






































































































































































































































































Author: Конопальцева Н.М. Рогов П.И. Крюкова Н.А.
Tags: швейная промышленность производство одежды индустрия красоты швейное производство изготовление одежды конструирование одежды
ISBN: 5-7695-3202-5
Year: 2007


ВЫСШЕЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
Н. М. КОНОПАЛЬЦЕВА, П. И. РОГОВ, Н. А. КРЮКОВА
КОНСТРУИРОВАНИЕ И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Часть 2 Технология изготовления одежды
Рекомендовано Учебно-методическим объединением по образованию в области сервиса и туризма в качестве учебного пособия для студентов высших учебных заведений, обучающихся по специальности 100101 «Сервис»
academ'a
Москва Издательский центр «Академия» 2007
УДК 687.016.5 (075.8)
ББК 37.24-2я73
К648
Рецензенты:
кандидат технических наук, доцент кафедры «Технология и конструирование одежды» Тольяттинской государственной академии сервиса Г. В. Радюхина’, доктор технических наук, профессор, заведующий кафедрой «Конструирование швейных изделий» Южно-Российского государственного университета экономики и сервиса И. Ю. Бринк
Конопальцева Н.М.
К648 Конструирование и технология изготовления одежды из различных материалов. В 2 ч. Ч. 2 : Технология изготовления одежды : учеб, пособие для вузов / Н. М. Конопальцева, П. И. Рогов, Н.А. Крюкова. — М. : Издательский центр «Академия», 2007,- 288 с.
ISBN 5-7695-3202-5
Рассмотрены вопросы технологии изготовления одежды из трикотажных полотен, натуральных и искусственных меха и кожи, нетканых и комплексных материалов. Описаны принципы конфекционирования материалов при изготовлении одежды. Представлены сведения об оборудовании для пошива и влажно-тепловой обработки одежды из различных материалов.
Для студентов высших учебных заведений. Может быть полезно студентам средних профессиоанльных учебных заведений и специалистам предприятий легкой промышленности и сферы сервиса.
УДК 687.016.5 (075.8)
ББК 37.24-2я73
Оригинал-макет данного издания является собственностью Издательского центра «Академия», и его воспроизведение любым способом без согласия правообладателя запрещается
© Конопальцева Н.М., Рогов П.И., Крюкова Н.А., 2007 ISBN 5-7695-3202-5 (ч. 2) © Образовательно-издательский центр «Академия», 2007 ISBN 5-7695-2853-2 © Оформление. Издательский центр «Академия», 2007
ПРЕДИСЛОВИЕ
Развитие текстильной и химической промышленности, разработка новых видов оборудования для изготовления одежды существенно расширяют возможности совершенствования структуры ассортимента современной одежды, свойств и ассортимента современных материалов для одежды. Особенно актуальной становится задача совершенствования технологии швейных изделий как одной из составляющих успешного функционирования производственных предприятий на потребительском рынке товаров.
Предлагаемое учебное пособие отражает вопросы технологии изготовления одежды из различных материалов: трикотажных полотен; нетканых материалов; натурального и искусственного меха; натуральной и искусственной кожи, замши, а также комплексных материалов. Содержание и структура учебного пособия определены с учетом требований государственного образовательного стандарта высшего профессионального образования и содержания рабочей программы дисциплины «Технология швейных изделий из различных материалов» по специальности «Сервис» (специализация «Сервис на предприятиях индустрии моды»). Учебное пособия рекомендуется также для использования в процессе изучения аналогичной дисциплины в рамках специальностей «Технология швейных изделий» и «Конструирование швейных изделий». Пособие будет весьма полезно и студентам профильных средних профессиональных учебных заведений при изучении дисциплины «Технология швейных изделий».
В учебном пособии на основе использования общих принципов конфекционирования при изготовлении одежды из различных материалов рассмотрены особенности технологии изготовления различных видов женской, мужской и детской одежды из трикотажных полотен, натурального и искусственного меха, натуральной и искусственной кожи. Особое внимание уделено особенностям изготовления современной одежды из нетканых и комплексных материалов. Даны основные сведения о технологических процессах изготовления одежды из различных материалов. В учебном пособии впервые изложен систематизированный материал на уров
не современных достижений в области технологии изготовления одежды из различных материалов в сочетании со сведениями об особенностях их конфекционирования. Представлены сведения об оборудовании для пошива и влажно-тепловой обработки одежды из различных по физико-механическим свойствам материалов.
Изучение и использование материала, изложенного в данном учебном пособии, позволит студентам осуществлять поиск оптимальных технологических решений инженерных задач, возникающих при проектировании одежды из различных материалов. Пособие построено с учетом постепенного освоения вопросов теории и призвано дать профессиональные знания, необходимые специалистам в области технологии изготовления одежды.
Представленный в пособии учебный материал сопровождается значительным количеством необходимого графического материала в виде схем обработки основных узлов одежды и эскизов моделей одежды из различных материалов, что значительно повышает усвояемость теоретического материала.
ЧАСТЬ 2
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Глава 1
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ РАЗЛИЧНЫХ МАТЕРИАЛОВ, СТРОЧЕК И СИМВОЛОВ ПО УХОДУ ЗА ОДЕЖДОЙ
Условные обозначения различных материалов, составляющих пакет изделия, представлены в табл. 1.1, а условные обозначения машинных и ручных строчек, соединяющих детали при изготовлении одежды, — в табл. 1.2.
Таблица 1.1
Условные обозначения материалов
Материал Условное обозначение Материал Условное обозначение
Основной — Утепляющая прокладка: ватин, синтепон перо-пуховая масса
Натуральный мех У V V V 'У V V У
//////
Подкладочный
Прокладочный: льняной хлопчатобумажный нетканый клеевой Карманная ткань
Кромка: клеевая неклеевая
- I- • -1
W//A 1 1
Резинка
Н гт~1
Материал Условное обозначение Материал Условное обозначение
Тесьма Лейкопластырь: вид сверху вид сбоку
Шнур
Лента «трансфер»: вид сверху вид сбоку
Клей, клеевое соединение ••••••• X X
Т аблица 1.2
Условные обозначения машинных и ручных строчек
Строчка Обозначение
Графическое Условное
Стачивающая однолинейная с двухниточным челночным переплетением —
Стачивающая однолинейная с двухниточным цепным переплетением —
Зигзагообразная с двухниточным челночным переплетением /\Z\AA
Обметочная с однониточным цепным переплетением
Обметочная с двух- и трехниточным цепным переплетением CD
Сгачивающе-обметочная с двух-, трехниточным и т. д. цепным переплетением ж
Распошивальная двухлинейная с трехниточным цепным переплетением МАМ —
Строчка Обозначение
Графическое Условное
Стачивающая плоская с четырех-, пятиниточным и т.д. цепным переплетением и покровными нитками
mm -1—1-
Подшивочная (стегальная) с однониточным цепным переплетением п п п
Ручная строчка прямого стежка (наметочная, заметочная) — 1
Ручная строчка косого стежка (выметочная, подшивочная) / / / /
Строчка петлеобразного стежка (вспушная) • • • • •
В табл. 1.3 приведены символы по уходу за одеждой и их значения.
Таблица 1.3
Условные обозначения символов по уходу за одеждой
Символ Значение Символ Значение
Стирка запрещена Y~60~°C^7 Стирка при температуре не более 60 °C
\ У Ручная стирка при температуре не более 40 °C \^~~95°С^7 Стирка не требует осторожности; можно кипятить
\ 30°С У Стирка при температуре не более 30 °C А Парообработка разрешена
Стирка при температуре не более 40° Парообработка запрещена
Символ Значение Символ Значение
Сушка в барабанной сушилке Глажение запрещено
S ч
Сушка в барабанной сушилке на пониженных оборотах Чистка всеми общепринятыми растворителями
1^——— Сушка в барабанной сушилке запрещена Чистка перхлорэтиле-ном (ПХЭ), тетрахлорэтиленом (ТХЭ), бензином
III Сушка изделия в подвешенном состоянии Химическая чистка с соблюдением осторожности
— Сушка изделия, разложенного на плоской поверхности ® Химическая чистка только трифтор-или трихлорэтаном или бензином
ч_ У Сушка на вешалке ® Химическая чистка с особой осторожностью
/ • * • Глажение при температуре более 160 °C Химическая чистка запрещена
/ •• Глажение при температуре не более 160 °C /о\ Отбеливание хлорсодержащими веществами
/ 9 Глажение при температуре не более 120 °C Отбеливание запрещено
Глава 2
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ ИЗ ТРИКОТАЖНЫХ ПОЛОТЕН
2.1. Особенности технологии изготовления одежды из трикотажных полотен
Технология изготовления одежды из трикотажных полотен относительно проста, но требует соблюдения ряда правил, учитывающих свойства трикотажных полотен.
В последние годы технология изготовления одежды из трикотажных полотен претерпела определенные изменения, связанные прежде всего с требованиями, которые предъявляет к трикотажной одежде потребитель. Все больше производится изделий из формоустойчивых трикотажных полотен, позволяющих использовать при пошиве швейные технологии изделий из ткани. Наряду с этим достаточно большое количество изделий производится из тонких трикотажных полотен, ажурных и рельефных полотен, бархата на трикотажной основе, трикотажных полотен с махровой или ворсованной изнаночной стороной, высокоэластичных трикотажных полотен и т.д.
Широко используется технология соединения деталей плоскими швами с одно- или двусторонним застилом ниток, что обеспечивает изделиям определенные эстетические и эксплуатационные показатели качества, в том числе удобство в носке и долговечность.
Развивается бесшовная технология изготовления трикотажных изделий, заимствованная из чулочно-носочного производства и используемая в производстве нижнего белья, спортивной одежды, одежды для отдыха и др.
2.2. Конфекционирование материалов при изготовлении одежды из трикотажных полотен
Конфекционирование материалов в пакет швейного изделия осуществляется с учетом общих требований к одежде, которые устанавливаются в зависимости от вида изделия (пальто, костюм, платье и др.) и его назначения (пальто мужское, женское или детское, зимнее или летнее и др.). Одним из основных условий получения швейного изделия заданного уровня качества является выбор материалов, составляющих пакет изделия.
Выбор основного материала. Для пошива пальто, костюмов, платьев, юбок и других изделий осенне-зимнрго ассортимента используются трикотажные формоустойчивые полотна из синтетических волокон, а также трикотажные полотна I группы растяжимости из шерстяной и полушерстяной пряжи и др.
Указанные полотна должны иметь достаточно высокие теплозащитные свойства, быть устойчивыми в носке, не менять своих линейных размеров и формы, иметь красивый внешний вид, быть разнообразными по переплетениям, окраске и отделке. Особенно высокие требования предъявляются к прочности окраски, действию сухого трения, светопогоды, пота, чистки и стирки.
Для изготовления верхней одежды часто используют начесные и ворсовые трикотажные полотна.
Для женских платьев, блузок, мужских сорочек и других изделий весенне-летнего ассортимента используют трикотажные полотна, изготовленные на основовязальных машинах из искусственных (вискозных, ацетатных) и синтетических (капроновых, лавсановых) нитей, а также из сочетаний капроновых и ацетатных нитей. На кругловязальных машинах изготовляют кулирные полотна из текстурированных лавсановых, гладких капроновых, хлопчатобумажных нитей и др. Значительная доля изделий верхнего трикотажа изготовляется из полотен, содержащих эластановые волокна.
При конфекционировании материалов в пакет изделия следует помнить, что все основовязаные трикотажные полотна относятся к I группе растяжимости, а поперечновязаные в зависимости от волокнистого состава и вида переплетения — к любой из трех групп растяжимости.
Выбор прокладочных материалов. При изготовлении одежды из трикотажных полотен для улучшения внешнего вида и повышения устойчивости формы отдельных деталей применяют прокладочные клеевые и неклеевые материалы. При этом прокладки должны быть подобраны в соответствии со свойствами трикотажных полотен.
Трикотажные полотна, продублированные клеевыми прокладочными материалами, должны максимально сохранять свои свойства, но в то же время быть упругими и сохранять конструктивно созданную форму. Поэтому для изделий из трикотажных полотен в большей степени рекомендуется использовать эластичные или биэлас-тичные, тонкие или средние по толщине прокладки (в зависимости от плотности и толщины трикотажа) с точечным клеевым покрытием. Клеевые прокладки имеют флизелиновую (например, из флизелина G785) или трикотажную (из полиамида, полиэстера или их комбинации) основу. Данные прокладочные материалы не придают трикотажным изделиям жесткости после дублирования, а только стабилизируют форму и позволяют сохранить эластичность и пластичность, характерные для трикотажных полотен.
Детали прокладок должны растягиваться в том же направлении нитей, что и трикотажное полотно, с учетом того, что при раскрое направление долевой нити деталей клеевой прокладки будет соответствовать направлению петельных столбиков деталей из дублируемого трикотажного полотна. В противном случае может произойти фиксирование определенных участков изделия до исчезновения их растяжимости.
Прокладочные материалы большой поверхностной плотности (более 40 г/м2) могут быть использованы при пошиве изделий из формостойких полотен, производимых из высокообъемных текстурированных нитей или из шерстяной и полушерстяной пряжи.
Для изделий из трикотажных полотен, имеющих ворс с изнаночной стороны, следует выбирать прокладочные материалы с большей интенсивностью клеевого точечного покрытия, так как в этих полотнах в первую очередь с клеевой прокладкой соединяется ворс. В случае использования прокладочного материала с меньшей интенсивностью точечного клеевого покрытия они приклеиваются только к волокнам ворса, не достигая самих нитей полотна. Это в дальнейшем приводит к отслаиванию и смещению прокладок.
Для изделий из начесных трикотажных полотен, сильно завор-сованных с изнаночной стороны, применение клеевых прокладок может быть вообще нецелесообразно. В этих случаях при необходимости используются прокладочные материалы без клеевого покрытия.
В целях предотвращения растяжения швов в пакет материалов трикотажных изделий включают хлопчатобумажную тесьму ляссе, альпак, киперную и т.п., предназначенные для прокладывания в плечевые и другие швы для соединения деталей. Тесьму альпак изготовляют из хлопчатобумажной крученой пряжи линейной плотностью 20,8 тексх2 или 25 тексх2 шириной 9... 14 мм, окрашенной в цвет полотна изделия. Для указанной цели также могут быть использованы шелковая тесьма, долевая полоска полотна или полоска латекса.
Для предохранения срезов пройм, горловины и других срезов от растяжения используют тонкие узкие полоски из клеевого прокладочного материала, выкроенные в косом направлении. Эти полоски могут быть выкроены под разным углом к долевому направлению (45°, 12°, 8° и др.) и предназначены сохранять эластичность закрепленных ими срезов, что особенно важно для трикотажных полотен, в которых недопустима жесткая блокировка срезов.
Возможно использование готовой косой бейки из тонкого клеевого флизелина (например, Vlieseline Formband) шириной 12 мм, на которой имеется строчка цепного стежка, расположенная на расстоянии 4 мм от края бейки и стабилизирующая ее форму. Использование бейки позволяет фиксировать форму горловины или проймы, сохраняя эластичность трикотажного полотна.
Выбор подкладочных материалов. Пальто, куртки, жакеты из трикотажных полотен могут быть изготовлены как на подкладке, так и без нее. В качестве подкладки рекомендуется использовать трикотажные основовязаные полотна из капроновых нитей поверхностной плотностью 80... 120 г/м2. Также возможно использование подкладочных тканей из вискозных нитей в основе и утке поверхностной плотностью 100... 140 г/м2; из вискозных нитей в основе и капроновых в утке поверхностной плотностью 80... 110 г/м2; из капроновых нитей в основе и утке поверхностной плотностью 60... 80 г/м2; из вискозных нитей в основе и ацетатных в утке поверхностной плотностью 100... 120 г/м2 и др.
Платья из трикотажных полотен могут быть изготовлены как без подкладки, так и на подкладке или на чехле из шелковых, полушелковых и подобных им тканей.
Юбки должны изготовляться на подкладке из трикотажного основовязаного полотна или ткани. Без подкладки допускается изготовлять юбки из основовязаных полотен, расклешенные юбки и юбки типа плиссе или гофре.
Во всех случаях использования подкладочного материала он должен соответствовать материалу верха по поверхностной плотности и художественно-колористическому оформлению.
Выбор отделочных материалов. Для отделки женской и детской одежды из трикотажных полотен достаточно часто используют бейку, изготовляемую на машинах «Комец». Отделочная бейка различной ширины (10, 15, 20, 30 и 80 мм), гладкокрашеная или пестровязаная вяжется из крученой чистошерстяной пряжи или из шерстяной пряжи в сочетании с капроновой нитью.
В пакет материалов поясных изделий из трикотажных полотен часто входит эластичная тесьма. Для продевания в пояс изделия в два ряда или более эластичная тесьма должна быть шириной не менее 6 мм, для продержки в один ряд — шириной не менее 8... 10 мм.
Скрепляющие материалы. При изготовлении одежды из трикотажных полотен в качестве скрепляющих материалов применяют хлопчатобумажные, синтетические и шелковые нитки. При этом швейные хлопчатобумажные нитки линейной плотностью 13 текс х 3, 10 текс х 3 и 7,5 текс х 3 рекомендуется применять в иглах; хлопчатобумажные нитки линейной плотностью 13 тексхЗ и 10 тексхЗ, а также пряжу или нити, из которых изготовлено изделие, — в петлителях и раскладчиках. В петлителях и раскладчиках допускается применять хлопчатобумажную пряжу линейной плотностью 25 текс х 2, 18,5 текс х 2 и 15,4 текс х 2; в иглах, петлителях и раскладчиках — швейные нитки из натурального шелка и синтетические.
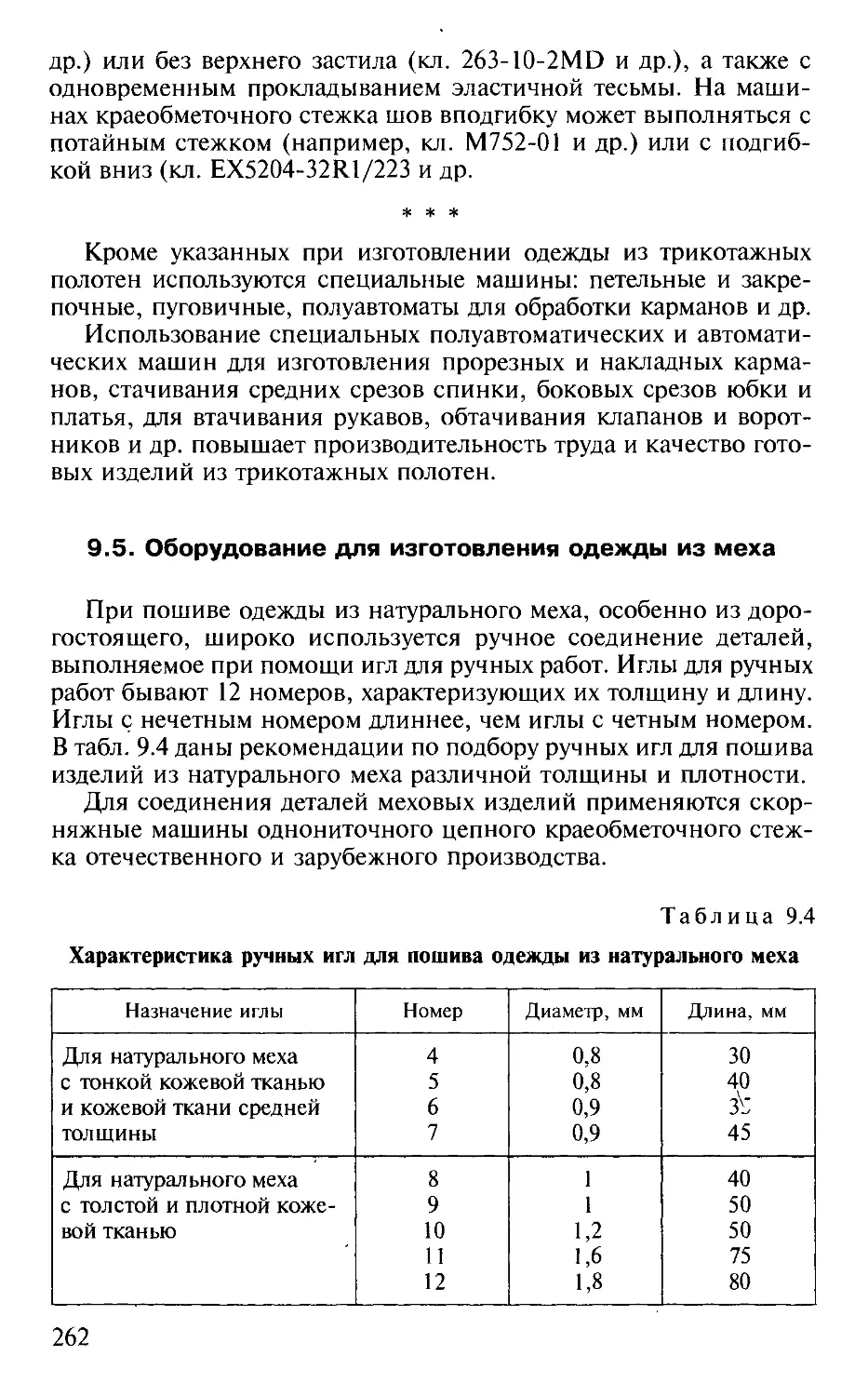
Технологические показатели ниток и игл для пошива изделий из трикотажных полотен разной поверхностной плотности приведены в табл. 2.1.
Технологические показатели ниток и игл для пошива одежды из трикотажных полотен
Трикотажное полотно Поверхностная плотность полотна, г/м2 Номер иглы Линейная плотность ниток, текс
Для платьев, блузок и т. п. До 200 70, 75, 80 16...33
Для костюмов, курток, блузонов и т. п. 200... 300 80, 85, 90 30.;.45
Для пальто, курток и т. п. Более 300 90, 100 40... 50
Отметим, что синтетические нитки имеют ряд преимуществ по сравнению со швейными нитками из натуральных волокон. Прежде всего синтетические нитки более эластичны, что позволяет рекомендовать их для использования при соединении деталей трикотажных изделий, а также для выполнения отделочных строчек, тем более что по внешнему виду они напоминают нитки из натурального шелка. Стойкость синтетических ниток к истиранию, а также стойкость окраски к воздействиям светопогоды в несколько раз выше, чем ниток из натуральных волокон. Наиболее износостойкими являются полиамидные (капроновые) нитки. Усадка от замачивания синтетических ниток составляет примерно 0,2%, хлопчатобумажных — 2% и более.
Комплексные или штапельные синтетические нитки рекомендуется использовать для выполнения швов в изделиях из синтетических трикотажных полотен, что позволяет применять более тонкие иглы и обеспечивает лучшую растяжимость швов.
Для подшивочных работ, выполнения обметочной строчки в изделиях из трикотажных полотен могут быть использованы прозрачные нитки (мононити), которые благодаря рассеиванию света становятся незаметными в готовых изделиях. Мононити выпускаются белыми для светлой цветовой гаммы изделий или дымчатыми для темной цветовой гаммы. Следует отметить, что, несмотря на большую эластичность, мононити не рекомендуется использовать для производства высококачественной одежды из трикотажных полотен, что связано с их жесткостью и некоторым неудобством при эксплуатации (концы мононити могут колоться в изделии).
Идеальным для выполнения потайного стежка является использование тонких и мягких швейных ниток из полиэфира (например, Gutermann U81 — № 360). Особо тонкая нитка почти невидима в шве, позволяет выполнить строчку с очень слабым натяжением нитки и не вызывает появления затяжек.
Для кеттлевки деталей изделий используют пряжу или нити, из которых связаны изделия.
Способы ухода за трикотажными изделиями. При конфекцио-нировании материалов в пакет изделия необходимо учесть и предусмотреть способы ухода за изделием, которые определяются прежде всего волокнистым составом трикотажного полотна.
Сырье
Натуральное: хлопчатобумажная, льняная, шерстяная пряжа
Искусственное: вискозные нити и пряжа, полинозные нити и пряжа, медноаммиачные нити ацетатные нити гладкие и текстурированные (комелан и др.) триацетатные нити гладкие и текстурированные (в том числе обкрученные капроновой или полиэфирной нитью)
Синтетическое: полиамидные нити: капроновые гладкие и профилированные, текстурированные капроновые (эластик, аэрон, мэрон и др.) полиэфирные нити: гладкие, текстурированные (лавсан, мэлан и др.) полипропиленовые нити и пряжа полиуретановые эластомерные нити полиакрилонитрильная пряжа (нитроновая и др.) хлориновые нити и пряжа
Способы ухода за одеждой, выраженные символами
поливинилхлоридная пряжа
В процессе стирки и химической чистки трикотажные изделия испытывают многократно повторяющиеся растяжения, кручения, сжатия. В связи с этим необходимо следить за тем, чтобы на изделии не было повреждения петель, поскольку в местах повреждения петель или сильного их ослабления может происходить обрыв нити и наблюдается спуск петель. Это явление характерно для большинства бельевых изделий из плотных искусственных и синтетических трикотажных полотен.
Также необходимо следить за тем, чтобы в изделии не было перекоса петельных столбиков, поскольку при стирке и химической чистке таких изделий может происходить деформация отдельных деталей, а в изделиях из плотного тонкого синтетического полотна могут возникать сборки в швах.
Изделия из трикотажных полотен следует лишь слегка сжимать руками без выкручивания. Барабанная сушка в центрифуге стиральных машин верхней одежды из трикотажных полотен не допускается. Для удаления излишней влаги следует закатать изделие в махровое полотенце и выполнить сжимающие усилия. Сушить трикотажные изделия рекомендуется в расправленном виде на подложке, вдали от обогревательных приборов, избегая попадания на них прямых солнечных лучей.
2.3. Характеристика соединений деталей одежды из трикотажных полотен
Детали одежды из трикотажных полотен чаще всего соединяют с помощью ниточных швов, выполненных машинными строчками.
Ниточные швы. Наиболее соответствуют свойствам трикотажных полотен швы, выполненные строчками цепного стежка, которые за счет своей эластичности создают лучшие комфортные условия при носке одежды. Одежда, детали которой соединены швами с такой строчкой, характеризуется отсутствием жестких швов, обладает максимальным удобством и способствует свободе движений потребителя. Для строчек цепного стежка характерно наличие более широких функциональных возможностей. Так, наряду с соединением деталей они могут обеспечивать обметывание или застилание срезов. Благодаря разному сочетанию лицевой и изнаночной сторон строчек они могут быть*использованы для отделки одежды.
Детали из формостойких трикотажных полотен соединяют двухниточной строчкой цепного или челночного стежка. В зависимости от выполняемых операций ширина швов при этом составляет 5... 10 мм.
Строчки челночного стежка могут быть использованы при стачивании деталей по направлению петельных столбиков, выпол-
нении отделочных строчек, а также при обработке отдельных деталей и участков изделия, которые мало подвергаются растяжению в процессе носки (воротники, застежки, прорезные и накладные карманы, нижние углы бортов и т.д.).
Строчка челночного зигзагообразного стежка используется для пришивания пуговиц, обметывания петель и т.п.
Для предохранения срезов деталей от распускания трикотажного полотна их рекомендуется обметывать перед обработкой изделия или в ее процессе. В изделиях из синтетических нитей и пряжи срезы деталей, не соприкасающихся с телом, допускается оплавлять.
В изделиях из полотен I группы растяжимости переплетений типа пике, вели, интерлок, накладной жаккард из химических нитей и пряжй, кроме изделий из полиакрилонитрильной пряжи, долевые срезы боковых швов, швов рукавов, срезы рельефов, подбортов допускается не обметывать. Это связано с тем, что данные трикотажные полотна не закручиваются, не распускаются и не осыпаются по срезам, расположенным параллельно петельным столбикам.
Использование машин двухниточного цепного стежка при выполнении швов вразутюжку без обметывания срезов позволяет получать мягкие и плоские швы. При этом значительно повышается износостойкость трикотажного полотна в области шва, улучшается качество изделия.
Для подшивания низа изделия и рукавов изделий из формоустойчивых трикотажных полотен используют строчку однониточного потайного цепного стежка или строчку плоского цепного стежка, выполняемую на двух- или трехигольных машинах.
Для стачивания деталей изделий из легкорастяжимых трикотажных полотен используют стачивающе-обметочные швы, а для подшивания — двух- или трехниточные плоские швы.
Для стачивания деталей изделий из синтетических нитей и пряжи, имеющих крупную петельную структуру (полотно с фанговых машин низких классов, а также полотно рисунчатых переплетений), рекомендуется использовать стачивающе-обметочные машины четырех- или пятиниточного стежка, а также машины трехниточного стежка для выполнения стачивающе-обметочной строчки в сочетании с дополнительной строчкой, выполняемой на машине двухниточного цепного стежка.
Схемы швов, выполняемых разными строчками и применяемых при изготовлении одежды из трикотажных полотен, представлены в табл. 2.2.
Использование швов разных видов дает возможность выполнять соединения деталей трикотажных изделий с требуемыми физикомеханическими свойствами. При этом все швы должны иметь ров-16
Таблица 2.2
Виды швов и строчек, применяемых при изготовлении одежды из трикотажных полотен
Швы Схема шва Строчка Характеристика и использование
Соединительные: стачной взаутюжку Трехниточная стачивающе-обметочная Ширина шва 2... 5 мм в зависимости от вида полотна
Четырех-, пятиниточная стачивающе-обметочная Для полотен с крупной петельной структурой
стачной вразутюжку Двухниточная цепного стежка Для соединения деталей с заработанными краями и др. Ширина шва 5 мм
Двухниточная челночного стежка Для соединения деталей по направлению петельных столбиков в изделиях из полотен I группы растяжимости, обработки и сборки карманов, воротников и т.д.
стачной с обметанными срезами 0 *0 Двухниточная цепного или челночного стежка Для соединения срезов, расположенных по длине изделия или параллельно петельным столбикам. Ширина шва 7... 10 мм
Двух- или трехниточная краеобметочная Для обметывания срезов
стачной с последующим распошива-нием Трехниточная стачивающе-обметочная; трех- или четырехниточная плоская Для всех видов полотен
оо
Продолжение табл. 2.2
Швы Схема шва Строчка Характеристика и использование
шов встык кетгельный накладной с открытыми срезами накладной с закрытыми срезами — — — Четырех-, шести- или девятиниточная плоская Характеризуется большой прочностью и эластичностью
— >> Одно- или двухниточная кетгельная цепного стежка Характеризуется растяжимостью, мягкостью, небольшой толщиной, отсутствием рубца
— — Двухниточная зигзагообразная челночного или цепного стежка Для притачивания кружев, тесьмы, для настрачивания накладных цельновязаных карманов и т. п., а также для соединения деталей бельевых и верхних изделий
1 Двухниточная для цепного или челночного стежка
— — Четырех- или пятиниточная плоская
— Двухниточная челночного или цепного стежка Для настрачивания кроеных накладных карманов, кокеток и т. п.
настрочкой э Двухниточная челночного или цепного стежка Выполняют с закрытыми или одним закрытым срезами
Трехниточная плоская
Краевые: вподгибку с открытым срезом вподгибку с закрытым срезом обтачной 1J ) Однониточная потайного цепного переплетения Для подшивания низа изделия и рукавов
^3 Двухниточная челночного или цепного стежка
( L у Двухниточная краеобметочная потайная
Трехниточная плоская и др.
—
Двухниточная челночного или цепного стежка Для обработки низа изделия и рукавов, разреза рукавов в сорочках и др.
Трехниточная плоская и др.
—
Двухниточная челночного или цепного переплетения Используют при обработке кроеных воротников, клапанов, манжет и т.д.
Трехниточная краеобметочная
ю о
Окончание табл. 2.2
Швы Схема шва Строчка Характеристика и использование
окантовочный Двухниточная цепного или челночного стежка или зигзагообразного стежка Выполняют с помощью бейки с открытыми срезами, одним закрытым срезом или двумя закрытыми срезами или с прикеттлеванной бейкой
— Трех-, четырехниточная и т.д. плоская
Одно- или двухниточная кетгельная
Отделочные: рельефный вытачной рельефный выстрачной с кантом Двухниточная челночного или цепного стежка Выполняют на детали, сложенной вдвое. Ширина шва 2 мм
-А- Трехниточная плоская; двухниточная из челночного или цепного стежка Может быть со шнуром и без шнура
; ) ) Двухниточная челночного или цепного стежка; трехниточная стачивающе-обметочная В зависимости от расположения деталей может быть соединительным и краевым
ные строчки без пропусков стежков. Обметывание срезов полотна должно быть достаточно плотным и производиться таким образом, чтобы захватывалось не менее двух петельных рядов или столбиков.
Концы всех строчек, выполненных по незамкнутым линиям на стачивающих машинах, закрепляют двойной обратной строчкой на длине шва 7... 10 мм на расстоянии 1... 2 мм от основной строчки. Концы строчек, выполненных по замкнутым линиям, должны заходить один за другой на 15... 20 мм на расстоянии 1 ...2 мм от основной строчки.
При выполнении машинной потайной строчки стежок должен располагаться свободно, без перекоса; подшивание должно выполняться тонкими и мягкими нитками при слабом их натяжении. Чтобы переплетение ниток в стежке стало свободным, узелок переплетения ниток стежка должен быть маленьким и располагаться на поверхности нижнего полотна. Для этого следует ослабить натяжение верхней нитки в машинах двухниточного цепного стежка.
При подшивании низа изделий и рукавов потайной строчкой допускаются прохваты стежков на лицевой стороне изделия в 1...2 нити. При подшивании низа изделий и рукавов двухниточной краеобметочной строчкой допускаются малозаметные прохваты на лицевой стороне, величина которых не должна превышать 2 мм.
Необходимую прочность и надежность в эксплуатации швов с ниточным соединением можно обеспечить за счет правильного подбора количества стежков в определенной строчке.
Строчка Количество стежков
на 10 мм строчки
Стачивающая............................... 3...5
Обметочная..................................2... 3
Закрепочная............................Количество стежков
в автоматическом режиме
Стачивающе-обметочная:
для стачивания.......................... 3...5
для обметывания......................... 3...5
Кеттельная ............................Количество стежков
петля в петлю
Распошивальная............................4... 5
Подшивочная...............................2... 3
Зигзагообразная..........................4... 10
Петельная:
для прямых петель.........................18.„25
для фигурных петель.......................10... 12
Пуговичная.............................Количество стежков
в автоматическом режиме
Трудности, возникающие при соединении деталей из трикотажных полотен. При соединении деталей одежды из трикотажных
полотен возникает ряд трудностей, обусловленных специфическими свойствами трикотажного полотна. Так, в процессе изготовления изделий, особенно из основовязаных полотен, может возникать прорубание материала иглой. Игла швейной машины, прокалывая трикотажное полотно для проведения через него петли игольной нитки, попадает либо в просвет между петлями, либо в нити, образующие петли полотна. В последнем случае нить может быть полностью или частично разрушена. Этот дефект резко ухудшает внешний вид изделий и приводит их к преждевременному износу.
Для стачивания трикотажных полотен рекомендуются иглы с шаровой формой заточки острия, что обеспечивает хорошее раз-движение нитей переплетения трикотажного полотна и снижает прорубаемость.
При изготовлении одежды из тонких и гладких трикотажных полотен, на которых возможно появление затяжек, игла должна быть очень тонкой и не иметь повреждений острия. Повреждения острия иглы могут быть незаметны, но даже незначительный дефект иглы влечет за собой появление затяжек и прорубку.
Для установления режима пошива без прорубания следует выполнять профилактический осмотр и смену игл не реже чем после 8-часовой работы машины, чтобы исключить работу иглой с затупленным острием. Давление лапки на материал должно быть несколько ослаблено, чтобы облегчить возможность передвигания нитей в петлях при проколе их иглой.
В изделиях из тонких трикотажных полотен следует отказаться от использования строчек потайного стежка, поскольку при выполнении шва вподгибку потайным стежком даже тонкой иглой может возникнуть повреждение полотна теми нитями, которые захватывает игла. Если структура полотна способствует образованию затяжек, то зубья транспортера швейной машины не должны быть мелкими и поврежденными.
Закручиваемость трикотажных полотен одинарных переплетений также затрудняет процесс пошива одежды. По этой причине краеобметочные машины имеют механизмы ножей для обрезки срезов в целях получения ровных швов.
На машинах для стачивания деталей изделий с заработанными краями (с котонных машин) необходимо устанавливать расправители краев.
Сварные швы. Помимо ниточных швов при обработке изделий из синтетических волокон (капроновых, лавсановых) могут быть использованы сварные швы, выполняемые на машинах БШМ-1 с помощью ультразвука. Ультразвуковой сваркой могут быть соединены части подбортов, обтачек, поясов, срезы воротников, манжет, клапанов, планок и т.п.
2.4. Технологические процессы изготовления одежды из трикотажных полотен
К технологическим процессам изготовления одежды из трикотажных полотен относятся обработка деталей изделия, сборка изделия и его окончательная отделка.
Начальная обработка основных деталей. К основным деталям одежды из трикотажных полотен относятся полочки, спинки, передние и задние части брюк и юбок. Начальная обработка включает в себя следующие процессы: дублирование отдельных деталей и их частей, прокладывание по срезам кромки, соединение составных частей основных деталей, стачивание вытачек, соединение кокеток и т.д.
Дублирование деталей верхней одежды из трикотажных полотен может быть проведено по всей их поверхности или частично на отдельных участках деталей. Срезы основных прокладок должны входить в соединительные швы не менее чем на 1...2 мм или закрепляться отделочной строчкой. Прокладки внизу полочек, спинки и рукавов закрепляют по припуску на подгибку с расположением края прокладки по линии перегиба.
В лекалах деталей, подлежащих дублированию, должны быть предусмотрены припуски (3...4 %) на величину усадки трикотажного полотна при склеивании и обработке его на прессе или утюгом.
Детали прокладки с полиамидным покрытием приутюживают к деталям кроя из основного материала с изнаночной стороны с увлажнением; прокладки с полиэтиленовым покрытием — без увлажнения. Если дублирование выполняется утюгом, то сначала во избежание перекоса полотна необходимо поставить утюг на один-два участка на короткое время, а затем зафиксировать по всей поверхности. Необходимым условием качественного дублирования является охлаждение деталей после обработки в течение З...5с.
Прокладывание по срезам кромки производится в том случае, если срезы деталей очень легко растягиваются, что создает дополнительные неудобства при пошиве. На этом этапе начальной обработки по припуску прокладывается строчка однониточного цепного стежка или поверх линий швов приутюживается косая бейка или полоска клеевого материала. Закрепление производят обычно на расстоянии 3...5 мм от срезов.
Детали одежды из трикотажных полотен, подвергающиеся влажно-тепловой обработке, независимо от группы растяжимости полотна должны обрабатываться при сравнительно небольшом давлении гладильной поверхности (0,49- 1O4...4,9- 104 Па), так как с увеличением давления внешний вид полотна значительно ухудшается: оно теряет объемность, рельефность, появляются блестя
щие пятна и ласы. Увлажнение трикотажного полотна выполнять лучше с помощью пара и только 20...30% массы сухого полотна, поскольку значительное увлажнение затрудняет удаление влаги. Продолжительность воздействия гладильной поверхности в зависимости от волокнистого состава полотна составляет 20...40 с.
Как правило, трикотажные полотна утюжат в продольном направлении, т. е. по направлению петельного столбика. При влажно-тепловой обработке полотен с рельефным или ажурным рисунком, в резинку, ворсованных трикотажных полотен рекомендуется использовать мягкую подложку.
Соединение составных частей основных деталей производится следующим образом. Если боковые срезы одежды из трикотажных полотен в дальнейшем соединяют на машинах двухниточного цепного или челночного стежка, то эти срезы, а также срезы подбортов обметывают на машинах трехниточного краеобметочного стежка. При обработке соединительных швов вразутюжку срезы обметывают до стачивания деталей на машине двухниточного цепного стежка. При обработке соединительных швов взаутюжку можно применять машину четырех- или пятиниточного краеобметочного стежка, позволяющую производить обметывание срезов одновременно со стачиванием деталей изделий.
Стачивание вытачек, соединение кокеток, обработку рельефов и т. п. в изделиях из формоустойчивых трикотажных полотен выполняют после дублирования.
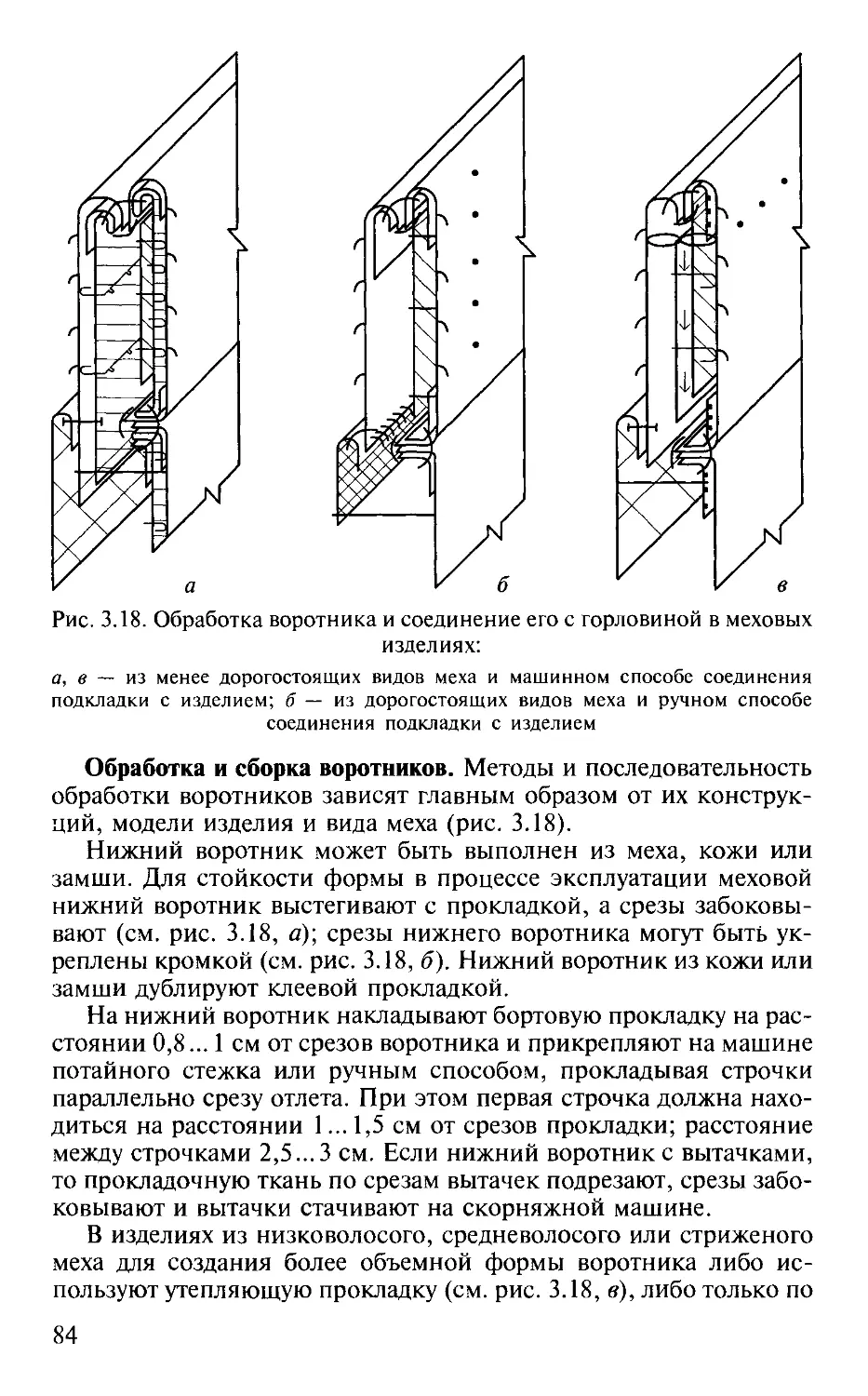
Рис. 2.1. Обработка вытачек:
а — стачивание неразрезной вытачки швом взаутюжку; б — стачивание разрезной вытачки швом вразутюжку; в — стачивание разрезной вытачки швом взаутюжку на стачивающе-обметочной машине; г — стачивание разрезной вытачки на плоскошовной машине
В изделиях из трикотажных полотен применяют неразрезные и разрезные вытачки. Неразрезные вытачки стачивают строчками двухниточного цепного или челночного стежка, выполняя в конце вытачки закрепку. Вытачки заутюживают, сутюживая слабину на концах (рис. 2.1, а), или разутюживают так, чтобы средняя линяя вытачки располагалась по шву ее стачивания (рис. 2.1, б).
Стороны разрезной вытачки могут быть соединены стачиваю-ще-обметочными строчками или строчкой плоского цепного стежка (рис. 2.1, в, г).
Вытачки в изделиях из трикотажных полотен могут оформляться в виде сборок, складок, защипов. Для получения в изделиях равномерной сборки прокладывают две параллельные строчки челночного стежка со слабым натяжением нитей. Параллельные строчки прокладывают на расстоянии 3...5 мм от среза детали. Нитки строчек затем натягивают. При этом на деталях образуются сборки согласно модели.
Кокетки (рис. 2.2) в изделиях из трикотажных полотен проектируют притачными. Они, в свою очередь, могут быть с кантами, оборками, воланами, бейками и т.п.
Притачную кокетку (см. рис. 2.2, а) соединяют с основной деталью на стачивающе-обметочных машинах. Эту операцию можно также выполнять на двухниточных машинах цепного или челночного стежка. Затем кокетку отгибают и приутюживают шов стачивания утюгом или на прессе.
По шву притачивания кокетки может быть проложена отделочная строчка, которую целесообразно выполнять на машине двухниточного цепного стежка.
Для изделий из формоустойчивых полотен (переплетения пике, вели, накладной жаккард, интерлок), которые почти не осыпаются по срезам, обметывание срезов можно исключить.
Кокетка может соединяться с основной деталью накладным швом (см. рис. 2.2, б). В этом случае перегибают нижний срез кокетки на изнаночную сторону по намеченной линии, заутюживают его утюгом или на прессе или заметывают однониточной цепной строчкой. Затем накладывают кокетку на основную деталь, совмещая подогнутый край кокетки с намеченной линией на основной детали, и настрачивают кокетку на основную деталь на расстоянии, предусмотренном моделью. Для выполнения данной операции используют машины двухниточного цепного или челночного стежка, а также плоскошовные машины. Строчки временного скрепления следует удалить.
При обработке кокеток с кантом (см. рис. 2.2, в) полоску, приготовленную для канта и сложенную вдоль по длине, лицевой стороной накладывают на лицевую сторону кокетки, уравнивают срезы и притачивают по отделочной детали. Образующийся шов имеет ширину 10... 15 мм. Для выполнения операции
Рис. 2.2. Обработка кокеток:
а — стачным швом взаутюжку; б — накладным швом; в — стачным швом взаутюжку с кантом; г — стачным швом взаутюжку с оборкой; д — накладным швом
с оборкой
используют двухниточные машины цепного или челночного стежка. Если кокетка имеет углы, то в области углов присоединения канта с деталью предусматривают посадку во избежание затягивания кантом края кокетки. Это правило справедливо для всех фигурных кокеток.
Далее кокетку складывают с основной деталью лицевыми сторонами внутрь, уравнивают срезы и притачивают по строчке притачивания канта, применяя при этом двухниточные машины цепного или челночного стежка, трехниточные машины краеобметочного стежка стачивающе-обметочные машины. Затем кокетку
отгибают на лицевую сторону, выправляют шов и приутюживают утюгом или на прессе.
При обработке кокетки с оборками или воланами сначала необходимо обработать нижний срез оборки или волана швом впод-гибку с открытым или закрытым срезом в соответствии с моделью, видом и свойствами трикотажного полотна. Если боковые срезы оборок и воланов не попадают в швы изделия, то их следует также обработать. Срезы оборок и воланов могут быть обработаны без подгибания краеобметочным швом шириной 2...3 мм.
Оборка имеет форму прямоугольника, длина которого равна длине среза кокетки с прибавкой на образование сборки. Долевые стороны волана имеют форму дуги с разным радиусом кривизны или форму спирали. Длина того среза волана, который соединяется с изделием, может быть равна длине среза кокетки или быть длиннее среза кокетки на величину прибавки для образования сборки.
Необработанный срез оборки или волана собирают на сборку, накладывают на лицевую сторону детали, уравнивая срезы, и притачивают так, чтобы строчка притачивания отделочной детали была не видна с лицевой стороны готового изделия. Кокетку притачивают (см. рис. 2.2, г) или настрачивают (см. рис. 2.2, д) на основную деталь по общим правилам.
Обработка мелких деталей (пояса, хлястика, пат и т.п.). Пояса, хлястики и другие мелкие детали могут быть цельновязаными или выкроенными из полотна. В последнем случае они могут состоять из одной или двух частей. Для придания формоустойчивости поясу, хлястику, патам их соединяют прокладкой с клеевым покрытием или без него. Прокладку из флизелина или ткани без клеевого покрытия накладывают на изнаночную сторону нижней части детали, уравнивают срезы и настрачивают по краям. Ширина шва составляет 3...7 мм.
Части кроеного пояса или хлястика стачивают двухниточной строчкой цепного стежка или стачивающе-обметочной строчкой, оставляя необтачанным участок длиной 40...50 мм для вывертывания детали на лицевую сторону. Деталь вывертывают на лицевую сторону, выправляют швы и застрачивают срезы отверстия или подшивают их ручными потайными строчками. Затем детали проутюживают утюгом и, если требуется по модели, прокладывают отделочную строчку из двухниточного цепного или челночного стежка.
Пояс-шнур шириной 7...8 мм изготовляют на стачивающей машине с отклоняющейся в направлении подачи ткани иглой с приспособлением, которое позволяет стачивать деталь пояса изнаночной стороной внутрь и прокладывать соединительную строчку с лицевой стороны.
Бретели, паты, хлястики, пристегивающиеся к изделию на пуговицы, обтачивают с трех сторон.
Обработка карманов. Карманы в изделиях из трикотажных полотен могут быть прорезными, накладными и расположенными в швах соединения деталей, с прокладками и без них.
Прорезные карманы могут быть с клапанами, листочками или обтачками. Особенность прорезных карманов трикотажных изделий заключается в том, что подкладка карманов выкраивается из основного материала. Однако для экономии сырья при обработке прорезных карманов и карманов, расположенных в швах изделия, целесообразно применять подкладку кармана, а в ряде случаев и подкладку клапанов и листочек из дешевых синтетических и искусственных тканей, а также основовязаных полотен.
На дублированных полочках боковые прорезные карманы изготовляют без долевиков, в остальных случаях рекомендуется использование долевиков.
Прорезной карман может быть с двойным или одинарным клапаном. Двойной клапан может быть цельнокроеным с нижней частью или состоять из двух частей, обрабатываться с прокладкой или без нее. Детали двойного клапана соединяют на машине двухниточного челночного или цепного стежка или на стачивающе-обметочной машине. Затем клапан вывертывают на лицевую сторону и обметывают открытый срез на краеобметочной машине трехниточного стежка.
Края клапана могут быть заработаны или отделаны кеттлевоч-ной бейкой, выполненной на машине «Комец», окантованы или обработаны притачной одинарной бейкой.
Сборку прорезного кармана начинают с притачивания к полочке по линии разметки кармана клапана и подкладки кармана (рис. 2.3, а) двухниточной челночной или цепной строчкой. При наличии двухигольной машины обе операции могут быть выполнены одновременно. Если двухигольная машина снабжена ножом, то одновременно с прокладыванием строчки может быть прорезано отверстие под карман. Вторую часть подкладки кармана притачивают на стачивающе-обметочной машине. Концы кармана в углах закрепляют двойной строчкой двухниточного челночного стежка.
Деталями прорезного кармана с листочкой являются листочка и подкладка кармана, которая может состоять из одной или двух частей, а также быть цельнокроеной с листочкой (рис. 2.3, б). К полочке детали притачивают строчкой челночного или двухниточного цепного стежка. С изнаночной стороны полочки между строчками притачивания листочки и подкладки кармана делают разрез, детали вывертывают. Уголки разрезов закрепляют двойной обратной строчкой. Срезы подкладки кармана стачивают на одно-игольной стачивающе-обметочной машине.
Прорезные карманы в рамку могут быть обработаны с двумя обтачками, из которых нижняя одновременно является и подкладкой кармана. Для обработки прорезного кармана с двумя обтачка-28
Рис. 2.3. Обработка прорезных карманов: а — с клапаном; б — с лйсточкой, цельнокроен ной с подкладкой кармана
ми, так же как и для обработки кармана с клапаном, следует применять полуавтоматы или двухигольные машины с механизмом ножа, на которых совмещаются операции притачивания обтачки, клапана и детали подкладки кармана к полочке и разрезания входа в карман.
В верхней одежде из трикотажных полотен применяются разнообразные по конструкции, внешнему виду и отделке накладные карманы, которые могут быть на подкладке и без нее.
При обработке накладных карманов (рис. 2.4, а) для предохранения их от растяжения к верхнему срезу по линии его сгиба с изнаночной стороны притачивают хлопчатобумажную тесьму двухниточной челночной строчкой (см. рис. 2.4, а). Возможно использование клеевой прокладки, которую соединяют по всей поверхности кармана или только в верхней части.
Верхний срез накладных карманов обметывают. Если полотно не закручивается и не осыпается по срезам, то верхний край кармана допускается не обметывать. Верхний срез накладных карманов может быть обработан швом вподгибку с открытым или закрытым срезом двухниточной краеобметочной потайной строчкой (см. рис. 2.4, а) или с прокладыванием отделочной строчки, а также обтачкой, бейкой, кантом и т.п.
Рис. 2.4. Обработка накладных карманов: а — без подкладки; б — с подкладкой, цельнокроенной с верхом; в — с отделочной бейкой; г — цельновязаного кармана
Накладные карманы могут быть обтачаны подкладкой из основного или подкладочного материала строчкой двухниточного челночного или цепного стежка. При этом оставляют отверстие для вывертывания кармана на лицевую сторону. Накладной карман может быть цельнокроеным с подкладкой кармана по верхнему срезу (рис. 2.4, б). В этом случае обтачиваются боковые и нижние края кармана.
Для верхних изделий могут быть использованы цельновязаные карманы с заработанным верхним краем, изготовленные на плоскофанговой машине. В цельновязаных карманах боковой и нижний срезы могут быть заработаны, окантованы отделочной бейкой или закеттлеваны (рис. 2.4, в).
Накладной карман соединяют с полочкой накладным или стачным швом. Настрачивание карманов накладным швом может быть выполнено строчками двухниточного цепного или челночного стежка или плоской строчкой.
Соединение накладных карманов с полочками стачным швом обычно применяют в моделях изделий с большими накладными карманами с закругленными концами.
Цельновязаные накладные карманы могут быть соединены с полочкой по нижнему срезу стачным, а по боковым срезам — накладным швом (рис. 2.4, г).
При обработке карманов, расположенных в швах соединения деталей (рис. 2.5), полочку на участке входа в карман обтачивают одной частью подкладки кармана строчками двухниточного цепного или челночного стежка (см. рис. 2.5, а). Для предотвращения растяжения кармана по линии входа в карман целесообразно про
ложить хлопчатобумажную тесьму или клеевую кромку. Другую часть подкладки притачивают к боковой части полочки строчкой двухниточного цепного стежка или стачивающе-обметочной строчкой. Стачивают обе части подкладки кармана.
Особенностью карманов, расположенных в швах изделия с отрезным бочком, является то, что нижней частью подкладки кармана служит отрезной бочок (см. рис. 2.5, б).
Обработка бортов. Обработка бортов (рис. 2.6) в верхних трикотажных изделиях очень разнообразна. Подборта могут быть цельнокроеными с полочками или отрезными, с прокладками или
Рис. 2.6. Обработка бортов:
а — с цельнокроеными подбортами; б — с цельнокроеными подбортами с использованием окантовочной бейки; в — с отрезными подбортами; г — кроеными планками; д — цельновязаными планками; е — бейкой
Борт с цельнокроеным подбортом обрабатывают следующими способами: дублированием или прокладыванием по линии борта полоски хлопчатобумажной тесьмы или кромки с клеевым покрытием; обметыванием среза подборта тесьмой; обтачиванием нижних и верхних углов. В изделиях из незакручивающихся и нео-сыпающихся полотен срез подборта допускается не обметывать.
Например, обметывание среза подборта тесьмой (см. рис. 2.6, а) производят следующим образом. На подборт с изнаночной стороны на расстоянии 20...25 мм от линии перегиба борта настрачивают тесьму для устранения деформации бортов в процессе носки. При выполнении операции используют машины двухниточной цепной или челночной строчки. По линиям пришивания пуговиц и расположения петель также прокладывают тесьму или прокладку.
Допускается не прокладывать прокладку или тесьму в борта в изделиях из полотен I группы растяжимости, а также из полотен II группы, растяжимость которых вдоль борта не превышает 40 %.
Край борта в изделиях с цельнокроеным подбортом может быть окантован бейкой, выполненной на машине «Комец» (см. рис. 2.6, б).
В обработку борта отрезным подбортом входит дублирование подборта или прокладывание тесьмы по краю подборта. Подборт с изделием соединяют двухниточной строчкой цепного или челночного стежка (см. рис. 2.6, в). Разутюживание швов не выполняют. Вместо этого его настрачивают на расстоянии 1 ...2 мм от линии шва. В изделиях с застежкой доверху шов обтачивания сначала переводят в сторону подборта, а затем настрачивают на подборта. В изделиях с застежкой до лацкана подборт настрачивают на участке лацкана на полочку, а по борту — на подборт. По краю борта может быть проложена отделочная строчка.
Петли в изделиях из трикотажных полотен обметывают; пуговицы в изделиях пальтово-костюмного ассортимента пришивают с подпуговицами.
В местах соединения кнопок, люверсов и другой металлической фурнитуры с изделием ставят прокладки.
Борта и разрезы застежек в изделиях из трикотажных полотен могут быть обработаны бейкой, планками, обтачками и застежкой-молнией.
Борта обрабатывают кроеными планками, притачивая их строчкой двухниточного цепного или челночного стежка (см. рис. 2.6, г), цельновязаными планками, соединенными с полочкой кеттель-ным швом (см. рис. 2.6, д), или бейкой, которую накладывают на лицевую сторону полочки и настрачивают распошивальной строчкой (см. рис. 2.6, ё).
Обработка застежек. Застежки, не доходящие до низа изделия (рис. 2.7), могут быть обработаны планками — цельновяза-32
Рис. 2.7. Обработка застежек:
а — планкой цельновязаной; б — планкой кроеной; в — кантом на плоскошовной машине; г — настроченной тесьмой-молнией; д — притачанной тесьмой-молнией
ными и кроеными (см. рис. 2.7, а, б), окантовочным швом, тесьмой-молнией. Застежки обрабатывают с прокладками или без них в зависимости от вида и свойств трикотажного полотна.
В зависимости от вида окантовочного материала разрез застежки обрабатывают окантовочным швом с открытыми или закрытыми срезами. Операция окантовывания может быть выполнена строчкой двухниточного цепного стежка или плоской трех-, четырехниточной строчкой (см. рис. 2.7, в).
При обработке тесьмы-молнии в шве изделия с изнаночной стороны основной детали на срезы шва, выполненного вразутюж-ку, накладывают лицевой стороной застежку-молнию и притачивают ее по боковым и нижней сторонам к основной детали изделия на машине двухниточного цепного или челночного стежка (см. рис. 2.7, г).
Застежка-молния может быть потайной. В этом случае ее соединяют с припусками на обработку застежки (см. рис. 2.7, д). Потайная застежка-молния должна быть длиннее разреза для застежки
не менее чем на 2 см. Она притачивается выше или ниже разреза, т.е. при полностью открытых срезах, с помощью специальной однорожковой лапки швейной машины.
Обработка воротников. Воротники в изделиях из трикотажных полотен разнообразны по конструкции, отделке и способам обработки. Широко применяются воротники кроеные, одинарные, отделанные прикеттлеванной бейкой и бейкой, выполненной на машины «Комец», а также воротники с заработанными краями, связанные на плоскофанговых машинах, окантованные бейкой, и др.
Воротники конструируют отложными или стояче-отложными. В изделиях из формоустойчивых трикотажных полотен в зависимости от модели воротники могут быть как цельнокроеными, так и с отрезной стойкой.
Обработка воротников состоит из двух этапов: изготовление воротников и соединение их с горловиной.
Изготовление воротников зависит от их конструкции. Воротники бывают кроеные (двойные и цельнокроеные), одинарные, цельновязаные и свитерного типа.
Двойной кроеный воротник может состоять из одной детали (цельнокроеный) или двух деталей (двойной), обрабатываться с прокладкой или без нее. При обработке воротников для верхней одежды пальтово-костюмного ассортимента нижний воротник дублируют; для одежды платьево-блузочного ассортимента верхний воротник соединяют прокладкой.
Обработка кроеного воротника состоит в обтачивании концов и отлета или только концов (если воротник цельнокроеный) воротника швом шириной 3...7 мм на машинах трехниточного краеобметочного, двухниточного цепного или челночного стежка. В процессе обработки воротник вывертывают на лицевую сторону, выправляют уголки и швы. Образующийся кант шириной 1...2 мм со стороны верхнего воротника приутюживают по отлету и концам с лицевой стороны воротника. Согласно модели прокладывают отделочную строчку двухниточного челночного или цепного стежка. Если отделочная строчка по модели не предусмотрена, то припуски шва обтачивания настрачивают на нижний воротник.
Двойные кроеные воротники по отлету и концам могут быть окантованы бейкой или тесьмой, выполненными на машине «Комец». Для этого верхний воротник складывают с нижним изнаночными сторонами внутрь и соединяют все срезы воротника швом шириной 3...4 мм на машинах трехниточного краеобметочного стежка. Затем, отгибая срезы концов и отлета воротника, притачивают заработанную с двух сторон бейку или тесьму швом шириной 4...5 мм на машине двухниточного челночного зигзагообразного стежка.
При обработке одинарного воротника бейку, полученную на машине «Комец», накладывают на срезы концов и отлета лице
вой стороны воротника и настрачивают швом шириной 5 мм на машинах трехниточного плоского стежка или прикеттлевывают их на кеттельной машине.
Соединение воротников с горловиной производят разными способами после обработки плечевых срезов. При обработке горловины изделия из легкорастяжимых полотен в шов втачивания воротника по линии горловины спинки прокладывают кромку.
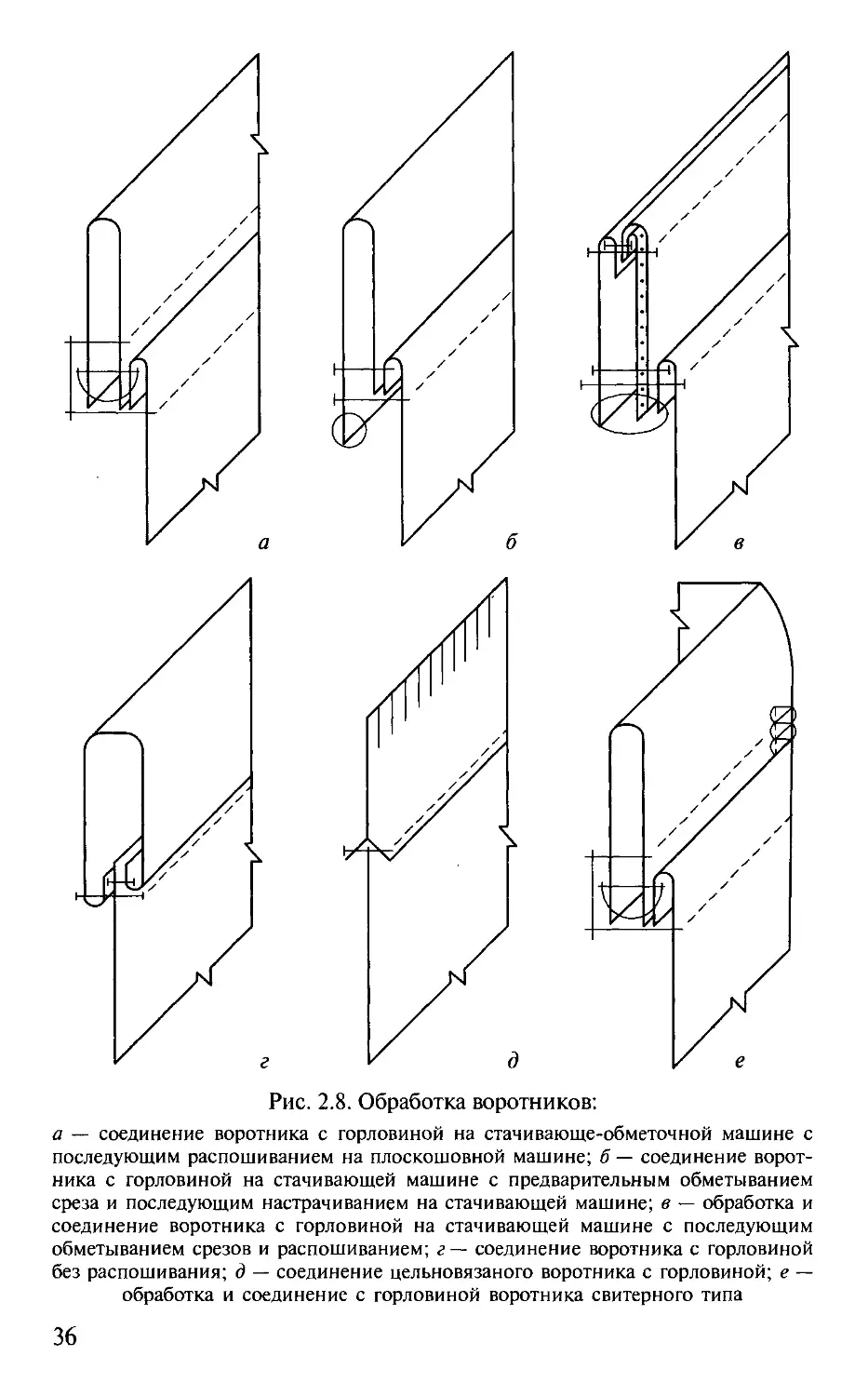
Наиболее часто воротник (или капюшон) втачивают одной стачивающе-обметочной строчкой (рис. 2.8). Для этого воротник (или капюшон) складывают с изделием лицевыми сторонами внутрь, располагая их между бортом и подбортом, и стачивают на стачивающе-обметочной машине (см. рис. 2.8, а). Затем шов втачивания распоши-вают, одновременно прикрепляя верхние срезы подбортов к плечевым швам изделия. Эту операцию выполняют как на машине челночного стежка, так и на машине трехниточного плоского стежка.
В случае применения стачивающей машины двухниточного цепного или челночного стежка для втачивания воротника в горловину срез верхнего воротника предварительно обметывают. Верхний и нижний воротники в горловину втачивают одновременно стачным швом шириной 8... 10 мм в зависимости от толщины материала. Срезы верхнего воротника настрачивают на изделие на расстоянии 4... 5 мм от среза, закрепляя при этом припуск на шов со стороны нижнего воротника и горловины (см. рис. 2.8, б).
Обметывание срезов воротника может быть выполнено после втачивания верхнего и нижнего воротников в горловину (см. рис. 2.8, в). Затем шов втачивания настрачивают по линии горловины спинки, а верхние срезы подбортов прикрепляют к плечевым швам изделия строчкой двухниточного цепного или челночного стежка. При этом способе стачивание и обметывание можно выполнять одновременно за один прием на стачивающе-обметочной двухигольной машине.
При втачивании воротника без распошивания нижний воротник соединяют с горловиной строчкой двухниточного цепного или челночного стежка (см. рис. 2.8, г). Ширина втачного шва 7 мм. Припуск на шов направляют в сторону воротника. Верхний воротник подгибают и настрачивают по линии горловины строчкой двухниточного цепного или челночного стежка.
Цельновязаный воротник может быть соединен с горловиной изделия на кеттельной машине (см. рис. 2.8, д).
Воротник свитерного типа втачивают в горловину изделия на стачивающе-обметочной одноигольной машине с последующим распошиванием по линии горловины спинки (см. рис. 2.8, е). Кроме того, такой воротник может быть соединен с горловиной на кеттельной машине. Прежде чем втачать воротник свитерного типа
Рис. 2.8. Обработка воротников:
а — соединение воротника с горловиной на стачивающе-обметочной машине с последующим распошиванием на плоскошовной машине; б — соединение воротника с горловиной на стачивающей машине с предварительным обметыванием среза и последующим настрачиванием на стачивающей машине; в — обработка и соединение воротника с горловиной на стачивающей машине с последующим обметыванием срезов и распошиванием; г~ соединение воротника с горловиной без распошивания; д — соединение цельновязаного воротника с горловиной; е — обработка и соединение с горловиной воротника свитерного типа
перегибают пополам лицевой стороной внутрь и стачивают боковые срезы на стачивающе-обметочной машине, не доходя до нижнего среза 3...4,5 см. Затем воротник вывертывают и стачивают его до конца строчкой того же типа стежков.
В изделиях с застежкой горловину изделия можно обрабатывать бейкой. Для этого выполняют строчку двухниточного цепного стежка или плоскую строчку. Горловина может быть также обработана двойной или одинарной кеттлевочной бейкой. Обработку производят на кеттельной машине аналогично обработке борта.
В изделиях без застежки горловину окантовывают бейкой до стачивания одних плечевых срезов или обрабатывают на кеттельной машине.
Треугольный вырез горловины можно обработать двойной цельновязаной или кроеной планкой. Для этого, предварительно стачав срезы концов планки на машине челночного или цепного стежка, планку втачивают в горловину на краеобметочной машине. Затем распошивают шов притачивания планки или бейки по линии горловины спинки на плоскошовной машине.
Следует отметить, что воротник свитерного типа и узкую бейку втачивают в горловину, слегка растягивая ее.
Обработка рукавов. Обработка рукавов складывается из следующих операций: соединение частей рукавов, обработка низа рукавов, втачивание рукава в пройму.
Соединение частей рукавов выполняют на стачивающе-обметочной машине. Стачивание срезов одношовного рукава выполняют после соединения рукава с изделием, если рукав втачивается в открытую пройму.
В изделиях из формоустойчивых полотен при стачивания срезов получают шов вразутюжку, выполненный двухниточной строчкой цепного или челночного стежка, с последующим обметыванием срезов. В изделиях из полотен, не осыпающихся по срезам, срезы допускается не обметывать.
При обработке низа рукавов изделий из трикотажных полотен используют шов вподгибку с открытым срезом, выполненный строчкой слабо затянутого цепного потайного стежка на стачивающих машинах цепного двухниточного стежка. Величина подгибания низа изделия зависит от вида изделия. Так, величина подгибания низа жакетов, джемперов, жилетов составляет 2...2,5 см, низа юбки, платья, брюк — 4 см.
Для создания устойчивости низа рукава и придания ему формы при обработке низа рукава возможно использование клеевой прокладки.
Низ рукавов может быть обработан на кеттельной машине или бейкой, изготовленной на машине «Комец», на трехниточной плоскошовной машине с приспособлением для подачи тесьмы под лапку машины при определенном натяжении.
Если по линии низа рукава имеется разрез, припуск на подгибание и срезы разреза перегибают на лицевую сторону, обтачивают нижние углы разреза, затем их высекают и выправляют на лицевую сторону и подшивают срезы.
Рукава могут иметь притачные и отложные манжеты. Манжеты обычно выкраивают двойными без прокладки или с прокладкой. Для круговой манжеты (без застежки) прокладку не применяют.
Прост и экономичен способ обработки низа рукавов кроеными манжетами без застежки. Манжету складывают пополам изнаночной стороной внутрь, прикладывают к срезу низа рукава лицевыми сторонами и за один проход притачивают на стачиваю-ще-обметочной машине.
При обработке манжет из двух деталей их складывают наружной стороной внутрь и обтачивают по трем сторонам швом шириной 3,5... 5 мм на стачивающе-обметочной машине или на машине двухниточного цепного или челночного стежка. Затем манжету вывертывают и, если это требуется по модели, прокладывают отделочную строчку на машине двухниточного челночного или цепного стежка.
При втачивании рукава в пройму происходит растяжение проймы, которое иногда достигает 10... 14 % проектируемого размера. В результате нарушается посадка изделия на фигуре, появляются складки и заломы на полочке, в области проймы и бокового шва. Для предотвращения растяжения проймы необходимо в нижнюю ее часть прокладывать тесьму.
Рукав втачивают либо в закрытую, либо в открытую пройму. В том и другом случае выполняют посадку по окату рукава в соответствии с надсечками. Максимальная величина посадки приходится на верхнюю часть оката, минимальная — на нижнюю.
В детских изделиях верхнего трикотажа и в изделиях из полотен I группы растяжимости допускается втачивать рукава в проймы изделия без тесьмы. В остальных изделиях со стороны рукава по линии оката прокладывают тесьму.
Для детских и спортивных изделий рекомендуется втачивать рукава в открытую пройму. Однако следует иметь в виду, что при выполнении данной операции могут возникать дефекты обработки (угловые заломы, затягивание головки оката рукава и др.) из-за срезания верхней части оката рукава и асимметричности втачивания правого и левого рукавов (один рукав втачивают в пройму от полочки к спинке, другой — от спинки к полочке).
Рукава реглан соединяют с изделием до момента стачивания срезов рукава и боковых срезов. В изделиях из синтетических полотен с крупной петельной структурой, а также в изделиях из полотен III группы растяжимости по линии реглана в шов прокладывают тесьму.
Для женских платьев, жакетов, пальто целесообразно втачивать рукав в закрытую пройму, поскольку данный способ соединения рукава с изделием обеспечивает лучшую посадку изделия на фигуре.
Все операции по соединению рукавов с изделием выполняются на стачивающе-обметочной машине. В регулярных и полурегу-лярных изделиях, имеющих заработанные края, рукава соединяют с проймами строчкой двухниточного цепного стежка.
Сборка изделия. Качество готовых изделий в большой степени зависит от соединения плечевых срезов спинки и полочек. Для предотвращения растяжения плечевых швов в них прокладывают тесьму; долевые полоски из трикотажного полотна, предварительно обметанные по одному из срезов; шнур, изготовленный на машине «Комец»; полоску латекса и др.
Стачивание плечевых срезов выполняют по срезу полочки, производя посадку среза спинки (10... 15 мм). Ширина шва 4... 5 мм. Операцию можно производить на машине трех-, четырех-или пятиниточного стежка.
Для предотвращения растяжения плечевых срезов их необходимо стачивать на швейных машинах с дифференциальным механизмом перемещения материала, в котором скорость подающей рейки больше скорости вытягивающей рейки.
Боковые срезы изделий соединяют разными способами. Наиболее распространенным способом стачивания боковых срезов является выполнение его на одноигольной или двухигольной стачивающе-обметочной машине.
В изделиях из формоустойчивых трикотажных полотен боковые срезы при необходимости сначала обметывают, а затем соединяют стачным швом вразутюжку на машине двухниточного цепного или челночного стежка.
В спортивных изделиях и изделиях из тканеподобных трикотажных полотен боковые срезы могут быть обработаны настроч-ным швом с открытыми обметанными срезами.
Низ изделий из трикотажных полотен обрабатывают швом впод-гибку с открытым или закрытым срезом (рис. 2.9). Необходимо отметить, что предварительное обметывание припуска на обработку низа изделия увеличивает продолжительность обработки изделия и расход ниток без улучшения качества шва. В связи с этим низ изделия подшивают двухниточной краеобметочной строчкой потайного стежка или трехниточной плоской строчкой и т.п.
Низ юбок, изготовленных из полотен типа плиссе и гофре, не подгибают, величина подгибания низа расклешенных юбок устанавливается в соответствии с утвержденным образцом и указывается в техническом описании модели.
В блузках из полиамидных и полиэфирных трикотажных полотен низ изделия и рукавов может быть обработан с подгибанием срезов сварными швами.
Рис. 2.9. Обработка низа изделия швом вподгибку:
а — двухниточной краеобметочной строчкой потайного стежка; б — трехниточной стачивающе-обметочной строчкой цепного стежка; в — трехниточной плоской строчкой
Обработку подкладки и соединение ее с изделием производят аналогично обработке в изделиях из ткани. Закрепление краевых участков можно выполнять с помощью клеевых пленки, нити или паутинки.
Окончательная отделка. К окончательной отделке готовых изделий относят изготовление петель, пришивание пуговиц, выполнение закрепок, чистку изделий и удаление концов ниток, а также влажно-тепловую обработку. Окончательная отделка изделий должна производиться таким образом, чтобы изделия не деформировались.
Обметывание петель выполняют на машинах-полуавтоматах челночного или однониточного цепного стежка. Чтобы исключить растягивание полотна при обметывании петель, с лицевой и изнаночной сторон застежки можно подложить полоску ткани — органзы. Это придаст прочность петле и предохранит полотно от перекоса. Излишняя органза затем срезается вплотную к обметочным стежкам.
В верхних изделиях из мягких и рыхлых трикотажных полотен пуговицы следует пришивать с подпуговицами.
Окончательная влажно-тепловая обработка готовых изделий выполняется с помощью прессов, паровоздушных манекенов и утюгов при температуре, соответствующей волокнистому составу трикотажного полотна.
После влажно-тепловой обработки готовые изделия необходимо охладить, чтобы они отдали излишнюю влагу и не сминались при упаковке.
Далее приведены примеры технологии изготовления швейных изделий различного ассортимента из поперечновязаных и основовязаных полотен разных групп растяжимости.
2.5. Технологии изготовления разных видов одежды из различных трикотажных полотен
Технология изготовления женских костюмов. Женские костюмы изготовляют из трикотажных полотен 1 и II групп растяжимости на подкладке и без нее. Многообразие моделей жакетов и юбок позволяет применять разные методы обработки.
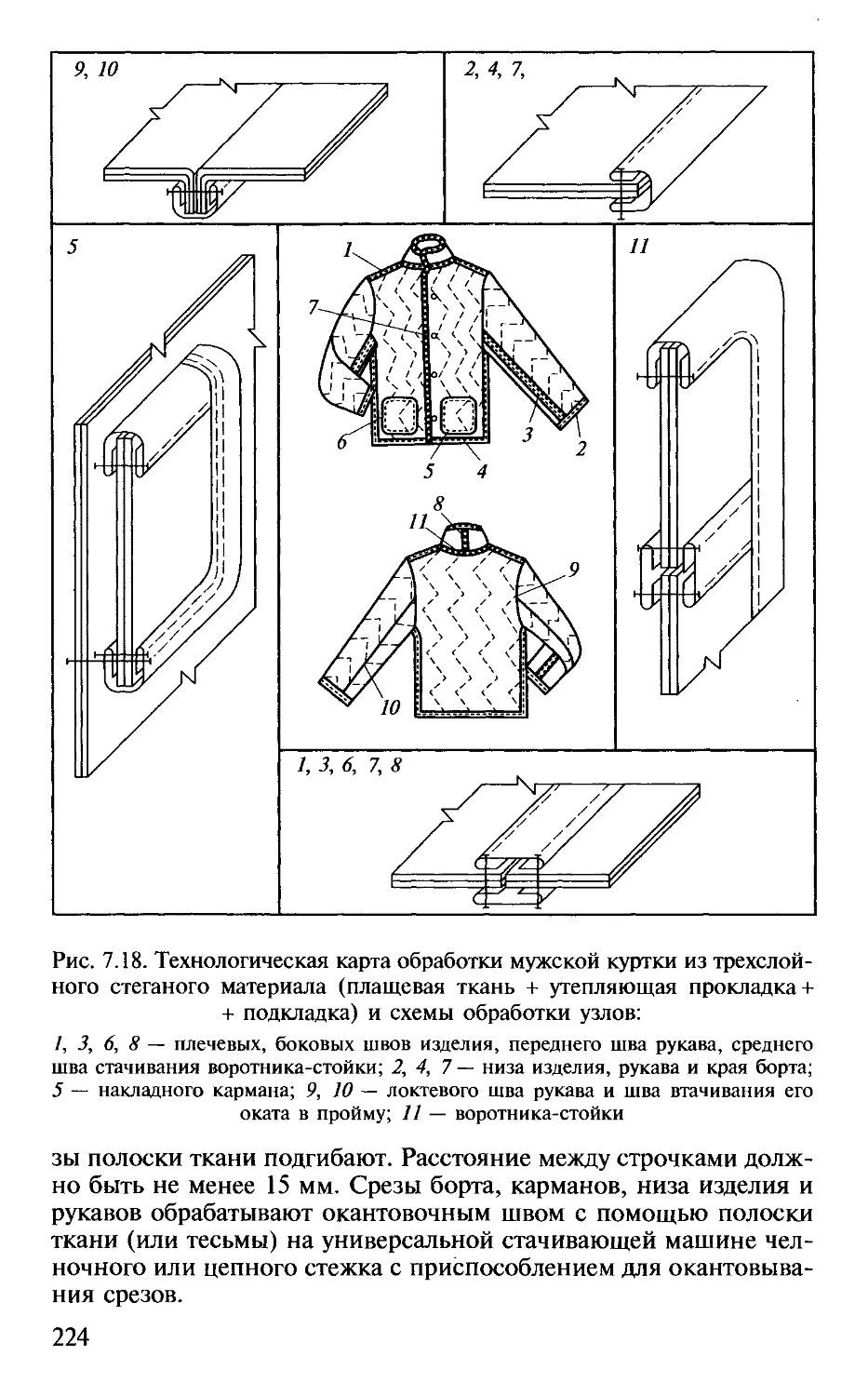
На рис. 2.10 представлена технологическая карта изготовления женского жакета из формоустойчивого тканеподобного трикотажного полотна. Жакет полуприлегающего силуэта, с втачным двухшовным рукавом и с центральной бортовой застежкой (обметанные петли и пуговицы). Полочка и спинка с рельефами и отрезными нижними частями. Карманы с застежкой-молнией расположены в швах притачивания нижних частей полочек. Воротник отложной пиджачного типа. Жакет выполнен на подкладке, в качестве которой рекомендуется использовать эластичные материалы, например подкладочную ткань из основовязаного трикотажного полотна. Поверх рельефных швов, по низу полочек, вдоль краев бортов, лацканов и воротника проложена декоративная строчка с двусторонним застилом, выполненная на двухигольной плоскошовной машине.
Свойства формоустойчивого трикотажного полотна позволяют использовать методы обработки деталей и узлов, характерные для изделий из тканей.
Обработка данного изделия предусматривает дублирование подборта, нижнего воротника, припусков низа изделия и рукавов, для чего использована мягкая эластичная прокладка. Соединение основных деталей жакета выполнено строчкой двухниточного цепного или челночного стежка.
При обработке кармана припуски вдоль входа в карман разутюживают. Под входы в карман подкладывают застежку на тесьму-молнию так, чтобы зубчики не были видны, и настрачивают. Застежка на тесьму-молнию в данном случае играет и роль долевика, предохраняя края входа в карман от растяжения. Подкладка кармана может быть изготовлена из основного полотна; в качестве нижней части может использоваться подкладочный материал.
Для предотвращения растяжения плечевых швов в них прокладывают тесьму или клеевую бейку.
Рукава втачивают в закрытую пройму. Чтобы достичь хорошей посадки изделия на фигуре и избежать появления складок и мор-
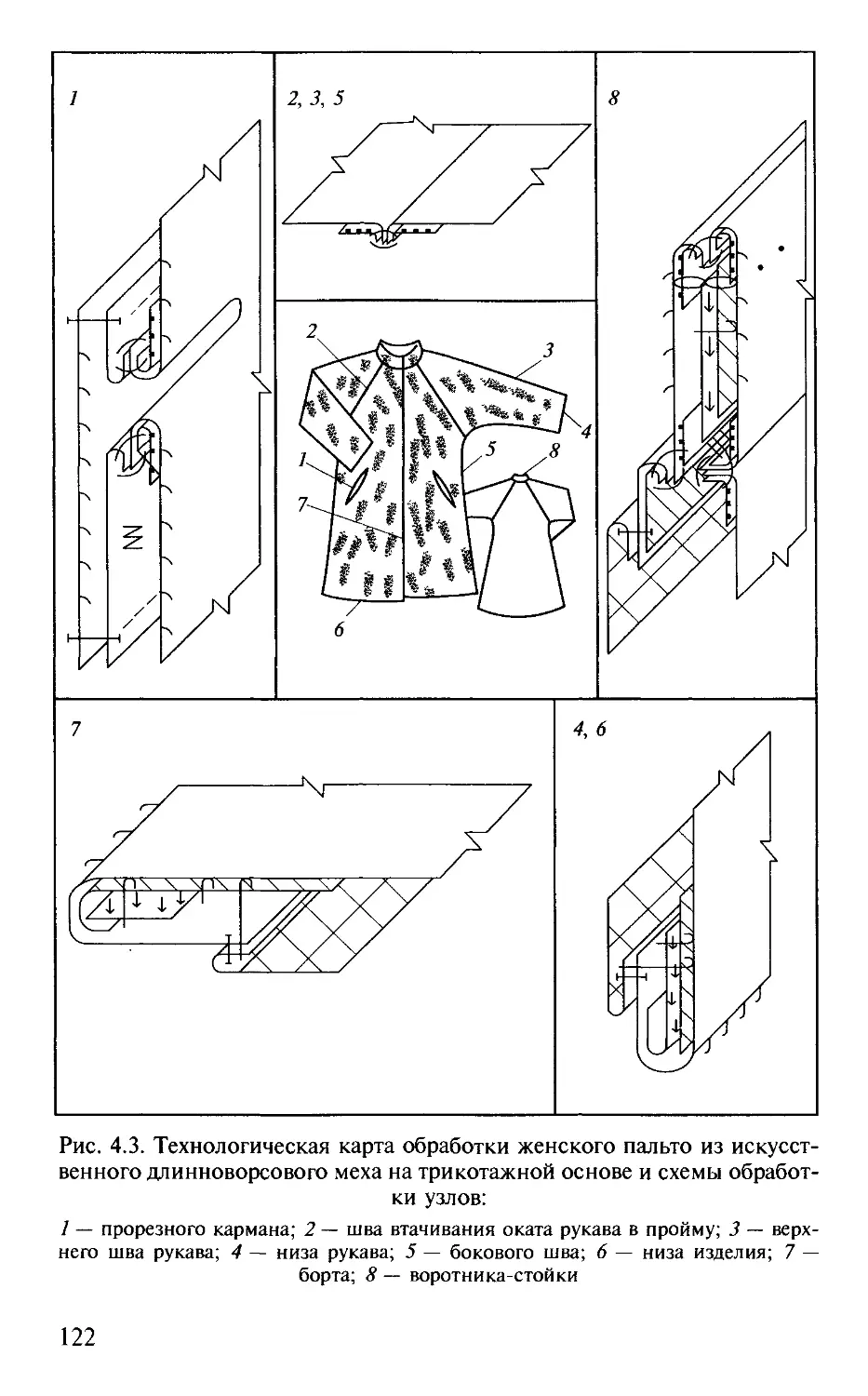
Рис. 2.10. Технологическая карта обработки женского жакета из формоустойчивого трикотажного полотна (I группа растяжимости) и схемы обработки узлов:
1 — рельефов полочки; 2 — боковых швов; 3 — низа рукавов; 4 — передних швое рукавов; 5 — кармана с застежкой на тесьму-молнию; 6 — бортов; 7 — локтевые швов рукавов; 8 — швов втачивания окатов рукавов в пройму; 9 — плечевых швов: 10 — воротника; 11 — среднего шва спинки; 12 — низа изделия; 13 — швое притачивания нижней части жакета; 14 — боковых швов
Рис, 2.11. Технологическая карта обработки женского жакета из формоустойчивого трикотажного полотна (I группа растяжимости) и схемы обработки узлов:
/ — нагрудных вытачек; 2 — шва втачивания оката рукава в пройму; 3 — плечевых швов; 4 — боковых швов жакета; 5 — низа жакета; б — борта; 7 — накладного кармана; 8 — горловины; 9 — низа рукава; 10 — нижнего шва рукава; 11 — шва стачивания клиньев юбки; 12 — бокового шва юбки; 13 — верхнего края юбки;
14 — низа юбки
щин на полочке в области нижней части проймы, следует максимально уменьшить растяжение проймы на этом участке. Для этого в нижнюю часть проймы прокладывают тесьму или клеевую бейку. В верхнюю часть проймы в изделиях из полотен I группы растяжимости тесьму можно не прокладывать.
Четкая форма оката рукавов, причем не только в изделиях из трикотажных полотен, может быть получена при использовании прокладки из ригилина шириной 3...4 мм. В этом случае по припуску шва втачивания рукава на верхней части оката следует проложить машинную строчку на расстоянии 5 мм от шва. Прокладку из ригилина вставляют между строчками; концы ригилина закрепляют поперечными строчками.
Закрепление припуска на подгибание низа рукавов и низа изделия с притачанной подкладкой выполняют с помощью клеевой нитепрошивной ленты (или тесьмы). Лента представляет собой две полоски одинаковой ширины, сложенные друг с другом неклеевыми сторонами и соединенные между собой машинной строчкой. Оптимальная ширина таких лент составляет 30 мм. Наиболее качественные готовые клеевые ленты выпускаются французской фирмой LAINIERE DE PICARDIE.
Шов притачивания подкладки к внутреннему срезу подборта на участке лацканов фиксируют клеевой паутинкой. Следует отметить, что перед приутюживанием соединяемые клеевой паутинкой детали увлажняют несколько больше, чем при обычной влажно-тепловой обработке, доводя увлажнение до 40...50%.
На рис. 2.11 представлена технологическая карта изготовления женского костюма без подкладки из трикотажного полотна I группы растяжимости. Жакет полуприлегающего силуэта с втачными одношовными рукавами и центральной бортовой застежкой (обметанные петли и пуговицы). Полочка с нагрудными вытачками и накладными карманами. Юбка расширенная книзу, состоящая из восьми клиньев.
Подборт, обтачка горловины, припуск на обработку верхнего края накладного кармана продублированы эластичной прокладкой с точечным клеевым покрытием. Вытачки на жакете стачивают строчкой двухниточного цепного или челночного стежка вместе с полоской ткани, которую затем заутюживают вверх; стороны вытачки заутюживают вниз.
Плечевые срезы жакета и срезы юбки соединяются на стачива-юще-обметочной машине. В плечевой шов при стачивании прокладывается тесьма. Соединение боковых срезов жакета может быть также выполнено на стачивающе-обметочной машине. Однако в изделиях из полотен I группы растяжимости целесообразно боковые срезы, расположенные вдоль петельных столбиков, стачивать швом вразутюжку. При этом сначала срезы обметывают краеобметочной трехниточной строчкой, а затем стачивают строчкой двух
ниточного челночного или цепного стежка. В изделиях из незакру-чивающихся и неосыпаюгцихся полотен боковые срезы можно соединять швом вразутюжку без обметывания срезов в целях повышения производительности труда и увеличения износостойкости полотна около швов.
Обработку борта отрезным подбортом выполняют обтачным швом в кант строчкой челночного стежка. Отделочную строчку для обеспечения необходимого качества обработки узла следует прокладывать между двумя дорожками лицевых петель на машинах двухниточного челночного стежка. Строчка такого типа имеет одинаковый вид с внешней и внутренней сторон, что особенно важно при отделке краев бортов, воротника и т.д. Шов стачивания и обтачки горловины спинки и подборта прикрепляют к припускам плечевых швов.
Для обеспечения хорошей посадки изделия на фигуре втачивание рукавов в женском жакете выполняют в закрытую пройму.
Низ рукавов и изделия (жакета и юбки) подшивают двухниточной краеобметочной строчкой потайного стежка.
Верхний срез юбки обрабатывают без пояса. При этом на припуск верхнего среза юбки настрачивают эластичную тесьму, растягивая ее краеобметочной строчкой. Припуск верхнего среза отворачивают на изнаночную сторону юбки и пришивают к припускам рельефных и боковых швов. Ширина подгибания пояса изделий колеблется от 2,5 до 5 см.
Кроме указанного варианта верхние срезы поясных изделий обрабатывают подшивочным или плоским швом, а также притачным поясом, выкроенным из полотна.
Технология изготовления мужских сорочек. Мужские сорочки могут быть изготовлены как из основовязаных, так и легких поперечновязаных полотен. Волокнистый состав полотен разнообразен: химические нити, хлопчатобумажная и смесовая пряжа и др.
На рис. 2.12 представлена технологическая карта обработки мужских сорочек двух моделей из трикотажных полотен I группы растяжимости.
Мужская сорочка модели 1 прямого силуэта с втачными длинными рукавами, с застежкой на планки до середины полочки, полочка с кокетками и накладным карманом. Спинка цельная. Воротник отложной с отрезной стойкой. Низ рукавов обработан замкнутой манжетой.
Кокетки обработаны кантом и соединены с полочкой стачивающе-обметочной строчкой.
Верхний срез накладного кармана окантован планкой шириной 15 мм в готовом виде. Строчка выполнена на стачивающей машине двухниточного цепного стежка. Накладной карман соединен с полочкой накладным швом с закрытым срезом, для чего была проло-
жена строчка двухниточного челночного стежка параллельно боковым и нижним сторонам кармана с помощью направительной линейки. Поскольку основовязаный трикотаж не распускается, то внутренние срезы кармана допускается не обметывать. Накладной карман может быть соединен с полочкой на специальном полуав-
Рис. 2.12. Технологическая карта обработки мужских сорочек из трикотажных основовязанных полотен (I группа растяжимости) и схемы обработки узлов:
1 — шва притачивания кокетки полочки; 2— плечевого шва; 5— воротника; 4 — застежки на планки; 5 — низа рукава с замкнутыми манжетами; 6 — накладного кармана; 7 — бокового шва сорочки и нижнего шва рукава; 8 — шва притачивания нижней части полочки; 9 — шва втачивания оката рукава в пройму; 10 — низа сорочки; 11 — воротника; 12 — шва втачивания оката рукава в пройму; 13 — бокового шва сорочки и нижнего шва рукава; 14 — застежки на планки; 15— низа рукава с манжетами; 16 — разреза рукава; 17 — шва притачивания кокетки спинки; 18 — плечевого шва; 19 — низа сорочки
томате, осуществляющем подгибание боковых и нижних срезов, совмещение карманов с полочками и их настрачивание.
Разрез застежки мужской сорочки обрабатывают притачными планками с прокладками или без них. Левую и правую планки складывают лицевыми сторонами с изнаночной стороной полочки и притачивают к разрезу полочки со стороны планок строчкой двухниточного цепного стежка или челночного стежка. Далее швы расправляют, располагая их в сторону разреза, планки перегибают по намеченным линиям и настрачивают на полочку до края разреза. Нижнюю планку выправляют на изнаночную сторону; нижний срез ее обметывают. Верхнюю планку настрачивают на полочку, закрепляя нижние края верхней планки и конец разреза.
Плечевые срезы соединяют стачивающе-обметочной строчкой с одновременным прокладыванием тесьмы, шнура или полоски из основного полотна.
Мужская сорочка модели 2 отличается от модели 1 конструкцией спинки, обработанной с двойной (верхней и нижней) кокеткой. Застежка обработана с планками до низа изделия. Низ рукавов обработан притачными незамкнутыми манжетами, застегивающимися на петли и пуговицы.
Застежка с разрезом до низа может быть обработана цельнокроеными, настрочными и притачными планками, а также с подбортами из основного или отделочного материала. В качестве примера рассмотрим обработку застежки с притачными планками. Обработку производят на двухигольных машинах цепного или челночного стежка с помощью специального приспособления для формирования планки и прокладывания прокладочного материала. Петли располагают вдоль средней линии планки.
В сорочках с двойной кокеткой на спинке нижнюю кокетку соединяют с полочкой по плечевым срезам стачным швом вза-утюжку строчкой двухниточного цепного стежка. Шов направляют в сторону кокетки и кокетку настрачивают по плечевому шву, подгибая срезы кокетки внутрь. Плечевые срезы могут быть обработаны при выполнении одной строчки на машине с приспособ-
лением для подгибания срезов кокетки и нижней кокетки внутрь и совмещения этих срезов с плечевым срезом полочки.
Воротники мужских сорочек как модели 1, так и модели 2 должны иметь прокладку из материала с жесткой или мягкой отделкой (ткань, нетканые материалы), усадка которой не должна превышать 2%. Прокладку соединяют с верхним воротником. Обтачивание воротника по отлету и концам можно выполнять на специальном полуавтомате, где детали воротника заправляются в кассеты, перемещающиеся по заданному контуру. При обработке воротника с отрезной стойкой готовый воротник вкладывают между деталями стойки, сложенными лицевыми сторонами внутрь, и соединяют воротник со стойкой. При соединении воротника с горловиной изделия нижний воротник втачивают в горловину стачным швом взаутюжку, а верхний воротник настрачивают с помощью лапки направителя на расстоянии 0,1...0,2 см от сгиба.
Обработка отложного воротника с цельнокроеной стойкой отличается тем, что на расстоянии 0,1...0,2 см от линии перегиба стойки прокладывают строчку.
Рукава в мужских сорочках проектируют одношовными, длинными или короткими. Рукав втачивают в открытую пройму трех-или четырехниточной строчкой шириной 0,5 см на стачивающе-обметочной машине. Соединение боковых срезов полочки и спинки, а также срезов рукавов выполняют стачивающе-обметочной строчкой шириной 0,5 см.
Низ рукавов должен быть обработан следующим образом: коротких — швом вподгибку с открытым или закрытым срезом, планкой, манжетами притачными или цельнокроеными, кантом; длинных — манжетами. Манжеты могут быть замкнутыми (модель 1) и незамкнутыми (модель 2). В последнем случае разрезы рукавов обрабатывают с помощью одной обтачки. Обтачку притачивают к обеим сторонам разреза на машине цепного стежка с помощью приспособления, подгибающего оба среза обтачки. Расстояние от строчки до подогнутых краев с лицевой стороны 0,1 см; с изнаночной стороны 0,2 см. Конец разреза закрепляют с изнаночной стороны рукава вытачкой, а с лицевой стороны строчкой. Разрезы рукава в локтевом шве обрабатывают швом вподгибку с закрытым срезом.
Низ мужских сорочек из трикотажного полотна подшивают швом вподгибку с открытым срезом на двухигольной плоскошовной машине с приспособлением (модель 1) или с закрытым срезом на машине двухниточного цепного стежка (модель 2).
Технология изготовления женских и детских изделий. Методы изготовления женских и детских изделий во многом зависят от конструкции модели и вида применяемого трикотажного полотна.
Модели женских и детских платьев и блузок очень разнообразны по конструкции вследствие применения разных форм поло-48
чек, кокеток, подрезов, воротников, рукавов, застежек, отделок различных видов (воланы, оборки, рюши, драпировки, тесьма ит.д.).
Для изготовления женских и детских изделий, например платьев и блузок, применяют основовязаные и поперечновязаные
Рис. 2.13. Технологическая карта обработки женского платья из трикотажного полотна (И группа растяжимости) и схемы обработки узлов:
1 — среднего шва полочки; 2 — шва притачивания лифа к нижней части полочки; 3 — верхнего шва рукава; 4 — края борта; 5— нижнего шва рукава; 6— низа рукава; 7 — бокового шва; 8 — шва втачивания воротника-стойки в горловину;
9 — воротника-стойки; 10 — шва притачивания спинки к нижней части; 11 — среднего шва спинки; 12 — низа платья
трикотажные полотна из натуральных, искусственных и синтетических волокон и их смесей. Эти полотна изготовляют на машинах высоких классов, характеризуются невысокой поверхностной плотностью и могут относиться к любой группе растяжимости.
На рис. 2.13 представлена технологическая карта обработки женского платья из трикотажного полотна II группы растяжимости. Платье полуприлегающего силуэта с цельнокроеными рукавами, отрезное по линии бедер.
Линия притачивания частей юбки асимметричная. На полочке в левом боковом шве выполнена драпировка. Полочка цельнокроеная с воротником-стойкой, выполнена с запахом.
Для предохранения от растяжения по срезам бортов и горловины полочки, верхнему срезу воротника и срезу горловины спинки проложена косая бейка из тонкого клеевого флизелина. Цепной шов бейки совмещен с линией швов.
Соединение средних швов передней и задней частей юбки, а также плечевых срезов и верхних срезов рукавов выполняют строчкой на стачивающе-обметочной машине (одно- или двухиголь-ной). Такой же строчкой выполняют средний задний шов воротника и втачивают воротник в горловину спинки. Распошивание воротника по горловине спинки выполняют строчкой двухниточного цепного или челночного стежка.
Срез борта, горловины полочки и верхний срез воротника обрабатывают швом вподгибку с открытым срезом на двухигольной плоскошовной машине с изнаночным застилом ниток.
Драпировку выполняют присбориванием правой детали полочки по боковому срезу. Затем боковые и нижние срезы деталей полочек, наложенных друг на друга, скрепляют машинной строчкой по припускам.
Передние части юбки притачивают к нижнему срезу полочки, а заднюю часть — к нижнему срезу спинки на стачиваюше-обме-точной машине; припуски швов заутюживают вверх. Далее единой строчкой выполняют боковой и нижний швы рукавов.
Припуски швов на подгибание низа настрачивают на двухигольной плоскошовной машине: на изделии — на расстоянии 3 см от края, на рукавах — на расстоянии 1 см от края.
Рис. 2.14. Технологическая карта обработки костюма (блузки и брюк) для девочек из трикотажного полотна (I группа растяжимости) и схемы обработки узлов:
/ — плечевых швов блузки; 2 — воротника на участке полочки; 3 — отделочного банта; 4 — борта; 5 — бокового шва блузки; 6 — проймы блузки; 7 — воротника на участке спинки; 8 — низа блузки с притачной оборкой; 9 — бокового шва брюк; 10 — верхнего края брюк; 11 — среднего шва брюк; 12— настрачивания отделочной тесьмой; 13 — шагового шва брюк; 14 — низа брюк
На рис. 2.14 представлена технологическая карта изготовления брючного костюма для девочек, выполненного из основовязанного трикотажного полотна. Блузка без рукавов, с центральной бортовой застежкой (петли и пуговицы). Воротник отложной с закруглен-
ными концами. По низу блузки выполнена оборка. На полочке имеется отделочный бант. Брюки прямые длинные. Верхний край брюк обработан эластичной тесьмой. По нижнему краю в два ряда настрочена отделочная цветная тесьма.
Плечевые и боковые срезы блузки, боковые, шаговые и средние срезы брюк стачивают на машине комбинированного стежка, выполняющей стачивающую строчку двухниточного цепного стежка с одновременным обрезанием срезов и обметыванием. При таком соединении тесьму в плечевые швы можно не прокладывать.
Воротник блузки по отлету и концам обтачивают строчкой двухниточного цепного или челночного стежка. Для придания воротнику формостойкости его обрабатывают прокладкой с клеевым покрытием. Готовый воротник складывают с лицевой стороной изделия, располагая концы воротника между бортом и подбортом и уравнивая срезы воротника и горловины. Стачивание уступов бортов и втачивание воротника в горловину выполняют на стачивающе-обметочной машине. Возможно стачивание уступов и втачивание концов воротника выполняют строчкой двухниточного цепного или челночного стежка. Далее втачивание воротника в горловину продолжают на стачивающе-обметочной машине.
После вывертывания бортов припуск на шов втачивания воротника по горловине спинки распошивают на плоскошовной машине. Данная операция может быть выполнена также строчкой двухниточного цепного или челночного стежка. Поскольку блузку изготовляют из полотна I группы растяжимости, то тесьму по линии горловины спинки не прокладывают; достаточно только распошивания.
В изделиях из полотен II и Ш групп растяжимости при втачивании воротника для предотвращения растяжения шва в процессе носки по линии горловины спинки необходимо проложить тесьму.
Проймы блузки после соединения плечевых и боковых срезов обрабатывают бейками. На каждой бейке следует стачать концы на одноигольной стачивающе-обметочной машине. Бейку складывают вдоль пополам лицевой стороной наружу и, соединив вместе ее открытые продольные срезы, притачивают к срезу проймы, совместив шов бейки с боковым швом блузки, на стачивающе-обметочной машине. Припуски шва заутюживают в сторону полочки и спинки. Распошивание припусков шва притачивания бейки может быть выполнено на плоскошовной машине или строчкой двухниточного цепного или челночного стежка в случае, если это предусмотрено техническим описанием на модель.
Внешние края оборки (нижний и два поперечных) обметывают зигзагообразной строчкой челночного стежка или трехниточной стачивающе-обметочной строчкой. Оборку присбаривают по верхнему срезу и притачивают к нижнему срезу блузки на стачивающе-обметочной машине. Припуски шва притачивания оборки заутюживают вверх. Отделочный бант выполнен из косой бейки с подгибанием ее 52
продольных срезов и прокладыванием двухниточной строчки цепного стежка.
Припуск на подгибание низа брюк подшивают двухниточной краеобметочной строчкой потайного стежка.
Технология изготовления одежды из трикотажных полотен III группы растяжимости. На рис. 2.15 представлена технологическая карта обработки женских полуверов из легкорастяжимого трикотажного полотна. Особенностью конструкции данных изделий является минимальное количество деталей и отсутствие дополнительных членений. Разнообразие моделей достигается за счет использования различных технологических приемов обработки.
Для соединения деталей и обработки узлов изделия используются только строчки цепного стежка. Швы соединения, выполненные на стачивающе-обметочной машине, могут быть направлены на лицевую сторону изделия (модель 1). По швам соединения деталей может быть проложена отделочная строчка цепного стежка, выполненная на плоскошовной машине с одно- или двусторонним застилом ниток (модель 2); при этом швейные нитки могут соответствовать тону изделия или контрастировать с ним.
Плечевые срезы стачивают на стачивающе-обметочной машине с обязательным прокладыванием тесьмы.
Вдоль срезов горловины и проймы для предотвращения растяжения в процессе изготовления и носки прокладывают строчку цепного стежка или косую бейку из тонкого флизелина шириной 12 мм, совместив цепной шов бейки с линией шва.
Горловину изделия обрабатывают двойной бейкой, образующей кант, на плоскошовной машине с двусторонним застилом ниток (модель 1). Бейку выкраивают вдоль петельного ряда или под углом 45° по направлению петельных столбиков. Окантовывание горловины бейкой может быть выполнено и другими известными способами в соответствии с техническим описанием на модель.
V-образный вырез горловины (модель 2) обрабатывают цельновязаной планкой. Концы планки стачивают строчкой двухниточного цепного стежка. К полочке с изнаночной стороны у нижнего уголка горловины приутюживают небольшой лоскут клеевой прокладки. Планку втачивают в горловину на стачивающе-обметочной машине. При этом продольные срезы соединяют вместе и слегка растягивают. Припуски швов заутюживают в сторону основных деталей; шов втачивания на участке спинки распошивают строчкой плоского трех- или четырехниточного цепного стежка.
Рукава втачивают на стачивающе-обметочной машине чаще всего в открытую пройму. Швы втачивания рукава в соответствии с моделью могут быть направлены на лицевую сторону изделия (модель 1).
Низ рукавов и изделия обрабатывают швом вподгибку на стачивающе-обметочной машине без подгибания срезов (модель 1) на плоскошовной машине (модель 2).
При обработке низа рукавов и изделия в изделиях из легкорастяжимых полотен между изделием и подгибкой можно проло-
Рис. 2.15. Технологическая карта обработки женских пуловеров из трикотажных полотен с эластановыми волокнами (III группа растяжимости) и схемы обработки узлов:
1 — плечевого шва; 2 — горловины бейкой; 3 — низа рукава; 4 — бокового шва и нижнего шва рукава; 5 — шва втачивания оката рукава в пройму; 6 — низа полувера; 7 — плечевого шва; 8 — концов планки; 9 — низа рукава; 10 — бокового шва и нижнего шва рукава; 11 — горловины полочки планкой; 12 — шва втачивания оката рукава в пройму; 13 — горловины спинки планкой; 14 — низа полувера
жить полосу флизелина «золювеба», что предотвращает растягивание полотна под лапкой швейной машины. Полоска флизелина «золювеба» остается между изделием и подгибкой до первой стирки, в процессе которой она растворяется.
Следует учитывать, что трикотажные полотна (например, вискозные и смешанные с вискозой) под собственной тяжестью вытягиваются в длину. Поэтому перед тем как подогнуть низ, изделию необходимо дать отвиснуть.
Технология изготовления одежды из ворсовых трикотажных полотен. В ассортименте трикотажной одежды присутствуют изделия из ворсовых трикотажных полотен (платья, жакеты, юбки, брюки и др.). Ворсовый покров полотен может быть типа бархата, вельвета-корда и вельвета-рубчика.
Ворсовые трикотажные полотна характеризуются свойствами, которые необходимо учитывать при изготовлении из них швейных изделий. Строчки, выполненные под углом к рубчикам материала типа вельвета создают впечатление искривленных. Цвет бархата воспринимается более глубоким и интенсивным, если производить раскрой против направления ворса.
При пошиве изделий из ворсовых трикотажных полотен особое внимание должно быть уделено влажно-тепловой обработке, которая должна быть очень умеренной и аккуратной во избежание появления необратимых явлений и деформации полотна. Для достижения этой цели может быть использована съемная тефлоновая насадка на подошву парового утюга, которая более равномерно распределяет пар и предотвращает образование лас.
В изделиях из ворсовых материалов во избежание деформации ворсовой поверхности дублируют только мелкие детали и закрытые участки деталей (клапаны, листочки, воротник, подборта, припуск на подгибание низа рукавов и изделия до линии сгиба и т.п.).
Во избежание изменения цвета и смятия ворса материала дублирование рекомендуется проводить при минимальных параметрах давления (0,015...0,02 МПа) и температуре прессования до 140 °C. Продолжительность прессования должна быть не более 10... 12 с.
Для того чтобы не было деформации ворсовой поверхности, дублирование деталей выполняют без первого пропаривания. Второе пропаривание, необходимое для восстановления ворса, длится 3 с.
В случае образования лас при обработке ворсовых материалов для восстановления ворса следует использовать паровоздушные манекены.
В изделиях из ворсовых материалов глаженье и разутюживание (заутюживание) швов и вытачек производят с обязательным пропариванием их с изнаночной стороны на мягкой поверхности утюжильного стола, покрытого войлоком или игольчатыми пластинами (кардолентой), что дает возможность при обработке сохранить ворсовый покров материала в вертикальном положении. Для приутюживания прокладки рекомендуется парные детали кроя складывать лицевыми сторонами.
В случаях, если использование клеевых прокладочных материалов невозможно, то в качестве прокладки рекомендуется использовать органзу, которую обычно приметывают с изнаночной стороны деталей из трикотажных полотен типа бархата.
Соединение срезов выполняют стачным или настрочным швом. В изделиях из ворсовых трикотажных полотен без подкладки срезы соединяют на стачивающе-обметочной машине или на машине трехниточного обметочного стежка швом шириной 5...6 мм.
Срезы деталей в изделиях из ворсовых легкоосыпающихся полотен на трикотажной основе с отлетной подкладкой обметывают или обрабатывают зигзагообразным вырезом.
Для предохранения от растяжения плечевые срезы в изделиях из ворсовых трикотажных полотен стачивают с кромкой или тесьмой.
В изделиях из ворсовых легкорастяжимых трикотажных полотен во избежание стягивания швов строчкой и образования посадки по швам при соединении деталей по косым срезам притачивают полоски хлопчатобумажной ткани.
При стачивании деталей необходимо учитывать также способность срезов материала смещаться относительно друг друга. Для предотвращения смещения срезов стачивание выполняют в направлении, обратном направлению ворса, слегка подтягивая и уравнивая срезы. Важно, чтобы все швы, в том числе и швы вытачек, были проложены в одном направлении.
В целях улучшения продвижения материала под лапкой машины, не имеющей дополнительных устройств для перемещения материала, используют специальную лапку из фторопласта или с тефлоновым покрытием.
По швам стачивания прокладывают строчку с лицевой стороны деталей без их предварительного заутюживания. Также без приутюживания клапанов, листочек, хлястиков и других мелких деталей по их краям прокладывают отделочную строчку.
В изделиях из трикотажных полотен типа бархата швы разутюживают с изнаночной стороны, не заходя за линию строчки. Разутюживать рекомендуется только те швы, которые могут способствовать образованию навалов. Плечевые и средние швы могут быть разутюжены частично на определенном участке деталей (например, средний шов спинки — в верхней его части). На остальной части детали швы могут быть приутюжены на ребро.
Края бортов и низа изделия рекомендуется закреплять отделочной строчкой. В изделиях с обтачными бортами борта перед прокладыванием отделочной строчки выметывают. В изделиях с цельнокроеными подбортами края бортов перед прокладыванием отделочной строчки приутюживают, перегибая подборта по линии сгиба. Отделочную строчку выполняют со стороны подбортов на одно- или двухигольной машине.
Низ в изделиях с отлетной подкладкой подшивают на машине потайного стежка. В расклешенных изделиях припуск на подгибание низа предварительно заметывают. Отделочную строчку прокладывают по припуску на подгибание низа.
В изделиях с подкладкой прорезные карманы обрабатывают с долевиками или на подкладке. Если места расположения карманов не дублированы клеевой прокладкой, то под верхние углы накладных карманов подкладывают отрезки хлопчатобумажной ткани.
Воротник в готовом виде втачивают в горловину, совмещая срезы верхнего и нижнего воротников или последовательно.
После окончательной влажно-тепловой обработки изделие необходимо выдержать на кронштейне в подвешенном состоянии. Транспортировать изделие в торговую сеть следует также в подвешенном состоянии.
На рис. 2.16 представлена технологическая карта обработки женского платья из эластичного панбархата на трикотажной основе. Платье полуприлегающего силуэта с длинными рукавами покроя реглан, с застежкой на тесьму-молнию в среднем шве спинке. Полочка с нагрудными вытачками из бокового шва. Спинка с талиевыми вытачками. Платье с воротником-стойкой. Рукава состоят из одной детали, с плечевой вытачкой.
Обработку платья начинают с обработки вытачек на машине двухниточного цепного стежка. Поскольку детали кроя из эластичного панбархата легко смещаются при стачивании, то стачивающие строчки рекомендуется прокладывать поверх булавок, вколотых перпендикулярно линии строчки. Если у панбархата высокий ворс, то детали кроя сметывают по обеим сторонам от размеченной линии шва, а затем прокладывают стачивающую строчку между линиями сметочных стежков.
Стачивание боковых срезов выполняют стачивающе-обметочной строчкой на двухигольной машине цепного стежка.
Рис. 2.16. Технологическая карта обработки женского платья из эластичного панбархата на трикотажной основе и схемы обработки узлов:
/ — нагрудных вытачек; 2 — нижнего шва рукава; 3 — низа платья; 4— бокового шва; 5 — низа рукава; 6 — плечевого шва; 7 — воротника-стойки; 8 — шва втачивания рукава в пройму; 9 — застежки тесьмой-молнией; 10 — талиевых вытачек; // — среднего шва спинки
Стачивание среднего среза спинки выполняют швом вразутюжку строчкой двухниточного цепного или челночного стежка, предварительно сколов детали булавками. При этом на участке застежки стачивание выполняют максимально крупными стежками. От конца разреза для обработки застежки до нижнего среза платья средний шов спинки стачивают обычными стежками.
Чтобы плечевые швы не растянулись, поверх передней линии плечевой вытачки прокладывают клеевую ленту из флизелина. Для этого следует положить рукав на мягкую подложку изнаночной стороной вверх, проверить соответствие линии вытачки на лекалах линиям вытачки на деталях кроя и зафиксировать форму булавками. Клеевую ленту из флизелина приутюжить, совместив линию середины ленты с линией шва вытачки. Вытачку стачивают на стачивающе-обметочной машине, начав шов у верхнего среза рукава. Далее стачивают нижние срезы рукава и втачивают рукав в пройму изделия, предварительно скалывая срезы деталей.
Перед втачиванием цельного воротника-стойки в горловину изделия следует удалить сметочные стежки из разреза под застежку-молнию на спинке. Внешнюю часть воротника соединяют с горловиной строчкой двухниточного цепного стежка. Далее выполняют обработку застежки в среднем шве спинки.
Тесьму-молнию приметывают под короткие края воротника и под края разреза так, чтобы зубчики не были видны, а затем настрачивают строчкой двухниточного цепного или челночного стежка. Внутреннюю часть воротника-стойки настрачивают также строчкой двухниточного цепного или челночного стежка или подшивочной строчкой потайного стежка. Вдоль сгиба воротника-стойки прокладывают отделочную строчку двухниточного челночного или цепного стежка.
Низ платья обрабатывают швом вподгибку на машине потайного одно- или двухниточного стежка.
Глава 3
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ ИЗ НАТУРАЛЬНОГО МЕХА
3.1. Конфекционирование материалов при изготовлении одежды из натурального меха
Для получения одежды из натурального меха заданного уровня качества необходимо правильно выбирать материалы, входящие в пакет изделия. Сложность конфекционирования пакета материалов меховых изделий обусловлена большим разнообразием пушно-меховых полуфабрикатов, отличающихся по строению и свойствам волосяного покрова, кожевой ткани и меха в целом.
В табл. 3.1 приведена характеристика материалов, составляющих наиболее рациональный пакет женского мехового пальто из норки.
Таблица 3.1
Техническая характеристика материалов пакета женского мехового пальто из норки
Материал Артикул Ширина, см Волокнистый состав, % Поверхностная плотность, г/м2
Норка скандинавская натуральная (верх изделия) ГОСТ 8765-93 Площадь шкуры ~ 6 дм2 — 300
Шелк подкладочный (подкладка) А010 RAT R03120 140 Вискоза — 63; ацетат — 37 120
Прокладочные материалы: ткань хлопчатобумажная 19205 90 ВХ-100 80
Окончание табл. 3.1
Материал Артикул Ширина, см Волокнистый состав, % Поверхностная плотность, г/м2
полотно утепляющее ISOSOFT-44 И G002 АРР-1002 150 ПАН - 100 60
бортовая ткань 10164 100 Влн — 67 Влс — 33 192
прокламилин 935508 90 Ввис — 50 ВН - 50 100
кромка 1038 0,8 Хлопок — 100 Вискоза — 100 150
дублерин с точечным клеевым покрытием ОС514-34 (г. Нефтекамск) 140-150 Хлопок — 100 150
Выбор пушно-меховых полуфабрикатов. При проектировании комфортной меховой одежды большое влияние на ее качество оказывает показатель массы, так как меховой скрой составляет 60...80 % массы всего изделия. До недавнего времени недостатками меховой одежды считались большая материалоемкость и недостаточные теплозащитные свойства. Для того чтобы не утяжелять готовое изделие, все материалы пакета по возможности должны иметь минимальную поверхностную плотность.
Для изготовления женской одежды в качестве материала верха следует использовать меховые шкурки наилучшего качества с коротким, средним или длинным волосяным покровом (норка, белка, песец, лиса, кролик, овчина, каракуль, каракульча и др.).
Мужские пальто изготовляют преимущественно из прочных шкурок с низким и средней высоты волосяным покровом, дешевых и средней ценностной группы (овчина, хорь, собака, жеребок, тюлень и др.). Мужские пиджаки изготовляют из крупных шкур с невысоким волосяным покровом. Это могут быть следующие недорогие меха: стриженая овчина, жеребенок, собака, тюлень.
При изготовлении детских пальто используются легкие и дешевые шкурки: стриженая овчина, кролик, суслик, белка и др. При этом овчина является самым носким мехом, используемым для изготовления детской одежды.
Для женских воротников используются шкурки любой ценности, с разной высотой волосяного покрова, любого цвета и размера, при этом они должны быть достаточно легкими. Мужские
воротники изготавляют из коротковорсовых видов шкурок: каракуля, стриженой овчины, мерлушки, кролика и др. Горжеты делают в основном из шкурок лисицы, песца, норки; палантины — из соболя, куницы, горностая, норки.
Выбор прокладочных материалов. Выбор прокладочных материалов следует выполнять с учетом вида меха, назначения изделия и его внешней формы. Несмотря на то что мех имеет достаточно высокие теплозащитные свойства, многие виды сами по себе не в состоянии обеспечить хорошей теплоизоляции одежды. В зависимости от высоты и густоты волосяного покрова в пакет меховой одежды могут входить прокладки либо с высокими теплозащитными свойствами, либо предохраняющие кожевую ткань от растяжения и одновременно снижающие потерю тепла, выделяемого телом человека через одежду. Толщина выбираемой утепляющей прокладки зависит от теплозащитных свойств меха. Например, в качестве утепляющего прокладочного мтериала используется многослойное нетканое очень легкое полотно (см. табл. 3.1) ISOSOFT-44 (Италия), которое характеризуется мягкостью, упругостью, формоустойчивостью, не изменяет толщину изделия.
Прокладка из бортовой ткани необходима для придания устойчивости, упругости и формы изделию в области бортов, отворотов лацканов и груди.
Для укрепления борта, придания ему и нижнему воротнику устойчивой формы применяется нетканое иглопробивное полотно прокламилин, обладающее хорошой упругостью и формоустойчивостью.
Наибольшее количество прокладочных материалов разного назначения необходимо включать в пакет изделий из натурального меха с низкими показателями теплозащитных свойств и с высокой растяжимостью кожевой ткани (например, из кроликового, каракулевого полуфабриката и др.). Состав пакета прокладочных материалов в данном случае может быть следующим:
прокладочный материал для предохранения кожевой ткани от растяжения и ее упрочнения (например, хлопчатобумажная ткань);
прокладочный материал для повышения формоустойчивости полочек в области груди бортов, отбортов, лацканов (льняные, хлопчатобумажные, шерстяные, смесовые материалы или нетканые материалы);
прокладочный материал для уменьшения тепловых потерь через одежду (например, тканый ворсованный и неворсованный утеплитель, ватин и др.).
Для упрочнения кожевой ткани и повышения формоустойчивости деталей меховых изделий из менее дорогостоящего полуфабриката рекомендуется применять прокладочные тканевязаные материалы, материалы на трикотажной основе с уточной нитью, 62
нетканые материалы с клеевым покрытием, имеющим низкую температуру плавления (например, флизелин LE 420 с низкотемпературным клеем). Трикотажные прокладочные материалы с уточной нитью и нетканые с прошивной нитью имеют более низкую себестоимость по сравнению с ткаными.
Для укрепления кожевой ткани в швах используют неклеевые кромки — хлопчатобумажные, льняные полоски, тесьму из полиэстера, атласные и капроновые ленты, а также клеевые — термопластичный клеевой материал типа лейкопластыря и др.
Следует отметить, что наличие прокладок в меховой одежде во многом определяется не только видом меха, но и направлением моды. Так, в современном меховом пальто жесткие прокладки отсутствуют.
Изготовление большого числа современных меховых изделий возможно вообще без какого-либо пакета прокладочных материалов. Их используют только для повышения формоустойчивости отдельных деталей или участков изделия. Так, при изготовлении двусторонних изделий (вязаных, плетеных и др.) прокладочные материалы не используют, а упрочнение срезов деталей скроя достигают другими технологическими приемами. Шубная овчина является материалом, сочетающим в себе одновременно полный пакет для зимней одежды: кожевая ткань является лицевой стороной одежды, а волосяной покров — одновременно и подкладкой, и утеплителем.
Выбор подкладочных материалов. В качестве подкладки в меховой одежде применяют ткани, изготовленные из вискозных нитей в основе и утке; из вискозных нитей в основе и полиэфирных среднерастяжимых нитей в утке; из вискозных нитей в основе и капроновых комплексных нитей в утке. Могут быть использованы и синтетические подкладочные материалы из текстурированных полиэфирных нитей и их сочетания с ацетатными как отечественного, так и зарубежного производства.
Выбор скрепляющих материалов. В качестве скрепляющих материалов при изготовлении изделий из натурального меха наибольшее распространение получили хлопчатобумажные и армированные нитки. Для сшивания крупных шкур используют хлопчатобумажные нитки № 40...60, а для мелких шкурок — № 80.
Армированные нитки отличаются от других швейных ниток тем, что в них основные синтетические нити оплетаются хлопчатобумажными нитями или нитями из искусственных волокон. Синтетическая основа нитки обеспечивает ей высокую прочность, эластичность и небольшую усадку. Оплетение предохраняет синтетическую основу нитки от оплавления разогретой иглой машины во время выполнения строчек. Армированные нитки с хлопчатобумажной оплеткой заменяют хлопчатобумажные нитки, а с оплеткой из искусственных волокон — шелковые.
Выбор фурнитуры. В качестве застежки рекомендуется использование металлических шубных крючков-клипс с кольцами на кожаной ножке, которые пришиваются на правый подборт и левую полочку и в волосяном покрове становятся почти незаметными, а кожаная прокладка предотвращает износ волосяного покрова.
В места расположения клипс и колец со стороны кожевой ткани для ее укрепления от разрыва и растяжения прокладывается дубле-рин — плотная бязевая ткань с точечным клеевым покрытием.
Застежку на петли и пуговицы в меховых изделиях использовать нецелесообразно, так как частые механические воздействия обусловливают большую изнашиваемость и потертость волосяного покрова. Поэтому в большинстве случаев пуговицы из натурального или искусственного камня используются в качестве отделки меховых изделий. Во всех случаях фурнитура подбирается в конфекции с мехом.
Кроме рассмотренных материалов в пакет мехового изделия входят также плечевые накладки. Поскольку современная одежда, и не только меховая, характеризуется легкостью, то толстые плечевые накладки из поролона очень часто заменяют легчайшими прокладками, например из фетра.
Уход за изделиями из натурального меха. При выборе способов ухода за изделиями из натурального меха необходимо руководствоваться конкретными рекомендациями для каждого вида меха. Натуральный мех (кролик, овчина меховая и шубная и др.) можно подвергать химической чистке перхлорэтиленом (ПХЭ) по имеющейся научно-технической документации для данного вида меха.
Изделия из пушного, каракулево-мерлушечного мехового коротковолосого полуфабриката, из морского котика, выдры, бобра, ондатры, нутрии и других не рекомендуется обезжиривать в органических растворителях по технологии, существующей для чистки одежды, так как при этом происходит вымывание жировых веществ, которое приводит к тусклости и ломкости волоса и снижению мягкости, эластичности, растяжимости кожевой ткани.
Надлежащий уход за меховым изделием в значительной степени способствует сохранению его внешнего вида и продлению срока его эксплуатации. В домашних условиях меховая одежда должна свободно висеть на плечиках. Если изделие попало под атмосферные осадки, его обязательно нужно потрясти и удалить с поверхности меха влагу. После высыхания мех необходимо расчесать металлической расческой и загладить его по направлению волоса. Намокшие изделия нельзя сушить вблизи обогревательных приборов.
Хранение меховых изделий носит сезонный характер в зависимости от климатических условий. После окончания зимнего сезона изделие следует просушить на открытом воздухе. При этом солнечные лучи не должны попадать на мех. Во время просушивания 64
изделие необходимо протрясти, аккуратно проколотить, хорошо очистить от пыли и загрязнений, прочесать металлической расческой и протереть чистой сухой волосяной щеткой.
В домашних условиях меховые изделия рекомендуется хранить в чистых закрытых шкафах, вдали от отопительных систем или приборов. Изделия рекомендуется периодически проветривать в комнате и одновременно осматривать, нет ли завязей — пучков слипшегося меха в виде косицы, образуемых молью.
3.2. Характеристика соединений деталей одежды из натурального меха
В производстве меховой одежды используют ручной и машинный способы ниточного соединения шкурок и деталей.
Ручной способ соединения шкурок и деталей достаточно трудоемкий и применяется в тех случаях, когда выполнение операций машинным способом не представляется возможным. Так, ручные стежки используются, например, при изготовлении скроев из каракульчи, имеющей тонкую кожевую ткань, а также для операций временного (сметывание, наметывание и др.) и постоянного (выстегивание, подшивание, вспушивание и др.) крепления деталей. Ручным способом может быть выполнено соединение упрочняющей прокладки с кожевой тканью в изделиях из дорогостоящего меха и др.
Для соединения шкурок и деталей машинным способом наиболее широкое применение находят строчки однониточного цепного краеобметочного стежка, выполняемые на скорняжных машинах. Такие строчки позволяют выполнять соединение деталей при минимальной ширине шва или встык. При выполнении строчек особое внимание должно быть обращено на предотвращение посадки по линии шва, которое не устраняется последующей влажно-тепловой обработкой, поэтому необходимо строго соблюдать параметры ниточного соединения.
Требования к выполнению соединительных швов на скорняжных машинах для разных видов пушно-мехового полуфабриката существенно различаются (табл. 3.2). Так, для мелких и средних шкурок с тонкой и средней кожевой тканью высота скорняжного шва, как правило, не должна превышать 1 мм, а для крупных шкур с толстой кожевой тканью — 2 мм. Число стежков на 10 мм строчки варьирует от 6...7 для полуфабриката с тонкой кожевой тканью (белка, горностай, ласка и др.) до 4...5 (овчина меховая, морской котик и др.) и 3...4 (речной бобр) для пушно-мехового полуфабриката с толстой кожевой тканью.
Схемы основных швов, применяемых при изготовлении изделий из натурального меха, представлены в табл. 3.3. Разнообразие
Технические требования к швам соединения деталей пушно-мехового полуфабриката на скорняжной машине
Пушно-меховой полуфабрикат Высота шва, мм, не более Число стежков на 10 мм строчки Торговый номер хлопчатобумажных ниток
Горностай, ласка 0,75 6...7 80
Каракульча 0,8 6 80
Соболь 0,8 5....6 80
Норка 0,8 5... 7 80
Белка 1 6...7 80
Смушка, куница, кошка домашняя 1 5...6 80
Ондатра 1 5...6 60; 80
Лисица, песец 1 5...6 60; 80
Каракуль 1 5 80
Выдра 1... 1,5 5 60; 80
Муаре, клям, мерлушка 1,5 5...6 60; 80
Енот, кролик 1,5 5...6 60; 80
Сурок, тарбаган, шкуры морских 1,5 5...6 60; 80
зверей
Яхобаб 1,5 5 60; 80
Рысь, дикая кошка, шкурки телят 1,5 4...5 60
северного оленя (пыжик, неблюй)
Шкурки козлят 2 5...6 40; 60
Росомаха 2 5...6 60
Нутрия 2 4...5 60; 80
Собака меховая 2 4...5 40
Котик морской 2 4...5 40; 60
Овчина'меховая 2 4 40; 60
Бобр речной 2 3...4 40; 60
вариантов выполнения соединительных и краевых швов достигается различным способом их упрочнения.
Схемы, назначение и особенности выполнения разных швов, применяемых при изготовлении изделий из натурального меха
Шов Схема шва Назначение и особенности выполнения
Стачной Для выполнения всех основных швов. Выполняют на скорняжной машине
Обтачной Для обработки воротников, карманов и т.д. Швы обтачивания закрепляют вспушной строчкой
Шов вподгибку с открытым срезом ( L Для обработки низа изделия, рукавов и т.д. Закрепление припуска выполняют ручным или машинным способом на машине потайного стежка
3.3. Технологические процессы изготовления одежды из пушно-мехового полуфабриката
Особенности технологии пошива меховой одежды. Схема последовательности сборки меховой одежды аналогична последовательности сборки одежды пальтово-костюмного ассортимента из тканей. Особенности технологии пошива меховой одежды обусловлены размерами шкурок, свойствами меха (пластичность, упругость, растяжимость и толщина кожевой ткани), и стоимостью пушно-мехового полуфабриката.
Так, от размера шкурки и толщины кожевой ткани зависят выбор методов обработки узлов и затраты времени на обработку каждого узла, которые для изделий из разных групп меха (I — крупный, II — средний, Ц1 — мелкий пушно-меховой полуфабрикат) неодинаковы.
Изготовление меховых изделий состоит из процессов обработки отдельных узлов и деталей и последующей их сборки (рис. 3.1). Исходя из физико-механических свойств кожевой ткани и волосяного покрова пушно-меховых полуфабрикатов, учитывая пластичность и растяжимость шкурок, следует отметить, что большая роль при выборе методов обработки меховой одежды отводится ручным методам обработки, особенно при обработке изделий из дорогостоящих мехов. При этом важную роль отводят последовательности процессов обработки. Снижение же продолжительности изготовления изделия возможно за счет разработки новых
Рис. 3.1. Схема обработки и сборки одежды их натурального меха конструктивных решений, исключающих при сборке деталей ряд операций, не влияющих на качество изделия.
При изготовлении меховых изделий по индивидуальным заказам припуски по срезам не даются из-за дороговизны мехового сырья и способа сборки изделия на скорняжной машине, выполняющей шов высотой 1 ...2 мм. Поскольку машинная строчка, выполненная на скорняжной машине, имеет свойство легко распускаться, то это позволяет в случае необходимости внести в конструкцию изделия изменения после примерки. При изготовлении изделий из дорогостоящих видов меха, изделий сложных форм рекомендуется использование макетного метода подготовки изде-
лия к примерке, когда для примерки изделие изготовляют из плотной ткани, а не из меха.
Объемную форму меховым изделиям придают только конструктивными средствами, поскольку влажно-тепловую обработку не применяют из-за низкой температуры сваривания кожевой ткани меха (65...70°C).
Для деталей подкладки и прокладки режимы влажно-тепловой обработки подбирают в зависимости от волокнистого состава ткани, толщины обрабатываемых деталей и др.
Начальная обработка деталей мехового верха. Этот процесс состоит из следующих способов: упрочнение деталей скроя; выполнение соединительных швов; обработка вытачек и шлиц.
Упрочнение деталей мехового скроя (рис. 3.2) осуществляют разными способами: выстегивание деталей с прокладочным материалом, дублирование всех или отдельных деталей, забоковка, прокладывание кромки, комбинированный способ, приклеивание долевых полосок прокладочной ткани по швам.
Выбор того или иного способа упрочнения деталей зависит от следующих факторов: вида пушно-мехового полуфабриката; назначения изделия и его конструкции; размера шкурок; плотности и прочности кожевой ткани и др. В ряде случаев единственным способом упрочнения деталей в изделии является прокладывание кромки по срезам. Все остальные способы упрочнения деталей
Рис. 3.2. Классификация способов упрочнения деталей мехового скроя
Рис. 3.3. Ручной способ выстегивания деталей мехового верха с прокладкой
мехового скроя используют, как правило, в комбинации друг с другом.
Выстегивание деталей с прокладочным материалом применяют для одежды из пушно-мехового полуфабриката II и III групп (среднего и мелкого видов с тонкой и средней толщины кожевой тканью); выполняют ручным или машинным способом.
Ручной способ выстегивания (рис. 3.3) менее производителен, однако обеспечивает наименьшую посадку прокладочной ткани, а следовательно, и лучшее качество, и применяется при изготовлении изделий из дорогостоящих видов меха. При его выполнении к деталям мехового верха приметывают туаль, выпуская ее на 1... 1,5 см за срезы мехового верха для последующей забоковки, а затем пришивают к кожевой ткани ручными косыми стежками по направлению волосяного покрова с расстоянием между стегальными строчками 6... 8 см друг от друга для изделий из пушно-мехового полуфабриката II группы; 3...4 см — для изделий из пушномехового полуфабриката III группы. Начало и конец каждой строчки должны отстоять от срезов деталей на 4...5 см иначе стежки будут затруднять выполнение забоковки. При прокладывании ручных стежков прокалывается только верхняя часть кожевой ткани.
При машинном способе выстегивания (рис. 3.4) прокладочный материал также предварительно приметывают к деталям ме-70
хового верха ручными стежками. На стане прокладочный материал приметывают пятью строчками, начиная от низа: две — вдоль линий бортов на расстоянии 5 см от края, две — по линиям боковых швов и одну — посередине спинки. На рукавах прокладочный материал приметывают по периметру на расстоянии 6 см от меховых срезов; на манжетах и воротниках — на расстоянии 3 см от меховых срезов. Окончательное выстегивание выполняют на машине потайного стежка. При этом стегальные строчки рекомендуется располагать по ширине изделия, что делает их незаметными со стороны волосяного покрова и обусловливает меньшую посадку прокладочного материала. Для изделий из пушно-мехового полуфабриката II группы стегальные строчки располагают реже — на расстоянии 12... 15 см друг от друга; для изделий из шкурок III группы чаще — на расстоянии 8... 10 см так, чтобы каждый горизонтальный ряд шкурок был прикреплен к прокладке посередине.
В процессе и ручного, и машинного выстегивания прокладочная ткань не должна смещаться по отношению к деталям мехового верха, поскольку в случае даже небольшой посадки прокладочной ткани нагрузка в процессе носки будет приходиться не на
Рис. 3.4. Машинный способ выстегивания деталей мехового верха с прокладкой
Рис. 3.5. Упрочнение срезов (забоковка) разными способами:
в — ручным; б — машинным на машине потайного стежка; в — машинным на скорняжной машине
нее, а на кожевую ткань. Сократить затраты времени на выстегивание деталей с прокладочной тканью можно за счет замены операции предварительного наметывания прокладочной ткани накалыванием ее на стан с помощью булавок, что позволяет исключить операции по удалению ниток наметывания.
Дублирование деталей в целях их упрочнения широко используется при изготовлении изделий из менее дорогостоящих видов пушномехового полуфабриката. В изделиях из мелких шкурок с тонкой кожевой тканью дублируют все детали скроя, в изделиях из средних шкурок — лишь отдельные детали или участки.
Забоковка (рис. 3.5) предохраняет срезы деталей скроя от растяжения и повышает прочность соединительных швов в изделии. Забоковку выполняют, подгибая выступающие срезы прокладочного материала внутрь на 1 см и подшивая его подогнутые края к кожевой ткани ручным или машинным способом. При этом подогнутый край должен располагаться на расстоянии 0,1 см от среза мехового верха по всей его длине. Для изделий из шкурок II группы забоковку рекомендуется выполнять по одной стороне соединения срезов; для изделий из шкурок III группы — по двум сторонам соединения срезов.
Ручной способ забоковки используют при изготовлении изделий из дорогостоящих видов меха. Этот способ предусматривает подшивание к кожевой ткани подогнутого края прокладки наметочной строчкой несквозными прямыми стежками длиной
Рис. 3.6. Упрочнение срезов прокладыванием кромки (неклеевой и клеевой) разными способами:
а — ручным; б — машинным на машине потайного стежка; в — машинным на скорняжной машине; г — прокладывание кромки типа лейкопластыря
1... 1,5 см на расстоянии 0,2...0,3 см от подогнутого края прокладки (см. рис. 3.5, а).
При забоковке машинным способом на машине потайного стежка (рис. 3.5, б) или на скорняжной машине (см. рис. 3.5, в) возникает ряд недостатков: растяжение срезов, захват волоса в шов, большой расход ниток, увеличивающий толщину шва.
При выполнении забоковки нельзя допускать перекосов мехового верха и подкладочной ткани, неравномерного расположения подогнутого края по отношению к срезам кожевой ткани деталей скроя. Правильность выполнения забоковки проверяют, оттягивая прокладку от мехового верха: прокладка не должна отделяться от кожевой ткани.
Прокладывание кромки (рис. 3.6) может являться единственным способом упрочнения деталей мехового верха. В этом случае ее прикрепляют или по всем срезам стана, включая срез низа, или по всем срезам стана, кроме низа, а также по срезам рукавов и воротника.
Неклеевую кромку в изделиях из дорогостоящих видов меха прикрепляют ручным способом, прокладывая прямые стежки наметочной строчки по внешнему краю кромки и чередуя их с крестообразными стежками на всю ширину кромки (см. рис. 3.6, а). Расстояние между крестообразными стежками составляет 3...4 см; длина наметочного стежка 0,8... 1 см. На прямолинейных участках кромку прокладывают на машине потайного стежка (см. рис. 3.6, б), на криволинейных участках — на скорняжной машине (см. рис. 3.6, в), при этом на закруглениях внутренние края кромки надсекаются.
Клеевую кромку (см. рис. 3.6, г) сначала накладывают на меховой скрой, слегка прижимая руками, а затем окончательно скрепляют специальной лопаточкой, легко нажимая ее по кромке.
Комбинированный способ упрочнения деталей скроя (рис. 3.7) включает в себя выполнение забоковки и прокладывание кромки по одним и тем же срезам (см. рис. 3.7, а, б), а также прокладывание клеевой кромки по отдельным срезам продублированных деталей (см. рис. 3.7, в). Это вызвано тем, что прикрепленная к дета-
Рис. 3.7. Комбинированный способ упрочнения деталей скроя:
а, б — забоковка с одновременным прокладыванием неклеевой кромки ручным (а) и машинным (б) способами; в — прокладывание клеевой кромки по отдельным срезам продублированных деталей
лям клеевая или неклеевая прокладка не по всем срезам проходит по направлению долевой нити, в результате чего не исключается возможность растяжения таких срезов. Для обеспечения прочности и формостойкости деталей изделия кромку прокладывают на стане следующим образом: по плечевым срезам — со стороны полочки и по одной стороне вытачек; на рукавах — по переднему срезу и по одной стороне вытачек; на верхнем воротнике — по срезу втачивания воротника в горловину.
Проклеивание долевых полосок прокладочной ткани по швам соединения шкурок выполняют в комплексе с дублированием деталей, а также на деталях без упрочнения. Для проклеивания долевых швов на полочке и спинке используют полоски шириной 2,5...3 см, для проклеивания поперечных швов — полоски шириной 3... 3,5 см. При овальном обкраивании шкурок используют полоски шириной 5...5,5 см.
Следует еще раз отметить, что в каждом конкретном случае способ упрочнения деталей скроя определяется видом пушно-мехового полуфабриката и конструкцией изделия.
В настоящее время существуют новые подходы к вопросам укрепления кожевой ткани и швов соединения деталей скроя, направленные на минимизацию издержек по изготовлению меховых изделий и повышение их качества. Среди них можно выделить способ укрепления кожевой ткани путем нанесения полимерных пленок, полученных на основе синтетических латексов; химический способ укрепления кожевой ткани с помощью полимерных пленок; применение в качестве прокладок коллагенсодержащих материалов.
Рис. 3.8. Варианты выполнения соединительных швов деталей скроя:
а, б — с забоковкой срезов и прокладыванием по одному из них неклеевой (а) или клеевой (б) кромки; в — с упрочнением обоих срезов неклеевой кромкой и выстегиванием деталей с прокладкой
Выполнение соединительных швов в меховом изделии осуществляют на скорняжной машине (рис. 3.8). Разнообразие вариантов обработки определяется способом упрочнения соединительных швов. Наиболее распространены варианты забоков-ки соединяемых срезов и прокладывания по одному из них неклеевой (см. рис. 3.8, а) или клеевой кромки (см. рис. 3.8, б), а также упрочнение обоих срезов неклеевой кромкой (см. рис. 3.8, в).
Для соединения плечевых срезов, проймы и оката рукавов может быть применен способ, при котором сначала по соединяемым срезам прокладывают кромку и выстегивают стан с прокладочной тканью, затем шов стачивают на скорняжной машине. Припуски прокладки, которые выпускают за срезы деталей мехового верха на 2...2,5 см, накладывают один на другой и прикрепляют ко шву косыми стежками.
Обработку вытачек и ш л и ц меховых изделий выполняют соединительными швами на скорняжной машине.
Шлица в меховом пальто может быть расположена на цельной спинке, в среднем шве спинки или в боковых швах. Обычно шлицу изготовляют на цельной спинке, при этом для ее обработки применяют дополнительные меховые полоски: обтачку — для верхней стороны шлицы, подзор — для нижней. При обработке шлицы в шве, соединяющем две детали, детали имеют припуск на обработку шлицы.
Метод обработки шлицы определяется видом меха, но в любом случае для предохранения краев от растяжения и повышения их стойкости целесообразно использовать кромки. В изделиях из менее дорогостоящего меха можно использовать клеевые прокладки и кромки. В изделиях из дорогостоящего меха прокладывают неклеевые кромки, а закрепление швов выполняют ручным способом.
Обработку шлицы на цельной спинке в изделиях из менее дорогостоящего меха II и III групп (рис. 3.9) начинают с разметки ее положения, после чего кожевую ткань разрезают вместе с упрочняющей прокладкой. По обеим сторонам разреза кромку прокладывают машинным способом так, чтобы внешний ее край по-
Рис. 3.9. Обработка шлицы на цельной спинке
падал в шов обтачивания шлицы, а внутренний закрывал срез прокладки. Обтачку и подзор для обработки сторон шлицы упрочняют прокладкой. Края обтачки и подзора по срезам соединения со сторонами шлицы забоковывают. Обтачку притачивают к верхней стороне шлицы, а подзор — к нижней стороне шлицы на скорняжной машине. Верхнюю сторону шлицы вспушивают, выправляя кант, а нижнюю заметывают, перегибая срез в сторону кожевой ткани. Далее выполняют соединение открытых срезов обтачки и подзора с подкладкой машинным способом.
Обработка карманов. Карманы в меховых изделиях, так же как в верхней одежде из других материалов, могут быть прорезными, непрорезными (расположенными в швах или рельефах) или накладными.
Существуют несколько видов прорезных карманов.
Наибольшее распространение в меховой одежде имеют прорезные карманы с обтачками (рис. 3.10), которые в зависимости от способа обработки верхнего края кармана могут быть в кант или в щель. Для их изготовления применяют обтачки и подзоры из меха, кожи или замши. После прорезания отверстия для кармана по обеим сторонам разреза прокладывают кромку (клеевую или неклеевую). На одну часть подкладки кармана настрачивают (или притачивают) подзор, на другую — обтачку; подкладку стачивают, а затем ее с обтачкой и подзором притачивают к срезам полочек; швы расправляют. Верхний край кармана выправляют с
Рис. 3.10. Обработка прорезного кармана с обтачками: а — в щель; б — в кант
Рис. 3.11. Обработка листочки соединением:
а — с клеевой прокладкой; б — с неклеевой прокладкой из нетканого материала; в — с неклеевой хлопчатобумажной прокладкой
образованием канта: при обработке кармана в щель — из полочки (см. рис. 3.10, а), при обработке кармана в кант — из обтачки (см. рис. 3.10, б). Кант закрепляют вспушиванием (см. рис. 3.10, а) или пришиванием шва притачивания обтачки к кожевой ткани полочки косыми стежками (см. рис. 3.10, б). Концы кармана скрепляют ручным способом.
Следует отметить, что прорезные карманы в меховой одежде очень часто располагаются в местах соединения шкурок в скрое. В этом случае разрез выполняют на участке кармана, где распарывают шов стачивания шкурок.
Прорезные карманы с листочкой проектируют с листочками из меха, кожи или замши, цельнокроеными с подкладкой листочки. Для повышения формоустойчивости листочки в зависимости от вида пушно-мехового полуфабриката изготовляют с прокладками из клеевого или неклеевого материала. Соединение клеевых прокладок выполняют прессованием; кромку по сгибу не прокладывают (рис. 3.11, а). Прокладка из нетканого материала может быть соединена с листочкой одновременно с притачиванием кромки по сгибу листочки (рис. 3.11, б). Прокладку из хлопчатобумажной прокладочной ткани соединяют с листочкой прямыми стежками ручным способом или на машине стегальными строчками. При использовании хлопчатобумажной прокладки все срезы листочки забоковывают, а по ее сгибу прокладывают кромку ручным или машинным способом (рис. 3.11, в). Концы листочки из меха с обтачными концами или из кожи с настрочными концами стачивают на скорняжной машине (в случае использования листочки с втачанными концами эту операцию не выполняют), после чего ее вывертывают на лицевую сторону и вспушивают ручным способом либо
Рис. 3.12. Обработка прорезного кармана с листочкой разными способами: а — последовательного притачивания листочки и подкладки кармана; б — одновременного притачивания листочки и одной части подкладки кармана
края листочек прессуют. По сгибу листочки из кожи или замши прокладывают отделочную строчку.
Для предохранения кармана от растяжения вдоль его линии входа на расстоянии 1...2 мм от линии прореза прокладывают кромку (или клеевую полоску), после чего прорезают полочку. Для листочки с втачными концами полочку прорезают по линии входа в карман и боковым сторонам на ширину листочки. Верхние края подкладки заутюживают; подзор соединяют с подкладкой. После этого две части подкладки карманов стачивают на универсальной машине, а ее срезы обметывают (в изделиях с отлетной подкладкой).
Сборка кармана с листочкой может быть выполнена несколькими способами. Например, листочку притачивают к полочке без подкладки, а подкладку кармана с предварительно заутюженными верхними краями отдельно притачивают к подкладке листочки (рис. 3.12, а). После этого шов притачивания подкладки кармана прикрепляется к шву притачивания листочки к полочке ручным способом.
Листочку притачивают к полочке одновременно с одной частью подкладки кармана (рис. 3.12, б). Затем к полочке притачивают края подкладки кармана с подзором. Концы листочек пришивают к полочкам строчками ручного стежка.
Прорезные карманы с клапаном (рис. 3.13) в меховой одежде проектируют в основном в изделиях из меха Завитковой группы. Клапан можно соединить с полочкой по верхнему или нижнему долевому разрезу. Для повышения формоустойчивости клапаны в изделиях из меха II и III групп упрочняются дублированием или выстегиванием (ручным или машинным способом) с хлопчатобумажной прокладочной тканью. При выстегивании все срезы клапана и подкладки клапана забо-ковывают. Клапаны обтачивают на скорняжной машине по боковым и нижнему срезам или боковые стороны оставляют открытыми на ширину подзоров. Края клапанов закрепляют вспушиванием или пришиванием швов обтачивания
Рис. 3.13. Обработка прорезного кармана с клапаном
к кожевой ткани подкладки клапана с последующим прессованием краев. Обработка подкладки и сборка кармана может быть выполнена по аналогии с обработкой кармана с листочкой (см. рис. 3.12, а).
Обработка непрорезных карманов в швах (рис. 3.14) аналогична обработке карманов в кант и в щель. Однако края карманов предохраняют от растяжения на этапе начальной обработки деталей скроя при выполнении забоковки и прокладывании кромки. Меховые обтачки и подзор могут быть настрочены на подкладку кармана на универсальной стачивающей машине без подгибания срезов. Подкладку кармана с обтачкой и подзором соединяют с деталями полочки на скорняжной машине. Верхний край кармана за
крепляют вспушиванием.
Рис. 3.15. Обработка накладных карманов и соединение с изделием разными способами:
а, б — ручным способом; в — машинным
Накладные карманы в меховых изделиях изготовляют на подкладке, с которой их соединяют ручным или машинным способом. Для меховых изделий II и III групп детали карманов упрочняют хлопчатобумажной прокладочной тканью или дублируют (в изделиях из менее дорогостоящего меха).
При ручном способе изготовления (рис. 3.15, а, б) накладной карман, выстеганный с прокладкой, забоковывают по верхнему срезу и со стороны припуска прокладывают кромку. В карманах с прямыми углами нижние углы обтачивают на скорняжной машине. Края подкладки заутюживают, а затем притачивают к припускам для подгибания верхнего края накладных карманов. Для обработки верхних углов кармана припуски на подгибку верхнего края перегибают по намеченной линии и притачивают их к боковым сторонам, после чего вывертывают и расправляют верхние углы. Края накладных карманов заметывают и подшивают косыми стежками к кожевой ткани. Подкладку наметывают и подшивают по боковым сторонам и низу к карману.
При машинном способе накладной карман выстегивают с прокладкой. Все срезы кармана в этом случае забоковывают или дублируют (рис. 3.15, в). Подкладку с заутюженными на изнаночную сторону краями притачивают к припуску на подгибку верхнего края кармана, оставляя пропуск в строчке для последующего вы
вертывания кармана. На скорняжной машине карман обтачивают, предварительно наметав подкладку по боковым сторонам и низу карманов. Карман вывертывают. Края выметывают с образованием канта из меха. Подшивают пропуск в строчке. Накладные карманы соединяют с полочками путем их приметывания и пришивания ручным способом.
Обработка и сборка бортов. В меховой одежде проектируют отрезные (на участке лацканов) или неотрезные подборта.
Отрезные подборта целесообразно применять в изделиях из длинноволосого меха, из кожи, замши или ткани, которые в основном дублируют клеевой прокладкой. Части подбортов из этих материалов соединяют стачным швом на стачивающей машине с последующим разутюживанием или расстрачиванием шва. При использовании подбортов из меха их части стачивают на скорняжной машине. В изделиях с отрезными подбортами на участке лацканов лацканы сначала притачивают к верхним срезам припусков бортов, затем сметывают их с бортами, припосаживая лацканы. При этом величина посадки зависит от формы лацканов, толщины кожевой ткани, высоты и густоты волосяного покрова пушно-мехового полуфабриката.
Вид, форма, способ обработки бортовой прокладки зависят от вида одежды (рис. 3.16) и меха. Ранее уже отмечалось, что современное меховое пальто в большинстве случаев характеризуется пластичностью, легкостью и отсутствием жестких прокладок. Для изделий мягких форм применяется бортовая прокладка, которая не имеет дополнительных деталей. Исключением может являться лишь прокладка под петли.
Обработка бортовой прокладки заключается в стачивании вытачек, а также надставок на стачивающей машине или машине, вы-
Рис. 3.16. Варианты бортовой прокладки:
а — для мужского пальто прямого силуэта; б — для женского пальто прямого силуэта; в — для одежды прилегающего силуэта; г — для женских изделий свободной мягкой формы
полняющей зигзагообразную строчку накладным швом с открытым срезом или швом встык. В последнем случае под шов подкладывают полоску хлопчатобумажной ткани. В изделиях с отлетной подкладкой внутренний срез бортовой прокладки обметывают.
Бортовую прокладку прикрепляют тремя продольными строчками на машине, выполняющей потайной стежок с расположением двух строчек на расстоянии 15... 20 мм от срезов прокладки и одной строчки посередине; при этом внешний край бортовой прокладки должен совпадать с линией перегиба борта.
При наличии лацканов их выстегивают тремя-четырьмя строчками параллельно линии перегиба лацкана. Первую строчку прокладывают на расстоянии 1 см от линии сгиба лацкана. В изделиях улучшенного качества из дорогостоящего меха прокладку прикрепляют ручным способом прямыми стежками.
Для повышения прочности и устойчивости формы в борта и низ прокладывают кромку (рис. 3.17). Если кромка неклеевая, ее прокладывают после выполнения операций выстегивания, забоковки срезов и соединения полочек с бортовой прокладкой (см. рис. 3.17, а, б), если клеевая — на начальном этапе упрочнения до перечисленных операций (см. рис. 3.17, в). Внешний край кромки должен совпадать с линией перегиба борта и низа полочек и отстоять на 10 мм от линии перегиба лацкана в сторону проймы.
На остальных участках кромку прокладывают на расстоянии 1 ...2 мм от срезов деталей мехового верха. По борту кромку прокладывают, выполняя посадку полочки, величина которой зависит от конструкции изделия и вида меха. Ориентировочно посадку распределяют следующим образом: по уступу лацкана и между петлями — 2...3 мм, по лацкану — 4...5 мм; на остальной части
Рис. 3.17. Обработка края борта:
а, б — с неклеевой кромкой (первый вариант); в — с клеевой кромкой; г — с полоской из нетканого материала
борта кромку прокладывают с натяжением. В изделиях с застежкой доверху и с цельнокроеными подбортами кромку по всем участкам борта прокладывают с небольшим натяжением.
В изделиях из недорогих видов пушно-мехового полуфабриката для повышения формоустойчивости борта используют полоску нетканого материала шириной 5...6 см, которую перегибают пополам и пришивают на машине потайного стежка к продублированному борту; при этом сгиб полоски совпадает с линией перегиба борта (см. рис. 3.17, г). Назначение полоски заключается также в увеличении площади истирания на сгибах борта, что способствует предохранению его от интенсивного истирания в процессе носки.
Для обеспечения требуемой пространственной формы изделий из низковолосого, средневолосого или стриженого меха по линии перегиба борта может быть проложена полоска сложенного вдвое синтепона или ватина.
В изделиях с подбортами, отрезными на участке лацканов, их обтачивают на скорняжной машине после притачивания отрезных частей подбортов к верхним срезам припусков бортов. Края бортов на участке лацканов выметывают и вспушивают, а припуски бортов до притачных частей подбортов или шалевого воротника заметывают и подшивают.
Наиболее распространенным видом застежки в меховой одежде в настоящее время является застежка на крючки-клипсы, но могут использоваться и застежки на прорезные или навесные петли и пуговицы, внутренние застежки на подкладке (супатные), застежки на тесьму-молнию.
При обработке застежки на крючки-клипсы в женских изделиях на левой полочке прорезают отверстия и вставляют в них кольца с кожаной прокладкой, которую пришивают к бортовой прокладке или кожевой ткани. Крючки вставляют в отверстия, прорезанные со стороны правого подборта, и пришивают их к кожевой ткани. Места прорезов предварительно укрепляют прокладкой.
Застежка на навесные петли предусматривает прокалывание отверстий для петель на припуске борта, после чего в эти отверстия вставляют концы петель и пришивают их к бортовой прокладке или кожевой ткани полочки или настрачивают на припуск борта. Навесные петли обрабатывают после прокладывания кромки по борту. При изготовлении навесных петель из специальных резинок в них со временем накапливается остаточная деформация, приводящая к растяжению петель, что является их недостатком. В этом отношении навесные петли, выполненные из кожи или замши, имеют явное преимущество.
Обтачные петли могут быть выполнены в кант на стачивающей или скорняжной машине, а также в рамку на полочке или планке из кожи или замши. Петли обрабатывают до прокладывания кромки по борту.
Рис. 3.18. Обработка воротника и соединение его с горловиной в меховых изделиях:
а, в — из менее дорогостоящих видов меха и машинном способе соединения подкладки с изделием; б — из дорогостоящих видов меха и ручном способе соединения подкладки с изделием
Обработка и сборка воротников. Методы и последовательность обработки воротников зависят главным образом от их конструкций, модели изделия и вида меха (рис. 3.18).
Нижний воротник может быть выполнен из меха, кожи или замши. Для стойкости формы в процессе эксплуатации меховой нижний воротник выстегивают с прокладкой, а срезы забоковы-вают (см. рис. 3.18, о); срезы нижнего воротника могут быть укреплены кромкой (см. рис. 3.18, б). Нижний воротник из кожи или замши дублируют клеевой прокладкой.
На нижний воротник накладывают бортовую прокладку на расстоянии 0,8... 1 см от срезов воротника и прикрепляют на машине потайного стежка или ручным способом, прокладывая строчки параллельно срезу отлета. При этом первая строчка должна находиться на расстоянии 1... 1,5 см от срезов прокладки; расстояние между строчками 2,5...3 см. Если нижний воротнике вытачками, то прокладочную ткань по срезам вытачек подрезают, срезы забо-ковывают и вытачки стачивают на скорняжной машине.
В изделиях из низковолосого, средневолосого или стриженого меха для создания более объемной формы воротника либо используют утепляющую прокладку (см. рис. 3.18, в), либо только по
отлету и концам воротника прокладывают сложенную вдвое полоску синтепона или ватина, которую прикрепляют к шву обтачивания воротника.
Верхний воротник также может быть упрочнен прокладочным материалом. Если подкладку изделия соединяют по срезу стойки на стачивающей машине, то забоковывают только срез отлета и концы верхнего воротника (см. рис. 3.18, а), если подкладку изделия соединяют по срезу стойки ручным способом, то забоковывают все срезы верхнего воротника.
В изделиях из менее дорогостоящих видов меха и прочной кожевой ткани верхний воротник не упрочняют (см. рис. 3.18, в); в изделиях из дорогостоящего меха по всем его срезам прокладывают кромку. Кроме кромки к срезу стойки может быть пришита специальная тесьма, которую затем подшивают к кожевой ткани изделия по горловине (см. рис. 3.18, б).
Соединение верхнего воротника с нижним выполняют обтачным швом на скорняжной машине; края выметывают; воротник прометывают по линии перегиба стойки ручными стежками. После этого воротник соединяют с горловиной изделия.
В изделиях с застежкой доверху (рис. 3.19) нижний воротник сначала втачивают в горловину на скорняжной машине, а затем прикрепляют его к верхнему воротнику вспушной строчкой петлеобразных стежков по всей ширине воротника следующим образом: по его середине, на расстоянии 10... 12 см от середины и по концам) см. рис. 3.18, б), если нижний воротник из средневолосого или длинноволосого меха; только по отлету и концам, если нижний воротник из низковолосого меха (см. рис. 3.18, в), кожи, замши.
При ручном способе соединения подкладки с изделием верхний воротник подшивают к кожевой ткани стана по горловине (см. рис. 3.18, б); при машинном способе шов притачивания подкладки к срезу стойки воротника подшивают к кожевой ткани изделия (см. рис. 3.18, а, в).
В изделиях с отложными лацканами воротник соединяют с горловиной одним из следующих способов:
после втачивания нижнего воротника в горловину верхний воротник стачивают по линии раскепов с подбортами; швы стачивания раскепов пришивают к шву втачивания нижнего воротника;
нижний воротник втачивают в горловину, одновременно стачивая верхний воротник с подбортами по линии раскепов;
нижний воротник втачивают в горловину, а верхний сначала стачивают по раскепам с лацканами, после чего его обтачивают по отлету и концам, одновременно обтачивая верхние углы лацканов.
В изделиях с шалевым воротником верхний воротник соединяют с нижним после операций втачивания нижнего воротника в горловину и притачивания концов верхнего воротника к срезам припусков бортов.
При отсутствии воротника в изделии горловину обрабатывают меховой обтачкой, предварительно упрочненной хлопчатобумажной прокладочной тканью с забоковыванием срезов.
Для предохранения меха от изнашивания на участке горловины спинки применяют защитный клапан из подкладочной ткани, обработанный в виде рюши. Для этого выкраивают полоску подкладочной ткани по уточной нити шириной 60...70 мм, длиной 650...700 мм. Полоску перегибают вдоль по ширине изнаночной стороной внутрь, срезы уравнивают и заутюживают. Затем по размеченным линиям закладывают односторонние складки, скрепляя их машинной строчкой на расстоянии 10 мм от срезов. Подготовленный к соединению защитный клапан приутюживают.
В целях уменьшения трудоемкости обработки полоску подкладочной ткани выкраивают длиной, рассчитанной сразу на несколько изделий. После заутюживания по ширине выполняют плиссировку на специальной машине с последующим закреплением срезов на стачивающей машине.
Обработка и сборка рукавов. Детали рукавов, если это предусмотрено видом меха и моделью, упрочняют выстегиванием или дублированием; срезы рукавов, локтевые вытачки и вытачки на окатах забоковывают. По одному из соединяемых срезов вытачек, локтевых или передних швов может быть проложена кромка.
Прокладку (неклеевую или клеевую) прикрепляют по низу рукава для увеличения стойкости нижнего края и возможности последующего прикрепления подогнутого среза низа. Неклеевую прокладку прикрепляют в изделиях из дорогостоящих видов меха ручным способом или на машине, выполняющей потайной стежок, с расположением строчек на расстоянии 10... 15 мм от верхних и нижних срезов. Клеевую прокладку прикрепляют в изделиях из менее дорогостоящего вида меха.
Если в изделии предусмотрена утепляющая прокладка, то ее пришивают к прокладочной или кожевой ткани рукавов ручным или машинным способом на машине потайного стежка тремя-четырьмя долевыми строчками, не доводя их до краев утепляющей прокладки на 5 см для удобства последующей обработки. В области вытачек утепляющую прокладку вырезают, после чего срезы вытачек сшивают ручными стежками швом встык или на стачивающей машине. В зависимости от вида меха, модели изделия и конструкции низа рукава нижний срез утепляющей прокладки может располагаться относительно низа верха рукава по-разному: до подогнутых срезов припусков на обработку низа рукавов; до верхнего края манжет или ниже его на 10... 15 мм; до линии подгибания низа или за нее на 10... 15 мм и др. После соединения утепляющей прокладки с верхом рукавов стачивают локтевые срезы рукавов.
Подкладку соединяют с верхом рукавов ручным или машинным способом (рис. 3.19).
Рис. 3.19. Обработка низа рукавов (соединение подкладки с верхом рукава) разными способами:
а — ручным; б — ручным (с использованием тесьмы); в — машинным (на стачивающей машине); г — машинным (на скорняжной машине)
При ручном способе сначала подшивают припуски на подгибание низа рукавов или ручными стежками, или на машине потайного стежка (см. рис. 3.19, а), или на скорняжной машине. В изделиях из длинноволосого меха при небольшом припуске на подгибание низа рукавов (до 1 см) к припуску притачивают тесьму, верхний срез которой подшивают к прокладке (см. рис. 3.19, б).
При машинном способе подкладку притачивают к припуску на подгибание низа рукавов на стачивающей (см. рис. 3.19, в) или скорняжной (см. рис. 3.19, г) машине. Швы притачивания пришивают к прокладке на машине потайного стежка или ручными стежками, или на скорняжной машине со слабо натянутой ниткой.
В рукавах меховой одежды могут быть обработаны подрукавники, которые будут препятствовать проникновению холодного воздуха.
Низ рукавов меховой одежды может быть обработан манжетами разного вида.
Меховые манжеты проектируют цельнокроеными или состоящими из двух деталей, когда в качестве подкладки манжеты используются мех, подкладочная ткань, кожа или замша.
При обработке манжет (рис. 3.20, 3.21) их обычно соединяют с прокладками неклеевыми или клеевыми.
Неклеевые прокладки соединяют с манжетами на машине потайного стежка (см. рис. 3.20, о) или ручным способом, располагая строчки на расстоянии 8... 10 мм от срезов манжет. При этом первая строчка находится на расстоянии 10... 15 мм от срезов прокладки. Расстояние между строчками, расположенными параллельно срезам манжет, составляет 25...30 мм. Клеевыми прокладками дублируют всю поверхность детали манжет (см. рис. 3.20, б) в изделиях из менее дорогостоящих видов меха.
Если обработкой не предусматривается упрочнение кожевой ткани манжеты или ее меховой подкладки выстегиванием с про-
Рис. 3.20. Обработка и соединение притачной манжеты с рукавом в изделиях:
а — из дорогостоящего меха; б — из менее Дорогостоящих видов меха
кладочной тканью, то обтачиваемый срез манжеты предварительно упрочняют кромкой (см. рис. 3.21, а).
Манжеты могут быть притачными, отложными и других видов из меха или кожи.
Притачные манжеты со стачанными боковыми срезами и обработанным верхним краем (если манжета состоит из двух деталей) притачивают к низу рукавов, а подкладку рукавов притачивают к нижним срезам манжет (см. рис. 3.20, а, б). Нижний край меховой манжеты вспу-шивают. Швы притачивания подкладки пришивают к швам притачивания верхних срезов манжет к рукавам ручным способом. Затем подкладку прикрепляют к
верху рукавов вспушными стежками на расстоянии 12... 15 см от низа. Последовательность обработки может меняться в
зависимости от того, стачаны локтевые срезы рукавов или нет.
Соединение отложных манжет с рукавом также может быть выполнено разными способами (рис. 3.21). Например, заготовленные манжеты притачивают к низу рукавов на скорняжной маши-
Рис. 3.21. Обработка и соединение низа рукава с отложной манжетой: а — притачивание обработанной манжеты к низу рукава на скорняжной машине; б — последовательное притачивание манжеты к низу и подкладке рукава
не, швы притачивания расправляют, манжеты отворачивают на рукава и прикрепляют по верхнему краю в трех местах ручным способом (см. рис. 3.21, а).
По другому способу соединение отложных манжет с рукавами выполняют до стачивания локтевых срезов, начиная с притачивания нижних срезов подкладки манжет из меха к нижним срезам рукавов (см. рис. 3.21, б). Затем одновременно стачивают локтевые срезы рукавов и боковые срезы манжет, после чего нижние срезы манжет притачивают к срезам подкладки рукавов, а шов притачивания прикрепляют ручным способом к шву притачивания подкладки манжет к низу рукавов. Верхние края манжет вспушивают. После прикрепления подкладки к верху рукавов на расстоянии 12... 15 см манжеты отгибают на лицевую сторону рукава.
Рукава втачивают в проймы мехового изделия на скорняжной машине, располагая рукав со стороны ведущего диска машины.
Обработка подкладки и соединение ее с изделием. С меховым верхом подкладку соединяют машинным или ручным способом.
При соединении подкладки с изделием машинным способом ее пришивают на скорняжной или стачивающей машине по горловине, бортам, низу стана (если подкладка притачная по низу), низу рукавов или манжет. Для вывертывания изделия на лицевую сторону оставляют нестачанным отверстие, например, по низу спинки. Швы притачивания прикрепляют к меховому верху на машине потайного стежка или ручным способом.
Ручной способ используют главным образом при изготовлении изделий из дорогостоящих видов пушно-мехового полуфабриката.
При ручном способе соединения притачной подкладки по низу изделия припуск на обработку низа подшивают следующими способами: на машине потайного стежка без забоковки среза (рис. 3.22, о); ручными стежками с предварительной забоковкой среза (см. рис. 3.22, б). В изделиях из длинноволосого дорогостоящего меха припуск на подгибание низа дополнительно обрабатывают специальной тесьмой (см. рис. 3.22, в) или полоской ткани (см. рис. 3.22, г).
При машинном способе подкладку притачивают к припуску на обработку низа. Затем шов притачивания пришивают к верху изделия на машине потайного стежка (см. рис. 3.22, д). Повысить стойкость натурального меха к истиранию по низу изделия, особенно детского ассортимента, позволяет обработка обтачкой из натуральной кожи (рис. 3.22, д).
Низ изделия с отлетной подкладкой обрабатывают с подпушью — полоской подкладочной ткани шириной 15... 20 см (рис. 3.23). Части полоски для подпуши предварительно стачивают, швы стачивания заутюживают. Подпушь с предварительно заутюженным нижним срезом притачивают к низу изделия на скор-
Рис. 3.22. Способы обработки и соединения низа изделия с притачной подкладкой:
а — на машине потайного стежка без предварительной забоковки срезов; б — ручными стежками с предварительной забоковкой срезов; в — ручными стежками с использованием специальной тесьмы; г-на стачивающей машине с использованием обтачки из полоски ткани; д — на машине потайного стежка с предварительным притачиванием подкладки к низу изделия на стачивающей машине
няжной машине, шов притачивания, а затем и боковые и верхнюю стороны подпуши пришивают ручным способом к кожевой ткани стана (см. рис. 3.23, а).
Подпушь может быть притачана к низу изделия на стачивающей машине (см. рис. 3.23, б, в). Шов притачивания и верхнюю сторону подпуши прикрепляют к кожевой ткани стана на машине потайного стежка.
Нижний край отлетной подкладки обрабатывают швом впод-гибку с закрытым срезом на машине зигзагообразного стежка или на стачивающей машине (см. рис. 3.23, а) до или после соедине-
Рис. 3.23. Обработка низа в изделиях с отлетной подкладкой (и подпушью), притачанной на скорняжной (а) или стачивающей (б, в) машине
ния подкладки с изделием. Нижний край подкладки с утепляющей прокладкой подшивается швом вподгибку с открытым обметанным срезом (при небольшой толщине утепляющей прокладки и обязательном наличии стежки) (см. рис. 3.23, б), или швом вподгибку с закрытым срезом, огибающими утепляющую прокладку подкладкой, на машине зигзагообразного стежка (см. рис. 3.23, в), или окантовывается бейкой.
Окончательная отделка. Окончательная отделка меховых изделий включает в себя следующие операции: прикрепление отлетной подкладки по низу изделия; приутюживание изделия; пришивание отделочных деталей и фурнитуры; чистку изделия; расчесывание волосяного покрова.
Для прикрепления отлетной подкладки по низу изделия применяют нитяные скрепки в виде воздушной петли длиной 15...20 мм.
Приутюживание изделия выполняют со стороны подкладки утюгом или на прессовом оборудовании без увлажнения с температурой нагрева подушек 70...80 °C в течение 10... 12 с для изделий из шкурок средних и мелких видов животных и 20... 22 с для изделий из шкурок крупных видов животных.
Пришивание отделочных деталей и фурнитуры выполняют следующим образом. Отделочные шнурки, хлястики и т.п. пришивают к изделию ручным способом.
Пуговицы со сквозными отверстиями пришивают к изделию неплотно, образуя «ножку» высотой 4...5 мм, которую обвивают, не обрывая нитки, и закрепляют тремя-четырьмя потайными стежками. Если пуговицы пришивают вручную, то, для того чтобы
волосяной покров не попадал под стежки, между пуговицей и изделием можно подложить тонкий кусочек бумаги, который после выполнения операции удаляют. Между мехом и пуговицей можно проложить кусочек кожи и, прикрепляя пуговицу, оставить между ней и кусочком кожи «ножку» длиной 2...3 мм.
Для чистки готовых изделий используют откатные и протряс-ные барабаны.
Меховое изделие очищают со стороны волосяного покрова и подкладки от пыли, концов ниток и подсеченного волоса.
Расчесывание волосяного покрова осуществляют по соединительным швам металлической расческой, за исключением изделий из меха завитковой группы.
Технологические карты обработки изделий из пушно-мехового полуфабриката. На рис. 3.24 приведена технологическая карта обработки женского пальто из меха норки. Пальто прямого силуэта, с втачным рукавом, с центральной бортовой застежкой на крючки-клипсы. Полочка с нагрудными вытачками, с накладными врезными карманами. В боковых швах — разрезы. Воротник отложной с лацканами. Рукав одношовный с вытачкой по окату, с отложной манжетой. Изделие дополнено завязывающимся поясом и шлевками.
В табл. 3.4, в которой приведена технологическая последовательность обработки и сборки женского пальто из меха норки, даны номера технологических операций, их наименование и содержание, специальность и разряд работ, затраты времени на выполнение операции и рекомендуемое оборудование.
Поскольку мех норки имеет среднюю толщину кожевой ткани, то для предохранения деталей изделия от растяжения их упрочняют по поверхности прокладкой из хлопчатобумажной ткани ручным способом. Для предохранения срезов деталей скроя от растяжения выполняют их забоковку и прокладывают неклеевую кромку. Объемную форму отдельных узлов (воротника, борта) создают путем прокладывания полоски синтепона.
Поскольку норка является дорогостоящим видом меха, то большинство операций по обработке и сборке изделия выполняется ручным способом.
Подкладка с меховым верхом соединяется ручным способом. Предварительно вкруговую к срезам низа изделия и боковых разрезов, подбортам, обтачке горловины, а также к срезам низа рукавов притачивают косую бейку из подкладочной ткани, сложенную и заутюженную пополам, на скорняжной машине (высота шва 1...2 мм). Подкладку изделия подшивают к бейке ручными стежками. Затем выполняют закрепки, прикрепляя подкладку к меховому верху с помощью полосок подкладочной ткани по боковым швам, нижним швам рукавов, по плечевым срезам, у горловины и по плечевой накладке.
Рис. 3.24. Технологическая карта обработки женского пальто из меха норки и схемы обработки узлов:
/ — разрезных вытачек; 2 — плечевых швов; 3 — шва втачивания оката рукава в пройму; 4— бокового разреза; 5 — низа изделия; 6 — борта; 7 — накладного «врезного» кармана; 8 — нижнего шва рукава; 9 — низа рукава с отложной манжетой; 10 — пояса; 11 — стояче-отложного воротника
Таблица 3.4
Технологическая последовательность обработки женского пальто из меха норки
Технологическая операция Вид работ/разряд Затрата времени, мин Оборудование, инструменты, приспособления
1. Начальная обработка стана
1.1. Проверить наличие деталей мехового скроя Р’/2 2,03 —
1.2. Проверить соответствие деталей скроя по контрольным лекалам Р/3 3,84 Контрольные лекала
1.3. Проверить качество выполнения швов в скрое Р/2 0,827 —
1.4. Прикрепить «английскими» булавками хлопчатобумажную прокладку к стану Р/2 10,616 «Английские» булавки
1.5. Прикрепить «английскими» булавками хлопчатобумажную прокладку к рукаву Р/2 3,538 То же
1.6. Наметить линии строчек прикрепления хлопчатобумажной прокладки на стане и рукавах, располагая их вертикально на расстоянии 7... 10 см друг от друга Р/2 9,15 Линейка, карандаш
1.7. Прикрепить хлопчатобумажную прокладку ручными стежками по намеченным линиям к стану и рукавам Р/3 92,409 Игла, наперсток, ножницы
1.8. Удалить булавки со стана и рукавов Р/2 1,86 —
1.9. Проложить кромку: по срезам борта стана Р/3 19,07 Игла, наперсток, ножницы
срезам нагрудных вытачек срезу горловины плечевым срезам спинки проймам стана низу стана и боковым разрезам 1.10. Стачать вытачки на полочке 1.11. Шов раскатать, волос вычесать СМ”/3 Р/2 7,378 8,456 6,973 11,303 25,478 1,18 0,963 СКМ-040 Ролик, расческа
Итого по узлу 205,101
2. Обработка накладного врезного кармана
2.1. Наметить место расположения карманов Р/2 1,804 Лекало намелки, карандаш
2.2. Проложить кромку по обеим сторонам от намеченной линии прорези кармана по периметру Р/3 10,21 Игла, наперсток, ножницы
2.3. Проложить кромку по линии перегиба верха кармана со стороны обтачки Р/3 1,796 То же
2.4. Заутюжить подкладку кармана по всем срезам на 1 см на изнаночную сторону У’/З 4,108 Утюг «Tefal»
2.5. Разрезать место втачивания кармана по контуру Р/3 1,796 Скорняжный нож
2.6. Притачать верхний заутюженный срез подкладки к цельнокроеной обтачке кармана; высота шва 1... 2 мм см/з 2,06 СКМ-040
2.7. Скрепить карман с полочкой по наружному срезу ручными стежками по контрольным наметкам Р/3 3,52 Игла, наперсток, ножницы
чо 04
Продолжение табл. 3.4
Технологическая операция Вид работ/разряд Затрата времени, мин Оборудование, инструменты, приспособления
2.8. Скрепить подкладку кармана с полочкой по внутреннему срезу ручными стежками по контрольным наметкам 2.9. Втачать карман одновременно с подкладкой вкруговую при высоте шва 1 ...2 мм 2.10. Шов раскатать, волос вычесать 2.11. Скрепить шов притачивания подкладки и кармана между собой Р/3 СМ/3 Р/2 Р/3 3,52 8,34 2,19 14,69 Игла, наперсток, ножницы СКМ-040 Ролик, расческа Игла, наперсток, ножницы
Итого по узлу 54,034
3. Обработке 3.1. Прикрепить бортовую прокладку по краю борта тремя продольными строчками, одновременно прокладывая по линии перегиба борта полоску сложенного вдвое синтепона 3.2. Выстегать лацканы тремя-четырьмя строчками, располагая их параллельно линии перегиба лацкана бортов Р/3 Р/3 34,124 6,05 Игла, наперсток, ножницы То же
Итого по узлу 40,174
4. Обработка рукаве 4.1. Проложить кромку по срезам рукавов с нижними манжетами и вытачкам 4.2. Стачать вытачки в верхней части рукава в с манжетали Р/3 СМ/3 i 32,416 1,104 Игла, наперсток, ножницы СКМ-030
4.3. Шов раскатать, волос вычесать Р/2 0,951 Ролик, расческа
4.4. Обтачать верхнюю манжету нижней манжетой (высота шва 1 ... 2 мм) СМ/3 2,68 СКМ-030
4.5. Шов раскатать, волос вычесать Р/2 1,29 Каток, расческа
4.6. Прикрепить сложенную вдвое полоску синтепона к шву обтачивания манжеты Р/3 3,52 Игла, наперсток, ножницы
4.7. Стачать нижний срез рукава одновременно с манжетами при высоте шва 1...2 мм СМ/3 6,403 СКМ-030
4.8. Шов раскатать, волос вычесать Р/2 2,83 Каток, расческа
4.9. Вывернуть рукава с манжетами на лицевую сторону, расправить, выметать кант из верхней манжеты шириной 0,7... 1 см. Вспушить манжеты ручными стежками на рас- стоянии 1,5... 1,7 см от обтачного края Р/3 6,94 Игла, наперсток, ножницы
Итого по узлу 58,134
5. Обработка нижнего воротника
5.1. Проложить кромку по срезам нижнего воротника Р/3 3,76 Игла, наперсток, ножницы
5.2. Прикрепить к нижнему воротнику бортовую прокладочную ткань Р/3 6,23 То же
Итого по узлу 9,99
чо 00
Продолжение табл. 3.4
Технологическая операция Вид работ/разряд Затрата времени, мин Оборудование, инструменты, приспособления
6. Обработка верхнего воротника и соединение его с нижним воротником
6.1. Стачать средний шов воротника при высоте шва 1... 2 мм см/з 0,465 СКМ-030
6.2. Шов раскатать, волос вычесать Р/2 0,65 Каток, расческа
6.3. Обтачать нижний воротник верхним воротником СМ/З 6,29 СКМ-030
6.4. Шов раскатать, волос вычесать Р/2 2,05 Каток, расческа
6.5. Прикрепить сложенную вдвое полоску синтепона к шву обтачивания воротника Р/3 6,05 Игла, наперсток, ножницы
6.6. Вывернуть воротник на лицевую сторону, расправить Р/2 1,77 Колышек
6.7. Вспушить воротник ручными стежками на расстоянии 1,5... 1,7 см от отлета, образуя кант из верхнего воротника шириной 0,7... 1 см Р/3 5,59 Игла, наперсток, ножницы
6.8. Вспушить воротник ручными стежками на расстоянии 5... 6 см от первой строчки Р/3 5,02 То же
Итого по узлу 27,885
7. Обработка лацкана
7.1. Обтачать лацкан (высота шва 1...2 мм) СМ/З 9,435 СКМ-030
7.2. Шов раскатать, волос вычесать Р/2 0,963 Каток, расческа
7.3. Прикрепить сложенную вдвое полоску синтепона к шву обтачивания лацкана Р/3 7,35 Игла, наперсток, ножницы
7.4. Вывернуть лацкан на лицевую сторону, расправить Р/2 2,655 Колышек
7.5. Вспушить лацкан ручными стежками на расстоянии 1,5... 1,7 см от шва обтачивания, образуя кант из лацкана шириной 0,7... 1 см Р/3 8,383 Игла, наперсток, ножницы
Итого по узлу 28,786
8. Обработка пояса
8.1. Стачать пояс, складывая его вдвое подлине, оставляя посередине отверстие в 10... 15см СМ/3 5,406 СКМ-030
8.2. Расправить шов стачивания, переместив его с края на середину Р/2 0,283 —
8.3. Стачать концы пояса (высота шва 1 ... 2 мм) СМ/3 0,99 СКМ-030
8.4. Вывернуть пояс на лицевую сторону, выправить углы Р/2 3,54 Колышек
8.5. Зашить отверстие ручными потайными стежками по 2... 3 стежка на 1 см длины шва Р/3 4,94 Игла, наперсток, ножницы
8.6. Вспушить пояс по всей длине ручными потайными стежками, располагая колки в шов стачивания пояса Р/3 6,1 То же
8.7. Вычесать волос из шва Р/2 1,033 Расческа
Итого по узлу 22,292
Продолжение табл. 3.4
Технологическая операция Вид работ/разряд Затрата времени, мин Оборудование, инструменты, приспособления
9. Сборка изделия
9.1. Стачать плечевые и боковые швы: высота шва 1 ... 2 мм СМ/3 1,72 СКМ-030
9.2. Шов раскатать, волос вычесать Р/2 1,15 Каток, расческа
9.3. Притачать обтачку горловины к верхней части лацкана СМ/3 1,05 СКМ-030
9.4. Шов раскатать, волос вычесать Р/2 0,4 Каток, расческа
9.5. Втачать нижний воротник в горловину СМ/3 3,05 СКМ-030
9.6. Шов раскатать, волос вычесать Р/2 1,05 Каток, расческа
9.7. Притачать к подборту и обтачке горловины спинки верхний воротник СМ/3 2,95 СКМ-030
9.8. Шов раскатать, волос вычесать Р/2 1,05 Каток, расческа
9.9. Совместить швы втачивания верхнего и нижнего воротников и соединить их между собой Р/3 4,93 Игла, наперсток, ножницы
9.10. Прикрепить готовую вешалку по намелке к обтачке горловины Р/3 1,96 То же
9.11. Втачать рукава в пройму, совмещая контрольные точки СМ/3 5,74 СКМ-030
9.12. Шов раскатать, волос вычесать Р/2 4,43 Каток, расческа
9.13. Наметить место расположения крючков-клипс и ремешков петли на подбортах полочек (4 шт.) Р/3 2,05 Лекало-намелка, карандаш
9.14. Прорезать отверстие под крючки и петли Р/2 2,23 Скорняжный нож
9.15. Прикрепить крючки-клипсы к правому подборту ручными стежками по 2 ... 3 стежка в каждое отверстие Р/3 4,411 Игла, наперсток, ножницы
9.16. Прикрепить ремешки с кольцами на левый подборт ручными стежками с двух сторон, а в каждое отверстие — по 2... 3 стежка (хлобчатобумажными нитками, сложенными вдвое) Р/3 4,398 То же
9.17. Зашить прорези с ремешками с лицевой стороны потайными стежками Р/3 2,58 Игла, наперсток, ножницы
9.18. Притачать обтачки к передним и задним срезам боковых разрезов СМ/З 4,35 СКМ-030
9.19. Шов раскатать, волос вычесать Р/2 2,12 Каток, расческа
9.20. Выметать обтачки, образуя кант на сторону обтачек шириной 0,7... 1 см Р/3 6,283 Игла, наперсток, ножницы
9.21. Прикрепить ручными стежками перегнутый по намеченным линиям на величину подгибания край низа изделия, а боковые разрезы, подборта, низ рукавов — к меховому верху со стороны кожевой ткани Р/3 44,939 То же
9.22. Притачать косую бейку из подкладочной ткани, сложенную и заутюженную пополам, к срезам низа, боковых разрезов, подбортам, обтачке горловины (вкруговую) и низу рукавов (высота шва 1... 2 мм) СМ/З 15,99 СКМ-030
Технологическая операция Вид работ/разряд Затрата времени, мин Оборудование, инструменты, приспособления
9.23. Шов раскатать, волос вычесать Р/2 4,94 Каток, расческа
9.24. Прикрепить косую бейку к изнаночной стороне мехового скроя ручными стежками Р/3 34,11 Игла, наперсток, ножницы
9.25. Прикрепить плечевые накладки к плечевым швам Р/3 2,9 То же
Итого по узлу 159,971
10. Обработка подкладки
10.1. Стачать вытачки на полочке подкладки м"*уз 0,71 1022-М
10.2. Стачать плечевые срезы подкладки м/з 0,61 1022-М
10.3. Стачать боковые срезы подкладки м/з 3,42 1022-М
10.4. Стачать нижние срезы рукавов подкладки м/з 1,55 1022-М
10.5. Втачать рукава подкладки в пройму м/з 2,011 1022-М
10.6. Выутюжить готовую подкладку У/3 5,01 Утюг «Tefal»
Итого по узлу 13,311 1
11. Соединение изделия с подкладкой, окончательная отделка
11.1. Приколоть подкладку к подбортам и обтачке горловины спинки на манекене, заколоть низ рукавов, вывернув изделие наизнанку Р/3 5,16 «Английские» булавки
11.2. Прикрепить подкладку к изделию по наколкам ручными стежками Р/3 31,492 Игла, наперсток, ножницы
11.3. Удалить булавки прикрепления подкладки Р/2 0,66 —
11.4. Подшить подкладку по низу изделия и боковым разрезам, расправив изделие на столе Р/3 29,442 Игла, наперсток, ножницы
11.5. Сделать закрепки, прикрепив подкладку к меховому верху: по боковым швам на 10 см ниже шва втачивания рукава нижним швам рукавов на 8... 10 см выше шва притачивания подкладки плечевым срезам, у горловины и по плечевой накладке Р/3 8,053 То же
11.6. Очистить пальто. Провести окончательную ВТО изделия Р/4 18,578 Парогенератор
11.7. Проконтролировать качество изготовления и посадку изделия. Навесить товарные ярлыки и бирки Р/4 14,257 Сантиметровая лента, ТУ, манекен, этикет-пистолет
Итого по узлу 107,642
Итого по изделию 727,32
Ручная.
Спенмашинная. Утюжильная. Машинная.
Рис. 3.25. Технологическая карта обработки женского пальто из меховой овчины и схемы обработки узлов:
/ — разрезных нагрудных вытачек; 2 — стояче-отложного воротника; 3 — плечевого шва; 4 — шва втачивания оката рукава в пройму; 5 — низа изделия; 6 — борта; 7 — швов стачивания отделочных вставок; 8— внутреннего кармана в шве соединения подкладки с подбортом; 9 — низа рукава; 10 — нижнего шва рукава;
11 — разрезных талиевых вытачек
На рис. 3.25 представлена технологическая карта обработки женского пальто из меховой облагороженной овчины. Пальто полуприлегающего силуэта с втачными рукавами, с застежкой на крючки-клипсы. Полочка с нагрудными вытачками. Спинка с вытачками по линии талии. Основные детали (полочки, спинка, рукава) выполнены с отделочными вставками из полосок меховой овчины низкой стрижки. Карман расположен в шве соединения подкладки с внутренним срезом подборта. Воротник отложной типа шаль. Изделие дополнено поясами и шлевками из натуральной кожи.
Поскольку данный вид пушно-мехового полуфабриката имеет прочную кожевую ткань, то упрочнение деталей скроя не выполняется. Для повышения прочности швов по краям борта, проймы, по одной стороне вытачек, по плечевому срезу полочек и другим срезам прокладывают кромку типа лейкопластыря шириной 10 мм. Бортовую прокладку из льняной ткани прокладывают только по линии борта машинным способом.
Особенностью обработки данного изделия является соединение нижней и верхней деталей воротника и манжет накладным швом с открытыми срезами с использованием клея (например, УР-1), который наносят лопаточкой на поверхность склеиваемых деталей одним слоем.
Глава 4
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ ИЗ ИСКУССТВЕННОГО МЕХА
4.1. Конфекционирование материалов при изготовлении одежды из искусственного меха
Пакет материалов одежды из искусственного меха включает в себя материал верха, подкладку, утепляющую прокладку, ветрозащитную прокладку и прокладки в отдельные детали. Для получения одежды из искусственного меха заданного уровня качества необходимо правильно выбирать материалы, входящие в пакет изделия.
Выбор материалов верха. Для изготовления верхней одежды в качестве материала верха используют искусственный мех на тканой и трикотажной основе, реже накладной мех типа искусственного каракуля и смушки. Искусственный мех на тканепрошивной основе применяется только в качестве подкладочного материала для разных видов одежды.
В зависимости от высоты, блеска, окраски и отделки ворса мех на тканой и трикотажной основе имеет разный внешний вид и назначение (для пальто, курток, жакетов, юбок и т.д.).
Выбор подкладочных материалов. В качестве подкладочных материалов для одежды из искусственного меха используют подкладочные ткани из вискозных нитей в основе и утке поверхностной плотностью для женской одежды 100... 140 г/м2, для мужской 120... 150 г/м2, для детской школьного и подросткового возраста 90... 100 г/м2, для детской дошкольного возраста 75...95 г/м2.
Для детской одежды всех возрастных групп можно использовать подкладочные ткани из вискозных нитей в основе и ацетатных в утке поверхностной плотностью 100... ПО г/м2, а также подкладочные ткани из вискозных нитей в основе и хлопчатобумажных в утке поверхностной плотностью 125... 140 г/м2.
Для подкладки внутренних карманов применяют подкладочные ткани из вискозных нитей в основе и капроновых в утке, из капроновых нитей в основе и вискозной пряжи в утке поверхностной плотностью 120... 125 г/м2, а также трикотажное полотно из капроновых нитей поверхностной плотностью 120 г/м2.
Выбор прокладочных материалов. В качестве прокладочных материалов для бортов и отдельных деталей (воротников, манжет, клапанов и др.) применяют льнолавсановые ткани и нетканые прокладочные полотна из смеси вискозного и нитронового или
лавсанового волокна, а также из смеси нитронового, вискозного и капронового волокон поверхностной плотностью соответственно 100, 140 и 85 г/м2.
В целях предохранения деталей изделия из искусственного меха от растяжения и осыпания, а также для обеспечения стабильности их размеров в процессе обработки и эксплуатации изделий по срезам деталей прокладывают кромку. Для указанной цели могут быть использованы неклеевая кромка, тесьма, термопластичный клеевой материал типа лейкопластыря, полоски подкладочной ткани, выкроенные по форме срезов соответствующих деталей, и др. Термоклеевые прокладочные материалы для изделий из искусственного меха в большинстве случаев не применяются. Однако для повышения формоустойчивости деталей изделий из искусственного меха, в основном с низким и плоским ворсом, могут применяться термоклеевые прокладочные материалы на основе трикотажных полотен с уточной нитью, тканевязаные и нетканые материалы.
В пакет изделий из искусственного меха в зависимости от их назначения могут входить утепляющие прокладочные материалы, в качестве которых применяют ватин, синтепон, фланель, байку и другие материалы с разной поверхностной плотностью.
Например, поверхностная плотность полушерстяного холстопрошивного и иглопробивного ватина составляет до 200 г/м2, трикотажного ватина — 290 г/м2, а иглопробивного теплоизоляционного полотна из синтетических волокон — 100 г/м2- Утепляющая прокладка может быть выстегана с подкладкой изделия.
Выбор скрепляющих материалов. В качестве скрепляющих материалов при изготовлении изделий из искусственного меха на стачивающих машинах рекомендуется применять швейные нитки хлопчатобумажные № 40, 50. При выполнении стачивающих работ на скорняжной машине применяют хлопчатобумажные нитки № 40, 60 или лавсановые № ЗЗЛ. Для выстегивания и подшивочных работ наряду с хлопчатобумажными применяют лавсановые и капроновые нитки, для отделочных строчек — нитки из натурального шелка или лавсановые.
Выбор прикладных материалов. Подбор всех прикладных материалов производят в соответствии со свойствами основного материала. Особое внимание при этом следует обращать на их соответствие по художественно-колористическому оформлению, поверхностной плотности, износостойкости, растяжимости и др.
В настоящее время для изготовления верхней одежды широко используется искусственный мех, дублированный другими материалами, который относится к комплексным материалам и позволяет изготовлять однослойные изделия без подкладок и прокладок.
Уход за изделиями из искусственного меха. При выборе способов ухода за изделиями из искусственного меха необходимо руко
водствоваться конкретными рекомендациями для каждого вида меха, получаемыми от завода-производителя. Необходимо учитывать, что многие виды искусственного меха при стирке дают неравномерную значительную усадку (до 10%). Стирку, учитывая вид меха, выполняют при температуре 40...50°C; отжим должен быть слабым, изделия не центрифугируют. Сушку необходимо проводить в подвешенном состоянии. Расчесывание искусственного меха можно проводить вручную металлической щеткой с редкими зубьями или на гладильной машине ГМА-1.
Мех на тканой основе можно обезжиривать. Изделия с поливинилхлоридным ворсом нельзя обезжиривать перхлорэтиленом (ПХЭ) и трихлорэтиленом (ТХЭ), так как поливинилхлоридные волокна в процессе обезжирования разрушаются. Искусственный накладной каракуль и смушку нельзя подвергать химической чистке, так как происходит отклеивание ворса; возможна поверхностная обработка растворами моющих средств без увлажнения грунта при температуре 40 °C мягкой губкой.
4.2. Характеристика соединений деталей одежды из искусственного меха
При изготовлении одежды из искусственного меха используют ниточное соединение деталей, выполненное машинным или ручным способом. Объем ручных работ при изготовлении одежды из искусственного меха значительно меньше, чем при пошиве одежды из натурального меха.
Для обработки и сборки деталей и узлов одежды из искусственного меха применяют следующие виды строчек: обметочную с однониточным цепным переплетением, выполняемую на скорняжной машине; однолинейную с челночным переплетением на швейных машинах беспосадочного шва; зигзагообразную, выполняемую на машинах челночного стежка; однониточную потайную, выполняемую на машине цепного стежка, и др.
Для соединения деталей изделия из длинноворсового искусственного меха на тканой и трикотажной основе целесообразно использовать скорняжную, а из коротковорсового меха — стачивающую машину.
Срезы деталей изделий из искусственного коротковорсового меха соединяют однолинейной строчкой с челночным переплетением на стачивающей машине беспосадочного шва. В этом случае получают шов шириной 8... 10 мм.
Срезы деталей изделий из длинноворсового искусственного меха, чтобы избежать застрачивания ворса в строчке, рекомендуется соединять обметочной строчкой с однониточным цепным переплетением на скорняжной машине. В этом случае получают более эластичный шов шириной 4...7 мм.
Открытые срезы деталей изделий из искусственного меха из-за отсутствия осыпаемости чаще всего не обметывают.
Для соединения плечевых срезов, а также срезов по линии талии, кокетки, рукавов с проймами, воротника с изделием из длинноворсового меха возможно применение однолинейной строчки с челночным переплетением.
При работе с искусственным мехом приутюживание швов не выполняют, швы и края расправляют и прижимают пальцами.
Схемы основных швов, применяемых при изготовлении одежды из искусственного меха, представлены в табл. 4.1.
Таблица 4.1
Схемы, назначение и особенности выполнения разных швов, применяемых при изготовлении изделий из искусственного меха
Вид шва Схема шва Назначение и особенности выполнения
Стачной 'S' Для соединения деталей из длинноворсового меха. Выполняют на скорняжной машине
Для соединения деталей из коротковорсового меха
Шов встык —я— Для соединения срезов деталей из основных, прокладочных и подкладочных материалов (части нижнего воротника; вытачки и части бортовой прокладки; полоски материала под отделочные швы и др.)
Обтачной 10 Для обработки воротников, карманов и т.д. в изделиях из длинноворсового меха
S Для обтачивания деталей в изделиях из коротковорсового меха. Швы обтачивания закрепляют вспушной строчкой, строчкой потайного стежка или настрачиванием на нижнюю деталь
Окантовочный Для окантовывания срезов деталей и узлов с целью отделки или предохранения их от осыпания нитей. В зависимости от вида окантовочного материала его срезы могут быть открытыми или закрытыми
Шов вподгибку с открытым срезом (— Для обработки низа изделия, рукавов и т.д. Закрепление припуска выполняют ручным или машинным способом на машине потайного стежка
При соединении срезов деталей изделий из искусственного меха машинным способом нельзя допускать попадания ворса в шов. При стачивании деталей ворс заправляют внутрь; после стачивания ворс с лицевой стороны прочесывают специальной щеткой. Детали следует соединять беспосадочным швом по направлению ворса.
В процессе пошива изделий из искусственного меха на стачивающих машинах с реечным механизмом продвижение искусственного меха затруднено, в результате чего наблюдаются такие дефекты, как стягивание строчки и появление морщинистости и волнистости его по линии строчки, которые трудно устранить при дальнейшей обработке. Во избежание перечисленных дефектов используют машины беспосадочного шва с роликовым механизмом.
При соединении на скорняжной машине деталей из искусственного меха на тканой основе необходимо прокладывать неклеевую кромку или кромку типа лейкопластырь по одному из двух соединяемых срезов; при соединении деталей из искусственного меха на трикотажной основе — по двум срезам. При соединении деталей на стачивающей машине кромку прокладывают только по криволинейным срезам.
При выполнении машинных работ в изделиях из искусственного меха, особенно на трикотажной основе, имеющего латексное покрытие с изнаночной стороны, происходит прорубание материала иглой. В связи с этим необходимо правильно подбирать иглы и нитки по номерам, форме заточки, а также правильно устанавливать параметры строчки. Закрепки при выполнении стачивающей строчки проставляют на расстоянии 1... 1,5 мм от основной строчки.
Ниже приведены технические требования к машинным строчкам, используемым при изготовлении изделий из искусственного меха.
Строчка Количество стежков
на 10 мм строчки
Скорняжная........................................4...6
Стачивающая.......................................3...4
Обметочная........................................3...4
Стачивающе-обметочная: для стачивания.................................3...4
для обметывания.................................3...4
Подшивочная.......................................2...3
Зигзагообразная...................................4... 10
Петельная для фигурных петель.....................10...12
Пуговичная ..................................В автоматическом
режиме
Закрепочная.......................................То же
НО
4.3. Технологические процессы изготовления одежды из искусственного меха
Особенности технологии изготовления одежды из искусственного меха. На выбор методов обработки деталей и узлов одежды из искусственного меха в первую очередь оказывают влияние способ производства меха и длина его ворса.
Детали одежды из искусственного меха раскраивают с учетом долевого или поперечного направления ворса, но все детали одного изделия должны быть раскроены в одном направлении. При раскраивании разрезают только основу искусственного меха, не повреждая ворс.
При массовом изготовлении изделий полотна настилают ворсом вниз. Высота настила составляет 8... 10 полотен. Настил перед разрезанием скрепляют специальными зажимами.
Учитывая повышенную способность ворса искусственного меха к образованию заминов и лас при соприкосновении с греющей поверхностью утюга или пресса, изделия из искусственного меха не следует подвергать влажно-тепловой обработке.
При выборе методов обработки конкретных изделий из искусственного меха следует обратить внимание на различия в их обработке, связанные с различной длиной ворса и видом основы (трикотажной или тканой) искусственного меха.
Начальная обработка основных деталей. При изготовлении изделий из искусственного меха большое внимание уделяют обработке срезов, по которым прокладывают неклеевую кромку или кромку из термопластичного материала типа лейкопластыря. Кромку прокладывают по плечевым срезам, срезам пройм, горловины, стойки верхнего воротника, кокетки, по линиям талии (в моделях, отрезных по линии талии), перегиба борта и др.
В изделиях из искусственного меха на тканой основе клеевую кромку типа лейкопластыря прокладывают до соединения срезов деталей по одному из двух соединяемых срезов, а также по линии перегиба борта.
Отметим, что прокладывание клеевой кромки типа лейкопластыря может привести к повышению жесткости швов, поэтому некоторые срезы лучше фиксировать с помощью неклеевой или клеевой кромки из флизелина.
В зависимости от свойств меха на тканой основе кромка может быть проложена только по плечевым срезам, срезам горловины и линии перегиба лацкана.
Неклеевую кромку всех видов прокладывают по срезам деталей с помощью специального приспособления как предварительно, так и одновременно с соединением срезов деталей на стачивающей машине или одновременно с обметыванием срезов на скорняжной машине.
В изделиях из искусственного меха на трикотажной основе неклеевую кромку или кромку типа лейкопластыря рекомендуется прокладывать по срезам всех деталей до соединения деталей. Неклеевую кромку настрачивают вдоль срезов на стачивающей машине.
При изготовлении одежды из искусственного меха по индивидуальным заказам все срезы укрепляют кромкой после проведения примерки.
В изделиях из искусственной смушки и каракуля кромку по срезам деталей не прокладывают.
Для изготовления верхней одежды из искусственного меха используют бортовую прокладку мягкой формы из коленкора или флизелина, которую соединяют с полочками изделия на машине потайного стежка или ручным способом, прокладывая одну строчку вдоль борта на расстоянии 40...50 мм от края.
Если бортовая прокладка выкроена до линии пройм, то ее соединяют с полочками двумя строчками. Бортовую прокладку накладывают на полочки, уравнивая края по горловине, проймам и плечевым срезам; строчки прокладывают по внешнему и внутреннему срезам, располагая их на 2... 2,5 см от края. Срез бортовой прокладки должен располагаться на 4... 5 мм от линии сгиба борта. Кромку прокладывают по сгибу борта, располагая срез бортовой прокладки посередине кромки. В изделиях с лацканами прокладку с лацканом соединяют одной строчкой параллельно линии его перегиба.
При наличии в бортах неклеевой прокладки кромка может быть притачана к ней по бортовому срезу. В этом случае кромку и прокладку соединяют с полочкой одновременно.
Если бортовая прокладка выкроена строго по долевой нити, кромку по перегибу борта в изделиях с цельнокроеными подбортами или по срезу борта в изделиях с отрезными подбортами допускается не прокладывать.
В изделиях из длинноворсового искусственного меха с цельнокроеным подбортом бортовую прокладку располагают на 15... 20 мм за линию перегиба борта в целях создания плавной линии сгиба искусственного меха по борту. Для создания объемной формы и плавной линии сгибания борта бортовая прокладка вдоль борта может быть соединена с полоской ватина или синтепона шириной 30...40 мм на машине потайного стежка.
Режимы дублирования в случае использования прокладочных материалов с клеевым покрытием устанавливаются в зависимости от волокнистого состава прокладочного материала и грунта искусственного меха. Дублирование должно выполняться с соблюдением условий, предъявляемых к проведению влажно-тепловой обработки тканей или трикотажных полотен с ворсованной лицевой поверхностью во избежание смятия ворса.
Вытачки в изделиях из искусственного меха, проектируемые разрезными, стачивают в зависимости от вида меха на стачиваю
щей или скорняжной машине, начиная строчку от срезов деталей и заканчивая ниже концов разреза вытачки на 10... 15 мм. Вытачки, расположенные в середине детали, стачивают, начиная от одного из концов на 10... 15 мм выше разреза. При обработке вытачек кромку допускается не прокладывать. Концы вытачки могут быть закреплены отрезками клеевой кромки типа лейкопластыря.
Спинка в изделиях из искусственного меха может иметь шлицу, которую чаще всего обрабатывают на цельной детали с помощью обтачек.
Обработка карманов. Женские пальто из искусственного меха чаще всего изготовляют только с внутренним карманом, расположенным в шве притачивания подкладки к внутреннему срезу подборта. Край внутреннего кармана может быть обработан рюшей или тесьмой.
Наряду с этим в одежде из искусственного меха могут использоваться прорезные, непрорезные (расположенные в швах или рельефах) и накладные карманы.
Для обработки прорезных карманов (рис. 4.1) по линии прореза кармана прокладывают долевики или кромки.
Распространенным способом обработки прорезных карманов в изделиях из искусственного меха является его обработка цельнокроеной обтачкой, имеющей прорез для входа в карман и играю-
Рис. 4.1. Обработка прорезных карманов: а — цельнокроеной обтачкой; б — в рамку; в — с цельнокроеной листочкой
щей роль одной части подкладки кармана (см. рис. 4.1, а). Если изделие изготовляют из длинноворсового искусственного меха, то одну часть подкладки кармана выкраивают из подкладочного материала, а другую — из материала верха. В изделиях из тонкого коротковорсового меха обе части подкладки кармана могут быть изготовлены из материала верха.
С изнаночной стороны полочки с обеих сторон от линии входа в карман прокладывают кромки. Между строчками по линии входа в карман прорезают полочки. Обтачку накладывают лицевой стороной на лицевую сторону полочки, уравнивают прорезы и соединяют детали на скорняжной машине сначала в концах прореза, а затем вдоль него. К обтачке притачивают подкладку кармана на стачивающей машине. Части подкладки кармана стачивают. Края кармана закрепляют с лицевой стороны челночной строчкой. Шов притачивания подкладки кармана к обтачке допускается прикреплять к полочке однониточной цепной обметочной строчкой длиной 3...4 см. Это возможно при правильном выполнении шва (отсутствие пролегания линии строчки).
В изделиях из коротковорсового меха соединение обтачки с полочкой может быть выполнено на стачивающей машине. При этом обтачку лицевой стороной накладывают на лицевую сторону полочки и притачивают по контуру линии входа в карман на расстоянии около 3 мм от нее. В концах прореза строчку скругляют или выполняют по форме острого угла. Разрезают полочку и обтачку кармана после притачивания обтачки. Далее обработка аналогична описанному выше способу.
При обработке карманов в рамку в изделиях из искусственного меха с коротким ворсом обтачки притачивают по линии входа в карман (см. рис. 4.1, б). После разрезания входа в карман обтачки выправляют, рамки кармана сметывают и выполняют вспушивание. Затем подзор с одной частью подкладки кармана притачивают к шву притачивания обтачки; стачивают срезы частей подкладки кармана.
Сборку карманов с листочкой (см. рис. 4.1, в) и карманов с клапаном осуществляют по типовой технологической последовательности, предусмотренной регламентирующей документацией. Клапаны и листочки обрабатывают с прокладками или без них в зависимости от свойств искусственного меха. Края клапанов и листочек, а также швы притачивания обтачек и листочек к полочке вспушивают.
При расположении карманов в швах и рельефах применяют цельнокроеные с полочками подзор и обтачку карманов.
Накладные карманы в изделиях из искусственного меха могут быть изготовлены как из основных, так и отделочных материалов. По верхнему срезу деталей накладных карманов прокладывают кромку или ленту типа лейкопластыря. Накладные карманы из
искусственного меха обтачивают по верхнему срезу подкладкой кармана. Шов обтачивания прикрепляют к детали кармана на специальной машине потайного стежка, образуя кант из искусственного меха. Срезы накладных карманов обметывают вместе с подкладкой по боковым и нижним сторонам. Затем карманы притачивают к полочке швом шириной 7 мм. Верхние углы карманов закрепляют однолинейной строчкой с челночным переплетением, подкладывая с изнаночной стороны отрезки ткани.
Накладные карманы из отделочных материалов (кожа, замша и др.) обрабатывают так же, как и карманы из тканых материалов в верхней одежде, с применением стачивающей машины для трудно транспортируемых материалов.
Обработка бортов. Изделия из искусственного меха изготовляют в основном с цельнокроеными подбортами, ширина которых составляет 5...6 см.
В зависимости от модели полочки изделия могут быть выполнены с отрезными подбортами из основного или отделочного материала, а также без подбортов с припуском на обработку бортов шириной 20...40 мм, окантованы или обработаны планками.
На стадии начальной обработки деталей изделия по линии перегиба борта или по срезу борта прокладывают кромку, а полочку соединяют с бортовой прокладкой мягкой формы. В отдельных изделиях можно не использовать прокладки или применять их только на участке лацканов.
В изделиях с цельнокроеными подбортами борта перегибают по линии прокладывания кромки и заметывают на расстоянии 10 мм от края. С изнаночной стороны подборта прикрепляют к прокладке на расстоянии 20 мм от ее внутреннего среза на машине потайного стежка. Край борта может быть закреплен вспушиванием.
В соответствии с техническим описанием на модель бортовая прокладка может быть соединена с подбортом на машине потайного стежка двумя строчками. Подборт, соединенный с прокладкой, перегибают по всей длине и скрепляют по линии сгиба на машине потайного стежка. В этом случае последующее закрепление края борта не производят.
В изделиях с отлетной подкладкой угол борта или обтачивают по линии низа изделия, или оставляют отлетным, или скрепляют в двух местах на специальной машине или вручную.
В изделиях с притачной по низу подкладкой угол борта можно стачивать до соединения с подкладкой, оставляя 10 мм до срезов для притачивания подкладки.
При проектировании изделий с отрезными подбортами сборку бортов выполняют по типовой технологической последовательности. Швы обтачивания бортов пришивают к прокладке. Затем края бортов и лацканов выметывают и вспушивают.
Планки или подборта из отделочных материалов (кожа, ткани и другие материалы) соединяют с полочками на стачивающих машинах. В зависимости от вида и свойств отделочного материала планки или подборта обрабатывают с клеевыми или неклеевыми прокладками.
В изделиях из искусственного меха в качестве застежек используют петли (обметанные или навесные), пуговицы, застежки-молнии, кнопки, пряжки-защелки, магнитные кнопки и др. Например, обметанные петли выполняют на планках из отделочного материала, располагая их вдоль планок и обметывая на специальной машине глазком вверх до притачивания планок к полочкам. Если петли располагают поперек планок, то их обметывают после соединения планок с полочками.
Навесные петли в изделиях из искусственного меха могут быть изготовлены из резинового, шелкового или капронового шнура, тесьмы, шнура из искусственной кожи и др. В изделиях с цельнокроеными подбортами предварительно намечают места расположения петель. Затем их прокалывают специальными приспособлениями в местах расположения концов петель. С лицевой стороны в проколотые отверстия вставляют концы заготовленных петель, которые прикрепляют к припуску на подборт с изнаночной стороны на машине потайного стежка, одновременно зашивая отверстия. В изделиях с прокладкой концы петель прикрепляют к прокладке полочек.
Места расположения пуговиц на бортах намечают соответственно расположению петель. Пуговицы на бортах в зависимости от выбранного способа обработки изделия из искусственного меха пришивают с подпуговицами, пластинками из роговидной пленки или с захватыванием бортовой или утепляющей прокладки.
Обработка воротников и соединение их с изделием. В изделиях из искусственного меха на тканой или трикотажной основе нижний воротник соединяют с прокладкой из бязи, коленкора или флизелина на машине потайного стежка, располагая строчки вдоль нижнего воротника: первую строчку прокладывают посередине воротника, а последующие — на расстоянии 5... 6 см друг от друга. Количество строчек определяется размером и конструкцией воротника. Нижний воротник в изделиях из искусственного меха с коротким плоским ворсом может быть продублирован.
Для увеличения объемности воротника его обрабатывают с утепляющей прокладкой, которую накладывают на прокладку нижнего воротника и соединяют с нижним воротником на машине потайного стежка. Количество строчек в этом случае также зависит от формы и размера воротника.
При отсутствии утепляющей прокладки в воротниках из длинноворсового меха в целях создания плавной линии перегиба меха
по отлету воротника на прокладку нижнего воротника накладывают полоску из ватина или синтепона шириной 30...40 мм. Затем ее настрачивают на машине потайного стежка на расстоянии 20... 30 мм от среза отлета нижнего воротника.
В изделиях из длинноворсового меха соединение верхнего воротника с нижним выполняют обтачным швом в кант на скорняжной машине; в изделиях из коротковорсового меха — на стачивающей машине так, чтобы прокладка на 2...3 мм входила в швы обтачивания воротника.
Для предотвращения смятия ворса по стойке воротника к горловине спинки подкладки притачивают защитный клапан, обработанный в виде рюши, совмещая при этом середину клапана со средним швом спинки. Размер и форму клапана устанавливают по техническому описанию модели. Отрезную стойку можно изготовлять из отделочных материалов (замши, кожи, ткани и т.д.).
Сборку воротника с изделием осуществляют в последовательности, принятой для изделий из тканей. Нижний воротник втачивают в горловину изделия на скорняжной или стачивающей машине. В шов втачивания по горловине входят прокладки нижнего воротника и полочек. Верхний воротник соединяют с раскепами подбортов и подкладкой изделия, а затем скрепляют с нижним воротником на специальной машине в пяти местах: над плечевыми швами, посередине и в концах, располагая места скрепления на расстоянии 20...30 мм от края отлета воротника (без выметывания воротника по отлету и концам). Вспушивание и скрепление уступов воротника выполняют вручную. Швы втачивания нижнего и верхнего воротников в горловину изделия соединяют между собой.
Обработка рукавов. В изделиях из искусственного меха низ рукавов обрабатывают с манжетами или без них.
В изделиях из меха на тканой или трикотажной основе прокладку по низу рукава (коленкор, бязь, нетканый материал) соединяют с рукавом на машине потайного стежка, располагая нижний срез прокладки по линии перегиба низа рукава. Строчку прокладывают на расстоянии 10 мм от верхнего среза прокладки. Для стойкости и выравнивания нижнего края рукава края прокладки в виде полоски ватина или синтепона шириной 30...40 мм закрепляют на машине потайного стежка. При этом обе прокладки соединяют с рукавом одной строчкой одновременно. Утепляющая прокладка может переходить за линию подгибания низа рукава на 15...20 мм для создания плавной линии перегиба искусственного меха по низу рукава.
Подкладку соединяют с низом рукавов на стачивающей машине. Шов притачивания подкладки к низу рукавов прикрепляют к передним и локтевым швам рукавов на стачивающей машине, а к прокладке — на машине потайного стежка. Низ рукава можно
скреплять с припуском на обработку низа на специальной машине (закрепочной, пуговичной) в трех-четырех местах, располагая места скрепления равномерно по окружности рукава.
Для утепления изделий с широкими рукавами используют внутренние манжеты — подрукавники, которые выкраивают в виде полосы шириной 20...25 см и длиной, равной ширине рукава в развернутом виде; нить основы проходит по ширине подрукавни-ка (рис. 4.2). Боковые стороны подрукавника стачивают двойным швом шириной 5...7 мм или стачным швом с последующим обметыванием. Нижний срез подрукавника подгибают внутрь на 45... 50 мм и застрачивают параллельно сгибу на расстоянии 20 мм от него (см. рис. 4.2, а). Внутренний срез подгибают и застрачивают на расстоянии 15 мм от первой строчки, одновременно вкладывая эластичную тесьму, длина которой соответствует обхвату кисти руки. Тесьму скрепляют в концах накладным швом. Верхний срез подрукавника подгибают в сторону изнанки и обрабатывают швом вподгибку с закрытым срезом шириной 10 мм. При стачанных швах подкладки рукавов готовые манжеты прикрепляют ручными подшивочными стежками к рукаву подкладки.
По другому способу подрукавник настрачивают на подкладку, не доходя до боковых сторон на 15 мм (см. рис. 4.2, б). Шов притачивания настрачивают, а боковые срезы обрабатывают аналогично рассмотренному варианту. Низ детали обрабатывают швом впод-
б
Рис. 4.2. Соединение подрукавников с подкладкой рукавов разными способами:
а — ручным; б — машинным
гибку, одновременно вкладывая резинку с предварительно скрепленными концами.
В зависимости от модели манжеты рукавов могут быть отложными и притачными, из основных и отделочных материалов, обработаны с прокладкой или без нее. Нижняя деталь манжеты может быть из основного, подкладочного или отделочного материала.
На нижнюю деталь отложных манжет с изнаночной стороны накладывают прокладку, располагая ее на расстоянии 3...5 мм от верхних срезов манжет, и притачивают на расстоянии 15 мм от этих срезов одной или двумя строчками в зависимости от ширины манжет. Верхние срезы манжет обтачивают на стачивающей машине со стороны нижней детали швом шириной 5 мм, отгибая прокладку. Швы обтачивания располагают в сторону нижней детали и настрачивают по ней с лицевой стороны вместе с прокладкой на расстоянии 2... 3 мм от проложенной строчки. Обтачивание верхних срезов манжет может быть выполнено на скорняжной машине.
Боковые срезы манжет стачивают швом шириной 7... 10 мм. Манжеты по верхнему краю выметывают, выправляя края и образуя из меха кант шириной 5... 10 мм, или скрепляют в двух местах на участке длиной 20 мм на стачивающей или закрепочной машине.
Нижние срезы меховых манжет подгибают и прикрепляют к нижней детали швом с закрытым или открытым срезом на машине потайного стежка.
Готовые манжеты вкладывают в рукава и притачивают к низу рукавов на скорняжной или стачивающей машине швом шириной 5 мм. Затем манжеты вывертывают и расправляют швы. Манжеты отгибают и прикрепляют к рукавам над швами ручными потайными стежками на расстоянии 5... 10 мм от верхних краев.
При обработке притачных манжет с изнаночной стороны манжет по намеченным линиям приметывают прокладку на специальной машине. Намечают линию перегиба манжет и по верхнему срезу соединяют их с низом рукавов строчкой челночного или цепного переплетения. В этом случае стачивание срезов рукавов и боковых сторон манжет можно выполнять одновременно. Подкладку рукавов притачивают к нижнему срезу манжет. Рукава вывертывают, а затем выметывают по линии перегиба манжет на специальной машине. Манжеты скрепляют с лицевой стороны на специальной машине в трех-четырех местах: над швами рукавов и по окружности рукава.
Рукава в изделиях из искусственного меха на тканой или трикотажной основе независимо от длины ворса соединяют с изделием строчкой с челночным переплетением.
Обработка подкладки и соединение ее с изделием. Подкладка в изделиях из искусственного меха может быть стеганой с утепляю
щей прокладкой или нестеганой, притачной по низу изделия или отлетной.
В мужских и женских пальто и полупальто утепляющая прокладка по низу изделия может быть короче обработанной подкладки изделия по полочкам и спинке на 60...70 мм.
Подкладку притачивают к изделию по бортовым срезам и срезу горловины на стачивающей машине. Шов притачивания подкладки к внутренним срезам подбортов прикрепляют к бортовой прокладке на машине потайного стежка или скрепляют подборт с изделием на специальной машине с расстоянием между скреплениями 15...20 см.
Подкладку рукавов втачивают в пройму подкладки изделия и притачивают по низу рукавов. В двухшовных рукавах локтевые или верхние швы (а в одношовных рукавах передние или нижние швы) подкладки рукавов притачивают к локтевым швам, швам верхних частей рукавов на специальной или стачивающей машине, располагая строчки длиной 6... 10 см на расстоянии не менее чем 5... 10 см от низа рукавов. Подкладку рукавов прикрепляют к верхним и нижним частям пройм изделия строчками длиной 8... 10 см или с помощью полосок ткани на стачивающей машине.
Шов притачивания подкладки к верхнему воротнику прикрепляют к шву втачивания нижнего воротника на специальной или стачивающей машине.
Отлетную стеганую подкладку по низу или окантовывают, или обрабатывают на стачивающей машине швом вподгибку с закрытым или с открытым обметанным срезом. В изделиях, расклешенных книзу, боковые швы, средний шов спинки и бортовые срезы полочек отлетной подкладки должны быть обметаны от низа до линии талии; в остальных случаях в мужских и женских изделиях— от низа вверх на 40...50 см, в детских изделиях — вверх на 25...30 см.
В изделиях с отлетной по низу подкладкой низ изделия обтачивают полоской подкладочной ткани шириной 8... 12 см швом шириной 10 мм. Полученный шов отгибают в сторону изнанки изделия, расправляют и прикрепляют к изделию на машине потайного стежка. Верхний край полоски подгибают на 10 мм на изнаночную сторону и подшивают на машине потайного стежка, одновременно закрепляя держатели подкладки, которые предварительно притачивают к полоске ткани над боковыми швами изделия на стачивающей машине.
В изделиях с притачной подкладкой ее притачивают по низу на стачивающей машине или на машине потайного стежка, при использовании которой нестеганую или стеганую подкладку заправляют под припуск на обработку низа изделия и подшивают. Строчку потайного стежка можно выполнять со стороны подкладки, при этом припуск на обработку низа изделия закрывают под
кладкой. Нестеганую или стеганую подкладку в углах борта, по борту и по низу борта прикрепляют на специальной машине двумя-тремя закрепками, образуя напуск к изделию 20...30 мм.
В изделиях с нестеганой подкладкой утепляющую прокладку соединяют с деталями подкладки по всем срезам, кроме низа изделий. В этом случае нестеганую подкладку обрабатывают и соединяют с изделием так же, как стеганую.
Изделия с нестеганой подкладкой обрабатывают в такой последовательности. Сначала обрабатывают и соединяют с изделием утепляющую прокладку, а затем подкладку. Для этого слои ватина соединяют на стачивающей машине с ножом для обрезания краев деталей, прокладывая строчки по бортовым срезам полочек, по боковым и плечевым срезам полочек и спинки или прокладывая долевые строчки на стачивающей или многоигольной машине. Утепляющую прокладку стачивают по боковым швам на стачивающей машине. При этом ее размеры проверяют и уточняют по размерам изделия. Боковые срезы полочек прикрепляют к бортовой прокладке на машине потайного стежка, затем стачивают плечевые срезы. По горловине спинки утепляющую прокладку притачивают к шву втачивания нижнего воротника на стачивающей машине или на машине потайного стежка. Утепляющую прокладку изделия и рукавов прикрепляют к швам втачивания рукавов в проймы на специальной разметочной или стачивающей машине.
Технологические карты обработки одежды из искусственного меха. На рис. 4.3 представлена технологическая карта обработки женского пальто из длинноворсового искусственного меха на трикотажной основе. Пальто расширенного книзу силуэта с рукавом покроя реглан, с центральной бортовой застежкой на крючки и клипсы. Полочка с прорезными карманами. Спинка цельная. Воротник-стойка.
Значительная высота ворса используемого искусственного меха обусловливает применение для стачивания деталей скорняжной машины. Поскольку мех имеет трикотажную основу, то по срезам всех деталей проложена кромка типа лейкопластыря. По линии сгиба борта отсутствует кромка, что допускается в случае, если бортовая прокладка выкроена строго по долевой нити.
Для создания плавной линии сгиба искусственного меха по борту бортовая прокладка расположена на 15...20 мм за линию перегиба борта. С этой же целью по линии борта, низа рукавов и низа изделия проложена полоска синтепона шириной 30...40 мм.
На рис. 4.4 представлена технологическая карта обработки детского пальто из искусственного меха на тканой основе. Для изготовления данной модели использован искусственный мех с коротким плоским ворсом, что позволяет применять методы изготовления, характерные для изделий из тканей с ворсованной поверхностью.
Рис. 4.3. Технологическая карта обработки женского пальто из искусственного длинноворсового меха на трикотажной основе и схемы обработки узлов:
1 — прорезного кармана; 2 — шва втачивания оката рукава в пройму; 3 — верхнего шва рукава; 4 — низа рукава; 5 — бокового шва; 6 — низа изделия; 7 — борта; 8 — воротника-стойки
Рис. 4.4. Технологическая карта обработки детского пальто для девочек из искусственного коротко ворсового меха на тканой основе и схемы обработки узлов:
1 — стояче-отложного воротника; 2 — плечевого шва; 3 — шва втачивания оката рукава в пройму; 4 — нижнего шва рукава; 5 — низа рукава с притачной манжетой; 6— бокового шва; 7— борта; 8 — рельефа полочки; 9— кармана в рельефе;
10 — рельефа спинки; 11 — хлястика; 12 — низа изделия
Рассматриваемое детское пальто для девочек имеет полуприлегающий силуэт с втачным рукавом, центральной бортовой застежкой на обметанные петли и пуговицы, полочку с рельефами от плечевого шва до низа изделия и карманами, расположенными в рельефах, спинку с рельефами, идущими от плечевого шва до низа изделия, и с отделочным хлястиком, отложной воротник, втачные одношовные рукава с притачными манжетами. Пальто изготовлено на стеганой подкладке с утепляющей прокладкой.
Для дублирования средней части полочки, цельнокроеного подборта, нижнего воротника, манжет, хлястика, обтачки горловины спинки используют биэластичную клеевую тканую прокладку (например, флизелин G 785). Прокладку приклеивают вдоль линии входа в карман, по плечевым срезам полочки и по припускам на подгибание низа изделия.
Соединение деталей пальто выполнено на стачивающей машине с последующим разутюживанием швов. Боковые швы, швы рельефов и бортовые срезы полочек обметывают от низа вверх на 25... 30 см.
При изготовлении манжет их притачивают сначала к низу рукавов, затем стачивают нижние срезы рукавов и поперечные стороны манжет. Шов притачивания манжеты прикрепляют потайной строчкой или края манжет вспушивают. Соединение подкладки с рукавами выполняют обтачным швом в чистый край.
Поскольку пальто изготовляют с отлетной по низу подкладкой, то припуск на подгибание низа изделия обрабатывают полоской подкладочной ткани шириной 13... 15 см. Подкладку изделия по низу прикрепляют над боковыми швами специальными держателями из подкладочной ткани или из ниток.
Гл а в a 5
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ ИЗ НАТУРАЛЬНОЙ КОЖИ
5.1. Конфекционирование материалов при изготовлении одежды из натуральной кожи
В зависимости от модели изделия, толщины кожевенного сырья и выбранных методов обработки пакет материалов одежды из натуральной кожи может иметь следующие варианты выбора материалов, составляющих пакет: основной материал, прокладочные материалы и подкладочный материал; основной материал, подкладочный материал; основной материал, утепляющая прокладка, подкладочный материал; основной материал, подкладка из искусственного или натурального меха, шерсти и др.
Выбор основного материала. При выборе основного материала для конкретного изделия необходимо учитывать свойства разных видов натуральной кожи. Так, из лайковой кожи рекомендуется изготовлять изделия, в которых исключается возможность ее деформирования на таких участках, как область ягодиц, суставов. Лайковая кожа может быть использована для пошива бюстье, топов и т.п., исключающих вытягивание в процессе эксплуатации очень тонкой кожи.
Для изготовления юбок, брюк, шорт, платьев, предназначенных для повседневной носки, не рекомендуется использовать замшу, поскольку она имеет свойство лосниться, что требует дополнительных затрат на поддержание внешнего вида изделия. Замшу используют для изготовления пальто, полупальто, курток, пиджаков, жакетов, жилетов, рубашек, блузонов, маек и т.п., которые должны иметь красивый внешний вид и отвечать направлениям моды.
Выбор прокладочных материалов. Изготовление изделий из кожи может осуществляться с прокладочными материалами или без них. Прокладочные материалы могут быть ткаными и неткаными, с клеевым покрытием или без него. Наличие прокладочных деталей и их вид определяются техническими условиями на изготовление каждого изделия, видом сырья и ассортиментной группы изделия, способом обработки и т.д.
Выбор прокладочных материалов с клеевым покрытием ограничен техническими условиями влажно-тепловой обработки натуральных кожевенных материалов. В большинстве случаев для образования клеевого соединения необходима температура 130... 160°C,
которая значительно выше температуры сваривания натуральных кож (70...90 °C). В связи с этим при изготовлении одежды из натуральной кожи могут быть использованы прокладочные материалы с точечным покрытием клеевыми порошками, температура плавления которых позволяет производить дублирование с основными деталями при температуре 70...90°C во избежание сваривания кожевой ткани. В частности, в качестве прокладки рекомендуется использовать специальный флизелин для кожи с точечным клеевым покрытием из низкотемпературного клея, например марки LE 420 (Германия), который приутюживают умеренно нагретым утюгом без пара. Кожа при этом остается мягкой и эластичной.
Вдоль срезов, которые обрабатываются с подгибанием, например срезов карманов, разрезов и других элементов, рекомендуется использовать прокладочный материал с перфорацией, по которой выполняется подгибание.
Для деталей, где нужна большая формоустойчивость, используются дополнительные прокладочные материалы, которые приутюживаются поверх флизелина. Например, детали пояса, который в процессе эксплуатации достаточно быстро заминается, укрепляются флизелином LE 420, а затем к флизелину приклеивается дополнительная жесткая прокладка с более высокой температурой плавления.
Технология изготовления одежды из натуральной кожи позволяет использовать вместо традиционных для швейных изделий из текстильных материалов прокладок и кромок тканевый материал типа лейкопластыря. Кромку типа лейкопластыря используют для предохранения краев и срезов деталей изделий из натуральной кожи. Эту кромку фиксируют на детали, слегка прижимая руками, а затем окончательно закрепляют (заколачивают) специальным деревянным молотком.
Плечевые накладки из поролона крепят в основном при помощи липучки, причем на бахтармяный слой липучка может быть приклеена клеем.
Выбор подкладочного материала. Любую одежду из натуральной кожи, в том числе и летнюю, в большинстве случаев изготовляют на подкладке, которая предохраняет изделие от деформации, особенно в области суставов, и закрывает бахтармяный слой, исключая окрашивание нижних слоев одежды и кожи человека. Поскольку натуральная кожа очень хорошо впитывает и долго сохраняет запахи (например, пота), то в отсутствие подкладки пот впитывается в бахтармяный слой, что делает натуральную кожу жесткой и ломкой. Кроме того, подкладка закрывает швы, которые в кожаных изделиях не обрабатываются.
В качестве подкладки в изделиях из натуральной кожи используются подкладочные ткани из химических нитей: вискозных, ацетатных, капроновых и др.
В демисезонной одежде из кожи в качестве подкладки может быть использован натуральный или искусственный мех, при этом в качестве подкладки рукавов обычно используют шелковые подкладочные ткани.
При изготовлении одежды из кожи широко используют подкладку, представляющую собой выстеганное с утепляющей прокладкой полотно.
В качестве подкладки для курток и пальто из натуральной кожи возможно использование камвольной шерстяной ткани, которая имеет саржевое переплетение нитей и соответственно достаточно высокую степень скольжения. Сочетание натуральной кожи и замши с шерстяным материалом делает изделия теплыми, легкими и практичными.
Выбор скрепляющих материалов. В качестве скрепляющих материалов для изготовления изделий из кожи используют хлопчатобумажные нитки № 30, 40,50. Для уменьшения сборок, возникающих в процессе образования строчки, рекомендуется использовать следующие нитки: капроновые 50К, армированные № 44 ЛХ, лавсановые № 33 Л, 55 Л, 90 Л. Для отделочных строчек используют лавсановые нитки и нитки из натурального шелка № 18, 33. Нитки должны быть прочными, эластичными, устойчивыми к трению и иметь высокую степень скольжения. Их подбирают в зависимости от свойств кожи, толщины иглы и характера выполняемой операции.
В пакет материалов одежды из кожи включают также ленту трансфер с двусторонним клеевым покрытием, которая используется для временного скрепления деталей и не удаляется с изделия.
При изготовлении одежды из натуральной кожи для закрепления припусков на швы рекомендуется использовать клей БФ-6, О К-2, УР-1, резиновый клей № 81, клей НИТХИ, «Крокус», специальный клей для текстиля марок Rudolfix и Gutermann Klebenacht НТ2 или клеевой карандаш марок Pritt и Tesa (Германия).
При использовании клеевых материалов в изделиях из тонких кож светлых тонов необходимо предварительно провести тестирование, поскольку клей может быть заметен с лицевой стороны.
Условия хранения одежды из натуральной кожи и уход за ними. Сохранность внешнего вида и длительность эксплуатации одежды из натуральной кожи во многом зависит от условий хранения изделий и ухода за ними.
Одежду из натуральной кожи не рекомендуется слишком часто подвергать химической чистке, а также нельзя стирать, поскольку при стирке вымываются растительные и животные жиры и минеральные масла, которые вводят в кожу после дубления.
Одежду из некоторых видов кожи (например, лайки) категорически запрещается подвергать даже влажной чистке, поскольку лайковая кожа не отталкивает, а впитывает воду, и на ней остаются пятна от воды. Для чистки лайковой кожи и кожи с казеиновым покрытием используют органические растворители и средства, их содержащие. Кожу с акриловым или нитроцеллюлозным покрытием, наоборот, чистят только водным раствором.
К моющейся коже относится кожа хромового дубления и замша, для которых могут быть использованы ручная стирка в большом количестве воды при температуре 30 °C с помощью специального мыла для кожи (шампуня, мягкого стирального порошка и т.п.), прополаскивание без отжима и сушка в расправленном виде на сукне или другом материале. Стирать следует быстро, не замачивая изделия надолго, не тереть, не выкручивать. При намокании и высушивании замша не теряет мягкости, так как она не содержит веществ, экстрагируемых (вымываемых) водой. При этом следует учитывать, что если для окраски замши использовались нестойкие красители, то стирка должна быть исключена, поскольку изделие может выцвести.
Одежду из кожи и замши не рекомендуется вешать за вешалку около воротника даже на короткое время, поскольку при этом изделие, особенно влажное, деформируется в местах крепления за вешалку.
Влажную кожаную одежду следует сушить только на специальных плечиках (широких и округлых) при нормальной комнатной температуре вдали от обогревательных приборов.
nf>n необходимости кожаное изделие можно подвергать влажно-тепловой обработке утюгом или специальным прессом, используя в качестве проутюжильника хлопчатобумажную ткань и умеренный нагрев (как для тканей из синтетических волокон), без пара.
5.2. Характеристика соединений деталей одежды из натуральной кожи
При изготовлении одежды из натуральной кожи используют различные способы соединения деталей, обработки их краев и отделки: ниточный, клеевой и комбинированный.
Ниточный способ соединения осуществляют вручную или с использованием швейных машин.
Ниточный способ соединения вручную применяют при изготовлении одежды из натуральной кожи значительно реже, чем при изготовлении изделий из текстильных материалов. Этот способ используют в основном для временного соединения деталей 128
при подготовке изделий к примерке в условиях индивидуального производства. Сметывание деталей рекомендуется производить со смещением строчек от линии соединения деталей в готовом изделии на 5...7 мм в сторону припусков на швы. Уточнение размеров деталей в процессе проведения примерки при изготовлении изделий по индивидуальным заказам возможно только в сторону уменьшения, так как на поверхности деталей остаются следы от проколов иглой. Если во время примерки выявлена необходимость увеличения размеров деталей за счет припусков на швы, в результате чего проколы будут видны на лицевой стороне деталей, то при дальнейшей обработке они могут быть закрыты отделочной строчкой или мелкими декоративными деталями.
При машинном способе соединения деталей используют беспосадочные швейные машины челночного прямолинейного стежка, а в отдельных случаях — зигзагообразного стежка. Частота стежков должна быть небольшой, поскольку частые стежки сильно перфорируют кожу, в результате чего швы легко рвутся. Закрепки в конце строчки выполняют параллельно основной строчке на расстоянии 1... 1,5 мм от нее. Ниже приведены технические требования к машинным строчкам при изготовлении одежды из натуральной кожи.
Строчка Количество стежков
на 10 мм строчки
Стачивающая.......................................3...4
Зигзагообразная....................................4... 10
Петельная для фигурных петель......................7... 10
Пуговичная.....................................В автоматическом
режиме
При выполнении машинных строчек в процессе изготовления одежды из кожевенных материалов следует строго соблюдать технические условия, так как дефекты, требующие переделок, не допускаются (остаются следы от проколов иглы).
Если швейная машина плохо продвигает кожу, то следует заменить обычную лапку на тефлоновую или фторопластовую. Можно приутюжить поверх линии шва узкую полоску прокладки, улучшающую условия скольжения и повышающую прочность шва; последнее особо актуально для изделий из толстой кожи.
На участках, подвергающихся значительным нагрузкам в процессе носки изделия (кокетка спинки, средний шов спинки и др.), рекомендуется с изнаночной стороны деталей подкладывать полоску прокладочного материала и стачивать вместе с ней.
При стачивании деталей следует следить за равномерным их натяжением, чтобы избежать вытягивания или появления сборки. Исключить вытягивание деталей в процессе их стачивания позволяет предварительное фиксирование их клеем, а не скрепками.
Временное соединение деталей перед выполнением машинных строчек выполняют с помощью булавок, располагая их по припуску во избежание проколов на деталях, а также канцелярских скрепок (рис. 5.1, а) или зажимов (рис. 5.1, б). Канцелярские скрепки должны быть чуть разогнутыми (ослабленными), чтобы не оставлять следов на коже. Зажимы бывают разных размеров, они прочно соединяют детали, не оставляя следов. Не следует оставлять детали сколотыми скрепками или зажимами надолго.
Если неотьемлемой частью ниточного способа соединения деталей одежды из тканей является выполнение влажно-тепловой обработки, то влажно-тепловая обработка одежды из натуральной кожи сведена до минимума и при необходимости производится с изнаночной стороны на прессе или с помощью утюга без увлажнения и без пропаривания через сухой проутюжильник, располагая его с изнаночной стороны детали, при температуре 80... 90 °C.
Клеевой способ соединения основан на использовании ленты трансфер, клеевых прокладок, жидкого клея и клеящего карандаша.
Так, с помощью ленты трансфер может осуществляться временное скрепление деталей для предохранения их от смещения при выполнении машинных строчек. Прокладывать ленту следует так, чтобы ее не было видно с лицевой стороны изделия, т.е. на 1... 2 мм от обрабатываемого края. Ленту трансфер следует сначала приклеить на одну из деталей, а затем, непосредственно перед склеиванием, снять защитную пленку и соединить детали, зафик-
Рис. 5.1. Временное соединение деталей изделия из кожи при помощи: а — канцелярских скрепок; б — канцелярских зажимов
сировав их молотком. Лента трансфер применяется для временного соединения деталей, припуски швов которых закладываются на одну сторону и по которым затем прокладывается отделочносоединительная строчка. Ширина отделочной строчки должна быть такой, чтобы она перекрывала внешний край ленты трансфер или проходила по нему.
На рис. 5.1, а показано выполнение подгибания припусков с использованием клеевой прокладки марки Kantenfix (Германия), перфорированная линия которой совпадает с линией подгибания. Прокладку Kantenfix в зависимости от ширины припуска на подгибание срезают на расстоянии около 1 см от перфорированной линии.
Жидким клеем (резиновым или специальным для текстиля) приклеивают припуски швов и припуски на подгибание низа, которые при последующей обработке не настрачиваются. Жидкий клей наносят на припуски обеих соединяемых деталей кистью с короткой густой щетиной. В изделиях из мягких тонких высокоэластичных кож клей наносят только в области строчки; в изделиях из толстых упругих малоэластичных видов кожи — по всей поверхности припусков. После того как клей подсохнет детали соединяют и простукивают (заколачивают) деревянным молотком. Излишки клея необходимо сразу удалить ватным или тряпичным тампоном.
При соединении деталей изделий из толстой кожи края деталей со стороны бахтармы перед соединением предварительно утоняются, т.е. выполняется шерфование с помощью специального шерфовального ножа. Кожу необходимо разложить горизонтально на идеально ровной поверхности бахтармой кверху. Шерфование осуществляется ножом, надавливая на него только от себя, отступив 10... 25 мм от среза, по направлению к нему. Данная операция называется «спустить» кожу или ее края.
При выполнении краевых и соединительных швов с открытыми срезами рекомендуется провести лицевой стороной среза той же кожи по открытому срезу, расположенному на крае стола. В результате кожа на срезе «заполируется», что придаст изделию законченный вид.
Клеящий карандаш, например марок Pritt и Tesa, используют для фиксирования припусков на швы при их настрачивании. Клеящий карандаш не оставляет следов на игле швейной машины.
Комбинированный способ соединения деталей одежды из натуральной кожи включает в себя элементы рассмотренных выше способов.
Виды швов, применяемых для склеивания деталей одежды из натуральной кожи, представлены в табл. 5.1. При соединении деталей одного изделия из натуральной кожи, как правило, используется не более двух видов швов.
Таблица 5.1
Схемы и особенности выполнения разных швов, применяемых при изготовлении одежды из натуральной кожи
Вид шва Схема шва Особенности выполнения шва
В расколотку (вразутюжку) 22^221 При необходимости выполнить шерфование. Детали стачать; на припуски нанести клей; припуски разложить в обе стороны от строчки и расколотить с помощью молотка
Вразворот (в изделиях из толстой кожи) ...1-^-4..., Предварительно выполнить шерфование краев деталей. Детали стачать; припуски расколотить со слоем клея. Шов уплотняется с изнаночной стороны путем настрачивания специальной тесьмы
Встык Детали из толстых кож соединить зигзагообразной строчкой или на плоскошовной машине. Со стороны бахтармы детали соединяют приклеиванием тесьмы
Взаколотку (взаутюжку) При стачивании детали уравнять по срезам, а затем припуск верхней детали подрезать, оставляя ширину, до 2 ... 3 мм; нанести слой клея на припуски обеих деталей и выполнить заколачивание шва на верхнюю деталь
Стачной с обрезкой припусков Используется для соединения деталей в изделиях из толстых кож; выполняет одновременно роль декоративной отделки. Детали стачивают, сложив изнаночными сторонами друг к другу; припуск шва срезают до ширины 2 мм
Настрочной с закрытым срезом й— После стачивания и подрезания припуска верхней детали до 2 ... 3 мм припуски заколотить со слоем клея на верхнюю деталь и настрочить
Накладной с открытыми срезами —— Припуски верхней детали срезать; верхнюю деталь заколотить на нижнюю со слоем клея и настрочить на расстоянии 1 ... 2 мм от края. При необходимости края верхней детали шерфуют со стороны бахтармы, а нижней — с лицевой стороны
Накладной с открытыми срезами с лентой трансфер Для временного соединения используется лента трансфер; один из срезов может быть высечен зубчиками или оформлен в виде бахромы
Накладной с закрытым срезом >) Припуск на шов верхней детали заколотить со слоем клея. Верхнюю деталь настрочить на нижнюю на расстоянии 1... 2 мм от сгиба
Накладной с закрытым срезом с лентой трансфер ~w*~~ Край верхней детали заколотить со слоем клея. На припуск нижней детали проложить ленту трансфер, не доходя 1 ... 2 мм до линии шва; верхнюю деталь заколотить на нижнюю и настрочить на расстоянии 1... 2 мм от сгиба
Накладной с одним закрытым срезом — ) Используется в изделиях из толстой кожи вместо обтачного шва в кант. После заколачивания подогнутого края верхней детали со слоем клея и настрачивания выступающую часть припуска срезать близко к строчке
Накладной с двумя закрытыми срезами — Используется вместо обтачного шва в кант. Выполняется с использованием ленты трансфер
Обтачной в кант Обтачать детали; подрезать один из припусков до 2 ... 3 мм; промазать припуски клеем; выправить кант и зафиксировать заколачиванием или машинной строчкой. Припуски на швы могут быть одинаковыми
Обтачной в простую рамку : f7777) Заколотить со слоем клея деталь обтачки вдоль посередине; притачать ее к основной детали; зафиксировать шов притачивания машинной строчкой путем заколачивания с клеем или без него, в отдельных случаях — путем приутюживания
Обтачной в простую рамку с лентой трансфер ЕВ Заколотить со слоем клея деталь обтачки вдоль посередине; заколотитьс клеем припуск шва на основной детали; проложить ленту трансфер по припуску основной детали; склеить детали; соединить машинной строчкой
5.3. Технологические процессы изготовления одежды из натуральной кожи
Начальная обработка основных деталей. Начальная обработка основных деталей изделий из натуральной кожи включает в себя прокладывание прокладок и кромок, соединение составных частей основных деталей, обработку вытачек, шлиц и т.п.
Прокладки из хлопчатобумажных, льняных, нетканых материалов с клеевым покрытием или без него применяют для стабилизации формы полочки и предохранения бортов от растяжения. Материалы для прокладок по свойствам должны соответствовать виду кожи и модели изделия. При использовании прокладочного материала с клеевым покрытием полочку дублируют с помощью утюга или пресса по всей поверхности или в области борта на участке расположения петель и пуговиц. При использовании прокладочного материала без клеевого покрытия его соединяют с полочкой на стачивающей машине, прокладывая строчки на 2...3 мм от срезов горловины, плечевого среза и срезов проймы.
При изготовлении изделий из толстых кож полочку можно не дублировать.
Кромками клеевыми и неклеевыми обрабатывают борта в изделиях из натуральной кожи и замши с повышенной растяжимостью. Кромку прокладывают по полочке, не доходя до линии края борта и уступа лацкана на 1 ...2 мм.
Прокладывание кромок по другим участкам зависит от степени растяжимости кожевенных материалов и определяется для каждого изделия отдельно.
Особенно высокие требования предъявляются к тем участкам и деталям кроя одежды, которые подвержены растягивающим деформациям: косые срезы по участкам пройм полочки и спинки, горловины, плечевые срезы, срезы передних и локтевых частей рукавов и т.д. Клеевую кромку шириной 7... 10 мм приклеивают с помощью утюга на расстоянии 3...5 мм от срезов, а неклеевую кромку или тесьму прокладывают на стачивающей машине на расстоянии 3 мм от срезов.
В изделиях из толстой кожи малой растяжимости кромку по срезам деталей не прокладывают.
Обметывание срезов в изделиях из кожи не предусматривается.
Соединение составных частей основных деталей в одежде из кожи выполняют стачными, накладными, настрочными швами в зависимости от вида и толщины кожи (см. табл. 5.1).
Вытачки в зависимости от вида и толщины материалов в изделиях из кожи могут быть неразрезными и разрезными.
Основными требованиями к выполнению вытачек являются симметричное расположение их на изделии, отсутствие слабины в конце вытачки, прилегание припусков.
Неразрезные вытачки проектируют в изделиях из тонких кож. Чтобы не допустить деформирования конца вытачки, можно приклеить в этой области прямоугольник из тонкого нетканого материала с клеевым покрытием. Конец вытачки не деформируется, если подложить дополнительный кусок тонкой ткани (например, подкладочной) под строчку в конце вытачки таким образом, чтобы строчка стачивания заканчивалась на нем. Этот способ исключает необходимость выполнения закрепки в виде двойной машинной строчки в конце вытачки.
Вытачки, как разрезные, так и неразрезные, можно стачивать с дополнительными полосками ткани, которые выкраиваются из хлопковых, льняных или нетканых материалов, сходных по толщине и плотности с материалом верха. Ширина полоски равна 25...30 мм, длина может быть разной, но полоска должна выходить за конец вытачки не менее чем на 15...20 мм. При стачивании вытачек полоску располагают так, чтобы ее середина в долевом направлении совпадала со строчкой. В конце вытачки строчку следует продлить и закончить ее на дополнительной полоске ткани, что исключает необходимость выполнения закрепки в виде двойной машинной строчки в конце вытачки. Полоска может располагаться по всей длине вытачки или только в области ее конца по длине 30...40 мм. К концу вытачки полоску рассекают под углом примерно 45° к строчке стачивания вытачки, нижнюю часть полоски раскладывают на обе стороны.
Рис. 5.2. Обработка неразрезных вытачек:
а — с дополнительной полоской материала с последующим заутюживанием; б — с дополнительной полоской материала с последующим расстрачиванием; в — без дополнительной полоски материала с последующим настрачиванием; г — с использованием клея
В зависимости от свойств кожи и модели изделия неразрезные вытачки (рис. 5.2) стачивают с подкладыванием дополнительной полоски материала или без него, а затем заутюживают (см. рис. 5.2, а), расстрачивают (см. рис. 5.2, б), настрачивают (см. рис. 5.2, в), расколачивают или заколачивают с использованием (см. рис. 5.2, г).
Разрезные вытачки (рис. 5.3) стачивают, начиная от среза детали. Ширина получаемого шва составляет 7... 10 мм. Затем ширину шва сводят на нет и заканчивают строчку ниже разреза на 10... 15 мм. Вытачки разутюживают, расстрачивают (см. рис. 5.3, а), настрачивают (см. рис. 5.3, б), расколачивают (см. рис. 5.3, в). Вместо клея может быть использована лента трансфер. В изделиях из толстых кож применяют обработку вытачек накладными швами с закрытыми (см. рис. 5.3, г) или открытыми срезами (см. рис. 5.3, д).
Вытачка может стачиваться как неразрезная, а затем припуски вытачки (с большим раствором) подрезают на 5... 10 мм, промазывают клеем и приклеивают к детали, разложив по обе стороны от строчки (т.е. расколачивают). Вытачку приутюживают, слабину в конце вытачки сутюживают.
Рис. 5.3. Обработка разрезных вытачек:
а — стачным швом с последующим расстрачиванием; б — стачным швом с последующим настрачиванием; в — стачным швом с последующим расколачиванием; г— накладным швом с закрытым срезом; д — накладным швом с открытыми срезами
Шлицы в изделиях из тонких кож обрабатывают с прокладками из хлопчатобумажных или нетканых материалов с клеевым покрытием или без него. В зависимости от свойств кожи вместо прокладки может применяться лейкопластырь или кромка. Верхние срезы прокладки и кромки должны заканчиваться на уровне верхних срезов припусков на шлицу, так как они должны попадать под закрепку шлицы в ее верхней части.
Клеевой метод обработки шлицы предусматривает нанесение клея на припуски шлицы, закрепление подогнутых краев шлицы и их фиксацию с одновременным подгибанием низа по намеченной линии.
К качеству обработки шлицы предъявляются следующие требования: сгибы шлицы должны быть расположены отвесно, без слабины, не должны расходиться или излишне заходить один на другой, сгиб левой части шлицы должен быть продолжением линии стачивания средних срезов спинки. При нарушении технических условий выполнения операций по стачиванию средних срезов спинки (например, не совмещены надсечки и верхние срезы припусков шлицы), заутюживанию или приклеиванию припусков на обработку боковых сторон шлицы (например, сгибы затянуты при заутюживании) шлица в готовом изделии будет деформирована.
При изготовлении юбок, брюк и других изделий в швах могут обрабатываться разрезы. На участке разреза припуск на шов должен быть увеличен на 5... 10 мм. После стачивания края деталей на участке разреза закрепляют с помощью клея. Подкладку для юбок и брюк с разрезами целесообразно делать короче основных деталей: только до разреза.
Обработка мелких деталей (поясов, хлястиков, пат, шлевок, клапанов и др.). В изделиях из тонких мягких кож мелкие детали по конструкции могут быть цельнокроеными или состоящими из двух деталей; стачными, обтачными или обработанными накладным швом с одним или двумя закрытыми срезами. В изделиях из толстых кож мелкие детали проектируют из двух деталей, соединяемых друг с другом в большинстве случаев накладным швом с открытыми или одним закрытым срезами.
Пояс может состоять из трех частей, при этом швы соединения частей должны совпадать с боковыми швами или располагаться со стороны пряжки на расстоянии не более 20 см от конца пояса, другой конец пояса должен закрывать этот шов.
Пояса по ширине могут быть узкие и широкие, по жесткости — мягкие, полужесткие и жесткие.
При изготовлении пояса (рис. 5.4) для предохранения его от растяжения и стабилизации формы применяют прокладочные материалы с клеевым покрытием или тканую кромку типа лейкопластыря шириной 3, 4 или 5 см в зависимости от ширины пояса в готовом виде.
Рис. 5.4. Обработка пояса:
а — стачного с разутюженным швом стачивания; б — стачного с разутюженным швом стачивания и отделочной строчкой; в — стачного с заутюженным швом стачивания; г — с обработкой одного края накладным швом с закрытым срезом и отделочной строчкой; д — с обработкой краев накладным швом с закрытым срезом; е — стачного с заутюженным швом стачивания и отделочной строчкой
Если пояс застегивается на пряжку, то для придания ему жесткости на всю поверхность пояса наносят слой клея. Если пояс завязывается, то клеем промазывают только припуски на швы для обеспечения достаточной степени драпируемости.
При обработке цельнокроеного пояса шов стачивания разутюживают или раскладывают, располагая его посередине, вдоль нижней детали. В случае если пояс обрабатывают без пряжки, то при стачивании следует оставить нестачанным участок шва для последующего вывертывания. Закрепление припусков на швы может быть
выполнено клеевым способом, для чего их промазывают клеем и расколачивают (см. рис. 5.4, а, б). Нестачанный участок пояса приклеивают или подшивают строчкой из потайных подшивочных
стежков.
Обработка пояса, а также хлястиков и пат может быть выполнена обтачным швом в раскол (см. рис. 5.4, в). Во всех случаях обработки нестачанный участок пояса после вывертывания приклеивают, застрачивают или, если позволяют свойства кожи, подшивают строчкой потайного стежка.
Обработку пояса и других мелких деталей накладным швом с
одним закрытым срезом выполняют в изделиях из толстых кож (см. рис. 5.4, г, д'); с двумя закрытыми срезами — в изделиях из мягких тонких кож (см. рис. 5.4, е).
При соединении частей мелких деталей накладным швом для временного скрепления деталей по длине можно использовать ленту трансфер или клеевой карандаш, чтобы при настрачивании они не смещались.
Шлевки могут быть широкими (на подкладке и без нее) или узкими (10...20 мм).
Широкие шлевки на подкладке обтачивают по двум долевым сторонам, без подкладки — стачивают по длине, разутюживают и расправляют шов. После вывертывания деталей шов располагают по середине ширины нижней стороны детали.
Узкие шлевки обрабатывают разными способами (рис. 5.5), выбор которых зависит не только от вида и толщины кожи, но и от ассортиментной группы изделия. Так, срезы узких шлевок могут быть обработаны швом вподгибку с открытыми срезами (см. рис. 5.5, а). Такая обработка шлевок применяется в основном в
поясных изделиях.
Узкие шлевки в изделиях пальтово-костюмного ассортимента обрабатывают накладным швом с открытыми или закрытыми срезами. При обработке узких шлевок накладным швом с одним закрытым срезом (см. рис. 5.5, б) на нижнюю часть шлевки наносят слой клея, выполняют заколачивание детали, прокладывают отделочную строчку и подрезают припуски нижней части как можно ближе к строчке.
С изделием шлевки соединяют, настрачивая оба конца с подгибанием обрезных краев или один конец без подгибания
Рис. 5.5. Обработка узких шлевок: а — швом вподгибку с открытыми срезами; б — накладным швом с одним закрытым срезом
края. В последнем случае один конец строчки настрачивания закрывают шлевкой, а другой подгибают по обрезному краю.
Соединение шлевок с изделием может производиться с использованием накладки из основного материала, которая закрывает строчки соединения шлевки с изделием и одновременно выполняет функции декоративной отделки.
Клапаны, листочки и обтачки в одежде из натуральной кожи обрабатываются с клеевой или неклеевой прокладкой или без прокладки в зависимости от свойств используемой кожи.
Клапан может быть цельнокроенным с подкладкой. Подкладка клапана может быть выкроена из подкладочной ткани или основного материала (кожи). Клапаны в одежде из натуральной кожи могут быть одинарными, т.е. обрабатываться без подкладки.
Клапан обрабатывают обтачным швом в кант или накладным швом с одним или двумя открытыми срезами.
При обработке клапана обтачным швом в кант (рис. 5.6) припуски шва обтачивания подрезают со стороны подкладки кармана до ширины 2...3 мм, промазывают их клеем, деталь вывертывают на лицевую сторону и шов обтачивания заколачивают (см. рис. 5.6, а), прокладывают отделочную строчку, если это предусмотрено по модели. Вдоль края клапана может быть проложена кромка типа лейкопластыря (см. рис. 5.6, б).
При обработке клапана накладным швом с двумя закрытыми срезами (рис. 5.6, в) припуски на обработку клапана и его подкладки составляют 10... 15 мм по всем четырем сторонам. Прокладкой при необходимости дублируют деталь подкладки, а по нижней и боковой сторонам клапана прокладывают кромку типа лейкопластыря. Припуски боковых и нижней сторон на клапане и
Рис. 5.6. Обработка клапанов:
а, б — обтачным швом в кант; в — накладным швом с двумя закрытыми срезами; г — накладным швом с одним закрытым срезом
Рис. 5.7. Обработка прорезного кармана с клапаном:
<7 — по традиционной технологии; б — по клеевой технологии
его подкладке промазывают клеем и заколачивают на изнаночную сторону деталей; при этом детали клапана и подкладки должны быть одного размера без учета величины канта. По припускам одной из деталей прокладывают слой клея или ленту трансфер (на расстоянии 2...3 мм от заколоченных краев) и детали склеивают между собой, заколачивают и прокладывают отделочную строчку по лицевой стороне клапана на расстоянии 1 ...2 мм от края.
При обработке клапана накладным швом с одним закрытым срезом (см. рис. 5.6, г) деталь клапана дублируют, припуски промазывают клеем и заколачивают. Клеевым способом (нанесением слоя клея или с помощью ленты трансфер) соединяют клапан с подкладкой, шов заколачивают, прокладывают отделочную строчку и подрезают припуски подкладки как можно ближе к строчке.
Обработка карманов. Карманы в одежде из натуральной кожи, как и в изделиях из текстильных материалов, очень разнообразны как по конструкции и месту расположения на деталях изделий, так и по способам обработки.
Прорезные карманы (рис. 5.7) могут быть обработаны по традиционной технологии, когда детали притачивают к лицевой сторо
не изделия. Однако существуют и иные, альтернативные способы обработки прорезных карманов, характерные только для изделий из натуральной кожи. Детали кроя прорезных карманов во всех случаях обработки в одежде из натуральной кожи аналогичны деталям кроя карманов в одежде из текстильных материалов.
В одежде, изготовляемой из натуральной кожи повышенной растяжимости, прорезные карманы обрабатывают с прокладыванием долевиков из материалов с клеевым покрытием или без него так, чтобы середина долевика располагалась по линии разметки прорези кармана, а концы его выходили на 20...30мм за концы кармана. В случае использования тканой кромки типа лейкопластыря ее приклеивают по периметру входа в карман. В одежде из малорастяжимых видов кожи долевики не используют.
Подзоры, внутренние срезы обтачек из кожи соединяют с деталями подкладки накладным швом с открытым срезом. При соединении подзора из кожи с деталью подкладки стачным или настрочным швом, а также в других аналогичных случаях необходимо помнить, что изгибается всегда материал, толщина которого меньше; если материалы не могут быть подвергнуты влажнотепловой обработке, то швы соединений настрачивают.
На рис. 5.7, а показана обработка прорезного кармана с клапаном по традиционной технологии с использованием только ниточного способа соединения. Вместо долевика в данном случае используют подкладку кармана, нить основы которой расположена параллельно прорези кармана. После притачивания клапана и обтачки подкладка разрезается по линии входа в карман вместе с основной деталью. Ширина рамки при традиционной технологии обработки равна ширине входа в карман.
При использовании клеевой технологии (см. рис. 5.7, б) место расположения кармана намечают четырьмя основными линиями и по периметру входа в карман приклеивают кромку типа лейкопластыря шириной 1 см; вход разрезают. На изнаночную сторону припусков наносят слой клея и заколачивают их на кромку. На заколоченные припуски приклеивают ленту трансфер.
На */3 ширины обтачки наносят слой клея и ее заколачивают. Части подкладки кармана притачивают к продублированному подзору и нижнему краю обтачки настрочным швом с открытым срезом. Снимают защитную пленку с ленты трансфер и приклеивают клапан к верхнему краю прорези, обтачку — к нижнему. Отогнув клапан, прокладывают строчку по нижнему краю кармана, а затем, подложив с изнаночной стороны подзор с притачанной подкладкой кармана, прокладывают строчку параллельно боковым и верхнему краю кармана на расстоянии 1...3 мм от заколоченных краев. Подкладку кармана стачивают с одновременным закреплением углов кармана с изнаночной стороны рядом со строчкой, проложенной по лицевой стороне детали. Особенностью такого
Рис. 5.8. Обработка прорезного кармана в рамку:
а — в рамку с двумя обтачками; б — в рамку с двумя обтачками и тесьмой-молнией
кармана является ширина рамки, которая уже входа в карман на 5 мм.
Обработка прорезного кармана в рамку клеевым способом (рис. 5.8) аналогична обработке кармана с клапаном. Если кожа тонкая, то детали обтачек заколачивают со слоем клея вдоль посередине. Если кожа толстая, то верхнюю обтачку заколачивают вдоль посередине, а нижнюю — на 2/з ширины. Верхние обтачки, соединенные машинной строчкой с подзором, и нижние обтачки укладывают встык заколоченными сгибами и в таком положении соединяют их с основной деталью машинной строчкой или с помощью небольшого отрезка ленты трансфер (см. рис. 5.8, а).
В изделиях из натуральной кожи прорезные карманы в рамку часто обрабатывают с застежкой на тесьму-молнию, которую накладывают при выполнении отделочной строчки по краям обтачек или соединяют с обтачками клеевым способом, выполняя временное соединение с помощью ленты трансфер или нанесением слоя клея клеевым карандашом (см. рис. 5.8, б). Звенья застежки-молнии в зависимости от модели могут располагаться на
Рис. 5.9. Обработка прорезного кармана с листочкой: а — с подзором из основного материала; б — подкладкой кармана
уровне сгибов обтачек или выступать за них; обтачки могут отсутствовать и рамка оформляться только звеньями тесьмы-молнии.
Прорезные карманы с листочкой (рис. 5.9) с втачными концами обрабатывают с подзором из основного материала (см. рис. 5.9, а) или с одной частью подкладки из основного материала. Листочка чаще всего проектируется цельнокроеной с нижней частью подкладки кармана и в зависимости от свойств кожи соединяется с клеевой или неклеевой прокладкой, промазывается клеем или соединяется с тканой кромкой типа лейкопластыря. При сборке кармана по клеевой технологии по контуру прорези кармана прикрепляют ленту трансфер, затем снимают с нее защитную пленку и к нижнему краю кармана приклеивают листочку с притачанной частью подкладки, а к верхнему краю кармана — продублированный подзор с притачанной второй частью подкладки кармана.
При сборке прорезного кармана с листочкой с настрочными концами расстояние между строчками притачивания листочки и верхней части подкладки кармана или подзора составляет 10... 15 мм. При ширине листочки более 30 мм подзор не исполь
зуют, а верхнюю сторону прорези кармана обрабатывают подкладкой кармана (см. рис. 5.9, б). Перед настрачиванием концов листочки на основную деталь их можно зафиксировать лентой трансфер.
Накладные карманы в изделиях из кожи могут быть простыми (без отделочных элементов) и сложными (с отделочными элементами). Выбор способа обработки кармана обусловливается видом накладного кармана, ассортиментной группой изделия, видом и свойствами кожевенного сырья.
Накладные карманы в изделиях из натуральной кожи обрабатывают на подкладке или без нее, с прокладками или без них. В изделиях из кожи большой растяжимости карманы соединяют с клеевой или неклеевой прокладкой по всей поверхности или по верхнему припуску.
Если карман обрабатывают без подкладки (рис. 5.10), верхний край его может быть обработан следующими видами швов: вподгибку с открытым срезом; накладным с открытыми срезами путем притачивания с изнаночной стороны обтачки или путем настрачивания отделочной полоски с лицевой стороны; окантовочным с использованием для окантовки полоски из основного или отделочного материала и др.
Нижние углы кармана обрабатывают в зависимости от их формы. Если нижние углы кармана прямые, то угол припуска карма-
Рис. 5.10. Обработка накладных карманов без подкладки:
а, б — с подгибанием предварительно заколоченных краев; в — без подгибания краев
на следует срезать под углом 45° к нижней стороне так, чтобы после заколотки припусков срезы припуска располагались встык друг к другу (см. рис. 5.10, а).
Если нижние углы кармана овальные, то часть припуска на обработку кармана в местах закругления следует высечь так, чтобы после заколачивания срезы высеченных участков располагались встык друг к другу (см. рис. 5.10, б).
Соединение накладных карманов выполняется машинным способом как с подгибанием предварительно заколоченных краев (см. рис. 5.10, а, б), так и без подгибания (см. рис. 5.10, в). Детали кармана предварительно фиксируются на основной детали с помощью ленты трансфер, а затем соединяются машинной строчкой.
Для более прочного соединения кармана с изделием с изнаночной стороны основной детали на уровне входа в карман перед соединением необходимо проложить долевик из прокладочного материала с клеевым покрытием. В качестве долевика может применяться тканая кромка типа лейкопластыря шириной 4 см, которую разрезают на квадраты и приклеивают с изнаночной стороны изделия на уровне верхних и нижних углов кармана.
Существует несколько способов обработки накладных карманов на подкладке, используемые для изделий различных ассортиментных групп (рис. 5.11).
Так, при обработке накладного кармана в поясных изделиях подкладку притачивают к предварительно продублированному верхнему припуску на подгибание кармана (см. рис. 5.11, а). Для уменьшения толщины в области верхних углов кармана участки шириной 1 см вдоль боковых сторон верхнего припуска высекают. На всю поверхность кармана до линии верхнего края наносят слой клея и приклеивают верхний припуск и притачанную к нему подкладку к основной детали кармана. Верхний припуск заколачивают. Далее боковые и нижние припуски кармана подгибают на изнаночную сторону и заколачивают со слоем клея. На припуски боковых и нижней сторон кармана приклеивают ленту трансфер. Сняв защитную пленку с ленты трансфер, карман приклеивают к изделию. Карман рекомендуется настрачивать двумя строчками, чтобы боковые и нижний срезы располагались между строчками.
При обработке карманов в пальто, плащах, куртках подкладку кармана притачивают к верхнему припуску кармана (см. рис. 5.11, б). Боковые и нижний припуски кармана заколачивают на изнаночную сторону. Припуски подкладки кармана заутюживают на изнаночную сторону так, чтобы подкладка кармана была меньше кармана на 2... 5 мм по трем сторонам. На припуски детали накладного кармана приклеивают ленту трансфер. Подкладку кармана накладывают на лицевую сторону полочки лицевой стороной вниз и настрачивают с трех сторон. Ширина швов настрачивания состав-146
Рис. 5.11. Обработка накладных карманов с подкладкой:
а — настроченной на основную деталь вместе с верхом кармана; б — настроченной на основную деталь; в — обтачивающей карман
ляет 1 ...2 мм. Сняв защитную пленку с ленты трансфер, приклеивают карман поверх подкладки. Верхний край кармана заколачивают со слоем клея. Карман настрачивают по боковым и нижней сторонам. Ширина шва 1 ...5 мм.
По другому способу накладной карман обтачивают подкладкой по боковым и нижней сторонам, оставляя пропуск в строчке для вывертывания кармана (см. рис. 5.11, в). После вывертывания, выправления и утонения краев кармана пропуск в строчке закрепляют клеевым способом. Готовый карман настрачивают на основную деталь.
В зависимости от свойств используемого кожевенного сырья обработка и сборка накладного кармана могут быть выполнены по традиционной технологии без использования клеевых способов соединения.
Обработку карманов в швах при изготовлении одежды из натуральной кожи выполняют с использованием цельнокроеных припусков к основным деталям, а также листочек, клапанов и др. Детали подзора и обтачки могут быть цельнокроеными с боковой и средней частями полочки или отрезными. Выбор вида подзора и обтачки зависит от модели и количества сырья на изделие. Для
придания большей прочности узлу и предохранения входа в карман от растяжения подзор следует продублировать прокладочным материалом. Также необходимо продублировать обтачку или припуск на обработку средней части полочки. Если части полочки продублированы целиком, то дополнительные прокладки исключаются. Использование клеевого способа соединения позволяет улучшить качество и сократить трудоемкость обработки карманов, расположенных в швах деталей.
Обработка бортов. Подборта в изделиях из натуральной кожи могут быть отрезными (по всей длине или на участке лацкана) или цельнокроеными.
Отрезные подборта в куртках, пиджаках, жакетах могут состоять из трех частей; в пальто, плащах — из четырех с расположением швов в поперечном или в косом направлении, при этом скос должен быть не более 5 см.
Швы притачивания надставок должны быть расположены вверху ниже первой петли на расстоянии 2,5 см, внизу — на расстоянии не менее 6 см от линии низа изделия. Части подбортов соединяют следующими видами швов: стачным вразутюжку, рас-строчным, накладным с открытыми или одним закрытым срезом, встык.
Для стабилизации формы бортов и предохранения их от растяжения подборт и полочку соединяют (полностью или только в области борта) с клеевыми или неклеевыми прокладками в зависимости от вида и свойств кожевенного сырья. Неклеевые прокладки соединяют с основными деталями на стачивающей машине, прокладывая строчки на расстоянии 2...3 мм от плечевых срезов, срезов горловины и проймы, параллельно срезу борта (в изделиях с отрезным подбортом).
В изделиях с цельнокроеным подбортом прокладку полочки по срезу борта закрепляют при последующем прокладывании отделочной строчки по краю борта. Если неклеевая прокладка располагается только со стороны цельнокроеного подборта, то ее срез закрепляют машинной строчкой, которую прокладывают на расстоянии 2...5 мм от среза прокладки при его расположении по линии сгиба борта.
Прокладка может располагаться только на участке размещения петель и пуговиц.
В изделиях из тонкой кожи с повышенной растяжимостью борта обрабатывают клеевыми и неклеевыми кромками (рис. 5.12). При этом тканую клеевую кромку типа лейкопластыря прокладывают до соединения деталей полочки с хлопчатобумажным или льняным прокладочным материалом (см. рис. 5.12, а). Неклеевая кромка может быть закреплена при обтачивании борта, при этом внутренний край кромки закрепляют на машине потайного стежка (см. рис. 5.12, б).
Рис. 5.12. Обработка бортов:
а — с прокладыванием тканой клеевой кромки типа лейкопластыря; б — с прокладыванием неклеевой кромки; в — с закреплением края борта по клеевой технологии; г — с настрачиванием шва обтачивания на подборт и полочку; д — накладным швом с двумя открытыми срезами в изделиях из тонких кож; е — накладным швом с открытым срезом со стороны подборта или закрытым со стороны полочки; ж — накладным швом с двумя открытыми срезами в изделиях из толстых кож; з — с использованием клеевой технологии закрепления края борта с цельнокроеным подбортом
В изделиях из тонких кож борт с отрезным подбортом соединяют обтачным швом в кант при использовании клеевой прокладки. Припуски шва обтачивания разутюживают или раскладывают на обе стороны, если влажно-тепловая обработка невозможна. Припуск со стороны полочки срезают на половину его ширины. Шов обтачивания промазывают клеем и заколачивают с образованием канта (см. рис. 5.12, в). Если предусмотрено моделью, то прокладывают отделочную строчку.
При обработке борта в «чистый край» без использования клеевого способа закрепления припуск шва обтачивания настрачивают на подборт по длине борта и на полочку по длине лацкана (см. рис. 5.12, г). При этом срезают ширину припуска шва обтачивания той детали, на которую настрачивают припуск шва.
В изделиях из тонких кож обработка борта может быть выполнена накладным швом с двумя закрытыми срезами (см. рис. 5.12, д'). При этом припуски на обработку краев по борту полочки и подборта заколачивают со слоем клея. Припуски швов в углах необходимо срезать до или после операции заколачивания. Временное соединение полочки и подборта выполняют при помощи ленты трансфер, совместив при этом заколоченные края. Отделочно-соединительную строчку прокладывают на расстоянии 1 ...2 мм от заколоченных краев.
В изделиях из толстых кож борта обрабатывают накладным швом с открытым срезом со стороны подборта и с закрытым со стороны полочки (см. рис. 5.12, е) или с двумя открытыми срезами (см. рис. 5.12, ж).
В изделиях с цельнокроеными подбортами обтачивают уступы бортов. Если используют клеевую технологию обработки, то вдоль края борта и шва обтачивания уступов наносят полосу клея шириной 10... 15 мм и выполняют заколачивание (см. рис. 5.12, з). По модели может быть проложена одна или две отделочные строчки.
Петли в изделиях из натуральной кожи могут быть обметанными, обтачными, прорубными и навесными. Во всех случаях они требуют тщательного исполнения. Обметанные петли выполняют на специальных петельных машинах «с глазком» или «без глазка».
Обтачные петли обрабатывают в рамку или в кант, с одной или двумя обтачками (рис. 5.13). Петли могут располагаться горизонтально, вертикально и наклонно. Длина петли в готовом виде равна диаметру пуговицы плюс 3... 5 мм. Предварительно с изнаночной стороны полочки в области расположения петель может быть проложена тканая кромка типа лейкопластыря шириной 3 см.
При обработке обтачных петель (рис. 5.13) в рамку с одной обтачкой (см. рис. 5.13, а) в одежде из тонкой и мягкой кожи
Рис. 5.13. Обработка обтачных петель:
а — в рамку с двумя предварительно стачанными обтачками; б — в рамку с двумя предварительно склеенными обтачками; в — в кант с одной цельнокроеной обтачкой
обтачку выкраивают шириной 5...6 см, притачивают ее к основной детали и разрезают. При этом петлю разрезают по общим правилам, швы притачивания обтачек вывертывают и выправляют, углы петли закрепляют с изнаночной стороны машинной строчкой. Припуски шва притачивания обтачек заколачивают со слоем клея. Далее борт обрабатывают подбортом. По основной детали или в шов притачивания обтачек прокладывают отделочную строчку по периметру петли. Вырезают петлю со стороны подборта.
При обработке обтачных петель в рамку с двумя обтачками (см. рис. 5.13, б) на изнаночной стороне детали петлю намечают четырьмя линиями. Расстояние между поперечными линиями со
ответствует длине петли в готовом виде, а расстояние между долевыми линиями равно удвоенной ширине рамки; ширина рамки петли в готовом виде составляет 3... 5 мм в зависимости от толщины кожи, вида изделия, диаметра пуговицы. Далее материал разрезают, как при обработке прорези прорезного кармана. Припуски на обработку петли заколачивают со слоем клея на изнаночную сторону, а детали обтачек шириной 30 мм заколачивают вдоль посередине.
По периметру петли с изнаночной стороны детали на припуски приклеивают ленту трансфер так, чтобы она не доходила до заколоченного края на 1 ...2 мм. Заколоченные обтачки располагают сгибами встык и фиксируют с изнаночной стороны детали. После обработки борта подбортом по периметру петли прокладывают машинную строчку на расстоянии 1... 2 мм от заколоченного края, а петлю вырезают со стороны подборта, немного расширив разрез.
Обтачные петли в кант с одной обтачкой (см. рис. 5.13, в) используют, если одежда из тонкой и мягкой кожи. Обтачку прямоугольной формы накладывают лицевой стороной на полочку, совмещая намеченные линии петли, и прокладывают машинную строчку вокруг петли с четырех сторон. Обтачку и основную деталь прорезают вместе по разметке петли. После вывертывания обтачки на лицевую сторону ее промазывают с изнаночной стороны клеем и заколачивают. Далее борт обрабатывают подбортом, по периметру петли прокладывают строчку по основной детали и вырезают петлю со стороны подборта.
При обработке обтачных петель в кант с двумя обтачками расстояние между строчками притачивания обтачек равно ширине петли и составляет 5...6 мм. После притачивания обтачек петлю разрезают по общим правилам. Углы петли заколачивают со слоем клея. Далее обработка аналогично обработки обтачных петель в кант с одной обтачкой.
Прорубные петли обрабатывают в изделиях из толстых кож, для чего используют специальное приспособление. Петлю прорубают после обработки борта подбортом, при этом предварительно по периметру петли наносят клей или прокладывают машинную строчку.
Навесные петли применяются в изделиях из тонкой кожи и могут быть из основного материала, круглого шнура или шляпной резинки.
Если навесные петли выполнены из основного материала или круглого шнура, их предварительно изготовляют. При изготовлении петель из основного материала вырезают полоски кожи шириной 20...25 мм и длиной, превышающей удвоенный диаметр пуговицы на 20 мм. Полоски, предварительно укрепленные прокладкой из флизелина, складывают вдоль пополам, прострачива-
Рис. 5.14. Обработка застежки на навесные петли из полоски кожи
Рис. 5.15. Обработка застежки на навесные петли из шнура
ют и придают форму петли (рис. 5.14). Уголок петли может быть закреплен машинной строчкой или клеевым способом.
При изготовлении навесных петель из круглого шнура (рис. 5.15) на конце каждого отрезка шнура длиной, превышающей диаметр пуговицы на 30 мм, завязывают по узелку и утоняют их деревянным молотком до плоского состояния.
Пуговицы на бортах пришивают, захватывая подборта сквозными стежками при наличии прокладки в местах расположения пуговиц. В случае отсутствия прокладки или при расположении пуговицы за пределами подбортов пуговицы пришивают с подпуговицами или с пластинами из роговидной пленки. В изделиях из тонкой кожи с застежкой на кнопки при их установке необходимо подложить лоскут кожи с изнаночной стороны.
Распространенным видом застежки в изделиях из натуральной кожи является застежка на тесьму-молнию (рис. 5.16), для которой существуют разные способы обработки. Так, край борта может быть обработан обтачным швом в кант (см. рис. 5.16, а), накладным швом с закрытыми срезами (см. рис. 5.16, б), накладным швом с одним закрытым срезом (см. рис. 5.16, в), накладным швом с открытыми срезами (см. рис. 5.16, г) и др. Выбор способа обработки зависит от вида и свойств кожевенного сырья и фурнитуры, а также от модели изделия.
Застежку на тесьму-молнию в куртках из натуральной кожи часто для декоративного оформления выполняют с помощью планки, которая может быть отрезной или цельнокроеной, а также цельнокроеной с полочкой. Отрезные и цельнокроеные планки настрачивают на основную деталь после обработки застежки.
В зависимости от свойств кожи планку дублируют либо целиком, либо одну из ее деталей или сторон (верхнюю или ниж-
Рис. 5.16. Обработка застежки на тесьму-молнию:
а — обтачным швом в кант; б — накладным швом с закрытыми срезами; в — накладным швом с одним закрытым срезом; г — накладным швом с двумя открытыми срезами
нюю), обрабатывают без прокладки, но с кромкой вдоль внешних краев.
При обработке отрезной планки, состоящей из двух деталей, припуски верхней части детали планки с четырех сторон заколачивают на изнаночную сторону, срезая припуски в углах. Припуски нижней части детали планки заколачивают на изнаночную сторону с трех сторон, также срезая припуски в углах. Затем с трех сторон верхней части детали планки по припускам прокладывают ленту трансфер. Внутренние края нижней части детали планки промазывают клеем и соединяют между собой. По трем сторонам планки прокладывают машинную строчку. Вдоль внутреннего края нижней части детали планки прокладывают ленту трансфер и приклеивают готовую планку к полочке в соответствии с разметкой. Планку настрачивают на полочку двумя строчками, расположенными на расстоянии 5...7 мм друг от друга. Если по модели предусматривается только одна отделочно-соединительная строчка, то планку необходимо приклеить к полочке клеем, который наносят на планку узкой полосой.
Застежку при использовании тесьмы-молнии (рис. 5.17) обрабатывают с отрезной (см. рис. 5.17, а) или цельнокроеной (см. рис. 5.17, б) планкой. Например, обработку застежки на тесьму-молнию с цельнокроеной планкой (см. рис. 5.17, б) начинают с обработки верхней и нижней частей детали планки обтачным швом, накладным швом с закрытыми или с открытыми срезами в зависимости от вида и свойств кожевенного сырья. Планку зако-
лачивают со слоем клея, нанесенным на всю ширину. Возможно нанесение клея только вдоль линии внешней и внутренней частей детали планки. Тесьму-молнию приклеивают к нижней части детали планки с помощью ленты трансфер. С лицевой стороны полочки прокладывают машинную строчку по линии ширины планки, притачивая тесьму-молнию и подборт. Припуск шва притачивания подборта заколачивают со слоем клея.
Обработка застежки с использованием тесьмы-молнии в поясных изделиях (брюки, юбки и др.) из кожи выполняют аналогично их обработке в изделиях из текстильных материалов.
Обработка воротников и соединение их с изделием. В зависимости от свойств кожевенного сырья и модели изделия воротники обрабатывают с прокладками или без них. При этом используют прокладки с клеевым покрытием или без него.
Нижний воротник выкраивают из 2...4 частей с поперечным или косым расположением швов. Части нижнего воротника соединяют следующими видами швов: стачным, накладным с открытым срезом или встык на машине зигзагообразного стежка. Швы, соединяющие части нижнего воротника, не должны совпадать со швами, входящими в горловину, за исключением среднего шва спинки, и должны быть расположены не ближе 2 см от линии перегиба лацкана в сторону внутреннего края подборта.
В одежде из кожи с клеевой прокладкой соединяют верхний или нижний воротник, или оба воротника. Предпочтительным вариантом является упрочнение прокладкой верхнего воротника, что уменьшает пролегание швов при заколотке, но возможны и другие варианты.
Обработка верхнего воротника с неклеевой прокладкой применяется в дорогостоящих изделиях и в изделиях из тонкой кожи. Обработка нижнего воротника с прокладкой применяется в тех случаях, когда изделие недорогое, кожа достаточно толстая, поэтому пролегание шва будет незаметным.
Прокладку для нижнего воротника из льняного, хлопчатобумажного, смесового или нетканого материала типа флизелина следует выкраивать из двух частей с учетом направления нити основы. Если в качестве прокладки для нижнего воротника используют нетканый материал типа прокламилина, свойства которого одинаковы в продольном и поперечном направлениях, то прокладку выкраивают без учета направления нити основы и шва посередине.
Соединение неклеевой прокладки с воротником выполняют машинной строчкой, прокладывая ее по припускам воротника, или непосредственно во время выполнения операции обтачивания, предварительно зафиксировав прокладку с воротником канцелярскими зажимами.
В изделиях из кожи тонкой и средней толщины по краю воротника прокладывают кромку.
Нижний и верхний воротники по конструкции могут быть с отрезной или неотрезной стойкой. Стойку с воротником соединяют расстрочным, накладным с открытыми срезами или настроч-ным швами.
Соединение верхнего воротника с нижним может быть выполнено разными швами: обтачным в кант, обтачным в раскол, накладным с закрытыми срезами, накладным с одним или двумя открытыми срезами (рис. 5.18). Выбор шва зависит от вида и свойств используемой кожи и модели изделия.
В изделиях из прочной эластичной тонкой кожи верхний и нижний воротники соединяют обтачным швом в кант (см. рис. 5.18, а), для чего верхний и нижний воротники складывают лицевыми сторонами внутрь, фиксируют канцелярскими скрепками или зажимами и обтачивают по отлету и концам. Длина стежка машинной строчки должна быть не более 25...30 мм. В углах воротника строчку следует выполнять с небольшими закрепками (3...4 стежка) прокол в прокол. Шов обтачивания воротника разутюживают или расколачивают на специальной колодке, срезая припуски шва верхнего воротника и излишки припусков в концах воротника. Если концы воротника имеют форму углов, то припуски срезают «на угол»; если концы воротника овальные, то
Рис. 5.18. Способы соединения верхнего воротника с нижним:
а — обтачным швом в кант в изделиях из тонкой кожи; б — обтачным швом в кант в изделиях из кожи любой толщины; в — в «чистый край»; г — накладным швом с закрытыми срезами; д — накладным швом с одним закрытым срезом; е — накладным швом с открытыми срезами
припуски рассекают в нескольких местах. Срез верхнего воротника должен быть идеально ровным по всей длине. Припуски шва обтачивания расколачивают с тонким слоем клея. Вывернув воротник на лицевую сторону, расколоченный шов промазывают тонким слоем клея. Шов выправляют таким образом, чтобы верх
ний воротник плотно огибал срез припуска, и заколачивают. Воротник может быть промазан клеем по всей поверхности.
Шов обтачивания при рассмотренном способе получается очень тонким и практически не пролегает на лицевой стороне. Но поскольку процесс обработки по данному способу достаточно трудоемок, то он рекомендуется в основном при пошиве дорогостоящих изделий.
Более универсальным является способ соединения верхнего воротника с нижним обтачным швом в кант (см. рис. 5.18, б), который может быть использован при обработке изделий из кожи практически любой толщины, кроме изделий из толстой и жесткой кожи. Шов обтачивания при использовании данного способа получается не очень тонкий, особенно по сравнению со швом, рассмотренным в предыдущем способе, поэтому возможно пролегание шва обтачивания на лицевой стороне. Чтобы уменьшить пролегание шва, рекомендуется дублировать верхний воротник. В случае необходимости можно продублировать и нижний воротник.
После обтачивания воротника припуск шва верхнего воротника срезают, что позволяет плавно уменьшить толщину припуска и пролегание шва на лицевой стороне. Для уменьшения толщины припуска шва обтачивания следует удалить с него клеевую прокладку и «отбить» его молотком. Припуски для обтачивания верхнего и нижнего воротников приклеивают на верхний воротник, смещая строчку обтачивания в сторону нижнего воротника на величину канта. Воротник вывертывают, заколачивают со слоем клея или без него. Если края воротника не должны быть слишком плотными и плоскими, их следует уплотнить пальцами или слегка заколотить. По краю воротника в зависимости от модели прокладывают отделочную строчку, которая также позволяет уменьшить пролегание шва на лицевой стороне.
Если по модели не следует заколачивать края обтачанного воротника со слоем клея, то используют способ обработки краев воротника в «чистый край», когда шов обтачивания настрачивают на нижний воротник с лицевой стороны (см. рис. 5.18, в). Строчки, которыми выполняют шов настрачивания, не должны доходить до концов воротника на расстояние 3 ...4 см. После настрачивания и заколачивания шва без клея воротник приутюживают со стороны нижнего воротника через проутюжильник, начиная от отлета к срезу стойки.
При соединении верхнего воротника с нижним обтачным швом в раскол качество выполнения машинной строчки должно быть безупречным.
Обработка воротника накладным швом с закрытыми срезами осуществляется с применением ленты трансфер (см. рис. 5.18, г). Предварительно оба воротника или только верхний воротник дублируют. В последнем случае по краям нижнего воротника прокла
дывается кромка типа лейкопластыря, что предохраняет края воротников от деформации во время их заколачивания. Машинная строчка прокладывается на расстоянии 2... 3 мм от заколоченного со слоем клея края.
В изделиях из толстых кож воротники по отлетам и концам обрабатывают накладным швом с одним закрытыми или открытыми срезами (см. рис. 5.18, д, е). На указанных рисунках показана обработка воротника с отрезной стойкой.
В изделиях из натуральной кожи часто проектируют цельнокроеный воротник (рис. 5.19), что позволяет исключить пролегание шва на лицевой стороне вследствие его отсутствия, а также обеспечивает идеально ровный край отлета и меньшую трудоемкость обработки. Однако цельновыкроенные воротники не могут обеспечить разнообразие форм и моделей.
Для стабилизации цельнокроеного воротника в зависимости от свойств кожевенного сырья и модели изделия дублируются один или оба воротника. Прокладка должна перекрывать линию отлета на расстояние 10... 20 мм. По краям воротника может быть проложена кромка типа лейкопластыря.
Концы цельнокроеного воротника могут быть обработаны обтачным швом в кант или раскол (см. рис. 5.19, а). После вывертывания воротника на лицевую сторону припуски концов и сгиб отлета промазывают полосой клея шириной не менее 10 мм и заколачивают. При необходимости воротник может быть промазан клеем по всей поверхности, но в этом случае припуски швов
Рис. 5.19. Обработка краев цельнокроеного воротника:
а — обтачным швом в кант; б — накладным швом с закрытыми срезами; в — накладным швом с открытым срезом
Рис. 5.20. Соединение воротника с горловиной (первая схема): а — с отрезной стойкой; б — без отрезной стойки
Рис. 5.21. Последовательность соединения нижнего и верхнего воротн ков с горловиной стачными швами (вторая схема):
а — с проклеиванием припусков на швы от уступа до уступа; б — с неприклес ными припусками на швы
обтачивания срезают на максимально возможную величину, чтобы избежать пролегания швов на лицевой стороне.
Концы цельновыкроенного воротника могут быть обработаны накладным швом с закрытыми срезами (см. рис. 5.19, б) или одним открытым (см. рис. 5.19, в) срезом. Для временного соединения деталей воротника данными способами обработки рекомендуется использование ленты трансфер.
Разные способы обработки воротника обусловливают и разные способы соединения его с горловиной изделия. Эти способы выполняют по двум основным схемам, принципиально отличающим
ся друг от друга.
По первой основной схеме верхний и нижний воротники соединяют сначала между собой любым из рассмотренных способов, а затем готовый воротник соединяют с горловиной изделия, у которого стачаны плечевые и боковые срезы (рис. 5.20).
По второй основной схеме нижний воротник с соответствующими прокладками соединяют с верхом (полочкой и спинкой) изделия, у которого стачаны боковые и плечевые срезы, а верхний воротник с соответствующими прокладками соединяют с обработанной подкладкой, которая предварительно соединена с подбортами (рис. 5.21, 5.22). Затем верх изделия и подкладку с подбортом соединяют между собой по краям бортов, отлету и
концам воротника.
Каждая рассмотренная схема включает в себя множество вари-
антов, целесообразность которых зависит от вида и свойств кожевенного сырья, модели изделия, его назначения и др. Так, в изделиях из тонких кож готовый воротник втачивают в горловину между подкладкой, подбортом и основными деталями (полочкой и спинкой), предварительно соединив верхний и нижний воротники машинной строчкой по припуску стойки (см. рис. 5.20, а). В изделиях из более толстых кож в горловину втачивают нижний воротник. Шов втачивания или расколачивают со слоем клея (см. рис. 5.20, б), или разутюживают, или настрачивают. Срезы подбортов по линиям раскепов и подкладки по горловине подгибают и на-
Рис. 5.22. Соединение нижнего и верхнего воротников накладными швами с открытыми срезами (вторая схема)
страчивают одновременно на верхний воротник и шов втачивания нижнего воротника, вкладывая предварительно обработанную вешалку.
Рассмотрим один из вариантов второй схемы, когда верхний и нижний воротники соединяют с горловиной поочередно стачным или накладным швом.
При использовании стачного шва нижний воротник втачивают в горловину изделия от уступа до уступа (см. рис. 5.21, а). Втачивание выполняют со стороны нижнего воротника. Припуски шва по горловине изделия и нижнему воротнику рассекают в нескольких местах или вырезают уголками. Далее припуски на участке, расположенном на расстоянии 2...3 см от плечевого шва в сторону борта и до уступа, расколачивают со слоем клея. На оставшемся участке горловины припуск шва втачивания нижнего воротника расколачивают со слоем клея, а припуск горловины — без клея, что необходимо для последующего соединения швов втачивания верхнего и нижнего воротников между собой. По бортам, уступам лацканов, отлету и концам нижнего воротника на расстоянии 2... 3 мм от заколоченных краев прокладывают ленту трансфер. Верхний воротник, соединенный с подбортами и подкладкой, накладывают на изнаночную сторону нижнего воротника, уравнивая швы и края. Припуски швов горловины верха изделия и горловины подкладки и подбортов фиксируют между собой (например, канцелярскими зажимами) и соединяют машинной строчкой, прокладывая строчку на расстоянии 1... 2 мм от строчек втачивания нижнего и верхнего воротников только на участке горловины, на котором припуски не приклеены к изделию (см. рис. 5.21, б). На участках горловины, где ее припуски приклеены к изделию, верхний и нижний воротники в области шва склеивают. Сняв защитную пленку с ленты трансфер и уравняв края бортов, уступов, концов и отлетов воротников, нижний воротник соединяют с верхним, а верх изделия — с подбортами. Машинную строчку прокладывают в два приема: сначала по воротнику со стороны верхнего воротника, затем по бортам и уступам со стороны полочек. При выполнении строчки закрепки не выполняются, а концы ниток завязываются узлом и с помощью иглы убираются на изнаночную сторону.
Верхний и нижний воротники могут быть соединены с горловиной каждый в отдельности накладным швом с открытыми срезами (см. рис. 5.22). Предварительно срезы подкладки и основного материала в области горловины соединяются машинной строчкой.
Обработка горловины изделий без воротника может выполняться с применением обтачек из основного материала или без них, когда горловина обтачивается подкладкой.
Обработка рукавов и соединение их с изделием. В изделиях из натуральной кожи части рукавов соединяют стачным, настроч-ным или расстрочным швами.
Рис. 5.23. Обработка низа рукавов:
а, б — с притачиванием подкладки; в, г — с настрачиванием припуска рукава на подкладку
Для придания формостойкости и предохранения низа рукавов от растяжения могут быть использованы клеевые или неклеевые прокладки, а также клей. В зависимости от свойств кожи низ рукавов может обрабатываться без прокладочного материала.
Низ рукавов (рис. 5.23) обрабатывают с притачиванием подкладки к припуску на обработку низа рукавов (см. рис. 5.23, а, б) или с настрачиванием припуска на подкладку (см. рис. 5.23, в, г).
В изделиях из тонких кож применяется шов вподгибку с закрытым срезом (см. рис. 5.23, в), в изделиях из толстых кож — шов вподгибку с открытым срезом (см. рис. 5.23, г).
Подкладку по низу рукавов во всех случаях притачивают с напуском 10 мм, чтобы в готовом изделии она не затягивала рукава. Если по модели отделочная строчка не предусмотрена или она прокладывается на расстоянии 1 ...2 мм от сгиба, шов притачивания подкладки к низу рукавов закрепляют машинным способом к припускам передних и локтевых швов.
В изделиях из натуральной кожи низ рукавов может быть обработан манжетами из основного или отделочного материала (из трикотажа, натурального и искусственного меха и др.) (рис. 5.24). Манжеты из основного материала могут быть притачными и отложными.
Притачные манжеты проектируют цельнокроеными или состоящими из двух деталей. Манжеты могут застегиваться на кнопки или петли и пуговицы (см. рис. 5.24, а, б) или быть круговыми и обрабатываться эластичной тесьмой, которая стягивает свободный книзу рукав по запястью руки (см. рис. 5.24, в).
Отложные манжеты (см. рис. 5.24, г) проектируют с прокладками только в том случае, если кожа имеет недостаточно устойчивую структуру.
а б в г
Рис. 5.24. Обработка низа рукавов с манжетами:
а, б — притачными незамкнутыми; в — притачными замкнутыми; г — отложными
Наличие прокладки, способ обработки манжет и способ их соединения с рукавом зависят от вида и свойств кожевенного сырья.
Рукава в проймы изделия втачивают со стороны рукавов. Для фиксирования формы оката рукавов их втачивают, подкладывая под строчку полоски нетканого материала типа флизелина, про-кламилина или хлопчатобумажного прокладочного материала шириной 20...25 мм. В местах закругления, где полоска может затягивать деталь, ее надсекают.
Для улучшения эстетического вида изделий из натуральной кожи соединение рукавов с изделием может быть выполнено с кантом. Полоску более мягкой кожи шириной 20 мм складывают пополам по ширине и притачивают по линии соединения рукавов с проймой. При этом сгиб канта шириной 1,5...2 мм располагается в сторону горловины. Втачивание рукавов в этом случае выполняют со стороны изделия точно в шов притачивания канта.
Обработка и соединение подкладки с изделием. Обработка подкладки в изделиях из натуральной кожи, как и в изделиях из текстильных материалов, состоит из обработки внутренних карманов, вытачек, соединения частей подкладки, втачивания подкладки рукавов в проймы подкладки.
Детали шелковой подкладочной ткани соединяют швом шириной 10 мм и заутюживают. В изделиях с отлетной подкладкой срезы боковых швов и среднего шва спинки обметывают или обрабатывают на стачивающе-обметочной машине.
Детали подкладки из искусственного меха соединяют на стачивающей машине и разутюживают. Детали подкладки из натурального меха соединяют на скорняжной машине.
Подкладка, притачанная по низу изделия, может быть соединена с изделием аналогично соединению подкладки с низом рукавов.
Низ в изделиях с отлетной по низу подкладкой обрабатывают швом вподгибку с открытым срезом, застрачивая его одной или двумя строчками. Припуск на подгибание низа изделия может быть заколочен со слоем клея, при этом припуск на подгибание низа приклеивают не на всю ширину, а оставляют открытой (без клея) верхнюю часть припуска на расстоянии 2 см.
Изделия из натуральной кожи могут быть изготовлены с пристегивающейся утепленной подкладкой, которую выполняют из искусственного или натурального меха, из двух слоев подкладочной ткани и слоя ватина и др. Утепленная подкладка соединяется с изделием с помощью навесных петель и пуговиц или застежки на тесьму-молнию.
С учетом рассмотренных особенностей технологии изготовления одежды из натуральной кожи представлены технологические карты на обработку изделий разных видов.
Технологические карты обработки одежды из натуральной кожи. На рис. 5.25 показана технологическая карта обработки женского жакета из велюровой свиной кожи. Жакет представляет собой полуприлегающего силуэта с втачным рукавом, с центральной двубортной застежкой на петли и пуговицы. Полочка с нагрудными вытачками, притачными планками по борту и низу изделия и с прорезными карманами в рамку. Прорезные карманы имеют фигурную линию входа с кожаными отделочными треугольниками по краям. Спинка с плечевыми вытачками, с притачной отделочной планкой по низу изделия. Воротник отложной. Рукав втачной одношовный с притачной манжетой по низу. Жакет изготовлен на подкладке. В качестве отделки используется соединение деталей стачным швом с открытым срезом, выполненным на лицевую сторону.
Малая растяжимость и значительная толщина велюровой свиной кожи обусловливает минимальное использование-прокладочных материалов. Специальной прокладкой для кожи (флизелин LE 420) дублируют подборт, обтачки низа полочки, спинки и рукава, нижний воротник.
Значительная толщина кожи позволяет использовать для соединения деталей изделия стачной шов с обрезкой припусков, выполненный на лицевую сторону изделия. Данный шов используют для соединения планок полочек, спинки, манжет рукавов с основными деталями. При этом планки накладывают изнаночной стороной на изнаночную сторону основной детали и притачивают, после чего припуски швов срезают до ширины 2 мм.
Вытачки стачивают, глубины вытачек рассекают посередине и расколачивают со слоем клея. Для расколачивания припусков, по которым в дальнейшем не будет прокладываться отделочная строчка, используют клей для текстиля (например, Rudoflix).
Средний шов спинки, плечевые и боковые швы, нижний шов рукавов также стачивают и расколачивают со слоем клея.
Рис. 5.25. Технологическая карта обработки женского жакета из велюровой свиной кожи и схемы обработки узлов:
7 — нагрудной вытачки; 2 — стояче-отложного воротника; 3 — плечевого шва; 4— борта; 5 — бокового шва; 6 — шва притачивания манжеты; 7 — прорубной петли; 8 — шва притачивания планки полочки; 9 — прорезного кармана; 10 — плечевой вытачки; 11 — среднего шва спинки; 12— низа изделия планкой; 13 — шва притачивания планки спинки; 14 — низа рукава манжетой; 15 — шва рукава; 16 — шва втачивания рукава
Обработка кармана начинается с прокладывания долевика, вырезания входа в карман и фиксирования припусков по линии входа в карман с помощью клеевого карандаша (например, марки Pritt). Обтачки кармана складывают пополам лицевой стороной наружу и приутюживают через сухой проутюжильник по форме выреза, при этом на верхней обтачке вытягивают сгиб, а на нижней — продольные срезы. Обтачки заколачивают со слоем клея, при этом верхнюю обтачку заколачивают вдоль посередине, а нижнюю — на 2/з ширины, что связано со значительной толщиной кожи. Верхние и нижние обтачки укладывают встык заколоченными сгибами и фиксируют их в таком положении с помощью клеевого карандаша или небольшого отрезка ленты трансфер. Далее выполняют притачивание и стачивание частей подкладки кармана, закрепление углов кармана. У концов входа в карман настрачивают отделочные треугольники.
Обработка воротника заключается в соединении верхнего воротника с подбортом и обтачкой горловины спинки, а нижнего воротника — с горловиной изделия стачным швом с последующим заколачиванием верхнего припуска со слоем клея.
Соединение верхнего и нижнего воротников, а также обработку борта отрезным подбортом выполняют накладным швом с открытыми срезами с предварительным фиксированием деталей клеевым карандашом (или лентой трансфер). По краю борта и воротника прокладывают отделочно-соединительную строчку, срезая после этого припуски на швы.
Низ рукавов и изделия обрабатывают обтачкой, продублированной клеевым прокладочным материалом. Обтачку полочки и спинки стачивают по боковым срезам, шов расколачивают со слоем клея. Соединение обтачки с низом изделия выполняют накладным швом с открытыми срезами с предварительным фиксированием линии сгиба по нижнему срезу клеевым карандашом. Нижний срез рукава и изделия отстрачивают на расстоянии 2 мм от края.
Рукава втачивают в закрытую пройму со стороны рукавов. Свойства кожи позволяют выполнять данную операцию без прокладывания кромки. Для фиксации формы оката в случае необходимости при втачивании рукава подкладывают полоску прокладочного материала. Изделие обрабатывают с плечевыми накладками, которые фиксируют с помощью клея.
Петли обрабатывают прорубанием детали полочки с помощью специального приспособления с предварительным прокладыванием машинной строчки по контуру петли.
На рис. 5.26 представлена технологическая карта обработки женской куртки из натуральной мягкой овечьей кожи наппа. Куртка прямого силуэта с втачным рукавом, с центральной двубортной застежкой на кнопки. Полочка с горизонтальными и вертикальными
Рис. 5.26. Технологическая карта обработки женской куртки из натуральной мягкой овечьей кожи наппа и схемы обработки узлов:
7 — погонов; 2, 7, 8, 13, 14 — швов соединения деталей спинки и полочки; 3 — кармана в рельефе тесьмой-молнией; 4 — борта; 5 — бокового шва; 6 — паты; 9 — обработка шва втачивания оката рукава в пройму; 10— стояче-отложного воротника; 11 — пояса; 12 — шлевки; 15 — низа изделия; 16 — шва рукава; 17—низа рукавов
членениями, с карманами, обработанными застежкой на тесьму-молнию и расположенными в швах вертикальных членений. Спинка с горизонтальными членениями и средним швом. Воротник отложной с отрезной стойкой. Рукава втачные двухшовные с горизонтальными членениями, с патами по низу. Куртка дополнена погонами, шлевками и завязывающимся поясом.
Обработка данного изделия начинается с дублирования прокладкой LE 420 подборта, обтачки горловины спинки, деталей воротника, пояса, погон и пат. Дублирование полочки в данном случае не производится, что связано с конструкцией изделия, предусматривающей мягкую его форму. Повышенная растяжимость кожи обусловливает необходимость прокладывания по криволинейным срезам (срезам пройм, горловины) кромки. В данном случае в качестве кромки использована косая бейка из флизелина LE 420. Вдоль линии борта проложена кромка типа лейкопластыря.
Соединение составных частей основных деталей выполняют расстрочным швом, который расколачивают со слоем клея. Для фиксирования припусков используют клеевой карандаш.
Для обработки кармана с застежкой на тесьму-молнию среднюю и боковую части полочки выкраивают без цельнокроеных припусков. Ширина припуска по линии входа в карман равна ширине шва рельефа. На средней и боковой частях полочки вдоль линии входа в карман прокладывают долевики. Поскольку используемая в качестве материала верха натуральная кожа легкорастяжима, то в качестве долевика используют кромку типа лейкопластыря. Тесьму-молнию настрачивают на продублированный подзор. Одну часть подкладки кармана притачивают к подзору, другую — к свободному краю тесьмы-молнии. Рельефы стачивают до линий, определяющих длину кармана. Шов рельефа расколачивают со слоем клея. На припуски кармана приклеивают ленту трансфер, отступив от сгибов на расстояние 5 мм. Тесьму-молнию приклеивают к заколоченным сгибам кармана. По средней части полочки прокладывают отделочную строчку с одновременным притачиванием тесьмы-молнии, отогнув при этом подзор. Затем отделочную строчку прокладывают по боковой части полочки, одновременно соединяя подзор с тесьмой-молнией. Подкладку кармана стачивают и закрепляют в начале и конце кармана с лицевой стороны на спецмашине.
Глава 6
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ ИЗ ИСКУССТВЕННОЙ кожи
6.1. Конфекционирование материалов при изготовлении одежды из искусственной кожи
Конфекционирование материалов в пакет изделия из искусственной кожи зависит от вида искусственной кожи и ее свойств. Так, искусственная кожа на трикотажной основе, обладающая повышенной растяжимостью в долевом и поперечном направлениях, обусловливает необходимость включения в пакет прокладочных материалов. Искусственная кожа на тканой основе нерастяжима, что позволяет применять минимальное количество прокладочных материалов, например используя прокладку только по борту, когда ее подкладывают под петли.
В качестве прокладочных материалов применяют лавсановискозную прокладку с клеевым покрытием, флизелин с клеевым покрытием или клееный нетканый прокладочный материал типа прокламилина без клеевого покрытия. Для изделий из искусственной кожи на трикотажной основе рекомендуется использовать эластичные прокладочные материалы на тканой или нетканой основе. При использовании клеевых прокладочных материалов необходимо, чтобы они имели покрытие из низкотемпературного клея (например, флизелин марки LE 420, применяемый при изготовлении одежды из натуральной кожи).
Изделия из искусственной кожи в зависимости от ассортиментной группы могут быть изготовлены как на подкладке, так и без нее.
Подбор швейных ниток и игл производится в зависимости от толщины искусственной кожи. Для уменьшения сборок, возникающих в процессе образования строчки, в пакет материалов рекомендуется включать гладкие капроновые нитки № 50К, 64/3 или лавсановые нитки № 22Л, ЗЗЛ, 90Л. При изготовлении петель рекомендуется использовать в качестве верхней нитки капроновые нитки № 64/3, в качестве нижней — хлопчатобумажные нитки № 50. При пошиве одежды из искусственной кожи не следует использовать текстурированные нитки, так как они будут обрываться.
Изделия из искусственной кожи, кроме искусственных кож с полиуретановым покрытием, не подлежат химической чистке, стирке и глаженью. Утюжат искусственную кожу в случае необходимости умеренно нагретым утюгом, без пара, через сухой про-170
утюжильник, предварительно попробовав на небольшом участке материала. Загрязнения рекомендуется удалять ватным тампоном или мягкой поролоновой губкой, смоченной теплым (30 °C) водным мыльным раствором. При этом надо следить за тем, чтобы на изнаночную сторону искусственной кожи не попадала вода. При чистке нельзя применять сильное трение. Влажное изделие следует протереть мягкой хлопчатобумажной тканью и высушить в расправленном виде на плечиках при комнатной температуре. Хранить изделия нужно в подвешенном состоянии при комнатной температуре в затемненном месте.
6.2. Характеристика соединений деталей одежды из искусственной кожи
При соединении деталей одежды из искусственной кожи применяют следующие виды швов: стачные; настрочные с двумя открытыми срезами, направленными в одну сторону; накладные с закрытым срезом. Все виды швов необходимо выполнять на стачивающих машинах, обеспечивающих получение беспосадочной строчки.
Поскольку влажно-тепловая обработка при изготовлении одежды из искусственной кожи не применяется, то для лучшего прилегания соединительных швов прокладывают отделочные строчки настрачиванием или расстрачиванием. При необходимости выполняют тепловую обработку деталей через сухой проутюжильник без пропаривания. Прежде чем приступить к утюжке изделия или его отдельной детали, рекомендуется предварительно проверить «поведение» материала на небольшом участке искусственной кожи.
Для предварительного соединения деталей можно использовать клейкую ленту (например, трансфер) или канцелярские скрепки.
Для фиксации припусков швов также может быть использован клеевой способ, осуществляемый с помощью клеевого карандаша (например, марок Pritt и Tesa). Клеевой карандаш не оставляет следов на игле швейной машины при последующем прокладывании отделочных строчек.
Срезы, имеющие повышенную растяжимость, упрочняют прокладыванием неклеевых полосок или кромок, выполнением рас-строчного шва на стачивающей машине или шва встык на машине зигзагообразного стежка. Для упрочнения расстрочного шва с изнаночной стороны рекомендуется подкладывать тесьму или полоску из бязи или коленкора.
В изделиях, изготовляемых из искусственных кож на трикотажной основе, срезы обычно осыпаются, поэтому их следует обметывать. В остальных случаях срезы деталей одежды из искусственной кожи не обметывают.
Рис. 6.1. Обработка краевых швов:
а — с помощью капроновой ленты; б — с помощью тесьмы с капроновым бортиком
Срезы бортов, воротника и карманов (рис. 6.1) могут быть обработаны следующими краевыми швами: обтачным, накладным с двумя закрытыми срезами, окантовочным с помощью трикотажной тесьмы или капроновой ленты (см. рис. 6.1, а) или тесьмы с капроновым бортиком (см. рис. 6.1, б) и т.п.
Стачивать детали одежды из искусственной кожи следует, не допуская дефектов, требующих переделок, так как на материале остаются следы от прокола иглой.
Для уменьшения прорубаемости материала уменьшают частоту стачивающей строчки, так как мелкие стежки перфорируют искусственную кожу. Закрепки при выполнении стачивающей строчки проставляют параллельно основной строчке на расстоянии 1... 1,5 мм от нее.
Технические требования к выполнению машинных строчек при изготовлении одежды из искусственной кожи представлены ниже.
Строчка Количество стежков
на 10 мм строчки
Стачивающая..................................2...3
Зигзагообразная.............................4... 10
Петельная для фигурных петель...............8... 10
Пуговичная .............................Количество стежков
в автоматическом режиме
Одной из особенностей обработки одежды из искусственной кожи при соединении деталей является затруднение продвижения материала под лапкой швейной машины и получение неровных стежков. Для устранения данного недостатка рекомендуется применять фторопластовую или тефлоновую прижимную лапку или заменять ее роль-прессом; стачивание можно выполнять поверх папиросной бумаги, которая потом удаляется.
При прокладывании строчек полимерное покрытие задерживает движение верхней нитки, поэтому на поверхности материала может образоваться узел переплетения стежка. Чтобы избежать этого, необходимо при стачивании деталей одежды из искусственной кожи установить ослабленное натяжение швейных ниток и минимальное давление лапки.
Так как швы, получаемые при прокладывании стачивающей строчки, могут сборить, необходимо помимо правильного выбора швейных ниток следить за равномерным натяжением полотен в процессе образования строчки; стачивание рекомендуется выполнять на машине беспосадочного шва.
При обработке искусственных кож происходит сильное трение иглы о материал, особенно если частота вращения главного вала машины превышает 3 000 мин-1. Это приводит или к обрыву ниток, или к ухудшению их свойств. В этих случаях рекомендуется использовать тонкие иглы со специальным покрытием, что обеспечивает снижение силы трения. Вид заточки острия иглы в большинстве случаев не влияет на качество шва. Не следует применять иглы с повреждениями, так как это может привести к необратимым повреждениям материала иглой.
При прокладывании отделочных строчек с лицевой стороны изделия увеличивается трение между материалом и лапкой. В этом случае во избежание обрыва ниток и для получения ровной строчки необходимо снижать частоту вращения главного вала машины. Для получения строчки хорошего качества частота вращения главного вала машины должна составлять 2000...3 000 мин-1.
При обработке изделий из кожи с гладкой блестящей поверхностью в местах прокладывания строчки наносят технические масла, силиконовые эмульсии или мыльный раствор, которыми рекомендуется также периодически покрывать поверхность стола для снижения трения между обрабатываемым материалом, рабочими частями машины и поверхностью стола.
При пошиве изделий из искусственной кожи не допускается засорение иглы и механизма перемещения материала; необходимо тщательно регулировать давление прижимной лапки и высоту подъема рейки в зависимости от толщины обрабатываемого пакета. Чтобы исключить повреждение поверхности материала, крупная рейка стачивающей машины может быть заменена на мелкую.
Особенностью искусственной кожи является ее термопластичность. На использовании этого свойства основан один из способов безниточного соединения деталей одежды из искусственной кожи — высокочастотная сварка, которая может быть использована в одежде из искусственной кожи при изготовлении петель, рельефных отделочных швов, а также для соединения деталей, обтачивания воротников, манжет, клапанов, хлястиков, бортов, тиснения и др.
Высокочастотная сварка осуществляется на установке АНИ при следующих параметрах:
сварочное усилие, Н...................................300
продолжительность сварки, с........................3...5
продолжительность охлаждения, с........................2
сила тока, А..........................................0,3
В процессе высокочастотной сварки используют сменные электроды, с помощью которых образуются сварные швы заданной конфигурации и размеров. Высокочастотная сварка обеспечивает герметичность и высокую прочность сварных соединений, легко автоматизируется. Широта внедрения способа соединения деталей одежды из искусственной кожи с использованием высокочастотной сварки может быть значительно увеличена при освоении выпуска отечественного оборудования, отвечающего требованиям швейной промышленности.
6.3. Технологические процессы изготовления одежды из искусственной кожи
Начальная обработка основных деталей изделия. При изготовлении одежды из искусственной кожи необходимо учитывать такие свойства материала как повышенная прорубаемость, жесткость, низкая драпируемость и др.
При пошиве одежды из искусственной кожи по индивидуальным заказам выполняют только одну примерку, чтобы избежать следов от прокола иглы.
Для обеспечения формостойкости средние и мелкие детали изделий из искусственной кожи на трикотажной основе соединяют с клеевыми и неклеевыми прокладочными материалами.
При соединении клеевых прокладочных материалов с цельнокроеными деталями изделия для исключения пролегания шва на лицевой поверхности детали прокладочные материалы располагают по всей детали или до линии перегиба. Например, при обработке манжет, клапанов и листочек прокладочные материалы располагают со стороны нижней детали, при обработке воротника — со стороны верхнего воротника, а при обработке планки — со стороны планки.
Дублирование мелких и средних деталей одежды из искусственной кожи следует проводить на дублирующих установках с паровым или электрическим обогревом, снабженных регуляторами температуры, давления и продолжительности прессования. Ре-
комендуются следующие режимы дублирования: температура прессующей поверхности, °C..............130... 140
давление, МПа.......................................0,03
продолжительность прессования (без пропаривания), с..15
продолжительность охлаждения, с....................3...4
Пропаривание при дублировании деталей одежды из искусственной кожи не допускается.
Неклеевые прокладочные материалы соединяют с деталью ниточным способом, прокладывая строчку по прокладке на расстоянии около 3 мм от срезов деталей.
В целях сохранения стабильности размеров деталей в процессе обработки и эксплуатации одежды из искусственной кожи на трикотажной основе по срезам бортов, пройм, горловины, плечевым срезам рекомендуется притачивать кромку или полоску ткани, располагая строчку на расстоянии 2...3 мм от срезов.
Вытачки в изделиях из искусственной кожи могут быть неразрезными и разрезными. Неразрезные вытачки стачивают, а затем настрачивают; разрезные — стачивают и расстрачивают. Настрачивание или расстрачивание вытачек выполняют с лицевой стороны, располагая строчку на расстоянии 2...3 мм от шва стачивания или по модели. Раствор вытачек в изделиях из искусственной кожи должен быть небольшим, поскольку нельзя сутюжить слабину в концах вытачки.
Разрезы (шлицы) обрабатывают с прокладками или кромками или без них в зависимости от вида искусственной кожи.
Мелкие детали (хлястики, паты и т.п.) могут быть обработаны обтачным, накладным или окантовочным швами (рис. 6.2). При обтачивании деталей их соединяют с небольшой посадкой в углах. После вывертывания деталей шов обтачивания закрепляют отделочной строчкой.
Мелкие детали выкраивают цельновыкроенными по ширине и обрабатывают по длине накладным швом с открытым срезом, расположенным со стороны нижней детали, а в концах — обтачным швом (см. рис. 6.2, а). Если паты, хлястики, пояса состоят из двух деталей, то их обрабатывают накладным швом с открытым срезом (см. рис. 6.2, б).
Обработка карманов. Срезы деталей прорезных карманов из основного материала (обтачек, подзора и т.п.) настрачивают на подкладку кармана без подгибания среза, располагая строчку на расстоянии 1 мм от него. Концы боковых прорезных карманов закрепляют с лицевой стороны отделочной строчкой.
В изделиях из искусственной кожи на трикотажной основе при обработке карманов обязательным является наличие долевика. При
Рис. 6.2. Обработка пояса:
а — цельнокроеного с нижней частью пояса; б — с отрезной нижней частью пояса
этом боковая сторона неклеевого долевика должна входить в боковой шов изделия. В изделиях из искусственной кожи на тканой основе долевика может не быть.
Обработка бортов. В изделиях из искусственной кожи подборта могут быть отрезными или цельнокроеными с полочкой.
Отрезные подборта соединяют с полочкой обтачным или накладным швом. Борта обрабатывают без прокладки, с прокладкой или с кромкой, наличие которых зависит от вида и свойств искусственной кожи. В изделиях с отрезным подбортом неклеевую прокладку соединяют с полочкой на стачивающей машине, располагая строчку на расстоянии 1...2 мм от срезов проймы, плечевого среза и среза горловины или на расстоянии 2...3 мм от среза борта.
В изделиях с цельнокроеными подбортами неклеевую прокладку соединяют с подбортами по всей их поверхности, располагая срез по линии сгиба бортов полочек и прокладывая строчку на расстоянии 2... 5 мм от бортового среза прокладки. Прокладка также может располагаться только на участке расположения петель и пуговиц.
В изделиях из искусственной кожи на трикотажной основе прокладку соединяют со стороны подбортов при одновременном обтачивании срезов. Кромку по краю бортов прокладывают так, чтобы ее внешний край попадал под строчку обтачивания бортов на расстоянии 1 мм.
При обработке бортов накладным швом с открытыми или одним закрытым срезом кромка не должна выходить за строчку обтачивания бортов: внешний срез кромки должен располагаться на расстоянии 1 мм от строчки соединения полочек с подбортами. В изделиях с цельнокроеными подбортами кромку прокладывают, располагая ее край по линии сгиба бортов полочек.
В зависимости от модели изделия в качестве застежки в одежде из искусственной кожи могут быть использованы пуговицы и петли (обметанные, навесные или прорезные), тесьма-молния, тесь-ма-велкро и др. Прорезные петли обрабатывают обтачными (аналогично обработке обтачных петель в изделиях из натуральной кожи) или обметанными. Пуговицы пришивают с подпуговицами или с усилителями.
Обработка воротников. Из-за отсутствия влажно-тепловой обработки, необходимой для получения желаемой формы воротников, их проектируют в основном с отрезными стойками. Швы стачивания частей нижнего воротника и швы притачивания стоек к нижнему и верхнему воротникам расстрачивают или настрачивают, располагая строчки швов на расстоянии 2 мм от линии стачивания. Воротники из искусственной кожи обрабатывают по отлету и концам обтачным швом, реже — накладным швом с одним открытым срезом. Воротник может быть обработан с прокладкой или без нее. Неклеевую прокладку настрачивают на нижний воротник по отлету и концам на расстоянии 2...3 мм от срезов, а
при использовании клеевой прокладки нижний воротник дублируют по всей поверхности.
Воротник с горловиной может быть соединен стачным или накладным швом, при этом нижний и верхний воротники втачивают в горловину отдельно. Оба среза воротника можно также втачивать вместе, предварительно соединив их строчкой. Швы раскепов настрачивают на горловину с лицевой или изнаночной стороны или расстрачивают с лицевой стороны на расстоянии 2...3 мм от шва стачивания раскепов.
В верхней одежде пальтово-костюмного ассортимента к шву горловины притачивают защитный клапан.
Обработка рукавов. По низу рукавов прокладывают клеевые или неклеевые прокладки из одной или двух частей. Неклеевые прокладки по низу рукавов соединяют при стачивании передних и локтевых срезов.
Низ рукавов и изделия обрабатывают следующими видами швом (рис. 6.3): вподгибку с открытым срезом (см. рис. 6.3, а); с открытым срезом с притачной подкладкой (см. рис. 6.3, б); с закрытым срезом и закреплением отделочной строчкой; тесьмой с капроновым бортиком; трикотажной или капроновой лентой. В зависимости от модели изделия, способа соединения подкладки рукавов с проймами подкладки подкладка по низу рукава может быть притачана одновременно с выполнением отделочной строчки (см. рис. 6.3, в, г). При отсутствии отделочной строчки по низу рукава или при расположении ее на расстоянии 1...2 мм от линии низа припуск на подгибание низа прикрепляют к локтевым и передним швам на стачивающей машине со стороны подкладки.
Если позволяют свойства кожи, то для прикрепления припуска на подгибание низа изделия и рукавов с отлетной или притачной подкладкой по низу могут быть использованы клеевые нитепрошивные ленты или тесьма.
Ленты представляют собой две полоски прокладочного материала одинаковой ширины, сложенные друг с другом неклеевыми сторонами и соединенные между собой машинной строчкой (см. рис. 6.3, д'). При отлетной по низу подкладке срез припуска обметывают и крепят с помощью двойной клеевой ленты со смещением строчки ее соединения ближе к краю ленты (см. рис. 6.3, е). В изделиях из искусственной кожи на трикотажной основе лентами не только закрепляют припуск низа изделия или рукавов, но и одновременно предохраняют данные участки от растяжения.
Подкладку с изделием из искусственной кожи соединяют машинным способом.
Технологические карты обработки одежды из искусственной кожи. В качестве примера приведена технологическая карта обработки
Рис. 6.3. Обработка низа рукавов в изделиях из искусственной кожи: а — швом вподгибку с открытым срезом; б — швом вподгибку с притачанной подкладкой; в — швом вподгибку с закрытым срезом; г — швом вподгибку с притачанной подкладкой, одновременно настроченной на основную деталь рукава; д, е — швом вподгибку с притачанной подкладкой (д) и обметанным срезом подгибки (е) с закреплением низа рукава трикотажными или капроновыми лентами (с односторонним клеевым покрытием)
женской блузы из искусственной кожи на трикотажной основе с лакированной поверхностью (рис. 6.4). Женская блуза полуприлегающего силуэта с втачным рукавом. Полочка с вытачками (от бокового шва на выпуклость груди и по линии талии) и накладными карманами с вытачками, повторяющими по форме нагрудную вытачку полочки. Спинка с притачной кокеткой и рельефами. Боковые швы заканчиваются разрезами. Блуза без застежки, с раз-
Рис. 6.4. Технологическая карта обработки женской блузы из искусственной кожи на трикотажной основе и схемы обработки углов:
/ — вытачки накладного кармана; 2 — талиевых вытачек полочки; 3 — накладного кармана; 4, 9, 12 — плечевых швов, рельефов спинки и нижнего шва рукава; 5 — стояче-отложного воротника (на участке соединения с подбортами); 6 — стояче-отложного воротника (на участке соединения с горловиной спинки); 7 — разреза горловины полочки; 8 — шва соединения кокетки спинки с основной деталью; 10, 11 — низа изделия и рукава; 13 — бокового шва; 14 — шва втачивания оката рукава в пройму
р'езом на полочке от линии горловины до линии груди. Рукава втачные одношовные. Воротник отложной.
Детали обтачки разреза полочки, верхний припуск накладных карманов и верхний воротник дублируют клеевой прокладкой.
При выполнении соединительных швов выполняется их настрачивание или расстрачивание. Расстрочной шов используется не
Рис. 6.5. Технологическая карта обработки женского жакета из искусственной кожи на тканой основе:
/ — шва втачивания оката рукава в пройму; 2, 6, 7 — плечевого, бокового швов изделия и нижнего шва рукава; 3 — борта; 4, 10, 12, 13 — рельефов спинки и полочки, среднего шва спинки и локтевого шва рукава; 5 — кармана в шве; 8 — низа изделия; 9 — низа рукавов притачной манжетой; // — шлицы; 14 — стоячеотложного воротника
только для отделки, но и позволяет в данном случае закрепить срезы, имеющие повышенную растяжимость (например, плечевые срезы). Расстрачивание при необходимости может быть выполнено с дополнительной полоской материала.
Краевые швы (обтачной шов при соединении нижнего воротника с верхним, швы подгибания низа изделия и рукавов) выполняют с использованием отделочной строчки. Срезы деталей обметывают для предотвращения осыпания искусственной кожи на трикотажной основе.
Глубины вытачек полочки и карманов после стачивания срезают до ширины 15 мм, заутюживают вниз. Отделочную строчку прокладывают вдоль шва вытачки на расстоянии 10 мм. Глубины вытачек талии заутюживают к середине полочки и прокладывают отделочную строчку вдоль шва вытачки. Все операции влажнотепловой обработки выполняют с изнаночной стороны.
Обтачку полочки притачивают вдоль краев разреза и среза горловины полочки, прихватывая воротник. Не прерывая строчку, втачивают воротник в горловину спинки. Припуски швов притачивания обтачки срезают близко к строчке; по линии середины полочки выполняют разрез. Отделочную строчку прокладывают вдоль краев разреза бокового шва горловины и шва втачивания воротника.
На рис. 6.5 представлена технологическая карта обработки женского жакета из искусственной кожи на тканой основе. Жакет представляет собой полуприлегающий силуэт с втачным рукавом, с центральной двубортной застежкой до перегиба лацкана на металлические кнопки. Полочка с рельефами от линии проймы до низа изделия. Карманы расположены в швах рельефов. Спинка со средним швом, заканчивающимся шлицей; с рельефами от линии проймы до низа изделия. Воротник отложной. Рукава втачные двухшовные с притачными манжетами, застегивающимися на две металлические кнопки. Жакет обработан на подкладке, притачанной по низу изделия. По рельефным швам, среднему шву спинки, воротнику, локтевым швам рукавов, манжетам проложена отделочная строчка на расстоянии 1 см от этих швов.
Свойства искусственной кожи на тканой основе обусловливают минимальное использование прокладочных материалов, которые используются в данной модели для укрепления борта и манжет на участке установки металлических кнопок для придания формостойкости нижнему воротнику и обтачке горловины спинки. Для закрепления подгибания низа изделия использована клеевая нитепрошивная лента.
Рельефные швы, средний шов спинки, локтевые швы рукавов обработаны настрочным швом с открытыми срезами. Обработка карманов в рельефных швах выполнена с использованием цельнокроеных припусков к основным деталям, продублированных полосками клеевого материала.
Глава 7
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ ИЗ КОМПЛЕКСНЫХ МАТЕРИАЛОВ
7.1. Конфекционирование материалов при изготовлении одежды из комплексных материалов
Выбор материалов в пакет изделия определяется назначением изделия и применяемыми материалами верха, в качестве которых могут быть использованы одно- и двусторонние комплексные материалы.
Выбор материалов при изготовлении одежды из односторонних комплексных материалов. Изделия из односторонних материалов бывают однослойными, состоящими только из материала верха, или многослойными. Основные варианты пакета изделия из односторонних комплексных материалов следующие: основной материал + прокладка; основной материал + + подкладка; основной материал + утепляющая прокладка + подкладка; основной материал + пристегивающаяся утепляющая прокладка и др.
В качестве материала верха в изделиях из односторонних материалов используются тонкие плотные капроновые ткани с пленочным покрытием; ткани с отделкой лаке; плащевые смесовые материалы с водоотталкивающей пропиткой; ткани из полиэфирных текстурированных нитей с водоотталкивающей пропиткой; прорезиненные ткани, материалы нового поколения с мембранной отделкой и др.
В качестве прокладочных материалов в борта и мелкие детали (листочки, клапаны, пояса и др.) изделий из плащевых материалов рекомендуется использовать нетканое клееное прокладочное полотно (флизелин, прокламилин) и хлопчатобумажную ткань поверхностной”плотностью 65...85 г/м2.
Для дублирования деталей изделий из плащевых полиэфирных и смешанных тканей используют термоклеевые прокладочные нетканые материалы с водоотталкивающей пропиткой. К прокладочным материалам, обеспечивающим создание прочных клеевых соединений с указанными материалами, относятся нетканые материалы типа арт. SLB-33BP и SNB-50EP фирмы КУРТОЛЬДЗ, имеющие специальное покрытие, устойчивое к стирке при температуре водного раствора моющих средств не выше 40 °C и к воздействию растворителей, применяемых при химической чистке одежды.
Для изделий из капроновых материалов с пленочным покрытием и отделкой лаке, а также из прорезиненных тканей в качестве прокладочных материалов рекомендуется использовать нетканые материалы без клеевого покрытия или с клеевым низкотемпературным покрытием. Для дублирования деталей из указанных материалов может быть использован специальный прокладочный материал LE 420, который широко используется при изготовлении изделий из натуральной кожи.
Для утепленных изделий в качестве утепляющих прокладок используют синтепон (например, для курток и пальто, в которых все детали соединены с утепляющей прокладкой).
При изготовлении изделий из односторонних комплексных материалов в качестве утепляющих прокладок используются также клееное объемное теплоизоляционное полотно; иглопробивное теплоизоляционное полотно; холстопрошивной синтетический и полушерстяной ватин; пуховые и перьевые наполнители.
Для изготовления качественных изделий в качестве утепляющей прокладки используют оперение водоплавающих птиц (уток, гусей), не впитывающее влагу и пот и обеспечивающее высокие теплоизоляционные свойства одежде. Соотношение пуха и пера должно составлять 70 : 30. В противном случае пух слипнется, станет тяжелым, что снизит теплозащитные свойства изделия.
Показатель термоизоляции изделия с пухо-перьевым наполнителем указывается с помощью условного обозначения CLO: 1 CLO — для использования при температуре до -15 °C; 3 CLO — для использования при температуре до -40 °C.
Показателем качества пухо-перьевого наполнителя является коэффициент его упругости FP, который должен быть не меньше 550. Для определения коэффициента упругости пухо-перьевой наполнитель прессуют грузом, затем груз снимают и измеряют высоту, на которую наполнитель поднялся.
Условное обозначение на товарном ярлыке изделия DIN EN 12934 Europen Standart указывает на то, что пухо-перьевой наполнитель соответствует европейскому стандарту его качества и прошел все стадии производственной обработки: вымачивание, промывание, сушку, фильтрацию от примесей и стерилизацию.
Следует указать, что в процессе эксплуатации одежды, изготовленной с применением пухо-перьевых наполнителей, а также синтетических утеплителей, возможно загрязнение лицевой и внутренней сторон одежды волокнами утеплителя, обусловленное миграцией волокон утеплителя в структуре пакета.
К теплозащитным прокладочным материалам нового поколения относятся такие утеплители, как тинсулейт, файбертек, тер
мофил и холофайбер, обладающие высокими теплозащитными и гипоаллергенными свойствами, что позволяет широко использовать данные утеплители в детской одежде. Например, тинсулейт (от англ, thin unsulation — тонкая изоляция) представляет собой микроволоконный нетканый материал, теплозащитные свойства которого при малом объеме в 1,5 раза превосходят теплозащитные свойства натурального пухо-перового наполнителя. Волокна тин-сулейта практически не впитывают влагу, его абсорбция составляет менее 1 %. Материал сохраняет тепло даже при намокании. Усадка тинсулейта после стирки составляет не более 1 % общей массы.
Тинсулейт различается по типам (классический, пуховый и др.) и модификациям: разной поверхностной плотности (43...300 г/м2) и толщины (3...30 мм).
Тинсулейт классического типа может иметь одностороннее или двустороннее дублирование тонким флизелином поверхностной плотностью всего 17 г/м2. Соединение слоев утеплителя и флизелина производится ультразвуковым методом.
Тинсулейт классического типа рекомендуется использовать для изделий классического стиля и малого объема. При высокой плотности ткани верха и подкладки возможно использование тинсулейта без дополнительных дублирующих слоев флизелина. Если плотность тканей невелика, то рекомендуется использовать тинсулейт, продублированный с одной или двух сторон флизелином. В противном случае возможно проникновение, или миграция, волокон утеплителя через ткани верха или подкладки. Продублированный тинсулейт можно применять в изделиях из тканей с низкой степенью скольжения для уменьшения трения между слоями материала.
Тинсулейт пухового типа целесообразно применять для изделий спортивного стиля. Для предотвращения миграции волокон утеплителя следует использовать плотные материалы с отделкой типа лаке, прорезиненные материалы или дублировать ткань верха или подкладки подходящим по свойствам и качеству плотным водонепроницаемым материалом.
В качестве подкладочных материалов для мужских, женских и подростковых курток рекомендуется использовать ткани из капроновых нитей в основе и утке, имеющих поверхностную плотность 50...70 г/м2, или трикотажные капроновые полотна. В куртках типа ветровок в качестве подкладочного материала могут быть использованы сетчатые ткани.
Для детских курток школьного, дошкольного и ясельного возраста используют подкладочные ткани из вискозных нитей в основе и уткё поверхностной плотностью 75...95 г/м2, а также трикотажные полотна. Для детских курток дошкольного и ясельного возраста возможно использование подкладочной ткани из вискозных нитей в основе и ацетатных в уткё поверхностной плотно
стью 100... 105 г/м2. В качестве подкладки для полочки и спинки в детских изделиях рекомендуется использовать подкладочный материал типа флиса, который, даже намокнув, не будет «холодить» организм ребенка.
Заметим, что применение в пакете материалов утепленного изделия подкладочной ткани из вискозы или вискозно-ацетат-ных нитей уменьшает миграцию волокон утеплителя через подкладку.
Для утепленных изделий в качестве подкладок могут быть использованы шерстяные ткани, искусственный мех, реже — натуральный мех, которые одновременно могут играть роль утепляющей прокладки.
Детские изделия могут быть выполнены с пристегивающейся подкладкой (жилеткой) из натуральной овчины, обеспечивающей изделию высокие теплозащитные свойства.
При конфекционировании материалов в пакет курток, плащей большое внимание уделяется подбору фурнитуры, имеющей функциональное и декоративное назначение, к которой относятся кнопки, пуговицы, блочки, люверсы, заклепки, широкий ассортимент настрочных эмблем.
Выбор материалов при изготовлении одежды из двусторонних комплексных материалов. Двусторонние материалы относятся к группе комплексных, состоящих из двух-трех слоев различных материалов, соединенных между собой клеевым, огневым и прошивным способами. Основные варианты слоев двустороннего комплексного материала следующие: материал верха + подкладка; материал верха + утепляющая прокладка (поролон, мех); материал верха + утепляющая прокладка + материал подкладки. Примером двустороннего комплексного материала является искусственная кожа или замша, дублированная мехом, а также двух- и трехслойные стеганые полотна и др.
Использование указанных материалов позволяет получать готовые пакеты одежды. Так, например, изнаночная сторона дублированного материала, представляющая собой искусственный мех, является одновременно подкладкой и утепляющей прокладкой и может служить отделкой воротников, лацканов, манжет. Необходимость использования подкладки возникает при пошиве изделий из двухслойных материалов, соединенных прошивным или клеевым способом с утепляющей прокладкой.
В пакет изделий из двусторонних комплексных материалов могут входить капроновая или трикотажная тесьма, полоски кожи, замши или другой материал для окантовывания срезов и краев деталей, наличие и вид которой определяются выбранными способами обработки.
Для соединения деталей изделий из комплексных материалов применяют нитки хлопчатобумажные, лавсановые или армиро
ванные; для отделочных строчек и обметывания петель — лавсановые, капроновые или шелковые.
Уход за одеждой из комплексных материалов. При конфекцио-нировании материалов в пакет изделия необходимо учесть и предусмотреть способы ухода за изделием, которые в большей степени определяются видом основного материала. Рекомендуемые способы ухода за изделиями из некоторых видов комплексных материалов приведены ниже.
Материалы
Способы ухода, выраженные символами
Прорезиненный
или с пленочным покрытием
С отделкой лаке
С пористым латексным покрытием
Комплексные двух- и трехслойные из тканей и трикотажных полотен, соединенных между собой или с искусственным мехом, или с поролоном следующими способами:
клеевым
огневым
Плащевые в изделиях с пухоперьевым наполнителем
Изделия из односторонних тканей с изнаночным пористым латексным покрытием рекомендуется стирать в теплых водных растворах стиральных моющих средств и полоскать в теплой, а затем в холодной воде, отжим не допускается. Сушка должна производиться на плечиках при комнатной температуре.
Прорезиненные ткани рекомендуется стирать не отжимая. Изделие следует сушить в подвешенном состоянии на плечиках при комнатной температуре. Влажно-тепловая обработка не проводится, а слой резины натирается тальком.
Изделия из тканей с пленочными покрытиями под перламутр, жемчуг, золото и серебро при химической чистке рекомендуется подвергать поверхностной обработке раствором универсального моющего средства при температуре 40 °C с помощью ватного тампона или губки, без отжима, поскольку образуются заломы; сушить при температуре до 40 °C.
Ткани с отделкой лаке и одновременно с водоотталкивающей пропиткой в большинстве случаев можно подвергать химической чистке и стирке.
Изделия из тканей с лицевым пористым латексным покрытием можно обезжиривать уайт-спиритом, фреоном, подвергать стирке при температуре 30 °C и сушке при температуре 40...50 °C. Изделия из этих тканей выдерживают влажно-тепловую обработку при температуре до 120 °C.
Водоотталкивающие свойства сохраняются до первой стирки.
В настоящее время зарубежные фирмы выпускают специальные препараты, которые восстанавливают водоотталкивающие свойства изделий, например протектор-пропитку для тканей Fabric Protector (Sprayway, США). Данный препарат не оставляет следов и не меняет структуру ткани.
Процедуру обработки препаратом следует повторять после стирки.
Стеганые материалы устойчивы к действию стирки без резких механических воздействий при температуре 40 °C и воздействию всех органических растворителей, применяемых при химической чистке.
В материалах с редкой простежкой в процессе чистки может произойти перераспределение волокон в холсте иглопробивного или клееного объемного утеплителя или его разрыв. При низком качестве ниток, используемых для прошивания, в процессе носки, стирки, химической чистки лопается строчка, что портит внешний вид изделий.
При наличии нетканых объемных клееных утеплителей изделия не рекомендуется подвергать химической чистке, так как ухудшается внешний вид материала, снижается его жесткость, меняется форма, уменьшается рельефность поверхности, материал становится мягким и плоским.
Рекомендуется стирка вручную в теплых растворах моющих средств (при температуре 35...40 °C) без резких механических воздействий, а полоскание в теплой и затем в холодной воде. Отжим не производят, избыток воды удаляют с помощью мягкой хлопчатобумажной ткани, которой следует промокнуть изделие.
Сушить необходимо в расправленном виде на плечиках, возможна влажно-тепловая обработка утюгом при температуре 110 °C без сильного давления.
Изделия, в которых в качестве утеплителя использован классический тинсулейт, можно стирать и чистить химическими препаратами. Изделия с тинсулейтом пухового типа можно только стирать, подвергать химической чистке их нельзя. Изделия с тинсулейтом можно подвергать барабанной сушке. Материал имеет абсолютную способность восстанавливать форму и объем после сжатия. Отметим, что тинсулейт не выдерживает высоких температур. В связи с этим влажно-тепловая обработка должна производиться при температуре не более 40...50°C, иначе волокна оплавятся и материал потеряет мягкость и теплозащитные свойства.
Химическая чистка материалов, дублированных поролоном, зависит от способа дублирования. Материалы клеевого способа дублирования нестойки к растворителям, применяемым в химической чистке.
7.2. Технология изготовления одежды из односторонних комплексных материалов
Особенности технологии изготовления одежды из односторонних комплексных материалов. Данная технология обусловливается такими свойствами материалов, как повышенная жесткость, про-рубаемость, и другими, возникающими вследствие наличия пленочного покрытия и пропиток. Вид покрытия и волокнистый состав материала во многом оказывает влияние на его пошивочные свойства, в связи с чем существуют различия между технологией изготовления одежды из хлопчатобумажных и смесовых материалов с водоотталкивающей пропиткой и технологией изготовления одежды из капроновых тканей с пленочным покрытием, а также с отделкой лаке и прорезиненных материалов.
При подготовке к примерке изделий как из односторонних, так и двусторонних комплексных материалов рукав в пройму не вметывают, низ рукава и изделия не заметывают. При проведении примерки, выбрав правильное расположение рукава, его вкалывают в пройму булавками. После уточнения длины рукава и низа изделия рукав закалывают булавками в нескольких местах.
Характеристика соединений деталей одежды. Количество ручных работ при изготовлении одежды из материалов с покрытием ограничено, поскольку на материале остаются следы от прокола иглой.
При обработке изделий из тканей с прорезиненным, лаковым и другим покрытием сметывание можно заменить склеиванием с помощью специального фиксирующего карандаша, например фирмы Gutermann (Германия), аналогично обработке изделий из натуральной кожи. Клеевой карандаш не оставляет следов на игле и не содержит растворителей, имеющихся в других клеящих средствах и способных испортить покрытие материала. Склеиванием можно, например, зафиксировать припуск на подгибание низа перед настрачиванием, тесьму-молнию перед втачиванием, соединить детали из основного материала с утепляющей прокладкой, нанеся в последнем случае клей на припуски утепляющей прокладки, и др.
Для временного соединения деталей одежды могут быть использованы канцелярские скрепки и зажимы. Детали соединяют, если это необходимо, на участках припусков, прокладывая сметочные стежки тонкой иглой вдоль линии шва.
Виды швов, применяемых в одежде из односторонних комплексных материалов
Шов Схема шва Назначение и особенности выполнения
Стачной JtL Для соединения деталей в изделиях из плащевых хлопчатобумажных и смесовых тканей. При отсутствии отделочной строчки ширина шва 10 мм
Расстрочной При наличии отделочной строчки ширина шва складывается из ширины отделочной строчки и дополнительного припуска 5 ... 7 мм
Настрочной с открытыми или закрытыми срезами — 4— Если ширина отделочной строчки превышает 1 см, то припуски на деталях делают разной ширины
Накладной с открытым срезом Для притачивания кокеток и выполнения других соединительных швов в изделиях из капроновых тканей с пленочным покрытием, с отделкой лаке, прорезиненных тканей. Положение срезов под иглой фиксируют с помощью ограничительной линейки или ограничительного бортика
Накладной с двумя закрытыми срезами ш Для обработки краевых срезов вместо обтачного шва в изделиях из капроновых тканей с пленочным покрытием и т.п. Срезы подгибаются внутрь на 10 мм и настрачиваются на расстоянии 1 ... 2 мм от сгиба шва
Запошивочный й— Для соединения деталей в изделиях без подкладки. Имеет увеличенный припуск и прочно закрепленные внутри срезы, что придает шву особую прочность
Окончание табл. 7.1
Шов Схема шва Назначение и особенности выполнения
Обтачной if Для обработки краев деталей в изделиях из плащевых хлопчатобумажных и смесовых тканей. Шов обтачивания закрепляют отделочной строчкой или настрачиванием припусков на нижнюю деталь
Окантовочный ef Для обработки срезов деталей изделий, выполненных без подкладки. В зависимости от вида окантовочного материала может бытье закрытыми или открытыми срезами
Вподгибку L-| ( = В зависимости от вида материала и назначения изделия может быть е открытым срезом, с обметанным срезом, с окантованным срезом, с закрытым срезом, с притачной подкладкой
Рельефный вы-тачной и вы-страчной J-/611 Используются для отделки. Вытачные выполняют с помощью приспособлений, ограничивающих расстояние между швами и ширину шва; выстрочные без шнура и со шнуром выполняют на двух- или четырехигольной машине
С кантом £ Используются краевые и соединительные швы с кантом. В зависимости от вида шва детали стачивают, настрачивают или обтачивают вместе с кантом. Выполняются с помощью приспособления: полоска ткани для канта перегибается, укладывается между слоями материала и подается под иглу стачивающей машины
Срезы деталей из односторонних комплексных материалов соединяют следующими швами: стачными, расстрочными, настроч-ными, накладными, запошивочными, обтачными (табл. 7.1). Закрепки проставляют параллельно основной строчке на расстоянии 0,1 ...0,15 см от нее.
При стачивании деталей возможно стягивание шва строчкой, поэтому, чтобы избежать возникновения этого дефекта, используют стачивающую машину беспосадочного стежка. Булавки, воткнутые под прямым углом к шву стачивания, также препятствуют смещению тканей, но могут нарушить их целостность.
В изделиях из капроновых тканей стачивающие операции следует выполнять с некоторым растягиванием ткани.
Уменьшить стянутость швов при стачивании деталей одежды из односторонних комплексных материалов можно с помощью швейных машин цепного стежка.
При стачивании деталей одежды из плащевых хлопчатобумажных и смесовых материалов срезы деталей в изделиях без подкладки или с отлетной по низу подкладкой обметывают на краеобметочной машине или обрабатывают зигзагообразными вырезами. В изделиях из плотных материалов без подкладки срезы деталей могут быть окантованы трикотажной тесьмой. При изготовлении одежды без подкладки из капроновых тканей с пленочным покрытием, с отделкой лаке, а также прорезиненных тканей, имеющих низкую осыпаемость, срезы деталей можно не обметывать.
В изделиях из плащевых хлопчатобумажных и смесовых материалов влажно-тепловая обработка ограничена, а в изделиях из капроновых материалов с пленочным покрытием — полностью отсутствует, поскольку при воздействии тепла водоупорное покрытие разрушается. В связи с этим при изготовлении одежды из рассматриваемых материалов влажно-тепловую обработку швов заменяют их настрачиванием.
По краям стачиваемых деталей с лицевой стороны всегда выполняют отделочные строчки без предварительного выметывания и приутюживания. После выполнения отделочных строчек детали изделий из плащевых хлопчатобумажных и смесовых материалов приутюживают с изнаночной стороны изделия.
При соединении деталей изделий из материалов с покрытием даже тефлоновая лапка может плохо скользить по их поверхности. В этом случае рекомендуется использовать очень тонкую шлифовальную бумагу из мелкозернистого песка. Для этого вырезают полосу шлифовальной бумаги шириной, равной ширине отделочной строчки, и накладывают ее шероховатой стороной вниз на лицевую сторону детали так, чтобы одна из сторон проходила вплотную к шву. Вдоль второй стороны полоски прокладывают строчку.
Если в модели отделочные строчки не предусмотрены, припуск на шов обтачивания детали закрепляют настрачиванием его на нижнюю деталь.
Обработку обтачных деталей (бортов, воротников и т.д.) в изделиях из капроновых тканей с пленочным покрытием, с отделкой лаке и из прорезиненных тканей выполняют на стачивающих машинах с одновременным подгибанием срезов внутрь на 10 мм и выполнением отделочной строчки на расстоянии 1 ...2 мм от сгиба шва.
Поскольку в материалах, имеющих водоотталкивающие пропитки и покрытия, раздвижка нитей незначительная, то при выполнении машинных работ происходит прорубание материала иглой, вследствие чего снижаются водоупорные свойства изделия. В связи с этим плечевой шов изделия рекомендуется закрывать отделочными деталями или при конструировании изделия смещать его в сторону полочки. Снизить прорубаемость материала позволяет, во-первых, правильный подбор ниток и игл по номерам, форме заточки острия иглы, а во-вторых, правильное установление параметров строчки (табл. 7.2).
Число стежков на 1 см влияет не только на прочность и эластичность шва, но и на его внешний вид. Слишком короткие стежки могут перфорировать материал с покрытием так, что швы могут порваться. Натяжение нитей должно быть сравнительно слабым, поскольку при сильном натяжении стежок сдвигает нити ткани и тем самым расширяет прокол.
При соединении деталей одежды из достаточно тонких и гладких плащевых материалов атласных, саржевых и других переплетений возможно появление затяжек. Данный дефект называется «задергивание шелковин». Затяжки возникают в месте прокола ткани иглой, когда игла попадает в нить ткани и выдавливает ее из переплетения материала. В результате нить меняет свое прежнее местоположение, смещается, а ткань повреждается на расстоянии до 5 см по обе стороны от прокола иглой. Во избежание затяжек также важен правильный выбор толщины иглы, формы ее острия и толщины ниток. Игла должна быть острой и длинной, без повреждений.
При соединении деталей изделий из капроновых материалов с пленочным покрытием синтетическими нитками применяют тонкие хорошо отполированные иглы с коническими и ступенчатыми стержнями, которые при проколе материала меньше нагреваются и не расправляют ткани и нитки.
Плечевые и боковые швы, швы соединения деталей рукавов при свободном покрое изделия без подкладки могут быть выполнены трехниточной краеобметочной строчкой. Преимуществом краеобметочной строчки в данном случае является небольшая ширина шва, в результате чего материал в области шва деформи-
Технические требования к машинным строчкам при изготовлении одежды из односторонних комплексных материалов
Материалы Строчка Количество стежков на 10 мм строчки
Плащевые из натуральных и химических однородных и смешанных волокон и нитей Стачивающая 3...5
Обметочная 2...3
Стач и ва юще-об меточ ная: для стачивания для обметывания 3...4 3...4
Петельная: для прямых петель для фигурных петель 18...25 10... 12
Пуговичная В автоматическом режиме
Закрепочная То же
Капроновые с пленочным покрытием и с отделкой лаке Стачивающая 3...4
Обметочная 2...3
Стач и вающе-об меточ ная: для стачивания для обметывания 3...4 3...4
Петельная: для прямых петель для фигурных петель 16...25 10... 12
Пуговичная В автоматическом режиме
Закрепочная То же
С латексным покрытием, прорезиненные материалы Стачивающая 3...4
Петельная: для прямых петель для фигурных петель 18...25 10... 12
Пуговичная В автоматическом режиме
Закрепочная То же
руется в меньшей степени. Прочность шва обеспечивается большой частотой стежков.
При соединении деталей изделия из комплексных материалов, содержащих 65... 100 % термопластичных волокон, могут быть применены сварные швы, имеющие на 5... 10 % меньшую жесткость, чем швы цепного стежка, и на 10% большую, чем швы челночного стежка.
При изготовлении одежды из комплексных материалов для соединения деталей широкое распространение имеет закрепляющая фурнитура, которая крепится с помощью заклепочных соединений разного вида (табл. 7.3).
Таблица 7.3
Виды закрепляющей фурнитуры и схема заклепочных соединений
Закрепляющая фурнитура Схема заклепочного соединения Примечание
Пуговицы Отверстие не прорезается
Кнопки 77^^7777. Отверстие прорезается предварительно
Заклепки То же
Блочки, люверсы »
Блочки, люверсы литьевые »
Пуговицы литьевые Отверстие не прорезается
Заклепки литьевые То же
Крючки и петли WM WAW, »
Замкнутые заклепки литьевые ' »
Заклепочные соединения (см. табл. 7.3) по конструктивно-технологическому признаку подразделяются на три группы:
соединения, для выполнения которых необходим подход с двух сторон (с лицевой и изнаночной). Таким способом закрепляются пуговицы, кнопки-пуговицы, блочки, люверсы;
соединения, для выполнения которых достаточно обеспечить подход с одной стороны — со стороны закладной головки. Этим способом закрепляют заклепки;
соединения, получаемые непосредственно на тканях в процессе литья под давлением. Это пуговицы литьевые, заклепки литьевые, крючки и петли, замкнутые заклепки (литьевые).
На швейных изделиях из комплексных материалов заклепочное соединение выполняют механическим способом на прессах или термическим способом. Наиболее удобными являются само-проникающие заклепки, которые проникают через структуру ткани без ее разрушения при их креплении. Так закрепляются пуговицы, блочки, люверсы, что создает высокую прочность и герметичность соединения.
Начальная обработка основных деталей. В целях обеспечения стабильности размеров и сохранения формы деталей одежды из односторонних комплексных материалов производят дублирование подбортов, отрезных лацканов, воротников, листочек, пат, обтачек и других мелких деталей на прессах. Выбор параметров дублирования зависит от вида основных и прокладочных материалов.
В табл. 7.4 представлены параметры дублирования деталей изделий из плащевых полиэфирных и смешанных тканей с водоотталкивающей пропиткой неткаными прокладочными материалами с клеевым покрытием типа арт. SLB-33BP и SNB-50EP (Великобритания). Указанные материалы позволяют создавать с плащевыми тканями достаточно прочные клеевые соединения.
Таблица 7.4
Параметры дублирования плащевых материалов прокладочными материалами с клеевым покрытием типа арт. SLB-33BP и SNB-50EP
Параметр дублирования Прокладочный материал с клеевым покрытием
SLB-33BP SNB-50EP
Температура прессующей поверхности, °C 160... 170 155... 165
Давление, МПа 0,04... 0,05 0,03 ...0,04
Продолжительность прессования, с 15...20 13... 17
Для недостаточно термостабилизированных плащевых материалов, величина термоусадки которых составляет более 2 %, перед дублированием рекомендуется проводить предварительную термообработку (без прокладки).
Для придания формоустойчивости деталям одежды из капроновых материалов с пленочным покрытием, с отделкой лаке и прорезиненных материалов рекомендуется использовать прокладочные материалы без клеевого покрытия, срезы которых должны попадать в швы соединения деталей.
Соединение основного материала с утепляющей прокладкой выполняют притачиванием утепляющей прокладки по срезам на машине с ножом. Ширина получаемого шва составляет 3...5 мм. После этого выполняют соединение деталей между собой.
Вытачки в изделиях из плащевых материалов проектируют неразрезными (рис. 7.1, а—в), а в изделиях из материалов значительно жестких с пленочным покрытием и прорезиненных — разрезными (рис. 7.1, г, д). Раствор вытачек должен быть небольшим, поскольку невозможно сутюживание слабины в их концах. Вытачки стачивают, швы настрачивают или расстрачивают.
Рис. 7.1. Обработка вытачек: а—в — неразрезных; г-д — разрезных
Рис. 7.2. Обработка притачных кокеток:
а — настрочным швом с открытыми срезами; б — накладным швом с одним закрытым срезом; в — накладным швом с одним закрытым срезом с одновременным прокладыванием канта; г — накладным швом с одним закрытым срезом; д — накладным швом с обтачанным срезом кокетки
Если швы настрачивают, а ширина отделочной строчки при этом превышает ширину припуска вытачки, то перед стачиванием вытачки по линии ее внутреннего сгиба притачивают дополнительную полоску материала (см. рис. 7.1, б). Дополнительная полоска материала может притачиваться при стачивании вытачки. При этом отделочную строчку прокладывают с двух сторон от вытачки (см. рис. 7.1, в).
Вытачки на деталях изделия с утепляющей прокладкой стачивают вместе с бязевыми прокладками по надсечкам и проколам, выполненным на прокладке, или настрачивают без предварительного стачивания.
Рельефы обрабатывают настрочным или накладным швом с закрытым срезом на двухигольной машине с приспособлением.
Кокетка является неотъемлемой частью изделий спортивного стиля, поэтому характерна для большинства изделий из плащевых материалов.
По нижнему срезу кокетки могут быть отлетными или неотлетными (притачными). По форме нижнего среза различают кокетки прямые, овальные, фигурные.
Перед соединением деталей изделия с кокетками сначала обрабатывают вытачки, складки, рельефы и т.п.
Неотлетные кокетки соединяют с основными деталями следующими видами швов: накладными и настрочными (с кантом или бейкой). Припуски шва притачивания кокетки настрачивают с открытыми срезами (рис. 7.2, а), с одним закрытым срезом или расстрачивают.
Накладным швом кокетки соединяют с изделием на двух-игольной машине с помощью специального приспособления (рис. 7.2, б). Деталь изделия укладывают на стол машины лицевой стороной вверх. В приспособление заправляют кокетку и настрачивают ее на деталь с одновременным подгибанием среза. Припуск на подгибание кокетки равен 10 мм, расстояние от строчки до края подгиба — 15...20 мм, расстояние между строчками 5 мм.
Кокетки могут быть выполнены с кантом из кожи, меха, контрастной ткани, трикотажа и др. Кант в крое представляет собой полоску материала, длина которой равна длине среза шва кокетки с небольшим припуском на посадку в углах или фигурных участках кокетки, если таковые имеются. Ширина канта в крое равна удвоенной ширине канта в готовом виде с припуском на обработку срезов. Отделочные канты обрабатывают без шнура или со шнуром. Кант может соединяться с изделием накладным швом одновременно с деталью кокетки (рис. 7.2, в) или настрочным швом.
Втачивание канта между деталями изделия при обработке настрочным швом выполняют на машине с приспособлением. Кант втачивают следующим образом. Из кассеты отделочные полоски через направляющие вилочки подаются в направитель приспособления. Затем под лапку машины подводят детали изделия, срезы которых уравнивают. Производят закрепление канта между деталями строчкой. Ширина канта в готовом виде 2...2,5 мм.
Если кокетка имеет овальную форму, то припуск на шов в зависимости от свойств плащевой ткани рассекают или высекают уголками (рис. 7.2, г). При этом рассечки не должны доходить до строчки на величину, равную ширине отделочной строчки плюс 1 ...2 мм. В зависимости от свойств плащевой ткани и формы кокетки по ее нижнему краю может быть проложена узкая кромка для стойкости детали.
Если расстояние от края кокетки до отделочно-соединительной строчки превышает 5 мм, то нижний срез кокетки обрабатывают обтачкой, выкроенной по форме нижнего среза кокетки (рис. 7.2, д). Ширина обтачки равна ширине отделочной строчки плюс 10... 15 мм. В зависимости от формы кокетки и свойств плащевого материала обтачка может быть продублирована клеевым материалом.
Кокетки обрабатывают обтачками на стачивающей машине швом шириной 10 мм. Шов в закруглениях подрезают, оставляя припуск 2...3 мм. Шов обтачивания расправляют, выправляя кант из обтачки шириной 1...2 мм, и приутюживают, если это возможно, с помощью электропарового утюга. Обтачка может быть выполнена из подкладочного материала. В этом случае ее обязательно дублируют. Ширина канта обтачного шва не должна быть меньше 2 мм.
Рис. 7.3. Обработка нижнего края отлетных кокеток:
а — швом вподгибку с открытым срезом; б — швом вподгибку с закрытым срезом; в — со срезом, обтачанным подкладкой или обтачкой; г — с окантованным срезом
Отлетные кокетки бывают с подкладкой или без нее. Нижние срезы отлетной кокетки обрабатывают следующими видами швов: вподгибку с открытым (рис. 7.3, а) или закрытым срезом (рис. 7.3, б); обтачным с подкладкой (рис. 7.3, в) или с обтачкой; окантовочным (рис. 7.3, г).
Если нижний срез кокетки имеет сложную конфигурацию, например в виде ломаной линии (рис. 7.4, а), то припуск на шов внешнего угла стачивают швом встык (рис. 7.4, б), предварительно высекая неровности ткани, или швом вразутюжку (рис. 7.4, в), срезая неровности материала.
Рис. 7.4. Обработка отрезных деталей и кокеток сложной конфигурации: а — общий вид; б — стачивание швом встык; в — стачивание швом вразутюжку
Шлица в зависимости от свойств плащевого материала обрабатывается с прокладками или без них. В женских плащах без подкладки внутренние срезы припуска на шлицу застрачивают швом вподгибку шириной 5 мм с открытым срезом.
Обработка мелких деталей. Обработку мелких деталей (хлястиков, пат, поясов, шлевок и др.) выполняют обтачным швом в кант (рис. 7.5, а) с использованием клеевых или неклеевых прокладок. В изделиях из толстых, жестких капроновых и прорезиненных тканей детали можно обтачивать без прокладок.
Мелкие детали могут быть обработаны накладным швом с двумя закрытыми срезами (рис. 7.5, б) на одно- или двухигольной машине. Если пояс обрабатывают без пряжки, то углы пояса предварительно обтачивают, вывертывают на лицевую сторону и выправляют (рис. 7.5, в).
При обработке на двухигольной машине нижнюю и верхнюю части пояса, хлястиков и пат заправляют в направители и соединяют по продольным сторонам, подгибая срезы внутрь. Ширина детали в готовом виде зависит от расстояния между иглами и применяемых приспособлений для формирования подгибов с двух сторон деталей. Например, при ширине пояса в готовом виде 35 мм ширина деталей кроя должна быть 50 мм. Расстояние от строчек до подогнутого края составляет 1...2 мм. Особенностью данного способа обработки является использование рулонного принципа подачи полуфабриката в виде непрерывной ленты, для чего, например, отдельные пояса стачивают между собой. После разрезания ленты концы пояса обрабатывают на стачивающей машине. Конец пояса стачивают швом шириной 7 мм, складывая пояс вдвое по длине лицевой стороной внутрь; шов раскладывают на две стороны, конец пояса вывертывают и застрачивают поперечными строчками.
Рис. 7.5. Обработка мелких деталей:
а — цельнокроеных обтачным швом в кант; б — цельнокроеных накладным швом с двумя закрытыми срезами; в — состоящих из двух деталей накладным швом с двумя закрытыми срезами (с настрачиванием уголка в конце детали)
Рис. 7.6. Обработка шлевок:
а — накладным швом с закрытыми срезами; б — накладным швом с открытыми срезами; в — швом встык
Съемный пояс в изделиях из плащевых материалов может быть обработан с эластичной тесьмой. При обработке на двухигольной
машине нижние и верхние детали пояса, соединенные в непрерывные ленты, заправляют вместе с эластичной тесьмой в приспособление и стачивают с одновременным подгибанием срезов деталей, натягивая эластичную тесьму. Расстояние от строчек до подогнутого края составляет 1 ...2 мм.
Шлевки могут быть широкими (на подкладке и без нее) или узкими. Широкие шлевки обрабатывают в основном обтачным швом; узкие — накладным швом с закрытыми (рис. 7.6, а) или открытыми срезами (рис. 7.6, б), швом встык (рис. 7.6, в). Последний вариант обработки, выполняемый на плоскошовной машине двухниточного цепного стежка с приспособлением, является наиболее производительным.
При изготовлении курток применяют разнообразные отделки в виде канта, который втачивают в шов соединения деталей на стачивающей машине с приспособлением, а также в виде отде
лочных полос материала, которые настрачивают, применяя разные приспособления в зависимости от ширины полосы материала и расстояния между иглами (12, 19, 28, 32 мм).
Полоску отделочной ткани заправляют в приспособление и настрачивают на деталь по намеченной линии (рис. 7.7). Отделочная полоска подается в приспособление из рулона.
Обработка карманов. Карманы в изделиях из плащевых мате-
риалов бывают прорезными, накладными, реже — в швах соединения деталей.
В изделиях из плащевых хлопчатобумажных и смесовых тканей карманы в большинстве случаев обрабатывают с долевиками. В одежде из капроновых и прорезиненных матери
Рис. 7.7. Обработка деталей настроч-ными полосками ткани
алов карманы могут быть обработаны без долевиков. Роль долевика может играть подкладка кармана.
В зависимости от свойств материала верха для карманов могут быть использованы клеевые и неклеевые прокладки. Срезы клеевых прокладок должны входить в швы соединения деталей не менее чем на 1 ...2 мм. Неклеевую прокладку соединяют с деталями при обтачивании их срезов. В цельнокроеных деталях (листочка, клапан) прокладку настрачивают на нижнюю часть детали, располагая ее по линии перегиба и прокладывая строчку на расстоянии 1 ...2 мм от среза прокладки.
На рис. 7.8 представлены варианты обработки прорезных карманов в изделиях из односторонних комплексных материалов.
Детали прорезных карманов (листочки, обтачки, подзоры) рекомендуется выкраивать цельнокроеными с подкладкой кармана.
Обработку клапанов в изделиях из мягких материалов выполняют обтачным швом, а в изделиях из жестких материалов — накладным швом с двумя или одним закрытым срезом. В целях повышения производительности труда клапаны обтачивают на полуавтомате с одновременной обрезкой края по заданному контуру.
Рис. 7.8. Обработка прорезных карманов:
а — с листочкой, цельнокроенной с одной частью подкладки кармана; б — с клапаном; в ~ в рамку с застежкой на тесьму-молнию
Обработка прорезных карманов в рамку, с листочкой (см. рис. 7.8, а) и клапаном за один проход может быть выполнена на двухигольной машине типа кл. 852 х 14 с ножом и комплектом направителей для листочки, клапана и обтачки или на полуавтомате типа кл. 745.
При обработке прорезных карманов (например, с клапаном) в автоматическом режиме к полочке изделия притачивают обтачку и клапан с одновременным разрезанием полочки между строчками (см. рис. 7.8, б). Нитки в концах строчек обрезаются. Углы кармана надсекаются. Полуавтомат имеет световые ориентиры, необходимые для укладывания деталей без предварительной разметки места расположения кармана. Расстояние между иглами 12 мм. Полуавтомат имеет два ножа — верхний для разрезания входа в карман и нижний для надсекания углов кармана. Дальнейшие операции по вывертыванию кармана, закреплению входа в карман и стачиванию подкладки выполняют на одно-игольной машине.
В изделиях из плащевых материалов распространена обработка прорезных карманов с тесьмой-молнией (см. рис. 7.8, в).
Обработка бортов. Борта в изделиях из плащевых материалов обрабатывают с неклеевыми и клеевыми прокладками или без них (рис. 7.9).
Неклеевую прокладку соединяют с полочками на стачивающей машине на расстоянии 2...3 мм от бортовых срезов или с подбортами.
В изделиях с цельнокроеными подбортами прокладку соединяют с подбортами, располагая ее по линии перегиба бортов полочек. Строчку прокладывают на стачивающей машине на расстоянии 3...5 мм от среза прокладки.
Шов обтачивания борта в изделиях с отрезными подбортами закрепляют отделочной строчкой или путем настрачивания припусков шва обтачивания на подборт (см. рис. 7.9, а). Края бортов в изделиях с цельнокроеными подбортами закрепляют отделочной строчкой. В случае необходимости по краю борта может быть проложена кромка.
Внутренние срезы подбортов в изделиях без подкладки застрачивают, огибая срезом прокладку (см. рис. 7.9, а), или окантовывают (см. рис. 7.9, б).
В зависимости от модели изделия застежка по бортам может быть на пуговицы, тесьму-молнию и в виде заклепочных соединений.
Тесьма-молния может быть соединена с изделием разными способами. Так, например, тесьму-молнию втачивают между полочкой и подбортом, срезы деталей уравнивают. Полочку и подборт перегибают по ранее заутюженным сгибам края борта, прокладывая после этого закрепляющую строчку (см. рис. 7.9, б).
Тесьма-молния может быть притачана к срезу борта. Затем по борту прокладывают отделочную строчку, подкладывая под строчку подборт лицевой стороной вверх (см. рис. 7.9, в). Затем подборт отгибают на изнаночную сторону изделия. При таком способе соединения исключается попадание подборта в зубья тесьмы-молнии.
Обработка воротников. В изделиях из односторонних комплексных материалов воротники проектируют чаще всего с отрезной стойкой. Один из воротников (нижний или верхний) или оба воротника соединяют с клеевой или неклеевой прокладкой, что определяется свойствами используемого материала верха, а также наличием прокладки на деталях полочки и подборта.
Воротник обтачивают по отлету и концам на стачивающей машине. По модели по краю воротников может быть проложена отделочная строчка или припуски шва обтачивания могут быть закреплены настрачиванием шва обтачивания воротника на нижний воротник.
Готовый воротник вкладывают между деталями верха и подборта с притачанной к нему подкладкой и соединяют строчкой на стачивающей машине, подкладывая по надсечкам концы вешалки. Втачивание выполняют в два приема от уступов до середины. Припуск шва рассекают в нескольких местах во избежание затягивания горловины.
Обработка рукавов. Рукава могут быть втачные, реглан, цель-нокроенные с полочками и спинками; по низу рукава могут быть расположены паты, хлястики, притачные или отложные манжеты.
Например, втачные рукава соединяют с открытыми или закрытыми проймами изделия. При соединении с открытыми проймами боковые срезы изделия и нижние срезы рукавов из основной ткани и подкладки стачивают одновременно.
Рис. 7.10. Обработка низа рукава:
а — швом вподгибку с закрытым срезом и одновременным притачиванием подкладки; б — швом вподгибку с открытым срезом, притачной подкладкой и отделочной строчкой по низу рукава; в — с подкладкой, настроченной подогнутым краем по низу рукава; г — с притачными манжетами
Низ рукава в зависимости от свойств материала укрепляют прокладкой. Обрабатывают низ рукава швом вподгибку с закрытым или открытым срезом, с притачной подкладкой или без нее. В изделиях без подкладки срезы могут быть окантованы трикотажной тесьмой.
Подкладку с низом рукава соединяют разными способами. Срез низа подкладки может быть застрочен в шов обтачивания низа рукава (рис. 7.10, а). Подкладка по низу рукава должна быть соединена с напуском.
Отделочная строчка по низу рукава может прокладываться после притачивания подкладки к срезу низа (рис. 7.10, б). Срез низа подкладки рукава подгибают и соединяют строчкой застрачивания низа рукава (рис. 7.10, в).
Низ рукавов в изделиях из плащевых материалов может быть обработан притачными манжетами из основного или отделочного материала, например из трикотажа (рис. 7.10, г).
Обработка подкладки и соединение ее с изделием. Изделия из плащевых материалов могут быть с притачной или отлетной по низу подкладкой или без нее. Если изделие имеет утепляющую прокладку, то подкладка соединяется с ней по срезам или выстегиванием по поверхности. В куртках типа ветровок классическая подкладка на деталях спинки может быть укороченной и доходить только до линии талии. Подкладку соединяют с изделием машинным способом.
Низ изделия с притачной подкладкой обрабатывают так же, как низ рукава. Низ изделия с отлетной подкладкой обрабатывают швом вподгибку с открытым или закрытым срезом. При обработ-
ке низа изделия швом вподгибку с открытым срезом срез припуска на подгибание низа обметывают, затем прокладывают отделочную строчку по модели.
При обработке низа изделия швом вподгибку с закрытым срезом используют стачивающую одно- или двухигольную машину. При этом возможно выполнение отделочной строчки по борту и низу изделия за один прием. Сначала изделие укладывают на стол швейной машины лицевой стороной вниз и с помощью ограничительной линейки выполняют отделочную строчку по уступу и левому борту. Затем из рабочей зоны машины ограничительную линейку выводят, а приспособление для обработки низа вводят в рабочую зону. Припуск на подгибание заправляют в приспособление и обрабатывают низ изделия швом вподгибку с закрытым срезом. После обработки низа изделия приспособление для обработки выводят из рабочей зоны машины, вновь вводят ограничительную линейку и выполняют отделочную строчку по правому борту изделия.
Подкладка изделия может быть выстегана с утепляющей прокладкой. При этом надо учитывать, что теплозащитные свойства материала в этом случае ухудшаются. Поэтому строчки выстегивания целесообразно прокладывать на расстоянии не менее 10... 12 см друг от друга. Если в качестве утепляющей прокладки используется тинсулейт и по модели предусмотрено меньшее расстояние между строчками, то рекомендуется применение двух слоев тинсулейта или тинсулейта более плотной модификации.
При выполнении строчек выстегивания, особенно в косом направлении, следует применять машины цепного стежка, так как такая строчка более эластична.
Соединение деталей выстеганной подкладки производится, как правило, расстрочным или настрочным швом. Утепляющая прокладка тинсулейт имеет малую толщину и массу, поэтому ее не надо высекать из срезов, достаточно просто их обметать. Подкладка, выстеганная с тинсулейтом, притачивается к внутренним срезам подборта и срезу стойки верхнего воротника стачным швом взаутюжку, срезы обметываются, возможно настрачивание припуска. Соединение подкладки, выстеганной с утепляющей прокладкой, может быть выполнено с окантованными подбортами накладным швом (рис. 7.11).
Подкладку, выстеганную с утепляющей прокладкой, прикрепляют по пройме в двух местах — над плечевым и боковым швами.
Нижний край отлетной подкладки обрабатывают швом вподгибку с закрытым срезом на машине зигзагообразного стежка (рис. 7.12, а); швом вподгибку с закрытым срезом на стачивающей машине, захватывая только утепляющую прокладку (рис. 7.12, б); окантовочным швом с использованием косой бейки (рис. 7.12, в); швом вподгибку с открытым обметанным срезом — при не-206
Рис. 7.11. Соединение подкладки с окантованным подбортом
большой толщине утеплителя и обязательном наличии стежки (рис. 7.12, г).
Если изделие изготовляют с дополнительной съемной подкладкой с утепляющей прокладкой, то кроме утеплителя требуется два комплекта деталей кроя подкладки — внешний и внутренний.
При использовании в тех же целях продублированного классического тинсулейта требуются детали только внешнего слоя подкладки. В этом случае снижается трудоемкость изделия и повышается производительность труда. Если подкладка имеет достаточно высокую поверхностную плотность, то рекомендуется использовать тинсулейт с односторонним дублированием. Утеплитель располагают таким образом, чтобы продублированная сторона была обращена к подкладке основного изделия. Если подкладка имеет недостаточно плотную структуру, то применяют тинсулейт с двусторонним дублированием.
Детали кроя съемной подкладки соединяют с утепляющей прокладкой по срезам машинной строчкой. Боковые и плечевые срезы стачивают и обметывают. Припуски швов настрачивают. Рукава втачивают в пройму съемной прокладки. Срезы обметывают. Сре-
Рис. 7.12. Обработка нижнего края отлетной подкладки с утепляющей прокладкой:
а, б — швом вподгибку с закрытым срезом; в — окантовочным швом; г — швом вподгибку с открытым срезом
зы борта и горловины съемной подкладки окантовывают, срез низа съемной подкладки и ее рукавов окантовывают или застрачивают. Навесные или обметанные петли обрабатывают в соответствии с разметкой. К основному изделию пришивают пуговицы.
Возможно изготовление универсальной съемной утепляющей прокладки, которая подходит сразу к нескольким изделиям. Для этого при втачивании рукавов съемной прокладки оставляется нестачанным участок оката в нижнюю часть проймы. На данном участке срезы оката и проймы обметываются отдельно друг от друга, припуски настрачиваются на изнаночную сторону утепляющей прокладки.
Окончательная обработка. Операция окончательной обработки включает пропаривание деталей в течение 2...3 с после прессования. Окончательную обработку изделий рекомендуется проводить на пароманекене или парогенератором или утюгом с функцией «вертикальный пар».
Технологические карты обработки одежды из односторонних комплексных материалов. Ниже рассмотрены особенности обработки различных изделий из односторонних комплексных материалов.
На рис. 7.13 представлена технологическая карта обработки женского плаща из плащевой смесовой ткани с водоотталкивающей пропиткой. Плащ трапециевидного силуэта с рукавами покроя реглан, с центральной бортовой застежкой на обметанные петли и пуговицы. Полочка и спинка с отлетными кокетками. На полочке прорезные карманы с клапаном. Спинка со средним швом, заканчивающимся встречной складкой. Воротник отложной. Изделие дополнено завязывающимся поясом, хлястиками и шлевками и выполнено на подкладке, притачной по низу. По краям кокеток, клапанов, воротника, борта, низа изделия проложена отделочная строчка на расстоянии 20 мм от края.
Свойства плащевой смесовой ткани позволяют использовать для придания формостойкости деталям изделия мягкую клеевую прокладку типа флизелина Н 180 (Германия) или SLB-33BP (Ве-
Рис. 7.13. Технологическая карта обработки женского плаща из плащевой смесовой ткани с водоотталкивающей пропиткой и схемы обработки узлов:
1, 16 — нижнего края отлетной кокетки полочки и спинки; 2, 7 — низа изделия и рукава; 3 — складки в среднем шве спинки; 4, 8, 12, 15 — нижнего шва рукава, бокового шва изделия, верхнего шва рукава, среднего шва кокетки спинки; 5, 10 — пояса и пат; 6 — борта; 9 — прорезных карманов с клапаном; 11 — шлевок; 13 — стояче-отложного воротника; 14 — шва втачивания оката рукава в пройму
ликобритания). Дублируют детали подборта, нижнего и верхнего воротников, клапана, пояса, хлястиков, обтачки горловины спинки. Закрепление припуска на подгибание низа рукава с притачанной подкладкой выполняют над швами рукава на стачивающей машине.
С учетом пошивочных свойств прорезиненных тканей составлена технологическая карта обработки мужской утепленной куртки из прорезиненного материала (рис. 7.14). Куртка прямого силуэта с втачными рукавами, с тесьмой-молнией и планкой, застегивающейся на кнопки. Полочка с притачной кокеткой, прорезным
карманом с листочкой с настрочными концами и прорезным карманом в рамку с тесьмой-молнией. Спинка с притачной кокеткой и средним швом. Воротник отложной с отрезной стойкой. Изделие выполнено на подкладке, причем для подкладки изделия использована шерстяная фланель, а для подкладки рукавов — вискозная подкладочная ткань. На подкладке в шве притачивания кокетки расположены внутренние карманы, входы в которые закрыты контактной лентой — велкро.
Для изготовления рассматриваемого изделия детали утепляющей прокладки выкраивают точно по срезам деталей верха. На изнаночную сторону деталей верха накладывают слой синтепона или тинсулейта, соединяют по срезам на расстоянии 5...6 мм от них машинной строчкой или склеивают специальным карандашом для фиксации припусков швов. Боковые, плечевые швы, швы рукавов и втачивания рукавов в проймы выполняют стачными шириной не менее 10 мм с захватом деталей верха и утепляющей прокладки.
На рис. 7.15 представлена технологическая карта обработки двусторонней мужской куртки, на которой приведен эскиз модели — вид спереди внешней и внутренней сторон изделия; вид сзади внешней стороны изделия. В качестве материала для внешней стороны изделия использована курточная ткань с пленочным покрытием, для внутренней стороны — материал типа флиса, а в качестве утеплителя — микроволоконная прокладка тинсулейт. В зависимости от выбранной модели можно применять классический или пуховый тинсулейт, а также комбинацию двух видов утеплителя.
Куртка прямого силуэта с втачным рукавов, с центральной бортовой застежкой на тесьму-молнию. Полочки внешней стороны изделия с прорезными карманами с застежкой на тесьму-молнию и с отделочной листочкой с втачными концами. Полочки внутренней стороны с прорезными карманами с застежкой на тесьму-молнию. Изделие с воротником-стойкой. Рукава втачные с притачными манжетами, собранными на эластичную резинку. По низу изделия кулиска с отделочным шнуром, выходящим через
Рис. 7.14. Технологическая карта обработки мужской куртки из прорезиненной ткани и схемы обработки узлов:
1, 4, 8, 9, 11... 14 — среднего шва спинки, швов притачивания кокеток спинки и полочки, бокового шва, шва втачивания оката рукава в пройму, плечевого шва и локтевого шва рукава; 2 — бортов с настрочной планкой (с кнопками) и тесьмой-молнией; 3, 7 — низа изделия и низа рукава; 5 — прорезного кармана в рамку с застежкой на тесьму-молнию; 6 — прорезного кармана с листочкой; 10— стояче-отложного воротника; 15, 16— пат и хлястиков; 17 — внутреннего кармана на подкладке полочки (на рисунке не показано)
блочки на внутреннюю сторону изделия. С помощью шнура может регулироваться ширина по низу изделия.
Обработку двустороннего изделия начинают с соединения основных деталей кроя внешней стороны изделия с утепляющей прокладкой. Соединение выполняют по всем срезам машинной
Рис. 7.15. Технологическая карта обработки двусторонней мужской куртки и схемы обработки узлов:
1 — прорезного кармана с листочкой и застежкой на тесьму-молнию; 2 — борта застежкой на тесьму-молнию; 3— воротника-стойки; 4...6— плечевых, боковых швов изделия, нижнего шва рукава и шва втачивания его оката в пройму (внешняя сторона); 7 — низа рукава; 8, 11, 12 — плечевых, боковых швов изделия, нижнего шва рукава и шва втачивания его оката в пройму (внутренняя сторона); 9 — низа изделия; 10 — прорезного кармана в рамку с застегиванием на тесьму-молнию
строчкой. В данной модели дополнительное соединение выполнено горизонтальными отделочными строчками по основным деталям (полочек, спинки, рукавов) внешней стороны изделия. Утепляющая прокладка в зависимости от модели может быть соединена с внутренней стороной изделия. Если требуется изделие с особенно высокими теплозащитными свойствами, то с утепляющей прокладкой соединяют детали внешней и внутренней сторон изделия.
Карманы обрабатывают на обеих сторонах изделия. На внешней стороне изделия вход в карман закрыт листочкой с втачными концами. Под листочкой обработан карман с застежкой на тесьму-молнию.
Детали внешней и внутренней сторон изделия стачивают по всем срезам, втачивают рукава. Одну деталь воротника из курточной ткани втачивают в горловину внешней стороны изделия, другую часть воротника из флиса — в горловину внутренней стороны изделия.
Особенностью обработки воротника в данной модели является наличие дополнительной детали из курточной ткани, с которой внешний воротник соединяется до втачивания в горловину. Наличие данной детали способствует созданию объемной формы воротника в готовом виде.
На борта с лицевой стороны верха изделия накладывают двустороннюю тесьму-молнию лицевой стороной вниз, зубьями — к боковым швам изделия и притачивают. Затем внешнюю и внутреннюю части изделия складывают лицевыми сторонами внутрь, уравнивают срезы и обтачивают по срезам бортов, концов и отлета воротника, низу изделия и рукавов. При соединении необходимо оставить нестачанным участок для вывертывания в каком-либо шве (в зависимости от модели). Если изделие с отделочной строчкой по краям, то оставляют нестачанным участок отлета воротника, борта или низа изделия, а отверстие для вывертывания затем застрачивают отделочной строчкой.
Изделие вывертывают на лицевую сторону, предварительно закрепив швы втачивания рукавов и частей воротника внешней и
внутренней сторон между собой. Швы выправляют и прокладывают отделочную строчку по краям изделия, одновременно застрачивая нестачанный участок.
7.3. Технология изготовления одежды из двусторонних комплексных материалов
Особенности технологии изготовления одежды из двусторонних комплексных материалов. Особенности технологии определяются такими пошивочными свойствами двусторонних комплексных материалов, как значительная толщина, повышенная жесткость и многослойность. В целом же технология изготовления одежды из двусторонних комплексных материалов достаточно проста и нетрудоемка.
Двусторонние комплексные материалы, используемые для изготовления утепленной одежды, позволяют применять малооперационную технологию вместо традиционной. Если по традиционной технологии изготовления предполагается большое количество промежуточных соединительных операций по сборке деталей из основного материала, подкладочного материала и утепляющей прокладки, то при малооперационной технологии детали изделия выкраивают из стеганого полотна, состоящего, например, из основного материала, подкладки и утепляющей прокладки. Детали одежды из готовых пакетов соединяют швом встык на двухигольной машине с использованием тесьмы или полос ткани по всем основным срезам (боковым, плечевым, рукавов и т.д.), что значительно сокращает количество сборочно-соединительных операций и увеличивает производительность труда.
Перед раскроем двусторонних комплексных материалов необходимо проверить их качество, обращая внимание на прочность сцепления слоев, а также на наличие заломов на материале из-за неправильной его паковки. Заломы на дублированных материалах не устраняются влажно-тепловой обработкой, а изделие из материала с заломами является несортным.
Характеристика соединений деталей одежды. Все машинные работы при изготовлении одежды из двусторонних комплексных материалов выполняют на стачивающих машинах челночного или цепного стежка, предназначенных для стачивания тканей средней и большой толщины. Детали изделий не сметывают, а при необходимости лишь скалывают булавками.
Для соединения деталей изделий из двусторонних комплексных материалов используют швы стачные, расстрочные, настроч-ные, накладные с закрытыми и открытыми срезами (табл. 7.5).
Соединение деталей одежды из материалов, дублированных искусственным мехом с длинным ворсом, рекомендуется выпол
нять на скорняжной реечной машине, при этом ворсовой покров не должен попадать на рейку машины, поэтому срезы рекомендуется стачивать швом шириной 5 мм.
Внутренние швы в изделиях из дублированных материалов не разутюживают. В изделиях из стеганых материалов разутюживание и заутюживание рекомендуется выполнять с помощью утюгов с фторопластовой обтяжкой подошв при температуре 110 °C без сильного давления.
При соединении деталей одежды из дублированных материалов создается большая толщина швов, отражающаяся на качестве готовых изделий. Для утонения и сжатия швов по ним прокладывают отделочную строчку. Наиболее рациональное расстояние отделочной строчки от края или сгиба детали составляет 4...8 мм. Более узкие строчки вытягивают край и искривляют его. Для получения более плоского шва настрочные швы выполняют двойной отделочной строчкой шириной 5 и 15 мм.
Для получения более тонкого шва из припусков на швы может быть удален нижний слой дублированного материала. Так, например, при изготовлении одежды из материала, дублированного поролоном, слой поролона может быть снят с помощью специальной машины обувного производства, имеющей вращающейся чашеобразный нож. Отметим, что материалы, дублированные поролоном, в настоящее время для изготовления одежды используются крайне редко.
В том случае, если используется комплексный материал, слои которого можно отделить друг от друга, для уменьшения толщины швов припуски шва расслаивают, а внутренний слой каждого припуска высекают.
Срезы деталей в изделиях из двусторонних комплексных материалов в зависимости от вида материала могут быть не обработаны, окантованы, вырезаны зубчиками на машине со специальным приспособлением или обметаны.
Края бортов, низа изделия и рукавов обрабатывают швом вподгибку с открытым срезом (в изделиях из дублированных материалов) или окантовочным швом (в изделиях из стеганых материалов).
Для выполнения окантовочных швов используют: полоски ткани, раскроенные под углом 45° к нити основы; трикотажную тесьму шириной 18...22 мм, которая легко выкладывается по фигурным срезам; полоски кожи и др.
При сборке изделий из двусторонних комплексных материалов целесообразно использовать универсальные одно- и двухигольные машины с приспособлениями, которые обеспечивают обработку краевых срезов окантовочным швом, а также соединение основных срезов швом встык. Особенностью шва встык является совмещение в одну линию на плоскости открытых срезов соединяемых
Таблица 7.5
Виды швов, применяемых при соединении деталей одежды из двусторонних комплексных материалов
Шов Схема шва Назначение и особенности выполнения
Стачной враз-утюжку и вза-утюжку с окантованными срезами а Для соединения деталей в изделиях из стеганых двух- или трехслойных материалов
Расстрочной — 1-^-1 Для соединения деталей в изделиях из дублированных и стеганых материалов
Расстрочной с подгибанием срезов т -г Для соединения деталей материала, слои которого расслаиваются. Срезы стачивают швом шириной 20 мм. Припуски расслаивают. Внутренний слой высекают, оставляя за строчку шва 4... 5 мм. Срезы внешних слоев подгибают на 8... 10 мм и настрачивают на расстоянии 2 мм от сгиба
Шов встык 2 3 Выполняют на двухигольной машине с приспособлениями, совмещающими срезы деталей при подаче полоски материала без загибания или с подгибанием срезов
Настрочкой с открытым или закрытым срезом — [4— Расстояние отделочной строчки от сгиба детали 4... 8 мм или по модели
Накладной с открытыми или окантованными срезами - Для соединения деталей
Накладной с двумя закрытыми срезами э Для материала, слои которого расслаиваются. Для обработки края бортов, низа изделия и т.д. Материал расслаивают на ширину 20... 25 мм. Срезы подгибают на 8... 10 мм и прострачивают
Запошивочный Для соединения деталей (например, для втачивания воротника в горловину в изделиях из кожи, дублированной мехом и др.). Выполняют более мягкой лицевой стороной внутрь изделия
С-
JL
Обтачной Для изделий из двусторонних комплексных материалов. Используют редко (например, при обработке борта с отрезным подбортом, воротника и т.п.)
Окантовочный с двумя открытыми, одним закрытым и двумя закрытыми срезами Выполняют на стачивающей машине с помощью приспособления. Плотно огибают полоской ткани или тесьмой обрабатываемого среза
Вподгибку т Для оформления краев деталей. При изготовлении изделий из дублированных материалов припуск может быть направлен как на лицевую, так и на изнаночную сторону
деталей и закрепление их строчками, что дает возможность получать достаточно плоский шов.
При пошиве одежды из двусторонних комплексных материалов давление лапки на материал должно быть минимальным и регулироваться в зависимости от вида материала. Одновременно необходимо регулировать величину подъема механизма перемещения ткани над плоскостью игольной пластины. Иглы должны быть всегда острыми, так как тупые иглы прорубают ткань, а на трикотажных полотнах способствуют спуску петель.
Требования к выполнению машинных строчек при изготовлении одежды из двусторонних комплексных материалов представлены в табл. 7.6.
Начальная обработка основных деталей. Изделия из двусторонних комплексных материалов изготовляют без прокладок, кромок и бортовой прокладки.
Вытачки проектируют в основном разрезными с небольшим раствором, так как слабину в конце вытачек не сутюживают. Вытачки стачивают с последующим их настрачиванием или расстра-чиванием.
Шлицы в изделиях из двусторонних комплексных материалов обрабатывают без кромок и прокладок. Закрепление сторон шлицы выполняют прокладыванием отделочной строчки вдоль сгибов, предварительно обработав нижние углы. Нижние углы шлиц складывают лицевой стороной внутрь и стачивают под острым углом, доводя строчку до срезов. Излишки материала подрезают, оставляя шов шириной 5 мм. Шов раскладывают на обе стороны. Углы шлиц вывертывают на лицевую сторону и выправляют.
Таким же образом могут быть обработаны углы мелких деталей, верхние и нижние углы бортов, концы и отлет воротника и т.п.
Обработка мелких деталей (клапанов, хлястиков и т.д.). В изделиях из двусторонних комплексных материалов обработка мелких деталей может быть выполнена следующими видами швов: обтачным, вподгибку или окантовочным.
В случае обтачивания нижнюю деталь рекомендуется выкраивать либо из тканей, подходящих по цвету и структуре поверхности материалу верха, либо из материала изделия, снимая изнаночный слой дублированного материала. Шов обтачивания закрепляют отделочной строчкой (рис. 7.16, а).
Если материал верха имеет большую толщину и жесткость, то срезы хлястиков, пат, клапанов и т.д. обрабатывают швом вподгибку с открытым срезом (рис. 7.16, б) или окантовочным швом (рис. 7.16, в). При обработке швом вподгибку материал в углах подрезают под углом 45° к краю детали в готовом виде и стачивают с изнаночной стороны детали; припуски на шов раскладывают на обе стороны, углы вывертывают.
Технические требования к машинным строчкам при изготовлении изделий из двусторонних комплексных материалов
Изделия швейные и материал Машинная строчка Количество стежков на 10 мм строчки
Дублированный искусственным мехом, пороло-ном и т. п. Стачивающая 3...4
Обметочная 2...3
Стачивающе-обметочная: для стачивания для обметывания 3...4 3...4
Зигзагообразная 4... 10
Петельная: для прямых петель для фигурных петель 16...25 10... 12
Пуговичная В автоматическом режиме
Закрепочная То же
Скорняжная 3...5
Многослойный стеганый (в том числе подкла-дочный) Стачивающая 2...3
Обметочная 2...3
Стачивающе-обметочная: для стачивания для обметывания 2...3 2...3
3 и гзагообразная 2...3
Петельная: для прямых петель для фигурных петель 18...25 10... 12
Пуговичная В автоматическом режиме
Закрепочная То же
Рис. 7.16. Обработка мелких деталей (клапанов, пат, хлястиков и др.): а — обтачным швом; б — швом вподгибку с открытым срезом; в — окантовочным швом
Обработка карманов. В изделиях из двусторонних комплексных материалов могут быть выполнены прорезные карманы; карманы, расположенные в швах; накладные карманы.
Прорезные карманы в изделиях из двусторонних комплексных материалов изготовляют без долевиков. При обработке отделочных клапанов и листочек прорезных карманов с изнаночной стороны изделия подкладывают прокладку из бязи, наличие которой определяется свойствами материала верха.
С изнаночных сторон деталей листочек и рамок перед соединением их с карманом снимают лишний слой дублированного материала.
Наружную часть подкладки кармана, видимую с изнаночной стороны изделия, выкраивают цельнокроеной с подзором из основного материала. При соединении с верхним краем кармана лицевую сторону подкладки обращают внутрь кармана. В этом случае изнаночная сторона подкладки кармана совпадает с изнаночной стороной изделия.
Внутреннюю часть подкладки кармана выкраивают из подкладочной или какой-либо другой подходящей ткани.
В изделиях без подкладки детали подкладки прорезных карманов и карманов, расположенных в швах, соединяют окантовочным швом.
Швы притачивания деталей закрепляют отделочной строчкой.
Карманы в швах изделия обрабатывают стандартными методами.
Накладные карманы в изделиях из дублированных материалов соединяют с основной деталью накладным швом с открытыми срезами; в изделиях из стеганых полотен — накладным швом с предварительно окантованными срезами.
Обработка бортов. Изделия из дублированных материалов изготовляют чаще всего с цельнокроеными подбортами, реже — с отрезными. Край борта может быть обработан без подборта с припуском на обработку бортов шириной 20...40 мм. В зависимости от модели срезы могут быть направлены на лицевую сторону и закреплены отделочной строчкой.
В зависимости от свойств материала вдоль края борта может быть проложена кромка.
Изделия из стеганых материалов изготовляют без подбортов или с отрезными подбортами; край борта в обоих случаях в основном окантовывается.
Внутренние срезы подбортов окантовывают трикотажной или капроновой тесьмой или полоской ткани.
Застежка в изделиях из двусторонних комплексных материалов может быть на петли (обтачные и обметанные) и пуговицы, кнопки, тесьму-молнию.
В том случае, если используется тесьма-молния, изделие может быть изготовлено без подбортов или с подбортами, как с открытыми, так и закрытыми звеньями тесьмы-молнии.
Петли обметывают на спецмашинах, подкладывая с изнаночной стороны в случае необходимости прокладки под петли из основного материала.
Пуговицы пришивают на спецмашине с подпуговицами или с прокладкой из основного материала.
Обработка воротников (рис. 7.17). В изделиях из двусторонних комплексных материалов воротник в большинстве случаев изготовляют одинарным. При этом концы воротника и отлет обрабатывают швом вподгибку или окантовочным.
Воротник втачивают в горловину настрочным швом с открытыми срезами, располагая срезы с лицевой (см. рис. 7.17, а) или изнаночной (см. рис. 7.17, б) стороны изделия. Если срезы расположены с лицевой стороны, припуск на обработку шва по линии горловины в концах воротника обрезают на уровне подогнутых срезов уступов лацкана. Ширина строчки по краям воротника и бортов составляет 15 мм.
В изделиях из двустороннего комплексного материала, слои которого можно отделить друг от друга, срезы концов и отлета воротника расслаивают на ширину припуска для обработки краев. Верхний слой воротника высекают до величины воротника в готовом виде. Припуск на обработку концов и отлета отгибают на верхний слой. Срезы припуска подгибают внутрь на 10 мм. Углы припуска в концах воротника по углам стачивают по диагонали, лишний материал высекают, припуски раскладывают в обе стороны от шва. Подогнутые края припуска нижнего слоя настрачивают на воротник отделочной строчкой на расстоянии 2 мм от сгиба (см. рис. 7.17, в). Воротник втачивают в горловину
Рис. 7.17. Обработка воротников:
а, б, в — одинарных; г — состоящих из двух деталей
изделия вместе с полоской ткани или тесьмой, внешний край которой затем настрачивают, закрепляя шов втачивания воротника.
Если позволяют свойства материала, то воротник может состоять из двух деталей, соединенных обтачным швом в кант (см. рис. 7.17, г). Воротник вкладывают между деталями верха изделия и подбортом и втачивают одной строчкой. Затем шов втачивания закрепляют отделочной строчкой. Если горловина спинки не обработана обтачкой, шов настрачивают по горловине спинки.
Соединение одинарного воротника с изделием из кожи, дублированной мехом, может быть выполнено запошивочным швом.
Обработка рукавов. Рукава в изделиях из двусторонних комплексных материалов бывают разной формы: втачные, реглан и комбинированные. Их проектируют в большинстве случаев двухшовными с верхней и нижней частями или с передней и локтевой. Передние срезы рукавов не оттягивают, поскольку форму рукавов создают вытачками на уровне линии локтя.
Рукава целесообразно втачивать в открытую пройму. В изделиях из дублированных материалов рукава втачивают в основном без обметывания и окантовывания срезов, поэтому шов втачивания закрепляют второй строчкой, прокладывая ее на расстоянии 2... 3 мм от срезов. Если моделью предусмотрено настрачивание шва по пройме, то этот шов со стороны припусков полочки и спинки надсекают, не доходя до строчки втачивания рукавов в проймы на 2 мм. Надсечки располагают в местах окончания швов настрачивания. Припуски на швы пройм на полочке и спинке отгибают между надсечками в сторону полочек и спинки. Шов настрачивают с лицевой стороны изделия. Расстояние от строчки до шва втачивания рукава по модели.
В изделиях из стеганых материалов рукава втачивают в открытые или закрытые проймы, припуски швов в зависимости от толщины материала и выбранных методов обработки окантовывают или обметывают. Если позволяют свойства материала, то припуски швов перед окантовыванием расслаивают, внутренние слои высекают, оставляя за строчку шва 4...5 мм.
В ряде случаев втачивание рукавов и окантовывание срезов может быть выполнено одновременно одной строчкой.
Окончательная обработка. Для улучшения внешнего вида изделия окончательную влажно-тепловую обработку выполняют на отпарочном прессе или утюгом с терморегулятором через про-утюжильник. При этом приутюживают все краевые участки воротника, борта, низ, карманы, а также шов спинки, боковые .швы и низ рукавов. Хранят и транспортируют изделия в подвешенном состоянии на плечиках.
На рис. 7.18 представлена технологическая карта обработки мужской куртки из двустороннего стеганого материала, состоящего из трех слоев: плащевая ткань, утеплитель (синтепон, тинсулейт или др.), подкладка. Куртка прямого силуэта с втачными двухшовными рукавами, с центральной бортовой застежкой на обметанные петли и пуговицы. Полочки с накладными карманами. Спинка цельная. Воротник-стойка.
Особенностью обработки данного изделия является соединение всех основных срезов (боковых, плечевых, рукавов и др.) швом встык. По линии соединения деталей с изнаночной и лицевой сторон прокладывают полоски ткани (или тесьму), которые одновременно настрачивают двухлинейной челночной или цепной строчкой на двухигольной машине с приспособлением. Сре-
Рис. 7.18. Технологическая карта обработки мужской куртки из трехслойного стеганого материала (плащевая ткань + утепляющая прокладка+ + подкладка) и схемы обработки узлов:
I, 3, 6, 8 — плечевых, боковых швов изделия, переднего шва рукава, среднего шва стачивания воротника-стойки; 2, 4, 7 — низа изделия, рукава и края борта;
5 — накладного кармана; 9, 10 — локтевого шва рукава и шва втачивания его оката в пройму; 11 — воротника-стойки
зы полоски ткани подгибают. Расстояние между строчками должно быть не менее 15 мм. Срезы борта, карманов, низа изделия и рукавов обрабатывают окантовочным швом с помощью полоски ткани (или тесьмы) на универсальной стачивающей машине челночного или цепного стежка с приспособлением для окантовывания срезов.
Рис. 7.19. Технологическая карта обработки женской куртки из трехслойного стеганого материала (плащевая ткань + утепляющая прокладка+ + подкладка) и схемы обработки узлов:
1, 4, 7, 11... 13 — швов рельефов полочки и спинки, среднего шва спинки, нижнего шва рукава, плечевого и бокового швов; 2 — отделочного клапана; 3, 10 — низа изделия и рукава; 5 — накладного кармана; 6 — борта; 8 — шва втачивания оката рукава в пройму; 9 — стояче-отложного воротника
На рис. 7.19 представлена технологическая карта обработки женской куртки из двустороннего стеганого материала, состоящего из трех слоев: ткани, утепляющей прокладки и подкладки. Материал характеризуется сравнительно небольшой толщиной за счет использования в качестве промежуточного слоя синтепона или тинсулейта малой поверхностной плотности, что обеспечивает получение достаточно плоских швов соединения основных деталей. Куртка полуприлегающего силуэта с втачным рукавом, с центральной бортовой застежкой на кнопки. Полочка с рельефами, идущими от линии проймы до низа изделия. На полочках обработаны накладные карманы с отделочными клапанами. Спинка со средним швом и рельефами, идущими от линии проймы до низа изделия. Воротник отложной. Рукава втачные одношовные. Краевые срезы (борта, воротник, карманы, клапаны, низ изделия и рукавов и др.) и срезы соединительных швов обработаны окантовочным швом. Для окантовки использована трикотажная тесьма. Внутренние швы соединения основных деталей разутюживают, для чего рекомендуется использовать утюги с фторопластовой обтяжкой подошв.
Утепленная одежда может быть изготовлена из двухслойного стеганого материала. Выбор методов обработки в этом случае зависит от вида изнаночного слоя, играющего в ряде случаев роль подкладки или требующего включения в пакет материалов подкладочной ткани.
Если в качестве материала верха использован двухслойный материал, соединяющий тем или иным способом материал верха с утепляющей прокладкой, то детали обрабатывают как однослойные, а изделие изготовляют на подкладке. Подкладка в свою очередь может быть однослойной или многослойной, соединенной с утепляющим материалом.
На рис. 7.20 приведена технологическая карта обработки женского плаща из двухслойного материала, в котором плащевая ткань соединена с нетканым материалом прошивным способом.
Плащ прямого силуэта с рукавом покроя реглан, с центральной бортовой застежкой на молнию с планкой. На полочке на-
Рис. 7.20. Технологическая карта обработки женского плаща из двухслойного стеганого материала (плащевая ткань + нетканое полотно) и схемы обработки узлов:
1 — среднего шва спинки; 2 — накладного кармана с застежкой на тесьму-молнию; 3, 12, 13 — бокового шва, шва стачивания частей капюшона, шва притачивания кокетки к спинке; 4 — борта с застегиванием на тесьму-молнию; 5 — отделочного клапана; 6 — низа рукава; 7, 14 — верхнего и нижнего швов рукава; 8, 15 — краев капюшона и низа изделия; 9 — отделочного полотна; 10 — воротника-стойки;
II — шва втачивания оката рукава в пройму
кладные карманы, на которых обработаны прорезные карманы с тесьмой-молнией и с отделочным клапаном, застегивающимся на кнопки. Спинка со средним швом и притачной кокеткой. Плащ с воротником-стойкой и капюшоном, который втачивают только в горловину спинки. Рукава реглан с погонами по плечевому шву
и с притачными трикотажными манжетами. Изделие обрабатывают без подкладки, роль которой играет нетканый материал, обеспечивая одновременно и некоторые теплозащитные свойства изделия.
Особенностью обработки данного изделия является соединение срезов основных деталей запошивочным швом. Соединение срезов рукавов и втачивание рукавов в пройму выполнено стачным швом с обметанными срезами, при этом припуски швов при обметывании срезаются близко к строчке. При обработке прорезного кармана подкладку кармана притачивают к детали накладного кармана с лицевой стороны по намеченным линиям входа в карман. Подкладку и карман прорезают вдоль между швами, к концам швов — наискось. Подкладку кармана вытягивают на изнаночную сторону. Тесьму-молнию располагают под вход в карман и настрачивают.
На рис. 7.21 представлена технологическая карта обработки женского костюма из двустороннего комплексного материала, состоящего из двух слоев — искусственной кожи и флиса, скрепленных термическим способом. За счет скрепления искусственной кожи и флиса точечным способом по контуру создается эффект стежки. Жилет полуприлегающего силуэта с центральной бортовой застежкой на тесьму-молнию. Полочка с кокеткой и рельефами, идущими от линии притачивания кокетки до низа изделия. Спинка с плечевыми вытачками и рельефами, идущими от проймы до низа изделия. Юбка прямая с застежкой на тесьму-молнию, расположенной в среднем шве задней части юбки. Передняя часть юбки с двумя талиевыми вытачками. Задняя часть юбки со средним швом, заканчивающимся разрезом, и двумя талиевыми вытачками.
Срезы деталей при изготовлении костюма могут быть окантованы или, как в данном случае, обметаны. Необходимость обработки срезов обусловлена тем, что слои материала соединены не по всей поверхности, а точечно по контуру рисунка. Разутюживание и заутюживание швов выполняют с изнаночной стороны изделия без пара через сухой проутюжильник. Изделие обработано без подбортов с открытыми звеньями тесьмы-молнии. На припуски шва притачивания тесьмы-молнии накладным швом настрачивают трикотажную тесьму, свободный край которой затем настрачивают на полочку. Срезы горловины и проймы также обработаны трикотажной тесьмой, которая легко выкладывается по фигурным срезам.
Методы обработки деталей и узлов в изделиях из дублированных материалов показаны на примере детских изделий, дублированных искусственным мехом. На рис. 7.22 представлена технологическая карта обработки детской куртки из искусственной замши, дублированной искусственным мехом, а на рис. 7.23 — жилета для мальчика из нетканого материала, дублированного искусственным мехом. При выполнении швов срезы деталей в боль-
Рис. 7.21. Технологическая карта обработки женского костюма из двухслойного комплексного материала (искусственная кожа + флис) и схемы обработки узлов:
1, 2 — рельефов и шва притачивания кокетки полочки; 3, 6, 12, 13 — плечевого, бокового швов жилета, бокового и среднего швов юбки; 4, 8 — краев горловины и проймы; 5 — застежки борта на тесьму-молнию; 7, 10 — плечевых вытачек жилета, передних и задних вытачек юбки; 9, 15 — низа жилета и юбки; 11 — верхнего края юбки; 14— разреза в заднем шве юбки
шинстве случаев остаются открытыми, для чего одну деталь выкраивают с припуском, а другую — без него.
Куртка из искусственной замши, дублированной искусственным мехом, прямого силуэта с втачными рукавами, с центральной бортовой застежкой на тесьму-молнию. Полочка с вертикальными и горизонтальными членениями, с накладными карманами. Спинка с вертикальными и горизонтальными членениями. Капю
шон состоит из трех частей. Рукава втачные одношовные с отложными манжетами.
Составные части деталей полочки и спинки соединяют накладными швами с открытыми срезами на двухигольной машине так, чтобы ворс меха не попадал под строчку. По краю капюшона, по
Рис. 7.22. Технологическая карта обработки детской куртки из дублированного материала (искусственная замша + искусственный мех) и схемы обработки узлов:
1, 2, 5, 7, 9, 11, 12 — рельефов полочки и спинки, швов соединения деталей полочки, внешнего среза отделочной планки, шва соединения деталей капюшона и втачивания его в горловину изделия, шва втачивания оката рукава в пройму; 3, 4 — застежки борта тесьмой-молнией; 6, 10 — плечевых, боковых швов и нижнего шва рукава; 8 — низа рукавов с подрукавниками
Рис. 7.23. Технологическая карта обработки жилета для мальчика из дублированного материала (нетканый материал + искусственный мех) и схемы обработки узлов:
7, 2, 4, 5 — шва соединения деталей полочки, плечевого, бокового швов, шва втачивания воротника-стойки в горловину; 3 — проймы
линии входа в карман проложены отделочные строчки на двухигольной машине без подгибания срезов. Вход в карман располагают сбоку; закрепки на кармане выполняют строчкой зигзагообразного стежка. Рукава обрабатывают с подрукавниками. К подру-кавнику из подкладочной ткани притачивают трикотажную манжету, которая плотно облегает руку и препятствует проникновению холодного воздуха. Рукава втачивают в открытые проймы изделия.
Жилет для мальчика из нетканого материала, дублированного искусственным мехом, прямого силуэта с центральной застежкой на кнопки. Полочка с притачными кокетками. Спинка цельная. Воротник-стойка. Основные детали, выкроенные нетканым материалом на лицевую сторону, соединяют накладным швом с открытыми срезами зигзагообразной строчкой мелкого стежка. Проймы обрабатывают отделочными планками, выкроенными из основного материала, искусственным мехом на лицевую сторону.
Гл а в a 8
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ ИЗ НЕТКАНЫХ МАТЕРИАЛОВ
Особенности изготовления одежды из нетканых материалов. Нетканые материалы, используемые для изготовления одежды, по внешнему виду и по ряду свойств в большинстве случаев напоминают начесные, ворсовые, махровые и другие виды трикотажных полотен. В связи с этим технология изготовления одежды из нетканых материалов имеет много общего с технологией изготовления верхней одежды из трикотажных материалов.
В то же время технология изготовления таких изделий, как пальто, куртки и костюмы, из относительно тяжелых, плотных нетканых материалов аналогична технологии изготовления изделий из тканей.
При выборе методов обработки следует учитывать вид и свойства нетканых материалов: холсто-, ните- и каркасопрошивных, валяльных.
В целом нетканые материалы достаточно удобны в обработке и характеризуются удовлетворительными пошивочными свойствами. Технология изготовления одежды из данных материалов достаточно проста и требует затрат времени на 30...55 % меньше, чем при изготовлении изделий из ткани, за счет сокращения числа технологических операций, что влияет на снижение себестоимости изделия.
Раскрой всех деталей изделий из нетканых материалов целесообразно производить только в продольном направлении. Исключением являются валяные материалы, характеризующиеся снижением анизотропных свойств.
Из нетканых материалов изготовляют как бесподкладочные изделия, так и изделия на подкладке.
При изготовлении одежды из некоторых видов нетканых материалов, например холстопрошивных, в целях предохранения их отдельных участков от растяжения применяют прокладочные материалы, удлинение которых при допустимых нагрузках меньше удлинения материалов.
При изготовлении одежды из разных видов нетканых материалов следует очень внимательно подходить к выбору клеевых про
кладок. Для дублирования деталей из растяжимых нетканых материалов нестабильной структуры рекомендуется выбирать эластичные прокладочные материалы с точечным клеевым покрытием.
При выборе клеевых прокладок следует также обращать внимание на величину клеевых точек прокладки. Для полотен, имеющих гладкую поверхность с изнаночной стороны, могут быть использованы прокладки с маленькими, часто расположенными клеевыми точками. Для полотен с махровой или ворсованной изнаночной стороной должны выбираться прокладки с большими клеевыми точками по аналогии с дублированием ворсовых трикотажных полотен.
Для материалов, сильно заворсованных с изнаночной стороны, применение клеевых прокладок может быть вообще нецелесообразно. В этих случаях используются неклеевые прокладочные материалы. Кроме того, при изготовлении пальто, курток и других изделий для придания формоустойчивости деталям может быть использовано соединение деталей верха или подкладки с прокладками из синтепона, тинсулейта и т.д.
Изделия из нетканых материалов, имеющих плотную и стабильную структуру, могут быть изготовлены без дублирующего слоя, утеплителя и подкладки.
Большинство нетканых материалов имеет низкую осыпаемость, поэтому срезы деталей можно не обметывать. Срезы в изделиях из холстопрошивных нетканых полотен следует обрабатывать окантовочным швом.
Срезы деталей могут находиться на лицевой стороне изделия и использоваться в качестве отделки.
Характеристика соединений деталей одежды. Детали изделий из нетканых материалов стачивают хлопчатобумажными нитками № 40 и 50 или лавсановыми нитками ЗЗЛ и 55Л, используя иглы № 80... 110; частота строчки 4...6 стежков на 1 см. Для отделочных швов могут быть использованы шелковые нитки № 33 и лавсановые ЗЗЛ.
Детали изделий в зависимости от растяжимости и толщины нетканых материалов стачивают стачным швом, выполняемым строчкой двухниточного челночного или цепного стежка или стачивающе-обметочной строчкой; настрочным или накладным швом с закрытым или открытыми срезами; швом встык. Например, шов встык используют для сохранения теплозащитных свойств изделий из плотных и толстых нетканых материалов. Этот шов выполняют с полоской из кожи или другого отделочного материала.
Накладной шов с открытыми срезами используют для соединения деталей изделий из нетканых материалов достаточно устойчивых структур с неосыпающимися срезами (ните- и каркасопрошивные, валяльные нетканые материалы).
Для выполнения краевых швов, прокладывания отделочных строчек, соединения деталей швом встык рекомендуется широко использовать плоскошовные машины с одно- и двусторонним застилом ниток.
Влажно-тепловая обработка изделий из нетканых материалов и уход за ними. Влажно-тепловая обработка изделий из нетканых материалов должна быть такой же, как и для изделий из тканей, но с учетом структуры этих материалов и волокнистого состава. Утюжат детали из нетканых материалов с изнаночной стороны изделия. Увлажнение при этом должно быть небольшим (10... 15 %) и равномерным, лучше с помощью увлажненного проутюжиль-ника типа фланели. Давление утюга небольшое — (1 ...3)х 104 Па; температура гладильной поверхности 120... 140°C; продолжительность обработки на прессе 10... 15 с, утюгом — до 25 с. Не следует забывать, что при высокой температуре и влажности процент усадки нетканых материалов достаточно велик.
Влажно-тепловую обработку изделий из нетканых материалов выполняют на прессах фирм «Паннония», «Гофман», «Майер» и др. Для внутрипроцессной влажно-тепловой обработки изделий рекомендуется также использовать утюги массой 2...3 кг с элект-ропаровым обогревом.
Изделия из нетканых материалов с ворсованной или махровой поверхностью гладят с изнаночной стороны на мягкой поверхности утюжильного стола (покрытие из игольно-пробивного войлока) или с использованием уложенных на крышке стола игольчатых пластин, дающих возможность при обработке изделий из нетканых полотен сохранять их ворсовый покров в вертикальном положении.
Изделия из нетканых материалов можно подвергать машинной стирке при температуре воды 30...40°C.
Способы ухода за изделиями из нетканых материалов зависят от их вида и волокнистого состава. Так, например, все нитепрошивные полотна устойчивы к органическим растворителям, применяемым при химической чистке. В большинстве случаев набор символов по уходу за изделиями из нетканых полотен выглядит следующим образом:
Технологические карты обработки изделий из нетканых материалов разных ассортиментных групп. На рис. 8.1, 8.2 приведены технологические карты обработки детских курток из нетканых нитепрошивных полотен, изготовленных без использования подкладочных и прокладочных материалов.
Куртка прямого силуэта с втачными рукавами, с центральной бортовой застежкой на тесьму-молнию (см. рис. 8.1). Полочка с накладными карманами. Спинка цельная. Куртка с капюшоном.
Рис. 8.1. Технологическая карта обработки детской куртки из нетканого материала и схемы обработки узлов:
1 — накладного кармана; 2 — шва втачивания оката рукава в пройму; 3, 5 — плечевого, бокового швов, нижнего шва рукава; 4 — капюшона на участке горловины полочки; 6, 7 — низа изделия и рукава; 8 — борта застежкой с тесьмой-молнией; 9 — швов стачивания деталей капюшона; 10 — капюшона на участке горловины спинки
Рис. 8.2. Технологическая карта обработки детской куртки из нетканого материала и схемы обработки узлов:
1 — верхнего накладного кармана с застежкой на тесьму-молнию; 2 — нижнего накладного кармана с застежкой на тесьму-молнию; 3 — борта с застежкой на тесьму-молнию; 4 — воротника-стойки; 5 — плечевого шва; 6 — шва втачивания оката рукава в пройму; 7, 9 — низа изделия и рукава; 8 — нижнего шва рукава и бокового шва
По краям деталей проложены отделочные строчки, выполненные на плоскошовной машине с двусторонним застилом ниток.
Верхний край накладного кармана обрабатывают швом вподгибку с открытым срезом на плоскошовной машине с двусторонним застилом ниток. С полочкой карман соединяют накладным швом с открытым срезом также на плоскошовной машине.
Рукав втачивают в открытую пройму на стачивающе-обметочной машине. Шов втачивания рукава распошивают на плоскошовной машине.
Плечевые, боковые срезы и срезы рукавов стачивают на машине комбинированного стежка, выполняющей стачивающую строчку двухниточного цепного стежка с одновременным обрезанием и обметыванием срезов. При таком соединении тесьму в плечевые швы изделий из нетканых полотен можно не прокладывать.
Застежку на тесьму-молнию втачивают между подбортом и полочкой изделия на машине двухниточного челночного стежка. При этом шов втачивания расположен не по сгибу полочки, а смещен относительно него на 7... 10 мм. Отделочная строчка вдоль края борта проложена строчкой двухниточного челночного стежка.
Следует обратить внимание на способ соединения капюшона с изделием. Сначала верхний и нижний капюшоны одновременно втачивают в горловину спинки, при этом шов втачивания направлен на детали капюшона. Затем детали капюшона соединяют с горловиной полочки, при этом швы втачивания направлены к полочке. Далее капюшон соединяют с подбортом.
Низ изделия и рукавов обрабатывают швом вподгибку с открытым срезом на плоскошовной машине.
Куртка прямого силуэта с втачными одношовными рукавами, с центральной бортовой застежкой на тесьму-молнию (см. рис. 8.2). Полочка с одним верхним и двумя боковыми накладными карманами, на которых обработан прорезной карман с застежкой на тесьму-молнию. Спинка цельная. Воротник-стойка. Верхний край воротника, срез борта, низ рукавов и изделия обработаны окантовочной трикотажной тесьмой.
Обработку кармана начинают с притачивания деталей разъемной тесьмы-молнии к намеченным на деталях накладного кармана линиям входа в карман. Вход в карман разрезают и детали тесьмы-молнии настрачивают на деталь накладного кармана. Углы прорезного кармана заклепляют строчкой двухниточного челночного стежка. Накладной карман соединяют с полочкой на плоскошовной машине с двусторонним застилом ниток.
Плечевые срезы стачивают на стачивающе-обметочной машине трехниточного цепного стежка с одновременным прокладыванием хлопчатобумажной тесьмы.
Внешнюю деталь воротника втачивают в горловину. Обработку выполняют отделочным швом с кантом. В качестве канта исполь
зуют полоску шелковой ткани, которая не только играет декоративную роль, но и предотвращает растяжение горловины в процессе эксплуатации изделия.
Срез борта и боковые стороны внешнего воротника одновременно обрабатывают окантовочным швом с закрытыми срезами строчкой двухниточного цепного стежка. Использование строчки указанного вида, а также трикотажной тесьмы для окантовывания позволяет сохранить растяжимость нетканого материала, особенно в поперечном направлении.
Верхний срез подборта соединяют с нижним срезом внутреннего воротника стачным швом взаутюжку. Подборт с притачанной тесьмой-молнией соединяют с полочкой строчкой двухниточного челночного стежка, которую прокладывают в шов притачивания окантовочной тесьмы.
Внутренний воротник втачивают в горловину в шов притачивания внешнего воротника. Верхние срезы воротников окантовывают трикотажной тесьмой.
Рукава втачивают в открытую пройму на стачивающе-обметочной машине, а затем прокладывают отделочную строчку на плоскошовной машине с двусторонним застилом ниток.
Боковые срезы и срезы рукавов, которые также должны сохранять растяжимость в процессе эксплуатации, соединяют на стачивающе-обметочной машине. Указанная операция может быть также выполнена стачным швом взаутюжку строчкой двухниточного цепного стежка с последующим обметыванием срезов.
Низ изделия и рукавов окантовывают трикотажной тесьмой строчкой двухниточного цепного стежка.
На рис. 8.3 представлена технологическая карта обработки женского костюма, состоящего из жилета и юбки. Костюм изготовлен из нетканого материала со стабильной структурой и с неосыпающими-ся срезами. Жилет полуприлегающего силуэта с центральной бортовой застежкой на кнопки. Полочки с талиевыми вытачками; с рельефами, идущими от линии проймы до низа изделия; с прорезными карманами и с застежкой на тесьму-молнию. Спинка со средним швом; с рельефами, идущими от линии проймы до низа изделия; с накладным карманом. Юбка прямого силуэта без боковых швов. Задняя часть юбки со средним швом, заканчивающимся разрезом.
Особенностью обработки жилета является соединение рельефов, боковых, плечевых и других срезов деталей накладным швом с открытыми срезами, выполняемым на машине зигзагообразного стежка или на плоскошовной машине с двусторонним застилом ниток. Накладным швом с открытыми срезами выполняют также соединение подборта с полочкой, обтачек пройм и горловины с изделием. Использование данного шва позволяет значительно сократить затраты времени на изготовление изделия и повысить его эстетические показатели качества.
Рис. 8.3. Технологическая карта обработки женского костюма из нетканого материала и схемы обработки узлов:
1 — талиевых вытачек; 2, 5, 8, 9, 10 — рельефов, боковых, плечевых швов, среднего шва спинки; 3, 7 — пройм и горловины; 4 — борта; 6 — прорезных карманов с застегиванием на тесьму-молнию; 11 — накладного кармана; 12 — низа жилета; 13 — среднего шва юбки; 14 — разреза в среднем шве юбки; 15 — низа юбки; 16 — верхнего края юбки
Клеевой прокладочный материал использован для дублирования подбортов, обтачек горловины спинки, пройм и низа изделия, припуска верхнего края кармана.
Жилет обрабатывают в такой последовательности. Сначала на полочках стачивают вытачки накладным швом, выполняемым декоративной строчкой; при этом передний срез вытачки расположен сверху. Поперечные срезы входов в карман соединяют швом встык. Рельефные швы полочки, спинки, средний шов спинки обрабатывают также накладным швом, выполненным декоративной строчкой.
Прорезные карманы обрабатывают с учетом застегивания на тесьму-молнию. По линии входа в карман с изнаночной стороны прокладывают долевик из материала с клеевым покрытием. Подкладку кармана из подкладочной ткани накладывают на лицевую сторону полочки и притачивают по размеченным линиям входа в карман. Прокладывание строчки по периметру входа в карман выполняют не от угла, а от центральной точки одного из продольных краев. Одновременно на полочке и подкладке кармана разрезают вход в карман. Подкладку кармана вывертывают и выправляют на изнаночную сторону полочки. Тесьму-молнию прикалывают под вход в карман так, чтобы зубчики были видны, и настрачивают в край, используя специальную лапку швейной машины для притачивания застежки на тесьму-молнию. Подкладку кармана притачивают из основного материала. Боковые и нижние срезы подкладки кармана стачивают.
Верхний край накладного кармана обрабатывают швом вподгибку с открытым срезом. Посередине у верхнего края кармана пробивают верхнюю часть кнопки. Карман соединяют с полочкой накладным швом, выполненным декоративной строчкой.
Детали подборта с обтачками низа изделия и горловины полочки соединяют стачным швом вразутюжку. Обтачки пройм соединяют с изделием накладным швом с открытыми срезами, выполненным декоративной строчкой. Внутренние срезы подбортов и обтачек пришивают к припускам швов. На полочках устанавливают пробивающиеся кнопки.
Обработка юбки включает в себя стачивание среднего шва задней части юбки, обработку разреза в среднем шве, обработку верхнего и нижнего краев изделия.
Перед обработкой верхнего края юбки пробивают блочки, подложив с изнаночной стороны прокладку. Цельнокроеную обтачку верхнего края юбки отворачивают на изнаночную сторону, эластичный шнур подкладывают под обтачку и вытягивают концы шнура на лицевую сторону изделия через блочки. Юбку отстрачивают по верхнему краю на расстоянии 3 см от сгиба; на концах шнура завязывают узлы.
Гл а в a 9
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ И ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ОДЕЖДЫ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ
9.1. Фирмы-производители
Современный уровень развития швейного машиностроения позволяет‘применять технологию производства одежды из различных материалов с использованием автоматизации швейного оборудования.
Основной базой для выбора оборудования при разработке технологических процессов по изготовлению одежды из различных материалов является оборудование, производимое в России и Республике Беларусь. Так, широкая номенклатура швейных машин различного назначения выпускается АО «Орша» (Беларусь), ЗАО «Завод Промшвеймаш» (Подольск), ЗАО «Агат» (Ростов-на-Дону), ПО «Азовский оптико-механический завод» (Азов) и др.
В то же время парк швейного оборудования предприятий, изготовляющих одежду из различных материалов, включает широкую номенклатуру оборудования, производимого в странах Европы, Америки и Азии. Основные его виды производят следующие фирмы: PFAFF, STROBEL, DUERKOPP ADLER (Германия); JUKI, JAMATO, PEGASUS (Япония); UNION SPECIAL (США); TYPICAL (Китай); SILTER (Турция) и др. Зарубежные фирмы, как известные, так и появившиеся на российском рынке сравнительно недавно, выпускают большое количество автоматических швейных машин, технологические линии для производства высококачественных швейных изделий из различных материалов.
Оборудование, выпускаемое различными производителями, отличается техническими и экономическими характеристиками. Для достижения высокого качества одежды необходим правильный выбор конкретного оборудования из всей номенклатуры оборудования, представленного на российском рынке.
9.2. Факторы, обусловливающие выбор швейного оборудования
К факторам, обусловливающим выбор швейных машин, относятся следующие (рис. 9.1):
технологическое назначение швейной машины;
Рис. 9.1. Факторы, обусловливающие выбор швейной машины (римскими цифрами указаны номера факторов)
условия выполнения операции;
технические характеристики швейной машины;
выбор конкретной швейной машины и др.
По технологическому назначению все швейные машины подразделяют на следующие группы:
стачивающие прямострочные;
стачивающие зигзагообразные;
обметочные и стачивающе-обметочные;
плоскошовные;
для выполнения потайной строчки;
полуавтоматы для изготовления петель;
полуавтоматы для пришивания пуговиц;
полуавтоматы для изготовления закрепок и пришивания фурнитуры (короткошовные);
полуавтоматы длинношовные;
полуавтоматы вышивальные и отделочные.
Технологические требования к условиям выполнения операции (группы операций) объединяют следующие показатели: вид материала, тип машинного стежка и параметры строчки, вид строчки; толщина пакета и наличие поперечных и утолщенных швов, производительность машины, необходимость автоматизации операций.
Виды материалов подразделяют на следующие группы: трикотажные полотна; натуральные и искусственные меха; натуральная и искусственная кожа; комплексные материалы с полимерным покрытием; дублированные и стеганые материалы; нетканые материалы. Кроме того, в отдельные группы выделяют легкие, средние, среднетяжелые и тяжелые ткани; материалы, сложные в обработке на швейных машинах (бархат, вельвет, сорочечные вискозные ткани и др.); материалы, предназначенные для изготовления корсетных изделий. При этом многие фирмы-производители выпускают швейные машины для многоассортиментного производства.
Тип машинного стежка и параметры строчки определяют по виду выполняемой операции и ассортименту обрабатываемых материалов. По типу стежка различают швейные машины челночные и цепные. Тип (класс) машинного стежка принято обозначать трехзначным числом в соответствии со стандартами ИСО 4916 — 82 и 4915 — 81 и ГОСТ 12807 — 88 «Изделия швейные. Классификация стежков, строчек и швов».
Каждый класс стежков объединяет следующие стежки:
кл. 100 — простые цепные стежки;
кл. 200 — ручные стежки;
кл. 300 — двухниточные челночные стежки, которые могут быть однолинейными (301), многолинейными (309), зигзагообразными (304, 308, 310), потайными (306, 320);
кл. 400 — двух-, многониточные и плоские цепные стежки без раскладки верхней (покровной) нитки: однолинейные (401), многолинейные (406, 407), зигзагообразные (404);
кл. 500 — краеобметочные стежки: одно- (501), двух- (502, 503) и трехниточные (504, 505), а также многолинейные (506...509, 512, 514, 521);
кл. 600 — многониточные плоские цепные стежки с верхней покровной ниткой: двухигольные четырехниточные (602), трехиголь-ные пятиниточные (605), четырехигольные шестиниточные (607).
Для перечисленных классов машинного стежка параметры строчки могут быть различными и определяются техническими условиями на выполнение строчки.
В случае если строчка образована разными стежками или стежками одного вида, расположенными в два ряда и более, то ее обозначение состоит из кодов этих стежков, разделенных точкой, например 401.502. Если стежки выполняют одновременно, то обозначение строчки заключается в скобки, например (401.502).
В табл. 9.1 приведены наиболее распространенные типы машинных стежков, применяемых при изготовлении одежды из различных материалов, объединенные в группы в соответствии с назначением строчки, а следовательно, и с назначением швейной машины.
От выбранного типа стежка зависит расход швейных ниток, определяющий экономичность технологии пошива. Так, строчки цепного стежка характеризуются увеличенным расходом ниток. Однако используемая в настоящее время на многих предприятиях технология изготовления одежды предлагает выполнение стачивающих операций строчками двухниточного цепного стежка (кл. 401), расход ниток на которые в 3 — 4 раза больше, чем на строчки двухниточного челночного стежка (кл. 301). Увеличение расхода ниток при этом окупается ростом производительности труда, снижением трудоемкости изготовления одежды и повышением ее качества.
Вид строчки (беспосадочная; с посадкой верхнего или нижнего слоя материала; с посадкой обоих слоев материала; строчка, для которой внешний вид не является определяющим) является важным показателем для обеспечения высокого качества швейных изделий из различных материалов.
Толщина пакета и наличие поперечных и утолщенных швов влияют на качество изготовления изделий, выбор методов обработки основных узлов изделия, его технологичность и экономичность в производстве.
Производительность машины определяет эффективность технологического процесса и общие затраты времени на изготовление изделия. По скоростным характеристикам швейные машины подразделяют на группы: низкоскоростные (частота вращения глав-
Таблица 9.1
Область применения основных типов (классов) машинных стежков при выполнении разных строчек
Назначение строчки Тип (класс) стежка Стежок Графическое изображение строчки Область применения
Стачивающая 101 Однониточный однолинейный прямой цепной Временное соединение и вышивание
301 Двухниточный однолинейный прямой челночный М pi _ Соединение деталей из любых тканей, кожи, меха; выполнение отделочных строчек
401 Двухниточный однолинейный прямой цепной Соединение деталей из трикотажных полотен и любых видов тканей; выполнение отделочных строчек
Обметочная 304 Двухниточный однолинейный зигзагообразный челночный и ,_л LJU Е Обработка срезов отделочных деталей (воланов, рюш и т.д.) из легких тканей и др.
Продолжение табл. 9.1
Назначение строчки Тип (класс) стежка Стежок Графическое изображение строчки Область применения
501 Однониточный обметочный цепной Соединение деталей из меха
503 Двухниточный обметочный цепной Обметывание срезов деталей из материалов с малой осыпаемостью
504 Трехниточный обметочный цепной ^"х. Обметывание и соединение срезов деталей из трикотажных полотен и тканей со средней осыпаемостью
Стачивающе-обметочная 406 Трехниточный двухлинейный цепной Изготовление шлевок, пришивание кружев, отделок и т.п.; соединение деталей из трикотажных полотен
508 Четырехниточ ный двухлинейный стачи-вающе -обметочный цепной Стачивание изделий из трикотажа крупной петельной структуры и малой плотности; соединение срезов в изделиях, испытывающих большие нагрузки при эксплуатации: спортивной трикотажной одежде, ночном белье, детской одежде и т.д.
401.504 (516) Комбинированный Соединение срезов в изделиях из любых материалов
Окончание табл. 9.1
Назначение строчки Тип (класс) стежка Стежок Графическое изображение строчки Область применения
Плоская 605 Пятиниточный трехлинейный плоский цепной с покровными нитками Обработка срезов изделий из трикотажных полотен; выполнение декоративных строчек
607 Шестиниточный трехлинейный плоский цепной с покровными нитками То же
Потайная 103 Однониточный потайной цепной Подшивание и выстегивание в изделиях из любых материалов
Петельная 304 Двухниточный однолинейный зигзагообразный челночный ,ь л У Прямые петли в одежде из легких материалов (сорочках, блузках), средних материалов (рабочей одежде), из любых видов трикотажных полотен; фигурные петли в рабочей одежде, детской одежде, пижамах
404 Двухниточный зигзагообразный цепной Прямые петли в одежде из трикотажных полотен, брюках, спортивной одежде; фигурные петли в верхней одежде из средних и тяжелых материалов (тканей, трикотажных полотен, кожи и др.); отверстия в одежде из средних материалов (для продергивания шнура)
Пуговичная 304 Двухниточный однолинейный зигзагообразный челночный е? ь У LJ И У £ В одежде из любых материалов
Закрепочная 304 Двухниточный однолинейный зигзагообразный челночный о У л и £ То же
о
ного вала до 2 500 мин-1, среднескоростные (2 500—5 000 мин-1), высокоскоростные (свыше 5 000 мин-1).
Автоматизация вспомогательных операций обеспечивает технологичность изготовления изделия, качество выполнения операций и точное соблюдение технических условий.
Дополнительные конструктивные возможности позволяют расширить диапазон выполняемых строчек.
Технические характеристики швейной машины для выполнения операции (группы операций) объединяют следующие показатели: механизм перемещения материала, вид и объем челнока, высота подъема прижимной лапки и петлителя, наличие устройств для автоматизации вспомогательных операций и др.
Наиболее широко в швейных машинах используются механизмы перемещения материала, рабочими органами которых являются:
зубчатая рейка (нижний транспортер), расположенная под игольной пластиной и применяемая для выполнения типовых швейных операций, где маловероятно смещение слоев материала или где требования к качеству допускают посадку слоев материала;
две нижние дифференциальные рейки (дифференциальный транспортер), которые обеспечивают разную скорость движения соединяемых материалов и применяются для выполнения строчек с посадкой одной из деталей, а также для устранения растяжения при стачивании трикотажных полотен;
нижняя зубчатая рейка и отклоняющаяся вдоль линии строчки игла (игольный транспортер); используется для выполнения беспосадочных строчек: игла, проколов материалы до их перемещения, не выходит из них, не давая слоям смещаться относительно ДРУГ друга;
нижняя зубчатая и верхняя регулируемая транспортирующая рейки, предназначенные для перемещения труднотранспортиру-емых материалов (с малым коэффициентом трения), а также для выполнения регулируемой посадки верхнего или нижнего слоев материала и выполнения беспосадочных строчек;
нижний дифференциальный и верхний регулируемый транспортеры, предназначенные для выполнения регулируемой посадки верхнего или нижнего слоя материала, а также для осуществления беспосадочных строчек;
нижняя зубчатая рейка и шагающая лапка для соединения деталей с регулируемой величиной посадки на разных участках;
нижняя зубчатая рейка, шагающая лапка и отклоняющаяся игла, обеспечивающие синхронную подачу материала (синхронный транспортер) и используемые для соединения труднотранспор-тируемых материалов, трех слоев материалов и более, для выполнения строчек над поперечными швами;
зубчатая рейка и тянущие ролики для выполнения отделочных строчек;
нижний и верхний ролики (роликовый транспортер) для перемещения деталей из кожи и меха.
Имеются и другие варианты комбинации рабочих органов в механизмах перемещения материала. Для особо сложных материалов (кожа, материалы с покрытием, тяжелые ткани и т.д.) необходимо оснащение машины дополнительным роликом продвижения. На рис. 9.2 показан внешний вид лапок для перемещения труднотранспортируемых материалов.
Увеличенный объем челнока позволяет уменьшить количество перезаправок челночной нитки и использовать более толстые нитки при пошиве. Подъем прижимной лапки на большую высоту и увеличенный ход игловодителя дают возможность обрабатывать на машине очень тяжелые материалы.
На швейных машинах с увеличенным размером платформы удобнее обрабатывать крупногаборитные изделия, а на машинах с цилиндрической (рукавной) платформой — детали небольших размеров цилиндрической или замкнутой формы.
Значительно повышают производительность труда на швейных машинах устройства для автоматического выполнения вспомогательных операций, таких, как обрезка ниток; выполнение закрепок в начале и конце строчек; подъем прижимной лапки в крайнее верхнее положение; останов иглы в заданном положении и др.
Многие современные машины оснащены микропроцессорами, которые позволяют задавать параметры рабочего процесса и быстро изменять их при переходе на обработку других деталей, узлов, материалов.
Рис. 9.2. Общий вид лапок для труднотранспортируемых материалов: а — верхняя транспортирующая с приспособлением; б — роликовая; в — верхняя транспортирующая
Отметим, что высокая степень автоматизации может быть оправданна на предприятиях большой мощности. Предприятия же сферы сервиса и малого бизнеса в большинстве случаев не следует оснащать оборудованием со сложной электроникой, требующим значительных затрат на приобретение и содержание.
* * *
В целом для развития современного швейного машиностроения характерна тенденция, в основу которой положен принцип создания конструктивно-унифицированных рядов (КУР) машин, при котором на единой базе за счет смены модулей можно получить множество модификаций оборудования. Например, машины КУР кл. 131 (АО «Орша», Беларусь) предназначены для выполнения стачивающих операций однолинейной строчкой, образованной стежками кл. 301; машины КУР JUKI MO-6700S (Япония) предназначены для выполнения стачивающе-обметочных и краеобметочных строчек стежками кл. 503, 504, 505, 512 и др.
Машины одного конструктивно-унифицированного ряда оснащены разными средствами автоматизации, технологической и организационной оснасткой, а также различаются по скоростным режимам.
Унификация корпуса и основных механизмов независимо от скоростных характеристик, степени тяжести материалов и наличия дополнительных механизмов делает возможным на любых машинах ряда использовать унифицированные рабочие органы: рейку, игольную пластину, прижимную лапку, иглодержатель; производить быструю их замену.
Отбор машин, отвечающих предъявленным техническим требованиям, должен производиться по всей номенклатуре оборудования, представленного на российском рынке.
При выборе конкретной швейной машины (например, при выборе машины, обеспечивающей комфортные условия труда) осуществляют сравнение технических, экономических и других характеристик, обращают внимание на показатели шума, вибрации, надежности отобранных машин.
При комплектовании оборудования для оснащения швейных цехов предприятий следует выбирать оборудование одной или минимального числа фирм-производителей, что позволит снизить эксплуатационные затраты на обслуживание оборудования.
9.3. Характеристика игл для швейных машин
Разнообразие технологических операций, выполняемых на швейных машинах, широкий ассортимент используемых материалов обусловливают большое разнообразие машинных игл.
Вид выполняемой операции определяет форму стержня иглы. Наиболее распространены прямые иглы. В подшивочных, а также некоторых краеобметочных и плоскошовных машинах применяются изогнутые иглы.
Толщина стержня характеризуется номером иглы, который численно равен диаметру стержня, умноженному на 100. Например, иглы с диаметром стержня 0,75 мм имеют № 75.
Выбор формы острия иглы (круглая, овальная, лопаточкой, трехгранная и др.) зависит главным образом от вида стачиваемых материалов. Характеристика игл по форме острия представлена в табл. 9.2. Условное обозначение формы острия соответствует обозначению, используемому ведущими производителями швейных игл — компаниями SCHMETZ, TRIUMPH (Германия) и др. Иглы отечественных производителей имеют цифровое обозначение в зависимости от формы сечения стержня, формы заточки острия и особенностей изготовления колбы.
При выполнении стачивающих и отделочных строчек на тканях используется игла со стандартным острием R, которая не растягивает и не деформирует ткань. Для указанной цели могут быть использованы и иглы с острием типа SES и SUK, при этом слегка закругленное острие иглы легко проникает между волокнами ткани, в результате чего острие не разрушает нити материала и продлевает срок службы изделия. Однако при выполнении этой иглой отделочной строчки ровнота строчки снижается, а при использовании очень гладких тканей стежок слегка скручивается из-за увеличения сопротивления. Поэтому иглы типа SES и SU К рекомендуется использовать при пошиве изделий из трикотажных полотен. Иглы с режущим острием используются при пошиве изделий из кожи и тяжелых нетканых материалов.
Ведущие производители игл для швейных машин постоянно ведут работы по совершенствованию методов обработки игл и разработке новых игл для различных видов материалов. Так, например, выпускаются иглы с титановым и керамическим покрытием, которые характеризуются меньшим усилием иглы при проникновении ее в материал, а также увеличенной прочностью. При использовании данных игл при пошиве изделий из синтетических материалов значительно снижается температура плавления, уменьшается нагрев иглы.
Важным фактором качественного соединения деталей изделия является оптимальный подбор номера иглы и швейных ниток. В табл. 9.3 даны рекомендации по подбору номеров игл для ниток разной линейной плотности и волокнистого состава. Следует отметить, что использование игл, имеющих большую толщину, чем нитки, не всегда целесообразно, так как может привести к повышенному прорубанию обрабатываемого материала, ослаблению его по линии строчки и другим повреждениям. На операциях, где
ю LA 4^
Характеристика игл для швейных машин по форме острия
Таблица 9.2
Графическое изображение острия иглы Характеристика формы и условное обозначение острия Область применения иглы
Круглое нормальное (стандартное) острие, R Легкие и среднетяжелые ткани, тонкие материалы с покрытием, натуральная и искусственная кожа. Не предназначено для выполнения строчек на трикотажных полотнах и эластичных материалах
Круглое острое острие (с тонкой заостренной заточкой), SPI Легкие и среднетяжелые ткани с плотным переплетением, материалы с покрытием, кожа. Легко прокалывает материал, уменьшает стягивание шва, обеспечивает образование минимального отверстия в материале для проникновения иглы. Требует регулярной замены
Круглое удлиненное острие, KN Легкие и среднетяжелые материалы. Уменьшает сопротивление материала проникновению иглы и устраняет вероятность повреждения ткани и разрыва нитей трикотажа
Круглое сферическое тонкое острие (слегка закругленное), SES Тонкие и средней толщины трикотажные полотна, эластичные ткани, тонкие и тяжелые джинсовые ткани. Легко раздвигает нити ткани, исключая повреждение материала
~С®)^ Круглое сферическое тупое острие (средне закругленное), SUK Трикотажные полотна средней плотности, грубый трикотаж, корсетные изделия, джинсовые ткани
Круглое сферическое очень тупое острие (шарообразное), SKF Высокоэластичные материалы из лайкры и эластомера, грубый трикотаж
-(ф)- Специальное круглое сферическое острие (сильно закругленное), SKL Высокоэластичные материалы для нижнего белья и купальных костюмов, грубый трикотаж. Обеспечивает оптимальное раздвижение нитей материала, исключая повреждение эластомерных нитей ♦
Острие с левосторонней боковой канавкой (защитным пазом), CL Защитный паз предотвращает обрыв верхней нити при прошивании плотных материалов. Данный вид острия позволяет выбрать самый мелкий стежок
Острие с правосторонней боковой канавкой (защитным пазом), CR Защитный паз предотвращает обрыв верхней нити. В двухиголь-ных машинах используется в качестве левой иглы
Режущее трехгранное острие (с треугольным поперечным сечением), D Твердая сухая кожа; при производстве обуви, чехлов, обивки для мебели, при пошиве изделий из синтетических и прорезиненных материалов, брезента и картона. Результат: прямой шов
Овальное продольное нормальное острие (острие «лопатка» с разрезом в форме линзы), S Любые виды кожи; при производстве обуви, сумок, ремней и т.д. с крупным декоративным швом. Острие режет параллельно шву и допускает только швы с крупным стежком с ровной линией шва
Окончание табл. 9.2
Графическое изображение острия иглы Характеристика формы и условное обозначение острия Область применения иглы
Овальное правое нормальное острие, LR Любые виды кожи; при производстве одежды, обуви, сумок и т.п. Режущее острие с правосторонним скосом производит разрез под углом 45° к направлению шва. Результат: шов с небольшим наклоном влево
Овальное левое нормальное острие, LL Любые виды кожи; при производстве обуви, сумок, ремонте обуви. Режущее острие с левосторонним скосом производит разрез под углом 135° к направлению шва
Ромбическое продольное нормальное острие, DI При производстве обуви, сумок, чемоданов. Четыре режущих кромки обеспечивают более легкое прокалывание кожи, чем у острия S. Разрез материала осуществляется в направлении шва.Р езультат: очень ровный, утопленный шов
Овальное поперечное узкое острие со спиральным желобком слева, PCL Все виды кожи. Разрез осуществляется перпендикулярно линии шва. Предотвращает обрыв верхней нити при прошивании плотных материалов. Высокая прочность шва. Для челноков, вращающихся по часовой стрелке
Рекомендации по подбору игл и ниток
№ ИГЛЫ Условный (торговый) номер ниток
хлопчатобумажных лавсановых капроновых шелковых армированных
60 100 — — 65 —
65 80 22Л (90/2) — 65 —
70 80 22Л — 65 —
75 80 22Л — 65 —
80 60 22Л — 65а
85 60 22Л — 65а —
90 50 ЗЗЛ (90/3) — 33 44ЛХ
100 40 ззл 50К (64/3) 33 —
НО 40 ЗЗЛ 50К 33а 65ЛХ
120 30 60Л (34/2) 50К 18 —
130 30 60Л 15К 18а —
140 20 90Л (34/3) 13К 13 —
150 10 90Л ПК 13а —
160 10 — ПК 9 —•
170 3 — ПК 9а —
180 1 — 9К — —
190 1 — — —
200 0 — __ — —
толщина пакета материалов неодинакова и есть большой перепад толщины, номер иглы должен быть выше, а номер нитки остается прежним. Верхние и нижние нитки, как правило, должны быть одинаковой толщины.
9.4. Оборудование для изготовления одежды из трикотажных полотен
Общая характеристика швейных машин для изготовления одежды из трикотажных полотен. К швейным машинам для изготовления трикотажных изделий относятся: краеобметочные, стачиваю-
ще-обметочные, плоскошовные и стачивающие машины цепного стежка. Технический уровень машин цепного стежка для пошива современных, все более усложняющихся трикотажных полотен чрезвычайно высок, а номенклатура их достаточно широка. Значительно реже используются стачивающие машины челночного стежка.
Поскольку трикотажное полотно легко смещается под лапкой обычной машины с зубчатой рейкой, швейные машины для работы с трикотажными полотнами должны быть оснащены дифференциальным транспортером. Дифференциальный транспортер имеет две рейки: подающую материал и вытягивающую материал из-под лапки машины. Большинство современных швейных машин цепного стежка имеет такой двигатель материала, что значительно упрощает процесс стачивания деталей из трикотажных полотен благодаря синхронному их продвижению с помощью двух двигателей материала.
Если смещение сшиваемых материалов недопустимо, применяют дифференциальный верхний и нижний транспортеры или механизмы с игольным продвижением материалов (с отклоняющейся иглой).
Для стачивания деталей трикотажных изделий с заработанными краями рекомендуется применять роликовый транспортер.
В швейных машинах для изготовления одежды из трикотажных полотен используются иглы с круглой сферической формой острия (см. табл. 9.2), что обеспечивает хорошую раздвижку нитей переплетения трикотажного полотна и снижает его прорубаемость.
Стачивающие машины челночного стежка. Данные машины используют при обработке верхних трикотажных изделий для выполнения таких операций, как настрачивание деталей, изготовление узлов карманов, стачивание вытачек, обработка поясов, застежек, прокладывание отделочных и других строчек, не подвергающихся значительным растяжениям в процессе эксплуатации. Используют как прямострочные машины, так и машины для выполнения зигзагообразных строчек. Операции выполняют на тех же машинах, что и для изделий из тканей соответствующей поверхностной плотности и толщины. Следует только уменьшить давление лапки и ослабить натяжение верхней и нижней ниток.
Для получения беспосадочной строчки следует применять машины с дифференциальным транспортером. Однако роль двигателей материала при стачивании деталей из трикотажных полотен на машинах челночного стежка в силу большого натяжения и жесткости ниток в челночном шве значительно меньше, чем в машинах цепного стежка.
Краеобметочные и стачивающе-обметочные машины. Отечественными производителями краеобметочных и стачивающе-обметоч-ных машин являются ЗАО «Агат» (Ростов-на-Дону), выпускающее машины по лицензии фирмы JUKI (Япония); совместное про
изводство ПО «Азовский оптико-механический завод» (Азов) с фирмой JAMATO.
ЗАО «Агат» производит в настоящее время стачивающе-обме-точные машины следующих КУР: кл. 51 для изготовления швейных и трикотажных изделий с частотой вращения главного вала 6 500... 7 500 мин-1; кл. 60 для изготовления швейных и трикотажных изделий с частотой вращения главного вала 5 000 мин-1.
ПО «Азовский оптико-механический завод» выпускает одно- и двухигольные обметочные машины серии AZ 8000Н с частотой вращения главного вала до 8 000 мин-1 и AZ 8500Н с частотой вращения главного вала до 8 500 мин-1.
Фирма JUKI является одним из лидеров мирового швейного машиностроения по производству краеобметочных и стачиваю-ще-обметочных машин серий МО. Начиная с 2000 г. фирма разработала и полностью перешла на производство нового поколения краеобметочных и стачивающе-обметочных машин КУР МО-6000:
MO-6700S — экономичный вариант с частотой вращения главного вала 7 000 мин-1, с нижним двигателем материала;
MO-6900S — базовый вариант с максимальной частотой вращения главного вала 8 500 мин-1 (более высокая частота вращения достигается применением новых конструкционных материалов, повышенной точностью изготовления деталей и улучшенной степенью чистоты поверхности), с нижним двигателем материала;
MO-6900R — с максимальной частотой вращения, с нижним и верхним двигателями материала;
MO-6900G — с максимальной частотой вращения для работы с тяжелыми и сверхтяжелыми материалами; отличаются сверхвысоким подъемом краеобметочного петлителя и крупным зубом на рейках;
MO-6900J — с максимальной частотой вращения, с нижним и верхним двигателями материала для работы с тяжелыми и сверхтяжелыми материалами;
MO-6100D — с частотой вращения 6 000 мин-1, «сухого» типа для обработки деликатных материалов со скользкой и легко повреждаемой поверхностью; масло не подается на рабочие органы, контактирующие с материалом, и др.
Признаки, определяющие модификацию машины (тип стежка, число реек, ширина шва, вид обрабатываемого материала и др.) и набор дополнительных устройств и приспособлений (устройство обрезки цепочки ниток, устройство подачи тесьмы, устройство для втачивания канта и др.), зашифрованы на остальных позициях в обозначении машин. Аналогичные модификации возможны и для других указанных выше КУР. Во всех машинах ряда МО-6000 применены новые конструкции механизмов игло-водителя, петлителя и нитепритягивателя, обеспечивающие низ
кое натяжение ниток на всем ассортименте материалов от самых легких до тяжелых.
Японская фирма PEGASUS также является одним из крупнейших производителей машин цепного стежка, для которых характерна узкая специализация для конкретных групп материалов и параметров ниточных строчек. Наиболее популярными на российском рынке сериями являются:
ЕХ — серия высокоскоростных швейных машин (ЕХ3200 — высокоскоростная стачивающе-обметочная машина; ЕХ5201 — высокоскоростная краеобметочная машина; ЕХ5201 — высокоскоростная краеобметочная машина с возможностью уплотнения стежка; ЕХ5100 — высокоскоростная краеобметочная машина с цилиндрической платформой);
EXT — серия швейных машин с верхним регулируемым транспортером (ЕХТ3200 — высокоскоростная стачивающе-обметочная машина; ЕХТ5200— высокоскоростная краеобметочная машина; ЕХТ5100 — высокоскоростная краеобметочная машина с цилиндрической платформой);
М700 — сочетают высокое качество и доступную цену (М722 — высокоскоростные стачивающе-обметочные машины; М732 — высокоскоростные краеобметочные машины);
S — сверхскоростные швейные машины с максимальной частотой вращения 10000 мин-1 (S32 — стачивающе-обметочные и S52 — краеобметочные машины);
Е256 — высокоскоростные краеобметочные машины, обеспечивающие минимальный пропуск стежков благодаря использованию изогнутой иглы, и др.
Фирма ALTIN (Германия) является единственной из немецких фирм, выпускающей краеобметочные и стачивающе-обметочные промышленные швейные машины КУР 8516 для производства одежды из разных материалов. Во всех машинах указанной фирмы для перемещения материалов использован дифференциальный транспортер для получения беспосадочной строчки или для получения строчки с посадкой нижней детали.
Фирма RIMOLDI NECCH1 (Италия) постоянно расширяет и обновляет парк краеобметочных и стачивающе-обметочных машин, выпуская машины как с плоской, так и с цилиндрической платформой. В настоящее время эта фирма выпускает машины модульной системы товарного знака «Flexsystem» (F — первая буква в условном обозначении машины). Оборудование данной серии легко трансформируется внутри базового ряда, что позволяет выполнять большое количество операций на одной машине.
Компания TYPICAL (Китай) является ведущим китайским государственным предприятием в области производства швейных машин, в том числе краеобметочных и стачивающе-обметочных машин серии GN79 и GN2000.
При выборе машин названных и ряда других фирм-производителей следует учитывать, что легкие и средние трикотажные полотна могут быть соединены на трехниточной стачивающе-обме-точной машине. Детали изделий из синтетических нитей и пряжи, имеющие крупную петельную структуру, должны стачиваться на четырех- или пятиниточных стачивающе-обметочных машинах. Допускается стачивать детали трехниточной стачивающе-обметочной строчкой в сочетании с дополнительной строчкой двухниточного цепного стежка.
Плоскошовные машины. Данные машины широко используют при изготовлении современной одежды из трикотажных полотен в процессе выполнения следующих операций: стачивания деталей; окантовывания срезов бейкой; распошивания оверлочных швов; притачивания эластичной тесьмы; притачивания кружев; выполнения шва вподгибку; декоративной обработки (прокладывания отделочных строчек, настрачивания бейки и др.).
Плоскошовные машины могут быть с верхним раскладчиком для получения строчек с верхним застилом ниток (стежки кл. 602, 605) и без верхнего раскладчика (стежки кл. 406, 407). Номенклатура плоскошовных машин представлена в основном оборудованием, произведенным зарубежными фирмами, например фирмой JUKI — серия MF-7800 (высокоскоростные машины с верхним и нижним застилом, с цилиндрической платформой); фирмой PEGASUS — серии W500 (двух- и трехигольные машины для обработки нижнего белья, верхней одежды и др.; W600 (одно-, двух-и трехигольные машины с цилиндрической платформой для обработки малых рукавообразных деталей и узлов типа выреза горловины, проймы и т.п.); WT500 (двух- и трехигольные машины с верхним транспортером, плоской платформой) и др.
Стачивающие машины цепного стежка. Данные машины используют для соединения деталей трикотажных изделий цепным стежком вместо строчки двухниточного челночного стежка, обеспечивая высокую эластичность швов. Использование при этом стачного шва вразутюжку, выполняемого строчкой двухниточного цепного стежка, особенно без обметывания срезов в изделиях из чистошерстяных, полушерстяных и полиэфирных полотен ряда переплетений, позволяет получать мягкие и плоские швы. Данные машины могут быть прямолинейного или зигзагообразного цепного стежка.
Подшивочные машины потайного стежка. Данные машины применяются для подшивания потайной строчкой низа изделий из трикотажных полотен.
Отметим еще раз, что подшивочные операции в изделиях из трикотажных полотен могут также выполняться на стачивающих машинах цепного или челночного стежка; на плоскошовных машинах с верхним застилом ниток (например, кл. 52800 SBW и
др.) или без верхнего застила (кл. 263-10-2MD и др.), а также с одновременным прокладыванием эластичной тесьмы. На машинах краеобметочного стежка шов вподгибку может выполняться с потайным стежком (например, кл. М752-01 и др.) или с подгибкой вниз (кл. EX5204-32R1/223 и др.
* * *
Кроме указанных при изготовлении одежды из трикотажных полотен используются специальные машины: петельные и закрепочные, пуговичные, полуавтоматы для обработки карманов и др.
Использование специальных полуавтоматических и автоматических машин для изготовления прорезных и накладных карманов, стачивания средних срезов спинки, боковых срезов юбки и платья, для втачивания рукавов, обтачивания клапанов и воротников и др. повышает производительность труда и качество готовых изделий из трикотажных полотен.
9.5. Оборудование для изготовления одежды из меха
При пошиве одежды из натурального меха, особенно из дорогостоящего, широко используется ручное соединение деталей, выполняемое при помощи игл для ручных работ. Иглы для ручных работ бывают 12 номеров, характеризующих их толщину и длину. Иглы с нечетным номером длиннее, чем иглы с четным номером. В табл. 9.4 даны рекомендации по подбору ручных игл для пошива изделий из натурального меха различной толщины и плотности.
Для соединения деталей меховых изделий применяются скорняжные машины однониточного цепного краеобметочного стежка отечественного и зарубежного производства.
Таблица 9.4
Характеристика ручных игл для пошива одежды из натурального меха
Назначение иглы Номер Диаметр, мм Длина, мм
Для натурального меха 4 0,8 30
с тонкой кожевой тканью 5 0,8 40
и кожевой ткани средней 6 0,9 35
ТОЛЩИНЫ 7 0,9 45
Для натурального меха 8 1 40
с толстой и плотной коже- 9 1 50
вой тканью 10 1,2 50
11 1,6 75
12 1,8 80
К скорняжным машинам отечественного производства относятся машины кл. 1 ОБ, КУР СКМ («ЗиМ-инструмент», Самара), 0810 (АО «Завод имени В. А. Дегтярева», Ковров). Для данных машин характерна более узкая специализация в зависимости от свойств кожевой ткани. Некоторые из них имеют возможность подключения к пневмосистеме для автоматического выправления волосяного покрова на лицевую сторону шва.
Ведущим зарубежным производителем скорняжных машин является фирма STROBEL (Германия).
В скорняжных швейных машинах применяются иглы с круглым острием острой, нормальной или сферической заточки. Для меха с толстой кожевой тканью может быть использована игла с трехгранной заточкой.
Стачивание деталей изделий из овчинно-шубного полуфабриката может выполняться как на скорняжных машинах, так и на стачивающих машинах челночного стежка, которые рекомендуются для изготовления изделий из кожи, например кл. 2823, 3823 (ЗАО «Завод Промшвеймаш»).
В настоящее время швейные предприятия по пошиву меховых изделий помимо скорняжных машин оснащены различным универсальным и специальным оборудованием, что связано с разнообразием технологий пошива меховых изделий. Например, универсальные машины двухниточного челночного стежка используются для обработки подкладки меховых изделий; машины потайного стежка — для выполнения подшивочных и стегальных операций; стачивающе-обметочные машины — для обработки срезов отлетной подкладки. Кроме того, используются разнообразные машины и аппараты для выполнения отдельных операций при пошиве меховых изделий: раскаточные машины для раскатки швов, резальные машины для нарезки кожи, откатные и протрясные барабаны для отделочных операций и др.
Барабаны используются для чистки скроев и изделий, для придания им мягкости и эластичности. Барабан представляет собой цилиндрический сосуд, расположенный горизонтально и имеющий устройство (бочку) для вращения. Бочка барабана изготовлена из древесины, имеет незначительные размеры и рассчитана на одновременную обработку одного изделия и более. В качестве специальных средств используются опилки, химические препараты и шарики. В результате обработки изделие чистится, кожевая ткань смягчается, волосяному покрову придается блеск и антистатический эффект. Химические вещества добавляют либо в сами опилки, либо наносят на волосяной покров (при откатке скроя — на кожевую ткань). Затем возможна откатка изделия в барабане с чистыми опилками или без них.
На предприятиях по пошиву меховой одежды используются как барабаны отечественного производства (например, фирма «Отра
да» для своего производства изготовляет откатные и протрясные барабаны), так и барабаны зарубежного производства: «Сикам» (Франция), «Болкони» (Италия), «Драм» (Греция) и др.
Детали изделий из искусственного коротковорсового меха рекомендуется соединять на машинах челночного стежка для обработки труднотранспортируемых материалов; из длинноворсового меха — на машинах цепного стежка с обметыванием срезов, например кл. 51 М-283, или на скорняжных машинах.
Расчесывание ворса искусственного меха можно проводить на гладильной машине ГМА-1.
9.6. Оборудование для изготовления одежды из кожи
Ряд свойств натуральной и искусственной кожи влияют не только на технологию обработки этих материалов, но и на выбор оборудования, обеспечивающего высокое качество изделий из них.
При изготовлении одежды из кожи соединение деталей вручную используется крайне редко. При необходимости для выполнения данной операции может быть использована специальная игла с трехгранной заточкой.
При использовании клеевого способа соединения деталей изделий из натуральной кожи операции по заколотке целесообразно выполнять на гранитной или мраморной плите с идеально прямыми и гладкими краями. Такая плита имеет гладкую ровную поверхность, которая легко очищается от клея, а также способна поглощать звуки.
Для выполнения операций по заколотке и расколотке швов используют сапожный молоток небольшой массы с короткой ручкой и овальной формой ударной поверхности, что позволяет избежать пробивание кожи. Для указанной цели можно использовать и специальное оборудование, например машину кл. K.DX-1 (TYPICAL), предназначенную для разглаживания швов изделий из легкой и средней кожи. Расколка швов осуществляется при пропускании кожи через распрямляющую тефлоновую колодку и верхний и нижний ролики с резиновым покрытием; частота вращения главного вала 500 мин-1.
При подгибании края кожи, стачивании толстых кож, склеивании внахлест выполняют шерфование (утонение) кожи с помощью шерфовального ножа или специального оборудования, например машины кл. ТВ801 (TYPICAL). Машина кл. ТВ801 предназначена для спуска и срезания края средней и толстой кожи, имеет устройство для заточки ножей; частота вращения главного вала 1 270 мин-1. Данная машина позволяет выполнять утонение кожи не только по краю, но и локальное истончение кожи.
Соединение срезов деталей в изделиях из натуральной и искусственной кожи, выполнение отделочных строчек производится на одно-и двухигольных стачивающих машинах челночного стежка, предназначенных для труднотранспортируемых материалов. Соединение деталей в изделиях из толстых кож может быть выполнено на стачивающих машинах челночной зигзагообразной строчки.
Транспортирование натуральной и искусственной кожи зубчатой рейкой швейных машин затруднено, что вызывает стягивание строчки, появление морщинистости и волнистости по линии строчки, которые невозможно устранить в дальнейшей обработке и что значительно снижает качество готового изделия. Поэтому для стачивания деталей одежды из натуральной и искусственной кожи рекомендуется использование машин беспосадочной строчки, в которых используются следующие механизмы перемещения материалов: нижняя зубчатая рейка и регулируемая верхняя рейка; зубчатая рейка и отклоняющаяся игла; дифференциальный верхний и нижний транспортеры и отклоняющаяся игла. Игольное продвижение совместно с транспортирующей рейкой обеспечивает уменьшение сдвига сшиваемых слоев относительно друг друга и соответственно уменьшение нежелательной посадки и сборения материала. Для перемещения деталей из кожи может быть применен и роликовый транспортер.
Для лучшего перемещения материалов рекомендуется использование лапки с тефлоновым или фторопластовым покрытием. Вместо прижимной лапки может использоваться лапка с роликом (см. рис. 9.2), рифленый ролик или роль-пресс.
Детали изделий из тонких мягких кож допускается стачивать на машинах типа кл. 1022М и др. Чтобы исключить возможность повреждения поверхности натуральной или искусственной кожи, крупная рейка машины кл. 1022М должна быть заменена мелкой.
Кроме правильного подбора швейных машин существуют и некоторые технологические приемы, позволяющие снизить или исключить стягивание строчки. Так, для улучшения условий продвижения кожи, уменьшения сил трения, препятствующих продвижению соединяемых деталей изделия, необходимо установить минимальное давление прижимной лапки на материал.
Для увеличения скорости скольжения кожи под лапкой машины в местах строчки наносят технические масла, силиконовую эмульсию, слабый мыльный раствор. Этот способ применим для тех видов натуральных и искусственных кож, которые не имеют ворса на лицевой стороне и на которых не останется следов от масла, эмульсии или раствора.
На обычных стачивающих машинах соединение деталей одежды из натуральной и искусственной кожи может быть выполнено поверх тонкой папиросной бумаги, которая потом легко удаляется.
O\ O\
Оборудование для изготовления мужской куртки из натуральной кожи
Таблица 9.5
Номер и название технологической операции (рис. 9.3) Вид оборудования Фирма-изготовитель
«Орша», «Агат», «Подольск» JUKI TYPICAL
Класс машины
1. Соединение по контуру деталей подкладки с утепляющей прокладкой (для изделий на утепленной подкладке) Одноигольная машина челночного стежка с нижним или игольным транспортером, ножом для обрезки края материала, автоматической обрезкой ниток или одноигольная краеобметочная машина 131-121+50 или 131-321+50 51-284 DMN-5410-7 МО-6704 GC6170 GN2000-3C
2. Выполнение соединительных швов на подкладке Одноигольная машина челночного стежка с игольным транспортером, с автоматической обрезкой ниток 131-321+50 DLN-5410N-7 GC6160 или GC6170
3. Срезание (утонение) краев деталей из кожи Машина для роспуска и срезания краев кожи — — ТВ801 или ТК801
4. Выполнение соединительных швов и отделочных строчек на деталях верха (с учетом свойств обрабатываемых материалов) Одноигольная машина челночного стежка с увеличенным челноком: с нижним транспортером (зубчатая рейка) 131-13+3 DDL-8700L или DDL-5600NL-7 или DDL-5600NR-7 GC202-D2
с нижним и верхним транспортером 131-42+3 или 131-42+50 или 31-13+50+310 DU-141 GS6-6
с синхронным транспортером (зубчатая рейка, шагающая лапка и отклоняющаяся игла) 1862 LU-1508 или LU-2216-7 или DNU-241H-4-1BU GS6-7D GS2060-6-I
5. Выполнение двух параллельных отделочных строчек (с учетом свойств обрабатываемых материалов) Двухигольная машина челночного стежка (с автоматической обрезкой): с игольным транспортером 852-1 LH-3178-7 GS6872M
то же, с отключением игл 1852-4 LH-3168-7 GS6875M
с синхронным транспортером — LU-1560-7 GL206606
то же, с отключением игл — LU-1565
6/ Притачивание подкладки, манжет к низу рукавов и др. Одноигольная машина челночного стежка с цилиндрической платформой: с нижним и верхним транспортером — DSU-145-7 GS2301
с синхронным транспортером 2823 LS-1342-7 или DSC-246 TW3-8B или GS2603
O> oo
Окончание табл. 9.5
Технологическая операция Вид оборудования Фирма-изготовитель
«Орша», «Агат», «Подольск» JUKI TYPICAL
Класс машины
7. Втачивание рукавов в проймы верха Одноигольная машина челночного стежка с нижним и верхним транспортером (для обеспечения посадки), устройством программирования сборки, с автоматическим обрезанием ниток 131-42+50 или 302-2 DLU-5490NBB-7 или DP-2100 GS6-6
8. Изготовление прорезных карманов Полуавтомат для изготовления карманов 596-М APW-1961 TASS 3200
9. Изготовление закрепок Закрепочный полуавтомат с электронным управлением 1820-9 AM S-2 06А GT680
10. Изготовление петель с глазком Петельный автомат с электронным управлением — МЕВ-3200 G18-1A
11. Пришивание пуговиц Пуговичный полуавтомат 1095 МВ-372 или МВ-373 GT660
Швейные машины, используемые для изготовления одежды из кожи, должны быть хорошо отрегулированы, металлические детали и поверхность стола для лучшего продвижения материала под лапкой машины тщательно отполированы.
В зависимости от толщины, пластичности, упругости кожи применяются машинные иглы № 80... 130 с круглой, овальной или ромбической заточкой (см. табл. 9.2).
При изготовлении одежды из натуральной кожи широкое при-
11 10 6 3,4, 5
Рис. 9.3. Технологические операции (обозначены арабскими цифрами), выполняемые при изготовлении куртки из натуральной кожи
менение находят полуавтоматические и автоматические швейные машины для обработки прорезных карманов, обтачных петель и др. В зависимости от свойств кожи для изготовления обметанных пе-
тель могут применяться полуавтоматы, выполняющие разрезание петли после обметывания или перед обметыванием, например полуавтомат CB-RL-ME фирмы AMF «Reece».
Набор оборудования для технологических процессов по изготовлению швейных изделий из натуральной кожи (табл. 9.5) рассмотрен на примере мужской куртки (см. рис. 9.3).
Приведена возможная комплектация оборудования двух зарубежных фирм (JUKI и TYPICAL), имеющих разные стоимостные характеристики, и отечественного оборудования (АО «Орша»), В последнем случае предлагаемое оборудование не всегда имеет необходимые технические характеристики (например, увеличенный объем челнока и др.). Исходя из технических и технологических возможностей швейных машин АО «Орша» оборудование было дополнено швейными машинами других машиностроительных заводов России.
9.7. Оборудование для изготовления одежды из комплексных материалов
Оборудование для изготовления пальто, плащей и курток из комплексных материалов включает одно- и двухигольные машины, оснащенные средствами механизации при выполнении вспомогательных приемов: останова иглы в заданном положении, подъема прижимной лапки, обрезания ниток, закрепления начала и конца строчки.
При изготовлении крупногабаритных изделий рекомендуется использование машин с увеличенным вылетом платформы машины.
Поскольку при стачивании деталей изделий из комплексных материалов возможно стягивание шва строчкой, то необходимо использовать стачивающие машины челночного стежка беспосадочного шва. Использование машин с верхним и нижним двигателем ткани или с игольным транспортером позволяет избежать смещения слоев материала относительно друг друга. Для трудно-транспортируемых материалов рекомендуется синхронное перемещение материалов зубчатой рейкой, шагающей лапкой и отклоняющейся иглой.
Для уменьшения стянутости швов на плащевых материалах с покрытием, прорезиненных тканях и других для стачивания деталей рекомендуется использовать швейные машины цепного стежка с дифференциальным транспортером. Цепной стежок не дает дополнительной толщины нитки в материале и является более эластичным. Стачивающие машины цепного стежка могут быть использованы и для стачивания деталей утепляющей подкладки.
Для лучшего продвижения материалов рекомендуется использование специальных лапок (см. рис. 9.2) и лапок с тефлоновым покрытием.
При соединении синтетическими нитками деталей из плащевых материалов с пленочным покрытием применяют тонкие хорошо отполированные иглы с коническими и ступенчатыми стержнями, иглы с титановым и керамическим покрытием, которые при проколе материала меньше нагреваются и не расплавляют ткани и нитки.
В перечень оборудования, необходимого для изготовления изделий из комплексных материалов, входят полуавтоматы для обтачивания деталей и изготовления карманов, а также петельные, закрепочные и пуговичные полуавтоматы. Плоскошовные машины цепного стежка с дифференциальным или игольным транспортером могут быть использованы для изготовления шлевок, поясов, манжет.
При изготовлении одежды из комплексных материалов широкое применение находят средства малой механизации: для окантовывания срезов, прокладывания отделочных строчек, соединения деталей утепленных изделий швом встык и др.
9.8. Оборудование для изготовления одежды из нетканых материалов
Поскольку нетканые материалы по своим свойствам во многом сходны с трикотажными полотнами, то для изготовления одежды из нетканых материалов используется то же оборудование, что и для изделий из трикотажных полотен. Это прежде всего 270
стачивающие, стачивающе-обметочные, краеобметочные и плоскошовные машины цепного стежка.
В зависимости от свойств используемых нетканых материалов для соединения деталей используются и стачивающие машины челночного стежка с дифференциальным или игольным транспортером, а для толстых нетканых материалов — с синхронным транспортером.
9.9. Характеристика оборудования для влажно-тепловой обработки одежды из различных материалов
Влажно-тепловая обработка (ВТО) является важнейшим процессом изготовления одежды и логическим завершением конструкторских и технологических решений.
Виды оборудования и способы нагрева. Для ВТО швейных изделий из различных материалов применяют прессы, утюжильные столы, электропаровые утюги, парогенераторы, паровоздушные манекены.
По способу нагрева рабочих органов и изделий, способу увлажнения и охлаждения изделий оборудование для ВТО может быть: электрическим — с электрическим нагревом рабочих органов, с водяным увлажнением и естественным охлаждением изделий; паровым — с паровым нагревом рабочих органов, с паровым увлажнением и охлаждением изделий посредством вакуума; элек-тропаровым — с электрическим и паровым нагревом рабочих органов, паровым увлажнением и охлаждением изделий с помощью вакуума.
На российском рынке оборудование для ВТО представлено как зарубежными фирмами-производителями (Macpi, Rotondi, Veit), так и отечественными — Чебоксарским опытным заводом (по лицензии фирмы Macpi), ООО «Геран-Люкс» и рядом других предприятий.
Прессы. Наиболее распространенным видом оборудования для внутрипроцессной и окончательной ВТО является следующее прессовое оборудование:
общего (универсального) назначения с универсальными пресс-подушками, на которых можно выполнять ряд операций разных видов;
специальные, которые позволяют выполнять только один вид операций, например пресс со специальными подушками для обработки воротников и манжет и др.;
загибочные (фальцовочные);
дублирующие для клеевого соединения деталей.
По числу позиций различают прессы одно-, двух- и трехпозиционные с возвратно-поступательным, поступательным и пово
ротным (карусельного типа) способом перемещения изделий с позиции на позицию. К одно- и двухпозиционным относятся прессы широкого назначения, оснащенные загрузочными каретками с возвратно-поступательным движением; дублирующие прессы с загрузочными рамами; карусельные прессы с поворотным перемещением подушек на 180°. Трехпозиционные прессы имеют позиции загрузки, обработки и съема изделий. К ним относятся: прессы, в которых перемещение изделий осуществляется с помощью транспортирующих лент поступательно; прессы карусельного типа с поворотным перемещением подушек на 120°; дублирующие прессы с двумя загрузочными рамами, которые устанавливаются с двух сторон от пресса.
Комплекты оборудования для ВТО. Для выполнения операций внутрипроцессной и окончательной ВТО, разутюживания вытачек и различных швов верха и подкладки, приутюживания деталей, прокладывания клеевой кромки и других операций используют комплекты оборудования, в которые входят утюжильные столы, электропаровые утюги, парогенераторы и другие вакуумные установки и вспомогательные устройства.
Утюжильные столы отличаются друг от друга оснащением (утюгами различных видов), типом нагрева гладильной поверхности, наличием вакуум-отсоса, поддува и др. Вакуум-отсос обеспечивает охлаждение изделия и постоянно сухую утюжильную поверхность. Для окончательной обработки готовых швейных изделий столы должны быть оснащены поддувом, что исключает пролегание швов и позволяет утюжить без лас и отпечатков как верхний материал, так и подкладку благодаря эффекту воздушной подушки.
По конструкции утюжильные столы могут быть прямоугольного типа с установкой основной гладильной подушки на центральной опоре и консольного типа. Дополнительные рукавные подушки разных форм и размеров позволяют использовать утюжильные столы на любых промежуточных этапах производства, например для приутюживания рукавов, разутюживания плечевых швов, глаженья труднодоступных мест и т.д.
Большинство фирм-производителей при изготовлении утюжильных столов используют принцип конструктивно-унифицированных рядов. Так, например, столы конструктивно-унифицированных рядов 101, 102, 316 фирмы Macpi различаются уровнем автоматизации регулируемых характеристик. В целом использование утюжильных столов способствует улучшению качества обработки швейных изделий и повышению производительности труда.
Электропаровые утюги отличаются друг от друга размерами подошв, массой, видом теплоносителя, мощностью электронагревателей и т.п. Основными требованиями, предъявляемыми к элек-тропаровым утюгам, являются небольшая масса, наличие регуля
торов температуры и пара, удобство пользования органами управления. В конструкции утюгов должны быть предусмотрены устройства, предохраняющие руки работающего от ожога паром и теплом. Так, например, утюги фирмы Macpi имеют деревянную ручку и экран, защищающий руки работающего от воздействия тепла, излучаемого поверхностью утюга.
Мелкая перфорация подошвы утюга обеспечивает равномерное распределение пара. Утюги для разутюживания швов имеют перфорацию по всей длине подошвы, причем в одни отверстия подается пар, увлажняющий и нагревающий разутюживаемый шов, а в другие отверстия — холодный воздух, фиксирующий шов после разутюживания.
Для исключения повреждения обрабатываемых материалов используют специальное покрытие подошвы утюга, например тефлоновое, которое исключает образование лас и глянца на материале, хорошо скользит. Могут быть использованы и дополнительные съемные подошвы, которые снижают контактную температуру между утюгом и материалом.
Парогенераторы являются составной частью утюжильных систем и включают в себя паровой котел и блок водоподготовки и электрооборудования, смонтированные в одном корпусе. Парогенераторы используются для обеспечения оборудования технологическим паром. Подача воды в парогенератор может осуществляться автоматически или вручную. В первом случае парогенератор обслуживает два места и более, во втором — одно. Автоматические парогенераторы имеют значительный объем котла и могут быть подключены к системе водоснабжения для непрерывной подачи воды.
В последнее время широкое применение находят следующие парогенераторы: в комплекте с утюгом; оснащенные паровыми щетками, для глаженья готовых изделий сложной формы и удаления лас и заминов; оснащенные паровыми пистолетами для обработки мелких и узких деталей.
Окончательная ВТО в зависимости от вида материала, из которого изготовлено изделие, может быть выполнена на паровоздушных манекенах или с помощью отпаривателей.
Обработка изделий на паровоздушных манекенах, (рис. 9.5) или на так называемых формфинишерах, включает в себя операции пропаривания и подачи горячего воздуха, режимы выполнения которых автоматизированы и осуществляются по программе, задаваемой на пульте управления паровоздушным манекеном.
Отпариватель является ручным формфинишером, используется для снятия лас, выравнивания заминов и сгибов материала в изделии и представляет собой пропаривающую и всасывающую щетку. Паровое снабжение щетки может осуществляться как от
централизованной системы (котельной), так и от индивидуального парогенератора.
Влажно-тепловая обработка изделий из различных материалов. При изготовлении одежды из трикотажных полотен для ВТО кроме утюгов используют прессы, паровоздушные манекены, пропарочные столы. Рекомендуется применять оборудование с использованием технологического пара и отсоса влаги.
При окончательной ВТО на пропарочных столах, например Veit 7506, обильная подача пара на изделие осуществляется снизу. Нагреваемая паром поверхность пропарочного стола позволяет обрабатывать большие изделия в разложенном виде. При этом гарантируется равномерность распределения пара и отсоса по всей поверхности. Наличие вакуум-отсоса обеспечивает качественное охлаждение. Длительность воздействия паром, формования и отсоса программируется. Перечисленные процессы могут регулироваться автоматически.
На прессах разных конструкций (например, пресс Е02 фирмы ALBA MAKINA) трикотажные изделия, надеваемые на каркасную форму, проходят последовательно между двумя плитами, где увлажняются паром и прессуются с удалением лишней влаги.
Окончательная обработка верхних изделий из трикотажных полотен, выполняемая на паровоздушных манекенах (например, Multiform Veit 8380), при наличии в оборудовании функции стрейч-контроля обеспечивает высокое качество одежды и отсутствие перекосов.
При изготовлении одежды из меха прессовое и утюжильное оборудование используется для обработки подкладки, дублирования деталей мехового скроя из недорогостоящих видов меха. Кроме того, электрический пресс на предприятиях по пошиву меховой одежды может применяться для утюжки боковых швов, бортов и низа изделия, например из меха тюленя.
Парогенераторы, оснащенные пневмопистолетами, используются для правки шкур и меховых скроев, а парогенераторы, оснащенные утюгами, — для ВТО скроев и изделий, придания определенного направления волосу, чистки волоса от мельчайших частиц ворса и пыли. Для утюжки скроев после правки с использованием специальных средств, придающих меху блеск, применяется гладильная машина, например LANA (Германия).
При изготовлении одежды из кожи ВТО при необходимости производится на прессе или с помощью утюга. Для изделий из натуральной кожи с ворсовой поверхностью ВТО выполняют на мягких гладильных поверхностях прессов, утюжильных столов, колодок. Для окончательной ВТО может быть использована паровая щетка, например Veit 2157 фирмы Veit.
При изготовлении одежды из комплексных материалов для ВТО используют паровое или электропаровое оборудование.
При изготовлении одежды из нетканых материалов выполняют на прессах. Для внутрипроцессной обработки изделий рекомендуется также использовать утюги с электропаровым или паровым обогревом.
Выбор необходимого оборудования для ВТО швейных изделий необходимо проводить с учетом вида и свойств обрабатываемых материалов. При выборе оборудования для ВТО, как и в целом швейного оборудовании, следует руководствоваться разумным соотношением между ценой и качеством оборудования.
ПРИЛОЖЕНИЕ
ХАРАКТЕРИСТИКИ ОДНОИГОЛЬНЫХ СТАЧИВАЮЩИХ МАШИН ЧЕЛНОЧНОГО СТЕЖКА (ТИП СТЕЖКА 301)
Класс швейной машины Назначение Основные технические характеристики Примечание
Частота вращения главного вала, мин-1 Длина стежка, мм Толщина обрабатываемых) материалов, мм
АО «Орша» (Беларусь)
1022М Стачивание средних и среднетяжелых материалов 4 500 2 ... 5 До 5 —
1022Н Стачивание средних и среднетяжелых материалов 5 000 2 ... 5 До 5 —
1022М-3 Окантовывание деталей платья полоской ткани, выкроенной по косой 4 500 1,7... 4,5 До 4 —
1022 М-4 Окантовывание деталей пальто полоской ткани или трикотажной тесьмой 4 200 1,7 ... 4,5 До 5 —
397-М Стачивание деталей из средних и тяжелых материалов с одновременным обрезанием срезов 4 000 4,5 До 5 —
597-М Стачивание легких и средних материалов 4 500 4 До 4 Зубчатая рейка и отклоняющаяся игла
697 Стачивание легких и средних материалов 4 500 4,5 До 4 Дифференциальный транспортер
131-11+3 Стачивание легких материалов 6 000 1,7 ... 3,5 До 3 —
131-12+3 Стачивание средних материалов 5 000 1,7 ... 3,5 До 5 —
131-41+50, 131-42+50 Стачивание легких и средних труднотранспортируемых материалов без посадки или с посадкой верхней детали 5 000 — — Автоматический останов иглы в заданном положении, обрезание ниток, подъем лапки
131-421+ 100+305 Стачивание с одновременным обрезанием срезов деталей из средних материалов 3 000 2 ... 3 Зубчатая рейка и шагающая лапка. Автоматизированные вспомогательные приемы. Программирование посадки верхнего и нижнего слоев и последовательности изменения величины посадки на участке строчки
31-13+50+ 310 Стачивание деталей изделий из кожи 3 000 2 ...6 — Зубчатая рейка и тянущие ролики. Роликовая лапка. Автоматический останов иглы в заданном положении, обрезание ниток
8tC
Продолжение табл.
Класс швейной машины Назначение Основные технические характеристики Примечание
Частота вращения главного вала, мин-1 Длина стежка, мм Толщина обрабатываемых) материалов, мм
ОАО «Завод Промшвеймаш» (г. Подольск)
1862 Для изделий из натуральной и искусственной кожи, дублированных материалов 2 500 6 — Зубчатая рейка, шагающая лапка и отклоняющаяся игла. Увеличенный объем челнока
2862 Соединение тканей, дублированных пенополиуретаном, прорезиненных и т. п. 4 000 — — Зубчатая рейка, шагающая лапка и отклоняющаяся игла
2 ЗАМ Соединение деталей изделий из средней и толстой кожи (юфть), кирзы, парусины 900 — До 8 —
2823 Соединение изделий из средней и толстой кожи (юфть), кирзы 1 400 — До 8 Зубчатая рейка, шагающая лапка и отклоняющаяся игла. Цилиндрическая платформа
3823 Соединение изделий из средней и толстой кожи 1 500 2 ... 8 До 8 Зубчатая рейка, шагающая лапка и отклоняющаяся игла
552 Стачивание деталей из различных материалов 4 000 1,5... 5 До 5 Зубчатая рейка и отклоняющаяся игла. Увеличенный объем челнока
272 Стачивание легких и средних материалов при пошиве крупногабаритных изделий, над поперечными швами 4 000 2 ... 6 До 5 Зубчатая рейка и отклоняющаяся игла. Удлиненная платформа
302 Для втачивания рукава в пройму изделия в женской легкой одежде 2 000 1,2 ... 3 ДоЗ Зубчатая рейка и верхняя транспортирующая рейка
« Juki» (Япония)
DLD-5430-N Для любых материалов, в том числе трикотажных полотен 4 500 5 — Дифференциальный транспортер. Автоматическая смазка
DDL-5500-NA DDL-5500N DDL-5500-NH Для легких, средних и тяжелых материалов 4 000 5 500 4 000 4 5 5 — Автоматическая смазка, обрезание ниток и выполнение закрепок
DDL-5600-NL Для тяжелых материалов 4 000 До8 — Автоматическая смазка. Увеличенный объем челнока
DDL-5600- NL-7 То же 4 000 До 8 — То же, с автоматическим обрезанием ниток
DDL-5600- NR-7 Для одежды и обуви из кожи 3 000 До 8 Автоматическая смазка. Увеличенный объем челнока. Пресс-ролик
DDL-9000-DS Для легких и средних материалов 4 000 До 5 — Автоматическая смазка. Увеличенный вылет платформы
ОС о
Продолжение табл.
Класс швейной машины Назначение Основные технические характеристики Примечание
Частота вращения главного вала, мин-1 Длина стежка, мм Толщина обрабатываемых) материалов, мм
DDL-5700 NF-7-W/CP-160/АК 85 Для шелковых тканей, бельевого трикотажа 4 000 До 4 — Дифференциальный транспортер. Микропроцессорное управление, не требуется смазка
DDL-8700L Для изделий из кожи 4 000 До 7 — Автоматическая смазка. Лапка с тефлоновым покрытием
DU-141 Для тканей средней толщины, искусственной кожи, ткани с виниловым покрытием и др. 2 000 До 9 — Дифференциальный верхний и нижний транспортеры. Автоматическая смазка
DU-141H Для толстых тканей, искусственной кожи, прорезиненных тканей » » — То же »
DU-141S Прокладывание отделочных строчек на изделиях из искусственной кожи, ткани с покрытием, прорезиненных тканей и др. » » — »
DNU-140 Для тяжелых материалов 2 000 До 8 — Зубчатая рейка, шагающая лапка и отклоняющаяся игла. Автоматическая смазка. Увеличенный объем челнока
DLM-5200N Стачивание деталей с одновременным обрезанием среза 4 500 До 5 — Автоматическая смазка. Увеличенный объем челнока
«Duerkopp Adler» (Германия)
204-370 Стачивание тяжелых материалов, в том числе для отделочных строчек над поперечными швами и утолщенными участками 800 До 12 — Тип стежка 301. Зубчатая рейка, ша-гающая лапка и отклоняющаяся игла
212-24125 Стачивание деталей из легких и средних материалов беспосадочной строчкой с одновременным обрезанием срезов 5 000 До 4 — Зубчатая рейка и отклоняющаяся игла. Автоматическое обрезание ниток и подрезание срезов
212-24145 То же » » — То же. Ступенчатое неодинаковое подрезание срезов
219-115156 Стачивание сложных в пошиве материалов (шелк, бархат, вельвет и др.) для многоассортиментного производства 5 000 До 6 — Нижняя зубчатая рейка и регулируе-мая верхняя рейка. Автоматическое обрезание, подъем лапки, выполнение закрепки
Продолжение табл.
Класс швейной машины Назначение Основные технические характеристики Примечание
Частота вращения главного вала, мин1 Длина стежка, мм Толщина обрабатываемых) материалов, мм
219-124276 Стачивание сложных в пошиве материалов с его обрезанием (обтачивание с одновременным подрезанием срезов верхней одежды без сметывания) 5 000 До 6 — Дифференциальный верхний и нижний транспортеры. Автоматическое обрезание ниток, подъем лапки, выполнение закрепки
221-76-73 Соединение тяжелых материалов беспосадочной строчкой (кожа, джинсовые ткани, синтетические ткани) 1 200 До 10 — Зубчатая рейка, шагающая лапка и отклоняющаяся игла. Увеличенный объем челнока
243-115585 Соединение любых видов материалов беспосадочной строчкой 4 000 До 6 — Зубчатая рейка и отклоняющаяся игла. Автоматическое обрезание ниток, подъем лапки, выполнение закрепки
267-FA-273- NH1 Для основных швейных операций при изготовлении изделий из кожи 1 700 До 6 — Зубчатая рейка, шагающая лапка и отклоняющаяся игла. Автоматическое обрезание ниток
273-140042 Обработка трудных в пошиве материалов, особенно при наличии поперечных швов (многоассортиментное производство) 5 500 4 — Зубчатая рейка и транспортирующие ролики. Автоматическое обрезание ниток, подъем лапки, выполнение закрепки
274-140042 Для соединения трудных в пошиве материалов беспосадочной строчкой (многоассортиментное производство) 5 500 4 — Зубчатая рейка, отклоняющаяся игла и тянущиеся ролики. Автоматическое обрезание ниток, подъем лапки, выполнение закрепки
291-164062/ Е12 Для основных швейных операций при изготовлении изделий из кожи, в том числе и для отделочных строчек 4 000 6 — То же. Прижимная лапка с тефлоновым покрытием
«Pfaff» (Германия)
489G Для соединения трикотажных полотен (многоассортиментное производство) 6 000 4,5 — Дифференциальный транспортер. Увеличенный объем челнока. Автоматизированные вспомогательные приемы
481G Выполнение беспосадочных строчек (многоассортиментное производство) 6 000 6 — Зубчатая рейка и отклоняющаяся игла. Увеличенный объем челнока. Автоматизированные вспомогательные приемы
487/489G-706 Соединение деталей с регулируемой посадкой, для многоассортиментного производства 5 000 4,5 — Дифференциальный нижний и верхний транспортеры. Увеличенный объем челнока. Автоматизированные вспомогательные приемы
СПИСОК ЛИТЕРАТУРЫ
Бекмурзаев Л.А., Технология одежды из кожи / Л. А. Бекмурзаев, В.Ф. Водорезова, Е.И. Шайкевич. — М. : ФОРУМ:ИНФРА-М, 2004.
Бузов Б. А. Материаловедение в производстве изделий легкой промышленности / Б. А. Бузов, Н.Д. Алыменкова. — М.: Издательский центр «Академия», 2004.
Гаврилова Н.И. Конфекционирование материалов для одежды / Н. И. Гаврилова, Л.В.Орленко. — Тольятти : ГАСБУ ПТИС, 1999.
Ганулич А. А. Новое поколение краеобметочных и стачивающе-обме-точных машин фирмы Juki / А.А.Ганулич, В.А.Гурович, М.А.Ганулич // Швейная промышленность, 2005. — № 1.
Дрожжин В. И. Справочник по швейно-трикотажному производству / В.И.Дрожжин, Н.В.Орещенкова. — М. : Легкая и пищевая промышленность, 1982.
Закомурная Е. Мех: история, мода, практические советы / Е. Зако-морная, Е.Стажкова. — М.: Олма-Пресс, 2002.
Кокеткин П. П. Одежда: технология — техника; процессы — качество / П.П.Кокеткин - М. : МГУДТ, 2001.
Кудрявин Л.А. Основы технологии трикотажного производства / Л. А. Кудрявин, И.И.Шалов. — М. : Легпромбытиздат, 1991.
Кузьмичев В. Е. Промышленные швейные машины: Справочник / В. Е. Кузьмичев, Н. Г. Панина. — М. : ООО «В зеркале», 2001.
Мальцева Е. П Материаловедение текстильных и кожевенно-меховых изделий / Е. П. Мальцева. — М. : Легпромбытиздат, 1989.
Назарова А. И. Технология швейных изделий по индивидуальным заказам / А. И. Назарова, И. А. Куликова, А. В.Савостицкий. — М. : Легпромбытиздат, 1986.
Пармон Ф.М. Проектирование и изготовление изделий из шубной овчины / Ф.М.Пармон. — М. : Легпромбытиздат, 1989.
Першина Л.Ф. Технология швейного производства / Л. Ф. Першина, С. В. Петрова. — М. : Легпромбытиздат, 1991.
Пурим Я. А. Технология выделки пушно-мехового и овчинно-шубного сырья / Я. А. Пурим. — М. : Легкая индустрия, 1978.
Пушкина В. 3. Кожа: Практическое руководство / В.З. Пушкина. — М.: ЭКСМО-Пресс, 2004.
Силаева М. Изделия из кожи / М. Силаева // Ателье. — 2003 — 2004 гг.
Слепцова А. Одежда из кожи / А. Слепцова, Л. Кокарева. — Ростов н/Д.: Феникс, 2000.
Стельмашенко В. И. Материалы для изготовления и ремонта одежды / В. И.Стельмашенко, Т. В. Розаренова. — М., 1997.
Стельмашенко В. И. Материаловедение швейного производства / В. И. Стельмашенко, Т. В. Розаренова. — М.: Легпромбытиздат, 1987.
Сухарев М. И. Конструирование и технология одежды из нетканых материалов / М.И.Сухарев, А.М.Бойцова. — М.,1968.
Терская Л. А. Технология раскроя и пошива меховой одежды / Л.А.Тер-ская. — М.: Издательский центр «Академия», 2004.
Труханова А. Т. Справочник молодого швейника / А. Т.Труханова. — М.: Высшая школа, 1985.
Флерова Л. Н. Промышленная технология поузловой обработки верхних трикотажных изделий / Л. Н. Флерова, Л.В.Золотцева. — М.: Легкая и пищевая промышленность, 1983.
Франц В. Я. Оборудование швейного производства / В.Я. Франц. — М.: Издательский центр «Академия», 2002.
Шандура Е. Технологические дефекты. Причины возникновения, методы их устранения // Швейная промышленность, 2005. — № 1.
ГОСТ Р 51108 — 97 «Услуги бытовые. Химическая чистка. Общие технические условия».
ОГЛАВЛЕНИЕ
Предисловие................................................. 3
ЧАСТЬ 2. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Глава 1. Условные обозначения различных материалов, строчек и символов по уходу за одеждой...........................5
Глава 2. Технология изготовления одежды из трикотажных полотен.9
2.1. Особенности технологии изготовления одежды из трикотажных полотен..................................................... 9
2.2. Конфекционирование материалов при изготовлении одежды из трикотажных полотен......................................9
2.3. Характеристика соединений деталей одежды из трикотажных полотен.....................................................15
2.4. Технологические процессы изготовления одежды из трикотажных полотен.....................................................23
2.5. Особенности технологии изготовления одежды из различных трикотажных полотен.........................................42
Глава 3. Технология изготовления одежды из натурального меха.61
3.1. Конфекционирование материалов при изготовлении одежды из натурального меха........................................61
3.2. Характеристика соединений деталей одежды из натурального меха...................................................... 66
3.3. Технологические процессы изготовления одежды из пушномехового полуфабриката......................................69
Глава 4. Технология изготовления одежды из искусственного меха .... 108
4.1. Конфекционирование материалов при изготовлении одежды из искусственного меха.....................................108
4.2. Характеристика соединений деталей одежды из искусственного меха........................................................111
4.3. Технологические процессы изготовления одежды из искусственного меха.....................................113
Глава 5. Технология изготовления одежды из натуральной кожи..127
5.1. Конфекционирование материалов при изготовлении одежды из натуральной кожи........................................127
5.2. Характеристика соединений деталей одежды из натуральной кожи.........................................130
5.3. Технологические процессы изготовления одежды из натуральной кожи........................................136
Глава 6. Технология изготовления одежды из искусственной кожи.172
6.1. Конфекционирование материалов при изготовлении одежды из искусственной кожи......................................172
6.2. Характеристика соединений деталей одежды из искусственной кожи........................................................173
6.3. Технологические процессы изготовления одежды из искусственной кожи.......................................176
Глава 7. Технология изготовления одежды из комплексных материалов..............................................184
7.1. Конфекционирование материалов при изготовлении одежды из комплексных материалов...................................184
7.2. Технология изготовления одежды из односторонних комплексных материалов.....................................190
7.3. Технология изготовления одежды из двусторонних комплексных материалов.....................................216
Глава 8. Технология изготовления одежды из нетканых полотен.234
Глава 9. Оборудование для изготовления и влажно-тепловой обработки одежды из различных материалов................243
9.1. Фирмы-производители....................................243
9.2. Факторы, обусловливающие выбор швейного оборудования.....243
9.3. Характеристика игл для швейных машин...................255
9.4. Швейные машины для изготовления одежды из трикотажных полотен....................................................260
9.5. Оборудование для изготовления одежды из меха...........264
9.6. Оборудование для изготовления одежды из кожи...........266
9.7. Оборудование для изготовления одежды из комплексных материалов..................................................272
9.8. Оборудование для изготовления одежды из нетканых материалов..................................................273
9.9. Характеристика оборудования для влажно-тепловой обработки одежды из различных материалов.............................273
Приложение. Характеристики одноигольных стачивающих машин челночного стежка (тип стежка 301).........................276
Список литературы...........................................284
Учебное издание
Конопальцева Надежда Михайловна, Рогов Павел Иванович, Крюкова Наталья Александровна
Конструирование и технология изготовления одежды из различных материалов
Часть 2. Технология изготовления одежды
Учебное пособие
Редактор Т. В. Романенко Технический редактор О. Н. Крайнова Компьютерная верстка: Н. В. Протасова Корректор Л. А. Котова
Изд. № 101112454. Подписано в печать 29.09.2006. Формат 60x90/16.
Гарнитура «Таймс». Бумага офсетная № I. Печать офсетная. Усл. печ. л. 18,0.
Тираж 3 000 экз. Заказ № 3500.
Издательский центр «Академия», www.academia-moscow.ru Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.004796.07.04 от 20.07.2004 г. 117342, Москва, ул. Бутлерова, 17-Б, к. 360. Тел./факс: (495)330-1092, 334-8337.
Отпечатано с электронных носителей издательства.
ОАО "Тверской полиграфический комбинат”, 170024, г. Тверь, пр-т Ленина, 5.
Телефон: (4822) 44-52-03,44-50-34, Телефон/факс: (4822)44-42-15
Home page - www.tverpk.ru Электронная почта (E-mail) - sales@tverpk.ru
*