сторону спинки (рнс. 77, б). Поворот верти-
кали бочка в ту или иную сторону допускается не более чем на 0,7-Я
1 см (в зависимости от размера и роста).
Поворот верхней части бочка производят, зафиксировав лекало по
центру линии талин. При раскрое изделий на фигуры третьей пол-1
нотной группы изменяют положение бокового среза, расположенного I
в сторону полочки, т. е. бочок расширяют по линии талии, бедер и ни- :
за в соответствии с изменениями бокового среза полочки.
При оформлении низа проймы соответственно изменяется ее форма
(копусовидность и эллипсовидное»).
Определяют ширину бочка по линиям груди, талин и бедер, после
чего контролируют обмеловку. Проверяют ширину изделия по линиям
груди, талии и бедер, а также его нулевой баланс (внешний в внутрен-
ний). Если в результате проверки обнаружились неточности на опре-
деленных участках, прибегают к контрольным измерениям системы
«диагональ».
При построении чертежа пиджака на конструкцию-эталон обяза-
тельным условием было соблюдение правил равенства диагоналей.
При работе с лекалами на каждую конкретную фигуру приближенное
равенство этих диагона-
лей, равенство нулевого
баланса полочки и спин-
ки дает возможность
обеспечить максималь-
ное удобство движений,
красоту стиля и сгла-
дить все индивидуаль-
ные отклонения фигуры
заказчика от условно
пропорциональной. В
то же время исклю-
чает возможность возникновения многих ошибок, особенно в начале
работы по беспрпмерочному методу. Опыт работы показал, что макси-
мальная разность длины пересеченных диагоналей полочки так же,
как и на спинке, может быть 0,5—1 см (0,5 см для фигур до 54-го раз-
мера и до IV роста и I см — более 54-го размера и выше IV роста). В тех
случаях, когда эта разность увеличивается, возможность смягчить
непропорциональность фигуры уменьшается. При работе с лекалами
надо придерживаться следующих правил: в тех случаях, когда вели-
чина зазоров горизонтального членения спинки больше, чем по полоч-
ке, при необходимости заузить изделие, ббльшую величину зауживают
со стороны полочки, и наоборот, если величина зазоров членения по-
спинк больше' чем по спи,|ке>то ббльшую величину зауживают по
Если величина внешнего зазора полочки увеличивается или умень-
шается, то соответственно расширяют или зауживают ее по линии
полузаноса (см. рис. 76, а, б).
Если величина внешнего зазора спинки увеличивается или умень-
>ается; соответственно уменьшается или увеличивается прогиб по
ню "С" ЛННИ" "а участках тални н ^Р’ т‘ е- ™рина спинки по ли-
ни талии и бедер увеличивается при увеличении внешнего зазора и
Уменьшается при уменьшении его (положение корпуса) (см. рнс.75,в,г).
123
При увеличении или уменьшении внешнего зазора спинки coot- 1
ветственно увеличивается или уменьшается напуск в верхней части I
бокового среза со спинки (см. рис. 75, б, в).
Если требуется заузить или расширить бочок, зауживают его стой I
стороны, где величина внешних зазоров членения меньше, и наобо- 1
рот, расширяем его с той стороны, где величина зазоров больше 1
(рис. 77). На рис. 75 и 76 показано равенство диагоналей при разных I
положениях корпуса и различных конфигурациях полочек и спинки. I
Рассматривая чертежи спинок для сутулых фигур (см. рис. 75, а, в, е), j
видим, что в варианте о диагональ d удлинилась на 1 см, а диагональ I
dt — на 0,5 см. Из практики известно, что на такие фигуры спинку по 1
линии лопаток следует расширить в точке О, чтобы смягчить контур !
проймы спинки. Тогда диагональ </, удлинится и уравняется сдиаго- I
налью d. Диагонали п и п, остаются без изменений.
В варианте в диагонали ближе к реальному положению, а в вари-1
анте е спинка расширилась по линии лопаток значительно, в резуль- 1
тате диагональ^ удлинилась и приблизилась к допустимому пределу -I
равенства диагоналей.
В перегибистых фигурах, рассматривая чертежи спинок (см. рис.75, ]
б,г), видим, что в варианте б диагональ «^удлинилась на 0,3 см. Из ]
практики известно, что на перегибистые фигуры спинка по линии ло- 1
паток зауживается и, как следствие, диагонали d и dt уравняются. 3
В варианте г диагонали в допустимых пределах.
В варианте д увеличился ракурс плеч (разворот плеч вперед). J
В этом случае спинка расширяется по линии лопаток и по боковому 1
срезу. Изменяется положение горловины и средней линии, в резуль- |
тате диагонали d и d, дали нам возможность определить изменение 1
по средней линии, а диагонали л и п, — положение верхней части J
средней линии и горловину спинки. Рассматривая чертежи полочек;!
на сутулую фигуру (см. рис. 76, <1, в), видим, что в варианте а диаго-1
наль d, укоротилась на 1 см. Уравнивая диагональ d из точки О, опре-
деляют ширину полочки по линии полузаноса. В варианте в полочку 1
зауживают на большую величину со стороны полузаноса и на мень-1
шую — со стороны проймы и бокового среза.
В перегибистых фигурах в варианте б диагональ dy удлинилась 4
на 1 см. Уравнивая диагональ d из точки О, определяют ширину по- 1
лочки по линии полузаноса. В варианте а полочку со стороны полуза- я
носа расширяют на ббльшую величину, а со стороны проймы и боко-1
вого среза — на меньшую.
Диагонали помогают определить широтные участки на полные фи- 1
гуры в тех случаях, когда по линии полузаноса разные отклонения 4
(вариант д).
Обязательным условием является проверка сопряжения боковых |
срезов бочка и спинки. Так, если на спинку положить бочок, совме-Л
щая его нижнюю часть по линиям талии, низа и боковых срезов, то |
зазор А между боковыми срезами по линии груди (см. рис. 77, г) 1
должен быть равен двойной величине планируемого напуска со сто- 3
роны спинки 1—2,5 см: для сутулой фигуры большая величина-^
2,5 см, а для перегибистой — меньшая — 1 см.
Таким образом, можно сделать вывод, что независимо от фигуры 1
заказчика, формы спины, груди, положения корпуса при правильном
построении чертежа планируемый навал со стороны спинки получается
при правильном сопряжении боковых срезов бочка и спинки, т. е.
прогиб по линии талин со стороны бочка должен быть меньше прогиба
по линии талии со стороны спинки на величину А (см. рис. 77, г).
Последовательность обмеловки деталей рукава. Лекала верхних
и нижних частей рукава располагают на ткани так, чтобы линия локтя
была перпендикулярна к нити основы или к линиям рисунка (полоска,
клетка). Определяют длину рукаваи положение линии локтя.Учиты-
вая изменения длины рукава, намечают боковые срезы его верхней
части и контрольных просечек. Затем сплошной или штриховой ли-
лиями намечают контуры оката рукава.
Определяют разность отклонений зазоров полочки и спинки по
внутренним точкам горизонтальных членений с учетом изменения
крайних плечевых точек.
Если эта разность равна ну-
лю. то обмеловку верхней
части проводят без измене-
ний. Если же отклонение по
спинке больше, чем по полоч-
ке, центр оката рукава сле-
дует переместить на 1/2 вели-
чины разности отклонений
в сторону переднего шва, но
не более чем на 1 см.
Полочк
Plic. 78, Обмеловка рукава.
При обмеловке верхней части рукава изменяются вершины локте-
вого и переднего срезов, а нижний участок рукава до линии локтя ос-
тается без изменения. Перемещая окат лекала верхней части) рукава,
фиксируют величину отклонения низа переднего среза от намеченной
линии. Эта величина необходима для определения поворота верхнего
участка нижней части рукава.
Определить поворот нижней части рукава можно иначе. Точка
делит всю длину рукава вотношенпи 1 : 2. При перемещении ока-
та рукава лекала на какую-то величину низ переднего среза лекала
отклоняется в противоположную сторону на величину, вдвое большую.
Зная эту закономерность, можно начинать обмеловку и с нижней
1 части рукава. Ее проводят аналогично обмеловке верхней части.
Верхний и нижний воротники обмеловывают и раскраивают со-
гласно технологическим требованиям с учетом не только размера изде-
лия и его фасона, но и изменений длины дуги горловины полочки и
I СПИНКИ.
127
ОСОБЕННОСТИ РАСКРОЯ ИЗДЕЛИЯ
НА ФИГУРУ С ОТКЛОНЕНИЯМИ
Типовая фигура с высокими плечами (рис. 79) характеризуете:
изменениями высоты плеч. В результате вершина горловины полочю
перемещается в сторону полузаноса, изменяется верхняя часть срез
ней линии спинки в области горловины, линия проймы перемещаете
вверх.
Последовательность обмеловки спинки. Накладывая лекало на 1
ткань, стедят за тем, чтобы средняя линия от талии вниз была парал-
лельна рисунку ткани или нити основы. Сплошной линией намечают
линии низа, бедер, талии, среднюю линию спинки от исходной линии
горизонтального членения до низа и боковой срез. Определяют линию
горизонтального членения короткими штрихами, а затем длинными;
намечают величину отклонений по пройме (+1 см). Зафиксировав;
лекало во внешней точке О спинки, положение которой в данном слу-
чае не изменилось, перемещают внутреннюю точку лекала по радиусу I
вверх на величину отклонения. Сплошной линией намечают верхним I
часть средней линии спинки, горловину и плечевой срез, после чего I
определяют ширину плеча, ширину спинки и оформляют линию прой I
мы. Вершина бокового среза при этом поднимается вверх на 1 см.
Последовательность обмеловки пололки. Накладывают лекало па
ткань так, чтобы край борта на уровне петель был параллелен нити
основы, и обводят его сплошной линией. Сплошной линией намечают
также линии низа, бедер, талин, срезы кармана, переднюю вытачку
и боковой срез. Определяют линию горизонтального членения корот-
кими штрихами, а длинным штрихом намечают величину отклонения
(4-1 см). Зафиксировав
лекало в неизмененной
внешней точке (по ли-
нии полузаноса), пере-
мешают его внутреннюю
точку по радиусу вверх
на величину отклонения
по пройме. Сплошной
линией намечают верх-
нюю часть лацкана, гор-
ловину и плечевой срез.
Определяют. ширину
плечевого среза, затем
фиксируют лекало в
крайней плечевой точке
и совмещают вершину
бокового среза лекала
с основной линией вер-
шины бокового среза,
намеченного на тканн.
При этом верши на бо-
кового среза полочки
поднимается на I см.
Последовательность
обмеловки бочка. Накла-
дывают лекало па ткань
так, чтобы нить основы
проходила по осевой ли-
нии бочка. Сплошной
линией обводят юбку
бочка и боковые срезы,
а штриховой намечают
вертикаль верхней час-
ти и низ проймы. Опре-
деляют вершины боко-
вых срезов, уравнивая их с боковыми срезами спинки и полочки. В ре-
зультате линия проймы поднимается вверх на 1 см.
. т,|повая фигура с низкими плечами (рис. 80) характеризуется ос-
иовными изменениями крайних плечевых точек, смещением вершины
?°Рловины полочки и изменениями верхней части средней линии
пинки в области горловины и верхней части бочка по высоте.
н 'Р11 обмеловке спинки изменится верхняя часть средней ли-
тится11 0<‘ласти ГОРЛОВ111|Ы- Вершина бокового среза спины опус-
При обмеловке полочки вершина горловины переместится в сто
pony проймы, опустится крайняя плечевая точка и укоротится боко
вой срез. При обмеловке бочка линия проймы опустится на I см.
Условно пропорциональная фигура с изменяющимися измерениям
С Ст Се и О„ (рис. 81—84). При обмеловке бочка учитываю! от
клонения по мерке обхвата плеча, расширяя или суживая его на тре
буемз-ю величину, в зависимости от чего меняется глубина врсйи
(бочок в верхней своей части удлиняется или укорачивается). Пр
обмеловке спинки и полочки учитывают изменение глубины пронзи
в зависимости ог изменений обхвата плеча. Так, если в фигуре (рис. 81)
обхват плеча меньше типового измерения на 2 см, то ширина рукав
в этом случае будет меньше по сравнению с условно пропорционально
фигурой на 1 см. На эту же величину суживают бочок и удлиняю
его верхнюю часть. Глубина проймы спинки и полочки также умен!
Ша?фигуре, изображенной на рис. 82, обхват плеча больше типовой
измерения на 2 см. Ширина рукава в этом случае больше условно про
порционалыюй на 1 см. вследствие чего соответственно расширяете
бочок и на такую же величину углубляется пройма бочка, полочк
" СПо графе отклонений на рнс. 83 и 84 видно, что изделия по, линй
талии и бедер следует сузить (рис. 83) или расширить (рис. 84). Есл!
в рассматриваемой фигуре на участках основной опорной поверхнол
(плечевой пояс) по средней линии спинки и по линии полузаноса по-
лочки нет изменений, то всю величину положительных пли отрнн*
тельных отклонений по линиям талин и бедер делят на четыре услопн
равные части и на полученную величину соответственно сужают или;
расширяют четыре боковых среза. При приталивавии изделии 66Л1,
шую часть сужают в боковом срезе полочки. В случае расширен! ,
ббльшую часть добавляют к бок о у с| е у ci к о тал и,
или бедер. Фигура зрительно воспринимается лучше, если волочи
приталена больше, чем спинка. п
Условно пропорциональная фигура с увеличенной меркой Д,
(рнс 85). Если изделие требуется удлинить на какую-то величину
в нашем примере на 2 см), то при обмеловке всех детален сплошной
линией намечают линию виза изделия, после чего поднимают лекалу,
вертикально вверх на 2 см и дальнейшее построение ведут, как описан.
"° Условно пропорциональная фигура с увеличенными мерками Ду/
и (пне. 86). Если увеличены длина до талии и длина изделия (в и
шем примере на 1 см), то в таких случаях при построен.. деталеЯ
сплошной линией намечают линии низа, бедер, кармана и талии^вз^
тем поднимают лекало вертикально вверх на величину отклонениаи
(+1 см) и все дальнейшие построения производят, как в предыдущем
"₽"фигура с завышенной талией и увеличенной меркой Д. (рис. 87b’,,
При разноименных знаках отклонений сначала определяют сплошнм
линией длину изделия.затем суммируют данные отклонения (-: 1 CM Jfl
удлинение низа и -1 ем - на повышение тал».....линии кзрмаиЯ
что в сумме дает 2 см). На эту величину поднимают лекало вертикалу
132
вверх и сплошной линией намечают переднюю вытачку, линию та-
лип. линию кармана и боковой срез полочки. Вторым движением опу-
скают лекало на I см вниз и дальнейшее построение производят, как
в предыдущих примерах.
Фигура с удлиненной талией и укороченной меркой Д„ (рис. 88).
При сбмеловке спинки, полочки и бочка, как и в предыдущих случаях,
сплошной линией намечают длину изделия и опускают лекало вниз на
сумму двух разноименных величин (—1) 4 1= 2 см, после чего ос-
новной линией намечают переднюю вытачку, линию талии, линию
карманам вторым движением поднимают лекалона 1 см вверх.Осталь-
ное построение, как в предыдущих примерах.
Рассмотрев рис. 87 и 88, делаем вывод, что первое перемещение
лекала вниз или вверх показывает знак величины изменения длины
изделия, а второе — знак величины изменения длины до талии или
до кармана.
Сутулая фигура (рис. 89) характеризуется увеличением длины
спинки до талии и изменением наклона верхней части бочка.
Последовательность обмеловки спинки. Накладывают лекало на
ткань, учитывая направления нити основы. Сплошной линией наме-
чают линии низа, бедер, талии, среднюю линию от исходной линии го-
ризонтального членения до низа и боковой срез. Определяют линию
горизонтального членения короткими штрихами, а длинными наме-
чают величины отклонения внешней ( 4-1 см) и внутренней (4-1 см)
точек. Перемещают лекала вертикально вверх на величину отклоне-
ния и сплошной линией намечают верхнюю часть средней линии, гор-
ловину, плечевой срез и линию проймы. Вершина бокового среза под-
нимается вверх на 1 см.
Последовательность обмеловки полочки. Накладывают лекало на
ткань, соблюдая вертикальность линий. Сплошной линией намечают
все контуры полочки, так как в этом случае они не изменяются.
Последовательность обмеловки бочка. Накладывают лекало на ткань
так, чтобы осевая линия бочка совпадала с нитями основы. Сплошной
линией обводят нижнюю часть бочка, а штриховой намечают боковые
срезы и вертикаль верхней части. Намечают вершины боковых срезов,
уравнивая их с боковыми срезами спинки и полочки. Определяют от-
клонение вершины основной вертикали, равное 1/2 разности отклоне-
ний средних величин спинки и полочки (0,5 см). Зафиксировав лекала
по центру линии талин вточке О, перемещают вершину вертикали
иа 0,5 см в сторону полочки и сплошной линией намечают боковые
срезы от талии вверх. Оформляют верхнюю часть бочка и низ проймы.
Последовательность обмеловки верхней части рукава. Наклады-
вают лекало на ткань так, чтобы линия локтя располагалась перпен-
дикулярно к нитям основы или линии рисунка. Сплошной линией наме-
няют низ рукава, линию локтя, передний и локтевые срезы. Коротким
штрихом намечают центр оката рукава, а длинным — отклонение,
которое в данном случае равно 0,5 см, т. е. 1/2 разности положений
крайних плечевых точек. Зафиксировав лекало в центре рукава в точ-
ке //„ (см. рис. 89), которая расположена ниже ли пип нижней части
°ката на 5 см, перемещают окат по радиусу в сторону переднего среза
ао совмещения центра оката рукава лекала с длинным штрихом,
133
отмеченным на ткани. Сплошной линией оформляют верхнюю часть
локтевого среза, окат рукава и вершину переднего среза. Для точного
перемещения нижней части оката делают отметку коротким штрихом
п измененной точке по линии низа переднего среза.
Последовательность обмеловки нижней части рукава. Наклады-
вают лекало на ткань так, чтобы линия локтя располагалась перпен-
дикулярно к нити основы или линии рисунка. Сплошной линией офор-
мляют линии низа, локтя, передний и локтевой срезы. Зафиксировав
лекало нижней части рукава
в точке /7«, смешают в нем
нижнюю точку переднего среза
иа величину, на которую пере-
местилась нижняя точка перед-
него среза лекала верхней части
рукава, и сплошной линией на-
мечают измененную верхнюю
часть локтевого среза и окат ру-
кава. Участок обеих частей ру-
кава, проходящий через точку
П (см. рис. 89) до низа оста-
ется без изменений.
Перегибистая фигура (рис.
90) характеризуется увеличе-
нием длины полочки до талии
и изменением наклона верхней
части бочка в сторону спинки.
Последовательность обмелов-
ки спинки. Накладывают лека-
ло на ткань, соблюдая верти-
кальность линий, и намечают
все контуры сплошной линией,
так как в данном случае спинка
не изменяется.
Последовательность обмелов- Рис. 90 Овиелов|(а дсталей „„джа1и!
ки полочки. Накладывают ле- перегибистую фигуру,
кало на ткань, соблюдая вер-
тикальность линий, сплошной линией намечают край борта,
линии низа, бедер, талии, кармана, переднюю вытачку и бо-
ковой срез. Затем намечают линию горизонтального членения
короткими штрихами, а длинными — величину отклонений внешней
( — 1 см) и внутренней ( 4-1 см) точек. Перемещают лекало верти-
кально вверх на величину отклонения и сплошной линией намечают
верхнюю часть лацкана, горловину и плечевой срез. Зафиксировав
лекало в крайней плечевой точке, совмещают вершину его бокового
сРеза с вершиной линии бокового среза, намеченной на ткани. При
’том вершина бокового среза полочки поднимается на 1 см.
Последовательность обмеловки бочка. Накладывают лекало на
’кань так, чтобы его осевая линия совпадала с нитями основы ткани,
'-плошной линией обводят нижнюю часть бочка, а штриховой — бо-
ковые срезы и намечают осевую линию верхней части. Определяют
135
вершины боковых срезов, уравнивают их с боковыми срезами спинки
и полочки. Затем определяют величину горизонтального отклонения
вершины вертикали бочка. Она равна 1/2 разности отклонений сред-
них величин полочки и спинки (—0,5 см). Зафиксировав лекала по
центру линии талии в точке О, перемещают вершину вертикали па
0,5 см в сторону спинки и сплошной линией намечают боковые срезы
от талии вверх. Оформляют верхнюю часть бочка п низ проймы.
Рис. 91. Обмеловка деталей пиджака па сутулую фигуру
Предыдущие примеры наглядно объясняют простые перемещение
основных линий, точек и их взаимосвязь, однако в них не учтены пере-
мещения но боковым срезам, по линиям полузаиоса, средней липни
и горловины спинки. В описанных ниже примерах показана последо-
вательность действия с лекалами и четкая взаимозависимость всех
конструктивных точек и линий при пользовании беспримерочным Ме-
тодом пошива одежды с помощью измерительных жилетов.
Фигура сутулая (рис. 91), у которой средняя линия спинки значит
тельно удлиняется, горловина спинки суживается, изменяется про-
136
гиб средней линии спинки по линиям талии и бедер, полочка сужн-
। ается на 0,5 см, вершина горловины перемещается вперед,'бочок изме-
не,ет свою форму, удлиняя боковой срез,.расположенный к спинке.
Ширина груди в этом случае суживается на 0.5 см, а ширина спинки
расширяется на 0, 5 см. Увеличивается положение корпуса.
Последовательность обмеловки спинки. Сплошной линией наме-
чают линии низа, бедер и талии, штриховой — среднюю линию от
исходной линии горизонтального членения и боковой срез. Линию
горизонтального членения наносят короткими штрихами, а длинными
намечают величины отклонений, которые составляют по внешней точ-
ке I см, а по внутренней +0,5 см. Поднимают лекало вертикально
вверх на меньшую величину +0,5 см и, зафиксировав его в этой точке,
перемещают по радиусу вверх внешнюю точку лекала до совмещения
с отклонениями внешней точки +1 см, намеченной на ткани. Штри-
ховой линией намечают верхнюю часть средней липин и горловину,
а сплошной — плечевой срез.
Затем определяют ширину плеча и ширину по линии лопаток.
Зафиксировав лекала в крайней плечевой точке, сплошной линией
о||юрмляют срез проймы. Производят необходимые изменения по ши-
рине и высоте горловины и сплошной линией оформляют горловину
и верхнюю часть средней линии. Расширяют спинку по боковому срезу
на 0,5 см (величина изменения ширины спинки по липин лопаток),
по средней линии на участке талин и бедер на 0,3 см (величина изме-
нения ширины горловины спинки). В верхней части бокового среза
увеличивают напуск на 0.3 см (величина изменения высоты горло-
вины спинки). Сплошной линией оформляют среднюю линию от верх-
него членения до низа и боковой срез.
В результате ширина спинки по линии груди расширилась па 0.5 см,
увеличился напуск со стороны бокового среза, а по линии талин
и бедер — на 0,8 см.
Последовательность обмеловки полочки. Штриховой линией наме-
чают край борта, боковой срез и переднюю вытачку, а основной —
линии низа, бедер, талин, срезы кармана. Короткими штрихами опре-
деляют линию горизонтального членения, длинными — величину от-
клонения внешней точки (—0,5 см). Зафиксировав лекало во внут-
ренней точке проймы, перемещают по радиусу вниз внешнюю точку
лекала до совмещения с длинным штрихом, отмеченным на ткани.
Сплошной линией оформляют верхнюю часть лацкана, горловины
и плечевой срез.
Определив ширину плеча и зафиксировав лекало в крайней пле-
чевой точке, перемещают нижнюю часть проймы лекала влево, сужи-
вают верхнюю часть бокового среза полочки на 0,3 см (перемещение
бокового среза в зависимости от изменения ширины горловины спин-
ки) и сплошной линией оформляютсрез проймы. Боковой срез полочки
по линии талии суживают на 0,6 см (0,3 см — изменение раствора
। передней вытачки в зависимости от изменения прогиба средней липин
спинки н 0,3 см — изменение ширины горловины спинки), а по линии
[ бедер — на 0,3 см и оформляют его сплошной линией. Раствор перед-
1 Ней вытачки на линии талии уменьшают на 0,3 см, край борта и ли-
I иию полузаноса зауживают на 0,5 см и оформляют сплошной линией.
137
Последовательность обмеловки бочка. Сплошной линией обводя,
нижнюю часть бочка, а штриховой намечают боковые срезы от тали!
вверх. Вершина вертикали изменяет свое положение па 1/2 разпосп
отклонений средних величин полочки и спинки. Так, в нашем пример»
разность составляет 1 см, а 1/2 разности —0, 5 см. Следовательно
вершина вертикали бочка и сама верхняя часть его перемещаютс;
в сторону полочки на 0,5 см.
Проверяют ширину изделия по линиям груди, талии и бедер
Проверяют нулевой баланс — внешний, так как положение корпус»
в данной фигуре равно 9 см, отступают от вершины горловины спинк!
влево на 4 см и проверяют расстояние по вертикали до линии талин,
Эта величина должна быть равной расстоянию от вершины горловин!
полочки до линии талии под прямым углом (на расстоянии от боко-
вого среза, равном ширине горловины спинки). Проверяют внутрея
ннй баланс. Расстояние от крайней плечевой точки спинки по вертй
кали до линии талии должно быть больше на 3 см расстояния от край
ней плечевой точки полочки по вертикали до линии талии. Если в ре-
зультате проверки получились неточности, проверяют систему «диа-
гональ», которая помогает определить не только широтные участки
но и контуры срезов.
Сутулая фигура с высокими плечами, развернутыми вперед (рис?92н
В такой фигуре грудь суживается, а ширина спинки на уровне лопа->
ток увеличивается. Особенностью данной фигуры является то, что
вершина горловины полочки перемещается в сторону полузаноса
При обычном построении в готовом виде будут появляться перекос*
плечевых срезов и морщины в верхней части средней линии спинки. *
Последовательность обмеловки спинки. Сплошной линией наме-
чает линии низа, бедер, талин и среднюю линию от горизонтального
членения вниз, а штриховой — боковой срез. Линию горизонталь:
ного членения определяют короткими штрихами, а длинными наме-
чают величину отклонений. Лекало поднимают вертикально вверх на
меньшую величину ( <-0,5 см) и, зафиксировав его в этой точке, пере-
мещают внешнюю точку лекала по радиусу вверх до совмещения с от-
клонениями внешней точки, намеченной на ткани (+1 см). Сплошной
линией намечают верхнюю часть средней линии спинки и горловинуЯ
Зафиксировав лекало в вершине горловины, перемещаютего крайнюю
плечевую точку по радиусу вверх на I см. Затем определяют ширину
плеча и ширину спинки полиции членения. Сплошной линией офорМ-®
ляют срез проймы. Расширяют спинку в боковом срезе по линии та-
лии и бедер на 0,5 см и оформляют сплошной линией, поднимая его
вершину на 1,5 см (на высоту изменения плечевой точки).
Последовательность обмеловки полочки. Штриховой линией наме-
чают край борта, сплошной — линии низа, талии, срезы карманаи!
переднюю вытачку и боковой срез. Короткими штрихами определяют?!
линию горизонтального членения, длинными — отклонения внешние-
(—0,5 см) и внутренние (+0.5 см). Лекало перемещают вертикальП^Д
вниз на меньшую величину (—0.5 см) и, зафиксировав его в этой точ- ’
ке. перемещают внутреннюю точку лекала по радиусу вверх до совме-;
щення с отклонением внутренней точки,намеченной на ткани (+0,5см)- ।
Сплошной линией оформляют верхнюю часть лацкана, горловину",
и плечевой срез. Оформляют ширину плеча и, зафиксировав лекало
в крайней плечевой точке, перемещают нижнюю часть проймы лекала,
уравнивая ее с боковым срезом полочки. Сплошной линией оформляют
пройму и боковой срез.
Полочку по линии края борта и полузаноса суживают на 0,5 см
и оформляют сплошной линией.
Рис. 92. Обмеловка деталей пиджака иа сутулую фигуру
с высокими плечами, развернутыми вперед.
Последовательность обмеловки бочка идентична приведенной на
рис. 91, однако для сопряжения бокового среза со спинкой можно
провести некоторые корректировки. Так, боковой срез бочка на уча-
стке линий талии и бедер суживают по 0,3 смиэту величину добавляют
к тем же участкам бокового среза спинки. Таким образом, боковой
срез спинки переместится влево по линии груди на 0,5 см, а по линиям
талии и бедер — на 0,8 см. Если перемещений не производить,то на-
вал со стороны спинки получится больше планируемого.
Последовательность обмеловки спинки. Идентичнаобмеловкеспин-
ки на рис. 92.
Последовательность обмеловки полочки. Сплошной линией найе;
чают край борта. Лекало отодвигают от намеченной линии на 0,5 см
вправо. Затем сплошной линией намечают линии низа, бедер, талнИ>
передний срез вытачки, нижний срез кармана, а штриховой — внут^
ренний срез вытачки, верхний срез кармана и боковой срез от линии
талии вниз. Зафиксировав лекало по месту расположения нижней
петли, перемещают его верхнюю часть по радиусу плево до совмеще-
ния края борта на уровне верхней петли с основной линией края
борта, намеченной на ткани.
Сплошной линией намечают боковой срез от линии талии вверх.
Далее определяют линию горизонтального членения короткими штри-
хами. а длинными — отклонения по внутренней точке (в пройме)
л 0,5 см. Зафиксировав лекало во внешней точке, перемещают внут-
реннюю точку лекала по радиусу вверх до совмещения с отклонением,
намеченным на ткани. Сплошной линией оформляют верхнюю часть
лайкана, горловину и плечевой срез. Определяют ширину плечевого
среза и, зафиксировав лекало в крайней плечевой точке, перемсща-
юг нижнюю часть проймы лекала до совмещения с боковым срезом,
намеченным сплошной линией на ткани. Оформляют срез проймы. Бо-
ковой срез полочки удлинится от линии талии вверх в два приема:
при первом перемещении лекала — по линии полузаноса и за счет из-
менения внутреннего зазора — по линии членения.
Величину раствора нижней части передней вытачки полиции кар-
мана уменьшают на 0,5 см. Верхний срез кармана оформляют овальной
линией согласно рисунку. Далее уравнивают верхний и нижние срезы
кармана. Участок по линии бедер расширяют в боковом срезе на 0.5 см
и оформляют сплошной линией боковой срез от линии талии вниз.
Последовательность обмеловки бочка идентична приведенной на
рис. 92, за исключением того, что в связи с необходимостью сопряже-
нии срезов, конфигурация которых изменяется, к срезу бочка на
участке линии бедра со стороны полочки добавляют 0,5 см. Оформля-
ют боковой срез бочка сплошной линией, уравнивая его с боковым
срезом полочки.
Сутулая фигура с плоскими ягодицами (рис. 94). В этом случае
по средней линии спинки концы шлицы заходят один на другой, а по
боковым срезам полочки и бочка создается косина.
Последовательность обмеловки глинки. Сплошными линиями наме-
чают линии низа, бедер, талии и среднюю линию от талии вниз. За-
фиксировав лекало в точке пересечения линии талии со средней ли-
нией, перемещают его по линии бедра вправо, т. е. в противоположную
сторону, отмеченную на зарисовке, на 0,5 см, после чего сплошной
линией намечают боковой срез и среднюю линию от талии вверх до
линии горизонтального членения.
Дальнейшее построение описано в предыдущих примерах. В ре-
зультате этого перемещения на 0,5 см по липни бедер и последующего
преобразования получают спинку нужной конфигурации.
Последовательность обмеловки полочки. Сплошной линией наме-
чают край борта, линии низа, бедер, талии, нижний срез кармана и
передний срез вытачки, штриховой — внутренний срез вытачки,
боковой и верхний срезы кармана.
Раствор нижней части передней вытачки и верхний срез кармана
оформляют, как в предыдущем примере. Уравнивая верхний и ниж-
ний срезы кармана, расширяют полочку по линии бедер на 0,5 см.
Дальнейшее построение производят, как было описано ранее.
При проверке диагоналей полочки диагональ d,оказалась длиннее
Диагонали d. Мысленно представляя фигуру заказчика, делают вы-
141
вод, что фигура наклонена вперед, поэтому полочку по линии пройм!
и верхней части бокового среза можно заузить на величину раз®
сти диагоналей, т. е. на 0.5 см.
Последовательность обмеловки бочка идентична приведенной и
рис. 93.
Рис. 94. Обмеловки деталей пиджака на сутулую фигуру
Перегибиста я фигура с выступающей грудью (рис. 95). Для уменьше-
ния влажно-тепловой обработки строят вытачку в нижней части гор-
ловины полочки и увеличивают раствор передней вытачки. Глуби®
и ширина горловины по спинке увеличиваются, средняя линия спин
ки изменяет свое положение.
Последовательность обмеловки спинки. Сплошной линией намеча
ют линии низа, бедер и талии, а штриховой — среднюю линию в бо-
ковой срез. Короткими штрихами определяют линию горизонтальней
членения, а длинными намечают величины отклонений. Лекало пере-
мещают вертикально вверх на 1 см и штриховой линией намечают вер»
142
Рис. 95. Обмеловка деталей пиджака на перегнбистую
фигуру с выступающей грудью.
спинки по линии горизонтального членения. Измерение производят
от вновь полученной линии проймы, суживая спинку по средней
липни. Увеличивают прогиб по линии талин и бедер также со стороны
средней линии. Сплошными линиями оформляют боковой срез, соеди-
няя с измененной вершиной, среднюю линию оформляют по вновь
полученным точкам (основание горловины, линии членения, талии
и бедер).
Последовательность обмеловки полочки. Намечают край борта
сплошной линией, после чего перемещают лекало вправо на I см и
сплошной линией намечают линии низа, бедер и талии, срезы кармана,
143
передний срез вытачки и участок бокового среза от линии кармаш
вниз. Штриховой линией намечают внутренний срез вытачки и боково(
срез от нижней линии кармана вверх. Определяют линию горнзон
тального членения короткими штрихами, а длинными — величинь
отклонений, которые для внешней точки составляют +2 см, адлг
внутренней +1,5 см. Лекало поднимают вертикально вверх на мены
шую величину (+1,5 см). Определяют и намечают передний срез верх
ней вытачки и, зафиксировав лекало во внутренней его точке, пере
мещают по радиусу вверх его внешнюю точку до совмещения с длин
ным штрихом, отмеченным на ткани.
Определяют раствор верхней вытачки и намечают вершину лацка
на, горловину и плечевой срез. Определяют ширину плечевого среза
Перемещают боковой срез вправо на величину изменения ширину
горловиныДО.З см). Зафиксировав лекало в крайней плечевой точке^
совмещают вершину бокового среза лекала с линией бокового среза
намеченной на ткани сплошной линией, и оформляют пройму. Раствор
передней вытачки и боковой срез по линии талин увеличивают на ве-
личину отклонения прогиба спинки (0,3 см). Уравнивают верхни!
и нижний срезы кармана. В результате биссектриса проймы удли-
няется.
Последовательность обмеловки бочка такая же, как и для перегя-
бистых фигур, рассмотренных выше.
Перегибистая фигура с выступающими назад ягодицами (рис. 96).,:
Особенностью данной фигуры является построение спинки. Лекала
располагают на ткани так, чтобы основание горловины находилос
на расстоянии не менее чем 5 см от края. Изменения произойдут в верх-
ней части средней линии спинки в области горловины, удлинится
боковой срез от линии талии вниз и вверх.
Последовательность обмеловки спинки. Сплошной линией намечают
линии низа, бедер, талии и среднюю линию от горизонтального члене-
ния вниз, штриховой — боковой срез. Зафиксировав лекало в точке'»
пересечения линии талии со средней линией, перемещают его по ли- -
нии бедер на 0,5 см влево, после чего сплошной линией намечают
боковой срез. Определяют линию горизонтального членения коротким».,
штрихами, а длинными намечают величиныотклонений. Перемещают
лекало вертикально вверх на 0,5 см. Затем, зафиксировав лекало в
вершине горловины, перемещают его крайнюю плечевую точку по ра-
диусу вверх на 0,5 см и сплошной линией намечают верхнюю часть <
средней линии и горловину. Определяют ширину плечевого среза *
и ширину спинки по линии горизонтального членения, а затем оформ- ’
ляют сплошной линией срез проймы и вершину бокового среза. '
Последовательность обмеловки полочки и бочка. Идентичны описан-,
ным в предыдущих примерах. При этом соблюдают правила сопряже-
ния срезов. К боковому срезу бочка со стороны спинки по линии
бедер добавляют 0,5 см.
Перегибистая фигура с изменением глубины и ширины горловины
спинки (рис. 97). Изделие по липни талии и бедер суживается и уве-
личивается "прогиб по средней линии спннкн.
При обмеловкс спинки сплошными линиями определяют линии ни-
за. бедер и талии, а штриховыми — боковой срез, среднюю лнннм
1«
линию горловины, плечевой срез и линию проймы. Сначала изменяют
глубину и высоту горловины, затем положение крайней плечевой
точки по описанному ранее методу, после чего суживают изделие по
средней л инии, увеличивая прогиб по линии талии и бедер на величину,
в два раза большую той, на которую расширяют горловину, и сплош-
ной линией оформляют верхнюю часть и среднюю линию спинки. Бо-
ковой срез пока остается без изменений.
При обмеловке полочки увеличивают раствор передней вытачки
на величину изменения прогиба средней линии спинки. Оставшуюся
разность ио линии талии и бедер равномерно распределяют, суживают
изделие по боковым срезам спинки, полочки и бочка. Изменяют (су-
живают) боковой срез от линии кармана вниз, учитывая изменение
раствора передней вытачки. Остальные построения производят по
Ранее описанному методу.
145
Величину, на которую следует расширить или сузить участок
помогают нам определить проверочные мерки системы <диагональ>.
Фигура с низким животом (рис. 98). Грудь сужена. На изделиях
изготовленных для этой фигуры обычным способом, верхняя петля
намного больше заходит на вторую полочку, чем нижняя. Это объяс
няется тем, что вершина горловины построена неправильно. В изле
лиях на такую фигуру увеличивается раствор вытачки по линии кар
мана до 3,5...4 ем. При построении полочки вершина горловины,
смещается в сторону полузаноса, а ширина полочки по линии груди
суживается в верхней части бокового среза н проймы.
Последовательность обмеловки спинки идентична описанной в пре-
дыдущих примерах.
Последовательность обмеловки полочки. Сплошной линией нами
чают край борта, после чего перемещают лекало вправо на 0,5 см,.
Сплошной линией намечают линии низа и бедер, передний срез вытач
ни, нижний срез кармана и Соковой срез от линии кармана вниз. За-
фиксировав лекало в месте расположения нижней петли, перемещают
его по радиусу влево до совмещения края борта лекала на уровне
верхней петли со сплошной линией, намеченной на ткани. Сплошной
линией намечают внутренний срез вытачки от линии талии вниз,
верхний срез кармана, линию талии и боковой срез от линии кармана
Рис. Зб.^Обмеловка деталей пиджака на фигуру с низким
животом.
вверх. Короткими штрихами определяют линию горизонтального
членения, а длинными — величины отклонения-
Далее лекало перемещают вертикально вверх до совмещения внут-
ренней точки его горизонтального членения с длинным штрихом и,
зафиксировав лекало в этой точке, перемещают его внешнюю точку по
радиусу вверх до совмещения с длинным штрихом, отмеченным на
ткани. Сплошной линией оформляют вершину лацкана, горловину,
плечевой срез и пройму.
Последовательность обмеловки бочка идентична описанной в пре-
дыдущих примерах.
' Псрегнбистая фигура с измененным положением основания гор-
ловины спинки и увеличенным прогибом по средней линии (рис. 99).
Спинка по линии талин и бедер суживается, а в полочке увеличи-
ваются раствор передней вытачки в нижней ее части и раствор карма-
на по линии бокового среза, вытачка перемещается в сторону полуза-
носа. Дополнительно строится вытачка из горловины. Вертикаль боч-
ка в верхней части меняет положение в сторону бокового среза спинки.
Рис. 99. Обмеловка деталей пиджака на перегнбистую фигуру
Последовательность обмеловки спинки. Сплошной линией намеча-
ют линии низа, бедер, талии, срезы: боковой, плечевой и проймы;
штриховой — горловину и среднюю линию. Производят изменения по
ширине и глубине горловины. Увеличивают прогиб по линиям талии
и бедер на 0,5 см со стороны средней линии. Сплошной линией наме-
чают горловину и среднюю линию.
Последовательность обмеловки полочки. Сплошной линией наме-
чают край борта. Затем отодвигают лекало на 2 см в сторону бокового
среза и сплошной линией намечают линию талин, штриховой — ли-
нии низа и бедер, срезы кармана, вытачку и боковой срез. Коротки-
ми штрихами определяют линию горизонтального членения, а длин-
ными — величину отклонения внешней точки (+1,5 см).
Зафиксировав лекало во внутренней точке, намечают передний
срез верхней вытачки, после чего перемещают внешнюю точку лекала
Рис. 100. Обмеловка деталей на фигуру, при которой рост
заказчика ие соответствует росту измерительного жилета.
по радиусу вверх до совмещения с длинным штрихом, отмеченным на
ткани. Сплошной линией намечают величину раствора верхней вытач-
ки, горловину и плечевой срез. Определяют ширину плечевого среза.
Боковой срез от линии кармана вверх перемещают вправо на 0,5 см
и намечают сплошной линией. Зафиксировав лекало в крайней пле-
чевой точке, совмещают вершину его бокового среза с вершиной бо-
кового среза, намеченной на ткани сплошной линией. Переднюю вы-
тачку перемещают в сторону полузаноса на 1/3 перемещения края борта
149
0,7 см |. На эту же величину увеличивают раствор вытачк
по срезам кармана, равномерно распределяя ее вверх и вниз. ЛинМ
низа по боковому срезу опускают на величину изменения нижнего cpd
за кармана и сплошной вогнутой линией оформляют линию низа
При построении прямого угла от верхнего среза кармана раствор ним
ней части передней вытачки увеличивается на 0,5 см с внутренне
стороны. Уравнивают нижний и верхний срезы кармана. Боково
срез в нижней части оформ
ляют под прямым углом 1
нижней линии кармана. В ре
зультате участок полочки
расположенный от линии бед
ра до низа, суживается, а бис-
сектриса проймы увеличив
вается.
Последовательность обме
ловки бочка идентична panel
описанным для перегибисто!
фигуры. Однако боковой срез;
расположенный к полочке, ш
линии талии и бедер може
менять свое положение в за
висимости от сопряжения ере
зов от талии вниз и от откло
нений полуобхвата талии i
бедер при контрольных изме-
рениях этих величин.
Фигура, при которой рост
заказчика не соответствует!
росту измерительного жилета:
(рис. 100). Данное изделие
обмеловывают на фигуру П
роста. При уменьшении роста'
изменяется положение корпу
вины спинки. Увеличивают-
ся: прогиб по средней линии спинки, ширина груди, раствор пер®
ней вытачки и происходят довольно значительные изменения по
горизонтальным линиям. При одноименных знаках используют раз-;
ность отклонений длины изделия и длины до талии (3 — 2 = 1)..
Сплошной линией намечают линии низа и опускают лекало внизна
эту разность, т. е. 1 см (первое движение), после чего сплошныМ|
линиями намечают линии бедер, кармана и талии. Вторым движе-
нием опускают лекало вниз на оставшуюся величину (2 см).
Остальные обмеловки по вертикальными горизонтальным линиями
производят, как описано ранее. Верхнюю вытачку рекомендует^»
строить из нижней части горловины полочки.
Сутулая фигура V роста (рис. 101). Горловина спинки суживается.»
уменьшается ее глубина, увеличиваются ширина спинки и ширина®
150
плечевого среза, ширина спинки по линии талии и бедер. Полочка
линиям груди, талии и бедер суживается, вершина горловины
смешается в сторону полузаноса, изменяет свое положение крайняя
плечевая точка и соответственно глубина проймы, верхняя часть
бочка удлиняется и поворачивается в сторону полочки.
Сплошной линией намечают линию низа всех деталей изделия. Так
как при указанных в таблице величинах отклонений подлине до талии
и длине изделия знаки разноименные, поднимают лекало вверх на
сумму этих двух величин (2 см) и сплошными линиями намечают ли-
нии талии, кармана, бедер, передней вытачки. Вторым движением
опускают лекало вертикально вниз на 1 см и производят все после-
дующие обмеловки по ранее описанному методу.
В условиях индивидуального пошива отклонения бывают настоль-
ко разнообразны и сугубо индивидуальны, что предлагаемые рекомен-
дации в каждом отдельном случае следует использовать творчески.
Возможны изменения в боковых срезах спинки и бочка, когда боковая
проекция выступа бедер значительно изменяется. Это определяют
при помощи открытых боковых швов от линии талии вниз в измери-
тельном жилете или снимают дополнительно проекционную мерку,
опуская вертикаль с крайней точки, определяющей ширину спинки
по линии лопаток.
Во всех случаях следует внимательно визуально осмотреть фигуру
до снятия измерений. В особо сложных случаях определяют не только
вертикальные и горизонтальные измерения (обхваты, полуобхваты,
ширину и длину), но и профильные диагонали фигур: от крайних то-
чек выступа лопаток по спинке до выступа живота на полочке; от
крайней точки выпуклости груди до прогиба талин спинки; от точки
выступа живота полочки до точки выступа ягодиц по спинке и т. д.
В этих случаях следует пользоваться проекционными измерениями,
проводя вертикаль через выступающие точки полочек и спинки и за-
меряя как расстояние между ними, так и соответствующие прогибы.
151
Так, например, возможна сутулая фигура, у которой значительна
увеличен прогиб по средней линии спинки на участке линий тали!
и бедер, а со стороны полочек увеличен выступ живота (так называема:
кифотическая фигура). В таком случае ширина горловины ciihhki
уменьшается, а прогиб по средней линии увеличивается. Из рис. 10!
видно, что для таких фигур увеличенную диагональ г-д следует со
хранить. Для этого в чертеже необходимо добавить к боковому срез;
спинки н к боковому срезу бочка, расположенным к полочке, велнчи
ны, измененные по средней линии спинки. Полочка строится так же
как н для фигуры с выступающим животом. Боковой срез бочка, рас
положенный к спинке, зауживают по линии талии и бедер, т. е. в дан
ном случае диагонали спинки г—г, и бочка д—увеличились. Бочп
изменил свою конфигурацию от линии талии верх (рис. 102, б. в)
При обмеловкс бочка на такие фигуры происходят два преломления
При первом движении верхняя часть бочка, расположенная выше ли
нии талин на оси 1, перемещается влево на величину OOt (рис. 102, г)
При втором движении верхняя частьбочка, расположенная выше дна
гопали д—д, на оси 2, перемещается вправо до совмещения точек О
и О (рис. 102, д).
Таким образом, первое движение бочка следует производить дл>
того, чтобы копировать часть фигуры, расположенную ниже диаго
пали re,, а второе движение — часть фигуры, расположенную выш<
диагонали га, (рис. 102, а).
В результате этих действий бочки вид одинаковы, нижняя част!
проймы осталась без изменения. Рукав в этих случаях обмеловываю
без изменений.
ОСОБЕННОСТИ ТЕХНОЛОГИИ
ИЗГОТОВЛЕНИЯ МУЖСКОЙ ВЕРХНЕЙ ОДЕЖДЫ
БЕЗ ПРИМЕРОК
ОБЩИЕ ЗАМЕЧАНИЯ
Реализация беспримерочиого способа производства одежды бази
руется, в основном, па применяемой в отрасли унифицированной тех
подогни. Вместе с тем повышенная точность кроя, полученная при это>
способе, отсутствие промежуточных примерок ставят повышенны'
требования к технологии изготовления изделий.
В частности, возникла необходимость внести некоторые нзмененш
в методы и последовательность обработки отдельных узлов с учете»
фигуры заказчика, повысились требования к выполнению контрольно
об.человочных операций на различных стадиях технологического про
Задачей контролыю-обмеловочного этапа является обеспечен»
точности изготовления изделия. При выполнении этих операций иеоб
холимо учитывать изменчивость свойств тканей и возможные отклопе
ния в технологических режимах обработки.
152
При обмеловке деталей полуфабриката с помощью комплекта
вспомогательных лекал учитываются отмеченные в паспорте заказа
основные мерки и отклонения фигуры заказчика от условно пропор-
циональной.
Значительно возрастают требования к операциям влажно-тепло-
вой обработки (ВТО), призванным обеспечить получение необходимой
пространственной формы за счет оттяжки или сутюжи вания отдельных
участков и закрепления формы, полученной в результате точного
раскрой.
Поскольку на предприятиях индпошива для этих целей применя-
ются, в основном, утюги, соблюдение режимов, умение правильно
выполнять приемы обработки во многом зависят от квалификации
оператора и наличия комплекта вспомогательных устройств. Непра-
вильное выполнение операций ВТО может внести значительные изме-
нения в конструкцию деталей изделия, вызвать необратимые измене-
ния свойств ткани (опалы), сократить срок службы изделия. Поэтому
при недостаточной квалификации работника и отсутствии необходимых
приспособлений внутрипроцессную обработку можно частично сокра-
тить. совместив ее с заключительной стадией отделки изделия.
Для осуществления операций ВТО используются утюги и прессы
различных типов, характеристика которых приведена в табл. 31.
Выбор типа утюгов и прессов зависит от условий производства.
В маломощных ателье по пошиву верхней одежды рекомендуется ис-
пользовать утюги и прессы с электронагревом рабочих органов.
В специализированных домах быта более эффективным является обо-
рудование с электропаровым обогревом, что позволяет сократить вспо-
могательное время на операции увлажнения и существенно улучшить
качество обработки. Весьма перспективным следует считать исполь-
зование для окончательной ВТО готовых изделий паровоздушных
манекенов с регулируемыми пли сменными формующими головками.
Режимы ВТО изделий выбираются с учетом ограничений по свой-
ствам материалов, характера выполняемой операции и вида используе-
мого оборудования. Представленные в табл. 32 режимы ВТО приме-
нительно к оборудованию с электронагревом рабочих органов яв-
ляются ориентировочным^, поскольку время обработки с помощью
утюга всецело зависит от квалификации оператора.
11осле окон чательной ВТО изделие необходимо охладить до комнат-
ной температуры в подвешенном состоянии для закрепления полу-
ченной формы.
Важной особенностью изготовления швейных изделий в условиях
индивидуального производства является широкое применение как
традиционных, так и клеевых прокладочных материалов.
Термодублнроваиие отдельных участков изделий позволяет зна-
чительно уменьшить материале- и трудоемкость изготовления изде-
лий, увеличить производительность труда за счет сокращения ниточ-
ных способов крепления. По-видимому, в ближайшем будущем будет
внедряться и принципиально новая технология прямой стабилизации
деталей кроя полимерными пастами.
Использование прогрессивных процессов соединения деталей
одежды и повышение их эксплуатационных показателей в значнтель-
153
154
Тки‘ Температура рабо- Масса
яси поасрляссп,. и
пресса утюга айв. «П. прессе утюг»
Костюмные Чистошерстяные 110—170 120-200 3-6 40—120 5—12 30
Полушерстяные: с лавсаном 130-140 130—150 3-6 30—120 10-25 30
с нитроном с лавсаном в вискозой 130—140 130-140 130—150 130—140 3-6 3-6 40—120 30-100 10-15 15 30 40-60 40
с капроном (до 12 %) Вискозные с лавсаном и нит- 120—130 130-140 3-6 30—100 10-15 20—30
роком Льняные с лавсаном Хлопчатобумажные: 130—140 160—180 130—140 160—170 3-6 3-6 40—100 50-80 15-20 15-20 20-30 20—30
с лавсаном 140-150 150—160 3 40—80 10—20 30-40
с вискозой 150—160 160—170 3 30-80 10—20 30-40
Пальтовые
Чистошерстяные 150—160 170—180 6-8 30-120 10-25 30—40
Полушерстяные: 130—140 140—150 6 я 30—100 10—20 25—30
с нитроном 130-140 130-140 6—8 30-100 10-15 20-40
Пальтовые и костюмные
явные полотна типа кримплен 120-130 120-130 3-6 30-50 10-20 20—30
Бархат, вельвет 130—140 До 80 130-140 130-140 До 80 130-140 3-6 30 10-20 20—30 20—30 30—60 25—30
Плащевые материалы 3—6 30-100
Подкладочные
Хлопчатобумажные и вис-
юзные 140—170 2 7 20-30
. козные —а 130—160 2-5 10—20
Вискозно-капроновые — 140-160 2-5 — 10—20
• Разработаны в Миибыте РСФСР.
ной мере приближают технологию индивидуального изготовления
к массовой, сохраняя, однако, индивидуальность покроя. Это требует
более высокой подготовки специалистов, занимающихся производством
одежды по индивидуальным заказам. В частности, учитывая свойства
тканей верха, необходимо подбирать клеевые материалы, конструк-
цию прикладных деталей и режимы их термодублирования. Тем са-
мым обеспечивается сохранение первоначальной структуры материала
верха, его гигиенические свойства (воздухо- и влагопроницаемость),
эластичность, формоустойчнвость в процессе эксплуатации и после
химчистки. Устраняются излишняя жесткость деталей и их утолщение
в местах расположения прокладок.
155
При дублировании прокладочными материалами с точечным по
крытием клеем ПА-54, ПА-548 летали увлажняют или пропариваю^
более активно (до 40...50 % от массы обрабатываемого участка ткани).
В то же время при использовании прокладок, покрытых клеем ПА-12
АКР, термодублироваиие осуществляется при незначительном увлаж
нении или без него, так как плавление такого клея происходит пр>
более низкой температуре (120... 130 °C).
В ряде случаев раскрой клеевых прокладочных материалов ткано!
структуры необходимо выполнять под углом 20...45° к нитям основы;
что обеспечит необходимые условия для объемного формования летала
верха и устойчивое сохранение полученной формы.
Для качественного проведения операций термолублнрования де
талей одежды необходимо соблюдать режимы обработки с учетом вид
клеевого материала (табл. 33). Поскольку указанные в таблиц!
режимы термолублнрования носят рекомендательный характер
при использовании новых клеевых материалов необходимо провеет!
предварительные испытания на небольших отрезках ткани, уточнит!
параметры дублирования и величину усадки образцов.
Кромочная ткань
Прокламплин (типа арт. 924506)
Лишь после этого можно приступать к изготовлению изделия.
При Использовании беспримерочного метода изготовления одежд!
с помощью измерительного жилета весьма важным с точки зрени:
обеспечения качества изделий оказалось распределение времени на
контрольно-измерительные и технологические этапы производства
Многолетняя практика применения этого метода подтвердила иеобхо*
днмость расчленения всего технологического цикла нзготовленй:
изделий на четыре этапа, в каждом из которых следует определит
весомость затрат времени на осуществление тон или иной работы
При всей своей условности такой подход позволяет повысить требовал
33. Режимы тсрмодублнрования деталей
I. Прием зака-
"Г
II конструктивно-декоративных при-
оформление
изделия
операций и обработка
140—150
130—140
150—160
130—140
150-160
130—140
150—160
130-140
150-160
150—160
130-140
раскроя 113-
ПА-548
ПА12-АКР
ПА-54
ПА12-АКР
ПА-54
ПА 12-АКР
ПА-54
ПА 12-АКР
ПА-54
ПА-54
ПА 12- АКР
4- Выдача гото-
вого изделия
заказчику
ния к наиболее ответственным операциям н, наоборот, уменьшить
значимость других, учитывая влияние точности конструкции и воз-
можность использования работников более низкой квалификации.
Каждый из этапов оценивается своими коэффициентами весо-
мости, которые в сумме дают единицу:
метровой лентой, измерительным жилетом к заполнение
эрга заказа .........................................
2. Обмеловка и раскрой изделия..................
3. Изготовление (технологическая обработка) изделия
4. Выдача готового изделия заказчику
Ч=“=> при помощи измерительного жилета
2. Контроль обйеловкн по данным паспорта заказа с уче-
том закономерностей беспримерочиого метода изготов-
ления изделий с применением измерительного жилета
I. Инструктаж исполнителей но изготовлению вазелин
156
Как видим, наиболее значительными оказались первый и третий
этапы, так как именно здесь решается судьба будущего изделия. Точный
крой и соблюдение технологии изготовления гарантируют успех дела
и практически исключают переделки. За счет этого значимость этапа
выдачи изделия заказчику стала минимальной.
В пределах каждого этапа имеется свой перечень работ, суммар-
ная значимость которых также оценивается единицей. Однако диффе-
ренциация значимости некоторых видов работ существенно отличается
от принятой при использовании традиционного метода изготовления!
с одной-двумя примерками (табл. 34). Так, на первом этапе доминирует,
подэтап 4 (проверка визуального восприятия жилета), на втором —
Этап раскроя оказался менее ответственным и может выполняться,
работником более низкой квалификации, чем закройщик. Однако при
этом важно осуществитьтщательный контроль обмеловки (подэтап 2).
На третьем этапе наиболее значимыми оказались также контрольно-
обмеловочные работы (подэтап 6). обеспечивающие строгое соблюде-
ние заложенной в конструкции технологии.
Большое внимание следует уделять изготовлению и соединению
прокладок, а также ВТО.
В то же время роль ручных и машинных операций,.включая вме-
тывание и втачивание рукавов в пройму, резко уменьшилась в связи
с наличием точного кроя и соответствующих разметок.
В соответствии с таким методологическим подходом наибольшее
внимание уделяется новым методам и приемам обработки деталей,
узлов и изделия в целом.
Ниже рассмотрены наиболее эффективные методы и приемы обра-
ботки деталей, узлов и окончательного монтажа изделий.
ОСОБЕННОСТИ ТЕХНОЛОГИИ ОБРАБОТКИ
ПИДЖАКА И ПАЛЬТО
НАЧАЛЬНАЯ ОБРАБОТКА ИЗДЕЛИЯ
Ткань верха изделия, предназначенную для раскроя, предвари-
тельно декатируют с целью устранения усадки в процессе изготовлен
ния изделия, устранения заломов и улучшения внешнего вида.
После раскроя переводят меловые линии на лицевую сторону по-
лочки по месту расположения петель, верхнего кармана-листочкн
и других конструктивных элементов изделия. Прокладывать копиро-.
вальные стежки, меловые линии по срезам деталей изделия нет необ-
ходимости, так как согласно техническим условиям используются по-
стоянные величины припусков.
Соединение деталей производится при совмещении надсечек.
ВЫКРАИВАНИЕ ДЕТАЛЕЙ
По деталям верха выкраивают детали подкладки — полочек, боч-
ка, спинки и рукавов (рис. 103). Подкладку рукавов можно выкраивать
по специальному шаблону. Направление нитей основы в деталях под-
158
35. Комплектность деталей прокладок н область ня применения
Льняная или полушерстя-
ная бортовая ткань
Клеевая прокладочная
I. Основной слой борто-
вой прокладки до та-
2. Накладка в свластн
3. Плечевая накладка
Льншия или полушерсти-
ним свободным
1. Основной слой борто-
вой прокладки до нн-
Льняная или полушерсти
ная ткань
шнм свободным
облеганием
товой прокладки до
4. Плечевая накладка
шнм свободным
облеганием
Рис. 103. Выкраивание деталей подкладки.
Если по паспорту заказа предусмотрены плечевые накладки в
спинку (подпапоротники), то их выкраивают из марли или (для плот-
ных тканей) из ватина.
Утепляющую прокладку пальто выкраивают по деталям подкладки.
В зависимости от индивидуальных особенностей фигуры заказчика,,
свойств ткани и силуэта изделия рекомендуются пять вариантов паке-
тов прокладок (табл. 35), которые отличаются различным количествен-
ным составом деталей пакета и возможным применением различных
прокладочных материалов. Варианты 0, /н 2 бортовых прокладок.
160
(рис. 104. а—в) изготовляют с применением клеевых прокладочных
материалов, вариант 3 (рис. 104, г) — путем выстегивания борто-
вой прокладки на машинах типа зигзаг, а вариант 4 для пиджаков
(рис. 104, д) и пальто (рис.
104, е) применяют в случаях,
когда требуется большое сво-
бодное облегание и жесткая
форма груди.
В пиджаках с бортовыми
прокладками всех вариантов
полочки дублируют вискоз-
ной или вискозно-лавсановой
клеевой прокладочнойтканыо
с регулярным точечным по-
крытием. При использовании
полушерстяной бортовой тка-
ни вариант 4 для пиджаков
применять не рекомендуется.
Основной слой бортовой
прокладки выкраивают из
льняной пли полушерстяной
прокладочной ткани по дета-
лям верха или лекалам (рис.
105). Срезы бортовой про-
кладки выходят за срезы бор-
тов, лацканов, плечевых уча-
стков и проймы верха на 1 см.
Рис. 104. Варианты пакете» про-
161
В варианте 1 бортовую прокладку выкраивают до линии талии, а 1
в вариантах 2,3 к 4 — до низа изделия. Нити основы в бортовой про-
кладке проходят от вершины горловины полочки перпендикулярно
к линии талии (рис. 106). Верхний угол бокового среза прокладки
должен заходить за шов притачивания отрезного бочка на 2...2,5 смс
Детали дополнительных накладок выкраивают по основной бортовой
прокладке или по вспомогательным лекалам, соблюдая направление
нитей основы. В волосяной накладке нить основы располагается;
перпендикулярно к краю борта, а в столбике — параллельно краю-
В зависимости от фигуры заказчика и особенностей фасона в кон’
струкции бортовых прокладок рекомендуется различное количество
вытачек в различных местах, что позволяет создавать необходимую
объемную форму изделия:
162
В некоторых случаях для изделий па полные фигуры с резко вы-
ступающим животом вытачки 5, 6 и 7 рекомендуется заменять одной
вытачкой 5-
Из клеевой прокладочной ткани выкраивают прокладки для дуб-
лирования полочек, шлицы, участков спинки, клапанов боковых
карманов, листочки верхнего кармана (варианты 0,1 и 2), накладных
карманов, концов воротника, хляс-
тика спинки, пояса и виза брюк,
низа рукавов пальто и пиджака,
Рас. 109. Клеевые прокладки в паль-
низа изделия, листочки внутрен-
них карманов, а также долевиков
карманов, усилителей пройм, а для
тканей рыхлых структур —усили-
телей горловины спинки и участка
верхних срезов бочка. Клеевую
прокладку в подборта вырезают по
деталям верха, причем в вариан-
тах 0 и 1 — на весь подборт, а в
вариантах 2, 3 и 4 — на участок,
лацкана, расположенный на 2...Зсм
ниже верхней петли и на расстоя-
нии 0,5 см от внутреннего среза
подборта. При этом направление
нитей основы деталей прокладок
и основного материала должно сов-
падать (рис. 108).
Детали клеевых прокладок рас-
краивают так, чтобы при последующей обработке их обрезные края
входили в швы стачивания на 0,3..0,5 см.
Клеевые прокладки для дублирования низа изделий из толстых
и тонких тканей рекомендуется выкраивать шириной соответствен-
163
Для предохранения срезов пройм полочек от растяжения исполь-
зуют усилитель пройм в виде подкройной полоски из прокладочной
ткани шириной 4 см.
В пальто, где полочки дублируют частично (рис. 109), при рыхлой
структуре ткани клеевую прокладку для дублировании срезов горло-
вины, плеча и пройм полочки, для участков верхнего среза бочка,
срезов горловины и проймы спинки выкраивают по контурам соответ-
ствующих срезов.
По контуру горловины и плечевого среза спинки подрезается уси-
литель из клеевой прокладочной ткани. Долевая нить усилителя про-
ходит параллельно плечевому срезу. Ширина усилителя плечевого’
среза 2—2,5 см, а длина равна ширине плеча плюс 1,5 см.
Детали прокладки нижнего воротника, прокладку в листочку верх-
него кармана вариантов 3 и 4 выкраивают из клеевой бортовой ткани.
В прокладках лацканов пальто нити основы должны проходить па-
раллельно линии перегиба лацкана. Внутренний срез прокладки дол-
жен заходить за линию перегиба на 2.5...3 см (рис. 106, з).
Детали верхних плечевых накладок раскраивают по лекалам. При
этом в пакет плечевых накладок входят детали из бортовой ткани;
(как с клеевым покрытием, так и без него), бязи, ватина, марли и паль-
товой ткани (для пальто). Вместо бортовой прокладки можно исполь-
зовать нетканые клеевые материалы типа «Лийва» и «Сюит». Перспек-
тивным является применение прокладок, изготовленных с использо-
ванием термопластичных сеток.
ТЕРМОДУБЛИРОВАНИЕ ДЕТАЛЕЙ ИЗДЕЛИЯ
Дублирование деталей прокладочными материалами с клеевым,
покрытием рекомендуется осуществлять после предварительной дека-
тировки клеевого материала. С этой целью материал предварительна
увлажняют и высушивают в естественных условиях в течение 5—20
мин. Нетканый прокладочный материал типа «Лийва» и «Сюит» также
увлажняют, однако дублирование производят без предварительного
просушивания. Дублирование рекомендуется производить на прессах
с плоскими или объемными подушками при соответствующих парамет
рах ВТО (см. табл. 31).
Детали верха н прокладки укладывают на нижнюю подушку прес-
са так. чтобы’клеевое покрытие было обращено в сторону ткани верха,Я
а сама прокладка располагалась со стороны верхней подушки. При Я
этом срезы прокладки не должны доходить до срезов основной де- 1
тали на 0,3...0,5 см. j
Для обеспечения лучшего скольжения утюга и во избежанием
прилипания прокладки к верхней подушке пресса в ряде случаевЯ
ее обрабатывают сухим мылом, а в область вытачек укладывают по- Я
.тоски бумаги.
Полочки больших размеров дублируют на прессе в два приема, на-Я
чиная от края борта и далее к боковому срезу. I
Особое внимание следует уделять правильности укладки на поверХДИ
ности подушек пресса основной и прокладочной деталей, недопуска^И
их перекоса. Для изготовления изделий высокого качества рекомендуя
ется проверять качество термодублиропания деталей полочек, исполь-
зуя контрольные лекала или их бумажные копни, полученные одно-
временно в процессе раскроя изделия.
Учитывая различия в объемной форме полочек для изделий различ-
ных полнотных групп, в процессе термодублирования следует соблю-
дать ряд приемов. '1ак, при объемном формовании и термодублирова-
нии па прессе с выпуклыми подушками должна быть обеспечена сим-
метричность формы обеих полочек, что достигается соответствующей
ориентацией расположения их срезов относительно подушки. Лучшие
условия формообразования достигаются при использовании пресссп
с двумя парами полушек (правая и левая).
Необходимо также, чтобы кривизна слоев увеличивалась от по-
верхности ткани верха до плечевой накладки, т. с. радиус каждого
последующего слоя пакета прокладки был меньше радиуса слоя ос-
новного материала (рис. 110) — R, > R2 > R3 >
> R.-
Рвс. НО. Последовательность расположения слоев пакета:
На прессах с плоскими подушками полочки дублируют в два эта-
па. Первоначально обрабатывают деталь полочек до линии перегиба
лайкана, а затем на объемных подушках пресса или с помощью утюга
одновременно формуют и термодублируют лацкан, что обеспечивает
его хорошее прилегание к полочке в процессе эксплуатации одежды.
Подборта и нижние воротники дублируют на прессе, а клапаны,
накладные карманы и листочки — с помощью утюга при последующей
обработке изделия.
Для вариантов 0 и 1 пакетов прокладок подборт дублируют пол-
ностью, а для вариантов 2—4 — лишь верхнюю часть подборта на
участке па 2...3 см ниже верхней петли и отступив 0,5 см от внутрен-
него среза (см. рис. 108, г кд). Отрезные Сочки подвергают частичному
дублированию в области верхних срезов и по низу, где прокладка
должна заходить за линию подгиба низа па 1,0.. 1,5 см (см. рис. 108, б).
Дублирование отдельных участков спинки производят параллельно
с ее ВТО.
ОБРАБОТКА ПОЛОЧЕК
После фронтального термолублнрования полочек передние вытачки
стачивают швом шириной 0,5....0,7 см, заканчивая строчку на 2,5...
3,0 см выше конца разреза. Таким же образом стачивают верхние
вытачки в области горловины, закрепляя края двойной обратной
строчкой.
Прорези карманов соединяют встык по срезам и настрачивают до-
левик, размещая его так, чтобы его середина совпадала с линией раз-
реза кармана. Один конец долевика должен заходить за вытачку на
1,5...2,0см, а другой —не доходить до бокового среза полочки па 1 с.ч.
Для закрепления прорези карманов рекомендуется использовать
Долевики из ткани с клеевым покрытием, которые соединяют с основ-
165
ной тканью при помощи утюга. Отрезной бочок складывают с полоч-
кой лицевыми сторонами внутрь, совмещая надсечки по линии талии
и стачивая со стороны бочка швом шириной 1 см. Совмещают рисунок
ткани (отлипни кармана до низа полочек). В изделиях прилегающего
силуэта перед притачиванием отрезного бочка к полочке соответст-
вующие срезы в области талии оттягивают утюгом (рис. 111). Затем
приступают к ВТО полочек, формуя правую и левую полочки отдель-
но (рис. 112).
Особое внимание следует уделять формованию выпуклости в об-
ласти груди, которая должна быть идентична форме бортовой про-
кладки (вытянутый овал). Направляющая линия овала проходит
через центр груди от крайней плечевой точки до точки, расположен-;
ной на линии талии на расстоянии 3...5 см от линии полузаноса.
Благодаря косой нитидублирина и некоторым конструктивным ре-
шениям, подвижность структуры ткани не снижается. В результате:
ВТО полочек (формование выпуклости в области груди), предваритель-’
но прошедших термодублирование, сокращается и ее выполняют в
шесть приемов.
I п р и е м. Левую полочку располагают к работающему боковым
свезом. а правую — бортовым краем. Разутюживают переднюю вы-
тачкг. сутюживая слабину в концах. Левой рукой оттягивают край
боота по линии талии и, передвигая утюг вдоль направляющей выпук-
пости груди, производят сутюживание в нижней части проймы. С утю-
женный участок проймы закрепляют полоской клеевой прокладки, ко-
торую располагают, отступив от среза проймы на 1... 1,5 см, на рас-
стоянии 7...9 см от плечевого среза в пиджаках и 5 ..6 см — в пальто
(рис. 112, а)-
11 прием. Полочку располагают у основания колодки по на-
правляющей выпуклости груди. Слабину в области лацкана су-пожн-
вают. При наличии верхней вытачки ее разутюживают (рис. 112, б).
Ill прием. Приутюживают шов притачивания отрезного бочка
к полочке (в приталенных изделиях предварительно оттягивают шов
стачивания отрезного бочка в области талии, рис. 112, в).
IV и р и е м. Полочку располагают боковым срезом к работаю-
щему. Разутюживают шов притачивания отрезного бочка в два приема
от линии талии вверх и вниз. Утюг при этом выходит за линию при-
тачивания отрезного бочка на полочку не более чем на 3...4 см
(рис. 112, г). Образовавшуюся слабину полиции притачивания отрез-
ного бочка в области талии сохраняют.
V прием. Нижнюю часть правой и левой полочек укладывают
па столе плечевым срезом от работающего так, чтобы линия талии
располагалась у основания спецколодкн, и приутюживают участок
от линии талии до низа,обеспечивая выравнивание рисунка ткани па-
раллельно краю борта, после чего, приутюживая прорезь кармана,
выравнивают линню(рис. 112, д). В изделиях для полных фигур образо-
вавшуюся на полочках в области выпуклости живота слабину ткани
сохраняют, а в изделиях приталенных силуэтов сохраняют образовав-
шуюся слабину от линии кармана вниз.'
VI прием. Для создания «седловидной» формы плечевого среза
полочку оттягивают по срезу горловины, начиная от уступа лацкана
вверх, и по плечевому срезу на участке 7...9 см от горловины. В изде-
лиях на фигуру с большим ракурсом (развернутыми вперед плечами)
для создания седловидной формы плеча полочку дополнительно оття-
гивают от крайней плечевой точки вниз на участке 8...10 см снизу
вверх, и по плечевому срезу полочки на участке 7...9 см от крайней
плечевой точки к горловине (рис. 112, е).
ФОРМОВАНИЕ СПИНКИ
Спинку пиджака формуют в несколько приемов. Сначала части
спинки складывают лицевыми сторонами внутрь (рис. 113, а). Боко-
вые срезы и срезы средней линии на участке линии талии оттягивают
До получения прямой. До середины спинки слабину по линии талии
сутюжнвают. То же делают с боковыми срезами в области бедер и сре-
зами шлицы, после чего формуют выпуклость в области лопаток, сутю-
Живая срезы пройм и участок средней линии на уровне лопаток. При
зтом среднюю линию слегка выпрямляют. Затем деталь половинки
с*1Иики перегибают пополам и повторяют те же операции (рис. 113, б).
167
Одновременно оттягивая боковые срезы и срезы средней линии в об-
ласти прогибов по талин, сутюживают участки по середине детали на
уровне линии талии, в области пройм и на уровне лопаток по средне!
линии.
При изготовлении изделий из полушерстяных тканей с большим
содержанием синтетических волокон ВТО спинки рекомендуется про
изводитьиначе. Для формования выпуклости в области лопаток перед
операцией сутюживання производят оттягивание в косом направле-
нии по диагонали (рис. 113, а) от точки, расположенной на боковом
срезе по линии талии, до вершины горловины и отточки, расположенно!"
на средней линии,шо линии талии, до крайней плечевой точки. Посте
этого сутюживают слабину в области пройм н средней линии спинки
на уровне лопаток. Плечевой срез спинки также слегка сутюживают
на линии выпуклости лопаток. Детали спинки складывают пополам
(рис. 113, б) и повторяют операции оттягивания и сутюживання. Для
закрепления полученной формы по пройме на спинке прокладывают
усилитель шириной 2 см на расстоянии 3...5 см от крайней плечевой
По горловине усилитель прокладывают без натяжения. По плече
вому срезу усилитель прокладывают, припосаживая ткань верха на
величину, планируемую при раскрое изделия (1,2—1,5 см для пнджа;
ка и 2—2,5 — для пальто). В шлицу прокладывают клеевую проклад
ку. При обработке шлицы в пиджаках прокладывают дублирин, а в
пальто — клеевую бортовую ткань или клеевой нетканый материал
На левую половинку шлицы с изнаночной стороны, отступив от среза
шлицы на 0,3....0,5 см и от среза низа на 0,5 см, прокладывают клеевук
прокладку с посадкой ткани верха на 0,5. ..0,7 см в области бедер
Для тканей рыхлой структуры обеспечивается посадка 0.7... 1,0 см,.
для малоусадочных — без посадки с небольшим натяжением проклад
ки. Ширина прокладки должна переходить за линию перегиба шлиш
на 1,0... 1,5 см. f.
В правую половинку шлицы клеевую прокладку прокладывают'
также отступив от среза шлицы на 0.3....0,5 см и на 0,5 см от низа из-
делия. Величина посадки та же, что и левой части шлицы.
В случае применения тканей рыхлой структуры клеевую проклаД
ку прокладывают по низу изделия, располагая ее вдоль намеченно!
меловой линии так, чтобы край прокладки заходил за линию подгиб!
низа на 1,0...1,5 см (см. рис. 108, а).
ИЗГОТОВЛЕНИЕ БОРТОВЫХ ПРОКЛАДОК ПОЛОЧЕК
Бортовая прокладка предназначена для повышения формоустойчи-
«и полочек изделия. В зависимости от применяемого варианта
докладок (О—Л определяют особенности технологии их обработки.
'р Вариант 0 прокладки (рис. 114, а) выполняют клеевым способом
крепления. На продублированную полочку накладывают клеевую
прокладку в области груди, располагая ее на расстоянии 2...3 см от
плечевого среза н па 0,5....0,8 см от среза проймы, не доходя 2...3 см
До линии талии. По краю борта срезы уравнивают.
Накладку увлажняют, намыливают (во избежание приклеивания
клеевой прокладки к подошве утюга) и приклеивают, не приутюжи-
вая в области вытачек.
Затем, отступив на 0,5...0,8 см от среза проймы и 1 см от верхнего
лечевого среза, с помощью утюга приклеивают плечевую накладку.
Нижний, стой клеевой накладки разрезают в области расположения
109
передних вытачек верха с небольшим смещением в сторону. Срезы-
соединяют накладным швом, создавая необходимую объемную форму.
При изготовлении бортовой прокладки вариантов 1—4 (рис. 114,
б, г) сначала на основном слое обрабатывают вытачки, а в вариантах
2—4 (рис. 114, в. г), если есть необходимость, надставки соединяют
швами встык или накладными на машине зигзагоообразиой строчки.
Вытачки также можно соединить встык клеевой полоской. В вариан-
тах 1 и 2 (рис. 114, б, в) для придания более высоких упругих свойств
полочкам в области груди на основной слой прокладки накладывают
клеевую прокладку, располагая ее на расстоянии 5...6 см от плечевых
срезов, на 0.5....0,8смот края проймы, 1 см от линии перегиба лацка-
на и не доходялаЗ..,4 см до линии талин. Плечевую накладку из бор-
товой ткани располагают, отступив 1 см от плечевого среза н 0,5 см ,
от срезов проймы и горловины (рис. 114, в—г). Предварительно увлаж-
ненную клеевую и бортовую прокладки соединяют с помощью утюгди
Затем разрезают вытачки в клеевой прокладке, совмещая их с вы-
тачками основной прокладки. Стороны вытачек основного слоя бор-
товой прокладки соединяют встык, закладывая срез клеевой про-
кладки один на другой, и склеивают при помощи утюга. С лицевой сто->
роны бортовой прокладки вытачки фиксируют клеевыми полосками,;
создавая гладкую поверхность и необходимую выпуклость. После это-'
го плечевую накладку стачивают на универсальной машине, распола*
гая строчку параллельно нижнему ее срезу на расстоянии 4. ..5 см.
Бортовую прокладку вариантов 3 и 4 в пиджаках и пальто обра-.
батывают машинным способом. Бортовую прокладку варианта 3 изго-1
товляют следующим образом. На основном слое бортовой прокладки
вытачки соединяют встык зигзагообразной строчкой, одновременно
подкладывая полоску хлопчатобумажной ткани. Вытачки в наклад--
ках в области груди соединяют накладным швом. При этом накладку,
располагают на 3...4 см ниже плечевого среза на расстоянии 1... 1,5 см
от перегиба лацкана, не доходя до среза проймы на 0,5....0,8 см
и выше линии талии на 3...4 см. Плечевую накладку располагают^
сравнивая срезы горловины, проймы, и на 1 см ниже плечевого
среза (рис. 114, г).
Вариант 4 бортовой прокладки для пиджаков помимо деталей ва-
рианта 3 дополнительно включает волосяную накладку в области гру-
ди, которая располагается на расстоянии 7...8 см от плечевого среза;-
5...6 см выше линии талии и на расстоянии 1,5-..2 см от перегиба лац-.
кана. Бортовую прокладку вариантов 314 выстегивают на машине
зигзагообразной строчки (рис. 114, д'), Первую строчку проклады»
вают на расстоянии З...5см от плечевого среза вдоль направляющей
овала выпуклости груди, проходящей через ее центр, отточки, находя-,
щейся по линии талии па расстоянии 3...5 см от линии полузаноса,
до крайней плечевой точки. Все последующие строчки выстегивания
прокладывают параллельно на расстоянии 1...1.5 см вправо и влево’
от первой строчки (рис. 114, е).
При выстегивании детали бортовой прокладки держат так, чтобы/
обеспечить необходимую выпуклость для придания ей формы. Для за-
крепления объемной формы выстеганной бортовой прокладки на края
среза волосяной накладки настрачивают полоску хлопчатобумажной
ткани шириной 2.. .2,5 см (сводка). Полоску настрачивают двумя зиг-
загообразными строчками, припосэживая прокладку по боковым
сторонам- Сводку располагают на расстоянии 2 см от среза проймы,
начиная от ее середины, параллельно пройме и боковому срезу борто-
зой прокладки. Вторую полоску настрачивают параллельно перегибу
лайкана на расстоянии 2 см в сторону центра груди, припосаживая
прокладку.
При обработке прокладок варианта 4 для пальто вытачки основного
слоя и накладки стачивают накладными швами (рис. 114, ж). На ос-
новном слое'бортовой прокладки по центру груди располагают воло-
сяной столбик па расстоянии 10... 12 см от плечевого среза. Затем на
столбик укладывают волосяную накладку, размещая ее срезы на
расстоянии 5...6 см от плечевого края и на 4...5см выше линии талии.
Накладку на бортовой ткани располагают так, чтобы ее срезы были
на расстоянии 0,5...0,8 см от краев плеча и проймы, 1,5...2 см от ли-
нии перегиба лацкана в сторону проймы и на 3...4 см выше линии та-
лии. Полоску сводки настрачивают аналогично предыдущим варнан-
ВЛАЖНО-ТеПЛОВАЯ ОБРАБОТКА БОРТОВОЙ ПРОКЛАДКИ
Изготовленные бортовые прокладки подвергают формованию при
помощи утюга и спепколодкп, используя следующие приемы ВТО:
1. Бортовую прокладку укладывают на утюжильный стол краем
борта к работающему, располагая линию направления груди парал-
лельно основанию колодки (рис. 115, а). Образовавшуюся слабину
в области лацкана сутюживают до полной усадки.
2. Производят сутюжнвание в области проймы, расположив борто-
вую прокладку на утюжильном столе проймой к работающему. При
®том продольная направляющая выпуклости груди проходит парал-
лельно основанию колодки (рве. 115, б).
171
3. Бортовую прокладку укладывают на овальное ребра колодки,
соблюдая направление выпуклости груди (ряс. 115, в). Сутюживакл
изтишиюю посадку между строчками, добиваясь гладкой поверхно-
сти. Утюг перемещают от центр! груди по направлению к срезу пле-
ча. затем от центра груди
к линии талии.
4. Бортовую прокладку
приутюживают на столе от
линии талии до линии низа.
Окончательно формуют ее в
области лацкана, плечевых
участков и нижней части
проймы, не затрагивая вы-'
пуклости груди (рис. 115, г)
5. Для лучшего облегани!
изделия по горловине участ
KU, расположенные на 5...6ей
от ее вершины, оттягивают
Для создания седловидной
формы плеча и в изделиях на
фигуру с большим разворотом
плеч оттягивают участки проймы и плеча, расположенные на 5...6 см
от крайней плечевой точки (рис. 116, о—в). Обработанную бортовуН
прокладку можно формовать на прессе со специальными подушкам!
объемной формы.
1И
ентры выпуклости груди полочки и бортовой прокладки. Наметыва-
ние выполняют тремя строчками по левой полочке в направлении от
низа к плечевому срезу, а по правой — от плечевого среза к низу
(рис. 117, о).
v Первую строчку прокладывают через центр выпуклости груди на
расстоянии 8... 10 см от низа изделия и 6 см от плечевого среза. Затем
закрепляют переднюю вытачку на участке талин прямыми стежками
длиной 1...I.5 см (рис. 117, б). Вторую наметочную строчку прокла-
дывают параллельно краю борта на расстоянии 4 см от него и парал-
лельно перегибу лацкана
на расстоянии 2 см в сторо-
ну от центра груди. По
линии перегиба лацкана
строчку закрепляют через
Рис. 120. Обработка лацканов
работка латина после высте.
каждый стежок. Третью наметочную строчку прокладывают парал-
лельно внутреннему срезу бортовой прокладки на расстоянии
Ъ5.^.2 см от него, затем — параллельно срезу проймы на расстоянии
В области лацкана бортовую прокладку прикрепляют путем вы-
стегивания, что способствует повышению его формоустойчивости.
В вариантах /—4 выстегивают лацканы параллельно линии перегиба,
посиживая бортовую прокладку для обеспечения правильного приле-
гания их к полочкам. Первую строчку прокладывают по бортовой
прокладке на расстоянии 1,5...2 см от линии перегиба лайкана в сто-
рону полочки, а последующие — на расстоянии 0,3....0,5 см, в зави-
симости от толщины ткани верха (рис. 118).
Выстегивание лацканов заканчивают на расстоянии 1,5...2 см от
края, после чего их приутюживают на специальной колодке. Сутю-
живаиие образовавшейся слабины заканчивают, когда стежки на ли-
цевой стороне сливаются о тканью, образуя ровную поверхность
173
Выстегивать лацканы можно лавсановыми нитками. В этом случае
в процессе ВТО нити оплавляются, образуя с лицевой стороны глад-
кую поверхность.
В пальто, где бортовая прокладка изготовлена обычным спосо-;
бом, можно использовать в лацканах клеевую прокладку. Полочку
располагают краем лацкана к работающему так, чтобы линия его
перегиба находилась на расстоянии 3...4 см от ребра стола. Бортовую
прокладку подрезают со стороны полочки на расстоянии 1 см от ли-
нии перегиба. Слабину на участке за перегибом лацкана сутюжи-
вают. Клеевую прокладку в лацканы накладывают на основной слой
бортовой прокладки на расстоянии 1,5...2 см от среза и приклеивают
с небольшим натяжением (рио. 120, о). Затем лацкан укладываю^
на спецколодку и прокладку окончательно приклеивают, придавая
лацкану объемную форму (рис. 120, б). После этого на участки лацкана
и борта прокладывают клеевую прокладку (рис. 120, в).
Рис. 121. Обработка плечевых накладок.
ИЗГОТОВЛЕНИЕ ПЛЕЧЕВЫХ НАКЛАДОК
Плечевые накладки применяют для придания необходимой формы
плечевому участку изделия с учетом индивидуальных особенностей:
фигуры заказчика и его пожеланий. В зависимости от вида изделия,
формы плеча заказчика и структуры ткани применяют плечевые на-
кладки мягкие или жесткие толщиной от 0,7 до 2 см.
В изделиях облегченного;
типа, где использовалась бор-
товая прокладка вариантов
0 и 1, а также в изделиях из
бархата и вельвета приме-
няют мягкие плечевые на-
кладки (рис. 121, о). Две дей'
тали этих накладок, выкроен»1
ные по лекалам из бязи, ста-
чивают по овальным краям
швом шириной 0,5 см (рис,’
121, б). На изнаночную сто-
рону настилают слой ватЫг
который постепенно сводят"
на пет. Детали перегибают, валик закрепляют и выстегивают ручными
стежками, начиная от середины, в одну, а затем в другую сторону^
придавая плечевым накладкам вогнутую форму. Расстояние между
стежками равно 1,8...2 см. Открытые овальные края обметывают на
специальной машине. Мягкие плечевые накладки ВТО не подвер--
гают.
Детали жестких плечевых накладок выкраивают для костюмной
группы из трех слоев бортовой ткани, а для пальтовой — из трех
и более слоев пальтовой ткани (рис. 121, в). На основной слой пле-
чевых накладок укладывают поочередно все детали, располагая их так,
чтобы края равномерно сходили на нет. Выстегивают на машине
зигзагообразной строчкой со стороны меньшей детали с ослабленным
натяжением верхней нити, придавая плечевым накладкам вогнутую;
174
ЛвоМУ- Расстояние между строчками 1,5 см. Затем па заготовки на-
стилают слой ваты, распределяя ее таким образом, чтобы наиболь-
ная толщина валика (I...2 см) была у среза оката, а к овальному
,оезу сходила иа нет. Вату покрывают слоем марли и выстегивают со
-тороны нижней детали на машине зигзаг с ослабленным натяжением
верхней нити параллельно овальному срезу, придавая плечевым на-
кладкам вогнутую форму (рис. 121, г). Расстояние между строчками
Рис. 123. Изготовление клее-
ВТО плечевых накладок производят в четыре приема. Внутрен-
нюю сторону плечевой накладки увлажняют и приутюживают от кон-
цов до условной середины. Затем приутюживают наружную сторону.
При этом плечевую накладку укладывают на ребро стола и поочередно
приутюживают от края к середине. Окончательно закрепляют вогну-
тую форму накладок на столе, выправ-
ляя края (рис. 122).
Во избежание пролегания строчек
в изделиях из тонких тканей плечевые
накладки, строченные на машине, по-
крывают дополнительным слоем тонкого
вагина или нетканого материала, кото-
рый прикрепляют вручную- Для изго-
товления плечевых накладок приме-
няют также нетканые метариалы с кле-
евым покрытием типа «Лийва» и «Сюит».
Количество слоев плечевых накладок
зависит от их толщины (0,5...2 см) и от
плотности материала. Изготовляют та-
кие плечевые накладки путем формования их на спецколодке. Пооче-
редно укладывают все детали накладок, располагая их так, чтобы
края равномерно сходили на нет. Детали увлажняют и соединяют
при помощи утюга (рис. 123).
/
ОБРАБОТКА БОКОВОГО ПРОРЕЗНОГО КАРМАНА
В мужских пиджаках и пальто наиболее распространены боковые
прорезные карманы с клапаном. Такие карманы обрабатывают в ос-
новном по унифицированной технологии. Однако изготовление кла-
панов имеет некоторые отличия: нить основы подкладки располагают
вдоль клапана, клапан основной ткани складывают с подкладкой ли-
пом внутрь, одновременно подкладывая под него клеевую прокладку,
17а
которую располагают клеевым покрытием к изнанке ткани верха
Обтачивают клапан со стороны подкладки швом шириной 0,5 см, при
поезживая ткань верха в уголках на 0.2...0,3 см. Шов в углах клане
нов подрезают, оставляя припуски по боковой и нижней сторона
равные соответственно 0,2...0,3 и 0,5 см (рис. 124, а).
Затем клапаны выворачивают н выметывают в углах, образуя ка;
из основной ткани шириной 0,1...0,2 см. Клапаны приутюживав
с изнаночной стороны через увлажненный проутюжильпик. одновр
менно приклеивая прокладку. По изнаночной стороне, если это пред
смотрено фасоном, прокладывают отделочную строчку (рнс. 124, 6
Края прорези карманов закрепляют долевиком из клеевого материал
Сборку карманов начинают с обработки срезов кармана обтачках
в рамку. Одновременно с обтачками притачивают и мешковину кар-
мана, которую предварительно подкладывают с изнаночной сторонг
и прикрепляют булавками. Дальнейшую обработку карманов произ
водят по унифицированной технологии (рис. 124, в).
Для улучшения внешнего вида шов притачивания клапана разуло
живают (рнс. 124, г).
ОБРАБОТКА ВЕРХНЕГО КАРМАНА С ЛИСТОЧКОЯ
Карман с листочкой обрабатывают после соединения с бортовой
прокладкой. Это улучшает внешний вид. эксплуатационные качества
и вместе с тем позволяет избежать утолщений на участке швов. i
Особенность технологии обработки заключается в следующем. По-,
лоску ткани, предназначенную для листочки, накладывают на полоч-
ку по месту расположения верхнего кармана. С помощью шаблона на-
мечают контуры листочки и выкраивают ее. По намеченным линиям
перегиба листочку дублируют клеевой прокладкой или клеевой бор-
товой тканью (рнс. 125, а и б). После заутюживания краев лнеточш
по шаблону ее перегибают по намеченной линии и приутюживаш
(рис. 125, в). На заготовленной листочке намечают требуемую ширину
(2,7...3.2 см) в зависимости от размера изделия и направления мог*3
Припуск на шов притачивания листочки должен быть не менее 1,5
(рнс. 125, г).
Отступив на 0,2...0,3 см ниже намеченной линии, прптачпва
мешковину кармана. Далее листочку укладывают лицевой cropot
176
к намеченной на полочке линии и притачивают по меловой черте
/рнс. 126, ")• Подзор притачивают на расстоянии 1,0... 1,2 см от шва
соединения листочки (рис. 126. б).
Рис. 125. ООрзвстка листочки верхнего кармана
Вход в карман разрезают в два приема. Сначала это делаютсо сто-
роны бортовой прокладки на расстоянии 0,1 см от линии крепления
листочки, не затрагивая ткани верха. Линия разреза бортовой про-
кладки должна быть длиннее линии входа в карман на 0,1...0,2 см
(рис. 127, а). Затем полочку переворачивают на лицевую сторону. Под-
зор на уровне концов строчек надсекают глубиной в 2 см (рнс. 127. б).
Вход в карман поткан» верха разрезают между строчками с лицевой
стороны посередине, делая в концах уголки-разрезы (рис. 127, в).
S I г
Рис. 127. Прорезка входа в верхний карман с листочков.
При таком способе прорези кармана смещаются относительно друг
«Руга в основной и бортовой тканях. Разрез Сортовой прокладки па
Расстоянии 0.1 см от шва притачивания листочки практически не
1 1 на толщину шва се притачивания. Мешковину верхнего карма-
«а выворачивают в сторону бортовой прокладки. Шов притачивания
“сточки к полочке разутюживают на слецколодке до полного приле-
177
гания. Шов притачивания подзораэаутюживаютнаспецколодкевсто-
рону листочки. Мешковину кармана притачивают к нижнему срез
подзора швом шириной 1 см. Стороны мешковины обтачивают, закруг
ляя строчку в углах. Излишки ткани подрезают, оставляя припущ
по 0,5 с. Боковые края листочки закрепляют двойными отделочным!
строчками или вспушными стежками (рис. 127, г). Один из срезов шв
притачивания листочки подрезают на 0,5...0,7 см во избежаниеизлиш
него утолщения.
Рис. 128. Обработка
СПИНКИ.
ОБРАБОТКА СПИНКИ
•Детали спинки сметывают на расстоянии 0,1 см от намеченно
средней линии прямыми ручными стежками длиной 1,0...1.5 см. Есл
изделие из ткани в клетку, среднюю линию сметывают стежками за
иглой длиной 0,5 см, подгоняя рисунок ткани
Средний шов стачивают по меловой линии
совмещая надсечки по линии талии. Строчк
прокладывают по правой половинке от горло
вины до припуска на обработку шлицы. Пра
вую сторон)’ припуска надсекают выше закреп
ки шлицы на 0,1 см под углом к среднему шву
(рис. 128).
Припуск на обработку левой половники шли
цы перегибают по намеченной линии,а в правой
заутюживают припуск, равный 1,5 см. При изго-
товлении пальто в верхней части шлицу закреп
ляют двойной обратной строчкой, располагая ее
под углом к среднему шву. Закрепочную строчк
можно прокладывать как с лицевой, так и с и®
наночной стороны. Средний шов разутюживаю’
слегка увлажняя ткань. Приутюживают сначал
левую половинку шлицы, а затем — правую
ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА ПОЛОЧКИ
Проверив качество обработки бортовых участков и карманов, по-
лочки подвергают ВТО, закрепляя их форму. Формирование полочг
осуществляют в восемь приемов через увлажненный проутюжильнЯ
1. Полочку укладывают иа утюжильный стол лицевой стороне
вверх между краем стола и спецколодкой. Приутюживают лайкан до
нижней точки линии перегиба (рис. 129, а).
. 2. Полочку переворачивают на изнаночную сторону и размещаю®
на промстоле так, чтобы линия перегиба лацкана располагалась!'10
краю промстола, а направляющая выпуклости груди была параллелИ
на основанию спецколодки. Приутюживают участок от нижней точки';
линии перегиба лацкана через центр выпуклости груди и выше к пле-
чевому срезу (рис. 129, б).
3. Полочку перемещают на промстоле так, чтобы участок борт*;
шириной 10...15 см располагался параллельно основанию спецКРЯ
лодки. Приутюживают борт от нижней точки перегиба лацкана до низе .
178
(рис. 129. в). Все последующие утюжильные операции участков пол
чек с лицевой стороны выполняют на вращающейся спепколодке с мяв
кой подушкой, используя ееовальные стороны. Окончательную сущ
и дополнительную отделку создают при помощи деревянной лопатк
4. Полочку укладывают краем борта к работающему так, чтоб!
направляющая выпуклости груди проходила но краю подушки. П[
утюживают участок от линии талии до плечевого среза, между линя
перегиба лацкана и серединой выпуклости груди (рис. 129, a), t
5. Полочку перемещают к работающему, располагая наира
ляющую выпуклости груди по краю подушки. Приутюживают уча
сток от линии талии до плечевого среза между серединой выпуклое
груди и срезом проймы, шов притачивания отрезного бочка и участо
передней вытачки от линии талии вверх (рис. 129, д).
6. Полочку располагают краем борта к работающему. Приутюн
ваюткрайборта в области петельи ниже (рис. 129,е).
7. Полочку перемещают к работающему и приутюживают участ
кармана возле передней вытачки от линии талии вниз (рис. 129, ж
8. Полочку перемещают к работающему и приутюживают участ
кармана возле шва притачивания отрезного бочка от ливни тали
вниз (рис. 129, з).
КОНТРОЛЬНО-ОБМЕЛОВОЧНЫЙ ЭТАП
Контрольно-об.меловочный этап имеет большое значение в техно
гическом процессе изготовления одежды, особенно при беспримец
ном методе с использованием измерительного жилета. Выполнен
его требует высокой квалификации исполнителя, так как от этог
зависит качество посадки изделия на фи гуре заказчика н возможное
качественного изготовления изделий без примерок. Этот этап след}
проводить после того, как на полочках обработаны карманы, выст
ганы лацканы и проведена основная ВТО полочек, спинки и сооТ!
ствующих срезов, т. е. до соединения боковых срезов.
Контролыю-обмеловочный этап включает обмеловку низа из
лия, бортов, края лацканов, плечевых срезов, проймы, боковых среЯ
полочек и спинки, рукавов.
Прежде чем приступить к обмеловке изделия, проверяют качсст
обработки карманов, вытачек, правильность соединения волоча
бортовой прокладкой и качество произведенной ВТО.
По паспорту заказа определяют особенности фасона и данные.
обходимые для проведения обмеловки: размер изделия, мерки обхВ
плеча, ширину плечевого ската, величину разноплечня н .ipyi
(рис. 130).
Полочки складывают прокладками внутрь, уравнивая плечи
срезы, срезы горловины, пройм, бортов, совмещают вытачки, бр®
карманы и боковые срезы, скалывают булавками полиции талии, 1
стах расположения карманов и па участке низа изделия (рис. 131).
Полочки располагают бортом к работающему левой половимИ
вверх при отсутствии разноплечня. Обмеловку начинают с низа иэИ(1
лия. При помощи шаблона пли линейки намечают линию подгиба я*:|
за, оставляя припуск 4 см. Уточняют места расположения петелМ
которые были намечены при раскрое изделия. Намечают край борт?!
180
я форм'’ нижних углов полочек с помощью вспомогательного лекала
1 и линейки. ОТСТУПИВ от соответствующих срезов на 1 см. Определяют
положение вершины горловины полочек, которая находится в точке
пересечения двух линий, условно проведенных параллельно плече-
вому срезу и срезу горловины на расстоянии 1 см от них.
Намечают линию плечевого среза, отступив от края на I см. Опре-
деляют ширину плечевого ската полочки от вершины горловины по
мерке, отмеченной в паспорте заказа.
Далее производят предварительную обме-
ловку проймы. Для этого определяют уро-
вень контрольной точки сопряжения рукава
с проймой, откладывая от крайней плечевой
f точки полочки вниз по линии проймы вели-
I чину, равную
Гпр^Шг-О,\Сг + ^!,
'лс в».«—толщина плечевых накладок
(0.7 ... 2 см)*.
Контрольную точку намечают, отступив
от среза проймы на 1 см. При помощи вспо-
. могательного лекала оформляют контур сре-
за проймы, соединяя крайнюю плечевую точ-
ку, контрольную точку и нижний срез прой-
“ы. Для определения положения линии пе-
||»в"ба лацкана находят положение ее верх-
ней точки. Если в паспорте заказа не пре-
пеп»ОТ?ено изчеиение высоты стойки воротника, верхняя точка линии
t ЛоюГ|,ба находится на расстоянии 2,5 см от вершины горловины по-
I гнл На,,де"ную верхнюю точку соединяют с нижней точкой пере-
вал ' "амечеиной при раскрое. Линию горловины полочки намечают
. «раллельно линии перегиба лацкана от ее вершины до уступа.
I • Место контрольной точки определят я нядсячкой яо ярема ряскроя юдолям.
181
Положение линии перегиба лацкана не зависит от размера изде
лия. Это дает возможность для обмеловки лацканов изделий всех раз
меров пользоваться одним унифицированным лекалом, разработа!
ным на 50-й размер (Ог = 100 см), учитывая межразмерныеотклонени
по ширине лацкана и глубине горловины полочки.
Обмеловку лацканов проводят в два приема:
1. Вспомогательное лекало укладывают на полочку, уравнива
верхнюю его часть с вершиной горловины. Совмещают линии горл<
вины и перегиба лацкана лекала с соответствующими линиями на н
лочке. Намечают контрольную точку на линии перегиба лацкан
(рис. 132. а).
132. Обчсловка лацхаиа.
2. Вспомогательное лекало переворачивают на лацкан, уравни
вая его по линии перегиба, и совмещают с контрольной точкой. Обмело
Бывают лацканы, уступы и край борта в верхней части по контуру ле-
кала (рис. 132, б). 1
При обмеловке лацканов учитывают предварительно рассчита!
ную величину отклонений Д/, которая составляет 0,2 см на кажды
последующий размер изделия!
Д/ = +К.-П,
где К — величина отклонения лекала от контрольных точек по глу
бине горловины и ширине лацкана, равная 0,2 см; л — количеств
размеров между базовым 50-м и рассчитываемым.
Например, для 51-го размера AZ = 0,2 • 2 = 0,4 см; для 58-г<
А/ = 0,2 • 4 = 0.8 см; для 46-го Д/ = —0,2 2 = —0,4 см и т. д.
Вспомогательное лекало, как и в предыдущем случае, укладь
вают, совмещая с вершиной горловины полочки и уравнивая по лини
горловины. Затем лекало перемещают вверх или вниз в зависимо
от размера вдоль линии горловины на величину рассчитанного отк
нения. При обмеловке изделий большего размера лекало пере
щают вниз, а меньшего — вверх.
Зафиксировав лекало в найденном положении, намечают ко
рольную точку для большего размера на линии перегиба лайка!
. .,с. 132, в). Далее его переворачивают на лацкан так, чтобы линия
*1’,., на лекала совпадала с контрольной точкой, намеченной па по-
Skc. Верхнюю часть лекала отодвигают от намеченной линии перегн-
ла в сторону края лацкана на величину рассчитанного отклонения
<пис. 132, г)” Для изделий больше 50-го размера лекала перемещают
в сторону края лацкана, а для издёйий меньше 50-го размера — в сто-
лону середины груди. Зафиксировав лекало в найденном положении,
обмеловывают контуры лацканов, уступы и край борта.
В тех случаях, когда в паспорте заказа отмечено разноплечие,
полочки перед обмеловкой укладывают краем борта к работающему,
располагая сверху ту полочку, в которой высота плеча больше. Обме-
ловку проводят аналогично описанному
"ранее методу. Нижняя часть полочки
от линии талии вниз остается без изме-
нений. В верхней ее части по шву при-
тачивания отрезного бочка уменьшают
участок между линией талин и проймы
на величину разноплечия, делают за-
лом и фиксируют его булавками (рис.
133. о).
В результате верхняя часть полочки,
расположенной сверху, меняет свое по-
ложение, определяя своим контуром по-
ложение срезов полочки, расположенной
снизу. Меняют свое положение и неко-
торые конструктивные участки, а также
край и линия перегиба лацкана, срез
горловины, крайняя плечевая точка,
контрольная точка сопряжения ру-
кава с проймой, линия глубины прой-
мы и вершина бокового среза. Допол-
нительные припуски величиной в I см по плечевому срезу и по
пройме на уровне контрольных точек, предусмотренные при раскрое,
дают возможность сохранить на нижней полочке правильное поло-
жение вершины горловины и ширину груди после их горизонтального
смещения, не нарушая общего баланса изделия. Кроме того, это по-
зволяет подрезать одновременно верхнюю и нижнюю полочки по мело-
вым линиям, намеченным на верхней полочке. Полочки (обе вместе)
подрезают по краю борта, лацкана, горловины, плеча и пройм.
Обмеловку спинки изделия с учетом разной высоты плеч производят
аналогично обмеловке полочки, а именно: детали спинки складывают
лицом вверх, скалывают булавками по линии талин. Уменьшают рас-
стояние по боковому срезу на участке от линии проймы до талин, фик-
сируя залом, равный залому на полочке. В изделиях, где определе-
но разноплечие, средний шов спинки от линии талин до среза горло-
сины на предварительном этапе обработки сметывают, а при прове-
дении обмеловки и подрезки нитки сметывания удаляют, оставляя
«зафиксированным средний срез (рис. 133, б).
В результате сокращения расстояния по боковому срезу часть
свинки, расположенная сверху, меняет свое положение и своим
183
Рнс. 133. Обмеловки полочек
контуром определяет положение срезов и конструктивных точек чае
спинки, расположенной снизу. Припуски по плечевым и боковым ср
зам, а также срезам проймы, предусмотренные при раскрое, обсспеч
вают возможность горизонтального ir вертикального перемещен!
точек горловины слиики и вершины бокового среза. Нижнюю поле
цинку спинки подрезают по перемещенным срезам верхней, после чех
сметывают среднюю линию. Участки спинки от линии талии вниз о
таются без изменений.
Перед обмеловкой боковых срезов проверяют широтные учаей
на спинке по липин уровня лопаток и по линии талии по меркам, ук
заниым в паспорте заказа. В полочке проверяют ширину проймы
участки по линии талии и бедер. Ширину проймы проверяют по ме
кам обхвата плеча (с учетом напуска со стороны спинки):
Ширина полочки по линии талии в изделиях npn.ieraioiuei
и полуприлегающего силуэтов в процессе обработки изделия мож<
изменяться, в связи с чем этот участок проверяют по меркам, ук
заниым в паспорте заказа с учетом прибавки на свободное облеганн
Например, для полупрнлегающего силуэта
где Сг — полуобхват талии по мерке; 2 см — припуск на швы. «
Зная ширину спинки па этом участке, отмечают ширину полоч!
по линии талии, отступив 3 см от намеченной линии края борта.
Ширину полочки по линии бедер проверяют аналогично с учете
прибавки на свободное облегание.
В изделиях костюмной группы, где в брюках изготавливают за;
ний карман, ширину полочки по линии бедра увеличивают на O.ffici
с той стороны, где расположен задний карман.
При разной высоте плеч ширина полочек па участках линии груди
талин и бедер по боковому срезу увеличивается на той полочке
где высота плеча ниже. Величину расширения полочки по боковом]
срезу показывает горизонтальное перемещение вершины бокового ерй
за при обмеловке проймы, т. е. если вершина бокового среза при раа
ноплечии переместилась на 1 см в сторону края среза, то по линия»!
талии и бедер полочку расширяют также на 1 см.
Изменения в боковых срезах полочки возможны в изделиях, где
требуются дополнительные накладки в области лопаток, т. е. ширнЛ
проймы в этих случаях увеличивают на 0,5...0.7 см. Возможны изме-
нения в боковых срезах полочки при большой асимметрии фигура
заказчика, если это отмечено в паспорте заказа. По полученным мет-
кам на уровне линии груди, талии и бедер намечают новую меловуЙ
линию бокового среза. Проведенные контрольные замеры деталей иЯ
делий показывают, что величина припуска может измениться в предч
лах — 1 см. Если припуск получился более 3 см, излишки побокч
вому срезу подрезают.
Ш
ОсновнуюоЗмеловку проймы изделия выполняют после стачивания
боковых срезов и соединения верха с подкладкой при откпытых пле-
чевых срезах. Изделия размешают на столе плечевыми срезами к рабо-
тающему. На полочке проверяют мерку ширины плечевого ската от
линии горловины долинни проймы. Ширину плечевого ската по спин-
ке отмечают от линии горловины по
мерке с учетом припуска 1...1.5 см для
пиджаков, 1,5... 2,5 см для пальто на
посадку. (Величина припуска зави-
сит от длины плечевого ската, положе-
ния корпуса и структуры ткани.)
Далее отмечают контрольные точки
сопряжения рукава с проймой. С этой
целью от крайних плечевых точек по-
лочки и спинки откладывают вниз вели-
чину Гп₽ (надсечка), определяющую глу-
бину проймы и рассчитываемую по фор-
Рис. 131. Обмоловка проймы;
Ш,-
На уровне контрольных точек /7, и /7П
(рис. 134) проверяют соответственно ши-
рину полочки и спинки по приведенным в паспорте заказа меркам
(ширину полочки полиции груди можно не мерять, если изделие пред-
варительно было продублировано). Ширину проймы П,П„ провеояют
по формуле г
Рис. 135. Овяеловка проймы и плечевых срезов при помощи вспомогатель-
ного лекала.
О OT K^ZT раеС10Я,1не П>П" пополам и обозначают точкой
OTneLv Р ' укладывают вниз под Прямым углом к линии П.П,,
Рп^ ; Рав1“" 5 см для всех реперов- и ставят точку /(. ‘
дето обчеловывают при помощи вспомогательного лекала опре-
деленного размера по точкам Л„. 17,. К, П„. Пс (рис. 135, а).
ПомоиЛЭТ10 плечевых сРезов полочки и спинки уточняют при
помощи верхней части того же лекала (рис. 135, б). F
18»
Для фигур с различной высотой плеч, требующих увеличения то
шины плечевых накладок и применения дополнительных наклад
в области лопаток спинки, глубину проймы увеличивают на величи
разности толщины плечевых накладок.
ОБРАБОТКА БОРТОВ
После выполнения обмеловочных операций и подрезки краев бо
тов приступают к нх обработке.
В изделиях на фигуры I и II полночных групп кран борта мож|
обрабатывать без прокладывания кромки. В изделиях на фигур
больше 56-го размера и фигуры III полнотной группы прокладывай
кромку для предохранения края борта от растяжения, а также дл!
создания выпуклости в области живота (рис. 136, а и б). |
Полоску шириной 1,5 см выкраивают из хлопчатобумажной ткан!
по уточной нити, затем ее увлажняют и растягивают утюгом. J
Кромку прокладывают по бортовому срезу от нижней точки пере
гиба лацкана до шва притачивания бочка по линии низа на расстО
нии 0,2...0,3 см от среза борта и на 0,2...0.4 см ниже линии подгиб
низа. При этом полочку припосаживают между каждыми петлям
на 0,2...0,4 см, а на остальных участках и по низу — 0,3...0,4 см.
В дальнейшем внешний срез кромки закрепляют' при обтачпваНШ
бортов, а внутренний подшивают на подшивочной машине. Для тех же
целей рекомендуется использовать клеевую кромку, которую прокли
дывают при помощи утюга. Это значительно сокращает затраты на
обработку изделия. I
Для улучшения качества изделий перед прокладыванием клеевой
кромки по краю борта от верхней петли и до шва притачивания бочкЯ
по низу можно прокладывать строчку с ослабленным натяженнЯ
нити на расстоянии 0,7 см от края борта и па 0,5 см ниже линии пере-
гиба низа. Затем прослабленную нить строчки стягивают, распредели
186
поездку края борта полочки, как указано выше, и закрепляют клеевой
кромкой (рис. 136, б). Правильность обработки правой и левой поло-
чек проверяют, совмещая их и уравнивая края лацканов, бортов и ниж-
них углов полочек.
Если подборта выкроены из частей, их стачивают швом 0,7 см,.
подгоняя рисунок ткани, швы разутюживают или расстрачнвают.
Число надставок не должно превышать трех, а швы притачивания
должны размещаться по подборту на расстоянии 2 см ниже верхней
петли (не считая петли на участках лацкана), на 6 см выше низа изде-
лия и отступая 2 см от петель.
Рис. 139. Обра-
ботка бортов в
чистый край.
133. Обтачивание
В пиджаках, застегивающихся на три пуговицы, шов верхней над-
ставки должен располагаться ниже второй петли.
Подборта подрезают по внешнему краю лацкана, подгоняя рису-
нок ткани на участке не менее 2/3 их длины, затем складывают с по-
лочками лицевыми сторонами внутрь и наметывают на полочки пря-
мыми стежками длиной 1.5 см, закрепляя строчку через несколько
стежков. Строчку прокладывают нарасстоянии 1,5...2смоткраев бор-
тов, прнпосаживая подборта.
Величину посадки на различных участках распределяют по-раз-
ному. Подборта прнпосаживаюг в углах лацкана (по ширине и длине)
на 0,5.,,.0,7 см. Для обеспечения качественного перегиба лацкана
на участке верхней петли на расстоянии 3,0 см вверх и вниз посадка
подборта должна быть равной 0,5....0,7 см, а на участках между пет-
лями — 0,2...0,4 см. В нижних углах полочек подборта наметывают
с небольшим натяжением, прнпосаживая полочку на 0,2...0,4 см
(рис. 137).
После наметывания иа полочки подборта приутюживают.Сутюжи-
вают посадку по всей длине края борта, сохраняя слабину ткани в
Уголках лацканов. При выполнении этой операции утюг должен за-
водить за край борта на 3...4 см.
Углы лацканов и нижние углы полочек обмеловывают при помо!
вспомогательного лекала, после чего их обтачивают. Строчку пр
кладывают со стороны бортовой прокладки шириной 0,7...0,8 см,
углы лацканов и нижние углы полочек — по обмеловке. В нижн
углах строчку обтачивания заканчивают на расстоянии 2,5 см
внутренних краев подборта ниже линии подгиба низа на 0,1...0,2s
(рис. 138).
Чтобы добиться более высокого качества обработки края борт;
обтачивание производят в два этапа: сначала строчку обтачивай
борта прокладывают со стороны полочки на участке лацкана до вер
ней петли, а затем от верхней петли борт обтачивают со стороны по
борта, заканчивая строчку ниже линии подгиба низа на 0,1...0,2 ci
При обработке пальто с цельнокроенпымн бортами лацканы обта
чивают отрезными верхними частями подбортов, которые предва
рительно наметывают, припосаживая в уголках. Величина посади
0,8... 1,2 см в зависимости от толщины ткани и ширины перекат!
Посадку сутюживают аналогично обработке пиджаков.
Швы обтачивания бортов подрезают, оставляя припуск в угла
лацканов 0,2 см, по краю борта со стороны полочек — 0,3 см, со сто
роны подборта — 0,5 см. Если борта обрабатывают без отделочЙ
строчки, т. е. в чистый край,то припуск со стороны подборта увелнад
вают до 0,8 см. При обработке бортов в чистый край шов обтачивай
надсекают напротив верхней петли. Затем срезы шва обтачивания бор
тов пришивают к бортовой прокладке потайными стежками на спе<
машине или ручными косыми стежками длиной 0,7 см (рис. 139). Кра
перегибают таким образом, чтобы образовался перекант ширйя
0,1...0,2 см по борту из полочки, а по лацкану — из подборта. Под
борта выворачивают па лицевую сторону, выправляя углы лацкан^
и выметывают их (рис. 140, а).
Сначала выметывают уступы лацканов ручными прямыми стежк
мн, периодически закрепляя строчку и образуя перекант ширин!
до 0,1 см из подбортов (рис. 140, б), а затем углы полочек, образу
188
кант 0,1..- 0,2 см из полочек. На спецмашине выметывают лацканы
. стороны полочек, образуя из подбортов кант шириной до 0,1 см
(рис. 1 *10, в). Строчку прокладывают па расстоянии 0,5...1 см от края
ля /а (в зависимости от вида ткани). Край борта выметывают со
стороны подбортов, образуя кант шириной 0,1...0,2 см со стороны
полочек. Строчку прокладывают на расстоянии 0,5...1 см от края.
линии перегиба лацкана со стороны полочки прокладывают строч-
ку, образуя слабину ио ширине подбортов (рис. 140, б). Внутренний
край подборта приметывают к полочкам на расстоянии 3,5...4,5 см
.от среза.
СОЕДИНЕНИЕ БОКОВЫХ СРЕЗОВ
I Детали спинки и полочки склады-
! вают лицевыми сторонами внутрь, сов-
мещая контрольные надсечки по линии
талии. Боковой срез спинки совмещают •
с намеченной вспомогательной линией
• на полочке и сметывают швом 0,9 см.
Строчку прокладывают в два приема: >
1 сначала от липин талии вверх, припо-
сажпвая спинку на 0,3...0,8 см выше ли-
I Нин талии на участке 10... 15 см. Вели-
чину посадки определяет кривизна сре-
за спинки данного участка. Далее сме-
. тывают боковые срезы от линии талин
до низа, припосаживая полочку на
I 0,2...0,3 см на участке расположения входа в карман. Спинку прнпо-
саживают на 0,3... 0,5 см на уровне расположения бедер (рис. 141).
I . Боковые срезы стачивают по спинке швом 1,0 см.
ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА БОКОВЫХ ШВОВ
| Изделие укладывают изнаночной стороной вверх, низом к рабо-
[ тающему, располагая линию талии спинки вдоль основания спецко-
I лодки. Боковые швы разутюживают поочередно от низа до талии, со-
' храияя слабину выпуклости бедер (рис. 142, а). Затем изделие пере-
, мещают вниз, располагают линию талии на расстоянии 2...3 см от
ребра стола и поочередно разутюживают боковые швы на участках
I от линии талии до проймы (рис. 142, б).
[ Для создания выпуклости в области лопаток швы выпрямляют
I в сторону спинки, одновременно оттягивая припуск бокового среза
• полочки в области талии. Посадку на участках проймы спинки
I фиксируют клеевой кромкой. Утюг заходит за линию крепления
' кромки по пройме не (долее чем на 3,5...4,5 см.
ОБРАБОТКА ПОДКЛАДКИ
Обработка подкладки включает следующие этапы: изготовление де-
талей, внутренних карманов, обработку утепляющей прокладки
(в пальто), сборку деталей подкладки и соединение ее с верхом
изделия.
Изготовление мелких деталей (вешалки, петель, полодержателей),
а также обработку вытачек производят по унифицированной техно-
логии.
В мужских пиджаках рекомендуется обрабатывать на левой
Рис. 145. Соединение подкладки с подбортами,
4...5 см ниже линии проймы, другой — на 8,0 см ниже первого.
В зависимости от размера изделия величины входов в карманы соот-
ветственно равны 14...15 и 10... 11 см (рис. 143, а).
Карман обрабатывают обтачками в рамку, одновременно прикреп-
ляя фирменный знак. Последний прикалывают булавками на левую
полочку так, чтобы он располагался между намеченными линиями
входа в карман (рис. 144).
Средний шов спинки подкладки стачивают сверху вниз со стороны
правой половинки, образуя складку глубиной 1,5...2,5 см в области
лопаток для свободы движения на участке 7...8смотсреза горловины,
,1е доходя 7...8 см до линии талии (см. рис. 143, б).
Отрезные бочки подкладки притачивают к полочкам швом шири-
ной I см со стороны отрезного бочка, совмещая надсечки по линии
Боковые срезы подкладки стачивают со стороны спинки, заклады-
вая на спинке складку глубиной 0,6...1,0 см на расстоянии 5 см от
вершины боковых срезов. Ширина припуска на шов со стороны полоч-
ки 3 см, со стороны спинки — 1 см (см. рис. 143, в).
При обработке зимних мужских пальто боковые срезы подкладки
втачивают после соединения подкладки с подбортами.
191
На полочках подкладки на 6 см выше линии груди заметыва!
складки глубиной 1...1.5 см для обеспечения свободного облегай
в области груди. Складки располагают параллельно входам во вн,
ренине карманы (см. рис. 143, г).
Соединять подкладку с изделием можно двумя способами, прн.ч
в обоих случаях для улучшения внешнего вида изделия шоп coeani
ния подборта с подкладкой можно обрабатывать кантом. При перв
способе, когда производится внутрипроцессная ВТО, подкладку (
еднняют с изделием после обработки полочек с подбортами и проведЁ
ной межпроцессной утюжки. Когда внутрипроцессную ВТО сокрац
ют, совмещая се с заключительной стадией отделки изделия, подклг
ку сначала соединяют с подбортами, а затем с изделием.
При первом способе на изделие, разложенное на столе, уклад
вают подкладку и расправляют ее. Боковые швы и средний шов enrii
ки подкладки совмещают с соответствующими швами изделия, ур-
нивая их по линии талии, и скрепляют булавками в нескольких м.
тах. Намечают линии притачивания подкладки: одну — на подбор!
другую — на подкладке. При этом учитывают, что ширина подбор
в готовом виде на участке уступа лацкана равняется 2,5 см. на участ
расположения петель — 7...8 см, а припуск па подгиб низа подкл;
ки — 3...4 см. На намеченных линиях проставляют меловые контр®
ные метки, обеспечивающие правильность распределения посад
в процессе притачивания подкладки к подбортам. По намеченным Л
ниям и меткам подкладку притачивают, слегка прнпосаживая в обл
стн груди п на участках петель. Одновременно на расстоянии 8... 10,
выше линии подгиба низа, в области верхней петли н 8... 10 см вы:
линии груди подкладывают полоски клеевого материала размер
2 х 6 см для дальнейшего клеевого крепления подбортов к полбч^
Эти полоски укладывают клеевым покрытием вверх, а изнанкой;
к подбортам (рис. 145, а). Подкладку притачивают швом шириной Й
со стороны подкладки. Для улучшения внешнего вида пальто вну
ренине срезы подбортов обрабатывают полоской подкладочной ткй
или тесьмой с образованием канта шириной 0,3..'.0,5 см.
При соединении подкладки с верхом пальто внутренние окантова
ные края подбортов наметывают на подкладку на расстоянии 0,1
от швов притачивания кантов, слегка прнпосаживая подкладку в£
ласти груди па участках петель (рис. 145, б). Затем полборт пастрач
вают, прокладывая строчку в шов притачивания канта.
Шлицу можно обрабатывать подкладкой тремя способами. :
По первому способу (рис. 146, а) подкладку разрезают в облас
шлицы параллельно среднему шву спинки н заметывают срезы по
кладки по сторонам шлицы, подгибая края на 0,2...0,3 см. Увелич
вать ширину шва заметывания шлицы нс рекомендуется, так как вэтх
случае вытачка на подкладке в верхнем углу шлицы увеличите
По второму способу (рис. 146. б) подкладку правой половин!
спинки выкраивают с припуском на обработку шлицы. В этом случ
средний шов подкладки стачивают до верхнего угла шлицы, а зат»
заметывают подкладку по сторонам, надсекая левую половинку в вер
нем углу шлицы. Незакрепленный участок подкладки в этом месте о
рабатывают ручными потайными стежками или на машине. |
192
При третьем способе (рис. 146, в) подкладку спинки выкраивают
с припуском 2...2,5 см по среднему шву. Строчка стачивания среднего
Uin.i не доходит до верхнего угла шлицы на 1...2 см. Сначала обраба-
тывают шлицу левой половинки, затем — правой, одновременно ста-
чивая участок среднего шва. Складку по среднему шву заутюживают
в сторону левой половинки изделия.
Подкладку приметывают к припуску на подгиб низа изделия сле-
дующим образом. Начинают с лицевой стороны подкладки от боковых
швов, отступив от края низа на 1,5...2 см и постепенно уменьшая рас-
стояние между подкладкой и краем низа до 0,3 см в сторону шлицы
и внутренних краев подбортов. Строчки приметывания проклады-
вают на расстоянии 0,1...0,2 см от подгиба низа подкладки. Изделие
выворачивают на изнаночную сторону и притачивают подкладку в че-
тыре приема. Сначала притачивают ее к припускам па обработку шли-
цы. застрачивая одновременно подкладку в верхнем углу шлицы,
образуя вытачку (при первом способе обработки шлицы). Строчку про-
кладывают со стороны подкладки.<В.нзделиях со смещенным средним
швом подкладки шов обтачивания верхней половинки шлицы явля-
ется продолжением среднего шва.
Соединение подкладки изделия по низу и прикрепление к швам
верха производят в соответствии с унифицированной технологией.
Внутренний край подбортов приметывают к полочкам, а шов при-
тачивания подкладки прикрепляют к бортовой прокладке на спецма-
шине потайными стежками или косыми ручными стежками. В случае
применения клеевых материалов внутренний край подбортов вместе
с притачеяной прокладкой прикрепляют к бортовой прокладке при
помощи клеевых полосок в процессе ВТО изделия.
1!ри втором способе предварительное соединение подкладки с под-
оортами до соединения с верхом изделия дает возможность частично
сократить ручные операции и ВТО.
Вместе с тем появляется возможность облегчить улучшенную
обработку подкладки и производить ее по следующей технологиче-
ской схеме. Сперва обрабатывают внутренние карманы в подклад-
ке. обрабатывают кантом шов соединения подборта с подкладкой и
L‘/. 7 члои 193
соединяют подкладку полочек с подбортами, затем соединяют летал
подкладки, после чего обрабатывают борта с одновременным соедищ
нием подкладки по низу изделия.
При достаточном количестве ткани подборта можно выкраиват
с припуском для внутреннего кармана, который обрабатывают обта'
ками в'рамку в соответствии с унифицированной технологией. Есл
подборта выкраивают обычным способом, внутренние карманы можн
обрабатывать двумя обтачками (верхней и нижней), выкроенными и
основной ткани. Обтачки стачивают швом шириной 1,5 см.
Намечают длину входа в карман. К припуску на шов нижней об
тачки с лицевой стороны накладывают мешковину кармана так, чтоб
ее срез выходил за срез обтачки на 0,3...0,4 см. Под обтачку уклад!
вают кромку шириной 1 см. уравнивая ее край с линией шва. Детая
стачивают, прокладывая строчку на расстоянии 1 см от среза мешка
вины. На мешковину кармана настрачивают подзор швом ширине
0,5...0,7 см. Подзор заутюживают в сторону конца мешковины, одно
временно разутюживая шов стачивания обтачек (рис. 147, а).
По нижней обтачке с лицевой стороны прокладывают строчку на
расстоянии 0,15...0,2 см от шва стачивания обтачек. Край мешков»
ны с подзором подкладывают под верхнюю обтачку кармана так
чтобы ее срез быт ниже верхнего среза обтачки на 0.3...0,5 см. Одно
временно подкладывают заготовленную петлю.
Притачивают конец мешковины, прокладывая строчку па расстоя
пни 0,15 ..0,2 см от шва стачивания обтачек. Концы кармана закрев
ляют двойной строчкой.
Стороны мешковины кармана стачивают. Дополнительно можн<
обработать карман для мелких предметов, прокладывая строчку па
расстоянии 2...3 см от края кармана со стороны подборта. В за
ключение разрезают вход в карман по шву стачивания обгач?!
(рис. 147, б).
На подбортах при помощи вспомогательного лекала намечая
место крепления кармана, учитывая, чю линия входа в карман долЖл
на проходить на расстоянии 4...5 см ниже среза проймы.
194
Обтачки кармана укладывают на подборт, совмещая срезы и урав-
нивая линию входа кармана с меткой на подборте. Стачивают швом
। см, который затем разутюживают.
При изготовлении изделий с улучшенным внешним видом со сто-
роны подкладки внутренние карманы можно обрабатывать различ-
ними способами, однако, строго следя, чтобы шов притачивания обта-
чек с подбортами не создавал утолщения, которое будет заметно в го-
товом виде с лицевой стороны изделия.
При помощи вспомогательного лекала на подбортах намечают ли-
нию притачивания подкладки, излишки подрезают, оставляя припуск,
равный 0.8 см (рис. 148, а)
По линиям притачивания ставят контрольные метки, причем на
закругленных участках их количество не менее трех.
Полочки изделия укладывают на стол бортом к работающему. На
них накладывают подборта, а затем подкладку, фиксируя булавками.
При этом подкладку слегка припосаживают на участках в области гру-
ди, на закругленных участках и местах расположения петель. Затем
перебивают меловые линии с подбортов на подкладку. Подкладку
подрезают, оставляя припуск для притачивания 1 см.
С целью улучшения внешнего вида изделия на подборте шов при-
тачивания подкладки обрабатывают кантом контрастного цвета
(рис. 148, б), Полоску для канта шириной 2...2,5 см выкраивают из
подкладочной ткани по нитям утка или в косом направлении (можно
использовать специальную тесьму). Ее перегибают пополам и заутю-
живают, после чего притачивают к внутреннему срезу бортов и к об-
тачкам по намеченной линии, выпуская кант шириной 0,1...0,15 см.
Притачивают подкладку к подбортам и к обтачкам внутреннего кар-
иана, совмещая контрольные знаки. Строчку прокладывают со стороны
подбортов по строчке притачивания канта (рис. 148, г).
L Дальнейшее соединение деталей подкладки производят, как и в
| пр дыдущем варианте, но с некоторыми дополнениями.
На изделие «лицом к лицу» накладывают обработанную подкладк
с подбортами, совмещая соответствующие швы верха и подкладки i
фиксируя их булавками. Затем подборта наметывают на борта поле
чек, как это описано в соответствующем разделе (см. рнс. 137). В ОС
ласти шлицы подкладку разрезают параллельно сторонам шлицы на
расстоянии! см от внутренних срезов (рис. 149,а). По линии разрез
на расстоянии 10... 12 см ставят контрольные метки. Срез низа подклад
ки подрезают на участке бочка, отступив от низа изделия на 1,5...2 см
и сводя срез к подбортам на пет, а к сторонам шлицы — на 1 см. J
Изделие обтачивают подкладкой в четыре приема:
I. Левую сторону шлицы совмещают с соответствующим срезо!
подкладки и, совмещая метки, стачивают швом 0,5 см, сводя его к
верхнему углу на 0,2...0,3 см (рис. 149, б. в).
2. Припуск на обработку левой половинки шлицы перегибают «ли
цом к лицу» и обтачивают угол шлицы, низ изделия, уравнивая срезы
верха и подкладки, нижний угол борта и край борта. Строчку обтачИ
вания прокладывают в соответствии с рис. 149, б, в.
3. Правую сторону начинают обтачивать с полочки, заканчива!
строчку у среза шлицы (рнс. 149, б, в).
196
4. Припуск низа верха и подкладки на участке шлицы подгибают,
.„вмещая контрольные метки по срезам правой половинки шлицы.
Обтачивают швом 0,5 см, сводя его к верхнему углу на 0,2...0,3 см
/пне. 149, г).
г Дальнейшую обработку бортов, низа изделия и шлицы, а также
прикрепление внутренних срезов бортов и швов подкладки произво-
дят в соответствии с унифицированной технологией. Изделие вывора-
чивают на лицевую сторону, расправляют на промстоле, совмещают
швЫ подкладки с соответствующими швами верха изделия. Проклады-
в-. I ручные стежки параллельно плечевым срезам, срезам пройм и
горювины на расстоянии 6...8 см. Припуски подкладки оставляют:
по горловине спинки — 1 см, по плечевому срезу спинки — 2 см. По
срезам проймы и плеча полочки подкладку уравнивают с соответст-
вующими срезами верха изделия.
' Такой способ соединения подкладки с подбортами н с верхом изде-
лия позволяет исключить ВТО полочек, верха и низа шлицы после вы-
метывания бортов. Эти операции рекомендуется выполнять только
на стадии окончательной ВТО.
Плечевые срезы подкладки стачивают швом шириной 1 см после
соединения плечевых срезов верха. Строчку прокладывают со сторо-
ны юлочки, припосаживая плечевой срез спинки.
ОБРАБОТКА УТЕПЛЯЮЩЕЙ ПРОКЛАДКИ
В зависимости от вида изделия и пожеланий заказчика утепляю-
щуп. прокладку изготовляют из одного или двух слоев. Рекомендуется
применять такие варианты утепляющих прокладок: I — в один слой
по полочкам, спинке и рукавам: 11 — в один слой по всем основным
деталям изделия плюс второй слой, доходящий до линии бедер по
полочке и спинке; III — как в I варианте, плюс второй слой только
на участке спинки долииии бедер; IV — в один слой до линии бедер
(для демисезонных пальто).
Для улучшения качества изделия утепляющую прокладку высте-
гивают вместе с подкладкой по полочкам. На заготовленную утепля-
ющую прокладку настилают и наметывают подкладку. Затем намеча-
ют на подкладке рисунок пропудриванием по трафарету. Выстегивают
детали утепляющей прокладки с подкладкой на машине зигзагообраз-
ной строчки или на стачивающей машине, ослабляя натяжение верх-
ней нити.
Рекомендуется выстегивать только полочку (в зимних изделиях
До низа, а в демисезонных — до уровня бедер). По желанию заказчика
можно выстегивать и подкладку спинки вместе с утепляющей про-
кладкой. Подкладку, соединенную или выстеганную с утепляющей
прокладкой, стачивают по боковым срезам, которые затем разутюжи-
ОБРАБОТКА ПЛЕЧЕВЫХ ШВОВ
Плечевые срезы верха изделия сметывают со стороны спинки на
расстоянии 0,8...0,9 см от срезов, совмещая намеченные линии прой
мы и горловины (рис. 150).
Для достижения хорошего облегания в области лопаток плечевб
срез спинки на среднем участке на расстоянии 3...4 см от края гор
ловимы и 5.0 см от края проймы припосаживают, постепенно умент
шая посадку от середины к концам. Сметанные срезы приутюживаю
сутюживая посадку. Стачивают плече
вые срезы швом 1 см, прокладывая строй
ку со стороны полочки.
В пальто при стачивании нлечевьй
срезов под строчку подкладывают кром
ку или полоску из хлопчатобумажно
ткани. Швы разутюживают на елецко
лодке до полного прилегания краев
одновременно выпрямляя их.
В тех случаях, когда плечевые срезы
спинки были предварительно обработа
иы усилителями, их стачивают со стороны полочек без предвари
тельного сметывания.
ОБРАБОТКА ВОРОТНИКОВ
И СОЕДИНЕНИЕ ИХ С ИЗДЕЛИЯМИ
Процесс обработки воротников состоит из трех этапов: обработки
нижнего воротника, соединения его с верхним и втачивания в горло-,
вину изделия. Верхний воротник можно соединять с нижним после
соединения их с горловиной изделия. Это зависит от вида изделий
и способа обработки.
В зависимости от используемых материалов в мужских пиджака:
применяют нижние воротники двух вариантов: из ткани верха с термо
дублируемой прокладкой из бортового клеевого прокладочного мате?
риала и из нетканого материала типа фильц с односторонним клеевым
покрытием или с прокладкой без клеевого покрытия.
Нижний воротник может состоять из двух—четырех частей и иметь
отрезную стойку. Части воротника стачивают, отрезную стойку при?,
тачивают швом 0,5...0.7 см. Швы разутюживают или расстрачнвакл
Нижний воротник дублируют клеевой бортовой прокладкой, уклады
вая ее клеевым покрытием на изнаночную сторону воротника. Срезы
по концам и отлету не доходят до соответствующих срезов подворот-
ника на 0,1....0,2 см, а до нижнего среза стойки — на 1 см. Затем про-
кладку увлажняют и приклеивают при помощи утюга. Углы BOptft
ника дополнительно дублируют клеевой прокладкой-усилителем
уравнивая нижние срезы с линией перегиба стойки. Нити основы уси-
лителей должны проходить параллельно линиям раскепа (рис. 151, а)
В мужских пальто также применяют клеевую прокладку и соедк;
няют ее с нижним воротником клеевым способом. При обработке во-
рог ников для зимних пальто па нижний воротник накладывают про-
кладку из ваты или ватина, затем прокладку из бортовой ткани и вы-
СТе1ивают, как показано на рис. 151,6. Выстегивание начинают про-
к:, дыванпем строчки по среднему шву. Вторую строчку проклады-
вают параллельно обрезному краю стойки нижнего воротника на рас-
стоянии 1.2 см от края, третью — под углом к среднему шву так, чтобы
0Иа располагалась параллельно концу воротника, четвертую — па-
ра .дельно срезу отлета на расстоянии 1 см. Остальные строчки про-
....тыкают папаллельио ппелызушнмспясстоянием 0.5... 0.7 см. Вто-
кладывают параллельно предыдущим с расстоянием 0,5....0,7 см. Вто-
рую половину нижнего воротника выстегивают аналогично. Рисунок
выстегивания имеет вид треугольника.
После выстегивания воротник приутюживают, сутюживая слабину
между строчками, затем формуют при помощи утюга. В пиджаках ниж-
iiuii воротник при необходимости слегка оттягивают по отлету от се-
редины к концам, стойку перегибают на 2,5 см и заутюживают, прида-
Рис. 151. Обработка нижнего воротника.
вая линии сгиба дугообразную форму (рис. 151, в). В пальто нижннй
воротник также оттягивают по отлету и заутюживают стойку, под-
гибая ее на лицевую сторону равномерно на 3,5 см. В зимних пальто
ширину подгиба стойки постепенно сводят на нет.
Нижний воротник вметывают в горловину следующим образом.
Изделие располагают горловиной к работающему, совмещая середину
нижнего воротника с серединой среза горловины лицом к лицу, и вме-
тывают прямыми стежками длиной 0,8. ..0,9 см. начиная от середины
в и':ю и вправо, не захватывая прокладки. Нижний воротник припоса-
«гввют на участках плечевых швов на 0,3...0,5 см, после чего намеча-
ют 1ИНИЮ приметывания нижнего воротника по раскепам полочки.
Изделие располагают на столе так, чтобы линия перегиба лацкана
была параллельна краю стола и совпадала с линией перегиба стойки,
образуя прямую линию (рнс. 152).
Намечают линию приметывания среза воротника по раскепам,
оставляя припуск 1 см. При необходимости клеевую прокладку высе-
кают по намеченной линии раскепа. Припуск нижнего воротника под-
гибают и приметывают по намеченной линии косыми стежками с лице-
вой стороны, слегка припосажнвая лацкан по линии раскепа. Таким
*е образом приметывают правую часть нижнего воротника. Правиль-
но, и, вметывания нижнего воротника проверяют (рис. 153), надев
Изделие на манекен, по следующим показателям: длина концов ворот-
Инка должна быть одинаковой, линия перегиба стойки воротника
сохранить правильную
1 аде >•!», Посадка ьиротника в области плечевых швов должна
вбеспсчпвать правильное прилегание воротника по горловине.
199
Нижний воротник втачивают в горловину швом шириной 1 с
Швы надсекают в узлах раскепов и разутюживают на спенколодке bi
правлении от уступов до середины горловины спинки.
Рис. 153. Контроль качества вметывания нижнего воротника:
ВТО нижнего воротника и лацкана производят в три прием
(рис. 154). Правую часть изделия располагают на столе подклад^
вверх и заутюживают перегиб лацкана и воротника понамеченной Л
нии через увлажненный проутюжили
ник (/). Аналогично заутюживают nepi
гиб лацкана левой части изделия (//)-
Затем изделие располагают горловин?
к работающему и заутюживают стой]
вогнутую линию (///)-
Рис. 155. Обмеловка верхнего воротника.
Бортовую прокладку по горловине и раскепам прикрепляют к ни)
нему воротнику косыми стежками через край, предварительно подрез,
ее по раскепам так, чтобы срез бортовой прокладки заходил за шо
втачивания нижнего воротника на 0,5...0,8 см.
200
Верхний воротник соединяют с отрезной стойкой стачным швом,
>горый затем расстрачивают. Ширина стойки верхнего воротника —
Изделие надевают на манекен и проверяют правильность
обработки нижнего воротника. Используя вспомогательное ле-
кал0- обмеловывают левую и правую стороны нижнего ворот-
ника и подрезают. Затем изделие складывают, воротник пере-
гибают посередине и проверяют симметричность левой и правой
сторон-
Расположив изделие на промстоле подкладкой вверх и горловиной
к работающему, расправляют нижний воротник. Верхний воротник
размещают сверху так, чтобы шов его стойки не доходил до линии
заутюжки стойки нижнего воротника на 0,6...0,7 см посередине
и 1,3... 1,5 см по линиям раскепов. Намечают
линию раскепа, контрольные метки и ли-
нию горловины (рис. 155). Излишки обре-
зают, оставляя припуск на швы по 1 см.
Верхний воротник приметывают по линии
раскепов и стачивают швом шириной 1 см
со стороны подборта. Приметывают подклад-
ку по горловине, слегка прнпосаживая во-
ротник в области плечевых швов, и притачи-
вают со стороны подкладки швом шириной
1 см, расправляя швы раскепов. Затем швы
раскепов раскладывают в обе стороны и про-
кладывают с лицевой стороны строчку пря-
мыми сметочными стежками длиной 0,5 см по
шву раскепа. Верхний воротник отворачи-
вают и прокладывают наметочную строчку выше линии раскепов
Шов притачивания стойки верхнего воротника приметывают к стои-
ке нижнего прямыми стежками на расстоянии 0,5 см. Прокладывают
наметку прямыми стежками по отлету: первую — на участке стойки
на расстоянии 0,5 см, вторую — по краю отлета на расстоянии 1 см.
Распределяют посадку в концах воротника на 0,3....0,5 см. Излишки
верхнего воротника по открытым срезам обрезают, оставляя припуск
на подгиб 1,5...2 см, и обметывают на спецмашине. Припуск заметы-
вают па нижний воротник прямыми стежками, огибая срез, затем под-
шивают по копнам н отлету косыми стежками длиной 0,3...0,5 см или
на спецмашине (рис. 156).
Швы соединения верхнего воротника снижннм скрепляют по гор-
’овине косыми ручными стежками 0,3...0,5 см через нестачанный
Участок переднего шва подкладки рукава или через правую сторону
шлицы,
При изготовлении воротников с применением тканпфильи с кле-
евым покрытием для нижннх воротников сокращается затрата времени
иа соединение воротника с изделием, так как соединение нижнего во-
ротника из ткани фильц с горловиной производится накладным швом
зигзагообразной строчкой, что исключает некоторые операции и со-
кращает время обработки.
201
В мужских пальто с застежкой до верха или в других подобнЕ
изделиях обработку и соединение воротников с изделием произвол!
в соответствии с унифицированной технологией.
J + 1,0... 1,5 см,
ОБРАБОТКА РУКАВОВ
И СОЕДИНЕНИЕ ИХ С ИЗДЕЛИЯМИ
В мужской верхней одежде наиболее распространены втачные р
кава. Обрабатывают сначала верх, затем подкладку, утепляющую nf
кладку и соединяют их, после чего обработанные рукава соедини
с изделием.
Внутренние срезы верхних частей оттягивают до соединения с ниж-
ними частями согласно рнс. 157, а. Передние срезы рукавов стачн
вают со стороны верхних частей, уравнивая насечки. Ширина шва ста*
чиваиия — 1 см.
Передние швы рукавов приутюживают и разутюживают, сутюж<
вая слабину верхних частей в области сгиба по локтевой линии. При
этом утюг не должен заходить за линию переднего переката.
Рукава перегибают пополам нижней частью вверх. Величину пере»
пего переката получают, уравнивая линии локтя, стороны шлицы 1
срезы низа рукава (рис. 157, б).
Затем рукав располагают верхней частью вверх и приутюживаю
его, сохраняя приданную ранее форму (рис. 157, в), после чего произ
водят обмеловку (рис. 157, г и д). При этом от верхней точки оката п
вертикали отмечают длину рукава с учетом припуска 1 см на шов вта
чнвання. Линию подгиба низа намечают параллельно срезу низ
(рис. 157, г). Ширину рукавов по низу отмечают согласно паспорт
заказа. Намечают ширину рукава по линии локтя, которая pawl
ширине его по линии проймы минус 2...2,5 см или ширине рукава п
низу плюс 4...4,5 см. При помощи вспомогательного лекала отмечай
202
длину шлицы (8...9 см) и величину припуска по ее ширине. На верхней
части рукава намечают линию стачивания угла шлицы, которая про-
ходит под углом 45° к линии подгиба низа рукава.
I! соответствии с данными паспорта заказа намечают ширину
верхней и нижней частей рукава на уровне линии проймы
(рис. 157, д).
Уточняют линию локтевого среза нижней части рукава. Для этого
рукав перегибают вдоль линии переднего переката, размещая на столе
локтевым срезом от работающего верхней частью вверх, и отмечают
на лицевой стороне нижней части локтевого среза ширину по линиям
локтя и проймы. Величина локтевого переката верхней части рукава
по линии проймы равна 1.5...2 см, а на уровне линии локтя перекат
равен 0,5см. Точки овально соединяют, получая линию локтевого
среза.
11рн помощи сантиметровой ленты проверяют величину периметра
оката рукава. Для этого замеряют периметр обмелованной проймы
изделия и сопоставляют с величиной периметра оката рукава, учиты-
вая при этом величину посадки. Величина посадки рукавов по окату
зависит от свойств ткани, силуэтной формы плечевого участка, вы-
соты плечевых накладок и может быть рассчитана по формулам
где В„.„.р — величина посадки оката рукава.
Правильность обмеловки оката рукава можно также проверить
по вспомогательным лекалам и таблицам, в которых дана расчетная
величина оката рукава в зависимости от его ширины и глубины
проймы с учетом высоты плечевых накладок (см. табл. 7).
Обработку низа рукавов, шлицы, подкладки, утепляющей проклад-
ки и соединение ее с подкладкой, а также обработку локтевых срезов
производят в соответствии с унифицированной технологией. Для улуч-
шения качества изделий следует обратить внимание на некоторые
технологические особенности. Клеевую прокладку и подкладку рукава
соединяют с низками рукавов одновременно одной строчкой. Для этого
рукава укладывают с подкладкой лицевыми сторонами внутрь. На
изнаночную сторону припуска по низу рукавов накладывают клеегую
прокладку шириной 4...5 см клеевым покрытием вверх. Верхний срез
прокладки не должен доходить до липни подгиба низа рукавов на
0.1 ...0,2 см, а нижний должен выходить за срез низа на 0,6...1 см
(рис. 158). От среза шлицы нижней части рукава прокладка должна
находиться на расстоянии 1 см, а другой конец прокладки должен
Доходить до линии деления угла истицы верхней части рукава. Низ ру-
кава скалывают булавками вместе с подкладкой и прокладкой. Строчку
прокладывают на расстоянии 2,5...Зсм от линии подгиба низа. Строчка
не должна доходить до срезов шлицы верхних частей рукавов на 2,5 см,
а до срезов шлицы нижних частей — на 1,0 см (рис. 158, а).
203
Уголки шлицы стачивают по намеченным линиям. Угол верхие
части шлицы рукавов стачивают под углом 45° (рис. 158, б), припус
раскладывают и разутюживают. Угол шлицы нижней части рукаво
стачивают вдольсреза швом шириной 0.5 см (рис. 158. в). Уголки вы
ворачиваюг. низ приутюживают, перегибая детали рукава по линю
подгиба низа, последовательно заутюживая шов притачивания под
кладки рукава и прикрепляя клеевую прокладку. Локтевые срез!
рукавов сметывают по намеченной линии со стороны верхних частей
совмещая надсечки, делая припосадку верхних частей в области лок
тя и выше к пройме. Величина посадки равна 0,3...0,5 см для пиджд
Рас. 158. Обработка виза рукава.
Рис. 159. Проверка оката рукава по диагоналям.
ков и 0,5... 1 см для пальто. Она зависит от свойств ткани и величин!
локтевого переката.
Локтевые срезы рукавов стачивают швом шириной 1,0 см, прокл
дывая строчку со стороны верхних частей. Одновременно обтачивай
верхнюю часть шлицы и стачивают локтевые срезы подкладк
припосаживая верхние части подкладки в области локтя и выше
пройме. Локтевые швы подкладки заутюживают в сторону нижни
частей, а локтевые швы верха сначала приутюживают, а затем разутй
жнвают в три приема на спецподушке (от оката до локтевого учас
ка, в области локтя и от локтевого участка до низа рукава) или в оди
прием на спецколодке. Локтевые швы подкладки притачивают к л0|
тевымшвам верха рукавов на участке 7...8 см от низа и не доход
8... 10 см до оката рукава.
Рукава выворачивают на лицевую сторону, подкладку расправляв
и приметывают по окатам рукавов прямыми стежками длиной 2,5...3:с
на расстоянии 10... 12 см от срезов окатов. Готовые рукава оконч
тельно проутюживают через увлажненный проутюжильник на спев
подушке. Сначала приутюживают локтевые швы в три приема, нач»
пая от низа, затем локтевой участок и заканчивают окатом Зате
приутюживают низки рукавов и средние участки (не затрагивая сгй
бов) верхних и нижних частей рукавов.
204
Перед соединением с проймами рукава Обмеловывают и подрезают
по окату. Для этого их укладывают на стол, повернув нижнюю часть
кверху- Проверяют высоту оката, которая, согласно табл. 7, равна
ц -= Шр — 2...4 см. Проверяют окат рукава по диагоналям согласно
рис. 159, где диагональ Р1о 5 равна ширине рукава, а диагональ Я—1—
ширине проймы.
Излишки обмеловывают и подрезают. Рукава верха скалывают
булавками с подкладкой по локтевому и передним швам и подрезают
подкладку по окату, оставляя припуск 2 см по нижней части и 1 см —
по верхней.
Качество обработки готовых рукавов проверяют по следующим
показателям. Локтевой шов должен переходить с верхней части рука-
ва па нижнюю и находится
на расстоянии I...2см от лок-
тевого переката, начинающе-
гося ниже линии локтя на
2...5 см. Величина переднего
переката рукава должна быть
равномерной и равняться
2,5...4 см для пиджаков
и 3...4.5 см для пальто.
Перед втачиванием окаты
рукавов стягивают машин-
ным способом, прокладывая
на расстоянии 0,5 см строчку с ослабленным натяжением верх-
ней нити. Участок прокладывания строчки начинается на нижней
части рукава на расстоянии 2 см от переднего шва и заканчивается
на 6 см ниже локтевого шва. В пальто окаты рукавов стягивают ма-
шинным способом с помощью полоски хлопчатобумажной ткани шири-
ной 0,5 ....0,7 см, выкроенной по нити основы. Строчку проклады-
вают со стороны полоски, припосаживая окат рукава. Величину по-
садки определяет кривизна контура оката. Посадку увеличивают на
овальных участках и уменьшают там, где срез переходит в прямую
линию. Наибольшую посадку распределяют у вершины оката рукава.
Перед вметыванием рукавов в проймы дополнительно проверяют
линию проймы изделия, уточняя с лицевой стороны мерки ширины
плечевого ската, ширины спинки, сопряжение оката рукава с прой-
мой. Для этого изделие надевают на манекен так. чтобы линии талии и
низа были параллельны полу (рис. 160).
Насечку на вершине оката рукава совмещают с плечевым швом.
При этом условная линия, проведенная от верхней точки оката рукава
До линии локтя, должна быть перпендикулярна к низу изделия. За-
фиксировав рукав в найденном положении, проверяют сопряжение
нижней части его оката с проймой.
205
Вметывание рукавов в проймы начинают елевого рукава от перед
него шва по направлению к плечевому шву стежками длиной О.5..
0,8 см швом шириной 0,9 см. Посадку при этом распределяют следу)
щим образом (рис. 161): на участке передней части полочки от конт
рольной метки, расположенной на 1 см от шва притачивания бочк)
к полочке, начинают вметывать рукава без посадки. Затем продолж
ют вметывать рукава по направлению к плечевому шву, совмеща
насечку и делая при этом незначительную посадку (0,3...0. 35 см)
На участке от плечевого шва до локтевого размещают наибол мну
посадку (0,35....6,4 см). В нижней части проймы спинки и полочки от
локтевого шва рукавов до контрольной точки в передней части пройм)
посадку сводят до минимума (0,2...0,25 см).
На правой половинке спинкн определяют контрольную метку со
пряжения локтевого шва рукава с проймой, отмечая мелом равны
расстояния от крайних плечевых точек левой и правой сторон. Правы
рукав вметывают, начиная от контрольной метки локтевого шва по
направлению к плечевому, совмещая насечку. При этом посадку рае
пределяют так же, как и в левом рукаве.
Швы вметывания рукавов приутюживают на столе или спецвд
лодке, сутюживая посадку. При этом ткань слегка увлажняют и сути
живают концом утюга во избежание растяжения проймы. Утюг за-
ходит за линию шва вметывания рукава не более чем на 3...4 см.
Сутюживать посадку швов вметывания рукавов рекомендуем
на специальной колодке.
Вметанные рукава втачивают в проймы со стороны рукава швое
шириной I см. одновременно притачивая вровень с краем оката под
окатник из ватина шириной 4 см и выкроенные по косой нити полосе
бортовой ткани шириной 2,5 см. Подокатники располагают по оката
рукавов. Один конец их находится на 2 см ниже локтевых швов, а вто
рой иа 4...5 см не доходит до переднего шва. Строчки начинают про-
кладывать от локтевых швов.
Окончательная обработка пройм изделия заключается в выполю
нии следующих операций. В тех случаях, когда пакет бортовой про
кладки немногослойный, его прикрепляют одновременно одной строч
кой при втачивании рукава. В иных случаях бортовую проклад)
приметывают после втачивания рукавов по лицевой стороне с лево
полочки па расстоянии 0,2...0,3 см от шва втачивания рукавов, про-
кладывая нитку снизу вверх от переднего шва папочки и закаичива
на участке плечевого шва. На правой полочке приметывать начинаю
от плечевого шва вниз.
Бортовую прокладку прикрепляют с изнаночной стороны к шва
втачивания рукавов прямыми ручными стежками па расстоянии 0,2 см-
ог липин втачивания рукава.
КРЕПЛЕНИЕ ПЛЕЧЕВЫХ НАКЛАДОК
В соответствии с исходными давними паспорта заказа и вида изд<
лия определяют вид плечевых накладок. Их вкладывают между пол
кладкой и бортовой прокладкой над плечевыми швами так, чтобы с«
редина плечевых накладок была смещена на 2...3 см в сторону спинке
206
Внешний край плечевых накладок располагают на 1...I.5 см от шва
втачивания рукавов ина 0.5...1 см от среза бортовой прокладки.
Плечевые накладки прикрепляют со стороны полочек полностью, а
со стороны спинки оставляют 1,5...2 см накладки свободными.
Если в изделии на сутулую фигуру необходимо сгладить участок
спинки в области плечевого шва и проймы, ко шву втачивания рука-
вов прикрепляют подпапоротники, располагая их между основной
тканью и плечевой накладкой, начиная от плечевого шва и гы пуская
за конец накладки на 2...3 см.
В пиджаках подкладку рукавов втачивают в проймы без предвари-
тельного вметывания. Расправляют ее по пройме, намечают метки по
вершине оката, на уровне локтевых швов и переднего переката. Вта-
чивают подкладку рукавов через открытый срез горловины швом
шириной 1 см, совмещая контрольные метки. Окат подкладки рукавов
прнпосаживают в верхней части.
При обработке пройм в пальто подкладку по окатам рукавов при-
крепляют так же, как и в пнджках, или расправляют ее по проймам
и приметывают прямыми стежками, уравнивая по локтевым швам и
по линии переднего переката.
В зимних пальто утепляющую прокладку в рукавах закрепляют
одновременно с втачиванием рукавов. Посадка утепляющей прокладки
по периметру проймы распределяется аналогично посадке рукава вер-
ха. В верхней части оката утепляющая прокладка должна выходить
за шов втачивания рукава на 3...3.5 см и выполнять функции под-
окатника. В нижней части оката утепляющую прокладку подрезают,
оставляя припуск 1 см.
ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА И ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА
Окончательная отделка верхних мужских изделий включает:
прокладывание отделочной строчки, если она предусмотрена, изго-
товление петель, чистку, ВТО, пришивание пуговиц и крючков.
Перед прокладыванием отделочной строчки на левой полочке по на-
меченным линиям на спецмашине выметывают петли с глазком и фа-
сонную петлю на лацкане без прорезания отверстия. Продевают
концы ниток после машинного обметывания петель, ставят закрепки
и удаляют меловые линии с изделия водным раствором уксуса (1 : 1).
Затем изделие проверяют на манекене со стороны верха и со стороны
подкладки.
Окончательную ВТО начинают со стороны подворотника в три
приема: сначала приутюживают левую сторону, затем середину до
линии перегиба стойки и, наконец, правую сторону. При этом приутю-
живают верхнюю часть лацкана (рис. 162).
Затем изделие размещают на столе подкладкой вверх и приутю-
живают в несколько приемов в такой последовательности (рис. 163):
левый борт от нижней точки перегиба лацкана до низа; низ левой
полочки; низ спинки и шлицу; низ правой полочки; правый борт от
низа до нижней точки перегиба лайкана.
При выполнении ВТО воротник, борта, лацканы, шлицу выкаты-
вают внутрь, создавая правильное прилегание, форму краев и углов.
Дальнейшую ВТО производят на специальной подушке, нспольэу
ее овальные стороны.
Для эффективного проведения ВТО и сохранения первоначальны]
свойств материала необходимо правильно выбрать режимные пара
метры (количество вводимой влаги, температуру греющей поверхнО
сти, время обработки). При соприкосновении греющей поверхности утю
га или подушки пресса с тканью влага проутюжильника превращает
ся в пар, равномерно прогревая материал и пластифицируя его
Затем происходит сушка обрабатываемого материала, которая закаг
чивается при нагреве ткани до температуры свыше 100 °C. Важно при
этом не превысить температуры теплостойкости материала и разру
шения красителя.
При воздействии тепла и влаги необходимая деформация материя
ла (величина сутюжки, оттяжки или упрессовки) достигается npii
значительно меньшем давлении, чем при обработке воздушио-сухо,
ткани. Поэтому необходимо помнить, что увеличение давления при
ВТО может привести к образованию ласс в связи с выравниванием по-,
верхносли ткани, что нежелагсльпо. так как .цч их удалей и и потре-
буются дополнительные отпарочные работы. Как правило, это право
дит к значительной релаксации полученной ранее формы.
В практике индивидуального пошива окончательная сушка и за-
крепление полученной формы зачастую обеспечиваются использова
инея деревянной лопатки.
Рекомендуется следующий порядок выполнения приемов окончат
тельной ВТО (рис. 161, б). Изделие располагают подкладкой вверх,
воротником к работающему н приутюживают на специальной подушк
через увлажненный проутюжнлышк, последовательно высушиваю!
утоняют и отпаривают деревянной спецлопаткой сперва лицеву!
сторону правого лацкана и часть воротника, далее середину воротник
до сгиба стойки и, наконец, левую сторону воротника и лайкана. За-
тем изделие располагают на столе подкладкой вверх правой полочкО
к работающему и, используя деревянную спецлопатку,заутюживаю
правый лацкан по фасону, не доходя 7... 12см до верхней петли Дала
изделие располагают левой полочкой к работающему и приутюживаю!
левый лацкан по фасону, не доходя 3...7 см до верхней петли. Поел
этого изделие укладывают воротником к работающему подкладке:
вверх, сохраняя овальную форму по липин сгиба стойки, и приутю-
живают этот участок.
Левую полочку располагают лицевой стороной вверх, краем борта
к работающему на специальной подушкетак, чтобы сохранилась форма
выпуклости груди. Приутюживают через увлажненный проутюжиль-
ипк, используя специальную лопатку. Верхнюю часть лацкана утю-
жат но лицевой стороне. Затем, отвернув лацкан, приутюживают
участок полочки от крайней плечевой точки до нижней точки перегиба
лаикана. Постепенно перемещая изделие на специальной подушке,
сначала приутюживают полочку от середины проймы до линии талии,
а затем борта от нижней
точки перегиба лацкана
до низа. При последую-
щих перемещениях обра-
Рис. 164. Приутюжнвакие окатов рукавов (а)
мтелыюй ВТО (6).
батывают участки полочки в области передней части кармана и от-
резного бочка от линии талин до низа.
Вытянув мешковину кармана наружу, приутюживают участок по-
лочки ниже кармана и область бокового шва ниже линии талии. За-
тем приутюживают шлицу левой части спинки, участок в области
проймы, средний шов спинки, правую сторону спинки в области прой-
мы. шлицу правой части спинки и правую полочку на участке бокового
шва от линии талии вниз.
Далее располагают правую латочку на специальной подушке ли-
цевой стороной вверх, краем борта к работающему и утюжат через
увлажненный проутюжильник, используя специальную лопатку. Г1о-
следовательность и приемы выполнения ВТО аналогичны обработке
левой палочки. Следующим приемом изделие располагают на той же
подушке подкладкой вверх н приутюживают ее, начиная с правой
полочки.
Плечевые участки изделия утюжат на спецколодке до линии вта-
чивания рукавов по лицевой стороне через увлажненный проутюжнль-
ник с применением спенлопатки. Утюжат левую сторону плечевого
Участка, участок спинки под воротником и правуюсторону плечевого
Участка. Затем, используя спецколодку и лопатку, приутюживают
окаты рукавов (рис. 164, а). В случаях необходимости на этой подуш-
209
ке приутюживают также верхние участки рукавов. Далее приутц
живают подкладку по плечевым швам и горловине.
После утюжки изделие, надетое на манекен, просушивают с целью'
закрепления приданной ему формы (рис. 164, б). Пальто из шерстяных
тканей просушивают минимум 50..,75 мин. а пиджаки — 30...40 мин
ВТО мужских пальто производят в такой же последовательности
как и пиджаков. При этом для предотвращения лассообразования не
пользуют проутюжильник. состоящий из восьми слоев марли или че-
тырех слоев марли с волосяной прокладкой. В процессе отпариванИ
изделия утюгом через сложенную в несколько слоев марлю восставав
ливают первоначальную структуру ткани, поднимая ворс одежно
щеткой.
При использовании электропаровых утюгов в комплекте с утю-
жильными столами типа СУ и отпарочного аппарата ОАГ-2 помпы
сокращения затрат времени на ВТО значительно улучшается качеств!
изделий.
После проверки на манекене качества выполнения ВТО памеч!
ют места пришивания пуговиц на полочках соответственно распол!
жению петель, накладывая левую полочку на правую лицевыми сто-
ронами, и уравнивают низ и борта полочек.
Пуговицы на бортах пришивают хлопчатобумажными ниткам!
№ 10 в два сложения, делая по четыре проката в каждое отверсти
и захватывая бортовую прокладку. При этом в зависимости от тол
щины края борта образуется ножка высотой 0,3...0,4 см. Затем пуп
вицу оттягивают от ткани и образовавшуюся ножку не менее G раз
обпивают ниткой, после чего нитку обвивки закрепляют и обрезают
Высота ножки в готовом виде должна быть на 0,1 см больше толщниЯ
края борта изделия.
Пуговицы на шлицах рукавов, хлястиков и запасные пуговицы
пришивают без ножки, делая три прокола в каждое отверстие. Мест
расположения пуговиц на шлице рукава намечают на расстоянии 2,5см
от низа и 1 см от края шлицы. Расстояние между пуговицами 0,3.;
0.4 см. Пуговицы на нагрудных карманах пришивают с ножкой
В двубортных изделиях пуговицы должны быть пришиты с подпугс
вицами.
ОСОБЕННОСТИ ТЕХНОЛОГИИ ОБРАБОТКИ МУЖСКОГО ЖИЛЕТА
Жилеты костюма-тройки состоят из шести частей: двух полочек
двух бочков и двух частей спинки. В зависимости от степени свобод
кого облегания пиджака и пожеланий заказчика бочок и спинка могу
быть изготовлены из основной или подкладочной ткани. Чаще всего
жилеты изготовляют со спинкой из подкладочной ткани. В этом слу
чае на 2...3 см ниже линии талии жилет оформляют хлястиком ИЛ1
стягиваюгиа эластичную тесьму. В костюмах-тройках, нзготовленнв
из тонких тканей, бочок в жилете рекомендуется изготовлять из под
кладочной ткани и стягивать на эластичную тесьму участок бочк(
по линии талии (рис. 165).
Края горловины и бортов полочек можно обрабатывать как с под
бортами, так и без них. Изготовление жилетов без обтачек бортов
210
Рнс. 165. Оформление лннин та-
горловины основной тканью улучшает их внешний вид, снижает
трудоемкость и расход ткани верха. Полочки жилета в этом случае
необходимо термодублировать клеевой прокладкой, которую выкраи-
вают в соответствии с верхом полочки. Нить основы клеевой проклад-
ки располагают под углом 20...45 ° к нитям основы ткани верха.
Выкроенную прокладку увлажняют
и дают ей подсохнуть в естественном
состоянии в течение 5.-.7 мни.
Полочки термодублнруют клеевыми
прокладками на прессе или при помо-
щи утюга, не допуская искажения ри-
сунка ткани верха (рис. 166, а).
Детали подкладки спинки, полочек
и подкройных бочков выкраивают по
деталям верха.
Подкладку полочки подрезают, урав-
нивая срезы по горловине, бортам,
нижним уступам и низу. По боковым
срезам и пройме подкладку зауживают
на 0,3...0,4 см. Подкладку подкройиого бочка и спинки подре-
зают, уравнивая срезы. Вытачки на полочках верха стачивают
швом шириной 0,5...0,7 см. Шов к концу вытачки постепенно сводят
на нет (рис. I6S, б). Аналогично стачивают вытачки на подкладке поло-
чек. Вытачки на полочках разутюживают до полного прилегания сто-
рон. Одновременно сутюживают слабину в концах вытачек (рис. 166,в).
Вытачки на подкладке полочек заутюживают в сторону боковых
швов. В изделиях на фигуры больших полнотных групп на полочках
верха обрабатывают по две вытачки — вертикальную (зона Б) и гори-
зонтальную (зона А). Срезы горизонтальной вытачки совпадают со
врезами входа в карман (рис. 166, а). При этом переднюю вертикаль-
ную вытачку в подкладке полочки разрезают, а горизонтальную
211
заутюживают в складку, после чего вертикальную вытачку застрач!
вают и швы разутюживают (рис. 167, а).
При использовании подбортов их притачивают к подкладке полоч!
швом шириной 0,5...0,7 см, прокладывая строчку со стороны ткан
верха. Подкладку при этом слегка прнпосаживают в области выпу|
лости груди, шов заутюживай
в сторону проймы (рис. 167, б). ’
После стачивания вытачек по
лочки верха подвергают ВТО,
С этой целью полочки сутюживаю
сначала в области горловины (ри
168 а), а затем — в области пройм
(рис. 168, б). Тем самым достиг
ется образование объемной форм!
в области груди.
На полочках намечают мест
расположения карманов и обраба
тывают их. Наиболее часто кар
маны обрабатывают обтачками >
рамку или листочками. Огрезны
бочки притачивают к полочка
без предварительного сметыванш
швом шириной 1 см. уравпнва
контрольные метки. Стачивают а
стороны отрезного бочка. Зате>
стачивают части спинки и соеди
няют ее с бочками по боковым срезам, уравнивая контрольна
метки. Швы соединения отрезного бочка с полочкой и спин
кой. а также средний шов спинки разутюживают. Аналогично соеди
ияют детали подкладки. В зависимости от способа последующ!
обработки делают пропуск длиной 7... 10 см посредней липни спиш
Ряс. 168. Влажно-тепловая обработка полочек жилета.
на 9...11 см выше линии талии, через который выворачивают жилет
Для предохранения срезов от растяжения и создания объема
формы прокладывают кромку в полочках жилета по срезам горловин
бортам, нижним уступам и низу полочек, а также в нижней овалы!
части проймы. Кромку притачивают с изнаночной стороны полоч!
швом шириной 0,5 см, начиная на 2.5...3 см ниже плечевого среза
далее по горловине, борту, нижнему уступу и низу изделия, нс Uf
ходя 2,5...3 см до боковых срезов (рис. 169).
212
Строчки прокладывают со стороны кромки, края полочки под
кромкой на участке выпуклости груди слегка припосаживают на
0,5..,0,8 см, а между каждой петлей — на 0,1...0,2 см. После прита-
чивания кромки срезы полочек приутюживают, сутюживая образо-
вавшуюся слабину. Ткань слегка увлажняют и формуют полочку.
При использовании клеевых материалов одновременно проклады-
вают клеевую кромку и оформляют полочки при помоши утюга.
Намечают места расположения эластичной тесьмы на лицевой
и изнаночной сторонах подкладки. Далее стаченные детали подкладки
складывают с деталями верха «лицом к лицу», совмещая все срезы с уче-
том посадки подкладки, и скалывают булавками по контуру срезов.
отступая от краев на 1,5...2 см. Затем жилет обтачивают швом ши-
риной 0.6...0,7 см по горловине спинки и полочки, бортам, нижним
уступам, низу изделия и проймам (рис. 170). Строчку прокладывают
со стороны верха, прнпосаживая подкладку на участках груди и рас-
положения петель. В зависимости от способа дальнейшей обработки
при необходимости оставляют пропуск по низу шириной 5...7см.
После обтачивания проверяют идентичность левой и правой сто-
рон, булавки удаляют. В швах обтачивания полочек по срезам горло-
вины, бортам, нижним уступам и низу жилета подрезают основную
и прокладочную ткань, оставляя припуск 0,3...0,4 см. Подкладку не
высекают. В углах полочек швы верха высекают, не доходя до стро-
чек обтачивания 0,1...0.2 см. а по проймам, во избежание затягивания
швов, их надсекают, не доходя до строчек 0.3...0.4 см. Далее жилет
выворачивают на лицевую сторону через оставленный пропуск перед-
нем шве спинки подкладки или по низу. Выправляют уголки и выме-
тывают края ручными прямыми стежками длиной 1...2 см по срезам
горловины полочки, бортам, нижним уступам и низу, прокладывая
строчку на расстоянии 0,5...0,7 см от края. Выметывают края со сто-
роны подкладки, выпуская из ткани верха кант шириной 0.1....0.2 см.
Выметывать можно на специальной машине пли (при высокой ква-
лификации мастера-исполнителя) без нее, прокладывая отделочную
213
строчку шириной 0,2...0,3 см без выметки со стороны подкладки;
Выметанные или обтеченные края полочек, проймы, низ и горло
вину спинки приутюживают с лицевой стороны на специальной но-'
душке через увлажненный проутюжил ьник. Перед соединением полез
ки и спинки по плечевым срезам проверяют их соответствие с учетом
посадки со стороны спинки. Плечевые срезы полочки вставляют в от,
крытые плечевые срезы спинки внутрь и, выворачивая спинку через
открытый участок по средней линии или низа, стачивают плечевые
швы швом шириной 1 см, уравнивая срезы н края (рис. 171).
Жилет выворачивают на лицевую сторону, выметывают участки
по плечевым срезам. При необходимости на спинке жилета намечаю^
место расположения хлястика. Предварительно обработанные хляс^
тики настрачивают на спинку на расстоянии 0,5 см от боковых швов'
фигурной строчкой в виде треугольника. При
этом учитывают, что концы хлястиков по середин^
спинки должны заходить один на другой не менее
чем на 2 см. В тех случаях, когда ниже линии та-
лин спинки или по линии талии бочка притачи-
вают эластичную тесьму, прокладывают две парал-
лельные строчки по намеченным линиям. Первую
прокладывают без эластичной тесьмы, а вторук
(на расстоянии 0,8...0,9 см от первой), одновре-
менно вставляя эластичную тесьму, концы ко-
торой закрепляются строчками к боковым;
швам.
В ателье высшего разряда открытый участок по средней линий
спинки с внутренней стороны подшивают вручную потайными стеж-
ками, а в ателье I разряда — настрачивают края друг на друга строч-
кой шириной 0,1 см.
После удаления нитей выметывания и обметывания петель произ-
водят окончательную ВТО изделия с лицевой стороны через увлажм
ценный проутюжильник. Сэтой целью на спецподушке приутюживает
плечевые и боковые швы, участки пройм и полочки в области груди,
оформляя ее выпуклость, затем проутюживают горловину, борта и низ
жилета.
Завершающей операцией обработки жилета является пришивание
пуговиц и проверка качества. Пуговицы пришивают на ножке высо-
той 0,3...0,4 см в зависимости от толщины борта.
НЕКОТОРЫЕ ОСОБЕННОСТИ ТЕХНОЛОГИИ
ОБРАБОТКИ МУЖСКИХ БРЮК
Качество изготовления мужских брюк в значительной степени за-
висит от конструкции и правильного проведения этапа начальной ВТО
изделия.
Технологичность конструкции уменьшает трудоемкость проведе
ния ВТО брюк. При построении конфигурации бокового и шаговой
срезов задних половинок брюк была учтена уменьшенная кривизна
шагового среза за счет изменения кривизны бокового среза. Определе
ние вершин боковых и шаговых срезов как по вертикали, так и по го-
ризонтали, и расстояния между ними по диагонали дало возможность
сократить до минимума ВТО, которая необходима для создания и за-
крепления формы передних и задних половинок брюк. Передние поло-
винки (левую и правую отдельно) складывают изнанкой внутрь, урав-
нивая боковые и шаговые срезы от линии низа до линии колена так,
чтобы сгиб от линии колена долинии талии совпал сверхней передней
складкой. Сгиб заутюживают через увлажненный проутюжильник.
Па участке обрезных краев на 15...20 см ниже линии колена перед-
ние половинки брюк оттягивают, придавая срезам форму дуги. Обра-
зовавшуюся слабину по линии сгиба на этом участке сутюжнвают
При ВТО задних половинок брюк обе половинки складывают ли-
цевыми сторонами внутрь, уравнивая края и располагая боковыми
срезами к работающему.
Половинки брюк увлажняют и слегка оттягивают боковые срезы
в местах прогибов, затем оттягивают шаговые срезы, передвигая утюг
от нижней части среза к вершине. Одновременно левой рукой, начиная
от линии колена, отводят верхнюю часть шаговых срезов так, чтобы
они располагались по прямой линии. Не меняя положения половинок
брюк, оттягивают средние срезы в области наибольшего прогиба
(рис. 172, б). Затем сутюжнвают образовавшуюся слабину ткани меж-
ду верхней частью шагового и среднего срезов дугообразными дви-
жениями утюга, направленными к середине половинок.
Заднюю половинку брюк оттягивают в косом направлении от уча-
стка, расположенного на 10...12 см ниже вершины шагового среза
в сторону вершины бокового среза. Половинки брюк переворачивают
на другую сторону и обработку повторяют. Затем задние половинки
перегибают вдоль так, чтобы шаговые и боковые срезы совпали в одну
линию, и, если есть необходимость, слегка их оттягивают, заутюживая
сгиб задней половинки брюк и сутюживая образовавшуюся слабину
на участке подъягодичной складки.
На уровне икроножных мышц срезы задних половинок брюк сутю
жнвают, а по сгибу этого участка — оттягивают (рис. 172, в). Стачай
иые передние и задние половники брюк должны иметь вид, изображен?
пый на рнс. 172, г.
В брюках, изготовляемых из тканей с большим содержанием синтез
тическнх волокон. ВТО сокращается до минимума. В этой связи для
получения требуемой формы задних половинок рекомендуется исполй
зевать отрезные клинья, размеры которых не должны превышать
допустимых по стандарту пределов. Срез соединения клиньев с задней
половинкой брюк должен иметь вогнутую форму. Такая конструкция
срезов уменьшает ВТО и исключает необходимость сутюживания в об-
ласти подъягодичной впадины (рис. 173, л, б).
Для улучшения внешнего вида
и эксплуатационных свойств приме-
няют клеевую прокладочную ткань,
которую используют для изготовле-
ния пояса и крепления низа брюк.
Пояс брюк перед соединением дуб.
лируют полоской из клеевой прокла-
дочной ткани по намеченным меловым линиям, определяющим
ширину пояса.
При обработке крепления низа брюк также используют полоски
из клеевой прокладочной ткани шириной, равной припуску на подгиб
Линию подгиба низа брюк намечают с лицевой стороны. Брючную
тесьму притачивают по утолщенному краю таким образом, чтобы ой
перекрывал меловую линию подгиба на 0,1...0,2 см и был направлен
к верху брюк. Нижний край брючной тесьмы настрачивают с лицевой-
стороны по топкому краю тесьмы, подкладывая с изнаночной сторовй
низков брюк полоску из клеевой прокладочной ткани изнаночной стоц
роной внутрь. В этом случае срез прокладки должен перекрыйат:
строчку настрачивания нижнего края тесьмы на 0,5...0,6 см.
Низ брюк обметывают вместе с клеевой прокладкой хлопчатобу
мажными нитками № 50—60 или тонкими лавсановыми нитками?
Припуск на подгибку низа брюк перегибают на изнаночную сторону;
и приутюживают на спецподушке через увлажненный проутюжильнйй
с обеих сторон низа задней и передней половинок брюк.
Клеевое покрытие дает возможность прикрепить низ брюк, сокрд
щает трудовые затраты и улучшает внешний вид. Срез припуска на
подгиб низа закрепляют только по боковому и шаговому швам
НЕКОТОРЫЕ ОСОБЕННОСТИ
И ПЕРСПЕКТИВЫ СОВЕРШЕНСТВОВАНИЯ ПРОИЗВОДСТВА
ИЗДЕЛИЙ ЖИЛЕТНЫМ МЕТОДОМ
Переход на систему изготовления одежды новым, жилетным ме-
тодом требует целеустремленной и согласованной работы всех под-
разделений предприятий индпошива одежды. Успех дела зависит
прежде всего оттого, насколько глубоко освоены особенности нового
метода не только закройщиками, бригадирами и мастерами-исполни-
телями, но и технологами, работниками приемных салонов. Их пере-
подготовка в настоящее время осуществляется в Республиканской по-
стоянно действующей школе <Мода и время», где уже повысили свою
квалификацию более 400 специалистов. Если в 1980 г. на Украине на
новый метод работы перешло 110 бригад, то в 1984 г. — 229 бригад,
включая и сельскую службу быта. Реализация новой системы обслу-
живания позволяет экономить миллионы часов личного времени за-
казчиков, сократить до 10 дней сроки изготовления изделий. За не-
полные 5 лет производительность труда возросла на 6,7 %.
Благодаря рациональной раскладке и уменьшению припусков на
подгонку изделия расход ткани верха уменьшился на одно изделие на
10—15 см, что дало экономию ткани верха на сумму 2 484 000 руб.
При пересмотре норм выработки понизились расценки на одно из-
делие в среднем на 0,7 коп., что дало прибыль предприятиям в сум-
ме 654 000 руб.
За счет повышения производительности труда было выпущено до-
полнительно 61 640 изделий , что дало прибыль предприятиям в сумме
308 200 руб. и дополнительно к плану 2 773800 руб.
Общая экономия от внедрения нового метода за 5 лет составила
8941 620 руб.
Вместе с тем практика показывает, что новый метод далеко не ис-
черпал своих возможностей. На некоторых из них хотелось бы остано-
вить внимание специалистов.
РОЛЬ ЗАКРОЙЩИКА
ПРИ ВНЕДРЕНИИ БЕСПРИМЕРОЧНОГО МЕТОДА
ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
Внедрение любого новшества зависит прежде всего от правильного
подбора и расстановки кадров, уровня их квалификации. Это всецело
относится и к реализации в отрасли беспримерочного метола. Главной
фигурой при этом становится закройщик. Было бы ошибочным счи-
тать, что любой закройщик в состоянии быстро овладеть новой систе-
мой. Следует учитывать и то, что отличный специалист в определенной
области может быть совершенно непригодным администратором. Эго
всецело относится и к оценке профессиональной пригодности закрой-
щиков, на плечи которых ложится задача реализации нового метода
н дальнейшей его творческой интерпретации.
В плане сказанного прежде всего следует обратить внимание на
психологию труда закройщика. В его функцию входит предвидение,*
организация исполнения, руководство, контроль и координация
деятельности пусть и немногочисленных, но ответственных груш
исполнителен.
Умение предвидеть и предугадать все требования заказчика за
одну встречу, вместо двух-трех, принятых ранее, наполовину решает
успех дела. Однако такой опыт приходит не сразу, он формируется
постепенно в процессе длительной трудовой деятельности и во многом'
зависит от интеллекта закройщика. Основное внимание следуе
уделить заказчику не при выдаче изделия. а в период приема заказа.
Считаться с мнением заказчика — непременное условие и залог
успеха в работе.
Задача закройщика заключается нетолько в том. чтобы определить
запросы заказчика, но и тактично посоветовать, убедить его в том,
что больше всего ему идет, учитывая особенности телосложения,
профессию, привычки, характер, отношение к современной моде
и т. п.
На первый взгляд зто может показался излишним. Однако, уста-
новив за время снятия мерок, скажем, профессию заказчика, закрой-
рый (ближе к синему)
Серый, светлосерый
щнк может более достоверно определить, где именно необходимо д
вать прибавку на свободное облегание, поскольку, например, у певг
и конторского работника, имеющих одинаковое телосложение, изд
лие «работает» по-разному. Немаловажное значение имеет также пр|
вычка застегивать изделие на все пуговицы или только на одну и т. i
Учитывая требования клиента, современный закройщик додж,
вместе с тем воспитывать его вкус, считаясь с его человеческим д,
стоинством и мировоззрением. Видеть человека легко, а знать его кг
личность — трудно.
Известный афоризм указывает на то, что следовать моде нелеф
а не следовать — смешно, поэтому в повседневной работе с заказчике
не надо слепо подражать моле, если она по каким-то причинам paeiti
днтся с красотой образа. Иногда можно чуть поступиться модой, р
хранив красоту.
Закройщик должен уметь внимательно слушать и видеть зака
чика. Эго дает возможность по едва заметным привычкам, жестам
манерам предугадать, какое свойство (статичность или динами1
кость) превалирует у заказчика.
Одежда, как и пища, играет важную роль в нашей жизни. Споке)
пая н скромная, но элегантная одежда является своеобразным кох
пасом, который нас направляет, чтобы не затеряться в океане коН1
растов, где многие «тонут», желая чем-то выделиться.
Одежда обладает определенными общественными свойствами, oi
разуя определенную форму и формируя внешний облик человека. Ви
деть образ и добавить где-то «чуть-чуть» — это значит дать издели
жизнь, а его обладателя сделать современным. Задача закройщик
однако, состоит не в том, чтобы обеспечить скульптурную подгоне
изделия по фигуре заказчика. Наоборот, создать красивое издели
значит создать целое, где каждая часть гармонично дополняет дру
друга, не выделяясь из общего.
Самым важным фактором, определяющим зрительный образ и фо;
му одежды, является не возраст, а человеческая фигура с ее изгибах1
и осанкой.
При использовании измерительного жилета подгонять его на ф)
гуре заказчика надо тогда, когда заказчик стоит спиной к зеркал;
В противном случае мы его будем видеть таким, каким он сам хоч<
быть. Чрезвычайно важно, чтобы закройщик принимал заказ и снимг
мерки с помощью измерительного жилета компетентно и у вереня
Это убедит заказчика в том, что судьба изделия, как фундамент дом)
закладывается именно на этом этапе работы.
Сроки следующей встречи (выдача заказа) следует согласовываз
с заказчиком. Выдача изделия не должна превращаться в форыальйй
акт последней встречи с клиентом. Наоборот, она должна способстй
вать тому, чтобы он стал Вашим постоянным заказчиком. Дости!
этого можно только высоким качеством работы п установлением кл!
мата взаимного доверия. Поэтому очень важно, чтобы новый костй
был по достоинству оценен не только самим заказчиком, но и окружав
щими его людьми, дома и на работе.
Костюм должен радовать человека на протяжении всего срока ei
эксплуатации, поэтому необходимо помимо рекомендаций по уходу s
ЙО
одеждой оказать клиенту дополнительные услуги в выборе комплек-
тующих изделий (обувь, галстук, рубашка и др.). Ведь костюм сам
по себе еще не может завершить формирование внешнего образа че-
ловека с учетом его облика, характера, индивидуальной внешности,
внутренних характерных черт.
О вкусах, говорят, не спорят, однако, если исходить из практики,
то выбор формы, цвета основных изделий и дополнений к ним решается
либо исходя из требований моды (игнорируя какие-либо рекоменда-
ции), либо путем использования специальных таблиц. Последние со-
держат рекомендации по подбору формы, цвета одежды в зависимости
от особенностей телосложения фигуры человека, цвета кожи, глаз,
волос и т. д. В данном случае автор имеет смелость рекомендовать за-
кройщикам и клиентам примерную таблицу сочетаемости (табл. 36),
которая поможет на первых порах лучше ориентироваться в выборе
цвета сопутствующих изделий в зависимости от цвета костюма.
В последние годы большое внимание уделяется изготовлению ко-
стюмов, в которых пиджаки и брюки выполняются в различном цвето-
вом соотношении. В сочетании с дополняющими элементами это поз-
воляет создавать различные варианты «комплекта» вещей, связанных
между собой единством назначения и художественного решения. Уме-
лое цветовое соподчинение частей костюма позволяет многообразнть
цветовые решения и улучшать читаемость формы в композиции костю-
ма. В комплекте с такими комбинированными костюмами можно более
широко использовать цветовую гамму галстуков, шарфов, поясов,
а сами ткани могут иметь различный рисунок (клетка, полоска).
Предлагаются следующие примерные варианты цветового сочетания
комбинированных костюмов.
ПОСЛЕДОВАТЕЛЬНОСТЬ ПЕРЕХОДА
НА БЕСПРИМЕРОЧНЫЙ МЕТОД
ИЗГОТОВЛЕНИЯ ОДЕЖДЫ
В начале освоения нового метода закройщик для большей уверен-
ности кроме рекомендуемых может пользоваться измерениями, к ко-
торым он привык до перехода на беспримерочный метод.
Раскраивая изделие по новому методу, можно параллельно прове-
рять себя привычными измерениями и делать обычную примерку. Ос-
воив в течение некоторого времени работы (10—15 дней) особенности
новой системы, закройщик увеличивает степень готовности изделия
к примерке. Ее можно уже проводить с обработанной полочкой, т. е.
221
с изготовленной бортовой прокладкой, карманами, бортами и ланка-,
нами, проведенной ВТО, сметанными боковыми и плечевыми швами,
вметанным нижним воротником и изготовленными рукавами.
Проработав так еще некоторое время (10—15 дней) и убедившись;
что баланс и широтные размеры не требуют корректировки, можно
далее повышать готовность изделия к примерке. В данном случае
изделие уже примеряется после стачивания боковых и плечевых швов,
соединения верха с подкладкой, вметывания нижнего воротника и ру-
кавов и изготовления плечевых накладок.
Особое внимание следует уделить вметке нижнего воротника, тай
как при его натяжении нарушается баланс изделия, появляется перет
кос плечевых срезов. Поскольку плечевые срезы расположены по косым
нитям, в процессе изготовления изделия они могут растягиваться;
Поэтому перед оформлением пройм следует вторично проверить по
меркам длину плечевых швов и ширину спинки по линии лопаток.
Убедившись на практике в надежности перехода на новый метод,
начинают изготовлять изделия, исключив примерку полностью.
ОРГАНИЗАЦИЯ РАБОТЫ БРИГАД ПО ПОШИВУ
ИЗДЕЛИИ БЕСПРИМЕРОЧНЫМ МЕТОДОМ
Изготовление швейных изделий без примерок значительно повы;
шает требования к технологии пошива. Без тесной увязки конструкции
и технологии добиться высокого качества одежды невозможно. Однак<
закройщики не всегда обращают на эту взаимозависимость должное
внимание, считая, что баланс изделия раз и навсегда предопределен
на сталии подгонки жилета на фигуре заказчика и при раскрое дета-
лей. Практика показывает, что часто это далеко не так. Например,
неправильно выполненные приемы сутюжки и оттяжки при ВТО поло-
чек изделия могут существенно изменить конструктивную линию гор-
ловины, положение срезов проймы и др. Как результат этого проис-
ходит нарушение общего баланса изделия.
Чтобы этого не произошло, нужно прежде всего подобрать и обучить
мастеров-исполнителей четкому выполнению всех приемов обработки
деталей одежды и их монтажа. В их обязанности входит творческий
поиск новых методов обработки и технических средств их выполнения,
которые сделали бы зависимость качества от квалификации исполни?
теля менее уязвимой. Ориентироваться в этих случаях только на
типовую технологию не приходится, так как последняя в значительно®
мере не отображает возможности жилетного метода. Более того, на наш
взгляд, квалифицированным закройщикам и технологам следовало бы
предоставить большую свободу действий в выборе технических реше-
ний и методов обработки. Это позволит не только сократить затраты
времени на пошив изделия и уменьшить разрыв в трудовых затратах
на один и тот же вид изделия в индивидуальном и массовом пошивах;
но и значительно улучшить качество изделия.
Одежда должна хорошо сохранять свою форму не за счет ее мног®
елейности, а за счет формоустойчивости, достигнутой благодаря ис-
пользованию новых методов и материалов. Это тем более необходимо
сейчас, когда остро стоит проблема производства дорогостоящих при-
кладных материалов из натурального сырья. Наш опыт широкого
использования клеевых материалов для термодублироваиия отдельных
участков изделий, закрепления внутренних участков подбортов с по-
лочкой безнпточным методом, фиксации низа брюк термопластическими
клеями, полученными в порядке творческого содружества в Институ-
те физико-химических полимеров АН УССР, в значительной мере со-
действовал решению задачи повышения качества и сокращения сро-
ков выполнения заказов.
1>ольшне перспективы в совершенствовании технологии ВТО от-
крываются и в связи с разработкой в Киевском технологическом ин-
ституте легкой промышленности, других вузах и научно-исследова
тельских институтах страны методов центробежного формования де-
талей полочек согласно типоразмеру изделия, окончательной ВТО
готовых изделий при использовании виброманекенов, оснащенных
сменными формующими головками с учетом типологии и ассортимента
изделий, применения термопластичных материалов для безниточного
формования плечевых накладок и химически активных рабочих сред
для повышения формоустойчивости деталей одежды и др. Взять их
на вооружение — задача ближайшего будущего. В этой связи в про-
грамме переподготовки работников нндпошнва, непосредственно свя-
занных с конструированием и технологией изготовления изделий,
следует предусмотреть цикл занятий-лекций по состоянию и перспек-
тивам развития отечественной и зарубежной техники и технологии.
Следует также развивать творческие связи предприятий отрасли
и научных учреждений страны. Не менее важной задачей по повыше-
нию качества и-Снижению трудовых затрат является подбор исполни-
телей в бригады и организация их труда.
При подборе мастеров-исполнителей следует учитывать психофнзио-
югические, антропометрические и биомеханические характеристики
личности, возможности ее профессионального роста и социальной
адаптации в рабочей среде коллектива бригады. Здесь немаловажную
роль играет научная организация труда, на которую мы обращаем
пока недостаточное внимание. Между тем конечная цель всех работ
в этой области должна быть направлена на повышение эффективности
деятельности человека при той же или меныней интенсивности труда
и меньшей утомляемости. Этому способствует использование на ра-
бочем месте более совершенной техники, надлежащая организация
рабочего места и своевременное обеспечение работой. Дело выиграет
и тогда, когда рабочему будет предоставлена работа, которая ближе
всего к его наклонности и желаниям. Профессиональная пригодность
в широком смысле слова проявляется не сразу. Она совершенствуется
в процессе специального обучения и тренировки. При этом помимо ско-
ростных качеств работника не менее важную ценность приобретает
качество трудовой деятельности, которое в значительной мере зависит
от эргономических факторов (конструкции рабочего места, динамики
работоспособности человека, условий среды, уровня профессиональ-
ной подготовки).
Создание условий, благоприятствующих всестороннему развитию
способностей и творческой активности членов бригады при внедрении
223
жилетного метода, является настоятельной потребностью сеголняш
него дня.
Следовательно, использование современной технологии, подбо|
мастеров-исполнителей и создание необходимых условий труда в зна
чительной мере определяют уровень качества изделия на этапе еп
изготовления. Однако при всех благоприятных условиях полностм
исключить контроль качества изготовления изделия не представля
ется возможным, учитывая некоторую неопределенность свойств са
мих материалов и возможные отклонения в режимах обработки, та|
как качество является целостной характеристикой предмета, а свойст
ва — лишь его частичной характеристикой, т. е. «качество проявля
ется, выступает, обнаруживает себя в свойствах! [101.
В связи с этим в процессе освоения технологии изготовления изде
лий по жилетному методу необходимо, как указывалось ранее, уделит
особое внимание технике контроля основных конструктивных элемен
тов одежды (сопряженность проймы и рукава, боковых и плечевы:
срезов и др.). Задача по обучению мастеров приемам контрол)
качества с использованием соответстующих лекал возлагается на за
кройщика.
Таким образом, переход на беспримерочный метод изготовлена
изделий требует выполнения целого комплекса мероприятий, успеш
ная реализация которых в значительной мере зависит от освоена
нижеперечисленных этапов работ.
Основными этапами в работе при изготовлении изделий беспри
мерочным методом являются:
1. Прием заказов:
количественная и качественная проверка ткани;
согласование фасона изделия с учетом пожеланий заказчик;
и свойств ткани;
измерение фигуры заказчика сантиметровой лентой и с помощь»
измерительного жилета;
определение величины свободного облегания и варианта пакет;
бортовой прокладки;
заполнение паспорта заказа.
2. Раскрой изделия:
обмеловка деталей изделия с учетом данных паспорта заказа; .1
выполнение контрольных измерений;
раскрой изделия.
3. Технология изготовления изделия и контроль качества;
изучение особенностей технологии обработки деталей и узло
изделия;
организация рабочего места мастеров-исполнителей;
проведение обмеловок при помощи вспомогательных лекал;
проверка широтных участков перед сметкой боковых срезов (ши
рины проймы, ширины изделий по линии талин, ширины спинки
длины плечевого ската по снятым меркам);
проверка вметки рукавов и воротника;
проверка качества готового изделия и устранение видимых дефек
тов до выдачи заказа.
4. Выдача изделия.
224
СОВЕРШЕНСТВОВАНИЕ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
ОДЕЖДЫ БЕСПРИМЕРОЧНЫМ МЕТОДОМ
В последние годы в структуре предприятий индпошива одежды
произошли значительные изменения. На территории УССР размещено
около 12 тыс. ателье и мастерских, из которых более 7 тыс. обслужи-
вают население сельской местности. Указанные подразделения
объединены в 83 фабрики и объединения индивидуального пошива и
ремонта одежды (600 комбинатов бытового обслуживания).
Практически каждая фабрика и районные объединения имеют круп-
ные Дома быта, где сосредоточен наиболее профессионально подготов-
ленный персонал специалистов и имеется современная материально-
техническая база. В связи с этим внедрение беспримерочного метода
изготовления одежды помимо переподготовки кадров требует, па наш
взгляд, некоторой организационной перестройки работы самих До-
мов быта. Эта перестройка имеет свою специфику для городских
и сельских районов.
Возможность получения точного кроя повышает требования к за-
кройщикам при приеме заказов и снижает их по отношению к ра-
ботникам. занятым технической раскладкой лекал и раскроем
изделий.
В связи с этим возможна определенная специализация закройщиков.
Наиболее подготовленные с учетом указанных выше требований
закройщики, включая двух трех резервных, могут работать только
на приеме и выдаче заказов, выезжать на заводы, в учреждения, вузы
и т. д. Совместно с технологом эти закройщики должны обеспечивать
руководство технологическим участком изготовления изделий, осу-
ществлять отработку новой технологии и обучение мастеров-испол-
нителей.
Вторая категория закройщиков, имеющих небольшой опыт работы,
но владеющих методом изготовления одежды без примерки, должна
обеспечивать раскрой изделий и периодически подменять закройщи-
ков-приемщиков в случае их отсутствия на работе по какой-либо при-
""обе категории закройщиков должны взаимно координировать свою
деятельность. Такая специализация, с одной стороны, повышает про-
изводительность труда (количество принятых заказов может быть
увеличено в два-три раза по сравнению с существующим положением)
и высвобождает время закройщиков-приемщиков для творческой ра-
боты. Закройщик-приемщик параллельно с измерительными жиле-
тами может использовать также эталоны-образцы готовых изделий,
которые должны обновляться через каждые один-два месяца с учетом
направления моды. При наличии квалифицированного состава закрой-
щиков-приемщиков их можно специализировать по приему заказов
на изделия определенных полнотных групп и размеров. Например,
в одной из кабин прием заказов закройщиком будет проводиться от
заказчиков lull полнотных групп 46 —50-го размеров, а в другой —
тех же полнот, но 52—56-го размеров и т. д. Количество вариантов
такой специализации закройщиков зависит от конкретных условий
предприятия и круга заказчиков. При этом ни в коем случае нельзя
225
ущемлять интересы самих закройщиков, игнорировать их практи
ческнй опыт работы с определенной категорией заказчиков.
Смысл такой специализации заключается в том, что она позволяв!
закройщикам-приемщикам в процессе снятия мерок измерительные
жилетом в совершенстве овладеть мастерством определения величины
отклонений и припусков на свободное облегание, максимально усовер-
шенствовать технологию изготовления одежды той или иной полнот-
ной группы-
Различия в технологии обработки изделий разных полнотно
размерных групп требуют определенной специализации и мастеров
исполнителей, работа которых должна осуществляться под контро-
лем соответствующих закройщиков-приемщиков.
В зависимости от численного состава бригады, оснащенности оба
рудованием, достигнутой производительности труда выпуск издели!
может превышать количество поступивших заказов оттого или иногс
закройщика. В этом случае бригада может закрепляться за двумя-
тремя закройщиками. Для изготовления срочных заказов, а также обе-
спечения ритмичной работы основных бригад при изготовлении нзде-
лнй особо сложных фасонов необходимо иметь небольшие группы ма-
стеров-исполнителей высокой квалификации в составе трех-четыре»
человек и несколько резервных мастеров-исполнителей. Такие группы,
как н бригады, следует специализировать по видам изделий.
Поскольку в течение года количество поступающих заказов и, глав
ное, соотношение в количестве изделий различных полистных груш
может изменяться, требуется гибкая перестройка в работе как закрой-
щиков, так и коллектива бригады. В этом случае очень важно, чтобь
специалисты в достаточной мере владели мастерством и приемами из-
готовления заказов смежных полнотно-размерных групп.
Учитывая требования партии и правительства, служба быта должна
максимально приближать свои услуги к месту работы и жительства
трудящихся. Жилетный метод в значительной мере способствует
этому. 11ри наличии широкой сети приемных пунктов при гостипннах;
на предприятиях и учреждениях прием заказов можно выполнять вы-
ездной бригадой из числа резервных закройщиков, что весьма удобно.
При этом сроки выполнения срочных заказов могут быть сокращена
до 3—7 дней.
Переход на жилетный метод изготовления одежды позволяет осу-
ществить через Дома быта или Дома одежды и такую форму обслу-
живания. как повторные заказы по почте или телефону. С этой целые
в каждом Доме одежды необходимо иметь картотеку паспортов зака-
зов со всеми данными заказчика. Периодически эти данные должнь
корректироваться и обновляться с учетом возрастных измененш
в фигуре человека.
В сельской местности изготовление верхней одежды следует скон-
центрировать в районных центрах при Домах быта, оснащенных со-
временным оборудованием и имеющих квалифицированный состав мас-
теров-исполнителей. Заказы можно принимать непосредственно в мае
терских, имеющихся почти в каждом населенном пункте. В этом слу-
чае приемщиком заказов верхней мужской одежды (а в дальнейшее
226
и женской) может быть закройщик изделий легкого ассортимента,
обученный приемам пользования жилетным методом. При отсутствии
подготовленного в этой области специалиста прием заказов, как и в
городе, должен быть возложен на закройщиков Дома быта, перио-
дически выезжающих для приема заказов в населенные пункты. Фор-
мирование картотеки паспортов заказов и в этом случае значительно
упростит выполнение повторных заказов.
До сих пор речь шла, в основном, об особенностях работы некото-
рых категорий работников Домов одежды или Домов быта. Нс менее
важной и в значительной мере способствующей успеху нового способа
должна быть организация работы Домов одежды в целом и информа-
ционно-пропагандистская направленность оформления приемных
салонов.
При Домах одежды необходимо иметь группу высококвалифици-
рованных художников-модельеров, конструкторов и технологов, кото-
рые прорабатывают перспективные образцы моделей, обновляют и
проверяют измерительные жилеты и новые лекала, совершенствуют
технологию и организацию рабочих мест в производстве.
Приемный салон должен располагать необходимой иллюстратив-
ной информацией о развитии моды на одежду иткани. рекомендация-
ми по подбору комплектующих изделий с учетом особенностей заказ-
чика, правилами ухода за изделием и др. Здесь же должна быть распо-
ложена коллекция модных образцов одежды и тканей. Необходимые
консультации обеспечивает художник-модельер.
Для ускорения обслуживания заказчика в паспорте заказа пре-
дусматривается максимальное количество данных, отпечатанных
типографским способом, нужные из которых отмечаются закрой-
щиком.
С целью лучшего зрительного восприятия изделия размеры приме-
рочных кабин должны быть увеличены до 2,5 х 1.5 м, их следует ос-
настить переговорными устройствами, параллельными телефонами,
что значительно сократит потерн рабочего времени закройщика. В каж-
дой кабине должны располагаться два входа-выхода: один — из при-
емного салона для заказчика, второй — из раскройного цеха для за-
кройщика. Раскройный участок закройщиков должен быть оснащен
рабочими столами с вмонтированными мерными лентами и передвиж-
ными электрическими раскройными ножницами.
В этом же помещении необходимо выделить участки для хранения
лекал н жилетов с учетом их полнотно-размерных характеристик.
Для ускорения процедуры раскладки лекал и экономии ткани закрой-
щик раскройного цеха должен иметь выполненные в масштабе 1 : 10
или 1 : 5 типовые зарисовки схемы расположения] деталей в рамках
обмеловкн. Ускорят работу закройщика и трафареты, которые можно
использовать при раскрое деталей жилетов, образцов-эталонов и при-
кладных деталей
Учитывая, что материалы верха, подкладки и приклада имеют раз-
личную величину усадки и это может отразиться на качестве готовых
изделий, перед их раскроем рекомендуется продекатировать ткани,
параллельно осуществляя оценку наличия дефектов в них. Декати-
ровку можно проводить на пошивочном участке.
Наличие в Домах одежды нескольких бригад позволяет выделил
в отдельный участок операции ВТО. Этот участок должен быть осна-
щен современным оборудованием для декатировки и термодублиро-
вания деталей, формования полочек, изготовления плечевых накладок,
окончательной ВТО. Централизация ВТО позволяет использовать со-
временное оборудование (прессы, паровоздушные манекены и др.-
и устройства для производства пара, сжатого воздуха и вакуум-огсоса,
Тем самым значительно снижаются затраты времени и улучшается ка-
чество обработки. Возможна также межбригадиая спецналнзацш
других видов работ (выметка петель, бортов, выстегивание лацканов
пришивка пуговиц, выполнение закрепок и т. п.), что значителым
повышает эффективность использования дорогостоящего оборудо
вания.
В свете последних требований к повышению коэффициента смен
пости работы оборудования представляется целесообразным работ'
бригад организовать в две смены с использованием несъемного процес
са. Координация работы обеих смен должна быть возложена на одног
бригадира, работающего по полсмены с каждой бригадой. Перехо;
на такую форму работы в комплексе с другими мероприятиями nos
поляг существенно сократить сроки выполнения заказов, в два-тр
раза увеличить выпуск изделий при меньшей численности испоз
цителей.
Современные Дома одежды в крупном промышленном центре дол»
ны располагать необходимой материальной базой и помещениями дл
повышения квалификации или переподготовки работников всех кат(
горпй, занятых па фабрике пли в ...............гдпошива одеждь
Это позволит целенаправленно осуществлять повышение профес
сионального мастерства, успешно внедрять жилетный метод, новинК!
технологии и организаций производства одежды во всех ателье и мае
терских, изготовляющих верхнюю мужскую одежду
На этой производственной базе может осуществляться переподго
товка закройщиков и конструкторов одежды для предприятий инд
пошива других городов. Переподготовку этой категории работнике!
индпошива одежды следует проводить по расширенной программе
охватывающей все особенности беспримерочного метода.
Программа переподготовки специалистов системы индпошива одеж
ды должна включать следующие основные вопросы:
1. Человек и одежда в процессе ее эксплуатации.
2. Анатомия человека и одежда в процессе конструирования. _
3. Особенности конструирования швейных изделий (пиджака
пальто, жилета, брюк) на фигуры с различным типом телосложения.
4. Методика разработки конструкции измерительных жилетов.-
5. Технология изготовления измерительных жилетов.
6. Методика снятия измерений и величин отклонений фигуры за
казчика от условно пропорциональной с использованием измеритела
него жилета.
7. Техника раскладки лекал и раскроя изделий при использова
пни данных паспорта заказа.
8. Некоторые особенности технологии изготовления изделий
контроль качества.
;.:ги J--—™.?.
==?='= ж£Е
быто^го ^иваиия"™^083"'^™ B“X КаТегорий ₽аботник°в
СПИСОК ЛИТЕРАТУРЫ
I. А. с.601335 (СССР).
2. А. с. 963498 (СССР).
3. Аитрополотическая стандартизация населения стран — членов СЭВ.— М.
Лег. и пищ. пром-сть. 1983.—197 с.
4. Гриншиап И. Я. Конструирование мужской верхней одежды по ипливй
дуальным заказам населения — М. : Лег. и пищ. пром-сть. 1982.— 208 <
5. Кайзер А. Новая технология фирмы сКаннегиесер-.— Швейная пром-стт
юно м, о яг. ЯП
6. Коблякова Е. Б.. Савостяикий А. В., Ивлева Г. С. Осповы коиструкрОЯ
ния одежды. — .4. : Лсг. индустрия, 1980.— 448 с.
7. Котлова Т. В. Художественное проектирование костюма.— М. : Лег. н винт
пром-сть. 1982.— 141 с.
8. Кокеткин П. П. Справочник по конструированию одеж.лы.— М. : Лет
и пищ. пром-сть. 1982.—312 с.
9. Комплексная оценка качества промышленной продукции.— М. : Эконом!
ка, 1975.- 183 с.
10. Матюшина В. П.. Смирнова Г. С. Справочный материал для копструи»
вания мужской и женской одежды по единому методу с использованием
новой размерной типологии.— М. : Центр, опытно-техн, швейная лаб.,
1980.—52 с.
II. Натарова А. И.. Куликова И. А., Савостицкий А. В. Технология швейных
изделий по ин.;пви,1у.-.1|.|гым .х.-иам — М. : Лет индустрия, 1975.— 440т
12. Орлов И. В.. Берсзненко Н. П. ВТО швейных изделий из нетканых матери
лов и тканей с лавсаном и нитроном.— Киса : Ин-т техн, информ., 1966.-
13. Патент 1423393 (Англия).
14. Самородова Е. Д., Ловшенко В. А. Единый метод конструирования муж
ской одежды, изготавливаемой по индивидуальным закатам населения.-
М. : ЦБНТИ Минбыта РСФСР, 1981,—88 с.
15. Снеак В. И. и др. Промышленное конструирование мужской одежды,-
Киев : Техника. 1983.- 194 с.
16. Сивак В. И., Трухан Г. Л. Конструирование верхней одежды.— М. : Лег
индустрия. 1969 — 304 с,
17. Смирнов М. И., Павлов В. С., Кудряшов В. Н. Конструирование мужской
верхней одежды.— М. : Лег. индустрия, 1977.— 248 с.
18. фиш Р. П. Конструирование мужской одежды на фигуры сот клопеииями.-
М. : Лег. индустрия, 1971,— 144 с.
С. Основ» коиструироы
19. Червивых А, И. Основы художественного проектирования одежды.— М,
Лег. индустрия. 1968.— 220 с.
20. Коблякова Е. Б. Лд5г,—“----*
М. : Лег. индустрия,
, 1968,— 220 С.
Лабораторный практикум по конструированию одежды;-
стрия, 1970.— 320 с.
ОГЛАВЛЕНИЕ
лава 1. Конструирование основ плечевых и поясных изделий
Исходные данные для конструирования базовых основ муже»
Особенности построени
грудью .............
Конструирование пальто
полуприлегающего силуэта'на' условно
тьто на условно пропорциональную фигуру ' .
я чертежей пальто на полную фигуру и фигуру
». »»е*хплющеи грудью................... - - г -
Особенности построения чертежа пальто реглан ' '
Конструирование брюк..................................... '
троением ног
Особенности .«ллроения чертежа плотно облегающих
Конструирование изделий из кожи н кожзаменителей
Особсипости конструирования пиджака из кожи .
rSRSsSSSSSSS 8 8Б 8 Ь
Изготовление лекал-эталонов и лекал-дубликатов
ла“ "|1лжако"- жилетов и пальто
Особенности раскроя изделия на фигуру с отклонениями
Редактор Т. И. Заболотная
Обработка полочек
Формование спинк
Изготовление бортовых прокладок полочек
Влажно-тепловая обработка бортовой прокладка
Обработка плечевых ши
Обработка воротников и i
Обработка рукавов н соединение их с изделиями
175 :
176
178
178
180
186
189
189
191
197
198
198
Окончательная отделки и влажно-тепловая обработв
Особенности технологии обработки мужского жилет
тор ГО. Я.
’ £ ?- И
Информ, бланк № 2875